/
























































































































































































































































































































































































































































































































































































Текст
2
ПИОрлов Основы онструирования
Основы ПМОрлов конструирования
Справочно-методическое пособие
МОСКВА «МАШИНОСТРОЕНИЕ» 1977
ПИ Орлов Основы
конструирования
Справочно-методическое пособие
МОСКВА «МАШИНОСТРОЕНИЕ» 1977
6П5.3
066
УДК 621.01.001.2(031)
Орлов П. И.
066 Основы конструирования. Справочно-методическое пособие в 3-х книгах. Кн. 2. Изд. 2-е, перераб. и доп. М., «Машиностроение», 1977.
574 с. с ил.
Во второй книге изложены основы конструирования литых и механически обрабатываемых деталей, деталей, соединенных методами пластической деформации, сварных, заклепочных, шпоночных, шлицевых соединений, опор скольжения и качения, стопорных колец и других деталей.
Для второго издания (1-е изд. вышло в 1972 г.) текст и иллюстрации автором существенно переработаны.
Книга предназначена для конструкторов-машиностроителей. Она будет полезна также студентам машиностроительных вузов.
о?1301-04144 77
038(01)-77
6П53
© Издательство «Машиностроение», 1977 г.
1
СБОРКА
При конструировании соединений, узлов и агрегатов должны быть выдержаны следующие условия производительной и качественной сборки:
1) полная взаимозаменяемость деталей и узлов;
2) исключение подгоночных работ и установки деталей по месту;
3) удобный подход монтажного инструмента; возможность применения механизированного инструмента;
4) агрегатный принцип сборки — соединение деталей в первичные подузлы, подузлов в узлы, узлов в агрегаты, установка агрегатов на машину.
Соблюдение этих условий позволяет организовать технологический процесс по принципу параллельного и одновременного выполнения операций,' закрепить за каждым рабочим местом цикл постоянно повторяющихся операций и механизировать сборку. В крупносерийном и массовом производстве выполнение этих условий позволяет организовать непрерывно-поточную сборку.
Взаимозаменяемость деталей достигается назначением необходимых допусков и предельных отклонений формы (непараллельность, неперпен-дикулярность и т. д.). Типы посадок выбирают в зависимости от условий работы соединения. Необходимый класс точности устанавливают размерным анализом, имеющим целью проверку работоспособности соединения при крайних значениях зазоров (натягов).
Иногда по условиям работы зазоры (натяги) должны быть выдержаны в более узких пределах, чем те, которые получаются при выполнении размеров даже по 1-му классу точности.
Так, в прессовых посадках обычных классов точности при неблагоприятном сочетании размеров (отверстие по наибольшему допуску в плюс, вал по наименьшему допуску в плюс) соединение получается недостаточно прочным. В обратном случае (отверстие по номиналу, вал по наибольшему допуску в плюс) в деталях соединения возникают чрезмерные напряжения. **
При установке поршневого пальца в поршнях из алюминиевых сплавов вследствие высокого значения коэффициента линейного расширения алюминиевых сплавов первоначальный (холодный) зазор между пальцем и бобышками поршня при рабочих температурах резко увеличивается, в связи с чем возникает опасность разбивания соединения. Это заставляет сажать пальцы в отверстие бобышек с первоначальным натягом, который при нагреве
5
поршня исчезает и заменяется зазором необходимой величины. Как показывает расчет» для диаметров пальца и отверстий должно быть принято такое узкое поле допусков, которое не обеспечивается даже 1-м классом точности.
В таких случаях часто применяют селективную сборку. В зависимости от величины отклонений от номинала детали делят на несколько групп. При сборке соединяют детали только тех групп, которые в сочетании одна с другой дают необходимую величину зазоров (натягов). Естественно, что при этом принцип взаимозаменяемости нарушается. Необходимость предварительной разбивки детали на размерные группы осложняет и замедляет производственный процесс.
Для соединений такого рода целесообразно ввести повышенный (прецизионный или нулевой) класс точности. Современные методы чистовой обработки (прецизионное шлифование валов, калибрующее протягивание и хонингование отверстий) позволяют получить размеры с точностью 0,5—1 мкм, достаточной для соединений, собираемых в настоящее время методом селективной сборки. Повышение стоимости механической обработки вполне окупилось бы упрощением и удешевлением сборки.
Особое внимание следует обратить на устранение подгоночных работ, доделки деталей в процессе сборки и установки деталей и узлов по месту с индивидуальной регулировкой их взаимного расположения. Подгонка требует применения слесарных операций или дополнительной станочной обработки, расстраивающих ритм сборки, снижает качество сборки и лишает конструкцию взаимозаменяемости. Подгоночные работы, как правило, очень трудоемки. Необходима предварительная, иногда многократная сборка узлов, промеры, проверка работы узла и последующая разборка для внесения исправлений. Каждая сборка-разборка евязана с операциями промывки деталей.
В правильной конструкции детали должны быть выполнены с точностью, обеспечивающей собираемость и работоспособность узла при комплектации его любыми деталями, поступающими со склада готовых изделий. Положение деталей в узле, узлов в агрегате и на машине должно быть определено сборочными базами и фиксирующими элементами, выполненными заранее с помощью станочных операций.
При сборке некоторых соединений до сих пор применяют ручные операции. К таким операциям относится, например, притирка деталей в соединениях, где требуется высокая степень герметичности (посадки конических клапанов, пробковых кранов, плоских распределительных золот-’иков, плунжеров и цилиндрических золотников во втулках и т. д.). Притирку применяют также в тяжелонагруженных соединениях на конусах для полного прилегания и предупреждения наклепа и разбивания посадочных поверхностей. . Поскольку притирка производится попарно, детали лишаются свойства взаимозаменяемости.
Однако и здесь возможна замена ручных операций механическими не только на предварительных, но и на окончательных стадиях обработки. Так, на передовых предприятиях трудоемкую операцию попарной притирки плоских поверхностей в соединениях металла по металлу заменяют механизированной притиркой каждой из поверхностей по эталонной плите, благодаря чему сопрягающиеся детали становятся взаимозаменяемыми.
6
ОСЕВАЯ И РАДИАЛЬНАЯ СБОРКА
Система сборки оказывает большое влияние на конструкцию узла и на его технологические и эксплуатационные характеристики.
В узлах с продольной и поперечной осями симметрии возможны две основные системы сборки: осевая, при которой части узла соединяются в осевом направлении, и радиальная, при которой части соединяются в поперечном (радиальном) направлении. При осевой сборке плоскости стыка перпендикулярны продольной оси, при радиальной — проходят через продольную ось.
На рис. 1 в качестве простейшего примера изображена сборка шестеренного вала в корпус. На рис. 1, а показана осевая сборка. Корпус и крышка корпуса, а также установленные в них подшипниковые втулки целые. Вал вводят в корпус в осевом направлении и фиксируют крышкой, центрированной относительно корпуса цилиндрическим буртиком.
При радиальной сборке (рис. 1, б) корпус и втулки выполнены с разъемом по продольной оси. Вал укладывают в одну из половин корпуса и накрывают другой половиной. Половины корпуса стягивают поперечными болтами и фиксируют одну относительно другой установочными штифтами.
На рис. 1, в показана смешанная радиально-осевая сборка. В данном случае корпус разъемный, а крышка — целая. Преимущества и недостатки осевой и радиальной сборки можно полнее всего проследить на примере сборки многоступенчатого центробежного насоса (рис. 2).
В конструкции с последовательно выдержанным принципом осевой сборки (вид а) корпус насоса состоит из ряда отсеков, несущих диффузоры 1 и диафрагмы 2 с лопаточными направляющими аппаратами 3. Агрегат собирают, набирая крыльчатки на вал (предварительно заведенный в подшипник задней крышки) последовательно во всех отсеках
Рис. 1. Схемы сборки
7
Рис. 2. Схемы сборки миогоступеичатого центробежного насоса
и соединяя отсеки болтами. Сборка заканчивается затяжкой крыльчаток гайкой со свободного конца вала в подшипнике передней крышки.
При чисто радиальной сборке (вид б) корпус состоит из двух половин с разъемом в плоскости вала. Корпусы подшипников и направляющие аппараты 3 отлиты за одно целое с корпусом. Диффузоры 1 также раздельные; лопатки диффузоров и направляющих аппаратов стыкуются между собой в плоскости разъема. Собирают насос в следующем порядке. Сначала крыльчатки набирают и стягивают на валу; вал в сборке устанавливают в нижнюю половину корпуса на подшипники и накрывают другой половиной, после чего половины корпуса стягивают внутренними и бортовыми болтами.
Сопоставление систем осевой и радиальной сборки позволяет сделать следующие, общие для многоступенчатых агрегатов выводы.
При осевой сборке отливка корпуса, разделенного на отсеки, проста. Механическая обработка весьма удобна. Обрабатываемые поверхности открыты для обзора, доступны для подвода режущего инструмента и легко промеряются. Так как обработка производится по непрерывным цилиндрическим поверхностям, то при изготовлении отсеков могут быть применены методы скоростной обработки.
Конструкции в целом присуща высокая жесткость. Внутренние полости хорошо уплотняются.
Недостатки осевой сборки следующие:
1. Сборка агрегата сложна. Проверка и регулировка осевых зазоров, в частности торцовых зазоров между крыльчатками и тыльными поверхностями диафрагм, затруднительна, особенно потому, что на всех стадиях сборки, вплоть до заключительной, вал зафиксирован только в одном подшипнике. Выдержать правильные зазоры можно или с помощью специальных приспособлений, или повышением точности выполнения осевых размеров элементов конструкции.
2. Осмотр внутренних частей сложен. Для того чтобы открыть какую-нибудь ступень, необходимо демонтировать все предыдущие.
Конструкция с радиальной сборкой по достоинствам и недостаткам противоположна конструкции с осевой сборкой. Изготовление корпуса, представляющего собой две массивные отливки, затруднительно. Механическая обработка сложна. Внутренние полости обрабатывают или открытым способом — для каждой половины корпуса в отдельности, с последующей подгонкой стыка, или закрытым — при половинках корпуса, собранных на контрольных штифтах по предварительно начисто обработанным поверхностям стыка. И тот и другой способы требуют специальных инструментов, мерительных приспособлений, а также высокой квалификации исполнителей. v
Вследствие асимметрии сечений корпус имеет неодинаковую жесткость: меньшую в плоскости стыка и большую в перпендикулярном к нему направлении. Ослабление конструкции продольным разъемом приходится компенсировать увеличением сечений стенок корпуса. Конструкция поэтому получается тяжелой. Полости корпуса нуждаются в тщательном уплотнении по фигурному плоскому стыку без нарушения цилиндричности внутренних обработанных поверхностей, что обычно достигается притиркой стыковых поверхностей и установкой их на герметизирующих составах.
9
Необходима подгонка лопаток диффузоров и направляющих аппаратов в плоскости стыка или применение наборных лопаток, заводимых секциями в кольцевые полости корпуса.
Зато сборка и разборка очень удобны. При сборке вал с предварительно установленными на нем крыльчатками укладывают в подшипники нижней половины корпуса. Представляется полная возможность проверить и отрегулировать осевые зазоры. Осмотр внутренних полостей агрегата удобен. При снятой верхней половине корпуса обнажается внутренность агрегата и обеспечивается доступ ко всем установленным в корпусе деталям.
Сравнивая недостатки и преимущества осевой и радиальной сборок, видим, что осевую сборку целесообразно применять в тех случаях, когда ради создания прочной и легкой конструкции (транспортное машиностроение) можно пойти на некоторые эксплуатационные неудобства. Если масса конструкции не играет существенной роли и если можно допустить повышенную стоимость изготовления ради удобства сборки и эксплуатации, то применяют радиальную сборку.
На практике возможны различные варианты сочетаний элементов осевой и радиальной сборок.
В системе радиальной сборки (вид в) с целью облегчения отливки половины корпуса набраны из отдельных полуколец,' стягиваемых продольными призонными болтами 4. Собранные таким образом половины корпусов обрабатывают совместно по поверхностям разъема; в дальнейшем стягивающие болты не разнимают. Недостатки конструкции — увеличение объемй механической обработки, большое число стыков, перпендикулярных друг другу.
В конструкции г диафрагмы 5 выполнены отдельно, каждая из двух половин, стягиваемых болтами на контрольных штифтах и закладываемых в разъемный корпус.
При системе смешанной радиально-осевой сборки (вид д) средняя часть корпуса состоит из двух половин, разнимающихся по оси вала. К торцам корпуса присоединяют переднюю 6 и заднюю 7 крыщки, несущие подшипники. При монтаже вал в сборе с крыльчатками укладывают в нижний корпус, после чего к нижнему корпусу крепят крышки, центрируя вал в подшипниках. Затем устанавливают верхнюю половину корпуса и затягивают верхние болты крышек. При разборках с целью осмотра крышки остаются постоянно привернутыми к нижнему корпусу.
При такой конструкции изготовление разъемных корпусов несколько упрощается; сохраняется удобство сборки и разборки.
В конструкции смешанной сборки (вид е) диафрагмы 8 выполнены каждая из двух половин и заложены в целый корпус вместе с валом и крыльчатками по принципу осевой сборки.
На рис. 3 показаны схемы сборки одноступенчатого шестеренного редуктора с расположением осей зубчатых колес в горизонтальной плоскости.
В конструкции с осевой сборкой (вид а) из-за наличия цоколя нельзя разъединить корпус по оси симметрии. Зубчатые колеса редуктора монтируют с одной стороны в стенки корпуса, а с другой — в отъемной крышке 1, зафиксированной на корпусе контрольными штифтами. Конструкция обес-
10
Рис. 3. Схемы сборки одноступенчатых редукторов
печивает удобную механическую обработку корпуса. В отличие от многоступенчатых агрегатов здесь удобен и монтаж. Для проверки зацепления колес и для осмотра внутренней полости редуктора предусматривают смотровой люк 2.
В конструкции с радиальной сборкой (вид б) корпус состоит из двух частей с разъемом в плоскости осей зубчатых колес, части корпуса фиксируются одна относительно другой контрольными штифтами. Как и другие системы радиальной сборки, эта конструкция характеризуется сложностью механической обработки. Посадочные отверстия под подшипники валов обрабатывают в сборе при половинах, корпуса, соединенных по предварительно обработанным поверхностям стыка, или раздельно в обоих половинах, с последующей чистовой обработкой поверхностей стыка. Последний способ сложнее, чем первый.
Уплотнение стыка связано с некоторыми затруднениями. Упругие прокладки применять нельзя, чтобы не нарушить цилиндричность посадочных гнезд под подшипники; необходима притирка поверхностей стыка и применение герметизирующих составов. Особенно трудно добиться уплотнения одновременно по плоскому стыку и по наружным цилиндрическим поверхностям подшипников (если втулки подшипников выполнены целыми). Во избежание разборки стыка при эксплуатации в корпусе необходимо предусматривать смотровой люк.
11
Рис. 4. Схемы разъема корпуса роторной машины
Рис. 5. Сборка закрытой крыльчатки
В данном случае предпочтительнее осевая сборка, обеспечивающая более простую механическую обработку и вполне удовлетворительный монтаж.
В конструкции со смешанной радиально-осевой сборкой (вид в) валы зубчатых колес оперты в стенках корпуса; корпус снабжен крышкой с
плоскостью разъема, расположенной выше гнезд под подшипники валов. Сборку ведут в следующем порядке: заводят в корпус зубчатые колеса (которые в данном случае должны быть насадными), продевают валы через подшипник и через ступицы колес (валы должны быть ступенчатыми) и фиксируют колеса на валах. По простоте механической обработки, по устойчивости фиксации валов в корпусе эта конструкция лучше предыдущих. Однако монтаж ее значительно сложнее.
На видах г — е изображен редуктор с зубчатыми колесами, расположенными в вертикальной плоскости. Конструкции с осевой (вид г), радиальной (вид Э) и радиально-осевой (вид е) сборкой имеют соответственно те же преимущества и недостатки, что и конструкции видов а, б, в, с тем различием, что недостатки радиальной сборки здесь выражены более резко из-за наличия двух стыков.
Иногда система сборки однозначно задается устройством агрегата. Так, для стационарной роторной машины, установленной на фундаменте, система осевой сборки (рис. 4, а) неприменима по эксплуатационным соображениям: для осмотра внутренних механизмов понадобилось бы снимать машину с фундамента. Здесь возможна только радиальная сборка (вид б) и ограниченно-смешанная система (виды в, г).
При сборке коленчатых валов многоцйлиндровых поршневых двигателей применить осевую сборку практически невозможно из-за конфигурации вала и по условиям монтажа разъемных головок шатунов.
Радиальная сборка не всегда осуществима для деталей чашечного типа вроде крыльчаток (рис. 5). Конструкция, показанная на виде а, может быть собрана только осевым способом: радиальной сборке корпуса мешает выход диска крыльчатки (на величину ш) по отношению к ступицам корпуса.
12
Схемы сборки шестеренного блока
Таблица 1
Радиальная сборка
Плоскость разъема корпуса проходит через ось блока. Предварительно собранный блок укладывают подшипниками на посадочные поверхности нижнего корпуса и накрывают верхней половиной корпуса, фиксируемой относительно нижней контрольными штифтами. Левый подшипник фиксируют крышкой а, правый подшипник плавающий
Верхняя половина корпуса зафиксирована относительно нижней наружными обоймами подшипников. Правый подшипник плавает на валу.
Недостаток конструкции: невозможность обработки посадочных поверхностей под подшипники напроход
Половины корпуса зафиксированы одна относительно другой наружными обоймами подшипников и кольцами б. Правый подшипник плавает на валу.
Возможна обработка посадочных поверхностей под подшипники напроход
Половины корпуса зафиксированы одна относительно другой обоймами подшипников и крышками в. Конструкция применима при не слишком большом расстоянии между подшипниками
Осевая сборка
Отъемная стенка г зафиксирована относительно корпуса контрольными штифтами. При монтаже блок устанавливают правым подшипником в корпус и накрывают отъемной стенкой (стопорное кольцо д подшипника должно быть предварительно снято), после чего фиксируют крышкой е.
Блок фиксируется в осевом направлении подшипником, расположенным в корпусе
См
Продолжение табл. /
j.
Недостатки конструкции: уменьшение жест- 1 кости корпуса; расположение уплотнительной прокладки ниже уровня масла
Вариант конструкции (подвесной корпус)
В корпусе (эск. 8) проделано отверстие диаметром, превышающим диаметр большего колеса. Блок устанавливают в крышке ж и вводят в корпус (эск. 9). Центрирующие поверхности в корпусе обрабатывают с одного устамова. Диаметр крышки ограничивает расположение смежных (расположенных вне плоскости чертежа) колес перебора
Блок фиксируется подшипником, расположенным в корпусе. В крышке предусмотрено отверстие для обработки посадочных поверхностей напроход
Большое зубчатое колесо вводят через верхнее отверстие корпуса (зек. \1) и продевают через него вал с установленным на нем малым колесом, после чего затягивают гайки з и фиксируют блок крышкой и (эск. 13)
Продолжение табл. 1
Если диаметр малого зубчатого колеса превышает диаметр посадочного отверстия подшипника, то оба колеса заводят в корпус сверху (эск. 14).
Монтаж с продеванием вала через зубчатые колеса широко применяют при установке их на подшипниках скольжения (эск. 15),
Вал в сборе с зубчатыми колесами заводят в наклонном положении через верхнее отверстие корпуса (эск. 16), разворачивают, после чего устанавливают подшипники и фиксируют блок крышкой (эск. 17)
Блок можно собрать тем же способом в сборе с подшипниками (эск. 18), если установить.подшипники на промежуточных втулках к (эск. 19) и несколько расширить верхнее отверстие
Для радиальной сборки необходимо укоротить ступицу (вид б), введя между крыльчаткой и ступицей монтажный осевой зазор s.
В большинстве случаев возможно несколько вариантов сборки, из которых конструктор должен выбрать вариант, наиболее подходящий к данным условиям работы.
Рассмотрим способы радиальной и осевой сборки типового машиностроительного узла — шестеренного блока коробки передач (табл. 1).
Все варианты радиальной сборки (эск. 1—4) полностью обеспечивают агрегатность сборки, удобство проверки зацепления и регулировки положения зубчатых колес относительно смежных деталей.
Однако изготовление усложняется. Необходима тщательная обработка стыка корпусов, совместная (в сборе) обработка посадочных поверхностей и их торцов. Применение мягких уплотняющих прокладок на стыке корпусов недопустимо, так как при этом нарушается правильность посадки подшипников в гнезда. Разъем ослабляет корпус; жесткость корпуса необходимо увеличить утолщением стенок, введением ребер и т. д. Система применима только в том случае, если оси остальных зубчатых колес передачи также расположены в плоскости разъема.
Изготовление систем осевой сборки (эск. 5 —19) более простое. Прочность и жесткость корпусов в большинстве случаев выше. В многопереборных механизмах возможно расположение осей зубчатых колес в разных плоскостях. В некоторых конструкциях (эск. 8—11) ограничено межосевое расстояние смежных зубчатых колес.
Монтаж в системах осевой сборки сложнее.
Удобство обслуживания в эксплуатации можно обеспечить в обеих системах путем введения смотровых люков (эск. 2 — 4, 8 — 19).
НЕЗАВИСИМАЯ РАЗБОРКА
При выборе системы сборки следует учитывать удобство осмотра, проверки и регулирования узлов. Демонтаж одной детали или узла не должен нарушать целостности других узлов, подлежащих проверке.
Установка зубчатого колеса по рис. 6, а неудачна. Колесо зафиксировано гайкой 1, служащей также для крепления оси в корпусе. Чтобы снять колесо, необходимо демонтировать весь узел. В улучшенной конструкции (вид б) ось и колесо укреплены отдельно, поэтому снимать колесо можно без демонтажа оси.
В узле крепления подшипника (вид в) крышка и корпус стянуты сквозными болтами. При снятии крышки подшипник распадается. В конструкции г демонтаж крышки и корпуса раздельный.
На виде д представлен узел конической зубчатой передачи к кулачковому валику. Корпусы подшипников выполнены заодно со станиной, крышки — заодно с кожухом станины. При снятии кожуха валик остается в нижних вкладышах: проверить работу узла невозможно.
Целесообразно сделать кожух станины ненесущим, а крышки к корпусам подшипников крепить каждую отдельно (вид е). При снятии кожуха
17
Рис. 6. Системы сборки
весь механизм в сборе становится доступным для осмотра. Помимо удобства разборки, при такой конструкции облегчается точная обработка отверстий подшипников.
ПОСЛЕДОВАТЕЛЬНОСТЬ СБОРКИ
При последовательной установке нескольких деталей с натягом следует избегать посадки по одному диаметру (рис. 7, а, в, д). Необходимость продевать детали через посадочную поверхность усложняет монтаж и демонтаж и вызывает опасность повреждения поверхностей. В таких
Рис. 7. Сборка по нескольким посадочным поясам
18
Рис. 8. Посадка дисков
случаях целесообразно применять ступенчатые валы с диаметром ступеней, последовательно возрастающим в направлении сборки (виды б, г, е).
Особенно затруднительна сборка большего числа деталей на длинных валах с прессовой посадкой (рис. 8, а). Это затруднение при монтаже можно преодолеть, нагревая насаживаемые детали до температуры, допускающей свободное надевание их на вал (хотя эта операция усложняет сборку); при демонтаже такой розможности нет.
Правильная конструкция со ступенчатым валом показана - на виде 6.
Если ступеней много, то во избежание чрезмерного увеличения диаметра последних ступеней вала приходится отказываться от стандартных диаметров и вводить индивидуальные размеры. Перепад ступеней в этом случае доводят до минимальных размеров (порядка нескольких десятых миллиметра), достаточных для свободного надевания деталей.
Лучше, если сборку ведут с двух сторон вала (вид в). В этом случае обработка вала и ступиц упрощается; число номинальных диаметров, номенклатура специального режущего (развертки, протяжки) и мерительного инструмента (скобы, пробковые калибры) уменьшаются вдвое.
Рис. 9. Посадки ио двум поясам
19
Если детали устанавливают на вал по посадке скольжения или движения, то выгоднее выполнять вал гладким. Это относится и к варианту посадки на шлицах (вид г): применение ступенчатой посадки сильно усложняет изготовление узла, так как для каждой ступицы нужны особые протяжки, а при центровке по внутреннему диаметру шлицев - еще особые червячные фрезы для каждой ступени вала.
При монтаже по двум посадочным поясам необходимо соблюдать правильную последовательность введения детали в посадочные отверстия. Если деталь сначала входит в первый (по ходу движения) пояс, а между торцом детали и вторым посадочным поясом остается зазор т (рис. 9, а), то вследствие неизбежного перекоса монтаж становится затруднительным, а при прессовых посадках зачастую и невозможным. Также следует избегать одновременного входа детали в посадочные пояса (виды б). Правильные конструкции показаны на видах в. Деталь должна сначала войти во второй посадочный пояс на расстояние п (практически 2 — 3 мм), достаточное для ее направления, после чего войти в первый пояс.
СЪЕМНЫЕ УСТРОЙСТВА
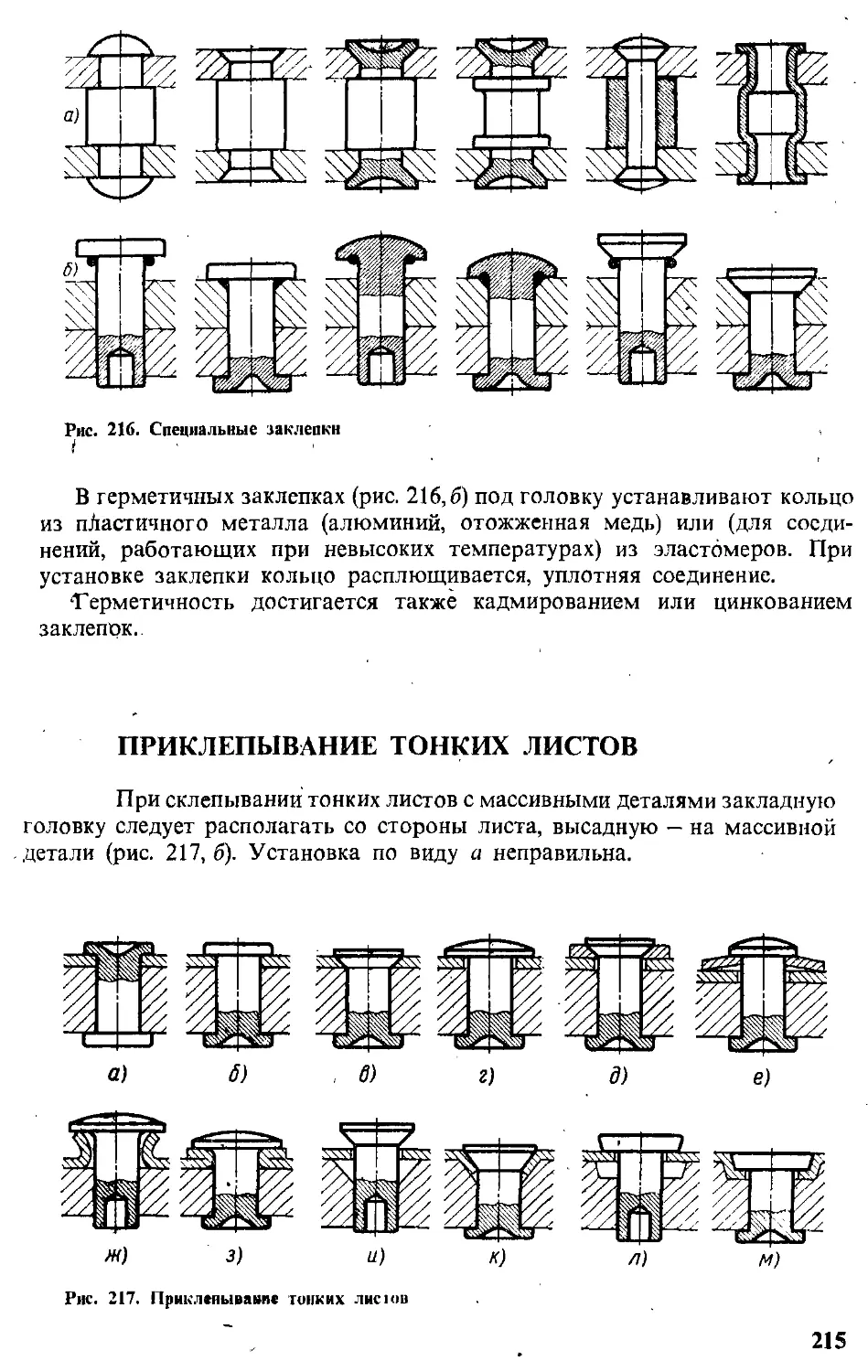
Съемные устройства обязательны в соединениях деталей с натягом, с применением герметизирующих составов, в соединениях с труднодоступным расположением деталей, а также в соединениях, работающих при циклических нагрузках, когда возможно появление наклепа' и фрикционной коррозии.
Простейший способ облегчения разборки — включение в детали элементов, допускающих применение съемников: закраин, реборд, резьбовых поясов, нарезных отверстий и т. д. В некоторых случаях съемники вводят в конструкцию детали.
На рис. 10 показана посадка втулки с натягом в корпусную деталь. Конструкция а с трудом поддается разборке. Разборку можно облегчить, увеличив высоту реборды т (вид б), введя кольцевой зазор h (вид в) или выборку q между ребордой и корпусом под демонтажный инструмент (вид г), просверлив резьбовые отверстия s во втулке (вид б) или г в корпусе (вид е) под винты-съемники. Резьбовых отверстий должно быть не меньше трех (под углом 120°) для того, чтобы обеспечить, извлечение детали без перекосов.
На рис. И изображены съемные устройства для снятия плотно посаженных ступиц с цилиндрических поверхностей. В конструкциях а, б, на ступице предусмотрена резьба под съемник. В конструкциях в, г съемниками служат кольцевые стопоры, заведенные в ступицу.
20
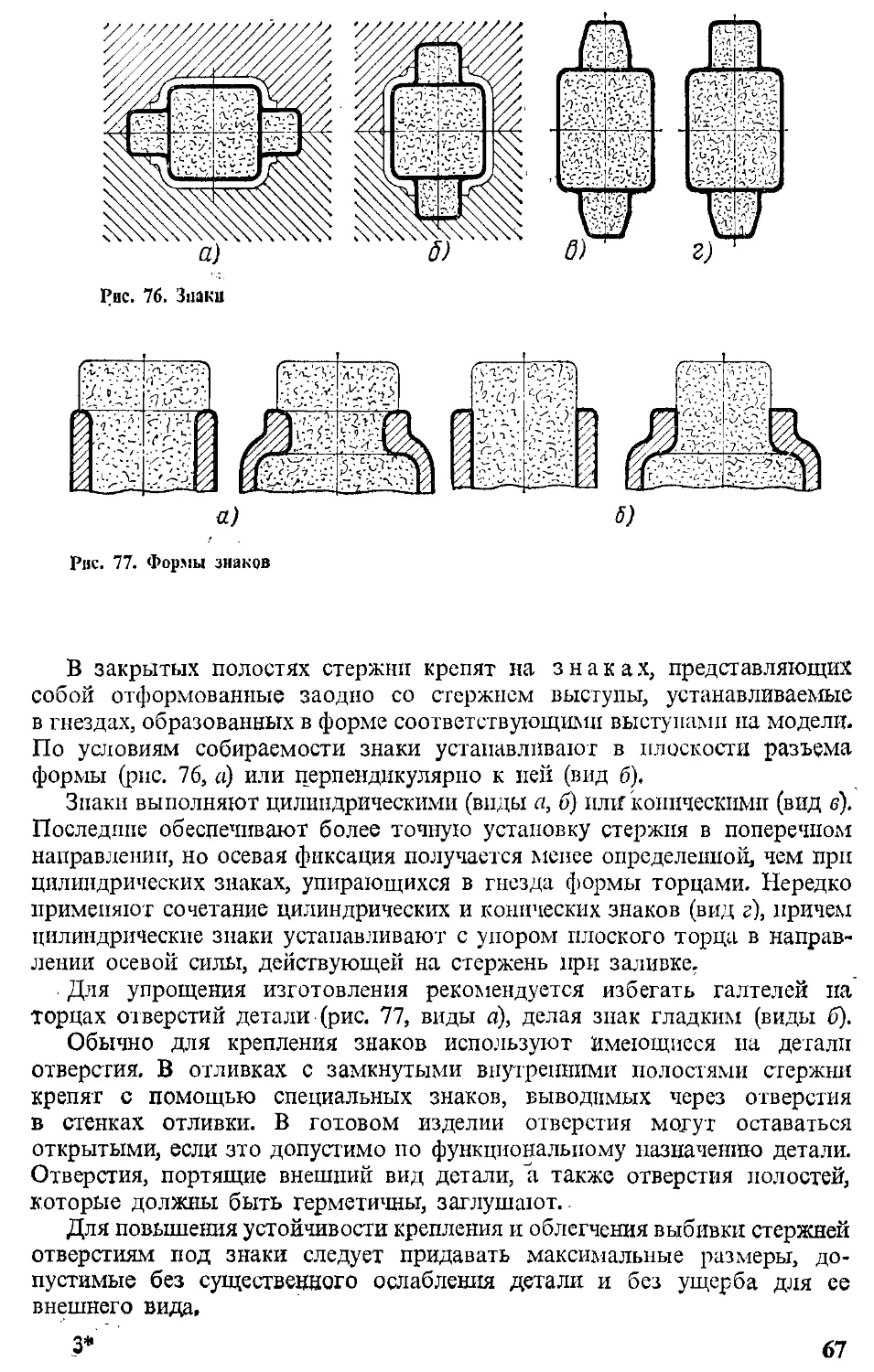
а) б) 6) г) д) е)
Рис. 11. Съемные устройства для плопю посаженных ступиц
Рис. 12. Съемные устройства
В конструкциях д, е применена система дифференциальной резьбы. •Затяжная гайка снабжена двумя поясами резьбы с разным шагом; при отвертывании гайка снимает ступицу с вала.
На рис. 12 приведены примеры включения съемных элементов в конструкцию деталей (съемные элементы обозначены буквой т).
В конструкции клапанного седла, запрессованного на конусе (вид а), сменить седло практически невозможно. Соединение можно сделать разборным, если увеличить отверстие корпуса по отношению к кромкам седла (вид б) или придать седлу обратно-конический профиль (вид в). Тогда можно выпрессовывать седло, приложив усилие с верхней стороны седла.
Буксы сальников (вид г) нередко прикипают вследствие выдавливания набивки в зазор между буксой и валом. Извлечь прикипевшую буксу из сальника трудно, если не предусмотреть на буксе съемный элемент,
21
например реборду (вид д). Наилучший способ - это установка стопорного кольца в накидной гайке (вид е). При такой конструкции букса выходит из сальника одновременно с отворачиванием ганки.
Для облегчения выпрессовки пальца из проушины (вид ж) необходимо предусмотреть нарезное отверстие под съемник (вид з).
На видах и, к показан узел запрессовки втулки. В конструкции и выпрессовать втулку можно, лишь повредив ее, например если ввернуть во втулку конический нарезной стержень. В конструкции к втулка выпрес-совывается упором в торец. ,
В последнее время для демонтажа прессовых и напряженных соединений применяют способ гидросъема (рис. 13,а) путем подачи на посадочные поверхности масла под давлением 1500 — 2000 кгс/см2.
На рис. 13, б показан способ гидравлической выпрессовки втулки из глухого отверстия. В отверстие втулки, предварительно залитое маслом, вводят плунжер и ударом по плунжеру выпрессовывают втулку из посадочного гнезда.
Рис. 14. Съемные устройства для фланцев
Рис. 15. Разъем фланцев с^помощью
вмитов-съемииков
22
ДЕМОНТАЖ ФЛАНЦЕВ
Демонтаж фланцев большого диаметра, устанавливаемых на прокладках или на герметизирующих составах или работающих при повышенных температурах, часто осложняется из-за спекания поверхностей стыка. Простейшие виды съемных устройств показаны на рис, 14. На одном из фланцев (виды а —в) делают выступы или выемки (обычно три, под углом 120°), допускающие приложение осевых усилий для разнятия фланцев. На видах г — е показаны конструкции с выступами или выемками в обоих фланцах, которые можно разнять отверткой, заводимой в выборки. Совершеннее съемные устройства, показанные на рис. 15. На одном из фланцев делают три расположенных под углом 120° нарезных отверстия. Фланцы разнимают ввертыванием в отверстия нажимных винтов (вид а). Во избежание смятия поверхности стыка (особенно у деталей, изготовленных из легких сплавов) устанавливают закаленные пятки под зажимные винты (вид б); отверстия под винты армируют футерками.
Призонные болты целесообразно для облегчения выколачивания снабжать сферическими торцами (вид в) или предпочтительнее углублениями под выколотку (вид г).
СБОРОЧНЫЕ БАЗЫ
Положение деталей при сборке должно быть однозначно определено сборочными базами. Недопустимы конструктивные неопределенности, при которых сборщик должен вести сборку по своему усмотрению. Нежелательны конструкции, требующие регулировки, подгонки, установки по месту и т. д. В производстве ошибки сборки могут быть обнаружены контролем. В эксплуатации же, особенно если машина попадает в неумелые руки, гарантии правильной сборки нет.
Всякая неопределенность при сборке требует дополнительного труда и времени со стороны сборщиков и контролеров и снижает производительность, сборочных операций. Качество сборки в этом случае во многом зависит от квалификации персонала.
Пример неправильной конструкции представлен на рис. 16, а. Зубчатое колесо затягивается на валу с обеих сторон кольцевыми гайками 1. В конструкции отсутствует база, определяющая осевое положение зубчатого колеса и вала. При монтаже и переборках узла приходится регулировать положение зубчатого колеса. В неопытных или небрежных руках узел может быть собран неправильно.
В конструкции б сделана не совсем удачная попытка зафиксировать положение зубчатого колеса. Фиксирующий подшипник 2 затягивается на выступ вала; зубчатое колесо затягивается с упором на внутреннее кольцо подшипника. Если сначала затягивают фиксирующий подшипник, а затем зубчатое колесо, то положение колеса является вполне определенным, но не исключено, что сначала затянуто колесо через подшипник 3, а затем подшипник 2. При этом зубчатое колесо может быть сдвинуто с номинального положения.
В правильной конструкции в создана жесткая база — буртик п, на которой затягиваются независимо один от другого подшипник и зубчатое
23
Рис. 16, Фиксация деталей при сборке
Рис. 17. Установка лопаток аксиального компрессора
колесо. Положение колеса и вала вполне зафиксировано и может колебаться только в пределах допусков на механическую обработку.
На виде г консольное зубчатое колесо установлено на подшипниках, затягиваемых в корпусе с обеих сторон кольцевыми гайками. База отсутствует; положение колеса в узле
может меняться в пределах хода гаек.
В правильной конструкции д положение зубчатых колес зафиксировано базой (привертная шайба 4).~
В узле крепления лопатки на роторе аксиального компрессора (рис. 17, а) радиальное расположение лопаток на роторе ничем не определено; для правильной сборки узла необходимо специальное приспособление, обеспечивающее установку лопаток на одинаковом расстоянии от центра ротора. В конструкции б положение лопаток зафиксировано базой, хотя и односторонней; концентричность лопаток выдерживается при сборке упором их цоколей в наружную цилиндрическую поверхность ротора. Наиболее целесообразны конструкции, в которых лопатки жестко фиксируются в радиальном направлении в обе стороны (рис. 17, в).
24
ИСКЛЮЧЕНИЕ ВОЗМОЖНОСТИ НЕПРАВИЛЬНОЙ СБОРКИ
В ряде случаев мелкие на вид и труднообнаруживаемые ошибки установки деталей могут привести к нарушению работы узла и даже к авариям. В таких случаях нельзя прибегать к полумерам, например к указанию правильного положения деталей при сборке с помощью меток, рисок, клейм и т. д. Единственное правильное решение состоит в том, чтобы с помощью конструктивных мер обеспечить сборку деталей только в необходимом положении.
В узле крепления крышки подшипника (рис. 18) крышка зафиксирована относительно корпуса двумя контрольными штифтами 1 (вид а). Ошибка заключается в симметричности расположения штифтов: не исключено, что крышку установят повернутой на 180° по сравнению с исходным положением, в результате чего будет нарушена цилиндричность ложа и совпадение торцов, достигнутые при предшествующей механической обработке в сборе. Асимметричное расположение штифтов (виды б, в) исключает возможность неправильной сборки.
В подшипнике скольжения (вид г) вкладыши установлены в разъемном корпусе: верхний на маслоподводящем штуцере 2, нижний на контрольном штифте 3 того же диаметра, что и штуцер. При сборке можно ошибиться, установив нижний вкладыш наверх, а верхний вниз. Возможность ошибки устраняется, если штуцер и контрольный штифт 3 сделать разного диаметра (вид б).
В узле, посадки подшипниковой втулки (виды е-и) втулка должна быть установлена так, 'чтобы маслоподводящее отверстие в корпусе совпало с отверстием во втулке. В конструкции е втулку можно по ошибке повернуть на 180°, вследствие чего маслоподводящее отверстие будет заглушено.
В конструкции ж возможность неправильной сборки устранена введением контрольного штифта 4. Для снижения требований к точности расположения отверстия на входе в отверстие предусмотрена лыска.
Другое решение состоит в том, чтобы проделать во втулке два диаметрально противоположных отверстия с лысками (вид з).
В конструкции и во втулке проделана кольцевая канавка, обеспечивающая подачу масла при любом положении втулки.
На видах к — м показана крышка 5, сообщающая торцовым пазом два масляных отверстия в корпусе. Конструкция к неправильна: крышку можно по ошибке установить на крепежных болтах так, что отверстия в корпусе будут перекрыты. Обеспечить правильную работу узла можно, проделав паз не в крышке, а в корпусе (вид л) или заменив паз в крышке цилиндрической выточкой (вид м).
На рис. 19, а - в изображена установка фланца с внутренним крепежным платиком т. При симметричном расположении крепежных болтов (вид а) не исключена возможность смещения платика с нужного углового положения. Во избежание этого необходимо или установить фланец на контрольном штифте 1 (вид б) или расставить крепежные болты асимметрично. Достаточно смещения одного болта на угол а = 5 -? 10° (вид в), чтобы гарантировать правильную сборку.
25
А-А А-А
А-А
Рис. 18; Способы предупреждении непрввильиой сборки
На видах г —и показаны варианты ввертывания шпилек в корпус. В конструкции г концы шпилек имеют одинаковую резьбу, но разную длину нарезной части: возможна ошибочная установка шпильки в корпус.
Мало помогает введение различных признаков — придание концам шпильки разной конфигурации, например заправка одного конца на сферу (вид д) или устранение гладкого пояса на другом конце (вид е).
26
Рис. 19. Способы предупреждения
неправильной сборки
Возможность неправильной сборки исключается, если резьбу на концах шпильки выполнить с разным шагом (вид ж) или, лучше, с разным диаметром (вид з).
Можно также придать концам шпильки совершенно одинаковую конфигурацию и одинаковые осевые размеры (вид и), что делает положение шпильки при сборке безразличным.
Принцип безразличной сборки исключает возможность ошибок и повышает производительность сборочных операций, освобождая сборщика от затраты времени на выбор правильного положения детали.
На рис. 19, к изображена запрессованная в корпус втулка, имеющая на одной стороне пологую заходную фаску с для установки подшипников качения. При ошибочной сборке фаска окажется на противоположной стороне, вследствие чего установка подшипника будет затруднена. В конструкции л фаски сняты с обеих сторон и положение втулки при сборке становится безразличным.
Невыгодны крепежные гайки с односторонней фаской (виды м, о), так как сборщик должен следить за правильной установкой гаек; в условиях механизированной сборки необходима ориентированная подача гаек к завертывающему инструменту. Как правило, следует применять гайки с двусторонней фаской (виды и, п), которые можно устанавливать любой
27
стороной. Равным образом следует избегать применения подкладных шайб асимметричной формы (вид м), заменяя их симметричными (вид н).
В узле масляного уплотнения с разрезными пружинными кольцами (вид р) корпус 2 уплотнения вследствие асимметрии его формы должен быть установлен только в одном положении. При ошибочной установке (вид с) конструкция становится неработоспособной. В конструкции т корпус, сделан симметричным; правильная работа узла обеспечивается при любом расположении корпуса.
ПОДХОД МОНТАЖНОГО ИНСТРУМЕНТА
Необходимо обеспечивать удобный подвод монтажного инструмента к крепежным деталям. Пример неудовлетворительной конструкции приведен на рис. 20, а (узел установки шкива клиноременной передачи с уплотняющим сальником). Подвести ключ к болтам грундбуксы можно, только сняв предварительно шкив с вала. В конструкции б ошибка исправлена — шкив удален на расстояние s, достаточное для заведения накидного ключа на головки болтов.
В конструкции в в диске шкива проделаны отверстия п, допускающие подтяжку болтов грундбуксы торцовым ключом.
28
На видах г-ж показано крепление цилиндра двигателя воздушного охлаждения. Конструкция г неправильна: зазор hi между нижним ребром и концами крепежных шпилек, остающийся после надевания цилиндра на шпильки, меньше высоты h крепежных гаек. Собрать узел можно только одним, крайне непроизводительным способом: приподнять цилиндр на шпильках (вид <)), наживить, а затем завернуть последовательно все гайки.
Для производительной сборки следует предусмотреть между нижним ребром и концом шпильки зазор h2, превышающий высоту гайки h (вид е), или проделать в нижних ребрах выборки т под гайки (вид ж).
Как правило, рекомендуется обеспечивать возможность завертывания гаек и болтов торцовыми ключами, которые удобнее в работе, повышают производительность сборки, меньше сминают грани гаек и позволяют увеличить силу затяжки. Завертывание гаек с торца является обязательным при механизированной сборке с применением электрических или пневматических гайковертов.
На рис. 21 приведены примеры изменения конструкций крепежных узлов с целью перевода на механизированную сборку.
В конструкции а гайки можно завернуть только накидным ключом. В конструкции б предусмотрен зазор s, допускающий завертывание торцовым ключом. Наиболее удобна сборка конструкции в, где гайки выведены на открытую поверхность детали.
В узле крепления кронштейна (вид г) завертывание с торца можно обеспечить разнесением болтов на расстояние s от головки кронштейна (вид <)) или креплением болтами со стороны, противоположной расположению кронштейна (вид е).
29
В узле крепления углового патрубка (вид ж) подход к внутренней гайке затруднен; применить для завертывания гайки торцовый ключ невозможно. В конструкции з ошибка исправлена поворотом фланца на 90° относительно оси патрубка. Еще лучше конструкция и, где гайки выведены над поверхностью патрубка.
При расположении гаек в тесных местах необходимо назначать минимальные зазоры под ключ в соответствии с размерами Гайковертов и сменных ключей-головок к ним.
Головки болтов должны быть зафиксированы от провертывания при затяжке, например, упором шестигранника в уступ (рис. 22, а, б), лысками (вид в), усиками (вид г) и т. д., для того чтобы устранить необходимость придерживания толовки ключом при завертывании гайки.
Не менее важно предупредить при затяжке смещение болтов в осевом направлении и исключить возможность выпадения болтов особенно при сборке в вертикальном положении. Фиксация болтов кольцевым стопором (вид д) целесообразна, так как канавка под стопор ослабляет болт. Лучше конструкции е, ж.
Для облегчения наживления гаек при механизированном завертывании торцы крепежных деталей следует снабжать пологими заходными фасками.
ТАКЕЛАЖИРОВАНИЕ
Следует обеспечить возможность такелажирования тяжелых агрегатов и деталей для внутризаводской транспортировки, а также машины в целом для транспортировки и установки на место.
Если допускает конфигурация машины, то стропы и захваты заводят за лапы, выступы (рис. 23, а), закраины (вид б), отверстия (вид в) или штанги, вставляемые в отверстия (вид г).
Если в машине таких элементов нет, то обязательна установка рымов.
Подвешивать машину или крупную деталь в одной точке допустимо только в том случае, если центр ее тяжести расположен низко, а линия центра тяжести проходит через точку крепления, т. е. в случае высоких деталей с небольшим сечением (вид б).
Подвешивание в одной точке деталей значительной ширины (вид е) может вызвать перекос и опрокидывание детали. Детали такой формы 30
Рис. 24, Рым-болты
следует крепить по крайней мере в двух точках (вид ж). Для низких деталей большой ширины и длины крепление в одной и двух точках (виды з, и) недопустимо. В общем случае детали следует подвешивать в трех, а лучше в четырех точках (вид к).
Цилиндрические детали типа валов подвешивают за рым-болты, ввертываемые в нарезные отверстия (рис. 24, а), обычно объединенные с центровыми отверстиями (ГОСТ 14034-74).
Чаще всего применяют кольцевые рым-болты (вид б). Размеры рымов' из ряда нормальных выбирают на основании величины нагрузок, действующих на рымы.
Для боковой установки применяют цилиндрические консольные рымы с шейками под стропы и захваты (вид в). На рис. 24, г показана конструкция консольного рыма для больших нагрузок.
При проектировании нестандартных рымов нужно быть очень осторожным, так как неправильная конструкция может быть причиной срыва машины с талей, поломки машины п человеческих жертв. Рымы должны быть рассчитаны с большими запасами прочности. Применения литых рымов надо избегать. Участки соприкосновения рымов со стропами должны быть плавно закруглены.
31
ЦИЛИНДРИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Зубчатые колеса при изготовлении контролируют по элементам, определяющим правильность зацепления (толщина зуба, шаг, радиальное биение зубчатого венца, правильность эвольвенты и т. д.) или комплексно путем проверки колеса в двух- или однопрофильном зацеплении с эталонной шестерней. В последнем случае определяют кинематическую точность передачи, плавность хода, боковой зазор в зацеплении и контакт, зубьев. Проверяемое колесо приводят во вращение эталонной шестерней сначала в одну, потом в другую сторону при легком торможении колеса. Самопишущий прибор регистрирует на профилограмме отклонения хода колеса по сравнению с точным контрольным колесом, в свою очередь, сцепленным с эталонной шестерней.
Показателем кинематической точности является величина AKj максимального колебания угловой скорости колеса за один оборот (рис. 25). Эта величина отражает главным образом биение начального цилиндра относительно базовых поверхностей колеса (цапфы, посадочные отверстия).
Показателем плавности работы является среднеарифметическое значение циклических погрешностей за один оборот колеса
Hj + «2 + - + П» аг ---------------,
п
суммарно отражающее погрешности толщины зубьев, шага и эвольвент.
Изменение бокового зазора по углу поворота изображается расстоянием с между крайними точками профилограмм правого и левого вращения, отстоящих Друг от друга на расстояние с0, равное величине среднего зазора.
Контакт между зубьями проверяют нанесением тонкого слоя краски (например, берлинская лазурь) на зубья эталонной шестерни и изменением отпечатков (пятен контакта) на зубьях проверяемого колеса. Разновидность способа — нанесение на зубья проверяемого колеса слоя копоти и измерение светлых пятен, получающихся на зубьях после проворачивания.
Контакт характеризуют относительными размерами пятен (рис. 26, а):
по длине зуба
Рис. 25. Профилограмма зацепления
Рис. 26. К определению контакта зубьев
32
по высоте зуба
41М;;-
где <1 - средняя длина пятен (за вычетом разрывов); В — ширина зуба; h - средняя высота пятен; И — высота зуба.
Смещение пятен к головке зуба (вид б) свидетельствует об уменьшенном диаметре начального цилиндра, смещение к ножке (вид в) - об увеличенном диаметре. Сосредоточение контакта у кромок (вид с) указывает на клниовидность или перекос зубьев.
ГОСТ 1643 — 56* предусматривает 12 степеней точности изготовления колес (1тЯ степень — наименьшая, 12-я — наивысшая точность). Для каждой степени установлены нормы кинематической точности, плавности работы и контакта зубьев колес и передач. Выбор степени точности зависит от назначения и условий работы колеса. Для высокооборотных передач наибольшее значение имеют кинематическая точность и плавность работы для тяжелонагруженных колес — размеры и расположение пятен контакта. Колеса передач общего назначения обычно изготовляют по 7-й или 8-й степеням точности.
Индивидуальная проверка любого вида (поэлементная или комплексная) не вполне определяет работоспособность колес в узле. На работу передачи, помимо неточностей, регистрируемых приборами, влияют погрешности межцентровых расстояний в корпусе, неточности выполнения опор корпуса (несоосность и перекосы) и погрешности парного колеса. Кроме того, при работе под нагрузкой существенно изменяются характеристики хода и контакта в результате упругой деформации зубьев и ободьев колес. Нагрев при работе заметно изменяет величину бокового зазора в зацеплении.
Как правило, колеса нагреваются при работе больше, чем корпус. Если корпус выполнен из чугуна (коэффициент линейного расширения которого примерно такой же, как у стали), то при нагреве зазор уменьшается. Если корпус сделан из легких сплавов, коэффициент линейного расширения которых значительно больше, чем у стали, то боковой зазор в зацеплении может увеличиться.
Пример.
Рассчитать боковой зазор для чугунного корпуса (а — НЛО'6) и для корпуса из алюминиевого сплава (а = 25 10е'). Дано; рабочая температура колеса 100'С, корпуса 5СГС. Межцентровое расстояние 200 мм.
При нагреве боковой зазор в зацеплении изменяется на величину
Дс а: ДД tg а, (1)
где Д4 — разность увеличения межцентрового расстояния и радиусов колес; а — угол зацепления (для стандартного зацепления а = 20=; tg а = 0,365).
Для чугунного корпуса
ДЛ = 200-И • 10~6 (50 - 100) = 0,11 мм; Дс = -0,365-0,11 = -0,04 мм, т. е. зазор заметно уменьшается.
Для алюминиевого корпуса
ДЛ = 200(25- 10"6-50 - И 10~6 • 100) = 0,03 мм; Дс = 0,365 • 0,03 =0,011 мм, т. е. зазор незначительно увеличивается.
* С 1Д 1975 г. введен в действие ГОСТ 1643-72.
2 Орлов П. И., кн. 2
33
Возможные колебания зазора в результате не точности выполнения межцентрового расстояния определяются из соотношения
&'с — &'Л tg а, где А'Л — допуск на межцентровое расстояние.
При обычной точности (Д'Л = +0,05 мм)
Д'с = 0,05-0,365 = 0,018 мм.
Таким образом, в неблагоприятном случае (чугунный корпус, межцентровое расстояние, выполненное по минусовому допуску) зазор в зацеплении можег стать меньше номинального на 0,04 + 0,018 « 0,06 мм.
Большинство факторов, влияющих на работу колес, за исключением тепловых, учитывают поверочным определением зазора в контакте между зубьями в парной установке колес в корпусе.
Завор чаще всего проверяют щупом, заводимым в промежутки между зубьями, при нескольких положениях колес (в пределах одного оборота большого колеса). При этом способе необходим свободный подход к участку зацепления. Если подход затруднен, то зазор определяют при покачивании одного из колес (другое неподвижно закреплено) и измеряют индикатором, ножку которого приставляют к одному из доступных зубьев в направлении, касательном к окружности начального цилиндра. Измерения производят при нескольких угловых положениях колеса.
В труднодоступных конструкциях зазор измеряют индикатором по стрелке, закрепленной на свободном конце вала колеса. Зазор в зацеплении находят умножением измеренных величин на отношение радиуса начального цилиндра к плечу замера.
Для грубой проверки между зубьями пропускают свинцовую пластинку, толщину которой затем измеряют на участках, соответствующих зонам зацепления.
Минимальный зазор, определенный одним из описанных способов, должен превышать в среднем не менее чем на 0,05 мм возможную величину уменьшения зазора при нагреве.
ГОСТ 1643 — 56 устанавливает для каждой степени точности свои нормы зазоров. Для передач средней точности общего назначения зазор можно определять из выражения
с = (0,04 +- 0,06) т,
где т — модуль зуба.
Контакт зубьев проверяют с помощью краски. Проверка является полноценной только в том случае, если ее производят под нагрузкой, равной рабочей нагрузке.
Возможности регулирования параметров зацепления для цилиндрических зубчатых колес весьма ограничены. Если проверка обнаруживает недостаточность зазора или неудовлетворительность контакта, то единственным способом получения нужных параметров практически является индивидуальный подбор колес, что усложняет сборку, поэтому при проектировании зубчатых колес важно выбрать степень точности изготовления колес, допуски на размеры и форму опор с таким расчетом, чтобы без излишнего усложнения производства обеспечить взаимозаменяемость колес.
34
Рис. 27. Установка зубчатых колес
С целью увеличения долговечности и улучшения прирабатывае.мости зубьям парных колес обычно придают разную твердость: зубья шестерен калят, цементируют (HRC 58-62) или азотируют (HV 1000 — 1200), а колеса подвергают улучшению (HRC 30 — 35) или закалке со средним отпуском (HRC 40-45). В
таких передачах шестерни следует делать большей ширины, чем колеса (рис. 27, в), с таким расчетом, чтобы зубья шестерни перекрывали зубья колес при всех возможных колебаниях осевого положения. Если ширина шестерен и колес одинакова (вид п), то при смещении колес (в результате производственных и монтажных неточностей) происходит ступенчатая выработка более мягких зубьев (вид б) и, как следствие, нарушается правильное зацепление при последующих изменениях осевого положения колес.
КОНИЧЕСКИЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
При конструировании узлов с коническими зубчатыми колесами часто допускают ошибку, заключающуюся в том, что колеса фиксируют только в одном направлении — в направлении действия осевых сил (рис. 28, <?), полагая, что фиксация их в обратном направлении осуществляется упором в зубья сопряженного колеса. Для надежной и бесшумной работы передачи, особенно в условиях динамической нагрузки, колеса должны быть зафиксированы в обоих направлениях (вид б).
Следует обеспечить возможность регулирования осевого положения обоих колес, иначе нельзя добиться совмещения вершин начальных конусов, получения необходимого зазора в зацеплении и удовлетворительного контакта рабочих поверхностей зубьев. Конструкция в ошибочна, г — правильна.
Правильность зацепления проверяют чаще всего по краске, проворачивая передачу под нагрузкой, по возможности близкой к рабочей. Зацепление считается удовлетворительным, если пятна контакта на всех зубьях имеют длину 0,6 —0,8 длины зуба и расположены посередине зуба (рис. 29, а) или ближе к утолщенному концу зуба (вид б). Сосредоточение пятен у краев зубьев (виды в, г), особенно у края утоньшенной части зуба (вид г), недопустимо. Во избежание разборки после каждой проверки конструкция передачи должна допускать свободный обзор зубьев колес.
- Менее точен способ регулирования перемещением зубчатых колес до совпадения торцовых поверхностей зубьев (по большому диаметру колес). При этом способе необходимо предусмотреть возможность осмотра торцовых поверхностей зубьев на участке зацепления.
Учитывая меньшую точность изготовления конических колес, зазор в зацеплении делают более свободным (0,06 — 0,1) т (где т — модуль). Зазор в зацеплении парных колес проверяют щупом, вводимым в промежутки между зубьями с торца (по наибольшему диаметру колеса), или индикатором, указатель которого приставляют к одному из зубьев или к стрелке, закрепленной на валу зубчатого колеса.
2*
35
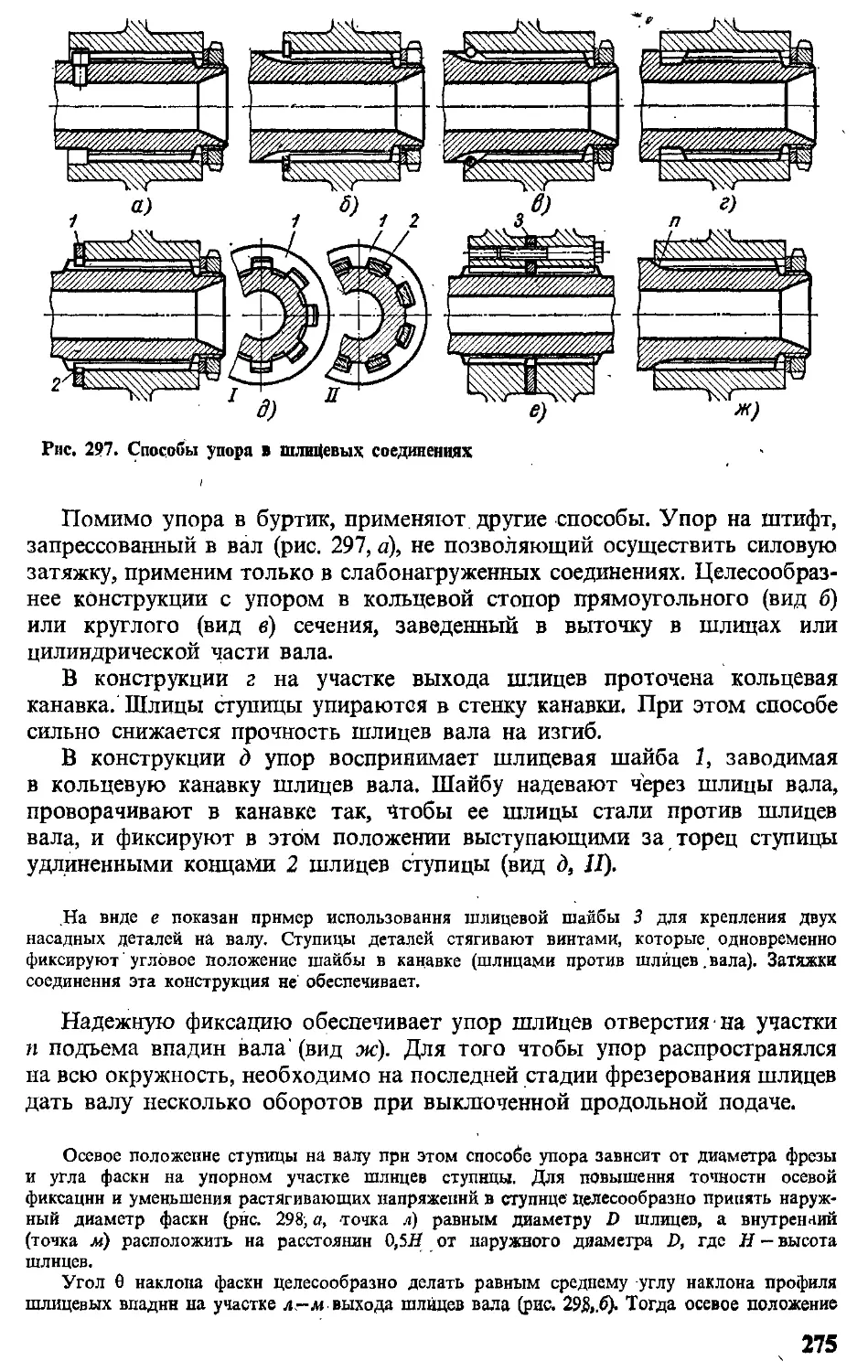
Рис. 28. Регулирование осевого положения конических зуСчлых колес:
1, 2 - регулировочные шайбы
Рис. 29. Расположение пятен контакта
Различают два способа регулирования осевого положения зубчатых колес.
При первом способе изменяют положение колеса на валу. Вал, зафиксированный упорными поверхностями, остается на месте. Этот способ может быть применен только в том случае, если шестерня насадная.
При втором способе перемещают колесо вместе с валом. Этот способ применим, если изменение осевого положения вала в пре
36
делах диапазона регулирования (обычно 0,5 -1 мм) не оказывает влияния на работу деталей, сопряженных с валом.
В противном случае необходимо расчленить вал на переставляемую часть и часть, неподвижную в осевом направлении, с соединением обеих частей компенсатором (например, шлицевым).
Этот способ является единственно возможным для зубчатых колес, выполненных как одно целое с валом. Его часто применяют и для насадных колес.
На рис. 30 представлены способы регулирования осевого положения зубчатых колес, установленных на подшипниках качения.
Осевое положение колеса на валу регулируют чаще всего с помощью сменных калиброванных шайб 1 (рис. 30, а). Для регулирования необходимо снять колесо с вала, что, как правило, требует разборки узла. Для облегчения регулирования калиброванные шайбы выполняют в виде полуколец 2 (вид б), заводимых в выточку в теле зубчатого колеса. В этом случае достаточно сдвинуть колесо с вала на расстояние, равное глубине выточки, после чего становится возможным снять полукольца и заменить их другими.
Перемещение зубчатого колеса вместе с валом может осуществляться сменой упорных шайб 3 (вид в — зубчатое колесо, выполнено заодно с валом, вид г — насадное колесо).
На видах д — к показаны схемы' регулирования путем перемещения корпуса подшипников.
В конструкции д регулирование производится с помощью шимов 4 — набора прокладок из металлической фольги, подкладываемых под фланец корпуса. Неудобство способа — необходимость разборки узла.
В конструкции е регулирование осуществляется сменой калиброванных полуколец 5, заложенных в выточку во фланце корпуса. Для смены полуколец достаточно подать корпус вперед па расстояние, равное глубине выточки.
В конструкции ж регулирование производится без разборки соединения — с помощью нажимных винтов 6 (обычно таких винтов три). Для перемещения зубчатого колеса по направлению к центру передачи необходимо отвернуть па нужную величину винты, после чего затянуть до отказа крепежные болты. Для перемещения колеса по направлению от центра передачи необходимо отпустить крепежные болты и подвернуть винты. Существенный недостаток конструкции — сложность одновременной установки по трем точкам и, как следствие, возможность перекоса корпуса при затяжке болтов.
В конструкции з осевое перемещение достигается поворотом корпуса, установленного в постели па резьбе (с Центрирующим гладким поясом). Корпус после регулирования фиксируют контр-гайкой.
В конструкции и корпус перемещают в осевом направлении с помощью кольцевых гаек, установленных с обеих сторон корпуса.
При всех этих способах несколько ухудшается центровка вала, так как корпус должен быть установлен па скользящей посадке;
Удобно регулирование по схеме к. Здесь перемещение корпуса производится вращением кольцевой гайки 7, навернутой на корпус и зафиксированной в осевом направлении шайбой 8; корпус подшипников должен
37
Рис. 30. Регулирование осевого положения зубчатых колес
38
Рнс. 31. Регулирование осевого положения зубчатых колес
быть зафиксирован от проворачивания винтом 9. Однако в соединении неизбежен осевой зазор, равный сумме зазоров в резьбе и по торцам кольцевой гайки. Корпус (в противоположность конструкции д — и) работает в иезатянутом состоянии, что нежелательно при динамических нагрузках.
В конструкции л (радикальная сборка) регулирование производится с помощью полуколец 10 (соединение незатянутое), в конструкции м — с помощью полуколец И, затягиваемых гайкой.
На рис. 31 показаны способы регулирования для случая установки шестерен на подшипниках скольжения. В конструкциях а — в зубчатое колесо перемещается на валу, в конструкциях г — е — вместе с валом.
Цилиидрокоиические передачи
В отличие от конических передач, у которых образующие рабочих поверхностей зубьев сходятся в точке пересечения осей колес (рис.г32, а), в цилиндрокоиических передачах одно колесо (малое) имеет прямые зубья (вид б). Впадины зубьев сопряженного колеса соответствуют профилю зуба цилиндрического колеса, т. е. образующие впадин параллельны одна другой, зуб утоньшается по направлению к центру колеса, притом в большей степени, чем у обычных конических колес.
Условие трения без скольжения по длине зуба, соблюдаемое в обычных конических передачах, в цилиндроконических передачах не выдерживается. Во многих случаях это не имеет существенного значения. В любом эвольвентном зацеплении чистое трение качения наблюдается лишь па участках зуба, близких к начальной окружности; у основания и у вершины зуба к трению качения присоединяется трение скольжения. В передачах со скрещивающимися осями также происходит скольжение по длине зуба, что не мешает этим передачам работать надежно и долговечно.
39
Рис. 32. Схемы передач: а — конической;
б - цилиндро-конической
Рис. 33. Цилипдро-кояичс-ские передачи
В цилнндроконических передачах скольжение тем меньше, чем меньше угол ср между осями зубчатых колес (рис. 33, б, г). При <р = О (виды а, <)) цилиндроконическая передача превращается в правильную цилиндрическую. Скольжение тем меньше, чем меньше длина зуба по отношению к диаметру зубчатого колеса и чем больше передаточное число.
Цнлиндроконическйе передачи изготовляют па зуборезных стайках для цилиндрических зубчатых колес. Колеса 1 с прямым зубом (вид в) обрабатывают обычными методами зубострогания и зубофрезеровання, сопряженные с ними колеса 2 с клиновидным зубом -методом обкатывания с помощью долбяка, по форме соответствующего цилиндрическому колесу; и те и другие легко поддаются шлифованию, благодаря чему зубьям цилиндроконических передач можно придавать высокую поверхностную твердость.
Спиральные зубья нарезают обычными методами зубострогания поворотным долбяком со спиральным зубом.
Цилиндрическое колесо (с прямым зубом) пе подвержено осевому давлению и не нуждается в осевой регулировке при условии, если зуб но длине перекрывает зуб конического колеса.
Цилиндроконические передачи можно включать и выключать перемещением цилиндрического колеса так же, как передачи с цилиндрическими зубчатыми колесами.
Цилиндроконнческие передачи применяют при небольших и средних крутящих моментах и передаточных отношениях (со стороны цилиндрического колеса) от 1 и ниже. Известны примеры применения цнлиндроконнческих передач в установках большой мощности.
УДОБСТВО ОБСЛУЖИВАНИЯ
При проектировании узлов, агрегатов и машин необходимо обеспечить удобство обслуживания, управления, разборки, сборки и регулирования, доступность агрегатов для осмотра; предупредить возможность повреждений и поломок в результате неумелого или небрежного обращения с машиной; облегчить очистку машины. .
Необходимо придать машине красивый внешний вид.
ОБЛЕГЧЕНИЕ СБОРКИ И РАЗБОРКИ
Рассмотрим несколько примеров облегчения сборки и разборки соединении, часто разбираемых в эксплуатации (рис. 34).
Затруднительное надевание мягкого рукава на трубу в конструкции а облегчено в конструкции б введением направляющего участка с закругленными входными кромками.
В уплотнениях с разрезными пружинными кольцами (вид в) для упрощения сборки корпус должен быть снабжен пологой заходной фаской диаметра D, превышающего диаметр d колец в свободном состоянии (вид г).
В труднодоступных соединениях, особенно когда сборка производится вслепую, детали, вводимые в отверстие (вид <)), целесообразно снабжать конусами-искателями, а в отверстиях предусматривать конусы-ловители (вид е).
При конструировании масляных систем нередко забывают о необходимости периодической очистки внутренних полостей и каналов от скоплений грязи и продуктов теплового разложения масла. Масляные каналы предпочтительно закрывать не наглухо (рис. 35, а, 6), а пробками (виды в, г).
На рис. 36, а приведен пример нецелесообразной конструкции смазочной полости шейки коленчатого вала. Полость герметизирована заглушками из листовой стали, завальцованными в щеки коленчатого вала. Очистка полости возможна только путем проншрнцовки внутренних полостей вала моющим раствором. Целесообразнее конструкция со съемными заглушками (рис. 36,6).
Часто демонтируемые й монтируемые в эксплуатации соединения следует делать быстросъемпыми. На рис. 37 показан наконечник проводника системы зажигания. В конструкции а для снятия проводника требуется полное отвертывание крепежной гайки контактного винта.
41
Рис. 34. Способы облегчения монтажа
Рис. 35. Способы заглушения маслопроводов
В конструкций б с прорезным наконечником достаточно отвернуть гайку на высоту h фиксирующей отбортовки, после чего наконечник снимается с винта.
На рис. 38 показано быстродействующее соединение с откидными болтами (называемыми автоклавными вследствие того, что их часто применяют для крепления крышек автоклавов). Достаточно отвернуть гайку на высоту, обеспечивающую ее проход через угол крышки,_ после этого болты откидывают и освобождают крышку.
На рис. 39 показан пример крепления цилиндрической детали в пружинном зажиме типа «лира».
В быстродействующих соединениях широко применяют затворы с перекидным рычагом (лягушки). Затвор, основанный на схеме шатунно-
Рпс. 36. Способы заглушения масляных полостей коленчатого вала
Рис. 37. Наконечник проводника
42
Рис. 38. Откидной болт
Рис. 39. Зажим «лира»
кривошипного механизма, состоит из рычага 1 (рис. 40, а), поворачивающегося вокруг оси 2. На рычаге укреплена скобка 3, входящая в крючок затягиваемой детали 4. При переводе в положение, изображенное па виде б, рычаг натягивает крючок. В силу известного свойства кривошипно-шатунного механизма натяжение достигает максимума в мертвой точке. При переходе за мертвую точку (угол а) рычаг фиксируется силами упругости системы, прижимающими его к упору т.
Пример применения лягушки в механизме крепления цилиндрической трубчатой детали 1 приведен на рис. 41. •
На рис. 42 показан узел регулирования осевого положения вала в разъемном подшипнике скольжения с помощью регулировочных колец (радиальная сборка). В конструкции а регулировочные кольца 1 сделаны целыми. Для регулировки нужно снять крышку 2 подшипника, извлечь вал из опор и демонтировать насадную деталь 3.
В конструкции б, где регулировочные кольца сделаны разрезными (полукольца 4, 5), необходимо только снять крышку 2 подшипника п, оставляя вал на месте, снять сначала полукольца 4 и затем вывести
действующим затвором
43
Рис. 42. Регулирование осевого положения вала
полукольца 5, повернув их вокруг оси вала на 180°. Если по условиям работы требуется полная, непрерванная разрезами опорная поверхность, то вводят дополнительные целые кольца 6 (вид в). При регулировке эти кольца остаются на месте. Регулировочные полукольца 7, 8 снимаются без разборки вала.
• Для удобства разборки и сборки целесообразно снабжать отъемные крышки корпусных деталей вафельными ребрами (рис. 43), образующими отсеки для раскладки снимаемых при разборке крепежных деталей — по каждому размеру и типу — в свой отсек.
Рукоятки, маховички, ручные гайки и т. д. должны иметь удобную форму. '
На рис. 44, а представлена нецелесообразная конструкция воротка грузового винта; б, в, г — улучшенные конструкции.
'Конструкция гайки ручного завертывания с накаткой (рис. 45, а) не позволяет сильно затянуть гайку. В конструкции б острые грани гайки режут пальцы; кроме того, в верхней полости гайки образуется грязевой мешок. Правильные конструкции, допускающие силовую затяжку от руки, показаны на видах в, г. При необходимости сильной затяжки ручные гайки снабжают дополнительными элементами в виде лысок или шестигранников (вид д).
Рис. 44. Конструкции рукояток
44
Рис. 45. Ручные гайки
Для ускорения и упрощения монтажа часто разбираемых соединений целесообразно применять «нетеряющиеся» гайки, зафиксированные в притягиваемой детали, например, с помощью кольцевых стопоров (рис. 46). Одиночные гайки фиксируют с минимальным осевым зазором т; такие гайки служат съемниками. В соединениях с несколькими гайками осевой зазор т должен несколько превышать длину п резьбы болтов. В противном случае завертывать и отвертывать гайки становится трудно (во избежание перекоса и защемления детали приходится последовательно и каждый раз на малую величину завертывать поочередно все гайки).
Конструкция ручных гаек, маховичков и т. д. должна обеспечивать удобный подход и падежный захват их всей кистью руки. Диаметр маховичков должен быть не меньше 80—100 мм. Конструкция по рис. 47,а неправильная: зазор т между маховичком и крепежными болтами не позволяет охватить маховичок рукой. В конструкции б маховичок удален от стенки корпуса. Если применить утопленные болты с внутренним шестигранником (вид в), зазор увеличивается на высоту головки болта h.
Минимальный зазор ш, необходимый для удобного захвата рукой маховичка, равен 20-25 мм. Для машин, работающих на открытом воздухе, его следует делать не менее 35-40 мм, учитывая работу в рукавицах.
Маховички и рукоятки, предназначенные для быстрого вращения (например, рукоятки перестановочных передач металлообрабатывающих станков, маховички поворотных червячных передач и т. д.), должны обладать повышенной маховой массой, облегчаю-
щей преодоление неравномерности крутящего момента привода. Приводные рукоятки (рис. 48, я) необходимо снабжать противовесами (вид б) или выполнять их в виде маховичков с массивными ободьями (вид в).
Детали ручного манипулирования во избежание повреждения рук, для улучшения внешнего вида и предупреждения коррозии следует полировать.
Рис. 46. «Нетеряющаяся» ганка
45
Рис. 47. Конструкции ручных маховичков
Рис. 48. Рукоятка
Рис. 49. Конструкции гаек и болтов
В резьбовых соединениях рядового назначения следует применять гайки с двусторонней фаской, которые можно ставить любой стороной.
Часто отвертываемые в эксплуатации гайки и болты целесообразно выполнять с увеличенной высотой шестигранника Н — (1 4-1,4) d (рис. 49, б, д) вместо обычных значений h = (0,7 д- 0,8) d (виды а, г) и придавать им повышенную твердость (HRC 35-45) во избежание смятия граней.
Облегчают завертывание и отвертывание буртики у основания шестигранника (виды в, е), предупреждающие соскальзывание ключа. Однако для массового производства эта конструкция не приспособлена (нельзя изготовлять гайки из шестигранного проката).
Во всех случаях, когда допускает конструкция, целесообразно предусматривать завертывание торцовыми ключами.
46
Рис. SO. Различительные метки для крепежных деталей с левой резьбой
Рис. 51. Конструктивная привязка деталей?
а, в - неправильные; б, г - правильные конструкции
Как правило, следует стремиться ко всемерной унификации размеров шестигранников для уменьшения номенклатуры ключей. Однако при стопорении болтов контргайками рекомендуется применять различные инструменты для болта и для контргайки (виды з, и). При одинаковых шестигранниках (вид ж) приходится держать в комплекте дублирующие ключи. Гайки и болты с левой резьбой должны быть помечены во избежание попыток неправильного отвертывания, которое может вызвать повреждение деталей. Различительные метки для крепежных деталей с левой резьбой показаны на рис. 50, а — з.
Детали, входящие в основной комплект, должны быть конструктивно привязаны к машине. Незакрепленные детали могут быть утеряны при транспортировке и перестановке машины. Примеры конструктивной привязки приведены на рис. 51, а, б (смотровая крышка) и в, г (ножка с самоустанавливающимся башмаком).
ЗАЩИТА ОТ ПОВРЕЖДЕНИЙ
Следует принимать меры против повреждения хрупких элементов деталей, а также точных поверхностей в результате неосторожного обращения.
Примером может служить головка цилиндра двигателя воздушного охлаждения, выполненная из алюминиевого сплава (рис. 52, а). Поломку
Рис. 52. Защита элементов конструкции от повреждений
47
Рис. 53. Защита от последствий поломок
тонких ребер можно предупредить утолщением нижнего ребра (вид б) или напрессовкой стального ребра (вид в).
Для защиты торцов шлицев от забоин при случайных ударах, падении детали и т. д. целесообразно снимать фаски диаметром D, превышающим наружный диаметр й>0 шлицев (вид г), или утапливать шлицы по отношению к торцу детали (вид д).
Контрольные штифты (вид е) во избежание повреждений целесообразно утапливать в фиксируемой детали (вид ж).
Следует учитывать возможность выхода из строя наиболее напряженных деталей и принимать меры к предупреждению поломок и к предотвращению вызываемых ими серьезных аварий.
Примером может служить клапан двигателя внутреннего сгорания (рис. 53, а). При поломке клапанной пружины клапан провисает в направляющей втулке и начинает ударяться в днище поршня. Если к тому же выходят из своих гнезд конические сухари 1 крепления клапанной тарелки, то клапан проваливается в цилиндр. Тогда неизбежна серьезная авария в результате упора штока клапана в потолок камеры сгорания.
В конструкции б авария исключена путем установки на штоке кольцевого стопора 2 на расстоянии h от торца направляющей, несколько превышающем рабочий ход клапана.
Практически исключает возможность проваливания клапана установка двух (вид в) или трех концентрических пружин. Для предотвращения попадания витков пружины (при ее поломке) в промежутки между витками оставшейся пружины виткам смежных пружин придают противоположный наклон.
На рис. 53,г изображена торсиорессора 3, служащая для упругой передачи крутящего момента от вала 4 к валу 5. Как и во всех, пружинных деталях, в торсиорессорах принимают повышенные расчетные напряжения, вследствие чего не исключена их поломка при превышении расчетного режима, например при возникновении крутильных колебаний.
’ Для предупреждения перегрузки рессору заключают в шлицевую втулку 6, установленную в тех же шлицах, чго и рессора, но с большим окружным зазором. Торсиорессора работает на нормальном режиме. При превышении расчетного крутящего момента нагрузку воспринимает втулка, что предупреждает поломку рессоры. Если же рессора сломается, то крутящий момент передает втулка, хотя и с пониженной упругостью.
48
БЛОКИРУЮЩИЕ УСТРОЙСТВА
Машины и агрегаты должны быть надежно защищены от поломок, происходящих в результате неосторожного или неумелого обращения сними обслуживающего персонала. Возможность неправильного обращения должна быть полностью исключена конструктивными мерами.
В машины-орудия следует вводить автоматические блокирующие устройства, выключающие машину или ее механизмы при переходе за опасные значения ходов и перемещений. В переключающих и переставных механизмах должны быть предусмотрены средства, предупреждающие возможность одновременного включения.
На рис. 54, а показан ручной привод распределительных кранов. По условиям работы требуется, чтобы каждый из кранов мог быть повернут лишь при вполне определенном положении другого крана. Эта задача решается установкой фиксатора 1, управляемого дисками 2, жестко связанными с приводными рукоятками. Поворот рукоятки 3 запирает через фиксатор рукоятку 4. Поворот рукоятки 4 возможен только при вполне определенном положении рукоятки 3.
На рис. 54,6 показано блокирующее устройство, широко применяемое в конструкции коробок скоростей с перестановкой зубчатых колес с помощью тяг. Перемещение переключающей тяги 5 возможно только при запертых тягах 6, 7, перемещение тяги 6 — при запертых тягах 5, 7, перемещение тяги 7 — при запертых тягах 5, 6. Таким образом, это устройство допускает включение каждого из колес лишь после вывода из зацепления остальных.
Часто задачу можно решить введением механических связей между переставляемыми элементами с централизованным приводом единой рукояткой (однорукояточное управление).
В конструкциях кнопок ручного управления должна быть предупреждена возможность случайных включений. Выступающие кнопки (рис. 55, а) недопустимы; во избежание случайного нажатия кнопку следует утапливать (вид б).
49
ВНЕШНИЙ ВИД И ОТДЕЛКА МАШИН
Машина и ее корпусные детали должны иметь плавные очертания. Это - важное условие облегчения ухода за машиной и поддержания ее в опрятном состоянии. '
Нежелательны высокие ребра, входящие углы, впадины, в которых скапливается влага, грязь и пыль и которые затрудняют обтирку и мойку машины. Наружные ребра (рис. 56, а) целесообразно заменять внутренними (вид б). Рекомендуется избегать расположения крепежных деталей в нишах (вид в); лучше выводить их за поверхность детали (вид г).
На рис. 56, д показана плохая конструкция лапы корытного сечения. Между ребрами лапы образуется грязевой мешок; очищать полость от грязи трудно. На виде е показана более правильная, закрытая сверху конструкция. Наиболее целесообразна закрытая коробчатая конструкция ж.
Рекомендуется избегать крышек с углублениями (вид з); их лучше выполнять плоскими (вид w) или слегка выпуклыми (вид к).
В узле крепления облицовки смотрового стекла (вид л) выступающие головки крепежных болтов портят внешний вид и затрудняют обтирку. Конструкция м улучшена заменой болтов винтами с потайными головками. В наиболее целесообразной конструкции н наружная поверхность гладкая; облицовка крепится с внутренней стороны корпуса шпильками, приваренными контактной электросваркой к облицовке.
Кроме технической, следует учитывать и эстетическую сторону. Внешний вид изделия выигрывает при гладких, плавных очертаниях, при выпуклых сводчатых формах, которые условно называют «зализанными» или обтекаемыми.
Эстетика машины — это прежде всего техническая целесообразность. Красивы машины с рациональной компоновкой и с целесообразной силовой схемой, обусловливающей собранность и компактность форм. Некра-
Рнс. $б. Устранение углублений и выступающих частей
50
Рис. 57. Оформление корпуса машины
сивы машины с разбросанными узлами, с открытыми рабочими органами, с проемами и пустотами между структурными элементами.
Стремясь к максимальной компактности и плавности наружных очертаний, не следует превращать машины в гладкие коробки. Целесообразно выдерживать определенный архитектурный рисунок, согласованный с конфигурацией машины и подчеркивающий общий ее горизонтальный или вертикальный строй. Этот рисунок можно создать рельефным выделением главных структурных элементов, введением карнизов, ребер, стыковых рантов и т. д.
Машина коробчатой формы с гладкими стыками (рис. 57, а) производит впечатление тяжелой глыбы металла. Машина становится более стройной и легкой на вид, если придать чередующимся горизонтальным составляющим несколько различную длину и ширину и ввести ранты по контуру стыков (вид б).
Стыковые ранты имеют не только декоративное, но и практическое назначение. Опиловкой рантов можно исправить неточности литья и добиться совпадения контуров соприкасающихся поверхностей.
Поверхности, панели и щитки большой протяженности целесообразно оживлять рельефом простого и строгого рисунка, согласованного с формой машины, например в виде параллельных ребер, направленных горизонтально или вертикально в зависимости от общего строя машины. Кроме того, рельефы увеличивают жесткость щитков.
Особое внимание следует обращать на расположение, внешний вид и отделку органов управления и контроля. Они должны быть установлены поблизости от поста оператора — в месте, удобном для манипулирования и обзора, по возможности на одной панели. Металлические детали целесообразно полировать, хромировать или покрывать цветными эмалями. Следует избегать блестящих металлических покрытий (декоративное хромирование), утомляющих, а при ярком освещении слепящих глаза. Целесообразно применять матовое (молочное) хромирование.
Фирменные ярлыки, таблицы с указанием параметров, табличные схемы и т. д. должны быть выполнены на массивных пластинках четкими крупными знаками, изготовленными фототипией или гравированием (но не выбивкой на топких жестяных листах), расположены на удобном для чтения месте и при необходимости (в случае установки в нишах или в ящиках) снабжены подсветкой.
51
Красивая, чистая отделка машины настраивает обслуживающий персонал на бережное отношение к пей.
Не следует излишне украшать изделие. Изобилие блестящих поверхностей, пестрота красок, яркие, кричащие тона отделки не улучшают, а, напротив, портят внешний вид изделия. Отделка машины должна быть технически целесообразна, соответствовать функциональному назначению деталей и способствовать удобству управления и обслуживания. Формы должны быть простыми и строгими, цвета окраски — спокойными.
Машины, работающие в закрытых помещениях, целесообразно окрашивать красками светлых тонов (голубой, светло-зеленый, светло-серый), которые обладают повышенным коэффициентом отражения и увеличивают освещенность помещения. В производствах, где на первом месте стоят требования санитарии (пищевое, медицинское), следует применять покрытия молочно-белого цвета или цвета слоновой кости.
Машины, эксплуатируемые па открытом воздухе, подверженные действию пыли, копоти, сажи, выхлопных газов и т. д., предпочтительно окрашивать в темные цвета.
Покрытие должно быть долговечным, абразивостойким, хорошо противостоять атмосферным воздействиям, обладать высокой адгезией к металлическим поверхностям и надежно защищать металл от коррозии. Взамен масляных лакокрасочных покрытий разработаны новые, более стойкие синтетические покрытия (нитроцеллюлозные эмали, эскапоновые лаки, алкидные, фенольные и эпоксидные покрытия и др.). Наиболее высокими качествами обладают силиконовые (кремнийорганпческие) покрытия, отличающиеся водо-, пыле- и грязе-огталкивающими свойствами, свето- и термостойкостью.
3. КОНСТРУИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ
Литье широко применяют для изготовления фасонных деталей от мелких до самых крупных типа базовых и корпусных. У многих машин (двигатели внутреннего сгорания, турбины, компрессоры, металлорежущие станки и т. д.) масса литых деталей составляет 60 - 80% от массы машины.
С помощью литья можно получить детали самой сложной конфигурации, невыполнимые другими способами формообразования. Литейный процесс производителен и недорог.
Для литых деталей характерны пониженная прочность, различные механические показатели в разных участках отливки, склонность к образованию дефектов и напряжений. Качество отливки зависит от технологии литья и конструкции детали, поэтому конструктор должен знать основные правила литейной техники и уверенно владеть приемами, обеспечивающими получение качественных отливок при наименьших производственных затратах.
Применяют следующие способы литья.
Литье и песчаные (земляные) фирмы. Наиболее распространенный и универсальный способ литья и практически единственный способ изготовления крупногабаритных отливок. Формовку производят по деревянным пли металлическим моделям в опоках, набиваемых песчано-глинистыми смесями. Внутренние полости образуют стержнями, формуемыми в стержневых ящиках из песчаных смесей с крепителями.
Точность размеров отливки зависит от качества изготовления формы и свойств литейною сплава (отклонения от номинальных размеров в среднем + 7“„). Параметры шероховатости поверхности Да = 10 ч-40 мкм.
Производительность литейного процесса и качество отливок значительно повышаются при машинной формовке (набивка опок с помощью прессовых, встряхивающих и пескометных машин).
Ответственные, а также крупногабаритные детали отливают в стержневых формах, наружные и виутрстшие поверхности которых образуются блоками стержней, соединяемых .механически или склеиванием.
Литье в оболочковые формы. Формы- готовят по металлическим моделям в виде оболочек толщиной 6 — 15 мм из песчаных смесей' с термореакт штиой смолой (бакелит) и отверждают нагревом до 150-35,0°С. Способ применяют преимущественно для отливки открытых (корытных, чашечных) детален размером до 1 м. Точность размеров +5"', параметры шероховатости от Ra = 1,25 -г 2,5 мкм до Rz = 10 л-20 мкм.
Кокильное литы-. Металл заливают в постоянные чугунные пли стальные формы (кокили). При отливке деталей малых размеров и деталей из цветных сплавов внут решите полости
53
образуют металлическими стержнями, при отливке средних и крупных деталей - песчаными стержнями (полукокильное литье). Способ обеспечивает повышенную прочность отливок, точность + 4%, параметры шероховатости те же, что и при литье в оболочковые формы.
Центробежное литье. Применяется для отливки цилиндрических полых деталей типа труб. Металл заливают во .вращающиеся чугунные или стальные барабаны, где он уплотняется действием центробежных сил. Точность отливки (толщина стенок) зависит от точности дозирования подачи металла.
Мелкие детали отливают на центрифугальных машинах в постоянные металлические формы.
Литье под давлением. Металл заливают в постоянные стальные формы под давлением 30-50 кгс/см2. Способ обеспечивает высокую производительность, точность размеров (+1%) и малую шероховатость поверхности. Последующая механическая обработка, как правило, не требуется. Этот вид литья применяют для массового изготовления небольших и средних деталей преимущественно из легкоплавких сплавов (алюминиевых, медно-цинковых п др.). Для отливки стальных и чугунных деталей пресс-формы необходимо изготовлять из жаропрочных сталей.
Литье по выплавляемым моделям. Модели изготовляют из легкоплавких материалов (парафин, стеарин, воск, канифоль) посредством литья под давлением в металлические пресс-формы. Модели соединяют в блоки, покрывают тонким слоем огнеупорного состава (кварцевый порошок с этилсиликатом или жидким стеклом) п заформовывают в неразъемные песчаные формы, которые прокаливают при 85О-9ОО°С, в результате чего модели без остатка удаляются. В образовавшиеся полости заливают металл при нормальном давлении или под давлением 2-3 кгс/см2.
Способ применяют для отливки мелких и средних деталей произвольной конфигурации. Высокая точность размеров (+ 2%) и малая шероховатость поверхности позволяют в большинстве случаев обойтись без последующей механической обработки, вследствие чего этот способ часто применяют для изготовления деталей из труднообрабатываемых материалов (например, турбинных лопаток, из жаропрочных сплавов).
Литье по газифицируемым моделям. В неразъемные песчаные формы заформовывают модели из пенополистирола (плотность 0,01-0,03 кге/дм3), которые при заливке металла газифицируются; пары и газы уходят через выпоры и вентиляционные отверстия. Другие способы удаления заформированных моделей - возгонка (нагрев при 300 —450’С без доступа воздуха) и растворение модели в дихлорэтане или бензоле.
Литье ио удаляемым полистироловым моделям позволяет получить точные отливки практически без ограничений по конфигурации (вплоть до цельнолитых цепей с сомкнутыми звеньями).
Рассмотрим наиболее распространенный способ — литье в песчаные формы. Многие привила конструирования деталей, отливаемых в песчаные формы, действительны и для других способов литья.
ТОЛЩИНА СТЕНОК И ПРОЧНОСТЬ ОТЛИВОК
Стенки литых деталей обладают неодинаковой прочностью в поперечном сечении из-за различия условий кристаллизации. Прочность максимальна в поверхностном слое, где металл вследствие повышенной скорости охлаждения приобретает мелкокристаллическую структуру и где образуются благоприятные для прочности остаточные напряжения сжатия. В поверхностном слое чугунных отливок преобладает перлит и цементит, Сердцевина, застывающая медленнее, имеет крупнокристаллическое строение с преобладанием феррита и графита. В пей нередко образуются дендритные кристаллы и возникают усадочные раковины и рыхлоты.
Чем массивнее стенка, тем резче разница между прочностью сердцевины и корки, поэтому увеличение толщины стенок не сопровождается пропорциональным увеличением прочности отливки (рис. 58).
54
Рис. 58. Прочность литейных сплавов
По этим причинам, а также для уменьшения массы целесообразно выполнять стенки отливок наименьшей толщины, которая допускается условиями литья. Необходимую жесткость и прочность обеспечивают оребрением, применением рациональных профилей, приданием детали выпуклых, сводчатых, сферических, конических и тому подобных форм. Такой метод всегда приводит к получению более легких конструкций.
Качество формы отливки можно приближенно оценить отношением се поверхности к объему или при заданной длине - отношением периметров 5 к сечению F:
(2)
На рис. 59, a-в приведены значения О для нескольких равновеликих сечений с различной толщиной стенок. Массивные формы (виды а, б) нецелесообразны по прочности и массе. Правильные литейные формы-это тонкостенные, развитые по периферии формы (вид в).
На видах г, й показаны примеры нерационального оформления литых деталей в виде массивных отливок (г) и рационального - в виде тонкостенных конструкций (б).
Механическую обработку литых деталей следует сводить к минимуму не только, в интересах сокращения стоимости изготовления, но и по соображениям прочности (при механической обработке удаляется наиболее прочный поверхностный слой). Участки, подвергаемые механической обработке, усиливают, утолщая прилегающие стенки.
55
ФОРМОВКА
Конструкция отливки должна обеспечивать простое и удобное изготовление формы. Это условие разделяется на следующие частные:
1) модель должна беспрепятственно извлекаться из формы;
2) стержни должны свободно формоваться в стержневых ящиках;
3) конфигурация и крепление стержней не должны препятствовать сборке формы.
Устранение подрезок
Для свободного извлечения модели из формы нужно, чтобы на поверхности модели не было подрезок — выступов или углублений, расположенных перпендикулярно или наклонно к направлению выемки, которые при извлечении модели срезают отформованные участки.
На рис. 60, а показана схема подрезки. Деталь имеет наклонные ребра. При извлечении модели (направление извлечения показано штриховкой, перпендикулярной к плоскости А — А разъема формы) ребра срезают участки формы, зачерненные на рисунке. Для устранения подрезки можно выполнить части модели, мешающие выемке, отъемными или выдвижными. Перед извлечением модели эти части отнимают или убирают внутрь модели, после чего модель выходит из формы. По другому способу модель изготовляют с заполнением подрезаемых участков; такая модель дает форму, изображенную на виде 6. Требуемую конфигурацию получают установкой в форме закладных стержней после извлечения модели (вид в).
Все эти способы усложняют и удорожают формовку. Целесообразнее придать детали конфигурацию, исключающую подрезку. При расположении ребер параллельно направлению извлечения (вид г) модель беспрепятственно выходит из формы.
При конструировании отливки необходимо иметь ясное представление о расположении плоскости разъема и о положении детали в форме при заливке. Как правило, детали отливают ответственными поверхностями вниз, так как металл в нижних частях отливки получается более плотным и качественным, чем в верхних частях. Установив плоскость разъема, необходимо последовательно просмотреть все элементы конструкции и устранить подрезки.
Это сделать помогает правило теней. Надо представить себе, что деталь освещена лучами, нормальными к плоскости разъема (вид а). Затененные участки свидетельствуют о наличии подрезок.
Рис. 60. Подрезки п способы их устранения
56
Рис. 61. Подрезки при формовке бобышек
Рис. 62. Устранение подрезок
На рис. 61, а - в представлены примеры подрезок при формовке бобышек (направление извлечения модели показано стрелками). Способы устранения подрезок показаны на виде б.
Подрезки не всегда ясно просматриваются на чертеже и ускользают от внимания конструктора. Пример неявной подрезки приведен на рис. 62, а (узел показан в положении формовки; плоскость разъема обозначена буквой А).
Галтель коробки образует в нижней форме мертвый объем (зачерненный на рисунке). Отформовать этот угол можно, если продлить вертикальную стенку коробки до плоскости разъема (вид б) или перенести плоскость разъема на участок слияния галтели со стенкой; лапа в этом случае должна быть продолжена до плоскости разъема (вид в).
। В конструкции чашечной детали (вид г) поверхность выточки т расположена слишком близко к смежной черной стенке. Предусматриваемый в модели припуск п па механическую обработку (вид б) образует иод-резку (зачерненный участок). Ее можно ликвидировать, углубив выточку по отношению к черной поверхности на величину припуска (вид е).
В табл. 2 приведены примеры подрезок в типовых машиностоительных деталях и способы их устранения.
Разъем форм
Следует избегать разъема форм по наклонным и ступенчатым плоскостям, осложняющего изготовление форм.
Для формовки рычага со смещенными плечами (рис. 63, «) требуется ступенчатый разъем. Формовка упрощается при расположении плеч в одной плоскости (вид б).
Формовку криволинейного патрубка (рис. 64, а) можно упростить, выпрямив ось патрубка при незначительном изменении расположения привязочпых точек патрубка (вид б), а при необходимости и с сохранением его (вид в).
57
Устранение подрезок
Таблица 2
Исходная конструкция
Исправленная конструкция и способ устранения
Ручной маховичок
Изменение конфигурации детали
Патрубок
Расположение осей фланцев под углом 90°
Трубчатая деталь
Изменение конфигурации бобышки
Корпус
Расширение внутренней полости корпуса
Корпус
Продление бобышек до днища корпуса
58
Продолжение табл. 2
Исходная конструкция Исправленная конструкция и способ устранения
Г 1 Корпус -Ь i-
Устранение фланца путем перехода с болтового крепления
на крепление шпильками
Корпус
«ГТТг ЕМ U 11.L
Продление бобышек до потолка корпуса
Крыльчатка вентилятора
Ж
Устранение перекрытия лопастей
Спицы маховика
и Поворот двутаврового сечения спицы на 90’
Бобышки
Слияние бобышек
59
Продолжение табл. 2
Исходная конструкция
Исправленная конструкция п способ устранения
Корпусная деталь с наружными бобышками и платиками
Продление бобышек до плоскости разъема
Изменение расположения бобышек
Корпусная деталь
Деталь изготовлена без нижнего фланца
Корпусные детали с косыми и вафельными ребрами
Переход на прямые ребра
60
Рис. 63. Устранение ступенчатого разъема формы
Рис. 64. Упрощение формовки криволинейных патрубков
На видах г — е приведен пример изменения конструкции выходного патрубка центробежного насоса. Наиболее целесообразна конструкция е, которая наряду с упрощением литья способствует уменьшению гидравлических потерь в насосе; вместо двух поворотов потока жидкости (как в конструкциях г, д) получается только один поворот.
ОТКРЫТЫЕ ОТЛИВКИ, ОТЛИВКИ, ФОРМУЕМЫЕ С ПРИМЕНЕНИЕМ СТЕРЖНЕЙ
Открытые отливки целесообразно формовать по моделям без применения стержней. В этом случае модели придают конфигурацию, точно соответствующую форме изделия. При заформовке модели получается негативный отпечаток полости (литейный болван). Непременное условие применения этого способа состоит в том, чтобы на внутренней поверхности детали не было подрезок.
На рис. 65, а схематически показан пример внутренней подрезки. Деталь имеет вдающийся в полость фланец; при удалении модели болван повреждается.
При наличии внутренних подрезок единственный способ формования полости состоит в применении стержней. Модель, выполняемая в данном
Рис. 65. Формовка внутренних плоскостей
61
Рис. 66. Стержневая и бесе гержиевая формовка:
а, б - крышка; в, г — кронштейн; д} е — рычаг; ж, з - корпус; и, к — переходник; л, м - ротор; и, о - корпус подшипника
случае массивной, оставляет в форме отпечаток, показанный на рис. 65, б. Внутреннюю полость образуют стержнем (вид в).
Деталь нетрудно перевести на бесстержневую формовку, расположив фланец снаружи (вид г).
На рис. 66 приведены примеры перевода типовых деталей на бесстержневую формовку.
Требования упрощения и удешевления производства не всегда совпадают с требованиями прочности и жесткости детали и удобства эксплуатации.
Открытая конструкция б крышки проще в изготовлении, чем конструкция а, требующая стержневой формовки. Однако последняя конструкция имеет более красивый внешний вид; гладкость наружных очертаний облегчает поддержание опрятного состояния машины.
Открытая конструкция Л1 карусели проще; изготовление ее дешевле. Однако коробчатая конструкция л, требующая применения стержней, значительно прочнее и жестче.
В других случаях, наоборот, более дешевая конструкция оказывается более прочной н удобной. Так, корпус подшипника бесстержневой формовки (вид о) более прочен и красив, чем стержневой (вид и).
Формовка внутренних плоскостей с помощью болванов ограничивается предельной высотой болванов. При обычном составе формовочных смесей высоту нижних болванов рекомендуется делать И < 0,85, а верхних (висячих) болванов h < 0,3s, где Sus- соответственно средние поперечники болванов (рис. 67). При упрочненных формах (формовочные смеси с бентонитом, с крепителями, поверхностно-подсушиваемые, химически твердеющие формы и .т. д.), а также при машинной формовке высоту болванов можно увеличить на 30-50% против приведенных соотношений.
62
Рис. 67. К определению высоты Рис. 68. Усиление внутренних элементов формы болванов
В конструкции литых деталей не должно быть узких полостей, глубоких карманов малого сечения и т. д. (рис. 68, а, в). Такие полости плохо заполняются формовочной смесью; в форме они образуют непрочные столбчатые или ленточные выступы т, осыпающиеся при извлечении модели и легко смываемые напором жидкого металла. Способы их устранения показаны на видах б, г.
СТЕРЖНИ
При конструировании внутренних полостей следует придавать стержню конфигурацию, обеспечивающую свободное его извлечение из стержневого ящика.
На рис. 69 приведен пример изготовления стержня для образования в детали цилиндрической полости с внутренними ребрами. По конфигурации стержня возможен разъем только в плоскости А — А (вследствие наличия в полости кольцевого ребра т). Ребра образуют в ящике подрезки; в этих случаях приходится выполнять стержни из отдельных частей и склеивать их, что усложняет изготовление и снижает точность литья. В целесообразных конструкциях б, в ребра расположены в плоскости разъема или перпендикулярно к ней; стержень свободно выходит из ящика.
Особые трудности возникают при формовке стержней в конструкциях с перекрещивающимися осями. На рис. 70 изображен трубопровод, представляющий собой магистральную цилиндрическую трубу ш с каплевидными цилиндрическими патрубками и, оси которых Смещены относительно оси трубы.
В этой конструкции стержень не поддается формовке. При любом расположении плоскости разъема стержневого ящика: горизонтальном (плоскость А—А, вид б), вертикаль-
Рис. 69. Формовка стержня
63
Рис. 70. Формовка каплевидного трубопровода
ном (плоскость Б — Б, вид в) или тем более наклонном, образуются подрезки (заштрихованные и зачерненные участки на рисунке).
При заформовке модели в форме с разъемом по плоскости А - А (вид г) также возникают подрезки. Форма не собирается. Соединению верхней и нижней полуфор.м препятствует стержень (участки о, р на виде <)).
Совмещение осей трубы и патрубков (виды е, ж) позволяет отформовать стержень в ящике с разъемом в плоскости А — А или Б - Б. Модель заформовывается при разъеме формы в плоскости А - А.
Если необходимо сохранить перекрещивание осей, то нужно изменить конфигурацию трубы согласно виду з. Тогда стержень формуется при разъеме стержневого ящика в плоскости А - А пли Б - Б, а модель - при разъеме формы в плоскости А - А.
В конструкции и патрубкам придано прямоугольное сечение, Заформовка стержня и модели возможны при разъеме по плоскости А — А или по любой другой плоскости, проходящей вдоль патрубков и расположенной в пределах прямолинейного участка боковых стенок патрубка. Трубопровод при этом сохраняет заданную форму.
Установка стержней в форме
Конфигурация внутренних полостей должна допускать свободную установку стержней в форме. Примером несобираемости формы может
служить конструкция каплевидного трубопровода (см. рис. 70, Э).
На рис, 71, а изображена головка двигателя внутреннего сгорания с колодцем под свечу, образованным консольным стержнем 1. При
Рис. 71. Обеспечение сборки формы
64
сборке формы стержень, установленный в верхней полуформе, наталкивается (на участке т) на стержень 2, образующий водяную рубашку головки и предварительно установленный в нижней полуформе.
В правильной конструкции (вид б) колодцу придана конфигурация, допускающая беспрепятственную установку верхней полуформы.
Выход газов
При конструировании внутренних полостей следует обеспечивать выход газов, выделяющихся из стержней при заливке металла.
Пример неудовлетворительной конструкции приведен на рис. 72, а. Газы, выделяющиеся в верхней части стержня, образуют на участках ж газовые раковины.
Необходимо предусмотреть отверстия п (впоследствии заглушаемые) для выхода газов (вид б). Лучше придать верхней части отливки сводчатую форму (вид в), обеспечивающую выход газов через верхний знак.
Технологический способ предупреждения газовых раковин состоит в применении стержневых смесей с малым газообразованием.
Ленточные стержни
Тонкие стержни для увеличения прочности обычно армируют проволочным каркасом. Необходимость извлечения каркаса при удалении стержня ограничивает минимальное сечение стержня и требует продуманного расположения окон под знаки.
Толщина стержня, армированного проволокой, для отливок небольшого и среднего размеров должна быть не меньше 6 — 8 мм. В местных перемычках допустимо утонение стержня до 5 мм.
Ширину полостей рекомендуется делать не меньше b — S + s, где S и х — толщины стенок, образующих полость (рис. 73). Лучше придавать стержням наибольшую допускаемую габаритными размерами толщину.
Унификация стержней
При конструировании деталей с несколькими стержнями примерно одинаковой конфигурации рекомендуется унифицировать стержни, добиваясь сокращения их номенклатуры.
Рис. 72. Обеспечение выхода газов нз стержня
Рис. 73. Минимальная толщина стержней
3 Орлов П. И., кн. 2-
65
в) г)
Рис. 74. Унификация стержней
На рис. 74 показан пример унификации стержней для картера рядного поршневого двигателя. В конструкции а внутренние полости картера образуются стержнями трех видов — 1, 2, 3. Незначительное изменение конфигурации задней стенки картера (вид б) позволяет свести число видов стержней к двум Ц, 2). •
Можно довести число видов стержней до одного (вид в). Однако это сопряжено с уменьшением длины среднего подшипника картера, который в машинах подобного типа нагружен больше остальных подшипников и поэтому должен быть длиннее их.
В конструкции г унифицированы все крупные стержни. Удлинение среднего подшипника достигается введением дополнительного стержня т, придающего перегородке подшипника коробчатую форму.
Крепление стержней в форме
В отливках с открытыми нижними полостями стержни устанавливают основанием в нижней опоке (рис. 75, а). Стержни, формирующие верхние полости, подвешивают в верхней опоке за обратный конус (вид б) или с помощью проволоки (вид в), укрепляемой на брусе, опирающемся на верхнюю опоку. Целесообразнее опирать верхний стержень на нижний через окно в горизонтальной стенке отливки (вид г).
Рас. 75. Установка стержней
66
Рис. 76. Знаки
а)
Рис. 77. Формы знаков
В закрытых полостях стержни крепят на знаках, представляющих собой отформованные заодно со стержнем выступы, устанавливаемые в гнездах, образованных в форме соответствующими выступами на модели. По условиям собираемости знаки устанавливают в плоскости разъема формы (рис. 76, а) или перпендикулярно к ней (вид б).
Знаки выполняют цилиндрическими (виды а, б) или коническими (вид в). Последние обеспечивают более точную установку стержня в поперечном направлении, но осевая фиксация получается менее определенной, чем при цилиндрических знаках, упирающихся в гнезда формы торцами. Нередко применяют сочетание цилиндрических и конических знаков (вид г), причем цилиндрические знаки устанавливают с упором плоского торца в направлении осевой силы, действующей на стержень при заливке.
Для упрощения изготовления рекомендуется избегать галтелей па торцах отверстий детали (рис. 77, виды а), делая знак гладким (виды б).
Обычно для крепления знаков используют Имеющиеся на детали отверстия. В отливках с замкнутыми внутренними полостями стержни крепят с помощью специальных знаков, выводимых через отверстия в стенках отливки. В готовом изделии отверстия могут оставаться открытыми, если это допустимо по функциональному назначению детали. Отверстия, портящие внешний вид детали, а также отверстия полостей, которые должны быть герметичны, заглушают.
Для повышения устойчивости крепления и облегчения выбивки стержней отверстиям под знаки следует придавать максимальные размеры, допустимые без существенного ослабления детали и без ущерба для ее внешнего вида,
3* 67
Рис, 78. Крепление стержней
Рис. 79. Крепление стержни криволинейного трубопровода
Расположение знаков должно обеспечивать устойчивую и по возможности точную установку стержня во всех трех измерениях. Крепление должно быть достаточно прочным для того, чтобы выдержать вес стержня, а при заливке противостоять динамическому действию потока металла и гидростатических сил, вызывающих всплывание стержня вследствие различия удельных весов жидкого металла и материала стержня. Практически наибольшее значение имеет гидростатическая сила.
Гидростатическая подъемная сила, действующая иа стержень, находящийся в жидком металле, равна р = (3)
где V- объем стержня; vM и vCT - соответственно удельные веса металла и материала стержня.
Пусть объем стержня 15 дм3; уч = 7,4 кгс/дм3 (жидкий чугун); vCT = 1,4 кгс/дм3 (подсушенный стержень). Гидростатическая сила Р = 15 (7,4 - 1,4) да 90 кгс, т. е. превышает вес стержня (G = 1,5-1,4 = 21 кгс) примерно в 4 раза.
Для предотвращения всплывания необходимо располагать знаки с упором в верхнюю часть формы.
Недопустимо консольное крепление стержней с большим вылетом консоли относительно точки крепления (рис. 78, виды а), так как гидростатические силы вызывают выворачивание стержня из гнезда. Такие стержни следует крепить в двух точках (виды б).
Стержень криволинейного трубопровода (рис. 79, а) под действием гидростатических сил, приложенных к центру плавучести стержня, поворачивается вокруг знаков, как вокруг оси. Необходимо ввести дополнительную поддержку в виде знака 1, расположенного на изогнутой части трубопровода (вид б).
Иногда стержни подкрепляют против провисания, всплывания п боковых смешении с помощью жсрсб с ек — MCiajuiiPiccKiix скобок кип шпилек с ножками, о шу пз коюрых упирают в форму, а другую в стержень. При заливке жеребейки сплавляю 1ся с мега.ыом.
63
Рис. 80. Расположение знаков
Рис. 81. Расположение знаков
При чугунном и стальном литье их изготовляют из стали, при цветном - из того же металла, что и отливка.
Применение жеребеек нарушает однородность металла стенок и снижает прочность отливок. Недопустимо применение жеребеек в полостях, от которых требуется герметичность.
На рис. 80 показаны варианты крепления массивного стержня, образующего полость цилиндрической корпусной детали. Расположение знаков в плоскости А — А разъема формы (вид а) не обеспечивает выхода газов из стержневой смеси. При расположении знаков в нижней полуформе (вид б) стержень не укреплен против всплывания; выход газов не обеспечен. В правильной конструкции в стержень зафиксирован знаками во всех направлениях; верхние знаки вместе с тем обеспечивают вентиляцию стержня. Для устойчивого крепления стержня следует предусматривать несколько попарных знаков по периферии (лучше всего три). Для облегчения выбивки стержневой массы целесообразно располагать знаки попарно по одной оси. В деталях со стержнями большой протяженности отверстия под знаки следует размещать в шахматном порядке (как показано на виде в).
Знаки не должны мешать сборке формы. В корпусной детали с внутренней полостью (рис. 81, п) при расположении знаков, указанном на рисунке, сборка формы практически невозможна. В правильной конструкции б знаки расположены в плоскости разъема.
На видах в, г показан для этой же детали вывод знаков на боковые стенки. Расположение знаков под углом к плоскости разъема (вид в) делает форму несобираемой. Правильным является расположение знаков перпендикулярно плоскости разъема (вид г).
Отверстия под знаки
Кромки отверстий под знаки, как правило, усиливают ребордами (обливками) для компенсации ослабления прочности стенок. В чугунных отливках реборды предупреждают отбел чугуна, вызываемый быстрым остыванием кромок отверстий.
69
Рис. 82.. Литейные отверстия
Рис. 83. Способы заглушения литейных отверстий
Плоскости соединения знака со стержнем, а также перехода знака в гнездо формы целесообразно выполнять перпендикулярно к оси знака. На рис. 82, а, б показано неправильное, а на рис. 82, в правильное расположение отверстий в наклонных стенках.
Для облегчения выполнения знаков на стержне и во избежание ослабления стенок отливки при случайных смещениях знаков отверстия под знаки следует отдалять от ближайших стенок на расстояние s = 3 ч-5 мм (вид в).
На рис. 83 изображены способы заглушения отверстий под знаки.
Цилиндрические отверстия.небольшого диаметра (до 60 мм) заглушают резьбовыми пробками (виды а — Э).
Герметичность достигается с помощью конической резьбы (виды б, в) или резьбы, нарезанной «на выход», затягиваемой до врезания последней нитки в резьбовое отверстие (вид ж). Применяют также расчеканку пли развальцовку заглушек (вид з). В отливках из пластичных металлов (стальное и цветное литье) завальцовывают материал детали на заглушку (вид и). Для центровки вальцующего инструмента необходимо предусматривать в заглушках центральные отверстия т.
Заглушки устанавливают па герметизирующих мазях. Для деталей, работающих при высоких температурах, применяют жаростойкие мази (силоксановые эмали с алюминиевым или цинковым порошком).
Для улучшения внешнего вида элементы для завертывания выполняют впотай (виды в, г, ж, и). Наружные шестигранники и четырехгранники срезают заподлицо с кромками отверстий (вид б).
Окна большого размера или фигурной формы закрывают привертными пластинками или литыми крышками (вид е).
На виде к показана завальцовка тонколистовой заглушки в кольцевые канавки.
70
Сферические деформируемые заглушки (вид л) изготовляют из пластичной низкоуглеродистой стали. При установке заглушку расплющивают с упором на плоскую оправку, причем кромки ее заходят в предварительно проделанную в отверстии канавку, образуя прочное и герметичное соединение. Радиус сферы определяется по формуле [(11а), см. стр. 224].
На виде м показана установка заглушки с расплющиваемым, сферическим днищем (конструкция применима при возможности подвода изнутри отливки).
Другой способ — развальцовка заглушки на конус (вид н) также требует подвода обрабатывающего и вальцующего инструмента изнутри.
В стальных отливках заглушки крепят пайкой или обваркой (вид о).
В деталях, работающих при температурах не более 100 — 120°С, заглушки устанавливают на эпоксидных клеях (вид п).
Из рассмотренных способов предпочтительны конструкции, требующие минимальной механической обработки,—со штампованными заглушками (виды л, м, о, /1), а для резьбовых отверстий — с заглушками на конической резьбе.
Нежелательны заглушки с углублениями и карманами (виды д, з, к, о), образующими грязевые мешки и портящими внешний вид изделия. Наиболее целесообразны в этом отношении конструкции м, н, п.
УПРОЩЕНИЕ ФОРМЫ ОТЛИВОК
Для удешевления производства и повышения точности отливки следует всемерно упрощать форму отливок. Контуры деталей и .внутренних полостей рекомендуется образовывать простейшими линиями — прямыми, дугами окружности и т. д.
Рис. 84. Упрощение формы литых деталей
Кронштейн, изображенный на рис. 84, а имеет неоправдан'о сложную конфигурацию профиля и поперечного сечения. Образование переходов между сечениями сложно; выдержать одинаковые переходы в модели и стержневом ящике трудно, поэтому неизбежна разностенность отливки. В целесообразной конструкции б сечениям придана простая прямоугольная форма.
РАСЧЛЕНЕНИЕ ОТЛИВОК
Крупные и сложные литые детали целесообразно разделять на части.
В корпусе вертикального редуктора (рис. 85, а) из-за уклона на днище требуется отливка в наружных стержнях. При разделении (вид б) части
71
Рис. 85. Расчленение отливок
корпуса приобретают простую форму открытых отливок, формуемых без стержней. * —
На видах в, г показан пример разделения рамной станины на плоские рамы простой формы.
В узлах, состоящих из нескольких литых деталей, рекомендуется упрощать отливку наиболее сложной и крупной детали, несколько усложняя более простую из стыкуемых деталей. В конструкции блока двигателя внутреннего сгорания (рис. 86, а) объединение стенок т. с крышкой (вид б) значительно упрощает отливку и механическую обработку блока и облегчает подход к механизмам распределения.
- Выступающие части корпусных деталей (рис. 87, а) рекомендуется делать отъемными (вид б).
На рис. 88 приведен пример упрощения стальной отливки (вид а) путем применения сварно-литой конструкции (вид б).
Рис, 86. Упрощение отливок
Рис. 87. Упрощение отливок
Рис. 88. Цельнолитая и сварно-литая конструкции
72
ФОРМОВОЧНЫЕ УКЛОНЫ
Для облегчения выемки модели формы поверхностям, перпендикулярным к плоскости разъема, придают формовочные (литейные) уклоны.
В табл. 3 приведены стандартные уклоны в зависимости от высоты h поверхности над плоскостью разъема и соответствующее поперечное, смещение крайних точек поверхности /itgx
Стандартные формовочные уклоны
Таблица 3
Высота над поверхностью разъема Л, мм Угол наклона сгепки а Уклон (tga) h tg мм Высота над поверхностью разъема h, мм Угол наклона стенки а Уклон (tg«) h tg а, мм
До 20 3° 0,052 До 1 200-800 30' 0,010 2-8
20-50 1°30' 0,026 0,5-1,25 800-2000 20' 0,006 5-12
50-100 100-200 1° 45' 0,0175 0,013 0,9-1,8 1,3-2,6 Более 2000 15' 0,004 Более 8
Величину стандартных уклонов на чертежах не проставляют, и детали вычерчивают без уклонов. Однако уклоны следует учитывать, особенно при конструировании деталей, имеющих большую высоту (в направлении, перпендикулярном к плоскости разъема)
В цилиндрической детали (рис. 89, а) фланец обтачивается до диаметра 560 мм, т. е. на 10 мм больше диаметра черной поверхности 550 мм. Такая конфигурация невыполнима, так как при стандартном уклоне (1:100) диаметр черной поверхности у основания цилиндра равен 550 + 2-750 0,01 = 565 мм и инструмент зарезается в Стейку (вид б). Необходимо пли увеличить диаметр обрабатываемой поверхности до 575 мм, что влечет за собой увеличение диаметра расположения болтов с 600 до 615 мм (вид в), илй (если конфигурация фланца задана) уменьшить диаметр верхней части цилиндра до 535 мм (вид г).
Рис. 89. Влияние литейных уклонов на конструкцию
73
Рис. 90. Стандартные конструктивные уклоны
Рис. 91. Формы литых деталей
В крупногабаритных отливках целесообразно проставлять величину уклона или предпочтительнее предусматривать конструктивные уклон ы, превышающие формовочные уклоны. Придерживаться стандартных конструктивных уклонов (рис. 90) необязательно. Форму детали следует определять из условия максимальной прочности и жесткости, а также красивого внешнего вида, с учетом условий формовки, литья и механической обработки.
Примеры оформления литой детали в порядке возрастающей жесткости и улучшения условий литья показаны на рис. 91, а — в.
УСАДКА
Усадкой называют сокращение размеров отливки при остывании. Линейная усадка (%) равна
--у L~ = a (tc “ *о) 100%,
И)
где L— размер отливки при температуре tc затвердевания металла (точка солидуса); £0 —размер после остывания до цеховой температуры /(); а — среднее значение коэффициента линейного расширения металла в интервале температур tc —10.
Коэффициент линейного расширения имеет характерную для каждого металла величину, несколько уменьшается с понижением температуры и скачкообразно изменяется при фазовых превращениях в процессе остывания (увеличение объема при перлитизации сталей, перлитизации и графитизации серых чугунов в интервале эвтектоидного превращения 720 - 73О°С).
Объемная усадка характеризует изменение (%) объема отливки при остывании. На основании предыдущего выражения
f--Y - 1 = [1 + afc- fo)]3 -1« 3a(f, - l0),
т. е. объемная усадка приблизительно в 3 раза больше линейной. 74
Усадка является одним из основных показателей литейных качеств материала и наряду с другими свойствами (жидкотекучесть, теплоемкость, теплопроводность, окисляемость, склонность к образованию ликватов) определяет пригодность металла к литью.
Чем меньше усадка, тем больше точность размеров отливки и тем меньше опасность появления усадочных напряжений, раковин, трещин и коробления отливки.
Линейная усадка основных литейных сплавов имеет следующие значения;
Материал
Линейная усада, %
Чугуны фосфористые . ,.........................0,7 —0,8
Чугуны серые........................................ 1-1,2
Чугуны высокопрочные............................. 1,5 —1,8
Стали углеродистые.................................. 1,8-2
Стали легированные............................... 1,8-2,5
Бронзы фосфористые............................... 0,6-0,8,
Бронзы оловянные................................. 1,3 —1,6
Бронзы алюминиевые............................... 2-2,2
Алюминиево-медные сплавы , . . ................. 1,4-1,5
Алюмиииево-магниевые сплавы...................... 1,2-1,3
Алюминиево-кремниевые сплавы........................ 1-1,2
Магниевые сплавы................................. 1,5-1,7
Приведенные показатели относятся к случаю свободной усадки, их определяют на образцах, отлитых в открытые горизонтальные формы. Фактическая усадка зависит от сопротивления, оказываемого внутренними частями формы сокращению размеров отливки (стесненная усадка). При жестких стержнях усадка может уменьшиться на 30 — 50% по сравнению со свободной усадкой, но при этом в стенках отливки возникают повышенные усадочные напряжения.
