/































































































































































































































































Автор: Орлов П.И.
Теги: общее машиностроение технология машиностроения машиностроение конструирование основы конструирования
Год: 1977




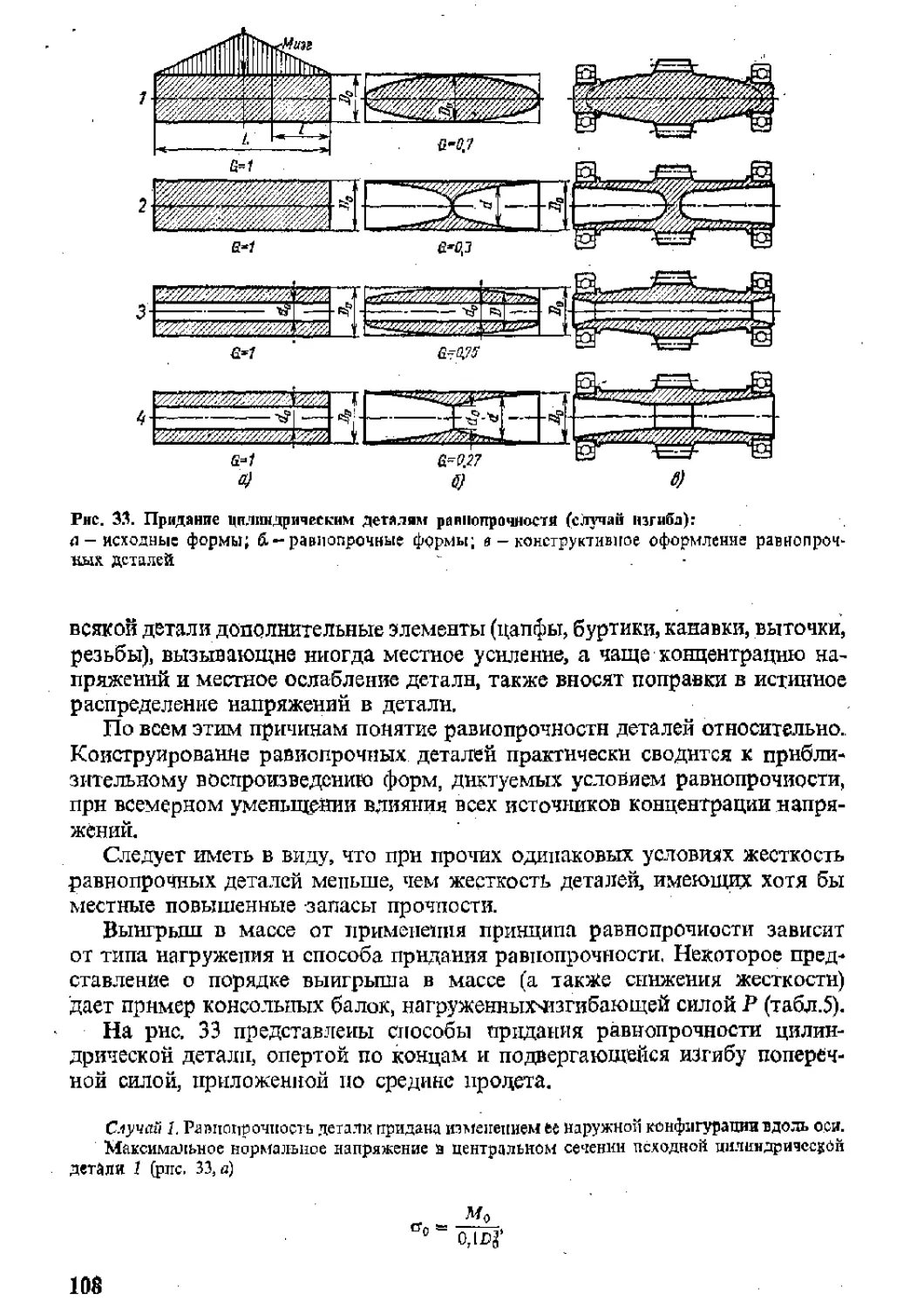
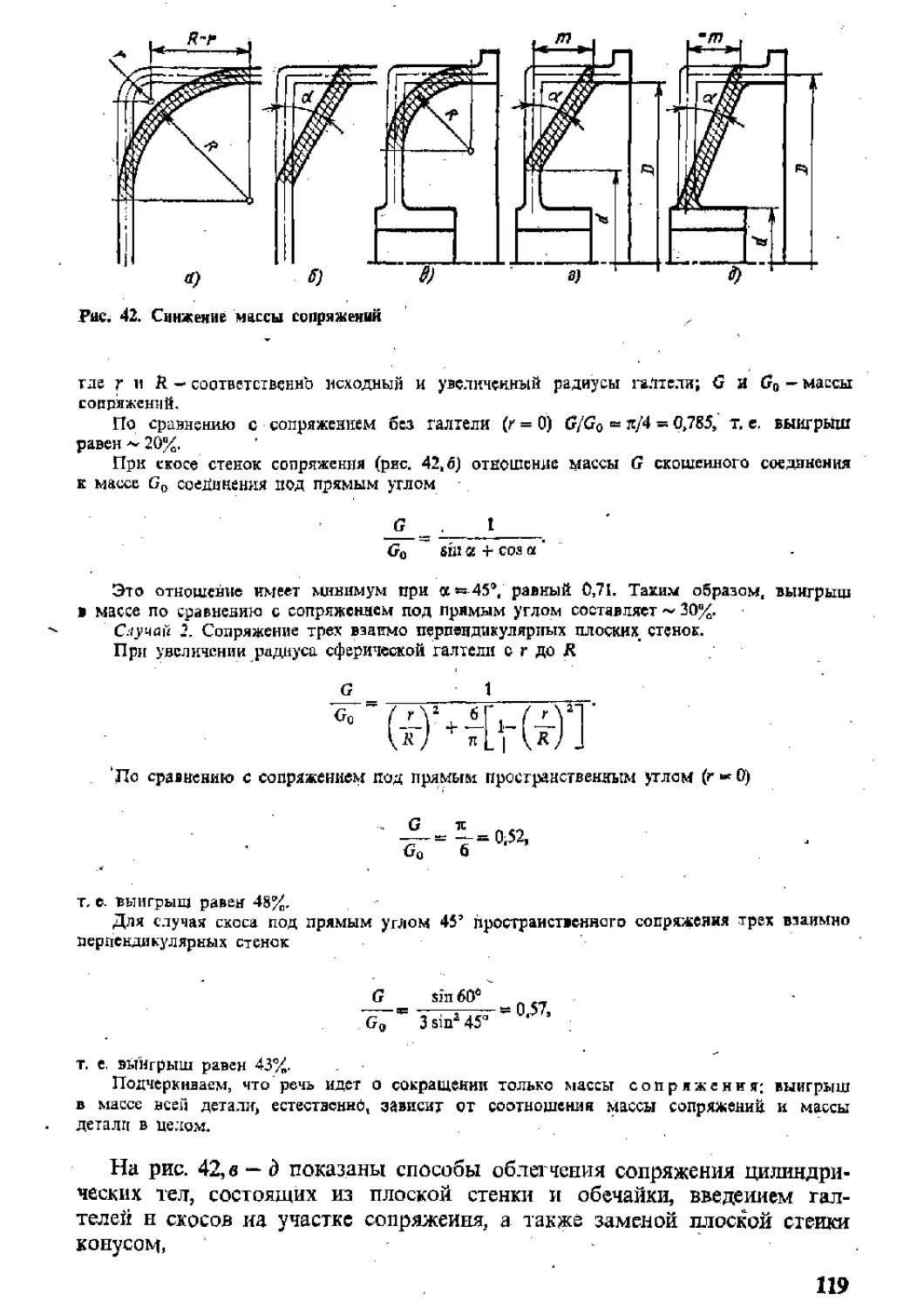
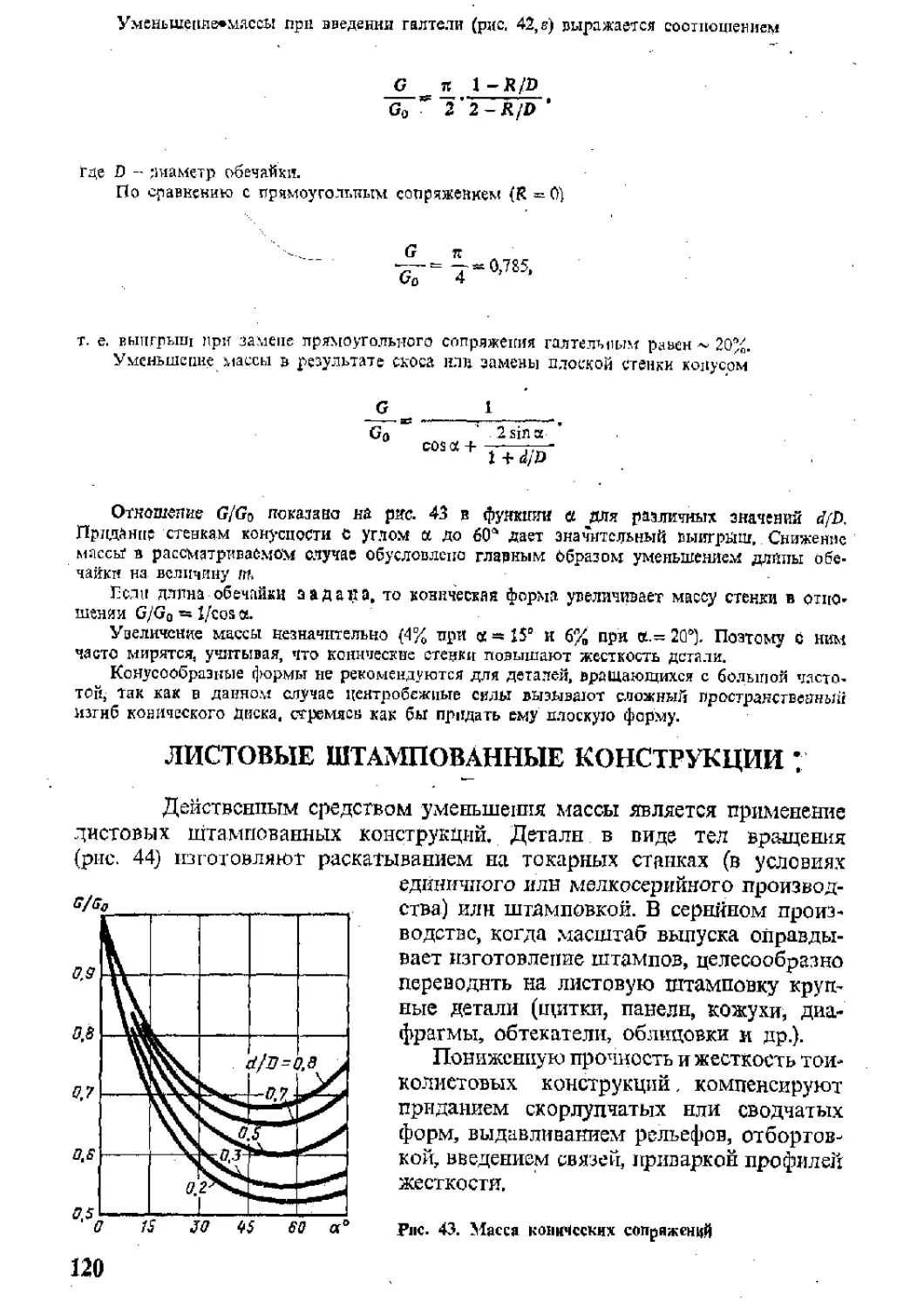
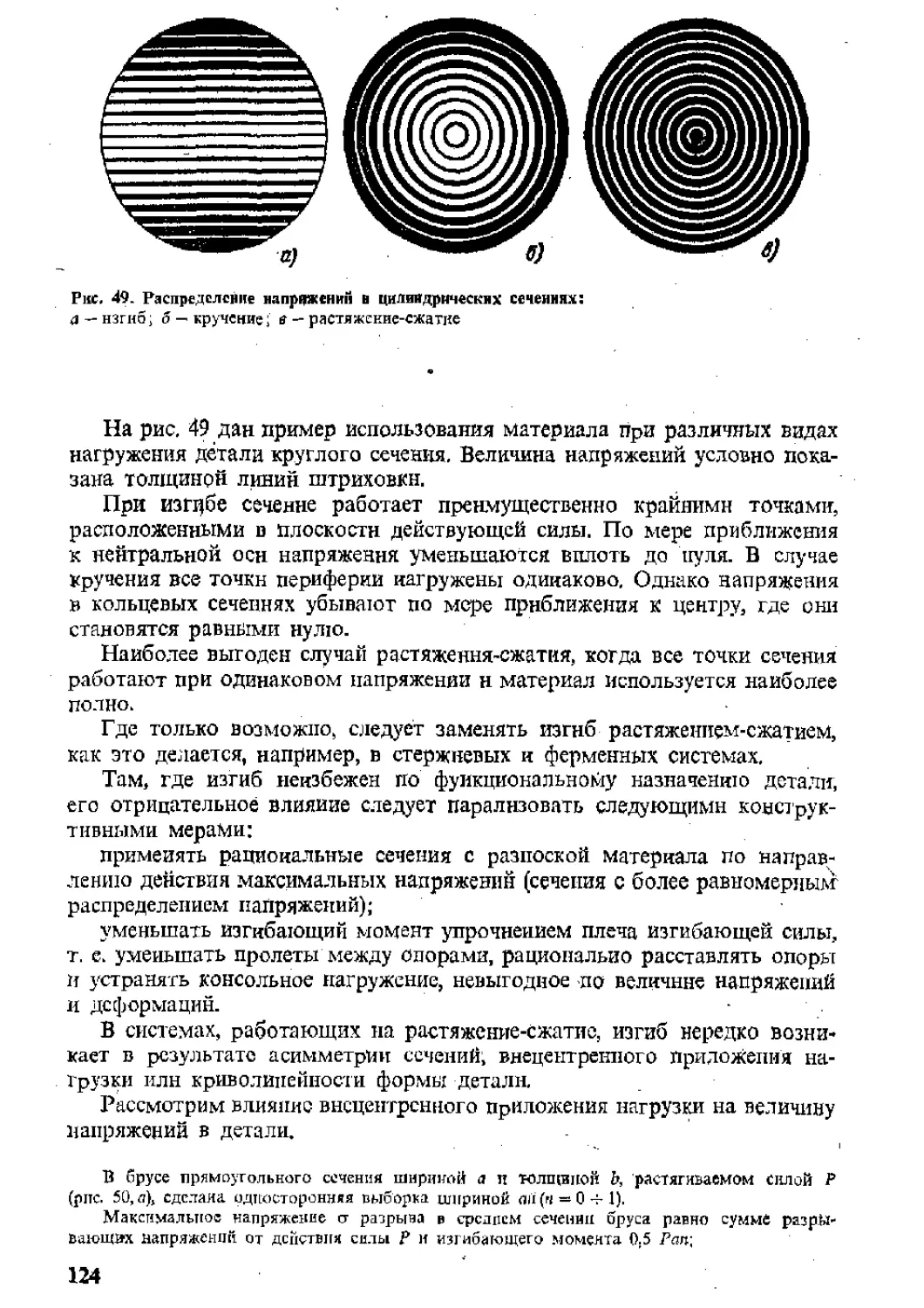
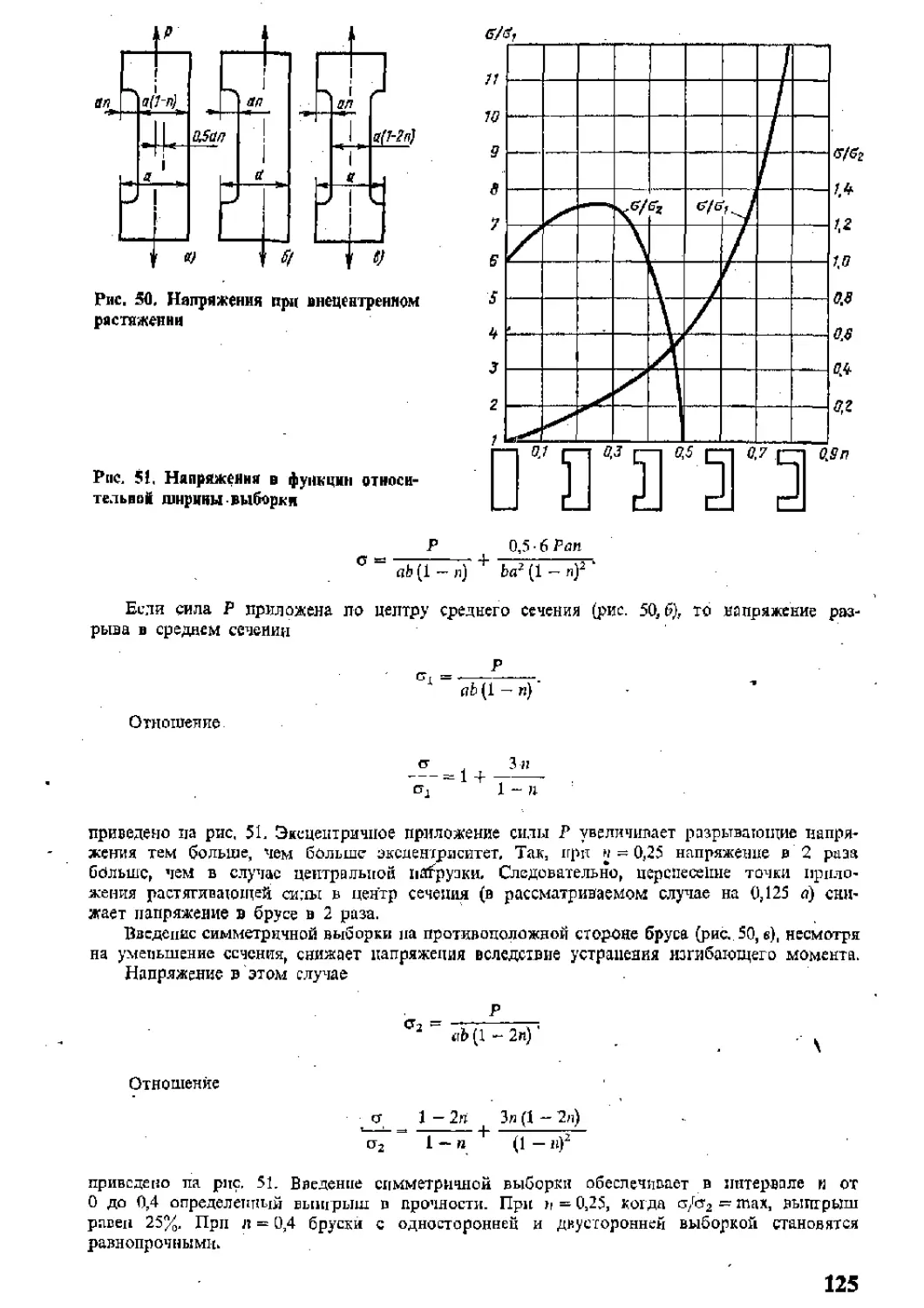
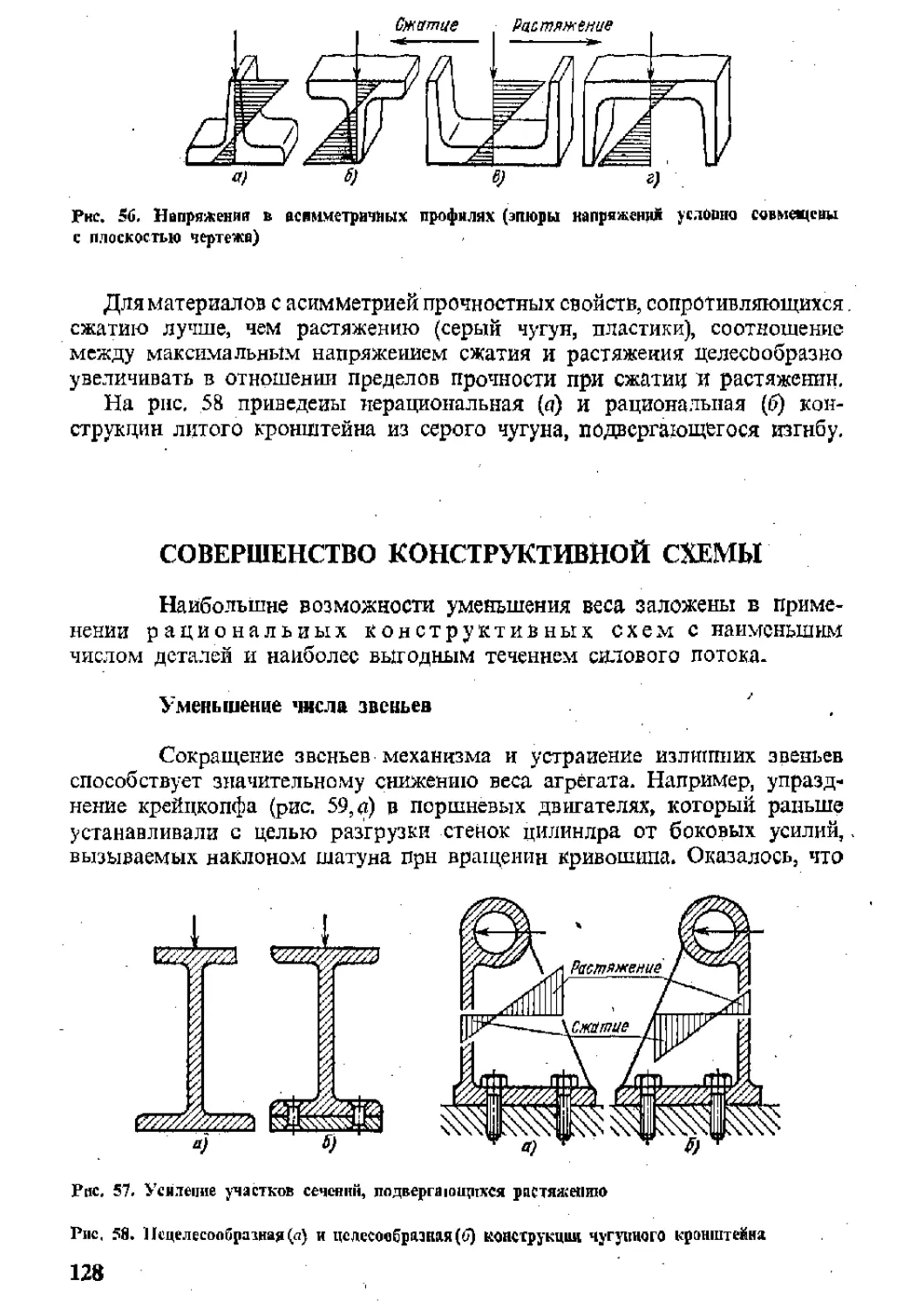
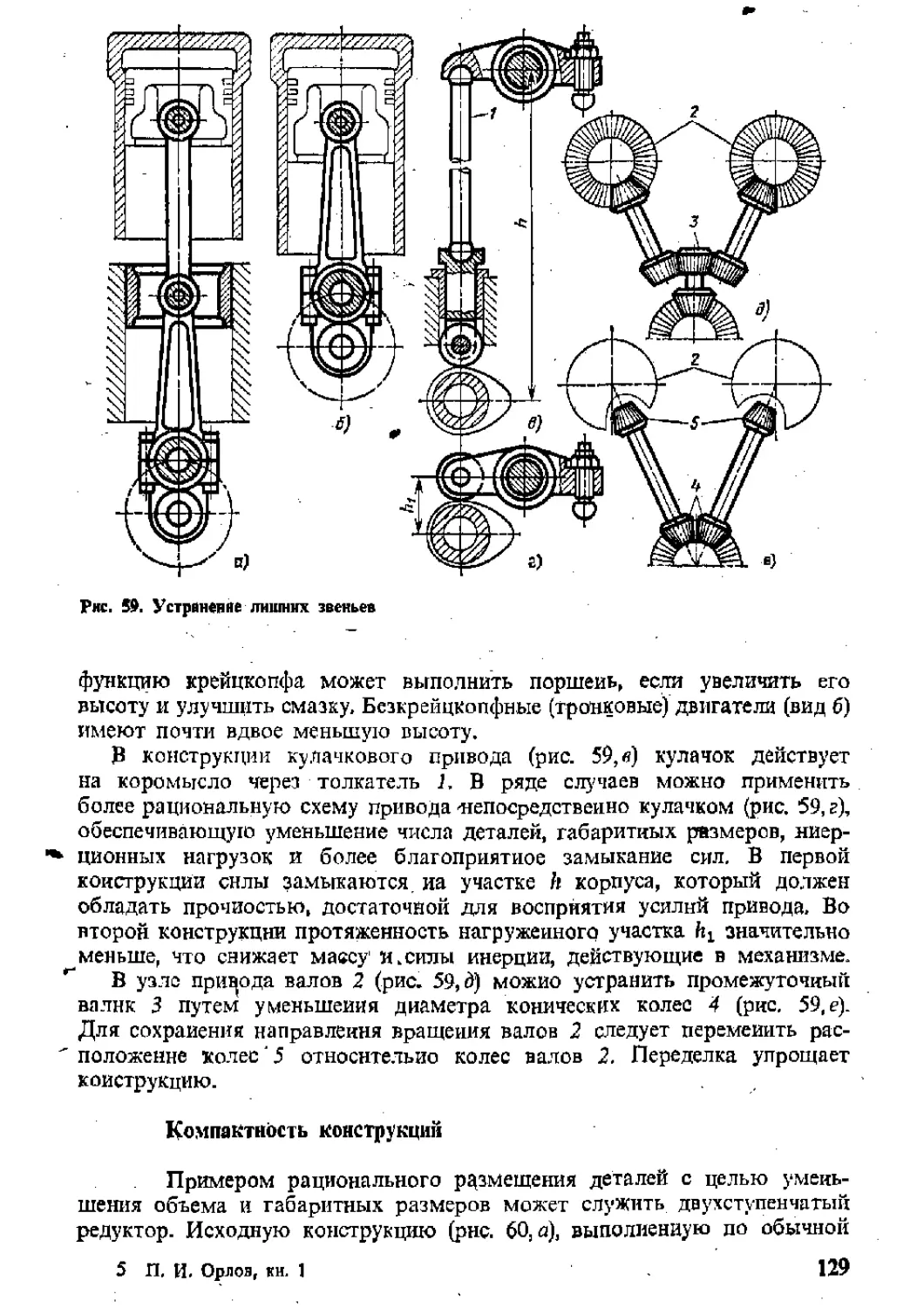
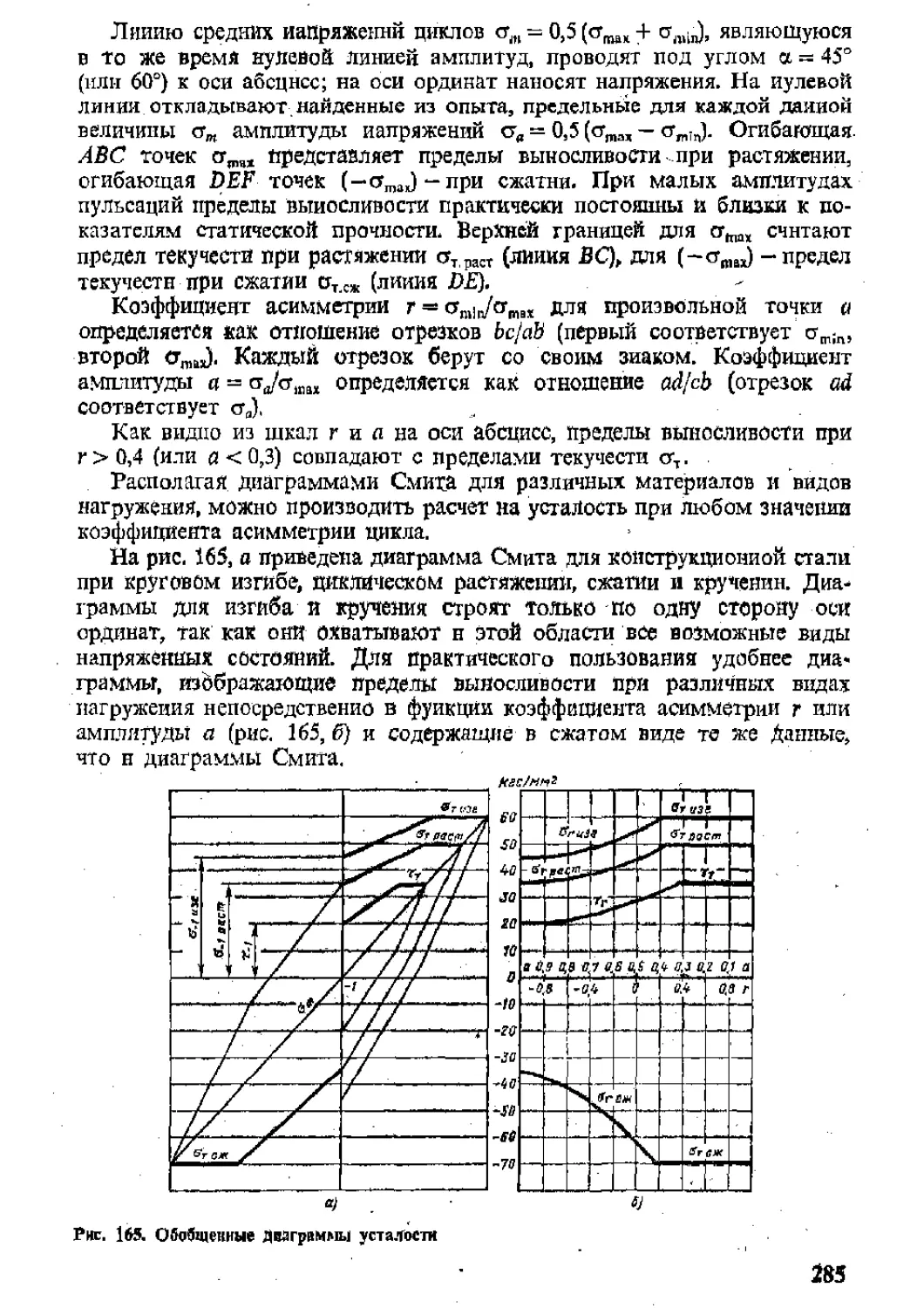
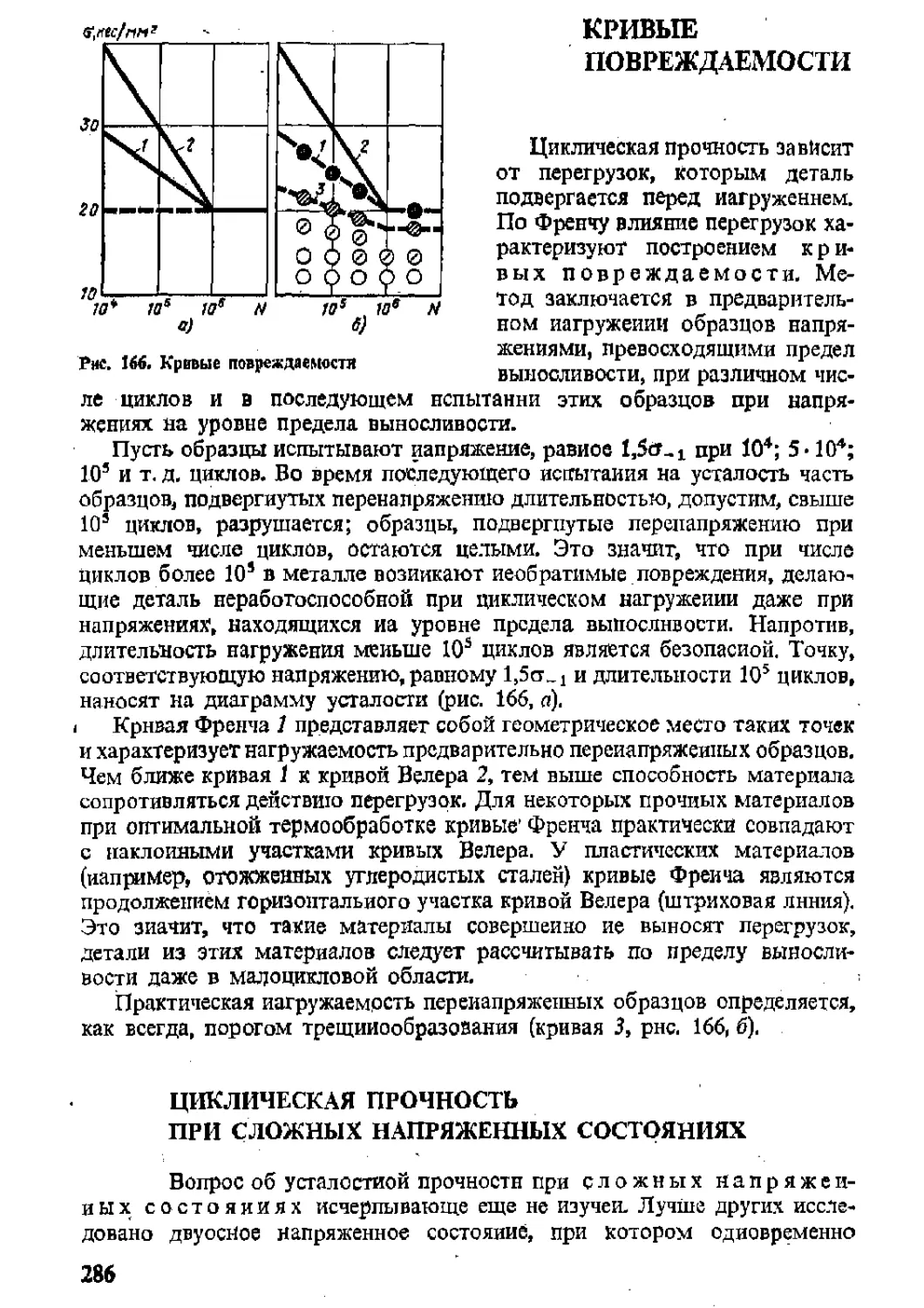
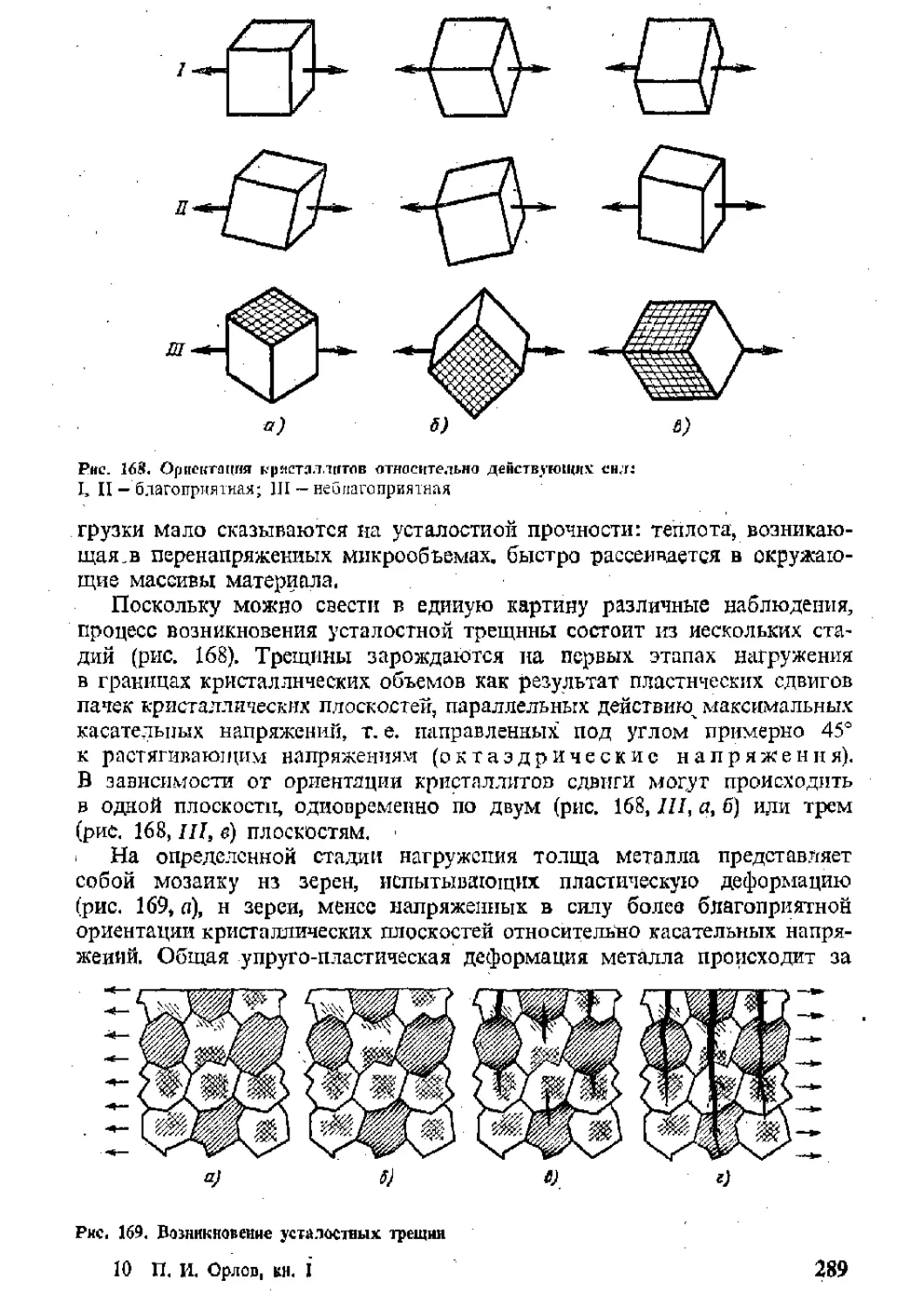
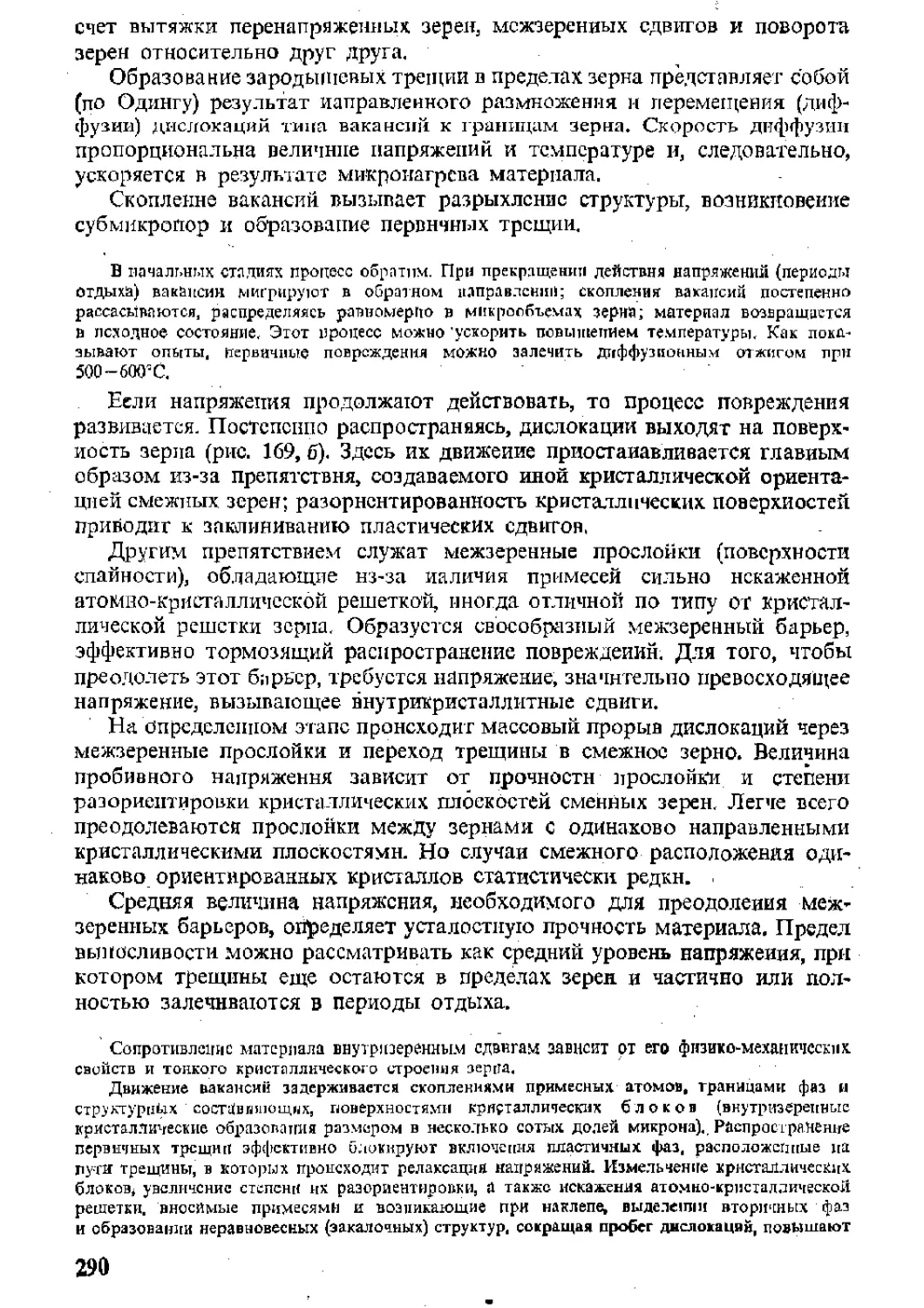
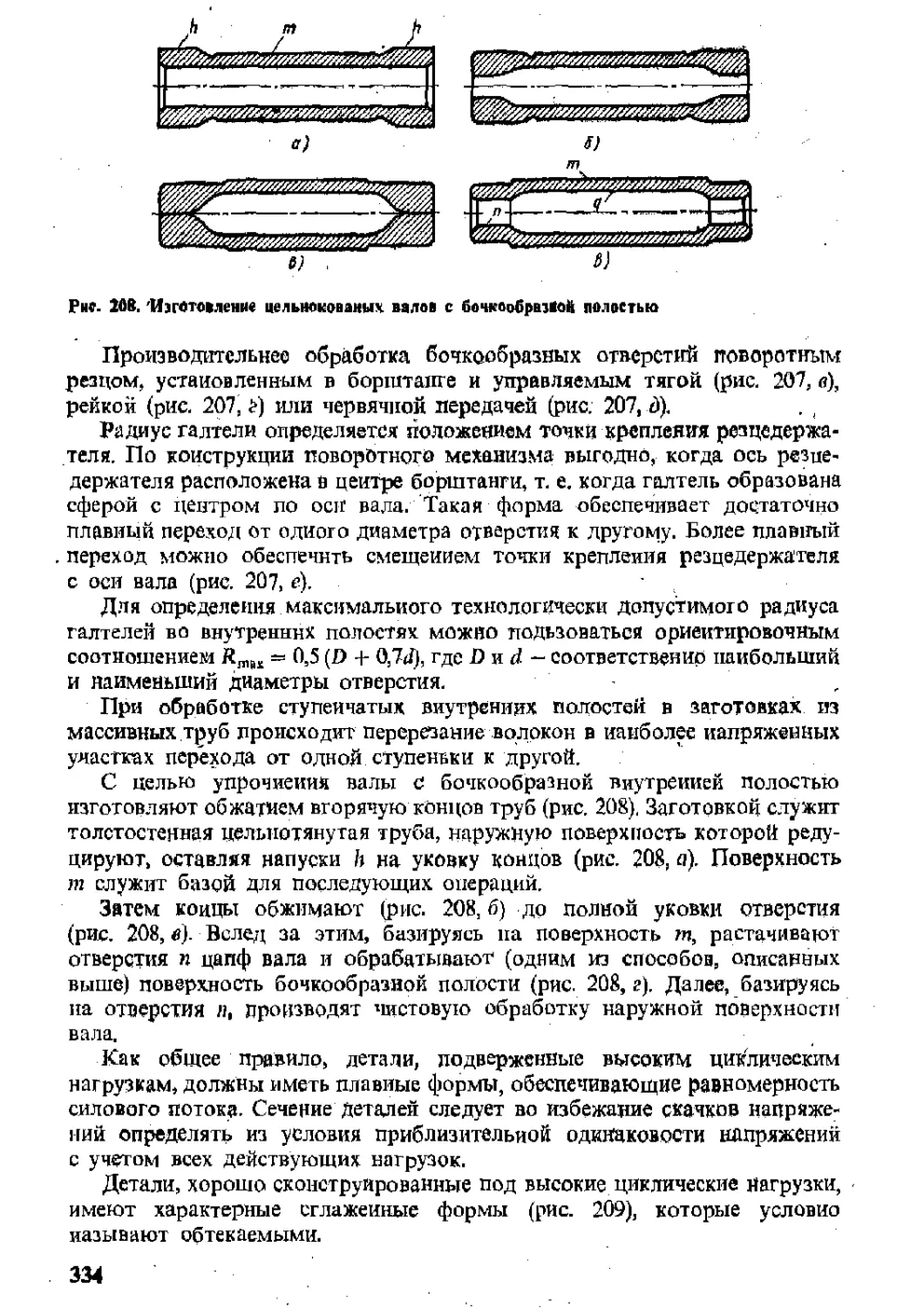
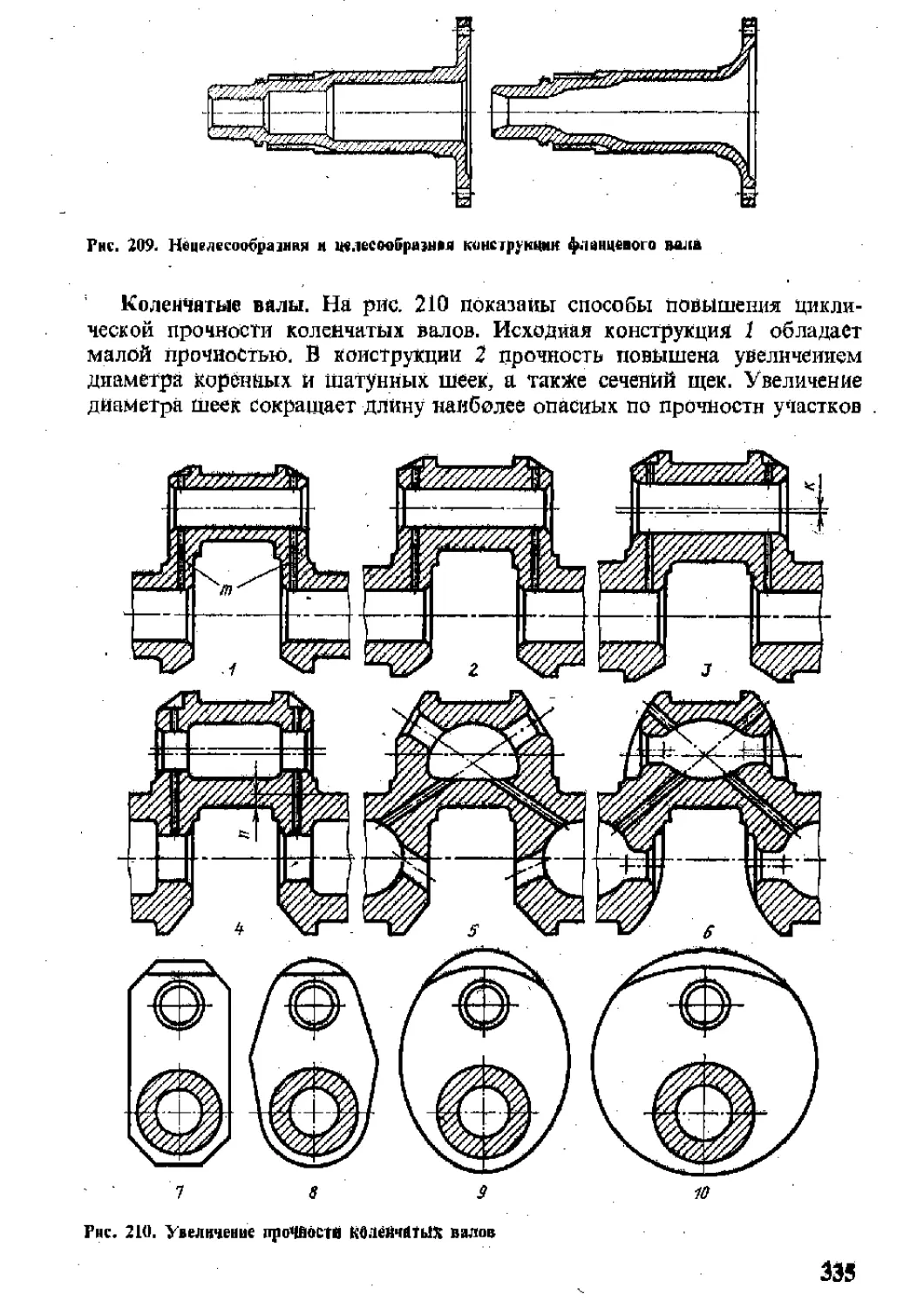
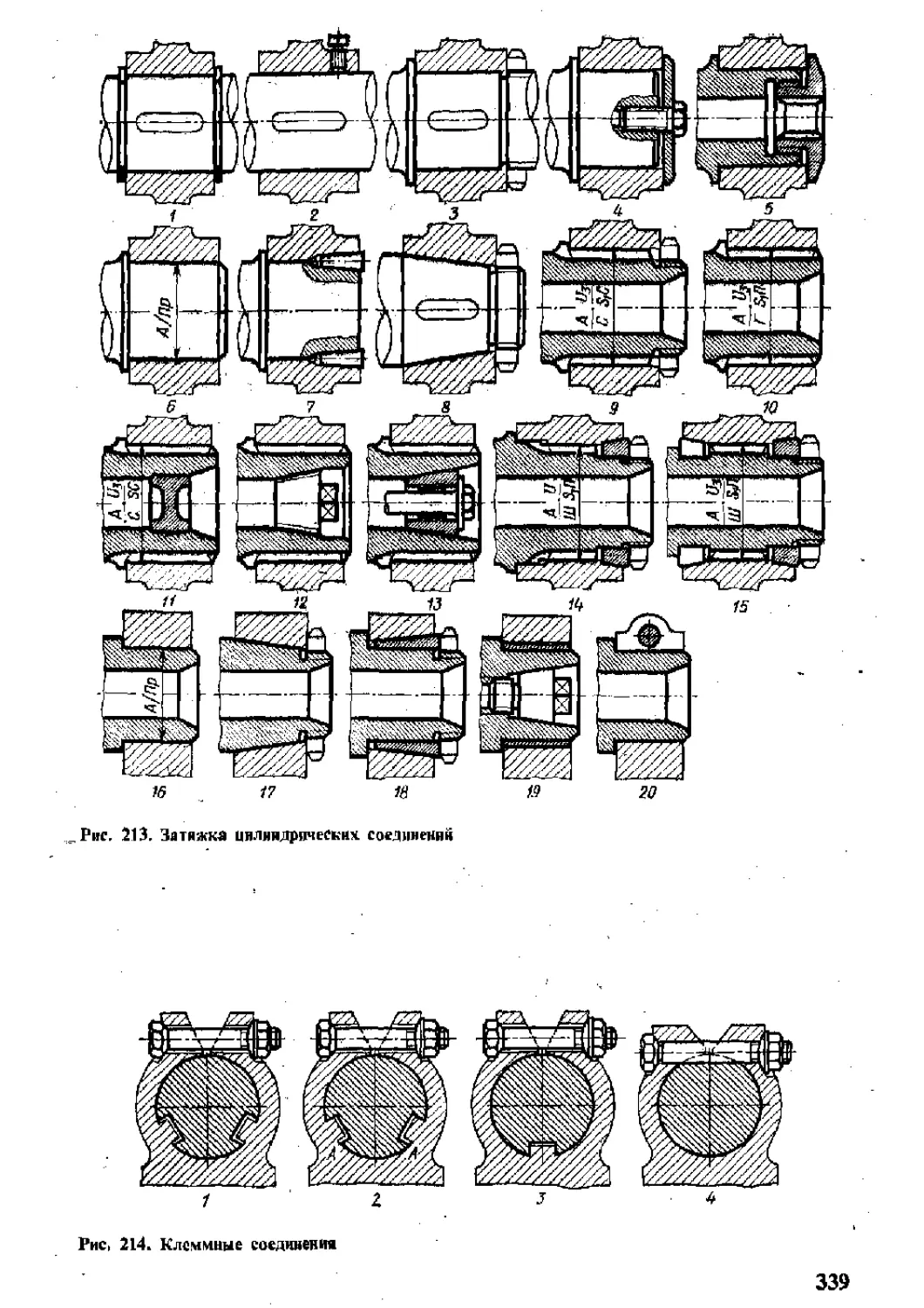
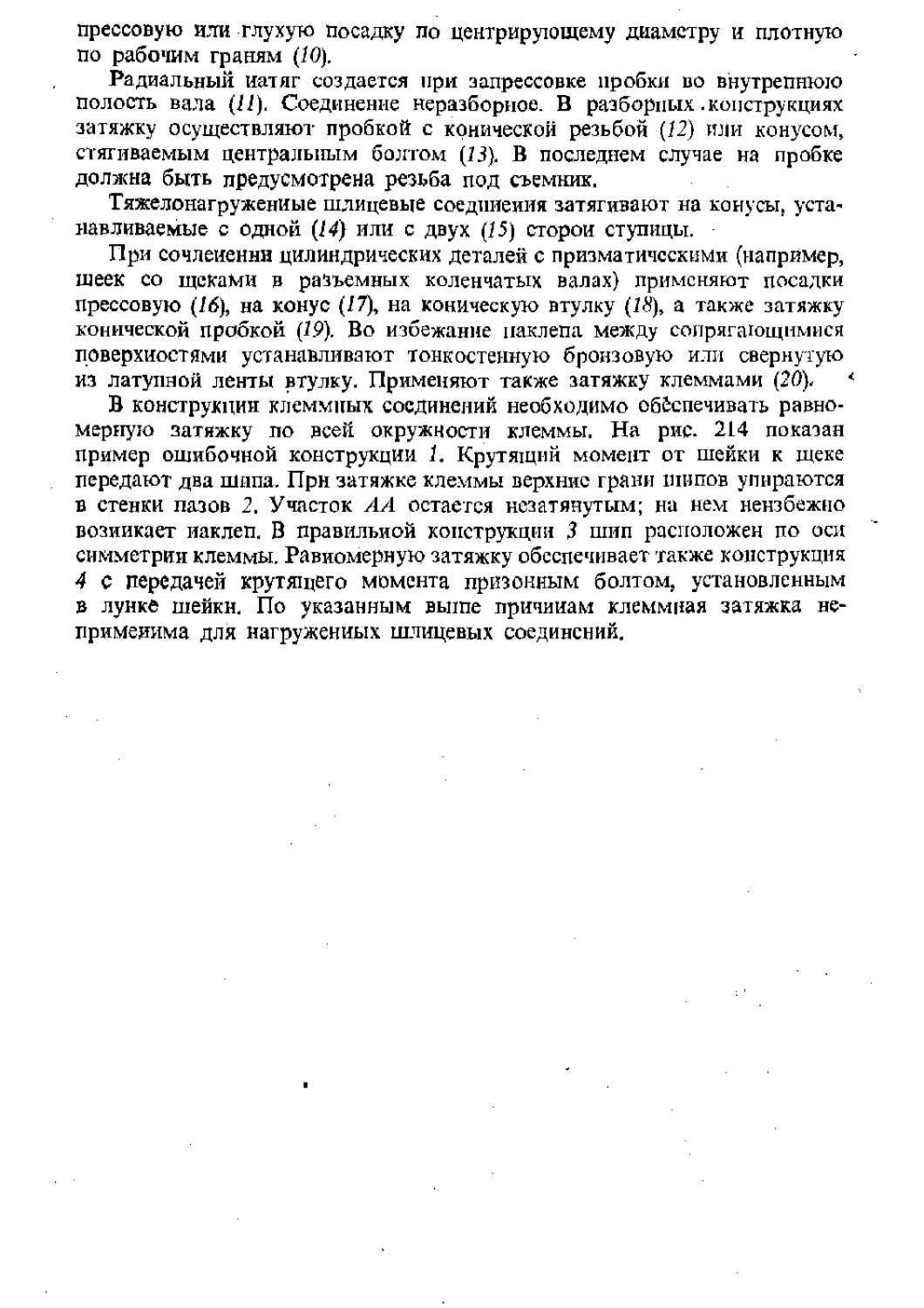
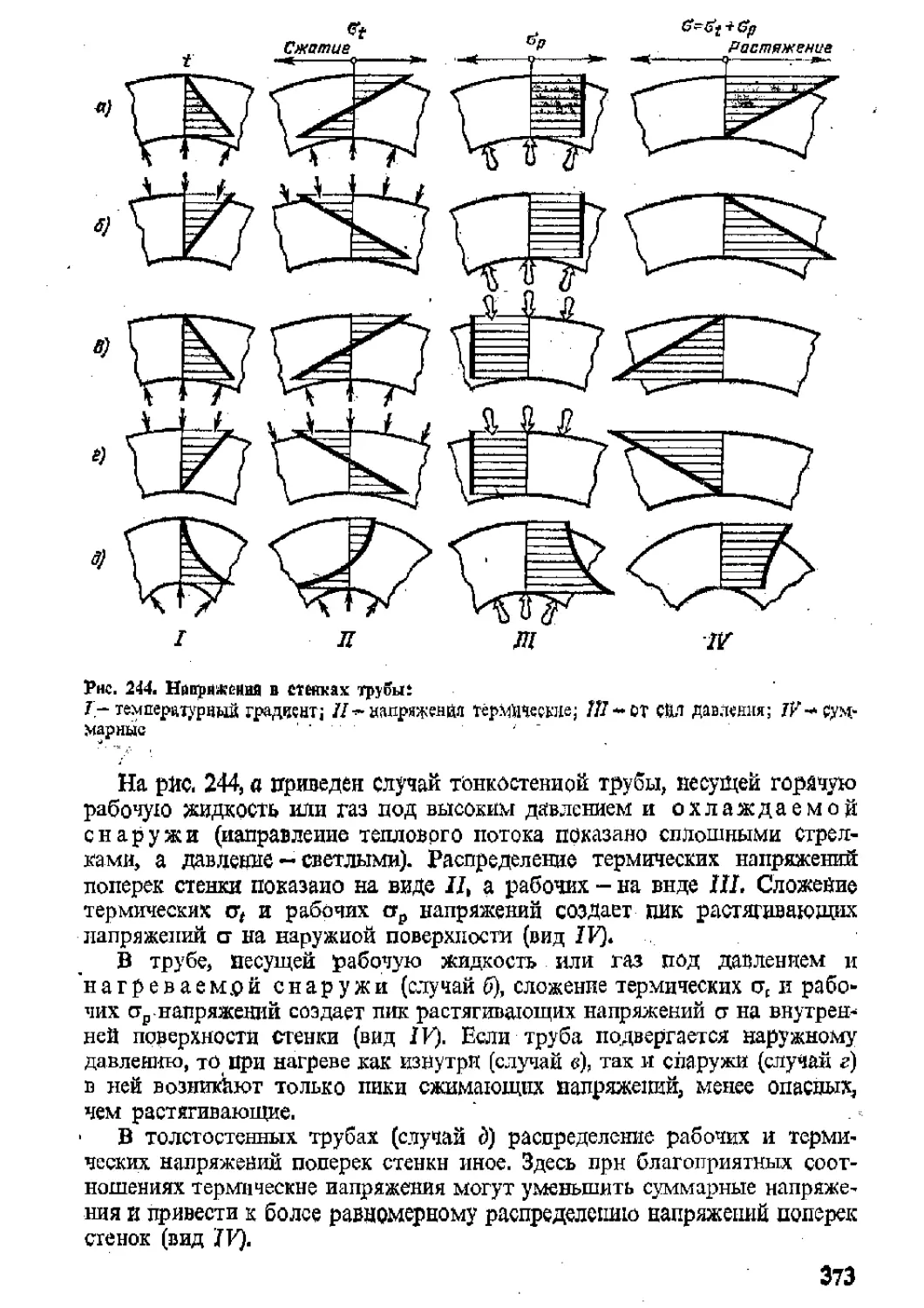
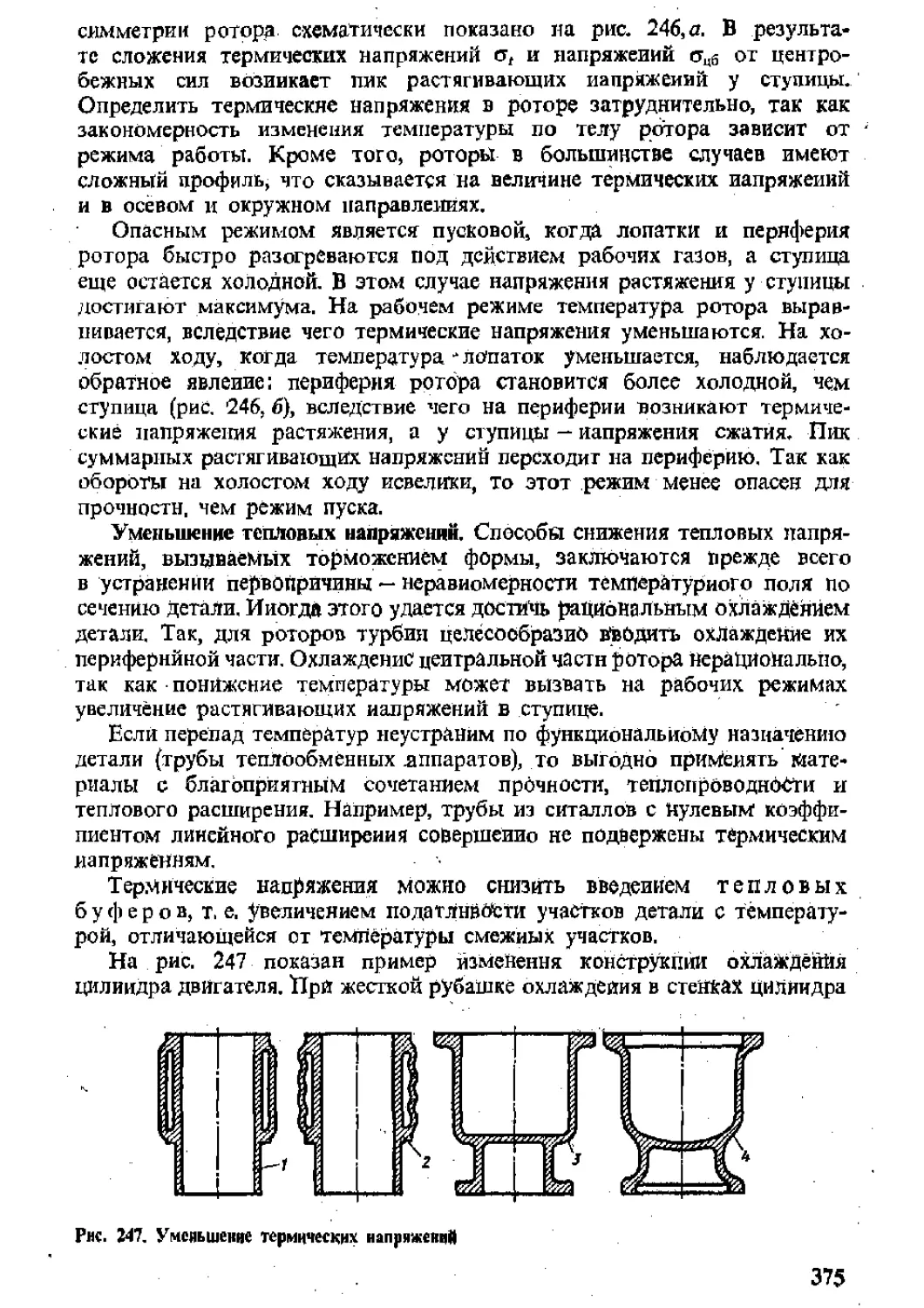
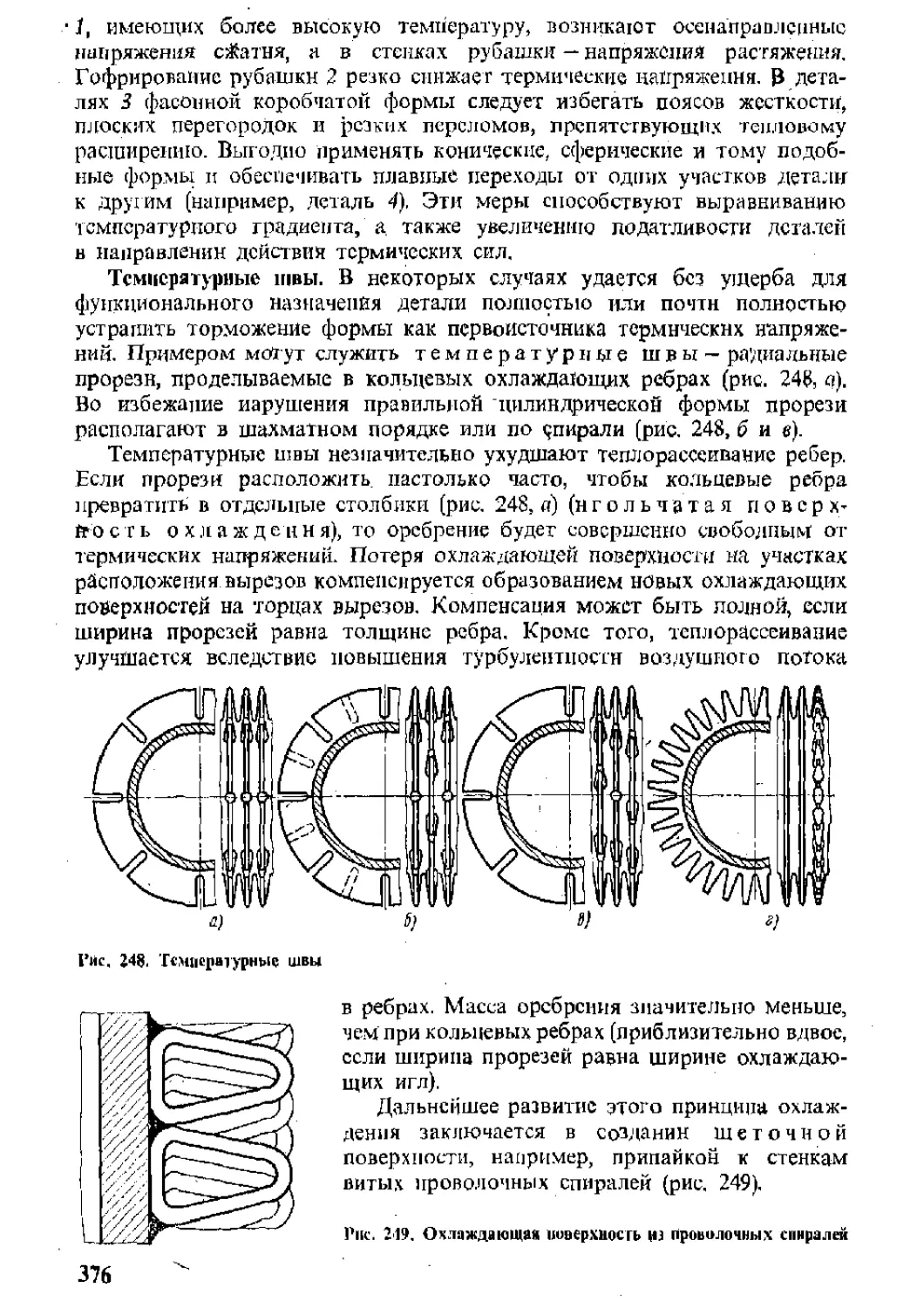
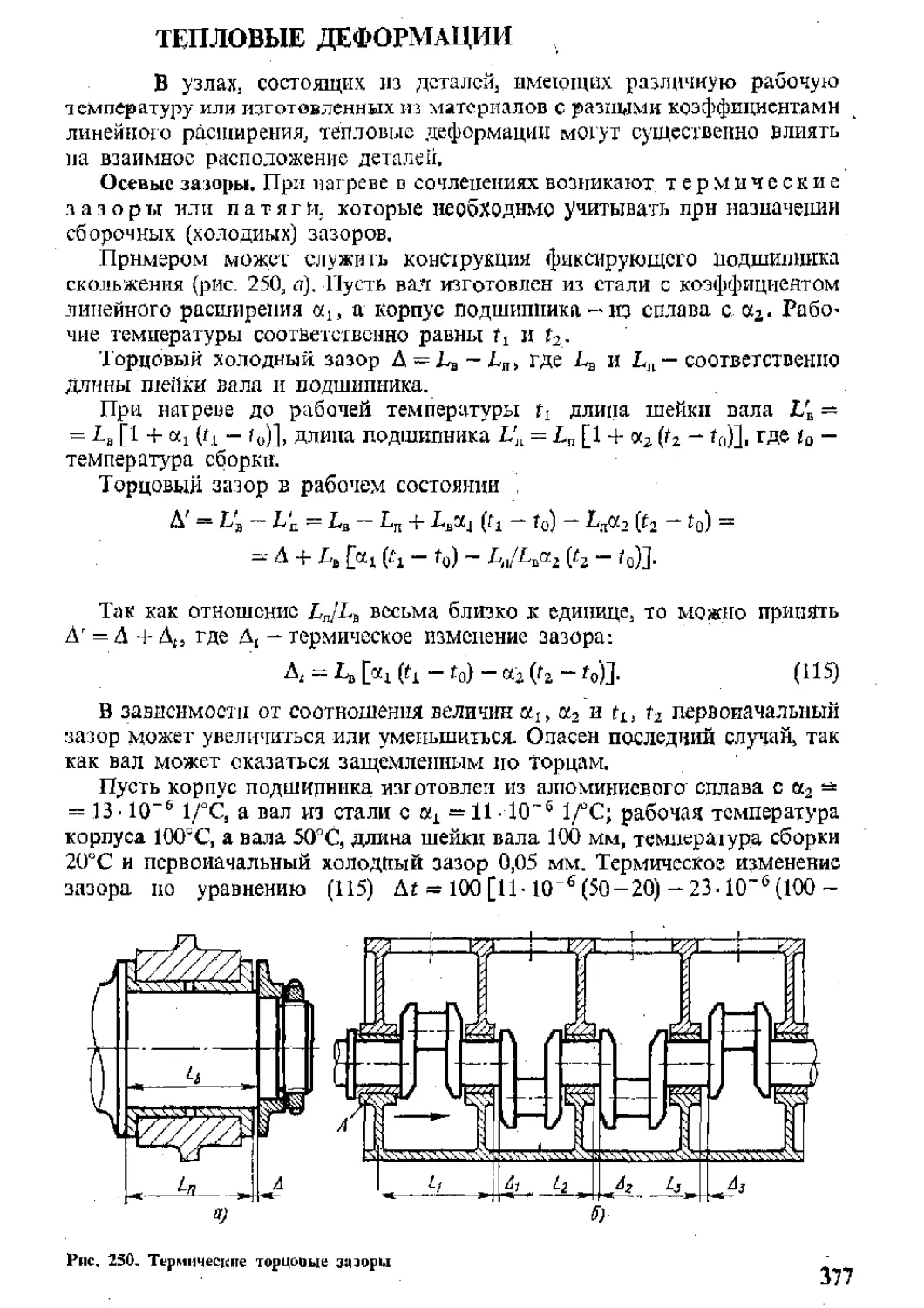
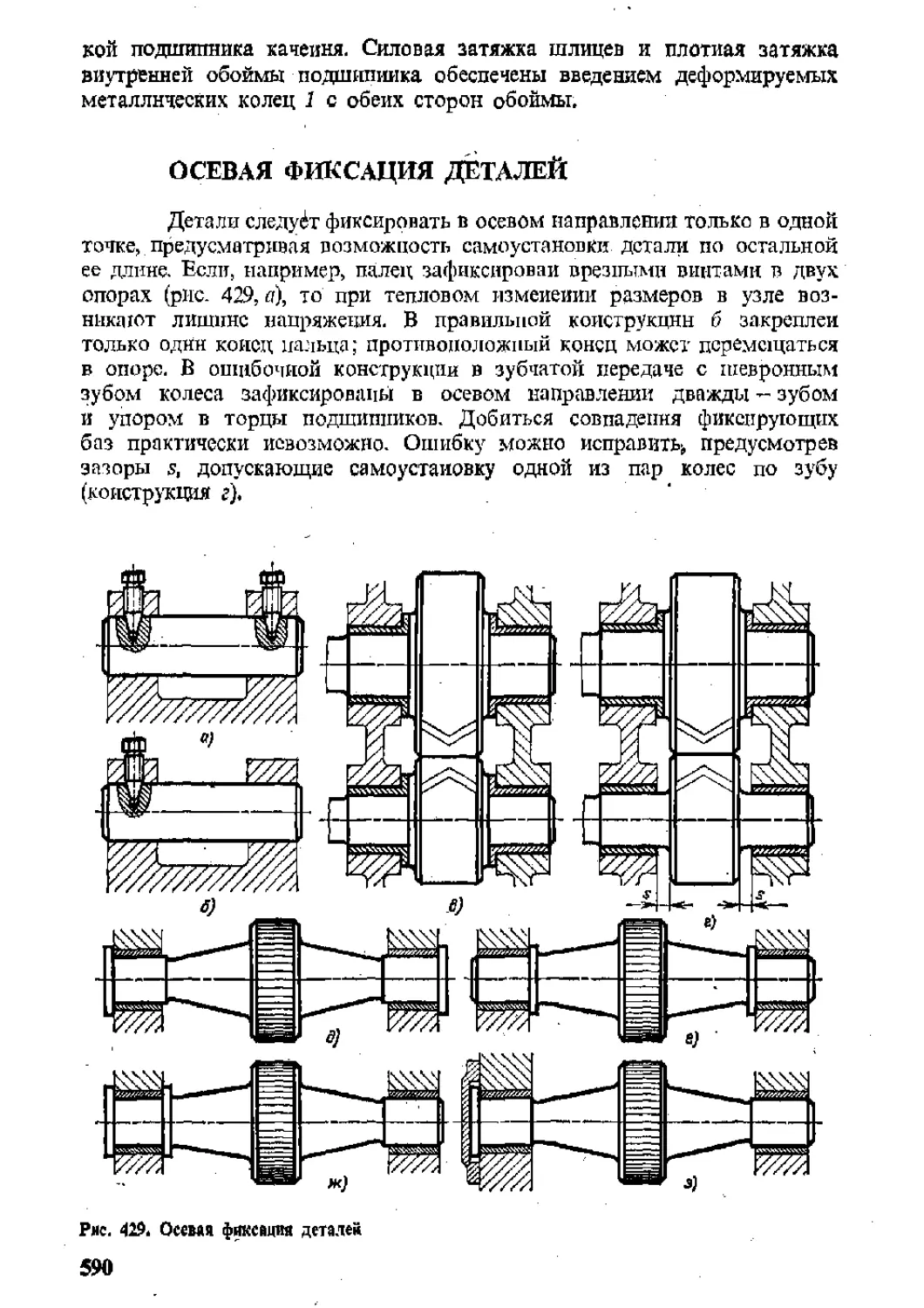
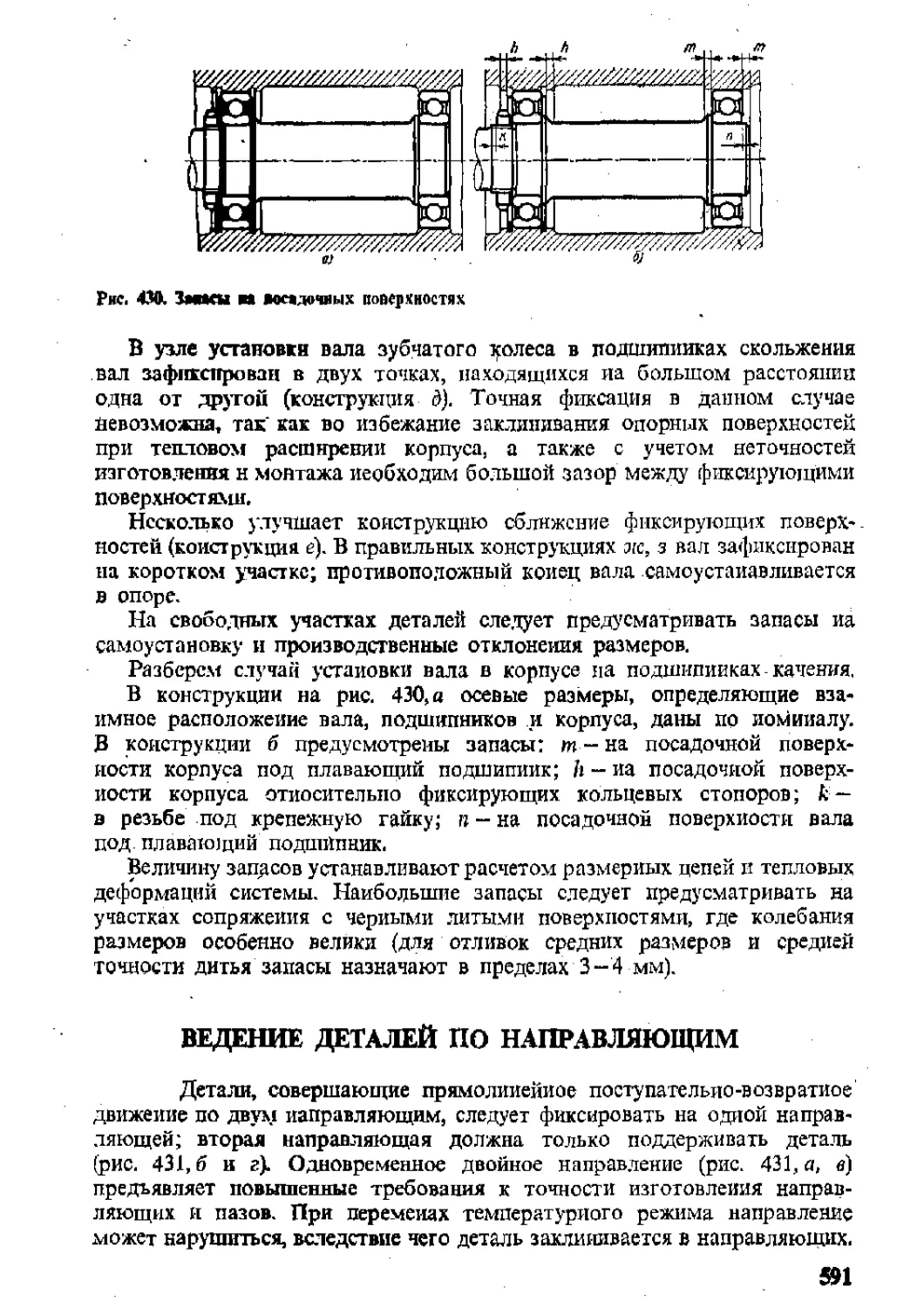
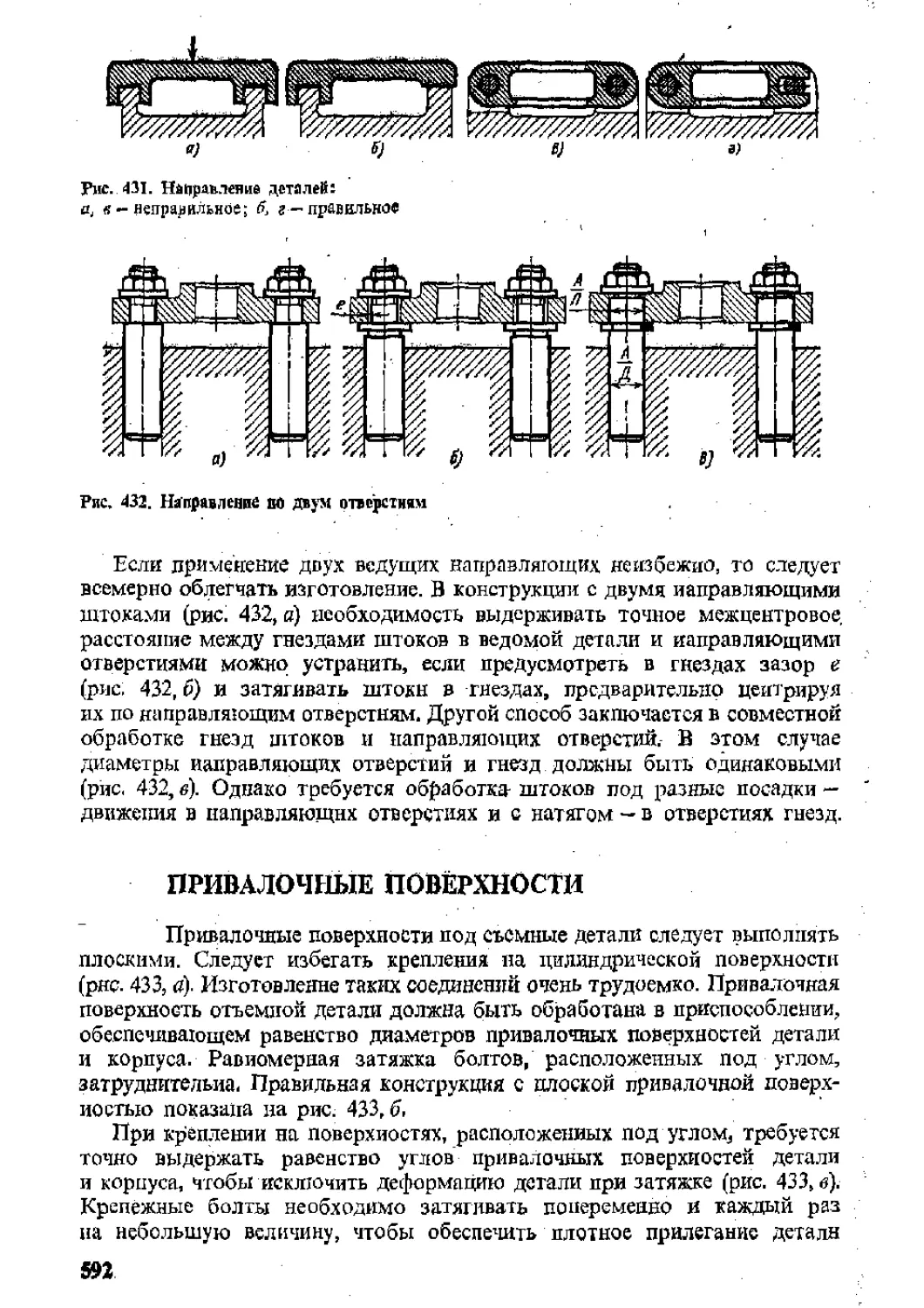
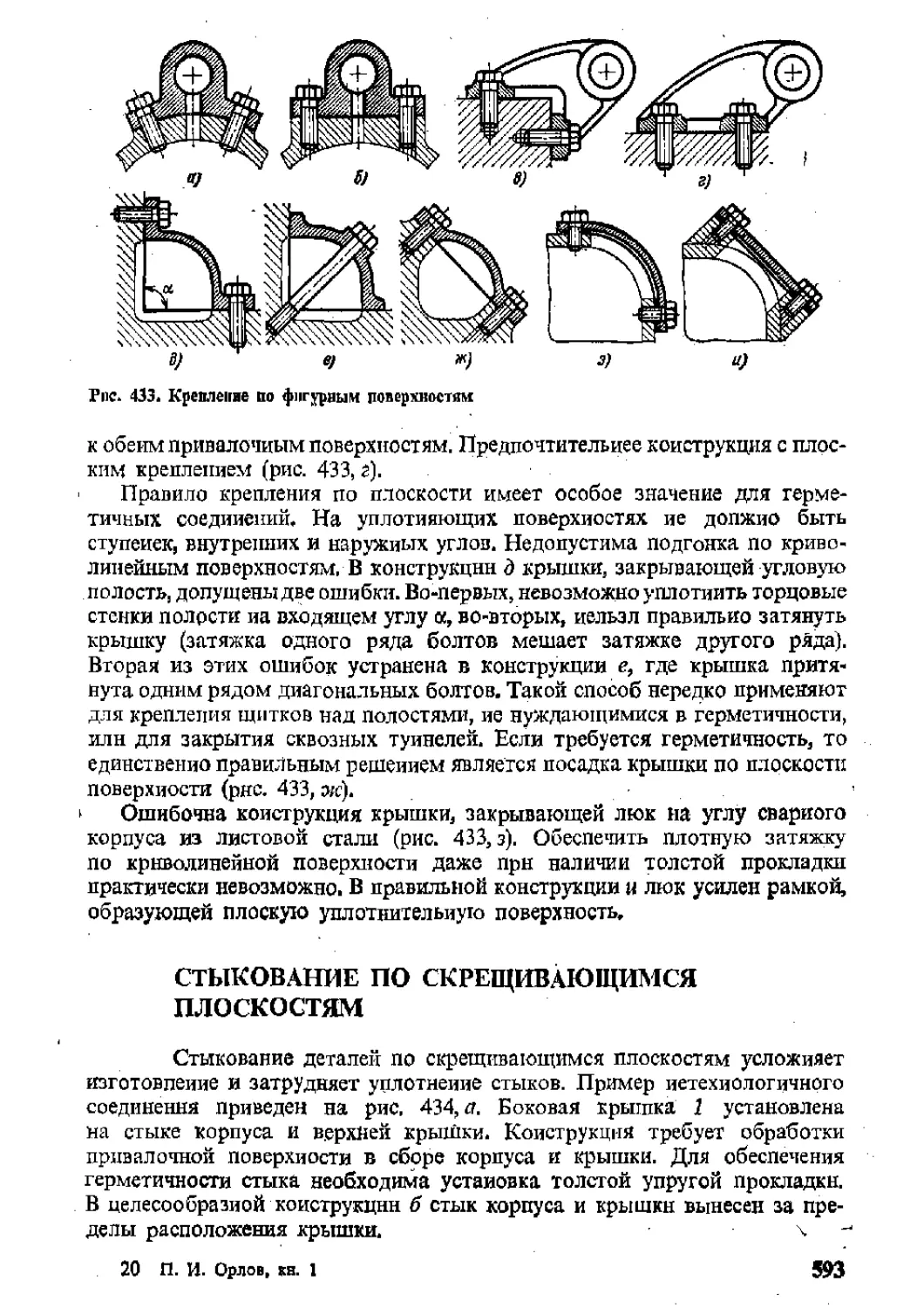
Текст
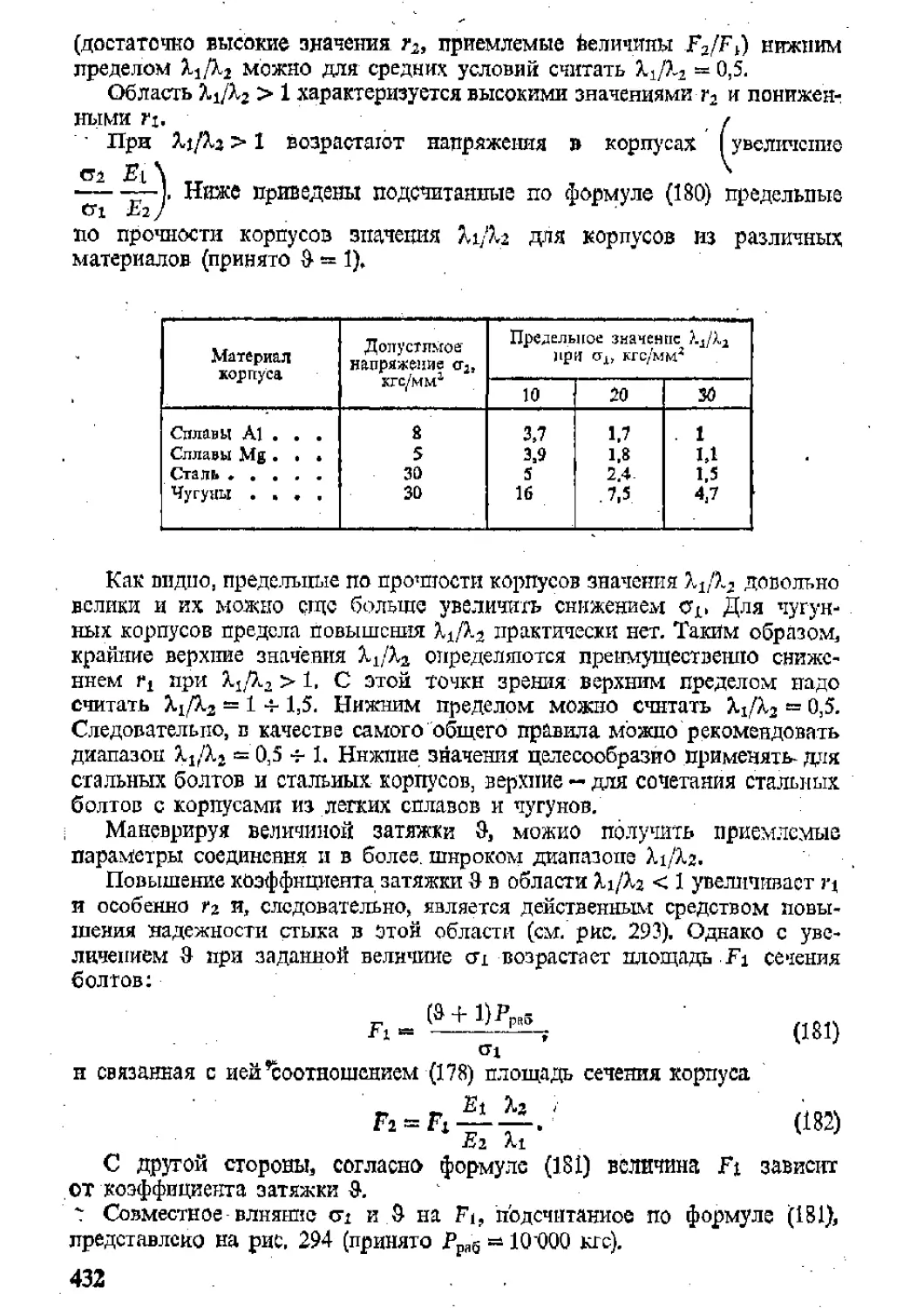
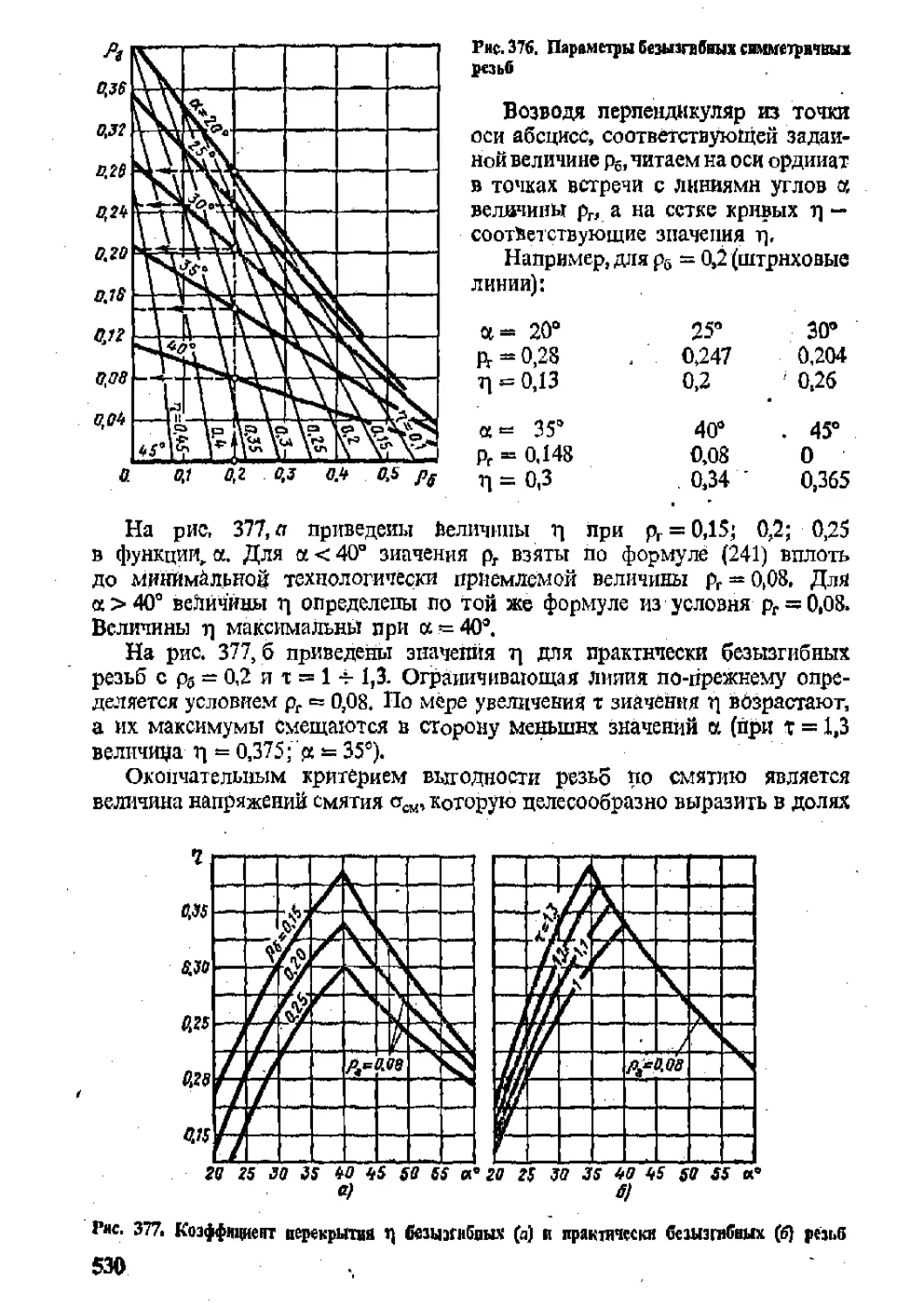
Основы ПИ. Орлов конструирования Ъравочно-методическое пособие
ПИОрлов Основы конструирования Справочно-методическое пособие
книга (|
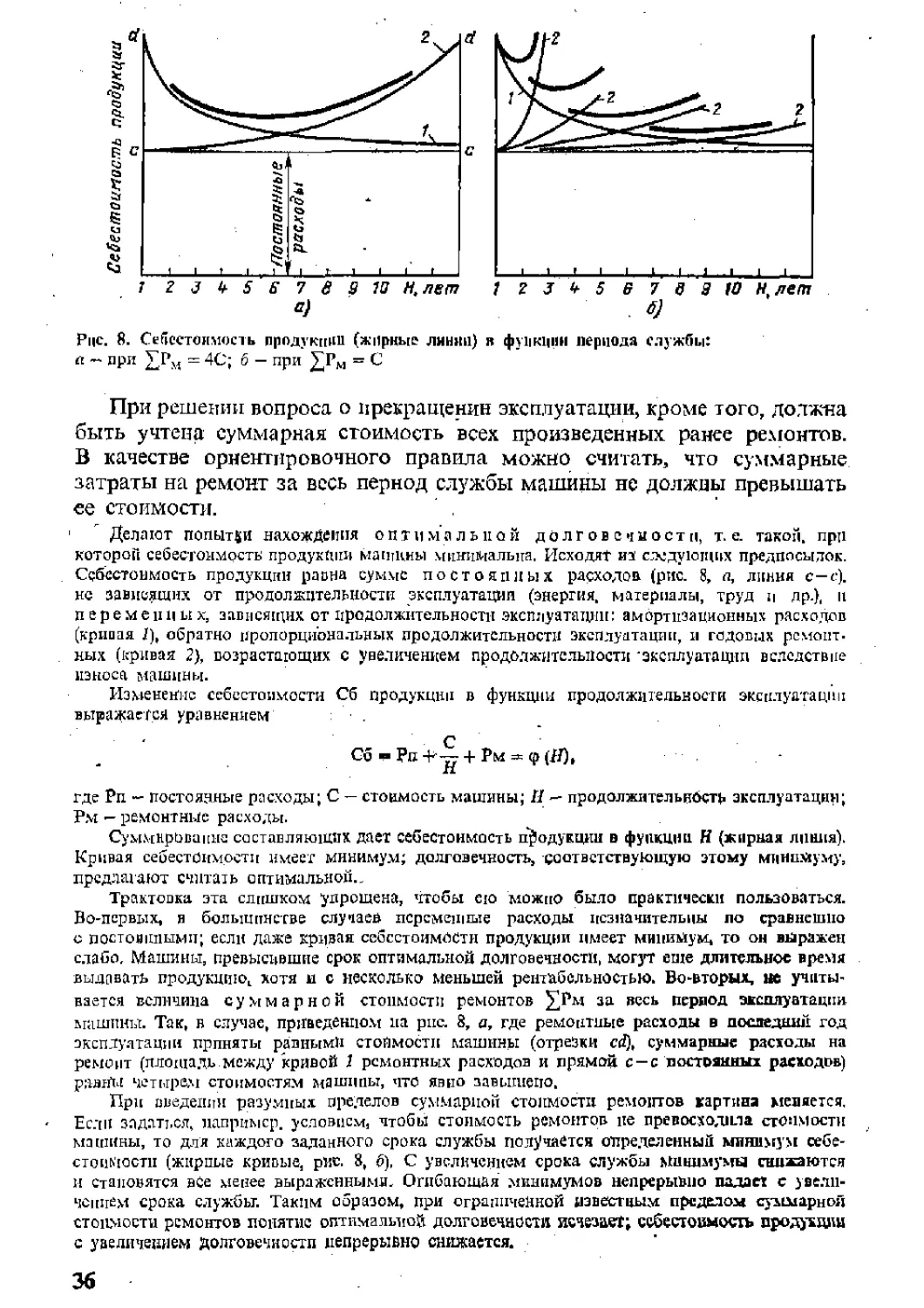
МОСКВА « МАШИНОСТРОЕНИЕ » 1977
6ПЗ.З
066
УДК 621.01.001.2(03!)
Орлов П. И.
066 Основы конструирования. Справочно-методическое пособие в 3-х книгах. Ки. 1. Изд. 2-е, перераб. и доп. М., «Машиностроение», 1977.
623 с. с ил.
И книге изложены общие принципы рационального конструирования, направленные на повышение работоспособности конструкций машин, увеличение долговечности, облегчение сборки и улучшение условий эксплуатации.
Для второю иjДания (1-е изд, вышло в 1968 г,) текст и иллюстрации автором переработаны, улучшены и уточнены.
Книга предназначена для коне тру кторов-машин о стр о и те л ей, Она будет полезна также студентам машиностроительных вузов.
О il3tl” 43-77 038(01)-77
6П5.3
© Издательство «Машиностроение», 1977 г.
ОТ ИЗДАТЕЛЬСТВА
П. И. Орлов длительное время работал в конструкторских бюро и научно-исследовательских институтах авиационной промышленности, В 1930—1940 гг, им написано несколько книг, в том числе фундаментальный учебник «Авиационные двигатели. Конструкции и расчет на прочность», по которому учились несколько поколений авиационных инженеров.
В 1968 и 1972 г. издательством «Машиностроение» выпущены 1-я и 2-я книги П. И. Орлова «Основы конструирования». Они получили высокую оценку советских конструкторов, стали их настольными справочно-методическими пособиями, переведены на польский, французский и испанский языки. '
Настоящее издание справочно-методического пособия «Основы конструирования» выпускается в 3-х книгах. Оно подготовлено автором незадолго до смерти. П. И. Орлов переработал и дополнил материал первой и второй книг «Основы конструирования» л не успел закончить доработку рукописи третьей (последней) книги по рецензии д-ра техн, наук лауреата Государственной премии В. А. Добрынина. При подготовке рукописи издательство стремилось сохранить материал, представленный автором, за исключением отдельных разделов, переработанных в соответствии с действующими стандартами. Несколько разделов третьей книги были даны автором в набросках, однако издательство нашло необходимым напечатать эти разделы, внеся некоторые уточнения^
В первой книге изложены общие принципа конструирования иа основе унификации, создания производных машин, обеспечения в их конструкции резервов развития, повышения долговечности и надежности. Особое внимание уделено технологичности, рентабельности машин и влиянию их параметров на суммарный экономический эффект за период эксплуатации. Приведены целесообразные приемы повышения жесткости конструкций, изложена методика рационального конструирования. Все вопросы разработки конструкций рассмотрены с учетом свойств материалов, технологии изготовления, сборки, снижения металлоемкости и удобства эксплуатации.
Во второй книге даны основы конструирования литых и механически обрабатываемых деталей, соединений пластической деформацией, сварных, заклепочных, шпоночных, шлицевых соединений, опор скольжения и качения, стопорных колец н других детален.
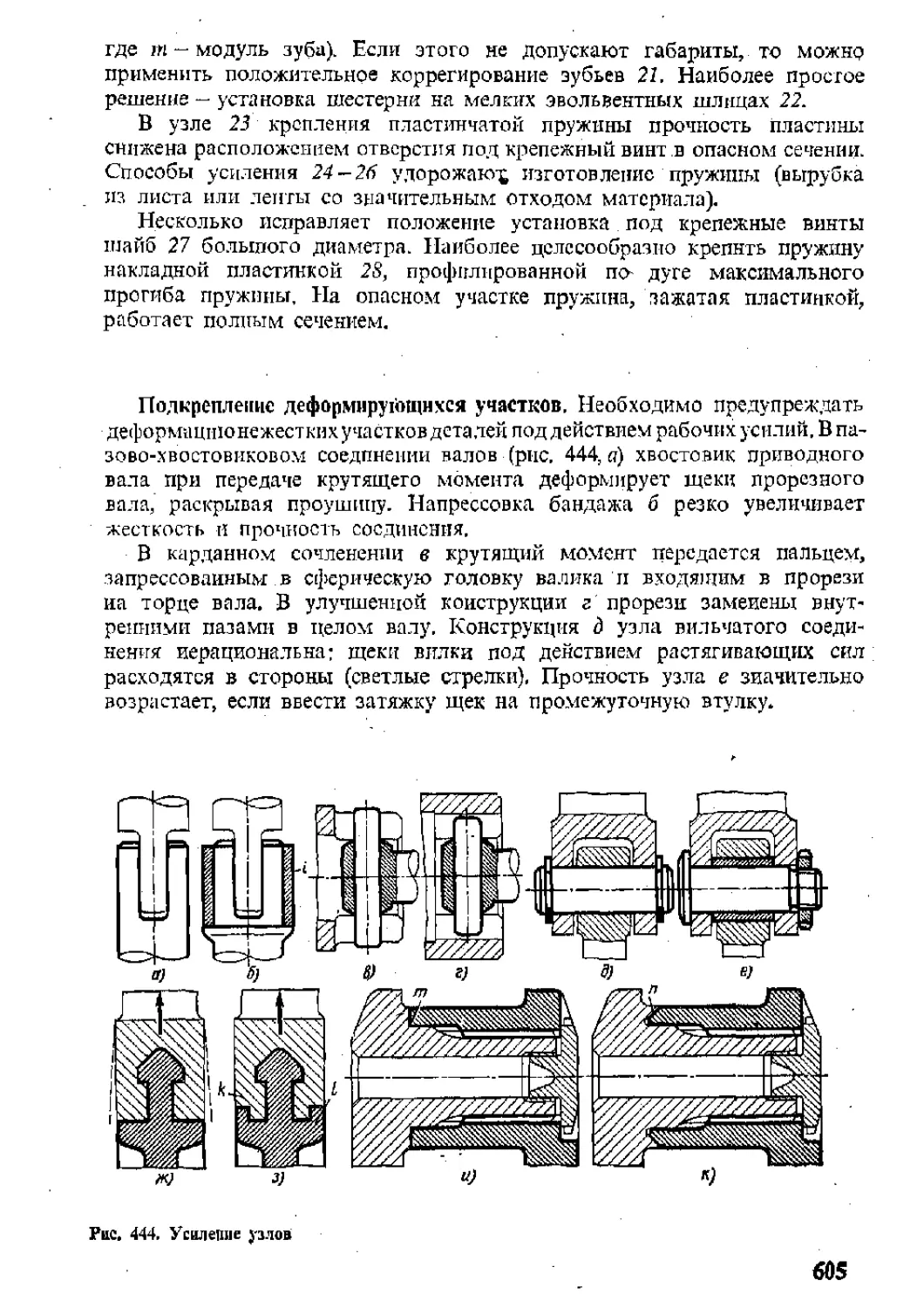
В третьей книге рассмотрены крепежные соединения, способы их стопорения, уплотнения подвижных и неподвижных соединений деталей, пружины сжатия, растяжения и кручения, соединения трубопроводов, полимерные изделия; описаны типовые конструктивные узлы фиксаторов, креплений осей, сферических сочленений и других деталей- Материал третьей книги публикуется впервые.
Большой практический опыт и наблюдательность П, И. Орлова позволили ему донести до читателя наиболее простые варианты решений сложных конструкторских задач. Книги IL И, Орлова доказывают, что достигнутый в настоящее время уровень техники оставляет много места для конструкторской интуиции, фантазии и творческих поисков.
Издательство выражает благодарность всем специалистам, оказавшим помощь при подготовке второго издания книг «Основы конструирования». Эти книги, несомненно, принесут большую пользу начинающим копструк-торам, а также студентам машинострои'гельных вузов. Они должны понравиться и конструктора,м-профсссиопалам, которые смогут оцепить труд автора, сумевшего просто и лаконично написать о сложных вопросах конструирования.
ОТ АВТОРА1
Предлагаемая вниманию читателя книга является попыткой систематически изложить правила рационального конструирования.
При всей дифференцированности современного машиностроения, задачи конструирования во многом одинаковы. Для конструкции любой машины важно уменьшение веса и металлоемкости, улучшение технологичности, увеличение надежности и долговечности; различно для каждой из них только значение этих факторов. Это позволяет сформулировать принципы рационального конструирования, как свод общих для машиностроения правил.
Основной замысел книги — научить конструктора активному конструированию. Активно конструировать - это значит;
не слепо копировать существующие образцы, а конструировать осмысленно, выбирая из всего арсенала конструктивных решений, разработанных современным машиностроением, наиболее целесообразные в данных условиях;
уметь сочетать различные решения и находить новые, улучшенные, т. е. конструировать с творческой инициативой, с изобретательским огоньком;
непрерывно улучшать показатели машии и направлять развитие данной отрасли машиностроения в сторону технического прогресса;
учитывать динамику развития промышленности и создавать живучие, гибкие, богатые резервами машины, способные удовлетворить возрастающие требования народного хозяйства и застрахованные на длительный срок от морального устаревания.
Особое внимание в книге уделено вопросам долговечности и надежности конструкций. Автор стремился всемерно подчеркнуть руководящую роль конструктора в решении этих вопросов.
При изложении материала автор придерживался принципа qui vidit — bis legit («кто видит тот дважды читает»). Конструкторы в большинстве люди зрительного мышления и зрительной памяти. Для них чертеж, даже простой эскиз говорит гораздо больше чем многие страницы объяснений.
Из предисловия к первому изданию книги «Основы конструированиях М «Машиностроение» 1968 г
Поэтому почти каждое положение, приводимое в тексте, сопровождается конструктивными примерами.
Большинство иллюстраций с целью увеличения доходчивости подобрано по принципу сопоставления неправильных и правильных, нецелесообразных и целесообразных конструкций.
Приводимые в иллюстрациях правильные решения не являются единственно возможными. Их следует рассматривать, не как рецепты, пригодные на все случаи жизни, а как примеры. В конкретных условиях применения могут оказаться- целесообразными и другие решения.
Издательство с благодарностью примет замечания и пожелания, которые следует направлять по адресу: Москва, Б-78, 1-й Басманный пер., дом 3, издательство «Машиностроение».
1. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ
ЗАДАЧИ КОНСТРУИРОВАНИЯ
Задача конструктора состоит в создании машин, полно отвечающих потребностям народного хозяйства, дающих наибольший экономический эффект и обладающих наиболее высокими технико-экономическими и эксплуатационными показателями.
Главными показателями являются: высокая производительность, экономичность, прочность, надежность, малая масса и металлоемкость, габариты, энергоемкость, объем и стоимость ремонтных работ, расходы на оплату труда операторов, высокий ресурс долговечности и степень автоматизации, простота и безопасность обслуживания, удобство управления, сборки и разборки.
В конструкции машин необходимо соблюдать требования технической эстетики. Машины должны иметь красивый внешний1 вид, изящную, строгую отделку.
Удельный вес каждого из перечисленных факторов зависит от назначения машины:
' в машинах-генераторах и преобразователях энергии на первом плане стоит величина КПД, определяющего совершенство преобразования затрачиваемой энергии я полезную;
в машинах-орудиях - производительность, четкость и безотказность действия, степень автоматизации;
в металлорежущих станках — производительность, точность обработки, диапазон выполняемых операций;
в приборостроении — чувствительность, точность, стабильность показаний;
в транспортной технике, особенно в авиационной н ракетной, — малая масса конструкции, высокий^, КПД двигателя, обусловливающий малую массу бортового запаса топлива.
Проектируя машину, конструктор должен добиваться всемерного увеличения ее рентабельности и повышения экономического эффекта за весь период работы. Величина экономического эффекта зависит от обширного комплекса технологических, организационно-производственных и эксплуатационных факторов. В настоящей книге рассмотрены только те способы повышения экономичности, которые непосредственно связаны с конструированием и зависят от деятельности конструктора.
ЭКОНОМИЧЕСКИЕ ОСНОВЫ КОНСТРУИРОВАНИЯ МАШИН
Экономический фактор играет первостепенную роль э конструировании. Частности конструкции не должны заслонять основной цеди конструирования - у в е л и ч е н и я экономического эффекта машин.
Многие конструкторы считают, что экономически конструировать — значит уменьшать стоимость изготовления машины, избегать сложных и дорогих решений, применять наиболее дешевые материалы и наиболее простые способы обработки. Это только небольшая часть задачи. Главное значение имеет то что экономический эффект определяется величиной полезной отдачи машины и суммой эксплуатационных расходов за весь период работы маши и ы; Стоимость машины является только одним не всегда главным а иногда и очень незначительным составляющим этой суммы.
Экономически направленное конструирование должно учитывать весь комплекс факторов, определяющих экономичность машины и правильно оценивать относительное значение этих факторов, Это правило часто игнорируют. Стремясь к удешевлению продукции, конструктор нередко добивается экономии в одном направлении и не замечает других, гораздо более эффективных путей повышения экономичности.-Более того, частная экономия, осуществляемая без учета совокупности всех факторов, нередко ведет к снижению суммарной экономичности машин.
Главными факторами, определяющими экономичность машин, являются величина полезной отдачи машины, долговечность, надежность, расходы на оплату труда операторов потребление энергии и стоимость ремонтов.
Коэффициент использования машины представляет собой отношение времени фактической работы машины за определенный период к длительности этого периода.
Пусть И — период эксплуатации машины, h — фактическое время работы машины за этот период. Средний за период эксплуатации коэффициент использования
Писи 1
Если машина работает до полного исчерпания своего механического ресурса, то h представляет собой долговечность машины D (общую возможную ее наработку за -период эксплуатации). Тогда
D
Лисп ~ (2)
Величина цисп для машин, работающих по календарному режиму, зависит главным образом от; 1) числа рабочих смен и 2) холостого времени (простои из-за неисправностей машины, недогрузка из-за нарушений производственного ритма).
При работе в одну, две и три смены средние значения коэффициента использования соответственно -цнст, = 0,2; 0,4; 0,6, при круглогодичной непрерывной работе т|исп = 0,95 ; 1. У машин периодического действия, 10
папример машины сезонного применения, коэффициент использования снижается до 0,05 — 0,1.
Рентабельность машины q выражается отношением полезной отдачи машины От за определенный период к сумме расходов Р за тот же период:
1 Сумма расходов в общем случае складывается из стоимости: Эи — расходуемой энергии, Мт — материалов и заготовок, Ин — инструмента/ Тр — оплаты труда операторов, Об — технического обслуживания, Рм — ремонта, Нк — накладных цеховых и заводских расходов, Ам — амортизационных расходов:
Р = Эн + Мт + Ип + Тр + Об + Рм + Нк + Ам. ' (4)
Величина q должна быть больше 1,- иначе машина будет работать убыточно и смысл ее существования утрачивается.
Экономический эффект. Годовой экономический эффект от работы машины (годовой доход)
/ Р \ / 1 \
О — Oj - Р — Or ( 1-----= От 1 - — ], (5)
\ От / \ q J
где От — годовая отдача, руб./год; Р — сумма эксплуатационных расходов Р, руб./год.
Суммарный экономический эффект EQ за весь период службы машины (общий доход) равен разности суммарной отдачи Юти суммы расходов ЕР за период службы (в рублях):
EQ - ЕОт - ЕР
или согласно формуле (4)
EQ = ЕОт - (ЕЭн + ЕМт + ЕИн + ЕТр + ЕОб + Нк + ЕРм + ЕАм). (6)
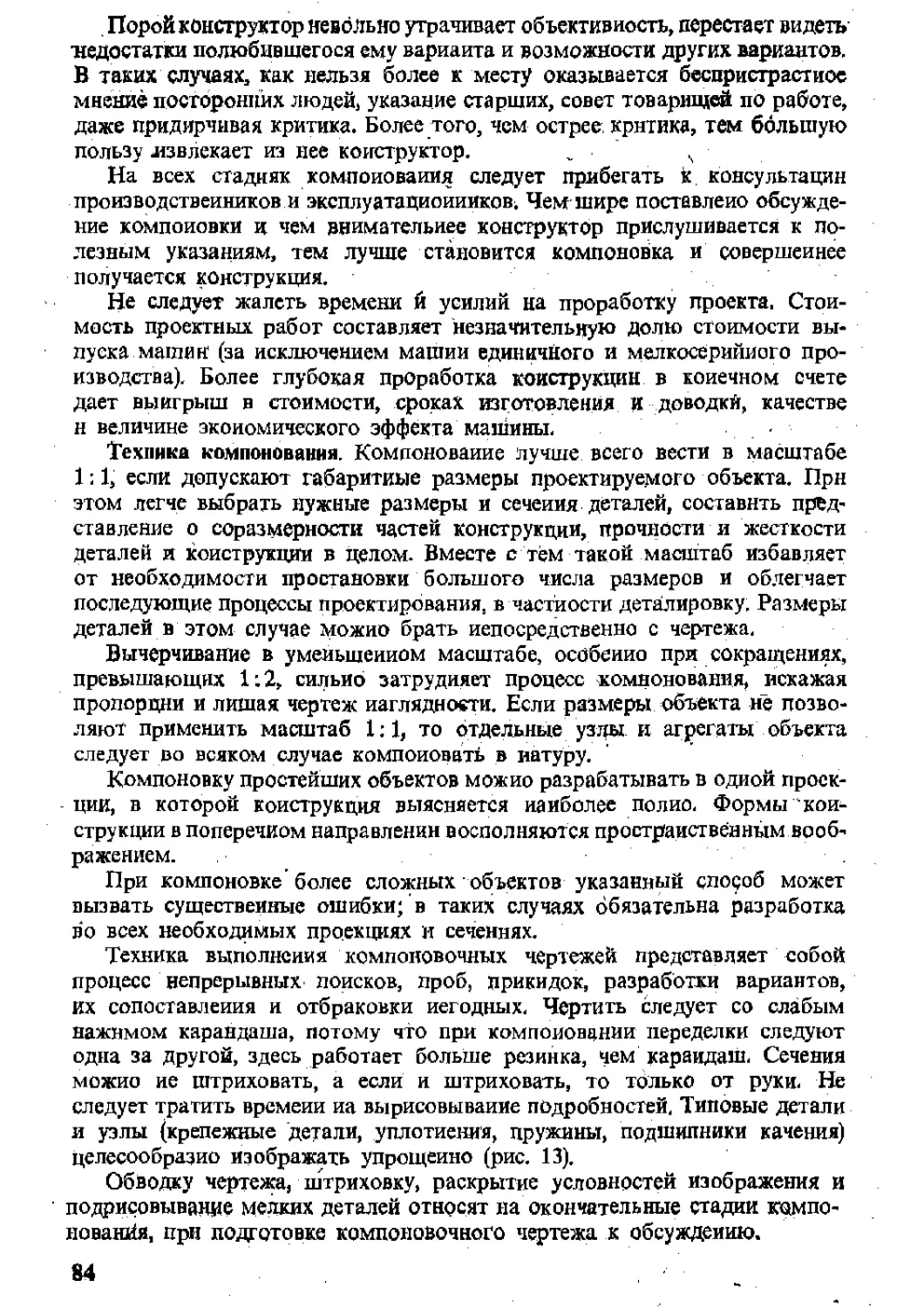
Отдача машины и эксплуатационные расходы, за исключением ЕАм и ЕРм, пропорциональны продолжительности фактической работы h за период эксплуатации. Амортизационные расходы за период эксплуатации равны стоимости С машины. Ремонтные расходы пе находятся в прямой зависимости от й; их размер и периодичность определяются условиями эксплуатации и надежностью машины.
Выделяя факторы ЕРм и Ам = С, получаем
Eg = h [От - (Эн + Мт + Ин + Тр + Об + Нк)] - ЕРм - С. (7)
Если машина работает до исчерпания механического ресурса (/i = D), то
Eg = D [От - (Эн + Мг + Ин + Тр + Об + Нк)] - ЕРм - С. (8)
Повышение отдачи может выражаться или в увеличении числа единиц продукции нли в увеличении стоимости каждой единицы (повышение качества продукции, увеличение объема операции, выполняемых над заготов
кой). В первом случае расход материалов и инструмента пропорционален отдаче: Мт + Им = дОт, где а — доля стоимости материала и инструмента в стоимости продукции, колеблющаяся в зависимости от профиля продукции в пределах 0,1—0,5.
В таком случае уравнение (8) приобретает следующий вид:
ZQ = D [От (1 - а) - (Эи + Тр + Об + Нк)] - ЕРм - С. (9)
Накладные расходы принято выражать в долях трудовых затрат: Нк = ЬТр, где Ъ — фактор пропорциональности, колеблющийся в зависимости от типа и организационной структуры производства ’ в пределах 0,5 - 3.
Введем эту зависимость в уравнение (9), тогда получаем
Eg = D [От (1 - а) + Эн + (1 + Ь) Тр + Об] - ЕРм - С. (10)
Срок окупаемости Нок определяется как период службы, при котором суммарный экономический эффект равен стоимости машины, т. е.
C = HffltTi«n(OT-P)-AM, (11)
где Р — годовые эксплуатационные расходы,
Р = Эн + Мт + Ин + Тр + Об + Нк.
Затраты на ремонт, как правило весьма малые в первые годы эксплуатации, игнорируют.
Расход на амортизацию за срок окупаемости
Ам =
СН0К
Лисп
(12)
И
где Н — период службы машины, см. формулу (2).
После подстановки значения Ам в уравнение (11) получаем
Нок =------------------ (13)
Лисп ( От Р — )
Пример. Пусть С *= 2000 р,; 0 = 5 лет; Лисп = ^,4 (работа в две смены); 01 = 15 000, Эп = 500; Мт -к Ии = 4000, Тр + Об = 3000, Йк = 3000 p./год, Сумма расходов
Р = 500 +- 4000 н- 3000 -I- 3000 = 10 500 р./год.
Согласно формуле (13) срок окупаемости
2000
Н°к 0,4(15 000 - 10 500 - 400) 1,2 Г0Да’
При работе в одну смену т|НСТ1 = 0,2 и Яок = 2,4 года.
Коэффициент эксплуатационных расходов. Назовем коэффициентом эксплуатационных расходов к отношение суммы расходов за весь период работы машины к ее стоимости:
ЕР D (Эн + Мт + Ии + Тр + Об + Нк) + ЕРм + С к = - = — --------—•------------------------------------. (14)
Тогда уравнение (8) можно представить в следующем виде:
Eg - £>От - кС. (15)
Коэффициент стоимости машины (процентное отношение стоимости машины к сумме расходов)
с = ^100%=-!-100%. (16)
ЕР к
Как видно из формулы (14), коэффициент эксплуатационных расходов возрастает с увеличением долговечности и при больших значениях D может достигать 50—100. Соответственно снижается доля стоимости машины в обшей сумме расходов.
Структурный анализ. Пользуясь формулой (8), определим зависимость экономического эффекта от долговечности, отдачи и эксплуатационных расходов.
В качестве примера возьмем металлорежущий станок стоимостью С = 2000 р., с отдачей От = 20 000 руб/год. Мощность приводного электродвигателя 10 кВт, Станок работает в две смены с коэффициентом загрузки Оп85.
Прн пятидневной рабочей неделе число рабочих дней в году 5 - 52 = 260, а за вычетом выходных дней (в среднем 5 дней в году) — 255. Годовое число рабочих часов станка 255 16 0,85 = 3480.
При общем числе часов в году 365-24 = 8760 коэффициент использования станка
3480 Л ’1нсп = ’8760 “ °'4
Так как станок работает до исчерпания механического ресурса, то из формулы (2) получаем период службы Н = —*= 2,5 лет.
Лисп
Допустим, что станок работает в среднем на 0,7 номинальной мощности. При стоимости 1 кВт/ч 2,5 к. годовой расход на электроэнергию Эн = 3480 10-0.7 0,025 = 600 руб/год.
Пусть годовая зарплата Оператора 1600 р., тогда прн двусменной работе затраты на оплату труда Тр = 3200 руб/гоя
Расходы на обслуживание станка включим в оплату труда оператора. Накладные расходы примем равными 100% Тр. Доля материала и инструмента в стоимости продукции а 0,25, т. е. Мт + Ин = 0,25 От = 5000 руб/год.
Примем, что расход на ремонт за весь период эксплуатации равен стоимости станка (ZPm = С).
Согласно формуле (9) суммарный экономический эффект за период эксплуатации
SQ — D [От (I — о) — (Эн н- Тр +- Нк)] — ЕРм — С =
= D [20 000 > 0,75 (600 4- 3200 4- 3200)] - 2000 - 2000 = 8000D - 4000. (17)
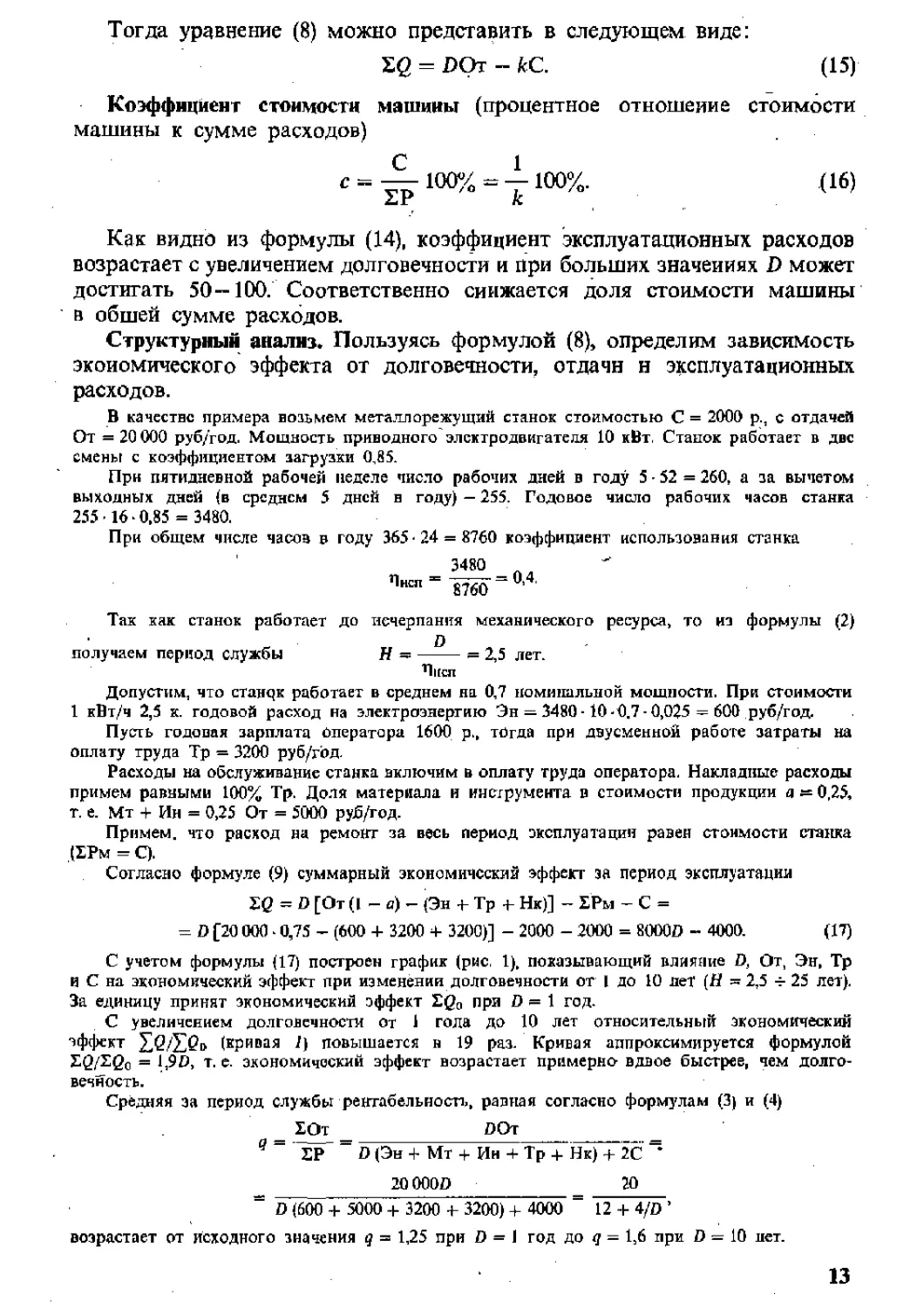
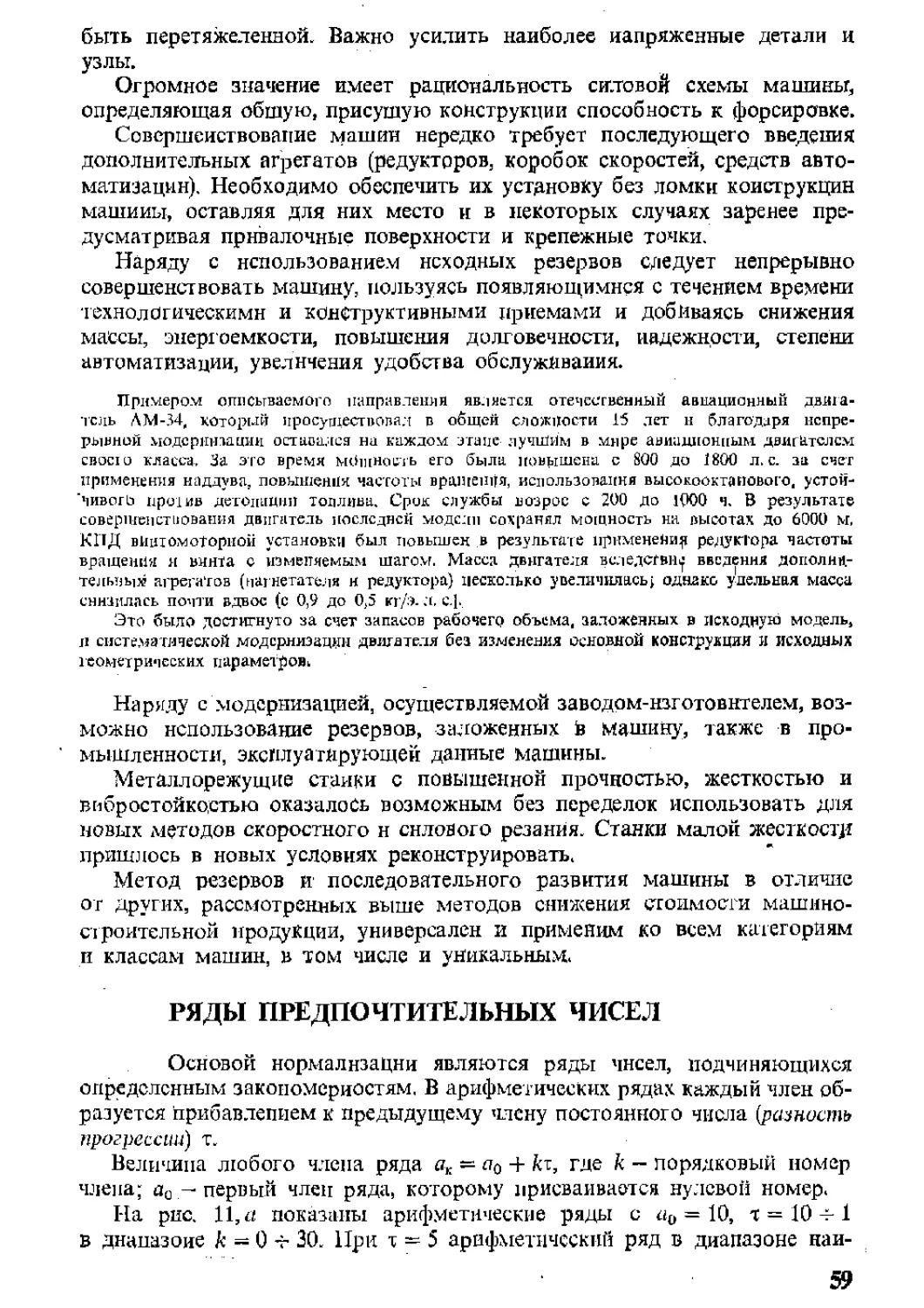
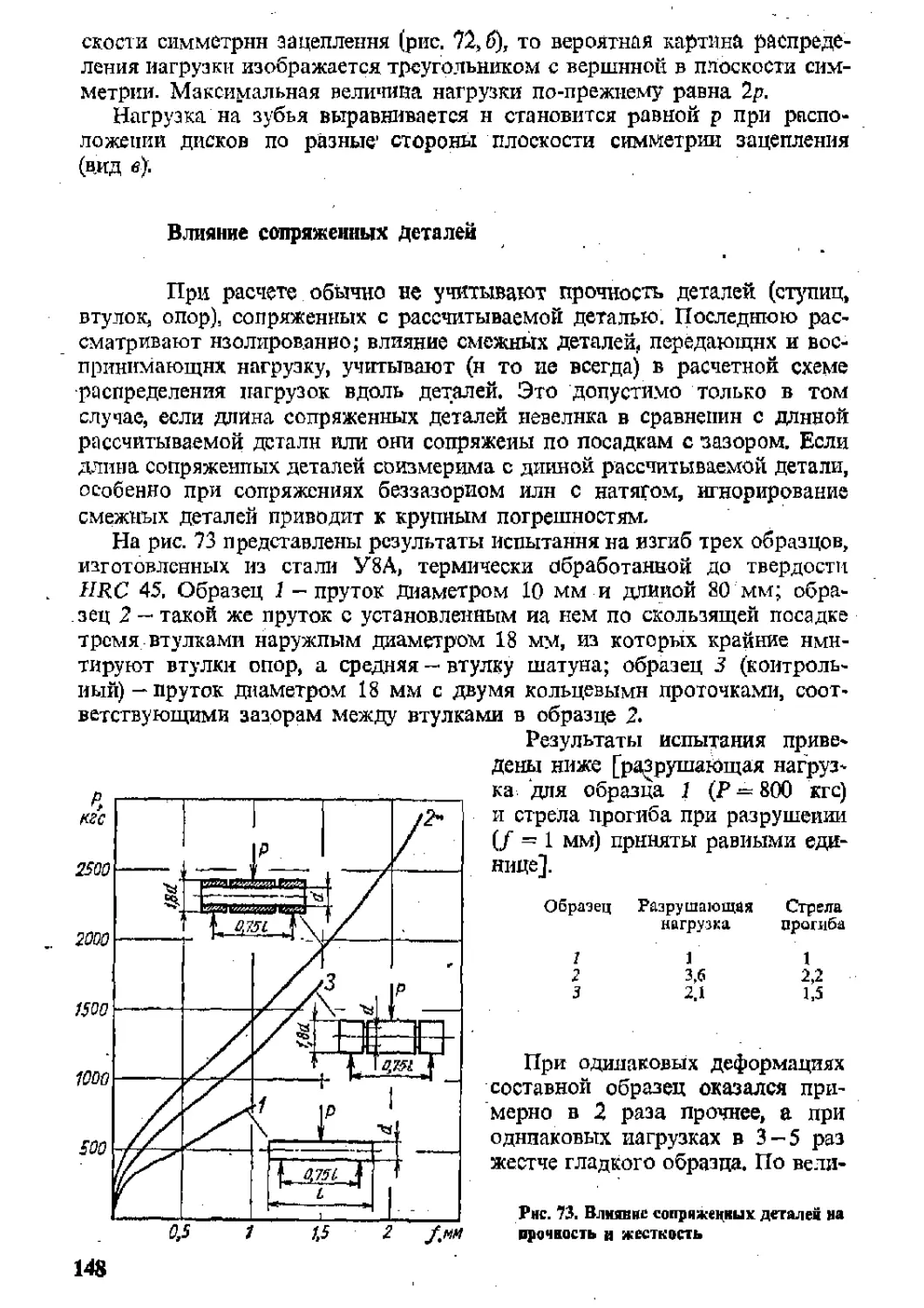
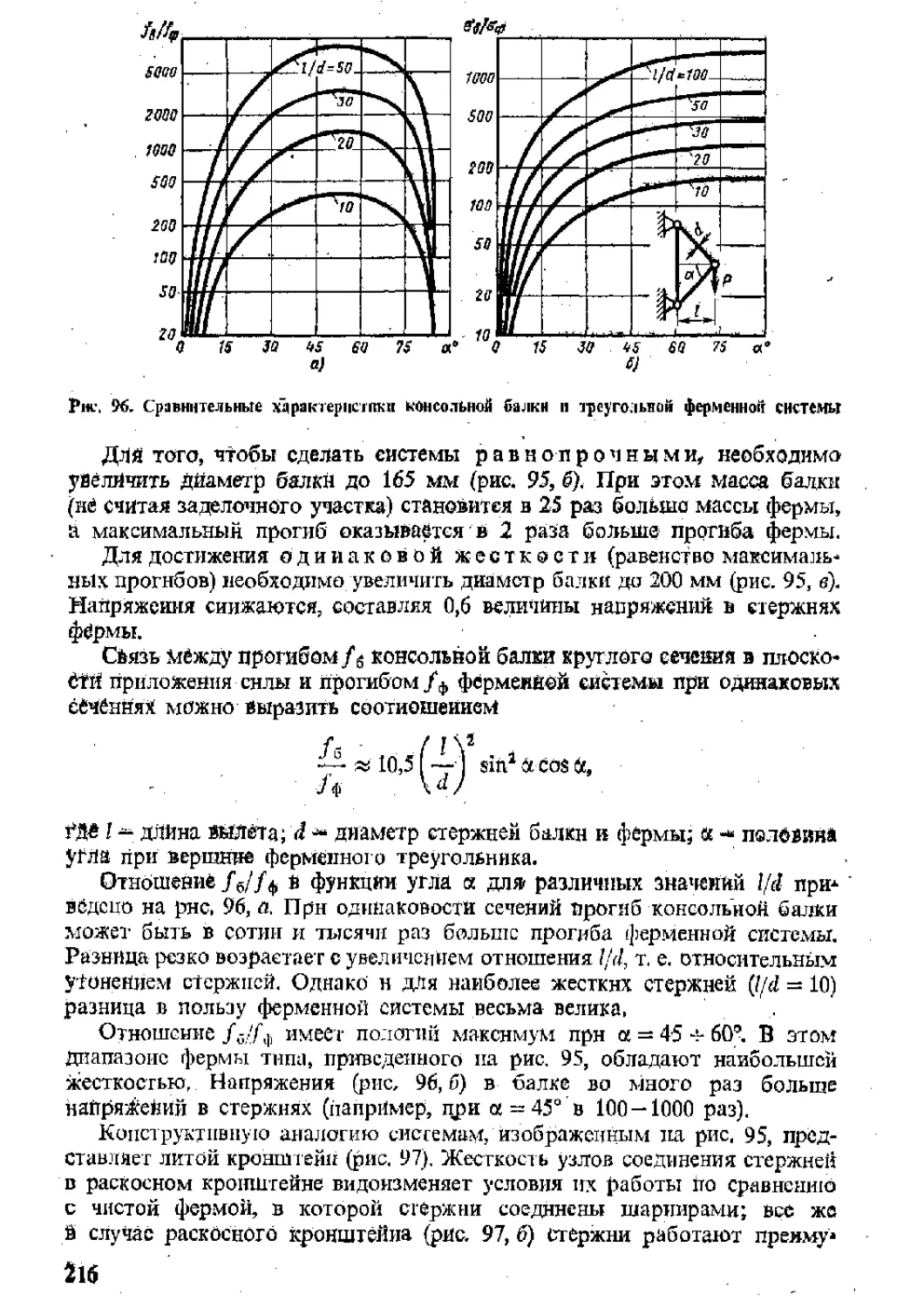
С учетом формулы (17) построен график (рис, 1), показывающий влияние D, От, Эн, Тр И С на экономический эффект при изменении долговечности от I до 10 лет (Н = 2,5 -=- 25 лет). За единицу принят экономический эффект EQ0 при D = 1 год.
С увеличением долговечности от i гола до 10 лет относительный экономический эффект (кривая 1} повышается н 19 раз. Кривая аппроксимируется формулой
EQ/EQ0 = 1,9D, т. е. экономический эффект возрастает примерно вдвое быстрее, чем долговечность.
Средняя за период службы рентабельность, равная согласно формулам (3) и (4)
_ ЕОт _ DOr
д ~ “ер” “ D (Эн 4 Мт + Ин + Тр + Нк) + 2С “
20 GOOD 20
“ F(600 + 5000 + 3200 4 3200) 4 4000 “ 12 + 4/D ’
возрастает от исходного значения q = 1,25 при D = 1 год до q = 1,6 при D = 10 пет.
Рис. 1. Влияние долговечности, отдачи и эксп л у а тацнояных расходов па экономический эффект
Коэффициент эксплуатационных расходом (кривая 2)
, DP D-12 000 + 4000 ,
Л = ---------------------- 60 + 2
С 2000
возрастает от исходного значения к = 8 при 0 = 1 год до к = 62 при D = 10 лет.
Соответственно снижается отношение стоимости машины к сумме эксплуатационных расходов (кривая 3) с 12,5% при D = 1 год до 1,6% при D = 10 лет.
Стоимость ^машины ощутимо влияет на экономический эффект только при малой долговечности. Так, уменьшение стоимости ставка в 1,5 раза (кривая -4) увеличивает экономический эффект на 34% при 0 = 1 год н на 2% при & = 10 лет. Увеличение стоимости станка в 1,5 раза (кривая 5) снижает экономии с сой эффект при 0=1 год ыа 50%, а при О—10 лет только на 2П5%-
Следовательно, повышение стоимости машины, направленное иа увеличение ее долговечности, вполне целесообразно, так как выигрыш от увеличения долговечности намного превосходит снижение экономического эффекта из-за удорожания машины. Например^ увеличение исходной долговечности в 5 раз (с 2 до 10 лет), сопровождаемое повышением стоимости машины даже вдвое, увеличивает, согласно формуле (17). экономический эффект в 9 раз.
Снижение энергопотребления (увеличение КПД станка) в рассматриваемом случае влияет крайне незначительно. Повышение КПД даже иа 20% (кривая б) увеличивает экономический эффект при D = 1 год только на 2,5%, а при D — 10 лет — на 1,3%.
Снижение расходов иа труд (частичная автоматизация, допускающая применение менее квалифицированного трудц) в реальных пределах иа 30% (кривая 7), увеличивает экономический эффект по сравнению с исходным (кривая J) в 1,35 раза при D ~ 1 год и в 1,2 раза при D = 10 лет.
Наиболее эффективно увеличение отдачи (повышение производительности обработки, применение специализированной оснастки, обработка по настроенным операциям и др.). Так, увеличение отдачи в 1,5 раза (кривая 8) повышает экономический эффект по сравнению с исходным в среднем в 2 раза, а увеличение отдачи вдвое (кривая 9) - в 3 раза.
Приведенный расчет является схематичным. Помимо оговоренных выше упрощающих предположений, в нем не учтена динамика изменения эксплуатационных факторов, например вероятного снижения стоимости
энергии и материалов с течением времени, уменьшения производительности станка по мере износа. Тем не менее он дает отчетливое представление о влиянии эксплуатационных расходов на экономический эффект для машии-орудий, В других категориях машин и при другой структуре
эксплуатационных расходов влияние различных факторов на экономический эффект может быть иным.
Существует обширная категория машин (неавтоматизированные металлорежущие станки, автомобили, дорожные, строительные, сельскохозяйственные и тому подобные машины), которые не могут функционировать без постоянно прикрепленного оператора. Здесь расходы иа труд относи-' тельно велики и не поддаются существенному сокращению. Соответственно невелико значение стоимости машины в сумме эксплуатационных расходов, как это показано в предыдущем примере,
У машин, которые длительное время могут функционировать без участия оператора (электродвигатели, электрогенераторы, насосы, компрессоры и т. п.), расходы на труд состоят только из стоимости периодического ухода и наблюдения за их работой.
В некоторых отраслях промышленности, использующих высокомеханизированное оборудование с большим числом однотипных единиц (текстильная промышленность), значительного сокращения расходов на труд можно достичь переходом на многостаночное обслуживание.
К машинам, у которых расходы на труд минимальны, относятся полуавтоматы и автоматы. В этой категории машин относительная роль стоимости машины выше.
У тепловых машин фактор энергопотребления отодвигает на задний план стоимость машины, а иногда и расходы на труд. Есть машины, у Которых расход энергий незначителен вследствие высокого КПД (электрогенераторы, редукторы и т. п.). Если к тому же невелик и расход на оплату труда то стоимость машины приобретает доминирующее значение.
Стоимость машины при прочих равных условиях в решающей степени зависит от серийности выпуска. При массовом выпуске стоимость машины невелика н ее роль в эксплуатационных расходах гораздо меньше, чем у машин мелкосерийного или тем более индивидуального выпуска.
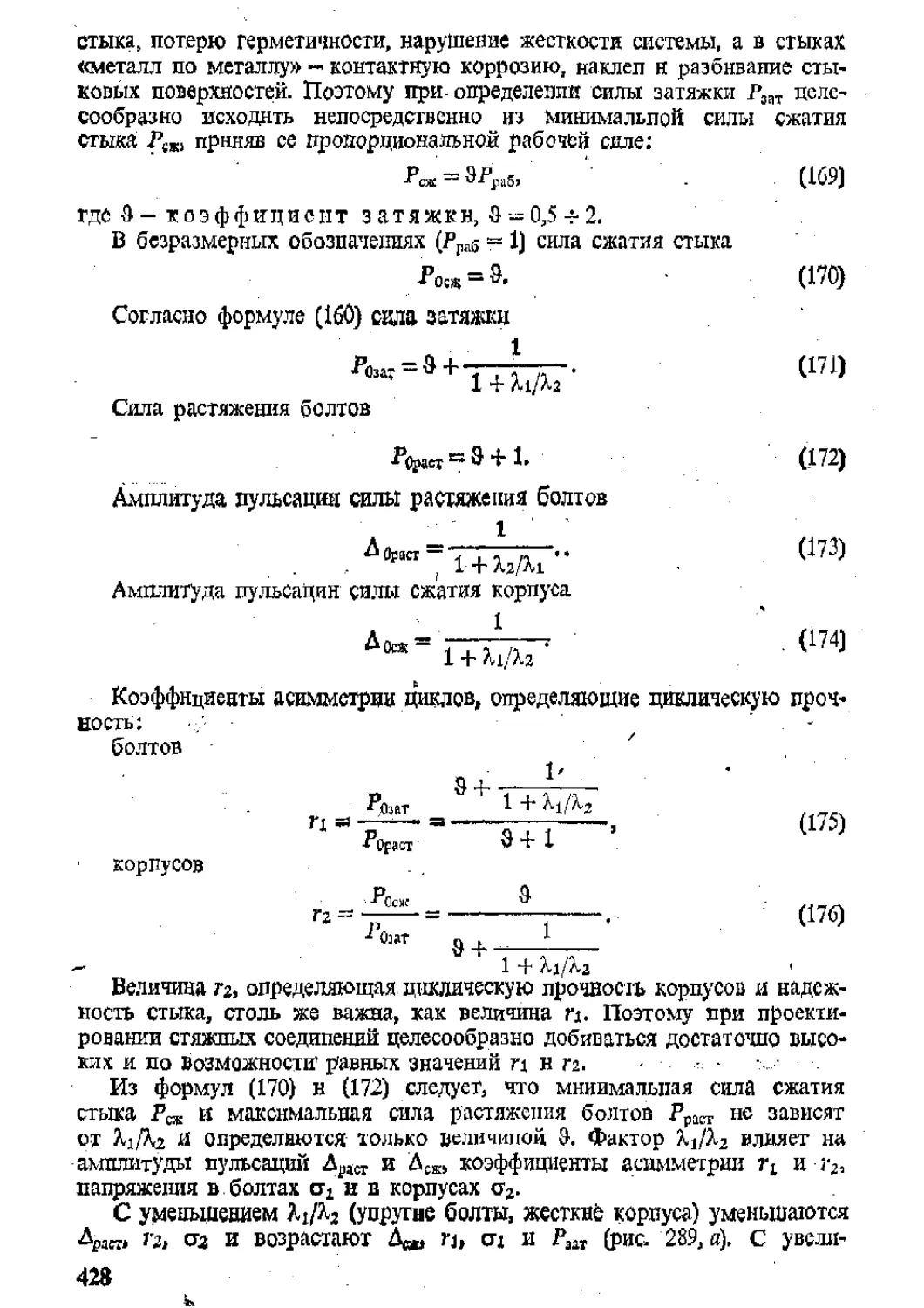
Следует отмстить, что наряду с уменьшением индивидуальной стоимости машин существует более эффективный способ снижения стоимости машиностроительной продукции в целом — сокращение номенклатуры объектов производства путем выбора рационального типажа машин и удовлетворения потребностей народного хозяйства наименьшим числом их типоразмеров
У мишии некоторых классов большое значение имеют расходы не» амортизацию, обслуживание и ремонт производственных зданий и сооружений, Эти расходы могут во много раз превышать расходы связанные с эксплуатацией машин.
Экономический расчет, подобный приведенному выше, позволяет в каждом отдельном случае определить структуру эксплуатационных расходов, их относительную роль и установить основы рационального с экономической точки зрения проектирования машины.
Как общее правило, экономический эффект в наибольшей степени зависит от величины полезной отдачи и долговечности машины. Эти факторы должны стоять в центре внимания при конструировании машин. Столь же большое значение имеет надежность, определяющая объем и стоимость ремонтов^ производимых за время эксплуатации машин. В предыдущем примере роль стоимости ремонтов несколько
затушевана тем, что в расчете принята умеренная стоимость ремонта, равная за весь период эксплуатации стоимости машины. Иначе говоря, стоимость ремонта принята такой, какой она должна быть при правильной конструкции машины и рациональной эксплуатации.
На практике расходы на ремонт могут достигать очень большой величины, превышая в некоторых случаях стоимость машин в несколько раз. Иногда расходы на ремонт поглощают большую часть доходов, приносимых машиной, что делает эксплуатацию машины нерентабельной»
В настоящее время назрела задана перехода на безремонтную эксплуатацию, лсд этим понимают:
устранение капитальных ремонтов;
устранение восстановительного ремонта и замена его комплектационным ремонтом» осуществляемым сменой износившихся деталей, узлов и агрегатов;
устранение вынужденных ремонтов» вызванных поломкой и износом деталей» систематическим проведением планово-предупредительных ремонтов.
