/




































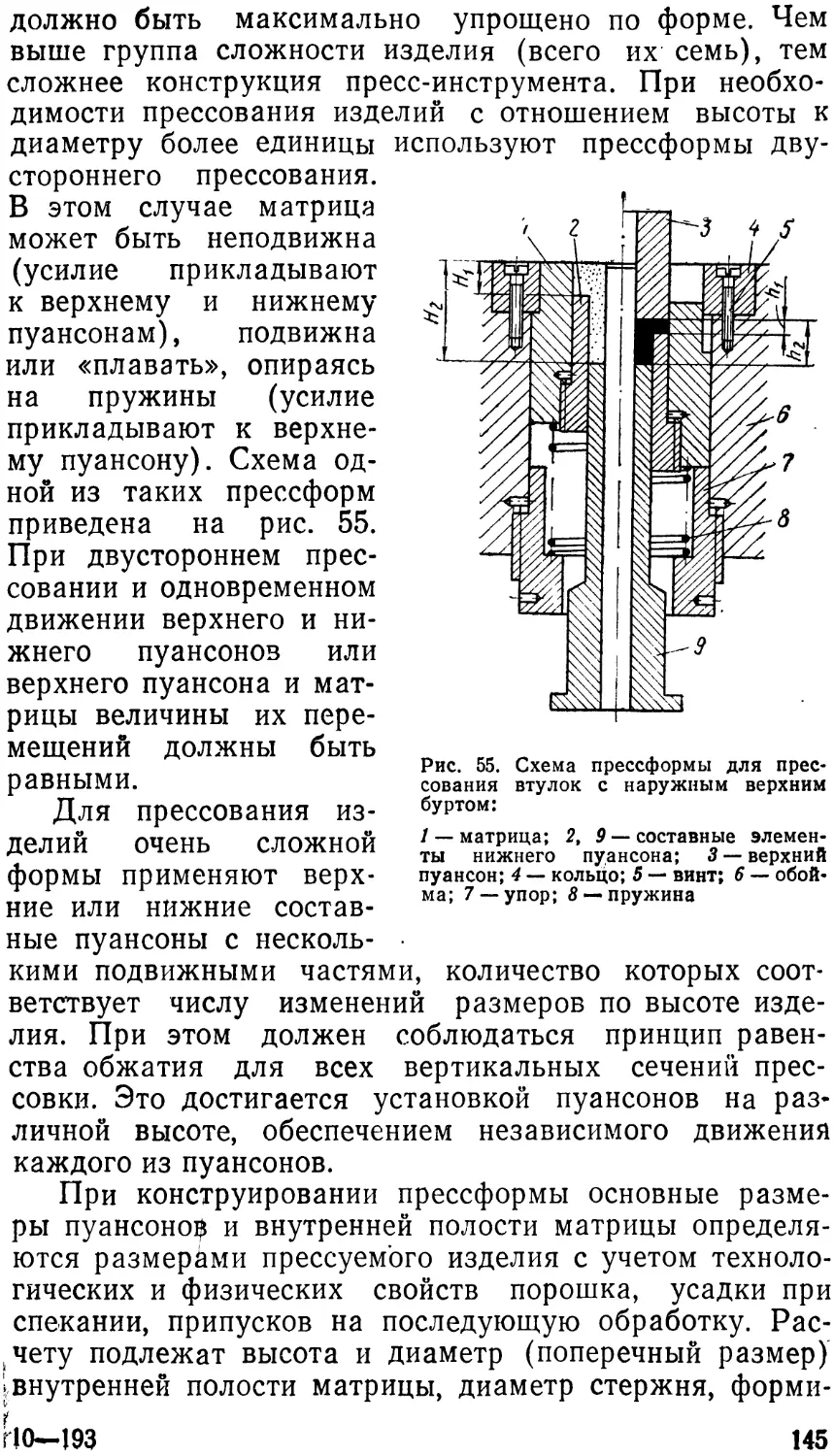
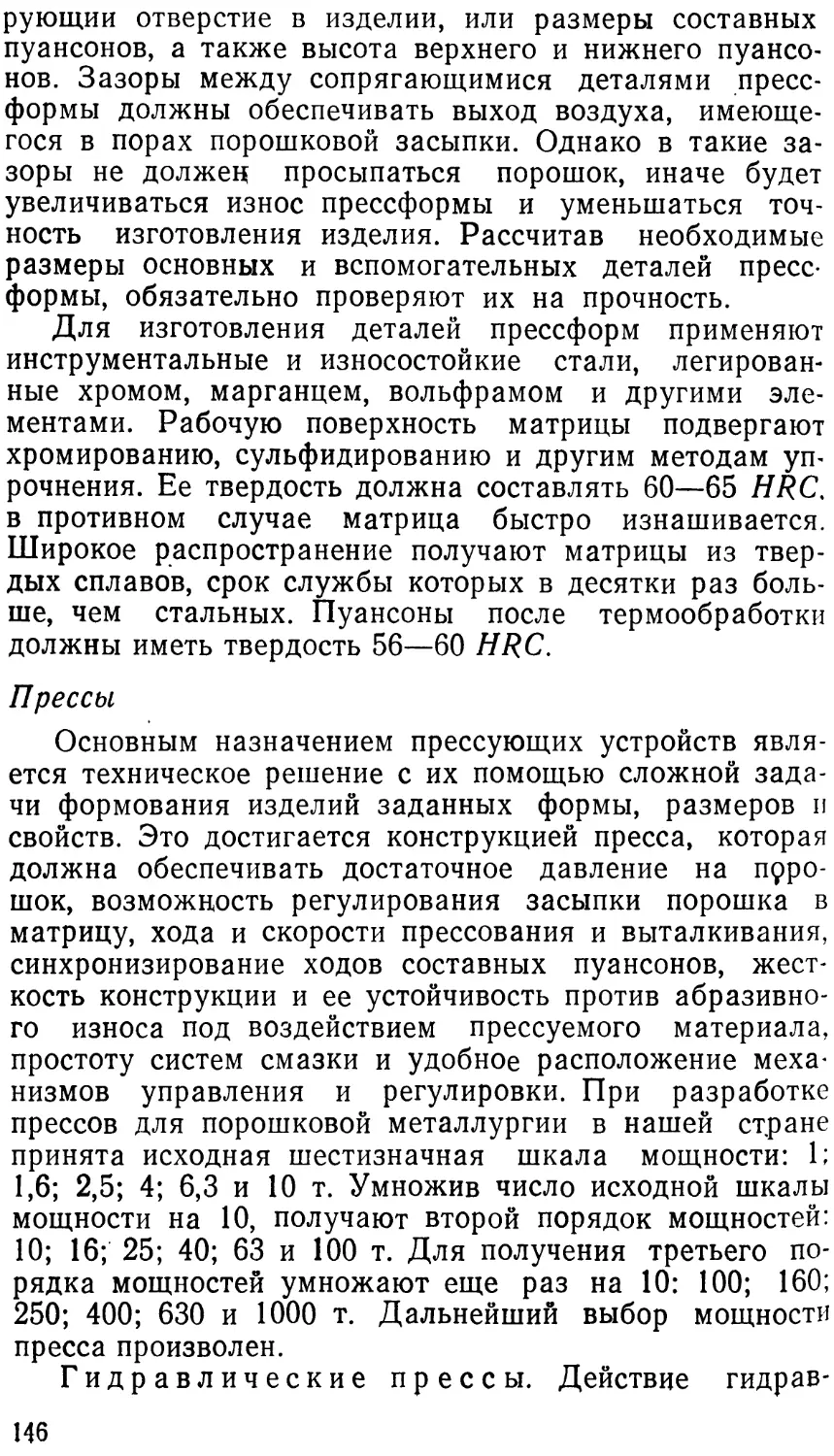







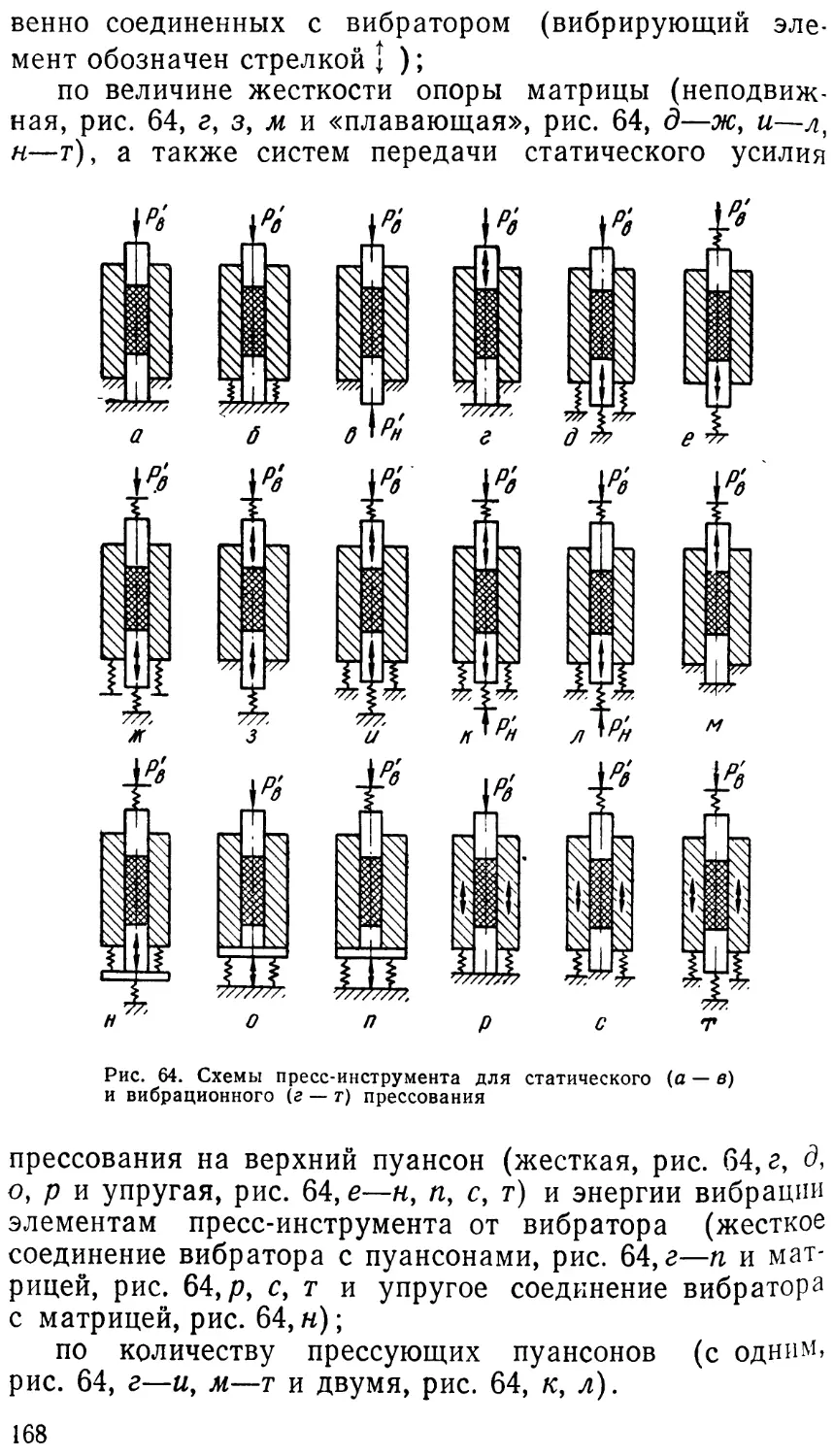

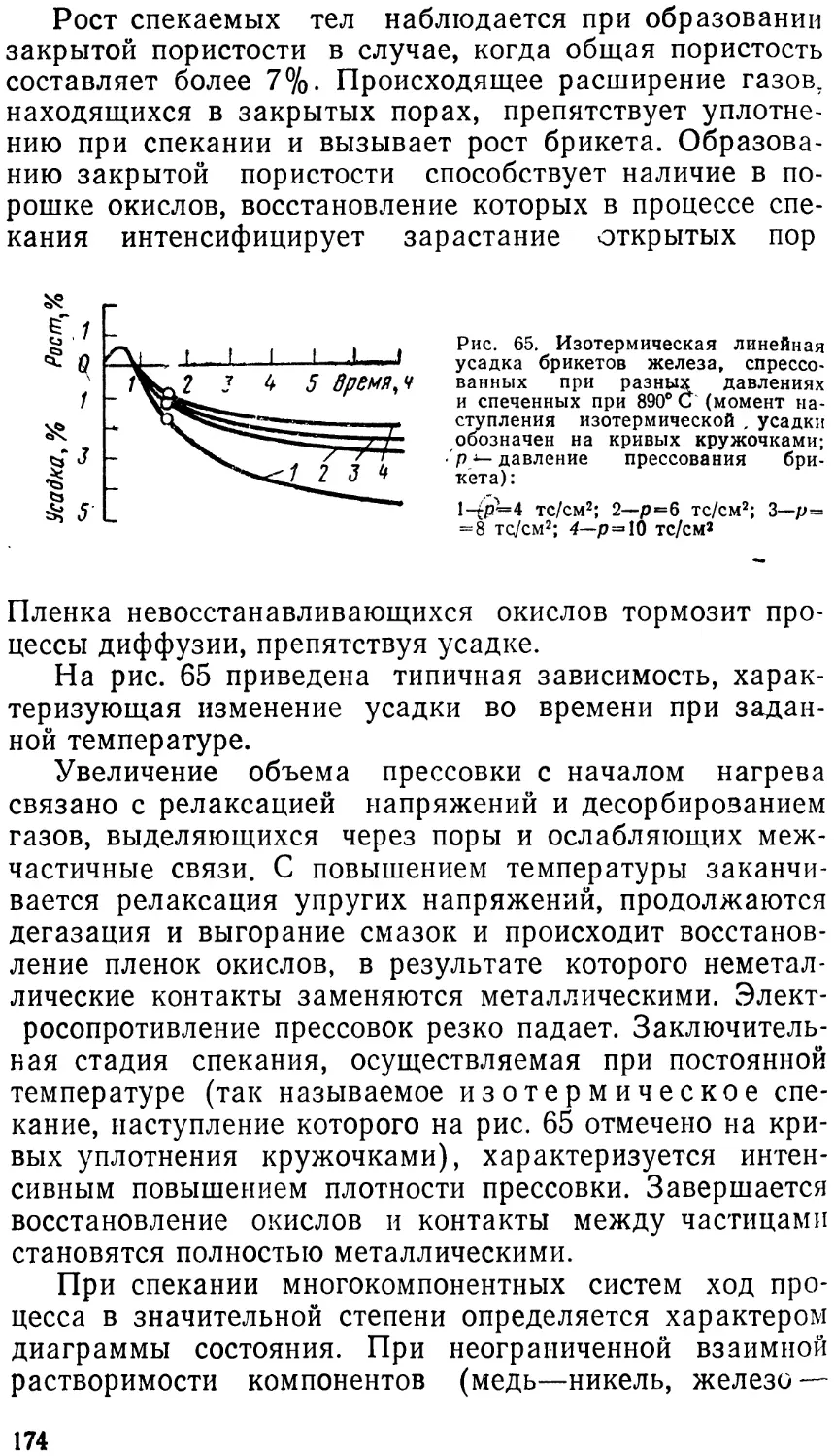
















Текст
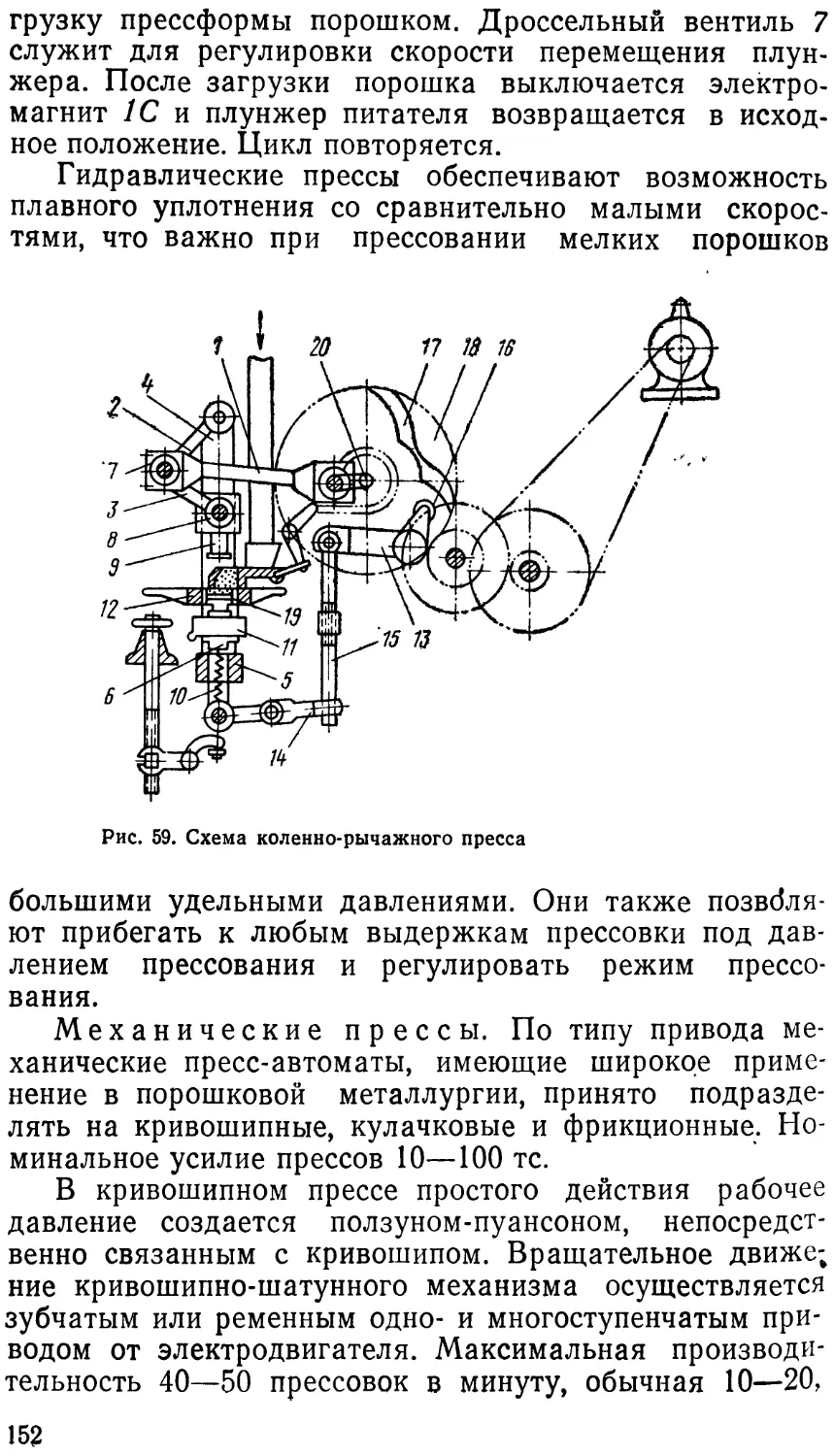
основы
Г. А. ЛИБЕНСОН ПОРОШКОВОЙ
МЕТАЛЛУРГИИ
Москва
«МЕТАЛЛУРГИЯ»
1975
УДК 621.762
УДК 621.762
Основы порошковой металлургии. Л и б е и с о н Г. А. М., «Ме-
таллургия», 1975, 200 с.
Рассмотрены физико-химические основы и технологическая прак-
тика процессов порошковой металлургии. Приведены сведения
о конструкции типовых аппаратов, их обслуживании и практике
применения. Указаны основные требования техники безопасности
при производстве металлических порошков и изделий из них.
Книга может быть использована в качестве пособия для подго-
товки рабочих, занятых в порошковой металлургии, и, кроме того,
может быть полезна работникам металлургической промышленно-
сти и машиностроения. Ил. 73. Табл. 9. Список лит.: 16 назв.
Герман Абрамович ЛИБЕНСОН
ОСНОВЫ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Редактор издательства Г. Г. Кефер
Художественный редактор Д. В. Ор/ов
Технический редактор Г. Н. Каляпина
Корректоры Н. А. Дынина, Ю. И. Королева
Обложка художника Б. Г. Дударева
Сдано в набор 12/V 1974 г. Подписано в печать 21/XI 1974 г. Т-19539
Формат бумаги 84Х 1081/з2- Бумага типографская № 1. Усл. печ. л. 10,50.
Уч.-изд. л. 10,88. Тираж 6200 экз. Заказ 193. Изд. № 2561. Цена 42 коп.
Издательство «Металлургия», 119034, Москва, Г-34,
2-й Обыденский пер., д. 14
Владимирская типография Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
г. Владимир, ул. Победы, д. 18-6.
© Издательство «Металлургия», 1975.
31009—013
Л 040(01 )-75
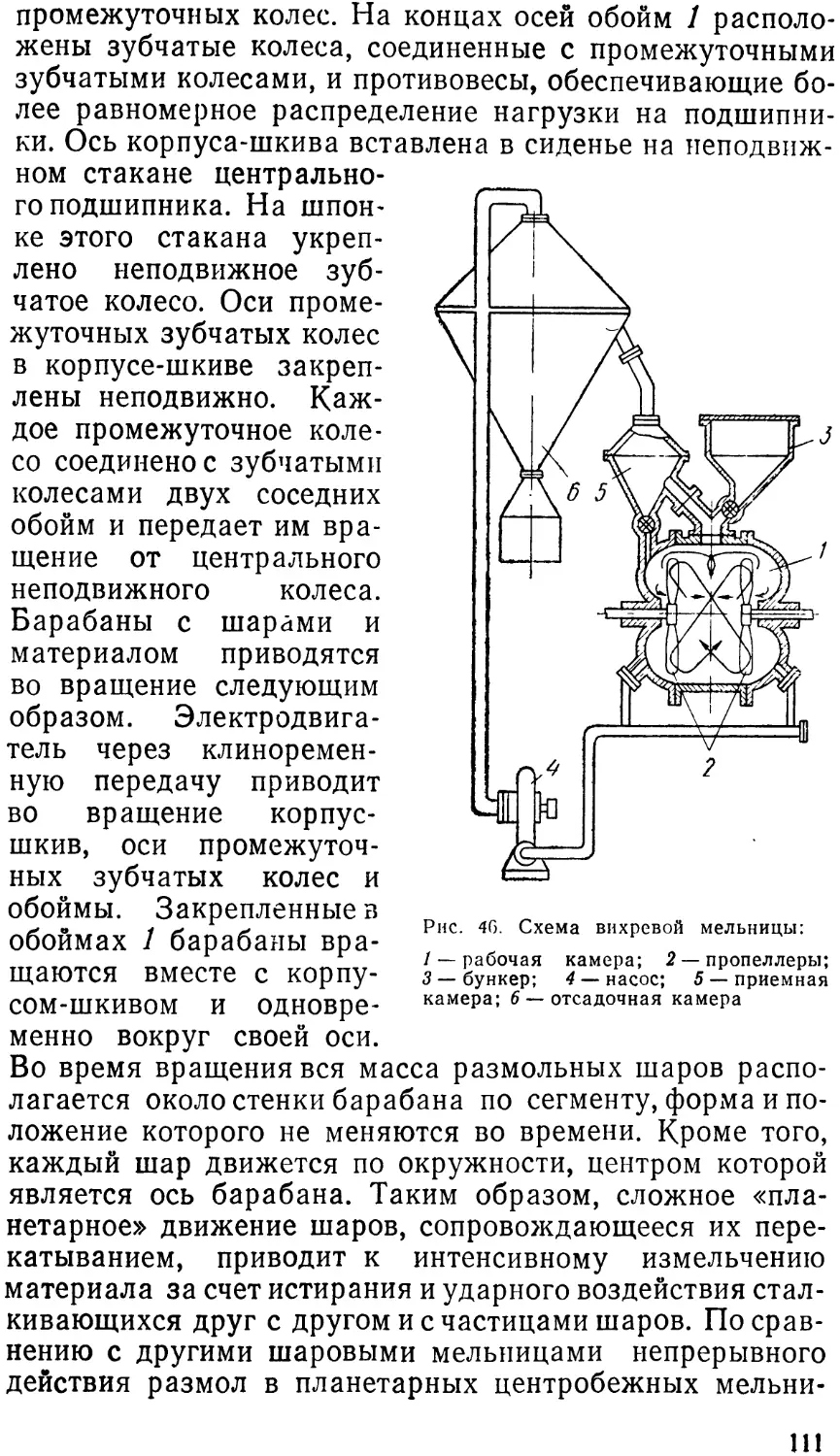
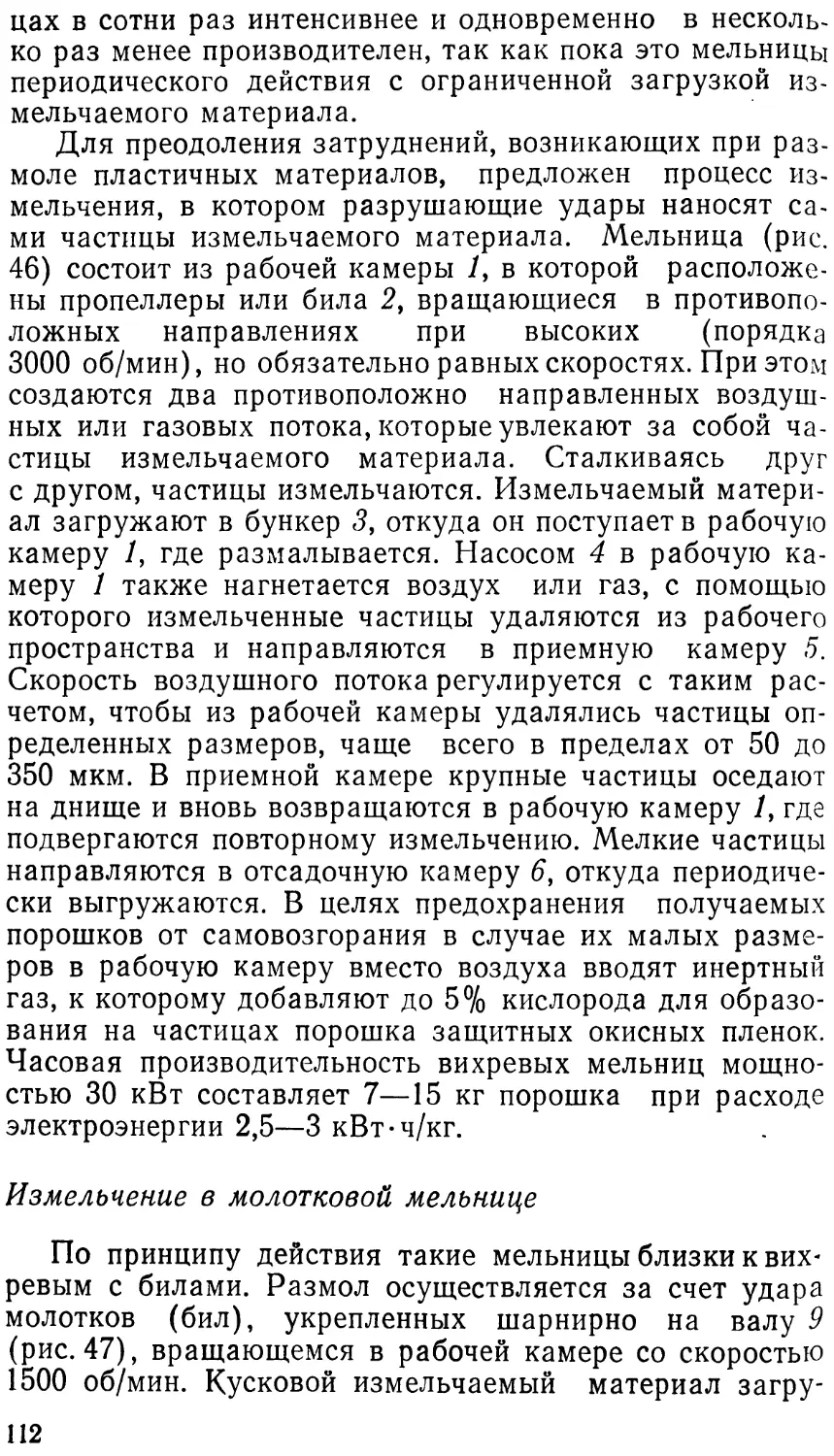
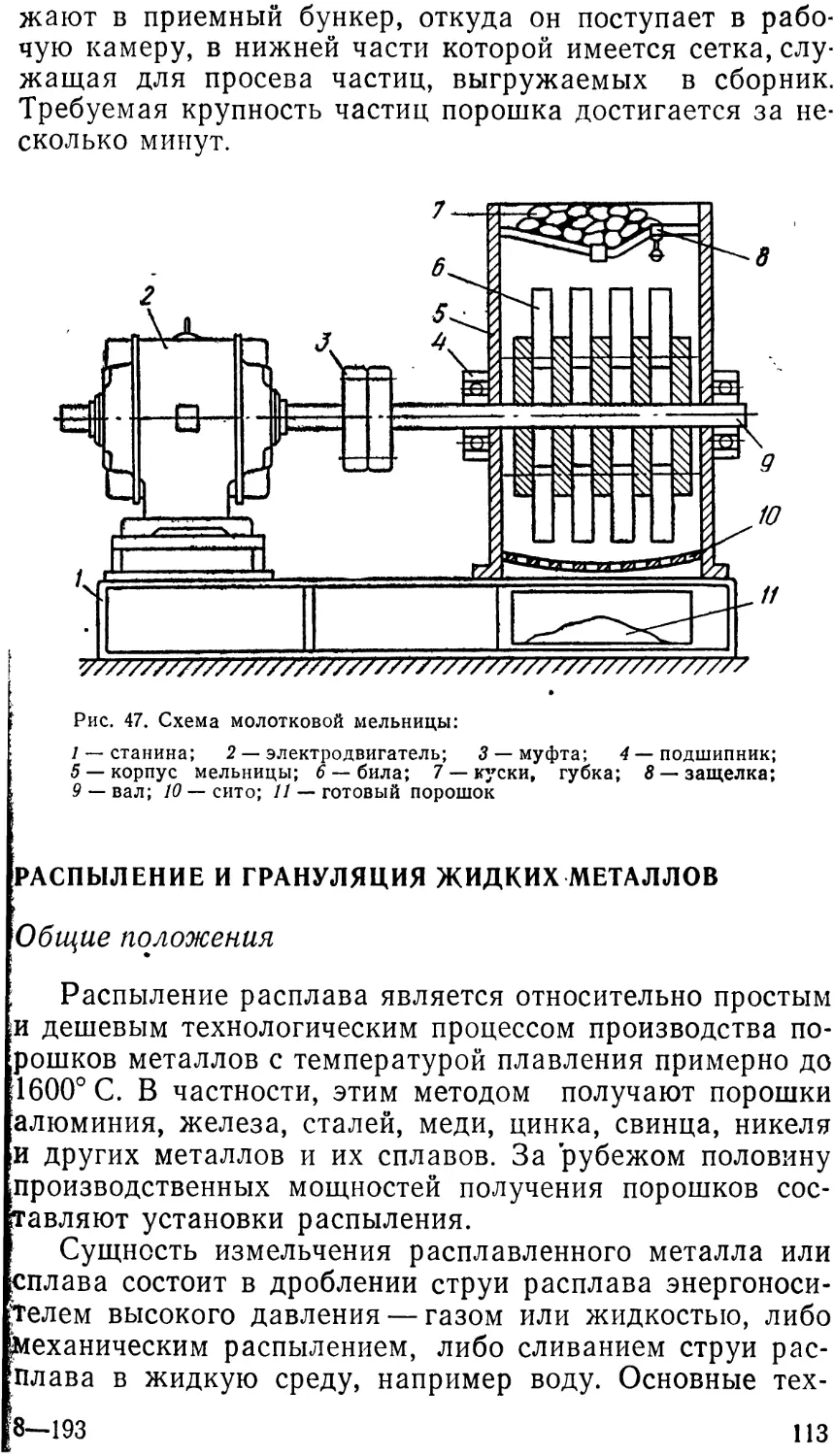
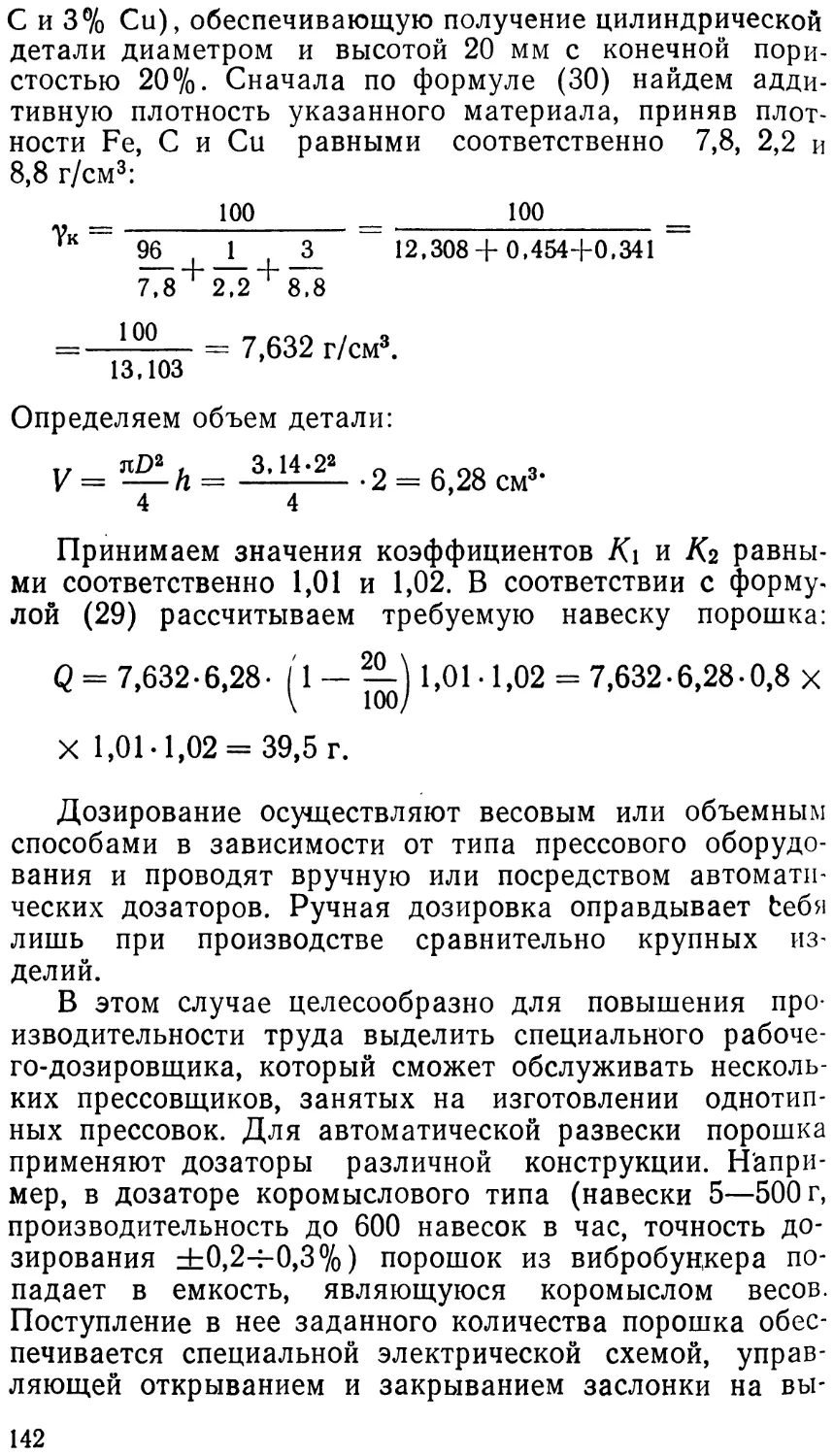
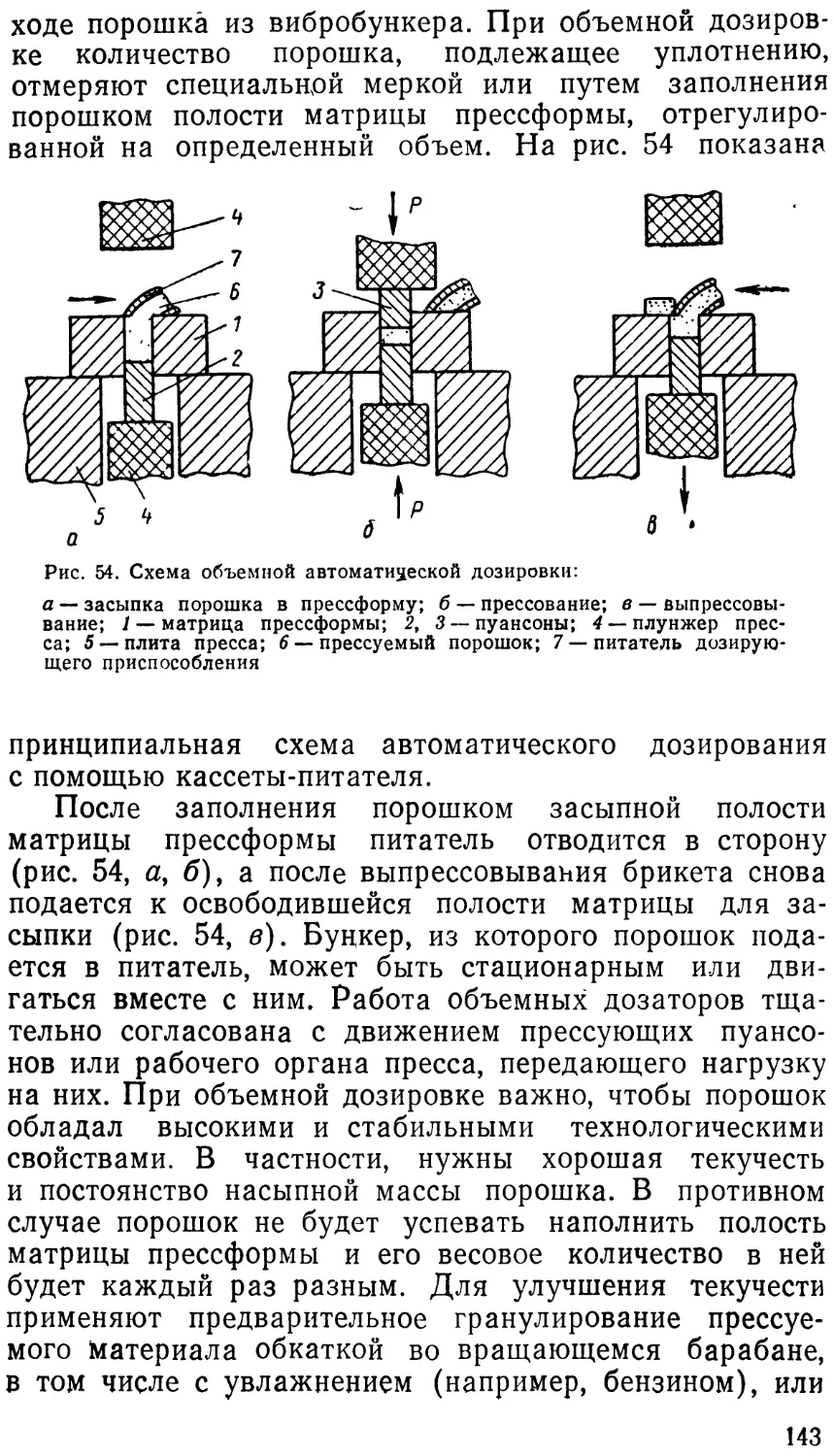
ПРЕДИСЛОВИЕ
g течение последних 15—20 лет темпы развития порош-
ковой металлургии, представляющей собой важную от-
расль техники, непрерывно растут. Поскольку порошко-
вая металлургия позволяет создавать изделия с уникаль-
ными свойствами, а в ряде случаев и существенно
повышать экономические показатели производства из-
делий, то ее можно назвать одним из составных элемен-
тов научно-технического прогресса.
В свою очередь научно-технический прогресс, в ос-
нове которого лежит научно-техническая революция,
затрагивает все стороны многогранной современной
жизни. Наряду с улучшением различных показателей
производственных процессов и устройств для их осуще-
ствления в нашей стране изменяются и социальные по-
казатели— состав, квалификация и культурный уро-
вень трудящихся.
В Отчетном докладе ЦК КПСС XXIV съезду партии
товарищ Л. И. Брежнев говорил: «Современное произ-
водство предъявляет быстрорастущие требования не к
одним лишь машинам, технике, но и прежде всего к са-
мим работникам, к тем, кто эти машины создает и этой
техникой управляет. Специальные знания, высокая
профессиональная подготовка, общая культура челове-
ка превращаются в обязательное условие успешного
труда все более широких слоев работников».1
Современный рабочий должен быть высококвалифи-
цированным специалистом, умеющим не только хорошо
исполнять порученное ему дело, но и иметь четкое
представление о взаимосвязи производственных про-
цессов, их основах и возможных путях усовершенство-
вания и рационального построения. В связи с этим ог-
ромное значение приобретают вопросы непрерывного
совершенствования профессиональных знаний и повы-
шения квалификации рабочих непосредственно на про-
изводстве. Каждый рабочий должен постоянно учиться,
осваивать новые разделы науки и техники, технологии.
Этому благоприятствует высокий общеобразователь-
ный уровень рабочих в нашей стране: около 60% про- 1
1 Брежнев Л. И. Материалы XXIV съезда КПСС. М., Полит*
издат, 1971, с. 41.
мышленных рабочих имеют незаконченное высшее и
среднее полное образование.
Настоящая книга может быть использована в каче-
стве учебного пособия для подготовки на производст-
вах порошковой металлургии рабочих, число которых в
настоящее время составляет несколько десятков тысяч.
Имеющаяся литература по порошковой металлур-
гии рассчитана, как правило, на инженерно-техниче-
ских или научных работников и студентов вузов и тех-
никумов, что затрудняет рекомендацию ее для обуче-
ния рабочих. Ограниченное количество специализиро-
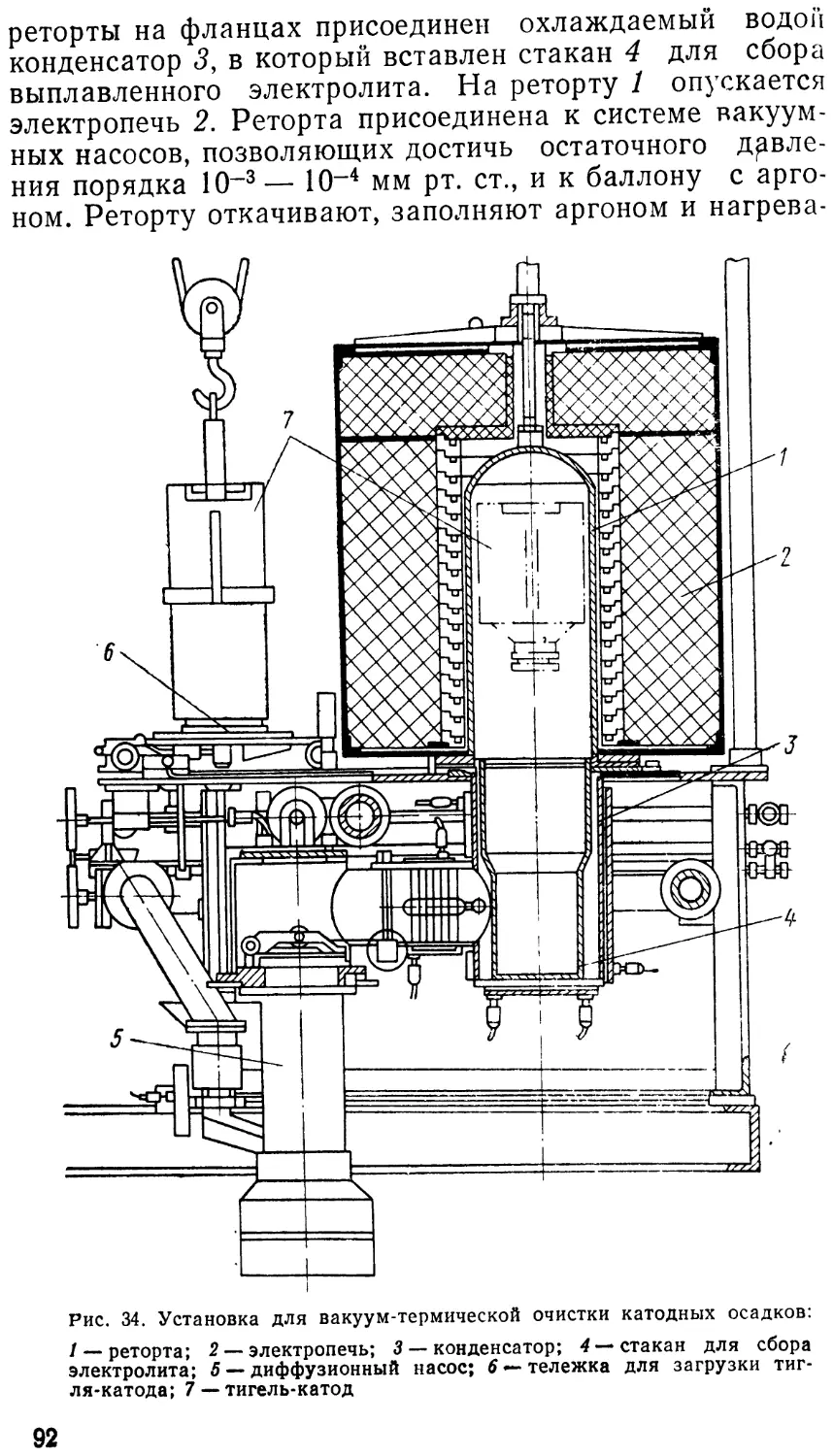
ванных изданий для рабочих не рассматривает в
требуемом на данном этапе развития техники объеме
физико-химические основы процессов порошковой ме-
таллургии и технологическую практику их осуществле-
ния. Не нашли отражения вопросы профессиональной
подготовки рабочих, занятых в производстве металли-
ческих порошков и изделий из них.
Автор попытался восполнить указанные пробелы и
будет признателен за критические замечания, способст-
вующие улучшению изложения рассматриваемых во-
просов.
Термины и определения в настоящей книге приведе-
ны в соответствии с ГОСТ 17359—71. Использованы
также материалы некоторых из действующих и подго-
тавливаемых ГОСТов в области порошковой метал-
лургии.
В книге использованы единицы прежних систем.
Для перевода их в единицы системы СИ следует поль-
зоваться соотношениями:
1Н=105 дин=0,102 кгс; 1 Н-м=0,102 кгс-см=
= 4,1868 кал;
133,3 Н/м2=1 мм рт. ст.; 1 пуаз (П)=0,1 Н-с/м2;
9,8067 Н/м2=1 мм вод. ст.; 1 градус=0,017453 рад;
101,325 кН/м2=760 мм рт. ст.= 1 ат; 1 дин/см2=
= 0,1 Н/м2.
ВВЕДЕНИЕ
Порошковой металлургией называют область техники,
охватывающую совокупность методов изготовления по-
рошков металлов и металлоподобных соединений, полу-
фабрикатов и изделий из них или их смесей с неметал-
лическими порошками без расплавления основного ком-
понента.
Таким образом, главной особенностью является про-
ведение операции нагрева (спекания) при температуре
ниже точки плавления данного материала или, в слу-
чае смеси разнородных порошков, ниже температуры
плавления наименее тугоплавкого компонента основы.
Среди имеющихся разнообразных способов обра-
ботки металлов порошковая металлургия занимает осо-
бое место, так как позволяет не только производить из-
делия (называемые спеченными) различных форм и на-
значений, но и создавать принципиально новые мате-
риалы, получать которые иным путем крайне трудно
или вообще невозможно.
Порошковая металлургия успешно конкурирует с
литьем, обработкой давлением, резанием и другими ме-
тодами, дополняя или заменяя ихЛЭто подтверждается
высокими темпами роста производства деталей (изде-
лий) методами порошковой металлургии, которые за
последние 10—15 лет в среднем составляют 15—20% в
год (например, в США, ФРГ, Японии и других стра-
нах). Иначе говоря, объем металлокерамического про-
изводства (как еще иногда называют порошковую ме-
таллургию за сходство ее методов с технологией про-
изводства керамики) удваивается каждые 5—6 лет.
^Являясь одной из молодых отраслей современной
техники, порошковая металлургия одновременно есть
Древнейший способ производства металлов и изделий
из них. Порошки золота, меди и бронзы применяли как
краски и использовали для декоративных целей в ке-
рамике и живописи во все известные нам времена. Не-
которые древнейшие манускрипты (рукописи) были рас-
крашены золотом^ Найденные при раскопках многие из
орудий египтян наготовлены из железа и относятся к
3000 г. до нашей эры, а знаменитый памятник Индии —
колонна в Дели выполнена из очень чистого железа, весит
около 6,5 т, имеет высоту 7,4 м при диаметре у основа-
ния 420 мм и относится примерно к 300 г. нашей эры.
5
До начала XIX в. не было известно способов получения
температур, достаточно высоких, чтобы расплавить чи-
стое железо и затем воспользоваться методами литья
для производства из него нужных изделий. Указанные
предметы из железа были изготовлены так называе-
мым кричным методом. Сначала в горнах при темпера-
туре 1000° С восстановлением окисленной железной ру-
ды углем получали крицу (губку), которую затем мно-
гократно проковывали в нагретом состоянии, заключая
процесс нагревом изделия в горне (для уменьшения
пористости). На территории нашей страны железо
впервые получено из руд в 1400 г. до н. э. Результаты
исследований советских археологов показали, что в
Киевской Руси из крицы производили различные пред-
меты— оружие, предметы быта и др.
С появлением доменного производства от проковки
крицы отказались и о порошковой металлургии времен-
но забыли.
Заслуга возрождения порошковой металлургии и
превращения ее в особый технологический метод обра-
ботки металлов принадлежит русским ученым Петру
Григорьевичу Соболевскому (1782—1841) и Василию
Васильевичу Любарскому (1795—1854), которые в
1826 г. разработали технологию прессования и спека-
ния платинового порошка. Организовав по этой техно-
логии промышленный выпуск платиновых монет, тиг-
лей и других изделий, они на три года опередили ан-
гличанина Волластана, предложившего в 1829 г.
аналогичный способ получения компактной платины.
Развитие печной техники, сделавшее возможным
достижение высоких температур, привело к освоению
производства платиновых изделий литьем, в связи с
чем о порошковой металлургии снова забыли и вспом-
нили лишь в начале нашего века, когда бурное разви-
тие электротехники потребовало материалов (напри-
мер, проволока из тугоплавких металлов, медно-графи-
товые щетки и т. п.), которые нельзя было изготовить
обычными, известными в то время методами. Затем по-
явились спеченные самосмазывающиеся подшипники,
твердые сплавы для обработки высокопрочных новых
материалов, магнитные материалы и т. д. Сейчас
трудно назвать область современной техники, где
бы не применяли методы порошковой металлургии для
изготовления изделий или сами изделия.
6
В нашей стране развитие порошковой металлургии
началось фактически после победы Великой Октябрь-
ской социалистической революции и неразрывно связа-
ло с организацией производства редких металлов.
В 1918 г. на втором заседании Горного совета при
ВСНХ рассматривался вопрос о добыче вольфрама и
(молибдена, а при Главхиме ВСНХ была организована
Комиссия по редким металлам, превратившаяся в
1921 г. в «Бюрэль» — научно-техническое бюро по про-
мышленному применению редких элементов. Исследо-
вания в рамках «Бюрэля» послужили основой создания
в СССР с применением методов порошковой металлур-
гии промышленного производства тугоплавких метал-
лов, твердых сплавов и тугоплавких соединений.
I Значителен вклад в развитие порошковой металлур-
гии советских ученых Г. И. Аксенова, А. Б. Альтмана,
Р. А. Андриевского, Б. А. Борока, М. Ю. Балыпина,
Ю. Г. Дорофеева, В. П. Елютина, В. Н. Еременко,
В. А. Ивенсена, С. С. Кипарисова, О. П. Колчина,
Г. С. Креймера, Г. А. Меерсона, Б. Я. Пинеса, В. С. Ра-
ковского, О. В. Романа, Г. В. Самсонова, В. В. Скоро-
хода, И. М. Федорченко, И. Н. Францевича и других.
Активно над разработкой теории и практики процессов
порошковой металлургии работали и работают зару-
бежные ученые Айзенкольб, Хауснер, Джонс, Кучин-
ский, Петрдлик, Ристич и другие.
Типовая технологическая схема производства заго-
ловок и изделий методом порошковой металлургии
'^включает четыре основные операции: получение порошка
^исходного материала, формование заготовки из порошка
5>и ее спекание, окончательная обработка (регулирование
Структуры, калибрование, механическая и химико-терми-
ческая обработка). Каждая из указанных операций вно-
'сит свой важный вклад в формирование всех свойств
I конечных спеченных изделий, что будет рассмотрено в
5соответствующих разделах книги. Возможные отклонения
от приведенной типовой технологической схемы могут
; выражаться в совмещении операций формования и спе-
кания (так называемое горячее прессование), спекании
свободно насыпанного порошка (отсутствует операция
формования заготовки из порошка), применении пропит-
ки спеченного пористого брикета жидким компонентом,
' отсутствии какой-либо обработки после спекания и т. и.
Совокупность основных технологических операций
7
позволяет решать с помощью порошковой металлургии
две важнейшие задачи, определяющие направление ее
развития в настоящее время:
1) изготовление материалов и изделий с особыми
составами, структурами и свойствами, которые недости-
жимы другими методами производства;
2) изготовление материалов и изделий с обычными
составами, структурами и свойствами, но при значи-
тельно более выгодных экономических показателях
производства.
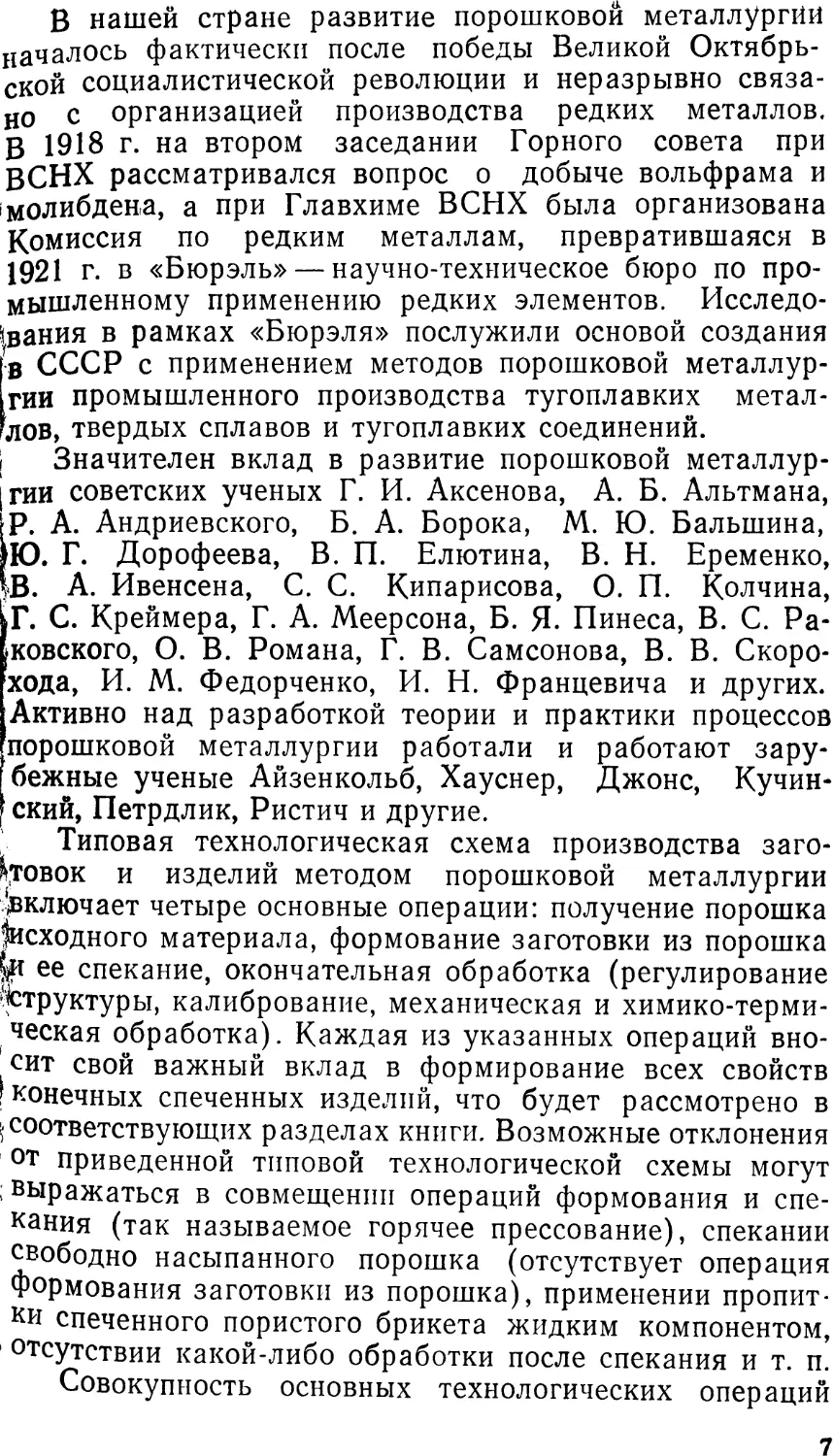
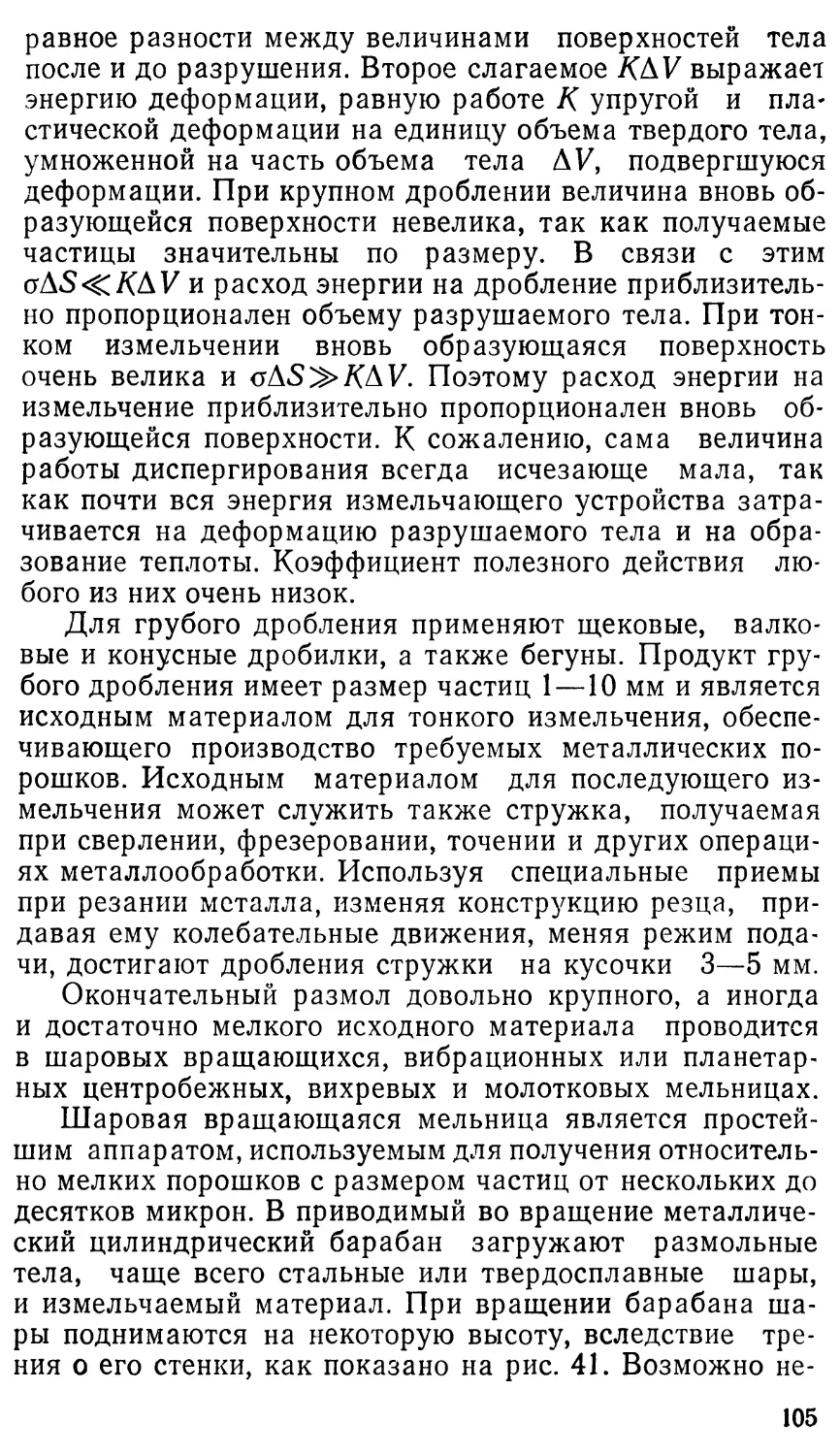
Каждая тысяча тонн деталей из железного порошка
в среднем дает в год около 1 млн. руб. экономии, сбе-
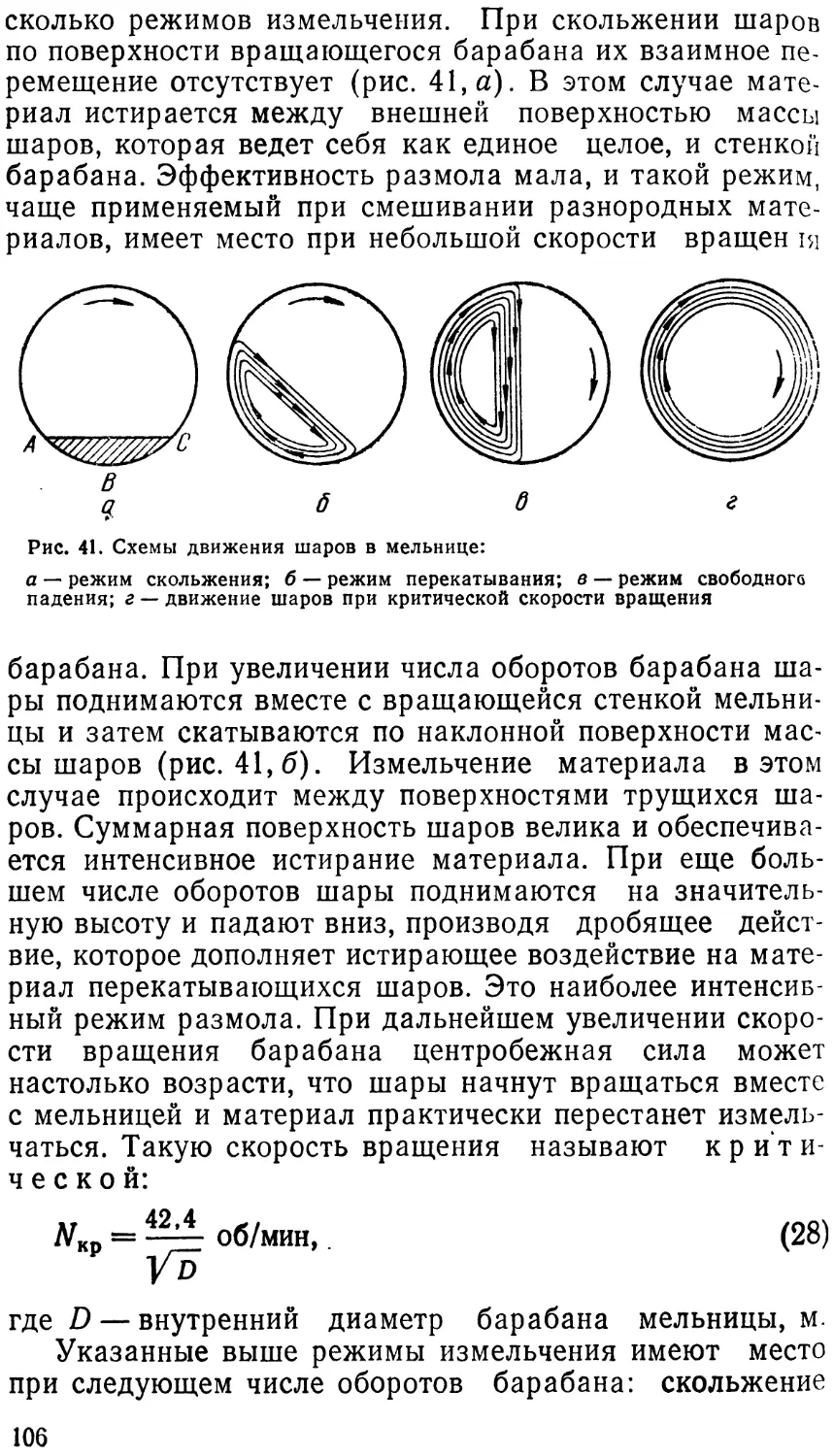
Количестдо изделий, шт
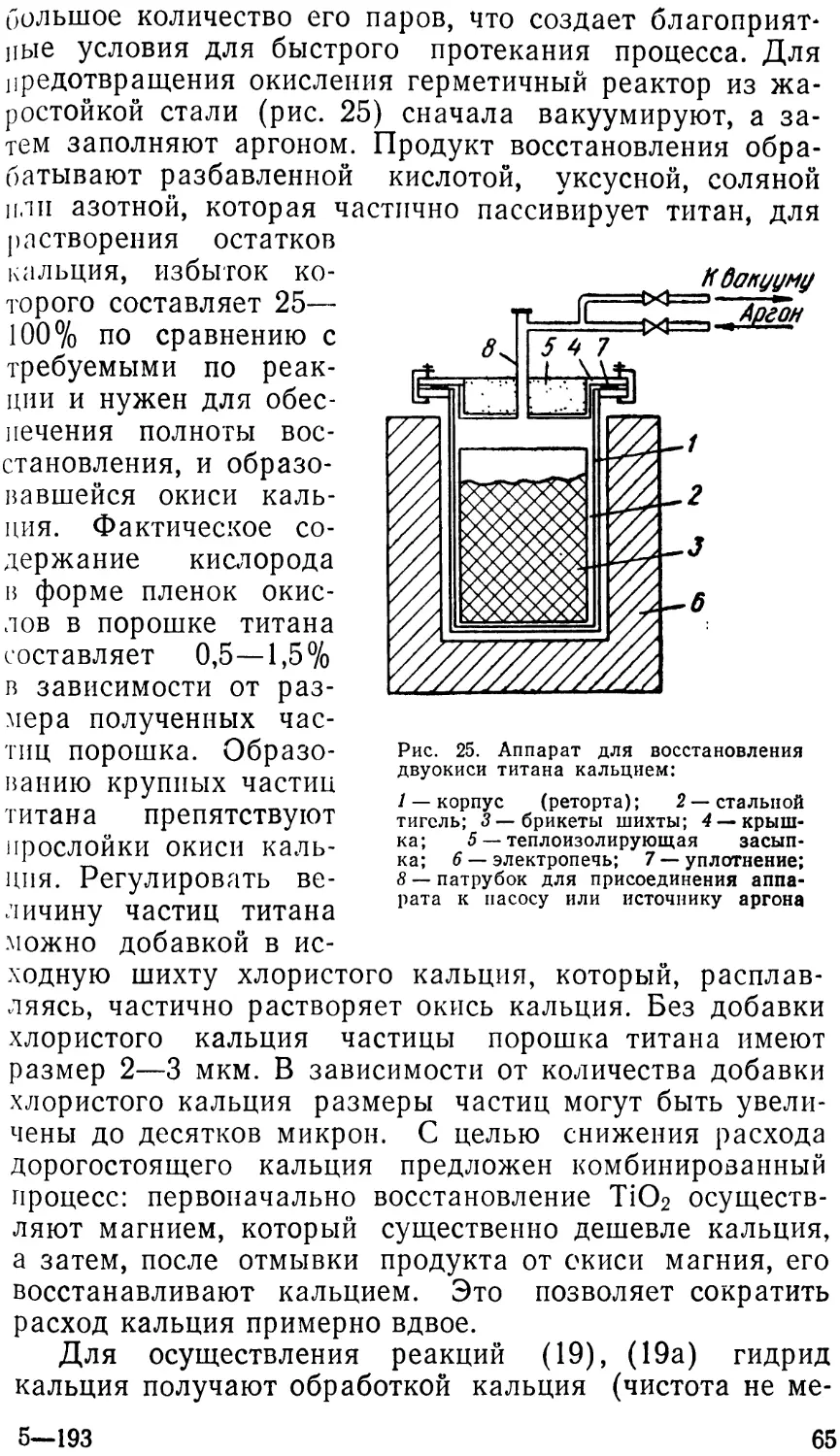
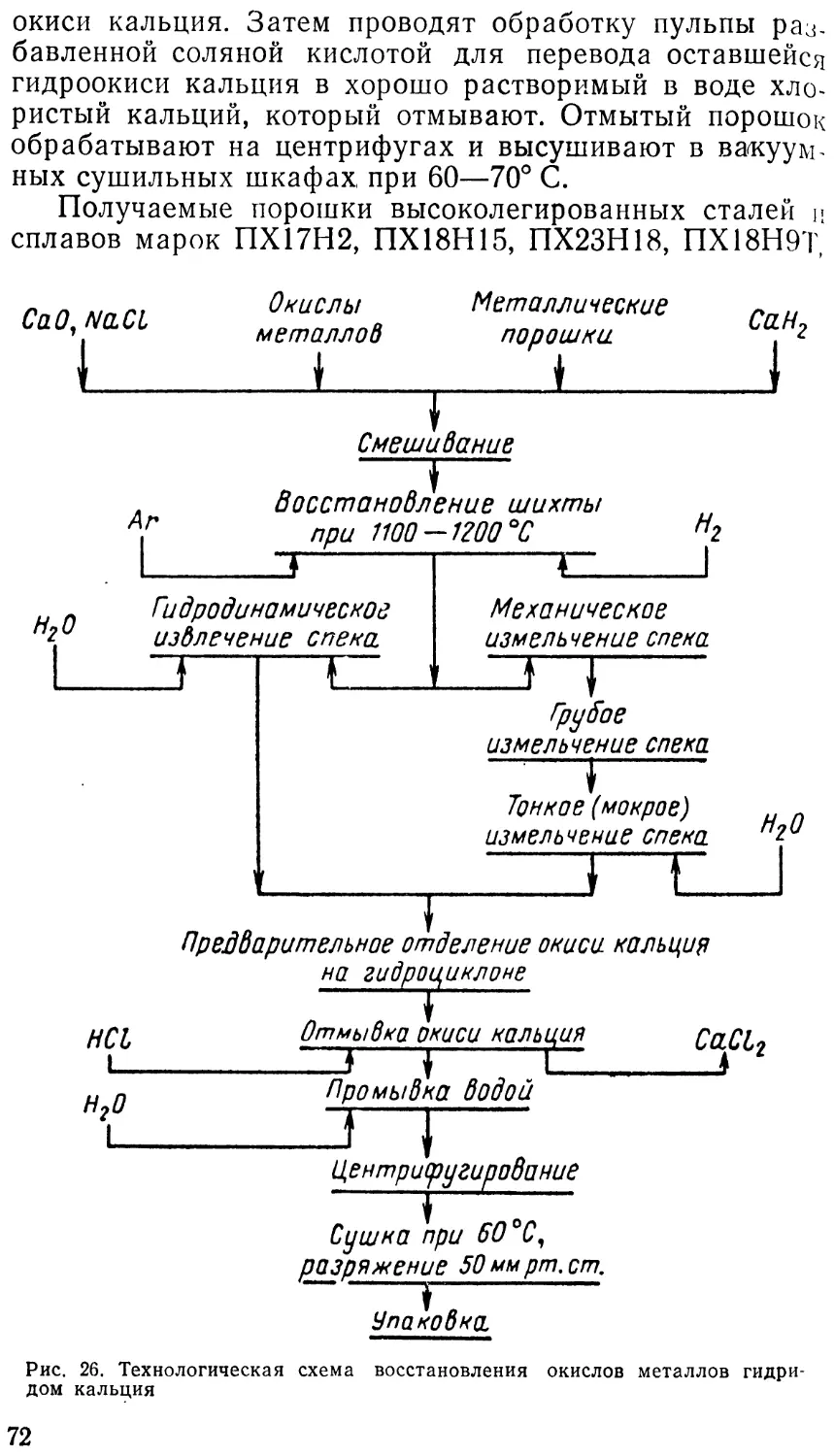
Рис. 1. Зависимость себестоимости
литых (/) и спеченных (2) изделий
от масштаба производства
регает 2 тыс. т металла. Однако необходимо учитывать,
что экономическая целесообразность изготовления спе-
ченных изделий тесно связана с масштабом производ-
ства, стоимостью сырья и его передела в порошок
(рис. 1). Иногда производство становится рентабель-
ным даже при выпуске всего нескольких тысяч штук
сложных по форме изделий в год, а иногда — только
при выпуске 300—500 тыс. шт. в год (изделия очень
простых геометрических форм, например цилиндры или
втулки). Кроме того, нельзя забывать о трудностях,
связанных с достижением узких размерных допусков и
изготовлением изделий очень сложных геометрических
форм.