Усадку учитывают корректировкой размеров формы, пользуясь при изготовлении моделей и стержневых ящиков усадочными метрами с размерами, увеличенными по сравнению с нормальными на величину усадки.
ВНУТРЕННИЕ НАПРЯЖЕНИЯ
Внутренние напряжения возникают в стенках отливки, усадка которых тормозится сопротивлением элементов формы или действием смежных стенок. Усадочные раковины и пористость появляются в частях отливки, застывающих в последнюю очередь, — в утолщениях и массивах, теплоотвод от которых затруднен (горячие узлы).
Повышенные внутренние напряжения вызывают коробление отливки и могут привести к образованию трещин.
Со временем внутренние напряжения перераспределяются и частично рассеиваются в результате медленно' протекающих диффузионных процессов (естественное старение). Через длительный промежуток времени (2 — 3 года) деталь меняет первоначальную форму, что недопустимо для точных машин (например, металлорежущих станков).
Усадочные напряжения возникают лишь на тех стадиях остывания, на которых металл теряет пластичность (для чугуна в интервале 500—
75
Рис. 92. Возникновение усадочных напряжений
600°С, для стали 600 —700°С). При более высоких температурах изменение размеров компенсируется пластическим течением металла; здесь усадка проявляется лишь утонением стенок.
В коробчатой отливке длиной L и шириной I (рис. 92, а) внутренняя перегородка (на рисунке зачернена) остывает медленнее, чем горизонтальные стенки. Пусть в рассматриваемый момент перегородка имеет температуру г,, соответствующую температуре перехода металла из пластичного состояния в упругое, а стенки — более низкую температуру г2, при которой металл уже находится в упругом состоянии.
При дальнейшем остывании ниже температуры г, материал перегородки твердеет и, сокращаясь, подвергается растяжению. Так как сокращение происходит в двух направлениях (по осям х и у), то в перегородке к концу остывания возникают двухосные напряжения растяжения, а в стенках - реактивные напряжения сжатия.
Если, наоборот, температура перегородки в исходный момент была ниже температуры стенок (вид б), то к концу остывания в перегородке возникают двухосные напряжения сжатия, а в стенках — растяжения.
Как правило, участки отливки, остывающие раньше, подвергаются сжатию, а участки, остывающие позднее, — растяжению.
Определим величину усадочных напряжений для случая, когда перегородка остывает позднее (см. рис. 92, а). Ограничимся рассмотрением деформаций по осн х.
К концу остывания перегородка должна была бы укоротиться на величину X, = = al (ti - f0), а стенки - на меньшую величину Х2 = al (г2 - г0), где I - длина стенок по оеи х; г0 — конечная температура остывания. Разность
ДХ = X.J — Х2 = al (t! — Г2)
определяет величину напряжений в отливке.
76
Согласно закону' Гука
Pl Pt
Д X = а/(tl - t2) - —- +
где Р — сила, возникающая в системе; Е — среднее значение модуля нормальной упругости в интервале температур — tn-, Ft п F, - площади сечеиий соответственно перегородки и стенок, нормальных к оси x(Fi = .цЬ, F2 = 2s2L).
Сила
E?(fi '
1 ~F.
Напряжение растяжения в перегородке
Р
-ь)
Напряжение сжатия в стенках
сг2 =
Р __ Ea(t, — г2)
F-
F
Отношение напряжений
F
Как видно из этих выражений, напряжения прямо пропорциональны произведению Еа, разности температур rJ - t2, зависят от соотношения площадей сечений F\/F2 перегородки и стенок» ио не зависят от их длины L
Для уменьшения напряжений в перегородке целесообразно увеличивать ее толщину и уменьшать толщину горизонтальных стенок. Опасен случаи тонких и узких (£ < Л) внутренних связей (вид а), в которых развиваются высокие напряжения растяжения (если они остывают позже стенок) или сжатия (если они остывают раньше).
Величину и распределение напряжений можно регулировать также ребрами. Следует иметь в виду, что поперечные ребра (вид г) влияют на величину усадочных напряжений только по оси х, а продольные ребра (вид й) — только по осн у.
Под действием напряжений стенки отливок деформируются, как показано на виде е (случай перегородки, застывающей позже). Величину напряжений можно значительно снизить, если придать отливке податливость в направлении усадки. Например, для уменьшения усадочных напряжений по оси х целесообразно делать криволинейными перегородку (вид ж) или перегородку и горизонтальные стенки (вид з) или вводить усадочные буфера (вид и). Для уменьшения усадочных напряжений одновременно по осям х п у следует придавать перегородке п стенкам двоякосводчатую форму.
Первопричиной усадочных напряжений является различие температур стенок. При G =Г2 напряжения равны нулю. На этом основан способ одновременного затвердевания. Обеспечивая равномерное остывание отливки, при котором температура стенок в каждый данный момент одинакова, можно получить отливку, свободную от усадочных напряжений.
ОДНОВРЕМЕННОЕ ЗАТВЕРДЕВАНИЕ
При проектировании отливок по принципу одновременного затвердевания (рис. 93, а) нужно придерживаться следующих правил:
1) стенки отливки должны иметь по возможности равномерную толщину;
77
Рис. 93. Схемы
отливок:
« — одновременного; б - направленного затвердевания
2) элементам отливки, остывающим в условиях пониженной теплоотдачи (внутренние стенки), следует для ускорения затвердевания уменьшать сечения;
3) переходы между стенками различной толщины должны быть плавными;
4) стенки отливки не должны иметь резких изломов; при изменении направления стенки должны быть соединены плавными переходами;
5) нужно избегать местных скоплений металла и массивов;
6) участки соединения стенок с массивами целесообразно выполнять с пологим утолщением по направлению к массивам или усиливать ребрами.
Целесообразно увеличивать податливость отливки в направлении усадочных деформаций путем придания стенкам сводчатых форм, введения тепловых буферов и др.
Технологически равномерность остывания обеспечивают активным управлением скоростью охлаждения. Массивные отливки, а также участки с ухудшенным теплоотводом охлаждают с помощью металлических холодильников, вставок из теплопроводных формовочных составов (смеси с хромистым железняком, магнезитом и др.).
Образование усадочных раковин и пористости в массивных участках предупреждают питанием поздно застывающих узлов жидким металлом (установка питающих бобышек, дополнительных литников и выпоров, введение прибылей).
Торможение усадки внутренними элементами формы устраняют, применяя податливые формовочные смеси, пористые, ячеистые и полые стержни.
Остающиеся напряжения устраняют стабилизирующей термической обработкой. Чугунные отливки подвергают искусственному старению (выдержка 5-6 ч при 5ОО-55О°С с последующим медленным охлаждением в печи). Перед старением производят обдирку отливок. Окончательную механическую обработку производят после старения.
Детали, подвергнутые искусственному старению, практически не меняют своих размеров в эксплуатации.
Эффективный способ устранения внутренних напряжений, а также общего повышения качества отливки состоит в контролируемом охлаждении отливки. Металл заливают в подогретые формы, После затвердевания (точка солидуса) форму медленно охлаждают, давая выдержки при температурах фазовых превращений» когда происходят наибольшие изменения объема» а также при температурах перехода из пластического состояния в упругое.
Этот способ устраняет первоисточник усадочных напряжений, так как в каждый данный момент температура всех частей отливок одинакова. Напряжения, обусловленные торможением формы предотвращают, применяя податливые стержни.
78
Нагрев формы перед заливкой удаляет пз формовочной смеси влагу, пары и газы, которые при заливке в холодные формы вызывают паровые и газовые раковины и пористость.
Стоимость процесса немногим превышает стоимость литья обычным способом с последующей стабилизирующей термообработкой.
НАПРАВЛЕННОЕ ЗАТВЕРДЕВАНИЕ
Для отливки деталей из сплавов с пониженными литейными качествами применяют способ направленного затвердевания. Стенкам придают сечения, прогрессивно увеличивающиеся кверху (см. рис. 93, б). Затвердевание идет снизу вверх; нижние сечения по мере затвердевания питаются жидким металлом из расположенных выше сечений; верхние сечения, застывающие в последнюю очередь, питаются из массивных прибылей, располагаемых сверху отливки. Поперечные стенки делают наклонными, расширяющимися кверху, и соединяют со смежными стенками плавными галтелями. Усадочная раковина сосредоточивается в прибыли. В прибыль уходят неметаллические включения, шлаки, плены, засоры.
Последовательное перемещение горизонта затвердевания обеспечивает правильную усадку вертикальных стенок. Однако разность температур в вертикальном направлении остается.' Нижние горизонтальные элементы отливки, затвердевающие раньше, тормозят усадку верхних элементов, в результате чего в них развиваются напряжения растяжения, а в нижних — напряжения, сжатия. Наибольшей величины усадочные напряжения достигают в верхней части отливки вследствие большой разности сечений прибылей и стенок отливки.
Недостатки способа направленного затвердевания:
1) утяжеление отливки в результате расширения стенок кверху (недостаток, особенно выраженный у отливок большой высоты);
2) увеличенный расход металла;
3) усложнение формовки из-за наличия прибылей;
4) затруднительность удаления прибылей.
Способ направленного затвердевания применяют преимущественно для стальных отливок, притом в тех случаях, когда масса детали не имеет большого значения. Этим способом отливают (в горизонтальном положении) детали дискового типа небольшой высоты (колеса, диафрагмы и др.). Для таких деталей принцип направленного затвердевания сводится к утолщению стенок, приданию дискам конической формы и увеличению галтелей на участках сопряжений.
Для деталей сложной коробчатой формы предпочтителен способ одновременного затвердевания.
ПРАВИЛА КОНСТРУИРОВАНИЯ
Сопряжение степок
Для одновременного затвердевания толщину внутренних стенок рекомендуется делать равной примерно 0,85 (где 5 — толщина наружных стенок).
79
Рис. 94. Тепловой поток в ут ловом сопряжении о емок
Рис. 95. Угловое сопряжение стеиок
Переходы от стенки к стенке следует выполнять с галтелями (рис. 94, б). При сопряжении стенок под углом (вид а) вследствие встречи линий теплового потока во внутреннем угле соединения образуется горячий узел, замедляющий остывание. Кроме того, такое соединение затрудняет заполнение формы металлом и препятствует усадке.
На рис. 95, а —г показаны типовые формы углового сопряжения стенок. При обычном сопряжении радиусами R = (1,5 4-2)s, описанными из одного центра (вид а), возможно утонение стенки на участке перехода вследствие смещения стержня. Лучше сопряжение радиусами, описанными из разных центров. Наружный радиус делают равным от 1 (вид б) до 0,7 (вид в) внутреннего радиуса. Для улучшения теплоотдачи, повышения жесткости и предупреждения усадочных трещин на сопряжениях малого радиуса полезно делать внутренние ребра (вид г).
Во всех случаях, когда позволяет конструкция, целесообразно применять максимальные радиусы переходов, допускаемые конфигурацией детали (вид д).
Стенки, сходящиеся под тупым углом (иид е), соединяют радиусами R = (50 4- 100) s. Лучше в таких случаях применять криволинейные стенки, описанные одним большим радиусом (вид ж).
При определении минимальных радиусов сопряжения стенок различной толщины можно пользоваться приведенными выше соотношениями, заменив s средним арифметическим s0 = 0,5 (S + s) толщин сопрягаемых стенок (виды з, и). При небольшой разнице толщин можно принимать s0 = S.
Стенки с большой разницей сечений целесообразно соединять клиновидным переходным участком длиной I 5(S — s) (вид к).
Следует избегать соединения стенок под острым углом (вид л). Если это неизбежно, то радиус сопряжения принимают не менее (0,5 4- 1) .ъ(>.
На видах м, и показаны рекомендуемые соотношения для Т-образ-мых сопряжений, на видах о, п — для сопряжений стенок с фланцами.
80
Рис. 96. Сопряжение участков отливки различной юлщииы
Стенки различной толщины (рис. 96, н) следует соединять клиновыми переходами с уклоном от 1:5 до 1:10 (виды б, в). Целесообразно усиливать участок перехода ребрами (вид г).
На видах д-р показаны формы сопряжения стенок с бобышками. В профильной проекции бобышки соединяют со стенками радиусами R = 2s (виды д, п) или уклонами от 1:1 до 1:5 (виды е, ж, к, л) с усилением ребрами (виды з, м). В плановой проекции сопряжения выполняют радиусами К = (3 4- 5)s (виды и — р).
Найденные из приведенных ориентировочных соотношений радиусы округляют до ближайших стандартных размеров (f* = 1, 2, 3, 5, 8, 10, 15, 25, 30, 40 мм). Так как небольшое изменение радиусов сопряжений мало влияет на качество отливки, то рекомендуется унифицировать радиусы.
Преобладающий радиус переходов па чертеже детали обычно нс проставляют, указывая сю па поле чертежа (в технических требованиях) надписью.
Неуказанные радиусы 6 мм.
Для закру! ленных внешних углов преобладающий радиус указывают надписью.
Неуказанные наружные галтели R3.
Устранение массивов
В конструкции литых деталей следует избегать местных скоплений металла, утолщений, массивов, образующих горячие узлы. Проектируя отливку, нужно тщательно просмотреть все места скопления материала с учетом припусков на механическую обработку, которые существенно влияют на распределение металла.
На рис. 97 представлены примеры устранения массивов (обозначены буквой т) на крепежных фланцах (виды а — в), платиках (виды г—е), в корпусной детали (виды ж — и), в отливке блочной рубашки двигателя (виды к, л).
На участках, где массивы неизбежны, следует технологически обеспечивать ускоренное охлаждение.
Полезно развивать поверхность соприкосновения с формовочной смесью путем оребрения стенок. Для улучшения заполнения формы следует
81
Рис. 98. Усиление участков сопряжения с бобышками
усиливать связь массивных элементов с ближайшими стенками с помощью галтелей (рис. 98, а), клиновых переходов (вид б), раструбов (вид в) и ребер (виды г, б). Целесообразно применять гофрированные (вид е) и коробчатые (вид ж) стенки.
Помимо улучшения условий литья, эти сопряжения увеличивают жесткость и прочность отливки.
82
Уменьшение усадочных напряжений
Форма отливки должна облегчать усадку. На рис. 99 показано зубчатое колесо большого диаметра, обод которого соединен со ступицей спицами. Конструкция а с прямыми спицами неправильна: спицы, остывающие раньше, тормозят усадку обода, который вследствие этого подвергается волнообразной деформации (штриховая линия). Внутренние напряжения в таких конструкциях нередко вызывают поломку обода.
Целесообразно применять податливые спицы: тангентные (вид б), спиральные (вид в), расположенные по конусу (вид г).
В дисковом шкиве с массивным ободом (рис. 100, а) диск застывает раньше обода и тормозит усадку обода; в диске развиваются напряжения сжатия, в ободе — напряжения растяжения. Если раньше остывает обод (вид в), то диск при усадке подвергается растяжению, а в ободе возникают
Рис. 99. Увеличение податливости спиц зубчатых колес
Рис. 100. Увеличение податливости отливок
83
напряжения сжатия. Для уменьшения усадочных напряжений целесообразно в том и другом случае придать диску коническую форму (виды б, г).
В литой корпусной детали (вид 0) перегородки т, расположенные в одной плоскости с массивными фланцами, тормозят усадку последних. Смещение перегородок с плоскости расположения фланцев (вид е) несколько улучшает условия усадки. Целесообразнее всего придать перегородкам коническую (вид ж) или сферическую форму.
Сводчатые, арочные, выпуклые, скорлупиые формы уменьшают усадочные напряжения, улучшают условия отливки и увеличивают прочность деталей вследствие увеличения моментов сопротивления сечений. Повышается жесткость конструкций, что особенно важно для отливки из сплавов с низким модулем упругости (серые чугуны, легкие сплавы).
Предупреждение газовых раковин
Форма отливки должна обеспечивать всплывание неметаллических включений и выход газов, выделяющихся при остывании отливки в результате понижения растворимости газов в металле с уменьшением его температуры.
При отливке литого поддона днищем вверх (рис. 101, и) газовые пузырьки скопляются в верхушках ребер, что резко ослабляет их прочность. Лучше придать днищу конструктивный уклон и перенести ребра па внутреннюю поверхность (вид б). Рекомендуется отливать такие детали ребрами вниз (вид в). В этом случае газовая пористость сосредоточи-
Рис. 101. Обеспечение выхода газов
84
вается в прибыли на фланце, удаляемой при последующей механической обработке. Применяют также отливку с наклоном формы.
У цилиндрических деталей (вид г) целесообразно делать верхние стенки коническими (вид <•)) или слабосферическими (вид е).
В дисковых деталях (вид .->«<?) диски и ребра следует выполнять по конусу (виды з, и).
Внутренние перегородки (вид к) рекомендуется делать сводчатыми. Для отвода газовых пузырьков и неметаллических включений целесообразно предусматривать в верхней части перегородок бобышки (вид л) или бонки (вид л() или устанавливать выпоры (штриховые линии).
К технологическим способам предупреждения газовой пористости и раковин относятся отливка под вакуумом и присадка в металл газопоглощающих веществ (церий).
Ранты
Внешние обводы литых деталей рекомендуется снабжать рантами (рис. 102, а, б) с целью увеличения жесткости, повышения равномерности застывания и (у чугунных отливок) предотвращения отбела чугуна.
У стыкуемых по торцам деталей (вид в) ранты способствуют равномерному распределению сил затяжки. При наличии рантов легче зачистить неровности и уступы, образующиеся на стыках вследствие неточности литья, и добиться совпадения наружных контуров стыков.
Как правило, следует снабжать окантовками облегчающие и технологические отверстия в стенках (виды г, <)) для повышения прочности и улучшения условий охлаждения отливки.
Ориентировочные размеры рантов приведены на видах а, г.
Фланцы
Толщину фланцев, обрабатываемых с одной стороны (рис. 103, а) делают в среднем равной (1,5— 1,8).я; толщину фланцев, обрабатываемых с двух сторон (вид б), — (1,8 — 2) s, где s — толщина прилегающей стенки.
85
a)
Рис. 104. Устранение массивов во фланцах
Рис. 105. К определению диаметра литых отверстий
Для повышения прочности и жесткости фланцы соединяют со стенками ребрами (вид в) или придают фланцам коробчатые формы. Способы устранения массивов во фланцах увеличенной высоты показаны на рис. 104, а —в.
Отверстия
Следует избегать выполнения в литье отверстий малого диаметра и большой длины.
Для ориентировочного определения минимального диаметра отверстий можно пользоваться формулой d = d0 + 0,1/, где I — длина отверстия, мм (рис. 105). Для алюминиевых сплавов и бронз d0 — 5; для чугунов d0 = 7; для сталей d0 = 10 мм. Отверстия меньшего диаметра следует сверлить. Длинные отверстия (типа масляных каналов) лучше выполнять сверлением, заливкой трубок или заменять их трубчатыми съемными магистралями.
Конфигурация литых масляных каналов и маслосодержащих полостей должна допускать полную очистку поверхностей от литейного пригара, песка и прочих засорений. После тщательной зачистки поверхности необходимо покрывать маслом и температуростойкими составами (бакелитом, силоксановыми эмалями).
Ребра
Для увеличения жесткости и прочности литых деталей и как средство улучшения отливки применяют оребрение. Целесообразное расположение ребер позволяет улучшить питание элементов отливок и предупредить возникновение усадочных раковин и внутренних напряжений.
На рис. 106 показаны формы ребер. Ребра, расположенные в плоскости, перпендикулярной направлению разъема формы, следует выполнять с литейным уклоном.
Основным размером ребра является толщина s у верхушки (вид а). Для ребер высотой 20 — 80 мм существующие нормы уклонов (см. 86
Рис. 106. Формы ребер
Рис. 107. Схема возникновения усадочных напряжений в ребрах
табл. 3) дают практически одинаковое, почти независимое от высоты утолщение ребра к основанию на 2-3 мм (на обе стороны ребра).
У верхушки ребер обязательны галтели радиусом не менее 1 мм. Верхушки ребер толщиной менее 6 — 8 мм закругляют радиусом R = 0,5s (вид б). Основание ребер соединяют со стенкой галтелями радиусом Л х 0,55.
По прочности целесообразнее ребра с утолщенными верхушками — бульбовые (вид в) и тавровые (вид г). Формовка таких ребер требует применения стержней.
Если ребро (рис. 107, а) затвердевает при отливке позднее, чем стенка (как нередко бывает в случае внутренних ребер), то при усадке (направление усадки показано на рисунке штриховыми стрелками) в нем возникают напряжения растяжения (сплошные стрелки). Если ребро, напротив, затвердевает раньше (вид б), то в нем возникают благоприятные для прочности напряжения сжатия.
Более быстрое остывание достигается уменьшением толщины ребер. Толщину наружных ребер делают обычно равной (0,6 —0,7)5, а внутренних, учитывая ухудшенный теплоотвод, - (0,5-0,6) 5, где 5 - толщина стенки (верхние пределы-относятся к стенкам толщиной < 10 мм, нижние — к стенкам толщиной > 10 мм).
Низкие, тонкие и редко расставленные ребра с малым отношением суммарного сечения к сечению стенки уменьшают момент сопротивления сечения изгибу и снижают прочность детали, хотя и повышают жесткость. Избежать ослабления можно более частым расположением ребер. Максимальный шаг, при котором не наступает ослабления, определяют из выражения 2
t —2scpf—j , (4)
где scp и h — соответственно средние толщина и высота ребра; S — толщина стенки.
На основании формулы (4) составлен график (рис. 108).
1. Пусть толщина ребер scp = 5 мм; h/S = 2. Согласно графику максимально допустимое отношение f/scp = 8 и максимальный шаг г = 8 • 5 - 40 мм.
2. Пусть шаг ребер t = 100 мм; 5=10 мм; кср = 5 мм (t/scp = 20). Согласно графику минимально допустимое отношение h/S = 3,1 и минимальная высота ребер h = 3,1 х 10 = 31 мм.
87
Рис. 108. График для определения максимального относительного шага ребер t/s'
Практически ребра делают высотой, равной (3-:-6)S. Более низкие ребра ослабляют деталь, не увеличивая существенно ее жесткости, более высокие — плохо отливаются.
На рис. 109 приведены примеры нецелесообразного и целесообразного выполнения ребер. Конструкция кронштейна, изображенная на рис. 109,1 невыгодна: ребро работает на растяжение. В конструции 2 ребро работает на сжатие.
В профильной проекции ребрам следует придавать наиболее простые формы. Вогнутые ребра (вид 3) нецелесообразны по прочности; при работе на изгиб и растяжение в них возникают высокие напряжения, пропорциональные степени вогнутости. Ребра выпуклого профиля (вид 4) некрасивы и утяжеляют деталь. Лучше всего применять прямолинейные ребра (вид 5), наиболее прочные при работе на растяжение-сжатие и изгиб.
В деталях, работающих на изгиб, рекомендуется избегать соединения ребра со стенкой в плоскости, где изгибающий момент имеет большую величину (вид 6), так как момент сопротивления сечения в плоскости А —А слияния ребра со стенкой понижен. Лучше доводить ребра до края детали (в область наименьших значений изгибающего момента), присоединяя их к поясам жесткости (вид 7).
Во избежание ослабления следует не применять механической обработки ребер. Конструкция 8 плиты с вафельным внутренним оребрением неправильна. Ребра выведены на обрабазываемую плоскость плиты; при механической обработке верхушки ребер срезаются. В правильной конструкции 9 ребра расположены ниже обрабатываемой поверхности.
Следует предупреждать возможность подрезки ребер, примыкающих к поверхностям, подвергаемым механической обработке. В конструкциях 10, 13 ребра расположены слишком близко к обрабатываемой поверхности; в результате производственных отклонений возможна подрезка ребер (виды 11, 14). Ребра должны быть расположены ниже обрабатываемой поверхности (виды 12, 15) на величину к = 3 ч- 6 мм.
Не рекомендуется выводить ребра на черную поверхность фланцев (вид 16), так как на участках т слияния ребер затрудняется формовка. Целесообразно располагать ребра ниже черных поверхностей на величину R, равную радиусу закругления фланцев (вид 17).
Участки перехода ребер в тело детали (вид 18) следует выполнять радиусами R не менее 3 — 6 мм (виды 19, 20).
Ребра, соединяющиеся (в плановой проекции) под углом (вид 21), следует сопрягать плавными переходами (вид 22).
Как правило, ребра следует подводить к узлам жесткости — участкам изменения направления стенок (вид 24) и крепежным узлам (вид 26). Конструкции 23, 25 нс рекомендуются.
88
Рис. 109. Конструирование ребер
Рис. ПО. Податливые ребра
Рис. 111. Формы податливых ребер
В деталях оболочковой формы (вид 27), работающих на изгиб, выгоднее применять внутренние ребра (вид 28), так как в данном случае большая часть изгибающей нагрузки воспринимается сжатыми ребрами (на стороне, ближайшей к направлению действия изгибающей силы). Внутреннее оребрение позволяет в тех же габаритах увеличить радиальные размеры стенок и получить благодаря этому значительный выигрыш в жесткости и прочности. Кроме того, улучшается внешний вид детали и облегчается уход за изделием.
При двустороннем оребрении (вид 29) рекомендуется во избежание местных скоплений металла, а также для уменьшения усадочных напряжений располагать ребра в шахматном порядке (вид 30).
Следует устранять скопления металла при сопряжении ребер со стенками под углом (вид 31) путем разноски ребер (вид 32). Массивы на участке встречи нескольких ребер (вид 33) устраняют с помощью кольцевого сочленения (вид 34).
В деталях, подвергающихся при работе неравномерному нагреву, ребра испытывают термические напряжения. Если стенки детали (рис. ПО, а) нагреваются сильнее, чем ребра, то в ребрах возникают напряжения растяжения. Ребра, имеющие более высокую температуру, чем стенки, подвергаются сжатию.
Для уменьшения термических напряжений целесообразно заменять прямые радиальные ребра (вид а) податливыми: тангентными (вид б), спиральными (вид в), вафельными (вид г).
На рис. 111, а — е представлены типы оребрения повышенной податливости. Такие ребра хорошо формуются лишь на плоских поверхностях или на поверхностях небольшой кривизны, параллельных плоскости разъема
90
Рис. 112. Минимальные толщины стенок:
1 — стали; 2 — чугуны серые; 3 — бронза; 4 — алюминиевые сплавы
формы. Формовать такие ребра на криволинейных поверхностях и на телах вращения трудно.
Толщина стенок
Как правило, рекомендуется применять стенки наименьшей толщины, допускаемой условиями литья и прочностью детали.
на рекомендациях РТМ 12-60
На рис. 112 приведена основанная минимальная толщина s стенок для различных литейных сплавов в зависимости от приведенного габаритного размера детали, вычисляемого По ф°рмуЛе 2l + b + h
N =----------,
3
где I — длина; b — ширина; h — высота детали, мм.
График составлен для наружных стенок при литье в песчаные формы 2-го и 3-го классов точности. Толщину внутренних стенок, перегородок и ребер делают в среднем на 20% меньше.
График может служить только для ориентировочной оценки толщины стенок. Допустимая толщина стенок сильно зависит от конфигурации отливки. Сложные отливки, формуемые в нескольких опоках с применением большого числа стержней, необходимо делать толстостенными. Большое влияние оказывает технология литья: состав формовочных и стержневых смесей, условия питания и охлаждения, устройство литниковой системы и др.
В тяжелонагруженных деталях (станины молотов, клети прокатных станов и др.) толщина стенок определяется величиной действующих нагрузок и условием жесткости конструкций и значительно превышает приведенные на рис. 112 величины. Однако и в данном случае целесообразно применять стенки наименьшей толщины, достигая необходимой прочности и жесткости отливки за счет рациональных форм.
ЛИТЕЙНЫЕ БАЗЫ. БАЗЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Литейной (черновой) базой называют поверхность или ось, по которой производят первую операцию механической обработки.
Поверхност ная черновая база представляет собой необрабатываемую поверхность достаточной протяженности, параллельную или перпендикулярную к базе механической обработки - поверхности, обрабатываемой при первой механической операции. Конфигурация черновой базы должна обеспечивать удобное и устойчивое крепление детали при механической обработке; затяжка по базе не должна вызывать коробления заготовки.
Для черновой базы нельзя использовать поверхность, подвергаемую механической обработке.
В детали, изображенной на рис. ИЗ, а, черновой базой могут служить или отмеченная зачерненным ромбиком поверхность фланца, или верхняя
Я
Рис. 113. Черновые базы и базы механической обработки
плоскость детали (вид б). База механической обработки показана светлым ромбиком.
От черновой базы координируют все остальные литейные поверхности (размеры h), от базы механической обработки — все остальные механически обрабатываемые поверхности (размеры h'). Базу механической обработки выполняют с минимальным припуском, что обеспечивает равномерное распределение припусков по остальным поверхностям механической обработки.
Иногда черновые базы приходится создавать искусственно, вводя технологические приливы (т, вид в) или изменяя соответствующим образом конфигурацию детали (вид г).
В общем случае литейных баз должно быть три — по одной для каждой из осей пространственной системы координат.
Осевыми базами являются оси отверстий бобышек. Осевая база определяет литейные размеры в плоскости, перпендикулярной к оси, а поверхностная база — вдоль оси (вид ф).
92
При механической обработке заготовки фиксируют чаще всего по двум отверстиям и по поверхностной базе.
Тела вращения имеют только две базы — осевую, совпадающую с осью зела вращения, и высотную, определяющую размеры вдоль оси (вид е). При наличии осевых баз литейные базы и базы механической обработки совмещаются; общей базой служит ось отверстия, избранного в качестве базового (на видах ж, з отмечена двойным ромбиком).
КОЛЕБАНИЯ РАЗМЕРОВ ОТЛИВКИ И ИХ ВЛИЯНИЕ НА КОНСТРУКЦИЮ
Детали, отливаемые в песчаные формы, подвержены значительным колебаниям размеров, которые возрастают с увеличением габаритов отливки и с повышением ее сложности.
ГОСТы 1855 — 55 и 2009 — 55 устанавливают три класса точности на размеры отливок из серого чугуна и стали. На рис. 114, а —в приведены усредненные значения допускаемых отклонений для чугунных и стальных отливок при литье в песчаные формы в зависимости от наибольшего габаритного размера А отливок для различных расстояний L от базы. На виде г приведены допускаемые отклонения размеров отливок из цветных сплавов.
ТО 100 100 ООО Ю00 2000 ООООАмп0''1 13 5 Ю 10 50 100 500 1000А,ИМ
Рис. 114. Допускаемые отклонении размеров отливок:
а— в — чугунные и стальные отливки; г — отлийки из сплавов цветных металлов
93
Рис. 115. Возникновение неточностей при отливке в двух опоках
При литье в песЧаные формы по деревянным моделям и при формовании стержней в деревянных ящиках
можно получить точность не выше 3-го класса. Точность повышают, применяя металлические модели и стержневые ящики, механизацию формовки, формовку в стержневых формах, в постоянных формах, а также тщательно соблюдая технологический
процесс литья.
Наименьшие отклонения размеров отливки дает формовка в одной опоке. При формовке в двух или нескольких опоках возникают отклонения в результате смещения одной опоки относительно другой.
Верхняя опока (рис. 115) может сместиться относительно нижней на величину зазора а в центрирующих штырях с соответствующим смещением всех вертикальных поверхностей, формуемых в. верхней опоке, в результате чего номинальная толщина стенок может сильно измениться.
Поверхности, формуемые стержнями, могут сместиться относительно поверхностей, формуемых моделью, из-за неточной установки стержня в форме (смещение b на рис. 115). Наибольшей величины достигают смещения в верхней полуформе, где суммируются смещения полуформ и стержня.
В неблагоприятном случае (смещения стержня и полуформ направлены в противоположные стороны) колебания толщины вертикальных стенок в верхней полуформе, равные + (а + Ь), превышают отклонения в нижней полуформе + b примерно в 2 раза.
Отклонения горизонтальных поверхностей происходят в результате неточной установки стержней в вертикальном направлении, попадания засора на поверхности стыка опок и стержней и т. д.
Как правило, поверхности, формуемые в нижней опоке, точнее поверхностей, формуемых в верхней опоке; поверхности, формуемые моделью, точнее поверхностей, формуемых внутренними стержнями.
Другие причины неточностей; отклонения размеров модельного комплекта от номинала; изменение размеров стержней при сушке, рассыхание моделей при хранении; изменение размеров формы в результате расталкивания моделей при выемке; колебания усадки из-за различной податливости стержней; коробление атливкн под действием усадочных напряжений.
Колебания размеров отливки отражены в системе припусков на механическую обработку по ГОСТ 1855 — 55 (серые чугуны) и 2009 — 55 (стали). Величина припуска определяется в зависимости от класса точности отливки, размеров отливки, номинального расстояния поверхности от базы, положения поверхности при заливке (внизу, вверху, сбоку), типа литейного сплава.
На рис. 116, а —в приведены усредненные значения припусков по ГОСТ 1855 — 55 для серых чугунов для различных классов точности, 94
Рис. 116. Припуски на обработку
в зависимости от наибольшего габаритного размера А отливки для различных расстояний L поверхности от базы.
На графиках приведены припуски для верхних поверхностей типа т (рис. 117), имеющие максимальные значения, поскольку точность таких поверхностей меньше главным образом из-за скоплений в верхних припусках неметаллических включений, шлаков и других примесей, подлежащих удалению при механической обработке. Значения припусков для нижних п и боковых о поверхностей на 20 — 30% меньше припусков для верхних поверхностей. Припуски для стальных отливок на 25 — 40% больше, чем для чугунных.
Колебания размеров отливки имеют особое значение на участках сопряжения черных стенок с поверхностями, подвергающимися механической обработке. Точность механической обработки во много раз выше точности литейных размеров. Литую деталь можно схематически рассматривать как жесткий остов из поверхностей механической обработки, окруженный «плавающей» оболочкой черных поверхностей.
Обозначим величину возможных смещений черных поверхностей через к.
При конструировании отливок необходимо соблюдать следующие правила:
1) выступающие обрабатываемые поверхности должны быть расположены выше черных поверхностей на величину к (рис. 118, а), предупреждающую врезание инструмента в соседние черные поверхности (вид б);
95
а) -Ж б) в)
Рис. 118. Сопряжение обработанных и черных поверхностен
Рис. 119. Сопряжение обработанных и черных поверхностей:
1 •- заданные формы; 2 - возможные отклонения форм; 3 — формы, учитывающие смещения к литых поверхностей (т - минимальная конструктивно-допустимая толщина стенок)
Рис. 120. Сопряжеияя стыковых поверхностей:
а, в, д - неправильные; б, г, е — правильные
2) углубленные обрабатываемые поверхности следует располагать ниже черных поверхностей на величину к (вид в), предупреждающую недоход инструмента (вид г) и образование черновин;
3) толщина стенок, прилегающих к обрабатываемым поверхностям (вид б), Должна быть больше конструктивно необходимой толщины т на величину к. Иначе при смещении литых поверхностей может наступить недопустимое утонение стенки (вид е).
На рис. 119 приведены примеры применения указанных правил для ступиц (виды а), бобышек (виды б, в) и фланцев (виды г, б).
Стыковые плоскости следует соединять с ближайшими черными стенками поверхностями, перпендикулярными к плоскости обработки, высотой не менее к (рис. 120), иначе возможно искажение контура стыка.
Привалочные поверхности на корпусных деталях (рис. 121, а) следует во избежание свисания устанавливаемой детали (вид б) выполнять с запасом к по контуру (вид в).
Величина к зависит от точности литья, габаритов отливки, расстояния данного элемента до базы литейных размеров и базы размеров механической обработки и определяется в общем случае расчетом размерных цепей. Практическое конструирование нуждается в более простом методе.
Для нахождения к можно воспользоваться величинами припусков на механическую обработку (см. рис. 116), поскольку последние определяются теми же параметрами, что и к (наибольший габаритный размер отливки, расстояние от литейных баз, класс точности литья). Во избежание подсчета расстояний до баз можно брать верхние пределы припусков (штриховые линии на рис. 116), что пойдет в запас надежности. Учитывая, что на графиках даны максимальные значения припусков (для верхних поверхностей), следует ввести понижающий коэффициент 0,7.
Рис. 121. Форма нривалочиых плоскостей
Рис. 122. График для определения величины к: а - чугунное литье; б — стальное литье
4 Орлов П. И., кн. 2
97
На рис. 122, а, б приведены подсчитанные таким^ образом значения к для чугунных и стальных отливок в зависимости от размера А. Значения к можно непосредственно использовать для определения величины удаления обрабатываемых поверхностей от черных.
Толщину стенок бобышек проще определять из-соотношения S = as, где я- средняя толщина стенок отливки; а — коэффициент, равный для 1, 2 и 3-го классов точности соответственно 1,5; 1,7; 1,8. Эти соотношения практически гарантируют от чрезмерного уменьшения толщины стенок. .
простановка Размеров
Простановка размеров на чертежах литых деталей должна отра-. жать расположение литейных баз и баз механической обработки, а также учитывать отклонения размеров.
Основные правила простановки размеров литых деталей следующие:
1) необрабатываемые поверхности следует привязывать к литейной черновой базе непосредственно или с помощью других размеров;
2) исходную базу механической обработки следует привязывать к черновой литейной базе; все остальные размеры механически обрабатываемых поверхностей — к базе механической обработки непосредственно или с по-, мощью других размеров.
1 Привязывать литейные размеры к размерам механически обрабатываемых поверхностей и наоборот недопустимо, за исключением случая, когда литейная база и база механической обработки совпадают (осевые базы).
Приведенные правила необходимо соблюдать для всех трех координатных осей отливки.
На рис. 123 приведены варианты простановки размеров литой детали. Простановка размеров по виду а неверна. Расстояние между обрабатываемыми плоскостями, привязанными к черным поверхностям суммой размеров 15, 175 и 10 мм, в данном случае колеблется в широких пределах вместе с колебаниями размеров черных поверхностей.
Такая же ошибка допущена в конструкции б, где расстояние между обрабатываемыми поверхностями задано суммой размеров 185 и 15 мм.
При простановке размеров по виду в расстояние между обрабатываемыми плоскостями (200 мм) выдерживается в необходимых узких пределах (в пределах допуска на механическую обработку). Ошибка заключается в том, что черные поверхности привязаны к смежным обрабатываемым плоскостям (размеры 15 и 10 мм). Выдержать такую координацию практически невозможно; положение черных поверхностей колеблется в пределах точности литья, а с ними колеблется и величина расстояния до обрабатываемых плоскостей.
На виде г ошибка усугублена тем, что толщина верхней горизонтальной стеики (заданная в предыдущих Случаях непосредственно размером 5 мм) определена высотой внутренней полости, заданной относительно обрабатываемой нижней плоскости (размер 185 мм). Таким образом вводится еще один источник неточности. Толщина стеики будет колебаться в широких пределах.
В системе простановки размеров по виду б положение нижией обрабатываемой плоскости задано двумя размерами - от верхней черной поверхности детали (размер 190 мм) и от верхней черной поверхности фланца (размер 15 мм). Выдержать такую координацию практически .невозможно.
На виде е показана правильная система. В качестве черновой базы выбрана верхняя, необрабатываемая поверхность флаица. К иен размером 15 мм привязана база механической обработки (нижняя плоскость фланца). К базе механической обработки привязана 'обрабатываемая верхняя плоскость (размер 200 мм). Верхняя черная поверхность коорди-
98
200
130
Рис. 123. Простановка размеров
детали
Рис. 124. Простановка размеров
литых деталях
Рис. 125. Просзаповка размеров
бобышках
4*
нируется от литейной базы (размер 175 мм) н от нее - толщина верхней стенки (размер 5 мм).
Расстояние к между верхней обрабатываемой плоскостью и верхней черной стенкой становится замыкающим звеном размерной цепи и служит компенсатором отклонений расположения поверхностей, получаемых литьем. Поскольку величина к на чертеже не оговорена, ее не принимают в расчет при контроле детали. Разумеется, номинальное значение к должно быть больше максимально возможного смещения верхней стенки в результате неточности литья.'
Примеры неправильной и правильной простановки размеров на литых' деталях приведены на рис. 124 и 125 (неправильно проставленные размеры заключены в прямоугольные рамки).
КОНСТРУИРОВАНИЕ МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Механическая обработка принадлежит к числу наиболее Трудоемких и дорогих способов изготовления и составляет до 70% стоимости изделия.
Главные технологические способы повышения производительности обработки:
1. Сокращение машинного Времени (интенсификация процессов резания). К этим способам относятся скоростное резание (увеличение главной скорости резания), силовое резание (увеличение подачи и глубины рёза), производительные способы обработки (обработка многолезвийным инструментом, внутреннее и наружное протягивание, фрезоточение и т. д.).
2. Сокращение вспомогательного времени — применение быстродействующих приспособлений, автоматизации подачи, установки, крепления и снятия заготовок, обработка по настроенным операциям, автоподналадка настройки, автоматизация контроля. Разновидностью этого способа является последовательная обработка заготовок в многоместных приспособлениях.
3. Совмещение во времени операций обработки (синхронизация переходов). К этому способу относятся обработка комбинированным инструментом и многоинструментная обработка (многорезцовое точение и строгание, фрезерование набором фрез). Наиболее полное выражение этот способ получил в агрегатных станках, производящих одновременную обработку нескольких поверхностей заготовки.
г 4. Одновременная обработка нескольких заготовок — параллельная и параллельно-последовательная обработка нескольких заготовок в многоместных приспособлениях, непрерывная обработка на роторных, карусельных и барабанных станках.
5. Ускорение передачи заготовок со станка на станок (механическая транспортировка заготовок, рациональная расстановка оборудования). Наивысшую производительность дают автоматические и полуавтоматические линии, особенно роторные. -
Обязательными условиями применения производительных способов обработки, специальной технологической оснастки и специализированных.
101
станков являются массовость и стабильность выпуска продукции, устранение многомодельности и всемерная унификация конструкций.
В конструкции механически обрабатываемых деталей должно быть предусмотрено максимальное сокращение трудоемкости обработки при одновременном обеспечении высокого качества, надежности и долговечности машин. При конструировании механически обрабатываемых деталей необходимо соблюдать следующие правила:
- сокращать протяженность механически обрабатываемых поверхностей до конструктивно необходимого минимума;
- уменьшать количество металла, снимаемого при обработке;
- предусматривать изготовление деталей наиболее производительными методами обработки без снятия стружки (штамповкой, холодной высадкой, чеканкой и т. д.);
- шире применять профильный и сортовой прокат с сохранением наибольшего числа черных поверхностей;
- предусматривать изготовление деталей из заготовок с формой, возможно близкой к форме окончательного изделия;
- облегчать изготовление трудоемких деталей путем применения составных конструкций;
- избегать излишне точной механической обработки. Применять в каждом отдельном случае наиболее низкие классы точности, обеспечивающие правильную работу узла и удовлетворяющие условию взаимозаменяемости;
- обеспечивать возможность применения наиболее производительных способов механической обработки (обработка мерным многолезвийным инструментом и т. д.);
- предусматривать возможность обработки напроход, являющейся главным условием повышения производительности, получения высокой точности и малой шероховатости обрабатываемых поверхностей;
- при невозможности обработки напроход обеспечивать выход обрабатывающего инструмента на расстояние, достаточное для получения точных поверхностей;
- обеспечивать удобный подход режущего инструмента к обрабатываемым поверхностям;
- предусматривать возможность обработки максимального числа поверхностей при одной операции на одном станке, с одного установа, одним и тем же инструментом;
- деталям многократного и массового применения придавать формы, допускающие групповую обработку с применением комбинированного инструмента;
- обеспечивать возможность обработки точных соосных и параллельных отверстий с одного установа, облегчающей получение соосности и точных межцентровых расстояний;
- предусматривать четкое разделение поверхностей, обрабатываемых на различных операциях, различным инструментом и с различной степенью точности;
- между обрабатываемыми и ближайшими необрабатываемыми поверхностями предусматривать расстояния, обеспечивающие обработку при наибольших возможных по производственным условиям колебаниях размеров заготовки;
102
- избегать совместной обработки деталей в сборе, нарушающей непре-, рывность производственного потока, снижающей взаимозаменяемость и затрудняющей смену деталей в эксплуатации;
- сокращать номенклатуру обрабатывающего инструмента путем унификации размеров и формы обрабатываемых элементов;
- в индивидуальном и мелкосерийном производстве сводить к минимуму применение специального режущего инструмента, по возможности обходясь стандартным инструментом;
-придавать обрабатываемым поверхностям форму, обеспечивающую равномерную и безударную работу инструмента;
- разгружать цилиндрический многолезвийный инструмент (сверла, развертки, зенкеры и т. д.) от одностороннего давления при обработке;
- придавать обрабатываемым участкам высокую и равномерную жесткость, обеспечивающую точную обработку и способствующую применению йроизводительных способов обработки;
- предусматривать удобные базы для контроля размеров по возможности с применением универсального измерительного инструмента.
СОКРАЩЕНИЕ ОБЪЕМА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Примеры устранения лишней механической обработки приведены на рис. 126. В узле крепления направляющей (вид а) целесообразно уменьшить глубину фиксирующей выборки в корпусе (вид б) до величины, достаточной для надежности фиксации.
В литых деталях (колодец под крепежный болт — виды в, г; крышка — виды д, е; корпусная деталь — виды ж, з) поверхности, нуждающиеся в обработке, следует располагать выше смежных черных поверхностей.
В узле установки подшипников качения (вид и) точной механической обработке следует подвергать строго ограниченные участки рабочих поверхностей (вид к).
Рис. 126. Примеры сокращения механической обработки
103
Рис. 127. Детали,, изготовленные из круглого проката
На видах л, м доказано сокращение протяженности пояса запрессовки втулок в корпусе; на видах н, о — центрирующего пояса призонного болта.
Для деталей,, изготовляемых из круглого проката, снижение трудоемкости механической обработки и уменьшение объема снимаемой стружки достигается главным образом сокращением перепадов между диаметрами деталей, особенно наибольших диаметров, определяющих главную долю снимаемого материала.
В ступенчатом валике (рис. 127, а) из-за наличия заплечика увеличивается диаметр D заготовки и резко повышается объем снимаемой стружки. Большой перепад диаметров ступенек, в свою очередь, вызывает увеличение объема механической обработки. Объем снимаемой стружки составляет 135% объема готового изделия; коэффициент использования материала заготовки равен 0,43, т.е. более половины объема заготовки идет в стружку.
В конструкции валика без заплечика и .с уменьшенным перепадом диаметров ступенек (вид б) объем снимаемой стружки вследствие уменьшения диаметра D заготовки сокращается й 3 раза по сравнению с предыдущим вариантом. Большая часть этого сокращения до диаметра Dj (80%) обусловлена удалением заплечика. Коэффициент использования материала повышается до 0,7.
На виде в показано дальнейшее сокращение объема снимаемой стружки, достигнутое при изготовлении детали из чистотянутого прутка диаметром, равным максимальному диаметру Ь2 валика. Коэффициент использования материала здесь повышается до 0,8. '
Примеры сокращения механической обработки посредством уменьшения максимального диаметра деталей показаны на видах г—е (нажимной винт), ж, з (вороток), и, к (колпачок), л, м (ножка).
Диаметр изделия нужно согласовать со стандартными диаметрами круглого проката. Максимальный, диаметр изделия должен быть меньше ближайшего стандартного диаметра прутка на величину, равную диаметральному припуску а на обработку.
Значение а можно определять из соотношения a = bf/DL,
104
где D - диаметр обрабатываемой поверхности, мм; L — длина заготовки, мм; b - коэффициент, равный для различных видов обработки:
Операция Обработка Общий припуск
черио- - вая чистовая
Точение 0,5 0,4 0,9
Шлифование . . . 0,2 0,1 0,3
Крепежные детали массо-
вого производства целесообразно изготовлять из калиброванного проката с сохранением возможно большей части необработанной поверхности заготовки.
На рис. 128, а, б приведен пример сокращения трудоемкости путем изготовления шпильки из чистотянутого калиброванного прутка.
Конструкция шестигранной гайки с кольцевым буртиком (вид в) для массового производства неприемлема. Изготовлять такие гайки можно только штучно. Конструкции г, д изготовляют из шестигранного прутка.
Нетехнологична конструкция цилиндрической шлицевой гайки с выходом шлицев на поверхность цилиндра (вид е), требующая индивидуального фрезерования гаек. Правильные конструкции, приспособленные для изготовления из холоднотянутого калиброванного прутка, изображены
на видах ж, з. f
Значительного сокращения механической обработки полых цилиндрических деталей можно достичь путем изготовления их из труб.
На рис. 129, а показана пустотелая колонна, изготовленная из массивного прутка. Механическая обработка значительно со-
Рис. 128. Крепежное детали, изготовленные из проката
Рис. 129. Цилиндрические детали
105
кращается, если изготовить колонну из цельнотянутой трубы и оставить черной внутреннюю поверхность (вид б). Объем механической обработки сокращается еще больше, если уменьшить диаметр заплечика (вид в).
д . На виде г показан корпус подшипника. Изготовление его из кольцевой (вид! б), а тем более массивной цилиндрической заготовки, крайне трудоемко; в стружку уходит до 90% объема заготовки.
В конструкции е корпус разделен на три части. Боковые щеки изготовляют из листа, среднюю часть — из тонкостенной трубы.
В массовом производстве деталь 1 целесообразно изготовлять штамповкой (вид ж).
При изготовлении деталей, выполняемых разрезанием цилиндрических заготовок (виды з-л), угловые размеры деталей с целью максимального использования заготовки следует назначать так, чтобы деталь укладывалась целое число раз в окружность заготовки, притом с учетом ширины прорезной фрезы.
} Детали, изображенные на видах з, к, выполнены без учета ширины s прорезной фрезы, вследствие чего в первом случае приблизительно половина, а во втором случае треть заготовки идет в отход. В конструкциях и, л размеры деталей выбраны с учетом прорезания; заготовка используется полностью.
ПЕРЕВОД НА КОВКУ И ШТАМПОВКУ
Наиболее целесообразно выполнять детали из заготовок, имеющих форму, близкую к форме окончательного изделия, получаемую горячей штамповкой в закрытых штампах. Помимо сокращения механической обработки, штамповка увеличивает прочность благодаря уплотнению металла, образованию волокнистой текстуры и происходящей при остывании заготовки рекристаллизации, сопровождающейся образованием мелких равноосных зерен.
. Цельноштампованные детали при всех прочих равных условиях прочнее, легче и требуют меньшей механической обработки, чем составные детали.
Применение штампов экономически оправдано при массовом выпуске, когда первоначальные затраты на изготовление штампов быстро окупаются увеличением производительности и сокращением механической обработки. Однако благодаря высокой прочности штампованных изделий штамповку нередко применяют в производстве ответственных машин независимо от масштаба выпуска и стоимости изготовления.
Наивысшую точность и наименьшую шероховатость поверхности обеспечивает холодное калибрование (чеканка), применяемое как окончательная операция после горячей штамповки. Иногда чеканка полностью исключает необходимость механической обработки.
На рис. 130 представлены способы изготовления чашечной детали (деталь показана на рисунке тонкими линиями).
Изготовление точением из цилиндрической болванки (рис. 130, а) весьма трудоемко. Деталь ослабляется перерезанием волокон материала.
На рис. 130, б изображена заготовка, полученная на молоте в открытом штампе с фасонной матрицей и плоским бойком, в, г — то же, с фасонными матрицами и бойком.
106
а)
Pm. 13ft. Способы >пгоюв.гсАпп чашечной детали
Рис. 131. Способы упрощения обработки фасонных деталей
При штамповке в одноручейном закрытом штампе (вид Э) большая часть поверхностей приобретает окончательную форму, за исключением поверхностей, подлежащих механической обработке. Отверстие намечено углублениями 1 (наметками). Напуск в отверстии удаляют механической обработкой или последующими штамповочными операциями.
При штамповке в чистовом ручье (вид <?) точность необрабатываемых стенок выше; припуски на механическую обработку меньше. Перемычку в отверстии удаляют вырубным штампом.
На рис. 130, ж показана заготовка, полученная на горизонтальноковочной машине, с прошивкой отверстия.
При холодном калибровании всем поверхностям придается окончательный вид (вид ?), за исключением поверхностей, нуждающихся в особо точной обработке (посадочное отверстие, центрирующая выборка, торец фланца).
Плоские фасонные детали целесообразно изготовлять из листа.
Трудоемкую круговую обработку детали, показанной на рис. 131, а, мо>кно упростить, изготовляя ее из листа (вид б) с групповой обработкой наружного контура профильным фрезерованием или строганием. Можно также изготовить профиль экструзией с последующей разрезкой его (вид в).
Хомут, изображенный на рис. 131, г, изготовляют с помощью трудоемкой круговой обработки или штамповки с последующей круговой зачисткой. При незначительном изменении конструкции (удаление выступов т на проушине) можно изготовлять хомуты из листа (вид <)) с профильным фрезерованием наружного контура.
107
СОСТАВНЫЕ КОНСТРУКЦИИ
Составные конструкции применяют при небольшом масштабе выпуска, когда изготовление штампов экономически не оправдано.
Примеры расчленения деталей как средства уменьшения отхода металла в стружку приведены на рис. 132, 1, 2 (пробковый кран), 3, 4 (поршень), 5—7 (заделка колонны).
Расчленение.деталей часто позволяет уменьшить трудоемкость механической обработки.
Рис. 132. Составные конструкции
108
В узле, состоящем из лабиринтного уплотнения и уплотнения разрезными пружинными кольцами (вид 8), деталь а практически невыполнима (нельзя подвести режущий инструмент к гребешкам внутреннего лабиринта и канавкам пружинных колец). Разделение детали на две части (вид 9) позволяет обработать ее без затруднений.
На видах 10, 11 показано упрощение обработки кольцевого Т-образного паза путем разделения детали на две части.
Деталь с внутренней ступицей (вид 12) можно обработать с необходимой степенью чистоты только при помощи чашечного шлифовального круга (вид 13). В составной конструкции (вид 14) отъемная ступица обрабатывается наружным 'шлифованием.
На рис. 132, 15 — 34 приведены Примеры разделения деталей сложной конфигурации — ниппель (виды 15, 16), чашечная деталь с внутренней сферической поверхностью (77, 18), полый валик с внутренней перегородкой (19, 20).
Затруднительна обработка цилиндрических и сферических выступов, ось которых не совпадает с осью вращения детали. Для обтачивания их необходимы специальные приспособления (центросмесители); шлифование возможно только при помощи чашечных кругов. Такие части целесообразно делать отъемными.
Конструкция водила с кольцами, выполненными заодно с корпусом водила (вид 21), нетехнологична. Целесообразнее установить пальцы в отверстиях (вида 22, 23),-точное изготовление и координирование которых не представляет затруднений.
Выполнение выступающих частей заодно с деталью допустимо, если их не более двух и они расположены по разные стороны детали (например, лобовые кривошипы, вид 24). Технологически все же предпочтительнее составная конструкция (вид 25), хотя по прочности она уступает цельной.
Примеры составных конструкций приведены на видах;26, 27 (крестообразное водило); 28, 29 (рычаг со сферическим бойком). В последнем случае закономерно и другое решение: замена головки сферической чаш-Кой (вид 30).
Наружные резьбы на выступающих частях корпусных деталей (вид 37) приходится нарезать вручную, что неприемлемо для массового производства. Целесообразно делать их отъемными (вид 32). »
Следует избегать центрирования по наружным буртикам на корпусных деталях (вид 33), заменяя его центрированием по отверстиям (вид 34).
УСТРАНЕНИЕ ИЗЛИШНЕ ТОЧНОЙ ОБРАБОТКИ
Применять размеры с допусками (классные размеры) нужно только в случае необходимости. Класс точности следует выбирать наиниз-ший, допустимый условием взаимозаменяемости и условием надежной работы узла.
Поверхности, точность изготовления которых не влияет на работу узла в целом, следует изготовлять по более низким классам точности, чем рабочие поверхности.
109
Рис. 133. Способы ус гранения излишней точности обработки
На рис. 133, а изображен узел установки вала на подшипниках качения. Посадочные поверхности под подшипники выполнены по 2-му классу точности. С такой же точностью выполнены центрирующие поверхности промежуточных втулок 1, 2, 3 и корпуса канавочного уплотнения 4, тогда как без всякого ущерба для работоспособности узла можно назначить для этих поверхностей более грубые допуски — по 3-му и 4-му классам (вид б).
Нет оснований назначать классные размеры на внутренний диаметр корпуса уплотнения 4 и наружный диаметр втулки 3, поскольку между этими поверхностями имеется зазор, равный 0,5 мм на сторону. Эти размеры можно выполнить без допусков.
При фиксации шарикового подшипника кольцами на валу и в корпусе (виды • в, г) нет необходимости устанавливать стопорные кольца в канавки по посадке скольжения и обрабатывать их по 2-му классу точности, так как плотность посадки колец и точность фиксации подшипника определяются только охватывающим размером 24 А3 между крайними тор
110
цами канавок и суммарной толщиной заключенных в этом промежутке охватываемых деталей (стопоры, кольцо подшипника). Для упрощения обработки целесообразно посадить стопорные кольца в канавки с осевым зазором ~ 0,3 мм (вид г).
На рис. 133, д показана осевая фиксация шарикового подшипника в корпусе с помощью щек 5. Для беззазорной фиксации торцы корпуса обработаны по 2-му классу точности в размер, равный ширине наружной обоймы подшипника (20 С). Изготовление узла можно упростить, обработав торцы корпуса без допуска и обеспечив беззазорную фиксацию с помощью калиброванного кольца 6 (вид е). Еще проще ширину корпуса уменьшить на 0,1—0,2 мм по сравнению с шириной подшипника (размер 19,8 на рис. 133, ж). При затяжке крепежных болтов 7 щеки, упруго деформируясь, фиксируют подшипник в осевом направлении.
ОБРАБОТКА НАПРОХОД
Для увеличения производительности механической обработки и повышения чистоты и точности ее большое значение имеет обработка напроход со свободным входом и выходом режущего инструмента за пределы обрабатываемой поверхности.
Конструкция корпусной детали, изображенная па рис. 134, а, нетехнологична, так как ход режущего инструмента (торцовой фрезы) вдоль обрабатываемой поверхности ограничен стенками детали.
Условия резания различны на различных участках обрабатываемой поверхности. Вначале изделие подводят к фрезе осевой подачей; происходит врезание фрезы в металл, при котором получить нешероховатую поверхность трудно. Для того чтобы получить более или менее одинаковуйэ шероховатость на всем протяжении обрабатываемой поверхности, нужно сделать несколько проходов.
Приемы производительной обработки — скоростное резание, обработка по настроенным операциям, а также групповая обработка — в данном случае неприменимы. Каждую деталь приходится обрабатывать индиви-
Рис. 134. Обработка корпусных деталей напроход
111
дуально, затрачивая много времени на подвод, вывод фрезы и настройку в размер.
В правильной конструкции б с выступающей обрабатываемой поверхностью фреза работает напроход, обрабатывая плоскость с одинаковой шероховатостью при высокой производительности. ।
На виде в показана нетехнологичная конструкция плиты. Подлежащие обработке поверхности a—f расположены на различных уровнях; обработка каждой поверхности требует отдельной операции. Контур верхнего фланца с вследствие наличия внутренних бобышек приходится обрабатывать при комбинированной поперечной и продольной подачах изделия.
В технологичной конструкции г все обрабатываемые поверхности выведены на один уровень. Обработка производится в два приема — проходом верхней и нижней поверхностей плиты.
На рис. 135 показаны примеры исполнения точных отверстий- В конструкции 1 подшипник установлен в разъемном корпусе (радиальная сборка), в гнезде, ограниченном с обеих сторон стенками. Обрабатывать посадочную поверхность гнезда очень трудно.
В конструкции 2 (установка подшипника в целом корпусе с осевой, сборкой) точная обработка посадочной поверхности затруднена из-за наличия буртика, фиксирующего подшипник в осевом направлении.
Правильны конструкции с обработкой посадочной поверхности напроход. Подшипник в этом случае фиксируют в осевом направлении стопорными кольцами (вид 3) или промежуточными втулками (вид 4), из которых одна закреплена в корпусе, а другая служит для .затяжки кольца подшипника.
На видах 5, 6 показаны нецелесообразная (5) и целесообразная (б) конструкции корпуса прдшипника качения.
Узел установки подшипников качения в зубчатом колесе с буртиком для фиксации подшипников (вид 7) нетехнологичен. Особенно трудно в данном случае обеспечить концентричность посадочных поверхностей, обрабатываемых с разных установок. При замене буртика стопорным кольцом (вид 8) становится возможной обработка отверстия напроход.
В узле установки в глухом отверстии (вид 9) затруднительна обработ-, ка отверстия и притирка плунжера. В данном случае необходимо сделать отверстие сквозным (вид 10).
В крышке с фасонным фланцем т, обрабатываемым фрезерованием (вид 77); целесообразно придать фланцу форму, обеспечивающую обработку напроход (вид 12).
- В конструкции 13 поверхности под гайки обрабатываются каждая отдельно с помощью торцевой фрезы. Изменив форму опорных поверхностей . (вид 14), можно обрабатывать все опорные поверхности напроход.
Пазы (вид 75) целесообразнее выполнять открытыми (вид 16), так как при этом облегчается обработка, и боковые грани пазов можно выполнить с более высокой точностью.
Примеры изменения конструкций для обеспечения возможности обработки напроход показаны на видах 17, 18 (посадка втулки в корпусную деталь) 19, 20 (узел передачи крутящего момента во фланцевом соединении) и 21, 22 (штифтовое крепление вала).
112
17) 18) 19) 20) 21) 22)
Рис. 135. Обработка «апроход
Рис. 136. Обработка напроход
На видах 23, 25 изображены неправильные конструкции корпусных деталей с отверстиями, расположенными в линию. При наличии глухих стенок необходимо обрабатывать отверстия консольной резцовой скалкой, конец которой неустойчив и прогибается под действием усилия резания.
На видах 24, 26 в корпусах предусмотрены отверстия, через которые можно пропустить борштангу, дав ей вторую опору..
На видах 27, 30 показаны примеры упрощения обработки путем при-, ведения обрабатываемых поверхностей в одну плоскость. В конструкции блочной головки двигателя (вид 27) обработка ведется по трем уровням: по плоскости а стыка головки с крышкой, по плоскости в установки подшипников распределительного валика и по опорным поверхностям с гаек крепежных болтов.
Целесообразна конструкция, в которой все три плоскости выведены на один уровень и обрабатываются за один проход (вид 28).
В узле крепления подвески подшипника к картеру (вид 29) подвеска фиксируется с помощью буртиков, что исключает обработку напроход стыковых поверхностей картера и подвесок.
В конструкции 30 фиксация подвески выполнена контрольными штифтами, что обеспечивает возможность обработки напроход.
Конструкция шестеренного насоса (рис. 136, а) нетехнологична. Гнезда под шестерни глухие и расположены в разных половинах корпуса; обеспечить в этих условиях соосность гнезд трудно. Несколько лучше конструкция, где гнезда расположены в одной половине корпуса (вид б). Наиболее технологична конструкция, где корпус состоит из трех частей (вид в). Гнезда, расположенные в средней части корпуса, а также рабочие поверхности щек корпуса обрабатываются напроход.
На виде г показана нецелесообразная конструкция плоского золотника. Рабочая поверхность т корпуса расположена в цилиндрической выемке; прошлифовать эту поверхность с необходимой точностью невозможно. Шлифование рабочей поверхности золотника затруднено из-за цапфы п. Незначительная неперпендикулярность поверхности относительно оси цапфы может нарушить герметичность уплотнения.
В конструкции д рабочие поверхности корпуса и золотника обрабатываются напроход на плоскошлифовальном станке.
114
В конструкцию д введены и другие усовершенствования. Золотник соединен с валом шлицами, что обеспечивает свободу самоустановки золотника относительно корпуса и увеличивает надежность уплотнения. Пружина, прижимающая золотник, опирается на крышку корпуса через сферический шарнир, что способствует равномерной передаче прижимной силы на золотник и уменьшает зрение при вращении золотника.
ВЫХОД ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА
Обработка напроход не всегда осуществима по конструктивным условиям. В таких случаях необходимо предусмотреть перебег режущего инструмента относительно обрабатываемой поверхности на расстояние, достаточное для получения заданной шероховатости и точности.
При точной обработке ступенчатых цилиндрических поверхностей выход инструмента обеспечивают введением на участках сопряжения канавок глубиной несколько десятых миллиметра.
Если точной обработке подвергается только цилиндрическая поверхность, то применяют цилиндрические выточки (рис. 137, а). При точной обработке торцовых поверхностей вводят торцовые выточки (вид б). При одновременной точной обработке цилиндра и примыкающего к нему торца проделывают диагональные канавки (вид в). Формы канавок для выхода шлифовального круга приведены на видах г (шлифование по цилиндру), г) (шлифование по торцу) и е (Шлифование по цилиндру и торцу).
Размеры канавок в зависимости от диаметра d0 цилиндра указаны ниже (мм):
rf(1. . . . . . . . До 10 10-50 50-100 Более 100
ь . . . . 2 3 5 8
Л ... . . . . . 0,25 0,25 0,5 0,5
Л . . . . . 7 . . 0,5 0,5 1,5 2,0
На рис. 138 приведены формы сопряжения поверхностей типовых машиностроительных деталей.
Участки ступенчатого вала (вид /), близкие к сопряжению цилиндрической поверхности с торцом заплечика, невозможно чцсто обработать. Целесообразно ввести на участке сопряжения канавку для выхода инструмента (вид 2). Этот способ не рекомендуется для высоконагруженных
Рис. 137. Канавки для выхода режущего инструмента
115
D
«I si ei
7) 5) 9)
•ад 24) ВО® 28) 29) .30) ввв 34) 35) 36)
31) 32) 33)
Рис. 138. Сопряжение поверхностей
деталей, так как выточки являются концентраторами напряжений. В таких случаях следует выполнять сопряжение с галтелью (вид 3), обрабатываемой при точении галтельным резцом, а при шлифовании — галтельным шлифовальным кругом.
Для получения точных внутренних поверхностей (вид 4) необходимо вводить поднутряюгцие канавки (вид 5) или лучше обеспечивать обработку напроход (вид 6).
Конструкции с выводом резьбы на ступенчатый торец (виды 7, 13) практически невыполнимы. Резьбу следует заканчивать на расстоянии / > 4Р от торца (виды 8, 14), где Р — шаг резьбы, или отделять от смежных иоверхностей канавкой (виды 9, 15) диаметром для наружных резьб < d — 1,5 Р, для внутренних резьб d2 d + 0,25, где d - номинальный диаметр резьбы, мм,-
Ширину канавок при нарезании наружной резьбы резцами и лерками делагдт в среднем b = 2 Р; при нарезании внутренних резьб резцами b = 3 Р. То же правило целесообразно соблюдать для гладких валов (виды 10, 11) и отверстий (16, 17). '
Еще лучше смежные с резьбой поверхности располагать ниже (виды 12, 18), обеспечивая обработку напроход. Диаметры dt, d2 таких поверхностей определяют из приведенных ранее соотношений.
Для обработки продольных пазов в отверстиях необходимо обеспечить выход долбяка, например, в поперечное сверление т (вид 19) или в коль
цевую канавку (вид 20) радиусом
с2
-I—— (где h — расстояние дни-
R
ща паза от центра; с — ширина паза). Наиболее целесообразно, чтобы смежная поверхность была расположена ниже впадины паза (вид 21).
Конструкция глухого отверстия со шлицами, обрабатываемыми прошиванием (вид 22), ошибочна: ширина b канавки за шлицами недостаточна для выхода прошивки. В конструкции 23 длина шлицев уменьшена; ширина hi полости увеличина. Понижение смежной поверхности (вид 24) позволяет более производительно и точно обрабатывать шлицы протягиванием.
На видах 25,28,31 показаны нетехнологичные формы конических поверхностей; не обеспечивающие перебега и врезания инструмента. Правильные конструкции приведены на видах 26, 27, 29, 30, 32, 33. На видах 34, 35 изображено нецелесообразное, а на виде 36 целесообразное выполнение сферических поверхностей.
Рассмотрим примеры неправильной и правильной конструкций типовых машиностроительных узлов и деталей.
В конструкции шлицевого вала с прямобочными шлицами (рис. 139, 1) прошлифовать рабочие грани и центрирующие поверхности вала невозможно. Для выхода шлифовального круга необходимо понизить поверхности вала у оснований шлицев (вид 2) или предусмотреть канавки (вид 3).
На видах 4, 5 изображены соответственно неправильные и правильные конструкции призматической направляющей, на видах 6, 7 — измерительной скобы.
Для облегчения обработки внутренней полости шарикового подпятника (вид 8) необходимо сделать канавку у основания полости (вид 9) или применить составные конструкции 10, 11.
117
Рис. 139. Выход режущего инструмента
В колесе свободного хода (вид 12) спиральные рабочие поверхности зубьев (обрабатываемые обычно на затыловочных шлифовальных станках) следует снабдить канавками для выхода шлифовального камня (вид 13).
В прорезной втулке (вид 14) прорези отфрезеровать невозможно, так как фреза упирается в стенку втулки. Заменив три прорези четырьмя (вид 15), можно профрезеровать прорези напроход.
Обработать торцовый паз в валу (вид 16) очень трудно. Если дать выход режущему инструменту в поперечное сверление у основания паза (вид 17), то появляется возможность просверлить вал по краям паза* (штриховые линии) д удалить перемычку между отверстиями строганием. Еще проще обработка при составной конструкции с напрессовкой бандажа на прорезную часть вала (вид 18).
Торцовые пазы на валу (вид 19) можно выполнить только высадкой. Отделение пазов от цилиндрической поверхности вала кольцевой канавкой (вид 20) позволяет обработать пазы строганием. В составной конструкции (вид 21) возможна более точная и производительная обработка пазов фрезерованием напроход.
В чашечной детали (вид 22) прошлифовать цапфу вала можно только дорогим и малопроизводительным способом — с помощью чашечного круга, эксцентрично установленного по отношению к валу (вид 23). Для обеспечения цилиндрического шлифования цапфу следует выпустить из чашки на расстояние s, достаточное для выхода круга (вид 24).
В чашечной детали (вид 25) шлифованию внутренней поверхности препятствует выступающий торец ступицы. Неправильна и конструкция 26, гДе конец шлифуемой поверхности совпадает с торцом ступицы: на крайних участках поверхности, шлифуемых кромкой круга, образуется заусенец.
В правильной конструкции 27 торец ступицы смещен относительно шлифуемой поверхности на величину s, обеспечивающую необходимую шероховатость поверхности.
В блочной шестерне (вид 28) для нарезания зубьев малой шестерни нужно предусмотреть расстояние а (вид 29), достаточное для выхода дол-бяка (вид 30). Минимальная величина а (мм) в зависимости от модуля т зуба приведена ниже:
т ..... . 1 -2 3-4 5-7 8-10 12-14
а............ 4-5 6-7 8-9 10 .14
При нарезании зубьев червячной фрезой требуются значительно большие расстояния, определяемые диаметром фрезы (вид 31) и углом (в плане) ее установки относительно оси вала. При необходимости близкого расположения венцов в этих случаях следует применять составные конструкции (вид 32).
Для того чтобы при обработке шлицев методом обкатывания червячная фреза не врезалась в упорный буртик вала (вид 33), буртик должен быть удален на расстояние I (вид 34), определяемое по формуле (42). Наиболее целесообразно обеспечить обработку шлицев напроход, создав упор, например, с помощью кольцевого стопора (вид 35).
119
На виде 36 показан конический клапан с направляющим хвостовиком, Фаска клапана и центрирующие поверхности хвостовика шлифуются за одну операцию профильным кругом. *
При такой конструкции обеспечить необходимую шероховатость поверхности участка сопряжения фаски с хвостовиком невозможно. Неверна и конструкция 37 с выточкой, так как диаметр d хвостовика равен малому диаметру фаски, вследствие чего возможно образование заусенца на фаске.
В правильной конструкции 38 диаметр dx хвостовика меньше малого диаметра фаски, что обеспечивает перекрытие шлифуемых поверхностей хвостовика и фаски абразивным кругом.
ПОДХОД ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА
Для повышения производительности и точности механической обработки нужно обеспечить свободный подход режущего инструмента к обрабатываемым поверхностям. Для этого необходимо ясно представлять себе характер операции, знать размеры режущего инструмента и его крепежных элементов, условия установки и крепления детали при обработке. .
Ла рис. 140,1 изображен шкив клиноременной передачи с нарезным отверстием п « ступице под крепежный винт. По конфигурации детали отверстие можно просверлить и нарезать только через холостое сверление т в ободе (вид 2), которое должно быть предусмотрено при конструировании. .
Способы выполнения отверстия п в кронштейне (вид 5) показаны на видах 4 — 6.
При определении угла наклона косого отверстия (вид 5) надо учесть габариты патрона сверла.
В конструкции штифтового крепления чашечной детали на валу (вид 7) невозможно просверлить и развернуть отверстие т под штифт, а также установить штифт. Нужно или предусмотреть в ободе шкива холостое отверстие т (вид 8) или изменить расположение ступицы (вид 9).
Отверстие п (вид 10) в приливе цилиндра между фланцами 'можно просверлить через холостое отверстие т в одном из фланцев (вид .11) или через выемку q во фланце (вид 12).
При накатывании головки лимба в конструкции 13 накатывающий ролик невозможно иодвести к основанию головки. Накатываемый пояс должен быть отнесен от лимба на расстояние j = 3 -? 4 мм (вид 14), достаточное для прохода щеки роликодержателя.
При большом диаметрб лимба целесообразно перейти на составную конструкцию 15, что позволяет применить короткий и жесткий ролико-держатель.
Обработка фигурного паза t в торцовом копире (вид 16) неосуществима: подвести пальцевую фрезу для Обработки паза невозможно, так как рядом расположено зубчатое колесо, выполненное заодно с^копиром.
Для>обработки необходимо сделать зубчатое колесо и копир разъемными (вид 17).
В конструкции 18 зубчатого колеса с внутренним шлицевым венцом шлицы можно нарезать только долблением. Для применения наиболее
120
Рис. 140. Подход режущего инструмента
производительного и,точного способа обкатывания нужно вынести шлицевой венец за пределы ступицы (вид 19), сместить ступицу (вид 20) или применить составную конструкцию 21.
В цельнокованом роторе турбины (вид 22) для обработки внутренних поверхностей дисков необходимо раздвинуть диски, увеличив расстояние b
121
и уменьшив ширину ободьев (вид 23), или перейти на разъемную конструкцию 24.
Отфрезеровать лопатки крыльчатки центробежной машины (вид 25) нельзя (шпиндель фрезы упирается в верхушки лопаток). Обработка становится возможной, если увеличить радиус R у основания лопаток (вид 26).
На рис. 141 показаны примеры изменения конструкций для облегчения обработки труднодоступных поверхностей. Обработку внутренней полости т корпуса запорного клапана (вид 1) можно упростить, увеличив диаметр нарезной части корпуса (вид 2). В этом случае токарную обработку можно заменить сверлением или зенкерованием.
На видах 3 — 5 показаны способы облегчения обработки внутренней полости и поворотного штуцера.
Следует избегать глубокого расположения резьбовых отверстий (вид 6), максимально приближая их к торцу детали (вид 7).
Обработка гребенчатого уплотнения (вид 8) упрощается при выносе гребешков за пределы корпуса уплотнения (вид 9).
В чашечной детали с нарезным стержнем (вид 10) нарезать резьбу практически невозможно. Обработка становится осуществимой, если вынести нарезной пояс за пределы чашки (вид 77) или применить составную конструкцию 12.
На виде 13 показана обработка шлифованием глубокого отверстия в валу. Прогиб и биения консольного шпинделя шлифовального круга не позволяют получить малошероховатую и точную поверхность. В правильной конструкции 14 со сквозной полостью можно установить шпиндель на двух опорах (вал вращается в патроне, эксцентрично расположенном относительно шпинделя). В этой конструкции шлифование можно заменить тонким растачиванием, развертыванием или протягиванием.
На виде 75 показаны труднообрабатываемые поверхности под крепежные болты в кронштейне с цоколем, соединенным двутавровым ребром со втулкой.
Фрезерование (вид 76) в данном случае невозможно из-за наличия ребер, мешающих подводу фрезы (штриховая линия). Строгание (вид 17) затруднено из-за отсутствия выхода для резца. Обратное цекование (вид 18) применимо лишь при больших диаметрах отверстия.
Возможно строгание приподнятой над поверхностью цоколя бобышки (вид 79) или крепление цоколя болтами (вид 20), устанавливаемыми с обратной стороны корпуса (в этом случае обрабатывать верхнюю сторону цоколя не нужно).
При литье повышенной точности (например, в металлические формы) поверхность под гайки можно оставить черной (вид 21). Однако в ответственных соединениях во избежание перекоса болтов опорные поверхности рекомендуется обрабатывать механически.
Очень трудно обрабатывать поверхности, расположенные в глубоких полостях (платик для крепления детали V — вид 22). Можно избежать обработки внутренних поверхностей, устанавливая деталь на наружных пла-тиках и пропуская ее через отверстие в стенке (вид 23).
Если проделать отверстие нужного размера невозможно, то деталь заводят в полость и крепят на втулках 1 (виды 24, 25), прифланцован-122
ных к наружным платикам корпуса, фиксируя деталь во втулках с помощью контрольных штифтов 2. v
В корпусных деталях поперечные отверстия, расположенные на значительном расстоянии от краев (вид 26) или в углублениях (вид 28), можно обработать только наращенным инструментом или с помощью трещотки,
123
угловой сверлильной головки и т. д. Целесообразнее в таких случаях применять отъемные кронштейны, устанавливаемые на плапйсах корпуса (виды 27, 29).
РАЗДЕЛЕНИЕ ПОВЕРХНОСТЕЙ, ОБРАБАТЫВАЕМЫХ С РАЗНОЙ ТОЧНОСТЬЮ
Поверхности, обрабатываемые разным инструментом и с различной степенью точности и шероховатости, должны быть конструктивно отделены одна от другой.
В вильчатой проушине (рис. 142, 7) основание паза совпадает с поверх-, ностью цоколя. В правильной конструкции (вид 2) основание паза приподнято над поверхностью цоколя на величину s (не менее нескольких десятых миллиметра).
Конструкция вала с квадратным хвостовиком под насадную деталь (вид 3) неправильна: обработать торец f вала при фрезеровании граней квадрата без образования ступенек практически невозможно.
В конструкции 4 грани приподняты над торцом на расстояние л; торец подрезают при обтачивании цилиндрической поверхности хвостовика. Для перекрытия цилиндрического пояска в насадной детали предусмотрена выточка.
Квадрат хвостовика можно отделить от торца вала кольцевой выточкой с диаметром, несколько меньшим, чем расстояние между гранями (вид 5).
В неправильной конструкции зубчатого колеса (вид 6) поверхность впадин зубьев совпадает с цилиндрической поверхностью q обода колеса. В правильной конструкции 7 поверхность впадин расположена выше поверхности ступицы на величину s, гарантирующую выход зуборезного инструмента и предупреждающую врезание инструмента в поверхность обода.
Шатунную головку (вид 8), в которой поверхности, получаемые после выполнения разных операций,, слиты одна с другой, практически изготовить нельзя. '
В конструкции 9 поверхности, обрабатываемые различными инструментами, отделены одна от другой. Наружная поверхность h двутаврового стержня, обрабатываемая цилиндрической фрезой, приподнята на величину s по отношению к головке шатуна; внутренние полости i двутавра, обрабатываемые торцовой фрезой, отодвинуты от головки на расстояние s'1; консоли головки, обрабатываемые точением, отделены от стержня расстоянием s2.
В конструкции 70 кулачка точная поверхность кулачка сливается с цилиндрической поверхностью вала, обрабатываемой более грубо. Прошлифовать тыльную поверхность I кулачка заподлицо с цилиндром вала невозможно. В правильной конструкции 77 поверхность кулачка расположена выше поверхности вала на величину s, обеспечивающую обработку.
. В конструкции 72 кулачковой шайбы поверхности т, п кулачков обрабатываются точением заодно с кольцевыми участками q, г торца диска; участки t фрезеруют. Добиться совпадения этих поверхностей невозможно. В правильной конструкции 13 фрезеруемая поверхность t расположена выше смежных поверхностей торца диска на величину 5.
124
1) 2) 3) 4) 5) 6) 7) .
21) 22) 23) 24) 25) 26) ' 27)
Рис. 142. Разделение поверхностей, обрабатываемых разными операциями
Аналогично, в конструкции шайбы с торцовым гребешком (виды 14, 15) поверхность и, обрабатываемую фрезерованием, следует сделать выше остальных поверхностей торца, обрабатываемых точением.
Колодку с цилиндрическими пальцами (вид 16). обработать трудно. Необходимо обработать за два перехода токарным резцом прилегающие
125.
к пальцам поверхности v, обеспечив их точное совпадение. Конструкция с цилиндрическими цоколями w, приподнятыми на величину х (вид 77), правильна только в том случае, если поверхность и колодки между пальцами черная; обрабатывать эту поверхность трудно.
Если примыкающая к пальцам поверхность подлежит обработке, то ей следует придать форму, показанную на виде 18. Цоколи iv пальцев обрабатывают точением, поверхность v — фрезерованием напроход.
У шестигранников, примыкающих к цилиндрическим поверхностям (вид 19), грани должны быть расположены выше цилиндрической поверхности (вид 20).
В конструкции 21 получить сопряжение шлифовальных .рабочих граней паза с основанием паза, выполняемым сверлением, невозможно. Необходимо разделить поверхности точной и грубой обработки (вид 22) или выполнить основание паза диаметром, большим ширины паза (вид 23), для выхода шлифовального круга.
Примеры неправильного и правильного сопряжения точных и грубых поверхностей показаны на видах 24, 25 (толкатель со сферической головкой) и 26, 27 (призонный болт).
Конструкция 28 сопряжения шатунной и коренной шеек коленчатого •вала со щеками ошибочна: шлифовальные галтели шеек непосредственно переходят в щеки, обрабатываемые фрезерованием. В правильной конструкции 29 галтели отделены от поверхностей щек уступами х.
В коническом зубчатом колесе (вид 30) упорная поверхность :, обрабатываемая шлифованием, переходит в галтель торцовой поверхности зубьев, обрабатываемой точением. Получить показанное на рисунке плавное сопряжение практически невозможно. В правильной конструкции 37 шлифуемая поверхность отделена от грубой поверхности уступом х.
В тарельчатом клапане (вид 32) направляющая поверхность штока, обрабатываемая с высокой степенью точности, непосредственно переходит в галтель головки. Практически такое сопряжение можно выполнить только зачисткой участка сопряжения вручную. В правильной конструкции 33 поверхность штока отделена от галтели небольшим уступом s.
Цилиндрические поверхности одинакового диаметра, обрабатываемые до различных параметров шероховатости (рис. 143, а), целесообразно разде-
126
пять неглубокой канавкой (вид б) или же обрабатывать всю поверхность напроход до одинаковых параметров шероховатости.
Для обработки поверхностей с одинаковым номинальным диаметром, но с различными посадками (вид я) целесообразно разделить посадочные пояса канавкой (вид г),или один пояс выполнить ниже другого (вид д').
Если номинальный диаметр посадочной поверхности вала равен наружному диаметру примыкающей резьбы (вид ё), то из-за увеличения диаметра резьбы (в результате «подъема» витков при нарезании) бывает невозможно установить насадную деталь на вал.
В таких случаях следует обработать наружный диаметр резьбы напроход с посадочной поверхностью, о чем должно быть сделано соответствующее указание на чертеже. Целесообразнее уменьшить диаметр резьбы (вид ж).
На виде з показаны неправильная, а на видах и, к правильные конструкции внутренних цилиндрических поверхностей, обрабатываемых с различной степенью точности.
СОГЛАСОВАНИЕ ФОРМЫ ДЕТАЛЕЙ С УСЛОВИЯМИ ОБРАБОТКИ
Форма обрабатываемых деталей должна быть согласована с типом обработки, формой и размерами режущего инструмента и с последовательностью операций.
На рис. 144 изображено сопряжение головки шатуна со стержнем двутаврового сечения. Конструкция а может быть получена только штамповкой и не поддается круговой механической обработке. Выемку т между полками тавра при указанной на рисунке форме нельзя отфрезеровать. Неосуществима фигурная обработка наружной поверхности п головки и участков q перехода полок двутавра в головку.
Выемку можно отфрезеровать цилиндрической (вид б) или торцовой фрезой (вид в). Тот и другой способы вполне определяют форму сопряжения, которая должна быть отражена на чертеже.
Фигурное фрезерование позволяет получить наружный контур q шатуна (вид б). Торцы s полок фрезеруют торцовой или цилиндрической фрезой с выводом на поверхности /, подрезаемые при обтачивании концов и втулки.
Рнс. 144. Сопряжение головки шатуна с двутавровым стержнем
127
Рис. 145. Способы обработки вильчатой тяги'
Остающиеся на участках сопряжения тавра с головкой массивы v (вид б) и w (вид в) ликвидируют подторцовкой участков перехода (вид г) или полукруглыми выборками (вид д).
Сопряжение круглого стержня с вильчатой проушиной (рис. 1.45, а) не поддается механической обработке и может быть получено только штамповкой.
В конструкции б стержень обрабатывают точением; проушину подвергают круговому фрезерованию. В конструкции в проушине придана цилиндрическая форма; фрезеруют только грани т, п. В конструкции г с коническим переходом к стержню конус и образующие цилиндра обрабатывают точением; боковые грани и закругление q фрезеруют.
В наиболее технологичной конструкции д проушину, имеющую форму сферы с коническим переходом в стержень, целиком обрабатывают точением; фрезеруют только боковые грани t.
ОТДЕЛЕНИЙ ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ ОТ ЧЕРНЫХ
На заготовках, полученных литьем, штамповкой, ковкой и т. д., обрабатываемые поверхности должны быть отнесены от ближайших черных поверхностей на расстояние к, превышающее возможные смещения черных поверхностей в заготовке.
На рис. 146 показано применение этого правила для поверхностей, расположенных выше (вид а) и ниже (б) черных поверхностей, а также для поверхностей, смежных с-черными стенками (в).
Если расстояние к недостаточно, то при смещении в литье черной поверхности вверх (вид а) обрабатывающий инструмент врезается в стенку, а при смещении, вниз не доходит до нее и на стенке остается чернота-. На виде б при смещении черной поверхности вниз инструмент может не дойти до металла. Смещение боковых стенок (вид в) может вызвать врезание инструмента в металл.
На видах г — е показано применение правила отделения обрабатываемых поверхностей для крепежных фланцев.
Отодвинуть черные стенки от обрабатываемых поверхностей не всегда позволяют размеры. В таких случаях в стенках делают местные углубле-128
Рис. 146. Отделение обрабатываемых поверхностей от черных
ния (виды ж, з), ниши, выборки (виды и, к) и т. д„ благодаря которым на данном участке удается выдержать необходимое расстояние к (ж, и — неправильные; з, к — правильные конструкции).
На рис. 147, а изображен случай торцевания бобышки на внутренней стенке литого корпуса через отверстие в наружной стенке. Диаметр отверстия в наружной стенке равен диаметру d бобышки. При смещениях бобышки в литье от номинального положения возможно появление необработанного заусенца на бобышке. Обработать торец в этой конструкции можно только с помощью борштанги с выдвижным резцом.
На виде б приведена правильная конструкция. Диаметр отверстия в наружной стенке увеличен по сравнению с диаметром бобышки на величину 2 к возможных смещений.
В конструкции в торцуемая поверхность бобышки расположена ниже черной поверхности; диаметр бобышки увеличен, поэтому торцующий инструмент режет в бобышке правильную цилиндрическую поверхность.
На виде г показано цекование бобышки, расположенной в колодце с черными стенками. Размеры колодца не позволяют подвести цековку диаметра, необходимого для правильной обработки бобышки, при соблюдении вместе с тем гарантийного зазора к между цековкой и стенками колодца.
В конструкции д диаметр колодца увеличен до размера, при котором бобышка перекрывается цековкой; в конструкции е обрабатываемая поверхность углублена в днище колодца.
На видах ж — и показано торцевание бобыщки, примыкающей к стенке детали (ж — неправильная; з, « — правильные конструкции).
5 Орлов П. И., кн. 2
129
Рис. 147. Торцевание бобышек
Величина к зависит 'главным образом от точности изготовления заготовки и ее габаритов. Значение к для литых деталей можно определять по рис. 122.
Для деталей, изготовляемых свободной ковкой, значения к примерно такие же. Для штампованных детален к колеблется в пределах от 0,5 до 2 — 3 мм в зависимости от точности штамповки и размеров заготовки.
ОБРАБОТКА С ОДНОГО УСТАНОВА
Поверхности, нуждающиеся в точной взаимной координации, целесообразно обрабатывать с одного установа.
В редукторе с консольным расположением зубчатых колес (рис. 148, а) отверстия под входной и выходной валы обрабатывают с разных сторон корпуса. Выдержать межосевое расстояние aw и обеспечить параллельность осей отверстий при этом трудно.
130
Pue. 148. Обработка с одного установи
В целесообразной конструкции б предусмотрено дополнительное отверстие т, позволяющее обработать посадочные отверстия с одной стороны.
В редукторе со ступенчатыми отверстиями под двухопорные шестерни (вид в) ошибка состоит в неправильном расположении ступеней, не допускающем обработки с одной стороны.
В правильной конструкции г благодаря введению холостой втулки п становится возможной обработка отверстий с одной стороны.
В корпусной детали (вид д) соосность отверстий выдержать сложно, так как малый диаметр среднего отверстия затрудняет обработку на-проход.
В корпусных деталях целесообразно делать отверстия одинакового (вид е) или ступенчатого диаметра (вид ж), убывающего по направлению хода режущего инструмента. Последняя система проще, производительность обработки выше. Если разность х радиусов смежных отверстий больше величины припуска на механическую обработку, то ход борштанги относительно изделия при растачиваний сокращается до величины,
5* 131
несколько большей максимальной ширины т обрабатываемых отверстий; все отверстия обрабатывают одновременно.
В конструкции е с отверстиями одинакового диаметра ход борштанги во много раз больше и должен превышать расстояние / между крайними точками обрабатываемых поверхностей.
Производительную обработку отверстий одинакового диаметра можно обеспечить борштангами с выдвижными резцами, устанавливаемыми на нужный размер после ввода бор
штанги в заготовку.
В узле установки втулок в корпусной детали (вид з) посадочные поверхности под втулки из-за малого диаметра d промежуточного отверстия можно обработать только с разных сторон изделия; соосность отверстий обеспечить трудно.
В улучшенной конструкции и диаметр промежуточного отверстия d\
увеличен до размера, допускающего совместное развертывание втулок после запрессовки.
Наиболее целесообразна конструкция к. Здесь диаметр промежуточного отверстия (1г увеличен до размера, при котором возможна обработка напроход посадочных отверстий под втулки и совместное развертывание втулок.
На рис. 149 даны варианты центрирования деталей 1 и 2, расположенных по разные стороны корпуса. В конструкции а центрирующие поверхности tv выполнены в виде бурзиков на корпусе; обеспечить их соосность
практически невозможно.
В конструкции б центрирование производится по отверстиям в корпусе, обрабатываемым с одного установа, что обеспечивает полную соосность центрируемых деталей.
а) 6)
При обработке корпуса подшипников качения (рис. 150) обеспечить заданную жестким допуском концентричность посадочных
Рис. 149. Центровка деталей на корпусе
Рис. 150. Обработка концентричных поверхностен
132
поверхностей т и п корпуса можно двумя способами: 1) установить корпус на оправке по заранее обработанной поверхности п и обработать поверхность т; 2) зажать корпус в патроне по заранее обработанной поверхности т и обработать поверхность /1.
В конструкции а из-за неправильною расположения упорного бур гика о нельзя применить ни тот, ни другой способы. Такая возможность появляется, если перенесли буртк на правую сторону корпуса (вид б) или заменить его стопорным кольцом (вид в).
Концентричность поверхностей т и п проще и точнее обеспечивается, если деталь зажать в патроне по заранее обработанной поверхности р и обработать поверхности т и и с одного установа. В этом случае ошибочным является расположение упорного буртика о справа (вид г). Для правильной обработки буртик следует перенести влево (вид <)) или заменить ею стопорным кольцом (вид е).
СОВМЕСТНАЯ ОБРАБОТКА В СБОРЕ
Следует избегать совместной обработки в сборе, усложняющей и дробящей производственный поток и лишающей конструкции свойства взаимозаменяемости.
Исключение представляю г случаи, когда совмесшая обрабо1ка представляет единственный способ обеспечения рабоюспособносш конструкции. Так, в mhoi сонорных коленчшых валах, установленных в карьере, разьем по оси опор является непременным условием сборки, а совместная обработка постелей подшипников в сборе половин кар|еров — единственным способом обеспсчшь соосное ш опор. С разьсмом в плоское in осн нередко выполняю! корпуса роюрных машин для удобс1ва моншжа и демон тжа и упрощения осмотра в эк-сплуа!ации.
В конструкции корпуса зубчатой передачи с разъемом по оси вала (рис. 151, я) требуеюя совместная обработка постелей и торцов подшипников. Половины корпусов предварительно должны быть обработаны окончательно по поверхностям стыка и зафиксированы одна относительно другой контрольными штифтами. Уплотнять стык прокладкой недопустимо; как правило, оыковыс поверхности притирают одну к друюй, причем конструкция лишае 1ся свойства взаимозаменяемости. На сборку можно
Рис. 151. Совмсыная оораошка в сборе
133
подавать лишь попарно обработанные половины корпусов. Сменить одну из половин корпуса в эксплуатации невозможно, так как при этом нарушается цилиндричность постелей подшипников и совпадение их торцов.
В конструкции б с разъемом в плоскости, перпендикулярной к оси вала, возможна раздельная обработка частей корпуса. Изготовление корпуса упрощается. Конструкция взаимозаменяемая.
На рис. 149 изображен цилиндр роторного наполнителя, установленный на баке. Полости цилиндра и бака сообщаются перепускным отверстием /». В конструкции допущены две ошибки: 1) отверстие сверлится одновременно во фланце цилиндра и корпусе бака; 2) крышка 1, перекрывающая перепускные отверстия, установлена на стыке фланца цилиндра и стенки бака. Необходима совместная обработка отверстия и привалочной плоскости в сборе цилиндра с баком. Смена цилиндров в эксплуатации невозможна: совместное сверление отверстия в корпусе и цилиндре неосуществимо по конфигурации отверстия. Для обеспечения плоскостности прива-лочных поверхностей цилиндра и бака понадобилась бы совместная обработка напроход цилиндра и корпуса с уменьшением каждый раз высоты платика. Обработка этих поверхностей в приспособлении, обеспечивающем точное их совпадение, в ремонтных условиях неприемлема.
В целесообразной конструкции г отверстия в корпусе и цилиндре можно сверлить раздельно. Привалочная плоскость выполнена на стенке бака. Сменность цилиндров обеспечивается даже при рядовой точности обработки.
ПЕРЕНОС ПРОФИЛЬНЫХ ЭЛЕМЕНТОВ НА ОХВАТЫВАЕМЫЕ ДЕТАЛИ
Внутренние поверхности труднее обрабатывать, чем наружные, поэтому профильные элементы целесообразно выполнять на наружных поверхностях. На рис. 152, а, б приведен пример лабиринтного уплотнения. Гребешки, выполненные на охватываемой детали (вид б), значительно проще в изготовлении, чем гребешки в отверстии (вид а).
Игольчатый подшипник, в котором буртики, фиксирующие осевое положение иголок, выполнены на внутреннем кольце (вид ?), технологичнее
Рис. 152. Перенос профильных элементов на охватываемые детали
134
подшипника с буртиками на наружном кольце (вид в), так как отверстие в наружном кольце обрабатывается напроход.
Узел крепления тарелки пружины на штоке клапана с помощью разрезных конических сухарей, центрируемых по наружным цилиндрическим поверхностям А гребешков (вид д'), нерационален. Технологична конструкция, в которой точные центрирующие поверхности Б обрабатываются в сухарях напроход (вид е).
В роликовой обгонной муфте профильные элементы (выполняемые обычно по логарифмической спирали) нецелесообразно располагать на наружном кольце (вид ж). Обработать их можно только протягиванием и только если отверстие кольца сквозное. В конструкции з наружные профильные элементы лет ко обработать, например, на затыловочном станке.
Следует избегать выполнения длинных резьб в отверстиях (вид //). Длинную резьбу целесообразно выполнять на стержне, короткую — во втулке (вид к).
ФРЕЗЕРОВАНИЕ ПО КОНТУРУ
При обработке фрезерованием следует избегать сложных фигурных ' профилей, заменяя их плоскими или цилиндрическими поверхностями.
Конструкция рычага, подлежащего обработке кругом (рис. 153, а), не технологична. Наружный контур детали нельзя обрабо тать цилиндрической фрезой из-за наличия входящих углов. Обработать поверхности т. ограниченные цилиндрическими стенками бобышек, также очень трудно.
В конструкции б наружный контур описан прямыми линиями и окружностями и поддается копирному фрезерованию. Участки п между бобышками, ограниченные прямыми линиями, можно обработать фрезерованием напроход. Для упрощения обработки одна из сторон рычага (плоскость р) сделана плоской.
Фрезеровать контур фланца (вид в) практически невозможно из-за малой величины галтелей у основания бобышек. Участки между бобышками должны быть профилированы радиусом, по меньшей мере равным радиусу фрезы (вид г), пли прямыми линиями (вид д).
Рис. 153. Фрезерование но копиру
135
На рис. 153,е — з показаны: е — неправильная, ж, з - правильные конструкции рычага, подвергаемого круговому фрезерованию.
Конструкция сухаря и петсхнологична: цилиндрический контур t сухаря можно обработа ть только фасонной фрезой с поперечной подачей за! отов-ки или строганием, по копиру.
В технологически более целесообразной конструкции к цилиндрическая поверхность соединена с боковыми полками галтелью радиусом, равным радиусу фрезы, что позволяет обработать эту поверхность стандартной цилиндрической фрезой с продольной подачей заготовки.
В конструкции л вся поверхность детали выполнена цилиндрической. Деталь можно обработать фрезерованием в поворотном приспособлении или точением в приспособлении.
Для увеличения производительности фрезерования и повышения сюй-кости фрез следует применять фрезы максимального диаметра, допускаемого конструкцией детали.
При обработке плоской выемки (вид .и) заданный профиль выемки можно обработать только консольной фрезой малого диаметра на верт-кально-фрезерном станке; недостаточная жесткость фрезы не позволяет получить правильную поверхность.
В конструкции н поверхность обрабатывается фрезой большею диаметра, установленной на двухопорном шпинделе (горизонтально-фрезерный станок).
Обработка пальцевой фрезой (вид о) допустима только как исключение, когда поверхности необходимо придать контур, близкий к прямоугольному. Обработка этим способом непроизводительна; чистую поверхность получить невозможно.
На рис. 153, и показано фрезерование торцовой фрезой увеличенного диаметра, перекрывающей обрабатываемую поверхность.
СНЯТИЕ ФАСОК НА ФИГУРНЫХ ПОВЕРХНОСТЯХ
Следует избегать снятия фасок на фигурных поверхностях. Для снятия фаски по контуру фланца (рис. 154, а) требуется копирное фрезерование специальной фрезой. Целесообразнее ограничиться указанием о притуплении кромок (вид б); эта операция производится проще (особенно способом электрохимического травления).
Рис. 154. Снятие фасок по контуру
136
Снятие фаски по цоколю торцового кулачка (вид в) можно облегчить, если уменьшить диаметр d цилиндрической части кулачка против диаметра D цоколя на величину, превышающую удвоенный катет фаски (вид г). Если уменьшить диаметр d невозможно по конструктивным условиям, то следует ограничиться указанием о притуплении кромок (вид <)).
Снятие фасок с граней квадрата (вид е) требует специального фрезерования с многократной перестановкой детали в процессе обработки. В данном случае целесообразно применить фрезерование граней на предварительно обточенном цилиндре’ (вид ж) с торцовой фаской, малый диаметр d которой должен быть меньше расстояния S между гранями. Фаски на углах встречи граней получаются как след предыдущей обточки цилиндра.
ОБРАБОТКА УГЛУБЛЕННЫХ ПОВЕРХНОСТЕЙ
Не рекомендуется выполнять фигурное фрезерование с углублением в черную поверхность (рис. 155, а). Единственно возможный способ обработки таких поверхностей — фрезерование торцовой фрезой, диаметр которой определяется минимальным радиусом А закруглений фасонной поверхности. Поверхность приходится обрабатывать в несколько проходов; операция крайне непроизводительна, получить поверхность с малой шероховатостью невозможно.
Для упрощения обработки можно придать поверхности легко выполнимую обычным торцовым фрезерованием круглую форму диаметром, превышающим заданный максимальный поперечник фасонной поверхности (вид б). К такой поверхности можно приваливать фасонный фланец.
Лучше придать фасонной поверхности форму платика, выступающего над черной поверхностью (вид в), и обрабатывать платик торцовой фрезой.
Возможность применения фрезы, перекрывающей всю обрабатываемую поверхность, должна быть конструктивно обеспечена. В конструкции г это условие нс выполнено: максимальный диаметр D фрезы, ограниченный смежными щенками, недостаточен; поверхность приходится обрабатывать в несколько проходов фрезой малого диаметра.
Рис. 155. Фрезерование углубленных поверхнос ieii
137
В конструкции д стенки раздвинуты на величину, допускающую перекрытие поверхности фрезой. Обработка ведется с подачей заготовки в направлении, перпендикулярном обрабатываемой поверхности.
Лучшие результаты по производительности дает обработка напроход (вид е) с продольной подачей.
ОБРАБОТКА БОБЫШЕК В КОРПУСАХ
Подрезка внутренних торцов отверстий в неразьемных корпусах (рис. 156, а), разбуртовка (вид 6) и снятие фасок (вид в) представляют определенные трудности.
Обработать эти поверхности в корпусах с глухими стенками можно только с помощью борштанг с выдвижными резцами. При наличии люка поблизости от отверстий (вид г), позволяющего установить резцы, можно применять борштанги обычной конструкции.
Для увеличения производительности диаметр отверстия со стороны входа инструмента (вид й) следует делать больше диаметра бобышки второго отверстия на величину 2 к максимально возможных смещений бобышки при литье. При этом торец малого отверстия обрабатывают зенкером. Вторую торцовую упорную поверхность создают установкой втулки 1 в большее отверстие.
Конструктивное оформление узла для этого случая представлено на виде е (установка холостого зубчатого колеса). Возможна и другая конструкция: ступенчатая ось, колесо упирается в торец ступеньки (вид ж).
При разбуртовке торца малого отверстия (вид з) диаметр </' большого отверстия должен быть нс меньше диаметра d разбуртовки. Во избежание образования непрочных усов диаметр черной поверхности бобышки должен превышать диаметр d развертки не менее чем на 8 — 10 мм.
Вместо подрезки торцов можно ввести переходные втудки 2 (вид н), торцы которых служат упорными поверхностями (вид к),
В корпусах с разьсмом по оси отверстий (вид д) необходимо соблюдать те же правила, так как торцы должны обрабатываться совместно, в сборе половин корпуса.
Рис. 156. Обработка бобышек в Kopiljcax
138
В корпусах с разъемом в плоскости, перпендикулярной к оси отверстий (вид лт), отверстия обрабатывают в сборе половин, зафиксированных одна относительно другой контрольными штифтами. Торцы бобышек можно обработать при разнятых половинах корпуса.
МИКРОГЕОМЕТРИЯ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ТРЕНИЯ
Торцовые поверхности трения отверстий предпочтительнее обрабатывать способами, при которых инструмент (или изделие) вращается вокруг центра отверстия (точение, растачивание, зенкерование). Остающиеся после такой обработки микрорискп благоприятнее ориентированы относительно направления рабочего движения, чем продольные или поперечные риски, образующиеся при сгрогании и фрезеровании. Поверхности, обработанные этим способом, прирабатываются быстрее. Кроме того, при такой обработке легче обеспечить перпендикулярное!ь поверхности трения к оси вращения.
Рис. 157. Обработка торцовых поверхностей треппн
В узле установки зубчатого колеса на’корпусной детали конструкция, в которой колесо опирается на фрезерованную поверхность т корпусной детали (рис. 157, а), нерациональна. Поверхность трения целесообразно обработать цекованием (вид б) или зенксрованпем (вид в). Возможно также установить опорную кольцевую шайбу п (вид е).
УСТРАНЕНИЕ ОДНОСТОРОННЕГО ДАВЛЕНИЯ НА РЕЖУЩИЙ ИНСТРУМЕНТ
При обработке отверстий цилиндрическим инструментом (сверлами, зенкерами, развертками) следует предотвращать одностороннее давление на режущий инструмент, нарушающее точность обработки и вызывающее усиленный износ, а иногда поломку инструмента.
В конструкции, изображенной на рис. 158, а, инструмент на участке т врезается в вертикальную черную стенку изделия. В процессе обработки инструмент испытывает одностороннее давление, отчего отверстие уходит в сторону, противоположную стенке.
139
Рнс. 158. Устранение одностороннею давления на режущий инструмент
Несколько лучше конструкция б, где инструмент подвергается одностороннему давлению лишь на последних стадиях обработки.
Правильные условия обработки создаются, когда инструмент врезается всей поверхностью. Для этого необходимо, чтобы торец отверстия был расположен ниже черной поверхности (вид «) или приподнят' над ней (.вид г).
При обработке крепежных отверстий стального фланца цековкой (вид Э) врезание в конус и, соединяющий фланец со стенками цилиндра, вызывает смещение инструмента особенно потому, что размеры детали не позволяют установить инструмент на жесткой оправке. Если не изменять конфигурации фланца и не увеличивать выноса крепежных отверстий, то необходимо обрабатывать фланец фрезой увеличенного диаметра на жест кой оправке, подводимой сбоку (вид е). Можно также увеличить диаметр D и обработать фланцы точением (вид ж).
На видах з — м показаны варианты расположения отверстий на ступенчатой поверхности. Просверлить отверстия, пересекающие ступеньку (виды з — к), можно только с помощью кондуктора. Можно сначала просверлить отверстия по заранее обработанной поверхности т (вид к), а
140
затем расточить выточку », но при этом способе нарушается последовательность операций токарной обработки.
Правильнее всего сместить отверстия на одну или другую сторону ступеньки (вид л, м). При этом сверление производится без дробления токарных операций. Смещение должно быть достаточно большим, чтобы не образовывалась тонкая перемычка между стенками отверстия и выточки (вид .1/).
Нежелательно сверлить отверстия с перекрещивающимися осями. Особенно плохо, когда центр сверла упирается в наклонную стенку поперечного отверстия (вид //). Несколько лучше, когда вертикальное отверстие смещено относительно оси поперечного сверла на величину х, достаточную для центрирования сверла на всем пути резания (вид о).
Лучше сверлить отверстие по центру поперечного отверстия или со смещением е относительно него (вид и). Максимальную величину е, при которой сверло работает правильно, можно определить из выражения е = = 0,2 D(l-<//!)).
Если D значительно превышает <7, то можно сначала просверлить вертикальное отверстие, а затем поперечное. При этом величина смещения е не имеет существенного значения.
Рекомендуется обеспечивать резание по полной окружности отверстия также при выходе инструмента.
Па виде р нарезное отверстие во фланце на участке q вдается в стенку детали, инструмент (сверло и метчик) подвергается одностороннему давлению, что может вызвать его поломку.
В конструкции с отверстие по номинальным размерам выведено за пределы стенки, но из-за производственных отклонений (в особенности, если стенка черная) не исключено врезание инструмента в стенку.
Правильная работа инструмента обеспечивается, если отнести отверстия от стенки на расстояние к (вид т), достаточное для предупреждения врезания при всех возможных колебаниях размеров стенки.
Если разноска отверстий нежелательна, то их следует расположить в бобышках (вид г).
УСТРАНЕНИЕ ДЕФОРМАЦИЙ ПОД ДЕЙСТВИЕМ РЕЖУЩЕГО ИНСТРУМЕНТА
Непременное условие получения точных поверхностей -- достаточная и равномерная жесткость обрабатываемых участков. В противном случае наименее жесткие участки прогибаются под действием усилий резания и по окончании резания возвращаются в прежнее положение, в результате чего точность размеров нарушается.
Особенно важно условие равномерной жесткости при современных высокопроизводительных методах обработки, при которых возникают повышенные усилия резания.
На рис. 159, а показана ошибочная конструкция корпусной детали с консолью, подвергаемой обработке по плоскости т. Консоль под усилием резания отгибается (вид б), а после обработки выпрямляется (вид в); плоскостность поверхности нарушается. При повышенной подат-
141
Рне. 159. Усiранение деформаций под действием режущею инструмента
ливостп консоли возникают вибрации; поверхность с малой шероховатостью при этом получить невозможно.
В конструкции г жесткость консоли увеличена оребрением. Если наружные ребра неприменимы по условиям габаритов, то жесткость можно повысить увеличением высоты стенок консоли и внутренним оребрением (вид й) или приданием сгенкам консоли наклона (вид е).
На рис. 159, ж показан пример ошибочной конструкции головки стержня; из-за неравномерной жесткости стенок на участках т и и отверстие при расточке смещается в сторону ослабленной стенки и приобретает овальную форму, Получить точное отверстие можно только снятием самой тонкой стружки, например, алмазной обработкой с малой подачей и глубиной резания.
В конструкции з стенки головки утолщены, что уменьшает их деформацию при обработке.
Трудно получить точные отверстия в деталях с местными вырезами (виды и, к) и скосами (вид л). Если обработка ведется резцом, то резец па участках вырезов испытывает удары; на участках перехода в полное сечение возникают ступеньки. При обработке цилиндрическим мерным инструментом (развертки, протяжки) инструмент уводится в сторону ослабленной сгенки. После обработки стенки возвращаются в исходное положение, вследствие чего отверстие становится овальным. Возможен следующий прием: сначала окончательно обрабатывают отверстие, затем ьыфрезеровывают вырезы (штриховые линии на видах и—л). Но и в этом случае стенки отверстия после фрезерования слегка деформируются и цилиндричность отверстия нарушается.
142
Па виде л/ показана обработка отверстия в чашечной детали. Если сначала обрабатывают отверстие, то под усилием режущего инструмента с генки на участке наименьшей жесткости (па торце чашки) расходятся (вид п), По окончании обработки стенки возвращаются в исходное положение и заготовка принимает форму, показанную на виде о.
При последующей наружной обработке сгепки деформируются в обратном направлении (вид и), По окончании обработки деталь принимает форму, показанную на виде р; цплиндричпость наружной и внутренней поверхностей нарушается.
Аналогичное явление происходит и при обратном порядке обработки, т. е. когда сначала обрабатывают наружную поверхность, а затем внутреннюю.
С введением кольцевого ребра жесткости па торце чашки (виды с, т) положение улучшается. Однако при большой длине чашки и здесь возможно искажение формы. Если сначала обрабатывают внутреннюю поверхность, то вследствие повышенной жесткости стенок отверстие получается достаточно точным (вид с). При последующей обработке снаружи (вид пб усилие резания прогибает стенки па нежестком участке п внутрь. После обработки прогнутые стеики расходятся и деталь принимает бочкообразную форму.
Это явление можно предупредить введением второго ребра жесткости на участке н или увеличением толщины стенок на всей длине чашки.
Практически на точность изготовления сильно- влияет жесткость режущего инструмента, рабочих органов станка и системы крепления заготовки. Искажения этого рода устраняют технологическими мерами (увеличением жесткости инструмента, целесообразным креплением заютовки и т. д.),
СОВМЕСТНАЯ ОБРАБОТКА ДЕТАЛЕЙ
РАЗЛИЧНОЙ ТВЕРДОСТИ
Следует избегать совместной обработки деталей из материала различной твердости.
В узле крепления стальной подшипниковой втулки в корпусе из алюминиевого сплава способ крепления винтом, завинчиваемым с торца во втулку и корпус (рис. 160, п), практически неосуществим: при сверлении но стыку втулки п корпуса сверло уходит в сторону более мягкого металла. В этом случае необходимо применять крепление с разновременным сверлением корпуса и втулки (виды б, а).
При совместной засверловке втулки из алюминиевого сплава и стального вала (вид г) неизбежен увод сверла в сторону втулки. Правильнее крепить втулку с помощью центрального штифта (вид <)).
Па рис. 160, е показано крепление стальной крышки подшипника к корпусу из алюминиевою сплава. Совместное растачивание или развертывание постелей корпуса и крышки затруднительно из-за различной твердости металлов. Отверстие уходит в сторону более мягкого металла. На стыках мягкого и твердого металлов резец работает с ударами и быстро тупится. Получить точную поверхность с малой шероховатостью на участке перехода невозможно. Для правильной обработки необходимо, чтобы крышка была сделана также из алюминиевого сплава (вид ж).
143
Рис. 160. Обработка деталей различной твердости
БЕЗУДАРНАЯ РАБОТА РЕЗЦА
При обработке должен быть выдержан непрерывный контакт резца с металлом. Нежелательны местные выемки, углубления и другие неровности на обрабатываемых поверхностях, нарушающие непрерывность процесса резания. Сходя с обрабатываемой поверхности, резец упруго подается в сторону выемки; набегая на следующий выступ, резец подается назад. Получить ровную поверхность с малой шероховатостью в этих условиях трудно. Резец, подверженный периодическим ударам, быстро изнашивается,
Конструкция оребренной втулки (рис. 161, я) нерациональна: резец, сталкиваясь с ребрами, подвергается периодическим ударам. Ребра должны быть расположены ниже обтачиваемых цилиндрических поверхностей (вид б).
При обработке точением фланцев с выступающими (вид в) и приподнятыми (с) бобышками, а также фигурных фланцев (Э) резец подвергается ударам, Фланцы, обрабатываемые точением, лучше делать круглыми (е).
Рис. 161. Обеспечение безударной рвботц резца
144
ОБРАБОТКА ОТВЕРСТИЙ
Отверстия неответственного назначения с параметром шероховатости поверхности до Rz = 20 мкм и диаметром до 40 мм рекомендуется выполнять только сверлением, без дополнительной обработки, оставляя днище коническим (рис. 162,6, 0). Формы отверстий по рис. 162, а, в, г, требующих дополнительной обработки, нецелесообразны.
В отверстиях, обрабатываемых более точно (зенкерованием, растачиванием, развертыванием), необходимо учитывать операцию предварительного сверления и особенности инструмента чистовой обработки.
Отверстие с плоским днищем (вид е) нельзя обработать зенкером и разверткой. Режущий конус зенкера оставляет на участке т необработанный слой металла.
В конструкции ж отражено предварительное сверление отверстия. Однако глубина сверления недостаточна. На участке п после зенкерования остается необработанный слой металла.
В правильной конструкции з сверление углублено в днище отверстия па глубину I, достаточную для выхода режущего конуса зенкера, что позволяет выдержать заданную длину Г чистовой обработки. Диаметр
е) ж) з) и) к)
I не. 162. Обработка отверстий
145
То же правило следует соблюдать для отверстий с поднутряющей каиавкрй для выхода обрабатывающего инструмента. В конструкции, где сверление не дохо дит до днища отверстия (вид и), остается необработанным слон t, который приходится выбирать резцом при расточке поднутрения. В целесообразной конструкции (вид к) сверление углублено в днище поднутрения, поэтому обработка последнего значительно облегчается.
Следует избегать применения поднутряющпх канавок т (вид л) в отверстиях малого диаметра (< 15 — 20 мм).
Показанная на виде .и форма отверстия, подвергаемого развертыванию, практически неосуществима из-за наличия режущего конуса на развертке. Необходимо углублять сверление на расстояние I (вид и), достаточное для выхода конуса развертки.
На видах о, п показаны неправильные, а на виде р — правильная конструкции нарезных отверстий. Минимальное расстояние I между днищем отверстия и витками резьбы полным профилем определяется длиной заборного конуса метчиков [у чистовых метчиков длина заборного конуса в среднем I = (0,3 -г 0,4) d, где d — диаметр резьбы].
Следует избегать сверления отверстий под углом а < 70" к поверхности (рис. 163, а). При таком сверлении необходима предварительная засверловка (вид б) или подфрезеровка (вид в) входного участка отверстия, что усложняет изготовление, Для облегчения обработки следует располагать отверстие под углом более 70° к поверхности (вид г). Лучше всего сверлить отверстия под прямым углом. Способы спрямления площадок под косые сверления в литых деталях (вид б) показаны на видах е - з.
Примеры ошибочного и правильного расположения отверстий приведены на видах и, к (заштифтовка маховичка) и л — к (заштифтовка цилиндрической детали на валу). Конструкции к, м, и — правильные.
Па видах о—р показаны варианты сверления отверстий в коленчатом валу, предназначенных для подвода смазочного масла из коренной шейки ь шатунную. Наиболее целесообразна конструкция р с прямым отверстием через щеку.
Рие, 163. Сверление косых отверстий
146
Рис. 164. Сверление длинных отверстий
Глубину отверстий, получаемых с помощью обычных спиральных сверл, рекомендуется во избежание смещения отверстия и поломки сверл делать не более 6 — 8 диаметров.
Целесообразно сокращать длину сверлений до конструктивно необходимого минимума. Длинные и тонкие сверления (рис. 164, а) рекомендуется заменять ступенчатыми (вид 6).
Длинный, узкий масляный канал (вид в), сообщающий сверления в валу, целесообразно заменить отверстием большого диаметра (вид г). При необходимости уменьшить сечение канала (например, для ускорения подачи масла в пусковые периоды) можно перекрыть канал вытеснителем 1 (вид д).
СОКРАЩЕНИЕ НОМЕНКЛАТУРЫ ОБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА
Для сокращения номенклатуры режущего инструмента следует унифицировать диаметры точных поверхностей. Особенно это важно для отверстий, обрабатываемых мерным цилиндрическим инструментом (сверла, зенкеры, развертки, протяжки).
Во избежание перестановки и смены инструмента целесообразно использовать один н тот же инструмент для выполнения максимально возможного числа операций.
Свободные переходы между ступеньками и буртиками точеных валов, не служащие опорными поверхностями (рис. 165, а, в), целесообразно выполнять по конусу с углом наклона, равным углу главной режущей кромки проходного резца в плане (обычно 45°), и галтелью у основания, равной стандартному закруглению у вершины резца R = 1 мм (виды б, г). Это избавляет от необходимости менять режущий инструмент и подрезать торец.
На виде д изображено седло клапана с центральным отверстием диаметром 104 под шток клапана и с шестью отверстиями диаметром 10 мм для прохода рабочей жидкости. Для изготовления отверстий требуется два сверла: одно сверло диаметром 9,8 — для черновой обработки центрального отверстия с припуском на развертывание и другое диаметром 10 мм — для сверления периферийных отверстий. Можно использовать одно сверло, если периферийные отверстия выполнить диаметром 9,8 (вид е).
На виде ж показаны варианты сверления масляных каналов в корпусной детали. Один из каналов, заглушаемый пробкой с резьбой М14х2, проходят сверлом диаметром 11,7 мм под резьбу.
147
Рис. 165. Сокращение номенклатуры режущего инструмента
Смежные каналы имеют диаметр 12 мм. В данном случае целесообразно обрабатывать все каналы сверлом диаметром 11,7 (вид з), которое применяется для сверления нарезного отверстия.
В индивидуальном и мелкосерийном производстве не рекомендуется применять специальный инструмент.
В конструкции н вильчатого рычага форма перехода от стержня рычага к вилке требует фрезерования специальной галтельной фрезой. Переход по виду к можно обработать стандартной цилиндрической фрезой. Наиболее целесообразна конструкция л, рассчитанная на обработку стандартной фрезой и обеспечивающая плавный переход от стержня к вилке.
На видах .и, н (крестообразная деталь) показан пример замены профильного фрезерования цилиндрическим путем изменения формы выборки.
ЦЕНТРОВЫЕ ОТВЕРСТИЯ
Детали, обрабатываемые на круглошлифовальных и токарных станках с установкой заготовки в центрах пли в патроне с поддержкой другого конца заготовки в пиноли, снабжают центровыми отверстиями.
Стандартизованные типы и размеры центровых отверстий (ГОСТ 14034 — 74) показаны на рис. 166. Центровые отверстия с предохранительной фаской (вид б) или выточкой (вид в), защищающими центрирующий конус от забоин, применяют, когда деталь при контроле устанавливают в центрах, а также когда необходимо обеспечить сохранность центров в эксплуатации на случай ремонтной переточки при перешлифовке. Центры с резьбовым отверстием (вид г) применяют при необходимости установки болта, а также (для тяжелых валов) как средство крепления вала при такелажировании.
148
Рис. 166. Центровые отверстия ‘Размеры для справок
Рис. 167. Центровые отверстия
Точность изготовления размера d и углов 60 и 120° обеспечивается центровочным режущим инструментом. При обработке углов рабочего конуса 60° другими видами режущего инструмента отклонение угла должно быть не более минус 30'.
Длина конической поверхности Ц в центровых отверстиях с углом конуса 60° в технически обоснованных случаях может быть уменьшена ДО 0,5/j.
Параметры шероховатости посадочных поверхностей центрового отверстия должны быть не более Ra = 2,5 мкм.
Данные для выбора центровых отверстий в зависимости от массы изделий (заготовок) приведены в рекомендуемом приложении к ГОСТ 14034-74.
Центровые отверстия на чертежах изображают, как показано на рис. 167, а, и обозначают по ГОСТу. Отсутствие центров па чертеже (вид о) указывает, что деталь обрабатывают без установки в центрах (точение с креплением в патроне, бесцентровое шлифование и т. д.) или что наличие центров недопустимо по функциональному назначению детали. В этом случае предпочтительнее во избежание ошибок сделать на чертеже соответствующую надпись (вид б).
Для удаления центровых отверстий необходимо отрезать зацентрованные концы вала, что вызывает непроизводительную затрату материала и увеличение обьема механической обработки, поэтому применять этот способ следует лишь при необходимости.
Введение центровых отверстий нередко предопределяет конструктивную форму деталей. Такие случаи приведены на рис. 168, а, б (криволинейный рычаг), в, г (болт с асимметричной головкой) и д, е (трехцапфная деталь).
В пустотелых валах центрирующие поверхности выполняют в виде фасок с центральным углом 60". Для расширения выбора технологических операций, а также уменьшения массы деталей и приближения их формы к форме тела равного сопротивления изгибу, рекомендуется торцы отвер-
149
Рис. 168. Центровые отверстия на асимметричных деталях'
Рис. 169. Центровые фаски
Рис. 170. Формы центровых фасок
стий пустотелых цилиндрических деталей во всех случаях выполнять с конической фаской с центральным углом 60° (рис. 169, б) вместо обычной фаски под углом 45° (вид а). Если деталь обрабатывается в центрах, то поверхности центровых фасок выполняют с необходимой шероховатостью и снабжают защитными фасками или выточками (виды в — е).
Не рекомендуется выполнять центровые фаски на прерванных поверхностях, например па валах с торцовыми пазами (рис. 170, н) и шлицами (вид б). Центровая фаска должна быть отнесена на расстояние, достаточное для пропуска центра (вид в). При больших размерах отверстия, когда возможно применение срезанных центров (вид г), это ограничение отпадает.
Нельзя допускать, чтобы резьба выходила на центровую фаску (вид 0). Смятие начальных витков резьбы при завинчиваниях и отвинчиваниях портит центрирующую поверхность, исключая возможность повторного пользования центровой фаской. Резьбовой пояс должен быть отделен от фаски выточкой (вид е), имеющей длину I, достаточную для прохода центра.
150
ИЗМЕРИТЕЛЬНЫЕ БАЗЫ
В качестве измерительных баз обычно используют наличные элементы конструкции. Иногда приходится вводить специальные измерительные базы.
В конструкции конической пробки (рис. 171, а) измерить большой диаметр D конуса трудно из-за наличия острой кромки. Измерить малый диаметр d конуса практически невозможно. Детали такой конфигурации можно обмерить только с помощью конической втулки-калибра.
Для облегчения замера целесообразно снабдить конус на' большом диаметре цилиндрическим пояском шириной b = 2 д- 3 мм (вид б).