Перевод на безремонтную эксплуатацию является комплексной задачей. Предпосылками решения этой задачи являются:
увеличение срока службы изнашивающихся деталей;
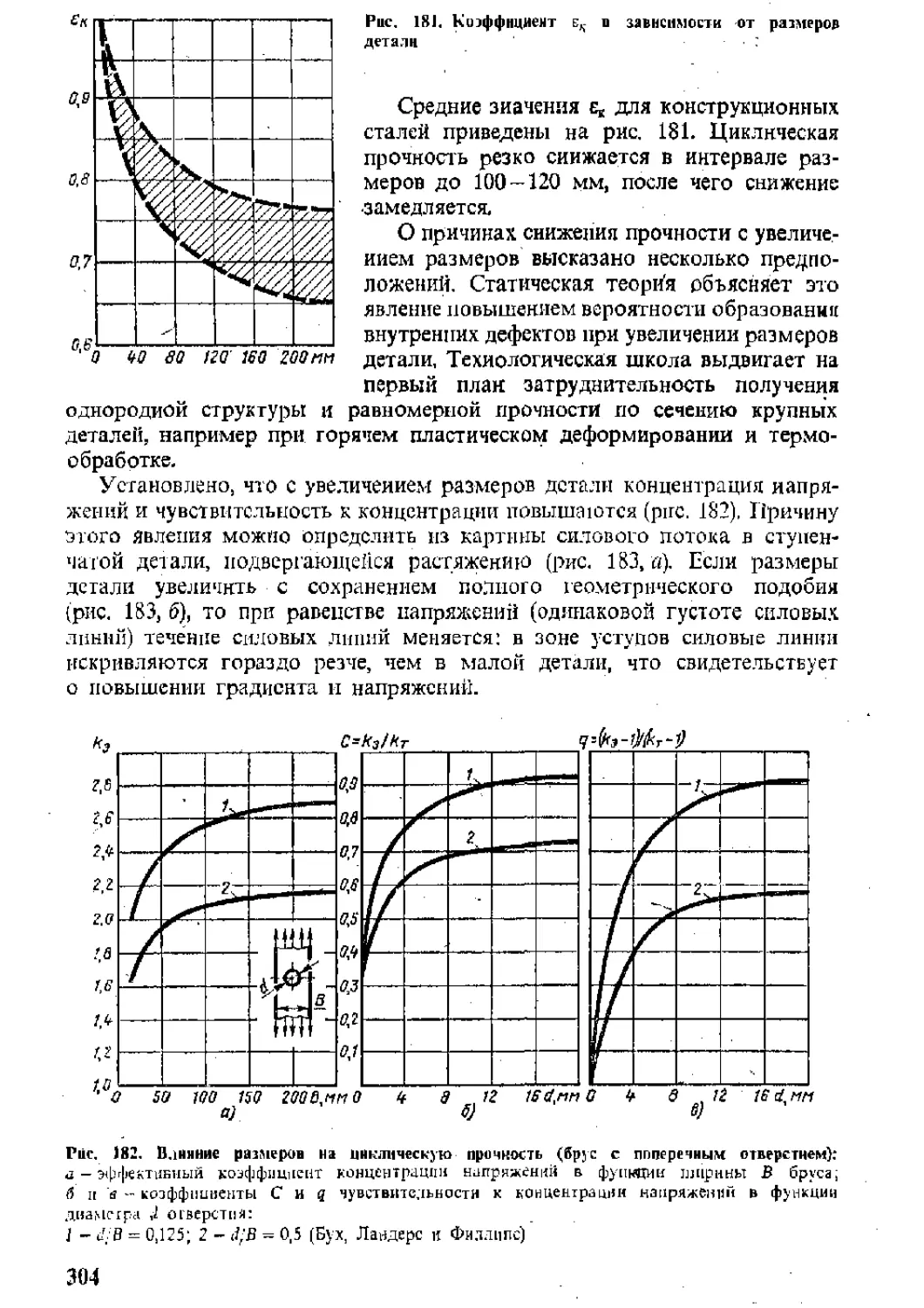
построение машины по агрегатному принципу» допускающему независимую емеку изнашивающихся пар деталей и узлов;
создание на машинах не из нашивающихся фиксирующих поверхностей» служащих базами при установке сменных деталей.
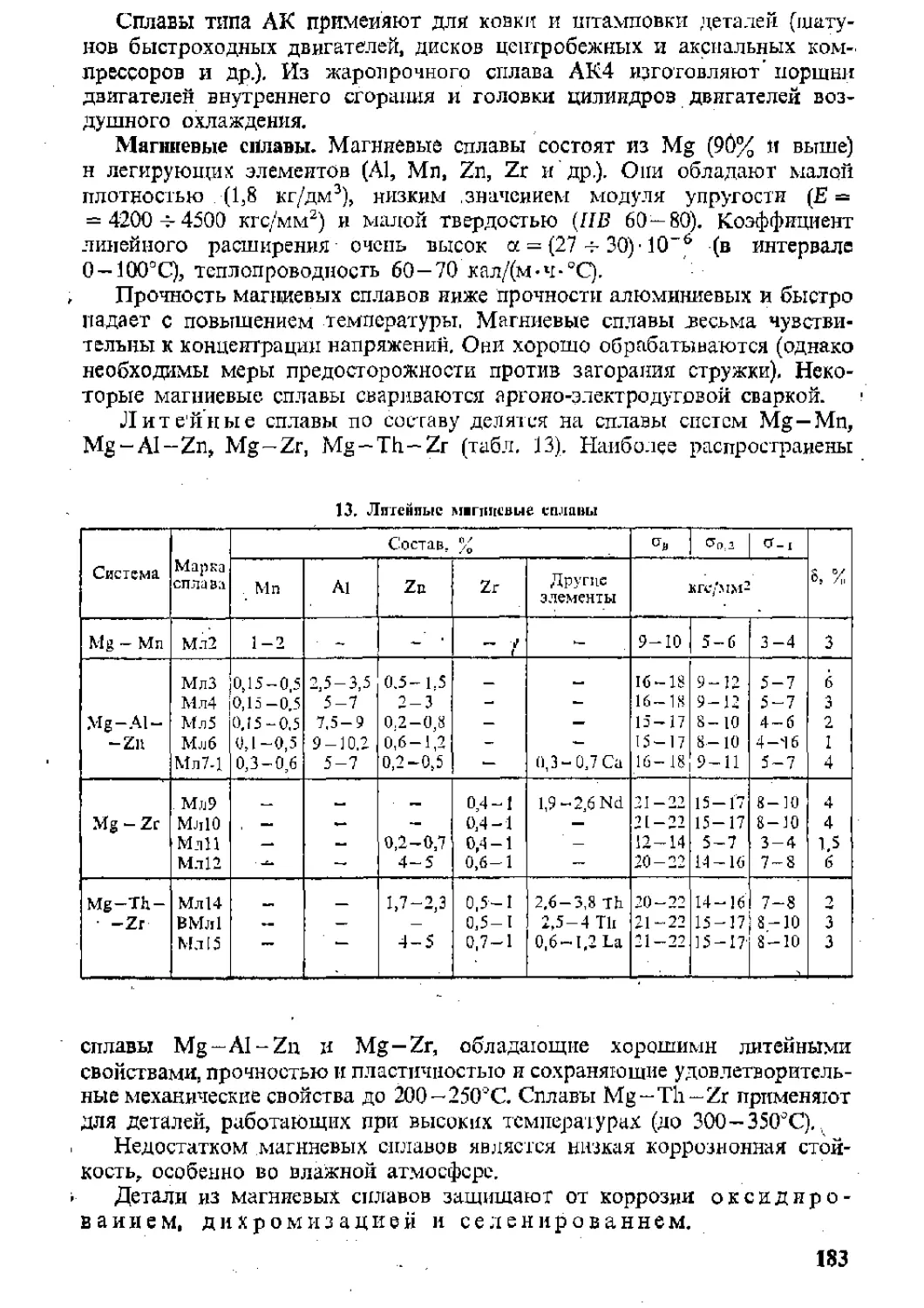
Конструктивным мероприятиям должны сопутствовать организационно-технические, главным из которых является централизованное изготовление запасных деталей н узлов.
Из сказанного выше отнюдь не вытекает, что конструктор может ослабить внимание к задаче уменьшения стоимости машин. Как было показано, роль фактора стоимости зависит от категории машин и может быть значительной у машин с малыми энергопотреблением и расходами на труд, а также у машин с относительно небольшим периодом службы. Необходимо только правильно оценивать значение этого фактора среди других факторов повышения экономичности и уметь поступиться Tim в случаях, когда уменьшение стоимости вступает в' противоречие с требованиями увеличения полезной отдачи, долговечности и надежности.
Решение всех перечисленных выше задач следует положить в основу деятельности конструктора, который должен, во-первых, задавать тон в политике машиностроения, во-вторых, создавать конструкции, обеспечивающие увеличение экономической эффективности машины, сокращение эксплуатационных расходов и уменьшение стоимости машиностроительной продукции в целом.
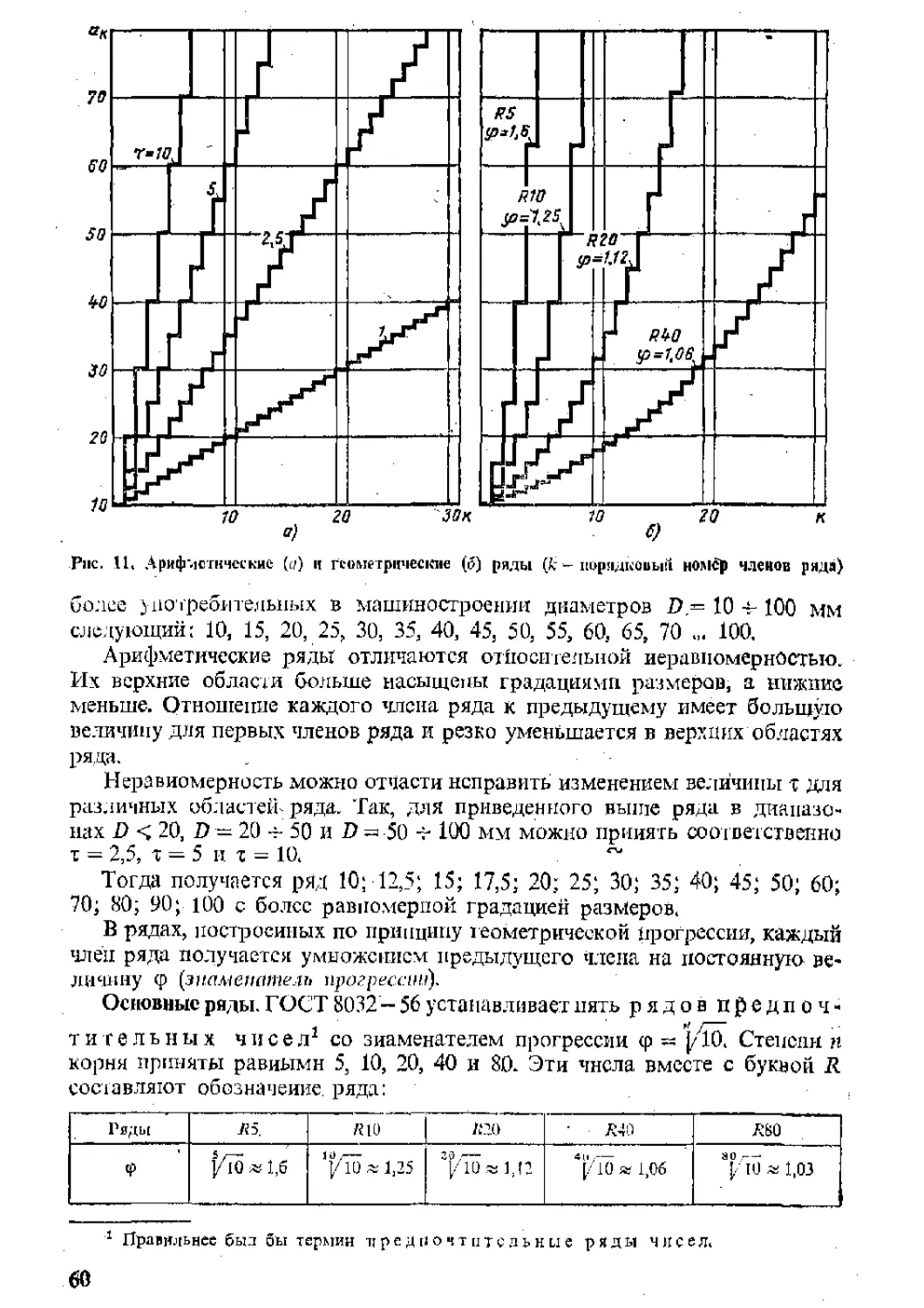
Влияние долговечности ня численность машинного парка. Повышение долговечности является эффективным и экономичным способом увеличения числеииости машин, находящихся одновременно в эксплуатации (текущей численности машинного парка). Число N машин, действующих в каждое данное время, пропорционально произведению их долговечности D на выпуск и единиц/год за предшествующее время.
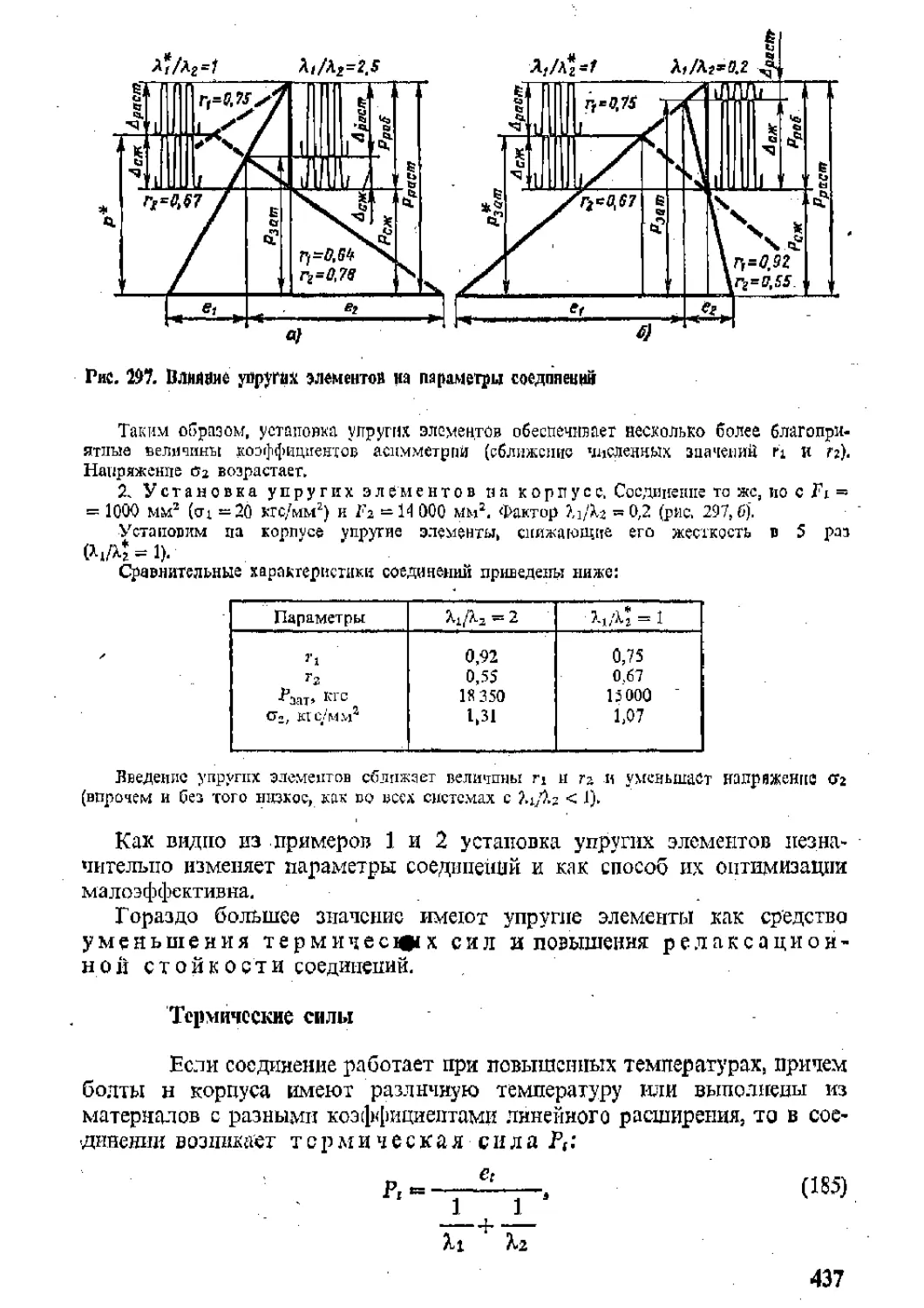
Разберем случай, когда годовой выпуск постоянен и равен 100. Пусть долговечность выпускаемых машин 3 года; машины работают непрерывно, т. е. период их службы равен долговечности.
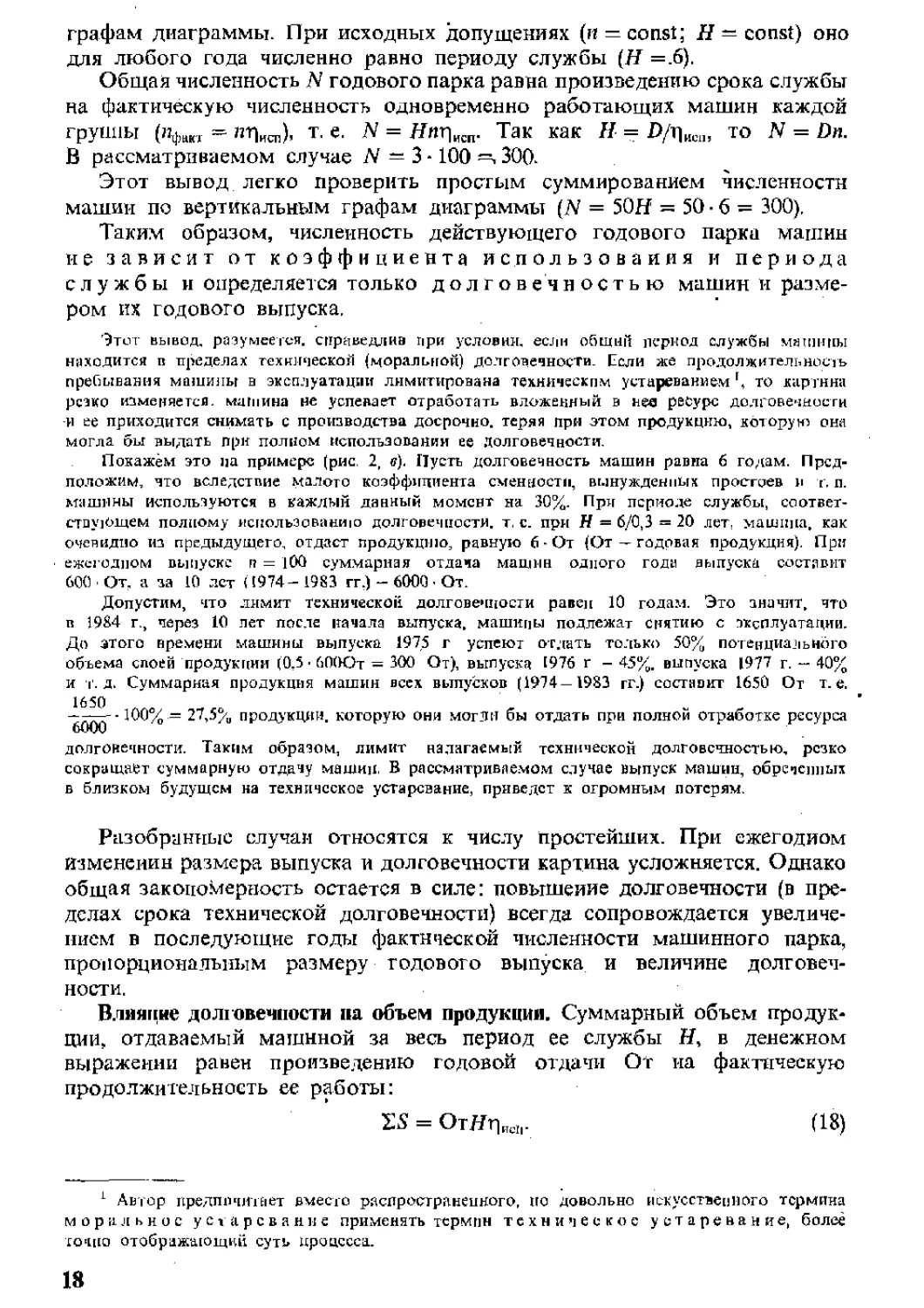
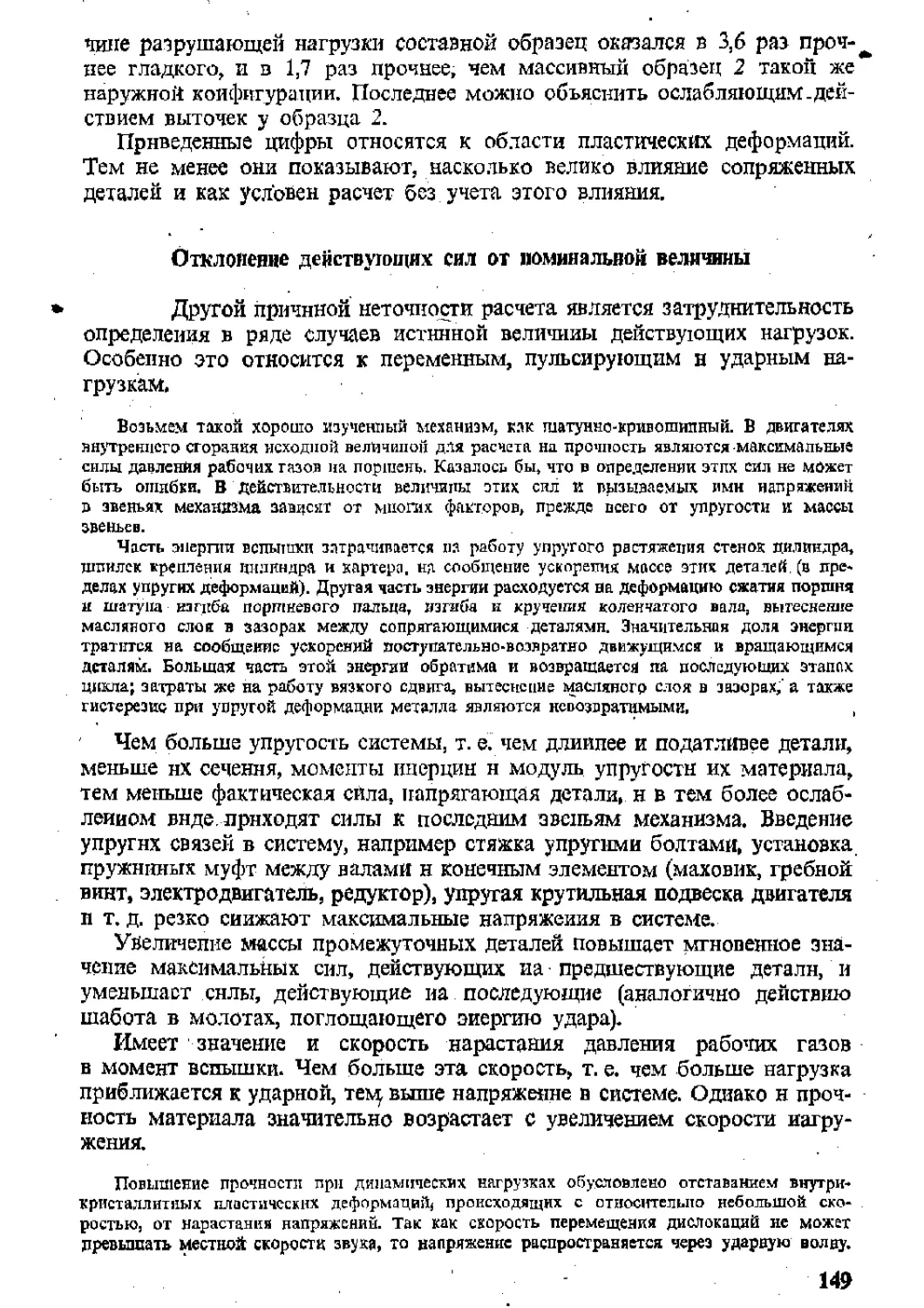
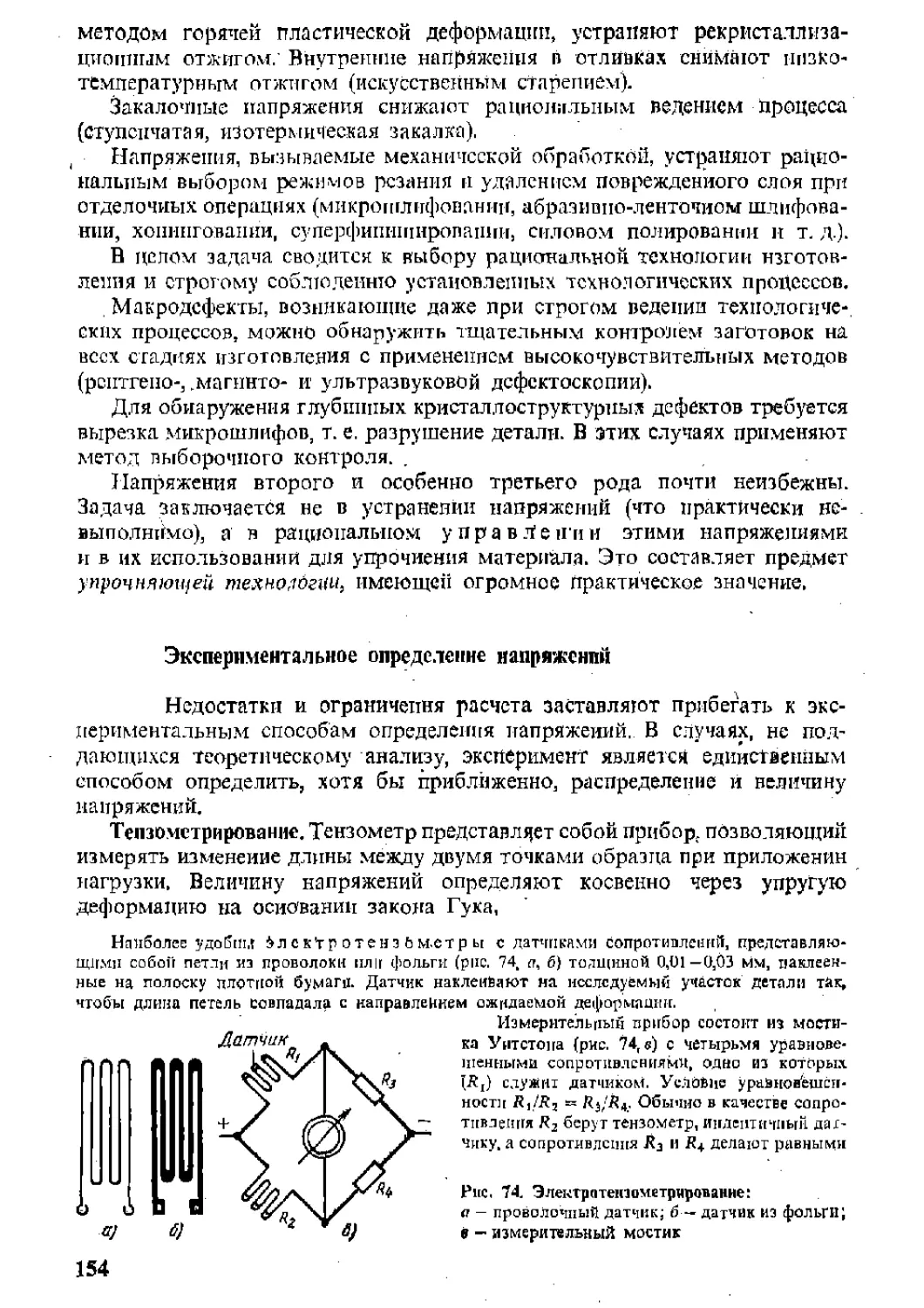
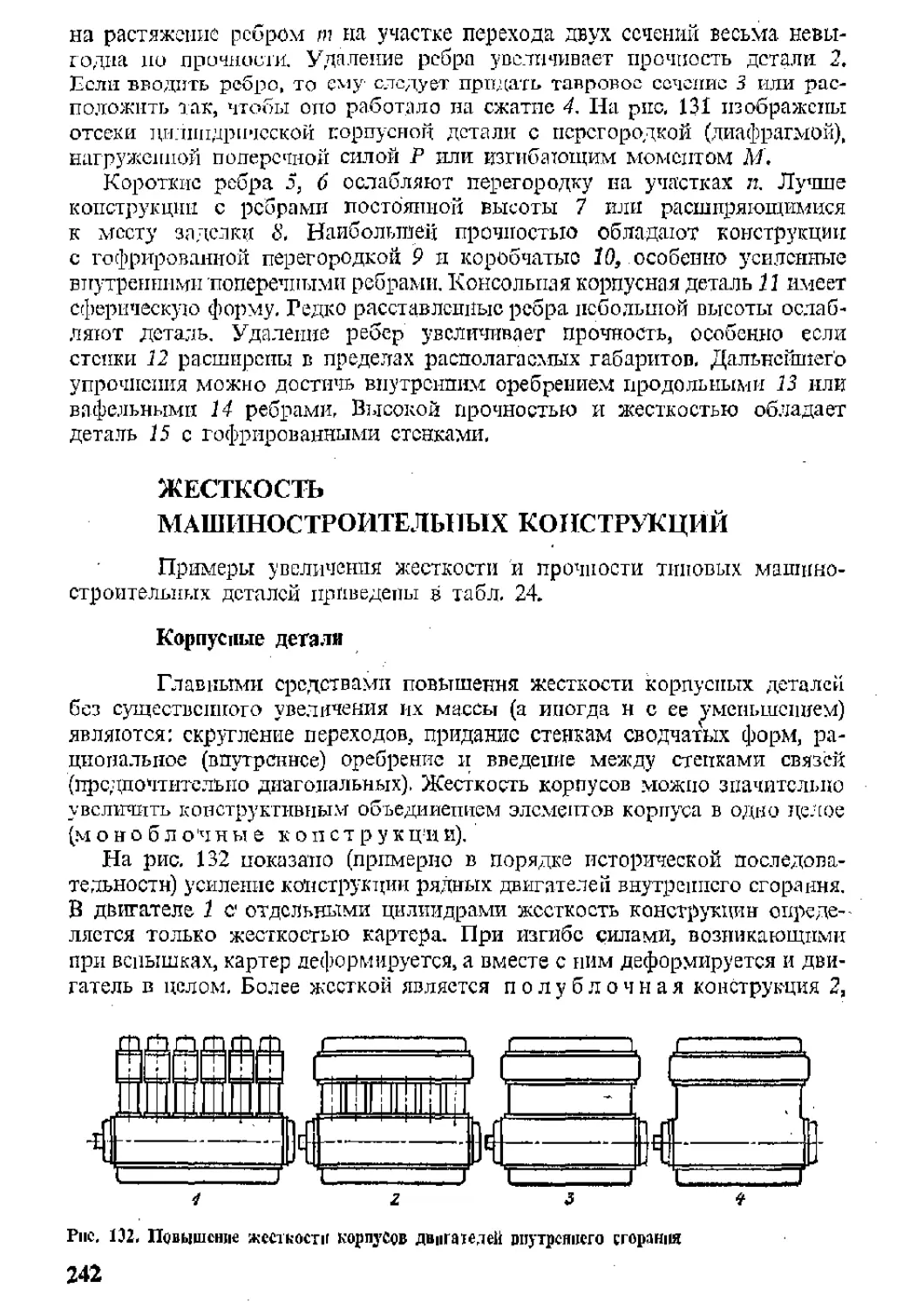
На диаграмме (рис. 2, о) представлена картина использования мащин по годам. Численность годового выпуска изображена черными прямоугольниками. Сумма прямоугольников по горизонтали показывает лродол-
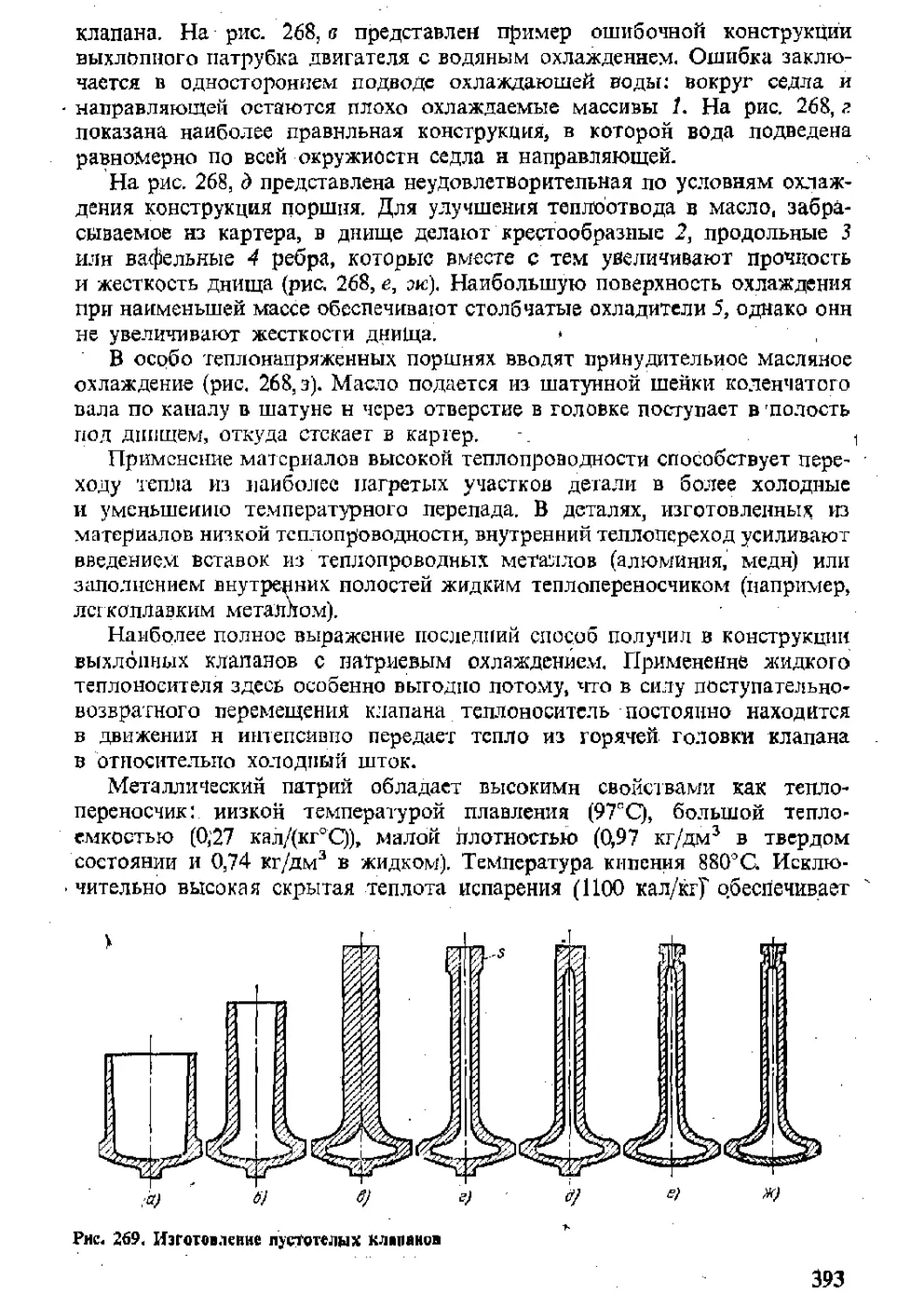
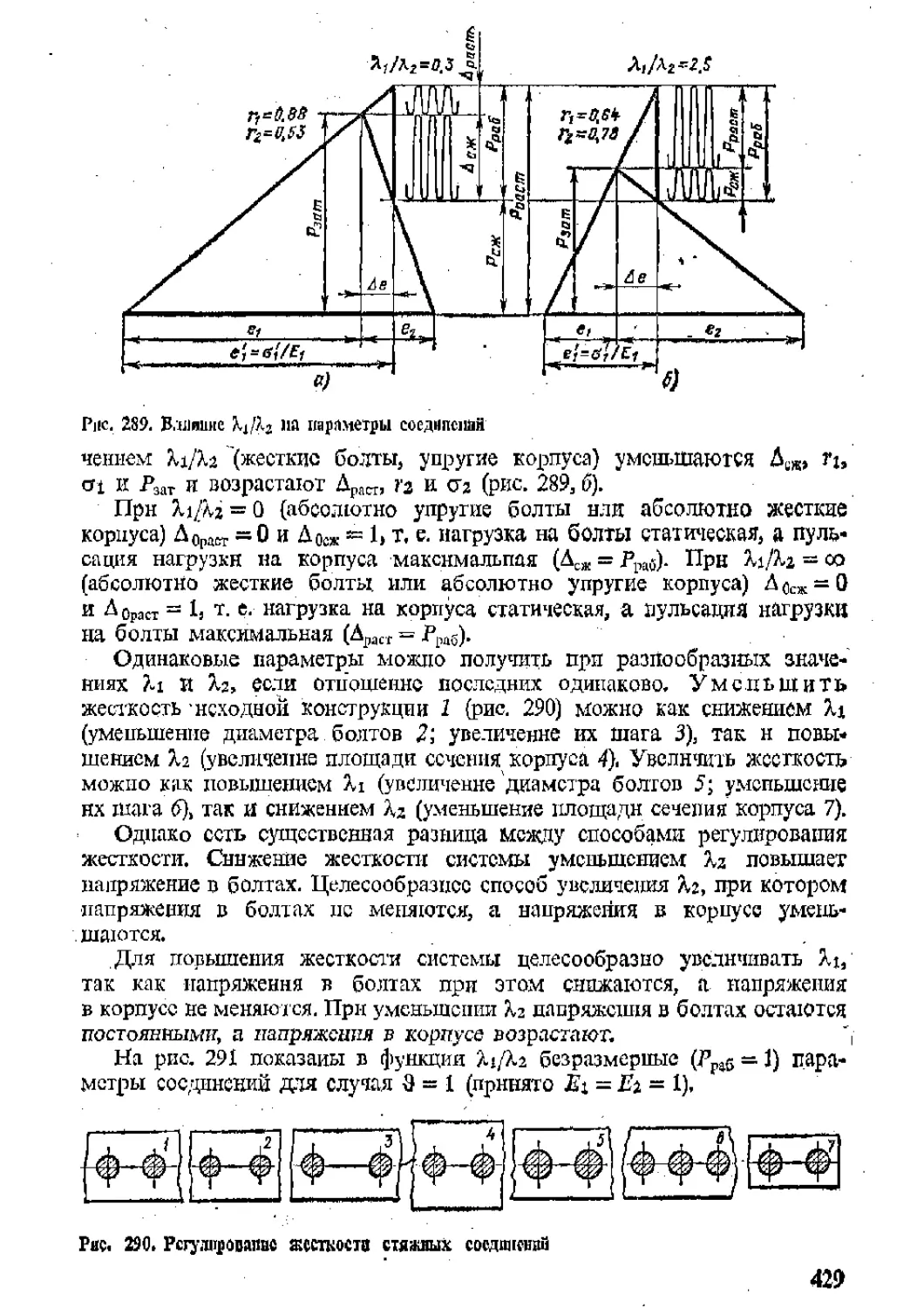
Рис, 2, Эксплудтлцнояные ля я граммы машин при Лвсл-д — 1; б — 0,5; а — Q.3
жительиость пребывания машин в эксплуатации, равную в рассмотренном случае 3 годам; сумма прямоугольников по вертикали — число групп машин разных годов выпуска, находящихся одновремен-’ но в эксплуатации. При постоянстве годового выпуска и долговечности оно для любого года численно равно долговечности (и = 3).
Следовательно, общая численность действующего машинного парка в каждом году # = Dn = = 3 100 = 300. Предположим теперь, что начиная с 1974 г. завод-изготовитель увеличивает долговечность машин вдвое (заштрихованные прямоугольники). Продолжительность пребывания машин в эксплуатации, выражаемая суммой черных и заштрихованных прямоугольников по горизонтальным -графам диаграммы, становится равной D' = 6 лет. Численность машинного парка, начиная с 1978 г., возрастает и в 1980 г.
ж*;*?
J3B3 Ызк-------------------
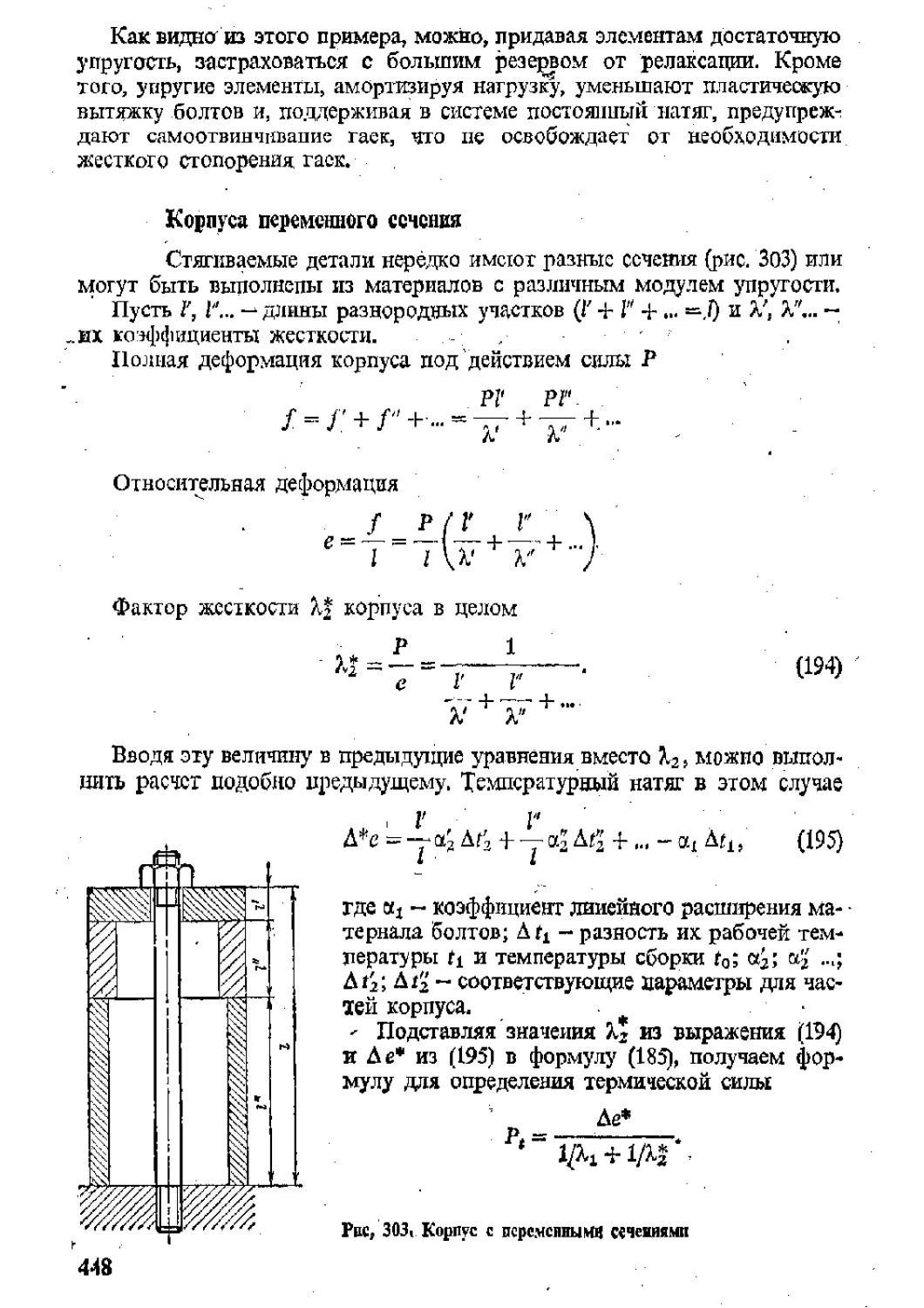
двявяи ята-------------
^7/ -------
1975 197$ 1977
яазанзи
в)
стабилизируется, оставаясь все последующие годы постоянной и равной 600 машинам, т. е. равной произведению новой долговечности на размер годового выпуска: N' = Ь'п.
Таким образом, при том же размере годового выпуска машин с увели
чением долговечности вдьое во столько же возрастает численность машинного парка, а следовательно, объем годовой (и суммарной за весь период службы машин) промышленной продукции
Разберем случай, когда машины используются в течение неполного рабочего времени, т. е. когда период службы машины удлиняется по сравнению с заложенным в нее ресурсом долговечности (рис. 2, 6),
Если по-прежнему принять D — 3 и Г| = 0,5, то согласно формуле (2J Н = 3/0,5 = 6 лет.
Сокрашение степени Использования машин равносильно уменьшению числа одновременно действующих машин. В нашем случае (т|ясп —0.5) это сокращение выражается Иа диаграмме уменьшением вдвое высоты черных прямоугольников, Число одновременно работающих в течение года машин одного года выпуска становится ранным 50.
Количество групп машин различного года выпуска, находящихся одновременно в эксплуатаций, равно сумме прямоугольников по вертикальным
графам диаграммы. При исходных допущениях (и = const; Н — const) оно для любого года численно равно периоду службы (Н = .6).
Общая численность Л/ годового парка равна произведению срока службы на фактическую численность одновременно работающих машин каждой группы (Иф^ = плис„), т. е. N = Нпт]„т. Так как Н = Р/пИШ! то N = Dn. В рассматриваемом случае N — 3 -100 ==, 300-
Этот вывод легко проверить простым суммированием численности машин по вертикальным графам диаграммы (N = 50Н = 50 6 = 300).
Таким образом, численность действующего годового парка машин не зависит от коэффициента использования и периода службы и определяется только долговечностью машин и размером их годового выпуска,
Этет вывод, разумеется, справедлив при условии, ecjin общ nit период службы машины находится п пределах технической (моральной) долговечности. Если же продолжительность пребывания машины в эксплуатации лимитирована техническим устареванием г, то картина резко изменяется, машина не успевает отработать вложенный в нее ресурс долговечности и ее приходится снимать с производства досрочно, теряя при этом продукцию, которую она могла бы выдать при полном использовании ее долговечности.
Покажем это на примере (рис. 2р <?). Пусть долговечность машин равна 6 годам. Предположим, что вследствие малого коэффициента смешюстн, вынужденных простоев и г, п. машины используются в каждым данный момент на 30%, При периоде службы, соответствующем полному использованию долговечности, т. с. при Н = 6/0,3 = 20 лет, машина, как очевидно из предыдущего, отдаст продукцию, равную 6 * От (От — годовая продукция). При ежегодном выпуске г? = 100 суммарная отдача машин одного года выпуска составит 6О(Ь От, а за 10 лет (1974- 1983 ггj — 6000 ' От.
Допустим, что лимит технической долговечности равен 10 годам. Это значит, что п 1984 г., через 10 лет после начала выпуска, машины подлежат снятию с эксплуатации. До этого времени машины выпуска 1975 г успеют отдать только 50% потенциального объема своей продукции (0,5 6000т = 300 От), выпуска 1976 г - 45%. выпуска 1977 г. — 40% и г. д. Суммарная продукция машин всех выпусков (1974—1983 гг.) составит 1650 От т. е.
100% = 27,5% продукции. которую они могли бы отдать при полной отработке ресурса 6000
долговечности. Таким образом, лимит налагаемый технической долговечностью, резко сокращает суммарную отдачу машин. В рассматриваемом случае выпуск машин, обреченных в близком будущем на техническое устаревание, приведет к огромным потерям.
Разобранные случаи относятся к числу простейших. При ежегодном изменении размера выпуска и долговечности картина усложняется. Однако общая закономерность остается в силе: повышение долговечности (в пределах срока технической долговечности) всегда сопровождается увеличением в последующие годы фактической численности машинного парка, пропорциональным размеру годового выпуска и величине долговечности.
Влияние долговечности па объем продукции. Суммарный объем продукции, отдаваемый машиной за весь период ее службы Н, в денежном выражении ранен произведению годовой отдачи От иа фактическую продолжительность ее работы:
SS = ОтЯПий|. (18)
1 Автор предпочитает вместо распространенного, по довольно искусственного термина моральное усгарсваннс применять термин техническое устаревание, более точно отображающий суть процесса..
В предположении, что машина отрабатывает полный ресурс долговечности (Ят|исп = Р),
Х8 = ОтР. (19)
Годовой объем продукции группы действующих машин равен произведению годовой отдачи каждой машины на коэффициент использования Т|1!СП и число N одновременно находящихся в эксплуатации машин:
= ОттиЛ, (20)
Число действующих в каждый данный промежуток времени машин
N =пН, (21)
где п — численность годового выпуска машин с учетом формул (18) —(21)
Г8|ОД = ОтпЯт|[га| = ОтпЛ. (22)
1
Следовательно, суммарный объем продукции, отдаваемый машиной за период ее службы (19)5 и годовой объем продукции группы одновременно действующих машин (22) пропорциональны произведению годовой от дачи надолговечность машины.
Увеличение долговечности, например в 2 раза, вызывает увеличение объема годовой продукции вдвое. При одновременном увеличении в 2 раза отдачи объем продукции возрастает в 4 раза. Если объем годовой продукции задан, то повышение долговечности и отдачи позволяет сократить пропорционально произведению nh годовой выпуск машин с существенным выигрышем в суммарной стоимости выпуска машин и оплаты труда при общем повышении экономического эффекта.
Определим экономический эффект прн сокращении выпуска машин за счет увеличения отдачи и долговечности.
Сравним дне группы машин, первая ш которых состоит из 1000 машин стоим остью каждая 2000 р. с отдачей От = 20 000 руб/год н долговечностью D = 5 лет, а вторая из 500 магнии стоимостью каждая *1000 р. с отдачей 40 000 руб/год и долговечностью 10 лет. Годовая отдача обеих групп, очевидно, одинакова; От = 1000 20 000 ^50-40 000 = 20 мли. руб,
Суммарный экономический эффект машин первой группы за весь период эксплуатации согласно формуле (9)
LQ, = 1000 {D [От (1 - и) - (Эи 4 Тр + Нк|] - Рм - С}.
Пользуясь цифрами предыдущею примера (с? = 0,25; Эн = 600; Тр = 3200; Нк = 3200 p-/i од; Рм = С), получаем
JQ, = 1000 [5 [20 000 0,75 — 7000) - 4000] = 36 млн. руб.
Суммарный экономический эффект машин второй группы за тот же период эксплуатации
= 500 {5 [40 000 > 0,75 - (Эни + Тр + Нк)] - Рм' - С'} (23)
Положим, что расход энергии у машин второй группы вдвое больше (Энг = 1200 р./гол). Так как машины отрабатывают за 5 лет только половину своего срока службы, то расходы на амортизацию и ремонт равны С = 0s5C = 0,5 < 4000 = 2000 р. н Рм' = 0.5С = 0,5 4000 = = 2000 рт
Подставляя эти величины н формулу (23), получаем
ZQ? = 500 [5 (30 000 - 7600) - 4000] = 54 млн. руб,
Следовательно, экономический эффект машин второй группу , за 5 лет эксплуатации в 54/36 = 1,5 раза больше, - чем машин первой группы, несмотря на вдвое большую стоимость машин, ремонта и энергопотребления.
Суммарный экономический эффект машин второй группы за полный срок службы (10 лет)
EQ2 = 500 [10 (30 000 - 7600) - 4000 - 4000] = 10В млн. руб.»
т. е. превышает суммарный экономический эффект машин первой группы в 108/36 = 3 раза или в денежном выражении на 108 — 36 — 72 млн. руб., что вдвое больше всего экономического эффекта машин первой группы.
Выводы. Общий вывод: увеличение полезной отдачи н долговечности — наиболее эффективный и выгодный способ увеличения объема промышленной продукции и повышения экономического эффекта машин,
Увеличение долговечности позволяет пропорционально сократить годовой выпуск машин без снижения объема промышленной продукции, при уменьшении общей стоимости изготовления машин, значительном снижении эксплуатационных расходов, повышении рентабельности суммарного экономического эффекта.
Правилен и обратный вывод: увеличение долговечности машин при том же объеме выпуска машин, тех же производственных мощностях и затратах на изготовление машин позволяет пропорционально увеличить оснащенность народного хозяйства машинами и повысить объем промышленной продукции.
Увеличение долговечности, как способ повышения численности машинного парка, объема продукции и энергоиасыщенностн народного хозяйства, несравненно выгоднее, чем простое увеличение выпуска машин, не сопровождаемое повышением их долговечности.
Увеличение выпуска машин требует введения новых предприятий, расширения площадей н оборудования существующих предприятий или (способ экономически наиболее целесообразный) увеличения съема продукции с существующего оборудования путем интенсификации производственного процесса. В первом и втором случаях возрастают расходы на изготовление машин. Во всех случаях возрастают эксплуатационные расходы вследствие увеличения числа действующих машин.
Увеличение отдачи и долговечности машин, как правило, сопровождается относительно небольшим повышением стоимости машин н вместе с тем в связи с сокращением числа действующих машин уменьшает эксплуатационные расходы. Конечный результат тот же: увеличение фактической численности парка действующих машин и увеличение объема промышленной продукции, но при несравненно меньших затратах в общем значительном возрастании экономического эффекта.
Целесообразно сочетать увеличение численного выпуска с увеличением полезной отдачи и долговечности машин, а в нужных случаях и умерять численный выпуск, отдавая предпочтение более выгодному способу увеличения отдачи и долговечности машин,
Из сказанного вытекает и другой вывод. Увеличение годового выпуска машин еще не означает увеличения численности действующих машин н объема выпуска промышленной продукции. Цифры возрастания годового производства машин характеризуют рост экономики только в том случае, если они сопровождаются объективными данными о долговечности н качестве выпускаемых машин.
Эги цифры могут означать; прогресс, если долговечность машин сохраняется на постоянном уровне или повышается; застой, если долговечность снижается в такой же пропорции, в какой возрастает выпуск, регресс, если долговечность машин падает в более сильной пропорции, чем возрастает их выпуск,
ПОЛЕЗНАЯ ОТДАЧА
Полезная отдача выражается стоимостью продукции пли полезной работы, выполняемой машиной в единицу времени, Величина полезной отдачи зависит от производительности машин, т. е. от числа операций (или единиц работы), ею выполняемых в единицу времени, и от стоимости операций (единиц работы).
Увеличение отдачи является комплексной задачей, решение которой во многом зависит от правильности эксплуатации. Для автомашин, например, эксплуатационные средства повышения отдачи заключаются в сокращении холостых пробегов,, увеличении технической скорости езды, повышении грузоиЬпользовання (применение прицепов) и т. д. Производительность машин-орудий повышают интенсификацией технологических операций, применением приспособлений и специальной оснастки.
В основном же эту задачу необходимо решать конструктивными мероприятиями. Машине должна быть придана наибольшая возможная производительность, согласованная с реальными требованиями производства и перспективами его развития. Рабочие органы машины следует рассчитывать на максимальный объем операций с соответствующим выбором ее кинематики, мощности, прочности и жесткости.
Главными способами повышения производительности машин являются: увеличение числа одновременно осуществляемых иад изделием one-' раций;
увеличение числа одновременно обрабатываемых изделий;
сокращение длительности технологического цикла;
автоматизация технологического процесса.
Первый способ получил наиболее полное выражение в конструкции агрегатных металлообрабатывающих станков, позволяющих обрабатывать детали одновременно по нескольким или всем поверхностям. Другим примером могут служить многорезцовые токарные автоматы.
Представителями второго способа являются роторные машины, иа которых одновременно обрабатывают большое число деталей. Другой пример — групповая обработка одновременно нескольких деталей в многоместных приспособлениях.
Роторными называют машины карусельного типа, у которых каждое нзделяг иди объект, подвергаемые определенным операциям или комплексу операций, устанавливаю гея на карусель, закрепляются за отдельным операционным органом (блок, патрон, шпиндель) и обрабатываются в процессе вращения карусели за один полный ее оборот. Роторные машины обладают высокой производительностью (карусельные наполнители с 40 — 60 шпинделями дают до 1500 наполнений в 1 мин).
Высокая производительность роторных машин является следствием непрерывности действия и выполнения технологической операции одновременно над несколькими объектами. Число объектов, одновременно проходящих операцию, и = он, где J — число операционных блоков, установленных по окружности ротора; а — долл окружности, на которой происходит операция обработки.
Производительность роторной машины
Q = in, (24)
где и — частота вращения ротора (об/мин), зависящая от продолжительности выполняемой над объектом операции (фазового времени), 4
а w = —.
(ф
где — фазовое время, мин; т — доля окружности, на которой происходит операция обработки (обычно а = 0,65 -г 0;75).
Следовательно,
е = ^ (25)
гф
Как видно из этого выражения, производительность роторной машины можно увеличить; уменьшением фазового времени (ускорением выполняемой над объектом операции); увеличением числа оперли ионных блоков.
Возможности первого способа ограничены. Второй способ позволяет увеличивать производитель ноегь практически сколь угодно. Лимитом нередко становятся только операции загрузки и разгрузки изделий.
Повышение производительности роторной машины по сравнению с машиной* выполняющей последовательные одиночные операции той же продолащтельпости 1ф, характеризуется отношением “ время выпуска одного изделия на роторной машине, равное
согласно формуле (25) t0 = 1/'g = Еф/ta. Следовательно, Гф/Г0 = iol. Прн среднем значении а = 0,7, отношение 1ф/(D ~ 0,7. Например, прн числе шпинделей J = 50 производительность роторной машины в 0,7 50 = 35 раз больше, чем машины последовательной обработки,
Роторные машины хорошо компонуются в автоматические линии, высокопроизводительные, компактные и экономичные (благодаря сокращению энергозатрат на транспортирование деталей от одной машины к другой).
ДОЛГОВЕЧНОСТЬ
Долговечность машины, подобно полезной отдаче, очень зависит от условий и технического уровня эксплуатации. Бережное отношение к машине, квалифицированный уход, своевременная профилактика, предупреждение перегрузок — все это может значительно повысить долговечность3 машины. Низкий уровень обслуживания сокращает срок службы машины. Однако решающее значение для долговечности имеет правильная конструкция машины.
Критерии долговечности. До лговечность есть общее время, которое машина может отработать на номинальном режиме в* условиях нормальной эксплуатации без существенного снижения основных расчетных параметров, прн экономически приемлемой суммарной стоимости ремонтов. Иногда применяют понятие ресурс машины (время работы машины в часах до первого капитального ремонта).
Во многих случаях, особенно для агрегатов непере одического действия^ долговечность измеряют показателями суммарной выработки за все время функционирования агрегата. Определенная таким образом долговечность представляет собой общее число операций или единиц работы, которые может произвести мангина или агрегат до предельного износа. Так5 долговечность автотранспорта и подвижного железнодорожного состава определяют по предельному суммарному пробегу в километрах; приборов и испытательных машин — по общему числу включений; плавильных агрегатов — по суммарному числу плавок; почвообрабатывающих машин - по количеству обрабатываемых гектаров жочвы.
Фактическая долговечность может значительно отличаться от номинальной в зависимости от условий работы. Она уменьшается при систематической перегрузке машины, работе на повышенных скоростях, режимах, увеличении рабочих усилий, в неблагоприятных климатических условиях. При облегченных условиях работы долговечность мащии возрастает.
Влияние условий работы на долговечность можно учесть введением коэффициента режима niX.A. Фактическая долговечность
D = (26)
^1реж
где £>ном — номинальная (расчетная) долговечность.
Величину коэффициента режима можно достоверно определить путем дифференцированного изучения условий н режимов эксплуатации и их влияния на долговечность, что составляет задачу статистической теории долговечности» При отсутствии уточненных данных можно в^ качестве первого приближения принимать: для средних условий эксплуатации Преж — 1; тяжелых 1,2 —1,5; легких — 0,7—0.8.
Срок службы машины — это общая продолжительность пребывания ее в эксплуатации (в годах) до исчерпания ресурса долговечности. Для машин непериодического действия срок службы определяется как частное от деления долговечности, выраженной числом операций (единиц работы), на их среднее число в году.
Например, срок службы автомобиля рассчитанного на суммарный пробег L км.
L
U = у-— 'Лреж где ^реж — коэффициент режцма; / — средний километраж, проходимый автомоб пл ем л год.
Для машин долговечность которых исчисляют в единицах времени срок службы (в годах) равен частному от деления долговечности D на коэффициент использования т]нсш характеризующий среднюю за период работы машины степень фактического ее использования за вычетом всего холостого времени. С учетом коэффициента режима
D
Л =---------. (27)
ПиспПреж
Коэффициент использования в общем случае
Лисп = Псе^ПвьгхПремПсм^машПзаг'Ппр' (28)
Коэффициент сезонности — отношение продолжительности сезона работы машины к общему числу дней в году:
Псе1 “ 365
К числу машин, продолжительность действия которых ограничена, климатическими и сезонными условиями, принадлежит большинство сельскохозяйственных машин, дорожные, снегоуборочные машины, судовой транспорт с ограниченным периодом навигации.
Для некоторых категорий машин (специализированные сельскохозяйственные машины, например картофелеуборочные, хлопкособнрательные) Лога - 0,05 4- 0,02.
Для машин, используемых круглый год, Ря-, = 1.
Коэффициент выходных дней т,ВЫ][ — отношение числа рабочих дней в году к общему числу дней в году. При пятидневной рабочей неделе число рабочих дней 52 5 = 260, а за вычетом выходных дней 255 дней.
Следовательно, = 255/365 = 0,7. Этот коэффициент действителен для машинного оборудования, работающего по календарному режиму. Для агрегатов, работающих беспрерывно в течение всего года (доменные агрегаты, оборудование теплосиловых станций), pr>1JX = 1.
Коэффициент смени о сти — отношение продолжительности /1СЧ смен в часах, в течение которых работает машина, к числу часов в сутках: = й^/24.
При 8-часовом рабочем дне и одно-, двух- и трехсменной работе соответственно 71^ = 0,33; 0,66 и 1.
Коэффициент ремонтных,пр ост о ев т,рЕМ — среднее отношение продолжительности фактической работы машины к сумме продолжительности фактической работы и продолжительности йр..м простоев машин в ремонте:
йф
Этот коэффициент зависит в первую очередь от надежности машины, определяющей длительность межремонтных сроков и объем ремонтных работ, а также от уровня организации ремонта. Величина Т1ргм определяется также длительностью пребывания машины в эксплуатации. Будучи незначительными на первых этапах эксплуатации, ремонтные простои прогрессивно возрастают по мере износа машины и к концу срока службы могут достигать большой величины.
Для технологических машин, работающих по календарному режиму, в среднем цр1;м =0.854-0,95. Для других категорий машин цифры варьируют в широких пределах.
Для машин сезонного и резко непериодического действия = 1, так как эти машины ремонтируются почти всегда, в периоды их бездействия.
Коэффициент машинного времени т[маш — отношение машинного времени ймгш1 (времени фактической работы) к сумме машинного и вспомогательного времени (времени, затрачиваемого на установку и снятие изделий, настройку и регулировку машины, обслуживание и уход):
Ймаш
Лмаш "V ' ’ , , ' - "маш “I" 'Ъсп
Этот коэффициент действителен для машин-орудий с ручным управлением, обслуживаемых операторами (иапрнмер, металлообрабатывающие . станки, кузиечно-прессовое оборудование). Величина г[маш зависит от типа оборудования, совершенства организации рабочего процесса, размеров партий обрабатываемых изделий. Для металлорежущих станков в среднем
Пмащ = 0,8-г 0,9. С увеличением „степени автоматизации величина 1г)ыа11| приближается к единице.
Коэффициент загрузки т[заг — отношение продолжительности фактической работы машины к сумме фактической работы машины и холостого времени — простоев за тот же период, вызванных производственной невозможностью обеспечить полную загрузку машины:
Лф
Пзпг — . ,
"ф + "хол
Низкий коэффициент г)мг имеют машины, работающие вне часового графика, и машины непериодического действия с иерегламеитироваиной загрузкой (вспомогательные!, аварийные, ремонтные).
В условиях непрерывного производства недогруженными бывают специализированные машины, выполняющие узкий круг операций при изготовлении деталей ограниченной номенклатуры, и машины, производительность которых превышает среднюю производительность смежного машинного оборудования.
Как правило, низкое значение коэффициента т]заг у технологических машин является следствием дефектов производственного планирования, неправильного подбора оборудования по численности, типажу и производительности, а также нестабильности профиля продукции.
В производствах со сменяющимися объектами величина т[заг зависит от типа объекта, находящегося в данный момент в производстве, характера обработки его деталей и, следовательно, может изменяться во времени, Например, при обработке деталей с преобладанием токарных операций будут загружены станки токарной группы; другие станки (фрезерные, расточные) будут недогружены или простаивать.
В мелкосерийном производстве — 0,7 0,75, в серийном 0,8 — 0,85; в крупносерийном 0,9 — 0,95. При непрерывно-поточном массовом, стабильном во времени производстве, т[заг = 1.
Коэффициент вынужденных простоев цпр - среднее отношение продолжительности фактической работы машины к сумме и времени hcp простоев, вызванных неполадками и неисправностями, устраняемыми на месте;
’’’ “ Лф + *,р
Величина этого коэффициента для надежно выполненных и правильно эксплуатируемых машин близка к единице. У машин с дефектами конструкции или работающих при неквалифицированном обслуживании т[пр может быть значительно меньше единицы.
Расчетная долговечность. Для машин, работающих по календарному режиму, степень использования^ а следовательно, и соотношение между периодом службы Н и долговечностью D зависит преимущественно ОТ TU-
Примем в формуле (28) Ц^гЦпрт1рем = 0,8; цВЬ1Х = 0,7 (за исключением случая круглогодовой непрерывной работы, когда т[вык = 1). Тогда т[НС[1 = — 0,8 0.7т]сч = 0,56т[см и долговечность согласно формуле (27)
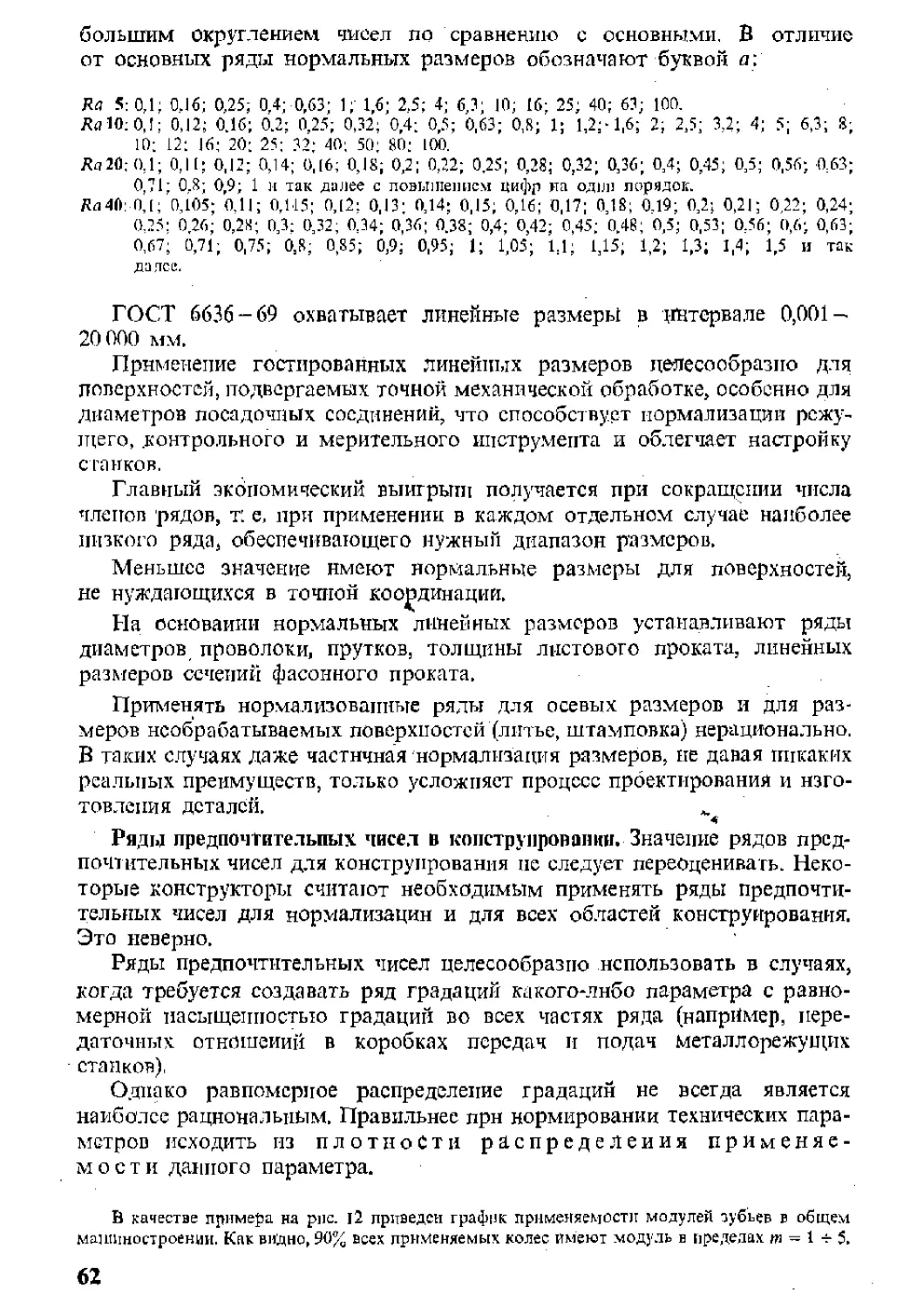
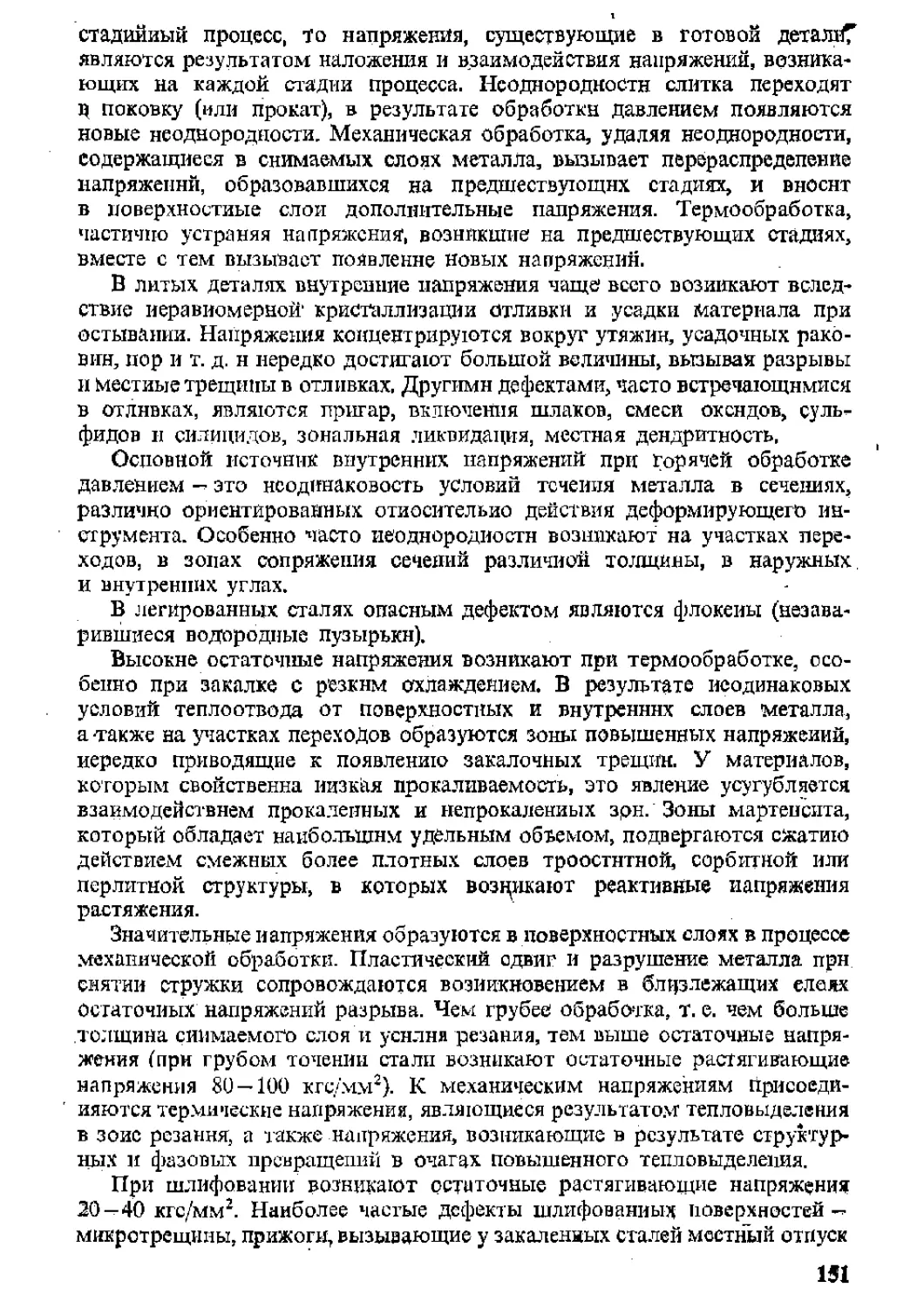
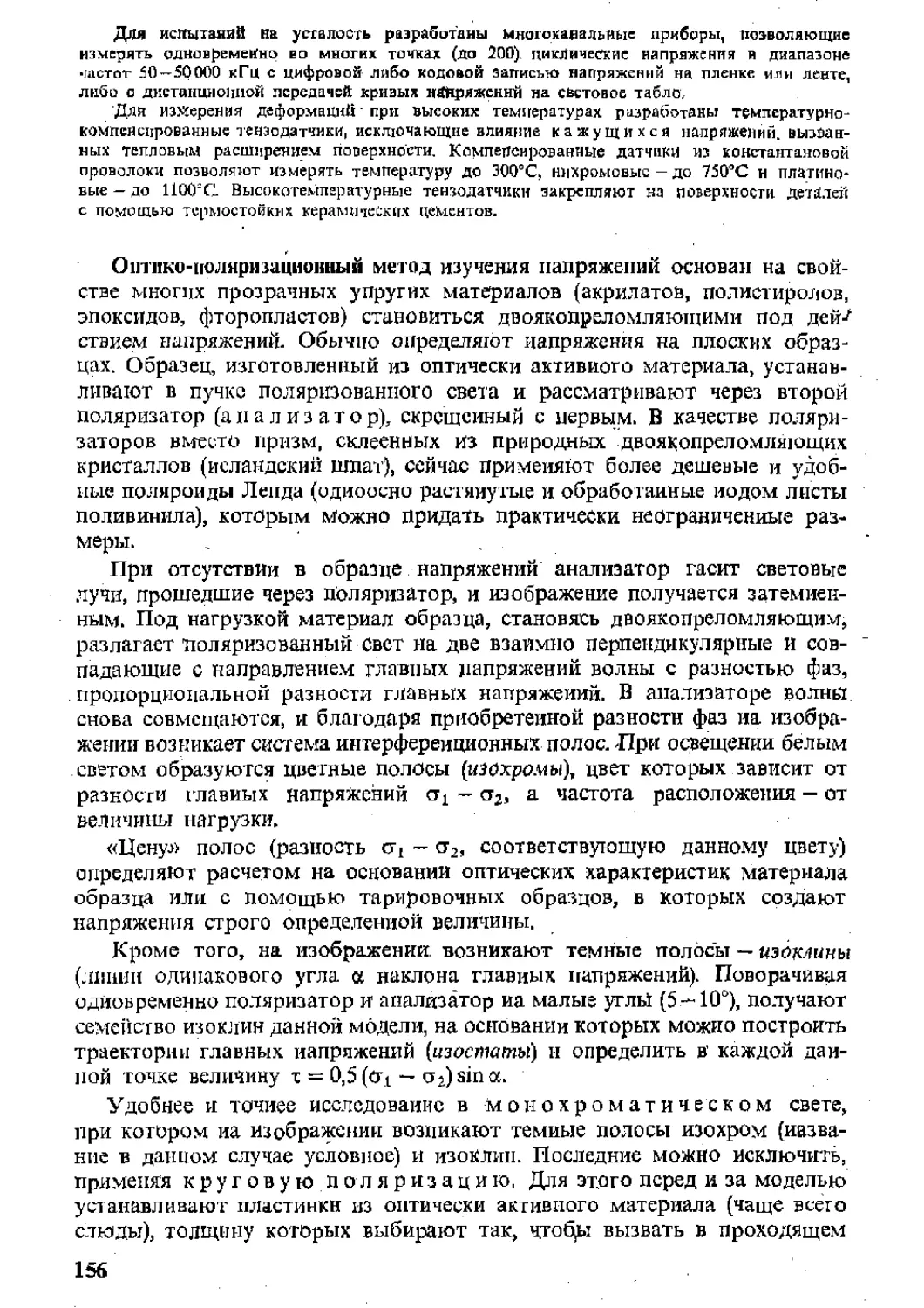
С учетом формулы (29) составлен график (рис. 3) зависимости D (в тыс. ч.) от Н (в годах). Для работы в одну, две и три смеиы принято соответственно т[см =0,33; 0,666 и 1. Для круглогодовой работы принято с учетом вынужденных простоев D = 0,95 И.
Ресурс долговечности* закладываемый в машину должен быть согласован со степенью ее использования. Повышение долговечности машин, мало загруженных, в эксплуатации, сопровождается увеличением периода службы, которое практически нельзя использовать из-за наступления технического устаревания. Например, при Р = 10 лет период службы согласно формуле (29) равен для двухсменной работы 27 лет а для односменной 54 года, что превосходит все мыслимые пределы технико-экономической долговечности,
Высокую долговечность целесообразно придавать машинам интенсивного использования, Так, при трехсменной работе период службы машины с расчетной долговечностью 10 лет сокращается до 18 лет, а при круглогодовой непрерывной работе до 10,5 лет* что укладывается (во всяком случае для многих категорий машин) в лимиты технической долговечности,
Графиком можно пользоваться для ориентировочного определения долговечности машин, работающих по календарному режиму.
Для наиболее распространенного случая работы в две смены при периоде службы 10—15 лет (заштрихованная область) расчетная долговечность составляет 30—50 тыс. ч. Эти цифры можно полагать в основу расчета большинства технологических машин, Для машин, работающих в три смены, при том же периоде службы, D — 50 ч- 70 тыс. ч,, а для машин, работающих круглый год, D = 80 -=- 130 тыс. ч,
График позволяет решить н обратную задачу — по заданной долговечности определить период службы. Например, при D = 30 тыс. ч. (штриховая линия) периоды службы при круглогодовой работе в одну, две и три смены равны соответственно 3,6; 6,2; 9,2 н 18,5 лет,
Теория долговечности. В стадии формирования находится теория долговечности, предметом которой является:
определение технически и экономически целесообразных лимитов долговечности ;
разработка методов изучения эксплуатации машин (статистическая обработка эксплуатационной информации);
изучение эксплуатационных режимов и их влияния на долговечность машин; типизация спектров эксплуатационных режимов;
определение степени использования машин в эксплуатации и соотношения между долговечностью и сроком службы машин*
диагностика причин разрушения;
выявление деталей, лимитирующих долговечность, изучение влияния долговечности деталей на долговечность машин в целом;
разработка методов стендовых и полевых испытаний машин, узлов и деталей на долговечность, прогноз эксплуатационной долговечности машины на основании стендовых испытаний;
разработка объективных показателей долговечности выпускаемых машнн.
Многочисленность и разнородность факторов, влияющих на долговечность (технический уровень эксплуатации, колебания эксплуатационных режимов, качество изготовления и т. д.)> неопределенность многих факто-26
2?, тъ/с. ч
Рнс. 3. Расчетная долговечность D в зависимости от периода службы Н при од но с ме л пои fJ). двухсменной (2), трехсменной (3) л круглогодовой (4) работе
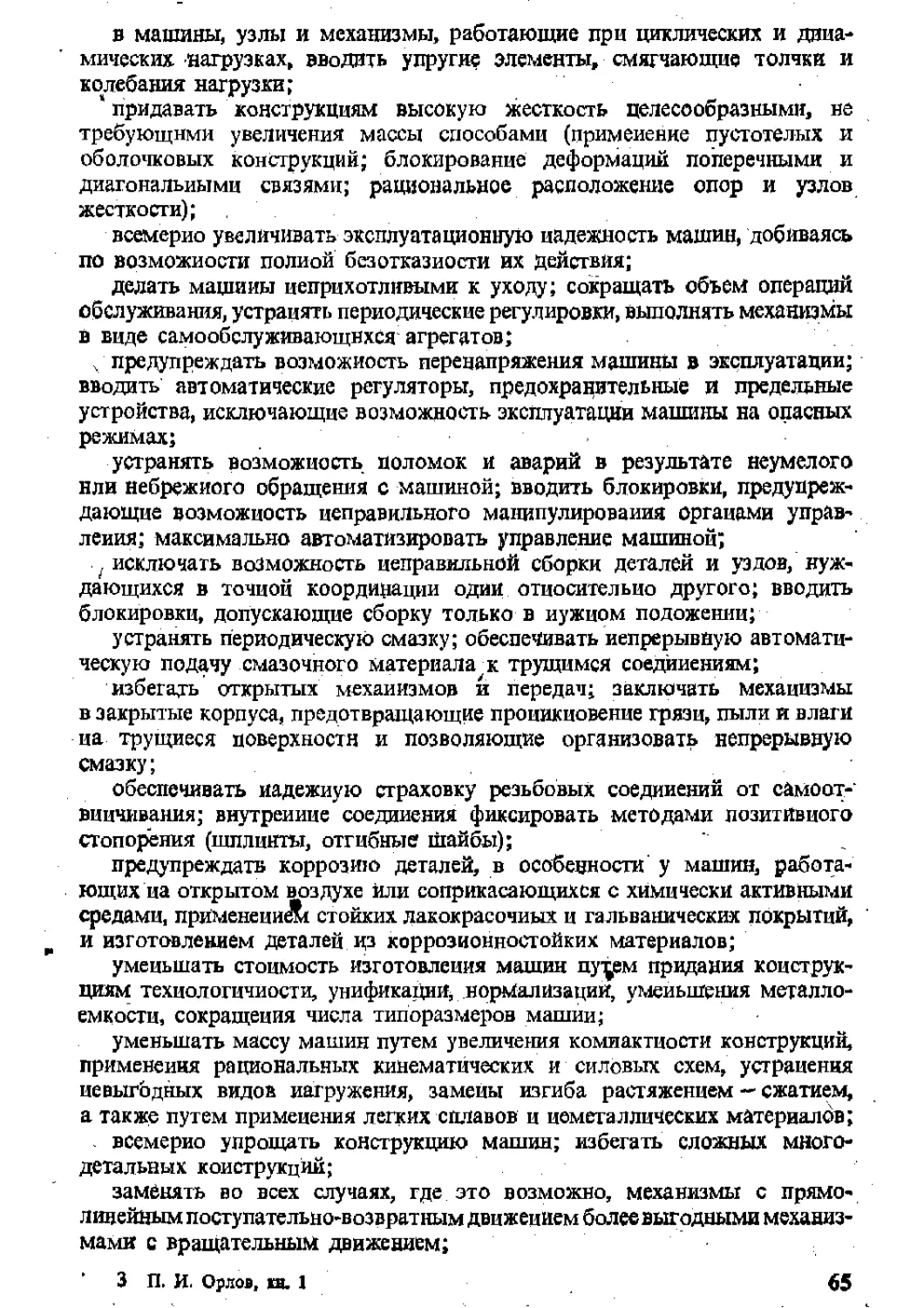
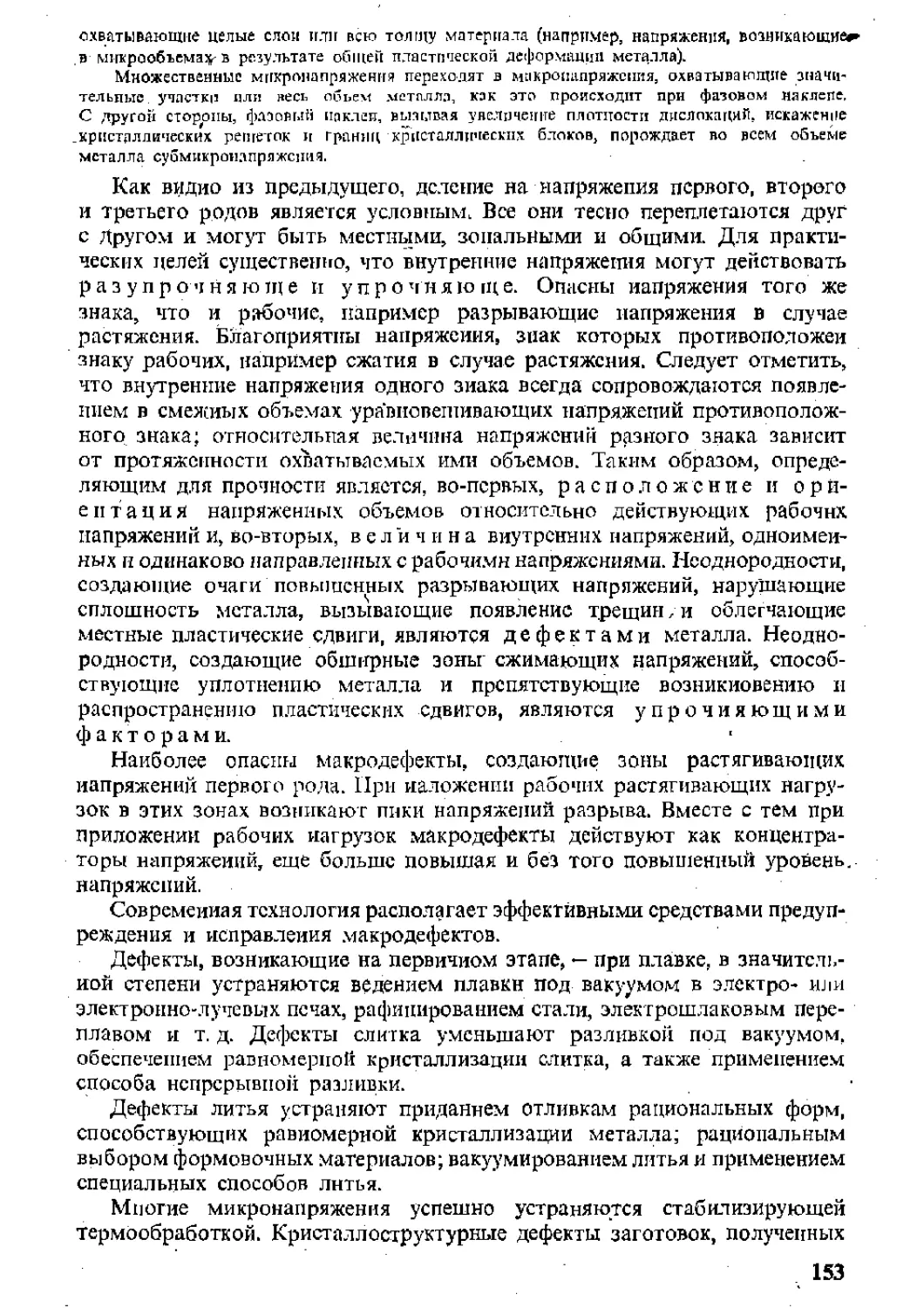
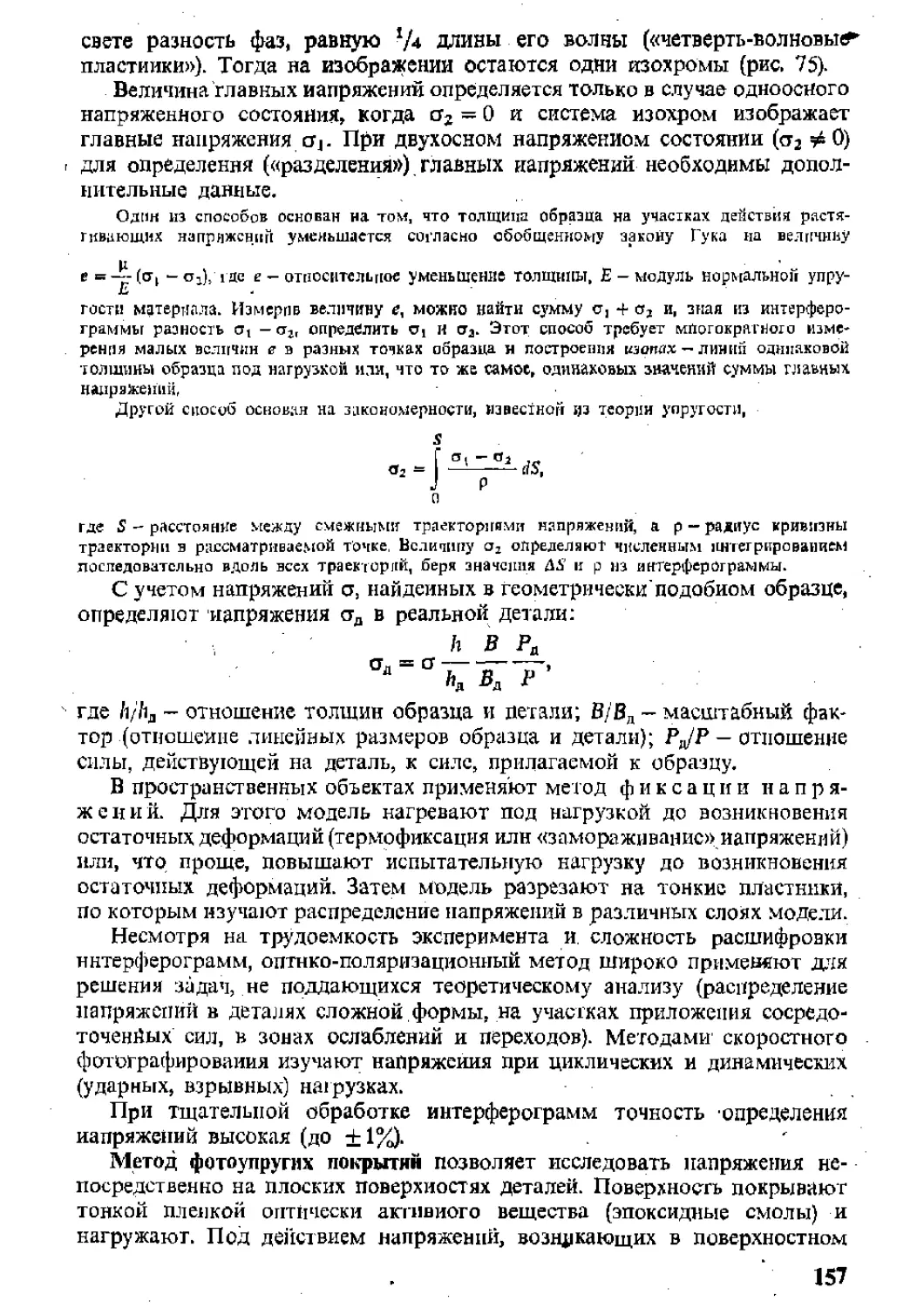
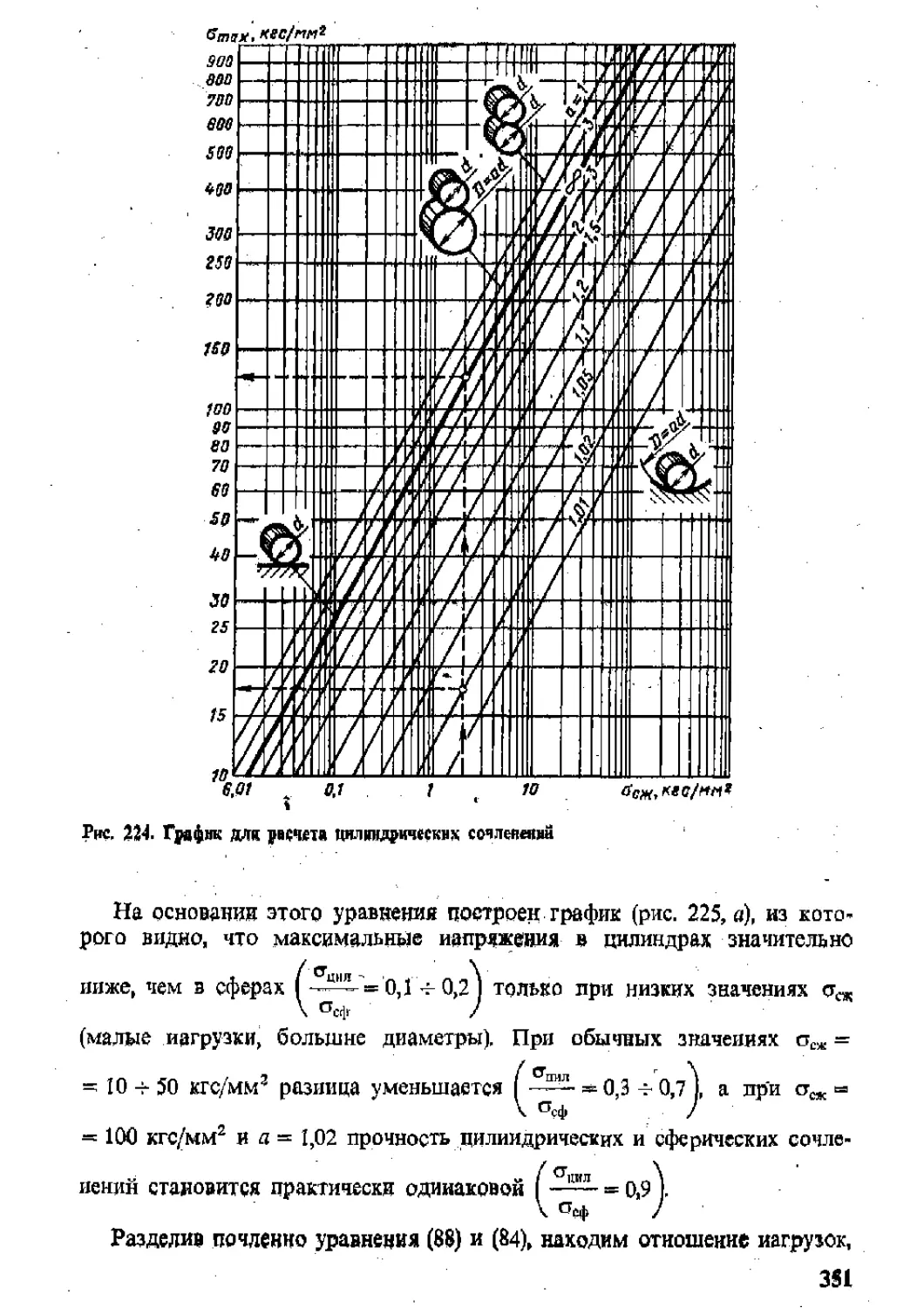
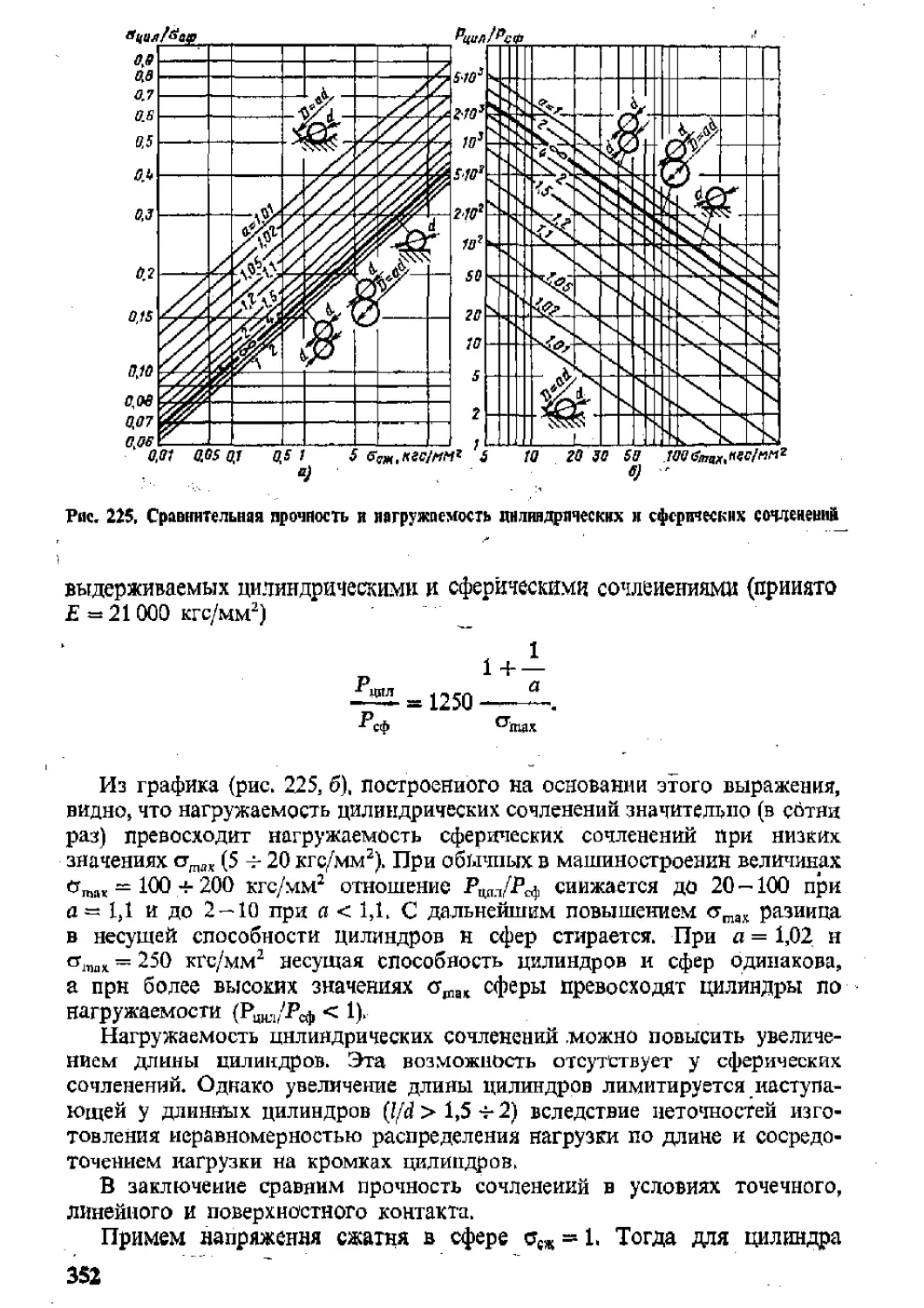
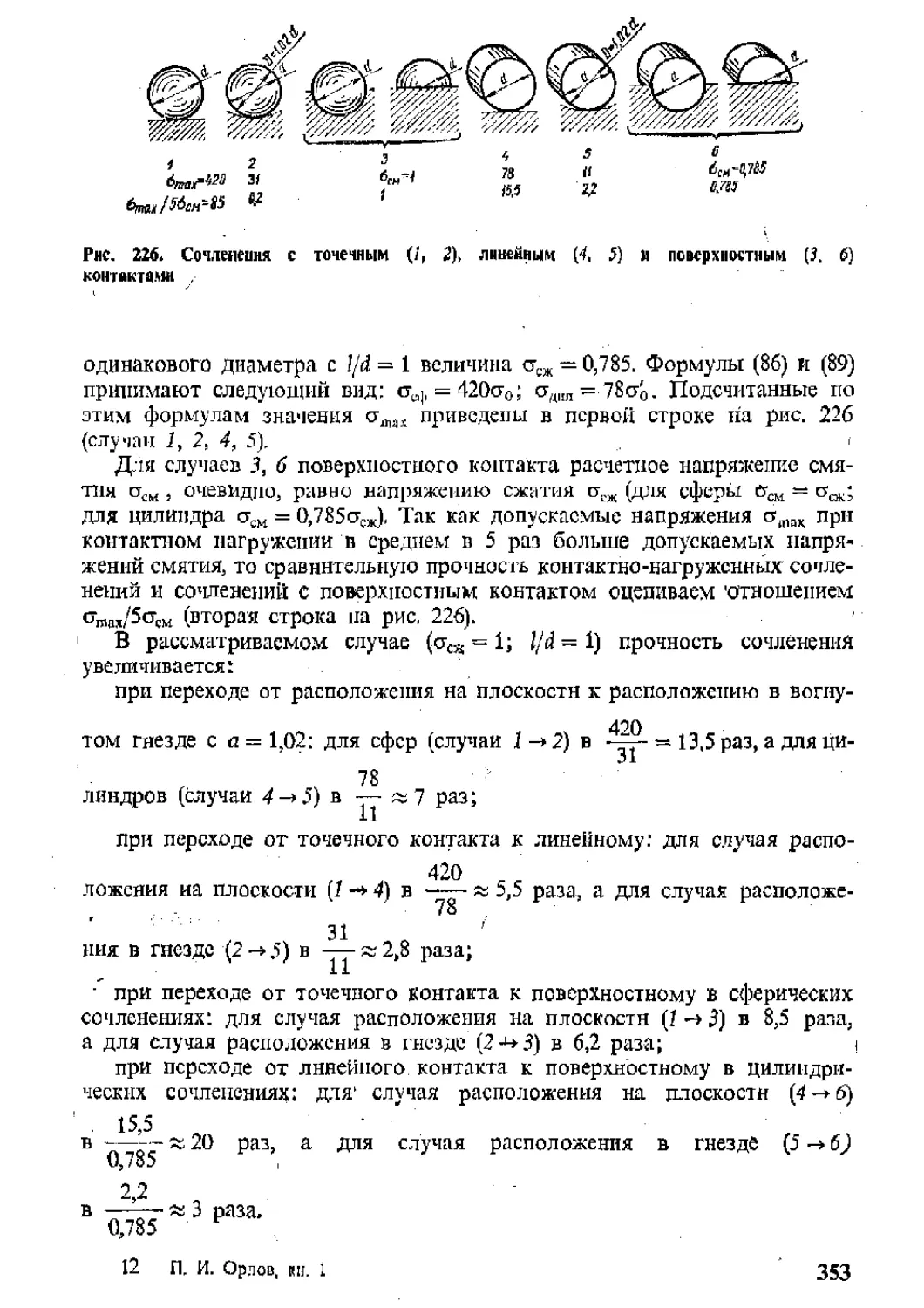
Рис. 4. График вероятной долговечности:
1 — вероятный срок службы (процент вы живаиня|; 2 — вероятность разрушения; 3 — плотность вероятностен срока службы
ров (рассеивание характеристик прочности материалов, влияние региональных и климатических условий и т.п.) заставляют при определении долговечности прибегать к методам теории вероятности и математической статистики. Вследствие этого теория нс дает однозначного ответа на вопрос об ожидаемой долговечности, ограничиваясь установлением функциональных зависимостей вероятности разрушения от продолжительности и режимов эксплуатации (рис. 4). Теория может только установить, 41’0 вероятная продолжительность работы машины на данном режиме будет равна, скажем, 8, 12 н 18 тыс. ч. при вероятности разрушения соответственно 90, 80 и 60%, или установить вероятное число остающихся в эксплуатации машин (процент выживания) после определенных периодов работы.
Должны быть еще учтены вид и о б ъ е м разрушений, т. с. установлено с известной степенью достоверности, подвергаются ли разрушению жизненно важные или второстепенные детали и узлы, сохраняется ля ремонтоспособность машин, каковы вероятный объем и стоимость ремонтов? С зтнх позиций долговечность можно определить, как вероятную продолжительность работы машины на регламентированном режиме, при которой возможный выход машин из строя не больше заданного условного предела (например 10%), при сохранении ремонто-
способности и вероятной стоимости ремонта, не превышающей определенной величины, выраженной, допустим, в процентах от стоимости машины,
Разработка нормативов долговечности представляет сложную задачу и требует сбора и обработки большого объема информации.
В качестве общего замечания укажем, что изучение долговечности машин было бы легче, если их в виде обязательной меры оборудовать работомерами. т. е, суммарными счетчиками отработанных часов или числа проделанных операций (подобно счетчикам километража^ устанавливаемым на автомобилях). Эту меру следовало бы сделать обязательной для всех машин новых выпусков.
Выводы, основанные иа изучении машин, находящихся в эксплуатации, относятся к машинам выпуска прошлых лет и всегда запаздывают, будучи по существу неприложнмы к машинам новых выпусков, подвергаемым конструктивным и технологическим усовершенствованиям. Прог-поз долговечности новых машин, являющийся насущной практической задачей, приходится базировать на стендовых испытаниях машин (или вводимых в них новых узлов). -
Таким образом, одним из важнейших разделов теории долговечности является разработка, методов ускоренных испытаний и корреляция результатов испытаний с эксплуатационными условиями.
Теория долговечности, строящая выводы па статистических данных, в сущности приложима к изделиям массового производства и в гораздо меньшей степени — к изделиям мелкосерийного и тем более единичного выпуска. В описанной выше трактовке теория долговечности исходит с феноменологических позиций, оперируя цифрами достигнутой долго- z вечное hi. Гораздо большее значение имеет разработка методов повышения долговечности.т Здесь на первый план выдвигается задача изучения физических закономерностей разрушения, износа и повреждения деталей (в зависимости от вида нагружения* свойств материала, состояния поверхностей и т, д.)- Задачи эти настолько дифференцированы и специфичны, что вложить их в рамки общей теории долговечности едва ли возможно. Они решаются методами теории прочности, теории износа, а главным образом целенаправленной конструкторской и технологической работой над повышением долговечности,
Средства повышения долговечности. Основные факторы, лимитирующие долговечность и надежность машин, следующие: поломки детален; износ трущихся поверхностей; повреждения поверхностей в результате действия 1 контактных напряжений, наклепа и коррозии; пластические деформации деталей, вызываемые местным или общим переходом напряжений за предел текучести или (при повышенных температурах) ползучестью.
Прочность в большинстве случаев не является непреодолимым лимитом. В машинах общего' назначения возможно полное устранение поломок. При располагаемом в настоящее время ассортименте машиностроительных материалов, при существующих методах изготовления, при современном состоянии науки о прочности, в этом классе машин нет деталей, которым нельзя было бы придать практически неограниченную долговечность,
В случае машин напряженного класса, вроде транспортных, задача сложнее. Требования габаритных размеров и массы заставляют повышать расчетные напряжения, вследствие чего вероятность поломок увеличивается. Однако непрерывное совершенствование упрочняющей технологии и уточнение методов расчета позволяют и в данном случае устранить или значительно отодвинуть прочностные лимиты долговечности.
Многие факторы случайности можно свести к минимуму: производственные (колебания механических характеристик материала* технологические дефекты) — тщательным контролем изделий на всех этапах изготовления, эксплуатационные (перегрузки, неправильное обращение с машиной) — чисто конструктивными мерами (введением систем защиты, предохранителей, блокировок).
В наихудшем положении находятся тепловые машины, долговечность которых зависит’ в первую очередь от стойкости деталей, работающих при высоких температурах.
Прочность материалов резко снижается с увеличением температуры. Кроме того, при повышенных температурах возникает явление ползучести (пластическое течение материала под действием сравнительно небольших напряжений), приводящее к изменению первоначальных размеров детали и, как следствие, к утрате ее работоспособности.
Детали. работающие при высоких температурах* рассчитывают на ограниченную долговечность. Срок их службы можно только повысить конструктивными приемами (снижением уровня напряжений, рациональным охлаждением) и глазным образом применением жаропрочных материалов, В последнее время для изготовления термически напряженных деталей применяют металлокерамические спеченные материалы (керметы) на основе оксидов, и нтрн до а и боридов Ti, Сг, AS* карбидов н нитридов В и-fii, со связкой из металлов Ni, Со* Мо-
Практически долговечность в наибольшей степени определяется изнашиваемостью деталей. Постепенно развивающийся износ ведет к общему ухудшению показателей машины, снижению точности выполняемых ею операций, падению КПД," увеличению энергопотребления и снижению полезной отдачи. С течением времени износ может вступить в катастрофическую стадию. Прогрессирующее повреждение вызывает
поломки н аварии (разрушение подшипников качения, выкрашивание зубьев зубчатых колес и т. п.).
Основной вид износа в машинах — механический, который подразделяется иа износ абразивный, износ при трении скольжения, износ при трении качения и контактный. Некоторые детали подвержены износу химическому (коррозионному), тепловому, кавитационно-эрозионному. Разнообразие видов износа н различие их физико-механической природы требует дифференцированного изучения и специальных методов предотвращения изнашиваемости.
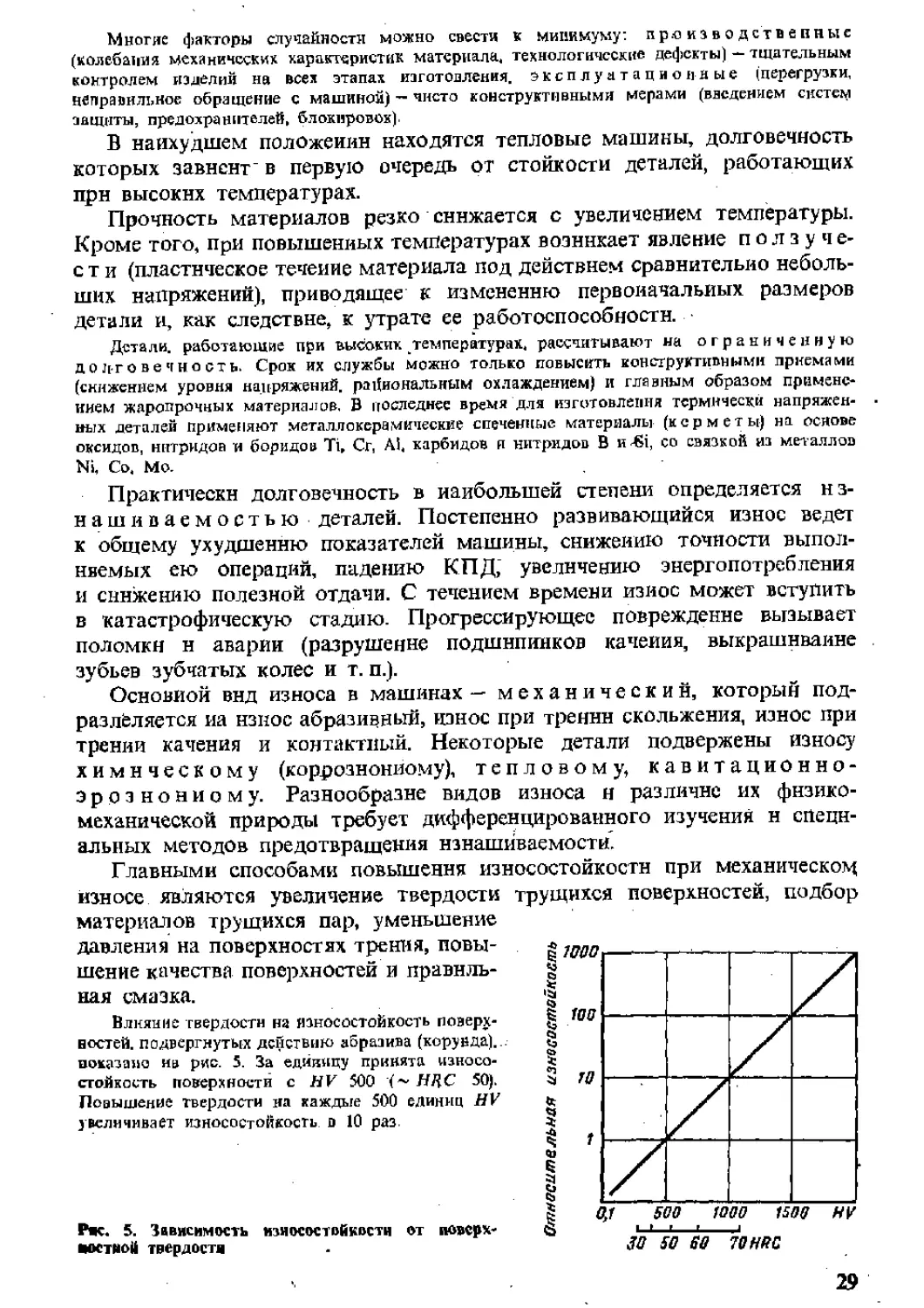
Главными способами повышения износостойкости при механическое износе являются увеличение твердости трущихся поверхностей, подбор
материалов трущихся пар, уменьшение давления на поверхностях трения, повышение качества поверхностей и правильная смазка.
Влияние твердости на износостойкость поверхностей. подвергнутых действию абразива (корунда)., показано на рис. 5. За единицу принята износостойкость поверхности с ЯН 500 ЯД С 50). Повышение твердости на каждые 500 единиц ЯН увеличивает износостойкость о 10 раз.
Ряс. 5. Зависимость износостойкости от пввсрх-остмой твердости
Условия опыта (абразивный износ) отличаются от реальных условий работы смазанных поверхностей s машиностроительных узлах, Тем не мецсе они дают представление об огромном влиянии твердости на износостойкость,
Современная технология располагает эффективными средствами повышения поверхностной твердости; цементация и обработка т. в, ч. (HV 500 — 600), азотирование (HV 800—1200), бериллизация (HV 1000—1200), диффузионное хромирование (ЛV 1200—1400), плазменное наплавление твердыми сплавами (НИ 1400 — 1600), борирование {HV 1500 —1800Х боро-циаиироваиие (НТ 1800 — 2000) и др.
Другое направление заключается в улучшении антифрикционных свойств поверхностей осаждением фосфатных пленок (фосфатирование), насыщением поверхностного слоя серой (сульфидирование), графитом (графитирование), дисульфидом молибдена и др. При умеренной твердости такие поверхности обладают повышенной скользкостью, малым коэффициентом трения, высокой устойчивостью против задиров, заедания и схватывания. Эти способы (особенно сульфидирование и обработка дисульфидом молибдена) увеличивают износостойкость стальных деталей в 10 — 20 раз. Применяют и сочетание обоих методов (например, сульфо-циапирование, повышающее одновременно твердость и скользкость поверхностей).
Важное значение имеет правильное сочетание твердости парных поверхностей трения. При движении с малыми скоростями иод высокими нагрузками целесообразно максимльное повышение твердости обеих поверхностей, а при движении с большими скоростями в присутствии смазки — сочетание твердой поверхности с мягкой, обладающей повышенными антифрикционными свойствами.
Эффективным способом увеличения износостойкости является умен ь-шение величины давления в трущихся соединениях. Иногда этого можно достичь уменьшением нагрузок (рациональная раздача сил) или снижением степени цикличности и ударности нагрузок. Наиболее простой способ заключается в увеличении площади Поверхности трения, нередко достигаемом без существенного увеличения габаритных размеров.
В качестве примера приведем направляющую металлорежущего станка, испытывающую нагрузку одностороннего действия [рис, 6, ст). Изменение профиля направляющей (рис, Г\ б) позволяет примерно в тех же габаритах увеличить опорную поверхность и снизить давление вдвое с соответствующим повышением долговечности. Еще большей долговечностью обладают гребенчатые направляющие (рис, 6, з). В этом случае давление уменьшается в 4 раза при увеличении габаритов примерно только в 2 раза по срагшению с исходной конструкцией.
Во всех случаях, когда допускает конструкция, точечный контакт следует заменять линейным, линейный — поверхностным, трение скольжения — трением качения.
Рис. 6. Уменьшение давлении в направляющих
Невыгодны зубчатые передачи с точечным контактом; передачи с перекрещивающимися осями, конические с криволинейными зубьями* косозубые колеса с большим углом наклона зубьев, а также круговинтовые передачи, Последние невыгодны сше и тем, чго пятно контакта у них перемещается с большой скоростью вдоль зуба при наличии трения сколь-жения. тогда как в передачах с элольпентпым зубом преобладает трен нс качения с малой скоростью,
Особое направление заключается в компенсации износа осуществляемой периодически или автоматически. К числу узлов с периодической компенсацией принадлежат подшипники скольжения с осевым или радиальным регулированием зазора (с коническими несущими или посадочными поверхностями, с периодически подтягиваемыми вкладышами), Другие примеры — осевая подтяжка подшипников качения (радиальноупорных н конических) и регулирование зазора в прямолинейных направляющих с помощью переставных клиньев и планок.
Более совершенны системы с актом ат ической компенсацией износа (самопрстирающиеся конические пробковые крапы, торцовые и манжетные уплотнения, узлы подшипников качения с пружинным натягом системы гидравлической компенсации зазоров в рычажных механизмах и т д.).
Решающее значение имеет правильная смазка узлов трения. Везде, тле это возможно следует обеспечивать жидкостное трение и устранять полужидкостное и полусухое, Следует избегать открытых механизмов, смазываемых периодически набивкой. Нецелесообразно применение открытых зубчатых и цепных передач. Все трущиеся части должны быть заключены в закрытые корпуса и надежно защищены от пыли грязи и атмосферной влаги.
Наилучшим решением являются полностью герметизированные системы с непрерывной подачей масла под давлением ко всем смазочным точкам.
Эффективность смазки повышают введением присадок, улучшающих ее смазочные качества, (коллоидальный графит сера дисульфид молибдена), увеличивающих маслянистость (олеиновая, пальмитиновая н другие органические кислоты), предупреждающих окисление (органические и металлоорганические соединения S, Р и N2), предотвращающих за ли р ы (кремнийоргапические соединения).
В условиях когда применение' жидких масел невозможна (работа при высоких или шпон температурах прн радиации в химически агрессивных средах глубоком вакууме) или «эффективно (при колебательных движениях- малой амплитуды при ударных и высоко частотных нагрузках) применяют сух о пленочные смап и на основе сульфидов селе-иидов и теллуридов Mo, W V и др. со связками металлических Fe. Ni, Ag. Au. Коэффициент трения сочленений с сухоилен очными смазками / = 0 1 Чп 0,25.
Другой способ - смазка сухими Дорошками, состоящими из микросфер (г/ = 1 - 3 мкм) «готовленных из твердых (HV 800—900) материалов {вольфрамовые сплавы i 1а угле рож еяпое карбонильное железо). В таких подшипниках происходит отчасти перекат одной несущей поверхности относительно другой по Микросферам главным же образом — скольжение по очень подвижному и текучему сдою порошка (псевдожидкосгное трепне).
Несущие поверхности изготовляют из материалов такой же твердости что и микросферы гХзстиро ванные стали, металл о- и минерал ок ерамика. енталлы),
Идеальным с точки зрения износостойкости является полное у с т р а-ненне металлического контакта между рабочими поверхностями. Примерами безызносных узлов являются электромагнитные опоры с «витающими» валами электромагнитные муфты и насосы (передача
крутящего момента и осевого движения электромагнитными силами), муфты жидкостного трения (передача крутящего момента силами вязкого сдвига силиконовой жидкости), гидравлические трансформаторы (передача крутящего момента гидродинамическими силами потока жидкости),
Известное приближение к принципу безызносиой работы представляют подшипники скольжения с гидродинамической смазкой. При непрерывной подаче масла н наличии клиновидностн масляного зазора, обусловливающей нагнетание масла в нагруженную область, в таких подшипниках на устойчивых режимах работы металлические поверхности полностью разделяются масляной пленкой, что обеспечивает теоретически безызносную работу узла. Их долговечность не зависит (как у подшипников качения) ни от нагрузки, ии от скорости вращения (числа циклов нагружения). Уязвимым местом подшипников скольжения является нарушение жидкостной смазки на нестационарных режимах, особенно в периоды пуска и установки, когда из-за снижения скорости вращения нагнетание масла прекращается и между цапфой н подшипником возникает металлический контакт.
В последнее время получили применение гидростатические подшипники с подачей в зазор масла под давлением от автономного насоса. В таких подшипниках трущиеся поверхности разделяютЬя масляной пленкой еще до пуска машины; изменение скорости вращения не влияет иа работоспособность подшипника.
В гидростатических подшипниках возможно увеличение толщины масляной пленки до 100 — 120 мкм вместо обычных в гидродинамических подшипниках значений 10 — 20 мкм, что снижает (примерно иа один порядок) коэффициент трения подшипника и общую затрату мощности иа трение (с учетом мощности привода насоса).
Схема гидростатической опоры (подпятник) приведена на рис. 7, а. Масло из насоса через дроссель 1 поступает в карман 2 с Запорной кольцевой кромкой 3. Давление в кармане зависит от соотношения между сечением дросселя и переменным сечением J между запорной кромкой и пятой/ С увеличением нагрузки это сечение уменьшается и давление в кармане возрастает, становясь в пределе равным давлению, создаваемому насосом. При ударных нагрузках давление в кармане, благодаря <<закупорке» дросселя и результате повышения его гидравлического сопротивления, может значительно превзойти давление, создаваемое насосом.
В цилиндрических опорах, нагруженных силами переменного направления, применяют систему нескольких радиально расположенных карманов (рис. 7, б), При указанном направ-
Рис, 7. Гидростатические подшипники: а — упорный; б - радиальный
лешцг H&rpyWi недщйй ййлябтбя шглснпй карман. Давление fl верхнем itapMdlte d т с у f d t fl у ЙТ вследствие истечения масла через увеличенный зазор на верхней дуге подшипника. Боковые карманы, давление в которых взаимно уравновешено, нагрузку не воспринимают. Масло, вытекающее через верхний и боковые карманы, выполняет обычную функцию охлаждения подшипника.
При перемене направления нагрузки на 180° верхний карман становится несущим, нижний — питающих!. Аналогичное явление происходит при перемене направления нагрузки на 90°. Таким образом, подшипник, реагируя на перемещения вала, автоматически настраивается на восприятие нагрузки ’каждый раз в направлении вектора силы,
В связи с появлением гидростатических, лодшипников происходит переоценка сравнительных достоинств опор скольжения и опор качения, которым до сих пор отдавали определенное предпочтение. Опоры скольжения с правильно организованной смазкой принципиально выгоднее^ так как они позволяют полностью исключить металлический контакт и осуществить безызносную работу, тогда как в опорах качения металлический контакт и износ неизбежны.
Применение гидростатических подшипников, однако, ограничивается усложнением системы смазки, в частности необходимостью привода масляных насосов (на периоды пуска и остановки) от постороннего источника энергии.
Аэростатические (г а э о с т а т и ч е с к н е) подшипники используют, когда жидкие смазки неприменимы: прн высоких скоростях вращения (> 50 тыс. об/мин), высоких (> 250?С) и низких (<—50*С) температурах, при работе л средах, вызывающих разложение масел, в установках, подвергающихся радиации. Применение воздушной смазки также целесообразно, когда трущиеся поверхности подвергаются загрязнению (Открытые цилиндрические опоры и направляющие прямоугольного движения).
Несущая способность аэростатических опор* в частности сопротивляемость ударным нагрузкам, значительно ниже, чем гидростатических О дна to .они обладают гораздо меньшим коэффициентом трення и вследствие малой величины зазоров (2-10 мкм) обеспечивают высокую Точность центрирования. Несущая способность аэростатических опор (в противоположность гидростатическим) возрастает с повышением температуры вследствие увеличения вязкости воздуха с ростом температуры-
Воздушную н газовую смазку применяют в радиальных-и упорных подшипниках высоко-оборотных ш л и ф о в а л ь ны х пт и i где л ей, в ы сок о о б □ р от но г о св ерлн льи ого об ору до вания, роторов гироскопов, центрифуг, турбомашнн, турбодетапдеров, криогенных агрегатов, в опорах прецизионных поворотных столов, в направляющих металлообрабатывающих станков.
Одной из наиболее частных причин преждевременного выхода машины из строя является коррозия. В конструкции машпи, особенно работающих на открытом воздухе, в условиях повышенной влажности или в химически активных средах, следует предусматривать эффективные средства защиты, применяя гальванические покрытия (хромирование, никелирование, омеднение), осаждение химических пленок (фосфатирование, оксидирование), нанесение полимерных пленок (капроннзация, полигонизация). - -< * . V
Нанлучшим решением является применение коррозионно-стойких материалов (нержавеющих сталей, тнтаттовых сплавов). Металл оиагруженные детали, соприкасающиеся с химически активными агентами, целесообразно изготовлять из химически стойких пластиков (полиолефины, фторопласты).
Применяя все описанные выше технологические и конструктивные мероприятия, можно у машин общего назначения повысить срок службы большинства деталей практически до любой величины, требуемой долговечностью машины в целом.
Проектируя машину, конструкторы *гасто не задумываются о долговечности детален, выбирая iix форму, размеры и методы обработки по сложившимся в данной отрасли маипиюстрпсния традициям it нормативам, котореле в новых устовпях, при непрерывном повышении напряженности режимов ii в свете новых представлений о значении долговен-я ости, нуждаются й пересмотре. В болынпггств'с слуиасп достаточно поставить себе четко задачу и применить общие приемы рлш[опального конструирований для того, чтобы еще на стадии проектирования решить многие проблемы долговечности, которые затем в Уже готовой коцструктипг пришлось бы устранять в порядке доводки, с затратой больших усилий п с1 использованием преимущественно технологических приемов.
Подобно тому, как я авиации все детали во время проектирования тшательно проверяют на вес, так п общем машиностроении следовало бы завести порядок систематического контроля н_ экспериментальной проверки проектируемых узлов и деталей на долговечность.
Есть, однако, исключения. Очень трудно обеспечить долтовечпость деталей, работающих в непосредственном соприкосновении с абразивной средой (крыльчатки насосов, перекачивающих загрязненные жидкости, рабочие органы почвообрабатывающих машин, резцы врубовых машин, зубья ковшей экскаваторов, траки гусеничных машин, щеки камнедробилок, цепи и приводы непрерывного транспорта для цемента, угля и др.).
Срок службы таких деталей составляет в некоторых случаях (буровые коронки) десятки часов; его можно только удлинить путем подбора наиболее износостойких материалов и применением рациональной упрочняющей обработки.
Меры повышения долговечности удорожают конструкцию. Необходимо применение качественных материалов, введение новых технологических процессов, иногда организация новых участков цехов, требующая дополнительных капиталовложений. Это удорожание нередко отпугивает руководителей предприятий, рассматривающих вопрос о стоимости машины с заводской точки зрения и не учитывающих народнохозяйственный эффект повышения долговечности и надежности машин. Этн расходы вполне оправданы. Стоимость изготовления деталей, определяющих долговечность машины, назначите льна по сравнению со стоимостью изготовления машины, а последняя, как правило, невелика по сравнению с общей суммой эксплуатационных расходов.
Ничтожные в общем балансе дополнительные расходы на повышение долговечности дают в конечном счете огромный выигрыш в результате увеличения суммарной полезной отдачи машины, уменьшения простоев л стоимости ремонтов.
Отсюда вытекает важный практический вывод: стремясь, как общее правило, к удешевлению машины, нс надо жалеть затрат на изготовление деталей, определяющих долговечность и надежность машин. Не следует скупиться и па исследовательские! работы по изысканию новых материалов и технологических приемов, повышающих долговечность.
Во многих руководствах по машиностроению рекомендуют применять наиболее дешевые материалы и простые способы изготовления, допускаемые по функциональному назначению детали. Эти рекомендации нельзя принять без оговорок.
Вопрос о выборе материалов и методов изготовления следует решать только на основании сопоставления относительной роли дополнительных производственных расходов в общей сумме расходов за период эксплуатации машин,
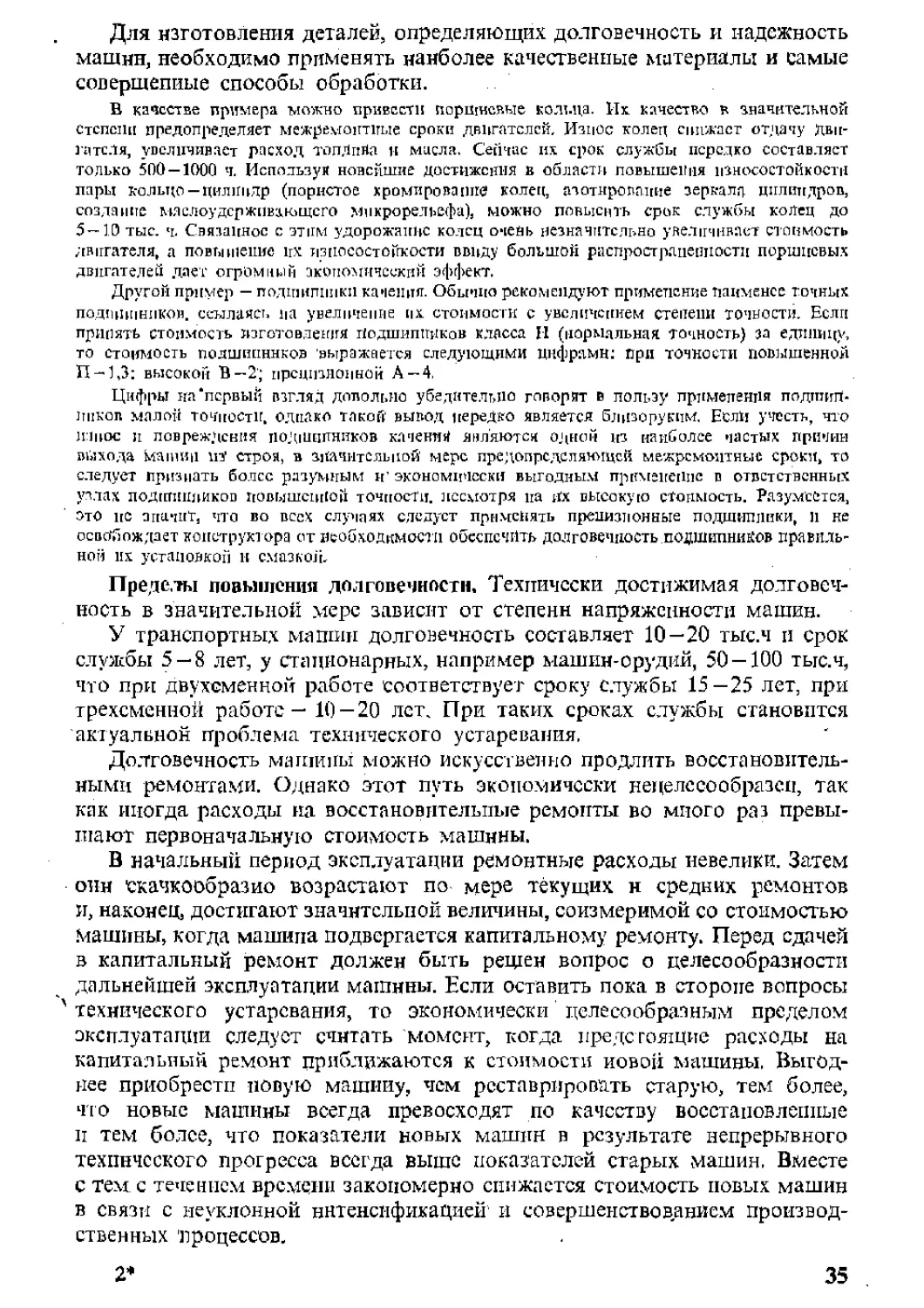
Для изготовления деталей, определяющих долговечность и надежность машин, необходимо применять наиболее качественные материалы и самые совершенные способы обработки.
В качестве примера можно привести поршневые кольца. Их. качество в значительной степени предопределяет межремонтные сроки двигателей. Износ колец снижает отдачу Двигателя, увеличивает расход топЛпйа н масла. Сейчас их срок службы нередко составляет только 500 — 1000 ч. Используй новейшие достижения в области повышения износостойкости пары кольцо —цилпияр (пористое хромирование колец, азотирование зеркала цилиндров, создание млелоудерживзющего микрорельефа), можно повысить срок службы колец до 5—1D тыс. ъ Связанное с этим удорожание колец очейь незначительно увеличивает стоимость двигателя, а повышение их износостойкости ввиду большой распространенности поршневых двигателей дает огромный экономический эффект.
Другой пример — подшипники качения. Обычно рекомендуют применение наименее точных подтип ников, ссылаясь на увеличение их стоимости с увеличением степени точности. Если принять стоимость изготовления Подшипников класса Н (нормальная точность) за единицу, то стоимость подшипников выражается следующими цифрами: при точности повышенной П —13; высокой В—2; прецизионной А —4,
Цифры на‘первый взгляд довольно убедительно говорят в пользу применения подпит-Ников малой точности, однако такой вывод нередко является близоруким. Если учесть, что ииюс и повреждения подшипников качения являются одной из наиболее иастых причин выхода машин нт строя, в значительной мерс предопределяющей межремонтные сроки* то следует признать более разумным и1 экономически выгодным пр нм sire tine в ответственных узлах подипшников повышенно и точности, несмотря па их высокую стоимость. Разумеется, это пс значит, что во всех случаях следует применять прецизионные подшипники, п не освобождает конструктора от необходимости обеспечить долговечность подшипнийов правильной их установкой и смазкой-
Пределы повышения долговечности. Технически достижимая долговечность в значительной мерс зависит от степени напряженности машин.
У транспортных машин долговечность составляет 10—20 тыс.ч и срок службы 5-8 лет, у стационарных, например машин-орудий, 50-100 тыс.ч, что при двухсменной работе соответствует сроку службы 15—25 лет, при трехсменной работе — 10 — 20 лет. При таких сроках службы становится актуальной проблема технического устаревания,
Долговечность машины можно искусственно продлить восстановительными ремонтами. Однако этот путь экономически нецелесообразен, так как иногда расходы на восстановительные ремонты во много раз превышают первоначальную стоимость машины.
В начальный период эксплуатации ремонтные расходы невелики. Затем опн скачкообразно возрастают по мере текущих и средних ремонтов и, наконец, достигают значительной величины, соизмеримой со стоимостью Машины, когда машина подвергается капитальному ремонту. Перед сдачей в капитальный ремонт должен быть рещен вопрос о целесообразности дальнейшей эксплуатации машины. Если оставить пока в стороне вопросы ' технического устаревания, то экономически целесообразным пределом эксплуатации следует считать момент, когда предстоящие расходы на капитальный ремонт приближаются к стоимости новой машины, Выгоднее приобрести новую машину, чем реставрировать старую, тем более, что новые машины всегда превосходят по качеству восстановленные п тем более, что показатели новых машин в результате непрерывного технического прогресса всегда выше показателей старых машин, Вместе с тем с течением времени закономерно снижается стоимость новых машин в связи с неуклонной интенсификацией и совершенствованием производственных 'процессов.
Рцс. 8. Себестоимость продукции (жирные линии) в функции периода службы: “ ~ при VpM = 4С; б - при УГМ = С
При решении вопроса о прекращении эксплуатации, кроме того, должна быть учтена суммарная стоимость всех произведенных ранее ремонтов. В качестве ориентировочного правила можно считать, что суммарные затраты на ремонт за весь период службы машины не должны превышать ее стоимости.
Делают попытки нахождения оптимальной долговечности, т. е. такой, при которой себестоимость продукции мапткны минимальна, Исходят ит следующих предпосылок. Себестоимость продукции раина сумме постоянных расходов (рис. 8, а, линия с—с), не зависящих от продолжительности эксплуатация (энергия, материалы, труд и др.)( и переменных, зависящих от продолжительности эксплуатации: амортизационных расходов (кривая /)( обратно пропорциональных продолжительности эксплуатации, и годовых ремонтных (кривая 2), возрастающих с увеличением продолжительности 'эксплуатации вследствие износа машины-
Из мене ни с себестоимости Сб продукции в функции продолжительности эксплуатации выражается уравнением
С
Со - Ри +•— + Рм =* ф (//)» л
где Рп — постоянные расходы; С — стоимость машины; Н — пр одолжи тел ьнбеть эксплуатации; Рм — ремонтные расходы.
Суммирование составляющих дает себестоимость продукции в функция Н (жирная линия). Кривая себестоимости имеет минимум; долговечность, соответствующую этому минимуму, предлагают считать оптимальной-.
Трактовка эта слишком упрошена, чтобы ею можно было практически пользоваться. Во-первых, в большинстве случаев переменные расходы незначительны ло сравнению с постоянными; если даже кривая себестоимости продукции имеет минимум* то он выражен слабо. Машины, превысившие срок оптимальной долговечности, могут еще длительное время выдавать продукцию, хотя и с несколько меньшей рентабельностью. Во-вторых, не учитывается величина суммарной стоимости ремонтов ^Рм за весь период эксплуатации машины. Так, в случае, приведенном на рис. 8, а, где ремонтные расходы в последний год эксплуатации пр пня ты равными стоимости машины (отрезки сф( суммарные расходы на ремонт (площадь между кривой 1 ремонтных расходов и прямой с —с постоянных расходов) ралгйл четырем стоимостям машины, что явно завышено.
При ведении разумных пределов суммарной стоимости ремонтов картина меняется. Если задаться, например. усдовисма чтобы стоимость ремонтов не превосходила стоимости машины, то для каждого заданного срока службы получается определенный минимум себестоимости (жнрпые кривые, рнс. 8, о), С увеличением срока службы минимумы снижаются и становятся в Се менее выраженными. Огибающая минимумов непрерывно падает с увеличением срока службы. Таким образом, при ограниченной известным пределом суммарной стоимости ремонтов понятие оптимальной долговечности исчезает; себестоимость продукции с увеличением долговечности непрерывно снижается.
Следует йце указать что рассуждения об оптимальной долговечности не учитывают динамику изменения постоянных расходов, которые, как правило, имеют тенденцию к сни-жению (уменьшение стоимости энергии, материалов и расходов на труд в результате автоматизации и совершенствования производственного процесса). Это снижение может еще больше изменить картипу в пользу больших сроков службы.
Долговечность и техническое устаревание. Повышение долговечности тесно связано с проблемой технического устаревания машин. Устаревание наступает, когда машина, сохраняя физическую работоспособность, по своим показателям перестает удовлетворять промышленность в силу повышения требований или появления более совершенных машин.
Признаками устаревания являются пониженные по травлению со средним уровнем показатели надежности, качества продукции, точности операций, производительности, расхода энергии, стоимости труда, обслуживания и ремонтов и как общий результат — пониженная рентабельность машины. Главным последствием устаревания является снижение роста производительности па единицу рабочей силы, являющегося основным показателем экономического прогресса.
Безусловное устаревание наступает в двух случаях: при переходе па новую продукцию (полная смена технологического процесса); при открытии новых рабочих процессов или появлении принципиально новых конструктивных схем, позволяющих создать машины, превосходящие по показателям старые образцы.
Примером устаревания последнего -вида может служить переворот, произведенный ,те столь даиио в авиации появлением турбореактивных двигателей, почти полностью вьпссннвШИХ поршневые двигатели внутреннего сгорания.
Однако подобные коренные н быстропротекающие перемены происходят не часто, В условиях постепенного совершенствования техники проблема устаревания стоит иначе. Во-первых, в большинстве случаев, особенно у машин напряженною класса, физический износ наступает задолго до технического устаревания. Например, физический ресурс грузовых автомашин при интенсивной эксплуатации исчерпывается за 5—6 лет, тогда как по технийо-экопомическнм показателям машины могли бы полноценно работать в течение более длительного времени. Во-вторых, существуют эффективные способы-предупреждения устаревания машин.
Главным из этих способов является конструирование машин с учетом динамики развития машинопотребляющей отрасли промышленности, В конструкцию исходной модели должны быть заложены резервы производительности, мощности, полезной отдачи, диапазона выполняемых операций, что позволяет последовательно модернизировать машину н поддерживать ее показатели па уровне возрастающих технических требований без смены основной модели и, следовательно, без ломки производства, неизбежной при переходе на выпуск новой модели. У машин, находящихся в эксплуатации, наличие резервов обеспечивает возможность нх форсирования по мере роста потребностей производства.
Наиболее действенное средство предупреждения устаревания — повышение степени использования машин в эксплуатации. Чем в более короткий срок машина отрабатывает заложенный в нее ресурс долговечности, т. с. чем ближе период службы к долговечности,
тем вернее она застрахована от устаревания. Сокращение периода службы до 3 — 4 лет практически гарантирует машины от устаревания.
Сокращение периода службы отнюдь не означает уменьшения продукции машин. Как показано выше, суммарная отдача машины определяется ие периодом службы, а продолжительностью ее фактической работы, т. е. в конечном счете долговечностью машины.
Задача снижения периода службы прн неизменной долговечности сводится ко всемерной интенсификации использования м а ш и и.
Для технологических машин, работающих по календарному режиму, наибольшее значение имеет увеличение числа рабочих смен и повышение степени загрузки.
Основные кои стр у к тив ны е предпосылки Интенсификации: 1) универсализация, т. е. расширение диапазона выполняемых машиной операций, обеспечивающее устойчивую загрузку машины; 2) повышение надежности машин, приводящее к сокращению аварийных и ремонтных простоев.
Степень использования машин непериодического действия, например сезонных машин, можно повысить с помощью сменного, прицепного и павеспого оборудования, способствующего увеличению продолжительности нх работы в году.
Быстрота и степень устаревания зависят от масштаба и технического уровня производства. На предприятиях, ускоренно наращивающих темпы производства и непрерывно совершенствующих технологический процесс, машины устаревают гораздо скорее, чем на средних и мелких предприятиях, развивающихся медленнее.
Машины, устаревшие в условиях передового производства, можно использовать на менее ответственных участках или на предприятиях меньших масштабов и с меньшей машинной оснащенностью. Самос важное, что они будут продолжать отдавать продукцию до полного исчерпания нх механического ресурса, пусть даже с рентабельностью, несколько пониженной но сравнению со средней народнохозяйственной.
На основании изложенного можно сказать, что техническое устаревание не является безусловным пределом на пути увеличения долговечности машин. Этот предел можно или сильно отодвинуть путем рационального выбора исходных параметров машин, или практически ликвидировать путем интенсификации их использования. Следовательно, устаревание не может служить доводом против увеличения долговечности. Это, разумеется, не освобождает конструктора от необходимости учитывать опасность устаревания, а напротив, обязывает принять все меры к его предупреждению.
ЭКСПЛУАТАЦИОННАЯ НАДЕЖНОСТЬ
. У
Надежность машины складывается из следующих признаков: высокая долговечность, безотказность действия, безаварийность, стабильность действия (способность длительно работать без снижения исходных параметров), выносливость (способность выдерживать перегрузки), малый объем
операций обслуживания и ухода, неприхотливость к уходу, живучесть (способность прн частичных повреждениях продолжать некоторое время работу, хотя бы иа сниженных режимах), устранимость повреждений (сохранение ремонтоспособности), большие межремонтные сроки, малый объем ремонтных работ.
Из-за многообразия признаков, определяющих надежность, установить ее единый критерий затруднительно. Чаще всего при определении надежности исходят из понятия отказа машины, т. е. любой вынужденной остановки машины.
Надежность машины можно характеризовать; частотой отказов; длительностью бесперебойной работы машины между отказами; закономерностью изменения частоты отказов за период службы; степенью тяжести отказов, объемом, стоимостью и длительностью работ, необходимых для устранения отказов.
Длительность вынужденных простоев млшпны характеризуют простоев 1]Пр (иначе представляющим собой отношение про-
должительности ЛПр простоев за определенный промежуток времени к сумме продолжительности йф фактической работы и />гр за тот же период времени:
_ ^ир________1
1р Ч + 1Ч '
Длительность исправной работы машины характеризуют исправности
Пмг,р = ¥^V=I~niip'
По степени тяжести отказы делят на легкие, средние и тяжелые.
Легкие отказы - это мелкие неисправности, устраняемые на производстве силами обслуживающего персонала,
Средние отказы. — неисправности и повреждения, требующие продолжительной остановки машины, частичной разборки, смены (или восстановления) поврежденных деталей, осуществляемой с привлечением ремонтных служб.
Тяжелые отказы — аварии, затрагивающие жизненно важные органы машины и требующие длительной остановки на ремонт. К тяжелым отказам можно отнести общий износ машины, требующий на определенной стадии полной переборки машины и замены износившихся деталей.
По происхождению различают отказы, вызванные конструктивными и технологическими дефектами, неправильной эксплуатацией и случайные.
Под неправильной эксплуатацией понимают небрежный уход за машиной, нарушение правил эксплуатации, несоблюдение установленных режимов (перегрузки), ошибки в последовательности операций управления (неправильные включения), несоблюдение техники безопасности и т. д.
Большинство отказов/ приписываемых неправильной эксплуатации^ можно с полным основанием отнести за счет дефектов конструкции, В правильной конструкции должно быть предотвращено использование машины на опасных перегрузочных режимах, исключена возможность неправильных включений и сведено к минимуму влияние качества ухода ла работоспособность машины.
Надежность машины можно было бы характеризовать объемом работ по устранению отказов, т. е. в конечном счете показателем стоимости ремонтов, комплексно отражающим частоту н степень тяжести отказов и ремонтоспособность машин. Однако этот показатель является относительным. Во-первых, межремонтные сроки и стоимость ремонтов зависят от надежности машин, качества обслуживания и от ремонтных работ. Во-вторых, стоимость ремонтов определяется не только объемом требуемых ремонтов, но н уровнем организованности ремонтного дела, В-третьих, суммарная стоимость ремонтов зависит от политики увеличения срока службы машин. При неправильной методике восстановления машин вместо увеличения выпуска новых машин п, особенно, повышения нх долговечности, расходы на ремонт могут быть очень значительными.
В стадии разработки находится теория надежности. Предмэтамп теории являются; определение требований к надежности с технических и экономических позиций; изучение статистических эакопомернСетей появления отказов; выяснение причин отказов (диагностика отказов); выявление детален п узлов, являющихся наиболее чистой причиной отказов; прогнозирование отказов; определение степени опасности отказов и сложности их устранения; изучение влияния отказов па экономику эксплуатации машин; разработка объективных показателен надежности машин.
Особые разделы теории составляют вопросы надежности комплексов машин (поточное и непрерывное производство, полуавтоматические и автоматические линии). К ппм относился: управление комплексами и контроль их взаимо действия, резервирование (введение резервных машин и Цепей), аккумулирование (введение накопителей, обе-С почивающих бесперебойную работу комплекса при кратковременном отказе одной из машин) и т. д.
Теория надежности по содержанию и методам во многом совпадает с теорией долговечности. Подобно последней, теория надежности опирается па методы теории вероятности и математической статистики, формулируя выводы в виде вероятностных соотношений.
Надежность машин характеризуют срсдпевзроятпьш временем бесперебойной работы машины (сред невероятна я выработка машины за Одни отказ) в функция продолжительности эксплуатации или средпеверрлтной частотой отказов, а также плотностью распределения отказов за период работы мяцшлы.
Теория падежи осиц .прогнозируя отказы, наиболее часто встречающихся па практике, может служить ценным подспорьем в руках машиностроителя. 14а долю последнего выпадает главная, активная часть задачи — устранение слабых мест конструкции и повышение се надежное in в целом. Привлекал все современные конструкторские и технологические приемы, Принцип из л ьтто возможно (во всяком случае для многих категорий машин) добиться полного устранения о г ютов, за исключением аварийных, чисто случайных.
Пути повышения надежности, Надежность машин в первую очередь определяется прочностью и жесткостью конструкции. Рациональными способами повышения прочности, не требующими увеличения массы, являются: применение выгодных профилей н форм, максимальное использование прочности материала, по возможности равномерная нагрузка всех элементов конструкции.
Целесообразные способы повышения жесткости — правильный выбор схемы нагружения, рациональная расстановка опор, придание конструкциям жестких форм.
Безаварийность работы и длительность межремонтных сроков во многом зависят от правильности эксплуатации, бережного отношения к машине, тщательных уходов, своевременной профилактики, предотвращения пере
грузок. Но было бы неверным всецело полагаться иа качество обслуживания. Условия правильной эксплуатации машины должны быть заложены в ее конструкции. Необходимо обеспечить надежную работу даже в условиях недостаточно квалифицированного обслуживания. Если машина портится в неумелых руках, это значит, что конструкция недостаточно продумана со стороны надежности.
Субъективный фактор в обслуживании и управлении машиной следует по возможности исключать, а операции ухода сводить к минимуму.
Устранению подлежат периодические операции регулирования, подтяжки, смазки и т. п., которые при недостаточно внимательном обслуживании могут стать причиной повышенного износа н преждевременного выхода мащины из строя.
Например, в двигателях внутреннего сгорания регулирование зазоров в клапанном механизме можно устранить введением автоматических компенсаторов взноса н тепловых расширений (гидравлического или иного типа). Это не только упрощает уход; обеспечивая практически беззазорную работу клапанного механизма* компенсаторы вместе с тем существенно повышают его долговечность.
Устранима периодическая подтяжка коренных шатунных подшипников коленчатого вала двигателей. Современное состояние смазочной техники позволяет создать подшипники, работающие практически неограниченное время при минимальном наносе. Периодическая подтяжка ослабевающих в эксплуагащш гаек и болтов устранима применением современных сам ок он г ря-щихся конструкций резьбовых соединений.
Сильтга усложняет эксплуатацию нерациональная система смазки, требующая постоянного внимания со стороны обслуживающего персонала. Периодической точечной смазки следует безусловно избегать. Если этого сделать нельзя по конструктивным условиям, то необходимо применять самосмазывающисся опоры или вводить систему централизованной подачи смазки ко всем смазочным точкам с одного поста.