Несомненно, что ближайшие годы будут характе-
ризоваться бурным развитием теории и практики про-
цессов порошковой металлургии.
,1
^лава I
3
I
ПРОИЗВОДСТВО
МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ И ИХ СВОЙСТВА
is 1. КЛАССИФИКАЦИЯ МЕТОДОВ
((получения порошков
^Производство порошка является первой технологиче-
ской операцией при изготовлении спеченных изделий.
^Существующие методы получения порошков весьма
^разнообразны, что позволяет варьировать их свойства.
5Это дает возможность придать изделиям требуемые фи-
зико-механические и другие специальные свойства.
Кроме того, метод изготовления порошка в значитель-
ной мере определяет качество и экономические показа-
тели его производства. Вот почему, выбирая метод по-
лучения, учитывают достигаемый уровень свойств ме-
таллического порошка и его стоимость.
I Общепринятым является условное деление имеющих-
ся способов получения порошков на физико-химические
В механические.
• К физико-химическим методам относят технологиче-
- бкие процессы производства порошков, связанные с
глубокими физико-химическими превращениями исход-
ного сырья, в результате которых получаемый порошок
,по химическому составу существенно отличается от ис-
ходного материала. Основными являются методы вос-
становления, электролиз и термическая диссоциация
* карбонильных соединений.
J Механические методы обеспечивают превращение
| исходного материала в порошок без заметного измене-
। ния его химического состава.
? В табл. 1 приведены некоторые сведения о наиболее
‘ распространенных методах производства металличе-
ских порошков.
п В целом существующие методы обеспечивают в на-
стоящее время мировое производство примерно 600—
; 650 тыс. т металлических порошков в год.
Более универсальными являются физико-химиче-
ские методы, хотя в практике порошковой металлургии
9
Таблица 1
Основные методы производства порошков
Методы получения порошков Характеристика метода Получаемые порошки
Физико- химические
Восстановление Один из наиболее рас- Железо, медь, ни-
окислов и других пространенных и самых кель, кобальт, воль- фрам, молибден, тан-
соединений метал- экономичных способов.
лов В качестве восстанови- тал, ниобий, цирко-
телей применяют газы ний и другие метал-
(водород, конвертиро- ванный природный газ и др.), твёрдый углерод (кокс, сажа, термо- штыб) и металлы (на- трий, магний, кальций). Исходным сырьем слу- жат окисленные руды, концентраты, отходы и побочные продукты ме- таллургического произ- водства (например, про- катная окалина), а так- же различные химичес- кие соединения метал- лов лы и сплавы
Электролиз вод- Обеспечивает получение Медь', никель, свинец, железо, серебро,
ных растворов и чистых порошков прак-
расплавленных тически любых метал- цинк—из водных ра-
сред лов. Стоимость порош- створов; тантал, нио-
ков высока из-за боль- бий, торий, цирконий,
ших затрат электроэнер- бериллий, титан — из
гии и сравнительно низ- кой производительности электролизеров расплавленных сред
Диссоциация кар- Применяют в промыш- Железо, никель, ко- бальт, хром, молиб-
бонилов ленности для производ-
ства высококачествен- ден, вольфрам, мар-
ных дисперсных порош- ков, стоимость которых чрезвычайно высока ганец
Возгонка и кон- Для получения порошка Цинк, магний, кад-
денсация металл испаряют и кон- мий и другие метал-
денсируют пары на хо- лы с невысокой тем-
лодной поверхности. По- рошок содержит боль- шое количество окислов и является тонкодис- персным пературой испарения
10
Продолжение табл. 1
: Методы получения < порошков [Характеристика метода Получаемые порошки
Межкристаллит- ная коррозия В компактном материа- ле при помощи химиче- ского травителя разру- шают межкристаллит- ные прослойки Нержавеющие и хро- моникелевые стали
Ьлектроэрозион- №ЫЙ | Механические Порошок получают рас- пылением металла с конца электрода в слое электроизолирующего материала Любые металлы и сплавы
Дробление и раз- Бол Измельчение стружки, обрезьов и компактных материалов проводят в шаровых, вихревых и молотковых мельницах, к. п. д. которых сравни- тельно невелик Железо, медь, марга- нец, хром, магний, алюминий, стали и сплавы на основе же- леза
Фаспыление Струю расплавленного металла диспергирует механическим способом (вращающимися лопас- тями под действием цен- тробежных сил) или воздействием на нее струи сжатого газа (воздух, инертные га- зы), а также жидкости Алюминий, свинец, цинк, олово, никель, бронза, латунь, медь, чугун, ферросплавы, стали и железо
^Грануляция Порошок образуется при литье расплавленного металла в жидкость (на- пример, воду). Получа- ют грубые порошки Железо, медь, сереб- ро, свинец, олово, цинк
Обработка метал- лов резанием 1 ' При станочной обработ- ке компактных металлов подбирают такой режим резания, который обеспе- чивает образование ча- стиц, а не сливной стружки Сталь, латунь, брон- за, малокремнистый чугун
четкой границы между двумя указанными группами
методов нет. Зачастую в технологическую схему произ-
водства порошка включают отдельные элементы как
механических, так и физико-химических методов полу-
чения.
Наибольшее промышленное распространение имеют
восстановление окислов и других соединений металлов,
электролиз, распыление, размол, термическая диссо-
циация карбонилов. В недалеком будущем методы эле-
ктролиза и распыления могут занять одно из первых
мест по объему производства металлических порошков.
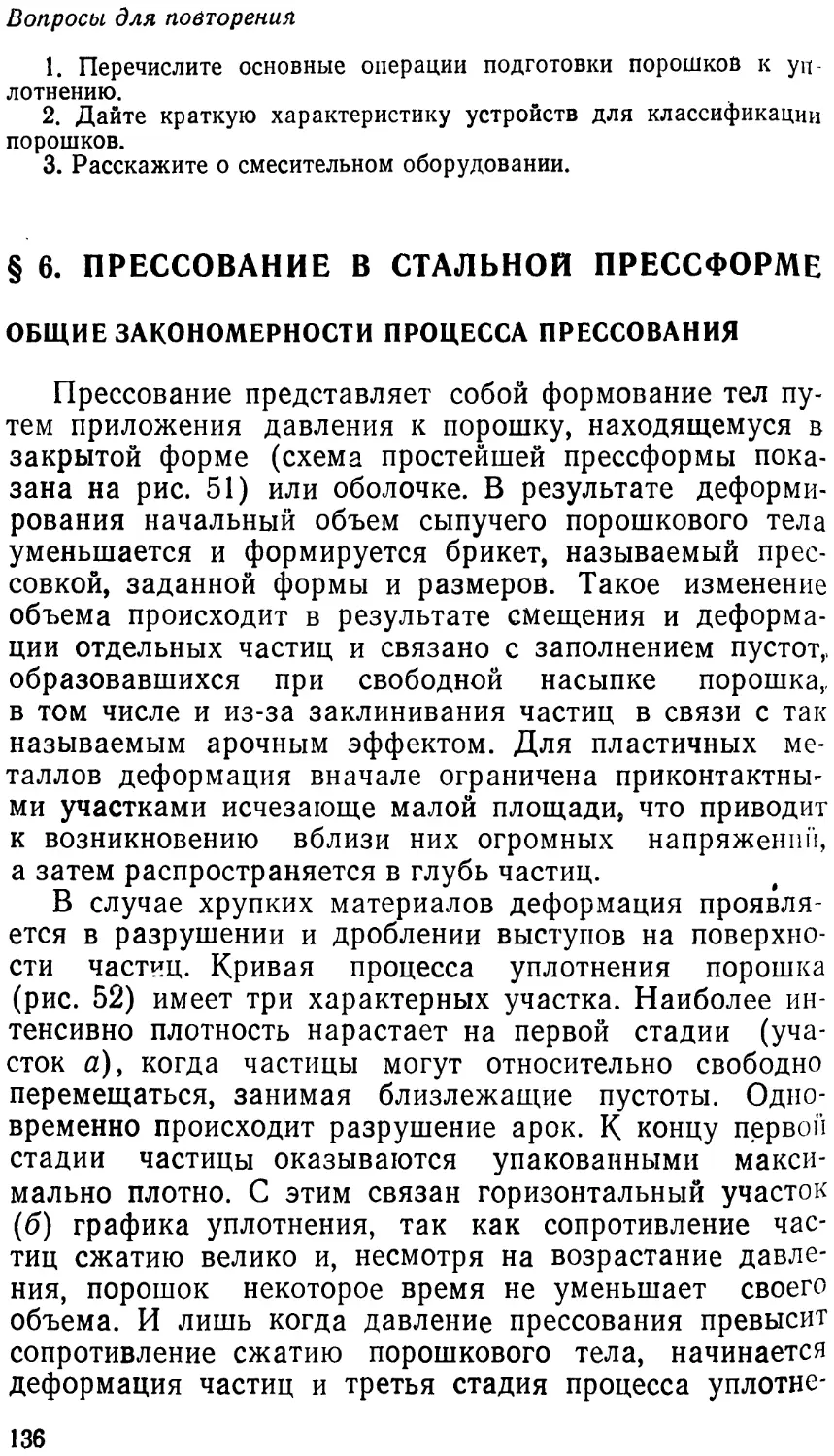
Вопросы для повторения
1. Перечислите существующие методы получения металлических
порошков.
2. В чем основное различие механических и физико-химических
методов получения металлических порошков?
3. Укажите основные промышленные методы производства по-
рошков и дайте их краткую характеристику.
§ 2. ФИЗИКО-ХИМИЧЕСКИЕ МЕТОДЫ
ПОЛУЧЕНИЯ ПОРОШКОВ
ВОССТАНОВЛЕНИЕ ОКИСЛОВ И СОЛЕЙ
Общие положения
Под восстановлением в порошковой металлургии
понимают процесс получения металла из его химиче-
ского соединения путем отнятия неметаллической со-
ставляющей (кислорода, солевого остатка) при помощи
какого-либо вещества, называемого восстановителем.
Всякий процесс восстановления является одновременно
и процессом окисления. Если исходное химическое сое-
динение теряет неметаллическую составляющую, т. е.
восстанавливается, то восстановитель вступает с ней во
взаимодействие — окисляется.
В общем случае простейшую реакцию восстановле-
ния можно представить как
МеА + Х^Ме+ХА ± Q, (1)
где Me — любой металл, порошок которого хотят по-
лучить;
12
A — неметаллическая составляющая (кислород,
хлор, фтор, солевой остаток и др.) восста-
навливаемого химического соединения Me;
X—восстановитель;
< Q— тепловой эффект реакции.
Стрелки означают, что в ходе реакции (1) возмож-
iно одновременное существование соединений восста-
навливаемого металла и восстановителя, а также по-
вторное образование исходного соединения МеА в ре-
зультате взаимодействия полученного металла Me и со-
единения восстановителя ХА.
Восстановителем может быть только то вещество,
которое при выбранной температуре процесса облада-
ет большим химическим сродством к неметаллической
составляющей восстанавливаемого соединения, чем по-
лучаемый металл. Для оценки возможности протекания
реакции восстановления необходимо сопоставить вели-
чины, характеризующие прочность химических связей
£ в соединении металла МеА и образующемся соедине-
1 нии восстановителя ХА. Количественной мерой указан-
| ных величин (принято говорить «мерой химического
f сродства») служит величина свободной энергии, высво-
I бождающейся при образовании соответствующего хи-
3 мического соединения. Чем больше высвобождается
^.энергии, тем прочнее химическое соединение. Поэтому
"реакция восстановления (1) возможна лишь в случае,
-,£если при образовании соединения восстановителя ХА
f выделяется энергии больше, чем при образовании сое-
Г динения металла МеА по реакции Me-j-A=MeA. На-
5 пример, при 1000°С свободная энергия образования
двуокиси циркония по реакции Zr-|-O2=ZrO2 состав-
* ляет около 100 ккал/г-атом кислорода, а окиси кальция
-по реакции Са-р/2О2=СаО — порядка 125 ккал/г-атом
кислорода. В соответствии с этим кальций весьма ак-
тивно восстанавливает двуокись циркония до металла
по реакции ZrO2+Ca = Zr4~CaO. Очень важно пом-
нить, что сродство любого металла к неметаллической
.составляющей химического соединения — величина не
. постоянная. Она меняется с температурой (с ростом
температуры уменьшается) и с валентностью металла
(соединения металла термодинамически тем прочнее,
чем ниже его валентность; например, закись титана ТЮ
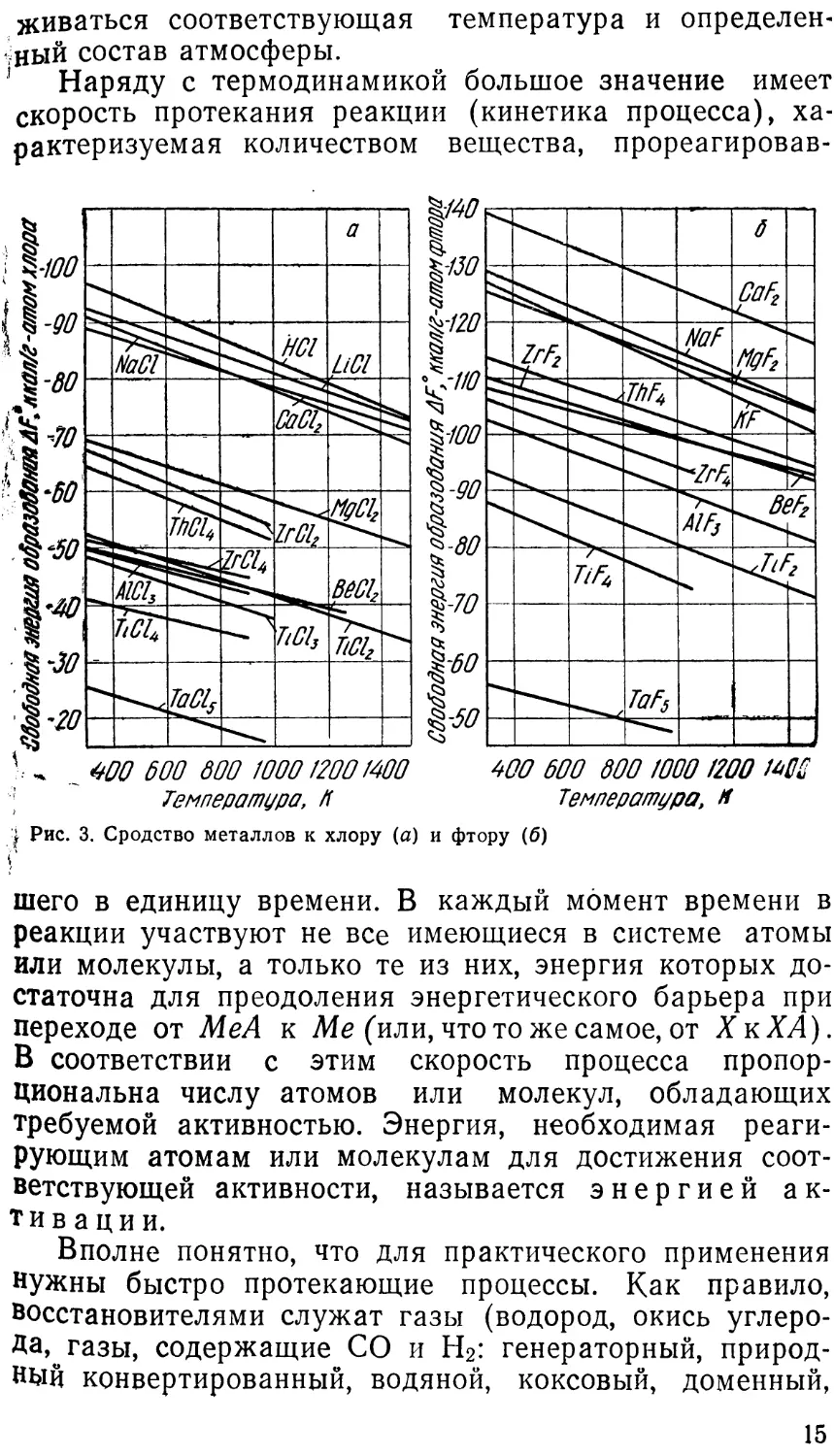
значительно прочнее двуокиси титана ТЮг). На рис. 2,3
показаны зависимости величин свободной энергии обра-
13
зования наиболее важных окислов и галоидных солей oi
температуры нагрева и валентности металла. Знак «ми-
нус» указывает на выделение энергии при образовании
соответствующего химического соединения. Поэтому при
оценке возможности протекания реакции (1) сравнива-
Рис. 2. Сродство металлов к кислороду
ют сродство восстановителя X к неметаллической со-
ставляющей А с величиной свободной энергии образо-
вания самого прочного из возможных соединений
металла МеА. Чтобы реакция (1) была направлена в
сторону восстановления, т. е. слева направо, разница
энергий образования соответственно ХА и МеА должна
быть отрицательной величиной; это значит, что в про-
цессе восстановления энергия должна выделяться. Кро-
ме того, в реакционном пространстве должны поддер-
14
живаться соответствующая температура и определен-
ный состав атмосферы.
’ Наряду с термодинамикой большое значение имеет
скорость протекания реакции (кинетика процесса), ха-
рактеризуемая количеством вещества, прореагировав-
| Рис. 3. Сродство металлов к хлору (а) и фтору (6)
Температура, и
шего в единицу времени. В каждый момент времени в
реакции участвуют не все имеющиеся в системе атомы
или молекулы, а только те из них, энергия которых до-
статочна для преодоления энергетического барьера при
переходе от МеА к Me (или, что то же самое, от ХкХА).
В соответствии с этим скорость процесса пропор-
циональна числу атомов или молекул, обладающих
требуемой активностью. Энергия, необходимая реаги-
рующим атомам или молекулам для достижения соот-
ветствующей активности, называется энергией ак-
тивации.
Вполне понятно, что для практического применения
нужны быстро протекающие процессы. Как правило,
Восстановителями служат газы (водород, окись углеро-
да,^ газы, содержащие СО и Н2: генераторный, природ-
ный конвертированный, водяной, коксовый, доменный,
15
и диссоциированные газы, например, аммиак), твердый
углерод (сажа, антрацит, кокс, термоштыб) и металлы
(кальций, натрий, магний) или их соединения.
В каждом конкретном случае приходится выбирать
исходное соединение металла и восстановитель, руко-
водствуясь как соображениями экономики и техники
безопасности, так и требованиями, которым должен
удовлетворять получаемый порошок.
Восстановители
Водород. Являясь простейшим и одним из наи-
более распространенных элементов в природе, водород
входит в состав воды (около 11% по массе), нефти,
природных горючих газов, растительных и животных
организмов. Количество водорода составляет около 1%
от общей массы земного шара. Однако в свободном со-
стоянии на нашей планете водород почти не встречает-
ся, в связи с чем большое значение приобретают ра-
циональные способы его промышленного получения.
Наиболее важным источником чистого водорода слу-
жит вода, запасы которой фактически неисчерпаемы.
Практическое значение имеют так называемый железо-
паровой способ получения водорода и электролиз воды.
В железо-паровом процессе водород получают при
обработке раскаленного докрасна (температура поряд-
ка 800° С) железа водяным паром. На рис. 4 показана
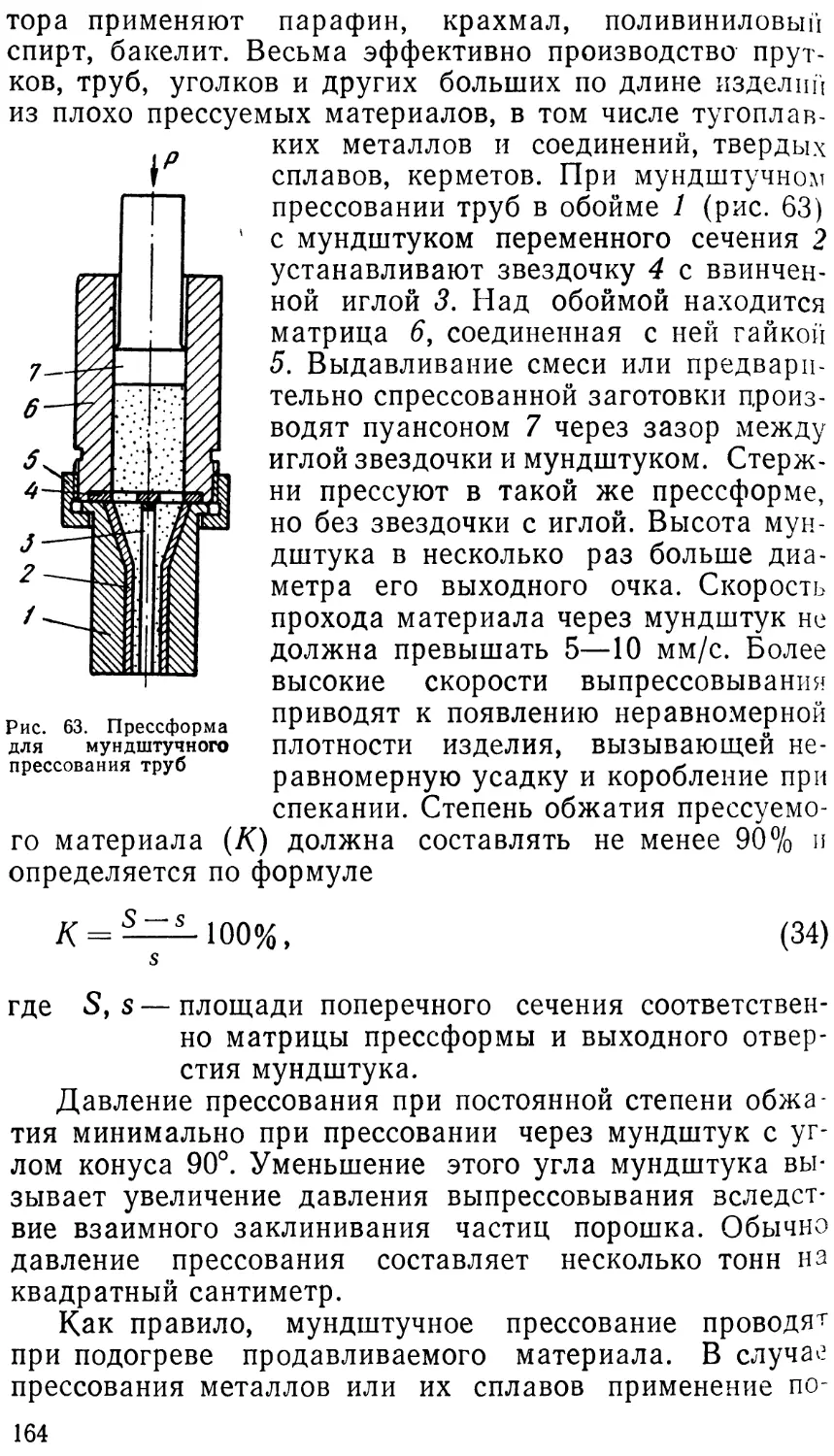
промышленная схема осуществления такого способа.
Установка состоит из генератора водорода и подогрева-
теля, выложенных изнутри шамотом и соединенных
между собой горловиной. Генератор разделен шамот-
ным сводом на две неравные части. В верхнем отделе-
нии помещена насадка из огнеупора, служащая для по-
догрева водяного газа. В нижнюю часть генератора за-
гружают исходное сырье (руда, шпатовый и магнитный
железняки и др.), содержащее в основном окись желе-
за. Подогреватель заполнен насадкой из огнеупорного
кирпича и служит для перегрева водяного пара. Водо-
род вырабатывается периодически: генератор диамет-
ром 3 и высотой 9 м дает примерно 500 м3/ч. Периодич-
ность процесса связана с двухступенчатой схемой его
проведения. Сначала окись железа в генераторе восста-
навливается газообразным или твердым восстанови-
телем при температуре 800—900° С до закиси или ме-
16
фаллического железа. Отходящие газы используют для
разогрева насадки подогревателя. В следующий период
л аппараты подается водяной газ, который, проходя
йерез подогреватель, нагревается до 900° С и поступает
£ис. 4. Схема производства водорода железо-паровым способом:
1 — генератор водорода; 2 — подогреватель; 3 — скруббер; 4 — воздухо-
дувка; 5 — поступление водяного газа; 6 — поступление водяного пара;
. J-- горловина
X генератор, где разлагается на восстановленной же-
лезной руде с выделением водорода по реакциям
*| Fe+H2O->FeO + H2, (2)
У FeO + H4O>FesO4+H2. (3)
* Смесь водорода и неразложившегося пара охлажда-
ется в верхней части генератора до 300—400° С и на-
правляется в скруббер и далее в газгольдер для водо-
рода. Получаемый газ содержит до 98% Н2 и имеет
высокую стоимость, ограничивающую его применение в
порошковой металлургии.
. При электролитическом получении водорода в каче-
стве электролита употребляют водные растворы щелочей
(NaOH, КОН) или кислот (H2SO4), так как чистая во-
Да плохо проводит электрический ток. При пропуска-
нии постоянного электрического тока через такие рас-
творы происходит разложение воды на ионы водорода
Н+ и гидроксильные ионы ОН-:
НаО->Н+ + ОН- (4)
2—193 17
Ионы водорода перемещаются к катоду, где отдают
свой заряд, превращаясь в атомы водорода. В резул! -
тате на катоде выделяется газообразный водород. Ио-
ны гидроксила отдают свой заряд на аноде и соединя-
ются друг с другом, образуя воду и кислород. Теорети-
чески на производство 1 м3 водорода и 0,5 м3
кислорода (НгО-НН^+УгОз) требуется затратить
2,95 кВт-ч электрической энергии. Практически прихо-
дится затрачивать 4,5—6 кВт-ч, так как в электролиз-
ной ванне приходится подавать напряжение больше
расчетного в 1,5—2 раза для преодоления ряда вред-
ных сопротивлений (электролита, электродов, контак-
тов). При электролизе на 1 м3 водорода потребляется
805 г воды, которая перед подачей в электролитичес-
кую ванну должна быть очищена от загрязняющих при-
месей, Ванны работают при температуре 60—80° С, на
токе силой 1000—1500 А и при напряжении 400—500 В.
Катодная плотность тока составляет 400—600 А/м2. По
ГОСТ 3022—70 в получаемом газе содержание водоро-
да не менее 99,8%, кислорода не более 0,2%, а влаги
не более 25 и 0,5 г/м3 для несжатого и сжатого газа со-
ответственно. Для уменьшения количества кислорода и
влаги газ пропускают через сложную систему осушки
и очистки. Сначала водород поступает в очистительную
колонну, где в присутствии палладиевого или другого
катализатора примесь кислорода реагирует с водоро-
дом, образуя воду. Затем влажный газ подают на осуш-
ку в колонну с веществом (силикагель, алюмогель, ти-
тановая губка), адсорбирующим влагу. После такой
обработки водород содержит не более 0,001% кислоро-
да и имеет точку росы порядка —60° С, характеризую-
щую количество воды в газе. Производительность
таких очистных установок обычно составляет 6—
60 м3/ч.
Кроме обычных электролизеров, получают распро-
странение установки, работающие под давлением 8—
12 ат и выше, что позволяет уменьшить расход электро-
энергии.
Предприятия порошковой металлургии либо поль-
зуются водородом, получаемым на собственных водо-
родных станциях с электролизерами производительно-
стью от нескольких десятков до нескольких сотен ку-
бометров водорода в час, либо используют сжатый до
150 ат газ, доставляемый в баллонах емкостью 6 м3.
18
В любом случае стоимость водорода высока, порядка
20 коп. за 1 м3, в связи с чем его применение для целей
восстановления сравнительно ограничено. Необходимо
помнить о взрывоопасности водорода и неукоснительно
соблюдать при работе с ним правила пожарной без-
опасности и техники безопасности. Водородным восста-
новлением получают порошки вольфрама, молибдена,
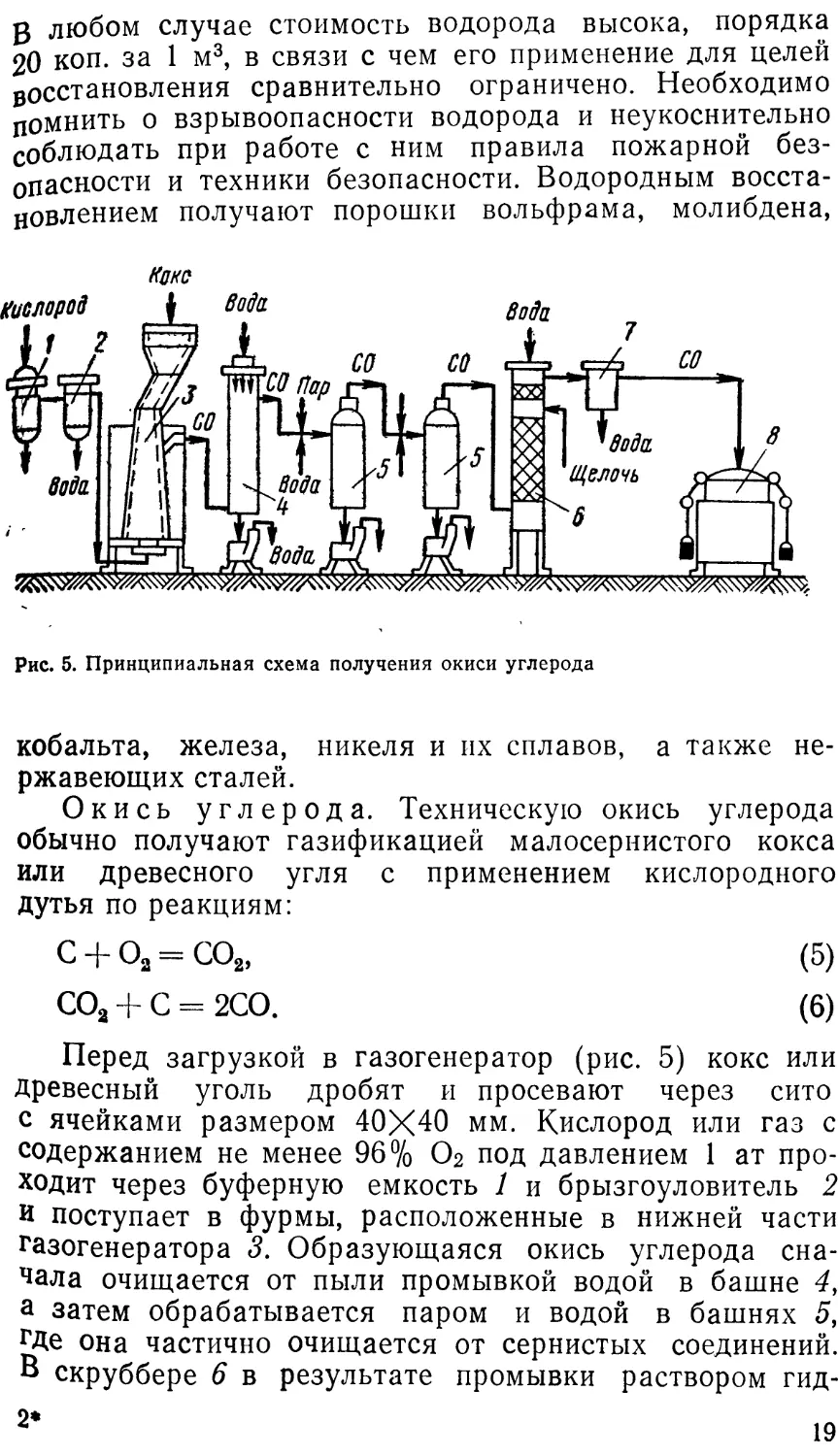
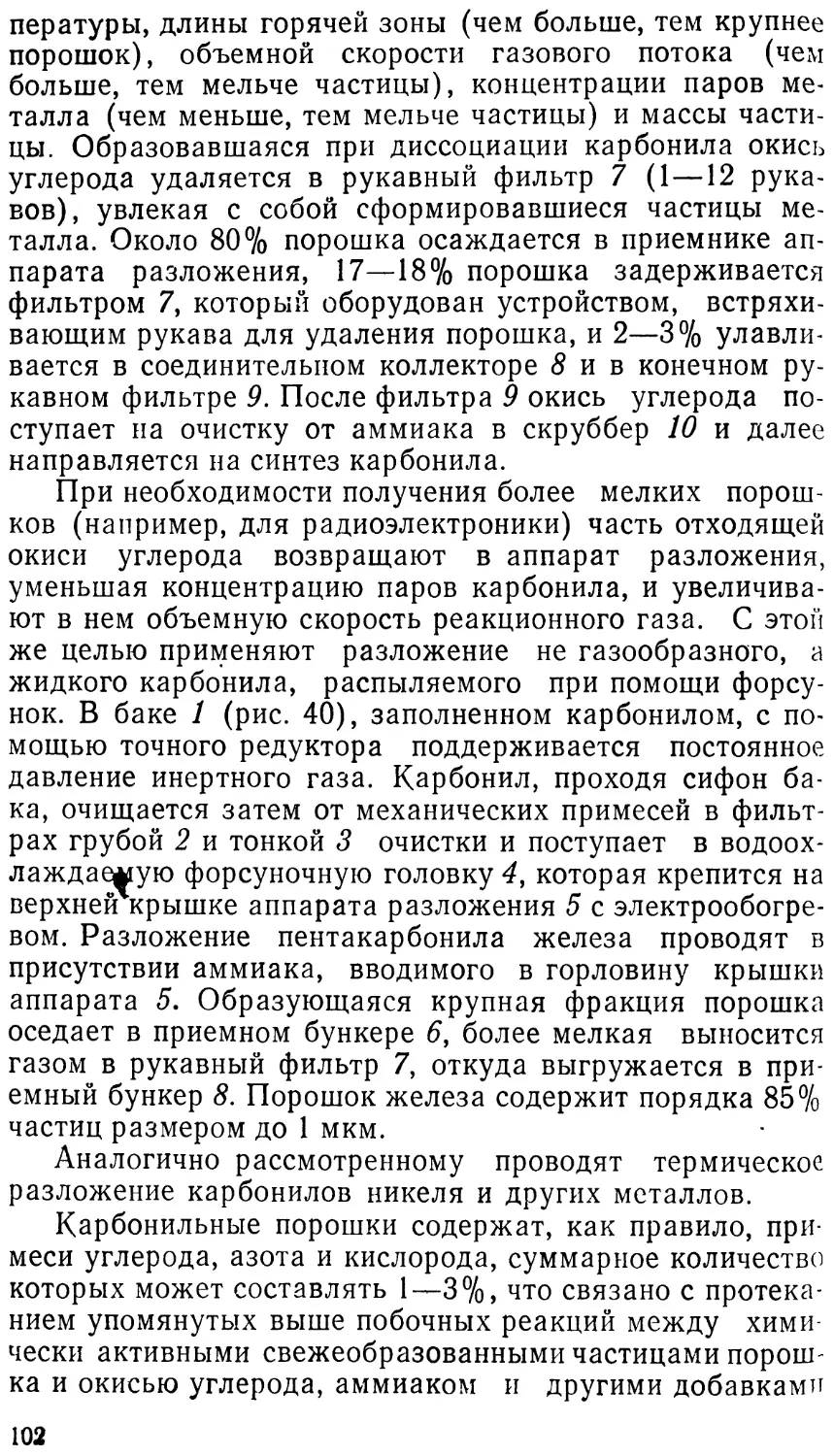
Рис. 5. Принципиальная схема получения окиси углерода
кобальта, железа, никеля и их сплавов, а также не-
ржавеющих сталей.
Окись углерода. Техническую окись углерода
обычно получают газификацией малосернистого кокса
или древесного угля с применением кислородного
дутья по реакциям:
С + О2 = СО2, (5)
СО2 + С = 2СО. (6)
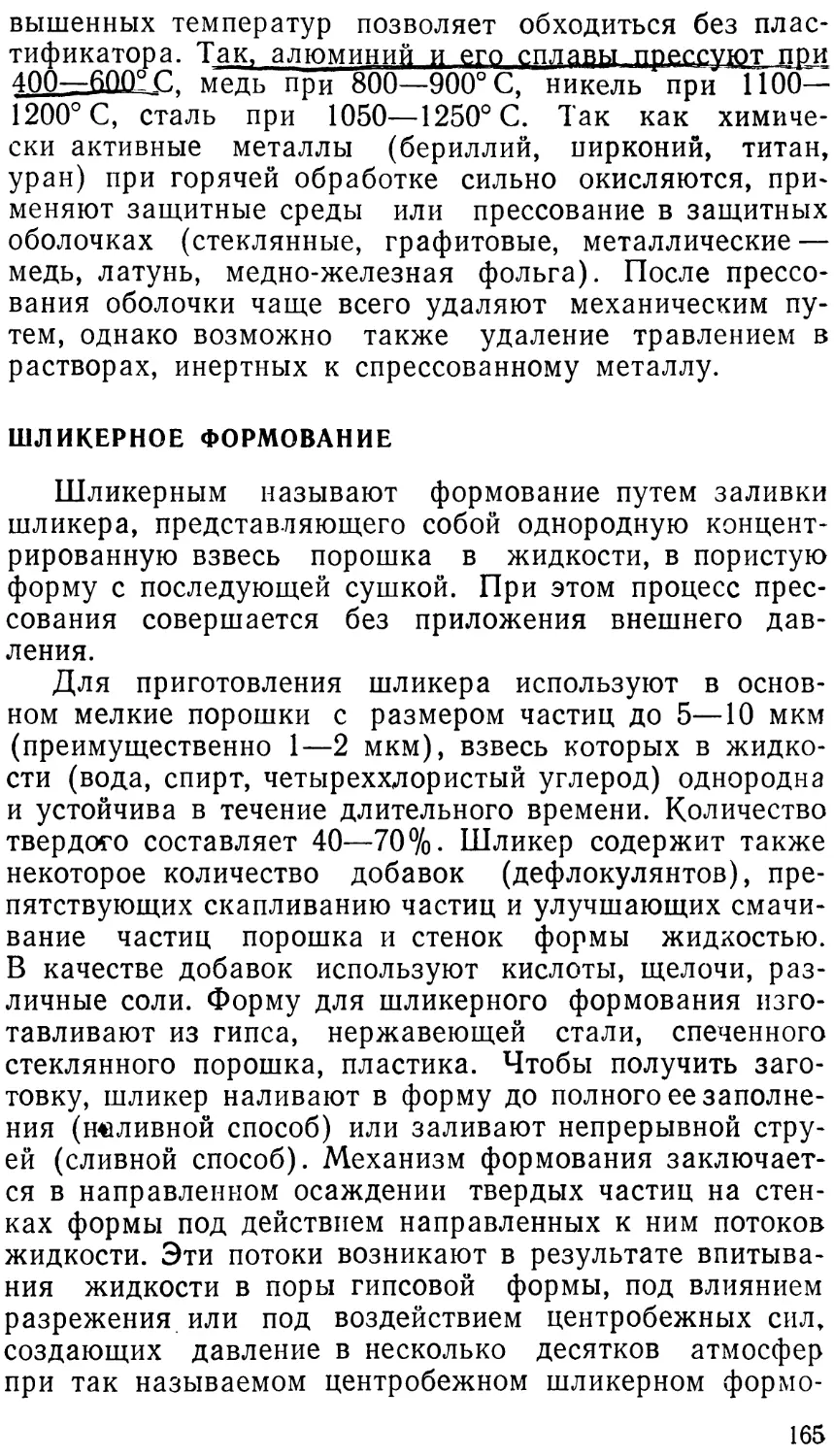
Перед загрузкой в газогенератор (рис. 5) кокс или
Древесный уголь дробят и просевают через сито
с ячейками размером 40X40 мм. Кислород или газ с
содержанием не менее 96% Ог под давлением 1 ат про-
ходит через буферную емкость 1 и брызгоуловитель 2
и поступает в фурмы, расположенные в нижней части
газогенератора 3. Образующаяся окись углерода сна-
чала очищается от пыли промывкой водой в башне 4,
а затем обрабатывается паром и водой в башнях 5,
где она частично очищается от сернистых соединений.
В скруббере 6 в результате промывки раствором гид-
2*
19
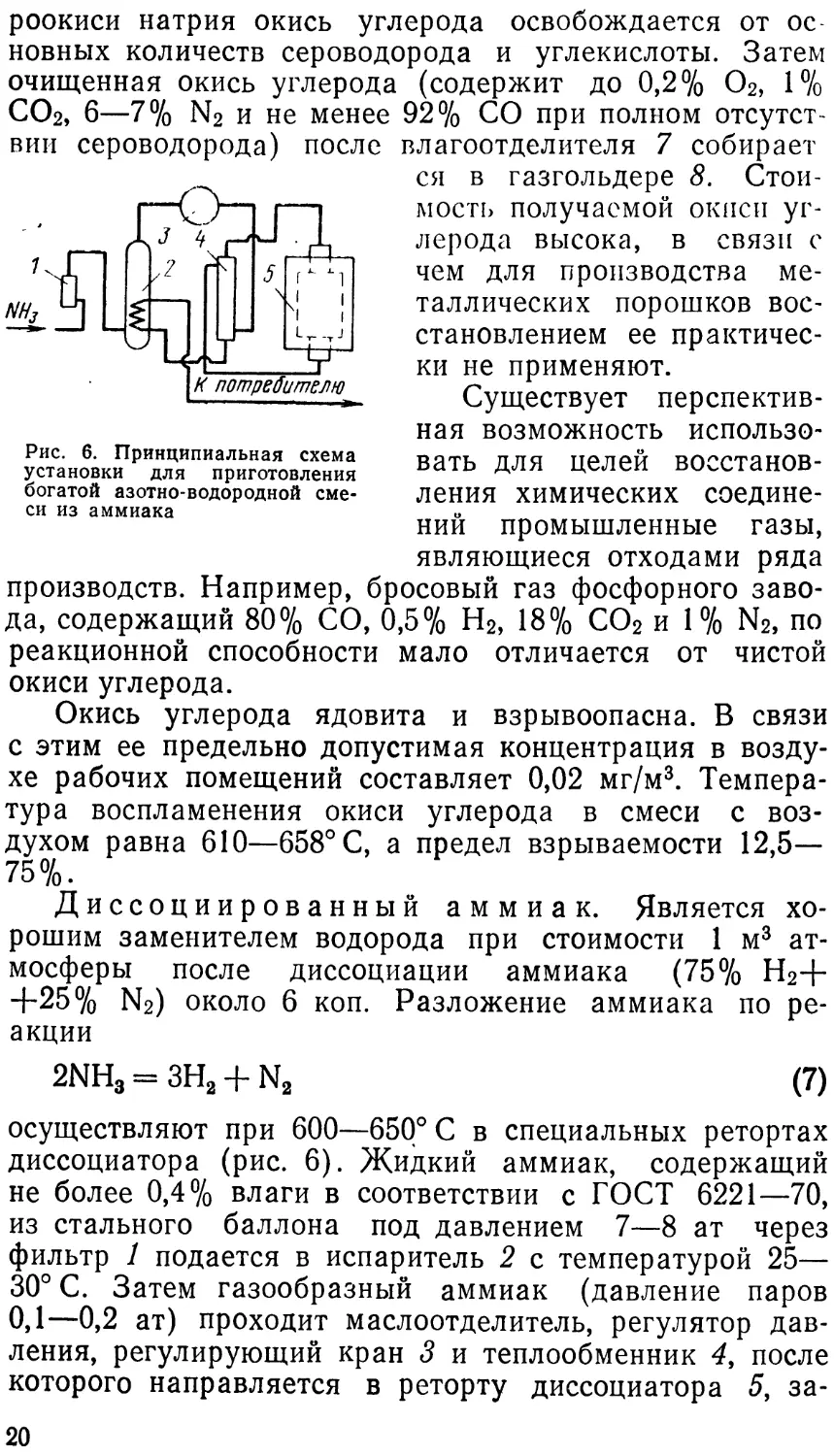
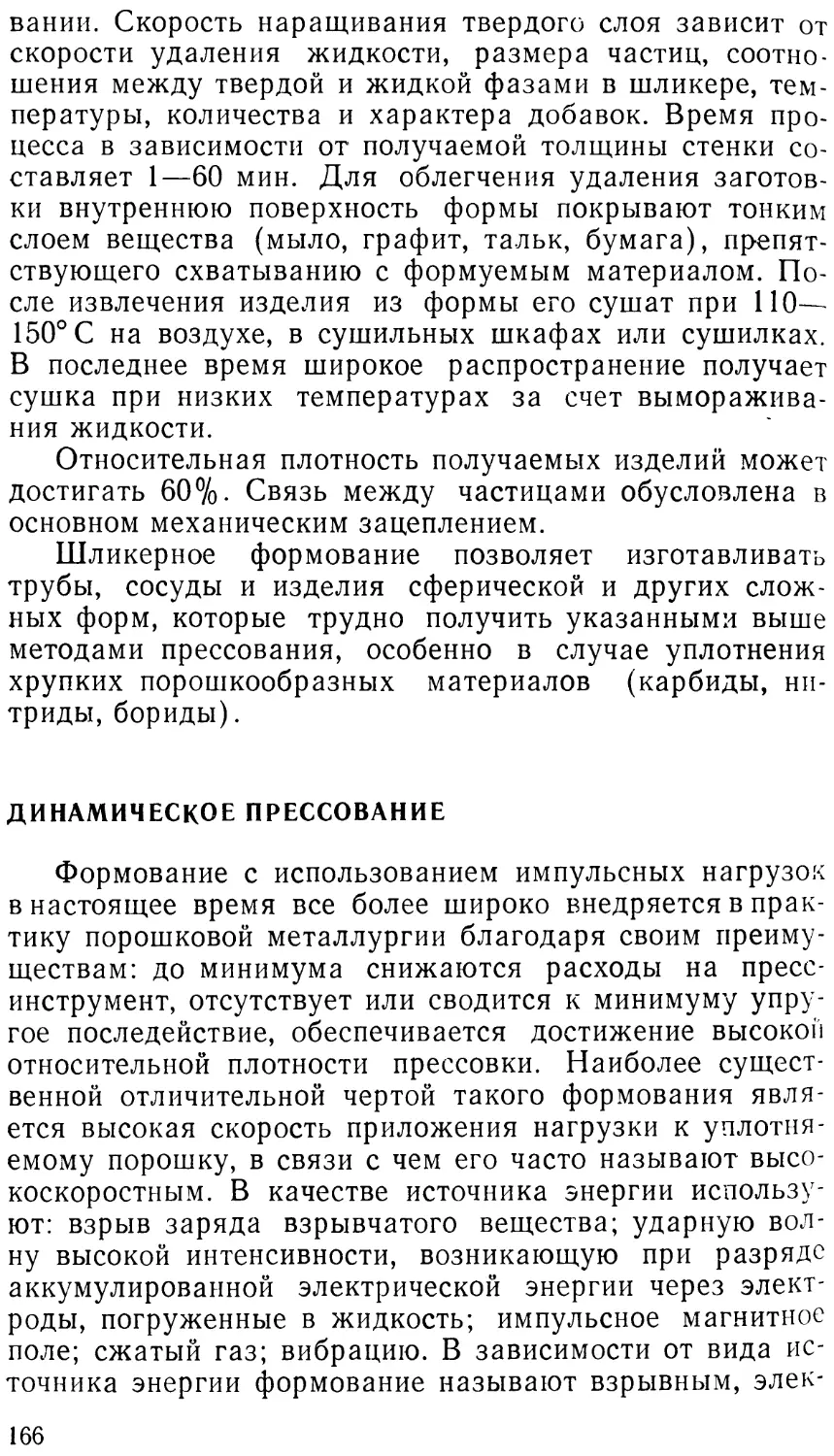
вии сероводорода) после
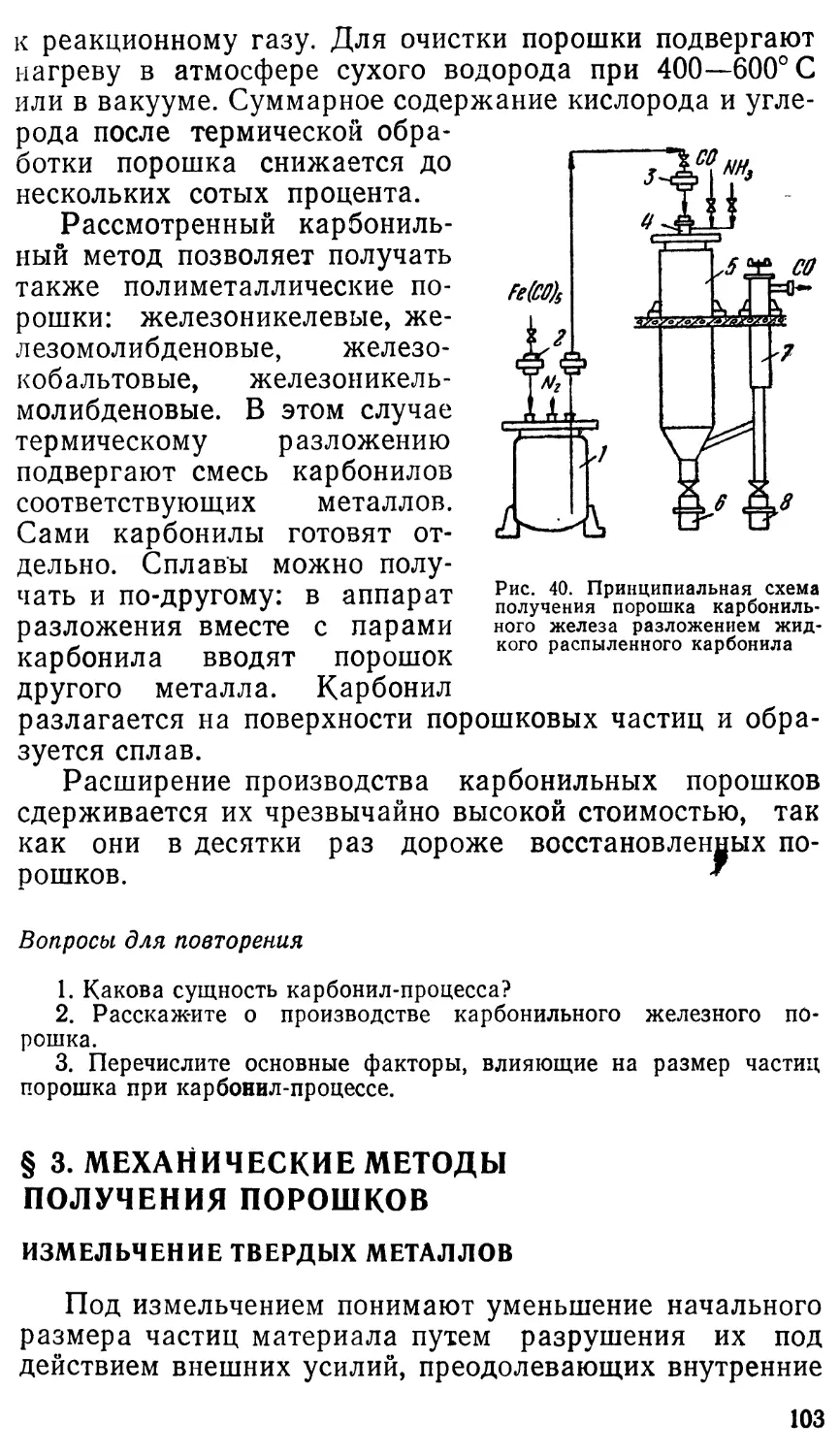
Рис. 6. Принципиальная схема
установки для приготовления
богатой азотно-водородной сме-
си из аммиака
роокиси натрия окись углерода освобождается от ос
новных количеств сероводорода и углекислоты. Затем
очищенная окись углерода (содержит до 0,2% О2, 1%
СО2, 6—7% N2 и не менее 92% СО при полном отсутст-
влагоотделителя 7 собирает
ся в газгольдере 8. Стои-
мость получаемой окиси уг-
лерода высока, в связи с
чем для производства ме-
таллических порошков вос-
становлением ее практичес-
ки не применяют.
Существует перспектив-
ная возможность использо-
вать для целей восстанов-
ления химических соедине-
ний промышленные газы,
являющиеся отходами ряда
производств. Например, бросовый газ фосфорного заво-
да, содержащий 80% СО, 0,5% Нг, 18% СОг и 1% N2, по
реакционной способности мало отличается от чистой
окиси углерода.
Окись углерода ядовита и взрывоопасна. В связи
с этим ее предельно допустимая концентрация в возду-
хе рабочих помещений составляет 0,02 мг/м3. Темпера-
тура воспламенения окиси углерода в смеси с воз-
духом равна 610—658° С, а предел взрываемости 12,5—
75%.
Диссоциированный аммиак. Является хо-
рошим заменителем водорода при стоимости 1 м3 ат-
мосферы после диссоциации аммиака (75% Нг+
+25% N2) около 6 коп. Разложение аммиака по ре-
акции
2NH3=3H2 + N2
(7)
осуществляют при 600—650° С в специальных ретортах
диссоциатора (рис. 6). Жидкий аммиак, содержащий
не более 0,4% влаги в соответствии с ГОСТ 6221—70,
из стального баллона под давлением 7—8 ат через
фильтр 1 подается в испаритель 2 с температурой 25—
30° С. Затем газообразный аммиак (давление паров
0,1—0,2 ат) проходит маслоотделитель, регулятор дав-
ления, регулирующий кран 3 и теплообменник 4, после
которого направляется в реторту диссоциатора 5, за-
20
полненную катализатором (мелкая железная стружка,
Окисли железа) и нагреваемую извне электрическим
нагревателем. Горячая смесь газов поступает в тепло-
обменник 4, где отдает часть тепла газообразному ам-
миаку. Остальное тепло утилизируется в испарителе
И расходуется на испарение жидкого аммиака. Для
этого в испарителе 2 предусмотрен змеевик. Осушка
диссоциированного аммиака производится в блоке си-
ликагелевых осушителей до точки росы не ниже
—40° С. Из баллона жидкого аммиака можно получить
iоколо 240 м3 газовой смеси, содержащей до 0,03—
0,05% неразложившегося аммиака. Промышленные ус-
тановки ДА-20 и ДА-40 имеют производительность 20
|и 40 м3/ч, установленную мощность 16,5 и 35 кВт,
{удельный расход электроэнергии 0,59 и 0,51 кВт-ч,
1расход жидкого аммиака 7,58 и 15,2 кг/ч, расход воды
(0,5 и 0,7 м3/ч соответственно. При обращении с аммиа-
/ком соблюдают меры предосторожности: не применяют
ртутных манометров и затворов, остерегаются ожогов
жидким аммиаком и отравления им при вдыхании. Вы-
|сокое содержание водорода (75%) в диссоциированном
| аммиаке делает его легко воспламеняющимся и взры-
воопасным (пределы взрываемости в смеси с воздухом
4—74,2%). Диссоциированный аммиак применяют в
' качестве восстановителя при производстве порошков
-кобальта, железа, никеля, вольфрама.
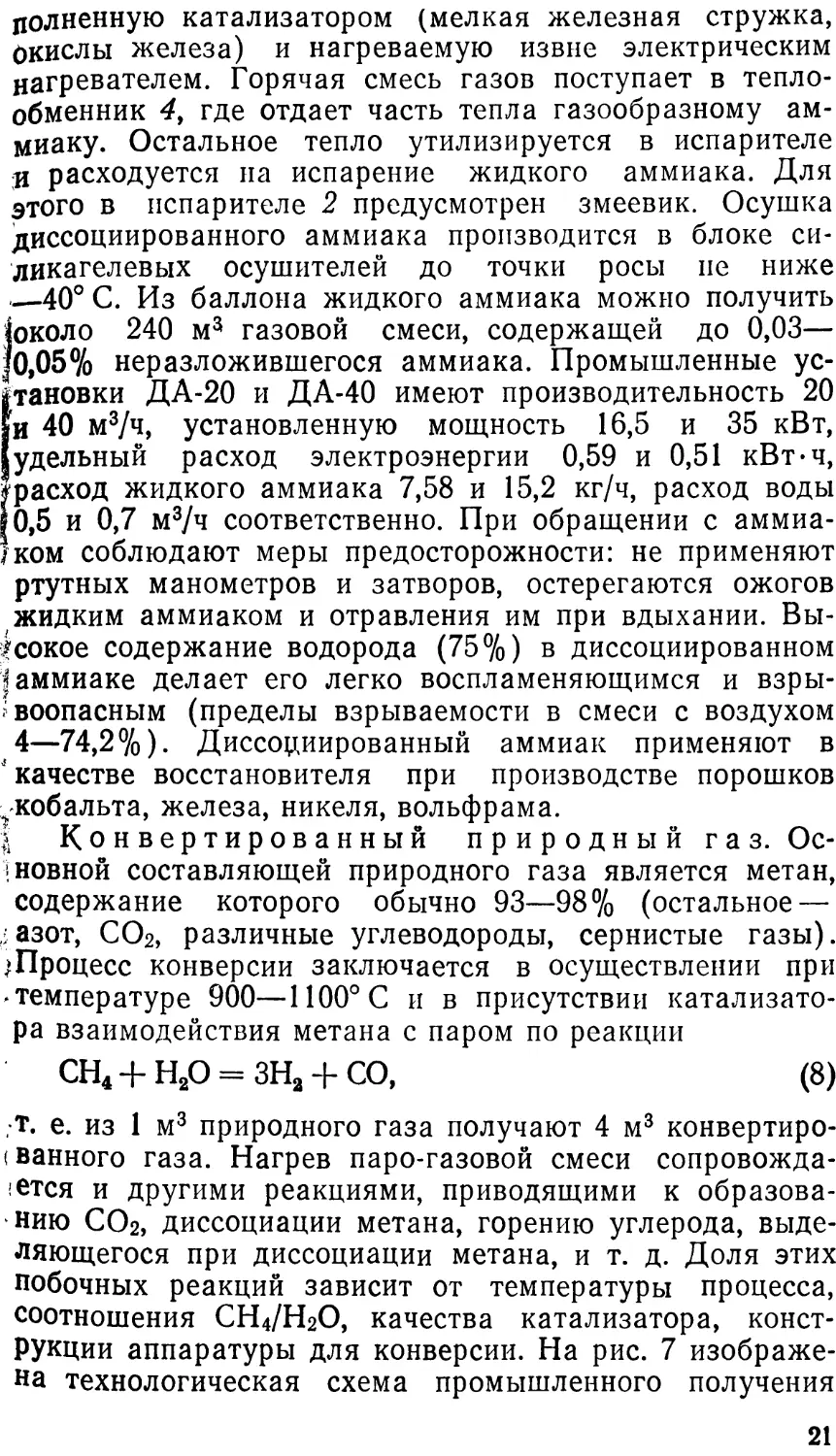
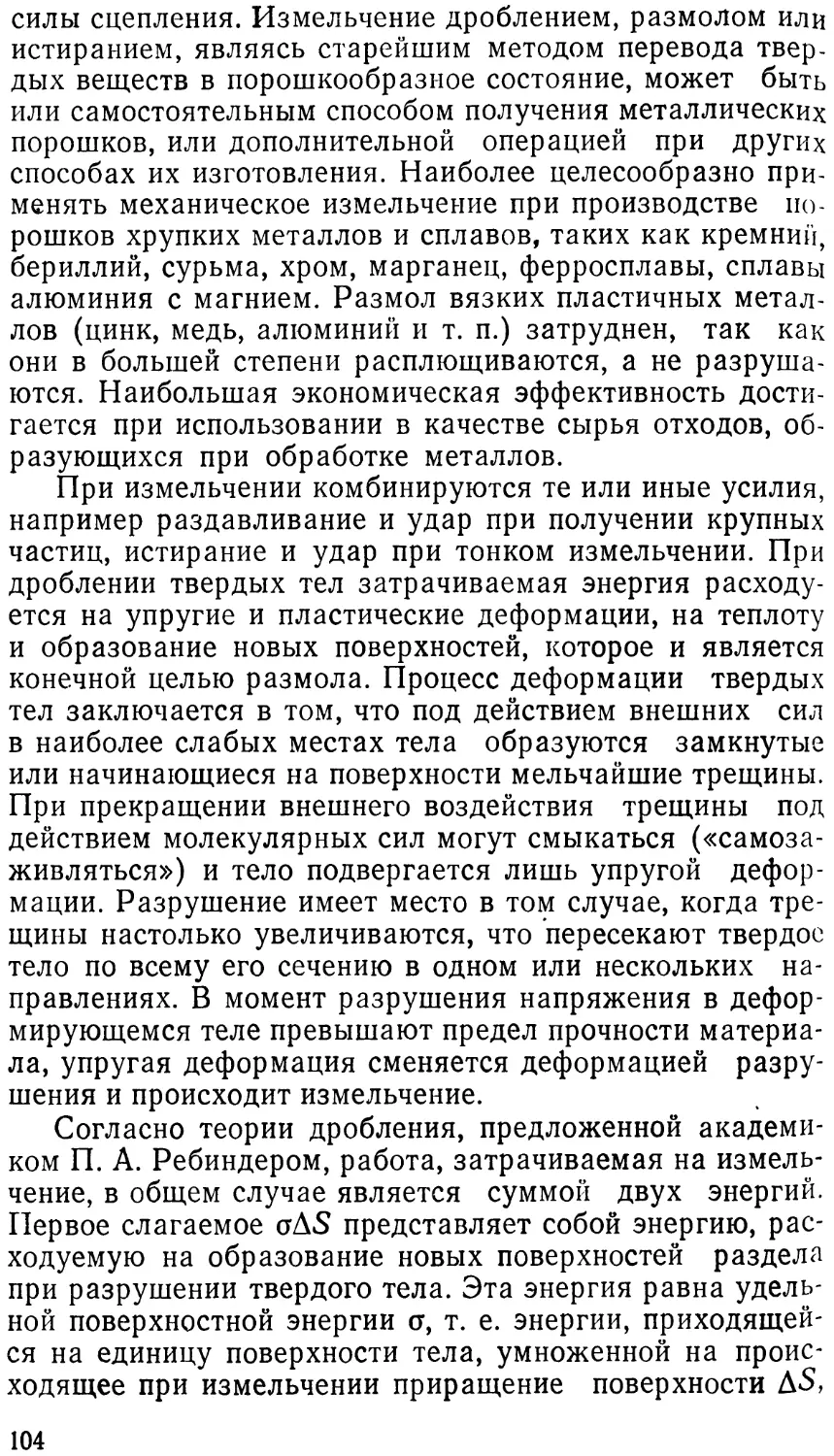
I Конвертированный природный газ. Ос-
|новной составляющей природного газа является метан,
содержание которого обычно 93—98% (остальное —
•азот, СОг, различные углеводороды, сернистые газы).