В конструкции сферической детали (вид в) измерить диаметр сферической поверхности сложно из-за наличия острой кромки. В целесообразной конструкции (вид г) кромка выполнена по цилиндру. Помимо облегчения измерения, такая конструкция у термически обрабатываемых деталей предупреждает перегрев кромки.
Из-за острых кромок на торце конической детали (вид д) трудно выдержать осевой размер I. Плоская площадка на торце (вид с) облегчает изготовление и измерение.
Неправильная конструкция кольцевых ребер показана на виде ж, правильная — на виде з.
На зубчатых венцах червячных колес (вид и) целесообразно предусматривать цилиндрические площадки шириной b (вид к), облегчающие измерение, а также упрощающие сборку червячной передачи в осевом направлении и предупреждающие концентрацию усилий на кромках зубьев.
Рис. 171, Измерительные базы
151
Цилиндрические площадки b на зубьях конических зубчатых колес (виды л, л|) образуют измерительную базу и предупреждают сосредоточение нагрузок на вершине зуба. Площадки Ь' облегчают установку колеса в осевом направлении.
На видах и, о приведен пример введения цилиндрических баз в конструкции храпового колеса.
Для облегчения измерения деталей с цилиндрическими выступами целесообразно делать число выступов четным. Наружный диаметр D шлицевого вала с нечетным числом шлицев (вид п) можно измерить только с помощью втулки-калибра; измерить внутренний диаметр d еще труднее. В конструкции с четным числом шлицев (вид р) диаметры D и d можно измерить универсальным измерительным инструментом.
На виде т (хвостовик коническою клапана) приведена конструкция с четным числом центрирующих ребер, более целесообразная, чем конструкция с с нечетным числом ребер.
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ОБРАБОТКИ
Для увеличения производительности механической обработки целесообразно обрабатывать максимальное число поверхностей на одном станке, с одного установа, за одну операцию, с применением одного инструмента, используя все возможности станка, на котором производится основная операция.
В конструкции цилиндрического вала с проушиной (рис. 172,1) на токарном станке обрабатывается вал и прилегающий к нему торец проушины к. Поверхность т подвергают копирному фрезерованию.
В конструкции 2 проушина выполнена в виде цилиндра, в конструкции 3 — по сфере. Все операции обработки (за исключением сверления отверстия и фрезерования граней тт) выполняют на токарном станке, что значительно увеличивает производительность обработки.
На виде 4 показана колодка фрикциона, наружная поверхность р которой подлежит обточке. Щека крепления имеет прямоугольную форму, что требует дополнительных сложных фрезерных операций.
В рациональной конструкции 5 щеке придана цилиндрическая форма; деталь целиком обрабатывают па токарном станке как кольцевую заготовку, которую затем разрезают на секторы. Для уменьшения отходов длину секторов следует устанавливать так, чтобы они укладывались целое число раз в окружность заготовки с учетом толщины прорезной фрезы.
Фланцевый вал с обрабатываемым квадратным фланцем (вид 6) требует коштрного фрезерования граней квадрата. Вал с цилиндрическим фланцем (вид 7) целиком обрабатывается на токарном станке.
При обработке на каждом станке число перестановок детали следует сводить к минимуму, добиваясь обработки максимального числа поверхностей с одного установа.
На виде 8 показан переходник с двумя центрирующими выточками разного диаметра и с двумя рядами крепежных отверстий, расположенных па разных радиусах. Незначительное изменение конструкции (вид ,9) позволяет обрабатывать центрирующие проточки и крепежные отверстия одновременно и напроход.
152
Рис. 172. Способы повышения производительное!и обрабожн
Конструкция пазовой шайбы (вид 10) нетехнологична: выступающая внутрь шайбы ступица s мешает обработке пазов напроход; пазы можно обработать только непроизводительной операцией — долблением.
В рациональной конструкции 11 предусмотрена обработка пазов напроход фрезерованием.
153
В четырехкулачковом поводке с радиальными кулачками (вид 12) грани кулачков фрезеруют с четырех установов с поворотом заготовки каждый раз на 90°. Поверхности t между кулачками обрабатывают копирным фрезерованием или стротанием.
В конструкции 13 радиальные кулачки заменены торцовыми, которые фрезеруют с двух установов. При каждом установе обрабатывают одновременно два кулачка; рабочие грани каждой пары кулачков обрабатывают напроход, отчего точность расположения кулачков увеличивается.
Аналогичные преимущества дает замена радиальных пазов (вид 14) торцовыми {15).
Число пазов и их расположение в плане должны быть подчинены условию сквозной обработки с одновременным проходом максимального количества поверхностей.
Если грани пазов расположены по радиусам, то число пазов целесообразно делать нечетным (вид 17). Это позволяет обрабатывать напроход сразу две противолежащие грани (штрихпунктирные линии). При четном числе пазов (вид 16) обработка неудобна и малопроизводительна. '
Для прямобочных пазов условие сквозной обработки, наоборот, требует четного числа пазов (вид 19). При нечетном числе пазов (вид 18) обработка затрудняется.
Следует избегать обработки под углом к базовым поверхностям. Это заставляет устанавливать изделие на станках с поворотными столами или в поворотных приспособлениях и усложняет настройку станка.
На рис. 173, а, в изображены примеры нетехнологичного расположения отверстий в корпусных деталях. Обработка значительно упрощается, если расположить отверстия параллельно (вид б) или перпендикулярно (вид г) к базовым плоскостям.
Рис. 173. Способы устранения обработки под углом
154
Рис. 174. Обработка кронштейна набором фрез
В конструкции д проушины нарезное отверстие под масленку расположено под углом, что заставляет сверлить отверстие в' приспособлении. В конструкции е отверстие расположено по оси; сверлится и нарезается при токарной обработке проушины.
В конструкции ж уплотнительного узла косое сливное отверстие т можно сделать прямым, предусмотрев выфрезеровку п в крышке уплотнения (вид з) или увеличив диаметр выточки в крышке (вид и) до D = 2 h + d (h — расстояние отверстия от центра вала, d — диаметр отверстия).
В крыльчатке центробежной машины (вид к) необходимое по прочностным соображениям утолщение диска крыльчатки к ступице достигается наклоном поверхностей з между лопатками, что заставляет при фрезеровании устанавливать крыльчатку в приспособлении с наклонным центрирующим пальцем. В конструкции л утолщение достигается приданием конической формы тыльной поверхности С крыльчатки, обрабатываемой точением. Поверхности з между лопатками фрезеруются по плоскости.
Производительность обработки можно значительно повысить, применяя комбинированный инструмент, обрабатывающий одновременно несколько поверхностей (сверло-зенкер, резцовые блоки, наборные фрезы и т. д.).
Кронштейн (рис. 174, а), подвергаемый обработке по наружным т и внутренним п торцам проушин, а также по поверхностям о крепежных бобышек, обрабатывается с помощью набора цилиндрических фрез с двух установов. С первого установи обрабатывают торцы тип проушин набором трех фрез (вид г). Затем деталь поворачивают на 90° и обрабатывают набором двух фрез поверхности о бобышек (вид д).
Смещение бобышек по отношению к проушинам (вид б) позволяет обрабатывать деталь с одного установа набором трех фрез. Торцы фрез (вид е) режут торцы т, п проушин, периферия двух наружных фрез одновременно режет поверхности о бобышек.
155
В конструкции в, отличающейся большей компактностью, бобышки крепления расположены между проушинами и обрабатываются периферией внутренней фрезы (вид ж) одновременно с обработкой внутренних торцов п проушин.
ГРУППОВАЯ ОБРАБОТКА
В крупносерийном и массовом производстве следует обеспечивать возможность групповой обработки деталей по настроенной операции с установом заготовок в многоместных быстродействующих приспособлениях.
Последовательная обработка (рис. 375, а) сокращает вспомогательное время (время установки заготовок и настройки станка). Параллельная обработка (вид б) сокращает машинное время пропорционально числу заготовок, одновременно подвер! асмых обработке.
Наибольшее повышение производительности обеспечивает п а р а л-лельно-последовательная обработка (вид в).
Непременное условие применения этих методов — обработка поверхностей напроход.
На рис. 176, а показана кольцевая гайка с радиальными пазами под ключ, расположенными ниже резьбы на величину т. Пазы обрабатывают непроизводительным методом деления и притом только строганием или долблением. Конфигурация детали исключает фрезерование пазов.
Рис. 175. Схемы групповой обработки
Рис. 176. Обеспечение групповой обрабожи
156
В конструкции б пазы обрабатывают фрезерованием, но деталь по-прежнему не поддается групповой обработке. Расположение пазов выше резьбы на величину и (вид в) позволяет применить последовательную групповую обработку ряда гаек, установленных на оправке, методом обкатывания с помощью червячной фрезы.
Конструкция проушины г с пазом, профилированным по дуге окружности, приспособлена только для индивидуальной обработки. Прямой паз (вид д) дает возможность последовательной групповой обработки напроход.
На рис. 176, е показан узел стяжки плит 1, 2 дистанционными болтами 3. Болты поддаются только индивидуальной обработке точением. Необходимость выдерживать точное расстояние / между заплечиками болтов усложняет изготовление.
В конструкции ж плиты затягивают на втулку 4. Наличие центрирующих буртиков исключает возможность групповой обработки втулок.
В конструкции з распорная втулка 5 выполнена с плоскими торцами; взаимное центрирование плит и втулок осуществляется призонными болтами 6. Расстояние I между опорными поверхностями втулок в этой конструкции легко выдержать с помощью группового шлифования втулок на плоскошлифовальном станке с креплением втулок на магнитном столе. Еще более производителен способ обработки втулок па карусельном шлифовальном станке.
В конструкции деталей, предназначенных для групповой последовательной и параллельно-последовательной обработки, следует предусматривать базы, фиксирующие взаимное положение деталей при обработке. При фрезеровании базами могут служить цоколи деталей и боковые грани цоколей. При обработке цилиндрических деталей базами служат центральные отверстия. Детали насаживают па оправку и подвергают обработке в комплекте.
Обрабатываемые участки должны обладать достаточной устойчивостью во избежание деформаций под действием сил резания.
Зубчатое колесо с торцами ступицы, выступающими по отношению к торцам обода (рис. 177, о), не приспособлено для групповой обработки: зубчатые венцы нежестко фиксированы при обработке и могут деформироваться и вибрировать под усилием резания.
Рис. 177. Устранение деформации, заготовок при групповой обработке
157
Целесообразнее выполнять ступицы заподлицо (вид б) или с незначительным (0,1—0,2 мм) зазором s (вид в) но отношению к ободу.
Заготовки целесообразно стягивать не по ступицам, а с помощью специальных конечных дисков, опирающихся на ободы.
На видах г —е изображен рычаг, подвергающийся фрезерованию по наружному контуру. Выступающие торцы ступиц (вид г) не позволяют осуществить плотную стяжку комплекта, Несколько лучше конструкция д, допускающая попарную стяжку. Наилучшей для групповой обработки является конструкция е с гранями, расположенными в одной плоскости.
5.
СВАРНЫЕ СОЕДИНЕНИЯ
В машиностроении сварку наиболее широко применяют для изготовления конструкций из листового проката (резервуары, емкости, бункера, отсеки, обшивки, облицовки и т. д.) из труб и профильного проката (рамные конструкции, фермы, колонны, стойки и т. д.). В последнее время сварными выполняют корпусные и базовые детали, в том числе наиболее массивные и напряженные в силовом отношении (например, станины прессов и молотов). Для упрощения изготовления часто выгоднее расчленять сложные штамповки и отливки на отдельные, более простые части и соединять их сваркой (сварно-штампованные и сварно-литые конструкции).
В единичном и мелкосерийном производстве сварные конструкции применяют взамен цельноштампованных, когда изготовление штампов не оправдано масштабами производства, а также для удешевления производства деталей сложной формы.
Хорошо .свариваются малоуглеродистые стали (<0,25% С), низколегированные стали с малым содержанием С и никелевые стали. Сварка высокоуглеродистых, средне- и высоколегированных сталей представляет известные трудности.
Сварка цветных металлов (медные и алюминиевые сплавы) затруднительна из-за высокой теплопроводности, легкой окисляемостн (образование тугоплавких окисных пленок) и требует применения флюсов.
Прочность сварных швов ниже прочности целого материала вследствие литой структуры шва с характерными для литого металла дендритными и столбчатыми кристаллитами. В смежных со сварным швом участках материала, в зоне термического влияния сварки, образуется' крупнокристаллическая структура.
Прочность и вязкость материала сварного шва снижаются в результате попадания шлаков, образования пор и газовых пузырьков, а также от химических и структурных изменений в материале шва (выгорание легирующих элементов, образование карбидов, оксидов и нитридов). Насыщение материала шва азотом воздуха даже в небольших количествах вызывает резкое снижение пластичности (рис. 178) и охрупчивание шва.
159
В сварном шве и околошовиой зоне возникают внутренние напряжения, обусловленные усадкой материала при остывании и вызывающие коробление изделия.
Снижение прочности невелико в изделиях из малоуглеродистых сталей (пластичность которых предотвращает появление внутренних напряжений) и не имеет большого значения в конструкциях, работающих при статической нагрузке и умеренных напряжениях, но становится ощутимым в циклически нагруженных конструкциях, особенно выполненных из высокопрочных сталей, чувствительных к концентрации напряжений.
Влияние сварных швов па циклическую прочность харак!еризует график (рис. 179) сравнительного испытания целого цилиндрического образца из низколегированной стали (кривая /) и образца из той же стали с V-образным кольцевым сварным швом (кривая 2). Наличие шва снижает предел выносливости более чем в 2 раза (с 20 до 9 кге/мм2). Напряжение 15 кге/м.м2, безопасное для целого образца, вызывает разрушение сварного образца уже при 3 105 циклов нагружения.
Для предотвращения химических изменений в материале шва сварку производят под слоем расплавленных флюсов или в атмосфере нейтральных и восстановительных газов.
Сварка вызывает поводку изделий, тем более сильную, чем больше зона термического влияния сварки (газовая сварка) и чем больше протяженность и сечение швов.
Поводку предотвращают сваркой изделий в жестких приспособлениях особыми приемами наложения шва (прерывистые, многослойные, многопроходные швы, ступенчатая, обратноступенчатая сварка). Снимает поводку стабилизирующая термообработка после сварки (низкий отжиг при 600 — 650’0).
____________________6д',С0^.кгс/,чм2 бокгс/ммг
25 ...1——— 50 20 V 40 75 30 ю s X го s 10 0 0,05 0,1 0,15 N2’% Рис. 178. Влияние азота на механические свойства малоуглеродистой стали т т 24 22 20 IS _ .... 16 . /4 12 - ~ \.2 ----- -4 10 3 П } 11 1 НИ 11111111 1. 1 111 1111 105 10° 107 N Рис. 179. Кривые усталости образцов: 1 — целого; 2 — с круговым сварным швом
160
Схема сварки
Основные виды сварки
Таблица 4
Характеристика
Наиболее распространенный и универсальный способ сварки. Осуществляется дугой, горящей между плавящимся металлическим электродом 7 (зависимая дуга).
Для защиты шва от окисления применяют толстопокрытые электроды с обмазкой, выделяющей при горении дуги жидкие шлаки и восстановительные газы (СО; Н2).
Сварку угольными электродами зависимой (эск, б) или независимой (эск. в) дугой с присадочными прутками 2 применяют ограничение, преимущественно для сварки тонкостенных изделий из цветных сплавов.
Более широко применяют угольные электроды для дуговой резки (особенно,- легированных сталей)
Автоматическая дуговая сварка под слоем флюса
Применяют при больших масштабах производства для соединения деталей прямыми и круговыми шва>(И. Сварку ведут под слоем флюса; электродом служит голая сварочная проволока 7.
Производительность процесса в 5— 10 раз больше, чем при ручной электродуговой сварке. Качество шва высокое.
Для наложения фигурных (в плане), коротких и разбросанных швов применяют шланговые полуавтоматы с подачей сварочной проволоки по гибким шлангам
Сварка в защитных газах
а) ю
Сварка производится плавящимися (эск? а) или неплавящимися (вольфрамовыми) электродами (эск. б) в струе нейтральных газов (аргон, гелий).
Способ применяют для соединения деталей из высоколегированных сталей, тйтановых, никелевых, алюминиевых и магниевых сплавов.
Для сварки углеродистых сталей используют более дешевый углекислый газ
Атомно-водородная сварка
Сварка ведется независимой дугой неплавящимися электродами в струе водорода, который, будучи активным восстановителем, эффективно предупреждает окисление шва
6 Орлов П. И., кн. 2
161
Продолжение табл. 4
Схема сварки
Характеристика
Электрошлаковая сварка
Служит для соединения массивных заготовок (корпусные детали крупных машин, резервуары высокого давления). Шов формируется в зазоре между соединяемыми деталями за счет плавления пластинчатых электродов / под слоем синтетических шлаков. Вытекание жидкого металла и шлаков из зазора предупреждают с помощью водоохлаждаемых ползунов или керамических обкладок 2
Контактная сварка
Сварку встык сопротивлением (эск. а) применяют для соединения деталей небольших сечений. Торцы деталей сжимают гидравлическим прессом и включают ток, доводя металл на стыке до пластичного состояния
При сварке оплавлением сначала сжимают стык небольшим усилием и включают ток, в результате чего на стыке возникает большое число микродуг, расплавляющих металл (эск, б).
После оплавления стык сжимают гидравлическим прессом (эск. в). Сварку оплавлением применяют для соединения деталей больших сечений, а также деталей из разнородных материалов.
При точечной сварке нахлесточных соединений (эск. г) листы пропускают между неподвижным 1 и подвижным 2 электродом, который периодически сжимает листы, образуя точечный шов.
Для прочно-плотных нахлесточных соединений применяют шовную сварку роликовыми электродами 3 (эск. д).
Тонкие листы присоединяют к массивным деталям с помощью рельефной сварки. На листе предварительно выштамповывают зиги или пук-левки (эск. е), Детали сжимают между медными электродными плитами, в результате чего происходит оплавление и сварка рельефов
162
Продолжение табл, 4
Схема сварки
Характеристика
Ацетилено-кислородная сварка
Производится'в восстановительном пламени инжекционной горелки. Присадочным материалом служат проволока и прутки из металла, близкого по составу к металлу свариваемых деталей.
Качество соединения ниже, чем при электроду-говой сварке. Кислородно-^цетиленовую сварку используют преимущественно для соединения деталей из углеродистых сталей в мелкосерийном производстве, а также в полевых условиях.
Широко применяют ацетилено-кислородную резку, отличающуюся большой производительностью и более высокйм качеством реза, чем элек1родуговая резка
Газопрессовая сварка
Соединяемые кромки нагревают кислородно-ацетиленовым пламенем и сдавливают с помощью осадочного механизма, Способ широко применяют для сварки магистральных труб в полевых условиях с нагревом стыка кольцеобразно расположенными горелками
Термитная сварка
Способ применяют преимущественно для сварки конструкций в полевых условиях.
Источником тепла является экзотермическая реакция восстановления окислов железа алюминием (алюминиевый термиты). Зачищенный стык свариваемых деталей заключают в разъемную керамическую форму 1 (эск, а) с термитом, который поджигают фосфорным запалом. В результате реакции образуется окись алюминия, всплывающая в виде шлака, и расплавленное железо, заполняющее зазор в стыке. Сварку довершают сжатием сгыка.
Более совершенный способ — сжигание термита в отдельной форме 2 и заливка стыка расплавленным железом (эск. б).
Для соединения линий воздушных передач применяют муфельную сварку магниевым термитом (смесь окислов железа с магнием).
Концы проводов вводят в муфель / (эск, в) и сдавливают винтовым зажимом
Сварка трением
Осуществляется теплом, выделяющимся npif вращении одной из свариваемых деталей (/) относительно неподвижной другой (2) под осевым усилием. Способ применяют для сварки встык мелких детален, преимущественно цилиндрических
6*
163
Продолжение табл. 4
Схема сварки
Характеристика
Сварка взрывом
Применяют для присоединения тонких листов к массивным (плакирование стали медью, латунью, титановыми сплавами и др,), На поверхность свариваемых деталей 1, 2 укладывают слой взрывчатою вещества 3 (аммонит) и взрывают детонатором. Под давлением взрыва лист прочно соединяется с основным материалом
Печная сварка
Применяют для соединения деталей на цилиндрических поясах(присоединение фланцев к трубам, соединение труб в рамных конструкциях).
На стыке соединяемых деталей укладывают бронзовое или латунное кольцо / (зек. а) или смазываютстыкпастой из порошкообразной бронзы и флюса (эск. б). Подготовленные изделия нагревают в электропечи в восстановительной атмосфере (природные газы) до температуры 1100-II50°С
Применяют для соединения пластичных металлов (Си; Ni; Al; Zn; Cd и др.). Зачищенные и обезжиренные стыковые поверхности (эск. а) сжимают давлением, превосходящим предел текучести материала. В результате диффузионных и рекристаллизационных процессов, происходящих в зоне сжатия, поверхности прочно соединяются.
Соединения внахлестку сваривают нажатием пуансонами круглого или прямоугольного сечения (точечная сварка, эск. б) или прокатыванием роликами (роликовая сварка, эск. в). Детали из цветных металлов (контакты, седла) приваривают к стальным деталям путем запрессовки в конические гнезда (эск. г)
Индукционная сварка
Производится нагревом соединяемых кромок с помощью индуктора 1 (эск. о), через который пропускают ток высокой частоты (5—20 кГц) с последующим сжатием кромок осадочным механизмом.
При дугоконтактной сварке труб торцы труб нагревают токами противоположного направления с помощью индуктора 2, 3 (эск. б). Под действием наведенных токов на стыке образуется бы-стровращающаяся кольцевая дуга, расплавляющая металл. Сварку довершают сжатием стыка.
Индукционную сварку широко применяют в автоматизированном производстве труб (эск. в), Сказанную в трубу заготовку пропускают через индуктор 4, нагревающий стык, и сдавливают кромки трубы
164
Продолжение табл. 4
Схема сварки
Диффузионная сварка
Характеристика
Стык свариваемых деталей 2, 4 нагревают индуктором 3 и сжимают плунжером 1 в камере с глубоким вакуумом (1О5-1О-8 мм р.т. ст.) или в атмосфере нейтральных газов (аргон, гелий).
Для надежного соединения достаточен нагрев до 750 —800°С.
Сварке этим способом поддаются тугоплавкие, жаропрочные сплавы, металлокерамика^ керамика. Для сварки тонких деталей из медных, алюминиевых и никелевых сплавов, а также коррозионно-стойких сталей применяют токи радиочастотного диапазона (50-200 кГц)
Электронно-лучевая сварка
®© ,
Осуществляется в вакууме потоком электронов, испускаемых вольфраМовой спиралью /, питаемой током высокого напряжения (250 кВ), и проходящих через кольцевой аиод 2. Поток электронов фокусируют с помощью собирательных электромагнитных катушек 3. Температура в фокусе от 3000 до Юб00°С; пятно нагрева от 2 — 3 мм до нескольких сотых миллиметра.
Этим способом можно сваривать детали толщиной от нескольких десятков миллиметров до нескольких микрон, расположенные в замкнутых объемах (сосуды, оболочки), проницаемых для электронных лучей
Плазменно-лучевая сварка
Производится струей нейтрального газа (азот, гелий, аргон), ионизированного при пропускании через электрическую дугу, горящую между вольфрамовым электродом / и водоохлаждаемым медным соплом 2. Температура по оси струи 15000 — 18 000°С.
В плазмотронных сварочных аппаратах газ ионизируют с помощью высокочастотного электромагнитного поля; струю плазмы формируют с по-, мощью электромагнитных катушек. Температура струи до 40000°С.
Плазменио-лучевой сваркой можно сваривать и резать наиболее тугоплавкие материалы (включая керамику)
Сварка ультразвуковая
3 2 1
Ультразвуковую сварку (частота колебаний 20-30 кГц) применяют для соединения цветных металлов и пластиков. Детали сжимают вибрирующим зажимом /, соединенным волноводом 2 с магнитострикционным генератором колебаний 3. Высокочастотные колебания вызывают нагрев стыка и диффузионное взаимопроникновение втомов соединяемых материалов, ч
В радиоэлектронике ультразвуковую сварку используют для соединения деталей толщиной до не-скодьких микрон
165
Продолжение табл. 4
Схема сварки
Лазерная сварка
Характеристика
Осуществляется концентрированным световым лучом, создаваемым лазером 1 (рубиновый кристалл, неодимовое стекло). Температура оси луча до 10000°С; пятно нагрева от нескольких микрон до нескольких сотых миллиметра.
В радиоэлектронике лазерную сварку применяют для соединения деталей толщиной до нескольких микрон
Механические качества сварных соединений зависят от технологии и режима сварки и при ручной сварке во многом определяются квалификацией сварщика. При недостаточно тщательном проведении сварки и при неправильном выборе режима сварки возникают дефекты, нарушающие сплошность шва и снижающие его прочность.
Для сварных соединений ручной сварки характерно рассеяние прочностных характеристик в пределах одного и того же шва, изделия и партии изделий.
Ответственные сварные соединения контролируют с помощью методов магнито-, рентгено- и гаммаграфирования. Наиболее чувствителен и точен ультразвуковой контроль.
Большие партии сварных изделий подвергают выборочному контролю путем вырезки образцов, проведения технологических проб (на растяжение, изгиб, сплющивание), исследования микроструктуры и химического состава материала шва. Обзор основных видов сварки приведен в табл. 4.
ВИДЫ СВАРНЫХ СОЕДИНЕНИЙ
Основные виды сварных соединений электродуговой и газовой сваркой следующие: стыковые С, угловые У, нахлесточные Н, тавровые Т. Валиковые угловые швы треугольного профиля делают прямыми (рис. 180, а), выпуклыми (вид б) и вогнутыми (виде). Чаще всего применяют прямой (нормальный) щов. Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезок (непровары на участках т соединения шва со стенками деталей) и обладают пониженной циклической прочностью. Наиболее прочны вогнутые
швы, но выполнение их труднее и менее производительно.
Основной размерной характеристикой угловых швов является расчетный катет К.
Рис. 180. Швы треугольного профиля
а)< е) 6)
166
Рис. 181. Размеры швов треугольного профиля
е) ж)
Рис. 182. Схемы работы нахлесточных соединений
Рис. 183. Соединения:
я, б - прорезные; в, г - г.ропЛавные
Катет швов нах'лееточных соединений прн сварке тонких листов (менее 4 мм) делают равным толщине s листов (рис. 181, я). Для материалов большей толщины (4—16 мм) катет шва определяют из соотношения
К = 0,4s + 2 мм. (5)
При сварке материалов различной толщины (виды б, в) катет шва делают равным толщине s более тонкого материала [однако не более, чем указано в соотношении (5)]. При сварке материалов различной толщины шов рекомендуется Делать вогнутым.
В угловых соединениях с одинаковой толщиной стенок по рис. 181, г размер катета задан толщиной кромок. В угловых и тавровых соединениях (виды д, е), где размеры шва могут быть произвольными, катет шва делают равным толщине s свариваемых материалов [но не более приведенных в соотношении (5) величин]
При тавровом соединении материалов различной толщины (вид ж) Катет Шва делают равным толщине s более топкого материала. Швы рекомендуется делать вогнутыми.
Среди видов соединений листов наиболее простые и прочные — стыковые (рис. 182, а, б).
Недостаток нахлесточных соединений (виды в, д'), состоит в том, что под действием растягивающих или сжимающих усилий они подвергаются изгибу моментом, приблизительно равным произведению действующей силы на сумму полутолщин свариваемых листов (виды г, ё) и деформируются. Производительность сварки из-за наличия двух швов ни'же и масса нахлесточных соединений больше, чем стыковых.
Соединения с накладкой можно усилить подваркой Листов (вид ж).
Соединения с двусторонними накладками (вид з) разгружены от изгиба, но тяжелы и малотехнологичны.
Разновидность нахлесточных соединений — прорезные (п р о б б ч -н ы е) ш в ы, образуемые заплавлением предварительно проделанных в одном из соединяемых листов круглых (рис. 183, а) или продолговатых
167
Рис. 184. Разделка кромок
(вид б) отверстий (эти соединения иногда называют электрозаклепками). Из-за высокой трудоемкости изготовления, низкой прочности и негерметичности шва — это один из худших видов соединения. К нему следует прибегать только в крайних случаях, когда по конструктивным условиям нельзя применить сварку другими более производительными способами.
При толщине одного из свариваемых материалов менее 6 — 8 мм сварку прорезными швами заменяют простой и производительной операцией точечного проплавления (вид в) более тонкого из соединяемых материалов или шовного проплавления (вид г).
Кромки свариваемых тонких листов (в среднем < 3 мм) стыковых и угловых соединений разделывают (рис. 184, а, и).
Кромки листов толщиной в среднем < 8 мм при ручной дуговой сварке и < 20 мм при автоматической делают прямыми (перпендикулярными к плоскости листа). Для проварки на полное сечение свариваемые детали собирают с зазором т = 1 -г 2 мм (виды б, к), заполняемым при сварке жидким металлом. ' •
чПри большей толщине необходима разделка кромок, заключающаяся чаще всего в снятии фасок; цель - создать сварочную ванну и обеспечить проплавление на полное сечение.
Основные типы разделки представлены на видах в - з (стыковые соединения), л — н (угловые соединения) и о — р (тавровые соединения). Острые кромКи притупляют, предусматривая на них ленточки вйсотой h = 2-? 4 мм (вид в).
Круговые фаски получают точением, прямые — фрезерованием или строганием. При толщине кромок более 15—20 мм фаски снимают автоматической газовой резкой.
Разделку с криволинейными скосами (виды ж, з) применяют преимущественно для прямых и круговых швов. Швы, имеющие в плане фигурную форму, разделывают с помощью копириого фрезерования.
ПРАВИЛА КОНСТРУИРОВАНИЯ
В табл. 5 приведены правила конструирования сварных соединений и показаны примеры изменений конструкций, улучшающих изготовление сварных узлов.*
* Условные изображения и обозначения швов сварных соединений см. ГОСТ 2.312-72.
168
Таблица 5
Правила конструировании сварных соединений
Конструкция неудачная [ улучшенная
Обеспечивать удобный подход электродов к сварному шву
Приварка перегородок
Сварные швы вынесены из тесного пространства между перегородками
Приварка дистанционных трубок к листам
Сварные швы вынесены на поверхность листов
Приварка рубашкн к Цилиндру
Сварной шов отнесен от фланца цилиндра
Приварка фланца к патрубку
Фланец отнесен от Сварной шов вынесен
смежной стенки на торец фланца
Узел сварки обечайки 1 с диафрагмой 2
После проварки одного шва роликовая сварка другого затруднительна
I
Один из швов' выполнен дуговой сваркой
Применить наиболее простые и производительные способы сварки
Соединение воротка 3 стержнем 4
Кольцевые швы электрозаклепкой
заменены
169
Продолжение табл. 5
Конструкция
неудачная улучшенная
Соединение труб - -
Дуговая сварка кольцевым швом J ]_ заменена контактной \ ~Г
Присоединение фланца к трубе
Дуговая сварка заменена кон-тактной
Сварка бака
Дуювая сварка заменена роликовой
Избегать совмещения швов.
Сводить к минимуму количество наплавляемого металла
Приварка ребер
Ребра расположены шахматном порядке
Приварка наклонных nepei о-родок
Перегородки раздвину-1 ы
Избегать сварки массивных детален с тонкими. Придавать свариваемым кромкам примерно одинаковые сечении
Предельные соотношения для стыковых соединений S/s < 3
При S/s > 3 вводя|ся клиповые участка длиной /> 5(5-л); /' > 3(5-л)
170
Продолжение табл, 5
Конструкция
неудачная
улучшенная
Приварка фланца к тонкостенной т рубе
Фланец выполнен с тонкостенным кольцевым переходником
1) Пальну придан топкостенный фланец
2) На участке сварки в пальце проделана выборка
Приварка дисков к ободу зубчатого колеса
Обод выполнен с тонкостенными кольцами-переходниками
Предусматривать взаимную фиксацию соединяемых деталей с Целью устранения сварочных приспособлений
Приварка головки к стержню
Приварка фланца к трубе
Головка центрирована на стержне
Фланец центрирован и зафиксирован в осевом направлении на трубе
Приварка бобышки к листу
Бобышка зафиксирована в осевом направлении буртиком
Шовная приварка перегородки к обечайке
Перегородка зафиксирована осевом направлении зпгом
171
Продолжение табл. 5
Конструкция .
неудачная улучшенная
Избегать трудоемкой разделки кромок. Сварочные ванны образовывать путем смещения свариваемых детален
Сварка кромок
Угловое соединение
Соединение профилей с листами
Приварка косынки
Сварка труб на муфте
К ssssA
172
Продолжение табл. 5
Конструкция
неудачная улучшенная
Подвергать разделке детали, наиболее я рос го поддающиеся механической обработке
Ж
Приварка заглушки (разделана труба)-”
Разделана заглушка
Устранять подгонку заготовок по контуру соединения. Упрощвть форму заготовок
Приварка ребра к корытному профилю
i
На участке галтельногр перехода ;; ребро срезано $:
Косынка
Фигурный вырез косынки заменен прямым срезом
Унифицировать заготовки
Сварной шов
Шкив выполнен из двух одинаковых деталей
Сварной бак
Половины бака сделаны одинаковыми
При сварке тонкостенных материалов шире применять гнутые и штампованные элементы, увеличивающие жесткость конструкции
Приварка полки
Составная полка заменена гнутой
173
Продолжение табл. 5
Конструкция
неудачная
улучшенная
Соединение листов
Приварка ребра
Угловое соединение труб
Усиление корытного профиля
Соединение фланца с трубой
Плоские косынки заменены гнутой
Приварные ребра 5 заменены коробкой 6
Усиливающие ребра 7 заменены выдавками 8 на трубе
Дистанционные втулки 9 за-________
менены пуклевками
Предупреждать пережог и оплавление тонких кромок в эоне сварного шва
Острые кромки q, f удалены
Приварка втулки к рычагу
Пережог тонкой кромки к предотвращен увеличением ее сечения
Приварка фланца к обечайке
Оплавление кромки отверстия т предотвращено удалением отверстия от сварного шва. Другое решение — сверление отверстия после сварки
174
Продолжение табл. 5
Приварка пальца
Конструкция неудачная улучшенная
Отдалять обработанные поверхности от сварочной тоны. Точные поверхности обрабатывать после сварки
Приварка резьбового штуцера
Резьба удалена от сварного шва на расстояние I, достаточное для предотвращения оплавления резьбы
1. Сварной шов удален от обработанной поверхности.
2. На пальце дан припуск, снимаемый после сварки
1. Во избежание поводки отверстия сварной шов отнесен от тела втулки.
2. Отверстие обрабатывается начисто после сварки
При сварке деталей различного сечении предусматривать тепловые буфера, предупреждающие возиикновеиие термических напряжений в результате неравномерного остывании
Приварка рубашки к цилиндру
Рубашке придана упругость с помощью гофра
175
Продолжение 1абл. 5
' Конструкция '
неудачная улучшенная
При сварке замкнутых полостей предупреждать коробление стенок в результате образования вакуума при остывании
Сварной поплавок
Приварка кольцевого профиля жесткости 10 к обечайке
В профиле предусмотрено вентиляционное отверстие п
В поплавке предусмотрено отверстие q. завариваемое после остывания noi плавка
ZZ^EZ-
Ч
Не соединять сваркой де>али, закаленные п подвергнутые хпмнко-термической обработке (при нагреве теряется эффект термообработки)
HRC5&..60
Присоединение закаленного наконечника к трубчаюму шю-ку
1. Наконечник присоединен электрозаклепками.
2. Сварка заменена запрессовкой
3. Головка стеллнтирована
ПОВЫШЕНИЕ ПРОЧНОСТИ СВАРНЫХ
СОЕДИНЕНИЙ
Прочность сварных соединений повышают конструктивными (рациональное расположение швов относительно действующих усилий, целесообразная форма швов) и технологическими приемами (защита шва от вредных воздействий при сварке, термическая обработка, упрочняющая обработка холодной пластической деформацией). Конструктивные приемы повышения прочности приведены на рис. 185.
На видах 1—3 показано последовательное усиление узла приварки фланца, нагруженного крутящим моментом, путем увеличения диаметра кольцевого шва. Сопротивление срезу (пропорциональное квадрату дйа-176
31) 38) 39) UO) lit) U2) U3) UU)
U5) U6) U1) 50) 51) 52) 53)
Рис. 185. Упрочнение сварных конструкций
метра соединения) в конструкции 2 при одинаковом сечении шва в 7 раз, а в конструкции 3 в 18 раз больше, чем в конструкции 1.
При правильной конструкции шва дополнительные крепления [на резьбе (вид 4), прессовой посадке (вид 5) и др.] излишни.
В центрирующих соединениях свариваемые детали устанавливают иа посадках с зазором по классу точности обычно не выше третьего (посадки D3, Х3, Xit ШХ3). При
необходимости более точного центрирования применяют посадки скольжения Сга> Q и напряженные посадки типа Нг«> Из-
Целесообразно разгружать сварные швы, перенося восприятие нагрузок на участки целого материала и оставляя за сварными швами только функцию соединения деталей.
Некоторые примеры разгрузки сварных швов показаны на видах 6, 7 (стержень, нагруженный осевой силой) и на видах 8, 9 (упорный фланец).
В узле крепления крышки к обечайке цилиндрического резервуара, нагруженного внутренним давлением (вид 10), сварные швы крышки и обечайки подвергаются изгибу и срезу силами давления. В улучшенной конструкции 11 сварной шов обечайки разгружен заведением обечайки во фланец, а шов днища — зажатием днища между фланцами обечайки и днища.
Силовые швы следует нагружать предпочтительно на сдвиг и растяжение, устраняя изгиб.
Конструкция 12 приварного стержня, нагруженного поперечной силой Р, нецелесообразна. Сила Р, повертывая стержень вокруг точки О, вызывает высокие разрывающие напряжения в области, противоположной этой точке. Кроме того, шов подвергается срезу.
Несколько лучше конструкция 13, где стержень центрирован в гнезде детали, благодаря чему шов разгружен от среза. Однако опасное сечение стержня ослаблено сварным швом.
В конструкции 14 изгиб и срез силой Р воспринимают целые, не ослабленные сваркой сечения стержня. Шов практически разгружен от действия силы и служит только для фиксации стержня в детали.
Шов приварной стенки (вид 15), изгибаемой силой Р, целесообразно разгрузить введением ребра (вид 16).
Изгиб стыкового шва (вид 17) можно устранить введением накладки (вид 18), швы которой работают преимущественно на растяжение. Стыковой шов в этой конструкции работает на сжатие.
Стыковое соединение уголков (вид 19) недостаточно прочное. Целесообразнее сваривать уголки по плоскости полок (вид 20) с усилением (для тяжелых условий работы) косынками (вид 21).
Косынки целесообразно приваривать не встык (вид 22), а внахлестку (вид 23}.
Приварные ребра рекомендуется располагать так, чтобы они работали не на растяжение (вид 24), а на сжатие (вид 25), что практически полностью разгружает сварные швы.
На видах 26-29 показано последовательное усиление листового соединения, нагруженного растягивающей силой Р и изгибающим моментом Мизг. Сравнение прочности различных конструкций приведено в табл. 6.
178
Таблица б
Соединение Сопротивление
разрыву изгибу
Стыковое (рис. 191, вид 26) Нахлесточное (вид 27) Нахлесточное с подваркой обратной стороны (вид 28) Нахлесточное со скошенными кромками (вид 29) 1 2 3 2,5 1 4 5 5
Прочность стыкового соединения 26 принята за единицу.
Приварные листы, накладки, косынки и т. д. большой протяженности и малой толщины целесообразно, помимо обварки по контуру, соединять с основной деталью точечной сваркой (вид 30) во избежание отставания листов при деформациях системы.
Косые швы нахлесточного соединения (вид 31), подвергающиеся растяжению, испытывают дополнительные нагрузки от сдвига вдоль линии шва. В уравновешенном соединении с двусторонним скосом (вид 32) швы разгружены от сдвига.
На видах 33—36 показаны конструкции узла сварки швеллеров. В соединении со швеллером, расположенным полками вверх (вид 33), верхние участки т вертикальных сварных швов подвергаются высоким разрывающим напряжениям от действия силы Р.
В конструкции со швеллером, расположенным полками вниз (вид 34), усилие воспринимает горизонтальный шов п большой протяженности; слабые конечные участки вертикальных швов работают на сжатие.
В конструкции с присоединением швеллера в шип (вид 35) сварные швы разгружены от изгиба силой Р; изгибающий момент воспринимают фланговые швы и поперечный шов t, работающие на срез. На виде 36 изображено соединение, усиленное косынкой.
Следует избегать . внецентренного приложения сил, вызывающего. изгиб шва.
Отбортованные швы в узлах, подвергающихся растяжению (вид 37), испытывают изгиб. Целесообразнее конструкции со стыковым швом (вид 38). В узле приварки днища 'к цилиндрическому резервуару с отбортовкой (вид 39) сварной шов под действием внутреннего давления подвергается изгибу. Стыковой шов (вид 40) работает преимущественно на разрыв.
Следует избегать расположения сварных швов в зоне высоких напряжений.
В сварных балках, подвергающихся изгибу, целесообразно располагать швы не у полок (вид 41), а у нейтральной линии сечения (вид 42), где нормальные напряжения имеют наименьшую величину.
В соединениях, подверженных действию циклических и’ динамических нагрузок, следует избегать расположения сварных швов на4 участках концентрации напряжений, например в переходах от одного сечения к другому (вид 43). Шов в этих условиях подвергается повышенным напряжениям и, кроме того, усиливает концентрацию напряжений вследствие неоднородности. своей структуры.
Улучщенная конструкция приведена на виде 44.
179
В-t, кгс/ммг Рис. 186. Влияние термической и меха-
нической обработки швов на усталостную долговечность (сталь)
Если вывести шов за пределы участка концентрации напряжений невозможно, то рекомендуется применять вогнутые швы (вид 45) с глубоким проплавлением, достигаемым сваркой короткой дугой.
Профиль шва должен быть по возможности симметричен относительно действия нагрузок. В тавровых соединениях, подвергающихся растяжению (вид 46), целесообразно применять двусторонние швы (вид 47). Нахлесточные соединения (вид 48) следует по возможности заменять стыковыми (вид 49). В стыковых соединениях целесообразно применять двустороннюю разделку кромок (вид 51), так как в соединениях с несимметричным швом (вид 50) происходит искривление силового потока, сопровождающееся скачками напряжений.
Циклическую прочность сварных швов можно значительно. повысить механической обработкой с приданием шву рациональной формы, уменьшающей концентрацию напряжений.
Угловые швы целесообразно обрабатывать по радиусу с плавным переходом в поверхности соединяемых деталей (вид 52). Стыковые швы обрабатывают заподлицо с поверхностью изделия, удаляя наплывы (усиления) как со стороны основного щва, так и со стороны подварки (вид 53).
Для плавного соединения шва со стенками изделия в большинстве случаев необходимо одновременно с обработкой шва подрезать стенки (штриховые линии на видах 52, 53), для чего следует предусмотреть припуски с на обработку.
На рис. 186 приведены кривые циклической прочности стыкового соединения с «усилениями» (нижние кривые) и после их удаления механической обработкой (верхние кривые). Тонкие линии — циклическая прочность соединения без термической обработки, жирные -после стабилизирующей термической обработки (отжиг при 670°С). Как видно из графика, снятие «усилений» повышает циклическую прочность приблизительно в 2 раза, а термообработка на 15—20%.
Значительно (на 30-40%) повышает циклическую прочность заглаживающее оплавление швов вольфрамовым электродом в атмосфере аргона.
Упрочнение швов пластической деформацией в холодном состоянии (накатывание, дробеструйный наклеп, чеканка пневматическим инструментом с пучковыми чеканами) позволяет довести циклическую прочность шва до прочности основного металла.
180
СОЕДИНЕНИЯ КОНТАКТНОЙ ЭЛЕКТРОСВАРКОЙ
Детали, соединяемые стыковой контактной электросваркой, обычно не центрируют одну относительно другой (рис. 187, а), так как взаимная фиксация деталей осуществляется их установкой в зажимах сварочного станка и осадочного механизма. При центрировании деталей (вид б) необходима плавающая установка одной из деталей в зажимах.
При сварке тонких деталей с массивными целесообразно предусматривать на массивной детали переходные участки, соответствующие форме присоединяемой тонкой детали (виды в — д, е, ж).
Если необходимо обеспечить повышенную устойчивость против изгиба, то применяют соединение деталей в конических гнездах (вид з). Эта конструкция резко снижает необходимое усилие сдавливания деталей при сварке.
В отличие от дуговой электросварки контактная стыковая электросварка допускает приварку деталей с механически обработанными поверхностями (например, резьбовых деталей). Для предупреждения деформаций и для. защиты от брызг расплавленного металла точные поверхности должны быть отнесены от плоскости стыка на расстояние h > 4 -? 6 мм (вид и). Для уменьшения наплывов и брызгообразования, а также с целью сокращения расхода электроэнергии целесообразно выполнять приварку по отдельным выступам т.
При точечной и роликовой электросварке тонких изделий (толщиной менее 2 мм) диаметр точки и ширина шва должны быть в 2-3 раза больше толщины s наиболее тонкого свариваемого элемента. При сварке более толстых материалов диаметр точки и ширину шва выбирают из соотношения d = s + 3 мм (рис. 188, а).
Шаг t точек во избежание шунтирования тока не должен быть менее (3 - 3,5) d. Максимальный щаг зависит от требуемой прочности и жесткости
Ряс. 187. Соединения контактной сваркой
Рис. 188. Размеры точечных и роликовых швов
181
соединения. Для предотвращения отставания листов на участках между точками рекомендуется выдерживать соотношение t < 5d.
Допустимые расстояния с шва от кромок свариваемых деталей и от смежных стенок приведены па рис. 188,6, в (точечная сварка) и г, д.
Прочность точечных и роликовых швов можно значительно повысить обжатием точек и накатыванием роликовых швов под давлением,, несколько превышающим предел текучести материала.
СВАРКА ТРУБ
Трубы одинакового диаметра чаще всего сваривают валиковым стыковым швом без разделки кромок (рис. 189,7), а при большой толщине стенок - с разделкой (вид 2).
Стыковое соединение контактной электросваркой (вид 3) отличается высокой прочностью, однако выполнять его в монтажных условиях трудно.
Соединение косым стыком (вид 4) нетехнологично и не увеличивает прочности соединения.
Для повышения изгибной прочности трубы на участке стыка развальцовывают на конус (вид 5) или на раструб (вид 6).
Рис. 189. Сварка труб
182
С этой же целью применяют соединение с обжатием (вид 7) или с развальцовкой (вид 5) одной из труб. Последний способ предпочтительнее, так как развальцовывать трубы проще, чем обжимать.
На виде 9 показано соединение, усиленное наружной муфтой.
Внутренние, муфты (вид 10) уменьшают живое сечение труб, вследствие чего этот способ соединения нежелателен для трубопроводов; его применяют преимущественно для силовых конструкций.
В силовых конструкциях применяют прочное и жесткое соединение на диафрагмах (вид 11).
Усиление стыка ребрами (вид 12) ухудшает внешний вид конструкции и уступает по прочности другим соединениям.
Соединение с врезными ребрами (вид 13) прочнее, но очень трудоемко в изготовлении.
На видах 14-16 показаны способы соединения труб различного диаметра при небольшой разнице диаметров.
При значительной разнице диаметров вводят промежуточные вставки (вид 17). Конические вставки (вид 18) обладают высокой жесткостью и допускают соединение труб с большой разностью диаметров.
Тонкостенные трубы сваривают встык валиковым швом (вид 19) предпочтительно газовой сваркой; с отбортовкой одной (вид 20) или двух (вид 21) кромок, а также роликовой сваркой (вид 22). Если диаметр и длина труб допускают введение внутрь электродов, применяют роликовую сварку по отбортованным кромкам (вид 23).
Соединения усиливают развальцовкой (виды 24, -25) или муфтами (вид 26).
Соединения видов 24-26 центрированные; остальные нуждаются в центрировании при сварке.
ПРИВАРКА ФЛАНЦЕВ
На рис. 190 изображены способы приварки фланцев к трубам.
Недостаток конструкции 1 состоит в том, что фланец не зафиксирован в радиальном направлении.
Рис. 190. Приварка фланцев
183
В конструкциях 2, 3 фланец не зафиксирован в осевом направлении. Установленный на черную поверхность трубы (следовательно, с большим зазором) фланец может_перекоситься при сварке. Кроме того, в этих конструкциях сварной шов выходит на торцовую поверхность фланца и при механической обработке фланца частично срезается.
В конструкции 4 фланец зафиксирован в радиальном и осевом направлениях по обработанной ступеньке и застрахован от перекоса упором В торец ступеньки.
На видах 5 — 7 показаны соединения без выхода сварного шва на торец фланца.
Наиболее прочно и производительно соединение контактной сваркой (виды 8-9).
На видах 10 — 14 показаны способы приварки фланцев к тонкостенным трубам. Конструкция И выгодно отличается от конструкции 10 тем, что в ней фланец зафиксирован в радиальном и осевом направлениях.
Соединение роликовой сваркой (вид 12) применяют, когда диаметр трубы позволяет ввести роликовый электрод внутрь трубы.
На видах 13, 14 показаны применяемые для присоединения фланцев большого диаметра способы сварки на раструб.
ПРИВАРКА ВТУЛОК
На рис. 191,7-6 показаны способы присоединения резьбовых втулок к плоским листам.
В конструкции 1 втулка не центрирована относительно листа. Внутренняя нарезная поверхность втулки при сварке деформируется. Первый недостаток исправлен в конструкции 2. В наиболее целесообразной конструкции 3 сварной шов отдален от тела втулки.
Точечную или роликовую сварку (вид 4) применяют при больших диаметрах втулок. '
Стыковая контактная сварка (вид 5) отличается высокой производительностью и не портит резьбу.
Рис. 191. Приварка втулок
184
Рис. 192. Приварка фланцев к обечайке
Тонкостенные листы целесообразно отбортовывать по контуру втулки (вид 6).
На видах 7—18 показаны способы приварки втулок к стенкам цилиндрических обечаек.
Приварка втулки плоской поверхностью к цилиндрической поверхности (вид 7) нецелесообразна, так как втулка при сварке перекашивается, шов получается неопределенным и переменным по толщине.
Несколько лучше конструкция 8, где торец втулки заправлен фаской, что обеспечивает более определенную форму шва.
Конструкция 9 с обработкой поверхности втулки по цилиндру радиусом, равным радиусу обечайки, нетехнологична и неприменима, если требуется центрировать втулку в обечайке.
На видах 10 — 14 показаны способы приварки с центрированием втулки.
В конструкции 10 шов получается переменным по толщине.
В конструкции 11, где втулка пропущена в отверстие обечайки насквозь, требуется поддержка втулки при сварке или предварительная прихватка втулки. Возможен перекос втулки при установке.
Если стенка обечайки достаточно толста, можно обеспечить правильное соединение снятием лыски (вид 12) или подторцовкой стенки (виДы 13, 14).
При тонкостенных обечайках правильный шов можно получить посредством местной деформации стенки (виды 15 — 17).
Наиболее целесообразна конструкция 18 с отбортовкой стенок обечайки и последующей обработкой или зачисткой .'торца отбортовки.
На рис. 192 показаны способы приварки круглых флаццев к цилиндрическим обечайкам.
В конструкции 1 присоединяемая поверхность фланца обработана на цилиндр. Во избежание поводки резьбовых отверстий последние обрабатывают после сварки (вид 2).
В конструкции 3 сварной шов отделен от тела фланца буртиком, выполненным заодно с фланцем. Такие фланцы изготовляют штамповкой.
Приварка фланца точечной электросваркой (вид 4) затруднена из-за пространственного расположения шва. Еще сложнее присоединение с помощью роликовой электросварки.
На видах 5, 6 изображены способы приварки фланцев к тонкостенным обечайкам.
185
ПРИВАРКА СТЕРЖНЕЙ
Стержни приваривают к ма'сеивным деталям и тонким листам обычно с помощью контактной электросварки.. Этот способ часто применяют для крепления шпилек к стальным деталям и деталям из высокопрочных чугунов.
При больших масштабах производства приварка значительно выгоднее обычного способа крепления шпилек на резьбе.
Для уменьшения расхода электроэнергии и брызгообразования сварку производят по ограниченному периметру или по точкам. Торцы стержней заправляют по сфере (рис. 193), снабжают кольцевыми ободьями (вид б) или выступами (вид в).
Стержни большого диаметра (более 8 мм) сваривают с применением флюсов. В массовом производстве в стержни заранее заделывают вставки из твердого флюса (вид г).
Сварку оплавлением применяют для приварки стержней диаметром до 25 мм. Сварку ведут с применением флюса. На стержень надевают керамическую втулку (виды д—ж), удерживающую расплавленный флюс и металл и ограничивающую контур шва.
. Стержень под напряжением подводят к месту приварки (вид д), зажигая дугу, после чего отводят на расстояние 0,5—1 мм (вид е) и выдерживают в этом положении в течение времени, достаточного для расплавления металла стержня и детали. Затем стержень осаживают, погружая в ванну расплавленного металла (вид ж), в результате чего стержень приваривается всем сечением (вид з). Продолжительность процесса 0,1-1 с.
Образующийся на периферии стержня кольцевой наплыв т перекрывают при соединении деталей, применяя отверстия увеличенного диаметра, снабжая кромки отверстия фасками, или устанавливая на стыке толстые
При приварке к листам без поддержки минимально допустимая толщина листа s ® 0,5 d (где d — диаметр стержня); при сварке с поддержкой з « 0,3 d.
Во избежание шунтирования тока расстояние между смежными стержнями должно быть не менее (3-3,5) Л
Способ конденсаторной сваркисимпульснымраз-рядом не требует применения флюса и допускает соединение деталей из разнородных материалов.
Стержень прижимают пружиной к листу (вид и) и подают электроимпульс, расплавляющий металл на стыке (вид к). С помощью пружины стержень погру
186
жается в расплавленный металл (вид л), образуя соединение без наплывов (вид л«).
Разновидность процесса — сварка по расплавляемому шипу (виды н—р).
Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены.
Продолжительность процесса исчисляется миллисекундами. Автоматические сварочные машины имеют производительность до 100 приварок в минуту.
СВАРНЫЕ РАМЫ
На рис. 194,1 — 18 показаны способы сварки рам из уголков.
Наиболее употребительны соединения с расположением уголков вертикальными полками наружу, обеспечивающие гладкую наружную форму рамы (виды 7-6).
Чаще всего применяют стыковое соединение со скосом кромок под углом 45° (вид 7). Значительно сложнее соединения с вязкой угла в шип, т. е. по вырезам в полках уголков (виды 2 — 4).
На виде 5 показан способ вязки кромок со скруглением наружного угла соединения. Прочное соединение получается также при сгибе уголков по целой стенке с разрезкой полок й соединением их под углом 45° (вид. б).
Расположение уголков вертикальными полками внутрь (виды 7—72) ухудшает внешний вид рамы, но облегчает крепление диагональных связей.
Чаще всего применяют стыковое соединение со скосом полок под углом 45° (вид 7), обычно в сочетании с усиливающими косынками (вид 3).
На видах 9, 10 показаны стыковые соединения прямыми кромками. Соединение вида 10 можно усилить косынкой (вид 77); в соединении вида 9 применить косынку нельзя.
На виде 72 показано соединение с вязкой кромок в шип.
Способы вязки рам со смешанным расположением уголков (один уголок полкой внутрь, другой наружу) показаны на видах 13 — 18.
Диагональные связи в рамах с расположением уголков вертикальными полками внутрь приваривают к стенкам уголков встык со скосом кромок под углом 90° (вид 79). Соединение можно усилить косынкой (вид 20). Аналогично крепят трубчатые' связи (вид 27).
При расположении уголков вертикальными полками наружу диагональные связи крепят с помощью косынок (вид 22). Стыковое соединение с фигурной вырезкой,кромок (вид 23) нетехнологично и менее прочно, чем соединение косынками.
Взамен диагональных связей нередко применяют угловые раскосы (вид 24). Подобно диагональным связям их легче приваривать при расположении уголков рамы вертикальными полками внутрь.
Перекрестное соединение диагональных связей в центре рамы (виды 25—30) представляет известные затруднения, особенно, если связи выполнены из несимметричных профилей (наиримср, из уголков).
187
Рис. 194. Сварка рам из профилей
Соединение целых уголков, сваренных по полкам (вид 25), просто i и достато'чно прочно, но отличается тем недостатком, что диагональные уголки должны быть вдвое меньше по высоте полки, чем основные уголки рамы.
В конструкции 26 уголок f целый, уголок h разрезной. Уголки обращены полками в противоположные стороны и приварены к косынке, расположенной между полками. Высота уголков в этой конструкции может быть равной высоте основных уголков рамы минус толщина косынки.
В конструкции 27 целый уголок т и разрезной п обращены полками в одну сторону и приварены один к другому и к косынке. Диагональные уголки могут быть одинаковыми с основными уголками рамы; косынка выступает за плоскость рамы.
w В конструкции 28 ребро уголка t вырезано под полку уголка v. Соединение по прочности уступает предыдущим двум соединениям. Высота уголков может быть равной высоте основных уголков рамы минус толщина полки.
В конструкции 29 гнутые уголки сварены один с другим полками. Здесь диагональные уголки могут быть одинаковыми с основными уголками рамы. Соединение можно усилить косынкой (вид 30).
На валах 31—33 показаны способы вязки рам из швеллеров с полками, обращенными внутрь, на видах 34 - 36 — наружу, на видах 37—39 — со смешанным расположением, на видах 40 — 42 — с полками, перпендикулярными к плоскости рамы. '
Рис. 195. Способы гиба уголков
Рис. 196. Сварка трубчатых рам
189
Рис. 197. Сварные узлы ферм.
Способы перекрестного соединения диагональных связей из швеллеров, расположенных «стоя», представлены на видах 43 — 45, «лежа» — на видах 46 — 48.
На рис. 195 показаны приемы гиба уголков с разрезкой полок.
В конструкции а с прямоугольным вырезом при сгибании образуется треугольное отверстие, подлежащее заварке или закрываемое косынкой.
Полное смыкание кромок обеспечивает фигурный вырез по виду б. Разрез отодвигают от стенки уголка на расстояние s, несколько* превышающее радиус галтели между внутренними стенками уголка, что облегчает вырезку и увеличивает прочность соединения.
При вязке трубчатых рам чаще всего применяют стыковое соединение со скосом торцов под углом 45° (рис. 196,1).
Жесткость углов усиливают расплющиванием торцов труб (вид 2), приваркой косынок встык (вид 3) или впрорезь (вид 4), косынок двойных (вид 5), гнутых U-образных (вид 6), фасонных (вид 7), состоящих из двух половин, обнимающих трубы, привариваемых по обводу труб и свариваемых между собой точечной сваркой.
На виде 8 показано прочное, но дорогое соединение с помощью штампованного угольника с отверстиями, в которые заводят срезанные под углом 45° концы труб. В конструкции 9 угольник выполнен с цапфами, к которым приваривают трубы.
Рве. 197 (продолжение). Сварные узлы ферм
191
Трубчатые диагональные связи приваривают к углам рам встык (вид 70) с расплющиванием диагональной трубы (вид 77), с усилением U-образной косынкой с прорезью для подварки диагональной трубы (вид 12).
Перекрестные соединения диагональных трубчатых связей выполняют встык (вид 13) или в чашку (вид 14) с вырезкой одной или обеих труб. Другие способы: осадка труб на плоскость на участке соединения (вид 75); соединение цилиндрической муфтой (вид 76), соединение фигурными листовыми накладками (вид- 77). На виде 78 изображено соединение гнутых труб с расплющиванием труб в месте стыка на плоскость. Вариант соединения — срез труб на плоскость на участке стыка. ,
СВАРНЫЕ УЗЛЫ ФЕРМ
В узлах соединения уголков рекомендуется избегать сварки уголков впритык (рис. 197,7). Нахлесточное соединение (вид 2) с обваркой контура уголка прочнее и жестче. Целесообразно перекрещивать полки уголков, перпендикулярные к плоскости соединения. Конструкции 4, 6 значи-’ тельно жестче соединений 3, 5.
Во избежание появления в.стержнях лишних изгибающих и крутящих моментов целесообразно соединять элементы фермы так, чтобы линии центров изгиба сечений пересекались в одной точке (конструкции 7, 9“ 'неправильные; 8, 70 — правильные).
Желательно совмещать линии центров изгиба также в поперечной плоскости. Соединение полками, обращенными в одну сторону (виды 11, 12), целесообразнее соединения полками, обращенными в разные стороны (виды 13, 14). В последнем случае в результате смещения линий центров изгиба в узле под нагрузкой возникает скручивающий момент.
Соединение полками в одну сторону компактнее. В конструкциях 77, 12 ширина узла (в плоскости, перпендикулярной к плоскости чертежа) примерно вдвое меньше, чем в конструкциях 13, 14. Однако в конструкциях 13, 14 узлы и фермы в целом получаются пространственно более жесткими; укладка швов проще, вследствие чего эти конструкции широко применяют на практике.
Жесткость соединения усиливают косынками. Соединение с накладными косынками (вид 76) значительно прочнее и жестче, чем соединение с косынками впритык (вид 75).
На видах 17-18 изображены примеры многолучевых соединений с накладными косынками. Сравнительные преимущества и недостатки соединений с полками, обращенными в одну сторону (вид 17) и в разные стороны (вид 78), такие же, как и для -бескосыночных соединений (виды 11 — 14).
На видах 79-22 представлены примеры .соединения уголков в пространственных узлах.
В трубчатых фермах наиболее простое и надежное соединение — стыковое (виды 23, 24). Недостаток его — ограниченность числа труб, которые могут быть соединены в одном узле. Создание пространственных узлов возможно лишь при условии, что диаметр центральной трубы значительно превышает диаметр присоединяемых труб (вид 25).
192
Расплющивание присоединяемых труб (виды 26, 27). позволяет увеличить чиело соединяемых в узле труб (вид 28) и повышает жесткость соединения (только в плоскости расплющивания).
При соединении труб различного диаметра трубу меньшего диаметра для увеличения жесткости узла развальцовывают на конус (виды 29, 30).
Применяют также сварку в муфтах из цельных (виды 31—33) или сварных (вид 34) труб.
Чаще всего соединения труб усиливают косынками. Косынки приваривают впритык (виды 35, 36); впритык и впрорезь по одной из труб (виды 37, 38); впрорезь по всем соединяемым трубам (виды 39, 40).
Присоединение косынками впрорезь с разделкой концов труб в горячем состоянии «на ложку» (виды 41, 42) позволяет соединять в одном узле несколько труб и применяется в многолучевых узлах. Недостатки соединения - малая жесткость в плоскости расположения косынок и трудоемкость операций разделки труб.
Для увеличения жесткости применяют двойные косынки (виды 43, 44). Расстояние между косынками (в направлении, перпендикулярном их плоскости) целесообразно выбирать так, чтобы кромки смежных косынок можно было проварить одним швом т (виды 46, 47).
Наиболее прочны и жестки U-образные косынки (виды 46, 48).
В тяжелонагруженных узлах применяют соединение на штампованных накладках, охватывающих присоединяемые трубы (виды 49, 50). Жесткость соединения можно повысить, придавая накладкам косынкп, свариваемые точечной сваркой (виды 51, 52).
В многолучевых соединениях применяют приварку труб к звездообразным штамповкам с гнездами (вид 53) или цапфами (вид 54) под трубы. Многолучевые узлы соединяют также на сварных коробках, призматических (виды 55, 56), цилиндрических (вид 57) пли сферических (вид 58). Последним способом можно соединять трубы практически под любым пространственным углом.
На видах 59 — 62 представлены примеры шарнирного соединения сварных труб в ферменных узлах.
6. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ
В прошлом клепание было главным способом соединения конструкций из листового материала (емкостей, резервуаров, котлов и т. д.), а также рамных и ферменных конструкций из сортового и профильного проката. В настоящее время в таких конструкциях клепание почти полностью вытеснено сваркой, отличающейся большей производительностью и обеспечивающей более высокую прочность соединений.
Заклепочные соединения сейчас применяют:
в соединениях, где необходимо исключить сопутствующее сварке термическое воздействие, выражающееся в ухудшении структуры металла в области сварного шва, перегреве расположенных вблизи сварного соединения деталей и короблении изделий;
в соединениях деталей из металлов, плохо поддающихся сварке, а также в соединениях деталей из разнородных металлов (найример, сталь — цветные сплавы и т. д.);
в соединениях металлических изделий с неметаллическими материалами (дерево, кожа, текстильные материалы, пластики, не поддающиеся креплению опрессовкой, приклеиванием и т. д.).
Заклепки до сих пор являются основным видом соединения в облегченных ферменных и тонколистовых оболочковых конструкциях из легких сплавов (особенно в самолетостроении). Это объясняется-технологическими трудностями сварки легких сплавов, пониженной вибропрочностью сварных швов, а также неизбежной поводкой, особенно ощутимой.при сварке изделий большой протяженности. Немалую роль играют присущие самолетостроительным конструкциям сложность форм щ стесненность габаритов, затрудняющие работу сварочными аппаратами, а также контроль сварных соединений.
ГОРЯЧАЯ КЛЕПКА
Горячую клепку применяют в силовых и прочноплотных соединениях при диаметре заклепок более 8 — 10 мм. Заклепки меньшего диаметра устанавливают по большей части вхолодную.
194
Заклепку с предварительно отформованной головкой (закладная головка) нагревают до пластического состояния (900-1000°С), вводят в отверстия, совместно пробитые или просверленные в соединяек^гх деталях, после чего, поддерживая головку, осаживают противоположный конец заклепки клепальным инструментом ударного или прессового действия (рис, 198, а), формируя замыкающую (в ы с а д н у ю) головку действия (рис. 198,6). При остывании заклепка усаживается, плотно сжимая соединяемые детали.
Прочность соединения почти целиком определяется силами трения, возникающими на поверхности стыка деталей в результате усадки заклепок.
В начальной стадии остывания, когда металл заклепки находится в пластическом состоянии, стержень заклепки вытягивается, в результате чего уменьшается его диаметр. Заклепка в это время не развивает сколько-нибудь значительного давления на соединяемые детали. С понижением температуры материал заклепки постепенно крепнет и начинает оказывать сопротивление усадке. Окончательная стягивающая сила определяется величиной укорочения заклепки за период остывания с температуры, при которой пластические деформации материала заклейки сменяются упругими деформациями, до температуры полною остывания. Это же укорочение определяет величину растягивающих напряжений в стержне заклепки.
В процессе остывания диаметр стержня уменьшается вследствие пластической выгяжки в первый период остывания, упругой вытяжки и сокращения поперечных размеров при окончательном остывании. Объем заклепки изменяется также в результате происходящего при остывании у — а-превращения.
В результате совместного действия этих факторов между стержнем и стенками отверстия (даже если заклепку вводят в отверстие первоначально на плотной посадке, например из-под молотка) образуется зазор, достигающий десятых долей миллиметра.
Принятая в настоящее время схема расчета заклепочных соединений на срез стержней заклепок, смятие стенок отверстия и поверхности стержней действием растягивающей силы Р (рис. 199, а) не согласуется с действительными условиями работы заклепочных соединений.
Заклепки начинают работать на срез только после того, как произойдет сдвиг соединяемых деталей на величину зазора между стержнем заклепки
Рис. 198. Схема горячего клепания
Рис. 199. К расчету заклепок
7*
195
и стенками ютверстия, т. е. когда уже наступает разрушение заклепочного соединения.
При расчете горячих заклепочных соединений правильнее исходить из величины -осевой силы N, развиваемой заклепкой при усадке, и силы трения Р = Nf иа стыке (вид б). Осевая сила
W = aF,
где F - площадь поперечного сечения заклепки; о - растягивающее напряжение, возникающее в заклепке в конце усадки;
ст = Ел (Н - Го).
Здесь Е и а - соответственно модуль нормальной упругости и коэффициент линейного расширения материала заклепки; t0 — конечная температура охлаждения; И — /температура, при которой прекращается пластическое течение материала заклепки.и начинается упругая вытяжка стержня заклепки.
Трудность расчета по этой схеме состоит в том, что входящие в уравнение величины переменны. Величины Е и а зависят от температуры, а температура tx неопределенна вследствие растянутости периода перехода пластических деформаций в упругие. Расчет осложняется из-за неодинакового нагрева заклепок перед клепанием, а также неравномерного температурного поля по оси заклепок. Например, часто нагревают только свободный конец заклепки, из которого формируется замыкающая головка, оставляя закладную головку холодной. При этом стягивающая сила значительно уменьшается.
Схема чистого сдвига (виды а, б) на практике встречается редко. В большинстве случаев заклепочные соединения подвергаются дополнительным напряжениям, например изгибу или растяжению (виды в, г), возникающим в результате деформации узла под действием внешних сил.
Существующий расчет не учитывает решающей для прочности фактор — растяжение заклепки в результате усадки при остывании. Если даже за основу принимать схему работы заклепок на срез, то расчет следовало бы вести по сложному напряженному состоянию — срез-растяжение.
Практически при выборе параметров заклепочных соединений главным образом опираются на исполненные конструкции, учитывая вместе с тем специфические условия работы проектируемого соединения (требования к герметичности, рабочие температуры, воздействие агрессивных сред и т. д.). Почти в каждой области, где применяют горячие заклепочные соединения, существуют свои нормативы, проверенные в эксплуатации (хотя может быть и не самые рациональные).
ХОЛОДНАЯ КЛЕПКА
При холодном клепании усадка заклепки происходит только в результате пластической деформации материала заклепки при расклепывании. Осевая сила, стягивающая соединяемые детали, при холодном клепании меньше, чем при горячем, и зависит от степени пластической деформации заклепок, которая может колебаться в значительных пределах и имеет более или менее постоянную величину только при машинном клепании, например гидравлическом.
196
В противоположность горячеклепаным соединениям прочность соединения определяется главным образом сопротивлением заклепок срезу. Силы трения на стыке способствуют разгрузке заклепок от среза, и смятия.
Основная задача при конструировании холодноклепаных соединений — обеспечить правильную работу заклепок на срез в первую очередь путем беззазорной установки заклепки в отверстии. В ответственных соединениях обязательна совместная обработка отверстий под заклепки в соединяемых деталях. Заклепки целесообразно устанавливать в отверстия на посадках с натягом (для чего в большинстве случаев необходимо точно обрабатывать не только отверстия, но и стержни заклепок). При установке заклепок с зазором пластическая деформация должна быть достаточной для того, чтобы стянуть соединяемые детали и обеспечить расплющивание стержня до выбора зазора и плотного прилегания стержня к стенкам отверстия, особенно в плоскости стыка соединяемых деталей, поэтому выгоднее применять заклепки не с плоскими, сферическими и другими подобными головками (рис. 200, а, б) опирающимися на поверхности склепываемых деталей, а с головками впотай (виды в—ж), при которых усилие расклепывания передается в значительной степени на стержень, раздавая его в поперечном направлении.
При холодном клепании рекомендуется применять потаи с углом 75 — 60° и даже 45° (виды д — ж) для облегчения раздачи стержня заклепки. Конические заклепки (вид з) запрессовывают в совместно развернутое в деталях гнездо и фиксируют расклепыванием с двух сторон.
Целесообразны заклепки с углублениями в головках (виды и-л) под пуансоны, уплотняющие центральную часть стержня.
Полые заклепки раздаются прошиванием отверстия пуансоном (вид м). Уменьшение в полых заклепках сечения, работающего на срез, вообще очень незначительное (если диаметр внутреннего отверстия < 0,5 диаметра заклепки), можно устранить применением уплотняющих пуансонов, оставь ляемых в заклепке (виды н, о).
При горячем клепании предпочтительнее гОловки с плоской опорной поверхностью или с углом потая более 75° (виды и, к). При малых углах в склепываемых деталях на участках потая возникают высокие напряжения смятия и разрыва, сила же стяжки уменьшается.
Рис. 200. Заклепки для холодного клепания
197
При холодном расклепывании благоприятное влияние на прочность соединения оказывает нагартовка заклепки усилием расклепывания, сопровождающаяся упрочнением материала заклепки.
В машиностроении применяют преимущественно холодное клепание, так как главный смысл применения заклепочных соединений здесь состоит в устранении теплового воздействия и получении прочных соединений деталей без нарушения точности их размеров и взаимного расположения.
На заклепках крепят, например, противовесы к щекам коленчатых валов, венцы зубчатых колес к дискам, облицовочные листы к массивным деталям, фрикционные накладки к дискам сцепления и тормозным колодкам. Заклепками соединяют легкие листовые конструкции, например штампованные сепараторы шариковых подшипников.
Ввиду отсутствия, теплового воздействия, простоты и высокой производительности холодное клепание во многих случаях вытесняет горячее даже при соединении листов и деталей больших сечений.
В соединениях, работающих при высоких температурах, холодное клепание нецелесообразно, так как высокие температуры снимают нагартовку и уменьшают силу стяжки, полученную при клепании.
МАТЕРИАЛ ЗАКЛЕПОК
Для горячеклепаных соединений общего назначения применяют заклепки из углеродистых сталей 30, 35 и 45. В специальных соединениях заклепки в зависимости от условий работы делают из коррозионностойких сталей, жаропрочных и жаростойких сплавов.
Заклепки для холодного соединения стальных деталей изготовляют из мягких пластичных сталей 10, 20, а в ответственных соединениях -из сталей 15Х, 20Х, обладающих наряду с пластичностью повышенной прочностью.
Для соединения цветных металлов, а также для присоединения мягких материалов к металлическим деталям применяют заклепки из меди, латуни, бронз, алюминия и алюминиевых сплавов. При повышенных требованиях к коррозионной стойкости заклепки делают из нержавеющих сталей, монель-металла, никелевых и титановых сплавов.
Для склепывания силовых соединений из алюминиевых сплавов применяют заклепки из дюралюминия Д1, Д16.
Пользуясь свойством старения дюралюминия, заклепки ставят в свежезакалеииом состоянии (закалку производят в воду с температуры 500-520°С), когда материал заклепок в течение 0,5 — 2 ч после закалки сохраняет пластичность. После выдержки в течение четырех-шести суток при t = 20’С (естественное старение) материал заклепок застаревает, приобретая повышенную прочность и твердость. Искусственное старение (выдержка при 15О-175°С) сокращает продолжительность застаревания до 1-4 ч.
В массовом производстве консервируют большие партии закаленных заклепок в холодильных камерах с температурой около -50°С, задерживающей старение практически на неограниченный срок.
Деформируемые сплавы ДШ, Д18, В65) В95 обладают достаточной пластичностью после старения и поддаются расклепыванию в застареином состоянии.
В холодноклепаных соединениях не рекомендуется применять металлы с различным электрохимическим потенциалом, образующие гальванические
198
пары и вызывающие коррозию, Как правило, заклепки делают из того же материала, что и склепываемые детали.
В соединениях с разнородными металлами (например, алюминиевые заклепки в деталях из магниевых и медных сплавов) необходимо анти-'коррозионное покрытие заклепок (кадмием или цинком).
ВИДЫ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Заклепочное соединение целесообразно нагружать только на сдвиг, разгружая его от действия изгибающих моментов, вызывающих односторонний изгиб стержней заклепок. Возникающие при Изгибе напряжения разрыва, складываясь с растягивающими напряжениями, возникающими при склепывании, перегружают стержень и головку заклепки.
В соединениях по рис. 201, а, б под действием растягивающих сил возникает изгибающий момент, приблизительно равный произведению растягивающей силы на толщину материала (виды з, и). Этот момент отчасти погашается сопротивлением упругому изгибу листов, а частично передается на заклепки.
В соединении с двумя накладками (вид в) изгибающий момент вследствие центрального приложения сил не возникает. Кроме того, это соединение двусрезное; благодаря удвоенному числу поверхностей трения сопротивление сдвигу здесь в 2 раза больше, чем в конструкциях а, б.
Конструкция г с отбортованными кромками нерациональна, так как при растяжении заклепки подвергаются изгибу.
В угловых соединениях (вид д) с отбортованной кромкой, применяемых иногда для присоединения днищ к обечайкам резервуаров, содержащих газы или жидкости под давлением, деформация стенок резервуаров вызывает изгиб заклепок.
Выгоднее соединения е, ж, где заклепки работают преимущественно иа сдвиг и лишь в незначительной степени на изгиб. Изгиб тем меньше, чем меньше деформация днища и ближайших к шву стеиок обечайки под действием внутреннего давления, т. е. чем ближе заклепки расположены к узлу жесткости системы (чем меньше расстояние I заклепки от плоскости днища).
Применяют однорядные (рис. 202, а, г), двухрядные (б, д) и многорядные (в) соединения. В двухрядных и многорядных швах заклепки, как правило, располагают в шахматном порядке с целью более равномерной нагрузки швов, а также для облегчения установки заклепок.
Рас. 201. Заклепочные соединения
199
Pec. 202. Параметры заклепочных соединений
d-s+5 sHOfcnete
На рис. 202 приведены применяемые в конструкциях общего назначения эмпирические зависимости значений шага t и расстояния е, от диаметра заклепки d.
вследствие ослабляющего влияния отверстий прочность заклепочных соединений меньше прочности целого материала.
Относительная прочность соединений, выраженная в долях прочности целого материала, приведена в таблице. \
Увеличение числа швов свыше трех повышает прочность незначительно.
Тип соединения Шов
однорядный двухрядный трехрядиый
Внахлестку (рис. 202, 0 0,5-0,6 0,6-0,7 0,7-0,8
Встык (рис. 202, Э) . . 0,6-0,7 0,75-0,85 0,85-0,9
По функциональному признаку различают прочные швы, применяемые в силовых конструкциях, и прочноплотные швы, обеспечивающие наряду с восприятием сил герметичность соединения и применяемые при изготовлении конструкций резервуарного типа. Для прочноплотных швов применяют заклепки с усиленными головками, обычно с коническими подголовками, обеспечивающими герметичность посадки заклепки в отверстии. Заклепки в прочноплотных соединениях; работающих при высоких температурах, ставят в горячем состоянии независимо от толщины склепываемых деталей. Швы обычно делают двух- или трехрядными.
Герметичность стыка обеспечивают дополнительными средствами, например смазыванием поверхностей стыка перед склепыванием уплотнительными составами (сурик, разведенный на масле, мази на основе отверждающихся синтетических смол и т. д.). Следует, однако, иметь в виду, что уплотняющие мази, уменьшая коэффициент трения на поверхности стыка, снижают прочность соединения на сдвиг, поэтому мазь лучше наносить не по всей поверхности стыка, а узкой полоской, например змейкой с обходом отверстий под заклепки.
200
Рис. 203. Подчеканка (а) и подварка (б) кромок
В соединениях, работающих при высоких температурах, применяют силоксановые эмали с металлическими порошками (Al, Zn), выдерживающие температуру до 600°С.
Другой способ уплотнения - установка на стыке тонких проволок из
мягких металлов, расплющиваемых при клепании.
Хорошие результаты дает покрытие предварительно зачищенных поверхностей стыка пластичными металлами, наносимыми гальванически или газопламенным напылением. Наибольшей термостойкостью обладают покрытия медью и никелем.
ч.
Металлические покрытия увеличивают прочность соединения, так как прн повышенной температуре и высоком давлении, существующих на поверхности стыка, происходит взаимо-диффузия металлов покрытия с образованием металлического слбя промежуточной структуры.
Иногда применяют подчеканку-кромок соединения (рис. 203, а) со скосом кромок под углом 15-20°.
Подчеканенные швы сохраняют герметичность в эксплуатации лишь при условии достаточной жесткости соединения. При недостаточной жесткости герметичность соединения, особенно в условиях циклической нагрузки, быстро нарушается в результате периодической деформации стыка.
Практикуемый иногда способ герметизации путем подварки кромок соединения легким сварным швом (рис. 203, б) нельзя считать рациональным. Жесткость сварных швов, даже малого сечения, значительно больше жесткости заклепочных швов. Вследствие этого сварной шов воспринимает усилия, действующие на соединение. Прочность шва и определяет прочность соединения. В таких случаях лучше переходить целиком на сварное соединение швом нормального сечения.
КОНСТРУКТИВНЫЕ СООТНОШЕНИЯ
Обозначение документации состоит из номера ГОСТа, диаметра d стержня и длины заклепки из числа стандартных длин.
Для нестандартных заклепок необходимо изготовление рабочих чертежей заклепок й заклепочных соединений.
На рис. 204, а - к приведены наиболее употребительные типы заклспож для прочноплотных соединений.
Заклепки с обратноконическими повышенными головками (виды и, к) предназначены для соединений, подвергающихся действию горячих газов в предположении, что такие головки дольше сопротивляются эрозии и сохраняют прочность даже при значительном обгорании.
Целесообразнее, однако, в этих условиях применять потайные головки со слабосферической (виды в, г) или плоской (виды д, е) поверхностью и изготовлять их из жаростойких сплавов.
201
На видах л-о показаны мелкие заклепки'из цветных металлов.
Единого правила для выбора диаметра заклепок не существует. Диаметр заклепки зависит .от толщины соединяемого материала, шага заклепок, типа нагружения, величины нагрузок, соотношения между прочностью и твердостью материалов заклепки и соединяемых деталей, наконец, от технологии установки заклепок.
Если исходить из схемы работы заклепки на срез и принять в основу расчета условие равнопрочное™ заклепок (на срез и смятие) и склепываемых листов (на смятие, срез и разрыв в ослабленных участках), то для частного случая однорядного нахлесточного соединения (рис. 205, а) при одинаковой прочности материала заклепок и' листов получаются следующие соотношения:
4 = 2s; t = 2,5d; e = l,5d.
Этот расчет дает преувеличенные значения диаметра заклепки (особенно при больших величинах s) и уменьшенные значения шага.
Практически пользуются соотношениями (рис. 205, б):
d = s + (4 т- 8); (6)
3d < t < 611; (7)
, 1,54 <е <2d. (8)
В этих формулах все размеры в мм.
Заклепки меньшего диаметра, чем определяемый по формуле (6), плохо проковываются и могут прогнуться в отверстии (рис. 206, а). При расклепывании заклепок большего диметра можно вызвать перенапряжение материала соединяемых деталей.
При склепывании материалов разной толщины исходят из суммарной толщины S (рис. 206, б), При S = 5 ч- 60 мм диаметр заклепки определяют по формуле
d = (3 ч- 3,5) ]/s.
Шаг заклепок не должен превышать 6d, иначе плотность стыка на участках между заклепками может нарушиться (вид в). При Г < 3 d затрудняется постановка заклепок.
Длина кромки е не должна превышать 2d, иначе возможно отставание кромки (рис. 206, в). Если е < l,5d, то можно повредить кромку при расклепывании. Относительно мелкие и
202
Рис. 205. Конструктивные соотношения в заклепочных соединениях
Ряс. 206. К определению диаметра и шага заклепок
часто расположенные заклепки следует предпочитать крупным и редко расположенный, т. е. придерживаться в формулах (6), (7) нижних пределов.
Приведенные соотношения являются ориентировочными. Лучше полагаться на опыт исполненных конструкций и руководствоваться нормами, принятыми в данной отрасли промышленности, а при проектировании новых конструкций проводить экспериментальную проверку.
Для заклепок, устанавливаемых
вхолодную, расчет на срез более обоснован. Однако и здесь существуют трудно учитываемые факторы (например, величина прилагаемого к заклепке усилия и степень пластической деформации, определяющая плотность
Вид нагружения Пробитые отверстия Сверленые отверстия
Срез 10 15
Смятие 20 30
прилегания заклепки к стенкам от-
верстия). Допускаемые напряжения принимают равными пределу прочности материала заклепок на срез и смятие с коэффициентом запаса 3 — 4. Кроме того, учитывают вид обработки отверстия.
Расчетные напряжения (кгс/мм2) для заклепок из сталей 10, 20 даны в таблице.
При пульсирующей нагрузке допускаемые напряжения снижают на 10-20%, при знакопеременной - на 30-50%.
ПРИПУСКИ НА ВЫСАДКУ ГОЛОВОК
Пусть F - половина площади сечения головки за вычетом вписывающегося в головку сечения стержня заклепки (заштрихованная площадка на рис. 207, в). По правилу Гюльдена-Паппуша объем этой части головки
F = Гл4ц.т, где dar — диаметр расположения центра тяжести площадки.
Высота h припуска, необходимого для заполнения этого объема, определяется из соотношения
где d - диаметр стержня заклепки.
203
Откуда
4ц,т d2
Высота И припуска над плоскостью приклепываемой детали равна
H = k + lh =
d
(9)
где hi - высота выступления головки над плоскостью детали, зависящая от формы головки.
Формула (9) действительна для заклепок, устанавливаемых в отверстие без зазора.
Для заклепок, устанавливаемых в отверстие с зазором, выбираемым при расклепывании, надо учесть затекание металла в кольцевой объем зазора между отверстием и стержнем заклепки, равный
V' = ^(d2-d2)S,
где d„ - диаметр; S — длина отверстия (рис. 207, б).
Дополнительная высота припуска h' определяется из соотношения
r = y№-<z2)s=^h',
Откуда
Общая высота припуска
= B + = B + -1
(10)
Следует учитывать допуски на изготовление отверстий и заклепок (заклепки горячей высадки рядового назначения выполняют по 5-7-му классам точности; холодной высадки -по 3-4-му классам) и вводить в расчет максимальный диаметр отверстия и минимальный диаметр заклепки.
При горячем клепании необходимо учитывать увеличение диаметра заклепки при нагреве. Диаметр заклепки в горячем состоянии
d = do (1 + at), где d0 - диаметр заклепки в холодном состоянии; a - коэффициент линейного расширения материала заклепки (для стали a « I1-10-6); t — температура иагрева.
Если принять для средних условий d0/d = 1,05, то
Н'я И+ 0,15. (И)
В табл. 7 приведены величины Н, вычисленные по формуле (9), и Н' - по формулам (10)-(11) для наиболее употребительных типов заклепок.
Длину заклепок с припуском, подсчитанным по формулам (9)-(11), следует округлять до ближайшей большей стандартной длины.
Рис. 207. К определению припуска на высадку головок
204
Припуски на высадку головок
Таблица 7
Эскиз конструкции Припуск
для заклепок, устанавливаемых без зазора для заклепок, устанавливаемых с зазором
Я= l,2d H' = i,2<; + srfA¥_i’Li!2d + o;iS .
-•
Р СМ г k-J—J / U- Н = </ Я = 0,б</ Я = 0,8</ H = d Н = 1,2 А L\ “ / J И' = d + - 1J « + o,l S H' = 0,6 d + (S - 0,8 d) [(-yj ~ « 0,5 d + 0,1 S H' = o,sd + (s - 0,8cD[(v-У “ ~0,7d + 0,1 s H' = d + (S^ 0,8 d) К A J - 1 j « 0,9 J + 0,1 S H' = 1,2<1 + (8 -0,8rl)^~^ - 1J » 1,1 d + 0,1 S
-Q -Q- —
н L-
s-
£. gUp^L'g. CiT Ci* I— a k.LLlJ. r*Z
Z4<KSN5N p- C7 т - Ж —$—\н o,ld tzid f/U-
-р¥/|J ~—s— H I*
205
ПРАВИЛА КОНСТРУИРОВАНИЯ
Отверстия под заклепки в склепываемых деталях следует обрабатывать совместно (рпо. 208, б). Несовпадение отверстий (Вид а) резко ослабляет заклепку.
В ответственных соединениях необходима подвергать отверстия совместному развертыванию и устанавливать заклепку с натягом (вид б).
Следует избегать расположения заклепок в тесных местах (вид в). Вокруг заклепок должно быть оставлено место, достаточное для подвода клепального инструмента. Расстояние е (вид г) оси заклепки от ближайших вертикальных стенок и других элементов конструкции, мешающих подводу клепального инструмента, должно быть не менее (2 - 2,5) d-при пневматическом клепании и (1,5 — 2) d при гидравлическом клепании. Минимальное расстояние от кромки = l,7d.
В особенности важно обеспечить свободный подход к замыкающей головке. При склепывании профилей замыкающую головку надо выносить на открытое место (вид е), установка по виду д нецелесообразна. -
В смежных заклепочных швах с параллельным (виды г, ж, з) или перпендикулярным (виды н, к) взаиморасположением осей заклепок целесообразно для облегчения клепания располагать заклепки в шахматном порядке (виды з, к).
Расстояние осей заклепок от крайних кромок склепываемых деталей следует делать минимальным во избежание применения громоздкого клепального инструмента с большим вылетом. Так, при соединении днищ цилиндрических резервуаров с обечайками целесообразно применять -днища
Рис. 208. Установка заклепок
206
с отбортовкой наружу (вид _м), а не внутрь (вид л), хотя это соединение менее выгодно по прочности.
При установке заклепок на наклонных поверхностях (вид и) нужно применять горячее клепание с полным прогревом всей заклепки, делать плоские выборки на наклонных поверхностях (вид о) или ставить заклепки впотай (вид п).
То же правидо относится к заклепкам, устанавливаемым на цилиндрических поверхностях (Диды р, с).
При холодном склепывании деталей, нуждающихся в сохранении точных' размеров (например, при клепании венцов зубчатых колес к дискам, вид т), следует учитывать возможность деформации стенок под действием усилий склепывания (в особенности при заклепках с потайными головками). Участки материала, деформируемые при расклепывании, нужно отделять от точных поверхностей зазором (s, вид у).
Во избежание деформации склепываемых деталей такие заклепки целесообразно осаживать тарированным гидравлическим усилием,
УПРОЧНЕНИЕ ЗАКЛЕПОЧНЫХ СОЕДИНЕНИЙ
Для увеличения прочности заклепочных соединений, помимо правильного выбора геометрических параметров (диаметр, число рядов заклепок, шаг заклепок), большое значение имеют технологические меры. В качестве материала для заклепок целесообразно применять легированные стали типа 40Х. Если заклепка перед установкой нагрета до температуры, превышающей температуру фазового превращения, т. е. до 750 —800°С, и охлаждение происходит достаточно быстро, то сталь в процессе остывания подвергается мягкой закалке на сорбит, что значительно увеличивает прочность соединения. Изготовляя заклепки из легированной стали состава, применяемого для НТМО, можно в процессе деформации заклепок во время остывания получить значительное упрочнение заклепок.
Для ответственных соединений целесообразно применять заклепки из высокопрочных мартенситостареющих сталей, подвергающихся при остывании закалке. »
Следует избегать нагрева заклепок свыше 1000сС, вызывающего крупно-зернистость металла.
Усталостную долговечность заклепочных соединений можно значительно увеличить правильной обработкой отверстий под заклепки и приданием рациональных форм заклепкам. Надо избегать пробивки отверстий, вызывающей на кромках отверстий надрывы и микротрещины, являющиеся источниками резкой концентрации напряжений. Отверстия под заклепки следует сверлить (совместно в стягиваемых деталях), развертывать, а при холодном клепании проходить уплотняющей разверткой или прошивкой.
Входные и выходные кромки отверстий должны быть заправлены фасками (рис. 209, а) пли, лучше, галтелями (виды б, в), поверхность которых при холодном клепании также целесообразно обработать давлением.
207
Гис. 209. Формы заклепок и отверстий
Рис. 210. Схема клепания пуансоном двойного действия
Закладные головки заклепок следует соединять со стержнем плавными галтелями или по крайней мере фасками (согласованными с размером галтелей и фасок на кромках отверстия).
При горячем клепании переходы от стержня к головке образуются сами собой в результате затекания металла в фаску или галтель отверстия. Для увеличения прочности соединения важно повысить сцепление между контактными поверхностями. Целесообразно подвергать стыковые поверхности дробеструйной обработке, увеличивающей шероховатость. Для обеспечения герметичности в таких случаях необходима металлизация стыковых поверхностей.
Эффективный способ повышения прочности горячих заклепочных соединений состоит в применении гидравлического расклепывания с выдержкой заклепки и соединяемых деталей под постоянным усилием до остывания заклепки. ,
Нагретую заклепку вводят в отверстие и сжимают большим усилием, высаживая замыкающую головку и раздавая стержень до полного соприкосновения со стенками отверстия. Заклепку выдерживают под усилием до ее остывания (до 2ОО~ЗОО°С). Уменьшение диаметра стержня заклепки при остывании компенсируется непрерывным сжатием заклепки пуансоном.
В итоге получается соединение в заклепкой, практически беззазорно сидящей в отверстии, надежно застрахованное от сдвига. Вместе с тем соединение сохраняет характерное, для горячих заклепочных соединений повышенное сопротивление сдвигу благодаря силам трепня на стыке, возникающим на первых стадиях процесса при сжатии стыка усилием пуансона, а иа заключительной стадии - в результате усадки стержня заклепки в осевом направлении при остывании с конечной температуры клепания до температуры окружающей атмосферы.
Процесс гидравлического расклепывания требует повышенного давления склепывания, достаточного для деформации стержня в лолупластическом состоянии (при температурах, соответствующих конечному периоду склепывания), и менее производителен (из-за большей продолжительности выдержки, чем обычный процесс. Однако это окупается высоким качеством соединения.
Для увеличения прочности соединения целесообразно расчленить процесс сжатия стыка и процесс пластической деформации заклепки, для этого применяют пуансон двойного действия.
При этом сначала сжимают соединяемые детали с помощью наружного кольцевого пуансона 1. (рис. 210, а), а затем с помощью внутреннего пуансона 2 прилагают усилие к стержню заклепки, высаживая головку н раздавая стержень заклепки до полного выбора первоначального зазора между стержнем и стенками отверстия (рис. 210, б).
Систему выдерживают в таком состоянии до охлаждения заклепки. Как и в предыдущем случае, усадка стержня заклепки в осевом направлении при остывании компенсируется пластической деформацией заклепки действием пуансона, для чего выгодно Делать головку с потаем. После остывания заклепки снимают давление с пуансона 2, а затем после некоторой выдержки и с пуансона 1. Затяжка стыка довершается укорочением стержня заклепки при полном остывании, происходящем уже в упругой стадии.
208
СТЕРЖНЕВЫЕ ЗАКЛЕПКИ
Стержневые заклепки (рис. 211) применяют в высоко-нагруженных соединениях. Стержень заклепки выполняют из прочной термообработанной стали и устанавливают в отверстие с, натягом. Так как стержень не поддается расклепыванию, то замыкающую головку формируют завальцовкой колец из пластичного металла в кольцевые выточки стержня.
Величина осевого натяга зависит от конструкции замыкающей головки. Соединения по рис. 211, о, б служат только для фиксации стержня. Большие натяги можно получить при увеличенной высоте головок (виды в, г). Кольца крепят круговой обвальцовкой (вид в), обжатием коническим пуансоном (вид г) или разводными обжимами.
В конструкциях в, г необходимо поддерживать головку стержня во время обжатия кольца. Если подход к головке затруднен, то применяют конструкции д, е. Соединение в процессе обжатия стягивают за резьбу (вид д) или головку (вид е) с упором в поверхность стягиваемых деталей. После замыкания резьбовой стержень (или головку) отламывают по тонким перемычкам т, п.
ТРУБЧАТЫЕ ЗАКЛЕПКИ
Трубчатые заклепки применяют для склепывания соединений, несущих небольшие нагрузки.
Заклепки изготовляют из сортовых трубок. Закладную головку обычно формируют предварительно (рис. 212, а). Свободный конец заклепки раздают с помощью пуансона (вид б),'' а у заклепок большего диаметра -с помощью вращающейся вальцовки. Вращающийся инструмент применяют также при клепании деталей из хрупких материалов.
Иногда, особенно при установке впотай, обе головки заклепки формируют одновременно с помощью пуансонов, действующих с двух сторон (виды в, г).
Все виды трубчатых заклепок поддаются дополнительному уплотнению изнутри для увеличения плотности прилегания стержня заклепки к стенкам отверстия и тем самым повышения прочности соединения на срез
Рис. 211. Стержневые заклепки
209
Рис. 212. Трубчазые и полутрубчатые заклепки
В конструкциях с предварительно сформированной головкой уплотнение можно производить одновременно с формированием замыкающей головки посредством удлиненного пуансона (вид д).
Трубчатые заклепки можно усилить запрессовкой стержней. Стержни фиксируют с помощью рифтов (вид е), кольцевых выточек, а также зачеканкой торцов.
Если поверхность соединения должна быть гладкой (например, приклепывание облицовочных листов), применяют полутрубчатые заклепки с плоскими (виды ж, з), потайными (вид и) или полусферическими (вид к) головками. Если необходима гладкая поверхность с двух сторон, то применяют замыкание запрессовкой в заклепку стержня со шляпкой (вид л). Стержень держится в заклепке силами трения. Для увеличения сцепления на стержне делают кольцевые выточки (вид м\
Заклепки с поднутренными концами (вид н) обладают повышенным сопротивлением срезу. Поднутрение выполняют сверлением (вид н) или высадкой (вид о). Диаметр поднутрения обычно d0 = (0,5 ч- 0,6) d (d — диаметр заклепки). Глубина поднутрения (и высота выступающего конца заклепки) при осаживании на плоскость (вид п) h = (0,5 ч- 0,6) d. При осаживании впотай (вид р) глубина поднутрения hL = (0,6 ч- 0,7) d, высота выступания h2 = (0,3 ч- 0,4) d.
Конец заклепки, как и в предыдущих случаях, осаживают пуансонами (виды н, с). В легких соединениях с целью уменьшения усилия осаживания применяют звездчатые пуансоны (вид т).
210
ПИСТОННЫЕ ЗАКЛЕПКИ
Пистонные заклепки, изготовляемые из тонкостенных (0,2 —0,5 мм) трубок, применяют чаще всего для крепления мягких материалов (кожа, ткани, пластмассовые композиции и др.).
Наиболее простой вид пистонной заклепки — трубка, развальцовываемая с обеих сторон на плоскость (рис. 213, а) или впотац (вид б). Заклепки с усиленными головками изображены на видах в, з.
Рис. 213. Пистонные заклепки
i
Пистоны, устанавливаемые на лицевых поверхностях декоративный деталей, делают закрытыми с целыми, формируемыми экструзией (виды it, к) или составными (виды л — т) головками.
Замыкающие головки формируют способами, показанными на видах а — з. Формирование головок видов а, б производится за один прием. Остальные конструкции формируют в два приема или с помощью пуансонов двойного действия.
ЗАКЛАДНЫЕ ЗАКЛЕПКИ
Если невозможно подвести клепальный инструмент для формирования замыкающей головки (например, у заклепок, входящих во внутренние полости), го применяют закладные заклепки, устанавливаемые и замыкаемые с одной стороны. Обычно это трубчатые заклепки, прошиваемые пуансоном. На конце стержня предусматривают перемычку (рис. 214, а) или коническую ступеньку (вид в). При прошивании пуансон раздает металл, образуя замыкающую головку (виды б, г).
Для уменьшения усилия прошивания утолщенный конец заклепки надрезают крестообразным разрезом (виды д, е).
По прочности, а также по простоте операции замыкания выгоднее заклепки с оставляемым пуансоном (виды ж — м). После формирования замыкающей головки пуансон запирается в стержне заклепки й служит усиливающим элементом. Пуансон стопорят в заклепке с помощью рифтов (виды ж, з), конических выточек (виды и, к) или канавок (виды л, м), заполняемых пластическим течением материала.
211
Для установки заклепок этого типа требуется значительное осевое усилие, вследствие чего они применимы только в жестких толстостенных конструкциях.
При соединении тонколистовых конструкций необходимо разгрузить листы от усилий клепания. Чаще всего для этого применяют вытяжные формирующие прошивки. Заклепку вместе с предварительно заведенной в нее прошивкой устанавливают в отверстие головкой наружу. Затем, опираясь на головку, вытягивают прошивку, формируя замыкающую головку.
Типичные конструкции легких закладных заклепок приведены на рис. 215.
В конструкции 1 прошивка снабжена грушевидным утолщением диаметром, превышающим диаметр отверстия заклепки. При вытягивании прошивка формирует замыкающую головку (вид 2) и одновременно раздает стержень заклепки, обеспечивая плотное его прилегание к стенкам отверстия. Разновидность конструкции показана на видах 3, 4.
В конструкции 5 прошивке придана шляпка, отделенная от стержня тонкой перемычкой т. При прошивании шляпка самозамыкается в формируемой головке (вид 6). После образования головки сопротивление прошиванию рез^о возрастает, и прошивка разрывается по тонкому месту. Шляпка остается в головке. В конструкции 7 прошивка, заделанная в стержень заклепки, разрывается по корсетной перемычке и. Шляпка остается в головке (вид 8).
По прочности выгоднее заклепки с оставляемыми прошивками. В конструкции 9 прошивка снабжена грибовидным утолщением, отделенным от стержня тонкой перемычкой г. После формирования замыкающей головки прошивка разрывается по перемычке; утолщенная часть прошивки остается в заклепке (вид 10), фиксируясь самозамыканием грибка в головке. Разновидность конструкции показана на видах 11, 12.
212
15) 16)
33) 34)
J!)
6)
17) IS)
29)
24)
30)
35) 36)
Рис. 215. Закладные заклепки
В конструкциях 13, 14 отрывная прошивка фиксируется затеканием материала заклепки на конус s. Ila видах 15, 16 показана основанная на этом же принципе заклепка для соединения тонких листов.
Установка заклепок, изображенных па видах 1-16, поддается автоматизации. В настоящее время выпускаются высокопроизводительные машины с автоматизированной ориентацией, подачей и установкой заклепок.
В конструкциях 17 — 20 разгрузка склепываемых деталей от осевого усилия достигается применением ввертных пуансонов, конических (виды 17, 18) или цилиндрических (виды 19, 20). Пуансоны стопорятся в заклепках силами трения.
В конструкциях 21—24 замыкающая головка формируется конической или сферической гайкой t, втягиваемой вращением ввертного болта. В конструкциях 25, 26 применена ступенчатая обрывающаяся прошивка, затягиваемая наружной гайкой v и фиксируемая затеканием материала заклепки в коническую выточку.
В конструкции 27 в отверстии заклепки нарезан резьбовой пояс, в который ввертывают болт, опирающийся в головку заклепки. При завертывании болт подтягивает конец стержня заклепки,'причем образуется утолщение w, служащее замыкающей головкой (вид 28).
В конструкциях 17 — 28 заклепка должна быть ^застопорена от про-вОрота в начальный период затяжки. По производительности эти способы установки уступают предыдущим.
На видах 29 — 32 представлены сильные заклепки, замыкаемые протягиванием обрывающейся прошивки, фиксируемой завальцовыванием манжет из пластичного металла в кольцевые выточки на стержне прошивки. Такие заклепки применяют, например, в судостроении для присоединения массивных обшивок.
Наиболее производителен и универсален способ клепания взрывными заклепками. В стержень заклепки заделывают заряд (вид 33), взрываемый после установки заклепки (обычно путем наложения электронагре-ваемой оправки на головку заклепки). При взрыве образуется замыкающая головка тюльпанной формы (вид 34). Канал z служит для раздачи стержня в плоскости стыка склепываемых листов.
Целесообразнее взрывные заклепки с закрытым зарядом (виды 35, 36). Усилие взрыва замыкается в теле заклепки; склепываемое соединение разгружено от силы реакции газовой струи; процесс установки заклепок бесшумен. ,
Взрывные заклепки из алюминиевых сплавов пшроко применяют в самолетостроении для присоединения обшивок.
По прочности взрывные заклепки уступают другим конструкциям закладных заклепок (например, силовым заклепкам видов 29 — 32).
Закладные заклепки делают обычно диаметром 4 — 12 мм; заклепки, показанные на видах 29-32,- до 25 мм,
СПЕЦИАЛЬНЫЕ ЗАКЛЕПКИ
Особую разновидность представляют собой дистанционные заклепки, применяемые для соединения деталей, расположенных на заданном расстоянии друг от друга (рис. 216, а).
214
Рис. 216. Специальные заклепки
В герметичных заклепках (рис. 216,6) под головку устанавливают кольцо из пЛастичного металла (алюминий, отожженная медь) или (для соединений, работающих при невысоких температурах) из эластомеров. При установке заклепки кольцо расплющивается, уплотняя соединение.
‘Герметичность достигается также кадмированием или цинкованием заклепок.
ПРИКЛЕПЫВАНИЕ ТОНКИХ ЛИСТОВ
При склепывании тонких листов с массивными деталями закладную головку следует располагать со стороны листа, высадную — на массивной детали (рис. 217, б). Установка по виду а неправильна.
215
Недопустимо применение потайных головок со стороны листа (вид в). Для обеспечения плотного прижатия листа следует придавать закладной головке максимально возможный диаметр (вид г) или подкладывать под головку шайбу (вид <')). Шайбу целесообразно выполнять из пружинной стали и придавать ей небольшую конусность (вид е), выбцраемую при расклепывании.
На видах ж — м приведены конструкции усиленных соединений.
В конструкции ж кромки отверстия листа отбортовываются и при расклепывании сгибаются вдвое (вид з), образуя прочное соединение.
В конструкции и с креплением потайной головкой кромки отверстия заводятся под потай и при расклепывании защемляются под головкой (вид к).
В конструкции л лист при расклепывании зажимается в конической раззенковке (вид Л().
>-7 СОЕДИНЕНИЕ МЕТОДАМИ ХОЛОДНОЙ /. ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Крепление с помощью пластической деформации материала в холодном состоянии применяют в глухих соединениях преимущественно для фиксации взаимного расположения деталей. Во многих случаях такие соединения несут довольно значительные нагрузки.
Пластической деформации в холодном состоянии поддаются мягкие и вязкие металлы (относительное удлинение 8 > 3 ч- 4%), например, стали в отожженном состоянии, медные, алюминиевые и магниевые сплавы, отожженные титановые сплавы. Ограниченно поддаются пластической деформации стали, подвергнутые нормализации и улучшению. Методы пластической деформации неприменимы для хрупких металлов (серые чугуны), а также для сталей, закаленных или подвергнутых химико-термической обработке (цементации, азотированию,ч цианированию).
Основные приемы пластической деформации: расклепывание, заваль-цовка, раскатывание, прошивание, чеканка, расчеканка, закерновка. В тонколистовых конструкциях применяют также гибку, отбортовку, зиговку и фальцовку.
Рис. 218. Узлы крепления пластической деформацией:
а, г, е, з, к - нерациональные; б, в, д, ж, и, л - рациональные конструкции
217
Как правило, рекомендуется ограничивать пластическую деформацию строго необходимым минимумом (рис. 218). Чем меньше объем деформируемого металла и степень деформации, тем меньше опасность появления трещин и надрывов и тем прочнее в конечном счете получается соединение. Сокращение объема пластической деформации уменьшает величину потребного для деформирования усилия, позволяет применять в соединениях более твердые и прочные материалы и при прочих равных условиях повышает производительность операций крепления.
КРЕПЛЕНИЕ ВТУЛОК
На рис. 219 представлены способы крепления втулок прошиванием с раздачей материала в конические гнезда (вид а) и кольцевые выточки в посадочных отверстиях (виды б, в). На внутренней поверхности втулок предусматривают напуски (показаны пунктиром) для раздачи материала.
Осевое усилие прошивания воспринимают упором торца (виды а, б) или фланца (вид в) втулки в охватывающую деталь. После прошивания внутреннюю поверхность втулки проходят начисто калибрующим дорном или режущим инструментом.
На видах г, д показано крепление втулок развальцовкой.
К листовым деталям втулки крепят развальцовкой (рис. 220, п) или раздачей выступающего из отверстия воротника 1 под прессом или по месту при помощи приспособлений (виды б, в).
Рис. 219. Крепление втулок
Рис. 220. Крепление втулок в листовых деталях
218
КРЕПЛЕНИЕ СТЕРЖНЕЙ
Массивные цилиндрические детали (колонки, стойки и пр.) крепят путем развальцовки торцов (рис. 221).
Детали обычно сажают на переходных посадках или на посадках с натягом. Наиболее прочное соединение обеспечивает прессовая посадка; развальцовка в этом случае является средством страховки.
На рис. 222 показаны основные способы крепления трубчатых стержней в массивных деталях:
1) стержень устанавливают в обратноконическое гнездо (вид а) и крепят раздачей конического напуска 1 путем прошивания цилиндрической оправкой (вид б);
2) стержень заделывают раздачей массивного конца в цилиндрическую выточку гнезда (виды в, г);
3) стержень устанавливают в гнездо с предварительно введенной в него конической вставкой, ,и упором в буртик 2 осаживают стержень до раздачи материала в цилиндрическую выточку гнезда (виды д, е).
Совершеннее конструкция, где конус, выполненный как одно целое со стержнем (вид ж), соединей с ним тонкой перемычкой. При осаживании стержня перемычка разрывается, конус раздает конец стержня (вид з) который фиксируется в отверстии кольцевыми рифтами.
Стержни, выполненные из материала, не поддающегося пластической деформации, и устанавливаемые в детали из мягких материалов, крепят
Рис. 223. Усиление узлов'заделки стержней в листовые детали
219
зачеканкой материала детали в кольцевую выточку (вид и) или на буртик (вид к) стержня.
На рис. 223 показаны способы присоединения трубчатых стержней к листовым деталям с пластической деформацией листа для увеличения прочности и жесткости крепления.
КРЕПЛЕНИЕ ОСЕЙ И ПАЛЬЦЕВ
Пальцы, выполненные из мягкого материала, поддающегося пластической деформации, крепят расклепыванием и развальцовкой торца (рис. 224, а - в), раскерновкой торца в нескольких точках (виды г - Э), вы-давками на периферии торца, образуемыми с помощью кольцевого те-кана с внутренними зубьями (вид е). На виде ж показано крепление путем раздачи торца пальца на конус кольцевым чеканом.
На видах з - к показаны способы крепления со страховкой пальца от проворота. В конструкции з палец фиксируется расклепыванием квадратного конца пальца в квадратном отверстии, в конструкции и - заделкой рифтованного конца пальца.
а) 9) 6) г) д)
229
В наиболее простой конструкции к цилиндрический конец пальца расчеканивается в треугольные пазы, проделанные в фаске посадочного отверстия. Сплошное расклепывание можно заменить местной деформацией аналогично конструкциям г ~ д.
Пальцы, изготовленные из твердых материалов, не поддающихся расклепыванию, крепят в деталях из пластичных металлов, завальцовкой материала детали в кольцевую выточку пальца (вид л), зачеканкой материала детали в лыски, снятые на пальце (вид м), посадкой на рифтах (виды н, о). __
На видах о — х показано крепление пальца в деталях, жестко связанных между собой (например, в щеках вилок, в серьгах и т. д.), с зачеканкой пальца с двух сторон.
В конструкции и палец крепят раскерновкой детали в нескольких точках по периферии, в конструкциях р — т — круговой завальцовкой, в конструкции у — местными выдавками.
От проворота пальцы страхуют закерновкой материала детали в про-фрезерованные на пальце пазы (вид ф) или расчеканкой материала в снятые на пальце лыски (вид х).
Если и палец и щеки выполнены из твердых, не поддающихся расклепыванию материалов, применяют крепление расплющиваемыми заглушками (вид ц) или кольцами из пластичного материала (низкоуглеродистая сталь, отожженная медь и т. д.), зачеканиваемыми в выточки пальца (виды ч - щ).
СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
Соосные цилиндрические детали (например, стержни и охватывающие втулки) соединяют обчеканкой или обвальцовкой втулки на кольце-
Если по функциональному назначению требуется обеспечить свободу вращения одной детали относительно другой, то соединяемые поверхности перед зачеканкой покрывают слоем разделительной графитной мази. В таких случаях канавки целесообразно делать прямоугольными (вид г).
221
КРЕПЛЕНИЕ ДЕТАЛЕЙ НА ПОВЕРХНОСТЯХ
Мелкие цилиндрические детали типа бонок, контактов, опорных ножек и т. д., устанавливаемые на поверхностях изделий, крепят расчеканкой в обратноконических гнездах (рис. 226, а — е).
Такие же приемы применяют для крепления кольцевых деталей, например, кольцевых уплотнений, седел и т. д. (рис. 226, ж — м).
На рис. 227 показаны некоторые способы крепления седел клапанов.
Конструкции а, б применяют для седел, выполненных из пластичного металла (бронза, аустенитные стали и т. д.), сажаемых в корпусы из твердого и хрупкого металла (чугун), конструкции в, г — для седел, выполненных из твердого металла, сажаемых в корпусы из пластичного металла (алюминиевые сплавы).
В конструкции в крепление производится зачеканкон или развальцовкой материала корпуса вокруг седла (участок т).
Рис. 226. Крепление деталей на поверхносiи изделий
Рнс. 228. Крепление пластинок и прутков
222
В конструкции г седло ввертывают в корпус на резьбе и фиксируют крутовой развальцовкой отверстия корпуса (участок п), сопровождающейся затеканием материала в торцовые зубчики седла.
Пластинки, плоские пружины и им подобные детали крепят на поверхности массивных деталей путем установки в паз (рис. 228, ц) и раздачи материала детали пуансоном в нескольких точках. От сдвига в продольном направлении пластинка фиксируется металлом, затекаемым в полукруглые вырезы.
Аналогичным способом крепят цилиндрические прутковые детали (виды 6, в).
ЗАЧЕКАНКА КОЛЬЦЕВЫХ ДЕТАЛЕЙ НА ВАЛАХ
Способ пластической деформации нередко применяют для заче-' канкп на валы колец (рис. 229, а, б) и гильз (вид в).
Детали этого типа зачеканивают на прессах с разъемными вкладышами пли предпочтительнее на ротационно-ковочных машинах с приложением усилия одновременно в нескольких точках периферии и с плавным нарастанием усилия. Ручная зачеканка а круговая обвальцовка здесь непр^енимы, так как вызывают расширение втулки вместо необходимого сжатт.
КРЕПЛЕНИЕ ЗАГЛУШЕК
Заглушки крепят в -полых валах завальцовкой материала вала (рис. 230, а, б) расчеканкой периферии заглушки ДЬ затекания материала в предварительно проделанную в валу кольцевую выточку (виды в, г), раздачей ободка заглушки коническим пуансоном (вид д).
На видах е, ж изображены способы крепления тонколистовых заглушек развальцовкой заглушки в кольцевую выточку в отверстии вала.
Рис. 229. Зачеканка колец на валы
Рис. 230. Крепление заглушек
223
Широко применяют расплющиваемые заглушки (вид з). В исходном виде заглушка имеет сферическую форму. Заглушку раздают пуансоном с плоским торцом, опирая противоположную сторону заглушки на плоский упор, причем заглушка заходит краями в заранее проделанную выточку в валу.
Радиус R сферы определяется из соотношения
Аф ~~
(На)
где d — диаметр заглушки; D - диаметр выточки под заглушку. В среднем Did = 1,03, при этом Дсф г: d.
Рис. 231. Крепление заглушек а трубах
На рис. 231 показаны способы завальцовки заглушек в тонкостенные трубы.
Соединение должно допускать применение упоров для формирования и расплющивания шва: плоских (по поверхностям т в конструкциях а — в) или цилиндрических (по поверхностям п в конструкциях д — ж). Конструкции, допускающие введение цилиндрических упоров снаружи (виды д — ж), предпочтительнее, чем конструкции, где необходим внутренний упор (вид г).
КРЕПЛЕНИЕ ФЛАНЦЕВ К ТРУБАМ
К толстостенным трубдм (толщиной стенок >4—6 мм) фланцы крепят раскатыванием концов труб в кольцевые канавки (рис. 232, а, б), выполненные во фланцах. Вид в — центрированная посадка фланца на обработанную поверхность трубы с последующим раскатыванием поса-
Рис. 232. Присоединение фланцев к трубам
224
дочного пояса. Осевая фиксация фланца — с одной стороны заплечиком на трубе, с другой — завальцовкой торца трубы.
К тонкостенным трубам фланцы крепят завальцовкой труб в полукруглые (виды г — е) или прямоугольные (вид ж) кольцевые' выточки.
КРЕПЛЕНИЕ ТРУБОК
На рис. 233, а — в показаны способы крепления трубок в листовых деталях и плитах. Толстостенные трубки 'флщиной стенки 2 — 5 мм (жаровые и водяные трубки котлов) крепят развальцовкой концов трубок с помощью роликовых вальцовок. Для увеличения прочности и герметичности соединения в стенках отверстий проделывают кольцевые канавки (виды б, g).
На видах г — ж показаны способы крепления тонкостенных трубок. Наибольшей прочностью и жесткостью обладает конструкция ж, в которой трубка крепится массивной втулкой 1 с коническим выступом т, раздаваемым при установке трубки.
На рис. 234 показаны способы крепления в валах маслоподводящих трубок, тянутых (виды а — е) и точеных (виды ж — и).
8 Орлов П. И, кн. 2
225
КРЕПЛЕНИЕ ОТГИБНЫМИ ЛАПКАМИ
Особую разновидность представляют соединения на отгибных лапках, применяемые в тонколистовых конструкциях. Лапки (рис. 235, а), выполненные на одной из соединяемых деталей, заводят в прорези смежной детали и отгибают.
Если толщина соединяемых деталей превышает 2 — 3 мм, применяют расклепывание лапок (вид б), выполненных с припуском на осадку.
Прочность подобных соединений невысока, особенно при изгибе в плоскости, перпендикулярной вертикальному листу. В некоторых случаях эти способы применяют и в силовых конструкциях. На виде в показан узел крепления лопаток к обечайкам кольцевого направляющего аппарата аксиального воздушного компрессора. Благодаря большому числу точек крепления конструкция в данном случае получается достаточно прочной и жесткой.
РАЗНЫЕ СОЕДИНЕНИЯ
На рис. 236 изображены способы присоединения листов пуклевками. Пуклевки выдавливают пуансоном 1 в тонком (вид а) или в толстом (вид б) листе с образованием замыкающей головки матрицей 2, устанавливаемой со стороны, противополож-
ной движению пуансона.
Узлы крепления облицовочных листов к массивным деталям с помощью заклепок (вид в) или болтов (вид г) усиливают пластической деформацией облицовки на участках присоединения.
На рис. 237, а, б показан применяемый для установки легких зубча-
Рис. 235. Крепление отгвбными лапками
Рис. 236. Крепление листовых облицовок
226
тых колес и других дисковых деталей на ступенчатых валах способ крепления развальцовкой материала в конические выточки дисков.
Вид в — фиксация ступицы на валу с помощью расплющиваемой шайбы 1, вид г — крепление диска путем расчеканки в кольцевую выточку на валу, виды д, е,' ж — крепление гильз на валу путем зачеканки в углубления, в кольцевую выточку, на шлицы.
ФАЛЬЦЕВЫЕ СОЕДИНЕНИЯ
Соединения в фальц применяют для скрепления тонколистовых материалов толщиной от нескольких десятых миллиметра (жесть) до 1 — 2 мм. На рис. 238 показаны фальцевые соединения, применяемые для стыковки тонкостенных труб и обечаек.
Наиболее употребительно соединение с отбортовкой кромок деталей (вид а), формированием замка (вид б), отгибом и расплющиванием замка с образованием четырехслойного шва (вид в).
Виды г — е — фальцевое соединение с накладкой из полоски листового материала, виды ж — л — усиленное фальцевое соединение шестислойным швом (полуторный фальц), виды м — р — соединение семислойным швом. На рис. 239 показаны конструкции фальцевых соединений, применяемых для скрепления плоских листов и образования продольных швов цилиндрических обечаек.
На рис. 240 изображены способы фальцевого присоединения днищ и крышек к цилиндрическим обечайкам.
Конструкции а, б применяют для соединения сравнительно толсто-.стенных изделий (0,5 — 2 мм).
Жестяные изделия соединяют фальцовкой с образованием трехслойного (виды в — л»), четырехслойного (виды н — и), пятислойного (виды р — т)
Рис. 238. Фальцедые соединения труб
8*
227
Рис. 240. Фальцевые присоединения крышек
228
Рис. 241. Схема механизированной закатки
или семирлойного (виды у — ч) швов. Шов расплющивают на последней операции с упором на центральную оправку, заводимую в углубление днища.
Наиболее распространена фальцовка по видам р — т.
На рис. 241, показана схема механизированной закатки таких соединений на роторных многопозиционных закаточных машинах. Закатка производится в патронах, состоящих из центральной оправки 1 и закаточных роликов 2, 3, совершающих планетарное движение вокруг изделия. Обычно применяют два ролика, диаметрально расположенных по периферии.
Начальная стадия операции показана на' виде а. Прикатываемая крышка подается с предварительно завитыми кромками; кромки обечайки предварительно отбортовывают.
Сначала к изделию подводят ролики 2 'первой операции (вид б), формирующие шов, затем ролики 3 второй операции (вид в), расплющивающие и уплотняющие шов.
Ролики первой и второй операций обычно устанавливают в .шахматном порядке на одном патроне. В процессе вращения ротора автоматически сближаются и разлетаются ролики сначала первой операции, потом второй.
Многопатрониые закаточные машины, работающие по описанной схеме, имеют производительность до 500 изделий в минуту.
. ПЕРЕДАЧА КРУТЯЩЕГО МОМЕНТА
Различают два основных способа передачи крутящего момента — жесткий и фрикционный. При первом способе крутящий момент передается жесткими элементами, работающими на срез, изгиб или смятие, при втором — силами трения, возбуждаемыми на цилиндрических, конических или торцовых поверхностях вала.
Главные виды жестких соединений: шпоночные (рис. 242, виды 1, 2), шлицевые (виды 3,4), призматические (вид 5), профильные (вид 6), штифтовые (виды 7,8), фланцевые (виды 9 — 11).
К фрикционным относятся соединения прессовые (вид 12), кону сн ы е (вид 13), соединения пружинными затяжными кольцами (виды 14, 15), клеммные (вид 16).
Применяют также сочетание обоих способов. Нагружаемость жестких соединений увеличивают введением трения путем осевой (вид 3) или радиально-осевой затяжки (вид 4).
Для страховки от провертывания, а также для фиксации деталей в определенном угловом положении во фрикционные соединения вводят жесткие элементы, например шпонки (виды 17-19).
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Шпонки используют в малонагруженных соединениях, преимущественно в изделиях мелкосерийного производства. Недостатки шпоночных соединений: малая несущая способность, ослабление вала шпоночным пазам; концентрация напряжения из-за неблагоприятной формы шпоночных пазов; низкая технологичность.
Особенно резко шпонки ослабляют полые валы, у которых отношение диаметра отверстия к диаметру вала d/D > 0,6. Применение силовых шпонок на таких валах почти исключается.
В крупносерийном и массовом производстве в ответственных соединениях, нагруженных большими крутящими моментами, работающих при циклической нагрузке, шпоночные соединения уступили место более совершенным шлицевым соединениям.
230
Рис. 242. Передача крутящего момента
Различают напряженные шпоночные соединения (клиновые и тангенциальные шпонки) и ненапряженные (призматические и сегментные шпонки).
Клиновые шпонки
Клиновые шпонки выполняют с плоскими (рис. 243, а, ГОСТ 8791—68*), закругленными торцами, (вид б, ГОСТ 8792-68) н с головками (вид в, ГОСТ 8793-68).. Верхнюю грань шпонки делают с уклоном 1 :100 (а = 35°). Натяг между валом и ступицей создают путем забивания шпонки (рис. 244, а) или затяжкй ступицы гайкой на шпонку, зафиксированную на валу в осевом направлении (вид б).
Забивные шпонки с головками (вид в) применяют преимущественно в концевых установках.
На рис. 245 представлены способы устранения недопустимого по технике безопасности выступания головок на торцах вращающихся валов.
Наряду с установкой в пазе применяют установку клиновых шпонок на лысках (рис. 246, а). 'Фрикционные клиновые шпонки (вид б) устанавливают на гладком валу. Крутящий момент передается трением, возникающим между валом и шпонкой при затяжке.
Тангенциальные шпонки (рис. 247, ГОСТ 8796-68, 8797-68) состоят из двух клиньев (с боковыми односторонними скосами), забиваемых в паз, образованный угловыми уступами на валу н в ступице. Тангенциальные клиновые шпонки применяют только в попарной установке под углом между парными шпонками а — 135 -г 180°.
Клиновые шпонки в настоящее время применяют очень редко, только на валах большого диаметра, в соединениях, не требующих точного центрирования. Основные их недостатки: децентровка ступицы под действием одностороннего натяга, возникновение высоких напряжений в ступице при натяге, возможность перетяжки Соединения, затруднительность демонтажа.