Наилучшее решение с точки зрения надежности и удобства эксплуатации — это'полностью автоматизированная система смазки, не требующая периодической смены масла* Это достижимо, если'предусмотреть меры, противодействующие окислению и тепловому перерождению масла и обеспечивающие непрерывную очистку и регенерацию масла.
В системы смазкн необходимо вводить аварийные устройства, обеспечивающие подачу масла, хотя бы в минимальных количествах, при выходе из строя главной системы.
Одним из приемов увеличения эксплуатационной надежности является дублирование обслуживающих устройств, в работе которых чаще всего случаются перебои. Примером может служить дублирование системы зажигания бензиновых двигателей, а также систем автоматического управления. В тех случаях, когда требуется полная безотказность действия, от которой зависит жизнь люден (космические корабли), применяют многократное дублирование систем управления.
В комплексе мероприятий, обеспечивающих эксплуатационную надежность машины, большую роль играет автоматическая защита от случайных или преднамеренных перегрузок предохранительными устройствами, работающими на стерегущем режиме и-вступающими в действие при перегрузке машины.
Наиболее целесообразна.полная автоматизация управления, т. е. превращение машины в самообслуживающийся, саморегулирующийся и самонастраивающийся на оптимальный режим работы агрегат.
Примером являются сам опер включающиеся кор об к н скоростей я трансмиссии автомобиля с бесступенчатым регулированием передаточного отношения от двигателя к ходовому механизму. Система автоматически устанавливает оптимальное передаточное отношение для данных условий езды, профиля и состояния дороги, что увеличивает экономичность и повышает ездовой ресурс
Высокой надежности машин можно достичь только комплексом конструктивных, технологических и организационно-технических мероприятий. Повышение надежности требует длительной, повседневной, скрупулезной, целенаправленной совместной работы конструкторов, технологов, металлургов, экспериментаторов и производственников, ведущейся по тщательно разработанному и последовательно осуществляемому плану.
Непременным условием выпуска качественной продукции является прогрессивная технология изготовления, высокая культура производства, строгое соблюдение технологического режима и тщательный контроль продукции на всех стадиях изготовления, начиная с операций изготовления деталей и кончая сборкой изделия.
Наибольшие трудности представляет объективная оценка показателей надежности, долговечности и стоимости эксплуатации. Эти показатели можно достоверно выяснить только через длительный промежуток времени, притом на продукции, вышедшей за стены завода-изготовителя и разбросанной в различных, порой отдаленных эксплуатационных точках.
В этих условиях приобретают важное значение методы ускоренного определения долговечности дезалей, узлов, агрегатов и машины в целом. Большую помощь могут оказать лаборатории долговечности для систематического испытания продукции на износ и срок службы.
Следует шире применять метод моделирования эксплуатационных условий, заключающийся в стендовых или эксплуатационных испытаниях машин на форсированном режиме в условиях, заведомо более тяжелых, чем нормальная работа машины. В этом случае машина проделывает в сжатые сроки цикл, который при нормальной ее работе длится несколько лет, Испытания ведут до наступления предельного износа или даже до полного или частичного разрушения машины, периодически их приостанавливая для замера износов, регистрации состояния деталей н определения признаков приближения аварий,
Подобные жесткие испытания позволяют обнаружить недостатки конструкции н принять меры к их устранению. Ускоренные испытанна дают также достаточно падежный исходный материал для оценки реальной долговечности машины,
Доводка машин в эксплуатации. С целью создания надежных и долговечных машин необходимо тщательно изучать опыт эксплуатации. Работа конструкторских организаций над машиной не должна заканчиваться государственными испытаниями опытного образца н сдачей машины в серийное производство.
Доводка машины по-настоящему только начинается после ввода ее в эксплуатацию. Эксплуатационная проверка лучше всего позволяет обнаружить п устранить слабые места конструкции.
Недостатки машины особенно наглядно выясняются при ремонте. Поэтому обязательная тесная и непрерывная связь конструктора с ремонтными предприятиями. Заводам-Изготовителям массовой и крупносерийной продукции полезно иметь собственные ремонтные подразделения как лаборатории изучения машин н школы конструирования.
Прн изучении дефектов нужно отличать случайные дефекты от систематических. Случайные дефекты обычно обусловлены неудовлетворительностью контроля и недостаточностью технологической дисциплины иа заводе-изготовителе. Систематические дефекты свидетельствуют о неудовлетворительности конструкции и требуют незамедлительного внесения исправлений в выпускаемые машины.
Наблюдение за работой машины в эксплуатации должно быть включено в планы работы конструкторских организаций наряду с проектированием и составлять значительную долю бюджета времени конструктора. Будучи оторванным от эксплуатации, конструктор не сможет совершенствоваться и никогда не достигнет вершин конструкторского мастерства.
Стоимость машины. Снижение стоимости машиностроительной продукции представляет собой комплексную задачу: производственную и конструкторскую. Основную роль играет рационализация производства (механизация и автоматизация производственных процессов, концентрация технологических операций, специализация заводов, производственное кооперирование и др.).
Эти меры осуществимы и дают наибольший эффект при больших масштабах производства и стабильной продукции. Здесь на первый план выступает роль конструктора. Он должен обеспечить высокий потенциал развития, заложив в конструкцию предпосылки изготовления о д п о й м о д с л и в течение длительного периода времени при наибольшем возможном масштабе выпуск я, т. е, создать конструкцию, обладающую широкой применяемостью и ресурсами совершенствования.
Большое значение имеет умепьшепие числа типоразмеров машин рациональным выбором типажа и параметров машин, что позволяет повысить серийность производства с выигрышем в стоимости изготовления. Это тоже конструкторская задача.
Важно обеспечить технологичность конструкций. Под технологичностью понимают совокупность признаков, обеспечивающих наиболее экономичное, быстрое и производительное изготовление машин с применением прогрессивных ме тодов обработки при одновременном повышении качества, точности и взаимозаменяемости частей.
В понятие технологичности следует ввести также признаки, обеспечивающие наиболее производительную сборку изделия (технологичность сборки) н наиболее удобный и экономичный ремонт (технологичность ремонта),
Технологичность зависит от масштаба л чина производства, Штучное М мелкосерийное производство предъявляет к технологичности одни требования, крупносерийное и массовое — другие. Признаки технологичности специфичны для деталей различных групп изготовления,
Большой экономический эффект дают унификация и нормализация деталей, узлов и агрегатов.
Унификация, Унификация состоит в многократном применении в конструкции -одних и тех же элементов, что способствует сокращению номенклатуры деталей и уменьшению стоимости изготовления, упрощению эксплуатации и ремонта машин.
Унификация конструктивных элементов позволяет сократить номенклатуру обрабатывающего, мерительного и монтажного инструмента. Унификации подвергают посадочные сопряжения (по посадочным диаметрам, посадкам и классам точности), резьбовые соединения (по диаметрам, типам резьб, посадкам и классам точности, размерам под ключ), шпоночные и шлицевые соединения (по диаметрам, формам шпонок и шлицев, посадкам и классам точности), зубчатые зацепления (по модулям, типам зубьев и классам точности), фаски и галтели (по размерам и ч ипам) и т, д.
Унификация оригинальных деталей и узлов может быть внутренней (в пределах данного изделия) н внешней (заимствование деталей с иных машин данного или смежного заводов),
Наибольший экономический эффект дает заимствование деталей серийно изготовляемых машин, когда детали можно получить в готовом виде. Заимствование детален машин единичного производства, машин, снятых или подлежащих снятию с производства, а также иахо-дящнхея и проилюдстве на предприятиях других ведомств, когда получение детален невозможно irrnr затруднительно, имеет только одну положительную сторону: проверенное гь деталей опытом эксплуатации. Во многих случаях и это оправдывает унификацию.
Унификация марок и сортамента материалов, электродов, типоразмеров крепежных и других нормализованных деталей, подшипников качения и т, д. облегчает снабжение завода-изготовителя и ремонтных предприятий материалами, нормалями п покупными изделиями.
Степень унификации оценивают коэффициентом унификации nJH, который представляют как отношение;
:уИ унифицированных деталей к общему числу z деталей изделия:
ПуЦ = =ИНЖ/;
листы унифицированных деталей к оищен массе изделия:
Ст
осн [и унифицированных деталей и поим ос in изделия:
- ‘ ;Ь| - ч: iw;.
о
11едос га гок т кер а ого показателя состоит в том, что он нс учитывает ‘удельное Маченно унифпцироданных дшален в конструкции машины. Второй показатель учитывает Дол rd ыдссы унифицированных де i алей в общей массе машины. Наиболее правилен третий пок;13^це.!ц.т однаso о ир сделен не его затруднительнее, чем первых.
Степень внутренней унификации оценивают ко^фициеыцил! тюбшоряемасми
/ jv \ % = U- v- iota X <ч/
где -число наименований деталей изделия; Агд -общее число деталей изделия.
Этот коэффициент, легко определяемый ш основании сводной спецификации суммарно характеризует совершенство конструкции со стороны сокращения- номенклатуры деталейт В хороших конструкциях т|п — 40 -г 60%
Для дифференцированной опенки применяют следу плане показатели:
степень унификации оригинальных детален
_ ?}И.ор, 1№/
Луи. 0р. - v 1UU/o>
iV0p
где Л\н. ор. - число унифицированных оригинальных деталей; Nop - общее число оригинальных деталей;
степень унификации элементов конструкции
Пм = (1 -
\ **ЭЛ /
где - число принятых типоразмеров данных элементов; Л'эл — общее число данных элементов в изделии, например степень унификации резьб
IW = (1 - 100%.
\ ^рзб 7
гф ^тр, рзб " число типоразмеров резьб; Урзб — общее число резьбовых соединений в изделии; степень унификации крепежных деталей
Пкр=(1--^100%, V лкр /
где Утр кр - число' типоразмеров крепежных деталей; Л\р - общее число крепежных деталей в изделии,
Нормализация. Нормализация есть регламентирование конструкций и типоразмеров широко применяемых машиностроительных деталей, узлов и агрегатов,
Почти в каждой специализированной проектной организации нормализуют типовые для данной отрасли машиностроения детали и узлы. Нормализация ускоряет проектирование, облегчает изготовление, эксплуатацию и ремонт машин и при целесообразной конструкции нормализованных деталей способствует увеличению надежности машин.
Нормализация дает наибольший эффект при сокращении числа применяемых типоразмеров нормалей, т, е. при их унификации. В практике проектных организаций эта задача решается выпуском ограничителе й, содержащих минимум нормалей, удовлетворяющих потребностям проектируемого класса машин.
Преимущества нормализации реализуются в полной мера npii централизованном изготовлении нормалей на специализированных заводах, Это разгружает машиностроительные заводы от трудоемкой работы изготовления нормалей и упрощает снабжение ремонтных предприятий запасными частями.
Степень нормализации оценивают коэффициентом
лн=“Ю(%
где Л7П — число нормализованных деталей; N - общее число деталей в изделии.
Нельзя согласиться с распространением среди конструкторов (особенно конструкторов творческого склада) пренебрежительным отношением к стандартам. Стандартизация является существенным фактором снижения Себестоимости машин и ускорения проектирования. Однако
непременным условием является высокое качество стандартов, непрерывное их совершенствование в уровень с прогрессом техники;
Кроме того, применение нормален не должно стеснять творческую инициативу конструкт-тора и препятствовать поискам новых* боя се рациональных конструктивных рептегшгк При конструировании машин не следует останавливаться перед применением илпых решений в областях, олэатывяемых нормалями, если эти решения имеют явное преимущество перед нормалями.
ОБРАЗОВАНИЕ ПРОИЗВОДНЫХ МАШИН
НА БАЗЕ УНИФИКАЦИИ
Унификация представляет собой эффективный и экономичный способ создания на базе исходной модели ряда производных машин одинакового назначения, но с различными показателями мощности, производительности и т. д„ или машин различного назначения, выполняющих качественно другие операции, а также рассчитанных на выпуск иной продукции.
В настоящее время сложилось несколько направлений решения этой задачи, Не все они являются универсальными, В большинстве случаев каждый метод применим только к определенным категориям машин, причем экономический их эффект различен,
Приводимая ниже классификация методов создания производственных унифицированных машин является условной. Некоторые из этих методов тесно смыкаются друг с другом; провести строгую границу между ними затруднительно, Возможно сочетание и параллельное применение двух или нескольких методов,
я
Секционирование
Метод секционирования заключается в разделении машины на одинаковые секции и образования производных машин набором унифицированных секции.
Секционированию хорошо поддаются многие виды транспортно-подъемных устройств (ленточные, скребковые, цепные транспортеры). Секционирование в данном случае сводится к построению каркаса машин из секций и составлению машин различной длины с новым несущим полотном. Особенно просто секционируются машины со звеньевым несущим полотном (ковшовые элеваторы, пластинчатые транспортеры с полотном на основе втулочно-роликовых цепей), у которых длину полотна можно изменять изъятием или добавлением звеньев.
Экономичность образования машин этим способом мало страдает от введения отдельных нестандартных секций, которые могут понадобиться для приспособления длины машины к местным условиям.
Секционированию поддаются также дисковые фильтры, пластинчатые теплообменники, центробежные, вихревые и аксиальные гидравлические насосы. В последнем случае набором секций можно получить ряд многоступенчатых насосов различного давления, унифицированных по основным рабочим органам.
Метод изменения линейных размеров
При этом методе с целью получения различной производительности машин и агрегатов изменяют их длину, сохраняя форму поперечного сечения. Метод применим к ограниченному классу машин (главным образом ротативных), производительность которых пропорциональна длине ротора (шестеренные и лопаточные насосы, компрессоры Рута, мешалки, вальцовые машины и т, д.).
Степень унификации при этом методе невелика. Унифшптруются только торцовые крышки корпусов и вспомогательные детали. Главный экономический выигрыш дает сохранение основного технологического оборудования для обработки роторов и внутренних полостей корпусов. Частным случаем применения данного метода является увеличение нагружаемости зубчатых передач увеличением длины зубьев колес с сохранением их модуля.
Метод базового агрегата
В основе этого метода лежит применение базового агрегата, превращаемого в машины различного назначения присоединением к нему специального оборудования. Наибольшее применение метод имеет в строительстве дорожных машин, самоходных кранов, погрузчиков, укладчиков, а также сельскохозяйственных машин.
Базовым агрегатом в данном случае обычно является тракторное-шш автомобильное шасси, выпускаемое серийно. Монтируя на шасси дополнительное оборудование, получают серию машин различного паз-' начепия.
Присоединение специального оборудования требует разработки дополнительных механизмов и агрегатов (коробок отбора мощности, подъемных ц поворотных механизмов, лебедок, реверсов, фрикционов, тормозов, механизмов управления, кабин) которые, в свою очередь, можно в значительной мере унифицировать.
Конвертирование
При методе конвертирования базовую машину или основные ее элементы используют для создания агрегатов различного назначения, иногда близких, а иногда различных по рабочему процессу. Примером конвертирования может служить перевод поршневых двигателей внутреннего сгорания с одного вида топлива на другой, с одного вида теплового процесса на другой (с цикла искрового зажигания иа цикл с воспламенением от сжатия),
Бензиновые карбюраторные двигатели легко конвертируются в газовые. Для этого достаточна замена карбюратора смесителем и изменение степени сжатия (достигаемое проще всего изменением высоты поршней) и некоторые второстепенные конструктивные переделки, В целом двигатель остается тем же.
Конвертирование бензинового или газового двигателя в дизель представляет собой более трудную задачу, главным образом ввиду присущих
дизелям повышенных рабочих усилий, обусловленных высокой степенью сжатия и большим давлением вспышки. Следовательно, конвертируемый двигатель должен обладать значительными запасами прочности, Конвертирование в данном случае заключается в замене карбюратора топливным насосом к форсунками (пли насос-форсуяками), изменении степени сжатия (смена головок дилиидров, увеличение высоты поршней или изменение конфигурации их днищ).
Другим примером конвертирования является перевод поршневых воз* душных Компрессоров на иной газ (аммиак, фреон), В этом случае при переделке необходимо учитывать различие физических и химических свойств рабочих агентов и соответственно выбирать материалы рабочих деталей,
Примером конвертирования агрегатов, сильно различающихся по рабочему процессу, может служить преобразование двигателя внутреннего сгорания в поршневой компрессор. Конвертирование в данном случае включает замену головок двигателя клапанными коробками с соответствующим изменением механизма распределения и требует значительных переделок.
Компаундирование
Метод компаундирования (параллельного соединения машин или агрегатов) применяют с целью увеличения общей мощности или производительности установки. Спариваемые машины могут быть или установи лены рядом как независимые агрегаты или связаны друг с другом синхронизирующими, транспортными и т. п. устройствами, или, наконец, конструктивно объединены в один агрегат.
Примерами совмещения первого типа являются парная установка судовых двигателей, работающих каждый на свой впит, а также установка двух или большего числа двигателей в крыльях самолета. Помимо повышения общей мощности (при затруднительности создания двигателя большой мощности) этот способ иногда позволяетудачно решить другие задачи. Так, параллельная установка судовых двигателей увеличивает маневренность судна, особенно на малом ходу. Установка нескольких двигателей на самолетах облегчают виражирование и выруливание ла земле. Применение нескольких двигателей до известной степени увеличивает также надежность; при выходе из строя одного из двигателей можно продолжать рейс, хотя и с пониженной скоростью.
Примером совмещения второго типа является параллельная установка ’ машин-орудий группами (по две — три). Ее применяют в автоматических линиях, когда производительность отдельной машины, входящей в поток, значительно уступает производительности всей линии. Такая установка требует разделения потока иа два или больше потоков (соответственно числу параллельно устанавливаемых машин) с последующим соединением их в один.
Примером совмещения третьего типа является сдваивание или встраивание линейных машин-орудий, т, е. объединение нескольких рабочих трактов на общей станине. В результате получается многолинейная параллельно-поточная машина с производительностью, повышенной соответственно числу трактов.
Модифицирование
Модифицированием называют переделку машины с целью приспособления ее к иным условиям работы, операциям и видам продукции без изменения основной конструкции \
Модифицирование машины для работы в различных климатических условиях сводится преимущественно к замене материалов. В машинах, работающих в жарком и влажном климате (машины тропического исполнения), применяют коррозионно-стойкие сплавы, в машинах, эксплуатируемых в областях с суровым климатом (машины арктического исполнения), - хладостойкие материалы; системы смазки приспосабливают к работе при низких температурах.
Модифицирование стационарных машин для работы в морском транспорте (машины морского исполнения) заключается во всемерном облегчении машины заменой тяжелых сплавов (чугуна) легкими (алюминиевыми) и введением материалов, устойчивых против коррозии во влажном морском воздухе н при соприкосновении с морской водой.
Сложнее модифицирование машин с целью нх. приспособления к различным операциям или изделиям. В этом случае метод модифицирования тесно смыкается с методом агрегатирования.
Агрегатирование
Агрегатирование заключается в создании машин путем сочетания унифицированных агрегатов, представляющих собой 'автономные узлы, устанавливаемые в различном числе и комбинациях на общей' станине.
Наиболее полное выражение этот принцип получил в конструкции агрегатных &етал’ лообрабатывающЦх станков. Такие станки создают па основе унифицированных блоков (обрабатывающие блоки, механизмы синхрон та цип, поворотные столы, корпуса об и ter о . назначения, станицы* тумбы, вспомогательные узды, системы подачи смаз очно-охлаждающих жидкостей).
Большая часть изделия в процессе обработки остается неподвижной, К нему с разных сторон подводят соответстьутощим образом настроенные блоки; операции Обработки Про’ исходят одновременно* что ускоряет технологический процесс-
' Основные преимущества агрегатирования: сокращение сроков н стоимости проектирования и изготовления машин, упрощение обслуживания и ремонта; возможность переналадки машин для обработки разнообразных деталей, Метод агрегатирования весьма перспективен, Помимо металлорежущих станков ои применим для других машни-орудий.
Частичным агрегатированием является использование стандартизированных узлов и агрегатов из числа серийно выпускаемых промышленностью (редукторов, насосов, компрессоров), а также заимствование с серийно изготовляемых изделий узлов и агрегатов (коробок скоростей, механизмов переключения муфт, фрикционов и т. д.).
1 Иногда в понятие модифицирования вкладывают смысл модернизации машин и улучшения ех показателей.
Комплексная нормализация
Близок к агрегатированию метод комплексной нормализации, применяемый для агрегатов простейшего типа (отстойников, выпарных установок, смесепр пготовя тельных установок), Простота конструктивных форм этих агрегатов позволяет нормализовать все или почти все элементы нх конструкции. Нормализации пр типоразмерам поддаются обечайки резервуаров, днища, крышки, лазы, люки, арматура, лапы крепления, стойки. Нормализуют также узлы (теплообменники, приводы мешалок, дозирующие устройства) и т. д. -
Особенностью аппаратов этого типа является широкое применение вспомогательного покупного оборудования (насосов, фильтров, приборов контроля и управления, средств автоматизации).
Из нормализированных деталей, унифицированных узлов и покупного оборудования можно компоновать аппараты;
с одинаковым рабочим процессом, ио с различными размерами и производительностью;
одинакового назначения, но с различными параметрами рабочего процесса (давлением, вакуумом, температурой);
различного назначения и с разным рабочим процессом,
Унифицированные ряды
В некоторых случаях возможно образование рядя производных машин различной мощности или произво/цттсльйости путем изменения числа главных рабочих органов и их применения в различных сочетаниях. Такие ряды называют семейством, г а м м о й или серией машин. Этот способ применим к машинам, мощность или производительность которых зависит от числа рабочих органов.
Метод обеспечивает следующие технологические и эксплуатационные преимущества;
упрощение, ускорение и удешевление процессов проектирования и изготовления машин;
возможность применения высокопроизводительных методов обработки унифицированных деталей;
уменьшение сроков доводки и освоения опытных образцов (благодаря отработанности главных рабочих органов);
облегчение эксплуатации;
сокращение сроков подготовки обслуживающего технического персонала и сроков ремонта машин, а также упрощение снабжения запасными деталями.
Классическим примером образования унифицированных маш пи является со? донне рядов rcTMpcxjuKjjjMx доигателг И'внутреннего сгорания па основе унифицированной цилиндровой группы и чзс [ ичпо ушгфпцгтронанноп та гулно-rtopiлиевой группы, Соле ганце цилиндров ограничивается условием уравновешенное гн сил инерции поступательно-возвратно движущихся масс н условием pan номер по го чередования вспышек. Удовлетворяющие атим условиям сочетания пре.летал лены n rtiG-'i. 1, Повышенной степенью унификации шлнчаются дпук-ва.гцл1ме двигатели (11 14], у которых наряду с цилиндровой группой полностью унифи-ццрованны сиатуннО'поршневая группа и коленчатые аалы.
L Двигатели унифнцпрбвайНйго ряда
Эскиз Тип двигателя, число цилиндров 1 । Эскиз Тип двигателя, число цилиндров
1. Однорядный, 1-2 3 Юа Двухрядный V-образныщ 1 = 12
2, ill. D 1 и 1 То же i = 4 л Трехрядный, W-образный, 1-18
3. ^=а*ке=зд^^- » 1—6 111 А То же, i = 18
4, » i = 8 12. й?° Четырехрядный, Х-образ-ный, i = 24(16)
21 Двухрядный, V-образ-нып3 i = 8 13. А \Ч— в Д вух Р я ди ы й д ву х в ал ьн ын, 1-12(8)
6, Трехрядный, W-образ-иыйг j = 12 И А 4g Ч е тырехряды ый дву хв а явный / = 24(16)
у 45° Четырехрядный Х-абраз^ ный* ? — 16 15, . чслд#2^ L . fewft То же, / = 24(16)
81 Двухрядный с оппозитным к цилиндрами. i = 12(8) J 16. wl \_ J1- \ Шестирядньгй двухъ аПьный, 1= 36(24)
Эскиз Тип лвигптеля, число цилиндров Эскиз Тип двигателя, число цилиндров
17. О дн о ряд] I ы й за ез до о бра з-пый, 7 = 3 21. Д в у хр я д п ый зве з доо бра з -пый с шахматным расположением цилиндров, i = 14
18. То же, i = 5 1 22. То же, i - 18
ч » i - 7 Р я дн нй ур естсюбразный, 1 = 24 (16)
20..^°Лн » / = 9 24. ф. /& Ря д 11 ы й звезде о бра зе ый, 1 = 36(24)
Tflrt как мощность Двигателя пропорциональна числу цилиндров, то представленный ряд лишагелей Позволяет теоретически подучить семейство двигателей с очень широким диапазоном мощи ос гей. Если мощность одного цилиндра равна, цапримср1 100 л- с., то возможный диапазон ряда равен 200 — 3000 л. с,
Однако из веек многочисленных схем, представленных в’ табл, 1, практически применяют Сравнительно немногие. Двигатели с малым числом цилиндров (<4) отличаются церавномерностью крутящего момента и плохой уравновешенностью, Двигатели с большим числом цилиндров (>24) применяют редко из-за сложности обслуживания и увеличенной вероятности появления неполадок. Неприемлемы рядные двигатели; (7) с малым углом развала, затрудняющим размещение всасывающих и выхлопных трубопроводов между цилиндрами. i
Звездообразные схемы 17-22 широко применяли для авиационных поршневых двть гателен воздушного охлаждения и сейчас используют для судовых двигателей.
Другая область применения метода унифицированных рядов — это роторные машины-орудия. Так как производительность роторных машин пропорциональна числу операционных блоков, установленных на машине, то нз унифицированных блоков можно создать ряд машин разной производительности, В отличие от поршневых двигателей число блоков, которое можно установить на роторной машине, практически не ограничено и зависит только от заданной производительности.
Наряду с изменением числа операционных блоков' на роторных машинах можно менять блоки, приспосабливая машину к выполнению различных, операций. Это — пример сочетания метода унифицированных рядов с методами конвертирования или агрегатирования.
Пределы метода. Me годы" образования производных машип и их рядов на основе, унификации нс являются универсальными и всеобъемлющими. Каждый из ннх приложим к ограниченной категории машин. Многие машины (паровые н газовые турбины) по конструкции не допускают образования производных машин. Невозможно или нецелесообразно1 образовывать производные ряды для специализированных машин, машин большой мощности и т. д.» которые остаются в категории индивидуального проектирования.
Унификация нередко сопровождается ухудшением качества, особенно в случае производных рядов- большого диапазона. Крайние члены ряда по габаритам, металлоемкости, удельной массе и эксплуатационным показателям, как правило, уступают специализированным машинам. Такое ухудшение можно допустить, если унификация обеспечивает большой экономический эффект, а габариты и масса имеют второстепенное значение.
Этот метод применим для машин общего назначения, ограниченно применим, а иногда и вовсе не применим для машин, к габаритам я массе которых предъявляют повышенные требования. В категории машины повышенного класса нередко приходится отказываться от унификации и идти по пути индивидуального проектирования,
В связи с этим необходима упомянуть о техно логическом nq прав л с ншг к он ст ру пр о* ватшя, которое выдвигает на первый пл ли технологическую сторону и придает особое значение методам унификации и создания производных рядов, считая их едва ли нс-главйым началом рациональною конструирования. 3Аалуга телеологического поправления заключается в об оспа папин oprainPiccKnii: св л 4ц между копегруированпем и техполоГлзй^ Технологичность конструкции допжтта достигаться в процессе создания машины1 и содержаться в основном замысле п конструктивном оформлении маи»ниы.
Однако технологичностьЖ Может служить определяющим на чал о? л конструирования.
Главным направлением конструирования является повышение качества маши их над с ясности, д о л г чГв с чп.ост И и экономического эффекта. Технология должна обеспечить всеми имеющимися вес распоряжении средствами решение этих основных -шлач, го не диктовать направление конструирования^
Нельзя преувеличилать н роль образования производных машин и нх рядов, кик способа удешевления машип. Зги методы применимы ограниченно н по эффектпвкосш уступают другим1 методам (1]втом;иизвц1ш и механизации производства, сокращению шкша типоразмеров машин и др,).
Ислравнлглто считать способность машины к образованию производных Mani ил и рядов признаком технологичное гм конструкции^ хотя бы потому, Ч1О этот способ применим пс ко всем Машинам, Странно была бы, например, считать кетехнологичной конструкцию крупной тепловой машины, напрпмер мощной паровой турбийы3 только питому, что на базе се конструкции нельзя создать производный ряд.
УМЕНЬШЕНИЕ НОМЕНКЛАТУРЫ ОБЪЕКТОВ
ПРОИЗВОДСТВА
Сокращение номенклатуры объектов производства на основе рационального выбора их типажа повышает серийность выпуска, .расширяет возможности механизации и автоматизации производства и внед
рения прогрессивных методов изготовления с соответствующими увеличением производительности, уменьшением стоимости продукции и повышением ее качества. Устраняется распиливание средств иа выпуск машни малыми сериями, облегчается эксплуатация, ремонт и снабжение запасными частями, создаются предпосылки централизованного и рентабельного изготовления запасных частей.
Задача сокращения номенклатуры и числа объектов производства решается следующими Основными способами:
созданием параметрических рядов машин с рационально выбранными интервалами между каждой из них;
увеличением универсальности машин, т. е. расширением круга имн выполняемых операций;
заложением в конструкцию резервов развития и последовательным использованием этих резервов по мерс роста потребностей народного хозяйства.
Все способы можно сочетать как один с другим, так и со способами унификации. Например, возможно параллельное создание унифицированных и параметрических рядов поршневых двигателей; унифицированные ряды состоят из двигателей с одинаковыми цилиндрами, но с различным их числом и расположением; параметрические ряды — из двигателей с тем же числом и расположением цилиндров, но с другим диаметром последних,
Параметрические ряды
Параметрическими рядами называют ряды машин одинакового назначения с регламентированными конструкцией показателями и градациями 'показателей. Во многих случаях целесообразно положить в основу ряда единый тип машины, получая необходимые градации изменением се размеров При сохранении геометрического подобия модификаций ряда. Такие ряды называют р аз м е.рно -тто д о б иымй или просто размерными.
В других случаях целесообразно установить для каждой градации свой тип машин со своими размерами. Такие ряды называют типоразмер н ы м и.
Примером могут Служить судовые двигатели. При малых мощностях целесообразно применять четырехтактные двигатели внутреннего сгорания, прн средних п больших мощностях — двухтактные, обладающие при рапной мощности меныпнми габаритами и массой, и.in I азо турбинные, способные к еще большей концентрации мощности.
В смешанных рядах одни модификации ряда делают однотипными и геометрически подобными, другие создают на основе иных типов.
Применение разных типов (случай типоразмерпых и смешанных рядов) не снижает эффективности метода параметрических рядов, так как экономический эффект параметрических рядов обусловлен сокращением числа моделей. Технологическим выигрышем является централизованное, а следовательно, производительное изготовление машин, обусловленное увеличением масштаба выпуска каждой модели.
Рнс, 9< График применяемости. Ряды:
2 — арифметический; II — геометрический; III “ согласованный с кривой применяемости
Метод параметрических рядов дает наибольший эффект в случае машин массового применения, имеющих большой диапазон изменения показателей.
Главное значение при проектировании параметрических рядов имеет правильный выбор типа машин, числа членов ряда и интервалов между ними. При решении этих вопросов необходимо учитывать степень применяемости различных членов ряда, вероятные в эксплуатации режимы работы,
степень гибкости н приспособляемости машин данного класса (возможность варьирования эксплуатационных показателей), возможности их модифицирования, способность образовывать дополнительные производственные
машины.
В диапазоне наиболее часто применяемых параметров целесообразно увеличивать число членов ряда; в диапазоне редко применяемых — расширять интервалы между членами ряда.
Приведем Пример трех фазных электродвигателей переменного тока. График применяемости этих двигателей имеет вад показанный на рль 9. В пчжмей части графика схематически показаны градации мощности, получаемые при создании параметрического ряда па арифметической I и геометрической II прогрессиям- Очевидное что пн тот пн другой ряд не соответствует криз ой применяемости. Частота членов арифметического ряда одинакова как в области большой, так и малой применяемости, что явно нерационально. Частота членов геометрического ряда неоправданно велика в облает малых мощностей и недостаточна в области наибольшей применяемости^
Рациональный ряд Ш разрежен В области наименьшей и сгущен в области наиболо-шей п р нм ен яем ости. Это i юзв о л лег 11 о л не е у д об j i еть о р нт ь по г реб вост и ши р о кого круга потребителей. Дробность мощности двигателей в згой области обеспечивает повышение степени их использования и увеличение косинуса (р<
Одним из главных условий реализаций экономического эффект параметрических рядов является длительность их применения. Поэтому прн проектировании параметрического ряда следует учитывать современное состояние и перспективы развития машинопотрсбляющих секторов народного хозяйства.
Размерно-подобные ряды
Показатели размерно-подобных машин зависят от геометрических размеров машины и от параметров рабочих процессов.
Для сохранения полного подобия машин различных размеров необходимо соблюсти, во-первых, геометрическое подобие (рис. 10),
а во-вторых, подобие рабочего процесса, т. е. обеспечить одинаковость параметров энергетической н силовой напряженности машин в целом и их деталей.
Критерии подобия разработаны для большинства типов машин и рабочих процессов. Например. для двигателей внутреннего сгорания главные условия подобия;
равенство среднего эффективного давления ре, зависящего от давления и температуры смеси на всасывании;
$п
равенство средней скорости поршня v = -- (а — ход поршня, и — частота вращения дви
гателя) или, что то же самое, равенство произведения Du (р — диаметр цилиндра, связанный с ходом поршня g геометрически подобных двигателях соотношением S/D <* const] t
В обобщенном виде
<р (ре5 Du) = const
(30)
Если этот критерии одинаков, то у всех геометрически подобных двигателей одинаковы термодинамический, механический и эффективный КПД (следовательно, и удельный расход топлива.), тепловая напряженность (тепл о переход на единицу ох лаж дают ей Поверхности), удельная мощность, напряжения от газовых и инерционных сил, удельные нагруэкн на подшипники, Копструкццонлай масса двигателя (масса, отнесенная к сумме квадратов диаметра днлипдрл),.
При увеличении диаметра цилиндра необходимо для обеспечения постоянства перечисленных показателей снижать или часто1 ту вращения или среднее эффективное давление Поэтому эффективная мощность двигателя возрастает пропорционально нс кубу, а квадрату диаметра цилиндра. Литровая мощность (мощность, отнесенная к рабочему объему цилиндров] снижается иропортдионадьЕд диаметру цилиндр^. 4 удельная масса
(масса, отяесънная к аффективной мощности) возрастает пропорционально диаметру. С уве-; литенивм'диаметра цилиндра уменьшается жесткость на‘изгиб деталей й Двигателя в целом.
Следует отметить, *Гго строгое соблюдение гёоМетрл веского подобия в об л йоги малых значений диаметра неосуществимо по условиям изготовления. Минимальные ссчсния деталей Ограничены условиями обеспечения достаточной жесткости при изготовлении (сопротивляемость усилиям резания)* моптайсе п траспортированни. Поэтому многие детали малых машин ряда приходится делать более массивными, Чем того требуют, условия геометрического подобия. Вследствие этого двигатели с малыми цилиндрами имеют повышенную удельную массу, по вместе с тем, большую степень надежности, повышенную прочность и жесткость, способность к форсировке наддувом й повышением частоты вращение
Рассмотренный пример двигателей, внутреннего сгорания представляет собой частный случай обширной категории машин, напряженность деталей которых зависит от величины рабочих давлений н скоростей. Общую закономерность для машин этого класса можпо сформулировать следующим образом: напряжения в геометрически подобных конструкциях, работающих прн одинаковых давлениях и рабочих скоростях, одинаковы.
Из предыдущего вытекают следующие выводы. Размерно-подобные ряды надо строить на основе главных характеристик (мощности, производительности и т. д,), а не геометрических параметров, так как в силу внутренних законов подобия главные характеристики располагаются по закономерности; отличной от закономерности изменения геометрических характеристик. Последние получаются как производные.
Следует учитывать неизбежное у геометрически подобных машин изменение удельных показателей (например, литровой мощности у двигателей), а также изменение механических показателей, (например, жесткости на изгиб), •
Универсализация машин
Универсализация преследует цели расширения функций машин, увеличения диапазона ими выполняемых операций, расширения номенклатуры обрабатываемых деталей. Она увеличивает приспособляемость машин к требованиям производства н повышает коэффициент их использования, Главное экономическое значение универсализации заключается в том, что она позволяет сократить число объектов производства. Одна универсальная машина заменяет несколько специализированных, выполняющих отдельные операции, й
Расширить функции и области применения маЩин можно следующими способами: введением дополнительных рабочих органов, приданием.сменного оборудования, введением регулирования с целью увеличения номенклатуры обрабатываемых изделий, регулированием главных показателей (частоты вращения, мощности, производительности).
В качестве примера универсализации можпо привести продольные строгально-фрезерные станки, совмещающие операции строгания и фрезерования, а также блюминги-слябинги, рассчитанные'на выпуск заготовок и для профильного (блюмов), и для листового (слябов) проката.
Универсализации хорошо поддаются многие сельскохозяйственные машины. Придавая базовой машине вспомогательное навесное или прицепное оборудование, можно создать многофункциональную машину с увеличенным сезоном использования
Приемы универсализации можно проследить иа примере автоматических роторных наполнителей, рассчитанных на заполнение тары разного объема.
Первым условием универсализации поршневого наполнителя является создание дозирующего механизма с регулированием дозы в широких пределах. В качестве такого механизма применяют плоскую наклонную шайбу, подвешенную в одной точке; противоположный конец может перемешаться в осевом направлении регулировочным винтовым механизмом. На карусели установлен1 ряд дозирующих цилиндров, поршни которых при вращении карусели обкатывают шайбу. Разность уровней точки завеса и точки креплений шайбы в регулировочном механизме определяет ход поршней, а следовательно, величину дозы; регулирование получается бесступенчатым,
Задачу пропуска через машину тары различного диаметра решают применением регулируемых направляющих или сменных маханизмов подачи тары на карусель н ее съема с карусели. Пропуск тары различной высоты обеспечивают регулированием высоты расположения карусели, несущей дозирующие органы, или высоты расположения карусельного стола, на котором находится тара.
Заполнение разнородной тары требует различного времени. Поэтому для регулирования частоты вращения карусели в механизм вводят коробку скоростей или бесступенчатый вариатор.
Важно определить целесообразную степень универсализации. Универсальные машины, рассчитанные на слишком большую номенклатуру изделий или диапазон операций, сложны по конструкции, громоздки и неудобны в обслуживании. Иногда целесообразнее создавать ряд машин, каждая из которых имеет умеренную степень универсализации. В целом ряд охватывает всю необходимую номенклатуру.
В других случаях универсальные машины можно дополнить двумя-тремя специализированными машинами, предназначенными для изделий, резко отличающихся по габаритам или конфигурации огг основного типа изделий.
Последовательное развитие машин
Придание матине резервов развития позволяет систематически совершенствовать машину и поддерживать ее показатели на уровне возрастающих требовании техники. Метод развития избавляет от необходимости периодической замены устаревающих моделей, обеспечивает на долгие годы стабильный выпуск одной конструкции, дает большой экономический эффект и является одним из главных способов снижения стоимости машиностроительной продукции.
Резервы, закладываемые в конструкцию, зависят от назначения машины. У тепловых машин исходная модель должна обладать резервом рабо* Чего объема, ресурсами увеличения частоты вращения и улучшения тепловою процесса. Машины-орудия, для которых па первом плане стоит производительность, должны иметь ресурсы повышения быстроходности, увеличения объема и диапазона выполняемых операций.
Во всех случаях следует обеспечить запасы прочности и жесткости исходной модели. Это не значит, что базовая модель должна
быть перетяжеленной. Важно усилить наиболее напряженные детали и узлы.
Огромное значение имеет рациональность силовой схемы машины, определяющая общую, присущую конструкции способность к форсировке.
Совершенствование машин нередко требует последующего введения дополнительных агрегатов (редукторов, коробок скоростей, средств автоматизации). Необходимо обеспечить их установку без ломки конструкции машины, оставляя для них место и в некоторых случаях заренее предусматривая приваленные поверхности и крепежные точки.
Наряду с использованием исходных резервов следует непрерывно совершенствовать машину, пользуясь появляющимися с течением времени технологическими и конструктивными приемами и добиваясь снижения массы, энергоемкости, повышения долговечности, надежности, степени автоматизации, увеличения удобства обслуживания.
Примером описываемого направления является отечсс г венный авиационный двигатель ЛМ-34, который просуществовал в общей ело ж по ст и 15 лет и благодаря непрерывной моде pinna цин оставался на каждом лапе лучшим в мире авиационным двигателем своею класса, За эго время мощность его была повышена с 800 до 1800 л, с. за счет применения наддува, повышения частоты вращения, использования высокооктанового, устойчивого при1ив детопашш топлива. Срок службы иоэрос с 200 до 1000 ч. В результате совершенствования двигатель последней модели сохранял мощность на высотах до 6000 м, КПД винтомоторной установки был повышен в результате применение редуктора частоты вращения я винта с изменяемым шагом. Масса двигателя вследсгви^ введения д о по л и п-тельвыя агрегатов (нагнетателя и редуктора) несколько увеличилась; однако удельная масса снизилась почти вдвое (с 0,9 до 0}5 кг/э. л, сД.
Это было достигнуто за счет запасов рабочего объема, заложенных в исходную модель, л систематической модернизации двигателя без изменения основной конструкция и исходник геометрических параметр он l
Наряду с модернизацией, осуществляемой заводом-изготовителем, возможно использование резервов, заложенных в машину, также в промышленности, эксплуатирующей данные машины.
Металлорежущие станки с повышенной прочностью, жесткостью и вибростойкостъю оказалось возможным без переделок использовать для новых методов скоростного н силового резания. Станки малой жесткостд пришлось в новых условиях реконструировать.
Метод резервов и последовательного развития машины в отличие от других, рассмотренных выше методов снижения стоимости машиностроительной продукции, универсален и применим ко всем категориям и классам машин, в том числе и уникальным.
РЯДЫ ПРЕДПОЧТИТЕЛЬНЫХ ЧИСЕЛ
Основой нормализации являются ряды чисел, подчиняющихся определенным закономерностям, В арифметических рядах каждый член образуется прибавлением к предыдущему адсну постоянного числа (разность прогрессии) т.
Величина любого члена ряда ак — а0 -Ь кт, где к — порядковый номер члена; aQ — первый член ряда, которому присваивается нулевой номер.
На рис. 11, а показаны арифметические ряды с а0 = 10, т = 10-г 1 в диапазоне к = 0 -г 30. При т = 5 арифметический ряд в диапазоне наи-
Рис. 11. Арифметические (с;) и геометрические (б) ряды (fc - порядковый номер членов ряда)
более j погреби тельных в машиностроении диаметров D = 10 ~ 100 мм следующий: 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70 100,
Арифметические ряды отличаются отпоен тельной неравномерностью. Их верхние области больше насыщены градациями размеров, а нижние меньше. Отношение каждого члена ряда к предыдущему имеет большую величину для первых членов ряда и резко уменьшается в верхних областях ряда.
Неравномерность можно отчасти исправить изменением величины т для различных областей^ ряда. Так, для приведенного выше ряда в диапазонах D <; 20, D — 20 ~ 50 и D = 50 -? 100 мм можно принять соответственно т = 2,5, т — 5 и z — 10. . "
Тогда получается ряд 10; 12,5; 15; 17,5; 20; 25; 30; 35; 40; 45; 50; 60; 70; 80; 90; 100 с более равномерной градацией размеров.
В рядах, построенных по принципу геометрической Прогрессии, каждый член ряда получается умножением предыдущего члена на постоянную величину ф (зплмеи(1те.гъ прогрессии).
Основные ряды. ГОСТ 8032 — 56 устанавливает пять рядов предпоч-1 /-
тигельных чисел со знаменателем прогрессии (р =; [/10. Степени» корня приняты равными 5, 10, 20, 40 и 80. Эти числа вместе с буквой R составляют обозначение, ряда:
Ряды 75 5, Я10 jtzio Д40 Я&0
ф ]/l0 Afl,6 j о,— У W Ij25 so,— j/lOs; ГП 4 [/10 w 1,06 a о p 10 « 1,03
1 Правильнее был бы термин предпочтительные ряды чисел.
Величина любого члена ряда ак = яоф*, где к — порядковый номер члена; л0первый члён ряда, которому присваивают нулевой номер.
С уменьшением (р интервалы между членами ряда уменьшаются, число членов ряда возрастает; ряд получается более дробным (рис. 11,6).
Основные ряды предпочтительных чисел в диапазоне 1 — 10:
R 5: 1; 1,6; 2,5; 4; 6,3; 10.
R 10: 1; 1,25; 1,6; 2; 2,5; 3,15; 4; 5; 6,3; 8; 10.
Л 20: 1; 1Д2; 1,25; 1,4;' 1,6; 1,8; 2; 2,24; 2.5; 2,8; 3.15; 3,55; 4; 4,5; 5; 5.6; 6.3; 7,1; 8; 9; .10. R 40:1; 1,06; 1,12; 1,18; 1,25; 1.32; 1,4; 1.5; 1,6; 1,7; 1,8; 1,9; 2; 2,12; 2,24; 2,36; 2,5; 2,65;
2.8; 3; 3,15; 3,35; 3,55; 3,75; 4; 4,25; 4,5; 4,75; 5; 5,3; 5,6; 6; 6.3; 6,7; 7,1; 7,5; 8; 8,5; 9;
9,5; 10.
К 80: 1; 1.03; 1,06; 1,08; 1,12; 1,15; 1,18; 1,2; 1,25; 1.28; 1,36; 1.4 И Т. Д, ?
Численные значения членов всех рядов округлены с погрешностью не более + 1%. Каждый более низкий ряд получается изъятием членов через один нз ближайшего более высокого ряда.
Производные ряды. Из основных рядов можно получить геометрические ряды для любого диапазона чисел, т. е. с любым значением начального и конечного членов. В соответствии с . основным законом образования геометрических прогрессий производные ряды получают умножением первого члена нового ряда из числа любого их основных рядов (R5, ДЮ я-т.д.) вплоть до получения значения 10л, которое, в свою очередь, умножают па числа того же дсновного ряда и т. д.
Для примера приводим производный ряд с диапазоном 1—1000 на основе Д>яда Й5: 1; 1,6; 2.5; 4; 6,3; 10; 16; 25; 40; 63; 10Й; 160; 250; 400; 630; 1000. >
Ряды на основе геометрической прогрессии можно разредить путем отбора hi-ных членов (т — порядковый номер, кратный любому целому числу). В результате образуется новый'ряд со знаменателем ф"‘. Примером такого разрежения являются основные ряды предпочтительных чисел.
Ряды Й20 (<р^ = 1.061 = 1,12), R10 (Ф” = 1,06* = 1,25), "R5 (ф" « 1,06е = 1,6) получают отбором 113 ряда Л40(ф = 1306) всех членов с порядковыми номерами, краткими сротвстственио 2, 4, 8. Отбором из ряда Я40 членов с порядковыми номерами, кратными 3t б, 9, мо^но получать соответственно ряды со знаменателями:
фт = 1,0бэ = 1,19; ф” = 1,06е = 1,41; фи» 1,069 ~ 1,68.
Образование производных рядов возможно и другими способами. При возведении членов геометрической прогрессии в любую степень получают новую прогрессию, но с иным знаменателем. Так, при возведении членов ряда R5 в квадрат получают прогрессию со знаменателем 2,56: 1; 2,56; 6,25; 16; 39,7; 100.
Таким образом, если линейные размеры ряда деталей образуют геометрическую прогрессию, та значения сечений, объемов, массь| моментов сопротивления и Моментов инерции сечений также образуют геометрические прогрессии, ио с иными знаменателями, и иными первыми, н последними членами.
Нцрмадьиые линейные размеры. На базе основных рядов разработаны ряды нормальных линейных размеров (ГОСТ 6636-69) с несколько
большим округлением чисел по сравнению с основными, В отличие от основных ряды нормальных размеров обозначают буквой а:
Ra 5: 0,1; 0.16; 0,25; 0,4; 0,63; 1; 1,6; 2.5; 4; 6,3; 10; 16; 25; 40; 63; 100,
ЯйЮ; 0,1; 0,12; 0.16; 0.2; 0,25; 0,32; 0,4; 0,5; 0,63; 0,8; 1; 1,2;-1,6; 2; 2,5; 3,2; 4; 5; 6,3; 8; 10; 12; 16; 20; 25; 32; 40; 50; 80; 100.
Яд20; 0,1; 0,11; 0,12; 0,14; 0,(6; 0,18; 0,2; 0,22; 0,25; 0,28; 0,32; 0,36; 0,4; 0,45; 0,5; 0,56; 0,63; 0,71; 0.8; 0,9; 1 и так далее с повышением цифр на один порядок.
ГЦ; 0Д05; ОЛ J; ОД-15; 0Д2; 0,13; 0Д4; 0,15; 0,16; 0,17; 0318; <Ц9; ОД; 0Д1; 0Д2; 0,24; 0,25: 0Д6; ОДН; ОД; 0Д2; 0.34; 0,36; 0Д8; 0,4; 0,43; 0,45; Oh48; ОД; 0,53; 0.56; 0,6; 0,63;
0,67; 6,71; 0,75; ОД; 0,S5; ОД; 0,95; 1; 1,05; 1:1; 1Д5; 1,2; 1,3; 1,4; 1,5 и так далее,
ГОСТ 6636-69 охватывает линейные размеры в Штерна ле 0.001 — 20 000 мм.
Применение тестированных линейных размеров целесообразно для поверхностей, подвергаемых точной механической обработке, особенно для диаметров посадочных соединений, что способствует нормализации режущего, .контрольного и мерительного инструмента и облегчает настройку станков.
Главный экономический выигрыш получается при сокращении числа членов рядов, т: е, при применении в каждом отдельном случае наиболее низкого ряда, обеспечивающего нужный диапазон размеров.
Меньшее значение имеют нормальные размеры для поверхностен, не нуждающихся в точной координации.
На основании нормальных линейных размеров устанавливают ряды диаметров проволоки, прутков, толщины листового проката, линейных размеров сечений фасонного проката.
Применять нормализованные ряды для осевых размеров и для размеров необрабатываемых поверхностей (литье, штамповка) нерационально. В таких случаях даже частичная нормализация размеров, не давая никаких реальных преимуществ, только усложняет процесс проектирования и изготовления деталей.
4
Ряды предпочтительных чисел в конструировании. Значение рядов предпочтительных чисел для конструирования не следует переоценивать. Некоторые конструкторы считают необходимым применять ряды предпочтительных чисел для нормализации и для всех' областей конструирования. Это неверно.
Ряды предпочтительных чисел целесообразно использовать в случаях, когда требуется создавать ряд градаций какого-либо параметра с равномерной пасыщеппостыо градаций во всех частях ряда (напрймер, передаточных отношений в коробках передач и подач металлорежущих станков),
Однако равномерное распределение градаций не всегда является наиболее рациональным. Правильнее прн нормировании технических параметров исходить из плотности распределения применяемости данного параметра.
В качестве примера на рис. 12 приведен график применяемости модулей зубьев в общем машиностроении. Как видно, 90% всех применяемых колес имеют модуль в пределах т = 1 4- 5.
Рис. 11 Применяемость модулей зубьев
Максимум применяемости приходится на колеса с модулем 2 — 3. В данном случае целесообразно увеличить число грпдлцин в области йаиболыпей применяемости п сократить число градаций для редко применяемых модулей, В других отраслях машиностроения (приборостроение, тяжелое машиностроение) соотношения могут быть иными. В каждой отрасли можно установить плотность распределения применяемости и соответственно выбрать градации стандартных модулей. Такой же дпффсрслгцнрояЕтнпьн! подход в сущности необходим и для других нормируемых в машиностроении параметров (размеры посадочных для метров, резьб л
др.).
Ряды предпочтительных чисел неприменимы для создания унифицированных рядов машин с повторяющимися рабочими органами. Параметры у п и ф и ц и р о в а и я ы х рядов складываются по другим законам, зависящим от реальных возможностей сочетания унифицированных органон и условий технической применяемости членов ряда, и не могут уложиться в геометрическую прогрессию.
Параметрические ряды необходимо строить с учетом применяемости различных категорий машин, степени их гибкости и т. д. Формальное применение геометрических прогрессий может привести к большим ошибкам.
Неприменимы ряды предпочтительных чисел и для определения параметров прогрессивно развиваемых н модернизируемых машин, параметры которых на каждой стадии зависят от технических возможностей и потребностей соответствующих отраслей народного хозяйства. Так, мощность тепловых машин зависит от их начальных параметров (давления и температуры) и частоты вращения. Ни одни m этих параметров невозможно произвольно увеличить. В некоторых случаях они имеют оптимальное 'значение (например, степень сжатия в газовых турбинах), изменение которого ухудшает показатели машины. Увеличение температуры и -частоты вращения возможно только на базе технических усовершенствовании (повышения жаропрочности материалов, улучшения охлаждения термически напряженных деталей). Результаты этих поисковых работ невозможно уложить в ряды предпочтительных чисел.
Общий вывод состоит в том, что параметры нормализуемых элементов «следует выбирать не ла основе априорных закономерностей, а исходя из конкретных условий их применяемости.
ОБЩИЕ ПРАВИЛА КОНСТРУИРОВАНИЯ
При создании машин рекомендуется придерживаться следующих правил:
подчинять конструирование задаче увеличения экономического аффекта, определяемого в первую очередь полезной отдачей машины, ее долговечностью и стоимостью эксплуатационных расходов за весь период использования машины;
добиваться максимального повышения полезной отдачи путем увеличения производительности машин и объема выполняемых ими операции;
добиваться всемерного снижения расходов на эксплуатацию машин уменьшением энергопотребления, стоимости обслуживания и ремонта;
'максимально увеличивать степень автоматизации машин с целью увеличения производительности, повышения качества продукции и сокращения расходов на труд;
всемерно увеличивать долговечность машин как средство повышения фактической численности машинного парка н увеличения их суммарной полезной отдачи;
предупреждать техническое устаревание машин, обеспечивая их длительную применяемость, закладывая в них высокие исходные параметры и предусматривая резервы развития и последовательного совершенствования;
закладывать в машины предпосылки интенсификации использования в эксплуатации путем повышения их универсальности и надежности;
предусматривать возможность создания производных машин с максимальным использованием конструктивных элементов' базовой машины;
стремиться к сокращению числа типоразмеров машин, добиваясь удовлетворения потребностей народного хозяйства минимальным числом моделей путем рационального выбора их параметров и* повышения эксплуатационной гибкости;
стремиться к удовлетворению потребностей народного хозяйства минимальным выпуском “машин путем увеличения полезной отдачи и долговечности машин;
конструировать машины с расчетом на безремонтную эксплуатацию с полным устранением капитальных ремонтов и с заменой восстановительных 'ремонтов комплектацией машин сменными узлами;
избегать выполнения трущихся поверхностей непосредственно на корпусах деталей; для облегчения ремонта поверхности трения выполнять на отдельных, легко заменяемых деталях;
последовательно выдерживать принцип агрегатиости; конструировать узлы в виде независимых агрегатов, устанавливаемых иа машину -в собранном виде;
исключать подбор и пригонку деталей при сборке; обеспечивать полную взаимозаменяемость деталей;
исключать операции выверки, регулирования деталей и узлов по месту; предусматривать в конструкции фиксирующие элементы, обеспечивающие правильную установку деталей и узлов при сборке;
обеспечивать высокую прочность деталей и машины в целом способами, не требующими увеличения массы (придание деталям рациональных форм с наилучшим использованием материала, применение материалов повышенной прочности, введение упрочняющей обработки);
уделять особое внимание повышению циклической прочности детален; придавать деталям рациональные по усталостной прочности формы; уменьшать концентрацию напряжений; вводить усТалостно-упрочняющую обработку;
в машины, узлы и механизмы, работающие при циклических и динамических нагрузках, вводить упругие элементы, смягчающие толчки и колебания нагрузки;
* придавать конструкциям высокую жесткость целесообразными, не требующими увеличения массы способами (применение пустотелых и оболочковых конструкций; блокирование деформаций поперечными и диагональными связями; рациональное расположение опор и узлов жесткости);
всемерно увеличивать эксплуатационную надежность машин, добиваясь по возможности полной безотказности их действия;
делать мащииы неприхотливыми к уходу; сокращать объем операций обслуживания, устранять периодические регулировки, выполнять механизмы в виде самообслуживающихся агрегатов;
, предупреждать возможность перенапряжения машины в эксплуатации; вводить автоматические регуляторы, предохранительные и предельные устройства, исключающие возможность эксплуатации машины на опасных режимах;
устранять возможность поломок и аварий в результате неумелого нли небрежного обращения с машиной; вводить блокировки, предупреждающие возможность неправильного манипулирования органами управления; максимально автоматизировать управление машиной;
{ исключать возможность неправильной сборки деталей и узлов, нуждающихся в точиой координации одни отиосительио другого; вводить блокировки, допускающие сборку только в иужиом положении;
устранять периодическую смазку; обеспечивать непрерывную автоматическую подачу смазочного материала к трущимся соединениям;
избегать открытых механизмов и передач; заключать механизмы в закрытые корпуса, предотвращающие проникновение грязи, пыли и влаги на трущиеся поверхности и позволяющие организовать непрерывную смазку;
обеспечивать надежную страховку резьбовых соединений от самоот-виичивания; внутренние соединения фиксировать методами позитивного стопорения (шплинты, отгибные шайбы);
предупреждать коррозию деталей, в особенности у машин, работающих на открытом воздухе или соприкасающихся с химически активными средами, применений стойких лакокрасочных и гальванических покрытий, и изготовлением деталей цз коррозионностойких материалов;
уменьшать стоимость изготовления машин пу^ем придания конструкциям технологичности, унификаций, нормализации, уменьшения металлоемкости, сокращеиия числа типоразмеров машин;
уменьшать массу машин путем увеличения компактности конструкций, применения рациональных кинематических и силовых схем, устранения невыгодных видов нагружения, замены изгиба растяжением — сжатием, а также путем применения легких сплавов и неметаллических материалов;
всемерно упрощать конструкцию машин; избегать сложных многодетальных конструкций;
заменять во всех случаях, где это возможно, механизмы с прямолинейным поступательно-возвратным движением более выгодными механизмами с вращательным движением;
3 П. И. Орлов, ш. 1 €5
обеспечивать максимальную технологичность деталей, узлов и мвппы в целом, закладывая в конструкцию предпосылки наиболее орожжь дительиого изготовления и сборки;
сокращать объем механической обработки, предусматривая изготовление деталей из заготовок с формой, близкой к окончательной форме изделия; заменять механическую обработку более производительными способами обработки без снятия стружки;
осуществлять максимальную унификацию элементов конструкции | с целью удешевления машины, сокращения сроков ее изготовления, доводки, а также с целью облегчения эксплуатации и ремонта;
всемерно расширять применение нормализованных деталей; соблюдать действующие ГОСТы, ОСТы, отраслевые нормали, ограничители применяемости нормализованных элементов;
не применять оригинальных деталей и узлов там, где можно обойтись стандартными, нормальными. унифицированными, занмствоваявыми и покупными деталями и узлами;
экономить дорогостоящиет и дефицитные материалы, применяя их полноценные заменители; при неизбежности применения дефицитных материалов сводить их расход к минимуму; >
стремясь, как общее правило, к дешевизне изготовления, не ограничивать затраты на изготовление деталей, ключевых для долговечности и надежности машины; выполнять такие детали из качественных материалов, применять для их изготовления технологические процессы, обеспечивающие наибольшее повышение надежности и срока службы;
придавать машине простые и гладкие внешние формы, облегчающие уход за машиной и ее содержание;
соблюдать требования технической эстетики, придавая машинам стройные архитектурные формы; улучшать внешнюю отделку мамин;
сосредотачивать органы управления и контроля па возможности в одном месте, удобном для обзора и манипулирования;
делать доступными и удобными для осмотра уз.Ты и механизмы, нуждающиеся в периодической проверке;
обеспечивать безопасность обслуживающего персонала; предупреждать возможность несчастных случаев путем * максимальной автоматизации рабочих операций, введения блокировок, применения закрытых механизмов и установки защитных ограждений; ’ !
в машинах-орудиях и автоматах обесценивать возможность регулирования и наладки механизмами ручного прокручивания, медленного проворачивания от приводного двигателя (с реверсом, сели того требуют условия наладюф;
в машинах с приводом от электродвигателя учитывать возможность неправильного включения двигателя, а в машинах с приводом от двигателя внутреннего сгорания - обратных вспышек; обеспечивать возможность реверсной работы машины или вводить предохранительные устройства (обгонные муфты);. •
тщательно изучать опыт эксплуатации машин и оперативно вводить В конструкцию исправления дефектов, обнаруживающихся .в эксплуатации; изучение эксплуатации является лучшим средством совершенствования
.. ..... .......
и доводки маши# и эффективным способом позышеиия квалификации конструктора;
непрерывно сов’ершеиствовать конструкцию машин, находящихся в серийном производстве, поддерживая их на уровне возрастающих требований промышленности; '
обеспечивать конструктивный задел, подготовляя выпуск новых машин с более высокими показателями на смену устаревающим;
изучать тенденции развития отраслей народного хозяйства, использующих проектируемые машины; вести перспективное проектирование, рассчитанное иа удовлетворение дальних запросов машинопотребителей;
при проектировании новых конструкций, а также машин, предназначенных для новых технологических процессов, проверять все новые элементы с помощью эксперимента, моделирования, заблаговременного изготовления и испытания узлов;
шире использовать опыт исполненных конструкций, -опыт смежных, а в нужных случаях и отдаленных по профилю отраслей машиностроения.
МЕТОДИКА КОНСТРУИРОВАНИЯ
" /
(
Исходными материалами для проектирования могут быть следующие:
техническое задание, выдаваемое планирующей организацией или заказчиком, и определяющие параметры машин, область и условия ее применения;
техническое предложение, выдвигаемое в инициативном порядке проектной организацией или группой конструкторов;
научно-исследовательская работа или созданный на ее основе экспериментальный образец;
изобретательское предложение или созданный иа его основе экспериментальный образец;
образец зарубежной машины, подлежащий копированию или воспроизведению с переделками.
Первый случай наиболее общий; иа нем удобнее всего .проследить процесс проектирования. К техническим заданиям необходимо подходить критически. Конструктор должен хорошо знать отрасль промышленности, для которой прЬектируют машину. Он обязан проверить задание и в иужиых случаях обоснованно доказать необходимость его корректирования.
Критический подход особенно необходим в тех случаях, когда заказчиком являются отдельные заводы или отрасль промышленности. В последнем случае наряду с удовлетворением требований заказчика целесообразно обеспечить также возможность применения машины иа других заводах и в смежных отраслях промышленности.
Не всегда учитывают то обстоятельство, что с момента начала проектирования до срока внедрения машины в промышленность проходит определенный период, как правило, тем более длительный, чем сложнее машина. Этот период складывается из следующих этапов: проектирования, изготовления, заводской отладки н доводки опытного образца, промышленных испытаний, внесения выявившихся в ходе испытаний переделок, государственных испытаний и приемки опытного образца. Далее следует изготовление технической документации головной серин, изготовление головной серии и ее промышленные испытания. Вслед за этим
разрабатывают серийную документацию, подготавливают производство к серийному выпуску1 наконец, организуют серийный выпуск.
В лучшем случае, при отсутствии крупных неполадок и осложнений этот процесс длится полтора-два года. Иногда между Началом проектирования и началом широкого выпуска машин проходят два-три гоДа, а то и больше. При современных темпах технического прогресса в машиностроении - это большой срок.
Машины с неправильно выбранными, заниженными параметрами, основанные на шаблонных решениях, не обеспечивающие технического прогресса, несовместимые с новыми представлениями о роли качества,' надежности и долговечности, устаревают уже к началу серийного выпуска. Работа, затраченная на проектирование, изготовление и доводку образца, оказывается напрасной, а промышленность ие получает нужной машины.
КОНСТРУКТИВНАЯ ПРЕЕМСТВЕННОСТЬ
Конструктивная преемственность — это использование при проектировании предшествующего опыта машиностроения данного профиля и смежных отраслей, введение в проектируемый агрегат всего полезного,-'“'-что есть в существующих конструкциях машин1. Почти каждая современная машина представляет собой итог работы конструкторов нескольких поколений. Начальную модель машииы постепенно совершенствуют, снабжают новыми узлами и агрегатами, обогащают новыми конструктивными решениями, являющимися плодом творческих усилий и изобретательности Последующих поколений конструкторов. Некоторые коиструк- . тивные решения с появлением более рациональных решений, новых технологических приемов, с повышением эксплуатационных требований отмирают, а некоторые оказываются исключительно живучими н сохраняются длительное время в таком или почти таком виде, какой им придали создатели.
С течением времени повышаются технико-экономические показатели машин, возрастает их мощность н производительность, увеличивается степень автоматизации, надежность действия и долговечность, появляются новые машины одинакового назначения, но принципиально иных .конструктивных схем. В соревновании побеждают наиболее прогрессивные и живучие конструкции,
Изучая историю развития любой отрасли машиностроения. Можно обнаружить огромное многообразии перепробованных схем и конструктивных решений. Многие из них, исчезнув-шие н основательно забытые, возрождаются через, десятки лет на новой технической 1 основе и Снова получают путевку в жизйь. Изучение истории позволяет избежать Ошибки и повторения пройденных этапов и вместе с тем Наметить перспективы развлГйя машин.
Полезно составлять графики, отображающие изменение по годам главных параметров машин (мощность, производительность, массу и т.-д.).
1 Некоторые специалисты применяют термин конструктивной преемственности для обозначения общего направления типизации, унификация, создания нормализованных рядов и т.п., Что не соответствует его смысловому содержанию.
Тенденции конструктивного оформления очень выразительно характеризуют графики, показывающие в процентах встречаемость по годам различных конструктивных решений. Анализ таких графиков и их экстраполяция позволяют составить Довольно четкое представление о том, каковы будут параметры машин и их конструкция через несколько лет.
Особенно важно изучение исходных материалов при разработке новой конструкции. Основная задача заключается в правильном выборе параметров машины. Частные конструктивные ошибки исправимы в процессе изготовления и доводки машины. Ошибки же в параметрах и в осиовиом замысле машины не поддаются исправлению и иереДко ведут к провалу конструкции. Ца этом этапе не следует щадить ни времени, ни усилий и а изыскания. Здесь более, чем где либо, действительно правило: «семь раз отмерь, один раз отрежь».
Выбору параметров должно предшествовать полное исследование всех факторов, определяющих жизнеспособность машины, Необходимо изучить опыт выполненных зарубежных и отечественных машин, провести сравнительный анализ нх достоинств и недостатков, выбрать правильный прототип, выяснить тенденции развития и потребности данной отрасли машиностроения.
Важным условием правильного проектирования является наличие фонда справочного конструктивного материала. Помимо архивов собственной продукции конструкторские организации должны иметь альбомы конструкций смежных организаций. Обязательно систематическое углубленное изучение отечественной й зарубежной периодической литературы и патентов.
Публикации в зарубежной литературе часто бывают завуалированными, по присущему капиталистическому хозяйству стремлению охранять фирменные секреты. Конструктор должен уметь читать между ctixjk. Иногда короткое сообщение содержит многозначительные намеки на готовящиеся крупные нововведения в данной отрасли машииостроеиия,
Конструктор должен быть в курсе поисковых н перспективных работ, проводимых научно'Исследовательскими институтами в данной отрасли машиностроения.
Наряду с изучением опыта той отрасли машиностроения, в которой работает данная конструкторская организация, следует использовать опыт других, даже отдаленных но профилю отраслей машиностроения. Это расширяет кругозор конструктора и обогащает арсенал его конструкторских средств. Особенно полезно изучать опыт передовых отраслей машиностроения, где конструкторская и технологическая мысль» побуждаемая высокими требованиями к качеству продукции (авиация) и массовости изготовления (автотракторостроеиие), непрерывно разрабатывает новые конструктивные формы, способы повышения прочности, надёжности, долговечности и приемы производительного изготовления.
Использование накопленного опыта позволяет решить частные задачи, возникающие при проектировании. Иногда конструктор бьется над созданием какого-либо специализированного узла или фрегата, нового для конструкции данной машины, тогда как подобные узлы давно разработаны в других отраслям машиностроения и апробированы длительной эксплуатацией.
Все сказанное выше можно резюмировать образной формулой- при создании новой машины конструктор должен смотреть вперед, оглядываться назад и озираться по сторонам.
Направление конструктивной преемственности нс означает ограничения творческой инициативы. Проектирование каждой машины представляет огромное поле. деятельности для конструктора. Только не следует изобретать уже изобретенного и ие забывать правило, сформулированное еще в начале XX века Гюльднером, «Weniger erfinderi, mehr konstruiren» (меньше изобретать, больше конструировать).
Процесс постоянного совершенствования машин под влиянием возрастающих требований промышленности находит отражение в выработке школы конструирования и склада конструкторского мышления. Стремление ж совершенствованию конструкции входит в плоть и кровь конструктора и становится его потребностью, Истинный конструктор заряжен вояей к преодолению трудностей. Он получает полное удовлетворение только в том случае, если находит, иногда после настойчивых исканий, срывов и ошибок, наиболее совершенное решение, способствующее прогрессу машиностроения.
Конструктор должен постоянно работать над собой, непрерывно обогащать и пополнять запас конструктивных решений. Опытный конструктор всегда подметит и мысленно «сфотографирует» интересные конструктивные решения даже на чуждых по профилю машинах, на любой попадающей в поле его зрения машине.
Конструктор должен хорошо зиять новейшие технологические процессы, в том числе физические, электрофизические И электрохимически^ Способы обработку (электроискровую, электровчр-лучсвую. лазерную, ультразвуковую, размерное электрохимическое травление обработку взрывом, электрогндравлическим ударом, электромагнитным импульсом И т. Д.), Иначе он будет стеснен в выборе рациональных форм деталей Н Не сможет 3 а ДОЖИТА в конструкцию условия производительного изготовления.
ИЗУЧЕНИЕ СФЕРЫ ПРИМЕНЕНИЯ МАШИН
Развитие машиностроения неразрывно связано с развитием машиной ограбляющих секторов народного хозяйства. В промышленности происходит процесс непрерывного совершенствования: растет объем продукции, сокращается производственный цикл, появляются новые технологические процессы, меняются компоновка линий, состав и расстановка оборудования, непрерывно повышается уровень механизации и автоматизации производства. Соответственно возрастают требования к показателям мащии, их производительности, степени автоматизации. Некоторые машины с появлением новых технологических процессов становятся ненужными. ВрЗ*Ш-каег необходимость создания новых мадиш или коренного изменения старых. . “
Иногда эти перемены бывают очень крупными и затрагивают обширные категории машин, Так, введение прогрессив йог о процесса непрерывной разливки стали означает от-м-ирй^ие jr.ini во всяком случае сокращение применяемости таких сложных я металлоемких машин, как блюминги и слябинги (бесслитковый прокат). Развитие конверторного
производства стала С Кислородным дутьем вызовет снижение Применяемости мартеновских иечёЙ, если только последние, в свою очередь, нс подвергнутся кореняым усовершенствованиям. Появление магнитогазодинамических генераторов, непосредственно преобразующих тепловую энергию в электрическую, приведет к нечезиовещдо электрогенераторов и значительному сокращению использования тепловых двигателей.
Проектированию машин, предназначенных для определенной отрасли промышленности, должно предшествовать тщательное изучение этой отрасли. динамики ее количественного ^качественного развития, потребностей в данной категории машин и вероятности появления новых технологических процессов н методов производства.
Конструктор должен хорошо зиять специфику этой отрасли и условия эксплуатации машин. Лучшие конструкторы,г по наблюдениям автора, это те, которые прошли школу производства и сочетают' конструкторские способности со знанием условий эксплуатации объектов проектирования.
При выборе параметров машины необходимо учитывать конкретные условия ее применения. Нельзя, например, произвольно увеличивать производительность машины, не учитывая производительности смежного оборудования, В некоторых случаях машины с повышенной производительностью могут оказаться в эксплуатации недогруженными и будут больше простаивать, чем работать. Это снижает степень их. использования и уменьшает экономический ^эффект.
ВЫБОР КОНСТРУКЦИИ
При выборе параметров машины, основной схемы и типа конструкции в центре внимания должны быть факторы, определяющие экономическую эффективность машины,— высокая полезная отдача, малые энергопотребление и расходы Иа обслуживание, низкая стоимость эксплуатация и длительный срок применения. Схему машины обычно выбирают путем параллельного анализа нескольких вариантов, которые подвергают тщательной сравнительной оценке со стороны конструктивной целесообразности, совершенства кинематической и силовой схем, стоимости изготовления, энергоемкости, расходов на рабочую силу, надежности действия, габаритов, металлоемкости и массы, технологичности, степени агрегатностя, удобства обслуживания, сборки-разборки, осмотра, наладки регулирования.
Следует выяснить, в какой мере схема обеспечивает возможность последующего развития, форсировки и совершенствования машины, образования иа базе исходной модели производных машин и модификаций.
Не всегда удается даже при самых тщательных поисках найти решение, полностью отвечающее Поставленным требованиям. Безупречный во всех отношениях вариант в конструкторской практике — редкая удача. Дело порой не в недостатке изобретательности, а в противоречивости выдвигаемых требований. В таких случаях приходится идти па компромиссное решение и поступаться некоторыми из них, не имеющими первостепенного значения в данных, условиях применения машины, Нередко приходятся выбирать вариант, не столько имеющий наибольшие достоинства, сколько обладающий наименьшими недостатками,
После выбора схемы и основных показателей агрегата разрабатывают компоновку, на основе которой составляют эскизный, технический и рабочий проекты.
Разработка вариантов — дело пе индивидуальной привычки или наклонностей конструктора, а закономерный метод проектирования, помогающий > отыскать наиболее рациональное решение, В качестве примера разработки И сравнительного анализа вариантов приведем часто встречающийся в машиностроении узел .редуцирующей конической зубчатой передачи-(табл. 2).
Для упрощения не рассмотрены возможные конструктивные варианты подвода н отбора крутящего момента, типа опор, способов фиксации осевого положения зубчатых колес. Даны только варианты общей компоновки передачи, конструкции корпуса, расстановки опор, систем, сборки н проверки зацепления.
Окончательный выбор варианта редуктора зависит от условий его применения и установки. Наибольшими достоинствами для общих уело- / вий применения обладают конструкции 1-3. Прн необходимости сокращения габарита и массы Цередачн целесообразно применять компактные конструкции 12—16,
МЕТОД ИНВЕРСИИ
Среди приемов, облегчающих сложную работу конструирования, видное место занимает метод инверсии (обращение функций, форм н расположения деталей),
В узлах иногда бывает выгодным поменять детали ролями, например ведущую деталь сделать ведомой, направляющую — направляемой, охватывающую — охватываемой, неподвижную — подвижной. Целесообразно иногда инвертировать формы деталей, например наружный конус заменить внутренним, выпуклую сферическую поверхность вогнутой, В других случаях оказывается выгодным переместить конструктивные элементы с одной детали на другую, например шпонку с вала на ступицу Или боек с рычага на толкатель.
Каждый раз конструкция при этом приобретает новые свойства. Дело конструктора — взвесить преимущества и недостатки исходного н инвертированного вариантов с учетом прочности, технологичности, , удобства эксплуатации и выбрать наилучший из них. У опытного конструктора метод инвертирования является неотъемлемым инструментом мышления и значительно облегчает процесс поисков решений, в результате Которых рождается рациональная Конструкция.
В табл, 3 приведены примеры инвертирования типовых машиностроительных узлов,
КОМПОНОВАНИЕ
Компонование обычно состоит нз двух этапов: эскизного й рабочего, В эскизной компоновке разрабатывают основную схему и общую конструкцию агрегата (иногда несколько вариантов). На основании анализа эскизной компоновки составляют рабочую компоновку, уточняющую
2. Варианты конструкции углпвой передачи
tijilfiii. I HPIP ц Hl J . .1',. ' " -" I '
Конструкция наиболее распространенная' Валы колес расположат в од ном корпусе, что позволяет при изготовлении обеспечить точное взаимное расположение осейг Доступ к колесам свободный -через люк с оп^смной крышкой. Механизм можно осматривать в сборе. По условиям сборки наружный диаметр малого колеса должен быть меньше диаметра отверстий под подшипники вала.
Зацепление регулируется мерными шайбами т (необходима полная разборка узла установки колее). Редуктор в основном рассчитан на крепление нижней плоскостью с Помощью лап
Подшипники установлены в промежуточных втулках, что позволяет несколько увеличить диаметр малого колеса. Для регулирования зацепления достаточно сменить мерные шайбы, подкладываемые Под промежуточные втулкит Удобно, если регулировочные шайбы выполнены в виде полуколец (вариант внизу), фиксируемых крепежными болтами. Для смены шайб отвертывают болты и выдвигают па небольшую величину промежуточную -втулку
। Колеса установлены в отъемных корпусахг Преимущества предыдущей конструкции сохраняются, одна к о жесткость главного корпуса значительно уменьшается. При изготовлении корпусов необходимо выдержать строгую соосность центрирующих буртиков и отверстий под подшипники. Редуктор более приспособлен для подвесного крепления, хотя возможна установка его нцжнен плоскостью с помощью лап, отлитых заодно с нижней крышкой
Хвостовик большого колеса выведен наверх. Проверка зацепления затрудняется. Осматривать механизм в сборе нельзя; при снятии корпуса большого колеса целостность механизма нарушается. Регулировать зацепление можно только по окраске с многократными снятиями н повторными установками большого Колеса. Для осмотра внутренней полости редуктора необходима ЗТреДВДрЙ^ гсльно отключить валик отбора мощности
• ' I..U—.......... — , . I Й'*Т61
Корпус выполнен с разъемом в плоскости оси малого колеса. Конструкций обеспечивает простую и удобную сборку и осмотр механизма. Проверка зацепления будет полноценной только и том случае,' если вал малого колеса в сборе с подшипники мн прижать к нижним постелям подшипников.
Изготовление разъемного корпуса значительно сложнее., чем целого. Необходимо сначала начисто обработать стыки, соединить половины корпуса на контрольных штифтах и в сборе обработать отверстия под подшипники. Поверхности стыка притирают. Применение уплотняющих прокладок недопустимо (нарушается цилиндричностъ гнезд подтяни пков малого колеса)
Верхняя опора вала большого колеса перенесена в крышку. Расстояние между опорами увеличено, радиальные нагрузки на подшипники уменьшены. Недостаток конструкции — затруднительность осмотра и регулирования механизма^ сборег При снятии крышки вал большого колеса остается на ннжней опоре; его качка не позволяет проверить пр ап ильп ость зацеплениях Кроме того, расположение опор в разных деталях ухудшает центрирование валя. Необходима обработка отверстий под подшипники в сборе корпуса и крышки, что усложняет технологию изготовления
Вал большого корпуса установлен на двух под-шиппнках в крышке. Регулирование зацепления возможно только по краске. Осмотр механизма в сборе затруднителен. Для снятия крышки с большим колесом необходимо предварительно вЫйуть малое колесо, вследствие чего механизм оказывается разобщенным
Эскиз
Особенности
Вал большого колоса смонтирован в верхнем приливе корпусах Доступ к механизму — через нижнюю крышку Конструкция приемлема при подвесном креплении редуктора и неприменима, если его необходимо устанавливать нижней плоскостью (для осмотра механизмов пришлось бы снимать весь редуктор)
Вал большого колеса установлен в нижнем приливе корпуса. Привод выведен вверх. Участок зацепления просматривается о торца зубьев после снятия верхней крышки г Для осмотра механизма необходимо ripедвзрительно отключить валик отбора мощности с большого колеса
Передний подшипник вала малого колеса установлен в перегородке п, прилитой к боковым стенкам корпуса. Механизм просматривается в сборе после снятия несущей верхней крышки. Недостаток, конструкции." участок зацепления заслонен перегородкой
Внутренний подшипник вада малого колеса перенесен на противоположную стенку корпуса, что обеспечивает хорошую разноску опор н удобный осмотр механизмах Возможен отбор мощности с вала малого колеса. Недостаток конструкции: нельзя разобрать колеса порознь; для снятия большого колеса необходимо предварительно демонтировать малое .
г
Подшипники большого колеси к внутренний подшипник малого колеса установлены в приливе корпуса. Осмотр'механизма через нижнюю не-несущую крышку; участок зацепления просматривается с торца зубьев. Для осмотра необходимо предварительно отключить валик отбора мощности Конструкция допускает только подвесное крепление
Тот же вариант, но с выводом вала большого колеса вверх н с креплением редуктора нижней плоскостью
Вариант с выводом вала большого колеса вниз, допускающий осмотр механизм а/без отключения налика отбора мощности; Крепление с помощью боковых лап или приливов на нижней крышке
Тот же парна кт^ но с выводом вала большого колеса вверх
Вариант со сниженной высотой корпуса и штампованной крышкой большого размера, обеспечивающей удобный обзор механизма
X Схемы инверсии типовых узлов
Схемы
Привод тягл
Привод толкателя
Привод коромысла
111 inn с л ьн о с со е д ] т пение
Сферическое соединение трубопроводов
Сравнительная характеристика схем
В схеме I рычаг 1 приводит в действие тягу 2 через ось J, установленную в вилке тяги. В схеме II ось установлена Я вилке рычага. Результат инверсии — устранение поперечных усилий на тягу. В конструкции по схеме II затруднительна обработка рроущииы тяги
В схеме I боек коромысла 4 плоский, тарелка толкателя 5 — сферическая, в схеме И — наоборот. Инверсия устраняет поперечные нагрузки на толкатель, Боек можно выпОгЗМИТЬ цилиндрическим, что о бес пе ч ивм г линейный контакт
В схеме I тяга выполнена со сферическим наконечником б» в схеме Л сферическим выполнен боек 7 коромысла, Инверсия улучшает смазку сочленения (магло, находящееся р полости привода, скапливается р чаше тяги)
В схеме I ниппель 5 затягивается внутренней гайкой в схеме II — наружной 10. Осевые габариты в схеме И меньше, а радиальные несколько больше^
____ ... . _____ .4 , ,х , _ .. . 1_ ... „
В схеме I ниппель JJ выполнен с внутренним конусом, л схема II — р наружным, Оссвме габариты в схеме П меныце
Замена полной сферы (схема I) двумя концентричными полусферами (схема И) значительно сокращает осевые габариты Изготовление узла, однако, усложняется
Яродо.ике/шг 3
Схемы -п-------- ' <
I П
Ср а в и и тел ьп ая * к а ра к т ерист и ка схем
Схема II выгоднее схемы I по условиям смазки
Направляющая
Крепленце шпильки
..... । ...........................
Схема II повышает прочность резьбового соединения (податливость бобырки у начальных витков способствует более равномерному распределению нагрузки по виткам).
Крепление турбинной лопатки
В схеме 1 лопатка 12 крепится внльчатоп ножкой на Т-образном кольцевом шипе ротора В схеме II — Т-образной ножкой & кольцевом пазу ротора. Схема Л уменьшает массу, увеличивает жесткость и упрощает изготовление лопатки
Переставной впит
В схеме I винт с коротким резьбовым поясом 14 перемещается в корпусе с резьбой, длина которой равна ходу винта, В схеме II резьба нарезана по всей длине винта; корпус имеет короткий резьбовой пояс 15. Облегчается изготовление (нарезание длинной резьбы в отверстии затрудните льне), При одинаковом диаметре d резьбы прочное гь винта в схеме 11 выше
Установка шатуна в вилке
--------с------------------------------------ - В схеме I ось 16 закреплена в шатуне И вращается в подшипниках вилки, а схеме И — наоборот; Схема II улучшает условия работы подшипника вследствие увеличения его жесткости и более благоприятного отношения длины к диаметру
Г
Схемы
Сравнительная характеристика схем
В схеме I направляющая шпонка ]? установлена на валу и имеет длину, равную ходу ступицы 18. В схеме И шпонка 19 установлена в ступице и перемещается в продольном пазу ванаг Схема облегчает изготовление узла и улучшает направление
В схеме I приводная головка 20 перемещается по неподвижной штанге 21. В схеме П головка закреплена на штанге, которая перемещается в направляющих ату яках 22 корпуса. Точность на-пра аления 3ii ачитсл ьно п овы ш ается^ п о перечные усилия на головвд* и -трестаишя одлв'* уменьшаются
Привод штока роторной машины
В схеме I шток 23 приводится в поступав телыю-воэ в ратное движение двумя роликами 24, обкатывающими дисковый копир 25. а в схеме II -одним роликом, ?<?. перемещающимся между двумя копирами 27. Схема II резко сокращает осевые размеры узла
Узел пружинной амортизации рычага
В схеме I головка рычага воздействует на две пружины, оттертые а корпусе, Б схеме II рычаГ едблак вильчатым и воздействует на одну пружину, работающую в обоих направлениях. Схема сокращает осевые размеры узла
Пружина растяжения
Замена пружины растяжения (схема J) пружиной сжатий с реверсом (схема II) повышает надежностей долговечность узла (пружины сжатия прочнее пружин растяжения). Конструкция л о схеме П, однако, значительно сложнее, чем по схеме I
Перепускной клапан
В схеме I клапан направляется стержнем 2#, запрессованным Н корпусе, а в схеме-Л — хвостовиком 29, скользящим в отверстии корпуса. Точность направления в схеме II значительно выше (направляющее отверстие и седло обрабатывается с одного усталова)
Схемы
I И
Холостая шестерня
Холостая шестерня
Гидравлический сервоцилиндр
Сравнительная характеристика схем
В схеме I фиксатор расположен в ступенчатом отверстии и направляется хвостовиком и головкой; в схеме Л фиксатор выполнен в виде стакана, внутри которого размещена пружина. Схема II технологичнее (сквозное отверстие)., конструкция, однако, сложнее
1 1 г ""———. 1
В схЬме I переходник 30 имеет наружные иглицы, а приводные диски — внутренние В схеме II переходник 31 выполнен с внутренними шлицами, а диски с наружными. Схема II выгоднее по осевым размерам и технологичности (внутренние шлицы обрабатывают напроход)
Установка шестерня на оси (схема II) улуч-тает условия работы подшипника вследствие увеличения его жесткости, В схеме И Ось нагружена силой постоянного направления, в схеме ’I нагрузка на вал циклическая (круговой изгцб)
Установка шестерни на подшипниках качения на оси (схема П) уменьшает долговечность подшипников (вращаются наружные кольца подпгигь ников, тогда как в схеме I — внутренние). Нагрузка на наружные кольца в схеме I — постоянного направлениях Схема II иногда целесообразна по габаритным условиям (например, консольная установка шествии)
. ........-А.._.__________________________
В схеме I поршень 32 перемешается в неподвижном цилиндре 35, в схеме П иеподэн-жен поршень 34; по нему перемещается цилиндр 35. В схеме Ц возможен привод от любой точки по высоте цилиндра► Мас^ораспределй’ тельная система п конструкция узла сложнее, чем в схеме I
конструкцию агрегата и служащую исходным материалом для дальнейшего проектирования.
При компоновании важно уметь выделить главное из второстепенного и установить правильную последовательность разработки конструкции. Попытка скомпоновать одновременно все элементы конструкции является ошибкой, которая свойственна начинающим конструкторам. Получив задание, определяющее целевое назначение и параметры проектируемого агрегата, конструктор нередко начинает сразу вырисовывать конструкцию в целом во всех ее подробностях, с полным изображением конструктивных элементов, придавая компоновке такой вид, ко горы й должен иметь лишь сборочный чертеж конструкции в техническом или рабочем проекте. Конструировать так — значит почти наверняка обрекать конструкцию на нерациональность. Получается механическое нанизывание конструктивных элементов и узлов, расположенных заведомо нецелесообразно.
Компоновку следует начинать с решения главных вопросов — выбора рациональных кинематической и силовой схем, правильных размеров н формы деталей, определения наиболее целесообразного взаимного их расположения. При компоновании надо идти от общего к частному, а не наоборот. Выяснение подробностей конструкции на данном этапе не только бесполезно, но и вредно, так как отвлекает внимание конструктора от основных задач компонования и сбивает логический ход разработки конструкции.
Другое основное правило компонования -- разработка вариантов, углубленный нх анализ и выбор наиболее рационального. Ошибочно, если конструктор 'сразу задается направлением конструирования, выбирая или первый пришедший в голову тип конструкции или принимая за образец шаблонную конструкцию. Самое' опасное на данном этапе проектирования поддаться психологической инерции и оказаться во впасти стереотипов. Вначале необходимо продумать все возможные решения и выбрать из них оптимальное для данных условий. Это требует труда и дается не сразу, а иногда в результате длительных поисков.
Полная разработка вариантов необязательна Обычно достаточно карандашных набросков от "руки, чтобы получить представление о перспективности варианта н решить вопрос о целесообразности продолжения работы над мим. •
Иногда конструктор даже не может объяснить, почему он избирает одно направление конструирования и отвергает Другое, ограничиваясь лаконичным «не нравится». У одного конструктора за этой, ва первый .взгляд вкусовой мотивировкой, нй самом деде скрывается безошибочное предвидение конструктивных, технологических, эксплуатационных и других осложнений, которые несет с сабин отвергаемое направленна.
В процессе компонования необходимо производить расчеты, хотя бы ориентировочные и приближенные. Основные детали конструкции должны быть рассчитаны на прочность и жесткость. Доверяться глазу при выборе размеров и форм деталей нельзя. Правда, есть опытные конструкторы, которые почти безошибочно устанавливают размеры и сечения, обеспечивающие принятый в данной отрасли машиностроения уровень напряжений. Но это достоинство сомнительное, Копируя шаблонные формы
if придерживаясь традиционного уровня напряжений, нельзя создать про-- грессивные конструкции.
Неправильно всецелололагаться и на расчет. Во-первых, существующие методы расчета ид прочность не учитывают ряда факторов, определяющих работоспособность конструкции. Во-вторых, есть детали, не поддающиеся расчету (например, сложные корпусные детали). В-третьих, необходимые размеры деталей зависят не только от прочности, ио и от других факторов. Конструкция литых деталей определяется в первую очередь требованиями литейной технологии. Для механически обрабатываемых деталей следует учитывать сопротивляемость усилиям резания и. придавать нм необходимую жесткость. Термически обрабатываемые детали должны быть достаточно массивными во избежание коробления, Размеры деталей управления нужно выбирать с учетом удобства манипулирования.
Необходимое условие правильного конструирования постоянно иметь в виду вопросы изготовления н с самого начала придавать деталям технологически целесообразные формы. Опытный конструктор, компонуя деталь, сразу делает ее технологичной; начинающий должен постоянно обращаться к консультации технологов,
Компоновку необходимо вести на основе нормальных размеров (диаметры посадочных поверхностей, размеры шпоночных и шлицевых соединений, диаметры резьб и т, д.), Особенно ,это важно при компопрвании узлов с несколькими концентричными посадочными поверхностями, а также ступенчатых деталей, форма которых в значительной степени зависит от градации диаме|рон,
Одновременно следует добиваться максимальной унификации нормальных элементов, Элементы, неизбежные по конструкции главных деталей и узлов, рекомендуется использовать в остальных частях конструкции, Прн компоновании должны быть учтены все условия, определяющие работоспособность агрегата, разработаны системы смазки, охлаждения, сборки-разборки, крепления агрегата и присоединения- к нему смежных деталей (приводных валов, коммуникаций, электропроводки); предусмотрены условия удобного обслуживания, осмотра и регулирования механизмов; выбраны материалы для основных деталей; продуманы способы повышения долговечности, увеличения, износостойкости трущихся соединений, способы защиты от коррозии; исследованы возможности форсировки агрегата и определены ее границы,
Не всегда компонование идет гладко. В процессе проектирования часто обнаруживают незамеченные в первоначальных прикидках недостатки, для устранения которых приходится возвращаться к ранее забракованным схемам или разрабатывать новые, Отдельные узлы не всегда получаются с первых попыток. Это не должно смущать конструктора. Приходится создавать «временные» конструкции и их доводить до необходимого конструктивного уровня в процессе дальнейшей работы, В таких случаях полезно по итальянской поговорке «dare al tempo il tempo» («дать время времени»)/ т. е. сделать передышку, после которой в результате подсознательной работы мышления нередко возникают удачные решения, выводящие конструкцию из тупика'. После паузы конструктор смотрит на чертеж по-иному и видит недостатки, которые были допущены в период развития основной идеи конструкции.
. Порой конструктор невольно утрачивает объективность, перестает видеть недостатки полюбившегося ему варианта и возможности других вариантов, В таких случаях, как нельзя более к месту оказывается беспристрастное мнение посторонних людей, указание старших, совет товарищей по работе, даже придирчивая критика. Более того, чем острее, критика, тем большую пользу извлекает из нее конструктор. „ s •
На всех стадияк компонования следует прибегать к консультации производственников и эксплуатационников; Чем шире поставлено обсуждение компоновки и чем внимательнее конструктор прислушивается к полезным указаниям, тем лучше становится компоновка и совершеннее получается конструкция.
Не следует жалеть времени й усилий на проработку проекта. Стоимость проектных работ составляет незначительную долю стоимости выпуска машин (за исключением машин единичного и мелкосерийного производства). Более глубокая проработка конструкции в конечном счете дает выигрыш в стоимости, сроках изготовления и доводки, качестве н величине экономического эффекта машины.
Техника компонования. Компонование лучше всего вести в масштабе 1:1, если допускают габаритные размеры проектируемого объекта. Прн этом легче выбрать нужные размеры и сечения деталей, составить представление о соразмерности частей конструкции, прочности и жесткости деталей и конструкции в целом. Вместе с тем такой масштаб избавляет от необходимости простановки большого числа размеров и облегчает последующие процессы проектирования, в частности деталировку. Размеры деталей в этом случае можно брать непосредственно с чертежа,
Вычерчивание в уменьшенном масштабе, особенно при сокращениях, превышающих 1; 2, сильно затрудняет процесс компонования, искажая пропорции и лишая чертеж наглядности. Если размеры объекта не позволяют применить масштаб 1:1, то отдельные узлы и агрегаты объекта следует во всяком случае компоновать в натуру.
Компоновку простейших объектов можно разрабатывать в одной проекции, в которой конструкция выясняется наиболее полно. Формы конструкции в поперечном направлении восполняются пространственным воображением.
При компоновке более сложных объектов указанный способ может вызвать существенные ошибки; в таких случаях обязательна разработка во всех необходимых проекциях и сечениях.
Техника выполнения компоновочных чертежей представляет собой процесс непрерывных поисков, проб, прикидок, разработки вариантов, их сопоставления и отбраковки негодных. Чертить следует со слабым нажимом карандаша, потому что при компоновании переделки следуют одна за другой, здесь работает больше резинка, чем карандаш. Сечения можно не штриховать, а если и штриховать, то только от руки. Не следует тратить времени на вырисовывание подробностей, Типовые детали и узлы (крепежные детали, уплотнения, пружины, подшипники качения) целесообразно изображать упрощенно (рис. 13).
Обводку чертежа, штриховку, раскрытие условностей изображения и подрисовывание мелких деталей относят на окончательные стадии компонования, при подготовке компоновочного чертежа к обсуждению.
Рис. 13. Упрощенное изображение тишь, вых элементов
Существует шкода компонования от руки. Конструкцию вырисовывают карандашом на миллиметровой бумаге. Автор неизменно придерживается этого способа и .считает, что такое компонование имеет большие преимущества, по производительности! гибкости! легкости вне-• сепия поправок. Оно почти полностью исключает возможности ошибок в уэяэючных размерах и обеспечивает легкое чтение всех размеров деталей. При этом способе особенно хорошо удается придать деталям- Плавные очертания, характерные для современного конструирования,.
Для конструктора, обладающего рисовальными способностями, это наилучший способ, компонования. Есть конструкторы* из-под рук которых в течение нескольких часов выходят выполненные этим^методов вполне законченные и отработанные компоновки, которые можно передавать на деталировку.
КОНСТРУКТИВНЫЙ ПРИМЕР
Для иллюстрации методики компонования рассмотрим проектирование центробежного водяного иасоса. Избранный в качестве- примера объект обладает специфическими особенностями, влияющими на методику и последовательность компонования, В рассматриваемом случае имеется довольно устойчивая исходная база в виде поступающего из расчетного отдела эскиза гидравлической части насоса. Конструктору остается облечь его в металл. Во многих случаях бывает задана только схема проектируемого объекта, без определенного размерного скелета, Иногда конструктор приступает к проектированию, зная лишь технические требования к нему и ие представляя даже будущей конструкции. Тогда приходится начинать с разработки идеи конструкции н поисков конструктивной схемы, после -чего следует компонование в собственном смысле слова.
Описываемая ниже методика компонования нс является единственно возможной, Процесс компонования; как и всякий творческий процесс, субъективен и во многом зависит от опыта, навыков и способностей конструктора, Различными могут быть ход компонования, последовательность разработки конструкции, а также конструктивные решения задач, возникающих при проектировании. Приводимую ниже методику следует рассматривать, как пример, цель которого — иллюстрировать основные закономерности, присущие любому процессу компонования, К ним относятся;
последовательность разработки, выяснение иа первых этапах только 1 основных элементов конструкции и игнорирование подробностей;
рассмотрение в процессе проектирования нескольких вариантов и выбор паилучшего из них на основе сопоставления конструктивной, технологической и эксплуатационной целесообразности;
параллельные с проектированием ориентировочные расчеты на прочность, жесткость, долговечность;
предусмотрение с первых же шагов компонования резервов развития агрегата и выяснение пределов его форсировки;
придание технологичности разрабатываемой конструкции, последовательное проведение унификации и нормализации; '
разработка схемы сборки-разборки;
тщательней просмотр всех элементов конструкции на долговечность и эксплуатационную надежность.
В приводимом ниже примере результаты каждого этапа компонования представлены о сдельными чертежами, У начинающего конструктора может создаться ложное впечатление, будто процесс компонования состоит из последовательного составления таких чертежей. На самом деле речь идет об одном н том же компоновочном чертеже, который непрерывно Дополняется и уточняется по ходу разработки, показов не приобретает окончательный вид.
В интересах наглядности па приводимых ниже чертежах мелкие детали показаны по большей части в полном виде. В действительности же в процессе компонования их изображают упрощенно, д иногда И не показывают вообще.
В книжном изложении приходится прибегать к полному вырисовыванию вариантов и обстоятельным пояснениям при сравнении преимуществ и недостатков различных конструктивных решений. На деле большую часть вариантов конструктор сопоставляет мысленно, сразу отбрасывая нецелесообразные решения и лишь иногда от руки делает наброски вариантов, порой даже без соблюдения масштаба. Таким образом, процесс сопоставления и выбора вариантов происходит гораздо бысгрее, чем может показаться из приводимых ниже объяснений н иллюстраций.
Много времени приходится затрачивать на решение возникающих при проектировании сложных или новых конструктивных задач, требующих творческой работы, поисков аналогий и опорных примеров из практики различных отраслей машиностроения, а иногда и постановки экспериментов, которые, в зависимости от отведенных, на проектирование сроков, могут быть проведены быстро или со всей диктуемой обстоятельствами основательностью.
Рис, 14, Эскиз гидравлической час ди насоса
Иеяддаме данные. Исходным материалом для проектировании является расчетный эскиз гидравлической части насоса о основными размерами (рис, 14), Насос одноступенчатый, с ОссвЫМ входом и кЪнсольной крыльчаткой, Во всасывающем пл тру б ке у ста цои лен направляющий аппарат, обеспечивающий осевой вход водяной струн на крыльчатку. Привод пасос& от асинхронного электродвигателя (iV ₽* 30 кВт, и «2950 об/Мин). Окружная скорость крыльчатки 35,5 М/с, расчетный напор 50 м вод* ст.,, производительность 40 д/с. Насос имеет два симметрично расположенных выходных патрубка плота Дью 40 см2 каждый.
Расчетом определены число н расположение лопаток (восемь лопаток, изогнутых по ходу вращений крыльчатки), профиль проточной части крыльчатки, се чей ня выходных у ли [ ок по углам Окружное™. Зидан срок службы насоса (10 'лет при двухсменной работе).
Расчетная долговечность ft гнасоса равна произведению срока службы на коэффициенты сменности И выходных дней (предполагай безремонтную эксплуатацию, коэффициент рс-монтных простоев не влоДим), Следовательно, h * rjCM qBbIJt //, где // = 10'365'24 =₽ 87 600 ч — номинальный срок службы' т|см — коэффициент сменности (при двухсменной работе т^ ™ 0/6); Лйых = 0,7 — коэффициент выходных дней.
Расчетная долговечность /г - 0/6-0,7'87 600 & 40 000 ч.
Опоры вала. Проектирование целесообразно начать с выбора типа, размеров и расположения опор вала крыльчатки, В качестве опор принимаем шариковые подшипники, отличающиеся От подшипников скольжения простотой смазки^
Радиальная нагрузка на подшипники складывается из массы крыльчатки и вала и центробежной силы, йозникаюЩеЙ из-эМ неполной статической уравновешенности крыльчатки. Кроме ТОГО} опоры воспринимают осевую сипу давления рабочей жидкости на крыльчатку. Исходя из предварительных конструктивных прикидок принимаем массу крыльчатки GK — 4 кг, массу вала и присоединенных к нему деталей (внутренние обоймы подшипников, фланец привода, стяжные гайки) GB 2 кг.
Неуравновешенную центробежную силу крыльчатки можно приближенно определить по величине статического дисбаланса. Примем точность статической балансировки равной 5 г на о кру ж и ост и крыльчатки. Тогда неуравновешенная центробежная сила
0,005 а?Я . 0s005-310<0r115
Максимальная радиальная сила, действующая иа крыльчатку в плоскости расположения ее центра тяжести, Р = GK 4- = 4 4- 5,5 *= 9,5 к it.
Нагрузка на ближайший к крыльчатке подшипник
где расстояние от центра тяжести крыльчатки до передней опоры; L- расстояние между опорами.
Нагррка на второй подшипник
= (32)
ъ
Целесообразный диапазон отношения L// заключен я пределах 1,5—2- Ниже этих значений силы Xi и резко возрастают; увеличение L/1 свыше 2 мало уменьшает силы, а только вызывает увеличение осевых размеров установки.
Примем L/1 =.1Д Тогда согласно (31) и (32) = 1,66Р «-1,66-9,5 16 кге; J?2 » 0.66Р =
« 0,66-9,5 б.З егс/
Масса вала 6В«2 кг распределяется примерно поровну между обоими подшипниками. Следовательно» J?t = 16 + 1 = 17 кто и *= 6,3 4-1 = 7,3 кгс.
С целью унификации принимаем оба подшипника одинаковыми. Поскольку задний подшипник нагружен меньше, целесообразно возложить на него восприятие осевых4 сил, т, с, сделать его фиксирующим, '
Уравновешивание осевой силы крыльчатки, У открытых крыльчаток на спинку действует полная силе гидростатического давления, создаваемого на выходе (в нашем случай р = 5 кг с/см2). СнЛа, действующая в противоположном направлении, значительно меньше! так как давление на диск крыльчатки со стороны ЛопаТок изменяется по квадратичному закону, начиная от вакуума, создающего си во всасывающем патрубке, до 5 кгс/см7 аа выходе крыльчатки, В результате возникает направленная в сторону всасывания осевая сила, достигающая в рассматриваемом случае примерно 1000 кгс. Эту силу Можно ликвидировать установкой закрытой двухдисковой крыльчатки с двухсторонним уплотнением и введением "разгрузочных отверстий между полостями всасывания и нагнетания (рис. 15), При этом гидростатическое давление иа крыльчатку полностью уравновешивается, так лак с обеих сторон действует одинаковое давление (5 кгс/сма).
Помимо гидростатических сил нд крыльчатку действует сила реакции поворота струи на входе, направленная против всасывания. Однако эта сила-Невелика и ею можно пренебречь.
Условие Гидростатической уравновешенности заключаете^ в том. чтобы диаМетры обоих уплотнений были одинаковыми, а суммарная площадь разгрузочных отверстий была по мсньйюй мере ранйа йлбшадп кольцевого Зазора в уплотнении.
Принимая диаметр уплотнения Dv= 130 мм, радиальный дазор №0,1 мм, число разгрузочных отверстий л = 8 (по числу лопаток), получаем 0,785- л4г > 0,1 nDyr откуда dji |/оД5 Dy > 2,5 мм. Принимаем с запасом rf = 5 мм.
Уплотнения выполняем в виде цилиндрических выступов иа дисках крыльчатки, входящих с Зазором г кольца! запрессованные в корпусе- насЬса, Учитывая возможность попаданий грязи на уплотнявшие поверхности, кольца выполняем йз мягкой бронзы.
Долговечность опор. Принимаем диаметр нала крыльчатки d = 40 мм И Выбираем в качестве опор однорядные Шариковые подшипники 208 легкой серии (коэффициент работоспособности С 39 000),
Необходимый по заданной долговечности насоса коэффициент работоспособности
с = х*,Н)0Л,
где Я—нагрузка на подшипник (а нашем случае для наиболее нагруженного подшипника Я = 17 Кгс); ka — коэффициент режима работы подшипников (принимаем 1,5); д — частота вращения вала (л = 2950 об/мин); Л — заданная долговечность, h « 40 000 ч,
Следовательно, С == 17-1,5(2950-40000)0,3 6800, Таким образом, выбранные подшипники с большим запасом удовлетворяют заданной долговечности и обеспечивают значи-тельное'увеличение как нагрузки, так и частоты1 вращение их случай последующего форсирования пасоса.
Расстановка опор. При выбранном отношении L/1=• 1,5 расстояние между опорами всецело зависит от величины i вылета Центра тяжести крыльчатки относительно передней опоры. Последнюю величину определяет условие размещения уплотнений между Передним подшипником и гидравлической полостью насоса* Исходя из конструктивных прикидок пр ил ийаем длину уплотнения равной 45 мм, а расстояние между торцом уплотнения и плоскостью
Рнс. 15, Крыльчатка с уравновешенной осевой силой
расположения центра тяжести крыльчатки 10 мм. Ширина подшипника 18 мм. Общая длина вылета Г= 45 ч- 10 ч- 9 == 64 мм и расстояние между опорами Л =' 145 I * 100 мм,
^Итогом данного этила проектирования является эскиз вала крыльчатки с расположением опор (рис, 16). -
Выходные улятки. Проектирование улиток начинаем & выбора основной схемы расположения их сечений.
Сечения улиток можно расположить так, чтобы крайние, внутренние точки сечений находились на одинаковом расстояний от окружности ’ крыльчатки- Центры сечений рас по-латаются тю спирали, уравнение Которой
p-0;5Dx + m + 0,5Jo /j^r,
а крайние наружные точки сечений по спирали
где DK — диаметр крыльчатки; m — расстояние внутренних точек сечений от окружности крыльчатки; - диаметр выходного сечения улитки; р- р' и (р - текущие координаты-
Конструкция такой спиральной улитки с разъемом в плоскости симметрии сечений (рис, 17, я) обладает хорошими гидравлическими качествами, обеспечивает простую, беи-стержневую формовку и удобную зачистку внутренних полостей улиток.
Нелостаткк конструкции следующие:
плоскость разъема пересекает выходные патрубки улиток; на фланцах выходных патрубков и в узлах соединения с отводными трубопроводами образуется трудцоуплотннемый Т-образный стык;
половины улитки можно зафиксировать одну относительно другой только контрольными штйфтами; центрирование цилиндрическими буртиками исключено;
радиальные размеры улитки получаются большими [при т “ 20 мм максимальный размер (без выходных патрубков) равен 470 мм],
В конструкции ня рнс, 17.6 улитка выполнена в виде целой отливки- Крыльчатку монтируют через отъемную крышку, - Выходные патрубки целые. Крышку центрируют
17- Варианты выходных улиток;
относительггб корпуса цилиндрическим буртикам, Размеры улН7ки несколько уменьшаются благодаря устранению периферийного фланца (максимальный раэМ&р 422 мм), Гидравлическая полость крыльчатки закрытая и формуется с .Применением стержней. Зачистку стенок гидрадличсской полости возможна только гидрополировайием (струен ^одц с взвесью абразива).
В конструкции на рис, 17.в наружные точки сечений расположены по окружности радиуса, равного на и меньшей у начальному радиусу улитки. По направлению к выходу центры се* чеанй постепенно смешаются к оси насоса, располагаясь по спирали/
р = 0,5
где Ро ^яарузкный диаметр улитки; (10 - диаметр выходного сечения улиткй-
На последних участках улитки крыльчатка вместе с ограничивающими СТеикдми корпуса вдается в сечение улиток. Габаритный размер улитки резко уменьшается [380 мм) Разъем осуществляется по плоскости симметрии сечеййй ул и пей, HoJtdBiiHiX улитки центрируются цилиндрическим буртиком [прерванным на участках расположения выходных патрубков). Выходные патрубки переучены пл ос кое пю разъема.
Недостаток конструкции; водяной Ноток по выходе из крыльчатки раздваивается, образуя ла последних участках улитки два спиральных вихря, что связано с увеличением гидравлических потерь-
Выходные патрубки можно выполнить целыми, если сместить сечение улиток с осн симметрии крыльчатки (конструкция г). В этом случае крыльчатку монтируют через крышку; Благодаря устранению периферийного фланца размеры улнткя уменьшаются еще больше (максимальный размер 330 мм), Смещение сечений улитки вызывает за вихрен не водяного потока, по гидравлические потери здесь меньше, чем в конструкции на рис, 17, в,
Гидравлнческйя полость. Компоновочный чертеж гидравлической полости (рнс. 18) >клю* чает улитку, крышку, всасывающий патрубок с направляющим аппаратом- Направляющий аппарат выполнен в виде радиальных лопаток, прилитых is стенкам патрубка и объединенных центральной бобышкой обтекаемой формы/ обеспечивяюншй плавный »код яодяного потока ж крыльчатку. Стык присоединения крышки к улитке уплотнен резиновым шнуром т, размещенным в кольцевой выточке центрирующего буртика. Для демон та жд ХрЬЦВДЛ пре-дусмФТрвн© простейшее съемное устройство б вида расположенных а корпусе (между бобышками крепежных шиплек) выборок л под разборный инструмент. Для работы на загрязненной воде на входе в патрубок предусматриваем сетку ф Сливную пробку £ конической' резьбой располагаем внизу улитки 9 продольной плоскости симметрии насоса.
Слив воды можно автоматизировать, закрыв выпускное отверстие подпружиненным кла-тзаиом. Клапвн при пуске насоса запирается давлением вады » улцтвд. а при остановке открывается силой пружины, сообщая полость улитки со сливным трубопроводом. Набрасываем схему такого устройства (рис. 19) для последующего обсуждений в процессе окончательной доработки конструкции.
Рис 18. Гндрчвдическав ио* лость
Ы- 19. Схема айюмапгш- Рис-20. Севани тивие }ВЖ11й* скот слльи воды Hue
Выяснение остальных элементов гидравлической полости [конструкции выходных патрубков, языков, отделяющих выходило патрубки от улиток и др.)( и разработке которые не пред-видится затруднений^ переносим на этап рабочего проектирование
Уплотнение гидравлической полости. Уплотнение, отделяющее гидравлическую полость от полости иодшд^нкр». в значительной степени предопределяет эксплуатационную надежность И долговечность насоса.
Для полного исключения возможности проникновения веды из гидравлической полости в масляную* уплотнение целесообразно выполнить Л виде двух ступеней, расположенных соответственно ла «водяной» п «масляной» сторонах и разделенных промежуточной камерон, сообщенной дренажным отверстием с атмосферой.
Для наиболее ответственной водяной ступени избираем торцовое уплотнение, обладаю* Шее свойством само прирабатываем ости н не Цуждающссся. как обычные сальники, в пери-одической подтяжке На масляной стороне устанавливаем севапитовое уодотцещде с эластомерной манжетой, охваченной браслетной пружиной (рис 20).
В первом наброске (рис. 21,л) торцовое уплотнение представляет собой ДИСК Л несущий ссваннговос уплотнение 2Л Торец диска служит уплотняющей поверхностью. Подвижная чисть уплотнения состоит из шайбы 3( приводимой во вращение зубчатым венцом, урезанным на внутренней стороне кольца разгрузочного уплотнения крыльчатки. Шайба постоянно Прижата, к неподвижному диску пружиной, опирающейся на горец крыльчатки. Вторичным уплотнением, предотвращающим протачивание воды nd распорной втулке 4^ является резиновая Манжета ,V плотно охватывающая Поверхность распорной втулки; воротншг шнжеты прижат к шайбе 5 Той же пружиной через стальную пгльзу б. Просачивание воды через стык распорной втулки и крыльчатки предупреждает уплотняющая кольцевая прокладка 7. установленная иа стыке.
Промежуточной камерой служит полость Я между СйванитовЫМ уплотнением н стенкой диска If соединенная радиальным отверстием 9 во флянце диска с продельным отверстием /(/ н корпусе, сообщающимся через отверстие 11 с атмосферой. Для удОбйвД ЖОИтроля 'за состоянием уплотнения (просачивание воды) сПверстие выведено Вбок с помощь к? чрубшг, завальцованной в сТеНке корпуса.
Недостаток конструкции; при демонтаже крыльчатки пружина выводит уплотняющую шайбу 3 из- за нс плени я с крыльчаткой и выталкивает манжету 5. вследствие чего уплотнение распадается. Монтаж крыльчатки и уплотнения затруднителен но тем же причинам, В конструкции на рис. 2^6 уплотняющая шайба 12 зафиксирована в осевом направлении в крыльчатке кольцевым' стопором 13, установленным на зубчатом вскцс крыльчатки
Ряс. 21. Вариаяш торцового уплотнения
с зазором, обеспечивающим осевое перемещение шайбы цо мере' шчоса 'уплотняющих поверхностей. Манжета вторичного уплотнения устаиовлсни на цилиндрическом удлинения 14 ступицы крыльчатки; При демонтаже весь узел подвижного уплотнения; сохраняя целостность сходит вместе с крыльчаткой. Облегчен и монгаЖ, так как узел подвижного уплотнения свободно надевается вместе с крыльчаткой на вал. Конструкция улучшает центрирование крыльчатки на валу и делает из лишней установку уплотнительной прокладки между ступицей крыльчатки и распорной втулкой (прокладка 7, см. рис> 21, а),
> В наиболее целесообразном варианте а шайба. /5 подвижного уплотнения приводится во вращение шлицами тг нарезанными на ступице крыльчатки! что делает конструкцию в целом более компактной. Агрегатность придана установкой иа ступице кольцевого стопора J5. Возможность проникновения воды иа шлицы крепления крыльчатки предотвращается затяжкой крыльчатки иа валу колпачковой гайкой и установкой уплотнительной прокладки мевду гайкой и торцом ступицы крыльчатки.
j При давлении на рабочих поверхностях уплотнения порядка 2 кге/мм1 осевая сила, развиваемая пружиной, незначительна; ее можно игнорировать при расчете осевой нагрузки на фиксирующий подшипник.
। Крепление подшипников и крыльчатки м налу. Конструктивный набросок вала в сборе с подшипниками, крыльчаткой и приводным фланцем показан на рис. 22. Главтем условием падежной установки подшипников на валу является затяжка подшипников в осевом направлений. Принимаем следующую систему крепления подшипиикоя па валу г передни й (правый) подшипник затягиваем колпачковой гайкой крепления крыльчатки на буртик вала через распорную втулку; задний - гайкой крепления приводного фланца через его ступицу.
Длина стул иды приводного -фланца должна быть достаточной для размещения наружного уплотнения вала (с целью унификации устанавливаем здесь такое же сева-китовое уплотнение, как и в узле торцового уплотнения) и, кроме того, должна обеспечить возможность заве де бия ланок съемника за фланец. Принимаем длину стуннцы 25 мм.
Крыльчатку И приводной фланец устанавливаем на шлицак. В целях унификации шлицевые соединения крыльчатки и приводного фланца, а также' резьбу пол крепежные гайки делаем одинаковыми. Цснтри*
Ряс. 22. Вал в сборе с крыльчаткой ц. цодишпшшамя
руем шлицевое соединение по наружному диаметру шлииев с плотной посадкой по центрирующему диаметру и боковым граням шлицев (посадка
Передачу крутящего момента от вала электродвигателя к приводному фланцу осуществляем с помощью венца эволъвентных шлицев, нарезанных на периферии фланпа. На приводном валу электродвигателя устанавливаем аналогичный фланец; фланцы соединяем пыль цсвой втулкой 1, установленной с* зазором ин шпицах обоих фланцев я зафиксированной в осевом направлении раЗрезйым кольцом, Эта конструкции способна пёрадавать ЕюлЫиой крутящий момент при малых осевых размерах и обеспечивает компенсацию неёоосности установки электродвигателя и насоса. В ступице крыльчатки предусматриваем резьбу 4 йод съемник. Между ступицей крыльчатки и распорной втулкой устанавливаем шайбу 2~ для регулирования осевого положения крыльчатки в корпусе,
Колпачковую гайку крепления стопорим шайбой 3, лепестки которой С ОДНОЙ стороны отгибаются в лазы на ступйце крыльчатки, с другой — в пазы на буртике колпачковой шайбы. Лепестковую шайбу выполняем из отожженной стали Х18Н9, что позволяет использовать ее как уплотнительную прокладку, предотвращающую проникновение воды в Шли* 4 цевое соединение крыльчатки, в резьбу гайки и резьбу под съемник.
Сборка и разборка. Порядок сборки и разборки тесно связан С системой установки подшипников ла палу и в корпусе. Возможны две основные схемы.
При первой схеме подшипники устанавливаются в корпус с натягом, анавалу — на центрирующей нлн плотной посадке. Порядок разборки следующий. Сначала с пала снимают приводной фланец, а Затем движением вправо извлекают вал из внутренних отверстий подшипников вместе с сидящей на нем крыльчаткой (рис. 23, я), Возможен и другой порядок: вначале с. вала снимают крыльчатку и движением влево за приводной фланец извлекают вял нз подшипников (рис. 23,6), Описанная схема исключает возможность Затяжки подшипников на буртики вала и требует установки между подшипниками распорной втулки /. Крыльчатка при этом должна быть зафиксирована в осевом направлении на валу упором в ступеньку 2 шлицев. Оба подшипник^ затягиваются на торец крыльчатки гайкой крепления приводного фланца; усилие затяжки передастся на передний (правый) подшипник через распорную втулку.
Недостатки схемы следующие:
после извлечения вала распорная втулка остается в корпусе насоса; продеть вал через эту втулку тфи последующей сборке затруднительно:
посадочный пояс под один из подшипников при извлечении вала проходит сквозь внутреннюю обойму Другого подшипника! причем Нс исключено повреждение поверхности пояса.
Основным недостатком является отсутствие посадочного натяга по вцутряипим отверстиям подшипников. При длительной эксплуатации возможно разбивание посадочных поясов под действием радиальных усилий. Выгоднее применять посадку скольженна по наружным поверхностям подшипников, где давление от радиальных нагрузок в 2 раза меньше.
По схеме (рис. 23, в) подшипники устанавливают на валу с натягом н при разборке извлекают из корпуса вместе й валом. Здесь подшипники можно затянуть на буртики, выполненные Заодно с валом. Подшипники крапят каждый в отдельности: передний через распорную втулку эатягииают колцачкойой гайкой крепления крыльчатки, задний — Крепежной гайкой приводного фланца,
Подшипники целесообразно установить в корпусе на переходных гильзах: задний, фиксирующий. подшипник посадить в гильзе с Натягом, гильзу в корпусе насоса- ня центрирующей посадке.- Передний подшипник целесообразно монтировать в подоходной Гильзе по центрирующей посадке; гильзу, выполненную ваодно с корпусом переднего уплотнения, установить в корпусе насоса по плотной посадке и притягивать к нему болтами.
Порядок разборки следующий. С вала снимают крыльчатку, отвертывают болты крепления корпуса заднего уплотнения и движением влево извлекают вал вместе' с подшипник Дмш Задний подшипник выхолит из корпуса вместе с гильзой и корпусом сманитового уплотнения. Уплотнение переднего подшипника остается в корпусе насоса. При извлечении вала передний подшипник свободно проходит через расширенное ДасаДочнсс отверстие заднего подшипника. ,
При полном демонтаже .подшипники спрессовывают с вала, что является более Деткой * операцией, чем выдрессовывапне подшипников из корпусе (как в схеме п).
Из сопоставления схем Ги я очевидны преимущества второй. Ес я принимаем за основу.
Рис. 23. Схемы ряз^дркн. Установка ИодшианкИОв с НЯТигом: а в й * в корпусе; d *• иа валу
Смцзка. Подшипники kacoca работает при небольших нагрузках И сравнительно высокой частоте вращения. Стенки Корпуса масляной полости хорошо охлаждаются благодаря соседству потока воды в гидравлической части. В этих условиях целесообразна система смазки разбрызгиванием о применен нем жидкого маелй небольшой вязкости й с пологой Вязко-стлО^емпературйоД характеристикой. Выбираем индустриально в масло 12 с Вязкостью 12 ссг при 50°С (по Энглеру ВУ50 = 2).
Z-4
if 12
Рис - 24. Насос с маелхной долйс1ью (ком-ПОггояояныЙ чертеж)
При компоновании масляной системы необходимо решить следующие задачи:
предупредить барботэцдо вспенивание масла, вызывающие излишний яагрее и ускоряю^ щгсе тепловое перерождение мае Ла;
обеспечить резерв масла на длительный срок работы;
обеспечить регулярную подачу масла к подшипникам в умеренных количествах;
защитить подшипники ст избыточной смазки и предупредить проникновенна масляных брызг на шарики и сепараторы: 7
обеспечить вентиляцию масляной полости во избежание возникновения давления в полости н выброса масла через уплотнения в периоды нагрева (пуск) н образования ййкуума в периоды охлаждения (остановки);
обеспечить удобный спуск отработавшего .масла к заливку свежего;
обеспечить удобный контроль уровня масла.
Первые две задачи в основном решаются увеличенном объема масляяой полости к емкости масло о тс той ника в нижней части корпуса (рис. 24). Емкость масло отстойник а в распи-питаемым осевых размерах можно увеличить за счет его раздачи в стороны.
Подшипники защищаем от избыточной Смазки с помощью установки отражательных дисков 2 на обращенных внутрь масляной полости торцах подшипников. В данной конструкции регулярный подвод масла к подшипникам представляет некоторые трудности. Нередко применяема я система масляной ванны, заполняемой- Маслом До уровня нижних шариков, не решает дела. С понижением уровня масла в результате испарения летучих составляющих подшипники остаются, без смазки задолго до исчерпания всего резерва, что вынуждает к частой доливке масла.
Применить обычный прием подачи масла с помощью кольца, свободно висящего па валу, в данном случае невозможно по монтажным условиям, так к^к кольцо препятствует выемке Вала из корпуса. Введение хотя бы простейшего Приводного масляного насоса связано с появлением лишшй трущихся частей. Кроме того, привод насоса будет мешать разборке вала.
Целесообразным вариантом является установка ня валу откидного подпружиненного разбрызгивателя I1 (рис, 24).
Разбрызгиватель (рис. 25) представляет собой рычаг Ц изготовленный из тонколистовой стали, закрепленный на отражательном диске переднего подшипника и Притягиваемый пружиной 2 к упору 5. Под действием центробежной силы рычаг, преодолевая натяжение пружины, выдвигается, погружаясь в масляный отстойник. При остановке насоса пружина
15* Выдавжно# дозбрызгштель
. оттягивает рычаг в исходное положение, что позволяет бсснрапят-ствснно извлечь вал лэ корпуса. Возникающая при выдвинутом разбрызгивателе незначительная неуравновешенность устраняется путем установки иа отражательном диске небольшого противовеса 4. Благодаря способности разбрызгивателя самоустанавливаться, количество нм подаваемого масла автоматически поддерживается приблизительно постоянным, независимо от его уровня в отстойнике. Погружаясь в масло, разбрызгиватель каждый раз отклоняется против направленна вращения,, захватывая небольшую порцию смазки, что предупреждает излишний барботаж.
Верхний уровень масла в отстойнике располагаем пи нижним точкай обойм шарикоподшипников. При избранных размерах отстойника общий объем масля, заливаемого•'й отстойник, равен ~ 1.3 л, а рабочий, полезно используемый объем, определяемый глубиной погружения разбрызгивателя в отстойник в крайнем-выдвинутом положении, ~ 1 л, что обеспечивает длительную работу насоса без доливки свежего масла. Для вентиляции масляной полости устанавливаем суфлер, который используем также для заливки масла. Целесообразно расположить суфлер вблизи заднего подшшшиха в плоскости А—А (см_ рис; 24), в зоне, удаленной от "Плоскости действия разбрызгивателя. В этой же зоне можно установить маслоу казатерь/ Суфлер состоит из корпуса /О о удлини-тельным кожухом Л защищающим от масляных брызг» В корпусе установлен длинный цилиндрический сетчатый фильтр 4Т что позволяет заливать масло через Ьоронку большого размера. Фильтр прижат к заплечику корпуса шайбой Л скользящей по стержню 7, установленному в колиачке 9 суфлера, и'нагруженной пружиной 6. Колпачок закреплен в корпусе суфлера штыковым замком к зафиксирован в замке той же пружиной б.
На продолжении стержня 7 установлен пакет шайб 5, предотвращающих выброс масляник брызг через суфлер. При снятии колпачка пакет выходит из суфлера вместе с колпачком, освобождая внутреннюю полость су флера для залйвки, Шайба 5 при снятом коллачке садится на заплечик стержня. Масломерное стекло И устанавливаем на одной стороне с суфлером, что позволяет следить за уровнем масла при зеливке. Непосредственно за стеклом располагаем экран 12 из пластика белого цвета, который образует узкую полость, сообщающуюся с маслиной полостью насоса. Экран облегчает наблюдение за уровнем масла и вместе с тем предохраняет мвеломерное стекло от забрызгивания при заливке масла, а также при работе насоса, <4 .
Для обзора масляной полости на стороне) противоположной расположению суфлера, предусматриваем люк с легкосъемной крышгой.
Для креплении нксоса к рамс вводим четыре нарезных отверстия, даа из которых (рис. 25) расположены, в плоскости установки суфлера а два У выходной улитки. Итогом данного этапа проектирования яаляется компоновочный чертеж общего вида насоса (рис. 26).
Отверстие /п для слива масла располагаем в наклонном канале масляной полости- Во Избежание взмучивания осадков отдаляем канал от плоскости действия разбрызгивателя козырьком rt* Сливную пробку устанавливаем со стороны расположения суфлера и масло-мерного стекла. На эту же сторону выводим дренажное отверстие уплотнения. Дренаж осуществляется трубкой qt ввернутой на резьбе в бобышку переднего подшипника. Противоположный конец трубки развальцовывается в стенке корпуса.
Вариант с улиткой уменьшенного риэмерн. Вариант насоса с уменьшенными радиальными размерами (по схеме рис. 17, г) изображен на рис. 27. Крыльчатке придана коническая форма; улитка смещена в сторону и приближена к корпусу насоса. Дренажный кд нал торцового уплотнения выполнен с наклоном и смещен в сторону для того, Чтобы Обойти улитку.
Насос целесообразно крепить непосредственно на корпусе приводного фланцевого электро-дяигатслянтерех одни ком Л При таком креоле или отпадает, необходимость в раме для установки насоса. Муфта привода распило жена в закрытом со всех сторон корпусе переходника; установка в целом выигрывает в компактности н массе.
-Конструкция рассчитана на выпуск насоса в комплекте с фланцевым электродвигателем (MQiqp-насос). Систему крепления Можно сделать универсальной, если наряду с фланцем крепления предусмотреть в нижней части корпуса крепежные отверстия, позволяющие в случае необходимости устанавливать насйс на раме. Передние крепежные отверстия в данной конструкции следует перенести на фланец корпуса насоса (плоскость о); задние оставить ед прежнем месте,
SSlSSS
Рис. 27, Насос с улитками уменьшенного размера (компоновочный чертгж)
4 П. И. Ордоз> кн. 1
97
z Учитывая положительные стороны конструкции с улитками уменьшенного размера, принимаем со в качестве Основного варианта. На обсуждение предстааляезк также первона-чальную разработку (см. рис: 26) и варианты отдельных узлов насоса (напркмер, у1ла автоматического слива вода* cw. рис. 19), целесообразность введенья которых компоновщик не берется решить самостоятельно и которые нуждаются в экспериментальной проверке.
Долгпвсчпость. В дополнение к принятым мерам, обеспечивающим долговечную работу подшипников, вводим обработку Хи й. ч посадочных поясов вала под подпшпннки да твердости не ниже HRC 50 с последующим упрочняющим накатыванием заиленными рожками. Вал изготовляем из стали 45,
Для увеличения срока службы смазки и подшипников целесообразно применить масло > со стабилизирующими присадками (комплексные присадки ЦИАТИМ-ЗЗЦ АЭНИП-8), что должно быть оговорено в технических условиях.
Долговечность насоса зависит главным образом от срока службы торцового уппотцвнни и коррозионной стойкости крыльчатки, корпуса насоса и других деталей, соприкасающихся с.в одой. Долговечность уплотнения определяется материалом трущихся поверхностей. Неподвижный корпус уплотнения выполняем из стали 4X13, подвергая его азотирована» (ЯИ700-800), Подвижный диск уплотнения изготовляем из той же стали; его рабочую поверхность покрыт ваем сдоем металлокерамической бронзографхткой композиции, пропитанной сижконовым пластом.
Ряс. 28. Насос (рабочая компановка)
Для изготовления крыльчатки и корпуса насоса можно применить следующие материалы: чугун СЧ 28-4$ повышенной прочности, аа = 26 -> 30 кгс/мм2, твердость НВ 180—250. плотность 7.2 кг/дм3; его Недостатком является хрупкость (удлинение 5 < 0,3%) к невысокая коррозионная стойкость в воде;
чугун ЖЧНДХ 15-7-2 (нирезист), <тв«=25 кгс/ммая"твердость НВ 150-170, плотность 7,6 кг/дмя; материал выгодно отличается от серого чугуна пластичностью (5 = 3-? 4%); стойкость в пресной воде в 15—20 раз больше, чем у серого чугуна;
силумин АЛ4 (8-10% S1; 0,4% Мп, 0,25% Mg; остальное А1), прочность (в модифицированном состоянии) стй = 18 4- 22 кгс/мм2, твердость НВ 70-80, удлинение 5=2-? 3%, плотность 2,65 кг/дм3; материал обладает хорошими литейными свойствами; стойкость в пресной воде выше, уем у серого чугуна, хотя и уступает стойкости нирезиста.
Силумин выгоден малой плотностью, обусловливающей при равенстве'размеров сечений резкое (почти в 3 раза) снижение напряжений от действия Центробежных сил по сравнению с предыдущими материалами, Однако надо считаться с его пониженной вследствие малой твердости- абразивной стойкостью. Этот недостаток особенно ощутим для крыльчатки, подвергающейся интенсивному воздействию движущегося с большой скоростью потока а оды и перемещающейся с еще большей скоростью относительно слоев воды в зазорах между стенками корпуса и дисками крыльчатки.
Сравнив преимущества и недостатки перечисленных материалов, решаем выполнить-корпус насоса Из силумина, крыльчатку - из нирезиста. Повышенная стоимость последнего вполне окупается увеличением долговечности и надежности насоСа. При конструировании корпуса, выполненного из силумина, необходимо учесть мягкость и пластичность этого материала. В качестве крепежных деталей необходимо применять шпильки. Под гайки следует устанавливать подкладные шайбы. Отверстия под сливную пробку и болты креплении насоса должны быть армированы стальными футоркамм. Учитывая пониженную жесткость силумина^ стенки корпуса надо делать толщиной не менее В мм и усиливать внутренними ребрами.
Для дополнительной защиты стенок водяной полости от коррозии устанавливаем в ступице неподвижного лопаточного аппарата цинковый протеятор 2 (рис. 27). Другие детали, соприкасающиеся с водой, выполняем из коррозионно-стойких сталей; пружину уплотнения, крепежные детали, пробку слива — из термо об работай и ой ста ин 4X13; стопорные детали — из отожженной стали Х18Н9.
Среди других мер увеличения долговечности и надежности отмечаем необходимость термообработки шлицев вала, а также всех крепежных деталей. Шли не вы й венец приводного фланца должен иметь твердость не ниже HRC 55, что можно достичь закалкой шлицев т. в. ч. Поверхности, по которым работают манжеты сева нитовых уплотнений, должны иметь твердость не ниже ЛЛС45 и шероховатость не ниже 12-го класса. Гайки внутренних крепежных деталей следует зафиксировать (застопорить), например, с помощью отгибных шайб.
Рабочая компоновка.' После сравнительного анализа и выбора окончательного варианта составляют рабочую компановку, служащую исходным материалом для рабочего проектированиям На рабочей компоновке (рис. 28) проставляют основные увяз очные, при соединительные и габаритные размеры, размеры по сай очных н центрирующих соединений, тип посадок и классы точности, номера шарикогГодшнпников. Указывают также мщесимальный и минимальный уровень масла в мдслоотстойнике. На поле чертежа приводят основные характеристики агрегата (производительность, напор, частоту и направление вращения, потребляемую мощность, марку электродвигателя) я технические требования (проверка водяных полостей насоса гйдропробой, испытание крыльчатки яя прочность под действием центробежных сил н др.). На основании рабочей компоновки производят проверочный расчет на прочность.
3 МАССА И МЕТАЛЛОЕМКОСТЬ . КОНСТРУКЦИЙ
Масса имеет наибольшее значение в транспортном машиностроении, особенно в авиации, где каждый лишний килограмм уменьшает полезную грузоподъемность, скорость н дальность действия. В общем машиностроении уменьшение массы машин означает снижение расхода металла и стоимости изготовления.
Наибольшие возможности экономии металла заложены в снижении массы издений массового выпуска. Это не освобождает от необходимости добиваться снижения массы машин единичного и малою выпуска, поскольку суммарный их выпуск составляет значительную долю всей машиностроительной продукции.
Следует только оговориться, что уменьшение массы конструкции не является безуслов-Eioii самоцелью. Расходы на материал составляют в общем небольшую часть стоимости машин и очень мало влияют ла экономически# эффект за все время эксплуатации машины, который зависит главным образом от падежи ости д долговечности машины. Если уменьшение массы сопряжено с опасностью уменьшения прочности, жесткости и надежности машины, то целесообразно, особенно в общем машиностроении, сдержать тенденцию к снижению массы. Лучше иметь несколько более тяжелую машину, но надежную я долговечную.
Сравнительные качества машин одинакового назначения оценивают показателем удельной массы, представляющей собой частное от деления массы G машины на основной параметр машины.
Для машии-геиераторов энергии
G
где N - мощность агрегата,
Этот показатель учитывает степень конструктивного совершенства машины, а также степень применения легких сплавов и неметаллических материалов.
У двигателей внутреннего сгорания удельная масса имеет следующую величину: для стационарных 8 — 15, судовых 3—8, автомобильных 2 — 5, авиационных 0,5—0,8 кг/э. л. с.
В транспортном машиностроении для характеристики качества конструкции применяют отношение массы конструкции к полезному грузу, Этот показатель для судового транспорта равен 20-30, железнодорожного 10-20, автотранспорта 3—5 н для самолетов 1,2—2,5.
Качество конструкции металлорежущих станков оценивают отношением массы станка к номинальной мощности приводного двигателя (показатель невыразительный, потому что он не учитывает степени использования номинальной мощности, а также производительности станка).
Совершенство конструкции редукторов характеризуют отношением их массы к передаваемому крутящему моменту илн к произведению передаваемой мощности на передаточное число (степень редукции).
От понятия «масса» следует отличать понятие металлоемкости. Они не равнозначны.
Пусть две машины одинаковых размеров и с одинаковыми параметрами изготовлены одна преимущественно из стали и, чугуну, а другая - из легких сплавов (алюминиевых). Очевидно масса второй машины меньше массы первой приблизительно во столько раз, во скблько плотность тяжелых материалов больше плотности легких (в данном случае приблизительно в 2 раза). Металлоемкость же, рассматриваемая как количество вложенного в машину металла, у них одинаковая,
। Металлоемкость лучше всего выражать объемом металлических деталей, составляющих; машину. Тогда наряду с удельной массой следует ввести показатель удельной металлоемкости* (удельного объема), как частное от деления объема металлических деталей на основной параметр машины. Значение этого показателя далеко выходит за пределы оценки экономии металлов, осуществленной в машине. Самое важное, что он характеризует и притом гораздо вернее, чск1 удельная масса, качество конструкции, т. е. рациональность ее схемы и совершенство форм деталей, независимо от удельной массы использованных матер ла лов.
Так как машины обычно изготовляют из металлов с различной удельной массой, то в общем случае показатель удельной металлоемкости имеет вид
V У*~*~
v ЛГ. W
где jGt; ££5; - - суммарные массы деталей, изготовленных соответственно из материалов плотностью уг; уг; ...; —основной параметр машины.
Обратную величину N/И можно назвать коэффициентом использования объема.
Уменьшения массы с параллельным снижением металлоемкости добиваются приданием деталям рациональных сечений и форм, целесообразным использованием прочности материалов, применением прочных материалов, рациональных конструктивных схем,, устранением излишних запасов прочности, заменой металлов неметаллическими материалами.
РАЦИОНАЛЬНЫЕ СЕЧЕНИЯ
Максимального снижения массы можно добиться приданием деталям полной равнопрочно с ти. Идеальный случай, когда напряжения в каждом сечении детали по ее продольной осн и в каждой точке этого сечения одинаковые, возможен только при некоторых видах нагружения,
Рис. 29, Напряжения а иилнндрнческнх сечениях
когда нагрузку воспринимает все сечение детали (растяжение-сжатие, отчасти срез) и когда отсутствуют резкие концентраторы напряжений.
При изгибе, кручеини и .сложных напряженных состояниях напряжения по сечению распределяются неравномерно. Они имеют максимальную величину в крайних точках сечения, а в другйх могут снижаться до нуля, например на нейтральной оси сечения, подвергаемого изгибу. В этих случаях можно только приблизиться к условию полной равнопрочное™ выравниванием напряжений по сечению, удалением металла из наименее нагруженных участков сечения и сосредоточением его в наиболее нагруженных местах - на периферии сечения.
В качестве примера рассмотрим .цилиндрическую деталь, подаергаемую изгибу или кручению.
Напряжения в массивной детали круглого сечения (нормальные напряжения при изгибе и напряжения сдвига при кручении) распределяются по закону прямой линии, проходящей через центр сечения (на рис. 29, а эпюра напряжений для случая изгиба условно совмещена с плоскостью чертежа).
Удаление слаб онагр у жен йог о металла из центра сечения, т. е. придание сечению кольцевой формы, обеспечивает более равномерное распределение напряжений в остающихся участках (рис. 29,6). Чем тоньше стенки кольца, т. е. чём больше отношение d/D, тем равномернее распределение напряжений. При сохранении постоянного .наружного диаметра уровень напряжений в стенках, естественно, повышается. Однако небольшим увеличением наружного диаметра легко привести напряжения к прежнему уровню и даже значительно их снизить (рис. 29, виг).
Этот принцип, который можно назвать принципом равного напряжения сечения, применим к сечениям любой формы.
ПРОЧНОСТЬ И ЖЕСТКОСТЬ ПРОФИЛЕЙ
Показатели прочности и жесткости профилей. Относительную выгодность по массе профилей при нагружении изгибом характеризуют величинами W/F и I/F (приведенная прочность и жесткость профиля). Обратные величины F/W и F/I называют соответственно приведенной массой профиля по прочности и жесткости.
Эти показатели имеют линейную размерность (W/F, см; Z/F, см1), Они суммарно карак* Терн зу ют выгодность профиля по его форме К линейным размерам.
Возведя я выражении W/F знаменатель в степень 3/2, а в выражении F/1 а степень 2, получаем безразмерные показателе
(33)
(34)
которые приближенно характеризуют рациональность формы профиля (табл. 4) независимо ОТ его абсолютных размеров.
Обратные величины характеризуют массу профиля
рЭ/5 р2
ffi =~у-
Можно также пользоваться безразмерными показателями
При преобразовании прямоугольного профиля в двутавровый приведенная прочность и и жесткость i изменяются (рнс, 30, а и б). За еди« ницу приняты значения о и I Пассивного профиля. Как видно, выгодность профилей резко возрастает с увеличением Т| и е (утонение стенок, увеличение размеров сечения). Прн е = 0,9 и г] .= 0,95 приведенная прочность увеличивается приблизительно в 6 раз, а жесткость в 15 раз по сравнению с исходным профилем.
Прочность и жесткость круглых полых профилей. Для машиностроения наибольший интерес представляют круглые профили (валы, оси и другие цилиндрические детали). Рассмотрим несколько случаев, Показывающих характеристики массивных и полых профилей в условиях изгиба и кручения.
Сзучсш 1. Задан наружный диаметр детали (D.= const).
Для этого случая действительны следующие соотношения: относительная прочность и жесткость
4. Показатели прочности н жесткости профилей1
Эскиз F I'T T CD i
Аг 1 дач 8 1 is j: d, A to ~ r> там » 11 - II ~ to * si S *—r 0ДВ3 B3 6 B’c1 ’ 6 0.1D3 (1 - ci4) B3 (1 - e*) 6 • 0.05 B4 B* 12 B4c3 12 10,05 D4 (1 - я4) B4(l -e4) 12 0,14 0,166 0,166^ J 0,14(( - a4) (1-d3)3'2 1 - f4 6 (t— 0,08 0,083 4 0,083 c 0,08(1 - a4) 1 ~~ e3 ~Т2(!~сф~”
.17 ._ T
J; L & Jj b
кЧчтч Rv K5\4
g I > SJ BH G? (n I _ _ rt II II «пГ B) Щ BH2(1 -епэ) 6 BH3 (1 - <щ3) 12 ]/c Cl - eiy*) 6(t - ei])3/Z 5 12 ([ - зп)г
1 Случай изгиба в ъертнкальнов плоскости,
относительная масса
В формулах индекс д относится к массивному круглому сечению, а величина а представляет собой отношение диаметра d отверстия к наружному диаметру D детали (а = d/D).
Приняв значения WOI Jfl п С70 массивной детали за 1? получаем изображенное на рис. З^а изменение момента сопротивления, момента инерции и массы детали с увеличением а~
Диаграмма позволяет сделать следующие выводы:
небольшие отверстия (d < 0,2,0) практически не влияют на прочность, жесткость и массу детали;
при а ~ 0,3 -а- 036 происходит существенное уменьшение массы с одновременным менее резким'снижен нем показателей прочности и жесткости (в случае а = 0/5 масса детали уменьшается почти ла 40%, а прочность И жесткость снижаются примерно на 10%)-
Рис. 3(1. Показатели прочности (а) и жесткости (□) профилей с различными е и т|
Рис. 31. Параметры цилиндрических сечений
Таким образом, в рассматриваемом случае можно уверенно вводить отверстия диаметром d«Q,6Dt получая большой выигрыш в массе без существенного уменьшения прочности. С увеличением d свыше 0,62) прочность заметно снижается.
Случай 2, Задана прочность (ТУ = const), Наружный диаметр детали изменяется. Для этого случая действительны соотношения
•*_
I D 1 G 1 - а1 fci — Е ---w—-— 1 р» Н--_ j—_
h Л, бв
яа основании которых построен график на рис, 3/.^ изображающий показатели жест-, кости и Массы детали в функции л.
С возрастанием а при одновременном увеличении D массовые и жссткостные характеристики детали непрерывно улучшают1^. Увеличение наружного диаметра, требуемое условием равнолрочпостй, вначале крайне незначительно Даже прн а = 0,7 наружный диаметр должен быть увеличен .только на 10%, тогда как масса детали при этом снижается на 40%. Момент инерции увеличивается по такой же закономерности/ как и наружный диаметр.
Утонение стенок, могущее вызвать местные деформации. Особенно на участках приложения нагрузок, н затруднить выполнение на детали конструктивных элементов резьб, . выточек, шпоночных канавок, ограничивает увеличение а. Для вадов редко применяют я > 0,75. Детали с а = 0,$ -=- 0,95 относятся к трубам и цилиндрическим оболочкам.
В случае больших значений а выигрыш в массе значителен. Например, масса трубы с а = 0,95 Составляет только 20% массы равнопрочного сплошного вала, а ее жесткость на кручение почти вдвое больше жесткости вала.
‘ Скучай 3. Задана жесткость детали (Г = const). Наружный диаметр изменяется. Расчетные формулы для этого случая:
D 1 ТУ 4/-----------------G I — а2
й;с?₽"/Г^?и
Вычисленные по этим формулам значения D/D^ tV/Wp и G/G* приведены на рис. ЗЫ,в. -Увеличение а до 0,6 почти не влияет на диаметр и прочность детали, ао сокращает массу примерно на 30%, Прй ;а = 0,75 Диаметр детали увеличиваемся Только па 10%, на столько же уменьшается прочность, а масса уменьшается вдвое.
Случай 4. Задана масса детали (G « const).
Расчетные формулы дая этого случая;
Д 1 W _ 1-Я* 1 1 — а*
*>0 = |/1 - да 1 К (1 ” »2р/г ' А, ~(1-а2)2'
Вычисленные по этим формулам значения Д/До, и ijl, приведены на рис. 31, г. График свидетельствует о преимуществах пустотелых тонкостенных конструкций. При а = 0,8 момент сопротивления и момент инерции сечения увеличиваются соответственно в 2,8 и 4,6 раза, а при а = 0,9 - в 4,3 и 10 раз по сравнению с массивной деталью.
Увеличение относительного размера наружных диаметров с одновременным введением внутренних полостей и отверстий, приводит к резкому возрастанию прочности и жесткости при одновременном уменьшении массы, улучшает условия работы валов и сопряженных с ними деталей. В современных машинах высокого класса массивные валы почти полностью заменены полыми. '
Рассмотренные в настоящем разделе закономерности лежат в основе характерной для современного машиностроения тенденции применять тои-
Рис. 32- Оболочковые конструкции: я — зубчатое колесо; б — стойка
г
костенные, оболочковые и другие подобные конструкции для деталей, которые должны обладать высокой прочностью и жесткостью при наименьшей массе. Опасность потери местной устойчивости под действием рабочих нагрузок предотвращают увеличением местной жесткости, главным образом
усилением слабых мест связями, работающими предпочтительно на рас-
тяжение-сжатие.
На рис. 32 приведены примеры оболочковых конструкций с применением труб, соединяемых с массивными элементами конструкции сваркой.
РАВНОПРОЧНО СТЬ
В случае кручения, изгиба и сложных напряженных состояний, когда равенство напряжений по сечению принципиально недостижимо, равно прочными -считают детали, у которых одинаковые максимальные напряжения в каждом сечении (с учетом концентрации напряжений),
При изгибе условие равибпрочности заключается в одинаковости отношения рабочего изгибающего момента, действующего в каждом данном сечении, к моменту сопротивления данного сечения. При^ кручении это условие состоит в равенстве моментов сопротивления кручению каждого сечения детали, при сложных напряженных состояниях — в равенстве запасод надежности.
Понятие равнопрочности применимо н к нескольким деталям и к конструкции в целом. Равнопро’йшми являются конструкции, детали которых имеют одинаковый запас надежности по отношению к действующим на них нагрузкам. Это правило распространяется и ¥та детали, выполненные из различных материалов. Так, равнопрочными являются стальная деталь с напряжением 20 кге/мм2 при пределе текучести о012 = 60 кге/мм2 и деталь из алюминиевого сплава с напряжением 10 кге/мм2 при сг0 а = 30 кге/мм2. В обоих случаях коэффициент надежности равен 3. Это значит, что обе детали одновременно придут в состояние пластической деформации при повышении втрое действующих на них нагрузок. Независимо от этого каждая из сравниваемых деталей может еще обладать равнопрочиостью в указанном выше смысле, т. е. иметь одинаковый уровень напряжений во всех сечениях.
Величину рабочих нагрузок и напряжений определяют расчетом. Деталь, рассчитанная как равнопрочная, будет действительно равнопрочной, если расчет правильно определяет истинные величины и распределение напряжений во всех ее частях, что далеко пе всегда имеет место.
Формы, требуемые условием равнопрочное ги, иногда трудно выполнить технологически и их приходится упрощать. Неизбежные почти во
Рнс. 33. Придание цилиндрическим деталям рапнопрочностя (случаи изгнан):
л - исходные формы; равнопрочные формы; в - конструктивное оформление равнопрочных деталей . -
всякой детали дополнительные элементы (цапфы, буртики, канавки, выточки, резьбы), вызывающие иногда местное усиление, а чаще концентрацию напряжений и местное ослабление детали, также вносят поправки в истинное распределение напряжений в детали.
По всем этим причинам понятие равиопрочностн деталей относительно. Конструирование равнопрочных деталей практически сводится к приблизительному воспроизведению форм, диктуемых условием равнопрочиости, при всемерном уменьшении влияния всех источников концентрации напряжений.
Счедует иметь в виду, что при прочих одинаковых условиях жесткость равнопрочных деталей меньше, чем жесткость деталей, имеющих хотя бы местные повышенные запасы прочности.