^Процесс конверсии заключается в осуществлении при
• температуре 900—1100° С и в присутствии катализато-
ра взаимодействия метана с паром по реакции
СН4+Н2О = ЗНа + СО, (8)
,т. е. из 1 м3 природного газа получают 4 м3 конвертиро-
(ванного газа. Нагрев паро-газовой смеси сопровожда-
ется и другими реакциями, приводящими к образова-
нию СОг, диссоциации метана, горению углерода, выде-
ляющегося при диссоциации метана, и т. д. Доля этих
побочных реакций зависит от температуры процесса,
соотношения СН4/Н2О, качества катализатора, конст-
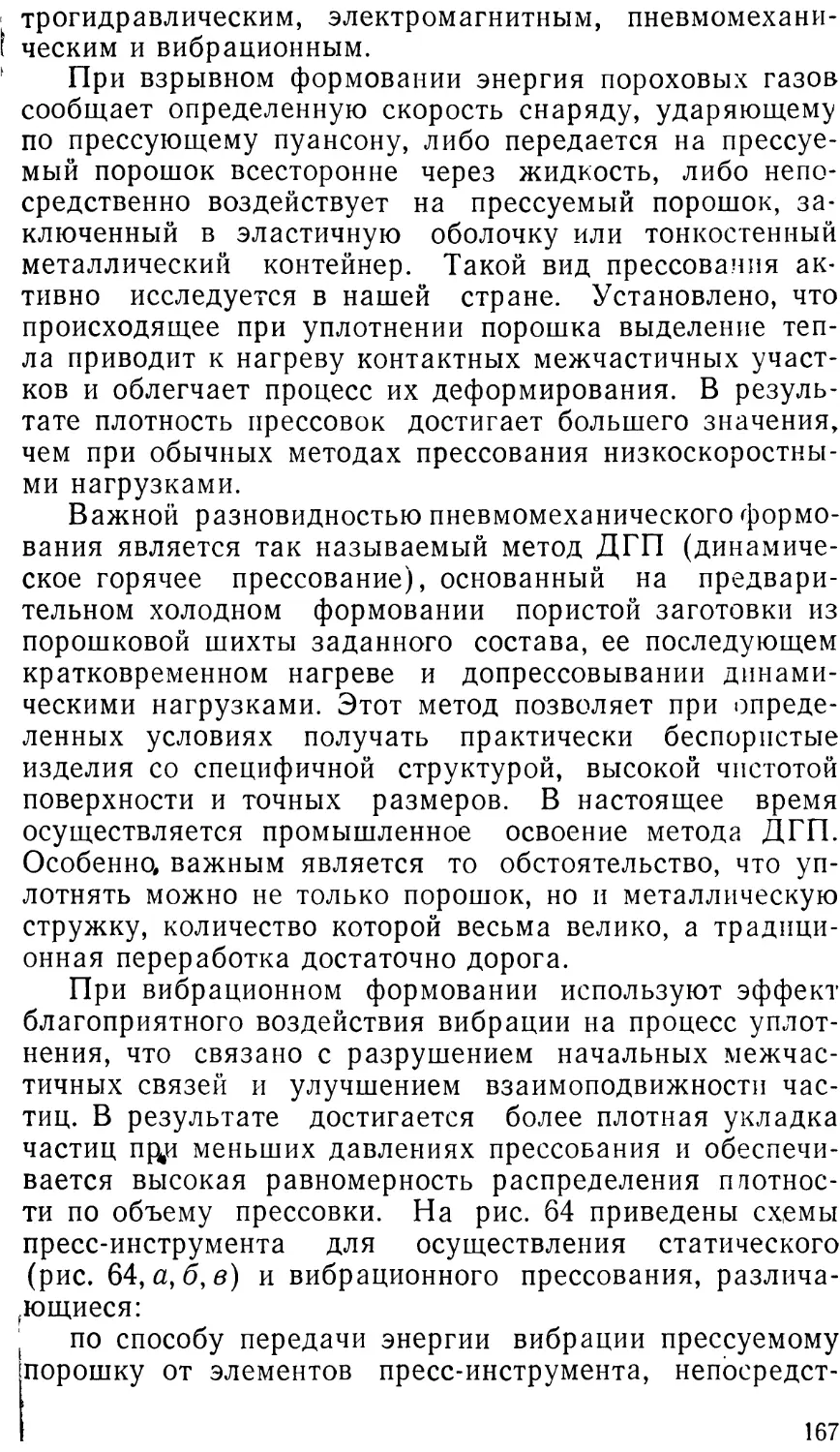
рукции аппаратуры для конверсии. На рис. 7 изображе-
на технологическая схема промышленного получения
21
конвертированного газа. В герметичную печь конвер-
сии 1 природный газ и перегретый водяной пар посту-
пают из цеховых коллекторов. Пройдя газопровод и
паропровод, на которых установлены регулирующие
пропорционирующие элементы 2, газ и пар попадают
в общий трубопровод, где в турбулентном режиме про-
исходит их смешивание в соотношении СН4: НгО =
ж
Коллектор природного газа, Конвертированный газ
поступающего на отопление
। г Газ______________
Коллектор природного газа,
поступающего на конверсию
Ь * ^г^аро-газо-
Коллектор пора
[ПТ]
1
К
смесь
Пар '2
Коллектор воздуха
’ *' воздух
Конвертирован
(—Д ныи газ
! Потребители.
Рис. 7. Технологическая схема получения конвертированно-
го природного газа
= 1 : 1,3. Затем паро-газовая смесь проходит через теп-
лообменник 3 и нагревается до 400—500° С за счет ути-
лизации тепла получаемого конвертированного газа,
после чего поступает в реактор печи на конверсию при
температуре 1000° С. Имеющиеся промышленные печи
конверсии производительностью 1000 м3/ч в топочном
пространстве с газовым обогревом содержат 8—10 ре-
акторов, расположенных горизонтально или вертикаль-
но. Каждый реактор представляет собой две жаропроч-
ные стальные трубы, установленные одна в другой
с кольцевым промежутком, заполненным никельсодер-
жащими керамическими цилиндриками стандартного
катализатора ГИАП-3. Образующийся по реакции (8)
конвертированный газ по внутренним трубам реакто-
ров подается на наружный кожух теплообменника 3,
где отдает часть своего тепла паро-газовой смеси. Из
теплообменника 3 конвертированный газ поступает в
скруббер охлаждения 4 для конденсации избыточной
влаги. Осушенный до точки росы 4-40° С конвертиро-
22
ванный газ применяют для производства железного
порошка восстановлением окислов. В качестве резерв-
ной емкости используется газгольдер 5. Вертикальное
расположение реакторов в печи является более благо-
приятным как в технологическом отношении, так и в
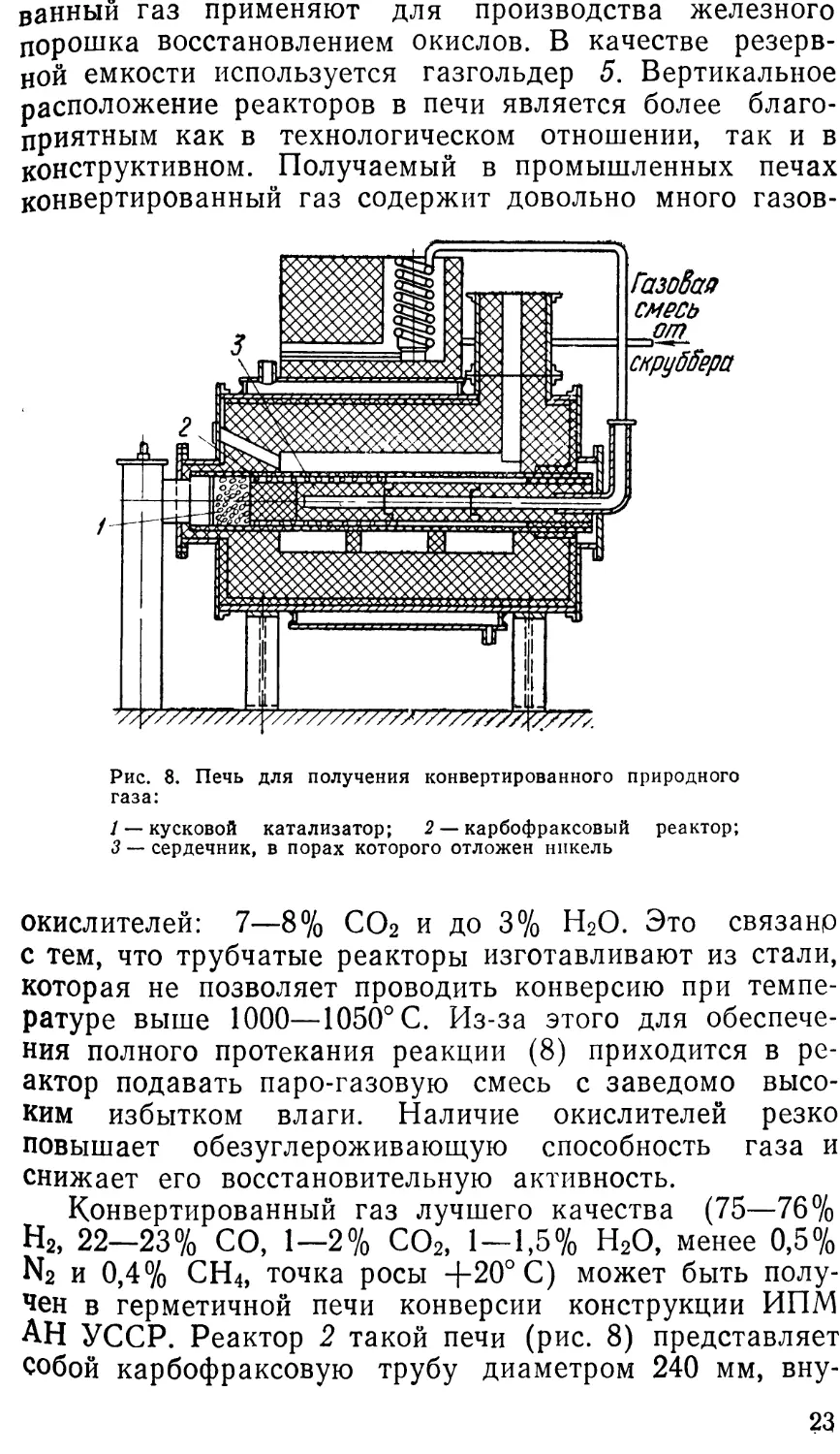
конструктивном. Получаемый в промышленных печах
конвертированный газ содержит довольно много газов-
Рис. 8. Печь для получения конвертированного природного
газа:
/ — кусковой катализатор; 2 — карбофраксовый реактор;
3 — сердечник, в порах которого отложен никель
окислителей: 7—8% СОг и до 3% Н2О. Это связано
с тем, что трубчатые реакторы изготавливают из стали,
которая не позволяет проводить конверсию при темпе-
ратуре выше 1000—1050° С. Из-за этого для обеспече-
ния полного протекания реакции (8) приходится в ре-
актор подавать паро-газовую смесь с заведомо высо-
ким избытком влаги. Наличие окислителей резко
повышает обезуглероживающую способность газа и
снижает его восстановительную активность.
Конвертированный газ лучшего качества (75—76%
Н2, 22—23% СО, 1—2% СО2, 1—1,5% Н2О, менее 0,5%
N2 и 0,4% СН4, точка росы +20° С) может быть полу-
чен в герметичной печи конверсии конструкции ИПМ
АН УССР. Реактор 2 такой печи (рис. 8) представляет
собой карбофраксовую трубу диаметром 240 мм, вну-
23
три которой с концентрическим зазором установлен
трехсекционный шамотный муфель-труба (сердечник
3). Три склеенные воздушнотвердеющим мертелем сек-
ции этого сердечника 3 имеют пористость соответствен-
но 15,45 и 60%. В порах шамота отложен никель —
катализатор реакции (8), а выходное отверстие за-
крыто пробкой из плотного шамота. Для отложения
никеля в порах шамотного муфеля-трубы его сначала
пропитывают кипящим раствором азотнокислого нике-
ля, содержащим некоторое количество сахара [2—3%
(по массе)]. Затем шамот просушивают, прокаливают
при 300—350° С для удаления окислов азота и паров
воды и склеивают воздушнотвердеющим мертелем.
Окислы никеля, отложившиеся в порах шамота, перед
пуском печи (в процессе разогрева реактора) восста-
навливают водородом, в результате чего образуются
частицы металлического никеля. Паро-газовую смесь
для конвертирования готовят насыщением при 84—
84,5° С природного газа паром в специальном скруббе-
ре, орошаемом горячей водой. В смеси обеспечивают
отношение СН4:Н2О=1:1, которое соответствует сте-
хиометрическому соотношению компонентов реакции
(8). Из скруббера паро-газовая смесь направляется в
подогреватель, нагревается в нем до 120—125°С и по-
ступает в реактор 2 печи конверсии — внутрь пористо-
го сердечника 3 с никелевым катализатором. Печь
конверсии обогревается двумя горелками бесфакельно-
го типа. Оптимальная температура реакционного про-
странства составляет 1100° С, что соответствует 1200—
1250°С в топочном пространстве. Проходя через нагре-
тые до 1100°С пористые стенки шамотного сердечника
3, паро-газовая смесь контактирует с никелевым ката-
лизатором и конвертируется. Поступивший в кольцевой
зазор между сердечником 3 и карбофраксовой трубой
конвертированный газ по специальному трубопроводу
подают потребителю.
Подача природного газа в скруббер, паро-газовой
смеси к печам конверсии и конвертированного газа на
охлаждение и к местам потребления должна произво-
диться по герметичным коммуникациям. Ремонт печи
конверсии следует производить при полном ее охлаж-
дении. Предельно допустимая концентрация углеводо-
родов в воздухе рабочих помещений составляет
0,Змг/м3 (в пересчете на углерод). Метан огнеопасен.
24
Температура воспламенения его смеси с воздухом рав-
• ра 650—750° С, а предел взрываемости 5—15,4%.
Конвертированный природный газ в 8—10 раз де-
шевле водорода и в зависимости от его качества при-
ценяется для восстановления окислов при производстве
^1йбо железного порошка, либо порошков мало-, средне-
углеродистых и легированных сталей, железомедных,
^елезоникелевых, железовольфрамовых, вольфрамони-
келевых и железомедьникелевых сплавов.
Эндотермический и другие газы. Эндо-
термическая контролируемая атмосфера (эндогаз) на-
Шодит в последние годы широкое применение в различ-
ных процессах порошковой металлургии, хотя облада-
ет меньшей восстановительной способностью по сравне-
нию с водородом. Это обусловлено тем, что такая
Атмосфера более чем в десять раз дешевле водорода и
гценее взрывоопасна. Эндогаз получают в результате
|сжигания природного или другого углеводородного га-
аа в условиях существенного недостатка воздуха (всего
Й>25—0,35 от теоретического количества воздуха, требу-
Жмого для полного сжигания горючих составляющих
Фаза) с дополнительным подводом тепла извне. Исход-
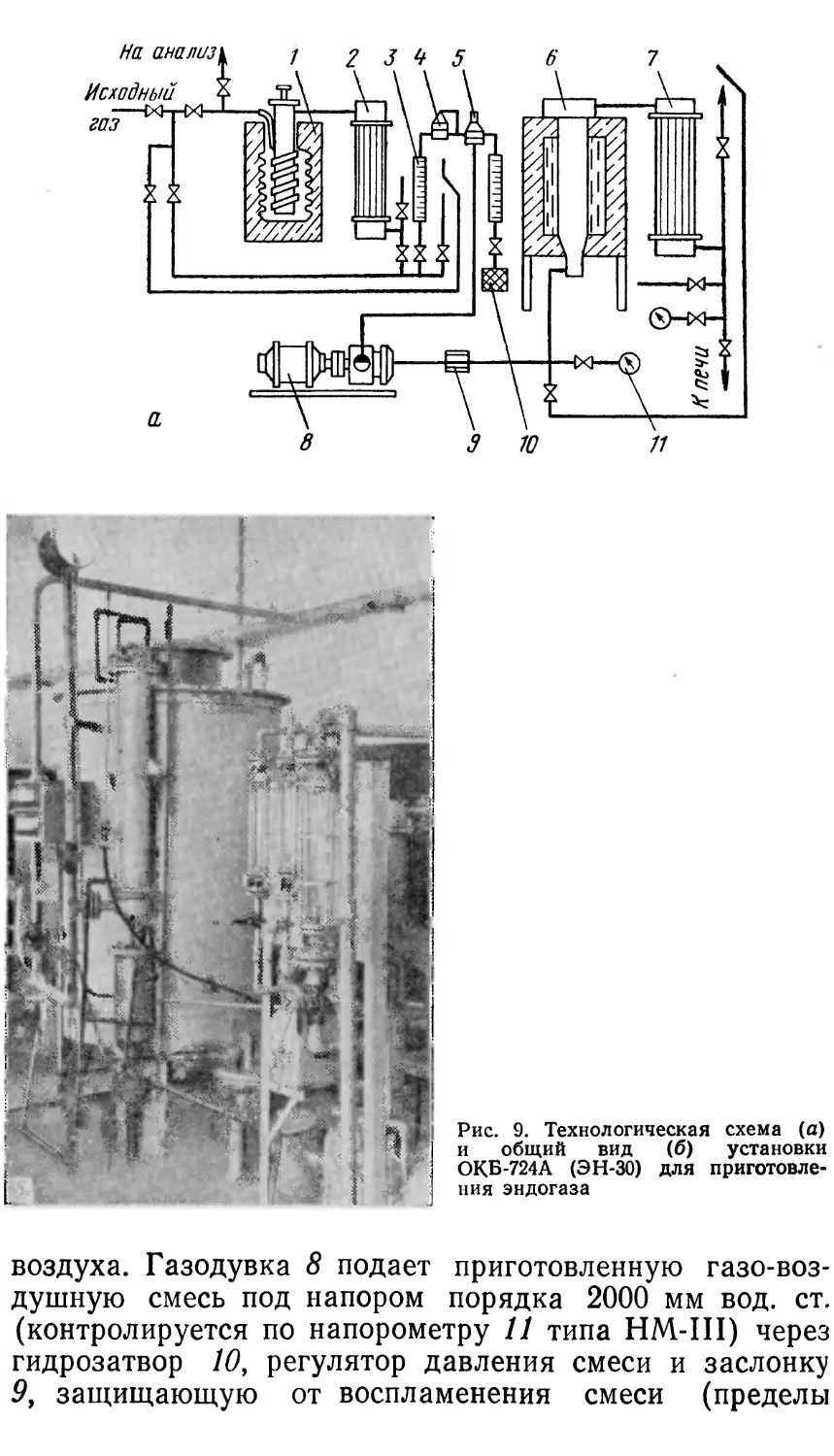
ный газ из сети поступает в установку типа ЭН произ-
водительностью 16, 30, 60, 125 или 250 м3/ч. Технологи-
ческая схема и общий вид установки ЭН-30 (ОКБ-724)
^Приведены на рис. 9. Подача газа производится через
дрегулятор давления, после которого давление газа со-
|&гавляет 200—350 мм вод. ст. В камере 1 газ очищается
сернистых соединений при температуре 300—350° С
присутствии катализатора ГИАП-10 (смесь окиси
г<Ьнка с окисью хрома). Нагреватели в камере 1 спи-
ральные из нихрома, диаметром 2 мм. Контроль темпе-
ратуры осуществляется хромель-копелевой термопарой,
t ft регулирование — автоматически при помощи прибора
типа ЭПД или ПСР. Очищенный газ охлаждается в
холодильнике 2 и затем через ротаметр 3 РС-5 или
РС-7 попадает в газосмесительную аппаратуру, состоя-
щую из газодувки 8, смесительно-пропорционирующего
Клапана 5 и регулятора нулевого давления 4. Этот ди-
афрагменный регулятор непосредственного действия
имеет пружину для настройки и предназначен для под-
держания «после себя» постоянного давления газа, рав-
ного давлению на входе в клапан 5. Конструкция
смесителя обеспечивает требуемое соотношение газа и
25
Рис. 9. Технологическая схема (а)
и общий вид (б) установки
ОКБ-724А (ЭН-30) для приготовле-
ния эндогаза
воздуха. Газодувка 8 подает приготовленную газо-воз-
душную смесь под напором порядка 2000 мм вод. ст.
(контролируется по напорометру 11 типа НМ-Ш) через
гидрозатвор 10, регулятор давления смеси и заслонку
9, защищающую от воспламенения смеси (пределы
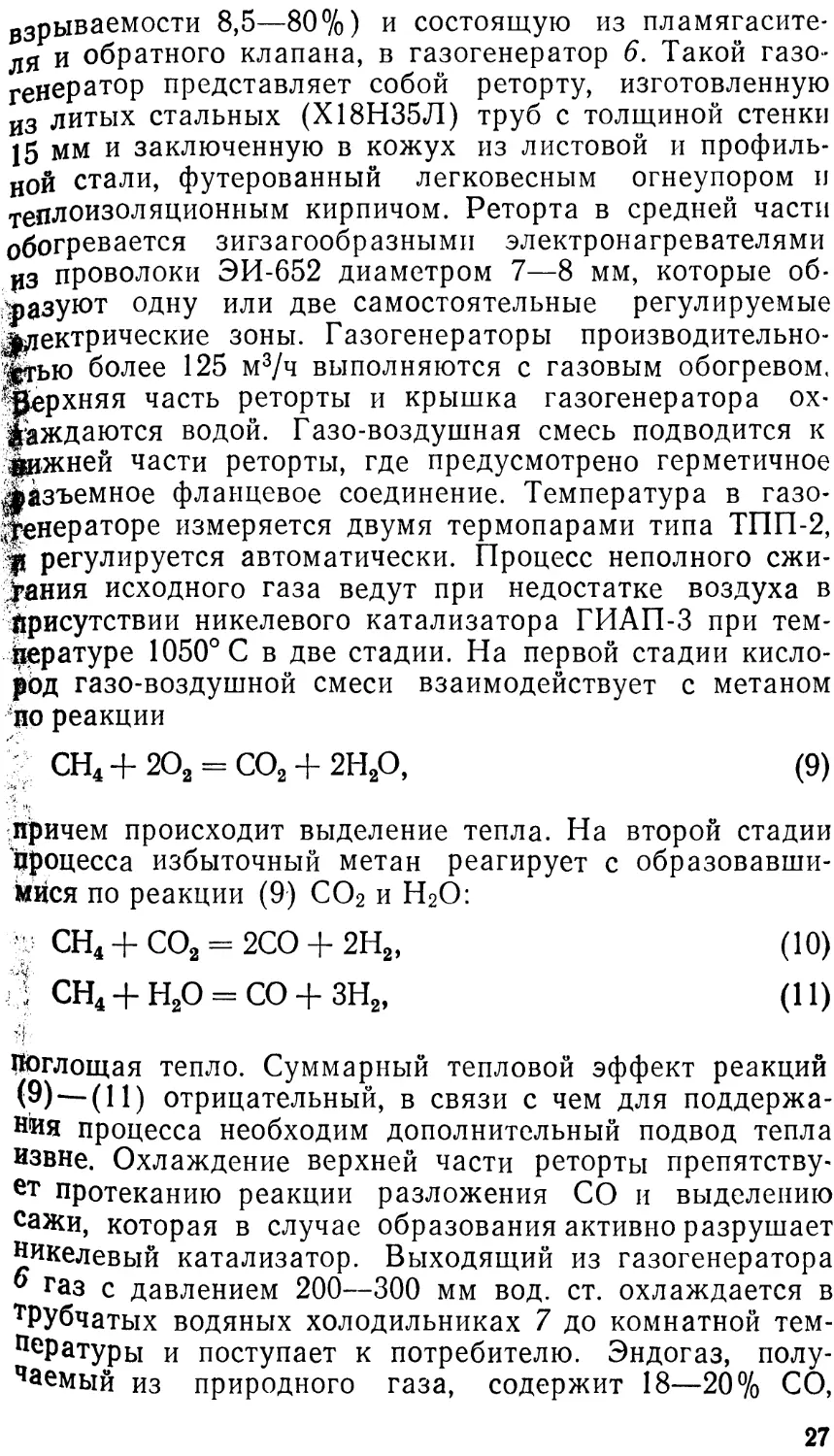
взрываемости 8,5—80%) и состоящую из пламягасите-
ля и обратного клапана, в газогенератор 6. Такой газо-
генератор представляет собой реторту, изготовленную
из литых стальных (Х18Н35Л) труб с толщиной стенки
|5 мм и заключенную в кожух из листовой и профиль-
ной стали, футерованный легковесным огнеупором и
теплоизоляционным кирпичом. Реторта в средней части
обогревается зигзагообразными электронагревателями
ИЗ проволоки ЭИ-652 диаметром 7—8 мм, которые об-
разуют одну или две самостоятельные регулируемые
электрические зоны. Газогенераторы производительно-
стью более 125 м3/ч выполняются с газовым обогревом.
{£ерхняя часть реторты и крышка газогенератора ох-
лаждаются водой. Газо-воздушная смесь подводится к
фджней части реторты, где предусмотрено герметичное
Вазъемное фланцевое соединение. Температура в газо-
енераторе измеряется двумя термопарами типа ТПП-2,
р регулируется автоматически. Процесс неполного сжи-
гания исходного газа ведут при недостатке воздуха в
Присутствии никелевого катализатора ГИАП-3 при тем-
пературе 1050° С в две стадии. На первой стадии кисло-
род газо-воздушной смеси взаимодействует с метаном
по реакции
СН4 + 2О2 = СО2 + 2Н2О, (9)
причем происходит выделение тепла. На второй стадии
процесса избыточный метан реагирует с образовавши-
мися по реакции (9) СО2 и Н2О:
•; СН4 + СО2 = 2СО + 2Н2, (10)
1 СН4 + Н2О = СО + ЗН2( (11)
Поглощая тепло. Суммарный тепловой эффект реакций
(9) — (11) отрицательный, в связи с чем для поддержа-
ния процесса необходим дополнительный подвод тепла
извне. Охлаждение верхней части реторты препятству-
ет протеканию реакции разложения СО и выделению
сажи, которая в случае образования активно разрушает
никелевый катализатор. Выходящий из газогенератора
® газ с давлением 200—300 мм вод. ст. охлаждается в
тРубчатых водяных холодильниках 7 до комнатной тем-
пературы и поступает к потребителю. Эндогаз, полу-
чаемый из природного газа, содержит 18—20% СО,
27
38—40% Н2, ^1% СО2, 5^1% СН4, остальное N2 и
имеет точку росы от —20 до +20° С, а его стоимость
составляет 0,9—1,9 коп. за 1 м3 в зависимости от типа
установки ЭН. С применением эндогаза производят по-
рошки железа, мало- и среднеуглеродистых сталей.
В производстве порошков углеродистых сталей в
качестве восстановителя иногда используют так назы-
ваемый генераторный и водяной газы, образу-
ющиеся при взаимодействии раскаленного древесного
или каменного угля, а также кокса соответственно
с воздухом по реакциям (5), (6) или водяным паром
по реакции
С + Н2О = СО + Н2. (12)
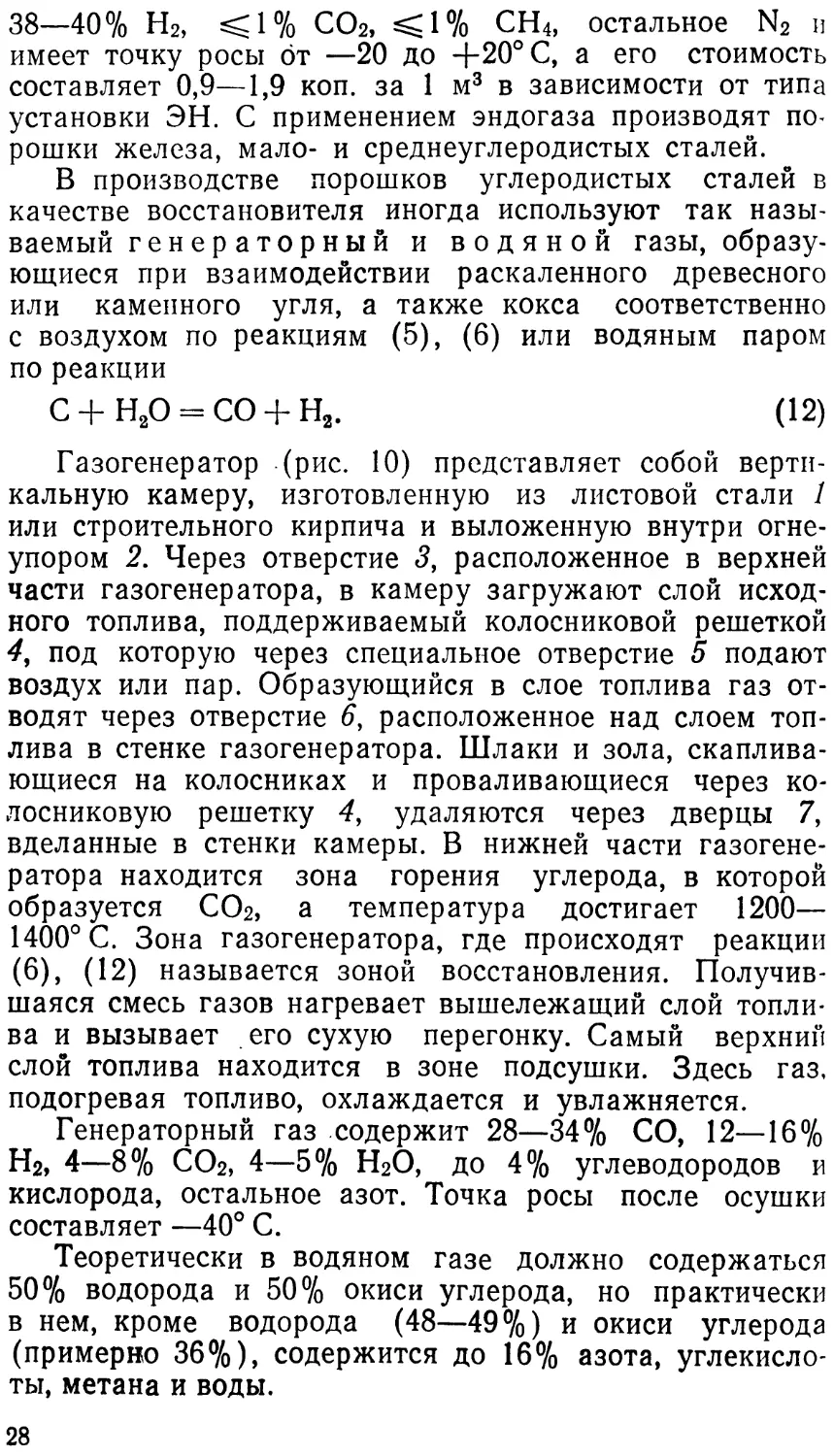
Газогенератор (рис. 10) представляет собой верти-
кальную камеру, изготовленную из листовой стали 1
или строительного кирпича и выложенную внутри огне-
упором 2. Через отверстие 3, расположенное в верхней
части газогенератора, в камеру загружают слой исход-
ного топлива, поддерживаемый колосниковой решеткой
4, под которую через специальное отверстие 5 подают
воздух или пар. Образующийся в слое топлива газ от-
водят через отверстие 6, расположенное над слоем топ-
лива в стенке газогенератора. Шлаки и зола, скаплива-
ющиеся на колосниках и проваливающиеся через ко-
лосниковую решетку 4, удаляются через дверцы 7,
вделанные в стенки камеры. В нижней части газогене-
ратора находится зона горения углерода, в которой
образуется СО2, а температура достигает 1200—
1400° С. Зона газогенератора, где происходят реакции
(6), (12) называется зоной восстановления. Получив-
шаяся смесь газов нагревает вышележащий слой топли-
ва и вызывает его сухую перегонку. Самый верхний
слой топлива находится в зоне подсушки. Здесь газ,
подогревая топливо, охлаждается и увлажняется.
Генераторный газ содержит 28—34% СО, 12—16%
Н2, 4—8% СО2, 4—5% Н2О, до 4% углеводородов и
кислорода, остальное азот. Точка росы после осушки
составляет —40° С.
Теоретически в водяном газе должно содержаться
50% водорода и 50% окиси углерода, но практически
в нем, кроме водорода (48—49%) и окиси углерода
(примерно 36%), содержится до 16% азота, углекисло-
ты, метана и воды.
28
Для целей порошковой металлургии в районах с
развитой металлургической промышленностью можно
использовать отходящие газы доменного или коксового
производства, которые хотя и не являются сильными
восстановителями, но зато дешевы, в связи с чем при-
менение их может ока-
заться экономически
целесообразным.
Кокс, термо-
|пты б и д р е в е с н ы и
оль. Получаемый
д^ксованием нефти и
продуктов, углей
,^и пеков, кокс явля-
1|ся сильным восста-
новителем, так как со-
держит 93—98% угле-
вода и до 3% водоро-
Jk в виде углеводоро-
дов в зависимости от
^сходного сырья и ме-
$ода его переработки.
$роме того, в состав
кокса входят и неже-
лательные примеси:
4% серы и 0,5—
IJtf золы.
’h- Термоштыб пред-
ставляет собой мелкие
Мходы производства
золы, до 3—3,5%
кЦаги.
Рис. 10. Схема газогенератора и про-
цесса газификации угля
термоантрацита. Содержит 6—
серы, 5—6% летучих и до 0,5%
,'Л Древесный уголь, получаемый при сжигании древе-
сины с недостатком воздуха, чище нефтяного кокса по
Сере, но содержит больше зольного остатка.
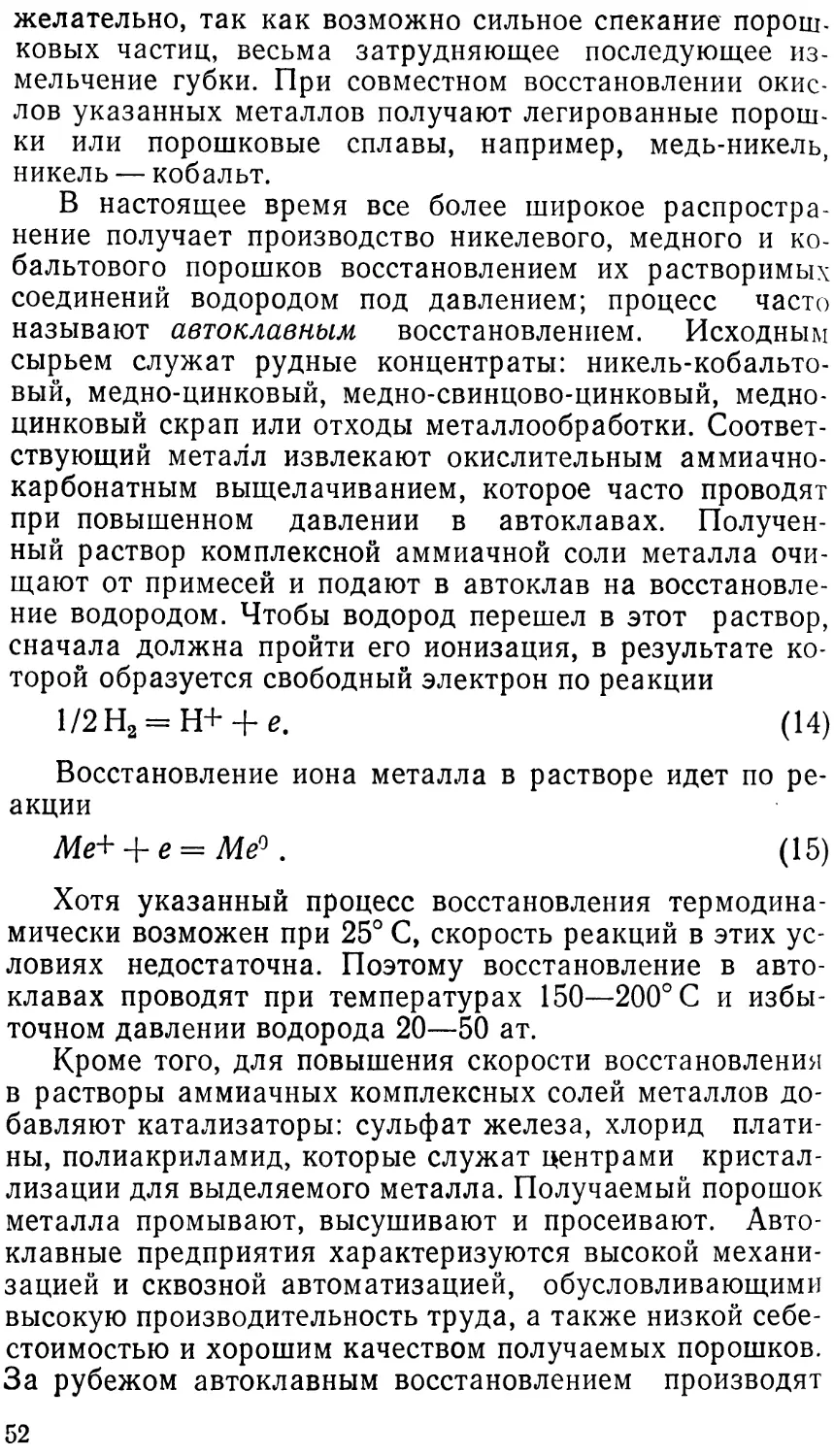
Сажа. В качестве восстановителя используют лам-
повую или газовую сажу, представляющую собой про-
дукт соответственно неполного сгорания или термиче-
ского разложения углеводородов. Сажа —весьма тон-
ким черный порошок, состоящий из высокодисперсных
частиц почти чистого углерода. Высокая химическая
активность сажи связана с огромной величиной по-
верхности ее частиц (15—18 м2/г). Ламповую сажу
приготовляют сжиганием при 1200° С нефтепродуктов
29
в фитильных горелках-лампах в камерах с недостатком
воздуха. Образующаяся копоть осаждается на более
холодных движущихся металлических поверхностях и ,
удаляется специальными приспособлениями, а не осев-
шая, оставшаяся во взвешенном состоянии в воздухе
улавливается фильтрами. Собранную ламповую сажу |
упаковывают в плотные четырехслойные бумажные
мешки, в которых она транспортируется к потребите-
лям. Применяемая ламповая сажа по ГОСТ 7885—56
содержит влаги не более 0,5%, имеет зольность не бо-
лее 0,1 % и остаток после просева через сито № 015К не
более 0,005%.
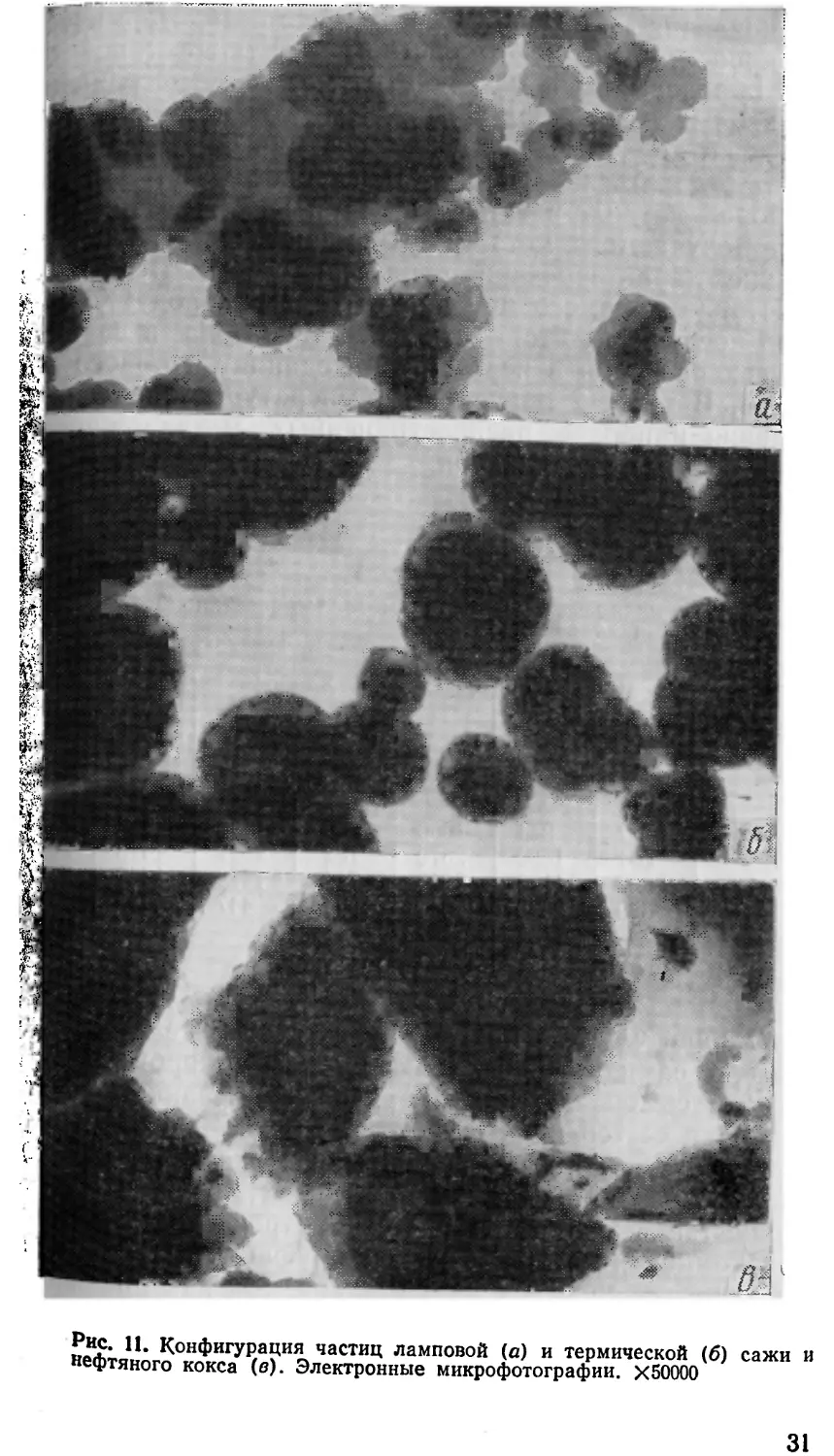
Газовая сажа приготовляется сжиганием природно-
го газа в горелках, помещенных в камеры с недостат-
ком воздуха. Получающаяся при этом копоть и есть
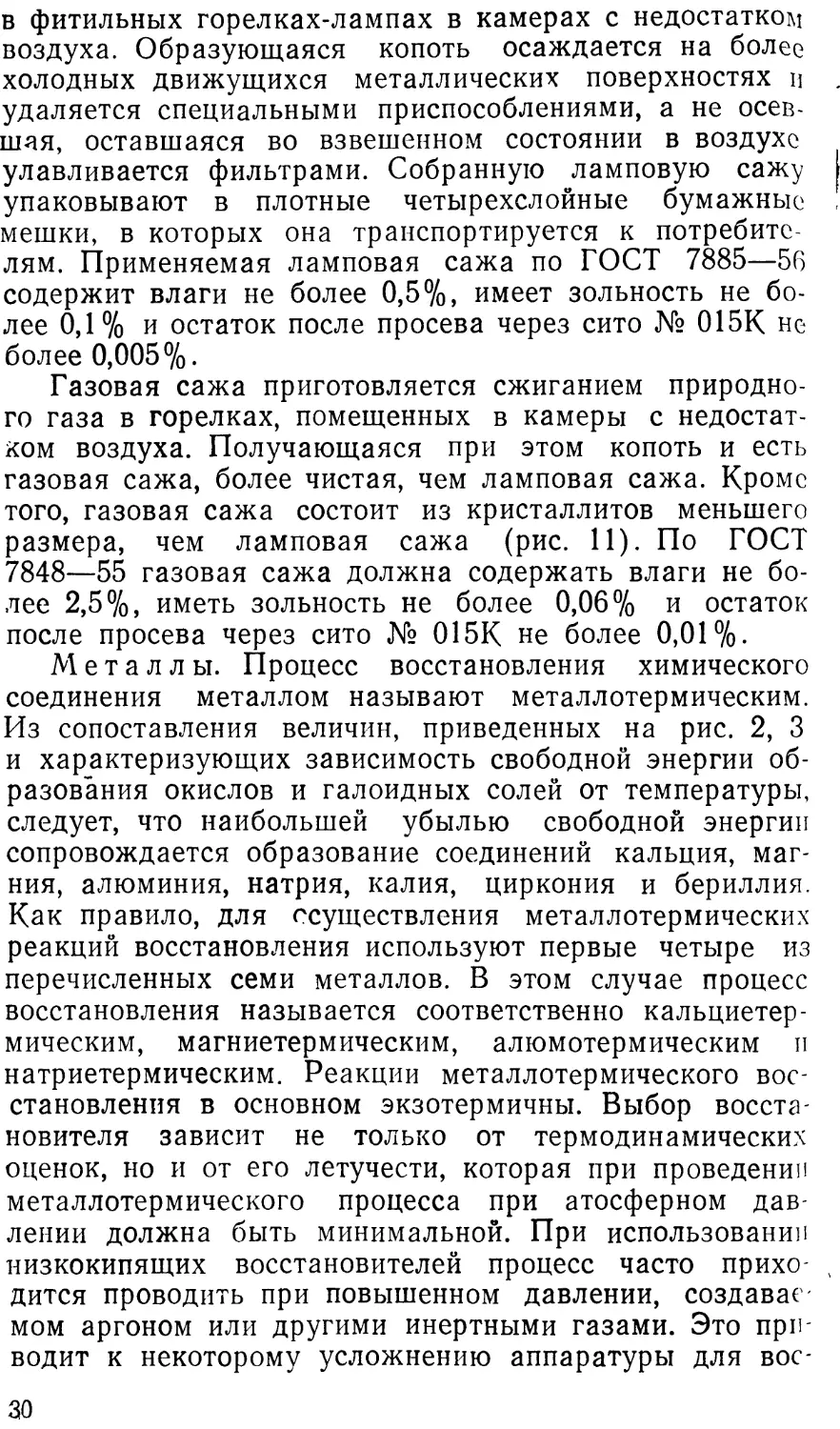
газовая сажа, более чистая, чем ламповая сажа. Кроме
того, газовая сажа состоит из кристаллитов меньшего
размера, чем ламповая сажа (рис. 11). По ГОСТ
7848—55 газовая сажа должна содержать влаги не бо-
лее 2,5%, иметь зольность не более 0,06% и остаток
после просева через сито № 015К не более 0,01%.
Металлы. Процесс восстановления химического
соединения металлом называют металлотермическим.
Из сопоставления величин, приведенных на рис. 2, 3
и характеризующих зависимость свободной энергии об-
разования окислов и галоидных солей от температуры,
следует, что наибольшей убылью свободной энергии
сопровождается образование соединений кальция, маг-
ния, алюминия, натрия, калия, циркония и бериллия.
Как правило, для осуществления металлотермических
реакций восстановления используют первые четыре из
перечисленных семи металлов. В этом случае процесс
восстановления называется соответственно кальциетер-
мическим, магниетермическим, алюмотермическим п
натриетермическим. Реакции металлотермического вос-
становления в основном экзотермичны. Выбор восста-
новителя зависит не только от термодинамических
оценок, но и от его летучести, которая при проведении
металлотермического процесса при атосферном дав-
лении должна быть минимальной. При использовании
низкокипящих восстановителей процесс часто прихо- ,
дится проводить при повышенном давлении, создавае
мом аргоном или другими инертными газами. Это при-
водит к некоторому усложнению аппаратуры для вос-
30
Конфигурация частиц ламповой (а) и термической (б) сажи и
нефтяного кокса (в). Электронные микрофотографии. Х50000
31
становления и условий выполнения металлотермическо-
го процесса. Желательно, чтобы металл-восстановитель
не образовывал с получаемым металлом соединений,
сплавов и твердых растворов. Избыток восстановителя,
а также побочные продукты реакции должны полно-
стью отделяться от восстановленного металла. При
выборе металла-восстановителя и исходного соедине-
ния получаемого металла учитывают технико-экономи-
ческие характеристики процесса: степень извлечения
восстанавливаемого металла в готовый продукт, каче-
ство последнего, стоимость восстановителя и величину
других расходов в пересчете на единицу готового про-
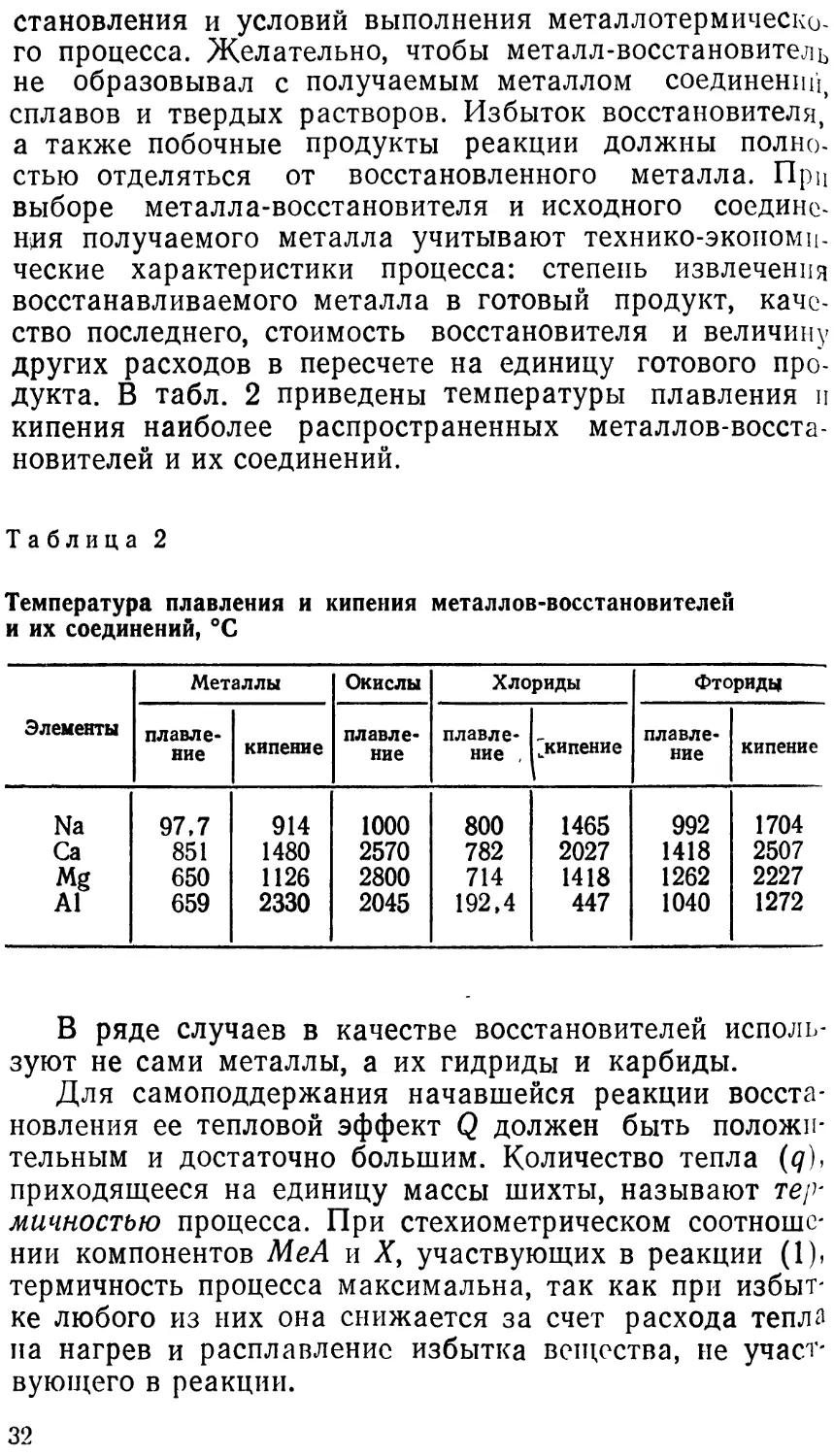
дукта. В табл. 2 приведены температуры плавления и
кипения наиболее распространенных металлов-восста-
новителей и их соединений.
Таблица 2
Температура плавления и кипения металлов-восстановителеи
и их соединений, °C
Элементы Металлы Окислы Хлориды Фториды
плавле- ние кипение плавле- ние плавле- ние , 1 ^кипение плавле- ние кипение
Na 97,7 914 1000 800 1465 992 1704
Са 851 1480 2570 782 2027 1418 2507
Mg 650 1126 2800 714 1418 1262 2227
Al 659 2330 2045 192,4 447 1040 1272
В ряде случаев в качестве восстановителей исполь-
зуют не сами металлы, а их гидриды и карбиды.
Для самоподдержания начавшейся реакции восста-
новления ее тепловой эффект Q должен быть положи-
тельным и достаточно большим. Количество тепла (q),
приходящееся на единицу массы шихты, называют те/ь
мичностью процесса. При стехиометрическом соотноше-
нии компонентов МеА и X, участвующих в реакции (1),
термичность процесса максимальна, так как при избыт-
ке любого из них она снижается за счет расхода тепла
па нагрев и расплавление избытка вещества, не участ-
вующего в реакции.
32
: В соответствии с реакцией (1)
Q
q =-----------,
ММед+ АХ
где ^мед—молекулярная масса восстанавливаемого
соединения МеА;
Ах—атомная масса металл а-восстановителя X.
Следует иметь в виду, что величина минимально не-
обходимой термичности зависит также от ряда допол-
нительных факторов, в частности от размера частиц
(реагирующих компонентов, степени окисленности ме-
?талла-восстановителя, качества смешивания шихты,
Относительной поверхности теплоотдачи реагирующей
шихты. Для большинства процессов металлотермичес-
. кого восстановления термичность составляет 600—
700 кал на 1 г суммы реагирующего материала и шла-
кообразующих присадок, что достаточно для протека-
ния начавшегося процесса восстановления без подвода
тепла извне.
В некоторых случаях тепловой эффект реакции (1)
настолько велик и она идет так бурно, что может при-
вести к выбросу части шихты из реактора, если он не
герметичен или к разрушению реактора, если он герме-
тичен. В таких случаях для замедления процесса в не-
сходную шихту добавляют флюсы, которые поглощают
часть тепла на прогрев и расплавление и замедляют
восстановление за счет разубоживания шихты. Иногда
флюсы добавляют, с одной стороны, с целью получения
легкоплавкого шлака, защищающего образующийся
металл от окисления при высоких температурах, и,
с другой стороны, для частичного или полного раство-
с рения в легкоплавком флюсе возникающих тугоплав-
ких соединений металла-восстановителя, например
СаО, препятствующих образованию крупных частиц по-
- рошка восстанавливаемого металла. Это особенно
важнЪ в тех случаях, когда мелкие частицы восстанав-
ливаемого металла могут заметно окисляться при по-
следующей отмывке порошка от побочных продуктов
восстановления водой или водными растворами кислот.
В тех случаях, когда удельного теплового эффекта
реакции недостаточно для ее самоподдержания, в ших-
ту вводят подогревающие добавки, представляющие
собой комбинацию активных окислителей с металлами.
3—193
33
В качестве окислителей используют нитраты бария, ка-
лия или натрия, перекиси бария и натрия, сульфаты
кальция и натрия, перхлорат калия.
Металлотермическим восстановлением получают по-
рошки титана, тантала, циркония, ниобия, легирован-
ных сталей.
ТЕХНОЛОГИЧЕСКАЯ ПРАКТИКА
ПРОИЗВОДСТВА ПОРОШКОВ ВОССТАНОВЛЕНИЕМ
Наличие большого числа восстановителей предопре-
деляет возможность получения металлических порошков
различными методами. Ниже приведены основные дан-
ные по промышленному осуществлению наиболее распро-
страненных способов восстановления окислов и других
соединений металлов.
Железо
В качестве сырья при изготовлении железных порош-
ков восстановлением применяют окисленные руды и про-
катную окалину. Химически чистые окислы железа как
исходное сырье в практике промышленного производства
применяют крайне редко, исключительно для получения
некоторых специальных материалов, например тяжелого
сплава вольфрам — никель — железо, так как в этом
случае железный порошок очень дорог. Железную руду
перед восстановлением подвергают гравитационному и
магнитному обогащению, что позволяет отделить боль-
шую часть SiO2, А12О3 и других нежелательных приме-
сей. Рудные концентраты уступают окалине по содержа-
нию нерастворимого остатка, в который входят крем-
незем, глинозем, окислы кальция и магния, и, кроме
того, они дороже ее. В то же время концентраты
содержат меньшее количество серы и окислов марганца.
Окалина образуется при прокатке кипящих углеродистых
сталей и содержит 70—75% железа в виде окислов.
В прокатных цехах металлургических заводов нашей стра-
ны накапливаются десятки тысяч тонн окалины, химиче-
ский состав которой зависит от того, на какой операции
технологического процесса прокатки она образовалась.
Наиболее чистая окалина образуется при остывании про-
ката в холодных пролетах: она не засорена трудновос-
становимыми окислами, не требует магнитной сепарации
34
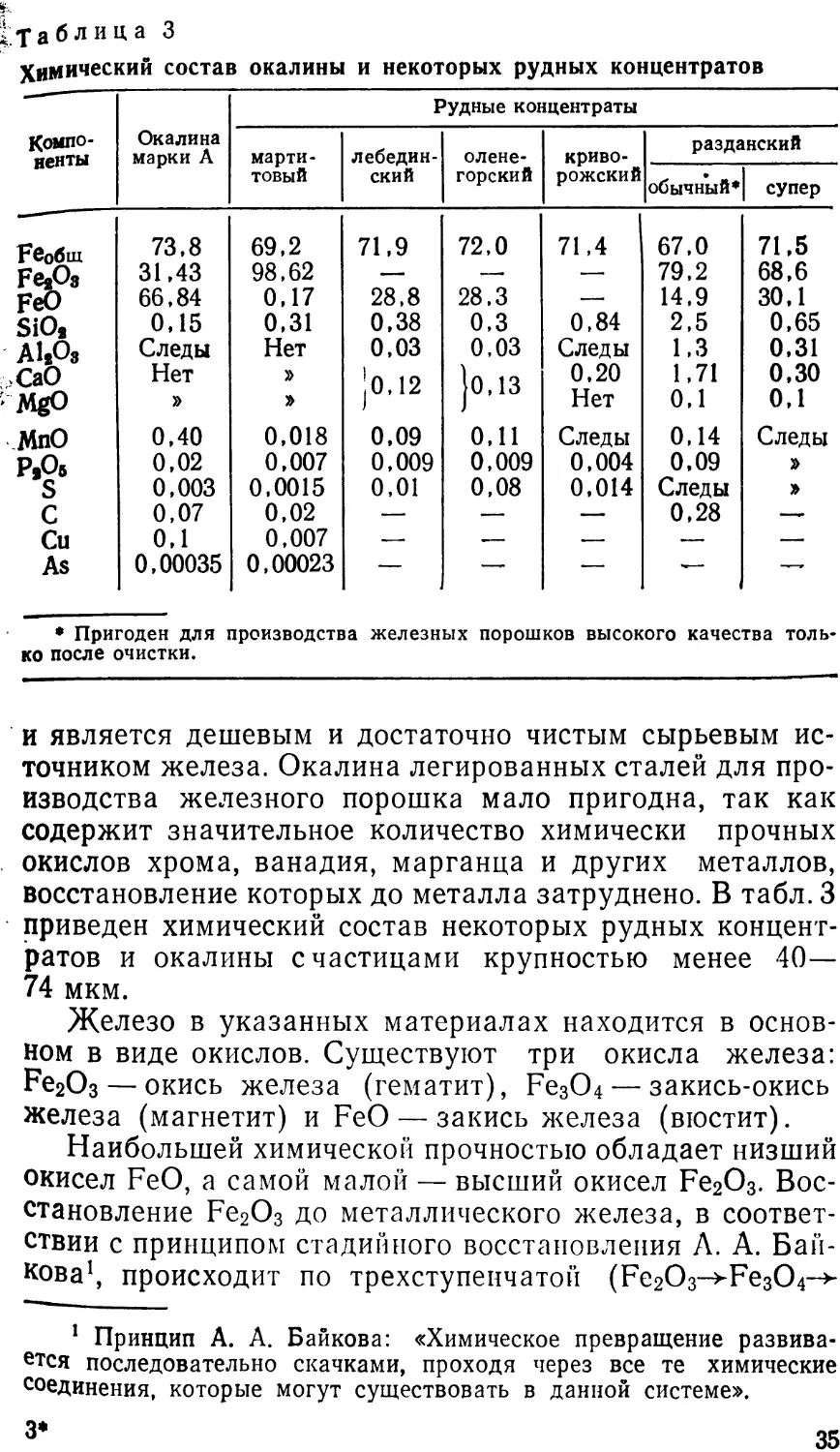
^Таблица 3
Химический состав окалины и некоторых рудных концентратов
Компо- ненты Окалина марки A Рудные концентраты
марти- товый Лебедин- ский олене- горский криво- рожский разданский
обычный* | супер
рвобш 73,8 69,2 71,9 72,0 71,4 67,0 71,5
Fe»Os FeO 31,43 98,62 — — — 79,2 68,6
66,84 0,17 28,8 28,3 —. 14,9 30,1
SiO, 0,15 0,31 0,38 0,3 0,84 2,5 0,65
A1»OS Следы Нет 0,03 0,03 Следы 1,3 0,31
CaO MgO Нет » » » {0,12 jo, 13 0,20 Нет 1,71 0,1 0,30 0,1
MnO 0,40 0,018 0,09 0,11 Следы 0,14 Следы
P»Os 0,02 0,007 0,009 0,009 0,004 0,09 »
S 0,003 0,0015 0,01 0,08 0,014 Следы »
C 0,07 0,02 — — — 0,28
Cu 0,1 0,007 — .— — .— —
As 0,00035 0,00023 — — — —
• Пригоден для производства железных порошков высокого качества толь-
ко после очистки.
и является дешевым и достаточно чистым сырьевым ис-
точником железа. Окалина легированных сталей для про-
изводства железного порошка мало пригодна, так как
содержит значительное количество химически прочных
окислов хрома, ванадия, марганца и других металлов,
восстановление которых до металла затруднено. В табл. 3
приведен химический состав некоторых рудных концент-
ратов и окалины с частицами крупностью менее 40—
74 мкм.
Железо в указанных материалах находится в основ-
ном в виде окислов. Существуют три окисла железа:
Fe2O3— окись железа (гематит), Fe3O4 — закись-окись
железа (магнетит) и FeO — закись железа (вюстит).
Наибольшей химической прочностью обладает низший
окисел FeO, а самой малой — высший окисел Fe2O3. Вос-
становление Fe2O3 до металлического железа, в соответ-
ствии с принципом стадийного восстановления Л. А. Бай-
кова1, происходит по трехступенчатой (Fe2O3->Fe3O4->
1 Принцип А. А. Байкова: «Химическое превращение развива-
ется последовательно скачками, проходя через все те химические
соединения, которые могут существовать в данной системе».