Призматические шпонки
Наиболее распространены призматические шпонки, устанавливаемые в пазе вала по осадкам с натягом (врезные шпонки) или по плотной (закладные шпонки) посадке. Шпонки входят
а) б) 6)
Рис. 243. Тины клиповых шпонок
Рис. 245. Установка забивных шпонок с толивками
а.) 5) в)
Рис. 244. Установка клиповых шпонок
232
Рис. 246. Клиновые шпоцки
Рис. 247. Тангенциальные шпонки
Рис. 248. Установка призматических шпонок
*
в паз ступицы; между верхней гранью шпонки и днищем паза оставляют зазор s (рис. 248, а).
Посадка по боковым граням паза ступицы скользящая (для центрирующих соединений), ходовая (для подвижных соединений) или плотная (для циклически нагруженных соединений).
Ступицы сажают па вал обычно па центрирующей посадке С; в соединениях, подвергающихся циклическим нагрузкам, предпочтительны по-, садки с натягом (П, Н, Т). '
Действующий на соединение крутящий момент вызывает напряжения среза в теле шпонки и напряжения смятия на боковых гранях шпонки (вид а). Преобладающее значение для прочности и устойчивости соединения имеет изгибающий момент МЮ1, стремящийся вывернуть шпонку из паза вала.
Для увеличения прочности заделки целесообразно применять напряженные посадки в валу и увеличивать глубину установки шпонки в вал (вид б). Шпонки шириной b > 10 мм крепят в пазу вала винтами с по-резной -головкой (вид в) или винтами с внутренним шестигранником.
Для повышения ус гадостной-прочности вала на участке, ослабленном шпоночным пазом, применяют ббчеканку шцонок по контуру (виды г, д).
233
R фрезы
Рис. 249. Схема обработки шпоночных па- Рис. 250. Установка шпонок в пазах зов на валах
Рабочие грани пазов ступицы и 'вала обрабатывают в ряде вых соединениях до параметра шероховатости Rz = 20 мкм, в ответственных — до Ra = 2,5 мкм, днища пазов — до Rz = 40 мкм.
Пазы в ступице выполняют долблением или протягиванием одношлицевой протяжкой, на валу — фрезерованием пальцевой (рис. 249, а) или дисковой (рис. 249, б) фрезой. Фрезерование дисковой фрезой производительнее и обеспечивает более высокую точность и малую шероховатость боковых граней паза. Однако при этом способе увеличиваются осевые размеры шпоночного соединения, особенно в соединениях с упорными буртиками (рис. 250), а при заданных габаритах сокращается длина шпонки. Кроме того, необходима фиксация шпонки в осевом направлении.
Более распространен способ фрезерования пальцевыми фрезами.
Во избежание пригонки торцов шпонок длину Г паза делают на 0,5—1 мм больше длины I шпонки (рис. 251, а).
Пазы не доводят до ближайших ступенек на расстояние s = 2 -? 3 мм для валбв диаметром менее 30 мм, а для валов большего диаметра -на 4 — 5 мм. Врезание пазов в ступеньку увеличивает концентрацию напряжений. В концевых установках величину s' недохода делают на 1 - 2 мм больше указанных цифр » целью увеличения прочности перемычки.
Диаметр резьбы (рис. 251, б), как обычно в ступичных соединениях, делают на 0,5 — 2 мм меньше диаметра D вала.
Высоту а упорной ступеньки, учитывая, что упор происходит почти по полной кольцевой поверхности, достаточно делать равной 2 — 4 мм.
В концевых установках целесообразно прорезать шпоночный паз на выход в торец вала (рис. 252). При этом сокращаются осевые габариты соединения и увеличивается рабочая длина шпонки, особенно если конец шпонки срезан на плоскость.
В затяжных соединениях шпонку фиксируют в осевом направлении шайбой и гайкой (вид а).
Неизбежное в затяжных конструкциях прорезание резьбы шпоночным пазом не сказывается отрицательно на работе резьбы. Паз в резьбе обычно используют под отгибной усик стопорной шайбы т. Необходимо только, чтобы расстояние е между днищем паза и внутренним диаметром резьбы (вид б) было достаточно для размещения усика.
Из рис. 252, б имеем
D
~2
D„
—5— h — е, 2
(12)
234
Рис. 252. Установка шпонок н пазах с выходом на торец вала
Рис. 251. Установка шпонок в закрытых пазах
где D и Dp — соответственно диаметры вала и резьбы; t - глубина шпоночного паза; h — высота резьбы гайки; е — зазор, необходимый для размещения усика.
Из уравнения (12) получаем
Dp = а - 21 + 2 h + 2 е.
(13)
Величина h для метрической резьбы А 0,7 S (где S - шаг резьбы). При обычной толщине стопорной шайбы 0,5-1 мм минимальный зазор,emin можно принять равным 2 мм. Подставляя эти значения в уравнение (13), получаем
Dp — (D — 2 1 + 1,4 .$) = 2 emin. (14)
Кроме того, должно быть соблюдено условие Dp < D. Пусть D = 60 мм, 1 = 5,5 мм; S = 1.5 мм.
Минимальный диаметр резьбы, удовлетворяющий условию (14):
Dp = D - 21 + 1,4 S + 2e„,:„ = 60 - 11 + 1,4-1,5 + 4 = 55 мм.
При ближайшей большей величине Dp = 58 мм согласно формуле (13)'
е = ^(Dp — D + 21 — 1,4 S) = -(58 — 60 + 11 - 2,1) = 3,5 мм.
В промежуточных установках и на ступенчатых валах открытые пазы применяют редко, так как они требуют значительного увеличения перепада диаметров. Диаметр D2 каждой последующей ступеньки должен быть (рис. 253)
D2 = Dl + 21 + 2 с,
где Dj — диаметр предыдущей ступеньки; г — глубина паза; с — запас на выход фрезы (с = 0,2 ч- 0,5 мм).
При пазах без выхода перепад диаметров определяется только условиями сборки и при последовательной затяжке нескольких насадных деталей может составлять несколько десятых миллиметра. ГОСТ 8789 — 68* установлены три разновидности шпонок (рис. 254): с закругленными тор-
235
Рис. 253. Открытые пазы
Рис. 254. Разновидности шпонок
цами (исполнение 7), с одним закруглением и одним плоским торцами (исполнение 2) и с плоскими торцами (исполнение 3).
Размеры призматических шпонок согласно ГОСТ 8788-68* приведены в табл. 8.
Таблица 8
Призматические шпонки
Размеры в мм
Диаметр вала D Размеры шпонки b х h Глубина паза Длина шпонки / Радиус закругления пазов
Вал t Втулка ?!
г mm ^max
6-8 2x2 1,2 1 6-20
8-10 3x3 ' 1.8 1,4 6-36 0,08 0J6
10-12 4x4 2,5 1,8 8-45
12-17 5 х 5 3 2,3 10-56
17-22 6x6 3,5 2,8 14-70
22-30 8 х 7 4 3,3 18-90
30 — 38 10 х 8 5 3.3 22-110
38-44 12 х 8 5 3,3 28-140
44-50 14x9 5,5 3,8 36-160 0,25 0,4
50-58 16 х 10 6 4,3 45-180
58 — 65 18 х 11 7 4,4 50-200
65-75 20 х 12 • 7,5 4,9 56 - 220
75-85 22 х 14 9 5.4 63-250
85-95 25 х 14 9 5,4 70-280 0,4 . 0,6
95 -110 28 х 16 10 6,4 80-320
110-130 . 32 х 18 11 7,4 90 - 360
130-150 36 х 20 12 8,4 100-400
150-170 40 х 22 13 9,4 100-400
170 - 200 45 х 25 15 10,4 110-450 0,7 1
200-230 . 50 х 28 17 11,4 125-500
230-260 ' 56 х 32 20 12,4 140-500
260-290 63 х 32 20 12,4 160-500 1,2 1,6 .
290-330 70 х 36 22 14,4 180-500
330-380 80 х 40 25 15,4 20(1—500
380-440 90 х 45 28 17,4 220-500 2 2,5
440-500 100 х 50 " 31 19,5 250 — 500.
гзь
Рис. 255. Установка шпонок в малонагруженпых соединениях
Придерживаться приведенных в табл. 8 соотношений между диаметром вала и размерами шпонки необязательно. Во многих случаях (малая величина рабочего крутящего момента, тонкостенные ступицы, полые валы) целесообразно применять шпонки и меньшего размера, если они обеспечивают достаточную несущую способность соединения.
На рис. 255 показан вал вспомогательного привода, передающий небольшой крутящий момент. Применение шпонки нормального размера (вид а) вызывает ослабление вала и ступицы. В данном случае целесообразно установить шпонку меньшего сечения (вид б); прочность соединения при этом увеличивается.
Таблица 9
Призматические шпонкп высокие
Диаметр вала D Размеры шпонкн b х h Длина шпонки 1 Радиус закругления пазов
гт'т гтях
30 - 38 10 X 9 22-110
38-44 12 х 11 28-140
44-50 14 х 12 36-160 0,25 0,4
50-58 16 х 14 45-180
58-65 18 х 16 50-200
65-75 20 х 18 56-220
75-85 22 х 20 63-250
85-95 25 х 22 70-280 0,4 О.'б
95-110 28 х 25 80-320
110-130 32 х 28 90-360
130-150 36 х 32 100 - 400
150-170 40 х 36 100-400.
170-200 45 х 40 110-450 0,7 1
200-230 50 х 45 125-500
230-260 56 х 50 140-500
260-290 63 х 60 166 — 500 1,2 1,6
290-330 70 х 65 180 - 500
330-380 80 х 75 200 - 500
380-440 90 х 85 220-500 2 ' 2,5
440-500 100 х 95 250-500
237 /
Длину шпонок I в мм устанавливают из следующего .ряда: б, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450, 500,
Условное обозначение шпонки типа А состоит из номинальных размеров шпонки h х h х I и номера ГОСТа. Например, обозначение шпонки исполнения 1:
Шпонка 16 х 10 х 80 ГОСТ 8789-68.
То же, для исполнения 2:
Шпонка 2 —16 х 10 "х 80 ГОСТ 8789-68.
Шпонки увеличенной высоты применяют для повышения прочности заделки шпонки в валу, а также, когда ступица выполнена из мягкого материала (чугун), с целью уменьшения напряжений смятия на - рабочих гранях паза.
Размеры высоких призматических шпонок согласно ГОСТ 10748-68* приведены в табл. 9.
Направляющие шпонки
Призматические шпонки с креплением на валу по ГОСТ 8790 — 68* (рис. 256) применяют для направления деталей, перемещаемых на валу с передачей крутящего момента.
Размеры сечендя шпонок устанавливают по табл. 7 или, предпочтительнее, по табл. 8 (высокие шпонки), длину — по надобности.
Во многих случаях оказывается более выгодным крепить Шпонку в ступице (рис. 257), а на валу проделывать паз (скользящие шпонки).
Крепление шпонки на винтах (виды а, б) не всегда осуществимо по конструктивным условия^. В таких случаях применяют закладные шпонки (виды в, г). При легких нагрузках и при отсутствии нагру-
Рис. 256. Направляющие шпонки
Рис. 257. Скользящие шпонки
238
зок, когда требуется только фиксация углового положения перемещаемой детали на валу, ограничиваются установкой в ступице закладных направляющих штифтов (вид <Э).
Сегментные шпонки
Сегментные шпонки, или шпонки Вудруфа(табл. 10), обладают некоторыми технологическими преимуществами по сравнению с призматическими шпонками. Пазы на валах обрабатываются дисковыми фрезами с большей производительностью и точностью, чем для призматических шпонок. Шпонки изготовляют из чистотянутых сегментных профилей, а в мелкосерийном производстве — из цилиндрического проката с разрезанием на сегменты. Демонтаж шпонок несложен и осуществляется легким ударом по концу шпонки.
Крепление шпонок на валу устойчивее вследствие большей глубины врезания. Однако сегментные шпонки значительно ослабляют валы (особенно полые). Это обстоятельство наряду с малой длиной шпонок, обусловливающей повышенные напряжения смятия на рабочих гранях шпонок, ограничивает применение сегментных шпонок областью мало-нагруженных соединений. Сегментные шпонки за редкими исключениями устанавливают только в массивных валах. .
Посадки по боковым граням для сегментных шпонок такие же, как для призматических.
Диаметр dr сегментных шпонок выполняют по классу Bs. Диаметр отверстий под шпонку на валу выполняют с отклонением в плюс от номинала не более 0,08 t/x.
Фаски с (или радиус г) по контуру шпонки делают равными 0,2 —0,3 мм.. Длина I шпонки определяется по формуле
и для стандартных шпонок равна (0,92-0,98) d.
Условное обозначение шпонки состоит из размеров b х h и номера ГОСТа. Например:
Шпонка сегм. 6x10 ГОСТ 8795 —68.
Примеры установки сегментных шпонок приведены па рис. 258, а — в (цилиндрические валы) и г, д (конусные валы).
С помощью сегментных шпонок можно создать упор для затяжки ступиц на цилиндрическом валу (виды б, в) при небольшом рабочем осевом усилии.
Посадки
В табл. 11 приведены посадки шпонок по ГОСТ 7227 — 58. Предельные отклонения (мкм) для шпоночных посадок приведены в табл. 12.
239
Таблица 10
Сегментные шпонки
Размеры е мм
Диаметр вала D Размеры шпонки Глубина шва Радиус закругления пазов^
для шпонок, передающих крутящий момент для фиксирующих шпонок ь h ' <6 / Вал Втулка
/ '\ " ГГ111п Gnax
От 3 до 4 Св. 4 » 6 Св. б до 8 » 8 » 10 1 1,5 1.4 2,6 4 7 3.8 6.8 9,7 1 2 0,6 •0.8 - , 0,05
Св. 6 до 8 Св. 10 до 12 2 2.6 3.7 7 10 1,8 2,9 1,0 0,08 0116 /
2.5 3.7 10 2.9
Св. 8 до 10 Св. 12 до 17 3 3.7 5 6,5 10 13 16 2.5 3.8 5.3 1,4
12,6 15,7
Св. 10 до 12 Св. 17 до 22 4 5 6.5 7.5 9 13 16 19 12,6 15.7 18.6 21,6 3.5 5 6 7.5 1,8
Св. 12 до 17 Св. 22 до 30 5 6.5 7.5 9 10 16 19 25 15,7 18,6 21.6 24.5 4.5 5.5 7 ’ 8 2.3 0,16 0,25
Св. 17 до 22 Св. 30 до 38 6 . (7,5) 9 10 П 13 (19) 22 25 28 ' 32 18,6 21.6 24.5 27.3 31,4 21,6 27.3 31.4 37.1 (5) 6.5 7.5 8.5 10.5 2,8
Св. 22 до 30 Св. 38 до 44 8 (9Ь 11 13 15 (22) 28 32 38 (6) 8 10 12 3.3 0,16 / 0.2S
Св. 30 до 38 Св. 44 до 50 10 13 15 16 17 32 38 45 55 31.4 37.1 43.1 50.8 10 12 13 ' 14 3.3 0,25 0,40
Св. 38 до 44 Св. 5Q до 58 12 19 65 . 59.1 16
240
Таблица 11
Посадки призматических, сегментных н направляющих шпонок
Посадки'в пазе вала Предельные отклонения размеров Посадка в пазу ступицы Предельные отклонения размеров паза ступицы Назначение
шпонки паза вала
Напряженная Плотная В}. пш Скользящая Индивидуальное и се-рийноё производство
Ходовая пш, Массовое производство
Ходовая Направляющие шпонки
Глубину t паза на валу и Гх во втулке выполняют по классу точности As, длину шпонки и шпоночного паза на валу — соответственно по классам В7 и Аз-
Стандарт не распространяется на шпоночные посадки с подбором или пригонкой шпонок, а также на специальные посадки.
Таблица 12-
Предельные отклонения шпонок и пазов
Ширина шпонкц Ь, мм Шпонка "Паз вала Паз ступицы
пш пш.
верхнее нижнее верхнее нижнее верхнее нижнее
1-3 -20 - 7 -32 - 10 -50 + 55 + 10. + 20
3-6 -25 -11 -44 -10 -55 + 65 + 15 + 25
6-10 -30 -15 -55 -15 -65 + 75 + 20 + 30
10-18 -35 -20 -70 -20 -75 + 85 + 25 + 35
18-30 -45 -25 -85' -25 -90 + 100 + 30 + 45
30-50 -50 -32 -100 -32 -105 + 120 + 35 + 50
50-80 -60 -40 -120 -40 -125 + 140 + 40 + 60
80-120 -70 -50 -140 -50 -150 ' + 160 + 45 + 70
Допускаемые напряжения
Шпонки обычного назначения изготовляют из углеродистых сталей 45; 50; 60 светлого проката или чистотянутых профилей. В нагруженных соединениях применяют шпонки из легированных сталей, например стали
Рис. 258. Установка сегментных шпонок
241
Рис. 259. Расчетная схема
40Х с термической обработкой до HRC 35 — 45. Термически обработанные шпонки шлифуют по рабочим граням.
Размеры b, h шпонок выбирают в зависимости от диаметра вала на основании табл. 8. Длину шпонки делают в среднем I = (0,6 1) D
(где D — диаметр вала). Производят проверочный расчет на смятие по боковым граням шпонки под действием окружного усилия Рокр:
_ Р°кр ~ 1 оз ^КР
к1раб Д^раб
(15)
где Л/к.р — передаваемый соединением крутящий момент, кге-м; D - посадочный диаметр, мм; /р;1б — длина рабочей поверхности шпонок, мм. Высота рабочих поверхностей шпонок (рис. 259, а)
к — h — t — с + т,
т = 0,5 D [1 - ]/1 - (6/D)2] . (15а)
Отношение m/D в функции b/D показано на рис. 259, б.
Допускаемые напряжения зависят от материала соединения, характера нагрузки и типа посадки. Для затянутых соединений ориентировочные значения асы приведены в табл. 13.
Допускаемые напряжения для затянутых соединений
Таблица 13
Материал ступицы Нагружение а см, кгс/смг
спокойное циклическое ударное
Сталь < Г/КСЗО Сталь > HRC30 Чугун 1,5-2,0 3,0-4,0 1,0-1,2 1,0-1,5 2,0-3,0 0,8-1,0 0,5-1,0 1,0-2,0 0,5-0,8
242
Для подвижных соединений (направляющие шпонки) эти цифры уменьшают в 2 — 3 раза.
Силовая затяжка
Большое значение для надежности работы шпоночного соединения имеет силоваязатяжка.
Силы трения между торцом ступицы и упорным буртиком вала воспринимают часть крутящего момента, разгружая шпонку. При циклических нагрузках силы трения эффективно противодействуют угловым микросмещениям ступицы относительно вала, предупреждая выработку и разбивание боковых граней шпонки и наклеп на посадочных поверхностях.
Определим долю крутящего момента, передаваемую в шпоночных соединениях силой затяжки. Ограничимся учетом сил трения па упорном буртике.
Крутящий момент, передаваемый силами трения па буртике,
Л/кр - , (16)
где Цср — средний диаметр буртика (рнс. 259); f — коэффициент трения па торцовой поверхности буртика.
Сила затяжки
Л>ат ~ °смл^ср^>
где асм — напряжение смятия на поверхности буртика; h- высота буртнка.
Подставляя Раат в уравнение (16), получаем
Крутящий момент, передаваемый шпонкой, согласно уравнению (15)
М'кр = ^м/раб.^ ()8)
где ст'см — напряжение смятия па рабочей поверхности шпонки (на рисунке заштрихована); £>ср ~ средний диаметр приложения окружной силы; к и /pag - рабочая высота и длина шпонки.
Согласно формулам (17) (и (18)
^кр °см ^ср^ /• '
---х_ = —.— г J
- кр °см ^ср^рабЛ
Принимая Dcp ss D'cp; h-2k; 1раб - D'cp’’ f = 0,1, получаем
AfKP gCM Mкр CTCM
Напряжение <тсм на поверхности буртика определяется сопротивлением смятию материалов вала и ступицы. Для термообработанных сталей допустимо асм •== 20 кге/мм2.
243
Расчетное напряжение смятия на поверхности шпонки обычно не превышает 5 кгс/мм2. Следовательно,
_ 20 _ 4
М'кр 5 '
Таким образом, преобладающая доля крутящего момента передается трением. Силоэая затяжка кардинально меняет условия работы соединения, превращая его по существу во фрикционное соединение, где шпонка играет вспомогательную роль, только страхуя ступицу от проворачивания, >
В затянутых конусных соединениях шпонка практически полностью разгружена ®т окружных усилий.
Наиболее сильную затяжку обеспечивают кольцевые гайки (рис. 260, й). Затяжка шпонки нажимным винтом (вид б) недостаточна. Затяжка на шпонку, наклонно установленную в валу (вид в), вызывает децентровку соединения и повышение разрывающих напряжений в ступице.
На конусных валах шпонку устанавливают параллельно оси вала (вид г) или параллельно образующей конуса (вид б). Второй способ, усложняющий обработку наклонных пазо'в в ступице и на валу, применяют 'только при длинных или крутых конусах (конусность К > 1:10), когда
Рис. 260.. Затяжка шпоночных соединений
Рис. 261. Конструктивные разновидности осевой затяжки
244
при установке параллельнооси кромки шпонки выходят из пазов на валу и в ступице. Проще в таких случаях применять шпонки увеличенной высоты.
На рис. 261 показаны конструктивные разновидности осевой затяжки.
В концевых установках чаще всего применяют кольцевые гайки, затягивающие насадную деталь непосредственно (вид а), через шайбы (вид б) или дистанционные втулки (вид в). Таким же способом затягивают детали в промежуточных установках (вид г).
Затяжка шестигранными гайками, установленными па хвостовике вала (вид б), увеличивает осевые размеры конструкции.
-Р. полых валах применяют внутренние гайки (виды е -г з), сила затяжки которых несколько меньше, чем кольцевых. Еще слабее затяжка центральным болтом (вид и) или несколькими смещенными с центра болтами (вид к).
На видах л, м представлена затяжка через центрированные' шайбы. Конструкция м предпочтительнее, если необходимо уменьшить осевые габариты.
Для облегчения разборки, особенно в соединениях с напряженными посадками, а также в конусных соединениях, вводят съёмные устройства, например гайки с дифференциальной резьбой (вид н). В конструкции о гайка при отвертывании снимает ступицу упором в кольцевой стопор 1.
Правила конструирования
При определении наружного диаметра ступицы следует учитывать, что шпоночный паз вдается в ступицу на расстояние
Минимальные отношения £>CT/D, обеспечивающие прочность ступицы на участке расположения паза, приведены на рис. 262.
- Диаметр литых ступиц можно уменьшить, усилив только участки расположения шпоночных пазов местными утолщениями (рис. 263, а) или ребрами (рис. 263, б). -
-Шпонки с напряженной посадкой в пазе неразборны, что следует, учитывать при установке деталей с гладким беспазовым отверстием (например, подшипников качения) на ступенчатых валах. В конструкции по рис. 264, а сборка невозможна, так как надеванию подшипника мешает выступание шпонки (размер s).
Для беспрепятственной сборки диаметр D, ступеньки (вид б) должен быть
D > d 4- 21|,
где d — диаметр шпоночного соединения; tj — высота выступания шпонки.
Перепад диаметров можно уменьшить, если отодвинуть ступеньку от края шпонки на расстояние I, несколько большее ширины В подшипника
245
Рис. 262, Минимальные значения Сст/Р для чугунных (1) н стальных (2) ступиц
Рис: 263. Местное усиление ступиц
в . I
Рис. 264. Несобираемое (а) и собираемые (б, в) соединения
(вид в). Тогда появляется возможность надеть подшипник через шпонку эксцентрично, после чего выровнять на гладком участке вала и посадить на ступеньку. Диаметр D ступеньки в этом случае должен быть
D > d + tp
Проще в таких соединениях применить закладные шпонки.
Следует избегать установки нескольких насадных деталей на гладких валах на отдельных врезных шпонках (рис. 265, а). Неизбежные погрешности углового расположения шпоночных пазов на валу затрудняют, а иногда делают невозможным последовательное надевание насадных деталей на вал. Целесообразнее монтировать, детали на -одной шпонке (рис. 265, б).
Для возможности демонтажа шпонок с напряженной посадкой предусматривают нарезное отверстие под съемный винт (рис. 266, а), устанавливают шпонку в пазе, профрезерованном дисковой фрезой, из которого шпонку можно выбить осевым усилием (вид б), или делают на шпонке косой срез, позволяющий выбить шпонку радиальным усилием (вид в).
246
Рис. 265. Монтаж насадных деталей на гладком валу
Рис. 266. Демонтаж врезных шпонок
Рис. 267. Установка на двух шпонках
Применяемая иногда при передаче больших крутящих моментов установка деталей на двух или трех шпонках, расположенных под углом (рис. 267), технологически нецелесообразна. Выдержать одинаковые углы расположения пазов на валу и в ступице трудн.о. Как правило, необходима трудоемкая операция слесарной подгонки шпонок; одна из шпонок 1 в результате подгонки почти всегда получается ступенчатой. В таких случаях лучше применять одну шпонку увеличенного сечения или, если позволяют габариты, удлинять ступицу и шпонку.
Специальные конструкции
На рис. 268 показаны способы усиления заделки шпонок и предупреждения их выворачивания из шпоночного паза.
Увеличение ширины шпонок (рис. 268, 1) позволяет при сохранении высоты рабочих граней развить опорную поверхность п, повысить устойчивость крепления шпонки и уменьшить радиальные размеры соединения.
В конструкции Т-образных шпонок (вид 2) устойчивость достигнута упором шпонки в лыски на валу, в конструкции 3 упором краев шпонки в стенки т отверстия, в конструкции 4 — посадкой шпонки в клиновидный паз.
В конструкциях 5 (трапецеидальные шпонки), 6 — 8 (многогранные шпонки), 9 (круглые шпонки) и 10, 11 (полукруглые шпонки) окружное усилие прижимает шпонку к стенкам шпоночного паза с силой, пропорциональной величине передаваемого крутящего момента.
Гребенчатые шпонки (вид 12) с увеличенной несущей поверхностью применяют в случаях, когда ступица выполнена из мягкого материала.
247
Рис. 268. Специальные шпонки
Рис. 269. Шпонки, выполненные заодно с валом
В тяжелонагруженных соединениях шпонку иногда заменяют шипом, выполненным как одно целое, с валом или ступицей.
В конструкции по рис. 269, а шип отфрезерован на валу и входит в паз отверстия, обработанного профильной протяжкой.
В конструкции По рис. 269, б шип выполнен во втулке с помощью профильной протяжки и входит в паз, профрезеровапный на валу. •
Эти конструкции являются по существу переходной ступенью к шлицевым соединениям, отличаясь от них меньшей прочностью. Поскольку в том н другом случае необходимо изготовление профильных протяжек, выгоднее, разумеется, применять шлицевые соединения.
Простановка размеров на чертежах шпоночных соединений
Применяют три способа простановки размера глубины паза на валу: 1) от противоположной расположению паза крайней точки диаметра вала (рис. 270, а); 2) от ближайшей к пазу кромки цилиндрической поверхности вала (вид б); .3) 'от крайней точки диаметра, лежащей на оси симметрии паза (вид в). Последние два размера различаются на величину го, определяемую по формуле (15а) или по рис. 259,6.'
Наиболее правильна третья система,- непосредственно вытекающая из способов измерения глубины паза па исполненных деталях. Глубину паза на валах ответственного назначения измеряют микрометрическим глубиномером с призмой, базирующейся на цилиндрической поверхности вала (рис. 271, а). Глубина паза определяется как разность показаний глубиномера в положении, изображенном иа рисунка и на любом гладком участке поверхности вала.
Правильность размера контролируют наложением калибра на цилиндрическую поверхность вала (рис. 271, б).
Таким образом в обоих случаях определяют глубину паза по отношению к диаметру вала.
248
Рис. 270. Простановка размеров шпоночных соединений
Рис. 271. Контроль глубины паза
Глубину паза в ступице правильнее всего определять размером от противоположной пазу Точки диаметра (см. рис. 270, г), который легко проверить штангенциркулем или штих-.массом.
На рис. 270 приведены примеры развернутой простановки размеров на шпоночном валу (вид д), в ступнце (вид е) н в сборе (вид ж).
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Шлицевые соединения имеют значительные преимущества перед шпоночными по прочности, технологичности и точности.
Повышенная прочность шлицевых соединений обусловлена следующим: элементы, передающие крутящий момент (выступы на валу и в отверстии), выполнены как одно целое соответственно с валом и со стенками отверстия;
число элементов, передающих крутящий момент, больше, а усилия, действующие на элементы, соответственно меньше;
концентрация напряжения у основания шлицев меньше, чем в пазах шпоночного соединения.
249
Рис. 272. Основные разновидности шлицев
Шпонки обычно нуждаются в индивидуальной подгонке из-за неточности изготовления пазов («разбивание» пазов фрезой). Изготовление шлицевых соединений, будучи чисто машинной операцией, производительнее. и, несмотря на необходимость применения специального инструмента, в конечном счете дешевле.
, Современные методы обработки внутренних шлицев (протягивание; шлифование центрирующих поверхностей) и наружных шлицев (фрезерование червячными фрезами и строгание долбяками по методу обкатывания; наружное протягивание; шлифование центрирующих поверхностей и рабочих граней шлицев) обеспечивает высокую точность и взаимозаменяемость шлицевых деталей.
< В машиностроении применяют шлицы прямоугольного профиля (пря-мобочные) (рис. 272, а), эвольвентные (вид б), треугольные (вид в) и трапецеидальные (вид г).
Прямобочные шлицы
Прямобочные шлицевые соединения центрируют по наружному или внутреннему диаметрам или по боковым граням шлицев.
Наиболее точно и просто центрирование по наружному диаметру (рис. 273, а). Наружный диаметр шлицев шлифуют на круглошлифовальном станке. Сопряжение этого диаметра с обработанными протягиванием впадинами отверстия обеспечивает надежное центрирование.
Входящие углы впадин отверстия и вала выполняют по радиусу г = (0,1 ч- 0,15) Н, где Н — высота шлицев [Н = 0,5 (D — </)]. На углах шлицев делают фаски под углом 45° С катетом f несколько большим г.
Нецентрирующие диаметры выполняют:'^ — по классу А5, d — по классу Х4. По внутренней поверхности соединения остается зазор с, определяемый разностью полей допусков по этим классам.
250
Рис. 273. Центрирование шлицевых соединений
Рис. 274. Схемы шлифования впадин и боковых граней шлицев
Рис. 275. Профили режущего зуба червячной фрезы при обработке шлицев:
а-с галтелями у основания, шлицев; б-с галтелями и фасками на кромках шлицев; в - с канавками и фасками
Центрирование по внутреннему диаметру (вид б) применяют, когда охватывающая деталь подвергается термообработке до твердо-: сти > HRC 40. Исправить неизбежную при термической обработке поводку и получить точную центрирующую поверхность можно только прошлифовкой внутреннего диаметра отверстия, а точные поверхности на валу — только шлифованием впадин между шлицами. Впадины шлифуют профильными кругами при продольной подаче (рис. 274, а). Обычно при этом прошлифовывают и боковые грани шлицев.
При шлифовании по схемам рис. 274, а, б для выхода кромок шлифовального круга во входящих углах впадин необходимы поднутряющие канавки, которые получают, придавая зубьям червячной фрезы образующие усики ш (рис. 275, в). Размеры канавок определены ГОСТ 1139-58.
Канавки вызывают концентрацию напряжений у основания шлицев. Благоприятнее форма перехода по рис. 273, в, получаемая при шлифовании по схемам рис. 274, в, г.
Нецентрирующие диаметры выполняют: DL — по классу Xs, D — по классу Х4. По наружной поверхности соединения образуется зазор с, определяемый разностью полей допусков по этим классам.
251
Центрирование по боковым граням шлицев (см. рис. 273, г) применяют:
а) в соединениях, требующих строгой прямолинейности и плоскостности боковых граней шлицев (например, в передвижных направляющих соединениях);
б) в соединениях, где насадная деталь нагревается при работе или подвергаете^ растяжению действием центробежных сил (многооборотные роторы), в результате чего размеры посадочного отверстия увеличиваются. Центрирование по боковым граням позволяет сохранить правильность посадки детали на вад.
Боковые грани шлицев вала обычно шлифуют. У основания шлицев предусматривают канавки (см. рис. 273, б, в).
Центрирование по боковым граням применимо только в тех случаях, когда ступица выполнена из материала твердостью <HRC40, т. е. когда протягивание может служить окончательной операцией обработки отверстия.
Диаметры выполняют: 2Д — по классу Xs, D и d — по. классу АД, di — по классу Л5. На наружной и внутренней поверхностях соединения образуются зазоры с (см. рис. 273, г), величина которых определяется разностью полей допусков по этим классам.
Серии шлицевых соединений
ГОСТ 1139-58 устанавливает три серии шлицевых соединений: легкую, среднюю и тяжелую, различающиеся между собой размерами и числом щлицев.
Параметры соединений (г — число шлицев, d — внутренний, D — наружный диаметры, b — ширина шлицев) приведены в табл. 14.
Таблица 14
Параметры соединений
Легкая серия Средняя серия Тяжелая серия
z х d х D b ' 2 х d к б b z х d х В b
6 х 23 х 26 6 6.x 11 х 14 3 10 х 16 х 20 2,5
6 х 26 х 30 6 6 х 13 х 16 3,5 10 х 18 х 23 3
6 х 28 х 32 7 .' 6 х 16 х 20 4 10 х 21 х 26 3
6 х 32 х 36 7 6 х 18 х 22 5 10 х 23 х 29 4
8 х 36 х 40 7 6 х 21 х 25 5 10 х 26 х 32 4
8 х 42 х 46 8 6 х 23 х 28 6 10 х 28 х 35 4
8 х 46 х 50 9 6 х 26 х 32 6 10 х 32 ,х 40 5
8 х 52 х 58 10 6 X 28 х 34 7 10 х 36 х 45 5
8 х 56 х 62 10 8 х 32 х 38 6 10 х 42 х 52 ’ 6 '
8 х 62 х 68 12 8 х 36 х 42 7 10 х 46 х 56 7
10 х 72 х 78 12 8 х 42 х 58 8 16 х 52 х 60 5
10 х 82.x 88 12 8 х 46 х 54 9 16 х 56 х 65 6
10 х 92 х 98 . 14 8 х 52 х 60 10 16 х-62 х 72 6
10 х 102 х 108 16 8 х 56 х 65 10 16 х 72 х 82 7
10 х 112 X 120 18 8 х 62 х 72 12 20 х 82 х 92 6
10 х 72 х 82 12 20 х 92 х 102 7
10 х 82 х 92 12 ,20 х 102 х 115 8
10 х 92 х 102 14 20 х 112 х 125 9
10 х 102 х 112 16
10 х 112 х 125 18
Легкая серия, имеющая наименьшую высоту шлицев, предназначена преимущественно для неподвижных соединений, передающих небольшой крутящий момент при спокойной, безударной пагрузке; средняя - для неподвижных и подвижных соединений, передающих ^средние крутящие моменты при спокойной пли пульсирующей нагрузке; тяжелая, отличающаяся наибольшим числом и высотой шлицев - для напряженных условий работы.
Посадки
Согласно ГОСТу посадки по центрирующим поверхностям (наружный, внутренний диаметры, боковые грани шлицев) устанавливают по системе отверстия из числа стандартных посадок для гладких цилиндрических поверхностей.
Центрирование по наружному диаметру. Предельные отклонения для отверстий устанавливают по классам точности А и А3.
Посадка по центрирующему диаметру D зависит от условий работы соединения. Для неподвижных соединений, постоянных или редко разбираемых, применяют посадки Г или П, для легкоразборных — С и С2:„ для подвижных - Д, X, Л и Ш.
Помимо посадки по центрирующему диаметру, оговаривают характер посадки по боковым граням шлицев: U для ширины пазов в отверстии и S для толщины шлицев вала. Предельные отклонения устанавливают по классам точности: для пазов отверстия U2; U2', U3; U4, для шлицев Вала $1, S2‘, ^2*
Применяют посадки: плотную SiIJ, скольжения S2C и S2C, ходовую SiX и S2X и легкоходовую S2JI.
Допустимые по условиям сборки сочетания посадок по D и b приведены •в табл. 15, рекомендуемые — в табл. 16.
Таблица 15
Допустимые сочетания посадок
Отверстие А
Паз ^4
Вал Г п с С2Л Л; С- . X; Л С л ш X Д,а
Шлиц sji s2ri S.77 StC S2C S|Y 52/ S.X • 8гЛ S2X 52Л s2a яд
Обозначение шлицевого соединения с центрированием по наружному диаметру состоит из знака центрирующего диаметра D и основных параметров соединения (z, d, D). Кроме того, указывают: для отверстий — классы точности центри-рующего диаметра и ширины пазов; для валов — посадки по центрирующему диаметру и по граням шлицев. Таблица 16 Рекомендуемые сочетания посадок
Отверстие А
Паз U.
Вал п X X; Л
Шлиц s,n S,X S2X
253
Наиболее удобно развернутое обозначение с простановкой размеров и шероховатости поверхностей элементов соединения. Дополнительно приводят в виде выноски в увеличенном масштабе профиль шлица и впадины для образмеривания мелких конструктивных элементов.
' ГОСТ 1139 — 58 не предусматривает прессовых шлицевых посадок. При необходимости применяют прессовые посадки, предназначенные для цилиндрических гладких поверхностей.
Выполнять прессовые посадки можно, использовав стандартный режущий инструмент, рассчитанный на центрирующие посадки. Для этого охватывающую деталь перед протягиванием нагревают до 80—120°С. После остывания диаметр отверстия уменьшается до величины, обеспечивающей натяг в соединении. Соединение собирают под прессом вхолодную пли с Подогревом охватывающей детали (или с охлаждением вала).
Нагрев детали перед протягиванием на каждые 10°С обеспечивает в соединении диаметральный натяг ~ 1 мкм на каждые 10 мм диаметра. Например, при нагреве детали с посадочным диаметром 80 мм до 100°С в соединении получается иатяг ~0,08 мм.
Центрирование по внутреннему диаметру. Предельные отклонения для отверстий устанавливают по классам точности А и Л2а. Посадки по центрирующему диаметру: Г; П; С (С2а); Д; X; Л (Л2а). Предельные отклонения для пазов — СД и U2; для шлицев — S3 и 52.
Посадки по боковым граням шлицев: S2n, S2C; (S2C); S3X; (S2Xy, $2Л.
Допустимые из условия сборки сочетания посадок по d и b приведены в табл. 17, рекомендуемые — в табл. ,18.
. . Таблица 17
Допустимые сочетания посадок
Отверстие А А > Л эа Л»
Паз. Л и,
Вал Г, и П; С Л; С\ (-2а ’ Д» X; Л ^23 л •^2^
Шлиц SJI s,c StX S2C S2X Я2Л
Таблица 18
Рекомендуемые сочетания посадок
Отверстие А
Паз и,
Вал п X л
Шлиц SJI .^х s2x
В обозначение шлицевого соединения вводят знак центрирующей поверхности d.
Центрирование по4 боковым граням. Предельные отклонения для пазов устанавливаются по классам точности U3 и L74. Предельные отклоне-
ния шлицев Si,’ S2. Посадки по граням шлицев Sj/I (S2IT); StX (S2X).
Допускаются любые сочетания полей допусков паза и шлица. Рекомендуемые сочетания U3 — S3IJ; U3 — SjX.
В обозначение вводят знак центрирующей поверхности Ь.
Простановка размеров-шлицевых соединений
Способы нанесения размеров на чертежах шлицевых соединений приведены в табл. 19.
254
Таблица 19
Шлицевые соединения (простановка размеров)
Обозначение Проекция Центрирование
по наружном^7 диаметру по внутреннему диаметру по боковым граням
На деталях Отверстие: вид сбоку вид в плане г DI 1— *52я60А- ue d —t— —j— 3*52*60A^ P 08‘52'60Uj A
D8‘52‘S0A-U3 c Ш S-52-60AL - H 1 Й Rll
Вал: вид сбоку вид в Плане Dt ед •52-60П5,П *62*600-5,0 - «Н d c и+я 3*52*6005 WsW 8*52*60П$< н n- П - |d-| 68-52’608,0 -
На деталях, развернутое Отверстие Вал -1 /ГЛЛ L t * r ST /S‘Z a 5 e8 CT 7 e 10 5- (-«S4- J-05 -^$660 3,0-8 i-05 — пазо ?4-J Xj-J lunn yvj' 2пД 7^- ieB 1DS 41 OUj-Впазс jO-BuMa Ww A^SMXf- -neir.<5~ 5 kf*1 N1 jeB
255
Эвольвентные шлицы
Эвольвентные шлицы (рис. 276, б) представляют собой зубья эвольвентного профиля, характеризуемые модулем т и углом зацепления oto Центрирование — обычно по боковым граням. Посадка может быть с натягом, зазором или центрирующей. Реже применяют центрирование по наружному диаметру шлицев.
Эвольвентные шлицы обладают следующими преимуществами перед пр ям обочными:
а) прочность эвольвентных шлицев выше: на изгиб - благодаря утолщению профиля зуба у основания, на смятие - благодаря числу зубьев по окружности;
-б) эвольвентные шлицы обрабатываются с высокой точностью на стандартном зуборежущем оборудовании методом обкатывания с помощью червячных фрез или (на коротких валах) с помощью долбяков; ' ' '
в) в противоположность прямобочпым зубьям, для изготовления которых требуются отдельные червячные фрезы для каждого размера соединения, эвольвентные шлицы одинакового модуля нарезают одной фрезой (или долбяком);
г) тип посадки по боковым граням (прессовая, плотная скользящая, ходовая) 'можно в- известных пределах менять смещением режущего инструмента относительно вала;
д) при плотной посадке по боковым граням шлицы в значительной мерс разгружены от изгиба (стесненный изгиб); соединение работает преимущественно на срез по основанию шлнцев;
е) эвольвентные шлицы можно подвергать корригированию (смещение исходных контуров, изменение коэффициента высоты зуба) с целью-повышения прочности и получения нормальных наружных диаметров соединения;
ж) эвольвентные шлицы на валах можно подвергать доводочной обработке (шевингованию для улучшенных или нормализованных сталей, шлифованию для закаленных и химикотермически обработанных сталей), а также упрочняющему обкатыванию зубчатыми накатниками;
з) в соединениях, работающих с перекосами (компенсирующие соединения), путем шевингования или шлифования на качающемся столе шлицам можно придать бочкообразную форму, обеспечивающую свободу перекосов.
. Так как форма отверстия не допускает шлифования пазов, то эвольвентные шлицы применимы, если ступица имеет твердость не выше HRC 40, при которой еще возможна обработка протягиванием. Исключение представляют ступицы, подвергаемые азотированию, при котором поводки практически нет, вследствие негр протягивание может быть заключительной операцией механической обработки.
Рис. 276. Схемы фрезерования эвольвентных (я), треугольных (б) и трапецеидальных (в) шлицев
256
Продолжение табл. 19
>бозна* чение Проекция Центрирование
по наружному по внутреннему по боковым
Q диаметру диаметру граням
ГОСТ 6033-51 устанавливает для эвольвентных шлицевых соединений (табл. 20) угол зацепления (угол исходного контура рейки) otp = 30° и ряд модулей в пределах т = 1 4-10. Для получения нормальных наружных диаметров в некоторых соединениях введена коррекция с положительным или отрицательным коэффициентом сдвига инструмента х = 0,5 [D — — m(z + 1)] (где z - число шлицев, D — наружный диаметр шлицев):
Обозначение шлицевого эвольвентного соединения состоит из букв Эв. и параметров D, т, z (наружный диаметр, модуль, число зубьев).
При центрировании по боковым граням указываю^:
для отверстия класс точности выполнения пазов (S3, S3a, S4), для вала класс точности выполнения зубьев и посадки (S3H; S3aH — напряженные, S3C; SЗаС - скользящие; S3X; S3ltX — ходовые, S4UI - широкоходовая).
Примеры обозначений: отверстия
Эв. 60 х 2,5 х 22 S,;
9 Орлов П. И., кн. 2
257
Таблица 20
Параметры эвольвентных шлицев
т I 1,5 2 2,5 3,5 5 7 10
D, мм Z X г X X 2 X 2 X Z X Z .V 2 X
12 13 15 17 20 22 26 28 30 32 35 38 40 42 45 50 55 60 65 70 75 80 85 90 95 100 НО 120 130 140 150 160 170 180 190 200 220 240 260 280 300 320 340 360 380 400 11 12 14 16 18 20 24 26 28 30 34 36 38 । । । । i г । । । । । । । । । । 1 । । । । । । । । । । । । j । । । -2-S । -s-s-s 1-S-S 1 1 । ' 12 14 16 18 18 20 22 24 26 26 28 32 36 38 0,25 -0,25 -0,25 -0,25 0,75 0,25 0,25 0,25 -0,25 -0,75 0,75 0,25 -0,25 0,75' 12 14 14 16 18 18 20 22 24 26 28 32 34 36 38 ( । । ( । । । 2- । 2-5 । 2 । 2 1 о'°°"1 S'- । । । । । । । । । । । । । । । । । । । । । । । । 12 14 14 16 16 18 20 22 24 26 28 30 32 34 36 38 :42 46 50 1,25 0,25 1,25 -0,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25 14 16 18 18 20 22 24 24 36 28 30 34 36 38 42 44 48 50 1,28 0,25 -0,75 1,75 0,75 0,25 -1,25 1,25 0,25 -0,75 0,75 -1,25 0,25 1,75 -0,25 1,25 -0,75 0,75 12 14 14 16 16 18 18 20 22 24 26 28 30 32 34 36 38 42 46 50 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 2,5 14 16 18 18 20 22 24 24 26 28 30 34 36 38 42 1 । । । । •££ I' । । । । । । । । । । । । । । । । । । 14 14 16 16 18 18 20 22 24 26 28 30 32 34 36 38 5 5 5 5 5 5 5 5 5 5
вала
шлицевого соединения в сборе
Эв. 60x2,5 x22S3H;
S, Эв. 60x2,5x22-—-
258
Треугольные шлицы
Шлицы треугольного профиля (см. рис. 272, в) применяют главным образом в мелкошлицевых соединениях.
Угол а при вершине шлица вала обычно равен 60°. Центрирование по боковым граням.
Подобно эвольвентным шлицам треугольные шлицы применимы в соединениях со ступицами, выполненными из не слишком твердого материала.
Треугольные шлицы с галтелями большого радиуса у основания шлицев обладают несколько большей прочностью на изгиб, чем эволь-вентные.
Мелкие шлицы треугольного профиля можно получить на валу накатыванием с выигрышем в прочности и производительности изготовления.
Разновидностью треугольных шлицев являются трапецеидальные шлицы (см. рис. 273, г), характеризующиеся малым углом а при вершине шлица (40-60°) и большими закруглениями у основания [г = (0,5 ч- 0,6) Н].
Треугольные шлицы не тестированы. Имеются только отраслевые нормали (авиационные и автотракторные).
Схемы обработки эвольвентных и треугольных шлицев с помощью червячных фрез показаны на рис. 276.
Конусные шлицевые соединения
Конусные шлицевые соединения обеспечивают беззазорное центрирование; ступица не нуждается в упоре (как у затягиваемых цилиндрических соединений); затяжка на конус предупреждает наклеп и разбивание шлицев. л
Однако изготовление этих соединений значительно сложнее, чем цилиндрических.
При центрировании по наружному диаметру (рис. 277, а) на конус выполняют вал. и поверхности впадин в отверстии. Впадины в отверстии протягивают каждую в отдельности одношлицевой протяжкой под углом к оси отверстия. Точный шаг шлицев при этом выдержать трудно. Угол конусности <р делают равным 3-5°.
При центрировании по внутреннему диаметру (рис. 277, б) впадины в отверстии протягивают обычной многошлицевой протяжкой; внутреннюю поверхность шлицев шлифуют на конус. Впадины на валу шлифуют на конус с помощью профильных кругов с продольной подачей под углом к оси вала.
Для обеспечения достаточной высоты шлицев по длине соединения угол ср' конусности внутренней поверхности шлицев делают не более 1-2° (конусность ~ 1: 15).
Соединения такого типа затягивают тарированным усилием во избежание перетяжки и возникновения повышенных напряжений разрыва в ступице и напряжений смятия на центрирующем конусе.
Рнс. 277. Конусные шлицевые соеднвеиия
9*
259
Прочность шлицев различного профиля
В основу сравнительной оценки прочности шлицев Принято следующее:
а) высота шлицев мала по сравнению с диаметром вала.
Это допущение, позволяющее пренебрегать кривизной средней окружности шлицевого соединения и рассматривать шлицы как расположенные в линию, вполне оправдано, так как применяемые на практике отношения высоты И шлицев к диаметру D соединения весьма незначительны (в среднем H/D = 0,05);
б) доля i шлицев, воспринимающих крутящий момент, одинакова.
Для прямоугольных шлицев предполагается, что ширина их по средней окружности равна ширине пазов (симметричные шлицы). Это - условие равиопрочности шлицев вала и ступицы и вместе с тем условие размещения максимального числа их по окружности соединения и получения наименьших напряжений в шлицах.
В цилиндрических соединениях прочность шлицев ступицы иа изгиб получается при этих исходных данных несколько больше, чем На валу, вследствие уширения шлицев ступицы к основанию.
Прямобочиые шлицы
Напряжение смятия на рабочей поверхности шлица (рис. 278)
Р Р.
СТсм “ hL “ (Н - 2г) L’
(19)
где И - полная высота шлица; h - активная высота шлица за вычетом галтели радиусом г у основания шлица и фаски с на наружной грани шлица (принято г » с); L - длина шлицев. Действующая на шлиц сила
Р =
Л/кр Rzi
где Мцр — крутящий момент, передаваемый соединением; R-средний радиус шлицев; z-
число шлицев, равное по исходномудопушению z = цев, воспринимающих нагрузку. Следовательно,
"R . .
—— (Ь - ширина шлица); i - доля шли-ь
(20)
Назовем 6/Н относительной шириной профиля и г/Н - относительным радиусом галтели и введем обозначения b/Н = и; г/Н = рд.
Приняв
Мкр nR’-Li
(21)
Рис. 278. Расчетная схема
260
получаем безразмерную величину
О
Рнс. 279. Эффективный ^коэффициент концентрации напряжения (изгиб призматического бруса)
Рнс. 280. Равнопрочные шлицевые соединения
приведенного напряжения смятия
и
°осм = 1-2ря'
(22)
Действительное напряжение смятия
°см = °о см
nR2Li ‘
(23)
Для определения напряжений изгиба примем, что сила Р приложена посередине высоты шлица. Напряжение изгиба в опасном сечении у основания шлица
ЗР(Н-2г)
Оизг-fc3 b2Ll ,
где А'э - эффективный коэффициент концентрации напряжений.
Подставляя в это выражение значение Р из уравнения (2), получаем
о _3fc -^р ±z2ph °изг " 3 xR2Li и
Приведенное напряжение изгн
nR2Li
°о изг - З^Э
1 ~ 2ptf _ Зкэ
и °о см
(24)
Для определения концентрации напряжений воспользуемся диаграммой (рис. 279), изображающей эффективный коэффициент концентрации напряжений fc3 для призматического стержня из прочной отали по осредненным данным ряда авторов в зависимости от рь -- г/Ь.
Принятое обозначение ри = r/Н связано с величиной р^ соотношением р/у = ир^.
Как видно из выражений (22) и (24), напряжения изгиба й смятия определяются только относительной шириной шлица и и относительным радиусом галтели р;у. Число шлицев и абсолютные их размеры не имеют значения. Соединения с малым числом крупных шлнцев и с большим числом мелких . шлицев (рис. -280, а) равнопрочны, если профили шлицев геометрически подобны.
261
Мелкие шлицы применять целесообразнее. Уменьшение высоты шлицев при заданном внутреннем диаметре вала сокращает радиальные размеры соединения, а при. заданном наружном - увеличивает внутренний диаметр вала, существенно повышая его прочность. В силу размерного масштабного эффекта усталостная долговечность мелких шлицев больше, чем крупных.
На рис. 281,а показаны подсчитанные по формулам (22) и (24) приведенные напряжения изгиба <тоизг и смятия О()см Для различных и и р/-/. При малых и (узкие и частые шлицы) напряжения смятия невелики, а напряжения изгиба значительны. При больших и (широкие и редкие шлицы) напряжения смятия превышают напряжения изгиба.
Так, например, при и = 1 и р^ = 0,1 напряжения смятия аосм = 1,25 (точка Л), а изгиба сгонзг = 5,1 (точка Б). При и = 3 и рн = 0,1 напряжение оосм = 3,75 (точка В), а Ооизг = 1.9 (точка Г). С увеличением рд напряжения смятия возрастают, а напряжения изгиба снижаются, с уменьшением - наоборот.
Следовательно, когда прочность соединения лимитируется напряжениями смятия (посадки с зазором по боковым граням шлицев, подвижные направляющие соединения), надо применять малые значения и = 1 ч- 1,2 при умеренных радиусах рц = 0,1 ч- 0,15 (заштрихованные участки на рисунке). Если же прочность соединения определяется напряжением изгиба (посадки с натягом по боковым граням, затянутые соединения),, то целесообразно придерживаться более высоких значений и = 1,5 ч- 2 и радиусов рц = 0,15 ч- 0,2.
В частном случае, когда допустимые напряжения смятия численно равны напряжениям изгиба (<?осм = °0изг)- оптимальные параметры шлицев определяются точками пересечения кривых Оосм и °(>изг. имеющих одинаковые значения рц (светлые точки). В наиболее употребительном диапазоне рн = 0,1ч- 0,2 значения и для этого случая равны и = 1,4 ч- 2,1.
На практике работоспособность соединений, особенно при циклической нагрузке, определяется преимущественно напряжениями смятия, что объясняется различными условиями работы шлицев при смятии и изгибе. Напряжения смятия, сосредотачивающиеся на наиболее нагруженных участках шлицев, вызывают местный наклеп, появление нероаностей, сопровождающееся дальнейшим возрастанием очаговых нагрузок и приводящее в конечном счете к свариванию соединения. При изгибе же перегруженные шлицы упруго деформируются, что способствует передаче нагрузки на остальные, менее нагруженные шлицы н упрочнению соединения.
По этим причинам следует, как общее правило, всемерно уменьшать напряжения смятия, т. е. придерживаться малых значений u = 1 ч-1,5 и рц = 0,1 ч- 0,15 (заштрихованные области
Рис. 281. Прочность шлицев различного профиля
262
* - "
на рисунке) при несколько повышенных- напряжениях изгиба. Оптимальным можно считать значение н = 1,5, при котором ст0 см я 2 и ст0 изг я; 3,2. Применять и > 2 во всяком случае не рекомендуется. Если прочность материала ступицы ниже прочности вала, то целесообразно ширину шлицев ступицы делать больше ширины Ьв шлицев вала в отношении
где ста и стст - пределы прочности на смятие соответственно вала и ступицы.
Желобчатые шлицы
Разновидностью прямобочных шлицев являются желобчатые шлицы (рис. 282) со впадиной, профилированной дугой окружности радиусом г = 0,56 (рд = г/Н = = 0,5и). Напряжение смятия у желобчатых шлицев
= МГ = (H-r)L’ (25)
Подставляя значение Р из формулы (20) и
по-прежнему полагая
Мкр
TtR2Li
получаем
Приведенное напряжение смятия
_ и и
1 - PH 1 - 0,5» '
(26)
Напряжение изгиба
а -к ЗР’'-Зк Н~Г - У: Мкр '~РН
™ ~ J h2Li " 2 TtR2Li b " nR2Li и
Приведенное напряжение изгиба
г -Зк 1 ~ Рн
ГО ИЗГ — ЭК3 ~
<*о см
(27)
Коэффициент концентрации напряжений в данном случае является функцией величины pl, = r/b = 0,5 и согласно рис. 279 равен кэ — 1,2.
Подсчитанные по формулам (26) и (27) напряжения приведены на рис. 281 в функции и.
Как видно, желобчатые шлицы применимы в очень узких пределах значений и = 0,75 -=- 1,25 (заштрихованная область). (При и <. 0,75 получаются слишком узкие и высокие шлицы с большими напряжениями изгиба, применимые только в специальных соединениях (упругие шлицы). При и > 1,25 резко возрастают напряжения изгиба. Оптимальными можно считать значения и = 1 -? 1,25, для которых напряжения равны соответственно
сто изг = ао см = 2 и а0 изг = 3; а0 см = 1,25. (28)
Треугольные шлицы
Напряжение смятия па рабочей грани шлица (рис. 283)
Scm- hL’ (29)
где Р - окружная сила, действую-Л/к„
щая на шлиц, равна ——и-.
Rz
Рис. 282. Расчетная схема
Рис. 283. Расчетная схема
Число шлицев
2nR nR
S h tg a/2 + 2r cos a/2 '
Следовательно,
P = (k tg a/2 + 2r cos a/2).
M
Подставляя значение P в формулу (29) и по-прежнему полагая —«1, получаем приведенное напряжение смятия
сто см = tg a/2 + 2Pk.cos a/2, (30)
где
p* = y”—---------------------------. - (31)
------- 1 + sin a/2 РЯ
Приведенное напряжение изгиба (промежуточные выкладки опускаем) 0,5
, . , » п -rr - (tg a/2 + рЛ cos a/2) sin a/2
_ 3 tg a/2 + 2ph cos a/2 cos a/2 ‘
°изг 3 2 cos a/2 (tg a/2 + pA cos a/2)2
Эффективный коэффициент концентрации напряжений к3 является функцией величины pt:
о = — » -__________Р"________ ' (331
Р‘ S “ 2 (tg a/2 + ру cos a/2) ’ J 1 ’
Как видно из выражений (30)-(32), напряжения изгиба и смятия определяются только углом а при вершине профиля шлица и относительным радиусом ру галтели. Число и размер шлицев безразличны. Соединения с малым числом крупных шлицев и большим числом мелких шлицев (см. рис. 280, б) равнопрочны, если профили шлицев геометрически подобны.
На .рис. 281,6 приведена построенная на основании формул (30)-(32) обобщенная диаграмма прочности треугольных шлицев в функции а и ру.
Как видно, напряжения изгиба резко уменьшаются с увеличением а и при a = 60 4- 90’ (в зависимости от величины ру становятся равными нулю - безызгибные шлицы). При плотной посадке по рабочим граням шлицев (стесненный изгиб) шлицы при' любых значениях а работают практически только на срез.
По общей прочности треугольные шлицы значительно выгоднее прямобочных. Например при a =60° и ру = 0,15 напряжение смятия Орем ~ 0»9, т. е. в 2,5 раза меньше, чем у прямобочных шлнцев оптимального профиля (и -1,5 при ру = 0,15), а напряжения изгиба сто изг = 1>2, т.е. в 1,8 раза меньше, чем у прямобочных (стр гог = 2,2).
Повышенная прочность треугольных шлицев обусловлена тем, что под основание шлицев используется практически вся окружность вала (у прямобочных - примерно половина окружности). Кроме того, напряжения изгиба снижаются вследствие наклона рабочих граней шлицев и при указанных выше значениях а исчезают вовсе.
Напряжения смятия понижены вследствие увеличения числа шлицев по сравнению с прямобочными. ч
Ввиду малой величины напряжений Изгиба и возможности их полного устранения (путем увеличения профильного угла а и плотной посадки ло граням шлицев) прочность треугольных шлицев почти всецело определяется напряжениями смятия.
Напряжения смятия слегка возрастают с увеличением а и существенно повышаются с увеличением ру.
264
Ниже приведены величины напряжений в треугольных шлицах при рд = 0,15 в функции а:
а . . 45° 60° 75° 90» 105’ 120°
п0 см • • • . . 0,8 0,9 1,1 1,3 1,6 , 1,9
ст0 изг • • * . . 2,2 1,25 0,5 0 0 0
Оптимальными можно считать шлицы с а = 60 -ь 75’ и рд = 0,1 ч- 0,2 (заштрихованные участки на рисунке), отличающиеся низкими напряжениями смятия (<тоСм~1) и изгиба (ст0 изг = 1,25 ч- 0,5). Предпочтительны шлицы с а = 75°, которые являются практически безызгибнымн. Увеличение а свыше 75° обеспечивает полную безызгибность, но существенно повышает напряжения смятия.
Разновидностью треугольных шлицев являются- трапецеидальные шлицы (рис. 283), характеризующиеся малым углом а и большим радиусом у основания (p/j = = 0,4 ч- 0,6). Напряжения смятия у них выше, чем у треугольных шлицев обычного профиля (вследствие меньшего числа шлицев), напряжения изгиба незначительны (вследствие большой ширины основания и большого радиуса впадины).
На основании рис. 281, б находим следующие шлицах с р[( = 0,5 величины напряжений в трапецеидальных
а 0 15° " 30° 45’ 60’
°0 см 2 1,9 1,9 1,7 1,7
СТО изг 2 1,4 0,9 0,4 0
В частном случае' а = 0 трапецеидальные шлицы превращаются в желобчатые с характерными для последних значениями oqcm = а() ,п| = 2.
Как видно, напряжения смятия у трапецеидальных шлицев (арсм = 1,7-ь 2) примерно в 2 раза больше, чем у треугольных шлицев оптимального профиля с а = 60 -? 75° и РН = 0,15 (<тОсм — 1). Напряжения изгиба незначительны И при а = 60° обращаются в нуль. Оптимальными можно считать трапецеидальные шлицы с а = 60°.
В общем трапецеидальный шлицы вследствие повышенных напряжений смятия менее выгодны, чем треугольные шлицы с рд =0,1 ч 0,2. Кроме того, они существенно увеличивают радиальные габариты соединения и уменьшают работающее сечение вала.
Единственным преимуществом их является возможность центровки по наружному диаметру (рис. 283, б), которая к тому же сокращает радиальные габариты соедниения.
Эвольвентные шлицы
Так как высота шлицев мала по сравнению с диаметром соединения, то в основу расчета эвольвентных шлицев можно положить профиль образующей рейки (рис. 284).
В обозначениях, принятых, для эвольвентных зацеплений, напряжение смятия на рабочей грани шлица
Р асм ~ ML’ где т -модуль; /-коэффициент высоты профиля; Р - окружное усилие на шлиц / м \ / '
( р = КР I; L — длина шлицев.
\ Rli J
Число шлицев
2R
265
Приведенное напряжение смятия
п
а0 см = (35)
Таким образом, напряжения смятия определяются только величиной f и не зависят От модуля и угла зацепления.
Приведенное напряжение изгиба в опасном сечении (промежуточные выкладки опускаем)
, 0,75 п и0 изг - *э f
J vOS Ctg
1 /" \ .
—:-------— + tg а0 sin а0
cos ot0’ \ 4/ J
/ п V
(36)
где й0 - угол зацепления.
Эффективный коэффициент концентрации напряжения кэ является в данном случае функцией величины pt,:
г
Рь =------;
4у + 'g “о
Для впадин со стандартным радиусом галтели (г - 0,2m)
РН lQ/4-Г
Из выражений (36), (37) видно, что напряжения изгиба определяются только углом зацепления а0 и коэффициентом высоты и не зависят от модуля. Соединения с малым числом крупных шлицев и с большим числом мелких (см. рис. 280,я) равнопрочны, если профили шлицев подобны.
На рис. 281, в показаны подсчитанные по уравнениям (35), (36) приведенные напряжения смятия и изгиба для эвольвентных шдицев в функции а0 для f = 1; 0,8; 0,6. Напряжения изгиба снижаются с увеличением угла зацепления. Шлицы с а0 = 30° примерно в 2 раза прочнее шлицев с = 20°.
Уменьшение коэффициента высоты профиля до f = 0,8 незначительно (в среднем на 20%) увеличивает прочность на изгиб и на столько же снижает прочность иа смятие. При уменьшении f до 0,6 прочность на изгиб увеличивается в 2-3 раза. Напряжения смятия при этом возрастают в 1,3 раза по сравнению с напряжением при f = 1. Шлицы с а0 = 20° и f = 0,6 по изгибу равнопрочны шлицам со стандартными значениями «0 = 30° и / = 1, но изготовить их можно стандартным зуборезным инструментом.
По общей прочности эвольвентные шлицы несколько уступают треугольным шлицам оптимального профиля.
Эвольвентные шлицы с закругленной впадиной (рис. 285, б) можно рассматривать как • частный случай шлицев треугольного профиля. Напряжения в них определяются по диаграмме рис. 281,6 для соответствующих значений а = 2а0 и ря-
Величина ря для шлицев с закругленной впадиной
1
266
Рис. 285. Эвольвеитиые шлицы со впадиной: а - стандартного профиля; б - закругленной
Как показывает подсчет, прочность на изгиб шлицев с закругленной впадиной на 10-30% выше, чем шлицев со впадиной стандартного профиля. Напряжения смятия одинаковы.
Выводы. 1. Прочность на изгиб и смятие шлицевых соединений с симметричными шлицами не зависит от размера и числа шлицев и, определяется только их профилем.
2. Наиболее выгодны по прочности треугольные шлицы, практически равноценны им — эвольвентные, наименее прочны — прямоугольные.
3. Прочность прямоугольных шлицев определяется отношением ширины шлица к его высоте и = b/Н, треугольных — углом а при вершине и радиусом рн у основания шлицев, эвольвентных — углом зацепления а0 и коэффициентом f высоты профиля.
4. Оптимальные по прочности параметры: для прямоугольных шлицев и = 1 -к 2; для треугольных а, = 60 4- 70° при рн = 0,1 4- 0,2; для эвольвентных а0 = 30° при f = 1 и а0 ='20 4- 25° при f = 0,6.
5. Во всех случаях выгодно применять мелкие шлицы, способствующие уменьшению радиальных размеров соединения и повышению прочности вала и втулки.
6. Для упрощения изготовления целесообразно унифицировать размеры шлицев в возможно большем диапазоне диаметров.
Торцовые шлицы
В соединениях с ограниченными осевыми размерами применяют торцовые шлицы, представляющие собой зубья треугольного профиля, нарезанные на торцах соединяемых деталей (рис. 286) и стянутые осевым усилием. '
Для полного прилегания рабочих поверхностей сопрягающихся шлиЬев необходимо, чтобы образующие шлицев сходились в центре соединения. Соединение самоцентрирующееся. Дополнительное центрирование (например, по цилиндрическим поверхностям) не только излишне, но и вредно, так как может нарушить плотность стяжки шлицев.
Торцовые шлицы нарезают фрезерованием профильной фрезой или строганием фасонным резцом. Точные поверхности стягиваемых деталей (например, поверхность т на рис. 286) обрабатывают в сборе после затяжки шлицев. Во избежание нарушения достигнутой точности необходимо конструктивно обеспечить сборку соединения каждый раз в исходном положении.
Торцовые шлицы отличаются от радиальных следующим:
а) длина L,. шлицев (рис. 287) ограничена диаметральными размерами соединения [LT = R - Ro = R (1 - Ro/R)]. Обычно LT = (0,3 4- 0,5) R;
б) окружная сила, действующая на торцовые шлицы, увеличена по сравнению с силой, действующей на радиальные шлицы, в отношении
/
2
К/Кср = t (обычно R/Rcp = 1,2.4-1,4); '
267
Рис. 286. Соединения торцовыми шлицами
Рис. 287. Расчетная схема
в) при передаче крутящего момента в соединении возникает осевой Мкр
. натяг Рос = —— tga/2, где а — угол при вершине профиля шлица в средне?
нем сечении. Во избежание расхождения стыка сила затяжки должна быть Лат — пЛ>с, где п ~ коэффициент запаса (обычно п = 1,5 ч- 2).
Положительной особенностью торцовых шлицев является затяжка рабочих поверхностей (стесненный изгиб).. Практически они работают на срез и точность их почти всецело определяется напряжениями смятия.
Напряжения смятия на рабочих гранях^ Шлицев являются суммой напряжений от окружной силы Р и силы затяжки Рзят:
’™-т*
Рзат
2?LTh tg а/2
где h — активная высота шлицев.
Подставляя в это выражение значения
р Мм> р иМкр tg а/2 _
Р “ Яср| ’ эат “ Яср
получаем
4Мкр (1 + 0,5и) S'
Гсм:i “ 2nK2i (1 + Ro/R)2 LTh '
(38)
Для радиальных треугольных шлицев с одинаковым наружным радиусом Я напряжения смятия k
а „ „ MKPS -
см RzUii 2nR2!M
При одинаковости профиля шлицев в среднем сечении (одинаковость S и h) напряжения смятия в торцовых шлицах больше, чем в радиальных треугольных шлицах одинакового профиля, в отношении
Рем, т 4 (1 + О» L асм (3 + Л/R)2 Г-т
268
Рис. 288. Зависимость <р от Ro/R
Принимая для средних условий RQ/R = 0,5;
и “ 2 и полагая Lp = L, получаем
РСМ,Т _ 4-2 ~ - с рсм 1.52 ~
.Таким образом, при одинаковости наружного диаметра, профиля и длины шлицев напряжения смятия у торцовых шлицев в 3,5 раза больше, чем у радиальных, а напряжения среза больше в отношении
4 4
(1+Яо/Л)2 1,52 ’
Для уменьшения напряжений смятия целесообразно уменьшать угол а вершины профиля и радиус рн впадины. Обычно применяют а «= 40 -т 60° н рн = 0,1 -ь 0,2.
Во избежание перенапряжения торцовые шлицы лием, выдерживая соотношение
Л/.п
Рэат « п tg а/2. «ср
При заданных а и Я напряжение смятия согласно формуле (38) определяется фактором
1 1
ф (1 + Ro/R)2 £т “ (1 + R0/R)2.(l - Rq/R)
(рис. 288). Как видно, напряжения смятия имеют наименьшую зеличииу (<р = 0,85 -г 1) в диапазоне Ra/R = 0,2 -? 0,5 и резко возрастают при Ro/R > 0,7.
Вследствие обратнокубической зависимости напряжений от R целесообразно увеличивать диаметр шлицевого пояса (фланцевые шлицевые соединения).
Расчет шлицевых соединений
Шлицевые соединения чаще всего выходят из строя вследствие смятия и разбивания рабочих граней шлицев,' поэтому при проектировании их ограничиваются расчетом на смятие.
Напряжения смятия на рабочих гранях-шлицев (кгс/мм2)
ЮМр
см RLizh ’
(39)
где М,# — действующий на соединение крутящий момент, кгс"м; R — средний радиус шлицев, мм; L—рабочая длина шлицев, мм; z — число шлицев; i - доля шлицев, воспринимающих нагрузку (( = 0,6 ~ 0,8); h ~ активная высота шлицев (за вычетом галтелей, и фасок), мм.
Для соединений с одинаковой шириной шлицев вала и ступицы по средней окружности
Рем ** р0 см
^кр nR2Li
(40)
269
Где do см — приведенное Напряжение смятия, характерное для каждого профиля шлицев, определяемое по формулам (22), (30), (35) или по диаграмме рис. 281.
Расчетные напряжения для неподвижных затянутых шлицевых соединений со стальными валом и ступицей приведены в табл. 21.
Таблица 21
Расчетные напряжения
Термическая обработка шлицев Расчетное напряжение осм, кгс/мм2 при нагрузке
спокойной циклической ударной
Улучшение (HRC 30-35) 3—4 2-3 1-2
Закалка ТВЧ; цементация (HRC 55-60) . . . 4-6 3-4 2-3
Азотирование (HV 900-1000) 6-8 4-6 3-4
Для подвижных соединений и соединений с зазором по боковым граням шлицев эти цифры уменьшают в 2 — 3 раза.
Если насадная детадь выполнена из мягкого материала (серые чугуны, легкие сплавы), то расчет ведут по напряжениям смятия, допустимым для данного материала.
При необходимости снижения напряжений смятия применяют шлицы более выгодного профиля, увеличивают длину и диаметр соединения. Согласно формуле (23) крутящий момент, передаваемый соединением,
М„ = «НЧл,
Р сто см
т. е. при заданном профиле шлицев (а0 см = const) пропорционален квадрату диаметра, а если, как это обычно бывает, длина соединения L пропорциональна диаметру, то кубу диаметра.
При насадных деталях с большим наружным диаметром (типа дисков) длина шлицевого соединения определяется преимущественно условием продольной устойчивости детали. Независимо от результатов расчета длину шлицев рекомендуется делать не менее (0,5 — 0,8) D, лучше (1 —1,2) D (где D — диаметр вала). Увеличивать длину соединения свыше (1,5 — 2) D нет смысла, так как при этом снижается точность изготовления и фактическая площадь соприкосновения шлицев уменьшается.
Разделение шлицев иа два коротких пояса с выточкой посередине (рис. 289), применяемое иногда в длинных соединениях, вызывает затруднения при протягивании отверстия. Стружка, осыпающаяся из первого (по ходу протягивания) пояса, заволакивается во второй пояс, вследствие чего точность и шероховатость поверхности шлицев нарушаются. Такие отверстия
Рис. 289. Шлицевое соединение с центральной выточкой
270
можно протягивать только на горизонтальных протяжных станках, и то при условии, если выточка имеет объем, достаточный для размещения стружки (с учетом ее разрыхления) в сегменте т кольцевого пространства между окружностью выточки и наружным диаметром протяжки.
Необходимый диаметр выточки DBbIT определяется из выражения
. ^выт ~ & + 2 ]ДРКЬотв/^вЫт >
где D - наружный диаметр шлицев, мм; s - припуск на протягивание (по контуру шлицев), мм; L0TB - длина первого (по ходу протягивания) отверстия, мм; LBbIT — длина выточки, мм;
К - коэффициент рыхлости стружки (К = 4 -г 5). ,
Правила конструирования
В шлицевых валах наиболее напряженным является сечение А—А (рис. 290, а), в котором действуют полный крутящий момент, передаваемый соединением, и напряжения изгиба шлицев. Степень концентрации напряжений зависит от формы перехода от шЛицев к валу.
Для снижения напряжений в этом сечении целесообразно увеличивать внутренний диаметр шлицев DBB (вид б) на 15 — 20% по сравнению с диаметром d вала.
Равномерность нагрузки по длине шлицев сильно зависит от формы ступицы и вала. Следует избегать резких изменений сечений, а там, где они необходимы по конструкции, учитывать направление силового потока. Конструкция в насадной детали целесообразна. Нагрузка на шлицы передается преимущественно в узле жесткости (участок перехода ступицы в диск); остальная часть шлицев нагружена слабо. Нагрузка на шлицы выравнивается, если диск перенести к переднему обрезу ступицы и сделать переход диска в ступицу более плавным (вид г).
Входные кромки шлицев как на валу, так и во втулке должны иметь фаски для облегчения монтажа во избежание концентрации усилий на кромках, а также с целью предупреждения случайного забоя шлицев при монтаже, демонтаже и транспортировке.
Снятия фасок на угловых кромках щлицев (рис. 291, а) недостаточно. Правильнее выполнять шлицы со скосом (вид б) под углом Р = 15 -? 30° так, чтобы наружный диаметр Dt фаски на ступице был несколько больше диаметра £>нар впадин шлицев, а внутренний диаметр d2 фаски на валу — несколько меньше диаметра dBB впадин на валу.
Наиболее целесообразно делать фаски или галтели по всему контуру шлицев (вид в). Эту операцию в массовом производстве выполняют на специальных заправочных станках.
Рис. 290. Усиление шлицевых соединений
271
Рис. 292. Формы шлицев вала
Заправка торцов по контуру обязательна в шлицах, предназначенных для переключения (например, в муфтах сцепления). '
Шлицы1 ступиц рекомендуется утапливать по отношению к торцу (вид г). Эта мера предупреждает забой шлицев, увеличивает прочность участка выхода шлицев и облегчает сборку, особенно при соединении тяжелых деталей в горизонтальном положении.
Если шлицевой вал имеет продолжение, то можно облегчить сборку, выполнив на ближайшей к шлицам части вала центрирующий поясок т (вид д) диаметром, несколько меньшим внутреннего диаметра шлицев.
Усилие затяжки чаще всего воспринимают упорными буртиками на валу. Если необходим упор в сплошную кольцевую поверхность, то буртик делают на гладкой части вала (рис. 292, а); шлицы полного профиля заканчивают на расстоянии I от буртика, обеспечивающем недоход фрезы до буртика.
Впадина на участке Ц выхода фрезы очерчена по эллипсу, малая ось которого равна Офр, а большая D^pcos<p, где Офр - наружный диаметр фрезы; ф - угол скрещивания, т. е. угол установки фрезы в плане относительно заготовки вала (рис. 293), определяемый из
соотношения tg ф = , где Dq фр - средний диаметр зубьев фрезы; t - шаг спиральной
nD0 фр
линии зубьев.
272
Рис. 293. Схема установки червячной фрезы относительно заготовки '
По уравнению эллипса
где Н *- высота шлицев.
Поскольку угол <р мал (обычно ф ™ 3 -? 5’) и cos ф близок к единице, можно считать, что, участок выхода очерчен дугой окружности диаметром Офр, и определять из круговой
.. зависимости
(41)
Минимальное расстояние, при котором не происходит подрезания буртика:
/ш!п-(Н + Я<) /.1,
(42)
где. — высота буртика.
Диаметр фрезы определяют по ГОСТ 9324-60* или по сортаменту червячных фрез, применяемых на заводе. Ориентировочно £)фр можно принимать равным диаметру вала.
Шлицы ступицы рекомендуется не доводить до начала подъема впадин, предусматривая страховочный зазор s = 1 ч- 2 мм (см. рис. 292), предупреждающий упор шлицев в днище впадин. Обычно с этой целью торцы шлицев скашивают под углом а = 15 ч- 20°, начиная от точки, соответствующей крайнему положению фрезы.
Для увеличения прочности шлицы отверстия на участке выхода соединяют с телом ступицы пологими переходами т (вид в).
Участок вала I (вид б) иногда используют для центрирования ступицы, выполняя на нем. центрирующий поясок п (вид г), или для установки насадных деталей, например подшипников качения (вид б).
В конструкциях, где наличие сплошной кольцевой опорной поверхности необязательно, буртики прорезают частично (вид е) или насквозь (виды ж, з), что позволяет приблизить шлицы ступицы вплотную к упорному буртику (вид. и) и сократить тем самым общую длину шлицевого соединения.
На шлицевых валах, подвергаемых шлифованию по внутреннему диаметру или по боковым граням шлицев, гладкая поверхность вала для возможности обработки напроход должна быть расположена ниже впадин шлицев (вид к). Прочность таких шлицев на изгиб несколько меньше, чем в конструкциях видов ж, з. При сквозном прорезании буртика применяют фрезу с повышенной высотой / режущих зубьев (вид ж). Для повышения прочности и стойкости зубьев высоту буртика рекомендуется делать не больше 0,5Н (рис. 294 виды а, б).
273
Рис. 294. Обработка шлицев с прорезными упорными буртиками.
а - с галтелями у основания шлицев; б - с галтелями и фасками на кромках шлицев;
в — эвольвентных шлицев
Рис. 295. Упор в буртики шлицев
У эвольвентных шлицев высота буртиков ограничена утоньшением шлицев к вершине (вид в). При угле исходного профиля ос0 = 30° предельная высота буртика Hi ss 0,5m (m — модуль), или ~0,25 высоты шлица; при а0 = 20° высота буртика Лt да 0,6m, или ~0,3 высоты шлица.
Для треугольных шлицев упор в прорезной буртик неприменим.
Плотное прилегание торца ступицы к упорному буртику вала обеспечивают фаской (рис. 295, а), выточкой (вид б) в ступице или канавкой на шлицах вала (вид в).
На чертежах шлицевых валов численное значение радиуса подъема впадины обычно не указывают, ограничиваясь надписью 7?фР (рис. 296, а) и проставляя длину L участка шлицев с полным профилем.
Если необходимо точно выдержать полную длину шлицев L+ti, то проставляют радиус фрезы или, предпочтительнее, указывают координату Г точки выхода впадин.
У валов со шлифуемым внутренним диаметром или рабочими гранями шлицев указывают длину подлежащих шлифованию участков (рис. 296, б).
Длина 12 участка подъема шлицев должна быть достаточной для выхода шлифовального круга и определяется из соотношения
где Окр — диаметр шлифовального круга; Н — высота шлицев.
Рис. 296. Простановка размеров
274
Рис. 297. Способы упора в шлиЦевых соединениях
Помимо упора в буртик, применяют другие способы. Упор на штифт, запрессованный в вал (рис. 297, а), не позволяющий осуществить силовую затяжку, применим только в слабонагруженных соединениях. Целесообразнее конструкции с упором в кольцевой стопор прямоугольного (вид б) или круглого (вид в) сечения, заведенный в выточку в шлицах или цилиндрической части вала.
В конструкции г на участке выхода шлицев проточена кольцевая канавка. Шлицы ступицы упираются в стенку канавки. При этом способе сильно снижается прочность шлицев вала на изгиб.
В конструкции д упор воспринимает шлицевая шайба 1, заводимая в кольцевую канавку шлицев вала. Шайбу надевают через шлицы вала, проворачивают в канавке так, Чтобы ее шлицы стали против шлицев вала, и фиксируют в этом положении выступающими за торец ступицы удлиненными концами 2 шлицев ступицы (вид д, II).
На виде е показан пример использования шлицевой шайбы 3 для крепления двух насадных деталей на валу. Ступицы деталей стягивают винтами, которые одновременно фиксируют угловое положение шайбы в канавке (шлицами против шлицев. вала). Затяжки соединения эта конструкция не обеспечивает.
Надежную фиксацию обеспечивает упор шлицев отверстия на участки п подъема впадин вала' (вид ж). Для того чтобы упор распространялся на всю окружность, необходимо на последней стадии фрезерования шлицев дать валу несколько оборотов при выключенной продольной подаче.
Осевое положение ступицы на валу при этом способе упора зависит от диаметра фрезы и угла фаски на упорном участке шлнцев ступнцы. Для повышения точности осевой фиксации и уменьшения растягивающих напряжений в ступице целесообразно принять наружный диаметр фаскн (рис. 298, а, точка л) равным диаметру D шлицев, а внутренний (точка м) расположить на расстоянии 0,52/ от наружного диаметра D, где Н — высота шлнцев.
Угол 0 наклона фаскн целесообразно делать равным среднему углу наклона профиля шлицевых впадин на участке л—м выхода шлицев вала (рис. 29$,.6). Тогда осевое положение
275
Рис. 298. К определению углов 0 и 0j
Рис. 299. Углы 0 и 0j в фуик-Рис^ЗОО. Облегченные шлицы дни H/D$p
ступицы определяется координатой li точки л выхода шлицев, подсчитываемой по уравнению (41).
Угол 0 находится из соотношения cos 0 = 1 - 1,5Н/Офр;
Нерабочий участок м-н шлицев ступицы (рис. 298, а) следует срезать под углом 0Ь определяемым из соотношения cos 0, = 1 — Я/2>фр.
Значения 0 и 0, в зависимости от Я/Офр показаны на рис. 299.
В крупношлицевых соединениях шлицы облегчают с помощью продольных выемок на нерабочих поверхностях, (рис. 300), для чего режущим зубьям червячных фрез и протяжек придают специальный профиль. Прочности шлицев выемки не снижают.
Затяжка шлицевых соединений
' Работоспособность шлицевых соединений значительно повышает силоваязатяжка.
Осевую затяжку в концевых и промежуточных установках чаще всего осуществляют кольцевыми гайками с упором непосредственно в торцы шлицев ступицы (рис. 301, а) или, предпочтительнее, через шайбы (виды б-д). '
Концевые соединения затягивают также внутренними гайками (вид е) Или сквозными болтами (виды ж—з).
а) 6) в) , г) В)
Ряс. 301. Осевая затяжка
276
Рис. 302. Радиальная затяжка
1
2
Ч)
При затяжке гайками с дифференциальной резьбой (вид и) достигается удобный съем ступицы, но усложняется монтаж.
Радиальная затяжка в неразборных соединениях создается запрессовкой в вал пробки (рис. 302, а) в разборных — раздачей вала с помощью внутреннего конуса 1, состоящего из двух половин, извлекаемых из вала отвертыванием затяжного болта (вид б). Ступицы деталей из .легких сплавов иногда обжимают с помощью конусных колец 2, 3 (вид в),
В конструкции г ступица насадной детали разделена глубокой выточкой на два пояса, соединенных с телом детали галтельными переходами. При стяжке торцов возникают радиальные, направленные к центру усилия, сжимающие ступицы.
Особые виды центрирования
Центрирование по специальным поверхностям применяют: а) в соединениях с короткими шлицами, не обеспечивающими продольной устойчивости насадной, детали; б) в соединениях, передающих пульсирующий крутящий момент или нагруженных периодически действующим опрокидывающим моментом,' в) в соединениях с эвольвёнтными или треугольными шлицами со ступицами, термически обработанными до твердости > HRC 40, когда точное центрирование по боковым граням шлицев неосуществимо из-за невозможности шлифования пазов отверстия.
Посадку по шлицам в этих случаях делают свободной.
В конструкции по рис. 303, а вал снабжен дополнительным центрирующим пояском f на участке выхода шлицев.
Если необходима повышенная точность центрирования, а передаваемый момент невелик, то протяженность центрирующей поверхности увеличивают, уменьшая длину шлицев (вид б).
При центрировании цилиндрическим пояском h на гладкой части вала (вид в) шлицы вала ослабляются кольцевой выточкой на выходе шлицев. В конструкции г ступица центрируется пояском на уменьшенном внутреннем диаметре шлицев по цилиндрическому пояску i на валу.
Центрирование производят также по разрезному кольцу 1 (вид б), заложенному в выточку на выходе шлицев; по цилиндрическому пояску т (вид ё) на валу и .по кольцу 2 у входа на шлицы; по двум втулкам (вид ж), одна из которых 3 разрезная, а другая 4 — целая.
Тяжелонагруженные соединения, работающие при циклических нагрузках, центрируют по коническим поверхностям (виды з-м). Натяг на конусах,
277
возникающий при силовой затяжке, эффективно тормозит угловые микросмещения ступицы относительно вала, предупреждая выработку, разбивание и наклеп рабочих поверхностей. Вместе с тем конические поверх? пости воспринимают трением значительную долю крутящего момента, благодаря чему нагрузка на шлицы уменьшается.
Затяжка на конические поверхности вала п (вид з) и q (вид и) нередко приводит к свариванию ступицы и вала. Лучше конструкции с промежуточными коническими кольцами из твердых кованых бронз (БрКМц 3 — 1 или БрБ2), образующими в сочетании со стальными поверхностями вала и ступицы, устойчивую против сваривания пару.
На виде к представлена конструкция с разрезным коническим кольцом 5, заведенным в кольцевую выточку на участке выхода шлицев. Конструкция л с двумя кольцами, одно из которых разрезное 6, а другое целое 7, помимо гашения угловых колебаний втулок относительно вала, обеспечивает устойчивость • против действия опрокидывающих моментов. Недостаток этих конструкций — ослабление шлицев вала кольцевой выточкой.
Целые кольца 8, 9 (вид м) обеспечивают, как и разрезные, практически беззазорную центровку; упруго деформируясь под действием затяжки, кольца плотно4 охватывают цилиндрические поверхности вала.
Углы конусности а делают в пределах 30 — 60°. Чем меньше а, тем сильнее затяжка, но одновременно тем больше радиальные усилия, сжи
278
мающие вал и разрывающие ступицу. Кольца располагают в узлах жесткости (вид к) или усиливают ступицу на участке расположения конусов кольцевыми ребордами (виды л, я).
В конструкциях с центрированием по двум коническим поверхностям (виды л, м) посадку по шлицам делают свободной во избежание совмещения двух центровок.
Дополнительный крутящий момент, создаваемый затяжкой по кольцам, определяемый по формуле (92) для z = 2, обычно игнорируют, относя его в запас надежности.
В тяжелонагруженных соединениях применяют дополнительные способы предупреждения наклепа и сваривания: закалку, цементацию, азотирование, фосфатирование и сульфидирование шлицев, металлические покрытия (омеднение, лужение; кадмирование и др.), а также смазывание соединения разделительными мазями на основе графита, дисульфида молибдена и др.
Соединение соосных шлицевых валов
На рис. 304 изображены способы соединения соосных шлицевых валов. Крепление штифтом (вид а) не обеспечивает затяжки, нетехнологично и неудобно при монтаже и демонтаже.
Если можно подвести к соединению ключ через внутреннюю полость валов, то применяют затяжку кольцевыми гайками (вид б) или сквозными болтами (вид в).
В конструкции г стяжной полый болт 1 для облегчения монтажа зафиксирован в осевом направлении с помощью кольцевого стопора 2,
Рис. 304. Соединение соосных шлицевых валов
279
устанавливаемого во втулку 3, запрессованную в вал 4, и застрахован от проворачивания при затяжке с помощью шлицев 5 вала 6.
Если подход возможен только снаружи, то соединение затягивают накидной (виды д, е) или тендерной (вид ж) гайками с левой и правой резьбой.
На виде з 'показано быстроразборное крепление штыковым затвором 6 с двумя венцами шлицев, один из которых' h входит в кольцевую канавку на шлицах вала 7, а другой i — в канавку на шлицах вала 8. Затвор надевают на предварительно соединенные валы 7, 8 (при этом шлицы затвора свободно проходят по впадинам шлицев валов), а затем поворачивают в канавках так, что шлицы затвора становятся против шлицев валов, и фиксируют в этом положении пружинным фиксатором 9.
Затяжки соединения эта конструкция не обеспечивает.
На видах и, к показано соединение бутылочного вала с носком коленчатого вала двигателя. Затяжную гайку 10 заводят в полость бутылочного вала через шлицы (вид к), после чего поворачивают на 90° в рабочее положение; гайка фиксируется в этом положении пружиной 11 (вид и). Затем вал надевают на носок коленчатого вала, затягивают ’ гайку шлицевым ключом через отверстие вала н койтрят стопором 12 с двумя венцами шлицев, один из которых входит в шлицы гайки, а другой — в шлицы бутылочного вала.
Съемники
В конструкции шлицевых соединений с плотной посадкой и особенно при центрировании на конусах необходимо предусматривать на насадной детали элементы (реборды, выступы, отверстия), допускающие применение демонтажного инструмента, или вводить специальные съемники.
На рис. 305, а показано съемное устройство, применяемое во втулках авиационных винтов.
Трубчатая гайка 1 с отверстиями т под лом для завертывания снабжена буртиком п, заводимым в кольцевую канавку конических полуколец 2. При отвертывании гайка сдвигает полукольца, которые, упираясь в стопор 3, смещают втулку со шлицев. Задние полукольца 4 после снятия втулки легко разбираются.
В конструкции с целым передним конусом (рис. 305, б) гайка ввертывается в конус на резьбе с шагом, отличающимся от шага основной
Рис. 305. Съемника
280
Рис. 306. Угловая фиксации в шлицевых соединениях
резьбы гайки. При отвертывании гайка сдвигает конус;, а за ним через кольцевой стопор 5 и втулку.
В соединениях, где необходима фиксация углового положения насадной детали относительно вала нужно
предусмотреть средства, исключающие возможность неправильной сборки. Обычно на вершине одного из шлнцев вала проделывают продольный паз (рис. 306, а) или срезают верхушку шлица (рис. 306, б) по всей его длине. На соответствующем участке ступицы запрессовывают штифты 1. Соединение собирается лишь в положении, когда штифт приходится против паза.
В тяжелонагруженных соединениях этот способ применяют для обеспечения возможности повторных сборов, которые нередко затрудняются нз-за неравномерной выработки шлнцев.
ПРИЗМАТИЧЕСКИЕ И ПРОФИЛЬНЫЕ СОЕДИНЕНИЯ
В призматических соединениях крутящий момент передается напряжениями смятия на плоских поверхностях вала — лысках и гранях (рис. 307).
В этих соединениях нет выступающих элементов, вызывающих концентрацию напряжений. Однако значительные скачки напряжений возникают на участках перехода несущих плоских поверхностей в цилиндрическую поверхность вала.
Силы, передающие крутящий момент, направлены перпендикулярно граням и действуют на небольшом плече относительно центра вала. Вследствие этого на краях граней возникают повышенные напряжения смятия, возрастающие с увеличением числа граней, т. е. по мере приближения многогранника к окружности.
Примем, что напряжения смятия распределяются на гранях по закону треугольника (рис. 308).
Рис. 3&7. Призматические валы
Рис. 308. Расчетная схема
Передаваемый соединением крутящий момент равен произведению площади треугольника 0,5Som„ на плечо г/з® равнодействующей сил смятия и длину соединения L:
MKp = 2^^, '(43)
281
где z — число граней; <т„„ - Максимальное напряжение смятия; S ~ ширина рабочей площадки, зависящая от числа граней и угла <р цилиндрических участков вала; L - рабочая длина соединения.
Положим, что суммарный угол zip (см. рис. 307) цилиндрических участков для каждого из рассматриваемых валов одинаков и равен 90°, т. е. ф = 90°Л- Для валов с лысками ширину граней принимаем равной ширине граней у квадратного вала.
Радиус окружности, вписанной в многоугольник,
Радиус описанной окружности
Rl . 135° ' sin.--------------
• z
Средний радиус
Ri + J?2
откуда
IS.
135° + . 135° tg-------- sin-----------
z z
Подставляя это значение S в формулу (43), получаем
®max
3 Мкр / 1 1 Y
4 zR2L I 135° + . 135°
\ tg------- sin---/
\ z г '
Приведенное напряжение
для
Зл / . 1
“ I 135°
Vs —
(44)
, На рис. 308 показаны величины <т0 тах/а0, где с0 - произ?еДенное напряжение смятия в эвольвентных шлицах с углом профиля. а0 = 30° (<т0 = 0,8).
Как видно, напряжения смятия в призматических валах значительно выше, чем в шлицах эвольвентного профиля (для наиболее выгодного трехграпного вала - в 5,6 раз, для валов с 4-8 гранями - в 8-17,5 раз, для валов с лысками — в 16 — 32 р1да), поэтому призматические валы применяют в малонагружеиных с.оедииениях (например/для передачи крутящего момента насадным рычагам и рукояткам).
Насадные детали центрируют на валах с лысками — по цилиндрической поверхности, на многогранных валах — по граням. Для повышения точности центрирования и увеличения равномерности распределения нагрузки грани шлифуют.
Отверстия в насадных деталях обрабатывают протягиванием.
282
Рис. 309. Призматические соединения
Призматические соединения применяют преимущественно в концевых установках. Затягивать детали на ступенчатые участки т перехода граней в цилиндрическую часть вала (рис. 309, а) не рекомендуется (трудно достичь расположения упорных поверхностей в одной плоскости).
При затяжке на упорные буртики (вид б) грани не доводят на 1 - 3 мм до буртика, а остающийся цилиндрический поясок перекрывают кольцевой выточкой п в ступице.
Кднавки q (вид в) для выхода шлифовального круга с внутренним диаметром d, несколько меньшим диаметра окружности, вписанной в многогранник, сильно ослабляют вал. Например, для четырехгранника момент сопротивления кручению в сечении по канавке приблизительно в 2 раза меньше, чем в сечении по неослабленному валу (предполагается, что диаметр вала равен наружному диаметру многогранника). Кроме того, на участке расположения канавки возникает значительная концентрация напряжений.
В конструкций без канавки, с перекрытием участков выхода круга кольцевой выточкой в ступице (см. вид б) ослабление несколько меньше, но все же напряжение кручения в сечении А—А призматической части вала примерно в 1,5 раза больше, чем в смежной цилиндрической.
Для достижения равнопрочности на кручение необходимо, чтобы диаметр окружности, вписанной в многогранник, был равен диаметру вала, что приводит к значительному увеличению радиальных размеров соединения, особенно у валов с малым числом граней (три-четыре).
По общей схеме к призматическим соединениям близки профильные соединения, иначе К-соединения (рис. 310), рабочие поверхности которых образованы циклоидальными кривыми, что позволяет обрабатывать их шлифованием с помощью эпи- или гипоциклических шлифовальных механизмов.
Преимуществом профильных соединений является возможность точной обработки отверстий в ступицах, термообработанпых до высокой твердости.
Напряжения смятия в профильных соединениях с выпуклыми поверхностями выше, чем у призматических валов аналогичной формы, вследствие менее благоприятного распределения (уменьшение плеча сил по мере скругления профиля). Следовательно, несущая способность профильных соединений при одинаковых напряжениях смятия ниже, чем призматических, и гораздо ниже, чем шлицевых.
283
Рис. 310. Профильные соединения
Рис. 311. Трефное соединение
Благоприятнее распределение сил у профилей с вогнутыми поверхностями. Крестообразные соединения подобного типа — трефные соединения (рис. 311) до сих пор применяют в валах прокатных станов. Представляя собой по существу крупные шлицы трапецеидального профиля, они по прочности на изгиб и смятие равноценны последним. Одиако в отличие от шлицевых соединений у них очень сильно ослаблено сопротивление кручению по сердцевине профиля.
ШТИФТОВЫЕ СОЕДИНЕНИЯ
Осевые штифты
Осевые штифты (круглые шпонки) применяют для передачи крутящего момента в неразборных соединениях.
Штифты устанавливают на прессовой посадке в отверстия, совместно просверленные и развернутые в валу и ступице по стыку посадочных поверхностей (рис. 312, а—д). Конические штифты страхуют от выпадения с помощью шайбы и гайки (вид б). Ступицу обычно сажают на посадках с натягом.
Передаваемый соединением крутящий момент (без учета натяга на посадочных поверхностях), кгс-м,
где d, I — соответственно диаметр и длина штифтов, мм; z — число штифтов; т — допускаемое напряжение среза, кгс/мм2; D — диаметр, соединения, мм.
Вследствие благоприятной формы выемок в валу и ступице концентрация напряжений относительно невелика. Многоштифтовые соединения этого типа по прочности приближаются к шлицевым, а при. прессовой посадке, по центрирующим поверхностям могут превосходить их.
Недостаток соединения — необходимость совместной обработки отверстий под штифты в валу и ступице. Материал детали и вала должен 284
быть примерно одинаковой твердости, в противном случае неизбежен уход сверла в сторону более мягкого металла.
Соединения осевыми штифтами применимы для крепления насадных деталей в концевых установках при не слишком большой длине вала, когда обеспечен удобный подвод сверл и разверток к торцу вала.
Этим способом можно крепить детали и во внутреннем отверстии вала при условии, если деталь не слишком длинна и наружный диаметр Di детали меньше (виды в, г) или внутренний диаметр D2 больше (вид д) диаметра D посадочной поверхности.
Положительная особенность конструкций г и д заключается в том, что сверло получает хорошее первоначальное направление в стенке детали.
В разборных соединениях штифты запрессовывают в ступицу (виды е, ж) или торец вала (вид з); свободные концы штифтов входят на посадках С или П соответственно в отверстия вала или ступицы.
Допустимо крепление деталей разной твердости. Соединение более технологичное, чем первое (возможна раздельная обработка вала и детали по кондукторам), но менее прочное. .
На виде и показано крепление на штифтах деталей 1 и 2 к валу. Штифты установлены на прессовой посадке в детали 1 с длинным отверстием и входят на центрирующей посадке в бурт вала и вторую насадную деталь.
Передаваемый осевыми штифтами крутящий момент, кгс-м,
, TZ-O,785d2D'
= Ю’3-------------
(46)'
где D' — диаметр расположения штифтов.
При равенстве z и d крутящий момент меньше, чем для соединений
I D
по видам а-д [формула (45)] в 1,27 —— раз (при обычных значениях d D
l/d х 4 при D'/D х 1,3 - приблизительно в 4 раза).
285
Радиальные штифты
В слабонагруженных соединениях (валы вспомогательных приводов) применяют крепление цилиндрическими (рис. 313, а) или коническими (вид б) радиальными штифтами, фиксирующими насадную деталь в угловом и,осевом направлениях.
Соединение нетехнологичное (требуется совместное сверление и развертывание отверстий в ступице и валу); отверстия сильно ослабляют вал; затяжка соединения отсутствует.
Передаваемый крутящий момент, кгс-м,
Нр =
, т • 2 • 0,785d2D
10-3------’------
2
(47)
Сопоставляя это выражение с формулами (46) и (45), видим, что несущая способность соединения приблизительно в 0,5z раз меньше, чем соединений осевыми штифтами по рис. е —з и в QJzl/d раз меньше, чем по рис. 312, а—в (например при z = 6 и l/d = 4 - в 17 раз).
Соединение тангентными штифтами (вид е) применимо при одинаковой твердости материала вала и ступицы. Прочность соединения определяется напряжениями смятия на штифтах и вследствие неблагоприятной раздачи сил (малое плечо сил сжатия относительно оси вала) незначительна.
Рис. 313. Радиальные штифты
286
Если к насадной детали нельзя подвести режущий инструмент в радиальном направлении, то применяют штифтовку наклонными штифтами (вид г). Соединение практически неразборное.
В разборных конструкциях для передачи небольших крутящих моментов применяют нарезные штифты с цилиндрическими хвостовиками, входящими в паз (вид б) или в сверление (вид е) па. валу. Несколько сильнее крепление штифтами с коническими хвостовиками (вид ж). При центральном угле конуса а < 40° соединение самоконтрящееся. Еще сильнее соединения гладкими коническими штифтами с нарезным отверстием под съемник (вид з).
Конические штифты, затягиваемые внутренней гайкой (вид и), применимы в концевых соединениях. Опорная поверхность гайки должна быть выполнена по сфере диаметром Do, равным диаметру отверстия вала.
В этих конструкциях необходимо совместное развертывание отверстий под штифты в ступице и валу.
В слабонагружецных соединениях применяют радиальные штифты, запрессованные в вал и входящие свободными концами в пазы на ступицах (виды к — м).
В соединениях для самых легких нагрузок крутящий момент иногда передают шариком, установленным в сферическую лунку на валу; противоположной стороной шарик входит в полукруглый паз на ступице (вид н).
На виде о показано более сильное соединение с помощью шариков, установленных на стыке торца детали и упорного буртика вала. Применение шариков в данном случае вызвано стремлением снизить концентрацию напряжений в насадной детали (выполненной из легкого сплаъа). Необходимо точное изготовление полусферических гнезд, иначе шарики будут работать в незатянутом состоянии.
В аналогичном соединении вида п крутящий момент передается полусферическими головками штифтов, запрессованных в буртик вала,
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Фланцевые соединения применяют преимущественно для соединения валов (рис. 314, а), а также для крепления на валах деталей дискового (вид б) и барабанного (вид в) типа.
Крутящий момент передается призонными болтами или специальными элементами, работающими на срез, а отчасти силами трения, возникающими на стыковых поверхностях при затяжке стяжных болтов.
. Соосность- соединяемых деталей достигается центрирующей выточкой т (рис. 314, б) и строгой перпендикулярностью стыковых поверхностей относительно осей соединяемых деталей.
Увеличение диаметра расположения элементов, передающих крутящий момент, уменьшает окружную силу и дает возможность увеличить число элементов.
Преимуществом фланцевых соединений является практически беззазорная передача крутящего момента, достигаемая посадкой призонных болтов с натягом. Силы трения, возникающие на стыке при затяжке болтов, предупреждают микросмещения сопрягающихся поверхностей, поэтому
287
Рис. 314. Фланцевые соединения
фланцевые соединения почти не подвержены наклепу, свариванию и фрикционной коррозии, которые часто встречаются в ступичных соединениях.
Крутящий момент, передаваемый фланцевым соединением, определяется сопротивлением болтов срезу и силой трения на стыке:
Л^кр — Кр "Ь Мтр —
= у ZjOJSSdh + у (zx dl + z2d22) 0,785а/, (48)
где D — диаметр расположения болтов; zt и dx — соответственно число и диаметр призонных болтов; z2 и d2 - соответственно число и диаметр стягивающих болтов; тис — соответственно допустимые напряжения среза и растяжения при затяжке болтов;/ — коэффициент трения на стыке соединения (/ = 0,1 -г 0,15).
Отношение
МтР = \+ъ_(
Afcp т L
представляет долю крутящего момента, передаваемого трением.
Если все болты призонные (z2 = 0) и напряжение среза равно напряжению растяжения в болтах (т = а), то
//р. = f
и при f = 0,1 равно 10%. Х
При расчете фланцевых соединений силу трения обычно не учитывают, относя ее в запас надежности. Предполагая, что все болты являются призонными, находим из уравнения (48) диаметр расположения болтов
где z; d — число и диаметр болтов, мм; - крутящий момент, кге-мм. Максимальное число болтов, которые можно разместить на фланце, nD
^max ~ >
*пНп
где rmjn - минимальный шаг болтов, допустимый из условия завертывания гаек (рис. 315, а).
288
Рис. 315. Размеры фланцевых соединений
Для шестигранных гаек при затяжке их торцовым ключом tmin ~ 2,5 d, а ключом с открытым зевом tmin ® 3 d.
При ограниченных радиальных размерах с целью увеличения числа стяжных болтов фланцы стягивают ввертными болтами (рис. 315,6), располагая их головки по разным сторонам фланца в шахматном порядке. При этом расстояние между осями болтов можно сократить до tmi„ « 1,8J.
В наиболее общем случае затяжки гаек ключами с открытым зевом (tmin х 3) предельное число болтов
пр
nD D
hd ~d'
(50)
Подставляя это выражение в формулу (49), получаем минимальный из условия размещения болтов диаметр фланца
Dmin =
rd
(51)
Минимальный диаметр равен диаметру De вала плюс двойное расстояние s от поверхности вала до осей болтов. Принимая s = l,25d, получаем
Dmin = DB + 2,5d. (52)
Приравнивая выражения (51) и (52), получаем формулу для определения диаметра d болтов, при котором диаметр D фланца получается наименьшим:
/ М ~
1,6 = Dad°’5 + 2,5dl‘5.
(53)
Диаметр вала Ds зависит от условий его нагружения.
На основании формулы (53) составлена номограмма (рис. 316) для определения минимальных размеров фланцевого соединения.
Пусть ЛТкр = 103 кгс-м, т = 10 кгс/мм2 и Ца = 100 мм. Восстанавливаем перпендикуляр из точки Мкр = 103 кгс-м на оси абсцисс и из точки пересечения с линией г = 10 кгс/мм2 проводим горизонтальную-линию, точка встречи которой с ординатой Цв = 100 мм дает значение d = 14 мм. Соответствующая величина Цш10 = 135 мм (тонкие линии). Число болтов согласно формуле (50) n
"mla z J- - 14
10.
10 Орлов П: И., ки. 2
289
Рис. 316. Номограмма для определения минимальных размеров фланцевого соединения
При конструировании фланцев не всегда исходят из условия наиболее компактного размещения болтов. В общем случае бывает задан только крутящий момент; требуется определить параметры фланцевого соединения, обеспечивающие передачу момента. Задача не имеет однозначного решения. Диаметр фланца, число и диаметр болтов — независимые переменные; существует большое число сочетаний этих параметров, удовлетворяющих условию прочности.
Расчет ведут по формуле (49). Для облегчения расчета составлена номограмма (рис. 317).
Пусть ЛГКр = 103 кгС'М, т = 10 кгс/мм2. Восстанавливаем перпендикуляр из точки Л/Кр = 103 кгС'М и через точку встречи с линией т = 10 кгс/мм2 проводим горизонтальную линию через сетку линий в левой верхней части графика. Жирные линии указывают диаметр болтов, тонкие — предельное для данного диаметра болтов число болтов znp согласно формуле (50).
На рис. 317 показано построение для d = 14 мм. В точке встречи горизонтали с линией d = 14 читаем предельное значение спр = 10. Проводя вертикаль до пересечения с сеткой линий z (нижняя левая часть диаграммы), находим на оси ординат следующие значения:
г/ 10 8 6 5 4
D, мм 130 165 220 260 330
^втах 95 130 185 225 295
165 200 255 295 365
Следует избегать крайних значений ряда. При больших z усложняется конструкция и уменьшается предельный диаметр вала (третья строка таблицы), равный по формуле (52) DB max = Р - 2,5 </, при малых — увеличивается наружный диаметр фланца, который для средних условий можно принять равным DH — D + + 2,5 d (четвертая строка). В рассматриваемом случае наиболее подходящая величина z = 8.
290
Г.кгс/м^
Толщину фланца на участке расположения болтов определяют из условия жесткости фланца и прочности болтов на смятие. Напряжение смятия
Ж-р zDdb
(54)
где Ь - толщина фланца (рис. 318).
10*
291
Рис. 319. Формы флейцев
Напряжение среза в болтах
Жр 0,185<PzD ’
(55)
Деля почленно уравнения (54) и (55), получаем
b = 0,7854 -V-.
"см
Полагая т = и учитывая сокращение рабочей длины болтов из-за наличия резьбы и канавки т на участке перехода стержня болта в головку, обычно принимают
Ь = (1 + 1,2) d. '(56)
Толщину фланца па участке перехода в силовой пояс делают Ъ' а0,86, а на участке перехода в вал Ь" = (0,15 + 0,2) rf,.
Типичные формы фланцев малого диаметра показаны на рис. 319, а—г. Фланцы большего диаметра делают коническими (вид д); участок перехода в вал усиливают плавной галтелью т и поясом жесткости и.
Для увеличения жесткости, особенно при наличии изгибающих сил и моментов, фланцам придают чашечную (вид е), конусную (вид ж) или тюльпановидную (вид з) формы.
Стыковые поверхности фланцев обрабатывают до параметров шероховатости Ra = 0,32 -т-1,25 мкм с соблюдением перпендикулярности осей в пределах, зависящих от требуемой точности направления (торцовое биение в среднем 0,01 — 0,03 мм на 10Q мм радиуса).
Отверстия под призонные болты обрабатывают совместно или по кондуктору с последующим совместным развертыванием под посадки Т или Н. Для обеспечения сборки фланцев в положении, при котором производилась совместная обработка, устанавливают контрольные штифты или одно из отверстий располагают под углом, отличающимся от угла расположения остальных отверстий. ’
Призонные болты изготовляют из углеродистых сталей 45, 50 или легированных 40Х и термически обрабатывают на твердость HRC 30-45 (закалка со средним отпуском).
292
Рис. 320. Передача крутящего момента во фланцевых соединениях
Болты рассчитывают на срез окружной силой и растяжение силой предварительной затяжки. Суммарное напряжение в опасном сечении (плоскость среза) по третьей теории прочности
а = /о2 + 4т2, •
где ар и т — соответственно напряжения растяжения и среза.
Обычно принимают сгр = 10 кгс/мм2 и т — 5 -г 10 кгс/мм2. Суммарное, напряжение
о = |/102 + 4(5 -г-10)2 % 15 4- 20 кгс/мм2.
Помимо цилиндрических призонных болтов (рис. 320, а, б), применяют конические (вид в). Конические болты не обеспечивают стяжки фланцев, вследствие чего их чередуют с обычными стяжными болтами.
Крутящий момент передают также с помощью штифтов (виды г, 0), располагаемых в промежутках между стяжными болтами. Для экономии места элементы, работающие па срез, выполняют в виде втулок, устанавливаемых концентрично со стяжными болтами (виды е —к). Сильное соединение обеспечивает конструкция к с коническими болтами, затяжка которых раздает втулки и обеспечивает плотное прилегание их к стенкам отверстий на участке среза.
На виде л представлен пример передачи крутящего момента в многофланцевом соединении с помощью призонных болтов, а на виде м — комбинированным способом с помощью призонных болтов и втулок.
Для передачи больших крутящих моментов применяют радиальные (чаще всего эвольвендные) шлицы (вид и) или торцовые щлицы треугольного профиля (рис. 321).
При расчете на срез по основанию шлицев крутящий момент, передаваемый шлицами,
лР2 , .
Мкр 2
где D - средний диаметр шлицевою пояса, мм; /-ширина пояса шлицев, мм; т-допускаемое напряжение среза, кгс/мм2.
Для призонных плотно расположенных болтов по формуле (51)
А/кр ~ 0.4P2t£
293
Рис. 321. Фланцы с торцовыми шлицами
Отношение крутящих моментов при передаче шлицами и болтами
Л/Кр d
Для радиальных шлицев (см. рис. 320, »), когда I = Ь, при обычной толщине фланца b = d
М'кр -Ч Л^р ~ ’
Для торцовых шлицев при I - 2,5d (рнс. 321, а)
’ -М'ко 10.
Следовательно, нагружаемость фланцев с радиальными шлицами примерно в 4 раза, а с торцовыми - в 10 раз больше, чем фланцев с плотно расположенными притонными болтами.
В соединениях, нагруженных не слишком большими усилиями, протяженность торцовых шлицев обычно сокращают, выполняя их отдельными секторами на участках расположения стягивающих болтов (вид б) или между ними (вид в), или уменьшая высоту шлицевого пояса (виды г, <)).
Размеры шлицевых участков определяют из условия
Мкр = ГтЯср,
где F — суммарная площадь шлицевых участков; Рср — средний радиус их расположения; т — допустимое напряжение среза в шлицах.
Стяжные болты фланцев с торцовыми шлицами нагружены, кроме силы предварительной затяжки, также осевой силой, возникающей при передаче крутящего момента вследствие наклона рабочих граней шлицев, равной
Рос = tg а/2,
1\Ср
где а - угол при вершине профиля шлицев в среднем сечении. При обычном значении а = 60°
Мк0
Рос = 0,577-^
294
ФРИКЦИОННЫЕ СОЕДИНЕНИЯ4
Конусные соединения
В конусных соединениях крутящий момент передается трением, возникающим на посадочных поверхностях при затяжке ступицы на валу. Необходим строгий контроль силы затяжки. При недостаточной затяжке снижается несущая способность соединения, при избыточной — могут появиться опасные для прочности напряженйя в охватывающей и охватываемой деталях.
Подобно прессовым соединениям- конусные соединения применяют преимущественно в концевых установках.
Конусные соединения можно собирать при любом угловом положении насадной детали на" валу. При необходимости выдержать определенное угловое положение в соединение вводят фиксирующие элементы, например легкую шпонку, установочный штифт и др.
Осевое положение насадной детали на валу колеблется из-за производственных отклонений диаметральных размеров конических поверхностей вала и отверстия ступицы. При затяжке ступица перемещается вдоль вала па величину до нескольких миллиметров. При повторных затяжках положение детали меняется в результате происходящего в эксплуатации смятия посадочных поверхностей.
Прессовые конусные соединения (рис. 322, а) применяют в глухих и редко разбираемых соединениях, затяжные (рис. 322,6, в) — в разборных.
Конические поверхности вала и ступицы обрабатывают, как правило, по 2-му классу точности, параметры шероховатости Ra = 0,32 н-1,25 мкм.
1 Относящиеся к эюму разделу прессовые соединения с гарантированным натягом рассмотрены в книге I, раздел II.
Рис. 322. Конусные соединения
295
В ответственных разборных соединениях, конусы притирают по краске до получения контакта на площади не менее 80% поверхности конуса.
Для облегчения притирки и повторных переборок целесообразно выпускать конус вала из отверстия ступицы иа величину s = 1,4 4- 2 мм (виды б, в). Иначе на стенках отверстия в точках q (вид г) при притирке образуется кольцевая ступенька, затрудняющая перемещение ступицы вдоль вала.
Свешивающуюся часть конуса перекрывают чашечной шайбой т (вид б) или кольцевым выступом п на ступице (вид в) с запасом s' на осевое перемещение ступицы при затяжке. Учитывая возможность смятия посадочных поверхностей в эксплуатации, запас делают равным (1,5-2) h, где ft- расчетное осевое перемещение втулки при первоначальной затяжке.
Резьба вала также должна быть выполнена с запасом s'.
' Во избежание уменьшения рабочей длины соединения при переборках противоположный конец конуса должен выходить за ступицу на величину не менее s'.
Таким образом, длина конуса вала должна быть равна L = I + s + s' (I - длина рабочей поверхности ступицы).
В соединениях, подвергающихся циклическим нагрузкам, во избежание наклепа и сваривания посадочных поверхностей вводив промежуточные втулки из твердых бронз (БрКМц-3-1 или БрБ2) с наружной (рис. 322, 0) или внутренней (вид е) конусностью. Центрирование происходит по двум поверхностям, что предъявляет повышенные требования к точности изготовления втулок.
Целесообразнее применять гальваническое или термодиффузионное покрытие контактных поверхностей мягкими металлами (Си, Zn, Cd). Такие покрытия не только предотвращают сваривание, но и значительно повышают несушую способность соединения.
При установке деталей на длинных валах, а также при необходимости регулирования в широких пределах осевого положения деталей на валу применяют затяжные втулки (вид ж, з). .
В конструкции з предусмотрено съемное устройство. При отвертыва-
нии гайка 1, упираясь ребордой в шайбу 2, привернутую к ступице, стягивает ступицу с вала.
Конусность
Конусностью называют отношение „ d-d'
К •= —— = 2 tg а, где d и d’ — соответственно большой и малый диаметры конуса (рис. 322, а), мм; L - длина конуса, мм [обычно L - (1 ч- l,2)d]; а - половина центрального угла конуса.
Уклоном называют отношение d — d‘
У = —= tg ос - 0,5К.
Соотнощепия между а, К и У приведены на рис. 323.
Рис. 323. Зависимость между а, К и У
296
На величину передаваемого крутящего момента конусность не оказывает влияния, если затяжка производится из условия создания в соединении расчетного натяга. С уменьшением конусности необходимая сила затяжки уменьшается, а осевое перемещение увеличивается, с увеличением конусности — наоборот.
При постоянной же силе затяжки с уменьшением конусности увеличивается радиальный натяг и передаваемый крутящий момент, но одновременно возрастают напряжения в вале и ступице.
Сопротивляемость прессовых.конусных соединений осевому сдвигу неодинакова в различных направлениях. Если нагрузка направлена против вершины конуса (сплошная стрелка на рис. 322, а), то сдвигу препятствуют сила трения на посадочной поверхности и осевая составляющая реакции упругого сжатия охватываемой детали и растяжения охватывающей.
Сила трения
F = WcP//, '
где к — давление на посадочной поверхности; / и dcp — длина и диаметр посадочной поверхности (dcp «</);/ -коэффициент трения.
Осевая сила реакции
. Рос = kxdcpl tg а, где' а — половина угла при вершине конуса. Полная сила
P' = F + P0C = k4P?(/ + tga). (57)
Сдвигу в обратном направлении (штриховая стрелка) препятствует только сила трения. Сила упругой реакции, наоборот, способствует сдвигу.
Усилие сдвига при этом
P" = F-Poo = bJcp/(/-tg7). (58)
Отношение Р"/Р'
Р" f-tga
Р' f + tg а ’
(59)
На рис. 324 показана зависимость сил Р' и Р" от угла а, подсчитанная по формулам (57) и (58) (величина kndcpl принята равной единице), а также отношения Р"/Р', определенные по формуле (59).
Как видно, сила Р' возрастает, а сила Р" падает прямо пропорционально К. С увеличением коэффициента трения эти силы увеличиваются.
Для надежной работы соединения необходимо, чтобы отношение Р"/Р' было по возможности близко к единице. Это условие выдерживается при К < 1: 50 (при f = 0,1 отношение Р"/Р' > 0,8). С увеличением К от ношение Р"/Р' уменьшается (при / = 0,1 и К >1:20 отношение Р"/Р' < 0,6). При К - 1; 10 и при минимальном f = 0,05 сила Р" становится равной нулю (что означает нарушение условия самоторможения: К = 2 tg а < 2/ < 1:10). При К 1: 50 сила Р" уменьшается незначительно (при К = 1:100 отношение Р"/Р' примерно на 10% больше, чем при К = 1:50). Вместе с тем уменьшение К вызывает ряд отрицательных явлений - увеличение осевого
297
Рис. 324. Силы осевого сдвига Р' и Р" и отношение Р"/Р' в зависимости от К и f
смещения при запрессовке, повышение чувствительности соединения к перегрузке силами Р'. Рекомендуемые конусности для прессовых соединений К = 1:50 4-1:30 (заштрихованная область на рис. 324), при которых отношение Р"1Р' к, 0,8 -г 0,6 и сохраняет Удовлетворительную величину 0,5 даже при f = 0,05.
Затяжные втулки (см. рнс. 322,д-з) выполняют с целью уменьшения толщины втулки с конусностью до 1:100.
Нагружаемость затяжных соединений (см. рис. 322, б,в) силами, направленными к вершине конуса, значительно больше и определяется сопротивлением затяжной гайки срезу. Ограничений в выборе угла конуса
при этом нет. Для увеличения осевой нагружаемости в направлении от вершины конуса, уменьшения осевого сдвига при затяжке, а также для облегчения операций притирки (требующих многократного снятия и надевания ступицы) обычно применяют конусность К = 1:20 4-1:10, иногда до 1:5.
Сборка конусных соединений
Величину натяга в прессовых конусных соединениях регулируют одним из следующих способов:
а) запрессовкой регламентированным усилием;
б) запрессовкой вала тарированным ударом;
в) запрессовкой на расчетное осевое перемещение h (о с е в о й натяг);
г) тепловой сборкой (с нагревом охватывающей детали или охлаждением охватываемой),
Способ запрессовки расчетным усилием (рис. 325, а) недостаточно точен, так как сила запрессовки зависит от коэффициента трения, который может значительно колебаться.
Более устойчивые результаты, как показывает опыт, дает запрессовка тарированным ударом — падением груза 1 С определенцой высоты (вид б). Величину груза и высоту падения подбирают опытным путем на эталонных образцах, последовательно увеличивая силу удара до получения заданной несущей способности.
Наиболее точен способ запрессовки на расчетное перемещение. Ступицу плотно устанавливают на конус вала от руки или с небольшим 298
а) б) б) г) Я)
Рис. 325. Запрессовка конусных соединений
(предпочтительно тарированным) усилием, после дето запрессовывают на расчетную величину h (вид в). ' -
При тепловой сборке (с нагревом насадной детали или охлаждением вала) деталь устанавливают на вал без натяга или с незначительным натягом. После остывания детали (или отогрева вала) в соединении возникает натяг, величина которого всецело определяется температурой нагрева (охлаждения).
Необходимая температура нагрева
, А
t = 10 —- + t0; а2а
температура охлаждения
А
-t = 10 —- - t0, ayd
(60)
(61)
где А - необходимый диаметральный натяг, мкм; а2 и а£ - коэффициенты линейного расширения материалов соответственно охватывающей детали и вала; г0 - температура в цехе.
В отличие от цилиндрических прессовых соединений, у которых температура нагрева (охлаждения) влияет только на величину сборочного зазора, но не сказывается на величине окончательного натяга, в конусных прессовых соединениях эта температура непосредственно определяет величину натяга. В данном случае необходимо точно выдерживать температуру сборки, что представляет определенные трудности, особенно при охлаждении (вследствие ограниченности выбора охлаждающих сред). Кроме того, на точность результатов влияет трудно учитываемое изменение температуры при переноске нагретых (или охлажденных) деталей к месту сборки.
В затяжных соединениях натяг регулируют завертыванием гайки тарированным крутящим моментом или (способ более точный) затяжкой на расчетное перемещение ступицы по валу.
Величину осевого натяга h выдерживают по разности отметок на валу при плотной посадке ступицы и после затяжки, или затяжкой на буртик вала (вид г). Для компенсации производственных отклонений диаметральных размеров конусов вала и отверстия, вызывающих значительные колебания осевого положения ступицы на ралу, между буртиком и ступицей устанавливают регулировочные кольца 2 (вид д).
Толщина колец и номинальное расстояние буртика от обреза ступицы должны быть выбраны с запасом 1,5, обеспечивающим создание натяга
299
при последующих переборках, с учетом возможности повторной притирки соединения.
Для облегчения разборки в затяжные конусные соединения целесообразно вводить съемники.
Наиболее удобна (но не всегда применима в эксплуатационных условиях) система гидросъема (см. рис. 13, а). При подводе масла по системе каналов к посадочным поверхностям под давлением. 1000 — 2000 кгс/см2 ступица сама сходит с вала иногда с сильным рывком, соответствующим переходу от трения покоя к трению движения.
Несущая способность
Крутящий момент, передаваемый конусным соединением,
Мкр = 10’3—y-^- = 5.10-W/fc/, (62)
где dcp - средний диаметр конуса, мм (рис. 326); I - активная длина соединения, мм; к — давление на посадочной поверхности, кгс/мм2; f — коэффициент трения.
Величину <7ср — (1 — ljd tg а) можно без большой погрешности заменить диаметром d конуса.