Выигрыш в массе от применения принципа равнопрочиости зависит от типа нагружения н способа придания равнопрочиости. Некоторое представление о порядке выигрыша в массе (а также снижения жесткости) дает пример консольных балок, нагруженных-изгибающей силой Р (табл.5).
На рнс, 33 представлены способы придания равнопрочиости цилиндрической детали, опертой по концам и подвергающейся изгибу поперечной силой, приложенной по средине продета.
Случаи 1. Равпопрочность детали придана изменением бе Наружной конфигурации вдоль оси.
Максимальное нормальное напряжение н центральном сечении исходной цилиндрической детали 1 (рис, 33, а)
. 5. Масса и жесткость равнопрочных консольных балок
Эскиз 1 '" 1 — "-'i Масса G - Прогиб f Удельная жесткость G;f
V Иске /1 и >дная конструкция 1 1 1
। /1 fi=cw?st 1 у 5>/ / 0Р66^ 2 -
|/j=VgT>/ = const (подобные сечения) 0,6 1,8 оэзз
Д ti-var 1 । J 0,5 1,5
где MD - изгибающий момент в центре балки, равный произведению опорной реакции на расстояние 0,5Lot центрального течения до плоскости действия опорной реакции.
Максимальное напряжение в произвольном сечен ин
М
° “ ОДР*’’
где М = Mq2I/L~ изгибающий момент в данном сечении; / — расстояние сечения от плоскости опорной реакции.
Следовательно!
= _2М°_ 1 ° OJDj L'
Максимальное напряжение в любом сечении равнопрочной детали должно быть постоянным:
2М0
Ст-Сп= 0,1^“ 0.1D1
I — = const;
отсюда текущий диаметр равнопрочной детали
з _____
' / 2/
D = Do
Профиль равнопрочной детали 1 приведен на рис, 33, б. На рис. 33, в показано конструктивное оформление равнопрочной детали 1 для случая шестерни-вала, опертого в двух подшипниках качения, Формы равнопрочности упрощены. К телу детали присоединены цапфы для установки подшипников.
Случай 2. Раннопрочность детали 2 достигнута удалением материала изнутри при постоянстве наружного диаметра.
Условие равнопрочиости
2М0 I
° " <W (1 - ,•) L "
где а - отношение переменного диаметра d внутренней полости к постоянному ивружному диаметру Do детали.
Текущий диаметр отверстия
? ла
Профиль равнопрочной детали 2 для этого случая показан на рис 33,5, a roncrpjT-тинное оформление — на рис 33, я. . -
Большой выигрыш в массе (масса равнопрочной детали составляет только 0,3 массы исходной) является результатом применения в данном случае наряду с принципом равно-брочности также принципа равного напряжения сечений.
Следует отметить, что при этом способе придания рапнопрочностм диаметр опорных подшипников увеличивается, что несколько уменьшает выигрыш в массе.
Ст г‘id к 3, Равнопрочное™ полой детали 3 достигнута изменением ее наружной конфигурации.
По условию равнопрочиости переменный наружный диаметр детали
D = £)0
1 - Др 1-44
21
I/
где гг0 « dG/DQ — отношение диаметра отверстия к наружному диаметру исходной детали; а - текущее значение rfn/7> для равнопрочной детали.
На рис, 33, б.и в показаны профиль н конструктивное оформление равнопрочной дстанн.
Выигрыш в массе при умеренных значениях в данном случае близок к выигрышу в случае детали I.
Случай 4. Раэпопрочность полрй детали 4 достигнута применением конфигурации внутренней полости.
Из условия'равнопрочиости текущий диаметр внутренней полости
4 =* &Q
где aG = do/DQ - отношение диаметра внутреннего отверстия к наружному диаметру исходной детали.
Профиль и конструктивное оформление равнопрочной детали показаны на рис. 33, й н г.
Выигрыш в массе в это.м случае близок к выигрышу в случае 2.
Снижение жесткости равнопрочных деталей можно предотвратить уменьшением' напряжений (что, естественно, уменьшает выигрыш.» массе) или применением в каждом отдельном случае рационального способа придания равнопрочиости. *
Так, равнопрочная деталь 2 (рис. 33, б), выполненная способом удаления металла изнутри, гораздо жестче детали J, хотя уступает пр жесткости исходной массивной цилиндрической детали 2 (рио, 33, д),
Фланцевый вал 7 (рис. 34, а), нагруженный постоянным крутящим моментом. на участке между фланцем н шлицами неравнопрочен. Напряжения максимальны па шлицевом участке; между шлицами и фланцем, где наружный диаметр вала увеличен, напряжения значительно меньше. Расчет из условия постоянства момента сопротивления кручению по сечениям вала приводит к равнопрочной конструкции II,
Конструкция вала-шестерни I (рис. 34,6) со сквозным отверстием постоянного диаметра при всей простоте и технологичности является
Рис. 34, Придание равно прочности деталям
неравнопрочной. Вал II со ступенчатой расточкой приближенно равнопрочен. Вал III представляет собой тщательно отделанную конструкцию (с целью повышения циклической прочности) с плавными очертаниями внутренней расточки, „ .
Валы II и особенно III значительно дороже в изготовления. Однако необходимость облегчения детали л повышения усталостной прочности часто оправдывает усложнение н удорожаний производства;
J
Особенно важно соблюдать условия рявнопрочности для дисковых деталей^ вращающихся с большой частот oil (роторов турбин, центробежных й аксиальных ком прессор о л). Центробежные силы, возникающие в таких Деталях, вызывают напряжения, возраст го wre по направлению к ступице в результате суммирования центробежных спл кольцевых слоев металла по направлению от периферии к центру. Условие равно прочности в данном случае требует утонения диска к периферии. Эта мера уменьшает Массу диска; удаление металла с периферии способствует снижению максимальных ла пряжений в ступице:
Расчет равнопрочных быстр о in нашивающихся дисков Сложен, так как в ряде случаев приходится учитывать тепловые напряжения, возникающие от неравномерности температурного поля диска. Во многих случаях картина осложняется явлением Теплового удара, вызываемого па некоторых режимах работы неустановившимиЬя потоками тепла от периферии к центру нлн наоборот.
Равнопроцность узлов. Осуществление принципа равнопрочиости в узлах и соединениях рассмотрим “на примерах.
Конструкция соединения звеньев цепного транспортера .1 (рис, 35) нерав-нопрочиа. по трем признакам:'
запас прочности иа разрыв у основания в проушин верхнего звена ' меньше, чем у нижнего в 1,5 раза (отношение числа проушин на том и другом звеньях);
запас, прочности па срез пальца диаметром d (при обычном соотношении прочность! иа срез и разрыв 0,7) в 2 раза меньше запаса прочности иа разрыв в проушинах нижнего звена;
запас прочности на разрйв проушин по диаметру D в 1,5 раза больше, чем в их основании.
В равнопрочной конструкции 2 суммарная ширина оснований проушин и верхнего и нижнего звеньев одинакова, что обеспечивает равенство
*
Рис-4 35, Придание равнопрочности узлам
напряжений в проушинах. Диаметр пальца увеличен, а стенки проушин утонены из условия равнопрочности.
В конструкции 3 равнопрочность пальца и проушин достигнута увеличением числа плоскостей среза до шести (вместо четырех в предыдущих конструкциях), вследствие чего диаметр пальца может быть уменьшен в |/ 2/3 = 0,8 раз по сравнению с конструкцией 2.
Конструкция тендера 4 неравнопрочна: элементарный расчет показывает, что напряжения разрыва в кольцевом сечении тендера в 3 раза меньше, чем в нарезны. стержнях. Полная равнопрочно сть в данном случае неосуществима из-за технологически недопустимого утонения стенок тендера, В технологически приемлемой конструкции 5 запас прочности в тендере все же в 2 раза больше, чем в стержнях.
В качестве общего замечания к дачному примеру отметим, что кольцевые сечения очень обманчивы при зрительной оценке на прочность. Прочность на разрыв таких’ детален пропорциональна квадрату, па изгиб и крученйе - кубу, а жесткость - четвертой степени диаметра. ПртГ глазомерной оценке конструктор обычно впадает в ошибку, заключающуюся в преувеличении размерив кольцевых деталей.
Облегчение деталей
Если полную равнопрочность трудно обеспечить из-за сложной конфигурации детали и неопределенности действующих в ней напряжений, то ограничиваются удалением металла из явно малонапряженных участков, находящихся в стороне от силового потока.
Шестерни I типа дисков (рис. 36) целесообразно облегчать выборками 2. Фланцевые валы 3 облегчают удалением излишнего материала под центрирующими буртиками и буртиками для фиксации головок болтов 4, а также заменой прямоугольного сопряжения фланца с валом радиусным 5. Уменьшение массы сопряжения в последнем случае составляет 20%.
Значительного уменьшения массы можно достичь изменением круглой формы фланца на многоугольную б или форму с выкружками 7. Выигрыш в массе зависит от числа болтов, В рассматриваемом случае (шесть болтов) 112
Рис. 36. Примеры облегчения детален
ш
ои очень велик. Масса болтового пояса фланца 6 уменьшается примерно на 30%, а фланца 7 - иа 40% по сравнению с круглым фланцем,
В коленчатых валах 8 внешние углы т щек не участвуют в передаче сил от шатунных шеек к коренным. Удаление этих углов, не снижая прочности вала 9, дает заметный выигрыш в массе. Равным образом целесообразно удаление излишнего материала иа участках п щек 10-’12.
Последовательные этапы 13 — 17 облегчения консольной шестерни-вала показаны на рнс. 36,
Коническое зубчатое колесо 18 можно облегчить удалением части зубьев на меньшем диаметре 19, мало, участвующих в передаче сил вследствие пониженной их жесткости. Помимо выигрыша в массе укорочение зубьев способствует более равномерному распределению нагрузки по длине зуба и уменьшению действующей на зубья силы вследствие увеличения среднего радиуса ее приложения.
Клеммные соединения 20 облегчают удалением избыточного материала на ушках н у основания клеммы 21. Детали типа кронштейнов 22, работающие на изгиб, можно облегчить удалением мало нагруженного материала, в центральной части корпуса кронштейна 23.
В конструкциях 24—26 пазового поводка облегчение достигнуто изменением наружной конфигурации диска поводка, в конструкциях 27-29, помимо того,—уменьшением толщины диска. Ширина рабочих граней пазов, определяющая несущую способность поводка, сохранена прежней путем окантовки пазов.
Двутавровый рычаг 30 можно облегчить удалением неработающих средних участков тавра 31 илн приданием рычагу решетчатой ферменной формы 32.
В табл. 6 приведены способы облегчения сателяитодержателя с консольными пальцами.
Не следует пренебрегать возможностями облегчения удалением лишнего металла даже на мелких деталях н на отдельных участках детален. Несмотря на то, что выигрыш в массе в каждом таком частном случае невелик, общий эффект ввиду частой встречаемости таких деталей довольно значителен.
На рис. 37 приведены примеры, уменьшения массы детален типа пробок 1 —6, резьбовых валов 7—9, ступенчатых валов 10 — 12, ступенчатых отверстий 13 — 15, втулок 16—19, дисков 20—21, гаеf 22—23, кольцевых гаек 24—26.
Заметный выигрыш в массе машины дает облегчение крепежных деталей. Придание рациональных форм крепежным деталям сопровождается прочностными и технологическими выгодами. В качестве примера приведен случай стяжного болта 27. Облегченная конструкция 28 обладает повышенной циклической прочностью, особенно если резьба выполнена накатыванием, а стержень редуцированием. .
В случае прнзониого болта 29 уменьшение диаметра стержня 30 . обеспечивает еще сокращение объема точной механической обработки. , '
В машинах, где снижение массы играет большую роль, применяют облегченные гайки и головки болтов с уменьшенными радиальными размерами.
6. Облегчение конструкции сятеллитодержятеля
Эскиз Способ облегчения Эскиз Способ облегчения
Исходная конструкция 1 Ступицы пальцев подкреплены внутренним кольцевым ребром
г Кольцевая выборка на участке между ступицей и поясом крепления пальцев 1 Пояс крепления пальцев усилен двумя кольцевыми ребрами
J То же. Сквозные отверстия в промежутках между пальцами 1 Ступицы пальцев соединены радиальными ребрами с центральной ступицей
|А Фигурна я выборка диска между ступицами пальцев Ступицы пальцев под-к р ей л ен ы Ш естну го ль н о й рамкой
Утонение днека^ Уменьшение высоты шестиугольной рамкн
1 Ступины пальиев для увеличения жесткости охвачены кольцевым ребром 1 Звездчатая конструкция
Влияние диаметра на эффективность облегчения. При облегчении цилиндрических деталей типа дисков, крышек, колец, а так&е деталей с фигурными наружными очертаниями, например в виде многоугольников, следует иметь в виду, что наибольший эффект дает снятие материала с периферий н относительно меньший — на участках, близких к центру.
Сравним эффективность снижения массы при уменьшении размеров на различных диаметрах. На рнс, 38, а приведен диск с ободом и ступицей. Определим выигрыш в массе при удалении участков металла одинаковой ширины е. на ободе и ступице (на рисунке зачернены).
1
2
J
*
5 ff
Рис. 37. Примеры облегчения детален
Объем металла, снимаемого с обода, V2 «0.785^0^1 - (Dj/D2)2]. Объем металла, снимаемого со ступицы, У2 = 0/78 Sid2 [1 — (d1/d3)2J. Отношение
К_ D* £-_(Л1/Л2)2 l-(d^
(35)
подчинено квадратичной зависимости ослабленной влиянием отношения наружных и внутренних Диаметров обода и ступицы.
Пусть толщина стенок обода и ступицы одинакова и DL/D2 — 0,8, При изображенных на рисунке соотношенияк di/^ssOJ формула (35) принимает рад
1\
Vi
02 Y
03\ , \ «2
При D2/d2 = 3 отношение У2/У2 = 4,5. В частном случае Di/JZi = получается чисто квадратичная зависимость Г'д/Рг2 = (02/d2)2 =9.
На рис. 38,6 представлен случай уменьшения массы удалением кольцевых объемов одинаковой тол шины s с различных диаметров.
В данном случае объем, снимаемый с обода Vx #tlEWs объем, снимаемый со ступицы Jz2^ndaZ и отношение F2/Г2 = P/d, т. с. прямо пропорциональны отношению диаметров.
Рис. 38. Облегчение дисковых деталей
Рис. 39. Относительная масса конических дискон
Таким образом, выигрыш от удаления металла на различных диаметрах зависит от способа облегчения и конфигурации детали. Зависимость его от диаметра колеблется в пределах от D/d до (D/rf)2.-
Способ уменьшения толщины по направлению к периферии широко применяют'джя облегчения деталей типа дисков, фланцев, крышек, тем более что эта форма часто соответствует закону изменения напряжений по радиусу (крышки, нагруженные осевой силой, приложенной в центре; фланцы, нагруженные крутящим или опрокидывающим моментом; вращающиеся диски, нагруженные центробежными силами).
Выигрыш от утонения дисков к периферии можно' оценить для простейшего случая замены диска прямоугольного профиля (в меридиональном сечении) трапецеидальным (рис, 39).
Объем диска прямоугольного профиля Fo = OjTSSD3#. Объем трапецеидального диена
У= 0,785 O2jB 1 ,
Отношение массы G трапецеидального диска к массе б0 диска прямоугольного профиля
G J2 & 1
Go “hT-3B+3’
т. е, зависит от отношения Ъ/В.
Пр1[ Ь/В = О (треугольный профиль) диск получается в 3 раза легче диска прямоугольного профиля. Для наиболее употребительного диапазона Ь/В = 0,3 -=-0.5 масса трапецеидальных дисков равна 0,5 — Os65 массы диска прямоугольного профиля.
На рис. 40, а и б приведен пример утонения фланца по направлению к периферии. Для увеличения жесткости и устойчивости в поперечном направлении облегчаемым фланцам часто придают коническую форму (рис. 40, е).
для внутренней
Предпочтительность сокращения объемов металла на больших диаметрах следует иметь в виду и при облегчении мелких деталей. Втулки следует облегчать выборками не по внутреннему диаметру (рис. 41, я), а по наружному (рис, 41,6).
Отношение массы первых втулок к массе вторых (при одинаковости толщины стенок}: для внешней втулки
Gt D2 + Di
G2 D2 4- 1
fl; +
01 ^2 + rfj
При отношениях, изображенных на рис. 41, внешней втулки GxfG2 ъ 0,92 тг внутренней gjQi =*0,В& Таким сравнительно малым выигрышем (8 — 12%) нс следует пренебрегать, если учесть распространенность подобных деталей в машиностроении.
Влияние галтелей; скосов и конусов. Массу деталей можно заметно снизить увеличением радиусов сопряжения сиен ок детали, т. е. приданием им более плавных очертаний,
СлупгЛ / Сопряжение двух плоских стенок под углом 90а (рис' 42, я), Выигрыш от увеличения радиуса 1 ал гели характеризуется легко выводимым соотношением /
a) ff) W а) Ф
Рис, 42. Снижение массы сопряжений
где г и R — соответственно исходный и увеличенный радиусы галтели; G и £?0 - массы сопряжений.
По сравнению с сопряжением без галтели (г = 0) G/Gq = z/4 = 0,785, т, е, выигрыш равен 20%.
При скосе стенок сопряжения (ряс. 42k6J отношение массы G скошенного соединения к массе Go соединения под прямым углом
G . 1
sin а + соз а '
Это отношение имеет минимум при а *=45% равный 0,71. Таким образом, выигрыш в массе по сравнению с сопряжением под прямым углом составляет 30%.
Случай 2. Сопряжение трех вэапмо перпендикулярных плоских стенок.
При увеличении ра дну cel сферической галтели с г до К
G 1
6Г. ( 'VI .
—• I "Г •— 1“* '—"
W r nt I w J
‘По сравнению с сопряжением под прямым пространственным углам (г « 0)
G
Со
^=0.52, О
т. с. выигрыш равен 48%.
Для случая скоса под прямым углом 45’ пространственна г о сопряжения трех взаимно перпендикулярных стенок
G sin 60й ---« —г-5-----0.57» Gq 3 sin* 45а
т. е, выигрыш равен 43%.
Подчеркиваем, что речь идет о сокращении только массы сопряжения; выигрыш в массе всей детали, естественнот зависит от соотношения массы сопряжений и массы детали в целом.
На рис. 42, в — д показаны способы обла чения сопряжения цилиндрических тел, состоящих из плоской стенки и обечайки, введением галтелей н скосов иа участке сопряжения, а также заменой плоской стеики конусом.
Уменьшепле^мяссы при введении галтели (рис. 42, я) выражается соотношением
G п 1 - B/D
Go * 2'2 -Я/D '
где D - ;1 и а метр обечайки.
По сравнению с прямоугольным сопряжением (Я = (У]
гс
— «0,785, 4
т. е. выигрыш при замене прямоугольного сопряжения галтельпым равен 2С% Уменьшение массы в результате скоса или замены плоской стенки конусом
G
Go
cos а +
2 sin к ГнЖ
Отношение G/Go показана на рис. 43 в функции а для различных значений фТ), Прддйни? стенкам конусности С углом а до 60* дает значительный выигрыш. Снижение массы1 в рассматриваемом случае обусловлено главным Образом уменьшением длины обе-чайкт* на величину м
Гели длина обечайки а а дан а. то коническая форма увеличивает массу стенки в отношении G/Go — 1/cos а.
Увеличение массы незначительно (4% при «^15° к 6% при ot.= 2(?\ Поэтому с нш часто мирятся, учитывая, что конические стенки повышают жесткость детали.
Конусообразные формы не рекомендуются для деталей, вращающихся с большой частотой так как в данном случае центробежные силы вызывают сложный пространственный изгиб конического Диска, стремя св как бы придать ему плоскую форму.
ЛИСТОВЫЕ ШТАМПОВАННЫЕ КОНСТРУКЦИИ Т
Действенным средством уменьшения массы является применение
листовых штампованных конструкций. Детали в виде тел вращения (рис. 44) изготовляют раскатыванием на токарных станках (в условиях
единичного или мелкосерийного производства) или штамповкой. В серийном производстве, когда масштаб выпуска оправдывает изготовление штампов, целесообразно переводить на листовую штамповку крупные детали (щитки, панели, кожухи, диафрагмы, обтекатели, облицовки и др.).
Пониженную прочность и жесткость тонколистовых конструкций. компенсируют приданием скорлупчатых или сводчатых форм, выдавливанием рельефов, отбортовкой, введением связей, приваркой профилей жесткости.
Рис. 43. Масса конических сопряжений
Рис. 44. Замена литых деталей штампов я иными:
dt 5 —крышка подшипникового узла; в-з-юш к ли но ременной передачи
Детали из пластичных металлов (и и эко углеродистые стяли^ д юр ядром ины в отожженном или све же закаленном состоянии) при толщине листов не более 3-4 мм изготовляют холодной штамповкой, а в случае глубокой вытяжки-в несколько операций р промежуточным отжигом для снятия нагартовки. Детали из листов толщиной в среднем более 4 мм изготовляют горячей штамповкой.
На рис. 45 приведены примеры сварных тонкостенных (оболочковых) конструкций,
В ряде случаев существенного уменьшения массы корпусных деталей можно добиться применением скелетных конструкции. Литьем выполняют только те элементы детали, которые нуждаются в точном взаимном расположении. Эти элементы соединяют облегченными литыми связями. Образовавшийся скелет покрывают облицовкой из листового
материала.
На. рис, 46, а представлена цельнолитая конструкция стола корпусной детали. В скелетной конструкции отливка выполнена в виде открытой решетки, связывающей центральную и периферийные бобышки; решетка закрыта тонколистовой облицовкой 1 (рис, 46,6).
Способ крепления стальных облицовок без применения наружных крепежных деталей показан па рис. 46, в. К облицовке приваривают контактной электросваркой бобышки 2, с помощью которых обдк-
Рис. 45. Зубчатые колеса (оболочковые конструкции)
Рис. 46. Стол целыюлитоЗ (а) и скелетной (о) конструкции
цовку притягивают болтами к литому скелету. Если в конструкции имеются съемные втулки 3, облицовку можно крепить защемлением под фланец втулки (рис. 46, г).
Из* листовой стали сваривают'несложные корпусные детали коробчатого типа, например корпуса передач. Их прочность значительно превосходит прочность литых чугунных корпусов. Корпуса сложной1 формы этим способом изготовлять нерентабельно в связи с необходимостью Изготовления большого числа заготовок и повышенным объемом сварочных операций.
В рамках и ферменных конструкциях значительного снижения массы можно достичь применением облегченных холодиогнутых профилей из листового материала (рис. 47), изготовляемых на. роликовых профилегибочных стайках.
ЭКСТРУЗИЯ ~ .
Большие возможности облегчения деталей обеспечивает процесс экструзии (выдавливаниеиз цилиндра нагретого до пластичного состояния металла через отверстие матрицы), освоенной в настоящее время для легких сплавов и сталей.
Вводя в отверстие „матрицы профильные дорны, можно придать изделиям сложную форму, требуемую функциональным назначением детали. В частности, можно получить рациональные по -прочности и жесткости профили с перегородками (рис. 48,я), диагональными связями (рис. 48,6,в), ячспсдые и сотовые профили (рис, 48,6).
Детали с переменным по длине профилем формируют путем программированного перемещения дорнов относительно матрицы, вследствие чего последовательно изменяются размеры и форма профилирующего сечения, через которое вытекает металл.
Перемещением силен чаюю дорна вперед и назад по заданной программе получают трубчатые детали переменной толщины (рис. 48, е), с утолщениями на концах (рнс. 48, ж), внутренними кольцевыми и ва-122
Рис. 47. Холоднотянутые профили
Рис. 48. Профили, получаемые экструзией
фельными ребрами (рнс. 48, э, и). Вращением дориа в процессе прессования получают внутренние спиральные ребра.
'Длина деталей, изготовляемых экструзией, ограничивается объемом рабочего цилиндра экструдера.
ВЛИЯНИЕ ВИДА НАГРУЖЕНИЯ
Один из основных способов уменьшения массы — рациональное нагружение деталей с максимальным использованием их материала,
Рнс, 49. Распределение напряжений в цилиндрических сечениях: а — изгиб; б — кручение; fl — растяжение-сжатие
На рис. 49 дан пример использования материала при различных видах нагружения детали круглого сечения. Величина напряжений условно показана толщиной линий штриховки.
При изгибе сеченне работает преимущественно крайними точками, расположенными в плоскости действующей силы. По мере приближения к нейтральной осн напряжения уменьшаются вплоть до пуля. В случае Кручения все точки периферии нагружены одинаково. Однако напряжения в кольцевых сечениях убывают по мере приближения к центру, где они становятся равными нулю.
Наиболее выгоден случай растяження-сжатия, когда все точки сечения работают при одинаковом напряжении и материал используется наиболее полно.
Где только возможно, следует заменять изгиб растяжением-сжатием, как это делается, например, в стержневых и ферменных системах.
Там, где изгиб неизбежен по функциональному назначению детали, его отрицательное влияние следует парализовать следующими конструктивными мерами:
применять рациональные сечения с разноской материала по направлению действия максимальных напряжений (сечения с более равномерным распределением напряжений);
уменьшать изгибающий момент упрочнением плеча изгибающей силы, т. е. уменьшать пролеты между Опорами, рационально расставлять опоры и устранять консольное нагружение, невыгодное по величине напряжений и деформации.
В системах, работающих на растяжение-сжатие, изгиб нередко возникает в результате асимметрии сечений, внецентрешюго Приложения нагрузки или криволинейности формы детали.
Рассмотрим влияние внецентренного приложения нагрузки на величину напряжений в детали.
В брусе прямоугольного сечения шириной а и толщиной Ъ, растягиваемом силой Р (рис. 50, я), сделала односторонняя выборка шириной <ni (ч = 0 4-1).
Максимальное напряжение ст разрыва в среднем сечении бруса равно сумме разрывающих напряжений от действия силы Р и изгибающего момента 0.5 Pan;
Рис. 50, Напряжения при йнецентренном растяжении
Рис, 51. Напряжения в функции относительной ширины выборки
Р 0,5 -6 Рам
° ab (1 - л) + b<r (1 — п)2
Если сила Р приложена по центру среднего сечения (рис. 50,6), то напряжение разрыва в среднем сечении
яЬ (1 - и)
Отношение
<т , 3»
- 1 4- —---------
CTj 1 ~ м.
приведено па рис, 51, Эксцентричное приложение силы Р увеличивает разрывающие напряжения тем больше, чем больше' эксцентриситет, Так3 irpit к — 0,25 напряжение в 2 риза больше, чем в случае центральной нагрузки, Следовательно, перенесение точки приложения растягивающей силы в центр сечения (в рассматриваемом случае на 0,125 а) снижает напряжение в брусе в 2 раза.
Введение симметричной выборки па противоположной стороне бруса (рис, 50, в), несмотря на уменьшение ссчснстя, снижает напряжения вследствие устранения изгибающего момента. Напряжение в этом случае
_ р
С2 ~ «г>(1 -2пу . ч
Отношение
а 1 — 2п Эл (1 — 2л) сг2 1-га+ (1 -1J)2
приведено па рис, 51, Введение симметричной выборки обеспечивает в интервале и от О до 0?4 определенный выигрыш в прочности. При и = 0,25, когда — шах, выигрыш равен 25%, Прн л = 0я4 бруски с односторонней и двусторонней выборкой становятся равнопрочными.
Рил 52. Разгрузка шатуна от нзгнба
Рис. 53, Формы сечений) вызывающие кручение при изгибе
При внецентренном нагружении шатуна силой сжатия (рис. 52, а) в стержне шатуна возникают дополнительные напряжения изгиба, из-за чего приходится увеличивать сечение стержня, а Следовательно, и массу конструкции. Тот же недостаток, но в меньшей степени, присущ конструкции иа рис. 52, б. где внецентрениый изгиб возникает вследствие асимметрии сечения стержня относительно направления действия сил. В рациональной конструкции (рис, 52,а) с симметричными относительно нагрузки сечениями нагрузка приводится к чистому сжатию; при прочих равных условиях масса конструкции получается наименьшей.
У деталей, подвергающихся изгибу, асимметрия сечений вызывает кручение (рис. 53) и появление лишних напряжений сдвига, суммирующихся с напряжениями изгиба.
В качестве конструктивного примера на рис. 54, а, б, показан рычаг, к концам которого приложены силы, действующие в плоскости А — Л. Вследствие смещения плоскости действия сил относительно стержня последний подвергается скручиванию, В правильной конструкции (рис, 54, й) с сечениями, симметричными относительно действия сил, кручение ликвидировано.
В деталях, подвергающихся чистому изгибу, целесообразно вводить некоторую асимметрию сечений с целью уменьшения напряжений растяжения за счет увеличения напряжений сжатия.
Большинство конструкционных материалов лучше сопротивляется сжатию, чем растяжению. Разрушение почти всегда начинается на участках, подвергающихся растяжению, а 'не сжатию, так как первое способствует Ныявлению внутренних дефектов материала (мнкротреншн, микрспор it т. nJ, которые, разрастаясь под Действием растягивающих напряжений, кладут начало разрушению. Напряжения сжатия, напротив, способствуют закрытию микро дефектов.
Это свойство особенно резко выражено у пластичных металлов. На рис, 55 приведена диаграмма нагружения на растяжение и сжатие образцов нз ниэкоуглеродистой стали. В случае растяжения материал' проходит через хорошо известные сталии: после упругой деформации металл начинает течь (участок т) и в результате объемного наклепа упроч-' няется (участок- м), По достижении предела прочности начинается образование шейки, заканчивающееся разрушением образца.
Pec, 54, Устранение кручения при изгибе
Рес. 55, Растяжение и сжатие образцов (сталь 20)
Полному ведет себя материал в условиях сжатия. После периода упругих деформаций он лепрерыЕйо упрочняется! ,как вследствие шоепа, так и Веледстппе увеличения поле* речных размеров образца (бочкообразное расплющивание). Пластичный материал ни при каких условиях не удастся донести'до разрушения,
0 реальных конструкциях нсрольаовать это преимущество далеко нс всегда возможно, так как пластические деформации прлгболее нагруженных на сжатие элементов системы (а в ферменных системах еще и продольный их НЗГиб) могут сделать систему керабо-твепособпой вследствие на рушения ее геометрии, хотя разрушение системы еще не наступит, У хрупких материалов (например, чугунов) при сжатии наступает хрупкое разрушение, яачкнающееся с образования трещин к закапчивающееся раскалыванием-образца. Однако для таких материалов характерна резкая анизотропия механических свойств при растяжении и сжатии, Например, предел прочности чугуна при сжатии в 2,5-4 раза больше чем при растя* женлп.
Металлы! занимающие по пластичности промежуточное положение между приведенными крайними случаями, как правило, также лучше сопротивляются сжатию, чем растяжению. Так, предел прочности при сжатии закаленной и отпущенной при 2503С стали 45, дюралю-мола Д16 после закалки я старения и твердой латуни ЛО 70*1 превышает предел прочности их при "растяжении соответственно в 1,4; 1,7 и 2 раза. Исключение представляют штилевые сплавы, которые сопротивляются сжатию хуже, чем растяжению.
На рис, 56 приведены примеры нецелесообразного (п, н целесообразного (б, г) нагружения профилей (изгиб консольной балки). Пониженный уровень растягивающихся напряжений в схемах б. г Способствует упрочнению детали, несмотря на одновременное повышение напряжений сжатия.
В несимметричных профилях соотношение между Максимальными напряжениями растяжения и сжатия определяется формой профиля и далеко не всегда является оптимальным.
Прочность сталей на сжатие выше, чем на растяжение, в 1,2-1,6 раз. Для использования этого соотношения целесообразно при нагрузке одностороннего направления применять слабо асимметричные профили типа, изображенного на рнс, 57, а. Участки, подвергающиеся растяжению, выгодно усиливать накладками из материала, более прочного, чем материал основной детали (рис, 57,6), .
Рис. 56. Напряжения в асимметричных профилях (эпюры напряжений услошю совмещены с плоскостью чертежа)
Для материалов с асимметрией прочностных свойств, сопротивляющихся. сжатию лучше, чем растяжению (серый чугун, пластики), соотношение между максимальным напряжением сжатия и растяжения целесообразно увеличивать в отношении пределов прочности при сжатии и растяжении.
На рис. 58 приведены нерациональная (п) и рациональная (6) конструкции литого кронштейна из серого чугуна, подвергающегося изгибу.
СОВЕРШЕНСТВО КОНСТРУКТИВНОЙ СХЕМЫ
Наибольшие возможности уменьшения веса заложены в применении рациональных конструктивных схем с наименьшим числом деталей и наиболее выгодным течением силового потека.
Уменьшение числа звеньев
Сокращение звеньев механизма и устранение излишних звеньев способствует значительному снижению веса агрегата. Например, упразднение крейцкопфа (рис. 59,а) в поршневых двигателях, который раньше устанавливали с целью разгрузки стенок цилиндра от боковых усилий, вызываемых наклоном шатуна прн вращении кривошипа. Оказалось, что
Рис, 57, Усиление участков сечении, подвергающиеся растяжению
Рис, 5Й» Пецелесойбратна?(л) и целесообразная(б) конструкции чугунного кронштейна 128
Рис. 59. Устранен не лишних звеньев
функцию крейцкопфа может выполнить поршень, если увеличить его высоту и улучшить смазку, Бсзкрейцкопфные (тронковые) двигатели (вид 6) имеют почти вдвое меньшую высоту.
В конструкции кулачкового привода (рис. 59, в) кулачок действует на коромысло через толкатель J, В ряде случаев можно применить более рациональную схему привода -непосредственно кулачком (рис. 59, а), обеспечивающую уменьшение числа деталей, габаритных размеров, ниер-k ционных нагрузок и более благоприятное замыкание сил. В первой конструкции силы замыкаются иа участке h корпуса, который должен обладать прочностью, достаточной для восприятия усилий привода. Во второй конструкции протяженность нагруженного участка ftj, значительно меньше, что снижает массу и.силы инерции, действующие в механизме.
В узле привода валов 2 (рис. 59, д) можно устранить промежуточный валик 3 путем уменьшения диаметра конических колес 4 (рис, 59, е). Для сохранения направления вращения валов 2 следует переменить рас-" положение колес' 5 относительно колес валов 2. Переделка упрощает конструкцию.
Компактность конструкции
Примером рационального размещения деталей с целью уменьшения объема и габаритных размеров может служить двухступенчатый редуктор. Исходную конструкцию (рис. 60, а), выполненную по обычной
5 п. и. Орлоя, кн. 1 129
трехвальной схеме, можно сделать' болй компактной и легкой, если конечное зубчатое колесо 4 перебора установить соосно с начальным колесом 1 (рис. 60, б, «двухзальная схема»).
Кроме того, при таком расположении колес 7 и 4 значительно снижаются усилия, действующие на промежуточные колеса 2 к 3 и определяющие нагрузку иа иппнкщ а также уменьшаются нагрузки на итез^кн корпуса. На ряс, 60, а силы к Р2 привода от начального и конечного колес направлены в одну сторону; результирующая Я имеет большую величину, На рис, 60,6 усилия направлены в разные стороны, благодаря чему результирующая R' уменьшается почти в 2 раза.
Дальнейшее снижение размеров и массы можно осуществить уменьшением диаметра зубчатых колее (рис. 60, в). Повышение окружных усилий можно компенсировать увеличением длины зуба, переходом: па косой или шевронный зуб, изготовлением колес из более прочных й1 твердых материалов’ и применением рациональной смазки.
Следует всемерно Использовать габариты для размещения наибольшего возможного числа рабочих элементов. Этот принцип, который можно назвать принципом ii л отпой упаковки, позволяет добиться значительного выигрыша в габаритных размерах и массе или в тех же размерах увеличить несущую способность конструкции.
На рис, 61, а приведена амортизирующая муфта, передающая крутящий момент через шесть пакетов шайб из упругого материала. В тех же габаритах можно разместить восемь пакетов (рис. 61,6). Передаваемый крутящий момент увеличивается в 1,33 раза. При заданном крутящем моменте можно уменьшить габариты и массу муфты.
Несущую способность плавающей кулачково-дисковой муфты обычной конструкции (рис, 61,е) можно значительно повысить, выполнив ведущие элементы в виде гребенок, В конструкции на рис, 61, г в связи с увеличением в 4 раза числа рабочих поверхностей н их длины передаваемый крутящий момент при тех же габаритах муфты возрастает в 6 раз.
Колесо свободного хода (обгонная муфта) примитивной конструкции (рис, 61, д) имеет три шарйка, заложенные в наклонные выемки ведущего диска и подаваемые пружинами э положение защемления. При замене
Гнс. 61. 1’ацноп|Л|>кое использование габаритных размеров
шариков роликами с увеличением их чисда (рис. 61, е) несущая способность муфты значительно увеличивается.
В еще более плотно упакованной конструкции (рис. 61, ж) ведущие элементы выполнены в виде призм, рабочие поверхности которых профилированы гак. что линия контакта наклонена к радиусу под угдом, меньшим угла трения, Пружинное кольцо 1 постоянно поворачивает призмы в 'положение защемления. В этой конструкции использована практически вся окружность колеса; несущая способность ее в десятки раз больше несущей способности исходной конструкции.
Пример рационального использования материала приведен на рис. 62 (фрикционное центробежное сцепление), В конструкции а ведущим элементом является набор бронзовых сухарей 1, выполненных и виде кольцевых сегментов, соединенных штифтами 2 с поводком (на рисунке не показан).
Рис. 62. Рациональное использование материала к центробежной фрикционной муфте
Ведущая сила раина произведению центробежной силы Ри5 сухарей на коэффициент трения f между сухарями и поверхностями трения недомой детали и пропорциональна квадрату частоты вращения поводка. Крутящий момент, передаваемый сцеплением,
М ₽ Рцб/Я ™ ~<л2р/Я.
9
где G - суммарная масса сухарей» кг; 0 - гравитационная константа (у = 981 см/с1); со - угловая скорость, 1/с; р — расстояние от оси вращения до центра тяжести сухарей, см; Я — радиус поверхности трения (радиус трения), см.
В конструкции б применены сухари трапецеидального.сечения, установленные в бияонн-ческой выточке ведомой детали.
Благодаря клнновндности сухарей, крутящий момент, передаваемый сцеплением (при той
же массе сухарей и радиусе р)» увеличивается в —--- раз. где 2?i-новое значение
аш "/a Kj
радиуса трения.
Обозначим крутящие моменты( передаваемые фрикционами в схемах а и б, соответственно через н Mfr При соотношениях, принятых на. рис. 62
Мб 1 Я 0.9 , fiin7z Л} Bin 20* 1 '
Таким образом, момент, передаваемый сцеплением, при той же массе сухарей возрастает почти в 3 раза по сравнению с исходной конструкцией.
В конструкции я каждый сухарь разделен на три части: внутреннюю трапецеидального профиля и боковые треугольного профиля- Центробежная сила такого составного сухаря, действующая на цилиндрическую поверхность трения ведомой детали, равна (Прн равенстве масс сухарей и радиуса р) центробежной силе; возникающей в конструкции в. Вместе с тем. внутренний трапецеидальный элемент, воздействуя m боковые элементы подобно клипу, вызывает дополнительные поперечные силы (^цб ” центробежная сила внутрен-/2
него элемента), воспринимаемые щеками недомой де га ди.
Дополнительный крутящий момент
г да G/G — отношение масс внутренних элементов сухарей к их общей массе; — радиус Трения па щеках ведомой детали, Пусть G'/G = 0,6, Отношение общего крутящего момента передаваемого сцеплением, к крутящему моменту Ма в исходной конструкции <
М. . G' 1
J 4_--------
Ма О l572
— *= 1 + 0.6—°'9-3= 2,5.
Ri tg2(F
Тажим образом. в результате разделения сухарей без увеличения их массы, передаваемый крутящий момент возрастает в 2,5 раза по сравнению с исходной конструкцией.
Если применить два ряда трапецеидального профиля (схема г)> то каждый из них будет действовать на две поверхности: коническую (щек) и плоскую [Центрального диска ведомой детали), Прн одинаковости суммарной массы сухарей и расстояния р крутящий момент в этой конструкции больше, чем в исходной конструкции.
,—? в , +------_3 _ ---------- +-------Jog 5 2,
Jtfd sin Va tfiVi/flj \ sin 20* tg20°/ 1
Основной вы игр Min в этом случае обусловлен уменьшением угля клиновидности сухарей вдвое по сравнению с конструкцией Диалогичный результат можно получить и в конструкции б, уменьшив угол с 40° до 20s, Однако удельные нагрузки иа поверхностях трения в этом случае будут вдвое больше, чем в конструкции г.
Влияние силовой схемы
Масса конструкции во многом зависит от силовой схемы, т. е. от способа восприятия и замыкания главных действующих в конструкции нагрузок. Силовая схема рациональна, если силы замыкаются на коротком участке элементами, работающими предпочтительно на растяжение или сжатие. Целесообразно использовать имеющиеся элементы конструкции, так как введение специальных элементов увеличивает массу.
Привод роторной машины 1 через редуктор 2 и коническую шестеренную передачу 3 (рис. 63, а) нерационален. Возникающие на шестернях
Рис, Улучшение садовых схем
радиальные и осевые силы нагружают валы и корпуса машины и редуктора. Установка отличается большими размерами. Целесообразен привод от фланцевого электродвигателя через соосный редуктор 4, смонтированный непосредственно на корпусе машины (рис. 63,6). В этом случае реактивные силы природе уравновешиваются наикратчайшпм путем в корпусе редуктора, не вызывая дополнительных нагрузок на элементы системы. Габариты установки резко сокращаются. Помимо этого все приводные механизмы получаются закрытыми, что позволяет организовать правильную их смазку.
В двигателях внутреннего сгорания с отъемным блоком цилиндров восприятие сил вспышек возможно тремя основными способами: по схеме несущих шпилек 5, притягивающих блок к картеру (рис. 63, до схеме несущих рубашек, притягиваемых к картеру шпильками б (ряс. 63,г), по схеме несущих цилиндров, притягиваемых к картеру гайками 7 (рис. 63,6),
То второй схеме силы вспышки воспринимаются литыми стенками рубашек, обладающими пониженной прочностью, что требует увеличения сечения стенок.
В третьей схеме усилия вспышки воспринимаются стенками стальных цилиндров. Так как стенки цилиндров по технологическим условиям нельзя выполнить тоньше определенного минимума, они, как правило, обладают резервом прочности против действия газовых сил. Следовательно, их можно нагружать затяжкой без дополнительного увеличения сечений. Это делает схему несущих цилиндров принципиально наиболее легкой.
Конструкция в сложнее остальных из-за ’стяжных шпилек, роль которых в других случаях выполняют неизбежные в конструкции двигателя элементы (в конструкции г — рубашка, в конструкция д — цилиндры).
На рис. 64 приведены примеры уравновешивания внутренних сил в механизмах. Осевые силы, возникающие в передачах со спиральным зубом и нагружающие подшипники зубчатых колес (л) уравновешивают ребордами (б) на одном из колес (конструкцию применяют при небольших диаметрах колес), спариванием колес с противоположным направлением зубьев (в) и (конструкция наиболее рациональная) применением шевронного зуба (г).
В дисковом фрикционном сцеплении (вид <)) усилие нажима передастся на подшипники ведомого диска. В рациона.’шпон конструкции с усилие сжатия полностью уравновешивается в ведомом диске. Кроме того, в этой конструкции две поверхности трения вместо одной, как в конструкции д, что позволяет вдвое увеличить передаваемый крутящий момент, или при заданном крутящем моменте примерно вдвое уменьшить_радиаль-ные размеры.
Аналогичный пример уравновешивания осевых сил в коническом фрикционном сцеплении приведен на рис. 64, ж и э. В центробежном компрессоре с открытой крыльчаткой (м) подшипники испытывают большое давление, действующее на спинку крыльчатки. В закрытой крыльчатке (к) эта сила уравновешивается действующим в обратном направлении давлением па крышечный диск. Полностью разгружена от осевых сил крыльчатка с двусторонним входом (л).
На ряс, 65 показаны силовые схемы роторов турбин с наборными лопатками. Цельнокованый ротор 1 невыгоден по массе. Несколько лучше 134
Рнс. 6-4, Уравновешивание внутренних, сил
Рис, 65. Силовые схемы роторов турбин
конструкция 2 с облегчающими выборками по торцам. Барабанный пустотелый ротор 3 имеет малую массу, но недостаточно прочен и жесток против действия центробежных сил лопаток. В конструкциях 4—6 барабан усилен внутренними кольцевыми ребрами,
В наиболее прочных н легких дисковых конструкциях 7—12 центробежные силы лопаток воспринимаются дисками, работающими на растяжение. Диски соединяют затяжкой иа центральном валу (роторы'7 — 9) или периферийными болтами (ротор 10), В конструкции 7 диски затянуты на центральном валу по ступице, вследствие чего в них создаются нежелательные напряжения изгиба. Этот недостаток устранен в конструкции 8, где диски затянуты по ободам. В конструкции 9 диски расположены между лопатками, что облегчает изготовление пазов и монтаж лопаток.
Сварные конструкции представлены в двух разновидностях. В роторе II диски при сварке центрируют один относительно другого' фальшивой оправкой, вводимой в центральные отверстия, которые ослабляют диски. В конструкции 12 диски фиксируются центральными шинами» что позволяет сделать их сплошными.
В зубчатых передачах с промежуточным колесом расположение колеса очень влияет на величину нагрузки, действующей на опоры.
Пусть малое колесо 1 (рнс. бб) является ведущим и вращается по часовой стрелке. Расположение промежуточного колеса вправо от оси передачи (н) невыгодно. Усилия привода Р, действующие на промежуточное колесо 2, векториально складываясь, дают значительную силу К, нагружающую опоры колеса. При расположении промежуточного колеса слева (б) усилия Р, векториально складываясь, в значительной степени погашают друг друга; результирующая сила R существенно уменьшается.
Рис. 66. Схемы Приводов с промежуточным тубчлтым колесом
Величина результирующей силы в первом и Ьо втором случаях зависит о г у и а ф между линиями, сэединянэщими центры зубчатых кодс^ 2~3 и для схемы и
'R = 2?sin (ср/2 4- а); ,
для схемы 6
Л = 2Р sin (9/2 * а),
где ? —окружное усилие на ведущем колесе; а - угол зацепления (для стандартного за~ цепдення й 20’),
Кривая на рис. 66 представляет изменение силы Л в зависимости о г угла ф. За единицу принята величина силы Л в самом невыгодном случае, когда промежуточное колесо расположено справа и ср = 140е [Я - 2Р sin (70° + 20е) 2Р],
Сипа /? в с«сме б при ранных значениях угла ф значительно меньше, чем в схеме я. Нднрнмер, прн ф ~ 100й результирующая сила в схеме б (Д аОр) почти и 2 разя меньше, чем в схеме г? (R = 0,95).
Следов ателию, такая простая конструктивная мера, как перенос промежуточного колеса с одной стороны из другую, может обеспечить преимущество в ендовой схеме передачи и резко уменьшить величину действующих в конструкции сил.
При q> = 403 в схеме б R = 0. Практически этот случай нереальный, так как примем жуТочное колесо при этом приобретает чрезмерно большой диаметр. Наименьшие реальные значения угла ср — 90 4' 80*, при которых сила J? уменьшается примерно в 3 раза по сравнению с максимальной. При перемене направления вращения ведущего колеса 1, по сравнению с изображенным На рис. 6бт выгодна правое расположение промежуточного колеса. Это же расположение выгодно, если при данном направлении вращении ведущим является большое колсео 3.
Общее правило целесообразного расположения промежуточного колеса можно сформулировать так: выгодно расположение, прн котором усилие ведущего колеса как бы в т я г Н в а'е т промежуточное колесо в зацепление. Невыгодным является случаи, когда ведущее колесо как бы выталкивает промежуточное нз зацепления.
Многопоточные схемы
Значительный выигрыш по массе можно получить применением многопоточных с х в м, т. с. разделением силового потока на несколько параллельных ветвей.
Передача крутящего момента через несколько параллельно работающих зубчатых колес (каскадные передачи, многосателлитвые планетарные^ передачи) уменьшает нагрузки иа зубья пропорционально числу потоков и разгружает опоры центрального колеса от радиальных усилий привода.
Из сравнения размеров передач однопоточной (рис. 67, cj) и четырехсателлитной планетарной (рис. 67, б) с одинаковым передаточным числом, рассчитанных на передачу одинаковой мощности, виден выигрыш, который можно получить в случае применения многопоточных схем.
‘В тяжелонагруженных передачах с большой степенью редукции применяют привод от нескольких (6—8) электродвигателей (редукторы-сумматоры). Электродвигатели через индивидуальные соосные редукторы 1 (рис. 67, в) и упругие муфты 2 передают вращение малым шестерням 3, которые приводят центральную шестерню 4.
Рис. 67. Одяопоточидя и многопоточные передачи
Рациональный выбор параметров машин
В качестве примера на рис. 68 изображены габаритные размеры двигателей одинаковой мощности с одинаковыми средним эффективным давлением н средней скоростью поршня, но с различными отношениями хода к диаметру цилиндра (S/D=l,4 в схеме а н S/D = 1 в схеме б). Помимо уменьшения S/D в схеме б уменьшена высота поршня Н и длина шатуна L (Н = 0,8£> и L = 1,65 вместо Я = £> и L = 1,85, как в схеме а). В целом получается очень значительный выигрыш по размерам и массе.
С уменьшением S/D, И и L возрастает давление на стенки цилиндра^ поэтому необходимым условием применения коротко ходовых схем является увеличение несущей способно ст л поршня путем улучшения смазки и правильного подбора материалов поршня и цилиндра.
Для некоторых категорий машин, работающих на жидкостях илн газах (гидравлические прессы, воздушные и паровоздушные молоты, пневматические и гидравлические приводы), значительного уменьшения размеров и массы можно добиться увеличением давления рабочей жйдкости (газа). До известного предела можно повысить рабочее давление газов в двигателях внутреннего сгорания (применением наддува и повышением степени сжатия), что позволяет уменьшить рабочий объем цилиндров или при заданном рабочем объеме повысить мощность,
В некоторых случаях, например в машинах - генераторах энергии, можно достичь уменьшения массы повышением оборотности.
Этот путь имеет сноп ограничения, У двигателей внутреннего сгорания повышение частоты врашения лимитируется увеличением скорости всасывания, сопровождающейся падением наполнения цилиндров и уменьшением мощности двигателя, У паровых и газовых
Рис. 68, Габариты длшюходого (я) н короле вход ого (0 дн^Ател*
турбин повышение частоты вращения требует соответствующего увеличения проточной скорости рабочей жидкости, вызывающего рост внутренних потерь; Кроме того, увеличивается динамическая напряженность машины и попытается взнос.
Необходимо учитывать также характеристики агрегатов — потребителей энергии. Если оборотность агрегата-потребителя задана, то при повышении частоты вращения машины-генератора необходима установка редуктора или увеличение степени редукции существующих редукторов, что повышает об щур массу установки. Это требует осторожного подхода и тщательного сравнения положительных и отрицательных сторон повышения оборотности, как средства уменьшения массы конструкции,
<
В крупногабаритных агрегатах существенного уменьшения массы н упрощения привода можно достичь децентрализацией привода путем замены механических передач индивидуальными электро- и гидроприводами, связанными цепями управления. Механические коробки скоростей во многих случаях выгодно заменять системами регулируемых электро приводов.
Наибольшее уменьшение мйссы может дАть переход цй принципиально новые схемы машщ и процессы. Так, паровые машины вытеснены плровыМп турбинами» допускающими -гораздо большую концентрацию мощности п одном агрегате при относительно меньшей его массе. Поршневые двигатели внутреннего сгорания в области больших мощностей уступают место газовым турбинам. Паровые турбины. по-впдпмомуь со временем уступят место газовым турбинам, не требующим громоздкого вспомогательного оборудования (котлов, конденсаторов). Р области электроэнергоустановок коренной переворот произведут магннтогв-зсдинамические генераторы, непосредственно, преобразующие тепловую энергию в электрическую,
УТОЧНЕНИЕ РАСЧЕТНЫХ НАПРЯЖЕНИЙ
Обычные методы расчета позволяют определить напряжения с удовлетворительной степенью точности лишь для сравнительно немиог гих простейших случаев нагружения. Иногда величина н распределение напряжений в теле деталей не поддаются расчету. Нередко сечения деталей определяются не столько прочностью, сколько технологией изготовления (например литых деталей). К нерасчетным деталям относятся многие корпусные и базовые детали (станины, картеры).
Эффективность метода уточнения напряжения и уменьшения запасов прочности как средства снижения общей массы машин зависит от соотношения массы расчетных и нерасчетных деталей. Необходимо указать, что расчеты деталей основаны на упрощениях, которые не всегда выдерживаются в реальных условиях.
Главные факторы, обусловливающие отклонение истинных величин напряжений и запасов прочности от величии, определяемых расчетом, следующие:
рассеивание характеристик прочности материала по сравнению с номинальными значениями, представляющими собой среднее статическое из- ряда испытаний образцов;
неоднородность материала; рассеивание характеристик прочности в различных участках и точках сечений детали;
изменение прочности материала в зависимости от характера нагрузки (скорость и продолжительность нагружения);
отклонение расчетной схемы от действующих условий нагружения;
отклонения фактической величины действующих сил от номинальных значений;
отклонение фактических напряжений от номинальных, обусловленных влиянием упругости системы;
игнорирование в расчете прочности и жесткости деталей, сопряженных с рассчитываемой деталью;
местные напряжения на участках заделки деталей и приложения сил;
дополнительные силы'и напряжения вследствие неточности изготовления, монтажа и установки (например, повышенные кромочные давления из-за несоосности нли перекосов опор);
перегрузки вследствие превышения расчетных режимов в эксплуатации;
внутрешше напряжения, возникающие при изготовлении детали, а также обусловленные макро- и микроиеоднородностью материала;
изменение характеристик прочности и связи с повышением температуры при работе детали,
Местные ни пряжения
Расчет по формулам сопротивления материалов, основанный на гипотезе плоских сечений Бернулли и однородности напряженного состояния по длине детали (принцип Сен-Венапа), приложим к деталям большой длины L при относительно малых размерах d поперечного сечения (Ltd > 5), т. е. к деталям типа балок, Стержней и других элементов строительных конструкций.
У машиностроительных детален длина сравнительно с размерами поперечных сечений гораздо меньше, нагрузки приложены на небольшом расстоянии друг от друга и передаются через поверхности, большой протяженности. Игнорирование условий приложения сил согласно принципу Сеи-Венаиа здесь приводит к крупным ошибкам. На участках приложения нагрузок, в опорах, на местах заделкн возникают напряжения, охватывающие значительные зоны, распространяющиеся вглубь материала, иногда на всю длину детали, и резко изменяющие напряженное состояние.. Условие плоских сечений на участках приложения сил нарушается.
Кроме того, нельзя рассматривать деталь изолированно, заменяя действие сопряженных деталей сосредоточенными или распределенными силами. На самом деле сопряженные детали воспринимают значительную часть нагрузок, влияя на прочность и жесткость конструкции в целом.
Таким образом, расчет по элементарным схемам, до сих пор широко применяемый в руководствах по деталям машин, представляет собой абстракцию, совершенно не отражающую истинную картину напряженного состояния. Его применение можно объяснить только недостаточной разработанностью методики расчета машиностроительных детален.
Характерной особенностью машиностроительных деталей является сложность их форм н переменность сечений. На участках переходов от одного сечения к другому возникает концентрация напряжений, Таким Образом, в машиностроительных деталях очень большую роль играют местные напряжения, которые порой в решающей степени определяют прочность.
1 Например, в шатуне поршневой машйны (компрессора или двигателя внутреннего сгора-ния) определяемые формальным расчетом напряжения от действия газовых и инерционных сил имеют Ьеличипу, близкую к действительным напряжениям только в средних сечениях по длине стержня, находящихся па достаточном удалении от поршневой н кривошипной головок шатуна. Напряжения же в головках и на участках сопряжения головок со стержнем имеют сложный вид, особенно в кривошипной разъемной головке шатуна и при наличии прицепных шатунов (V- и W-o б разные машины). Тип напряженного состояния^ величина и распределение напряжений в теле головки зависят от многих факторов, в частности от усилия затяжки и уйруг&сти шатунных болтов, конфигурации И степени жесткости головки, жесткости сочлененной с ней шатунной шейки коленчатого вала. Учесть в расчете все эти факторы трудно. Истинная величина напряжений порой выясняется только после длительной работы шатуна на машине по начальным или далеко зашедшим признакам разрушения.
В случае изгиба полон цилиндрической детали, опертой по концам, применяют упрошенные расчетные схемы, полагая, что нагрузка сосредоточена в центре опорных поверхностей (рис. 69, п) алл равномерно распределена по их длине в плоскости действия сил (рис. 69, б), и определяют напряжения по формулам двухопорной балки. ЭТИ схемы не учитывают действительного распределения усилий по длине и окружности опор,
Гис. 69. Схемы нагружения двухопорной осн
влияния поперечных компонентов нагрузки на прочность и жесткость детали, влияния жесткости опор иа распределение нагрузки, величину кромочных давлений и местных напряжений иа участках приложения нагрузок.
Если деталь посажена в опорах с натягом, то иа посадочных участках возникают дополнительные напряжения смятия н сжатия. В соединениях с зазором при перемене направления или прн пульсации нагрузки возникают удары, вызывающие дополнительные напряжения.
Действительную картину нагружения можпо представить для хорошо изученного частного случая, когда’ деталь оперта в подшипниках скольжения с жидкостным треплем и поперечная сила передастся также через подшипник скольжения (например, случай плавающего поршневого пальца шатзттно-кривошипного механизма).
Дан л сине по длине несущего масляного слад изменяется тго параболической кривой (рис 69, й, эпюры слева), максимальная ордината которой в 2,5 — 3 разд больше среднего давленая (/с =* P/ld). В поперечном сечешш давление распространяется по дуге окружности 90-^120° (эпюры справа и в центре).
Из сопоставления с формальными схемами нагружения (рис. 69, а и б) видно! что первая пэ них преувеличивает напряжения, возникающие в опасном сечении детали, а вторая — преуменьшает; ня та, ни другая не учитывают поперечных составляющих нагрузки и вызываемых ими напряжений и деформаций.
Картина распределения нагрузок в несущем масляном слое (рис. 69, е), близкая к действительности, может, в свою очередь, значительно видоизменяться из-за упругих деформаций вала и РсдипшникоВ; возникновения повышенных кромочных давлений и т. п.
Напряжения и деформации от радиальных составляющих нагрузки могут достигать значительной величины и определять, работоспособность детали.
Приведем характерный случай. Носок коленчатого вала, опертый в подшипниках скольжения, был нагружен сравнительно небольшим усилием Р от зубчатого колеса, расположен* ного между опорами. Расчет на прочность при обычном дня коленчатых валов допускаемом Напряжений 20 кге/мм* привел к конфигурации конца вала, изображенной иа рис; 70, а. Непрерывные аварии переднего подшипника заставили внимательнее присмотреться к конструкции узла. Когда коленчатый вал установили па испытательный стенд и подвергли действию сипы, равной расчетной силе, то оказалось, что носок вала деформировался и принимал в поперечном сеченйи форму эллипса, большая ось которого превышала диаметр подшипника на 0,2 мм. Между тем, при зазоре 0,1 мм эплицсцость, равная только 0,05 мм, совершенно уничтожает клино в и дн ость масляного слоя на участке максимального сближения вала с подшипником, являющуюся непременным условием правильной работы последнего.
Дефект исправили простым способам без значительного Увеличения массы, запрессовав в досок пробку (рис. 70, которая резко повысила жесткость и обесценила нравдлидлв цилиндрическую ферму волги
РпсР 70. Увёляченве жесткости носка коленчатого вяла
Условность расчетов на прочность можно иллюстрировать на примере чистого среза. В обычной схеме расчета предполагают, что
деталь работает полным сечением, напряжения сдвига одинаковы по всему сечению и равны частному от деления срезающей нагрузки на площадь сечения. Истинная картина распределения напряжений очень далека от этой схемы. Механизм среза хорошо изучен иа вырубке листовых материалов. Поверхность срезаемого участка подвергается по контуру среза повышенным напряжением смятия и сдвига, под действием которых в материале, сначала иа незначительной глубине, возникают мнкротрещины и пластические сдвиги, притом гораздо раньше, чем вступает в действие основная толща материала.
В применении к машиностроительным деталям это означает, что работоспособность детали нарушается задолго до Toroj когда напряжения сдвига в сечений детали достигнут опасной величины. Деталь выходит из строя в результате концентрации напряжения в поверхностном слое, сопровождаемой местным смятием и пластической деформацией на участке приложения срезающей силы. Особенно резко выражено это явление в случае среза цилиндрических детален, когда напряжения сосредоточиваются на малой дуге поверхности, ближайшей к действию силы, Смятие тем больше, чем мягче материал срезаемой детали по сравнению с материалом срезающей детали и чем больше жесткость последней.
После смятия поверхностного слоя деталь упрочняется в результате наклепа и вступления в действие основной толщи металла. Соединение, однако, может оказаться непоправимо испорченным, во-первых, в результате резкого снижения прочности от местных трещин и надрывов, становящихся концентраторами напряжений при последующих нагружениях, а во-вторых, вследствие нарушения геометрии соедвнения, обусловленного смятием.
Отсюда вытекает важное правило конструирования соединений, работающих па срез, — твердость .срезаемой и срезающих деталей'должна быть по возможности одвнаковой; чем выше поверхностная твердость деталей, тем надежнее застраховано соединение от разрушения.
Сложность распределения напряжений при срезе не учитывается элементарным расчетом, не учитывается также основной, определяющий работоспособность соединения фактор — величина поверхностной твердости материала.
Влияние упругости системы
Формальный расчет не учитывает упругих характеристик конструктивной системы, которые в действительности очень влияют на истинную величину напряжений. В качестве примера рассмотрим распространенный 144
в машина строении случай оси, опертой по концам и изгибаемой центральной нагрузкой от шатуна. Для упрощения не учитываем влияние поперечных компонентов нагрузки и опорных реакций, придерживаясь типовых, применяемых прн расчетах схем распределения нагрузок вдоль осн детали.
7. Схемы нагружения
Если узлы жесткости находится в центре шатуна и на краях опор (схема 1 табл. 7), то можно считать, что ось нагружена сосредоточенной силой Р .и что опорные реакции приложены в крайних точках оси с пролетом /. При этой схеме напряжения в опасном сечении оси
Р1
G1 ” 4PV’
где W - момент сопротивления сечения оси.
Максимальный прогиб оси
Р13
48EJ*
где J - момент инерции сечения оси; Е - модуль нормальной упругости материала осн.
Приняв значения ст1 иД за 1, сравним прочность н жесткость системы при других схемах нагружения.
В конструкциях, где узел жесткости опор находится в центре, можно принять следующие вероятные схемы действия сил: изгиб сосредоточенной силой Р при пролете 0,75/ (схема 2), изгиб нагрузкой, распределенной по параболическому закону (схема 3).
В этих случаях соответственно сг2 = 0,75; f 2 = 0,42 и ст3 - 0,56;/3 = 0,36. С увеличением жесткости' шатуна и опор (схема 4) вероятной становится схема равномерного' нагружения распределенной нагрузкой, при которой ст4. — 0,5; /4 — 0,25.
Дальнейший шаг к увеличению прочности н жесткости конструкции заключается в перенесении узлов жесткости иа внутреннюю оконечность опор (схемы 5-7). В зависимости от жесткости шатуна и схемы распределения сил получаются следующие значения напряжений и прогибов (<т5-7 = 0,5 -0,12; /;-7 = 0,125 -е-0,04).
При заделке оси в опорах (установка с натягом) прочность и жесткость увеличиваются еще больше (схемы 8 — 11). В зависимости от жесткости шатуна и распределения нагрузок напряжения я прогибы колеблются в пределах сг8_ц = 0,25 -? 0,04; Д-п = 0,031 -г 0,008.
При заделке оси в шатуне, когда ось нагружена консольно (схемы 12—14), выигрыш в прочности и жесткости меньше, что объясняется присущими консольным системам пониженными прочностью и жесткостью. В данном случае ст^-14 = 0,50,12;/12-14 = 0,125 0,021.
‘ Общий вывод: упругость системы и условия приложения нагрузки оказывают огромное влияние на прочность и жесткость. В рассмотренных схемах величина напряжений может быть в 25, а прогиб примерно в 125 раз (схема И) меньше, чем в исходной схеме 1.
। Выигрыш, обусловленный упругостью системы, является вполне реальным и может быть осуществлен приданием конструкции рациональных форм. Вместе с тем необходимо отметить, что оценка характеристик системы и, особенно, закона распределения нагрузок по оси детали неизбежно содержит элемент произвольности, Таким образом, указанные выше соотношения скорее имеют характер конструктивных рекомендаций. Их значение для точности расчета относительно, потому что онн указывают только вероятное для данного конструктивного оформления распределение нагрузок.
Схема нагружения и закон распределения нагрузок зависят не только от конструкции, но и от д еф ор мат’и вн о стй узла, определяемой действующими в нем напряжениями, материалом и геометрией сопрягающихся деталей. При данной конструкции узла схема нагружения устанавливается сама собой в результате взаимодействия нагрузок и развивающихся в нем деформаций,
Поясним это па том же примере изгиба двухопориой оси с узлами жесткости в центре опор (рис. 71). Схема нагружения а вероятна при малых нагрузках или высокой жесткости системы. С увеличением силы (или при уменьшении жесткости узла) система деформируется, как в пре» увеличенном виде изображено на схеме б (для простоты показана только деформация осп). Дсформация^ействуст упрочняюще, вызывая сосредоточение нагрузок иа кромках опорных поверхностей-, В результате возникает новая схема действия сил по закону треугольника или (как показано 146
Рис. 71. Схемы нагружения двухопорного пальца
на рис. 71) параболической кривой. В этом случае напряжения и дефор
мации резко уменьшаются.
При дальнейшем увеличении нагрузки или уменьшении жесткости узла схема приближается к схеме в почти чистого сдвига, которой свойственны еще меньшие напряжения и деформации.
Таким образом, прн увеличении нагрузки происходит процесс само-упрочнення, обусловленный развитием деформации и вызываемым ею более благоприятным распределением нагрузок, Но одновременно деформация вызывает увеличение жесткости системы, действующее обратно. На извест
ном этапе Наступает состояние равновесия, определяющее истинные величины напряжений и деформаций системы. Действительные мгновенные прочность и жесткость системы всецело зависят от величины нагрузки и жесткости участков, передающих и воспринимающих нагрузку. Установить ее расчетом в большинстве случаев невозможно. Ясно только, что
система, самопрнспосабливаясь к условиям нагрузки, приходит в состояние, промежуточное между пределами, приведенными на рис. 71, айв.
Приведем еще один пример влияния упругости на величину напряжений: распределение нагрузки по длине зуба в зацеплении дисковых зубчатых колес. Характер распределений нагрузки и. ее максимальная величина зависят от взаимного расположения дисков колес. Если они находятся в одной плоскости у торца зубьев (рис. 72, а), то нагрузка сосредоточивается преимущественно в узле жесткости, т. е. в плоскости расположения дисков. Остальная часть зубьев, находящаяся на сравнительно упругом ободе, нагружена меньше. Вероят-
ное распределение нагрузки в этом случае изображается треугольником с вершиной в плоскости расположения дисков. Максимальная нагрузка на единицу длины зубьев равна ~ 2р, где р — средняя нагрузка при обычном допущении равномерного ее распределения по длине зубьев.
Если диски расположены в пло-
Рпс.72. Распределение нагрузки пй длине зубьев
скости симметрии зацепления (рис. 72,6), то вероятная картина распределения нагрузки изображается треугольником с вершиной в плоскости симметрии. Максимальная величина нагрузки по-прежнему равна 2р.
Нагрузка на зубья выравнивается и становится равной р при расположении дисков по разные’ стороны плоскости симметрии зацепления (вид 4
Влияние сопряженных деталей
При расчете обычно не учитывают прочность деталей (ступиц, втулок, опор), сопряженных с рассчитываемой деталью. Последнюю рассматривают изолированно; влияние смежных деталей, передающих и воспринимающих нагрузку, учитывают (я то ие всегда) в расчетной схеме распределения нагрузок вдоль деталей. Это допустимо только в том случае, если длина сопряженных деталей невелика в сравнения с длиной рассчитываемой детали или они сопряжены по посадкам с зазором. Если длина сопряженных деталей соизмерима с длиной рассчитываемой детали, особенно при сопряжениях беззазорном иля с натягом, игнорирование смежных деталей приводит к крупным погрешностям.
На рис. 73 представлены результаты испытания на изгиб трех образцов, изготовленных из стали У8А, термически обработанной до твердости HRC 45. Образец 1 — пруток Диаметром 10 мм и длиной 80 мм; образец 2 — такой же пруток с установленным иа нем по скользящей посадке тремя втулками наружным диаметром 18 мм, из которых крайние имитируют втулки опор, а средняя — втулку шатуна; образец 3 (контрольный)—пруток диаметром 18 мм с двумя кольцевыми проточками, соответствующими зазорам между втулками в образце 2.
Результаты испытания приведены ниже [разрушающая нагрузка для образца 1 (Р = 800 кге) и стрела прогиба при разрушении (/ = 1 мм) приняты равными единице].
Образец Разрушающая нагрузка Стрела прогиба
1 1 1
2 3,6 2,2
3 2.1 1,5
При одинаковых деформациях составной образец оказался примерно в 2 раза прочнее, а при одинаковых нагрузках в 3-5 раз жестче гладкого образца. По вели-
Рис. 73. Влияние сопряженных деталей на прочность и жесткость
чипе разрушающей нагрузки составной образец оказался в 3,6 раз прочнее гладкого, ив 1,7 раз прочнее, чем массивный образец 2 такой же наружной конфигурации. Последнее можно объяснить ослабляющим .действием выточек у оСфазца 2.
Приведенные цифры относятся к области пластических деформаций. Тем не менее они показывают, насколько велико влияние сопряженных деталей и как условен расчет без учета этого влияния.
Отклонение действующих сил от номинальной величины
Другой причиной неточности расчета является затруднительность определения в ряде случаев истинной величины действующих нагрузок. Особенно это относится к переменным, пульсирующим н ударным нагрузкам,
Возьмем такой хорошо изученный механизм, как шатунно-кривошипный. В двигателях внутреннего сгорания исходной величиной для расчета на прочность являются'Максимальные силы давления рабочих газов иа поршень. Казалось бы, что в определении этих сил не может быть ошибки. В действительности величины этих сил и вызываемых ими напряжении в звеньях механизма зависят от многих факторов, прежде всего от упругости и массы звеньев.
Часть энергии вспышки затрачивается пз работу упругого растяжения стенок цилиндра, шпилек крепления цилиндра и картера, ня сообщение ускорения массе этик деталей, (в пределах упругих деформаций). Другая часть энергии расходуется на деформацию сжатия поршня и шатуна изгиба поршневого пальцат изгиба и кручения коленчатого вала, вытеснение масляного слоя в зазорах между сопрягающимися деталями. Значительная доля энергии тратится на сообщение ускорений посту пате льно-возяратн о движущимся и вращающимся деталям. Большая часть этой энергии обратима и возвращается па последующих этапах цикла; затраты же на работу вязкого сдвига, вытеснение масляного слоя в зазорах/ а также гистерезис при упругой деформации металла являются невозвратимыми, (
Чем больше упругость системы, т. е. чем длиипее и податливее детали, меньше нх сечения, моменты инерции н модуль упругости их материала, тем меньше фактическая сила, напрягающая детали, н в тем более ослабленном виде, приходят силы к последним звепьям механизма. Введение упругих связей в систему, например стяжка упругими болтами, установка пружинных муфт между валами н конечным элементом (маховик, гребной винт, электродвигатель, редуктор), упругая крутильная подвеска двигателя п т. д. резко снижают максимальные напряжения в системе.
Увеличение массы промежуточных деталей повышает мгновенное значение максимальных сил, действующих иа предшествующие детали, и уменьшает силы, действующие иа последующие (аналогично действию шабота в молотах, поглощающего энергию удара).
Имеет значение и скорость нарастания давления рабочих газов в момент вспышки. Чем больше эта скорость, т. е. чем больше нагрузка приближается к ударной, тем выше напряжение в системе. Однако н прочность материала значительно возрастает с увеличением скорости нагружения.
Повышение прочности при динамических нагрузках обусловлено отставанием внутри-Кристаллитиых пластических деформаций, происходящих с относительно небольшой скоростью, от нарастания напряжений. Так как скорость перемещения дислокаций не может Превышать местной скорости звука, то напряжение распространяется через ударную волну.
По Людлику повышение прочности выражается уравнением
awia = aCT4-Hg-^,
^СГ
где 0Д[[Ч —предел текучести при динамической нагрузке со скоростью относительной деформации иД1т; сгст—предел тскучес'ги при статических испытаниях с ьбытаоЙ скоростью деформации сек’1; А коэффициент чувствительности материала к скорости
нагружения.
Наиболее чувствительны к скорости деформации пластичные металлы, в частности низ ко углеродистые стали, у которых отмечено повышение динамической прочности в 2,5 “3 раза по сравнению со статической.
Внутренние напряжения
В материале неизбежно существуют внутренние напряжения, возникающие при изготовлении1 деталей, а также в процессе эксплуатации. Реальная прочность детали зависит от взаимодействия внутренних напряжений и напряжений, вызываемых действием внешних нагрузок.
При назначении величины допустимых напряжений не учитывают предысторию детали (влияние технологии ее изготовления) и Доследующую историю (постепенное измене лис механических свойств материала в процессе работы машины). Эти изменении могут действовать раз упрочняюще и упрочняюще. Раз упрочняю щи ми факторами яалию’гся коррозия, износ и повреждение поверхности деталей, накопление микронов рождении в результате многократно повторных нагружений, местный отпуск в результате нагрева под действием цикли* ческттх нагрузок,
К числу упрочняющих факторов относятся процессы «тренировки» материала действием кратковременных Напряжений, превосходящих предел текучести; деформационное упрочнение, вызываемое структурными изменениями в напряженных микрообъемах материала; самопроизвольно протекающие процессы старения, сопровождающиеся кристаллической перестройкой материала и рассеиванием внутренних напряжений. Положительно влияет приспособляемость конструкции — общие или местные Пластические деформации, возникающие под действием Перегрузок и вызывающие перераспределение нагрузок. Определенный упрочняющий эффект дает износ первых стадий (сглаживание микронеровностей); способствующий увеличению фактической площади контактирующих поверхностей, снижению пиков давлений и выравниванию нагрузки на; поверхности.
Дефекты, возникающие при изготовлении детали и эксплуатации, в значительной мере являются случайными. Это обстоятельство отчасти объясняет хорошо известный факт рас-сеивания прочностных характеристик деталей. Некоторые детали из одной и той же партии имеют высокую долговечность, а другие ~ очень низкую в результате оставшихся незамеченными первоначальных или возникших при Эксплуатации новых дефектов.
Внутренние напряжения принято делить на ipn категории:
напряжения первого рода вызываются крупными дефектами материала; возникают и уравновешиваются в макрообьемах (иногда их условно называют макро напряжениям и);
напряжен и я втор ого рода вызываются неоднородностью кристаллической структуры; возникают и уравновешиваются в пределах кристаллитов и групп кристаллитов (мнкронапряження);
напряжения третьего рода вызываются дефектами атомнокристаллических решеток; возникают н уравновешиваются в пределах элементарных атомно-кристаллических ячеек н их групп (субмикро-и а п р я ж е и н я).
Напряжения первого рода возникают чаще всего как результат технологических процессов, которым подвергают деталь при операциях формоизменения. Так как технологическая обработка представляет собой много*
стадийный процесс, то напряжения, существующие в готовой деталйГ являются результатом наложения и взаимодействия напряжений, возникающих на каждой стадии процесса. Неоднородности слитка переходят П поковку (или прокат), в результате обработки давлением появляются новые неоднородности. Механическая обработка, удаляя неоднородности, содержащиеся в снимаемых слоях металла, вызывает перераспределение напряжений, образовавшихся на предшествующих стадиях, и вносит в поверхностные слои дополнительные напряжения. Термообработка, частично устраняя напряжения, возникшие на предшествующих стадиях, вместе с тем вызывает появление новых напряжении.
В литых деталях внутренние напряжения чаще всего возникают вследствие неравномерной’ кристаллизации отливки и усадки материала при остывании. Напряжения концентрируются вокруг утяжин, усадочных раковин, пор и т. д. и нередко достигают большой величины, вызывая разрывы и Местные трещины в отливках. Другими дефектами, часто встречающимися в отливках, являются пригар, включения шлаков, смеси оксидов, сульфидов н силицидов, зональная ликвидация, местная дендритность,
Основной источник внутренних напряжений при Горячей обработке давлением — это неодинаковость условий течения металла в сечениях, различно ориентированных относительно действия деформирующего инструмента. Особенно часто неоднородности возникают на участках переходов, в золах сопряжения сечений различной толщины, в наружных и внутренних углах.
В легированных сталях опасным дефектом являются флокены (неэава-рившиеся водородные пузырьки).
Высокие остаточные напряжения возникают при термообработке, особенно при закалке с резким охлаждением. В результате неодинаковых условий теплоотвода от поверхностных и внутренних слоев металла, а-также на участках переходов образуются зоны повышенных напряжений, нередко приводящие к появлению закалочных трещин. У материалов, которым свойственна низкая прокаливаемость, это явление усугубляется взаимодействием прокаленных и непрокалениых зрн. Зоны мартенсита, который обладает наибольшим удельным объемом, подвергаются сжатию действием смежных более плотных слоев троостнтной, сорбитной или перлитной структуры, в которых возникают реактивные напряжения растяжения.
Значительные напряжения образуются в поверхностных слоях в процессе механической обработки. Пластический сдвиг и разрушение металла при снятии стружки сопровождаются возникновением в близлежащих слоях Остаточных напряжений разрыва. Чем грубее обработка, т. е. чем больше .толщина снимаемого слоя и усилия резания, тем выше остаточные напряжения (прн грубом точении стали возникают остаточные растягивающие напряжения 80 — 100 кге/мм2). К механическим напряжениям присоединяются термические напряжения, являющиеся результатом тепловыделения в зоне резания, а также напряжения, возникающие в результате структурных и фазовых превращений в очагах повышенного тепловыделения.
При шлифовании возникают остаточные растягивающие напряжения 20-40 кгс/ммг. Наиболее частые дефекты шлифованных поверхностей-микротрещины, прижоги, вызывающие у закаленных сталей местный отпуск
и появление мягких пятен троостита - или сорбита. У нормализованных или улучшенных сталей в результате повышения температуры и охлаждающего действия эмульсии может, напротив, произойти местная закалка с появлением мартенситных участков, на границах которых возникают резкие скачки напряжений.
Высокие местные напряжения возникают в сварных соединениях при остывании и усадке расплавленного металла шва. Локальные напряжения образуются также в зоне дефектов шва (непровары, подрезы, рйхлоты, включения окнелов, шлаков и т. д.).
Напряжения второго рода возникают вследствие неоднородности кристаллического строения и различия физико-механических свойств фаз и структур сплавов. Фазы, папример в черных металлах, феррит, аустенит, цементит, графит обладают различной кристаллической решеткой; их плотность, прочность и упругость, теплопроводность, теплоемкость, характеристики теплового расширения различные. Структуры, представляющие собой смесь фаз, например перлит в сталях, а также закалочные структуры, в свою очередь, обладают отличными от смежнык структур свойствами. Различие кристаллической ориентации зерен металла обусловливает анизотропию физико-механических свойств микрообъемов металла. В результате совместного действия этих факторов возникают внугри-зереиные и межзереиные напряжения еще в процессе первичной кристаллизации и при последующих превращениях во время охлаждения. При высоких температурах напряжения уравновешиваются благодаря пластичности материала. Однако они проявляются в низкотемпературной области, возникая при фазовой перекристаллизации' и выпадании вторичных и третичных фаз (фазовый наклеп), при каждом общем или местном повышении температуры (из-за различия теплопроводности и коэффициентов линейного расширения структурных составляющих)', приложении внешних нагрузок (из-за различия и анизотропии механических .свойств), а также при наклепе, наступающем в результате общего или местного перехода напряжений за преДел текучести материала.
Другими источниками напряжений второго рода являются виутрн-и межзереиные инородные включения, микропористость, микроликваты, остаточный аустенит (в закаленных сталях).
Напряжения третьего рода возникают в результате многочисленных суб микро дефектов (дислокаций), присущих атомно-кристаллическим решеткам металлов. Вокруг дислокаций образуются' поля упругих напряжений, которые могут вызвать разрывы межатомных связей, т. е. пластические деформации. К напряжениям третьего рода относятся также напряжения, возникающие на границах фаз, обладающих различными кристаллическими решетками, например цементит и феррит в сплавах FeC, меднистые, магниевые и железистые фазы в сплавах А1. К ним же можно отнести напряжения, возникающие.на границах субзереи (кристаллических блоков) в результате их разориентировки при термообработке, под действием внешних нагрузок, а также при наклепе.
1 Су б микро на пряже пня могут охватывать обширные зоны, превращаясь в микронапряже-
ння (например* напряжения на границах зерен* возникающие вследствие различия кристаллических решеток матер Лал a зерна и прослоек). Множественные искажения кристаллических решеток, возникающие в обширных участках материала, кАогут вызвать макрон ал ряжения,
схватывающие целые слои пли всю толщу материала (например, напряжения, возникающие^ в микро объема^ в результате общей пластической деформации металла).
Множественные микрона пряже ни я переходят в микроиапряжспия, охватывающие значительные. участки или весь объем металла, как это происходит при фазовом наклепе, С другой стороны, фазовый наклеп, вызывая увеличен не плотности дислокаций, искажение .кристаллических регпеток и грпн1П(, кристаллических блоков, порождает во всем объеме металла субмикроилпряжспия.
Как видно из предыдущего, деление на напряжения первого, второго и третьего родов является условным. Все они тесно переплетаются друг с Другом и могут быть местными, зональными и общими. Для практических целей существенно, что внутренние напряжения могут действовать р а з у пр о ч н я ю щ е и упрочняюще. Опасны напряжения того же знака, что и рабочие, папример разрывающие напряжения в случае растяжения. Благоприятны напряжения, знак которых противоположен знаку рабочих, например сжатия в случае растяжения. Следует отметить, что внутренние напряжения одного знака всегда сопровождаются появлением в смежных объемах уравновешивающих напряжений противоположного знака; относительная величина напряжении разного знака зависит от протяженности охватываемых ими объемов. Таким образом, определяющим для прочности является, во-первых, расположение и ориентация напряженных объемов относительно действующих рабочих напряжений и, во-вторых, величина внутренних напряжений, одноименных и одинаково направленных с рабочими напряжениями. Неоднородности, создающие очаги повышенных разрывающих напряжений, нарушающие сплошность металла, вызывающие появление трещин, и облегчающие местные пластические сдвиги, являются дефектами металла. Неоднородности, создающие обширные зоны сжимающих напряжений, способствующие уплотнению металла и препятствующие возникновению и распространению пластических сдвигов, являются упрочняющими факторами.
Наиболее опасны макродефекты, создающие зоны растягивающих напряжений первого рода. Прн наложении рабочих растягивающих нагрузок в этих зонах возникают пики напряжений разрыва. Вместе с тем при приложении рабочих нагрузок макродефекты действуют как концентраторы напряжений, еще больше повышая и без того повышенный уровень, напряжений.
Современная технология располагает эффективными средствами предупреждения и исправления .макродефектов.
Дефекты, возникающие на первичном этапе, — при плавке, в значительной степени устраняются ведением плавки под вакуумом в электро- или электронно-лучевых печах, рафинированием стали, электрошлаковым переплавом и т. д. Дефекты слитка уменьшают разливкой под вакуумом, обеспечением равномерной кристаллизации слитка, а также применением способа непрерывной разливки.
Дефекты литья устраняют приданием отливкам рациональных форм, способствующих равномерной кристаллизации металла; рациональным выбором формовочных материалов; вакуумированием литья и применением специальных способов лнтья.
Многие микронапряження успешно устраняются стабилизирующей термообработкой. Кристаллоструктурные дефекты заготовок, полученных
методом горячей пластической деформации, устраняют рекристаллизационным отжигом.’ Внутренние напряжения в отливках снимают низкотемпературным отжигом (искусственным старением).
Закалочные напряжения снижают рациональным ведением процесса (ступенчатая, изотермическая закалка).
Напряжения, вызываемые механической обработкой, устраняют рациональным выбором режимов резания п удалением поврежденного слоя при отделочных операциях (микрошлифовании, абразивно-ленточном шлифовании, хонинговании, суперфинишировании, силовом полировании и т. д.).
В цепом задача сводится к выбору рациональной технологии изготовления и строгому соблюдению установленных технологических процессов.
. Макродсфекты, возникающие даже при строгом ведении тех поло гиче-. скпх процессов, можно обнаружить тщательным контролем заготовок на всех стадиях изготовления с применением высокочувствительных методов (рептгепо-, .магнито- и ультразвуковой дефектоскопии).
Для обнаружения глубинных кристаллоструктурныя дефектов требуется вырезка микрошлифов, т. е. разрушение детали. В этих случаях применяют метод выборочного контроля. .
Напряжения второго и особенно третьего рода почти неизбежны. Задача заключается не в уст ранении напряжений (что практически невыполнимо), а в рациональном у прав Детин этими напряжениями и в их использований для упрочнения материала. Это составляет предмет упрочняющей технологии, имеющей огромное практическое значение,
Экспериментальное определение напряжений
Недостатки и ограничения расчета заставляют прибегать к экспериментальным способам определения напряжений. В случаях, не поддающихся теоретическому анализу, эксперимент является единственным способом определить, хотя бы приближенно, распределение и величину напряжений.
Тепзомстрирование. Тензометр представляет собой прибор, позволяющий измерять изменение длины между двумя точками образца при приложении нагрузки, Величину напряжений определяют косвенно через упругую деформацию на основании закона Гука,
Наиболее удобгил $ л с Kt р о т е н з b мет р ы с датчиками сопротивлений, представляющими собой петли из проволоки пл|г фольги (рис. 74в tr, б) толщиной 0,01—0а03 мм, наклеенные на полоску плотной бумаги. Датчик наклеивают на исследуемый участок детали так, чтобы длила петель совпадала с направлением ожидаемой деформации.
Измерительный прибор состоит из мостика Уитстона (рис. 74те) с четырьмя уравновешенными сопротивлениями, одно из которых служит датчиком. Условие уравновешенности R1/R2 — Лз/Ад; Обычно в качестве сопротивления Я2 берут тензометр, индент и чнын дах-чику, а сопротивления и Л+ делают равными
Рис. 74- Электр «тип оме трированне:
а — проволочный датчик; б— датчик из фольги; е — измерительный мостик
друг другу. Гальванометр прибора устанавливают на ноль. При деформации летал» длина * петель датчика изменяется, вследствие чего изменяется его омическое сопротивление и в цепи гальванометра возникает ток. пропорция пильный величине деформации.
Для исключения влияния температуры датчики изготовляют из Константина (60% Си в 40% Nr + Со), омическое сопротивление которого постоянно а широком диапазоне тем^ ператур.
В области малых деформаций сопротивленце датчика изменяется прямо пропорционально изменению сю длины:
ДЯ
*—— «я к
где К п ДЯ-начальное сопротивление датчика и его абсолютное приращение; е-относительное изменение длины проволоки датчика; р - коэффициент тензочувстаитель4 и ости датчика (для константана Р«2).
База датчика (длина1 петель) обычно 10—20 мм. Выпускают датчики с базой до 3 — 5 мм, что позволяет изучать напряжения на малых участках в деталях сложной формы*
При одноосном напряженном состоянии (растяжение, сжатие) Достаточно установить один датчик с базой, расположенной По направлению действия напряжения. Величина напряжения определяется по закону Гука (с =! $Е9 где е - относительное удлинение проволоки датчика).
При двухосном напряженном состоянии, когда на исследуемом участке действуют два главных напряжения ст: и сг^ направление которых известно, устанавливают два датчика иод' углом 90°, база одного Из них Направлена ПО-действию напряжения оу Величина, напряжений согласно обобщенному закону Гука,
Е
01 =тт^Се1 (Зб)
г
°2 = ТТГ»’(£г + gGr)’ t37)
где ё! и с2 - относительные удлинения первого и второго датчиков; ц - коэффициент Пуассона.
110лц неизвестны пн величина, ни направление главных напряжений <tj rr ст2. то устанавливают розетку из трех датчиков под углом 45° пли 120’ друг к другу- Цо показаниям датчиков с помощью переходных формул определяют величины С] и с3. а по ним -напряжения С| и а2 [формулы (36) и (37)], п также тангенс угла наклона траекторий напряжения к произвольной осн координат* ।
Тензомстрированцем можно измерять упру го-пластические деформации значительной величины (до 15-20%). Определение напряжений возможно только в области упругих деформаций. Тснзомстрнрование дает величину напряжений в поверхностном слое детали, которые или совпадают с напряжениями в толще металла (случай растяжения и сжатия) нли чаще (изгиб, кручение,- сложные напряженные состояния) превосходят их П, следовательно, достоверно характеризуют прочность детали в целом.
Для определения величины внутренних напряжений на исследуемую поверхность Наклеивают датчик прибора, который настраивают па ноль- Затем исследуемый участок металла вырезают гт 1Ю изменению размеров вырезанного участка находят величину имевшихся в нем внутренних напряжений.
При изучении быстро изменяющихся деформаций, гШпример при циклических нагрузках, в схему включают усилитель; деформации записывают с помощью осциллографа. Деталь устанавливают па стенде и подвергают действию вибраторов (пульсаторов), воспроизводящих рабочие нагрузки па деталь. В некоторых случаях можно изучать деформации деталей на работающей машине.
В настоящее время выпушены тензодатчики с базой измерения до 0?5 мм. Появились вс л у пр о во ди их о вые (кремниевые и германиевые) шгзо датчик и v Коэффициентом чу ветвите ЛЬ-шести р = 100-? 200, т. с. на дин порядка большим, чем у константановых датчиков, и х диапазоном измерения относительных упруго-пластических деформаций до 20%.
Для испытаний на усталость разработаны многоканальные приборы, позволяющие измерять одновременно во многих точках (до 200). циклические напряжения и диапазоне частот 50—50000 кГц с цифровой либо кодовой записью напряжений на пленке или ленте, либо с дистанционной передачей кривых напряжений на световое табло,
Для измерения деформаций при высоких температурах разработаны температурно-компенсированные тензодатчики, исключающие влияние кажущихся напряжений, вызванных тепловым расширением поверхности. Компенсированные датчики из константановой проволоки позволяют измерять температуру до 300°С, нихромовые - до 7 5 (УС и платиновые — до 11О0=С Высокотемпературные тензодатчики закрепляют на поверхности деталей с помощью термостойких керамических цементов.
Оптико-поляризационный метод изучения напряжений основан на свойстве многих прозрачных упругих материалов (акрилатов, полистиролов, эпоксидов, фторопластов) становиться двоякопреломляющими под дей-f ствием напряжений. Обычно определяют напряжения на плоских образцах. Образец, изготовленный из оптически активного материала, устанавливают в пучке поляризованного света и рассматривают через второй поляризатор (анализатор), скрещенный с первым. В качестве поляризаторов вместо призм, склеенных из природных двоякопреломляющих кристаллов (исландский шпат), сейчас применяют более дешеные и удобные поляроиды Ленда (одиоосно растянутые и обработанные иодом листы поливинила), которым можно придать практически неограниченные размеры. .
При отсутствии в образце напряжений анализатор гасит световые лучи, прошедшие через поляризатор, и изображение получается затемненным. Под нагрузкой материал образца, становясь двоякопреломляющим, разлагает поляризованный свет на две взаимно перпендикулярные и совпадающие с направлением главных напряжений волны с разностью фаз, пропорциональной разности главных напряжений. В анализаторе волны снова совмещаются, и благодаря приобретенной разности фаз иа изображении возникает система интерференционных полос. -При освещении белым светом образуются цветные полосы (изо хромы), цвет которых зависит от разности главных напряжений cti — ст2, а частота расположения — от величины нагрузки.
«Цену.» полос (разность сц - ст2, соответствующую данному цвету) определяют расчетом на основании оптических характеристик материала образца или с помощью тарировочных образцов, в которых создают напряжения строго определенной величины.
Кроме того, на изображении возникают темные полосы — изоклины (линии одинакового угла а наклона главных напряжений). Поворачивая одновременно поляризатор и анализатор иа малые углы (5 - 10°), получают семейство изоклин данной модели, на основании которых можно построить траектории главных напряжений (изостаты) и определить в’ каждой дайной точке величину т = 0,5 (<rt ~~ о2) sin а.
Удобнее и точнее исследование в монохроматическом свете, при котором иа изображении возникают темные полосы изохром (название в данном случае условное) и изоклин. Последние можно исключить, применяя круговую поляризацию. Для этого перед и за моделью устанавливают пластинки из оптически активного материала (чаще всего слюды), толщину которых выбирают так, чтобы вызвать в проходящем 156
свете разность фаз, равную 7* длины его волны («четверть-волновы^ пластинки»). Тогда на изображении остаются одни изохромы (рис. 75).
Величина главных напряжений определяется только в случае одноосного напряженного состояния, когда сг2 = 0 и система изохром изображает главные напряжения Oj. При двухосном напряженном состоянии (ст2 0 0) г для определения («разделения») главных напряжений необходимы дополнительные данные.
Один из способов основан на том, что толщина образца на участках действия растягивающих напряжений уменьшается согласно обобщенному закону Гука на величину
е=г —(Qr — On)j где е — относительное уменьшение толщины, £ —модуль нормально]! упру-jL -
гости материала. Измерив величину г, можно найти сумму С] 4 и, зная из интерферограммы разность ел — Ojr определить сц и ста. Этот способ требует многократного измерения малых величин е в разных точках образца и построения кзопо-ливни одинаковой толщины образца под нагрузкой или, что то же самое, одинаковых значений суммы главных напряжений,
Другой способ основан на закономерности, извес!ной цз теории упругости,
<J2 =
Р
где S - расстояние между смежными траекториями напряжений, а р — радиус кривизны траектории в рассматриваемой точке. Величину а2 определяют численным интегрированием последовательно вдоль всех траекторий, беря значения и р нз интерферограммы.
С учетом напряжений а, найденных в геометрически’подобном образце, определяют напряжения стд в реальной детали:
h В Ра
° Ьд Вд Р’
где й/Лд - отношение толщин образца и детали; В/Вд - масштабный фактор (отношение линейных размеров образца и детали); Р^/Р — отношение силы, действующей на деталь, к силе, прилагаемой к образцу.
В пространственных объектах применяют метод фиксации напряжений. Для этого модель нагревают под нагрузкой до возникновения остаточных деформаций (термофиксация или «замораживание» напряжений) или, что проще, повышают испытательную нагрузку до возникновения остаточных деформаций. Затем модель разрезают на тонкие пластинки, по которым изучают распределение напряжений в различных слоях модели.
Несмотря на трудоемкость эксперимента и сложность расшифровки интерферограмм, оптнко-поляриэационный метод Широко применяют для решения задач, не поддающихся теоретическому анализу (распределение напряжений в деталях сложной.формы, на участках приложения сосредоточенных сил, в зонах ослаблений и переходов). Методами скоростного фотографирования изучают напряжения при циклических и динамических (ударных, взрывных) нагрузках.
При тщательной обработке интерферограмм точность определения напряжений высокая (до +1%).
Метод фотоупругих покрытий позволяет исследовать напряжения непосредственно на плоских поверхностях деталей. Поверхность покрывают тонкой пленкой оптически активного вещества (эпоксидные смолы) и нагружают. Под действием напряжений, возникающих в поверхностном
Рис. 75. Идохромы (наибольшие касятельиые напряжении в зоне контактного нагружен и в цилиндра)
Рис. 76. Сыки трещин в лаковых и лыжах
слое, пленка становится двоякопреломляющей. Исследуемую поверхность облучают поляризованным светом и рассматривают отраженный от пленки свет через второй поляризатор, получая интерференционную картину распределения напряжений.
Метод применяют в лабораторных и натурных условиях. Фотоупругиа покрытия можно использовать как тензодатчики, Их наносят на поверхность работающих конструкций, что позволяет в течение длительного времени периодически определять изменения, происходящие при эксплуатации (например, в строительных конструкциях — усадку, явления ползучести, перераспределение напряжений и др.).
Метод лаковых пленок сразу дает траектории главных напряженки (изостаты) и позволяет приближенно определить их величину. На поверхность летали наносят топкий (0,05 — 0,1 мм) слой хрупкого лака и подверг тают деталь нагружению, например растяжению (рис. 76, а). На участках повышенных растягивающих напряжений в пленке возникают трещины, перпендикулярные направлению главных растягивающих напряжений ст, вдоль оси образца и параллельные главным сжимающим напряжениям ст2. ортогональным к напряжениям од.
По мере увеличения нагрузки и перехода упругих деформаций в пластические трещины разрастаются. К концу испытания поверхность покрывается густой сеткой трещин, ширина которых пропорциональна упругоплдсль веским деформациям растяжения, а направление соответствует траектории главных напряжений сжатия о,. После снятия нагрузки размеры образцу сокращаю тся на величину упругих деформаций, ширина трещин несколько уменьшается, и сетка трещин фиксирует картину' пластических деформаций образца.
Проводят линии, перпендикулярные направлению трещин, к получают изостаты главных растягивающих напряжений или, иначе, картину силового потока в образце (рис. 76,6).
Траектории напряжений ст, можно получить непосредственно на образце,
если сначала нагрузить его иа растяжение, нанести в напряженном состоянии сдой лака, дать ему высохнуть, после чего постепенно снимав нагрузку. В ходе разгрузки сжатые участки образца, упруго расправляясь, растягивают лаковую пленку, вызывая в ней трещины, ширина которых пропорциональна величине ранее возникших упругих деформаций сжатия на данном участке, а 'направление соответствует траектории главных напряжений стг. К концу разгружения сетка трещин фиксирует картину упругих деформаций образца при нагружении. Пластических деформаций, возникших при нагружении, сетка ие отражает.
Если заранее определить иа тарировочпых образцах напряжения в металле, вызывающие трещины в лаковой пленке, и увеличить нагрузку постепенно, то по появлению трещин можно проследить распространение напряжений, а по ширине трещин оценить их величину.
Точность определения величины напряжений методом лаковых пленок невелика (±10%). Однако этот метод дает возможность быстро определить общий характер распределения напряжений, локализовать слабые места конструкции и наметить участки для более точного определения напряжений методом тензометрировапия.
Наиболее простой состав лака: раствор 60 г канифоли и 10 г целлулоида в 100 г ацетона. Изменением состава лака можно изменять его прочность и тем самым расширять диапазон исследуемых напряжений и повышать точность измерений. С помощью хрупких лаков можно изучать самые малые упругие деформации.
Для исследования деформаций в деталях, работающих при высоких температурах (лопатки турбин), а также для изучения термических напряжений используют хрупкие керамические покрытий, наносимые на поверхность детали горячим распылением.
Метод пленок- применим для изучения напряжений на работающих конструкциях в деталях, подвергающихся статической нагрузке. Его используют также для изучения напряжений при однократной ударной нагрузке.
Натурные испытания. Простейшим методом проверки деталей иа прочность и жесткость является их испытание на стенде в условиях, наиболее приближающихся к рабочим. Деформации измеряют индикаторами или тензометрами, Хорошо поддаются стендовым испытаниям многооборотные роторы, например рабочие диски центробежных или осевых компрессоров, нагруженные главным образом центробежными силами. Частоту вращения испытываемой детали постепенно увеличивают до частоты, превышающей на 20—40% рабочую частоту, что соответствует возрастанию напряжений на 40 — 100% по сравнению с расчетными. Такие испытания воспроизводят действительные условия нагружения (кроме термических напряжений, возникающих в роторах тепловых машин).
Для определения запасов прочности испытание иногда ведут вразнос, т. е. до полного разрушения детали.
Самый верный, хотя к дорогой метод —это комплексная проверка машины в цепом, состоящая в длительном испита ни и машины на форсированных режимах нЛ стенде пли * эксплуатационных условиях. Через определенные промежутки рремепн машину частично или полностью разбирают для определения состояния деталей и признаков приближающихся поломок. При таком методе комплексно выявляются1 элементы конструкции, слабые по прочности и износостойкости. Возможность облегчения деталей устанавливают только косвенным путем — пО состоянию деталей после длительной работы.
Повышение расчетных напряжении. Некоторые возможности уменьшения массы заложены в повышении расчетных напряжений и снижении запасов надежности.
Оговоримся, что речь идет о реальна м снижении Запаса йздежности, приводящем-к уменьшению сечений детали, а не о формальном снижении, получающемся при повышении напряжении в результате уточнения расчета. . -
Наибольший выигрыш достигается при растяженин<жатии, когда масса обратно пропорциональна напряжению:
G _ а0
где G., и ст0 - соответственно исходные масса и напряжение; G - масса при повышенном расчетном напряжении а..
В случае изгиба « кручения зависимость между массой и напряжением слабее:
Надо иметь в виду, что увеличение расчетных напряжений без изменения формы деталей всегда сопровождается уменьшением' жесткости, которая во многих случаях определяет работоспособность детали.
По эффективности метод повышения напряжения уступает другим способам уменьшения массы.
I
Пусть вал пягрулСен поперечной Jогибающей силой или крутящим моментом. Ёсли увеличить расчетные напряжения1 даже значительно (например, в 1,5. раз а), то наружный диаметр пала можно уменьшить в отношении 1,3'1/3 '= 0,87. Масса снижается в отношении 1.5“г'л = 0.75 (всего па 25%). а жесткость ЦЗ-^3 « 0,57 (на 43%). Точно такого же снижения массы можно достичь, просверлив п валу отверстие диаметром, равным 0т5 наружного диаметра. При этом способе напряжения повышаются только на 6%; жесткость падает также на 6%,‘ »
При увеличении наружного диаметра только на 5% w диаметра внутреннего отверстия на 10% молено уменьшать массу вала на; 25%, сохранив тот же уровень напряжений при одновременном повышении жесткости Ка 5%.
Как видно, придание рациональной формы деталям является более действенным и целесообразным способом снижения массы, чем увеличение напряжений.
В большинстве машиностроительных конструкций повышение напряжений д{|ет незначительный эффект вследствие ограниченности категории расчетных деталей, масса которых, как правило, составляет небольшую долю массы конструкции, Подавляющая часть — это нерасчетные корпусные детали. Для обширного класса машин (поршпевых двигателей, компрессоров, турбин, насосов, металлообрабатывающих станков и т. д.) масса корпусных (преимущественно литых) деталей составляет 60—80% общей массы' машин, а доля расчетных деталей не превыщает 10-20%. Если учесть, что корпусные детали по условиям технологии изготовления выполняют с большими запасами прочности, то очевидно главные резервы уменьшения массы машин заложены в облегчении корпусных деталей,
Пусть в машине массой 5 т литые корпусные детали составляют 70% по массе и средняя толщина их стенок 12 мм. Уменьшение толщины стенок только на1 1 мм дает вытры^г и массе - 300 яг, который нельзя ““Получить при самом скрупулезном расчете деталей, направленном Па уменьшение'их массы.
>
Разумеется, уменьшение массы корпусных деталей не должно снижать их прочности, жесткости и устойчивости. Уменьшение сеченнй должно быть компенсировано повышением прочности стенок путем улучшения технологии литья, устранения местных дефектов литья н внутренних напряжений. Чисто конструктивными приемами облегчения корпусных деталей без ущерба для жесткости и прочности являются: придание Деталям плавных очертаний, скругленне углов, применение жестких скорлупчатых и сводчатых форм, рациональное о ребре ине, введение связей между элементами конструкции, применение рациональных силовых схем.
1 Есть, одна ко, конструкции, у которых расчеТпйе детали составляют относительно большую долго массы. К этой категории относятся Машины с преобладанием металлоконструк- -ций (краи-балки, портальные и стреловые крапы), самолетные конструкции, ферменные сооружения (опорные каркасы, стойки, вышки, башни, мачты). Для машин и сооружений этсцю типа уточнение расчета и разумное уменьшение запасов прочности дает большой выигрыш в массе,
Расчетные напряжения и запасы надежности^ Существует два главных направления выбора расчетных напряжений и запасов надежности.
Первое направление (сейчас в значительной мере устаревшее) заключается в предварительном выборе запаса надежности, установлении расчетных напряжений на основании этого запаса и определении сечений и моментов инерции деталей по формулам сопротивления материалов и теории упругости с учетом главных нагрузок иа расчетном режиме (обычно режим максимальной мощности или частоту вращения).
Метод применяют и п обратной последовательности: сначала ориентировочно назначают размеры деталей, затем делают проверочный расчет, определяя действующие в опасных сеЧентШ напряжения, и в заключение находйт запас надежности, Если Последний соответствует установившимся традиционным величинам, то расчет считают законченным, если нет, то размеры деталей корректируют.
В данном методе все факторы, обусловливающие отклонения истинных напряжений от расчетных, суммарно входят в запас надежности, который вследствие этого приобретает большую величину.
Второе, современное направление стремится к полному и точному выяснению фактических напряжений, действующих в детали. В помощь аналитическому определению напряжений привлекают экспериментальные методы, Сочетание аналитических и экспериментальных методов позволяет более точно установить распределение напряжений и определить их величину, По мере совершенствования и уточнения расчетных'методов число неизвестных факторов уменьшается, а число определимых увеличивается.
В числе неопределимых факторов остаются внутренние напряжения, вызываемые макро- и микродефектами структуры, а также напряжения, возникающие из-за неточностей изготовления и монтажа. ЭТи факторы необходимо учитывать при установлении запаса надежности. Кроме того, в запасе надежности должна быть отражена степень ответственности детали и возможные последствия ее поломки, Если поломка детали
б п. И. Орлов, км. I 161
сопряжена с опасностью аварии и выхода из строя машины, то запас надежности увеличивают.
Метод уточнения величины напряжений и выделения в запас надежности только немногих, случайных и не поддающихся учету факторов, является наиболее правильным. Естественно, при уточненной методике расчета величина запаса надежности снижается (в среднем до 1,5 — 3). Однако точные методы расчета выработаны пока для ограниченных случаев нагружения и типов детален.
Третье, промежуточное направление пытается восполнить пробелы современных методов расчета перенесением неизвестных величин в запас надежности, но только в дифференцированном виде.
Запас надежности представляют как произведение частных коэффициентов, каждый из которых отражает одну из неопределенностей расчета. Часто применяют систему определения запаса надежности как-произведения:
n = ntn2n3, (38)
где иг — коэффициент, учитывающий различие величин действительных нагрузок и нагрузок, вводимых в расчет, а также различие величин действительных и расчетных напряжений из-за неточности расчетных формул;
— коэффициент, учитывающий неоднородность материала, влияние макро- и микродефектов и остаточных напряжений в материале; п3 — коэффициент, учитывающий степень ответственности детали и требования к надежности детали в эксплуатации.
Некоторые исследователи проводят дифференциацию еще дальше, представляя запас надежности как произведение многих (до десяти и более) частных коэффициентов, охващвающих все или почти все факторы неопределенности, перечисленные выше. Затем дают рецепты по выбору численных значений каждого из них в зависимости от степени достоверное ти расчета, качества изготовления, сложности формы деталей и т.д,
Эта система мало отличается от старой системы валового запаса надежности. 'Если раньше коивтруктор допускал одну крупную ошибку при выборе запаса надежности, то прн дифференцированной системе он может допустить несколько мелких ошибок, накладывающихся одна на другую.
При этом методе оценка факторов неопределенности является условной- Например, в формуле (ЗЯ) вызывает сомнение фактор степени достоверности расчета. Численная оценка этого фактора по сути предполагает существование точного расчета* л оз вол я кип его определить истинную величину напряжений, Но тогда нет необходимости в поправочном коэффициенту а достаточно ввести в расчет эти напряжения:
Кроме того, числе иные значения поправочных коэффициентов столь разнородных категорий, как, например, точности расчета и совершенства технологии изготовления, принципиально несопоставимы.
На практике пользование системой дифференцированных коэффициентов нередко сводится к подгонке их численных значений так, чтобы получить приемлемую величину общего запаса прочности в прежнем понятии этого слова, '
Очевидно, что на современном этапе состояние вопроса является неу стан овившимся. Старые методы устарели, новые методы не везде и не вполне разработаны, Там, где существуют точные, экспериментально 162 '
проверенные способы расчета напряжений, следует пользоваться вторым методом, вкладывая в запас надежности лишь действительно неопределимые факторы. Там, где приходится пользоваться упрощенными методами расчета, следует больше опираться на опыт аналогичных проверенных в эксплуатации конструкций.
* Длительная безаварийная эксплуатация является лучшим доказательством того, что напряжения в детали приемлемые (хотя отсюда, ие вытекает, что эти напряжения не могут быть повышенные). Сохранение геометрического подобия проектируемой детали и прототипа, выбор абсолютных размеров детали из условий одинаковости напряжений от главных действующих нагрузок, а может быть с некоторым повышением напряжений, почти безошибочно приводит к созданию работоспособной детали.
Следует соблюдать большую осторожность при уменьшении запасов надежности н вводить конструктивные изменения только после тщательной экспериментальной или, лучше, эксплуатационной проверки. Выигрыш в массе от увеличения расчетных напряжений в большинстве случаев невелик из-за относительно небольшого'удельного веса расчетных деталей в конструкции большинства машин. Риск же значителен. В первую очередь снижается жесткость деталей, которая во многих случаях определяет работоспособность конструкции. Уменьшение жесткости может вызвать появление добавочных, трудно учитываемых нагрузок, ухудшающих условия работы деталей, Поэтому при повышении расчетных напряжений обязательны аналитическая пли экспериментальная проверка степени уменьшения жесткости. Целесообразно сочетать увеличение расчетных напряжений с конструктивными методами повышения жесткости (придание деталям рациональных форм).
Непременным условием непосредственного сравнения запасов надежности, принятых в различных отраслях машиностроения, является идентичность методики расчета, а также одинаковость теорий прочности, положенных в основу расчета сложных напряженных состояний. Кроме того, необходимо учитывать специфику отрасли машиностроения. Для машин высокого класса, изготовляемых в условиях строгод технологической дисциплины, с тщательно поставленным контролем качества изделий, исключающим возможность подачи на сборку детален с дефектами материала, принимают пониженные значения запаса надежности. Переносить механически эти значения на машины, изготовляемые в условиях менее квалифицированного производства, было бы ошибкой.
В авиационных конструкциях, например запасы надежности. отнесенные к напряжениям^ вычисленным со всевозможной полнотой и точностью, с применением специальной методики расчета, проверенной экспериментами, составляют иногда 20—30%, Конечно, Эти значения неприемлемы или деталей, рассчитываемых цо упрощенной меюдпке, ‘изготовляемых и контролируемых менее тщательно, чем гтз авпаппоглгыХ заводах, и предназначенных для работы в те-тение более продолжительного срока, чем в авиации.
Расчетные режимы
Обязательным является уточнение расчетных режимов на основе тщательного изучения возможных В эксплуатации случаев перегрузок. Расчетные режимы не всегда совпадают с режимами максимальной мощ-
иости или максимальной частоты вращения. Ими могут быть Пусковые режимы, когда некоторые машины (электродвигатели переменного тока с короткозамкнутым ротором н постоянного тока с последовательным возбуждением) развивают повышенный крутящий момент, а также режимы торможения, остановки, реверса, перехода с одной частоты вращения на другую (или с одной нагрузки на другую), наконец, внезапный спад нагрузки, когда машина начинает работать вразнос.
У машин, в приводе которых имеются нереверсивные механизмы (например, червячные пары, редукторы с большим передаточным числом), повышенные напряжения возникают при остановке, когда ведомые вращающиеся и линенно-двнжущиеся звенья благодаря накопленной в ннх энергии'становятся ведущими по отношению к нереверсивному механизму.
Нереверсивными являются кривошипные н кулисные механизмы па участках хода, близких к мертвым точкам,
Во многих случаях перегрузки можно устранить нлн значительно ослабите конструктивными мерами, например введением регуляторов или ограничителей частоты вращения, предельных муфт, демпферов колебаний и т. д. В других случаях перегрузочные режимы неустранимы и неизбежно сопутствуют эксплуатация Машин, например для дорожно-строительных машин-эго работа па тяжелых или каменистых грунтах, на влажной почве, откосах, при боковых кренах, для автотранспорта - езда в распутицу, при спсжпых заносах и т, д. Влияние на прочность этих факторов необходимо тщательно изучить н учесть прн выборе расчетных режимов.
СПОСОБЫ УПРОЧНЕНИЯ МАТЕРИАЛОВ
Действенным средством снижения массы является повышение прочности материалов. В отличие от способа увеличения напряжений путем снижения фактического запаса прочносги, сопряженного с риском ослабления детали, надежность в данном случае не уменьшается (если сохраняется величина запаса прочности), Другое отличие заключается в том, что этот способ применим ко всем деталям без исключения, тогда как первый способ охватывает только расчетные детали.
Основные способы упрочнения материалов следующие: горячая обработка давлением, легирование, упрочняющая термическая и хнмико-терми-ческая обработки, обработка методами холодной пластической деформации,
При горячей обработке давлением упрочнение происходит в результате превращения рыхлой структуры слитка в уплотненную структуру с ориентированным направлением кристаллитов. Пустоты между кристаллитами уковываются и завариваются, прослойки примесей по стыкам кристаллитов дробятся и под действием высокой температуры и давления растворяются в металле.
ч
Наибольшее значение для прочности имеет процесс рекристаллизации, протекающий при остывании метал] га в определенном интервале температур (для сталей 450 —700аС). Из обломков кристаллитов, разрушенных в процессе власти ческой деформации, возникают HOBfcie мелкие зерна. При росте рекристаллизованных зерен прнмеси остаются в растворенном состоянии в кристаллитах. Для кованого, металла характерна структура, состоя спя я "из мелких округлых зерен, хорошо связанных друг с другом, что Обусловливает его повышенную np9W№b И WKCCjb.
Рнс* 77- Механические показатели в зависимости от направления волокон
Кованым и, .особенно, прокатанным металлам свойственна анизотропия механических свойств в направлениях вдоль н поперек волокон. Особенно резко влияет направление волокон на вязкость (рис. 77).
Направление волокон в кованых и штампованных деталях должно быть согласовано с конфигурацией деталей н направлением действия рабочих нагрузок. Штампованные коленчатые валы (рис. 78, б) и другие фасонные детали (рис. 78, г) о волокнами, следующими контуру, значительно прочнее деталей, изготовленных нз сортового проката с перерезкой волокон
Рнс. 78. Расположение волоком
(рис. 78, а, в). Горячее накатывание зубьев шестерен (с последующим холодным калиброванием) обеспечивает правильное направление волокон относительно действующих на зуб нагрузок (рис. 78, <), е). Повышенной прочностью обладает накатанная резьба (рис. 78, ж, э). Главное назначение легирования — повышение прочности с дифференцированным улучшением частных характеристик: вязкости, пластичности, упругости, жаропрочности, хладостойкости, сопротивления износу; коррозионной стойкости и др. Присадка некоторых элементов (Ni и особенно микроприсадка В) увеличивает лрокаливаемость сталей, что позволяет получать повышенные механические свойства по всему сечению детали. Для получения высоких механических качеств легирование должно быть дополнено термообработкой.
В табл. 8 приведены сравнительные (средние) характеристики легированных и углеродистых сталей.
8. Прочностные характеристики углеродистых к легированных стал ей при оптимальной термообработке
Стали Предел прочности Предел текучести Относительное удлини ние, % Предел выносливости, кге/мм* Ударная вязкость, ЕГС'М/СМЗ
КГс/ мм2
Н из к оу г л ер о Д1i ст ые 35-50 25 25 15 3-6
Средн е у г ле роди с т ь г е Высокопрочные ле- 60-SO 40-50 12 25-30 4-8
тированные. . , 100-180 100-150 6 — 8 Й0’100 6-10
Упрочняющая термическая обработка (закалка с высоким, средним и низким отпуском, изотермическая закалка) вызывает образование неравновесных структур с повышенной плотностью дислокаций и сильно деформированной атомно-крнсталлическон решеткой (сорбит, троостнт, мартенсит, бейнит). Регулируя режимы термообработки, можно получать стали с различными содержаниями этих структур, размерами и формой зерен и соответственно с различными механическими свойствами. Для конструкционных сталей чаще всего применяют улучшение (закалка с высоким отпуском на сорбит), обеспечивающее наиболее благоприятное сочетание прочности, вязкости и пластичности.
Закалка с индукционным нагревом поверхностного слоя токами высокой частоты помимо технологических преимуществ (экономичность, высокая производительность) дает значительный упрочняющий эффект, обязанный возникновению в закаленном поверхностном слое остаточных напряжений сжатия.
Химико-термическая обработка заключается в насыщении поверхностного слоя углеродом (цементация) или азотом (азотирование) с образованием (в последнем случае) нитридов железа и легирующих элементов. При комплексных процессах (цианирование, нитроцементация) поверхность насыщается одновременно, углеродом и азотом с образованием карбидов и карбонитрндов. Эти виды термообработки придают поверхности высокую твердость и износостойкость. Вместе с тем они увеличивают прочность (особенно в условиях циклической нагрузки) благодаря образованию в поверхностном слое напряжений сжатия.
9. Поверхностное диффузионное легирование
Процесс Сущность процесса Техно доп ся процесса Назначение
Диффузионное хромирование Образование в поверхностном слое карбидов и «-твердых растворов Сг в железе Выдержка в среде летучих хлоридов хрома: СгС12; СгСЦ (газовое х р о миро в ан не) пр и 800 - |200°С (5-6 ч) Повышение твердости (НИ 1200-1500) л термостойкости
Титанированпе Образование в поверхностном слое а -твердых растворов Ti, карбидов титана TiC л интерметаллццов типа Fe2Ti Выдержка при 1100 — 1200сС в смеси порошков ферротитана (80%) и хлористого аммония (6-8 ч) л Повышение твердости (Я И 1600-2000) у в единение корр о зп он-ио- н эрозионностой-кости
Бериллкздция Образование в поверхностном слое а-м твердых растворов Be и .бериллидов Выдержка при 900 — 1100’С в смеси 20% Be, 75% ВеО н 5% MgCl2 (4-8 ч) Повышение твердости (HV 1100-1200), увеличение корроэион-нестойкости
J Борирование Образованна в поверхностном .слое а -твердых растворов В и боридов Fe Выдержка при 900 — И 00 е С в смеси порошков карбида бора В4С и буры Na2B4O7 (5-6 ч) Повышение твердо-" сти (Я И 1500-1800) и термостойкости
Сульфидирование Образование в поверхностном слое сульфидов Fe Выдержка в расплаве с ер и о кт! с л ы х со ле it при 550 —600°С (2—4 ч) Повышение износостойкости, придание противозадирных с в о пств, л овы шеи ] г е стойкости против сваривания
Силицирование Образование в поверхностном слое е -твердых растворов Si и силицидов Fe Выдержка в атмосфере моносилана SiH4 с газами-разбавителями при 1000°С (б-Ю ч) Повышение износост о йкоста, у н е личени е горячей корр с зно н-нестойкости
Селекированпе Образование в поверхностном слое се * твердых растворов Sc и селенидов Fe Обработка 20%-ным раствором селенистой кислоты Щ5еОэ с добавкой небольшого количества хромпика Повышение износостойко сти, пр и да ни с противозадирных СВОЙСТВ
Алитирование Отложен не на поверхности кристаллической пленки А1аО3. Образование в поверхностном слое а-твердых растворов А1 и алюминидов Выдержка в смеси порошков ферроалюминия и А12О3 при 900— 100(РС (6-8 ч) . Повышение горячей к ор розион нестойкости
Разновидностью химико-термической обработки является термодиффузионное поверхностное легнр.ование (насыщение поверхностного слоя атомами легирующих элементов), которое применяют для повышения прочности и твердости, а также придания поверхности особых свойств (табл. 9).
Разработаны процессы комплексного диффузионного легирования: хромоалитирование (насыщение Сг и AI), сульфо цианирование (S, С и N2), бороцианирование (В, С и N2), бороалидирование (В н А1), хромомарган-цевированке (Сг и Мп) н др,'
ВЫСОКОПРОЧНЫЕ ЧУГУНЫ
Серые чугуны благодаря дешевизне, хорошим литейным качествам, легкой обрабатываемости и высокой циклической вязкости широко применяют для изготовления корпусных деталей стационарных, а также транспортных машин. Недостатками серых чугунов (табл. 10) т-
10. Механические свойства чугунов
Серые чугуны
Марка сгж °и?г °сж т НВ
кге/мм-
СЧ 15-32 СЧ 18 36 СЧ 21-40 СЧ 24-44 СЧ 28-48 СЧ 32-52 СЧ 36-56 СЧ 40-60 , 15 18 21 24 28 32 36 40 Lh ’-А Л *“ UJ ’jJ О ж 4- Q Oi ю ч 60 75 80 W 100 НО 120 130 21 24 26 28 31 32 34 36 8 10 10 12 14 14 J5 15 160-230 170-230 170-240 170-240 170-240 190-255 ‘ 200 — 270 210-270
т Кв&кие чугуны
Марта КГС1 м/см2 в. % НВ
игс/мм2
КЧ 35-10 КЧ 37-12 КЧ 42-3 35 37 40 27 30 за 15 16 18 2 3 1,5 10 12 3 170-200 180—220 200-250
Высокопрочные чугуны
Марка °0.2 КГС -Х1/СМ- а. % НВ
кге/мм2
ВЧ 45-5 ВЧ 50-2 ВЧ 602 ВЧ 70-3 ВЧ 80-3 ВЧ 100-4 ВЧ 120-4 45 50 60 70 80 100 120 33 ' ЗЯ 40 г 40 50 70 90 3 2 2 3 2 3 3 5 2 ' 2 3 3 4 4 160-220 180—260 200-280 229 — 275 220-300 302 — 369 302 — 369
Рнс. 79. Модуль нормальной упругости чугунов в функциям ав -
Рис. НО,Структуры чугуйов:
а - ферритного с пластинчатым графитомб перлитного с пластинчатым графитом; в — еовкого ферритного с хлопьевидным графитом; г — рцсокоарочного ферритного с шаровидным графитом
являются малые прочность и ударная вязкость, хрупкость (относительное удлинение & < 0,3%), а также низкое значение модуля упругости (рис. 79). Серые чугуны, как и многие другие литейные материалы, не подчиняются закону Гука; кривая на пряжения-деформации у инк не имеет прямолинейного участка.
В качестве характеристики сопротивления чугунов упругой деформации принимают условную величину — относительный модуль упругости, определяемый ho величине деформации при напряжении» равном 0,25 —0,3 предела прочности на растяжение. В связи с этим непосредствеЕгное сравнение модулей упругости чугунов и материалов, подчиняющихся закону Гука, является нестрогим.
Модули упругости высокопрочных и ковких чугунов имеют более устойчивую величину; эти материалы можно рассматривать, как упругие.
Малая прочность серых чугунов обусловлена главным образом пластинчатой формой графитных включений (рис. 80, а), эквивалентных внутренним трещинам. Перлнтнзация (присадка силикокальцня, ферросилиция, графитного порошка) способствует получению наиболее благоприятной для прочности перлитной структуры (рис, 80, б), коагуляции графита, уменьшает склонность к отбелу н повышает прочность на 30—50%.
Ковкие чугуны, получаемые отливкой белых (цемертигных) чугунов ст последующей длительной термообработкой, в результате которой цементит распадается с выделением феррита и коагулированного (хлопьевидного) графита (рис. 80, в), превосходят серые перлитные чугуны по прочности на 10—15% и в отличие от последних обладают довольно высокой пластичностью (6 до 12%)- Недостатком является низкая произ-
воднтелъиость технологического процесса (длительность термообработки до 150 ч).
Высокопрочные чугуны представляют собой чугуны, легированные Сг, Mg и другими элементами, термообработанные иа зернистый перлит, с шаровидной формой графитных включений (рис. 80, г), получаемой сфероидизирующим модифицированием (модификаторы: металлический Mg, лигатуры Mg с Si и N1, редкоземельные металлы). Типичный состав высокопрочного чугуна; 3,4-3,6% С; 2,5-3,5% Si; 1,2-1,3% Мп; 0,03-0,1% Mg; 0,15-0,25% Сг; не более0,005% S; не более 0,1% Р.
Термообработка заключается в гомогенизирующем отжиге и нормализации прн 95О°С (выдержка 6-8 ч) с последующим охлаждением со скоростью 30—60оС/мии. Далее следует отпуск при 650 — 7003С с выдержкой 8 ч и охлаждение па воздухе.
- Гораздо производительнее изотермическая закалка с 8503С в расплаве солей (50% NaNO3, 50% KNO3) при 30Q — 35О С с выдержкой 2 ч и охлаждением в воде. ” *
Высокопрочные чугуны по механическим свойствам превосходят серые н ковкие чугуны и приближаются к углеродистым конструкционным сталям.
Чугуны, дополнительно легированные небольшими количествами Ni (0,3-0,5%), Мо (0,2-0,3%), Nb (0,1%) и подвергнутые изотермической закалке, имеют следующие механические свойства: сгв = 120 кгс/мм2^ 3 = 3%; а„ - 3 кгс м/см2.
Высокопрочные чугуны можно подвергать поверхностной закалке с нагревом ТВЧ и упрочнению наклепом. Чугуны с присадкой А1 поддаются азотированию (НК ж 900).
Из высокопрочных чугунов изготовляют ответственные тяжел о на груженные детали, например коленчатые валы, которые по прочности не уступают кованым и штампованным валам из углеродистых н низколегированных сталей, а по износостойкости превосходят их. Стоимость изготовления литых валов во много раз меньше, чем штампованных,
Литейные качества высокопрочных чугунов ниже, чем серых (усадка серых чугунов 0,8 —1,2%, высокопрочных 1,3 —1,8%). Все же высокопрочные чугуны льются значительно лучше, чем литейные стали. Необходимо тщательное обессеривание чугуна, иначе в отлнвкс выделяются сульфиды магния (в виде черных пятен), вызывающие местное ослабление отливок.
Следует иметь в виду, что высокопрочные чугуны значительно уступают серым чугунам по величине циклической вязкости.
Циклической вязкостью называют свойство металлов частично превращать энергию упругих деформаций в теплоту вследствие внутренних потерь на трение. Чем больше циклическая вязкость, тем выше способность металла гасить колебания прн циклической нагрузке.
Величину циклической вязкости характеризуют коэффициентом гистерезиса (процентное отношение по герц v энергии за цикл деформации к полной энергии w деформации):
Ф = -^ 100%-
На рис- 81 приведены величины коэффициента гнете резне а для чугунов и сталей в функции амплитуды г колебания напряжений за цикл деформации- Циклическая вязкость серых чугунов в 5-6 раз больше, чем углеродистых сталей и в 10—20 раз* чем легированных 170
Рис. 81. Коэффициент ф гистерезиса в функции т:
1 - серый чугун; 2 - модифицированный чугун; 3 — сталь 20; 4 *- сталь 45; 5 — высокопрочный чугун; б - стальное литье; 7 - сталь 4QX
1
стала! Высокопрочные чугуны по величине циклической вязкости примерно равноценны сталям; модифицированные чугуны занимают промежуточное положение между серыми и высокопрочными,
Циклическая вязкость цветных металлов крайне низкая. Исключение составляют магниевые сплавы, приближающиеся по циклической вязкости к углеродистым сталям.
СВЕРХПРОЧНЫЕ МАТЕРИАЛЫ
В основе создания сверхпрочных материалов лежит современное представление о дислокациях (искажения атомно-кристаллических пространственных решеток), как о первопричине наблюдающегося расхождения между реальной прочностью металлов и теоретической, предсказываемой на основании величины атомных связей в кристаллических решетках,
Теоретическая прочность (величина касательного напряжения, необходимая для смещения кристаллических плоскостей совершенного кристалла относительно друг друга)
G& т 2ак
тхь Ь - расстояние между атомами в плоскости сдвига; а-параметр атомно-кристаллической решетки; G — модуль упругости сдвига.
Для металлов с ОЦК- и ГЦК-решеткой
=(0,1-=-0.3)6.
Величина G для изотропных материалов
где ц *= 0г28 4- 0,34. .
При среднем значении g - ОД
г
G = —-=0,38£.
Подставляя эту величину в формулу (3 Sa), получаем тг = (ОД ~ 0,3) 0,3 Sb" = (0,04 + 0,12) Е.
Реальная прочность в десятки, а иногда и в сотни раз меньше, Иначе говоря, в современных металлах используется незначительная доля возможной их прочности, %
Еще недавно счптаж что процесс пластической деформации заключается в одновременном сдайте кристаллических плоскостей одной относительно другой. Это представление не вяжется- с большой величиной усилий, необходимых для преодоления атомных связей на плоскостях скольжештя. Сейчас ебщепризнааа теория, согласно которой сдвиг происходит не еразу, в последовательными этапами (эстафетно).
Вокруг дислокаций позшпгают поля щптряяййй я образуются площадке облегчтого якольжбкия. Достаточно срйвКЕТСЛЬйо небольшого складывающего напряжения, чтобы вызвать ва таком участке сдвиг кристаллических плоскостей на одно межатомное расстояние. Этот сдвиг сопровождается соответственным перемещением плЬщадкн облегченного скольжения по направлению пли против направления действия силы На новом место расположения площадки, л свою очередь, происходит сдвиг на одно межатомное рас сто я ине, сопровождаемый новым смещением площадки скольжения.
Таким образом, площадка скольжения, последовательно перемещаясь вдоль направления действия силы, вызывает сдвиг всей кристаллической плоскости на одно межатомное расстояние. Если сила продолжает действовать, то явленно многократно повторяется, происходит майросдвиг кристаллических плоскостей. Очевидно, что такой последовательный сдвиг, требующий только местного разрыва атомных связей, происходит под действием силы, во много раз меньшей силы, необходимой для одновременного сдвига сразу всей кристаллической плоскости.
Описанный механизм возникновения и распространения сдвига является первопричиной пониженной реальной прочности металлов по сравнению с теоретической. Перемещение площадки облегченного скольжения продолжается до Тех пор, пока дислокация нс выйдет на поверхность кристаллического блока или нс встретится с препятствием.
Движение дислокаций задерживается у. точечных и линейных дефектов ат ом но-кристалл и* веских рещеток, включений примесных атомов, облаков примесей (атмосферы Котрвлла), у границ фаз, кристаллических блоков н зерен. Перемещение дислокаций тормозят поперечные дислокации и диснокации одинакового направления, но противоположного знака. Разноименные дислокации, столкнувшись одна с другой, взаимно погашаются.
> Следовательно, увеличение числа неоднородностей, т. е. увеличение котества примесей и числа искажений красталличсокой решетки, а также измельчений кристаллических блоков упрочняют .металл, создана пренятстшш на луга йеремнденш Дислокаций и блокируя их распространение.
Дислокации закономерно присущи всякому металлу и возникают в огромных количествах Средняя плотность распределения дислокаций в сталях составляет 10s- lo1D ла 1 см4 поверхности.
I Основные видьг искажений; линейные дислокации ~ вклинивание лишних кристаллических плоскостей (экстраплоскостей} (рис. -82; л); винтовые дислокации- спиральный сдвиг кристаллических плоскостей друг относительно друга (рис, 82,6); вакансии— отсутствие атомов, в узлах кристаллических решеток (рис. 82, в); включения примесных атомов в междуузлня решетки (рис. 82, г).
' Местные искажения решетки наступают при приложении внешних нагрузок, а также в зонах действия внутренних напряжений. Возникновение Дислокаций может вызвать появление новых дислокаций на смежных участках Существуют источники самопроизвольного возникновения дислокации г две совместившиеся лпнейшде дислокаций образуют под действием напряжений непрерывно действующий генератор дислокаций (источники Франка-Рида),
Существуют два основных направления повышения прочности металлов:
1) устранение или уменьшение числа дислокаций (создание металлов правильного атомио-кристаллического строения); 2) увеличение числа не-
0 Я 0
Рнс. 82, Схемы дислокаций
Рнс. S3. Прочность железных усов
Рис, 84. Теоретическая прочность (свет,тыс прямоугольники), про*ШОсть усоо (заштрихованные йрямоугольникн) и реальной технический прочность (зачерненные прямоугольной)
однородностей (создание препятствий, тормозящих развитие и распространение дислокаций),
Бездефектную структуру можно получить только у очень чистых материалов и в очень малых объемах, исключающих возникновение и развитие дислокаций, Специальными методами получают нитевидные кристаллы толщиной 0,05-2 мкм и длиной .в несколько миллиметров, так называемые усы, обладающие исключительной прочностью. Нитевидные кристаллы железа имеют прочность на разрыв 1350 кге/мм2, что примерно в 100 раз больше предела прочности технического железа и в 10 раз больше прочности качественных легированных сталей. Вместе с тем, усы обладают весьма высокими упругими характеристиками. Упругое удлинение железных усов достигает 5%, тогда как у технического железа оно не превышает 0,01 %.
Повышенная прочность и упругость усов обязана правильности атомно-кристаллическОго строения, Развитие дислокаций в усах затруднено вследствие того, что ик диаметр соизмерим со средней протяженностью дислокаций, С увеличением диаметра прочность усов резко падает (рис. 83) из-за появления дислокаций,
Усы сохраняют высокую прочность только в пределах упругих деформаций. По достижении предела текучести прочность .усов в результате возникновения дислокаций резко и невосстановимо падает.
Усы получают также из неметаллических материалов (графита, окиси бериллия, карбида кремния, окиси алюминия, окиси магния [12]). Прочность многих керамических усоа значительно превышает прочность металлических усов (рис, 84). Упругое удлинение керамических усов 1,5—6%; модуль нормальной упругости Е = (3&<- 50) 103 кге/мм2. Исключительно высокий модуль упругости имеют графитные усы (Е= 100 • 103 кге/мм1).
Прочность усов составляет 50-60% теоретической прочности, Однако техническое применение нитевидных кристаллов затруднено их малыми' размерами.
Единственный реальный способ использования нитевидных кристаллов - это создание композитных материален, состоящих из усов, ориентированно уложенных в металлической (па пример, а л то ми лиевой) или пластмассовой матрице. Если усы имеют длину, достаточную для прочного сцепления о матрицей по боковой поверхности усов,, то удастся в значительной мере использовать их прочность. Прочность композитных материалов, содержащих по массе 40-50% усов, в направлении вдоль усов составляет при-'мерно 30% прочности усов. Так, композиция из сапфирных усол (ЛЗгО2) и металлического алюминия имеет прочность па растяжение 500—600 кге/мм2.
Композитные материалы с ориентированным расположением усов обладают высокой прочностью только против действия растягивающих напряжений в направлении ориентации (растяжение вдоль усов, отчасти изгиб поперечными силами). Прочность на сжатие, а также на рп стяжение поперек усов мало отличается от прочности материала матрицы.
Второе, диаметрально противоположное направление, стремящееся к увеличению степени неоднородности и числа искажений кристаллической решетки, разумеется, ije позволяет приблизиться к теоретической прочности, по может существенно повысить реальную прочность технических металлов (рис. 85), Пределом является плотность дислокаций порядка 1015 см’2, когда расстояния между дислокациями приближаются к межатомным, атомно-кристаллическая решетка сильно искажается, вследствие чего прочность падает. Первым этапом на этом пути являются легирование и термообработка, упрочняющий эффект которых . в сущности сводится к увеличению плотности дислокаций.
Дальнейшие успехи в создании прочных сталей связаны с тем, что у некоторых многокомпонентных легированных сталей (с относительно небольшим общим содержанием легирующих добавок) при охлаждении с температуры аустенитного Превращения в определенном интервале температур (450-550°С) не наблюдается распада аустенита, сопровождающегося образованием твердых феррито-цементитных смесей. В этом интервале сталь неограниченное время остается в пластичном состоянии; ее можно ковать, штамповать, прокатывать. Это положило начало термомеханической обработке, представляющей собой сочетание процессов термообработки и пластической деформации,
Низкотемпературная термомеханическая обработка (НТМО) заключается в интенсивной пластической деформации стали в температурном интервале устойчивого аустенитного состояния, Процесс (рис. 86, я) состоит в нагреве до 900-1000°С, быстром охлаждении до 450—5 50° С, многократном пластическом деформировании при этой температуре с большой степенью деформации (до 90%), закалке иа мартенсит и отпуске при 250-400°С.
Низкотемпературной термомеханической обработке поддаются стали примерно следующего состава: 0,4-0,6% С; 1-1,5% Ni; 0,7-1,5% Мп; 1—1,5% Si; 1-3% Сг и 0,5 —1,5% Мо, обладающие указанным интервалом устойчивого состояния аустенита. НТМО вызывает значительное увеличение прочности (предел прочности при растяжении 320—350 кге/мм2, предел текучести 280—300 кгс/мма при удлинении 8—12%). Это примерно в 2 раза выше показателей прочности лучших современных легированных сталей, НТМО резко повышает усталостную прочность.
1ЭКС, 85. Ц1ИМ1И1С ПЛОТНОЕ l« КЗНЛЙ IIU (фОЧНОСТЬ
Pile, 86, Схемы термо механик скон обработки (в диаграммах изотермического превращения а ус те* нита)
Обязательной предпосылкой получения сверхпрочных сталей является повышенное качество исходного материала, Стали плавят в электропечи* под вакуумом и подвергают многократному электр ош лаковому пли электронно-лучевому переплаву. Разливку стали также производят под вакуумом.
Увеличение прочности при НТМО обусловливается главным образом высокой степенью нарушения кристаллической структуры в _ результате полу пластической деформации, сопровождающейся измельчением кристаллических блоков (в 4—5 раз по сравнению с размерами блоков прн обычной термообработке). После НТМО детали нельзя подвергать действию высоких температур, так как при нагреве сталь теряет приобретенную прочность. Это исключает возможность сварки деталей, подвергнутых НТМО.
Процесс применим для проката и деталей простой формы, Обработка деталей сложной конфигурация не дает полноценных результатов из-за невозможности обеспечить одинаковую - степень деформации и однородные свойства металла во всей детали, Другим недостатком является увеличение усилий, необходимых для деформирования материала в полу-пластическом состоянии.
Последнего недостатка лишена высокотемпературная термомеханическая обработка (ВТМО). Прн этом способе (рис. 86,б) материал деформируют в интервале 800—900’С при степени деформации 20 - 30%, после чего подвергают закалке на мартенсит и отпуску. Иногда производят изотермическую закалку на бейнит (рис. 86, в). ’ • '
При ВТМО предел прочности повышается до 220-280 кгс/мм1, что все же в 1,5—2 раза больше прочности при раздельной обработке давлением и термообработке. Кроме того, увеличивается пластичность и ударная вязкость, уменьшается чувствительность стали к концентрации напряжений.
Упрочнению ВТМО поддаются также обычные среднеуглеродистые стали, хотя эффект упрочнения в этом случае получается меньшим. Так, высокотемпературная термомеханнческая обработка повышает предел прочности стали 45 до 180-200 кге/мм3.
Возможно комбинирование различных методов термомеханической обработки. Сочетание ВТМО и НТМО (рис. 86, г) способствует дополнительному увеличению прочности па 15—20% по сравнению с НТМО.
Другой способ упрочнения основан,на деформационном старении мартенсита (ДСМ). При этом способе (рис. 86,d) сталь вначале подвергают упрочняющей обработке (закалке и отпуску прн 250-400°С), деформируют в холодном состоянии при степени деформации 1 — 3% и подвергают старению в течение 1—2 ч при температуре примерно на 100“С ниже температуры -отпуска. В процессе старения прочность стали повышается до 200—250 кге/мм3. Отношение предела текучести к пределу прочности становится равным <?о(2/ств к 1. Вследствие этого деформационно-состаренные стали по величине предела текучести, который является основной прочностной характеристикой Материала, приближаются к сталям, упрочненным описанными выше более сложными способами.
Для деформирования можно применить любой способ: обжатие, растяжение, кручение, штамповку, прокатывание. Детали сложной конфигурации целесообразно деформировать повышенной нагрузкой такого же вида, что и рабочая нагрузка.
Увеличение прочности при деформационном старении является результатом совместного действия двух факторов: наклепа (увеличение плотности дислокаций) и измельчения блоков мартенсита.
Разновидностью способа является изотермическая закалка на бейнит с последующим деформационным старением (рис. 86, е). Применяют также сочетание деформационного старения с НТМО (рис. 86, ж) и ВТМО (рис, 86, и).
Широкое применение получил процесс упрочнения, основанный на старении же л ез о-н икс л ев о г о мартенсита. Такому упрочнению поддаются безуглеродистые (<0,01% С) сплавы железа с 18-20% Ni;. 7-10% Со и 3-5% Мо и с обязательными присадками 0,3—1,5% Ti и 0,1-0,3% А1, которые являются главными упрочняющими элементами. Термообработка этих сплавов заключается в закалке на мартенсит, которая в отличие от закалки обычных сталей ие требует высоких скоростей охлаждения и протекает при охлаждении на спокойном воздухе с температуры 800 —1000°С (обычно сплавы закаливают с ковоч-176
ной температуры), D результате закалки образуется мягкий мартенсит (HRC 10—15), хорошо поддающийся деформированию в холодном состоянии. Затем материал подвергают старению, выдерживая его в телепне почти 3 ч при 450 —500°С. После старения предел прочности повышается до 210—250 кге/мм2 при отношении О’о.гМ ~ U мартенсит приобретает твердость до HRC 50, сохраняя высокую пластичность (5 — 10 12%) и вязкость (д. ~ S--12 кге-м/см2). Упрочнение обусловлено преимущественно образованием интерметаллидоэ типа Ni (Ti, Al) и Niz (Ti, Al, Mo).
Мартепситостареющие стали обладают превосходными технологическими свойствами. Термообработка этих сталей очень проста и обеспечивает сквозную закалку деталей практически любых сечений и конфигураций. Старение нс вызывает короблеиня изделий и, следовательно, может являться заключительной технологической операцией. Эти сплавы можно обрабатывать горячей пластической деформацией (конкой, штамповкой, прокатыванием). В закаленном состоянии до старения нх можно обрабатывать давлением вхолодную. Механическая обрабатываемость сплавов хорошая; они поддаются сварке н после закалки, и после старения. Разупрочнение в зоне сварного шва при сварке в состаренном состоянии устраняют повторным старением.
Мартенситостареющие стали коррозионностойкне, поддаются упрочнению наклепом, Азотированием нм можпо придать высокую поверхностную твердость (IIV 1000 — 1200). Вследствие высокой пластичности стали мало чувствитейьпы к концентрации напряжений/
Недостатком мартенситостареющих сплавов является повышенное содержание дефицитных никеля и молибдена. Введением 1,5—2% Мп можно получить высокие показатели прочности и вязкости при содержании не более 8 — 12% NL
Способ 'упрочнения пизкоуглсроднстых сталей многократной механико-термической обработкой- (ММТО) заключается в 5—6-кратной деформации, соответствующей при каждой ступени нагружения длине площадки текучести на диаграмме «напряжение-отно-сительное удлинение» (суммарная деформация 6—8%), до полного исчезновения площадки текучести. Затем следует старение при 100 — 200°С в течение 10—20 ч. В результате этой обработки предел текучести повышается иа 25—30% (становясь практически равным пределу прочности), а предел усталости - па 30—50%.
Применяют дополнительное упрочнение путем приложения магнитного поля, вызывающего в сипу известного явления мапгато-стрикции объемный иаклеп материала (термомеханомагншпНая обработка).
Один из вариантов магнитного упрочнения (способ Бассета} состоит в закалке с 900—12006С в расплаве солей при 200—4О(ГС п постоянном магнитном поле 1000—3000 эг создаваемом с помощью Катушеву расположенных вокруг закалочного бака, После выдержки в течение 20 мин производят закалку в воду, обработку холодом (для перевода остаточного аустенита в мартенсит} к отпуск при 150—250 С. Магнитная обработка низколегированных сталей (О,3-О,4% С; 1% Сг; 0к5-1% Мо) повышает прочность на J0-£0% по сравнению с исходной.
При ультразвуковом упрочпеиии заготовку подвергают воздействию колебаний частотой 20-25 кГп с амплитудой давления звукового, поля
(2,5 5- 5) 10' дпи/см'5, передаваемых через жидкую фазу или жесткий контакт, Упрочнение обусловлено увеличением плотности дислокаций.
Продолжительность обработки 2-5 мнн. Процесс пнтснспфпщтрустся. если при озвучивании подвергнуть заготовку д&йствшо растягивающих напряжений, не превышающих предела упругости материала,
Упрочнению ультразвуком поддаются низко углеродистые стали, стали ферритного н аустенитного классов и цветные металлы, эффект упрочнения которых особенно велик.
Новый способ упрочнения - гидростатическое прессование (объемная штамповка, экструзия) металла прн сверхвысоком давлении. В условиях всестороннего сжатия прн таких давлениях резко повышается пластичнбсть; даже самые твердые и хрупкие материалы (нптерметаллиды, карбиды, бориды, керамика) приходят в состояние текучести и легко заполняют формы, В процессе обжатия происходит повышение прочности и вязкости, которое ие теряется и при последующем отжиге металла, Так, например, прочность молибденовых сплавов увеличивается в 2—3 риза, -вязкость в 15 — 20 раз, пластичность в 10 раз. Гидростатическое прессование используется и как способ упрочнения, и как способ точной .обработки наиболее труд поде формируемых материалов.
В ближайшем будущем в результате применения комбинированных мстодо'в упрочнения вероятно появление материалов с пределом прочности 400—500 кгс/,ммг. :-.r
Появление высокопрочных сталей ставит с особой остротой вопросы жесткости1. Модуль упругости сталей имеет устойчивую величину и мало зависит от термообработки и содержания (в обычных количествах) легирующих элементов, Так как упругие деформации пропорциональны отношению напряжений к модулю упругости, то с повышением величины напряжении (а в этом и состоит смысл применения высокопрочных материалов) величина деформаций возрастает пропорционально напряжениям; жесткость падает обратно пропорционально.
Это справедливо в предположении, что длила деталей не изменяется, как это н бывает в большинстве случаев, Линейные размеры конструкции обычно заданы условиями работы машины. У генераторов н преобразователей энергии эти размеры зависят от рабочего объема и параметров рабочего процесса (напрцмер, у двигателей внутреннего сгорания — от размеров цилиндра зависящих, в свою очередь, от величины рабочего давления газов); у машин-орудий —-от габаритов изделии, подвергаемых обработке на данной машине; в металлоконструкциях - от строительной длины и высоты сооружений. Во всех этих случаях применение высокопрочных материалов может влиять лишь на сечение, по не на длину деталей,
В машинах, линейные размеры которых зависят только от прочности материалов (например, редукторы), применение высокопрочных материалов позволяет наряду с уменьшением сечений уменьшить длину деталей и габариты конструкции в целом. В данном случае жесткость конструкции не снижается от применения высокопрочных материалов.
Разберем случай, когда линейные размеры деталей не меняются. Пустъ из двух, равнопрочных на растяжение брусков одинаковой длины один изготовлен'из углеродистой стали 45 с пределом прочности 50 кге/мм2, а другой - из сверхпрочной стали с пределом 178
прочности 500 кгс/мл-Л Жесткость второго бруска под ра грузкой, очевидно, в 10 раз меньше жесткости первого.
Оценим абсолютную величину деформации. Возьмем шатун двигателя внутреннего сго-ранпя длиной £=460 мм. Если напряжение сжатия от силы вспышки я шатуне, из го* товленном из обычной стали, равно 20 кге/мм2, то упругая деформация сжатия
20 ----------400 21 0(10
0а4 мм.
Деформация сжатия шатуна, выполненного in сверхпрочной ста пи и имеющего сечения» пропорционально уменьшенные in условия одинаковой прочности, достигает очень большой величины-4 мм. При изгибе и кручении снижение жесткости еще больше.
Пусть дал диаметром Р — 60 мм тг длиной £= 300 мм оперт по концам и нагружен посредине силой Р. Максимальная стрела прогиба вала под действием изгибающего момента (МлЭГ =* 0,25 Р£)
_ РЕ* М[ПГ??
J ~ 48 Ы 12 Ь/ '
Так как / -0,51ТО, то
^г^2_= п 6 А7Л К Е 6 13 '
{38 б)
Если напряжение изгиба в вале из углеродист ой стали равно 20 кгс/мм2а то
20 3002
-----------— - 024 мм.
21 000 6-60
Стрела прогиба валя из сверхпрочной стали с геометрически подобными сечениями и одинаковой длиной будет согласно формуле больше в отношении
£ = Z1A
/ g D* ’
где индексы относятся к параметрам вала из сверхпрочной стали.