3*
35
FeO->Fe выше 572° С) или двухступенчатой (Fe2O3->
->Fe3O4->Fe ниже 572° С) схемам. Такое протекание про-
цесса восстановления связано с тем, что при температу-
рах ниже 572° С низший окисел железа неустойчив и раз-
лагается на Fe й Fe3O4. Кроме того, необходимо отметать
существование определенной растворимости кислорода к
железе:
Температура, °C . 1550 1300 900 20
Растворимость
кислорода, % . . 0» 18 0,08 0,03 Ничтожно
мала
Это важно, так как при охлаждении нагретых частиц
порошка железа наблюдается эффект старения, связан-
ный с выделением по границам зерен субмнкроскопжче-
ских частиц FeO.
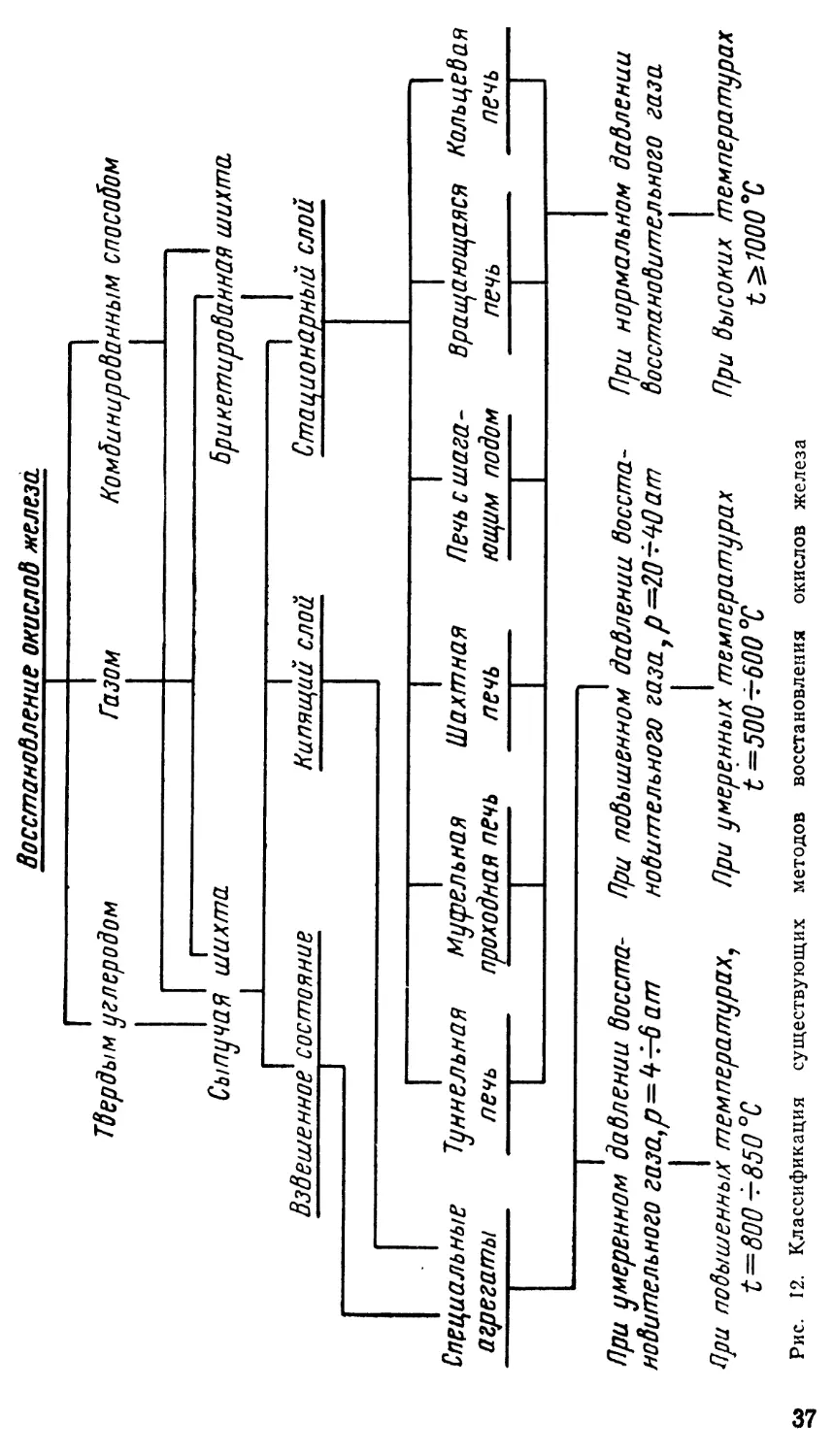
Существующие методы восстановления окислов желе -
за классифицируются по применяемому восстановителю:
и агрегатам, виду шихты и методу ее подачи в зону вос-
становления, давлению восстановительных газов и тем-
пературе процесса (рис. 12). Рассмотрим некоторые из;
них.
Восстановление газом. Процесс восстановления сво-
дится к трем последовательным стадиям: адсорбции га-
за-восстановителя на поверхности окисла, поверхностной,
реакции адсорбированных молекул восстановителя с ки-
слородом и десорбции продуктов реакции. Таким обра-
зом, соединение восстановителя с кислородом происходит'
в адсорбционном слое, а не в газовой фазе. По мере об-
разования железа процесс восстановления окислов уско-
ряется, т. е. он является автокаталитическим. Прокатную
окалину, рудный концентрат или чистую окись железа
восстанавливают водородом, конвертированным природ-
ным или другим газом-восстановителем. При восстанов-
лении окислов железа водородом стоимость получаемого
порошка высока. В связи с этим такой порошок применя-
ют только при производстве некоторых видов специаль-
ных материалов. Восстановление проводят в проходных
муфельных или трубчатых печах с внешним обогревом.
Окислы помещают в поддоны или лодочки, которые не-
прерывно продвигают через горячую зону печи. Водород
подают со стороны холодильника печи и принцип про-
тивотока обеспечивает наиболее полное восстановле-
ние. Время, необходимое для 100% восстановления окис-
36
Восстановление окислов железа
I--------- I --------1
Твердым углеродом Газом Комбинированным способом
I , I 'zn
Сыпучая шихта брикетированная шихта
Взвешенное состояние Кипящий слой Стационарный слой
Cn?L
иальные
агрегаты
Туннельная муфельная Шахтная
печь проходная печь печь
Печь с шага-
ющим подом
Вращающаяся Кольцевая
печь печь
При умеренном давлении восста-
новительного газа,р=4±в ат
Ври повышенном давлении восста-
новительного газа ? р =20+40 ат
При нормальном давлении
восстановительного газа
При повышенных температурах,
1=800 ±850 °C
При умеренных температурах
t =500 ~ BOO °C
При высоких температурах
1^1000 °C
Рис. 12. Классификация существующих методов восстановления окислов железа
лов, зависит от их вида, размера частиц, толщины слоя,
температуры, давления, а также влажности газа и других
факторов. В большинстве случаев температура восста-
новления водородом составляет 700—1000° С, а время—
от 30 мин до нескольких часов.
В одном из случаев восстановление осуществляют в
трубчатой двухзонной печи при температурах 650—
700° С в I зоне и 700—800° С во II зоне. Общая длина зон
1500 мм, диаметр трубы 70 мм, навеска окисла 100 г,
скорость перемещения лодочки 25—30 мм/мин, расход
водорода 600—1000 л/ч на одну трубу.
В другом случае восстановление проводят в непре-
рывно действующей конвейерной печи при температуре
980° С. Окалина слоем 15—25 мм перемещается через
печь роликовым транспортером, ширина ленты которого
составляет 600 мм. Время восстановления около 5 ч при
производительности печи 90 кг/ч. Применяют трехкрат-
ный избыток водорода. В такой печи получают сравни-
тельно чистый железный порошок при относительно не-
большой стоимости передела.
Наиболее существенным недостатком восстановления
окислов железа водородом в муфельных или трубчатых,
печах является их не очень высокая производительность,
так как для равномерного восстановления требуется не-
большой слой шихты. Процесс не может быть ускорен за
счет применения температур восстановления выше
1000° С из-за сильного спекания при этом порошка в
брикет, который трудно затем измельчить в порошок.
Для устранения указанных недостатков около 15 лет
тому назад был разработан и осуществлен промышлен-
ный процесс получения железного порошка прямым вос-
становлением железорудного магнетитового концентрата
водородом в кипящем слое, так называемый «Н-процесс».
Окисленную железную руду измельчают до крупности
3 мм и подвергают магнитно-гравитационному обогаще-
нию. Из полученного рядового концентрата, содержаще-
го 67% Fe, выделяют тонкие классы крупностью менее
0,5 мм, из которых повторным гравитационным обогаще-
нием готовят богатый концентрат (71% Fe). Дальнейшее
измельчение материала в шаровой мельнице до крупно-
сти менее 0,15 мм с последующей магнитной сепарацией
позволяет получить концентрат высшего качества
(99,7% Fe3O4 или 72% Fe). Этот концентрат предвари-
тельно нагревают до 480° С во вращающейся печи
38
подовых решетках:
верхней и средней
8паяный Н2,480"С
Cjxo’l 1!г,540°С
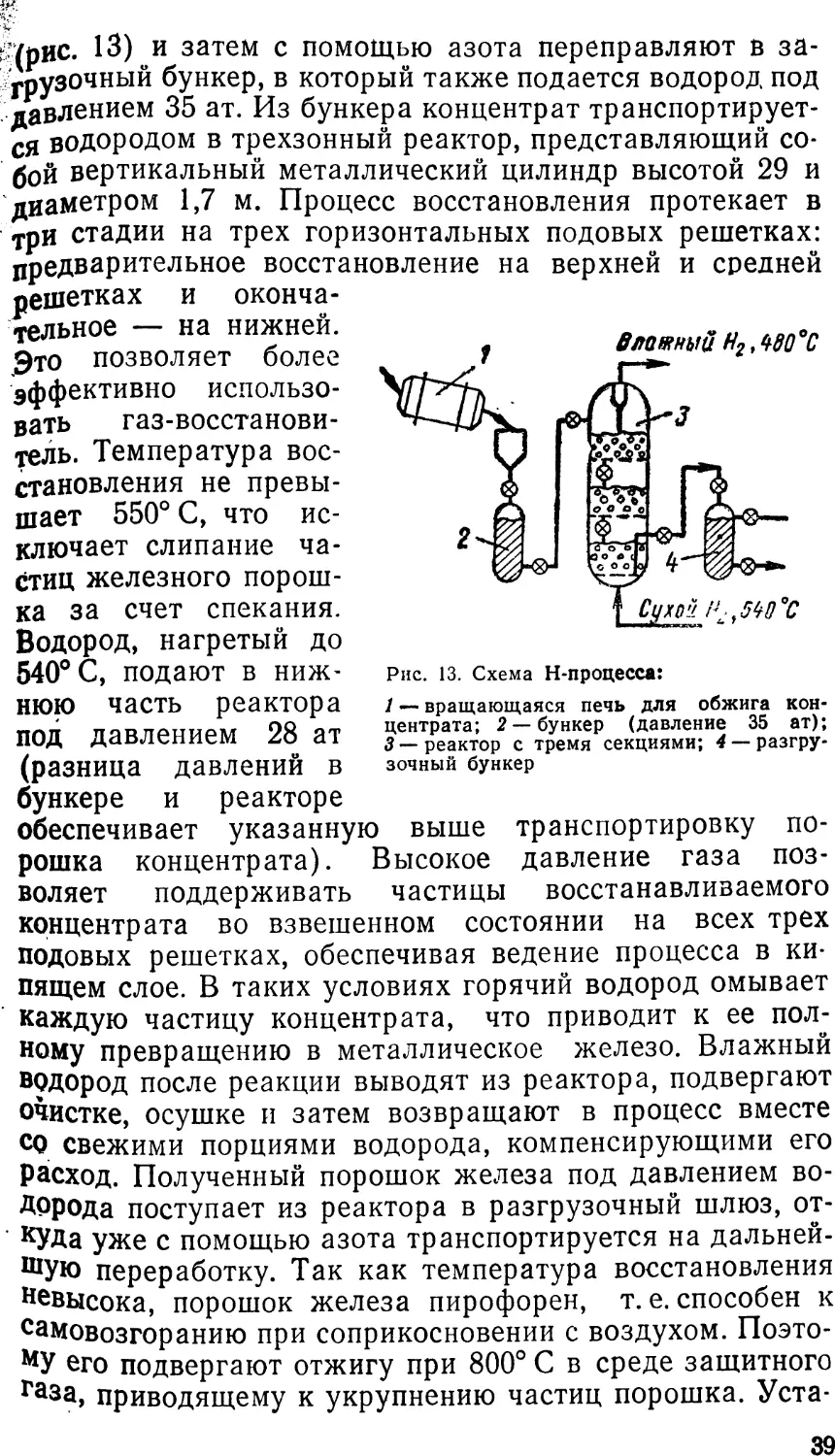
Н-процесса:
Рис. 13. Схема
1 — вращающаяся печь для обжига кон-
центрата; 2 — бункер (давление 35 ат);
3 — реактор с тремя секциями; 4 — разгру-
зочный бункер
г-(рис. 13) и затем с помощью азота переправляют в за-
грузочный бункер, в который также подается водород под
давлением 35 ат. Из бункера концентрат транспортирует-
ся водородом в трехзонный реактор, представляющий со-
бой вертикальный металлический цилиндр высотой 29 и
диаметром 1,7 м. Процесс восстановления протекает в
три стадии на трех горизонтальных
предварительное восстановление на
решетках и оконча-
тельное — на нижней.
с)то позволяет более
эффективно использо-
вать газ-восстанови-
тель. Температура вос-
становления не превы-
шает 550° С, что ис-
ключает слипание ча-
стиц железного порош-
ка за счет спекания.
Водород, нагретый до
540° С, подают в ниж-
нюю часть реактора
под давлением 28 ат
(разница давлений в
бункере и реакторе
обеспечивает указанную выше транспортировку по-
рошка концентрата). Высокое давление газа
воляет поддерживать частицы
концентрата во взвешенном состоянии
подовых решетках, обеспечивая ведение процесса в ки-
пящем слое. В таких условиях горячий водород омывает
каждую частицу концентрата, что приводит к ее пол-
ному превращению в металлическое железо. Влажный
водород после реакции выводят из реактора, подвергают
очистке, осушке и затем возвращают в процесс вместе
со свежими порциями водорода, компенсирующими его
расход. Полученный порошок железа под давлением во-
дорода поступает из реактора в разгрузочный шлюз, от-
куда уже с помощью азота транспортируется на дальней-
шую переработку. Так как температура восстановления
Невысока, порошок железа пирофорен, т. е. способен к
самовозгоранию при соприкосновении с воздухом. Поэто-
му его подвергают отжигу при 800° С в среде защитного
Газа, приводящему к укрупнению частиц порошка. Уста-
поз-
восстанавливаемого
на всех трех
39
новки, работающие по Н-процессу, имеют производи-
тельность несколько десятков тысяч тонн железного по-
рошка в год.
В более крупных промышленных масштабах восста
новление окалины и рудных концентратов в кипящем
слое осуществляют в США конвертированным природ-
ным газом. Процесс проводят при 700—800° С и избы-
точном давлении газа-восстановителя 1,5—4 ат.
В нашей стране широко распространен технологичес-
кий процесс восстановления окисленного сырья конверти-
рованным природным газом при добавке к исходному
материалу твердого углерода, также участвующего в про-
цессе восстановления. Такой процесс, разработанный Ин-
ститутом проблем материаловедения АН УССР, описан
ниже.
Комбинированный способ. Комбинирован-
ное восстановление окалины конвертированным природ-
ным газом и углеродом осуществляют в горизонтальных
муфельных или вертикальных шахтных печах.
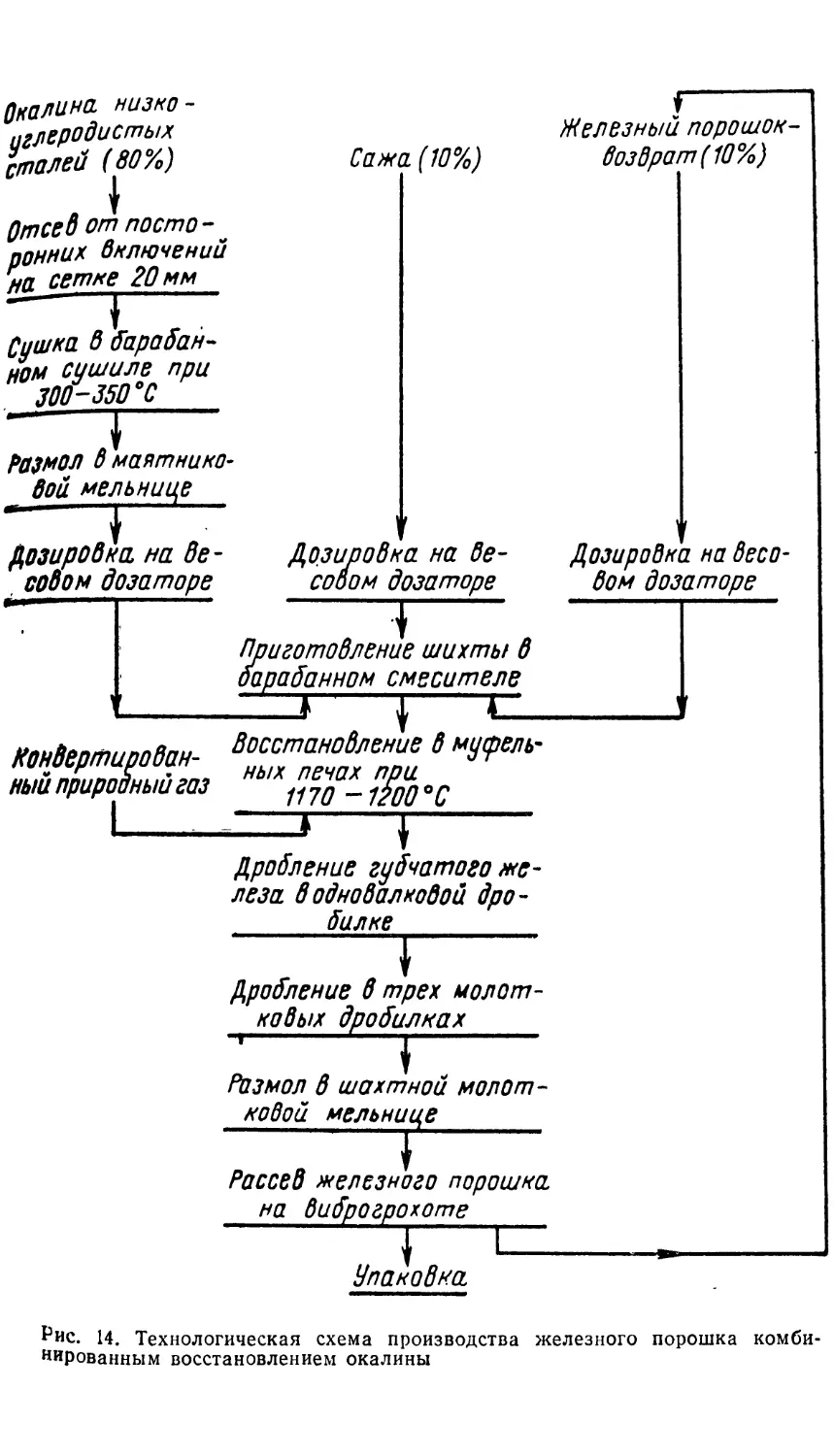
На рис. 14 представлена технологическая схема про-
изводства железного порошка по первому из указанных
методов на Броварском заводе порошковой металлургии;
здесь используют сыпучую или брикетированную шихту.
Сажа в шихте является разрыхлителем, так как при ее
окислении по реакциям (6), (12) объем образующихся
газообразных продуктов в два раза больше, чем объем
углекислого газа или паров воды. В результате указанной
газификации сажи происходит растрескивание слоя ших-
ты. Это облегчает проникновение в глубь слоя (брикета)
восстанавливающих газов и их циркуляцию через слой,
а также увеличивает поверхность соприкосновения с ни-
ми частиц окислов и уменьшает усадку, вызванную спе'
канием образующихся частиц железа. Одновременно с
этим сажа играет роль вспомогательного твердого вос-
становителя и регенератора восстанавливающих газов в
соответствии с указанным взаимодействием по реак-
циям (6), (12). Введение в шихту возвратных отходов
железного порошка повышает скорость процесса вос-
становления, поскольку железный порошок служит при
этом катализатором. Шихту засыпают в поддоны так,
что удельная навеска ее составляет 8,3 г на 1 см2 пло-
щади поддона. Поддоны с шихтой проталкивают в
муфель обогреваемой газом двухмуфельной трехзонной
печи непрерывного действия. Восстановление проводят
40
Окалина низко -
иглероди с тых
сталей (80%)
Сажа (10%)
Железный порошок-
возврат ( 10%)
Отсев от посто-
ронних включений
на сетке 20 мм
Сушка в барабан-
ном сушиле при
300-350 ° С
Размол в малтнико-
вой мельнице
Дозировка на ве-
совом дозаторе
Дозировка на ве-
совом дозаторе
Дозировка на весо-
вом дозаторе
Приготовление шихты в
барабанном смесителе
______±j ।—ш.
Конвертирован- В^нР£е^ 8
ный природный газ ь ^t2-^oqoc
I -—J--------------
Дробление губчатого же-
леза водновалковой дро-
балке
Продление в трех молот-
ковых дробилках
Размол в шахтной молот -
новой мельнице
f
Рассев железного порошка
на виброгрохоте_______
| L—.
Упаковка
Рис. 14. Технологическая схема производства железного порошка
нированным восстановлением окалины
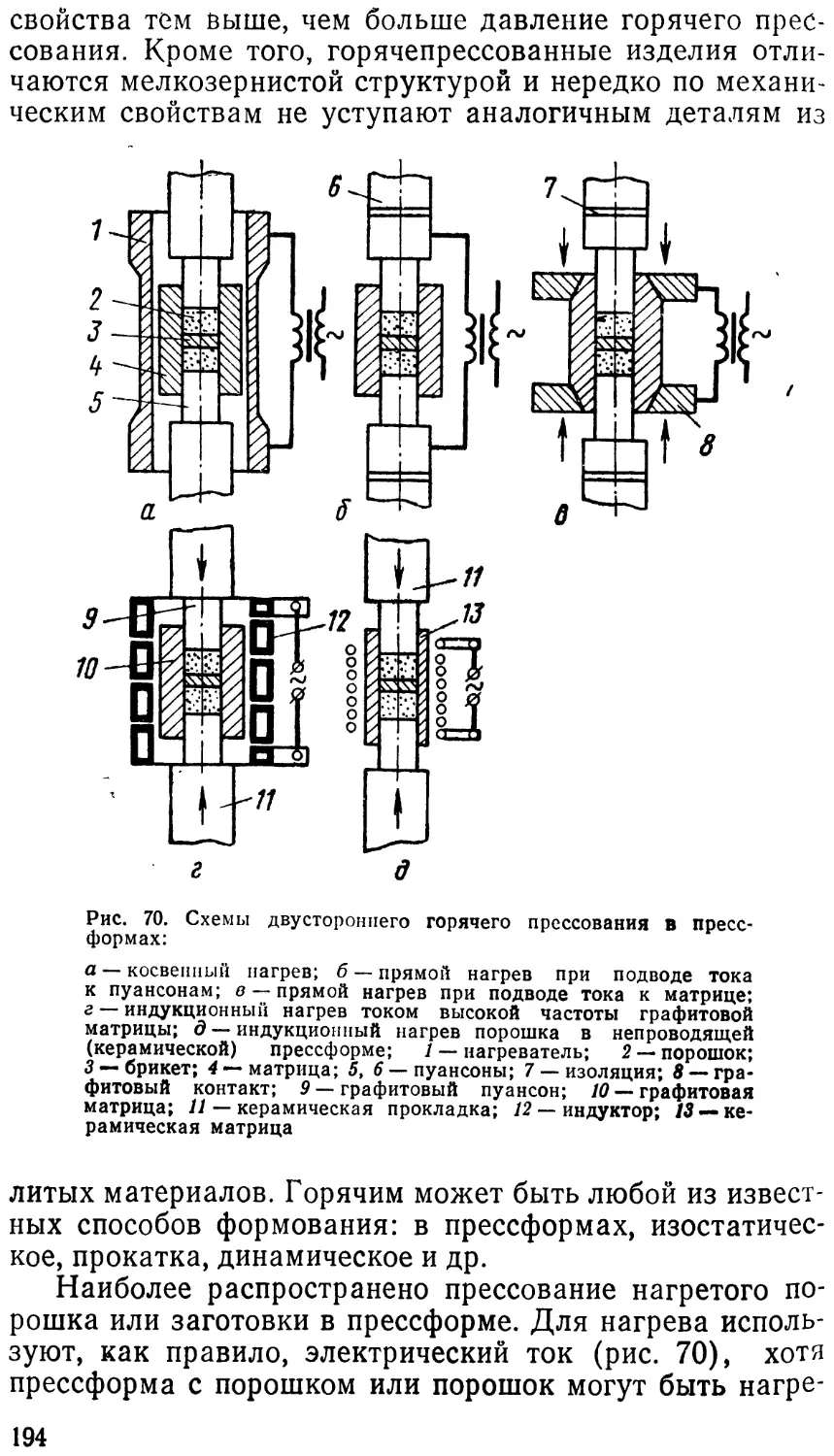
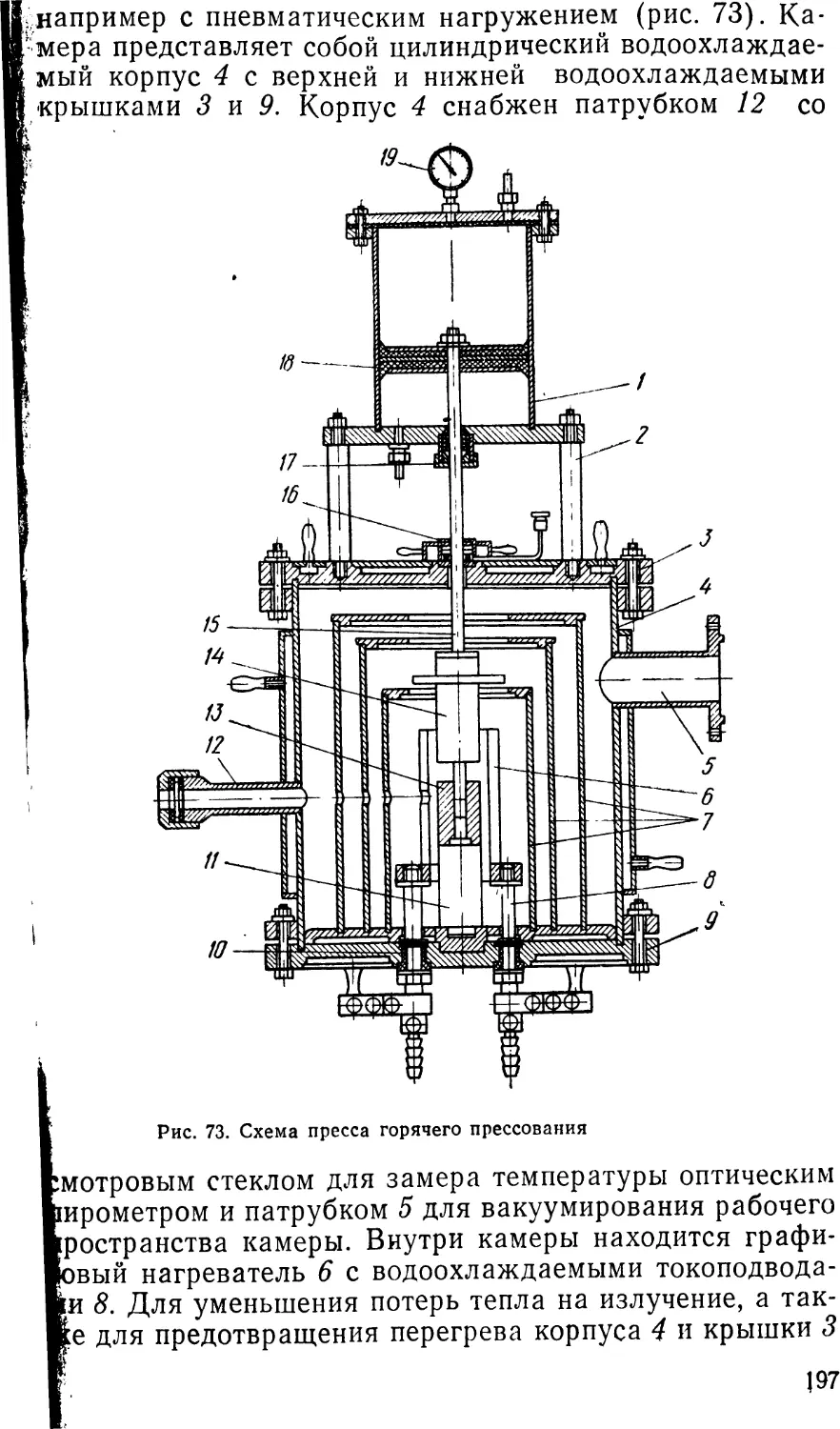
при температуре 1150—1250° С. Необходимость таких
относительно высоких температур связана с тем, что
при более низких температурах содержание углерода в
получаемом порошке увеличивается, так как полное про-
текание реакции (6) в сторону образования СО происхо-
дит только при температурах более 1100° С. Внутрь му-
фелей со стороны холодильника навстречу движению
поддонов подается конвертированный природный газ,
который на выходе из муфелей у загрузочного конца
сгорает в печном пространстве. Расход конвертирован-
ного газа составляет 1,4 м3 на 1 кг получаемой губки
железа. Длительность процесса восстановления около
10 ч и зависит от времени нагрева шихты до темпера-
туры восстановления, циркуляции газа-восстановителя
в глубь слоя шихты, а также от скорости протекания
реакции восстановления. Производительность муфель-
ной печи, зависящая от длины рабочего пространства,
ограничена пределом, при переходе через который может
произойти вспучивание поезда поддонов и их деформа-
ция. Для одиннадцатиметровой печи она составляет по-
рядка 4 т/сутки. Затрата дополнительного тепла на на-
грев металлических поддонов — один из существенных
недостатков печей указанной конструкции. Восстанов-
ленная губка к поддону не припекается, так как перед
засыпкой шихты днище и стенки поддона смазывают
смесью масла с графитом и покрывают слоем крупного
железного порошка или шихту помещают в противень
из пористого железного проката. В последнем случае
губку размалывают вместе с противнями. Размол ее,
благодаря высокой пористости, не затруднителен.
Значительное сокращение времени на прогрев ших-
ты до температуры восстановления достигается за счет
ее брикетирования. При этом ухудшается циркуляция
газов в глубь брикета, но значительно возрастает внеш-
няя поверхность контакта шихты с восстанавливающи-
ми газами. Замена сыпучей шихты брикетами почти
вдвое повышает производительность муфельной печи.
Однако отмечается, что имеет место снижение выхода
железного порошка высших марок.
Технологическая схема получения железного порош-
ка на Ново-Тульском металлургическом заводе отлича-
ется от рассмотренной выше использованием вместо
сажи нефтяного кокса и очищенного доменного газа
в качестве восстановителя. Хотя нефтяной кокс не-
42
• сколько грязнее сажи, зато он существенно дешевле.
Видимо, можно рекомендовать замену сажи нефтяным
коксом и в технологической схеме Броварского завода
порошковой металлургии.
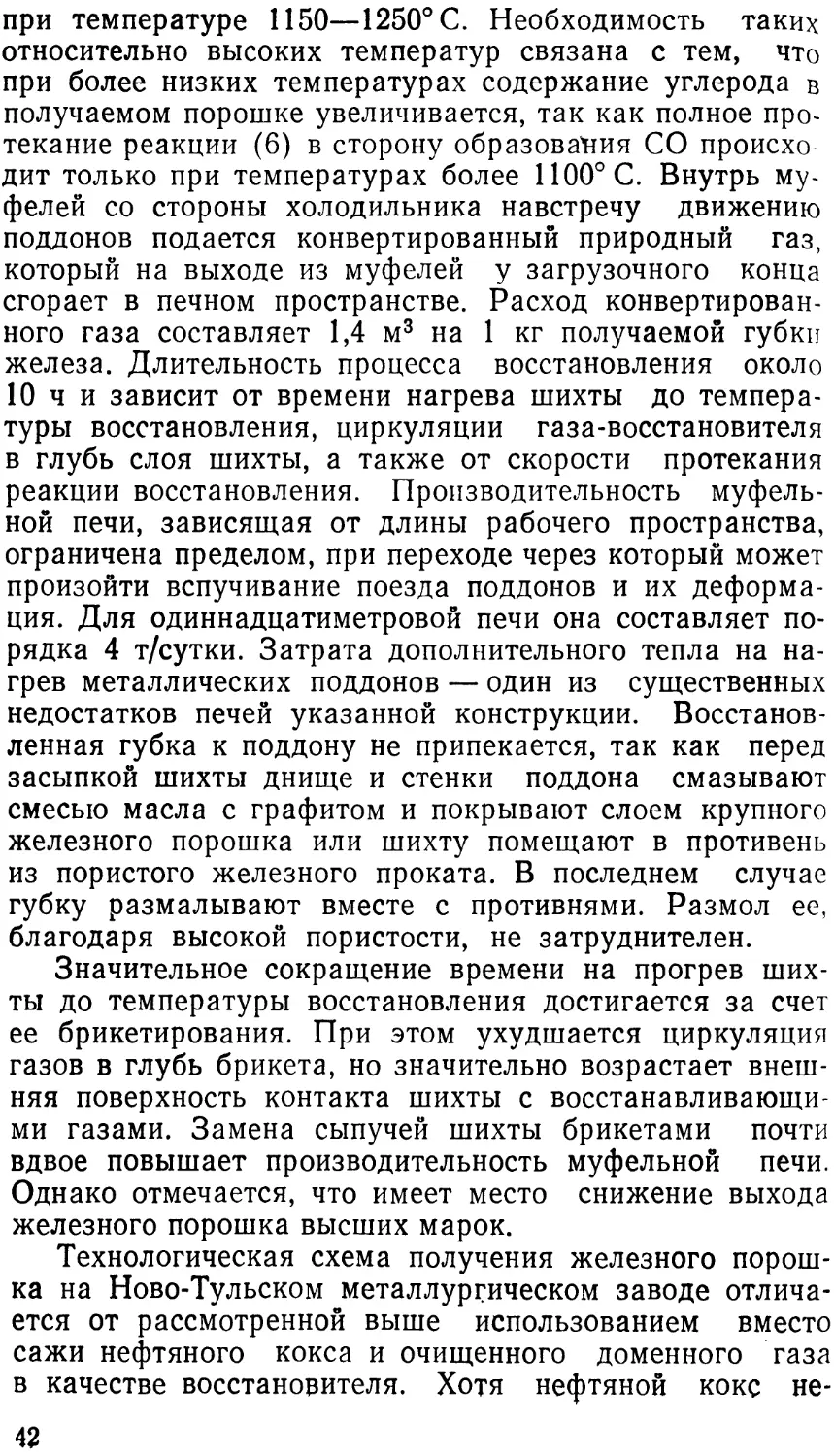
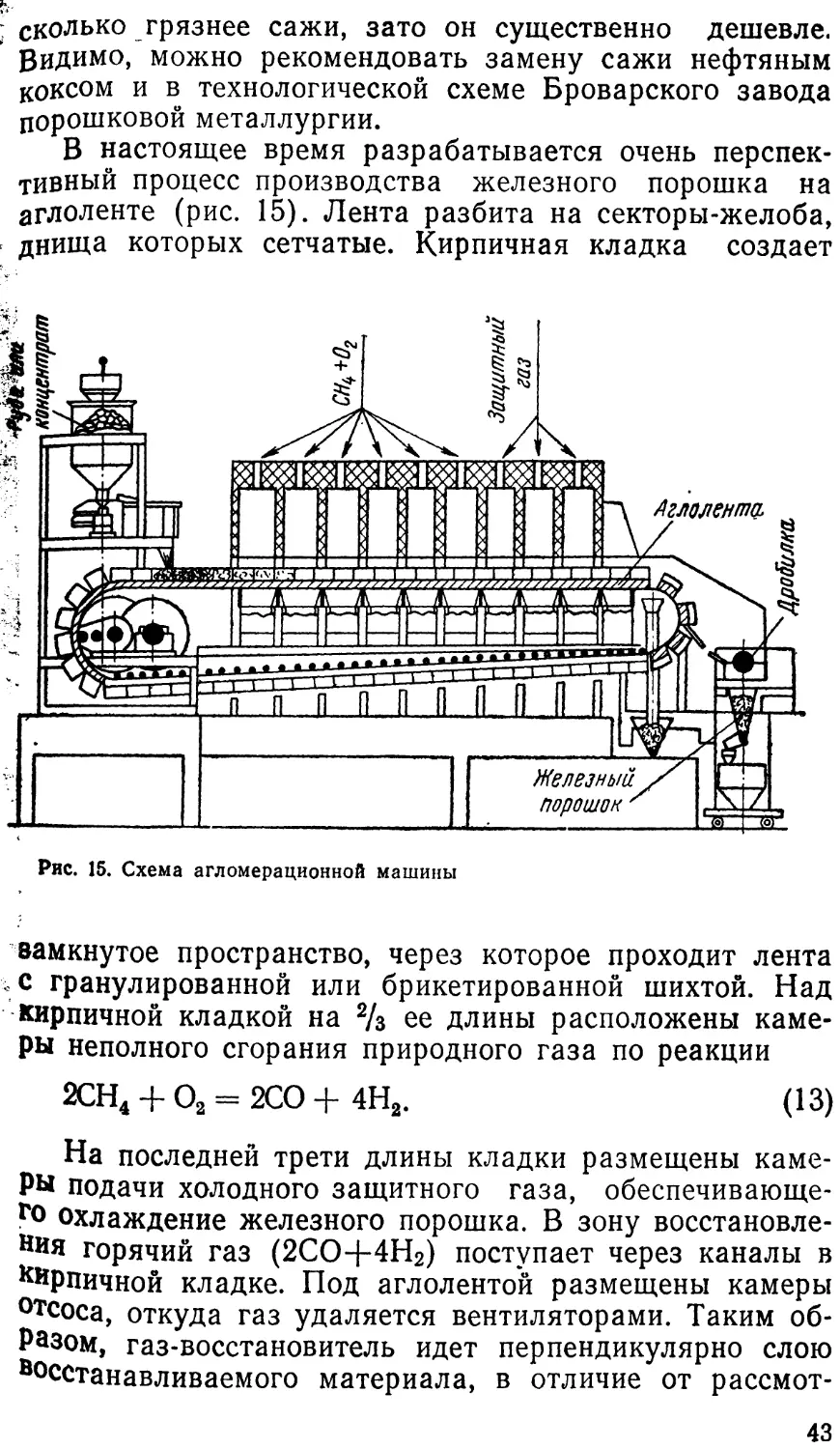
В настоящее время разрабатывается очень перспек-
тивный процесс производства железного порошка на
аглоленте (рис. 15). Лента разбита на секторы-желоба,
днища которых сетчатые. Кирпичная кладка создает
Рис. 15. Схема агломерационной машины
вамкнутое пространство, через которое проходит лента
,С гранулированной или брикетированной шихтой. Над
кирпичной кладкой на 2/з ее длины расположены каме-
ры неполного сгорания природного газа по реакции
2СН4 + О2 = 2СО + 4Н2. (13)
На последней трети длины кладки размещены каме-
ры подачи холодного защитного газа, обеспечивающе-
г° охлаждение железного порошка. В зону восстановле-
ния горячий газ (2СО+4Н2) поступает через каналы в
Кирпичной кладке. Под аглолентой размещены камеры
отсоса, откуда газ удаляется вентиляторами. Таким об-
разом, газ-восстановитель идет перпендикулярно слою
восстанавливаемого материала, в отличие от рассмот-
43
Окалина низко-
углеродистых древесный
сталей (76,5%) уголь (7,5 %)
I
Отсев посторон-
них включений на
сетке 20 мм
-
Сушка в барабан-
ном сушиле при
350-400*0
г~
Железный пора- Ка менно уголь
шок - возврат ный пек
(8,5%) (7.5%)
Отсев крупных фрак-
ций на сетке 4 мм
г
Размол в шаровой
мельнице
Дозировка на электродозировочной тележке
Приготовление шихты в лопастном смесителе
Брикетирование шихты на прессах
р
Грохочение брикетов на виброгрохотах
K^7^P2,Unni, Восстановление в вертикальны* печах
23,2 Л 22 1080 ~ 1050 °C
ровный газ-----------------1...
выпрессовка губчатого железа, гидроцилиндром
Дробление губчатого железа в валковой
дробилке
Размол в шахтной мельнице
Рассев железного порошка на виброгрохоте
I CZ
Упаковка
Рис. 16. Технологическая схема производства железного порошка восста-
новлением окалины в шахтных электропечах
44
Рис. 17. Шахтная
печь восстановления
'ренных выше методов восстановления- со стационарным-
' слоем шихты.
. Метод восстановления брикетированной шихты в
Нщахтных электрических печах осуществлен на Днепров-
ском алюминиевом заводе в цехе производства железно-
'го порошка. Схема процесса приведена на рис. 16. Ука-
занные па этой схеме шихтовые по-
! рошкообразные материалы загру-
жают в смеситель, стенки которого
^«обогреваются перегретым паром.
F Сначала загружают окалину, возв-
ijpaT железного порошка и древес-
•'’ный уголь, которые перемешивают
-:и одновременно прогревают до тем-
пературы ПО—120° С. Затем в сме-
f ситель подают каменноугольный
I пек и отходы брикетирования. Сме-
5шивание продолжают до получения
| хорошо формующейся массы. Го-
S-рячую шихту прессуют на валь-
^цовом прессе при давлении 150—
w200 кгс/см2. Спрессованные брикеты,
$ имеющие овальную форму и размер
„порядка 40X60 мм, вибропитателем
’ подают в приемный бункер, откуда
f они поступают на восстановление
4 в шахтную печь (рис. 17). Желез-
ный кожух печи имеет прямоуголь-
ную форму и футерован изнутри
легковесным шамотным кирпичом.
, На футеровке крепятся нихромовые
^нагреватели. Шахтой печи служит
-труба из стали 1Х18Н9Т, на кото-
рой крепится крышка печи. Холодильник печи соединен
в нижней части с разгрузочной камерой. Газ-восстанови-
тель подается в печь через патрубок, расположенный в
Верхней части холодильника. Брикеты загружают в пер-
форированные кольцевые стаканы. Температура восста-
новления составляет 1050—1080° С. Расход конвертиро-
ванного газа 1,3 м3 на 1 кг губки. Наиболее существен-
ным недостатком шахтной печи является ее ограниченная
производительность, зависящая от высоты зоны на-
грева, которая, в свою очередь, не может быть большой
Из-за возможной деформации металлических стаканов с
45
брикетами. При увеличении диаметра перфорированных
стаканов часто наблюдается недовосстановление брике-
тов в зоне, прилегающей к центральной трубе. Высок не-
производительный расход тепла на нагрев стаканов. Наб-
людается зональность восстановления по объему каждого
брикета, так как конвертированный газ воздействует
Рис. 18. Кольцевая печь восстановления:
1 — кольцо; 2 — сбрасыватель; 3 — ось борова;
4—-подвод газа; 5 — желоб-тамбур для транспорти-
рования восстановленных брикетов в холодильник;
6 — отвод отработанного газа; 7 — направление вра-
щения подвижного пода; 8 — привод печи
прежде всего на наружные слои. При быстром восста-
новлении наружного слоя он спекается, уплотняется и
затрудняет доступ восстанавливающих газов к центру
брикета. В настоящее время в промышленности начали
применять более совершенные и производительные коль-
цевые печи с вращающимся подом (рис. 18).
Такая печь имеет две камеры. В верхней камере при
помощи инжекционных горелок сжигается природный
газ, а в нижней камере происходит процесс восстановле-
ния брикетированной окалины. В камеру для восстанов-
ления подается горячий конвертированный природный
46
газ, который после использования направляется в об-
щий дымоход, где дожигается. Затем, соединяясь с по-
током отходящих дымовых газов топочной камеры, он
направляется для дальнейшей утилизации тепла. В ре-
зультате вращения подины при загрузке печи брикеты
располагаются на заданной ширине и в один ряд по вы-
соте. Этим достигается однородность получающегося
порошка. Суточная производительность печи около пяти
тонн.
Восстановление твердым углеродом.
Впервые процесс в промышленном масштабе осуществ-
лен в 1911 г. в Швеции фирмой «Хэгенес», которая в на-
стоящее время является крупнейшим в мире производи-
телем железного порошка (более 100 тыс. т в год). Ших-
ту, состоящую из чередующихся слоев магнетитового
концентрата с содержанием около 71% железа, коксовой
мелочи и известняка, загружают в вертикально распо-
ложенные цилиндрические карборундовые емкости диа-
метром 350 и высотой 400 мм, которые рядами по четыре
штуки в высоту устанавливают на вагонетки. Восстанов-
ление проводят в туннельной печи длиной 165 или 227 м
при температуре 1200—1250° С. Длительность цикла —
несколько десятков часов. Производительность одной пе-
чи составляет 15—20 тыс. т губчатого железа в год.
В нашей стране метод восстановления твердым угле-
родом применен на Сулинском металлургическом заводе
(рис. 19). В качестве восстановителя используют термо-
штыб, являющийся отходом при производстве термоан-
трацита и содержащий до 3—3,5% серы. Для предотвра-
щения перехода серы в губчатое железо к термоштыбу
добавляют известняк в количестве 20—25% его массы.
При температуре процесса известняк разлагается и вы-
свобождающаяся окись кальция связывает серу в виде
сульфида кальция. При нарушении соотношения недоста-
ток известняка приводит к повышению содержания се-
ры в губчатом железе, избыток — к ненужным потерям
тепла на его разложение. Подсушенные при 600—
800° С шихтовые материалы — окалину или руду (60—
69%) и восстановительную смесь (40—31%), состоя-
щую из термоштыба (33—25%) и известняка (7—6%),
загружают в керамические тигли или капсели не сме-
шивающимися чередующимися слоями. При восстанови
лении в туннельной печи шихтовые материалы загру-
жают концентрическими вертикальными слоями, при
47
восстановлении в камерных печах — горизонтальными
слоями.
Капсель представляет собой составную керамичес-
кую трубу, снабженную поддоном и крышкой. Общая
высота капселя 1500—1560 мм. Для формирования вер-
тикальных слоев шихты в капсель устанавливают фор-
Окалина или руда
Термоштыб
Известняк
Сушка v
в барабанной
печи
Измельчение до
Змм 8 молотковой,
дробил не
Измельчение д(Г
Змм в молотковой
дробилке
Магнитная
сепарация
Измельчение io 1мм
В шаровой мельнице
I f
Смешивание
(^объема термоштыбач-
+ 1 объем известняка)
Заполнение огнеупорных капселей
Восстановление в туннельных печах
Извлечение из капселей губчатого
железа и остатков восстановителя
Очистка поверхности губчатого железа
Измрльчение губчатого железа
1..
Рассев порошки
____________Усреднение___________
। —— ।
Отожженный Неотожженный
железный порошок железный порошок
I I
Расфасовка порошка Расфасовки порошка
Рис. 19. Технологическая схема производства железного порошка восста-
новлением окалины или рудного концентрата твердым углеродом
48
МУ» представляющую собой загрузочную воронку с вва-
ренными в нее концентрически расположенными желез-
ными трубами, ширина кольцевого промежутка между
которыми составляет 60±3 мм. Слои окалины и восста-
новительной смеси чередуются таким образом, чтобы сна-
ружи и в центре была обязательно восстановительная
смесь, что обеспечивает необходимую полноту восста-
новления. На днище капселя формируется постель из
восстановительной смеси, для чего внутреннее кольцо
формы делают короче наружного кольца на 50 мм.
Процесс загрузки капселей разбит на 6 последователь-
но осуществляемых операций: установка формы в кап-
сель, загрузка наружного и внутреннего слоев восста-
новительной смеси, загрузка окалины, извлечение форм
и установка крышки на капсель. Специальные механиз-
мы загрузки питателями подают соответственно окали*
ну или восстановительную смесь в тарированные емкос-
ти, объем которых соответствует объему заполняемой
полости формы, находящейся в капселе.
Выпуск материала из тарированной емкости осуще-
ствляется с помощью направляющей воронки и под-
вижного конуса. Чтобы исключить одностороннюю за-
грузку материала в полость капселя, ось конуса долж-
на совпадать с осью воронки при истечении материала
из емкости. После заполнения капселя делается вы-
держка для оседания пыли. Затем извлекают форму и
капсель плотно закрывают крышкой. Допустимое от-
клонение осей капселей от осей рабочих органов меха-
низмов загрузки составляет ±10 мм, что соот-
ветствует точности установки капселей на вагонетках
в пределах ±15±25 мм. Для обеспечения качественной
загрузки в эксплуатацию не должны допускаться фор-
мы с отклонениями от заданных размеров кольцевых
сечений, с нарушением форм колец и с загнутыми стен-
ками на нижней поверхности формы.
В туннельных печах общей длиной 141,5 м, рабочая
камера которых в свету имеет ширину 3,25 и высоту
2,2 м, процесс восстановления длится 120—136 ч при
издержке при температуре 1140—1190° С в течение 40—
52 ч в зависимости от качества помола окалины. Кап-
сели через печь перемещаются на вагонетках с уста-
новкой по 16 шт. на каждой. Скорость проталкивания
составляет 0,025 м/с и обеспечивает заданный режим
Нагрева и охлаждения капселей. Температура капселей
^193 49
на выходе из печи не должна превышать 80° С. В обя-
занности печевого входят осмотр и зачистка вагонеток
и проверка правильности установки стояков капселей и
их целостности. Процесс разгрузки капселей состоит из
четырех операций: снятия крышек с капселей пневма-
тическими захватами, извлечения отработанного вое.
становителя из трубы железной губки вакуумной сис-
темой пневмотранспорта, извлечения трубы губки при
помощи клещей-захватов и удаления остатков восстано-
вителя из капселя аналогично второй операции. Труба
губчатого железа щетками очищается с внутренней и
наружной поверхностей и поступает на дробление и из-
мельчение.
В камерных печах температура процесса составляет
1040° С, а его продолжительность — 170 ч. Каждый ти-
гель замазывают огнеупорной массой, в связи с чем ре-
акции восстановления окислов железа протекают в
каждом тигле, как в замкнутом сосуде. Хотя процесс
называют «восстановление твердым углеродом», фак-
тическим восстановителем является газообразная окись
углерода, образующаяся при газификации углерода,
взаимодействующего с кислородом окислов железа.
Так как в каждом из тиглей создаются свои обособлен-
ные физико-химические условия для восстановления,
получаемый железный порошок не стабилен по хими-
ческому составу, что является существенным недостат-
ком рассмотренного процесса. В связи с этим часто
применяют дополнительный восстановительный отжиг
порошка железа, например в водороде, приводящий к
уменьшению содержания кислорода, обезуглерожива-
нию и снятию наклепа у частиц порошка после измель-
чения.
Железные порошки, независимо от способа произ-
водства, по химическому и гранулометрическому соста-
вам должны удовлетворять ГОСТ 9849—61*, которым
предусмотрено пять групп по химическому составу
(ПЖ1, ПЖ2, ПЖЗ, ПЖ4, ПЖ5), четыре группы по
зернистости (крупный К, средний С, мелкий М и очень
мелкий ОМ) и три подгруппы по насыпной массе (пер-
вая 1,8—2,1 г/см3, вторая 2,2—2,5 г/см3 и третья 2,6—
3,0 г/см3). Например, марка ПЖ2М2 означает, что же-
* В настоящее время принят новый ГОСТ на железные порошки,
вводимый в действие с 1 января 1976 г.
50
^езный порошок соответствует второй группе по хими-
ческому составу, является мелким и относится ко вто-
5лой подгруппе по насыпной массе.
Для целей порошковой металлургии используют по-
рошки железа марок ПЖ1, ПЖ2 и ПЖЗ, содержащие
соответственно не более 0,08, 0,12 и 0,15% углерода, 0,20
и 0,25% кремния, 0,5, 0,6 и 0,7% марганца, 0,02, 0,03 и
ау 0,05% серы, 0,02, 0,03 и 0,05% фосфора, 0,5 и 1% кис-
лорода. После рассева и технологического опробования
Кселезный порошок упаковывается в металлические бан-
фи из белой оцинкованной или черной жести с плотно
закрывающимися крышками с прокладками. Кроме то-
то, крышки банок могут запаиваться или заливаться
материалами, обеспечивающими герметичность при
транспортировке и хранении порошка. Общая масса од-
Фой банки не должна превышать 50 кг, причем банка за-
полняется доверху так, чтобы над поверхностью порош-
ка оставалось как можно меньше воздуха. Порошок в
упаковке должен храниться в сухом отапливаемом по-
мещении при комнатной температуре и отсутствии в ат-
мосфере паров и других активных реагентов. Предпри-
ятие-поставщик гарантирует качество порошка в тече-
ние 8 месяцев с момента его отгрузки.
К:
Медь, никель и кобальт
-if Медь, никель и кобальт обладают низким сродством
Й кислороду, в связи с чем их окислы легко восстанав-
ливаются. Основными окислами являются закись и
окись меди Cu2O, СиО, закись никеля NiO, окись и
окись-закись кокбальта Со2О3, СО3О4. Сырьем служат
либо указанные чистые химические соединения, либо
окалина от проката проволоки, листов и т. п. Восста-
новление проводят в муфельных или трубчатых печах
водородом, диссоциированным аммиаком или конвер-
тированным природным газом. Температуры восстанов-
ления сравнительно низки и составляют 400—500 (медь),
700—750 (никель) и 520—570°С (кобальт). Длитель-
ность процесса восстановления зависит от толщины
слоя окисла, обычно 20—25 мм, скорости потока газа,
скорости продвижки материала через печь, температу-
рь1 и других факторов и составляет 1—3 ч. После восста-
новления губка легко растирается в порошок, который
просеивают. Применение температур выше указанных не-
желательно, так как возможно сильное спекание порош-
ковых частиц, весьма затрудняющее последующее из-
мельчение губки. При совместном восстановлении окис-
лов указанных металлов получают легированные порош-
ки или порошковые сплавы, например, медь-никель,
никель — кобальт.
В настоящее время все более широкое распростра-
нение получает производство никелевого, медного и ко-
бальтового порошков восстановлением их растворимых
соединений водородом под давлением; процесс часто
называют автоклавным восстановлением. Исходным
сырьем служат рудные концентраты: никель-кобальто-
вый, медно-цинковый, медно-свинцово-цинковый, медно-
цинковый скрап или отходы металлообработки. Соответ-
ствующий металл извлекают окислительным аммиачно-
карбонатным выщелачиванием, которое часто проводят
при повышенном давлении в автоклавах. Получен-
ный раствор комплексной аммиачной соли металла очи-
щают от примесей и подают в автоклав на восстановле-
ние водородом. Чтобы водород перешел в этот раствор,
сначала должна пройти его ионизация, в результате ко-
торой образуется свободный электрон по реакции
1/2Н2 = Н+ + е. (14)
Восстановление иона металла в растворе идет по ре-
акции
Ме+ + е = МеГ). (15)
Хотя указанный процесс восстановления термодина-
мически возможен при 25° С, скорость реакций в этих ус-
ловиях недостаточна. Поэтому восстановление в авто-
клавах проводят при температурах 150—200° С и избы-
точном давлении водорода 20—50 ат.
Кроме того, для повышения скорости восстановления
в растворы аммиачных комплексных солей металлов до-
бавляют катализаторы: сульфат железа, хлорид плати-
ны, полиакриламид, которые служат центрами кристал-
лизации для выделяемого металла. Получаемый порошок
металла промывают, высушивают и просеивают. Авто-
клавные предприятия характеризуются высокой механи-
зацией и сквозной автоматизацией, обусловливающими
высокую производительность труда, а также низкой себе-
стоимостью и хорошим качеством получаемых порошков.
За рубежом автоклавным восстановлением производят
52
{ьсятки тысяч тонн порошков цветных металлов, а сум-
,арная производственная мощность предприятий состав-
ит около 70000 т/год.
. Вольфрам. Порошкообразный вольфрам получа-
ет из вольфрамового ангидрида, являющегося продук-
! разложения вольфрамовой кислоты H2WO4 (прокал-
при 700—800° С) или паравольфрамата аммония
[а4)2О-12WO3-1IH2O (разложение при температуре
ее 300° С). Кроме вольфрамового ангидрида, представ-
шего собой высший а-окисел вольфрама желтого
та, имеются еще три окисла вольфрама: WC>2,9o или
O29 (₽-окисел) — синего цвета, WO2>72 или W25O68
жисел) — фиолетового цвета, WO2 (6-окисел) — ко-
невого цвета.
В соответствии с этим процесс восстановления осуще-
ияется по четырехступенчатой схеме W03->-W02,9o->-
7O2,72-*WO2^-W. В качестве восстановителя использу-
либо водород, либо твердый углерод. В последнем
чае получаемый порошок загрязнен примесями кар-
а вольфрама, что делает его малопригодным для про-
эдства ковкого вольфрама.
При восстановлении водородом у окислов вольфрама
чрается кислород и образуются пары воды, низшие
слы вольфрама и на конечной стадии — вольфрам,
[марная реакция восстановления WO3 водородом опи-
ается уравнением
Ч WO8 4-ЗН2 = W + ЗН2О.
,,г
•3. Скорость процесса восстановления зависит от кон-
центрации водяных паров. В свою очередь, концентрация
Ледяных паров зависит от температуры, скорости продви-
жения восстанавливаемого материала через печь, влаж-
ности водорода и его количества. Образованию более
крупных частиц вольфрама способствуют следующие ус-
ловия: высокая температура восстановления и быстрый
€е подъем вдоль печи; большая скорость продвижения
Материала к зоне восстановления с более высокой тем-
пературой; толстый слой засыпки окисла в лодочку, пе-
ремещаемую через печь; малая скорость подачи водоро-
да через печь и его повышенная влажность.
Указанные факторы приводят к укрупнению зерен
вольфрама, потому что часть WO3, не успев полностью
восстановиться до менее летучей WO2 в низкотемператур-
(16)
53
ных зонах печи, переместится в область температур
выше 600—650° С, где заметна летучесть водных соедине-
ний типа WO3-xH2O. Пары WO3, восстанавливаясь во-
дородом на поверхностях частиц WO2, действующих ка-
талитически, будут укрупнять размеры последних. Кро-
ме того, в определенных участках шихты, в ее замкнутых
порах, в узких зазорах между частицами WO2, где вре-
менно может быть повышена концентрация Н2О, мелкие
частицы WO2 окисляются, а образующиеся молекулы
WO3-xH2O испаряются и восстанавливаются на поверх-
ности более крупных частиц WO2, еще больше увеличи-
вая их размеры. Крупные частицы WO2 обусловливают
образование крупных частиц вольфрама, размер которых
увеличивается также и за счет образования газообраз-
ных молекул типа WO2-xH2O. Размер частиц порошка
вольфрама весьма чувствителен к примесям. Некоторые
примеси, такие как мышьяк и сурьма, ускоряют восста-
новление, а фосфор в виде фосфорной кислоты заметно
повышает требуемую температуру восстановления. Из-
меняя перечисленные параметры процесса, можно регу-
лировать среднюю величину частиц порошка вольфрама
и набор зерен с разной величиной. Восстановление воль-
фрамового ангидрида водородом проводят в многотруб-
чатых или муфельных электропечах с механизированной
продвижкой лодочек с материалом вдоль нагревательной
камеры печи. Печи снабжены автоматическими регуля-
торами температуры (электронные потенциометры
дистанционного действия типа ЭПД-17 и ЭПД-12 с хро-
мель-алюмелевыми термопарами). По длине печи обыч-
но предусмотрены две или три регулируемые температур-
ные зоны.
В одиннадцатитрубной печи (рис. 20) трубы диамет-
ром 60—75 мм расположены в два ряда — в ниж-
нем ряду шесть и в верхнем ряду пять труб.
В кожухе печи под трубами и над ними находится фасон-
ная огнеупорная керамика, в пазах которой расположе-
ны спиральные нагреватели из нихромовой проволоки.
Мощность печей колеблется в пределах 30—50 кВт. На
загрузочном конце печи на специальном столе смонтиро-
ван механический толкатель, состоящий из коробки ско-
ростей, винта, каретки и электродвигателя. Скорость
продвижки лодочек можно менять в пределах 5—
30 мм/мин. Производительность многотрубчатых печей
колеблется в зависимости от принятого технологического
54
Рис. 20. Одиннадцатитрубная печь для восстановления водородом:
1 — рабочие трубы; 2 — нагреватели; 3 — толкатели; 4 — труба для подачи водорода; 5 — вывод водорода
я
режима, диаметра и числа труб в довольно широких пре-
делах, составляя 3—44-10—11 кг/ч.
Четырехмуфельные печи имеют муфели из жаропроч-
ной стали Х23Н18 сечением 200X50 или 300X70 мм. Ло-
дочки поступают в печь через боковое загрузочное окно
с плотно закрывающейся дверцей на асбестовой или ре-
зиновой водоохлаждаемой прокладке. Скорость движе-
ния лодочек гидравлическим или пневматическим толка-
Рис. 21. Печь восстановления с вращающейся трубой:
/ — шнек разгрузки с приводом; 2—подогреватель водорода; 3 — разгрузочная
головка; 4 —сальниковое устройство; 5 — ударник (встряхиватель); 6—корпус;
7 — вращающаяся труба; 8 — загрузочный бункер; 9 — разрыхлитель; 10 — при-
вод загрузки; // — шнек для выгрузки пыли; /2 — нагреватель; 13 — тепло-
изоляция
телем 10—100 мм/мин. По сравнению с одиннадцатитруб-
ными печами производительность четырехмуфельных пе-
чей в несколько раз выше и составляет до 50 кг/ч при
удельном расходе электроэнергии, в 2—3 раза меньшем.
На разгрузочных концах печей расположены холо-
дильники для охлаждения лодочек с полученным порош-
ком. Водород в печь подается со стороны разгрузки или
со стороны загрузки лодочек.
Более высокой производительностью, меньшим рас-
ходом электроэнергии и почти полным исключением
ручного труда отличаются печи непрерывного действия
с вращающейся трубой диаметром 80—600 мм, один из
вариантов которых показан на рис. 21.Труба из нержа-
веющей стали диаметром 400 мм и длиной 4 м опирает-
ся на два опорных ролика и вращается электродвигате-
лем через систему передач. Во внутренней полости тру-
бы расположены диафрагма с отверстиями по центру и
продольные ребра из уголкового железа, приваренные к
56
трубе. Диафрагма и продольные ребра способствуют
лучшему пересыпанию материала при движении через
грубу, отчего улучшается контакт твердых частиц с во-
дородом. Труба находится в нагревательной камере.
Корпус печи изготовлен из малоуглеродистой стали и
футерован ультралегковесным кирпичом. В продольных
пазах футеровки с четырех сторон расположены нихро-
хмовые спирали с регулируемыми сводовыми и подовы-
ми нагревателями. Корпус печи установлен на станине
из уголкового железа с углом наклона 2—4° в сторону
разгрузочного конца. Печь по длине делится на четыре
тепловые зоны, температура в каждой из которых регу-
лируется автоматически. В передней части печи находит-
ся бункер с разрыхлителем и шнековым питателем. Гер-
метичность загрузочного шнека обеспечивается непре-
рывной загрузкой материала в печь. Водород подается
в печь через разгрузочный бункер печи, проходит через
трубу навстречу материалу, выходит через верхнюю го-
ловку печи и поступает на регенерацию. Скорость вра-
щения трубы печи около 2 об/мин, расход водорода
18—20 м3/ч. Суточная производительность печи при вос-
становлении WO3 до WO2 достигается 2 т по WO3, а при
получении вольфрама — нескольких сот килограммов.
Освоена и выпускается промышленная барабанная
электропечь сопротивления СБЗ-4.40/9С непрерывного
действия.
Для улучшения экономических показателей процесса
восстановления отработанный водород регенерируют по
схеме, показанной на рис. 22. Водород из печи 1 посту-
пает в коллектор 2, откуда через ловушку 3 проходит в
холодильник 4. Ловушка представляет собой емкость,
частично заполненную водой, в которую погружен пат-
рубок от коллектора. В ловушке частично конденсиру-
ются пары воды; полная конденсация завершается в
трубчатом водоохлаждаемом холодильнике 4. Выходя-
щий из холодильника водород смешивается с подавае-
мым из сети свежим водородом и поступает в осуши-
тельную башню 5. Для осушки используют силикагель,
регенерируемый нагреванием до 180° С, в результате че-
го удаляется поглощенная им вода. Увлекаемые струей
газа частицы влагопоглотителя улавливаются рукавным
фильтром 6, откуда водород поступает в компрессор 7,
который создает необходимое избыточное давление в си-
стеме. Далее водород для более глубокой осушки посту-
57
пает в сушильную башню 8 с резервуаром для воды 9.
После окончательной осушки водород попадает во взры-
вогасители 10 и через них в печь. Взрывогасители пред-
назначены для гашения взрыва и отключения печи от
водородной сети в момент его возникновения. Они пред-
Рис. 22. Схема регенерации водорода
ставляют собой два металлических баллона, заполнен-
ных вольфрамовой проволокой.
Вследствие того что при переходе от WO3 к WO2 на-
сыпной объем сокращается примерно в два раза, для
лучшего использования объема лодочек или вращаю-
щейся трубчатой печи процесс восстановления по реак-
ции (16) осуществляют в две стадии. Первую стадию
восстановления WO3-/WO2 проводят при температурах
600—750° С, а вторую WO2—>-W при температурах 800—
950° С с соответственно различающимися загрузками и
скоростями продвижения материала, зависящими также
от конструкции печи. Однако при этом имеют место до-
полнительные потери весьма дорогого окисла вольфра-
ма. Поэтому в настоящее время все чаще отказываются
от двухстадийного процесса в пользу восстановления
вольфрамового ангидрида в печи сразу до металличес-
кого вольфрама, хотя при этом проигрывают в произво-
дительности оборудования. Кроме того, в некоторых слу-
чаях прямое восстановление вольфрамового ангидрида
58
просто неизбежно. Например, для производства некото-
рых марок твердых сплавов повышенной ударной проч-
ности требуются грубозернистые порошки вольфрама с
большой насыпной массой и небольшой удельной по-
верхностью, характеризуемой величиной адсорбции па-
ров метанола 0,002—0,003 мг/г. Порошок с такими ха-
рактеристиками получают восстановлением WO3 при
температуре 1150—1200° С в печи СК.Б-7071 с керамиче-
ским муфелем, имеющим сечение 460X130 мм.