Максимальный крутящий момент, передаваемый соединением, определяется допустимым напряжением смятия асм на посадочных поверхностях, а также напряжениями, возникающими в валу и ступице при затяжке (обычно лимитом являются напряжения в ступице).
В табл. 22 приведены значения осм для наиболее употребительных материалов.
Соединения рассчитывают с запасом и = 2 -? 2,5, увеличивая заданный крутящий момент в и раз, или, что то же самое, снижая в и раз расчетный коэффициент трения.
Осевая сила, необходимая для создания давления к,
Рос = kndcpl tg а. (63)
Подставляя в это выражение значение к из уравнения (62), получаем
= *ga = 103-^-. (64)
“ср7 “ср/
Таблица 22
Материал ступицы
Материал СТ СМ» кгс/мм2
Стали улучшенные Чугуны серые Сплавы' А1 20-25 2-5 1-2
Рнс. 326. Расчетная схема
300
Сила затяжки Рзат равна сумме силы Рос и сил трения, возникающих при осевом перемещении ступицы по валу:
'' ^T = ^cPK/ + t8a) = /’Oc(I/7+l) = 103^(^ + l). (65)
Так как tg zi = 0,то
(66)
Сопротивление сдвигу в направлении к вершине конуса (для прессовых соединений)
1 м / К
Р" = kndcpl (f - tg а) = 10’ 2 - -
р ''ср \ J
(67)
Возникающий в соединении при затяжке диаметральный натяг, мкм, зависит ог радиальной жесткости вала и ступицы и равен по формуле Ламе'
А = 1О’Ы9,
(68)
где по формуле (62)
, , 2Mvn
к = 10 “7^75
Я‘'ср'7 •
(69)
9 - коэффициент:
q - 111 сг + р2
у =--------- 1
£1
Е-
(70)
здесь £2 и щ; ц2 - модули нормальной, упругости и пуассоновы константы материалов соответственно вала и ступицы; сд и с2 — коэффициенты:
(72)
(71)
С1 =
1 + а?
где at и а2 - факторы тонкостенности (отношение внутреннего диаметра rfBH к наружному ''нар) соответственно для вала и ступицы ("1 = rfcp/‘,o; а2 = £>/</ср, см. рис. 326).
На рис. 327 приведена кривая зависимости с ОТ ''вн/''нар-
При одинаковом материале вала и ступицы (Е2 = Е2 = Е; щ - ц2).
6 - --1 + Сг . (73)
Е '
Максимальное напряжение сжатия в валу
(74)
Рис. 327. Коэффициент с. в функции а
301
Максимальное напряжение разрыва в ступице
2к
= (75)
Осевой натяг h, необходимый для получения расчетной величины А:
Л = 10-’А, (76)
Л
где •
Д' = А + 2 <р (J?Zj + Kz2);
здесь Rz2 и Rz2 — высота микронеровностей соответственно поверхности вала н отверстия, мкм, ф - коэффициент смятия микронеровностей.
Обычно принимают ф = 0,5.
Тогда
Д' = А + Де! + Rz2. (77)
Задан рабочий крутящий момент Мкр = 100 кгс-м. Диаметр вала (большой диаметр конуса) d - 60 мм. Длина конуса / = 70 мм. Конусность 1:20. Вал и ступица стальные. Вал массивный (а, = 0). Наружный диаметр ступицы D = 90 мм (а2 = 0,66). Посадочные поверхности обработаны до Ra = 3,2 мкм. Коэффициент трения f = 0,1.
Определить усилие затяжки и осевой натяг, необходимые для передачи крутящего момента.
Принимая коэффициент запаса п = 2, получаем расчетное значение крутящего момента
М'кр = 200 кгс м.
Необходимая сила затяжки по формуле (66) , 200 ( 0,05 \
Т’зат = Ю5 = 8300 кгс.
Давление на посадочных поверхностях по формуле (69)
Максимальное напряжение в валу по формуле (74) о2 = 10 кгс/мм2.
Напряжение в ступице по формуле (75)
о2 - « 18 кгс/мм2.
1 - 0,44 '
Необходимый диаметральный натяг по формуле (68)
А = 103 5 600 = 3-10’0.
Величину 0 находим по формуле (73), подставляя
£ = 20- 103 кгс/мм2;
. 1 + fl? 1 + 0,44 „ с
с, = 1; с2 = ------------- =---------я 2,5.
1 - а2 1 - 0,44
302
Следовательно,
и диаметральный натяг
А = 3 105 1,75 10“4 = 53 мкм.
С учетом смятия мпкронеровностей согласно формуле (77) Д’ = 53 + 6,4 = 59,4 мкм.
Необходимый осевой натяг по формуле (76)
59 4 h = 10 3 —А- = 1,2 мм.
0,05 А
Определим температуру нагрева и охлаждения при тепловой сборке.
В интервале 0 - 2003С коэффициент линейного расширения стали а = 13- 10~6. Принимая температуру в цехе t0 = 20’С и подставляя в формулу (60). численные значения А и d из предыдущего примера, получаем
С учетом охлаждения детали при переносе (At = 30°С)
I = 125°С.
Для сборки с охлаждением (принимая в интервале от 0 до -200°С а = 8 10*6) получаем по формуле (61)
59 4
-t = 10~3-8T10^.60 - 20"105°C-
С учетом отогрева вала (At = 30°С)
t = -135°С.
Соединения коническими затяжными кольцами
В этих соединениях крутящий момент передается коническими кольцами, устанавливаемыми в кольцевом зазоре между валом и ступицей и затягиваемыми гайкой на валу (рис. 328, а) или в ступице (нид б). Кольца, надвигаясь при затяжке своими коническими поверхностями одно на другое, упруго деформируются: наружные (охватывающие) разжимаются, а внутренние (охватываемые) сжимаются, вследствие чего на поверхности вала и отверстия возникает натяг.
Крутящий момент передается в каждой паре колец через три поверхности трения. Деталь центрируется на валу по трем поверхностям в каждой паре (а по всему соединению — по 3z поверхностям, где z — число пар колец), что требует особо точного изготовления колец с соблюдением строгой соосности наружных и внутренних поверхностей колец.
Насадную деталь можно устанавливать в любом угловом положении и регулировать в некоторых пределах ее осевое положение на валу.
Соединение может воспринимать трением довольно значительные осевые силы. При необходимости точной осевой фиксации, а также если на соединение действуют повышенные осевые силы, предусматривают упорные буртики.
303
Рис. 328. Соединения затяжными кольцами
В конструкции в буртик воспринимает осевую силу, действующую в одном направлении; нагрузки противоположного направления воспринимаются силами трения. В конструкции г осевые силы в одном направлении воспринимаются гайкой, а в другом — буртиком на валу через пакет колец.
Наряду с установкой колец конусностью в одну сторону (виды а —г) применяют- чередующуюся установку (вид д). Кольца с двусторонней конусностью (вид е) применяют редко (труднее выдержать соосность рабочих поверхностей колец; необходима установка дополнительных боковых колец). - -
Величину передаваемого крутящего момента можно регулировать изменением силы затяжки. Максимальный крутящий момент определяется допустимым напряжением смятия на контактных поверхностях, а также возникающими при затяжке напряжениями разрыва и сжатия соответственно в ступице и в валу.
Во избежание перенапряжения соединение затягивают тарированным усилием или завертывают гайку на расчетное осевое перемещение.
С течением времени затяжка ослабевает из-за смятия (при циклических нагрузках) и истирания посадочных поверхностей, поэтому необходимо периодически подтягивать соединение. При достаточной податливости ступицы и вала (полые валы) падение натяга до известной степени компенсируется упругой отдачей ступицы и вала. ’
Кольца устанавливают на валу и в ступице на центрирующей посадке (обычно на посадке С). На первой стадии затяжки монтажный зазор выбирается и кольца плотно прижимаются к посадочным поверхностям. При дальнейшей затяжке на посадочных поверхностях возникает натяг, необходимый для передачи крутящего момента.
304 ’
Для уменьшения силы, затрачиваемой на предварительную деформацию колец в пределах зазора, а также с целью уменьшения радиальных размеров соединения целесообразно применять кольца малой -толщины, т. е. уменьшать высоту s кольцевого зазора между валом и ступицей (рис. 328, а). Рекомендуется придерживаться значений s = (0,12 д- 0,08) d, где d — диаметр вала. Верхний предел относится к соединениям малого диаметра (< 80 мм), нижний — большого (80 — 200 мм). В среднем х ='0,1 d.
При многорядной установке колец- с затяжкой с одной стороны ближайшая к гайке пара колец, на которую действует полная сила затяжки, развивает наибольшее давление на вал и ступицу и передает главную долю крутящего момента. В следующих парах давление падает, так как часть силы затяжки погашается осевыми составляющими сил трения на поверхностях колец. Соответственно уменьшается доля крутящего момента, передаваемого этими кольцами. На удаленных от гайки кольцах сила затяжки ослабевает настолько, что ее не хватает даже для упругой деформации колец и выбора первоначального монтажного зазора, вследствие чего нарушается центрирование и теряется продольная устойчивость крепления детали.
Под действием моментов, изгибающих насадную деталь в продольной плоскости, происходит перераспределение нагрузок на кольца. Радиальные силы, приходящие на крайние пары колец, вызывают перекос и некоторый осевой сдвиг охватывающего и охватываемого колец, сопровождающийся сжатием всего пакета колец, вследствие чего деталь перекашивается.
Более высокую продольную устойчивость детали обеспечивает установка колец по сторонам .ступицы (виды ж, з). Деталь в этом соединении жестко зафиксирована в осевом направлении; соединение способно воспринимать большие осевые силы. Передаваемый крутящий момент, однако, меньше, чем в многорядных установках.
В крупногабаритных узлах (рис. 329, а) по сторонам ступицы устанавливают биконические наружные 1 и внутренние 3 кольца, разжимаемые затяжкой промежуточных колец -2 и 4. Благодаря независимой затяжке обоих пакетов увеличивается передаваемый крутящий момент. Недостаток соединения — центрирование по четырем поверхностям.
Введение дополнительного центрирования по цилиндрической поверхности т (вид б), требует очень точного соблюдения соосности и диаметральных размеров всех центрирующих поверхностей.
Кольца изготовляют пз пружинных сталей 55ГС, 60С2А, 7ОСЗА. Термическая обработка состоит в закалке с последующим средним отпуском (HRC 45-55).
В соединениях, подверженных циклическим нагрузкам, во избежание наклепа одно нз колец каждой пары делают из кремнистых бронз БрКМцЗ — 1 в кованом состоянии, а в ответственных соединениях — из бериллиевых бронз БрБ2. Кольца из бериллиевых бронз подвергают закалке при 800°С и отпуску при 250 —300°С.
Рабочие поверхности колец обработаны по 1-му классу точности с соблюдением строгой концентричности наружной и внутренней' поверхностей (несоосность < 0,01—0,02 мм), являющейся одним из главных условий правильной работы соединения; параметры шероховатости этих поверхностей Ra = 0,040 ~ 0,080 мкм.
Твердость рабочих поверхностей валов и ступиц не ниже HRC 35 — 40 (закалка с последующим высоким отпуском). Лучше подвергать валы поверхностной закалке с индукционным нагревом (HRC 50 — 55).
Шероховатость обработанных рабочих поверхностей валов Ra = 0,08 4- 0,32 мкм, ступиц Ra = 0,16 т 0,65 мкм.
305
Ряс. 329. Биконические затяжные кольца
Рис. 330. Расчетная схема
Несущая способность
Сила затяжки Р,, приложенная к торцу первого кольца (рис. 330), уравновешивается осевыми составляющими сил давления п, действующими на коническую,поверхность кольца. Выделим на этой поверхности элементарную площадку длиной I и средней шириной ds = 0,5 Dcpd<p, где Рср - средний диаметр конуса; dtp - центральный угол. Результирующая АЛ' сил давления п на этой площадке
AN = 0,5 Mt?.
Осевая составляющая силы A N
А Р = A N sin а = 0,5 n/Ptpsin adtp,
где а - угол конуса.
Сумма осевых составляющих по всей окружности конуса равна силе Р,:
2п
0,5 n/Pcpsin '4 dtp = Pi, о
откуда
Р, " = -тгтл— • (78)
nPcp/sina
Сумма нормальных сил, действующих на всю коническую поверхность,
N=lmPcJ=^— (79)
р sin а
Сумма радиальных составляющих по всей поверхности
Qi = nxDcp/cosa = ' (30)
1 tga
Силы трения 7\ на иаружнвй поверхности охватывающего кольца и внутренней поверхности охватываемого (рис. 331, а)
Ti = Qj=^-, (81)
tga
где/-.коэффициент трения.
306
Рис. 331. Расчетная схема
Сила трения на конической поверхности
Ее осевая составляющая
Т[ = Nf=
sin а
Р f Toc = Nfeosa = — = Тр
(82)
Осевая сила Р2, передаваемая охватывающим кольцом первой пары на охватываемое кольцо второй пары, определяется на условия равновесия осевых сил, действующих на охватывающее кольцо первой пары (вид б);
f
P2 = Pl-2Tl = Pl(l---— .
\ tga/
(S3)
2/
При --= 1 сила Р2 = 0. Это значит, что система становится самотормолящей:
tga
осевая сила Р1 погашается силами трения в первой паре и давление на вторую пару отсутствует.
Таким образом, условие самоторможения
tga < 2/
(84)_
Силы трения Т2 во второй паре колец (вид в)
Р/ Р/Л _ 2/\ taa tga \ tga /
(85)
В обшем виде для любой пары колец
г =
tg а tg a /
(86)
(87)
где г — порядковый иомер пары.
307
Рис. 332. Распределение сил треиия между кольцами
На рис. 332 представлено подсчитанное по формуле (87) распределение сил трения Тг от пары к паре. За единицу принята сила 7\ в первой паре при //tg а == 0,4. Изменение сил условно изображено плавными кривыми (в действительности они распределяются от пары к паре ступенчато).
Как видно иэ i рафика, силы Т уменьшаются от пары к паре тем "резче, чем больше //tg’a (высокий коэффициент трения, малые углы ot).
Так, например, при //tg а = 0,4 (что близко мс состоянию самоторможения) сила трения во второй паре колец составляет лишь 0,2 7/ а в третьей паре - 0,04 7/ Очевидно, что в данном случае достаточно одной пары колец; последующие пары только увеличивают осевые габариты и ухудшают центровку соединения.
При малых значениях //tg ос распределение сил Т сгаповтся более равномерным. Однако величина сил трения уменьшается, вследствие чего для передачи заданного крутящего момента необходимо пли повышать силу затяжки или увеличивать число пар колец.
Суммарная сила трения на посадочных поверхностях по формулам (81), (85) и (87)
РГГ / ’> Г \ / 2f\2 /
V Т= г + г, + т + ... + т. = —- 1 + 1 - +1--------~ + ... + 1--------— . (88)
- tg ot [_ \ tg ot ) \ tg a / \ tg ot J J
Выражение в квадратных скобках представляет собой j еометрнческую прогрессию со знаменателем 1—2//tga, сумма членов которой
' S = 1 -(! -2//tgaV (89)
2//tgc'
Подставляя эту величину в уравнение (13), получаем
£ Т= 0,5 Р, [1 -(1 2//tga)s] =0,5Р^, (90)
где <р-коэффициен г распределен ня сил:
l-(l-2//Iga)’. (91)
Зависимость <р от и z для различных значений z и //tgs приведена иа рис. 333.
308
Передаваемый соединением крутящий момент мкр = °.5 I Td = 0,25 dtp,
Рис. 334. Размеры колец
где d - диаметр вала.
Давление имеет максимальную величину на участке и равно х
к - 61 _ Р|
1 ~.dl lgax<// ’
вала под первым кольцом
(93)
где I - ширина кольца.
Величина I определяется из геометрических соотношений (рис. 334). Минимальную толщину а кольца принимают равной 0,25s (где s - высота кольцевого зазора между валом и ступицей). Величина b выступания колец относительно друг друга определяется осевым перемещением колец при затяжке. С запасом тфинимают b = 0,151.
Из рисунка имеем
I = /0 - 2 a/tga + b = з/tga - 0,5 з/tga + 0,15/,
откуда / = 0,6 s/tg a, (94)
Длина пары колец
/'= 1,15/» 0,7 j/tga. (95)
Подставляя выражение (94) в (93), получаем
Р1 х 2 k^s. . (96)
При среднем значении s = 0,1 d
Pt^0,2k,d2. (97)
Передаваемый крутящий момент, кгс-м, по уравнениям (92) и (97)
Мкр = 0,25 ₽!</'<₽ = 0,05 k^Ptp = 5- 10~5Airf3<p. (98)
Сила сдвига, воспринимаемая соединением, согласно формулам (90) и (97)
$ = ?'!' = 0,5 Р1<р = 0,1MV (99)
Величина Ад должна быть меньше допустимого для данного материала напряжения смятия осм (для термически обработанных сталей = 20 -? 25 кгс/мм2, для чугунных ступиц 2-5 кт с/мм2).
Предельное полезное число hap колец znp можно найти, если не принимать в расчет кольца, создающие малую долю крутящего момента, например 157/, т. е. принять <р - 0,8. Тогда по формуле (91J
lgO.15__.
lg(l -2//tga)'
309
Рис. 335. Предельное полезное число колец
Рис. 336. Зависимость f /tga от а и f
Можно воспользоваться также диаграммой рис. 333. Проводя на диаграмме горизонталь через точку <р = 0,85, читаем znp на абсциссах точек пересечения горизонтали с кривыми //tga. Значения znp, округленные до ближайших целых чисел, приведены на рис. 335.
Как видно из графика, при исходном допущении (<р = 0,85) предельное полезное число пар для //tga = 0,4 равно 1. Для меньших значений //tga число гпр увеличивается.
Величину а следует выбирать так, чтобы кольца не заклинивались при максимальном могущем встретиться на практике коэффициенте трения и свободно распускались при разборке. В стационарных условиях при отсутствии нагрузки (например, при сборке и разборке) коэффициент трения может достичь величины 0,2 — 0,25. Таким образом, по условию отсутствия самоторможения
tga 2/^ 0,4 4- 0,5,
т. е.
а 22 - 27°.
Передаваемый крутящий момент следует рассчитывать по минимальному коэффициенту трения (f = 0,08 4- 0,1). При a = 25° (tga = 0,466) расчетное значение //tga;
В среднем можно принимать //tga = 0,2. При этом предельное полезное число пар колец 3 — 4.
Значения гр при меньшем числе пар определяются по графику рис. 333 или уравнению (91).
На рис. 336 приведена зависимость от а для различных /
310
Увеличивать а выше 30 — 35° (f/tg а < 0,15) нецелесообразно, так как это приводит к уменьшению ср (см, рис, 333), которое приходится компенсировать увеличением числа пар колец, что ухудшает центрирование. Кроме этого, увеличение а снижает способность соединения сопротивляться опрокидывающим моментам.
При заданном числе г колец можно повысить коэффициент равномерности (и увеличить тем самым передаваемый крутящий момент) следующими способами:
. 1) прогрессивным уменьшением монтажных радиальных зазоров между кольцами и посадочными поверхностями вала и ступицы от нары к паре по мере удаления от затяжной гайки;
2} затяжкой колец с двух сторон (рис^ 337, д);
3) снижением жесткости вала и ступицы на участке расположения первых колец И' увеличением жесткости на участке расположения последних колец (вид б);
4) при установке колец с двух сторон (виды в, г) — приложением дополнительного осевого усилия к ступице при затяжке гайки (показано на рисунке стрелками);
5) виброзатяжкой (снижение при затяжке коэффициента трения с соответствующим уменьшением //tg ос).
Способ I неприемлем по эксплуатационным соображениям (при монтаже можно перепутать кольца). Способы 2 — 4 не всегда осуществимы по конструктивным условиям. Способ 5 (впброзатяжка) универсален, но применение его может встретить затруднения (переборки соединения в ремонтных мастерских).
Расчетную силу затяжки практически трудно выдержать, поскольку трение на витках и опорной поверхности гайки — величина переменная. Точнее способ затяжки на расчетное о’севое перемещение, мм, определяемое из выражения . / ’
где Д — диаметральный натяг, мкм, который можно определить по формуле
Д = 103/с£> 0,
ср ’
где к. — давление на посадочных повер^остях, кгс/мм2; 0 — коэффициент, зависящий от радиальной жесткости вала и ступицы [формула (70)]
g = - Ш с2 + ц2
-Е1 Е2 '
Для первой пары колец согласно формуле (93)
Дд = 1О3/сд£>ср0 = 103
Р.Рерб tg ал Л
311
При s/d — 0,1 средний диаметр Dcp = 1,1 d. В таком случае
Aj = 1,1-Ю3--1^-. . tg ти
Осевое перемещение при затяжке первой пары колец
1,1 PiO
2n/tg2a
Для второй пары колец
. - tip2e _ 1,1 PtO (i . f/. , 2 2 л/tg2 a 2 л/tg2 a // 8 a)
и т. д.
Сумма осевых перемещений
У и = _Щ0_ 1 - (1 - 2//tgot); = 1,1?!0Ф ,. nn.
2 л/tg2 a 2//tg a 4 n//'tg a ' <
Подставляя в формулу (100) значение Pt = , получаем
5>=|<| (,0|>
Осевое перемещение при выборе начального монтажного зазора между кольцами и посадочными поверхностями вала и сгупицы
А, = z Аотв + Дв
2tga
где Аогв и Ав — диаметральные монтажные зазоры соответственно в отверстии и на валу.
При посадках скольжения по 2-му классу точности величины незначительны по сравнению с У /I и ими можно пренебречь.
В соединениях этого типа резьба под гайку должна быть выполнена с запасом на перемещение гайки при затяжке, равным (1,5-2)£ й.
Фактическую силу давления на посадочных поверхностях несколько уменьшает противодействие сил упругости, созданных в кольцах на первой стадии затяжки при выборе радиальных монтажных зазоров. Однако, как показывает расчет, при обычных значениях s/D = 0,1 и посадке С противодействующая сила не превышает 3 — 5% силы затяжки, вследствие чего ею можно пренебречь.
Пусть диаметр вала </ = 100 мм. Вал и сгупнца стальные. Высота колец .$ = 0,1 d = 10 мм.
Наружный диаметр ступицы <7,нп = 160 мм = 0,75). Расчетный коэффициент тре-
«пар 160
ния f = 0,1. Допустимое напряжение смятия <тсм = 10 кгс/мм2.
Определить передаваемый крутящий момент и силу сдвига при числе пар колец z = 1 т 6.
Крутящий момент по формуле (98)
Мкр = 510'5-10106ф = 500ф кгс м.
312
Сила сдвига по формуле (99)
« f
s = 0,1-10-104ф = ю* <р кгс.
Угол конуса принимаем а = 27° (tga = 0,5; У/tg в = 0,2). Значения <р при //tga =0,2 для различных z находим по графику (рис. 333) или уравнению (91).
Ширина колец по формуле (94)
Общая длина соединения согласно формуле (95)
L=z 1,151= 14 z.
Необходимая сила затяжки но.формуле (97)
Рзат = 0,2-10 104 = 2</000 кгс.
Осевое перемещение гайки при затяжке [формула (100)]
1,1-2 1040q> ,
- у Л = -----------------as 3 10 0q>.
4я-120,10,5
Величина 6 при стальном вале и ступице
е = —g.
Подставляя
Е = 20-10’ кгс/мм:
1+а] 1 + О,752
С, ЯС I , а -------------1- яс 3,55,
1 1 - al 1 - 0.752 ' ’
в’'ЭТГ’2’27'10’‘;
Ул = з- 1О’е<₽ = 0,68 <₽.
получаем
Результаты расчета сведены в таблицу
Параме гры 2
1 2 3 4 5 6
(р, кгс 0,4 0,64 0,78 0,87 0,92 0,95
Л/Кр,’ кгс-м 200 320 390 435 460 475
S, кгс 4000 6400 7800 8700 9200 9500
L, мм 14 28 42 56 70 84
£ й, мм - . 0,28 0,43 0,53 0,59 0,62 0,65
Как видно, крутящий момент н сила сдвига возрастают при увеличении числа пар колец до 4, а при дальнейшем увеличении числа пар колец повышаются незначительно^
Расчетные значения Л1Кр и S следует уменьшить на величину коэффициента запаса.
313
Сравним несущую способность соединения с затяжными кольцами и конусного соединения.
Отношение крутящих моментов, передаваемых первым и вторым соединением, согласно формулам (98) и (62)
Мкр _ 0 j к{(13ц>
М'кр ’ nd2lkf
При-fcj = fc;/=0,l и при обычном для конусных соединений значений l = d
Мкр = ф Af'Kp . д’
Для предельного полезного значения ф = 0,9
Мкр 0,3 ЛГкр.
Следовательно, при равных давлениях на посадочных поверхностях (под первым кольцом у соединений с коническими кольцами и по всей поверхности у конусных соединений) несущая способность соединений с коническими кольцами примерно в 3 раза меньше, чем конусных.
Если учесть худшее центрирование (центрирование по 3z поверхностям вместо одной, как у конусных соединений, меньшая длина центрирующих поверхностей), большие радиальные размеры, гораздо более высокую стоимость изготовления, то видно, что соединения с коническими кольцами по всем показателям.уступают конусным.
Наиболее простым и технологичным является соединение, с двумя кольцами по сторонам (см. рис. 337, г). Несущая способность его определяется по формуле (92), если принять z = 2[t. е. ф = 1 — (1 — 2//tga)2] и, как видно из рис. 333, а также таблицы, составляет примерно 70",', несущей способности соединений с z = 4 ч- 5, выгодно отличаясь от них простотой, продольной устойчивостью (большая разноска опор) и лучшим центрированием (4 центрирующих поверхности вместо 12 — 15, как у соединений с z = 4 ~ 5). Такие соединения применяют для передачи умеренных крутящих моментов, а также как вспомогательное средство центрирования в шлицевых соединениях (см. рис. 303, .i, .и).
Клеммные соединения
Клеммную затяжку применяют преимущественно в соединениях валов с призматическими деталями (рычаги, щеки сборных коленчатых валов). В соединениях валов с цилиндрическими насадными деталями размещать клеммные болты трудно.
Несущая способность фрикционных клеммных соединений (рис. 338, ц) зависит от силы затяжки болтов, поэтому в тяжелонагруженные соединения вводят два (вид б) и большее число болтов.
Для предотвращения изгиба, возникающего в результате упругой деформации ушков клеммы, стяжные болты целесообразно устанавливать на сферических опорах и с зазором в отверстии.
314
Рнс. 338. Клеммные соединения
Крутящий момент, передаваемый соединением, можно приближенно определить, рассматривая половины клеммы как рычаги второго рода, нагруженные силой затяжки Рзат (вид я). Тогда
Л/кр = 2-10-эрзатп/, (102)
где D - диаметр вала, мм; f- коэффициент трения на посадочных поверхностях.
Сила затяжки
= 0,785 id’cr,
где I - число стяжных болтов; d — диаметр болтов, мм; о - напряжение, возникаемое в болтах при затяжке, кгс/мм2.
Подставляя значение Рзат в выражение (102), получаем
Мкр = l,57-10-3W2aP/. (103)
Среднее напряжение смятия на поверхности соединения
2 Р31Т 1<Р<т
= W (104)
где <р - доля полуокружности, воспринимающая силу 2Рзат; L- длина соединения, мм. Крутящий момент Мкр, передаваемый прессовым соединением та'кого же диаметра
ЛГКр = 5-10~4осмлР2.£/. (i°5)
Отношение .W't?/.VKp согласно формулам (103) и (105)
М'крМр = — (10б>
Положим, что напряжение смятия на посадочных поверхностях в прессовом соединении такое же, как и в клеммном соединении. Подставляя значение осм из формулы (104) в формулу (106), получаем
МхрМ^кр “ "• (107)
По опытным данным <р ж 0,5. Следовательно,
ЛГкр/ЛГкР«2. (108)
Таким образом, при исходных допущениях несущая способность клеммного соединения примерно в 2 раза меньше, чем прессового.
315
Для увеличения несущей способности, а также при необходимости точной угловой фиксации соединяемых деталей в клеммные соединения вводят жесткие элементы, например шпонки (рис. 338, в). Другой способ жесткой связи — установка клеммных болтов в полукруглых выемках вала (вид г). Болты при этом делают призонными; выемки и отверстия в клемме обрабатывают совместно (развертыванием или протягиванием).
РАЗНЫЕ СОЕДИНЕНИЯ
На рис. 339 представлены способы передачи крутящего момента с силовой затяжкой на буртик вала. В легких соединениях крутящий момент передается штифтом, запрессованным в вал и входящим в торцовую прорезь на ступице (вид а), или торцовыми зубьями, отфрезерованными на ступице и входящими в прорези буртика (вид б).
Повышенной несущей способностью обладают соединения в и‘ г с торцовыми зубьями, входящими в шлицы на валу. Недостаток их состоит в том, что затяжка производится на впадины т, п между зубьями ступицы, добиться расположения которых в одной плоскости затруднительно.
При расположении на валу двух смежных деталей одну из них, тяжелонагруженную 1 (вид д), устанавливают на шлицах, а вторую, легко-нагруженную деталь 2 — с помощью торцовых зубьев, входящих во впадины между шлицами. В аналогичной конструкции е торцовые зубья введены во внутренние шлицы насадной детали 3.
316
В соединении ж Деталь затягивается точеной поверхностью s на буртик, на периферии которого нарезаны мелкие шлицы треугольного или эвольвептиого профиля. Впутрс.ппис шлицы ступицы обрабатывают методом обкатывания с помощью долбяков.
Соединение торцовыми шлицами треугольного профиля (вид з) менее технологично (шлицы на валу можно нарезать только строганием под углом методом деления). -*•
Соединения ж и з часто применяют для регулировки углового положения насадкой Детали па валу. Топкую регулировку можно получить введением промежуточной шайбы 4 (вид и) с двумя шлицевыми венцами, числа шлицев которых незначительно (например, на единицу) отличаются одно от другого ( и о п и у с и ы е с о_е д и н е и и я). Перестановка шайбы на один шлиц относительно вала, а ступицы относительно шайбы на один шлиц в обратном направлении вызывает поворот ступицы на угол •
<р = 360 ---—,
Z1Z2
где з, и :2 - число шлицев на венцах шайбы.
Если, например, zx = 100 и z2 = 90, то
В соединении к крутящий момент передает торцовая шпонка, заводимая одновременно в пазы на торце вала п ступицы. Во избежание перенапряжения пластины при затяжке зазор t между пластиной' и валом делают не более 0,2 —0,3 мм.
В конструкции л затяжка осуществляется шайбой с радиальными зубьями v, входящими в пазы ступицы, и с поперечным гребешком w, • входящим в паз па торце вала. На виде м показана конструкция с передачей крутящего момента при помощи призонных болтов, применимая при ступицах большой толщины (насадные детали дискового типа).
КРЕПЛЕНИЕ РЫЧАГОВ НА ВАЛАХ
В табл. 23 приведены конструктивные разновидности узлов передачи крутящего момента между валами и деталями типа рычагов, рукояток, штурвалов и т. д.'
Из приведенных в таблице вариантов наиболее простым и технологичным является соединение врезным винтом с комическим хвостовиком, способное передавать довольно значительный крутящий момент.
Соединения на шпонках, на лысках, в квадратах и особенно клеммные соединения недостаточно технологичны.
Для соединений, передающих большой крутящий момент, наиболее целесообразна конструкция с треугольными шлицами, которые можно изготовить производительным способом накатывания.
Для глухих соединений рекомендуются наиболее простые сварные конструкций с электрозаклепками, а для деталей, выполненных из несвари-вающихся материалов, — штифтовые соединения.
При необходимости бесступенчатой регулировки углового положения рычага целесообразно применять конусные соединения с конусностью 1:30 - 1 -ь 50.
317
Таблица 23
Соединение валов с рычагами
Эскиз конструкции и характеристика
Сварные соединения
Сварка круговым торцовым швом.
Сварка торцовыми электрозаклепками
Сварка радиальной электрозаклепкой
Соединения пластической деформацией
Круговая развальцовка
Раскерновка вала в углубления на стыке вала и ступицы
Расчеканка вала в пазы на ступице
Завальцовка ступицы на валу с лыской
Фрикционные соединения
Прессовое соединение
318
Продолжение табл. 23
Эскиз конструкции и характеристика
Конусное соединение
Рифтовое соединение
Затяжка конической пробкой
Затяжка конической втулкой
Затяжка пластинчатой пружиной
Гидропластовое соединение (легкосъемное)
Шпоночные соединения
Сегментная шпонка. Фиксация ступицы нажцмным винтом
Фиксация врезным винтом
319
Продолжение табл. 23
Эскиз конструкции и характеристика
Фиксация кольцевым стопором
Затяжка ступицы осевым винтом
Затяжка тайко* на хвостовике вала
Затяжка кольцевой гайкой
Затяжка внутренней гайкой
Затяжка на наклонную шпонку
Затяжка иа конус
Врезная торцовая шпонка
320
Продолжение табл. 23
Эскиз конструкции н характеристика
Шлицевые соединения
Прямобочные шлицы. Фиксация ступицы кольцевыми'стопорами
Прямобочные шлицы. Затяжка
ступицы осевым винтом
Треугольные шлицы. Фиксация ступицы осевым винтом
Треугольные шлицы. Фиксация ступицы коническим винтом
Мелкошлицевое соединение для дробной регулировки углового положения рычага
Соединения иа лысках и квадратах
Соединение на лыске. Фиксация врезным винтом
Соединение на лыске. Затяжка осевым винтом
Соединение на квадрате. Фиксация кольцевым стопором
И Орлов П. И., кн. 2
321
Продолжение табл. 23
Эскиз конструкции и характеристика
Штифтовые соединения
Цилиндрический штифт
Конический штифт
Тангентный- штифт
Разводной штифт
Штифты с расклепанными концами (соединения глухие)
Трубчатый штифт (соединение глухое)
Насечной штифт
Рифтовой штифт
322
Продолжение табл. 23
Эскиз конструкции и характеристика
Пружинный штифт
Трубчатый пружинный штифт
Пазово-штифтовые соединения
Радиальный конический штифт
Осевые штифты (соединения неразборные)
Соединения на винтах
Нажимной врезной винт
Врезной винт с цилиндрическим хвостовиком
11*
323
Продолжение табл. 23
Эскиз конструкции и характеристика
Пазово-винтовое соединение (конструкция допускает регулировку осевого положения ступицы)
Врезной винт с коническим хвостовиком
Фрикционное соединение коническим винтом (конструкция допускает .установку рычага в произвольном угловом положении)
Осевые винты (гужоиы). Соединения неразборные
Тангентиые винты (конструкция предназначена для регулировки углового положения рычага в небольших пределах)
Червяк и венец червячных зубьев (конструкция предназначена для регулировки углового положения рычага в любых пределах)
Клеммные соединения
Фрикционное клеммное соединение
Фрикционное соединение с фиксацией осевого положения рычага
324
Продолжение табл. 23
Эскиз конструкции и характеристика
Соединение врезным болтом
Соединение со шпонкой
I
Соединение на квадрате
\
Обращенная клемма
Клемма с косым прорезом (конструкция применяется при стесненных габаритах)
Соединения затяжными болтами
Фрикционное соединение (болт с цилиндрической выкружкой)
Жесткое соединение (клиновой болт)
325
Продолжение табл. 23
Эскиз конструкции и характеристика
Легкосъемные соединения
Накидной рычаг. Передача крутящего момента квадратной пирамидон
Накидной рычаг. Передача крутящего момента штифтом
Накидной рычаг. Передача крутящего момента торцовыми зубьями
Торцовые пнловндные зубья. Конструкция применяется в заводных рукоятках
Фиксация рычага сферическими подпружиненными фиксаторами. Передача крутящего момейта шпонкой
Передача крутящего момента заскакивающим фиксатором. Соединение освобождается нажимом на фиксатор через отверстие в ступице
Присоединение пластинчатых рычагов
Сварная конструкция (электросварка)
326
Продолжение табл. 23
Эскиз конструкции н характеристика
Клепаная конструкция
Врезной рычаг
Привертной рычаг
Клеммное соединение
Накидной рычаг
ОПОРЫ СКОЛЬЖЕНИЯ
При правильной конструкции и смазке подшипники скольжения могут нести большие нагрузки при высокой частоте вращения. Они имеют малые радиальные размеры и массу; изготовление их не требует специального оборудования.
Подшипники скольжения легко могут быть выполнены разъемными, что облегчает монтаж и делает их почти единственно возможной формой опор для коренных и шатунных шеек многоколенных валов и в других случаях, когда применение неразъемных подшипников качения невозможно или затруднительно.
Большим преимуществом подшипников скольжения являются бесшумность и высокая демпфирующая способность при воздействии циклических и ударных нагрузок.
Долговечность подшипников скольжения не зависит от частоты вращения (в отличие от подшипников качения, долговечность которых снижается пропорционально повышению частоты вращения).
Коэффициент трения/правильно рассчитанных и работающих в условиях жидкостной смазки подшипников скольжения равен 0,001-0,005. Однако при неблагоприятных условиях (высокая вязкость масла, большие окружные скорости, малые зазоры) коэффициент трения возрастает до 0,01-0,03. У подшипников, работающих при полусухом трении, коэффициент / достигает значений 0,1—0,2.
Вследствие загустения масла при низких температурах пусковой момент у подшипников скольжения имеет повышенное значение. Недостаток этот особенно ощутим в машинах со скользящими главными опорами и работающих на открытом воздухе, которые приходится запускать при минусовых температурах. ' •
Тяжелонагруженные и работающие при высокой • частоте вращения подшипники нуждаются в непрерывном подводе масла под давлением для поддержания режима жидкостной смазки и отвода тепла, выделяющегося при трении,
Для подшипников малооборотных валов, работающих при небольших нагрузках, достаточна периодическая подача жидкой или консистентной смазки. В таких случаях нередко применяют самосмазывающиеся подшипники, которые могут работать продолжительное время без подвода смазки.
328
Подшипники скольжения надежно работают при температуре не выше 150°С. При более высокой температуре возникает опасность разрыва масляной пленки вследствие разжижения масла. Кроме того, обычные минеральные смазочные масла при высокой температуре быстро окисляются и теряют смазочные свойства.
Специальные смазки (синтетические парафиновые, полифенилэфирные) могут работать при температуре до 300 —350°С.
ЗАЗОРЫ
Валы устанавливают в подшипниках по посадкам: ходовой X,
легкоходовой Л. широкоходовой Ш или тепловой ходовой ТХ.
На рис. 340, а приведены средние значения зазоров Дср для различных диаметров вала и посадок (ОСТ 1012*, 1013*, ОСТ НКМ 1011* и 1016*), на рис. 340, б — безразмерные величины среднего относительного зазора фср, а на рис. 340, в — г — поля относительных зазоров для посадок по 1-му и 2-му классам точности.
В диапазоне d = 20 ч- 250 мм значения Дср н фср аппроксимируются формулами
ДСр = ’«]Д ;
(109)
(110)
где d — диаметр, мм; m - постоянные, значения которых следующие:
Посадки. . . ТХ Шз Ш Х$ Л Х2а X Х2
m........... 23 21,5 17 13 12 9 7,5 6
Оптимальный для каждых данных условий работы зазор и, следова-
тельно, тип и класс посадки определяют путем расчета.
ЖИДКОСТНОЕ, ПОЛУЖИДКОСТНОЕ
И ПОЛУСУХОЕ ТРЕНИЕ
В подшипниках скольжения встречаются три основных вида трения:
жидкостное, полужидкостное и полусухое.
При жидкостном трении поверхности вала и подшипника разделены сплошной масляной плепкой; непосредственное трение между металлическими поверхностями вала и подшипника отсутствует.
Коэффициент жидкостного трения незначителен (/" а 0,001), потери на трение и тепловыделение в подшипнике невелики. Износа металлических поверхностей при этом не происходит, поэтому жидкостное трение является наиболее благоприятным для работы подшипника.
Обязательным условием жидкостного трения является непрерывная обильная подача масла в подшипник. Давления в масляной пленке, необходимые для несения действующих на подшипник нагрузок и предупреждения контакта между металлическими поверхностями, создаются при
329
Рис. 340.. Диаметральные зазоры для различных посадок
эксцентричном положении вала в подшипнике в результате непрерывного нагнетания вращающимся валом масла в суживающуюся часть зазора. Этот самоподдерживающийся процесс создания давления в масляной пленке носит название гидродинамической, смазки.
При полужидкостном трении сплошность масляной пленки нарушена, поверхности вала и подшипника соприкасаются своими микронеровностями на участках большей или меньшей протяженности. Этот вид трения встречается при недостаточной подаче масла или при отсутствии механизма гидродинамической смазки (например, в подпятниках с плоскими несущими поверхностями).
Полужидкостное трение может возникнуть в подшипниках с гидродинамической смазкой, если толщина масляной пленки недостаточна для предупреждения соприкосновения микронеровностей вала и подшипника.
Коэффициент полужидкостного трения значительно выше, чем жидкостного, тепловыделение в подшипнике больше, поэтому возникновение полужидкостного трения, особенно в подшипниках, работающих при больших частотах вращения, сопряжено с опасностью перегрева и выхода подшипника из строя.
Область перехода от жидкостного трения к полужидкостному, характеризующаяся резким увеличением коэффициента трения, называют грани чной смазкой.
При полусухом трении поверхности вала и подшипника соприкасаются полностью или на участках большой протяженности. Разделительный масляный слой отсутствует. Масло находится на металлических поверхностях только в виде адсорбированной пленки.
Коэффициент полусухого трения благодаря наличию адсорбированного масла меньше, чем сухого, но значительно больше, чем полужидкостного и тем более жидкостного тренйя.
Полусухое трение наступает при недостаточной подаче масла й встречается, например, в подшипниках с, периодической или недостаточной подачей смазки, но может возникнуть также в подшипниках жидкостного трения при расстройстве механизма гидродинамической смазки.
В тяжелонагруженных многооборотных подшипниках возникновение полусухого трения вызывает перегрев, расплавление заливки, схватывание и заедание подшипника.
ГИДРОДИНАМИЧЕСКАЯ СМАЗКА
Вал, установленный в подшипнике с зазором А (рис. 341, а), под действием постоянной нагрузки Р занимает эксцентричное положение; по обе стороны от точки наибольшего сближения вала и подшипника зазор принимает форму клиновидной щели. Вращаясь, вал увлекает с собой масло. Первый слой масла, смачивающий вал, увлекается вследствие адсорбции масла металлической поверхностью вала, последующие слои — вследствие внутренней вязкости масла. Вал таким образом действует как насос, нагнетающий масло в клиновидную щель.
Поступая в суживающийся по направлению вращения вала зазор, масло, являющееся практически несжимаемой жидкостью (при обычных в подшипнике давлениях), стремится растечься в окружном и осевом направлениях
331
Рис. 341. Схема возникновения несущего масляного слоя в подшипнике
Рис. 342. Давление в масляном слое при различных значениях удельной нагрузки к (экспериментальные данные)
Рис. 343. Давление в масляном слое вдоль оси подшипника
(к торцам, подшипника); Этому препятствуют силы вязкости, в результате чего в масляном слое возникает давление, прогрессивно возрастающее к точке наибольшего сближения вала и подшипника, где истечение масла затруднено из-за малого зазора (рис. 341, б).
Часть масла вытекает через торцы подшипника и в направлении, обратном движению вала; оставшаяся же часть должна пройти через
332
Самое узкое место зазора. Силы Давления, развивающиеся в Масляном слое, приподнимают вал, одновременно сдвигая его в сторону направления вращения. Состояние равновесия достигается тогда, когда проходное сечение в самом узком месте щели (hmin) оказывается достаточным для пропуска масла, оставшегося после торцового истечения.
Максимальное давление на участке наибольшего сближения вала и подшипника примерно в 2 — 3 раза превышает среднее давление к = P/dl (где d — диаметр, I — длина подшипника) и может достигать нескольких десятков и сотен килограммов на 1 см2 (рис. 342).
Давление вдоль оси в цилиндрически правильном подшипнике изменяется по кривой параболического типа (рис. 343, а) и резко падает у торцов подшипника в результате истечения масла через торцы.
Действительная кривая распределения давления может значительно отклоняться от теоретической вследствие упругих деформаций вала (вид б), перекосов (вид в), отклонений от цилиндрической формы (например, бочкообразности вала, вид г).
Резкое снижение давления происходит в плоскости расположения кольцевых канавок (вид б).
ПОЛОЖЕНИЕ ВАЛА В ПОДШИПНИКЕ
Положение вала на различных режимах работы схематически показано на рис. 344, а. В пусковой период, когда скорость вращения невелика и преобладает полусухое трение, вал отклоняется в сторону, противоположную вращению, на угол <р, тангенс которого равен коэффициенту полусухого трения.
По мере увеличения скорости вращения возникает полужидкостное трение, коэффициент трения уменьшается и вал перемещается в сторону вращения, пока не произойдет разобщение микронеровностей вала и подшипника.
В области жидкостного трения положение центра вала определяется цго
параметром --(где г] — динамическая вязкость масла, го — угловая ско-
к
рость; к —удельная нагрузка). С увеличением этого параметра центр
Рис. 344. Положение вала в подшипнике
333
вала перемещается к центру подшипника по траектории, близкой к полуокружности, диаметром, равным радиальному зазору 5.
„ па
При бесконечно большом значении —- центр вала совпадает с цент-К
ром подшипника. При этом толщина масляной пленки hmi„ = 5, кли-новидность зазора исчезает и давление в масляном слое становится равным нулю. Такое состояние может наступить при отсутствии внешней нагрузки.
Относительным эксцентриситетом называют расстояние е центра вала от центра подшипника (рис. 344, б), отнесенное к радиальному зазору 5:
е 2 е г = Т~ “д"
(in)
где А = 2 8 - диаметральный зазор.
Относительн.ой толщиной масляного слоя называют минимальную толщину hmi„ масляного слоя в точке наибольшего сближения вала и подшипника, отнесенную к радиальному зазору:
- — ^|лГп — ^min 5 " д
(112)
Так как /imin = 5 - е, то
8-е
---*-=•
(ИЗ)
Траектории перемещения вала в подшипнике показаны на рис. 344, в. При l/d = со траектория представляет собой правильную полуокружность (полукруг Гюмбеля). При конечных значениях l/d траектория видоизменяется, оставаясь в общем близкой к полуокружности.
НЕСУЩАЯ СПОСОБНОСТЬ
С уменьшением параметра—^— вал опускается в подшипнике; толщина масляного слоя hmin в точке наибольшего сближения вала с подшипником уменьшается; вытекание масла, нагнетаемого в эту область насосным действием вала, затрудняется, в результате чего давление в масляном слое и жесткость слоя (отношение действующей силы к перемещениям вала) повышаются теоретически до бесконечности.
Идеально гладкий и абсолютно жесткий вал, отделенный от такого же -подшипника масляным слоем, ни при каких условиях не может коснуться подшипника. Только отклонения вала и подшипника от правильной цилиндрической формы, вызванные неточностями обработки и упругой деформацией вала и подшипника под действием нагрузки, шероховатость поверхностей вала и подшипника, а также присутствие металлической пыли и других твердых частиц в масле ограничивают величину наибольшего сближения вала и подшипника, а следовательно, и несущую способность его.
334
Отрицательное влияние шероховатости на несущую способность масляного слоя в первую очередь объясняется ее дренажным действием. Углубления s между микронеровностями (рнс. 345, а) образуют сеть каналов, по которым масло растекается к торцам подшипника и в окружном направлении. Пока суммарное сечение каналов (приблизительно пропорциональное s) мало по сравнению с сечением масляного слоя Л, утечка масла через каналы невелика н не сказывается на несущей способности масляного слоя. При уменьшении зазора (вид б) утечка через каналы возрастает и давление в масляном слое перестает увеличиваться пропорционально нагрузке. С дальнейшим увеличением нагрузки выступы микронеровностей соприкасаются (вид в) и в подшипнике возникает полужидкостное трение.
Падение давления в масляном слое и ослабление его несущей способности тем больше, чем больше высота микронеровностей, т. е. чем больше u/ероховатость поверхностей вала и подшипника. Минимальная толщина масляного слоя должна быть больше средней суммы микронеровностей вала и подшипника.
Главное условие надежной работы подшипника - уменьшение критической величины промежутка между валом и подшипником, при котором наступает соприкосновение микронеровностей вала и подшипника.
Это достигается высокой точностью обработки поверхностей вала и подшипников, соблюдением строгой цилиндричности вала и подшипника, исключением перекосов и деформаций системы и тщательной очисткой масла. Малая шероховатость и правильная цилиндрическая форма поверхности не должны нарушаться при длительной эксплуатации; следовательно, вал и подшипник должны быть максимально износостойкими.
Предел нагружаемости зависит также от температуры масляного слоя.
Вязкость смазочных масел резко изменяется с температурой (рис. 346). Так, например, вязкость индустриального масла 45, равная при 20°С 350 сП, падает при 150°С до 2 — 3 сП, т. ё. более чем в 100 раз.
При повышении температуры подшипника масло может'разжижиться до такой степени, что создание устойчивого масляного слоя достаточной толщины станет невозможным.
При температуре выше 150°С у большинства масел начинают испаряться летучие составляющие. Это явление сопровождается образованием паровых мешков и нарушением сплошности масляного слоя. Кроме того, резко усиливается окисление масла. Масло теряет смазочные качества; происходит
Рис. 345. Влияние шероховатости иа несущую способность подшипника
Рнс. 346. Вязкостно-температурные характеристики масел (марки .масел даны по ранее действующим ГОСТам):
1 — авиационное MC-24; 2 — авиационное МС-20;
3 - автотракторное-АК-15; 4 - авиационное МС-14;
5 - индустриальное 45; 6 — индустриальное 30;
7 - индустриальное 20; 8 - индустриальное 12; 9 - веретенное
335
осмоление и выделение твердых продуктов окисления (коксование масла).
У подшипников, выполненных из мягких и пластичных материалов (баббиты), несущая способность ограничивается наступающим при повышенных температурах размягчением материала и разрушением его под действием высоких давлений в масляном слое еще до возникновения полусухого трения.
Эффективный способ снижения рабочей температуры подшипника — усиление теплоотвода путем подвода масла под давлением (принудительная циркуляционная смазка) с одновременным увеличением зазора и введением дренажных канавок в ненагруженной зоне подшипника.
ХАРАКТЕРИСТИКА РЕЖИМА
Зазор /?min в точке наибольшего сближения вала и подшипника должен быть достаточным для того, чтобы предотвратить соприкосновение микронеровностей вала и подшипника при возможных колебаниях режима (увеличение нагрузки, уменьшение частоты вращения, падение вязкости масла от перегрева), а также в результате перекосов вала в подшипнике и упругих деформаций вала ]и подшипника.
Относительный эксцентриситет £ и относительная минимальная толщина = 1 - в масляного слоя являются функцией безразмерного числа Зоммерфельда*
и отношения l/d длины подшипника к диаметру.
В выражении (114) ц — динамическая вязкость масла, кгс-с/м2; го — окружная скорость, с-1; к — удельная нагрузка на единицу несущей поверхности подшипника, кгс/м2; ф — относительный зазор (ф = Д/г/).
, Теоретическая (хорошо согласующаяся с экспериментом) зависимость
между Е, и показана на рис. 347 для различных- значений l/d (с кФ
левой стороны графика указаны значения S;, с правой е = 1 — ^).
Зная (по известным т), го, к, ф) величину So, можно по диаграмме Найти значение Е, для данного отношения l/d и определить минимальную толщину масляного слоя из выражения
/гт1„ = 0,5 ? Д = 0,5 • 103 ^<pd, (115)
где d — диаметр подшипника, мм.
* В иностранной литературе числом Зоммерфельда называют обратную величину
So = к±_.
Т|СО
336
Рис. 347. Относительная минимальная толщина масляного слоя ? И относительный эксцентриситет а в зависимости от числа Заммерфельда
(И6)
Удельная нагрузка на подшипник (к == P/ld) обратно пропорциональна величине So и определяется по формуле
к = 1 So ф2 '
Как видно из графика, в области малых So наблюдается прямая пропорциональность между So и S;. Это — область устойчивой работы подшипника, в которой вал с изменением режима устанавливается в строго определенное равновесное положение.
При некотором значении So (для больших l/d - при So = 0,5 4- 2) кривые претерпевают изгиб, переходя в почти горизонтальные участки. Значения Е, стремятся к единице, нагружаемость подшипника падает, стремясь к нулю при So = оо. При колебаниях режима вал сохраняет положение, близкое к центральному, вследствие чего легко смещается по полукругу Гюмбеля, приобретая циклические колебания.
337
У подшипнйков с малыми l/d перегиб кривых наблюдается при более высоких значениях So (например, для подшипника с l/d = 0,5 — при So = 2 4-10), откуда следует, что такие подшипники устойчиво работают в более широком диапазоне режимов.
Для практических целей удобнее пользоваться характеристикой режима.
= (ИТ)
к
где г| - вязкость, сП; «-частота вращения, об/мин; к-давление, кгс/см2.
Так как
, 30 со
1 сП = 9810 кгс-с/м2; и =-= 9,554 ®;
л
1 кгс/см2 = 10'4 кгс/м2,
ТО величины --и л =---связаны соотношениями
к к
х= Д1 = 9,37.1О’^; ‘(118)
К к
— = 1,065-10" 9 X.. (119)
_ , к ж
Параметры работы подшипника определяются численным значением фактора — независимо от величины входящих в него членов. Так, например, высокие значения характеристик режима могут быть достигнуты как увеличением вязкости масла ч и частоты вращения и, так и уменьшением удельной нагрузки к. Эта закономерность хорошо подтверждается опытом.
КРИТИЧЕСКАЯ ХАРАКТЕРИСТИКА РЕЖИМА.
КОЭФФИЦИЕНТ НАДЕЖНОСТИ ПОДШИПНИКА
Критической характеристикой режима называют значение "К, при котором минимальная толщина масляного слоя уменьшается настолько, что наступает соприкосновение микронеровностей вала И подшипника и коэффициент трения резко возрастает. Толщину масляного слоя, при которой возникает полужидкостное трение, называют критической и обозначают знаком /гкр.
Величина 1\р для хорошо выполненных гладких и жестких подшипников и валов составляет в среднем 5 — 10 мкм.
Зная h^p, можно по уравнению (115) найти соответствующую величину ^кр, после чего по рис. 347 определить критическое значение SoKp и Хкр.
Коэффициентом надежности подшипника называют отношение рабочей характеристики режима к критической;
Эта величина должна быть больше единицы. Чем больше х, тем меньше опасность перехода работы подшипника в область полужидкост-338
ного трения. Если, например, х = 5, то рабочая вязкость масла может уменьшиться в 5 раз или нагрузка на подшипник увеличиться в 5 раз, прежде чем подшипник перейдет в область полужидкостного трения.
Пусть d = 100 мм; 7 = 75 мм; Р = 4000 кгс; ф = 0,001 (диаметральный зазор Д = 100 мкм; h = 1000 об/мин; ц = 25 сП).
Удельная нагрузка
Р 4000 с , 1 к = Id = 1о^Г = 53-5/гс/см-Характеристика режима
х = —= —'100°-=470. к 53,5 Число Зоммерфельда
So = 1,065-10"’—5-= 1,065 IO’9- 470-106 = 0,5. Ф
По рнс. 347 (штриховая линия) находим для l/d = 0,75
£ = 0,25.
Минимальная толщина масляного слоя согласно формуле (115) '
hml„ = 0,5 • 1О3£ф<7 = 0,5 • 10’-0,25 • 0,001 • 100 = 12,5 мкм.
Пусть критическая толщина масляного слоя ЛКр = 5 мкм. Критическое ^значение <; согласно уравнению (115)
г ^fynintp . 2 • 5 _
Д ~ 100 ’
Проводя на диаграмме (рис. 347) горизонтальную прямую через эту точку до встречи с кривой l/d = 0,75, находим на оси абсцисс
SoKp = 0,15.
Коэффициент надежности по формуле (120)
So 0,5 „ „
х = — = —— = 3,3. SoKp 0,15
ОПТИМАЛЬНЫЙ ОТНОСИТЕЛЬНЫЙ ЗАЗОР
На основании диаграммы (рис. 347) построены графики /imin (рис. 348) при различных значениях £ в зависимости от относительного зазора ф для l/d = 1 и 0,5 (принято d = 100 мм). Тонкими линиями нанесены значения относительной толщины £ масляного слоя.
Как видно, зазор Jimin имеет наибольшую величину при постоянных для всех X значениях Е, (Е, = 0,5 при l/d = 1 и Е, = 0,4 при l/d = 0,5).
На рис. 349 (кривая 1) показана определенная по той же методике обобщенная зависимость Е, от l/d при наибольшей величине hmin.
Если исходить только из условия получения наибольших величин /imin, то кривую 1 можно было бы положить в основу расчета подшипника. В действительности же приходится учитывать еще устойчивость его работы. При высоких значениях £ резко падает жесткость масляного слоя и поло-
339
linin' МКМ
a)
Рис. 348. Толщина масляного слоя hmi„ в функции фи/.
Рис. 349. Относительная толщина
Рис, 350. К определению оптимального зазора
масляного слоя
жение вала в подшипнике становится неустойчивым, что обусловлено, во-первых, снижением давления в масляном слое из-за уменьшения его клиновидности, а, во-вторых, увеличением угла а между направлением нагрузки Р и результирующей R сил давления масляного слоя по мере перемещения вала к центру подшипника по полукругу Гюмбеля (рис. 350, а). Если нагрузка в этой области (точка А) по каким-либо причинам воз
340
растает, то ДЛЯ восстановления равновесия Центр вала должен Переместиться влево и вниз по полукругу Гюмбеля на большое расстояние.
Таким образом, небольшие колебания режима вызывают в этой области значительные смещения вала, которые легко переходят в циклические вихревые движения. При возникновении вихрей ламинарное течение масла становится турбулентным, в связи с чем резко возрастает прение и тепловыделение в подшипнике. В масляном слое возникают кавитационные процессы, приводящие к разрушению материала подшипника.
Известны два типа вихрей: цилиндрический (переносный), при котором ось вала перемещается параллельно осп подшипника, и конический, при котором ось вала совершает движение по конусу,- В зависимости от гидродинамических параметров подшипников, числа и расположения опор и жесткости системы частота вихревого движения может быть равна 1/2, 1/3, 1/4, 2/3 частоты вращения вала. Наиболее изучен и имеет наибольшее значение цилиндрический полускоростной вихрь (частота которого равна 1/2 частоты вращения вала).
Если к валу присоединены несбалансированные массы, то при циклических движениях вала возникают центробежные силы, пропорциональные радиусу движения центра вала. В области высоких значений £ вал, сместившийся под влиянием внешних возмущений с равновесного положения (точка Б, рис. 350, б) совершает движение по спирали возрастающего радиуса, пока не приблизится к поверхности подшипника и не оттолкнется от нее под действием .гидродинамических сил, возвращаясь в исходное положение, после чего цикл возобновляется.
В области малых § вал, сместившийся с равновесного положения (точка В), движется по спирали уменьшающегося радиуса, вихревое движение затухает и вал довольно быстро возвращается в равновесное положение Г.
Границей между устойчивой и неустойчивой областями является точка О касания полукруга Гюмбеля с направлением нагрузки (см. рис. 344, в). В этой точке линия центров вала и подшипника расположена под углом 45° к направлению нагрузки и относительная толщина масляного слоя £ = 1 - е = 0,3.
Предельные по виброустойчивости величины для конечных значений l/d (см. рис. 344, в) показаны на рис. 349 (кривая 2). Эти величины являются оптимальными, так как соответствуют наибольшим возможным в устойчивой области значениям /?min.
Как видно из графика, в широком диапазоне l/d = 0,5 -г 2 значение ^уст близки к 0,3. Эту величину можно положить в основу расчета подшипников, относя в запас надежности более высокие значения £ует, ’присущие подшипникам с l/d < 0,5.
Проводя на диаграмме рис. 347 горизонталь через точку = 0,3; определяя по шкале абсцисс соответствующие значения So и переводя их по формуле (118) в Z, поручаем оптимальные значения ф в функции X (рис. 351, а). В диапазоне l/d = 0,5 -? 1,5 кривые аппроксимируются формулой
ф»=о,з = 4,6 10-5]А yO/d. (121)
При < 0,3 виброустойчивость и жесткость повышаются, но одновременно уменьшается толщина масляного слоя hmin, В большинстве случаев при < 0,1 уже возникает опасность перехода подшипника в область полужидкостного трения. При £, = 0,1 линия центров расположена под углом 25° к направлению нагрузки (точка Г на рис. 350, в). Таким образом, допустимая область работы подшипника заключена в диапазоне
341
а) б)
Рис. 351. Относительные зазоры ф при 5 = 0,3 и 5 = 0,1
углов 45-25° (заштрихованная область на рисунке). При этом согласно формуле (115) соответственно Лт!п — 0,15Д и hroin = 0,05Д.
Значения фтах, соответствующие предельному условию = 0,1, показаны на рис. 351,6. Кривые аппроксимируются формулой
= 9,2.10-5 0: |///Z (122)
Помимо правильного выбора параметров подшипников, для предотвращения вибраций необходимо всемерно увеличивать жесткость вала и опор в тщательно балансировать вал и связанные с ним вращающиеся массы.
КОЭФФИЦИЕНТ ЖИДКОСТНОГО ТРЕНИЯ
Окружная сила Т, противодействующая вращению вала, равна сумме сил вязкого сдвига масла в зазоре по всей окружности вала. По закону вязкого трения Ньютона при ламинарном течении сила Т пропорциональна поверхности сдвига (т; е. величине ndl), вязкости масла т|, скорости сдвига v и обратно пропорциональна толщине h масляного слоя.
При концентричном расположении вала толщина масляного слоя h — 0,5Д, скорость сдвига v = Q,5ad. Следовательно, ndlr\ad ndlr\a
Т А ф'
342
Коэффициент жидкостного трения
Т ndl т)со т)со х,
/ =— =----------= п-----. (123)
Р Р ф кф
Это известная формула Петрова, справедливая при расположении вала, близком к концентричному (So > 1; h ж 0,5Д).
Г)СО
Подставляя в формулу (123) значение So = —получаем
К\1/
f = пЗоф.
(124)
При So < 1 формула дает уменьшенные значения /
При эксцентричном расположении вала (So < 1) коэффициент • трения определяют по формуле Фогельполя
У = тг]/^ф. (125)
. Автор показал («Смазка легких двигателей»), что коэффициент трения во всем диапазоне значений So выражается формулой
ZdV’5
У = лБоф + 0,51,—I ф (126)
\ 1 / > или в более удобных размерностях
X /л\1.5
/ = 3,36-10-9- +0,51- ф, (127)
Г)П 'l7 \ 1 /
где X =---(г) — вязкость масла при рабочей температуре подшипника,
к
сП; п — частота вращения вала, об/мин; к - удельная нагрузка на подшипник, кгс/см2).
Резкое увеличение/при малых l/d объясняется не возрастанием трения (числитель в формуле f = Т/Р), а снижением несущей способности Р подшипника.
При значениях l/d, близких к единице, достаточно точно
/ = 3,36 • 10-9— + 0,5ф.
Ф
На рис. 352 приведены значения //ф, подсчитанные по формулам (124), (125) и (126). Пунктирными линиями показаны экспериментальные данные.
Вычисленные по формуле (127) значения f для различных X и ф приведены на рис. 353.
Дифференцируя выражение (127) по ф и приравнивая производную нулю, находим минимальную величину коэффициента трения
/min = 8,25-10-5 j/'X. (128)
Значения /min показаны на рис. 353 жирной линией. Относительный зазор, при котором коэффициент трения минимален,
Ф/=1шп= 8,25-10“5 |А,
(129)
343
Рнс. 353. Зависимость f от X
т. е. численно равен минимальному коэффициенту трения (светлые точки на рис. 353).
Подставляя в уравнение (127) значения ф, соответствующие оптимальной величине 4 — 0,3 [формула (121)], получаем
Л=о,з = |А(0,73• 10"4 1/5// + 2,3• 10"5 ]///d).
На основании этого выражения построены кривые зависимости f от А. и l/d (рис. 354).
Нижняя (жирная) кривая изображает значения fmin, определенные по формуле (128). Как видно, значения Д=о>3 в диапазоне l/d = 0,75 -i-1,5 близки к /min. Следовательно, расчет из условия £ = 0,3 обеспечивает небольшую величину потерь на трение:
В пределах l/d = 0,3 1,5 кривые Д=о,з аппроксимируются формулой
f^0t3 = 10-4]/k]/d/i. (130)
Рис. 354. Зависимость f от X (при % = 0,3)
344
Вследствие эксцентричного расположения вала в подшипнике коэффициент трения различен для вала и подшипника.
Коэффициент трения для подшипника
/п =/в - Ф®>
где /в — коэффициент трения для вала; ф — относительный зазор; е — относительный эксцентриситет (е = 1 - у.
При обычных значениях fB = 0,003; ф = 0,001 и е = 0,7 коэффициент трения
/п = 0,003 - 0,7 • 0,001 = 0,0023,
т. е. на 25% .меньше коэффициента трения для вала.
РАСЧЕТНЫЕ НОМОГРАММЫ
На рис. 355 и 356 представлены расчетные номограммы, построенные на основании рис. 347. По номограмме рис. 355 (для l/d = 1) можно определять параметры подшипников в диапазоне l/d — 0,8 ч-1,2. Номограммой, приведенной на рис. 356 (для l/d = 0,5), можно пользоваться при l/d = 0,3 -? 0,7.
Жирные линии в правой части графика соответствуют виброустой-чивым значениям £ < 0,3, тонкие — виброопасным £, > 0,3.
Пусть подшипник с 1 = 1 = 100 мм нагружен силой Р = 4000 кгс. Частота вращения и — 1000 об/мин. Вязкость масла п — 20 сП. Критическая тблщина масляного слоя hKp = 5 мкм. Определить оптимальный зазор ф.
Удельное давление
4000 „ , , -------= 40 кгс/см .
10-10 1
Р
Id
Рис. 355. Номограмма для расчета подшипников
345
Рис. 356. Номограмма для расчета подшипников 0,5)
Характеристика режима
х=Л1=^оо_=5ОО.
к 40
Восстанавливая из точки К = 500 (правая часть номограммы, рис. .355) перпендикуляр до пересечения с кривыми ф и проводя через точки пересечения горизонтали до встречи с ординатой d = 100 мм в левой части диаграммы, читаем на сетке наклонных прямых соответствующие значения Затем по заданной величине hKp находим обратным построением критические значения Хкр и определяем коэффициент надежности х = ХДкр.
Например, для Л =500 и ф - 0,001 (точка a) Лл„„ = 16 мкм (точка б). При Лкр = 5 мкм (точка в) критическая характеристика режима >.кр = 120 (точка г). Следовательно, коэффициент 500 , „
надежности х = = 4,2.
Относительная толщина масляного слоя по формуле (115)
Коэффициент трения по формуле (127)
f = 3 36 • 10" 9 - 50— + 0,5 • 0,001 = 0,0022.
J ’ 0,001
Определяя по этой методике значения йт[п,х н/для различных ф, получаем полную картину влияния ф на параметры работы подшипника (рис. 357, я). ,
Толщина масляного слоя максимальна (йт-1П ® 19 мкм) при ф = 0,0008, что соответствует £ = 0,5 (значения Е, нанесены на кривой светлыми точками). С уменьшением ф (левая ветвь кривой) подшипник вступает в область запрещенных эксцентриситетов (^ > 0,5); коэффициент трения резко возрастает. С увеличением ф (правая ветвь) значения йт(П уменьшаются; коэффициент надежности падает. Заштрихованная область показывает допустимые пределы ф = 0,001 ч 0,002 (Е, = 0,3 = 0,1), при которых hmi„ и х сохраняют приемлемые значения (hmi„ = 16 = 10 мкм; х = 4,2 = 2,5). В этом интервале коэффициент трения имеет пологий минимум (f х 0,002).
346
Рис. 357. Параметры работы подшипников при различных значениях ф
Оптимальным является значение ф = 0,001 (5 = 0,3), обеспечивающее при вполне устойчивом положении вала в подшипнике и малом трении наибольшие величины /imi„ « 16 мкм и х = 4,2.
Величина х значительно повышается при уменьшении ЛКр. При hKg = 3 мкм коэффициент надежности (штриховая линия) повышается вдвое (х' = 8,4 при ф = 0,001 вместо х = 4,2, как при Лкр = 5 мкм).
На графике стрелками указаны диапазоны ф, соответствующие стандартным посадкам. Рекомендуемой области ф = 0,001 4- 0,002 лучше всего соответствуют средние значения ф при посадке Ш или Л. Посадка ТХ вызывает снижение h„„„ и х. Посадки X н неприемлемы, так как переводят подшипник в неустойчивую область (5 > 0,5).
На рис. 357, б представлен аналогичный график для подшипника тех же размеров, но при X = 1000 (увеличение в 2 раза вязкости или частоты вращения или снижение в 2 раза .нагрузки). Повышение X благоприятно влияет на параметры подшипника. Толщина масляного слоя при 5 = 0,3 возрастает до 23 мкм, коэффициент надежности - до 6,2. Коэффициент трения несколько повышается (f х 0,003). Оптимальное значение ф в данном случае равно 0,0015, что соответствует средним значениям ф при посадке Ш.
На рис. 357, в изображен график для подшипника с теми же I, Р, т| и и, но с диаметром 80 мм.
Удельная нагрузка
Р
K~ld
4000 , ,
—— = 50 кгс/см2.
1U о
Характеристика режима
x=bA=2ojooo=
к 50
График свидетельствует об ухудшении параметров подшипника. Величина /1т(п при 5 = 0,3 снижается до И мкм, коэффициент надежности до 2,5. Коэффициент трения снижается незначительно ([ = 0,0019). Оптимальный зазор в данном случае ф = 0,0009 (ближайшая подходящая посадка Л). -
На рис. 357, г приведен график для подшипника с теми же I, Р, г| и п, но с </ = 120 мм. /
Удельная нагрузка
Р 4000 , 2
К=Т/= кИГ = 33’5кгс/см-
Характеристика режима
, т|п 20-1000
>. = -- = —------= 600.
к 33,5
Параметры работы подшипника резко улучшаются. Величина hml„ при 5 = 0,3 становится равной 21,5 мкм, коэффициент надежности - 6,2. Коэффициент трения несколько повышается (f = 0,0026). Оптимальный зазор в данном случае ф = 0,0011 (посадка Ш}.
На рис. 357, д представлен график для подшипника с теми же d, Р, т|, п, но с l/d = 0,5 (I = 50 мм).
Удельная нагрузка
Р 4000 , ,
к= (£Г = Т1^ = 80кг£/см-
Характеристика режима
т|п 20-1000 „„
к 80
Толщина масляного слоя hm!„ при 5 = 0,3 равна 8,5 мкм, коэффициент надежности 2, коэффициент трения 0,0022, оптимальный зазор ф = 0,0006 (ближайшая подходящая посадка X).
Параметры подшипника с l/d = 0,5 можно улучшить повышением характеристики режима путем увеличения вязкости масла или уменьшения к (увеличение диаметра). При X = 500 (рис. 357, е) hmi„ (при 5 = 0,3) повышается до 12, коэффициент надежности до 3,5. Оптимальный зазор ф = 0,0008 (ближайшая подходящая посадка Л).
348
Диаграммы х|/— ^min наиболее полно раскрывают картину работы • подшипника, но построение их трудоемко. Проще определять относительный зазор прямо из условия £, = 0,3 на основании рис. 351 или формулы (121) и подбирать ближайшую стандартную посадку по рис. 340, в, г так, чтобы при крайних значениях ф величина Е; не выходила бы из пределов 0,1—0,5 и в среднем была равна ~0,3. Учитывая износ в эксплуатации, лучше придерживаться несколько повышенных первоначальных средних значений (Е, = 0,35 0,4) с таким расчетом, чтобы по мере приработки и износа подшипник переходил в область оптимального значения Е, = 0,3.
Выбор величины ф из этого условия почти безошибочно приводит к созданию надежно работающего подшипника, сохраняющего работоспособность в течение длительного срока службы.
Согласно диаграммам (рис. 357) значениям = 0,3 т- 0,1 соответствуют минимальные величины коэффициента трения, поэтому при выборе ф можно также исходить из условия минимального коэффициента трения, т. е. определять ф по формуле (129), Однако этот способ приводит к несколько пониженным значениям !;.
ДИАМЕТР ПОДШИПНИКА
Решая формулу (121) (для Е, = 0,3) относительно X, получаем
Г)П 4,75 - 108ф2
где к - 102P/ld - удельная нагрузка, кгс/см2.
Подставляя в формулу (131) это значение к и значение ф из формулы (110), находим
2
Р =—Г 10~5 d3 (l/d)2 туп. (132)
т
Это выражение показывает, что при прочих равных условиях (одинаковые г), п, т и l/d) несущая способность подшипника пропорциональна кубу диаметра. Следовательно, увеличение диаметра представляет собой очень эффективное средство повышения несущей способности подшипника.
Увеличение диаметра не только повышает несущую способность, но при данном значении йкр снижает критическую характеристику режима Хкр и, следовательно, увеличивает надежность работы подшипника.
На рис. 358 показана определенная на основании рис. 355 зависимость Хкр от диаметра подшипника d и относительного зазора ф (принято l/d. = 1; /1кр = 5 мкм). Как видно, Хкр резко снижается с увеличением диаметра и уменьшением относительного зазора. Применять зазоры ф < 0,001 не реко)мендуется, так как подшипник при этом переходит в область Е, > 0,3.
При увеличении il также повышается жесткость вала, уменьшаются его упругие деформации (которые в значительной мере определяют критическую толщину масляного слоя) и увеличивается виброустойчивость подшипника.
349
Рнс. 358. Лкр в функции d и ф
Как видно, из рис. 358, значения для подшипников малого диаметра (d = 20 -г 30 мм) очень велики. Следовательно, такие подшипники могут надежно работать лишь при высоких характеристиках режима (большие частоты вращения, низкие удельные нагрузки). Как и для подшипников большого диаметра, целесообразно придерживаться.умеренных значений относительного зазора (но не ниже ф = 0,001).
По формуле (132) можно при заданных Р, т|, н найти диаметр подшипника, при котором обеспечивается условие =0,3:
1 / Рт2 d = 3y
(133)
(значения т приведены на стр. 329).
Для l/d = 1 и наиболее распространенной посадки Л (т = 12)
ОТНОШЕНИЕ l/d
Согласно формуле (132) несущая способность подшипника пропорциональна квадрату отношения l/d.
Несущая способность подшипников с малым отношением l/d понижена вследствие облегченного вытекания масла с торцов. При равенстве X минимальная толщина масляного слоя у таких подшипников меньше, чем у подшипников с высоким отношением l/d; для создания масляного слоя достаточной толщины необходимы более высокие значения X и меньшие зазоры.
Однако подшипники с малым отношением l/d менее чувствительны к перекосам; критическая толщина масляного слоя у них значительно меньше, чем у подшипников с высоким отношением l/d. Это в значительной степени компенсирует пониженную несущую способность подшипников с малым l/d.
Подшипники с большим l/d, напротив, очень чувствительны к перекосам, вследствие чего критическая толщина масляного слоя у них всегда больше.
Учитывая положительное и отрицательное влияние l/d на несущую способность, чаще всего придерживаются средних значений l/d = 0,8 1,2
(рис. 359, а).
350
Ряс. 360. Коэффициент трения в зависимости от X
Из-за ограниченных осевых размеров приходится иногда снижать отношение l/d до 0,3 (рис. 359, б). Такие подшипники при правильном выборе остальных параметров (достаточно малые зазоры, высокие значения X) работают вполне удовлетворительно.
Малые отношения l/d применяют также для подшипников больших диаметров (d > 100 мм), отличающихся высокой несущей способностью.
Подшипники с l/d > 1,5, как правило, делают самоустанавливающимися, что позволяет использовать преимущества высоких l/d.
' ФАЗЫ РАБОТЫ ПОДШИПНИКА
Фазы работы подшипника отчетливо выявляются на диаграмме, показывающей изменение коэффициента трения/в зависимости от характеристики режима X.
Эти диаграммы, получаемые экспериментально., позволяют определить критический режим работы подшипника и критическое значение минимальной толщины масляной пленки hKp.
На рис. 360 приведен график в координатах X —/ для подшипника диаметром d = 100 мм с l/d = 1 и относительным зазором ф = 0,002 (А = 200 мкм).
Левая ветвь кривой относится к области полужидкостного трения, где наблюдается металлический контакт между поверхностями вала и подшипника.
Крайняя точка кривой (выходящая за пределы диаграммы) соответствует величине коэффициента полусухого трения.
Коэффициент трения в области полужидкостной смазки уменьшается с увеличением X, т. е. для подшипника с заданной удельной нагрузкой и вязкостью масла — с увеличением частоты вращения. Это означает, что по мере увеличения частоты вращения вал отходит от поверхности подшипника; число соприкасающихся микронеровностей уменьшается.
В точке а при X = 2 • 102 наступает разобщение металлических поверхностей, вал «всплывает» на масляной пленке, подшипник переходит в область жидкостного трения.
351
За точкой а коэффициент трения определяется гидродинамическими факторами. В соответствии с уравнением (126) коэффициент трения непрерывно повышается с увеличением X.
Минимум кривой (граничное трение) указывает критическое значение характеристики режима. С помощью графика рис. 347 можно
сА определить а по графику рис. 360 найти значение hmia = (вторая шкала на оси абсцисс) и /?кр (на рис. 347 /;кр = 5 мкм).
ПОДШИПНИК ЖИДКОСТНОГО ТРЕНИЯ КАК САМОРЕГУЛИРУЮЩАЯ СИСТЕМА
Подшипники скольжения устойчиво работают в широком диапазоне эксплуатационных режимов. Это объясняется их способностью приспосабливаться к различным условиям работы благодаря свойству смазочных масел менять вязкость с температурой.
Большие зазоры неблагоприятны для несущей способности, но способствуют уменьшению трения и увеличению прокачки масла. Рабочая температура подшипников с большим зазором меньше; повышенная благодаря этому вязкость масла компенсирует их малую несущую способность.
Этим объясняется способность подшипников скольжения работать даже при довольно значительных износах.
Подшипники с малым зазором вследствие повышенного тепловыделения работают при высокой температуре; однако пониженная вязкость масла компенсируется свойственной этим подшипникам высокой нагружаемостью.
Аналогичную способность саморегулирования подшипник проявляет и при колебаниях* рабочего режима.
Если, например, возрастает удельная нагрузка, то характеристика режима падает, а с ней уменьшается и минимальная толщина масляного слоя; подшипник приближается к режиму полужидкостного трения. Однако с понижением X одновременно падает коэффициент трения (см. рис. 360) и снижается тепловыделение. В результате повышается вязкость масла, отчего прежнее значение характеристики режима полностью или частично восстанавливается и подшипник переходит в состояние устойчивого равновесия.
. Если повышается температура подшипника (например, из-за временного уменьшения подачи масла), то рабочая вязкость масла падает, толщина масляного слоя уменьшается и может произойти заедание. Однако с понижением вязкости падает коэффициент трения и уменьшается тепловыделение. В результате устанавливается новое состояние равновесия, хотя может быть и с пониженным против первоначального значением X.
При переходе в область высоких значений X (увеличение частоты вращения, спад нагрузки) работа подшипника может стать неустойчивой из-за уменьшения эксцентриситета вала. Однако при возникновении вихревых движений вала резко возрастают потери на трение, температура
352
подшипника повышается, вязкость масла падает и вал возвращается в устойчивую область.
Механизм самозатуханпя вибраций перестает действовать только в области малых эксцентриситетов (с < 0.5).
тщ
Таким образом, фактор р в выражении ----- играет роль регулятора-,
к
который стремится при изменении характеристики режима восстановить ее первоначальное значение.
Главное условие заключается в том, чтобы механизм восстановления равновесия мог действовать на всем диапазоне возможных колебаний режима, без перехода опасных значений //min. Для этого нужно, чтобы подшипник был рассчитан с достаточным коэффициентом надежности и работал в области достаточно больших эксцентриситетов.
В противоположность жидкостному трению область полужидкостного трения является неустойчивой. Если подшипник переходит в эту область, то всякий фактор, способствующий снижению величины X (уменьшение вязкости масла, увеличение нагрузки), вызывает повышение коэффициента трения (см. рис. 360). как следствие -- увеличение температуры подшипника, снижение X и следовательно, новое увеличение коэффициента трения, Процесс завершается возникновением полусухого трения, если только не появится какой-нибудь благоприятный фактор (например, у пластичных подшипниковых материалов сглаживание микронеровностей под действием повышенных температур, сопровождающееся снижением /;кр).
Благоприятно сказывается в области полужидкостного трения повышение частоты вращения. С увеличением п (а следовательно, в л) коэффициент трения резко падает и подшипник переходит в область жидкостного трения. Этим объясняется сравнительно безопасный переход подшипников через область полужидкостного трения в пусковые периоды.
РАСЧЕТ подшипников жидкостного ТРЕНИЯ
Расчет подшипников жидкостного трения не представляет затруднений, если известна температура масляного слоя и рабочая вязкость масла.
Поверочный расчет (заданы геометрические параметры подшипника, нагрузка, частота вращения) сводится к определению минимальной толщины масляного слоя, коэффициента трения и коэффициента надежности подшипника. По вязкостно-темцературной кривой (см. рис. 346) находят вязкость масла при данной температуре, определяют число Зоммерфельда So и по графику рис. 347 находят относительную толщину масляного слоя с. Минимальная толщина масляного слоя, мкм
, \\fd лт,п = ;-у-10 •
Значение sKp вычисляют по формуле
= i =10-з 3^1, р А фг/
после чего по той же диаграмме находят соответствующее значение SoKp й определяют коэффициент надежности как отношение So/SoKp. Коэффициент трения вычисляют по формуле (127).
12 Орлов п. и, кн. 2 353
Удобнее пользоваться графиками (рис. 347), где непосредственно даны значения hmin в зависимости от X и ф.
Критическую характеристику режима 7.,.р определяют по тем же графикам на основании величины /1кр. Коэффициент надежности х = Х/Хкр.
Величина йкр зависит от качества обработки поверхностей, длины и диаметра подшипника, жесткости системы вал-подшипник и прираба-тываемости материала подшипника.
При- параметрах шероховатости поверхности Ra = 0,08 ч- 0,32 мкм величину /)кр можно определять из ориентировочного соотношения
' = (134)
где d — диаметр вала, мм; а — коэффициент, равный для подшипников с баббитовой заливкой 0,7, с заливкой свинцовой бронзой 1, подшипников из бронзы и алюминиевых сплавов - 1,5.
Для многоопорных валов (например, коленчатых) значения Лкр, определенные по формуле (134), следует увеличивать в 1,2 —1,5 раза.
При проектном расчете заданы нагрузка и частота вращения. Нередко по конструктивным условиям задан диаметр вала. Отношение l/d обычно принимают равным 0,8—1 (за исключением специальных случаев).
Задача сводится в большинстве случаев к нахождению зазора ф, обеспечивающего наиболее надежную работу подшипника.
Возможно также варьирование характеристики режима путем изменения вязкости масла (подбор смазочного).
Простейший расчет состоит в определении величины ф из условия £, = 0,3. При выбранном диаметре вала и отношении l/d и при данном
тщ
сорте смазочного определяют характеристику режима X =----, после чего
к
находят оптимальный зазор ф По графику рис. .351 или по формуле (121).
Затем подбирают ближайшую стандартную посаДку с таким расчетом, чтобы при крайних значениях ф, определяемых полем допусков, максимальное значение £, с учетом износа в эксплуатации составляло «0,4, причем не выходило за пределы 0,1 ч- 0,5.
Для облегчения подбора зазора построена номограмма (рис. 361), устанавливающая связь между относительными зазорами при стандартных посадках и величинами £ (график составлен для l/d = 1 и применим для значений l/d = 0,8 ч-1,2).
Пусть, например, d = 80 мм; характеристика режима А. = 1000. Восстанавливая из точки d = 80 мм (в левой или правой частях графика) перпендикуляр до встречи с крайними значениями ф при различных посадках и проводя через точки встречи горизонтальные Линии до пересечения с ординатой X = 1000 в средней части графика, читаем на наклонных линиях соответствующие значения
В рассматриваемом случае ближайшей подходящей посадкой является посадка Л, при которой для среднего значения ф = 0,0014 (точка а), крайнего верхнего ф = 0,0023 (точка б), крайнего нижнего ф = 0,0007 (точка в) значения i; соответственно равны 0,3; 0,15; 0,7 (точка б‘, в').
Приемлема также посадка Ш (соответственно с; = 0,18; 0,09; 0,45). Посадка ТХ дает слишком низкие значения i; (0,1; 0,075; 0,2), при которых возможно появление полужид-354
костного трения. Недопустимы посадки X (5 = 0,65; 0,27; 0,85) и X! = 0,75; 0,45; 0,87), переводящие подшипник в неустойчивую область.
Средние и крайние значения hmi„ определяют из выражения
где 5 - относительная толщина масляного слоя; ф - относительные зазоры при среднем и крайних значениях зазоров.
Значение ?,кр находят по номограммам (рис. 370) на основании принятого значения Ь1:р.
Коэффициент надежности х = ХДкр. Коэффициент трения вычисляют по формуле (127).
Результаты расчета по средним и крайним значениям зазора для предыдущего примера (посадка Л; \р = 5 мкм) приведены в табл. 24.
Таблица 24
Значения зазора
Зазор ф 6, мкм 5 ^min лкр X f
Средний 0,0014 56 0,3 16,5 200 5 0,003
Максимальный 0,0023 92 0,15 14,7 320 3,1 0,0027
Минимальный . . • 0,0007 28 0,7 19,6 120 8,4 0,05
/
ТЕПЛОВОЙ РАСЧЕТ ПОДШИПНИКОВ
(135)
Количество теплоты, выделяющейся в подшипнике, кал/с D Pvf Pvf К =----------------------------- “-----,
А 427
где Р — нагрузка на подшипник, кгс; и — окружная скорость, м/с; f — коэффициент трения; А — механический эквивалент теплоты (А = = 427 кгс-м/кал).
В подшипниках жидкостного трения с циркуляционной смазкой теплоотводом от подшипника в окружающую среду пренебрегают, полагая, что на установившемся тепловом режиме все тепло отводится циркулирующим маслом.
Количество теплоты, кад/с, уносимой маслом из подшипника,
К' = 10~3gpc(tBb,x - tBX) = 10"32pcAt, (136)
где Q — объем масла, вытекающего из подшипника, см3/с; р — плотность масла, кг/дм3; с — теплоемкость масла, кал/кг-°С; tBX и Гвых — температура масла на входе в подшипник и на выходе из него; At = tBbIX — tBX — повышение температуры масла в подшипнике.
В состоянии теплового равновесия R = R', т. е. согласно формулам (135) и (136),
Pvf , ,
-^-=10-32pcAt, (137)
откуда
At = 103
Pvf Pvf
—— = 2,34 —
356
Температура масла на. выходе из подшипника
tBb.x = fax + At. (139)
Средняя температура масла в подшипнике
tcp = 0,5 (tB1(lx + tBS) = tBX + 0,5At. (140)
Подставив в формулу (138) значение Р = кИ и л
v =----------= 5,22 • 10“
30-2-100
где d и / — диаметр и длина подшипника, см; к = P/ld — удельная нагрузка, кгс/см2; п - частота вращения, об/мин, получаем
xld2n f
At = 1,22-IO"4-----(141)
Qyc
Плотность минеральных смазочных масел в диапазоне 20—100°С колеблется в пределах р = 0,85 -г 0,95 кг/дм3, теплоемкость 0,45 — 0,55 кал/кг-°С. Подставляя в уравнение (141) средние значения р = 0,9 и с = 0,5, получаем
к1с12п f
At = 2,7-IO'3—(142)
Объем Q масла, см3/с, вытекающего из подшипника, по ФогельПолю
Q = 3,3 • IO'3 (2,8 - l/d) фИ2п ]/ 1 + р , (143)
I-
где d и I - диаметр и длина подшипника, см; ф - относительный зазор; п — частота вращения, об/мин; р — давление подачи масла, кгс/см2.
Подставляя это значение Q в уравнение (141), получаем 0,82 к / At =-------------------------—----------
lT.$-l/d)\/A+p
Для подшипника, расчитанного на работу при оптимальном значении § = 0,3, согласно формулам (130) и (121)
/=10-4^/ljZw;
ф = 4,6-1О-5|А]///7.
(144)
Подставляя эти величины в уравнение (144), находим
1,8к(Д7)0’8
At ------------у- ' — .
(2,8 - l/d)yT+ р
Р
Представляя к в виде к = , получаем -
. 1,8Р Р
At —-------------------j--------- а •
(/2(//(/)’-8(2,8-//rf)|/T+p d
(145)
(146)
357
Из уравнения (144) определяют в подшипнике и по формуле (140
Рис. 362. Фактор а в функции р и Vd
Из этого выражения видно, что при заданной нагрузке повышение температуры в подшипнике обратно пропорционально квадрату диаметра и прямо пропорционально фактору а (рис. 362):
1,8
а = —— ----------~~'Т,-----
(Z/d)1-B(2,8 - Z/<Ol/l+P
Для проектного расчета подшипника с оптимальным значением = 0,3 надо знать Рип, задаться значениями d, l/d, давлением р и температурой tM подачи смазочного масла, а также сортом его.
повышение температуры масла At — среднюю температуру; масляного
слоя, после чего по вязкостно-температурной кривой находят значение рабочей вязкости масла р и вычисляют характеристику режима /..
Далее расчет ведут по описанной методике, определяя ф из уравнения (121) или по графику рис. 351 и подбирая ближайшую стандартную посадку. Затем вычисляют минимальную толщину масляного слоя по формуле (115), находят по графикам рис. величину ?.кр и определяют коэффициент надежности х = /./Хкр.
Улучшить работу подшипника в данном случае можно, не только
увеличив диаметр, но и повысив давление подачи масла.
Истечение масла из подшипника можно значительно увеличить (и тем самым снизить рабочую температуру масляного слоя) с. помощью продольных выборок и ненагруженной области подшипника [формула (143) справедлива для подшипников без выборок с подачей масла через отверстие, расположениое в ненагруженной области].
Пусть Р = 4000 кгс; п = 2000 об/мин; d ~ 80 мм; ГУ — 1.-Температура подаваемого масла /нх = 60'С, давление подачи р = 4 кгс/см2. Масло ДК-15.
Удельная нагрузка
4600 к-, , 2
К = ——Г- ~ 62 кгс/см2. 8-8 .
Повышение температуры в подшипнике по формуле (145)
Д^Д^Зб’С.
1,8 ]/5
Средняя температура масла по формуле (140) гср = 60 + 18 = 78°С.
Согласно рис. 34(5 вязкость масла при этой температуре д = 35 сП. Характеристика режима
Т|П
35•2000
62
ИЗО.
358
Оптимальный отноеительный зазор по формуле (121)
ф = 4,6-10~5 /1130 = 0,0015.
Согласно графику рнс. 3.61 ближайшая, подходящая посадка Л.
Минимальная толщина масляного слоя
, даю3 0,3-0,0015-80-103
«min = —2— ~ -----------2--------= 18 мкм-
По рис. 355 (для /|кр = 5 мкм) критическая характеристика режима Хкр — 160. Коэффициент надежности
Коэффициент трения по формуле (127) ч
f = 3,36 • Ю-9 ~~ + 0,00075 = 0,0033.
Мощность, затрачиваемая на трение,
N = Pvf = ~^j-10~3 = 4000 Ю-3 • 40-0,0033 — 116 кгс-м/с = 1,12 кВт.
При поверочном тепловом расчете исполненных подшипников . (параметры которых необязательно выбраны из условия Е, = 0,3) среднюю температуру 1ср масляного слоя определяют методом последовательного приближения. Задаются предположительным значением icp, определяют Т]И
вязкость масла, находят X = —- и по выражению (127) вычисляют коэф-к
фициент трения. Затем по формуле (143) находят истечение масла, по формуле (144) — величину At и по формуле (140) — величину tcp.
Если tcp отличается от предварительного значения, то производят Перерасчет до совпадения. Далее расчет ведут, как описано выше.
ВИДЫ НАГРУЖЕНИЯ
Приведенные в предыдущих разделах формулы, основанные на предположении постоянной по величине и направлению нагрузки и постоянной частоте вращения, применимы, когда:
1) вал, нагруженный постоянной силой, вращается, подшипник неподвижен; зона давления не меняет своего положения относительно подшипника (рис. 363, а)\
2) вал неподвижен, подшипник, нагруженный постоянной силой, вращается; зона давления перемещается относительно вала с угловой скоростью, равной угловой скорости вращения подшипника, но не меняет своего положения относительно подшипника (вид б);
3) вал, нагруженный постоянной центробежной силой, вращается, подшипник неподвижен; зона давления перемещается относительно подшипника с угловой скоростью, равной угловой скорости вращения вала, но не меняет своего положения относительно вала (вид в);
359
Рис. 363. Виды нагружения
4) вал неподвижен, подшипник, нагруженный постоянной центробежной силой, вращается; зона давления перемещается относительно вала с угловой скоростью, равной угловой скорости вращения подшипника, но не меняет своего положения относительно подшипника (вид г).
Если вал, подшипник и вектор нагрузки вращается каждый со своей скоростью, то расчет ведут по приведенной скорости
где о)в, адп, сон - угловые скорости вращения соответственно вала, подшипника и вектора нагрузки.
При нагрузке, переменной по направлению и величине (нестационарный режим нагружения), расчет усложняется. Приближенно такие подшипники рассчитывают, исходя из средней величины нагрузки и средней частоты вращения вектора нагрузки за цикл нагружения.
С появлением электронно-вычислительной техники стал возможен точный расчет с помощью метода итерации.
Исходным материалом для расчета служит полярная диаграмма нагрузки за цикл нагружения. Для начальной точки цикла задаются некоторым вероятным положением вала в подшипнике и, зная величину и направление нагрузки, а также приведенную частоту вращения, определяют величину и направление гидродинамической силы.
Сравнивая полученные значения с величиной и направлением внешней силы, находят вероятное направление перемещения центра вала. Повторяя вычисления для ряда последовательных положений вала через малые интервалы (например, через 5'), получают приблизительную траекторию движения центра вала, которая служит исходным материалом для следующей серии вычислений.
После достаточно большого числа вычислений результаты их начинают повторяться, а последовательно определенные траектории совпадают.
Зная траекторию движения вала, находят минимальную толщину масляного слоя Amin, сравнивают с критической толщиной масляного слоя йкр и определяют коэффициент надежности х.
Если полученные значения йщщ и х недостаточны, то задаются другими значениями d, d/l,ty н т|, руководствуясь закономерностями влияния этих параметров на несущую способность, и повторяют расчет до получения удовлетворительного результата.
Особый случай (рис. 363, Э) представляет нагружение пульсирующей или знакопеременной нагрузкой вала (или подшипника), вращающегося 360
с небольшой скоростью, совершающего колебательное движение или неподвижного. Несущая сила масляного слоя в данном случае создается вследствие периодического вытеснения масла из областей максимального сближения вала и подшипника. Величина ее пропорциональна вязкости масла, кубу диаметра подшипника и обратно пропорциональна квадрату относительного зазора.
Перемещение вала в подшипнике за время Ат зависит от импульса силы РАт. При заданной закономерности изменения нагрузки по времени можно подобрать геометрические параметры подшипника и вязкость масла, обеспечивающие в конце каждого цикла нарастания нагрузки достаточную толщину масляного слоя в точке наибольшего сближения вала и подшипника и сохранение жидкостного трения, несмотря на слабый насосный эффект вала и полное его отсутствие (при неподвижном вале).
Повышение несущей способности подшипника в результате периодического сближения вала и подшипника под действием переменной нагрузки наблюдается и при нестационарном нагружении, хотя н не учитывается расчетом.
X
ПРИБЛИЖЕННЫЕ КРИТЕРИИ НЕСУЩЕЙ СПОСОБНОСТИ
Нередко при проектировании подшипников исходят из допустимой удельной нагрузки к = P,'kl. Этот критерий применим только для мягких, малопрочиых подшипниковых материалов (баббиты, пластики) и то с большими оговорками.
Действительная несущая способность зависит от конструкции подшипника, его жесткости, способа нанесения антифрикционного слоя, геометрических параметров (зазор, отношение l/d), характера нагрузки, частоты вращения вала, количества подаваемого масла и других факторов.
Рассмотрим подшипники с баббитовой заливкой. Предел выносливости баббита на сжатие, определенный на испытательных^- образцах, равен — 200 кгс/см2 при 20’С и — 100 кгс/см2 при 100'С. Учитывая, что максимальное давление в масляном слое превышает среднее удельное давление примерно в 3 раза, следовало бы, исходя нз этих данных, считать допустимой нагрузкой при 20‘С к ~ 0,3 • 200 - 60 кгс/см2, а при 100°С к = 0,3 100 = 30 кгс/см2.
Действительную несушую способность подшипников можно резко повысить, уменьшая толщину слоя заливки, увеличивая жесткость вкладышей и постелей, правильно выбрав зазор и отношение l/d. Рационально сконструированные подшипники с тонкослойной баббитовой заливкой безопасно выдерживают при циклической нагрузке удельные давления к = 100 -г 150 кгс/см2.
Несущая способность пластиковых подшипников определяется-не столько их прочностью па сжатие, сколько ползучестью (возникновением остаточных деформаций при напряжениях, значительно меньших предела прочности на сжатие), температуростойкостью, коэффициентом линейного расширения, а главным образом конструкцией подшипника и колеблется в зависимости от этих факторов в очень широких пределах (к -- 5 ч- 50 кгс/см2).
При расчете подшипников из более прочных материалов (бронзы, алюминиевые сплавы, серебро) решающими являются гидродинамика подшипника, его геометрические « l/d, г|г) и режимные (л) факторы, рациональный выбор которых позволяет довести удельные нагрузки до 150-300 кгс/см2, а в отдельных случаях до 500-600 кгс/см2.
В качестве критерия тепловой напряженности подшипников нередко применяют величину кг (произведение удельной нагрузки, kic;cm2, на окружную скорость вала, м/с). Предельными считаются значения кв = 400 -ь 600.
Применение этот о критерия совершенно необосновано. Конечным мерилом тепловой напряженности является температура масляного слоя, которая устанавливается в результате взаимодействия тепловыделения и теплоотвода от подшипника. Тепловыделение пропорционально Kildf (а не кг) и поддается регулировке в широких пределах путем подбора геометрических параметров И режима работы подшипника. Теплоотвод, в свою очередь,
361
зависит от геометрических и режимных факторов и может быть резко увеличен проточной циркуляцией масла, введением,охлаждающих канавок и повышением давления подачи масла. Таким образом, критерий ко не'может служить даже для приближенной оценки работоспособности подшипника.
КОНСТРУКТИВНЫЕ, ТЕХНОЛОГИЧЕСКИЕ
И ЭКСПЛУАТАЦИОННЫЕ ФАКТОРЫ
Перегрев подшипника, чрезмерный износ, растрескивание и расплавление заливки, наволакивание материала подшипника на вал и другие явления неудовлетворительной работы подшипника почди всегда про'-' исходят в результате перехода (общего или местного) за критическую толщину масляного слоя и возникновения в подшипнике полужидкостного или полусухого трения, но редко бывают следствием недостаточно высоких расчетных значений /imin и X. В большинстве случаев неполадки обусловлены ошибками конструкции, технологии изготовления и эксплуатации.
v Наиболее частые причины выхода подшипников из строя:
- неправильный подвод смазки;
- недостаточная подача смазки в пусковые периоды;
- заторможенное истечение масла из подшипника;
- неправильная конструкция подшипникового узла, неблагоприятное распределение сил на подшипники, повышенные кромочные нагрузки;
- недостаточная жесткость вала и подшипника;
- неправильный выбор материала вала и подшипника;
- недостаточная твердость поверхности вала; неправильное соотношение между твердостью вала и подшипника;
- неправильная макро- и микрогерметрия несущих поверхностей;
- низкое качество масла; окисление масла в эксплуатации; ‘
- неудовлетворительная фильтрация масла от механических примесей и твердых продуктов окисления.
У многоопорных валов наиболее частой причиной выхода подшипников из строя являются несоосность опор или шеек вала и недостаточная жесткость корпуса, несущего опоры.
Устранение этих причин обычно обеспечивает удовлетворительную работу подшипников.
Из основных уравнений гидродинамической теории смазки нельзя делать вывода, что повышение частоты вращения вала и вязкости масла ведет к увеличению несущей способности надежности подшипника, поскольку в эти уравнения входит рабочая вязкость масла, устанавливающаяся в результате взаимодействия между тепловыделением и теплоотводом.
Повышение частоты вращения, формально увеличивающее характеристику режима, практически нередко снижает ее, так как при высокой частоте вращения увеличивается тепловыделение, ^следствие чего рабочая вязкость масла падает. Большие частоты вращения опасны; при конструировании многооборотных подшипников нужно особо тщательно выбирать конструктивные параметры с целью уменьшения тепловыделения.
362
Увеличение характеристики режима Путем Применений масел повышенной вязкости также не всегда рационально. Высокая вязкость смазочного масла увеличивает трение и тепловыделение и затрудняет истечение масла из подшипника, вследствие чего температура масляного слоя возрастает и рабочая вязкость масла падает, В результате несущая способность подшипника при вязком масле может быть меньше, чем при менее вязком. К тому же масло повышенной вязкости затрудняет пуск.
Применение масла высокой вязкости оправдано лишь в тех случаях, когда подшипник работает при температуре, повышенной в результате нагрева извне, например в подшипниках горячих машин (двигателей внутреннего сгорания), корпусы которых нагреваются от тепла, выделяющегося при рабочих процессах. Здесь применение масел повышенной вязкости является подчас единственно возможным способом обеспечения надежной работы подшипников.
> Несущая способность подшипника резко возрастает с уменьшением критической толщины масляного слоя (уменьшение шероховатости обработанных поверхностей вала и подшипника, повышение поверхностной твердости вала с целью уменьшения износа, увеличение жесткости системы вал-подшипник, применение самоустанавливающихся подшипников, тщательная очистка масла от механических примесей).
Наиболее эффективный способ повышения несущей способности — увеличение диаметра подшипника, так как несущая способность при прочих равных условиях пропорциональна кубу диаметра [формула (132)].
ВВОД МАСЛА В ПОДШИПНИКИ
Чаще всего масло вводят в подшипники через сверления в корпусе (рис. 364, а) или вале (вид б). Ввод через кольцевые канавки (виды в, г) применяют при необходимости увеличить прокачку масла через подшипник, а также при нагрузке переменного направления. Следует иметь в виду, что кольцевые канавки резко снижают несущую способность, превращая подшипник в два коротких подшипника. Ввод масла с торца (вид д) не снижает несущей способности подшипника, но прокачка масла в этом случае примерно в 2 раза меньше, чем при центральных кольцевых канавках.
Как правило, масло следует вводить в ненагруженную область подшипника.
Рис. 364. Ввод масла в подшипники
363
Нагрузка постоянного направления
При нагрузке постоянного направления маслоподводящие отверстия целесообразно располагать в зоне наибольшего расширения зазора (точка А, рис. 365, а). Так как положение вала в подшипнике не всегда точно известно, то на практике придерживаются правила: располагать отверстие в области, ограниченной углом ~ 45° по обе стороны действия нагрузки.
Грубую ошибку представляет ввод масла в нагруженную область (вид б). Вследствие повышенного давления в этой области, достигающего нескольких десятков и сотен кгс/см2, масло, подаваемое обычно под давлением 2 — 6 кгс/см2, не поступает в зазор, а выдавливается из подшипника в маслопровод.
Это обстоятельство используют в некоторых конструкциях для подвода, смазки к труднодоступным поверхностям (например, в шатунио-поршнёвых механизмах смазку в поршневые пальцы ртбирают из шатунных подшипников через отверстия, расположенные в зоне высоких давлений).
При вводе масла через радиальное сверление в валу (вид в) маслоподводящее сверление за каждый оборот вала пересекает нагруженную зону, подача масла происходит периодически, а в маслопроводе возникают пульсации.
Если подвод масла через вал обусловлен конструктивной необходимостью, то нужно делать в валу не менее трех маслоподводящих отверстий (вид г), подводить масло через кольцевую канавку или с торца (см. рис. 364, в — д).
Если неподвижен вал, а вращается корпус, нагруженный силой постоянного направления, то зона повышенного давления сохраняет свое положение относительно вала. В этом случае наиболее целесообразно подводить масло через сверление в валу на участке, противоположном направлению нагрузки (рис. 365, д). При других способах подвода (через корпус, кольцевые канавки, с торца) необходимо учитывать замечания, сделанные для случая неподвижного корпуса.
Кромки маслоподводящих отверстий, выходящие на поверхность трения, должны быть плавно скруглены.
Рнс. 365. Ввод масла при нагрузке постоянного направления
354
Нагрузка переменного направления
Простейший случай нагрузки, переменной по направлению, — нагружение подшипника центробежной силой масс, присоединенных к вращающемуся валу. Зона повышенного давления в масляном слое перемещается по окружности подшипника вместе с вращающимся валом.
В данном случае наиболее целесообразно подводить масло через сверление в валу, расположенное на участке, приблизительно противоположном действию центробежной силы (рис. 366, а). Подвод по направлению нагрузки (вид б) недопустим.
Подвод масла через подшипник (вид в) нежелателен: при любом расположении маслоподводящего отверстия оно будет при каждом обороте вала перекрываться зоной повышенного давления. Для того чтобы обеспечить непрерывную подачу масла в зазор, нужно подводить масло через три отверстия (вид г), через кольцевые канавки или с торца.
Если неподвижен вал, а вращается подшипник вместе с присоединенными к нему массами, то целесообразно подводить масло через отверстие в подшипнике, расположенное по направлению нагрузки (вид д). Если это конструктивно неосуществимо, то масло подводят через несколько радиальных сверлений в валу.
Если нагрузка переменна по величине и направлению, причем вращение вектора нагрузки не совпадает с вращением ва.га, то маслоподводящие отверстия следует располагать в той области, где вал за цикл изменения нагрузки реже всего и на наиболее короткое время сближается с подшипником.
Эту область находят с помощью диаграмм износа (рис. 367), показывающих приблизительное распределение износа на поверхностях вала и подшипника, а также расположение участков, где вал и подшипник за цикл изменения нагрузки сближаются чаще.
Исходным материалом для построения диаграмм износа служат полярные диаграммы нагрузки, действующей на вал и подшипник за полный цикл изменения нагрузки (который не обязательно совпадает с одним оборотом вала).
Окружность подшипника разбивают на равные части, например, через каждые 15° (см. рис. 367, а), которые нумеруют и заносят в таблицу. Так как точное положение вала в под-
Рнс. 366. Ввод, масла при центробежной нагрузке
365
Рис. 367. Диаграммы износа
шипникс в каждый данный момент неизвестно, то упрощенно предполагают, что действие силы, приложенной к валу (или подшипнику), распространяется на область с центральным углом 60° (или 90°), смещенную на 30° от направления нагрузки в сторону вращения.
Если, например, сила Р = 300 кгс действует согласно полярной диаграмме в точке 1, то эту цифру заносят в таблицу под всеми делениями, лежащими в этой области, т. е. Для точек 13 — 17.
После того, как таблица заполнена, под каждым делением проставляют итоговые цифры, которые наносят в удобном масштабе на окружности вала н подшипника в виде радиусов-векторов, концы которых соединяют плавной кривой.
Диаграмма износа подшипника (вид б) служит для выбора расположения маслоподводящего отверстия в подшипнике, вала (вид в) — для выбора расположения отверстия в валу.
Маслоподводящие отверстия размещают в области минимумов кривых износа.
Более того, определить целесообразное расположение маслопроводящих отверстий можно с помощью метода итерации (стр. ЗбО).
Смазочные канавки
Нагруженная область подшипника жидкостного трения должна быть свободна от канавок и выборок, нарушающих гладкость несущей поверхности и ослабляющих несущую способность подшипника. Кольцевые канавки соединяют область высокого давления подшипника с областями пониженного давления, продольные — облегчают вытекание масла из нагруженной области.
Полезную роль играют маслораздаточные канавки, расположенные в ненагруженной области непосредственно у маслоподводящего отверстия.
Полукольцевые канавки (рис. 368, а) служат для распределения масла по окружности подшипника. Продольные канавки (вид б) применяют в длинных подшипниках для обеспечения подачи масла вдоль оси подшипника; одновременно они несколько увеличивают истечение масла из торцов подшипника. По комбинированным (вид в) и спиральным (вид г) канавкам распределяется масло в окружном и осевом направлениях.
В подшипниках, несущих нагрузку постоянного направления при больших частотах вращения, канавкам придают значительную ширину (вид б).
366
Иногда их делают сквозными для увеличения прокачки масла и усиления
теплоотвода от подшипника.
Вместе с тем подобные выборки уменьшают трение и тепловыделение
в подшипнике (приблизительно в отношении
Ф°
360е ’
где <р — центральный
угол выборки).
Кромки маслораспределительных и охлаждающих канавок должны быть плавно закруглены (рис. 369, а, б). '
Обрабатывать смазочные канавки в открытых вкладышах нетрудно. Сложнее делать канавки, особенно спиральные,. в целых втулках, Здесь следует применять наиболее простые полукольцевые и продольные канавки. Во втулках малого диаметра (менее 20 мм) канавок обычно не делают.
В подшипниках с нагрузкой переменного направления маслоподводящим отверстием в валу маслораспределительные канавки иногда выполняют на валу в виде продольных, винтовых и перекрестных выборок. Это нужно делать крайне осторожно, так как подобные канавки снижают выносливость вала. Надо избегать острых входящих углов, придавать канавкам-плавные очертания Или заменять их неглубокими лысками (рис. 369, б, справа), несколько менее ослабляющими вал.
ПРОТОЧНАЯ ЦИРКУЛЯЦИЯ МАСЛА
В подшипниках жидкостного трения с принудительной смазкой необходимо обеспечить свободное истечение масла из торцов.
На рис. 370, а показана установка вала в концевом подшипнике с крышкой; масло подводится через отверстие 1 в корпусе. С левого торца подшипника масло вытекает свободно, с правой же стороны получается глу-
367
Рис. 370. Обеспечение циркуляции масла
хая полость. На участке s образуется застойная зона, где масло перегревается.
В правильных конструкциях предусмотрен слив отработавшего масла — по канавке 2 в корпусе (вид б) или по центральному отверстию в валу (вид в).
В конструкции г масло введено с торца вала во внутреннюю полость и оттуда по радиальным отверстиям в подшипник. Так как давление циркуляционного масла в подшипнике в месте расположения радиальных отверстий примерно такое же, как на правом торце подшипника, то. циркуляции масла на участке s не происходит.
Исправить ошибку можно, устранив радиальные отверстия (вид д), что обеспечивает проточную циркуляцию масла через подшипник.
Следует избегать подачи масла по смежным отверстиям (вид ё), между которыми образуется застойная зона s. Правильное истечение обеспечивается при подаче масла по отверстиям, расположенным приблизительно в оси симметрии подшипника (вид ж). Если необходима усиленная подача, то масло вводят через отверстия, расположенные в шахматном порядке.
На рис. 370 показана ошибочная система подвода масла в узле установки вала на двух смежных подшипниках. Масло подведено к подшипникам из центрального отверстия вала через радиальные отверстия. На участках « образуются застойные зоны.
368
Обеспечить правильную циркуляцию масла можно, введя сливное отверстие 3 в полости между подшипниками (вид и) или подводя масло в полость 4 между подшипниками (вид к).
В конструкции подшипника с заплечиком для восприятия односторонней осевой силы Р (вид л) выход масла со стороны заплечика закрыт упорным буртиком вала. На участке s образуется застойная зона; масло к упорному буртику подводится в недостаточном' количестве. В конструкции м ошибка усугублена тем, что диаметр заплечика подшипника превышает диаметр буртика вала; при износе буртик углубляется в заплечик, что еще более мешает истечению масла. Нежелательно галтель-ное сопряжение торцовых поверхностей с цилиндрическими (вид и). Вследствие неточностей изготовления галтель вала, надвигаясь на галтель подшипника, может перекрыть доступ масла к упорным поверхностям.
Для обеспечения правильной циркуляции масла следует предусматривать на упорной поверхности подшипника радиальные канавки 5 для выхода масла (вид о). В конструкции п канавки сообщены с маслоподводящими отверстиями продольными пазами 6, расположенными в ненагруженной области подшипника; во избежание быстрого сброса масла наружу радиальные канавки сделаны несквозными. В конструкции р масло подается в кольцевое пространство, образованное фаской на фланце подшипника, откуда поступает на торцовую и цилиндрическую поверхности трения.
СМАЗКА. В ПУСКОВЫЕ ПЕРИОДЫ
Наибольший износ и наиболее частые повреждения рабочих поверхностей подшипников происходят при пуске/ когда подшипники рабо
тают в условиях полусухого пли полужидкостного трения.
Подача масла по смазочным магистралям в пусковые периоды затруднена из-за загустения масла. Кроме того, при пуске масло поступает в смазочные точки с запозданием через промежуток времени, необходимый для заполнения масляных каналов. Для ускорения подачи масла к смазочным точкам целесообразно уменьшать объем полостей масляной магистрали (например, отверстий в валах) с помощью вытеснителей, представляющих собой стержни из легких сплавов или заглушенные тонкостенные, трубки 1 (рис. 371). Масло поступает по суженному кольцевому про
странству между вытеснителем и стенками вала.
В подшипниках, расположенных в маслосодержащих полостях, устраивают маслосборные корыта 2, питающие подшипник в пусковые периоды скапливающимся в них барботажным маслом.
В ответственных конструкциях применяют систему автономного питания подшипников в пусковой период от насоса, приводимого электродвигателем.
Рис. 371. Иодача масла в пусковые периоды
369
УСТРАНЕНИЕ КРОМОЧНЫХ НАГРУЗОК
, Работоспособность подшипников зависит от равномерности распределения нагрузки вдоль оси подшипника и расположения несущей поверхности относительно действующих сил.,
На рис. 372, а показано ошибочное расположение подшипника холостого промежуточного зубчатого колеса. Сила приложена к подшипнику эксцентрично. На кромках подшипника (особенно на кромке, ближайшей к плоскости действия силы) возникают высокие удельные нагрузки. Кроме того, вал нежесткий, конструкция в целом неработоспособна.
В конструкции б с удлиненным подшипником нагрузка воспринимается преимущественно тем участком подшипника, который расположен в плоскости действия силы; остальная часть подшипника работает мало.
Целесообразно расположить подшипник центрально по отношению к плоскости действия силы. В конструкции в подшипник слишком короток; малая несущая поверхность и небольшое отношение l/d снижают его работоспособность.
В конструкции г несущая способность увеличена удлиненной опорой. Нерациональным здесь является разделение подшипника на две втулки с малым отношением l/d. Наиболее высокой несущей способностью при наименьших осевых размерах обладает цедый подшипник (вид д) с диаметром, развитым до предела, допускаемого конструкцией зубчатого колеса.
Установка консольного зубчатого колеса на подшипнике в корпусе (вид е) ошибочна? подшипник слишком короток; кромочные давления высоки.
Рис. 372. Уменьшение кромочных нагрузок
370
Сила, действующая на ближайшую к зубчатому колесутгромку, приблизительно равна PL./1.
Точность радиальной фиксации колеса низкая; под действием нагрузки ось колеса смещается на угол а, тангенс которого А//, где А - диаметральный зазор в подшипнике. С износом кромок перекос увеличивается еще больше.
В конструкции ж ошибка исправлена путем разноса опор. Сила на ближайшей к зубча-
тому колесу кромке в данном случае меньше
; тангенс угла перекоса tg а = A//t.
Недостаток конструкции — неравномерная нагрузка подшипников: крайний (от колеса) подшипник нагружен меньше, чем ближайший к колесу.
В рациональной конструкции з удельная нагрузка на подшипники примерно одинакова. Кромочные давления уменьшены путем разноса опор. Тангенс угла перекоса равен
А + At д
———, где А - зазор в переднем, At — в заднем подшипнике.
212
При размерах, показанных на рисунке, кромочные силы в конструкциях е, ж, з находятся в соотношении 1:0,75:0,7, тангенсы угла перекоса зубчатого колеса соответственно 1:0,45:0,25.
ПОДШИПНИКИ ПОЛУЖИДКОСТНОГО И ПОЛУСУХОГО ТРЕНИЯ
Организовать циркуляционную смазку, обеспечивающую жидкостное трение, не всегда возможно по конструктивным условиям и не всегда экономически оправдано. Для подшипников вспомогательных приводов, воспринимающих небольшие нагрузки при умеренных частотах вращения, достаточна периодическая смазка. Невозможно обеспечить жидкостное трение в подшипниках, на которые действуют большие нагрузки при малых частотах вращения, или при колебательном движении (втулки рычагов, подшипники рессор и др.).
При правильном выборе материала, конструктивных параметров и смазки подшипники полужидкостного трения работают достаточно надежно.
Подшипники полужидкостного трения, расположенные в маслосодержащих полостях, смазывают чаще всего барботажным маслом через отверстия в корпусе подшипника (рис. 373, а). Для сбора барботажного масла устраивают корыта, соединенные отверстием с масляным зазором подшипника (вид б).
Вынесенные наружу подшипники смазывают периодически жидкой или консистентной смазкой через масленки. Иногда ограничиваются закладкой пластичной смазки в околоподшип-никовое пространство (смазка набив к о й). В труднодоступных местах применяют самосмазывающиеся по-
Рис. 373. ПодвОд масла к подшипникам полу-жидкостного трения
371
ристые подшипники, а при небольших нагрузках — пластмассовые подшипники (преимущественно полиамидные).
Коэффициент трения у подшипников с периодическим подводом смаз-ки колеблется в зависимости от условий смазки и режима работы от значений, соответствующих жидкостному трению, до величин, соответствующих полусухому трению.
Примерные значения коэффициентов f полусухого трения для некоторых подшипниковых материалов (при смазке жидким маслом):
Баббиты оловянные ..................................0,01-0,02
Баббиты свинцовые.................................0,015—0.025
Бронза свинцовая....................................0,02—0,03
Алюминиевые сплавы..................................0,03—0,04
Бронзы БрАЖ.........................................0,04-0,05
Чугун антифрикционный...............................0,05—0,08
Расчет подшипников полужидкостного трения усложнен неопределенностью величины коэффициента трения и условий теплоотвода. Для повышения несущей способности и увеличения надежности работы подшипников полужидкостного трения рекомендуется:
- уменьшать давление к путем увеличения диаметра (но не длины) подшипника. Применять отношение l/d > 1,2 не' следует;
- обеспечивать обильную подачу смазочного масла с повышенными вязкостью, маслянистостью и высокой адсорбцией к металлическим поверхностям; целесообразно вводить противозадирные присадки;
- при небольших нагрузках и относительно высоких окружных скоростях применять подшипники с баббитовой заливкой, при повышенных нагрузках — с заливкой свинцовистой бронзой, при больших нагрузках и малых частотах вращения — бронзовые подшипники.
Твердость валов, должна быть не ниже HRC 50. Поверхность вала следует обрабатывать с малой экономически приемлемой шероховатостью. Целесообразно подвергать поверхность вала сульфидированию или силицированию.
Зазоры в подшипниках полужидкостного трепня делают меньше, чем в подшипниках жидкостного трения (ф = 0,0005 ч- 0,001). Если обеспечена обильная подача масла, зазор увеличивают до обычных значений ф = = 0,001 -? 0,002.
Во многих случаях целесообразно применять плавающие втулки.
Смазочные канавки можно располагать как в ненагруженной, так и в нагруженной областях.
Поскольку в этих подшипниках отсутствует принужденная масляная пленка с присущими ей зонами высокого и низкого давлений, канавки ослабляют несущую способность подшипника незначительно — в меру уменьшения площади несущей поверхности, выполняя в то же время полезную роль накопительных резервуаров, обеспечивающих питание подшипника смазкой, при перерывах подачи смазки.
Типичные формы смазочных канавок показаны на рис. 374.
Сквозные канавки (впды е, з, к) применяют для увеличения теплоотвода (если обеспечена обильная подача смазки). В подшипниках с огра-
372
Рис. 374. Смазочные канавки
в подшипниках полужпдкостного трения
ничепной подачей масла канавки делают глухими (виды а — г, ж). В подшипниках, смазываемых пластичной смазкой, возле торцов проделывают кольцевые заграждающие, так называемые жировые канавки (виды д, и, л. м).
Подшипники с продольными, часто расположенными канавками (виды з, и) применяют при колебательном движении малой амплитуды.
АНТИФРИКЦИОННЫЕ СВОЙСТВА МАТЕРИАЛОВ
Для правильной работы подшипника в области жидкостного и полужпдкостного трения имеют значение следующие свойства материала вала и подшипника.
Механическая прочность. Максимальные нагрузки, которые может выдержать подшипник, определяются прочностью на сжатие металла подшипника при рабочей температуре. У наиболее мягкого подшипникового металла (баббита) нагрузка на подшипник в значительной мере определяется пределом его выносливости при повышенной температуре. Чрезмерная нагрузка, особенно при недостаточной жесткости вкладыша или корпуса подшипника, Вызывает усталостные трещины, приводящие к отслаиванию и выкрашиванию заливки.
Смачиваемость маемом. На некоторых материалах смазочное масло образует прочные адсорбированные пленки, которые удерживаются на поверхности металла даже при недостаточном подводе масла и предуяреждают наступление сухого трения. Хорошо смачиваются маслом баббиты, несколько хуже бронза, еще хуже латунь; тефлон совершенно не смачивается. Повышают адсорбцию активизирующие присадки (олеиновая и пальмитиновая кислоты), вводимые в масло.
Коэффициент полусухого трения. Величина коэффициента полусухого трения в значительной степени определяет тепловыделение при полусухом и полужидкостиом трении, а следовательно, и работоспособность в условиях недостаточной смазки. Наиболее низок, коэффициент трения стали по оловянным баббитам, значительно выше по свинцовистой бронзе и алюминиевым сплавам. Снижают коэффициент полусухого трения присадки к маслу коллоидального графита, дисульфида молибдена, серы.
Теплопроводность. Чем больше теплопроводность материала, тем лучше отводится тепло, образующееся в масляном слое, поэтому подшипники, изготовленные из малотеплопроводных материалов (например, пластиков), обладают, как правило, меньшей несущей способностью, чем подшипники из теплопроводных металлов.
Особенно большое значение имеет теплопроводность при кратковременном местном повышении температуры, происходящем в результате возникновения очагов полужпдкостного или полусухого трения. Теплопроводные материалы быстрее отводят тепло, что позволяет во многих случаях избежать аварии подшипника.
Прнрабатываемоеть. Приработка заключается в сглаживании микронеровностей и выступающих участков поверхности подшипника, образующихся в результате неточностей изготовления и монтажа.
373
В подшипниках из мягких материалов (баббиты, отчасти свинцовистой бронзы) основную роль играет пластическая деформация материала под действием повышенных давлений п температур,. возникающих на выступающих участках. У таких подшипников приработка сглаживает не только микро-, но н макронеровности (волнистость и другие отклонения от правильной цилиндрической формы), вызывая оседание материала на участках местных повышенных давлений (например, кромочных давлений, обусловлейных упругими деформациями вала).-
В подшипниках из твердых материалов (бронзы, чугуны) пластической деформации почти не происходит. -Приработка сводится к процессам срезания и выкрашивания микрогребешков. Макронеровностей в таких подшипниках приработка не устраняет.
Противозадирные свойства.-Металлы, сходные по атомно-кристаллической решетке и физико-химическим свойствам, в условиях полусухого трения свариваются. Процесс начинается с переноса (наволакивания) частиц одного металла на другой. Прилипшие частицы вызывают наволакивание новых частиц, пока поверхность не становится настолько неровной, что подшипник схватывает. Чаще всего это явление наблюдается при работе термически необработанного вала по бронзе. Поверхность вала после перегрева и заедания иногда бы-, вает сплошь покрыта слоем бронзы.
Хорошо противостоят заеданию многофазные медно-оловянные, медно-алгомпниевые, оло-вянно-сурьмяные подшипниковые сплавы с пластичной основой и твердыми структурными составляющими. Противозадирные свойства сталей повышаются при наличии в Структуре неметаллических составляющих (нитриды, сульфиды, силициды).