По условию равнопрочности
D __ / ст' у'3
D ’ \ ст / ь
Следовательно,
= ' = ю4 3 =21Д
f \ ? /
т. е. стрела Прогиба вала из сверхпрочной стали имеет очень большую величину f 21,5 Оа24яг 5 мм.
Таким образом, применение сверхпрочных металлов с полным использованием их прочностного ресурса и уменьшением сечений детали без соответствующего сокращения длин может привести к прямо катастрофическому уменьшению жесткости;
В случае растяжения-сжатия способов борьбы с уменьшением жесткости нет, так как при данных о и Е величина деформаций определяется только площадью сечения и не зависит от его формы. Вследствие этого ферменные и стержневые системы, выполненные нз сверхпрочных сталей, неизбежно будут обладать пониженной жесткостью.
При изгибе и кручении можно до известной степени повысить жесткость обычным путем — увеличением диаметральных размеров детали с одновременным утонением ее стенок, Однако с увеличением моментов инерлип одновременно, .увеличиваются н моменты сопротивления деталей, что сопровождается уменьшением напряжений. Таким образом, этот путь
сводите» и снижению напряжений, что скрадывает основное преимущество высокопрочных материалов; возможность повышения расчетных напряжений с соответствующим выигрышем в массе, Это преимущество удается реализовать' лишь отчасти и при очень большом утонении стенок (до величины порядка 1—2 мм для обычных деталей в общем машиностроении), т. е, при переходе па оболочковые конструкции.
• Дпя некоторых деталей (дисков, отсеков, зубчатых колес, шатунов, рычагов, валов) эта форма осуществима, хотя и требует коренного изменения конструкции и технологии изготовления. Поэтому наряду с увеличением моментов инерции необходимо применять другие средства уменьшения деформаций: сокращение длины деталей, более тесную расстановку опор и т. д. Во всяком случае применение сверхпрочных материалов ставит перед Конструкторами и технологами новые задачи, решение которых требует значительных творческих усилий.
Положительной особенностью деталей из высокопрочных сталей является высокая способность противостоять ударяым нагрузкам, обусловливаемая большой величиной упругих деформаций- Сопротивляемость ударным нагрузкам приблизительно прЬлорщюаальий И при ₽ Ю в 100 Раз больше, чем у обычных сталей.
ЛЕГКИЕ СПЛАВЫ
Алюминиевые сплавы. Алюминиевые сплавы обладают малой плотностью (3 кг/дм3), высокой Теплопроводностью [X. = 100 — 150 калДм. ч °C)] и удовлетворительной прочностью; пластичны и хорошо обрабатываются режущим инструментом. Многие из них можно сваривать с помощью аргоино-водородной или аргонпой электродуговой сварки с неплавящими-ся вольфрамовыми электродами. Применяют также газовую сварку под слоем флюсов (LiCl, NaCl, КС!,- KF). Листовые материалы сваривают контактной электросваркой.
Алюминиевые сплавы противостоят коррозии в сухой атмосфере, устойчивы против действия щелочей и слабых растворов кислот, ио подвержены коррозии в условиях влажного (особенно морского) воздуха; неустойчивы против действия сильных^ кислот, мягки (НВ 60 — 130), В интервале 0-100°С коэффициент линейного расширения к = (20 4-26) 10"6 Модуль упругости £ = 7000 — 7500 кге/мм2.
Прочность алюминиевых сплавов быстро надает с повышением температуры (хотя есть сплавы, сохраняющие удовлетворительные механические качества до 250-400°С).
Алюминиевые сплавы делятся на литейные и деформируемые.
Для литья применяют сплавы систем: Al-Cu; АГ— Zn; Al-Mg; Al—Si; Al—Cu-Si; Al-Zn-Si (табл. 11). Наиболее прочны сплавы Al-Mg; однако ик литейные свойства невысокие. Сплав АЛ 13 повышенной коррозионной стойкости и жаропрочности используют для изготовления термически напряженных деталей. Для отливок несложной формы широко применяют сплавы АЛ7 и АЛ 19.
Наилучшими суммарными показателями обладают сплавы Al—Si (силумины). Они отличаются малой плотностью (2,6—2,7 кг/дм3|, хорошими литейными свойствами, свариваемостью и повышенной корро-
11. Литейные ялгомнлдевые сплавы
Система Марка сплава Состав, % <7(1,2 СТ-1 5, %
Си Mg Мп Si Другие элементы trc/мм2
А1-Си АЛ7 4-5 — — — — 15—18 10 — 12 чэ 1 V» 4-6
s АЛ 19 4Л-53 — 0,6-1 ч — 22-25 15-18 7-8 V4 1 01
✓ Al - Mg АЛ8 — 9,5-11.5 — — — 25-30 В-20 8-10 8-10
АЛ13 — 45-53 ОД-03 0,8-13 — 15-20 10-12 5-6 0,5—1 . •
Al —Си — Mg АЛ1 3.75-4а5 1,25-1,75 — — 1,75—235Ni 18—20 12 — 15 5,5-6 1-2
Al - Si АЛ2 — — — 1 10-13 — 15- 1g 10-12 Г V» 1-2
A АЛ4 ' — 0,2-0,3 03-0,5 8-10,5 — 15-20 10 — 12 5-6,5 м 1 п
АЛ9 — 0,2 —0,4 -* 6-8 12—15 S-10 4-5 3-5
ВАЛ 5 т—• — —? 6.5-8,5 — 26-34 10-15 об 1 чэ 2-4
Al — Zn— Si АЛИ 0.1 — 0.3 — йО t । 7 — 12 Zd 20-25 10-15 6.5-8 J 1,5-2
Al —Си-Si АЛ ЗВ 1,5-3,5 0,2-0,8 0,2-0,8 4-6 — 12-15 8-10 4 — 5 0,5 — 1 .
АЛ5 1-1,5 0,4-0,6 — 4,5—5,5- — 18-22 12-15 6-7 1-1,5
АЛ6 2-3, — — 4,5-6 — 15-18 • 10 — 12 ’1 U4 2-3
знойной стойкостью. Силумины применяют д.иг литья тонкостенных деталей сложной формы. Для повышения механических свойств силумины модифицируют металлическим натрием, фторидами Na и К, в результате чего включения кремния.приобретают благоприятную для прочности зернистую форму.
Термообработка (нагрев до 52О-53СРС с выдержкой 4-6 ч, закалка в горячую воду, старение при 150-180°С в течение 10-15 ч) повышает прочность на 20-25%.
Крупногабаритные фасонные детали изготовляют из силуминов АЛ4, АЛ5, АЛ 12.
Сплав АЛ9 отличается хорошей свариваемостью и применяется дчя сварных конструкций. Прочность его ниже, чем остальных силуминов.
Сложнолегированный сплав АЛ Г используют для литья головок цилиндров и поршней двигателей воздушного охлаждения.
Детали из алюминиевых сплавов, нуждающиеся в герметичности (картеры), пропитывают синтетическими термореактивными веществами (чаще всего бакелитом-сырцом) с последующим нагреванием до темпе-'ратуры отверждения бакелита (140-160°С).
Из деформируемых сплавов (табл. 12) наиболее распространены дюралюмины (сплавы А'-Си—Mg—Мп, иногда с присадками Cr, Zn,
52. Деформируемые алюминиевые сплавы
Марка сплава Состав °/ > /л °n * <5-1
Си Mg Мп Si Другие элементы КГС/ММ2 5. % /<)
Д1 3,8 —4,9 0,4—0,8 0,4-(М 40-45 25-30 10-12 10-12
Д16 3,8-4,9 0J-0,1 1,2—1,5 — 45-50 25 — 35 12-15 8-10
В95 1,4-2 07-0,6 1,8-2,8 — 5-7 Zn 0,1-0,25 Сг 50-60 4Q-4S 15-18 5—7
АК2 3>5-4 5 0,4-0,8 — 0,8-1Д Ni 0,8-1,3 Fe 40-45 25-30 10-12 4-5
АК4 1,9-2,5 — 1,4-1,8 0,5-1 1-1,5 Ni 1,2^1,5 Fe 35-40 20-25 8-10 OQ
АКб 1,8-2.6 0,4-0,8 0,4-0,8 0,7 —1.2 — 35-40 20-25 8-Ю 5-6
Fe, Si, Cl). Дюралюмины тира Д1, Д16, В95 подвергают термообработке, заключающейся в закалке в воду с 500—520^С с последующей выдержкой при комнатной температуре в течение 75 —100 ч (естественное старение) или при 175 —150°С в течение 1—2 ч (искусственное старение). Дюралюмины применяют преимущественно для изготовления листового и профильного проката.
Для защиты от коррозии изделия тн алтоминиевых сплавов подвергают анодирован и го (элЕктролитлгтеск-пя обработка в ванне с 20%-ным раствором H2SO4. прн плотности тока 1—2 Л/дм2 и напряжении 10—12 В), Деталь является анодом, катодом служат свинцовые пластины. На поверхности детали образуется пленка окиси алюминия AhOj, эффективно защищающая металл ст коррозии и л месте с тем придающая Поверхности твердость и абразивную стойкость. Для увеличения стойкости покрытие обрабатывают норячим 10%-ным раствором хромпика. К^Сгз О?, Анодирование, как и всякая кислотная обработка, несколько (на 20—25%) снижает циклическую прочность.
Листовой прокат защищают также плакированием —нанесением ив поверхность гонких слоев технически чистого алюминия.
Сплавы типа АК применяют для ковки и штамповки детален (шатунов быстроходных двигателей, дисков центробежных и аксиальных компрессоров и др.). Из жаропрочного сплава АК4 изготовляют поршни двигателей внутреннего сгорания и головки цилиндров двигателей воздушного охлаждения.
Магниевые сплавы. Магниевые сплавы состоят из Mg (9б% и выше) н легирующих элементов (А1, Мп, Zn, Zr и др,). Они обладают малой плотностью (1,8 кг/дм3), низким .значением модуля упругости (£ = = 4200-5-4500 кгс/мм2) и малой твердостью (ИВ 60—80). Коэффициент линейного расширения очень высок ос = (27 ~ 30)' 10”6 (в интервале 0-100°С), теплопроводность 60-70 кал/(м-ч-°С).
Прочность магниевых сплавов ниже прочности алюминиевых и быстро падает с повышением температуры. Магниевые сплавы .весьма чувствительны к концентрации напряжении. Они хорошо обрабатываются (однако необходимы меры предосторожности против загорания стружки), Некоторые магниевые сплавы свариваются аргоно-электродуговой сваркой.
Литейные сплавы по составу делятся на сплавы систем Mg—Мп, Mg-AI—Zn, Mg—Zr, Mg —Th—Zr (табл, 13). Наиболее распространены
13. Лптенпые мвгпшшые сплавы
Система Марка сплава Состав, (1 / /о C*D:2 СГ-I е, %
Мп А1 Zn 2г Другие элементы кгс/мм-
Mg — Мп Мл2 1-2 — — — 7 г 9-10 5-6 3-4 3
МлЗ 0,15-0,5 2Л5 —3,5 0.5-1.5 16-18 9-12 5-7 6
Мл4 0,15—0,5 5-7 2-3 — — 16-18 9-12 5-7 3
Mg-Al- Мл 5 0,15-0.5 7,5-9 02-0,8 — — 15—17 8- 10 4-6 2
- Zn Мл 6 ол —0,5 9-10.2 0,6 —1,2 — 15-17 8—10 4-16 1
Мл7-1 0лЗ-0з6 5-7 О,2-О>5 — 0,3-ОДСа 16-18 9-11 5-7 4
. Мл 9 н 0з4-1 1,9 ~2Л6 Nd. 21—22 15 — 17 8-Ю 4
Mg —Zr МлЮ — — 0,4-1 — 21 — 22 15-17 8-Ю 4
Мл11 — — О,2-Оа7 0,4-1 — 12—14 5-7 3-4 1,5
Мл 12 4-5 0,6-1 — 20 — 22 14 — 16 7-8 6
Mg-Th- Мл14 1,7-2лЗ 0,5—1 г.б-3,8 Th 20-22 14—16 7-8 9
-Zr ВМл1 — 0л5 — I 2,5—4 Tli 21-22 15 -17 8 -10 3
Мл [5 4-5 0,7-1 0,6-1,3 La 21—22 ] 5 —17- 8-10 - у 3
сплавы Mg-Al-Zn и Mg-Zr, обладающие хорошими литейными свойствами, прочностью и пластичностью л сохраняющие удовлетворительные механические свойства до 200—25О°С. Сплавы Mg—Th—Zr применяют для деталей, работающих при высоких температурах (до 3OO-35OQC),,
Недостатком магниевых сплавов является низкая коррозионная стойкость, особенно во влажной атмосфере.
Детали из магниевых сплавов защищают от коррозии оксидированием, д и х р о м и з а ц и е й и с е л е н и р о в а н н е м.
« pWJJUiaiff bUmpUiU на поверхности металла образуется устойчивая против коррозии плепка хромовых солей магния. Деталь предварительно обрабатывают холодным 20%-яым раствором хромового ангидрида СгОз е целью удаления окисных пленок. Затем следует электролитическая обработка в ванне о подкисленным во длим раствором хромового ангидрида, хромпика КдСьО? и персульфата аммония (NH+JiSOj, В заключение поверхность обрабатывают горячим 10%'НЫМ раствором хромового ангидрида.
Сел енир о в ание заключается в обработке 20%-ным раствором селеновой кислоты JbScOj с добавкой небольшого количеств а хромпика. Обрабатывают детали по меньше й мерс дважды: после изготовления заготовки (отливка* штамп явка) и после окончательной механической обработки,
Следует избегать прямого контакта между деталями иа магниевых сплавов и деталями из металлов с более высоким, чем у магния, Электр о Химическим потенциалом (сталь, сплавы Си и Ni). Такие детали нужно цинковать или кадмировать. Для защиты изделий, работающих во' влажной атмосфере (особенно в атмосфере морского воздуха), рекомендуется применять цинковые или кадмиевые протекторы,
Для предохранения расплавов от окисления, а также для удаления неметаллических включений и придания сплавам эвтектического строения применяет флюсы (хлориды и фториды Mg, Са, AI, Мп, борную кислоту).
В состав формовочных смесей вводят серу, брриую кислоту, фтористый аммоний. При заливке используют защитную атмосферу (например, сернистый газ).
Для измельчения зерна н улу'Йпения механических качеств спйавы Mg--Мп н Mg—AI—Zn подвергают модифицированию (модификаторы: СаСОз, мрамор, графит, карбиды А1, Са).
Литые магниевые сплавы Мл4, Мл5 упрочняют термообработкой (нагрев до 380—410'С в течение 10—18 ч, охлаждение на воздухе, старение при 175°С в течение 16-18 ч).
Состав и свойства деформируемых магниевых сплавов приведены в табл. 14,
14. Деформируемые мэгяневые «главы
Марка сплава Состав, % Oq,2 су-1 5 °/
А! Zn Мп кгс/мм2 .J ’S /в
МА! 13~2,5 16-18 10-12 6-9 1,5-2
МА2 3-4 0,2 — 0,8 0,15-0,5 24-26 16 — 18 10-12 3-5
МАЗ 7,8-9.2 0,2-03 0,15 - 0,5 28-30 18-22 12 — 14 6-8
Магниевые сплавы применяют преимущественно для изготовления несиловых деталей (ненесущие корпуса, крышки, поддоны картеров). Известны примеры изготовления из магниевых сплавов и ответственных крупных Корпусов. Из деформируемых магниевых сплавов изготовляют детали, подвергающиеся высоким центробежным нагрузкам при умеренных температурах. -
Недостатки магниевых сплавов, особенно пониженная коррозионная стойкость, ограничивают область их применения только теми случаями, когда масса играет главную роль.
Конструирование деталей in легких сплавов. Пониженную прочность и жесткость легких сплавов компенсируют увеличением сечений, моментов 184
Рис. 87. Конструкции детален из легких сплавов
инерции и сопротивления деталей и рациональным оребрением. Мягкость и невысокая прочность легких сплавов исключает применение ввертных крепежных болтов (рис, 87, о), так как резьба в деталях из легких сплавов при повторных завертываниях сминается и разрабатывается. Если применение ввертных болтов необходимо по конструктивным условиям, то отверстия под резьбу армируют стальными футсркамй 1 (рис, 87, б). Предпочтительнее крепление на стяжных болтах (рнс. 87, в) или на шпильках (рис. 87, г). Резьбовые отверстия под шпильки следует делать длиной не менее (2 2,5) А. Под головки болтов и гайки необходимо устанавливать стальные подкладные шайбы большого диаметра во избежание сминания опорных поверхностей.
Подшипники качения в деталях из легких сплавов следует устанавливать на промежуточных стальных гильзах (рнс. 87, д, е).
В-часто разбираемых соединениях отверстия под контрольные штифты целесообразно армировать стальными втулками (рис. 87, ж. з). Глубина запрессовки штифтов в детали из легких сплавов не менее (2-i-2,5)d.
Недопустимо опирать на поверхность из легкого сплава пружины (рис. 87, н), особенно работающие при циклических нагрузках. В таких случаях необходимо. применять опорные шайбы из твердого металла (рис. 87, к, л), предотвращающие истирание опорных поверхностей под действием многократноповторпых нагрузок,
Но рекомендуется передавать крутящий момент с помощью шпоночных и шлицевых соединений, выполненных непосредственно в детали из легкого сплава (рис. 88, й). Целесообразно армировать посадочные поверхности" стальными втулками (рнс, 88, б, в), с максимальной допускаемой конструкцией радиальной разноской элементов, передающих крутящий момент. 1
В случае, когда деталь должна иметь определенные качества (высокую твердость, износостойкость), которые легкий сплав обеспечить ие может,
корпус детали выполняют из легкого сплава и к нему крепят рабочие части, изготовленные из материала с необходимыми свойствами,
В составной конструкции кулачковой шайбы (рис, 88, г) корпус выполнен из алюминиевого сплава, к нему присоединен на заклепках венец кулачков и приводной шестерни внутреннего зацепления, выполненный из закаленной стали.
При сопряжении деталей из легких сплавов со стальными деталями -следует учитывать различие их коэффициентов линейного расширения, В неподвижных сопряжениях, когда расширение деталей, выполненных _ аз легких сплавов, ограничено смежными стальными деталями, могут возникнуть высокие термические напряжения. В подвижных сочленениях, где охватываемая деталь выполнена из легкого сплава, а охватывающая из стали, например, цилиндр двигателя внутреннего сгорания с алюминиевым поршнем, следует предусматривать увеличенные зазоры во Избежание защемления поршня при повышенных температурах.
Титановые сплавы. Титан имеет две аллотропические модификации. Цо 882°С существует а-титак с гексагональной атомно-кристаллической эешеткой, выше - 0-титан с ОЦК-решеткой. Введение легирующих элементов значительно изменяет температуру аллотропического превращения л области а- и 0-фаз.
Стабилизаторами а-фазы являются Al, Zn, Sn и Zr, повышенное содержание которых приводит к образованию однофазных а-сплавов. Стабилизаторами 0-фазы являются Сг, Mo, Мп, V, Си, Со и Fe, которые снижают температуры аллотропического превращения вплоть, до ипнусовых и способствуют образованию однофазных 0-сплавов, При определенном соотношении а- и 0-стабнлизаторов получаются смешанные а + 0)-сплавы.
Сплавы а + 0 н 0 упрочняются термообработкой, состоящей в закалке j воду с 800—1000'С. При этом 0-фаза превращается в неустойчивую У-фазу, которая при последующем старении (длительная выдержка при Ю0 —55О°С) упрочняется выделением высокодисперсных частиц а-фазы j 0-твердом растворе, а также ингерметаллидоз (титанидов). Твердость 86 '
Рис/ 89. П|Йчность титановых сплавов в зависимости от температуры:
J-сплав 6Al~4V=3Co; 2 - 1М1 680; 5-сплав 6А1 = 4V; 4 — сплав 5AI => iSSnj 5 - уддццсщие ВД
после старения повышается на 15-15: единиц HRC, а прочность на 30-50%.
Сплавы группы а + р обладают высок ой прочностью при достаточной тер-мосгабильпости (до 45СГС) и получили наибольшее распространение. Оптимальное содержание a-фазы 30%.
Однофазные а-сплавы имеют при нормальной температуре пониженные механические свойства, но меньше разупроч-няются q повышением температуры. Устойчивы против горячей коррозии. Их применяют для изготовления деталей, ра-
ботающих при высоких температурах (до
600°С), Однофазные р-сплавы наименее термостабильиы 300°С) вследствие склонности к горячей коррозии под напряжением и усиленного
газопог лощения при высоких темпера гурах.
Сплавы а + р поддаются »термомеханической обработке (пластическая деформация на 40-60% прн 850°Q закалка и старение при 500-550°С), в результате которой дополнительно увеличивается прочность на 20 — 30% прн сохранении и даже повышении пластичности. Плотность титановых сплавов ~ 4,5.кг/дм3, модуль нормальной упругости 11 500-12000 кге/.м.м", модуль сдвига 4000 - 4300 кге/мм2, коэффициент линейного расширения в интервала 0- 100°С равен (8-г 10)110 ';i 1/эС:
Титановые сплавы немагнитны, очень чувствительны- к концентрации напряжений. В циклически нагруженных конструкциях целесообразно подвергать детали упрочняющей обработке холодной пластической деформацией (наклепу) с целью создания остаточных напряжений сжатия в поверхностном слое.
Титановые сплавы сохраняют удовлетворительную прочность от -250’С до 500°С (ряс, 89). Крлпостойкость характеризуется следующими цифрами: предел ползучести за 300 ч прн ЗОО'С и удлинении 0,1% °™зооч=40ч-
60 кге/мм2; при 400°С с(^а|[[ — 20 ч- 40 кге/мм2.' Релаксационная стойкость высокая. При умеренных температурах (до 200 - 300°С) титановые сплавы обладают отличной коррозионной стойкостью.
При более высоких температурах титан активно соединяется с газами с образованием стойких оксидов, нитридов, гидридов н карбидов, снижающих прочность и вызывающих охрупчивание металла, Процесс усиливается, если металл находится под действием напряжений,
Длительной теплостойкостью называют температуру, которую металл переноси г без заметного теплового перерождения. Таким образом, кривые прочности в зависимости от температурь^ определяемые на основании кратковременных испытаний, должны быть дополнены данными о коррозионной теплостойкости металла.
Титановые сплавы хорошо поддаются горячей пластической деформации (в интерваль 800 —1000аС), которая является основным методом изготовления полуфабрикатов. Отливка титановых сплавов крайне затруднительна, так как титан в расплавленном состоянии поглощает кислород, азот н водород и взаимодействует с формовочными материалами.
Обрабатываемость титановых сплавов резанием хуже, чем сталей. Титановая стружка прн высоких скоростях резания может загораться; титановая пыль взрывоопасна, -
Большинство титановых сплавов сваривают аргопной электро дуговой и электроконтактиой сваркой, Для снятия внутренних напряжений н восстановления пластичности материала шва применяют стабилизирующий отжиг при 700 — 800°С.
Антифрикционные качества сплавов Ti низкие^ Детали* работающие в условиях повышенного трения, Подвергают цементации или азотированию (выдержка в атмосфере аммиака при 850—87О°С в течение 10-20 ч, толщина азотированного слоя 0,07—0,1 мм, твердость HV 1000 — 1200),
Износостойкость деталей из тигановых сплавов повышают также диффузионным насыщением медью, теллурировйнием и селенированием.
Сочетание прочности, легкости, термостабильности и коррозионной стойкости делает титановые сплавы превосходным конструкционным материалом, особенно когда конструкции работают в широком температурном диапазоне. В сверхзвуковой авиации, где вследствие аэродинамического нагрева температура оболочек достигает 500—600°С, титановые сплавы используют для изготовления обшивок н силовых элементов. Благодаря малой плотности и хладостойкости их широко применяют в космической технике. Из них изготовляют детали, подверженные высоким инерционным нагрузкам, в частности скоростные роторы, напряжения в которых прямо пропорциональны плотности материала. Температуро-стойкие титановые сплавы применяют для изготовления лопаток последних ступеней аксиальных компрессоров и паровых турбин. Высокая коррозионная стойкость прн умеренных температурах обусловливает применение титановых сплавов в химической и пищевой промышленности.
Для работы в сильных агрессивных средах используют сплавы особо высокой коррозионной стойкости с присадками 0,2% Pd, _
Состав и свойства отечественных и зарубежных титановых сплавов приведены в табл. 15 и 16.
15, Отечественные титановые сплавы
Марка Состав, п/ /ф Струк-тура 5, % КГв'М/СМ2
А1 Сг Мо МП Проч. КГС/ММ2
ОТ4 4 — а 70—85 55-65 15—30 4-7
ВТ5 5 — — — — а -и р 95-120 85—105 10 16 3-6
ОТ4-1 2 — 1,5 а 85-100 70-80 10-22 4-5
BT5-I 5 — — — 2,5 Sn a 75—95 70-85 10 — 12 4-6
ВТб< 6 — — — 4 V а + р 90- 105 85 — 90 8-12 4-5
ВТ9 б — 3 — — а + р 105-120 90-100 9-15 3-6
ВТ15 3 и 7 — ₽ 140-150 125-130 4-8 3-4
Itk Зарубежные титановые сплавы
СПЛ1В Струк- & °/ Сплав*** <*0,2 *7
тура <*1 /и /fl
кто/ мм2 4tTC/MM2
5A1-2.5S»* ос 85 75 12 2А1-1 lSn-4Mo-3Si 130 115 12
5AMSn-5Zr 90 85< 15 4AL2Sn-4Mo5Sl * 150 120 5
3Al-6Sn-5Zr » 105 95 12 2Al-10Sn-5Mo-lSi 115 95 10
8AI-IM0-IV 110 105 11
ЗА! 15Мо ₽ 115 105 5 2Al-lISn-4Mo-0,3Si 130 115 10
3A1-13V-UCT » 150 135 5 (1M1 680)
6A1-4V** а + р 110 90 12 6Al-5Zr-3Mo-Q,2Si 150 130 7
4А1-4МП » 10Q 85 ю (1Ш 700)
6A1-6V-2S1 115 95 Ю 4AJ-2Sn-4Mo-lCu 135 115 15
6AI-4V-3Co » 140 125 10 (Hylite 50)
4Ab3Mo.1V 145 120 5 4A].4Sn-4Mq-0,5Si (Hylite 51) 145 125 12
6Al-5Zr-lW-0,4Si » 125 115 10 3Ak6Sn-5Zri-2Mo- -Q,4Si (Hylite 60) 150 130 IQ'
* Соответствует марке ВТ5-1, *
** Соответствует марке ВТб.
*** Ниже приведены сплавы со структурами S -h p.
Наиболее распространен из конструкционных титановых сплавов -термически упрочняемый сплав ВТ6, обладающий при высокой прочности хорошей коррозионной и эрозионной стойкостью. Для работы при повышенных температурах наиболее широко используют сплав ВТ5-1. Сплавы ОТ4, ВТ4 повышенной пластичности применяют для изготовления листов и лент.
В связи с ростом требований к прочности и теплостойкости титановые сплавы подвергаются непрерывному усовершенствованию, Прочность увеличивают комплексным легированием V, Mo, Sn и Zn, теплостойкость — введением Со, Zr, W и Nb, сопротивление ползучести — присадками Si,
В настоящее время прочность сплавов группы а + р достигла 150кгс/мм2; длительная теплостойкость сплавов группы а повышена до 600’С. В ближайшие годы вероятно повышение прочности титановых сплавов до 200 кге/мм3.
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Пластики. Пластики представляют собой синтетические высокомолекулярные соединения, получаемые полимеризацией или поликонденсацией мономеров — веществ, состоящих из простых молекул с малой молекулярной массой. Пластики как конструкционный материал, обладают низкими прочностью (в 10—30 раз меньше, чем у сталей), жесткостью (в 20 — 200 раз меньше, чем у сталей), ударной вязкостью (в 20—50 раз меньше, чем у сталей), твердостью (в 10-100 раз меньше, чем у сталей), теплостойкостью (100—250°С), теплопроводностью (в 100— 400 раз меньше, чем у сталей) и малой стабильностью формы, обусловленной низкой жесткостью, гигроскопичностью, ползучестью (свойственной многим пластикам) и высоким коэффициентом линейного расширения (в 5-20 раз
больше, чем у сталей), низкой стабильностью свойств, охрупчиванием прн длительном воздействии переменных температур.
Пластики обладают превосходными диэлектрическими свойствами и в большинстве случаев высокой химической стойкостью.
Основные области применения пластиков - электромашиностроение, электро- и радиоприборостроение, химическое машиностроение, В общем машиностроении из пластиков изготовляют пена груженные корпуса, крышки, панели, детали управления, декоративные элементы, Из пластичных пластиков типа поливинилхлоридов и полиолефинов изготовляют гибкие шланги, манжеты и уплотнения,
Высокая износостойкость и низкий коэффициент трения некоторых пластиков (полиамидов, фторопластов) делают их цепным материалом для изготовления втулок подшипников скольжения и бесшумных зубчатых колес. •
Для силовых конструкций преимущественно, используют композитные пластики (усиленные стекловолокном и стеклотканями). Из стекловолок-нитов изготовляют обтекатели корпуса легких судов, кузова автомобилей и другие конструкции оболочкового типа. Прочность таких конструкций выдерживает сравнение с металлическими конструкциями. Недостаточную жесткость компенсируют увеличением толщин н сечений.
Усиленная древесина. В машиностроении применяют древесину, пропитанную синтетическими смолами и опрессованную при повышенной температуре. Преимущественно используют древесно-слоистые пластики (ДСП), изготовляемые из лущеного березового шпона толщиной 0,3—1,5 мм. Шпон пропитывают бакелитом-сырцом (резольиая фенолоформальдсгидная смола), укладывают в металлические формы и подвергают гидравлическому прессованию под давлением 300 — 500 кгс/см3 при температуре отверждения бакелита 160— 160°С;
Усиленная древесина (дельта-древесина, лигнофоль, балннит) имеет предел прочности на растяжение вдоль слоев 25 — 40 кге/мм7; плотность 1,2 —1,4 кге/дм1. Механические свойства при растяжении поперек слоев и сжатии вдоль слоев на 30-40% ниже.
Листовые и плиточные древесно-слоистые пластики применяют для изготовления панелей и облицовок, Прессованием в формах изделиям из древесно-слоистых пластиков придают фасонную форму.
Лигностон (пропитанные бакелитом и опрессованные бруски березовой древесины) применяют преимущественно для изготовления сегментных вкладышей подшипников, предназначенных для работы на водяной смазке, Прессованием пропитанной бакелитом березовой крошки изготовляют фасонные изделия — втулки, зубчатые колеса н другие детали. Зубчатые колеса из древесины хорошо работают при нагрузках до 3 — 5 кге па 1 мм длины зуба; при зацеплении с металлическими колесами имеют высокую износостойкость.
Снгаллы. Сталлы представляют собой силикатное стекло, которому придана мелкокристаллическая (размер кристаллитов 0,02—1 мкм) структура, коренным образом изменяющая свойства материала, Они обладают повышенной прочностью, нс имеют присущей стеклу хрупкости и термохрупкости и способны выдерживать ударные нагрузки. В отличие от стекла, которое с повышением температуры размягчается, ситаллы сохраняют 190
твердость и прочность примерно до 600" С. Подобно металлам они обладают отчетливо выраженной точкой плавления (1200— 1400’С),
Механические свойства ситаллов колеблются в широких пределах в зависимости от исходных материалов, состава и технологии изготовления. Предел прочности нх иа растяжение 30 — 50 кгс/мм2, на сжатие .80 — 120 кгс/мм2; ударная вязкость 0,02 кгс-м/см2.
Ситаллы являются превосходными диэлектриками и обладают высокой стойкостью против химических агентов, превосходя в этом отношении пластики, коррознонностопкую сталь и титановые сплавы. Они устойчивы против действия самых сильных щелочен и кислот (за исключением плавиковой).
Плотность ситаллов 2,5-3 кгс/дм3, теплоемкость 0,2 кал/(кг-°С), теплопроводность . 2—4 кал/(м ч °C). Модуль нормальной упругости 7000 — 15 000кгс/мм2, Микротвердость 700- 1200 кгс/мм2. Коэффициент линейного расширения в зависимости от химического состава и строения сигал ла колеблется от 30-10" 6 до 0. Таким образом, имеется возможность изготовлять изделия, не меняющие линейных размеров с изменением температуры и, следовательно, нс подверженные тепловым напряжениям.. Есть ситаллы с отрицательным коэффициентом линейного удлинения до — 8-Ю"6, размеры которых уменьшаются с повышением температуры.
Ситаллы с малым коэффициентом дйтпейного расширения отличаются высокой термомеханической стойкостью (изделия из таких ситаллов, нагретые до 800-900е’С,, можно безопасно погружать в холодную воду). Это свойство делает ситаллы особенно пригодными для изготовления деталей, подверженных действию высоких температур и тепловых ударов.
Большим преимуществом ситаллов является дешевизна и практическая неограниченность сырьевых ресурсов. Ситаллы изготовляют из горных пород: магний-алюмосиликатов, кальцнй-алюмосплпкатов, кальцнй-маг-ний-алюмосиликатов (детрогшлялды) или из металлургических п топливных шлаков (шлакоситаллы).
Процесс изготовления изделий из ситаллов заключается в следующем, Из шихты необходимого состава готовят стекло, из которого в жидком пли пластичном состоянии формуют изделия методом литья, прессования, экструзии. Изделия подвергают ступенчатой термообработке (первая ступень при 500 —700яС, вторая при 900—1100°С), в результате которой материал приобретает кристаллическую структуру.
В состав стекла вводят нуклеаторы - вещества, образующие центры кристаллизации. Раньше в качестве нуклеаторов применяли коллоидные частицы Си, Ag, Ли, которые становились зародышами кристаллизации в результате облучения изделия проникающей радиацией (фопюкерамыу Сейчас дорогой фотохимический процесс исключен; в качестве нуклеаторов применяют сульфиды железа, окись титана, фториды и фосфиды щелочных и щелочноземельных металлов.
На последней стадии термообработки изделие равномерно закристал-лизовывается. Содержание кристаллической фазы доходит до 95%; изме-.• ненне размеров изделия при кристаллизации не превышает 2%.
Закристаллизованные изделия можно подвергать механической обработке с помощью твердосплавного, боразоиного и алмазного режущего инструмента, а также ультразвуковой обработке. ~
. * 191
Сочетание высокой прочности, вязкости, твердости, термо- и зимостойкости, малой плотности, а также широкие возможности формоизменения и применения производительных методов формообразования — все эго делает ситаллы перспективным конструкционным материалом. По механическим свойствам ситаллы близки к чугунам и могут во многих случаях заменить последние, выгодно отличаясь от них малой плотностью, гораздо более высокой твердостью и теплостойкостью. Одиако следует учитывать их низкую теплопроводность.
Из ситаллов изготовляют детали химической аппаратуры, насосов, теплообменников, трубопроводы, емкости, резервуары, матрицы, фильеры, детали радиоаппаратуры, электрических машин и приборов,
Подшипники скольжения из ситаллов могут работать при умеренных нагрузках и скоростях вращения до 500°С без смазки.
В строительстве ситаллы используют как облицовочный материал, в общем машиностроении возможен перевод на ситаллы. многих конструкционных деталей. .
Железобетон. Для некоторых отраслей машиностроения перспективным является применение железобетонных конструкций. Из железобетона целесообразно изготовлять крупногабаритные корпусные н базовые детали агрегатов н тяжелом машиностроении (станины уникальных металлорежущих станков, прессов, 'шаботТд молотой и др.). При этом резко сокращается металлоемкость конструкций и снижаются расходы' на их изготовление. . .
Для изготовления железобетонных конструкций применяют качественный порт л а пд-цемент, представляющий собой тонкоизмельченную предварительно обожженную около 1500"С силикатную ’смесь, состоящую из известняка, глины и кварцевого песка. Обычный состав обожженного цемента: 65-70% СаО, 20-25% SiO2, 8-10% А12О3, 2-5% Fe2O3. При взаимодействии с водой цемент твердеет, превращаясь по истечении некоторого времени в прочную монолитную массу. Для правильного твердения необходима температура не ниже. 15—20’С и повышенная влажность окружающей среды. Твердение замедляется при понижении температуры, особенно ниже нуля. С целью ускорения твердения цемеит подвергают температурно-влажностиой обработке (пропариванию).
Качество портланд-цемента зависит от <го минералогического состава и тонкости помола: чем мельче цемент, тем быстрее и полнее он взаимодействует с водой и тем выше его прочность; Портланд-цемент схватывает обычно через 1 — 1,5 ч и затвердевает через 10-12 ч. При последующей выдержке прочность цемелта увеличивается; по истечении примерно 30 суток процесс упрочнения замедляется,
Выпускают портланд-цемент марок: 200, 250, 300, 4Q0, 500, 600. Цифры указывают предел прочности & кгс/см1 (кубикоеая прочность) при сжатия стандартного образца в виде куба размерами 20 х 20 х 20 см3, изготовленного из смеси цемента и кварцевого песка в отношения 1:3 н испытанного после 28 суток твердения при 15—20°С и влажности воздуха 90%. Объемная масса портланд-цемента’3-3,2 кг/дм3.
Бетоны представляют собой твердеющую массу, состоящую из смеси цемента, мелкого наполнителя (кварцевого песка) и крупного наполнителя (щебня, гравия). Прочность бетона зависит от качества цемента, свойств 192
и гранулометрического состава наполнителей, процентного соотношения цемента и наполнителей, условий твердения (температуры и влажности окружающей среды), способа укладки и степени уплотнения смеси.
Соотношение по массе составных частей бетона характеризуют формулой
х — число частей песка;
где 1 - масса цемента, принятая за -единицу;
у - число ^частей гравия или щебня; - водоцемептпый модуль (отношение по массе воды к цементу). Ц .
Чем меньше водоцемептпый модуль, тем прочнее получается бетой.
Для нормальной гидратации достаточно В/Ц — 0,2. Однако, уменьшение содержания воды снижает подвижность бстопной смеси, вследствие чего иа практике принимают В/Ц = 0.3 ~ 0,5. Обычный состав бетона 1:1:2:0,5.
Для изготовления строительного бетона применяют' кварцевый или гранитный песок’ со средним размером зерен 0,2 —0,4 мм и щебень из прочных кристаллических пород (гранита, сиенита, диабаза, базальта)
со средним размером кусков 5—10 мм. Тонкостенные машиностроительные детали изготовляют из высокопрочного бесщебенчатого бетона на основе тонкоизмельченного цемента, молотого песка с добавлением
поверхностно-активных веществ н с обязательным применением вибрации на всех .стадиях подготовки и заливки смеси (способ Н. В. Михайлова).
Прочность бетонов характеризуют пределом прочности на сжатие при испытании- стандартного кубического образца. Обычно кубнковая прочность 500—600 кге/см2. Применяя в качестве наполнителя стальные опилки (сталебетон), можно повысить кубиковую прочность до 1000 кгс/см2. Объемная масса бетона1 зависит от состава бетона и вида наполнителей. Бетоны указанного выше состава имеют объемную массу 2,2—2,7 кг/дм3.
Легкие бетоны (1,5 кг/дм3) получают, используя в качестве наполнителей. пористые осадочные породы (пемзу, туф, ракушечник), а также топливные или металлургические шлаки (шлакобетоны). Обладая пониженной прочностью, легкие бетоны отличаются хорошими тепло- и звукоизоляционными свойствами. Для тепло- и звукоизоляции-применяют также ячеистые бетоны и пенобетоны (~ 0,2 кг/дм3).
Особенностью бс.она как конструкционного материала являются хрупкость и резкая анизотропия механических качеств и склонность к хрупкому растрескиванию даже при небольших напряжениях растяжения, предел прочности на растяжение в 10—20 раз меньше предела прочности на сжатие.
Бетон обладает свойством ползучести. При напряжениях сжатия, превышающих. 0,3 —0,5 кубиковой прочности, бетон приходит в состояние текучести, и размеры бетонных изделий под нагрузкой самопроизвольно изменяются. Это требует ограничения расчетных напряжений сжатия довольно низким пределом (0,25— 0,3 кубиковой прочности).
Также особенностью бетона является низкое значение модуля упругости, обусловливающее пониженную жесткость изделий. Модуль нормальной упругости бетона 1500 - 4000 кге/мм2 (среднее значение 3000 кге/мм2),
7 П. И. Орлов, кн. 1
193
что примерно в.З раза меньше, чем у чугуна, н в 7 раз меньше, чем у стали. Модуль сдвига 1400 — 1600 кгс/мм2,
Бетон обычного состава неустойчив против действия кислот, щелочей, машинных масел, смазочно-охлаждающих жидкостей. Наиболее надежный способ защиты от Воздействия этих веществ — покрытие бетонных деталей -листовыми металлическими оболочками. Стойкость бетонов против химических веществ можно значительно повысить введением полимеров типа силиконов (полимер-бетоны).
Положительной особенностью бетона как конструкционного материала является малая величина усадки при твердении. Коэффициент линейной усадки бетона в среднем равен 0,03%. Это обеспечивает сохранение геометрических размеров отливок из бетона и точность взаимного расположения заформованпых в бетон металлических элементов, а также уменьшает механическую обработку базовых металлических элементов изделия.
Существуют практически безусадочные цементы (с прибавками гипса и других веществ). , '
В конструкциях, работающих ria растяжение, а также подверженных динамическим и знакопеременным нагрузкам, применяют почти исключительно железобетон, т. е. бетон с заформоваииой арматурой из стальных прутков, решеток или сеток.
Коэффициент линейного расширения бетона (etas 12-10“6 1/’С) близок к коэффициенту линейного расширения стали, что обеспечивает хорошую связь между бетоном н элементами арматуры при колебаниях темпера- -туры.
- Подвергая арматуру растяжению при заформовке (растяжение домкратами, элсктроподогрев арматуры), получают предварительно напряженный желездбетоп с повышенным сопротивлением растяжению. Масса стальной арматуры составляет 15 — 30% массы железобетона.
Предварительное напряжение растяжения в арматуре доводят до 150—250 кгс/см2. Допускаемые напряжения растяжения в предварительно напряженном железобетоне составляют в среднем 100 — 150 кгс/см2, допустимые напряжения сжатия 300— 500 кгс/см2. Железобетон обладает высокой циклической вязкостью, примерно в 2 раза превосходящей вязкость серого чугуна. Это свойство обусловливает повышенную способность виброгаше-иия у железобетонных деталей.
Основной особенностью железобетона как конструкционного материала являются пониженные по сравнению с металлическими материалами Прочность и жесткость. Допустимые напряжения растяжения и сжатия у железобетона примерно в 3 раза меньше, чем у серых чугунов. Для создания конструкций, равнопрочных чугунным, необходимо увеличение сечений И моментов сопротивления, согласно которому селения железобетонных конструкций должны быть больше Течений соответствующих чугунных конструкций не менее чем в 3 раза. Так как модуль упругости железобетона примерно в 3 раза ниже модуля упругости чугуна, то увеличение сечений в том же отношении доводит жесткость железобетонных конструкций прн растяжении-сжатии до жесткости чугунных конструкций.
U практике расчета на жесткость железобетонных конструкции, раищающид на рдс*»-жЕнис-сжатие, пользую гея величиной приведенного сечения
^пр •
-с*б г ле и Га — площади, занимаемые в расчетном сечении соответственно бетоном н арма-
турой; Е$ и £а — модули упругости соответственно бетона н материала арматуры.
Принимая модуль упругости бетона Е^^ЗООО кгс/мм1 и стальной ' арматуры £е — 21 000 кгс/мм1, получаем Гпр к Гд + 7ра, или упрощенно,
Лф =
\. г сеч /
где Рсст — суммарная площадь сечения, работающего на растяжение-сжатие.
Аналогично при расчете железобетонных деталей, работающих" на изгиб, пользуются приведенным моментом сопротивления + 7 Иа, где и И' - моменты
сопротивления сечений, Занимаемых соответственно бетоном и арматурой, относительно нейтральной оси сеченая.
^Упрощенно:
(Hi \
1 + 7 — ] >
^теч / х
где И£еч — момент инерции всего сечения детали.
По массе железобетонные конструкции уступают чугунным. Объемная масса железобетона колеблется в пределах 3 — 4 кг/дм3 в зависимости от массы арматуры. При увеличении сечений пусть только в 3 раза по сравнению с чугунными конструкциями (плотность чугуна 7,2 кг/дм3)
(3 ч- 4) 3
масса железобетонных конструкций получается в —~— = 1,3 -г 1,7 раза больше массы равнопрочных чугунных конструкций.
Главный выигрыш от применения железобетонных конструкций обусловлен уменьшением металлоемкости (в среднем в 3 — 4 раза). Технологический процесс упрощается (отпадают операции изготовления моделей, формовки и термообработки отливок). При правильном ведении процесса заливки и твердения брак по литью практически исключается.
Однако изготовление машиностроительных железобетонных конструкций трудоемок (сборка форм, особенно металлических, установка и выверка базовых металлических деталей, установка и натяжение арматуры). Недостатком является также длительность технологичсскдго цикла и необходимость выдерживать отливки в течение 15 — 20 суток при контролируемой температуре и влажности. Этот недостаток устраняют температурно-влажностной обработкой, после которой прочность бетона за 6 —8 ч достигает 70% расчетной.
Применение железобетона оправданно в производстве уникальных крупногабаритных машин и агрегатов. Отливка базовых деталей таких машин из чугуна представляет’ большие затруднения.' В некоторых случаях при отсутствии достаточно мощного литейного оборудования применение железобетонных конструкций представляет собой единственный практически возможный выход из положения. В общем машиностроении бетон может найти применение для заливки пустотелых конструкций (коробчатых и трубчатых деталей, фундаментных плит, колони, кронштейнов и .др.) как средство увеличения прочности н жесткости.
Железобетонные машиностроительные кони грукции. Эти конструкции представляют собой армированные каркасом отливки с заформованиымн
7*
195
и НИЛ i-iajiDHOJtvin HJJH чугунными ДСТВПЯМИ (иаПрЯЙЛЯЮЩИв, ВТуЛКИ, вкладыши, базовые плиты, кронштейны), необходимыми по функциональному назначению изделия.'
Применяют два основных способа формования отливок.
По первому способу детали -заливают в деревянные опалубки, удаляемые после затвердевания; по второму способу.- в сварные тонколистовые оболочки толщиной 1,5—2 мм. закрепленные внутренними поперечными и продольными си язя ми. (постоянные металлические опалубки). Во избежание выпучивания под гидростатическим действием жидкого бетона оболочки при заливке закрепляют снаружи разборными деревянными конструкциями. Под литники и выпоры в оболочках предусматривают отверстия, которые после затвердевания етлицки заваривают.
Второй способ является более совершенным. Металлическая облицовка изолирует бетон от воздействия внешней среды, смазочных масел и смазочно-охлаждающих жидкостей и предохраняет его от случайных повреждений, выкрашивания к скалывания. Однако этот способ значительно дороже и более трудоемок, чем первый.
Важное значение для прочности отливки имеет равномерность и плотность заполнения формы. Обязательно вибрирование формы в процессе заливки при частоте 1000 — 3000 колебаний в минуту продолжительностью нс менее 5-10 мин. '
При заливке в деревянные опалубки и открытые металлические формы влажность воздуха в цехе поддерживают в пределах 80 — 90%. Открытые участки во .избежание высыхания увлажняют. После распалубки (обычно через 10 — 12 суток) отлцвку обкладывают влажными опилками. При заливке в закрытые металлические оболочки требования менее строгие, так как' в данном случае влага содержится в достаточном 'количестве внутри формы. Плотность отливки проверяют с Помощью рентгеновских и ультразвуковых дефектоскопов,
После выдержки отлйвки в течение 15 — 20 суток металлические базовые поверхности подвергают механической обработке. При пропаривании отливку можно обрабатывать через 1—2 суток.
Правила конструирования. При конструировании железобетонных отливок необходимо соблюдать следующие правила:
всемерно упрощать форму отливок, особенно при заливке в металлические оболочки, выполняя элементы отливки в виде простейших геометрических тел (цилиндров, конусов, призм);
толщину стенок делать ие мспсс 30 — 40 мм;
обеспечивать плавные Переходы от сечения к сечсишо и избегать трудпозаполпяемых полостей и карманов, в которых образуются раковины и поры; для правильного заполнения таких полостей предусматривать дополнительные литники и выпоры;
при сложной конфигурации отливок применять песчаный бетон тонкого помола с поверхностно-активными добавками;
силовую металлическую 'арматуру располагать по направлению растягивающих усилий; на участках, подвергающихся изгибу, сосредоточивать арматуру в области действия максимальных напряжений растяжения.
Крупногабаритные детали сложной конфиiy-раций расчленяют па отдельные элементы, которые соединяют болтами, сваркой, а также с помощью 196
коллоидного цементного клея (высокодисперсная смесь цемента и песка тонкого помола).
Конструкция в целом должна обладать жесткостью, достаточной не только для нормальной работы в стационарных условиях, но н для транспортировки и установки па месте, В конструкции большой протяжен-ности обязательно включение мощпыхлро дольных усиливающих элементов из крупнопрофильного сортового проката.
Металлические базовые детали, заливаемые, в бетон, следует по возможности разгружать от действия напряжений. Не рекомендуется их использовать в качестве элементов жесткости. Жесткость должна быть обеспечена внутренней арматурой и целесообразной формой сечений. Прочность сцепления металлических оболочек с бетоном увеличивают 'путем приварки проволочных или пластинчатых анкеров к внутренней: поверхности облицовочных листов.
Удельные показатели прочности
Выгодность материалов. но массе можно оценить с помощью удельных показателей, характерных для каждого типа нагружения.
Растяжение-сжатие. Масса деталей, испытывающих растяжение или сжатие, при прочих равных условиях (одинаковая длина деталей; одинаковая нагрузка)
G — const??, (39)
где Г —площадь сечения детали; ? —плотность материала.
Площадь сечения обратно пропорциональна действующему напряжению:
const
F=--------.
о
Для равнопрочных деталей запас прочности
। о-в
и = —— const, О'
откуда пн „ const о =----------------------------и F -------.
, . п <5И
Подставляя это выражение в формулу (39), получаем G - const Фактор св/у, называемый удельной прочностью, характеризует выгодность по массе материала при растяжении-сжатии. ' ‘
Современная практика конструирования. отходит от опенки прочности по величине разрушающего ни пряжения так как Ьа долго до разрушения деталь выходит из строя в результате значительных пластических деформаций-
; Пошатнулся и другой расчетным критерий — предел упругости (напряжение, при котором еще не возникают остаточные деформаций и деталь после снятия нагрузки принимает первоначальную ферму). Точные испытания показывают, что зтого предела, по-видимому вообще Jic существует. Остаточные деформации, хотя и очень незначительные, появляются на персы л же стадиях нагружения. По мерс увеличения точности испытании измеренные пределы упругости непрерывно уменьшаются, стремясь к нулю. Кроме того, Предел упругости зависит от условий испытания, а частности, от продолжительности выдержки под нагрузкой, резка
снижаясь с ее увеличением. Прй Длительной выдержке отточные деформации обнаруживаются
при самых малых напряжениях.
Следовательно, закон Гука только приблизительно списывает поведение металла под нагрузкой и то лишь при статическом и кратковременном нагружении. Тем не менее им продолжают пользоваться в качестве привычной, удобной и для практических целей достаточно точной аппроксимации.
В этих обстоятельствах наиболее разумным представляется- избрать критерием статической прочности напряжение, при котором возникают остаточные деформации достаточна малые, нтобы нс нарушить работоспособность детали и средних условиях применения, и достаточно большие, чтобы допускать уверенный их замер при испытаниях рядовой точности, Б качестве такого показателя чаще всего применяют условный предел теку ч сети 002. представляю ши и собой напряжение, вызывающее в испытательном образце при разовом и кратковременном нагружении остаточную деформацию 0.2%, Если необходима повышенная точность, то применяют показатели aOiO1 и oqfqqj [пределы текучести при остаточных деформациях соответственно 0.02 и 0.002%)/
Предел текучести нс пропорционален Величины для различных материлов составляют (035 + 0,95} сгв> Поэтому правильнее характеризовать удельную прочность нс фактором сГд/% а фактором егоз/*/ (удельный ирей ел мекучесян/),
Факторы удельной прочности поддаются наглядной интерпретация. Представим себе свободно внеищпй брус произвольного, но постоянного сечегшя, заделанный одним концом [рис. 90} и нагруженный только собственной массой, Опасным является сечение п-я, В котором действует полная сила массы
G-FLk (4i)
где Г — площадь сечеипя; L- длина бруса; у - плотность материала бруса.
Напряжение растяжения в этом .сечении и = G/F или с учетом формулы (41)
0 = (42)
Напряжение достигает предела прочности на разрыв (tf —tfa) прн определенной длине 1р бруса (рпзрыеной длине), равной-По формуле (42},
ч=—-
Эта величина совпадает с удельной прочностью материала. Если принять сгэ в кге/мм3, аул кг/дм3, То длина Lp выражается в километрах, Аналогично выражается и которая представляет собой 'Длину свободно подвешенного бруса, при которой напряжения в опасном сечении достигают предела текучести,
Перемещение свободного конца бруса (полная вытяжка)
GL
2EF ‘
(43)
Так как G FLy и L =* а/?( то прн 1«1Г и с? = cOf1
где сто .2 я кге/мм3, а 7 в кг/дм3-
Величина/т характеризует упругость и сопротивляемость материала ударным нагрузкам.
Изгиб и кручение. Для случая изгиба и кручения критерием выгодности по массе материала является отношение ст2'3/?, где ст—разрушающее напряжение для данного вида нагрузки (стп для изгиба и тв для кручения), Ввиду того что оценка выгодности'по массе является приближенной, обычно для сравнения всех видов нагружения пользуются наиболее простыми по структуре факторами, соответствующими случаю растяжения-сжатия.
Ударные нагрузки. Способность сопротивляться действию ударной - нагрузки характеризуется работой U упругой деформации. При растяжения
puc. 90t К определению,разрывной длины
Ряс. 91. Удельные показатели прочности: I - стали; 2 - сп левов Тг 3 - сплавов АГ 4 — епт поп Mg; 5 — чугунов; б — СВАМ; 7 — композиционного материала
бруса постоянного сечения F и длиной L: _ P2L _ g2FL “ 2EF “ 2Е
Величина V при напряжении сг, равном пределу упругости ср, характеризует способность поглощать энергию удара в пределах деформаций ,
Л
0=^
2Е
Разделив эту величину на G = FLy, получаем удельный показатель
U а2р и =-— = .
Этот фактор, называемый удельной динамической прочностью, характеризует выгодность по массе материала в условиях ударных нагрузок. Для ориентировочного сравнения величину предела упругости можно заменить величиной предела текучести од. 2. Тогда
2
н = ^. • (45)
2Еу
Это выражение совпадает с выражением' (44) полной вытяжки/т свободно подвешенного бруса длиной L, при которой напряжения в опасном сечении достигают предела текучести.
Сравнительная оценка по массе конструкционных материалов, В табл. 17 приведены значения у, ст,, Под, Е основных конструкционных материалов и удельные характеристики, подсчитанные по верхним значениям ств и под.
На рис. 91* а дана обобщенная диаграмма ае/у и сго.а/у в фуик-
17. Показатели прочности и жесткости различных материалов
• ч * , Материалы 7’ з /г/дм3 Ст„ °о.з j О ЧЧ G.10~•’ Удельные показатели
- JL 1 ня [d7=x^- ! СГ°‘3 т — — Lt, m 1 1 II en 1 О Г4 е*» но Щ 0 «ч л 1 : -01 v: : 1 е-01 лгоа-
кгс/мм^
Стали: углеродистые легированные сверхпрочные 7,85 30-80 20-50 20 Iff ' 6,5 8 25.5 16
80-180 60-150 8 23 19 71 25,5 49
200-350 180-320 45 41 325 25;5 104
Сплавы Ti 4,5 80-180 60-140 Л,5 4,2 40 31 190 25,5
Спдазы. AJ: литейные деформируемые 2,8 18-30 12 — 20 7,2' 2.5 П •'I / 10 25,5 18,5
40-70 25—45 25 — 16 -- - 50 25,5 41,5
Сплавы Mg: литейные f деформируемые 1.8 15-20 10-15 4.5 1,3 И 8.5 14 2'5 20,5
10-35 15-25 20 14 39 А 35
Чугуны: серые высокопрочные 7,2 20 “40 12-25 8 3 5,5 3,5 5,5 И г 3,8
40-S0 25-50 15‘ 11 7 11,5 21 !4,5
СИАМ (стекловолокнистые анизотропные материалы) 1,8 40-60 27 — 40 4,5 — ч 33 22 100 25 - 55
ции св (черные1 точки — максимальные величины <тн/у, светлые — <ro,i/y). Для сравнения даны значения св/у для сверхпрочной. композиции [12] из графитных усов в алюминиевой.матрице с ая = 500 кгс/мм2 (вдоль волокон), у=я 3,6 кг/дм3 и Lp = 190 км (выходит за пределы диаграммы).
Показатели динамической прочности в функции сод приведены на рис. 91,6.
Следует подчеркнуть, что выбор материала "зависят не только от его прочностно-массовых характеристик, но и назначения и условий работы детали, При выборе материала учитывают присущие ему жесткость, твердость, вязкость, пластичность, техно логические характеристики (обрабатываемость, дгтамиуемосп», свариваемость), износостойкость, корроэнонпостойкостьй жаростойкость и жаропрочность (для деталей, работающих при повышенных температурах). Важную роль играет стоимость материала, отсутствие в нем дорогих и дефицитных компонентов.
Наибольшей универсальностью при высоких прочностно-массовых показателях обладают стали, свойства которых можно менять в широких пределах легированием, термической, химикотермической п тсрмомехянической обработкой. Это делает стали наиболее распространенным Материалом для изготовления нагруженных деталей.
Теми же свойствами гибкости и высокими прочност но-массовыми показателями оо л а-, дают титановые сплавы, хотя по технологическим характеристикам (обрабатываемость) они уступают сталям,
4.
ЖЕСТКОСТЬ КОНСТРУКЦИЙ'
Жесткость определяет работоспособность конструкции в такой же (а иногда и в большей) мере, как и прочность. Повышенные деформации могут нарушить нормальную работу конструкции задолго до возникновения опасных для прочности напряжений, Нарушая равномерное распределение нагрузки, они вызывают сосредоточение усилий на отдельных участках деталей, s результате чего появляются местные высокие напряжения, иногда значительно превосходящие величину поминальных напряжений.
Нежесткосгь корпусов расстраивает взаимодействие расположенных в них механизмов, вызывая повышенное трение н износ подвижных сочленений; нсжесткость валов и опор зубчатых передач нарушает правильное зацепление колес и приводит к быстрому износу зубьев; нежесткосгь цапф и опор подшипников скольжения вызывает повышенные кромочные давления, появление очагов полужндкостного и полусухого трения, перегрев, заедание илн снижение срока службы подшипников; нежесткосгь неподвижных соединений, подверженных действию динамических нагрузок, вызывает фрикционную коррозию, наклеп и сваривание поверхностей.
У машин-орудий жесткость рабочих органов определяет точность размеров обрабатываемых изделий. В металлорежущих станках точность обработки зависит от жесткости станин и рабочих органов; в прокатных станах точность проката — от жесткости клетей и валков.
Жесткость имеет большое значение для машин облегченного класса (транспортные машины, авиационная, ракетная техника). Стремясь облегчить конструкцию и максимально использовать прочностные ресурсы материалов, конструктор в данном случае повышает уровень напряжения, что сопровождается увеличением деформаций. Широкое применение равнопрочных, наиболее выгодных по, массе конструкций, в свою очередь, вызывает увеличение деформаций, так как равнопрочные конструкции наименее жесткие.
Особую остроту приобретают вопросы жесткости в связи с появлением высокопрочных и сверхпрочных материалов, применение которых обусловливает резкое увеличение дсформативности конструкций.
Нередки случаи недооценки величины усилий, действующих на конструкцию. Очень часто при расчете получают ничтожные величины рабочих усилий, а фактически же неожиданно возникают нагрузки, приводящие
к. поломкам и выходу из строя деталей. Эти нагрузки могут быть вызваны неточностями монтажа, деформацией недостаточно жестких элементов конструкции-, остаточными деформациями, перетяжкой крепежных деталей, повышенным трением и перекосами трущихся частей узла, усилиями, возникающими при транспортировке и установке машины, И другими факторами, не учитываемыми расчетом.
Величину деформаций можно рассчитать лишь в простейших случаях методами сопротивления материалов и теории упругости. В большинстве случаев приходится иметь дело с нерасчетными деталями, сечения которых определяются условиями изготовления (например, технологией литья) пли имеющими сложную конфигурацию, затрудняющую определение напряжении.
Здесь приходится прибегать к моделированию, эксперименту, опыту имеющихся аналогичных конструкций, а нередко полагаться только на чутье, вырабатывающееся с течением времени у конструктора. Опытный конструктор, зная направление и величину действующих усилий, оценивает более или менее правильно направление и величину деформации, выявляет слабые места и, пользуясь разнообразными приемами, увеличивает жесткость, компонуя рациональную конструкцию. Напротив, конструкции, спроектированные начинающими конструкторами, обычно страдают недостатком жесткости.
КРИТЕРИИ ЖЕСТКОСТИ
Жесткость — это способность системы сопротивляться дей-• ствию внешних нагрузок с наименьшими- деформациями. Для машиностроения можно сформулировать следующее определение; жесткость — это способность системы сопротивляться действию внешних нагрузок с деформациями, допустимыми без нарушения работоспособности системы. Понятием, обратным жесткости, является упругость, т. е. свойство системы приобретать относительно большие деформации под действием внешних нагрузок. Для машиностроительных конструкций наибольшее значение имеет жесткость. Однако в ряде случаев важным свойством оказывается и упругость (пружины, рессоры и другие упругие детали).
Жесткость оценивают коэффициентом жесткости, представляющим собой отношение силы Р, приложенной к системе, .к максимальной деформации f, вызываемой этой силой.
Для .случая растяжения-сжатия бруса постоянного сечения в пределах упругой деформации, коэффициент жесткости согласно закону Гука
<тГ EF
(46) -
где F — сечение бруса, мм2; j —длина бруса в направлении действия силы, мм.
Обратную величину’
р = Л.=г_, (47)
и р Ер«
характеризующую упругую податливость бруса, называют коэффициентом упругости.
Определенный по относительной деформации (еж///) коэффициент жесткости
X = EF, . (48)
представляет собой условную нагрузку в кгс, вызывающую относительную деформацию е = 1. Соответствующий коэффициент упругости
Н' = -^7 (®)
-РГ
представляет собой относительную деформацию при приложении нагрузки 1 кгс.
Для случая кручения бруса постоянного сечения коэффициент жесткости равен отношению приложенного к брусу крутящего момента Мгр к вызываемому этим моментом углу ф [рад] поворота сечений бруса на длине I [мм]:
где Jp — полярный момент инерции сечения бруса,
' Для случая изгиба бруса постоянного сечения коэффициент жесткости
Р EI
— “ — я -р-, (51)
где I - момент инерции сечения бруса, м\Г; I - длина бруса, мм; а - коэффициент, зависящий от условий нагружения.
18, Жесткость при различных схемах изгиоа
В табл, 18 приведены значения коэффициента жесткости для нескольких случаев нагружения изгибом, Зя единицу принято значение соответствующее изгибу двухолорного бруса, нагруженного сосредоточенной силой Р в середине пролета.
Как видно из табл. 18, жесткость системы сильно зависит от условий приложения нагрузки, Брус, загруженный равномерно распределенной
нагрузкой, обладает в 1,5 раза большей жесткостью, чем брус, нагруженный сосредоточенной нагрузкой той же суммарной величины. Еще большее влияние на жесткость имеют тип и расположение опор. Например, жесткость двухопорного бруса с заделанными концами В, 4 —8 раз превышает жесткость бруса, свободно опертого по концам. Жесткость консольного бруса, нагруженного сосредоточенной силом, составляет только 0,063 жесткости двухоцорпото бруса той же длины, нагруженною той же силой посредине пролета,
. При заданной величине нагрузки и заданных линейных размерах системы жесткость вполне определяется величиной максимальной деформации f. Эту величину часто применяют для практической оценки деформативносги геометрически одинаковых систем.
факторы", определяющие
ЖЕСТКОСТЬ КОНСТРУКЦИЙ
Жесткость конструкций определяют следующие факторы: модуль упругости материала (модуль нормальной упругости £ при растяжении-сжатии и изгибе, модуль сдвига G при кручений);
геометрические характеристики сечения деформируемого тела (сечение F при растяжении-сжатии, момент инерции J при изгибе, полярный момент инерции Jp прн кручении);
. линейные размеры деформируемого' зела (длина /);
вид нагрузки и тип опор [фактор а в формуле (51)].
Модуль упругости является устойчивой характеристикой металлов, мало зависит от термообработки п содержания (в обычных количествах) легирующих элементов и определяется лишь плотностью атомпо-кристаллической решетки основного компонента. Из технических металлов только W, Мо ы Вс .имеют повышенный модуль упругости (соответственно £ я 40, 35 и 31-103 кге/мм2).
Однако применение того или иного материала по большей части определяется условиями работы детали. Поэтому главным практическим средством увеличения жесткости является маневрирование геометрическими параметрами системы.
На жесткость сильно влияют размеры и форма сечений. В случае растяжепия-сжатия жесткость пропорциональна квадратура при изгибе — четвертой степени размеров сечения (в направлении действия изгибающего момента),
Влияние линейных размеров детали невелико для случая раегя-жения-сжатия (жесткость обратно пропорциональна первой степени дайны) и очень значительна прн изгибе (жесткость обратно пропорциональна третьей степени дайны).
Конструктивные факторы, влияющие на жесткость, можно объединить в показателях [см, формулы (46), (51)]г при растяжении-сжатии X = Fjl, при изгибе л:зг = I/13. Для бруса круглого сечения в случае растяжения-сжатия X == 0,785 d2/l и в случае изгиба Хлзг = 6,25- 1СГ4 d*/l3. Условие рааножесгкости для брусьев с различными значениями I и d
нагруженных одинаковой силой Р: при растяжении-сжатии’ da/l = const, при изгибе = const. На жесткость конструкции косвенно влияет прочность материала. При прочих равных условиях деформации пропорциональны напряжениям. Но величину напряжений принимают, как правило, пропорциональной’прочности материала; напряжения представляют собой отношение предела прочности (или. предела текучести) к коэффициент}' надежности. Следовательно, чем выше прочность материала,- тем больше величина принимаемых напряжений и прн прочих равных условиях больше деформация системы. Напротив,' чем меньше запас прочности и ближе величина действующих в системе напряжений к пределу прочности, тем больше деформация и меньше жесткость системы.
Наиболее простой способ уменьшения деформаций заключается в уменьшении уровня напряжений. Однако этот путь нерационален, так как он сопряжен с увеличением массы конструкции. В случае изгиба рациональным способом уменьшения деформации является целесообразный выбор формы сечений, условий нагружения, Типа и расстановки опор. Поскольку влияние линейных параметров системы при изгибе велико [формула (51Д, то в данном случае имеются эффективные способы увеличения жесткости, позволяющие уменьшить деформации системы в десятки раз по сравнению с исходной конструкцией, а иногда практически полностью ликвидировать изгиб.
В случае кручения эффективными средствами повышения жесткости являются уменьшение длины детали' иа участке кручения и, особенно, увеличение диаметра, так как полярный момент инерции возрастает пропорционально четвертой степени диаметра. В случае растяжения-сжатия возможность увеличения жесткости гораздо меньше, так как форма сечения не играет никакой роли, а деформации зависят только от площади-сечения, которая определяется условием прочности. Единственным способом повышения жесткости здесь является уменьшение длины детали. Если же длина задана, то остается только переход на материалы с более высоким модулем упругости.
Величина деформации зависит не только от максимального действующего в системе напряжения в опасном сечении детали, но и от закона распределения напряжений по всем остальным сечениям, т. е. от формы детали по ее длине. Равнопрочные детали (у которых максимальные напряжения во всех сечениях одинаковы) обладают наименьшей жесткостью.
Жесткость за пределами упругих деформаций. На практике приходится учитывать возможность появления пластических деформаций. Даже в системах, рассчитанных на работу в пределах упругости, нередко возникают местные пластические деформации в слабых местах конструкции, па участках концентрации напряжений и в элементах, неблагоприятно расположенных относительно действующих сил, и т. д. Общие или местные пластические деформации могут возникнуть иа перегрузочных режимах. Важно, чтобы эти деформации не нарушали работоспособность детали.
Поведение материала в этих условиях можно проследить на диаграмме нагрузка - относительная деформация для случая растяжения пластичной стали (рис. 92), Пока деталь работает в области упругих деформаций (при нагрузках < 4,5 тс), последние имеют незначительную величину (в среднем е < 0,2%); нагружение и разоружение происходят по линии ab; прн снятии
Рис. 92, Кривые нагрузка - схносктельнаи деформация
нагрузки система каждый раз возвращается в исходное состояние.
Если действующая сила повышается до величины, вызывающей переход за предел упругости, то деформация системы резко увеличивается вследствие появления остаточных деформаций. Например, прн повышении силы до 6,5 тс (точка 6') относительная деформация возрастает до 1,5%. После снятия силы разгружение происходит по линия Ь'а'. При полном разгруженнн система не возвращается в первоначальное состояние, приобретая остаточную деформацию, равную в рассматриваемом случае 1%. Вместе с тем система упрочняется в результате наклепа, возникающего при пластиче
ском течении материала.
Прн повторном приложении силы нагружение происходит по линии ab’, и система приобретает способность выдерживать без появления новых остаточных деформаций нагрузку до 6,5 тс. Однако вместе с этим уменьшается резерв пластической нагружаемости (разность силы, соответствующей пределу прочности, и .силы, соответствующей пределу упругости). Если до приложения силы, вызвавшей остаточные деформации, резерв нагружаемости составлял 8 - 4,5 - 3,5 тс, то теперь он сокращается до 8 — 6,5 = 1,5 тс.
. Как видно, падение жесткости при переходе за предел упругости является временным (если только напряжение при перегрузке не превосходит предела прочности материала). Претерпев остаточную. деформацию, система снова приходит в упругое состояние, Поведение ее при повторных нагружениях определяется законами упругой деформации, но только при новых значениях предела упругости и новых начальных координатах.
Возникновение умеренных остаточных деформаций не вызывает опасности', если нагрузка статическая и деформация детали не влияет на работу узла и смежных деталей. Напротив, прн известных условиях они способствуют упрочнению детали. Степень упрочнения зависит от соотношения между пределом прочности сги и Пределом упругости материала (или близким к последнему пределом текучести Со,г). Отношение сго,з/сги имеет малую величину у мягких и пластичных материалов и повышается с увеличением предела прочности, достигая 0,85—0,95 для высокопрочных сталей, Таким образом, степень упрочнения может быть значительной лишь для пластичных материалов; возможности упрочнения пластической деформацией прочных сталей невелики.
Если же остаточные деформации расстраивают работу узла (как это имеет место, например, в точных сочленениях), то их необходимо полностью устранить или ограничить узкими пределами.
Таким образом, величина дафоркдеДии за пределом упругости зависит
в первую очередь от йрочности материала и ее характера изменения в области пластических деформаций, т, с, от вида кривой нагружения^
На рис, 92 приведено сравнение величин пластической деформации деталей, выполненных нз трех сталей различной прочности. Пусть, иа деталь действует растягивающая сила 7,5 тс, вызывающая напряжение, превосходящее предел упругости для всех сталей, Относительная деформация е под действием этой силы для сталей, соответствующих кривым 1—3, равна соответственно 2,5; 1 и 0,5%. Таким образом, деформация детали, выполненной из наиболее прочной стали 3, в 2 раза меньше, чем в случае стали 2 и в 5 раз меньше чем в случае стали 1,
Преимущества прочных сталей в рассматриваемом случае можно нл люстрировать иначе. Пусть задана предельная относительная деформация е = 1%. -Деталь, выполненная из наиболее прочной стали 3, приобретает эту деформацию при нагрузке 9,5 тс, из стали 2 — ври нагрузке 7,5 тс и из стали 1 — при нагрузке 6 тс.
Из сказанного очевидно, что жесткость в области пластических деформаций определяется преимущественно прочностными факторами.
Жесткость тонкостенных и составных конструкций. В тонкостенных, В частности оболочковых, конструкциях особое значение имеет устой-чив ость системы. Конструкции такого рода склонны в известных условиях при напряжениях, безопасных с точки зрения номинального расчета на прочность и жесткость, подвергаться резким местным или общим деформациям, носящим характер внезапного крушения.
Главным средством борьбы с потерей устойчивости (наряду с повышением прочности материала) является усиление легко деформирующихся участков системы введением местных элементов жесткости идн связей между деформирующимися участками и узлами жесткости,
В составных конструкциях (в системах из нескольких детален, соединённых на неподвижных посадках) жесткость зависит также от такого фактора, редко учитываемого, но имеющего на практике большое значение, как жесткость узлов сопряжения. Наличие зазоров в узлах сопряжения приводит к появлению деформаций; иногда во много раз превосходящих собственные упругие деформаций элементов конструкции. В подобных узлах следует обращать особое внимание на жесткость крепления и заделки деталей.
Эффективными способами увеличения жесткости составных систем являются силовая затяжка узлов сочленения, посадка с натягом, увеличение опорных поверхностен и придание деталям повышенной жёсткости иа участках сопряжения,
УДЕЛЬНЫЕ ПОКАЗАТЕЛИ ЖЕСТКОСТИ
ПрЙ сравнений' жесткости, прочности и массы деталей, изготовленных из различных материалов, следует различать четыре основных случая:
1. Детали одинаковы по конфигурации (при равной нагрузке имеют одинаковые Напряжения);
2, Детали равномсестки (имеют одинаковые деформаций при различных сёченнях и напряжениях);
3. Детали равнопрочны (имеют одинаковый запас надежности, различные-сечения.н напряжения, пропорциональные пределу прочности материала);
* 4. Детали имеют одинаковую массу.
Первый случай (замена матер па ла детали другим без изменения ее геометрических размеров) практически встречается, когда сечения детали заданы технологическим процессом (например, лйтЫе корпусные детали). Это также случай нерасчетных деталей с неопределенными напряжениями. Второй и третий случай имеют место при замене материала детали другим с одновременным изменением ее сечений (расчетные детали, в которых напряжения и деформации определяются достаточно' точно и назначаются с расчетом максимального использования прочности и жесткости материала). Четвертый случай— Ото случай, когда масса конструкции задана ее функциональным назначением и условиями эксплуатации.
Прн сравнении прочностных, массовых н жесгкостных показателей деталей, изготовленных из различных материалов, будем предполагать, что длина деталей одинакова, а сечения в последних трех случаях изменяются геометрически подобно.
1. Детали одинаковой конфигурации (о = const). В случае растяжения-сжатия относительный коэффициент жесткости согласно формуле (48) А. = EF, где F — сечение детали; Е — модуль нормальной упругости.
По условию Г — const. Следовательно, = const Е, т. е. жесткость деталей в данном случае зависит только от величины модуля упругости.
Запас надежности п = оа/сг; где сгв — предел прочности па растяжение; о — действующее в детали напряжение,
По условию о — const. Следовательно, п — const ств.
Масса детали G = yFl = const у, где у — плотность материала.
Совершенно аналогичны соотношения в случае изгиба и кручения, с той лишь разницей, что при кручении жесткость детали определяете* величиной модуля сдвига.
2. Равножесткие детали (?„ = const). Условие равножесгкости в случае растяжения-сжатия согласно формуле (46)
, ЕГ
Л = ——- = const, if
Следовательно, const F =--------------------------------
Е
Масса равножесткйх деталей
G — yFl = certst — Е
(52)
Напряжения
const
СТ = ------
F
С учетом формулы (52) ст - const £, Запас надежности
а =—-== const . ст £
При изгибе масса равиожесткнх деталей
у
G = const—
£1;Z
Запас надежности
ств
п = const —
£3Г4
3. Равнопрочные детали (и = const). Условие тяжении-сжатин
равнопрочности при рас-
п =
Стн — = const, ст
const
Ввиду того, что ст = —~~
const и
----- = const— =
const
ст
ств
(53) '
и масса
G = yFl =
const —. Ств
Коэффициент жесткости с учетом формулы (53)
£
.Х= EF - const—.
О’.
При изгибе
у Е
G = const —Z, = const —т
СТ/'3 СТЙ
4, Детали равной массы (G = const). Условие равной массы при растяжении-сжатии G = у/7 = const-
Спедовательно, F = const/y.
Напряжений ст — const/£ — const у. . .
Запас надежности
СГВ /1 " ---- const -—.
С7 7
Коэффициент жесткости > £ X = EF = const 1
При изгибе
Для сравнительных целей пользуются наиболее простыми формулами для растяжения-сжатия, (
Показатели массы, жесткости и прочности При растяженнн-сжатин для всех разобранных выше случаев приведены в табл, 19, Значения удельной прочности n/G = сг012/7 и удельной жесткости X/G = £/у одинаковы для всех категорий деталей.
1?, Характеристики массы, прячпостп п жееткпсти
Детали Масса, G Прочность, Н Жесткость* I
Одинаковой конфигурации У Е
Равножесткие ?/£ Са,з/Е const
Равнопрочные У/П|\2 const £/^0,2
Равной массы const С 0,1/Т £/У
Как видно из табл, 17, величина £,'у для большинства материалов одинакова (£/у х 15 • 102), Исключение представляют чугуны серые (£/у ~ '= 11 • 102) и высокопрочные (£/у = 21 * 102),
С учетом табл, 19 и 17 составлены графики показателей жесткости, прочности и массы деталей, изготовленных из различных материалов (рис, 93):
В случае деталей одинаковой конфигурации (рис. 93, а) по - жесткости Е и Прочности сг^д наиболее выгодны стали н сплавы Ti, а по массе у — сплавы AI и Mg,
Так как модуль упругости сплавов определяется модулем упругости основного компонента и мзло зависит от содержания (в обычных количествах) легирующих элементов (например, для сталей* колебания заключены в пределах Е = (19 22)-Юэ кгс/мм% для сплавов AI в пределах •£ = (7 4- 7,5}‘1СР кгс/мм\ то в случае деталей одинаковой конфигурации, когда на первом плане стоят требования жесткости, а уровень напряжений невысок, целесообразно применять наиболее дешевые материалы (углеродистые стали вместо легированных, алюминиевые сплавы простого состава вместо сложполсгпровапных), Если же Наряду с жесткостью имеет значение прочность, то предпочтительны пробные сплавы,
’ Дяя деталей равной жесткости (рис. 93, б) по прочности (а0Л/Е) наиболее выгодны сверхпрочные стали и сплавы Ti. Масса равиожестких деталей одинакова (за исключением деталей из серых чугунов).
Рнс. 91 Показатели жесткости, прочности и массы детален:
л одинаковой конфигурации; б равной жесгкоспг; равнопрочных: г дрянной массы; I — стали сверхпрочные; 2 — стали легированные; 3 — сплавы Тц 4 — чугуны высокопрочные; 5 - стали углеродистые; 6 — сплавы AI деформируемые; 7 — СВАМ; 8 — сплавы Mg реформируемые; 9 - чугуны серые; J0-* сплаш AI литейные; U * сплавы Mg литейные
. •
В случае равнопрочных деталей (рис. 93, в) наименьшей массой и наиболее низкой жесткостью обладают сверхпрочные и легированные стали, СВАМ и сплавы Ti. Наиболее жестки детали да углеродистых сталей, литых сплавов А1 н Mg и серых чугунов, т. е, наименее прочных материалов.
Это справедливо только при условии равнопрочности (расчетные напряжения пропорциональны пределу прочности). Жесткость деталей, выполненных из прочных материалов, можно повысить снижением расчетных напряжений, но1 в ущерб' массе конструкции и с недоиспользованием их прочностного ресурса. Практический вывод заключается в том, что при использовании прочных материалов в равнопрочных конструкциях необходимо считаться с падением жесткости и компенсировать ее снижение конструктивными "мерами.
В случае дета'лей равной массы (рис. 93, г) прочность пропорциональна фактору ст0>2/у. Жесткость одинакова (за исключением деталей из серых чугунов, обладающих пониженной жесткостью).
Сравнйм жесткость, прочность и массу деталей, выполненных из углеродистых, легированных сталей и сплавов Al, Mg и Ti (табл. 20). Характеристики деталей из углеродистых сталей приняты равными единице.
20. Характеристики массы, прочности и жесткости деталей
Детали одинаковой конфигурации Характеристики Сплавы А1 деформируемые Стали легированные Сплавы Ti
Характеристики Чугун серый Сплавы А1 питейные Mg
Жесткость Прочность Масса М 0,5 0,92 0,36 0.4 0т37 0,22 0,23 Р Жесткость Масса 0,4 0,4 0,33 0,33 0,2 0,2
Детали равной жесткости Деталц равней лжен
Характеристики Силасы А1 деформируемые Стали легированные Сплавы Ti
Прочность Масса 2,5 3,3 Const 5 Прочность Жесткость 2,5 1' • •' 3 Const 5
3" 1 .. .
Для деталей одинаковой конфигурации (литье) переход с углеродистой стали на литейные сплавы А1 и Mg вызывает уменьшение жесткости, прочности и массы, При переходе на серые чугуны жесткость снижается в 2,5, а прочность в 2 раза. Масса практически не изменяется.
Для деталей равной жесткости переход с углеродистой стали на деформируемые сплавы А1, легированные стали и сплавы Ti сопровождается увеличением прочности соответственно в 2,5; 3,3 и 5 раз. Масса детален нс изменяется.
Для равнопрочных деталей переход нд сплавы А1, легированные стали и сплавы Ti вызывает снижение жесткости' и массы соответственно в 2,5; 3 ц 5 раз.
Для деталей равной массы переход- на сплавы А1Г легированные стали и сплавы Ti сопровождается увеличением прочности соответственно в 2,5; 3 и 5 раз. Жесткость не изменяется.
Обобщенный показатель. Как видно из табл. 19, прочность для всех категорий деталей определяется фактором Со,а/¥» а жесткость - фактором Е/у, ’ .
1 2 3*6 67 в 9 10
Рис, 94, OSoGfueiTHbiii показатель!
I — стили сверхпрочные; 2 — сплЛвм Ti; 3 — СТАЛИ легированные; 4 — сплавы AI деформируемые; 5 — сплавы Mg де формируемые J б сплавы А1 литейные; 7 — сплавы Mg литейные; 5 —стали углеродистые; 9 *-чугуны высокопрочные; 10 - чугуны серые
О б о б m е и п ы Й п о к а з а т е л пред-ст0.2£ ставляющии собой произведение •—3— Т зтих факторов, характеризует способность материалов нести наиболее высокие нагрузки при наименьших деформациях и массе и наиболее полно оценивает выгодность по массе материалов.
Прочность и жесткость практически неотделимы. Жесткость сама по себе ие
представляет ценности, если конструкция ие может нести высоких нагрузок; Низкоуглеродистая сталь имеет такой же модуль упругости, как и термообработанная качественная сталь. Однако деталь из углеродистой стали пластически деформируется и выйдет из строя под действием небольших нагрузок; которые вызовут во второй детали лишь незначительные упругие деформации, -
Выгодность материалов с Е/у= const as 25 102 (см. табл. 17) вполне характеризуется фактором а0|2/7, который в этом случае является универсальным прочиостно-жесткостным показателем. Для материалов с иным значением £/? фактор o0/2/y должен быть исправлен на отношение их удельной жесткости к JS/y = 25• 1021, например для чугунов: серых —на 11/25 — 0,44, высокопрочных - иа 21/25 * 0,85.
СГд £.Е
Значения сообщенного показателя —— приведены в табл. 17 и на У
рнс. 94. На практике выбор материала определяется пе только прочностно-жесткостными характеристиками, но и другими свойствами (технологическими, эксплуатационными). Поэтому преимущественное значение имеют конструктивные меры, позволяющие создать достаточно прочные и жесткие конструкции даже при использовании материалов малой прочности и жесткости,
КОНСТРУКТИВНЫЕ СПОСОБЫ ПОВЫШЕНИЯ ЖЕСТКОСТИ
Главные конструктивные способы повышения жесткости без существенного увеличения массы:
всемерное, устранение изгиба, замена его растяжением или сжатием;
для деталей, работающих иа изгиб, — целесообразная расстановка опор, исключение невыгодных по жесткости видов нагружения;
рациональное, нс сопровождающееся возрастанием массы, увеличение моментов инерции сечений;
рациональное усиление ребрами, работающими предпочтительно на сжатие;
усиление заделочных участков и участков перехода от одного сечения к другому;
блокирование деформаций введением поперечных и диагональных связей;
привлечение жесткости смежных деталей;
для деталей коробчатого типа - применение скорлупчатых, сводчатых» сферических, яйцевидных и тому подобных форм;
для деталей типа дисков — применение конических, чашечных, сферических форм; рациональное оребрение, гофрирование;
для деталей типа плнт — применение арочных, Коробчатых, двутельиых, ячеистых и сотовых конструкций,
Замена изгиба растяжением-сжатием
Повышенная жесткость деталей, работающих на растяжение-сжатие, в конечном итоге обусловлена лучшим использованием материала при этом виде нагружения. В случае изгиба и кручения нагружены преимущественно крайние волокна сечения. Предел нагружения наступает, когда напряжения в ннх достигают опасных значений, тогда как сердцевина остается недогруженной. При растяжении-сжатии напряжения одинаковы по всему сечению; материал используется'полностью. Предел нагружения наступает, когда напряжения во всех точках сечения теоретически' одновременно' достигают опасного значения. Кроме того, при растяженин-сжатия деформации детали пропорциональны первой степени ее длины. В случае же изгиба действие нагрузки зависит от расстояния между плоскостью действия изгибающей силы, и опасным селением; деформации здесь пропорциональны третьей степени длины.
Сравним консольную балку круглого сечения (d = 20 мм), нагруженную изгибающей силой Р (рис. 95, л), н треугольную ферму с одинаковым^ вылетом I, составленную из стержней того же диаметра. Верхний стержень фермы под действием силы Р работает на растяжение, нижний — на сжатие. При соотношениях, показанных на рисунке, максимальное напряжение изгиба в балке в 550 раз больше напряжений в стержнях фермы, а максимальная деформация (в точке приложения силы Р) больше в 9 • 103 раз.
Рнс. 95» Жесткость, прочность и масса треугольной фермен-нои системы и консольных балок
Рнс. 96. Сравнительные характеристики консольной балки п 1реуго.|ьной ферменной системы
Д51й того, чтобы сделать системы равнопрочными, необходимо увеличить дйаметр балки до 165 мм (рис. 95, б). При этом масса балки (нй считая запелочного участка) становится в 25 раз больше массы фермы, а максимальный прогиб оказывается в 2 раза больше прогиба фермы.
Для достижения о динаковой жесткости (равенство максимальных прогибов) необходимо увеличить диаметр балки до 200 мм (рис. 95, в). Напряжения снижаются, составляя 0,6 величины напряжений в стержнях фермы.
Связь мёжду прогибом f g консольной балки круглого сечения в плоско-СТй приложения силы и прогибом /ф ферменной системы при одинаковых сечСннях можно выразить соотношением
f. - ( 1 \ 2
— да10,5— sin1 Д COS 6t,
' J Ф \d /
K.l# I — длина вылета; J диаметр стержнем балки и фермы; д палоьина угла при вершине ферменного треугольника.
Отношение /б//ф в функции угла « для различных значений l/d при-1 вбдецо на рнс, 96, а, Прн одинаковости сечений прогиб консольной балки может быть в сотни и тысячи раз больше прогиба ферменной системы. Разница резко возрастает с увеличением отношения l/d, т. е. относительным удонейием стержней. Однако и для наиболее жестких стержней (l/d = 10) разница в пользу ферменной системы весьма велика,
Отношение /й/Сф имеет пологий максимум прн а = 45 4- 60’. В этом диапазоне фермы типа, приведенного па рис. 95, обладают наибольшей жесткостью, Напряжения (рис, 96, б) в балке во много раз больше напряжений в стержнях (например, при а = 45°'в 100-1000 раз).
Конструктивную аналогию системам, изображенным пл. рис. 95, представляет литой кронштейн (рис. 97). Жесткость узлов соединения стержней в раскосном кронштейне видоизменяет условия их работы iro сравнению с чистой фермой, в которой стержни соединены шарнирами; все жа Й случае раскосного кронштейна (рис. 97, б) стержни работают преиму* 216
Рис. 97> Конструкции явтых кронштейнов
щественно на растяжение-сжатие, тогда как балочный кронштейн (рис. 97, д) подвергается изгибу. Конструкция становится еще более прочной и жесткой, если стержни кронштейна соединить сплошной перемычкой; связывающей Их в жесткую систему (рис. 97, в).
Кронштейн ферменного типа с вертикальным верхним стержнем (рис. 97, г) значительно менее жесткий, чем кронштейн ня рис, 97, б, так хак конец вертикального стержня под нагрузкой перемещается приблизительно по направлению действия силы и для ограничения деформаций его жесткость пе используется.
В тонкостенном цилиндрическом отсеке, несущем поперечную нагрузку Р (рнс. 98, а), все участки, расположенные по образующим, 'подвергаются изгибу. Нагрузку воспринимают преимущественно боковые стенки (рис. 98, б), параллельные плоскости действия изгибающего момента (зачернены на рисунке), так как их жесткость в этом направлении во много раз больше жесткости стенок, расположенных перпендикулярно плоскости действия момента.
При конической форме (рис. 98, в, г), приближающей конструкцию к ферменной (см. рис. 95), стенки конуса, расположенные в плоскости действия изгибающего момента, работают: верхние на растяжение, а нижние подобно подкосу—на сжатие. Боковые стеики испытывают преимущественно изгиб; их жесткость соизмерима с жесткостью верхних и нижиих стенок. Следовательно, при конической форме стенки отсека полностью включаются а работу; прочность и жесткость конструкции увеличиваются.
Рис. 98. Консольные тонкостенные системы
Рис. 99. Схемы свободно опертой балки (л), стержневой системы (б) и прочной балки (е)
Связь между растянутыми и сжатыми стенками осуществляют кольца жесткости nt, п, которые помимо силового замыкания предотвращают овализацию конуса под действием нагрузки. Такие кольца являются непременным условием правильной работы тонкостенных отсеков.
Близки к конусам по жесткости тюльпанные (рнс. 98, д), сферические (рис. 98, е), тороидные (рис. 98, ж) и аналогичные формы.
Еще пример .устранения напряжений изгиба показан иа рис. 99. Здесь двухопорная балка, подвергающаяся изгибу (рис. 99, и), заменена более выгодной стержневой системой (рис. 99, 6), наклонные стержни которой работают на сжатие, а горизонтальные — на растяжение. Близка к этому случаю арочная балка (рнс. 98, в), работающая также преимущественно на сжатие,
Связь между прогибом Д двухопорной балки в плоскости действия изгибающей силы и прогибом f ф стержневой (ферменной) Системы по рис. 99, б можно выразить соотношением
1.3 v sin7 tf cos о,
Тф \а/
где ! - пролет балки; d - диаметр балки (и стержней ферменной системы); а - боковой угол треугольника фермы.
Отношение/с/Уф показано на графике (рис, 100, с) в функции угла а для различных значений l/d. График свидетельствует о большом преимуществе системы, работающей на сжатие, перед системой, испытывающей изгиб. Прогиб балки а'Плоскости действия нагрузки
Рис, 100. Сравнительные характеристики балки и стержневой системы 218
в сотни и тысяча раз превышает прогиб стержневых систем. Даже при малых значениях угла (а % 15е) прогиб стержневой системы, например, при l/d * 50, в 200 раз меньше прогиба системы, работающей на изгиб-
Как и в предыдущем случае (см. рис- 96. д), стержневая система имеет наибольшую жесткость при а = 45 -г 60а,
Из трафика на рис. 1003 и следует, что напряжения в балке в 30 — 300 раз больше напряжений в стержпях фермы. При больших значениях l/d у стержней, работающих на сжатие, возникает опасность появления продольного иЗгнба. Это обстбительстйо следует учшьПшь при конструировании стержневых систем. , ”
На рис. 101, а показан случай нагружения цилиндра осевой силой. Нагрузка вызывает прогиб днища цилиндра, передающийся обечайке через пояс сопряжения обечайки с днищем (деформации показаны штриховой линией). Система является нежесткой. При замене цилиндра конусом (рис. 101, б) система по основной схеме восприятия сил приближается к стержневой ферме, изображенной на рис. 99, б. Стенки конуса работают преимущественно на сжатие; роль стержня, воспринимающего распор, в данном случае выполняют жесткие .кольцевые сечения конуса, ограничивающие радиальные деформации стенок.
Наибольшей жесткостью при наименьшей массе обладают конусы с углом прн вершине 60—90°.
Повышенную жесткость имеют сферическая, яйцевидная н тому подобные формы (рис. 101, в и г).
На рнс. 101, 0-5 приведены конструктивные примеры. Как н в случае конуса, работающего на изгиб, существенное условие повышения жесткости и прочности здесь состоит в придании деталям кольцевых поясов жесткости, из которых верхний т работает на сжатие, а нижний к — на растяжение.
В усиленных конструкциях (рис, 101, н — м) введены элементы, прямо воспринимающие усилие сжатия: ребра, цилиндры й конуса.
Блокирование деформаций
Ч ’ ,
В общей постановке вопроса задача увеличения жесткости заключается в том, чтобы найти точки наибольших перемещений системы, деформируемой под действием нагрузки, и предотвратить эти перемещения введением элементов растяжения-сжатия, расположенных по направлению перемещении. Классическим примером решения этой задачи является увеличение жесткости рам и ферменных конструкций раскосами.
Жесткость стержневой рамы, подвергающейся действию сдвигающих сил Р (рнс. 102, л), крайне незначительна и Определяется только сопротивлением вертикальных стержней изгибу и жесткостью узлов соединения стержней. Введение косынок (рис. 102, б), приближает схему работы стержней к схеме работы заделанных балок и несколько уменьшает деформации.
Наиболее^ эффективно введение диагональных связей, (раскосов), работающих на растяжение или сжатие^ Раскос растяжения (рис. 102,-в) должен при перекосе рамы удлиниться на величину Л. Так как жесткость растягиваемого стержня во много раз больше лзгибной жесткости вертикальных стержней, то общая жесткость системы резко возрастает, Аналогично действует раскос сжатия (рис. 102, с). Но в этом случае необходимо считаться с возможностью продольного изгиба сжатого стержня, что делает систему менее желательной.
fiic. 102. С.\емы действия днягональных связей
Рас. 103. Плоские фермы
.Рис. ПИ, Блокирование дефорягаций
Если нагрузка действует попеременно в обоих направлениях, то применяют раскосы перекрестные или чередующегося направле
ния (рнс. 102, й и е).
В порядке возрастающей жесткости на рис. 103, п — .и представлены схемы плоских ферм и на рис. 103. к — н — сложных плоских ферм с уси-
ливающими элементами, предотвращающими продольный изгиб и потерю
устойчивости стержней.
На рнс. 104, а показана схема деформации стенок цилиндрического резервуара, подвергающегося действию внутреннего давления. Участки наибольших деформаций целесообразно связать элементами, работающими на растяжение; обечайку — кольцом 1, днища — анкерным болтом 2 (рис. 104, б).
Консольные и двухопорные системы
Если по конструкции н функциональному назначению детали
нельзя избежать изгиба, то па первый план выступает задача уменьшения
деформаций и напряжений изгиба.
На рис. 105 изображены основные схемы изгиба балок:.консольной (а), опертой по концам (б) и с заделанными концами (а).
Рнс, 105» Схемы нагружениям
^Р1|М — -РЬ № дт* г
Из сопоставления величин максимальных изгибающих момензов и прогибов видно большое преимущество двухопорных балок
Pi3
4SEJ ’
б " Мщ «
mik ™
др 1921;J
перед консольной по жесткости и прочности, При одинаковых длине, сечении балок и нагрузке максимальный изгибающий момент (а следовательно, и максимальные напряжения изгиба) в двухопорной балке в 4 раза, а в двухопориой (заделанной) в 8 раз меньше, чем в консольной. Еще больше преимущества по жесткости. Максимальный прогиб двухопорной балки в 16 раз, а двухопориой заделанной — в 64 раза меньше, чем консольной. Практически различие между двухопорными и консольными деталями выражено не так резко, как в приведенном схематическом сравнении. В сравнимых конструктивных вариантах консольной и двухопорной балок длина консоли редко бывает равной расстоянию между опорами в двухопорной балке; чаще всего она значительно меньше.
В консольной (а) и двухопориой (Э) установке вала-шестерни по габаритным условиям расстояние между опорами в двухопорной установке не удается сделать менынйм 2?, вследствие чего оба варианта приходится сравнивать на базе 'различных, а не одинаковых, как в предыдущем случае, длин.
Максимальный изгибающий момент при двухопорной установке в 2 раза меньше, чем в консольной. Выигрыш в максимальных напряжениях изгиба гораздо больше, потому что момент сопротивления в опасном сечении (в плоскости действия силы ,Р) двухопорного вала значительно больше момента сопротивления в опасном сечении (в плоскости переднего, ближайшего к нагрузке подшипника) консольного вала. При соотношениях, приведенных под рис. 105, напряжения в опасном сечении Двухопорного вила н 5 раз меньше, чем в консоли.
Максимальный прогиб двухопорного вала формально в 2 раза меньше прогиба консольного вала, а если учесть большую величину момента инерции J' сечения двухопорного вала по сравнению с моментом инерции J консольного вала, то фактически еще .меньше (при соотношениях, приведенных под рисунком — в 6,5 раза).
Нагрузка на подшипники двухопорного вала меньше нагрузки на передний подшипник консольного вала Р(1 4- //L) В 2(1 4- 1/L) раза.
Еще благоприятнее соотношения для двухопорного вала с заделанными концами. Реальное приближение к этому случаю можно получить' увеличением жесткости опор, например применением роликовых подшипников и усилением стенок корпуса (рнс. 105, е). В данном случае максимальный Изгибающий момент меньше в 4 раза по сравнению с консолью и в 2 раза по сравнению с двухопорным валом, установленным на шариковых подшипниках; Максимальный прогиб вала на жестких опорах соответственно меньше в 8 и 4 раза (без учета различия величин J и J').
Однако при коротких и жестких валах повышение жесткости опор практически не дает выгоды, так как жесткость вала стирает разницу между схемами валов свободно опертого и с заделанными концами.
Увеличение жесткости
И прочности ковсольных конструкций
Если применение консольной установки продиктовано необходимостью, то следует принимать все меры к устранению присущих ей недостатков. Необходимо всемерно уменьшать вылет консоли, увеличивать жесткость и прочность консольной части конструкции.
Ряс. 106. Упрочнение консолей
На рис. 106 приведены нецелесообразная (а) и улучшенная (б) конструкции консольного, вала, в которой длина I' консоли уменьшена до предела, допускаемого конструкцией; момент инерции и момент сопротивления консоли на наиболее нагруженных участках увеличены,-Передний подшипник, воспринимающий повышенную нагрузку, усилен.
Распространенным случаем консолн в машиностроении являются опорные буртики цилиндрических деталей. В нерациональной конструкции (рис. 106, ff) буртик имеет чрезмерный вылет, Если вылет уменьшить, например, в 3 раза (рнс. 106, г), то во столько же раз уменьшаются напряжения изгиба в опасном сечении; максимальная деформация снижается в 27 раз.
В планетарной передаче (рис. 106, г1) консольные пальцы 1 сателлитов подвергаются изгибу центробежной силой сателлитов Рцб и окружными силами привода Pottp. Соединение пальцев дисками 2 (рнс. 106, е) устраняет консольный изгиб только от сил Рдй. Окружные силы по-прежгему консольно изгибают пальцы.
В рациональной конструкции (рис. 106, л/с) несущий диск 3 привернут г лапам т диска сателлитодержателя, которые воспринимают окружные силы, полностью разгружая пальцы от изгиба.
В ряде случаев можно добиться значительного укорочения консоли изменением формы детали. Вылет насадного конического колеса (рис, 107, о)
Рис» 107. Уменьшение вылети в консояьдой установке конического зубчатого колеси
можно уменьшить, переменив положения ступицы относительно венца (б) или применив колесо, выполненное заодно с валом‘(в).
Нагрузка на переднюю опору консоли (рнс. 108, а) Nj = Р (1 + 1/L), на заднюю .V, = Р(1 + //L), где Р — сила, действующая на консоль; I — длина консоли; L - расстояние между опорами.
На рнс. 109, а даны безразмерные отношения N}/P и N2/P в функции L/1. Как видно, нагрузки На опоры резко возрастают с уменьшением расстояния между опорами. С увеличением отношения L}1 нагрузки падают» причем асимптотически, стремится к величине Р,. а Лг-— к нулю. При L/7 > 2 -г 2,5 нагрузки становятся практически постоянными, а при L/l < 1 резко возрастают. Таким образом, целесообразный диапазон отношений L/1 заключен в пределах 1,5 — 2,5 (заштрихованная область).
В' качестве общего правила можно принять, что расстояние между опорами должно быть равно удвоенной величине консоли. При этом нагрузка на переднюю опору JV) = 1,5Р. Разумеется за большими отношениями L/1 остается преимущество более точной фиксации вала.
Рнс- 108. Схемы консольной (а), обратно-консольней (0 и бесконсольной (в) установок 224
Рис, 109, Нагрузки на опоры коисочьпшго вала (л) и обратной койСоЛй (0
На том жа графике изображено отношение нагрузок па переднюю и заднюю опоры ^i/Ni ~ 1 4-Х//, которьы можно руководствоваться прн выбора подшипников в тех случаям, когда желательно получить их равную долговечность. Для рекомендуемого значения ХД = 2 величина Ni/Nz >= 3. Из основной формулы расчета подшипников качения Лг = C/(nh}°*3 вытекает, •что для соблюдения равной долговечности й коэффициенты работоспособности переднего и заднего подшипников должны находиться в отношении Ci/C3=3.
При системе обратной консоли, Детали, насаженной на ван, придают кол около образную форму (см, рис. 108, б) с таким расчетом, чтобы нагрузка действовала в пролете между опорами. При достаточной жесткости системы можно принять схему распределения нагрузок, приведенную на рис, 109, б, Величины' нагрузок на опоры показаны на этом графике в виде безразмерных отношений Nt/p и N2/P в' функции A/L (А. — расстояние от ’задней'опоры до плоскости действия силы Р), Область обратной консоли заключена в пределах значений A/L — 0 1; при значениях A/L > 1 имеет место прямая консольность.
Максимальные значения IVi и N2 в области .обратной консоли равны действующей силе Р (отношения Nt/p- и A’2/F равны 1). Нагрузки Ар и имеют одинаковое н минимальное значение' 0,5Р при Л/L»ОД когда плоскость действий силы Р находится посредине пролета между опорами.
Для полного устранения консоли деталь монтируют на неподвижной опоре 1 (см, рис. 108, в), через которую прокодит приводной валик 2,' разгруженный от изгиба и передающий детали крутящий момент через шлицевой венец. Здесь подшипники нагружены так же, как у двухопорного вала, Однако они работают в менее благоприятных условиях, так как у них вращается наружное кольцо (а не внутреннее, как в случае двухопорного пала), вследствие чего- их долговечность уменьшается.
Из сказанного о недостатках консольных систем отнюдь ие вытекает, что конструктор должен безусловно избегать применения консолей, Консольные системы являются вполне закономерным элементом конструирования н широко используются на практике. Необходимо только знать их
8 П. И. Орлов, el 1 225
РнС.ДЮ, Центробежный насос с двухопарным (0 и консольным (0 налом
особенности и устранять недостатки соответствующими конструктивными мерами;
Применение консолей часто обеспечивает более простые, компактные, технологические и удобные для сборки конструкции, чем двухопорные установки, В качестве примера на рнс, ПО показана конструкция центробежного насоса с двухопорной (п) и консольной (б) установкой вала крыльчатки, В консольном варианте упрощается сборка, облегчается подход к крыльчатке и гидравлической полости иасоса, улучшается вход рабочей жидкости на крыльчатку, устраняется одно уплотнение, улучшается центрирование вала. Опоры вала расположены в одной корпусной детали, посадочные отверстия "под опоры можно точно обработать с одной установки,
В двухопорном варианте опоры центрируются одпа относительно другой через стык корпусных деталей, которые по конструкции узла можно зафиксировать одни относительно другого только контрольными штифтами; совместная обработка посадочных отверстий затруднительна,
В целом агрегат в консольном исполнении сильно выигрывает по простоте, точности изготовления, надежности и удобству эксплуатации.
Заделка консолей. Жесткость н прочность консолей в большой степени зависит от условий заделки консоли в корпусе. Усиление консоли, как таковой, бесполезно, если узел заделки недостаточно жесток (рис. 111, а).
При радиальной заделке консоли придают фланец, который притягивают болтами к привалочной плоскости, усиленной ребрами т (рис. 111, б).
В системе осевой заделки (рис. 111, в) консоли придают хвостовик, диаметром примерно равным диаметру консоли, который крепят запрессовкой или затяжкой в бобышке, жестко1 связанной с корпусом
Ряс. 1П, Заделка консрден
ребрами или (как доказано па рисунке) коробкой. Для устойчивого крепления дайну Заделки делают нс менее диаметра консоли.
В наиболее жесткой системе радиально-осевой заделки консоль крепят одновременно на фланце н иа хвостовике, который сажают в бобышке ла посадке с натягом или затягивают гайкой (рис. 111, г и д).
Рациональное расположение опор
Так как прогиб двухопорной балки пропорционален третьей степени пролета, то сближение опор 'является весьма эффективным средством повышения жесткости. На рнс. 112, а показана двухопорная установка зубчатого колеса. При дйаметре вала 40 мм, длине 200 мм и нагрузке 1000. кгс прогиб вала в конструкции а достигает относительно большой величины' (~0,1 мм), нс безразличной для работы зубьев колес.
Если' расстояние- между опорами сократить, например, в 3 раза (риС. 112, б), то максимальные изгибающий момент и напряжения в вале уменьшаются также в 3 раза, а максимальный прогиб - в 27 раз, В связи
с уменьшением пролета, а также увеличением момента инррции работающего участка вала прогиб становится пренебрегаемо малым.
Во многих случаях жесткость системы удается увеличить введением дополнительных опор (рнс. ИЗ). В конструкции а коленчатый вал оперт в трех подшипниках. Система имеет малую жесткость; для ее увеличения щекам и шейкам вала необходима придать большие сечения. Жесткость
резко увеличивается при введении опор между каждым коленом. Последняя конструкция б прнменя' ется почти всегда.
На рис. 114 показаны приемы увеличения жесткости и прочности узла
Рис. 112. Уменьшение пролета между опорами
«л 4
Рис. ИЗ. Расположение опор коленчатого паля
крепления шатуна в вилке. Так как шатун совершает относительно вилки колебательное движение, обычно небольшой амплитуды, то в данном случае можно ввести дополнительные огюры, практически полностью устраняющие изгиб. Исходная, часто применяемая конструкция а, в которой палец работает иа изгиб, обладает малой жесткостью. В конструкции б палец разгружен от изгиба путем его упора в иожку 1, выполненную в вилке.
Изгиб резко уменьшается при увеличении длины верхней несущей поверхности шатуна (конструкции в, г). На участках h палец работает на сжатие. Так как деформации при сжатии ничтожно малы по сравнению с деформациями изгиба, то практически вся нагрузка воспринимается сжатием пальца,
В конструкциях, предназначенных для восприятия нагрузки в обоих направлениях с большой амплитудой колебательного движения; упрочнения достигают увеличением числа спор и уменьшением пролетов, подвергающихся изгибу. В’ конструкции д вследствие сокращения вдвое плеча I' действия сил напряжения изгиба уменьшаются в 2 раза, а деформации — в 8 раз по сравнению с исходной конструкцией а. С увеличением числа опор (конструкция е) схема нагружения приближается к чистому срезу.
Рис, 114, Увеличение жесткости узла установки шатуна в вилке 228
Переход' на срез и увеличение числа сечений, работающих на срез, значительно увеличивают прочность и жесткость узла.
В некоторых случаях при нагрузке одностороннего действия возможна прямая передача сил на опоры с полной разгрузкой пальца (конструкции ж, з), Необходима точная обработка по цилиндру опорных поверхностей т соосно с опорными поверхностями пальца, иначе схема восприятия сил становится неопределенной
Рациональные сечения
Для повышения жесткости без увеличения массы деталей необходимо усиливать участки сечений, подвергающиеся при данном виде нагружения наиболее высоким напряжениям, н удалять ненатруженные и малонагруженные участки. При изгибе напряжены сечения, наиболее удаленные от нейтральной оси. При кручении напряжены внешние волокна; по направлению к центру напряжения' уменьшаются й в центре они равны нулю. Следовательно, целесообразно всемерно развивать наружные размеры, сосредоточивая материал иа периферии и удаляя его из центра.
Наибольшей жесткостью и прочностью при наименьшей массе обладают развитые по периферии полые тонкостенные детали типа коробок, труб и оболочек.
21, Прочность, жесткость и массд профилей
№ профиля на эскизе G гг 5: профиля на эскизе G JF I
1 F(G)-ct 1 nnst 1 1 б FF-cot 0хб 1st 1 1,7
ч 1 2.2 5 7 0,33 1 3
3 1 5 25 8 1 3
4 1 9 40 9 0Д2 1 За5
5 1 13 70 / ,
В табл. 21 приведено сравнение показателей различных профилей при изгибе. В основу сравнения положены условия равенства масс (сечений F) н прочности (моментов сопротивления И). Увеличение прочности и жесткости достигается последовательным применением принципа разноса материала в область действия наибольших напряжений, За единицу приняты масса, моменты сопротивления н инерции исходного профиля /, у которого материал сосредоточен вблизи нейтральной оси.
Придание наиболее целесообразной двутавровой формы профилям одинаковой массы (эскизы 1—5) увеличивает их Прочность в 9-12 раз,
а жесткость-в 40-70 раз по сравнению с исходным профилем. Для профилей» одинаковой с исходным профилем прочности (эскизы 6—9), придание двутавровой формы снижает массу до 0,2—0,12 и повышает жесткость в 3—3,5 раза по сравнению с исходным профилем.
Зависимость между массой, прочностью и жесткостью цилиндрических валов с разным отношением J/JO приведена па рнс. 31.
В качестве конструктивного примера в табл. 22 представлен вал зубчатого колеса, установленный на подшипниках качения, и приведены
22. Влияние диаметра вала иа параметры конструкции
сравнительные показатели жесткости (I), прочности (И7), массы (G), удельной прочности (W/G) и долговечности, (/)) подшипников при последовательном увеличении диаметра вала (и размера подшипников). За единицу приняты показатели массивного вала.
Повышение поперечной жесткости. С увеличением наружных размеров деталей и уменьшением толщины их стенок необходимо но избежание
Рис. 115. Уае.ипение радиальной жесткости полых деталей
Рис. 116. Увеличение местности ба»ток
местных деформаций повышение жесткости в направлении, поперечном-действию изгибающих моментов.
Для цилипдрцческих валов эту задачу решают введением поясов и перемычек жесткости (рис. 115, л, б) в плоскости действия нагрузок, ла опорных и заделочпых участках, а также на свободных концах детали (рис. 115, в, г).
На рис. 116 показано усиление балок поперечными ребрами 1, коробками 2, полукруглыми накладками 3, косыми связями 4, 5..
При изгибе корытного профиля (рис. 117, /) потеря устойчивости наступает в результате деформации вертикальных стенок (в направлениях, указанных светлыми стрелками).
Устойчивость профиля можно повысить созданием узлов жесткости на участках перехода стенок в горизонтальную полку посредством продольных 2 или местных 3 и 4 выемок, а также ребер 5. Сопротивление стенок деформации повышают ребрами б и гофрами 7. Связь между стенками и полкой можно увеличить также усилением полки ребрами 8 — 10 н сотами 11.
На рис. 117 показаны способы одновременного усиления полки и стенок (12‘, 13). Эффективное средство увеличения устойчивости профиля — блоки-
23, Жесткость профилей с продольными связями
FuCf 117. Увеличение жесткости профилей
рованиз деформаций поперечными перегородками 14 — 18, анкерными болтами 19 и пластинами 20. Наибольшей жесткостью обладают закрытые профили 27; .22, особенно с поперечными 23 или продольными диагональными 24 СВЯЗЯМИ.
При изгибе и кручении профилей особенно эффективны продольные диагональные связи (табл. 23), Достаточно одной диагональной связи; вторая связь увеличивает жесткость незначительно.
Оребрение
Для увеличения жесткости, особенно литых корпусных деталей, широко применяют оребрение. Однако при этом1 необходимо соблюдать осторожность, так как неправильное соотношение сечений ребер н оребряемой детали может- вместо упрочнения привести к ослаблению.
а) fy е) г) е)
ь ь
Рнс. 118. Формы ребер
Рис. 119. К определению параметров ребер
У деталей, подвергающихся изгибу в плоскости расположения наружных ребер (рис. 118, я), на вершине ребра возникают напряжения растяжения, достигающие большой величины вследствие малой ширины и малого сечения ребра. Особенно опасны тонкие ребра, суживающиеся к вершине (рис. 118, б и е); разрушение детали всегда начинается с разрыва вершины ребер. Прочность значительно возрастает при утолщении, ребер, особенно па опасном участке, т. е. у вершины (рис. 118, г и д).
Ослабление детали ребрами формально выражается в уменьшении ; момента сопротивления сечения детали. \
Сравним прочность я жесткость профиля прямоугольного сечения /рис. 119, а) и того же профиля с ребром (рнс. 119, б). Можно, показать, что' отношение моментов инерции J и Ja оребренного и исходного профиля
-ф = 1 + on3 + 3Sn £—. (5fl
Jo (1 + 61])
где т| = h/hQ *- отношение высоты ребра h к высоте Ло исходного профиля;
'5 = Ъ/Ъй — отношение ширипы ребра Ъ к ширине исходного профиля,
Для сечения с рядом параллельных ребер (рис. 119, й) величина &о представляет собой шаг ребер (&0 --t).
Относительный шаг t0 M = 1/8.
Отношение моментов сопротивления сравниваемых профилей
J A*.5rL- (55)
IFo Jo l+ 2n + 5i]2' * '
С учетом формул (54) и (55) построены графики (рнс. 120), показывающие влияние ц и г0 на J/Ja н 17/Введение ребер во всех случаях увеличивает момент инерции сечения и, следовательно, жесткость детали па изгиб и тем резче, чем выше ребра и больше их относительная толщина.
Иная картина получается для моментов сопротивления. Введение ребер, сечение которых мало по сравнению с сечением оребряемой детали (малые значения tj, большой шаг t0), уменьшает момент, сопротивления, т.е, ослабляет деталь. Момент сопротивления в неблагоприятном случае (П = 2; г0 = 100) уменьшается в 3 раза по сравнению с исходным
Рис. 120. Покилпслц жесткости (д) я прочности (0 оребренных сечений
профилем. Как это ни кажется парадоксальным, удаление таких ребер упрочняет деталь.
Добиться повышения прочности можно увеличением высоты ребер. Ребра с относительной высотой р > 7 не уменьшают прочности детали вплоть до самых больших значений относительного шага, какие могут встретиться на практике (t0 —100). Однако у литых деталей высота ребер ограничивается технологией литья. Относительную высоту ребер на практике редко делают больше т] = 5. Условия питья ограничивают также толщину ребер; обычно ее делают не более (0,6 -:-0.8)/'о.
Реальнее другой путь — уменьшение относительного шага. При Го < 5 нс наступает ослабления даже при самых низких ребрах (р < 1). Значения шагов, не вызывающих ослабления детали, можно определить по сетке кривых tn (рис. 120, б), .возводя перпендикуляры из заданных величин т| иа оси абсцисс до пересечения с линией IV/WO = 1.
Для практического определения максимального допустимого шага можно исходить из соотношения
t = 26т]1 2, (56)
(еде Ъ — толщина ребер в мм), выражающего осредненные значения t прн 1Ш = 1,5+2.
На основании этой формулы составлен график (рис. 121), позволяющий найти допустимые по прочности параметры оребрения.
1. Пусть толщина ребра & = 5 мм; п=2, По графику (штриховые линии) находим максимальную допустимую величину шят t = 40 мм,
2. Пусть шаг ребер £ = ХОО мМ; Ь-8 мм, Согласно графику минимальное допустимое значение т] 2Э5.
Рис. 121, График для олиедмймя параметров ребер г
Рис, 122. Ребра, работающие иа растяжение (<т) п сжатие (б)
Выведенные соотношения формально действительны для ребер, испытывающих при изгибе как растяжение (рис. 122, д), так и сжатие (рис. 122, б). На самом же деле сжатые ребра гораздо прочнее, так как почти все литейные Материалы (за исключением сплавов Mg) значительно лучше сопротивляются сжатию, чем растяжепию. Поэтому приведенные рекомендация имеют преимущественное значение для растянутых ребер.
Ребра треугольной формы. Очень часто применяют ребра треугольной формы с высотой, уменьшающейся в плоскости действия изгибающего момента. При такой форме ребер, какую бы начальную высоту они не имели, неизбежен участок, где наступает ослабление детали.
На рис. 123 приведены формы треугольных ребер для случая консольной детали, изгибаемой силой, приложенной на конце консоли. Под каждой фигурой показана картина изменения момента сопротивления W и напряжений изгиба ст вдоль оси детали. Для моментов сопротивления
Рис. 123. Влпнние греутольных ребер на прочность консольной детали
за единиц}' принят момент сопротивления неоребренной части детали; для напряжений - величина напряжения <70 на участке сопряжения консоли с фланцем. Величины напряжений для неоребрйнной детали показаны штриховой линией.
При форме ребра, показанной на рис. 123, а, ослабление наступает па участке т сопряжения ребра со стенкой консоли. Такая форма ребра особенно невыгодна потому, что ослабление приходится на область больших значений изгибающего момента й иа ослабленном участке возникает резкий скачок напряжений. Благоприятно действует удлиненное ребро (рис. 123,6).
Ослабленное сечение т смещается в область меньшего изгибающего момента. Напряжения на ослабленном участке несколько превышают величину максимальных напряжений в детали. Если ребро доходит до конца консоли (рис. 123, в), то ослабление приходится на область минимальных значений изгибающего момента й почти не сказывается на величине напряжений.
Оребрение коробчатых деталей. Соотношения, выведенные в предыдущих разделах, справедливы для профилей прямоугольного сечения (детали типа плит). У коробчатых деталей влияние ребер на жесткость н прочность гораздо слабее вследствие относительно большей величины моментов инерции и сопротивления коробки.
Разберем пример коробчатой детали квадратного сечения с ребрами, расположенными в плоскости действия изгибающего момента (рис. 124, а).
ОтпоШеиие момента пнерцпн J оребренного профиля к моменту инерции /0 исходного профиля (на рисунке заштрихован)
J
То
(1 -Т
= 1 + l,5znx
тг .
~(1-й)3 + 11(1-й) + 1 ,
где а = Bi/B — отношение сторон внутреннего и внешнего квадратов; т| =« #/я — отношение высоты h ребра к толщине стеикн х = 0,5В (1 — о); и = bfs - отношение толщины b ребра к толщине стеикн s;z- число ребер.
Отношение моментов сопротивления .оребренного и исходного профилей
W __ J 1
WQ Jo 1 + т| (1 - а)'
Рис* 124. Оребренные коробчатые профиле.
Рис. ,125. Жесткость к прочность орсбришых коробчатых профилей
Эти соотношения показаны на рнс. 125, а, б в функции Т] (приняты типичные для литых детален величины а = 0,95; х = 0,6). Введение ребер повышает жесткость детали при любых значениях л, но мепее резко, чем в случае профиля прямоугольного сечения (см. ряс. 120, а). Введение редко расставленных ребер (л^=1ч-2), снижает. прочность- детали до 0,8-0,9 исходной величины, т. е. менее резко, чем в случае прямоугольного профиля (см, рис. 120,6). При 2>3 прочность возрастает. Для Повышения прочности на 20-25% необходимо прн обычных для литых деталей значениях т] =3 -/4 (заштрихованная область) введение 7-10 ребер.
При консольном нагружении верхние ребра т (см. рис. 124. а) работают на растяжение, нижние и — на сжатие, а при нагружении по схеме двухопорной балки — наоборот. Напряжения разрыва имеют в том и другом случае наибольшую величину в. вершинах ребер, сопротивление которых разрыву и лимитирует прочность детали.
В случае внутренних ребер (см. рис. 124, б) изменение жесткости и прочности выражается равенством
Г W
- =-------= 1 + l,5zrix
о и-ъ 1 1 - г
(1_Я) + /.
_3 _
Это выражение в функции р изображено на рис, 125, я, введение внутренних ребер во всех случаях увеличивает и жесткость и прочность детали, хотя жесткость повышается несколько слабее, чем в случае Наружных ребер (см. рис. 125, о). Для увеличения прочности на 20—25% достаточно введения 5 — 7 ребер с относительной высотой р = 3 -н 4 (заштрихованная область).
При консольном нагружении верхние ребра р (см. рис. 124, б) работают на сжатие, нижние q — иа растяжение, а при нагружения по схеме двухопорной балки — наоборот. Напряжения разрыва в вершинах ребер вследствие меньшего расстояния от нейтральной оси значительно ниже, чем в случае наружных ребер.
Если изгибающая сила направлена в одну сторону, то можно нагрузить на сжатие верхние и йпжние ребра сочетанием внутреннего и наружного оребрения. При консольном нагружении целесообразно расположение ребер по схеме на рис. 124, в, а при нагружении по схеме двухопорной балки — обратное. Несмотря на формальное уменьшение момента сопротивления по сравнению со схемой рис. 124, а, нагружаемость конструкции возрастает благодаря повышенной сопротивляемости ребер сжатию. ' ', ’
Наибольшее повышение жесткости и прочности достигается при увеличении высоты Н сечения до размера, определяемого вершинами ребер (см. рис. 124, г). Изменение W/Wo при этой схеме представ лспо па рис. 125, г. Прочность профиля с внутренними ребрами (р = 3 -> 4) повышается по сравнению с исходным квадратным профилем в 1,3 —1,7 раза соответственно при z = 1 10.
Таким, образом, внутреннее оребрение во всех отношениях выгоднее наружного. Прн любых параметрах оребрения внутренние ребра увеличивают момент сопротивления изгибу. Прочность ребер иа разрыв не лимитирует прочности конструкции. В тех же габаритных размерах, определяемых в случае наружного оребрепия контурами вершин ребер, можно увеличить размеры коробки с выигрышем в жесткости и прочности конструкции. Наконец, внутреннее оребрение улучшает внешний вид и облегчает уход за машиной.
Правила конструирования. При конструировании ребер рекомендуется: избегать нагружепия ребер па растяжение; применять во всех'случаях, когда это допускает конструкция, ребра сжатия;
избегать (особенно при ребрах растяжения) низких, тонких и редко расставленных ребер, снижающих прочность детали;
Рис* 126, Нецедосообрашие е) н целесообразные (б, г) формы ребер
в корпусных деталях применять внутреннее оребрение (за исключением особых случаев, например, когда наружные ребра необходимы для охлаждения детали);
подводить ребра к узлам жесткости (рис, 126, я, б), в частности к точкам расположения крепежных болтов (рис. 126, в, г);
избегать ребер s криволинейного очертания, испытывающих при растяжении дополнительный изгиб; применять прямые ребра Г.
Целесообразно (особенно у ребер растяжения) утолщать вершины, в которых при изгибе возникают наиболее высокие напряжения.
Оребрение деталей, подвергающихся кручению. При нагружепии цилиндрических и близких к ним по форме деталей крутящим моментом продольные прямые ребра 1 крайне незначительно увеличивают- жесткость детали (рис, 127). Скорее такие ребра вредны, так как они подвергаются изгибу (в плоскости, перпендикулярной грани ребер), вызывающему в них повышенные напряжения. Прн одностороннем кручений выгодно применять косые ребра 2, которые под действием крутящего момента работают па сжатие, сильно увеличивая жесткость детали (частный случай применения принципа раскосных связей).
Прн крутящем моменте переменного направления целесообразно располагать ребра змейкой (б) или крестообразно (4). Косые и спиральные ребра мепее подвержены внутренним напряжениям, возникающим при усадке в результате неравномерного охлаждения отливки. Однако формовка косых ребер на наружных цилиндрических, конических и тому подобных поверхностях затруднительна.
Для деталей цилиндрической и близкой к ней формы, работающих па кручение, целесообразно, как и в случае изгиба, применять внутреннее оребрение.
Рис. 127. Оребрение цилиндрических деталей, работающих на кручение
Рис. 128. Кольцевые ребра
Кольцевые ребра. Кольцевые ребра применяют наряду с обычными прямыми ребрами для увеличения жесткости круглых деталей типа дисков, днищ цилиндров и др. Механизм их действия своеобразен. Предположим, что круглая пластина с кольцевым ребром изгибается приложенной в центре осевой силой Р (ряс. 128, а). Деформации пластины передаются кольцу ребра; его стенки стремятся разойтись к пери-
ферии (рнс. 128,6). В кольце.возникают напряжения растяжения, сдерживающие прогиб пластины. Кольцевое ребро, обращенное навстречу нагрузке (рис. 128, в), действует аналогично, с той лишь разницей, что оно подвергается сжатию в радиальных направлениях.
Для повышения жесткости выгодно увеличивать высоту кольцевых ребер и располагать их на радиусе, где угол прогиба пластины имеет наибольшую величину; для пластин, опертых по краям, ближе к периферии; для пластин с заделанными краями — ближе' к их среднему радиусу. Расположение ребер на небольшом расстоянии от центра пластины почти бесполезно.
Значительно, повышает жесткость и прочность конструкции введение лучевых связей, сдерживающих радиальную деформацию кольцевых ребер (рнс. 128, г -е).
Разновидности ребер. Для придания деталям особо высокой жесткости применяют ребра (рнс. 129): вафельные lt шахматные 2, сотовые 3 н ромбические 4. а
Полые ребра (рис. 130), представляющие собой рельефы открытого 2—8 или закрытого 9—11 профиля, в отличие от обычных ребер во всех случаях увеличивают наряду о жесткостью и прочность конструкции. Ребра закрытого типа жестче открытых, ио их формовка затруднительна.
Рис. 129. Типы оребрении
Рис. 130. Полые ребра
Практически такие же результаты по жесткости дают открытые ребра, усиленные поперечными перегородками 4-6; 8.
Внутренние полые ребра П предпочтительнее наружных. В пределе, когда внутренние замкнутые ребра, имеющие прямоугольный профиль, ' соединяются одно с другим, получается наиболее жесткая и прочная коробчатая двустенная конструкция 12.
Конструктивные примеры. На рис. 131 приведены примеры неправильной и правильной конструкции рсбер. Корпусная деталь 1 с работающим
Рнс. 131. Влияние формы в раслоложепни ребер на прочность
на растяжение ребром л? на участке перехода двух сечений весьма невыгодна но прочности. Удаление ребра увеличивает прочность детали 2. Если вводить ребро, то ему следует придать тавровое сечение 3 или расположить так, чтобы опо работало на сжатие 4. На рис, 131 изображены отсеки цилиндрической корпусной детали с перегородкой (диафрагмой), нагруженной поперечной силой Р или изгибающим моментом М.
Короткие ребра 5, 6 ослабляют перегородку на участках п. Лучше конструкции с ребрами постоянной высоты 7 или расширяющимися к месту заделки 8, Наибольшей прочностью обладают конструкции с гофрированной перегородкой 9 и коробчатые 10, особенно усиленные внутренними поперечными ребрами. Консольная корпусная деталь 11 имеет сферическую форму. Редко расставленные ребра небольшой высоты ослабляют деталь. Удаление ребер увеличивает прочность, особенно если стспки 12 расширены в пределах располагаемых габаритов. Дальнейшего упрочнения можно достичь внутренним оребрением продольными 13 пли вафельными 14 ребрами, Высокой прочностью и жесткостью обладает деталь 15 с гофрированными стенками,
ЖЕСТКОСТЬ
МАШИНОСТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Примеры увеличения жесткости и прочности типовых машиностроительных деталей приведены в табл. 24.
Корпусные детали
Главными средствами повышения жесткости корпусных деталей без существенного увеличения их массы (а иногда н с ее уменьшением) являются: скругление переходов, придание стенкам сводчатых форм, рациональное (внутреннее) оребрение и введение между слепками связей (предпочтительно диагональных). Жесткость корпусов можно значительно увеличить конструктивным объединением элементов корпуса в одно целое (моноблочные к о и с т р у к ц!и и).
На рис, 132 показано (примерно в порядке исторической последовательности) усиление конструкции рядных двигателей внутреннего сгорания. В двигателе 1 с отдельными цилиндрами жесткость конструкция определяется только жесткостью картера. При изгибе силами, возникающими при вспышках, картер деформируется, а вместе с ним деформируется и двигатель в целом. Более жесткой является полу блочная конструкция 2,
Рнс, 132. Повышение жесткости корпусов двигателей внутреннего сгорания
24, Увеличение жесткости конструкций
Исходная конструкция
Измеленная конструкция
Сущность изменения
Креплепне ролика на рычаге
Конструкция не-
жесткая
Уменьшен вылет консоли. Усилены рычаг, ось и узел заделки
Ось ролика установлена на двух опорах, Конструкция наиболее жесткая
Опорная шайба
Конструкция не-жесткая
Трубчатая деталь
Опорные буртики под нагрузкой сходятся к цент-ру (штриховые стрелки)
Клапан
Тарелка нежесткая. Спяэь между штоком п тарелкой слаба
I — шайба усилена кольцевым воротником а;
2—3 — шайбы ус и лентл в опасном сечении;
4 — шайбе придана жесткая коническая форма
1-2 — усилены участки перехода бур* тиков в трубу;
3-4 - введена перегородка между буртиками
Тар елке при дан а т ю л ь пане образная форма
Шток и тарелка сделаны более мае-сиплыми. На обиде тарелки образован пояс жесткости .
Измененная конструкция
Сущность изменения
Стакан
Клемма
Клеммное соединение (составной коленчатый вал)
Кромки стакана под на* грузкой деформируются
Под нагрузкой от поршня юбка деформируется
Ушки клеммы при затяжке изгибаются
Затяжка клеммы деформирует шейку вала
Юбка цилиндра
Кромки стакана усилены ребордой
Введены кольцевые пояса жесткости иа торце юбки
Клемма усилена. Стяжной болт при* ближен к налу
Деформация шейки устранена введением перемычки
Исходная конструкция Измененная конструкция Сущность изменения
Тормоз! Обод 11 МОЗШ pyerci ИЙ барабан Srtfrr "м)цш од действие lx колодах де 1 м тор-форми- t I— Наедена реборда жесткости Введены ребра жесткости н охлаждения (литые барабаны)
Литая крышка Конструкция нежесткая Крышке придана жесткая сводчатая форма Крышка усилена ребрами
Фланцевый на; j Конструкция и 1 ! ежесткая / g g 2 J I — фланец утолщен; участок а перехода в ступицу усилен; 2~ фланцу придана коническая форма; 3 — фланцу придана . тюль папообразная форма
Диафрагма Конструкция 1 (ежссткая 1 A fl \y j 1 — диафрагма оребрена; 2- диафрагма сделана конический и оребрена; 3 “ диафрагма гофрирована
Исходная ПОЗИЦИЯ Измененная конструкция Сущность изменения
Литой шкив кднно-ремсн-ной передачи 1 — обод соединен со ступицей диском с ребрами; ступица удлинена; 2 — шкиву придана коробчатая форма (конструкция наиболее жесткая)
J 4 1 п Н
—г * 2
Ступица связана с ободом спицами, Конструкция нежесткая
Дисковое зубчатое колесо /-диску придана жесткая коническая форма; 2-3 -диск оребрен (для литых и штампованных колес)
t 2 5
Конструкция нежесткая
Чашечное зубча тое колесо и. = - Введены кольцевые ребра жесткости
Обод под действием усилий привода деформируется
Чашечное з внутренне! £ убча ЯШ ;и тое колесо ацепления Введены кольцевые ребра жесткости
—
Конструкция нежесткая
Исходная конструкция
Измененная конструкция
Сущность изменения
Коническое зубчатое колесо
Кеч; ?тр у к [ щя 11 е ж е стка я
1 — диску придана коническая форма;
2 — диску придана сферическая форма;
3—5 — диск оребрен (для литых и штампованных колес);
б — коробчатая сварная преднапряжен-ная конструкция.
Между конусом а н буртиком б оставляют зазор, который перед сваркой выбирают затяжкой. Зубья и шлицы обрабатывают после сварки
Цоколь проушины подвер г а стс я с if л ья о му изгибу
Цоколь усилен внутренними ребрами 1, работающими на растяжение
Цоколь усилен наружными ребрами 2, работающими на сжатие
Цоколю придана жесткая пирамидальная форма с внутренним оребрением
Цоколь усилен внутренними вафельными ребрами, опирающимися на приваленную плоскости
В плоскости действия нагрузки расположено ребро воспринимающее нагрузку, Конструкция наиболее легкая
Исходная Измененная Сущность
конструкция конструкция Изменения
Подшипник
Крепежные Наильки разнесены на боль-1 шое расстояние; из-I нбаюшнЯ момент в о [шелом сечении имеет большую величину
Bl
/
S>
Шпильки сближены* изгибающий момейт уменьшен
Моменты сопротивления и инерции крышки увеличены оребрением ।
Опасный участок усилен стальной накладкой д (конструкция применяется для подшипников из легких сплавов)
Подвеска подшипника
Кот^трукцгм нежесткая
WZSVk 1
'отш f j [£[].< > >, 1 Q L ’ н У стены стенки и узлы крепления под-яееки Подвеска оребрена (конструкций приведены в порядке возрастающей жесткости)
S' Fu \ р
1 11 "я k J 3 ПП P^CjC^ 11 Подвеске придана двутавровая форма /
иол чО1_2дсС1 Шп1 Подвеска сделана крробчатоЙ ▼ Число крепежных шпилек удвоено (конструкция применяется я тяжело Нагруженных подшипниках)
Исходная конструкция
Измененная конструкция
—...............-——
Сущность изменения
Силовая крышка» вос-, принимающая нагрузку от Подпятника вертикального вола
Введены кольцевые н радиальные наружные ребра
Конструкция нежесткая и непрочная
Введены вафельные ребра. Узлы болтовых креплении усилены
/
Сферическая крышка с внутренним оребрением
Коробчатая крышка, Прлщ воспринимаю-шие нагрузку разгружены ребрами а
Коробчатая крышка с арочной связью-
Закрыта^ коробка с поперечной связью б
Усиленная сферическая крышка
Исходная Жокструкдйя
Кронштейн с цапфой
Конструкция нежесткая
Измененная конструкция ~ — * """ — Сущность изменения
Диску придана пашенная форма. Участок перехода в цапфу усилен перегородкой а и утолщением цапфы Диску придана коническая форма Последующие способы основаны па привлечете жестко ат! корпуса Цапфа удлинен а н введена в отверстие корпуса с натягом Диск притянут к корпусу дополнительным центральным болтом
i i с JV 'Л -
О £ ч г
\ET1hl J/jt*
£ • .Г. № * Диск притянут к корпусу двумя рядами периферийных болтов
=* L Прелнаттряжеиная конструкция, Прн за-тяжке выбирается зазор j между диском и корпусом
Исходная конструкция Измененная конструкция Сущность изменения
Литой кронштейн, на-груженный изгибающей силой И i П 1 ч Конструкция нежесткая сщ J г р "1Ц« т гФ 1 Цт г~ J » Я 1 | 1 /1 к :£3 1ф JJ к J уи Колонка кронштейна оребрена Радиальные размеры колонки увеличены Колонке придана конусная форма. Усилена связь колонки с крепежным фланцем Радиальные размеры колонки увеличены. Колонка связана с фланцем конусом Радиальные размеры кронштейна увеличены до габаритных пределов^ Введено внутреннее ореб’ рение, Конструкция наиболее жесткая н прочная
Исходная позиция
Измененная конструкций
Сущность изменения
Коробчатая крышка с креплением центральными Шпилька мн
Конструкция нежесткая. Под усилием затяжки потолок крышки прогибается 31 вертикальные стенки расходятся
Блокирование деформаций» Крышка уста* нов ле на на контрольных штифтах предупреждающих раскрытие вертикальных стенок
Введены внутренние ребра
Введены наружные и внутренние ребра
Введены внутренние перегородки б
Крышке придана жесткая сводчатая форма
Ограничение деформаций. Степень деформации определяется величиной зазора j между крышкой и буртиком шпильки
Ограничение деформаций путем заключе-' ння шпилек в колонки
Исходная позиция
Измененная конструкция
Сущность изменения
Литая карусель роторной машины, Нагруженная на изгиб силами, действующими на операционные блоки
Конструкция нежесткая
Введены ребра, связывающие центральную ступнцу с периферийными
Жесткость периферии повышена кольце' вым ребром
Пояс расположения ступиц усилен коль-
цевыми ребрами
Карусель усилена радиально-кольцевым оребрением
Карусель выполнена коробчатой, Конструкция, наиболее жесткая
PI сходная конструкция Измененная конструкция Сущность изменения
Литой карусельный барабан. В цилиндрических направляющих а возвратно-поступательно перемешаются штоки 1Д аъ Конструкция нетехнологнчна (прорез
с роликам]г, о неподвижный вкатывающими копир FT / уд! £ Юл несквозней). Затруднена сборка узла штока Стенки направляющих усвленЬ] наружными ребрами 6
Сквозной прорез под осн роликов сильно ослабляет на-правляющие, Под действием ё з-^ХП Стенки направляющих усилены кольцевыми ребрами в
рабочих усилий стенки направляющих расходятся, как показано стрелками, вследствие чего нарушается направление штоков •J J п QfxjL. J Р тГЯ <и. <_s *'\ЗЛЛьЛ 14 \VS®|*& Гл «Ь ’ чЗь чИ d 1 Радиальные размеры барабана увеличены, Направляющие усилены наружными ребрами 2 Направляющие усилены наружными кольцевыми ребрами д и внутренними е Радиальные размеры барабана увеличены до габаритного предела. Конструкция наиболее жесткая и прочная
Исходили КОНСТРУКЦИЯ
Измененная конструкция
Сулцгость изменения
Водило планетарной передали
Пальцы оперты с при портном диске L Жесткость увеличена только в направлении действия радиальных сил (центробежные силы шестерен и пальцев)
Шестерни установлены на консольных пальцах. Конструкция ие-жесткая
Диск J притянут к водилу болтами 2 с распорными втулками. Жесткость в окружном направлении остается недостаточной
Жесткость повышена одновременным креплением диска на пальцах и болтах
Жесткость резко повышена креплением диска 1 на лапах JL выполненных заодно с водилом
Диск выполнен заодно с водилом. Конструкция naif бол се жесткая, но сложная в изготовлении
Исходная позиция
Измененная конструкция
w ru I 1 Т И Ti-.nilufciib.i ич.^.- ... I
Сущность изменения
Сварное соединение корытных про филе й
втавр. Направление сил показано стрелками
Угольники 1 незначительно увеличивают жесткость
Конструкция^ нежесткая и непрочная
Усиление накладками 2. Раздача сил неблагоприятная- Сварные швы работают на отрыв, накладки — на продольный изгиб .
Усиление ребрами 5. Швы работают на отрыв. Жсспюсть узла б поперечном направлении недостаточна
Соединение в шип с вырезкой полок вертикального профиля» Конструкция нетехноло-гичцая
Усиление коробками 4 корытного профиля. Конструкция жесткая. Прочность недостаточна (шзы коробок работают пд отрыв)
Усиление боковыми косынками 5. Швы косынок работают на срез, Конструкция жесткая н прочная
Усиление фигурными косынками 6. Конструкция жесткая и прочная
Неходкая
конструкция
Измененная конструкция
Сущность изменения
Оад трублой ко-дояыы- Направление сил показано стрелками
Конструкция нежесткая
Узел соединенна колонки, с плитой усилен кольцевым угольником 1. Жесткрсг^ увеличу ва етс я неэна чительио
Колонна развальцована на конус. Конструкция применима лрз малым размерах колонны
Узел соединения усилен приварными ребрами 2 Конструкция жесткая и прочная
Узел усилеи конусом ?
То же. Для улучшения внешнего вида усиливающий элемент выполнен в виде тора с плав-н^и очертаниями
Колона соединена с цлитой приварным тюльпанным раструбом
Колонна заделана в литой стальной кронштейн. Конструкция жесткая и прочнаял но трудоемкая
Исходная конструкция Измененная конструкция Сущность изменения
Заделка колонн и а литой станине ф Колонна неустойчива вследствие по да гл ив о -стн потолка станины •J 1 Усилена заделка в радиальном направлю нин (податливость потолка не устранена) ч Усилена заделка в осевом направлении (податливость потолка не устранена)
Д--,. & Бобышка соединена с потолком ребрами (в работу включен центральный участок потолка) f Усилено оребрение (в работу включен весь потолок) Усилено оребрение (в работу включены углы перевода потолка в вертикальные стенки) Усилено оребрение (в работу включены вертикальные стенки! ч Потолку придана коробчатая форма. Конструкция наиболее жесткая
Исходная конструкция
Измененная конструкция
Сущность изменения
Составная балка из тонкостенных корытных профилей. Направление рабочих нагрузок показано стрелками
Соединение трубчатыми связями. Конструкция нетехнологичная
Соединение коробчатыми связями. Конструкция нетехнологичная
Конструкция нежесткая
Соединение гнутыми профилями (нс обеспечена жесткость в поперечном направлении)
Соединение гнутыми профилями (не обеспечена жесткость е продольном направлении)
Соединение диагональными связями (жесткость обеспечена во всех направлениях)
Соединение трапецеидальными профилями (жесткость обеспечена во всех направлениях)
Соединение трапецеидальными профилями. Конструкция наиболее рациональная по жесткости и простоте изготовления
Исходная конструкция Измененная конструкция - «м 111. wi> a i,,„».iill ^R,ll.... Сущность изменения
Рамнан-Консоль, нагруженная силой Р Стержни работают Преимущественно на цзгнб. Котит, рукция нежесткая и непрочная ОСИ ft| jssKA • ^0 4r^ Ферменная конструкция» Стержни работают преимущественно на рцСтяжени&сжятнг Для придания полной определенности узды крепления делают шарнирными "V Оболочковая конструкция» КонОодь обладает высокой жесткостью т В оболочке сделаны облегчающие вырезы- Участки между аырйзамн работают на изгиб Оболочковая система с более рациональными вырезами То же. Конструкция. приближающаяся к ферменной " Цельно штампом ина я ферменная конструкция (алюминиевый сплав)
Рис. 133. Конструкции картеров г.
где головки цилиндров объединены в общий блок. Суммарный момент инерции системы, усиленной блочной головкой с установленной на ней общей крышкой распределительного валика, резко возрастает.
Наиболее целесообразны блочные системы» имеющие пренмуще-ственное распространение в современном двигателестроении, Здесь жесткость повышена выполнением рубашек цилиндров в общем блоке 3, который присоединяют к картеру или отливают заодно целое с картером (моноблочная конструкция 4). В последнем случае получается наиболее жесткая и прочная конструкция с наименьшим числом стыков между ее элементами.
Для повышения жесткости собственно картера целесообразно увеличивать моменты инерции поперечных сечений картера и предупредить раскрывание его продольных стенок под действием сил вспышек.
На рис. 133 приведены основные конструктивные схемы картеров ряд- . ных блочных двигателей.
В конструкции а плоскость разъема главного картера 1 и поддона 2 расположена выше оси коленчатого вала. Вал фиксируется подвесками 3. Система обладает малой жесткостью, хотя н очень удобна для сборки коленчатого вала. Жестче конструкция 6 с плоскостью разъема по оси вала.
В конструкции в подвески 4 подшипников развиты в поперечном направлении и крепятся к картеру двумя рядами болтов. Поперечные перегородки картера усилены арочными ребрами, благодаря чему вокруг опор образуются узлы жесткости.
Значительно повышает жесткость перенесение плоскости разъема, ниже оси коленчатого вала (конструкция г). Подвески 5 утапливают в выборках поперечных. перегородок и дня увеличения жесткости скрепляют со стенками болтами 6 (конструкция д) или анкерными болтами 7
(конструкция е). Другой прием увеличения жесткости - введение промежуточного отсека 8 (конструкция ж) с отлитыми за одно целое подвесками.
Наибольшей жесткостью обладает картер, состоящий из двух несущих половин (конструкция з), стянутых между собой и с,блоком цилиндров сквозными болтами 9.
Плиты
На рнс. 134 показаны способы усиления литых плит (приблизительно в порядке возрастающей жесткости и прочности). Предполагается, что плита нагружена в центре н оперта на четыре боковые стойки, Исходная конструкция 1 обладает низкой жесткостью и прочностью. Продольные ребра, имеющие форму тел равного сопротивления изгибу (конструкция 2), увеличивают жесткость плиты в продольном направлении; жесткость в поперечном направлении недостаточна. Равножесткими в продольном н поперечном направлениях являются конструкции с диагональными лучевыми 3 и вафельными 4 ребрами.
Иной принцип положен в основу конструкции 5, жесткость которой достигнута окантовкой плиты вертикальными стенками. Изгибающие деформации плиты сдерживаются сопротивлением замкнутых контуров канта, работающих на растяжение. Жесткость повышают увеличением высоты окантовки, увеличением сечений на крайних точках канта и соединением тела плиты с кантом ребрами (конструкции б, 7), тормозящими деформации стенок канта.
Стягивание стенок окантовки анкерными болтами (конструкция 3), позволяет создать в плите преднапряжения, противоположные по знаку рабочим напряжениям (шпренгельная конструкции).
Высокой жесткостью и прочностью обладает конструкция 9 с накладкой из листовой стали, работающей на растяжение. Нагревом накладки перед монтажом можно создать преднапряжения при условии, если накладка жестко связана с плитой (например, контрольными штифтами). Другой способ увеличения жесткости — придание ребрам арочной формы Юн введение арочнык сводов 11. Конструкция 12 представляет собой сочетание арки с окантовкой. Высокую жесткость нмеют окантованные плиты с вафельными 13, шахматными 14, ромбическими 15 и сотовыми 16 ребрами. При наличии на плите привязочных узлов расположение ребер должно быть подчинено условию создания узлов жесткости в крепежных точках (конструкция 17).
Наибольшей жесткостью обладают двустенные плиты. В конструкции 18 стенки связаны лучевыми ребрами, формуемыми с помощью стержней, вводимых с боков плиты. Плиты с прямыми 19 и раскосиымн 20, 21 ребрами формуются сквозными стержнями, укрепляемыми на знаках в боковых стенках плиты. Полузакрытые плиты с вафельными ребрами 22 формуются с помощью стержней, укрепляемых через отверстия в нижней стенке плиты. Плита с арочной нижней стенкой 23 формуется стержнями через боковые стенки.
Легка, технологична и достаточно жестка конструкция 24 решетчатой плиты. Для создания гладкой наружной поверхности такие плиты покрывают тонколистовой облицовкой.
о\
Ряс. 134. Плиты
Тонкостенные конструкции
В конструкциях нз листового материала (оболочковых, тонкостенных профилях, резервуарах, облицовках, панелях, крышках) необходимо учитывать не только деформации, вызываемые рабочими усилиями, ио и де(|юрмации, возникающие при сварке, механической обработке, соединении и затяжке сборных элементов. Следует считаться и с возможностью случайных повреждений стенок при транспортировке, монтаже а неосторожном обращении в эксплуатации. В сильно нагруженных оболочковых конструкциях первостепенное значение имеет предупреждение потери устойчивости оболочек.
Основные приемы увеличевмя жесткости; всемерная разгрузка-от изгиба, замена напряжений изгиба напряжениями сжатия-растяження, введение связей между участками наибольших деформаций! увеличение сеченнй и моментов инерции иа опасных участках, введение усиливающих элементов в местах сосредоточении нагрузок и на участках перелома силового потока, применение конических и сводчатых форм. . '
Отсеки. Радиальную жесткость цилиндрическлх тонкостенных деталей больших размеров увеличивают, с помощью кольцевых поясов жесткости, наружных (рис. 135, о) или внутренних (рис. 135, б).
Более жестки и прочны отсеки ! с двойными стенками (рис.. 136). Для увеличения радиальной жесткости целесообразно стенки отсека связывать между собой сваркой пуклевок 2 иа стенках отсека или вваркой трубок 3. Лучшие результаты дает введение кольцевых поясов жесткости 4-7. Аналогичное действие оказывает разделение отсека па несколько отсеков 3, 9 меньшей длины. Роль поясов жесткости в Данном случае выполняют стыки отсекая. Введение в отсеки конусов 10 и сводчатых элементов II, 12 увелячпвает не только радиальную, но и продольную жесткость.
На рнс. 137 доказаны отсека, усиленные коническими элементами.