В общем, при водородном восстановлении получае-
мый порошок вольфрама по ТУТС 34—52 может содер-
жать до 0,25% кислорода и не более 0,25% прочих при-
месей.
В тех случаях, когда в порошке вольфрама допуска-
ется наличие примеси углерода, например при производ-
стве карбида вольфрама, используют восстановление
вольфрамового ангидрида твердым углеродом — сажей.
Хотя суммарной является реакция
WO4 + ЗС = W + ЗСО, (17)
процесс восстановления протекает с участием газообраз-
ной окиси углерода по схеме:
wos + ЗСО = W + ЗСО2,
3(СО2 + С= 2СО)
wo3 + ЗС = W + ЗСО.
Для того чтобы обеспечить высокую концентрацию
СО в газовой среде над WO3, сдвигающей реакцию вос-
становления в сторону образования вольфрама, а также
Для ускорения процесса применяют высокие температу-
ры (выше 1000°С); при этом газовая фаза практически
почти целиком состоит из окиси углерода. Порошок
вольфрама с размером частиц до 5—7 мкм получают
при температуре восстановления 1400—1500° С, а с раз-
мером частиц до 10 мкм — при 1700—1900° С. Несмотря
на такие высокие температуры, порошки относительно
мелкозернисты потому, что имеющиеся в печи пары
окислов вольфрама восстанавливаются в первую оче-
редь не на поверхностях первично возникших частиц
Двуокиси вольфрама или вольфрама, а на активных по-
верхностях больших количеств мельчайших частиц са-
^и. Кроме того, росту зерен вольфрама могут препятст-
69
вовать появляющиеся на их поверхности тонкие пленки
карбидов. При некотором избытке сажи против требуе-
мого стехиометрически по реакции (17) вольфрам полу-
чается более мелким, так как предотвращается спека-
ние частиц и их рост. Восстановление вольфрамового
ангидрида углеродом проводят в электропечах сопротив-
ления, в которых нагревателем служит графитовая тру-
ба (рис. 23). Такая труба, изготавливаемая из стандарт-
Рис. 23. Схема графитотрубчатой печи сопротивления:
1 — кожух; 2 — графитовая труба, являющаяся одновременно и нагреза
телем; 3 — экранирующая труба (ее может и не быть); 4 —- теплоизолиру-
ющая засыпка (сажа или графитовая крупка); 5 — холодильник; 6 — кон-
тактные конусы; 7 —головки, подводящие ток к трубе 2; 8 — люк для
загрузки теплоизолирующей засыпки в кожух; 9 —шины, подводящие ток
к головкам
них графитовых электродов, имеет внутренний диаметр
90 или 120—130 мм, длину 1500 мм и закреплена в ох-
лаждаемых водой медных контактных головках. Ток,
пропускаемый через трубу, достигает 3000—3500 А при
напряжении 15—20 В.
Электропитание печи осуществляют через понижаю-
щий трансформатор. Вокруг графитовой трубы накала
расположена экранирующая труба, снижающая потери
тепла на излучение и упрощающая замену трубы нака-
ла при ремонте. Пространство между экранирующей
трубой и кожухом печи заполнено теплоизоляционным
материалом, например сажей. К контактным головкам
присоединены с одной стороны загрузочный патрубок,
а с другой — водоохлаждаемый холодильник. Воду в
контактные головки и холодильник печи подают в на-
правлении снизу вверх, что обеспечивает полное запол-
нение охлаждаемых полостей водой. Температура воды
на выходе не должна превышать 40—50° С. При более
60
высокой температуре существует опасность вскипания
воды и образования накипи на водоохлаждаемых по-
верхностях, которая резко ухудшает условия теплопере-
дачи от нагретых поверхностей к воде.
Температуру в печи контролируют оптическим пиро-
метром, а регулируют изменением напряжения, подавае-
мого на графитовую трубу. Смесь вольфрамового ангид-
рида с сажей или брикеты загружают в графитовые ло-
дочки-патроны, проталкиваемые механическим толкате-
лем со скоростью 19—30 мм/мин вдоль трубы печи. При
этом печь заполняется выделяющейся при восстановле-
нии окисью углерода, в связи с чем защитный газ через
печь можно п не пропускать. Правда, при этом срок
службы графитовой трубы резко снижается, так как
графит сгорает, окисляясь кислородом воздуха, посту-
пающего (подсасываемого) в печь при загрузке и вы-
грузке лодочек или через неплотности. Производитель-
ность печи составляет порядка 200 кг вольфрама в
сутки.
На рис. 24 представлена схема графитотрубчатой пе-
чи, обеспечивающей полную автоматизацию загрузки
лодочек шихтой, проталкивания через печь, выгрузки и
размола восстановленного вольфрама и возвращения
пустых лодочек под загрузку.
Технические данные печи: максимальная температу-
ра нагрева 1700° С, потребляемая мощность 25 кВт, су-
точная производительность 350—380 кг. По лотку 1 пу-
стая лодочка поступает в кожух 2 и, нажимая на кон-
такт, включает гидроцилиндр 5, который заталкивает
лодочку в приемную камеру 4. Другой гидроцилиндр
5 поворачивает приемную камеру на 90° и устанавлива-
ет ее против загрузочного отверстия. Одновременно с
этим включаются два вибратора 16 и смесь вольфрамо-
вого ангидрида с сажей поступает из бункера 8 емко-
стью 0,3 м3 в загрузочную воронку. Ячейковый питатель
наполняется смесью, после чего гидроцилиндр 7 протал-
кивает его на загрузочное отверстие, через которое
смесь высыпается в лодочку. Питатель отходит в перво-
начальное положение и включает гидроцилиндр прессо-
вания 9, который уплотняет смесь. Цикл питания и уп-
лотнения повторяется три раза. После отключения элек-
тромагнита 6 гидроцилиндр 5 возвращает приемную
камеру в исходное положение, а гидроцилиндр 17 протал-
кивает загруженную лодочку в печь. Лодочка с восста-
61
Рис. 24. Автоматическая печь для восстановления вольфрамового ангидрида углеродом:
/ — лоток; 2 —кожух; 3, 5, 7, 12, 13, 14, /7 — гидроцилиндры; 4, // — приемные камеры; 6, 18— электромагниты;
8 — бункер; 9 — гидроцилиндр прессования; 10 — печь; 15 — труба; 16 — вибратор
повленным вольфрамом в виде довольно плотного бри-
кета поступает в приемную камеру И, где нажимает на
контакт и включает гидроцилиндр 12, который протал-
кивает лодочку на разгрузку, осуществляемую гидроци-
линдром 13. Гидроцилиндр 14 проталкивает уже пустую
лодочку на лоток для очередной загрузки. Для размола
брикета вольфрама предусмотрено устройство, состоя-
щее из двухвалковой мельницы, редуктора и двигателя.
Вольфрам поступает через трубу 15 на валки, размалы-
вается и порошок через течку ссыпается в тару.
Получаемый при углеродном восстановлении поро-
шок вольфрама загрязнен примесями углерода до 1%
п кислорода в форме окислов до 0,5%.
Молибден. Исходным материалом служит чистая
трехокись молибдена, получаемая прокаливанием пара-
молибдата аммония при 450—500° С в муфельных печах
пли печах с вращающейся трубой. Промышленный спо-
соб производства порошка молибдена предусматривает
восстановление трехокиси молибдена водородом. Этот
процесс реально протекает по схеме МоОз->МоОг->-Мо,
хотя молибден образует и промежуточные окислы
МО4О11, МозОв- Прочность связи металл — кислород в
МоОз меньше, чем в WO3, а в МоОг больше, чем в WO2.
В соответствии с этим первую стадию восстановления
МоОз->МоОг проводят при более низкой температуре,
чем восстановление WO3 до WO2. Приходится создавать
пологую кривую подъема температуры по длине печи,
чтобы образование МоОг закончилось в основном до до-
стижения температуры 550° С. Иначе произойдет рас-
плавление материала из-за образования плавящейся
при 550—600° С эвтектики, состоящей из высшего
МоОз и промежуточных, например МС4О11, окислов. На
второй стадии восстановления МоОз—>Мо температуру
вдоль печи изменяют от 650 до 950° С. После этого вос-
становления порошок молибдена содержит 0,7—2% ки-
слорода. Поэтому обычно применяют дополнительное
третье восстановление при 1000—1100° С, после которо-
го содержание кислорода в порошке не превышает
Условия восстановления не благоприятствуют обра-
зованию заметных концентраций паров МоОз в более
вЬ1сокотемпературных зонах печи, в связи с чем молиб-
деновый порошок получается обычно более мелкозер-
нистый, чем вольфрамовый. Первые две стадии восста-
63
новления проводят в тех же условиях и на том же обо-
рудовании, что и получение вольфрамового порошка.
Третью стадию восстановления проводят в печах, сталь-
ные трубы которых помещены в герметичный кожух, за-
полненный водородом, так как хромоникелевые стали
не выдерживают длительной эксплуатации на воздухе
при температуре 1000—1100° С. Защитная среда предо-
храняет от окисления также и нихромовые нагреватели.
Для нагревателей можно использовать жаростойкие
железохромалюминиевые сплавы или молибден в соче-
тании с алундовой трубой, работающие в водородной
среде.
Вместимость лодочек на второй стадии восстановле-
ния примерно в два раза выше, а на третьей — в пять
раз выше, чем на первой, что связано с различием в на-
сыпной массе: МоО3 0,4—0,5 г/см3, М0О2 1—1,5 г/см3 и
Мо порядка 2,5 г/см3.
Порошок молибдена по ТУВМ 4-240—54 содержит
примесей не более 0,8%.
Титан. Исходным материалом служит чистая дву-
окись титана, получаемая, например, при переработке
ильменитовых концентратов, или четыреххлористый
титан TiCU Титан отличается высоким сродством к ки-
слороду, поэтому для восстановления двуокиси титана
применяют кальций или его гидрид с минимальным ко-
личеством примесей, особенно азота. Хлорид титана
восстанавливают натрием или магнием. Указанные про-
цессы восстановления проходят по следующим суммар-
ным реакциям:
TiO2 + 2Са = Ti + 2СаО; (18)
TiO2 + 2СаН2 = Ti + 2СаО + 2Н2; (19)
TiO2 + 2СаН2 = TiH2 + 2СаО + Н2; (19а)
TiCl4+ 4Na - Ti + 4NaCl; (20)
TiCl4 + 2Mg = Ti + 2MgCl2. (21)
Реакции (18)—(21) идут через образование проме-
жуточных соединений титана, соответственно низший
окислов или хлоридов титана.
Восстановление по реакции (18) обычно проводят
при температуре 1000—-1100° С, когда кальций находит-
ся в расплавленном состоянии и имеется достаточно
64
большое количество его паров, что создает благоприят-
ные условия для быстрого протекания процесса. Для
предотвращения окисления герметичный реактор из жа-
ростойкой стали (рис. 25) сначала вакуумируют, а за-
тем заполняют аргоном. Продукт восстановления обра-
батывают разбавленной кислотой, уксусной, соляной
пли азотной, которая частично пассивирует титан, для
растворения остатков
кальция, избыток ко-
торого составляет 25—
100% по сравнению с
требуемыми по реак-
ции и нужен для обес-
печения полноты вос-
становления, и образо-
вавшейся окиси каль-
ция. Фактическое со-
держание кислорода
в форме пленок окис-
лов в порошке титана
составляет 0,5—1,5 %
в зависимости от раз-
мера полученных час-
тиц порошка. Образо-
ванию крупных частиц
титана препятствуют
прослойки окиси каль-
ция. Регулировать ве-
личину частиц титана
можно добавкой в ис-
Рис. 25. Аппарат для восстановления
двуокиси титана кальцием:
1 — корпус (реторта); 2 — стальной
тигель; 3—брикеты шихты; 4 —крыш-
ка; 5 — теплоизолирующая засып-
ка; 6 — электропечь; 7 — уплотнение;
8 — патрубок для присоединения аппа-
рата к насосу или источнику аргона
ходную шихту хлористого кальция, который, расплав-
ляясь, частично растворяет окись кальция. Без добавки
хлористого кальция частицы порошка титана имеют
размер 2—3 мкм. В зависимости от количества добавки
хлористого кальция размеры частиц могут быть увели-
чены до десятков микрон. С целью снижения расхода
дорогостоящего кальция предложен комбинированный
процесс: первоначально восстановление ТЮ2 осуществ-
ляют магнием, который существенно дешевле кальция,
а затем, после отмывки продукта от окиси магния, его
восстанавливают кальцием. Это позволяет сократить
расход кальция примерно вдвое.
Для осуществления реакций (19), (19а) гидрид
кальция получают обработкой кальция (чистота не ме-
5—193
65
нее 98,5%) чистым водородом при 400—500° С в сталь,
ных ретортах. Восстановление двуокиси титана гидрц.
дом кальция, которого берут с 20%-ным избытком ц0
сравнению с теоретически необходимым, проводят прь
1000—1200° С. В процессе участвуют и металлический
кальций в соответствии с реакцией (18), находящийся
в жидком и парообразном состоянии, и водород, выдо
ляющийся при диссоциации гидрида кальция. Именно
участие в процессе металлического кальция определяет
конечные результаты восстановления. Полученный по
реакции (19) спек — смесь порошка титана, окиси каль-
ция и непрореагировавшего гидрида кальция, обраба-
тывают как указано выше.
Процесс по реакции (19а) проводят в реакторах из
жаростойкой стали, которые после откачки воздуха за-
полняют тщательно очищенным и осушенным водоро-
дом. Порошок гидрида титана при последующей водной
пли кислотной обработке окисляется меньше, чем поро-
шок металла. В результате содержание в нем кислоро-
да в форме окисных пленок даже при весьма мелких
зернах (2—3 мкм) невелико и составляет 0,1—0,2%.
Поэтому добавка хлористого кальция к гидриду каль-
ция не нужна. Охлаждение реакционной массы ведут в
атмосфере водорода. Полученный порошок гидрида ти-
тана содержит не менее 3,5% по массе водорода. Если
требуется порошок с минимальным количеством раство-
ренного в нем водорода, то после окончания процесса
восстановления через реактор продувают аргон при со-
хранении температуры выше 1000° С. Остывание порош-
ка также проводят в аргоне. Содержание водорода в по-
рошке при этом составляет 1—2%, а иногда и меньше.
Промышленный процесс по реакции (20) проводят
в температурном интервале 801—883° С, т. е. выше тем-
пературы плавления хлористого натрия, но ниже темпе-
ратуры кипения натрия. Реакция восстановления в зна-
чительной мере протекает в газовой фазе над распла-
вом, так как при 80Г С давление паров натрия около
340 мм рт. ст. В хлористом натрии растворяются и ме-
таллический натрий, и низшие хлориды титана. В связи
с этим восстановление хлоридов титана до титана час-
тично протекает в расплаве хлористого натрия. Восста-
новление ведут в аппаратах из нержавеющей стали,
куда одновременно из мерных бачков подают с эквива-
лентными скоростями четыреххлористый титан и жид-
66
кий натрий в практически стехиометрическом соотноше-
нии (на 1 кг натрия около 2,06 кг TiCl4), так как избы-
ток натрия составляет всего 1—2%. Ввиду большой рас-
творимости натрия и низших хлоридов титана в хлорис-
том натрии нет необходимости в его удалении из реак-
тора по мере образования, так как хлористый натрий
не мешает процессу восстановления. Из-за большой
массы хлористого натрия частицы титана не образуют
сплошных сростков, хотя сами кристаллы достаточно
велики (от 100 мкм до нескольких миллиметров).
При проведении процесса вначале загруженный ап-
парат для восстановления откачивают, заполняют арго-
ном и нагревают в печи примерно до 650—700° С. После
некоторого времени протекания процесса, когда в ре-
акторе накапливается жидкий расплав, печь отключают
и ведут процесс за счет теплоты реакции, поддерживая
температуру 850—880° С. Избыточное тепло отводится
обдувкой реактора воздухом. В первый период восста-
новление в большей мере протекает в газовой фазе с об-
разованием кристаллов титана, которые оседают. Для
полного восстановления низших хлоридов и укрупнения
частиц металла в конце процесса включают печь и вы-
держивают реакционную массу при температуре 950—
970° С. После остывания реактор разгружают, массу из-
мельчают и отмывают подкисленной (около 1 % НС1)
водой в стальных гуммированных чанах с мешалками.
Обрабатываемый материал подают в чаны небольшими
порциями и выделяющийся при взаимодействии натрия
с водой водород удаляется вентиляционной системой.
После перемешивания в течение примерно 30 мин тита-
новый порошок отделяют от раствора на центрифуге и
сушат в вакууме.
Наиболее экономичным является восстановление по
реакции (21), однако получают не порошок титана, а
губку, которую затем измельчают. Температура процес-
са 1000—1050° С, но не выше, так как титан с железом
взаимодействует с образованием эвтектики и при
1085°С может произойти проплавление стенки стально-
го реактора. Механизм процесса заключается в следу-
ющем. Пары четыреххлористого титана взаимодейству-
ют с парами магния, в результате чего образуется TiCb,
который из-за малой упругости паров конденсируется
па стенке реактора, а жидкость стекает вниз. TiCU по-
падает в нижнюю часть реактора, где имеется металли-
5*
67
ческий магний. В солевом расплаве (Mg+MgCl2) за-
вершается вторая стадия восстановления по реакции
TiCl24-Mg->Ti+MgCl2. Так как объем хлористого маг-
ния невелик, то частицы титана срастаются и образуют
губку. После восстановления реакционная масса со-
держит 55—65% титана, 20—30% хлористого магния и
10—20% магния. Для выделения титановой губки реак-
ционную массу подвергают либо гидрометаллургичес-
кой обработке разбавленной соляной кислотой, промыв-
ке водой и сушке, либо вакуумной дистилляции, при
которой отгоняют пары магния и хлористого магния при
температуре 850—950° С. После указанной обработки
губку титана измельчают в шаровых или вихревых
мельницах.
Ковкость и вязкость титана затрудняют его механи-
ческое измельчение и требуется применение специаль-
ных добавок (смазочные вещества, обезвоженные гало-
идные соли щелочных металлов, лед и др.). При этом
получить мелкий порошок, не загрязненный примесями,
очень трудно.
Цирконий. Основным промышленным методом
получения порошка циркония восстановлением являет-
ся кальциетермическое восстановление двуокиси цирко-
ния. В качестве восстановителя применяют также гид-
рид кальция. Восстановление осуществляют в герметич-
ных аппаратах, иногда в атмосфере очищенного аргона.
Температура процесса 850—1100° С. Так как удельный
тепловой эффект реакции восстановления невелик и со-
ставляет всего 264 кал/г, применяют нагрев реактора с
шихтой в печи. Образующуюся при восстановлении
окись кальция отмывают разбавленной соляной кисло-
той. Порошок содержит довольно много кислорода
(0,3—1%) и азота (до 1%), удалить которые очень
трудно в связи с большим сродством к ним циркония.
Еще более загрязненным является порошок цирко-
ния, получаемый восстановлением фтороцирконата ка-
лия (Кг^гЕб) натрием при температуре 800—900° С.
После восстановления реакционную массу выгружают
(выбирают) из реактора и измельчают, а затем выще-
лачивают водой в чанах с мешалками. При этом соли
отделяются от порошка циркония. Ввиду присутствия
в реакционной массе избыточного натрия, который бур-
но реагирует с водой, материал подают в воду посте-
пенно, небольшими порциями. Для отмывки железа, по-
68
гадающего в порошок со стенки реактора, восстановлен-
ий цирконий обрабатывают разбавленной соляной ки-
слотой. Затем промывают водой, фильтруют и сушат
|)И 60° С. Обращение с порошком циркония требует ос-
торожности, так как он склонен к самовозгоранию, тем
Блее что размер частиц не превышает 5 мкм. Хранить
[транспортировать циркониевый порошок полагается
рлько в кипяченой холодной воде. В противном случае
кслород растворенного в воде воздуха может привести
[возгоранию циркония. Работают с порошком цирко-
Шя в боксах, заполненных сухим воздухом или арго-
Бм. Как и в случае титана, при восстановлении четы-
Бххлористого циркония магнием получают губку, кото-
может быть превращена в порошок последующим
ймельчением.
Г Тантал и ниобий. В настоящее время применя-
ет натриетермическое восстановление комплексных
ггоридов тантала (КгТаР?) и ниобия (K2NbF7) и кар-
готермическое восстановление пятиокиси ниобия. Сум-
марные реакции восстановления имеют вид:
| K2TaF7 + 5Na = Та + 2KF + 5NaF; (22)
L K2NbF7 + 5Na = Nb + 2KF + 5NaF; (23)
I Nb2O6 + 5NbC = 7Nb + 5CO. (24)
| Удельный тепловой эффект для реакции (22) состав-
ляет 713 кал/г, в связи с чем для ее протекания не тре-
ргется постоянный внешний подогрев стального тигля
|шихтой. На днище тигля насыпают слой хлористого
(атрия, затем чередующимися слоями фторотанталат
рлия и кусочки натрия, а сверху помещают опять хло-
Врстый натрий. Исходные соли и тигель должны быть
Бедварительно тщательно просушены, иначе возмо-
жен выброс материала при бурном взаимодействии нат-
рия с водой. Достаточно нагреть, например, паяльной
рампой тигель в одном лишь месте вблизи днища до
|50—500° С, и реакция быстро (за 1—2 мин) распро-
странится по всей массе шихты. При больших загруз-
ив для уменьшения термического эффекта взаимодей-
ствия компонентов следует разделить шихту промежу-
точными прослойками хлористого натрия. Сейчас для
^еспечения более полного прохождения реакции тигель
► шихтой прогревают в шахтной печи при медленном
69
опускании в нее, а охлаждение тигля проводят вне печи.
Температура процесса составляет 800—900° С. При та-
ких температурах образующиеся в результате реакции,
соли и хлористый натрий дают расплав, защищающий'
от окисления частицы порошка тантала. В связи с этим'
процесс можно проводить в негерметичном тигле
с крышкой. Так как кристаллы тантала выделяются в
большом объеме расплавленных солей, они не сраста-
ются и размер частиц не превышает 3 мкм. После ох-
лаждения солевой расплав с вкрапленными в него час-
тицами тантала выбивают из тигля. Отделяют верхнюю
часть шлака, не содержащую частиц порошка тантала,
и измельчают остальную массу на щековой дробилке до
кусочков размером в несколько миллиметров. Проводят
отмывку солей и избыточного натрия в реакторе с во-
дой, куда обрабатываемая масса подается небольшими
порциями при непрерывном перемешивании. На поверх-
ности частиц тантала образуется пленка его гидроокиси,
которая легко удаляется при последующей промывке
порошка разбавленной соляной кислотой в фарфоровых
бачках. Одновременно достигается более полная отмыв-
ка щелочных солей и примесей железа. После этого по-
рошок промывают дистиллированной водой и сушат при
НО—120° С, лучше если в вакууме. Получаемый поро-
шок тантала содержит примеси кислорода, щелочных
металлов и водорода.
Фторониобат калия восстанавливают по аналогич-
ной технологии при обязательном подогреве тигля
с шихтой в печи, так как реакция (23) мало термична и
ее удельный тепловой эффект составляет всего 510 кал/г.
Процесс ведут при температуре 900—1000° С и выдерж-
ке 1 —1,5 ч.
При осуществлении процесса по реакции (24) сна-
чала из пятиокиси ниобия и сажи в графитотрубчатой
печи в атмосфере водорода или аргона при 1800—
1900° С получают карбид ниобия. Порошок карбида ни-
обия смешивают в шаровой мельнице с пятиокисью ни-
обия, взятой с небольшим избытком (3—5%) против те-
оретически необходимого количества. Это обеспечивает
более полное удаление углерода в виде СО при после-
дующем нагреве шихты в вакууме. Карботермическое
восстановление ведут при 1800—1900° С при разреже-
нии 10~2—IO-3 мм рт. ст. В связи с наличием несколь-
ких промежуточных окислов ниобия процесс восстанов-
70
чения состоит из ряда промежуточных реакций, причем
все они проходят с участием газовых фаз, в том числе
СО, что ускоряет процесс. Восстановлению подвергают
брикеты, спрессованные из смеси пятиокиси ниобия и
карбида ниобия. После восстановления спекшийся по
ристый ниобий измельчают в порошок.
Легированные стали и сплавы
Наибольшее распространение в нашей стране полу-
чил метод совместного восстановления смесей окислов
газами или гидридом кальция. Газообразные восстано-
вители применяют при получении порошков сплавов, со-
держащих металлы, окислы которых легковосстановимы
(Fe—Си, Fe—Ni, Ni—Си и др.). Гораздо более трудной
является задача совместного восстановления термоди-
намически прочных окислов (А120з, TiO2, Сг20з, Мп3О4
и др.). Соответствующий процесс производства нержа-
веющих сталей, нихрома, стеллита (рис. 26) разрабо-
тан в ЦНИИЧЕРМЕТе и осуществлен на Ново-Туль-
ском металлургическом заводе. Исходными материала-
ми при получении хромоникелевых сталей служат же-
лезный порошок марок ПЖ1 и ПЖ2 или карбонильный,
закись никеля, окись хрома и гидрид кальция. Для по-
лучения порошков некоторых марок нержавеющих ста-
лей с низким содержанием углерода исходную смесь
подвергают обезуглероживающему отжигу в атмосфере
водорода при 650° С. Продукт восстановления представ-
ляет собой однородный порошок сплава заданного со-
става. Для сокращения расхода гидрида кальция и ре-
гулирования теплового эффекта реакции в шихту для
получения легированных порошков часть компонентов
вводят в виде металлического порошка, в частности ос-
нову сплава — железный порошок. Температура восста-
новления зависит от состава шихты. Порошки сталей и
нихрома получают при 1175° С и выдержке 6—8 ч. Про-
цесс проводят в ретортах из жаропрочной стали, нагре-
ваемых в электрических печах. Разгрузку пека из ре-
торты осуществляют либо струей воды под избыточным
давлением 1,5—2 ат, причем одновременно происходит
гашение пека, либо механически. В этом случае после
выгрузки из реторты материал дробят, измельчают л
гасят. Пульпу после гашения подвергают обогащению в
гидроциклонах, позволяющих удались 60—70% гидро-
71
окиси кальция. Затем проводят обработку пульпы раз-
бавленной соляной кислотой для перевода оставшейся
гидроокиси кальция в хорошо растворимый в воде хло-
ристый кальций, который отмывают. Отмытый порошок
обрабатывают на центрифугах и высушивают в вакуум-
ных сушильных шкафах при 60—70° С.
Получаемые порошки высоколегированных сталей ц
сплавов марок ПХ17Н2, ПХ18Н15, ПХ23Н18, ПХ18Н9Т,
CaO, NaCL
Окислы
металлов
Металла чес кие Гп ц
порошки । 2
Смешивание
Восстановление шихты
при 1100 —1200 QС
2Г------
п Гидродинамическое
извлечение опека
Ar
*2
-----г- I
Механическое
измельчение опека
Грубое
из мель чение опека
Тонкое (мокрое) „ п
измельчение опека
HCL
L_
Н?0
Предварительное отделение окиси кальция
на гидроциклоне
Отмывка окиси кальция
...I |----------LZ
Промывка водой
CclCL2
Центрифугирование
Сушка при 60 °C,
разряжение 50 мм рт. ст.
Упаковка,
Рис. 26. Технологическая схема восстановления окислов металлов гидри-
дом кальция
72
ПХЗО, ПХ18Н12М2Т, ПХ20Н80 должны удовлетворять
требованиям ГОСТ 13084—67. Они могут быть трех
групп по содержанию примесей, крупные, средние или
мелкие по зернистости и имеют насыпную массу 1,3—
3 г/см3. Влажность менее 0,2%. Порошки упаковывают
в полиэтиленовые мешки, которые запаивают и помеща-
ют в плотную металлическую упаковку. Общая масса
одной банки или бидона не должна превышать 60 кг.
Тара должна заполняться доверху так, чтобы над по-
верхностью порошка осталось как можно меньше возду-
ха. Упакованные порошки хранят в сухом отапливаемом
помещении при комнатной температуре при отсутствии
в атмосфере паров и других активных реагентов. Пред-
приятие-изготовитель гарантирует качество порошка в
течение 6 месяцев с момента его отгрузки.
Вопросы для повторения
1. Дайте общую характеристику процесса восстановления.
2. Назовите основные требования к восстановителю.
3. Перечислите имеющиеся восстановители и дайте им краткую
характеристику.
4. Каковы основные методы производства порошка железа?
5. Что представляет собой автоклавный способ производства
порошков?
6. Расскажите о металлотермии на примерах производства по-
рошков тугоплавких металлов
ЭЛЕКТРОЛИЗ
Общие положения
Электролитическое получение порошков заключает-
ся в разложении водных растворов соединений выделя-
емого металла или его расплавленных солей при про-
пускании через них постоянного электрического тока и
последующей разрядке соответствующих ионов металла
па катоде: Меп+-\-пе-^Ме® (рис. 27). Используемые
при электролизе растворы солей, кислот и оснований,
так называемые электролиты, относятся к проводникам
второго рода, передача электричества в которых осу-
ществляется движением положительных и отрицатель-
ных ионов, образующихся в результате диссоциации мо-
лекул указанных химических соединений. Сам процесс
электрохимического превращения происходит на грани-
це электрод (анод или катод) — раствор. Источник
73
Рис. 27. Схема процесса
электролиза
электрического тока выполняет роль своеобразного «на-
соса», перекачивающего электроны с одного полюса на
другой. В результате такой принудительной «перекач-
ки» электронов на катоде образуется избыток отрица-
тельно заряженных электронов и он приобретает (Отри-
цательный заряд, а анод, лишившись части электронов,
приобретает положительный заряд. Источником ионов
выделяемого металла служат, как правило, анод, состо-
ящий из этого металла, и электролит, содержащий его
растворимое соединение. В тех слу-
чаях, когда используют нераствори-
мые аноды, источником ионов вы-
деляемого металла является толь-
ко электролит. Ионы в электролите
в отсутствие внешнего электричес-
кого поля движутся хаотически.
При наложении электрического по
ля движение ионов становится бо-
лее упорядоченным и катионы
приближаются к катоду, а анио-
ны — к аноду. Чем выше напря-
жение, приложенное к электро-
дам, тем больше скорость движения ионов. Так как вос-
становление иона металла, т. е. превращение его в атом,
связано с расходом некоторого количества энергии, то
в первую очередь протекает тот процесс разрядки, ко-
торый требует меньших затрат энергии. В связи с этим
электролиз есть одновременно и рафинирование, так
как при данном напряжении не все имеющиеся в элект-
ролите катионы могут выделиться на катоде. В соответ
ствии с величиной напряжения, требуемого для выделе-
ния на катоде, металлы располагаются в определенной
последовательности, образуя ряд напряжений: Zn,
Fe, Sn, Си, Ag, Аи. Чем левее находится металл в этом
ряду, тем он более электроотрицателен или менее благо-
роден, более активен и требуется большее напряжение
на катоде для его выделения. Например, железо нахо
дится в ряду напряжений левее меди, а медь — левее
серебра, золота и платины, т. е. медь благороднее желе-
за, а серебро, золото и платина являются самыми бла-
городными из металлов. В равновесных условиях пока
при соответствующем напряжении выделяется данный
металл, ионы других более электроотрицательных эле-
ментов не будут разряжаться на катоде. Однако всегда
74
можно создать такую плотность тока на катоде, кото-
рак не может быть обеспечена переносом зарядов иона-
ми выделяемого металла. В этом случае в переносе за-
рядов должны участвовать и другие имеющиеся в элек-
тролите ионы, что приведет к выделению на катоде бо-
лее электроотрицательных элементов. Происходящее
при высокой плотности тока повышение напряжения на
электроде носит название перенапряжения и дол-
жно учитываться, так как в процессе электролиза стано-
вится возможным совместное выделение из электролита
ионов разных элементов. Чем больше сродство металла
к кислороду, тем труднее его выделить из водного раст-
вора. Поэтому такие металлы, как алюминий, магний,
цирконий, титан, из водных растворов и не выделяют,
применяя электролиз расплавленных солей соответству-
ющих металлов.
При электролитическом выделении металла количе-
ство катодного осадка в соответствии с законом Фара-
дея прямо пропорционально силе тока, времени про-
хождения его через электролит и электрохимическому
эквиваленту, под которым понимают количество метал-
ла, выделенного одним ампер-часом электричества. Од-
нако реально получаемые при электролизе количества
осадка всегда меньше, чем рассчитанные. Это связано
как с совместным разрядом на катоде ионов несколь-
ких элементов (как правило, двух-трех) и протеканием
побочных процессов (например, происходит растворение
выделенного металла в электролите), так и с утечкой
тока в результате несовершенной изоляции. Для оценки
степени несовпадения расчетных и реально получаемых
количеств осадка используют показатель, называемый
выходом по току:
А = £е_.100%, (25)
Ят
где А — выход по току, %;
9р—масса вещества, реально выделившаяся при
прохождении определенного количества элект-
ричества через электролит;
qT—масса вещества, которая должна была бы вы-
делиться в соответствии с электрохимическим
эквивалентом при прохождении того же коли-
чества электричества через электролит.
75
Таблица 4
Электрохимические эквиваленты некоторых металлов
Металл Валентность Атомная масса Электрохимиче- ский эквивалент, г/(А^ч)
Алюминий ...... 3 26,98 0,3354
Титан 4 47,90 0,4467
Железо 2 55,85 1,0418
Кобальт 2 58,93 1,0993
Никель 2 58,71 1,0947
Медь 2 63,54 1,1858
» 1 63,54 2,3715
Цинк 2 65,37 1,2195
Цирконий 4 91,22 0,8508
Ниобий 5 92,91 0,6932
Молибден 6 95,94 0,5969
Серебро 1 107,87 4,0245
Тантал 5 180,95 1,3496
Вольфрам 6 183,85 1,1440
Свинец 4 207,19 1,9325
» 2 207,19 3,8651
Например, при электролизе при силе тока 10000 А
за сутки было получено 235 кг (qp) медного порошка.
Соответствующее суточное теоретическое количество ме-
ди (</т) должно было бы составить
qT = 1,1858-10000-24 = 284572 г = 284,6 кг,
где 1,1858 — электрохимический эквивалент меди,
г/(А-ч).
Таким образом, выход по току составляет А =
= J?5_. юо% =82,5%.
284,6
Значения электрохимических эквивалентов некото-
рых из металлов приведены в табл. 4.
Для питания электроэнергией электролитических
ванн служат специальные электроподстанции, где уста-
новлено оборудование для преобразования переменного
тока в постоянный. Преобразователями служат мотор-
генераторы, игнитроны (ртутные преобразователи) н
кремниевые выпрямители, которые получают все боль-
шее распространение, так как имеют наименьшие поте-
ри при преобразовании тока. Кремниевый выпрями-
тель— это полупроводниковый агрегат, основанный на
76
способности кремниевых вентилей пропускать электри-
ческий ток только в одном направлении. Переменный
ток промышленной частоты и напряжением 10000 В пре
образуется в постоянный ток силой до 25000 А при на-
пряжении 425 В.
В зависимости от условий электролиза на катоде по-
лучают твердые хрупкие осадки в виде плотных слоев,
чешуек или кристаллов, губчатые мягкие осадки и рых-
лые осадки. Твердые и губчатые осадки для получения
порошка измельчают, тогда как рыхлые осадки пред-
ставляют собой готовый порошок. Рассмотрим факторы,
влияющие на структуру катодного осадка.
Концентрация ионов выделяемого металла. При эле-
ктролизе выделение металла на катоде начинается
не сразу по всей его поверхности, а в отдельных местах,
называемых первичными центрами кристаллиза-
ции. Повышение концентрации выделяемых ионов соз-
дает ускоренное питание таких центров, в результате
чего формируется плотный осадок. Для образования
порошкообразного (рыхлого) осадка нужна пониженная
концентрация ионов металла в электролите. Однако
при слишком малой концентрации ионы металла пере^
несут и небольшую долю электроэнергии, в связи с чем
в процесс электропереноса будут вовлекаться и другие
ионы, например водорода, что снизит выход по току.
Плотность тока. Сила тока на ванне является глав-
ным фактором, определяющим ее производительность.
Плотность тока связывает силу тока на ванне с суммар-
ной рабочей площадью катодов (катодная плотность то-
ка) или анодов (анодная плотность тока) в ванне и пред-
ставляет собой силу тока, проходящего через 1 м2 элект-
рода:
i=4 - <26)
о
где i — плотность тока, А/м2;
/— сила тока на ванне, А;
S—суммарная рабочая площадь катодов или ано-
дов, м2.
Как правило, катодная и анодная плотности тока в
панне не совпадают, так как суммарные поверхности ка-
тодов и анодов практически всегда различаются между
собой. При большей плотности тока на единице площади
77
катода разряжается больше ионов, т. е. на катоде созда,
ется много первичных центров кристаллизации. В связи
с этим скорость роста каждого из них мала и получаются
мелкие, дисперсные осадки. Однако при высокой плотно,
сти тока высоко и напряжение на ванне, что прйводит
к выделению на катоде побочных элементов и снижает
выход по току. С повышением катодной плотности тока
растет и анодная плотность тока, в результате чего па
аноде начинается разрядка ионов газов, приводящая к
ухудшению смачиваемости анода электролитом и появ-
лению анодного эффекта. Технико-экономические пока-
затели электролиза ухудшаются. Поэтому плотность
тока должна быть максимально допустимой и не превы-
шать своего оптимального значения. Изменение плотно-
сти тока осуществляется или за счет соответственного
изменения силы тока на ванне, или изменением числа ка-
тодов (катодной поверхности) при постоянной силе тока.
Температура электролита. Повышение температуры
увеличивает подвижность ионов, ускоряет их диффузион-
ный перенос и поддерживает повышенную концентрацию
катионов у катода, компенсируя обеднение прикатодного
объема электролита. В то же время возрастает интенсив-
ность химического взаимодействия выделяемого металла
с электролитом, что приводит к снижению выхода по то-
ку. Кроме того, ухудшаются условия труда из-за возра-
стающей летучести электролита при негерметизировап-
ных электролизерах. Поэтому электролиз водных раство-
ров ведут при температуре электролита 40—60° С, а
электролиз расплавов — при температуре, которая ниже
температуры плавления выделяемого металла и обеспе-
чивает минимальное протекание вторичных и побочных
процессов при сохранении постоянными вязкости и дру-
гих физико-химических свойств электролита. На электро-
лиз и свойства катодного осадка влияют расстояние меж-
ду электродами, длительность наращивания порошка,
кислотность электролита и наличие в нем посторонних
ионов, скорость циркуляции электролита, форма и состо-
яние поверхности электродов, присутствие специальных
добавок, взаимодействие электролита с окружающей ат-
мосферой. При увеличении расстояния между электрода-
ми сопротивление ванны увеличивается, а сила тока па-
дает, в результате чего уменьшается катодная сила тока
и порошок получается более крупным. Одновременно ра-
стет выход по току, так как снижается относительное ко-
78
личество растворенного в электролите катодного метал-
ла. При чрезмерном увеличении межэлектродного рас-
стояния и сохранении заданной силы тока возрастает
количество выделяемого тепла и возможен перегрев элек-
тролита, что уменьшает выход по току. При слишком ма-
лом расстоянии между электродами может произойти ко-
роткое замыкание, хотя сила тока в ней будет такой же,
как и в нормально работающих ваннах. Длительность
наращивания порошка влияет на катодную плотность
тока, так как порошок значительно увеличивает поверх-
ность катода и снижает, соответственно, плотность
гока. На катоде начинают образовываться все более
крупные частицы порошка и в конечном счете может об-
разоваться губка или корка. Несвоевременное удаление
порошка может привести к короткому замыканию анода
и катода через отложившийся порошок. В связи с этим
длительность сроков наращивания порошка на катоде
определяется заранее и строго соблюдается в процессе
электролиза. Кислотность электролита определяет кон-
центрацию в нем ионов водорода, и при ее повышении
при электролизе водных сред происходит более бурное
выделение водорода. Хотя это способствует некоторому
измельчению порошка, выход по току существенно
уменьшается и возрастает расход электроэнергии. Повы-
шенная кислотность электролита вызывает и большую
растворимость в нем металла, выделившегося на катоде.
Посторонние ионы, присутствующие в электролите, влия<
ют на процесс формирования порошка на катоде. Кроме
того, восстанавливаясь на катоде, они приводят к за-
грязнению выделяемого металла и уменьшают выход по
току. При электролизе состав электролита непрерывно
изменяется и для его выравнивания по объему применя-
ют циркуляцию, которая противодействует расслоению
электролита вследствие различной плотности его состав-
ляющих и обеспечивает поддержание заданной темпера-
туры электролита в ванне.
Электролитический метод производства порошков ха-
рактеризуется относительно невысокой производитель-
ностью труда и высокой себестоимостью получаемого по-
рошка, в основном из-за значительных затрат дорогой
электроэнергии. Однако чистота и высокие технологиче-
ские свойства электролитических порошков вполне иску-
пают недостатки метода.
79
Практика электролиза
Медь. Для нашей страны электролиз пока является
монопольным способом производства медных порошков.
Ведущим отечественным предприятием-поставщиком яв~
ляется Пышминский медеэлектролитный завод. Принцц,
пиальная технологическая схема процесса представлена
на рис. 28.^Анодами и катодами служит чистая электро.
Аноды
Анодные
остатки.
Катоды
I
Электролиз
—1 |
Порошок а
электролит
I
Фильтрация
~П2-
Порошок
I
Промывка
Электролит
J I
Регенерация
I
Подогрев
„ I
Электролит
порошка
Конденсат и
стабилизатор
Отсевки
В литейный цех
на переплавку
Стабилизация Промво^ы на цемен-
порошка тационную установку
... .р.4 | L .... 4 <1
Промывка
порошка
Промытый порошок
п
Сушка порошка
Порошок сухой
Измельчение
Просев порошка
Усреднение порошки
Контроль и упаковка
Готовый порошок
Рис. 28. Технологическая схема производства медного порошка электро
ЛИЗОМ
80
литическая компактная медь, что существенно увеличи-
вает стоимость медного порошка. Электролит представ-
ляет собой сернокислый раствор сульфата меди (160—
170 г/л H2SO4); исходный медный купорос сддержит не
менее 89,2% CuSO4-5H2O, 0,06% Fe, не более 0,015% As
и 0,25% H2SO4. Вещества, составляющие электролит,
диссоциируют с образованием катионов меди Си2+и водо-
рода Н+ и анионов SO2- и ОН~. Выделение на катоде од-
новременно с медью также и водорода способствует раз-
рыхлению осадка, делая его порошкообразным. Обычно
на выделение водорода затрачивается 10—20% электри-
чества, пропущенного через ванну. Поэтому выход меди
по току составляет 80—90%, а расход электроэнергии
2500—3800 кВт-ч/т. За концентрацией меди в электро-
лите следят очень тщательно, контролируя состав элект-
ролита несколько раз в сутки. Указанная кислотность
обеспечивает получение мелких порошков. При произ-
водстве более крупных порошков кислотность составляет
130—150 г/л. Температура электролита 48—55° С и под-
держивается с помощью централизованной системы ох-
лаждения электролита при его циркуляции со скоростью
20—40 л/мин. i
Катодная плотность тока равна 1300—1600 А/м2. Дли-
тельность наращивания порошка 30 мин. Конструкции
электролитных ванн различны. Наиболее распространены
ванны ящичного типа с деревянным или железобетонным
каркасом, футерованным кислотостойким материалом
(винипласт, сурьмянистый свинец). Внедряются ванны
из кислотостойких пластмасс, пластика, армированного
стекловолокном. Ванны в электрическую цепь включают
последовательно, а электроды в них — параллельно
(рис. 29, 30). В связи с этим одинаковы сила тока в каж-
дой ванне серии (8000—10000 А) и напряжение между
электродами, соответствующее величине напряжения на
ванне (1,3—1,7 В). В настоящее время днище ванн дела-
ют наклонным или коническим, что облегчает выгрузку
порошка из ванн. Порошок меди снимают с катода специ-
альными скребками из нержавеющей стали, полимеризо-
ванных смол и других материалов, зачастую не вынимая
катод из ванны.! Аноды и катоды имеют прямоугольную
форму, причем анодный лист толще катодного (40 и 34-
4-4 мм соответственно) и несколько больше его по раз-
меру; это нужно для того, чтобы не создавать повышен-
ной концентрации силовых линий на кромках катода.
6-193 81
Анодов в ванне на один больше, чем катодов. Поэто-
му крайними всегда являются аноды, благодаря чему
при электролизе работают обе поверхности любого из
катодов. Для устранения пассивирования анодов в элект-
ролите поддерживают концентрацию хлор-ионов <на
Рис. 29. Продольный разрез ванны:
/ — карман для приема электролита; 2 — промежуточная
шина; 3—анод; 4— катод; 5 —лоток для выпуска электро-
лита
Рис. 30. Поперечный разрез блока ванн:
/ — бортовая шина; 2 —катод; 3—катодная штанга; 4 — промежуточ-
ная шина; 5 — анод; 6 — поперечная стенка ванны
уровне 0,5—4 мг/л. Большее количество хлор-ионов вред,-
но, так как возможно образование полухлористой меди,
которая дает коллоидный осадок, нарушающий нормаль-
82
ный ход электролиза. Хлор-ионы в электролит поступают
с водой, к которой добавляют поваренную соль NaCl или
соляную кислоту HCL
Циркуляция электролита обеспечивается специальной
системой (рис. 31). Электролит из ванны 4 через лоток 5
Рис. 31. Циркуляционная система:
/ — распределительная труба; 2 — рожок; 3 — карман; 4 — ван-
на; 5 —сливной лоток; 6 — сборная труба; 7 — сборный бак;
8 — циркуляционный насос; 9 — теплообменник; 10 — напорный
бак; // — контрольная труба; /2 — разводящая труба; 13 — от*
бор электролита; 14 — ввод кислоты; 15 — добавление воды;
16 — выход охлаждающей воды; 17 — ввод охлаждающей воды
сливается в сборную трубу 6, из которой он либо посту-
пает в сборный бак 7, либо выводится из электролиза.
Из сборного бака 7 электролит центробежным насосом 8
перекачивается через теплообменник 9 в напорный
бак 10. В теплообменнике 9 электролит проходит через
множество параллельных трубок из кислотостойкой нер-
жавеющей стали, омываемых холодной водой. Регулируя
скорость поступления воды, температуру электролита
поддерживают на заданном уровне. Вода, проходя тепло-
обменник 9, нагревается до 45—50° С и может быть ис-
пользована при последующей промывке порошка. В на-
порный бак 10, установленный на высоте 2—3 м, обеспе-
чивающей поддержание постоянного напора электролита,
на определенном уровне врезана переливная труба И,
отводящая избыток электролита в сборный бак 7. Основ-
6*
83
ная масса электролита по разводящей трубе 12 подается
к распределительным трубам 1 на блоках ванн. Из рас-
пределительной трубы 1 электролит по рожкам 2 через
карманы 3 поступает в ванну 4 и цикл циркуляции повто-
ряется. Одновременно с циркуляцией осуществляют и ре-
генерацию электролита, так как в процессе электролиза
происходит существенное изменение состава: электролит
обогащается медью за счет некоторого растворения ка-
тодного осадка и неполного выделения меди из электро-
лита из-за расхода части электричества на выделение во-
дорода и обедняется серной кислотой, затрачиваемой на
растворение катодной меди. Кроме того, в электролите
происходит постепенное накапливание примесей, попа-
дающих в него по мере растворения анода. Для обеспе-
чения постоянства заданного состава электролита прово-
дят его корректировку, включая в систему циркуляции
специальные регенеративные ванны с нерастворимыми
свинцовыми анодами, в которых выделение меди проис-
ходит за счет истощения электролита и одновременно
повышается концентрация серной кислоты в электроли-
те. По мере накапливания примесей часть электролита
выводят из системы циркуляции, а вместо него вводят
чистый электролит. На Пышминском медеэлектролитном
заводе ежесуточно примерно половину циркулирующего
электролита выводят в электролитный цех и вместо него
вводят воду (3—4 раза в сутки) для понижения концент-
рации меди и серную кислоту для повышения кислотно-
сти. Такой способ корректировки позволяет поддержи-
вать содержание посторонних ионов на низком уровне.
Правила техники безопасности требуют от рабочих
осмотрительности при приготовлении электролита и обс-
луживании ванн электролиза. Запрещается касаться то-
коподводящих шин на ваннах металлическими предмета-
ми, а тем более соединять ими главные токоведущие ши-
ны на серии или -шины двух соседних серий. Несоблюде-
ние этих требований может привести к удару током или
ожогу от вольтовой дуги, возникшей при коротком замы-
кании. Во избежание ожогов перед включением серии
тщательно зачищают рубильник и концы шин, а в момент
включения плотно прижимают рубильник к шинам. При
временном разрыве электрической цепи на серии с обра-
зованием вольтовой дуги запрещается подходить к серии,
пока не снято напряжение с цепи, в которой произошел
разрыв. Нельзя складывать токопроводящие материалы
84
у шин, питающих серии. Включение и выключение реге-
неративной ванны можно производить только при выклю-
ченной серии. Запрещается выбрасывать катоды из рабо-
тающей регенеративной ванны и проверять ее исправ-
ность металлическим инструментом, так как появление
искры может вызвать взрыв или загорание. Зеркало
электролита в регенеративных ваннах должно быть по-
крыто вспенивающимся материалом, предотвращающим
распыление электролита в атмосферу цеха. При замене
электродов на ваннах надо остерегаться их падения,
в особенности при замене отработанных анодов. В слу-
чае попадания на тело серной кислоты или электролита
необходимо немедленно смыть их сильной струей воды
или содовым раствором.
^Медный порошок, счищенный с катодов, выгружают
из ванны каждые 1,5—2 ч без ее отключения при помощи
гидровакуумной системы. Для удаления механически
захваченного электролита порошок промывают горячей
водой на нутч-фильтрах или в аналогичных им по конст-
рукции специальных промывателях, в которых вода
фильтруется через слой порошка, находящийся на пер-
форированном днище из нержавеющей стали. Для каче-
ственной промывки порция порошка должна иметь оди-
наковую фильтрующую способность по всей высоте и по-
верхности слоя. Полнота отмывки определяется реакцией
на наличие меди в воде после промывки. Отсутствие ок-
рашивания раствора желтой кровяной соли или 5%-ного
аммиака указывает на завершение промывки.
Расход воды составляет около 10 м3 на 1 т порошка.
Пленка воды на частицах порошка приводит к их корро-
зии, изменяющей физико-химические свойства порошка.
В связи с этим применяют стабилизацию порошка, про-
мывая его после обработки горячей водой раствором хо-
зяйственного мыла или мылонафта, содержащим их в
количестве 400 г на 1 м3 воды. На частицах создается
гидрофобная пленка, защищающая от коррозии. Расход
стабилизирующего раствора составляет 6 м3 на 1 т по-
рошка./Затем избыток стабилизатора удаляют промыв-
кой порошка холодной водой./Избыточное давление раст-
воров и воды должно быть не менее 5 ат для слоя порош-
ка высотой 1 м. После промывки порошок обезвоживают
® сушат. При обезвоживании удаляется большая часть
Влаги, что облегчает и ускоряет последующую сушку.
Самый простой способ обезвоживания заключается в
85
продувке порошка, все еще находящегося на перфориро-
ванном днище, воздухом под избыточным давлением 5—
6 ат в течение 10—30 мин.
Наиболее эффективным способом является центрифу-
гирование порошка в какой-либо из промышленных цент-
рифуг. При этом содержание остаточной влаги в порош-
ке составляет несколько процентов, против 25—30% пос-
ле обработки сжатым воздухом. После обезвоживания
порошок высушивают в вакуумном сушильном аппарате
при температуре порядка 110° С в течение 10—12 ч либо
в специальном сушильном котле с электроподогревом
при температуре до 200—350° С в течение 30—40 ч (вме-
сте с охлаждением порошка до 70—100°С). При сушке
в котле на участке I графика изменения температуры
(рис. 32) идет нагрев влажного порошка до температуры
кипения воды. По достижении температуры 100° С (при-
мерно через 6 ч) подъем ее прекращается и в течение
18 ч выкипает основная масса воды (участок II). Над
котлом заметно обильное паровыделение. Затем темпе-
ратура начинает опять подниматься, хотя в порошке еще
есть влага, которая прочно удерживается капиллярными
силами в порах дендритных частиц.
Электронагрев выключают при температуре 200—
300° С, и повышение температуры происходит за счет
тепловой инерции (участок III). После высушивания по-
рошка проводят его охлаждение (участок IV). Если при
достижении максимально допустимой температуры в по-
рошке еще осталась влага, ему дают немного остыть
и вторично включают подогрев до исчезновения влаги,
что показано пунктиром на рис. 32. После загрузки в ко-
тел массы порошка (500—700 кг) сверху помещают слой
высевок толщиной 80—100 мм. Окисляясь, слой высевок
пропускает в котел обедненный кислородом воздух. Все
же сразу за слоем высевок некоторое количество порош-
ка оказывается окисленным. Нестабилизированный поро-
шок может окисляться в большей степени, поэтому при
сушке температуру в котле поддерживают не выше
340° С, а выгружают порошок при 70° С и ниже. Кроме
того, при промывке нестабилизированного порошка при-
меняют ряд веществ, делающих его менее чувствитель-
ным к окислению (винная кислота, танин, желатин).
В настоящее время ведутся интенсивные поиски более
эффективных методов сушки, в частности в печах с ки-
пящим слоем, распылением, в атмосфере восстановитель-
86
ных газов и т. п. Высушенный порошок измельчают в
мельницах непрерывного действия, работающих в замк-
нутом цикле с устройствами для рассева порошка на
фракции.
Для транспортировки порошка применяют сжатый
воздух. После просева и опробования формируются пар-
тии массой 500—600 кг путем смешивания отдельных
сравнительно небольших порций порошка с близкими
свойствами. Затем 70—85 кг порошка высыпают в товар-
ные банки из оцинкованной стали толщиной 0,4—0,6 мм
с закатанными и пропаянными швами. Пробу порошка
из каждой банки анализируют в соответствии с требова-
ниями ГОСТ 4960—68. Предусмотрено изготовление по-
рошка марок ПМА, ПМ — нестабилизированный, ПМС-1,
ЗПМС-2 — стабилизированный (содержание меди не ме-
нее 99,5% и не более 0,02% Fe, 0,05% Pb, 0,005% As,
0,01 % Sb и 0,01 % SO4). Для порошка марки ПМА допус-
кается не более 0,45% О, для остальных марок кисло-
род не нормируется. Насыпная масса медного порошка
Должна быть в пределах 1,25—1,45 г/см3 для порошка
марки ПМА и 1,2—2,2 г/см3 для порошков марок ПМ,
ПМС-1, ПМС-2.
Большая часть частиц порошка имеет размер менее
45 мкм. Если отклонений нет, то в банку вкладывают эти-
кетку с указанием изготовителя, марки порошка, номера
^партии и банки, даты выпуска, закрывают банку крыш-
кой и крышку пропаивают. Порошок должен храниться
jB герметически закрытой таре, в сухих закрытых склад-
87
ских помещениях при температуре не выше 20° С и отсут-
ствии в окружающей атмосфере окисляющих веществ.
Предприятие-изготовитель гарантирует качество порош-
ка в течение 6 месяцев для стабилизированных марок и
1,5 месяца для нестабилизированных марок, их отгрузка
потребителю должна быть произведена не позже семи
дней после упаковки.
Никель. Электролитические порошки никеля, ха-
рактеризующиеся высокими технологическими свойства-
ми, получают электролизом аммиачных растворов серно-
кислого никеля. Электролит содержит 5—15 г/л никеля
(Ni2+), 75—80 г/л сульфата аммония и 2—3 г/л серной
кислоты. Ионы аммония служат комплексообразователя-
ми, связывающими ионы никеля в комплексный ион
Ni(NH3)^+. Это позволяет устранить явление гидролиза
никеля у катода в условиях интенсивного выделения во-
дорода и значительного повышения pH раствора. Обычно
в электролит добавляют до 200 г/л хлористого натрия и
40—50 г/л хлористого аммония. Ионы хлора препятству-
ют пассивированию никелевого анода, а хлористый нат-
рий, кроме того, повышает электропроводность раство-
ра. В процессе электролиза в производственных услови-
ях применяют растворимые аноды, отлитые из несортово-
го никеля (87,5—90% Ni, до 9% Со, до 6,5% Си, до
3% Fe, 0,6—0,7% S). Катодами служат пустотелые ко-
робки из меди или нержавеющей стали, охлаждаемые
водой. Для улавливания порошка, осыпающегося с като-
да, применяют фильтрующие катодные диафрагмы. Про-
цесс ведут при температуре 35—55° С, плотности тока
1000—3000 А/м2 и напряжении на ванне 10—15 В. Выход
по току составляет до 90%, а расход электроэнергии по-
рядка 2500 кВт-ч/т. Можно вести электролиз с нераство-
римым анодом из графита. Промывка выгруженного ,из
ванны порошка никеля не требует особых мер предосто-
рожности, так как никель достаточно стоек против кор-
розии. В нашей стране крупнейшим поставщиком элект-
ролитического никелевого порошка является Норильский
горно-металлургический комбинат.
В соответствии с ГОСТ 9722—61 выпускают порошки
марки ПНЭ-1, ПНЭ-2 и ПНЭ-3. Порошок марок ПНЭ-1
и ПНЭ-3 содержит не менее 99,5% никеля в сумме с ко-
бальтом и не более 0,5% Со, 0,02% С, 0,10% О, 0,20%
Fe, 0,08% Си, 0,008—0,01% S, 0,03% Si. Порошок ПНЭ-2
отличается допустимым содержанием основного компо-
88
нента не менее 99,3%, углерода не более 0,04%, железа
не более 0,25%, серы не более 0,02% и кремния не более
0,04%. Влажность порошков не более 0,2%. Насыпная
масса для порошка марки ПНЭ-1 не более 3,4 г/см3, мар-
ки ПНЭ-2 — не более 3,8 г/см3 и марки ПНЭ-3 — не
более 5,0 г/см3. Масса партии порошка не должна превы-
шать 500 кг. Никелевый порошок упаковывают в герме-
тичную возвратную тару: стальные сварные или закатан-
ные бочки емкостью 100—220 л, барабаны емкостью 36—
40 л, металлические банки или барабаны из жести и по-
лиэтиленовые бутыли емкостью по 15 л, а также и дру-
гие виды полиэтиленовой, тары большей емкости. Крыш-
ки емкостей должны быть закрыты, запаяны или заката-
ны. Порошок должен храниться в сухих закрытых
помещениях.
Серебро. Порошок серебра получают электроли-
зом раствора азотнокислого серебра. Используют элект-
ролит состава 10—15 г/л азотной кислоты и 40 г/л азот-
нокислого серебра с температурой 35—40° С. Плотность
тока составляет 1400—1500 А/м2, напряжение на ванне
2—2,8 В. Материалом анода служит прокатанное сереб-
ро, катодом является алюминий. По ГОСТ 9724—61 про-
изводят марки ПС1 и ПС2 с содержанием сереб-
ра не менее 99,9% и не более 0,02% Си, 0,001% NO3,
0,005% SO4, 0,04% в сумме Fe, Bi, Pb, Sb, Al. Влажность
порошка менее 0,08%. Порошок упаковывают в алюми-
ниевые бидоны или жестяные коробки или полихлорви-
ниловые мешки емкостью 3—5 л. Бидоны заполняют воз-
можно полнее с минимальным количеством остающегося
в них воздуха, покрывают вощеной бумагой и крышкой.
Жестяные коробки закрывают крышкой и запаивают.
Горловины бидонов обертывают хлопчатобумажной сал-
феткой, обвязывают шпагатом и заливают для герметич-
ности парафином. Горловину мешков плотно перевязы-
вают шнуром, пломбируют или заваривают. Для преду-
преждения от рассыпания в случае повреждения
полихлорвиниловых мешков последние укладываются в
‘брезентовые мешки.
Тантал. Электролитом является солевой расплав,
состоящий из фторотанталата калия КУГаРу, хлористого
•и фтористого калия и содержащий также растворенную
;в нем пятиокись тантала Та2О5. Применяют два рекомен-
дованных состава электролита: 10 или 17,5% КгТаРу, 42
и 55% КС1, 43 и 27,5% KF и 5 или 2,5—3% Та2О5. Такие
электролиты достаточно жидкотекучи при температурах
более 700° С. Составные части электролита в зависимо-
сти от приложенного к нему напряжения могут разла-
гаться при электролизе с выделением на катоде тантала
или калия, а на аноде кислорода, хлора или фтора. Flan-
ряжения разложения компонентов указанного электроли-
та при 750° С составляют 1,65, 2,0, 3,4 и 1,65 В для
ТагОд, TaFs, КС1 и KF соответственно. По мере протека-
ния электролиза ванна обедняется ТагОд и при некоторой
ее концентрации в расплаве возможно возникновение
анодного эффекта. В связи с этим в электролит периоди-
чески добавляют ТагОд, а также проводят корректировку
его состава и по другим компонентам. При электролизе
с графитовым анодом имеет место реакция взаимодейст-
вия выделяющегося кислорода с углеродом, сопровож-
дающаяся выделением энергии, что приводит к сниже-
нию количества энергии, требующейся для разложения
ТагОд. Схема одного из электролизеров для производст-
ва порошка тантала показана на рис. 33.
Электролизер состоит из нихромового тигля, устройст-
ва для крепления и подъема расположенного в центре
графитового анода с отверстиями в стенках, питателя,
теплоизолирующего кожуха. Пятиокись тантала подают
в ванну через полый анод автоматическим питателем.
Газы отсасываются через отверстия в боковой стенке.
Электролиз проводят при плотности тока на катоде
5000 А/м2 и на аноде 12000—16000 А/м2. Температура
электролита 720° С. Тантал осаждается на днище и стен-
ках тигля. Процесс прекращают при заполнении катод-
ным осадком 2/з объема тигля. После этого анод подни-
мают и электролит вместе с катодным осадком охлажда-
ют. Частицы тантала оказываются вкрапленными в за-
стывший электролит, защищающий их от окисления при
остывании. Размер частиц порошка колеблется в преде-
лах 30—70 мкм. Для отделения частиц тантала основную
массу солей электролита выплавляют в атмосфере арго-
на с последующим удалением остатков солей испарени-
ем в вакууме, используя установку, показанную на
рис. 34.
Выплавку и вакуумную отгонку ведут в толстостен-
ной реторте 1 из жаропрочной стали или нихрома. В
верхней части реторты помещен тигель 7 с катодным
осадком, причем пробка, закрывающая отверстие в дни-
ще тигля, заменена фланцем с сеткой. К нижней части
90
Рис. 33. Электролизер для получения тантала:
1 — полый графитовый анод с отверстиями в стенке; 2— тигель-катод из ни-
хрома; 3 — теплоизолирующий стакан; 4 — пробка со стержнем для подвода
гока; 5 —штурвал для подъема анода; 6 — крышка; 7 — кронштейн с креп-
лением для анода; 8 — бункер с питателем для подачи Та2О5; 9— электро-
магнитный вибратор питателя
91
реторты на фланцах присоединен охлаждаемый водой
конденсатор 3, в который вставлен стакан 4 для сбора
выплавленного электролита. На реторту 1 опускается
электропечь 2. Реторта присоединена к системе вакуум-
ных насосов, позволяющих достичь остаточного давле-
ния порядка 10~3— 10-4 мм рт. ст., и к баллону с арго-
ном. Реторту откачивают, заполняют аргоном и нагрева-
Рис. 34. Установка для вакуум-термической очистки катодных осадков:
/ — реторта; 2 — электропечь; 3 — конденсатор; 4 — стакан для сбора
электролита; 5 — диффузионный насос; 5 —тележка для загрузки тиг-
ля-катода; 7 — тигель-катод
92
ют до 1000° С. При этом электролит выплавляется. Затем
в реторте создают разрежение и остаток солей отделяет-
ся испарением. На стенках тигля остаются слабоспек-
шиеся дендриты тантала, которые снимают и легко
превращают в порошок при размоле. Выплавленный
электролит возвращают на электролиз.
Электролитический порошок отличается высокой чи-
стотой и содержание тантала в нем доходит до 99,8—
99,9%. Примесь кислорода составляет всего 0,1—0,2%,
что в несколько раз меньше, чем в мелкозернистых по-
рошках натриетермического восстановления. Выход по
току составляет 80—83%, расход электроэнергии поряд-
ка 2300 кВт-ч/т.
Титан. Характерной особенностью при электро-
осаждении титана является наличие первичного слоя, со-
стоящего из мелких кристаллов, на поверхности которых
растут сростки плоскопластинчатого строения, а также
увеличение выхода мелких фракций с понижением тем-
пературы. Анодным материалом служит титановая губ-
ка магниетермического восстановления тетрахлорида ти-
тана, которую предварительно для очистки от газовых
включений и влаги подвергают вакуумной дистилляции
при температуре 600—700° С в течение 6—10 ч при оста-
точном давлении 10~2—10~3 мм рт. ст. Электролитом
служат расплавленные хлористые соли калия (КС1), нат-
рия (NaCl) и титана (TiCl3), прошедшие предваритель-
ную вакуумную сушку при 500° С в течение 10 ч. К со-
лям добавляют порошок титана высокой чистоты
(99,8%) в количестве, соответствующем стехиометриче-
скому по реакции 2 TiCl3-|-Ti = 3 TiCl2- Анодный матери-
ал загружают в специальные анодные корзины, а като-
дом служит титановый стержень. Процесс ведут в гер-
метичном электролизере, который сначала вакуумируют,
а затем трижды продувают аргоном, прошедшим систему
очистки. После этого электролит расплавляют и электро-
лиз ведут при концентрации титана 0,6—0,7%, катодной
плотности тока 30 000 А/м2 и температуре 870—900° С.