Благоприятно действуют противозадирные присадки (силиконовые жидкости, трифенилфосфат), вводимые в масло.
Износостойкость. Чем тверже поверхность материала вала, тем выше его износостойкость. Наиболее точно характеризует сопротивление износу-шкала Бринеля.'
Резко увеличивают износостойкость сульфидирование и силицирование (насыщение поверхностного слоя вала соответственно серой п кремнием). Несмотря на то, что твердость поверхности прн этом не увеличивается, как при других видах химико-термической обработки, износостойкость сульфидированных и силицированных валов повышается в 10—20 раз. Вместе с тем уменьшается склонность к задирам и схватыванию.
У подшипниковых материалов прямой зависимости между твердостью и износостойкостью не наблюдается. Высокооловянные баббиты, пластики, резина, несмотря на мягкость, отличаются высокой устойчивостью против истирания.
Коррозионная стойкость. Подшипниковые материалы должны быть устойчивы против действия кислот, появляющихся в масле после длительной работы при повышенной температуре. Наиболее склонны к коррозии Pb, Zn, Cd.
Надежно предохраняет от коррозии диффузионное насыщение поверхностного слоя подшипникового материала индием.
Химическая нейтральность. Материал подшипника должен быть химически нейтрален по отношению к маслу. Большинство антифрикционных металлов удовлетворяет этому условию, за исключением РЬ и Сщ, которые при повышенных температурах каталитически ускоряют окисление масла.
При наличии в подшипниковом сплаве этих металлов целесообразно вводить в масло противоокнелительные присадки (металлоорганические соединения S, Р, N).
Обрабатываемость. Гладкость поверхностей трения до известной степени зависит от обрабатываемости материалов. Некоторые подшипниковые материалы (например, твердые .бронзы, термопластичные пластмассы) плохо поддаются тонкой обработке режущим инструментом. Хорошо обрабатываются баббиты, пластичные бронзы и алюминиевые сплавы.
Стальные валы, как правило, обрабатываются тем лучше, чем тверже их поверхность.
ПОДШИПНИКОВЫЕ МАТЕРИАЛЫ
Различают пластичные (< НВ 50), мягкие (НВ 50 — 100) и твердые (> НВ 100) подшипниковые сплавы.
К пластичным принадлежат баббиты, свинцовые бронзы, алюминиевые сплавы, серебро; к мягким — бронзы оловянные, оловянно-свин-цовые, оловянно-свинцово-цинковые; к твердым — бронзы алюминиево-железные и чугуны.
374
Для высоконагруженных многооборотных подшипников, рассчитанных на работу в области жидкостного трения, применяют почти исключительно пластические сплавы в виде тонких слоев, наносимые на стальные (реже бронзовые) втулки и вкладыши.
Мягкие и твердые сплавы применяют для изготовления подшипников смешанного и полужидкостного трения, работающих при' умеренных скоростях.
Баббиты
Баббитами называют сплавы мягких металлов (Sn, Pb, Cd, Sb, Zn), характеризующиеся наличием твердых структурных составляющих в пластичной матрице.
Баббиты отличаются низким коэффициентом полусухого трения, пластичностью, хорошей прирабатываемостью и износостойкостью.
Пластичность обеспечивает равномерное распределение нагрузки но несущей поверхности; становится относительно безопасным попадание в подшипники мелких твердых частиц (металлическая пыль, твердые продукты окисления масла), которые впрессовываются в баббит и . обезвреживаются.
Недостаток баббитов — низкая выносливость, особенно при повышенных, температурах, Баббиты могут работать в паре с нормализованными улучшенными стальными валами (HRC 25-35), но для увеличения долговечности подшипника целесообразнее термически обрабатывать валы до твердости > HRC 50.
Наиболее высокими антифрикционными качествами обладают в ы с о коол ов явные баббиты, представляющие собой сплавы олова с сурьмой с небольшими присадками меди (вводимой для предупреждения ликвации); структура . баббита - твердые кристаллиты SnSb, вкрапленные в пластичную эвтектику.
Основные марки высокооловянных баббитов Б89, Б83 (цифры указывают содержание олова в процентах).
Теплопроводность их 25 - 35 кал/(м • ч • °C), коэффициент линейного расширения (22 —24) 10” б. Модуль нормальной упругости Е~5000 ч- 6000 кгс/мм2. Плотность 7,3 кг/дм3. Твердость при 20°С НВ 20-30, предел текучести при сжатии 4-6 кгс/мм2. При 100 —120°С твердость-и предел текучести снижаются примерно вдвое.
Температура плавления оловянистых баббитов: начало 240-250’С, конец 400-420°С.
Баббиты заливают при 450-480°С на вкладыши, предварительно подогретые до 250°С. Наилучшие результаты дает центробежная заливка. Применяют также заливку в кокили и под давлением.
Толщина слоя заливки в подшипниках обычной конструкции 1 — 3 мм. Циклическая прочность баббитовой заливки повышается с уменьшением толщины слоя заливки, а также с увеличением жесткости системы вкладыш-постсль. В последнее время толщину заливки доводят до 0,25—0,4 мм. Еще лучшие результаты дает электролитическое нанесение слоя баббита толщиной 10-20 мкм на подложку из пористой бронзы.
Падение прочности баббитовой заливки при повышенных температурах предупреждают интенсивным масляным охлаждением подшипников. Все это позволяет Повысить удельные нагрузки на подшипники с баббитовой заливкой до 100 — 150 кгс/см2.
С целью экономии дефицитного олова разработаны и внедрены в промышленность Низко ол ов янные баббиты, являющиеся более нли менее полноценными заменителями высокооловянистых баббитов.
С в инцо в о - ол о в яниые баббиты Б16, Б6, БН, БТ состоят на 60-75% из свинца, 5-20% Sn; 10-20% Sb с небольшими присадками Си, Cd, Ni, Fe. В качестве модификаторов вводят 0,5 — 1% As.
Антифрикционные качества свинцовых баббитов в условиях полужидкостного трения ниже, чем высокооловянных. Теплопроводность их 10-20 кал/(м-ч-°Q. Плотность 9,5-10 кг/дм3. Твердость и механические свойства примерно такие же, как у оловянных баббитов. Коррозионная стойкость значительно ниже.
В условиях чисто жидкостного трения разница между свинцовыми и оловянными баббитами мало ощутима.
Безоловянные баббиты БК1, БК2 состоят почти целиком из свинца с присадками ~ 1% Са и Na. Антифрикционные свойства ц коррозиестойкость свинцовых баббитов улучшают,'вводя в небольших количествах Sr, Ba, Li, Те.
375
Состав и свойства оловянных и свинцовых баббитов приведены в табл. 25.
.Таблица 25
Баббиты
Марка Состав, % HB Плотность. KI/ДМ-' Предел прочности, KI с/мм2 Относительное удлине-'ине, %
Sn Sb Си РЬ Са Другие элёмешы на paciH-жеиие на сжатие
О.ювянные
Б89 89 9 3 <0,3 — — 24 7,3 8 11 10
Б83 83 11 6 — — 30 9 12 6
Свинцово- «
о.ювянные
Б16 16 16 1,8 Осталь- — О-. 30 8 12 0,2
Б6 6 15 2,8 ное т 0,8As 32 9,5 7 10 0,2
БН 10 14 1,8 1,5 f 0,8As ( INi 30 6 13 1,7
БТ 10 15 1,8 - 0,2Те 20 6 13 1,8
Свинцовые
БК1 — — — Осталь- 1 0,8Na '
Б52 2 — 0,2 ное 0,4 0,8Na 30 10,5 9 12 3
БКА — — — 1 f INa | O,2A1
Кадмиевые баббиты содержат 90-97% Cd с присадками Си, Ni, Ag и других металлов, образующих твердые структурные составляющие в пластичной кадмиевой основе. Твердость кадмиевых баббитов НВ 30 — 40, коэффициент линейного расширения ~30-10“ь, теплопроводность 70-80 кал/(м • ч • °C).
Антифрикционные качества высокие. Недостаток кадмиевых баббитов — низкая коррозионная стойкость.
В биметаллических тонкостенных вкладышах применяют а л ю мини ево-о л овянные сплавы, содержащие до 20% Sn. Наиболее распространены сплавы типа АО20-1 (20% Sn; 1% Си; остальное А1) и сплав 6% Sn; 1% Си; 0,5-1% Ni; 1-1,5% Si (остальное Al). Твердость антифрикционных алюминиевых сплавов НВ 35-45, теплопроводность 150 — 200 кал/(м.-ч-°С), коэффициент линейного расширения (20-22) 10-6 1/сС, плотность 2,7 г/см3.
Алюминиевые сплавы обладают высокой выносливостью и могут работать при удельных нагрузках до 500 кгс/см2. Склонны к наволакиванию на вал. Необходима усиленная прокачка масла и применение валов повышенной твердости (>HRC 50).
Для неответственных подшипников применяют дешевые цинкоалю-миниевые сплавы типа ЦАМ 10 — 5 (10% А1, 5% Си, остальное Zn) и ЦАМ 9-1,5 (9% А1; 1,5 Си). Твердость их НВ 60-80, коэффициент линейного расширения (30 — 32) 10“6, плотность 6,2 кг/дм3. Антифрикционные качества цинкоалюминиевых сплавов посредственные. Необходимо
376
применение валов твердостью > HRC 50. Нанлуушими качествами обладают нестандартные высокоалюминиевые цинковые сплавы (30 — 40% А1; 5 — 10% Си, остальное Zn). Твердость НВ 50 — 60.
Свинцовые бронзы
-Свинцовые бронзы представляют собой сплавы Си (40 — 70%) и РЬ (30-60%) с присадками небольших количеств Sn, Zn, Ni, Ag. В СССР наиболее распространены бронзы БрС —30 (30% РЬ, остальное Си) и БрОС 5 — 25 (5% Sn; 25% РЬ, остальное Си). Применяют также высокосвинцовую никелевую бронзу БрСН 60 — 2,5 (60% РЬ; 2,5 Ni).
Свинец практически нерастворим в меди и присутствует в сплавах в виде округлых включений, более или менее равномерно распределенных в медной матрице.
Свинцовые бронзы прочнее и тверже баббитов (НВ 40 — 60). В отличие от баббитов твердость и прочность их остаются практически постоянными до 200 С. Теплопроводность 100-110 кал/(м ч• °C).
Недостатком свинцовых бронз является пониженная коррозионная стойкость (из-за наличия свободного свинца). Кроме того, свинец вызывает ускоренное окисление масла при эксплуатации.
Прирабатываемость и антифрикционные свойства свинцовой бронзы хуже, чем у баббитов. Подшипники с заливкой свинцовой бронзой требуют особенно малой шероховатости поверхностей трения, исключения перекосов, увеличения жесткости системы вал — подшипник, увеличения прокачки масла и тщательной его фильтрации, а также повышения поверхностной твердости вала (> HRC 50). Зазоры в подшипниках с заливкой свинцовой бронзой делают в среднем на 30 — 50% больше, чем в подшипниках с баббитовой заливкой. Целесообразно применять масла с низким кислотным числом ( < 1 мг КОН/г) и вводить в масло противоокисли-тельные присадки.
Рабочие поверхности подшипников с заливкой свинцовой бронзой обрабатывают тонкой расточкой алмазными или твердосплавными резцами с малыми подачами и большими скоростями резания (600 — 800 м/мин).
Свинцовую бронзу заливают на вкладыши цз инзкоуглеродпстых сталей слоем толщиной 0,5 —0,8 мм при 1050;С в графитных формах. Во избежание ликвации и для получения равномерного и тонкодпсперсного распределения свинца в сплаве вкладыши сразу после заливки подвергают интенсивному охлаждению водой, пульверизованной сжатым воздухом.
Разработаны улучшенные составы свинцовых бронз с 30% РЬ с присадками Ni (до 5%), Sn (до 25%) и незначительных количеств S и Са. Присадка Ni увеличивает коррозионную стойкость, S и Са вводят для предупреждения ликвации свинца.
Наряду с высокосвинцовыми бронзами для заливки подшипников применяют пластичные (НВ 60 — 80) бронзы с содержанием 5 — 7% РЬ, 5% Р и 5% Zn.
Серебро
Для тяжелонагруженных опор машин, выпускаемых небольшими сериями, применяют подшипники с поверхностью трения из серебра (с присадкой небольших количеств Sn и РЬ).
377
Серебряные покрытия отличаются пластичностью, мягкостью (в отожженном состоянии НВ 25 — 35), хорошими антифрикционными качествами и высокой усталостной долговечностью.
Теплопроводность серебряных покрытий высокая — 300 — 350 кал/(м• ч• °C). Коэффициент линейного расширения 18-Ю-6. Модуль упругости Е = 8200 кгс/мм2. Температура плавления 960°С.
Серебро заливают на поверхность вкладышей слоем 0,1 —0,3 мм или наносят электролитически на пористую бронзовую или медно-никелевую подложку слоем толщиной 20 — 50 мкм.
В отдельных случаях для улучшения связи с вкладышем серебро 'заливают на мелкоячеистую стальную основу. Выступающие на поверхность участки стальной матрицы увеличивают несущую способность подшипника.
С целью улучшения прирабатываемрсти на поверхность серебряного покрытия наносят слой свинца или свинцово-сурьмяного сплава толщиной 10 — 30 мкм, который для предупреждения коррозии покрывают слоем индия толщиной в несколько микрометров.
Необходимо применение валов повышенной твердости (> HRC 50).
Многослойные покрытия
При многослойной заливке тонкий слой оловянного баббита наносят на подложку из антифрикционного сплава толщиной 0,2 —0,5 мм. Позволяя использовать ценные качества оловянных баббитов, этот способ резко сокращает расход олова и вместе с тем увеличивает циклическую прочность лГ сопротивляемость заливки ударным нагрузкам.
В качестве подложки применяют свинцовые бронзы, алюминиевые сплавы и бронзы. Наилучшие результаты' дают пористые подложки из спеченных сплавов Си — А1 и Си — Ni (60% Си, 40% Ni), обеспечивающие прочную связь баббита с вкладышем.
Применяют два способа нанесения баббита. При заливке баббит наносят слоем 0,3—0,4 мм. После обработки толщина баббитового слоя составляет 0,15 — 0,2 мм.
Технологичнее электролитическое осаждение баббита слоем толщиной 15 — 20 мкм на поверхности подложки, обработанной начисто. При этом способе обязательно применять пористую подложку, которая, будучи пропитана баббитом, образует антифрикционный подслой, обеспечивающий правильную работу подшипника при местном или общем износе поверхностного баббитового слоя.
Иногда в качестве поверхностного слоя применяют свинцовые баббиты. Для предупреждения коррозии на них наносят электролитически слой In толщиной в несколько микрометров, который затем подвергают диффузии посредством нагрева при 150°С в течение 2 — 3 Ч.
Бронзы
Бронзы применяют для изготовления подшипников, работающих в области преимущественно полужидкостного трения, при небольших окружных скоростях (подшипники вспомогательных приводов). Благодаря повышенной твердости они выдерживают большие удельные нагрузки.
378
Таблица 26
Бронзы
Марка Состав, % (Си — остальное) <4, кгс/мм2 е, % НВ
Sn Zn РЬ А1 Fe Другие элементы
Оловянные
БрОФ6,5-0,15 6-7 — — — — 0,15 Р 25-35 2 75
БрОФЮ —1 9-11 — — , — — (0,8-1) Р 20-30 3 85
Оловянпа-свинцо-вые
БрОСЮ-Ю .9-11 — 9-11 — ' — — 20 3 70
БрОС8-12 7-9 11-13 — — — 18 3 65
БрОС5—25 4-6 — 24-26 — — - 12 4 45
Оловянпо-цинково^ свинцовые БрОЦСЗ —12—5 2-4 11-13 4-6 IS . 6-8 60
БрОЦС4-4-2,5 3-5 3-5 2-3 — — 35 15-20 60
БрОЦС4—4-17 3-5 3-5 16-18 — — — 20 8 — 10 50
БрОЦС5—5—5 4-6 4-6 4-6 — — 20-25 6-10 60
БрОЦС6-6 —3 5-7. 5-7 2-4 — — — 15-20 8-12 70
Алюминиево?.
железные БрАЖС7 —1,5 —1,5 1-2 6-8 .1-2 __. 30 15 70
БрАЖ9 —4 — — — 8-10 3-5 — 50 10 100
БрАЖНЮ—4-4 — — . — 9-11 3-5 (3-5) Ni 60 5 170
БрАЖНИ—6 —6 — — — 10-12 5-7 (5-7) Ni- 60 2 220
Наиболее распространены оловянные, оловянйо-свинцовые и олбвян-но-цинково-свинцовые бронзы (табл. 26).
Хорошими антифрикционными качествами обладают оловянные бронзы типа БрОФ. Бронзы с содержанием > 0,5% Sn отливают (предпочти, тельно в кокили), с содержанием < 0,5% Sn — штампуют. Твердость штампованных бронз можно снизить до НВ 50 — 60 посредством смягчающего отжига.
Введение свинца (бронзы БрОС) улучшает обрабатываемость, увеличивает пластичность и снижает твердость бронзы. Бронза БрОС-5-25 относится к разряду полупластичных.
Наиболее широко применяют оловянно-цинково-свинцовЫе бронзы, в которых содержание дефицитного олова снижено до 2-6%. Пластичность их выше, чем у оловянных бронз (удлинение 6 — 15%); твердость НВ 50 — 70.
Оловянно-цинково-свинцовую бронзу БрОЦС 4 —4 —2,5 применяют в виде холоднокатаных лент для изготовления тонкостенных втулок.
Алюминиево-железные бронзы типа БрАЖ, имеющие повышенную твердость (НВ 70 —100), применяют для изготовления втулок, работающих при высоких нагрузках и малых Скоростях в условиях полужидкостного и полусухого трения (направляющие втулки всасывающих клапанов дви--Гателей внутреннего сгорания).
379
Подшипники, работающие при высоких температурах, при полусухом или сухом трении (направляющие выхлопных клапанов, изготовляют из жаропрочных железоникельалюминиевых сплавов типа БрАЖН.
Теплопроводность антифрикционных бронз 50-100 кал/(м-ч- С); коэффициент линейного расширения (16-18) Ю-6; модуль упругости Е~ = 8000 -г 10 000 кгс/мм2.
Валы, работающие в бронзовых подшипниках средней твердости, должны иметь твердость > HRC 50, а в подшипниках, из бронзы высокой твердости > HRC 55.
Антифрикционные чугуны
В качестве дешевых заменителей бронз применяют антифрикционные чугуны: серые АЧС с пластинчатым графитом, высокопрочные АВЧ с глобулярным графитом, ковкие АЧК с хлопьевидным графитом и медистые ЧМ (табл. 27).
Недостатки антифрикционных чугунов. — хрупкость и высокая твердость (НВ 160 — 250), исключающая возможность самоприработки. Чугунные подшипники чувствительны к перекосам, вызывающим высокие кромочные давления.
Чугунные подшипники применяют с валами высокой поверхностной твердости (> HRC 55). Мягкие антифрикционные чугуны (АЧС-3, АЧВ-2,. АЧК-2) могут при небольших нагрузках работать в паре с нормализованными или улучшенными сталями (HRC 25 — 35).
Антифрикционные чугуны
Таблица 27
Марка Состав, % НВ
С(~) Si(~) Мп(~) Сг Ni Си Р s<
АЧС-1 3,5 2 1 0,3 0,3 0,7 0.2 0,1 180-230
АЧС-2 3,5 0 0,5 0,3 0,3 0,4 о,з 0.2 190-240
АЧС-3 3,5 2 0,5 — 0,3 0,4 0,3 0,1 160-190
АЧВ-1 3,2 Э "У 0,8 — — 0,6 0:2 0,05 210-260
АЧВ-2 3,2 2,3 0,7 — — 0,6 0,2 0,05 170-200
АЧК-1 2,5 0,8 0.3 0,6 — — 0,15 0,1 200-220
АЧК-2 3 1,3 0,6 — — — 0,1 0,1 170-200
ЧМ-1,3 2,6 0,8 0,8 0,2 — 2 0,2 0,1 190-260
ЧМ-1,8 3 1,7 1 0,3 — 1,8 0,3 0,1 210-270
Легкие сплавы
Из легких сплавов в качестве антифрикционных материалов чаще всего применяют алюминиевые.
Неответственные подшипники изготовляют из литейных сплавов Al — Si (АЛЗ; АЛ4; АЛ5), Al-Mg(AЛ8), А1 - Си (АЛ10В; АЛ18В) предпочтительно отливкой в металлические формы (НВ 65 — 70). Целесообразнее изготовлять подшипники штампованием из деформируемых сплавов типа АК4, АК4-1 (НВ 80-90).
380
Широкое применение имеют нетермообрабатываемые (НВ 40 — 60) сплавы АМ8 (8% Си); АМК2 (8% Си;. 2% Si); АЖ6 (6% Fe); АН-2,5 (2,5% N); АСС6-5 (6% Sb; 5% Pb). Пластичные сплавы АК5М и АН-2,5 (НВ 35 — 45) применяют в биметаллических ленточных вкладышах.
Наиболее высокими антифрикционными качествами обладают оловянные алюминиевые сплавы (содержание Sn до 20%). Один <из лучших сплавов этого типа, сочетающий пластичность и высокую прочность, имеет состав: 6% Sn; 1,5% Ni; 0,5 — 1% Sb; 0,5% Si; 0,5 — 1% Мп; остальное Al.
Твердость антифрикционных алюминиевых сплавов НВ 40 — 80, теплопроводность 100 — 200 кал/(м ч °C), коэффициент линейного расширения (21 — 24) 10-6, модуль упругости Е ~ 7 000 кгс/мм2. Предел прочности литых сплавов 12—18 кгс/мм2, штампованных 20 — 30 кгс/мм2.
Алюминиевые сплавы коррозиестойки и не вызывают окисления масла. Недостатком их является пониженная прирабатываемость и склонность к наволакиванию на вал. Необходима смазка под давлением и применение валов повышенной твердости (> HRC 55).
Модуль упругости алюминиевых сплавов невелик, поэтому д’ля нормальной работы необходимо повышение жесткости подшипников (утолщение стенок, выполнение буртиков жесткости, увеличение жесткости постелей).
В конструкции подшипников из алюминиевых сплавов надо учитывать их высокий коэффициент линейного расширения. При нагреве зазор в подшипнике возрастает, поэтому «холодный» зазор делают минимальным, совместимым с условием надежной работы подшипника в пусковые периоды. Кроме того, при нагреве возрастает натяг на посадочной поверхности подшипника. Подшипники из алюминиевых сплавов применяют предпочтительно в корпусах из тех же сплавов.
Втулки из алюминиевых сплавов, установленные в корпусах из материалов с низким коэффициентом линейного расширения (сталь, чугун), могут при повышении температуры приобрести остаточные деформации сжатия. В таких случаях применяют минимальные посадочные натяги с обязательным стопорением втулок; диаметр стопорных штифтов рекомендуется увеличивать во избежание сминания материала подшипника.
Чтобы компенсировать изменение линейных размеров втулки при нагреве, ее делают с температурным швом — разрезом, который располагают в ненагруженной области подшипника. Такие втулки устанавливают в корпус с натягом, который поддерживается более или менее постоянным при колебаниях температуры. Втулки со швом необходимо стопорить от проворачивания.
Магниевые сплавы, как антифрикционный материал, близки к алюминиевым, но отличаются от последних еще более низким модулем упругости (Н = 4200 кгс/мм2) и более высоким коэффициентом линейного расширения а = (26-г 28) 10"6.
Для изготовления подшипников пригодны литейные сплавы МлЗ, Мл4 и деформируемые MAI, МА2.
Твердость магниевых сплавов. НВ 30 — 40. Теплопроводность 60 — 70 кал/(м • ч • °C).
При конструктировании подшипников из магниевых сплавов нужно соблюдать те же правила, что и для алюминиевых сплавов. .
381
СРАВНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ
ПОДШИПНИКОВЫХ СПЛАВОВ
Сравнительные характеристики пластичных подшипниковых сплавов приведены в табл. 28.
Прирабатываемость, противозадирные свойства, коррозионная стойкость, влияние на окисление масла, выносливость (последние графы таблицы) оценены по пятибалльной системе (балл 5 - наивысший).
Свойства подшипниковых материалов
Таблица 28
. Материал НВ при Максимально допустимая температура, °C Максимально допустимая твердость вала HRC Сравнительная оценка
20°С 150°С Прирабаты- | ваемость i I Противоза- дирные свойства Коррозионная стойкость Влияние на 1 окисление масла Предел выносливости
Баббиты оловянные 20-30 6-12 150 25 5 5 5 5 1
Баббиты свинцовые 15-20 6-12 150 25 5 5 3 1 1
Многослойные по-
крыгия (верхний спор
баббит) 20-30 6-12 200 25 5 5 5 5 4 '
Кадмиевые бабби- ч
ТЫ 30-40 15 200 30 4 5 1 4 2
Свинцовые бронзы 40-70 40-60 300 45 2 3 2 2 4
Серебро .... 25-30 25-30 400 45 3 4 5 5 5
Оловянные бронзы 60 — 80 60-70 400 45 1 1 4 4 5
Сплавы А1. . . . 35-40 32-46 300 45 2 2 5 5 4
МЕТАЛЛОКЕРАМИКА
Для подшипников, работающих в условиях полусухого трения, при недостатке или Полном отсутствии смазки применяют самосмазыва-ющиеся металлокерамические бронзографитовые и жёлезографитовые композиции, получаемые прессованием и спеканием порошков металла и графита.
Особенностью металлокерамических материалов является микропористость (объем пор 20 — 40%) и способность впитывать большие количества масла.
Подшипники из этих материалов перед применением пропитывают турбинным маслом при 100—120°С. Этого запаса масла хватает на несколько месяцев работы без смазки. Пропитку необходимо периодически повторять (с предварительным растворением старого масла). :
Для увеличения срока службы в конструкции подшипников предусматривают карманы, заполняемые маслом.
Наиболее высокими качествами обладают железографиты, представляющие собой смесь 97 — 98% железа, полученного электролитическим осаждением, с 2 — 3% графита и небольшими добавками порошков Си и РЬ. Для увеличения пластичности и ударной вязкости вводят до 7% Ni.
382
Железографиты более стойки против окисления, чем бронзографитовые композиции.
Порошки железа и графита спрессовывают в формах под давлением 1500 —2000 кгс/см2 п спекают при 1050- 1100°С в течение 2-3 ч. Окончательные размеры подшипникам придают с помощью калибровочного прессования под давлением 500-800 кгс/см2 (точность размеров в пределах сотых долей миллиметра). Механической обработке железографиты поддаются плохо.
При спекании графит соединяется с железом, образуя ферритоцементитные смеси -с включениями свободного графита. Металл приобретает структуру серого чугуна, который в, зависимости от состава шихты и режима спекания может иметь ферритную, перлитную или Иементитную основу (предпочтительна перлитная основа).
Марки отечественных железографитов (первая цифра указывает содержание графита в шихте, вторая — объем пор в %):
ЖГ-3-30 - для легких нагрузок;
ЖГ-7-25 — для средних нагрузок;
ЖГ-3-20 — для тяжелых нагрузок.
Железографптовые подшипники удовлетворительно работают при небольших окружных скоростях п умеренных нагрузках. Кратковременно выдерживают нагрузки до 300 кгс/см2.
Рабочая температура подшипников не должна превышать 50-б0°С, иначе поры быстро закупориваются продуктами окисления масла и подшипник теряет свойство самосмазывае-мости. Необходимо применять валы повышенной твердости (> HRC 55).
Несущая способность пористых подшипников, работающих в гидродинамическом режиме (обильная смазка, высокая частота вращения), снижена по сравнению с массивными подшипниками. Масло в нагруженной области уходит из зазора в поры и перетекает по стенкам втулки отчасти к торцам, где выходит наружу, отчасти в ненагружеиную зону, откуда снова поступает в зазор. Таким образом, в стенках втулки образуется непрерывная циркуляция масла, интенсивность которой (а следовательно, и степень снижения несущей способности) зависит от проницаемости материала подшипника (размеров и относительного объема пор), геометрических размеров втулки (длины и толщины), вязкости масла (температуры подшипника), давления в нагруженной зоне и других факторов.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
В качестве материалов для подшипников используют пластики, твердые породы натурального дерева, усиленную древесину, резину, графит. Все перечисленные материалы применяют в сочетании с валами повышенной твердости (> HRC 50). При этом условии неметаллические подшипники обнаруживают высокую износостойкость.
Отличительная особенность неметаллических подшипниковых материалов — низкая теплопроводность. Почти все они лучше работают на воде, чем на масле.
• Применение водяной смазки оправдано в тех случаях, когда машина работает с водой (водяные насосы) или в воде (установки гребных винтов, подводный механизированный инструмент и т. д.). В отдельных случаях применяют водяную смазку и на машинах общего назначения. При водяной смазке валы выполняют из закаливающихся нержавеющих сталей (типа 30 х 13, 40 х 13). Металлические корпуса подшипников необходимо защищать от коррозии. '
Пластики
Пластмассовые подшипники применяют преимущественно при по-лужидкостном трении (малые частоты вращения, колебательное движение), а также при невозможности подвести к опорам регулярную смазку. Они
383
могут работать с разовой и периодической смазкой, а при небольших нагрузках и окружных скоростях — без смазки. Подшипники из ненабухающих пластиков могут работать на водяной смазке, из химически стойких пластиков — на смазке химически активными жидкостями.
Допустимая удельная нагрузка зависит от твердости и прочности пластика, температуры, окружной скорости, вида и количества подводимой смазки и колеблется в пределах 10 — 100 кгс/см2.
Для изготовления пластмассовых подшипников чаще всего применяют фенопласты (текстолит), поликарбонаты (дифлон), полиамиды (капрон, найлон), фторопласты (тефлон). Свойства этих пластиков приведены в табл. 29.
Пластики как подшипниковые материалы имеют следующие особенности :
малая твердость (без наполнителей НВ 5-20);
низкий модуль упругости (без наполнителей Е = 102 -г 103 кгс/мм2);
низкая теплопроводность (0,2 —0,3 кал/(м-ч-"С);
высокий коэффициент линейного расширения [(50-г 100) 10-6];
низкая теплостойкость (по Мартенсу 80—150°С).
Фенопласты и полиамиды набухают в воде (водопоглощение после длительного соприкосновения с водой до 15% по массе). Фторопласты отличаются ползучестью (возникновение остаточных деформаций под длительным воздействием сравнительно небольших напряжений).
Износостойкость и антифрикционные качества пластиков высокие.
Пластики, особенно термопласты, плохо поддаются механической обработке. Полиамидные и поликарбонатные подшипники изготовляют пресс-литьем, фторопластовые - горячим прессованием с приданием окончательных размеров в пресс-формах. Реактопласты (фенопласты) можно обрабатывать твердосплавным инструментом при малых подачах и высоких скоростях резания.
Вследствие низкой'теплопроводности, высокого коэффициента линейного расширения и легкой деформируемости пластмассовые подшипники редко выполняют в виде толстостенных втулок. Главная область применения пластиков — нанесение тонких (0,1—0,5 мм) покрытий на метал-
, . Таблица 29
Антифрикционные пластики ч >
Показатели Текстолит Поликарбонаты Капрон Найлон Тефлон
Плотность, кг/дм* Твердость НВ Разрушающие напряжения: при растяжении при сжатии Модуль упругости Е, кгс/мм2 . . . Относительное удлинение. % . . . Коэффициент линейного расширения а-106 Теплостойкость по Мартенсу, °C . . Водопоглощение за 24 ч, % . . . Коэффициент трения по стали . . . 1.3-1,4 25-40 Гб! 10 1.25 { 12 250-800 10-20 20-40 120-130 1,5-2 0.2-0,3 1.2-1,3 20-25 8 — 10 10-12 200-250 30-80 60-80 140- 160 0,1 -0,2 0,15-0,2 1,1 -1,2 8-12 5-8 8-12 100-150 150-200 60-150 50-60 2-3-0,1-0,15 1,1-1,2 10-20 7-12 10-15 150-200 50-100 60-120 60-70 1.5-2 0,1-0,15 2,1-2,4 3-6 3-6 4-6 50-60 150-200 100-200 100-120 0 0,05-0,1
Примечание. _L—поперек слоев;J— параллельно слоям.
384
лические поверхности, а также пропитка поверхностного слоя пористых антифрикционных металлов (спеченных бронз).
В тонких слоях отрицательные особенности пластиков почти не влияют на работу подшипника.
Массивные пластмассовые втулки применяют преимущественно при малых диаметрах (менее 30 мм), небольших нагрузках и частоте вращения. С учетом возможности объем: пых изменений пластика зазор делают в среднем в 2-3 раза больше, чем в металлических подшипниках (ф = 0,003 ч- 0,006). При больших диаметрах для компенсации объемных изменений. втулки делают разрезными с прямым, спиральным пли шевронным швом. В таких подшипниках относительный зазор может быть доведен до 0,001 — 0,002.
Прочность пластиков увеличивают, вводя волокнистые или тканевые наполнители, теплопроводность — вводя металлические порошки (РЬ, свинцовая бронза).
Текстолитовые подшипники изготовляют из многослойной шифонной ткани, пропитанной бакелитом и опрессованной под давлением ~ 1000 кгс/см2 при 150 —180°С.
Текстолитовые подшипники работают лучше, если торцы тканевых слоев расположены перпендикулярно к поверхности трения. В крупногабаритных подшипниках текстолит устанавливают блоками в металлических кассетах с торцовым расположением слоев.
Максимальная удельная нагрузка при обильной масляной или водяной смазке 100 кгс/см2. Предельная длительная температура 60—80°С.
Капрон и найлон применяют преимущественно для изготовления подшипников диаметром менее 50 мм, работающих при недостаточной смазке или без смазки.
. Для увеличения прочности вводят наполнители (ткань, стекловолокно, графитное волокно).
Полиамиды (как и все термопласты) плохо поддаются механической обработке. Капроновые и найлоновые подшипники изготовляют пресс-лптьем в металлических формах с точностью размеров в пределах нескольких сотых миллиметра.
Для увеличения прочности, тепло- и износостойкости и уменьшения водопоглощаемости капроновые подшипники подвергают термической обработке (выдержка 3-4 ч в минеральном масле при 150-180°С, кипячение в течение такого же времени в воде, медленное охлаждение).
Т е ф л о н в чистом виде мало пригоден для изготовления подшипников вследствие мягкости, большой величины коэффициента линейного расширения, холодной ползучести .и полной несмачиваемости маслом. Его применяют только в тонких слоях с обязательной присадкой свинца (до 20% по массе). Тефлон плохо наносится на металлические поверхности. Наилучший способ покрытия — вакуумная пропитка тефлоно-свинцовой композицией, диспергированной в жидкости пористого антифрикционного слоя . из спеченных бронзовых сплавов. Для улучшения антифрикционных качеств в композицию вводят коллоидальный графит и дисульфид молибдена.
Такие подшипники по антифрикционным качествам не уступают подшипникам с оловянно-баббитовой заливкой, а по пределу выносливости превосходят их. Они могут работать в интервале от —50 до +250°С.
13 Орлов П. Й, кн. 2 385
Рис, 375. Подшипники in древесиослоистых пластиков
Подшипники, работающие при высоких окружных скоростях, нуждаются в циркуляционной смазке.
Применяют также тонкослойные (0,1—0,2 мм) полиамидные, полиуретановые и эпоксидные покрытия, которые наносят наплавлением, горячим напылением, наклеиванием (эпоксиды), осаждением в псевдоожиженном слое в электростатическом поле.
Древесные материалы
Для подшипников применяют пропитанные маслом твердые древесные породы (гваяковое дерево, самшит), как заменители — березу, клен, дубовые породы.
Более высокими качествами обладает усиленная древесина, представляющая собой многослойный березовый шпон (лигнофоли) или крошку (лигностоны), пропитанные фенолформальдегидными смолами и опрессованные под давлением 300-500 кгс/см2 при 15О-18О"С. ;
Древесные пластики лучше работают на воде; их применяют для изготовления подшипников гидравлических машин, а также для низкооборотных, тяжелонагруженных и крупногабаритных подшипников прокатных станов.
Вкладыши из древеснослоистых пластиков набирают из брусков с расположением слоев перпендикулярно поверхности Дрения и крепят в металлических корпусах (рис. 375).
Допустимая удельная нагрузка в среднем 20 — 30 кгс/см2, кратковременная до 150 кгс/см2. Предельная температура 60-70°С.
Резины
Резиновые подшипники представляют собой металлические втулки, облицованные натуральными или синтетическими каучуками (хлор- и фтор-каучуки, силиконовые и полисульфидные каучуки). Наилучшими для подшипников скольжения являются фторкаучуки.
Твердость и эластичность каучуков можно менять в широких пределах изменением состава и технологии изготовления.
386
Рис. 376. Резиновые подшипники
Резиновые подшипники применяют почти исключительно с водяной смазкой. Их применяют в гидравлических машинах, для подводного механизированного инструмента, в концевых установках гребных валов (дей-двудиые подшипники). Металлические корпуса подшипников выполняют из коррозионно-стойких сталей или защищают от коррозии нанесением полимерных пленок.
Для удаления грязи на рабочей поверхности подшипников предусматривают сквозные канавки (рис. 376).
Коэффициент трения стали по влажной резине f = 0,05 <0,1. При достаточной прокачке воды и высоких окружных скоростях (10 — 20 м/с) можно, несмотря на малую вязкость воды, создать чисто жидкостное трение (f = 0,002 < 0,003).
Подшипники из мя1ких резин применяют, когда важно обеспечить самоустанавливаемость вала, а также амортизацию его колебаний. Несущая способность их незначительна (к = 1 < 2 кгс/см2).
Подшипники из твердых резин выдерживают нагрузки до 30 — 50 кгс/см2.
Углсграфиты
Для изготовления подшипников, работающих без смазки при высоких температурах, в химически агрессивных средах, применяют угле-графиты (смеси графита, угля, сажи и кокса на связке из пека и каменноугольных смол, спрессованные и подвергнутые спеканию).
Физико-механические свойства графита: плотность 2,2 г/см3, температура плавления 3500°С; разрушающее напряжение 2 кгс/мм2, модуль нормальной упругости 800 кгс/мм2, коэффициент линейного расширения (0,5 — 1) 10“6; теплопроводность 5 — 7 кал/(м-ч-°С).
Углсграфиты обладают хорошими антифрикционными качествами (коэффициент сухого трения 0,05 — 0,08), теплостойкостью, химической стойкостью, низким коэффициентом линейного расширения а = (2 < 3) 10~6. Углеграфи-ты хорошо обрабатываются резанием. Недостатком их является хрупкость.
Для увеличения прочности, теплопроводности и износостойкости в уг-леграфиты вводят металлические порошки (Си, Cd, баббит). Хрупкость уменьшают пропиткой фенолформальдегидами, силоксанами и тефлоном (гр а фитопласт ы).
Наилучшими суммарными свойствами обладают антегмиты (табл. 30).
13*
387
Таблица 30
Антегмиты
Марка Плотность, г/см3 Разрушающие напряжения при сжатии, кгс/мм2 Удельная ударная вязкость, |,КГс:м/см* Температуро-стойкость, °C Теплопроводность кал/(м • ч • °C) Коэффициент линейного расширения а-10б
АТМ-1 1,8 1000 0,03 170 30 8,5
АТМ-10 1,7 550 0,015 400 - 80 2,5
АТМ-1 Г 1,7 450 0,015 - 600 100 2,2
Валы, работающие в углеграфитных подшипниках, должны иметь твердость > HRC 50.
Углеграфиты широко применяют для уплотнения высокотемпературных узлов (уплотнительные кольца турбин; диски торцовых уплотнений).
МИКРОГЕОМЕТРИЯ НЕСУЩИХ ПОВЕРХНОСТЕЙ
В тяжелонагруженных опорах валам, независимо От твердости подшипникового материала, целесообразно придавать повышенную твердость посредством закалки с нагревом ТВЧ (HRC 55—58), цементирования, сульфоцианирования (HRC 58-60), диффузионного хромирования (HV 800—1000), азотирования (HV 100—1200), Наряду с повышением износостойкости эти способы увеличивают выносливость и снижают концентрацию напряжений на участках переходов и расположения смазочных отверстий.
Валы рекомендуется шлифовать так, чтобы окружная скорость абразивного круга была направлена по рабочему вращению вала; полировать валы целесообразно в обратном направлении.
Для чистовой обработки валов применяют полирование суперфиниширование, накатывание и алмазное выглаживание. Выглаживание производят на токарных станках закругленным алмазным инструментом (радиус закругления Ясф = 1,5 -т- 3 мм) при s = 0,03 4- 0,05 мм/об, v — 20 50 м/мин и нагрузке на инструмент 20-40 кгс.
Почти все подшипниковые материалы (за исключением антифрикционных чугунов) не поддаются шлифованию. Чистовую обработку подшипников производят тонким растачиванием, развертыванием, калибрующим протягиванием, алмазным выглаживанием. Эти способы обеспечивают параметры шероховатости поверхности Ra = 0,08 4-0,32 мкм.
Тонкослойные гальванические и пластмассовые покрытия механической обработке не подвергают.
При неупорядоченном расположении микронеровностей, получающемся при обычных способах обработки, существует оптимальное значение параметра шероховатости Ra = 0,08 4-0,63 мкм. Увеличение шероховатости уменьшает несущую способность вследствие возрастания утечки масла через впадины между микронеровностями. Уменьшение шероховатости снижает маслоудерживающую способность поверхности и повышает склонность к 388
Рис. 377. Микрогеометрия несущих поверхностей
схватыванию и заеданию. Главное значение, однако, имеет не высота микронеровностей, а их форма и расположение. '
Неблагоприятны профили с острыми гребешками и впадинами (рис. 377, а, обработка резанием), несколько лучше — с притупленными гребеш-’ ками (вид б) (суперфиниширование, обкатывание), еще лучше — волнистые поверхности с плавными очертаниями (вид в, алмазное выглаживание).
Оптимальными являются профили с развитой гладкой несущей поверхностью, пересеченной маслоудерживающими микроканавками (вид г) или углублениями (вид д), которые обеспечивают питание маслом в периоды недостаточной подачи (пуск), способствуют распределению масла по поверхности и предотвращают схватывание и заедание. Размеры микроуглублений определяются условием достаточной маслоемкостщСуммарную площадь накопительных карманов делают равной 20—30% общей поверхности, глубину доводят до 5 — 10 мкм. Таким образом, номинальная шерохова-. тость поверхности, определенная на основе величин Ra, увеличивается по сравнению с обычно рекомендуемыми значениями (формально до Ra = = 0,63 ч- 2,5 мкм), несмотря на то, что несущая способность поверхности возрастает.
Маслоудерживающий рельеф по виду г создают виброобкатыванием предварительно обработанных поверхностей до параметров шероховатости Ra = 0,02 4- 0,08 мкм с помощью закругленного алмазного инструмента. (Rz = 1,5 -j- 2 мм),, которому наряду с движением продольной подачи (s = = 0,8 -? 1,2 мм/об) придают продольные колебания с амплитудой 1 — 1,5 мм. В результате на поверхности образуется сетка винтовых синусоидальных канавок, которые в зависимости от величины подачи и амплитуды колебаний могут располагаться эквидистантно (вид е), соприкасаться (вид ж) или пересекаться (вид з). Инструмент устанавливают в подпружиненной державке; ширина и глубица канавок регулируются силой затяжки пружины; *
Этот способ позволяет создать регламентированный микрорельеф с оптимальными для данных условий работы параметрами.
Замкнутые ячеистые углубления (вид д) обладают тем преимуществом, что не сообщают зоны высокого и низкого давления подшипника й, следовательно, не снижают его гидродинамическую несущую способность.
389
Их получают, придавая инструменту радиальные колебания, в результате чего на поверхности образуются строчечные спиральные канавки (вид и). Другой способ — выдавливание ячеек роликовыми накатниками с закругленными выступами (вид к).
Замкнутые ячейки можно без ущерба для несущей способности подшипника делать глубиной до нескольких десятых миллиметра.
Продольные канавки (вид л), получаемые профильным протягиванием, увеличивают торцовое истечение масла и наряду с маслораспределительными функциями служат для охлаждения подшипника.
Маслоудерживающую способность электролитических покрытий можно увеличить путем пористого осаждения (с периодическим изменением направления тока).
Маслоудерживающий рельеф на валах можно создать дозированной дробеструйной обработкой,
РАЗЪЕМНЫЕ ПОДШИПНИКИ
Разъемные подшипники выполняют в виде стальных (реже бронзовых) вкладышей с заливкой антифрикционными сплавами. Вкладыши устанавливают в корпус на посадках П, Н или Пр. -
Центрирование вкладышей достигается путем совместной обработки постелей в корпусах; половины корпусов фиксируют; контрольными штифтами или призонными болтами.
Применяют две разновидности вкладышей — массивные и тонкостенные.
Массивные вкладыши
Толщину стенок вкладышей этого типа выбирают в зависимости от диаметра подшипника, материала вкладышей и корпуса и жесткости постелей. Для обычных условий (стальные вкладыши, чугунные корпусы) наружный диаметр вкладышей можно определять из ориентировочного соотношения D = 1,2 d (где d — диаметр вала), округляя полученные значения до ближайшей стандартной величины.
Заливку антифрикционного металла на ласточкин хвост (рис. 378, а) сейчас применяют только для материалов, плохо пристающих к стали (свинцовые баббиты). Обычно же металл заливают по цилиндрической поверхности (вид б), которую для улучшения сцепления обрабатывают грубо (параметры шероховатости Rz = 20 -/ 160 мкм). Обязательно тщательное обезжиривание и травление поверхности вкладыша.
Наблюдается последовательная тенденция к уменьшению толщины слоя заливки. Уменьшение толщины увеличивает предел выносливости заливки и, кроме того, снижает расход материала заливки, что имеет большое значение для дефицитных и дорогих металлов (олово, серебро). В последнее время толщину заливки доводят до нескольких десятых, а при электролитическом покрытии по пористой бронзе — до нескольких сотых миллиметра.
Стыки вкладышей при работе несколько прогибаются внутрь (рис/ 379, светлые стрелки) под действием посадочного натяга, а также давления
390
Рис. 378. Способы заливки
Рис. 379. Прогиб стыков вкладышей
в масляном слое, вследствие чего на участках, близких к стыку, возникает повышенное трение. Этот дефект, особенно часто наблюдающийся у тонкостенных и нежестких вкладышей, предупреждают, проделывая на внутренней поверхности вкладышей возле стыков наклонные выборки (рис. 380, а) высотой в среднем h = 4 -г 6 мм и глубиной (при выходе на стык) s = = 0,2 -г 0,5 мм, условно называемые «холодильниками» (хотя они не имеют ничего общего с охлаждением). Наиболее простая форма выборок показана на виде б.
Иногда с той же целью отверстие вкладышей растачивают на эллипс (вид в) или придают ему «лимонную» форму (вид г). Разность размеров отверстия в плоскости стыка и в плоскости, перпендикулярной к нему, делают равной (0,001 —0,0015)d (J — номинальный диаметр отверстия).
Для уменьшения кромочных давлений на торцах рабочих поверхностей подшипников делают галтели или фаски.
Изготовление галтелей сложно, особенно с выходом слоя заливки на торец вкладыша (рис. 381, а, б). Чаще всего снимают фаски под углом а = 30 -т- 45° к оси подшипника (вид г). Небольшие осевые нагрузки (например, в фиксирующих подшипниках) воспринимают упором в тело вкладыша.
Рнс. 380. Устранение повышенного
Рис. 383. Установка маслопроводящих штуцеров
Фаски не должны быть слишком протяженными, в противном случае они заметно уменьшают несущую поверхность. Катет фаски (параллельный оси подшипника) делают для подшипников диаметром до 100 мм равным 0,5 — 1 мм.
Способы фиксации вкладышей в разъемных корпусах показаны на рис. 382.
Фиксация цидиндрическими поясками на болтах, стягивающих половины корпуса (рис. 382, а), нетехнологична (необходима совместная обработка отверстий под болты в сборе вкладышей с корпусом), поэтому применяют ее редко.
В подшипниках, несущих осевые нагрузки, вкладыши фиксируют в продольном направлении буртами, а в окружном — штифтами или штуцерами для подвода масла (вид б).
Гладкие вкладыши фиксируют в обоих нацравлениях маслоподводящими штуцерами (вид б), а в подшипниках с подводом масла из вала — штифтами (вид г). Отверстия под штифты во вкладышах делают слегка продолговатыми (в окружном направлении) для того, чтобы обеспечить свободу самоустановки при затяжке вкладышей.
При установке многоопорных валов в целые корпусы иногда применяют систему фиксации с помощью разрезных пружинных колец, заводимых в канавки, проточенные совместно в обоих вкладышах (вид й). Вкладыши собирают на валу и вводят в гнезда корпуса. От проворота их фиксируют штифтом 1, запрессованным в один из вкладышей и входящим в продольный паз в гнезде корпуса. Осевой нагрузки такие подшипники нести не могут.-
Маслоподводящие штуцера устанавливают в корпусе на прессовой посадке (рис. 383, а) и страхуют от выпадения, которое может привести к аварии подшипника.
392
Способы страховки, показанные на видах б — г, предупреждают выпадение штуцеров только в собранном виде (при установленных вкладышах). Для предупреждения выпадения при разборке штуцер фиксируют в корпусе развальцовкой в кольцевой канавке (вид й), а в корпусах из мягких металлов — запеканкой металла корпуса на ступеньку штуцера (вид е).
Тонкостенные вкладыши
Для машин серийного выпуска широко применяют тонкостенные вкладыши, изготовляемые из ленты малоуглеродистой стали в тонким слоем баббита (0,3—0,5 мм), свинцовой бронзы или пластичных алюминиевых сплавов (0,8 —1,5 мм). Вкладыши этой конструкции изготовляют методами массового производства ^обеспечением их полной взаимозаменяемости.
Толщину вкладышей можно определять из ориентировочной формулы
Ъ = 0,35 ]/d, (147)
округляя полученные данные до ближайших стандартных величин.
Стыковые участки тонкостенных вкладышей особенно склонны к прогибу внутрь подшипника. Для предотвращения полусухого трения на участках возле, стыков делают продольные выборки, подобные изображенным на рис. 380, б.
В подшипниках с покрытиями пластичными антифрикционными металлами смазочные канавки, фаски и выборки штампуют. Отверстия под фиксирующие штифты и маслоподводящие штуцера пробивают пуансонами.
Рекомендуемые формы штампованных канавок показаны на рис. 384.
Тонкостенные вкладыши устанавливают в постелях на посадке не выше Пр. Чрезмерный натяг может вызвать перенапряжение и коробление стенок вкладыша (загиб стыковых кромок внутрь подшипника).
Величина посадочного натяга определяется длиной вкладыша по окружности. Для создания диаметрального натяга 8 длина I вкладыша, измеренная по его среднему диаметру, должна быть (без учета допусков)
1=уУо-Ь + 8),
где <?0 - диаметр посадочного отверстие постели; b - толщина вкладыша.
Рис. 384. Профили штампованных каиавок
393
Рис. 385. Монтаж тонкостенных вкладышей
Так как величина-^- незначительна (при прессовой посадке по 2-му классу точности тт8
для диаметра 100 мм 5 = 60 = 85 мкм, —-- — 0,1 = 0,13 мм) и выдержать Необходимый размер I при вырубке заготовки трудно, то заготовку выполняют с припуском 0,5-0,8 мм ио длине, плотно зажимают в приспособлении с отверстием диаметром </0 и выступающие п8
концы вкладыша лрошлифовывают в размер —— (рис. 385, и).
При установке вкладыша в постель один конец его устанавливают заподлицо с плоскостью разьема (вид б) и проверяют величину выступания противоположного конца, которая при , тсб
плотном прилегании вкладыша к постели должна быть равна —.
Диаметральный зазор в подшипнике зависит от размера вала, посадочного отверстия постели и толщины вкладышей. Предположим, что постели жестки и не деформируются при затяжке, а толщина вкладыша при затяжке практически не изменяется. Тогда минимальный зазор
Дщш = 4 - 2Ь - d~c‘; (148)
максимальный
= (149)
где d0 — диаметр отверстия постели; b — толщина вкладыша; d — диаметр вала; А — плюсовой допуск на диаметр отверстия постели; Cj и С2 — минусовые допуски на диаметр вала; В — минусовый допуск на толщину вкладыша.
Пусть d0 = 80 мм, Ь — 2,5 мм (d = 75 мм). При обработке по 2-му классу точности А = = 30 мкм, Cj = 65 мкм; Сг = - 105 мкм (легкоходовая посадка^; В = 40 мкм.
Минимальный и максимальный зазоры согласно уравнениям (148) и (149):
А„,1„ = 80 — 5 - 75~65 = 65 мкм;
Д„,„ = 8О3° — 2-2,5~40 — 75~105 = 215 мкм.
При массивных вкладышах, обрабатываемых после установки в постели, было бы
Amin = 65 мкм; = 30 + 105.= 135 мкм.
394
Рис. -386. Фиксации тонкостенных вкладышей
Как видно, колебания толщины вкладыша сильно влияют на величину диаметрального зазора. Эго заставляет выдерживать толщину (п равпостеиность) вкладышей в узких пределах (J0-30 мкм).
Если вкладыши и посадочные отверстия в корпусе изготовлены точно, то после посадки вкладышей, даже в многоопорных установках, не требуется сквозного развертывания подшипников.
Смена вкладышей производится без дополнительных операций обработки и подгонки, так как вкладыши центрируются в точно обработанных и не подверженных износу постелях.
Тонкостенные вкладыши фиксируют в постелях с помощью штифтов (рис. 386, я) пли маслоподвоДящих штуцеров (вид б). Отверстия во вкладышах делают продолговатыми (в окружном направлении) для того, чтобы обеспечить свободу самоустановки вкладышей при затяжке.
Чаще применяют фиксацию с помощью" высечек у стыковых поверхностей (виды в — ф. заводимых в наклонные выборки постелей. Глубина высечек s (вид е) равна 1,5 — 2 мм, высота h — 4 -г 6 мм.
Увеличивая поверхность затяжки, высечки эффективно предупреждают прогиб стыковых поверхностей внутрь подшипника. При достаточной протяженности (вид <)) высечки могут заменить «холодильники», применяемые для предотвращения полусухого трения у стыковых поверхностей.
ВТУЛКИ
Неразъемные подшипники выполняют в виде втулок, изготовляемых при небольших диаметрах (в среднем < 50 мм) целиком из антифрикционного материала (бронза, легкие сплавы, антифрикционный чугун), а при больших — из стали с заливкой пластичным антифрикционным материалом (баббит, свинцовая бронза).
Толщину втулок выбирают из ориентировочного соотношения b х 0,1 d, где d — диаметр вала (наружный диаметр втулок D » 1,2 d), округляя полученные значения до ближайших стандартных величин.
Втулки сажают в корпусы на посадках Г, Пр и Гр.
При посадках с большим натягом втулки, особенно тонкостенные, садятся, причем их внутренний диаметр уменьшается. Такие втулки после запрессовки, как правило, подвергают развертыванию.
395
Если по конструкции узла развертывание выполнить невозможно, то диаметр отверстия втулки увеличивают протии номинала на величину усадки, которую определяют посредством расчета или эксперимента.
Запрессовка не всегда гарантирует от проворачивания.
Рабочая температура втулки может значительно превышать температуру корпуса, например, при резком повышении частоты вращения, когда теплота, развивающаяся во втулке от трения, не успевает перейти в корпус. Большая разность температур наблюдается в пусковые периоды, когда втулка быстро разогревается, а корпус еще остается холодным. Если втулка выполнена из материала с более высоким коэффициентом линейного расширения, чем у материала корпуса, то втулка, предварительно напряженная запрессовкой, может приобрести остаточные деформации; при последующем остывании посадка втулки ослабевает.
У горячих машин (двигатели внутреннего сгорания) посадка втулки может ослабеть при разогреве корпуса.
На практике придерживаются следующих правил.
Посадки с большими натягами применяют, если коэффициент линейного расширения втулки меньше, чем корпуса, и если корпус при работе нагревается.
Если коэффициент линейного расширения материала втулки больше, чем корпуса, и корпус холодный, то применяют умеренные натяги.
Во всех случаях втулки необходимо стопорить от проворачивания и осевого сдвига.
Способы стопорения приведены в табл. 31. При установке в целые корпуса чаще всего применяют наиболее простые и технологичные конструкции 9 — 12. Из способов глухого стопорения предпочтительны конструкции 16, 17.
Таблица 31
Способы фиксации втулок
Эскиз конструкции и характеристика
Установка в разъемных корпусах
1. Осевая фиксация буртиками, угловая - штифтом
2. Фиксация маслоподводящим штуцером
396
Продолжение табл. 31
Эскиз конструкции и характеристика
Установка, в г]влых корпусах J 3. Фиксация осевым винтом
J. 4. Фланцевое крепление. Конструкция требует изготовления втулки литьем
1- 5. Фиксация фланцем и осевым штифтом. Конструкция применима при осевой нагрузке постоянного направления
б. То же. С фланцем уменьшенного диаметра
р 7. Фиксация привертнымп пластинками. Число болтов на каждой пластинке не менее двух
8. Фиксация прпвертпой пластинкой и буртиком
9. Фиксация радиальным винтом
397
Продолжение табл. 31
Эскиз конструкции и характеристика
я I а । 11^1 т 10. Фиксация радиальным штифтом
11. Фиксация наклонным штифтом
i =5S=^ - 12. То же. Штифт зафиксирован в корпусе ступенькой
JI 1 fl 1 П . L.JT Глухая установка 13. Закерновка материала корпуса
Л i Ilf 14. Завальцовка материала корпуса на рифтовой буртик втулки
11 1 1 15. Фиксация рифтовым поясом втулки. Конструкция применима для стальных втулок, устанавливаемых в корпуса из мягкого металла
- 1 !> iLLlr - 16. Развальцовка кромок втулки иа конические выточки в корпусе
398
Продолжение табл. 31
ВТУЛКИ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ
В машинах серийного производства широко применяют тонкостенные втулки, изготовляемые свертыванием из лент. ।
Втулки небольшого диаметра (в среднем < 50 мм) изготовляют из холоднокатаных лент, бронзовых, латунных или из других антифрикционных -металлов, поддающихся деформации в холодном состоянии. Втулки большого диаметра делают из биметаллических лент (стальная лента с тонким слоем антифрикционного материала). '
Толщину втулок определяют ио формуле (147). Диаметр втулки при сомкнутом стыке выбирают так, чтобы втулка плотно входила в посадочное отверстие.
Втулки из бронзовых и латунных лент после установки раздают дор-нованпем или раскатыванием и начисто обрабатывают протяжкой с закругленными калибрующими зубьями. Поверхность втулки при этом приобретает малую шероховатость, а стык практически полностью затяги-
вается.
Втулки фиксируют в отверстии развальцовкой (рис. 387, а), расчеканкой торцов (вид б) или закатыванием в кольцевую канавку корпуса (вид в). Этот способ применяют преимущественно для установки втулок в корпусах из твердых металлов (сталь, чугун).
Рис. 387. Фиксация тонкостенных шуток
399
Втулки из биметаллических лент устанавливают в свернутом состоянии на оправку диаметром, несколько меньшим диаметра вала, и прошлифо-вывают- по наружному диаметру под прессовую посадку, устанавливают в отверстие корпуса, стопорят штифтами (виды г — е), после чего развертывают. Для таких втулок предпочтителен замковый стык (вид г), хотя на практике часто применяют более простые — шевронный (вид д) и прямой (вид е) стЫки.
РЕГУЛИРОВАНИЕ ЗАЗОРА В ПОДШИПНИКАХ
Даже правильно сконструированные и рассчитанные на жидкостную смазку подшипники со временем изнашиваются главным образом вследствие возникновения полужидкостного трения в пусковые периоды.
В подшипниках, подверженных быстрому износу (работа на переменных режимах с частыми пусками и остановками), а также при необходимости обеспечить точную центровку вала предусматривают средства регулирования зазора.
В разъемных подшипниках с массивными вкладышами применяют регулировку шимами — прокладками 1 (рис. 388, а) из листовой латуни толщиной ~ 0,05 мм, устанавливаемыми на стыке подшипника. Во избежание касания с валом торцы шимов располагают с зазором s — 0,3 ч- 0,5 мм по отношению к поверхности отверстия.
При расточке вкладышей с шимами (рис. 389) стыковые поверхности обрабатывает начисто, устанавливают между ними пластинки толщиной, равной первоначальной (монтажной) толщине t пакета шимов (обычно t = 0,4 4-0,5 мм), после чего отверстие и наружную поверхность вкладышей в сборе обрабатывают на цилиндр;
В эксплуатации подшипники периодически подтягивают. Крышки снимают, удаляют один или несколько шимов и затягивают вновь.
Рис. 38?. Регулирование зазора • разъемных подшипниках
Рис. 389. Расточка подшипников с шимами
400
Рис. 390. Регулирование зазора в целых подшипниках
Цилиндрическая форма отверстия подшипника при этом несколько нарушается. Отверстие приобретает слегка овальную форму; искажения формы отверстия от износа остаются.
Выдержать правильный зазор при подтяжке затруднительно. Обычное правило, согласно которому вал после затяжки должен свободно проворачиваться от руки, разумеется, не гарантирует правильности зазора.
Иногда зазор в подшипнике выбирают, затягивая крышки подшипника с помощью винтов (рис. 388, б).
На рис. 388, в изображена конструкция с полуавтоматическим регулированием зазора. Крышку подшипника затягивают поперечными болтами. При необходимости уменьшить зазор болты отпускают, крышка под действием пружины прижимается к валу, после чего поперечные болты затягивают вновь.
Конструкции б и особенно в, тле фиксация крышки недостаточно точная, применяют при нагрузке постоянного направления; нагрузка должна быть направлена на неподвижный вкладыш подшипника.
При необходимости топкого регулирования зазора с точным центрированием вала (шпиндели шлифовальных станков) применяют втулки с конической несущей поверхностью (рис. 390, а). Зазор регулируют осевым перемещением втулки с помощью гайки 1.
Лучше поверхность трения выполнять цилиндрической, а наружную, посадочную поверхность втулки — конической (вид б). При затяжке втулки в коническом гнезде зазор в подшипнике уменьшается в результате упругой деформации втулки.
С целью увеличения диапазона регулирования применяют разрезные втулки или увеличивают упругость втулки с помощью радиальных прорезей (вид в).
В конструкции г наружная поверхность втулки опирается в коническом гнезде па три выступа, обработанные на конус. При затяжке втулки зазор на этих участках уменьшается; по обе стороны каждого участка образуются масляные клинья, что обеспечивает центрирование вала и способствует безвибрациопной работе подшипника.
САМОУСТАНАВЛИВАЮЩИЕСЯ ПОДШИПНИКИ
Самоустанавливающиеся подшипники на сферических опорах применяют при l/d > 1,5; при недостаточно жестких валах и корпусах; в опорах, разнесенных на большие расстояния; в опорах, расположенных в разных корпусах, когда трудно обеспечить точную соосность.
401
На рис. 391 изображены разновидности сферических самоустанавлива-ющихся подшипников.
Конструкции а со сферической опорой небольшой длины применяют при малых осевых нагрузках или при отсутствии их.
В конструкции б вся наружная поверхность. подшипника выполнена по сфере; подшипник может нести наряду с радиальными довольно значительные осевые нагрузки в обоих направлениях.
При повышенных осевых нагрузках увеличивают диаметр сферы и длину подшипника, в результате чего опорные поверхности размещаются ближе к краям подшипника (вид в), средний угол их наклона к оси подшипника возрастает, а следовательно, увеличивается и способность нести осевые нагрузки.
Подшипники с полусферической опорной поверхностью (вид г), фиксируемые в гнезде корпуса пружинами, применяют при повышенной односторонней осевой нагрузке и незначительной радиальной.
Самоустанавливающиеся подшипники фиксируют от 'проворачивания стопорами, устанавливаемыми в корпусе (вид а) или в подшипнике (вид б). В стопорном устройстве должен быть предусмотрен зазор, допускающий самоустановку подшипника в необходимых пределах.
Опорные сферические поверхности подшипника и корпуса изготовляют из материалов, образующих антифрикционную пару. При установке в стальной корпус подшипник выполняют из бронзы или заливают его сферическую поверхность свинцовистой бронзой. При установке в чугунный корпус и корпус из легких сплавов подшипник делают стальным; твердость сферической поверхности должна быть > НДС $0.
Обязателен подвод смазки (желательно под давлением) к сферическим поверхностям. На поверхности сферы целесообразно проделывать частую сеть замкнутых масляных каналов, обеспечиваюших (при подаче масла под давлением) определенный гидростатический эффект, облегчающий самоустановку сферы.
Монтаж сферических подшипников в корпусы с разъемом в мерпдианальной или эква-. ториальной плоскостях не представляет затруднений. Установка в целые корпуса сложнее.
Короткие сферические подшипники устанавливают через проделанные в гнезде корпуса диаметрально противоположные пазы (рис. 392, а) длиной I, несколько большей диаметра D сферы, и шириной Ь, несколько большей ширины подшипника. Подшипник вводят в пазы, повернув его на 90° по отношению к рабочему положению до упора в стенку сферического
Рис. 391. Самоустанавливающиеся подшипники
402
Рис. 392. Установка сфер в целые корпусы
Рис. 393. Самоустанавливающпеся и упругие подшипники
гнезда. После этого его поворачивают в рабочее положение, в результате чего он оказывается зафиксированным в осевом направлении стенками гнезда (вид б). От проворота подшипник'фиксируют стопором.
При большой длине подшипника сферические опорные поверхности выполняют в виде выступов, а в корпусе проделывают ответные пазы (вид в). Подшипник заводят в гнездо в рабочем положении (вид г). поворачивают в плоскости’, перпендикулярной к его оси, на угол, равный половине угла между выступами, и фиксируют в этом положении стопором (вид б).
На рис. 393, а показан самоустанавливаюпщйся подшипник с демпфированием изгпбиых колебаний вала с помощью эластомерных колец, установленных по сторонам втулки.
В конструкции б самоустанавливаемость подшипника обеспечивается четырьмя цилиндрическими шипами, заведенными в продольные пазы кор-" пуса (радиалыю-лучевое центрирование). Подшипник фиксируют в осевом направлении (например, упорами па валу, как показано на рисунке). Осевых нагрузок подшипник нести не может.
На видах в, г показаны конструкции, обеспечивающие частичную самоустанавливаемость за счет упругой деформации.
В конструкции в подшипник установлен в гнездо корпуса на коротком цилиндрическом поясе; концы его утонены. Упругие деформации посадочной поверхности и тонких концов подшипника позволяют ему приспособляться к перекосам вала. Недостаток конструкции состоит в том, что при изгибе концы подшипника принимают овальную форму в направлении изгиба; зазор между валом и подшипником по малой оси вала уменьшается.
403
В конструкции г радиальная жесткость концов подшипника увеличена посредством кольцевых ребер; вместе с тем концы подшипника могут деформироваться, следуя изгибным деформациям вала. Ребра, служат также для- охлаждения подшипника.
Некоторую свободу самоустановки вала обеспечивает «корсетная» расточка подшипников. Поверхности трения придают форму гиперболоида вращения; диаметр расточки у торцов делают на несколько сотых миллиметра больше, чем в середине.
ПОДШИПНИКИ С ПЛАВАЮЩИМИ ВТУЛКАМИ.
•w
Плавающие втулки устанавливают с зазором по отношению к валу и корпусу; под действием сил трения они вращаются с окружной скоростью, примерно равной половине частоты вращения вала.
Преимущества подшипников с плавающими втулками:
- уменьшенное тепловыделение (работа трения пропорциональна квадрату окружной скорости, поэтому при плавающей втулке, вращающейся с частотой, равной половине частоты вращения вала, суммарное тепловыделение примерно в 2 раза меньше, чем в жестком подшипнике, а при двух концентрических плавающих втулках — в 3 раза);
- равномерный износ по окружности, обеспечивающий сохранение цилиндрической формы втулок;
- увеличенная надежность работы (при заедании одной стороны втулка продолжает работать другой стороной);
- повышенная виброустойчивость;
- повышенная (благодаря наличию двух масляных буферов) амортизация радиальных смещений вала под действием ударной и переменной нагрузки.
Недостатком этих подшипников является худшее центрирование вала, обусловленное увеличением суммарного зазора в подшипнике.
Целесообразный области применения плавающих втулок: многооборотные подшипники, где необходимо уменьшить тепловыделение и предупредить вибрации; подпшпцнки, работающие под большими ударными нагрузками; подшипники полужидкостного и полусухого трения (например, опоры качательного движения), где по характеру движения невозможно создать устойчивую масляную пленку. В последнем случае оказываются полезными устойчивость плавающих втулок против заедания и свойство равномерного износа по окружности.
Плавающие втулки обычно делают целыми; иногда по условиям мон-’тажа их приходится выполнять разъемными (что усложняет изготовление). Изготовляют их из бронз, антифрикционного чугуна, а втулки большого диаметра — из стали с двухсторонней заливкой баббитом или свинцовой бронзой. Корпус и вал изготовляют из стали > HRC 50; если корпус выполнен из мягкого материала, в него запрессовывают стальную втулку.
При подводе смазки с одной стороны плавающей втулки в ней делают радиальные отверстия для подачи масла к другой стороне. Предпочтитель-
404
' Рис. 394. Подшипники с плавающими элементами
но вводить масло изнутри, так как в этом случае доступ масла к наружной поверхности трения облегчается центробежными силами.
Толщину втулок выполняют в среднем равной ОД d (где d — диаметр вала).
Радиальные зазоры у плавающих втулок делают на 20—30% меньше, чем у жестких подшипников. Зазор по наружной поверхности трения должен быть больше, чем по внутренней, так как в работе этот зазор уменьшается (в особенности у бронзовых втулок) вследствие нагрева.
Плавающие втулки фиксируют в осевом направлении: в неразъемных корпусах — с помощью щек (рис. 394, а), фланцев (вид б), буртиков на валу (вид е), в концевых установках — торцом вала (вид г), в разъемных корпусах — с помощью реборд (вид б). 5
При наличии развитых торцовых поверхностей (виды е — к) подшипники с плавающими втулками могут нести довольно большие осевые нагрузки.
На видах л — н приведен узел шатушю-поршпевого срчления с плавающей установкой осей.
Вид л - поршневой палец плавает в опорах' по'ршня и во втулке шатунной головки (в узле три зазора и два последовательно работающих масляцых буфера).
Вид м —щлавает также втулка шатуна (четыре зазора, три масляных буфера).
Вид и - палец установлен в поршне на плавающих втулках (шесть зазоров; четыре масляных буфера).
405
МНОГООБОРОТНЫЕ И ВИБРОУСТОЙЧИВЫЕ ПОДШИПНИКИ
У подшипников, работающих при высоких частотах вращения (валы турбин 6000—10 000 об/мин, шпиндели внутршнлйфовальных станков 10 000 — 30 000, валы гироскопов 2OOOO — 5OOOO, валы центрифуг до 150000 об/мин), • характеристика режима достигает X = 30 000 -? 50 000, число So <= 10 4- 50. Вследствие малого эксцентриситета вала работа' таких подшипников неустойчива; коэффициент трения имеет очень большую величину (f = 0,05 -? 0,1);
При конструировании многооборотных подшипников возникают две основные задачи: 1) предотвращение вибраций вала и связанных с ними кавитационных процессов; 2) предупреждение перегрева подшипника, обусловленного большим тепловыделением.
Задачи конструирования многооборотных подшипников во многом противоположны задачам конструирования высоконагруженпых, сравнительно малооборотпых подшипников (X — = 500 = 1000; So < I), где обычно приходится добиваться повышения несущей способности' подшипника и увеличения минимальной толщины масляного слоя h,ri„.
При конструировании многооборотных подшипников основной целью является уменьше-шение избыточной величины /imi„ до получения необходимых для безвибрационной работы значений <; < 0,3 -ь 0,4.
В подшипниках, нагруженных силой постоянного направления, безвибрационной работы можно достичь рациональным, направленным на уменьшение So и hmin выбором режимных и конструктивных параметров. Целесообразно применять масла малой вязкости, уменьшать диаметр подшипника (повышение к), увеличивать относительный зазор ф и применять малые значения l/d.
Пусть характеристика режима /."- 50 000. По графику (см. рис. 351) находим, что при / d — 1 безвпбрациоииую работу (с, = 0.3) обеспечивает относительный зазор ф = 0.011. Это-чрезмерно большая величина (для J = 100 мм диаметральный зазор Л — 1,1 мм). Подшипники с таким зазором не могут удовлетворительно работать на режимах пуска и выбега. Коэффициент трения согласно рис. .354 f = 0,22.
Уменьшим //</ до 0.3. Учитывая, что при неизменном диаметре удельная нагрузка к повышается, а величина X уменьшается в 3,33 раза (>.= 15 000), и пренебрегая тем, что у подшипников с //<> = 0,3 безвибраннопное значение ё несколько повышено (см, рис. 349), получаем согласно рис. 351 значение ф = 0,0028 (для <7—100 мм А = 0,28 мм). Толщина масляного слоя limi„ = 0,5-10’-0,0028 100 0,3 - 42 мкм. Коэффициент трения / = 0,018.
При уменьшении диаметра.вала до 50 мм и 1/й =0,3 параметры подшипника принимают удовлетворительные значения (X = 7500; ф = 0,002; А = 0,1 мм; Amin = 15 мкм;/= 0,013).
Другие способы придания виброустойчивости приведены в табл. 32.
Снижения несущей способности (с соответствующим уменьшением относительного зазора) достигают, изготовляя на рабочей или тыльной стороне подшипника полукольцевые (7, 2) или кольцевые (3, 4) канавки, сообщающие зоны высокого и низкого давления, а также продольные канавки, в нагруженной зоне (5, 6), облегчающие истечение масла из этой зоны и ограничивающие дугу несущей поверхности.
Температуру подшипника снижают, применяя плавающие втулки (7), а у неподвижных'втулок — увеличивая циркуляцию масла путем повышения давления подачи и введения в ненагруженной зоне продольных выборок,
406
Мн<л «оборотные и ^иброуетойчивые подшипники
Таблица 32
Зеки s
а) Ь) 8
-нН/
15
0 ф ф ф
Подшипники с полукольцевыми канавками
Подшипники с кольцевыми канавками
Подшипники с выборками в нагруженной области (5, б), плавающие подшипники (7)
Подшипники с выборками в нёнагруженной области
Подшипники с кольцевыми п вафельными канавками
Подшипники.со спиральными, шевронными и перекрестными канавками
Подшипники с ромбическими углублениями (75) и сквозными о 1 версиями (16); пористые подшипники (17)
407
Продолжение табл. 32
Эскиз
27 28
30 31
Схемы многоклиновых подшипников
Чстырехклиновые подшипники {21, 22); ступенчатые подшипники {23)
Подшипники с «лимонными». (24) эллиптическими (25) и овальными {26) отверстиями
Подшипники с многогранной расточкой
Подшипники из колец эллиптической расточит противоположного направления
Миогокливовые подшипники с упругодефор-мируемыми втулками
408
Продолжение табл. 32
сквозных (8, а) пли заканчивающихся у торцов (S’, б). Выборки большой протяженности не только увеличивают истечение масла, но и уменьшают трение (приблизительно пропорционально отношению дуги выборки к окружности подшипника).
Выборки 9 с углом 270°, предупреждая подъем вала за 45° (граничная точка на полукруге Гюмбеля), обеспечивают работу подшипника в устойчивой области.
При нагрузке переменного направления большие зазоры недопустимы. Здесь безвибрационную работу обеспечивают, выполняя поверхность подшипника в виде отдельных несущих площадок, разделенных выборками и расположенных с небольшим радиальным зазором Относительно вала.
Простейшие конструкции такого типа — подшипники с кольцевыми (10) и вафельными (11) несущими поверхностями. Целесообразнее подшипники со спиральными (12), шевронными (13) и ромбическими (14) площадками. Особую разновидность представляют подшипники с ромбическими накатанными углублениями (15), сквозными, расположенными в шахматном порядке отверстиями (16) и пористые (17).
Наиболее широко применяют млогоклиновые подшипники, основанные на принципе гидродинамического ограничения перемещений вала. Несущие поверхности таких подшипников выполняют в виде наклон
409
ных площадок (19) с зазором (в точках наибольшего сближения вала с подшипником), меньшим, чем в обычных цилиндрических подшипниках (28). Давления развиваются одновременно па всех площадках, по на площадках, противоположных направлению нагрузки, давления больше (20). Суммарная нагружаемость подшипника равна разности давлений на нагруженной и пенагружепной стороне подшипника. Если нагрузка меняет направление, то на противолежащих по отношению к нагрузке площадках возникают повышенные давления, противодействующие перемещению вала и гасящие его колебания. Перемещения вала тем меньше, чем выше частота вращения и чем меньше местные относительные зазоры.
Маслоподводящие канавки между клиновыми поверхностями делают сквозными или несколько не доводят до торцов подшипника. Наилучший способ подвода масла — по центральной кольцевой канавке (22). При сквозных выемках возможен подвод масла с торца подшипника.
В подшипниках со ступенчатой несущей поверхностью (23) несущая сила создается в результате нагнетания масла в выемки и дросселирования потока в узких зазорах h0 между валом п подшипником. Глубина выемок /1 равна нескольким сотым миллиметра. Конструкция реверсивная.
Двухклиновые подшипники с «лимонными» (24), эллиптическими (25) или овальными (26) отверстиями применяют редко и только при нагрузке постоянного направления, так как они гасят колебания только в направлении малой осп отверстия и, наоборот, способствуют возникновению колебаний вала в направлении большой оси.
При нагрузке переменного направления необходимо не менее трех клиньев. Втулки с трехгранным отверстием (27) применяют в неразъемных подшипниках. Подшипники с четырехгранной расточкой (28) можно применять в неразъемных и разъемных подшипниках. Конструкция (29) из трех втулок, средняя из которых имеет эллиптическую расточку одного направления, а крайние — противоположного направления, допускает регулирование расположения эллипсов путем поворота среднего кольца.
Конструкции 27 — 29 реверсивные.
Эллиптические лвухклпиовые подшипники могут быть обработаны на обычном расточном станке при наклоне заготовки относительно оси вращения шпинделя на угол а, определяемый из отношения
1 + Vpmax
где =
Дм -л , D5 - <>
- соответственно минимальный и максимальный отно-
сительные зазоры; d — диаметр вала (см. эск. 25).
При обычных значениях ф„,а1/фт;„ = 2 и фт!п — 0,001
cosa = l^-=0,995(a = 6’).
Повторяя процесс с заготовкой, повернутой на 90’ вокруг ее оси, получают четырех-клиновую расточку.
410
Многогранные отверстия получают с помощью копирного растачивания или протягивания, а в Неразъемных подшипниках — посредством тарированной пластической деформации втулки с последующей обработкой наружной поверхности на цилиндр.
Применяют также метод упругой деформации. Втулки с тремя или четырьмя гребешками, обработанными на конус, устанавливают с натягом в коническое отверстие корпуса. При натяге втулка деформируется, принимая соответственно трехгранную (30) или четырехгранную (31) форму. Степень клиновидности можно регулировать,'перемещая втулки в корпусе.
Другой способ основан на упругой деформации стенок втулки под действием давлений в масляном слое. В отверстие корпуса плотно устанавливают втулки с выступами (32, 33). Нсопертые. участки втулки .под действием гидродинамических' сил прогибаются наружу; нагрузку преимущественно несут опертые участки. Степень клиновидности несущих поверхностей в этих конструкциях определяется податливостью стенок втулкй и величиной гидродинамических сил.
Дальнейшим развитием этого принципа являются лепестковые подшипники (34 — 35), у которых несущими поверхностями являются площадки а (лепестки), вырезанные в теле втулки. Под действием гидродинамических сил лепестки отгибаются наружу, создавая масляные клинья.
Втулки устанавливают в корпусах с радиальным зазором, обеспечивающим прогиб лепестков. Возможна плавающая установка.
В сегментных подшипниках' (36, 38) несущими поверхностями являются шарнирно установленные в. корпусе сегментные вкладыши. Благодаря шарнирной установке сегменты автоматически приспособляются к изменениям нагрузки. При увеличении нагрузки передняя (по направлению движения вала) кромка отходит к периферии, а задняя приближается к валу, вследствие чего зазор в этой точке уменьшается и несущая способность сегмента возрастает.
Как и все многоклиновые подшипники, сегментные подшипники обеспечивают виброустойчивость только при малом относительном зазоре (на участках расположения шарниров).
Гидродинамические характеристики подшипника определяются расположением шарниров и сохраняются при всех колебаниях эксплуатационного режима. Несущая способность максимальна, а коэффициент трения минимален, если шарнир установлен на расстоянии I' = 0,58 / (где I — длина сегмента) от передней (по направлению движения) кромки сегмента (36).
В реверсивных подшипниках шарниры устанавливают в центре сегментов (37), что ухудшает их характеристики, или, предпочтительнее, в выемках корпуса (38) с таким расчетом, чтобы сегменты при перемене направления вращения перемещались под действием сил трения в наиболее выгодное положение. Величину зазоров (и положение вала в подшипнике) можно регулировать с помощью винтов 1.
Несмотря на высокие антивибрационные характеристики, сегментные подшипники применяют редко; Изготовление их гораздо сложнее, чем многоклиновых подшипников с неподвижными несущими поверхностями. Вследствие вихреобразования в полостях между сегментами суммарное тепловыделение в них значительно больше, чем в подшипниках с плавными переходами между несущими поверхностями.
411
ВВОД МАСЛА В ВАЛЫ у
На рис. 395, а - е показаны способы ввода масла с торца вала.
При подаче без давления масло вводят по трубке во внутреннюю полость вала, снабженную закраиной для распределения масла по смазочным отверстиям (вид а). ,
Наиболее простой способ подачи под давлением - ввод масла в торец вала через установленную на корпусе крышку (вид б).
На виде в показан способ ввода масла через торцовое уплотнение. Пружина, сжимающая- диск 1 уплотнения, должна быть .достаточно сильной для того, чтобы предупредить отжим уплотняющей поверхности давлением масла.
В конструкции г масло вводится в хвостовик вала через холостую втулку, застопоренную от вращения пластинкой 2, а в конструкций д — через плавающий штуцер 3, зафиксированный от вращения шлицами в корпусе.
В наиболее компактной конструкции е масло подается через втулку, установленную в расточке вала и зафиксированную от вращения шайбой со шлицами 4.
В промежуточных установках масло чаще всего вводят по кольцевой канавке в подшипнике (вид ж), откуда оно поступает через радиальные сверления в полость вала.
Применяют также подачу масла через холостые втулки, зафиксированные на валу (вид з). В конструкции й втулка зафиксирована на корпусе фланцем с радиальными прорезями, в которые входят болты 5 с подголовниками. Конструкция обеспечивает осевую фиксацию втулки при некоторой свободе самоустановки втулки на валу.
При необходимости подачи под высоким давлением масло вводят через установленное на валу уплотнение с разрезными пружинными кольцами (вид к). Корпус колец затягивают на валу между буртиком и распорной втулкой.
Если невозможно затянуть корпус (случай гладкого вала), то корпус делают плавающим и фиксируют в продольном и окружном направлениях болтами 6 с подголовниками, входящими в радиальные прорези фланца корпуса (вид л). Для уплотнения внутреннюю поверхность корпуса заливают баббитом. '
На виде .« показано уплотнение разрезными пружинными кольцами для ввода масла отдельно в две концентричные полости вала (например, для привода установленных на валу гидравлических сервомеханизмов).
КАНАЛИЗАЦИЯ МАСЛА В КОЛЕНЧАТЫХ ВАЛАХ
В коленчатые валы масло чаще всего вводят через коренные подшипники, откуда оно по радиальным сверлениям поступает во внутренние полости коренных шеек и затем по отверстиям в щеках подается в полости шатунных шеек для смазки шатунных подшипников. Часть масла отводят из кольцевой канавки подшипников по центральному отверстию в стержне шатуна для смазки поршневого пальца.
Масло из коренной опоры подается по наклонным трубкам в кольцевую канавку шатунного подшипника, откуда поступает в сверление в стержне шатуна (рис. 396, а), При такой конструкции, увеличивается скорость подачи масла к смазочным точкам в пусковые периоды. Прочистка масляной системы очень проста и осуществляется крацеванием трубок.
В конструкции б использовано вращение вала для центрифугирования масла. Масло из коренной опоры поступает по наклонной трубке в закрытую заглушками полость шатунной шейки, где подвергается центрифугированию. В шатунный подшипник масло подается по радиальной трубке, опущенной в полость шатунной шейки. Осадки остаются в верхней части полости. Недостаток конструкции — ослабление щек вала резьбой под заглушки.
В конструкции в полости коренных и шатунных шеек закрыты коническими заглушками; для облегчения притирки к седлам заглушки снабжены цилиндрическими выступами. Масло вводится по наклонным отверстиям, просверленным через верхние грани щек, затем поступает в шатун-
413
Рис. 396. Канализация масла в коленчатых валах
ную шейку и подается в шатунные подшипники через радиальные отверстия. При расположении отверстий ниже оси шатунной шейки достигается определенный центрифугирующий эффект.
Масло, содержащееся в полостях коренных и шатунных шеек, обеспечивает питание в пусковые периоды.
414
В конструкции г заглушки из легкого сплава установлены на плотной посадке в цилиндрические отверстия шеек и застопорены болтами. Для облегчения демонтажа в заглушках проделаны нарезные отверстия. Масло подается через прямые отверстия в щеках вала, сверление которых проще, чем сверление косых отверстий.
Особенность данной конструкции заключается в том, что масло подводится в шатунную шейку с двух сторон, из обеих смежных коренных опор.
В конструкции д в полостях коренных и шатунных шеек для ускорения подачи в пусковые периоды установлены вытеснители — тонкостенные стальные гильзы 1, укрепленные завальцовкой. Конструкция неразборная; масляную систему вала можно промывать только шприцеванием.
В конструкции е вытеснители разборные. Конструкции <), е применимы только в коленах, расположенных под углом одно к другому. При шейках. расположенных в линию (шатунные шейки средней опоры валов), устанавливать вытеснители затруднительно.
В конструкции ж применимы короткие легкосъемные вытеснители.
На виде з масло вводят через коренную опору передней или задней шейки и пропускают через вал, где оно подвергается центрифугированию последовательно во всех коленах. К коренным подшипникам масло подводится через радиальные сверления в валу. В шатунных шейках установлены патроны 2, в которых скапливаются осадки. Патроны периодически снимают для очистки.
В смешанной системе масло подводят в каждую вторую коренную опору. В промежуточные коренные опоры, а также в шатунные шейки поступает центрифугированное масло.
УПОРНЫЕ ПОДШИПНИКИ
По функциональному признаку различают следующие упорные подшипники скольжения:
торцовые опоры, служащие для фиксации валов в осевом направлении и несущие незначительные нагрузки при умеренных частотах вращения;
упорные подшипник щ предназначенные для восприятия больших осевых сил при повышенных частотах вращения.
Торцовые опоры выполняют в виде фланцев на втулках или шайб, опирающихся на торцы радиального подшипника. Трение в них обычно полужидкостное.
Упорные подшипники делают в виде опор жидкостного трения с гидродинамической или гидростатической смазкой.
Упорные подшипники, устанавливаемые на вертикальных валах, объединяют под общим названием подпятников.
Торцовые опоры
В простейших конструкциях торцовых опор несущей поверхностью служит фланец на втулке подшипника, в который упирается буртик (рис. 397, и) пли насадной диск (вид б) вала.
Фланцы большого диаметра усложняют изготовление подшипников.
415
Рис. 397. Торцовые опоры
Если корпус подшипника изготовлен из твердого металла (сталь, чугун), то часто ограничиваются упором вала в обработанные торцы корпуса (вид в). В корпусах, изготовленных из мягких сплавов или металлов с плохими антифрикционными свойствами, на торцах подшипников устанавливают шайбы бронзовые (вид г) или биметаллические (вид д)—стальные диски с заливкой антифрикционным металлом.
Шайбы делают толщиной (0,05-0,1)7), где D - наружный диаметр шайбы-(нижние пределы для шайб диаметром до 50 мм, верхние -больше 50 мм).
Толстые шайбы стопорят штифтами, запрессованными в корпус и входящими в отверстия (виды г, д) или пазы .(вид е) шайбы. Концы штифтов утапливают по отношению к поверхности трения на величину s > 0,5 мм, учитывая врзможность ее износа. Выходящие на поверхность трения кромки Отверстия должны быть скруглены.
В конструкции ж штифт вынесен за пределы несущей поверхности и, следовательно, высота его свободного конца не ограничена. Однако этот способ требует значительного увеличения диаметра шайбы.
Для фиксации шайбы в плоскости, перпендикулярной к оси вала, необходима установка двух диаметрально противоположных штифтов, а в конструкциях е, ж — трех штифтов, расположенных под углом 120°.
Если шайбы центрированы по втулке подшипника (вид з) или в корпусе (вид н), то достаточно одного стопорного штифта.
Центрирования шайбы по валу (вид к) следует избегать, так как крутящий момент трепня, проворачивая шайбу относительно стопорного штифта, вызывает местный износ вала.
- Поверхности трения упорных фланцев и шайб, работающих при небольших нагрузках, обычно смазывают маслом, вытекающим из торцов подшипника. Для увеличения прокачки масла в подшипниках проделывают продольные канавки (вид л) или подводят масло непосредственно под упорную шайбу из отверстия в валу (вид м).
Тонкостенные (1,5 — 2 мм) шайбы стопорят высечками на наружной (рис. 398, а, б), средней (вид в) или внутренней (виды г, д) окружностях шайбы, входящими в пазы корпуса (рис. 399, а — ж). Для центрирования
416
Рве. 398. Фиксация тонкостенных шайб
а) 6) в} г) 3) е) ж) з)
Рас. 399. Фиксация тонкостенных шайб
е) ж) з) и) к)
Рис. 400. Маслораспределительные канавки
шайб необходимо не менее трех пазов. При центрировании по втулке подшипника (рис. 399, з) достаточно одного паза.
На поверхностях трения (обычно на поверхности из мягкого материала) проделывают маслораспределительные канавки, сквозные (рис. 400, а) или глухие (вид б). Косые (вид в) и спиральные (вид г) канавки с наклоном по направлению вращения увеличивают прокачку масла, а с противоположным наклоном — уменьшают.
Канавки делают глубиной s = 0,3 -г 0,6 мм для толстых из = 0,1 -г 0,3 мм для тонких шайб (вид е) и снабжают скосами под углом а = 5 -г- 15° по направлению вращения (виды е, ж). В реверсивных узлах скосы делают по обе стороны канавки (виды д, з — к).
14 Орлов П. И., кн. 2 417
Ошибочно считают, что эти скосы создают гидродинамический масляный клин. В действительности несущая масляная пленка возникает лишь при углах наклона не более 5' —10', выполнимых только на шайбах большого диаметра.
Несущая способность торцовых опор
Р = 10-2 к [0,785 (П2 -rf2)-F],
гдс.-D и d — наружный и внутренний диаметры шайбы, мм; F — суммар-
2
ная площадь маслораспределительных канавок, мм , к — допустимая удельная нагрузка (к = 1 ~ 3 кгс/см2). г
В иенагружениых торцовых опорах нередко возникают случайные, не поддающиеся определению нагрузки, обусловленные неточностями изготовления и монтажа (торцовое биение опорных поверхностей вала и подшипника, перекос вала и т. д), вызывающие износ опорных поверхностен.
В конструкции а (рис. 401) прямозубое цилиндрическое колесо оперто на узкий кольцевой буртик подшипниковой втулки. Несмотря на отсутствие расчетных осевых сил (за исключением незначительного веса колеса), буртик быстро изнашивается. В правильной конструкции .(вид б) втулка выполнена с фланцем большого диаметра.
В узле установки колеса на горизонтальной оси (вид в) ошибка, заключающаяся в недостаточности опорных поверхностей, усугублена тем, что одна из опорных поверхностей образована торцом кольцевой гайки, обеспечить перпендикулярность которого относительно оси подшипника практически невозможно.
В правильной конструкции (вид г) зубчатое колесо зафиксировано упором в шайбы большого диаметра.
Если колесо нагружено осевыми силами (случай косозубого зубчатого колеса, вид б),'то обязательно применение антифрикционной пары (бронзовый фланец 1, опирающийся на стальную шайбу 2).
При двухсторонней фиксации вала (фиксирующие подшипники) необходимо предусматривать осевой Зазор для компенсации тепловых деформаций и колебаний осевых размеров вала и подшипника.
В узлах, работающих при умеренных температурах, зазор в среднем делают s = (0,003 4- 0,005) L, где L - длина подшипника (рис. 402, а).
Для подшипников,' работающих при повышенных температурах и особенно, установленных в корпусах из легких сплавов, к этой величине необходимо прибавить температурный зазор s(, учитывающий изменение осевых размеров системы при нагреве:
5/ L 0^ (fK to) (tB tq)J ,
Рис. 401. Конструкции торцовых опор
418
Рис. 402. Фиксирующие подшипники
где L — длина подшипника, мм; и otB - коэффициенты линейного расширения материалов соответственно корпуса и вала; tx и tB — рабочие температуры соответственно корпуса и вала; t0 — температура сборки.
Пусть L= 100 мм; ак = 24-10~6 (алюминиевый сплав); ав = 11 • 10'6 (сталь); tK = tB = 90°С; t0 = 20°С. Тогда i, = 100(24 - 11) 10"6 (80 - 20) к 0,1 мм.
Принимая холодный зазор s = 0,003 L = 0,3 мм, находим общий зазор s + s, = 0,3 + 0,1 = -- 0,4 мм.
При необходимости регулирования осевого зазора упорный диск устанавливают на калибровочных шайбах 1 (вид б).
Для точной фиксации применяют упорные шайбы двухстороннего действия (виды в, г). Осевой зазор при этом может быть доведен до нескольких сотых миллиметра.
В сильно нагруженных подшипниках целесообразно применять сферические опорные шайбы (вид д).
Подшипники с плавающими шайбами
При повышенных частотах вращения, когда возникает опасность перегрева подшипника, применяют плавающие шайбы. В простейшем подшипнике одностороннего действия (рис. 403, «) бронзовая плавающая шайба 2 установлена между насадным диском 1 вала и стальным неподвижным диском 3. Масло подводится через отверстие в валу и по клиновым выборкам в шайбе поступает на поверхности трения.
Рис. 403. Подшипники с плавающими шайбами
14*
419
При очень высокой частоте вращения для уменьшения тепловыделения устанавливают последовательно несколько плавающих шайб.
В многодисковом подшипнике одностороннего действия (вид б) бронзовые плавающие шайбы 5 центрированы ступицами ни штуцере 4, запрессованном в вал. Между ними установлены стальные плавающие шайбы 6 с клиновыми выборками, центрированные по наружным поверхностям ступиц. Пакет шайб опирается с одной стороны на диск штуцера, а с другой — на бронзовую шайбу 7 со сферической опорной поверхностью.
В подшипнике двухстороннего действия (вид в) нагрузку воспринимают пакеты чередующихся бронзовых и стальных шайб, расположенные по обе стороны упорного диска 8 вала. Система замыкается бронзовыми самоустанавливающимися шайбами 9 и 10.
Суммарное тепловыделение в подшипниках с плавающими дисками меньше, чем в подшипниках с неподвижной опорной поверхностью, в 2 раза при одном плавающем диске, в 3 раза при двух и т. д. Многодисковые подшипники могут работать при очень высокой частоте вращения (~ 20000 об/мин).
Гребенчатые подпалинки
Гребенчатый подшипник Представляет собой ряд дисков, выполненных заодно с валом (рис. 404, а) или, чаще, на насадной втулке (вид б), входящих в кольцевые выточки корпуса, изготовленноТо из антифрикционного материала. В крупных подшипниках поверхности трения корпуса заливают баббитом или свинцовой бронзой. Между каждым диском и рабочими поверхностями оставляют зазор несколько сотых миллиметра.
Несущая способность подшипника (в предположении равномерного распределения нагрузки .между дисками)
F = 10'2Kz(D2~d2),
где D и d- наружный и внутренний диаметры поверхностен трения, мм; к ~ допустимая удельная нагрузка, кгс/см2; z - число поверхностей трения.
Рис. 404. Гребенчатые подшипники
420
Масло подводят к каждой поверхности трения обычно по радиальным сверлениям в валу (рис. 404, а) и в насадной втулке (вид 6). Должен быть обеспечен сток отработавшего масла из каждой рабочей полости.
Конструкции а, б предназначены для радиальной сборки (корпус, разнимающийся в меридиональной плоскости). При осевой сборке диски вала и гребенки корпуса делают наборными (вид в). Масло подводят через торцовые канавки h, профрезерованные на дисках. Корпусы сажают в постели жестко (виды а - в) или, предпочтительнее, на самоустанавливающихся опорах (вид г).
Основное условие правильной работы подшипника (одновременное прилегание всех дисков к опорным поверхностям) вызывает повышенные требования к точности обработки. Рабочие поверхности вала и корпуса обрабатывают гребенчатыми резцами и притирают в сборе. В конструкциях с наборными дисками осевые размеры дисков выполняют с жесткими допусками.
Подшипники со сферическими упорными поверхностями
\ Особый вид упорных подшипников представляют подшипники, воспринимающие нагрузку путем упора в сферу с центром по оси вращения вала. Так как площадка контакта очень мала, то скорость относительного движения в пятне контакта незначительна.
Несущая способность таких подшипников определяется величиной контактного напряжения по Герцу, которое зависит от формы соприкасающихся поверхностей. Наиболее высокие напряжения возникают при контакте двух сфер, меньшие - при контакте плоской поверхности со сферой и наиболее низкие — при контакте сферы со сферической вогнутой поверхностью радиусом, равным 1,01-1,02 R сферы. Во всех случаях напряжения уменьшаются с увеличением диаметра сфер.
Опорные тела изготовляют из шарикоподшипниковых сталей типа ШХ15, ШХ15СГ и подвергают термической обработке до твердости HRC 62-65.
Допустимую нагрузку па сферы принимают в пределах 0,01-0,02 от разрушающей нагрузки при сжатии. Для сферы диаметром, например, 10 мм разрушающая нагрузка при сжатии между двумя плоскостями равна 5 • 10 кгс, допустимая нагрузка (0,01 ч- 0,02) 5 • 104 = 500 /- 1 000 кгс.
Разновидности сферических упоров -представлены на рис. 405, В конструкции а сферический наконечник, запрессованный в вал, опирается на плоскую пяту, .установленную в корпусе. Конструкция б со сферической
, Рис. 405. Нодишиики со сферическими укорными поверхностями
421
цятой отличается более высокой несущей способностью. Конструкция в с полной сферой обладает тем преимуществом, что сфера вследствие практически всегда имеющейся несоосности опорных поверхностей проворачивается при работе и износ распределяется достаточно равномерно по поверхности сферы. В конструкции г сфера дополнительно фиксируется с помощью втулки, центрируемой по нижней пяте.
В конструкции д с плавающим сухарем и упорными сферическими поверхностями большого радиуса скорость относительного движения на площадках контакта уменьшается примерно в 2 раза. Опоры, предназначенные для восприятия больших осевых сил при повышенных частотах вращения, выполняют в виде пакета самоцентрирующихся плавающих менисковых шайб (вид е).
Подшипники со сферическими опорами применяют при односторонней нагрузке преимущественно в узлах с вертикальными валами, где легче обеспечить самоцентрирование сферических .тел трения.
Гидравлические подпятники
В гидравлических подпятниках осевую нагрузку воспринимает масляная подушка в замкнутой полости, питаемой насосом. Вал поддерживается в постоянном вертикальном положении посредством маслораспределительных устройств.
В простейшей конструкции (рис. 406, а) масло подается в кольцевую канавку т подпятника, откуда через лыску п и радиальное отверстие в валу поступает в замкнутое пространство под торцом вала. Положение, изображенное на рисунке (кромка лыски касается кромки кольцевой канавки), является равновесным: маслоподводящая канавка перекрыта; масло под торец вала не подается. При опускании вала радиальное отверстие сообщается с кольцевой канавкой, масло поступает под торец вала, возвращая его в исходное положение. Таким образом, вал непрерывно колеблется с небольшой амплитудой возле равновесного положения.
Лыска, обеспечивающая открытие сразу больших сечений, способствует уменьшению амплитуды колебаний.
Упорная шайба 1, расположенная с небольшим зазором относительно фланца подпятника, служит для фиксации вала на стоянках.
В конструкции б подпитка масляной подушки осуществляется посредством игольчатого клапана, управляемого валом. Равновесным является положение, когда торец вала слегка прикасается к хвостовику клапана, на- х<^дящегося в закрытом состоянии. При опускании вал открывает клапан и масло поступает в полость, возвращая вал в исходное положение.
Рис. 406. Гидравлические подпятники
422
Несущая способность гидравлических подпятников зависит от давления подачи масла и площади сечения вала. При давлениях 30 — 40 кгс/см2 нагружаемость сравнима с несущей способностью механических подпятников тех же радиальных размеров.
Если диаметр </ = 50 мм; давление подачи р = 30 кгс/см2, то несущая способность Р = = 0,785 = 0,785-'52 -30 = 600 кгс.
Трение (имеется-в виду трение по масляной подушке) незначительно.
Если масляная подушка питается от насоса с независимым приводом, то в периоды пуска и выбега полужидкостное трение да шайбе 1 отсутствует.
Недостатками гидравлических подпятников являются высокое давление масла, относительно большая затрата мощности на создание масляной подушки и недостаточно точная фиксация вала в осевом направлении.
Гидравлические подпятники применяют для валов небольшого диаметра (в среднем до 50 мм), нагруженных силами до 1000 кгс. При больших нагрузках целесообразно применять энергетически более выгодные гидростатические подшипники (см. стр. 443).
Гидродинамические упорные подшипники —
Подшипники с наклонными несущими поверхностями
Схема подшипников с наклонной несущей поверхностью показа-
на на рис. 407. Плоскость 1 движется со скоростью v относительно неподвижной поверхности 2 длиной L и шириной В, наклоненной под углом ot. Масло, увлекаемое плоскостью, попадая в суживающий зазор, стремится растечься к боковым торцам и входной кромке поверхности 2. Силы вязкости масла, препятствующие течению, вызывают повышение давления в масляном слое (эпюра сверху). Оставшееся после истечения масло, проходя через самое узкое место зазора, отодвигает плоскость 1 от наклонной поверхности, создавая непрерывно возобновляемый масляный слой, минимальная толщина которого равна /i0. Давление, развивающееся в масляном слое, позволяет системе выдерживать нагрузки, Перпендикулярные к направлению движения. Равнодействующая R сил давления масляного слоя находится на расстоянии I = (0,55 0,65) L от передней кромки наклонной поверхности.
Обязательное условие образования масляного клина — плавное закругление передней (по направлению движения) кромки несущей поверхности.
Минимальная толщина h0 масляного слоя пропорциональна вязкости масла г), скорости движения v, обратно пропорциональна нагрузке Р и зависит от отношения L/В и угла наклона а. Если /;□ превышает критическую величину /;кр, при которой возможно соприкосновение металлических поверхностей, то в подшипнике происходит чисто жидкостное трение.
Как показывает теория, несущая способность определяется безразмерным фактором (числоГюмбеля) '
г.. Ph2o kh20
, U r\vLB2 тц'-В ’
(150)
423
Рис. 407. Схема подпятника с масляным клином
Рис. 408. Зависимость Gii от Ло/( при различных L/B
где Р - осевая нагрузка, кгс; т] - вязкость масла, кгс .с/м2; v - скорость движения, м/с; L и В — соответственно длина и ширина наклонной поверхности, м; h0 — минимальная толщина масляного слоя, м; к = P]LB -удельная нагрузка, кгс/м2. /
Несущая способность подшипника согласно уравнению (150)
P = . (151)
Йо
На рис.. 408 приведена для различных L/В зависимость величины Gii от /10/г, где t — максимальная высота скоса. Значение Gu (а следовательно, и несущая способность подшипника) максимально (Gu = 0,07) при й0/г = = 0,8 и L/B = 1. Коэффициент трения при этом близок к минимальному.
Небольшие отклонения от оптимальных значений существенно не влияют на величину Gii. При h0/t = 0,6 ч- 1,2 (заштрихованная область на графике) и L/B = 1 ч- 1,4 величина Gii колеблется в пределах 0,065-0,07. Этих значений й0Д L]B и следует придерживаться при ' проектировании.
На том же графике построена кривая i/L(I — расстояние равнодействующей сил давления от передней кромки наклонной поверхности). При оптимальном значении h0/t = 0,8 (точка А) отношение 1/L = 0,58.
В подшипниках описываемого типа (t = const) отношение fi0/t, а с ним и Gii изменяются при колебаниях рабочего режима вследствие изменения Ло. Опасно уменьшение Ло (увеличение нагрузки, падение вязкости масла), поэтому для создания резерва несущей способности целесообразно при расчете на номинальном режиме применять несколько' повышенные значения Ло/Г = 1 1,2 с тем, чтобы при увеличении нагрузки подшипник переходил в оптимальный режим.
424
Коэффициент трения
/=з
(152) '
Секундная работа трения
N = Pfv = 3 Pv
(153)
Секундное тепловыделение
*-4^007',»Ж
Секундное истечение масла из-под наклонной поверхности
2 = 0,7-103BiV?o.
(154)
(155)
Уравнение теплового баланса (в предположении, что вся теплота поглощается маслом)
К = Qpc\t - t0),
(156)
где р - плотность масла, кг/л; с - теплоемкость масла, кал/(кг°С); t0 и t -температура масла соответственно на входе и на выходе из подшипника.
Средняя температура масляного слоя
tCp = 0,5 (t + to)- (157)
В дисковых упорных подшипниках наклонные поверхности выполняют в виде сегментов, разделенных маслоподводящими канавками (рис. 409). . Обычно число сегментов 6 — 8.
Ширина сегмента
B = 0,5(D-d), (158)
где D и d - наружный и внутренний диаметры диска.
Скорость по средней окружности
соДр , Tindf-p U = 2 = 60 ’
где св — угловая скорость вала; п — частота вращения вала, об/мин.
Длина сегмента по средней окружности
' (159)
z 2 z
425
Рис. 409. £хема дискового упорного подшипника
Рис. 410. Зависимость D/d от z при различных L/B
где z —число сегментов; 0 — коэффициент использования окружности,
ndcp — zm _ zm
лг/ср лс/Ср
(160)
где т — ширина маслонодводящих канавок по средней окружности (с уче-' том галтелей на кромках канавок). Обычно 0 = 0,8 ч- 0,85.
Из уравнений (158) и (159) получаем
D В
d ~ L 2 _ /
В л0
(161)
На оснований этого выражения построен график (рис. 410). зависимости D/d от z при различных отношениях L/В (принято 0 = 0,85). Область наиболее употребительных значений L/В и D/d заштрихована.
Суммарная несущая способность опоры согласно уравнению (151)
D _ ^LB2 h20
riiiBF2
Gu = Gu
60 ко
(162)
или
Р = 0,017
ho
(163)
426
где г] — вязкость масла, сП; F — несущая площадь подшипника, см2; /10 - минимальный зазор, мкм, п — частота вращения вала, об/мин.
Значения Gil находят по графику (см. рис. 408) в зависимости от принятых li0/t И L/B. При оптимальных величинах hal = 0,6 4- 1 и L/B - 1 (Gii ® 0,07) формула (163) принимает вид
Р = 1>2.Ю-э^ ho
(164)
где обозначения те же, что и в формуле (163).
Как видно из выражений (163) и (164), нагружаемость опоры резко повышается с увеличением несущей площади F к уменьшением минимального зазора й0.
Угол а наклона несущей поверхности определяется из выражения
tga = р (165)
При оптимальном значении г = 1,25 Ло
1,25 Ло
tga = (166)
При обычных в дисковых опорах отношениях h0/L— 0,00025 4- 0,0005
tg a = 0,0003 4- 0,001 (a = 1 4- 4').
При проектном расчете обычно бывают заданы нагрузка Р, частота вращения и, вязкость масла Т|; требуется найти размеры опоры.
Минимальную величину Ло (мкм), обеспечивающую жидкостное трение, определяют по эмпирической формуле '
Ло = a J/5,7.
(167)
При тщательном изготовлении и сборке я = 0,7 4- 1, для опор рядовой точности а = 1 4-1,5.
Задаваясь приблизительным значением г/ср, определяют по этой формуле й0 и, принимая предварительно 0 - 0,85, находят по формуле (163) несущую площадь подшипника F.
Выбирая d по конструктивным соображениям, вычисляют отношение D/d по формуле
(168)
и по графику рис. 410 определяют ближайшее целое число сегментов z (желательно четное); обеспечивающее приемлемые значения L/B = 14-1,4.
После этого уточняют величину 0 и при необходимости производят перерасчет.
Наружный диаметр
ZJ = (Л/4)41
Средний диаметр.
dcp = 0,5(D + d).
427
Если *«лйчии* d„ значительно отличается от величины, принятой при определении h0 по формуле (163), то производят перерасчет.
Удельная нагрузка на несущих поверхностях
Р zBL'
В исполненных конструкциях удельная нагрузка в среднем составляет 20-50 кгс/см2/ а при тщательном изготовлении и монтаже достигает 100 кгс/см2.
Согласно формуле (152) коэффициент трения-
7.6,7-10-’3-10-»^- 1Н-. (169)
У кВ В У Gu
Угол наклона а по формуле (165)
ftp
L " L(/i0/t) '
(170)
При проверочном расчете (заданы размеры и режим подшипника) определяют величину hQ и сравнивают ее с допустимым, значением по формуле (167).
Тепловой расчет ведут методом последовательного приближения. Задаются пробным значением средней температуры масляного слоя, находят (для заданного сорта масла),рабочую вязкость масла и вычисляют секундное тепловыделение по формуле (154).
Суммарное секундное истечение масла,
(171)
где z - число сегментов; Q -"истечение масЛа из-под сегмента, определяемое по формуле (155).
По уравнению теплового баланса (156) находят среднюю температуру гср масляного слоя. Если полученное значение fcp отличается- от предварительного, то расчет ведут -вновь до совпадения.
Основные разновидности подшипников с наклонными опорными поверхностями показаны на рис. 411, а — д. На схемах приведены максимальные значения Gii.
Для облегчения изготовления сегменты обычно выполняют с плоскими площадками т (вид б), являющимися базой для обработки наклонных поверхностей. Гидродинамическая оптимальная ширина площадки 0,2 L. Остальные геометрические соотношения, несущая способность, а также порядок расчета сегментов с плоскими площадками такие же, как для наклонных сегментов.
Сегменты реверсивных опор выполняют с двумя симметричными скосами противоположного наклона-(вид в). Несущая способность их приблизительно в 2 раза меньше, чем сегментов с односторонним скосоД. Коэф
фициент трения выше, чем у одноклиновых опор
428
Рис. 411. Схемы подшипников с ивилонными 'опорными поверхностями
Реверсивные подшипники синусоидального профиля (вид г) при одинаковом 7i0/t обладают несколько большей несущей способностью, чем подшипники с двухсторонними скосами. Механическая обработка их значительно сложнее. В конструкции д волнистость создается упругой деформацией несущего диска 1 посредством клиньев 2. Конструкция допускает регулировку величины t0.
Целесообразнее реверсивные опоры с промежуточной плавающей шайбой 2 (рис. 412, а), установленной между упорным диском 1 вала и неподвижной опорной поверхностью 3. На верхней и нижией поверхностях шайбы проделаны зеркально обращенные скосы. При вращении упорного диска по часовой стрелке (вид б) масляные клинья образуются на верхней стороне шайбы. На противоположной стороне, где гидродинамический эффект отсутствует, возникает полужидкостное треийв, удерживающее шайбу относительно опорной поверхности 3,
При Вращении вала в обратном направлении (вид в) шайба вращается вместе с упорным диском 1 вала по масляным клиньям, образующимся на поверхности 3,
Несущие поверхности подшипников небольшого и среднего размеров выполняют в виде дисков из антифрикционной бронзы с фрезерованными наклонными площадками и маслораспределительными канавками. В серийном производстве рабочие поверхности изготовляют холодным калибровочным штампованием, которое обеспечивает высокую точность и малую шероховатость поверхностей.
429
Рис. 412, Реверсивный подшипник с промежуточной плавающей шайбой
Рис. 413. Диски с наклонными несущими поверхностями
Несущие поверхности подшипников с постоянным направлением вращения делают с односторонними скосами (рис. 413, а), реверсивных подшипников — с двухсторонними (вид б),
Глубина маслоподводящих канавок к = 1 4-1,5 мм, ширина т = 2 4- 5 мм. Кромки канавок скругляют плавными галтелями; на внутренней окружности дисков снимают фаски под углом 45° с катетом, по меньшей мере равным т.
Диски подшипников, несущих нагрузку постоянного направления, центрируют в корпусе по наружному диаметру и стопорят от вращения штифтами (рис. 414, а). При наличии в системе осевого зазора целесообразнее крепить диск затяжкой с помощью шайбы 1 (вид б), устанавливаемой на упругой прокладке 2. Центрирующий диаметр D± при этом должен быть больше диаметра D рабочей поверхности.
Масло подводят к рабочим поверхностям через вал (вид а) или корпус (вид б).
Диски подшипников двухстороннего действия крепят обычно затяжкой. Для выхода масла предупреждают кольцевые канавки (вид в) или рабочие поверхности делают выше крепежных (вид г).
Масло подводят из корпуса по радиальным отверстиям в диске (виды в, г) или через вал (вид б).
430
Рис. 414. Установка дисков в корпусах
Рис. 415. Самоустанавливающийся сегментный подшипник двухстороннего действия
Для устранения перекосов опорные шайбы целесообразно устанавливать на сферах (вид е).
В крупных подшипниках сегменты . делают наборными (рис. 415); рабочую поверхность сегментов заливают баббитом или свинцовой бронзой.
Одно- и двухклиновые упорные подшипники
Простейший способ образования одноклиновых опор состоит в придании поверхности диска 1 (рис. 416, а) или опорной шайбы 2 (вид б) регламентированного перекоса относительно плоскости вращения. Между поверхностями образуется клиновидный зазор, расширяющийся в окружном направлении по обе стороны от точки А наибольшего сближения поверхностей и в радиальном направлении по мере приближения к центру. Если угол клина по окружности достаточно мал, то в суживающейся по направлению вращения части зазора возникает гидродинамическое давление, распространяющееся на угол ~ 60° от точки А в сторону, противоположную вращению (заштрихованные площадки). Давление максимально в точке А и падает в окружном и радиальном направлениях по мере увеличения зазора.
Рис. 416, Одиоклнновые опоры с косыми поверхностями
431
При косом диске зона давления перемещается вместе с валом относительно шайбы, а при косой шайбе неподвижна.
Масло обычно вводят через центральные отверстия в валу или шайбе.
Наклон поверхностей определяется условием равенства угла клина по окружности гидродинамическому углу a (tg а = 0,0003 - 0,001). •
Торцовое биение Ь диска (или шайбы)
b = -y-tga.
Угол <р перекоса шайбы
tg<p = — ytgoc. (172)
Если, например, tg а = 0,0006 и d = 100 мм, то
tg<p = 1,57-0,0006 «0,001;
b = 0,001 • 100 = 0,1 мм.
Поверхность, противоположная наклонной поверхности, должна быть строго перпендикулярна к оси вращения. Если обе поверхности выполнены с наклоном (рис. 416, в), то вал приобретает колебания в осевом направлении с амплитудой b и с частотой, равной частоте вращения.
Если углы наклона поверхностей диска и шайбы близки по абсолютной величине, то один раз за каждый оборот (при совпадении наклонов) клиновидность зазора становится равной нулю (вид г), вследствие чего в подшипнике периодически возникает полужидкостное трсиие.
/
Недостатком одноклиновых подшипников является эксцентричное приложение равнодействующей сил давления масляного слоя (эксцентриситет в среднем равен 0,8 D/2). Вал подвергается изгибающему моменту Мизг ® « 0,4 Р (г!де Р — осевая сила) в плоскости при косом диске — неподвижной, а при косой шайбе — вращающейся относительно вала.
Центральное приложение силы обеспечивают двухклиновыеопо-р ы. Наиболее простой способ образования двух клиньев *- придание поверхности диска или шайбы слегка вогнутой (рис. 417, а, г) или выпуклой (виды б, в) цилиндрической формы. Зоны давления при этом расположены симметрично в квадрантах, примыкающих к точкам А наибольшего сближения со стороны, противоположной направлению вращения. Величина b в этих подшипниках должна быть вдвое меньше, чем в одноклиновых. Плоские поверхности должны б^пь строго перпендикулярны к оси вращения.
Подшипники этих типов используют для восприятия небольших нагрузок, когда применение более сложных многоклиновых опор экономически не оправдано.
Другой способ образования масляных клиньев — установка опорных шайб на сфере. Масляный клин образуется в результате наклона шайбы при ее перемещениях в сферическом ложе.
432
Рис. 417. Двухклиновые опоры с цилиндрическими поверхностями
Рис. 418. Схема образования масляного клина в подшипниках со сферической опорой
Наиболее простой способ получения наклона заключается в регламентированном смещении оси1 стопорного штифта на ложе относительно оси гнезда под стопорный штифт на шайбе.
Если расположить ось стопора выше оси гнезда на расстояние Дй (рис. 418, а), то шайба при установке на штифт приподнимается по ложу, причем образуется зазор, клиновидно расширяющийся от точки А наибольшего сближения шайбы и диска (вид б). В квадранте, примыкающем -к точке А со стороны набегания диска, образуется зона давления (вид в).
Если стопор расположен ниже центра гнезда, то шайба при установке опускается по ложу и клиновидный зазор образуется на нижней стороне шайбы.
При стопорении двуМя штифтами, входящими в пазы шайбы, наклон достигается смещением штифтов на расстояние Дй по отношению к центру ложа (вид г) или сдвигом штифтов на Дй по отношению к горизонтальной оси ложа (вид д).
Определим величину Дй, обеспечивающую создание гидродинамического клина.
Пусть расстояние центра гнезда (точка А, рис. 419, а) от оси шайбы
Л = Ксф sin р = nDsin р, (173)
где р — номинальный угол установки штифта; Лсф — радиус сферы; а = Ясф/'Д — отношение радиуса сферы к диаметру D шайбы, (а = 0,8 -=• 1).
При обычном расположении'штифта по средней окружности шайбы
h = 0,5 Jcp = 0,25 (D + ф
433
Рис. 419. К определению Ай
и согласно формуле (173)
h O,25(l + d/D) sin р = --= --------------.
Исф а
Пусть центр штифта (точка А) расположен со смещением A h, т. е. на расстоянии h + A ft от оси ложа, При установке на штифт (совмещение точек А и А', вид б), шайба перекашивается на угол <р, определяемый из выражения
sin (Р + <р) =
h + A h
aD
Подставляя в зто выражение значение h из уравнения (173), получаем
Aft = aD [sin (Р + <p) — sin р].
(174)
Для создания гидродинамического клина должно быть выдержано условие
tg ф = 0,5 л tg а,
где а — гидродинамический угол (tg а = 0,0003 ч- 0,001).
Пусть D = 100 мм; d/D<= 0,5; а = 1 и tg а = 0,0006 (а = 2'20"). Тогда
sin Р = 0,25 (1 + 0,5) = 0,375 (Р = 22°); tg ф = 1,57-0,0006 « 0,001 (ф = 3'30").
Из выражения (174) получаем
Mi = aD [sin (Р + ф) - sin р] = 100 [sin 22=3'30" - sin 22"] = 100 (0,376 - 0,375) = = 100-0,001 = 0,1 мм.
Таким образом, смещение, необходимое для создания гидродинамического клина, весьма незначительно и при рядовой точности изготовления лежит в пределах допусков. В исполненных конструкциях почти всегда наблюдается смещение такого порядка и, следовательно, в большей или меньшей степени обеспечивается гидродинамическая смазка. Главным образом этим и объясняется давно замеченная, но не находившая объяснения повышенная несущая способность шайб на сферических опорах. Регламентируя смещение, можно обеспечить устойчивую гидродинамическую смазку с оптимальными параметрами.
При стопорении сферических шайб одним штифтом гидродинамический клин создаётся также в результате перемещения Шайбы силами трения.
Шайба, застопоренная штифтом 1 (рис. 420, а), под действием сил трения Т Поворачивается вокруг штифта в сторону, противоположную вращению (вид б), н, перемещаясь по сферической поверхности, перекашивается, причем на участке А (вид в) край ее приподнимается, а в смежном квадранте, на стороне набегания диска, образуется зона давления (вид г).
Степень клпновндностн зависит от соотношения величин момента сил трения и осевой нагрузки, стремящейся вернуть шайбу в центральное положение.
Недостатком сферических шайб является эксцентричное приложение равнодействующей сил давления масляного слоя. В двухклиновых опорах шайбы разрезают в экваториальной плоскости (рис. 421, а) обеспечивая
434
Рис. 420. Схема образования масляного клина под
действием сил трения
Рнс. 421. Двухклнновые подшипники па сферических опорах
Рис: 422. Подшипник со сферической шайбой
клиновидность разносом стопорных штифтов 1 (штифты 2 предотвращают проворачивание полушайб), раздвижением полушайб с помощью штифтов 3, установленйых в разрезе (вид б), или используя поворот полушайб силами трения (вид в).
Конструктивный пример упорного подшипника со сферической шайбой показан на рнс. 422, Отношение d/D обычно принимают равнум 0,5. Радиус сферы = (0,8 + I) D. При больших значениях Ксф затрудняется самоустанавливаемость, а при меньших осевые размеры опоры значительно увеличиваются.
Обязателен подвод' масла к поверхности сферы. На рабочей поверхности шайб проделывают .маслораспределительные канавки с односторонними скосами при вращении постоян-. иого направления и двухсторонними для реверсивных подшипников.
Подшипники со ступенчатыми несущими поверхностями
В подшипниках со ступенчатыми несущими поверхностями (рис. 423, а) жидкостная пленка образуется вследствие нагнетания масла в зазор h между упорным диском и неподвижными сегментами и дросселирования потока масла в узкой щели h0 между ступенькой и диском.
435
Рис. 423. Подшипники со ступенчатыми несущими поверхностями
Рис. 424. Зависимость Gu от hQ/t (ступенчатые подшипники)
При оптимальных соотношениях (длина выборки X а 0,7; h0/t = 0,8 + 1) несущая способность ступенчатых подшипников примерно такая же, как клиновых.
Повышенной несущей способностью обладают ступенчатые подшипники с запорными кромками (виды б, в), ограничивающими истечение масла в радиальных направлениях.
Зависимость Gu от h0/t для различных L/В (при оптймальных для каждого значения L/В величинах X) показана на рис. 424. Для сравнения
на графике приведена кривая GCi (пунктирная линия) для клинового подшипника с оптимальным отношением L/B = 1.
Как видно из графика, несущая способность ступенчатых подшипников с запорными кромками в 2 — 2,3 раза выше, чем клиновых. Несущая способность возрастает с увеличением отношения L/В свыше 1, тогда как у клиновых подшипников несущая способность имеет максимум при L/B = I (см. рис. 408).
Однако максимумы нагружаемости ступенчатых подшипников, особенно при больших отношениях L/В, заключены в очень узких пределах hQ/t, 436
Рис. 425. Реверсивные ступенчатые подшипники
откуда следует, что такие подшипники весьма чувствительны к колебаниям рабочего режима.
Учитывая эту особенность, значение L/В выбирают в пределах 1—1,5 (нижние значения применяют при высоких частотах вращения, верхние — при низких). При этом оптимальные значения h0/t = 0,06 1, X = 0,76 -г 0,8,
a Gii = 0,12 -г 0,14, т. е. превышает в 1,7 — 2 раза число Гюмбеля для кли-’ нового подшипника с оптимальными параметрами.
В остальном расчет ступенчатых подшипников такой же, как клиновых.