Продольную жесткость отсекам придают с помощью связей 1-3, расположенных вдоль образующих (рис. 138) нлн выполнением отсека нз нескольких сегментов 4. Наибольшей жесткостью и прочностью обладают гофровые 5 н сотовые 6 конструкции.
Спиральные и зигзагообразные ребра (рис. 139) увеличивают наряду с продольной и поперечной Жесткостью также жесткость на кручение; их изготовление однако труднее, чем прямых продольных ребер.
Рнс. 136- Повышение радиальной жесгк^тн отсеков
Рис. 137, Усиление отсека» ымтсмжми элементами
Рнс. 138' Повышение продольной жесткости отсекоа
Рис 139, Оребрение оболочковых конструкций, работающих на кручение
Двойные отсеки соединяют с помощью наружных (рис. 140, «) и внутренних (рис, 140, б) фланцев. Последние обеспечивают большую Жесткость и значительно снижают радиальные размеры конструкций.
При установке болтов изнутри необходимо предусматривать во внутренней стенке отверстия, достаточные для ввода, установки и завертывания болтов.
Конические отсеки (рнс, 141, л) усиливают, вводя кольцевые пояса жесткости 1, 2, 3, выполняя отсеки двустенными 4 и придавая стенкам сводчатые формы (рис, 141,6), На рис. 141; в показана конструкция двустенной сферической консольной детали.
Рис. 140. Соединение оболочковых отсеков
Рнс, 14L Повышение жесткости конических оболочковых деталей
Оболочковые конструкции с пространственными решетками. Наиболее высокую жесткость оболочковым системам .можно придать заполнением пространства между оболочками равномерно распределенными элементами жесткости, связывающими все их участки и превращающими систему в пространственную, решетку, работающую как одно целое. Появление прочных синтетических смол и клеев позволяет до некоторой степени приблизиться к решению этой задачи.
Применяют две основные конструкции; пенопластовые и сотовые.
В первом случае полости меж,ту металлическими оболочками заполняют вспенивающимися пластиками на основе термореактивных или отверждающихся смол. Пластики вводят в жидком виде с добавлением газообразующих веществ и эмульгаторов. При иагреве до 150--200еС состав вспенивается и затвердевает, образуя пористую массу с объемом пор до 80-90% и плотностью ОД-0,2 кг/дм3. Прочность, жесткость и устойчивость систем в целом значительно увеличиваются, хотя и не. до такой степени, как в случае введения металлических пространственных связей. Эту систему обычно применяют в сочетании с металлическими связями, поперечными (нервюры, шпангоуты) и продольными (лонжероны, стрингеры).
Сотовые конструкции изготовляют соединением тисненных в виде пчелиных сот Хлопчатобумажных или стеклянных тканей, пропитанных термореактивпыми или отверждающимися смолами. Покровные оболочки делают из листов того же материала илн металлических листов. Размер ячеек сот обычно 8-15 мм.
Более высокой прочностью н жесткостью обладают металлические соты, получаемые склеиванием тисненых металлических листов, покрытых пленкой нз фенол не опрело вых клеев илн клеев на основе модифицированных эпоксидов. Этн же клеи служат для присоединения к сотам покровных металлических оболочек. Прочность сотовых конструкций зависит от прочности клеевых соединений (у наиболее прочных синтетических клеев сопротивление сдвигу составляет'2—5 кгс/мм2, отрыву 5 — 10 кгс/мм2).
Стальные листы можно соединять более прочным способом — печной лайкой бронзовыми сплавами в вакууме или восстановительной атмосфере. Новые возможности создания металлических сотовых конструкций открывает метод сварки остро фокусированным электронным лучом. Поток электронов высокой энергии проникает через довольно большую толщину металла. Сварочная температура возникает только в фокусе; остальные зоны не вызывают существенного нагрева материала. Это позволяет сваривать стыки на Любой глубине конструкции при одном и том же положении сварочного аппарата. Сварочную зону вглубь перемещают перефокусировкой луча с помощью собирательных электромагнитных катушек, а в поперечном и продольном направлениях - с помощью отклоняющих катушек. Таким образом можно последовательно проверить все внутренние стыки конструкция,'
Устойчивость оболочковых конструкций. Увеличение габаритных размеров и уменьшение толщины стенок выдвигают на первый план повышение поперечной жесткости н предотвращение потери устойчивости конструкций. В случае тонкостенных балок закрытого профиля задача
состоит в предупреждении ирогиба вертикальных стенок 1 (рис. 142) и перекоса профиля 2 под действием нагрузок.
Прогиб стенок предотвращают введением ребер 3, выбивкой рельефов
4, 5, установкой продольных вертикальных связей 6, 7. Более эффективным
i L Т J
Z& 27 . 22 .
Рпе. 142- Увеличений жесткости и устойчивости тонкостенных балок
является введение поперечных вертикальных 8 и'продольных горизонтальных 9-12 перегородок, анкерных болтов 13, 14, трубчатых связей 15, 16, соединение стенок пуклевками 17, 18. Общую жесткость профиля увеличивают диагональными связями 19, 20 и косыми перегородками, расположенными змейкой 21, 22.
Усиление участков приложения сосредоточенных сил. При конструировании тонкостенных деталей следует уделять особое внимание участкам приложения сосредоточенных сил. Недостаточная жесткость этих участков может вызвать местную деформацию стенок и сделать конструкцию неработоспособной.
Для цилиндрических оболочковых деталей простейшим способом является введение накладок, распределяющих силу на большую поверхность (рис. 143, и). Более эффективно применение поясов жесткости и перегородок (рис, 143, б), вводящих в работу полное сечение детали.
Прогиб тонкостенных деталей 1 на участке расположения крепежных болтов (рис. 144) предупреждают установкой шайб 2 большого диаметра, отбортовкой стенки 3,4, введением усиливающих элементов 5-8. Наиболее целесообразный способ - восприятие сил затяжки распорными элементами, например трубчатыми колонками 9, работающими па сжатие.
На рис. 145 показано соединение тонкостенной крышки с корпусной деталью с помощью иевыпадающего болта. В исходной конструкции 1 стенка крышки деформируется даже прн слабой затяжке. В конструкции 2 слабый участок подкреплен приварными ребрами т.
Другой способ уменьшения прогиба - ограничение затяжки заранее уставов ленным зазором з (конструкции 3—5). В конструкции 5 ограничителю придан конус-ловитель, облегчающий введение нарезного конца болта при установке крышки, Пружина служит для поддержания болта в выпрямленном состоянии прн отнятой крышке.
Рве. 143. Усмлите учдеткм дрнложииш мл
Рас. 144. Усиление крепежных детелей
Рис, 145. Крепление крышки к корпусу
Я
Рис, 146. Усиление стыков тонкостенных деталей
Стыки листовых конструкций. Жесткость стыков тонкостенных деталей играет большую роль особенно в тех случаях, когда стыки должны быть герметичными.
При фланцевом соединении двух тонкостенных цилиндрических деталей большого диаметра (рис., 146, а) герметичной затяжки на участках между болтами из-за иежесткости фланцев достичь невозможно. Мало помогает уменьшение шага болтов и установка шайб 1 под головкн болтов и гайки. Добиться герметичности стыка можно введением накладных 2 или приварных массивных 5 колец. В случае крепления штампованного нз листовой стали поддона к корпусной детали (рис. 146, б) герметичную затяжку обеспечивают отбортовкой фланца, введением массивной рамки 4 по контуру фланца, прихваченной к поддону точечной сваркой.
Рельефы жесткости. Для увеличения жесткости иа стенках выбивают рельефы, формы которых показаны на рис. 147. При холодном штамповании рельефам рекомендуется придавать высоту не более (3 ~5)s, где s — толщина материала. Рельефы большой высоты нужно штамповать в несколько приемов с промежуточным отжигом, что удорожает производство. Прн горячем штамповании возможно применение рельефов большой высоты и протяженности.
Помимо повышения прочности и жесткости в силу чисто геометрических соотношений (увеличение моментов сопротивления и инерции сечений), рельефы, выбиваемые вхолодную, увеличивают прочность благодаря нагартовке металла.
Рнс. 148, Рельефы жесткости на прямоугольной крышке
Рельефные валики следует располагать вдоль плоскости действия изгибающего момента (рнс. 148, а). Обратное расположение (рис. 148, б) не увеличивает жесткости, а напротив делает деталь более податливой. Рельефы должны быть направлены к узлам жесткости системы. Наилучшим расположением валиков для прямоугольных пластин является диагональное (рис. 148, а).
Придание вогнутой формы днищам цилиндрических тонкостенных сбсудов (рис. 149)'увеличивает жесткость, улучшает устойчивость и придает определенность установке сосудов на плоскости. Эффективным способом увеличения жесткости углов перехода от обечайки к днищу являются местные выдавки треугольной формы.
На рис. 150 показаны 'приемы усиления кромок цилиндрических обечаек отбортовкой.
Облегчающие отверстия. С целью уменьшения массы в тонкостенных конструкциях часто делают облегчающие отверстия. Для увеличения местной жесткости, уменьшения концентрации напряжений и повышения циклической прочности, сниженной воздействием вырубного инструмента, кромки отверстий усиливают отбортовкой (рнс. 151, «), подвивкой кромок (рис, 151, б и е), обжимом кромок (рис. 151, г), введением усиливающих накладок (рнс. 151, <)).
Высоту h при отбортовке вхолодную с одной операции можно принимать h = (0,15 4-0.25) Р, Более высокие отбортовки, а также отбортовки с подвивкой требуют нескольких последовательных операций с промежуточным отжигом.
Рис, 149. Увеличение жесткости днищ 7 он кос те иных цилиндрических детален
Рас. 150. Отбортовка кромок
в
- Рис. {51. Усиление кромок отверстий
Рис. 152. Чеканка кромок
Эффективным средством увеличения усталостной прочности, материала возле отверстий является двустороннее обжатие кромок по контуру отверстия с помощью чеканов скругленного профиля (рис. 152).
Резервуары. Резервуары 1 прямоугольной формы (рис. 153) невыгодны, так как под действием давления Стенки выпучиваются (штриховая линия). При таких формах обязательно введение поперечных перегородок жесткости 2. Большей жесткостью обладают овальные 5Г эллиптические 4, 5 и особенно цилиндрические 6 резервуары. При усилении цилиндрических резервуаров наружными ребрами следует учитывать направление деформации стснек.
Напряжения растяжения в ссченин по образующим:
рй
СТ1 “ IT’
где р — внутреннее давление; D — диаметр резервуара; s - толщина стенки (рис. 154).
Напряжения в поперечных сечениях
рп&2
а^= V7T=O’5CT1!
4л Ds
т. е. в 2 раза меньше, чем по образующим. По этой причине резервуары всегда разрушаются по образующим.
Продольные ребра 1 увеличивают жесткость и прочность резервуара незначительно - в меру своего сопротивления изгибу в продольной плоскости. Выгоднее применять кольцевые ребра 2, работающие на растяжение.
Рис, IЯ, Уйелн'Кяне жесткости резервуаров
Рис. 154, Рас положен к с ребер на сгснках резерву арен
р№г Фермы данщ
Плоские днища 1 (рнс. 155) при высоких внутренних давлениях неприемлемы. Более жесткими и прочными- являются вогнутые днища 2. Однако их деформация под действием давления вызывает распор обечайки и создает в ней дополнительные напряжения изгиба. Кроме того, вогнутые дишца заметно уменьшают рабочий объем резервуара. Выпуклые дннща 3 и близкие к ним конические 4, напротив, сдерживают радиальные деформации обечайки.
Рис. 156. Формы щитков
Рнс. 157. Формы щитков а плане
Щитки. Жесткость крышек, щитков, панелей и подобных им'деталей увеличивают приданием коробчатых 1 (рис. 156) и выпуклых 2 форм, отбортовкой 3, выбивкой рельефов 4.
На рис. 157, а показаны формы щитков (в плане) с прямоугольным и диагональным (рис. 157, б) рисунком рельефа и пирамидальные (русти-рованные) Крышки (рис. 157, я). Выбор формы и рисунка рельефа часто определяется требованиями эстетики, особенно в тех случаях, когда щиток находится на виду. Красивы и достаточно жестки рустированпые щитки.
Щитки большой протяженности делят на ряд отсеков (рис. 157, г), каждый из которых усиливают описанными .выше приемами. Для увеличения продольной жесткости отсеки связывают между собой рамкой или продольными рельефами.
5. ЦИКЛИЧЕСКАЯ ПРОЧНОСТЬ
Детали,, подвергающиеся длительной повторно-переменной нагрузке, разрушаются прн напряжениях значительно меныпнх предела прочности материала при статическом нагружении, Это имеет большое значение для современных много оборотных машин, детали которых работают в условиях циклических нагрузок при общем числе циклов, достигающем за весь период службы машины многих миллионов. Как показывает статистика, около 80% поломок и аварий, происходящих при эксплуатации машин, вызвано усталостными явлениями. Поэтому проблема усталостной прочности является ключевой для повышения надежности и долговечности машин.
Циклические нагрузки выражены наиболее явно в машинах и механизмах с поступательно-возвратным .движением (поршневые машины, кулачковые механизмы). Однако н в ротативных машинах неизбежны циклические нагрузки, например вследствие дисбаланса, радиальных и торцовых биений роторов и т. п.
В редких современных машинах нет зубчатых передач, зубья которых всегда подвержены циклическим1 нагрузкам. Валы, работающие под нагрузкой постоянного направления (валы зубчатых, ременных и цепных передач), также подвергаются циклическому нагружению.
Например, в случае двухопориого вала зубчатого колеса (рнс. 158) сила ' привода Р, передаваясь на вал, вызывает его изгиб, плоскость которого остается постоянной. За один оборот вала эту плоскость последовательно пересекают точки Л 2, 3, 4. При каждом обороте цикл повторяется. Таким образом, несмотря на постоянство силы, здесь имеет место чисто циклическое нагружение.
В современных машинах статические нагрузки встречаются как исключение. В большинстве случаев нагрузки изменяются циклически с большей или мсныпей частотой и амплитудой.
Число циклов нагрузок, которые материал выдерживает до разрушения, зависит от максимального напряжения и интервала между крайними значениями напряжений цикла. По мере уменьшения величины напряжений число циклов, вызывающих разрушение, увеличивается н при некотором достаточно малом напряжении становится неограниченно большим. Это напряжение, называемое пределом выносливости, полагают в основу прочностного расчета деталей, подверженных циклическим нагрузкам.
Рис. 1SS. Циклические нагрузки а вале зубчатого колеса
I Величину предела выносливости оп-
I g ределяютпостроением кривых у с т а-
як л ости. На оси абсцисс откладывают
Sг число N циклов, иа оси ординат — най-
| денные испытанием стандартных образ-
’ цОа максимальные напряжения о цикла,
хАх вызывающие разрушение при данном
Р числе циклов. Разрушающее напряжений
в области малых А' близко к показателям статической прочности. По мере увеличения числа циклов эта величина снижается и при некотором числе циклов стабилизируется. Ордината оу> горизонтального участка кривой усталости является пределом выносливости.
Диаграммы усталости строят в координатах ст - xV (рис. 159; ц), полулогарифмических ст — lg N (рис, 159,6) щ логарифмических Igo— lgN (рис. 159, в). Первый способ сейчас почти пе применяют, потому что он пе позволяет выяснить форму кривой усталости в области малых и больших чисел циклов. Чаще всего пользуются полулогарпфмическими координатами. ...
Предел выносливости большинства конструкционных сталей определяют При 10б —107 циклов. Эти цифры берут за основу как базовое число циклов. Для цветных сплавов, например алюминиевых, число перемен нагрузок гораздо выше (107 — 10а циклов). Даже после этого часто наблюдается дальнейшее медленное падение разрушающего напряжения (рнс. 159, а), откуда можно заключить, что предела в указанном выше смысле для этих металлов не существует. В таких случаях определяют условный предел выносливости, как напряжение, не вызывающее разрушения образца при определенном числе циклов (обычно 5-107 циклов). .
Не существует также четко выраженных пределов выносливости при контактных напряжениях, циклическом нагружении в условиях повышенных температур и прн работе деталей в коррозионных средах. Разрушающее напряжение в этих условиях непрерывно падает с увеличением числа циклов. Отмечено также отсутствие отчетливо выраженного предела выносливости у детален большого размера, что объясняется присущей таким деталям неоднородностью механических свойств ио сечениям.
Обычно испытания проводят при симметричных знакопеременных циклах (коэффициент асимметрии цикла г « — 1), у которых амплитуда напряжений наибольшая, а предел усталости наименьший (рис. 159, й, иижняя линия). С повышением г пределы выносливости возрастают и при значениях г, близких к единице (колебания малой амплитуды), становятся практически постоянными (верхняя .линия) и равными показателям статической прочности.
Влияние асимметрии цикла комплексно отражают наиболее удобные 276
Рис- 159. Диаграммы усталости
Рнс. 160. Схема поз мп кн овен ня усга юсгных трещин
для практического пользования диаграм-мы усталости в координатах стл — N, где — предельные амплитуды циклов (рис, 159, с).
Развитие усталостных повреждений схематически представлено па рис. 160. На первых стадиях нагружения возникают, сначала в отдельных кристаллических объемах, пластические сдвиги, не обнаруживаемые обычными экспериментальными методами (светлые точки). С повышением числа циклов и уровня напряжений сдвиги охватывают все большие объемы и переходят в субмикроскопические сдвиги, наблюдаемые с помощью электронных микроскопов (точки со штрихами). При определенном числе циклов и уровне напряжений (кривая 1) образуется множество трещин, видимых под оптическим микроскопом (заштрихованные точки). Начало образования металлографически обнаруживаемых трещин условно считают дорогом трещинообра-з о в а ни я. У низколегированных и углеродистых сталей первые трещины появляются при напряжениях, равных 0,7—0,8 разрушающего напряжения; у высоколегированных сталей и сплавов алюминия н магния микротрещниы обнаруживаются уже прн напряжениях, равных 0,4—0,6 разрушающего напряжения. Порог трещинообразования снижается с укрупнением зерна. Микротрещниы могут длительное время оставаться в пределах кристаллических объемов (иераспространяющиеся трещины), не вызывая заметного снижения прочности.
С приближением напряжений к пределам выносливости развитие трещин вступает в критическую фазу (кривая 2): микротрещины, прогрессивно расширяясь, превращаются в макротрещины (пол у за черненные точки), которые приводят к разрушепию (черные точки ла кривой 3). Практический предел нагружаем ости лежит несколько ниже кривой 2, которая в зависимости от свойств и кристаллического строения металла соответствует напряжениям, равным 0,8—0,9 разрушающего напряжения.
ЦИКЛЫ НАПРЯЖЕНИЙ
Различают следующие основные циклы напряжений: симметричный знакопеременный — наибольшее и наименьшее напряжения противоположны по знаку н одинаковы по- величине (рис. 161, Д а);, асимметричный знакопеременный — наибольшее и наименьшее напряжения противоположны по знаку и неодинаковы по величине (7, б); пульсирующий — напряжения изменяются от нуля до максимума (7, в);
Pile. 161ч Характеристики циклан
знакопостоянный — наибольшее
и наименьшее напряжения одинаковы по знаку (7, г);
сложные — разнообразные сочетания перечисленных выше циклов (4 4
Основные характеристики циклов:
период цикла — продолжительность одного цикла;
частота циклов - число циклов в единицу времени (величина обратная периоду цикла).
сгтях — наибольшее по алгебраической величине напряжение в пик-ле (растягивающие напряжения считаются положительными, сжимающие — отрицательными);
сгт!11 — наименьшее по алгебраической величине напряжение в цикле;
crJH ~ 0,5 (сгтц1 + <т||1к1) — среднее напряжение цикла;
а„ = 0,5 (сгтач - <7,nin) -амплитуда напряжений цикла (величину 2сга называют'размахом колебаний напряжений цикла);
т = _—коэффициент асимметрии цикла (напряжения '-Lnax
цикла берут с пх знаком).
Значения г для различных циклов приведены иа рис. 161, II (верхняя шкала). При симметричных циклах г = — 1; пульсирующих г = 0; асимметричных знакопеременных 0 > г > —1; знакопостоянных 0 < г < 1.
Пределы выносливости для симметричных циклов обозначают индексом « — 1» (например, cr-j т-Д для пульсирующих — индексом «0» (например obi 70).
Удобнее в качестве характеристики цикла применять коэффициент амплитуд ы, представляющий собой отношение амплитуды напряжений сга (отак — сгт1(1) к максимальному напряжению цикла су;1Лд
(57)
Величина а колеблется o r 1 (симметричные циклы) до 0 (статическая нагрузка) и имеет постоянный знак для всех циклов (рнс. 161, III, жирная линия). Пределы выносливости обозначают соответствующим буквенным символом с цифровым индексом л (например, оу; o0i5; — пределы
выносливости соответственно для симметричного, пульсирующего и знакопостоянного цикла с а = 0,25).
Наиболее распространен способ определения предела выносливости при циклическом симметричном изгибе по Велеру. Консольный или двухопорный образец, вращающийся вокруг собственной оси с постоянной частотой, нагружают постоянной по направлению силой. За каждый оборот все точки поверхности образца в опасном сечении один раз проходят через зону максимальпого напряжения растяжения и один раз — через зону максимального напряжения сжатия, проделывая полный цикл знакопеременного симметричного изгиба. Частота циклов равна частоте вращения образка в единицу времени; число оборотов да разрушения равно разрушающему числу циклов. Такой внд изгибного нагружения (круговой изгиб) свойственен многим машиностроительным деталям (например, валам зубчатых колес, ременных и цепных передач).
Условия работы материала при этом виде нагружения существенно отличаются от другого часто встречающегося вида нагружения — плоского изгиба (нагружение неподвижной детали симметричной циклически изменяющейся нагрузкой постоянного направления), В последнем случае усталостному нагружению подвергаются только две диаметрально противоположные зоны, расположенные в плоскости действия изгибающего момента. При круговом же изгибе последовательно нагружаются все периферийные зоны сечения. Здесь напряжения растяжения-сжатия, перемещаясь по периферии образца сер пони дног охватывающим движением, затрагивают всю периферию образца. Каждая точка поверхности образца в опасном сечении, помимо максимальных напряжений, возникающих при переходе ее через плоскость изгибающего момента, дополнительно подвергается действию последовательно подходящих и уходящих напряжений при вращении образца.
Кроме того, прн круговом изгибе напряжения, перекрывая всю периферию сечения, образца, находят в нем наиболее слабые точки, становящиеся источником усталостных трещин, тогда как на неподвижном образце слабые точки не обязательно находятся в плоскости действия изгибающего момента,
С другой стороны, при круговом изгибе участки материала, выходя из нагруженных зон, подвергаются периодическому тепловому отдыху. При плоском изгибе нагруженные участки работают непрерывно.
Совершенно различны условия работы образцов с концентраторами типа шпоночных канавок н поперечных отверстий. При йлоском изгибе концентратор, расположенный и плоскости изгиба, постоянно находится в зоне изгиба, попеременно подвергаясь напряжениям растяжения н сжатия и испытывая один раз за цикл тепловой отдых. При круговом изгибе концентратор периодически выходит из зоны изгиба, дважды за цикл (во время пересечения нейтральной оси), испытывая тепловой отдых.
ОГРАНИЧЕННАЯ ДОЛГОВЕЧНОСТЬ
Нисходящая ветвь кривой усталости соответствует области ограниченной долговечности. Но ней можно определить долговечность (в циклах), которую будут иметь детали, нагруженные напр^гже-ниями, превосходящими предел выносливости, или напряжения, являющиеся предельными при заданной долговечности,
Тис. 162, Определение показателя стелена м
На основании дагариф-мической диаграммы уста-лости (рис. 162) для произвольных точек 2 л 2 нисходящей ветви тфивой усталости
lg<j-^as
---* etg a, V-1
nx
(J8)
где a — угол наклона ветви,
Обсртвчал ctf a « иц получаем из формулы (5?)
1g —* i®)
«1 <5а
ПСГМШЦфу!, жадодпм
<Vi / а, \"‘
"vJ"
(6Щ
Я частном случае, ютдж точка ? совпадает с начальной точкой ветви fa х = “ JfoX
а точка 2 - с лссксчной (сгг« сщ д&дныша т согласио фцрмуж (57J
. Ао
m « etg a ---------
(61)
Например, на рис, 162 Уд =» 10е; Уо ₽ 10э; *
m ч
г .с, 4£ос«-ОД и tt «"£°.
Фактический угол наклона а1 на диаграмме усталости дамсят рт ссют-ношешгя л масштабов по осн ординат И абсцисс:
t ( etga etg a1 ----
л
На рне. 162 лтамтттаб по оси ординат в 12,5 раз больше, чем по acir абсцисс (я = 12,5), е. etg so: l(yi2^ л Oj? ц ot*» 50F.
На дингрдшсах уста л оста (лекаря фмядаскшс я яталулогври^нюгтесэятх) эелипшу лз вродо всего определять по численным значениям о. саогдетст.вующим &азав&му отрезку Afj -Nj » W на оси абсцисс. Например, на рис; 159, б для Aj *= 106 U Л\= ,105 величины Од = 5Р; Oi =40 кге/жм*. СдедоъательНо, согласно формуле (59)
10 1 ГЛ J
** 40
Значения т колеблются в значительных пределах в зависимости от свойств материала, формы детали и коэффициента асимметрии цикла. При г — — 1 у гладких образцов т = 8 ч-15; у деталей с концентраторами напряжений т = 3 -г 8. Величина т может до известной степени служить мерилом сопротивления материала усталости. Чем меньше значение т (чем круче наклон кривой усталости), тем меньше долговечность деталей прн напряжениях, превосходящих предел выносливости, и, как правило, меньше предел выносливости.
На ограниченную долговечность рассчитывают детали, изготовленные из материалов, не обладающих отчетливо выраженным пределом выносливости или имеющих круто падающую кривую усталости (концентрационно-чувствительные материалы), а также детали, которым по условиям габарита или массы нельзя придать размеры, определяемые пределом выносливости. Так же рассчитывают машины и механизмы, работающие с низкой частотой циклов, и механизмы, у которых периоды работы чередуются с длительными перерывами или работой при малых нагрузках (грузоподъемпые машины периодического действия), т. е. механизмы, у которых общее число циклов за весь период службы меньше числа циклов, соответствующего пределу выносливости.
t Детали, подверженные высокочастотным нагрузкам непрерывного действия, рассчитывают по пределу выносливости с запасом надежности. Превышение предела выносливости резко сокращает их долговечность.
1 Пусть механизм работает прн 2000 об/мин, т. е. детали его подвергаются 2000 циклам в минуту.
Ограниченная долговечность определяется на основании формулы (60). При = и = ССд
Принимая « Ю6 циклов и m •= 5, находим значения долговечности при напряжениях, равных 1.5; 1,2 и 1,1 предела выносливости:
П/СГд 1.5 1,2 и 1
Долговечность 1.1 Ч 3.3 ч 5 ч Неограниченная
Как видно] самое незначительное повышение расчетных напряжений сверх предела выносливости, не давая.Практически никакого массового ИЛИ габаритного выигрыша, приводит к огромному снижению долговечности,
ПРЕДЕЛЫ ВЫНОСЛИВОСТИ
Предел выносливости не является постоянной, присущей данному материалу характеристикой, и подвержен гораздо большим колебаниям, чем механические характеристики при статическом нагружении. Его величина зависит от условий нагружения, типа цикла, а частности, от степени его асимметрии, методики испытания, формы и размеров детали, технологии ее изготовления, состояния поверхности и других факторов.
Таким образом, при испытании на усталость стандартных образцов определяется собственно нс предел выносливости материала, а предел выносливости о б р а и ц ел изготовленного из данного материала. При переходе от образца к реальной детали следует вводить ряд поправок, учитывающих форму и размеры детали, со сто и пне ее поверхности
и т.д- В'ей язи с этим возникло понятие циклической прочности деталей. В этом понимании предел выносливости далеко отходит от первоначального понятия как характеристики материала, хотя предел выносливости, определенный на стандартных образцах, по-прежнему приводят в числе основных прочностных показателей материала.
Появилось также понятие циклической прочности узлов (резьбовых, прессовых соединений и других сборных конструкций). Таким образом, в попятив усталостной прочности Вводят не только факторы свойств материала и геометрической формы деталей, но и факторы взаимодействия со смежными деталями.
Пределы выносливости на изгиб имеют минимальное значение при симметричном знакопеременном цикле, повышаются с увеличением степени его асимметрии, возрастают в области пульсирующих нагрузок, а с уменьшением амплитуды пульсаций приближаются к показателям статической прочности материала. Пределы выносливости при растяжении примерно в 1,1-1,5 раза больше, а при кручении в 1,5-2 раза меньше, чем в случае симметричного знакопеременного изгиба.
Между характеристиками усталости й статической прочности иет определенной зависимости. Наиболее устойчивые соотношения существуют между (У-1 (пределом выносливости на изгиб с симметричным циклом) и сга (пределом прочности), а также сг0,2 (условным пределом текучести) при статическом растяжении.
По опытным данным эти соотношения следующие:
для сталей
для стального литья, высокопрочного чугуна и медных сплавов ст_ t = = (0,3 -г 0,4) п3;
для алюминиевых и магниевых сплавов ст .г =(0,25 -:-0,5)пц;
для серого чугуна ст„ 2 = (0,3 л- 0,6) сгв.
На основании обработки результатов испытаний на усталость улучшенных конструкционных сталей Шимек получил следующие зависимости (рис. 163) пределов выносливости от предела прочности:
на растяжение-сжатие при симметричном цикле
ст-! =10,ЗЗсгв +4,25;
на растяжение-сжатие при пульсирующем цикле
ctq = 0,58<?в + 2,3;
на изгиб при симметричном цикле сг_)в = 0,4сгв + 5,7;
иа кручение при симметричном цикле = 0,2сгв + 4,8;
Рнс. 163. Пределы выносливости дли различных видов нагружения (по Шнмеку>
ий кручение при пульсирующем цикле т0 0,25сгр + 24,
Пределы выносливости при симметричном цикле связаны между собой следующими ориентировочными зависимостями:
сг_! ~(1 -г 1,5)ст„1р, т„1»(0>5+0,7)ст_1.
Пределы выносливости прн пульсирующем и знакопеременном симметричном циклах связаны следующими приближенными зависимостями:
•при изгибе гг0 == (1,4 + 1.6) а_х‘,
при растяжении сгОр = (1,5 -г1,8) о_1р;
при кручении - (1,4 -? 2)
Пределы усталости при асимметричных циклах можно приближенно определить по эмпирическим зависимостям между наибольшим напряжением цикла средним напряжением цикла сг„ и предельной амплитудой цикла оа. Например
где ств - предел прочности при статическом растяжении.
Приведенные соотношения дают представление лишь об общих закономерностях. Для расчетов необходимо пользоваться справочными данными; приводимыми а литературе по циклической прочности.
ОБОБЩЕННЫЕ ДИАГРАММЫ УСТАЛОСТИ
Диаграммы усталости (см. рис. 159) строят на основании результатов испытания стандартных образцов при определенном виде нагружения (растяжения, сжатия, изгиба, кручения) и постоянных параметрах цикла (прн постоянном значении коэффициента асимметрии цикла г).
Из обобщенных диаграмм наиболее распространены диаграммы Смита (рис. 164).
рнс, 164. Даирамт Смита (материал, равнопрочный на растяжение к сжатие)
Линию средних напряжений циклов <тн = 0,5 (<ттаК + ода1п), являющуюся в то же время нулевой линией амплитуд, проводят под углом а = 45° (или 60°) к оси абсцисс; на оси ординат наносят напряжения. На нулевой линии откладывают, найденные из опыта, предельные для каждой данной величины <тР! амплитуды напряжений = 0,5 (crma]( — cr„iJ. Огибающая. АВС точек сгти представляет пределы выносливости при растяжении, огибающая DEF точек (—aI1JJK) — при сжатии. При малых амплитудах пульсаций пределы выносливости практически постоянны и близки к показателям статической прочности. Верхней границей для сг^ считают предел текучести при растяжении сгт раст (линия ВСь для (-crmajt) - предел текучести при сжатии сгтсж (линия DE).
Коэффициент асимметрии г = crniin/crma;e для произвольной точки а определяется как отношение отрезков Ьс/аВ (первый соответствует tjn.in. второй <лп,ах). Каждый отрезок берут со своим знаком. Коэффициент амплитуды а = определяется как отношение ad/cb (отрезок ad соответствует сгд),
Как видно из шкал г и а на оси абсцисс, пределы выносливости при г > 0,4 (или а < 0,3) совпадают с пределами текучести сгт.
Располагая диаграммами Смита для различных материалов и видов нагружения, можно производить расчет на усталость при любом значении коэффициента асимметрии цикла.
На рис. 165, а приведена диаграмма Смита для конструкционной стали при круговом изгибе, циклическом растяжении, сжатии и кручении. Диаграммы для изгиба и кручения строят только по одну сторону оси ординат, так как они охватывают н этой области все возможные виды напряженных состояний. Для практического пользования удобнее диа-граммы, изображающие пределы выносливости при различных видах нагружения непосредственно в функции коэффициента асимметрии г или амплитуды а (рис. 165, б) и содержащие в сжатом виде те же Данные,
Риг, 165, Обобщенные Диаграммы усталости
Рис. Itf. Кривые повреждаемости ле циклов и в последующем
КРИВЫЕ
ПОВРЕЖДАЕМОСТИ
Циклическая прочность зависит от перегрузок, которым деталь подвергается перед нагружением. По Френчу влияние перегрузок характеризуют построением кривых повреждаемости. Метод заключается в предварительном иагружеиии образцов напряжениями, превосходящими предел выносливости, при различном чис-анни этих образцов при напря-
жениях на уровне предела выносливости.
Пусть образцы испытывают напряжение, равное при 104; 5* 104; 10я и т. д. циклов. Во время последующего иссгытаиия на усталость часть образцов, подвергнутых перенапряжению длительностью, допустим, свыше 10s циклов, разрушается; образцы, подвергнутые перенапряжению при меньшем числе циклов, остаются целыми. Это значит, что при числе циклов более 10я в металле возникают необратимые повреждения, делающие деталь неработоспособной при циклическом нагружении даже при напряжениях1, находящихся иа уровне предела выносливости. Напротив, длительность нагружения меньше 10s циклов является безопасной. Точку, соответствующую напряжению, равному 1,5ст._ j и длительности 105 циклов, наносят на диаграмму усталости (рис. 166, о).
Кривая Френча 1 представляет собой геометрическое место таких точек и характеризует нагружаемость предварительно перенапряженных образцов. Чем ближе кривая 1 к кривой Велера 2, тем выше способность материала сопротивляться действию перегрузок. Для некоторых прочных материалов при оптимальной термообработке кривые’ Френча практически совпадают с наклонными участками кривых Велера. У пластических материалов (например, отожженных углеродистых сталей) кривые Френча являются продолжением горизонтального участка кривой Велера (штриховая линия). Это значит, что такие материалы совершенно ие выносят перегрузок,
детали из этих материалов следует рассчитывать по пределу выносливости даже в малоцикловой области.
Практическая иагружаемрсть перенапряженных образцов определяется, как всегда, порогом трещииообразования (кривая 3, рнс. 166, б).
ЦИКЛИЧЕСКАЯ ПРОЧНОСТЬ
ПРИ СЛОЖНЫХ НАПРЯЖЕННЫХ состояниях
Вопрос об усталостной прочности при сложных напряженных состояниях исчерпывающе еще не изучен. Лучше других исследовано двуосное напряженное состояние, при котором одновременно
Рнс. 167. Допустимые напряжений $ н т при одно* временном растяжении и кручении
действуют симметрично изменяющиеся циклические нормальные и касательные напряжения (циклическое растяжение-сжа-тне и кручение). Экспериментально найденные для этого случая предельные значения нормального напряжения стпр и предельные напряжения сдвига тпр можно выразить эллиптической зависимостью
где о1-! и Т-х — соответственно пределы выносливости прн чистом растяжении-сжатии и симметричном кручении.
При заданной величине стпр допустимая величина одновременно действующего напряжения сдвига
и, наоборот, при заданной величине тпр допустимая величина одновременно действующего напряжения растяжения-сжатия
Эта зависимость изображена на рис. 167 (жирная кривая). Любое сочетание напряжений т и ст, находящееся между ограничивающей кривой ~1Г,--стгр и осями координат (например, точка ст), является безопасным. Коэффициент надежности для каждого сочетания можно определить, построив сеть кривых равной надежности с уменьшением значений и О-i пропорционально коэффициенту надежности п (тонкие кривые).
Диаграммы иа рис. 167 составлены для симметричных знакопеременных циклов при сиифазио изменяющихся напряжениях т и ст. Закономерности, вытекающие из этих диаграмм, распространяют и иа асимметричные циклы, а также на случаи асинфазного изменения т и ст.
ВЛИЯНИЕ ХАРАКТЕРА НАГРУЗКИ
НА ПРЕДЕЛ ВЫНОСЛИВОСТИ
Влияние на предел выносливости частоты циклов и скорости изменения напряжений в пределах цикла исследовано недостаточно. С увеличением числа циклов в единицу времени циклическая прочность повышается, особенно заметно при частоте свыше
1000 циклов в минуту. Для некоторых видов нагружения установлена зависимость . •
N = А ]/щ
где N - пиело циклов до разрушения; р -- частота циклов; А - коэффициент чувствительности материала к скорости деформации.
Повышение предела выносливости с увеличением частоты циклов можно объяснить тем, что пластические деформация совершаются с малой скоростью (в сотни раз меньшей скорости упругих деформаций, равной, как известно, скорости распространения звука в дайной среде). Повышение частоты циклов подавляет пластические деформации в микрообъемак металла, предшествующие появлению усталостных трещин.
Особые разделы теории усталости составляют усталость при ударном циклическом нагружении (динамическая усталость), при контактном циклическом нагружении (к оптактиая у стал ость), при повышенных температурах и при периодических колебаниях температур (терМи-чесхая усталость); Закономерности циклической прочности в этик условиях находятся в стадии изучения.
ПРИРОДА УСТАЛОСТНОГО РАЗРУШЕНИЯ
Усталостное разрушение является результатом многократно повторных быстро чередующихся упругих и пластических деформаций, распределяющихся в силу неоднородности материала неравномерно по объему детали. Первичные повреждения возникают в микро объемах, неблагоприятно ориентированных относительно действию нагрузки, пред-напряженных остаточными напряжениями и ослабленных местными дефектами. Постепенно накапливаясь л суммируясь, локальные повреждения дают начало общему разрушению детали..
В процессах усталостного повреждения большую роль играет очаговое тепловыделение в микрообъемах, подвергающихся деформациям. В результате повышения температуры прочность материала в микрообъемах снижается, что облегчает образование новых длаетячесжнх сдвигов, которые, в свою очередь, способствуют повышению температуры. У закаленных сталей мнкроиш рел вызывает локальный отпуск и возникновение в перенапряженных мнкрообьсмах трооститной или сорбатной структуры с пониженной по сравнению с мартенситом прочностью.
Тепловыделение в мнкрообъемах тем больше, чем больше амплитуда напряжений и меньше коэффициент асимметрии, цикла. С другой стороны величина местного повышения температуры зависит от свойств материала и его структурных составляющих Повышение температуры в микрообъемах тем больше, чем меньше теплопроводность и теплоемкость материала и выше его ашишчесхая вязкость, определяющая (иа стадии упругих деформаций) долю необратимого превращения энергии колебаний в тепловую энергию.
С этой точки зрения объяснимо, что приделы .выносливоста имеют наименьшее значение в случае симметричных циклов напряжений, вызывающих наибольшие противоположно направленные сдвиги. Этим же, по-видимому, объясняется и то, что кратковременные циклические пере-
Рнс. Ориентация крястлл.'штлв относительно действующих сн;п
I, II — благоприятная; Ш — неблагоприятная
грузки мало сказываются на усталостной прочности: теплота, возникаю-тая в перенапряженных микрообьемах. быстро рассеивается в окружающие массивы материала.
Поскольку можно свести в единую картину различные наблюдения, процесс возникновения усталостной трещины состоит из нескольких стадий (рис. 168). Трещины зарождаются па первых этапах нагружения в границах кристаллических объемов как результат пластических сдвигов пачек кристаллических плоскостей, параллельных действию максимальных касательных напряжений, т. е. направленных под углом примерно 45° к растягивающим напряжениям (октаэдрические напряжения), В зависимости от ориентации кристаллитоэ сдвиги могут происходить в одной плоскости, одновременно по двум (рис. 168, III, а, б) иди трем (рис. 168, III, в) плоскостям.
На определенной стадии нагружения толща металла представляет собой мозаику нз зерен, испытывающих пластическую деформацию (рис. 169, п), н зерен, менее напряженных в силу более благоприятной ориентации кристаллических плоскостей относительно касательных напряжений. Общая упруго-пластическая деформация металла происходит за
Рис. 169. Возникновение уста.кктных трещин
10 П. И. Орлов, КН. I
счет вытяжки перенапряженных зерен, мсжзерениых сдвигов и поворота зерен относительно друг друга.
Образование зародышевых трещин в пределах зерна представляет собой (по Одингу) результат иаправлеиного размножения и перемещения (диффузии) дислокаций тика вакансий к границам зерна. Скорость диффузии пропорциональна величине напряжений и температуре и, следовательно, ускоряется в результате микроиагрсва материала.
Скопление вакансий вызывает разрыхление структуры, возникновение субмикропор и о&разовапие первичных трещин.
В начальных стадиях процесс обратим. При прекращении действия напряжений (периоды отдыха) вакансии мигрируют в обратном направлений; скопления вакансий постепенно рассасываются, распределяясь равномерно в микрообъемах зерна; материал возвращается в исходное состояние. Этот процесс можно 'ускорить повышением температуры. Как показывают опыты, первичные повреждения можно залечить диффузионным отжигом при 500-60ЩС.
Если напряжения продолжают действовать, то процесс повреждения развивается. Постепенно распространяясь, дислокации выходят на поверхность зерна (рис. 169, б). Здесь их движение приостанавливается главным образом из-за препятствия, создаваемого иной кристаллической ориентацией смежных зерен; разорнснтированность кристаллических поверхностей приводит к заклиниванию пластических сдвигов,
Другим препятствием служат межзеренные прослойки (поверхности спайности), обладающие нз-за наличия примесей сильно искаженной атомно-кристаллической решеткой, иногда отличной по типу от кристаллической решетки зерна. Образуется своеобразный межзеренный барьер, эффективно тормозящий распространение повреждений. Для того, чтобы преодолеть этот барьер, требуется напряжение, значительно превосходящее напряжение, вызывающее внутрикристаллитные сдвиги.
На Определенном этапе происходит массовый прорыв дислокаций через межзеренные прослойки и переход трещины в смежное зерно. Величина пробивного напряжения зависит от прочности прослойки и степени разориептнровки кристаллических плоскостей сменных зерен. Легче всего преодолеваются прослойки между зернами с одинаково направленными кристаллическими плоскостями. Но случаи смежного расположения одинаково ориентированных кристаллов статистически редки. .
Средняя величина напряжения, необходимого для преодоления меж-зеренных барьеров, определяет усталостную прочность материала. Предел выносливости можно рассматривать как средний уровень напряжения, при котором трещины еще остаются в пределах зерен и частично или полностью залечиваются в периоды отдыха.
Сопротивление материала внутр!серенным сдвигам зависит от его фнзико-механкческик свинств и тонкого кристаллически о строения зергга.
Движение вакансии задерживается скоплениями примесных атомов, границами фаз и структурных составляющих, поверхностями кристаллических блоков (внутризерепныс кристаллические образования размером в несколько сотах долей микрона). Распространение первичных трещин эффективно блокируют включения пластичных фаз. расположенные па пути трещины, в которых происходит релаксация напряжений. Измельчение кристаллических блоков^ увеличение степени их разориентировки, й также искажения атомно-кристаллической решетки, вносимые примесями и возникающие при наклепе^ выделеш1И вторичных фаз и образовании неравновесных (закалочных) структур, сокращая пробег дислокаций, повышают
сопротивление впутртеренцьш сдвигам и увеличивают прочность материала, К этому, в сущности, и сводится упрочняющий эффект легирования, термической обработки и пластического деформирования.
.Выходя за пределы зерна, трещина скачкообразно расширяется, превращаясь в макротрещину, и меняет направление, продвигаясь по наиболее слабым участкам1 материала примерно перпендикулярно действию максимальных растягивающих напряжений (рис. 169, в). Развитие трещины ускоряется из-за возникающей у ее основания резкой концентрации напряжений. Нагрев, происходящий при локальном разрушении, размягчает металл и, в свою очередь, облегчает распространение трещины. Макротрещипа может расти под действием напряжений, гораздо более низких, чем напряжения, потребные для преодоления межзеренного барьера, причем напряжения, необходимые для распространения трещины, уменьшаются по мере ее роста.
Одновременно развивается большое число трещин (рнс. 169, г). Некоторые трещины, наталкиваясь на препятствия, останавливаются, другие продолжают развиваться. На о предел сипом этапе процесс локализуется: разрастается преимущественно одна трещина или группа смежных трещин, опередивших в своем развитии остальные в силу сосредоточения на данном участке дефектов материала, локальных преднапряжений или в силу неблагоприятной ориентации кристаллитов относительно действующих напряжений. Смежные трещины соединяются, образуя глубокую разветвленную систему. Новые пластические сдвиги и трещины не возникают, а успевшие образоваться прекращают или замедляют свое развитие, так как все деформации принимает на себя главная трещина. Распространение главион трещины в конечном счете приводит к разрушению детали и результате уменьшения ее нетто-сечения.
В противоположность первым стадиям возникновения внутричерепных и межзерепных трещин, развивающихся в течение длительного времени, окончательное разрушение паступает внезапно и носит характер хрупкого излома. -
На усталостных изломах обычно обнаруживаются две зоны. Зона распространения усталостной трещины имеет матовую фарфоровидную' поверхность, свойственную изломам с преобладанием траискристал-литного разрушения. На краях трещины нередко бывают видны заглаженные до блеска, наклепанные участки — результат соударения, смятия и истирания стенок трещины при периодических деформациях материала. Зона окончательною разрушения имеет кристаллическую поверхность, свойственную хрупким изломам с преобладанием: иитеркрнс-таллитного разрушения (например, уддццым изломам и изломам хрупких материалов).
В зоне разрушения обычно виден полосатый узор, состоящий из ряда параллельных линий —. следов скачкообразного продвижения трещины по мере накопления повреждений.
Первичные трещины почти всегда (за исключением Деталей с крупными внутренними дефектами) возникают в поверхностном слое толщиной около трех поперечников зерна (для стали в среднем 0,05—0,2 мм). Чаще всего трещины образуются в поверхностных зернах, поврежденных действием предшествующей механической обработки.
Таким образом, поверхностный слой имеет определяющее значение для усталостной прочности. Во-первых, при большинстве видов нагружения поверхностный слой подвергается максимальным напряжениям. Укладка атомов в поверхностном слое плотнее, чем в нижележащих. В результате взаимодействия с нижележащими, менее плотными слоями в поверхностном слое возникают растягивающие напряжения и образуются разрыхления, являющиеся потенциальными источниками образования трещин.
। Во-вторых, частицы металла, выходящие на поверхность, обладая только односторонними металлическими связями с нижележащим металлом, имеют повышенную активность и легко вступают в связи с частицами окружающей среды. На поверхности металла образуются прочные, нсуда-лимые обычными механическими и химическими способами адсорбированные пленки пара, газа, влаги, масел и т. д. Проникая через микротрещины в глубь металла, адсорбированные пленки нарушают сплошность металла и вызывают ослабление приповерхностного слоя. Большое влияние оказывает расклинивающее действие частиц поверхностно-активных веществ (например, активизированнык смазочных масел), проникающих в микрощели иа поверхности металла (эффект Ребиндера). При ширине щелей порядка сотых долей микрона развиваются давления в несколько сот и тысяч атмосфер, способствующие разрушению металла,
В-третьих, следует отметить технологические факторы. Поверхностный слой всегда в большей или меньшей степени поврежден предшествующей обработкой. Механическая обработка представляет собой по существу процесс пластической деформации и разрушения металла, она сопровождается срезом зерен, выкрашиванием и вырывом отдельных зерен, появлением микротрещии и возникновением в поверхностном и приповерх-. постном слоях высоких остаточных напряжений разрыва, близких к пределу текучести материала. Тепловыделение при механической обработке вызывает частичную рекристаллизацию поверхностного слоя, а иногда сопровождается фазовыми и структурными превращениями.
При нагреве в процессе термообработки и поверхностном слое нередко происходят химические н фазовые изменения, например в сталях - обезуглероживание (разложение цементита с образованием непрочной ферритной корки).
В-четвертых, поверхность металла подвержена атакам всех встречающихся в эксплуатации видон коррозии, вызывающей глубокие повреждения поверхностного слоя, Коррозия обычно распространяется по межзерепным прослойкам и микротрещинам.
Поверхности, работающие в условиях трения, подвержены еще одному виду ослабления - износу, который, нарушая, кристаллическое состояние поверхностного слоя, существенно снижает циклическую прочность.
Таким образом, в поверхностном слое сосредотачиваются многочисленные и разнообразные субмикро-, микро- н макродефекты, вызванные механическими, физическими и химическими факторами и неизбежные по технологическим условиям образования поверхностного слоя, а также в силу особой роли наружного слоя как поверхности раздела между металлом и окружающей средой. Поверхностный слой является присущим каждой детали концентратором напряжений, влияние которого можно ослабить комплексом мероприятий, но нельзя устранить полностью,
Все факторы, нарушающие сплошность и Однородность поверхностного сдоя И вызывающие очаги повышенных разрывающих напряжений, облегчают возникновение н развитие первичных трещин н резко снижают циклическую прочность материала. Напротив, уплотнение пр нро дно-рыхл ой структуры 'поверхностного слоя, создание в нем предварительных напряжений сжатия, хотя бы на небольшой глубине (наклеп, накатывание), значительно повышают сопротивляемость материала циклическим нагрузкам.
Поверхностный слой упрочняют химико-термической обработкой, поверхностным термоднффузионным легированием, уплотнением с помощью наклепа и т, д. Существенное значение имеет устранение макро- и микродефектов в поверхностном слое, в частности дефектов, вызванных механической обработкой,
V полых деталей, вреде труб, подвергающихся растягивающим напряжениям япи сложным напряжениям с преобладанием растягивающих, состояние внутренней поверхности играет такую же важную роль, как и наружной. Внутренние поверхности таких деталей следует подвергать упрочняющей, обработке и тщательно контролировать на наличие дефектов.
Как установлено опытами, циклическая прочность, в противоположность статической, слабо зависит от величины зерна (в обычном для конструкционных сталей диапазоне размеров зерен 10-50 мкм). Это объясняется тем, что сопротивление разрушению определяется напряжением, необходимым для преодоления первых межзереяных барьеров, после прорыва которых трещина, скачкообразно расширяясь, легко пересекает все последующие барьеры, распространяясь обычным для макротрещин путем (при умеренных температурах трайскристаллитно, а при повышенных - иитер-кристаллигно).
Заметное падение циклической прочности наблюдается лишь при очень, крупном зерне (>100 мкм), что обусловлено пониженным сопротивлением вну!разоренным сдвигам вследствие огрубления структуры зерна (укрупнение субзсрён и внутрнзеренных блоков).
КОНЦЕНТРАЦИЯ НАПРЯЖЕНИЙ
Циклическая прочность деталей сильно падает на участках ослаблений, резких переходов, входящих углов, надрезов и т. п., вызывающих местную концентрацию напряжений, максимальная величина которых может в 2-5 и более раз превышать средний уровень напряжений, действующих в этом сочетании.
Так как интенсивность первичных усталостных повреждений определяется скоростью диффузии вакансий, а последняя пропорциональна величине действующих напряжений, то па'участках концентрации напряжений ускоренно возникают разрыхления металла, предшествующие образованию усталостных трещин. Вследствие этого усталостные повреждения в зонах концентрации напряжений опережают повреждения в остальных участках детали.
Степень повышения напряжения зависит в первую очередь от вида и формы ослабления. Чем больше перепад сечений иа участке перехода и чем резче переходы и острее подрезы, тем выше местное максимальное
В
Рнс, 170, Схемы Концентрация напряжений
напряжение 1 (рис. 170). Ниже приведена упрощенная схема возникновения концентрации напряжений, основанная на явлении искажения силового потока в зоне ослаблений. Не отражая всей сложности явлений, схема наглядно и достаточно верно представляет картину концентрации напряжений и позволяет сделать определенные практические выводы.
Предположим, что брус 2 растягивается силой Р и нагрузка равномерно распределяется по сечению. В каждой точке сечения нагрузка передается силами внутренних связей материала соседним точкам.
Траектории передачи нагрузки от точки к точке вдоль тела детали называют силовыми линиями (па рисунке тонкие лицин), а совокупность последних — силовым потоком. Силовые липли непрерывны и пе могут оборваться в какой-либо точке, Это означало бы нарушение связи между смежными точками, т, с. начало разрушения материала. Следовательно, число силовых линий должно быть одинаковым в любом сечении детали.
Плотность силового потока (число линий иа единицу площади поперечного сечен па) определяет величину напряжений. Если сечение детали 5 у меньшое гея, например, из-за наличия центрального отверстия, то плотность потока н Напряжения увеличиваются, Это учитывается номинальным расчетом На прочность по ослабленному сечению. Но наряду с этим силовые линии, обходя отверстие, искрииляются и, стремясь замкнуться по кратчайшему пути, сгущаются вблизи отверстия, Растягиваемые волокла подвергаются изгибу, сходясь л о направлению к центру отверстия и вызывая его свалвзацию, На стороне волокон, обращенной к отверстию, возникают напряжения разрыва, складывающиеся с общими напряжениями растяжения. Напряжения Максимальны у стенок отверстия, где кривизна силовых линий
Рис. 171. Схемы концентрации напряжений
наибольшая и изгиб волокон в наименьшей степени сдерживается смежными волокнами. По мере удаления от отверстия напряжения изтба снижаются вследствие уменьшения изгибающего момента и тормозящего действия смежных волокон, В результате у стенок отверстия возникает пик напряжений, сглаживающийся по мере удаления от отверстия 4h
Величина максимального напряжения к градиент его снижения зависят от кривизны силовых линий. При малых отношениям d/B (d — диаметр отверстия, Б — ширина бруся) концентрация напряжений уменьшается и при d = 0 исчезает. С увеличением d/B максимальное напряжение возрастает, но одновременно еще резче возрастает номинальное напряжение в ослабленном участке (обратно пропорциональное Б — d), вследствие чего концентрация напряжения, отнесенная к номинальному напряжению в ослабленном участке, снижается. Концентрацию чапряжений можно значительно уменьшить спрямлением силового потока приданием отверстию эллиптической формы 5,
Аналогичная картина наблюдается в случае вырезов, расположенных по сторонам бруса 9, возле которых силовые линии искривляются и сгущаются, что вызывает скачок напряжений у вырезов. Концентрацию напряжении можно ослабить путем придания вырезам плавных очертаний 7, S И 10.
Перепад сечений вызывает скачки напряжений вследствие искривления- силовых линий на участках перехода от одного сечения к другому (рис. 171,/), Уменьшение протяженности участков с различными сечениями снижает концентрацию напряжений. У коротких буртиков 2 концентрация напряжений практически отсутствует. Целесообразно придавать деталям 3 одинаковые сечения, выполняя необходимые по конструктивным условиям упоры в виде буртиков.
Действенным средством снижения концентрации напряжений является, как видно из предыдущего, придание переходам плавных очертаний.
Известный положительный эффект дают деконпентраторы напряжений-дополнительные ослабления, наносимые вблизи основного концентратора. В деталях 4 с отверстиями декой центраторами могут быть дополнительные отверстия малого диаметра, расположенные вдоль силового потока, в деталях 5 с боковыми выкружками - дополнительные малые выкружкщ в деталях б и 7 со ступенчатыми переходами - выкружки вблизи переходов.
Главное значение имеет расположение деконцентраторов. При правильном ряс по ложе или деконцейтраторьг спрямляют силовые линия л выключают из силового потока участки, смежные с концентратором напряжений (штриховые линия на деталях б В 7). Неправильным
Рнс. 172. Концентраторы напряжений ла деталях типа плит h
является расположение, увеличивающее искривление силовых линий 3 п, следовательно^ вызывающее дополнительную концентрацию напряжений,
К декоипептраторам ошибочно относят местное уплотнение материала ослабленных участков с помощью выдав ок, наносимых чеканами. Назначение до к они а пт риторов — спрямить си л о вой поток, а выдавок - упрочнить материал созданием в нем оетяточпых напряжений сжатия. Это различно практически важно потому, что правила расположения вы да вок иные, чем дскоащентраторов. Последние располагают по течению силового потока перед концентратором или за йнмт вмдавкй же следует располагать я фокусе концентрации 9 н 20,
Явление концентрации напряжении, вызванное формой, иа практике усугубляется тем обстоятельством, что участки расположения концентраторов почти всегда бывают ослаблены по технологическим причинам.
У деталей, подвергающихся механической обработке, ослабление на участках переходов наступает в результате перерезания волокон, полученных при пред шествующей горячей обработке заготовки давлением. У литых детален участки переходов, как правило, ослаблены литейными дефектами, вызванными' нарушениями структуры при кристаллизации металла н охлаждении отливкн. В этих участках обычно сосредоточиваются рыхлоты, Пористость, микротрещины и возникают внутренние напряжения. У кованых и штампованных деталей участки переходов имеют пониженную прочность вследствие вытяжки металла на этих участках.
: Соответственно различают геометрические концентраторы (концентраторы формы) и технологические концентраторы.
На рнс, 172 показаны типичные концентраторы напряжений для деталей типа плит, брусков и т. д., работающих на растяжение-сжатие или изгиб. Типичные концентраторы напряжений в цилиндрических деталях типа валов приведены в табл, 25:
Сильными концентраторами являются внутренние дефекты материала: раковины, пористость, микротрещины, флокены, волосовины, неметаллические включения (оксиды, силициды н др.).
Концентрация напряжений может быть вызвана не только формой детали, но И действием сопряженных деталей. В качестве примера на рис. 173 приведено полученное из опыта распределение напряжений в теле стяжного болта. Напряжение, обусловленное формой болта, имеет наибольшую величину на участке перехода стержня в головку и в 3 раза превышает среднее напряжение с о в стержне. Максимальный скачок напряжений возникает в плоскости расположения торца гайки 5ст0).
Гис, 173* Концентраций напряжений в болте
Рнс, 17-1. Теоретический коэффициент концентрации напряжении (ступенчатый брус, подвергающийся растяжению)
Повышение напряжений на участках местных ослаблении характеризуют коэффициентами концентрации напряжений. Теоретический коэффициент концентрации -напряжений'определяют методами теории упругости в предположении однородности и идеальной упругости материала и выражают отношением
*,-^=4 (62)
^ирм
где rtllt — теоретическое максимальное напряжение на участке ослабления; Сноу — номинальное напряжение1 в наименьшем сечении ослабленного участка, определяемое по обычным формулам сопротивления материалов. Теоретические коэффициенты концентрации напряжений определены для простейших видов нагружения и 'форм ослаблений (см., например, рис, 174).
25. Концентраторы напряжений
Продолжение табл. 25
Рнс. 175, Определение кэ по диаграмме усталости
Вследствие отклонения физико-механических свойств материалов от идеальных действительное повышение напряжений отличается от теоретического, будучи, как правило, меньше последнего.. Действительное повышение напряжений определяют экспериментально и характеризуют эффективным коэффициентом концентрации напряжений
, __ ^шах
/Cj “ ' <7Иом
где - действительное максимальное напряжение на участке ослабления.
При циклическом нагружении эффективный коэффициент концентрации напряжений упрощенно определяют на основании кривых усталости гладкого образца и образца с концентратором напряжений (рис. 175) как отношение их пределов выносливости = с0/о) или разрушающих напряжений в области ограниченной долговечности при одинаковом числе циклов N (кэ = Сто/а')-
При статической нагрузке концентрация напряжении зависит главным образом от пластичности материала и для пластичных материалов относительно невелика. При повышении напряжений материал в зоне ослабления приходит в состояние текучести; образуется пластический шарнир, способствующий передаче усилий на смежные, Менее напряженные, участки и вызывающий релаксацию напряжений, У высоко-пластичных материалов в условиях статической нагрузки кэ близок к 1, т, е. концентрации напряжений ис происходит, У хрупких материалов выравнивающий эффект локальной пластической деформации отсутствует и коэффициент концентрации кэ > 1.
Исключением являются серые чугуны, у которых, несмотря на хрупкость, кэ«1, Это объясняется их структурными особенностями. Серые чугуны пронизаны густой сеткой пластинчатых включений графита (см. рис. 80,_ и), которые эквивалентны внутренним надрезам и образуют множественные концентраторы напряжений, по силе действия превосходящие конструктивные концентраторы.
При циклической нагрузке концентрация напряжений выражена сильнее, Быстрое чередование нагрузок (а при знакопеременном нагружении — изменение их направления) подавляет развитие пластических деформаций, происходящих, как известно, с относительно небольшой скоростью. В этих условиях даже пластичные материалы ведут себя подобно хрупким, превращаясь в квазихрупкне.
Эффективный коэффициент концентрации напряжений является структурно-чувствительной характеристикой, т. е. зависит от химического состава материала, его структуры и вида термообработки. Величина его обратно пропорциональна циклической вязкости материала.
Кроме того, эффективный коэффициент концентрации напряжений зависит от типа напряженного состояния и характеристик цикла. С уве-
лишением коэффициента асимметрии и повышением частотности цикла
к- снижается.
Влияние вида нагружения и формы ослаблений характеризуется следующими ориентировочными соотношениями (прн растяжении принято
Вид ослабления ^3
Изгиб Кручение Сжатие
Н адр сзы. По персч ные от- верстия Ступеньки 0,55 1,2 0,75 0,85 0.5 0,6
Концентрация напряжений снижается с повышением температуры вследствие увеличения пластичности н повышается при минусовых температурах вследствие охрупчивания материала,
В пределах каждой группы материалов отмечается зависимость между’ коэффициентом концентрации напряжений и прочностью. Как правило, концентрация напряжений тем больше, чем выше прочность материала и чем ближе предел текучести к пределу прочности. Однако существуют отклонения от этого правила. Так, у сталей с мартенситной и троостит--нон структурой (закалка соответственно с низким и средним отпуском) концентрация напряжений меньше, чем у более мягких сталей с сорбптной и сорбптпо-перлптной структурой (улучшенные, и нормализованные стали).
На рис, 176, а (случай растяжения бруса с поперечным отверстием) приведены теоретический и эффективные коэффициенты концентраций (кривые 1—3) в функции отношения d/B (где d — диаметр отверстия, В — ширина бруса). Эффективные коэффициенты концентрации напряжений по величине и характеру зависимости от d/B отличаются от теоретиче-
Рис. 176, Концентрация напряжений (брус с поперечным отверстием):
Г - алюминиевый сплав, ТЗ; 2 - углеродистая сталь нормализованная; 5 - алюминиевый сплав AG-5 (Бух, Ландерс и Хардрат)
ского. При d/B = O (отверстие отсутствует) эффективные коэффициенты концентрации напряжений равны 1, а теоретический коэффициент максимален и равен 3. Последнее явно противоречит физике явления и свидетельствует только о том, что теория дает неверные результаты в области малых d/B. При d/B > 0,2 эффективные коэффициенты концентрации напряжений становятся пропорциональными теоретическому коэффициенту и в области d/B да 0,12 имеют отчетливый максимум.
Для оценки влияния материала иа величину концентрации напряжений введено понятие чувствительности материала к концентрации напряжений, У концентрационно-чувствительных материалов величина к3 при прочих равных условиях больше, чем у материалов, слабо реагирующих иа концентраторы напряжении,
Склопность’к концентрации напряжений характеризуют коэффициентами чувствительности материала к концентрации напряжений
k3
: (64)
или
^-1
(65)
связанными между собой соотношением
С = ^-[1 + гЖ-1)]. - (66)
кт
Связь между fc, и q показана, на рис. 177. Чаще применяют показатель q, хотя многие исследователи (Бух, Массонет) считают, что показатель С отражает чувствительность материала к концентрации напряжений более правильно. Величины С и q для рассматриваемого случая приведены соответственно на рис, 176, б и в.
Для устойчивой сравнительной оценки чувствительности материалов к концентрации напряжений следует исключить область малых d/B, где теоретический коэффициент напряжений явно неверен и, следовательно, сравнение к3 и к? лишено смысла, ограничиваясь областью d/B > 0.2, где наблюдается пропорциональность между fc, и fcj. и показатели С и q имеют приблизительно постоянную величину, Ниже приведены ориентировочные значения q для различных материалов;
Чугуны: серые..........................................0-0.1
высокопрочные *................ , , О52-О,3’
Стали: углеродистые........................... 0,4—0,6
легированные ......... 0,7—0,?
Сплавы: А1 и Mg................................ 0,8-0.9
Ti. . . . .............................. 0,85-0,95
Повышенная чувствительность высокопрочных сталей к концентрации напряжений скрадывает их преимущества по прочности. Во многих случаях
Рис. 177. Связь между
Рис* 178, Влияние q ня запас надежности
и q
более выгодно применять стали умеренной прочности с низким значением кбэффициента чувствительности.
Например, имеем две детали одинаковой конфигурации. Одна изготовлена из стали с циклической прочностью при коэффициенте концентрации напряжений ; , а другая — из стали более высокой прочности ст2 и С более высоким коэффициентом концентрации напряжений Лэт, Отношение запасов надежности, определенных по максимальным напряжения м на участке ослабления, равно
JU. — -~э--
'Ci k3 z ’
(67)
На основании этой формулы построен график (рис- 178) зависимости н2/п{ or
И q (принято кт = 2*5 и для неходкой стали *7 = 0/1). С увеличением q запас надежности снижается (n2/nl < 1) и только при увеличении о2/сТ] до значений, определяемых пересечением линий q с ординатой И2Л4 = 13 восстанавливается до исходной величины. Получить существенное увеличение запаса надежности, скажем, в. 1,3 раза (штриховая линия) можно только прн увеличении прочности в 1,41; 1,53; 1,65; 1,8; 1,9 и 2,05 раза соответственно для знаке-вин <? = 0,5; 0,6; 0,7; 0,8; 0,9 и L
На основании экспериментальных данных составлен график (рис, 179) зависимости пределов выносливости сталей O-i от сгв, Пределы выносливости возрастают с увеличением стн только при значениях к» близких к единице. По мере повышения кэ выигрыш уменьшается и при Лэ > 4 увеличение сгв практически бесполезно.
Преимущества высокопрочных сталей можно в полной мере реализовать, снизив концентрацию напряжений (оптимизация формы переходов, применение концентрационно-нечувствительных материалов),
Болтиной выигрыш можпо получить уменьшением номинальных напряжений в ослабленных участках (рнс. 180, а) путем общего (б) или местного (в) усиления.
Наиболее эффективен способ создания в зоне ослаблений предварительных напряжений сжатия. Некоторые виды обработки (поверхностная закалка с индукционным нагревом, азотирование с последующим накатыванием) практически полностью парализуют концентрацию напряжений даже у концентрационн(^чувствительных сталей,
Оценка чувствительности материалов к концентрации напряжений на основе теоретической величины fcT представляется спорной. По-первых, величины кт определены только для
Рис, 179. Циклическая прочность в зависимости от сгв и 4Э
Рис, 180. Снижение максимальных напряжений на участке ослабления
сравнительно немногих, поддающихся теоретическому анализу видов нагружения, что резко суживает базу сравнения. Во-в'юрых, тс о ре ьическос решение дает при эстремальпом значении параметров ослабления явно неверные результаты, что объясняется условностью допущении, положенных в основу теории. С одним из таких случаев .мы уже столкнулись (брус, ослабленный поперечным отверстием, см. рис, 176, когда теоретический коэффициент концентрации напряжении приобретает максимальную величину (fcT — 3} при d/B=O (отверстие отсутствует}, хотя он должен быть равен единице. Для брусьев, ослабленных боковыми выемками к поперечным продолговатым отверстиям, теория даст нереальные значения кт — оз при радиусе у основгпшя выемки (отверстия} К ~ 0. Эю исключает возможность сравнения концентрационной чувствительности материалов с данными видами ослаблений [согласно формуле (65) в этом случае д = 0 для всех материалов независимо о г их свойств], При сцепке концентрационной чувствительное!]] наиболее целесообразно исходить из экспериментальных величии /сэ, представляя коэффициент чувствительности материала к концентрации напряжений в Виде
9 - -A". (6fi)
mux
где fc3 — эффективный коэффициент копценграции напряжений для данною материала при о пределе! ш ом виде ослабления, а — то же для материала с наиболее высокой чувствительностью к концентрации напряжении (высокопрочные стали, сплавы TI), По таблице значений k3 для различных материалов и видов ослаблений нетрудно выбрать эталон материала, наиболее чувствительного к концентрации напряжений, а также наиболее представительный вид ослабления, па базе которых и следует оценивать копией грационную чувствительность различных материалов.
РАЗМЕРНЫЙ ФАКТОР
Циклическая Прочность геометрически подобных деталей снижается с увеличением их абсолютных размеров. Влияние размеров характеризуют размерным ко :эфф и цис нт о м (иначе коэффициент масштаба ого фактора), представляющим собой от ношение предела выносливости, ст образца данных размеров к пределу выносливости ст0 лабораторного образца малых размеров ((7 = 5 — 10 мм) из того экс материала:
Рис. 181. коэффициент en и зависимости от размеров детали
Средние значения для конструкционных сталей приведены на рис. 181. Циклическая прочность резко снижается в интервале размеров до 100 — 120 мм, после чего снижение замедляется.
О причинах снижения прочности с увеличением размеров высказано несколько предположений. Статическая теорий объясняет это явление повышением вероятности образования внутренних дефектов при увеличении размеров детали, Технологическая школа выдвигает на
первый план затруднительность получения однородной структуры и равномерной прочности по сечению крупных деталей, например при горячем пластическом деформировании и термообработке.
Установлено, что с увеличением размеров детали концентрация напряжений и чувствительность к концентрации повышаются (рис. 182), Причину
этого явления можно определить из картины силового потока в ступенчатой детали, подвергающейся растяжению (рис. 183, й). Если размеры детали увеличить с сохранением полного геометрического подобия (рис. 183, б), то при равенстве напряжений (одинаковой густоте силовых линий) течение силовых линий меняется: в зоне уступов силовые линии искривляются гораздо резче, чем в малой детали, что свидетельствует о повышении градиента и напряжений.
Pile, 182. Влияние размеров на циклическую прочность (брус с поперечным отверстием): л - эффективный коэффициент концентрации напряжений в функщи ишрнньт В бруса; б и й - коэффициенты С и q чувствительности к концентрации напряжений в функции диаметра J отверстия:
j - J. 0 = ОД25; 2 - = 0,5 (Бух, Ландерс и Филлипс)
Рнс, 183. Силовой поток в Ступенчатой детали
Рнс, 184, Влияние чнсгпты обработки ни циклическую прочность
СОСТОЯНИЕ ПОВЕРХНОСТИ
Циклическая прочность зависит от состояния поверхности, особенно в тех случаях нагружения, когда наибольшие напряжения возникают в поверхностных слоях (изгиб, кручение, сложные напряженные состояния), ч
Грубая механическая обработка, вызывающая пластические сдвиги, надрывы и микротрещины в поверхностном слое, резко снижает предел вы иосллвости, топкая (полирование, суперфиниширование) — повышает. Это явление особенно резко выражено у деталей небольших размеров и слабее у крупных деталей, Последнее объясняется присущими крупным деталям неоднородностями структуры, действие которых пересиливает действие концентраторов, вызнанных механической обработкой.
Предел выносливости снижается при наличии случайных царапин н повреждений поверхностного слоя, а также износа поверхности, Резкое падение циклической прочности наблюдается при коррозпи.
На рис. 184 показала циклическая прочность стальных образцов при различной механической обработке в функции предела прочности сгв. За. единицу принята циклическая прочность полированиохю образца нз стали с сг0 = 40 кге/мм3. Влияние поверхностных повреждений возрастает с увеличением прочности материала, что свидетельствует о повышенной чувствительности этих материалов к концентрации напряжений,
ПРОЧИЕ ФАКТОРЫ
Циклическая прочность снижается в прессовых, конусных и клеммных соединениях с высокими напряжениями смятия на посадочных поверхностях. Особенно резко падает циклическая прочность в интервале напряжений смятия до 3-4 кге/мм2 (рис. 185); прн дальнейшем повышении давления падение прочности замедляется.
насыщается водородом
Рис. 185. Циклическая прочность в функции контактного давления
Отрицательно действуют на циклическую прочность гальванические покрытия твердыми и прочными металлами (Cr, Ni). Покрытия пластичными металлами (Си, Zu, Cd, Sn, Pb) на усталостную прочность влияют мало.
Снижение циклической прочности при нанесении гальванических покрытий обусловлено главным образом водородным охрупчиванием металла детали и покрытия,
При электролитическом осаждении металл и приобретает присущую металло-водородным
соединениям плотно упакованную гексагональную решетку. Вследствие
этого в поверхностном слое возникают значительные растягивающие напряжения. Кроме ’того, циклическая прочность металла покрытий, как правило, меньше циклической прочности металла деталей, По всем этим причинам первичные трещины усталости возникают прежде всего в металле покрытия, откуда распространяются в глубь детали,
В покрытиях пластичными металлами существенные напряжения возникнуть не могут вследствие текучести металла.
Циклическую прочность деталей с никелевым и хромовым покрытиями можно значительно повысить путем отжига прн 350—400°С (~3 ч). Наиболее эффективный способ — это уплотнение поверхностного слоя металла детали перед покрытием и особенно после покрытия. При совместном применении этих мер можно, практически полностью ликвидировать ослабляющее влияние гальванического покрытия и даже повысить циклическую прочность по сравнению с исходной величиной, присущей материалу детали в ненаклепанном состоянии,
Существенно снижает циклическую прочность кислотное травление, применяемое в производстве как промежуточная или подготовительная операция н вызьЩающее коррозийное повреждение поверхностного слоя. Для предотвращения этого явления необходимо вводить в состав травителей ингибиторы коррозии и производить обработку с применением ультразвука, предупреждающего поглощение металлом водорода.
УСТАЛОСТЬ
ПРИ НЕСТАЦИОНАРНЫХ РЕЖИМАХ НАГРУЖЕНИЯ
Испытания иа усталость, по Велеру и на повреждаемость по Френчу проводят при стабильных по времени н непрерывно действующих г циклических нагрузках. Этот вид нагружения свойствен лишь некоторым машинам, работающим непрерывно н на постоянном режиме (стационарные силовые двигатели, электрогенераторы, машины, встроенные в автоматические линии непрерывного действия). Большинство же машин работает на переменных режимах с правильно или неправильно чередующимися циклами и различным уровнем напряжений в циклах (транспортные, строительные и т. д.).
Рис, 186, Спектры напряжении при вестащь онарныч режимах нагружения; г
я “ пульсирующие циклы; б — асимметричные знакопеременные; я — симметричные знакопеременные; г — чередование циклических и статических нагрузок; д — сложный цикл
Уровень напряжений иа различных режимах может колебаться в широких пределах (холостой ход, нормальная нагрузка, перегрузки). Некоторые машины и агрегаты в процессе работы подвергаются перегрузкам, во время которых напряжения не только выходят за пределы выносливости, но и нередко превышают предел текучести материала, в результате чего в деталях возникают пластические деформации.
Пределы выносливости, опреде
/ 4 11
ленные при испытаниях иа стацио-
нарных режимах циклической нагрузки, неприложимы для машин, работающих на нестационарных режимах.
Нестационарное нагружение можно в ряде случаев представить в виде регулярно чередующихся групп циклов (блоки напряжений).
Режим нестационарного нагружения характеризуют следующие пара-
метры ;
вид нагружения (рэстяжсние-сжатие, изгиб, кручение);
типы циклов (знакопеременные симметричные, асимметричные, пульсирующие);
число циклов в блоке (объем блока);
относительная длительность периодов работа —отдых;
закономерность изменения напряжений в пределах блока;
максимальное напряжение в блоке, его отношение к исходному пределу выносливости прн стационарном режиме (степень перегрузки);
частота блоков (степень периодичности нагружения);
частотность циклов напряжений в пределах блока.
Совокупность этих параметров называют спектром нагружения.
Примеры простейших спектров приведены на рис, 186,7, Для практических целей удобно представить блоки напряжений в виде ступеней с осредненными в пределах каждой ступени величинами напряжений (рис. 186,11).
При испытаниях иа нестационарном режиме задаются спектром напряжений на основе вероятных или фактических эксплуатационных режимов. Испытания проводят при переменном значении какого-либо доминирующего фактора (чаще всего фактора, характеризующего степень перегрузки), В результате испытания получают сетку вторичных кривых усталости,
Рис, 187. Кривые усталости при круговом изгибе цилиндрических образцов (сталь 40) при раз личных степенях перегрузки. Жирные линии — первичные кривые усталости?
1 - гладкие образцы; 2 — образцы с кольцевыми выточками
t
смещенных по отношению к первичной кривой усталости (т, е, кривой для стационарного режима нагружения),
В зависимости от величины перегрузок н длительности их действия, вида цикла, степени периодичности, размеров образца и других факторов переменные нагрузки могут действовать упрочняюще или разупрочняюще. Смещение вторичных кривых вверх и вправо по отношению к первичной кривой (рис, 187) свидетельствует об упрочнении материала и увеличении срока службы в пределах ограниченной долговечности. Обратные смещения свидетельствуют о разупрочнении материала н сокращении ограниченной долговечности.
Установлено, что кратковременные [(20 4-50) -103 циклов] перегрузки с напряжениями, превышающими иа 15—30% среднее напряжение, заметно повышают исходный предел выносливости. При увеличении же степени перегрузки и продолжительности се действия предел выносливости падает. Повышение циклической прочности при нестационарных режимах нагружения в большинстве случаев обусловлено снижением средней амплитуда напряжений, Периоды действия напряжений малой амплитуды, поддерживающих металл в состоянии возбуждения, по-видимому, способствуют диффузии вакансий и залечиванию повреждений, образовавшихся в предыдущие более напряженные периоды.
При чередовании ступеней работы и отдыха благоприятное действие оказывает тепловой отдых металла. Тепло, накапливающееся в микро
объемах в периоды работы, при последующих паузах рассеивается в -смежные, более холодные объемы, вследствие чего перенапряженные объемы встречают следующий цикл работы остывшими, т, е, упрочненными, Повышение усталостной прочности при кратковременных перегрузках объясняется деформационным упрочнением, происходящим при пластических деформациях микрообъемов материала, сходным с упрочнением при наклепе, Установлено, что под действием пластических деформаций происходят упрочняющие процессы: . раэупорядочепие кристаллических решеток; увеличение плотности дислокации; измельчение кристаллических блоков и увеличение степени их разорнентпровки; зубчатая деформация поверхностен спайности в результате выхода пластических сдвигов на поверхность зерна и, как следствие, увеличение связи между зернами, Уменьшается растворимость С. О и N в ос-железе; эти элементы выпадают из твердых растворов, образуя высокодисперспыо карбиды, оксиды и нитриды в виде облаков, блокирующих распространение дислокаций, В закаленных сталях происходит распад остаточного аустенита, превращающегося в мелкоигольчатый мартенсит деформации.
Возрастание прочности, наблюдаемое при повышении уровня персгру-зок до известного предела, можно объяснить прогрессивным увеличением числа микрообъемов, подвергающихся пластической деформации, и увеличением интенсивности дисперсионного упрочнения, На определенной стадии процесс упрочнения прекращается. Это наступает при таком уровне п частоте перемен напряжения, когда в материале возникают необратимые внутри- и межкристаллитные повреждения, нарушающие сплошность материала.
Изучение циклической прочности при нестационарных режимах имеет большое принципиальное и прикладное значение, так Как позволяет глубже узнать природу усталости, рациональнее использовать материал и точнее определять долговечность конструкций в эксплуатационных условиях, Одиако расчет усложняется, Необходим огромный экспериментальный материал для того, чтобы выяснить закономерности изменения пределов выносливости прн различных спектрах нагружения, Должны быть учтены факторы концентрации напряжений, состояния поверхности и т.д,, влияние которых на вид кривых усталости при нестационарных режимах может быть иным, чем при стационарном нагружений, н очень значительным (см, рис. 187).
При определении долговечности прн нестационарных режимах на основании гипотезы Пэ-тьмгреля кумулятивного суммирования повреждений кривую напряжений разбивают на участки (ступени) с примерно одинаковой амплитудой напряжений, Так как характер нагружения па отдельных ступенях может быть различным, то средине напряжения на каждой ступени приводят к напряжениям симметричного цикла, эквивалентного по своему повреждающему действию, Согласно птпотеае Пальмгрена степень усталостного повреждения линейно зависит от числа циклов при данном уровне напряжений.
Если Nj — число циклов до разрушения прн данном уровне напряжений (рис 18S)3 L
Рис, 188. Суммирование повреждений
то один цикл напряжений <тх вызывает повреждение, ранное 1/Л\, а к циклов — fli/Ni полного повреждения, Если циклическая долговечность при напряжении сг2 равна циклов и число циклон данного напряжения равно тс> усталостное повреждение составит полного повреждения, ит,д.
Дале© пред полагают, что накопление повреждений ле зависит от порядка чередования ступеней. Условие суммирования повреждений записывают в следующем виде:
где за единицу принято полное повреждение (разрушение). Разделив обе части уравнения на долговечность Л\ соответствующую разрушению, Лолучаюг
Л| , Mi , . 1
+ w7 +"’ ~ jV
Здесь —- «TjJ -—== т2 „я — длительности действия напряжений иа ступенях
Л ! JV1
отношению к длительности цикла. С этими обозначениями
1
+ = 7Г’
цикла по
Ji 4-
откуда
1
N »=
N? +
21
Л2
+ .
(70>
В общем виде (уравнение Майнера)
JL_
I Л
(71>
где т( - относительные длительности действия напряжений иа ступенях цикла; Niдолговечности, соответствующие уровням этих напряжений; и — общве число ступеней.
Опытные данные не подтверждаю! этой закономерности (отклонения до 20 раз), Это показывает, что принцип линейного суммирования повреждений неверен,
Теория Пальмгрепа основана на примитивных предположениях и далека от физической сущности явлений. В частности, она не учитывает действительной кинетики развитая повреждений с увеличением числа циклов, влияния па повреждаемость таких факторов, как асимметрия циклов, чередование ступеней, отдых между ступенями и блоками напряжений.
Лучше совпадает с опытом теория ступенчатого накопления повреждений (Кортеи-Долан и другие), согласно которой отсчет иа каждой ступени ведется от уровня повреждения, достигнутого на предыдущих ступенях. Учитывается также влияние степени асимметрии циклов на повреждаемость,
Уравнение (70) можно представить в следующем виде;
(72)
где Я! - Долговечность, соответствующая ступени.с наибольшими напряжениями.
Согласно формуле (60)
\ СТ1 /
(73)
где т — показатель степени кривой ограниченной долговечности; сгх; сг2; сг3—максимальные напряжения ступеней,
Подставляя выражения (73) в формулу (72), получаем
(74)
Эю уравнение действительно для симметричных циклов б = —1). Асимметричные циклы необходимо при вычислении долговечности привести к r = -l.
Па рис. 189, л представлена сЯема диаграммы Смита, Кривая предельных напряжений сг0 апроксимирована линией АВС, наклонный участок AD которой соединяет точки сг^ (предел выносливости симметричного цикла) и сга (предел прочности), а горизонтальный участок ВС соответствует пределу текучести ст0>2, Точка 7 представляет произвольный цикл с максимальным напряжением сг13 средним сг1ш и с коэффициентом асимметрии г А — 1, Штриховая линия ab, проведенная через точки 1 и D, изображает одинаково опасные максимальные напряжения циклов того же уровня с различными значениями г, Для точки 1 эквивалентное по повреждающему действию напряжение ст’, Приведенное к г = -1 (точка а), находится
из соотношения
Согласно формулам (75) и (76)
с' — ав
О’! ~ <*ht
С^З “ ° И)!
(77)
Лг =
Заменяя в уравнении (74) величины сг величинами о', определенными по формуле (77), Получаем общую долговечность
ЛГ1
°2 V* ( О З V1
7Г J + тз|~7“) п1/ \п1/
(78)
Долговечность Ari, соответствующая ступени с наибольшими напряжениями ai, согласно формуле (73)
f j у V ai/
(79)
где - базовое число циклов; - предел выносливости при симметричном цикле; oi - приведенное напряжение ступени.
Пример. Образец нз стала с пределами прочности ств«= 60 кгс/мм2, текучести Ce,i = 65 кгс/мм2 и выносливости (па базе 10б циклов) ц-^40 кгс/мм2 подвергается сложному циклу напряжений, который путем осреднения величин сг111И, <тШ|В приводят к четырем ступеням (рис. 189, б). Показатель кривой ограниченной долговечности т = 8.
Ступени с максимальными напряжениями, меньшими пределов выносливости стр для соответствующих г (и да ином случае ступень в расчет не дрянюгасм, так как ршг на общей долговечности не сказываются.
Вычисления располагаем в табличной форме.
№ сту- * 0ЦЦ1Х 0* ( ° / \ 1,1 J
пени кгс/мм2 k pV \ ^1/
7 0,15 60 —50 5 58,6 1 1 0,15
2 0,2 50 -30 10 45,6 0,78 0,138 0.0276
3 о.з 60 0 30 48 0,S2 0,203 1-.-Г. .. .. 0.0609
S = 0,2385
Согласно формуле (79)
47 500 циклов,
Согласно формуле (78)
„ tft ..47 500 „А„ л
л 1" —72365 ~200 °00 цш;лов’ St —г I
Наибольшее значение на современном этапе развития теории циклической прочности (в частности, прочности при нестационарных режимах) имеет изучение природы усталости с позиций металловедения и физики металлов. Без создания стройной металлофизической теории циклической прочности эмпирическое изучение последней будет только накоплением
Рнс. 190. Влияние предварительного деформмрйкания на циклическую прочность (сталь Ст7).
Верхние кривые гладкие образцы; ннлнне - с кольцевой выточка Л:
/“без деформации; 2, Л п 4 — деформация кручением соответственно 25, 50 и, 75у£ (И, В/ Кудрявцев и Ег В. Румыповл)
статистического материала, пригодного для использования в частных случаях инженерных расчетов.
Возникает также задача целесообразного использования наблюдаемых закономерностей упрочнения для повышения выносливости и долговечности конструкций, состоящая в разработке рациональных режимов тренировки деталей повышенными циклическими нагрузками, чередующимися с периодами отдыха.
Наряду с этим необходима разработка методов деформационного упрочнения деталей дозированной пластической деформацией статическими и
циклическими нагрузками.
Установлено, что предел выносливости образцов, нагружаемых циклическими растягивающими напряжениями, существенно увеличивается при ' предварительной деформации образца в результате происходящего при этом объемного наклепа материала (рис. 190). Особенно значителен эффект пластического деформирования при нагрузке того же знака, что и рабочая.
Деформирование создает в поверхностных слоях остаточные напряжения, противоположные по знаку рабочим напряжениям. Это явление, используемое в процессе заневоливания пружин, можно применить-для упрочнения других деталей, например валов, работающих на кручение, круговой или плоский изгиб,
Еще больший эффект дает совмещение зональной упругой или упругопластической деформации с внешним наклепом напряженных зон (иаклеп в напряженном состоянии).
ПРЕДЕЛ ВЫНОСЛИВОСТИ ДЕТАЛИ
Предел выносливости детали в общем виде
дет к,
где G/, - предел выносливости гладкого полированного образца из данного материала при данном виде упрочняющей обработки; к: - коэффициент качества обработки; к2 — коэффициент коррозионного воздействия; А3— коэффициент, учитывающий повреждение поверхности при эксплуатации в результате износа; fc4 — коэффициент, учитывающий частотность циклов; к5 — коэффициент, учитывающий степень ударности нагрузки; к6 — коэффициент, учитывающий температурный режим работы детали; к7 — коэффициент, учитывающий неоднородность материала н рассеивание харак-
теристпк прочности; ка - коэффициент спектра' нагрузки; ек — размерный коэффициент; ^ — эффективный коэффициент концентрации напряжений на участке- максимального ослабления.
Коэффициенты ki, ск и к3 можно определить по имеющимся экспериментальным данным, к3 — по данным испытаний при заданном спектре. Влияние коэффициентов к4—1(6 в обычных условиях незначительно. Остальные псоцределеппости учитывают коэффициентом запаса, который обычно принимают равным 1,3 —1,8.
Более достоверным является путь натужного испытаиия детали на режиме, возможно полно воспроизводящем рабочие режимы и спектр нагружения. При этом непосредственно учитываются конструктивные особенности детали. В коэффициент запаса вкладывают только факторы рассеивания характеристик материала, изменения его свойств при эксплуатации, а также отклонения действительных режимов нагружения от испытательного режима.
ПОВЫШЕНИЕ ЦИКЛИЧЕСКОЙ ПРОЧНОСТИ
Физические основы явлений усталости еще ие изучены в степени,, позволяющей создать стройный расчет деталей на циклическую прочность. Отсутствие основополагающих физических принципов заставляет идти по пути накопления экспериментальных данных, которые не всегда позволяют произвести достоверный расчет, тем1 бодее, что данные, получаемые различными экспериментаторами, имеют большой разброс, а зачастую, вследствие различия методики испытаний, несопоставимы и даже противоречивы. Из-за наслоения новых данных, введения поправочных коэффициентов, а также многообразия подлежащих учету факторов расчетные формулы все более усложняются.
В этих условиях большое значение имеет понимание общих закономерностей циклической прочности. Осмысленное проектирование, основанное на знании этих закономерностей, дает порой гораздо больше, чем расчет, и позволяет избежать ошибок, которые в последующем пришлось бы исправлять, например приемами упрочняющей технологической обработки.
Конструктор должен знать п уверенно применять зарекомендовавшие себя иа практике технологические и конструктивные способы повышения циклической прочности.
Во многих случаях можно устранить первопричину и добиться если ие полного исключения циклических нагрузок, то хотя бы их уменьшения. Даже в машинах определенно циклического действия можно достичь значительного уменьшения максимальной величины циклических напряжений и их амплитуды, а также смягчения ударности нагрузки.
Одним из основных способов является повышение упругости детален в направлении действия нагрузок н введение упругих связей между деталями, передающими и воспринимающими нагрузку.
При циклическом крутящем моменте можно сгладить пики напряжений и, следовательно, уменьшить амплитуду цикла введением упругих муфт между деталями, воспринимающими крутящий момент. Установка пружин-
пых амортизаторов между валами и зубчатыми колесами снижает пики напряжений ц зубьях и делает работу зубчатых передач плавной и спокойной. Переход с подшипников качения на подшипники скольжения, например в шатуино-кривошнпиых механизмах, снижает пики нагрузок благодаря амортизирующему действию масляного слоя. Работа, затрачиваемая на вытеснение масла из зазора в подшипниках, поглощает импульс действующих сил, что. способствует снижению, нагрузок на механизм.
Другой способ заключается в снижении коэффициента амплитуды напряжений путем наложения постоянной нагрузки. Как видно из диаграммы Смита (см. рис. 164), повышение среднего напряжения цикла существенно увеличивает предел выносливости, Этот прием широко применяют в конструкции циклически нагруженных болтовых соединений, придавая болтам предварительную затяжку. При затяжке достаточно большой величины удается практически полностью устранить циклическую составляющую и сделать нагрузку статической.
Циклические нагрузки, возникающие в валах, можно в некоторых случаях (певсдущис ходовые колеса, холостые шестерни) устранить, установкой вращающихся деталей на осях.
Во многих случаях возникновение высоких знакопеременных нагрузок связано с появлением резонансных колебаний в частях механизма. Этот опасный вид циклической нагрузки Предотвращают с помощью демпферов (пружинных, маятниковых, гидравлических или фрикционных). Вибрации машин и агрегатов, являющиеся источниками знакопеременных нагрузок, устраняют или смягчают подвеской па виброизолиру тощих и вибро гасящих амортизаторах.
В ряде случаев полного или почти полного устранения циклических нагрузок.можно достичь повышением точности изготовления деталей и их опор. Примером может служить устранение статического и динамического дисбаланса быстровращающихся роторов, вызывающего переменные нагрузки в опорах и корпусах. Повышение точности изготовления зу.бьев колес (уменьшение погрешностей шага и толщины зуба, искажений профиля и т. и.) устраняет циклические нагрузки, порождаемые этими погрешностями,
Все меры, способствующие уменьшению поминального напряжения, увеличивают циклическую прочность. К этим мерам относятся рациональная расстановка онор, устранение невыгодных случаев нагружения, увеличение сечений детали на участках действия циклических напряжений, увеличение площади соприкосновения поверхностей (при циклических контактных напряжениях).
Правила рационального конструирования, применяемые для статически нагруженных конструкций, не1 только сохраняют силу, ио и приобретают особое значение для циклически нагруженных конструкций.
В случаях, когда не удается ликвидировать циклические нагрузки или снизить циклические напряжения, следует прибегать к специальным способам повышения усталостной прочности.
Эти способы можно разделить на технологические н Конструктивные. В первом случае упрочнения достигают специальными приемами обработки, во втором - приданием деталям форм, благоприятных для циклической прочности.
Технологические способы повышений циклической прочности. Металлургические факторы, Большое влияние иа циклическую прочность оказывает технология выплавки стали. Спокойные стали (раскисленные алюминием) имеют более высокие пределы выносливости, чем кипящие (раскисленные Мп и Si). Повышенной циклической прочностью обладают стали вакуумной плавки, а также полученные методами электроннолучевого и плазменного переплава или электродугового переплава под слоем синтетического шлака,
Термообработка, Упрочняющая термообработка повышает предел выносливости примерно пропорционально увеличению показателей статической прочности (рис. 191). Наибольший эффект дает закалка с низким отпуском, увеличивающая предел выносливости в 2-2,5 раза по сравнению с иетермообработаниой сталью (кривые 4).
Высокую циклическую прочность обеспечивает изотермическая закалка на бейнит,, а также термомеханическая обработка (особенно НТМО).
При поверхностной закалке (обработка ТВЧ, газопламенная закалка) н химико-термической обработке (цементация, нитроцементация, азотирование) упрочнение обусловлено главным образом возникновением в поверхностном слое остаточных сжимающих напряжений вследствие образования структур большего удельного объема (мартенсит при цементации и закалке ТВЧ, нитриды и карбонитриды при нитроцементации и азотировании), чем структуры основного металла. Расширение поверхностного слоя тормозит сердцевина, сохраняющая исходную перлитную структуру, вследствие чего в поверхностном слое возникают двуосные (а в цилиндрических деталях - трехосные) напряжения сжатия. В нижележащих слоях развиваются реактивные растягивающие напряжения, имеющие небольшую величину вследствие незначительности сечения термически обработанного слоя сравнительно с сечением сердцевины.
Создание предварительных напряжений сжатия уменьшает коэффициент амплитуды и смещает средние напряжения циклов в область сжатия, что повышает предел выносливости.
Повышенная поверхностная твердость, достигаемая термической и хямико-термическон обработкой, кроме того, предупреждает потерю проч-
Рис< 191» Влияние термической обработки на циклическую прочность * (сталь 45): а -- гладкие образцы; б - образцы с кольцевой выточкой; 1 — после отжига; 2 — норму-лизания; 3 - улучшение; 4 — закалка с низким отпуском; 5 — то же после накатывания
н
Рис. 192. Поверхностная закалка:
/-неправильная; //-правильная; я-зуб'; б-шейка коленчатого вала
ногти в результате износа, случайных царапин и повреждений. Такой же результат, как цементация, дает закалка сталей пониженной прокали ваемости (ПП), например стилей типа 55 ПП. При охлаждении с 800'С в 10%-ном растворе NaCl, поверхностный слой закаливается nd мартенсит (HR С 58 - 62) на глубину 1 —1'5 мм. -Сердцевина приобретает сорбитцую структуру (HRC 30 — 35). Способ выгодно отличается от цементации производительностью н дешевизной и обеспечивает более мелкое зерно, чем цементация.
Оптимальные для циклической прочности толщины слоя при цементации 0,4 — 0,8 мм, нитроцементации н азотировании 0,3-0,5 мм, обработке ТВЧ и газовой закалке 2—4 мм.
Упрочняющая обработка должна охватывать все участки поверхности с концентраторами напряжений (рис. 192, И). При неполной обработке {рис. 192, 7) иа границах обработанных и необработанных зон возникают скачки напряжений, снижающие прочность.
Газовая закалка зубьев шестерен по всему контуру, включая основание впадины {рис. 193, кривая 2), повышает предел выносливости по сравнению с исходной конструкцией из необработанной стали (кривая 1) в 1,85 раз (с 26 до 48 кгс/мм2), Закалка же только рабочей поверхности зубьев (кривая 5), напротив, снижает прочность по сравнению с исходной в 0,8 раза.
Из перечисленных выше способов наиболее эффективно азотирова
ние, которое практически полностью устраняет влияние концентраторов напряжений. Для азотированных деталей коэффициент q чувствительности к концентрации напряжений близок к нулю (т. е. эффективный коэффициент концентрации напряжений к « 1). Азотирование почти не вызывает изме
нения формы и размеров деталей. Это позволяет во многих случаях
устранить заключительное шлифование и сопутствующие ему дефекты, снижающие прочность. Кроме того, азотированный слой обладает повышенной коррозйе- и-термостойкостью. Твердость и упрочняющий эффект в противоположность обычной термообработке сохраняются до высоких температур (500—бОСгС). Сочетание этих качеств делает азотирование ценным способом обработки деталей, работающих при повышенных температурах и подвергающихся высоким циклическим нагрузкам н
Рнс 193. Циклическая прочность зупьев на изгиб:
I — сырая сталь; 2 — поверхностная газовая закалка ио всему контуру зуба; J -- поверхностная закалка по раоочдм граням {Ьош и Фельтиамп)
износу (коленчатые валы, тяжелонагруженные зубчатые колеса). Из-за сложности защиты отдельных участков от насыщения азотом, а также во избежание скачков напряжений на переходных участках детали обычно азотируют кругом.
Качество обработки. Поверхности деталей, работающих при высоких циклических нагрузках, следует обрабатывать с максимальной, экономически приемлемой чистотой. Отделочные операции (полирование, притирки, суперфиниширование) способствуют повышению усталостной прочности, особенно у деталей из прочных и твердых материалов.
Шлифование на обычных режимах (скорость резания 30-50 м/с) вызывает серьезные повреждения поверхностного слоя. Наиболее частые дефекты шлифованных поверхностей — микротрещины и прнжоги - резко снижают циклическую прочность/
Для циклически нагруженных деталей применяют микрошлифо-ванис- шлифование мелкозернистыми кругами лри небольших скоростях резания (3—5 м/с) и ленточное шлифование (лентами, шаржированными абразивными микро порошками). В отличие от шлифования абразивными кругами, при котором происходит срезание и вырыв зерен, при ленточном шлифовании преобладают процессы сглаживания и пластической деформации микронеровностей.
В качестве заключительной операции целесообразно применять полирование под давлением, которое благоприятно воздействует на структуру поверхностного слоя. Под действием давлении и теплоты, выделяющейся при трении, происходит смыкание кристаллитов, разобщенных действием предшествующей механической обработки. Поверхностный слой уплотняется. Острые кромки микронеровностей сглаживаются, а впадины и мякротрещины затягиваются. Увеличение гладкости поверхности повышает.коррозионную стойкость.
На полированной поверхности легче обнаружить дефекты поверхностного слоя (флокены, волосовины, закалочные трещины и др.).
Ввиду этого ответственные .детали, работающие при высоких циклических нагрузках, полируют кругом, а не только по посадочным поверхностям и поверхностям трения.
Силовое полирование осуществляют под давлением 1—2 кге/мм2 притирами — колодками из бронзы или чугуна, рабочую поверхность которых шаржируют микропорошкамн из абразивных материалов (карборунда, карбида бора, боразона). Для самой тонкой доводки применяют мягкие притиры (баббит, древесину, кожу, замшу, фетр) с полировочными пастами типа ГОЙ. Окончательную отделку ведут без абразивов, только с керосиновой или лигроиновой смазкой.
Трущиеся поверхности для увеличения износо- и коррозионностойко-сти полируют с коллоидальным графитом или дисульфидом молибдена.
Упрочнение поверхностной пластической деформацией. Один из главных способов повышения циклической прочности — поверхностная пластическая деформация (ПИД), т. е. наклеп поверхностного сдоя на глубину к = = 0,2 д- 0,8 мм с целью создания в нем остаточных напряжений сжатия.
При наклепе поверхностный слой расплющивается. Если бы он мог свободно удлиняться, то отделился бы от основного металла (рис. 194, а). Но удлименнщ препятствует сила сцепления с нижележащими слоями 318
Рис. 194. Схема возникновения напряжений сжатия в наклеиднном слое
Рис. 195. Коэффициент амплитуды а в функтшн
металла. Вследствие этого в наклепанном
слое возникают двухосные
(у цилиндрических деталей — трехосные) напряжения сжатия, а в толще основного металла — незначительные реактивные напряжения растяжения (рис. 194, б).
У стальных детален, подвергнутых поверхностной закалке с низким отпуском, напряжения сжатия возникают также в результате происходящего при наклепе превращения остаточного аустенита в мелкоигольчатый мартенсит деформации.
Складываясь с рабочими напряжениями растяжения, остаточные напряжения сжатия уменьшают, а при достаточно большой величине полностью погашают их.
В деталях, подвергающихся симметричному знакопеременному изгибу (коэффициент амплитуды а = 1), прн котором поверхностные слои периодически испытывают напряжения растяжения и сжатия, наложение напряжений сжатия снижает коэффициент амплитуды, что, как известно, повышает предел выносливости (см. рис. 164). Коэффициент амплитуды для поверхностного слоя с остаточными напряжениями сжатия ст.,к. равен
1
« = ------ . :
1 “Ь ^гпах
где — максимальное напряжение симметричного цикла.
Величина а в функции Осж/гг^ах показана на рис. 195. Даже относительно небольшое напряжение сжатия (гусж ~ 0,5<jjnaJ снижает коэффициент амплитуды до 0,65 исходного значения. При сгс^/сгтах = 2,2 коэффициент амплитуды становится равным 0,3, что делает нагрузку практически статической (см. рис. 164).
Возникающие при наклепе множественные искажения структуры, (деформация зерен, местные пластические сдвиги) эффективно тормозят развитие усталостных повреждений и расширяют область существования нераспространяющихся трещин (рис. 1<Гб), увеличение которой и обусловливает повышение разрушающего напряжения (кривые 1). Порог трещи необразованна (кривые 2) повышается мало.
Упрочнению ППД поддаются стали улучшенные, закаленные, цементованные и азотированные, высокопрочные и ковкие чугуны и титановые
Рис. 196. Усталостная прочность образца из стали 40ХН до (а) и после (()) наклепа (П. И. Кудрявцев)
сплавы. Хуже поддаются упрочнению хрупкие материалы (серые чугуны). Наклепу можно подвергать ферритные и перлитные чугуны, хотя эффект наклепа здесь меньше и опасность перенаклепа больше, чем для пластичных материалов.
Наклеп сплавов А! и Mg повышает вх предел выносливости незначительно (на 15—30%).
Эффективен наклеп в напряженном состоянии, представляющий собой сочетание упрочнения перегрузкой с наклепом. При этом способе деталь 'нагружают нагрузкой того же направления, что и рабочая, вызывая в материале упругие или упруго-пластические деформации. Поверхностные,слои металла, подвергающиеся действию наиболее высоких напряжений растяжения (случай изгиба) или сдвига (случай кручения), подвергают наклепу (например, дробеструйной обработкой). После снятия нагрузки в поверхностном слое возникают остаточные напряжения сжатия, гораздо более высокие, чем при действии только перенапряжения или только иаклспа.
Наклепанный слой чувствителен к нагреву. Повышение температуры до 150 - 200₽С мало снижает напряжения сжатия, созданные наклепом, но прн более высоких температурах остаточные напряжения уменьшаются; нагрев до 400 - 500°С полностью ликвидирует действие наклепа вследствие наступающего при этих температурах процесса рекристаллизации, устраняющего кристаллоструктуриые изменения, внесенные наклепом.
На рис. 197 показаны остаточные напряжения в поверхностном слое после закалки ТВЧ, отпуска и наклепа. Закалка (кривая 1) создаст остаточные напряжения сжатия 73 кгс/мм2 на- глубине до 0,8 мм. Отпуск, при 100°С несколько снижает напряжения сжатия (кривая 2) в связи с превращением мартенсита закалки в мартенсит отпуска. С дальнейшим повышением температуры отпуска (постепенное превращение мартенсита отпуска в троостит) напряжения сжатия существенно уменьшаются (кривые 3, 4) и при 400°С (полное превращение мартенсита в троостит) практически исчезают (кривая 5). Наклеп (кривые 6—8) -создает в поверхностном слое напряжения сжатия ~80 кгс/мм1 почти независимо от вида предшествующей термообработки (при сопоставлении попарно кривых 3 — 7 и 4-8 отчетливо видно наложение напряжений сжатия, вызванных наклепом, иа постепенно снижающиеся с повышением температуры отпуска закалочные напряжения).
Основные способы поверхностного упрочнения:.дробеструйная обработка, обкатывание, чеканка, алмазное выглаживание.
Рнс. 197. Остаточные маправдния н поверхностном слое (стиль 45).
1 - после закалки ТВЧ; 2—после отпуска при 100сС; З^при 200*С; 4 -при 3(ЮРС: 5 при 400’С; 6 - дробеструйный наклеп после закалки; 7 — то же после отпуска при 200°С;
Я - после отпуска при 300аС (Д. А. Свешников к Е. И. Натапзон)
Дробеструйная обработка заключается в наклепе поверхностного слоя потоком стальных закаленных шариков (0 0,5—1,5 мм), создаваемым пневматическими или центробежными дробеметамн. Дробеструйной обработке можно подвергать фасонные поверхности. Качество поверхности при наклепе несколько снижается (па 1 — 2 класса по сравнению с исходной), вследствие чего точные поверхности необходимо после наклепа подвергать финишным операциям.
Режим дробеструйной обработки выбирают в соответствии со свойствами обрабатываемого материала, его твердостью и прочностью. При передозировании легко получить перенаклеп, вызывающий хрупкость и трещиноватость поверхностного слоя. Ориентировочные параметры (для термо обработанных сталей): скорость потока дроби 50—60 м/с, интенсивность потока 50 — 80 кг/мии, угол атаки (угол наклона струи к обрабатываемой поверхности) 60—90°, продолжительность обработки 2—5 мни. При правильно выбранном режиме наклепа остаточные напряжения сжатия составляют 60 —80 кге/мм2.
Поверхности вращения упрочняют обкатыванием стальными закаленными роликами. Силу прижатия ролика выбирают с таким расчетом, чтобы создать в поверхностном слое напряжения, превышающие предел текучести материала в условиях всестороннего сжатия (для сталей 500-600 кге/мм2 по Герцу).
Для ориентировочного расчета можно пользоваться формулой
Р = 3 W 3<т0 2DB (81)
1 + а
где D - диаметр вала, мм; crOj2 - предел текучести материала, кге/мм3; В - рабочая ширина ролика, мм; а — Dpl/B — отношение диаметра ролика к диаметру валя.
При обычных значениях а = 0,В + 1
Р = 1,5 10-3ctq 2ПВ. (82)
11 П._И. Орлов, кн, 1 321
Ширима ролика мри обкатывании валов диаметром 60—120 мм В => — 10 -: 20 мм. Рабочую поверхность ролика бомбинируют, кромки скругляют галтелями R = 1 2 мм. Качество рабочей поверхности ролика
11 — 12-го классов шероховатости. Окружная скорость вала 10—20 м/мин. Продольная подача s = (0,05-т 0,1) В мм/об (в среднем 0,5-1 мм/об). Число проходов 2-3.
С целью уменьшения давления на ролик применяют виброобкатывание (ролику сообщают колебания в радиальном направлении с помощью пневматического или электромагнитного вибратора).
Плоские поверхности упрочняют обкатыванием шариками, установленными во вращающемся патроне. Заготовке придают движения продольной и поперечной подачи. При правильно выбранном режиме обкатывания остаточные напряжения сжатия в поверхностном Т5лое составляют 80 — 100 кге/мм2. Глубина уплотненного слоя 0,2-0,5 Мм,
На рнс, 198 представлены кривые усталости улучшенной и азотированной стали до и после обкатывания. Предел выносливости азотированной стали иа 25% выше, чем улучшащон,'' обкатывание повышает предел выносливости в обоих случаях на 25 — 30%,
В противоположность дробеструйной обработке обкатывание улучшает качество поверхности (на. 1-2 класса по сравнению с исходной).
Так как размеры после обкатывания практически не меняются, то обкатывание можно применять как заключительную технологическую операцию. Возможность размерной и чистотноц обработки после обкатывания не исключается; как установлено опытами, снятие наклепанного слоя на Глубину 0,05 — 0,1 мм не снижает заметно упрочняюшего эффекта.
Для получения иаилучших результатов поверхности перед обкатыванием целесообразно подвергать отделочной обработке вплоть до полирования. На рнс, 199 показан микропрофидь накатанных поверхностен, обработанных точением; черновым и чистовым шлифованием, Как видно, поверхность после накатывания тем глаже, чем тоньше предшествующая механическая обработка.
Чеканку производят бойками со сферической рабочей поверхностью, приводимыми в колебание пневматическими или электромагнитными устройствами. Частота колебаний и скорость вращения заготовки должны быть согласованы с таким расчетом, чтобы наклепанные участки перекрывали друг друга. При улв-тразвуковой чеканке боек, прижатый к детали силой 10-20 кге, колеблется с частотой 20-25 кГц и. амплитудой 10-20 мкм,
Другой способ уплотнения поверхностного слоя— холодная калибровочная чеканка в закрытых штампах.
Алмазное выглаживание заключается в обработке йредвари-тельно шлифованной и полированной поверхности закругленным (7?Сф = = 2тЗ мм) алмазным резцом прн скорости 50—400 м/мин, подаче 0,02—0,1 мм/об и радиальном усилии на резце ~ 20 кге. Процесс применим как для пластичных материалов, так и для термообработаниых до высокой твердости (закалка ТВЧ, азотирование).
При выглаживании поверхностный слой уплотняется на глубину 0,3—0,5 мм; в нем возникают высокие (100-^250 кге/мм3) остаточные напряжения сжатия. Качество поверхности улучшается на два-три класса
цШ
•)
Рис, 1Ж Циклическая прочность после улучшения (Z). азотирования (2); улучшения я обкн-тынаннн (J), азотирования н обкатывании (4). Сталь 18Х2Й4ВА.
Риг. 199. Микропрофиль поверх нос гей (вертикальное увеличение х 2000, горизонтальной х 50): гг —после мехаггн леской обработки (/-точение; // — черновое шлифование; ///—чистая ос шлифование); — тоже после накатывания шариками (Ю. Ёзерскин)
(вплоть до 12-то класса). Микрорельеф приобретает благоприятные для циклической прочности плавные очертания.
Детали, закаленные на мартенсит, упрочняют обработкой на белый слой точением твердосплавными резцами с большим отрицательным передним углом (до 45°) беЬ смазочйоюхлаждающих жидкостей при скорости резания 60 — 80 м/мин. Поверхностный слой при этом подвергается своего рода термомеханической обработке, представляющей собой совмещение процессов высокотемпературной деформации и вторичной закалки. На поверхности образуется светлая нетравящаясй корка толщиной 0,1-0,2 мм, обладающая высокой твердостью (ИИ 1000-1300 при исходной твердости Материала HV 600—700) и состоящая из Мелкозернистого (размер зерна 0,05—0,1 мкм) тонкоигольчатого мартенсита вторичной закалкн с высокодисперсиыми карбйднымИ включениями, В зоне белого слоя возникают чрезвычайно высокие сжимающие напряжения (до 500 кгс/мм2), обусловливающие резкое повышение циклической прочности. Усталостно-коррозионная стойкость повышается примерно в 10 раз по сравнению с исходной. Хорошие результаты получаются только при условии сплошности белого слоя. В противном случае на участках разрыва -слоя возникают скачки напряжений, снижающие циклическую прочность, Чистовую обработку белого слоя производят микрошлифовапием, полированием н суперфинишированием.
Стенки отверстий упрочняют с помощью раскатывания,’ калибрования шариками и дор новая и я (прошивания уплотйяющими прошивками).
Для упрочнения фасонных отверстий, обрабатываемых протягиванием
(в частности, шлицевых отверстий), протяжкам придают выглаживающие зубья скругленного профиля.
Внутренние полости сложной конфигурации уплотняют с т р у й н о -абразивным полированием (полирование струей воды со взве-шеннымн зернами абразивного материала),
В стадии разработки находится способ импульсного гидрона к л е п а струей высокого давления. Перспективными являются э л е к т-рогидравлический наклеп, основанный на эффекте Юткина, а также упрочнение взрывом. Этими способами можно упрочнять детали самой сложной формы с одновременным уплотнением всех наружных и внутренних поверхностей.
Особое значение для циклической прочности имеет предупреждение коррозии. Положительный эффект дает нанесение микронных пленок полимеров (поливинилхлоридов, эпоксидов, синтетических каучуков), а также органических веществ с активными гидроксильными группами, обеспечивающими прочную связь покрытия с металлом. Упрочняющее действие лленок обусловлено не только предупреждением коррозионных процессов. Пленки, по-видимому, образуют молекулярный барьер, препятствующий выходу дислокаций иа поверхность металла. Этот способ применим для свободных поверхностей и поверхностей в неподвижных соединениях й ограниченно для поверхностей, работающих в условиях трения скольжения.
КОНСТРУИРОВАНИЕ
ЦИКЛИЧЕСКИ НАГРУЖЕННЫХ ДЕТАЛЕЙ
Уменьшение концентрации напряжений. Если устранить конпентра-торы напряжений полностью невозможно, то следует заменять сильные концентраторы умеренно действующими. Например, резьбовые отверстия, принадлежащие к числу наиболее сильных концентраторов, целесообразно заменять гладкими отверстиями, отрицательный эффект которых меньше и может быть ослаблен рядом мер'.
Концентраторы следует удалять из наиболее напряженных участков детали и переносить, если это допускает конструкция, в зоны наименьших напряжений, С целью уменьшения номинальных напряжений целесообразно увеличивать сечения детали иа участках расположения концентраторов.
Примеры устранения и снижения концентрации напряжений приведены в табл. 26,
4 Галтели. Концентрацию напряжений во входящих углах ступенчатых деталей, например ступенчатых валов, можно значительно снизить рациональной формой сопряжения ступеней.
Острые входящие углы иа участках перехода (рис. 200, а, б) вызывают резкую концентрацию напряжений. Конические сопряжения (рис, 200, е) увеличивают прочность переходных участков, ио сокращают длину цилиндрической поверхности малого диаметра. Их применяют только па свободных переходах, где деталь конструктивно не связана со смежными деталями.
Чаще всего для снижения концентрации напряжений на участках перехода вводят галтели {рис. 200, а, ж).
Измененная конструкция
Головка болта
Усик перенесен н голов* ку в область низких напряжений. Концентрация напряжений остается
Фиксирующий усик расположен в наиболее напряженной зоне и вызывает резкую концентрацию напряжений.
Усик выполнен заодно с головкой. Концентрация напряжений практически устранена
Крепление пробки в вале
Резьба вызывает концентрацию напряжений
Масляная система шейки коленчатого вала
L Резьбовое крепление заменено запрессовкой Пробка укреплена развальцовкой
3. Пробка укреплена гайкой
4. Пробка ввернута в кольцо, расположенное в полости вала
Заглушка установлена в вале На плотной посадке и застопорена болтом. Маслоподводящая трубка завал ьцована в отверстии шей -к и вала
Заглушка прббка 2 и маслоподводящая трубка J установлены на резьбе, вызывающей концентрацию напряжений
Масляное отверстие в шатунной шейке коленчатого вала
*
Отверстие расположено в наиболее напряженной на изгиб зоне шейки
Отверстие перенесено в нейтральную зону (расположение отверстия должно быть согласовано с векторной диаграммой нагрузок)
Отверстие под штифт
Измененная конструкция
Днище отверстия закруглено
Коннентрепня напряжении Лииша отверстий
Нарезной стержйнь
Вал с резьбой
h
Увеличен диаметр нарез* него участка
Вал усилен на участке ИЗЬбы
Торсионный валик
< - - ._... —
Валик усилен" на участке расположения шлицев
Концентрация напряжений у Оснований шлицев
Шлицевой вал
Вал усилен на ослаблен^ ном учдсГке
концентрация напряжений у основания шлицев
Штифтовое соединение вала со р тупицей
Штифтовое соединение заменено шлицевым
Высокая концентрация Напряжений в ралу и егупнце
Благодаря большому числу шлицев не пряжен ня на участках передачи крутите-го момента резко снижены
Сущность изменения
Установка подшипника на валу
Крепление подшипника на валу.
Исходная копструяцк\я
Измененная конструкция
Бал ослаблен канавками под стопорные кольца
Канавки под уплотнительные кольца резко ослабляют вал
Вал усилен на ослаблен-ном участке
Соединение зубчатого колеса с валом
Диаметр расположения и число гуже нов увеличены (уменьшение сил, передаваемых гужонамн). Вал Я ступица утолщены
Резьбовой noqc перенесен на йенатруженный конец вала
Концентрация напряжений на участках расположения гужонов
Канавки Выполнены £ ля» с а дном втулке
Концентрация напряжений на резьбовом участке
Узел уплотнения
Измененная конструкция
Блок зубчатых колес
Большое зубчатое колесо посажено /1а продолжение зубьев малого (резкое снижение сил на участках передачи крутящего момента). Вил н ступица утолщены
Концентрация напряжений на участке расположения гужонов
Головки шатуна
Сечения ослабленных участков увеличены
На участках а шатун и крышка ослаблены выборками под головки и тайки
Установка ротора на валу
Крепежные болты и установочные штифты ослабляют ступицу
Ротор турбины
Ротор затянут кольцевой гайкой. Крутящий момент передается торцевыми зубьями, вынесенными за пределы па пряженных участков ступицы
L Отверстия усилены бобышками
2. Отверстия расположены в кольцевом . усиливающем поясе
Диск ротора ослаблен разгрузочными отверстиями a
Исходная конструкция
Измененная конструкция
Сущность изменения
Крепление ротора турбины к разъемному валу
1, Отверстия под болты расположены в кольцевых утолщениях и вынесены за пределы напряженных сечений
2. Отверстия под болты расположены во фланцах^ отнесенных от тела ротора
Отверстия под болты ослабляют -ротор
Совмещение концентраторов напряжений (наружный входящий угол а и выточка б)
Совмещение концентраторов напряжений (наруис-ный'входкщнй угол а н внутренний б)
Коническое зубчатое колесо
Со в мешен ие к о н це н трате ров напряжений (впадины зубьев и острые торцевые кромки б)
Ослабленный участок усилен разноской концентратд-ров напряжений
h Ослабленный участок усилен разноской входящих углов
2. Внутренний концентратор устранен приданием полости плавных очертаний
Зубчатый венец усилен
Исходная сВДОТрукция
Крвйлекна зубчатого венца к диску
Измененная КОНС7ру1СЦИЯ
Крепление перенесено в диск зубчатого венца
Совмещение концентраторов напряжении (впадины зубьев и отверстия под болты)
Устанет подтип вика кд шлицевом валу
Сечения вала на участке рес поло жен ия концентраторов напряжений усилены. Внутренней полости приданы плавные очертания
Совмещение трех концентраторов напряжений (входящий угол а, впадины шлице в 6 и внутренний входящий угон б)
Концентрация напряжений падает с уменьшением перепада диаметров и увеличением относительного радиуса галтели р = R/d (рис. 201). Достаточно ййЗКйё значения аффективного коэффициента концентрации напряжений (fc3 = 1,5) получается при р = 0,05 ч- 0,03 длй малых перепадов и р = 0,1 ч- 0,Ь5 для больших (рис. 202).
Если ступенька используется для упора насадной детали и имеет плоский участок h, то максимальный радиус галтели
рис. 200. Снижение концентрации напряжения во входящих углах ступенчатых валов
Рис, 201, Эффективный коэффициент концентрации и а пряжений при изгибе ступенчатых палов
и при обычных значениях D/d = — 1,2 + 1,3 if h/d = 0,03 не может быть больше р » 0,1,
Эллиптические галтели (см. рис, 200, е) обеспечивают прн одинаковых перепадах диаметров относительно большее (примерно на 20%) увеличение прочности. Эффективность таких галтелей зависит от отношения большой полуоси b эллипса к диаметру d вала. При b = = (0,4 -s 0,45) d и а/b — 0,4 коэффициент концентрации напряжений не превышает 1,5,
Недостатком эллиптических галтелей' является сокращение длины цилиндрической части вала, что нежелательно как в случаях установки наса
деталей, так и при установке
шейки вала а подшипниках скольжения.
Сокращения длины цилиндрической части вала можно избежать, если применить по дну т репные галтели (см. рис. 200, ж), которые по эффективности приблизительно равноценны круговым галтелям с одинаковыми значениями R/d. Поднутрение целесообразно применять в случаях
сопряжения цилиндрических аалоа с призматическими частями, когда есть место для расположения галтели достаточно большого радиуса.
На рис, 203 представлены способы перекрытия галтелей повышенной прочности при установке насадных деталей, например подшипников качения, имеющих небольшой радиус закругления или фаску на входе, В случае круговых галтелей большого радиуса и эллиптических галтелей эти приемы сводятся к установке промежуточных шайб 1 с выемками под галтель,
У деталей, испытывающих большие циклические нагрузки, галтели обязательны во всех входящих углах.
На рис, 204 пейсазаны примеры введения галтелей в шпоночных, шлицевых соединениях и зубчатых передачах (д, в, д - неправильные, б, г, е — правильные конструкции). В зубчатых передачах наиболее высокую
Рнс, 202, Равнопрочные (кэ = 1,3) галтели длв различных отношений D/d
Рнс. 203. Установка шариковых подшипников на валах с галтелями
Рис. 204. Введение галтелей
циклическую прочность обеспечивает выполнение впадины между зубьями но радиусу: для фрезерованных зубьев - по рис. 204, эн?, для шлифованных — по рис. 204, з.
Отверстия. Участки деталей, ослабленные отверстиями, упрочняют путем увеличения сечений в зоне расположения отверстий, скругления кромок отверстий, обжатия кромок, 'уплотнения стеиок отверстий, обче-канки материала по периферии отверстий.
На рис. 205 приведена последовательность операций при обработке отверстий в высоконагружепных деталях (разгрузочные отверстия дисков турбин): а — сверление, б — снятие фаски, в — зенксрование, г — развертывание, д — скругление хромок, е уплотнение галтели, ж - прошивание отверстия шариком.
Полые вялы. Внутренние полости валов, подвергающихся большим циклическим нагрузкам, следует обрабатывать с наиболее высокой, эко-
Рис. 205. Обработки отверстий и циклически нагруженных деталях
е) е) <?; е) н) j) и)
Рис. 206. Ступенчатые отверстия
комически приемлемой чистотой, вплоть до полирования, и подвергать упрочняющей обработке (раскатыванию, калиброванию, уплотняющему протягиванию, чеканке взрывом). Иа внутренних поверхностях следует избегать вытойек, резьб и других резких концентраторов напряжений. В ступенчатых отверстиях следует' делать плавные переходы между ступеньками.
Острые входящие углы около ступенек (рис. 206, а, 6) вызывают концентрацию напряжений и резко снижают прочность вала. В конструкциях в, г прочность повышена введением галтелей. На рис. 206, б, е показаны валы с бутылочными отверстиями.
Галтели в открытых бутылочных отверстиях обрабатывают по копиру, управляющему поперечным перемещением суппорта. Чистовую обработку производят фасонным зенкером или резцом 1, устанавливаемым в борштанге, центрированной по малому диаметру отверстия (рис. 207, я). Полости, ограниченные галтелями с обеих сторон (бочкообразные отверстия) обрабатывают фасонным резцом 2 (рис; 207,- б), закрепленным в скалке 3, установленной эксцентрично в борштанге 4. Поворотом скалки резец убирают, после чего борштангу вводят в отверстие и выдвигают резец.
Рнс- 268. 'Изготовление цельнокованых валов с бочкообразной полостью
Производительнее обработка бочкообразных отверстий поворотным резцом, установленным в борштанге и управляемым тягой (рис. 207, я), рейкой (рис. 207, ;) или червячной передачей (рис. 207, о).
Радиус галтели определяется положением точки крепления резцедержателя. По конструкции поворотного механизма выгодно, когда ось резцедержателя расположена в центре борштанги, т. е. когда галтель образована сферой с центром по осн вала. Такая форма обеспечивает достаточно плавный переход от одного диаметра отверстия к другому. Более плавный переход можно обеспечить смещением точки крепления резцедержателя с оси вала (рис. 207, е).
Для определения максимального технологически допустимого радиуса галтелей во внутренних полостях можно пользоваться ориентировочным соотношением к„,й1 = 0,5 (D + 0,74), где D и d — соответственно наибольший и наименьший диаметры отверстия.
При обработке ступенчатых внутренних полостей в заготовках из массивных труб происходит перерезание волокон в наиболее напряженных участках перехода от одной ступеньки к другой.
С целью упрочнения валы с бочкообразной внутренней полостью изготовляют обжатием вгорячую концов труб (рис. 208), Заготовкой служит толстостенная цельнотянутая труба, наружную поверхность которой редуцируют, оставляя напуски h на уковку концов (рис. 208, а). Поверхность т служит базой для последующих операций.
Затем концы обжимают (рис. 208, б) др полной уковки отверстия (рис. 208, й). Вслед за этим, базируясь па поверхность тп, растачивают отверстия п цапф вала и обрабатывают (одним из способов, описанных выше) поверхность бочкообразной полости (рис. 208, г). Далее, базируясь на отверстия я, производят чистовую обработку наружной поверхности вала.
Как общее правило, детали, подверженные высоким циклическим нагрузкам, должны иметь плавные формы, обеспечивающие равномерность силового потока. Сечение Деталей следует во избежание скачков напряжений определять из условия приблизительной одинаковости напряжений с учетом всех действующих нагрузок.
Детали, хорошо сконструированные под высокие циклические нагрузки, имеют характерные сглаженные формы (рис. 209), которые условно называют обтекаемыми.
Fhc. 209. №целесообразння и целесообриэывл конструкции фланцевого вала
Коленчатые валы. На рис. 210 показаны способы повышения циклической прочности коленчатых валов. Исходная конструкция 1 обладает малой прочностью. В конструкции 2 прочность повышена увеличением диаметра коренных й шатунных шеек, а также сечений щек. Увеличение диаметра Шеек сокращает длину наиболее опасных по прочности участков
7 в $ 10
Рнс. 210. Увеличение проЧйбСТй КО-ШчНТЫХ валов
ш между шейками. Смещение внутренней расточки шатунной шейки с геометрической оси шейки на величину к (конструкция 3) усиливает связь шатунных шеек со щеками и повышает прочность шейки,при изгибе силами вспышки.
В конструкции 4 диаметр шеек увеличен до появления перекрытия шатунных и коренных шеек, обеспечивающего прямую связь шеек (участок и). Введена бочкообразная расточка шатунной и коренной шеек, снижающая концентрацию напряжений от маслоподводящих отверстий в щеках коленчатого вала и увеличивающая прочность соединения шеек со щеками. Совокупность всех этих мер значительно увеличивает прочность коленчатого вала по сравнению с исходной конструкцией.
Формы с глубокими внутренними полостями и усиленными щеками (5 и б) осуществимы в конструкциях литых коленчатых валов.
Во избежание увеличения осевых размеров коленчатого вала и сокращения длины коренных и шатуииых шеек, вызываемого утолщением щек, последние развивают в поперечном направлении, заменяя призматические щеки 7 ромбическими 8, эллиптическими 9 и круглыми 10.
Устранение концентрации нагрузок. Важное правило коиструирбвапия циклически нагруженных деталей — это устранение местных скачков напряжений, возникающих в точках приложения сосредоточенных нагрузок.
В зубчатых колесах непрямолинейность зуба, погрепГностл угла наклона спиральных зубьев, перекос осей колес могут вызвать сосредоточение нагрузки на кромках и, как следствие, повышенные напряжения' изгиба н смятия. Обязательно снятие фасок или галтелей па углах зубьев (рис. 211, д). Полезно увеличивать податливость зуба путем уменьшения жесткости обода по направлению к торцам (рис. 211, б).
Действенным средством предупреждения повышенных кромочных давлений является придание зубу слегка бочкообразной формы (бомбиии-ро ванне) с одновременным скруглением торцовых кромок (рис. 211, в). Этот способ обеспечивает при возможных перекосах н неточностях наиболее благоприятное расположение пятна контакта примерно в центре зуба.
Прессовые соединения. Задача упрочнения прессовых соединений заключается прежде всего в уменьшении давления на посадочных поверхностях и напряжений в охватывающей и охватываемой деталях рациональным выбором параметров соединения (диаметра и длины посадочной поверхности, толщины стенок охватывающей и охватываемой детали, см. раздел 11).
Как общее правило, диаметр D посадочной поверхности должен быть больше диаметра Do вала по крайней мере на 5--10% (рнс. 212, я) и соединен с ним плавными галтелями R — (0,2 + 0,25) D. Скачки напряжений па кромках соединения снижают введением на краях ступицы раз-
гружающих фасок ы (рис. 212, б), утонением ступнпы к торцам (рнс. 212, в), бомбинированкем вала (рис. 212, г).
Рнс, 2Н. Устранение концентрации нагрузок на кромках зубьев
Рис. 212. Увеличение циклической прочности прессовых соединений
Значительное повышение прочности дает круговое накатывание посадочной поверхности вала. Не рекомендуется применять накатывание ограниченных кольцевых участков у торцов соединения (рис. 212, д'), так как па границах этих участков возникают скачки напряжений.
Эффективный способ повышения усталостной прочности прессовых соединений — это упрочнение контактных поверхностей химике-термической обработкой.
Циклически нагруженные соединения. Соединения, передающие пульсирующий крутящий момент или испытывающие знакопеременные радиаль-. ные нагрузки, подвержены усталостным повреждениям особого вида: фрикционной коррозии, наклепу и свариванию.
Основной причиной этих дефектов являются многократно повторные деформации и микросдвиги сопряженных поверхностей в окружном и продольном направлениях, вызывающие нагрев металла.
Фрикционная коррозия (фреттннг-коррозия) заключается в окислении поверхности металла. На стальных н чугунных поверхностях образуются о кислы железа (преимущественно Fc2O3) в виде ржавых пятен, а при далеко зашедшей коррозии - в виде скоплений порошка коричневого цвета. На бронзовых поверхностях появляются зеленые пленки окислов меди, на алюминиевых — белые пленки A]2O3. Фрикционная коррозия, как и всякий вид коррозии, резко снижает циклическую прочность.
Соединения, работающие в тяжелых условиях, нагреваются в результате периодических деформаций до 400 —500°С. Кратковременные пики температуры на участках соприкосновения микроиерозностей («тепловые вспышки») достигают 800 —1000°С. При этом происходит локальный отпуск, размягчение и снижение прочности стали. В этих условиях возникает фрикционный и а к л е п, выражающийся в смятии поверхностей, появлении неровностей и частичном сцеплении металла сопрягающихся поверхностей. На последующей стадии соединение свариваете^
Сваривание может происходить при температуре, значительно меньшей сварочной температуры, В обычных условиях поверхность металлов покрыта прочными адсорбированными пленками смазки, окислов, влаги и паров, предотвращающими металлический контакт. Нагрев и повышеи-нос давление, особенно в точках соприкосновения микро неровностей, разрушают пленки; частицы металла сближаются на расстояние, при котором возникают силы молекулярного и кристаллического взаимодействия. Сначала образуются отдельные мостнки, сварки, которые затем
охватывают обширные участки. Сварившееся соединение невозможно разобрать без его разрушения.
Наиболее склонны к свариванию одинаковые металлы и металлы со сходным атомно-кристаллическим строением, образующие друг с другом твердые растворы замещения. Структурная неоднородность, наличие в металле нескольких фаз, особенно неметаллических (карбидов, силицидов и др.), предотвращают сваривание. Устойчивы против сваривания закаленные стали (если не происходит отпуска стали нз-за перегрева).
Главные средства предотвращения этих явлений следующие:
уменьшение деформаций и микросдвигов сопрягающихся поверхностей (увеличение жесткости конструкции, силовая затяжка соединений, беззазорная передача крутящего момента);
отвод теплоты, выделяющейся при микросмещениях (применение прокладок из теплопроводных материален, а в соединениях, работающих с зазорами, ->• ввод охлаждающего масла);
установка между контактными поверхностями промежуточных бронзовых или латунных втулок;
применение разделительных покрытий (фосфатирование, омеднение и т. д.); Л
введение твердых смазок да основе дисульфида молибдена, коллоидального графита и др.;
создание в поверхностных слоях структур, устойчивых против коррозии н сваривания, посредством сульфидирования, силицирования, селе ни-роваиия и др. (см. табл. 9). »
Главный конструктивный прием предотвращения наклепа и сваривания - создание иа сопрягающихся поверхностях натяга-1- радиального (но цилиндрическим поверхностям) или осевого (по торцовым поверхностям), который резко повышает жесткость узла в целом, уменьшает упругие деформации системы и эффективно тормозит взаимные смещения сопрягающихся поверхностей.
Крепление йасадиых деталей без затяжки (рис. 2ГЗ, 1) пли со слабой затяжкой (2) неприемлемо для силовых соединений. При осевой затяжке с упором ступицы в буртик вала (3) величина радиального натяга зависит от типа посадки ступицы на вал. Чем тяжелее условия работы, гем более тугой следует делать посадку. В концевых соединениях применяют также затяжку центральным болтом (4) или более сильную затяжку внутренней гайкой (5).
Чисто радиальный натяг обеспечивает прессовая посадка (б). Вводя в соединение ионические штифты (7), можно достичь практически беззазорной передачи крутящего, момента ц исключить возможность угловых микроомещеииЙ сопрягающихся поверхностей. Соединение, однако, получается иеразборным.
Хорошее соединение обеспечивает затяжка иа конус (S). Величину радиального натяга регулируют, затягивая гайку динамометрическим ключом илн (способ более точный) выдерживая определенное осевое перемещение ступицы (осевой натяг).
В шлицевых соединениях со скользящей посадкой (С по центрирующему диаметру, S, С_ по рабочим граням шлицев) обязательна затяжка гайкой (9). Для неразборных илн редко разбираемых соединений применяют 338
Рис. 213. Затяжка цилиндрических соединений
Рис< 214. Клеммные соединения
прессовую или глухую посадку по центрирующему диаметру и плотную по рабочим граням (10).
Радиальный натяг создается при запрессовке пробки во внутреннюю полость вала (11). Соединение неразборное. В разборных .конструкциях затяжку осуществляют пробкой с конической резьбой (12) или конусом, стягиваемым центральным болтом (/5). В последнем случае на пробке должна быть предусмотрена резьба под съемник.
Тяжелонагружениые шлицевые соединения затягивают на конусы, устанавливаемые с одной (14) или с двух (15) сторон ступицы.
При сочленении цилиндрических деталей с призматическими (например, шеек со щеками в разъемных коленчатых валах) применяют посадки прессовую (16), на конус (17), на коническую втулку (18), а также затяжку конической пробкой (19). Во избежание наклепа между сопрягающимися поверхностями устанавливают тонкостенную бронзовую или свернутую из латупной ленты втулку. Применяют также затяжку клеммами (20).
В конструкции клеммных соединений необходимо обеспечивать равномерную затяжку по всей окружности клеммы. На рис. 214 показан пример ошибочной конструкции 1. Крутящий момент от шейки к щеке передают два шипа. Прн затяжке клеммы верхние грани типов упираются в стенки пазов 2. Участок АА остается незатянутым; на нем неизбежно возникает иаклеп. В правильной конструкции 3 шип расположен по оси симметрии клеммы. Равномерную затяжку обеспечивает также конструкция 4 с передачей крутящего момента призонным болтом, установленным в лунке шейкн. По указанным выше причинам клеммная затяжка неприменима для нагруженных шлицевых соединений.
КОНТАКТНАЯ ПРОЧНОСТЬ'
При контактном нагружении сила действует иа малом участке поверхности, вследствие чего в. поверхностном слое металла возникают высокие локальные напряжения. Этот вид нагружения встречается при соприкосновении сферических и цилиндрических тел с плоскими, сферическими или цилиндрическими поверхностями.
При теоретическом решении задачи о на пряженном состоянии в зоне контакта упругих тел (Герц, Беляев, Фэпппь) предполагают, что нагрузка статическая, материалы тел изотропны, площадка контакта мала по сравнению с поверхностями и действующие усиления направлены нормально к этой площадке.
В золе соприкосновения образуется площадка, размеры которой зависят от упругости материалов и формы сжимаемых тел. При сжатии сфер (рис. 215, а) площадка имеет вид окружности диаметром
3 ___
8 =
£1-Ез
где Р нагрузка, кге; Е —----------приведенный модуль упругости ма-
El + Е2
dD
териалов сфер, кге/мм ; V --------приведенный диаметр сфер, мм (знак
I) ± а
минус относится к случаю соприкосновения выпуклой поверхности с вогну-
той поверхностью диаметром D).
Давление максимально в центре площадки и в 1,5 раза больше сред-
него давления:
1=5 0.785б2 .
При сжатии цилиндров (рис. 215, б) площадка имеет ВИД прямоугольника шириной
1/ У й = 1,5
Рис, 215, Схемы контактного нагружения сфер (л) н цилиндрoft (0 I
Рнс. 216. Нормальные (а) и тангенциальные (И) напряжения а зоне контакта цилиндров
где V - приведенный диаметр цилиндров, мм; q - нагрузка на единииу ДЛИНЫ цилиндров, К1С ММ.
Давление максимально по средней лилии площадки и в 1,27 раза превышает среднее давление
а ргаяк^1,27Л ь.
Волокна материала в зоне действия максимальных давлений находятся в состоянии всестороннего сжатия; в них возникают взаимно перпендикулярные напряжения сжатия <тх, пу, стг и направленные к ним под углом 45’ октаэдрические напряжения сдвига 0,5 (<т= — о3,); 0,5 (ог — cfJ; 0,5 (оу — сц). Распределение этих напряжений (в долях максимального давления рП)ак па площадке контакта) по глубине поверхностного слоя (в долях ширины b площадки контакта) показано иа рис, 216, Нормальные напряжения имеют наибольшую величину (сг£ =ь сц = р,п^; о\- = 0,5ртах) на поверхности; касательные напряжения — на расстоянии (0,25 -t 0,4) b от поверхности >• (сравни рис, 75),
В условиях всестороннего сжатия предел текучести закаленных сталей высокой прочности достигает 300—500 кгс/мм3, что примерно в 4 — 5 раз больше предела текучести при одноосном напряжении сжатия. Допускаемые напряжения 100—250 кгс/мм2,
В машиностроительных конструкциях нагрузка, как правило, бывает циклической вследствие периодического изменения величины действующей силы, а также вследствие относительного движения соприкасающихся тел.
Основные схемы работы сочленений при контактном нагружении представлены в табл. 27 (в скобках Приведены конструктивные аналоги).
В схемах 5 — 12 нагружение имеет циклический характер, даже если действующая сила статическая, так как нагружению подвергаются после'
27/Основные виды контактно! и на гр у ж ей кя
Эскизы Условия работы Эскизы - Условия работы
Статическая нагрузка (грузоподъемный винт со сферическим торцом) Качение цилиндра По плоскости (прямолинейная направляющая на роликовых опорах; упорный роликовый подшипник)
Ударная цнзрузка (толкатель со сферическим наконечником) Вращение двух цилиндров без сопротивления на ведомом цилиндре (накатывание вала роликом; ролики с независимым вп£ш-ним приводом)
ШГ’ 2
Вращение сферы Вокруг осн. нормальной к поверхности контакта (шаровал пята) Обкатывание цнЛнидра цилиндром (роликовый подшипник)
Скольжение сферы по поэерх-1 1 ности контакта (рычажный меха-Ц низы со сферическим бойкот) | 1 I л .... fl Скольжение цилиндра по по-» всрхности контакта (привод кулачком плоского толкателя)
Качение сферы по поверхности 1 контакта (прямолинейная направо 1 ляюшяя на Шариковых Опорах<1 упорный шариковый подШййиик)! mw, 1 Я Передача вращения от цилиндра к цилиндру при наличии против о j кейст в у ю t цег о к р утяще го м о-мента на ведомом ролике (диски фрикционного вариатора)
Катетше сферы по цилиндрической поверхности (радиальный шариковый лодшдШШк) Перекатывание цилиндра по Цилиндру при скольжении (рабочие поверхности зубы?в шестерен)
до вате л ыю различные точки поверхностей. Относительное движение контактных тел нарушает гсрцово распределение напряжений в зоне контакта. Поверхностный слой в зоне контакта подвергается сжатию и растяжению в тангенциальном направлении. Расположение зон сжатий и растяжения зависит от кинематики движения. При чистом качении (схемы 7 -9) зоны сжатия на обеих сопрягающихся поверхностях (зачерненные участки) расположены по одну сторону от центра контакта (встречно движению), по другую сторону материал подвергается растяжению.
При скольжении (схема 10) и качении со скольжением (схемы 11, 12) участок сжатия иа опережающей поверхности (рис. 217, «) расположен перед центром контакта (встречно движению), а на отстающей поверхности — наоборот; иа противоположных участках материал подвергается растяжению (рис. 217, б)..
В зоне сжатия опережающей поверхности (рис. 217, в) происходит сближение и сдвиг волокон материала в направлении, указанном стрелками. В зоне растяжения волокна, упруго расправляясь, перемещаются в том же направлении. На отстающей лойерхностй волокна Перемещаются
Рис. 217, Сжатие в растя-женке в эоне контакта
в обратном направлении. В результате на 'поверхности контакта возникают силы трения, отклоняющие действующие силы от нормали к площадке контакта.
Периодическое сжатие и растяжение волокон вызывает кроме того систематическое отставание ведомого тела. Длина поверхности ведущего тела на угле контакта а равна 0,56 — ЛЬ, где АЬ — упругое укорочение поверхности. Длина поверхности ведомого тела иа том же участке равна 0,5b + Ab', где ЛЬ' — упругое удлинение поверхности. Следовательно, скорость вращения ведомого тела меньше скорости ведущего тела в отношении
0,5b — Ab 1 — 2bbjb
0,5b + aF = 1 + Ikb’lb'
Практически i = 0,99 -? 0,995.
Из предыдущего ясно, что действительные условия в зоне контакта гораздо сложнее, чем при статическом нагружении, вследствие чего формулы, выведенные для случая статического нагружения, применимы только
как первое приближение.
Долговечность пикнически нагруженных сое ди пенни определяется уста
постной прочностью материала. Кривые усталостной прочности при
контактном нагружении в
общем близки к кривым усталости для случаев одноосного напряженного состояния (растяжения, сжатия) с тем различием, что численные значения разрушающих напряжений гораздо выше и кривые не имеют отчетливо выраженного горизонтального участка предела выносливости.
Главное значение для усталостной прочности в условиях контактного нагружения имеет твердость поверхностного слоя (рис. 218), Процесс усталостного разрушения при контактном
Рис, 218. Циклическая контактная прочность в функции НДС;
1 - сталь 45ХН (обработка ТВЧ); 2 - ста ль 20Х2Н4А (цементация); 3 — сталь IUX15 (эЯКалка п низкий отпуск); л - предельные напряжения при N = 107 циклов; б - при N- 10“ циклов
нагружении протекает по-особому. Первичные трещины зарождаются в зоне действия максимальных касательных напряжений на глубине, равной 0,3 —0,4 размера площадки контакта. Постепенно развиваясь, они выходят иа поверхность, образуя характерную точечную сыпь. На дальнейшем этапе точечные дефекты разрастаются и сливаются в цепочки; на участках между цепочками отслаиваются и выкрашиваются крупные частицы металла. Это явление называется питтингом. В результате питтинга сочленение, как правило, выходит из строя.
Повышение скорости относительного движения (качение с проскальзыванием) оказывает до известной степени благоприятное влияние. Поврежденный слой в процессе износа постепенно удаляется, вследствие чего выкрашивания не возникает. Долговечность сочленения здесь зависит от интенсивности абразивного износа, изменяющего с течением времени первоначальную форму контактных поверхностей.
Типичным примером контактного усталостного разрушения является питтинг рабочих поверхностей зубьев колес. Питтинг сосредоточивается на участках зуба, близких к начальной окружности. Это объясняется тем, что прн обычных значениях коэффициента перекрытия (е = 1,2 ~ 1,8) иа этих участках нагрузку несет один зуб, а на участках, близких к головке и иожке, - два. Кроме того, иа средних участках профиля происходит перекатывание без скольжения, тогда как иа участках у головкн н корня имеет место также проскальзывание. Эти участки подвергаются шлифующему действию сопряженных поверхностей, удаляющему поверхностные повреждения, но со временем приводящему к искажению эвольвентного профиля.
Присутствие смазки действует двояко. При умеренных давлениях в зоне контакта масляная пленка способствует более равномерному распределению давлений и увеличению фактической поверхности контакта. Перекатывание поверхностей создает определенный гН’фодииамичсский эффект: в пленке, вытесняемой из зазора, возникают повышенные давления, способствующие разделению металлических поверхностей, тем более, что при давлениях, существующих в зоне контакта, увеличивается вязкость маела (тиксотропичесхий эффект), В результате нагрузка воспринимается отчасти упругой деформацией выступающих металлических поверхностей, отчасти давлением в масляной пленке (эластогидро-дииамическое трение).
Еще резче выражен гидродинамический эффект при скольжении. Масло, увлекаемое движущейся поверхностью, непрерывно поступает в суживающуюся часть зазора, разделяя металлические поверхности. Прн благоприятных соотношениях (большие скорости скольжения, малые давления, повышенная вязкость масла) в сочленении наступает жидкостное трение.
При высоких давлениях в зоне контакта масло оказывает отрицательное влияние. Под действием набегающей поверхности, а также вследствие капиллярности, масло внедряется в рыхлоты и микротрещины и расширяет их, вызывая ускоренное выкрашивание металла. Особенно резко это явление выражено в случае, если одна из поверхностей в зоне повышенного давления подвергается растяжению (см рис. 217, в), способствующему раскрытию микротрещин.
Задача повышения прочности контактных сочленений заключается прежде всего в снижении величины давлений на площадке контакта путем придания рациональной формы сопрягающимся поверхностям.
СФЕРИЧЕСКИЕ СОЧЛЕНЕНИЯ
Максимальное напряжение сгта>с в поверхностном слое при сжатии двух сфер, выполненных из одинакового материала, по Герцу
(83)
где Р - действующая на сочленение нагрузка, кгс; Е - модуль нормальной упругости материала сфер, кгс/мм2; d-диаметр метшей сферы, мм; — безразмерная величина
где а = D/d — отношение диаметров большей и меиыпей сфер (знак минус относится к случаю работы сферы по вогнутой сферической поверхности). Несущая способность сочленения согласно формуле (83)
/ J \2 / ГТ \3
Р = 4,65(—•) (— . (84)
\Е J \ о0 /
Значения ст0 приведены Па рис. 219 для трех случаев нагружения: сфера по сфере, сфера в сферическом вогнутом гнезде и сфера по плоскости (а = оо)<- Величина сг0, а следовательно, и напряжения максимальны (ст() « 1,59) при.сжатии двух сфер одинакового диаметра (а « 1). С увеличением диаметра одной из сфер ст0 снижается, становясь равной ст0 = 1 при а « оо-
При опоре на вогнутую сферическую поверхность напряжения значительно меньше и резко падают с уменьшением а, т. е, с приближением диаметра вогнутой сферической поверхности к диаметру сферы, стремясь к нулю при а = 1 (диаметр вогнутой сферической поверхности равен диаметру сферы).
7 Это, конечно, не значит, что напряжения исчезают, а только показывает, что формула Герца неприменима при а « 1, так как в данном случае нарушается одно из основных допущений теории (незначительность размеров площадки сжатия по сравнению с размерами сфер). При а <1,01 расчет по формуле Герца является ненадежным, а при а — 1 напряжения
Рис. 219, Величины о5 в функции а ~ D/d
следует определять, как напряжения смятия (а = F/0,785d2).
Согласно формулам (83) и (84) напряжения при заданной нагрузке Р обратна пропорциональны d2l\ а нагрузка при заданном напряжении пропорциональна dz.