Время наращивания катодного осадка 30—60 мин. Наи-
более мелкие осадки получаются при использовании рас-
плава хлористого калия, содержащего также низшие хло-
риды титана. Увеличение содержания хлористого натрия
приводит к укрупнению частиц порошка титана. Катод-
ные осадки перед отмывкой от электролита дробят до
размера 15—20 мм, а затем размалывают в титановой
93
шаровой мельнице с титановыми шарами в среде аргона.
После измельчения катодный осадок дважды по 10 мин
обрабатывают 1%-ной щавелевой кислотой при отноше-
нии жидкой фазы к твердой 3—4 и два раза по 10 мин
в дистиллированной воде при отношении жидкого к твер-
дому равному 10. Окончательную отмывку до отрица-
тельной реакции на содержание ионов хлора осуществ-
ляют раствором азотнокислого серебра на вакуум-
фильтрах, обтянутых фильтротканью. Осадок сушат при
температуре 60° С в течение 1 —1,5 ч. Получаемый поро-
шок титана содержит не менее 99,9% Ti.
Вопросы для повторения
1. В чем заключается сущность электролиза?
2. Что такое выход по току?
3. Перечислите факторы, влияющие на структуру катодного
осадка.
4. Какова практика электролиза меди?
5. Расскажите об электролизе расплавленных сред.
6. В чем преимущества и недостатки электролиза?
ДИССОЦИАЦИЯ КАРБОНИЛОВ
Карбонилами называют соединения элементов с оки-
сью углерода общей формулы 7Иеа(СО)с. Общим требо-
ванием к таким соединениям с точки зрения использова-
ния для производства порошков является их легколету-
честь и небольшие температуры образования и термиче-
ского разложения. В табл. 5 приведены основные свой-
ства некоторых карбонилов. В промышленных масшта-
бах диссоциацией карбонилов производят порошки ни-
келя, железа, кобальта, хрома, молибдена, вольфрама и
некоторых металлов платиновой группы.
Схематически карбонил-процесс может быть пред-
ставлен как:
МеаБь + сСО-^ЬБ + Меа [СО] (27а)
Меа [СО] с->аМе + сСО. (2761
В первой фазе [реакция (27а)] исходное сырь4
МеаБъ, содержащее металл Me в соединении с балласт-
ным веществом 5, взаимодействует с окисью углерода,
образуя промежуточный продукт — карбонил, которые
отделяется от балластной примеси (именно для этого
94
Таблица 5
Основные физико-химические свойства некоторых карбонилов
Карбонил Название Цвет и состояние в нор- мальных условиях Температура, °C Плотность, г/см3 Продукты, на которые разлагается карбонил
плавления кипения (возгонки)
Fe(CO)5 Пятикарбонил железа Желтая жидкость —19.5 101,1 1,453 (при 20 °C) При освещении на Fe2(CO)9, выше 130° С на Fe и СО
Fe2(CO)9 Девятикарбо- нил железа Золотистые, желтые или оранжевые кри- сталлы — Разлагается при 100 °C 2,085 (при 18,5 °C) При 100°С на Fe(CO)s, Fe и СО, при 95° С на Fe3(CO)I2 и Fe(CO)5
Fe3(CO)i2 Четырехкарбо- нил железа Темно-зеленые кри- сталлы — Разлагается при 140— 150 °C 1,996 (при 18 °C) При 150° С на Fe и СО
Ni(CO)4 Карбонил ни- келя Бесцветная легкопо- движная жидкость — 19 43,2 1,31 (при 20 °C) При 0° С в вакууме и выше 50° С при избы- точном давлении 1 ат на Ni и СО
Co(CO)4 Карбднил ко- бальта Оранжевые кристал- лы 51 Разлагается при 52 °C 1,78 гВыше 60° С на Со и СО
Cr(CO)6 Карбонил хрома Бесцветные кристал- лы Возго- няется 150 1,77 При 200° С или освеще- нии на Сг и СО
Mo(CO)e Карбонил мо- либдена Бесцветное твердое вещество Возго- няется 155 1,96 Мо и СО
W(CO)6 Карбонил воль- фрама То же 127 178 — W и СО
нужна летучесть карбонила!) и собирается в чистом ви-
де. Во второй фазе [реакция (27 б)] выделенный карбо-
нил металла при нагреве диссоциирует на металл
и окись углерода, которую, как правило, возвращают на
первую фазу процесса. Поэтому первую фазу карбонил-
процесса называют синтезом карбонила металла, а вто-
рую фазу — термическим разложением карбонила.
При синтезе карбонила на поверхности исходного ма-
териала (отходы металлообработки, скрап, окисленные
руды, металлургические полуфабрикаты, в том числе
губчатое железо, штейн и др.) адсорбируются газообраз-
ные молекулы окиси углерода, вступающие затем в хими-
ческое взаимодействие с металлической составляющей
сырья. Образующееся карбонильное соединение вначале
остается на поверхности металла, удерживаемое силами
сцепления с ней, а затем удаляется с нее в виде газа. Ре-
акция (27а) образования карбонила идет везде, где окись
углерода соприкасается с поверхностью металла в ис-
ходном сырье: снаружи твердого тела, в его трещинах
и порах. На образование карбонила большое влияние
оказывают температурные условия, а также наличие ве-
ществ, тормозящих или ускоряющих реакцию. В некото-
рых случаях возможно одновременное образование не-
скольких карбонилов.
На рис. 35 показана принципиальная схема промыш-
ленного получения пентакарбонила железа. Дробленое
железосодержащее сырье в виде кусков размером 10—
25 мм загружают в колонну синтеза 1, выполненную из
легированной стали и рассчитанную на рабочее давление
порядка 200 ат и температуру 200° С. По окончании за-
грузки вся система опрессовывается сжатым азотом, пос-
ле чего азот сбрасывается на воздух. В нижнюю часть
колонны 1 подают сжатую окись углерода из сборника 2,
где она хранится под давлением до 325 ат. После запол-
нения системы окисью углерода до давления 50—100 ат
включают циркуляционный насос 3, который обеспечи-
вает протекание реакционного газа через слой загру-
женного в колонну 1 железосодержащего сырья. По ме-
ре расходования окиси углерода на синтез производится
периодическая подача газа в систему из сборника 2. При
поступлении в колонну 1 циркулирующая окись углерода
очищается от масла в маслоотделителе 4 (стальная ем-
кость, снабженная штуцерами входа и выхода газа и
слива масла) и подогревается до 150—190° С в теплооб-
96
ценнике 5 типа «труба в трубе». Так как реакция образо-
вания пентакарбонила экзотермична, рабочая температу-
ра в колонне 1 после начала циркуляции сжатого газа
поддерживается за счет тепловыделения при взаимодей-
ствии железосодержащего сырья и окиси углерода.
В конце синтеза температуру и давление газа в колонне
Рис. 35. Принципиальная схема синтеза пентакарбонила железа
поддерживают на верхнем пределе, что улучшает ис-
пользование исходного сырья. Во время синтеза концент-
рация окиси углерода в циркулирующем газе поддержи-
вается не ниже 80%, что достигается отдувкой части
газа из цикла. Образующиеся пары пентакарбонила же-
леза вместе с непрореагировавшей окисью углерода очи-
щают от пыли в фильтре 6, снабженном змеевиком для
обогрева паром и тканевым рукавом для фильтрации га-
за. Очищенный газ поступает в холодильник-конденса-
тор 7, где охлаждается, а карбонил конденсируется. От-
деление жидкого карбонила железа от циркуляционного
газа проводят в сифонном сепараторе 8, после которого
окись углерода проходит через ловушку в фильтр высо-
кого давления для улавливания механических загрязне-
ний и поступает на всасывание в циркуляционный на-
сос 3. Этот насос обеспечивает циркуляцию реакционного
газа в системе под избыточным давлением до 200 ат с
объемной скоростью до 15 м3 сжатого газа на 1 м3 рабо-
чего объема колонны синтеза 1. Жидкий карбонил желе-
7—193
97
за из сепаратора 8 направляется в десорбер, где происхо-
дит выделение растворенной в нем окиси углерода, затем
поступает в сборник 9, фильтруется и идет в емкость про
дукта 10, Окончание процесса синтеза карбонила опреде-
ляют практически по прекращению поступления его в се-
паратор 8 в течение 30 мин. После окончания процесса
продолжается циркуляция газа для охлаждения колон-
ны синтеза примерно до 70° С, затем окись углерода из
системы сбрасывается в атмосферу. Далее колонна син-
теза продувается азотом, прокачиваемым компрессором,
до полного отсутствия окиси углерода в продувочном га-
зе и затем производят перегрузку железосодержащего
материала (остатки выгружают из колонны и загружают
в нее свежую порцию сырья). Так как колонна работает
циклически, для осуществления непрерывного производ-
ственного процесса в схеме предусматривают не менее
трех реакторов. Производство карбонилов никеля и ко-
бальта аналогично рассмотренному.
Термическая диссоциация карбонила на металл
и окись углерода в большинстве случаев наступает при
относительно невысокой температуре (см. табл. 6).
В первый момент появляются атомы металла и газооб
разные молекулы окиси углерода. Порошковые частицы
формируются в результате кристаллизации парообразно-
го металла в два этапа: сначала образуются зародыши,
а затем из них вырастают крупинки порошка различной
формы, что является результатом адсорбции паров ме-
талла на поверхности каждого из зародышей. На ско-
рость образования зародышей в единице объема реакто-
ра разложения и скорость формирования в нем металли-
ческих частиц влияют степень разрежения, концентрация
паров металла и главным образом температура. Сниже-
ние вакуума, увеличение концентрации паров металла и
низкая температура разложения благоприятствуют обра-
зованию зародышей.
При производстве порошка железа жидкий карбонил
из напорной емкости 1 (рис. 36) через фильтрующее 2 и
дозирующее 3 устройства направляется в испаритель 4,
в котором карбонил подогревается паром, пропускаемым
через рубашку испарителя или змеевик, погруженный
в жидкость, либо нагретой окисью углерода, проходящей
через спеченный фильтр в жидкий карбонил (рис. 37).
Пары карбонила из испарителя 4 (см. рис. 36) через
обогреваемый при помощи паровой рубашки патрубок
98
Рис. 36. Принципиальная схема получения порошка карбо-
нильного железа
Рис. 37. Конструкции испарителей пентакарбопила железа:
а — с наружной рубашкой; б — с внутренним змеевиком;
в — с барботером, через который подается окись углерода;
/ — ввод карбонила; 2— ввод продувочного газа; 3 —обогревае-
мый змеевик; 4 — обогреваемая рубашка; 5 —штуцер ввода па-
ра и вывода конденсата; 6 — барботер из спеченного материа-
ла; 7 — уровнемер мембранного типа
(«калач») 5 направляются в горловину на крышке аппа-
рата разложения 6 и далее поступают в свободный объ-
ем аппарата. Снаружи аппарат разложения 6 (рис. 38)
по всей высоте окружен теплообменной рубашкой, обес-
печивающей его обогрев за счет циркуляции в ней топоч-
ных газов. Для улучшения теплообмена внутри рубашки
аппарата имеются винтообразные плоскости, создающие
направленное движение топочных газов. Вместо газового
Рис. 38. Схема промышленного
аппарата разложения с газовым
обогревом Ц2, /3, tu ts — точки
замера температуры внутри ап-
парата)
иногда применяют электро-
обогрев с раздельной регу-
лировкой по зонам, соответ-
ствующим верху, середине
и низу аппарата. При стан-
дартном производственном
режиме разложение пента-
карбонила железа проводят
при температурах верхней
зоны аппарата разложения
/д=295-=-300о С, средней зо-
ны /3=3054-310° С, нижней
зоны /2=3104-345° С. Воз-
можны и другие темпера-
турные режимы работы
аппарата разложения: па-
дающий, когда по высоте
аппарата сверху вниз под-
держивается падающая тем-
пература при разнице тем-
ператур между зонами 12—
15° С; конвекционный, когда
/5=/2=2704-280° С, а /3=
= 2804-290° С. При пада-
ющем температурном режиме получаемые порошки не-
сколько чище, чем при стандартном производственном
режиме, а при конвекционном — частицы более крупные,
так как создаются условия для развития восходящих кон-
векционных потоков газа в аппарате и увеличивается
время пребывания образующихся частиц в аппарате.
Термическую диссоциацию пентакарбонила железа
проводят в присутствии аммиака, который способствует
образованию мелких и более чистых сферических частиц,
уменьшая количество свободного углерода в порошке.
Газообразный аммиак подается через тангенциальную
щель в горловине аппарата 6 (см. рис. 36), на выходе из
100
которой происходит смешивание его с парами карбони-
ла. В аппарате разложения одновременно с основной ре-
акцией диссоциации карбонила протекают и побочные
реакции образования окислов, нитридов и карбидов же-
леза. В связи с этим частицы железа растут на зароды-
шах циклическими слоями и равномерно во всех направ-
лениях. Полученные частицы имеют шарообразную фор-
му и характеризуются «луковичной» структурой (рис. 39).
Рис. 39. Сферическая частица карбонильного железа
с правильно чередующимися слоями
Обычно при образовании семи — девяти слоев масса ча-
стицы порошка начинает превышать подъемную силу
циркулирующего в аппарате разложения потока газа,
вследствие чего частица выходит из циркуляционного
цикла и вместе с газом удаляется из аппарата 6 (см.
рис. 36). В порошке часто встречаются сростки, образо-
ванные из двух, трех и более частиц. При температуре
более 350—400° С в аппарате образуются волокна, пред-
ставляющие собой сросшиеся частицы размером 0,2—
0,3 мкм и имеющие длину до нескольких миллиметров
В общем случае средний размер частицы зависит от тем-
10’
пературы, длины горячей зоны (чем больше, тем крупнее
порошок), объемной скорости газового потока (чем
больше, тем мельче частицы), концентрации паров ме-
талла (чем меньше, тем мельче частицы) и массы части-
цы. Образовавшаяся при диссоциации карбонила окись
углерода удаляется в рукавный фильтр 7 (1 —12 рука-
вов), увлекая с собой сформировавшиеся частицы ме-
талла. Около 80% порошка осаждается в приемнике ап-
парата разложения, 17—18% порошка задерживается
фильтром 7, который оборудован устройством, встряхи-
вающим рукава для удаления порошка, и 2—3% улавли-
вается в соединительном коллекторе вив конечном ру-
кавном фильтре 9. После фильтра 9 окись углерода по-
ступает на очистку от аммиака в скруббер 10 и далее
направляется на синтез карбонила.
При необходимости получения более мелких порош-
ков (например, для радиоэлектроники) часть отходящей
окиси углерода возвращают в аппарат разложения,
уменьшая концентрацию паров карбонила, и увеличива-
ют в нем объемную скорость реакционного газа. С этой
же целью применяют разложение не газообразного, а
жидкого карбонила, распыляемого при помощи форсу-
нок. В баке 1 (рис. 40), заполненном карбонилом, с по-
мощью точного редуктора поддерживается постоянное
давление инертного газа. Карбонил, проходя сифон ба-
ка, очищается затем от механических примесей в фильт-
рах грубой 2 и тонкой 3 очистки и поступает в водоох-
лаждае^гую форсуночную головку 4, которая крепится на
верхней крышке аппарата разложения 5 с электрообогре-
вом. Разложение пентакарбонила железа проводят в
присутствии аммиака, вводимого в горловину крышки
аппарата 5. Образующаяся крупная фракция порошка
оседает в приемном бункере 5, более мелкая выносится
газом в рукавный фильтр 7, откуда выгружается в при-
емный бункер в. Порошок железа содержит порядка 85%
частиц размером до 1 мкм.
Аналогично рассмотренному проводят термическое
разложение карбонилов никеля и других металлов.
Карбонильные порошки содержат, как правило, при-
меси углерода, азота и кислорода, суммарное количество
которых может составлять 1—3%, что связано с протека-
нием упомянутых выше побочных реакций между хими-
чески активными свежеобразованными частицами порош-
ка и окисью углерода, аммиаком и другими добавками
102
к реакционному газу. Для очистки порошки подвергают
нагреву в атмосфере сухого водорода при 400—600° С
или в вакууме. Суммарное содержание кислорода и угле-
рода после термической обра-
ботки порошка снижается до
нескольких сотых процента.
Рассмотренный карбониль-
ный метод позволяет получать
также полиметаллические по-
рошки: железоникелевые, же-
лезомолибденовые, железо-
кобальтовые, железоникель-
молибденовые. В этом случае
термическому разложению
подвергают смесь карбонилов
соответствующих металлов.
Сами карбонилы готовят от-
Рис. 40. Принципиальная схема
получения порошка карбониль-
ного железа разложением жид-
кого распыленного карбонила
дельно. Сплавы можно полу-
чать и по-другому: в аппарат
разложения вместе с парами
карбонила вводят порошок
другого металла. Карбонил
разлагается на поверхности порошковых частиц и обра-
зуется сплав.
Расширение производства карбонильных порошков
сдерживается их чрезвычайно высокой стоимостью, так
как они в десятки раз дороже восстановленных по-
рошков. "
Вопросы для повторения
1. Какова сущность карбонил-процесса?
2. Расскаж-ите о производстве карбонильного железного по-
рошка.
3. Перечислите основные факторы, влияющие на размер частиц
порошка при карбонил-процессе.
§ 3. МЕХАНИЧЕСКИЕ МЕТОДЫ
ПОЛУЧЕНИЯ ПОРОШКОВ
ИЗМЕЛЬЧЕНИЕ ТВЕРДЫХ МЕТАЛЛОВ
Под измельчением понимают уменьшение начального
размера частиц материала путем разрушения их под
действием внешних усилий, преодолевающих внутренние
103
силы сцепления. Измельчение дроблением, размолом или
истиранием, являясь старейшим методом перевода твер-
дых веществ в порошкообразное состояние, может быть
или самостоятельным способом получения металлических
порошков, или дополнительной операцией при других
способах их изготовления. Наиболее целесообразно при-
менять механическое измельчение при производстве по-
рошков хрупких металлов и сплавов, таких как кремний,
бериллий, сурьма, хром, марганец, ферросплавы, сплавы
алюминия с магнием. Размол вязких пластичных метал-
лов (цинк, медь, алюминий и т. п.) затруднен, так как
они в большей степени расплющиваются, а не разруша-
ются. Наибольшая экономическая эффективность дости-
гается при использовании в качестве сырья отходов, об-
разующихся при обработке металлов.
При измельчении комбинируются те или иные усилия,
например раздавливание и удар при получении крупных
частиц, истирание и удар при тонком измельчении. При
дроблении твердых тел затрачиваемая энергия расходу-
ется на упругие и пластические деформации, на теплоту
и образование новых поверхностей, которое и является
конечной целью размола. Процесс деформации твердых
тел заключается в том, что под действием внешних сил
в наиболее слабых местах тела образуются замкнутые
или начинающиеся на поверхности мельчайшие трещины.
При прекращении внешнего воздействия трещины под
действием молекулярных сил могут смыкаться («самоза-
живляться») и тело подвергается лишь упругой дефор-
мации. Разрушение имеет место в том случае, когда тре-
щины настолько увеличиваются, что пересекают твердое
тело по всему его сечению в одном или нескольких на-
правлениях. В момент разрушения напряжения в дефор-
мирующемся теле превышают предел прочности материа-
ла, упругая деформация сменяется деформацией разру-
шения и происходит измельчение.
Согласно теории дробления, предложенной академи-
ком П. А. Ребиндером, работа, затрачиваемая на измель-
чение, в общем случае является суммой двух энергий.
Первое слагаемое oAS представляет собой энергию, рас-
ходуемую на образование новых поверхностей раздела
при разрушении твердого тела. Эта энергия равна удель-
ной поверхностной энергии о, т. е. энергии, приходящей-
ся на единицу поверхности тела, умноженной на проис-
ходящее при измельчении приращение поверхности Д5,
104
равное разности между величинами поверхностей тела
после и до разрушения. Второе слагаемое ^AV, выражает
энергию деформации, равную работе К упругой и пла*
стической деформации на единицу объема твердого тела,
умноженной на часть объема тела AV, подвергшуюся
деформации. При крупном дроблении величина вновь об-
разующейся поверхности невелика, так как получаемые
частицы значительны по размеру. В связи с этим
oAS<C/<AV и расход энергии на дробление приблизитель-
но пропорционален объему разрушаемого тела. При тон-
ком измельчении вновь образующаяся поверхность
очень велика и <yAS>*/<AV. Поэтому расход энергии на
измельчение приблизительно пропорционален вновь об-
разующейся поверхности. К сожалению, сама величина
работы диспергирования всегда исчезающе мала, так
как почти вся энергия измельчающего устройства затра-
чивается на деформацию разрушаемого тела и на обра-
зование теплоты. Коэффициент полезного действия лю-
бого из них очень низок.
Для грубого дробления применяют щековые, валко-
вые и конусные дробилки, а также бегуны. Продукт гру-
бого дробления имеет размер частиц 1—10 мм и является
исходным материалом для тонкого измельчения, обеспе-
чивающего производство требуемых металлических по-
рошков. Исходным материалом для последующего из-
мельчения может служить также стружка, получаемая
при сверлении, фрезеровании, точении и других операци-
ях металлообработки. Используя специальные приемы
при резании металла, изменяя конструкцию резца, при-
давая ему колебательные движения, меняя режим пода-
чи, достигают дробления стружки на кусочки 3—5 мм.
Окончательный размол довольно крупного, а иногда
и достаточно мелкого исходного материала проводится
в шаровых вращающихся, вибрационных или планетар-
ных центробежных, вихревых и молотковых мельницах.
Шаровая вращающаяся мельница является простей-
шим аппаратом, используемым для получения относитель-
но мелких порошков с размером частиц от нескольких до
десятков микрон. В приводимый во вращение металличе-
ский цилиндрический барабан загружают размольные
тела, чаще всего стальные или твердосплавные шары,
и измельчаемый материал. При вращении барабана ша-
ры поднимаются на некоторую высоту, вследствие тре-
ния о его стенки, как показано на рис. 41. Возможно не-
105
сколько режимов измельчения. При скольжении шаров
по поверхности вращающегося барабана их взаимное пе-
ремещение отсутствует (рис. 41, а). В этом случае мате-
риал истирается между внешней поверхностью массы
шаров, которая ведет себя как единое целое, и стенкой
барабана. Эффективность размола мала, и такой режим,
чаще применяемый при смешивании разнородных мате-
риалов, имеет место при небольшой скорости вращен тя
Рис. 41. Схемы движения шаров в мельнице:
а — режим скольжения; б — режим перекатывания; в — режим свободного
падения; г — движение шаров при критической скорости вращения
барабана. При увеличении числа оборотов барабана ша-
ры поднимаются вместе с вращающейся стенкой мельни-
цы и затем скатываются по наклонной поверхности мас-
сы шаров (рис. 41, б). Измельчение материала в этом
случае происходит между поверхностями трущихся ша-
ров. Суммарная поверхность шаров велика и обеспечива-
ется интенсивное истирание материала. При еще боль-
шем числе оборотов шары поднимаются на значитель-
ную высоту и падают вниз, производя дробящее дейст-
вие, которое дополняет истирающее воздействие на мате-
риал перекатывающихся шаров. Это наиболее интенсив-
ный режим размола. При дальнейшем увеличении скоро-
сти вращения барабана центробежная сила может
настолько возрасти, что шары начнут вращаться вместе
с мельницей и материал практически перестанет измель-
чаться. Такую скорость вращения называют к р и'т и-
ческой:
Л/Кр = об/мин,. (28)
ук
где D — внутренний диаметр барабана мельницы, м.
Указанные выше режимы измельчения имеют место
при следующем числе оборотов барабана: скольжение
106
при 0,2 NkD, перекатывание при 0,4— 0,6 NKp и наиболее
интенсивное измельчение при 0,75—0,8 NKp. Необходимо
учитывать, что наличие перекатывания или скольжения
размалывающих тел при вращении барабана шаровой
мельницы зависит также от относительной загрузки ба-
.рабана размалывающими телами. Приведенные соотно-
шения справедливы при коэффициенте заполнения бара-
' бана 0,4—0,5. При меньшей загрузке, даже при числе
оборотов барабана 0,4—0,6 NKp, можно получить режим
• скольжения и сразу снизить интенсивность размола.
‘ Соотношение между дробящим и истирающим дейст-
’ вием шаров в мельнице в значительной степени определя-
ется отношением диаметра барабана к его длине L. При
отношении D : L=34-5 преобладает дробящее действие
.размольных тел, а при D : L^.3— истирающее. Для из-
| мельчения пластичных материалов это отношение долж-
но быть обязательно меньше трех. Практически отноше-
ние D : £=1. На процесс измельчения большое влияние
[оказывает также общая масса размольных тел. Опти-
мальным считается 1,7—2 кг размольных тел на 1 л
объема барабана мельницы. Количество загружаемого
.на размол материала должно быть таково, чтобы после
измельчения он мог заполнить объем зазоров между
размольными телами. Если материала будет больше, то
'часть его, не вмещающаяся в заборы, измельчается ме-
нее интенсивно, так как в каждый данный момент она не
подвергается истирающему воздействию размольных тел.
Кроме того, уменьшается объем свободного пространства
в барабане и затрудняется свободное падение размоль-
ных тел, что также снижает интенсивность измельчения.
Обычно соотношение между массами размольных тел и
измельчаемого материала составляет 2,5—3. При интен-
сивном измельчении это соотношение увеличивается до
’6—12 и даже большей величины. В случае когда плотно-
сти измельчаемого материала и размольны^ тел близки
(например, размол стальной стружки стальными шара-
’ми), указанное соотношение должно составлять 5—6. Для
наиболее интенсивного измельчения диаметр размольных
тел не должен превышать 1/20 D. _____
! Лучше, если есть набор размольных тел по размеру.
Чтобы интенсифицировать процесс размола, особенно в
’случае измельчения хрупких материалов, его проводят в
'Жидкой среде, которая препятствует распылению матери-
ала в объеме барабана мельницы и обратному слипанию
107
образующихся тонких частиц за счет диэлектрических
свойств материала. Кроме того, проникая в микротрепць
ны, жидкость создает большое капиллярное давление,
что также способствует измельчению. Добавки поверх-
ностно активных веществ к жидкой среде еще более уси-
ливают ее действие. Количество жидкости при размоле
составляет 0,4 л на 1 кг размалываемого материала, за-
груженного в барабан. Длительность размола колеблет-
Рис. 42. Валковая мельница:
1 — барабаны; 2 — подшипники; 3 — двигатель; 4 — резино-
вые валики; 5 — станина
Рис. 43. Типы шаровых вращающихся мельниц:
а, в — с центральной разгрузкой через цапфу; б — с торцовой разгрузкой
через диафрагму; г — цилиндро-коническая; д — с периферической раз-
грузкой через сита
ся от нескольких часов до нескольких суток. Для предот-
вращения быстрого износа стенок барабанов и загрязне-
ния в результате этого размалываемого материала
внутренние поверхности мельниц футеруют износостой-
ким материалом — марганцовистыми сталями, твердыми
сплавами, наплавочными материалами.
В практике порошковой металлургии в большинстве
случаев используются шаровые мельницы с периодиче-
ской загрузкой и разгрузкой, вращение которых осущест-
вляется либо непосредственно от электродвигателя, либо
путем установки барабанов на валки (рис. 42). Известны
108
также мельницы (рис. 43) с центральной разгрузкой че-
рез полую цапфу, с торцовой разгрузкой через диафраг-
му— поперечную решетку, установленную у разгрузоч-
ного конца барабана, или с периферической разгрузкой
через щели в барабане и окружающее его цилиндриче-
ское сито. Такие шаровые мельницы, для которых отно-
шение D : L = 0,5-4-1, часто работают по замкнутому цик-
лу совместно с классификатором, отделяющим недоиз-
Рис. 44. Схема вибрационной мельницы:
1 — электродвигатель; 2 — упругая соединительная муфта с ограж-
дением; 3—стальной корпус; 4 — загрузочный люк; 5 —вибратор;
6 — спиральные пружины; 7 — неподвижная рама
мельченный продукт после выхода из мельницы и
возвращающим его на повторное измельчение. Произво-
дительность мельницы при этом увеличивается, а расход
электроэнергии на измельчение уменьшается.
Для рассмотренных шаровых вращающихся мель-
ниц соотношение средних размеров частиц порошка до
и после измельчения, называемое степенью измель-
чения, составляет 50—100.
При увеличении частоты воздействия внешних сил на
частицы измельчаемого материала число образующихся
^трещин, успевающих вновь сомкнуться, уменьшается.
В связи с этим тонкое измельчение при мйнимальной за-
трате энергии осуществляют при вибрационном, высоко-
частотном воздействии на материал, т. е. посредством
весьма частых, но сравнительно слабых ударов по его ча-
стицам. При таком воздействии возникающие ударные,
Сжимающие и срезывающие усилия переменной величи-
ны приводят к усталостному разрушению порошковых
частиц. Принципиальная схема вибрационной мельницы
инерционного типа показана на рис. 44. Дебалансный вал
109
вибратора 5 приводится во вращение электродвигателем
1 через эластичную муфту 2. Неуравновешенные массы
вала — дебалансы — при вращении вызывают круговые
колебания корпуса 3 мельницы, на 75—90% загруженно-
го размольными телами и измельчаемым материалом.
Корпус 3 опирается на пружины 6, амортизирующие дей-
ствие инерционных сил. Частота колебаний корпуса со-
ответствует числу оборотов вала, которое изменяется
в пределах 1000—3000 об/мин при амплитуде колебаний
2—4 мм. Размольные
тела и материалы, за-
гружаемые в мельни-
цы, получая частые
импульсы от стенок
корпуса, совершают
сложное движение.
Под воздействием со-
ударений, вращений и
скольжений размоль-
ных тел материал ин-
тенсивно измельчает-
ся. В объеме мельни-
цы происходит непре-
рывная циркуляция
размольных тел и из-
мельчаемого материала. При вибрационном измельчении
значительная часть расходуемой энергии превращается
в тепло, что может привести к сильному повышению тем-
пературы внутри мельницы. Поэтому применяют охлаж-
дение корпуса водой, циркулирующей через рубашку.
Мельницы работают периодически и непрерывно, в том
числе в замкнутом цикле с сепараторами. Эффектив-
ность размола в вибромельницах в несколько раз выше,
чем в шаровых вращающихся.
Для тонкого измельчения трудноразмалываемых ма-
териалов в настоящее время все шире применяют плане-
тарные центробежные мельницы, используя в качестве
размольных тел шары. Схема такой мельницы представ-
лена на рис. 45. Основными элементами конструкции яв-
ляются корпус-шкив с обоймами /, основание 2, электро-
двигатель 3, кожух 4 и подставка 5. Корпус-шкив пред-
ставляет собой сварную конструкцию с центральной
осью, вокруг которой расположены четное число гнезд
для подшипников обойм 1 и гнезда для крепления осей
НО
промежуточных колес. На концах осей обойм 1 располо-
жены зубчатые колеса, соединенные с промежуточными
зубчатыми колесами, и противовесы, обеспечивающие бо-
лее равномерное распределение нагрузки на подшипни-
ки. Ось корпуса-шкива вставлена в сиденье на неподвиж-
ном стакане центрально-
го подшипника. На шпон-
ке этого стакана укреп-
лено неподвижное зуб-
чатое колесо. Оси проме-
жуточных зубчатых колес
в корпусе-шкиве закреп-
лены неподвижно. Каж-
дое промежуточное коле-
со соединено с зубчатыми
колесами двух соседних
обойм и передает им вра-
щение от центрального
неподвижного колеса.
Барабаны с шарами и
материалом приводятся
во вращение следующим
образом. Электродвига-
тель через клиноремен-
ную передачу приводит
во вращение корпус-
шкив, оси промежуточ-
ных зубчатых колес и
обоймы. Закрепленные в
обоймах 1 барабаны вра-
щаются вместе с корпу-
сом-шкивом и одновре-
менно вокруг своей оси.
Рис. 46. Схема вихревой мельницы:
/ — рабочая камера; 2 — пропеллеры;
3 — бункер; 4 — насос; 5 — приемная
камера; 6 — отсадочная камера
Во время вращения вся масса размольных шаров распо-
лагается около стенки барабана по сегменту, форма и по-
ложение которого не меняются во времени. Кроме того,
каждый шар движется по окружности, центром которой
является ось барабана. Таким образом, сложное «пла-
нетарное» движение шаров, сопровождающееся их пере-
катыванием, приводит к интенсивному измельчению
материала за счет истирания и ударного воздействия стал-
кивающихся друг с другом и с частицами шаров. По срав-
нению с другими шаровыми мельницами непрерывного
действия размол в планетарных центробежных мельни-
111
цах в сотни раз интенсивнее и одновременно в несколь-
ко раз менее производителен, так как пока это мельницы
периодического действия с ограниченной загрузкой из-
мельчаемого материала.
Для преодоления затруднений, возникающих при раз-
моле пластичных материалов, предложен процесс из-
мельчения, в котором разрушающие удары наносят са-
ми частицы измельчаемого материала. Мельница (рис.
46) состоит из рабочей камеры /, в которой расположе-
ны пропеллеры или била 2, вращающиеся в противопо-
ложных направлениях при высоких (порядка
3000 об/мин), но обязательно равных скоростях. При этом
создаются два противоположно направленных воздуш-
ных или газовых потока, которые увлекают за собой ча-
стицы измельчаемого материала. Сталкиваясь друг
с другом, частицы измельчаются. Измельчаемый матери-
ал загружают в бункер 3, откуда он поступает в рабочую
камеру 1, где размалывается. Насосом 4 в рабочую ка-
меру 1 также нагнетается воздух или газ, с помощью
которого измельченные частицы удаляются из рабочего
пространства и направляются в приемную камеру 5.
Скорость воздушного потока регулируется с таким рас-
четом, чтобы из рабочей камеры удалялись частицы оп-
ределенных размеров, чаще всего в пределах от 50 до
350 мкм. В приемной камере крупные частицы оседают
на днище и вновь возвращаются в рабочую камеру /, где
подвергаются повторному измельчению. Мелкие частицы
направляются в отсадочную камеру 6, откуда периодиче-
ски выгружаются. В целях предохранения получаемых
порошков от самовозгорания в случае их малых разме-
ров в рабочую камеру вместо воздуха вводят инертный
газ, к которому добавляют до 5% кислорода для образо-
вания на частицах порошка защитных окисных пленок.
Часовая производительность вихревых мельниц мощно-
стью 30 кВт составляет 7—15 кг порошка при расходе
электроэнергии 2,5—3 кВт-ч/кг.
Измельчение в молотковой мельнице
По принципу действия такие мельницы близки к вих-
ревым с билами. Размол осуществляется за счет удара
молотков (бил), укрепленных шарнирно на валу 9
(рис. 47), вращающемся в рабочей камере со скоростью
1500 об/мин. Кусковой измельчаемый материал загру-
112
жают в приемный бункер, откуда он поступает в рабо-
чую камеру, в нижней части которой имеется сетка, слу-
жащая для просева частиц, выгружаемых в сборник.
Требуемая крупность частиц порошка достигается за не-
сколько минут.
Рис. 47. Схема молотковой мельницы:
/ — станина; 2 — электродвигатель; 3 —муфта; 4— подшипник;
5 — корпус мельницы; 6 — била; 7 — куски, губка; 3 —защелка;
9 — вал; 10 — сито; // — готовый порошок
РАСПЫЛЕНИЕ И ГРАНУЛЯЦИЯ ЖИДКИХ МЕТАЛЛОВ
Общие положения
Распыление расплава является относительно простым
д дешевым технологическим процессом производства по-
рошков металлов с температурой плавления примерно до
1600° С. В частности, этим методом получают порошки
алюминия, железа, сталей, меди, цинка, свинца, никеля
и других металлов и их сплавов. За рубежом половину
производственных мощностей получения порошков сос-
тавляют установки распыления.
Сущность измельчения расплавленного металла или
Сплава состоит в дроблении струи расплава энергоноси-
телем высокого давления — газом или жидкостью, либо
Механическим распылением, либо сливанием струи рас-
плава в жидкую среду, например воду. Основные тех-
8—193 113
нологические схемы осуществления метода распыления
расплава приведены на рис. 48. Наиболее распростране-
но распыление газовым потоком, для которого исполь-
Рис. 48. Технологические схемы распыления жидких металлов:
а — центробежное распыление: / — ковш с металлом; 2 — металлоприем^
ник; 3 — вода; 4 — диск с лопатками; 5 — порошок;
б — распыление водой: / — ковш с металлом; 2 — приспособление для ре-
гулирования подачи воды; 3 —корпус; 4 — вращающийся диск; 5 —пере-
дача; 6 — вода; 7 — сборник порошка;
в — распыление газовым потоком: / — ковш с металлом; 2 — металлопри-
емник; 3 — форсуночное устройство; 4—камера распыления; 5 — приемник
порошка; 6 — компрессор
зуют установки двух типов —с подачей расплава непо-
средственно в форсуночное устройство из ванны плавиль-
ной печи, в случае металлов и сплавов с температурой
плавления до 700° С, или через промежуточный обогре-
ваемый металлоприемник. При такой схеме распыления
на свободно истекающую струю металлического распла-
ва направлен под углом 60° к ее оси кольцевой газовый
114
поток, создаваемый соплами, как бы охватывающими
струю металла. В месте схождения всех струй газового
потока, называемом «фокусом распыления», происходит
разрушение струи расплава в результате отрыва от нее
отдельных капель. Поверхностное натяжение стремится
обеспечить наименьшее отношение поверхности капли
к ее объему, поэтому довольно легко получать частицы
сферической формы, так как этому условию удовлетво-
ряет именно шар. На средний размер и форму образую-
щихся частиц влияют мощность и температура газового
потока, диаметр струи, температура, поверхностное натя-
жение и вязкость расплава. Кроме того, очень важно,
в какой среде производят распыление, а также конструк-
тивное оформление форсуночного устройства. Многочис-
ленными экспериментами установлено, что средний раз-
мер образующихся частиц быстро уменьшается с повы-
шением скорости истечения газа-энергоносителя из
форсунки с расширяющимся соплом или при повышении
давления дутья в форсуночных устройствах с сужаю-
щимся соплом. Это связано с измельчением первичных
капель и увеличением числа мелких частиц, образую-
щихся как из окисленных поверхностных слоев струи,
где ослаблены межатомные связи, так и из всего объема
интенсивно измельчающейся струи, распадающейся на
-множество мелкодисперсных частиц. При повышении
температуры дутья возрастает кинетическая энергия га-
зового потока, что способствует дроблению струи распла-
ва на мелкие частицы. Наиболее эффективно распыле-
ние при температуре газового потока, совпадающей с
температурой расплава, так как при этом исключается
переохлаждение расплава, а его вязкость и поверхност-
ное натяжение не претерпевают изменений в процессе
дробления струи.
Однако создать такие условия при распылении рас-
плавов с температурой 1500—1700° С не представляется
возможным из-за сложности нагрева газового дутья,
низкой эрозионной стойкости форсуночных устройств
и существенного усложнения и удорожания распыли-
тельных установок. Увеличение диаметра с;руи распла-
ва приводит при постоянных параметрах дутья к сниже-
нию в порошке количества мелких частиц, что связано
;с пропорциональным возрастанием массы расплава, по-
ступающего в зону распыления в единицу времени. Для
расплавов с температурой плавления до 1000°С диаметр
115
струи выбирают в пределах 5—6 мм, с температурой
плавления до 1300° С — 6—8 мм и при более высокой
температуре плавления — 8—9 мм. При заливке в метал,
лоприемник расплав обычно имеет температуру на 150—
200° С выше температуры его плавления, что обеспечива-
ет стабильное истечение струи через сливной канал. Про.
исходящее в металлоприемнике охлаждение расплава
сопровождается повышением его вязкости и поверхност-
ного натяжения, в результате чего снижается выход
мелких фракций порошка. Одновременно эти факторы
влияют и на форму образующихся частиц. Металлопри-
емники современных установок распыления выполняют-
ся с обогревом, позволяя поддерживать оптимальную
температуру струи расплава. Порошок после распы-
ления попадает в охлаждающую среду, например
воду, вместе с которой выносится из камеры распы-
ления.
В установках с центробежным распылением струя
металла разрушается ударами лопаток вращающегося
диска. Величина частиц порошка зависит от числа уда-
ров лопаток о струю, удельной подачи металла в камеру
распыления и вязкости расплава. Варьируя число обо-
ротов крыльчатки, регулируют набор частиц в порошке
по размерам.
При грануляции струю расплава сливают в воду, по-
лучая крупные порошки с частицами 0,5—1 мм. При ин-
тенсивном размельчении струи расплава на движущей-
ся конвейерной ленте с последующим охлаждением ка-
пель в воде образуются частицы размером 0,16 мм и
более.
В любом из рассмотренных вариантов распыления
диспергирование струи расплава сопровождается обра-
зованием частиц с весьма большой суммарной поверхно-
стью. В результате имеет место заметное взаимодейст-
вие металла с газовым дутьем, влияющим на процесс
распыления, и с окружающей и охлаждающей средой.
Даже при распылении инертным газом в камере распы-
ления всегда присутствуют пары воды, создающие окис-
лительную атмосферу. В связи с этим частицы порошка
загрязнены кислородом, азотом и водородом. Это суще-
ственно изменяет основные свойства порошка. Для их
улучшения и удаления указанных примесей порошки,
как правило, подвергают отжигу в восстановительной
атмосфере.
116
Практика распыления
Алюминий. Исходным сырьем служат первичный
алюминий марок А5, А6 и А7 (ГОСТ 11069—64) или от-
ходы и лом чистого алюминия по ГОСТ 1639—48, если
по своему составу они не ниже марки А5. Расплавление
предварительно просушенного и подогретого алюминия
производят в отражательной печи с газовым обогревом
при температуре 740±20°С. В расплав погружают си-
фонную трубку из легированного чугуна, входная часть
которой (ниппель) выполнена из талька. Расплав по
сифонной трубке (высота засасывания 100—120 мм) по-
ступает в форсунку, где распыляется воздухом или инерт-
ным газом с содержанием кислорода до 10% по объему
при избыточном давлении 8—10 ат. Кислород, имеющий-
ся в газе, окисляет частицы порошка с поверхности,
предотвращая его самовозгорание. Температура внутри
пылеосадителя при пульверизации алюминия инертным
газом не должна превышать 250° С, а при распылении
сжатым воздухом 180° С. В случае превышения указан-
ных температур пульверизационные форсунки должны
автоматически отключаться.
Во время работы форсунки запрещается производить
чистку форсуночной плиты, раструба и пылеосадителя.
Перед пуском в работу установка для распыления долж-
на быть продута инертным газом до содержания кисло-
рода в ней не более 10% по объему. Полученный поро-
шок содержит 0,5—1,5% AI2O3 и состоит из частиц с раз-
мером 100—200 мкм. Такой порошок для целей порош-
ковой металлургии подвергают дальнейшему размолу в
шаровой вращающейся мельнице, производимому в сре-
де инертного газа (например, азот) с добавкой 2—8%
кислорода. Как и при распылении, кислород обеспечива-
ет создание на частицах алюминия защитной окисной
пленки — 6—13% А12О3. Размол ведут при добавке к по-
рошку 0,5—2,5% стеариновой кислоты, препятствующей
конгломерации частиц в процессе измельчения. Части-
цы приобретают при размоле форму чешуек толщиной в
сотые доли микрона и средним размером несколько мик-
рон. В зависимости от назначения измельченный поро-
шок алюминия может быть подвергнут некоторым до-
полнительным видам обработки: комкованию, полирова-
нию, выделению мелких фракций для целей
пиротехники.
117
Железо. Исходным материалом служат чугун или
сталь как в виде отходов, так и непосредственно после
выплавки, что позволяет повысить чистоту порошка
и снизить его стоимость. В случае распыления чугуна
температура расплава составляет 1350—1400° С, тогда
как при распылении стали температура должна состав-
лять порядка 1700°С (температура плавления углероди-
стой стали выше, чем чугуна). Применяют распыление
воздухом или азотом, водой и лопатками вращающейся
крыльчатки. Для устранения переохлаждения металла
в сливном канале металлоприемник нагревают перед за-
ливкой в него металла до 900—1100° С. В процессе рас-
пыления происходит выгорание углерода, взаимодейст-
вующего с кислородом, которое, однако, не является
полным. В связи с этим образующаяся при реакции окись
углерода придает частицам ноздреватость, а сами части-
цы содержат примеси кислорода (3—4%) и углерода
(0,5—1%). При распылении водой окисленность полу-
ченных частиц порошка существенно меньше (1—2%),
так как скорость окисления невелика из-за их быстро-
го охлаждения. Отжиг в водороде проводят при темпера-
туре порядка 1000° С. Содержание углерода снижается
до 0,2%, а кислорода до 1%. Регулируя состав распла-
ва введением в него добавок легирующих элементов,
можно получать порошки нержавеющих сталей различ-
ного состава.
Вопросы для повторения
1. Каков механизм измельчения твердых металлов?
2. Что такое критическая скорость вращения шаровой мель-
ницы?
3. Какие существуют режимы размола в шаровой вращающейся
мельнице?
4. Перечислите основные закономерности распыления жидких
металлов.
5. Какова химическая чистота распыленных порошков?
§ 4. СВОЙСТВА ПОРОШКОВ И МЕТОДЫ
ИХ КОНТРОЛЯ
Металлические порошки характеризуются химически-
ми, физическими и технологическими свойствами, совме-
стное рассмотрение которых позгюляет создать объектив-
118
ное представление о совокупности огромного числа ча-
стичек вещества. Знание свойств порошков является
необходимым условием для правильной организации тех-
нологического процесса в производствах порошковой ме-
таллургии. Основные характеристики порошков оговари-
ваются ГОСТом или техническими условиями (ТУ).
ХИМИЧЕСКИЕ СВОЙСТВА
Оценивая пригодность порошка для изготовления
спеченных материалов и изделий из них, прежде всего
интересуются содержанием основного металла, приме-
сей, различных механических загрязнений и газов. Хи-
мический состав порошка зависит от метода производ-
ства и химического состава исходных материалов. Хими-
ческий анализ проводят по методикам, большинство
которых аналогично применяемым при анализе литых
металлов и сплавов. Содержание основного металла в
порошках составляет, как правило, не ниже 98—99%.
В некоторых случаях при изготовлении изделий с осо-
быми свойствами, например магнитными, применяют бо-
лее чистые порошки. Допустимое количество примесей
в порошках определяется допустимым содержанием их
в готовой продукции. Исключение сделано для окислов
железа, меди, никеля, вольфрама и некоторых других,
которые при нагреве в присутствии восстановителя легко
образуют активные атомы металла, что приводит к улуч-
шению спекаемости порошка в целом. Содержание в по-
рошках таких окислов может составлять 1—10%. Нали-
чие в порошке трудновосстанавливаемых окислов хрома,
марганца, кремния, титана, алюминия и других крайне
нежелательно, так как они затрудняют и прессование,
и спекание. Естественно, речь идет не о тех случаях,
когда присутствие указанных окислов придает специаль-
ные свойства материалам.
В металлических порошках содержится значитель-
ное количество газов (кислород, водород, азот и др.),
как адсорбированных на поверхности, так и попавших
внутрь частиц в процессе изготовления или при после-
дующей обработке. Газовые пленки на поверхности ча-
стиц порошка образуются самопроизвольно из-за ненасы-
щенности силовых полей в поверхностных слоях.
Например, на каждом квадратном сантиметре поверхно-
сти металла образуется воздушная пленка массой
119
0,6* 10-6 г и порошок с размером частиц 10 мкм содержит
около 0,05% О2 (по массе). Чем мельче частицы порош,
ка, тем больше они адсорбируют газов. Внутрь частиц
газы Попадают различными путями. При восстановлении
химических соединений часть газов-восстановителей
и газообразных продуктов реакции не успевает выйти
наружу и находится либо в растворенном состоянии, ли.
бо в виде пузырей. Электролитические порошки содер-
жат водород, выделяющийся на катоде совместно с осаж-
даемым металлом. В карбонильных порошках присут-
ствуют растворенные кислород, окись и двуокись
углерода, а в распыленных порошках — газы, механиче-
ски захваченные внутрь частиц. Большие количества
газов увеличивают хрупкость порошков и затрудняют
прессование. Интенсивное выделение из спрессованной
заготовки газов при спекании может привести к растре-
скиванию изделий. Поэтому перед прессованием или
в процессе его применяют вакуумную обработку порош-
ка, обеспечивающую отгонку газов.
Работая с порошкообразными металлами, следует
учитывать их токсичность и пирофорность. Практически
все порошкообразные металлы оказывают вредное воз-
действие на организм человека, находящегося в контак-
те с ними, хотя в компактном состоянии большинство
металлов безвредно.
Пирофорность, т. е. способность порошка к самовоз-
горанию при соприкосновении с воздухом, может при-
вести к воспламенению порошка и даже взрыву. Особен-
но это относится к очень мелким порошкам железа’ ко-
бальта, циркония, алюминия, магния и некоторых других
металлов. В связи с этим при работе с порошками при-
меняют специальные меры безопасности, соблюдение
которых является обязательным.
ФИЗИЧЕСКИЕ СВОЙСТВА
Форма частиц
В зависимости от метода получения порошка форма
частиц может быть сферической (карбонильный способ,
распыление), губчатой (восстановление), осколочной
(измельчение в шаровых мельницах),тарельчатой (вих-
ревое измельчение), дендритной (электролиз), каплевид-
120
ной (распыление). Первичная форма частиц может не-
сколько видоизмениться при последующей обработке
порошка (размол, отжиг, грануляция). Для определения
формы частиц используют оптический или электронный
микроскоп. 10 г исследуемого материала квартованием
сокращают до 1 г, после чего отбирают некоторое не-
большое количество для рассмотрения под микроскопом.
При использовании оптического микроскопа порошок
помещают на предметное стекло, наносят на него каплю
глицерина или скипидара и осторожно распределяют
зерна по поверхности с помощью второго стекла. Изли-
шек жидкости удаляют с помощью фильтровальной бу-
маги. Правильно приготовленный препарат не должен
содержать конгломератов и скоплений частиц. Для элек-
тронного микроскопа готовят специальные реплики (по-
рошок запрессовывают в пластмассу, делают обычный
шлиф, травят его и снимают с поверхности реплику) или
пленку-подложку из коллодия, кварца, закиси кремния
или угля. На пленку-подложку порошок наносится в ви-
де суспензии либо просто насыпается. Можно частицы
порошка включить в пленку-подложку. Для этого гото-
вят суспензию порошка в 1%-ном растворе коллодия
в амилацетате, каплю которой наносят на поверхность
воды. При этом образуется пленка с включенными в нее
частицами, часть которой вырезают и вносят в электрон-
ный микроскоп.
Форма частиц существенно влияет на плотность, проч-
ность и однородность свойств прессовки. Наибольшую
прочность показывают прессовки из частиц дендритной
формы, так как в этом случае имеет место значительное
заклинивание частиц, переплетение выступов и ответ-
влений. Напротив, порошки с частицами сферической
формы плохо прессуются и дают непрочные прессовки.
Размер частиц и гранулометрический состав
Большая часть порошков, используемых при изготов-
лении спеченных изделий, представляет собой совокуп-
ность частиц размером от долей микрона до нескольких
десятых миллиметра. Практически никогда не встреча-
ются металлические порошки с частицами одной круп-
ности. Самый широкий диапазон по размерам частиц
у порошков, получаемых восстановлением и электроли-
зом. Количественное содержание частиц в определенных
121
Рис. 49. Прибор для рассева ме-
таллических порошков
фракциях1 по отношению к общему количеству порошка
называется гранулометрическим составом
порошка, который выражают обычно либо в виде табли-
цы, либо графически в ви-
де кривой зернистости. В
зависимости от крупности
частиц для определения
гранулометрического соста-
ва используют ситовый,
микроскопический или се-
диментационный анализы.
Ситовый анализ
представляет собой метод
определения с помощью на-
бора сит относительного
содержания фракций по-
рошка, различающихся по
размерам частиц. Навеску
порошка 100 г при насып-
ной массе более 1,5 г/см3
или 50 г в других случаях
просеивают в течение 15—
20 мин через набор стан-
дартных сит с отверстиями
различной величины (табл. 6), используя специальный
встряхиватель (рис. 49).
Таблица 6
Проволочные сита с квадратными ячейками (ГОСТ 3584—53)
Номер сетки Размер сто- роны ячейки в свету, мкм Диаметр про- волоки, мкм Количество отверстий на линейном дюйме (чис- ло меш) Номер сетки Размер сто- роны ячейки в свету, мкм Диаметр про- волоки, мкм Количество отверстий на линейном дюйме (чис- ло меш)
08 800 300 20 0125 125 90 120
05 500 220 30 01 100 70 140
045 450 180 40 008 80 55 180
0315 315 140 50 0063 63 45 225
025 250 130 60 0056 56 40 275
018 180 130 80 004 40 30 325
016 160 100 100
1 Фракция порошка — диапазон размеров частиц между их верх
ним и нижним значениями.
122
Долю порошка, остающуюся на сите при просеве, назы-
вают плюсовой фракцией, а проходящую через сито —
минусовой фракцией. Кроме того, термином «субситовая
фракция» обозначают долю порошка, проходящую через
сито с наименьшим размером ячеек в выбранной системе
сит. Сухие и чистые сита устанавливают одно над дру-
гим в такой последовательности, чтобы наверху была
сетка с самыми крупными отверстиями, а внизу — с са-
мыми маленькими; набор сит заканчивается обечайкой
со сплошным дном — поддоном. Сетки с квадратными
ячейками изготовляют из термообработанной проволоки:
латунной Л80 — сетки № 08—008, из фосфористой брон-
зы— сетки № 0125—004. После рассева каждую фрак-
цию порошка, находящуюся на сетке с ячейками опреде-
ленного размера, высыпают из сит, начиная с сита с на-
ибольшими ячейками. Содержимое на сите осторожно
стряхивают на одну сторону и пересыпают на глянцевую
бумагу. Порошок, приставший к сетке или рамке сита,
осторожно протирают легкой кистью через сетку в следу-
ющее сито с меньшими ячейками. Фракцию, высыпан-
ную на глянцевую бумагу, взвешивают с точностью до
0,01 г.
Такая операция повторяется для каждого сита и под-
дона. Сумма масс всех фракций должна составлять не
менее 99% от массы пробы. Разницу между этой суммой
и массой пробы следует распределить по всем анализи-
руемым фракциям пропорционально их массе. Относи-
тельное содержание каждой из фракций вычисляют
с точностью до 0,1%. Фракцию, количество которой со-
ставляет менее 0,1 %, обозначают словом «следы». Ре-
зультаты ситового анализа записывают по определен-
ной форме. Например, фракция порошка, оставшаяся на
сите № 01, но прошедшая через более крупное сито
№ 0125, обозначается —0125+01 или —125+100 мкм.
Благодаря простоте и быстроте выполнения ситовый ана-
лиз является основным методом контроля зернистости
в порошковой металлургии. Существенным недостатком
этого метода является то, что минимальный размер от-
верстия в сетках составляет 40 мкм (правда, за рубежом
не так давно появились сетки с размером отверстия 5—
15 мкм), т. е. очень мелкие порошки не поддаются сито-
вому анализу. Кроме того, форма частиц может внести
искажения в результаты ситового анализа. Например,
гарельчатые частицы могут задерживаться на сите с раз-
123
мером ячейки больше их поперечника, а вытянутые иг-
лообразные частицы проходят через сито с отверстиями
меньше их длины.
Микроскопический метод. Приготовленный
препарат порошка рассматривают в оптическом или элек-
тронном микроскопе. При использовании оптического
микроскопа в его тубус устанавливают окуляр-микро-
метр (окуляр с нанесенной на нем шкалой). С помощью
этой шкалы определяют размеры отдельных зерен, а за-
тем подсчитывают процентное содержание зерен опреде-
ленного размера. Оптический микроскоп позволяет из-
мерять частицы 0,3—100 мкм. Электронные микроскопы
применяют для определения размера частиц меньше
1 мкм. Достоверные результаты с помощью микроскопи-
ческого метода могут быть получены только при изуче-
нии большого количества частиц, что существенно удли-
няет время и повышает трудоемкость анализа.
Седиментационный анализ. Этот анализ ос-
нован на разделении порошка по массе частиц при их
осаждении в жидкости. Используя закон Стокса, соглас-
но которому скорость оседания частиц в вязкой среде
под действием силы тяжести зависит от размера частиц
и вязкости среды, седиментационный метод позволяет
быстро и надежно определять гранулометрический состав
порошка с размером частиц 0,5—100 мкм. При более
грубом порошке начинает заметно проявляться влияние
сил инерции среды, которое уравнение Стокса не учиты-
вает, а частицы размером менее 0,5 мкм оседают очень
медленно. Скорость оседания частиц измеряют специаль-
ными приборами либо весовым методом, либо на основа-
нии изменения оптических характеристик среды (фото-
седиментационный метод).
Удельная поверхность
Удельная поверхность представляет собой сумму на-
ружных поверхностей всех частиц, имеющихся в едини-
це объема или массы порошка. Для металлических по-
рошков характерна поверхность от 0,01 до 1 м2/г, хотя
в отдельных случаях у очень мелких порошков она может
достигать и значительно большей величины, например
4 м2/г для вольфрама, 20 м2/г для карбонильного нике'
ля. Удельная поверхность является важной характери-
124
стикой порошков, так как влияет на их поведение при
прессовании и спекании. Она зависит от размера и фор-
мы частиц, а также от степени «гладкости» их поверх-
ности, которая определяется условиями получения порош-
ка. Для измерения удельной поверхности порошка при-
меняют метод адсорбции или используют данные по га-
зопроницаемости.
Сущность адсорбционного метода состоит в опреде-
лении количества адсорбируемого вещества, покрываю-
щего поверхность порошка мономолекулярным слоем.
Наиболее широко применяют адсорбцию паров азота
(метод БЭТ) или криптона при низких температурах и
метанола СН3ОН при комнатной температуре. Навеску
исследуемого порошка 10—20 г помещают в герметизи-
руемую емкость, дегазируют в вакууме 10-3—10-4 мм
рт. ст. и затем впускают в емкость газ. Через некоторое
время давление газа в емкости падает вследствие адсорб-
ции паров на поверхности частиц. По разности давле-
ний азота, криптона или метанола до и после адсорбции
рассчитывают величину удельной поверхности порошка.
Менее точны методы адсорбции из растворов какого-ли-
бо красителя, например метиленовой сини. Адсорбцион-
ные методы требуют длительного времени для анализа
п относительно сложны.
Более быстрым, но менее точным является определе-
ние удельной поверхности порошков по скорости филь-
трации газа или жидкости через слой порошка или по-
ристый брикет. Методы основаны на существовании
зависимости между удельной поверхностью и пористо-
стью порошка (брикета), а также скоростью потока,
давлением и вязкостью газа (жидкости), протекающего
через порошок (брикет). Существуют две разновидности
метода фильтрации потока: измерение проницаемости
при вязком течении газа через порошок и при течении
разреженного газа через пористый брикет. По первому
из указанных методов работает простой и распростра-
ненный прибор В. В. Товарова, дающий удовлетвори-
тельные результаты для достаточно крупных порошков
С размером частиц порядка нескольких десятков микрон.
Метод измерения удельной поверхности порошка по
фильтрации разреженного газа разработан Б. В. Деря-
гиным и является более точным. Разрежение должно
быть таким, чтобы длина свободного пробега молекулы
' аза была больше размера пор, — так называемый кнуд-
125
сеновский режим, при котором соударения молекул край-
не редки по сравнению с ударами их о стенки пор.
Необходимо помнить, что действительная поверх-
ность частиц из-за их шероховатости больше расчетной.
Плотность
Истинная плотность порошковой частицы, носящая
название пикнометрической (ук, г/см3), всегда несколько
отличается от рентгенографической плотности вещества
порошка. Это объясняется наличием примесей, закры-
той пористостью, дефектностью кристаллической решет-
ки и другими причинами. Для определения пикнометри-
ческой плотности пробу порошка помещают в тщательно
высушенный и взвешенный пикнометр, представляющий
собой мерную колбочку с известным объемом, например
10, 25 или 50 мл. Пикнометр наполняют порошком при-
мерно на 2/з объема и взвешивают, после чего оставший-
ся свободный объем заполняют жидкостью, смачиваю-
щей порошок и одновременно химически инертной к
нему. Пикнометр с жидкостью и порошком снова взвеши-
вают. По результатам взвешиваний находят массу по-
рошка в пикнометре и занимаемый им объем (для рас-
чета нужно знать плотность жидкости). Деля одно на
другое (массу делят на объем), узнают пикнометричес-
кую плотность порошка.
Иногда для повышения точности определения при-
меняют вакуумные пикнометры, позволяющие при^ неко-
тором разрежении дегазировать находящиеся в них по-
рошок и жидкость. Наибольшее отклонение плотности
порошковой частицы от теоретической плотности вещест-
ва наблюдается у восстановленных порошков, что объ-
ясняется наличием остаточных окислов, микропор и по-
лостей, образовавшихся в условиях восстановления.
Микротвердостъ
Микротвердость порошковой частицы характеризует
ее способность к деформированию, что важно для опен-
ки возможного поведения порошка при прессовании. Опа
в значительной степени зависит от содержания в порош-
ке различных примесей и искаженное™ кристаллической
решетки. При определении микротвердости измеряют
диагональ отпечатка от вдавливания алмазной пирамиД'
126
ки с углом при вершине 136° под действием небольших
нагрузок порядка 0,5—200 г в шлифованную поверх-
ность частицы. Исследуемый порошок смешивают с ба-
келитом или оргцементом типа АКР. Смесь прессуют при
давлении 1—2 тс/см2 в небольшие брикеты, которые за-
тем нагревают при температуре 100—140° С для полиме-
ризации наполнителя. Затем брикеты с одного из торцов
шлифуют и полируют. Для измерения микротвердости
используют приборы ПМТ-2 и ПМТ-3.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА
Насыпная масса
Насыпная масса (уНас, г/см3) есть объемная характе-
ристика порошка и представляет собой массу единицы
его объема при свободной насыпке. Величина насыпной
массы связана с плотностью укладки частиц порошка
при свободном заполнении объема. Она тем больше, чем
крупнее, правильнее форма частицы порошка. Наличие
выступов и неровностей на поверхности частиц, а также
увеличение удельной поверхности при уменьшении раз-
мера частиц затрудняет их перемещение относительно
друг друга, что приводит к снижению насыпной массы.
Для определения насыпной массы используют прибор,
называемый волюмометром, представляющий собой пря-
моугольный сосуд с внутренними наклонными полочка-
ми, по которым под действием силы тяжести ссыпается
порошок, заполняя мерку определенного объема. Горку
порошка над меркой после ее заполнения удаляют ров-
ной пластиной и взвешиванием определяют массу по-
рошка в ней. Частное от деления весового количества
порошка в мерке на ее известный объем выражает на-
сыпную массу порошка. Величину, обратную насыпной
массе, называют насыпным объемом (УНас, см3/г), кото-
рый представляет собой объем, занимаемый единицей
массы порошка при ее свободной насыпке. Насыпная
масса порошка влияет на объемное дозирование и сам
процесс прессования, а также на величину усадки при
спекании: чем меньше насыпная масса, тем больше усад-
ка. В связи с этим насыпную массу учитывают во всех
технических условиях на металлические порошки, при
производстве которых необходимо обеспечить постоян-
ство (минимальный разброс) ее требуемой величины.
127
Текучесть
Текучесть порошка характеризует его способность к
пересыпанию и определяется скоростью истечения на-
вески через отверстие заданного размера. Хорошая теку-
честь нужна для быстрого и равномерного наполнения
прессформы при объемной дозировке порошка. Ее при-
нято выражать числом граммов порошка, вытекающих
из отверстия за секунду, или числом секунд, за которое
из отверстия вытекает навеска порошка. Для определе-
ния текучести наиболее широко применяют конусные во-
ронки диаметром 80 мм, с углом конуса 60° и носиком,
срезанным под прямым углом на расстоянии 3 мм от ко-
нуса воронки. Выходное отверстие воронки при насыпа-
нии в нее порошка закрывают заслонкой, время вытека-
ния известной навески порошка после открывания за-
слонки фиксируют секундомером. Текучесть обычно
уменьшается при увеличении удельной поверхности и
шероховатости частиц, а также при усложнении их фор-
мы, так как при этом затрудняется относительное пере-
мещение частиц. Окисление порошков в большинстве
случаев повышает текучесть в связи с уменьшением ко
эффициента трения и сглаживания рельефа поверхно-
сти частиц. Значительно понижает текучесть влажность
порошка.
Прессуемость и формуемость
Под прессуемостью понимают способность порошка
приобретать при прессовании определенную плотность в
зависимости от давления, а под формуемостью — способ-
ность порошка сохранять заданную форму после уплот-
нения при минимальном давлении. Хорошая прессуе-
мость облегчает и удешевляет процесс прессования, а
хорошо формующиеся порошки дают прочные неосыпаю-
щиеся прессовки. Прессуемость в основном зависит от
пластичности частиц порошка, а формуемость — от фор-
мы и состояния поверхности частиц. Как правило, по-
рошки с хорошей формуемостью обладают не очень хо-
рошей прессуемостью, и наоборот. Чем выше насыпная
масса порошка, тем хуже в большинстве случаев формуе-
мость и лучше прессуемость. При количественной оцей;
ке прессуемости применяют построение зависимостей
плотности спрессованных брикетов от давления прессо-
128
вания. Формуемость порошка может быть оценена каче-
ственно по внешнему виду спрессованного брикета или
количественно, например величиной давления, при кото-
ром получают прочный неосыпающийся брикет.
ОТБОР И ПОДГОТОВКА ПРОБ
Достоверность оценки свойств порошка зависит от
правильности отбора и подготовки пробы. От контроли-
руемой партии порошка отбирают общую пробу, пред-
ставляющую собой совокупность всех взятых частных
проб. Величина общей пробы должна быть достаточной
для приготовления из нее всех проб для испытаний плюс
еще некоторое количество. Обычно отбирают 3% от мас-
сы порошка, находящегося в емкости, из которой берут
пробу. Частные пробы отбирают через равные проме-
жутки времени, не менее трех раз — в начале, середине
и конце разгрузки. В этом случае сборник для проб име-
ет прямоугольную форму и должен перемещаться попе-
рек струи порошка с постоянной скоростью, которую вы-
бирают в зависимости от требуемой величины частной
пробы.