Реверсивные ступенчатые подшипники выполняют с симметричными выборками (рис. 425, а) или с плавающей промежуточной шайбой (см. рис. 412),
В конструкции по рис. 425, б реверсивность обеспечена обратными клапанами 1 и 2, установленными на маслоподводящих отверстиях. При вращении в направлении, указанном сплошной стрелкой, клапан 1 закрыт давлением масла в выборке, а клапан 2 открыт давлением, создаваемым насосом. При обратном направлении вращения (штриховая стрелка) клапаи 2 закрыт, а клапан 1 открыт. Вследствие этого прй любом направлении в выборке создается несущий масляной слой.
Подшипники этого типа могут работать в пусковой период как гидростатические, а на рабочем режиме как гидродинамические.
f ' Целесообразно применять самоустанавливающиеся ст упенчатые сегменты (вид в), сохраняющие расчетное значение /т0/1 независимо от колебаний режима. .
На рис. 426 представлено конструкт ивное оформление дисков со ступенчатыми опорными поверхностями для одностороннего (а) и двухстороннего (б) вращения.
Подшипники с самоустанавливающимися сегментами
В подшипниках этого типа сегменты устанавливают на шарнирах, опирающихся о неподвижную поверхность (рис. 427).
При любом угле а наклона сегмента равнодействующая сил давления масляного слоя проходит через ось шарнира. Следовательно, положение
437
Рис. 426. Диски со ступеича1ымн опорными поверхностями
Рнс. 427. Подшипники с самоустанавливающимися сегментами
шарнира (координата I на виде л) задает вполне определенное значение /i0/f, которое остается постоянным при любых колебаниях рабочего режима. Согласно графику (см. рис. 408) оптимальному значению h0/t = 0,8 соответствует координата / = 0,58С. Если расположить шарнир в этой точке, то оптимальные характеристики сохранятся при всех колебаниях рабочего режима. В этом главное отличие и преимущество подшипников с само-устанавливающимися сегментами перед подшипниками с неподвижными сегментами, характеристики которых изменяются с колебаниями режима.
Согласно рис. 408 допустимый размер /, при котором Gii = 0,07 0,065 (заштрихованная область на графике), ограничен: I — (0.56 - 0,6)L. При изменении этого размера характеристики подшипника резко ухудшаются. Так, например, при / = 0,53 (/i0/t ~ 3) число Гюмбеля уменьшается (для подшипника с L/B = 1) до 0,045, т. е. несущая способность подшипника падает 0,07 по сравнению с максимальной в ** 1»55 раза.
43(1
Расстояние b центра шарнира от несущей плоскости сегмента (рис. 427. а) целесообразно для уменьшения смещений сегмента при самоустановке делать минимальным. Наиболее целесообразно совмещать центр шарнира и несущей плоскостью (вид б). Однако допустимы и значительные отклонения от этого положения.
Подшипники с самоустанавливающимися сегментами рассчитывают по уравнениям (151) —(164), т. е. так же, как с неподвижными сегментами.
В реверсивных подшипниках шарниры устанавливают в центре сегментов (вид в). Несущая способность таких подшипников значительно меньше, чем подшипников с оптимальным расположением шарниров.
Целесообразнее конструкция переставляющихся сегментов (вид г) с двумя ножевыми опорами, расстояние между которыми равно 0.16L. Опорная ножка сегмента установлена в' выемке с вогнутым днищем. При перемене направления вращения сегмент пол действием сил трения перемещается вдоль выемки до упора ножей в ее торцовые стенки. Если вал вращается в направлении, показанном на виде г, то работает левая опора; центр качания сегмента расположен на оптимальном рао стоянии 0,5 L+ 0,08 L= 0,58 L от передней кромки сегмента. Правая опора будучи расположена во впадине выемки не мешает самоустановке сегмен-ia. При обратном направлении вращения работает правая опора также при оптимальном положении центра качания.
Сегменты малонагруженных подшипников выполняют из антифрикционных бронз. У высоконагруженных подшипников рабочие поверхности сегментов заливают баббитом или свинцовой бронзой.
Сегменты устанавливают на шайбе (как правило, со сферической опорной поверхностью) с помощью цилиндрических (рис. 428, и) или сферических (вид б) шарниров.
Сферические шарниры предпочтительнее, так как обеспечивают самоустановку cei ментов пс только в окружном, но и в радиальном направлении, что способствует компенсации лотрешностеЙ изготовления.
Цилиндрические шарниры фиксируют сегменты в окружном и радиальном направлениях, а также от проворота в плоскости вращения. При сферических шарнирах сегменты стопорят от проворота с помощью закраин т на опорной шайбе или штифтов п (вид в), расположенных в промежутках между сегментами и заходящих в полукруглые гнезда на торцах сегментов.
Самоустанавливаемость сегментов можно обеспечить также посредством цилиндрических или сферических упоров, расположенных в промежутках между сегментами (рис. 429).
Положение центра качания А сегментов зависит от углов скосов <р на торцах сегментов
При одинаковых углах <р (вид а} центр качания находится на оси симметрии сегмента, незначительно отклоняясь от этого положения при самоустановке сегмента в пределах рабочих значений углов з.
Для гою чтобы сместить центр качания на расстояние aL от передней (по направлению движения) кромки (вид б), необходимо угол (pi переднего скоса делать меньше угла (р2 заднего скоса согласно соотношению
439
Рис. 428. Подшипники с самоустанавливающимися сегментами
Рис. 429. Установка сегментов на промежуточных опорах
При оптимальном значении о » 0,58
11^=0,72.
tg Ч>2
Во всех описанных конструкциях равномерное распределение нагрузки между сегментами может быть достигнуто лишь путем точного изготовления сегментов и их опор, обеспечивающего расположение поверхностей скольжения в одной плоскости.
Совершеннее системы с автоматическим выравниванием нагрузки на сегменты.
В конструкции по рис. 430, а сегменты 1 оперты на шарики, уложенные в замкнутом кольцевом пазе опорной шайбы 2. Увеличение нагрузки ца один из сегментов заставляет его погружаться в промежуток между шариками, что вызывает подъем менее нагруженных сегментов.
В конструкции б выравнивающий механизм состоит из ряда плавающих сухарей 3 (имеющих в плане сегментную форму), уложенных в кольцевой паз опорной шайбы. Действие механизма аналогично предыдущему. Один из сухарей должен быть зафиксирован от перемещения в окружном направлении.
На виде в показан бамовыравнивающийся механизм с сегментами, установленными скошенными краями на сферические промежуточные о^оры. В отличие от схем, показанных на рис. 429, сферы свободно установлены в кольцевом пазу опорной шайбы, что обеспечивает автоматическое выравнивание нагрузки. Один из сегментов должен быть зафиксирован от перемещения в окружном направлении.
Выравнивающие устройства обеспечивают также самоустанавливаемость подшипника в целом и, следовательно, делают ненужным применение сферических опорных шайб.
440
1
Рис. 430. Выравнивающее устройство
Проследим это на примере выравнивающего механизма по схеме рис. 430, в. Пусть упорный диск вала выполнен с перекосом. На самом узком участке зазора (вил в) сев менты опускаются в промежутки между шариками, раздвигая последние, что вызывает сближение шариков и подъем сегментов на противоположном, широком участке зазора* (вид г). Поверхности скольжения сегментов благодаря самоустанавливаемости последних располат пются в одной наклонной плоскости. Одновременно обеспечивается равномерное распределение натрузки между сегментами.
Самоустанавливающийся подшипцик с шариковым выравнивающим ме-ханизмом, выполненным по схеме а (рис. 430, в) показан на, рис. 430, л.
Пусть Р = 5 000 кгс; и = 1 000 об/мин; Л = 50 сП. Требуется определить размеры гидро- динамического подшипника с самоустанавливающимися сегментами.
Задаваясь предварительным значением </ср = 170 мм и принимая в формуле ()67) а = 1.5, получаем ' . _
h0 — 1,5 |/Г70 - 20 мкм.
Несущую площадь F определяем по формуле (164) для Gu = 0,07. Принимая предварительно
г, находим
F = 29 20 |/------—- = 200 см2.
J/ 50 1 000 0,85
Из
формулы (168) находим отношение
' 4F
4-200
o^TF+1 = 1’75-
5.
По
Принимаем z = 8. По конструктивным соображениям принимаем d » 12 см.
Наружный диаметр
D = 1,75-12 = 21 см.
Средний диаметр
<р = 0,5(21 + 12) = 16,5 см;
Пересчитывать величину /г0 не нужно, так как разница между предварительным значением </Ср (17 см) и полученным незначительна.
Ширина сегмента
В = 0,5 (D - </) = 0,5(21 - 12) < 4,5 с.м.
Длина сегмента ио средней окружности
L = 1,15-4,5 = 5,2 см,-
441
Принимая расстояние между сегментами 6 мм и радиус галтелей на выходе и входе в сегмент R - 2 мм, получаем суммарный промежуток между сегментами лт = 6 + 4 = 10 мм.
По формуле (J60) находим
т. е. пересчет величины Р также излишен.
Активная длина сегмента
L = 5.2 - 2 R = 5.2 - 0.4 = 4.8 см.
Фактическое отношение L'/B = 4.8 4,5 = 1,07 близко к оптималРномУ> вследствие чего выбор величины Gil = 0,07 обоснован.
Удельная нагрузка на сегменты
Шарнир располагаем на оптимальном расстоянии I = 0,58 L' от передней кромки
1 = 0.58-4.8 = 2,9 см.
Для оптимального значения г = 1.25 hn сот ласпо формуле (1А6)
tga= 1,25^ = 1,25-10-* 22 = 0,00052;
L '• 4,8
а = 1'50’.
Скорость по средней окружности подшипника
Коэффициент треиня по формуле (169)
f = 6,7- Ю-’ V12J222J21 = 0,0054-у 29 • 4,5
Затрата мощности на трение по формуле (153)
W = 5 000 8,65 0,0054 = 235 кгс • м/с « 2,3 «Вт.
Секундное тепловыделение
N 235
R= 42?= 427’= °'55 КаЛ/С'
Секундное истечение масла для всех сегментов
Q = 0,7 с- Ю’5 Bih0 = 0,7-8 - 10’4 -4,5 8,65 20 0,043 л/с.
Повышение температуры масла в подшипнике определяем по формуле (156), принимая р = 0,9 кг/л; с = 0,5 кал/(кг-сС):
t - То = ----—--------= 28°С.
0,043 0,9 0,5
442
Пусть температура масла на входе гп = 30°С. Тогда средняя температура масла в подшипнике
Гср = 30 + 0,5-28 = 44°С.
Сорт масла выбираем из расчета, чтобы при 44°С вязкость масла была равна 50 сП.
Гидростатические упорные подшипники
В гидростатических подшипниках несущая сила создается при подаче масла из насоса под упорный диск (рис. 431). Масло через дроссель 1 поступает в карман 2 с запорной кромкой 3. Давление в кармане зависит от соотношения между сечением дросселя и переменным сечением h шели. С увеличением нагрузки щель уменьшается и давление в кармане возрастает до давления, создаваемого насосом. Это соответствует режиму максимальной несущей способности.
При ударной нагрузке давление в кармане в результате резкого повышения гидравлического сопротивления (гидравлической закупорки) дросселя может значительно превзойти давление, создаваемое насосом.
Для увеличения способности выдерживать динамические нагрузки на дросселях устанавливают обратные клапаны.
Гидростат ические подшипники обладают следующими преимуществами по сравнению с гидродинамическими:
отсутствие полужидкостного трения на режимах пуска и выбега;
значительно большая толщина масляного слоя и, следовательно, меньший коэффициент трения;
меньшая затрата мощности на трение (с учетом мощности привода насоса).
Недостатками их являются: чувствительность к колебаниям режима, необходимость дополнительной насосной установки, тщательной фильтрации масла и сепарирования воздушных пузырьков.
Рис. 431. Схема гидростатическою подшипника
Рис. 432. Перекосы в гидростатических подшипниках
443
Рис. 434. К расчету iидростатических подшипников
Малую жесткость гидростатических подшипников, обусловленную большой толщиной масляного слоя, можно значительно повысить с помощью специальных маслораспределительных устройств.
Гидростатические подшипники чувствительны к перекосам. При наклоне диска (рис. 432, а) расход масла через широкий участок шелп увеличивается и давление в кармане уменьшается, тем более, что дроссель начинает при этом ограничивать подачу масла. В точке наибольшего сближения диска и упорной шайбы даже при умеренных перекосах может возникнуть металлический контакт. , ,
Падение несущей способности предупреждают, разделяя подшипник на отдельные карманы (вид б), питаемые одним насосом через дроссели (рис. 433, и) или, предпочтительнее, отдельными насосами на каждый карман (вид б). В этом случае давление в карманах па участках сближения диска и несущей поверхности сохраняется н даже несколько увеличивается, что предотвращает металлический контакт и обеспечивает работу подшипника в режиме жидкостного трения, хотя и с пониженной (вследствие снижения давления в остальных карманах) несущей способностью.
Жесткость подшипников с карманами, питаемыми отдельными насосами, значительно выше, чем подшипников с кольцевым карманом.
Целесообразно выполнять подшипники самоустаиавливающимися (см. рис. 432, в, г). В этом случае несущая поверхность при перекосах сохраняет параллельность относительно диска.
Несущая способность. Потери на трение
На рис. 434 показана эпюра давлений в гидростатическом подшипнике. Давление рк в кармане постоянно, а в щели падает почти прямолинейно до нуля па периферии подшипника (вид а).
С достаточной точностью эпюру давления можно заменить прямоугольником (вид б) высотой рк и основанием, равным диаметру d3§ эффективной несущей- поверхности Еф определяемой из соотношения
Гэф — + 0,5 Гщ, (175)
тде Гк - площадь кармана (Гк = 0,785 rf3); Г,ц - площадь щели,
-= 0,785 I)2 [1 -W/W)3]. (176)
Подставляя в выражение (175) значения Гк и Г1|(, получаем
Гэф =0,39Р-'[1 -1 (<///>)-]. (177)
444
Эффективный диаметр
4t»0,7D]4+(d/JJ)?. (178)
Несущая способность гидростатических подшипников максимальна, а потери близки к минимуму при d/D «= 0,5 (приемлемые пределы d/D 0,4 + 0,6). Принимая d/D - 0,5, из формул (178) и (176) получаем на трение
^эф = 0,8 D; Дэф^0,5В2; Рщ = 0,59В2. (179) (180) (181)
Несущая способность подшипника -
Р == Рк^эф ш V85 ^42эф, (182)
а при d/D = 0,5
P = 0,5pKD!. (183)
Истечение масла через зазор h по уравнению Рейнольдса
* 12 ц S (184)
D-d
где В - ширина щели (В » —-— намическая вязкость масла. Поскольку рк = Р/Рэф, то ); S - длина щели по внешней'окружности (S = nD); д - ди- »» 1* г эфЛ »
откуда Р = И^е_А. (186).
Отношение s/‘™
и при d/D = 0,5 . S/B~4n. ' (188)
При этом р = 150ГэфПб. ‘ - (189)
х Затрата мощности на- привод насоса, кгс-м/с
v =
“’нас —~ Пн
(190)
где Q - расход масла через подшипник, м3/с; рн - давление, создаваемое насосом, кгс/м2; т|н — КПД насоса (с учетом' потерь на перепуск масла через редукционный клапан принимают т|н = 0,6 ч- 0,8).
445
Подставляя в уравнение (190) значение Q из уравнения (185), получаем
N Р/;3 В
““ Гэф12П S 11н '
Затрата мощности на трение в щели (трением в кармане пренебрегаем)
Xlp = Tv,
(191)
(192)
где в — скорость движения по средней окружности щели,
п , . тел (D + rf) в = 0,5 toJcp = —1
120
Т — окружная сила.по средней окружности, согласно закону Ньютона
Т= (193)
Коэффициент трения
4194)
где к - средняя удельная нагрузка на подшипник
(195)
При d/D = 0,5
/=0,75^-. (196)
Затрата мощности на трение по формулам (192) и (193)
^р = ^. (197)
Суммарная затрата мощности
-V = -VHac + ArrP= U98)
Гэф 12 т] 5 Ли h
При заданных геометрических параметрах подшипника и постоянных Pt v и рн
„ '1 Л
N = const —+ const —-. и h
т. е. затрата мощности на привод насоса пропорциональна ti3 и обратно пропорциональна т);
затрата мощности на трение пропорциональна ц и обратно пропорциональна /1.
Дифференцируя выражение (198) по ц и приравнивая производную нулю; получаем оптимальное значение т], при котором ,N = min:
^°pl ' v |/ГэфГщ Пн s-
(1")
446
Согласно уравнениям (176) и (177)
^эфЛц = 0,29Р*[1-(Ау]. (200)
Подставляя эту величину в уравнение (199), получаем
\О/
При d'D = 0,5; S/В = 4 л и Т|к = 0,8
Пч«*0,1^)/Р^. (202)
Целесообразно оптимальные параметры определять по зазору )t.
Дифференцируя выражение (198) по h н приравнивая производную нулю, получаем оптимальное значение Л, при котором N = min:
“>-----------------
.(203)
I ° Рл В
Подставляя ГэфГщ из уравнения (200), получаем
в 1 А2ц211 ~ (rf/p)4J д'
F р Рн. в'
(204)
При J/D « 0,5 н Т|н = 0,8
4 _______
(205)
Величина должна быть больше минимально допустимого значения h0. В гидростатических подшипниках это условие легко выполняется.
Отношение мощности привода насоса к мощности, затрачиваемой на трение, согласно уравнениям (191), (197) и (200)
—??с. = 003 — -fe-. Л^тр ’ О*
(206)
Для оптимального значения 70р,
= 0,335. ^тр
С уменьшением h по сравнению с оптимальной величиной отношение Хщс/Лхр резко снижается, а с увеличением повышается.
Жесткость
Дифференцируя уравнение (186) по h, находим жесткость подшипника
dP ЗббпГэф S
dh h* В'
(207)
• 447
Подставляя В уравнение (207) значение Q из выражения (185), получаем
3 Р
(208)
Как видно из формулы, жесткость падает с уменьшением Р и увеличением h. Для того чтобы жесткость была постоянной, необходимо условие.
Р
— = const, п
илй поскольку Р = РкГэф = рк const, то и
Рк
—- = const, л
т. е. давление В кармане должно быть пропорционально зазору. К этому условию можно приблизиться путем установки дросселя на входе в карман.
В качестве дросселей могут служить капилляры или диафрагменные отверстия. Обычно применяют капилляры, так Как отверстия их больше, чем в диафрагме (проще изготовление, меньше опасность засоренйя), и пропускная способность легче поддается регулированию (путем изменения длины капилляра). Кроме-того, характеристики подшипников с капиллярными дросселями в отличие от подшипников с диафрагменными дросселями не зависят от вязкости масла (т. е. от температуры подшипника).
В качестве регулируемых дросселей применяют резьбовые отверстия с ввертывающимся в них стержнем, пропускную способность которых можно менять путем завинчивания стержня на большую или меньшую глубину.
При больших нагрузках, когда h невелико н пропускная способность щели соизмерима с пропускной способцостыо дросселя, последний не влияет на жёсткость подшипника, которая остается высокой. При небольших же нагрузках, когда h возрастает и истечение масла через щель увеличивается, дроссель ограничивает подачу масла в карман, сдерживая увеличение h и тем самым повышая жесткость подшипника. Давление рк в кармане при этом становится меньше давления рн насоса.
При надлежащем выборе сопротивления дросселя можно сделать жесткость в рабочем диапазоне изменения нагрузки приблизительно
Гидравлическое сопротивление капилляра
постоянной.
К 6к
Рн~Рк Gk
где Др — разность давлений на входе и на выходе из капилляра,
АР = Рн ~ Рк1
2К - расход масла через капилляр. По формуле Пуазейля
тгсЙА»
Q* - ,
K 128 р/к
(209)
(2Ю)
(211)
где dK и 1к - диаметр и длина капилляра (см. рис. 431).
Подставляя это выражение в уравнение (209), получаем
n _ 41 Шк
(212)
Гидравлическое сопротивление щели
р Рк к=т
(213) .
448
Пйдсымяя значение CJ из ур.шнснич (I'll), получаем
R =
12 т|- S h3 В '
Истечение через капилляр всегда равно истечению через щель:
бк = е-
Подставляя значение Ок из Уравнения (209) it Q из уравнения (213), получаем
рн + 1 '
Отношение RK'R согласно уравнениям (212) и (214)
Rr 1Kh3 В
--’ - = 34 —--,
R ’di S
(214)
(216)
Вводя это значение в выражение (215), получаем
Рн
(2U)
‘Ч S
1
При 5/В = 4л [формула (188)]
Рк = 1
Ри /Jr'
Ги 0,27 ----- + 1
(218)
Поскольку Р = ркГэф,’ то жесткость подшипника
ЛГ • dnk.
7Th~F^4Th=F^PB
dh pn '
(219)
Дифференцируя выражение (218) no h и подставляя производную в уравнение (219),
получаем
[ I h3 V -°’27^“ 7/4 ( 0,27 + 1 | к
\ di J
лЛ2
Гп/
(220)
На основании формулы (218) построен график (рис. 435), изображающий изменение р^рн в зависимости от зазора h для различных диаметров капилляра dK (принято /к,4/к = 10). Согласно уравнению (210) тангенс углов а наклона кривых pKzpn к осп абцпсс пропорционален жесткости подшипника.
Как видно из графика, r диапазоне рк'рп — 0,4 -г 0,6'5 (заштрихованная область) жесткости для каждого данного значения dK максимальны и практически постоянны (tg у, ----- const). Этик значений Рк/рц и следует придерживаться при. проектировании подшипников. При расчетном значении h, определяемом из условия минимальных потерь на трение по выражению (204), диаметр капилляра следует выбирать так, чтобы значения рк/ри на рабочих режимах находились в пределах рк/рн = 0,4 — 0,65. Если в эксплуатации возможно повышение нагрузки (уменьшение //), то для сохранения достаточной жесткости целесообразно на номинальном режиме придерживаться нижних значении (рк/рн = 0,4). Если же в эксплуатации возможны периоды работы па малых нагрузках (увеличение h), то следует выбирать более высокие расчетные значения (рк/ры — 0,65 '-г 0,7), В среднем можно принимать рк/'рн = 0,5.
15 Орлов ГЕ И., кн. 2
449
Рис. 436. Зависимость жесткости от
Рх/Рк Н
Достаточно высокая жесткость сохраняется и в более широком диапазоне значений рк'гн = = 0.2 ~ 0,8. Следует, однако, избегать значений 0,9 < рк/рн < ОД, ПРИ которых жесткость стремится к нулю и работа подшипника' становится неустойчивой.
Из формулы (218) получаем
0,27
I'3 \ Рк )
Подставляя зто выражение в формулу (220), находим фактор жесткости (жесткость при заданных и рн):
= £ Рк_ Л _
1’эфРц h Рп \ Рп /
Как видна из рис, 436, изображающего этот фактор, в функции рк/рн, жесткость имеет пологий максимум при рк/рп -- 0,4 0,65 и резко увеличивается с уменьшением h. Так как экономичность подшипника мало изменяется при уменьшении зазора примерно до 60% от оптимальной величины, то для повышения жесткости подшипника при расчете целесообразно принимать Л = (0,6 ~ 0,7) /)опт.
Жесткость гидростатических подшипников можно повысить, вводя золотниковые и клапанные регуляторы давления, автоматически устанавливающие в кармане давление, пропорциональное рабочей нагрузке. Лучшие конструкции этого типа обеспечивают неизменное положение опорного диска в широком диапазоне колебаний нагрузки, т. е. практически придают подшипнику бесконечно большую жеечкошь.
Высокой жесткостью обладают замкнутые опоры, в которых опорный диск расположен между двумя несущими иоверхпошями, одна из которых воспринимает рабочую нагрузку, а другая дополшпелыю нагружает подшипник при уменьшении рабочей нагрузки, поддерживая общую нагрузку па постоянном уровне.
Сравним показатели i идродпиамических п гидростатических подшипников. Примем те же данные, что и в предыдущем расчете гидродинамического подшипника (D = 21 см, Р — 5 000 кгс, п — 1000 об/мин, т| = 60 сП).
Для оптимального значения J/Р = 0,5 величина Кэф по формуле (180)
Кэф — 0,5'212 — 220 см2.
450
Необходимое давление в кармане по формуле (1S2)
5 000 ,, . ,
рк = ----= 23 кгс/см".
к 220
Принимая рК1'рн = 0,6, находим давление подачи масла
р.. 23
р„ =----= — — = 38,5 кгс см
™ 0,6 0,6
Средний диаметр подшипника
Средняя скорость
mt <7СП те -11’00 -15,75 „ ,
v = -----Е- =----------’— = 8,25 м/с.
30 2 60 ’ '
Оптимальный зазор определяем по формуле (205). Подставляя
т| = 50 сП « 5-10~3 кгс-с/м2;
рн = 38,5-104 кге/м2;
D = 21-10’2 м; получаем а _______________________________________________________с.
1 / 52 -10"“ 8 252 h = 10“ -1,83'21 ПО - / ————- = 370 мкм.
опт |/ 500-38,5-Ю1
Для увеличения жесткости подшипника принимаем
h - 0,7 /t011T -- 250 мкм.
Для получения выбранного значения рк,'рн — 0,6 при этом зазоре необходим капилляр с отверстием <ф- - 0,4 мм (рис. 435). Как видно из графика, жесткость подшипника практически не изменяется при увеличении нагрузки в 1,25 раза и уменьшении в 1,5 раза но сравнению с номинальной.
Отношение B,'S при <1/71 = 0,5 иотласио формуле (188)
1
равно - - -= 0,03. КПД насоса при-4 л
тшмаем т|н = 0,8. Затрата мощности иа привод насоса но формуле (191)
_ 5 000 2503-0 08 38,5-101
-Час - 4 7513-.75.5.f^T—5J— = -Д кгс-м,с.
Подача насоса по формуле (190)
2.3-0,8 . ,
Q = -,-7Г= 4,8-Ю» м-’./с ^0,3 л/мин.
- 1U
Площадь 7'щ щели по формуле (181)
= 0,59-212 = 260 им2.
15*
451
Рис. 437. Влияние зазора Л на затрату .мощности и коэффициент трения
Затрата мощности на трение по формуле (197)
• . 5 • 10“3 • 8,252 260-10"4
•V ' =----------------------=35 кто м/с.
тр 250-10-6
Суммарная затрата мощности
N ** -^нас + ^тр =
= 2,3 + 35 = 37,3 кгс-м/с = 0,36 кВт.
Удельная нагрузка по формуле (195)
Параморы Гидродинамический подшипник Гидросчатп-ческий подшипник
А, мкм . . . 20 250
f 0,0054 0,00085.
.V, кВт . . 1 2,3 0,36
0,785 D2
5000 , , ,
-. ; - = 14,5 К1 сам"
345
Коэффициент трения по формуле (196)
/= 0,75
5-1О“М,25
Н?"10<250.10“6
= 0,00085.
Сопоставим параметры гидродинамического и гидростатического подшипников.
Таким образом, в гидростатическом подшипнике с избранными параметрами (довольно близкими к оптимальным) толщина маслянсн о слоя в 12,5 раза больше, а коэффициент трения и потери на трепне.в 6,5 раза меньше, чем в гидродинамическом.
На рис. 437 показаны кривые Nmc, Лг|р, N и f в зависимости от величины зазора h. Как видно из графика, довольно значительные отклонения h от Лопт = 370 мкм мало влияют на величину N.
Без существенного ухудшения экономичности подшипника можно принимать расчетные значения h = |0,64-0,7)hoin, что приводит1 к увеличению жесткости подшипника примерно в 1,5 раза.
. ОПОРЫ КАЧЕНИЯ
Подшипники качения имеют следующие преимущества по сравнению с подшипниками скольжения:
более точное центрирование вала;
низкий коэффициент трения;
малую зависимость коэффициента трения от режима; небольшие моменты сопротивления в пусковые периоды;
небольшие осевые размеры;
способность работать при малой подаче масла;
способность рабо i ai ь в широком температурном диапазоне — от температур, близких к абсолютному нулю, до 500 —600гС (при изготовлении подшипников из специальных сплавов и применении специальных смазок);
способность работать в глубоком вакууме.
Недостатки, подшипников качения:
большие радиальные размеры и масса, высокая стоимость;
жесткость работы, отсутствие демпфирования колебаний нагрузки; шум во время работы, обусловленной погрешностями формы;
сложность установки и монтажа подшипниковых узлов;
повышенная чувствительность к неточностям установки;
невозможность разьема подшипника в меридиональной плоскости;
металлически!! контакт между челами качения и обоймами.
Долговечность подшипников качения определяй шя числом циклов на, ру-жения, которое может вы, (ержать материал подшипника при данной на, рузке,
Рис. 438. Формы тел качении
453
и, следовательно, зависит от частоты вращения подшипника. Долговечность резко падает с увеличением нагрузки (у подшипников скольжения с жидкостным трением долговечность не зависит ни от частоты вращения, ни от нагрузки).
Типичные формы'тел качения показаны на рис. 438.
ТИПЫ подшипников
Радиальные подшипники
Основные виды радиальных подшипников качения приведены в табл. 33.
Однорядные радиальные шариковые подшипники (габл. 33, эск. 1, 2) предназначены для несения преимущественно радиальных нагрузок, но могут одновременно нести значительные осевые нагрузки.
Таблица 33
Радиальные подшипники качения
Эскизы подшипниковые
Однорядные радиальные шариковые
Двухрядные радиальные шариковые
Шариковые двухрядные сферические
Шариковые радиально-упорные
454
Продолжение табл! 3?
Зеппы подшипниковые
Шариковые радиально* упорные
Радиальные роликовые
р 1‘1 о О .. ". I 1 - -Г о о.
13 —— 15 /3 п 18
1 ш? йй 1 Ж1Йв|
———-
19 20 21 22
Игольчатые
25 24
/ ?с?| 25 Цилиндросферцческие
Й '\/ Сферические с бочкообразными ро- — / ликами Z-
26 '
й ' 27 й 28 Конические роликовые
Ism® 1 £ : :Л{гй’ . ’ '
1 1 |_J
29 30 31
455
В подшипниках этого типа шарики катятся в беговых канавках, профилированных дугами окружностей радиусом, равным ~ 1,03 радиуса шарика. Шарики заключают в штампованные из листовой стали пли массивные сепараторы, предупреждающие трение между шариками и обеспечивающие равномерное расстояние между ними.
Подшипники по эскизу 1 собирают путем смешения внутренней обоймы отноепте-п.во наружном и введения шариков в образовавшийся серповидный зазор. В конструкции 2 д in введения шариков предусмотрены осевые капавкн, что позволяет несколько увеличить число шариков. Подшипники этого типа обладают повышенной радиальной несущей способное!ыо. При,менять их для восприятия осевой нагрузки, направленной в сторону канавок, не рекомендуется.
Осевая жесткость шариковых подшипников невелика. Осевое перемещение внутренней обоймы относительно наружной под высокой нагрузкой достигает нескольких десятых миллиметра; Жесткость парных установок можно повысить предварительным натягом подшипников.
Однорядные шариковые подшипники благодаря точечному контакту обладают наименьшим среди всех подшипников коэффициентом трения и наиболее приспособлены для высоких частот вращения.
Д в у х р я д и ьт е радиальные шариковые подшипники (3, 4) отличаются повышенной несущей способностью, но более чувствительны к перекосам.
Двухрядные шариковые сферические подшипники (5, б), обладающие самоустанавлпваемостью, применяют в установках, где возможны упругие деформации вала или смещение оси одного подшипника относительно оси другого.
Снижение радиальной несущей способности вследствие неблагоприятной для контактной прочности формы беговой дорожки наружной обоймы компенсируется наличием двух рядов шариков. Форма беговой дорожки у. сферических подшипников не позволяет нести значительные осевые нагрузки. Осевая жесткость их невелика.
Шариковые радиально-упорные п о дшипники (7, 8) предназначены для несения одновременно радиальных и осевых нагрузок.
Форма беговой дорожки наружной обоймы позволяет увеличить число шариков, что повышает несущую способность подшипника. Разъемные радиально-упорные подшипники (7) допускают беспрепятственно снятие наружной обоймы; в неразъемных (8) наружная обойма зафиксирована на шариках неглубокой закраиной беговой дорожки. Последняя конструк? ция удобнее для монтажа подшипника в узле.
У подшипников, предназначенных для небольших осевых нагрузок, угол контакта р == 12°, у подшипников для высоких осевых нагрузок Р = 26 - 40\
Одиночную установку радиально-упорных подшипников применяют только при постоянной по направлению осевой нагрузке (например, на вертикальных валах). В большинстве случаев применяют парную установку, замыкаемую затяжкой обойм (наружных или внутренних).
Сдвоенные радиально-упорные подшипники (9, 7(7) выпускают с заранее установленным зазором а, выбираемым при затяжке.
Радиально-упорные подшипники в парной установке с натягом обеспечивают практически беззазорные центрирование и осевую фиксацию вала.
456
Применяемые иногда неразъемные радиально-упорные подшипники двухстороннего действия (11, 22) лишены этого преимущества.
Радиальные роликовые подшипники (13 — 15) предназначены для несения высоких радиальных нагрузок при отсутствии осевых. Повышенная несущая способность роликовых подшипников (в 1,5—2 раза большая, чем одинаковых ио размерам шариковых подшипников) обусловлена линейным контактом между роликами и беговыми дорожками, а также увеличенным числом роликов (которые в обоймы устанавливаются без затруднений).
Одну из обойм подшипника, обычно внутреннюю (13), реже наружную (14), выполняют с буртиками, направляющими ролики при их движении но беговым дорожкам. Вторую обойму делают гладкой.
Подшипники этого типа допускают известную свободу осевого перемещения одной обоймы относительно другой; их часто применяют в качестве плавающих опор.
При установке обе обоймы должны быть зафиксированы в осевом направлении.
Подшипники с буртиками на обеих обоймах (15) могут нести небольшие осевые нагрузки; их используют для фиксации валов.
Выпускают подшипники с отъемными буртиками (16, 17). Конструкцию по эск. 18 сейчас нс применяют из-за больших осевых размеров.
Роликовые подшипники с длинными роликами (19) отличаются повышенной несущей способностью и меньшими радиальными размерами. Направление роликов при движении по беговым дорожкам хуже, чем в подшипниках с короткими роликами, поэтому иногда применяют многорядную установку коротких роликов в общем сепараторе (20) или пользуются двухрядными роликовыми подшипниками (21).
Подшипники с витыми цилиндрическими роликами (22) отличаются несколько повышенной упрут остью в радиальном направлении. Несущая способность их значительно меньше, чем у подшипников с массивными роликами.
Д.тя установки па коленчатых валах подшипники этого типа изготовляют с разъемными в мери.тональной плоскоспг внутренними обоймами, соединяемыми в лаеючкии хвост. Широкого применения эти подшипники не получили.
Игольчатые п о д ш и п н и к и с роликами малого диаметра и большой длины (23, 24) применяют в стесненных радиальных размерах для несения повышенных радиальных нагрузок при малых частотах вращения.
Ц и л и н д р о с ф е р и ч е с к и е подшипники (25), у которых торцы роликов выполнены по сфере, могут наряду с радиальными нагрузками воспринимать довольно значительные осевые нагрузки. Условие чистого качения на торцах роликов не соблюдается.
Двухрядные роликовые самоустанавливающиеся подшипники с бочкообразными роликами (26) выгодно отличаются от сферических шариковых подшипников повышенной радиальной и осевой несущей способностью. Условие качения в этих подшипниках соблюдается неполностью.
Конические роликовые подшипники (27, 28) применяют для несения высоких радиальных п осевых нагрузок.
457
Угол конуса наружной беговой дорожки в стандартных подшипниках а — 20-:- 30°. Осевая жесткость их невелика; приложение осевой силы Рж вызывает у них высокие нагрузки на ролики (У = POL./sin а/2), вследствие чего частота вращения их ограничена; чувствительны к перетяжке. В подшипниках, предназначенных для несения повышенных осевых нагрузок, угол а увеличивают до 60'. В одиночной установке конические роликовые .подшипники применяют только как упорные (преимущественно на вертикальных валах), обычно х;с их устанавливают варио. Замыкание осуществляется установкой обоих подшипников зеркально один по отношению к другому, с затяжкой парных (наружных пли внутренних) обойм, обеспечивающей беззазорные центрирование и осевую фиксацию вала.
Промышленность выпускает сдвоенные (29, ЗУ) и многорядиые (37) крупногабаритные конические роликовые подшипники, предназначенные для несения особо высоких нагрузок.
Упорные подшипники
В табл. 34 приведены основные разновидности упорных подшипников качения.
О дноря л и ы с ш а р и к о в ы е упор и ы е по л ш п п н и к и (табл. 34, эск. 7) предназначены для несения осевых нагрузок в одном направлении. Радиальной нагрузки упорные шариковые подшипники воспринимать нс могут. Их применяют только в сочетании с радиальными подшипниками (скольжения или качения).
Одно из колец иодшшншка плот ио сажают на вал (по диаметру d), а другое устанавливают в корпусе. Для предотвращения трения между валом и свободным кольцом внутренний диаметр dY последнего делают на несколько десятых миллиметра больше, чем закрепленною кольца.
СвоЙство самоусганавлнватьсяпридают, выполняя опорную поверхность одного из колец подшипника по сфере и ушанавливая его на шайбе со сферической опорной поверхностью (2).
Д в у х р я д II ы с ш а р и к о в ы е и о д ш и п н и к и (3, 4) предназначены для восприятия осевых нагрузок в обоих направлениях.
Частота вращения шариковых упорных подшипников шраннчена. Под депшвисм повышенных цешробежных сил шарики смещаются с беговых канавок (особенно, если осевая шнрузка пульсирующая пли переменная), вследствие чего правильная работа подшипника нарушаС1Ся.
У н о р и о - р а д и а л ь и ы е ш а р и к о в ы с по д ш и п н и к и (5.6) могут наряду с осевыми нагрузками нести довольно значительные радиальные нагрузки.
У п о р п ы е под ш и п ники с ц п л и н д р и ч е с к и м и ролика м и (7 — 12) состоят из двух плоских колец, между которыми катятся цилиндрические ролики.
Ролики центрируют в подшипнике сепараторами (7), которые, в свою очередь, центрируют па валу или но одной из обойм подшипника (8). Применяют также центрирование роликов буртами на одной (9) или на двух (10) обоймах.
В подшипниках это! о типа ролики катятся только в одной точке своей длины, на остальных участках происходит проскальзывание огно-
458
Таблица 34’
У поряые подшнпник.•>
d.
R.
TIL «ЩИ п Однорядные шариковые упорные
дм' itail ч fete Двухрядные шариковые упорные
* Упорно-радиальные шариковые
-j L
fc / 1 i
8 £
Однорядные упорные с цилиндрическими роликами
Двухрядные упорные с цилиндрическими роликами
13
7^
Упорные с коническими роликами
Сфероконические упорные
459
сптельно поверхности беговых дорожек. Для уменьшения проскальзывания иногда применяют установку в ряд нескольких коротких роликов (//). Для восприятия осевых сил в обоих направлениях применяют двухрядные роликовые подшипники (12).
Частота вращения роликовых упорных подшипников крайне ограничена. Их применяют в низкооборотных тяжелонагруженных опорах.
Упорные подшипники с коническими роликами выполняют с конусами, вершины которых сходятся на оси подшипника (13, 14), что обеспечивает правильное качение роликов.
Сферические подшипники (15) обладают свойством самоус-танавливаемости и могут нести большие радиальные и осевые нагрузки. Наружная беговая дорожка у них выполнена по сфере, центр которой расположен вне подшипника; профили роликов очерчены дугами окружности с радиусом, равным радиусу сферы.
Условие правильного качения роликов сфероконических подшипников соблюдается неполностью.
Подшипники с разъемными обоймами
Для несения повышенных осевых и радиально-осевых нагрузок применяют подшипники с разъемной в экваториальной плоскости наружной (рис. 439. л) или, реже, внутренней (вид б) обоймой. Разъем позволяет увеличить число шариков и углубить беговые канавки.
При чисто радиальной нагрузке в подшипниках этого типа образуются три точки контакта — две на разъемной и одна на целой обойме (отсюда их условное название «трехконтактные» подшипники). Правильное качение шариков одновременно по трем поверхностям, разумеется, невозможно. Тормозимые двухточечным соприкосновением с разъемной обоймой шарики проскальзывают по целой обойме, поэтому «трехконтактные» подшипники применяют для несения осевой нагрузки или радиальной при одновременном действии осевой. Осевая нагрузка прижимает шарики к одной поверхности (вид в), на другой стороне шарики отходят от поверхности беговой дорожки и перемещаются относительно нее без трения.
Угол р контакта зависит от соотношения радиальной и осевой нагрузок. При чисто осевой нагрузке в исполненных конструкциях р = = 20 - 30'.
Разъемные обоймы обычно стягивают крепежными гайками, причем взаимное центрирование обойм происходит по посадочной поверхности.
Подшипники, предназначенные для несения чисто осевых нагрузок, устанавливают в корпусах с радиальным зазором. В этом случае при-
меняют подшипники с полуобоймами, соединенными наглухо с помощью гильзы, заваль-цованной на торцы (вид г).
Рис. 434. Почпшпникн с разъемными обоймами
460
Рис. 440. Подшипники со встроенными уплотнениями
Подшипники со встроенными уплотнениями
Промышленность выпускает несколько типов радиальных шариковых подшипников со встроенными уплотнениями.
Односторонние (рис, 440, а, б) и двухсторонние (виды в — е) защитные шайбы предохраняют подшипники от проникновения грязи; во внутренних установках они служат для защиты подшипников от избыточной смазки.
Для уплотнения подшипников в концевых установках применяют шайбы, опрессованные эластомерами (виды ж, з), или фетровые сальники (виды и, к).
Подшипники одноразовой смазки, во внутреннюю полость которых при выпуске с завода закладывают мерное количество пластичной смазки, уплотняют шайбами типа ж,- з или двухсторонними фетровыми сальниками (виды л —н).
Конструктивные соотношения
В табл. 35 показаны усредненные соотношения конструктивных элементов подшипников качения, полученные статистической обработкой размеров стандартных подшипников.
МАТЕРИАЛЫ
Подшипники -качения изготовляют из высокоуглеродистых (1 — 1,2% С) хромистых сталей ШХ (табл. 36). Цифровое обозначение в марке стали указывает среднее содержание Сг в десятых долях процента.
Тела качения делают из сталей ШХ6, ШХ9 и ШХ15, обоймы — из сталей ШХ15, ШХ9 и ШХ15СГ.
Заготовки подвергают сфероидизирующему отжигу для придания цементиту зернистой формы. Закалка с температуры 820 + 10 С с последующим отпуском при 150—160°С (HRC 62-66). Для уменьшения количества остаточного аустенита заготовки после закалки обрабатывают холодом (при — ЗОСС).
461
Таллина 2
Конструктивные coot ношения подшипников качения
Тип подшипника Серия 1) ll ‘Zll/^Cp Л.7/
Радиальные и радиально- Легкая 1,8-2 - 0.18 0.85-0.0
упорные шариковые подшип- Сретпяя 2.15-2.3 ~ 0.23 0,85-1
ники Тяжелая 2,5-2,8 - 0.2S 0,75-0.0
<7,„ = (О,55 + 0,63)7/, где h = 0,5 (Л — й).
R = с = 0,17/.
гд ® 1,03 гш.
5 + 0,1 h =s 0,15 <7Ш
Дсухр.чдныс салюустанаели-вающисся шариковые подшипники
rfH1 = (0,45 + 0,5)7/, b = (0,85 + 1)71
Роликовые подшипники R_
1
р1Р
.so: га I г i 1 1
L-Ь- 4
<7р = /р=еО,5й.
Для подшипников легкой и средней серий b = (0.85+1)7/,
легкой широкой серии
г = (0,2 + 0,25) <7р
Двухрядные са.моустанак «/-ea/oujiie роликовые подшипники
/7р = О,5 7/, ,Ь = (1,15 + 1,25) h
462
Продолжение табл. 3.
Тип подшипника Размеры
Серия DO b!h
Конические ро. и/ипн 1г2Д ткосыс ши я; \Л noi)- Г j </„ = (0,5 = 0,53) Л, (, = (1,2 =1,25)// 31с/кая серия b =(0,9 = 1)Л; Т=(1 = 1,25) ft. Средняя серия b = (0,7 = 0,9) Л; Т= (0,85 = 1)Л
Копии ШИШ /?_ некие ро.шковы ниш широкой с Л |Г\ ta ।—л—' 7 ^-Г—-1 I подерни </р = (0,5 =0,53)//, /„-(1,7 = 1,9) Л. Jlci ьая серия b = /?, 7 - (1,2 = 1,6)//. Средняя серия b = (0,9 = 1,25) Л, 7= (1,4 =2)А
Упорные шариковые подшипники однородные у г; ВчР I ч г □m I fxfj t i eVlZ-*- r-Л--'- -d-- S Ц--~ ‘ </„, = (0,7 =0,8)//, </, — d + (0,2 = 0,5) мм, 17- (1,35 !,6)Л, гД — 1,08 /„„ •' = 0,1 ‘ни .
Упорные шариковые подтип-ники двук'р.чдные d,u |-— Г ! |* d~ сШа f !ПХр оЕ I гад U != о </ш = (0,7 = 0,й).'/, <!j = d + (0,2 = 0,5) мм, <Ь =(0,S3 0 85) 7, 27 = (2,5 = i)h
463
Шарикоподшипниковые стали
Таблица 36
Марка Состав,
с Сг Мп Si
ШХ6- 1,05-1,15 0,4-0,7 0,2-0,4 0,15-0,35
II1X9 1-1,1 0,9-1,2 0,2-0,4 0,15-0,35
ШХ15 0,95-1,1 1,3-1,65 0,2-0,4 0,15-0,35
ШХ15СГ 0,95-1,1 1,3— 1,65 0,9- 1,2 0,4 — 0,65
Обоймы крупных подшипников с цементируемыми рабочими поверхностями изготовляют из стали 20Х2Н4А. Глубина цементованного слоя 5-6 мм (продолжительность процесса цементации 120-150 ч; температура 850 —900°С). После цементации заготовки подвергают измельчающему отжигу. Закалка с 750 —800°С; отпуск при 150 —160°С.
Подшипники, работающие в агрессивных средах, изготовляют из коррозионно-стойкой стали мартенситного класса типа 95X18 (1% С; 18% Сг; <0,7% Мп и Si). Закалка в масле с 1С00— 1070 С, отпуск при 150 —160 С (НАС 60-62).
КЛАССЫ ТОЧНОСТИ ИЗГОТОВЛЕНИЯ
Подшипники качения разделяются по точности изготовления на следующие классы:
Нормальный.............Н Особо высокий......АВ
Повышенный............II Прецизионный..........А
Особо повышенный . . . ВП Особо прецизионный . . . СА
Высокий...............В Сверхпрециэионньш ... С
Классы точности различаются величиной допусков на изготовление основных элементов подшипников (посадочные диаметры, соосношь рабочих поверхностей, размеры и форма тел качения, профиль беговых дорожек), а также нормами плавности хода.
У подшипников промежуточных классов (ВП, АВ, СА) внутреннюю обойму выполняют но классу точности, соответствующему первой букве обозначения, наружную — второй букве.
В общем машиностроении чаще всего применяют подшипники классов Н, П, В. Прецизионные подшипники используют в специальных случаях (точные приборы, высокооборотные подшипниковые узлы).
КОЭФФИЦИЕНТ ТРЕНИЯ. ДОПУСТИМЫЕ
ОКРУЖНЫЕ СКОРОСТИ
Главные источники потерь в подшипниках качения: гистерезисные потери при циклической упругой деформации сжатия материала тел качения и беювых дорожек в точках контакта;
проскальзывание тел качения относительно беговых дорожек, вызванное сдвиговой деформацией материала в точках контакта;
скольжение тел качения отиосшельно истовых дорожек при нарушении качения в результате сдвигов и перекосов обойм подшипника под нагрузкой;
464
трение тел качения о сепаратор и (в подшипниках с центрированным сепаратором) трение сепаратора об обоймы;
выдавливание и вязкий сдвиг' масла в точках контакта;
завихрение и разбрыз! ивание смазочного масла, соприкасающегося с подшипником.
В роликовых подшипниках дополнительным источником потерь является iрение роликов о направляющие бурты, в подшипниках с узлом контакт. не равным нулю (упорные и радиально-упорные шариковые подшипники). — верчение шариков под лененшем гироскопических моментов, в бсссспара 1 орных подшипниках (июль'ниые подшипники)— греиие между «елами качения. В нскоюрых ишах подшипников (упорные подшипники с цилиндрическими роликами, сфероконические подшипники) чнсюс качение neocymcciвнмо и движение роликов сопровождается проскальзыванием но беювым дорожкам.
Потери па зрение зависят от точности изготовления подшипника. Пенрешпостп профиля беговых дорожек, формы чел качения, отклонения их размеров, нссооспосгь посадочных и рабочих поверхностей нарушают плавность хода и вызываю! циклические нагрузки, резко повышающие зрение.
Коэффициент трения подшипников качения определяют как отношение окружной силы трения 7]Р на диаметре d вала к действующей па подшипник нагрузке Р:
(221)
где А7|р — момент трепня, ктс-м; d — диаметр вала. мм.
В табл. 37 приведены средние значения /' для стандарзных подшипников (при рабочей температуре подшипника 50 —80 С и при смазке машинными маслами).
Коэффициент трения зависит от размеров подшипника, окружной скорости, рабочей земпературы, свойств смазки, способа смазки, точности 1131 оговлепия подшипника, способа его установки, условия восприятия нагрузки п правильности монтажа. При неблагоприятных условиях (чрез-
Таблица 37
Козффпиксшы !репш< и лопушнмые окружные скороеiи
Типы подшпшшков Коэффициент трения f Допус I имая окружная скороегь iПКр, м/с »(/ср ' 10 6
Радиальная ши рузка Осевая иа? рузка
Шариковые радиальные .... 0.001 —0,002 0,002 -0,003 10-30 0,2-0,6
Шариковые сферические. . . 0.002-0.004 — 10- 20 0.2-0,4
Шариковые радиально-v норные 0.002 -0,003 0.0025-0,004 10-20 0.2- 0.4
Роликовые 0.002-0.003 — 10-20 0.2-0.4
Роликовые сферические .... (1,0(13 - 0.005 — 10-20 0.2 —0.4
Роликовые конические .... О.ООф-О.ООК 0,01-0,02 5-15 0.1 -0.3
Игольчатые (1.005 -0.01 — 5 - К) 0.1 -0.2
Упорные шариковые • . . . . — 0.004 — 0,01)6 5-10 0,1-0.2
Упорные с коническими роли-
ками — 0.01 -0,02 5-10 0,1 -0,2
Упорные с нплиндрическими ро-
ликами — О.О2-О.ОЗ 2-5 0.05-0,1
465
мерный подвод смазки, высокая вязкость ее, износ поверхностей качения, неправильный монтаж (перекосы и защемление тел качения) коэффициент трения может значительно превысить приведенные в таблице значения.
Допустимую частоту вращения оценивают величиной условной окружной скорости гокр по центровой линии тел качения или (что практически одно и то же) по среднему диаметру подшипника [фр == 0,5(0 + а')]:
cOhp = 0,5соДр = 0,5-10 "3 -™ЧР 5 -10~5 Чр, (222)
I де н — частота вращения, об/мин; <71р — средний диаметр подшипника, мм.
Наряду с окружной скоростью для оценки скорости вращения подшипников применяют фактор ш/ср, равный согласно уравнению (222)
щ/1р = 2-104токр. (223)
Средние значения тукр и ndcp для различных типов подшипников приведены в табл. 37.
НЕСУЩАЯ СПОСОБНОСТЬ И ДОЛГОВЕЧНОСТЬ
Подшипники качения нормальной точности рассчитывают на долговечность и несущую способность по эмпирической формуле
где h — долговечность, ч; п — частота вращения, об/мин; Q — приведенная нагрузка на подшипник, кт с; С — коэффициент работоспособности подшипника (приводится в каталогах).
Приведенную нагрузку О вычисляют по формуле
Q = (К + шА) kKkokt,
где R — радиальная нагрузка, кт с; А — осевая нагрузка, ктс; т — коэффициент приведения осевой нагрузки к радиальной; /<к — коэффициент, учитывающий, какая обойма подшипника вращается — наружная или внутренняя; к„ — коэффициент условий нагружения; /<( — коэффициент тсмпсратурпого режима подшипника. Значения коэффициснгов иг и /<о приведены в табл. 38 гг 39.
Для подшипников с вращающейся внутренней обоймой — 1, для подшипников с вращающейся наружной обоймой: сферических к\ — 1,1, для всех остальных кК 1,35.
Коэффициент к,:
Рабочая температура
подшипника, 'С . . 100 125 150 175 200 225 250
k,.............. I 1,05 1,1 1,15 1,25 1,35 1,4
Расчет чаще всею заключается в подборе подшипника, т. с. в определении необходимою коэффициента работоспособности С но заданной приведенной щпрузке О, частоте вращения н и долговечности к.
466
Таблица
Коэффициент in приведения осевой шнрззкн
Тип иодншлпнка Серия Диаметр подшипника т при IV А
> 2 Л 1 0
Ш фикор.ые подшипники однорядные - Для всех ра тмсрон 1.5 1,7 1,9 2
Шариковые подшипники сферические Легкая Средняя Широкая < 17 20-40 > 45 < 30 > 35 Для всех размеров 3,5 4.5 3,0 4,0 2,5 2,9 4.0 5,1 3.45 4,6 2,9 3,1 4,3 5.6 3,75 5.0 3,1 3.4 4,7 6,0 4,0 5.6 3,4
Роликовые подшипники сферические двухрядные Легкая Средняя То же 4,5 3.5 5,1 4.0 5,6 4,3 6,0 4.7
Шариковые подшипники радиально-упорные - » 0.6 0.7 0.75 0,8
Роликовые подшипники конические Лет кая Средняя С большим углом конуса » » » 1,5 1.8 0,7 1.7 2,0 0.8 1,9 2.25 0.88 2,0 2.4 0,95
Таблица 39
Коэффициент нагрузки к„
Характер нагрузки
Спокойная Слеткимп толчками; краiковременные псретручки Пульсирующая; кра [ковременные иеретрузки до 150% Пульсирующая; кратковременные перетруткп до 200% Ударная: кратковременные перегрузки до 300% 1 1-1,2 1,3-18 1.8-2,5 2.5 - 3
Необходимый коэффициент работоспособности по формуле (224)
(225)
При поверочном расчете, зная С, О. о определяют долговечность подшипника
_1 / С У'3
QJ
Долговечность, выраженная предельным числом циклов за период работы подшипника Лт [об] - 60 /in.
На рис. 441 показана зависимость (uh)0'3 от п и h.
При подборе подшипника, зная частоту вращения п и задаваясь долговечностью Л, находят на оси ординат графика величину (nh)0’3,
467
Рие. -tit- Графин фуньцни (n/i)''3
после чего определяют необходимый коэффициент работоспособности по формуле (225).
Пусть Q — 500 кгс. и - 2500 об/мин; 1> = = 40000 ч. По । рафику (трюмные линии) находим ООО" 3 - 130. Следовательно, С — = 130 500 = 65 000.
С помощью графика легко произвести и проверочный расчет подшипника. Зная (л/г)11-3 = С/Q. проводят горизонталь до пересечения е перпендикуляром. восстановленным из соответствующего значения п, и в точке встречи находят по сетке кривых /1 долговечность подшипника.
llycn. О - 2000 кгс: Г = I SO мОО (C>Q = 40); >1=1500 об/мин. Согласно графику (шгрн-хопые tiiiihiH ,н'л| овечнос, i> Л - 20 000 ч.
Долговечность подшипников должна быть согласована с долговечностью машин, которая колеблется в очень широких пределах в зависимости от назначения машины, степени напряженности ее рабочих органов, условий эксплуатации и сроков технического устаревания, определяемых в основном продолжительностью периода Н службы машины, равного
Н = — (226)
Лией
тле h — долговечность: р,|СП — коэффициент использования машины (доля фактической работы машины за период ее эксплуатации).
Для машин общего назначения; работающих по календарному режиму,
Лиси Лс'М ЛвЫХ Лпр >
где г),.„ - коэффициент сменности (при одно-, двух- и трехсменной работе соответственно т],,м л 0,3; 0.6; 0,9); рвых — коэффициент выходных дней (в среднем Т),,,.|Ч = 0.8): р, - коэффициент вынужденных простоев.
Принимая рпр — 0,8. находим
Лисп = 0,64.
Подставляя это значение в уравнение (226), получаем формулу для определения долговечности в зависимости от срока службы:
h = 0,64 1]СМН.
468
Рис, 4-12. IjbiicpMGcib расчетной долюьечкостн GT Срока СЛу^ЬЫ И pcAiiMai paGGTiJ
На основании этой формулы по-шроен I рафик h — H (рис. 442) для одно-, двух- и трехсменной работы, а также для круглогодовой круглосуточной работы (в последнем случае принято h = 0,95 И. где коэффициент 0,95 учитывает вынужденные простои).
По графику можно определять расчетную долговечность машин общего назначения в зависимости от режима работы и срока службы.
Для наиболее распространенного случая двухсменной работы при сроке службы 10—15 лет (заштрихованная область) расчетная долговечность h — 35 з- 50 тыс. ч. Для машин интенсивного использования (трехсменная же сроке службы h = 50 -т 100 тыс. ч
и круглогодовая работа) при том
ВЫБОР СЕРИИ ПОДШИПНИКОВ
Подшипники качения почти всех типов выпускают нескольких разновидностей (серий), отличающихся размерами, нагружаемое, ью и оборотностью.
На рис. 443, а, б показаны в зависимости от диаметра il вала коэффициенты работоспособности и предельные допустимые частоты вращения для подшипников различных типоразмеров и серий.
Коэффициенты работоспособности возрастают, а частота вращения надает с переходом от легких серин к более тяжелым и с увеличением диаметра подшипника.
Например, для роликовых подшипников коэффициенты работоспособности средних серий приблизительно в 1,7 раза больше, чем легких; тяжелых серий — во столько же раз больше, чем средних, и приблизительно в 3 раза больше, чем легких серий.
Долговечность подшипников из-за ее степенной зависимости от коэффициента работоспособности возрастет с переходом на более тяжелые серии гораздо резче.
Согласно формуле (225) долговечность
1 / С \3'33
Л = , (227)
т. е. при п — const и О — const долговечность пропорциональна С3,33. Следовательно, при прочих равных условиях долговечность роликовых подшипников средних серий в 1,73,33 »6 раз больше, чем легких; тя-
469
Рис. 443. Коэффициент работоснособиосiи С. предельная частота вращения ц и относительная доновечнос!ь /г иидшипников серий:
1 — легкой; 2 - средней; 3 - тяжелой; 4 - легкой широкой; 5 — средней широкой
желых серий — во столько же раз больше, чем средних, и примерно в 36 раз больше, чем легких серий.
Jia рис. 443, б показана относительная долговечность вычисленная по формуле (227) в предположении одинаковых нагрузок и частот вращения. За единицу принята долговечность радиального шарикового подшипника легкой серии с т/ = 100 мм (табл. 40).
Как видно, доги овечнос-iь подшипников тяжелых серий примерно на один порядок превышает долговечность подшипников легких серий, а дол-
470
Таб.Ш-W! 40
Ila основании рис. 443,6- можно оцсишь сравниiсльную до,hi овечнос]ь подтипнпк<»в, сопоставимых по функциональному назначению и быстроходности. В габл, 40 приведены цифры относительной дотовсчпосги радиальных шариковых и роликовых подшипников диаметром 100 мм в предположении, что натрузки и часюза вращения одинаковы (за единицу принята долговечность шариковою подшипника лс[кой серии).
Как видно, дол! овечносtь роликовых подшипников прсвышас! дол овечност ь шариковых подшипников для леткой серии н 4 раза, средней — в 6 раз и 1яжслой — в 10 раз. Долю-вечпоси» роликовою подшипника тяжелой серии в 150 раз больше долювсчпосн! шарикового подшипника покой серин. ”
При выборе серии, помимо несущей способности, следует уппыигиь । абариты, массу и быс доходность подшипника. На рпс. 444 приведены основные показатели подшипников различных чипов и серий с одинаковым диаметром вала (</ = 80 мм). Как показано па рисунке, значительное преимущество имеют подшипники легких серий по итбаритам, массе и быстроходности, Несущая способность их, разумеется, меньше, чем подшипников средних и особенно тяжелых серий.
Чаще всего применяют подшипники jici ких и средних серий, предпочитая в необходимых случаях повышали коэффициент рабоюспособпости путем увеличения диаметра вала, что являемся столь же эффективным средством повышения несущей способное!и и долговечности, как и у 1 я-желенис серии. Этот способ соогвечствуе! современной юпдепции применения в силовых узлах пустотелых валов увеличенною дпамстра как средства повышения прочности и жесткости и уменьшения массы конструкции.
Подшипники тяжелых серий используют в малооборотых узлах, подвергающихся действию особо высоких нагрузок (валы прока тых станов). Целесообразно применять их также в концевых установках массивных валов, где диаметр цапф без ущерба для прочност можно сделать значительно меньше диаметра рабочей части вала и таким образом уменьшить [абариты подшипниковою узла.
Расчет подшшптпков по приведенным формулам и ^наложным данным дает лишь средние и приюм несколько приуменьшенные значения долтовечносiи, (от.тасно cidiHciii-ческпм данным у 50'ф,, подшипников долювсчпос|ь в 3-4 раза, а у 10% в 10 - ZO pas превышает расчетную, причем у подшипников повышенной ючност опа зпачиюльно больше, чем у подшипников нормальной -точности. Долт овечпоегь и несущая ипоеобтюсть подшипников очень сильно зависит от конструкции узла, правильности установки нодшишшков, жещкости вала и корпуса, величины натягов на посадочных поверхностях и. особенно, от условий смазки. Подшипники в правильно сконструированных узлах при целесообразном предварительном uaiяге нередко работают в течение срока, во много раз превосходящего расчситый. С друюй стороны, высокое значение ко )фф|Шие!Г1 а работоспособности нс является таран inch надежное ги. Такие подшипники moi yr бьтщро выйти из строя вслсдсишс ошибок юнановки (нс-ретяжка подшипников, перекос осей, недостаточная пли избыточная смазка).
471
беглая Средняя Тяжелая Легкая Средняя широкая Легкая Средняя Тяжелая Легкая Средняя широкая
Условные обозначения масса, коэффициент работоспособности С; } | - частота вращения л, 00/мин
кг
444, Сравнительные показаiели подшипнпко»
КРЕПЛЕНИЕ ПОДШИПНИКОВ НА ВАЛАХ
Основным способом крепления подшипников на валу является затяжка внутренней обоймы подшипников гайкой. Такое крепление обеспечивает точную осевую фиксацию подшипника, надежно страхует от пропорота внутренней обоймы на валу и позволяет устанавливать подшипник на вал с небольшим натягом без опасности смятия и разбивания посадочной поверхности вала.
Наиболее сильную затяжку обеспечивает упор в заплечик или буртик на валу (рис. 445, и), в промежуточную втулку (вид б) или в насадную деталь, в свою очередь, опирающуюся на заплечик или буртик.
Широко распространена затяжка подшипника па валу через насадную деталь (вид й) и установка подшипника между дистанционными втулками (вид г), стягиваемыми ганкой.
При упоре в кольцевой стопор (вид <)) осуществить силовую затяжку невозможно из-за опасности среза стопора или выжимания его из канавки.
Рис. 445. Крепление подшипников на валах
473
Стопорные кольца круглого сечения, усиленные охватывающими коническими кольцами (вид е), выдерживают повышенные силы затяжки.
Описанные способы применяют как в концевых, так и в промежуточных установках.
И концевых установках силовую затяжку осуществляют также внутренними гайками (вид ж) и шайбами, притягиваемыми к юрцу вала центральным болтом (вид з) или несколькими болтами (вид и).
Все другие способы крепления не обеспечивают силовой затяжки и, как правило, требуют применения посадок с увеличенным натягом и повышения твердости вала во избежание смятия посадочной поверхности.
В малопагруженных подшипниковых узлах применяют фиксацию кольцевыми стопорами (виды к, л). Для того чтобы обеспечить беззазорную фиксации! с помощью кольцевых стопоров (особенно из крутой проволоки), нужно нли строю выдерживать расстояние между канавками стопоров, или применять калиброванные промежуточные шайбы (вид .м).
В слабонагруженных подшипниковых узлах иногда ограничиваются посадкой подшипников па нал с натягом до упора в фиксирующий буртик (вид и). Этот способ не исключает возможности смещения подшипника с вала при ослаблении натяга. Правильнее в таких случаях застраховать подшипник от сдвига с помощью кольцевою стопора (вид о).
Фиксация концевого подшипника шайбами, подкладываемыми под болты, расположенные па периферии торца вала (вид л), а также планкой (вид р) нс обеспечивает затяжки, т ак как во избежание перекоса крепящие элементы должны прилетать к торцу вала.
Почти вышли из употребления способы фиксации подшипников полукольцами, стянутыми пружинными разрезными кольцами (вид с) и установочными кольцами с нажимными BHHia.Mii (вид in). Поепешпп способ inioi/ia еще применяют для установки подшипников ла гладком налу при необходимости рщупировалпя осевой- положения подшипников.
УСТАНОВКА ПОДШИПНИКОВ
С КОНИЧЕСКИМ ПОСАДОЧНЫМ ОТВЕРСТИЕМ
Промышленность выпускает подшипники с коническим внутренним отверстием (конусность 1:12, центральный ую т конуса а~5') для установки на гладких валах с помощью разрезной закрепительной втулки с конической наружной н цилиндрической внутренней поверхностями (рис. 446, о). Подшипник затягивают на втулке тайкой, благодаря чему создается необходимый для фиксации подшипника натяг между внутренней поверхностью подшипника с одной стороны и закрепительной втулкой и валом — с другой.
Подшипники этого типа имеют следующие недостатки: ухудшается центровка вала из-за добавочной посадочной поверхности; возможна перетяжка подшипника, вызывающая уменьшение зазора между телами качения и обоймами; сильная перетяжка может привести к заклиниванию тел качения;
положение подшипника на валу при затяжке меняется в результате упругой деформации обоймы, а при повторных загяжках — в результате сминания опорных поверхностей;
474
Рис, 446. Упаковка подшипников i коническим посадочным о шере тем
подшипники не могут выдерживать сколько-нибудь значительные осевые силы, направленные в сторону большего диаметра конуса, которые вызывают защемление тел качения.
Установка па закрепиic.ribiioii втулке еще применяется как способ крепления подшипников на гладких валах с регулировкой осевого положения подшипника на валу.
В отдельных случаях подшипники е коническим посадочным отверстием применяют для регулирования зазора между телами качения и обоймами, выбирания зазора в телах качения, увеличивающеюся в рстульта|с износа, и, наконец, как средство создания предварительного радиально!о натяга.
На рис. 446, б изображено крепление конусного подшипника непосредственно на валу с конической посадочной поверхностью, на виде в — па ступенчатом цилиндрическом валу с промежуточной конусной и гулкой.
Стрелки на рисунках показывают направление осевых сил, при котором возможно зашемлсиис подшипников.
Перетяжку подшипников при монтаже можно предотврати!ь зшяжкой подшипника дипамомс!рпчсским пли предельным ключом с последующей фиксацией гайки кошргайкоп (вид <’) или затяжкой подшипника па калиброванные шайбы 1 (виды <), с), oi раничиваюпще перемещение за i я-гиваннцей гайки.
Введение калиброванных шайб позволяет подшипнику воспринимать осевые силы в любом направлении. Толщину шайб следует выдерживать очень точно, так как при избыючной толщине ослабляется посадка на вал, а при недостаточной юлщппс возможна персмяжка подшипника. При повюрпых переборках шайбы следует менять. В массовом производстве применять калиброванные шайбы нецелесообразно.
УСТАНОВКА ПОДШИПНИКОВ В КОРПУСАХ
Способы установки подшипников в целых корпусах (осевая сборка) показаны на рнс. 447.
Втяжелопагружепных опорах наружную обойму подшипника затягивают 1 пиками, с упором на буртик (вид о) или распорную втулку (вид' 6), жестко зафиксированную в корпусе. Затяжка на кольцевые стопоры (вид «) слабее. В конструкции с стопор усилен заключением в чашечную шайбу.
475
Рис. 447. Крепление подшипников в корпусах
В концевых установках подшипники фиксируют с помощью крышек. В зависимости от глубины I гнезда и толщины уплотнительной прокладки / (вид <)) можно получить установку с зазором х или с натягом (вид е, ,w).
Глухие крышки обычно не центрируют; крышки, несущие уплотнения (вид т), центрируют по посадочной поверхности.
При установке во внутренних стенках, перегородках, диафрагмах и т. д. подшипники фиксируют с помощью дисков (виды и —л) обычно с небольшим осевым зазором (х = 0,1 ~ 0,2 мм). При необходимости безза
476
зорной фиксации вводят калиброванные шайбы 2 (вид и). Затяжку выполняют, предусматривая между диском и корпусом зазор t = 0.05 -т 0,1, мм (вид и).
Вместо дисков нередко применяют отдельные шайбы 3 (вид о). Если шайбы притянуты к торцовым поверхностям корпуса вплотную (и с небольшим зазором по отношению к подшипнику), го опасность перекоса шайб и подшипника отсутствует, несмотря на затяжку в нескольких точках,
В легконагруженных опорах при отсутствии осевых сил применяю! фиксацию с помощью пластинок 4 (вид л) с разводными концами, заводимых в осевые канавки на посадочном отверстии.
Широко применяют фиксацию пружинными кольцевыми стопорами. Для облегчения монтажа стопоры обычно устанавливают с зазором .s = 0.l т-0,2 мм (вид р). При необходимости беззазорной фиксации вводят калиброванные шайбы 5 (вид с) или применяют конические стопоры (вид т).
Очень удобен, особенно в концевых установках, способ фиксации с помощью разрезных пружинных колец, заводимых в канавки на наружной обойме подшипника (радиальные шариковые подшипники с канавками выпускаются серийно).
Обычно кольцо затягиваю! между корпусом и крышкой (или диском). Выточку под кольцо делают в корпусе (рис. 448, о) или, предпочтительнее, в крышке (вид б). Этот способ не обеспечивает беззазорную фиксацию (остается иевыбранным зазор между стопорным кольцом и стенками канавки в наружной обойме подшипника). Дейсзвующие на подшипник осевые силы воспринимаются стопорным кольцом, несущая способность которого ограничена.
Беззазорную фиксацию обеспечивает затяжка па торец наружной обоймы (вид в). Выдерживая необходимые осевые размеры или устанавливая упругие прокладки, можно обеспечить некоторую затяжку подшипника. Осевая нагрузка в одном направлении воспринимается крышкой, а в дру-1 ом — стопорным кольцом. Парные установки с зеркально расположенными
Fife. 44N. п !РНИ(. 11ОДШНПН11КОВ С paipf JHbJA 1!р\Ж!!’»!1ЫА колец
477
подшипниками, закрепленными этим способом, могут нести большие осевые нагрузки в обоих направлениях.
Крышки, несущие уплотнения, обычно центрирую! по наружной обойме подшипника (вид г).
Подшипники с канавками на наружной обойме можно фиксировать также с помощью полуколец 1, 2 (вид ()) или шайб 3, заводимых в канавку (вид е).
К'очс:руктпвные соотношении в шнолненных подшипниках с канавками (рис. 449) слелую-шие (размеры, мм):
И = (0.05 - 0.1) 1);
b * 0.3 И:
А = (0.03 -- 0,06) D;
h s. 0.3 Н;
b' - h + (0,1 -г 0.15).
В мнх формулах нижние предеяы относятся к подшипникам срезним и крупным (./' > 60 мм), верхние -- к малым (<1 < 60 мм).
В разъемных корпусах (радиальная сборка) подшипник устанавливают в кольцевые канавки (рис. 450, и), расточенные в обеих половинах корпуса в сборе. Предпочтительнее фиксация, обеспечивающая обработку напроход: с помощью колец (вид б), дисков (виды в. г), кольцевых стопоров (вид д)
и гильз (вид е), заводимых в канавки корпуса.
В концевых установках подшипники крепят крышками гак же, как в целых корпусах.
В отдельных случаях, когда подшипниковый узел должен от веча: ь особым требованиям но массе, i абарн: ам п iочное:и ус I а ловки, применяю г специальные подшипники с элементами креичепия, включенными в конструкцию обоймы (рис. 451.и-в).
На вилах г. <) покачаны специальные подшипники д чя установки в разьемных (по меридиональной ii.jockocih) корпусах.
Гис. 449. Рлмеры канавок
Рнс. 450. Упаковка подшипников в ратьс-мыык корпусах
478
Рис. 451. Особые виды крепления
Подшипник с темпера! уронезивнсимым центрированием (вид е|. предназначенный для установки н корпус из че1 кпх силанов, имеет две центрирующие поверхности - на наружной обойме и на фланце, выполненном заодно с обоймой. Холодное вен1рированне осуществляйся по обойме. Вторая центрирующая повер.хиосi ь расположена по oi потению к корпусу с задором \ равным разности темпераiурлых деформаций корпуса и подшипника. При нагреве корпуса затор выбирается п подшипник центрируется заплечиком т.
В '1емнера1уропешвисимон установке с радиально-лучевым центрированием (вил по (шинник крепи[ся болтами с квадратными по.и оловннками и, входящими в прорези фланца наружной обоймы.
УСТАНОВКА ПОДШИПНИКОВ НА ПЕРЕХОДНЫХ ГИЛЬЗАХ
В корпусах из легких сплавов подшипники качения устанавливают, как правило, па переходных гильзах для предупреждения смятия и разбивания опорных новсрхностей. а также наволакивания .мягкою металла корпуса на наружную поверхность подшипника при проворачивании наружной обоймы подшипника (особенно в плавающей установке обоймы).
При установке подшипников непосредственно в огвсрстях корпуса прос.табленнс О1верстия при рас 1 ачивиппп может вывеет в брак дорогоеiпятую О1лпвку корпуса, притом на окончи।ельнык стадиях механической обрабожп.
Поэтому иногда ушанавлпваюг подшипники на гильзах и в чугунных корпусах, за исключением случаев, кот да отверстия иод подшипники растачиваются по настроенной операции, но кондукторам, или па ш реннных станках, когда прославление отверстий практически исключено.
Гильзы обычно делают из углеродистой нормализованной стали. Толщина стенок гильз в среднем х = 2 + 0,015 D (D - наружный диаметр подшипника, мм): посадка в корпус П, Т Н. Соосность наружной и внутренней поверхностей гильз обеспечивают жесткими допусками на разно-стенность. При установке па прессовой посадке обязательна чистовая расточка отверстий гильз после запрессовки.
Гильзы с фланцами, притягиваемыми к корпусу (рис. 452, а), изготовляют штамповкой. Целесообразны конструкции б, в со сниженной высотой фланцев.
479
Pile. 452. Устиновы подшипников в ih.tkibk
В конструкциях г, 0 гильзы изготовлены из тонкостенной трубы, что обеспечивает минимальный отход материала при механической обработке.
Наиболее технологичны конструкции гильз, свернутых из калиброванной ленты (вид е). При гибке гильзе придают размер, обеспечивающий натя! при установке в отверстие корпуса; в стыке кольца остается небольшой зазор.
В отличие от целых гильз, отверстие которых уменьшается при посадках в корпусе с натягом, ленточные гильзы сохраняют размер внутреннего диаметра, который зависит только от диаметра расточки в корпусе и толщины ленты.
Гильзы фиксируют в осевом направлении и страхуют от проворачивания болтами (вид и), затяжкой (виды б, я), штифтовкой радиальными п наклонными штифтами (виды ж — и). Осевые штифты (вид к) фиксируют гильзы только от проворачивания.
На рис. 452, л, .и показаны способы установки в гильзах подшипников с пружинными кольцами на наружной обойме.
480
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ КРЕПЛЕНИЯ
ПОДШИПНИКОВ
На рис. 453 показаны способы упора торцов подшипников в буртики валов.
Бургпкп с поднутрятотцей канавкой для выхода шлифовальною круга (виды а, б) применяют в малонагружетшых валах. В циклически нагруженных валах для повышения выносливости цилиндрическую поверхность вала соединяют с буртиком галтелью (вид «). Радиус галтели из условия плотною прилегания торца обоймы к буртику должен быть не более 0,8 R. где R- радиус галтели (или катет фаски) обоймы подшипника [обычно равный 0,05 (D — с/), где D и d — наружный и внутренний диаметры подшипника'].
В переходах с галтелями большого радиуса и эллиптическими, а также в конических переходах применяют промежуточные упорные шайбы (виды ,• — е).
Для сокращения точной механической обработки и для обеспечения выхода шлифовальною круга посадочные поверхности должны быть на несколько десятых миллиметра выше смежных поверхностей вала, не нуждающихся в точной обработке.
Посадочную поверхность (вид ж) обычно доводят лишь до галтели подшипника (/ b — R, где R — радиус галтели). На в|улке делают фаску под утлом 45“ для перекрытия ступеньки т и облет чеппя монтажа втулки на вал. Поднутрение втулки кольцевой выточкой л (вид з) обеспечивает более уверенную затяжку и не налагает жестких ограничении на длину посадочной поверхности.
Для облегчения монтажа поднутряющую выточку снабжают заходной фаской.
В промежуточных установках с затяжкой подшипника между двумя втулками (пли ступицами насадных деталей) посадочную поверхность с учетом производственных колебаний осевых размеров доводят до торца
Рис. 453. Крепление подшипников на валах
16 Орлов П. И., кн. 2
481
В концевых установках Cj креплением гайкой рабочие витки обычно заканчивают на расстоянии Г = h от буртика (вид к) с таким расчетам, чтобы поднутряюшая канавка располагалась под галтелью подшипника.
Диаметр резьбы dx рекомендуется делать как можно ближе к диаметру d посадочной поверхности, чтобы избежать установки подкладной шайбы 1 (вид л).
Особенно важно соблюдать это правило в промежуточных установках (вид л/) для уменьшения перепада диаметров d и d2 вала. С этой же целью в узлах затяжки подшипников всегда применяют мелкую резьбу.
Высоту упорных буртиков и других элементов, фиксирующих подшипники в осевом направлении, определяют с учетом условий демонтажа подшипников.
Подшипники качения монтируют и демонтируют с приложением усилия только к закрепленной обойме (внутренней обойме при посадке подшипников с натягом па вал и наружной при посадке с натягом в корпус). Воздействовать на другую обойму нельзя, так как в этом случае усилие передается через тела качения и беговые дорожки, которые при этом могут быть повреждены.
Высота упорного буртика h должна быть меньше толщины обоймы на величину а (рис. 454, а), достаточную для упора демонтажной втулки или лап съемника непосредственно в обойму подшипника.
Предельная высота буртиков pei ламентируется нормалью машиностроения МН 389 — 60. Для ориентировочного определения высоты буртиков можно пользоваться соотношением (размеры, мм):
h = 0,05 (Р - d) + (2 -г- 3).
Можно увеличить высоту буртиков, если проделать в них два или три прореза достаточной глубины, обеспечивающей! уверенный захват обоймы лапами съемника (виды б, «).
Высота дистанционных втулок (вид г) не ограничивается, если втулки могут быть сняты перед демонтажом или использованы как съемные втулки. Если же подшипник приходится снимать при установленной на месте дистанционной втулке, то следует ограничивать высоту втулки
Рис. 454. Высота упорных буртиков
482
Рис. 455. Установка дистанционных втулок
или проделывать в ней пазы под лапки съемника (вид д) согласно приведенным выше правилам.
Высота кольцевых стопоров, фиксирующих подшипники (вид е), ие ограничивается, если стопор можно снять перед демонтажом. Если же демонтаж производится при установленном на месте стопоре, то высота его выступания над посадочной поверхностью должна быть ограничена. Высота стандартных кольцевых стопоров, определяемая условием прочности стопора, почти всегда удовлетворяет условию снятия подшипников.
Дистанционные втулки, применяемые для стяжки подшипников в парных установках, должны быть во избежание перекоса центрированы.
Показанный на рис. 455, а способ центрирования по всей поверхности вала и корпуса технологически невыгоден, так как при этом необходима точная обработка вала и корпуса на всем участке расположения дистанционных втулок.
Поверхности, не нуждающиеся в точной обработке, целесообразно располагать ниже посадочных поверхностей на величину г, удлиняя последние на расстояние 5 = 4 4-5 мм (вид б), достаточное для центрирования.
Величину f для обрабатываемых поверхностей делают равной нескольким десятым миллиметра. Для черных литых поверхностей корпусов размер /' устанавливают в пределах 4 — 5 мм.
Дистанционные втулки центрируют обычно на посадках С2а', С3.
Если посадка подшипников на валу плотная, то при центрировании внутренних дистанционных втулок по посадочным пояскам вала необходимо применять систему вала.
В подшипниковых узлах неответственного назначения внутренний диаметр втулки делают по номиналу на 0,1 - 0,2 мм больше диаметра посадочных поверхностей вала, выполняя его по системе отверстия.
Грубую ошибку представляет установка дистанционных втулок без центрирования или с недостаточно уверенным центрированием (малая величина з). Вследствие наличия заходных фасок на центрирующих поверхностях втулок, а также неточностей длины посадочных поясов на валу и в корпусе возможна потеря центрирования и смешение втулок в радиальном направлении.
16*
483
УСТАНОВКА РАДИАЛЬНЫХ ПОДШИПНИКОВ
Радиальные подшипники применяют преимущественно в парной, реже в многорядной установке.
Устанавливать нагруженные детали па одном подшипнике (рис. 456, а. б) недопустимо. Угловой зазор шариковых подшипников, составляющий даже при небольших нагрузках 1-2°, вызывает перекос установленной на подшипнике детали. При наличии изгибающего момента (вид 6) условия работы шариков резко ухудшаются. Шарики перемещаются по боковым сторонам беговых дорожек и изгибающий момент М„ от пары сил, действующих на шарики, расположенные один против другого (вид в), вызывает вследствие небольшой величины угла контакта р появление значительных нагрузок N, нормальных к поверхности контакта. Подшипники, работающие в таких условиях, быстро выходят из строя.
В правильных конструкциях (виды г, д) подшипники нагружены только радиальными силами.
Как правило, рекомендуется устанавливать подшипники в одном корпусе (вид е) или в частях корпуса, жестко связанных и зафиксированных один относительно другого. Если по конструктивным условиям приходится устанавливать подшипники в разных корпусах, то следует применять самоуста-павливагощиеся подшипники (вид ж).
Для правильной работы подшипников в парных и мггогоопорных установках необходимо, чтобы только один из подшипников (фиксирующий) был закреплен на вату и в корпусе. Остальные подшипники должны быть закреплены или на валу или в корпусе и должны иметь
Рис. 456. Установки шариковых подшипников
484
возможность свободно перемещаться в осевом направлении, в первом случае относительно корпуса, во втором — относительно вала.
При креплении обоих подшипников и на валу и в корпусе (рис. 457, а) необходимо точно выдержать осевые расстояния между фиксирующими элементами (в данном случае расстояние 1 между стопорными кольцами левого и правого подшипника). Иначе уже при первоначальной установке возможна перетяжка подшипников. При работе узел нагревается от трения (а в горячих машинах — еще от рабочего процесса машины). Если корпус выполнен из материала с коэффициентом линейного расширения, большим, чем у материала вала, то при нагреве корпус удлиняется больше, чем вал. Если даже подшипники на холодной машине установлены правильно, то при нагреве происходит защемление подшипников.
Пусть расстояние между подшипниками Z = 150 мм. Материал корпуса - алюминиевый сплав (ojg = 22-10~6). Коэффициент линейного расширения материала вала (сталь) ав = 10-10'®. Рабочая температура узла 100°С.
Удлинение корпуса при нагреве
AZK = акН = 22- 100-150 = 0,33 мм.
Удлинение вала на том же участке
.Ц, = aBtl = 10-10~6-100-150 = 0,15 мм.
При нагреве подшипник будет перетянут па величину
AZK - AZB = 0,33 - 0,15 = 0,18 мм.
При правильной установке (вид б) правый подшипник жестко закреплен на валу и в корпусе; левый подшипник плавающий. Внутренняя обойма его закреплена только па валу, наружная обойма может перемещаться в корпусе. Эта схема установки снижает требования к точности выполнения осевых размеров узла и устраняет влияние тепловых деформаций' на его работу.
Посадку плавающих обойм в корпусе делают (во избежание нагружения тел качения при перемещениях обоим) достаточно свободной (Д, С, не выше П).
Вариант с закреплением наружной обоймы плавающего подшипника в корпусе и с перемещением внутренней обоймы по валу (вид в) применяют реже, так как при такой установке резко (в среднем в 2-2,5 раза) сокращается поверхность, по которой перемещается подшипник, и возникает опасность смятия и разбивания посадочного пояса. При такой установке необходимо придавать посадочному поясу вала повышенную твердость.
При совместной установке шарикового и роликового подшипников (вид г) шариковый подшипник фиксирует вал. Свобода установки противоположного конца вала обеспечивается перемещением роликов но беговой дорожке наружной обоймы подшипника.
Этот способ применим при сравнительно небольших расстояниях между подпнпшиками. При больших смещениях, когда возникает опасность схода роликов за пределы беговой дорожки, применяют подшипники с роликами, зафиксированными буртами на обоих обоймах подшипника (вид д). Подшипник илаваег в корпусе наружной обоймой.
485
Рис. 457. Парные установки шариковых подшипников
Таблица 41
Ошибка в парных установках подшипников
а — неизбежна перетяжка подшипников при завертывании гаек 1, 2.. Необходимо ввести распорные втулки между стягиваемыми обоймами (вид б)
ct — нерекомендуемая установка. При недостаточной длине распорной втулки 3 возможна перетяжка подшипников и стопорных колец.
Схема допустима только при наличии гарантированного зазора 5 между наружными обоймами подшипников и стопорным кольцом (вид б)
Вал не зафиксирован
от осевого перемеще-
ния в направлениях, указанных стрелками
а — вал ие зафиксирован от осевых перемещений в обоих направлениях;
б — левый подшипник не зафиксирован от осевых перемещений
а — левый подшипник не зафиксирован от перемещения в направлении, указанном стрелкой; б — правильная конструкция
в — левый подшипник не зафиксирован от перемещения в направлении, указанном стрелкой
а — вал не зафиксирован от перемещений в направлениях, указанных стрелками; б — левый подшипник не зафиксирован от перемещения влево
487
Продолжение таил, 41
а — наружная обойма роликового подшипника не зафиксирована от осевых перемещений; б - правильная установка
Вал вместе с подшипниками может перемещаться в осевом направлении в зависимости от положения гаек 4, 5.
Схема допустима только как прием регулирования осевого положения вала
Отступление от изложенных, правил допустимо, если расстояние между подшипниками невелико, если вал и корпус выполнены из материала с примерно одинаковым коэффициентом линейного расширения и если рабочие температуры вала и корпуса приблизительно одинаковы.
Нередко внутренние обоймы подшипников затягивают на валу, а наружные фиксируют в обоих направлениях с помощью расположенных между наружными обоймами стопорных колец (вид е). При отсутствии относительных термических деформаций такие системы работают вполне надежно. Производственные погрешности учитывают назначением гарантированного зазора s = 0,2 ч- 0,3 мм между фиксирующими элементами и наружными обоймами подшипников.
При установке с фиксацией подшипников наружными стопорами (вид ж) расширение корпуса вызывает увеличение осевого зазора в системе, т. е. опасности защемления подшипников пет. По условиям сборки эта система предпочтительнее системы вида е (возможна установка вала в корпус в сборе с подшипниками). Эти системы применяют, если нет необходимости в беззазорной фиксации вала.
В температуронезависимой системе (вид з) подшипники зафиксированы в корпусе посредством промежуточной стальной втулки, зафиксированной в корпусе кольцевым стопором. Так как коэффициенты линейного расширения материала втулок и вала одинаковы, то изменение линейных размеров корпуса при колебаниях температуры не сказываются на точности установки (если температура втулки не слишком отличается от температуры вала). Свойством температуронезависимости обладают также установки с расположением подшипников в стальных промежуточных гильзах (виды и — м).
Индивидуальная установка подшипников в гильзах (виды и, о) не является температуронезависимой. В таких случаях необходимо один из подшипников сделать плавающим (вид п).
В табл. 41 приведены примеры наиболее часто встречающихся ошибок в парной установке радиальных подшипников.
488.
РАДИАЛЬНО-УПОРНЫЕ ПОДШИПНИКИ
Шариковые радиально-упорные подшипники почти всегда применяют в парной зеркальной установке с обязательной осевой затяжкой. Способ затяжки и расположение подшипников влияют на работу узла. Затяжка внутренних обойм (рис. 458, а), когда оси качения шариков скрещиваются между подшипниками (схема А), обеспечивает большую жесткость узла, чем затяжка наружных обойм (вид б), когда оси качения располагаются вне подшипников (схема О).
Это хорошо видно на рис. 458, г, изображающем особенно неудачное расположение по схеме О, при котором поверхности качения наружных обоим почти точно укладываются в сферу с центром в оси симметрии установки. Устойчивость вала против выворачивающего действия поперечной силы Р невелика; вал октывнсгся как бы расположенным на сферической опоре. Расположение по схеме X (вид в) придает валу полную устойчивость.
В зависимости от схемы установки подшипники по-различпому реагируют на тепловые деформации системы. Если корпус при работе нагревается больше, чем вал, или выполнен из материала с более высоким коэффициентом линейного расширения, то в схеме X осевой натяг увеличивается, а в схеме О — уменьшается.
Если же температура вала больше температуры корпуса, то в схеме X натяг ослабевает, а в схеме О увеличивается.
Гироскопические моменты
• В радиально-упорных подшипниках вследствие наклона оси вращения шариков под углом Р к оси вращения подшипника шарики подвергаются действию гироскопических моментов, стремящихся повернуть шарик вокруг его оси, касательной к направлению окружной скорости шарика (рис. 459, а).
Гироскопический момент, кге-м,
Мг — /o)Qo),„sin р, (228)
где й)0 — угловая скорость центра шарика, вращающегося вокруг оси подшипника, с-1; сош — угловая скорость шарика вокруг его собственной оси;
1 — момент инерции шарика
60 ш д
Рис. 458. Схемы установки радиально-упорных подшипников
489
Рнс. 459. Схема действия гироскопических моментов
где dUI — диаметр шарика, см; 7 — удельный вес материала шарика (для шарикоподшипниковых сталей у = 0,008 кгс/см3); д — гравитационная константа (д — 981 см/с2).
Угловая скорость центра шарика со ®0 = Т+D'/d''’
(230)
. ли ,
где со — угловая скорость вала (со = —); Dud— диаметры окружностей
контакта соответственно на наружной и внутренней обоймах, см
D' = dcp + dm cos р = dcp \ 1 + cos Р ) j (231)
\ “ср /
d' = dcp - с?шсозр = dcp ( 1 - ф-cosP\ (232)
\ “cp /
где dcp — средний диаметр подшипника, см.
Для подшипников легкой серии dm/dcp = 0,18 4- 0,22, средней серии 0,22 — 0,25, тяжелой серии 0,27 — 0,3.
Угловая скорость шарика при вращении его вокруг собственной оси
D'
«... = Гоо —. (233)
«ш
Подставляя в уравнение (228) значение I из формулы (229) и сош из формулы (233), получаем
Мг = ~ sin р. (234)
60 д
Как видно из этого уравнения, гироскопический момент пропорционален квадрату угловой скорости, четвертой степени диаметра шарика и возрастает по синусоидальному закону с увеличением угла контакта р, достигая максимальной величины в упорных подшипниках, у которых Р =» 90° (вид в).
Удобно выразить гироскопический момент через центробежную силу шарика
Рц6 = -^-^% (235)
6 д 2
490
Вводя значение Рцб в формулу (234), получаем
Л/г =0>2P,lG-y,-JD'sin р.
“ср
(236)
Подставляя D' из формулы (231) и вводя обозначение dm/dcp = а, находим
Мг = 0,2 Рцб^ш (1 + « cos Р) sin р.
(237)
Вращению шариков под действием Мг препятствует момент трения (вид б)
Л1”тр “ -Ртр^Ш —
где f— коэффициент трения скольжения (вследствие неизбежных при работе подшипника вибраций коэффициент трения имеет незначительную величину f = 0,014-0,02); N — реактивная сила на поверхностях контакта, при равномерном распределении нагрузки по шарикам
zsinp ’
здесь А — осевая нагрузка на подшипник; z — число шариков.
Следовательно,
= (И8>
Вращения шариков не происходит, если
Мтр>Мг.
Подставляя в это соотношение из формулы (238) и Мг из формулы (236), находим минимальную величину осевой нагрузки, при которой не происходит вращения
А . -0 2^^Sit^-п’1" ~ ’ v
или, ввиду
D' = de? (1 + a cos Р),
= °>2 -’2уРцб (1 + a cos Р) sin2 р. (239)
Рассчитаем подшипник 46 316 средней серии (d — 8 см; D = 17 см, dcp — 12,5 см;
<1Ш = 2,8 см; р = 26°; число шариков z = 12).
Примем п = 3000 об/мин (и = 314 с-’), коэффициент трения f = 0,02.
491
Диаметры окружностей контакта по формулам (231) и (232)
D' = 12,5 + 2,8-0.9 = 15 см;
<Г = 12,5 - 2,8-0,9 = 10 см.
Угловая скорость центров шариков по формуле (230)
314 <п0 =------г- = 125,5 с 1.
Центробежная сила шарика по формуле (235)
Минимальная осевая сила, предупреждающая вращение шариков, по формуле (239)
0^.95-12 28
4- = ’ ~0 02-+ 7ff0’9)0’4382 =260 ЕГС-
В подшипниках, нагруженных достаточно большой осевой силой, вращения шариков обычно не происходит (за исключением шариков, диаметр которых в пределах допуска на изготовление меньше диаметра остальных шариков).
В ненагруженных подшипниках (замыкающие подшипники парных установок) вращение наблюдается при недостаточно сильной затяжке, а также при ослаблении натяга в результате осевого перемещения вала под действием рабочей нагрузки.
В подшипниках, нагруженных только радиальной силой, вращение может происходить в ненагруженной зоне подшипника. Для предотвращения этого явления необходимо затягивать подшипники достаточно большой осевой силой.
В радиальных шариковых подшипниках гироскопические моменты возникают при наклоне линий контакта в результате приложения осевых сил, а также при перекосах подшипника. Вследствие незначительности углов Р гироскопические моменты невелики.
В конических роликовых подшипниках гироскопические моменты, достигающие при больших углах р значительной величины, воспринимаются поверхностями контакта и вызывают лишь увеличение кромочных нагрузок.
Предварительный натяг
Главное значение для правильной работы радиально-упорных подшипников имеет осевой предварительный натяг.
Правильно выбранный натяг обеспечивает плотное прилегание шариков к беговым дорожкам, уменьшает износ поверхностей качения, повышает нагружаемость и долговечность подшипников, предупреждает вращение шариков под действием гироскопических моментов и, следовательно, снижает коэффициент трения.
Чрезмерный натяг столь же опасен, как и недостаточный, так как вызывает защемление шариков, перегрузку поверхностей качения и повышенное тепловыделение.
492
Рис. 460. Установка радиально-упорных подшипников с предварительным натягом
Предварительный натяг осуществляют следующими основными способами:
1) затяжкой подшипников на мерную величину осевого смещения наружных обойм относительно внутренних;
2) затяжкой подшипников до получения определенного момента сопротивления вращению;
3) приложением к подшипникам постоянной осевой силы (пружинный натяг).
При первом способе между внутренними и наружными обоймами парных подшипников устанавливают дистанционные втулки неравной длины. При установке по схеме X (см. рис. 458) внутренние обоймы затягивают гайкой 1 (рис. 460, а) до упора в торец дистанционной втулки. При этом в схеме возникает натяг, величина которого определяется разностью а длин втулок.
493
При установке по схеме О (вид б) затягивают гайкой 2 наружные обоймы до упора в торец внешней дистанционной втулки.
Применяют также затяжку наружных обойм концевой шайбой 3 (вид в) до выбора зазора а, величина которого регулируется мерными шайбами 4. Если подшипники расположены рядом (виды г, д'), натяг достигается установкой между обоймами калиброванных шайб 5 толщиной, отличающейся на величину а от толщины фиксирующего элемента (кольцевого стопора).
Промышленность выпускает сдвоенные радиально-упорные подшипники с заранее установленным зазором а, выбираемым при затяжке (виды е — з).
Необходимая величина натяга зависит от формы поверхностей качения, угла контакта, расстояния между подшипниками, характера нагрузки, частоты вращения, температуры узла, коэффициента трения, величины рабочей нагрузки (радиальной и осевой) и других факторов. Учесть в расчете все эти факторы очень трудно.
Заводы-изготовители, выпускающие подшипники для установки с предварительным натягом, придерживаются норм, действительных только для подшипников данного типоразмера и с данным расстоянием между подшипниками. В остальных случаях приходится подбирать натяг опытным путем.
Ориентировочные цифры: для подшипников малого и среднего размера при установке на небольшом расстоянии один от другого а - 0,05 ч- 0,07 мм, для крупных подшипников 0,07-0,12 мм. При высоких нагрузках, малых частотах вращения и больших углах контакта применяют большие величины а, а при больших частотах вращения и малых углах контакта -меньшие.
Рекомендуется избегать совместного натяга подшипников, расположенных на больших расстояниях один от другого, когда возникают трудно-учитываемые деформации. В таких случаях целесообразно выполнять фиксирующую опору в виде сдвоенных подшипников 6 с предварительным натягом, а вторую опору сделать плавающей в виде радиального (вид ы) или сдвоенного (вид к) подшипника с предварительным натягом.
В опорах, где первоначальный натяг быстро теряется (тяжелонагружен-ные опоры, подшипники с малым углом контакта Р), необходимо предусматривать возможность периодической подтяжки подшипников.
Регулировка с помощью калиброванных шайб 1 (рис. 461, я) неудобна. Чаще применяют бесступенчатое регулирование посредством затяжки гайкой 2 внутренних (вид б) или гайкой .3 наружных (вид в) обойм. Остальные обоймы (наружные на виде б и внутренние на виде в) устанавливают жестко.
Рве, 461. Схемы регулирования иатяга
494
Натяг регулируют путем затяжки гаек до получения беззазорного, но достаточно легкого вращения.
Обычно применяют следующие достаточно грубые способы.
1. Гайку затягивают до того, пока вал (или установленная на нем деталь) перестает вращаться от руки, после чего гайку отвертывают на определенный угол (обычно на четверо оборота) и стопорят в этом положении.
2. Гайку затягивают до отказа и затем медленно отвертывают,. постоянно прилагая . к проверяемой детали усилие руки. Как только деталь начинает вращаться, гайку стопорят.
Если к деталям присоединены какие-либо механизмы, исключающие возможность проворачивания, то гайку затягивают тарированным моментом, предварительно устанавливаемым опытным путем. При этом надо учитывать переменность трения в резьбе и на посадочной поверхности затягиваемой обоймы. Повышенное трение может поглотить большую часть I силы затяжки.
Пружинный предварительный натяг
При этом способе в систему вводят спиральные или тарельчатые пружины, обеспечивающие натяг практически постоянной величины, почти независимо от износа поверхностей качения, колебаний линейных размеров и тепловых деформаций.
Пружинный натяг применяют:
в опорах, расположенных на больших расстояниях одна от другой;
в прецизионных узлах, где необходимо исключить биения, нарушающие точность производимых машиной операций;
в многооборотных агрегатах, где зазоры вызывают смещение центра тяжести вращающихся деталей с геометрической оси вращения и появление повышенных центробежных нагрузок;
в агрегатах, подверженных динамическим нагрузкам, где зазоры приводят к разбиванию и быстрому износу поверхностей качения.
В схеме пружинного натяга на рис. 462, а подшипник 1 жестко закреплен на палу и в корпусе; подшипник 2 плавает наружной обоймой в корпусе. Плавающая обойма нагружена пружинами, создающими в обоих подшипниках постоянный натяг.
Конструкция б отличается от предыдущей тем, что подшипник 2 плавает внутренней обоймой на валу.
Недостаток обеих конструкций состоит в том, что вал жестко зафиксирован только в одном направлении (светлые стрелки). В противоположном направлении вал фиксируется только силами пружин и при осевой нагрузке, превышающей силу пружин, может перемещаться в пределах зазора s в натяжном устройстве.
Эти конструкции применимы:
когда рабочая осевая нагрузка направлена в одну сторону, а нагрузок в противоположном направлении нет или они невелики по сравнению с силой затяжки пружин;
когда допустимо осевое смещение вала в пределах зазора под действием повышенных сил, противоположных рабочей нагрузке.
Практически беззазорную фиксацию обеспечивает конструкция в, где подшипники установлены с предварительным натягом путем затяжки на внутреннюю дистанционную втулку 3, длина которой несколько меньше длины внешней дистанционной втулки 4. Натяг создается спиральной пружиной, действующей на наружные обоймы подшипников.
495
Рнс. 462. Схемы пружинного предварительного натяга
Так как подшипники установлены в корпусе жестко, то конструкшпо применяют при небольших расстояниях между подшипниками, когда тепловые деформации невелики.
При больших расстояниях фиксирующую опору выполняют в виде спаренных радиально-упорных подшипников 5 с пружинным предварительным натягом (вид г). Вторую опору делают плавающей в виде одиночного радиально-упорного подшипника 6 с пружинным натягом или в виде сдвоенных радиально-упорных подшипников 7 (вид д) с предварительным натягом.
Определить силу пружинного предварительного натяга расчетным путем трудно. Расчет натяга из условия предупреждения вращения шариков под действием гироскопических моментов по формуле (239) дает даже при коэффициентах запаса 1,5-2 уменьшенные значения силы предварительного натяга. Эю объясняется тем, что сила пружин должна быть достаточной для преодоления трения на посадочных поверхностях подвижных обойм, поэтому силу предварительного натяга устанавливают опытным путем.
В системах с пружинным натягом должны бьпь предусмотрены средства регулирования силы пружин.
КОНИЧЕСКИЕ РОЛИКОВЫЕ ПОДШИПНИКИ
Конические роликовые подшипники применяют в парной установке с затяжкой внутренних обойм по схеме X (рис. 463, а), реже — наружных обойм по схеме О (вид б).
496
Рис. 463. Схемы установки конических роликовых подшипников
При правильном натяге подшипники этого типа могут нести большие радиальные и осевые нагрузки при умеренных частотах вращения. Ввиду отсутствия зазоров между телами качения и беговыми дорожками кониче
ские роликовые подшипники хорошо выдерживают ударные нагрузки, что обусловливает их применение в тяжелоиагружеппых узлах (ступицы автомобильных колес, буксы вагонных осей, валы прокатных станов). В опорах, где преобладают радиальные нагрузки, применяют подшипники с центральным углом конуса 15 — 25°, а при повышенных осевых нагрузках — с углом 30-60°.
Приемы регулирования натяга конических роликовых подшипников показаны на рис. 464, а — г (схема Л') и д — и (схема О).
Регулирование' натяга с помощью мерных шайб 1, устанавливаемых за обоймами (виды а, б, д'), требующее демонтажа переднего подшипника, применяют только в узлах, не нуждающихся в частой регулировке (легкие условия работы, подшипники с большим углом конуса).
В конструкции е с регулировочными шайбами 2, устанавливаемыми перед обоймами или под затяжными крышками (вид ж), для регулирования достаточно спять крышки.
В узлах, где требуется периодическая подтяжка, применяют затяжку внутренних (вид в) или наружных (вид з) обойм с помощью кольцевых гаек.
Силу затяжки обычно контролируют по легкости вращения. При необходимости бесступенчатого регулирования гайки стопорят контргайками. Достаточно тонкую регулировку обеспечивает стопорение лепестковыми шайбами, отличающееся большей надежностью.
Конструкция и с центральным регулировочным (пломбируемым) болтом 3 допускает регулирование без демонтажа узла.
На виде г показана система пружинного натяга по схеме рис. 462, в, обеспечивающая длительную работу узла без подтяжки.
Недопустимо использовать затяжку подшипников для крепления на валу деталей на центрирующих или переходных посадках (рис. 465). В ошибочной конструкции а зубчатое колесо затягивается па валу крышкой 1 через правый подшипник. Если натяг выбрать из условия силовой затяжки зубчатого колеса, то подшипники будут защемлены. Умеренный натяг, необходимый для создания в подшипниках предварительного натяга, недостаточен для затяжки зубчат ого колеса.
В правильной конструкции б зубчатое колесо подвергается силовой затяжке с помощью гайки 2; предварительный натяг подшипников создается крышкой 3.
В конструкции с установкой подшипников по схеме X (вид в) колесо затягивается гайкой 4, натяг осуществляется гайкой 5.
497
Рис. 464. Схемы регулирования натяга конических роликовых подшипников
Рис. 466. Выступание сепаратора в конических роликовых подшипниках
При проектировании узлов с коническими роликовыми подшипниками следует иметь в виду, что сепараторы роликов выступают за пределы наружной обоймы на величины т и п (рис. 466, а).
Величина т обычно не имеет значения; величину п следует учитывать при установке смежных с подшипником деталей, например маслоотражательных дисков 1, кольцевых гаек 2 (вид б), правых подшипников (вид в).
Величины выступаний приводятся в каталогах.
Как правило, смежная с подшипником деталь должна отстоять от торца наружной обоймы на величину b ~ 4 = 5 мм (в крупных подшипниках 6 = 5 = 8 мм).
Для предупреждения касания цилиндрических поверхностей смежных деталей о края сепаратора (величины s, t) высота h цилиндрических поверхностен (рис. 466, б) не должна превышать 0,1 (D - </).
ИГОЛЬЧАТЫЕ ПОДШИПНИКИ
Основные типы игольчатых подшипников показаны на рис. 467.
В конструкциях а, б иголки можно собрать только на вязкой консистентной смазке (тавот); при этом не исключена опасность выпадения отдельных иголок. После работы на масле, растворяющем тавот, иголки при демонтаже рассыпаются.
Целесообразнее агрегатные конструкции с невыпадающими иголками (виды в, г), зафиксированными в корпусах подгибом колец из мягкой стали, завальцованных по торцам обойм.
г
В конструкции Э, предназначенной для безобойменной установки в легкоиагруженных опорах, иголки заключены в штампованную обойму с подогнутыми кромками. Обоймы изготовляют нз малоуглеродистой холоднокатаной стали; рабочую поверхность циаиируют на глубину ~ 0,1 мм.
Как показывает опыт, в игольчатых подшипниках нет полного качения.
Рнс. 467. Игольчатые подшипники
499
В нагруженной зоне на участке плотного соприкосновения с валом иголки вращаются вокруг собственной оси с частотой
п = пв (240)
где Пц — частота вращения вала; d - диаметр вала; 5—диаметр иголок.
Частота вращения иголок олень высока. При обычном значении <7/3 = 10 и при частоте вращения вала, например, = 1000 об/мин иголки вращаются с частотой и = 10 000 об/мин.
Максимально допустимой частотой вращения иголок вокруг своей оси считается п — 20 000 -г 30 000 об/мин.
Переходя в ненагруженную зону, иголки по инерции продолжают вращаться, но с пониженной вследствие трения частотой; при возвращении в нагруженную зону частота вращения снова увеличивается.
Проскальзывание иголок в ненагруженной зоне, а также трение иголок друг о друга обусловливают повышенную величину коэффициента трения (/ = 0,01 н-0,02) и ограничивают быстроходность подшипников пределом 1000 — 2000 об/мин.
Целесообразно применять игольчатые подшипники в малооборотных, высоконагруженных опорах, а также в опорах с колебательным вращением (поршневые головки шатунов, оси коромысел, рычагов).
Игольчатые подшипники нс могут нести осевой нагрузки. При их установке необходимо применять тот или иной вид осевой фиксации детали, а также фиксировать наружную обойму в корпусе и внутреннюю — на валу (рис. 468, а).
Обоймы подшипников сажают в корпусы и на валы на посадках не плотнее Т, Г. Прессовые посадки могут вызвать перенапряжение тонких обойм подшипников.
Для сокращения радиальных размеров часто применяют установку игольчатых подшипников только с внутренней (вид б) или наружной (виды в, г) обоймами, заставляя иголки катиться по беговым дорожкам, выполненным непосредственно на детали. Нередко обе дорожки выполняют на деталях (вид д). Радиальные размеры безобойменных игольчатых подшипников не превышают размеров подшипников скольжения.
Рнс. 468. Установка игольчатых подшнпинков
500
Игольчатые подшипники могут работать на пластичной и жидкой смазке. Барботажная смазка затруднена из-за узости кольцевых щелей на торцах подшипника. В бсзобойменных установках наилучший способ подвода масла — через радиальные отверстия в валу, расположенные по оси симметрии подшипника (виды в, г).
Беговые дорожки па деталях выполняют по 1-му классу точности. Твердость рабочих поверхностей > HRC 58, параметры шероховатости обработанных поверхностей Ra = 0,02 4- 0,08 мкм. На углубленных беговых дорожках следует предусматривать канавки для выхода шлифовального круга.
При безобойменной установке иголки группируют по диаметру (отклонения диаметров иголок в комплекте не более 2 мкм).
Длину иголок (рис. 469, а) рекомендуется принимать
I = (5 -=-10) 5, (241)
где 5 — диаметр иголок.
Нижний предел относится к подшипникам малого, а верхний — к подшипникам большого диаметра.
В зависимости от диаметра внутренней беговой дорожки длину иголок рекомендуется брать в пределах
I = (0,25 4- 0,5) d, (242)
где d — диаметр внутренней беговой дорожки.
Нижний предел относится к подшипникам большого диаметра, верхний — малого.
Приравнивая правые части формул (241) и (242), получаем формулу для определения диаметра иголок
5 = (0,05 4- 0,1) d,
(243)
где нижний предел относится к подшипникам большого диаметра, верхний — малого.
Если по конструкции необходима большая длина подшипника, чем подсчитанная по формулам (241), (242), то применяют двухрядную установку иголок (см. рис. 468,0).
Торцовый зазор s между иголками
и направляющими заплечиками должен быть равен
s = (0,1 -4- 0,15)
Высоту заплечиков принимают
h = (0,7 4-0,8) 5.
Рис. 469. Конструктивные соотношения в игольчатых подшипниках
501
Диаметральный зазор в подшипнике, т. е. зазор А = D — (d + 2 8), выбирают по посадкам от Л до ТХ. Средний диаметральный зазор, мкм, согласно формуле (109) при т = 10 20
А = (10 -у- 20) 0/,
где d в мм.
Чем больше частота вращения, тем больше должен быть зазор.
Боковой зазор между иголками определяют из условия, чтобы при плотной укладке на валу между первой и последней иголками (рис. 469) оставался зазор t = qS, где 8 — ' диаметр иголки; q - коэффициент, равный 0,4-0,8. При q < 0,4 в подшипнике возникает повышенное трение, а при q > 0,8 становятся возможными перекос и заклинивание иголок.
Число иголок
Л<7СР - q8 л (D + d) 2 ~~ к ~~ ЭЯ 8 2 о
Подставляя D = d + 2 6, получаем
z = к
(244)
откуда
d = 5
\ л
(245)
При проектировании подшипника обычно задан внутренний диаметр d. Диаметр иголок находят по формуле (243). Число иголок предварительно определяют из выражения (244), полагая q = 0:
z = л
(246)
и округляют до ближайшего меньшего целого числа 2. Разность z' - z, как видно из формул (246), (244), равна q.
Если условие q = 0,4 -г 0,8 не соблюдается, то производят перерасчет, задаваясь новыми значениями d и 8.
Пусть d = 20 мм, 6=2 мм. Согласно ’формуле (246)
z' - я (10 + 1) = 34,5.
Принимаем z = 34. Следовательно,
q = / - z = 34,5 — 34 = 0,5, что допустимо.
Стандартные размеры иголок приведены в табл. 42.
Таблица 42
Стандартные размеры иголок
5, мм Длина 1, мм
2,0 2,5 3,0 3,5 4,0 5,0 8 8 30 40 50 10 10 10 35 12 12 12 14 14 14 16 16 16 (18) (18) 18 (20) (20) (20) (22) (22) (22) (24) (24) (24) 27
Примечание. Размеры в скобках применять не рекомендуется.
502
УПОРНЫЕ ШАРИКОВЫЕ ПОДШИПНИКИ
Упорные шариковые подшипники применяют в тяжелонагружен-ных опорах при небольших частотах вращения.
Оборотность упорных подшипников ограничена происходящим при больших частотах вращения смещением шариков с оси симметрии беговых дорожек под действием центробежных сил (рис. 470, а).
Под действием центробежных сил может сместиться и сепаратор (вид б). И в том, и другом случае вследствие отклонения линий контакта ОК от нормалей правильное качение роликов нарушается и трение в подшипнике резко возрастает.
Гироскопические моменты вызывают вращение шариков вокруг оси, касательной к направлению окружной скорости центров шариков. Величина гироскопического момента определяется по формуле (237), если положить в ней ₽ = 90° и D' = dcp:
Мг = 0,2 Рц64. (247)
Минимальная нагрузка А, при которой не происходит вращения, согласно формуле (239)
Л™ = 0,2-^-. (248)
Рассчитаем подшипник 8220 средней серии (</ 10 см; Р = 15 см; = 12,5 см;
ЯП
</ш = 2 см; z = 18). Примем п = 1000 об/мин (в = — — 105 с' *), коэффициент тренияJ = 0,02.
Окружная скорость центров шариков по формуле (230)
105 с -I
<в0 = = 52,5 с *.
Центробежная сила шарика по формуле (235)
Рц5 = 52,52 - 6,25 = 0,6 кгс.
О 701
Гироскопический момент по формуле (247)
Мг = 0,2 0,6 • 2 = 0,24 кгс см.
Минимальная осевая сила, при которой ие происходит вращения, по формуле (248)
А
min
КГС.
При монтаже однорядных упорных подшипников на вертикальных валах не рекомендуется центрировать свободное (т. е. сидящее на
Рис. 470. Центробежные силы и гироскопические моменты в упорных шариковых подшипниках
503
2
в)
Рис. 471. Установка упорных подшипников на вертикальных валах
Рис. 472. Самоустанавлнваю-щиеся упорные подшипники
валу с зазором) кольцо 1 в корпусе (рис. 471, а), так как из-за практически неизбежной несоосности центрирующих поверхностей па валу и в корпусе шарики могут сместиться с оси симметрии беговых дорожек и правильная работа подшипника нарушится. Целесообразно центрировать одно из колец 2 на валу (вид б) или 3 в корпусе (вид в), а другому дать свободу поперечного перемещения. Под действием нагрузки (а на стоянках — под действием силы тяжести вала) свободное кольцо самоцентрируется относительно шариков.
Для предотвращения изгиба колец подшипника под нагрузкой рекомендуется увеличивать диаметр опорных поверхностей вала и корпуса по крайней мере до средней окружности шариков (конструкция а неправильная; б, в — правильные).
В тяжелонагруженных опорах целесообразно применять самоустанавливающиеся упорные подшипники со сферическими опорными поверхностями. Самоустанавливаемость опор устраняет влияние перекосов, торцового биения опорных буртиков и т. д., способствует равномерному нагружению шариков и увеличивает долговечность подшипника.
При установке упорных подшипников в сочетании со сферическими самоустанавливающимися радиальными подшипниками нельзя применять упорные подшипники с плоскими поверхностями (рис. 472, а), препятствующими самоустановке. Необходимо применять упорные подшипники со сферической опорной поверхностью или устанавливать плоские подшипники на сферических шайбах (вид б). Центр сферы шайбы опорной поверхности должен совпадать с центром сферы радиального подшипника.
При установке однорядных упорных подшипников на горизонтальных валах необходима осевая фиксация вала в направлении, противоположном действию рабочей нагрузки. Чаще всего вал фиксируют посредством упорного подшипника, делая вес радиальные опоры вала плавающими. В корпусе подшипник устанавливают в замкнутом гнезде, одна из сторон которого а (рис. 473) является несущей, а противоположная b — фиксирующей. На валу со стороны, противоположной силовому буртику 1, устанавливают фиксирующий упор 2. Во избежание соприкосновения вращаю-
504
Рис. 473. Установка упорного подшипника
Рис. 474. Установка упорных подшипников
на горизонтальных валах
щихся и неподвижных элементов предусматривают осевые зазоры: s в корпусе п t на валу величиной несколько десятых миллиметра. Таким образом, в соединении образуется осевой зазор s + t.
Вращающееся кольцо устанавливают на валу с натягом по посадочному поясу. Неподвижное кольцо отделено от вала радиальным зазором и == v -I- н’, где v — полуразпоегь диаметров отверстий вращающегося и неподвижного колец (в стандартных подшипниках, v --= 0,2 -г 0,5 мм), a — полуразность диаметров посадочного пояса п вала. В общей сложности зазор и достигает 0,3 —0,5 мм.
В противоположность вертикальным опорам плавающая установка неподвижного кольца в горизонтальных опорах не рекомендуется. При остановках агрегата, при пульсациях и случайных переменах направления нагрузки вал отходит от подшипника па расстояние s + t (осевой зазор) и незакрепленное кольцо, смещаясь в пределах радиального зазора и, зависает на валу (рис. 474, а). Последующее приложение осевой нагрузки не возвращает кольцо в концентричное положение, так как радиальная составляющая сил давления незначительна вследствие пологости профиля беговых канавок на участках, близких к контактным. Шарики с сепаратором устанавливаются эксцентрично по отношению к вращающемуся кольцу, причем эксцентриситет увеличивается под действием центробежной силы Рцб, возникающей при смещении центра тяжести комплекта шариков с сепаратором относительно оси вращения.
В результате правильное качение шариков нарушается, линии контакта отклоняются от нормали и трение возрастает.
Центрирование неподвижного кольца (вид б) только частично исправляет недостаток конструкции. При отходе вала от подшипника кольца раз-
505
Рис. 475. Установка упорных подшипников с пружинами
двигаются в пределах осевого зазора t, шарики вместе с сепаратором под действием силы тяжести и центробежной силы занимают эксцентричное положение (вид в) и в подшипнике возникают те же явления, что и в предыдущем случае. Их можно ослабить, уменьшая зазор t до минимальной величины (0,1 —0,2 мм).
Наиболее правильно сжать кольца подшипника пружинами, поддерживающими в подшипнике постоянный натяг при всех возможных перемещениях вала (вид г).
Пружины устанавливают со стороны неподвижного кольца (рис. 475, а), в установках двухстороннего действия с использованием однорядных подшипников — в промежуточных упорных дисках (виды б, в), а в двухрядных подшипниках — с обеих сторон подшипника (вид г).
Достаточно сильный пружинный натяг предупреждает смещение шариков под действием центробежных сил, и их вращение под действием гироскопических моментов, снижает трение и позволяет повысить быстроходность подшипников. Натяг нагружает шарики дополнительно к рабочей нагрузке, но благодаря упорядоченному качению шариков несущая способность подшипника в конечном счете возрастает.
При большой силе пружин неподвижное кольцо можно не центрировать (см. виды в, г).
Делают попытки использования однорядных шариковых подшипников для несения осевых нагрузок в обоих направлениях. В установках обычного типа это неосуществимо, так как в подшипнике, нормально рассчитанном на нагрузки в одном направлении (зачерненная стрелка на рис. 476, а), при реверсировании нагрузки (светлая стрелка) левое кольцо должно вращаться по посадочному поясу. Установка колец на плавающей втулке 1 (вид б) из антифрикционного материала с подводом смазки к трущимся поверхностям обеспечивает центровку колец и возможность их свободного вращения.
В миогооборотиых узлах применяют другие виды упорных подшипников. В опорах одностороннего действия устанавливают упорно-радиальные, конические, роликовые и сфероконические подшипники. Для опор двухстороннего действия широко применяют дуплексные упорно-радиальные подшипники с предварительным натягом (рис. 477, «), а также шариковые подшипники с глубокими канавками, разгруженные от радиальных сил посредством установки в корпусе с радиальным зазором s (виды б - в). Такие опоры отличаются малыми габа-
506
Рпс. 476. Использование однорядного упорного подшипника для несения осевых нагрузок в обоих направлениях
Рнс. 477. Упорные подшипники
двухстороннего действия
ритами, способны нести большие осевые нагрузки и обеспечивают практически беззазорную фиксацию вала в осевом направлении. Монтаж их гораздо проще, чем монтаж упорных шариковых подшипников.
На виде г показан узел, воспринимающий радиальные и осевые нагрузки.
В опорах, предназначенных для восприятия особо больших нагрузок при повышенных частотах вращения, применяют мпогорядную установку подшипников с разъемными наружными обоймами (трехконтактные подшипники), разгруженных от радиальных сил (вид д).
ТИПОВЫЕ ПОДШИПНИКОВЫЕ УЗЛЫ
В табл. 43 приведены примеры типовых подшипниковых узлов.
ПОСАДКИ
Подшипники качения устанавливают на валу по системе отверстия, а в корпусе — по системе вала.
При назначении посадок необходимо учитывать:
1) тип подшипника;
2) оборотность узла;
3) величину и характер нагрузки на подшипник (постоянная или переменная по величине и направлению, спокойная или ударная);
4) жесткость вала и корпуса;
5) характер температурных деформаций системы (увеличение или уменьшение плотности посадки при рабочих температурах);
507
Таблица 43
Типовые подшипниковые узлы
’Эскиз и характеристика конструкции
Установка шариковых подшипников; фиксация вала крышками с двух сторон.
Подшипники могут быть установлены с осевым зазором или натягом (регулируется прокладкой /).
Схема допустима при небольшом расстоянии между опорами в корпусах, выполненных из чутуна или стали
Установка шариковых подшипников с фиксацией валя кольцевыми стопорами 2. 3.
Подшипники могут быть установлены с зазором или натягом (регулируется шайбой 4),
Схема применима при тех же условиях, что и предыдущая
Установка шариковых подшипников с фиксацией правою подшипника сговорным кольцом 5 и крышкой. В юрой подшипник тявает в корпусе.
Схема применима при зиачптепьпых расстояниях между подшипниками и при любом материале корпуса.
Фиксированный подшипник может бьпь установлен с осевым зазором или плотно (регулируется прокладкой 6),
Установка шариковых подшипников с фиксацией правого подшипника стопорным кольцом и крышкой.
Второй подшипник плавает на валу
Установка шариковых подшипников с фиксацией правого подшипника промежуточной гильзой 7 и крышкой.
Второй подшипник плавает в корпусе
Установка шариковых подшипников в корпусе из легкого сплава с применением промежу ючных гильз
508
Продолжение табл. 43
Эскиз и характеристика конструкции
Установка шариковых подшипников с фиксацией правого подшипника разрезным пружинным кольцом 8, установленным в наружной обойме.
Нюрой подшипник плавает в корпусе
Установка шариковых подшипников с маслоотражательными дисками.
В остальном конструкция аналогична предыдущей
Установка шариковых подшипников с фиксацией спаренными подшипниками, затянутыми на кольцевой стопор 8.
Спаренные подшипники moi у г быть установлены с предвари юльпым натягом (pelулпруется шайбой 9).
Пп.'ваюшая установка шариковых подшипников. Вал фпк-спрус|ся в осевом направлении зубьями шевронного колеса, Вал парной шевронной шестерни зафиксирован
Усьшовка шариковых подшипников в ра и-смиом корпусе (радиальная сборка) с фиксацией правою подшипника вьночкой в корпусе. Левый подшипник плавает в корпусе
Установка шариковых подшипников в разъемном корпусе с фиксацией правого подшипника закладной крышкой и диском масляною уплощения. Левый подшипник плавает в корпусе
509
Продолжение .табл. 43
Эскиз и характеристика конструкции
Установка сферических двухрядных шариковых подшипников. Правый подшипник зафиксирован крышками, левый плавает в корпусе.
Схема применяется при установке подшипников в различных корпусах, а также при возможности упругих деформаций вала
Установка роликовых подшипников с фиксацией их крышками с обеих сторон.
Схема допустима при небольших расстояниях' между опорами п в корпусах, выполненных из чугуна пли стали.
Во избежание перетяжки подшипников должен быть преду-cMOipeH зазор 5.
Узел может нести лишь незначительные осевые нагрузки
Установка роликовых подшипников с фиксацией правого* подшипника стопорным кольцом 10 п крышкой. Фиксирующий подшипник имеет буртики на наружной и внутренней обоймах.