На рнс, 220, а приведены подсчитанные по формуле (83) максимальные напряжения стт.,х (принято Е = 21000 кгс/мм2, Р •= 1) в функции диаметра d сферы при различных значениях а. Напряжения падают с увеличением d и резко снижаю гея с уменьшением а. При а — 1.02 напряжения в 13,5 раза меньше, чем при а со (опора иа плоскость) и приблизительно в 20 раз меньше, чем при а = 1 (сжатие сфер одинакового диаметра).
Еще сильнее влияет а иа натру жаемость. На рис, 220, б приведена подсчитанная но формуле (84) предельная нагрузка при стП1ах = 100 кгс/мм2,' Как видно из диаграммы, нагрузка прн а = 1,02 в 2500 раз больше, чем при а = со.
Фактор' P/d2 в формуле (83) удобно заменить вели'шнон
F
°с* “ О?785сР .
где ст(,ж — напряжение сжатия, возникающее под действием силы Р в центральном сечении сферы (напряжение реальное для полных сфер и условное jvih тел с ограниченной сферической поверхностью).
Вводя эту величину в формулу (83) и принимая Е = 21000 кгс/мм2 получаем
З’у-—
°пт = 420сто]/псш, (86)
На основании этой формулы составлен график для расчета сферических
сочленений (рис. 221).
Рис, 221, График для расчета сферических сочленетшй
Пример L Найти максимальное напряжение в шарике d 10 мм, опертом на плоскость
Р 15
И нагруженном силон Г = 15 кгсь Напряжение сжатия ос-к = кге/мм2.
kJj *03(4 *
Отправляясь от точки псж = 0.2 на оси абсцисс до встречи с линией л сс, находим па оси ординат сгт^-— 240 кгс/мм2»
При опоре в сферическом гнезде с а — 1,02 напряжение согласно графику падЬет до 18 кге/мм2, т, е* в 13,5 раза.
Пример 2, Найти силу, которую может нести шарик диаметром 10 мм, опертый в сферическом гнезде ел™ 1,02 при напряжении ст^ - 100 кге/мм2.
Проводя от точки ermifcS ±= 100 кге/мм1 иа оси ординат горизонталь до встречи с линией д = 1 02, находим на оси абсцисс <тсж — 33 кге/мм2* Следовательно, Р = сгсж 0,785 d' « = 33^0,785- 10^2600 кге.
Пример 3< Задана нагрузка Р= 10000 ктс, Допустимое напряжение 100 кге/мм2. Найти удовлетворяющий этому условию диаметр шарика, опертого в сферическом гнезде с а 1.02,
Согласно предыдущему =: 33 кге/мм2. Диаметр шарика по формуле (85)
Р 1/ JOOOO
--——— «= у-------•— 20 мм,
0J85QOK ]/ 0,785'33
При опоре на плоскость (а = do) напряжение сжатая согласно диаграмме было бы осж = 0,015 кгс/мм1 и
t? = /— атгг ~90° мм,
/ 0,735'0,015
Так как материал на площадке контакта работает в условиях всестороннего сжатия, то при расчете контактных сочленений допускают высокие напряжения 100-250 кгс/мм2. (При ударной нагрузке допустимые напряжения снижают в 2—3 раза),
ЦИЛИНДРИЧЕСКИЕ СОЧЛЕНЕНИЯ
Максимальное напряжение при сжатии двух цилиндров, выполненных из одинакового материала, по Герду
птзх ~ 0,6 CTq
где d — диаметр меньшего цилиндра, мм; I — длина цилиндров, мм; ст0 — безразмерная величина (см. стр. 346),
Несущая способность сочленения согласно формуле (87)
И / СТ".,, \2
Р = 2>77 . (88)
Е \ <5'0 /
Значения приведены иа рис. 222 для трех случаев нагружения: цилиндр по цилиндру, цилиндр в цилиндрическом вогнутом гнезде, цилиндр по плоскости (л = эд).
Величина Со» а следовательно, и напряжения максимальны (ctq = 1,41) при сжатии цилиндров одинакового диаметра (п = 1), снижаются до (% — 1 при работе цилиндра по плоскости (а = ос) и резко падают при работе
в цилиндрическом вогнутом гнезде, стремясь к нулю при диаметре гнезда,
равном диаметру цилиндра (п = 1).
Как видно из формул (87) и (88), напряжения при заданной нагрузке обратно пропорциональны (l/d)t/2, а нагруз-
ка при заданном напряжении пропорциональна Id,
На рнс. 223, л приведены подсчитанные по формуле (87) напряжения ст,,,,, (принято Е — 21000 кгс/мм2, I = d, Р = 1) в функции диаметра цилиндра d при различных значениях а. Напряжения падают пропорционально d и снижаются с уменьшением а. При д = 1,02 напряжения в 7 раз меньше, чем при а ~ эд (опора на плоскость) и в 10 раз меньше, чем при а = 1 (сжатие цилиндров одинакового диаметра).
Рис, 222, Величины Сто и функции а D/d
Рнс. 223. Прочность и натру* ясность ццлвддрнчееких Сочленетй
На рис. 223,6 приведена подсчитанная по формуле’(88) предельная нагрузка при сгт!11 = 100 кгс/мм2. Нагрузка при а = 1,02 в 50 раз больше, чем при а = со.
Подставляя в формулу (87) Е = 21 000 кгс/мм: и вводя обозначение асж = Pfld,' получаем
^tnax = (89)
На основании этой формулы составлен график для расчета цилиндрических сочленений (рис. 224). ь 1
Пример 1, Найти максимальное напряжение о рёлнкб d к 10 Мм^ ! ₽ 10 мм Прй йШруШ 200 " '" * '
200 кге (ссж = —-—-2 кгс/мм2). Ролик оперт на плоскость {а
Отправляясь от точки сс;й =2 па оси абсцисс до встречи с линией я = со, находим на оси ординат <7^ = 130 кг^мм3. При опоре на вогнутую цилиндрическую по верх кисть с а -1.02 напряжение падает до 17 кгс/Мм2, т. е. в 7,5 раза.
Пример 2. Найти силу, которую может нести ролик d« 10 нм, 1=10 мм, опертый в цилиндр ячеек ом гйеэдв с а = 1,02, при напряжении ат(Ч = 100 кгс/мм2.
По графику находим для этих условий <?LSi£ — 66 кгс/мм2. Следовательно, Р = 66 Г(1 — «. 66 10 10 = 660й кге.
Для сравнения напомним, что нагружаем ость шарика d 10 мм при тех же условиях (см. расчетный пример 2 на стр. 348) равна 26QQ ктсг
Сравним прочность цилиндрических и сферических соединений. Разделив почленно уравнения (89) и (86), получаем отношение максимальных напряжений в цилиндрах и сферах одинакового диаметра (принято l/d « 1):
Ущо _S7oo |/с>сж _019/ \1/6
4200(4/0^ (1 +-J
' 41 ✓
Рис, 22-4. График для расчета цилиндрических сочлелеяин
На основании этого уравнения построен график (рис. 225, а), нз которого видно, что максимальнее напряжения в цилиндрах значительно ниже, чем в сферах (--^'=0,14-0,2] только при низких значениях \ °сф /
(малые нагрузки, большие диаметры). При обычных значениях осж = - 10 -г 50 кгс/мм3 разница уменьшается ( - ==0,3 : 0,71 а при стсж =
= 100 кгс/мм2 и л = 1,02 прочность цилиндрических и сферических сочле-
... « / *Тцил „ „ \
иенин становится практически одинаковом I-----= 0,9 I.
\ ГГ^ф /
Разделив почленно уравнения (88) и (84), накодим отношение нагрузок,
Рас. 225, Сравнительная прочность и иагружпемость цилиндрических и сферических сочленении
выдерживаемых цилиндрическими и сферическими сочленениями (принято
£ = 21 000 кгс/мм2)
Рш,, а
= 1250---------.
Рсф
Из графика (рис. 225, б), построенного на основании этого выражения, видно, что нагружаемость цилиндрических сочленений значительно (в сбтни раз) превосходит нагружаемость сферических сочленений при низких значениях сттак (5 ч- 20 кгс/мм2). При обычных в машиностроении величинах = 100 ч- 200 кгс/мм2 отношение Рцпл/Лф снижается до 20 — 100 при а = 1,1 и до 2 — 10 при а < 1,1. С дальнейшим повышением <тг.ах разница в несущей способности цилиндров н сфер стирается. При а = 1,02 н = 250 кгс/мм2 несущая способность цилиндров и сфер одинакова, а при более высоких значениях €%* сферы превосходят цилиндры по нагружаемости (Р^/Рсф < 1).
Нагружаемость цилиндрических сочленений .можно повысить увеличением длины цилиндров. Эта возможность отсутствует у сферических сочленений. Однако увеличение длины цилиндров лимитируется наступающей у длинных цилиндров (l/d > 1,5 ч- 2) вследствие неточностей изготовления неравномерностью распределения нагрузки по длине и сосредоточением нагрузки на кромках цилиндров.
В заключение сравним прочность сочленений в условиях точечного, линейного и поверхностного контакта.
Примем напряжения сжатия в сфере сеж -1. Тогда для цилиндра
352
Рнс. 226. Сочлепсиня с точечным (/, 2), линейным « 5) и поверхностным (3. б) контактами ,
одинакового диаметра с J/d = 1 величина ссж — 0,785. Формулы (86) и (89) принимают следующий вид: с^,], = 420ао; сгд,!П = 78сто- Подсчитанные по этим формулам значения сг^, приведены в первой строке на рис. 226 (случаи 1, 2, 4, 5).
Для случаев 3, 6 поверхностного контакта расчетное напряжение смятия , очевидно, равно напряжению сжатия (для сферы осм = для цилиндра сгсм = О,785сгеж), Так как допускаемые напряжения при контактном нагружении в среднем в 5 раз больше допускаемых напряжений смятия, то сравнительную прочность контактно-нагруженных сочленений и сочленений с поверхностным контактом оцениваем 'отношением о,п1ая/5<т(;м (вторая строка на рис, 226).
В рассматриваемом случае (crCJS = 1; l/d = 1) прочность сочленений увеличивается:
при переходе от расположения на плоскости к расположению в вогну-
420
том гнезде с а = 1,02: для сфер (случаи 1 -> 2) в = 13,5 раз, а для ци-J А
78
линдров (случаи 4->5) в — « 7 раз;
при переходе от точечного контакта к
420
ложения иа плоскости (1 -* 4) в----« 5,5
• 78 ,
31
ния в гнезде (2 —> 5) в —^2,8 раза;
при переходе от точечного контакта к
сочленениях: для случая расположения на, плоскости (1 -> 3) в 8,5 раза, а для случая расположения в гнезде (2->5) в 6,2 раза;
при переходе от линейного контакта к поверхностному в цилиндрических сочленениях: для1 случая расположения на плоскости (4 > <>) . 15,5 в------
0,785
2,2 в — — 0,785
линейному: для случая распо-
раза, а для случая расположе-
поверхностному в сферических
«20 раз, а для случая расположения в гнезде (5 —> б J
и 3 раза.
12 П, И. Орлов. rik 1
353
МАТЕРИАЛЫ. ИЗГОТОВЛЕНИЕ
Детали контактно-нагруженных сочленений изготовляют из высокопрочных сталей с содержанием в среднем 1% С, термообработанных на твердость ие ниже HRC 60-62. *
Мелкие детали, работающие при спокойной нагрузке, выполняют из углеродистых сталей У11, У12,' а при ударной нагрузке —из сталей У8—У10. Термообработка:' закалка в воду с 750 — 800°С, отпуск при 150 — 180°С (HRC 60—62). Для более напряженных сочленений применяют легированные инструментальные стали. Закалка в воду или масло с 800 —850°С, отпуск при 15О-1бО°С (HRC 62-68).
Крупные детали сложной формы изготовляют из цементуемых сталей типа20Х, 18ХГТ, ЗОХГТ, 12ХНЗА, 18Х2Н4В. Глубина цементации 1-1,5 мм. После цементации заготовки подвергают измельчающему отжигу. Закалка в воду илн масло с 800-850°С, отпуск прн 10Q-160°C (HRC 62-65).
Детали, подвергающиеся высокочастотным циклическим нагрузкам (подшипники качения), изготовляют из сталей ШХб, ШХ9, ШХ15, ШХ15СГ. Заготовки подвергают сфероидизирующему отжигу. Закалка с 820 ± 1СГС, отпуск прн 100- 1бО°С (HRC 62—66). Для уменьшения количества остаточного аустенита закаленные заготовки обрабатывают холодом (при -3(ГС).
Детали, работающие при особо высоких циклических нагрузках, изготовляют из сталей вакуумной плавки, подвергнутых электрошлаковому, электроннолучевому или плазменному переплаву под вакуумом.
Зубья тяжелонагруженных шестерен подвергают поверхностной закалке с нагревом ТВЧ (глубина закаленного слоя 2 — 3 мм, HRC 58—60), цементации (глубина слоя 0,8-1 мм, HRC 60-62), нитроцементации (глубина слоя 0,5—0,8 мм, HR С 62—65), азотированию (глубина слоя 0,5—0,8 мм, НИ 900-1200). f
Детали, работающие в агрессивных средах, изготовляют из коррозионностойких сталей типа 4X13, Х18. Закалка в масло с 1000 —1070°С, отпуск лри 2ОО-ЗОО°С (НДС 60-62).
Для изготовления сочленений, работающих при повышенных температурах', применяют легированные Сг, Si, Мо и W стали ледебуритного и мартенситного классов (теплостойкостью до 35ОеС) и высоковольфра-мистые стали типа быстрорежущих Р9, Р12, Р18, Р9К10, Р18К5Ф2 (теплостойкостью до 500°С). Быстрорежущие стали закаливают в масло с 1240—128О°С и подвергают (с целью уменьшения количества остаточного аустенита) трех-четырехступен чатому отпуску прн 550—570°C с выдержкой на каждой ступени ~1 ч, а также обработке холодом (при — 80°С). Твердость после оптимальной термообработки HRC 65—70.
Высокой теплостойкостью (до 550—600°С) обладают стеллиты — сплавы Cr, Mo, W на основе Со или Ni. Твердость HRC 60—65; хорошо противостоят горячей коррозии; термообработки не требуют. Кобальтовые стеллиты применяют только в литом виде и используют преимущественно для наплавки рабочих поверхностей слбем толщиной 1 — 1,5 мм. Более высокими качествами обладают поддающиеся ковке никелевые стеллиты. ’
Рабочие поверхности контактно-иагружсиных деталей обрабатывают до 10—12-го классов шероховатости. Ответственные детали дополнительно подвергают электрополированию.
ПРАВИЛА КОНСТРУИРОВАНИЯ ь
При конструировании контактно нагруженных сочленений основное внимание должно быть обращено на уменьшение напряжений путем придания сочленениям рациональной формы. В случаях, когда это допускают условия работы сочленения, тела, воспринимающие нагрузку, следует опирать в гнездах, имеющих диаметр, близкий к диаметру тела (а => 1,02 4-1,03). Пример последовательного упрочнения сферического сочленения приведен на рис. 227 (узел шарикового подпятника). Наиболее выгодна конструкция иа рис, 227, с со сферой большого диаметра, расположенной в сферическом гнезде.
Так как даже в случае сфер н цилиндров большого диаметра поверхность контакта весьма мала, то для сокращения точной механической обработки целесообразно придавать рабочей поверхности наименьшие приемлемые по технологии изготовления размеры (рис. 228).
Во всех случаях, когда это возможно по конструкции, следует применять линейный контакт вместо точечного н поверхностный вместо линейного и точечного.
F В рычажном механизме (рис. 229, а) рычаг 1, совершающий колебательные движения, приводит Другой рычаг (на рисунке не показан) через палец 2, скользящий в пазе рычага. Конструкция нерациональна, так как контакт на поверхностях треиия линейный н палец быстро изнашивает грани паза. В улучшенной конструкции 2 (рис. 229, б) на палец надет сухарь 3. Контакт между сухарем и гранями паза, а также между' пальцем и отверстием сухаря поверхностный, что резко снижает износ.
На рис. 229, в показан узел привода толкателя 4 с помощью наклонной шайбы 5, действующей на сферический торец толкателя^ Для повышения износостойкости целесообразно приводить толкатель через само-устаиавлнвающуюся пяту б (рис. 229, г) е поверхностным контактом по толкателю и шайбе.
Рис* 227. Упрочнейне узла шарикового подпятника
Рис. 228. Сокращение рабочих размеров сферической поверхности
Рис. 229. Замена линейного контакта поверхностным
В лопастном насосе (рис. 229, й) лопатка 7 скользит в пазе ротора S И под действием центробежной силы и пружины прижимается к стенкам корпуса 9 с эксцентричным' отверстием, Линейный контакт между лопаткой и отверстием корпуса можно заменить поверхностным' путем установки шарнирного вкладыша 20 (рис, 229, е). Введение самоустапавлива-ющегося башмака 11 (рис. 229, ж) позволяет создать жидкостную гидродинамическую смазку.
СОЧЛЕНЕНИЯ, РАБОТАЮЩИЕ ПОД УДАРНОЙ НАГРУЗКОЙ
Условия работы циклически нагруженных соединений резко ухудшаются, если в сочленении имеется зазор. Сочленяющиеся поверхности периодически раздвигаются и смыкаются; нагрузка становится ударной. При неправильной конструкции сочленение быстро выходит йэ строя в результате перегрева, наклепа'н разбивания рабочих поверхностей.
Для увеличения работоспособности соединений, испытывающих ударные нагрузки, целесообразно следующее: ।
повышать упругость системы, вводя амортизаторы, смягчающие удары; уменьшать напряжения на рабочих поверхностях заменой точечного it линейного контактов поверхностным и увеличением размеров поверхности ; :
придавать рабочим поверхностям повышенные прочность, твердость н термостойкость; <
всемерно уменьшать или полностью устранять зазоры в сочленениях; подводить в сочленения обильную смазку с целью создания амортизирующей масляной пленки, отвода теплоты, выделяющейся при ударах н (в случае закаленных стальных поверхностей) с целью предупреждения отпуска; ч
уменьшать массу звеньев механизма для снижения инерционных нагрузок.
При контролируемой нагрузке (например, в механизмах, приводимых в действие кулачками) следует всемерно уменьшать величину нагрузки и степень се ударности путем уменьшения ускорений, возникающих
Рис. 230, Повышение работоспособности сочленений, подвергающихся ударным нагрузкам в системе (применение кулачков рационального профиля, например параболических и полиномиальных).
На рис. 230 приведен пример последовательного упрочнения узла привода поступательно-возвратно движущегося штока. Так как Между поверхностями контакта неизбежен зазор h, то нагрузка имеет ударный характер. По кинематике системы движение коромысла 1 сопровождается смещением бойка по торцу штока, что делает условия работы сочленения еще более тяжелыми. Работоспособность сочленения можно повысить установкой закаленных до высокой твердости Ввертного бойка и наконечника па штоке (конструкция 2). Недостаток конструкции — точечный контакт.
Условия работы сочленения улучщают также применением бойка с цилиндрической поверхностью большого радиуса, обеспечивающей линейный контакт с пониженной величиной контактных напряжений (конструкция 3), Еще лучше конструкция 4, где трение скольжения заменено трением качения.
В .наиболее целесообразных конструкциях 5 н 6 боек выполнен в виде сферического вкладыша с плоской рабочей поверхностью. Линейный контакт здесь заменен поверхностным, вследствие чего давления на рабочих поверхностях резко снижаются. Благодаря сферической, форме вкладыша сочленение обладает свойством само устанавливаем ости, что обеспечивает равномерное распределение нагрузок на рабочей поверхности прн всех возможных перекосах системы,
В конструкциях 4 и 6 рабочая поверхность штока стеллитироваиа,
Пример увеличения упругости системы толкателя приведен иа рис. 231, я, При превышении силы предварительной затяжки пружина 1 сжимается, смягчая удар. Систему применяют в тех случаях, когда при повышенных значениях приводной силы допустимо некоторое отклонение закона движения конечного звена механизма от расчетного, задаваемого профилем приводного кулачка. Целесообразно уменьшать зазор в сочленении. Введение регулирования позволяет установить минимальный зазор, совместимый с условием правильной работы механизма, а также компенсировать его увеличение в результате износа. Однако регулирование усложняет эксплуатацию, так как требует периодического контроля состояния механизма. т
Наилучшим решением является автоматическое устранение зазора в сочленении. Одно из решений этой задачи - введение гидравлических компенсаторов,
’ Гидравлический толкатель ^привода клапанов двигателя внутреннего сгораний (рис. 231, б) Состоит из стакана 2, в котором скользит плунжер 2 сб сферическим гнездом под шток клапанного механизма. По системе каиадов в полость А под плунжером подается масло из нагнетательной магистрали двигателя, Открывая запорный шариковый клапан, масло выдвигает плунжер из стакана до полного выбора зазора h во всех звеньях механизма. Давление, оказываемое маслом на плунжер, уравновешивают, усиливая пружину клапана илн устанавливая, иа толкатель дополнительную возвратную пружину. Прн набегании кулачка на толкатель Давление масла под плунжером возрастает, вследствие чего шариковый клапан закрывается. Усилие привода передастся через столб масла, запертого в полости А. Вследствие практической несжимаемости масла механизм работает как жесткая Система. После того как кулачок сбегает с толка геля, давление под плунжером падает, и масло из магистрали снова устремляется йод плунжер, восполняя утечку, произошедшую за рабочий ход толкателя Вследствие просачивания масла через зазоры между плунжером и стаканом.
Система автоматически обеспечивает беззазорную работу механизма при изменениях зазора в результате тепловых расширений системы, а также износа звейьёв механизма.
как видно нз предыдущего, утечка масла из-под плунжера не сказывается на работе механизма. Более того, она является непременным условием его йрйЬнЛЪН'Ьй работы. Если бы система была герметичной, то при уменьшении температуры двигателя (спад нагрузки, работа на холостом ходу), когда зазор в сочленении уменьшается, возникла бы опасность неполного закрытия клапанов. Плунжеры, выдвинутые из стаканов иа величину, соответствующую Предшествующему увеличенному зазору, не имея возможности осесть, держали бы клапаны двигателя несколько
приоткрытыми, что нарушило бы правильное газораспределение. Утечка масла позволяет механизму приспосабливаться к уменьшению зазоров.
В .начальные периоды пуска, когда давление в масляной магистрали отсутствует, система кратковременно работает при больших зазорах, так как усилие привода в это время передается упором плунжера в торец стакана. Как только масляный насос развивает давление, система вступает в действие. Для сокращения продолжительности периодов работы с большим зазором целесообразно уменьшать объем нагнетательной магистрали и масляных полостей толкателей, например, с помощью вытеснителей т, выполненных из легких материалов, увеличивать производительность масляного насоса или питать магистраль в пусковой период масляным насосом, приводимым от независимого источника энергии.
В гидравлическом толкателе по рнс. 231, в полость А под плунжером отделена от масляной полости дросселем 3. При повышении давления в полости А (набегание кулачка) происходит гидравлическая закупорка дросселя. После сбегания кулачка подача масла в полость А возобновляется.
!, ТЕПЛОВЫЕ ВЗАИМОДЕЙСТВИЯ
Повышенные- температуры наблюдаются не только в тепловых машинах, у которых нагрев является следствием рабочих процессов. В «холодных» машинах нагреваются механизмы, работающие при высоких скоростях и больших нагрузках (зубчатые передачи, подшипники, кулачковые механизмы и т. д.). Детали, подверженные циклическим нагрузкам, греются в результате упругого гистерезиса при многократно повторных циклах нагружеиия-разгружения, Повышение температуры* сопровождается изменением линейных размеров деталей и может вызвать высокие напряжения.
' ТЕПЛОВЫЕ НАПРЯЖЕНИЯ
Если материал при колебаниях температуры лишен возможности свободно расширяться или сжиматься, то в нем возникают тепловые напряжения.
Различают торможение тепловых деформаций детали сопряженными деталями (торможение смежности) и торможение деформаций волокон детали смежными волокнами (торможение формы).
Торможение смежности. Примером торможения смежности является соединение деталей, имеющих при работе различную температуру или выполненных из материалов с неодинаковыми коэффициентами линейного расширения.
Пусть болт J и втулка 2 (рис. 232) изготовлены из материалов с коэффициентами линейного расширения и и2 и их температуры равны соответственно и t2. При нагреве от исходной температуры г0 болт и втулка в свободном состояния удлинились бМ на величины kpj&tj. и kL2&t2, где Ati = ti - t0> Д*2 = t2 - to', l — длина соединения, В стяну-т о й системе образуется температурный натяг
= — a/A/J (90)
или в относительных единицах
et = а2Д(2 - otjAt2. (91)
Рис. 232. Схема торможения смежности
В соединении возникает термическая сила Pt, вызывающая по закону Гука относительное удлинение болта е2 н укорочение втулки е2'.
Pt Pt
- т—; - т->
Л1 Лз
где ?< = n'k2~E2F2- коэффициенты жесткости
соответственно болта и втулки (Ft и Г2—сечения болта н втулки).
Сумма относительных деформаций
Л
е( = = —+—,
Л1 Л2 откуда ,
c.Ai р =U.
1 + МАз
(92)
Примем, что температура стягивающей и стягиваемой деталей одинакова (как это обычно и бывает в машинах при установившемся тепловом режиме). Полагая t2 ~t2=t, получаем из формул (9J) и (92)
р( =/(а2 - а1) —Ь—. (93)
1 + Л-1/Л-2
Возможны три случая: 1. «2 > «I (стяжка деталей из алюминиевых, магниевых и медных сплавов стальными болтами и болтами из титановых I сплавов). При нагреве в таких соединениях возникает натяг, пропорциональный фактору t (а2 — «1). При охлаждении до минусовых температур этот фактор становится отрицательным. Следовательно, первоначальный сборочный натяг уменьшается, т. е. соединение ухудшается. '
2. «1 > «2 (стяжка стальных и чугунных деталей болтами нз аустенитных сталей; стяжка деталей из титановых сплавов стальными болтами), При нагреве фактор 2(а2 —а3) отрицателен, т. е. соединение ухудшается, а при охлаждении до минусовых температур положителен, т. е. первоначальный Натяг увеличивается. ’
3. «1 = 012 (стяжка стальных и чугунных детален стальными болтами; стяжка деталей из титановых сплавов титановыми болтами). В этом случае t (а2 - а2) = 0, т. е. первоначальный натяг при нагреве и охлаждении не меняется.
Иллюстрация этих закономерностей приведена на рис. 233, изображающем изменение температурного натяга г(«2 — ах) при стяжке корпусов из различных материалов стальными (233, и) и титановыми (233, б) болтами. Значения «2 и °ii взяты из рис. 234.
Согласно формуле (92) напряжение растяжения в болте
, _ Л _
Г 1 1 -Ь Х.]_/Хд
Рнс. 233. ^Термический натяг прн СТКЖКС корпусов Стальными (fl) н ТИТВИ0ВЫЛ1Н (б) болтами. Материалы корпусов:
1 — спйавы Mg; 2 " сплавы А1; 3 - бронзы; 4 — сплавы Ti; 5 - сталь и чугуны
E2et
* f2 * i + x3Ai'
Отношение
не зависит от Модулей упругости материалов шпильки и втулки н опре* делается только соотношением Сечений йосяедвик.
На рис, 235 приведены подсчитанные по формулам (94) Й (95) напряжения стн И в функции Х1/А.2 для стальных шпилек и корпусов йз различных материалов (принято е( = 1;Я| = 1; величины Е2 выражены в долях от Ei), Термические напряжения в шпильках резко падают с увеличением 1ГД1 (жесткие шпильки, упругие корпуса). Напряжения в корпусах наоборот возрастают, нб прй обычных значениях < 1 й для Обычных литейных материалов (чугун, легкие сплавы) имеют значительно мёньШую величину, чем в шпильках, >
На основании графика и формул (94), (95) можно сделать следующие выводы:
ДЛЯ уменьшения термических напряжении в шпильках корпус следует делать упругим, а шпильки — жесМами;- \г, '
для уменьшения термических напряжений вкорпусе шпильки следует выполнять упругими, а корпус - жёстким.
Прочность корпуса обычно не является определяющей для прочности стяжных соединений, поэтому для термически нагруженных соединений целесообразно придерживаться правила; упругий корпус - жесткие шпильки.
Прочность стяжных соединений помимо термических напряжений в значительной степени зависит от силы предварительной затяжки соединения и рабочих^сил, действующих иа соединение. Совокупность действия
Рис, 134, коэффициент линейного расширенна я функция температуры:
1— сплавы Ti; 2 — стали мартенситного класса; 5 — стали перлитного класса и чугуны; 4 — стали аустенитного класса; 5 — бронзы; 4 — латуни; 7 — сплавы А1; 5 — сплавы Mg " "
Рис. 235. Относительные термические напряжения сти (жирная линия) н с|2 (тонкие линяя) я функции й-i/Jta» Материалы корпусов; 1
I - сталь; 2 - сплавы Ti; 3 - чугуны; 4 -* сплавы AI; 5 - сплавы Mg
этих факторов н практические выводы по конструированию стяжных соединений рассмотрены в разделе 10.
Из. уравнения (92) следует, что возможны следующие способы уменьшения термической силы;
уменьшение разности температур сопряженных деталей (например, охлаждением стягиваемой детали нлн увеличением температуры стягивающей детали);
уменьшение разницы в величинах коэффициентов линейного расширения (соответствующим подбором материалов сопряжениях деталей).
Если материалы стягивающей и стягиваемой деталей заданы, то термическую силу можно уменьшить введением между стягивающей и стягиваемой деталями промежуточных втулок 1 (рис, 236, а), выполненных из материалов с Малым коэффициентом линейного расширения, зцпрнмер инвара.
Инвар (ЗбН) представляет сабой желеэоиикелевый сплав (36% Ni, остальное Fe). Коэффициент линейного расширения в интервале температур от 0 до IQO’C равен (0 + 1,5)- КГМ/С, резко повышается при t > 200°С (рис, 237), Еще бодес низким коэффициентом линейного расширения [а »(0 т 0,5)-10-* 1/°С в интервале О-ЮСГС] обладает сулеринвар Н30К4Д (32% Ni, 4% Со, 0,1% Си, остальное Fe). "
В этом случае температурный натяг ft ~ Iz^z^z + ^э^з —
(97)
Рис. 236, Уменьшение термических напряжений и стяжных соед|Еиенпйх
Рис. 237, Коэффициент линейного расширения инвара
где к2, «Э) иг — коэффициенты линейного расширения соответственно стягиваемых деталей, втулки и шпильки; t2, t2, л Л, /3, /j. — соответственно их температуры и длины.
Вводя |3 - I L - 12, полагая i2 ~ t3 =? и приравнивая выражение (97) пулю, получаем условие отсутствия температурного натяга;
I -1 “2-Ctl 'з — <2---.
«1 “ «3
Подставляя а2 — 22 10“6 (алюминиевый сплав), а3 = 1,5 10“6 (инвар при 20- 150°С) и oq = И - 10"6 (сталь), находим
13=М5Ъ, (99)
т. с, для полной ликвидации температурного натяга длина инварной втулки должна превышать на 15% длину стягиваемых деталей. Конструктивно это трудно выполнимо.
Есть материалы, коэффициент линейного расширения которых близок к нулю в широком интервале температур (например, кварц а = 0,55- 1()“") и даже имеет отрицательную величину (т, е, размеры детали с нагревом уменьшаются). К таким материалам относятся некоторые ситаллы (-( = _ 5-].О*6). Расчет по формуле (98) дает в этом случае Д - 0,712. Датке при таких условиях промежуточная втулка должна иметь значительную длину.
Для уменьшения термических напряжений стяжные болты иногда выполняют из материалов с высоким коэффициентом линейного расширения, иапример из хромоникелевых аустенитных сталей, для которых и = (14-г 18). 10“6IfC.
Сравним случаи стяжки деталей из алюминиевого сплава с и = = 22 10“16 1/°С болтами . из обычной конструкционной стали (я = = 11-10“с 1/°С) и болтами из аустенитной стали («' = 16-10“6 1/с). 364
Прн переходе на аустенитную ста л г. термические напряжения уменьшаются в отношении
ч,-я( 22—11
. - 1 = - - - 134,
а2 — Яд 22 — 16
(100)
т, е. почти в 2 раза.
Однако этот выигрыш не всегда приводит к упрочнению, так как аустенитные стали значительно уступают по- прочности качественным конструкционным сталям. Например, предел текучести стали ЭИ69 равен 40 кгс/мм2, а конструкционной стали ЗОХГС (часто применяемой для изготовления силовых болтов) 90 кгс/мм2.
Отношение запасов прочности по термическим напряжениям для болтов одинакового сечения, выполненных из стали ЭИ69 и ЗОХГС, согласно формуле (100)
Jl' ок 2 40
— = 1,84 •- — 1,84 = 0,84.
н п0 2 90
Таким образом, в данном случае выгоднее применить сталь ЗОХГС, несмотря иа ее малый коэффициент линейного расширения. Кроме того, аустенитные стали значительно дороже конструкционных легированных сталей.
Действенным средством уменьшения термических напряжений является установка Пружинных элементов па корпусах или, что конструктивно удобнее, на болтах (см. рис, 236, б), Согласно формуле (92) установка пружинных элементов ла болтах снижает термическую силу в отношении
Л _ 1А., + 1Д3 __ 1 + Х.,/Х.2 р, ~ 1/х? + 1/х2 “ z-i/xj + XiA3 ’
(101)
где л, и ?.> — коэффициенты жесткости соответственно болта и стягиваемых дез алей; X* — коэффициент жесткости болта с упругим элементом
1 = _
1Д1 + 1А.4
(102)
где л:. -г коэффициент жесткости упругого элемента; /, и Z — длины соответственно упругого элемента и болта,
Из формулы (101) следует, что термическая сила снижается тем больше, чем выше упругость элемента (чем меньше X*).
Если, например, Х? =0,1 и Xi/X2 = ОД то
р; 1 + 0,5 1 = ... _ 0,143,
Р, 10 + 0,5
т. е. термическая сила уменьшается в 7 раз. При достаточно большой упругости элемента термические силы могут быть практически полностью , погашены,
Рис» 238, Упругие элементы в системах силовой затяжки
При ограниченных осевых размерах болт устанавливают й копцеитрич* них втулках 2, 5 (см. рис. 236, в), из которых первая при затяжке болта работает на сжатие, а вторая — на растяжение. Если сечения болта и втулок равны (d2 = j/do + d\; d3 = ]/dg + dj), то упругость системы повышается приблизительно в 3 раза по сравнению с упругостью собственно болта.
Упругие элементы часто применяют Для поглощения термических деформаций при установке на валу нескольких деталей, выполненных из сплавов с повышенным коэффициентом линейного расширения (например, роторов многоступенчатых аксиальных компрессоров). Для фиксации и затяжки таких деталей требуется значительная осевая сила. Поэтому упругие элементы в данном случае выполняют в виде набора многочисленных прочных и относительно жестких элементов (рис. 238), в сумме дающих необходимую упругость. Методика расчета упругих элементов приведена в разделе 10.
Торможение формы. Тепловые напряжения, вызванные торможением формы, возникают при неравномерном нагреве детали, когда отдельные волокна материала лишены возможности по конфигурации детали расширяться в соответствии с законом тепловой деформации. В отличие от торможения смежности здесь напряжения возникают только при перепаде температур в теле детали (при стационарном тепловом потоке, когда тепло переходит от горячих участков к более холодным, или при не установившемся тепловом потоке, например при тепловом ударе, когда волна тепла распространяется по телу детали).
Как общее правило, горячие участки детали с температурой, превышающей среднюю, испытывают напряжения сжатия, а более х о л о д н ы е — напряжения растяжения. Это же справедливо при минусовых температурах: менее холодные участки подвергаются сжатию, а более холодные —растяжению. Тело, имеющее во всех своих частях одинаковую температуру, термических напряжений не испытывает.
Рнс. 239. К определению термических напряжений
Плоские стенки. Представим себе плоскую стенку толщиной з (рис, 239, а), через которую в направлении, перпендикулярном ее плоскости, проходит равномерный тепловой поток. Пусть поверхность стенки, обращенная к источнику теплоты, имеет температуру ti, а противоположная поверхность г2, причем ti > Га. Температура поперек стенки, как известно из теории теплопередачи, изменяется по прямолинейному закону. Средняя температура стенки гер = 0,5 (t 1 4- t2). • ’
Мысленно рассечем пластинку на ряд топких параллельных слоев. Если бы все они имели возможность свободно расширяться под действием температуры, то слои с температурой выше fcp удлинились бы по сравнению со средним слоем, а слои с температурой ниже гср приобрели бы размеры меньше размеров среднего слоя, и пластинка приняла бы форму, изображенную иа рис. 239, б.
Относительное удлинение крайнего, наиболее нагретого слоя
ei = a (G - Q = 0>5 - ?2). (103)
Относительное укорочение крайнего, наиболее холодного слоя
е2 = а О.# - G) = 0,5а (G “ G). (Ю4)
т. е.
^2 = ~ ^иих = О,5ос — t2), (Ю5)
Если пластинка сохраняет при нагреве плоскую форму, то все слои в силу совместности деформации должны иметь одинаковые размеры, равные размерам среднего слоя, В такой пластинке наиболее нагретые слои сжаты тормозящим действием смежных более холодных слоев, а наиболее холодные — растянуты действием более горячих слоев (рис. 239, е), каждый по двум взаимно перпендикулярным направлениям. Наибольшие напряжения возникают в крайних, поверхностных слоях,
Как известно из теории упругости, относительное удлинение при двухосном напряженном состоянии по оси х
1
ех = -г-(ах-тау), (106)
по оси у
1
еу = “г(сг>“тсгЛ’ (1о7>
£
где а* н а, - напряжения соответственно по осям х и у; р — коэффициент поперечной деформации — отношение величины поперечного сжатия к продольному удлинению в пределах упругих деформаций в случае простого растяжения в одном направлении.
При1 симметричном растяжении-сжатин (как в рассматриваемом случае) ггл = сту = ст; ех = су — е, Следовательно,
1 и — Ее------.
1—т
Подставляя в это выражение величину е из уравнения (105), получаем максимальное значение напряжений в крайних слоях
ст,111Х = ± Ect0.5 - r2) -J—, - (lOg)
I — т где знак плюс относится к растяжению, а минус - к сжатию.
Напряжения поперек стенки изменяются, как и температура, по прямолинейному закону. Перепад температур можно выразить через количество теплоты <2, проходящей через етенку в единицу времени па единицу поверхности, По закону Фурье
X
Q = —(«1 - t2)> (109)
У
где X — коэффициент теплопроводности материала, ккал/(м-ч-СС); s — толщина стеикн, м. '
Подставляя значение -12 из формулы (109) в уравнение (106), получаем
Гос 1
CTnia<t — ’•
л 1 - т
(ПО)
Тепловая прочность материалов. Из формулы (108) следует, что максимальные термические напряжения при заданной интенсивности тепловою
потока Q пропорциональны толщине стейки s н фактору---------, ха-
X 1 - т
рактерпому для каждого материала (табл. 28). 1
Фактор -—— для всех материалов близок к 1,5, за исключением 1 — т
чугунов, для которых он равен 1,18. Для всех остальных материалов можно
Еос
пользоваться упрощенным выражением -------,
Тепловая прочность, т. е. сопротивляемость материала действию термических напряжений, характеризуется отношением предела текучести
Eot 1
материала сг0 2 к фактору ----------(аналогичным запасу прочности):
’ X 1 - т
&О,2^ (1 “ т) и = .....—------------
Гос
(Ш)
Значения этого фактора приведены в табл, 28 и на рис, 240.
На первом месте по сопротивляемости термическим напряжениям (высокое значение фактора) стоят сверхпрочные стали, за ин ми деформируемые сплавы А1. Наименее выгодны сплавы Mg и коррознонностойрю стали аустенитного класса.
23. Тепловая прочность Mjnptii.ma
Материалы ct- К)6 ire кал/(м ч.‘С) т Aot 1 X 1—1» - ГО3' гг0 [ — Hi} Еа. 10*
кгс/мм 2
Стали: углеродистые легированные сверхпрочные нерж-айеющие аустенитные 50 20 12 40 0.3- 8,6 5(8
150 21 9 16,6
300 22 9,5 31,5
.50 20 17 30 15,8 3,2
Чугуны серые 20 8 12 35 0.15 Зт25 6,5
Сплавы А1: литейные деформируемый р 15- 7,2 24 150 0,33 1,7 8,7
40 20,5
Сплавы Mg: литейные деформируемые 10 4,5 28 70 о,зз 2,7 3,3
20 6
Бронзы 50 и 19 70 0,33 4,5 11
Сплавы Ti 130 И.5 10 8 0,3 20 6,3
Примечание. Показатели материалов средние в интервале 0 - 200fC.
Приведенные выше соотношения справедливы при температурах при-мерно до 200sC, когда показатели прочности, упругости, лилейного расширения и теплопроводности обычных конструкционных материалов изменяются сравнительно мало. При переходе в область более высоких
температур па первый план выступают жаропрочность, т. с, способность длительно выдерживать напряжения
в условиях высоких температур, н жаро-с т о й к о с т ь, т. е. способность сопротивляться горячей коррозии. К жаропрочным материалам относятся стали, легированные Ni, W, Mo, Ti, Nb, сплавы на никелевой основе, титановые сплавы и др. В области высоких температур качественные соотношения между материалами становятся иными. С повышением температуры большинство рассмотрен-
Рнс, 240. Тепловая прочность; 7 — стали сверхпрочные;
2 — сплавы А| деформируемые; 3 - стали легированные;
4 — бронзы; 5 — сплавы А1 литейные; 6 - чугуны серые;
7 — сплавы Ti; 8 — сплавы Mg деформируемые; 9 — стали углеродистые; 10 - с плав whig литейные; И - стали корро зионно-стойкпс аустенитные
ных выше материалов (например, стали обычного состава) теряет прочность; некоторые из них вообще не способны выдерживать высокие температуры (легкие сплавы). Титановые сплавы, которые в условиях умеренных температур имеют посредственную тепловую прочность, здесь выдвигаются на одно из первых мест.
Криволинейные стенки, В предшествующих рассуждениях предполагалось, что пластинка прн термических деформациях сохраняет плоскую форму, т. е. или она расположена в жестких направляющих, или достаточно жестка против действия изгиба, Если пластинка свободно деформируется под действием перепада температур, то термические напряжения уменьшаются н прн известных условиях могут практически исчезнуть, если пластинка достаточно тонка, сделана из материала с малым модулем упругости и может изогнуться настолько, что наружные волокна ее удлинятся, а внутренние укоротятся иа величийу a(tt - £2), Пластинка при этом изгибается по сферической поверхности (рис, 241, я), средний радиус которой
Если свободный изгиб возможен только в одном направлении, то пластинка изгибается по цилиндру (рис, 241, б), средний радиус которого s
^лил ~ 7 77"
« И1 “ t2) .
Напряжения по оси у в этом случае ослабляются пли исчезают совершенно1, тогда как напряжения по оси х сохраняются. Величину этих напряжений Можно, найти, если в уравнении (106) положить = 0. Тогда ех == <3Х[Е,
Так как по уравнению (105) ех = 0,5а -13), то
Е<х
«= 0,5Еа (tj — ta) -г-. , (112)
А
Следовательно, уравнение (110) выражает максимальное значение термических напряжений, когда стенка не Может изменять формы, а уравнение (112) - напряжений, возникающих при измейенни формы в одиОм направлении. В промежуточных случаях величина термических напряжений
колеблется в пределах от 1 до —-—, т, е. в среднем от 1 до 1,5.
1 — т
Рис. 241. Изгиб нласттшн под действием термических нйврнжеций
Рис, 242» Деформацга свободного конца цилнндра
Полые цилиндрические детали. На практике встречаются случаи, когда при перепаде температур форма детали в силу ее конфигурации не меняется или Меняется незначительно. Типичным примером является цилиндрическая труба большой длины. При одностороннем нагреве, например изнутри (рис, 242, я) труба, расширяясь в радиальном и осевом направлениях, сохраняет в целом цилиндрическую форму. Внутренние,' наиболее нагретые слон стенки при этом испытывают "Напряжения сжатия, а наружные, более холодные — напряжения растяжения, Напряжения падают только иа свободном торце трубы, где сдерживающее влияние кольцевых сечений ослабевает, вследствие чего труба воронкообразно расширяется.
При нагреве снаружи (рис, 242, б) картина обратная: наружные, более горячие слои подвергаются сжатию, внутренние — растяжению; свободные торцы трубы сходятся к центру.
Если необходимо сохранить правильную цилиндрическую форму, та следует вводить иа торцах кольцевые ребра жесткости (рис, 242, в),
Соотношения, выведенные для плоской стенки, сохраняют силу и в случае цилиндрической трубы, ио с поправкой на криволинейность стенок и иное распределение температур поперек стенки.
Прн произвольном законе изменения температуры поперек стенки (рнс, 243) средняя температура стенки
(ИЗ)
и представляет собой высоту прямоугольника с основанием s, площадью равновеликой площади температурной диаграммы,
Температура поперек цилиндрической стенки при стационарном тепловом потоке, направленном изнутри наружу, изменяется, как известно, по логарифмическому закону
Qr h-K t = G-----:--,
где Q - количество теплоты, проходящей через стейку в единицу времени; % - коэффициент теплопроводности; г и R — соответственно внутренний и наружный радиусы цилиндра.
В данном случае средняя температура стеики
Г
где р - текущий радиус.
Величину (ср определяют аналитически [формула (ИЗ)] или графически.
Максимальные термические напряжения в крайни хс.юях цилиндрической стенки аналогично уравнению (108)
Рнс. 243. Определение средней температуры стенки
trlim = ± £aO,5 (tL - t2) - ~
1 - in
где с — поправочный коэффициент ца цидиндрнчность стенки.
Для растягивающих напряжений (холодная сторона стенки)
2у2 1
с = --- _
7 - 1 д In у для сжимающих напряжений (горячая сторона стенки) 2 1
у2 — 1 111 у ’’
где y = R/r.
При небольших толщинах стенок криволинейностью можно пренебрегать н определять термические напряжения по уравнению (108).
Термические напряжения могут достигать значительной величины и в отдельных случаях лимитировать прочность детали.
Приведем пример нагреваемой снаружи стальной трубы с внутренним диаметром 100 мм и наружным 120 мм. Разность температур внутренней и наружной поверхностей стенок равна 30°С.
Термические напряжения по формуле (108) для плоской стенки
<у1П1,я = И-103-И-10~б-15-1,44 = 5,5 кгс/мм2.
Поправочные коэффициенты с: для растяжения
2-1,22 1 2,88 1
с = —----------.— = —------= 6,55 - 5,5 = 1,05;
1,22 -1 In 1,2 0,44 0,182
для сжатия
2 12 1 -
с = —4,55 - 5.5 = "-0,95.
1,22 - 1 In 1,2 0,55 0,182
Следовательно, растягивающие напряжения арасг = 5,5 1,05 = 5,8 кгс/мм2,. сжимающие напряжения оек—5,5-0,95 = 5.2 кгс/мм2.
Термические напряжения растяжения получаются такими же, как если бы труба подвергалась разрыву внутренним давлением (при расчете стенки трубы по формуле Бойля-Мариотта)
, 2я ,5,8 .'20 р = 10" 5,8 — - = 102--= 116 кгс/см2.
г d 100
Сложение тепловых и рабочих напряжений. Обычно термические напряжения сочетаются с напряжениями от внешних нагрузок. Сочетание может быть благоприятным, если сложение термических и рабочих напряжений уменьшает результирующие напряжения, и неблагоприятным, если оно увеличивает последние. Это зависит от соотношения величин термических н рабочих напряжений и закономерности их изменения поперек стенки.
Рнс. 244. НЕНфйЖсиия в стенках трубы:
7-температурный градант; II*- иапря^енйл ТёрмйШКИе; 1Л *• от СИЛ давления; 7Г-* суммарные
На рйс. 244, а приведен случай тонкостенной. трубы, несущей горячую рабочую жидкость или газ под высоким давлением и охлаждаемой снаружи (направление теплового потока показано сплошными Стрелками, а давление — светлыми). Распределение термических напряжений поперек стенки показано на виде II, а рабочих - на виде Ш, Сложение термических ст, и рабочих сгр напряжений создает пик растягивающих напряжений ст на наружной поверхности (вид IV).
В трубе, несущей рабочую жидкость или гад под давлением и нагреваемой снаружи (случай б), сложение термических ст( и рабочих Стр.напряжений создает пик растягивающих напряжений ст на внутренней поверхности стенки (вид IV). Если труба подвергается наружному давлению, то при нагреве как изнутри (случай в), так и снаружи (случай г) в ней возникают только пики сжимающих напряжений, менее опасных, чем растягивающие.
В толстостенных трубах (случай й) распределение рабочих и термических напряжений поперек стенки иное. Здесь прн благоприятных соотношениях термические напряжения могут уменьшить суммарные напряжения и привести к более равномерному распределению напряжении поперек стенок (вид IV).
Увеличение толщины стенок далеко ле всегда повышает прочность трубы против действия суммарных (внешних и термических) нагрузок.
Напряжения растяжения от внутреннего давления, равные для тонкостенных труб по формуле Бойля-Мариотта стр = O,5pd/s, уменьшаются с увеличением толщины стенок. Термические же напряжения, тсак видно из формулы (112), при заданной интенсивности теплового потока возрастают с увеличением толщины стеиок.
Определяя термические напряжения ст( по формуле (ПО), получаем суммарное напряжение
' / pd £а IX
ст стр + ст( = 0,5 — + — ------- ,
\ з л 1 — т )
Дифференцируя это выражение по я н приравнивая производную нулю, находим оптимальное значение $, при котором ст имеет наименьшую величину:
pd /X (1 — т)
„у
(И4)
На рис. 245 представлены в функции з напряжения в стальной трубе диаметрам 100 мм при р = 100 кге/см2 и Q = 100 000 кал/(м2 ч), Суммарные напряжения имеют минимум при s к 11 мм.
Дисковые детали, роторы. Термические напряжения играют значительную роль в прочности многооборотных роторов тепловых машин (турбин, центробежных и аксиальных компрессоров). Будучи подвержены разрывающим нагрузкам от центробежных сил, роторы вместе с тем испытывают
термические напряжения, вызываемые неравномерной температурой тела ротора. Обычно температура выше у периферии ротора. Здесь возинкают термические напряжения сжатия. У ступицы, т, е, там, где напряжения растяжения от центробежных сил имеют наибольшую величину, возникают
термические напряжения растяжения, У насадных роторов к этому
добавляются еще напряжения растяжения в ступице из-за посадочного иатяга.
Распределение термических, центробежных и суммарных напряжений в поперечной плоскости
Рнс, 245, К определению оптимальной толщины стенок тру* бы
Рис, 246, Напряжения во прд-Шающемси диске:
ст, — термические; стд5 — от центробежных сил; ст —суммарные (I4 - температурный градиеит)
Сж&пм Рв с тяж е нив
симметрии ротора схематически показано на рис. 246, а. В результате сложения термических напряжений at и напряжений сгцб от центробежных сил возникает пик растягивающих напряжений у ступицы. Определить термические напряжения в роторе затруднительно, так как закономерность изменения температуры по телу ротора зависит от ' режима работы. Кроме того, роторы в большинстве случаев имеют сложный профиль, что сказывается на величине термических напряжений и в осевом и окружном направлениях.
Опасным режимом является пусковой, когда лопатки и периферия ротора быстро разогреваются под действием рабочих газов, а ступица еще остается холодной. В этом случае напряжения растяжения у ступицы достигают максимума. На рабочем режиме температура ротора выравнивается, вследствие чего термические напряжения уменьшаются. На холостом ходу, когда температура * лопаток уменьшается, наблюдается обратное явление: периферия ротора становится более холодной, чем ступица (рис. 246, б), вследствие чего на периферии возникают термические напряжения растяжения, а у ступицы — напряжения сжатия. Пик суммарных растягивающих напряжений переходит на периферию. Так как обороты на холостом ходу невелики, то этот режим менее опасен для прочности, чем режим пуска.
Уменьшение тепловых напряжений. Способы снижения тепловых напряжений, вызываемых торможением формы, заключаются прежде всего в устранении первопричины — неравномерности температурного поля по сечению детали. Иногда этого удается достичь рациональным охлаждением детали. Так, для роторов турбин целесообразно вводить охлаждение их периферийной части. Охлаждение центральной части ротора нерационально, так как понижение температуры может вызвать на рабочих режимах увеличение растягивающих напряжений в ступице.
Если перепад температур неустраним по функциональному назначению детали (трубы теплообменных .аппаратов), то выгодно применять материалы с благоприятным сочетанием прочности, теплопроводности и теплового расширения. Например, трубы из ситаллов с Нулевым коэффициентом линейного расширения совершение не подвержены термическим напряжениям.
Термические напряжения можно снизить введением тепловых буферов, т. е. увеличением податливо'сти участков детали с температурой, отличающейся от температуры смежных участков.
На рис. 247 показан пример изменения конструкции охлажденйя цилиндра двигателя. При жесткой рубашке охлаждеиия в стейках цилиндра
Рнс. 247. Уменьшение термических напряжений
1, имеющих более высокую температуру, возникают осснапраплсцныс напряжения сжатия, а в стенках рубашки — напряжений растяжения. Гофрирование рубашки 2 резко снижает термические напряжения, Р деталях 3 фасонной коробчатой формы следует избегать поясов жесткости, плоских перегородок и резких переломов, препятствующих тепловому расширению. Выгодно применять конические, сферические и тому подобные формы и обеспечивать плавные переходы от одних участков детали к другим (например, деталь 4), Эти меры способствуют выравниванию температурного градиента, а. также увеличению податливости деталей в направлении действия термических сил.
Температурные швы. В некоторых случаях удается без ущерба для функционального назначения детали полностью или почти полностью устранить торможение формы как первоисточника термических напряжений, Примером могут служить температурные швы — радиальные прорези, проделываемые в кольцевых охлаждающих ребрах (рис. 2441, п). Во избежание нарушения правильной цилиндрической формы прорези располагают в шахматном порядке или по упирали (рис, 248, б и в).
Температурные швы незначительно ухудшают тешюрассеивание ребер. Если прорези расположить настолько часто, чтобы кольцевые ребра превратить в отдельные столбики (рис, 248, а) (игольчатая поверхность охлаждения), то оребрение будет совершенно свободным от термических напряжений. Потеря охлаждающей поверхности на участках расположения вырезов компенсируется образованием новых охлаждающих поверхностей на торцах вырезов. Компенсация может быть иодной, если ширина прорезей равна толщине ребра. Кроме того, тсплорассеивание улучшается вследствие повышения турбулентности воздушного потока
Гйс, 248. Темпера] урныс швы
в ребрах. Масса оребрения значительно меньше, чем при кольцевых ребрах (приблизительно вдвое, если ширина прорезей равна ширине охлаждающих игл).
Дальнейшее развитие этого принципа охлаждения заключается в создании щеточной поверхности, например, припайкой к стенкам витых проволочных спиралей (рис, 249),
Рис. 219, Охлаждающая поверхность из прополочных спиралей
ТЕПЛОВЫЕ ДЕФОРМАЦИИ
В узлах, состоящих из деталей, имеющих различную рабочую температуру или изготовленных из материалов с разными коэффициентами линейного расширения, тепловые деформации могут существенно влиять иа взаимное расположение деталей.
Осевые зазоры. При нагреве в сочленениях возникают термические зазоры или натяги, которые необходимо учитывать прн назначении сборочных (холодных) зазоров.
Примером может служить конструкция фиксирующего подшипника скольжения (рис. 2503 и). Пусть вал изготовлен из стали с коэффициентом линейного расширения а1э а корпус подшипника — из сплава с «г- Рабо' чие температуры соответственно равны ty и t2.
Торцовый холодный зазор Д = ТВ-1П> где LB и Ьл - соответственно Длины шейки вала и подшипника.
При нагреве до рабочей температуры ti длина шейки вала — ~ LB [1 + oti (/д -г0)], длина подшипника Т'я = Ln [1 + я2 (t2 - t0)], где t0 -температура сборки.
Торцовый зазор в рабочем состоянии ;
Д' = Тд — Тц = L3 — Ln + (И — to) “ 4^2 (Та “ io) =
= Д + Ld [«I (ti — t0) — ТЯ/ДВС!2 (t2 — t0)J.
Так как отношение Ln!Ls весьма близко к единице, то можно принять Аг = Д 4- Д£5 где Д£ — термическое изменение зазора:
4 = Ц |>г (Н “ io) “ «а (*z “ f0)J- (П5)
В зависимой ti от соотношения величин ап з2 и н, t2 первоначальный зазор может увеличиться или уменьшиться. Опасен последний случай, так как вал может оказаться защемленным по торцам.
Пусть корпус подшипника изготовлен из алюминиевого сплава с а2 — = 13 10“6 1/°С, а вал из стали с ctL = 11 -T0“6 1/0С; рабочая температура корпуса 100сС, а вала 50°С, длина шейки вала 100 мм, температура сборки 20°С и первоначальный холодный зазор 0,05 мм. Термическое изменение зазора по уравнению (115) At - 100 [11 10“6 (50-20) - 23- 10~б (100 -
Рис, 250. Термические торцооые зазоры
20)] - 100 (-0,0015) = -0,15 мм. Горячий зазор Д' - А + А, = 0,05 -— 0,15 «= —0,1 мм.
Таким образом, в соединении возникает натяг ОД мм; вал будет защемлен в подшипнике. Если в рабочем состоянии должен быть обеспечен минимальный зазор, допустим 0,05 мм, то первоначальный холодный зазор должен быть равен 0,05 + ОД5 = 0,2 мм.
ВыбЬр правильных торцовых зазоров имеет особое значение для многоопорных валов с подшипниками, находящимися иа большом расстоянии одни от другого (рис. 250, б).
Пусть передний подшипник А является фиксирующим. При нагреве картер удлиняется в направлении, указанном стрелкой. Во избежание защемления вала необходимо между щеками вала и торцами соответствующих подшипников предусмотреть зазоры Aj, А2 и Д3, пропорциональные расстояниям Llf L2 и L3 этих подшипников от базы. Сохраняя численные значения alt а2, t0, Н и t2 предыдущего примера и полагая Li = 300, £г = 500 и £3 = 700 мм, получаем следующие величины термического изменения зазоров:
Дх = 300 (-0,0015) - —0,45 мм;
А2'= 500(—0,0015) = -0,75 мм; '
Аз = 700(-0,0015) = -1,05 мм.
При назначении конструктивных зазоров к этим величинам следует прибавить первоначальные холодные зазоры, которые устанавливают с помощью размерного анализа по допускам на изготовление.
Расположение фиксирующих баз. Фиксирующие базы следует выбирать с таким расчетом, чтобы при всех возможных температурных изменениях размеров системы точность расположения деталей не нарушалась или нарушалась бы в наименьшей мере.
В узле конической передачи, установленной в корпусе из легкого сплава (рве. 251, а), фиксирующий подшипник 1 расположен на значительном расстоянии L от центра зацепления зубчатых колес.. Удлинение корпуса при нагреве вызывает смещение малого колеса передачи в направлении, указанном стрелкой. Большое колесо перемещается в том же направлении, но на меньшую .величину (вследствие меньшего значения коэффициента линейного расширения стального вала), В результате зазор
Рис. 251. Фиксация валя конической передачи 378
в зацеплении уменьшается. При известных соотношениях зубчатые колеса могут начать работать враспор.
В правильной конструкции (рис. 251, б) фиксирующим является задний подшипник 2, расположенный на сравнительно малом расстоянии I от центра зацепления. Смещения колес относительно друг друга при нагреве здесь гораздо меньше; кроме того, зазор в зацеплении с нагревом увеличивается, а и? уменьшается, как в предыдущем случае.
Обеспечение свободы тепловых деформаций. Следует избегать осевой фиксации деталей в двух точках. При наличии температурных деформаций в случае такой фиксации могут появиться термические напряжения, вызванные торможением смежности.
Примером ошибочной установки является фиксация вала в двух подшипниках качения одновременно (рис. 252, й). Если корпус подшипников выполнен из материала с иным коэффициентом линейного расширения, чем вал, а также если вал и корпус имеют различные рабочие температуры, то в узле возникает зазор или натяг, вызывающий защёмЛёйие подшипников. Неизбежные погрешности выполнения осевых размеров соединения, в свою очередь, могут Вызвать появление зазоров или натягов.
Вал следует фиксировать в одном подшипнике (рис. 252, б). Второй подшипник должен быть п л а в а ю щ и м, т. е. иметь свободу перемещения в осевом направлении.
Другой пример представлен иа рис. 253, а (гильза цилиндра двигателя внутреннего сгорания, непосредственно охлаждаемая водой). Фиксация гнльзы в двух точках — верхним буртиком и уплотняющим буртиком ошибочна. При нагреве гильзы возникают термические усилия, сжимающие гильзу и растягивающие рубашку. В правильной конструкции (б) гильза зафиксирована только верхним буртиком. Уплотнение выполнено
Рис. 253. Установка гильзы Двигателя
Рис. 252. Фиксация подшипников качения
Рис, 254, Узел крепления корпуса турбины
скользящим; гильза имеет' возможность свободно перемещаться относительно рубашки.
Следует обеспечивать свободу перемещения крепежных лап машины и агрегатов, нагревающихся при работе. Одну нз лап [илн ряд лап, расположенных в линию) закрепляют жестко; остальным придают свободу перемещения.
На рис. 254 приведена типовая конструкция лапы крепления корпуса турбины к фундаменту (направление термического расширения корпуса показано стрелкой), Лапу крепят фундаментным болтом, Пропущенным через продолговатое отверстие. Между шайбой болта и торцом лапы оставляют зазор е 0,05 - 0,1 мм,
В соединениях трубопроводов, несущих горячие жидкости или газы, необходимо предусматривать компенсаторы тепловых расширений, предотвращающие возникновение термических усилий и деформацию трубопроводов.
Компенсаторы типа «лира» (рис. 255, 1-3) имеют большие размеры. Более компактны линзовые (4-9) и особенно сильфонные компенсаторы (/0-/5).
Рис. 255. Компенсаторы термического расширении
Рис. 256. Положение клапана в седле
Изменение расположения деталей ири нагреве. При проектировании сочленений, работающих при повышенных температурах, обязателен тепловой расчет, имеющий целью определить изменение размеров и относительного расположения деталей при нагреве.
В качестве примера рассмотрим посадку в седле выхлопного клапана двигателя внутреннего сгорания (рис. 256, а). Прн нагреве диаметр трйовки клапана возрастает на величину
Д W(70«x(tK-?0), (116)
а диаметр седла клапана на
^0аДго-Г0),
(117)
где Д, — диаметр головки клапана ; ак п «с — соответственно коэффициенты линейного расширения материалов клапана и седла; Гк н tL- — соответственно рабочие температуры головки клапана и седла; t0 - температура сборки.
Так как рабочая температура головки клапана значительно выше температуры седла, то клапан при нагреве выдвигается нз седла (рис. 256, б) на величину т = 0,SdQ (Л — Д') tg ос/2, где а — центральный угол фаски.
Приняв а ~ 90°, получаем с учетом формул (116) и (117)
т = O,5Jo [_\(tK - t0) - - ?0)]. (ИЗ)
В высокопа пряже иных двигателях выхлопные клапаны и седла делают нз хромоникелевых сталей аустенитного класса, коэффициент линейного расширения которых при 600- 800-С равен ос — (18 -г20)-10“6 1/°С. Принимая рабочую температуру головки tK = 700°С, седла = 300sC, температуру сборки t0 — 20°С н полагай <7Г| — 60 мм, получаем ш = 0,5-60-20'10“6 (680 — 280) = = 0,24 мм.
Для обеспечения правильной посадки клапана в седло необходимо увеличить ширину фаски, уменьшив малый диаметр d головки на величину 2 0,5 мм (рис. 256, я).
Рассмотрим влияние тепловых деформаций на геометрию узла привода клапана. В простейшей схеме (рис. 257) клапан приводится в действие
Рис. 257. Припод клапана
кулачковым валиком, установленным на головке двигателя (верхнее распределение) и воздействующим непосредственно на тарелку клапана.
Зазор между тыльной поверхностью кулачка н тарелкой клапана в холодном состоянии
e = H~R~l. (119)
В горячем состоянии
е' = Н [1 + и2 (t2 -t0)] - R [1 + ца (r„ - /0)] - I [1 + aJrK - fQ)] + m =
= e + Ha2 (t2 - /о) - K«bVb “ to) - 4 ('« - to) + »«. (120)
где й(2 , а, и — коэффициенты линейного расширения материалов соответственно головки двигателя, кулачкового валика и клапана; t2, tB и tK -соответственные средние температуры; т — перемещение клапана в седле в результате расширения головки клапана [см. формулу (118)].
Пусть а2 — 11'10“б (чугун); (конструкционная сталь);
аск = 20 10“б 1/°С (аустенитная сталь); t2 = 100°С, » 50°С, гк = 450(=С;
Н = 150 мм; R — 20 мм; I = 130 мм н m = 0,24 мм.
Изменение зазора согласно уравнениям (119) и (120)
е' = е = 150 11,10’ 6 (100° - 20°) - 20 • 11 10" 6 (50° - 20е) -
- 130 20.10"6(450° - 20°) + 0,24 = -0,7 мм. и
Во избежание нарушения фаз газораспределения в пусковой период холодный зазор в рассматриваемом случае нужно сделать равным е" = 0,7 + eQt где г0 — гарантийный зазор.
В других конструкциях клапанного привода, например при нижнем клапанном распределении или при передаче клапану движения через толкатели, тяги, рычаги, или коромысла, величины изменения зазора могут быть еще больше. Их можно определить с помощью аналогичной методики,
В новейших конструкциях вводят автоматические компенсирующие устройства, позволяющие поддерживать заздр в клапанном распределении приблизительно постоянным независимо от теплового состояния двигателя.
Корректировка формы деталей. В случаях, когда неравномерный нагрев искажает форму деталей, исходную форму корректируют с таким расчетом, чтобы при нагреве деталь принимала необходимую ло условиям работы конфигурацию.
В поршнях двигателей внутреннего сгорания температура максимальна у днища (рис. 258, о) н падает по направлению к юбке вследствие отвода теплоты порщисвымн кольцами в стенки цилиндра и охлаждающего действия масла, забрасываемого нз картера на внутренние стенкн поршня.
При нагрев е поршень принимает приблизительно коническую форму. Во избежание заедания верхнего пояса в цилиндре поршню заранее придают обратную коническую, суживающуюся к днищу форму (рис. 258, б).
Величину холодного зазора между поршнем н стенками цилиндра, а также степень необходимого сужения верхнего пояса поршня можно определить из следующих соотношений.
Диаметральный зазор между поршнем и стенками цилиндра в колодном состояний Дхоп = D — d, где Dud- соответственно номинальные диаметры цилиндра и поршня. Зазор в рабочем состоянии
Д ор = ^хол — В 1Л (^п (о) (^ц “ ^о)]
® ^ХОЛ — ^[^П (Лт Aj) ®ц(^и (120
где ап и Иц — коэффициенты линейного расширения материалов соответственно поршня и цилиндра; гл н (ц — средние температуры соответственно поршня и цилиндра.
Пусть диаметр цилиндра D = 100 мм, = 23 10“ 6 1/'С (алюминиевый сплав), температура стенок цилиндра rlt = 80сС (двигатель водяного охлаждения), температура верхнего пояса поршня 300°С, нижнего 150°С
Для того чтобы поршень прн иагреве приобрел цилиндрическую форму, необходимо, чтобы в холодном состоянии диаметр верхнего пояса был меньше диаметра нижнего пояса на величину Ad = 100-23 10“6 (300 — - 150) =0,345 мм.
Изменение диаметрального зазора между цилиндром и нижним поясом поршня при нагреве согласно формуле (121) — ДГСф = 100 [23 10~6 (150 —
- 20) - 11 10"е(80 - 10)] = 0,23 мм.
Пусть минимальный зазор между цилиндром и поршнем в горячем состоянии должен быть равен Д[Рр = 0,4 мм. Тогда согласно предыдущему уравнению холодный зазор в нижнем поясе Дхол = Дгор + 0,23 = 0,4 + 0,23 — = 0,63 мм, а в верхнем поясе Ахол = 0,63 + Ad = 0,63 + 0,345 а? 1 мм.
Определим теперь конструктивный зазор 5 между тыльной поверхностью поршневых колец н внутренней стенкой поршневых канавок (рнс. 258, в).
, При нагреве поршня до рабочей температуры диаметр d0 внутренней поверхности поршневой канавки возрастает на величину Ad0— = d&a (га - te). а диаметр цилиндра нй величину AD = Ва.л (г, - t0).
Если пренебречь изменением ширины кольца при нагреве, то изменение диаметрального зазора между тыльной поверхностью кольца и внутренней поверхностью каиавки в верхнем поясе поршня
да = Ado - ДО = d0otn (гп - f0) - 1% (гц - (0) =
= О[-^-ап(гп — io) — ИцОц — ГоП
Принимая do/D = O,85 н подставляя численные значения, получаем AS = 100 [0,85 23 10“в (300 - - 20) - 11.10“ 6'(80 - 20)] = 0,48 мм.
Пусть зазор, необходимый для нормального функционирования кольца^ в рабочем состоянии, равен 1 мм. Тогда конструктивней холодный зазор должен быть равен 1,48 Ым.
]’вс. 259. Корректировки формы кланам п направляющей
Другой пример корректирования формы — придание конусности штокам выхлопных клапанов внутреннего сгорания (рис. 259, а). Так как рабочая температура верхнего конца штока ниже температуры ' у шейки (на участке перехода штока в головку), то диаметр верхнего конца штока должен быть (нз условия постоянства зазора по длине направляющем) больше диаметра штока у шейки на величину
8=Л^ДГ, где d — номинальный диаметр штока; — коэффициент линейного расширения материала клапана^. At -разность температур шейки н верхнего конца штока,
Для клапана из аустенитной стали («к = 20-10~б 1/SQ при диаметре штока d = 12 мм и Де = 200°С S = 12 20 - 10“б • 200 я .0,05 мм.
Корректировку можно также осуществить, сделан отверстие направляющей клапана конически расширяющимся по направлению к головке клапана (рис. 259, б).
И тот, и другой способы облегчают самоустановку клапана в седле.
ТЕМПЕРАТУРОНЕЗАВИСИМОЕ ЦЕНТРИРОВАНИЕ
Обычный способ центрирования по цилиндрическим поверхностям неприменим, когда в системе соединяемых деталей возникают значительные тепловые деформации. Если охватывающая деталь имеет более высокую температуру млн выполнена нз материала с более высоким коэффициентом теплового расширения, чем охватываемая деталь, то в соединении образуется зазор, нарушающий центрирование. Если же охватывающая деталь имеет меньшую температуру или выполнена из материала с меныпим коэффициентом теплового расширения, чем охватываемая, то в соединении возникает натяг, нагружающий соединение и вызывающий деформацию сочлененных деталей, т. е. в конечном счете также нарушающий центрирование.
Эта явление имеет особенно большое значение в конструкции тепловых машин (например, газовых турбин) с корпусами большого диаметра, зачастую выполняемыми нз различных материалов,
I
Пусть в соединении кольцевых отсеков корпусов аксиального комм рессора и турбины, пентрируеммн один относительно другого буртиком ио посадке A2JC2ay один из отсеков выполнен из легкого сплава с tfi=23JCr6 1/°С; другой'-из стали с к3 = 1М0"6 IfC. Диаметр центрирующего буртика Ро 1ДО0 мм.
Отверстие; выполненное ио классу 2 а, может иметь отклонения в пределах 0—0,13 мм, а диаметр центрирующего буртика — в пределах от 0 до 0.09 мм. Следовательно, в соединении, собранном в холодном состоянии, зазор может колебаться от 0 до 0,22 ММ,
Пусть рабочая температура отсеков 150°С* Разность увеличения диаметров центрирую* щих поверхностей ДО *= Оограб (а1
Рис. 260. Центрирование фланцев
Подставляя численные значения, получаем AD = 1000 150(23 — 11)' 1СГ6 - 1,8 мм.
Прибавляя величину холодного (первоначального) за sop а 0 — 6,22 мм, получаем зазоры в горячем состоянии: минимальный 1,8 мм, максимальный 2,02 мм. Разумеется, точность центрирования прн этом совершенно теряется.
На рис. 260 (фланцевое соединение) представлены некоторые способы температуронезависимого центрирования. Стальной фланец /-центрируется буртиком в корпусной детали 2 из алюминиевого сплава (рис. 260, а). При нагреве системы в соединении появляется зазор; центрирование осуществляется лишь неопределенным действием затяжки крепежных болтов. Более уверенное центрирование обеспечивает стяжка соединения призонными болтами (рис. 260,6). Однако при нагреве в соединении возникает натяг, деформирующий узел. Натяг возникает н при центрировании наружным буртиком на стальном фланце (рнс. 260, в).
Такие способы центрирования допустимы, когда отна из соединяемых деталей обладает податливостью в радиальном направлении, например если стальной фланец переходит в цилиндрический тонкостенный корпус 3 (рис. 260, г), который может несколько расширяться в радиальном направлении, что несколько уменьшает напряжения в узле.
При системе двойного центрирования (рис. 260, <)) соединение в холодном состоянии центрируется по внутреннему буртику стального фланца. Наружный буртик выполняют с зазором ж,-равным полуразностн теплового увеличения диаметров алюминиевого и стального фланцев. При нагреве функцию центрирования принимает иа себя наружный буртик; на внутреннем буртике образуется зазор. В период разогрева между крайними значениями температур центрирование получается неопределенным, Разновидностью этого способа является центрирование буртиком, входящим с внутренним зазором п в кольцевую выточку сопряженной детали (рис. 260, е).
Радиально-лучевое центрирование, Прн равномерном тепловом расширении все участки цилиндрических деталей перемещаются по радиусам, сходящимся в оси симметрии деталей. Если расположить центрирующие элементы лучами по радиусам, то центрирование будет сохраняться при’ любых тепловых деформациях системы. Число центрирующих элементов должно быть нс менее трех. Этот вид центрирования называют радиально-лучевым.
Примеры лучевого центрирования показаны на рис. 261 (сопряжение охватывающей детали из алюминиевого сплава со стальной охватываемой деталью). В конструкции а центрирующими элементами являются подголовки болтов I с лысками, плотно входящие в радиальные прореди на фланце. Фланец притягивают к корпусу тарированным уейлнем с таким
расчетом, чтобы сила трения иа стыке была меньше термических сил, возникающих при нагревании — охлаждении. Иногда систему затягивают до упора гайки в подголовок болта так, чтобы в соединении был минимальный осевой зазор (несколько сотых миллиметра). Центрирование буртиком в данном случае излишне, так как буртик служит только для размещения уплотнения.
Разновидностью радиально-лучевого центрирования является штифтовое (пальцевое) центрирование. Центрирующие штифты плотно устанавливают в совместно обработанные отверстия соединяемых деталей (рис. 261, б). Буртик в данном случае служит для предварительного центрирования фланцев при обработке. Затяжки соединения этот способ не обеспечивает; штифты лишь фиксируют детали в осевом н радиальном направлениях. Герметичность соединения можно обеспечить упругими уплотняющими элементами, закладываемыми в стык (рис. 261, в).
В соединениях, передающих крутящий момент, радиально-лучевое центрирование-осуществляют с помощью шпонок I (рис. 262), болтов 2 с лысками, торцовых кулачков 3, прямобочных 4 или торцовых ? шлицев, радиальных штифтов б н 7. Предварительное центрирование соединяемых фланцев цилиндрической поверхностью 8 применяю! в тех случаях, когда охватывающая деталь расширяется при рабочих температурах больше, чем охватываемая. В обратном случае между охватывающей и охватываемой деталями предусматривают радиальный зазор 9. Отверстия под центрирующие штифты обрабатывают раздельно по кондуктору или совместно с применением центрирующих фальш-колец.
На рнс. 263 представлены примеры лучевого центрирования подшипников скольжения н качения в корпусах из легких сплавов.
Часто применяют лучевую подвеску деталей, работающих прн высоких температурных перепадах, например в топочных устройствах. На рис. 264, а изображена оселучевая подвеска жаровой коробки 1 на продольных ребрах 2, обеспечивающих свободу радиальных и осевых деформаций. На рис. 264, .386
Лучевое центрирование подшипников скольжения (<0 и Качения (6)
Рис. 264. Лучения подвеска камер горения
бив приведены узлы подвески камер горения 3 газовых турбин в корпусах 4 с помощью радиальных центрирующих стаканов 5.
Центрирование насадных деталей. Задача темлературонезависимого центрирования встречается прн посадке на валу роторов турбин, центробежных н осевых компрессоров н других агрегатов. Если температура ротора высока (рабочие диски турбин) или роторы изготовлены из легкого сплава (центробежные и аксиальные компрессоры), то на посадочном поясе образуется зазор, приводящий к дисбалансу и биениям ротора. У многооборотиых роторов зазор увеличивается еще действием центробежных сил, вызывающих напряжения растяжения, имеющие наибольшую величину у отверстия ротора. В таких случаях необходимо Парализовать влияние н температурных деформаций и растяжения ступицы.
Эффективным средством является охлаждение роторов. Этот прием широко применяют в газовых турбинах. Охлаждающий воздух, отбираемый из первых ступеней компрессора, омывает рабочие диски, после чего вводится в общий газовый тракт турбины. .Охлаждение роторов паровых турбин затруднительнее.
Способы температуронезависимого центрирования насадных деталей приведены на рис. 265. При ступенчатом центрировании (рис. 265, а) ротор
Рнс 265, Центрирование насадных деталей
при сборке центрируется на валу внутренней Поверхностью отверстия. В рабочем состоянии, когда диаметр ступицы увеличивается, центрирование осуществляют буртики колец, охватывающие ступицу с обеих сторон. В промежутке между крайними положениями ротор децентриро-ван, что может вызвать появление опасных вибраций, ,
Многоступенчатое центрирование осуществляют с помощью гребенчатых дисков с Зазорами, последовательно увеличивающимися к периферии (рис. 265,6). По мере нагрева и увеличения размеров ступицы вступают последовательно в действие новые гребешки, благодаря чему центрирование сохраняется на всех стадиях нагрева. Иногда применяют установку между валом н ступицей пружйннык С-образных колец (рнс. 265, а). В данном случае возможны смещения ротора относительно вала в пределах упругих деформаций колец и, как следствие, радиальное, и осевое биение ротора,
Лучевое центрирование осуществляют боковыми гранями шлнцев /, плоскости которых сходятся иа оси вала (рис. 265, г). Прн равномерном нагреве деталей и осесимметричном растяжении ступицы центробежными силами соблюдается геометрическое подобие системы, в силу чего центрирование сохраняется при любых условиях работы. Практически тот же результат получается при обыкновенных прямобочных шлицах 2 с центрированием по рабочим граням. Отклонения от правильного центрирования тем меньше, чем тоньше шлицы, т. е. чем больше нх число.
На рис. 265, д показан способ лучевого центрирования по торцовым зубьям, входящим в радиальные пазы ведущих шайб.
Прн посадке на аал деталей с длинными ступицами следует считаться также с изменением осейых размеров ступицы. При нагреве, симметричном в экваториальной и меридиональной плоскостях, каждая точка детали перемещается по' лучам, исходящим из геометрического центра детали. ; - Наиболее правильно расположить центрирующие элементы в меридиональной плоскости симметрии детали по радиусам, сходящимся на оси. Этот принцип положен в основу пальцев ы.х втулок (рис. 265, е), часто применяемых в турбостроении. Пальцы устанавливают в промежуточной втулке, так как иначе сборка соединения невозможна. Втулку вводят в ступицы ротора, закладывают пальцы. изнутри н в таком виде ротор устанавливают на вал. ,
- Втулку сажают на вал на посадке с натягом (иногда с затяжкой по конической поверхности). Размеры втулки, нагруженной незначительными центробежными силами, практически не изменяются; сохраняется н натяг между втулкой и валом. Система обеспечивает свободу температурных деформаций ступицы в-радиальном и осевом направлениях (по обе стороны от плоскости расположения пальцев).
Более технологический прием — установка пальцев снаружи в отверстия, совместно обработанные в ступице и на валу. Условие сохранения центровки и неизменности расположения меридиональной плоскости симметрии ротора заключается в том, чтобы осн отверстий сходились на оси вала в меридиональной плоскости симметрии (рис. 265, ж). Такой же эффект получается и при установке пальцев в ряд (слева или справа от плоскости симметрии ротора). Однако система наклонных пальцев не обеспечивает правильного центрирования прн изменении размеров ступицы под дей-
станем растягивающих усилий. Центробежные силы, направленные перпендикулярно осн вала, изгибают пальцы. Следовательно, система применима в тех случаях, когда преобладают тепловые деформации, а деформации растяжения невелики. Правильность центрирования прн центробежных силах обеспечивается тем в большей мере( чем ближе пальцы расположены к оси симметрии детали.
Правильное центрирование можно обеспечить н при наличии растягивающих напряжений, если пальцы расположить радиально , с одной стороны ротора (положение В, рис. 265, ж). Однако в этом случае осевые тепловые деформации Направлены от плоскости расположения пальцев, и меридиональная плоскость симметрии ротора будет прн тепловых деформациях несколько смещаться вдоль вала. Плоскость ротора, нс изменяющая своего положения относительно вала, вообще определяется положением точек пересечения осей пальцев с осью вала (положения Л, Б и В).
Если центрируемая деталь имеет торцовый упор, определяющий направление осевых деформаций, и если преобладают осевые тепловые деформации (случай длинных ступиц), то осн пальцев должны сходиться в плоскости упорного буртика (рис. 265, и). Это обеспечивает беспрепятственное тепловое расширение ступицы.
Разновидностью лучевого центрирования является установка ротора на конусах, образующие которых сходятся в меридиональной плоскости симметрии ротора (рис. 265, к). В этом случае условия правильного центрирования н неизменности расположения меридиональной плоскости симметрии ротора обеспечиваются полностью. Крутящий момент ротору можно передавать шпонкой, шлицами илн коническими зубьями. Система не обеспечивает центрирования при увеличении размеров отверстия под действием растягивающих сил. Исключение представляет случай, когда конусы стянуты пружиной, постоянно выбирающей зазор на посадочных поверхностях. Угол наклона конусов должен быть меньше угла трения (для возвращения ступицы в исходное состояние при остывании).
При установке последовательно нескольких роторов (рис. 265, л) конусы обеспечивают правильное радиальное центрирование н сохранение положения меридиональных плоскостей симметрии каждого ротора на валу, а 'также предотвращают осевые напряжения сжатия в ступицах и напряжения растяжения в валу при колебаниях температуры.
Пружинная затяжка (рис. 265, л-i) смягчает осенаправленные напряжения в системе, ио не решает задачи радиального центрирования роторов и не обеспечивает неизменности их осевого положения на валу. Плоскости симметрии роторов при тепловых деформациях смещаются в этом случае на величину, пропорциональную их расстоянию от фиксирующего буртика.
Правильное центрирование можно обеспечить также отнесением центрирующих поясов от эоны действия растягивающих напряжений. С этой целью центрирующие поверхности m отделяют от тела ротора кольцевыми выборками (рис. 265, н). Будучи практически разгруженными от растягивающих напряжений, центрирующие пояса сохраняют первоначальные размеры и посадку на валу, При известной форме перехода от Тела ротора к центрирующим поясам плотность посадки может даже возрасти в результате растяжения сгупицы центробежными силами, сопровождаю
щегося сближением и сжатием посадочных поясов. Если теплопередачу от тела ротора к посадочным поясам ослабить уменьшением сечения переходных участков и одновременно ввести охлаждение посадочных поясов, например с помощью ребер (рис. 265, о), то система может обеспечить центрирование и при температурных деформациях ротора.
Своеобразная конструкция представлена на рис. 265, п. Ступица ротора разделена глубокими кольцевыми канавками на две части—массивную, рассчитанную на восприятие центробежных и термических сил, и тонкостенную центрирующую втулку. Размеры центрирующей втулки, изолированной от растягивающих напряжений и от теплопередачи из ротора, практически не меняются, что обеспечивает правильное центрирование ротора при всех условиях работы. Конструкция применима в стационарных установках.
Отвод теплоты. Действенным средством снижения термических напряжений и деформаций, уменьшения короблений и сохранения прочности материала является уменьшение перепада температур. Этого достигают изоляцией детали от действия источника теплоты или увеличением теплоотвода в окружающую среду. При особо высоких температурах вводят системы с принудительным охлаждением (воздухом, маслом, водой).
Конструкция дискового фрикшюнного сцепления, в котором одна накладка прикреплена к корпусу сцепления, а вторая — к нажимному диску (рис. 266, п), нерациональна, так как тепло, выделяющееся при включении сцепления, переходит в тонкий ведомый диск и перегревает его. Значительно лучше конструкция (рис. 266, б), где фрикционные накладки прикреплены к ведомому диску. Благодаря высоким теплоизоляционным свойствам накладки надежно защищают тонкий диск от перегрева; тепло, выделяющееся прн включении, переходит в массивный корпус сцепления и нажимной диск, которые вследствие большой теплоемкости нагреваются при включениях незначительно.
Теплопередачу можно интенсифицировать путем устранения термических сопротивлений. В блочном двигателе водяного охлаждения с сухими гильзами (рис. 267, а) теплоотвод от гильз в охлаждающую воду
rrj
Рис. 266, Крепление фрикционных накладок
Рис. 267. Усиление теплоотвода (гильза цилиндра)
Рис. 268. Усиление теплоотвода
затруднен из-за наличия лишней стенки, неизбежного присутствия масляной пленки и загрязнений на поверхности запрессовки. Гораздо лучше охлаждение гильз, непосредственно омываемых водой (рис, 267, б).
На рис. 268, а представлены ранние конструкции выхлопного патрубка двигателя воздушного охлаждения, а на рис. 268> б — современная конструкция с сильно развитым оребрением и улучшенным теплоотводом.
Охлаждение участков расположения седла и направляющей выхлопного клапана должно быть равномерным, иначе возможно искажение цилиндрической формы седла и, как следствие, нарушение правильной работы
клапана. На рис. 268, в представлен пример ошибочной конструкции выхлопного патрубка двигателя с водяным охлаждением. Ошибка заключается в одностороннем подводе охлаждающей воды: вокруг седла и направляющей остаются плохо охлаждаемые массивы 1. На рис. 268, г показана наиболее правильная конструкция, в которой вода подведена равномерно по всей окружности седла я направляющей.
На рис. 268, <) представлена неудовлетворительная по условиям охлаждения конструкция поршня. Для улучшения теплоотвода в масло, забрасываемое из картера, в днище делают крестообразные 2, продольные 3 илн вафельные 4 ребра, которые вместе с тем увеличивают прочность и жесткость днища (рис. 268, е, ж). Наибольшую поверхность охлаждения при наименьшей массе обеспечивают столбчатые охладители 5, однако они не увеличивают жесткости днища. •
В особо теплонапряженных поршнях вводят принудительное масляное охлаждение (рис. 268, з). Масло подается из шатунной шейки коленчатого вала по каналу в шатуне н через отверстие в головке поступает в 'полость под днищем, откуда стекает в картер.
Применение материалов высокой теплопроводности способствует переходу тепла из наиболее нагретых участков детали в более холодные и уменьшению температурного перепада. В деталях, изготовленных гы материалов низкой теплопроводности, внутренний теплопереход усиливают введением вставок из теплопроводных металлов (алюминия, меди) или змолненнем внутренних полостей жидким теплопереносчиком (например, легкоплавким металлом).
Наиболее полное выражение последний способ получил в конструкции выхлопных клапанов с натриевым охлаждением. Применение жидкого теплоносителя здесь особенно выгодно потому, что в силу поступательновозвратного перемещения клапана теплоноситель постоянно находится в движении н интенсивно передает тепло из горячей головки клапана в относительно холодный шток.
Металлический патрий обладает высокими свойствами как тепло-переносчик: низкой температурой плавления (97ПС), большой теплоемкостью (0;27 кал/(кг°С)), малой плотностью (0,97 кг/дм3 в твердом состоянии и 0,74 кг/дм3 в жидком). Температура кипения 88О°С Исключительно высокая скрытая теплота испарения (1100 кал/кгУ обеспечивает
Рис. 269, Изготовление пустотелых клапанов
крупный резерв тепло поглощения на случай кратковременного повышения температуры клапана сверх 88О°С.
Изготовление пустотелых клапанов вызывает значительные технологические трудности. Однако повышенные затраты на изготовлений вполне окупаются 'увеличением надежности и срока службы.
Изготовление Пустотелого клапана методом редуцирования начинается с вытяжки заготовки в виде полого стакана (рис, 269, а), который у повывают в несколько переходов до закрытия цилиндрической части полости (рис. 269, б и в). Затем следует сверление, развертывание отверстия и обдирка наружной поверхности (рис. 269, г). Для заковки конца штока оставляют припуск ,s. После заковки (рис. 269, d) сверлят и развертывают коническое отверстие под уплотнительную пробку (рнс. 269, е). Затем клапан предварительно обрабатывают снаружи н заполняют примерно па 60% объема полости натрием прн 200—ЗООСС в нейтральной атмосфере. Отверстие заглушают конической пробкой, торец штока наплавляют стеллитом. Затем следует чистовая механическая обработка клапана.
Проще изготовление пустотелых клапанов путем приварки донышка (рис. 269, ж). После 'приварки сферическую поверхность головки клапана, фаски и торед штока наплавляют стеллитом. Затем поверхности клапана шлифуют и полируют. Однако сварке поддаются только некоторые клапанные стали. Наиболее жаропрочные слали мартснситно-ауСтенитного класса не свариваются. К тому же сварные клапаны менее прочны, чем клапаны, полученные редуцированием.
УПРОЧНЕНИЕ КОНСТРУКЦИЙ
Ниже рассмотрены способы упрочнения, основанные на созданий в системе напряжений, обратных по знаку рабочих! (пре дна п ряже н-иые коиструкции). Различают два основных способа — упругое и пластическое упрочнение;
УПРУГОЕ УПРОЧНЕНИЕ
При упругом упрочнении системе заранее придают деформации, противоположные деформациям прн рабочем нагружении. Классическим примером этого способа упрочнения являются шпрепге льные балки (рис. 270, а). В систему вводят тензоры 1 — стержни из высокопрочного материала. Натягивая стержни, в балке создают предварительные напряжения (рис. 270, б) па стороне, ближайшей к стержням — напряжения сжатия (—), а на противоположной стороне — напряжения растяжения (+). Приложение рабочей нагрузки Pp.l5 вызывает напряжения обратного знака (рис. 270, в). Сложение предвари дельных и рабочих напряжений существенно уменьшает конечные напряжения в балке (рис. 270, г). Напряжения растяжения в стержнях возрастают.
Освоено производство предварительно напряженных баДок. В полку, противоположную действию нагрузки (рис. 270, й), закатывают стержни из высокопрочной проволоки, предвари гель по напряженные механически или термически (нагревом). Такне балки можно без нарушения предиатяга резать на куски произвольной длины.
В конструкции на рис. 270, е к ннжцей полке прикреплена предварительно напряженная накладка из высокопрочной листовой стали. К стальным балкам накладки приваривают^ к балкам из легких сплавов приклепывают.
Другой пример упругого упрочнения— скрепление резервуаров, выполненных из легких сплавов путем намотки стальной проволоки (или пенты) в один или несколько рядов (рис. 271 щ — у). При намотке в стенках сосуда создаются напряжения сжатия (г), которые, вычыгаясь нз напряжений растяжения, возникающих под действием внутреннего давления (б), значительно уменьшают конечные напряжения в стенках сосуда (е), Напря-
Рлс. 270. Пред напри ценные балки
Рис, 271, Скрепление резервуаров
жеиия растяжения в проволоке при приложении внутреннего давления возрастают,
При известных соотношениях напряжения в стенках сосуда под рабочей нагрузкой могут быть равны нулю или даже сохранять отрицательный знак. Стенки сосуда будут в этом случае испытывать под нагрузкой напряжения сжатия, уменьшенные по сравнению с напряжениями, созданными при скреплении. Подобные системы имеют смысл только в том случае, если материал скрепляющих элементов прочнее материала скрепляемых деталей. Введение предварительного напряжения позволяет разгрузить слабый материал и делает конструкцию в целом более прочной,
В качестве упрочняющих элементов применяют холоднотянутую проволоку и прутки, а также холоднокатаную ленту малых сечеиий, обладающие значительно более высокой прочностью, чем массивные горяче-
Рис, Скрепление труб
катанные профиля (сгв = 250 ~ 300 кге/мм2, ст0;: =200 4-250 кге/мм2 для проволоки и лент из среднеуглеродистых сталей).
Разновидностью упругого упрочнения является скрепление полых толстостенных цилиндрических деталей; подверженных действию высокого внутреннего давления. В дапном случае не обязательно, чтобы скрепляющие элементы превосходили по прочности скрепляемые; эффект упрочнения здесь основан на своеобразном распределении напряжений до сечению детали.
В толстостенном сосуде, подвергающемся действию внутреннего давления, напряжение по Ламе максимально иа внутренней поверхности стенки и падает к Наружной (рис, 272. о). С целью упрочнения деталь изготовляют нз двух труб; внутреннюю запрессовывают, в наружную, трубу с большим натягом. В наружной трубе возникают напряжения растяжения, а во внутренней — напряжения сжатия (рис. 272, б). В результате сложения предварительно возбужденных напряжений с рабочими (рис. 272,'в) пик растягивающих напряжений у внутренней стенки уменьшается (рнс. 272, г), напряжения по сечению выравниваются, и прочность системы возрастает.
ПЛАСТИЧЕСКОЕ УПРОЧНЕНИЕ
Прн этом способе участки материала, наиболее нагруженные в рабочем состоянии, предварительно подвергают пластической деформации, создавая в них остаточные напряжения, противоположные, по знаку рабочим.
Упрочнение перегрузкой. Упрочнение перегрузкой заключается в воздействии иа деталь повышенной силы того же направления, что и рабочая, вызывающей пластические деформации наиболее напряжённых участков.
Прн изгибе бруса поперечной силой Р[Ч,- (рис. 273, я) .в верхних волокнах материала возникают напряжения сжатия, а в нижних — растяжения. Подвергнем брус действию достаточно большой силы Р, вызывающей пластические деформации крайних волокон (рис. 273, б). Верхние волокна укорачиваются, а инжние удлиняются. Центральные волокна остаются в состоянии упругой деформации. После снятия упрочняющей нагрузки сердцевина, возвращаясь в исходное состояние, растягивает сжа-тые верхние волокна и сжимает растянутые нижние волокна, вызывая в них напряжения, обратные по знаку рабочим напряжениям; в сердце-вине возникают реактивные напряжения (рис. 273, а).
Если напряженный таким образом брус подвергнуть действию рабочей нагрузки Рраб (рис. 273, г), то остаточные и рабочие напряжения алгебра-
Рнс. 273, Упрочнение ffiVerpyiicoii
йческн складываются. Результирующие напряжения в крайних волокнах оказываются существенно меньше напряжений, возникающих в брусе, нс подвергнутом упрочнению (рис. 273, Р). Следовательно, пе переходя допустимого предела напряжений, можно нагрузить брус значительно большей силой.
Аналогичен способ упрочнения толстостенных цилиндрических сосудов путем предварительного приложения повышенного внутреннего давления (например, автофретированне стволов артиллерийских систем).
В сосуде создают давление, вызывающее пластическую деформацию растяжения внутренних сдоев стейки (рис. 273, е). После снятия давления упругопалряженный основной материал стенки, возвращаясь в исходное состояние, сжимает пластически деформированные внутренние слон, вызывая в них остаточные напряжения сжатия (рис, 273, ж). Напряжения растяжения, возникающие в стенках сосуда под действием рабочего давления (рнс. 273, а), отчасти уравновешиваются предварительными напряжениями сжатия. Пик напряжения у внутренней поверхности снижается, распределение напряжений по стенке становится бодее равномерным (рис. 273, й), прочность сосуда возрастает.
Метод перегрузки применяют также для упрочнения стержней, работающих иа кручение. Стержень подвергают действию повышенного крутящего момента Л/, вызывающего в крайних волокнах сечений стержня
пластические деформации сдвига (рис. 273, к). После снятия перегрузки упругая сердцевина- стержня расправляется, увлекая за собой пластически деформированные волокна и вызывая в них напряжения, обратные по знаку напряжениям сдвига от рабочей нагрузки (рис. 273, л).
Если теперь приложить к стержню рабочий крутящий момент Мра5, то остаточные напряжения складываются с рабочими, снижая результирующие напряжения (рис. 273, м и п). На этом принципе основано упрочнение спиральных пружин путем з а и е в о л и в а н и я (выдержка пружины под повышенной осевой нагрузкой).
При упрочнении конусных деталей, нагруженных осевой силой, к детали прилагают перегрузочную силу Р (рис, 273, о), под действием которой верхний фланец подвергается сжатию, а нижний — растяжению в- радиальных направлениях. Силу Р выбирают так, чтобы напряжения во фланцах превосходили предел текучести материала. После Снятия перегрузки стенки конуса, упруго расправляясь, растягивают пластически сжавшийся верхний фланец н стягивают пластически раздавшийся нижний фланец, вызывая в первом остаточные напряжения растяжения, а во втором — сжатия (рис. 273, и).
Приложение рабочей нагрузки Ррл6 вызывает во фланцах напряжения, обратные по знаку предварительно созданным, что снижает .конечные напряжения (рис. 273, р и с).
Упрочнение перегрузкой применимо только для материалов, обладающих достаточной пластичностью. В хрупких материалах перенапряжение может.вызвать в растянутых слоях микротрещнны и надрывы, выводящие деталь из строя. Такое же явление может произойти в пластичных материалах при высоких степенях деформации. Поэтому величину пластической деформации ограничивают, допуская перенапряжение не выше 1,1 - 1,2o0f2 . Следует учитывать, что всякий вид перенапряжения упрочняет материал только против действия нагрузки одного.направления и раз-упрочняет при действии нагрузки противоположного направления. Таким образом, этот способ применим при нагрузках постоянного направления, пульсирующих, а также знакопеременных с преобладанием нагрузки одного направления (асимметричные циклы).
Из Предшествующего очевидно, что всякая система, находящаяся под действием: нагрузок постоянного направления и изготовленная из достаточно пластичного материала, обладает в известной степени свойством с а м о у п р о ч и е и и я. Временное повышение рабочей нагрузки до величины, вызывающей умеренные пластические деформации, упрочняет систему. Если же деталь испытывает переменные нагрузки, то переход за предел текучести под действием нагрузки одного направления ослабляет материал против действия нагрузки противоположного направления.
Положительной стороной метода перегрузки является то, что при нем избирательно упрочняются наиболее напряженные участки. Перегрузка как бы нащупывает и автоматически усиливает слабые места конструкции.
Объемное уплотнение. Объемное уплотнение заключается в глубоком обжатии участков детали, испытывающих прн рабочей нагрузке напряжения растяжения, Детали подвергают обжатию па стадии заготовки в холодном или полупластичном состоянии (теплая деформация),
Рнс. 274t Упрочнение объемным уплотнением
В случае бруса, изгибаемого поперечной силой Рр1й (рис. 274, а), обжимают участки, противоположные действию нагрузки (заштрихованный участок). Пластическая деформация материала вызывает прогиб бруса выпуклостью вниз. После обжатия брус расправляется действием упругих сил материала; в обжатых участках возникают напряжения сжатия, в необжатых — напряжения растяжения (рис. 274, б). При действии рабочей нагрузки сложение остаточных и рабочих напряжений уменьшает результирующие напряжения (рис. 274, в иг).
Величина и распределение результирующих напряжений зависят от соотношения сечений обжатой и необжатой зон, от степени обжатия и ее изменения по сечййню детали. При рациональном выборе этих параметров можно значительно (вплоть до полного устранения) уменьшить конечные напряжения.
Примеры объемного упрочнения показаны на рис. 275 (обжатые зоны Зачернены). Балки (рнс. 275, п) упрочняют прокатыванием Ио.юк, фасонные летали (рие. 275,6) — обжатием наиболее напряженных на растяжение элементов; отверстия ступиц (рис.'275, в) - прошиванием; плоские детали (рнс. 275, г) — опрессовкой с торцов; детали типа колец (рис. 275, д) — эксцентричным раскатыванием и накатыванием.
Термопластичное упрочнение. Термопластичное упрочнение основано на том, что при неравномерном нагреве в горячих участках детали возникаю т напряжения сжатия, а в холодных — напряжения растяжения. Их величина
Рнс. 27?. Упрочнение объемным уплотнением. (Большими стрелками показано направление рабочих усилий)
Pnc. 27б< Термопластичное упрочнение
зависит от температурного перепала, коэффициента линейного расширения и модуля упругости материала. При достаточно больших температурных перепадах появляются местные пластические деформации, которые можно использовать для. упрочнения.
' Пусть брус подвергается изгибу рабочей силой Ppas (рнс. 276). При термопластичном упрочнении брус нагревают со стороны действия силы. Нагретые слои удлиняются и сжимаются под действием более холодных смежных слоев, в которых возникают реактивные напряжения растяжения. Величина напряжений сжатия н растяжения и распределение их по сечению зависят оТ градиента температуры в сечении. В рассматриваемом случае выгодно равномерно прогреть брус иа значительную глубину (рис. 276, я), чтобы вызвать небольшие напряжения сжатия на нагретой стороне и высокие, превосходящие предел текучести напряжения растяжения в тонком холодном слое на противоположной стороне (рис. 276, б).
После охлаждения до исходной температуры напряжения, возникающие в результате разности температур, исчезают. Пластически же растянутые слон сжимаются действием упругих сил основного материала. В этих слоях возникают напряжения сжатия, а на противоположной стороне — уравновешивающие напряжения растяжения (рнс. 276, в). Брус становится целесообразно преднапряжениым. При действий силы Рраб остаточные напряжеиня вычитаются из рабочих и результирующие напряжения уменьшаются (рнс. 276, г н Э).
Если сильно нагреть тонкий верхний слон (е), вызвав в нем остаточные напряжения сжатия (ж), то после охлаждения и нем возникнут напряжения растяжения, а в нижележащих слоях — незначительные уравновешивающие напряжения сжатия (з). При действии рабочей силы остаточные напряжения вычитаются из рабочих (и); результирующие напряжения
(к) уменьшаются. Однако выигрыш в величине растягивающих напряжений здесь гораздо меньше, чем в предыдущем случае.
Термопластичному упрочнению подвергают преимущественно детали из легких сплавов, обладающих комплексом необходимых в данном случае свойств: высоким коэффициентом линейного расширения, малым пределом текучести и низкой температурой перехода в пластичное состояние. Упрочняют, например, роторы, выполненные из легких сплавов. Задача заключается в том, чтобы уравновесить растягивающие напряжения от центробежных сил, имеющих максимальную величину в ступице ротора. Еще более высокие растягивающие напряжения возникают в ступице, если ротор при работе нагревается с периферии, а также если ступица посажена на вал иа прессовой посадке.
При упрочнении диск подвергают пагрсву с периферии (рнс. 276, л). Температуру нагрева и градиент температуры по радиусу диска выбирают так, чтобы вызвать во внутренних холодных слоях остаточные деформа-дни растяжения. После охлаждения растянутые слои сжимаются упругим действием наружных слоев; во внутренних слоях возникают предпапряже-ния сжатия, в наружных — растяжения (рис. 276^ л<). При действии рабочей нагрузки (рис: 276,7/). остаточные и рабочие напряжения алгебраически складываются; результирующие напряжения (рйс. 276, о) имеют меньшую величину и распределены более благоприятно, чем в случае диска, пе подвергнутого упрочнению,
Технология процесса может быть различной. Для увеличения перепада температур можно одновременно с нагревом периферии охлаждать ступицу. В некоторых случаях достаточно глубокого охлаждения ступицы (например, в жидком кислороде), Неодинакова и последовательность процессов, Можно равномерно прогреть весь диск, а затем быстро охладить ступнцу. Тот же результат получается, если диск охладить до минусовой температуры, а затем его прогреть с периферии,,
Режим упрочнения должен быть согласован с величиной и знаком рабочих напряжений. Если сердцевина детали при работе подвергается сжимающим напряжениям, то целью упрочнения становится получение преднадряжспий растяжения во внутренних ейо'ях Предварительным созданием в иих остаточных деформаций сжатия. Процесс упрочнения в данном случае должен быть обратным вышеописанному: следует нагревать деталь в центре и охлаждать с периферии.
Общее правило таково: для получения предпапряжений сжатия данный участок детали следует охлаждать, для получения преднацря-жений растяжения — нагревать.
Недостатком метода гермопластичного упрочнения является многообразие факторов, определяющих величину, знак и распределение предка пряжений, а также затруднительность строгого., соблюдения тепловых режимов обработки, от которого зависит устойчивость и воспроизводимость результатов. Температура нагрева прн упрочнении должна быть ниже температур фазовых превращений и предшествующей термообработки.
Прн нагреве детали до температур, близких к температурам термоупрочнения, особенно при наличии в детали высоких напряжений, упрочняющий эффект теряется. ,
Рис. 277. Упрочнение ферменной системы
Упрочнение ферменных систем. Диалогичными приемами можно упрочнять ферменные, рамные системы и близкие к ним конструкции. В ферменном кронштейне, нагруженном растягивающей силой Р (рис. 277, а), средний стержень нагружен значительно больше боковых. Упругая деформация среднего стержня под нагрузкой (а следовательно, по заколу Гука и напряжения растяжения в нем) больше деформации боковых Стержней в отношении s/sr se 1/cos ос (при ос = 60,4-70° в 2-3 раза).
Систему можно упрочнить перегрузкой, вызван в среднем стержне пластические деформации растяжения.'После снятия упрочняющей нагрузки средний стержень оказывается сжатым силами упругости боковых стержней (рис. 277, б), а в боковых стержнях возникают напряжения (светлые стрелки). С приложением рабочей силы нагрузка на стержни выравнивается (рис. 277, в); нагружаемость системы увеличивается.
При термопластичном упрочнении боковые стержни нагревают до появления остаточных деформаций растяжения в среднем стержне. После остывания d среднем стержне возникают напряжения сжатия; система оказывается целесообразно преДнапряженной. При упругом упрочнении натягивают боковые стержни или увеличивают длину среднего стержня против номинальной с таким расчетом, чтобы прн сборке в нем возникли напряжения сжатия, ‘ -
В литой конструкции можно достичь преднапряжения,.обеспечив более раннюю кристаллизацию материала среднего стержня и более быстрое его охлаждение по сравнению с боковыми стержнями (например, установкой холодильников в форме).
Скрепление станин. В прессе обычной конструкции (рис. 27,8, а) рабочая сила PpaS, действующая на ригель J, воспринимается колоннами 2, работающими па растяжение. Скрепленная станина (рис. 278, б) состоит из ригелей 3 н стоек 4, стянутых уложенной в несколько слоев высокопрочной холодпокатанной лептой 5. Натяжение лепты создают клиньями 6, устанавливаемыми в зазор между стойками н ригелем. Лента работает на растяжение, стойки и ригели - па сжатие.
Для предотвращения раскрывания стыка и потерн устойчивости системы натяжение ленты выбирают таким, чтобы после приложения силы Рраб на стыках оставался натяг Д^-:
Дж > 022)
где ц — коэффициент затяжки (обычно г — 0,6 -ь 1,5).
Рцс, 278, Схемы Стпнин
Лента растягивается силой
Ер ист = Ераб "Ь ^сж = ^раб G + (123)
т, е. несет, нагрузку в 1 + v раз (в среднем в 2 раза) большую, чем колонны обычного пресса, нагруженные только силой Рр;16. Таким образом, Для восприятия рабочей нагрузки используется примерно половина прочности ленты; другая половина затрачивается, по существу, бесполезно на сжатие стоек.
Необходимая сила затяжкй Ленты определяется по формуле (171) (см. раздел 10)
/ IXs
Рзат = ^раб I v + "" “ “ 1, (124)
\ 1 + Ai/Лд /
где %! и Х2 - коэффициенты жесткости ленты и стоек, равные соответственно: %! "£1Л; %2 - F2F2, где Fl и F2 - сечения ленты и стоек; -£х и Е2, — модули нормальной упругости материалов соответственно ленты и стоек (при стальных стойках Ег — Е2).
Несущая способность скрепленной станины согласно формуле (123)
_ -Рраст ___ CT.F1
“ 1+7 “TTP
где сг — допускаемое напряжение растяжения в ленте. Несущая способность колонного пресса Ep.l6 = cr'Fi, где о' — допускаемое напряжение растяжения в колоннах.
Отношение
Ераб _ х
Рраб СГ'Л (1 + V)
Прн одинаковости запасов прочности отношение ст/ст' можно заменить отношением пределов текучести материалов ленты и колонн ст^.з/стод-Для холоднокатаной ленты под = 180 кгс/мм3, для колонн, изготовленных 404
нз углеродистых сталей, " 45 кгс/мм2. Подставляя эти значения в формулу (125) и принимая v = 1, получаем
180 Л
=---:--=2—
45-2 F!, F\
При колоннах, изготовленных из легированной стали с = 80 кгс/мм2,
Таким образом, при Fz = F\ несущая способность скрепленной станины превышает несущую способность обычной станины с колоннами из углеродистой ста ли. примерно в 2 раза. При колоннах- же из легированной стали разницы в несущей способности практически нет.
Максимальное напряжение сжатия в стойках скрепленного пресса согласно формуле (124)
При средних значениях и — 1 и Xj/Zj =0,15
1,87Рраб сгсж=---
..
т. е. стойки подвергаются напряжениям сжатия, примерно в 2. раза превышающим напряжения растяжения в колоннах пресса обычной конструк-пии. Так как прочность на сжатие сталей значительно выше, чем на растяжение, то эти напряжения нс являются опасными1. Однако введение липших напряженных деталей нерационально.
Повышенные напряжения растяжения в лепте снижают жесткость станины в направлении рабочих нагрузок, Деформация скрепленной станины под рабочей нагрузкой при одинаковом запасе прочности превышает
180
деформации колонной станины в стп 2/oq 2 ”----= 4 раза.
., / 45
Пусть напряжение растяжения в колоннах cF= 10 кгс/мм3, Прн длине колонны 1500 мм удлинение колонн под действием рабочей нагрузки
ДГ = !-^= 1500—^ = 0,75 мм, л Дг- 1U
При той же длине несущей части ленты удлинение скрепленной станины имеет значительную величину Д1 = 4-0,75 = 3 мм.
Жесткость скрепленных станин можно сколько угодно повысить сии-женнем напряжений в ленте путем увеличения числа слоев ленты, ио в таком случае применение высокопрочного материала теряет,,смысл.
Из-за повышенной Деформативности скрепленные станины неприменимы в случаях, когда изделиям необходимо придать точные размеры (прокат
ные станы). Целесообразная область применения скрепленных станин — машины, подвергающиеся динамическим нагрузкам, где повышенная упругость станины способствует амортизации ударов.
По технологическим причинам скрепленные станины можно использовать, для машин относительно небольших размеров (с увеличением габаритов машин усложняется и без того трудоемкая операция намотки лент).
Общий вывод состоит в том, что скрепленные станины не имеют существенных преимуществ перед обычными конструкциями, а по некоторым показателям (дсформативпость, технологичность) уступают им.
Для высокопагружепных стати наиболее целесообразна .модифициро-ванная рамная схема (рис. 278, в), в которой колонны за1менены жесткими плитами 7, связанными с ригелем и основанием станины зубчато-пазовым соединением (или электрошлаков ой сваркой). Увеличенное сечение несущих элементов позволяет создать прочные конструкции яри умеренных поперечных габаритах.
Повышения прочности следует добиваться увеличением сечения плит, снижая напряжения с целью повышения продольной жесткости станины. Таким образом, в этой схеме не только допустимо, но н целесообразно изготовлять несущие элементы из дешевых углеродистых сталей.
. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ 1
Качество поверхностного слоя определяется совокупностью характеристик: физико-механическим состоянием, микроструктурой металла поверхностного слоя, шероховатостью поверхности. Состояние поверхностного слоя влияет на эксплуатационные свойства деталей машин: износостойкость, виброустойчивость, контактную жесткость, прочность соединений, прочность конструкций при циклических нагрузках и т.д.
Параметры и характеристики шероховатости поверхности установлены ГОСТ 2789—73, требования к другим характеристикам поверхностного слоя назначают по руководящим материалам предприятия,
Для оценки шероховатости поверхности ГОСТ 2789-73 предусматривает шесть параметров:
высотны е: Кд - среднее арифметическое отклонение профиля, Кг — высота неровностей профиля по десяти точкам; 7?гаак — наибольшая высота профиля;
шаговые: S —средний шаг неровностей профиля по вершинам; Sm - средний шаг неровностей профиля по средней ливни;
высотно-шаговый tp - относительная опорная длина профиля, Базой для отсчета высот выступов и впадин неровностей, свойства которых нормируются, служит средняя линия профиля (рис. 279) — базовая линия, имеющая форму номинального профиля .и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.
Через высшую н низшую точки профиля в пределах базовой длины I проводят линии выступов и впадин профиля, эквивалентно средней линии. Расстояние между этими линиями определяет наибольшую высоту неровностей профиля J?max.
Среднее арифметическое отклонение профиля Ra определяется как среднее арифметическое абсолютных значений отклонении профиля в пределах базовой длины:
1 ?
Ka=Tj|y(x)[i/x
I о х
1 Данный раздел переработай канд. техн, наук Р, Ю Мещеряковым
Рис. 279. к определению параметров шероховатости поверхности
или приближенно:
Высота неровностей профиля по десяти точкам Rz равна средней арифметической суммы абсолютных отклонений точек пяти наибольших минимумов Н( min и пяти наибольших максимумов Н, профиля в пределах базовой длины:
1 / 5 5
5 \i = 1 1 = 1
Для средней линии, имеющей форму отрезка прямой, определяют расстояние от высших точек пяти наибольших максимумов ин и низших точек пяти наибольших минимумов /^w!n до линии, параллельной средней и не пересекающей профиль.
Тогда
1/5 $ \
3 \f I i = 1 /
J
Средний шаг неровностей S' вычисляют как среднее арифметическое значение шага неровностей 5т{ в пределах базовой длины:
1
Sin — — п
Е Smh = 1
Средний шаг неровностей профиля по вершинам S •*- среднее арифметическое значение шага неровностей профиля по вершинам S; в пределах базовой длины
Я
S
с = 1
Под опорной длиной профиля Т]р понимают сумму длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале выступов профиля линией, эквидистантной средней линии.
Рнс- 280. Условные обозначений направления неровностей
fog cffpjgowu теУеудлйатуц fefo) ртрд^ипр frrgpgMyffp^J_____ 10^Ёй №№ШЛ)№Ш1г уппвьйя
Xciww^flwwa /i rtuZ^/^-ZJ I
/7ддга листка
?T7?7777Z?777777777777
йюрЗдя
ли ГйСТ2?89~73
_ Усложню pgaj/rflffiwe,,
Ряс. 291. Структура обозначения шероховатости
Рнс. 282. Знаки обозначения шероховатости
Относительная опорная длина профиля tp определяется как отклонение опорной длины профиля т|р к базовой длине;
"=-=t£4
Требования к шероховатости поверхности по ГОСТ 2789-73 устанавливают указанием числовых значений параметров. В дополнении к‘ количественным параметрам для более полной характеристики шероховатости указывают направление неровностей (условное обозначение см. рис. 280), внд обработки поверхности или последовательность видов обработки (рнс. 281-283).
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак, приведенный на рис. 282, а, если поверхность образована с удалением слоя материала — знак, приведенный на рис. 282,6, и для поверхности, образованной без удаления слоя материала, —знак, приведенный на рис. 282, в.
Значение параметра Ra указывают без символа, например 0,5. Для остальных указывают символы, например J?fflW6,3. В случае необходимости можно давать пределы значений параметра (их размещают а две
; номиналь
ное значение параметра и предельные отклонения (например, 1 ± 20%).
1 00 строки, например:
tU&oat L_
Рис, 283. Упрощенное обозначение шероховатости яд чертежах
ГОСТ 2789-73 установлено 14 классов шероховатости поверхности. Причем классы 1—5, 13 н 14 определены через параметр Rz, классы 6—12 через параметр Ra- Каждый класс определен только по одному параметру и базовой длине. Числовые значения параметров заданы в виде диапазонов, верхние пределы которых полностью соответствуют ранее действовавшим.
Требования к шероховатости поверхности устанавливают путем задания значения параметра (параметров) и базовой длины. Причем целесообразно пользоваться предпочтительными значениями параметра Ra (графа 2, табл. 29). Эти значения находятся вблизи середины диапазона, определяющего данный класс шероховатости. В других случаях могут назначать величины параметров по графам 3 или 4. *
29. Параметры шероховатости, мки
Класс шере х о вагости Да Rz
1 2 3 4 5 б 7 г 8 9 10 11 12 13 14 50 25 12,5 1 6,3 3,2 1,6 0,80 0,40 0,20 0,10 0,050 0,025 0.012 80; 63; 40 ' 40; 32; 20 • 20; 16; 10 z 10; 8; 5 jLt 2,5 _ — _ 2,5; 23О; 1,25 1,25; 1,00; 0,63 0.50; 0,32 0,52; 0,25; 0,16 0,160; 0,125; 0,080 0,080; 0,063; 0,040 0,040; 0,032; ОД) 20. - 0,020; ОДИб; 0,010 X>h0Ki; 0,008 320; 250; 200; 160 160; 125; 100; 80 80; 63; 50; 40 40; 32; 25; 20, ._20; 16; 12,5; 10 10,0; Х0 Г6,Г 6,3; 5,0; 4,0; 3,2 3,2; 2,5; 2,0; 1:60 ] ,60; 1,25; 1,00; 0,80 0,80; 0,69; 0,50; 0,40 0,40; 0,32; 0,25; 0,20 , № ОЛ64 0Д25; 0.100 _ 0.100; 0,080; 0,063; 0,050 0,050; 0,040; 0,032
Требования к шероховатости поверхности определяются условиями работы поверхности в машине. В общем случае, чем выше требования по точности, тем выше требования и по шероховатости поверхности,
Для грубых классов точности1 с расширенным полем допусков класс шероховатости можно снижать, что уменьшает стоимость изготовления.
Минимальный класс шероховатости поверхности обработки, необходимый для получения различных классов точности, можно выбрать, по табл, 30,
Классы шероховатости поверхностей, соответствующие различным видам обработки, приведены в табл. 31.
При выборе класса шероховатости должны быть учтены свойства материала и твердость поверхности детали. Высокие показатели.для сталей можно получить при твердости не ниже HRC 30—35. Стальные изделия, подлежащие чистой обработке, должны быть по меньшей мере подвергнуты улучшению пли нормализации. Сырые низкоуглсродистые стали тонкой обработке поддаются плохо.
По условиям обработки получить чистую отделку и точные размеры в отверстиях труднее, чем па валах Поэтому, как правило, требование
1 С 1 января 1977 введена «Единая система допусков и посадок» ЕСДП СЭВ,
30. Классы шероховатости поверхностей в зависимости от допусков, размеров и формы
Классы точности Квалитеты Относительная геометрическая точность обработки Классы шероховатости поверхностей но ГОСТ 2789-73 - при номинальных размерах, мм
Валы Отверстия
До 18 Св, 18 До 50 Си. S0 да 120 Св. 120 до 500
07 JT3 Гр 10 9 9 8
н 11 -10 10 9
п 12 11 11 10
08 JT4 Гр 9 8 8 7
н 10 9 9 8
н 11 10 10 9
1 09 ;тГ Гр 9 8 7 7
н 10 9 8 8
п и 10 9 9
2 1 JT6 Гр .8 7 7 б
н 9 8 8 7
п 10 9 9 8
2а f- 2 Л7 Гр 7 б б б
н 8 7 7 6
п. 9 8 8 7 '
2а JT8 гр 7 б 6 6
н 8 7 £ б
п 9 8 7 7
J 1 JT9 ' гр, н б б 5 5
п 7, б б 5
в 8 7 7 б '
За JT10 Гр, н 6 5 5 5
п 7 б 6 S
в 8 7 7 6
4 . ли Гр, н 5 5 4 4
п 6 6 5 5
в 7 7 б 6
5 JT12-JTJ3 Гр, н 4 4 3 .3
п 5 5 4 4
7- -8 JTJ4-JT15 гр, н 4 3 2 2
п 4 4 3 3
9- 10 JT16-JT17 Гр, н 3 2 1, 1
- Ц 3 3 2 2
Примечания: 1» Данные таблицы го БВ-РТМ-бЗ—ТЬ
2. Обеспечения относительной точности. Гр - грубая (отклонения формы н расположения допускаются в пределах Доли допуска размера и не оговариваются оообо; классы шерохо-
ватости в этом случае устанавливают с учугом достижимой шероховатости поверхности); Н-нормальная (допуски геометрии составляют 60% допуска размера* flz^ 032§p); П-повышенная 40% и Rz ОД В - высокая 25% И Яг = 0,5 6р (здесь 5р - допуск размера) < 3, Если предельные отклонения формы и расположения поверхностей меньше величия, прел у смотренных относительной геометрической точностью, то при заданных отклонениях формы §ф (иеплоскосгности^непрямолннсйности, некруглости, отклонения профиля про до ль* ноте сечения) Яг 0,6 йф; прн заданных предельных величинах биения Sp. (радиального торцового или по нормали к поверхности) Лz < 0,4 бр.
J) . f*4 'чА . йо чх «А
31. Шероховатость поверхности, достижимая при раз точных видах обработки
Вид обработки :с шероховатости
1 2 3 4 5 б 7 8 9 10 11 12 13 14
Газовая резка (машинная) Опиливание Сверление *
. !,
Строганий чистовое тонкое J
фрезерование торцовое чзняовое тонкое к -
,,
Фрезерование г цилиндрическое чистовое тонкое
Точение чистовое тонкое
Растачивание чистовое тонкое —-
Зенкер он а нпс
Подрезка торцоэ чистовая тонкая ——
Нарезание резьбы наружной резцом, плашкой, леркой ' гребенкой, фрезерованием накатыванием шлифованием
Нарезание резьбы анутренней метчиком, резцом фрезерованием Шлифованием
Вид обработки Класс шероховатости
1 2 3 4 5 6 7 8 9 10 11 12 13 U
Обработка зубьев колес строгание, фрезерование фрезерование червячной фрезой шевингование шлифование притирка и обкатывание
Анодно-механич&-ская обработка рядовая тонкая
Электрохи ми ческа я размерная обработка рядовая тонкая
Электроискровая обработка чистовая тонкая
Ультразвуковая обработка (отверстия, углубления)
Шабрение чистовое ТОНКОВ
।
Развертывание чистовое тонкое
Протягивание чистовое отделочное
.—
Шлифование плоское чистовое тонкое
Шлифование Цилиндрическое наружное; чистовое тонкое енутчргннее: чистовое тонкое - *
Притирка чистовая тонкая
Полирование чистовое тонкое
Хонингование чистовое тонкое
Суперфиниширование ТОНКОВ двукратное 1
Дробеструйная обработка На 1—2 класса ниже исходного класса
Вид обработки Класс шероховатости
1 2 3 4 5 6 7 .8 9 10 И 1з| 13 14
Дорнсвдние. Калибрование шариком (отверстия) Ня 1 — 2 класса выше исходного класса (до класса 10)
Накатывание роликом На 1-2 класса выше исходного класса (до класса И)
Алмазное выглаживание На 2-3 класса йдшё исходного класса (до класса 12)
Жидкостное Полирование (гидрохонияго-иаиие) На 2-3 класса выше исходного класса .(до класса 12).
ЭлсктрополироваииЗ' На 2 — 3 класса выше исходною класса (до класса 14)
к шероховатости поверхности в отверстиях назначают на 1—2 классу ниже, чем На валах,
В интересах уменьшения стоимости изготовления рекомендуется применять менее высокие требования к шероховатости, совместимые с условием надежной работы деталей.
В некоторых случаях (прессовые соединения, подшипники скольжения) существуют оптимальные требование к поверхности, отклонения от которых в ту или другую сторону снижают работоспособность соединений.
Свободные поверхности (не входящие в соединения или расположенные с зазором по отношению к ближайшим поверхностям) -следует в интересах экономичности обрабатывать По низким классам шероховатости, Исключение составляют напряженные циклически нагруженные детали, Для .повышения усталостной прочности такие детали обрабатывают кругом, чтобы обеспечить высокий Класс шероховатости поверхности, полируют и дополнительно .упрочняют поверхностной пластической деформацией.
Ниже приведены ориентировочные значения классов шероховатости поверхностей для типовых Машниостроитсльиых деталей, основанные на опыте общего машиностроения.
Шероховатосгьцоверхностен типовых машиностроительных деталей
Классы шероховатости поверхности
Подшипники скольжения:
мая о нагруженные, работающие при умеренных окружных скоростях:
( отверстие. ............................ 7— 9
вал .......... . . . . . , . . S-I0
высокоиагружеиные, работающий при больших окружных скоростях; ’
отверстие.............................. Я— 7
вал . .............. ......................... • 9-10
Упорные подшипники скольжения (рабочие поверхности): мал онагру жСЦные..................................... 7—8
высоконагруженные, работающие при больших окружных схороОтях..................................... 3” ГО
Сферические поверхности cafcoycra на вливающихся подшипников и т, п.......................................... 9—12
Неподвижные соединения с посадкой скольжения; отверстие ...................................................... 8-9
вял , - -*........................................ 9 — 11
Соединения с переходными посадками: отверстие. . ............................ 7— 9
вал ....................... 8—10
Прессовые и. конусные соединения: t
отверстие. ....................................... 7 — 10
вал ...................................8 — 11
Уп орные буртики неп одв нж 11 ы х щ i л ш г др и чс с к и х с ое ди не пни (рабочие поверхности)............................................. 6—8
Посадки подшипников качения:
отверстие в корпусе при классе точности подшипника: нормальном Н..................................................... 8—9
повышенном ГЕ. - . ............................. 9 —10
высоком В ................... . ................ 10 — 11
прецизионном Л .... ................................ 11 — 12
вал при классе точности подшипника:
нормальном Н* ................................... 8 — 10
повышенном П............................- . . - . 10 — 11
высоком В -............................. . . . , 11-12
прецизионном А-................................... 12 — 13
Тела качения в контактно-нагруженных сочленениях . . . • 10—12
Цилиндры под поршни:
С мягкими уплотнениями (манжеты).................. 7 — 10
с м стал л ичсским й кольца ми.................... 9 — 12
(с притиркой)
поршни (рабочая поверхность): чугунные и стальные .................................. 9 — 10
из легких сплавов................................. 10—12
Поршневые пальцы: отверстие...................................................... 8—11
палец ........................................... 9 — 12
Скальчатые пасосы высокого давления: цилиндры г............................................ 10-12
(с притиркой) плунжеры.......................................... 12-14
(с притиркой)
Золотники цилиндрические;
м л с лора спр едал нтс л ь пы е; отверстие........................................... 8 —И
(с притиркой).
ЗОЛОТНИК.......................................... 9—11
(с притиркой) газораспределительные:
отверстие...................................... - 9-11
(с притиркой)
золотник ......................................... 10-12
(с Притиркой) Золотники плоские:
- корпус .............................................• 9-10
(с притиркой) золотите......................................... 11—12
(с прдпгркбй)
Конические пробковые краны (рабочие поверхности); отверстие,...................... , , ........................... 9-10
(с притиркой) пробка-,:......................................................... 10—12
(с притиркой)
Клапаны с коническими поверхностями;
направляющими: втулка штока , . . ...............................................9—10
шток............................................................10-11
уплотняющими: рабочая поверхность седла.........................................9—11
(с притиркой) рабочая фаска клапана. . • . , -............ 10-12
(с притиркой)
Кулачковые механизмы (рабочие поверхности): кулачок , Ф , .................................... . 9-11
приводной ролпк ............................... 9-12
плоский толкатель...............7.................. £ -11
Копиры рабочие поверхности: копир ,. . •...................................... 3-10
ролик............-.............................................. 9-11
Шлицевые соединения, центрирование: до наружному диаметру: отверстие, 7-10
вял............................................................ 8-10
по внутреннему диаметру: отверстие, - 9—12
вал , .......................................................... 7-9
по граням шлнпев: охватывающие поверхности . , . ...................... 7-10
охватываемые поверхности........................ 8—>11
Шлицевые соединения с зазором: рабочие грани......................................... 7-10
отверстие.......................................... 8 — 11
вал..............z.............................................. 7-8
Шпоночио-пазоные соединения ^рабочие грани): <
лазы............................................................ 5-7
шпонка........................................................... 6—8
Направляющие призматические л сверх гости: охватывающие.................................................... 8-10
охватываемые , , , . .......................................... 9-12
Резьбы наружные; рядовые....................................5-6
повышенной точности , ........................... 6— 7
точные , , , - .................................... 8—9
Резьбы внутренние; рядовые......................................................... 4—5
повышенной точности . , ..........5-6
точные. . . р . . . .............................. 7 — 8
Винты ходовые (рабочие поверхность): гайка . .................* -...................... - 8 — 10
пиит.............,............................................. 10-12
Прямозубые колеса (рабочие поверхности зубьев); неответственного назначения ......................... 6— 7
работающие с .умеренными нагрузками и окружными скоростями..........................7—8
работающие' со средними нагрузками и окружными скоростями ........................ * *....................... 9-10
тяжелонагружешгые, подверженный ударной wpyne и работающие При высоких иоросгях................................. 12
(с притиркой или обкатывай и см)
Косотубые 11 яюиролинс колеса (рабочие поверхности зубш*): работающие при .умеренных нагрузках и окружных скоростях............................................. 6—8
тяжелоппружеппыс и работающие ири высоких окруж-
ных скоростях . - . . .......................... 8 — 10
Конические зубчатые колеса (рабочие поверхности зубьев): работающие при умеренных нагрузках и окружных СКОРОСТЯХ..................... . . .................. б— S
тяже попа груженные п рлботлюицю прн высоких окружных скоростях................................... - 8—10
Черничные к о нес а (рабочие поверхности зуб цеп): работающие при умеренных нагрузках..................... 7— 8J
тяжелой игру же иные................................... ' 8-10
Червяки (рабочие поверхности витков):
. работающие при умеренных нагрузках ....... 8-9
тяжело нагруженные , ....................../ . - 10 — 11
Храповые колеса (рабочие поверхности зубьев).......... S- 9
Колеса свободного хода роликовые (рабочие поверхности): охватывающая обойма.................................... 8-10-
охвлтыв асмая обоц\п . ..........................'. 10-12
ролики ...,..'........................................ 12-13
Фрикционы, тормоза (рабочие поверхности): цилиндрические..................р................... 9 — 12
плоские............................................ 8 — 10
Уплотнения цилиндрические контактные (рабочие поверхности вл лов):
с мягкими элементами манжеты . . .................. 10-11
с металлическими элемсисами . . ................... 11—12
Уплотнения торцовые (рабочие поверхности дисков): с мягкими элементам н.................................. 9-10
с металлическими элементами -................. • . 10 — 12
(с Притиркой)
Уплотняющие поверхности ниппелей, штуцеров и т. п. , . * 7—9
Шкивы (рабочие поверхности):
ИОД плоские ренин . . ........................ . , < 9-12
[с полированием) клииорсмсипых передач.............................. 8-10
Стык и герметичные, собираемые иа прокладках: мягких . ........................................ , . . 6—8
твердых................................ 8—9
'из мягких металлов........................... ' . 9 — 1П
Стыки герметичные (металл по металлу)................. 10-12
(с притиркой)
Прнвачочныс плоскости (без прокладок): рядовые................................................ 5-7
точные............................................. 8-10
Свободные поверхности деталей (горцы и лепссущис цилиндрические поверхности валов, фаски, нерабочие поверхности зубчатых колес, шкивов, мдхоьикай, рычагов я т. п,): шлопагружешшх.................................... . . 4—6
догруженных высокими циклическими нагрузками ... 6-9
(И выше, вплоть ДО полирования)
Галтели: неответственного назначения.........................\ • 5-6
деталей, нагруженных высокими циклическими нагрузками .................................-............. 8 —10
(и выше, вплоть до допирования)
Шестигранники, чс1трехгранники, диски, лазы под ключ ][ т. п. . . *...................................... , 4—5
Отверстия под крепежные детали, устанавливаемые с зазором . *............................1.................... 4—5
Опорные поверхности под гайки и головки болтов: рядовые соединения...................................... 5-6
ответственны^ Циклически нагруженные соединения . , _ 7-8
Центрирую щи и буртики (фландев, крышек, корпусных деталей
Лтд.): отверстие......................................................... 5—6
буртик ............................................................ 6—7
Детали управления, рукоятки, ручки, маховички иг.п.. . . ’8-10
(с полированием)
Пружины сжатия (заправка торцов)........................ 4—5
Мерительный инструмент (рабочие поверхности) . _ . t . 12-14
(с доводкой)
. СТЯЖНЫЕ СОЕДИНЕНИЯ
НЕНАГРУЖЕННЫЕ СОЕДИНЕНИЯ
В недогруженных соединениях (стыки крышек, непесущих частей корпусов и др.) сила затяжки болТов (или шпилек) определяется условием плотного соединения стыков и нерасхождення их при возможных деформациях системы и ослаблении затяжки в результате происходящего с течением времени сминания витков резьбы н опорных поверхностей гайки и головки болта. Такие соединения в большинстве случаев не рассчитывают. Материал, диаметр и шаг болтов выбирают па основе существующей практики, а силу затяжки устанавливают такой, чтобы создать в болте напряжения, равные 0,5—0,6оо.2.
В механизированных сборочных цехах для затяжки используют гайковерты и болтов ср ты электрического или пневматического действия с регулируемым и автоматически выдерживаемым моментом затяжки.
Крутящий момент затяжки, затрачиваемый па создание силы Р, растягивающей болт, (рис. 284):
М! = 0,51g ф(?ср = 0,5Ps/tt, (126)
на преодоление трения по опорной поверхности гайки
АГ = 0.5 У Df (127)
иа преодоление трения в резьбе
ЛГ’ = 0,5/Чр/ь , (128)
где ^-средний диаметр резьбы, мм; £) —средний диаметр’’опорной поверхности, мм; /— коэффициент трения па опорной поверхности; ft — приведенный коэффициент трения в резьбе (ft =/tgtx), где а—половина профильного угла у вершины витка; ср - угол наклона витков по среднему диаметру резьбы (tg/ = где 5 —шаг резьбы, мм).
Полный момент затяжки в кГм
м,„ = М’ + М" + М'" = 0,5 10"3Р (5/л + Df+ d^f 1) (129)
ИЛИ
М« = 0.5 io>w(-4+4/+~/<\ 030)
• \л a a d /
где d - поминальный диаметр резьбы, мм.
Рис, 284. К определению крутящего момента затяжки
Доля момента, затрачиваема^ на создание осевой силы,
- ₽=-«!=
1 м
*у1аат
Средний диаметр резьбы dcp = = d — h, где h - активная высота вит-
ков, равная нз тригонометрических соотношений
h = -J— [s - 2 (Я0 + Кг) cos а], (132)
2tg ct
где Кб и Кг ~ радиусы галтелей в резьбе соответственно болта и гайки. Для метрических резьб (а = 30°; Кб = 0,144s; Кг = 0,072s) h = 0,54s и
= 1-0,54 ‘ (133)
d . d
Величина D/d для крепежных гаек равна 1,3 —1,5, для кольцевых гаек 1,2-1,3.
Величины/ н/i зависят от состояния поверхностей, а величина/1,. кроме того, от посадки в резьбе. Прн посадке плотной или с небольшим натягом можно принимать f i = 1,5 f.
Подставляя в формулу (131) значение dc^/d из выражения (133), принимая среднее значение D/d = 1,3 и f i/f =1,5, получаем
(134)
Подсчитанные по формуле (134) величины 0 в процентах приведены на рис. 285, а в функции s/d для f = 0,05 -ь 0,3. Доля М,ат, используемая для создания осевой силы, при самом большом s/d и малом f не превышает 25%-и резко падает с.уменьшением s/d и увеличением f. При / — 0,1 и s/rf = 0,12 (среднее значение для крепежных болтов) р ss 10%, а прн s/d = 0,02 4- 0,03 (кольцевые гайки) снижается до 2—3%. Преобладающая часть момента затяжки затрачивается на преодоление трения.
Сила растяжения болта согласно формулам (130) и (131)
Р=Ю31^д£в. (135)
a s
Значения Р показаны на рис. 285, б в функции s/d для / = 0,05 -5- 0,3 (принято Мзи/d - 1). Сила Р при заданном Мзат определяется преимущественно коэффициентом трения/и слабо зависит от s/d, слегка снижаясь прн s/d >0Д. Сила Р вызывает в ,резьбе напряжение растяжения
Pfc5
" 0,785^ ’
Рис. 285, Параметры резьбовых Соединений
где ^—эффективный коэффициент концентрации напряжения; — внутренний диаметр резьбы, равный из тригонометрических соотношений
(2 )
4) ~ d < 1 - -- [Л + /?б (1 - sin а)] к (136)
' I я J
Для метрических резьб (h = 0,54 з; Кб = 0,144 з)
4,'=</(!-1,225/(0. / (137)
Следовательно,
Рк
“ 0J85d2 (1 - 1,2217^’ (13S)
Момент трения на витках резьбы, равный 0,5 Рг7ср^ вызывает в болте напряжения кручения.
(139)
гКр а ви
где ^ — эффективный коэффициент концентрации напряжений; И\р = = 0,2d% — момент сопротивления сечения резьбы кручению.
Подставляя значения из формулы (133) н dall из формулы (137), находим
2,5Р/Д'Э ‘d2
Суммарное напряжение по 3-й теории прочности
Подставляя значение т нз формулы, (140) н стр нз формулы (138) и принимая кэ = к'м получаем
1 / , / 1 - 0,54s/cf V
в = вр|/1 + 15Л/Ц_^). (141)
На рис. 285, в представлено подсчитанное по этой формуле отношение g/o'p в функции s/<i для различных коэффициентов трепня f i. Суммарные напряжения существенно превышают сгр только при высоких значениях f i, слабо возрастая с увеличением s/d. При обычном значении ft — &,15 и при s/d = 0,12 суммарные напряжения превышают ор только на 20%.
Напряжения кручения возникают только при затяжке и в дальнейшем исчезают в результате упругой отдачи болта. Поэтому при расчете стяжных соединений на длительную прочность напряжения кручения обычно нс учитывают, ограничиваясь расчетом болта на растяжение силой Р [формула (135)], за исключением специальных случаев, например при посадке на тугой резьбе, когда при затяжке возникают высокие скручивающие
напряжения.
Скручивание болта можно устранить, если при затяжке придерживать конец болта за специальные элементы (рис. 286, п) или зафиксировать его относительно корпуса (рис. 286,6).
Подставляя в формулу (138) величину Р из формулы (135), получаем
1 пз 2ЛДдт nd ку,
ар - 10 л ---------В -----------------.
Р d2 s 0,785 (1 - l,22s/d)2
(142)
Рис. 28й. Предупреждение скручивания болтов при
Принимая для крепежных болтов средние значения s/d = 0,12; {3 = 0,1 (f = 0,1) и полагая = 1,5, находим
ср « Ю3 • (143)
а
Эта формула может служить для ориентировочного определения напряжений растяжения, возникающих в болтах прн различных Мзцт. Для частных случаев напряжение можно определять по формуле (142).
Крутящий момент затяжки, необходимый для создания в болте заданного номинального напряжения растяжения (без учета концентрации напряжений, т. е. при 1^ = 1) согласно формуле (143)
Мэи«1,1-10-*сг/’. (144)
Согласно формуле (135) момент затяжки, необходимый для создания заданной силы Р,
_1з
М3[1Г = 0,5 -10“3 Рс/--.
зг яр d
Полагая по-прежнему 0 = 0,1 н s/d = 0,12, находим
Мзаг = 1,9 • 10"4PJ. (145)
Обратная кубическая зависимость напряжения от диаметра болта [формула (143)] обусловливает резкое возрастание напряжений, возникающих при затяжке, с уменьшением диаметра болта. При затяжке вручную можно создать а болтах малого дадмСтра чрезмерные ня пряженик, вытянуть и даже порвать их,
Ниже приведены подсчитанные по формуле (143) ня пряжения разрыва при зйтяжке стандарт ними ключами (усилие' ключа принято 15 кге). В рамк}* заключены напряжения, Превосходящие предел текучести конструкционных углеродистых сталей.
Напряжения в болтах при затяжке стандартными ключами, кге/мм2
f Резьба
Мб М8 М10 М12 М14 М16
0,1 120 50 40 20 15 10
0,05 240 100 80 40 30 20
При ручной затяжке можно легко порвать £}олты диаметром Менее М8, а при пониженной Величине трения и болты Ml0, Перетяжка болтов более М12 при пользовании стандартными ключами практически исключена. Если по конструктивным условиям приходится применять мелкие болты, то нужно ограничивать Л1аат иди выполнять болты из сталей повышенной прочности.
Сопротивление самоотвинчивашпо гаек. Самоотвинчиванне обусловливается действием осевой силы Р (суммы рабочей силы и силы предварительной затяжки), создающей отвинчивающий момент, равный согласно формуле (126)
S
М„, = М‘ = 0Л5Ра (146)
ТСй
Отвинчиванию препятствует тормозящий момент трения иа опорной .поверхности гайки и в резьбе:
+ (147)
К С4 14 J z.
Сопротивление самоотвинчиванию характеризует коэффициент самоторможения у = Мторм/Мота. При у> 1 соединение защищено от самоотвинчиваиия, а при у < 1 наступает режим самоотвинчиваиия,
Разделив уравнения (147) и (146), получаем
т. е. согласно формуле (131)
г4-1; (149)
Р
' Значения у показаны на рис. 285, г в функции s/d и f. Как видно, коэффициент самоторможения возрастает при увеличении f и снижается с увеличением s/d. Для f =0,05 и s/d = 0,1 4- 0,15 (крепежные гайки) у = 8 4- 2, а для s/d < 0,05 (кольцевые гайкн) у = 10 -? 50. Таким образом, соединения работают в режиме самоторможения даже при наиболее низких, встречающихся в статических условиях, значениях f.
Все меры,, способствующие увеличению трения (введение натяга в резьбе» покрытие резьб полимерными пленками, введение пластмассовых вставок), повышают сопротивление сам о отвинчиванию. Смазывание резьбы жидкими или твердыми (MoS2) смазками, ^адмп-роваиие, цинкование и сульфидирование резьбы уменьшают сопропшлснне.самоотвннчиванию, / •
- Картина меняется, если соединение подвергается динамическим нагрузкам, которые резко снижают трение. Уменьшение трения обусловливается главным образом возникающими при периодических колебаниях нагрузки мнкросмещениями несущих поверхностей относительно друг друга в результате упругой радиальной деформации (дыхания) гайки, Трение покоя заменяется трением движения; наступает известное явление «исчезновения» трения под действием вибрации.
Степень падения трения зависит от динамичности нагрузки (скорости нарастания н спада нагрузки), амплитуды и частоты колебаний нагрузки. При пульсирующей нагрузке с частотой более 1000 — 1500 колебаний в минуту коэффициент трения согласно опытным данным снижается в 4 - 5 раз, достигая значений/ — 0,02 ч- 6,01 (штриховые линии на рис. 285, г). При f - 0,01 коэффициент самоторможения для резьб с s/d > 0,08 становится меньше 1, т. е. наступает режим самоотвинчиваиия. Ввиду приближенности расчетов можно считать предельным значение коэффициента самоторможения у = 2. Тогда опасными но самоотвинчивадию являются все резьбы с s/d > 0,04, j -
Соединения, работающие при циклических нагрузках, нужно предохранять от самоотвинчиваиия методами позитивного стопорения (шплинты, отгибные шайбы). Для кольцевых гаек с s/d <0,04 допустимо упругое стопорение (контр-гайки, пружинные шайбы).
Режим само отвинчивания наступает также, когда сила Р снижается до нуля, что происходит чаще всего в результате пластической вытяжки болта под длительным воздействием нагрузки (релаксация). Хотя действующее начало самоотвинчиваиия (сила Р) здесь отсутствует, отвертывание гайки может произойти от любых случайных причин. Стопорение гаек в данном случае не помогает. Хотя гайка н остается связанной с болтом, соединение теряет работоспособность вследствие ослабления стыка. Способы предотвращения релаксации описаны ниже.
НАГРУЖЕННЫЕ СОЕДИНЕНИЯ
К циклически нагруженным относятся соединения, подвергающиеся действию пульсирующей или. знакопеременной силы (давление рабочих газов в цилиндрах поршневых двигателей и компрессоров, силы инерции движущихся масс в головках шатунов н подшипниках к рил о шш иго-шатун-ных механизмов).
На рис. 287 приведена схема болтового соединения, нагруженного силой Рраб внутреннего давления. Для обеспечения правильной работы стыка болты предварительно затягивают силой Рэвт, достаточной для того, чтобы после приложения силы Рра5 на стыке оставался натяг.
Для упрощения предположим, что деформации головок и навертных концов болтов незначительны по сравнению с деформациями стержня Н будем считать, что рабочая длина болтов равна высоте стягиваемых деталей.
Это справедливо лишь для длинных болтов. У коротких болтов (l/d < 4 4- 5) деформации концевых элементов соизмеримы с деформациями стержня. Упругую характеристику таких болтов определяют экспериментально. .
Работу соединения наглядно показывает диаграмма Р-е (рис. 288), по ося ординат которой отложены силы Р, а по оси абсцисс -относительные деформации е. Растяжение болтов (а) изображается прямой ab, тангенс угла наклона которой к осн абсцисс (э соответствующем масштабе) равен
tga = Xi=EiFi, (150)
где Xt - коэффициент жесткости болтов; Ei - модуль нормальной упругости материала болтов, кгс/мм2; F -площадь сечения болтов, мм2.
Сжатие корпуса изображается прямой Ьс, тангенс угла наклона которой
tgp = Х2 = E2F2> (151)
где Х2 — коэффициент жесткости корпуса; Е2 -модуль упругости материала корпуса; Fz -площадь его сечеиия.
Тангенсы противолежащих углов т и и равны коэффициентам упругости соогвстствен-
Рнс. 287, Схема нагружения стяжного соединения
но болтов (цх = L/)-i) болтов под действием
и корпуса р 1 зат
(ц2 = 1Д2). Относительное удлинение
СТ1
Xi ЁГ болтах.
зат J зат
tgsc
. где от — напряжение растяжения в Относительное сжатие корпуса
(152)
_ ___ 1 лат
е3 =
зат
tg р ь е2 ’ где сг2 — напряжение сжатия в корпусе.
После приложения (рис. (288, б) сила на болты возрастает:
(153)
* рдст “ * эат ” *-*раст>
где Аргст - доля Рра5, передающаяся иа болты. Сила сжатия корпуса уменьшается;
^сж “ -Рзат “ ^сжз
(154)
(155)
где
Рраб Лрйст*
Относительная деформация растяжения болтов возрастает на величину
А«=^-. (157)
Al
Деформация сжатия корпуса уменьшается на ту же величину
Ле=ф-. (158)
Л-2
Из формул (156), (157) и (158) находим значения Лраст и Асж, а затем подставляем их в формулы (154) и (155):
> - Р _ 'Pl*6 • ™ ЭЭТ 1+7:ф,1 ’
^раб , 1 + >д/Х2 ’ р -
jar
(160)
J раст ” * дат ”
Как видно, силы, действующие в нием Xi/?,2 (фактор жесткости формулам (150) и (151)
(161)
1 + Z.2/X1 соединении, определяются Отноше-. соединения); равным согласно
tga с 2
£2F3 tgp
который на диаграмме Р — е изображается отношением, отрезков ос с 2
- f™. - в
по eL
Если рабочая сила колеблется от нудя до Р^, то сила растяжения болтов пульсирует с амплитудой (волнистые линии на рнс. 288, б) -^ряб
1 + А.д/Х1
Х1 ВД кг
(162)
*-1раст “ граст *jai ~ а сила сжатия корпусов — с амплитудой
(163)
^сж “ Р’мх “ “
Коэффициент асимметрии цикла: для болтов
рао
?л/м
(164)
для корпуса
Г1 = “-------
Р раст
(165)
(166)
Расчетным для болтов является напряжение после приложения рабочей нагрузки
зат
, * раст , „
Oi = -—= fiEi, Fi
пропорциональное отрезку ad. Расчетным для корпусов издается напряжение прн затяжке
Л1ат „
<72 — —~— — CiEz, Fa
пропорциональное отрезку ос.
< (167)
(168)
Основные соотношения
Существенное условие правильной работы стяжных соединений заключается в том, чтобы прн максимуме рабочей силы Л.,.- иа стыке оставался натяг (Р^ > 0), предупреждающий периодическое раскрывание
стыка, потерю герметичности, нарушение жесткости системы, а в стыках «металл по металлу» - контактную коррозию, наклеп н разбивание стыковых поверхностей. Поэтому при- определении силы затяжки Р; сообразно исходить непосредственно из минимальной сиды стыка Рею приняв се пропорциональной рабочей силе;
Рея = ЭРрдЗ, где 3 - коэффициент з атяжкн, 3 = 0,5 2.