При отборе проб из емкостей погружные щупы
могут быть двух типов: в виде вставленных одна в дру-
гую наружной и внутренней трубок и в виде трубки с от-
крытым концом. Щуп первого типа применяют для опро-
бования порошков с высокой текучестью. Наружная
трубка имеет закрытый торец и щелеобразную шлицу по
всей длине погружения щупа. Внутренняя трубка также
должна иметь одну или несколько шлиц, расположенных
таким образом, чтобы при вращении трубок в разные
стороны по отношению друг к другу шлицы то открыва-
лись, то закрывались.
Трубки должны свободно входить одна в другую так,
чтобы попадание между ними даже самых крупных ча-
стиц не мешало вращению. Щуп вводят в емкость с по-
рошком до самого ее днища при закрытых шлицах. За-
тем шлицы открывают и после заполнения щупа порош-
ком закрывают. Содержимое щупа высыпают в сборник
для общей пробы. Щуп второго типа предназначен для
опробования порошков с низкой текучестью. Диаметр
трубки подбирают так, чтобы весь порошок, вдавивший-
ся в трубку при ее погружении, остался в пей при извле-
чении трубки из емкости с порошком. Щуп медленно вво-
дят вертикально до днища емкости. Затем щуп извлеки,
ют и содержимое высыпают в сборник для общей
пробы.
При отборе проб от легко окисляющихся или само-
воспламеняющихся порошков из каждой емкости отби-
рают только одну частную пробу. Соблюдают все дейст-
вующие для испытываемого порошка правила безопас-
ности. Не допускаются окисление, повышение влажности
и другие изменения состояния порошка. Хранение ото-
бранных проб должно гарантировать первоначальное со-
стояние порошка.
Отобранную пробу сокращают квартованием, подго-
тавливая ее для проведения требуемых испытаний. По-
рошок насыпают на чистую плоскую поверхность в виде
конуса. Конусообразную кучку уплотняют на V4 исход-
ной высоты путем надавливания вертикально вниз на
вершину конуса плоской пластиной. Пластина должна
быть больше верхней поверхности усеченного конуса,
образующегося после уплотнения. Затем кучка делится
на четыре части с помощью жесткой крестовины с пер-
пендикулярными ребрами, длина которых больше диа-
метра основания кучки порошка. Крестовина наклады-
вается центром на центр кучки, на нее нажимают сверху
так, чтобы ребра прошли через порошок до опорной по-
верхности. Порошок из двух противоположных квадран-
тов используют для испытания. Если необходимо еще
уменьшить размер пробы, операцию повторяют.
Вопросы для повторения
1. Назовите основные свойства, характеризующие металличе-
ские порошки.
2. Что понимают под химическими свойствами порошка?
3. От чего зависит содержание газов в порошке?
4. Перечислите основные формы порошковых частиц.
5. Расскажите о гранулометрическом составе порошка и мето-
дах контроля.
6. Укажите методы определения удельной поверхности порошка.
7. Что такое пикнометрическая плотность порошка?
8. Перечислите технологические свойства порошка и дайте их
краткую характеристику.
9. Каков порядок отбора и подготовки проб порошков?
10. Как изменение физико-химических свойств порошков влияет
на качество изделий из них?
лава II
ФОРМОВАНИЕ
МЕТАЛЛИЧЕСКИХ
ПОРОШКОВ
мование есть придание заготовкам из порошка форм,
iepOB, плотности и механической прочности, необхо-
ях для последующего изготовления изделий. Слож-
ь явлений, сопровождающих уплотнение порошка
приложении к нему давления, и многообразие требо-
1Й к свойствам готовых изделий вызывают необходи-
гь проведения специальных операций по подготовке
)шка к формованию.
5. ПОДГОТОВКА ПОРОШКОВ
Отжиг порошков применяют с целью повышения их
пластичности и прессуемости, главным образом за счет
восстановления остаточных окислов и снятия наклепа.
Нагрев осуществляют в защитной среде (восстанови-
тельная, инертная или вакуум) при температурах по-
рядка 0,4—0,6 абсолютной температуры плавления
металла порошка. Наиболее часто отжигу подвергают по-
рошки, полученные механическим измельчением, элек-
тролизом и разложением карбонилов, которые по ус-
ловиям их производства требуют существенной
доработки. Применяемые для отжига проходные или
другие печи идентичны используемым при восстановле-
нии. С целью более тщательной очистки порошков от
различных примесей часто отжиг проводят в атмосфе-
ре, содержащей добавки галогенидов. Например, отжиг
гжелезного порошка в атмосфере смеси водорода с хло-
ристым водородом приводит к получению порошков, бо-
лее чистых по кремнию и марганцу, так как происходит
^образование и испарение хлоридов кремния и мар-
-ганца.
9*
131
КЛАССИФИКАЦИЯ
Под классификацией понимают разделение порош
ков по величине частиц на фракции, используемые либо
непосредственно для формования, либо для составле-
ния смеси, содержащей требуемый процент частиц каж-
дого размера. Некоторые из полученных фракций по-
рошка могут оказаться непригодными для последую-
щего применения и требуют какой-либо дополнительной
обработки: укрупнения в случае мелких фракций или
размола в случае крупных. Наиболее распространена,
ситовая классификация порошков. Основным типом;
просеивающего устройства являются механические си
та с электромагнитным или рычажным вибратором,.
Сетка с требуемым размером ячеек натягивается на
обечайку, укрепляемую на подпружиненной вибрирую-
щей раме. Производительность таких сит достаточней
высока и зависит от диаметра обечайки и свойств по-
рошка. Существенным недостатком является сильное
пыление при просеве, в связи с чем обязательна герме-
тизация таких сит.
В последнее время для классификации порошка ста-
ли применять многодечные механические вибросита.
Движение сетчатых дек осуществляется от электродви-
гателя через клиноременную передачу. В отдельных
случаях вибросита снабжают электромагнитными сепа-
раторами, обеспечивающими очистку просеваемого по-
рошка от магнитных включений. При затрудненности
свободного просева порошка применяют протирочные
сита, в которых специальное устройство с небольшим
усилием давит на порошок, способствуя его проходу че-
рез сетку. Производительность протирочных сит значи-
тельно меньше обычных вибрационных. Классификация
порошков по фракциям частиц с размером менее 40—
50 мкм производится с помощью воздушных сепарато-
ров, обеспечивающих высаживание твердых частиц из
несущего газового потока под действием силы тяжести.
В воздушно-проходном сепараторе разделяемый мате-
риал в потоке газа поступает в кольцевое пространство,
в котором скорость воздушного потока снижается в не-
сколько раз и крупные частицы под действием силы
тяжести выпадают из него и удаляются через патрубок.
Воздушный поток далее проходит через тангенциально
установленные лопатки, приобретая вращательное дви-
жение.
132
Под действием центробежных сил более крупные
частицы отбрасываются на стенки конического корпуса
сепаратора, опускаются по ним и выводятся через дру-
гой патрубок. Газовый поток с мелкими частицами по-
ступает в циклон, где происходит их выделение. Весьма
эффективными аппаратами для разделения являются
циклоны-сепараторы, конструкция которых проста, а
производительность велика. В корпус циклона по каса-
тельной к окружности (тангенциально) вводят газовый
поток, содержащий твердые частицы, который приобре-.
тает вращательное движение. На каждую твердую час-
тицу действуют сила тяжести, увлекающая ее вниз,
центробежная сила, выталкивающая частицу в ради-
альном направлении, и сила давления потока, заставля-
ющая частицу двигаться по окружности. В итоге части-
цы движутся по спирали, а достигнув стенки корпуса,
они перемещаются по конусу к выпускному штуцеру.
Мелкие частицы газом выносятся из циклона и могут
быть выделены в следущем циклоне. Работа воздушных
сепараторов регулируется изменением скорости газово-
го потока.
Отжиг и классификацию порошков целесообразно
проводить на заводах-поставщиках, где также должно
предусматриваться усреднение порошка, обеспечиваю-
щее стабилизацию его свойств.
ПРИГОТОВЛЕНИЕ СМЕСЕЙ
Смешение порошков есть одна из важных операций
при изготовлении спеченных изделий. Для развески
компонентов, отличающихся химическим и фракционным
составом, используют торговые или технические весы.
Приготовление шихты заданного состава проводят в
специальных смесительных устройствах. Наиболее важ-
ной задачей является обеспечение однородности смеси,
так как от этого во многом зависят конечные свойства
изделий. Шихта считается однородной в том случае, ес-
ли произвольно взятая проба имеет химический состав,
(отвечающий заданному. Наиболее распространенным яв-
ляется механическое смешивание компонентов в шаро-
вых мельницах, идентичных применяемым при размоле, и
Смесителях. Оптимальная скорость вращения при смеши-
вании в шаровой вращающейся мельнице составляет 20—
40% от критической. Лучшие результаты достигаются
133
при соотношении шихты и шаров по массе 1:1. Смешива-
ние сопровождается одновременным измельчением ком-
понентов. В тех случаях, когда измельчение при смеши-
вании нежелательно, используют смесители различных
типов: барабанные, в том числе со смещенной осью, так
называемые «пьяные бочки», применение которых в на-
стоящее время ограничено из-за их недостаточной эффек-
тивности, шнековые
и лопастные, цент-
робежные, плане-
тарные, конусные и
установки непре-
рывного действия
(УНД). Широко
применяют двухко-
нусные смесители
(рис. 50) емкостью
200—500 л и произ-
водительностью 50—
350 кг/ч. Длитель-
ность перемешива-
ния 1—2 ч. Смеше-
ние в лопастных или
шнековых смесите-
лях проводят при
приготовлении пас-
тообразных смесей
Рис. 50. Двухконусный смеситель:
1 — редуктор; 2 — передача; 3 — подшип-
ник; 4 — корпус; 5 — крышка люка; 6—стой-
ка; 7 — разгрузочный бункер; 8— тележка
или увлажнении по-
рошков. Такие сме-
сители весьма эф-
фективны при до-
бавке к порошку
различных веществ, улучшающих процесс прессования,
например раствора каучука в бензине, парафина или
его раствора в бензине, олеиновой кислоты.
Существующий центробежный смеситель конструкции
МИХМ может быть периодического и непрерывного дей-
ствия. В последнем случае смешиваемые порошки посте-
пенно перемещаются сверху вниз из одной вращающейся
чаши смесителя в другую. Производительность до
1000 кг/ч имеет планетарный шнековый смеситель конст-
рукции МК.ТС. Два шнека обеспечивают сложное («пла-
нетарное») движение частиц шихты в смесителе и высокое
качество смешивания. Загрузка и выгрузка механи-
134
зированы. За ру ежом и в нашей стране получил распро-
странение смеситель «Турбула». Рабочий сосуд емкостью
до 400 л совершает вращение в трех измерениях, созда-
вая вихревое кружение находящихся в нем компонен-
тов. Качально-трясущееся движение сосуда приводит к
чередованию ускорения и замедления в процессе пере-
мещения частиц порошка, что способствует быстрому и
качественному перемешиванию разнородных компонен-
тов. Обычно перемешивание 300—500 кг шихты длится
5—10 мин. Одной из весьма перспективных является кон-
струкция высокопроизводительной установки непрерыв-
ного действия, позволяющей готовить смесь из четырех
твердых и одного жидкого компонентов. Влажность пе-
ремешиваемого материала может достигать 15—20%. Об-
.щий цикл смешивания составляет 4—12 мин. Твердые ма-
териалы подаются в узел сухого перемешивания шнеко-
вым и тарельчатым питателями. Затем шихта поступает
в узел влажного перемешивания, в начале которого в
смесь добавляется жидкий компонент. Узлы перемеши-
вания идентичны по конструкции. Каждый представляет
собой два вала, снабженных чередующимися лопастями
и витками замкнутого шнека и помещенных в корытооб-
разный корпус. Вращающиеся валы проталкивают мате-
риал с одного конца к другому при одновременном пере-
мешивании компонентов. Готовая смесь выдается непре-
рывно.
В цехе порошковой металлургии Волжского автомо-
бильного завода хорошо работает смеситель роторного
типа. |
В общем случае равномерное распределение частиц
порошков в объеме смеси достигается тем легче и быст-
)ее, чем ближе плотности смешиваемых компонентов.
1ри большой разнице в плотностях наступает явление
своеобразной сегрегации, т. е. расслоения компонентов;
)асслоение компонентов по плотностям может наступить
1 при длительном хранении приготовленной смеси. В этом
случае полезно применить раздельную загрузку компо-
зитов частями: сначала более легкие с каким-либо бо-
iee тяжелым, а затем остальные компоненты. Смешива-
ше лучше проводить в жидкой среде, что, однако, не
юегда экономически целесообразно из-за усложнения
ихнологического процесса.
136
Вопросы для повторения
1. Перечислите основные операции подготовки порошков к уп-
лотнению.
2. Дайте краткую характеристику устройств для классификации
порошков.
3. Расскажите о смесительном оборудовании.
§ 6. ПРЕССОВАНИЕ В СТАЛЬНОЙ ПРЕССФОРМЕ
ОБЩИЕ ЗАКОНОМЕРНОСТИ ПРОЦЕССА ПРЕССОВАНИЯ
Прессование представляет собой формование тел пу-
тем приложения давления к порошку, находящемуся в
закрытой форме (схема простейшей прессформы пока-
зана на рис. 51) или оболочке. В результате деформи-
рования начальный объем сыпучего порошкового тела
уменьшается и формируется брикет, называемый прес-
совкой, заданной формы и размеров. Такое изменение
объема происходит в результате смещения и деформа-
ции отдельных частиц и связано с заполнением пустот,,
образовавшихся при свободной насыпке порошка,,
в том числе и из-за заклинивания частиц в связи с так
называемым арочным эффектом. Для пластичных ме-
таллов деформация вначале ограничена приконтактны-
ми участками исчезающе малой площади, что приводит
к возникновению вблизи них огромных напряжении,
а затем распространяется в глубь частиц.
В случае хрупких материалов деформация проявля-
ется в разрушении и дроблении выступов на поверхно-
сти частиц. Кривая процесса уплотнения порошка
(рис. 52) имеет три характерных участка. Наиболее ин-
тенсивно плотность нарастает на первой стадии (уча-
сток а), когда частицы могут относительно свободно
перемещаться, занимая близлежащие пустоты. Одно-
временно происходит разрушение арок. К концу первой
стадии частицы оказываются упакованными макси-
мально плотно. С этим связан горизонтальный участок
(б) графика уплотнения, так как сопротивление час-
тиц сжатию велико и, несмотря на возрастание давле-
ния, порошок некоторое время не уменьшает своего
объема. И лишь когда давление прессования превысит
сопротивление сжатию порошкового тела, начинается
деформация частиц и третья стадия процесса уплотне-
136
ния (участок в). Чем пластичнее металл, тем при более
низких давлениях начинается уплотнение порошка за
счет деформации частиц. В реальных условиях в про-
цессе прессования происходит наложение указанных
стадий уплотнения, протекающих практически одновре-
менно: деформация некоторых частиц начинается уже
при малых давлениях, даже в момент насыпки порошка
в прессформу, в то время как движение отдельных
^2
/
Рис. 51. Схема про-
стейшей прессформы:
/ — матрица; 2—верх-
ний пуансон; 3 — ниж-
ний пуансон (под-
ставка) ; 4 — порошок
Давление прессовании
Рис. 52. Кривая, характе-
ризующая идеализированный
процесс уплотнения порошка
частиц имеет место и при значительных нагрузках. чИз-
вестные математические зависимости плотности брике-
та от давления прессования не имеют, к сожалению,
универсального характера и пригодны для проведения
соответствующих расчетов лишь ограниченного числа
порошков.
Происходящее при прессовании перемещение частиц
порошка приводит к возникновению давления на стенки
прессформы, которое называют боковым. Оно значи-
тельно меньше приложенного к порошку давления в
основном из-за трения между частицами, заклинивания
и других факторов, затрудняющих смещение частиц
под углом к направлению приложения давления. Меж-
ду боковым давлением и давлением прессования суще-
ствует прямо пропорциональная зависимость, а показа-
тель, соответствующий их отношению, называют коэф-
фициентом бокового давления. Величина
коэффициента бокового давления достаточно велика,
составляет 25—40% и зависит от плотности прессовки,
137
а также физических характеристик порошка, в первую
очередь от пластичности, дисперсности и формы зерен.
Боковое давление не остается постоянным по высоте
прессуемых брикетов, так как существуют силы трения,
возникающие между движущимися частицами порошка
и стенками прессформы. Это так называемое внеш-
нее трение. В результате часть (иногда до 60-—
90%) давления прессования тратится на его преодолев
ние. 53. Схема распреде-
ления плотности по вер-
тикальному сечению бри-
кета, спрессованного од-
носторонним прессова-
нием (давление прило-
жено сверху)
। ние и происходит уменьшение
усилия прессования по высоте
брикета. Следовательно, умень-
шается и боковое давление. В об-
щем случае потери усилия прес-
сования на внешнее трение за-
висят от коэффициента трения
в паре материал прессуемого по-
рошка — материал прессформы,
склонности к схватыванию в этбй
паре, качества обработки стенок
прессформы, наличия смазки, вы-
соты засыпки порошка и диамет-
ра прессформы. С наличием внеш-
него трения связано также не-
равномерное распределение плот-
ности в объеме прессовки. Плот-
ность падает по высоте брикета
в направлении прессования по
мере уменьшения усилия из-за
потерь на преодоление внешнего трения. Неравномер-
ность плотности по высоте брикета особенно заметна в
тех случаях, когда его высота больше диаметра или
максимального поперечного размера.
Если подвергнуть прессованию засыпанные в ци-
линдрическую прессформу одинаковые по массе и высо-
те слои порошка, разделенные прокладками из тонкой
фольги, то отдельные слои в полученной прессовке бу-
дут отличаться один от другого по толщине и форме
(рис. 53). В вертикальном направлении каждый верх-
ний слой оказывается тоньше нижележащего. Изгиб
слоев объясняется тем, что частицы порошка у стенки
прессформы из-за противодействия внешнего трения
продвигаются на меньшее расстояние, чем в центре
брикета. Зона максимальной плотности находится на
некотором удалении от прессующего пуансона, так как
138
сказывается трение частиц и о его торцовую поверх-
ность. В сечении брикета плотность также изменяется:
при одностороннем приложении давления в сечении со
стороны прессующего пуансона плотность увеличива-
ется от центра к периферии, в противоположном сече-
нии — наоборот.
Один из лучших способов уменьшить внешнее тре-
ние и улучшить процесс уплотнения (повысить плот-
ность и обеспечить более равномерное распределение ее
по объему прессовки)—применить смазку. Наиболее
существенное влияние на процесс прессования оказы-
вают активные смазки, изменяющие физико-механиче-
ские свойства порошковых частиц. Например, поверх-
ностно активные смазки понижают прочность тонких
поверхностных слоев частиц, что облегчает их деформи-
рование и способствует уплотнению. Наряду с актив-
ными существуют и так называемые инертные смазки,
не оказывающие какого-либо воздействия на материал
порошка. В качестве смазок используют стеариновую
кислоту и ее соли, парафин, дисульфид молибдена,
масла, олеиновую кислоту, поливиниловый спирт, гли-
церин, камфору и другие вещества. Часто смазку при-
меняют в виде раствора в ацетоне, бензине, бензоле,
четыреххлористом углероде и других легколетучих ор-
ганических средах. В этом случае требуется операция
удаления растворителя, что несколько усложняет и удо-
рожает технологический процесс.
Можно вводить смазку в прессуемый порошок, сма-
зывать ею стенки прессформы или прибегать к комби-
нированному применению этих двух способов. Первый
способ весьма прост и для его осуществления достаточ-
но имеющегося смесительного оборудования, тогда как
второй способ требует больших затрат ручного труда
из-за технических трудностей механизации процесса
смазки стенок прессформы. Количество смазки, вводи-
мой в порошок, зависит от его зернистости и составляет
для поверхностно активных смазок.3—5 г на 1 кг по-
рошка зернистостью 20—50 мкм и 1 г на 1 кг порошка
зернистостью 100—200 мкм. Инертных смазок берут
0,5—1,5% от массы порошка. Чем больше высота-прес-
суемых изделий, тем больше при данном поперечном
сечении нужно вводить смазки.
После спрессовывания для удаления брикета из
прессформы надо приложить некоторое усилие, которое
139
называют давлением выталкивания. Оно про-
порционально давлению прессования и зависит от вели-
чины коэффициента внешнего трения и упругих свойств
материала порошка. Обычно давление выталкивания
принимают равным 20—35% от давления прессования,
и оно тем больше, чем выше прессуемый брикет и мень-
ше площадь его поперечного сечения. В принципе, дав-
ление выталкивания должно было бы соответствовать
величине потери давления на трение порошка о стенки
прессформы.
Однако практически оно всегда меньше ее. Это
связано с самопроизвольным увеличением размеров
прессовки при снятии с нее давления в результа-
те действия внутренних напряжений, возникающих в
процессе уплотнения порошка. Такое явление носит на-
звание упругого последействия и имеет место
и после выпрессовывания брикета из матрицы пресс-
формы, иногда даже в течение нескольких дней.
В связи с этим при изготовлении изделий точных
размеров срок хранения прессовок перед спеканием не
должен превышать нескольких часов. Величина упру-
гого последействия зависит от характеристик прессуе-
мого порошка: дисперсности, формы и состояния по-
верхности частиц, содержания окислов, механических
свойств материала, давления прессования, смазки, уп-
ругих свойств матрицы прессформы и пуансонов и дру-
гих факторов. В направлении прессования упругое
последействие больше, чем в поперечном направлении,
так как приложенное усилие прессования всегда значи-
тельно больше бокового давления. Кроме того, этому
способствует и упругая деформация матрицы прессфор-
мы, благодаря которой после снятия давления высота
брикета увеличивается. С увеличением давления прес-
сования упругое последействие возрастает, так как рас-
тут упругие напряжения. Однако в области высоких
давлений (5—6 тс/см2 и выше) оно несколько снижает-
ся в связи с возрастанием прочности прессовки. Упру-
гое последействие у брикетов из порошков хрупких и
твердых металлов больше, чем у брикетов из мягких и
пластичных порошков. Это объясняется тем, что при
одном и том же давлении прессования прочность прес-
совки из более твердых материалов меньше и для них
возрастает роль упругой деформации по сравнению с
пластической.
140
ПРАКТИКА ПРЕССОВАНИЯ
Дозировка порошка
Расчет навески, дозирование и засыпка порции по-
рошка в матрицу прессформы занимают важное место
при осуществлении процесса прессования. Правиль-
ность выбора навески — одно из основных условий из-
готовления деталей заданных размеров и формы. Об-
щепринятой является расчетная формула для величины
навески Q, г:
= (29)
\ 1UU/
где ук — плотность беспористого (компактного) ма-
териала, г/см3;
V — объем спеченного изделия, см3;
П—фактическая пористость спеченного изде-
лия, %;
К.! — коэффициент, учитывающий потери порош-
ка при прессовании и зависящий от точно-
сти изготовления деталей прессформы,
1,005—1,01;
/Са—коэффициент, учитывающий потерю массы
брикетом при спекании в результате восста-
новления окислов и удаления примесей,
1,01—1,03.
При прессовании смесей разнородных порошковых
компонентов их плотность ук определяется по правилу
аддитивности:
ук =-----------—------------г/см8, (30)
Т1 Та Та Тл
где уо у2, Тз> .... Тл — плотности отдельных компонен-
тов смеси, г/см3;
а2, о3» содержание отдельных компонен-
тов в смеси, % (по массе).
Вместо расчета аддитивной плотности можно ис-
пользовать результаты прямого определения пикномет-
рической плотности материала.
Цример. Необходимо рассчитать при прессова-
нии навеску порошка материала ЖГр1ДЗ (96% Fe, 1%
141
С и 3% Си), обеспечивающую получение цилиндрической
детали диаметром и высотой 20 мм с конечной пори-
стостью 20%. Сначала по формуле (30) найдем адди-
тивную плотность указанного материала, приняв плот-
ности Fe, С и Си равными соответственно 7,8, 2,2 и
8,8 г/см3:
=________100 =__________100______=
VK— 96_,_1_,_3_ ~ 12,308+0,454+0,341
7,8+ 2,2 + 8.8
= 100 = 7,632 г/см3.
13,103
Определяем объем детали:
,, nD2 , 3.14-22
V = — h =------------- 2 = 6,28 см3
4 4
Принимаем значения коэффициентов Ki и К2 равны-
ми соответственно 1,01 и 1,02. В соответствии с форму-
лой (29) рассчитываем требуемую навеску порошка:
Q = 7,632-6,28- (1 — —'J 1,01 • 1,02 = 7,632-6,28-0,8 х
100/
X 1,01-1,02 = 39,5 г.
Дозирование осуществляют весовым или объемным
способами в зависимости от типа прессового оборудо-
вания и проводят вручную или посредством автомати-
ческих дозаторов. Ручная дозировка оправдывает Ьебя
лишь при производстве сравнительно крупных из-
делий.
В этом случае целесообразно для повышения про-
изводительности труда выделить специального рабоче-
го-дозировщика, который сможет обслуживать несколь-
ких прессовщиков, занятых на изготовлении однотип-
ных прессовок. Для автоматической развески порошка
применяют дозаторы различной конструкции. Напри-
мер, в дозаторе коромыслового типа (навески 5—500 г,
производительность до 600 навесок в час, точность до-
зирования ±0,24-0,3%) порошок из вибробункера по-
падает в емкость, являющуюся коромыслом весов.
Поступление в нее заданного количества порошка обес-
печивается специальной электрической схемой, управ-
ляющей открыванием и закрыванием заслонки на вы-
142
ходе порошка из вибробункера. При объемной дозиров-
ке количество порошка, подлежащее уплотнению,
отмеряют специальной меркой или путем заполнения
порошком полости матрицы прессформы, отрегулиро-
ванной на определенный объем. На рис. 54 показана
Рис. 54. Схема объемной автоматической дозировки:
а — засыпка порошка в прессформу; б — прессование; в — выпрессовы-
вание; / — матрица прессформы; 2, 3 —пуансоны; 4 —плунжер прес-
са; 5 —плита пресса; 6 — прессуемый порошок; 7 — питатель дозирую-
щего приспособления
принципиальная схема автоматического дозирования
с помощью кассеты-питателя.
После заполнения порошком засыпной полости
матрицы прессформы питатель отводится в сторону
(рис. 54, а, б), а после выпрессовывания брикета снова
подается к освободившейся полости матрицы для за-
сыпки (рис. 54, в). Бункер, из которого порошок пода-
ется в питатель, может быть стационарным или дви-
гаться вместе с ним. Работа объемных дозаторов тща-
тельно согласована с движением прессующих пуансо-
нов или рабочего органа пресса, передающего нагрузку
на них. При объемной дозировке важно, чтобы порошок
обладал высокими и стабильными технологическими
свойствами. В частности, нужны хорошая текучесть
и постоянство насыпной массы порошка. В противном
случае порошок не будет успевать наполнить полость
матрицы прессформы и его весовое количество в ней
будет каждый раз разным. Для улучшения текучести
применяют предварительное гранулирование прессуе-
мого Материала обкаткой во вращающемся барабане,
в том числе с увлажнением (например, бензином), или
143
протиркой пористых брикетов через сетку с крупными
ячейками порядка 0,4—0,8 мм. В настоящее время вместо
гранулирования прибегают к установке вибраторов на
питающем бункере пресса, что экономичнее.
Независимо от способа дозирования при заполнении
матрицы прессформы необходимо обеспечить в ней рав-
номерное распределение порошка и горизонтальность
его поверхности. Это достигается различными путями,
например вибрированием прессформы (вручную или
механически) или применением специальных разравни
вателей, когда прессуют крупные брикеты.
Прессформы
При уплотнении порошка в простейшей прессформе
одностороннего прессования, показанной на рис. 51,
матрица обеспечивает формирование боковой поверх-
ности прессовки и служит для размещения заданной
навески, нижний пуансон формирует нижнюю поверх-
ность прессовки и предотвращает высыпание порошка
из матрицы, а верхний пуансон служит для формирова-
ния верхнего торца прессовки и передачи на порошок
прессующего усилия. Для выпрессовывания удаляют
нижний пуансон, устанавливают специальную подстав-
ку с центральным отверстием и верхним пуансоном вы-
талкивают изделие из прессформы. Если аналогичная
прессформа смонтирована в столе пресса, выталкива-
ние брикета производят снизу, как правило, или сверху
соответственно нижним или верхним пуансоном или
специальным толкателем.
В подавляющем большинстве применяемые в произ-
водствах порошковой металлургии прессформы более
сложны по конструкции и, кроме указанных трех ос-
новных элементов, имеют различные вспомогательные
детали и приспособления: детали крепления, пружины,
приспособления для засыпки порошка и выталкивания
прессовки, стержни для формирования в ней отверстий.
Различают прессформы съемные, стационарные и для
автоматических прессов. Независимо от типа и конст-
рукции прессформа должна обеспечивать равномерную
плотность во всех частях прессуемого изделия, форма
и размеры которого должны соответствовать заданным,
делать возможным простую выпрессовку брикета,
иметь надежную и долговечную конструкцию. Изделие
144
должно быть максимально упрощено по форме. Чем
выше группа сложности изделия (всего их семь), тем
сложнее конструкция пресс-инструмента. При необхо-
димости прессования изделий с отношением высоты к
диаметру более единицы
стороннего прессования.
В этом случае матрица
может быть неподвижна
(усилие прикладывают
к верхнему и нижнему
пуансонам), подвижна
или «плавать», опираясь
на пружины (усилие
прикладывают к верхне-
му пуансону). Схема од-
ной из таких прессформ
приведена на рис. 55.
При двустороннем прес-
совании и одновременном
движении верхнего и ни-
жнего пуансонов или
верхнего пуансона и мат-
рицы величины их пере-
мещений должны быть
равными.
Для прессования из-
делий очень сложной
формы применяют верх-
ние или нижние состав-
используют прессформы дву-
Рис. 55. Схема прессформы для прес-
сования втулок с наружным верхним
буртом:
1 — матрица; 2, 9 — составные элемен-
ты нижнего пуансона; 3 — верхний
пуансон; 4 — кольцо; 5 — винт; 6 — обой-
ма; 7 —упор; S —пружина
ные пуансоны с несколь-
кими подвижными частями, количество которых соот-
ветствует числу изменений размеров по высоте изде-
лия. При этом должен соблюдаться принцип равен-
ства обжатия для всех вертикальных сечений прес-
совки. Это достигается установкой пуансонов на раз-
личной высоте, обеспечением независимого движения
каждого из пуансонов.
При конструировании прессформы основные разме-
ры пуансонов и внутренней полости матрицы определя-
ются размерами прессуемого изделия с учетом техноло-
гических и физических свойств порошка, усадки при
спекании, припусков на последующую обработку. Рас-
чету подлежат высота и диаметр (поперечный размер)
^внутренней полости матрицы, диаметр стержня, форми-
rio—193 145
рующии отверстие в изделии, или размеры составных
пуансонов, а также высота верхнего и нижнего пуансо-
нов. Зазоры между сопрягающимися деталями пресс-
формы должны обеспечивать выход воздуха, имеюще-
гося в порах порошковой засыпки. Однако в такие за-
зоры не должен просыпаться порошок, иначе будет
увеличиваться износ прессформы и уменьшаться точ-
ность изготовления изделия. Рассчитав необходимые
размеры основных и вспомогательных деталей пресс-
формы, обязательно проверяют их на прочность.
Для изготовления деталей прессформ применяют
инструментальные и износостойкие стали, легирован-
ные хромом, марганцем, вольфрамом и другими эле-
ментами. Рабочую поверхность матрицы подвергают
хромированию, сульфидированию и другим методам уп-
рочнения. Ее твердость должна составлять 60—65 HRC.
в противном случае матрица быстро изнашивается.
Широкое распространение получают матрицы из твер-
дых сплавов, срок службы которых в десятки раз боль-
ше, чем стальных. Пуансоны после термообработки
должны иметь твердость 56—60 HRC.
Прессы
Основным назначением прессующих устройств явля-
ется техническое решение с их помощью сложной зада-
чи формования изделий заданных формы, размеров в
свойств. Это достигается конструкцией пресса, которая
должна обеспечивать достаточное давление на прро-
шок, возможность регулирования засыпки порошка в
матрицу, хода и скорости прессования и выталкивания,
синхронизирование ходов составных пуансонов, жест-
кость конструкции и ее устойчивость против абразивно-
го износа под воздействием прессуемого материала,
простоту систем смазки и удобное расположение меха-
низмов управления и регулировки. При разработке
прессов для порошковой металлургии в нашей стране
принята исходная шестизначная шкала мощности: 1;
1,6; 2,5; 4; 6,3 и 10 т. Умножив число исходной шкалы
мощности на 10, получают второй порядок мощностей:
10; 16; 25; 40; 63 и 100 т. Для получения третьего по-
рядка мощностей умножают еще раз на 10: 100; 160;
250; 400; 630 и 1000 т. Дальнейший выбор мощности
пресса произволен.
Гидравлические прессы. Действие гидрав-
146
лического пресса основано на законе гидростатического
давления Паскаля, сформулированном £ 1968 г.: внеш-
нее давление на жидкость передается ею во все сторо-
ны равномерно. В по-
рошковой металлургии
чаще используют верти-
кальные прессы верхне-
го давления (рис. 56) с
усилием от 4—10 тс до
5—10 тыс. тс. В прессе
нижнего давления рабо-
чий цилиндр располо-
жен внизу, верхняя пли-
та неподвижна, а пере-
мещается стол пресса.
Для перемещения плун-
жера пресса используют
рабочую жидкость (во-
да, масло или эмуль-
сии). Воду, хотя она и
дешева, применяют ред-
ко, так как она вызыва-
ет усиленное корродиро-
вание аппаратуры. Наи-
более распространено
масло, особенно для
прессов с индивидуаль-
ным приводом. Эмуль-
сии широко применяют в
Рис. 56. Схема пресса верхнего дав-
ления:
1 — рабочий плунжер; 2 — рабочий ци-
линдр; 3 — стол; 4 — подвижная пли-
та; 5 — неподвижная поперечина;
6 — колонна; 7 — гайка; 8 — выталки-
вающий цилиндр; 9 — выталкивающий
плунжер; 10 — цилиндр обратного дей-
ствия; 11 — плунжер цилиндра обратно-
го действия
прессовых установках с
групповым приводом.
Усилие пресса создается
рабочей жидкостью вы-
сокого (200 или 320 кгс/
/см2) или низкого (8 кгс/
/см2) давления, подавае-
мой в гидравлическую систему горизонтальными или
вертикальными насосами плунжерного типа, а также
ротационными насосами. Номинальную величину уси-
лия рн определяют по формуле
'’'T'sW
(31)
где р — рабочее давление жидкости, кгс/см2;
j D — диаметр плунжера пресса, см.
Й0* 147
Из-за потерь давления на преодоление трения в ра-
бочем цилиндре действительное усилие, развиваемое
прессом, на 15% ниже номинального. В процессе прес-
сования усилие, развиваемое прессом, контролируют
по манометру, фиксирующему давление рабочей жид-
кости на плунжер. Зная величину давления, необходи-
мого для формирования прессовки с заданными пара-
метрами, которая зависит от свойств порошка и может
быть определена экспериментально или рассчитана по
математическим зависимостям плотности от давления
прессования, находят требуемое манометрическое дав-
ление прессования (рм, кгс/см2) по формуле
Рм — Руд ,
^пл
(32)
где рУд—удельное давление прессования, т. е. тре-
буемое усилие прессования на единицу
площади сечения прессовки, перпендику-
лярного направлению приложения давле-
ния (например, при вертикальном прило-
жении давления — на единицу площади
поперечного сечения прессовки), кгс/см2;
Snp—площадь сечения прессовки, перпендику-
лярного направлению приложения давле-
ния, см2;
5ПЛ—площадь поперечного сечения прессующе-
го плунжера пресса, см2.
Пример. Определить величину манометрического
давления прессования ца вертикальном гидропрессе с
плунжером диаметром (£>) 16 см прессовки диаметром
(d) 8 мм, если удельное давление прессования должно
составлять 4 тс/см2. В соответствии с формулой (32)
nd2
рл = 4000 = 4000 = 10 кгс/см2.
лР8 168
4
Для обеспечения равномерного поступления рабо-
чей жидкости применяют гидравлические аккумулято-
ры, накапливающие ее в период уменьшенного расхода
(холостой ход, выталкивание) и подающие ее в рабо-
чий цилиндр пресса, когда расход превышает произво-
ле
дительность насоса (рабочее усилие прессования). Наи-
более распространены грузовые и пневматические ак-
кумуляторы. В первом из них избыточная рабочая
жидкость поднимает плунжер с прикрепленным к нему
грузом, а при недостатке рабочей жидкости плунжер
опускается под действием груза. Пневматический акку-
мулятор, называемый также воздушно-беспоршневым,
работает за счет наличия в нем сжатого воздуха.
Воздух
200л г с/см2
Рис. 57. Схема насосно-аккумуляторной установки:
/ — насосы; 2 —обводной вентиль; 3 — фильтр; 4 —обратный кла-
пан; 5 —резервуар гидравлической жидкости; 6, 8 — предохрани-
тельные клапаны; 7 — пневматический аккумулятор; 9 — запорный
вентиль; 10 — пневматический аккумулятор высокого давления;
// — дистрибутор
На рис. 57 приведена типовая схема насосно-акку-
муляторной установки, работающей при давлениях 8 и
200 или 320 кге/см2. Рабочая жидкость высокого давле-
ния подается в гидросистему насосами 1. С линией вы-
сокого давления соединены аккумулятор высокого
давления 10 и дистрибутор 11, управляющий поступле-
нием рабочей жидкости высокого и низкого давления
в пресс и из него. Жидкость из пресса поступает в сеть
низкого давления, с которой соединен аккумулятор
низкого давления 7 и фильтры 3, очищающие рабочую
жидкость от механических загрязнений.
Гидравлические прессы, кроме главного плунжера,
149
имеют и другие плунжеры: выталкиватели, питатели, го-
ризонтальные для создания бокового давления при
прессовании на вертикальном прессе. Управление рабо-
той пресса может быть ручное, полуавтоматическое и
автоматическое, осуществляемое при помощи шпин-
дельных, золотниковых и клапанных распределителей.
Рис. 58. Схема золотникового управления автоматическим прессом:
а, б, в — отверстия; 1С—5С — электромагниты клапанов; 1 — спаренный ло-
пастной насос; 2, 8, 13, 15—19 — клапаны; 3 —цилиндр выталкивателя; 4 — вы-
талкиватель; 5 — цилиндр питателя; б — плунжер питателя; 7 —дроссельный
вентиль; 9 — подвижная плита; 10 — главный (рабочий) плунжер; // — глав-
ный цилиндр; 12 — бак; 14 — трубопровод
Одна из схем регулирования подачи рабочей жидкости
по цилиндрам пресса соленоидными золотниковыми
распределителями показана на рис. 58. При включении
электромагнитов 2С и ЗС золотник клапана 18 переме-
щается вправо, а золотник клапана 17 опускается.
Жидкость нагнетается спаренными насосами 1 через
клапан 19, клапан 18 и клапан предварительного за-
полнения 13 в рабочую полость цилиндра 11, а из што-
ковой полости этого цилиндра жидкость выдавливается
150
в бак 12 через клапаны 18 и 2. Удельное давление жид-
кости в штоковой полости превышает удельное давле-
ние в рабочей полости и поэтому, поступая через отвер-
стие б в нижнюю часть клапана 13, жидкость поднима-
ет поршень клапана, открывая вход жидкости из бака
12 в рабочую полость главного цилиндра 11, что уско-
ряет опускание рабочего плунжера. С началом уплот-
нения вес подвижных частей пресса — рабочего плун-
жера, подвижной плиты 9 и верхней части прессформы
(пуансона)—воспринимает прессуемый порошок, что
уменьшает давление масла в штоковой полости; клапан
13 закрывается и дальнейшее поступление масла обес-
печивается только насосом 1. Когда в гидравлической
системе установится определенное промежуточное дав-
ление, на которое отрегулирована пружина клапана 16,
последний открывается и нагнетаемое масло сливается
в бак. Затем происходит выдержка при давлении прес-
сования, величина которого регулируется пружиной
клапана 15.
По окончании выдержки включается электромагнит
4С, золотник клапана 18 перемещается в крайнее левое
положение, пропуская жидкость от насоса в штоковую
полость рабочего цилиндра через отверстие а, причем
масло из рабочей полости сливается в бак через клапа-
ны 13, 18 и 2. Повышение давления в штоковой поло-
сти вызывает поднятие поршня клапана 13 и масло из
рабочей полости передается непосредственно в бак 12.
Когда рабочий плунжер поднимается в исходное поло-
жение, штоковая полость соединяется через отверстие
б и трубопровод 14 с рабочей полостью и плунжер ос-
танавливается. Для подъема выталкивателя выключа-
ется электромагнит 4С и включается электромагнит
5С, золотник 18 устанавливается в среднем положении,
а золотник 2 перемещается вправо. Масло от насоса
через клапаны 19, 18 и 2 поступает в рабочую полость
цилиндра выталкивателя 3, а масло из штоковой по-
лости через клапан 8 сливается в бак. Вытолкнутое из
прессформы изделие сбрасывается сжатым воздухом,
подаваемым через электроуправляемый клапан (на
схеме не показан). Затем выключается электромагнит
5С и включается электромагнит 1С, рабочая полость
цилиндра 3 соединяется с насосом, а штоковая — со
сливным баком и выталкиватель опускается. Одновре-
менно плунжер 6 перемещается влево, производя за-
151
грузку прессформы порошком. Дроссельный вентиль 7
служит для регулировки скорости перемещения плун-
жера. После загрузки порошка выключается электро-
магнит 1С и плунжер питателя возвращается в исход-
ное положение. Цикл повторяется.
Гидравлические прессы обеспечивают возможность
плавного уплотнения со сравнительно малыми скорос-
тями, что важно при прессовании мелких порошков
Рис. 59. Схема коленно-рычажного пресса
большими удельными давлениями. Они также позвбля-
ют прибегать к любым выдержкам прессовки под дав-
лением прессования и регулировать режим прессо-
вания.
Механические прессы. По типу привода ме-
ханические пресс-автоматы, имеющие широкое приме-
нение в порошковой металлургии, принято подразде-
лять на кривошипные, кулачковые и фрикционные. Но-
минальное усилие прессов 10—100 тс.
В кривошипном прессе простого действия рабочее
давление создается ползуном-пуансоном, непосредст-
венно связанным с кривошипом. Вращательное движе;
ние кривошипно-шатунного механизма осуществляется
зубчатым или ременным одно- и многоступенчатым при-
водом от электродвигателя. Максимальная производи-
тельность 40—50 прессовок в минуту, обычная 10—20,
152
в зависимости от скорости работы прессов, составляю-
щей 5—50 ходов в минуту.
Более распространены кривошипно-коленные прес-
сы (рис. 59), у которых между шатуном и ползуном-пу-
ансоном помещены два добавочных звена в виде шар-
нирного треугольника; одно из них упирается в непод-
вижную подушку станины, а другое связано с ползуном
и осуществляет его перемещение в направлении стани-
ны. Коленчатый вал и шатун вынесены за ось ползуна.
Благодаря такой схеме рабочие скорости ползуна в
конце хода значительно ниже скоростей ползуна при
обычном кривошипно-шатунном механизме; имеется
возможность получить большие усилия на ползуне в
конце хода при более легком приводе и увеличивается
жесткость пресса за счет передачи усилий на массивные
звенья шарнирного треугольника. Механизм прессова-
ния состоит из шатуна 1 и верхнего 2 и нижнего 3 прес-
совых рычагов, приводимых в движение электродвига-
телем через коленчатый вал 20 и шатун 1. Верхний ры-
чаг шарнирным сочленением соединен с тягами 4,
передающими возвратно-поступательное движение
нижней раме 5, и нижним пуансоном 6. Верхний рычаг
осью 7 шарнирно соединен с нижним, сочлененным
шарниром с ползуном 8, на котором и закреплены верх-
ние пуансоны 9. Нижний прессовый рычаг 3 соединен с
осью 7 при помощи овального отверстия, поэтому на
первой стадии прессования давление равно лишь массе
верхних пуансонов 9, ползуна 8 и рычага 3. После окон-
чания свободного хода оси 7 начинается сжатие порош-
ка верхними пуансонами с одновременным опусканием
нижних пуансонов в результате сжатия пружины 10.
Эта стадия прессования продолжается до того момен-
та, когда сопротивление порошка уплотнению и упру-
гость пружины 10 уравновесят массу деталей прессую-
щего механизма. После этого тяги 4, подвижная рама 5
и нижние пуансоны 6 под действием верхнего прессово-
го рычага перемещаются свободно вверх до упора ра-
мы 5 в заплечики 11. С этого момента начинается дву-
стороннее прессование порошка и последующая выдерж-
ка под давлением, которое практически одинаково снизу
и сверху. По окончании выдержки шатун пресса на-
чинает двигаться влево, а верхние пуансоны поднима-
ются вверх. Выталкивание прессовки на уровень стола
12 осуществляется специальными механизмами, состоя-
153
Щими из рычагов 13, 14 и тяги 15, приводимыми в дви-
жение нажимом на ролик 16 профилирующей направ-
ляющей планки 17, закрепленной на приводном колесе
18. Прессуемый порошок из бункера при помощи ка-
ретки подается в прессформу 19. Коленчатый вал 20
Рис. 60. Развернутая схема работы двухпозиционной ротационной таблеточ-
ной машины:
/ — электродвигатель; 2 — маховик регулятора давления; 3, /5—копиры вы-
талкивателя; 4, И—ролики; 5 —пружины; 6, /3 — прессующие копиру; 7,
9 — дозировочные копиры; 8 — маховик регулятора высоты таблеток; 10 — ниж-
ний пуансон; 11 — распределитель порошка с барьером для сталкивания гото-
вых таблеток; 12 — верхний пуансон; 16 — ротор; /7 — червячный венец;
/3 —вал; 19 — червяк; 20 — клиноременная передача
приводится в движение от электродвигателя через си-
стему зубчатых колес.
В отличие от кривошипных кулачковые прессы ха-
рактеризуются независимым движением верхнего и
нижнего пуансонов, так как они не имеют постоянной
жесткой связи между главным валом и ползуном. Ве-
дущим звеном у кулачковых машин является эксцент-
рик или кривошип, выполняющий роль кулачка. Наи-.
более интересной и производительной разновидностью
такого типа пресса являются ротационные машины
(роторные пресс-автоматы), одна из схем которых при-
ведена на рис. 60. Ротор 16 приводится во вращение от
154
электродвигателя 1 через клиноременную передачу 20
и червяк 19. На окружности ротора расположены мат-
рицы прессформ (до 60 шт.), в которые засыпают прес-
суемый порошок из двух бункеров. Над матрицами и
под ними расположены верхние 12 и нижние 10
пуансоны, скользящие по копирам. На участке копи-
ров 7 и 9 происходит окончательная дозировка порош-
ка, на участке копиров 6 и 13 порошок уплотняется, а
под давлением пуансонов и роликов 4 и 14 прессуется
в брикет, выталкиваемый затем нижним пуансоном.
Номинальное усилие таких машин 6,3—25 тс, что огра-
ничивает их применение прессованием изделий сравни-
тельно небольших размеров и не слишком сложных по
форме.
Фрикционные прессы в порошковой металлургии
имеют ограниченное применение.
В табл. 7 приведены основные характеристики неко-
торых из моделей механических прессов, выпускаемых
в нашей стране.
а б л и ц а 7
характеристики некоторых механических прессов
Модель
пресса
Число ходов
в минуту
Модель
пресса
Число ходов
в минуту
16
16
25
40
40
80
19
17, 22
9, 12, 15, 18,
23, 30
КО-624
КО-628
К-8130
25
63
100
80 10,12, 16,20,
25,32,40
125 10,12,16,20,
25,32
150 5,6,8,10,
13,16,20,25
к *
О
Виды брака при прессовании
Наиболее распространенным видом брака являются
поперечные или диагональные трещины, нарушающие
целостность прессовки. Их появление обусловлено тем,
что при выталкивании йрессовки из матрицы происхо-
дят одновременно два противоположных процесса —
эасширение выходящего из матрицы брикета и посте-
1енное сжатие самой матрицы. В результате имеющих
155
место деформаций по границам их действия и возникают
трещины. Причинами трещин могут быть технологиче-
ские факторы и ошибки при конструировании пресс-
форм и изделий. Более вероятно возникновение тре-
щин с уменьшением прочности брикетов при высоких
давлениях прессования в связи с ростом упругих сил,
в случае неравномерного распределения компонентов
порошковых смесей по объему прессовки.
Неправильная конструкция прессформы или ее пе-
рекос при прессовании приводят к неравномерному
сбросу давления, что вызывает дополнительные напря-
жения в прессовке при удалении ее из прессформы.
К трещинам приводит слишком медленная выпрессов-
ка и в особенности остановки во время выпрессовыва-
ния. Способствует появлению трещин также наличие в
прессуемом изделии тонких стенок или резких пере-
ходов.
Часто при прессовании наблюдается неравномерная
плотность в отдельных местах прессовки или непро-
прессовка, вызванные неравномерным распределением
прессуемого материала по объему прессформы, низким
давлением прессования или занижением навески при
прессовании до упора.
Возможен брак по размерам, связанный с увеличе-
нием упругого последействия в случае повышения же-
сткости порошка, неправильной конструкцией или раз-
мерами прессформы, неточностью дозирования порош-
ка или нарушением режима прессования. «Задиры»
матрицы приводят к многочисленным рискам на по-
верхности прессовки, а недостаточно качественная об-
работка рабочей поверхности пуансонов — к сколам на
торцах брикета, особенно на кромках.
При появлении брака необходимо установить его
причины и принять меры к их устранению путем подбо-
ра соответствующих удельных давлений прессования,
изменения размеров и конструкции прессформы или
детали, а также, варьируя свойства порошка. Брац при
прессовании составляет 2—3%.
Бракованные по тем или иным признакам прессовки
в большинстве случаев, хотя и не всегда, могут быть
возвращены в производство после соответствующего
дробления и измельчения. Иногда получаемый при этом
порошок небольшими порциями подмешивают к исход-
ному материалу.
156
Обязанности прессовщика
Перед началом работы необходимо проверить нали-
чие тары для укладки прессовок, ветоши для протирки
пресса и прессформ, смазки и других материалов и
приспособлений. Приступать в работе на прессе разре-
шается только после соответствующего указания ма-
стера или наладчика. Первые детали прессовщик обя-
зан спрессовать в присутствии наладчика. После вклю-
чения привода пресса необходимо проверить ход
ползуна путем включения или отключения кнопок
«вниз» и «вверх» или поворота рукоятки «влево» и
«вправо» от нейтрального положения. Путем нажатия
кнопок «пуск» и «стоп» следует убедиться в правильно-
сти работы тормоза. Далее необходимо проверить со-
стояние прессформы и провести пробные прессов-
ки, вес, размеры и качество которых следует про-
контролировать. В процессе работы определение ука-
занных параметров прессовок периодически повто-
ряют.
Прессовщик должен уметь: прессовать изделия на
прессах различных типов, используя соответствующий
пресс-инструмент; подготавливать к прессованию необ-
ходимые инструменты и приспособления; дозировать
порошки в матрицы съемных ручных прессформ; опре-
делять основные причины брака и принимать меры к
их устранению; пользоваться мерительным инструмен-
том и контролировать заданные параметры прессовок;
рассчитывать навеску и давление прессования; запол-
нять паспорт на спрессованные брикеты.
В зависимости от квалификации прессовщик дол-
жен знать с той или иной полнотой не только о непо-
средственно выполняемых им операциях, но и о техно-
логических процессах и видах продукции цеха, в кото-
ром он трудится; иметь представление об основных
свойствах прессуемых порошковых материалов и де-
тально знать их технологические свойства; знать прие-
мы прессования брикетов на прессах различных типов
и устройство прессов, имеющихся в цехе, их характери-
стики и назначение отдельных узлов; иметь четкое
представление о способах дозирования и засыпки по-
рошка в прессформу и основных закономерностях про-
цесса прессования; неукоснительно соблюдать последо-
вательность операций при прессовании и технологиче-
> 157
скую дисциплину; строго соблюдать инструкции по
технике безопасности; принимать меры к более рацио-
нальной организации своего труда.
Вопросы для повторения
1. В чем сущность процесса прессования?
2. Что такое боковое давление и его коэффициент?
3. Каково распределение плотности в объеме прессовки (по вы-
соте и сечению)?
4. Как рассчитать навеску порошка при прессовании?
5. Дайте характеристику способов дозирования порошка.
6. Расскажите о классификации прессов.
7. Как определить величину манометрического давления прессо-
вания?
8. Перечислите виды брака при прессовании и укажите их при-
чины.
9. Каковы обязанности прессовщика?
§ 7. ВАРИАНТЫ ПРОЦЕССА ФОРМОВАНИЯ
ИЗОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Изостатическим называют прессование в эластичной
оболочке под действием всестороннего сжатия. Если
сжимающее усилие создается жидкостью, прессование
называют гидростатическим, а если газом — га-
зостатическим.
При гидростатическом прессовании порошок засы-
пают в резиновую оболочку толщиной 0,1—0,15 мм и
помещают ее в рабочую камеру гидростата, в которой
после герметизации создают требуемое давление жид-
костью (масло, вода, глицерин), накачиваемой насо-
сами высокого давления. В этом случае почти отсутст-
вует трение частиц порошка о стенки оболочки, так как
те из них, которые прилегают к оболочке, перемеща-
ются в основном вместе с ней. В связи с равенством и
равномерностью сжимающих усилий во всех направле-
ниях коэффициент бокового давления равен единице.
Плотность различных участков получаемой прессовки
практически одинакова. При этом величина удельного
давления прессования для ее достижения значительно
меньше, чем при прессовании в стальных прессформах
Как правило, порошок, находящийся в оболочке, Д°
приложения к нему давления подвергают вибрирова-
нию, что обеспечивает равномерную плотность засыпки,
158
И дегазации, иначе воздух, имеющийся в порах засыгь
ки, будет препятствовать уплотнению. Гидростатиче-
ским прессованием получают цилиндры, штабики, тру-
бы, шары, тигли и другие изделия сложной формы.
Масса брикета может достигать 500 кг. На рис. 61 при-
ведена схема установ-
ки гидростатического
прессования для про-
мышленного производ-
ства крупных загото-
вок. Для герметиза-
ции канала пресс-ка-
меры применены спе-
циальные затворы с
упруго расширяющим-
ся кольцом. Верхний
затвор 9 имеет прохо-
дящую через централь-
ное отверстие втулки 6’
штангу, на верхний ко-
нец которой навернут
рым-болт 3 с гнездом
для присоединения вен-
тиля. При помощи гай-
ки 4, опирающейся на
шарикоподшипник 5,
производится предва-
рительное уплотнение
затвора. К штанге ана-
логичного по конструк-
ции нижнего затвора
10 присоединен трубо-
провод высокого дав-
ления 12. Корпус
пресс-камеры 8 выпол-
нен в виде трехслойно-
го скрепленного цилин-
дра. Для запирания
пресс-камеры примене-
на упорная байонет-
ная втулка 6, входя-
щая в соответствую-
щие пазы верхней
^круглой плиты 7. Коль-
рис. 61. Установка для гидростатического
прессования:
/ — шпилька; 2 —гайка; 3 — рым; 4 —гай-
ка затвора; 5 — упорный подшипник;
6 —упорная втулка; 7 — верхняя плита;
8 — корпус пресс-камеры; 9 — верхний за-
твор; 10 — нижний затвор; // — опора;
/2 — трубопровод высокого давления;
13 — нижняя плита
159
цо верхнего затвора упирается во втулку 6, которая че-
рез байонетное соединение передает усилие верхней пли-
те 7, притянутой к корпусу 8 (так же как и нижняя пли-
та 13) при помощи шпилек 1 и гаек 2.
К недостаткам гидростатического прессования надо
отнести трудности выдерживания размеров брикетов
близкими к заданным и необходимость применения ме-
ханической обработки при изготовлении изделий точ-
ных форм и размеров, а также небольшую производи-
тельность процесса.
Газостатическое прессование вхолодную или при
повышенных температурах, позволяющее получать бри-
кеты практически любых материалов с относительной
плотностью, близкой к теоретической, пока не получило
в нашей стране широкого распространения из-за отсут-
ствия соответствующих прессующих устройств — газо-
статов.
Упрощенным вариантом всестороннего обжатия яв-
ляется прессование порошка в утолщенной эластичной
оболочке, помещенной в металлическую прессформу.
Материал оболочки должен: обладать способностью при-
нимать и сохранять определенную форму, соответст-
вующую форме изделия; вести себя подобно жидкости,
что необходимо для равномерной передачи давления на
порошок; иметь определенную упругость, обеспечиваю-
щую возвращение оболочки в первоначальное положе-
ние после снятия давления; не склеиваться с порошком;
быть долговечным и дешевым, допуская многократное
использование. Оболочки можно изготавливать из па-
рафина, воска, водного раствора желатина с добавками
глицерина, эпоксидных смол и резиновой массы. Обо-
лочка из массы на основе натурального каучука с ко-
эффициентом бокового давления, равным единице, по-
зволяет прессовать до 1000 брикетов.
ПРОКАТКА ПОРОШКОВ
Возникший около 70 лет тому назад метод формова-
ния изделий из порошка прокаткой получил промыш-
ленное развитие лишь в последние 25—30 лет. Сущ-
ность метода прокатки (рис. 62) заключается в подаче
порошка из бункера в зазор между двумя вращающи-
мися навстречу один другому валками. Порошок сила-
ми трения между ним и поверхностью вращающихся
160
валков увлекается в зазор и прессуется в равноплотное
изделие, длина которого существенно превосходит ши-
рину при малой толщине, а прочность достаточна для
транспортировки на спекание. Прокатку порошка сле-
дует рассматривать как непрерывное прессование, ко-
торое начинается в очаге деформации, определяемом
Рис. 62. Схемы прокатки:
а — компактного металла; б — порошкообразного металла; в — вертикальная;
г — горизонтальная с гравитационной подачей порошка; д — горизонтальная
с принудительной подачей порошка; / — валки; 2 — бункер; 3 — порошок;
R — радиус валков; Н и Н& — ширина захвата; а — угол захвата; — угол
подачи порошка; h — толщина ленты
углом захвата а, и кончается на выходе ленты из зазо-
ра между валками. При этом объем исходного порошка
уменьшается, так как растет плотность укладки частиц
в нем, но его масса сохраняется постоянной. Поступле-
ние порошка в валки может быть свободным (рис. 62,в,
г) или под давлением (рис. 62,5). В первом случае по-
рошок поступает в очаг деформации под действием соб-
ственной массы, тогда как во втором случае порошок в
валки подается принудительно. Прокатку проводят в
11—193
161
вертикальной (рис. 62, в) или горизонтальной (рис. 62, г,
д) плоскостях, периодически и непрерывно.
А. Н. Николаев предложил для определения плот-
ности заготовки после прокатки уравнение
/ а2 п \
Y = Тнас(1 + “у"] Г/СМ3,
(33)
где апр — приведенный угол захвата, значения которо-
го для некоторых порошков приведены в
табл. 8, рад;
7?—радиус валка, см;
h— толщина заготовки, см.
Таблица 8
Величина приведенного угла захвата для некоторых порошков
Порошок Величина угла
град. радиан
Железный различных марок . Медный Никелевый карбонильный . . Титановый 8°20'—9°40' 10°50' 12°40' 12°20' 0,145—0,169 0,188 0,222 0,215
Толщина и плотность заготовки зависят от химиче-
ского и гранулометрического состава порошка, формы
его частиц, конструкции бункера, давления порошка на
валки, состояния поверхности валков и скорости их
вращения, направления прокатки и других факторов.
Различают три периода прокатки порошка: началь-
ный неустановившийся, установившийся и конечный
нестационарный. В начальный неустановившийся пери-
од заготовка имеет переменные толщину и плотность,
так как плотность порошка, заполняющего зону дефор-
мации, изменяется по высоте. При вращении валков в
зазор между ними увлекаются деформируемые частицы
порошка, которые вызывают расклинивающее действие,
а в очаг деформации поступают новые порции порошка.
В момент, когда процесс вовлечения и прессования по-
рошка уравновешивается сопротивлением стана упру-
гим деформациям, наступает установившийся период
прокатки, в котором спрессованная заготовка, выходя-
щая из валков, имеет постоянную плотность, хотя плот-
ность порошка в зоне деформации переменна. В конеч-
162
ном периоде происходят обратные явления в связи с
разгрузкой валков стана. В начальном и конечном пе-
риодах параллельно с изменением плотности изменяет-
ся давление порошка на валки и в результате упругой
деформации стана изменяется толщина заготовки.
В связи с этим концевые участки проката из порошка
обычно неоднородны по плотности и подлежат обрезке.
Поэтому стремятся к максимальному сокращению дли-
тельности этих периодов.
Более эффективна прокатка подогретого порошка.
Заготовку после прокатки спекают в печах непрерывно-
го действия. В некоторых случаях после спекания при-
меняют еще одну или несколько уплотняющих прокаток
с последующим спеканием. При одновременной прокат-
ке порошков нескольких различающихся металлов или
порошка и листового металла получают многослойный
прокат. В настоящее время широкое распространение
получает прокатка порошка в вакууме или инертной
среде, особенно для порошков химически активных ме-
таллов (титан, тантал, цирконий).
В целом прокатка порошка является более эконо-
мичной, чем прокатка слитков: меньше стоимость обо-
рудования, уменьшается количество отходов металла,
сокращаются капитальные затраты на сооружение про-
катных цехов й эксплуатационные расходы при одновре-
менном повышении качества проката.
Для устранения основного недостатка метода про-
катки, связанного с получением изделий малой толщи-
ны, предложен так называемый циклический способ
прессования, сочетающий непрерывность уплотнения
порошка с прессованием в глухой матрице. Скошенным
пуансоном последовательно обжимают порошок, сво-
бодно насыпанный в желобе, периодически совершаю-
щем возвратно-поступательное движение. Повторение
обжатия позволяет получать прочные и длинные заготов-
ки (бруску), ширина которых лимитируется только мощ-
ностью пресса. При циклическом прессовании можно по-
лучить заготовку с толщиной, равной ширине, в том чис-
ле и многослойную.
МУНДШТУЧНОЕ ПРЕССОВАНИЕ
Мундштучным называют формование заготовок из
;смеси порошка с пластификатором путем продавливания
|ее через отверстие в матрице. В качестве пластифика-
:И* 163
тора применяют парафин, крахмал, поливиниловый
спирт, бакелит. Весьма эффективно производство прут-
ков, труб, уголков и других больших по длине изделий
из плохо прессуемых материалов, в том числе тугоплав-
Г
Рис. 63. Прессформа
для мундштучного
прессования труб
ких металлов и соединений, твердых
сплавов, керметов. При мундштучном
прессовании труб в обойме 1 (рис. 63)
с мундштуком переменного сечения 2
устанавливают звездочку 4 с ввинчен-
ной иглой 3. Над обоймой находится
матрица 6, соединенная с ней гайкой
5. Выдавливание смеси или предвари-
тельно спрессованной заготовки произ-
водят пуансоном 7 через зазор между
иглой звездочки и мундштуком. Стерж-
ни прессуют в такой же прессформе,
но без звездочки с иглой. Высота мун-
дштука в несколько раз больше диа-
метра его выходного очка. Скорость
прохода материала через мундштук не
должна превышать 5—10 мм/с. Более
высокие скорости выпрессовывания
приводят к появлению неравномерной
плотности изделия, вызывающей не-
равномерную усадку и коробление при
спекании. Степень обжатия прессуемо-
го материала (К) должна составлять не менее 90% и
определяется по формуле
К = ^-100%,
S
(34)
где S, s — площади поперечного сечения соответствен-
но матрицы прессформы и выходного отвер-
стия мундштука.
Давление прессования при постоянной степени обжа-
тия минимально при прессовании через мундштук с уг-
лом конуса 90°. Уменьшение этого угла мундштука вы-
зывает увеличение давления выпрессовывания вследст-
вие взаимного заклинивания частиц порошка. Обычно
давление прессования составляет несколько тонн на
квадратный сантиметр.
Как правило, мундштучное прессование проводят
при подогреве продавливаемого материала. В случае
прессования металлов или их сплавов применение по-
164
вишенных температур позволяет обходиться без плас-
тификатора. Так, алюминий и его сплавы прессуют при
400^fiflQLC, медь при 800—900° С, никель при 1100—
1200° С, сталь при 1050—1250° С. Так как химиче-
ски активные металлы (бериллий, цирконий, титан,
уран) при горячей обработке сильно окисляются, при*
меняют защитные среды или прессование в защитных
оболочках (стеклянные, графитовые, металлические —
медь, латунь, медно-железная фольга). После прессо-
вания оболочки чаще всего удаляют механическим пу-
тем, однако возможно также удаление травлением в
растворах, инертных к спрессованному металлу.
ШЛИКЕРНОЕ ФОРМОВАНИЕ
Шликерным называют формование путем заливки
шликера, представляющего собой однородную концент-
рированную взвесь порошка в жидкости, в пористую
форму с последующей сушкой. При этом процесс прес-
сования совершается без приложения внешнего дав-
ления.
Для приготовления шликера используют в основ-
ном мелкие порошки с размером частиц до 5—10 мкм
(преимущественно 1—2 мкм), взвесь которых в жидко-
сти (вода, спирт, четыреххлористый углерод) однородна
и устойчива в течение длительного времени. Количество
твердого составляет 40—70%. Шликер содержит также
некоторое количество добавок (дефлокулянтов), пре-
пятствующих скапливанию частиц и улучшающих смачи-
вание частиц порошка и стенок формы жидкостью.