Во втором подшипнике обеспечена свобода осевого перемещения роликов по наружной обойме.
Схема применима при небольшом расстоянии между опорами
Установка роликовых подшипников с отъемными буртиками на внутренних обоймах.
Правый подшипник зафиксирован кольцевым стопором и крышкой; левый плавает наружной обоймой в корпусе.
Конструкция обеспечивает больший диапазон осевых перемещений, чем предыдущая
Установка радиально-упорных подшипников с затяжкой наружных обойм с помощью крышки с регулировочной прокладкой 11.
Схема допустима при небольших расстояниях между опорами и в чугунных и стальных корпусах
510
Продолжение табл, 43
Эскиз и характеристика конструкции
Установка радиальио-упорных подшипников с затяжкой внутренних обойм на регулировочную шайбу 12.
По характеристикам конструкция аналогична предыдущей
Установка трех радиально-упорных подшипников (при повышенной односторонней осевой нагрузке).
Правая сдвоенная опора несет осевую нагрузку; левый подшипник — замыкающий.
Схема применима при небольших расстояниях между опорами
Комбинированная установка сдвоенных радиально-упорных подшипников в фиксирующем узле с плавающим шариковым подшипником на противоположной стороне.
Затяжка радиально-упорных подшипников регулируется шайбой 13.
Схема применима при значительных расстояниях между опорами
Установка конических роликовых подшипников с затяжкой наружных обойм через прокладку 14 (схема О). Конструкция допустима при небольших расстояниях между опорами и в чугунных и стальных корпусах.
Узел может нести значительные радиальные и осевые нагрузки в обоих направлениях
Установка конических роликовых подшипников с затяжкой внутренних обойм (схема Д')-
Обеспечивается более жесткая установка вала, чем в предыдущей конструкции.
Затяжку нужно производить тарированным усилием
Комбинированная установка спаренных конических подшипников в фиксирующем узле и плавающего роликового подшипника.
Загяжка конических подшипников регулируется шайбой 15.
Схема рекомендуется при значительном расстоянии между опорами, больших осевых нагрузках и при необходимости точной осевой фиксации вала
511
Продолжение таил. 43
Эскиз и характеристика конструкции
Установка па дуплексных конических роликовых поп-шинниках. Правая опора фиксирующая, левая плавает.
Узел может нести большие радиальные, и осевые нагрузки
Комбинированная установка радиальных шариковых подшипников и упорною шарикового подшинника (при односторонней осевой HaipyiKc).
За юр в упорном подшипнике регулируется прокладкой 16.
Радиальные подшипники плавающие
Комбинированная установка радиальных шариковых подшипников и двухстороннего упорною шарикового подшипника (схема применяется при повышенных осевых нагрузках, действующих в обоих направлениях).
Зазор в упорном подшипнике регулируется прокладкой 17.
Радиальные подшипники плавающие
Установка роликовых подшипников.
Осевые нагрузки (двухсторонние) воспринимаются шариковым подшипником, разгруженным ог радиальных усилий
Установка игольчатых подшипников.
Фиксация вала и восприятие осевых нагрузок — разгруженным радиальным шариковым подшипником
512
Продолжение табл. 43
Эскиз и характеристика конструкции
Установка самоустанавливающнхся роликовых подшипников. Осевая нагрузка воспринимается упорным шариковым подшипником, установленным на сферической шайбе. Центр сферы ближайшего самоустанавливающегося подшипника
Установка роликовых подшипников широкой серин, Осевые нагрузки воспринимаются упорными роликовыми подшипниками.
Схема рассчитана на восприятие больших радиальных и осевых нагрузок при малой частоте вращения
6) способ крепления подшипника (с затяжкой пли без затяжки);
7) удобство монтажа и демонтажа.
Как правило, посадки должны быть тем плотнее, чем тяжелее условия работы, т. е. чем больше нагрузка, диапазон ее колебании, скорость изменения и степень ударности нагрузки.
Посадки с натягом предупреждают проворачивание обойм на посадочных поверхностях, смятие, разбивание и фрикционную коррозию поверхностей.
Проворачивание обоих» происходит в результате уменьшения трения между обоймой и посадочной повсрхноси.ю вследствие вибраций, сминания микронеровиостей посадочных поверхностей под нагрузкой, а также расширения корпусов при iiaipeue.
Однако большие натяги усложняют монтаж и демонтаж подшипников, увеличивают напряжения в обоймах и могут вызвать защемление тел качения и перегрев подшипника.
Целесообразнее подвергать тяжелонагруженные обоймы осевой за-т я ж к е, которая исключает перенапряжение подшипников и облегчает их установку, освобождая от необходимости монтировать и демонтировать подшипники с приложением значительных усилий, поэтому во всех случаях, где допускает конструкция, следует вводить затяжку тяжелонагружен-ных обойм с применением центрирующих или переходных посадок, а посадки с натягами применять только в тех случаях, когда силовая затяжка неосуществима по конструктивным условиям.
Работоспособность тяжслонагруженных подшипниковых узлов можно также повысить увеличением твердости посадочных поверхностей.
Валы следует термически обрабатывать па твердость > 1IRC 35 — 40. В тяжслонагруженных опорах валы подвергают цемен i ированию или поверхностной закалке с индукционным нагревом на твердость HRC 55 — 58 е последующим упрочняющим накатыванием.
Для предупреждения фрикционной коррозии поверхность вала целесообразно покрывать медью, бронзой иди латунью.
17 Орлов П. И., кв. 2 S33
В корпусах из мягких сплавов подшипники следует устанавливать в термически обработанных стальных гильзах.
Большое значение имеет шероховатость и точность обработки посадочных поверхностей. Сминание микронеровностей, остающихся при обработке, вызывает быструю потерю первоначальных натягов п увеличение зазоров.
Посадочные поверхности для подшипников классов Н, П, В обрабатывают па валах до параметров шероховатости Ra = 0,08 д- 0,32 мкм, в корпусах — до Ra = 0,16 -г 0,63 мкм. Для подшипников более высокой точности параметры шероховатости ниже.
Отклонения от цилиндричности (овальность, конусность) для подшипников классов н, п, В не более 0,5, а для подшипников более высокой точности не более 0,25 допуска на изготовление поверхности по данному классу точности.
Несоосность посадочных поверхностей в парных и мпогоопорпых установках не более 0,01—0,02 мм.
Торцовые поверхности упорных буртиков и дистанционных втулок обрабатывают до параметров Ra не выше 0,63 мкм. Торцовое биение упорных поверхностей не более 0,01 мм па крайних точках.
ЦИРКУЛЯЦИОННОЕ И МЕСТНОЕ НАГРУЖЕНИЕ
Различают два основных вида нагружения: местное, при котором нагружению подвергается ограниченный участок поверхности обоймы, п ц и р к у л я ц и о н н о е, при котором нагрузка периодически перемещается по окружности обоймы (табл. 44).
Если вектор нагрузки перемещается по произвольному закону, периодически опережая вращающуюся обойму или отставая от ясе, характер нагружения выяспяеюя построенном полярных диаграмм нагружения за цикл изменения на1рузкц.
Циркуляционная нагрузка стремится провернуть обойму по посадочной поверхности и вызывает циклическое нагружение посадочных поверхностей, поэтому циркуляциопйо-пагруженные обоймы нуждаются в плотной посадке пли осевой затяжке.
Местно нагружешцяе обоймы можно устанавливать свободнее.
Влияние тепловых деформаций
В холодных машинах подшипники в результате тепловыделения при трении нагреваются, как правило, больше чем корпус и вал, вследствие чего зазор между внутренней обоймой и валом при работе увеличивается, а зазор между наружной обоймой п корпусом уменьшается, поэтому в данном случае целесообразно назначать более плотные посадки па валу и более свободные в корпусе.
Пусть наружный диаметр подшипника ЮО мм, внутренний 50 мм. Рабочая температура подшипника 100’С, вала и корпуса 2О'“С. Коэффициент линейного расширения шарикоподшипниковой стали а — 14-Ю-6. Подшипник усыновлен па валу на тугой посадке с диаметральным шияю.м 25 мкм, а в корпусе — ид скользяще!] посадке с нулевым зазором.
514
Таблица 44
Основные виды нагружения
Условия приложения нагрузки Зеки j Харакгср шнружспня обоймы
наружной внутренней
Наружна.! обойма неподвижна, внутренняя вращаемся
Вал нагружен силон Р постоянною направления ^|||| Местное нагружение (на активном угле а восприятия наг ру тки) Циркуляционное
Пал нагружен центробежной СИЛОЙ /’цд Циркуляционное Местное
Вал нагружен сплои Рк. совершающей колебательные движения с угловой амплитудой р - at[i^ Циркуляционное с амплитудой а + 0 Циркуляционное
Внутренн Наружная обойма нагружена силой Р постоянного направления ч.ч обойма неподвижна, // |Р аружная вращается Циркуляционное Местное
, Наружная обойма нагружена центробежной силой I ци 1 1 / Мес г нос Циркуляционное
17*
515
Продолжение Дабл. 44
Условия приложения натрузки Эскиз Характер иа!руження обоймы
наружной внутренней
Обойма нагружена силой Рк, совершающей ко-.ie6aie.’ii»Hbie движения с угловой а.мнлшудйй р Циркуляционное Циркуляционное с а.мнлшудой а + (1
При нагреве внутренний диаметр подшипника возрастает на Д = (100-20) 50-14* 10 б = = 0,056 мм.
Таким образом, первоначальный посадочный натяг на валу исчезает; между валом и внутренней обоймой возникает зазор 56 — 25 = 31 мкм.
Наружный диамс!р подшипника возрастает на величину Д' — (100-20) 100-14-10’6 = = 0,112 мм.
Следовательно, между наружной обоймой н корпусом возникает натяг 112 мкм.
Изменение посадки в корпусе должно бьпь ynieno назначением более свободной посадки. Целесообразно ввести осевую затяжку н на валу, и в корпусе.
На горячих машинах радиальные размеры вала и корпуса изменяются при нагреве в ту же сторону, как и размеры подшипника. Исключение представляет случай, когда корпус нагревается до высоких температур и, особенно, когда корпус выполнен из легких сплавов с высоким значением коэффициента линейного расширения. Здесь надо считаться с возможностью зиачшелыюго увеличения зазора между наружной обоймой и корпусом.
Пусть подшипник с наружным диаметром 100 мм установлен в корпус из алюминиевою сплава с кюффпцисиго.м линейного расширения а = 24-Ю~6. Рабочая темпераiура подшипника и корпуса 100’С. Подшипник посажен в корпус на глухой посадке с диаметральным натягом 20 мкм.
Диаметр посадочного отверстия в корпусе при нагреве возрастает’ на величину А = 100-100-24 10“б = 0,24 мм, наружный диаметр подшипника — на величину Д' — = 100-100-14. 10"6 = 0,14 мм.
Ратпоси. увеличения диаметров 0,24 — 0,14 = 0,1 мм. Таким образом, первоначальный ПТ11Я1 ттсчетает; между подшипником и корпусом образуется зазор 100 — 20 = 80 мкм.
Д |я сохранения центровки подшипника в корпусе в данном случае следует применить более n.Toiiiyio первоначальную иосадку в корпусе или ввести осевую затяжку.
В точных установках, где необходимо сохранить правильную центровку при всех условиях работы, применяют способы темпсратуронезависимого центрирования, из которых наиболее эффективным является радиально-лучевое.
Классы посадок
На рис. 478 приведены средние значения диаметральных зазоров и нагяюв для посадок подшипников по ГОСТу.
Приводим ориентировочные области применения посадок (для подшипников классов точности Н, П, В).
516
Рнс. 478. Средине значения зазоров при посадках подшипников на вал (а) и в огверсгпе (б)
Посадки подшипников на вал(система отверстия)
Ходовая Уп. Легкие нагрузки. Высокие частоты вращения. Плавающие обоймы. Движения Дп. Легкие нагрузки. Высокие частоты вращения. Местнонагруженные обоймы. Плавающие обоймы.
Скольжения Сп. Небольшие нагрузки. Легкие пульсирующие нагрузки. Высокие частоты вращения. Местнонагруженные обоймы. Плавающие обоймы. Средне- и высоконагружениыс подшипники с затяжкой внутренних обойм гайками.
Плотная 1/и. Средние нагрузки; легкие знакопеременные и ударные нагрузки. Высокие и средние частоты вращения. Местнонагруженные обоймы. Плавающие обоймы. Колебательное движение. Высоконагружениыс подшипники с затяжкой внутренних обойм гайками.
Напряженная //1Г Средние нагрузки, пульсирующие, знакопеременные и ударные. Циркуляционно-нагруженные обоймы, Средние частоты вращения. Высоконаг ружейные подшипники при ударной иатруiKc, с затяжкой внутренних обойм гайками.
Тугая TlV Высокие нагрузки, пульсирующие, знакопеременные и ударные. Цнркуляцнопно-нат руженные обоймы. Роликовые подшипники и крупные шариковые подшипники.
Глухая Гп. Высокие знакопеременные и ударные нагрузки. Циркуляционно-нагруженные обоймц. Низкие и средине частоты вращения. Крупные роликовые подшипники.
Посадки подшипников в корпус (система вала)
Движения Дп. Легкие нагрузки. Высокие частоты вращения. Местнонагруженные обоймы. Плавающие обоймы.
Скольжения С,| и (C-iH). Лет кие нагрузки. Средине н высокие частоты вращения. Местнонагруженные обоймы. Плавающие обоймы. Средненагруженные подшипники с затяжкой нагруженных обойм гайками. Подпнншнкн, установленные в разьемные (в меридиональной плоскости) корпусы.
Плотная Пц. Средние нагрузки; легкие знакопеременные и ударные нагрузки. Средняя частота вращения. Мсстноняг руженные обоймы. Плавающие обоймы. Колебательное движение. Высоконагружеиные подшипники с затяжкой наружных обойм. Подшипники, устанавливаемые в разъемные (по меридиональной плоскости) корпусы,
517
Напряженная Hiv Средние нагрузки, пульсирующие, знакопеременные и ударные. Циркуляционно-нагруженные обоймы, Средняя часюча вращения. Высоконагружснные подшипники при ударной нагрузке, с затяжкой наружных обойм.
Тугая 7’и. Средние нагрузки, знакопеременные н ударные. Циркуляционно-нагруженные обоймы. Средние и низкие частоты вращения. Высоконагружснные подшипники при ударной нш ручке, с затяжкой наружных обоим.
Глухая Ги. Высокие ншрузки, знакопеременные и ударные. Циркуляционно-нагруженные обоймы. Средние н низкие скорости вращения. Роликовые п крупные шариковые подшипники. Подшипники, установленные в корпусах, расширяющихся от нагрева.
Лс|копрессовая Р7 (ISA). Подшипники, установленные в тонкостенных корпусах и в корпусах, расширяющихся от нагрева.
Для подшипников классов Л, С применяют посадки но 1-му классу точности.
Посадки на вал Д,„; Chl; /71и; У,,,; Г1и.
Посадки в корпусе С1п; П1п; Г1п; Г1н.
Выбор посадок с учетом монтажа и демонтажа
Для облегчения монтажа и демонтажа подшипников рекомендуется :
1) устанавливать подшипники с hhibiom только по одной обойме (предпочтительно по внутренней), другая обойма должна бы ть ус тановлена на свободной посадке;
2) избегать применения одинаковых натягов при последовательной установке подшипников на вал или в корпус (осевая сборка); посадку на первом (по ходу монтажа) посадочном иоясе следует делать более свободной для облегчения установки подшипника на другой пояс.
На рис. 479, а изображена нерекомендуемая система назначения посадок для установки подшипников с натягом (посадка Г для вала и Н для
Рис. 479. Посадки в парной установке подшипников
518
Таблица 45
Возможные сочетания посадок (рнс, 479, г)
Посадки па вил Посадки в корпус
/ 11 /// /с
д С. 11. II, /', /' с /7, 7/. 7; Г
с 11, Н, Т. Г II Н, т, Г
II Н. Т. Г II Т, Г
И т 7, Г Г т Г
корпуса). При монтаже на вал первый по ходу монтажа подшипник 1 должен перед посадкой на свой посадочный пояс пройти с натягом через другой посадочный пояс. Подшипник 2 при монтаже вала, на котором предварительно установлены подшипники, должен пройги в корпус с натягом через первый посадочный пояс. Усилие посадки передается на наружные обоймы подшипников через шарики, что может вызвать их повреждение.
Посадки с одинаковым натягом для обоих подшипников применимы, когда подшипники можно монтировать с двух сторон (вид Ci).
Последовательная установка подшипников па вал производится без затруднений при посадках с зазором X, Д или при центрирующих посадках С (вид в). Однако применение посадок с зазором не всегда возможно по условиям работы подшипников.
Шире по применимости способ назначения разных посадок для обоих подшипников. При атом более свободные посадки назначают для поверхностей, через которые приходится продевать подшипник при монтаже (табл. 45).
Чем больше разница посадок, тем легче выполнять монтаж. Так, для вала наиболее выгодно сочетание Д—Г. Наименее выюдные сочетания представлены первыми знаками колонок // и IV.
При установке в корпус также выгодно применение посадок, наиболее отличающихся одна от другой, например для первой строки таблицы — посадок С и Г.
Наилучший по условиям монтажа способ — это применение подшипников разного диаметра (вид Л). При этом способе отпадают ограничения в выборе посадок. Предпочтительнее, однако, случай, когда первый по ходу монтажа, например при посадке в корпус, подшипник 3 имеет более свободную посадку в корпусе, чем второй (4).
Равноценен (по условиям монтажа в корпус) способ заключения одного из подшипников в постоянную обойму (вид е).
МОНТАЖ ПОДШИПНИКОВ КАЧЕНИЯ
Конструкция подшипниковых узлов должна обеспечить наиболее удобный и производительный монтаж и демонтаж узла, исключающий необходимость подгонки.
519
Как правило, подшипники с посадочными натягами следует устанавливать (на валу или в корпусе) заранее; соединение узла в целом должно производиться по посадочным поясам, на которых имеются зазоры.
Посадки с натягом одновременно на валу и в корпусе усложняют сборку.
Посадки с зазором, центрирующие и переходные, целесообразно дополнять осевой затяжкой обойм.
Рассмотрим основные приемы сборки для простейшего случая установки концевого подшипника с фиксацией его на валу и в корпусе с помощью кольцевых стопоров.
Осевая сборка
Способ 1. Установка в корпус вала с заранее поеареенным на нем подшипником (рис, 480, а}.
Подшипник предварительно надет на вал п зафиксирован с одной стороны буртиком, с другой — кольцевым стопором ].
Вал вместе с подшипником вводят в корпус (вид и) до упора в кольцевой стопор 2. предварительно установленный в корпусе, после чего узел замыкают стопором 5, заранее заведенным за подшипник.
Этот способ наиболее правилен, если подшипник сажают иа вал с патяюм. а в корпус — на центрирующей посадке, и применим также, когда подшипник сажают па вал и в корпус на центрирующей посадке.
Способ нецелесообразен, если подшипник устанавливают в корпусе с натягом. Здесь усилие запрессовки передается челами качения. Операция запрессовки осложняе тся .необходимостью манипулирован» с двумя деталями — валом и корпусом, которые мотут иметь большие ।абари । ы.
Способ 2. Установка вала в подшипник, заранее посаженный в корпус (рис. 480, в).
Подшипник предварительно устанавливают и фиксируют- в корпусе стопорами 4, 5. В отверстии подшипника вводят вал и фиксируют стопором 6.
Этот способ является наиболее правильным, когда подшипник устанавливают в корпусе с патяюм. а па валу — иа центрирующей посадке, п применим также, кот да подшипник сажают на вал и и корпусе с зазором.
Способ нецелесообразен, если подшипник установлен на валу с натягом.
Способ 3. Установка подшипника одновременно на aai и в корпус (рис, 480, г).
Нал, поддерживаемый друг им подшипником (иа рисунке по показан), устанавливают в корпус до совмещения посадочных поверхностей на валу и в корпусе. В кольцевое пространство между валом и корпусом вводят подшипник. Сборка заканчивается установкой замыкающих стопоров.
Рис. 480. Монтаж концевою подшипника
520
Способ применим, если подшипник установлен на валу и в корпусе с зазором, ограниченно применим, если одна из посадок (на валу или в» корпусе) свободная, и неприменим, если подшипник установлен с па гигом на валу и в корпусе.
Радиальная сборка
Вал с заранее установленным и зафиксированным подшипником (вид д') укладывают в нижнюю половину рагьемною корпуса и накрывают верхней половиной. Подшипник фиксируют в корпусе чаще всего заплечиками.
Возможны любые типы и сочегаиия посадок па валу п в корпусе. Обычно применяют усгаповку в корпус па посадках с зазором, па центрирующих иосадках или на посадках с небольшим иагягом. Применение посадок с большим натягом затруднено ввиду необходимости обеспечиiь точное совпадение плоскостей ра гъе.ма с центром подшипника п опасности перетяжки подшипника при ошибочном смещении плоскости разьема относительпо центра подшипника.
Мош аж парных установок
Рассмотрим установку вала-шестерни с затянутыми на нем через дистанционную втулку подшипниками (рис. 481, «). Вал фиксируется в корпусе крышкой 1 и кольцевым стопором 2, установленным в канавке наружной обоймы малою подшипника.
Способ I. Установка в корпус ea.ia с заранее посаженными на нем подшипниками (вид б).
Вал в сборе с подипшннкамп вводят в корпус и фиксируют стопорным кольцом 2 и прнвертнон крышкой 1. Важно, чтобы первый (по ходу монтажа) подшипник заходил в свое посадочное отверстие раньше, чем второй подшипник в свое. Иначе вал может перекоситься и сборка станет невозможной.
Рис. 481. Монтаж подшипников в парной установке
521
Рис. 482. Крепление подшипников в парной установке
Посадка подшипников на вал при этом способе может быть любой. Посадка подшипников в корпус — предпочти iелыю центрирующая или с незначительным натяг-ом.
Способ 2. Установка ea.ia в подшипники, заранее посаженные в корпус (вид в).
Подшипники предварительно устанавливают в корпус с заведенной между ними дистанционной втулкой. Крайний подпппшвк фиксируют в корпусе кольцевым стопором 2 и крышкой 1, после чего в отверстия подшипников вводят вал. Сборка завершается затяжкой тайки 3 вала.
Передний (по ходу монтажа) посадочный пояс вала должен заходить в отверстие своего подшипника раньше, чем второй посадочный пояс в отверстие своего.
Посадка подшипников в корпус может быть любой (плавающий правый подшипник, разумеется, должен быть ускщовлен па посадке не выше плотной). Посадка подшипника на вал — с зазором пли центрирующая. Сборка по эюму способу сложнее, чем по способу /, Особенно затрудняет сборку необходимость предварительной установки дистанционной втулки при монтаже подшипников в корпус.
Способ 3 (смешанный). На вал (вид ?) заранее устанавливают задний (по ходу монтажа) подшипник и дистанционную втулку, а в корпус устанавливают фиксирующий подшипник.
Вал вводят в корпус, причем хвостовик вала входит в отверстие фиксирующего подшипника, а задний подшипник — в посадочное гнездо корпуса. Сборка завершается затяжкой шйки вала.
Посадки заднего подшипника на вал и фиксирующею подшипника в корпус могут быть любыми. Посадка фиксирующею подшипника на вал--с зазором или центрирующая. Посадка заднею подшипника в корпус должна быть с зазором, центрирующая или плотная.
Способ монтажа тесно связан с системой крепления подшипников, с конструкцией и расположением элементов, фиксирующих подшипники на валу и в корпусе (рис. 482). Система а крепления подшипников допускает применение только способа 1, система б — способа 2, система в — способа 3, системы г, д — способов 2 и 3. Конструкция е допускает применение любого из трех способов.
522
Таким образом, существует тесная взаимосвязь между системой крепления подшипников и системой посадок на валу и в корпусе.
Условия сборки и выбранный наиболее удобный и производительный способ сборки определяют систему крепления подшипников и допустимые посадки подшипников на вал и в корпус, которые могут и не совпадать с посадками, необходимыми по условиям надежной работы узла.
Если же исходить из условий работы узла и назначить оптимальные для данных условий посадки, то это определит систему крепления подшипников и способ сборки, который в данном случае может быть и не самым удобным и производительным.
Практически часто приходится выбирать вариант, обеспечивающий соблюдение важнейших условий правильной работы узла и не слишком усложняющий сборку.
Облегчает сборку введение осевой затяжки подшипников на валу и в корпусе. Силовая затяжка вполне заменяет посадки с натягом и позволяет применять более свободные посадки без ущерба для работоспособности узла и при более удобной сборке.
Самоустанавливающиеся подшипники
Самоустанавливающиеся подшипники применяют, когда:
1) технологически невозможно обеспечить полную соосность опор (опоры, расположенные в различных корпусах или в частях корпусов, недостаточно точно зафиксированных одна относительно другой);
2) корпусные детали нежестки и деформируются под действием рабочих усилий (тонкостенные корпуса, например, корпуса из листовых материалов);
3) вал вследствие недостаточной жесткости или большой величины действующих на него поперечных сил деформируется под нагрузкой (длинные валы с не вполне отбалансированными роторами).
Применение жестких подшипников в подобных случаях нередко приводит к защемлению тел качения, односторонней нагрузке на подшипник, во много раз превышающей рабочие нагрузки, и вызывает быстрый износ и выход подшипников из строя. Особенно резко выражены эти явления в подшипниках, которые по форме тел качения и беговых дорожек неподатливы на перекос (роликовые подшипники с цилиндрическими и коническими роликами). Шариковые подшипники несколько лучше выносят перекосы вследствие имеющегося у них углового зазора.
Применение самоустанавливающихся подшипников целесообразно и в тех случаях, когда нет видимых источников перекосов и несоосности. Производственные неточности, погрешности монтажа, трудноучитываемые тепловые деформации системы — все это может создать в подшипниках местные нагрузки, от которых можно избавиться приданием подшипникам свободы установки.
Самоустанавливаемость является действенным средством повышения надежности и долговечности тяжелонагруженных и высокооборотных подшипников качения.
Однорядные шариковые подшипники со сферической рабочей поверхностью наружной обоймы (рис. 483, а) сейчас почти не применяют, так как подшипники этого типа отличаются пониженной несущей способ-
523
Рис. 483. Самоустанавливающиеся подшипники
ностью, склонностью к защемлению шариков при приложении осевой нагрузки и недостаточно точной фиксацией вала в осевом направлении.
По тем же причинам редко применяют однорядные роликовые подшипники с бочкообразными роликами (вид б).
Наиболее распространенный тип самоустанавливающегося подшипника — двухрядный шариковый подшипник с шахматным расположением шариков (вид <?),
По форме дорожки качения эти подшипники мало приспособлены к восприятию осевых нагрузок. Повысить осевую несущую способность можно путем разноса шариков, сопровождающегося переходом поверхностей контакта на участки сферы, расположенные под большим углом к поперечной плоскости симметрии (вид г).
Самоустанавливающиеся роликовые подшипники выполняют в виде двухрядных подшипников с бочкообразными роликами (вид д).
Сфероконические самоустанавливающиеся подшипники применяют в одиночной установке (вид е) как упорные, а в парной установке (вид ж) как радиально-упорные. Для правильной работы спаренных установок необходимо точно выдерживать расстояние между подшипниками, обеспечивая совпадение центров сферических поверхностей качения.
Предпочтительнее установка стандартных подшипников в сферические корпусы (рис. 484). Способ применяют, как правило, для многоопорных установок (с двумя и большим числом подшипников). Ограничений в типе подшипников нет.
В таких установках тела качения работают в условиях чистого качения, тогда как у самоустанавливающихся подшипников при перекосах происходит периодическое (при больших частотах вращения — высокочастотное) перемещение тел качения по сферической поверхности (скобление), сопровождающееся усиленным износом.
Отношение диаметра сферы к наружному диаметру подшипников в парных установках делают равным D^/D — 1,25 т-1,3 (вид а). Это соотношение обеспечивает благоприятную ориентацию несущих поверхностей сферы относительно осевой и радиальной нагрузок. При больших осевых нагрузках отношение ВСф/В повышают до 1,4 —1,5 для увеличения высоты h несущей части сферы (вид б).
524
Рис. 484. Установка подшипников в сферических опорах
При повышенной осевой нагрузке одностороннего действия сферу делают асимметричной (вид в), развивая ее несущую поверхность h.
Для обеспечения самоустановки необходим подвод смазки (предпочтительно под давлением) к сферическим опорным поверхностям. В труднодоступных местах применяют твердые смазки.
УПРУГАЯ УСТАНОВКА ПОДШИПНИКОВ
Упругая установка расширяет возможности применения подшипников качения и позволяет менять условия их нагружения.
При установке подшипников в жестком корпусе (рис. 485, а) распределение осевой и радиальной нагрузок на подшипники неопределенно и зависит от точности сборки и направления деформаций изгиба вала. Если деформируется левая сторона вала, а правая, поддержанная другой опорой (на рисунке не показана), деформируется меньше, то левый подшипник перегружен по сравнению с правым.
При установке подшипников в упругой консольной втулке (вид б) нагрузки распределяются более определенно. Радиальную нагрузку несет правый подшипник, расположенный в узле жесткости, осевую — левый подшипник, разгруженный от радиальных сил ввиду податливости втулки.
В конструкции в радиальные нагрузки воспринимает роликовый подшипник, шариковый подшипник несет осевые нагрузки в обоих направлениях.
В конструкции повышенной упругости (вид г), помимо упругого корпуса, применена установка внутренней обоймы подшипника на упругой втулке, консольно посаженной на вал.
Эти системы эквивалентны способу нагружения одного из подшипников только осевыми силами путем1 установки этого подшипника в корпусе с радиальным зазором s (вид д).
В строенной установке шариковых подшипников в упругом корпусе и на упругой втулке (вид е) обеспечивается последовательное (от узла жесткости по направлению к консоли) уменьшение радиальных сил и
525
последовательное (в том же направлении) увеличение осевых сил, приходящихся па подшипники, а также равномерное распределение сил на подшипники.
Парная установка шариковых подшипников в упругом корпусе и па упругой консольной втулке (вид ж) обеспечивает равномерную раздачу радиальных сил на оба подшипника. Система в целом обладает податливостью в радиальном направлении и свойством самоусганавливаемости.
На виде з показана строенная установка шариковых подшипников с равномерной раздачей сил на подшипники. Система также обеспечивает некоторую свободу самоустанавливаемости вала.
526
Конструкции с симметричным расположением подшипников относительно узла жесткости при установке в упругом корпусе (вид ?/) пли в упругом корпусе и на упругой втулке (вид к) обладает свойством самоустанавливаемостп и могут быть применены вместо сферической установки подшипников. Эти конструкции обеспечивают также упругое восприятие нагрузок подшипниками. *
На видах ./, м показана упругая установка спаренных подшипников, предназначенная для амортизации ударных нагрузок
МНОГОРЯДНАЯ УСТАНОВКА ПОДШИПНИКОВ
Многорядную установку подшипников применяют для увеличения несущей способности подшипниковых узлов и уменьшения натрузкц па каждый подшипник, что особенно важно в многооборотпых опорах.
Главным в мноторядных установках является обеспечение равномерной нагрузки на подшипники. Для подшипников, несущих радиальные нагрузки, задача решается точным выполнением посадочных поверхностей наружной и внутренней обойм, заключением подшипников в равномерно жесткие корпусы или применением упругих корпусов.
Труднее добиться равномерного распределения осевой нагрузки. При неточном изготовлении и монтаже осевая нагрузка воспринимается только одним подшипником, остальные подшипники не участвуют в работе или участвуют в незначительной степени.
Применение предварительного натяга и повышение точности изготовления подшипников позволило решить и эту задачу. Сейчас многорядные установки получили широкое распространение.
На рис. 486, а, б показан один из ранних способов обеспечения равномерного осевого нагружения последовательно установленных подшипников.
Подшипники заключены каждый в свой корпус, концентрично расположенный в корпусе смежного подшипника. Длину дистанционных колец 1 (вид а) выбирают с таким расчетом, чтобы в свободном состоянии торцы корпусов выступали ио 01 ношению к горцам смежною корпуса на величины с и с', равные осевым деформациям подшипников при нагрузке строго одинаковой силой па испытательном оенде. Затем учел сжимают под прессом до совпадения гордой всех корпусов. Корпуса подшипников в этом положении зашз ифтовывают коническими штифтами 2 (вид б), При эюм нодшпвннки приобретают предвари тельный натяг, степень которого определяется величинами с н с'. Без предваршельного наiяга остается только последний подшипник (установленный во внешнем корпусе).
При нагружении осевой силой, про i ивоположной направлению на та (светлая стрелка), нагрузка распределяется между подшипниками в меру натяш (при равенстве предварительных натяюв — поровну). Крайний незагянутый подшипник несет преимущественно радиальные нагрузки и фиксирует вал в направлении, ирошвоположном действию силы.
Такая система, требующая индивидуальной регулировки и сборки узла и, следовательно, не приспособленная к массовому производству, в настоящее время усыпила место более совершенным консгрукциям.
В конструкции в подшипники посажены в общий корпус, разделены на валу и в корпусе диез акционными кольцами и стя! иваю гся гайкой 3. Длину последнего (со стороны затяжки) дистанционного кольца 4 в корпусе выбирают с таким расчетом, чтобы при плотной установке между кольцом и наружной обоймой смежного подшипника оставался расчетный зазор 5.
527
Рис. 486. Многорядные усшновкн подшипников
При затяжке гайки 3 вся группа передних подшипников смешается на величину s, приобретая натяг. Подшипник 4 остается без натяга.
Система может нести повышенную осевую нагрузку в сторону, противоположную натяту (в направлении стрелки). В обратном направлении нагрузку несет только крайний, незатянутый подшипник; остальные подшипники, разгружаясь от предварительного патята, натрузки в обратном направлении практически не несут.
Если узел должен нести повышенную осевую нагрузку в направлении, противоположном указанному стрелкой, то следует или изменить направление натяга, т. с. перенести гайку 3 налево, или затягивать внутренние обоймы подшипникоц гайкой 5, оставив зазор между последним дистанционным кольцом на валу и внутренней обоймой смежного подшипника.
Для достижения равномерного натяга подшипники перед сборкой группируют по величине их упругой осевой деформации под определенной испытательной нагрузкой. На сборку узла подают только подшипники с одинаковым упругим прогибом.
В конструкции г натягу подвергают все подшипники путем затяжки гаек 6, 7 до выбора зазоров 5 и s’. Система несет повышенные осевые нагрузки в сторону, указанную стрелкой.
Равномерное распределение осевой нагрузки между подшипниками многоподпшпниковых систем можно осуществить без предварительного натяга, применяя подшипники повышенной точности (вид <)).
528
Главное условие в данном случае — это точное совпадение торцов наружных, и внутренних обойм подшипников. Первоначальная осевая жесткость подшипников должна быть одинаковой для всех подшипников.
Система может нести повышенные осевые нагрузки в обоих направлениях.
Многорядная установка радиально-упорных подшипников (вид е) рассчитана на большую осевую нагрузку, направленную в одну сторону. Осевую нагрузку несут три подшипника, четвертый является замыкающим и фиксирует вал в направлении, обратном действию основной нагрузки. Равномерная нагрузка подшипников достигается точностью размеров и одинаковостью осевой жесткости подшипников.
СОВМЕСТНАЯ УСТАНОВКА ПОДШИПНИКОВ КАЧЕНИЯ И СКОЛЬЖЕНИЯ
Сочетать в одной установке подшипники качения и скольжения,
как правило, не рекомендуется, так как радиальные зазоры в подшипниках скольжения значительно больше, чем в подшипниках качения, поэтому такая установка обычно приводит к перегрузке и перекосу подшипников качения и недогрузке подшипников скольжения.
Рис. 487. СовместнаII установка подшипников качения и скольжения: а - нецелесообразная; б — целесообразная
Рис. 488. Совместная установка подшипников качения и скольжения в соосных валах
529
Если недостаток места заставляет применять такие сочетания, то рекомендуется по возможности удалять опору скольжения от опоры качения, уменьшать диаметр подшипника скольжения, а также применять самоустанавлпвающиеся подшипники качения (рис. 487).
На рис. 488 приведены примеры сочешпия подшипников качения и скольжения в узле конценфичных валов.
В конструкции а левый вал оперт в двух подшипниках качения; хвостовик правого вала установлен в подшипнике скольжения, расположенном в плоскости подшипника качения левого вала.
В конструкции б хвостовик удлинен и оперт в подшипнике скольжения, расположенном между опорами качения левого вала.
В конструкции в хвостовик придан левому валу и заведен в подшипник скольжения, расположенный в плоскоеiи опоры качения правого вала. Второй опорой для правого вала служит подшипник скольжения на хвостовике левого вала.
При достаточно большом разносе опор скольжения, установленных па хвостовике (вид г), левый вал может быть установлен только в одном подшипнике качения.
КОНЦЕНТРИЧНАЯ УСТАНОВКА ПОДШИПНИКОВ КАЧЕНИЯ
При концентричном расположении подшипников целесообразно: 1) располагать подшипники но возможности в одной плоскости;.
2) избегать консольной установки подшипников;
3) обеспечивать максимальную соосность сопряженных посадочных поверхностей.
В конструкции по рис. 489, а правый вал установлен в корпусе па двух шариковых подшипниках, левый па одном шариковом подшипнике.
Рис. 489. Концентричная установка подшипников качения
530
Хвостовик левого вала оперт в шариковом подшипнике, расположенном в удлиненном конце правого вала.
Ошибочность конструкции заключается, в том, что дополнительная опора левого вала установлена в консоли. Неизбежная из-за неточностей изготовления и монтажа несносность посадочных поверхностей хвостовика и консоли вызывает биение хвостовика, которое приводит к быстрой разработке основного (левого) подшипника вала и ухудшает работу зубчатого колеса, расположенного на налу.
В конструкции б вспомогательная опора левого вала расположена посередине между подшипниками правого вала, что сводит к минимуму биение. Увеличение расстояния между опорами левого вала улучшает его устойчивость. Дополнительная нагрузка, передаваемая хвостовиком опорам правого вала, уменьшается. •
Для сокращения осевых размеров можно установить каждый из двух валов на одном главном и одном bciiomoi атсльном подшипнике.
В конструкции в допущена ошибка: вспомогательная опора хвостовика левого вала, которая должна одновременно служить вспомогательной опорой правого вала, удалена от главных опор. Нежесткость опоры делает ее фиктивной. Нагрузку несут только главные подшипники, работая в самых неблагоприятных условиях — на перекос.
В конструкции г вспомогательная опора левого вала расположена непосредственно под главной опорой правого, а вспомогательная опора правого вала (игольчатый подшипник)—в непосредственной близости к главной опоре левого. Положение валов становится устойчивым. Осевые размеры установки могут быть значительно сокращены.
Во всех случаях концентричной установки следует технологически обеспечивать максимально достижимую соосность посадочных поверхностей. Например, в конструкции г необходимо обеспечить соосность поверхностей а и b в корпусах; с, d, е на левом валу; п, ш, к па правом.
Следует учитывать направление вращения валов. При вращении налов в разные стороны фактическая частота вращения вспомогательных подшипников равна сумме, а при вращении в одну сторону — разности частот вращения валов.
УСТАНОВКА ПОДШИПНИКОВ НА ВЫВОДНЫХ
И ВВОДНЫХ ВАЛАХ
Подшипники, установленные на выводных и вводных валах, интенсивно отсасывают масло из полости корпуса, что вызывает выброс масла из уплотнений. Это особенно резко проявляется у конических подшипников с роликами, расходящимися в сторону уплот нения (рис. 490, я), которые, действуя наподобие лопастей центробежного насоса, нагнетают масло в полость между подшипником и уплотнением. Обратная установка подшипников (вид б) в этом отношении целесообразнее.
Во избежание перегрева подшипника необходимо сливать масло из полости между подшипником и уплотнением через отверстия или каналы достаточно большого сечения (т, рис. 491, а —в).
531
Рис. 490. Насосное действие по^штнина
Рис. 491. Слив масла в концевых установках по шишников
В парных установках (вид г) необходимо отводить масло также из полости между подшипниками (отверстие л), а в многоступенчатых уплотнениях (вид <))—из полостей между уплотнениями (отверстие q).
Целесообразно устанавливать перед подшипниками со стороны корпуса легкие уплотнения типа отражательных дисков 1 (виды а — <)), ловушек 2 (вид е). лабиринтов 3 (вид ж).
Рациональна конструкция маслоотражателя в виде штампованной из листовой стали крыльчатки 4 со спиральными лопастями (вид з). При остановке агрегата маслоотражатель свободно пропускает масло к подшипнику, создавая запас масла на пусковой период. После запуска маслоотражатель, действуя как аксиальный насос, защищает подшипник от избытка масла.
УСТАНОВКА ПОДШИПНИКОВ НА НЕПОЛНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ
Посадки подшипников по цилиндрическим поверхностям, прерванным выборками, канавками и т. д., как правило, следует избегать. При периодическом набегании шариков на неонертые участки обойма деформируется; несущая способность па этом участке резко снижается.
Если выборки необходимы ио конструктивным условиям, то их протяженность следует сокращать. Для подшипников, нагруженных силон постоянного направления, допустимы выборки па ненаг ружейной стороне с дугой а = 20 д- 30° (рис. 492, а). Для подшипников тяжелых серий протяженность выборки может быть больше.
В исключительных случаях подшипники качения устанавливают на отдельных, симметрично расположенных опорных участках, например на бобышках корпуса (вид б).
Нередко применяют установку подшипников на шлицованных валах (рис. 493, а, б). Подобные узлы при умеренных нагрузках работают удовлетворительно, если число шлицев достаточно велико.
Диаметр посадочной поверхности шлицев должен быть несколько больше наружного диаметра остальной части шлицев. Посадочную поверх-
Рис. 492. Установка подшипников иа неполных цилиндрических поверхностях
533
Рис. 493. Усшповка ио.иииипикоп на шлицевых валах и зубьях зубчазых колес
носгь обрабатывают с обычной для подшипниковых узлов точностью. Посадок с натягом в таких случаях следует избрать. Обязательна осевая затяжка внутренней обоймы подшипника через насадные детали или 1айкой.
Резьбу под затяжную гайку нередко нарезают также по выступам шлицев (вид в).
На виде г показана установка подшипника на обниженную поверхность зубьев зубчатого колеса.
БЕЗОБОЙМЕННАЯ УСТАНОВКА ПОДШИПНИКОВ
Для сокращения радиальных размеров и массы конструкции устраняют одну из обойм стандартных подшипников, выполняя беговые дорожки непосредственно на деталях (рис. 494, а — в).
Чаще всего этот прием используют для подшипников с цилиндрическими роликами, так как обрабатывать цилиндрические беговые дорожки на деталях сравнительно просто.
В некоторых случаях выполняют обе дорожки на деталях, заимствуя от стандартного подшипника только набор роликов с сепаратором (виды г, О).
Нередко применяют бессепараторную установку (вид с). Подшипники этого типа работают удовлетворительно, но с повышенным тепловыделением в результате трения роликов друг о друга.
Поверхности беговых дорожек должны быть закалены до твердости HRC 62 — 65 и обработаны ко 1-му классу точности с параметрам» шероховатое!и Ra нс выше 0,04 мкм; стандартные для подшипников качения радиальные и торцовые зазоры должны 6i.ni. выдержаны.
Де1а.’ш, на которых выполняют беговые дорожки, обычно делают из конструкционных сталей, а необходимую поверхностную твердость придают цеметацпей, закалкой с нагревом ТВЧ или азо!ированием.
Рнс. 494. Безобонменная установка подниипшков
534
рис. 495. Безобс1ше1шая и бессепараторная установка подшипников
Для цементируемых и планируемых деталей применяют малоуглеродистые легированные стали 20Х, 18ХГТ, 12ХНЗА, 20Х2Н4А; для деталей, обрабатываемых ТВЧ — хромистые стали с 0,8 — 1% С; для азотируемых деталей — стали 38Х2МЮА.
Диамецэ ролика в мм Отклонения, мкм, не более
по диаметру по длине
< 18 1 6
18 — 30 2 8
> 30 3 10
Безобоймепную установку шариковых подшипников применяют реже из-за сложности изготовления профильных беговых дорожек и затруднительности сборки шариков. Такие конструкции используют для неответственных подшипников, придавая беговым дорожкам упрощенную форму. В шариковом подшипнике вспомогательного привода (вид ж) обоймы выполнены штампованием из листовой стали и подвергнуты цианированию. Поверхность беговых дорожек прошлифована по цилиндру и плоскости.
На рис. 495 показаны примеры безобойменной и бессепараторной установки роликовых подшипников в узлах зубчатых передач.
Приводим сортамент стандартных цилиндрических роликов: d = I = 5; 6,5; 7,5; 9; 10; 11; 12; 13; 14; 15; 17; 18; 20; 22; 23; 24; 25; 26; 28; 30; 32; 34; 36; 38; 40.
Допуски па диаметры роликов от —4 до +16 мкм. При бессепараторной установке необходимо группировать ролики с отклонениями размеров в комплекте не более указанных в таблице.
РЕГУЛИРОВАНИЕ ОСЕВОГО ПОЛОЖЕНИЯ ВАЛОВ
Регулирование осевого положения вала обычно осуществляют с помощью гайки и сменных калиброванных шайб, устанавливаемых за наружной 1 (рис. 496, а) или внутренней 2 (вид б) обоймой подшипника.
При затяжке обоймы в корпусе диском (вид в) необходимы две калиброванные шайбы 3, 4.
В конструкии г регулирование обеспечивается установкой сменной шайбы 5 за фланцем промежуточного корпуса.
Недостаток описанных конструкций — необходимость демонтировать узел при каждом регулировании. Эти способы применяют в тех случаях, когда регулирование производится однажды (при монтаже машины) или редко.
В конструкции регулирование осуществляется без разборки узла с помощью двух гаек, установленных на промежуточном корпусе под-
535
Рис. 496. Pei улированне oceeoi о положения валов
шинника. Недостаток конструкции — необходимость манипулирования обеими гайками, что не всегда возможно по конструктивным условиям.
В более удобной конструкции е регулирование производится вращением гайки 6, установленной на промежуточном корпусе подшипника и зафиксированной в осевом направлении кольцом 7.
В конструкции ж регулирующий узел, состоящий из гайки 8 и кольца 9, перенесен на торец вала и воздействует на внутреннюю обойму подшипника.
В конструкциях е, ж неизбежен осевой зазор в ретулирующем ycipoiiciee, складывающийся пз зазора между буртиком гайки и 01 раннчцгельными кольцами 7, 9. Беззазорной фиксации ат способы не обеспечивают.
МНОГООБОРОТНЫЕ подшипники
По частоте вращения различают группы подшипников качения, указанные в табл. 46.
К первой группе принадлежат стандартные подшипники, для которых среднее значение nd = 0,3, а максимальное (шариковые и роликовые подшипники малого диаметра легких серий) 0,5 —0,6.
Для достижения более высокой частоты вращения необходимо сутцест-
Таблпца 46
Группы подшипников
Частота вращения mZ-10~6 (d, мм) «окр. м/с
Нормальная . . . 0,1 —0,5 5 — 25
Повышенная . . . 0,5-1 25 — 50
Высокая 1-2 50-100
Сверхвысокая . . . 2 100
венно изменить конструкцию и способы смазки подшипников.
Сверхмногооборотные подшипники (nd > 2) еще не вышли из экспериментальной стадии и встречаются в машиностроении в единичных исполнениях.
Для опор многооборотных валов применяют, как правило, радиальные и радиально-упорные шариковые под-
536
шппники, обладающие благодаря точечному контакту наименьшим коэффициентом трения. При повышенных радиальных нагрузках применяют роликовые подшипники с облегченными роликами.
Конструкция многооборотных опор подшипников
Тепловыделение в подшипнике возрастает пропорционально нагрузке, а долговечность уменьшается примерно пропорционально кубу нагрузки, поэтому в конструкции опор главное внимание должно быть обращено на снижение рабочих нагрузок и устранение внутренних и паразитических нагрузок.
Рабочие нагрузки снижают:
уменьшая массу ротора и связанных с ним вращающихся масс; тщательной статической и динамической балансировкой роторов; устранением одновременного действия радиальных и осевых нагрузок (нагружением одних подшипников только радиальными, других — только осевыми силами);
параллельной установкой нескольких подшипников с равномерным распределением нагрузки между ними.
В зубча тых передачах целесообразно разгружать мпогооборотныс валы от радиальных нагрузок посредством многопоточного привода (привод несколькими зубчатыми колесами, симметрично расположенными по окружности).
Для устранения паразитических нагрузок необходимы:
полная разгрузка подшипников от термических сил, возникающих при тепловых деформациях системы;
повышение точности изготовления тел качения, соблюдение строгой цилипдричпости посадочных поверхностей, устранение их несооспостп, непараллельное™ п перекосов, вызывающих дополнительные нагрузки па подшипники;
повышение жесткости валов и корпусов для предотвращения упругих деформаций и вызываемых ими кромочных давлений;
применение умеренных посадочных натягов во избежание защемления тел качения.
Целесообразно устанавливать подшипники па сферических опорах (применять самоустанавливающиеся сферические подшипники не рекомендуется вследствие неблагоприятной для контактной прочности формы наружных беговых дорожек).
В парных установках радиальных и радиально-упорных подшипников целесообразно применять легкий пружинный натяг для выбора зазоров и предотвращения гироскопического вращения шариков ненагруженного подшипника лары.
Для снижения окружной скорости и центробежных сил тел качения рекомендуется уменьшать диаметр цапф до пределов, допускаемых прочностью и жесткостью вала и несущей способностью подшипников.
Многооборотные узлы уплотняют только с помощью бесконтактных уплотнений.
537
Особенности конструкции подшипников
Многооборотные подшипники выполняют по наиболее высоким классам точности. Особенно важна точность формы поверхностей качения п размеров тел качения. Тела качения группируют с отклонениями по диаметру в комплекте пе более 0,5 мкм.
Зазоры между телами качения и беговыми дорожками с учетом повышенного температурного режима делают па 20 — 30% больше, чем в подшипниках нормальной оборотности.
В шариковых подшипниках, нагруженных небольшими силами, радиус беговых дорожек для уменьшения трения делают равным 1,05 — 1,1 радиуса шарика (вместо обычного значения 1,03).
Для снижения центробежных сил, которые в многооборотных подшипниках могут значительно превышать рабочие нагрузки, а также для уменьшения тепловыделения, пропорционального четвертой степени окружной скорости тел качения, уменьшают диаметр шариков и средний диаметр подшипников.
Выражение (235) для центробежной силы шарика можно представить в виде
— средний диаметр подшипника;
<i = —— отношение диаметра шарнир
ка к среднему диаметру; С — константа, охватывающая все постоянные факторы.
Для уменьшения центробежной силы в многооборотпых подшипниках принимают а — 0,12; D/d = 1,6; t/Cp = 1,3</ вместо обычных для подшипников легкой серии (рис. 497,а) значений а = 0,18; D/d ~ 1,8; </ср = 1,4</. Подставляя эги величины в формулу, получаем для подшипника с а = 0,12 Рцб = 0,00095 г/4, а для подшипника легкой серии = 0,00381/4. Следовательно, при равенстве d (вид б) центробежная сила шариков в подшипнике с а = 0,12 в 4 раза меньше, чем в подшипнике легкой серии.
Дальнейшею уменьшения центробежных сил можно достичь, уменьшая d (виды в, г). При диаметре цапфы, равном 0,8 и 0,6 первоначального диаметра, и при а = 0,12 центробежная сила меньше, чем в подшипнике легкой серии, соответственно в 10 и 30 раз.
В роликовых подшипниках применяют полые ролики с отношением внутреннего диаметра к наружному 0,4 —0,5 (выигрыш в величине центробежных сил 30 — 40%). Преимуществом полых роликов является возможность их охлаждения маслом изнутри.
Рис. 497. Уменьшение центробежной силы шариков
538
Пробуют применять шарики с центральным оызерсгисм диаметром до 0,6 диаметра шарика (выигрыш в массе ~ 50%). Через отверстия пропускают штифты, зафиксированные в сепараторе, предупреждающие касание кромок отверстий с беговыми дорожками.
Опыты изготовления полых шариков из двух полусфер, соединяемых электронно-лучевой сваркой, не дали положительного результата (быстрое разрушение шариков по сварному шву).
Сепараторы
В мпогооборотных подшипниках применяют жесткие сепараторы, тщательно отбалансированные и центрированные по внутренней (рис. 498,а, б) или наружной (виды в, г) обойме подшипника.
Центрирование по наружной обойме облегчает подвод масла в подшипник и улучшает смазку центрирующей поверхности сепаратора. Отвод масла из подшипника обеспечивают с помощью дренажных канавок на центрирующей поверхности сепаратора.
Центрирование по внутренней обойме затрудняет подвод масла в подшипник и ухудшает смазку центрирующей поверхности. Выход масла из подшипника свободный.
Окружные скорости па центрирующих поверхностях при центрировании по наружной и внутренней обоймам одинаковы. Однако сепараторы, центрированные по внутренней обойме, изнашиваются быстрее вследствие происходящего при износе смещения центра тяжести сепаратора, сопровождающегося увеличением центробежных сил.
При одностороннем износе центр тяжести сепаратора смещается с оси вращения на величину а (рис. 499, д), равную сумме глубины лунки износа и сдвига центра тяжести сепаратора вследствие изменения его формы при износе. Возникающая при смещении центробежная сила усиливает износ, чю вызывает дальнейшее увеличение эксцентриситета и центробежной силы. Вследствие этого износ сепаратора прогрессирует.
У сепараторов, центрированных но наружной обойме (вид б), сдвиг центра тяжести сепаратора в результате износа направлен в сторону, противоположную геометрическому смещению сепаратора. Суммарное смещение а' значительно меньше, износ происходит медленнее и центровке! сохраняется дольше.
В шариковых и роликовых подшипниках применяю!' преимущественно центрирование по наружной обойме. По внутренней обойме центрируют сепараторы, выполненные из материалов с высоким коэффициентом линейного расширения (легкие сплавы, пластики), которые могут при нагреве защемиться в наружной обойме.
539
Рис. 499. Износ сепараторов с внутренним и наружным центрированием: /-внутренняя обопма; 2-сепаратор; 3 — наружная обопма
Рнс. 500. Формы гнезд
Центрирование по внутренней обойме применяют также в радиальноупорных подшипниках (см. рис. 498, д), где центрирование по наружной обойме затруднено формой беговых дорожек.
В радиальных шариковых подшипниках сепараторы выполняют с разъемом в экваториальной плоскости: половины сепараторов центрируют одну относительно другой и соединяют на заклепках. В роликовых радиально-упорных и трехконтактных подшипниках по условиям сборки можно применять целые сепараторы, обладающие преимуществом большой жесткости и лучшей центровки.
В разъемных сепараторах стенки гнезд делают сферическими (рис. 500, «), что способствует созданию гидродинамической пленки па участках соприкосновения шариков с сепараторами. В целых сепараторах для облегчения обработки гнезд и удобства сборки подшипника гнезда делают цилиндрическими (вид б).
Окружная скорость шариков максимальна в экваториальной плоскости симметрии АА подшипника (рис. 501, я) п достигает очень больших значений (50—100 м/с). По мере приближения к оси вращения шариков скорость падает, становясь равной нулю на полюсах шариков. Для уменьшения потерь на трение целесообразно фиксировать шарики в нтездах на участках /и, близких к полюсам, а на участках п делать разгружающие выборки. Тот же результат достигается путем придания гнездам эллиптической формы (вид б).
В роликовых подшипниках целесообразно фиксировать ролики в сепараторах с помощью цапф малого диаметра (вид е), отделяя ролики ог перемычек зазорами.
Для подвода и отвода масла на внутренней и наружной поверхностях сепаратора делают осевые канавки, которые во избежание ослабления сепаратора располагают в перемычках между гнездами в шахматном порядке (рис. 502, а).
540
Рис. 501. Фиксация тел качении в гнездах сепаратора
Рис. 502. Сепараторы
Более свободный вход и выход масла обеспечивает придание нецентриро-ванным поверхностям сепаратора многогранной (виды 6, в), пиловидной (вид г) или фасонной (вид 0) формы, усиленной на участках расположения гнезд.
Сепараторы, работающие при температурах < 120°С, изготовляют из термически обработанных кованых алюминиевых сплавов типа дюралюминия и композитных пластиков (стеклотекстолит, балиннт, тефлон со стекловолокном). Для улучшения антифрикционных качеств в композиции вводят баббитовые и бронзовые порошки, графит, дисульфид молибдена и другие твердые смазки.
Сепараторы подшипников, работающих при более высоких температурах, изготовляют из свинцовой (ЛС59 — 1) или никелевой латуни, кремнистых бронз (БрКМцЗ —1), антифрикционных чугунов (типа АЧС и ЧМ), графитизированной стали (типа ЭИ366), медно-никелевых сплавов и термостойких пластиков (полиимиды типа НМ-67; ДМ-3; ПМ-67; Г-10).
Высокими износо- и коррозионно-стойкостью обладают сепараторы из мопель-мезалла (68% Ni; 28% Си; 2,5% Fe; 1,5% Мп), а также сепараторы из спеченных пористых бронз и медно-никелевых сплавов, пропитанных тефлоном с присадками РЬ и MoS2.
Рабочие поверхности (центрирующие пояса, стенки гнезд) металлических сепараторов обрабатывают до параметров шероховатости Ra не выше 0,04 мкм. В пластмассовых сепараторах необходимую гладкость обеспечивают тщательной обработкой и хромированием поверхностей пресс-форм.
541
робежными силами к беговой дорожке
Рис. 503. Бессенара шрпый роликовый подшипник
чашечных
В бессепараторных мпогооборотных роликовых подшипниках ролики разделяют ступенчатыми штифтами 1 (рис. 503), которые приводятся во вращение двумя чашечными шайбами 2, жестко связанными с внутренней обоймой подшипника. Штифты прижимаются цент-шайб, а в осевом направлении фик-
сируются упором в торцы роликов.
Условие чистого качения па линиях в равенстве окружных скорое гей штифтов
соприкосновения штифтов с роликами состоит и роликов:
0,5 <0р(7р — 0,5 WjiJi^nip
(249)
где Jp и JIJIT — диаметры соответственно роликов и штифтов; сор и <ошг - угловые скорости роликов и штифтов, соответственно равные
ир = “ (25°)
''р
= (251)
“ шт
где <о — угловая скорость центров роликов; D и DIUT — диаметры беговых дорожек соответственно внутренней обоймы п чашечных шайб; <ГШГ — диаметр утолщенной части штифтов. Подставляя в. уравнение (249) значения сор и <ошт из уравнений (250) и (251), получаем условие чистого качения
d шт _ °шг
</UiT Р
Потери на трепне в бсссенараторных подшипниках примерно в 2 раза меньше, чем
в сепараторных.
Смазка
Масла для смазки многооборотных подшипников должны обладать малой вязкостью, пологой вязкостно-температурной характеристикой и способностью образовывать на .металлических поверхностях прочные молекулярные пленки.
Особое значение имеет термостабильность смазки. Многооборотные опоры смазывают, как правило, тонкораспылеппым маслом, что приводит (вследствие резкого увеличения поверхности соприкосновения с воздухом) к быстрому окислению масла. Нерастворимые продукты окисления вызывают загустевание масла и образуют плотные отложения на металлических поверхпос гях (закоксовывание подшипников).
Для смазки подшипников, работающих при умеренных температурах ( < 200"С), применяют минеральные масла тонкой очистки с противоокисли-тельными, антикоррозионными и противоизносными присадками [MoS2, коллоидальный графит, силиконы, органические соединения Р (трикрезилфосфа г) и S (дибензол-дисульфид)].
Я2
Рис. 505. Струйная смазка
Рис. 504. Виод и вывод масла
При более высоких температурах используют синтетические фторуглеродные, полифенилэфирные и парафиновые смазки (предельная длительная температура 300—35О°С).
Масло подают в тонкораспыленном виде непосредственно на поверхности качения в строго дозированных количествах. Избыток смазки, а также застойные явления (скопление масла на рабочих поверхностях, особенно в беговых канавках наружных обойм) резко увеличивают гидродинамические потери, вызывают перегрев и приводят к быстрому разрушению подшипников (радиально-упорные шариковые подшипники с открытыми наружными беговыми дорожками имеют в этом отношении определенное преимущество перед радиальными).
Для непрерывного теплоотвода от подшипника применяют циркуляционные системы смазки.
При струйной смазке масло, подаваемое сжатым воздухом под давлением 5 — 10 кгс/см2, направляют на рабочую поверхность внутренней обоймы (рис. 504, а) с таким расчетом, чтобы оно вращением тел качения отбрасывалось к периферии подшипника. Отработавшее масло удаляется через вырезы на наружной поверхности сепаратора.
В подшипниках, нагруженных осевой силой, и в радиально-упорных подшипниках (вид 6) целесообразно подавать масло со стороны действия осевой нагрузки (светлые стрелки). При поступлении масла с обратной стороны подвод масла к точкам контакта затрудняется.
Хорошо отводится масло из беговой канавки в подшипниках с разъемной (в экваториальной плоскости) наружной обоймой. Па стыке полуобойм проделывают радиальные пазы т (виды в, г), через коюрые масло выходит наружу.
На рис. 505 показаны примеры подшипниковых узлов со струйной смазкой.
Система циркуляционной смазки масляным туманом почти полностью устраняет гидродинамические потери, снижает коэффициент трения и обеспечивает интенсивный теплоотвод от подшипника при умеренном
543
расходе смазочного масла. Однако эта система сложнее, чем струйная смазка.
Масло распыляют в специальной установке в струе осушенного воздуха (влагосодер-жание не более 1 г/м3). Размер частиц масла в суспензии 0,01—0,1 мкм. При повышенных температурах часть масла находится в паровой фазе.
Суспензию продувают с помощью вентилятора через подшипники. Содержание масла в суспензии и скорость продувки должны быть строго постоянными. Подача масла обычно 20-50 г/ч.
При смазке с открытым контуром в систему непрерывно подают свежее масло, а отработавшее направляют в отстойник.
В замкнутых системах циркуляция происходит по контуру: распылительная установка -> подшипники -> отстойник -> фильтр -> холодильник распылительная установка. Необходима периодическая добавка свежего масла для восполнения потерь. Иногда в систему включают (последовательно или шушированпо) установку для регенерации масла.
Распыление масла в струе азота полностью устраняет окисление и позволяет повысить рабочую юмпсратуру на 50 — 80 С по сравнению с распылением в воздушной струе.
Повышение циклической долговечности подшипников
Долговечность многооборотных подшипников резко снижается с повышением частоты вращения. Для увеличения срока службы применяют комплекс металлургических и технологических мер.
В 5 — 6 раз повышают долговечность вакуумная разливка и многократный переплав стали в вакууме, обеспечивающие плотную мелкозернистую структуру и освобождающие сталь от водородной пористости, включений оксидов и нитридов, которые являются зародышами усталостных трещин.
Стали, имеющие устойчивый интервал аустенитного состояния при 500 — 550"С, подвергают низкотемпературно!! термомеханической обработке, дающей дополнительное увеличение долговечности в 3 — 5 раз.
Детали подшипников тщательно проверяют на дефекты (немел аллические включения, ликвация карбидов, карбидная сетка, пористость структуры) с помощью методов, из которых наиболее чувствительным является ультразвуковой.
Разработаны способы ковки и штамповки обойм, обеспечивающие расположение волокон параллельно рабочим поверхностям (рис. 506, «), что даег значительное увеличение выносливости но сравнению с расположением волокон в трубчатых (вид б) или осаженных (вид в) заготовках.
Опытами установлено, что долговечность подшипников существенно увеличивается, если твердость тел качения несколько превышает твердость обойм. В мпотооборотных подшипниках тела качения подбирают так, чтобы колебания их твердости в комплек те не превышала 0,5 единиц HRC, а средняя твердость была больше твердости обойм па 2 — 2,5 единицы HRC.
Рабочие поверхности подшипников целесообразно подвергать упрочнению путем создания в поверхностном слое остаточных напряжений сжатия.
Обоймы упрочняют обычными способами - накатыванием обработкой на белый слой (точение термически обработанных поверхностей твердосплавными резцами по тяжелому режиму) и др.
Рис. 506. Расположение волоком в обоймах подшипников
544
Шарики подвергают термическому упрочнению, основанному на искусственном замедлении мартенситного превращения в поверхностном слое. Поверхность шариков насыщают азотом, который резко снижает температуру образования мартенсита. При закалке в масле с обычными скоростями охлаждения (100-150°С/с) мартенсит образуется сначала б сердпеьипс. Наружный. на. мшенный азотом слой некоторое время сохраняет аустенитную структуру п пластически деформируемся пол денетвием ооъемшно расширения сердцевины. При дальнейшем понижении темпера гуры происходит мартенситное превращение в поверхностном слое, сопровождаемое увеличением его объема. В результате взаимодействия с ранее отвердевшей сердцевиной поверхностный слой приобретает высокие остаточные напряжения сжатия (80—100 кгс/мм2), резко увеличивающие выносливость.
ВЫСОКОТЕМПЕРАТУРНЫЕ ПОДШИПНИКИ
Подшипники, изготовленные из обычных шарикоподшипниковых сталей, удовлетворительно работают при температурах < 200 —220°С. При более высоких температурах мартенсит переходит в троостит отпуска, что сопровождается падением твердости и резким снижением работоспособности подшипников.
На рис. 507 показано изменение несущей способности подшипников, изготовленных из типовых подшипниковых сталей, в зависимости от твердости (за 100% принята несущая способность при максимально достижимой для каждой данной стали твердости).
Как видно, уменьшение твердости даже на несколько единиц HRC резко снижает Иесушую способность. При уменьшении твердости стали 1 на 4 единицы HRC несущая способность составляет только 50% первоначальной. Для сталей 2 и 3 такое же снижение происходит при уменьшении твердости на 6-7 единиц HRC.
Нижним пределом твердости, при котором еще сохраняется достаточная несущая способность, для большинства сталей можно считать HRC 60 — 62.
Подшипники, работающие при температурах > 25Q°C, изготовляют из жаропрочных и жаростойких сплавов, сохраняющих твердость в широком температурном интервале (рис. 508).
Рис. 507. Влияние твердости на несущую способность подшипников
Рис. 508. Влияние температуры на твердое lb иодшшишкоиых Maicpiki.ioB
18 Орлов П. И., кн. 2
545.
Сплавы, применяемые для изготовления высокотемпературных подшипников, по жаропрочности располагаются в следующем порядке:
1) легированные хромом, вольфрамом и кремнием стали мартенситного и ледебуритного классов;
2) высоковольфрамовые инструментальные стали (типа быстрорежущих);
3) стеллиты (твердые сплавы);
4) металлокерамические твердые сплавы.
К первой группе относятся высокохромпстые стали типа Х12М и Х12Ф1, коррозионно-стойкие хромистые стали с присадками Мо (зарубежная марка 44ОС), легированные инструментальные стали типа ХВГ и ХВ4 и сильхромы (табл. 47).
Повышенная жаропрочность высокохромистых сталей обусловлена содержанием тугоплавких карбидов Сг. Они сохраняют необходимую для подшипников твердость (> HRC 60) до 300-350 С.
Сильхромы являются сталями мартенситного класса (самозакалка на воздухе).
Широко применяют для изготовления высокотемпературных подшипников вольфрамистые стали типа быстрорежущих (0,6 —1,5% С; 9 — 18% W; ~ 4% Сг; 1 — 2% V). В зарубежной технике дефицитный W заменяют Мо (присадка 1% Мо эквивалентна присадке 2% W).
Легирующие элементы, будучи энергичными карбидообразователями, связывают почти весь углерод в тугоплавкие карбиды. Особой термостойкостью отличаются карбиды W и Мо, сохраняющие твердость до температур 550 —600'С (после чего твердость падает вследствие коагуляции карбидов).
Состав отечественных и зарубежных быстрорежущих сталей приведен в табл. 48.
Для предотвращения коагуляции карбидов и для повышения ударной вязкости целесообразно несколько снижать содержание С (до 0,6- 0,8%) и V (до 0,5—1%) по сравнению со стандартными марками.
Быстрорежущие стали закаливают в масло с температуры 1270— 1290°С и подвергают (для уменьшения количества остаточного аустенита) трехкратному отпуску при 550 — 570’С с продолжительностью выдержки на каждой ступени 1 ч, а также обработке холодом.
Почти все быстрорежущие стали поддаются упрочнению посредством низкотемпературной термомеханической обработки.
Слали,повышенной жаропрочности
Таблица 47
Марка Сое гав, "/
с Сг Si Мп Мо V Другие элементы
XI2M 1,5 10 < 0,4 < 0,4 0,5 0,3
Х12Ф1 1,3 11 < 0,4 < 0.4 — 1 —
44ОС 1 14 1 1 4 — —
ХВГ 1 1 <0,4 1 — — 1.5", W
ХВ4 1,5 0,5 < 0,4 < 0,4 — 0.2 5% W
4ОХ10С2М 0,4 10 2 <0,7 0,5 —
30Х13Н7С2 0,3 13 2 <0,7 0,8 - 7% Ni
546
Таблица 48
Быстрорежущие стали
Марка Состав, % Длительная ра-бочая -температу' ра, °C (~)
С W Мо Сг V Со Другие элемен (ы
Р9 0,9 9 — 4 2 — 380
1’18 0.9 18 — 4 1-1,5 — 450
Р9К10 0.9 9 — 4 2 10 — 500
Р13К5Ф2 0,9 18 — 4 ~) 5 — 550
На 1 то 0,6 — 5 4,5 0,5 — 1,2% Si 320
A1S1M10 0,85 — 8 4 2 — — 420
AISIM1 0,8 1,5 8 4 1 — — 450
A1SIM2 0,8 6 5 4 2 — — 500
WB-49 1,0 7 4 4,5 1 6 — 550
Плотность быстрорежущих сталей в зависимости от содержания W колеблется в пределах 9—12 кг/дм3.
Стеллиты (сплавы Сг, W, Мо на основе Со или Ni) обладают высокой твердостью (HRC 60 — 65), сохраняющейся до температур 550-600°С. Хорошо противостоят горячей коррозии. Термической обработки не требуют.
Состав отечественных и зарубежных стеллитов приведен в табл. 49.
Сплавы на кобальтовой основе применяют в литом виде. Для изготовления подшипников качения используют преимущественно никелевые счеллиты, поддающиеся ковке, которая значительно повышает механические качества.
Плотность стеллитов 10-12 кг/дм3.
Применение стеллитов ограничивается их высокой стоимостью.
Металлокерамические твердые сплавы состоят па 85—96% из карбидов W и Ti со связкой из металлического Со в количестве 4—15% (за рубежом в качестве связки часто применяют Ni).
Наиболее распространены вольфрамокарбидные сплавы ВК4, ВК6, 8К.8 (цифры после буквы К указывают процентное содержание Со, остальное — карбиды W).
Сплавы с пониженным содержанием Со обладают большей твердостью, но более хрупки, чем сплавы с высоким содержанием Со.
Стеллиты
Таблица 49
Марка Состав,
C Co Ni CT W Fe Mo Дру>ие элементы
ВК2 2 -2.5 47 2 30 15 1 __ 1.2% Si; 2% Mil
вкз 1 - 1,5 60 2 30 5 — — 1,5% Si
Haynes Stellite Star 2,5 43 2,5 32 17 3 —
Haynes Stellite 98M2 2 43 3,5 30 19 2,5 — —
Haynes 25 ... . 0,1 49 10 20 15 3 1% Si; 1,5% Mn
Rene 41 0,1 11 64 10 — — 10 3% Ti; 1,5% Al
М2 52 0.15 10 56 20 — — 10 3?'- Ti; 1% Al
Повышенной твердостью отличаются W-Ti-карбидные сплавы Т30К4; Т15К6; Т14К8; Т5К10 (цифры после букв К и Т указывают процентное содержание соответственно Со и Ti; остальное карбиды W).
Наиболее высокой термостойкостью при достаточной твердости обладают W-Ti-Ta-карбидные сплавы ТТ7К12, ТТ7К15 [цифра после букв ТТ обозначает суммарное содержание карбидов Ti и Та (обычно содержание карбидов Та — 3,5%)].
Плотность металлокерамических сплавов 11 — 14 кг/дм3.
Несущая способность подшипников из металлокерамических сплавов, несмотря на их высокую твердость (HRC 75 — 90) и термостойкость, незначительна вследствие хрупкости, низких антифрикционных качеств и малой циклической прочности металлокерамики.
В опытной стадии находится изготовление подшипников из к е р м е т о в — спеченных сплавов керамических материалов (карбиды, оксиды, бориды и силициды металлов) с порошками Ni; Со; Сг; Мо (в пропорции ~ 1 :1).
Керметы сочетают твердость и жаропрочность керамических материалов с вязкостью п теплопроводностью метилов. По твердости они занимают промежуточное положение между инструментальными сталями и металлокерамическими сплавами.
Существенным преимуществом керметов являеюя малая плотноеп» (6 — 7 кг/дм3).
Сепараторы высокотемпературных подшипников изготовляют из мо-нель-металла, бериллиевой бронзы, сульфидированной стали типа Р9 и термостойких самосмазывающихся материалов (углеграфиты, прессованные композиции MoS2 с бронзовыми и никелевыми порошками и др.).
Подшипники, работающие при температурах < 35О°С, смазывают жидкими термостабильными синтетическими смазками. Электролитическое осаждение галлия на поверхностях трения слоем 25 — 30 мкм обеспечивает устойчивую работу подшипников при температуре до 400°С. Недостаток этого способа — певозобновляемость смазки.
При более высоких температурах применяют твердые смазки.
Свойствами самосмазываемости обладают соединения Mo; W; V; Ti; Та чешуйчатого микростроения; сульфиды (MoS2; WS2; TiS2; Ti2S3), селениды (WSe2; TaSe2; VSe2) и теллуриды (MoTe2; TiTe2). Термостойкость этих смазок составляет 400 — 500°С.
Более высокой термостойкостью обладают смазки па основе оксидов РЬ и Cd (PbO; CdO) и фторидов Са, Ba, Be (CaF2; BaF,; BeF2).
Смазочные свойства, прочность сцепления с металлическими поверхностями и темпера-туросгойкосль значительно повышаются при введении небольших количеств Fe, Си и особенно Au, Pt, Pd.
Наиболее высокими качествами обладают смазки па основе MoS-,, Fc и Pl (80 — 90% MoS-»; 10—15% Fc; 2-4% Pl).
При смазке переносом (ротопринтная смазка) в гнездах сепаратора проделывают выборки (рис. 509, а), в которые закладывают твердую смазку. Шарики, вращаясь, снимают частицы смазки и наносят ее тонким слоем на поверхности качения.
Для повышения срока службы целесообразно увеличивать емкость выборок (вид б). В конструкции в в гнезда запрессованы цилиндры из твердой смазки, которые одновременно смазывают и шарики и центрирующую поверхность обоймы.
В некоторых случаях сепаратор выполняют целиком из самосмазывдю-щихся материалов на силикатной связке (вид г) или (вид б) с металлической армировкой (конструкция приспособлена к центрированию по внутренней обойме).
548
Рис. 509. Сепараторы с твердыми смазками
При вентиляционной порошковой смазке через подшипники продувают суспензию высокодисперсных части графита; MoS2; WS2; РЬО или CdO в струе воздуха или азота. Во избежание налипания смазки на металлические поверхности необходимо выдерживать в узких пределах концентрацию суспензии и скорость газа-носителя.
В подшипниках, работающих при наиболее высоких температурах, рабочие поверхности покрывают тонким (15—20 мкм) слоем спекаемой твердой смазки.
Покрытия из микроволокиистого коллоидного гидра!а окиси алюминия АЮ (ОН) (20%) и MoS2 (80%) отличаются низким коэффициентом трения (Г —0,02 -=- 0,03 при 200-3005С) и хорошей адгезией к металлу. Водный раствор АЮ (ОН) со вшссыо MoS2 (размер частиц ~ 0,02 мкм) наносят на металлическую поверхность, сушат и пшреваюг до 230 —280°С, в результат чего на поверхности образуется прочная пленка, сохраняющая смазочные свойства до 400 С.
Спекаемые покрытия па основе окиси свинца РЬО могут работать при 6ОО-65О°С. Для снижения температуры плавления окись свинца смешивают в эвтектической пропорции с легкоплавким силикатом РЬ (четырехкремнистый свинец). Водную суспензию смеси наносят на металлическую поверхность, сушат и подвергают обжигу при 750 - 800гС, в результате чего на поверхности образуется прочный глазурный слой.
Тсмпературостойкость глазурей па основе CaF2 и BaF2 достигает 75О-8ОСГС.
Срок службы глазурных покрытий ограничен вслсдсгвис шлююбиоаляехюсггг смазки. Долговечность глазурованных подшипников, работающих при 600-650'С (область красного свечения), нс превышает нескольких десятков часов,
Новое направление в технике высокотемпературных подшипников — смазка микросферическими порошками, состоящими из правильных микросфер (диаметр 1—3 мкм, отклонения размеров сфер в порошке < 10%), изготовленных из материалов высокой твердости (ПК 800—1000) и жаропрочности (вольфрамовые сплавы, науглероженное карбонильное железо). Несущие поверхности подшипников выполняют из материалов такой же твердости (азотированные стали; стали, наплавленные металлокерамикой и стеллитами). Диаметральный зазор в подшипниках ф = 0,0002 -г 0,0005.
В таких подшипниках происходит отчасти перекат несущих поверхностей по микросферам, а главным образом — скольжение по очень подвижному и текучему порошковому слою (псевдожидкостное трение). Коэффициент трения f = 0,01 -г 0,05 (выше, чем у подшипников чистого качения, но значительно ниже, чем у подшипников с сухопленочными смазками). Коэффициент трения покоя равен коэффициенту трения движения, вследствие чего пусковой момент незначителен.
Температуройтонкость подшипников с мпкросферической порошковой смазкой зависит от материала сфер и несущих поверхностей. При изготовлении из вольфрамовых сплавов температуростойкость 450 —500°С.
549
. СТОПОРНЫЕ КОЛЬЦА
Для осевой фиксации деталей на валах и в отверстиях широко применяют стопорные кольца (зегеры), представляющие собой разрезные пружинные кольца, заводимые с радиальным натягом в канавки вала (или отверстия) и удерживаемые в них силой упругости.
Стопорные кольца удобны для монтажа и занимают мало места. Применение их освобождает от необходимости выполнять валы (отверстия) со ступеньками, буртиками или.резьбой под гайки. Они могут выдерживать значительные осевые нагрузки.
Недостаток крепления стопорными кольцами — ослабление деталей кольцевыми выточками. Этот недостаток особенно ощутим в валах.
У колец, установленных на валах, посадочный натяг ослабляется под действием центробежных сил. При очень высоких частотах вращения необходимо страховать кольца от выхода из канавок.
Стопорные кольца рядового назначения изготовляют из пружинных марганцовистых сталей типа 65Г или хромомарганцовпстых сталей типа 50ХГ и подвергают обычной для пружинных сталей термической обработке — закалке и среднему отпуску до твердости HRC 45-50.
Кольца, нуждающиеся в повышенной коррозионной стойкости, делают из коррозионно-стойких сталей типа 30X13 и бериллиевой бронзы БрБ2. Для изготовления колец, работающих при повышенных температурах, применяют хромокремневаиадпевые и кремневольфрамовые стали.
По типу монтажа различают стопоры осевой и радиальной сборки.
По способу изготовления стопоры делят на точеные, проволочные и штампованные.
ТОЧЕНЫЕ КОЛЬЦА
Точеные кольца изготовляют из листовых или трубчатых заготовок. После термической обработки торцы и посадочные цилиндрические поверхности колец шлифуют.
Таким способом изготовляют преимущественно кольца большого диаметра (в среднем > 50 мм). Кольца обычно делают прямоугольного
550
сечения (рис. 510), постоянного по окружности (рис. 511, а). Применяя трубчатые заготовки с эксцентричной расточкой, можно придать кольцам более целесообразную форму равного сопротивления изгибу (вид б).
Конструктивные соотношения. На рис. 512, а, б представлены основные параметры внутренних (т. е. сажаемых в корпусе) колец.
При введении в канавку кольцо сжимают так, чтобы оно прошло через отверстие корпуса диаметром D. При этом в кольце возникают напряжения, имеющие максимум на участке, противоположном разрезу. Величина напряжений определяется отношением высоты /1 кольца к его среднему диаметру (~ D) и степенью сжатия кольца при монтаже, т. е. отношением наружно! о диаметра D, кольца в свободном состоянии к диаметру D отверстия. От толщины b кольца напряжения не зависят.
Предельно допустимая из условия прочности па изгиб высота h стальных колец при обычных значениях DzjD равна 0,15 D. Практически принимают
й = (0,08 4-0,15) D,
(252)
где нижний цифровой предел относится к кольцам большого диаметра (D > 50 мм), верхний — малого (£> < 50 мм).
Удовлетворительные резулыаты в диапазоне D = 10 4- 200 мм дает формула
h = 0,4 Л2/з
Рис. 512. Параметры стопорных колец прямоугольного профиля
551
Толщину b кольца можно варьировать в широких пределах. Обычно принимают b = 0,4 h. Подставляя в эту формулу значение h из выражения (252), получаем
b = (0,03 -г 0,06) D,
где нижний предел относится к кольцам большого диаметра, верхний — к кольцам малого.
Глубину канавки в корпусе делают в среднем равной (0,25 - 0,3) /?. Наружный диаметр канавки
Bt = В + 2 (0,25 4- 0,3) h.
Подставляя в это уравнение h из формулы (252), получаем
В, =(1,05-г 1,09) В, (253)
где нижний предел относится к кольцам большого диаметра, верхний — малого.
Для получения радиального натяга наружный диаметр В2 кольца (рис. 512,6) делают несколько большим диаметра канавки Dr :
В2 = (1,03 - 1,05) Dt, где нижний предел относится к кольцам малого, а верхний — большого диаметров. Если в это выражение подставить значение Di из уравнения (253), то получим
В2а1,1В. (254)
Ширину I прореза в свободном состоянии выбирают с таким расчетом, чтобы при смыкании концов наружный диаметр D2 кольца уменьшился бы по крайней мере до диаметра D отверстия, т. е.
I > л (В2 - В) = 0,1 лВ « 0,3 В.
Так как в сомкнутом состоянии кольцо не имеет правильной цилиндрической формы, то принимают с запасом
I = (0,35 ч- 0,4) В.
Делать зазор больше 0,4 В не рекомендуется. Неопытный сборщик может при монтаже сжать стопор до полного смыкания концов и сломать его.
После установки стопора в канавку зазор незначительно уменьшается (приблизительно в отношении В2/В]; т. е. в 1,03 — 1,05 раза).
Наружные (т. е. устанавливаемые на вал) кольца разжимают при монтаже так, чтобы кольцо могло пройти через диаметр <1 вала (рис. 512, в, г). Принимая h = (0,08 = 0,15) d и глубину канавки /?, = = (0,25 0,3) /i, получаем внутренний диаметр канавки
di =d-2 (0,25 -г 0,3) h = (0,91 = 0,95) d, (255)
552
где нижний предел относится к кольцам малого диаметра, а верхний — большого.
Внутренний диаметр d2 кольца в свободном состоянии (рис. 512, г) для получения радиального натяга делают равным
d2 = (0,95 - 0,97) </1;
где нижний предел относится к кольцам большого диаметра, а верхний — малого.
Подставляя в это выражение значение dY из соотношения (255) получаем
d2 к 0,9 d. (256)
Ширина /' прореза в данном случае определяется лишь удобством демонтажа кольца. Для колец малого диаметра принимают /' = 5 10 мм,
большого Г = 10 -г 20 мм. После установки стопора в канавку зазор незначительно увеличивается (на 3 — 5%).
Форма канавок под внутренние и наружные кольца показана на рис. 513. Радиус R, у основания кйнавки делают максимально возможным, но меньшим катета с фаски или радиуса R на кромках кольца (см. рис. 510, а, б) с таким расчетом, чтобы кольцо при крайних осевых положениях плотно прилегало к стенкам канавки и лежало своей цилиндрической поверхностью на днище канавки.
Ширину канавки В выбирают в зависимости от условий работы кольца. При необходимости точной осевой фиксации в двух направлениях (рис. 514, а) кольцо сажают в канавку на посадке скольжения (обычно Л3/С3). Для колец, нагруженных односторонними силами (вид б), ширина канавки не имеет значения, так как точность фиксации детали здесь определяется не зазором в канавке, а расстоянием С между торцами канавок, воспринимающими осевые нагрузки. В этом случае ширину канавки делают на 0,2 —0,5 мм больше толщины кольца. Для облегчения изготовления и удобства контроля нерабочие грани канавок иногда делают скошенными (вид в).
Несущая способность. Несущую способность стопорных колец (сопротивление осевым нагрузкам) определяют по элементарной схеме, предполагая, что кольцо работает на срез (рис. 515, а).
Рнс. 513. Канавки под стопорные кольца
Рнс. 514. Заторы в канавках
553
b
a) 6) д) г) д) e) ж)
Рис. 515. К расчету стопоров на прочность
Максимальная осевая сила, выдерживаемая кольцом:
N = Tidbx, (257)
где d — диаметр вала (или для внутренних колец — отверстия в корпусе), мм; b — ширина кольца; мм; т — предел текучести материала кольца на срез, кгс/мм2 (для обычных пружинных сталей т = 80 100 кгс/мм2).
При среднем значении Ь = 0,03 <7:
N ъ 0,1 П2т. (258)
Предельная осевая сила из условия прочности стенок канавки на смятие
N х Tidh^™, (259)
где /1] — глубина канавки, мм; стсм — предел прочности на смятие, кгс/мм2 (для улучшенных конструкционных сталей сгсм 100 кгс/мм2).
При средних значениях /1! =0,3 h и /1 = 0,1<1
ht = 0,03 d и
W ® 0,1 D2ctcm. (260)
Из сопоставления формул (260) и (259) видно, что при т ** стсм (стальные кольца в стальных валах) расчет на срез и смятие дает примерно одинаковые значения N.
Если канавка выполнена в мя! ком материале, то определяющим фактором становятся напряжения смятия на стенках канавки.
Из-за условности расчета на срез формулы (257) и (258) дают преувеличенные значения N даже при введении больших коэффициентов запаса.
Опыт показывает, что решающее значение для прочности имеет перекос кольца (вначале в пределах осевого зазора в канавке), вызывающий сосредоточение нагрузки на кромке канавки (рис. 515, б). Так как сопротивление смятию закаленного кольца больше, чем материала, то кромка канавки сминается и кольцо из нее выворачивается. Если даже кольцо остается в канавке, то соединение выходит из строя из-за нарушения точности фиксации.
554
Повреждение развивается ускоренно, если осевая нагрузка динамическая.
Для повышения прочности стопорных соединений целесообразно увеличивать твердость стенок канавки (например, цементацией или азотированием вала), уменьшать осевой зазор в канавке, увеличивать толидину кольца и глубину канавки. Однако увеличение глубины канавки ослабляет вал и повышает напряжения изгиба в кольце при монтаже.
Фаски на кромках канавки и детали, передающей осевое усилие (рис. 515, в), уменьшают прочность соединения. Кромки рекомендуется делать острыми. Если кромка детали выполнена с фаской или галтелью (обоймы подшипников качения), то между деталью и стопорным кольцом целесообразно устанавливать промежуточную шайбу т (вид г) с острыми кромками.
Повышенной нагружаемостью обладают кольца Г-образного профиля (вид д), у которых изгибающий момент осевой силы воспринимается упором цилиндрической части кольца в днище канавки.
Прочность стопорных соединений с внутренними кольцами можно увеличить, делая кольцо конусным (вид е). Под действием осевой силы кольцо раздается в радиальных направлениях и плотно прижимается к днищу и стенке канавки.
Для наружных колец этот способ применим только в том случае, если кольцо заключено в чашечную деталь (вид ж).
Как установлено опытами, стопорные кольца прямоугольного сечения работают в стальных валах вполне надежно, без признаков выворачивания (даже при больших зазорах в канавке), если условное напряжение среза по схеме рис. 515, а не превышает 2 кгс/мм2.
Подставляя эту величину в формулу (257), получаем допустимую нагрузку
N = 2ndb.
При обычном значении b ~ 0,03 d
Я = 0,2й2.
Если нагрузка динамическая, то величину N нужно снизить примерно в 2 раза. При установке стопоров в корпуса из легких сплавов надо, учитывая пониженную прочность этих сплавов на смятие, уменьшать величину N в 3-4 раза.
Монтаж и Демонтаж. Внутренние стопорные кольца при монтаже сжимают, сводя концы, и вводят в отверстие с перекосом по отношению к осп. Если канавка расположена близко от торца отверстия, то кольцо опирают в канавку в точке, противоположной разрезу (рис. 516, а), и, поворачивая кольцо вокруг этой точки, как вокруг оси, вводят кольцо в канавку.
Аналогично монтируют наружные кольца (вид в).
Для облегчения монтажа кромки отверстий и валов заправляют пологими фасками, обычно под углом а = 30° (виды а, в). Лучше всего, если входной диаметр фаски в отверстиях равен наружному диаметру Р2 кольца (вид б), а на валах — внутреннему диаметру d2 кольца в свободном состоянии (вид г).
555
D2 - D
s = "TtgoT’ а для наРУж“
Длина фаски равна для внутренних колец
ных s' — Пользуясь соотношениями (254), (256) и принимая а = 30°, получаем соответственно s = 0,1 D и s' — 0,1 d. По габаритным условиям такие большие фаски иногда выполнить затруднительно.
Применяют монтажные приспособления типа изображенных на рис. 517. Внутренние кольца 2 (вид а) устанавливают в оправку 1 с пологим коническим отверстием, центрируемую по детали, и движением штока 3 вводят в канавку. Наружные кольца 5 (вид б) устанавливают на коническую оправку 4, центрируемую по расточке (или центровому гнезду) вала, и движением втулки' 6 заводят кольцо на вал.
Приспособления получаются довольно громоздкими (из-за необходимости выдерживать соотношение > I, где / — расстояние от канавки до кольца в исходном положении; Ц — длина заходной части штока или втулки).
Для облегчения демонтажа внутренних колец в деталях проделывают радиальные отверстия т (рис. 518, а), выфрезеровки п (вид б) или торцовые пазы q (вид в), через которые сжимают кольцо перед снятием. Для демонтажа наружных колец на валу фрезеруют канавки t (вид г), через которые разводят кольцо с помощью отвертки.
Число съемных элементов (отверстий, пазов) должно быть не менее трех.
Описанные способы усложняют конструкцию и не всегда применимы по конфигурации деталей.
556
Рис. 518. Демонтажные отверстия и пазы
Рис. 519. Съемные элементы стопоров
Для устранения специальных приспособлений и облегчения сборки в эксплуатационных условиях и при ремонте целесообразно выполнять съемные элементы на стопорных кольцах.
На внутренних кольцах делают прямые (рис. 519, а) или косые (вид б) срезы. Вводя в промежутки между срезами и стенками отверстия ручной инструмент (отвертку), отгибают концы стопоров внутрь и поворотом инструмента в осевом направлении выводят стопор из канавки.
Целесообразнее конструкции с вырезами (вид в) или отверстиями (вид г) под губки щипцов, облегчающие не только демонтаж, по и монтаж. С помощью щипцов концы стопоров сводят, после чего стопоры легко выходят из канавки (при демонтаже) или входят в нее (при монтаже).
Конструкцию с расширенным вырезом (вид д) применяют для колец большой толщины и малого диаметра, введение которых в отверстие затруднительно.
На наружных кольцах делают скосы под разводной инструмент под углом 60° для колец диаметром < 40 мм (вид е) и 90° для колец диаметром > 40 мм (вид ж). Целесообразнее конструкции с полукруглыми выборками (вид з) или отверстиями (вид к) под разводные щипцы, облегчающими демонтаж и монтаж.
557
ПРОВОЛОЧНЫЕ КОЛЬЦА
Стопорные кольца небольшого диаметра делают из проволоки круглого (рис. 520, а), квадратного (вид б) или прямоугольного (вид в) сечения. Профиль, близкий к прямоугольному, получают шлифованием с обеих сторон колец из круглой проволоки увеличенного диаметра (вид г).
Кольца круглого сечения более гибки, чем кольца прямоугольного сечения, и легче монтируются. Полукруглые канавки под кольца меньше ослабляют деталь вследствие меньшей концентрации напряжений. Кольца, установленные в, конических выточках на насадных деталях, могут нести значительные осевые нагрузки.
Проволочным кольцам можно придать эллиптическую (в плане) форму, обеспечивающую более равномерный натяг по окружности, с большой осью эллипса вдоль разреза (рис. 521, а) для внутренних колец и поперек разреза (вид б) для наружных.
Изготовление проволочных колец несложно. Кольца малого диаметра изготовляют разрезанием витой спирали по образующей с последующей правкой витков па плоскость, закалкой и отпуском. Диаметр спиральной заготовки устанавливают экспериментально с учетом деформации витков при разрезании и термической обработке. Мелкие отклонения устраняют правкой в закаленном состоянии.
Недостаток проволочных колец круглого профиля — менее определенная фиксация деталей в осевом направлении.
Размеры проволочных колец прямоугольного сечения выбирают так же, как точеных.
Для колец круглого сечения принимают следующие соотношения.
Диаметр проволоки
Jo = (0,03 4- 0,05) D, (261)
где D - средний диаметр кольца.
Нижний предел относится к кольцам большого диаметра (> 30 мм), верхний — малого (< 30 мм).
Глубину канавки делают равной 0,55 Jo с таким расчетом, чтобы кольцо утопало в канавке несколько больше, чем наполовину.
Для внутренних колец (рис. 522, а, б) наружный диаметр канавки
= D + 2 • 0,55 do а (1,035 + 1,06) D.
(262)
Рис. 520. Сечения проволочных стопоров
Рис. 521. Стопоры эллиптической формы
558
Рис. 522. Параметры стопоров круглого сечения
Наружный диаметр кольца в свободном состоянии для получения радиального натяга делают равным
Т)2 = (1,05 4-1,08) £>1;
где нижний предел относится к кольцам малого, а верхний — большого дйаметров.
Подставляя в это выражение значение из формулы (262), получаем
D2 х 1,1 D. (263)
Ширина прореза из условия заведения кольца в отверстие
I > я (В2 - D) > 0,12 TtD > 0,38 D.
Практически принимают
I = (0,42 ~ 0,45) D.
Для наружных колец (рис. 522, с, г) при dQ = (0,03 4- 0,05) D и hi = 0,55 d0 внутренний диаметр канавки
di = d- 1,1 d0 х (0,95 4- 0,97) d, (264)
где нижний предел относится к кольцам малого, а верхний — большого диаметров.
Внутренний диаметр кольца в свободном состоянии делают равным
d2 = (0,93 4- 0,96) d19
где нижний предел относится к кольцам большого, а верхний — малого диаметров. Подставляя в это уравнение значение из выражения (264), получаем
d2 = (0,93 4- 0,96) (0,95 4- 0,97) d № 0,9 d. (265)
559
Рис. 523. Канавки под стопоры круглого сечения
6).
R=0,3do
в)
г) д)
Рис. 524. Съемные элементы проволочных стопоров
Ширину прореза для колец малого диаметра принимают Г = 5 -г 10 мм, большого 10 — 20 мм.
На основании формул (254), (256), (263) и (265) можно для колец прямоугольного и круглого сечения сформулировать единое правило: наружный диаметр D2 внутренних колец в свободном состоянии должен быть примерно на 10% больше, а внутренний диаметр d2 наружных колец на 10% меньше диаметра посадочных поверхностей (соответственно Dud).
Канавки иод кольца делают полукруглыми (рис. 523, а), прямоугольными (вид б) шириной (1,05 —1,1) d0, трапецеидальными (виды в — б) с углом при вершине 50 — 60°. Радиус у основания прямоугольных канавок делают максимально возможным, но не более 0,4 Jo-
Полукруглые канавки меньше ослабляют деталь, прямоугольные и, особенно, трапецеидальные устойчивее фиксируют кольцо.
Если позволяют условия сборки, целесообразно выполнять кромки насадных деталей с фасками (вид б).
Для облегчения монтажа и демонтажа концы внутренних стопоров отгибают под отвертку (рис. 524, а), съемные щипцы (виды б — г) или снабжают петлями (вид б). Наружные стопоры делают гладкими 560
Рис. 525. Двухвшковые стопорные кольца
(вид ё) или с усиками (виды ж — и) и петлями (вид к) под съемный инструмент.
Многовитковые кольца (рис. 525) состоят из нескольких (обычно двух) спиральных витков проволоки прямоугольного сечения. Преиму
щество их — повышенная радиальная упругость, что позволяет сделать
канавки более глубокими.
Во внутренних кольцах (вид а) расстояние I свободных концов витков от участка перелома должно быть по условию сборки
I > Я (О2 — О'),
где D2 — диаметр кольца в свободном состоянии; D - диаметр отверстия. В наружных кольцах (вид б) величину Г делают равной 6-10 мм. Монтаж витых колец облегчен из-за повышенной их упругости, однако демонтаж (особенно внутренних колец) затруднен ввиду расположения конечных витков по разные стороны кольца.
ШТАМПОВАННЫЕ КОЛЬЦА
Штампованные кольца изготовляют вырубкой из листового материала с последующей закалкой и отпуском. Торцы и посадочные поверхности колец после термической обработки шлифуют.
Штамповка позволяет придать кольцам наиболее целесообразную серповидную форму равного сопротивления изгибу. Серповидные кольца обладают повышенной упругостью по сравнению с кольцами постоянного сечения. Их легче монтировать, канавки можно сделать более глубокими; кроме того, такая форма способствует равномерному натягу по окружности.
Наиболее употребительный тип внутренних штампованных колец показан на рис. 526, а. Кольца «тыквенной» формы (вид б) применяют, когда ввод колец в отверстие затруднителен (отверстия малого диаметра, жесткие кольца большой толщины).
У колец обращенного профиля (виды в, г) внутренняя поверхность выполнена по цилиндру, соосному (в рабочем состоянии) с окружностью канавки. Фигурная наружная поверхность придает кольцу форму равного сопротивления изгибу. Сохраняя присущую серповидным кольцам повышенную упругость, обращенные кольца обеспечивают более уверенную осевую фиксацию; нагрузка воспринимается тремя расположенными примерно под углом 120° участками, тогда как в конструкциях а, б центр приложения нагрузки смещен с оси отверстия.
561
526. Штампованные стопорные кольца
Кольца большой толщины делают с вырезами (вид б), обеспечивающими повышенную упругость.
Наружные штампованные кольца (виды е, ж) различаются формой съемных элементов. На видах з, и показаны наружные обращенные кольца, на виде к — кольцо повышенной упругости.
ОСЕВАЯ ФИКСАЦИЯ В СТОПОРНЫХ СОЕДИНЕНИЯХ
В соединениях с кольцевыми стопорами обычной конструкции всегда есть небольшой осевой зазор, неизбежный по условиям установки колец.
Если необходима беззазорная установка, то стопоры применяют в сочетании с гайками (рис. 527, а). Гайки затягивают тарированным крутящим моментом, так как при затяжке вручную легко деформировать и даже сломать стопор. Целесообразно усиливать стопоры чашками (вид б).
Для выбора зазора в стопорных соединениях, нагруженных небольшими силами, применяют упругие кольца, выгнутые по радиусу R (рис. 528).
Ширину канавок делают равной В = Ъ + ?/, где Ъ — толщина кольца; л' — стрела упругого прогиба кольца, которую в зависимости от условий
Рис. 527. Затяжка стопоров
Рис. 528. Упругие стопоры
562
Рис. 529. Конические стопорные кольца
работы принимают в пределах (0,02— — 0,05)2). Нижний предел относится к кольцам большого диаметра (D > > 50 мм), верхний — малого (D < 50 мм).
Кольцо устанавливают в канавке с осевым натягом %" = а/.', где а — коэффициент пропорциональности (в среднем а = 1). Общая стрела прогиба
а)
кольца в свободном состоянии
X = 7J (1 + й).
Необходимый радиус выгнутости определяют по формуле
8X 2 ~ 8Х ’
где D — диаметр кольца.
Выгнутые кольца иногда применяют для создания предварительного натяга в узлах установки подшипников качения.
Жесткую беззазорную фиксацию осуществляют с помощью конических стопоров, внутренних (рис; 529, а) и наружных (вид б). При посадке в канавку внутренние кольца разжимаясь, а наружные сжимаясь действием собственной упругости выбирают осевой зазор в соединении. Угол а наклона образующей кольца во избежание выжимания кольца из канавки делают меньше угла трения (а = 12 15°).
Осевое перемещение кольца при погружении в канавку на глубину I равно s = /tgcc. Для выбора осевого зазора, например, 0,3 мм при а = 15° кольцо должно погрузиться в канавку на глубину / = 0,3 /tg 15° № 1 мм.
В канавке необходимо предусмотреть осевой зазор т, несколько превышающий заданную величину з, и радиальный зазор
УСИЛЕНИЕ СТОПОРНЫХ СОЕДИНЕНИЙ
Нагружаемость стопорных колец можно значительно увеличить, если предупредить возможность их выхода из канавок под действием осевой нагрузки, а также центробежных сил, путем заключения колец в промежуточные чашечные шайбы (рис. 530, а, б). Эти способы применимы для наружных колец с цилиндрической наружной поверхностью и для внутренних колец с цилиндрической внутренней поверхностью, т. е. для точеных и проволочных колец, а также штампованных колец обращенного профиля (см. рис. 526, г, и~).
Сильное соединение получается при заключении проволочных колец Круглого сечения в конические чашки (вид в). Кольцо в данном случае работает на чистое сжатие. Катет фаски должен быть не меньше 0,5 d0 (d0 — диаметр проволоки). Предпочтительнее фаски под углом 30°.
563
Рис. 530. Усиление стопорных соединении
В усиленной конструкции вида, г кольцу придан Г-образный профиль. Цилиндрическая манжета кольца заведена под насадную деталь.
Соединения этого типа применимы, если по конструкции узла можно надвинуть фиксируемую деталь на стопор, предварительно установленный в канавке.
Г-образные кольца с манжетами, расположенными наружу (вид д), применимы при любых способах установки.
СТОПОРЫ РАДИАЛЬНОЙ СБОРКИ
Стопоры радиальной сборки применяют для фиксации
деталей па валах в случаях, когда монтажу стопорного кольца по оси мешают смежные детали. Благодаря простоте и удобству установки их часто применяют и в тех случаях, когда осевая сборка осуществима.
Стопоры радиальной сборки представляют собой разрезные пружинные кольца с увеличенным прорезом, допускающим заведение кольца в канавку в плоскости ее расположения.
Внутренний диаметр d2 кольца в свободном состоянии (рис. 531, а) делают равным 0,95 — 0,97 диаметра dt канавки с таким расчетом, чтобы кольцо садилось в канавку с натягом. При заведении в канавку концы стопора разжимаются, а после перехода за среднюю линию диаметра смыкаются, охватывая вал (вид б). Для уверенной фиксации стопора угол а охвата должен быть не менее 240°, что соответствует ширине прореза в сомкнутом состоянии /«0,85 а в свободном состоянии
Г = 0,8 dt. Большие углы охвата а =
I — JDOJlbllLMv yiJlbl UXbd-ld. Ct —
= 270 4-300°; [/' = (0,74-0,5) обеспе-
чивают более надежную фиксацию, но осуществимы при повышенной упругости стопора.
Простейший стопор радиальной сборки (рис. 532, я) представляет собой кольцо из круглой проволоки или ленты. На видах б, в представлены
Рпс. 531. Стопоры радиальной сборки
564
штампованные серповидные стопоры, на виде г — наиболее часто применяемый трехточечный (Э-образный) стопор. Конструкция д со скошенными концами облегчает заведение стопора в канавку.
Несущая способность стопоров радиальной сборки, а также сопротивляемость центробежным силам меньше, чем стопоров осевой сборки. Осевую нагружаемость можно повысить, утолщая стопоры и увеличивая глубину канавки. В противоположность стопорным соединениям осевой сборки глубина канавки здесь не ограничена условием прочности стопора при монтаже.
Стопоры с цилиндрической наружной поверхностью (виды а — г) можно усилить, заключая их в чашечную шайбу.
На видах е — к показаны легкие проволочные стопоры, применяемые для фиксации мелких деталей.
БЕСКАНАВОЧНЫЕ СТОПОРЫ
Для фиксации деталей на гладких валах (или в гладких отверстиях) применяют бес к ан явочные (храповые) стопоры, представляющие собой конические шайбы (рис. 533, а) с лапками, наклоненными под углом а, меньшим угла трения (а < 124-15°).
Стопоры надевают на вал (или вводят в отверстия) лапками навстречу направлению движения (вид б) до соприкосновения с торцом фиксируемой детали. Под действием осевой рабочей силы (вид в) лапки упираются
в посадочную поверхность, предотвращая сдвиг детали.
Для уверенного действия концы лапок должны входить на посадочную поверхность с натягом и, следователь-
а) б) 6)
Рнс. 533. Схема храпового стопора
565
Рис. 534. Храповые стопоры:
а - внутренние; б, в — наружные; г — с увеличенной высотой лапок
Рис. 535. Стопоры особых конструкций:
а, — пружинные пз гофрированной тонкостенной трубы; б, в — из браслетных пружин; г — оруж.шнь'е разводные; д — легкий проволочный; е — кольцо нз пластичного металла
но, должны быть выполнены достаточно точно. Надежность фиксации в значительной мере зависит от состояния посадочной поверхности.
Иногда лапки заводят в неглубокие кольцевые канавки, но при этом теряется возможность фиксации детали в произвольном положении.
Демонтаж храповых стопоров затруднителен.
На рис. 534 показаны разновидности храповых стопоров, внутренних (вид а) и наружных (виды б, в). Конструкция г отличается увеличенной высотой лапок, что снижает требования к точности изготовления.
ОСОБЫЕ КОНСТРУКЦИИ
Пружинные стопоры из гофрированной тонкостенной трубы (рис. 535, а) могут нести довольно большие осевые нагрузки. Благодаря повышенной упругости их можно устанавливать в глубокие канавки. Стопоры из браслетных пружин (виды б, в) устанавливают в полукруглой выточке вала. Фиксируемая деталь должна иметь фаску с катетом с = 1,2 -г 1,5 г (где г — радиус пружины). Концы браслетных пружин соединяют, как обычно, навертывая свободный конец пружины на другой конец, навитый на меньший диаметр.
566
Пружинные разводные стопоры (вид г) устанавливают в канавки, сжимая плоскогубцами ножки т. Монтаж может быть радиальным или осевым.
Легкий проволочный стопор, предназначенный для фиксации деталей (вид д), заводится в канавки, профрезерованные диаметрально противоположно на валу.
Для постоянной фиксации применяют стопорные кольца из пластичных металлов, загибаемые в кольцевые выточки вала (вид д). Для облегчения загиба на концах стопора делают выборки п.
СПИСОК ЛИТЕРАТУРЫ
Анисимов Н. Ф., Благов Б. Н. Проектирование- литых деталей. Справочник М., «Машиностроение», 1967.
Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инструмент. Изд. 2-е. М., «Машиностроение», 1968.
Балакшин Б. С. Основы технологии машиностроения. Изд. 3-е. М., «Машиностроение», 1969.
Бейзельмаи Р. Д., Цыпкин Б. В. Подшипники качения. М., «Машиностроение», 1967.
Бидули П. Н. Технология стальных отливок. М., «Машиностроение», 1961.
Богданов О. И., Дьяченко С. К. Расчет опор скольжения. Киев. «Техника», 1966.
Боуден Ф. П., Тейбор Д. Трение н смазка твердых тел. Пер. с англ. М., «Машиностроение», 1968.
Вайнштейн В. Э., Трояновская Г. И. Сухие смазки и самосмазывающиеся материалы. М., «Машиностроение», 1968.
Вейник А. И. Расчет отливок. М., «Машиностроение», 1964.
Виноградов В. С. Технология производства Сварных и паяных конструкций. М., «Машиностроение», 1966.
Волынский А. Я. Конструирование чугунных деталей и их литейная технологичность. М., «Машиностроение», 1964.
Воронков В. Д. Подшипники сухого трения. М., «Машиностроение», 1968.
Гетьман А. А. Качество и надежность чугунных отливок. Л., «Машиностроение», 1970.
Глизманснко Д. Л. Сварка п резка металлов. Изд. 3-с. М., «Высшая школа», 1963.
Иванов С. М., Красиовский А. А. Техника, эстетика, труд. М., «Машиностроение», 1968.
Казаков Н. Ф. Диффузионная сварка в вакууме. М., «Машиностроение», 1968.
Кован В. М. Основы технологии машиностроения. М., «Машиностроение», 1965.
Костецкий Б. И., Колесниченко Н. Ф. Качество поверхности и трение в машинах. Киев, «Техника», 1969.
Костецкий Б. И. Трение н износ. Изд. 2-е, М., «Машиностроение», 1968.
Кривошеев В. А. и др. Резание конструкционных материалов. М., «Машиностроение», 196^Лачииов Н. В. Клепка н чеканка стальных конструкций. М., «Высшая школа», 1967.
Леви Л. И., Каитеиик С. К. Литейные сплавы. М., «Высшая школа», 1967.
Литье тонкостенных конструкций. Под ред. Г. Ф. Баландина. М., «Машиностроение», 1966.
Мазырии И. В. Смазочные устройства машин. М., Машгиз, 1963.
Малкин А. Я. Основы технологии механической обработки деталей Машин. М., Машгиз, 1961.
568
Маслов Д. П. Технология автомототракторостроения. М., «Высшая школа», 1963.
Мошков А. О. Пористые антифрикционные материалы. Изд. 2-е. М., «Машиностроение», 1968.
Мкизе Б. X. Усталостная прочность сварных конструкций. Пер. с англ. М., «Машиностроение», 1968.
Навроцкий Д. И. Расчет сварных соединений с учетом концентрации напряжений. М.—Л., «Машиностроение», 1968.
Новиков М. П. Основы технологии сборки машин н механизмов. Изд. 4-с, М., «Машиностроение», 1969.
Пржибыл И. Теория литейных процессов. Пер. с чешек. М., «Мир», 1967.
Рабинович А. Н. Механизация и автоматизация сборочных работ в машиностроения. Изд. 2-е. «Машиностроение», 1964.
Рихтер Р. Конструирование технологических отливок. Пер. с ней. М., «Машиностроение», 1968.
Сомов Ю. С. Художественное конструирование промышленных изделий. М., «Машиностроение», 1967.
Специальные виды лнтья. Под ред. Г. Ф. Баландина и Л. С. Константинова. М., «Машиностроение», 1970.
Спришевский А. И. Подшипники качения. М., «Машиностроение», 1969.
Технологичность конструкций. Под ред. С. Л. Ананьева и В. П. Купревича. Изд. 3-е. М., «Машиностроение», 1969.
Чеканов А. А., Цегельский В. Л. Типовые сварные конструкции. М., «Высшая школа», 1968.
Четвериков С. С. Металлорежущие инструменты. Изд. 5-е. М., «Высшая школа», 1965.
Эверхарт Д. Холодное прессование металлов. Пер. с англ. М., «Машиностроение», 1968.
ОГЛАВЛЕНИЕ
1. СБОРКА.......................... 5
Осевая и радиальная сборка .... 7
Независимая разборка............... 17
Последовательность сборки .... 18
Съемные устройства................. 20
Демонтаж фланцев................... 23
Сборочные базы..................... 23
Исключение возможности неправильной сборки......................... 25
Подход монтажного инструмента . . 2S
Такелажирование.................... 30
Цилиндрические зубчатые передачи. . 32
Конические зубчатые передачи ... 35
Цилиндроконические передачи . . 39
2. УДОБСТВО ОБСЛУЖИВАНИЯ 41
Облегчение сборки и разборки ... 41
Защита от повреждений.............. 47
Блокирующие устройства............. 49
Внешний вид и отделка машин ... 50
3. КОНСТРУИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ............................ 53
Толщина стенок и прочность отливок 54
Формовка........................... 56
Устранение подрезок............ 56
Разъем форм.................... 57
Открытые отливки. Отливкн, формуемые с применением стержней ... 61
Стержни ........................... 63
Установка стержней в форме . . 64
Выход газов.............. 65
Ленточные стержни.............. 65
Унификация стержней...... 65
Крепление стержней в форме . . 66
Отверстия под знаки...... 69
Упрощенные формы отливок .... 71
Расчленение отливок.......... 71
Формовочные уклоны........... 73
Усадка...........'................. 74
Внутренние напряжения........ 75
Одновременное затвердевание ... 77
Направленное затвердевание .... 79
Правила конструирования...... 79
Сопряжение стенок.............. 79
Устранение массивов............ 81
Уменьшение усадочных напряжений ........................... 83
Предупреждение газовых раковин 84
Райты.......................... 85
Фланцы......................... 85
Отверстия.............'. . . 86
Ребра.......................... 86
Толщина стенок................. 91
Литейные базы. Базы механической обработки.......................... 91
570
Колебания размеров отливки и их влияние на конструкцию.............. 93
Простановка размеров................ 98
4. КОНСТРУИРОВАНИЕ МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ
ДЕТАЛЕЙ............................ 101
Сокращение объема механической обработки ........................... 103
Перевод иа ковку и штамповку . . . 106
Составные конструкции.............. 108
Устранение излшйие точной обработки 109
Обработка напроход................. 111
Выход обрабатывающего инструмента 115
Подход обрабатывающего инструмента ................................ 120
Разделение поверхностей, обрабатываемых с разной точностью .... 124
Согласование формы деталей с условиями обработки.................... 127
Отделение обрабатываемых поверхностей от черных..................... 128
Обработка с одного установи . ... 130
Совместная обработка в сборе ... 133
Перенос профильных элементов на охватываемые детали.......... 134
Фрезерование по контуру...... 135
Снятие фасок на фигурных поверхностях ............................. 136.
Обработка углубленных поверхностей 137
Обработка бобышек в корпусах . . . 138
Микрогеометрия торцовых поверхностей трения........................ 139
Устранение одностороннего давления на режущий инструмент.............. 139
Ущранение деформаций .под действием режущего инструмента............ 141
Совместная обработка деталей различной твердости................... 143
Безударная работа резца............ 144
Обработка отверстий....... 145
Сокращение номенклатуры обрабатывающего инструмента ...... 147
Центровые отверстия................. 148
Измерительные базы.................. 151
Повышение производительности обработки ............................ 152
Групповая обработка ................ 156
5. СВАРНЫЕ СОЕДИНЕНИЯ . . ..................... 159
Виды сварных соединений............. 166
Правила конструирования............. 168
Повышение прочности сварных соединений .............................. 176
. Соединения контактной сваркой . . . 181
Сварка труб................... 182
Приварка фланцев.............. 183
Приварка втулок............... 184
Приварка стеряшей............. 186
Сварные рамы.................. 187
Сварные узлы ферм............. 192
6. ЗАКЛЕПОЧНЫЕ СОЕДИНЕНИЯ.................... 194
Горячая клепка................ 194
Холодная клепка .................... 196
Материал заклепок............. 198
Виды заклепочных соединений . . . 199
Конструктивные соотношения . . . 201
Припуски на высадку головок . . . 203
Правила конструирования....... 206
Упрочнение заклепочных соедглсшш 207
Стержневые заклепки........... 209
Трубчатые заклепки...................209
Пистонные заклепки............ 211
Закладные заклепки............ 211
Специальные заклепки.......... 214
Приклепывание тонких листов . . .. 215
7. СОЕДИНЕНИЕ Г11.IОДАМИ
ХОЛОДНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ. . ...................... 217
Крепление втулок.................... 218
Крепление стержней.................. 219
571
Крепление осей и пальцев............ 220
Соединение цилиндрических деталей 221
Крепление деталей на поверхностях 222
Зачеканка кольцевых деталей на валах 223
Крепление заглушек.......... 223
Крепление фланцев к трубам .... 224
Крепление трубок............ 225
Крепление отгибными лапками . . . 226
Разные соединения............... 226
Фальцевые соединения............ 227
8. ПЕРЕДАЧА КРУТЯЩЕГО
МОМЕНТА......................... 230
Шпоночные соединения............ 230
Клиновые шпонки............ 232
Призматические шпонки . . . 232
Направляющие шпонки . . . 238
Сегментные шцонки.......... 239
Посадки.................... 239
Допускаемые напряжения . . . 241
Силовая затяжка.............. 243
Правила конструирования . . . 245
Специальные конструкции . . . 247
Простановка размеров на чертежах шпоночных соединений . . 248
Шлицевые соединения .... 249
Прямобочные шлицы................ 250
Серии шлицевых соединений . . 252
Посадки........................ 253
Простановка, размеров шлицевых соединений................. 255
Эвольвснтные шлицы............... 255
Треугольные шлицы................ 259
Конусные шлицевые соединения 259
Прочность шлицев различною профиля.......................... 260
Прямобочные шлицы .... 260
Желобчатые шлицы............... 263
Треугольныешлицы............... 263
Эвольвент иые шлицы .... 265
Торцовые шлицы................. 267
Расчет шлицевых соединений . . 269
Правила конструирования ... 271
Затяжка шлицевых соединений . . 276
Особые виды центрирования . . 277
Соединение соосных шлицевых
валов......................... 279
Съемники.................. . 280
Призматические и профильные соединения ......................... 281
Штифтовые соединения.............. 284
Осевые штифты................. 284
Радиальные штифты............. 286
Фланцевые соединения.............. 287
Фрикционные соединения............ 295
Конусные соединения ..... 295
Конусность................... 296
Сборка конусных соединений 298
Несущая способность .... 300
Соединения коническими затяжными кольцами................. 303
Несущая способность .... 306
Клеммные соединения .... 314
Разные соединения............ 316
Крепление рычагов на валах . . . 317
9. ОПОРЫ СКОЛЬЖЕНИЯ........................ 328
Зазоры............................ 329
Жидкостное, полужидкостное и полусухое трение...................... 329
Гидродинамическая смазка .... 331
Положение вала в подшипнике . . . 333
Несущая способность............... 334
Характеристика режима ..... 336
Критическая характеристика режима.
Коэффициент надежности подшипника 338
Оптимальный относительный зазор 339
Коэффициент жидкостного трения . . 342
Расчетные номограммы.............. 345
Диаметр подшипника................ 349
Отношение l[d..................... 350
Фазы работы подшипника............ 351
572
Подшипник жидкостного трения как саморегулирующаяся система . . . 352
Расчет подшипников жидкостного трения .............................. 353
Тепловой расчет подшипников . . . 356
Виды нагружения................... 359
Приближенные критерии несущей способности . . •.................... 361
Конструктивные, технологические п эксплуатационные факторы .... 362
Ввод масла в подшипники .... 363
Нагрузка постоянного направления ........................... 364
Нагрузка переменного направления ........................... 365
Смазочные канавки........ 366
Проточная циркуляция масла. . . . 367
Смазка в пусковые периоды .... 369
Устранение кромочны^иагрузок. . . 370
Подшипники полужидкостного и полусухого трения............... 371
Антифрикционные свойства материалов .............................. 373
Подшипниковые материалы .... 374
Баббиты.................... 375
Свинцовые бронзы........... 377
Серебро.................... 377
Многослойные покрытия. . . . 378
Бронзы..................... 378
Антифрикционные чугуны . . . 380
Легкие сплавы.............. 380
Сравнительные характеристики подшипниковых сплавов................ 382
Металлокерамика . ................ 382
Неметаллические материалы .... 383
Пластики....................... 383
Древесные материалы............ 386
Резины......................... 336
Углеграфиты.................... 387
Микрогеометрия несущих поверхностей ............................. 388
Разъемные подшипники................ 390
Массивные вкладыши.............. 390
Тонкостенные вкладыши .... 393
Втулки.............................. 395
Втулки из листовых материалов . . 399
Регулирование зазора в подшипниках 400
Самоустанавливающиеся подшипники 401
Подшипники с плавающими втулками 404
Многооборотные и виброустойчивые подшипники.......................... 406
Ввод масла в валы................... 412
Канализация масла в коленчатых валах ................................ 413
Упорные подшипники.............. 415
Торцовые опоры.............. 415
Подшипники с плавающими шайбами ........................... 419
Гребенчатые подшипники . . . 420
Подшипники со сферическими упорными поверхностями . . . 421
Гидравлические подпятники. . . 422
Гидродинамические упорные подшипники ........................ 423
Подшипники с наклонными несущими поверхностями . . . 423
Одно- и двухклиновые упорные подшипники................ 431
Подшипники со ступенчатыми несущими поверхностями. . . 435
Подшипники с самоустанавливающн-мися сегментами..................... 437
Гидростатические упорные подшипники................................ 443
Несущая способность. Потерн на трение.......................... 444
Жесткость....................... 447
10. ОПОРЫ КАЧЕНИЯ............................. 453
Типы подшипников.................... 454
Радиальные подшипники.... 454
573
Упорные подшипники............ 458
Подшипники с разъемными обой-
мами ......................... 460
Подшипники со встроенными уплотнениями ................... 461
Конструктивные соотношения . . 461
Материалы......................... 461
Классы точности изготовления . . . 464
Коэффициент трения. Допустимые окружные скорости................... 464
Несущая способность и долговечность 466
Выбор серии подшипников........... 469
Крепление подшипников па валах . . 473
Установка подшипников с коническим посадочным отверстием............. 474
Установка подшипников в корпусах 475
Установка подшипников на переходных гильзах....................... 479
Конструктивные элементы крепления подшипников....................... 481
Установка радиальных подшипников 4S4
Радиально-упорные подшипники . . 489
Гироскопические моменты . . . 489
Предварительный натяг .... 492
Пружинный предварительный натяг .......................... 495
Конические роликовые подшипники 496
Игольчатые подшипники........ 499
Упорные шариковые подшипники . . 503
Типовые подшипниковые узлы . . . 507
Посадки...................... 507
Циркуляционное и местное нагружение .............................. 514
Влияние тепловых деформаций 514
Классы посадок.......... 516
Выбор посадок с учетом монтажа и демонтажа............. 518
Монтаж подшипников качения ... 519
Осевая сборка........... 520
Радиальная сборка....... 521
Монтаж парных установок . . . 521
Самоустанавливающиеся подшипники ......................... 523
Упругая установка подшипников . . 525
Многорядная установка подшипников 527
Совместная ушаповка подшипников качения и скольжения.............. 529
Концентричная установка подшипников качения....................... 530
Установка подшипников па выводных и вводных валах .................. 531
Установка подшипников па неполных цилиндрических поверхностях . . . 533
Бсзобоймевная установка подшипников .............................. 534
Регулирование осевого положения валов .............................. 535
Многооббротпые подшипники . . . 536
Конструкция кйюгооборотных опор подшипников.............. 537
Особенности конструкции подшипников ..................... 538
Сепараторы............. 539
Смазка................. 542
Повышение циклической долго-речности подшипников .... 544
Высокотемпературные подшипники 545
И. СТОПОРНЫЕ КОЛЬЦА............................ 550
Точеные кольца.................... 550
Проволочные кольца................ 558
Штампованные кольца............... 561
Осевая фиксация в стопорных соединениях ........................... 562
Усиление стопорных соединений. . . 563
Стопоры радиальной сборки .... 564
Бесканавочные стопоры............. 565
Особые конструкции................ 566
Список литературы................. 567
ИБ № 7
Павел Иванович Орлов ОСНОВЫ КОНСТРУИРОВАНИЯ
Книга 2
Редактор издательства Л. П. Рыжова Технический редактор Л. П. Гордеева Корректоры 3. М. Пивоварова и И. М. Борейша Переплет художника А. Я. Михайлова
Сдано в набор 16/ХП 1976 г. Подписано к печати 15/VII 1977 г. Т-09259 Формат 60 х х 90/16 Бумага типографская № 3 Усл. печ. л. 36,0 Уч.-нзд. л. 38,5 Тираж 120 000 Заказ 1073 Цена 2 р. 20 к.
Издательство «Машиностроение» 107885 Москва, Б-78, 1-й Басманный пер., 3
Ордена Трудового Красного Знамени Ленинградское производственно-техническое объединение «Печатный . Двор» имени А. М. Горького Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли. 197136, Ленинград, П-136, Гатч'ИНская ул., 26.