В качестве добавок используют кислоты, щелочи, раз-
личные соли. Форму для шликерного формования изго-
тавливают из гипса, нержавеющей стали, спеченного
стеклянного порошка, пластика. Чтобы получить заго-
товку, шликер наливают в форму до полного ее заполне-
ния (наливной способ) или заливают непрерывной стру-
ей (сливной способ). Механизм формования заключает-
ся в направленном осаждении твердых частиц на стен-
ках формы под действием направленных к ним потоков
жидкости. Эти потоки возникают в результате впитыва-
ния жидкости в поры гипсовой формы, под влиянием
разрежения или под воздействием центробежных сил,
создающих давление в несколько десятков атмосфер
при так называемом центробежном шликерном формо-
165
вании. Скорость наращивания твердого слоя зависит от
скорости удаления жидкости, размера частиц, соотно-
шения между твердой и жидкой фазами в шликере, тем-
пературы, количества и характера добавок. Время про-
цесса в зависимости от получаемой толщины стенки со-
ставляет 1—60 мин. Для облегчения удаления заготов-
ки внутреннюю поверхность формы покрывают тонким
слоем вещества (мыло, графит, тальк, бумага), препят-
ствующего схватыванию с формуемым материалом. По-
сле извлечения изделия из формы его сушат при НО—
150° С на воздухе, в сушильных шкафах или сушилках.
В последнее время широкое распространение получает
сушка при низких температурах за счет выморажива-
ния жидкости.
Относительная плотность получаемых изделий может
достигать 60%. Связь между частицами обусловлена в
основном механическим зацеплением.
Шликерное формование позволяет изготавливать
трубы, сосуды и изделия сферической и других слож-
ных форм, которые трудно получить указанными выше
методами прессования, особенно в случае уплотнения
хрупких порошкообразных материалов (карбиды, ни-
триды, бориды).
ДИНАМИЧЕСКОЕ ПРЕССОВАНИЕ
Формование с использованием импульсных нагрузок
в настоящее время все более широко внедряется в прак-
тику порошковой металлургии благодаря своим преиму-
ществам: до минимума снижаются расходы на пресс-
инструмент, отсутствует или сводится к минимуму упру-
гое последействие, обеспечивается достижение высокой
относительной плотности прессовки. Наиболее сущест-
венной отличительной чертой такого формования явля-
ется высокая скорость приложения нагрузки к уплотня-
емому порошку, в связи с чем его часто называют высо-
коскоростным. В качестве источника энергии использу-
ют: взрыв заряда взрывчатого вещества; ударную вол-
ну высокой интенсивности, возникающую при разряде
аккумулированной электрической энергии через элект-
роды, погруженные в жидкость; импульсное магнитное
поле; сжатый газ; вибрацию. В зависимости от вида ис-
точника энергии формование называют взрывным, элек-
166
трогидравлическим, электромагнитным, пневмомехани-
t ческим и вибрационным.
г При взрывном формовании энергия пороховых газов
сообщает определенную скорость снаряду, ударяющему
по прессующему пуансону, либо передается на прессуе-
мый порошок всесторонне через жидкость, либо непо-
средственно воздействует на прессуемый порошок, за-
ключенный в эластичную оболочку или тонкостенный
металлический контейнер. Такой вид прессования ак-
тивно исследуется в нашей стране. Установлено, что
происходящее при уплотнении порошка выделение теп-
ла приводит к нагреву контактных межчастичных участ-
ков и облегчает процесс их деформирования. В резуль-
тате плотность прессовок достигает большего значения,
чем при обычных методах прессования низкоскоростны-
ми нагрузками.
Важной разновидностью пневмомеханического формо-
вания является так называемый метод ДГП (динамиче-
ское горячее прессование), основанный на предвари-
тельном холодном формовании пористой заготовки из
порошковой шихты заданного состава, ее последующем
кратковременном нагреве и допрессовывании динами-
ческими нагрузками. Этот метод позволяет при опреде-
ленных условиях получать практически беспорпстые
изделия со специфичной структурой, высокой чистотой
поверхности и точных размеров. В настоящее время
осуществляется промышленное освоение метода ДГП.
Особенно, важным является то обстоятельство, что уп-
лотнять можно не только порошок, но и металлическую
стружку, количество которой весьма велико, а традици-
онная переработка достаточно дорога.
При вибрационном формовании используют эффект
благоприятного воздействия вибрации на процесс уплот-
нения, что связано с разрушением начальных межчас-
тичных связей и улучшением взаимоподвижности час-
тиц. В результате достигается более плотная укладка
частиц пр4и меньших давлениях прессования и обеспечи-
вается высокая равномерность распределения плотнос-
ти по объему прессовки. На рис. 64 приведены сх,емы
пресс-инструмента для осуществления статического
(рис. 64, а, б, в) и вибрационного прессования, различа-
ющиеся:
по способу передачи энергии вибрации прессуемому
порошку от элементов пресс-инструмента, непосредст-
167
венно соединенных с вибратором (вибрирующий эле-
мент обозначен стрелкой | ;
по величине жесткости опоры матрицы (неподвиж-
ная, рис. 64, г, з, м и «плавающая», рис. 64, д—ж, и—л,
н—т), а также систем передачи статического усилия
Рис. 64. Схемы пресс-инструмента для статического (а — в)
и вибрационного (а — т) прессования
прессования на верхний пуансон (жесткая, рис. 64, г, д,
о, р и упругая, рис. 64, е—н, п, с, т) и энергии вибрации
элементам пресс-инструмента от вибратора (жесткое
соединение вибратора с пуансонами, рис. 64, г—п и мат-
рицей, рис. 64, р, с, т и упругое соединение вибратора
с матрицей, рис. 64, н);
по количеству прессующих пуансонов (с одним,
рис. 64, г—и, м—т и двумя, рис. 64, к, л).
168
Вибраторы могут быть пневматические, гидравличе-
ские, электромагнитные, магнитострикционные, электро-
механические.
Небольшие статические давления на порошок при
вибрировании (5—50 кгс/см2) способствуют более плот-
ной укладке частиц, так как удерживают их в положе-
нии заклинивания. Нагрузку создают пневматическими
или гидравлическими устройствами, а также при помо-
щи пружин.
Импульсная энергия вибрирования расходуется как
на преодоление инерции и упругого сопротивления виб-
рирующей системы, так и на преодоление инерции и сил
трения и сцепления уплотняемого порошка. Если уплот-
няемая масса порошка невелика, то основную роль бу-
дут играть инерция и упругие свойства системы, собст-
венная частота колебаний. В связи с этим для обеспече-
ния наиболее выгодного режима уплотнения следует вы-
бирать вынужденную частоту вибрирования ближе к
собственной' частоте колебаний системы. При уплотне-
нии больших масс порошка все большую роль будут иг-
рать собственная частота колебаний слоя частиц и си-
лы связи между ними. Поэтому частоту вибрирования
нужно выбирать ближе к резонансной или по отноше-
нию к вибрирующей системе, или по отношению к уп-
лотняемой массе порошка.
Уплотнение порошка под воздействием вибрации
происходит р основном в первые несколько секунд.
В связи с этим длительность вибрирования обычно со-
ставляет 3—30 с. Чем компактнее частицы и проще по
форме, тем они быстрее уплотняются. При правильном
выборе частоты, ускорения и амплитуды вибрирования
плотность и прочность прессовок выше, чем при стати-
ческом прессовании при оптимальных условиях. Во всех
случаях, требующих высоких давлений при статическом
прессовании, применение вибрирования будет эффектив-
ным, даже ^сли при этом не достигается увеличение
плотности укладки частиц: обеспечивается большая од-
нородность распределения плотности в объеме прессов-
ки; значительно снижается давление прессования, тре-
буемое для получения заданной плотности брикета;
упрощается в связи с уменьшением усилий прессования
конструкция формующего инструмента и его металло-
емкость. Наиболее эффективно применение вибрации
при прессовании порошков непластичных и хрупких
12—193
169
металлов, к которым высокие статические давления не
могут быть приложены из-за происходящего при этом
разрушения брикетов. С применением виброуплотнения
удается прессовать относительно равноплотные брике-
ты с отношением высоты к диаметру 44-5: 1 и даже
больше.
Вопросы для повторения
1. Какое прессование называют изостатическим и в чем его
сущность?
2. Перечислите варианты изостатического прессования.
3. Расскажите о прокатке порошков.
4. Что представляет собой мундштучное прессование?
5. Какие виды динамического прессования порошков вы знаете?
Глава III СПЕКАНИЕ
Спеканием называют процесс развития межчастич-
ного сцепления и формирования свойств материала,
полученного нагревом сформованного или свободно насы-
панного порошка или волокна без расплавления основ-
ного компонента. Это одна из важнейших технологичес-
ких операций, результатом которой является превраще-
ние непрочной прессовки в прочное спеченное тело со
свойствами, приближающимися к свойствам литого ма-
териала. Такое превращение есть следствие изменения
характера межчастичных контактов: если в прессовке
или свободно насыпанном порошке частицы связаны
между собой в основном механически, то в спеченном
изделии образуются обширные области вещества, при-
надлежащего сразу нескольким частицам. Плотность,
прочность и другие физико-механические свойства спе-
ченных изделий зависят от свойств исходных порошков
и условий изготовления: удельного давления прессова-
ния, температуры, времени и атмосферы спекания и
других факторов.
Возможны две основные разновидности процесса
спекания — твердофазное, т. е. без образования жидкой
фазы, и жидкофазное, при котором легкоплавкие ком-
поненты смеси порошков расплавляются.
170
§ 8. ТВЕРДОФАЗНОЕ СПЕКАНИЕ
ОСНОВНЫЕ ПРОЦЕССЫ,
ПРОИСХОДЯЩИЕ ПРИ СПЕКАНИИ
Поверхностная и объемная диффузия атомов
Все металлы имеют кристаллическое строение, ха-
рактерной особенностью которого является упорядочен-
ное положение атомов, занимающих вполне определен-
ные места в кристаллической решетке. Уже при комнат-
ной температуре атомы, обладающие некоторой энер-
гией, совершают значительные колебания относительно
какого-то среднего положения равновесия, так как их
покой возможен лишь при температуре абсолютного
нуля. С повышением температуры энергия и амплитуда
колебаний атомов увеличиваются и возрастает вероят-
ность их ухода из занимаемого положения. При перехо-
де атомов из одного положения в другое затрачивается
некоторая энергия и на новом месте атом некоторое
время опять совершает колебательные движения, пока
его энергия снова не увеличится. Такое перемещение
атомов носит название диффузии и может совер-
шаться как по поверхности тела (поверхностная диффу-
зия), так и в его объеме (объемная диффузия). Движе-
ние атомов происходит по имеющимся в кристалличес-
кой решетке .пустотам. Это либо не занятые атомами
узлы и другие дефекты, либо свободные промежутки в
самой кристаллической решетке. Подвижность поверх-
ностных атомов зависит от занимаемого ими места. На-
именее подвижны атомы, лежащие внутри контактных
участков соприкасающихся порошковых частиц. Затем,
в порядке возрастания подвижности, идут атомы на
границах контактных участков, атомы в углублениях
и впадинах поверхности, атомы на ровных участках и,
наконец, атомы на выступах и их вершинах. Так как
атомы на контактных участках менее подвижны, т. е.
обладают меньшим запасом свободной энергии, чем на
всех других участках поверхности, то от свободных, не-
контактных участков к контактным переходит значи-
тельно больше атомов, чем в обратном направлении.
В результате происходит расширение контактного уча-
стка, приводящее к упрочнению межчастичного сцепле-
ния, а пустоты между частицами приобретают округлую
12!
171
форму (сфероидизируются), не изменяя своего объема.
Упрочнение прессовок без уменьшения суммарного объ-
ема пор, вызываемое поверхностной диффузией, есть
один из важнейших признаков спекания. Сокращение
суммарного объема пор возможно только при затека-
нии металла в поры, которое связано с объемной само-
диффузией его атомов. При этом центры соприкасаю-
щихся порошковых частиц сближаются и происходит
изменение геометрических размеров спекаемого тела,
т. е. усадка.
Усадка
Внешне спекание проявляется в изменении размеров
нагреваемого порошкового тела, хотя в отдельных слу-
чаях габаритные размеры тела могут оставаться посто-
янными. Принято различать объемную и линейную усад-
ки, представляющие собой выраженное в процентах или
долях единицы отношение разности между начальным
и конечным параметрами к начальному параметру. Нд-
пример, пусть до упекания ^цилиндрическая прессовка
имела диаметр/(d) ц вдсотуГ (ft) )10 мм, т. е^е&чьачадь-
ный объем, равный^-- ft,) "составлял/ 1 *10- -10=
= 785 м^)После спекания получили брикет диаметром
9 мм .и высотой 8 мм, т. е. конечный объем составил
3/14*92 > f
—С — -8=509 mmV Тогда объемная усадка равна
ЗЛ4-92
785-509
,>-785
10-9
= 0,35, или 35%, а линейная — по диаметру
=0,1, или 10%, и по высоте -^^ = 0,2, или 20%.
Как правило, усадка в направлении прессования боль-
ше, чем в поперечном направлении, что связано с разли-
чием величин поверхностей контактов частиц. В подав-
ляющем большинстве случаев при спекании происходит
уменьшение пористости и возрастание плотности изде-
лий. Условно процесс усадки можно разделить на три
последовательно происходящие стадии, резкой границы
между которыми нет.
Ранняя стадия. Плотность прессовки мала и
скорость уплотнения зависит от процессов, происходя-
щих в приконтактных областях. Скорость объемного де-
формирования частиц, обеспечивающего затекание ме-
талла в поры, высока. Такая объемная деформация ча-
172
стиц осуществляется под воздействием поверхностного
натяжения путем объемной самодиффузии атомов по
пустотам.
Промежуточная стадия. Плотность прессов-
ки достаточно велика и уменьшение объема каждой из
пор может происходить фактически независимо. Уплот-
нение происходит равномерно во всем объеме нагревае-
мого тела.
Поздняя стадия. Прессовка содержит отдельные
изолированные поры, которые зарастают в результате
объемной диффузии атомов. До окончательного исчез-
новения пор может происходить процесс их укрупнения,
при котором мелкие поры как бы поглощаются крупны-
ми и исчезают, тогда как суммарный объем пор сохра-
няется неизменным.
Движущей силой процесса усадки при спекании яв-
ляется стремление системы к уменьшению запаса по-
верхностной энергии, что возможно только за счет сокра-
щения суммарной поверхности порошковых частиц. По-
этому порошки с сильно развитой поверхностью уплот-
няются при спекании с наибольшей скоростью, как об-
ладающие большим запасом поверхностной энергии. Ес-
ли нагреть порошковое тело до некоторой температуры
и дать выдержку, то усадка в первый момент происхо-
дит быстро, а затем замедляется и почти прекращается.
При новом подъеме температуры скорость уплотнения
в первый момент снова возрастает и опять замедляется
через некоторое время. И так при каждом новом подъ-
еме температуры. Это связано с тем, что запас поверх-
ностной энергии зависит не только от величины, но и
от состояния поверхности частиц, т. е. от количества
дефектов на единицу площади или объема. В первый
момент при нагреве дефектов много и каждая частица
стремится избавиться от них — усадка идет быстро. За-
тем число дефектов приближается к равновесному для
данных условий и усадка замедляется.
При спекании прессовок иногда наблюдаются случаи
нарушения процесса усадки, выражающиеся в недоста-
точной степени усадки или даже увеличении объема.
Основные причины этого: снятие упругих напряжений,
возникших при прессовании, наличие невосстанавливаю-
щихся окислов, фазовые превращения и выделение га-
зов, как адсорбированных, так и образующихся при хи-
мических реакциях восстановления окислов.
173
Рост спекаемых тел наблюдается при образовании
закрытой пористости в случае, когда общая пористость
составляет более 7%. Происходящее расширение газов,
находящихся в закрытых порах, препятствует уплотне-
нию при спекании и вызывает рост брикета. Образова-
нию закрытой пористости способствует наличие в по-
рошке окислов, восстановление которых в процессе спе-
кания интенсифицирует зарастание открытых пор
Рис. 65. Изотермическая линейная
усадка брикетов железа, спрессо-
ванных при разных давлениях
и спеченных при 890° С (момент на-
ступления изотермической , усадки
обозначен на кривых кружочками;
Р давление прессования бри-
кета):
1—vP=4 тс/см2; 2—р»=6 тс/см2; 3—р=
= 8 тс/см2; 4—р==10 тс/см’
Пленка невосстанавливающихся окислов тормозит про-
цессы диффузии, препятствуя усадке.
На рис. 65 приведена типичная зависимость, харак-
теризующая изменение усадки во времени при задан-
ной температуре.
Увеличение объема прессовки с началом нагрева
связано с релаксацией напряжений и десорбированием
газов, выделяющихся через поры и ослабляющих меж-
частичные связи. С повышением температуры заканчи-
вается релаксация упругих напряжений, продолжаются
дегазация и выгорание смазок и происходит восстанов-
ление пленок окислов, в результате которого неметал-
лические контакты заменяются металлическими. Элект-
росопротивление прессовок резко падает. Заключитель-
ная стадия спекания, осуществляемая при постоянной
температуре (так называемое изотермическое спе-
кание, наступление которого на рис. 65 отмечено на кри-
вых уплотнения кружочками), характеризуется интен-
сивным повышением плотности прессовки. Завершается
восстановление окислов и контакты между частицами
становятся полностью металлическими.
При спекании многокомпонентных систем ход про-
цесса в значительной степени определяется характером
диаграммы состояния. При неограниченной взаимной
растворимости компонентов (медь—никель, железо —
174
ййкель, вольфрам — молибдеи, железо — йикель — алю-
мииий и др.) иаибольшее зиачеиие имеет объемная гете-
родиффузия. Усадка в этом случае меньше возможной
суммарной усадки каждого из компонентов системы и
зависит от их концентрации в материале. Это объясня-
ется более низкой подвижностью атомов в твердых рас-
творах по сравнению с чистыми металлами и невозмож-
ностью получения при смешивании абсолютно однород-
ной смеси, в результате чего при спекании наблюдается
большое количество контактов, скорость диффузии через
которые неодинакова. Различие коэффициентов взаимо-
диффузии (атомы металла с меньшей температурой
плавления легче диффундируют в кристаллическую ре-
шетку металла с большей температурой плавления, ко-
торая является более прочной) приводит в некоторых
случаях к росту прессовок при спекании. Вместо смеси
порошков металлов лучше брать порошок сплава задан-
ного состава.
Спекание систем с ограниченной растворимостью или
при полной нерастворимости компонентов осложняется
изолированием однородных частиц от взаимного контак-
та, что существенно препятствует протеканию самодиф-
фузии. Ход спекания прессовки будет определяться в
основном компонентом, входящим в смесь в наибольшем
объемном количестве.
Рекристаллизация
Рост зерен (рекристаллизация) при спекании — од-
но из важных наблюдаемых явлений. Так как при этом
мелкие зерна исчезают, то суммарная поверхность час-
тиц уменьшается, что энергетически выгодно. В идеаль-
ном случае через какой-то существенно большой проме-
жуток времени из конгломерата частиц мог бы образо-
ваться монокристалл, т. е. одно зерно большого размера.
Однако практически рост зерен продолжается не до об-
разования монокристалла, а лишь до их некоторого
среднего размера в связи с тормозящим влиянием по-
сторонних включений, находящихся по границам зерен:
поры, пленки на поверхности порошковых частиц, при-
меси. Увеличение размера частиц при сравнительно не-
больших температурах происходит в приповерхностных
слоях (поверхностная рекристаллизация). С повышени-
ем температуры рекристаллизация начинается во всем
175
объеме брикета и носит название межчастичной собира-
тельной рекристаллизации. В общем спеченные брикеты
характеризуются сравнительно небольшими размерами
зерен, хотя в отдельных случаях получают весьма круп-
нозернистую структуру.
Перенос атомов через газовую фазу
Это наблюдаемое при спекании явление связано с
процессом испарения вещества при некоторой темпера-
туре нагрева с поверхности одних частиц и конденсаци-
ей его на поверхности других частиц. Такой процесс име-
ет место из-за различий в упругости паров вещества
над этими поверхностями, обусловленных их разной
кривизной у нескольких соприкасающихся частиц. Пе-
ренос вещества идет в направлении межчастичного кон-
такта, увеличивая его протяженность и соответственно
повышая прочность межчастичного сцепления. Кроме
того, перенос атомов через газовую фазу способствует
изменению формы пор, но не оказывает влияния на из-
менение плотности при спекании.
Влияние явления переноса вещества через газовую
фазу на достигаемые при спекании физико-механичес-
кие свойства тел возрастает с повышением температуры
и в результате химических реакций между спекаемым
материалом и газообразной атмосферой печи. В частно-
сти, при восстановлении окислов образующиеся атомы
металла обладают большой подвижностью и легко пере-
ходят в газовую фазу, увеличивая концентрацию в пей
паров вещества. В процессе выдержки при температуре
спекания упругости паров вещества над частицами вы-
равниваются и перенос атомов через газовую фазу затор
маживается и затухает.
ВЛИЯНИЕ НЕКОТОРЫХ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС
СПЕКАНИЯ И СВОЙСТВА СПЕЧЕННЫХ ТЕЛ
Свойства исходных порошков
В общем случае на изменение плотности и свойств
прессовок при спекании влияют величина частиц, их
форма и состояние поверхности, содержание и тип окис-
176
I лов и степень совершенства кристаллического строения.
Перечисленные факторы всецело зависят от условия из-
готовления порошка. Так как запас поверхностной энер-
гии тем больше, чем больше суммарная поверхность час-
тиц, то процесс спекания ускоряется с увеличением их
дисперсности и шероховатости, а плотность и прочност-
ные свойства спеченных изделий возрастают.кПри одной
и той же плотности механические и электрические свой-
ства прессовок после спекания тем выше, чем дисперс-
нее исходный порошок. Интенсификации спекания спо-
собствуют легко восстанавливающиеся окислы, содер-
жание которых в порошке тем больше, чем он мельче.
Шероховатость поверхности частиц и дефектность крис-
таллического строения способствуют усилению диффу-
зионной подвижности атомов, что позволяет получать
более плотные и прочные изделия^Структура спеченных
из тонких порошков изделий отличается наличием боль-
шого числа крупных зерен, выросших в результате ре-
кристаллизации при спекании. Усадка прессовки в про-
цессе нагрева существенно уменьшается, если порошок
подвергнуть отжигу, при котором происходит сглажива-
ние рельефа поверхности частиц, их срастание и умень-
шение несовершенства кристаллического строения.
Давление прессования
Увеличение плотности прессовки приводит к умень-
шению объемной и линейной усадок. Это связано с тем,
что при большей плотности материал имеет больший
коэффициент вязкости, т. е. сильнее сопротивляется не-
обратимым изменениям объема под воздействием уси-
лий, возникающих при спекании. Так как плотность
прессовок неодинакова по высоте, то при спекании час-
то усадка в средней части больше, чем на торцах (на-
блюдается «талия»). При спекании мелкозернистых
порошков происходит выравнивание пористости как меж-
ду пресбовками разной плотности, так и между участ-
ками с неоднородной плотностью одной и той же прес-
совки. Увеличение давления прессования приводит к по-
вышению всех показателей прочности спеченных изде-
лий— твердости, сопротивления разрыву и сжатию.
Температура, продолжительность и атмосфера спекания
С повышением температуры плотность и прочность
спеченных изделий в общем возрастают и тем быстрее,
177
чем ниже было давление прессования. Обычно темпера-
тура спекания составляет 0,7—0,9 7ПЛ наиболее легко-
плавкого материала, входящего в состав материала.
Большое значение имеет скорость подъема температуры.
При быстром подъеме температуры в крупногабаритных
брикетах может наблюдаться местное различие в вели-
чине усадки из-за неравномерности прогрева, что при-
ведет к искажению формы изделия.
Выдержка прессовки при постоянной температуре
вызывает сначала резкий, а затем более медленный рост
плотности, прочности и других свойств спеченного изде-
лия. Максимальная прочность достигается за довольно
короткое время и затем остается практически неизмен-
ной. Длительность выдержки при спекании варьируется
от нескольких десятков минут до нескольких часов
в зависимости от температуры процесса, со-
става и требуемой плотности изделия, его размеров,
конструкции печи и других факторов.
Таблица 9
Температура и продолжительность спекания некоторых материалов
Материал Темпера- тура, °C Продол- житель- ность, мин Материал Темпера- тура, °C Продол- житель- ность, мин
Железо . . . Медь .... Железографит . 1000— 1050 850— 950 1050— 1150 30—45 45—60 45-60 Нержавеющая сталь . . . . Никельграфит . Ферриты . . . 1200— 1300 1150— . 1200 1100— 1400 60-90 90- 120 60— 180
Атмосфера, в которой проводят спекание, сущест-
венно влияет на результаты. Плотность изделий будет
выше при спекании прессовок в восстановительной сре-
де по сравнению со спеканием в нейтральном газе. Объ-
ясняется это химическим воздействием восстановителя
на окисные пленки, в результате чего происходит удале-
ние кислорода и усиливается миграция атомов металла
к контактным участкам соприкасающихся частиц. Очень
полно и быстро проходит спекание в вакууме, которое
по сравнению со спеканием в нейтральной среде в боль-
178
’ шинстве случаев начинается при более низких темпера-
турах и дает повышенную плотность изделия.
Активированное спекание
Применяя некоторые специальные приемы, можно
ускорить процесс спекания и интенсифицировать изме-
нение свойств получаемых изделий. Для этой цели ис-
пользуют физические и химические способы активирова-
ния спекания. Одним из наиболее простых и в то же
время эффективных способов является химическое акти-
вирование, заключающееся в изменении состава атмос-
феры спекания путем добавления к ней различных сое-
динений, например хлористых или фтористых соедине-
ний. В этом случае атомы металла на выступах как наи-
более активные реагируют с такими добавками, а обра-
зующиеся соединения снова восстанавливаются до ме-
талла, атомы которого в свою очередь конденсируются
в местах с минимальным запасом свободной энергии
(впадины на поверхности частиц, стыки частиц), благо-
приятствуя переносу вещества через газовую фазу.
Прочность спекаемого тела увеличивается. Установлено,
например, что оптимальная концентрация хлористого во-
дорода в смеси его с водородом составляет 5—10% по
объему. Активированная атмосфера может благоприят-
но влиять на процесс спекания и вследствие удаления
примесей и происходящей при этом очистки спекаемого
материала.
Иногда для интенсификации уплотнения к металлам
добавляют малые количества добавки с меньшей темпе-
ратурой плавления. Например, к вольфраму добавляют
никель, к железу — золото и т. п. В настоящее время все
более широкое применение находят физические способы
активирования спекания: циклическое изменение темпе-
ратуры, воздействие ультразвука или вибраций, облуче-
ние прессовок, наложение сильного магнитного поля.
Вопросы для повторения
1. Что понимают под спеканием материала?
2. Какое спекание называют твердофазным?
3. Перечислите основные процессы, происходящие при спекании.
4. Каковы механизм и стадии усадки?
5. Как технологические факторы влияют па процесс спекания
и свойства спеченных тел?
6. Перечислите способы активирования спекания.
179
§ 9. ЖИДКОФАЗНОЕ СПЕКАНИЕ
И ПРОПИТКА ЖИДКИМИ МЕТАЛЛАМИ
ЖИДКОФАЗНОЕ СПЕКАНИЕ
' Прочность спеченных тел определяется силами сцеп
ления между отдельными частицами порошка, величина
которых зависит от того, насколько удалось создать тес-
ный контакт на границах, разделяющих частицы. В при-
сутствии жидкой фазы развитие сил сцепления облегча-
ется, но только в том случае, если она смачивает части-
цы, остающиеся твердыми. При плохой смачиваемости
жидкая фаза тормозит спекание, препятствуя уплотне-
нию. Жидкие металлы хорошо смачивают чистые метал-
лические поверхности и поверхности тех неметалличе-
ских компонентов (окислов, боридов, карбидов, нитридов,
графита), с которыми они вступают в химическое взаимо-
действие. Появление жидкой фазы при спекании, обра-
зующейся за счет расплавления более легкоплавкого
компонента, приводит к увеличению скорости диффузии
компонентов и облегчает перемещение частиц твердой
фазы относительно друг друга, способствует заполнению
пор. В связи с этим при жидкофазном спекании мож-
но обеспечить получение практически беспористых из-
делий. \
Степень уплотнения является существенно большей,
чем при твердофазном спекании.(Различают три стадии
спекания в присутствии жидкой фазы: перегруппировка
твердых частиц под воздействием течения жидкости, так
называемый процесс растворения—осаждения и обра-
зование жесткого скелета из твердых частиц в.результа-
те происходящего твердофазного спекания. Сначала
усадка идет наиболее интенсивно, так как частицы лег-
ко перемещаются жидкостью и заполняют межчастич-
ные промежутки. При наличии растворимости имеет
место процесс растворения — осаждения, при котором
мелкие частицы растворяются в жидкости, а крупные
растут за счет вещества, осаждающегося на них из рас-
плава. На третьей стадии спекания уплотнение идет
очень медленно: твердые частицы срастаются, жидкость
уже не может затекать в межчастичные промежутки и
усадка связана с процессами, имеющими место при твер-
дофазном спекании. В результате срастания частиц в
спекаемом брикете образуется жесткий скелет, тормо-
180
зящий усадку и препятствующий быстрому зараста-
нию пор.
В зависимости от природы спекаемых компонентов,
количества образующейся жидкости, размера твердых
частиц и начальной пористости какая-либо из стадий
жидкофазного спекания становится преобладающей.
Сами стадии в процессе спекания накладываются одна
на другую.
Принято различать спекание с жидкой фазой, при-
сутствующей до конца процесса, т. е. все время, пока
сплав находится при температуре спекания, и спекание
с жидкой фазой, исчезающей вскоре после ее появления,
когда конечный период спекания происходит в твердой
фазе.
По первому из указанных вариантов спекаются твер-
дые сплавы, материалы на основе железа, содержащие
медь, серу, фосфор. При наличии растворимости более
тугоплавкого компонента в жидкости (например, раст-
воримость карбида вольфрама в жидком кобальте при
спекании твердого сплава) при спекании реализуются
все преимущества, связанные с присутствием жидкой
фазы. Имеет место как перегруппировка твердых частиц,
так и процесс растворения — осаждения, приводящий к
тому, что частицы более тугоплавкого компонента при-
обретают правильную геометрическую форму. В резуль-
тате остаточная пористость спеченных изделий близка
к нулю. Если же твердая фаза нерастворима в жидкой,
а при прессовании достигнута сравнительно плотная ук-
ладка тугоплавких частиц, то влияние жидкой фазы на
уплотнение при спекании либо незначительно, либо во-
обще не проявляется., \
Наиболее характерными примерами спекания с ис-
чезающей жидкой фазой является производство железо-
никельалюминиевых постоянных магнитов, бронзовых и
бронзографцтовых материалов. Начальная стадия спека-
ния идет в присутствии жидкой фазы, а после ее исчез-
новения — в твердой.
В любом из рассмотренных случаев количество обра-
зующейся жидкой фазы не должно быть слишком боль-
шим и не может превышать объем твердой фазы. Невы-
полнение этого требования может привести к потере
изделием формы, полученной при прессовании. Однако
необходимо помнить, что чрезмерно малое количество
жидкой фазы не позволит в полной мере использовать
181
все преимущества спекания с жидкой фазой, так как ее
объем будет недостаточен для обеспечения требуемой
активности соответствующих процессов при спекании.
ПРОПИТКА ЖИДКИМИ МЕТАЛЛАМИ
При производстве некоторых видов спеченных мате-
риалов, например электроконтактных или конструкци-
онных, широко применяют пропитку спрессованного и
затем спеченного пористого каркаса из более тугоплав-
кого компонента жидкой легкоплавкой металлической
составляющей композиции. При этом жидкий металл
или сплав заполняет сообщающиеся поры заготовки из
тугоплавкого компонента. Так, вольфрам пропитывают
медью или серебром, никель — серебром, медь — свинцойи,
карбид титана — сталью, вольфрамовое волокно — ме-
дью или медноникелевым сплавом. Как и при жидко-
фазном спекании, важно обеспечить хорошую смачивае-
мость твердой фазы жидкостью. Исследования показа-
ли, что для улучшения качества пропитки к порошку
тугоплавкого компонента перед прессованием необходи-
мо добавить небольшое количество порошка того метал-
ла, которым затем производят пропитку.
Существуют два варианта пропитки. По одному из
них на пористый каркас помещают пропитывающий ме-
талл в виде кусочка, объем которого равен объему име-
ющихся пор каркаса. После нагрева в печи в защитной
атмосфере до соответствующей температуры происходит
расплавление легкоплавкого металла и расплав впиты-
вается в поры тугоплавкого каркаса. По другому вари-
анту пористый каркас погружают в ванну с расплавлен-
ным металлом или в засыпку из порошка пропитываю-
щего металла. Впитывание металла происходит под дей-
ствием капиллярных сил. Скорость пропитки составляет
несколько десятых миллиметра в секунду и увеличивает-
ся с повышением температуры. Обычно температура
пропитки на 100—150° С превышает температуру плав-
ления пропитывающего металла, оставаясь, естественно,
ниже температуры плавления тугоплавкого каркаса. Для
улучшения смачиваемости к пропитывающему металлу
добавляют небольшие количества различных присадок.
Вопросы для повторения
1. Какое спекание называют жидкофазным?
2. Назовите стадии процесса жидкофазного спекания.
3. Перечислите разновидности жидкофазного спекания.
182
§ 10. ПРАКТИКА СПЕКАНИЯ
АТМОСФЕРЫ СПЕКАНИЯ
При спекании прессовок совершаются сложные физи-
ко-химические процессы, весьма чувствительные к окру-
жающей газовой среде. В подавляющем большинстве
случаев нагрев прессовок проводят в среде защитного га-
за, состав которого тщательно контролируют, или в ва-
кууме, что предохраняет металлы от окисления. Восста-
новительная атмосфера обеспечивает также восстановле-
ние окисных пленок, имеющихся на поверхности частиц.
Правильный выбор защитной среды позволяет в значи-
тельной степени предотвратить протекание нежелатель-
ных процессов и усилить процессы, способствующие дос-
тижению требуемых свойств. Наиболее широкое распро-
странение получили водород, диссоциированный аммиак,
конвертированный природный газ, аргон, эндотермичес-
кий и экзотермический газы, азот и вакуум. Примеры
производства некоторых из восстановительных газовых
сред приведены в гл. I. Выбор той или иной среды спека-
ния определяется экономической целесообразностью
(чем дешевле производимая продукция, тем меньше
должна быть стоимость защитной среды) и технологиче-
скими требованиями. В частности, при спекании метал-
лов, окислы которых легко восстанавливаются, необхо-
димо применение восстановительных сред.
В случае спекания металлов с очень высоким сродст-
вом к кислороду (хром, титан, алюминий) большее вни-
мание должно быть обращено на полноту осушки и очи-
стки среды от кислорода (например, нужно применять
водород с точкой росы не ниже —50 или даже —60° С
при содержании кислорода не более 0,001%). Напротив,
при спекании материалов, содержащих в своем составе,
окислы, сохранение которых необходимо, применяют не-
очищенный технический азот и углекислый газ или воз-
душную среду. Количество газа, подаваемого в печь,
контролируется расходомерами поплавкового типа, на-
зываемыми ротаметрами. .
Анализ газов, поступающих в печи спекания, выпол-
няется при помощи различных приборов: ВТИ-2 — пол-
ный анализ газа; ОРСА — определение содержания СО2,
СО и О2; ТКГ-4, ТП-5101М, МКГ-2, МКГ-ЗМ — определе-
ние количества О2; КИВГ, КИВГИ, ИВ — определение
183
влаги, а также другие типы и модификации газоанализа-
торов.
Спекание в вакууме обеспечивает удаление адсорби-
рованных газов, предохраняет материал от взаимодейст-
вия с воздухом и способствует восстановлению окислов,
например под действием углерода, примесь которого име-
ется в некоторых порошках. Кроме того, легче испаря-
ются летучие примеси, например магний и хлориды из
титана и циркония. Наиболее заметно благоприятное
влияние вакуума проявляется при жидкофазном спека-
нии. Улучшая смачивание тугоплавкой составляющей
жидкой фазой, вакуум обеспечивает более быстрое уп-
лотнение и повышает равномерность распределения жид-
кой фазы в спекаемом изделии. Обычно при спека-
нии в вакууме остаточное давление составляет не более
10“3—10~4 мм рт. ст. Для создания соответствующего раз-
режения применяют различные вакуумные насосы: меха-
нические для создания предварительного разрежения,
диффузионные паро-масляные и другие насосы глубокого
вакуума.
ЗАЩИТНЫЕ ЗАСЫПКИ
Одна из возможностей предохранить прессовку при
спекании от нежелательного воздействия окружающей
атмосферы заключается в применении специальных за-
щитных засыпок. При укладке прессовок в поддоны, ко-
роба или лодочки их засыпают кварцевым песком, окисью
алюминия, графитовой крупкой, асбестовой мелочью.
Например, использование порошка титановых сплавов в
качестве защитной засыпки предохраняет спекаемые из-
делия не только от воздействия паров воды и кислорода,
но и от воздействия азота и окиси углерода при условии
наличия их в относительно небольших количествах. Тем-
пература плавления засыпки должна быть выше темпе-
ратуры спекания, причем материал засыпки не должен
взаимодействовать со спекаемым материалом.
Состав засыпки выбирают таким образом, чтобы с ее
помощью создать в непосредственной близости к спекае-
мому изделию наиболее благоприятную атмосферу. Чаще
всего применяют комбинированные засыпки, содержащие
различные компоненты: окись алюминия с добавкой гра-
фитовой крупки, окись алюминия или магния с добавка-
ми хрома, кремния, феррохрома или ферросилиция.
184
Защитные засыпки способствуют также более равно-
мерному прогреву спекаемых изделий в печном постран-
стве, что очень важно для обеспечения заданного режима
нагрева, предотвращают припекание изделий друг к
другу и в ряде случаев помогают избегать коробления
изделий при спекании.
БРАК ПРИ СПЕКАНИИ
Спекание — заключительная основная операция тех-
нологической схемы производства изделий методом по-
рошковой металлургии. Поэтому при спекании возможно
появление брака как в результате нарушения режимов
нагрева и охлаждения заготовок, так и в результате вы-
явления каких-либо отклонений при осуществлении более
ранних операций прессования или изготовления порош-
ков и шихт.
Брак при спекании, если он является неисправимым,
существенно ухудшает экономические показатели изго-
товления спеченных изделий. В связи с этим при его по-
явлении должны быть приняты немедленные меры по
выяснению причин возникновения брака и их устранению.
Ниже указаны наиболее часто встречающиеся виды бра-
ка при спекании.
Н е д о п е к а н и е — нарушение требований плотнос-
ти и прочности спеченного изделия при занижении задан-
ных температуры или времени спекания. Можно испра-
вить повторным спеканием. Однако механические свой-
ства будут несколько ниже, чем у изделий, спеченных без
нарушения режима.
Пережог — нарушение нормальной структуры спе-
ченного изделия при превышении заданной температуры
спекания. Внешние признаки: пузыри, вздутия и рако-
вины на поверхности изделия. Брак неисправим.
Корочка — нарушение поверхностного слоя спечен-
Зого изделия, выражающееся в изменении его структуры
свойств. Возникает, в частности, из-за разложения ор-
ганических связок или смазок, вводимых в шихту для
улучшения прессуемости. Брак неисправим. Для предот-
вращения его появления применяют медленный и равно-
мерный нагрев прессовок, тщательное укрытие их за-
сыпкой, увеличивают подачу защитного газа.
Выпотевание — выделение жидкой фазы на по-
13—193
185
верхности спекаемого изделия. Брак неисправим. Возмо-
жен из-за плохой смачиваемости жидкой фазой туго-
плавкой составляющей материала.
Вспучивание — образование пузырей на поверх-
ности спеченного изделия. Причины — интенсивное газо-
выделение при жидкофазном спекании, местные перегре-
вы из-за неравномерности нагрева прессовки в печи, вы-
зывающие расплавление компонентов при твердофазном
спекании.
Коробление — искажение формы, приводящее к
нарушению требуемых геометрических размеров изделия.
Часто наблюдается у плоских изделий, толщина которых
незначительна по сравнению с длиной. Появлению брака
способствуют плохое перемешивание компонентов мате
риала, неравномерная плотность прессовки и чрезмерно
быстрый подъем температуры при нагреве. Брак может
быть исправлен шлифованием или обработкой давле-
нием.
Обезуглероживание — уменьшение содержа-
ния углерода в поверхностных слоях деталей. Связано с
повышенным содержанием Н2О и СО2 в горячей зоне пе-
чи. Как правило, больше у изделий, находящихся в верх-
нем слое загрузки в лодочке. Для устранения избиратель-
ного обезуглероживания верхнего слоя деталей лодочки
закрывают металлическими или графитовыми крышка-
ми, а также применяют защитные засыпки, содержащие
углерод. Слабо обезуглероженные материалы можно ис-
править, спекая их в углеродистой засыпке при минималь-
ном токе водорода.
Окисление — появление на поверхности спеченно-
го изделия цветов побежалости, окалины или коррозии.
Связано с нарушением состава газовой среды при спе-
кании.
Цвета побежалости указывают на окисление дета-
лей в холодильнике печи при относительно низких темпе-
ратурах (ниже 480°С), тогда как появление коррозии
или окалины происходит из-за воздействия окисляющих
газов на материал изделия при высоких температурах в
самой печи (исходный защитный газ может иметь повы-
шенное содержание О2, Н2О и СО2). В ряде случаев этот
брак можно исправить повторным нагревом в восстано-
вительной атмосфере. Однако при спекании материалов,
содержащих металлы с высоким сродством к кислороду,
этот брак неисправим.
186
ПЕЧИ
Нагрев заготовок при спекании осуществляют в печах
различного типа, работающих периодически или непре-
рывно. Печи периодического действия бывают колоколь-
ного типа, муфельные или шахтные. В печах колокольно-
го типа с защитной атмосферой на внутренний герме-
тичный колпак (колокол), накрывающий спекаемые
заготовки, надевается наружный колпак с электронагре-
вателями, создающими требуемую температуру. Эконо-
мичность печи высока, а производительность и предель-
но достигаемые температуры низки. Поэтому такие печи
имеют крайне ограниченное применение. Муфельные пе-
чи с электрообогревом и защитной атмосферой имеют
горизонтальный короб из жароупорной стали, помещен-
ный внутри кожуха с огнеупорной футеровкой. Один то-
рец муфеля глухой, а другой закрывается крышкой. Про-
изводительность муфельных печей низка из-за больших
потерь времени на нагрев и охлаждение спекаемых заго-
товок, а расход электроэнергии сравнительно высок. В на-
стоящее время начат серийный выпуск камерных вакуум-
ных печей сопротивления типа СНВЛ-1.3.1/16, горизон-
тальное рабочее пространство которых имеет равномер-
ное распределение температуры как по сечению (100Х
ХЮО мм), так и по длине (300 мм). Мощность печи
44 кВт. Максимальная температура спекания 1600° С, и
его можно проводить как в вакууме, так и в инертном
газе. Для улучшения равномерности распределения тем-
пературы внутри печи вдоль рабочего пространства край-
ние секции расположенных сбоку нагревателей (воль-
фрамовая проволока) выполнены с малым шагом. Для
контроля температуры в печи применена вольфрам-ре-
ниевая термопара. Корпус печи водоохлаждаемый. Тем-
пература на его поверхности не превышает 70° С.
Более распространены вакуумные шахтные печи так
называемого садочного типа. Для низкотемпературного
Хдо 1300° С) спекания используют электропечи сопротив-
ления ЦЭП-301 с предельным вакуумом 5-10~4 мм рт. ст.
й нагревателем из молибденовой жести, внутри которого
помещают прессовки (рис. 66). Диаметр рабочего проста
ранства печи 250 мм, а высота 370 мм. Сейчас начат вы-
пуск печей СГВ 2-3/15-2 с двумя камерами нагрева, ра-
бочей температурой до 1500° С и вакуумом 1-10~4 мм
рт. ст. Для спекания при более высоких температурах
13*
187
служат печи ТВВ-4, являющиеся типично лабораторны-
ми, и ТВВ-5. Взамен последних сейчас производится се-
рийный выпуск вакуумных гГечей типа СШВЛ-1.2.5/25 с
максимальной температурой нагрева 2500° С. Контроль
температуры до 1800° С производят вольфрам-рениевой
Рис. 66. Вакуумная печь сопро-
тивления:
1 — змеевик с проточной водой;
2 — опорная плита; 3 — медные
трубы; 4 — молибденовый на-
• греватель; 5 — молибденовые
шины; 6 — нижние молибдено-
вые экраны; 7 — наружные ци-
линдрические экраны; 8 — верх-
ние молибденовые экраны;
9 — смотровое стекло; 10 — зер-
кала
Рис. 67. Вакуумная индукционная печь
конструкции ЦНИИЧЕРМЕТа
термопарой, а выше — оптическим пирометром ОППИР-
017. Вакуум 1-10~4 мм рт. ст. создается диффузионным
насосом Н-2Тифорвакуумным насосом ВН-2МГ. Для
удаления технологических налётов и обеспечения нор-
мальной работы внутренние поверхности печи периодиче-
ски протирают марлей, бязью или мадаполамом, смочен-
ными ацетоном, спиртом или другим подходящим раство-
188
рителем. При этом следует наряду с выполнением правил
техники безопасности и пожарной безопасности соблю-
дать меры предосторожности, исключающие возможность
искрообразования, а также возгорания на воздухе иногда
появляющихся налетов пирофорных веществ. Однако
электропечи сопротивления для высокотемпературного
спекания невыгодны: электронагреватели из вольфрамо-
вой проволоки или молибдена имеют высокую стоимость
и недолговечны, система питания печи электротоком
сложна, а энергопотери значительны из-за наличия мас-
сивных водоохлаждаемых контактов.
Гораздо рациональнее применять индукционный на-
грев. На рис. 67 показана вакуумная высокотемператур-
ная (до 2400° С) индукционная печь конструкции ЦНИИ-
ЧЕРМЕТа. Кварцевая труба 2 опирается на цоколь 8 и за-
крывается крышкой 1. Вокруг трубы концентрично с ней
расположен индуктор 4, который, так же как и цоколь S,
смонтирован на текстолитовой плите 12. Внутри трубы 2
размещены вторая кварцевая труба 7 и молибденовый ци-
линдр 3, между которыми засыпана теплоизоляционная
крупка 5 из двуокиси циркония. Цилиндр 3 опирается на
систему подставок 13. Заготовку, масса которой может
составлять 30—50 кг в случае тугоплавких металлов или
их сплавов, устанавливают на столик 6 и цилиндр 3 за-
крывают крышкой 14, поверх которой насыпают тепло-
изоляцию. Откачку печи производят снизу через патру-
бок 10 и трубопроводы 9. Вакуум 14-2-10~4 мм рт. ст.
создается паро-масляным насосом БН-3 и ротационным
насосом ВН-6. Для предотвращения попадания паров
масла в рабочее пространство печи служат охлаждаемые
экраны 11.
При замене вакуум-проводов поддонами со штуцера-
ми, обеспечивающими проход защитного газа, вакуумная
печь превращается в водородную высокотемпературную
индукционную печь. Правда, в этом случае максимальная
рабочая температура не превышает 1850° С из-за чувст-
вительности кварца к перегреву в водородной среде. Стой-
кость кварцевых труб становится недостаточной. Для
спекания заготовок в среде водорода при температуре до
2300° С применяют печи, герметичный корпус которых об-
разован индуктором специальной конструкции. Рабочая
камера может иметь любые требуемые размеры. Эко-
номичность печи очень высока, так же как и надежность
ее в эксплуатации.
189
В нашей стране создана и успешно применяется ва-
куумная печь сопротивления непрерывного действия, на-
гревателем в которой является графитовая труба диамет-
ром 130 мм. Печь хорошо автоматизирована и имеет
довольно высокую производительность. Специальная
Рис. 68. Аппарат для сварки
штабиков в защитном газе:
1 — стальная плита; 2 — кол-
пак; 3—токоподвод; 4— верх-
ний неподвижный контакт;
5 — нижний подвижный кон-
такт; 6 — щипцы (захваты);
7 — шины, подводящие ток;
8 —. противогруз; 9 — штабик
шлюзовая конструкция узлов за-
грузки и выгрузки, каждый из
которых вакуумируется самосто-
ятельно, позволяет эффективно
проводить спекание прессовок в
вакууме 1 • 10~3 мм рт. ст. при вы-
соких температурах (1500—
1600° С и выше) г /
В производстве изделий из ту-
гоплавких металлов, где требу-
ются весьма высокие температу-
ры (до 3000°С), широко исполь-
зуют так называемые сварочные
аппараты (рис. 68). Нагрев осу-
ществляется электрическим то-
ком, пропускаемым через спекае-
мую заготовку, вертикально за-
крепленную между двумя зажим-
ными контактами 4 и 5. Эти кон-
такты представляют собой мед-
ные водоохлаждаемые головки,
в которые вмонтированы две
скрепленные пружиной вольфра-
мовые пластины — щипцы 6. Ток
к нижнему подвижному контакту
5 подводится водоохлаждаемой
медной трубой, проходящей через
отверстие в стальной плите /,
имеющей кольцевой паз. В паз
уложено резиновое кольцо, на ко-
торое опирается медный колпак 2, охлаждаемый водой.
Защитный газ в процессе спекания непрерывно посту-
пает под колпак 2. Для повышения производитель-
ности процесса сейчас все шире применяют груп-
повую сварку сразу нескольких заготовок, одно-
временно находящихся под одним и тем же колпа-
ком. Сварочный аппарат может быть вакуумным, напри-
мер, для спекания тантала, который химически активен.
В этом случае пространство внутри колпака 2 соединяют
190
с вакуумными насосами, герметизируя отверстия для по-
дачи газа под колпак.
Печи периодического действия применяют при не-
большом производстве спеченных изделий. Для массово-
го выпуска разнообразной продукции используются
8500
Рис. 69. Муфельная толкательная печь спекания
методические печи непрерывного действия — конвейер-
ные, рольганговые, с шагающим подом, толкательные.
В конвейерных печах прессовки перемещаются в специ-
альных поддонах или прямо на конвейерной ленте из
жаростойкой и жаропрочной стали. Скорость движения
ленты конвейера 2—3 м/ч. Рабочая температура состав-
ляет 1000—1600° С и зависит от типа нагревательных эле-
ментов.
Печь с шагающим подом ОКБ-871 позволяет спекать
при температуре 1400°С и имеет рабочее пространство
320X240X1840 мм. Производительность печи 14—70 кг/ч
при расходе электроэнергии 10,3—2,7 кВт-ч/кг.
Наиболее простыми по конструкции являются толка-
тельные муфельные печи. Одна из таких печей типа
ОБ-126 приведена на рис. 69. Корпус печи 6 сварен из
стального листа толщиной 5—6 мм и уголка 50X50 мм;
подставка 8 выполнена из углока 75X75 мм. Загрузоч-
ный 2 и разгрузочный 7 патрубки сваривают из листа
толщиной 4—5 мм. Продвижка лодочек из графита или
стали, в которые загружают спекаемые заготовки, про-
изводится механическим винтовым толкателем 1, приво-
димым в действие электродвигателем через червячный
редуктор. Муфель 3 изготовлен из нержавеющей стали
или окиси алюминия. Защитный газ поступает в печь со
191
стороны разгрузочного патрубка, т. е. навстречу движе-
нию заготовок (принцип противотока). Нагревателями
служат стержни 4. Рабочая температура печи составля-
ет 1100—1300° С и контролируется термопарой 5. Произ-
водительность печи до 20 кг/ч.
Существуют безмуфельные толкательные печи, в ко-
торых поддоны со спекаемыми заготовками перемещают-
ся непосредственно по поду, выложенному из огнеупоров.
Требуемая температура в рассмотренных печах сопро-
тивления создается нагревательными элементами, кото-
рые могут быть нихромовыми (до 1100° С), силитовыми
(до 1300° С), железохромоалюминиевыми (до 1300° С),
из дисилицида молибдена (до 1800° С), молибденовыми
(до 2000° С), вольфрамовыми (до 3000° С), графитовыми
и другими. Нагреватели из нихрома, карбида кремния
(силитовые), железохромоалюминиевых сплавов сопро-
тивления, дисилицида молибдена работают в воздушной
среде, тогда как молибден, вольфрам и графит требуют
защитной среды, например водородной или вакуума.
ОБЯЗАННОСТИ СПЕКАЛЬЩИКА
Спекальщик должен уметь провести процесс спека-
ния любого из видов выпускаемой продукции; знать и
строго выполнять существующие технологические инст-
рукции и правила по технике безопасности; уметь при-
готавливать защитную засыпку и производить правиль
ную укладку прессовок в поддоны; уметь определять со
ответствие спеченных изделий техническим условиям и
при обнаружении брака выявить причины его появления
и принять меры к их устранению; знать конструкцию пе-
чей спекания и правила их обслуживания, в том числе
порядок остановки и пуска печи в работу. Спекальщик
должен уметь контролировать правильность работы пе-
чи, понимать показания контрольно-измерительных при-
боров и знать в общих чертах принцип их действия. За
писи в сменном журнале должны фиксировать передачу
смены, отклонения в работе печи, разрешения на произ-
водство ремонтных работ на печи и включение ее после
ремонта.
Спекальщик обязан иметь четкое представление о
процессах, происходящих при спекании, и понимать вза-
имосвязь между свойствами прессовок и спеченных из-
делий.
192
Важным является умение спекальщика рационально
организовать труд на своем рабочем месте, бороться за
высокое качество продукции и принимать все меры для
устранения непроизводительных потерь электроэнергии.
Вопросы для повторения
I. Что представляют собой атмосферы спекания и защитные за-
сыпки?
2. Каковы виды брака при спекании и причины, вызывающие их
появление?
3. Охарактеризуйте печи спекания периодического действия.
4. Назовите основные типы печей спекания непрерывного дей-
ствия.
§ 11. ГОРЯЧЕЕ ПРЕССОВАНИЕ
Горячим прессованием называют одновременное прес-
сование и спекание порошков. Такое совмещение опера-
ции формования порошка с нагревом при 0,5—0,8 Тип ос-
новного компонента шихты позволяет использовать
происходящее при повышенных температурах увеличение
текучести материалов в целях получения малопористых
изделий. Силы давления при этом суммируются с усилия-
ми, развивающимися внутри прессовки и приводящими к
ее уплотнению. Наиболее существенными результатами
горячего прессования следует считать максимально быст-
рое уплотнение материала и получение изделия с мини-
мальной пористостью при сравнительно малых удельных
давлениях прессования. Это особенно важно в случае из-
готовления плотных изделий из малопластичных или
хрупких металлов и соединений типа карбидов, боридов,
силицидов. Механизм уплотнения идентичен наблюдаемо-
му при обычном спекании: образование межчастичного
контакта, рост плотности с одновременным увеличением
размеров частиц и дальнейший рост частиц при незна-
чительном дополнительном уплотнении.
Свойства горячепрессованных изделий существенно
зависят от условий проведения процесса. Как правило,
такие изделия обладают более высоким пределом проч-
ности, большим удлинением, повышенной твердостью,
лучшей электропроводностью и более точными размера-
ми, чем изделия, полученные путем последовательного
прессования порошка и спекания прессовки. Указанные
193
свойства тем выше, чем больше давление горячего прес-
сования. Кроме того, горячепрессованные изделия отли-
чаются мелкозернистой структурой и нередко по механи-
ческим свойствам не уступают аналогичным деталям из
Рис. 70. Схемы двустороннего горячего прессования в пресс-
формах:
а — косвенный нагрев; б — прямой нагрев при подводе тока
к пуансонам; в — прямой нагрев при подводе тока к матрице;
г — индукционный нагрев током высокой частоты графитовой
матрицы; д — индукционный нагрев порошка в непроводящей
(керамической) прессформе; / — нагреватель; 2 —порошок;
3 — брикет; 4 — матрица; 5, 6 — пуансоны; 7 — изоляция; 8 — гра-
фитовый контакт; 9 — графитовый пуансон; /(/ — графитовая
матрица; // — керамическая прокладка; 12 — индуктор; /3 —ке-
рамическая матрица
литых материалов. Горячим может быть любой из извест-
ных способов формования: в прессформах, изостатичес-
кое, прокатка, динамическое и др.
Наиболее распространено прессование нагретого по-
рошка или заготовки в прессформе. Для нагрева исполь-
зуют, как правило, электрический ток (рис. 70), хотя
прессформа с порошком или порошок могут быть нагре-
194
ты и иным способом до приложения давления к порош-
ку. Чаще всего материалом для изготовления прессформ
служат жаропрочные сплавы (при сравнительно низких
температурах прессования, не превышающих 900—
1000° С) и графит, в том числе силицированный, облада-
ющий повышенной механической прочностью. В насто-
ящее время расширяется применение прессформ из туго-
плавких окислов, силикатов и других химических соеди-
нений. Для предотвращения взаимодействия прессуемого
материала с материалом прессформы внутреннюю по-
верхность последней покрывают каким-либо инертным со-
ставом (жидкое стекло, эмаль, нитрид бора и др.) или
металлической фольгой. Защитные составы могут одно-
временно выполнять роль смазок, уменьшающих внеш-
нее трение. Кроме того, для предохранения прессуемого
материала от окисления применяют защитные среды
(восстановительные или инертные) или вакуумирование.
Важную роль играет способ приложения и снятия нагруз-
ки. Более целесообразно сначала как можно быстрее на-
греть порошок, а затем прикладывать давление. В этом
случае облегчается удаление газов, адсорбированных по-
рошком, что будет способствовать его последующему уп-
лотнению. Снимать давление рекомендуется лишь после
достаточно полного остывания спрессованного изделия,
что уменьшает потерю плотности из-за упругого после-
действия.
В промышленности для горячего прессования чаще
используют специальные гидропрессы (рис. 71), в кото-
рых давление прессования и температуру повышают по-
переменно до требуемой величины. Порошок нагревается
переменным током, подводимым через водоохлаждаемые
контактные плиты к графитовым конусным ' пуансонам,
между которыми устанавливается прессформа. Контакт
между плитой и графитовым пуансоном обеспечивается
за счет шести тарельчатых пружин, расположенных по
окружности. Пресс снабжен блокировкой, предохраня-
ющей детали от расплавления в случае прекращения по-
дачи охлаждающей воды. Развиваемое усилие достигает
40 тс, температура прессования до 2800° С.
При необходимости горячее прессование можно про-
водить в защитной атмосфере. По одному из вариантов
(рис. 72) атмосфера в прессформе, устанавливаемой на
гидропрессе верхнего давления и нагреваемой индукци-
энным методом, во время прессования, выталкивания из-
195
Рис. 71. Пресс горячего прессования модели П-803:
1 — трансформатор; 2 — водоохлаждаемые шины; 3 — кожух
Рис. 72. Схема пресса для
горячего прессования порош-
ка в защитной атмосфере:
1 — индуктор; 2 — толкатель;
3 — основание пресса; 4 — зо-
лотник; 5 — сборник песка;
6 — отверстие; 7 — резерву
ар; 8 — скользящая плита;
9 — графитовая матрица:
10 — термопара; // — верхняя
часть пресса
делия и его охлаждения состоит из водорода, который
вводят в полость прессформы через входную трубку. Для
охлаждения прессовки предусмотрен двухкамерный при-
емник с песочным затвором.
Пресс горячего прессования может быть вакуумным.
196
^например с пневматическим нагружением (рис. 73). Ка-
ймера представляет собой цилиндрический водоохлаждае-
мый корпус 4 с верхней и нижней водоохлаждаемыми
крышками 3 и 9. Корпус 4 снабжен патрубком 12 со
Рис. 73. Схема пресса горячего прессования
смотровым стеклом для замера температуры оптическим
шрометром и патрубком 5 для вакуумирования рабочего
[ространства камеры. Внутри камеры находится графи-
овый нагреватель 6 с водоохлаждаемыми токоподвода-
ш 8. Для уменьшения потерь тепла на излучение, а так-
се для предотвращения перегрева корпуса 4 и крышки 3
|97
камеры и особенно мест стыков с резиновым уплотнением
10 предусмотрена система графитовых экранов 7. Над
камерой на стойках 2 смонтирован корпус прессующего
устройства 1. Давление сжатого газа, измеряемое мано-
метром 19, передается на поршень 18 и через стальной
шток 15 с графитовой головкой 14 на пуансон графитовой
прессформы 13 с прессуемым порошком и далее на гра-
фитовую подставку 11. Вакуумный уплотнитель 16 и
сальник 17 обеспечивают герметизацию отверстий в
крышке 3 и опорной плите корпуса 1, через которые про-
ходит шток 15. Максимальная температура прессования
составляет 2000° С, разрежение 1 • 10~5 мм рт. ст. и усилие
прессования 2 тс.
При работе на указанных прессах прессовщик ведет
непрерывное наблюдение за давлением прессования, из-
менением высоты прессуемого порошка в прессформе (по
показаниям мерительной системы пресса), показаниями
электроизмерительных приборов и контролирует темпе-
ратуру процесса. Прессфому с изделием после охлажде-
ния на прессе до температуры 500—600° С (пресс
П-803) или 150—200° С в случае вакуумного пресса во из-
бежание окисления или даже возгорания масла вакуум-
ных насосов удаляют из-под прессующего устройства.
Изделие извлекают (графитовую прессформу раскалыва-
ют или распиливают) и зачищают на обдирочно-шлифо-
вальном станке (материал удаляют в направлении к те-
лу заготовки, иначе могут иметь место сколы).
Известны прессы и других конструкций: рычажные,
усилием до 2 тс; пневматические системы М. Т. Василье-
ва (давление прессования до 0,6 тс/см2, максимальный
размер прессовки 140X120 мм, производительность
90 шт/ч), для гидростатического прессования жидкостью,
например расплавленным свинцом, и др.
Несмотря на большие достоинства, горячее прессова-
ние распространено недостаточно широко из-за низкой
производительности и сложности оборудования, ограни-
ченности формы и размеров изделий в связи с малыми
усилиями прессов.
Вопросы для повторения
1. Какое прессование называют горячим?
2. Перечислите возможные схемы нагрева прессуемого порошка.
3. Расскажите об основных типах прессов горячего прессования.
198
. СПИСОК ЛИТЕРАТУРЫ
Айзенкольб Ф. Успехи порошковой металлургии. Пер. с нем.
М., «Металлургия», 1969. 540 с. с ил.
Б о г а т и н Д. Е. Производство металлокерамических деталей.
М., «Металлургия», 1968. 129 с. с ил.
Богатин Д. Е. Порошки цветных металлов. М., «Металлур*
гия», 1970. 104 с. с ил.
Брацыхин Е. А., Мин длин С. С., Стрельцов К. Н.
Переработка пластических масс в изделия. М., «Химия», 1966. 400 с.
с ил.
Прокатка металлических порошков. М., «Металлургия», 1969.
382 с. с ил. Авт.: Г. А. Виноградов, Ю. Н. Семенов, О. А. Катрус,
В. П. Каташинский.
Волков В. Л., С ы р к и н В. Г., Т о л м а с с к и й И. С. Карбо-
нильное железо. М., «Металлургия», 1969. 256 с. с ил.
Гегузин Я. Е. Очерки о диффузии в кристаллах. М., «Наука»,
1970. 180 с. с ил.
Грацианов Ю. А., Путимцев Б. М., Силаев А. Ф. Ме-
таллические порошки из расплавов. М., «Металлургия», 1970. 102 с.
с ил.
Зеликман А. Н., Крейн О. Е., Самсонов Г. В. Метал-
лургия редких металлов. М., «Металлургия», 1964. 568 с. с ил.
Кипарисов С. С., Либенсон Г. А. Порошковая металлур-
гия. М., «Металлургия», 1972. 528 с. с ил.
Лебедев В. В. Водород, его получение и использование. М.,
Изд-во АН СССР, 1958. 70 с. с ил.
Номберг М. И. Производство медного порошка электролити-
ческим способом. М., «Металлургия», 1971. 134 с. с ил.
Рубцов А. Н., О лесов Ф. Г., Антонова М. М. Гид-
рирование титановых материалов. Киев, «Наукова думка», 1971.
128 с. с ил.
Самсонов Г. В., Ковальченко М. С. Горячее прессова-
ние. Киев, Госиздат, техн. лит. УССР, 1962. 212 с. с ил.
Федорченко И. М., Андриевский Р. А. Основы по-
рошковой металлургии. Киев, Изд-во АН УССР, 1963. 420 с. с ил.
Шаталова И. Г., Горбунов Н. С., Л и х т м а н В. И. Фи-
зико-химические основы вибрационного уплотнения порошковых ма-
териалов. М., «Наука», 1965, 163 с. с ил.
ОГЛАВЛЕНИЕ
Предисловие............................................................... 3
Введение ................................................................. 5
Глава I. Производство металлических порошков и их свой-
ства ......................................<............... 9
§ I. Классификация методов получения порошков .... 9
§ 2. Физико-химические методы получения порошков ... 12
Восстановление окислов и солей .................................... 12
Технологическая практика производства порошков вос-
становлением .................................................... 31
Электролиз......................................................... 73
Диссоциация карбонилов............................................. 94
§ 3. Механические методы получения порошков........................ 103
Измельчение твердых металлов...................................... 103
Распыление и грануляция жидких металлов........................... 113
§ 4. Свойства порошков и методы их контроля............................ 118
Химические свойства .............................................. 119
Физические свойства............................................... 120
Технологические свойства.......................................... 127
Отбор и подготовка проб........................................... 129
Глава П. Формование металлических порошков.............................. 131
§ 5. Подготовка порошков............................. 131
Отжиг............................................................. 131
Классификация..................................................... 132
Приготовление смесей.............................................. 133
§ 6. Прессование в стальной прессформе. 136
Общие закономерности процесса прессования .... 136
Практика прессования.............................................. 141
§ 7. Варианты процесса формования........... 158
Изостатическое прессование........................................ 158
Прокатка порошков................................................. 160
Мундштучное прессование........................................... 163
Шликерное формование.............................................. 105
Динамическое прессование.......................................... 166
Глава III. Спекание....................................... 170
§ 8. Твердофазное спекание............................
Основные процессы, происходящие при спекании . . .
Влияние некоторых технологических параметров на
процесс спекания и свойства спеченных тел.........
§ 9. Жидкофазное спекание и пропитка жидкими металлами
Жидкофазное спекание....................................
Пропитка жидкими металлами........................
§ 10. Практика спекания................................
Атмосферы спекания................................
Защитные засыпки..................................
Брак при спекании.................................
Печи..............................................
Обязанности спекальщика...........................
§ 11. Горячее прессование..............................
Список литературы....................................
171
171
176
180
180
182
183
183
184
185
187
192
193
199