В безразмерных обозначениях (PpflS = 1) сила сжатия стыка ^0;ж = ®'
Согласно формуле (160) сила затяжки
зат Иеле' Сжатия
(169)
(170)
P.W-9+ 1 + Х1Д, •
Сила растяжения болтов
(171)
Рогаст = Э + 1.
Амплитуда пульсации силы растяжения болтов
(172)
. . а*“71+х2Л1"
Амплитуда пульсации силы сжатия корпуса 1
(173)
А Ос® ~ j . э «
1 + Л1/Л2
(174)
Коэффициенты асимметрии циклов, определяющие циклическую прочность: ; ' •
болтов z
1 + Xj/Kj
корпусов
Лъат Г1 54 ——
Р()раст
(175)
-Роем;
а
га =-------
(176)
Величина
1 + 1'М/7’-2 1
Т2» определяющая, циклическую прочность корпусов и надежность стыка, столь же важна, как величина п. Поэтому при проектировании стяжных соединений целесообразно добиваться достаточно высоких и по возможности равных значений п н п.
Из формул (170) н (172) следует, что минимальная сила сжатия стыка Рсж и максимальная сила растяжения болтов Рраи. не зависят от М/Ад и определяются только величиной &. Фактор Х1/Л2 влияет на амплитуды пульсаций Арасг и Дсж, коэффициенты асимметрии гх и-г2, напряжения в болтах Oi и в корпусах и2.
С уменьшением Zi/A2 (упругие болты, жесткий корпуса) уменьшаются Ара„, гз> и возрастают Аде п, щ и Рмт (рис 289, я), С увели-
Рнс. 289. Влияние на параметры соединений
чением Xi/Xz ’(жесткие болты, упругие корпуса) уменьшаются Дсж, at и Р3ат и возрастают Драст, Г2 и аз (рис. 289, б).
Прн Xi/Xz = 0 (абсолютно упругие болты или абсолютно жесткие корпуса) ДОраи. — 0 и ДоСж »1» т, с. нагрузка на болты статическая, а пульсация нагрузки па корпуса максимальная (Дсж = Р^). При Xi/Xj = оо (абсолютно жесткие болты или абсолютно упругие корпуса) Досж = 0 и Л Ораст - 1, *• е- нагрузка на корпуса статическая, а пульсация нагрузки на болты максимальная (Араст= Л^б)-
Одинаковые параметры можпо попутать при разно образных значениях /л и л-, если отношение последних одинаково. Уме.пылить жесткость 'исходной конструкции 1 (рис. 290) можно как снижением Xi (уменьшение диаметра болтов 2; увеличение их шага 3), так и повышением Ха (увеличение площади сечения корпуса 4). Увеличить жесткость можно как повышением Xi (увеличение'диаметра болтов 5; уменьшение нх шага 6), так и снижением Xz (уменьшение площади сечения корпуса 7).
Однако есть существенная разница между способами регулирования жесткости. Снижение жесткости системы уменьшением Xz повышает напряжение в болтах. Целесообразнее способ увеличения Хг, при котором •напряжения в болтах пс меняются, а напряжения в корпусе уменьшаются.
Для повышения жесткости системы целесообразно увеличивать Хх/ так как напряжения в болтах при этом снижаются, а напряжения в корпусе не меняются. При уменьшении Хз дапряжешхя в болтах остаются постоянными, а напряжения в корпусе возрастают. \
На рис. 291 показаны в функции Х1/Х2 безразмерные (Рраб — 1) параметры соединений для случая 0 = 1 (принято £i = Гг - 1),
Рис, 290. Регулирование жесткости стяжлых соединений
Рнс. 29t. Параметры соединений в функции Ij/kj (0 -1)
Максимальное напряжение в болтах (рнс. 291, а)
сг01 =
Рораст _ РОрЗСТ-^1 _ /О _L -И ~рТ-----------Ъ.-------{a + l’T,
(177)
резко возрастает с уменьшением Х1Д2 (уменьшение Xi при Ха =• const).
Высокие напряжения ctj можно привести к допускаемым с помощью увеличения площади сечения Fi болтов. Однако это вызывает увеличение площади сечения Гг корпуса, связанной с соотношением
Fi Ei Х2
Ft El Xi '
(178)
Таким образом, снижение Х1/Х2 лимитируется увеличением площади Р?. в основном определяющей размеры и массу соединения.
Максимальное напряжение в корпусе
_ -PfhErr Р(YiByPl
°0.2 =—Л --------X
Fi Хг
резко возрастает с увеличением Xi/X3 (уменьшение Хх при Хх - const).
Величины fi и г2 (рнс, 291,6), определяющие циклическую прочность болтов и корпусов, колеблются во всем диапазоне Xi/X^ — 0,1 -5-10 незначительно (0,55-0,95).
Как видно нз приведенной на рис. 292 типичной диаграммы Смита
Рж. 292, Диаграмма Смята
для стали (область растяжения), такие колебания не отражаются на величине пределов выносливости стс, которые при. п> 0,5 4- 0,6 практически постоянны и равны пределу текучести Сто,-. То же справедливо и для циклов сжатия.
Значения п и тъ > 0,6 практически полностью устраняют влияние пульсаций на циклическую прочность. Повышение п и г2 более 0,7-0,8 не имеет смысла, так как не отражается на циклической прочности.
Выбор параметров
На рис. 293 приведены параметры стяжных соединений в зависимости от Xj/Xj и 3, Верхние кривые показывают значения и г2 [формулы (175), (176)], левые нижние кривые - Отношение F2/Fi сечений корпусов и болтов [формула (178)] для следующих сочетаний материалов болтов и корпусов: Ei/£2 =4,65 (сталь - сплавы Mg); Е^Ег = 2,8 (сталь -А1; сталь — чугун; Ti — Mg); Е2[Е2 = 1,75 (сталь — Ti; Ti — Al) и Ei/E2 = 1 (сталь — сталь; Ti - Ti).
Правые нижние кривые показывают отношение cr3/crt .в виде фактора
<з? Ej
— равного
□1 ь2
0 “F
ст 2 ___
□ 1 Е2 ^>2 S +1
Величина Х.!/Х2 х 1 разделяет график на две области. Область ?ЧД2 < 1 характеризуется высокими значениями /д, которые при самых малых затяжках (3 = 0,5) превышают 0,6, т. е. надежно исключаютвлияние пульсаций на циклическую прочность болтов. При^/Хг = 0,2 0,1 коэффициент Г] достигает очень высоких, по существу избыточных значений Г1 = 0,9 -? 0,95.
Величина г2 в области Х]Дг < 1 значительно ниже и достигает значений т2 = 0,6 лишь при повышенных коэффициентах затяжки 3 = 1 4 1,5. Штриховая кривая показывает области Xi/kj, в которых/ц = г2 (прн одинаковых коэффициентах затяжки).
По суммарным показателям
Рис. 393. Пара метры соединений в функ-цни Х]Дг м $
(180)
(достаточно высокие значения г2, приемлемые величины Г2Д\) нижним пределом Д/Д можно для средних условий считать = 0,5-
Область ДД2 > 1 характеризуется высокими значениями г2 и пониженными Г1. f
' При Д/Д > 1 возрастают напряжения в корпусах I увеличение
Ниже приведены подсчитанные по формуле (180) предельные
по прочности корпусов значения hfa для корпусов in различных материалов (принято 9 = 1).
К:1 ётГ 77
Материал корпуса Допустимое' напряжение а:, кге/мм^ Предельное значение При сух> кг с/мм3
10 20 30
Сплав ц А1 . . . а 3,7 1.7 . 1
Сплавы Mg . • • 5 3,9 1,8 1,1
Сталь 30 5 2.4- 1.5
Чугуны . , * , 30 16 .7,5 4Д
Как видно, предельные по прочности корпусов значения Д/Д довольно велики и их можно еще больше увеличить снижением Для чугунных корпусов предела повышения ДД2 практически нет. Таким образом, крайние верхние значения %i/Xa определяются преимущественно снижением t*i при > 1, С этой точки зрения верхним пределом надо считать X2fk2 = 14-1,5. Нижним пределом можно считать ХДХ2 = 0,5. Следовательно, в качестве самого общего правила можно рекомендовать диапазон Д/Д = 0,5 - 1. Нижние значения целесообразно применять-для стальных болтов и стальных корпусов, верхние — для сочетания стальных болтов с корпусами из легких сплавов и чугунов.
Маневрируя величиной затяжки 9, можно получить приемлемые параметры соединения и в более, широком диапазоне Д/Д.
Повышение коэффициента затяжки 9 в области Д/Д < 1 увеличивает )т и особенно г2 и, следовательно, является действенным средством повышения надежности стыка в этой области (см. рис. 293). Однако с увеличением 3 при заданной величине сп возрастает площадь.Fi сечения болтов:
н связанная с ней’соотношением (178) площадь сечения корпуса
= (182)
£2 м
С другой стороны, согласно формуле (181) величина Д зависит ст коэффициента затяжки 5.
у Совместное-влияние от и 9 на Д. подсчитанное по формуле (181), представлено на рис, 294 (принято Рра5 = 10’000 кге).
Рис. 294. Влияние и 3 пл Гх
Повышение 3 с 0,5 до 2, т. е, в 4 раза, увеличивает при том же площадь Ft в 2 раза. Увеличение <5j с 5 — 10 кгс/мм2 до 30 кгс/мм2 очень резко снижает Fj. С дальнейшим повышением пх снижение замедляется л При Gj > 40 4 50 кгс/мм2 становится малоощутимым,
Правила конструирования
На основе предшествующего анализа можно рекомендовать следующие правила проектирования циклически нагруженных стяжных соединений:
1. Величину Хх/Хд. целесообразно выбирать в пределах 0,5 — 1, Оптимальными"
можно считать величины « 1, при которых достигаются примерно равновысокие значения гх и г2 при наиболее низких коэффициентах
затяжки 3 и, следовательно, наименьших напряжениях, габаритах н массе
соединения;
2, Коэффициент эатяжкн 9 следует выбирать так, чтобы при данной величине значения п и щ были бы не ниже 0,6. При Ai/lz й; 1 можно принимать 0 = 0,5 4-1, а при Zi Да <19=14-1,5;
3. Напряжения ut в болтах рекомендуется с целью повышения релаксационной стойкости принимать .небольшими, учитывая, однако, сопутствующее снижению oi увеличение габаритов л массы соединения. Нижним пределом можно считать от = 10 кгс/мм3, меньше которой площадь Fj резко возрастает. Для конструкций общего машиностроения, а также для корпусов из легких сплавов, стягиваемых стальными болтами, можно принимать от = 12 4 15 кгс/мм2, т. е. изготовлять болты из углеродистых сталей. Для .конструкций малой массы и габаритов, а также при чугунных ~и стальных корпусах целесообразно принимать oi =20 4. ' 4 30 кгс/мм2 (легированные стали).- Увеличение tri свыше 40 кгс/мм2 существенного выигрыша л габарите и массе не дает.
Для практических расчетов составлен график (рис, 295) величин Л^аст» -Росж (жирные линии) и Р0:1Т (тонкие линки) в функции 9 для различных значений
Коэффициенты асимметрии определяют нз соотношений
раст
Рсж
Пример. Корпус яэ алюминиевого сплава = 7500 кгс/мм5), сжинаемый стальными болтами (Ё1 ™ 21 000 кгс/мм2), иодвергастся действию силы Рра5э. пульсирующей от 0 до 10 000 кгс.,
Принимаем коэффициент затяясм Минимальная сплп сжатия стыка Гсж8* ЭРраб и Ю 000 кге; максимальная сидя растяжения болтов Рраст = (Э -ь - 20 000 кгс.
Диаметры стержней болтов определяют из соотношения й ₽ / ———г, где »: — число у «*0,785
болтов. При л =4; <?; 8, соответственно й=*18; 14р5; 11 мм.
По рис, 295 находим параметры соединений для 7wj/Xs — ОД; 0,5; 1 (построения указаны штр иховон л и н Пет!) >
М-2 0,1 0,5 1
РЭат, кгс 19000 16700 15000
п 0,96 0,84 0,75
Г* 0,52 0.6 0.67
*5 С-1 1 с< jri if ь? 28000 5600 2800
ffi=—--, кге/мм2 * f3 ’ 1 0.7 3 5,4
При = ОД параметры соединения неблагоприятны (излишне высокое значение п, малое Т2> чрезмерная величина Га = 28 000 мнг). Приемлема область ‘kifkz = 0.5 1. Вследствие близости численных значений ?т и /2 и малой величины Ft предпочтительнее значение = 1. Повышенное напряжение в корпусе (пз — 5,4 кге/мм3) можно снизить путем уменьшения си. Согласно формулам. (181) и (182) при cri = 10 кге/мм2 ci снижается вдвое вследствие увеличения вдвое Fi и Fa.
Упругие элементы
Упругие характеристики системы можно до некоторой степени изменять установкой упругих элементов 1 на болтах 2 (рис. 296), на корпусах 4 ллн увеличением упругости корпусов посредством гофрирования стенок 5.
Принадлежность упругих элементов к системе болтов или корпусов определяется следующим признаком: если приложение P^g вызывает в элементе изменение нагрузки в ту же сторону, что и в болтах, то этот элемент' относится к системе болтов. Элементы, у которых приложение Рраб вызывает изменение нагрузки в ту же сторону, что и в корпусе, принадлежит к системе корпуса.
Например, нагрузка па элемент 1 с приложением Ррлб увеличивается, как и в болтах (хотя он подвергается сжатию, а не растяжению, как болты), следовательно, этот элемент относится к системе болтов и его упругость необходимо ввести в упругость болтов, Элемент 3, напротив, разгружается с приложением Рра5 н, следовательно, относится к системе корпуса.
Установка упругих элементов па болтах и на корпусах не влияет на величины Рр1СТ, и напряжения cti в болтах, но изменяет коэффициенты асимметрии н га, силу затяжки Рзат и, следовательно, напряжение од в корпусе.
Рис. 296. Упругие элементы
Установка упругих элементов на болтам, снижая их собственный коэффициент жесткости Xi до кажущейся величины уменьшает исходное значение Xi/12 до Ъ*/)^ и повышает Г1 при одновременном снижении г2. Сила P3QT и напряжение <тз в корпусе возрастают.
Установка упругих элементов на корпусе, снижая его собственный коэффициент жесткости Х2 до кажущейся величины увеличивает исходное значение Xj/A,2 до и повышает г2 при одновременном снижении п. -Сила Рзат и напряжение оз в корпусе уменьшаются.
Согласно формуле (102), коэффициенты жесткости упругих элементов, — - * ft *
необходимые для получения заданных величин л.1 и л2»
(183)
Х.= 1f,/l £ (184)
где Xi и — собственные коэффициенты жесткости соответственно болтов и корпусов; tjl и ^// — отношение высоты элементов к длине болта.
Изменение Хх/12 установкой упругих элементов ие затрагивает основных параметров соединения и, как показано выше, вообще слабо влияет иа ?т и г г. Поэтому введение элементов даже очень большой упругости сравнительно мало изменяет параметры системы.
Установка упругих элементов па болтах имеет смысл только при высоких исходных значениях Хх/Х2 как средство повышения низкий в этой области величии п. Введение упругих элементов при А,х/А,3 < 0,5 приводит к снижению без того низких величии г2 и бесполезному повышению. без того высоких величин н. Установка упругих элементов па корпусах Целесообразна при Zl/Ъ < 0,5, как средство увеличения п (повышение надежности стыка).
Примеры»
L Установка упругих элементов па болтая. Корпус из алюмшжаого сплава = 7500 jtc/mm1! F2 = 2250 им3), стянутый стальными болтами (Ej ^21000 кгс/мм2; fx=2000 мм2)> подвергается действию силы ррпб= 10000 кге, Фактор «
21 2000 „ т. . . * __ б
= ту—= 2^5, Коэффициент затяжки и = К Напряжение в болтах егх = —------------—
Г rX Mb JU J Г J
20000 „ , , .
= ~2ооо = Диаграмма Р-е системы представлена па рис. 297, х
Установим на болтах упругие элемептьта снижающие- их жесткость л 2Л раза (А*/Х3 = 1); штриховая линия па рисунке» .Сравнительные характеристики соединении приведены паже:
Параметры Х1/Х2 =2,5 Х*/Х2 = 1
л *г Тзпт> |сгс Сг, КГС/мм’ - 0,64 0,73 12850 5,7 0,75 О?67 15 000 ба7
Рис. 297, Йлм№ упругих элементов на параметры соединений
Таким образом, установка упругих элементов обеспечивает несколько более благоприятные величины коэффициентов асимметрии (сближение численных значений п и гз)-Напряженпе 62 возрастает;
2^ Установка упругих элементов па корпусе. Соединение то же, ио с Л = 1000 мм2 (стх = 20 кгс/мм2) и J-i = 14 ООО Фактор =0,2 (рис. 297,6).
Установим па корпусе упругие элементы, снижающие его жесткость в 5 раз
(MlNi).
Сравнительные характеристики соединений приведены ниже:
Параметры Х1Д3 = 2 ?-1А* = 1
0,92 0,75
0,55 0,67
^зат* ^1С 1Я 350 15 000 ’
СТ2/ КГС/'мм2 1,31 1,07
Введение упругих элементов сблпжзет величины п и г я и уменьшает напряженно Gz (впрочем и без того низкое, как do всех системах с ХхД2 < 1).
Как видно из примеров 1 и 2 установка упругих элементов незначительно изменяет параметры соединений и как способ их оптимизации малоэффективна.
Гораздо большее значение имеют упругие элементы как средство уменьшения термидес^х сил и повышения релаксационной стойкости соединений.
Термические силы
Если соединение работает при повышенных температурах, причем болты н корпуса имеют различную температуру или выполнены из материалов с разными коэффициентами линейного расширения, то в соединении возникает термическая сила Р(:
ес
1 1 1
11 + 1г
(185)
где et - относительная термическая деформация (температурный натяг),
et = Й2Д/2-ахДгь (186)
где осг и ос3 - коэффициенты линейного расширения материалов соответ-' ственно болтов и корпуса; &t2 = t2~ tQ — разность рабочей температуры t2 корпусов и температуры to сборки; At, = t2 — to - разность рабочей температуры болтов h и температуры to сборки.
Термические напряжения в болтах
EiCt а. =-----—:—,
1 1 + 2-1/Аз
снижаются с увеличением фактора Ai/ta (жесткие болты, упругие корпуса) и возрастают с его уменьшением.
Термические напряжения в корпусах
ЕгС* ст‘2“ТГ?/;др
. напротив, возрастают с увеличением Л1/Х2 и падают с его уменьшением.
Для прочности болтов в термически нагруженных соединениях целесообразно придерживаться повышенных значений 5ci/2-2-
При построении диаграммы Р - е 0 учетом термической силы - (рис. 298) линии растяжения аЪ и сжатия Ъс исходного соединения раздвигают на отрезок cd — et. Треугольник аЪ’с' изображает состояние системы после нагрева. Далее построение ведут по предыдущему.
Силы затяжки, растяжения и сжатия при нагреве
Р зат “ Pjai + Pt? Е pScr = Рраст + Pij Р сж = Рсж + Pf, Коэффициент затяжки 3' = 3 + Р(/Рр;,б5
где 3 — коэффициент затяжки в холодном состоянии.
Коэффициенты асимметрии циклов после нагрева возрастают:
Рэат Рзат + Et
‘ Г1 " Р' ~ Р + Pt ’
д ряст * рйСГ 4 Г
_ Р cat__?
JJ3EIT Лат + Л
При охлаждении до минусовых температур термическая сила становится отрицательной и силы Ррпст н Лж уменьшаются, г. е. соединение становится слабым.
Пример. Корпус из алюминиевого сплава (Ег=75&0 кгс/мма; ot2=23‘10’fi 1/'С; F2 -6100 мм2), стягиваемый стальными болгшп (Ej —2! 000 кге/мм2; at = П - Ю’6 1/°С; Fi ~ 1100 мм2), подвергнется действию силы t= 10 000 кге. Коэффициенты жесткости = EjFi = 2,3-107 кге; ta = EzFz 4,6 -107 кге; фактор жесткости ХхДг = 0,5. Коэффициент эатяжяи Эя1. При работе соединение нагревается до 80°С; температура болтов и корпуса одпнаиова> Температура сборки 20°С,
Температурный натяг по формуле (186) et = (В0-20)(23-11) J0"6 = 7,2-10“4-
Тершнескан сила по формуле (185)
7,2.10-МО7
д = —и ООО кге,
1 1
2,3 4,6
Рис. 299. Отношение в зависимости от н /г
Параметры соединено до и после нагрева приведены ниже:
Параметры До нагрева После нагрева
J’pactj кгС 20000 31000
Лж. кгс 10000 21000
Рдат* ^ГС 16660 27 660
1 2,1
кгс/мм5 Fi 18 28
4^, кгс/мм1 *1 2,7 4,5
п 0.8S 0,9
Г1 р 0,6 0,7
Предположим теперь, что соединение подвергается охлаждению до -30ЛС (разность температур сборки и охлаждения 20 4-30 — 50°С), Тогда
2,3 -107
Л = -50 *12 40"6 — -------- = “9200 кгс.
15
Сила сжатия становится равной = Рсж + Рг 10 ОМ - 9200 = 800 кгс, т. е, снижается
до
800
10 000
100 = 8% первоначальной величины.
Этот пример показывает, что для машин, эксплуатируемых на открытом воздухе, обязательна проверка иа ослабление соединения при минусовых температурах.
Из формулы (185) следует, что термическая сила снижается с уве-личепием упругости болтов (уменьшение Zi) и корпуса (уменьшение fo). При Xi = 0 или 7-2 = 0 величина Pt = 0. Однако возможности маневрирования этими параметрами ограничены, так. как уменьшение 11 Вызывает повышение напряжении: в болтах, а уменьшение ?-2—в корпусах.
। Действенным средством снижения термических сил является установка на болтах или корпусах упругих элементов. Установка упругих элементов на болтах и корпусах одинаково эффективна, но конструктивно проще устанавливать упругие элементы иа болтах. В некоторых случаях задача решается гофрированием корпуса (см, рис. 296, б).
При установке упругих ждется в отношении
элементов на болтах термическая сада они*
р;
" Л
1_ 1
Ч ^2 1 +
1 3 *
Ч+ТГ 7t + M/’-1 (187)
где л* - коэффициент жесткости болтов с' упругими элементами; и М - исходные коэффициенты жесткости:
Коэффициент жесткости ?*, необходимый для получения заданной величины и,
*
Х1И
м
— (1 Лз
(188)
Отношение Х,*/?.2 приведено па рнс. 299 в функции Л,1Д2 и п.
Пример. Пусть 5.1=»б.1О5 кге (£1=21000 кгс/ммг; Fi=290 мм5); Лз = 12'10в кге .(Hi = 7500 ктс/мм2; Fi = 1600 мм:); Ираб = 25О0 кге; 5=1. Длина болта / = 200 мм. Термический натяг пс-прежнему 7,2 104,
Термическая сила
7.2-10-4*б-103 ______
А =--------р---------~ 3000 кге.
Параметры соединения до и после нагрев л приведены ниже:
Параметры До нагрева После нагрева
^паср кге 5000 5000'
Аж. 2500 5500
Рзар КГС 4175 7175
<Т1 кгс/мм1 Л| 17 27,5
СГд т кгс/мм3 Г 2 Гл 2,6 0,835 4,5 . 0,9
0,6 0,77
27 5
Таким образом, напряжения о болтах при пагровс повышаются в *—— 1вб раз, а па-4,5 17
пряжения в корпусе в = 1,7 раз.
Снизим термическую силу в 5 раз (Рт — €00 кгс)' путем установки упругих элементов на болтах. Необходимый коэффициент жесткости %* болтов С упругими элементами определяем до РИС. 203 ИЛН по формуле (183);
7r^L-T" = 9'J°!KrC-
600 ' 12’. 10s
Повое значение фактора жесткости
%Т 9JOS лпп.
X=Jf^=№1
Сила затями в холодном соединении с упругими элементами
Р3» = (а + 4800 “С-
Параметры соединения до и после нагрева приведены ниже;
Параметры До иагрева После нагрева
f\wr> ^гс 5000 5600
Л» кто . 2500 3100 ч
Кгс 4800. 5400
crL =^~, кгс/мм2 ** 1 17 19
СГ3 = t кгс/мм2 * 3 3 3,35
Г1 0,96 (W
Га 0,52 0;57
Как видно, при нагреве соединения с упругими элементами напряжения в болтах'повышаются 19 - 17
только па -—^—-100 — 12% но сравнению с напряжениями в холодном соединении без упругих элементов.
Необходимый коэффициент жесткости упругого элемента определяем по формуле (183). Принимая IJI = ОД, находим
Я? я ” "Ц" = —£—“—— ж 1 Ai1Ю3 кт
УГ“ьГ
Относительная деформация сжатия элемента при нагреве
Xj 1,06 10s
Абсолютная деформация (при 1^=20 мм)Уэ = 0,0057-20 =0,114 мм.
Полная свободная деформация элемента прн сжатии от нуля до Рзат
= 5400 кге
Сз
^зат
Лэ
5400
1,06-105
= 0,05.
Абсолютная деформация /3 = с’Гэ = 0,05-20 = 1 мм.
С запасом на колебания силы затяжки и термической силы принимаем = 1,5 мм.
Таким образом, установка элементов достаточной упругости позволяет почти полностью устранить влияние термических сил и сделать соединение практически температуропсзавнеимым в широком диапазоне плюсовых и'минусовых температур.
Релаксация
Стяжные соединения (ойябенно работающие при повышенных температурах) с течением времени ослабевают вследствие медленно развивающейся пластической деформации болтов (а иногда и стягиваемых деталей) под длительным воздействием напряжений, значительно меньших предела текучести материала при однократной и кратковременной нагрузке. Это явление называют релаксацией (ослаблением).
Обычное определение релаксации, как «самопроизвольного изменения во времени напряжение при неизменной, деформации» неверно. Релаксация всегда сопровождается возникни-нелиим. пластических деформации, которые и являются ее первопричиной^ Правильно говорить о явлении холодной по л з у ч е ст и металлов, аналогичном явлению ползу-чести при высоких температурах, с тем различием, чго деформации при ХОЛОДНОЙ ползучести развиваются медленнее и имеют меньшую величину.
Проследим процесс релаксации на примере стяжки болтом корпусной детали. Предположим сначала, что корпус абсолютно жесткий. С течением времени болт пластически вытягивается. Первоначальная, созданная предварительной затяжкой относительная упругая деформация Ле. болта уменьшается на величину относительной пластической деформации Дпл, п новая упругая деформация становится равной А'е = Ле — Аш[. Напряжение в болте снижается в отношении А'е/Ае =: 1 — Апл/Де и в том же отношении снижается сила затяжки стыка.
В соединениях с упругими корпусами стягиваемые детали, расправляясь по мерс вытяжки болта, продолжают оказывать на болт давление, хотя и уменьшенное по сравнению с первоначальным, вследствие чего процесс релаксации затухает при относительно больших вытяжках, чем в предыдущем случае. В системах с постоянно действующей внешней нагрузкой, статической и, особенно, циклической, процесс релаксации происходит еще интенсивнее и приостанавливается при еще больших вытяжках.
На рис. 300 показана вытяжка образца из аустенитной стали (0,1% С; 23% Сг; 15% Ni; сто.з = 48 кге/мм2) в функции продолжительности выдержки под статической растягивающей нагрузкой. Как видно, вытяжка резко возрастает с увеличением напряжения. При ст — 30 кге/мм2 (~ 0,6сто,г) вытяжка крайне незначительна.
Величина вытяжки зависит от материала, вида термообработки, характера нагружения п рабочей температуры. Вытяжка при циклическом нагружении больше, чем при статическом. Прямой зависимости между ползучестью и показателями прочности материала нс наблюдается.
Обычно релаксационную стойкость определяют путем длительной (5 — 10 тыс. ч) выдержки образцов под напряжением, равным 0,5 —0,8 предела текучести материала при заданной температуре.
При кольцевом методе применяют образцы в виде" колец, профилированных как тело равного сопротивления изгибу, с клиновидным
Рис. 300. Общая деформация е образца нз хромоникелевой стали после выдержки под растягивающими напряжениями сп Температура испытания 2Q C (Маттинг и Шпанхокс)
Рис. 301. Остающиеся напряжения в процента* от первоначального напряжения (ст0 = 25 Кгс/мм3) в функции продолжительности выдержки. Температура испытания 4(11ГС
разрезом. Напряжение создают введением в разрез клина. Через определенные промежутки времени нагрузку снимают и измеряют остаточные деформации, по которым находят величину напряжения, остающегося в образце после данного этапа испытания [сост = <т0 (1 — /пп//о)> гДе сто — первоначальное напряжение;/о и/пя - соответственно первоначальная й пластическая деформации].
Итогом испы тания является диаграмма остающихся напряжений в функции времени (рис. 301). Чем выше остающиеся напряжения, тем больше считается релаксационная стойкость. Остающиеся напряжения резко снижаются в первые 1000 ч испытания, после чего снижение замедляется (вследствие падения действующих напряжений и отчасти вследствие деформационного упрочнения материала).
релаксационная Стойкость материалов колеблется в широких пределах.. Например, после выдержки под нагрузкой в течение 10 тыс. ч образец из стали 40Х сохраняет ~ 75% первоначальных напряжений (пластическая вытяжка 25%), а образец из стали 30ХМА — 30% первоначальных напряжений (пластическая вытяжка 70%). Высокой релаксационной стойкостью обладают сплавы Ti.
Оценка релаксационной стойкости по величине остающихся напряжений является спорной. Для отражения физической сущности явлений, а также Для удобства расчетов целесообразно исходить прямо из величины остаточных деформаций и оценивать релаксационную Стойкость пределом ползучести — величиной напряжения, при котором пластическая вытяжка за регламентированный, достаточно большой промежуток времени (3000-5000 ч) не превышает определенной малой величины (0,5—1%0).
Испытания следует проводить под нагрузкой, соответствующей реальным условиям нагружения (для нагруженных стяжных соединений — под
пульсирующей нагрузкой, при напряжениях, соответствующих рабочим и с обязательным учетом упругости стягиваемой системы).
Рабочие напряжения в болтах должны быть меньше найденного таким способом предела ползучести.
. При повышенных напряжениях и температурах следует применять релаксациоино-стойкне материалы (хромистые и кремнистые стали), подвергнутые улучшению или изотермической закалке на верхний бейнит..
Для предотвращения пластических микро деформаций целесообразно применять подкладные шайбы большого диаметра. Резьбу, опорные поверхности шайб, гаек, головок болтов, а также поверхности стыков рекомендуется обрабатывать не ниже 6-го класса Шероховатости н обеспечивать строгую перпендикулярность опорных поверхностей относительно --оси болтов. Болты следует затягивать регламентированным усилием. Соединения рекомендуется подвергать предварительной ’ осадке путем затяжки болтов под напряжением, близким к пределу текучести материала, с целью расплющивания мвкронеровностей в резьбе и иа опорных поверхностях и деформационного упрочнения материала болтов.
Величина релаксации сильно зависит.. от упругой характеристики системы. Относительная пластическая вытяжка болтов ДГ1Л уменьшает силу затяжки на величину ДР. При этом болты упруго укорачиваются на величину Aes = ДРДЬ а корпус удлиняется иа величину Де2 = ДР/Х2.
Сумма упругйх деформаций болтон и корпуса равна Д—
ДР ДР
откуда
__ ^ItJT
1А1 4- 1/Ха
(189)
При Xi = 0 или Xz - 0 величина ДР = 0, т. е. даже прн пластической вытяжке ослабление системы ие наступает.
При построении диаграммы Р - е с учетом релаксации прямые растяжения ab и Ьс сближают на отрезок сс'=-Дат ник ab'c1 изображает-состояние системы После релаксации.
Силы, действующие в соеди-. нении, р’ = Р — ДР-1 зат 1 аат i р’ -Р -ДР* х СЖ 2 СЯС ГД2 5 Рг — Р — ДР 27 реет — А раст •
К оэффициенты асимметрии циклоа гх и г2 снижаются, вследствие чего циклическая прочность болтов и корпусов падает.
(рис. 302) Треуголь-
Рмс. 302. Влияние £ел*к<ацни иа параметры соединения
Наибольшую опасность представляет уменьшение натяга на стыке. Коэффициент затяжки после релаксации
Р
где S - первоначальный коэффициент затяжки. Представляя формулу (189) в виде
1 + Л1/Х3
и вводя в нее
- _ -El^pacT _ -El^pao + 1)
Л1 „--------_-------------__
од
находим1
ДР ‘ДЙЛ(3+1) El
(190)
(191)
(192)
откуда
1 +
По этой формуле определены величины Апл, при которых 3' = О (полное исчезновение натяга) и 3' = 0,5 (натяг, равный 0,5 первоначального). Принято 3 = 1; Х1/Л3 = 1; £х=20000 кгс/мм2. Ниже приведены также абсолютные величины вытяжки для болта длиною 200 Мм (/пл = 200Д]1Л):
Параметры кгс/мм3.
10 20 30
S' = 0 /пл, 0,0005 ОД 0,001 од 0,0015 од
3' - 0,5 Л1Л ММ 0.00025 0,05 0.0005 0,2 0,00075 0,15
Как видно, совершенно незначительные пластические вытяжки (в рассматриваемом случае 0,1—0,3 мм) приводят к полному исчезновению натяга. Для сохранения натяга, равного 0,5 первоначального, вытяжка не.должна превышать 0,05 мм при низких значениях <т: и 0,15 мм при высоких. Ослабление стыка можно предупредить повышением начальной силы затяжки. Для получения нужного коэффициента затяжки 3 после релаксации исходный коэффициент затяжки должен быть равцп
АР
3 = 3' + -—- (193)
Пример. Пусть Ex = 21000кго/мм3; Fj 290 мм3 е= « б 10е кге)- Е3 = 7500 кгс/мм3; F2 = 1600 мм3 (hi ь= E2F2 — 12 ‘ 10б кге), Рабочая сала = 2500 кг?; коэффициент затяжки & = 1. Пластическая вытяжка болта по истечении длительного времени 4^^0,0005 (при длине болта 200 мм абсолютам вытяжка - 0,1 мм).
Согласно формуле (169) л
.Л 0,0005 40’ ЛлЛЛ Др = -— - 2000 кге
-|*
6 12
Параметры соединения до и после вытяжки приведены ниже:
Параметры До вытяжки После ВЫТЯЖКИ
Ерзст» КТО А^ж? Ьгс РзйТ1 кге 4 Гз Кгс/мм2 сг2] Кгс/мм2 5000 2500 4200 0,84 0.6 17,2 2,65 1 3000 ' 500 2200 одз 0,23 10,4 1,38 0.2
После вытяжки на стыке остается только 20% первоначальной з я тяж к и; стык работает при очень низком значении коэффициента асимметрии ^^0,23). Для получения после вытяжки значения 3’ = 1 необходимо согласно формуле (193) увеличить первоначальный коэффициент затяжки до
Э-1-ь
j\P _ 2000
ГГЗи ~ + 2500
тогда параметры соединения до И после вытяжки будут:
Параметры До вытяжки После вытяжки
Ер.яст* Аж, кге ^аг. KLC 4 ‘ ?2 1 cTj, кге;мм кгс/мм2 " 0 700(1 - 4-5JJD 6200 0,88 0,73 24 3,86 1,3 500D 2500 4200 , 0.84 0,6 17,2 2,65 1
В этом случае после вытяжки сохраняются все Параметры исходного соединения (см. предыдущую таблицу), но за счет повышения иа 40—45% начальных напряжений (Tj, и ст2.
Другой способ заключается в уменьшения АР путем установки упругих элементов на болтах или корпусах (конструктивно удобнее установка па болтах).
Сохраняя численные значения предыдущего примера, уменьшим ДР в 5 раз (AF = 400 кгс). Необходимый ддя этого коэффициент жесткоегн болта е упругим элементом
0.0005 1
" 400 ” 12-10*'.
системы
S6-103 ЛЛ_
ДР' Х2
Новое значение фактора жесткости
Tr = T2TiF = u'u^
Новая величина силы затяжка (при том же коэффициенте затяжки 3-1)
Рзат = PpnG (1 + ^Оп) = 25001,93 = 4300 КГС'
Параметры соединения до п после вытяжки приведены ниже:
Пир а метры До вытяжки* z После вытяжки
<ч п 2 о О U * to й " „ -1 и CJ У с* i Й 5 Н fs ?s u р г я н4 "1 ь ь 5000 ' ?500 4800 0,96 0,52 17,2 3 ( 4600 2100 . 4400 0J2 0,48 ' 15,8 2,75 0,84
Установка уттрупгх элементов обеспечивает после релаксации вполне удовлетворительную затяжку стыка (3' — 0,84) без существенного изменения напряжении в болтах и корпусах. Однако уменьшение фактора жесткости системы вызывает снижение коэффициента. асимметрия цикла сжатия (г2 = 0,48), который можно повысить до г2 — 0;6 путем небольшого увеличения исходного коэффициента затяжки (с 3 = 1 до 3 = 1,4), •
Коэффициент жесткости упругого элемента необходимый для получения X* = =* 8,6 ‘ L05 ктс? находим из формулы (183). Полагая 1^1 = 0,1, получаем
_—9:1—.—. = 10i кгс.
Тб‘1о5 ” е-к/
Ошосительнос удлинение элемента после вытяжки
Абсолютное удлинение (при /э = 20 мм) = С.004 - 20 0,08 мм.
Полная свободная деформация элемента при монтаже (сжатие Еот 0 до Р>ат - 4800 кто).
, _ ^зат _ 4800
Сэ “ ~ То1”
= 0,043.
Абсолютная деформация/, т= е‘,?3 = 0,048-10 = 0,96 мм. С запасом па колебания вытяжки S СКД затяжки принимаем /^ = 1,5 мм.
Как видна из этого примера, можно, придавая элементам достаточную упругость, застраховаться с большим резервом от релаксации. Кроме того, упругие элементы, амортизируя нагрузку, уменьшают пластическую вытяжку болтов и, поддерживая в системе постоянный натяг, предупрежу дают самоотвинчнвапие гаек, что не освобождает от необходимости жесткого стопорения гаек. .
Корпуса переменного сечения
Стягиваемые детали нередко имеют разные сечения (рис. 303) или могут быть выполнены из материалов с различным модулем упругости. Пусть Г, У... — длины разнородных участков (Г + I" +... =,/) и а'; /Д.. — их коэффициенты жесткости. ,• '
Полная деформация корпуса под'действием силы Р
Относительная деформация
Фактор жесткости /Л корпуса в целом
—• (194>
V + г +
Вводя эту величину в предыдущие уравнения вместо ?.2: можпо выполнить расчет подобно предыдущему. Температурный натяг в этом случае
F И
Д*е = т а' + At" +... _ Д(х, (195)
где «х ~ коэффициент линейного расширения материала болтов; Д ti - разность их рабочей температуры ti и температуры сборки t0; ctjj а% ...; Л?2; АД ~ соответствующие параметры для частей корпуса.
- Подставляя значения X* из выражения (194) и Де* из (195) в формулу (185), получаем формулу для определения термической силы
Де*
Р‘= .
PelC; 303г Корпус с переменными «ченяямп
Фланцевые соединения
В соединениях с низкими, отнесенными от стенок фланцами (бортовые фланцы) величина ?ч Д2 определяется соотношением между сечением болта и сечением фланца, воспринимающим нагрузку, и ие зависит от диаметра, числа и расположения болтов (за исключением случая очень малого шага болтов).
Как показывает опыт, сила затяжки распространяется э теле фланца на конический объем с верхним диаметром, равным диаметру гайки или подкладной шайбы D (рис, 304, а), и с центральным углом а, величина которого колеблется э пределах 20-60°, повышаясь с увеличением силы затяжки, жесткости материала фланца (высокие значения Е2) и уменьшаясь с увеличением высоты фланца, как, например, в асимметричных фланцах (рнс. 304,6),
а
Средний диаметр конуса (сечение ЛА) D2-D + Mg-—.
А
Средняя площадь конуса
ТЕ ТТ* / ft С/ \
Fa = ~ (/Д - d2) = — I D2 + 2Dh tg h2 tg2 у - d2 J.
Отношение
При обычном значении D/d ~ 2
Фактор жесткости Соединения
EiFi
"^2 E2F2
EJE2
показан па рис, 305 в функции h/d для среднего значения а = 30° и Ej/Ej = 1 (сталь-сталь; Ti-Ti); 1,75 .(сталь-Ti; Ti-AJ); 2,8 (сталь-А1; сталь—чугун; Ti-Mg); 4,65 (сталь-Mg).
Для улучшения работы стыка (повышение г2) в соединениях с малыми Ех/Е2 целесообразно применять низкие фланцы или повышать фактор Z.1A2 увеличением упругости фланца.
В соединениях с Ei/E2 = 2,8 + 4,65 (легкие сплавы) фактор Х2Дг имеет более благоприятную, а для Е2/£г =4,65 (магниевые сплавы) даже избыточную величину Д1А2 >1).
Pxe. 30-J. Распределение сил затяжки в теле ф;шицз
Ряс. 305. Фактор в зависимости от (а = 30°)
Способы регулирования величины Хг/Хг показаны на рис, 306. Снизить Хт/Х2 можно увеличением упругости болта путем уменьшения диаметра стержня 1 или установки упругих элементов 2, а также увеличением диаметра несущего объема введением жестких подкладных шайб 3 с большим опорным диаметром. Повысить %i/X2 можно уменьшением высоты фланца 4, установкой на стыке упругих прокладок 5 или введением выборок 6 во фланце. у ♦.<
Способы повышения упругости болтов и корпусов применяют Для увеличения релаксационной стойкости фланцевых соединений,
В соединениях с болтами, заключенными в. колонки (рис. 307), фактор не зависит от высоты колонок, так как усилие затяжки восприни-
Л мается цилиндрическим объемом колонки с площадью FK = — (Dg - d ),
где Д. - диаметр колонки.
I
Рис, 30$. Регу.тиронаияе жесткости фладцевых соединений
Рис. 307. Фланцы е колонками
Фактор Xi/Xj равен
Л n Et <? ' EJE2
E2D>-& plj-/
При обычном значении D,;d. = ~ 235‘2^/X;iRj 0,2 ——; для Ej/Ej » 1; 1,75; 2,8; 4,65 равен соот-ветственно 0,2; 0,35; 0,56; 0,93. р
Контроль силы затяжки
При сборке необходимо точно выдерживать расчетные параметры затяжки. Применяют, три основные способа контроля силы затяжки: 1) затяжкой гаек динамометрическим ключом; 2) завертыванием гаек на расчетный угол; 3) измерением упругого удлинения болта при затяжке. При затяжке динамометрическим ключом выдерживают крутящий момент Маа1, определяемый по заданной силе затяжки болтов расчетом [см. формулу (144)] или экспериментально, Этот способ недоста-. точно точен. Усилие, необходимое для завертывания гаек; зависит от трения в резьбе и на опорной поверхности тайкн, которое .может колебаться 0 значительных пределах. Поэтому болты, затянутые одним и тем .же крутящим Моментом, фактически могут быть нагружены различно.
Для уменьшения влияния трения резьбу перед затяжкой покрывают дисульфидом молибдена, коллоидальным графитом и другими смазочными веществами. Такие соединения необходимо надежно контрить, так как присутствие смазки увеличивает склонность к самор аз винчиванню.
Применяют также виброзатяжку (например, гайковертами ударно-вращательного действия). Уменьшение сил трения в результате вибраций необходимо учитывать при расчете крутящего момента затяжки. i При завертывании и а расчетный угол гайку сначала доводят до-плотного соприкосновения с опорной поверхностью, т.е. до такого положения, с которого начинается вытяжка болта. После этого гайку завертывают на расчетный угол с помощью угломерного ключа со стрелкой, перемещающейся По лимбу, установленному на корпусе. Величину угла завертывания определяют по заданной силе Рзат из следующих соображений: при затяжке гайки необходимо выбрать величину растяжения болта Д = 1Р3^2 и сжатия корпуса f2 = /РМТЛ2 (где 1 “ длина соединения).
Осевое перемещение гайки относительно болта
f—fi + f т~ + (197}
' Л3 /
Рис. 308. Стопорение гаек в стяжных соединениях
Рис. 309. Угломерный ключ
Этому перемещению соответствует поворот гайки на угол
v = W- = 360’P„,lf-^ + ^-\ (198)
я J \ Лj. Дд у
где 5 шаг резьбы.
Практически гайки затягивают следующим образом. Сначала выбирают зазоры в системе затяжкой всех гаек от руки до плотного соприкосновения с опорными поверхностями. После этого все гайки в последовательности, зависящей от расположения болтов и обеспечивающей по возможности равномерную затяжку стыка (в шахматном порядке, крест-накрест, змейкой), завертывают сначала на угол 0,5v, а затем В той же последовательности па угол V.
Этот способ точнее первого, хотя в нем имеется источник ошибок (затруднительность определения фактического начала' затяжки).
При завертывании корончатых гаек в большинстве случаев приходится .дополнительно затягивать гайку до совмещения отверстия под шплинт в болте и пазов в гайке, причем максимальный угол дотягивания составляет 60° при одном отверстии в болте и 30° при двух крестообразно расположенных отверстиях (рис. 308, я). Таким образом, при . дотягивании возможно значительное превышение расчётной величины угла завертывания. Кроме того, болты соединения оказываются затянутыми на различную величину.
Регулирование угла дотягивания с помощью мерных подкладных шайб усложняет монтаж. При необходимости точно выдерживать расчетный угол надо применять бесступенчатое стопорение, например, отгибиымй шайбами увеличенного диаметра, допускающими стопорение гайки в любом положении (рис. 308, (5).
У длинных и тонких болтов иа точность измерения влияет их скручивание под действием сил трения, возникающих в резьбе при затйжке. Придерживание конца болта ключом при затяжке (см. рис. 286) усложняет монтаж. На рис. 309 представлена конструкция ключа, исключающая 452
Рис, 310. Измерение вытяжки болт
Рнс. 311. Способы замера вытяжКй болтов
влияние скручивания на точность замера. В стержне ключа установлен подпружиненный фиксатор 1 с пирамидальным хвостовиком крестообразного сечения, входящим в соответствующее гнездо иа торце болта. Фиксатор соединен со штоком 2, на наружном конце которого фрик-цноняо установлена стрелка 3, перемещающаяся по лимбу 4, закрепленному на торце ключа. - '
При наложении ключа на гайку хвостовик фиксатора заскакивает в гнездо болта, обеспечивая прямую связь между болтом и стрелкой. Перед силовой затяжкой стрелку устанавливают на нулевое деление лимба. Прн затяжке стрелка показывает угол поворота гайки относительно болта, т. с. угол, определяющий величину затяжки.
Наиболее точен способ измерения вытяжки болта
Р !
зат*
(199)
Удлинение коротких болтов измеряют микрометром 1 (рис. 310), если можно подвести тубки микрометра к торцам болта (болты шатунных головок, клеммиых соединений и др.).
Вытяжку длинных болтов и шпилек измеряют индикаторами или оптическими приборами, установленными на. независимом основании 2. Индикатор показывает сумму вытяжки болта и сжатия корпуса 3. Замеры производят по шарикам, закладываемым в комические гнезда на торцак болта (рис. 311), или по сферическим поверхностям, выполненным заодно с торцами (способ более удобный).
Так как жесткость головки болта и участка расположения гайки значительно выше жесткости стержня, то измерение по крайним точкам (длина Г) достаточно верно отражает вытяжку болта иа длине I соединения.
. На рис. 312 показана, упругая вытяжка/д болтов в функции их длины И величины растягивающего напряжения Oi (принято Ег =20- 10э кгс/мм2).
Рис. 312,, Упругая вытяжка брЛТОВ В ФУНКЦИИ I И ffj
Рис. 313. Котпгроль затяжки с помощью деформируемых колец
Микрометры обычной точности позволяют с ошибкой ие более ±10% измерять вытяжку порядка 0,03 мм. При ах = 10 кгс/мм2 такую вытяжку приобретают1 болты длиной 60 мм, а при ох - 20 кгс/мм2 — болты длиной 30 мм. Следовательно, этот способ позволяем достаточно уверенно определять вытяжку даже коротких болтов. При обычных же параметрах (1 > 80— 100 мм; о1! =20 кгсДш2) вытяжка может быть определена с высокой степенью точности.
Иногда применяют систему деформируемых подкладных колец (рис. 313). Под гайку устанавливают жесткие шайбы 1, 2} мерное кольцо 3 нз пластического металла, и сигнальную шайбу 4. Высоту кольца 3 выбирают так, чтобы при предварительной легкой затяжке между кольцом и сигнальной шайбой оставался расчетный зазор ei равный, сумме упругих деформаций болта и стягиваемой системы под действием силы затяжки. При силовой затяжке мерное кольцо сплющивается. Затяжку прекращают, когда выбирается зазор г, о чем судят по потере подвижности сигнальной шайбы.
Другой способ мерной затяжки - нагрев болтов до температуры
* — —г > to > ol
где fi — расчетная вытяжка, мм; I —длина болта, мм; а - коэффициент линейного расширения материала болта; г0 — температура сборки, °C.
Подставляя в это выражение значение/! из формулы (199), получаем
1 зпт
aEJ'1
Нагрев производят ТВЧ, паром пли горячей жидкостью, пропускаемой через центральное сверление болта (последний способ применим при болтах большого диаметра). На нагретый болт завертывают гайку до плотного смыкания стыков, после чего дают соединению остыть.
Недостатки способа: значительное усложнение технологии сборки; затруднительность точного выдерживания температуры нагрева,
Предварительная осадка
Перед затяжкой иа расчстщто величину целесообразно произвести осадку соединения затяжкой болтов силой, превышающей расчетную. Силовая осадка вызывает пластическую деформацию металла на участкак точечного контакта и тем самым увеличивает релаксационную стойкость соединения.
Силу осадки Ро0 выбирают так, чтобы создать в болтах напряжение, равное 0,6—0,8 предела текучести материала болтов. Обязательна проверка напряжений, возникающих при этом в корпусах. Подставляя PQC = = (0,6 4- 0.8) <у0.2^1 в формулы (198) и (199), получают расчетные параметры прн осадке: с завертыванием гаек иа расчетный угол vQC:
V« = 360° (0,6 4- 0,8) сто 2?1 ~ (W 4-1 Да); (200)
5 *
с измерением удлинения /ос болтов
/.-Ms' (200
я 11'1
Ганки завертывают в несколько приемов в определенной последовательности. Соединение выдерживают под затяжкой не менее 2—3 ч, после чего гайки отпускают и завертывают снова, уже на расчетную величину v или fi [формулы (198) н (199)].
Графический расчет стяжных соединений
Графический расчет заключается в построении диаграмм Р ~ е.
Выбрав удобный масштаб сил, проводят на заготовке горизонтали Рсж = ЗРраб и РрЯСТ = (В 4-1) Рр1б (рис. 314, а). Из произвольной точкй т на горизонтали Рраст строят вертикаль тп до пересечения с горизонталью РС/К и прямую та растяжения болтов под углом а к оси абсцисс. Затем через точку п проводят прямую Ьс сжатия корпуса под углом 0 к оси абсцисс (рис. 314,6). Это построение дает величины Рзат (ордината точки 6), ei и ю (отрезки до и ос).
Углы «ир определяют из соотношений
оЪ tg И == = до оЪ tg 0 = —= ос 11 II to Ш t? т= ТЗ II II ^5 [та [*£ м м (d *
где ц - масштаб сил; р - масштаб относительных деформаций.
Если, например, масштаб сил 1 мм = 100 кге [ tj — 102 а мас-\ мм J
штаб относительных деформаций 1 мм = 0,00001 (ц = 10“5 мм"1), то вели-
чина р/п = «IO'7 1/кгс.
Рнс. 314, Построение дин гр а мм Р — е
Пусть £х = 21 000 кге/мм2, Ft = 475 мм1 н Х1 - FjFj = 21000-475 = = 107 кге.
Тогда tg а = 10* 7 • 107 = 1 (а = 45°).
Пусть Х1/Х2=0Д т.е. Х2 = 2-107 кге. Тогда tg р = 10’7 2-107 = 2 (р = 63й). ..
Проще следующий способ. На заготовке наносят горизонтали РСА, Ррасг 11 Аат (рИС. 314, в). Из произвольной точки Ь на линии Рзат проводят под углом 45° (для < 1) илн 60° (для Xi/X2 > 1) прямую растяжения ab, получая на оси абсцисс отрезок-ао = е2. По правую сторону от линии
Zi
Ьо откладывают отрезок ос = е2 = ао —— и проводят через точку п верти-^2
каль до пересечения с линией Рраст, Масштаб относительных' деформаций находят из соотношения ц — е^ао, где Cj “PM1/Xi.
В большинстве случаев в этом нет необходимости, так как црн расчете определяют только величину сил.
При наличии в корпусе элементов переменной упругости характеристика корпуса становится криволинейной. Упругую характеристику подобных систем определяют экспериментально. Корпус подвергают сжатию иа испытательном стенде с приложением нагрузки на участках расположения болтов и. строят по точкам его характеристику.
Для расчета конструкций с криволинейной характеристикой применим только графический метод. Экспериментальную характеристику Ъс наносят на заготовку, (рис. .314, г и о) и через точку п пересечения характеристики с линией Рсж проводят вертикаль до встречи с линией Рраи. Из точки встречи m проводят линию Ъа растяжения болтов под углом а к оси абсцисс н находят Рмт (ординату точки &).
Вогнутость характеристики (рис. 314, г) снижает амплитуду пульсации силы растяжения болтов Драи и повышает г£. Выпуклость характеристики (рис. 314, д) действует противоположно.
Кривые растяжения коротких болтов, иа упругость которых влияет деформация головки и резьбовой части, а также болтов с упругими элементами нелинейной характеристики определяют экспериментально. Растягивающую силу прикладывают через упругие элементы, Экспериментальную кривую наносят на заготовку диаграммы (рис. 314, е) и через точку т встречи с линией Ррдст проводят вертикаль mi, а через точку л —линию Ьс сжатия под углом 0 к оси абсцисс. Ордината точки >Ъ представляет собой Рзат.
Пример расчета
Блок цилиндров двигателя/ имеющий в поперечном сечении вид, из обряженный на рис 315, притягивается к картеру шпильками длиной 400 мм G диаметром 18 мм и резьбой М 24- (шаг з = 1,5 мм),
Предполагаем, что силу вспышки 10 000 кге воспринимают четыре ближайшие к цилиндру шпильки с общим сечением = 4-0,785US2 = 1000 мм2 и Сила затяжки шпилек распространяется на участок блока, ограниченный линиями О—О, с площадью сечения Г2 =х 7000 мм2.
Блок выполнен из сплава АЛ5 (Е3=7500 кгс/мм2; гго2СЖ^15 кгс/мм2; «1 «24Ю-6^ шпильки - из- стали ЗОХГС (Ej 21 000 кгс/мм2; cr(V = 90 кгс/мм2; «1 11-10’е). Температура блока и шпилек на работающем двигателе 80сС, Требуется найти максимальные напряжения в шпильках и блоке у холодною н горячего двигателя. При расчете см, график на рне, 316.
Учитывая пягреп соединения при работе, принимаем умеренный козффицйепт затяжки .9 = 0,5, Минимальная сила сжатия стыка Рс?к = 0ДРр^ — 5000 кге.
Общая сила растяжения шпилек Ррасг = (I + 0,5) Ррад = 15 000 кге,
Напряжение растяжения в шпильках
СТ£ =
/> т 15 000 ,, u 2
-FT"-iw6-15KrC/MM
Коэффициенты жесткости == = 21000 * 1000 = 2,1 - Ю’ кге. = Е2Г3 = 7500 - 7000 -
= 5.3-101 кге.
Фактор жесткости = 2ДДЗ =0.4.
Необходимая общая сила здтяжки
Лат « Лаб (9 + * = 10 000 (0,5 + ~] = 12 000 К ГС.
\ ^+^/Л2/ \
Рнс. 315. Сечение блока нплиндрев
Рис. 316. Диаграмма Р-е
Напряжение сжатия в блоке = Р1ат/Г- = 12 000/7000 = t,7 кге/мм2-Угол, на который необходимо завернуть гайки яри затяжке
Vе = 360" Рзат 4 (-А+ г~) « 360’-12 00044-10-7 (- -4- - U = 77°. 8 \ Aj Ад / - Jp W J
При завертывании с измерением вытяжки шпилек расчетное удлинение
12 000*4)0
” 2,1 "107 ~
— 0,23 мм.
Для силовой осадки принимаем напряжение и шпильках crwc ®= О?бегО12 = 54 кгс/ммг* Общая сила затяжки при осадке FO(? = 54 > 1000 —54 000 кге
Напряжение в корпусе при этом сгос, = P0JF2 54 000/700 7,7 кгс/мм\
Угол завертывания гайки при осадке
V0 «V0
is.. 77. £^_.35O-.
Ра>, 13 000
Удлинение шпильки ври осадке
*Ч^013 54000
Рзат 3 12 ОСЮ
1г05 мм.
Термический натяг при нагреве до 80°С (т, е. иа 6О°С по сравнению с температурой сборки 20е С}
г, = Д( («. - aj = 60 (24 - !?) 1(ЛЙ =7,8 £0'*.
Термическая сида
„ 7,snr*-io7
Л = —j--------—= 12000 кге.
*——— "Т" —"
2,1 5,3
Силы растяжения, сжатия и затяжки после нагрева:
Рраст = РрасТ + Л = 15 000 4- 12 000 = 27 000 кге;
Р'ж = Лж + Л = 5000 4 1Д 000 = 17 000 кге;
Г'ат = рзлт + Л = 12 000 + 12 000 = 24 000 кге.
Коэффициенты асимметрии циклов
Г(;|Г _ 24 000
’ ~27 000
17 000
Wo “ 1 ‘
Максимальное напряжение растяжения шпилек oi =Fpacr/F, - 000/1000 <= 27 ittc/MNr,
Максимальное напряжение сжатия блока =• 24 000/7000 — 3,4 jcrc/мм3.
Из-за высоких зцалсвий коэффициентов асимметрии запасы надежности определяем по показателям статической прочности (стр Д Запас надежности для шпилек — = 90/27 « ЗаЗ; для блока п2 = = 15/3,4 = 4,4.
11. ПРЕССОВЫЕ СОЕДИНЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Соединения на прессовых посадках применяют дня неразбориых ИЛИ редко разбираемых сопряжений. Сопротивление взаимному смешению деталей в этих соединениях создается и поддерживается силами упругой деформации- сжатия (в охватываемой детали) и растяжешгя (в охватывающей детали), пропорциональными величине натяга в соединении.
Прессовые посадки. ГОСТ 7713—62 устанавливает следующие посадки (в системе отверстия):
/Опсс тячпосюи 1 Класс точное ши 2
Прессовая первая Прессовая вторая ПрЦ Hp2i Легкопресссеая ТТрессовия Прессовая горячая* . , . V Лл Лр> гр
Класс 2а 1 Класс точности 3
Прессовая первая Прессовая вторая пр11л . №. Прессовая Прессовая Прессовая йервая вторая третья - * . . . nPi3 Пр23 Лр33
На рис. 317, а приведены средние велйчипы натягов Дср в функции диаметра вала d для различных прессовых посадок, а на рис. 317,6 — средние значения относительных натягов Дср/</.
Относительные натяги резко возрастают в области малых диаметров. Это заставляет особенно осторожно подходить к расчету соединений малого диаметра, так как прочность деталей прессовых соединений зависит прежде всего от величины относительного натяга.
Несущая способность. Наибольшее осевое усилие, которое может выдержать прессовое соединение,
Рос = kFf, (202).
Где к — давление на посадочной поверхности, кгс/мм3; F — itdl — площадь посадочной поверхности, мм2 (d. и I — диаметр и длила посадочной поверхности); f — коэффициент трения между сопрягающимися поверхностями (для сталей и чугунов в среднем/~ 0,1 -г 0^15).
* Термин горячая посадка устарел. Сейчас вместо нагрева охватывающей детали широко применяют охлаждение охватываемой.
Рис. 317. Средние величины натягов (г?) и относительных натягов АС?ДГ (о)
Наибольший крутящий момент, передаваемый соединением,
MKp^O?5-10’W/ = 5-10-4W//. (203)
Давление к на посадочных поверхностях зависит от величины натяга и толщины стенок охватывающей и охватываемой деталей. Согласно формуле Ламе
А = -у9, (204)
d
где Д/d — относительный диаметральный натяг, А _ А Гмкм! __
— = 10-1—у—. d a LmmJ
9 — коэффициент, '1 0 « --, (206)
Ci ~ Ц1 С2 + Ц2 -------- --------7-----— £i -------------•
здесь Е2 и ц.!, ц2 - соответственно модули нормальной упругости н пуассоновы константы материалов охватываемой и охватывающей детален; Cj н с2 — коэффициенты;
Рнс, 318. Параметры прессового соединения
(208)
причем di и d2 — соответственно внутренний диаметр охватываемой детали и наружный диаметр охватывающей детали (рнс. 318).
Следовательно,
А 1 _ £2Д
d с2 — с?т 4- р2 d
•-------— 4“ .
£.l Е2
1
__
(с 1 — Ri) "Д" + + Мг
F-i
(209)
Давление к, а следовательно, н иссушая способность соединения, пропорциональны относительному диаметральному натягу А/J, возрастают с увеличением модуля упругости материалов и уменьшаются с увеличением с2 и с2, т. с. с увеличением тонкостеиности.
Решение Ламе (соединение бесконечной длины) предполагает равномерное распределение давления по длине соединения и дает средние значения А'. В соединениях конечной , длины,'как показывает точный расчет (Парсонс), на кромках возникают скачки давления, пропорциональные жесткости втулки и величине к. Максимальное давление на кромках превышает номинальное давление к в 2—3,5 раза’ (рис. 319). Скачки можно практически устранить и сделать давление приблизительно постоянным с помощью разгружающих фасок на втулке, утонения втулки к краям и бомбииирования вала (см. рнс. 212).
Назовем ах=-&2/& и а2 = d/d2 относительной тонкостеи-н остью соответственно охватываемой и охватывающей деталей. Значе* ния щ = а2 =0 соответствуют случаю массивных охватываемой и охватывающей деталей, значения и а2, близкие к 1,— случаю тонкостенных деталей.
Коэффициенты с. и с2 можно представить в общем виде следующим образом:
1 4- а2
Это соотношение показано иа рис. 320.
Напряжение сжатия в охватываемой детали имеет максимальную величину на внутренней поверхности;
2к
Рис. 319k Распределение давления по длине прессового соединение Относительный натяг Л/Л - 1%; //JhL Вал И ступица стальные/ Вол массивный- Относительная тонкостенность втулки л2:
1 — 0,7; - 0,75; 3 - 0,8; 4 - 0,55. (Штриховые линии - решение Ламе)
Рис. 320. Коэффициент с в функции фактора тонксстенностн а
Напряжение растяжения в охватывающей детали максимально на внутренней поверхности:
2к
^ = Г~~Т‘ ’ (2И)
1 “ а2
Уменьшение внутреннего диаметра охватываемой детали
Si
£1 Ei
dy
Увеличение наружного диаметра охватывающей детали
я ~ Ст2 т
92 'У .
Ez
Максимальное допустимое давление иа посадочной поверхности определяется прочностью на смятие кга^— ом, где осм - предел прочности на смятие наиболее слабого из двух сопряженных материалов. Для сталей улучшенных можно принимать стсм = 20 + 25-' кге/мм2, для чугунов серых = 2 5 кге/мм:2 и алюминиевых сплавов ст.м = 1:- 2 кге/мм2.
Чаще всего несущую способность соединения лимитируют не напряжения смятия на контактных поверхностях, 'а напряжения разрыва в охватывающей детали или сжатия в охватываемой.
Рис, 321, Влияние фа моров и на величины Аа; (Тщ (жнрЕгые динцн) и сг^ (тонкие ЛНШ1П)
Если охватывающая и охватываемая детали выполнены из одинакового материала (Ej = Ez = Е; Pi = Йз = р), то тогда 0 = 4- с2) и согласно'
формулам (209)— (211)
(212)
(213)
(214)
На рис, 321, «приведено в функции ах и а2 относительное 1
дав ление/со =-------, представляющее собой величину давления к при
<4 + с2
E\/d = 1. Давление (а следовательно, п несущая способность соединения) максимально при aL = а2 = 0, слабо снижается при увеличении а2 и «2 до ~ 0,5 (заштрихованный участок), а с дальнейшим увеличением aL и а2 (тонкостенные детали) резко надает, стремясь к нулю при t!it = = 1,
Снижение давления с уменьшением толщины стенок охватываемой н охватывающей деталей можно компенсировать увеличением диаметра и длины посадочной поверхности. Если, как это обычна бывает, длина соединения пропорциональна диаметру, т е. I = nd (н ~ коэффициент пропорциональности), то согласно формулам (202) и (203) Рос = кfnd2 и Мхр = O,5kfnd3. Следовательно, сопротивление осевому сдвигу пропорцио-
нально ква др ату, а кручение — кубу диаметра соединения, Таким образом, увеличение диаметра представляет очень эффективный способ увеличения несущей способности прессовых соединений и снижения напряжений т> охватывающей и охватываемой деталях, х
Согласно формулам (213) н (214) относительные напряжения (напряжения яри E\/d = 1)
2к0
°0L=-r-1T, (215)
1 - al
вог = ~А-. (216)
1 — «2
Эти соотношения приведены .на рис. 321; б. Из трафика можно сделать следующие выводы:
напряжения cr01 в о х в а ты в а е мой детали (жирные линии) максимальны (сг0] = 1) при массивной охватывающей детали (а2 = 0), снижаются с уменьшением толщины ее стенок (а2 -> 1) и возрастают с уменьшением толщины стенок охватываемой детали -> 1); -
напряжения сг02 в охватывающей детали (тонкие линии) максимальны (ст02 = 1) при массивной охватываемой детали (а2 =0), снижаются с уменьшением толщины ее стенок («1 -»1) и возрастают с уменьшением толщицы стенок охватывающей детали (л2 -* 1).
Называя охватываемую деталь вал ом, а охватывающую корпусом, можно сформулировать следующие практические правила:
для увеличения прочности вала целесообразно увеличивать толщину его стенок и уменьшать толщину стенок корпуса (массивный вал — тонкостенный корпус);
для увеличения прочности корпуса целесообразно увеличивать толщину его стенок и уменьшать толщину стенок вала (массивный корпус — тонкостенный вал).
Существенное снижение напряжений происходит только при увеличении Ях и я2 свыше ~0,5. Прн меньших значениях и а2 (заштрихованный участок) напряжения мало отличаются от напряжений в массивных деталях.
Коэффициент треиин. Несущая способность прессовых соединений прямо пропорциональна коэффициенту трения на посадочной поверхности.
Коэффициент трения зависит от давления па контактных поверхностях, ‘ размеров и профиля микронеровностей, материала и состояния сопрягающихся поверхностей (наличие смазки), а также способа сборки (соединение под прессом, с нагревом или охлаждением деталей).
Коэффициент трения возрастает с увеличением шероховатости поверхностей и снижается с повышением давления1 (рис, 322), так что иной раз целесообразны меньшие натяги с выгодой для прочности вала и втулки. При сборке с нагревом или охлаждением деталей коэффициент трения в 1,3 -2,5 раза выше, чем при сборке под прессом. Коэффициент трения можно значительно повысить нанесением гальванических покрытий.' В зависимости от перечисленных факторов Коэффициент трения имеет величину f — 0,06 -г 0,25, а иногда и выше, Ценность расчета точности состоит в том, что он позволяет определить влияние геометрических-464
Рис, 322, Коэффициент трения в зависимости от чистоты обработки к удельного давления й (сталь но стали)
I
Рис, 323. Величины г (сплошные линии) ir натяги (пунктир). Посадка Пр
параметров и жесткости элементов соединения иа несущую способность и прочность, а также наметить рациональные пути упрочнения. При расчетах придерживаются значений/ = 0,1 + 0,15, относя возможное повышение коэффициента сверх этих величин в запас надежности.
Влияние качества поверхностей. Несущая способность прессового соеди- пения зависит от обработки сопрягающихся поверхностей.
В измеряемые диаметры отверстия и вала входит высота микропер овиостей, которые при запрессовке смицаются. Если высота микро-неровпостей соизмерима с величиной натяга, то фактический натяг в соединений значительно уменьшается; '
На рис. 323’ приведены натяги Дт)п, Дер и Дпт (штриховые Линии) при посадке Пр для различных диаметров валов, а также нанесены суммарные высоты неровностей вала н отверстия (сплошные линии) прн s обработке по 4—9-Му классам шероховатости, Для соединений малого диаметра (менее 30-40 мм) обработка ниже 9-го класса исключается, так как суммарная высота микронеровпостей становится близкой к величине Дт!и. Натяг в таких соединениях может значительно уменьшиться или исчезнуть в результате смятия мнкронеровностей.
Соединения с диаметром более 50 мм, а также.соединения с большим натягом можно обрабатывать несколько грубее. Практически поверхности валов в прессовых соединениях среднего размера обрабатывают цо 8 —10-му классам, а отверстий—по 7—9-му классам шероховатости.
Микроиеровпости в известной мере положительно влияют на прочность соединения, действуя наподобие шипов, увеличивающих связь между сопрягающимися поверхностями. Как установлено опытами, повышение класса шероховатости свыше 11-го снижает несущую способность соеди
нения вследствие уменьшения коэффициента трепня на поверхностях контакта.
В формулы (209)—(211) входит 'величина действительного натяга. Поэтому при расчете прессовых соединений заданный Номинальны й натяг А110М следует уменьшить йа величину смятия микро-неровностей Д’ = 2ф (i?Zi + K-2), где Rz, и Rz2 - величины микронеровностей соответственно вала и отверстия, мкм; <р — коэффициент смятия.
Величина смятия микронеровностей зависит от величины натяга в соединении, высоты неровностей, их формы, профиля и' платности распределения^ твердости и прочности материала сопрягающихся поверхностей, соотношения между твердостью 'Поверхностей охватывающей и охватываемой деталей, а также от условий сборки. Прн сборке под прессом неровности последовательно подвергаются срезу при продольном перемещении и сминаются гораздо больше, чем при сборке с нагревом или охлаждением деталей (когда неровности смыкаются в радиальном направлении).
Фактическая, устанавливающаяся после некоторого периода эксплуатации величина смятия, определяющая эксплуатационную надежность соединения, зависит от величины и вида нагрузок, действующих иа соединение. Высота неровностей уменьшается после каждой разборки-сборки, стабилизируясь' на определенном уровне после трех-четырех разборок.
Учесть все эти многообразные факторы невозможно. В качестве первого приближения при расчете принимают, что смятие микронсров-ностей составляет 0,5 — 0,6 первоначальной средней высоты микроиеровио-стей. Влияние последующей эксплуатации учитывают коэффициентом запаса, который при расчете прессовых .соединений принимают равным 1,5-3.
При ср = 0,5, Д' = Rzi + К?2- Введем величину Дном - Д' в формулу (204),
, Дном (-^’1 + д . 1000с/
Если при расчете определяют необходимый номинальный Натяг, то к найденной величине натяга следует прибавить величину смятия микронеровпостсй; Д]10М к Драсч 4- RzL + Kz2.
По величине номинального натяга, определенной таким образом, подбирают соответствующую посадку по ГОСТу.
Поправка на смятие микронеровностей имеет существенную величину для соединений малого Диаметра. Для диаметров > 50 мм при обработке по 8-му классу шероховатости и свыше поправка не превышает 10% (рис. 324) и сю можно пренебрегать, особенно если сборка производится с нагревом или охлаждением деталей.
Влияние тепловых деформаций. В соединениях, подвергающихся нагреву, следует учитывать влияние температуры на посадку. Если охватывающая деталь изготовлена из Материала с более высоким коэффициентом линейного расширения или нагревается при работе более, чем охватываемая, то прн нагреве первоначальный (холодный) натяг уменьшается. Напротив, если охватываемая деталь изготовлена из материала с более высоким коэффициентом линейного расширения или нагревается при работе более, 466
Pjtcf 324. Поправка на смятие мдкроиеровностей в завлснмосгй от диаметра соединения н качества оор^боткк:
а — посадка i/p; б ™ поездка Гр
чем охватывающая, то первоначальный натяг в соединении при нагреве увеличивается. (
Если соединение при работе подвергается нагреву, то в формулы (209)—(211) следует ввести температурный натяг (с его знаком) А, = = IO3;/ (ott Aft - а3 Дг2), где и а2 - коэффициенты линейного расширения материала соответственно охватываемой и охватывающей деталей; Art и Дг3 - увеличение температур при нагреве соответственно охватываемой и охватывающей деталей.
Формула (204) при этом приобретает вид
к = 1о'37С4«»“ - (Лг> + *Ы+4]. (217)
Первоначальный относительный натяг, необходимый для поддержания заданного давления к при нагреве:
Дюм = Ю3 —— -1- + R?2 — Др (218)
И
При посадке иа валы много оборотных роторов следует еще учитывать расширение ступицы под действием центробежных сил и, соответственно увеличивать первоначальный натяг.
ВЫБОР ПОСАДОК
Как общее правило, следует избегать применения посадок с большим натягом. Предпочтительнее обеспечивать необходимую несущую способность увеличением диаметра соединения. Так как несущая способность пропорциональна кубу диаметра^ то в большинстве случаев для1 получения умеренных натягов достаточно небольшого увеличения диаметра.
>
Особенно следует избегать больших натягов при классах низкой точности, так как из-за большого поля допусков в этих классах при неблагоприятном сочетании допусков могут получиться натяги, опасные Для прочности охватывающей или охватываемой детали.
При необходимости больших натягов целесообразно применять посадку Гр по 2-му классу ТОЧНОСТИ,
Большие натяги применяют в случае посадок в тонкостенные корпуса, корпуса из легких металлов, корпуса, расширяющиеся лри нагреве, и в ступицы многооббротных роторов.
Особая осторожность необходима при выборе посадок тонкостенных втулок (например, втулок подшипников скольжения). При запрессовке внутренний диаметр втулок уменьшается, что заставляет вводить дополнительную операцию развертывания отверстия после запрессовки (или заранее увеличивать внутренний, диаметр втулки ла величину сжатия). При больших нЭтягах могут возникнуть пластические деформации; втулка усаживается, вследствие чего прочность соединения резко падает, В процессе эксплуатации часто наблюдается ослабление посадки из-за расширения втулки при нагреве, особенно, если она выполнена из материала с высоким коэффициентом линейного расширения (например, из бронзы). Тонкостенные втулки обычно устанавливают на посадке не выше Пр. Часто необходима страховка втулок от проворачивания и продольного сдвига. .В каждом отдельном случае соединение следует рассчитывать с учетом всех факторов, влияющих па работу при эксплуатации.
Несущую способность (сцепную силу) соединения рассчитывают по минимальному натягу, могущему возникнуть при неблагоприятном сочетании размеров отверстия и вала (отверстие выполнено по верхнему пределу допуска; вал—по нижнему пределу допуска).
Напряжения, возникающие в охватывающей и охватываемой деталях, а также силу, необходимую для запрессовки и распрессовки соединения, рассчитывают по максимальному натягу .(отверстие выполнено ио номинальному размеру; вал - по верхнему пределу допуска).
РАСЧЕТНЫЕ ДИАГРАММЫ
С учетом формул (209)-(21.1) построены диаграммы (рис. 325—330) для наиболее распространенных случаев прессовых соединений. Принято для стали Е = 21 103, чугуна Е — 8 103, алюминиевых сплавов Е —'7,2'. 10э, бронз £= И 103 кге/мм2. Для чугуна принято р, = 0,15, для всех остальных материалов ц = 0,3,
В нижней части диаграмм приведено относительное давление к0 »
’ 1 .... • . „
=— ..—. Q функции для различных значении a2t а в верхней—,
C1 + Сз
относительные напряжения сг01 равные для охватываемой и охватывающей деталей:
2^о
Qoi °’оз=_;
1 - П1 . 1 - «2
Рис. 325. График для расчета прессовых соединений (детеля, выполненные яэ одинакового материала) '
Абсолютные величины к, стА и сь получают умножением /<э, ст01 и ег02 на фактор ЕЩЯ.
Приведем примеры расчета. Для упрощения рассчитываем по натягам, средним для данного лида посадки. При проектировании рассчитывать следует по крайним пределам натягов, а также вводить запас надежности п увеличением в п раз заданного крутящего момента и осевой силы; или (что то же самое) сниженном в п раз расчетного коэффициента трения.
Прессовые соединения детален, выполненных из одинакового матерндла (рис, 325).
1. Стальной полый вад С наружным диаметрам d = 100 мм и внутренним = 70 мм (П1 =0,7) запрессован в стальную ступицу с наружным диаметром с!г = 125 мм (аг ~ 0,8) 1гл посадке Гр. Длина соединения I = 100 мм, Вал и отверстие обработаны во S-му классу шероховатости (3Ut + К;2 =* 6,4 мкм), Коэффициент трения / = 0,1.
мкм. Действительный ватяг 120.* 6/4='113,6 мкм, Модуль Следовательно:
ГД 21 000'113.6 . .
Требуется найти давление к на посадочной поверхности; максимальный крутящий момент Мкр1 который может передать соединение* максимальные напряжения <тх в палу н гт^ в ступице.
Прежде всего определяем величину E&/d. Прн посадке Гр средний диаметральный натяг для d — W мм равен 120 упругости £ -—21 (XX) кгс/мм7.
•7-=Й5м"----------iP-------«ktw.
От точки jL«0J (нижняя часть диаграммы) проводим горизоятяль да пересечения с кривой лг« 0,8 уточка 4) и каходам нх оси абсцисс значение. kG — 0,135. Давление
гл
к =* ±^JlQ = 24' ОД 35 = За24 кгс/мм2, и
Максимаиьншг крутящий момент, который может лсредлтт- соедижние, Л/кр^ « 5 -10’4.3:24я - 100". 100. ОД 500 кге-м.
Для определения напряжений проводим от точки, А вертикаль До встречи с прямыми а 0*7 (вал) и а - ClS (стуцтпщ). Д<а оси ординат находим а01 = 0,52’и иог - 0,75.
Напряжения в вале и ступице ид * 24 * 0,52 = 12,5 кгс/мм* л гт3 == 24-0,75 « 18 tfrc/мы1.
Сделаем1 вал массивным (^ ^ 0); наружный диаметр ступицы увеличим до 165 мм (/гй 0ь6\
Точка Я пересечения абсциссы п2 - 0 с кривой ^ = 0,6 даст kQ - 0,32. Следовательно /—24-0,32^7/7 кгс/мм3.
Передаваемый крутящий момент возрастает в 7,7/3,24 =; 2,5 раза,.
Проводя через точку В вертикаль до пересечения с прямей а — 0 (вал) и fl = 0,6 (ступица), находим па оси ординат crOi = 0,64 и а01 1.
Следовательно, напряжение а валу увеличивается в 0/4/0,52 = 1,23 раза, а в ступице — в 1 /0,75 - 1,33 раза по сравнению с предыдущим случаем. Увеличение очень небольшое, если учесть, что несущая способность соединения возрастает в 2,5 раза.
2. Задан крутящий момент Мкр 200 жгс'М. Наружный диаметр нала А « 100 внутренний dt = 60 мм (дх =0,6). Наружный диаметр ступицы = 130 мм (а3 -0,75). Вад и отверстие обработаны по В-му классу шероховат о ст л (Rzj 4- R?z =6,4 мкм). Длина соединения [ 100 м>£. Коэффициент трения/ = 0*1. Найти посадку, необходимую для передачи заданного крутящего момента.
Принимая коэффициент запаса пяЦ получаем расчетное значение Мф -ЗОО кгс-М-Давление к на посадочной поверхности* необходимое для переданы
и2‘1С)3 100^. 100'од =1;9 Krc'W'
Проводя из точки tTjssO.6 горизонталь до пересечения с'кривой <ь=0,75 (точка С), находим на оси абсцисс к0 0Д75.
Фактор
ЯА Ъ ,nn , 2
_ = =10^ т/мм2;.
Следовательно,
А А- 10Я (А, 1090 „
Д = 103 - = О3 гг^тг= 52 мкм.
С поправкой на смятие ьтрсйсровностей Д'52 4-6,4 =55.4 ^rк^[, Такой натяг обеспечивает (с запасом) посадку Пр J3(f (Amirl «71 мкм; Д\;|| «71 - 6,4 г= 6-4,6 Мкм).
Соответствующее этому натягу знячеипе
21 000-64,6
^оооИосГ
= 13,5 КГС/ММ4.
Рнс. 326. Расчетный график (шрессовка стальных дешсй а чугунные)
I
Давление ж посадочной поверхности
А = = 13,5 0.175 « 2.35 Кгс^щ*.
Передаваемый крутящий момент Л/кр 5 • 10"Чя^// = 5 10'* • 2,35л: Ю5 0. ( » 365 кге м. Максимальный натяг при посадке 17^/;я = 106 мкм (Л’яи* = 1Q6 - 6,4 ~ мкм),
Соответствующее этому натягу значение
КА'В,,, d
21 000. 99,6
iow юо
— 21 кгс/мм2>
Длйлспие на посадочной поверхности k = 21 0,175 = 3,67 кге/мм’.
Передаваемый крутящий момент « 365 570 хтсчл.
Для определения спряжений в вале тг ступице проводим нз точки fc0 0Д75 вертикаль до встречи с прямШш я = 0,6 (вал) я д = О>75 (ступица) и иаходим на оси ординат' сг01 = 0,52 и ст02 = 0Д
Максимальные напряжения в вале и ступице сгг =21-0,52 = 10,9 жгс/мм7; t?3 = 21 -,О38 => 163 кгс/мм2.
Запрессовка стильных деталей и чугунные (рис. 326). Пусготелъная стальная колонна с наружным диаметром d = 100 мм и внутренним d^70 мм (at 0,7) ЗАПрсссоЬйна в ступицу чугунной станины. Наружный диаметр ступицы = 125 мм (я3=0.8)- Посадка Яр-?2а (средний натяг Л^170 мкм). Посадочная поверхность колонны обработана по 8-му классу шероховатости (Kzi = 3,2 мкм), отверстие — йо 7-му классу (Rzj “ 6,3 мкм);
+ Rz2 “ 9,5 мкм.
Фактор
Ki (170-9,5)8000 f а
—’—ига—ю"^-
По значениям fli = 0,7 и aa = 0,8 (точка J) находим на диаграмме ftD = 0,175- Давление к = 12,7 -ОД 75 = 2,2 кге/мм2-
Ла значениям fc0 0Д75; « 0,7 и а2 = 0,8 находим aoi = 0,69 к aui =*= 1. Напряжения
12.7-0,69 = 83 кгс/мм3; сг2 = 12,7 -1 12,7 Ki 'с/мм1.
Уменьшим внутренний диаметр колонны до 60 мм (^i — 0,6), а наружный диаметр ступицы увеличим до 165 мм (д2 = М> В этом случае (точка В) ft0 = 0,34 и о01 * Сд2 = 130й Следовательно, к = 12,7 0,34 -4,3 кгс/мм* j сч о2« 12/7 - 1?06 — 13,5 кгс/мм*
Несущая способность соединения увеличивается в
4,3 к
к 2 раза, напряжения в колонне
13,5 13,5 <AZ
и ступице возрастают соответственно в и ТГт" = Ра5*
Запрессовка стальных детален п детали из алюминиевых сплавов (рис 327). Стальной ну стотелый вал с d = 100 мм и d± = 70 мм (rtj = 0,7) запрессован в ступицу' лйтой корпусной детали из алюминиевого сплава- Наружный диаметр ступйцы d2 = 150 ММ (л3 = 0,65)-Посадка J7p22fl (А = 170 мкм). Обработка вала по 8-му классу шероховатости (Rz2-= ЭД мкм), отверстия — по 7-му классу (Rzz ~ 6,3 мкм); + Яг2 — 9Д мкм-
По диаграмме для t?i «= 0f7 и а2 = 0,65 (точка Л) находим ft0 = 0,275; Cqi = 1,09; ffoi “ 0,95-Фактор
£,Д 7200(170 - 9,5) _ , 2
~4-------1660400------“•5 т1ии
Следовательно, ft — 11,5 * 0,275 = 3,15 кгс/мм2; пг = 11^5-1,09 - 12,5 жге/мм2; сг2 = = 11,5-0,95 == 11 кгс/мм2.
Напряжение сга в ступице превышает предел текучести на растяжение литых алюминиевых сплаъой (<гОз2 = 10 кгс/мм2). Для снижения напряжении применим посадку Пр11а с меньшим натягом (Д = 90 мкм). Тогда
Е,А _ 7200(90 — 9,5) d ” 1000 -100
= 5,8 кгс/мм2
Величины ft, ст£ и ^ уменьшаются в отношении - -у 0,5, Давление ft снижается до 0х5-3,15= 1,57 кгс/мм3а а напряжение а2 приобретает приемлемую величийу ст2 — 0>5-11 « t= 5.5 кге/мм2-
Рассмотрим теперь случай папрессовки диска из кованого алюминиевого сплава ла стальной пустотелый вал с наружным диаметром. 100 мм и внутренним 70 мм =0,7| Диск можно рассматривать как массивную деталь. (я2 = 0)- Посадка Нр (Л ^65 мкм)- Вал обрдботаЦ по 9-му классу тпероХоваТоств =И,б мкм), отверстие —по 8-му классу (Rz2 = 3,2. мкм); R%i + 4,8 мем.
В диаграмме (точка В) паходям ft0 =0F465; <^oi - 1Л2; aOz - 0^2- Фактор
Е,Д 7200(65 — 4,8) d “ 1000-100
= 4,3 кгс/Мм2
сплавов)
Рис. 327. Расчетный график (запрессовка стальных деталей в
детеля из ялюмипневых
Следовательно,1 k = 4,3.0,465 = 2 кгс/мй2{ = 4,3 -1,82 = 7,8 кге/мм3; стг = 4,3 0,92 = = 4 кге,''мм5. 1 .
Пусть диск при работе нагревается на 100°С по сравнению с температурой сборки; температура вала ire меняется. При коэффициенте линейного расширения алюминиевого сплава а2 =22.10'® 1/QC диаметр отверстия при нагреве возрастает на величину
Д, = a2ld 10э г=
22 100 100 103
= 220 мкм.
Первоначальный прессовый натяг теряется; в соединении образуется зазор 220 -(65 - 4 8) = 160 мкм.
Для сохранения центрования следует применить посадку с более высоким натягом, например Пр23л (А = 170 мкм). Тогда в соединении при нагреве возникает зазор, равнин 220 - (170 — 4,8) = 55 мкм, прн котором центрование практически не нарушается.
Фактор
Г2Л 7200 (170 -4;8) 4 " 1000 ЛОО
* 12 кгсЛм3-
Величины its и сг увеличиваются в отношеяип “ “ Напряжение сгг о ступице диска (в холодном состоянии) становится равным сг = 238* 4^=11 кге/мм2, что приемлемо для копаного алюминиевого силана.
Запрессовка бронзовым деталей в стальные (рнс. 328). Втулка из оповяпноЗ бронзы с наружным диаметром 40 мм и внутренним 35 мм (fli == 0(87) запрессована в стальную ступицу с наружным диаметром 53 мм (rti = 0/75)^ Посадка Лр2зл (А*=?85 мем)- Посадочная поверхность втулки обработана до 9-му классу шероховатости «1,6 мкм), ступицы — по 8-му классу ~ 3*2 мш); l?Zi ₽4а3 мкм._
Рнс. 328. Расчетный график (нпрнемк* битовых деталей s стальные) 474
Но диаграмме для Лх = 0,87 л = 0,75 (точка Л) находим: ^ = 0,06; сгР1 = 0,49 и сго2 = <W, Фактор
Г, А _ 21000(35 — 4,8)
d " 1000-40
- 42 кгс/ммЛ
Следовательно, к - 42 О406 25,2 кгс/мм2; #х = 42 0,49 - 20,5 кгс/мм5; ет3 = 42 * 0,27 = = 11,4 кгс/мм5.
Напряжение во втулке превышает предел текучести оловянной бронзы при сящни £^2 = 16 кгс/мм1)-
"Уменьшим внутренний диаметр втулки до 30 мм (01 = 0,75)- По диаграмме [точка В) находим Ао = ОД; сг01 = гг01 = 0,46.
Следовательно, к 42 - 0,1 = 4,2 кгс/мм2; crx = = 42 - 0,46 = 19,4 кгс/мм2
Как видно, увеличение толщины стопок вгулки помогает мала; напряжение снижается Только на 6% и по-прежнему превышает предел текучести материала; Не решает деда и уменьшение толщины стенок ступиц и- Пусть аг O385 (<Г2 = 47 мм)- По диаграмме для = О387 находим <Tni = 0,4Ъ откуда 42 0,41 =* 17,2 кгс/мм2.
Примем посадку Лр1 с меньшим натягом (А = 50 жм). Тогда фактический натяг
50 "48 '
уменьшается в отношении - - = (Х56; напряжение но втулке- (при исходных значениях
Дх =0,87 н гт2 — 0,75) приобретает приемлемую величину — 0,56 20.5 -11,5 хге/мм2-
Допустнм, что соединение при работе подвергается нагреву иа Ю0‘С- Коэффициент линейного расширения бронзы = 18'JCT* стали а2 = 1Ь1СГе 7°С- Температурный натяг А;= 1000-100-40(18 - 11)10'й’ - 28 МРИ. Натяг в соединении А = 50- 48 + 2S -= 73 мхм-
Давление и напряжения увеличнваготся и М Раг- Для втулки с = 0,87 нтгг-
ряжение становится ранным =7,6-11,5 — 18,4 кгс/мм2й т-е. превышает предел текучести матери у ла-
Нрпмсдаг посадку Пр [Д=40мкм} По сравнению с предыдущим случаем фактический
40-4,8 + 28 пс^ натяг уменьшается в отношении-------------~0а86, и напряжение во втулке становится
равным <тх 0,86-18,4 = 15,8 хге/ьш2 что еще рысо-^о.
Применим легкопрессовую посадку Ил (Л = 18 мкм)- Тогда фактический натяг при нагреве. становится равным 18-4,8+2.8=41 мкм и напряжения во втулке снижаются до
41
15,8-.™ = 9 ктс/мм5- Втулку в данном случае необходимо застопорить от лронортваиня
В ход од на>£ со ст о я л Ии;
Запрессовка бронзовых деталей в чугунные (см. рнс, 329). Бронзовая втулка с теми же параметрами^ что й в предыдущем примере (J « 40 мм, ^O387j, запрессована в чугунную ступицу (02 =0,75). Посадка Пр22д (А - 85 мкм), Шероховатость поверхности та же (Kjj + = 4,8 мкм).
По дтрамме для = 0,87 и gz = 0,75 (точка Л) находим О,И; <тих = 0,92 и а02 = 0л5,
Фактор
ДдА d
8000(85-4,8) _
100040
16 кгс/мм2»
Следовательно, = 16 - 0,11 = JJ6 кгс/мм2; -16 - 0,92 = Ц7 №/мм3; 16-0,5 =
= 8 кгс/мм1.
Благодаря меньшей величине модуля упругости чугуна, напряжения здесь □канительно ниже, чем в случае заггрсссинкп втулки в сгальпую деталь (предыдущий пример)- Все же наиряисснил во ыулке близки к пределу текучести бронзы. Применим згосадку
(Л £0 мкм), Тш дЛ фактический натяг уменьшается в Отношение ——-=0,56, а Напри-
же пне во втулке становится разным сг^ 0,56 14;7 - 8,2 кгс/мм2.
Рис. 329. Расчетный график (запрессовка бронзовых деталей в чугунные)
Пусть соединение прп работе нагревается на 1003С, Возникает температурный латяг, равный по предыдущему 28 мкм (козффициеггг линейного расширения чугуна примерно такой же, жак у стали). Согласно предыдущему напряжение йо втулке увеличивается н 1,6 раза и становится равным tfj “ 1,6 -8,2'= 13 нгс мм1 (nd сравнению с gj = 18,4 кгс/мм3 г как при нагреве а случае стальной ступицы)- Прн посадке Лр напряжение уменьшается в отношении 0,86 к становится равным ег^ ₽ 0,86-13 = 11,2 кгс/мм3-.
Возьмем случай массивной чугунной детали ?= 0), Параметры втулки оставим Прежними (flt = 0,87), Посадка Др (Д « 40 мкм). По диаграмме (точка В) находим « 0Д5; «тщ - 1,25 И “ 0,3-
Фактор
Ezk _ 8000 (40 - 4,8)
Л ~ 1000-40
7 ЕГС/ММ*,
Следовательно, ft - 7 * 0J5 “ 1,05 кгс/мм2; tfj » 7* 1325 8t7 ХГС/мм5; .« 7 > 0?3
2,1 кгс/мм2.
' Допустим, что втулка в пусковой период нагревается на 6ОЭС; температура корпуса не меняется. В соединении возникает температурный натяг АЕ = ЮОО- 18 -10" 6 - 60 * 40 = 43 мкм, Фактический натяг становится равным 40 — 4,8 + 43 78 мкм. Напряжения увеличи-78
ваются в отношении ——~ — 2,2. Следовательно, напряжение во втулкс °1 = 2,2 8,7 =* 40 •• 4,8
=? 19 кгс/мм2, т. е. превышает предел текучести материала- Очевидно, в данном случае велик ' и первоначальный натяг Пр.
Применим посадку Hi (А = IR мжм). Тогда фактический натяг при нагреве становится
равным 18 - 4,8 +43—56 мкм, и напряжения во Ыулке снижаются до 19 13,5 кгс/Ммг,
7а
что приемлемо. Втулку необходимо застраховать от провора чипа пня,
Запрессовки бронзовых деталей в детали кэ алюминиевых сплавов (рис, 330). Бронзовая втулка запрессована в массивную корпусную деталь из ашемшигсвого сплава = 0), Пирнмстры втулки тс же, что н в предыдущем примере (d = 40 мм, i7t = 0,87), Посадка Пр
Рис. 330- Расчетный график (запрессовка бронзовых детален в детали из алюминиевых сплавов)
(Л *= 40 мкл). Шероховатость поверхности та же (R^ + R?? = 4,3 мкм)- По диаграмме ДЛЯ flj 0,87 и п3 = 0 (ту 1ща Л) находим к0 ~ 0Д75; о01 1Л45 н сти2 ~ (Х35-
Фактор
~ d
7200 (40-4,3) 1000-40
=^6,4 кге/мм3.
Следовательно, к = 6,4 0,175 - 1Д кгс/мм3; сг1 = 6,4 1,45 = 9Д ^гс/мм1; Gj “ 6,4 - ОД5 = , = 2,2 кге/мм*
Пусть соединение при работе нагревается rm 100”С Диаметр втулки увеличивается па 1000 18 10^6 * ИХ) - 40 72 мкм. Диаметр отверстия (при коэффициенте линейного расширения алюминиевого сплава а2^22-ЦГб) увеличивается ira 1000-22- 11Г6 100 *'40 ₽ 88 лкм. Следовательно, первоначальный патяг уменьшается нА 88—72=16 мкм и епнгСШнкя равным 40-4,8 - 16^19 мкм- Втулку необходимо стопорить от проворачивания
ВЕРОЯТНОСТНЫЙ РАСЧЕТ ПРЕССОВЫХ СОЕДИНЕНИЙ
Расчет по крайним пределам допусков на изготовление вала и отверстия не учитывает закономерностей рассеивания и частоты распределения размеров. Вероятность появления в производстве валов и отверстий с предельными размерами, как правило, очень мала. Еще меньше вероятность сочетания валов и отверстий с предельными размерами.
Во многих случаях распределение размеров можно^иыр^зить кривой нормального распределения Гаусса, которую строят в координатах: размеры — частота появления размеров (рис. 331).
Уравнение кривой Гаусса (с центром координат в оси симметрии)
т=е
2ау
где о — среднеквадратичное отклонение размеров; с 2,718 — основание натуральных логарифмов.
Ординаты у представляют вероятность появления каждого данного размера. Площадь кривой численно равна единице (100% деталей). Максимальная ордината
0,4
I
сг
Ветви кривой ассимптотнчески приближаются к оси абсцисс. Кривая имеет две точки перегиба — на расстоянии 4- ст и сг от оси симметрии. Ординаты этих точек
Рис. 331. Кривая Гаусса
При таком законе распределения в интервале ±ст расположены 68% всех деталей, в интервале + 1,5су —87%, в интервале +2о-95%-и й интервале + Зет- 99,73%. Дли практических целей ограничивают кривую пределами ±3о. В таком случае интервал + 3сг можно положить равным полю допуска 8, т. е. 3 — бет, и использовать кривую для расчета вероятности появления размеров в пределах ноля допуска.
Процент деталей, попадающих в крайние точки кривой, на расстоянии + хх от 'начала координат, выражается отношением v заштрихованных иа графике площадей к площади всей кривой, принятой за 100%. Согласно уравнению кривой Гаусса
х
Вводя обозначение г = —, подучаем с
1
v - 1--------=т- ( е 2
у 2л а .
Табличные значения интеграла этого выражения приводятся в руковод-
ствах по теории вероятности. Ниже приведены значения v в зависимости от величии Z) представля- ’ 2z1 к базе бег криво
ющей собой / ^11 \ , Зет J отношение суммы отрезков
Z V % риска
0,9 0,0069 0,000048 0,0048
0,8 0,0164 0,00027 0,027
ОД 0,0357 0,00127 0,127
0,6 0.07J9 0,005 j 7 - 0,517'
0,5 0,1336 0,017^3 1,78 л
Вероятность появления сочетаний деталей с размерами, соответствующими данным значениям Z, согласно теории вероятности, равна Vs, Значения V2 в процентах представляют собой процент р н с к а, т. е, возможность появления сочетаний в пределах, превышающих Z (рио. 332). При Z > 0,5 процент риска очень незначителен. При Z = 0,7 на каждые 1000 соединений возможно появление примерно одного соединения, а при Z--0.6 -примерно пяти соединении с параметрами, выходящими за пределы заданных. Отсюда следует, что можно с очень малым Диском сузить расчетное поле допусков, приняв его равным Zcr и вводя в расчет
Ptrc. 332. Процент риска в функции г
вместо крайних номинальных отклонений А..,-г. и Дта11 вероятностные отклонения Д’т1п = Лф!(1 + 0,5Sr(l —Z), Д'м„ = А™™-0,55 (1 — Z), где Z-величина, заключенная в пределах 0,9—0,5 в завйсимости от принятого процента риска.
Проделаем сравнительный расчет прессового соединения обычным и вероятностным методами. Возьмем соединение, состоящее из массивного стального вала диаметром 80 мм . и спальной втулки с наружным диаметром 120 мм. Длина соединения 80 мм. Посадка 4//7р. Шероховатость поверхностей вала и отверстия 8-го класса (7?z — 3,2 мкм). Допуски иа размеры: отверстия +30 мкм; вала - нижний +45 мкм, верхний + 65 мкм. Коэффициент трения f = 0,1.
Номинальные натяги: Максимальный 65 0 = 65 мкм, минимальный 45 — 30 ~ 15 мкм. При коэффициенте смятия микронеровностей 0,5 поправка ла смятие 6,4 мкм. Фактический максимальный натяг равен 65-6,4 = = 58,6 мкм, минимальный 15 — 6,4 = 8,6 мкм. Для вероятностного расчета примем Z = 0.6 (процент риска 0,517%). Величина 0,5(1 - Z) = 0,2- Вероятностные отклонения размеров: отверстия - минимальное 0 + 30-0,2 = = 6 мкм; максимальное 30 — 30 0,2 = 24 мкм, вала — максимальное 65 — 20 0,2 = 61 мкм, минимальное 45 + 20 0,2 = 49 мкм. Вероятностные натягн: максимальный 61 — 6 = 55 мкм, минимальный 49 — 24 = 25 мкм. С поправкой на смятие микронеров!гостей максимальный натяг 55 - 6,4 = = 48,6 мкм, минимальный 25 — 6,4= 18,6 мкм. Результаты расчета приведены в табл. 32.
Расчет по вероятностной методике приводит к более благоприятным Показателям, которые вместе с тем ближе к истинным параметрам фактически получаемых соединений.
Закономерность нормального распределения справедлива в -области большого числа явлений н, следовательно, действительна в условиях массового производства и притом при обработке по настроенным операциям. В единичном и мелкосерийном производстве наблюдаются значительные отклонения от этой закономерности, во-первых, в силу малого-числа явлений, а во-вторых, в силу особенностей процесса обработки. При индивидуальной обработке оператор невольно придерживается нижнего предела допуска для отверстия н верхнего предела для вала, ориентируясь на непроходную сторону калибров. Вследствие -
32. Параметры прессоного мединенм
Параметр Lt Расчет ио значениям
номинальным вероятностным
Натяг, мхм:
максимальный 58,6 48,6
минимальный 8,6 18.6 -
Сила запрессовки (по максимальному натягу).
кге- 8500 7200
Несущая способность соединения (по мини-
мильному натягу);
иа сдвяг Рос, кге 1250 2750
накручсннсЛ/кр.кгс м. . . 50 по
Напряжения по максимальному натягу, кге/мм-:
в валу- . . . > . < - . Ss6 7,1
в ступице 15,3 12,7
этого размеры отверстия в среднем получаются более близкими к минимуму (номиналу), а размеры вала—к максимуму (верхнему пределу допуска). Центры группирования на кривых распределения смещаются (рис. 333) н вероятность получения максимальных натягов возрастает.
Асимметрия распределения размеров периодически наступает и в массовом производстве при обработке по‘.настроенным операциям.. По мере износа режущего инструмента размеры отверстий становятся все ближе к минимуму, а размеры вала — к максимуму. Периодичность явления зависит от частоты перенастройки операций и отсутствует только при автоматической подналадке. Установить в общей форме закономерности изменения рассеивания затруднительно.
Следует 'еще отметить, что вероятностный расчет дает средние цифры ожидаемого распределения размеров за длительный промежуток времени для больших партий изделий. Не исключается возможность временного сгущения маловероятных сочетаний размеров, результатом чего будет проявление относительно больших партий дефектных соединений, хотя средний уровень риска, отнесенный к очень большим партиям, останется в пределах расчетного.
'ис. 333. Кривые распределении со смещенным центром
группировании
Правив ьнее при конструировании прессовых соединений соблюдать в узких пределах величины натяга, обеспечивающего работоспособность соединения и вместе с тем не вызывающего высоких напряжений в охватывающей и Охватываемой деталях. При существующих системах прессовых посадок с несколькими классами точности, отличающихся большим разбегом отклонений, это затруднительно.
Способ селективной сборки осложняет производство.
Как общее правило, целесообразно применять посадки по наиболее высоким классам точности, в частности по 1-му. Однако этот класс охватывает ограниченный диапазон натягов и диаметров. Целесообразнее всего разработать единый класс прессовых посадок с уменьшенными полями допусков, охватывающий весь необходимый для машиностроения диапазон натягов.
ТЕПЛОВАЯ СБОРКА
Усилие запрессовки может достигать значительной величины, особенно при больших натягах и размерах посадочных поверхностей. Она последовательно возрастает по мера продвижения запрессовываемой детали в отверстие я достигает максимума к концу прессования. Максимальное усилие запрессовки можно определить по формуле (202).
Найдем усилие, необходимое для запрессовки массивного стального вала («г = 0) диаметром d =? 100 мм в чугунную ступицу длиной / = 150 мм и наружным диаметром d2 = 165 мм (л2 = 0,6) при посадке Др / 2а (А = 90 мкм).
По диаграмме на рис, 326 для = 0 и = 0,6 величина к0 = 0,39. Давление
к
£2Д
~к°~г
8000.90
= 0,39 —-------
1000-100
= 2,8
кгс/мм2.
Максимальное усилие запрессовки Р = klndf = 2,8 150т100 - 0,1 = 13 000 кге.
С целью облегчения запрессовки применяют тепловую сборку: нагрев охватывающей или Охлаждение охватываемой детали, а также То и другое вместе. При запрессовке в крупные корпусные детали практически применим только метод охлаждения охватываемой детали.
Тепловая сборка существенно (в среднем в-'1,2-1,5'раза) увеличивает несущую способность прессовых соединений. Это объясняется тем, что прн сборке под прессом мнкронеровности сминаются, в то время как при тепловой сборке они, смыкаясь, заходят друг в друга, что повышает коэффициент трения н прочность сцепления. Следовательно, в неразборных соединениях можно снизить величину иатяга, необходимого для передачи заданного крутящего момента, с соответствующим уменьшением напряжений в охватывающей н охватываемой деталях. <,
Если же соединение в дальнейшем подвергается переборкам с применением. пресса, то величину натяга следует, независимо от вида первоначальной сборки, назначить исходя из обычных значений коэффициента трения.
При достаточно высоком нагреве охватывающей детали (или глубоком охлаждении охватываемой) можно получить нулевой иатяг или обеспечить
зазор при сборке соединения. Это исключает опасность перекоса соединяемых деталей и допускает сборку деталей в произвольном угловом положении относительно друг друга.
Температура нагрева охватывающей детали, необходимая для получения зазора h в соединении,
Д + А
(219)
где Д — максимальный натяг в соединении; d — диаметр соединения; а2 -коэффициент линейного расширения материала охватывающей детали.
Для случая охлаждения охватываемой детали
А + А
ЮМосх. °’
(220)
где st! — коэффициент линейного расширения материала охватываемой детали при минусовых температурах. Для охлаждения применяют твердую углекислоту (температура испарения — 80°С); при более глубоком охлаждении — жидкий кислород ( —183°С), азот (— 196°С) и в отдельных случаях водород (—252°С).
Следует учитывать, что нагретые детали остывают при их переносе из лечи и установке под пресс. Во время запрессовки температура нагретой ступицы быстро падает н результате соприкосновения с холодным валом. Поэтому расчетные температуры нагрева надо повысить на величину, зависящую от времени переноса детали и быстроты операций запрессовки (в среднем 30— 50 С).
Температуру охлаждения следует назначать с учетом остывания детали при переносе и запрессовке.
Температуру охлаждения можно регулировать продолжительностью выдержки в охлаждающей среде пли (способ более технологичный) продолжительностью остывания.
Пример. Прессовое соединение диаметром 100 мм; посадка. Пр (максимальный натяг 85 мкм); вал и ступица стальные. Определять температуру нагрева ступицы, необходимую для получения при запрессовке нулевого натяга (h = 0) и зазора = 50 мкм.
Коэффициент линейного расширения стали в интервале 0-100°С (см, рис. 234) равен а 12' 10"6 l/''С. Принимая температуру Сборки 10 = 20°С, получаем
Л ioV^T + "
85
То^ 100- 12'ЙГ*
-ь 20° ?о;с.
С учетом охлаждения детали прн переносе (At = 30йС) I ~ 120я С. Для получения зазора 50 мкм необходим нагрей до температуры
t =
85 4- 50
103- 10042’10’6
- 4- 20’^130'С
С учетом охлаждения прн переносе с = 15СРС.
Определим теперь температуру Г охлаждения вала, необходимую для получения ггуле* йога натяга.
Коэффициент линейного расширения стали в интервале от 0 до -'2№С (см, рнс. 23^) равен -Й -КГ* 1/°С.
Температура охлаждения вала
Л 85
' “ ToW ' •’ - ТоГТоо ТТо^ -;0> * - Si'c
С учетом остъшатгя tr = —115 С.
Для получения зазора 50 мкм необходимо охлаждение до температуры
f -____83 t ffL. ... _ 203 - - 150эС
" юмтовлег* ' 1
С учетом остыйаиця Г » —ISO С,
ПРЕССОВЫЕ СОЕДИНЕНИЯ
С ГАЛЬВАНИЧЕСКИМИ ПОКРЫТИЯМИ
Несущую способность прессовых соединений можно значительно
повысить нанесением гальванических покрытий на. посадочные поверхности. На рис; 334 показаны результаты сравнительного испытания прессовых соединений (Г. А. Бобровников). На посадочные- поверхности наносили ] альваннческие покрытия толщиной 0,01—0,02 мм. Соединения собирали двумя способами: под гидравлическим прессом (зачерненные колонки) и с охлаждением вала в жидком азоте (заштрихованные колонки). В последнем случае между соединяемыми поверхностями при сборке
образовывался зазор --'0,05 мм иа сторону. За единицу сравнения принято усилие сдвига Ро для контрольного соединения без покрытия, собранного под прессом (без охлаждения вала).
Как видно из графика, нанесение покрытий в 2-4,5 раза увеличивает силу сдвига- Несущая способность соединений, собранных с охлаждением
вала, превышает прочность сборки под прессом, в 2 раза для соединений без покрытия и в 1,2 —1,3 раза для соединений с мягкими покрытиями (Cd, Си, Zu). Для соединений с твердыми покрытиями (Ni, Сг) несущая способность при сборке с охлаждением ниже, чем при сборке Под прессом.
Увеличение сцепления при гальванических покрытиях, по-видимому,
обусловлено происходящей прн повышенных давлениях взаимной диффу-
зией атомов покрытия и основного металла, сопровождающейся образованием промежуточных структур (холодное с п а и в а н и е). Этим и объясняются высокие, приближающиеся к единице значения коэффициента трення в подобных соединениях (правая ордината диаграммы). Понятие коэффициента трения в его обычной механической трактовке в этих условиях утрачивает смысл; величина коэффициента трения здесь отражает не
Гис. 334. Несущий с пос о tin ость прессовых соединений С гальваническими покрытиями
столько сопротивление перемещению поверхностей относительно друг друга, сколько сопрот ивление срезу промежуточного слоя металла.
Пониженная прочность соединении, собранных под прессом, объясняется тем, что при запрессовке снимаются и срезаются гребешки микронсровно-стей. При сборке с охлаждением гребешки не повреждаются и после нагрева заходят в углубления микропрофиля, Повышая прочность сцепления.
При распрессовке соединений с мягкими покрытиями поверхности деталей не повреждаются, прн распрессовке же соединений с твердыми покрытиями наблюдаются задиры, царапины н глубокие вырывы основного металла, иногда на значительных участках контактных поверхностей, вследствие чего повторная сборка соединения затрудняется, а часто даже становится невозможной. Кроме того, твердые гальванические покрытия снижают циклическую прочность соединения.
Применение мягких покрытий и сборка с охлаждением вала повышаю? несущую способность соединений в 3-4 раза по сравнению с соединениями без покрытий, собираемыми под прессом. Следовательно, при заданной несущей способности появляется возможность применять меньшие натяги с соответственным уменьшением растягивающих напряжений в охватывающей детали и напряжений сжатия в охватываемой. Кроме того, гальванические покрытия предохраняют контактные поверхности от коррозии и предотвращают сваривание.
Несущую способность прессовых соединений можно повысить также металлизацией и термодиффузионным насыщением (например, горячим цинкованием), которое в отличие от гальванических покрытий не вызывает водородного охрупчивания металла. Дальнейшего повышения несущей способности можно достичь нанесением разнородных покрытий, например цщгкового покрытия на одну поверхность и медного на другую. В результате взаимной диффузии атомов металлов можно ожидать образования в зоне контакта промежуточных структур более высокой -прочности, чем металлы однородных покрытий (например, сплавов типа латуней при сочетании цинкового и медного покрытий).
ПРАВИЛА КОНСТРУИРОВАНИЯ
Особенность прессовых соединений состоит в том, что они еще до приложения рабочих нагрузок преднапряжеяы силами натяга на посадочной поверхности, причем в охватывающей детали возникают неблагоприятные для прочности трехосные напряжения растяжения, При сложении предварительных напряжений с рабочими могут возникнуть напряжения, превышающие предел текучести материала, вследствие чего соединение выходит из строя.
Вместе с. гем формальный расчет прессовых соединений, основанный на предположении постоянства сечений по длине деталей и игнорирующий концевые условия, не выявляет истинной величины напряжений. Фактическая несущая способность и прочность соединения сильно зависят от формы охватывающей и охватываемой деталей. Неравномерная жесткость деталей (ступенчатые валы, ступицы с дисками и т. д.) обусловливает
неравномерное распределение контактных давлений и напряжений по длине соединения. Резкие скачки напряжений возникают на кромках соединения,
Формальный расчет, даже с большим коэффициентом запаса, не всегда обеспечивает работоспособность соединения, тем более, что величина и распределение рабочих напряжений по сечениям детали, а также и характер их взаимодействия с предварительными напряжениями в большинстве случаев, особенно в соединениях, подвергающихся циклическому нагружению, неясны. Поэтому независимо от результатов расчета необходимо всемерно усиливать прессовые соединения конструктивными мерами.
Для увеличения несущей способности и прочности прессовых соединений целесообразно следующее:
снижать давление на посадочных поверхностях увеличением длины нлн диаметра соединения (способ более эффективный);
выбирать величину натяга в узких пределах, применяя посадки повышенного класса точности;
уменьшать напряжения целесообразным выбором толщины стенок охватывающей н охватываемой дЁтали (увеличение толщины стенок одной нз деталей снижает напряжения в ней, но одновременно увеличивает напряжения в другой детали);
избегать резких изменений сечений соединяемых деталей на участке соединения (и на близких к нему участках) для предотвращения скачков напряжений;
снижать скачки напряжений на кромках соединения путем уменьшения сечений ступицы (и вала) по направлению к торцам;
подвергать посадочные поверхности упрочняющей термообработке (например, закалке с низким отпуском, обработке ТВЧ) и упрочняющей обработке пластической деформацией (дробеструйному наклепу, накатыванию валов, раскатыванию нли дорнбванию отверстий);
применять сборку соединений с нагревом охватывающей детали или с охлаждением охватываемой детали;
применять гальваническое покрытие контактных поверхностен мягкими металлами (Cd, Си, Zn).
Работоспособность прессовых соединении во многом зависит от Правильности сборки. Для облегчения запрессовки вал и отверстие снабжают заходи ымн фасками под углом э. -- 45 ’ 30’ (рис. 335, п), а при больших натягах 15 — 10°. Высоту 1г фаски устанавливают так, чгобы заходной диаметр вала d был на 0,1- 0,3 мм меньше диаметра отверстия d0 (рис. 335, б).
Наиболее целесообразно скруглять торец вала галтелью переменного радиуса (рис. 335, я), хотя изготовление таких галтелей дороже.
Иногда на валу или в отверстии делают заходные цилиндрические пояски с центрирующей посадкой, например скольжения (рис. 335, г и б). Расположение центрирующего пояска в отверстии требует Применения системы вала.
Осевое положение деталей фиксируют запрессовкой нх до упора в буртик (рнс. 335, е и яс), в ступеньку отверстия (рнс. 335, э), заподлицо с обрезом отверстия (рис. 335, и). Гладкие детали можно фиксировать в любом 486
положении мерными дистанционными кольцами 1, подкладываемыми под скалку пресса (рнс, 335, к).
Важно предотвратить закусывание и перекос соединяемых деталей, затрудняющий процесс запрессовки, а иногда приводящий к непоправимой порче соединения,
Тонкостенные детали типа втулок при запрессовке направляют с помощью центрирующей оправки (рис, 336, а). Прн запрессовке в сквозные отверстия втулку сажают на свертную оправку с направляющим хвостовиком 1, вводимым в отверстие на посадке скольжения (336,6). После запрессовки хвостовик отвертывают.
Детали, соединенные по прессовой посадке, недопустимо подвергать термообработке, так как прн нагреве прессовой натяг теряется вследствие размягчения материала. В точных сочленениях необходимо учитывать деформацию деталей при запрессовке (уменьшение внутренних размеров охватываемой детали и -увеличение наружных размеров охватывающей). Деформация тем больше, чем больше натяг и меньше толщина деталей.
Найти достоверно изменение размеров расчетом н заранее скорректировать исходную форму детали можно только в сравнительно редких случаях, когда стенки деталей имеют постоянную толщину. Детали с переменной толщиной стенок деформируются неравномерно. Так, при запрессовке тонкостенной подшипниковой втулки в корпус с центральной стенкой (рис. 337, л) втулка принимает корсетную форму, При асимметричном расположении стенкн корсет смещается в сторону узла жесткости (рис. 337, б).
Для обеспечения правильной работы подшипника необходимо после запрессовки начисто обрабатывать внутреннюю поверхность, предусматривая в заготовке соответствующие припуски. Чаще всего втулки развертывают, оставляя под развертку припуск 0,02— 0,1 мм на сторону.
При запрессовке деталей в полость вала наружная поверхность вала бочкообразно выпучивается, что требует чистовой обработки вала после
Рис- 336. Запрессовка тонкостенных втулок
Рнс. 337. Механическая обработка после запрессовки
запрессовки (рис. 337, в). При напрессовке тонкостенных, зубчатых, колес на валы (рис. 337, г) необходимо производить чистовую обработку зуба после- запрессовки, Если это невозможно по габаритам (длинные валы), то следует увеличить толщину обода или применить разборное крепление (на шпбнке или шлицах).
Запрессовка не влияет на размеры элементов, расположенных на большом расстоянии от посадочных поверхностей (например, зубья дисковых колес). В таких случаях можно без опасения за точность размеров напрессовывать детали в окончательно обработанном виде. Перекос и торцовое биение дисковых деталей большого диаметра предупреждают увеличением длины посадочного пояса.
Распространенной ошибкой при конструировании нерасчетных (подвергающихся небольшим или неопределенным усилиям) прессовых соединений является недостаточная длина прессового пояса, а также малая толщина стенок охватывающей или охватываемой детали (рис. 338). Такие соединения быстро выходят из строя в результате сминания посадочных поверхностей и перенапряжения тонких степок при запрессовке.
Для ориентировочного определения минимальной длины посадочных поясов в прессовых соединениях общего назначения можно пользоваться формулой /,nill = w/2'3, где /,„Г|1 — длйна пояса (за вычетом фасок), мм; d — диаметр соединения, мм; а коэффициент, равный для охватывающих детален, выполненных из сталей а = 4, из чугунов а — 5, из легких сплавов а = 6, На основании этой формулы построен график (рнс. 339).
Если соединение подвержено высоким изгибающим или срезывающим нагрузкам, особенно знакопеременным, а также при необходимости точного направления н прочной заделки запрессованной детали (например колонны станин) длину запрессовки делают значительно большей (I = = 1,5 -?2t/).
Рекомендуется избегать запрессовки в глухие отверстия, которые затрудняют точную обработку и раснрессовку.
В конструкциях с посадкой в глухие отверстия необходимо обеспечивать вывод воздуха в процессе запрессовки. Сжатие воздуха при запрессовке, сопровождаемое увеличением его удельного объема вследствие иагрева, может вызвать разрыв охватывающей детали, особенно если опа имеет тонкие стенки или выполнена из материала пониженной прочности
Рис, 338. Прессовый соединения*.
I неправильные; 2 правильные конструкции
Рис. 339. Мнпнмольная длина ?nii]l прессовых соединений в функции d
(например, йз легких сплавов). Для выпуска поз духа предусматривают канавки (рис. 340, и) или отверстия (рис, 340, б и в).
Недопустима запрессовка деталей по двум поясам одинакового диаметра (рнс. 341, а). Прн пропуске детали через первый (по ходу запрессовки) пояс возникает перекос, затрудняющий введение конца детали во второй пояс. Кроме того, могут1 образоваться задиры на поверхности детали и Отверстия, В таких соединениях посадочные пояса следует делать разного диаметра (рис, 341, б). Осевые размеры соединения должны быть такими, чтобы деталь вступала сначала во второй пояс па величину m = 24-3 мм (рис. 341, в), получая устойчивое направление, и только затем входила и первый пояс.
В конструкции (рнс. 341, а) для сокращения точной механической обработки отверстие выполнено с двумя короткими посадочными поясами. Ошибка заключается в одинаковости диаметров посадочных поясов. Кроме того, здесь неизбежна деформация втулки па участках расположения посадочных поясов.
Если важна строгая прямолинейность стенок отверстия, то следует предусматривать развертывание втулки после запрессовки или сажать втулку всей длиной или по крайней мере на большей части дайны (рис. 341, бис).
Охватывающим деталям следует
придавать достаточную жесткость во избежание деформации под усилием запрессовки.
В вильчатой детали (рис. 341, ж) верхняя проушина при запрессовке прогибается, вследствие чего запрессовка в нижнюю проушину становится
Рис- 340. Обеспечение выходя воздуха прн запрессовке в глухие отверстия
а)
невозможной. Если по конструктивным условиям нельзя придать проушине достаточную толщину, то для запрессовки следует использовать приспособление;, жестко фиксирующее проушину. Наиболее простым способом является введение между проушинами подковообразного сухаря 1. Возможность применения этого способа должна быть предусмотрена в конструкции детали: расстояние между проушинами должно быть задано с точностью, достаточной для применения сухаря, единого для серин данных деталей.
Другое возможное решение — сборка с нагревом охватывающей детали (или охлаждением охватываемой) до температур, при которых на посадочных поясах образуются зазоры.
Охватывающая и охватываемая детали должны обладать по возможности равномерной жесткостью в радиальном направлении. Нежелательны местные ослабления, вырезы и т. п. В конструкции на рис. 341, з запрессовка затруднительна из-за неизбежного увода втулки в сторону выреза. Кроме того, на участке расположения выреза втулка деформируется под действием одностороннего радиального натяга. Положение несколько улучшается, если втулку запрессовать по двум поясам, расположенным ira иевырезаыных участках ступицы (рис. 341, а). Наиболее правильно
Рнс. 342. Угловая фиксация деталей при запрессовке
в данном случае устанавливать втулку на центрирующей посадке н крепить ее болтами (рис, .341, к).
Запрессовку Применяют в случаях, когда охватываемая или охватывающая детали имеют сквозные вырезы, выходящие на торец (рнс. 341, j). Если устранить вырезы нельзя, то единственный выход состоит в применении центрирующей посадки.
В некоторых случаях необходимо выдержать определенное угловое расположение соединяемых деталей (например, запрессовка шпоночного вала в ступицу). Обеспечить совмещение шпонкн со шпоночной канавкой можно, если иа заходной стороне вала (рис. 342, п) сделать поясок с центрирующей или свободной посадкой, имеющей длину I, превышающую расстояние h шпонки от торца вала. Шпонку сначала заводят в канавку, после чего запрессовывают вал.
Применяют и другой прием: шпонку выпускают из вала на расстояние А, достаточное для фиксации вала по шпоночной канавке перед запрессовкой (рис. 342, б). Лучше всего такие соединения собирать с предварительным нагревом ступицы или охлаждением вала до получения зазора в соединении. Угловая фиксация вала в отверстии в этом случае не вызывает затруднений.
Кулачки с заданным углом расположения граней (рис. 342, н) необходимо запрессовывать через направляющее приспособление с радиальными вырезами под грани, базируемое по центральному отверстию диска. В конструкции должна быть предусмотрена возможность применения такого приспособления.
Конструкция ла рис. 342, в ошибочна: цоколь у основания кулачков не позволяет их пропустить через направляющие пазы приспособления.
В конструкции на рис. 342, г ширина т кулачков сделана больше посадочного диаметра -d, что обеспечивает уверенное направление кулачков при запрессовке.
f ОБЕСПЕЧЕНИЕ РАСПРЕССОВКИ
В конструкции прессовых соединений следует обеспечивать возможность их распрессовкн. Ра спрессовываемые детали должны иметь поверхности (желательно плоские), которые можно при распрессовке опереть на массивные плиты или втулки,
Рис. 344- Гндрораспрессовкя
Рис. 343. Обеспечение ряспрессовки
Пример неудачной конструкции предстйвлеп на рис. 343, а. Шкив, напрессованный на вал, при распрессовке приходится опирать конусной поверхностью, что усложняет форму опорной плиты. Острые кромки вала не приспособлены для упора скалки пресса.
В конструкции на рис. 343,-б шкив снабжен опорным цилиндрическим поясом; торец вала сделан плоским, Однако прн распрессовке возможно перенапряжение диска шкива, особенно если последний имеет большой диаметр, Лучше располагать опорные поверхности непосредственно у ступицы (рис, 343, й).
Усилие распрессовки будет значительным, особенно в начальный момент, когда преодолевается трепне покоя. На дальнейших этапах усилие распрессовки снижается, так как трение покоя уступает место трению движения, а длина прессового пояса уменьшается по мере схода детали с вала.
При системе г и д р о с ъ е м а масло, под давлением 1500—2000 кгс/см2 подводят в кольцевую выточку на посадочной поверхности через отверстие в валу (рис. 344, я) или ступице (рис, 344, б). Давление масла вызывает упругую радиальную деформацию распрессовываемых деталей; присутствие масла уменьшает трение при распрессовке. К этому присоединяется расклинивающее действие масла, проникающего в силу капиллярности в микрощели между неровностями, Усилие распрессовки резко уменьшается. При гидрораспрессовкс конусных соединении охватывающая деталь сходит с вала без приложения механического усилия.
При гидравлической вы прессовке втулки из глухого отверстия полость втулки заполняют маслом и ударом по плунжеру 1 выпрессовывают втулку (рис. 344, в).
РИФЛЕНЫЕ СОЕДИНЕНИЯ
Для глухого крепления деталей небольшого диаметра вместо прессовой посадки применяют рифленые соединения. На валы наносят рифли в виде продольных бороздок треугольного профиля (рис. 345) с наружным диаметром на 0,05 — 0,2 мм больше диаметра отверстия. При посадке острые грани рифлей врезаются в материал охватывающей 492
Hue. .145, Рифление соединений
детали, что обеспечивает прочную, связь между валом и охватывающей деталью.
Рифли чаще всего получают методом холодного накатывания. Твердость поверхности вала должна быть HRC 35—40, а отверстия на 10—15 единиц HRC меньше. Рифли наносят или на всю посадочную поверхность (рис. 345, л), или на ограниченном поясе со стороны, противоположной направлению запрессовки (рис. 345,6). Последний
способ обеспечивает более точное центрирование. На гладких поясах предусматривают посадку центрирующую или с небольшим натягом.
Рифленые соединения отличаются простотой изготовления и монтажа. Отверстия под рифленые детали небольшого размера нередко выполняют сверлением, Нецелесообразно применять рифли в циклически нагруженных соединениях, так как надрезы, оставляемые рифлями на стенках отверстия, вызывают резкую концентрацию напряжений. Повторная установка рифленых деталей не рекомендуется.
КЛЕЕВЫЕ СОЕДИНЕНИЯ
В некоторых случаях прессовые соединения можно заменить клеевыми соединениями, прочность которых сравнима с прочностью соединений на прессовых посадках. Сопротивление прессовых и клеевых соединений сдвигу соответственно равно Р — kFfvi Рхл = Гт, где F — площадь посадочной поверхности; к - давление на посадочной поверхности их — прочность клеевого слоя на срез.
Приравнивая Р = Д;|, получаем условие равнопрочпости к = x/f, определяющее величину давления к в прессовом соединении, эквивалентном по прочности клеевому соединению. Для клеев иа эпоксидной основе т = 2 4- 3 кге/мм2. Считая по- иижиему пределу, находим к = 2/Д При среднем значении'/ — 0,15 получаем к = 13,5 кге/мм2. Этому значению к соответствуют посадки с умеренным натягом типа . Пр.
Клеевые соединения не вызывают напряжений в соединяемых деталях, как прессовые посадки. Отпадает необходимость посадки под прессом или с нагревом (охлаждением) деталей; технология сборки упрощается. Для клеев горячего отверждения необходима выдержка при температуре ~150сС в течение около 2 ч.
Клеевые соединения собирают на посадках скольжения или переходных. При распрессовке клеевая ййенка разрушается. Для вторичной сборки необходимо растворить остатки пленки и йанести свежий слом клея. Прочность клеевых соединений падает с повышением температуры. Прн температуре более 200—2 50° С клеевые пленки разрушаются, Это ограничивает применимость клеевых соединений. Даже в холодных соединениях под действием циклических нагрузок могут возникать местные очаги повышенного тепловыделения, выводящие клеевое соединение из строя.
12. ЦЕНТРИРУЮЩИЕ СОЕДИНЕНИЯ
Цилиндрические поверхности обычно Центрируют по скользящей С или переходным (плотной Л, напряженной Н и тугой Т) посадкам-иногда по посадке движения Д. На рис. 346 приведены средние величины зазоров и натягов для различных видов посадок в зависимости от диаметра центрирующих поверхностей.
При посадке скольжения зазор равен нулю только в предельном случае, когда отверстие и охватываемая поверхность выполнены по номиналу. В большинстве случаев в соединении имеется зазор, достигающий значительной величины, особенно при низких классах точности. Следовательно, посадка скольжения точного центрирования не обеспечивает.
Зазоры получаются и прн плотной посадке П. Беззазорной является напряженная посадка Н, которую следует применять при необходимости точного центрирования. Тугая посадка Т обеспечивает в соединении незначительный натяг.
Посадки Т и Н можно применять для точного центрирования без усложнения Сборки и разборки, если центрирующие поверхности имеют незначительную длину (например, буртики фланцев).- Детали с длинными центрирующими поверхностями (типа ступиц) лучше устанавливать по посадкам С нП, если ие предъявляются повышенные требования к точности центрирования и нет опасности разбивания посадочных поверхностей под действием нагрузок.
Величина средних зазоров зависит от типа посадки и от класса точности. Посадка движения по 1-му классу точности практически эквивалентна скользящей посадке С по 2-му классу точности (если не считать более узкого поля допусков), посадка Ct — посадке П, а посадка Д - посадке С2а.
При назначении посадок следует учитывать температурный режим работы соединения; Первоначальная (холодная) посадка может сильно измениться при натреве, особенно если охватывающая н охватываемая детали выполнены из материалов с различным коэффициентом линейного расширения. В таких случаях обязателен тепловой расчет соединения.
Если при нагреве 'охватывающа я деталь расширяется больше, чем охватываемая, то следует назначать более тугие посадки (П, Н, Т], 494
Рис. 346. Средние величины зазоров и натягов Д^р дли различных посадок
если же больше расширяется охватываемая деталь, то свободные посадки (С, Д и даже X).
Пусть диаметр центрирующей поверхности J == 200 мм. Охватывающая деталь выполнена нз легкого сплава (ал = 24- L0-6 1/°С)* охватываемая — нз стали («1 = 11-10’6 1/°С). Рабочая температура соединения Ю0‘С. Соединение выполнено по посадке C2ff (диаметральный зазор Л = 0 -г 0,12 мм). При нагреве зазор становится Д, = Д + d(a2 — aJIOO — - (0 -F 0Д2) + 200(24 - 11)- IO" (0,26 ч- 0,38) мм.
Точность центрирования нарушается. Назначение тугой посадки несколько улучшает положение. Максимальный зазор при этой посадке 0»056 мм, максимальный натяг 0,064 мм. Следовательно, при нагреве в соединении получается зазор от, 0,26— — 0.064 = 0,196 мм до 0,26 + 0,056 = 0,31'6 Мм.
Прн больших радиальных размерах соединения и высоких рабочих температурах перво-начальна я посадка нередко изменяется значительно, что приходится отказываться от центрирования по цилиндрическим поверхностям и применять. температуронезазкеимое лучевое центрирование.
Правила конструировании. Для повышения точности центрирования н уменьшения влияния температурных деформаций выгодно центрировать детали по наименьшему допускаемому конструкцией диаметру (рис. 347» й—<)).
Показателен пример привертного кронштейна (рис. 347, е). При цситри* ровании по большому диаметру, равному, допустим, 200 мм, максимальный зазор при посадке С2а равен ОД2 мм. При центрировании по минимальному диаметру зазор уменьшается до 0,037 мм, т. е. примерно в 3 раза. Центрирование резко улучшается и становится практически температуро-независимым. .
Прй центрировании деталей типа фланцев следует обеспечивать достаточную длину центрирующих буртиков, имея в виду, что заходные фаски в отверстии и на охватываемой поверхности, а также прокладки существенно уменьшают фактическую длину центрирующих поверхностей.
Высоту буртика Н выбирают так, чтобы обеспечить уверенное центрирование на пояске h (рис, 348):
Н = Л 4- 2с-4- ДЯ + 2&с 4-
где с — катет заходных фасок при наиболее неблагоприятном сочетании производственных отклонений; s — толщина прокладки (в сжатом состоя* пин); Де — плюсовое отклонение размеров заходных фасок от номинала; ЛЯ— минусовое отклонение ^ыйоты центрирующего' буртика от Номинала.
3)
Рис. 347. Уменьшение центрирующего диаметра
Размеры центрирующего пояска Ли фасок (в отверстии и охватываемой детали) в рядовых соединениях можно принимать равными:
Диаметр центрирующей поверхности, мм................До 100
ft, мм....................- 3 —4
Фаски.......................0,5 * 45*
100-200 4-5 0,8'45°
200-300 5—6 1-45°
300-500 6-7 1Э5 45°
Св, 500 7-8 2-45°
й Л с
Рнс. 348. Центрирующие буртики
Рнс. 349. Расположение центрирующих буртиков:
и. I?. е — неправильное; б\ <). ж — правильное
Для практических целей высоту буртика И (при обычных толщинах прокладки s = ОД-?0,2 мм) можно определять из соотношения Н = = 0,5 ]/Б, где D — диаметр центрирующей поверхности в мм.
Для выхода режущего инструмента при обработке торца фланца и центрирующей поверхности, а также во избежание защемления прокладки во входящем угле соединения, центрирующую поверхность отделяют от поверхности стыка радиальными, торцовыми или диагональными канавками (рис. 348).
В корпусных деталях центрирующие поверхности следует выполнять в виде отверстий, без труда обрабатываемых на расточных станках (рис. 349, б и 0). Особенно важно соблюдение этого правила при центрировании по соосным поверхностям, расположенным по разные стороны корпуса. Конструкция на рис, 349, е крайне нетехнологична. Центрирующие буртики иа такой детали обрабатывают с разных установок; обеспечить их соосность возможно только с помощью специальных приспособлений. В правильной конструкции (рис. 349, ж) центрирующие отверстия корпуса обрабатываются напроход с одной установки, что обеспечивает их соосность,
Следуег избегать центрирования одновременно по двум поверхностям (рис, 350, 7). Центрировать необходимо только по одной поверхности, оставляя на другой гарантированный зазор .5 (2, 5).
В узле соединения на торцовых шлицах (4) центрирование фланца л
Рнс, 350. Центрирующие соединения
на валу не только излишне (центрирование осуществляют- сами шлицы), но и вредно, так как оно мешает правильной беззазорной затяжке шлицев. В целесообразной конструкции (5) между деталями предусмотрен зазор 5.
На виде б показана неправильная конструкция узла установки шарикового подшипника в гильзе с двойным центрированием, являющейся в то же время втулкой уплотнения разрезными пружинными кольцами. Правильные конструкции представлены на видах 7, -8.
Установка направляющего хвостовика клапана на посадке скольжения (9) может помешать плотному прилеганию клапана к седлу. В целесообразной конструкции (10) применена свободная посадка, достаточная для направления клапана при притирке и а то же время допускающая самог центрирование клапана в седле.
Частой ошибкой начинающих конструкторов является введение центрирования там, где оно не требуется условиями работы, В узле установки подшипника (11, 12) центрирование боковых щек не продиктовано необходимостью. Достаточно ограничиться фиксацией щек в радиальном направлении крепежными болтами (13), В конструкции упорного подшипника (14, 15) можно обойтись без центрирования упорной шайбы т, зафиксировав ее установочными штифтами и (16), так или иначе необходимыми для предупреждения поворота шайбы,
В узлах, состоящих из нескольких концентричных деталей, необходимо сокращать число центрирующих поверхностей, так как наслоение производственных неточностей на каждом центрирующем поясе уменьшает точность центрирования в целом. В конструкции 17 подшипник качеиня установлен на двух промежуточных втулках. Центрирующих поверхностей четыре (не считая зазоров между телами качения и беговыми дорожками). При сокращении числа центрирующих поверхностей (18) до двух точность центрирования возрастает примерно вдвое.
При центрировании на цилиндрическом штифте (79), запрессованном в деталь р и входящем иа скользящей посадке в отверстие4 детали q, суммируются неточности посадки по двум поверхностям. В узлах, требующих точного центрирования, следует или обрабатывать центрирующую часть штифта после запрессовки концеитрично с точными поверхностями детали илн выполнять центрирующий шип заодно с деталью (20).
На виде 21 показан пример нерационального центрирования по двум поверхностям (£ — на валу, и — ла отъемном диске), Центрирование по поверхности н или фиктивно (если диск посажен на центрирующую деталь с зазором), или нарушает центрирование по поверхности t (если диск посажен иа вал с натягом). Целесообразнее деталь центрировать на валу, а диск устанавливать свободно (22).
Как правило, цилиндрические поверхности следует центрировать по полной окружности, Наличие местных выборок небольшой протяженности не отражается существенно на точности центрирования, В отдельных случаях, когда этого требует конструкция, детали центрируют по неполной окружности при условии, если дуга центрирующей окружности имеет угол не менее 270° (23) и деталь обладает достаточной радиальной жесткостью.
На практике иногда применяют центрирование по отдельным выступам v (24), если их число не менее трех и они расположены симметрично по окружности, а также центрирование по зубьям (25) и шлицам (26).
13. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Основное условие правильной работы резьбовых соединений состоит в том, что резьба должна быть разгружена от изгиба и среза. Болт (рис, 351, и), установленный с зазором в отверстиях деталей и подвергаемый изгибу поперечными силами, деформируется. При полной выборке зазора на участке болта, близком к плоскости стыка, возникают еще напряжения среза, Кроме того, болт растягивается вследствие его удлинения при смещении притягиваемой детали, Эти напряжения складываются с напряжениями растяжения, созданными в болте предварительной затяжкой. В результате возникает сложное напряженное состояние от одновременного действия изгибающих, срезывающих и растягивающих сил; прочность болта резко падает.
Еще тяжелее условия работы ввертного болта (рис. 351, б), когда на опасных участках (близких к плоскости стыка) иарезаиа резьба, являющаяся концентратором напряжений, Наиболее неблагоприятен случай изгиба шпильки, ввернутой до упора в торец отверстия (рис. 351, г;). Здесь в опасном сечении возникают высокие напряжения растяжения, складывающиеся из напряжении от предварительной затяжки п напряжений, созданных прн завертывании шпильки до упора в торец. Как и в предыдущем случае, происходит концентрация напряжений на участке выхода резьбы на плоскость опасного сечения.
Неблагоприятны и условия работы материала резьбовых отверстий стягиваемых деталей.. Поперечные силы, действующие иа соединение, расклинивая витки резьбового отверстия, создают местные повышенные напряжения смятия, которые с течением времени приводят к разработке резьбы и ослаблению посадки нарезного стержня, особенно при знакопеременной нагрузке.
-Для упрочнения стяжных, соединений необходимо устранить сложное напряженное состояние в крепежных деталях и создать условия, при которых они работали бы только на растяжение, Поперечные силы следует воспринимать дополнительными силовыми элементами, нагруженными на срез.
Конструкция крепления консольного стержня, подвергающегося изгибу силой Р (рис, 352,1), неудовлетворительна, Максимум изгибающего момента приходится на нарезной участок стержня, ослабленный впадинами
Рис. 351. Изгиб резьбовых деталей
между витками. Присущие консольному нагружению высокие нагрузки на участке заделки вызывают изгиб стержня и смятие витков резьбового отверстия и стержня. Мало помогает введение буртика на участке затяжки (конструкция 2), так как упорная поверхность буртика приблизительно параллельна направлению смещений
стержня при изгибе, и1 деформации тормозятся только силами трения, возникающими на упорной поверхности при затяжке.
В более правильных конструкциях стержень снабжен цилиндрическим (5) или коническим (4) пояском, плотно входящим в отверстие в корпусе и эффективно тормозящим поперечные деформации и смещения стержня. Обеспечить соосность резьбы н пояска трудно, поэтому посадку в резьбе
следует делать свободной. z
Наиболее целесообразны конструкции 5 л б, где стержень установлен в корпус па цилиндре или конусе. В этом случае резьба полностью разгружена от изгиба л работает только на растяжение силой затяжки.
Конструкция 7 крепления литой стайки, нагруженной поперечной силой, ошибочна; крепежная шпилька подвергается изгибу. Немногим лучше конструкция 8, где стойка центрирована гладким пояском шпильки. В улучшенной конструкции 9 шпильке придан центрирующий цилиндр, входящий па плотной посадке в отверстия корпуса и стойки. В конструкции 10 срезывающие силы воспринимаются контрольными штифтами, а в конструкции 77 — центрирующим буртиком стойки.
На рис. 352 показаны способы восприятия срезывающих сил в узле крепления противовеса (12 — 16), нагруженного центробежной силой РпГ) и во фланцевом соединении (77—27), передающем крутящий момент, Конструкции 72, 77 ошибочны; остальные в большей или меиьшей степени обеспечивают правильные условия работы болтов.
Изгиб болтов часто является результатом неправильного их расположения относительно действующих нагрузок. В конструкции кронштейна 22 допущены две ошибки: отсутствует элемент, воспринимающий срез; стержни болтов испытывают изгиб в результате внецентрениого приложения осевой нагрузки 7V. Под действием силы Р кронштейн стремится повернуться вокруг точки А, Сила, действующая иа каждый болт, N = Р1/2Ь — 1,4/э. Болт подвергается изгибу моментом М = 0,5 где d — диаметр головки болта.
При повороте фланца на 90° (конструкция 23) нагрузка на болт вследствие увеличения плеча b становится практически центральной. Сила, действующая на левый болт (правый болт разгружен), N' = Р!/Ь' = 1,1Р. От среза болты разгружены центрирующим .буртиком цоколя. Введение треугольного фланца (конструкция 24) не увеличивает прочность соединения, так как добавленные болты пе принимают участия в работе, В целесообразной конструкции 25 работают два болта. Сила, действующая на болты, уменьшается до Лт’г = Р1/2Ь" — 0,7Р.
Рис. 152. Разгрузка резьбовых детей от изгиба и среза
Рнс. 353. Устранение изгиба резьбовых деталей
В конструкции 26 (прямоугольный фланец) база цоколя увеличена, вследствие чего нагрузка иа болты снижаете^ до 2V“' = Pl/2b"' = 0,5F, т. е. примерно в 3 раза по сравнению с исходной конструкцией 22.
Общее правило рационального конструирования болтовых соединений состоит в том, чтобы ст а т итескн й момент сечений болтов относительно осн поворота детали прн изгибе имел наибольшую велит и ну.
Трудность состоит в определении оси поворота. Для жестких деталей можно считать, как это сделано в предыдущем примере, что ось поворота проходит через крайнюю (в плоскости действия изгибающего момента), кромку детали.
Изгиб крепежных детален часто возникает из-за перекоса опорных поверхностей, вызывающего внецентренное приложение нагрузки (рнс. 353). Если опорная поверхности имеет конструктивный уклон, то обязательно применение косых (7) или, лучше, сферических (2) шайб. Для предупреждения внецентренного нагружения плоские торцы нажимных, грузоподъемных и т. п. винтов (3) следует заменять сферическими (4).
Виецентрениый изгиб возникает также при несимметричной форме головки болта, иапример в случае болта с лыской, фиксирующей болт от проворачивания при затяжке (5). Изгиб можно устранить снятием диски с двух сторон (6) или уменьшением: жесткости головки на участке, противоположном лыске (7).
Эффективное средство предупреждения изгиба — придание крепежным деталям способности самоустанавливаться. В конструкции 8 неизбежен перекос траверсы, изгиб болта и неравномерная затяжка угольников. В конструкции 9 эти недостатки устранены применением самоустанав-ливающейся траверсы.
На рис, 353 приведены неправильная -(IO) и правильная (J/) конструкции узла притяжки смежных цилиндров к фланцу.
Изгиб возникает также в результате упругой деформации стягиваемых деталей. При затяжке клеммного соединения 12 концы клеммы перекашиваются, нагрузка становится ннецентрепной, В конструкции 13 изгиб стяжного болта ус граней введением сферических подкладных шайб.
Во всяком соединении, где болты смешены с плоскости действия сил, например во фланцевых соединениях, нагруженных силой внутреннего давления (14), неизбежен изгиб. В ответственных тяжелонагруженнык соединениях применяют самоустанавливающиеся болты (/5 k Изгиб^ устраняется также прн совмещении центров болтов с осью жесткости стенок, нто достигают уменьшением вылета болтов и оребрением стенок (-/6),
ПРОДОЛЬНАЯ И ПОПЕРЕЧНАЯ ФИКСАЦИЯ ДЕТАЛЕЙ
Соединения па резьбе не обеспечивают точной взаимной фиксации стягиваемых деталей. Крепежные болты и шпильки обьршо устанавливают в отверстия деталей с зазором, величина которого зависит от их числа и расположения, точности выполнения межцентровых расстояний и в' среднем составляет 0,5 -1 мм. При отсутствии зазора крепежные соединения невозможно собрать из-за неизбежного на практике смещения парных отверстий и стягиваемых деталях, а 'также смещения отверстий одного относительно другого в каждой детали.
Для обеспечения точного взаимного расположения деталей вводят дополнительные фиксирующие элементы. Приемы фиксации приведены иа рис. 354. Часто применяют фиксацию продольными буртиками (Г — 3), выполненными па крышке или в корпусе и входящими "на плотной посадке в соответствующие пазы. Конструкция с фиксирующим зубом (4) нетехнологнчна, так как в данном случае приходится обеспечивать плотное прилегание одновременно четырех поверхностей. Нс рекомендуется и способ фиксации с помощью закладных призматических шпонок (5).
Цилиндрическая форма центрирующего буртика (б) облегчает точное изготовление буртика и гнезда в корпусе и обеспечивает продольную и поперечную фиксацию крышки От поворота относительно корпуса в плоскости стыка крышка не застраховала. Конструкция больше приспособлена для единичных подшипников; для подшипников, расположенных в ряд, выгодное применять продольные буртики и лазы, обрабатываемые с одной установки.
Иногда крышку фиксируют продольными шлицами треугольного профиля (7), изготовленными наружным протягиванием. При наличии соответствующего оборудования способ вполне технологичен; соединение получается очень сильным. С целью увеличения жесткости крепления применяют установку крышек в продольных гнездах корпуса (S-9).
Способы 1—9 обеспечивают фиксацию крышки только в поперечном направлении. Если подшипник 'воспринимает осевые нагрузки, то необходима еще продольная фиксация, обеспечивающая совпадение торцов крышки и корпуса. Фиксацию осуществляют цилиндрическими поясками на шпильках (10), закладными стаканами (И), контрольными штифтами (12).
Рнс. 354. Фиксация крышки подшипника и корпусе
Съемные конические контрольные штифты (13) обеспечивают более точную фиксацию, но сложнее в изготовлении и монтаже. Их необходимо стопорить от выпадения. Фиксация продольными контрольными штифтами (14) применима только при возможности подвода сверл и разверток с торца подшипника. Восприятия продольных нагрузок этот способ не обеспечивает. Другой способ — крепление продольными штифтами (25), устанавливаемыми ю отверстиях на вертикальных стыках крышки с корпусом, Систему замыкают стяжкой поперечными болтами. При невозможности подхода сверлом и разверткой с торца подшипника штифты заменяют треугольными шлицами, обрабатываемыми протягиванием (16).
ЦЕНТРИРОВАНИЕ
Резьбовые соединения обычной точности не обеспечивают правильного центрирования вследствие практически неизбежного биения среднего диаметра резьбы, а также из-за зазоров в резьбе. Исключение представляют применяемые .в отдельных случаях (шпиндели токарных станков) точные центрирующие резьбы — преимущественно крупные резьбы трапецеидального профиля, обрабатываемые фрезерованием и шлифованием.
При обычной точности изготовления центрирование по резьбе недопустимо (рнс. 355, fi-e, I - неправильные, II — правильные конструкции). Если применение резьбы продиктовано необходимостью, то следует
Рнс. 355. Центрирование в резьбовых соедшееинях
вводить дополнительные центрирующие поверхности (ж — и). Чаще всего задачу решают введением соосных ,с резьбой гладких цилиндрических поясов. Резьбу в зтом случае делают свободной, чтобы она не мешала центрированию, Расположение центрирующих поясков относительно резьбы зависит от условий нагружения. Технологически целесообразно выполнять поясок диаметром, несколько меньшим внутреннего диаметра резьбы, и его располагать за резьбой (з), что обеспечивает обработку напроход точной посадочной поверхности в отверстии. Однако, если сила действует так/как показано на рис. 355, с. то правильнее расположить центрирующий поясок перед резьбой, хотя это несколько затрудняет обработку посадочной поверхности в отверстии.
В резьбовых соединениях обычной точности не обеспечивается строгая перпендикулярность горца нарезной детали относительно среднего диаметра резьбы, поэтому недопустимо, например, использовать торец гайки в качестве опорной поверхности, воспринимающей осевые силы в узлах трения (к). В этом случае неизбежен перекос торна гайки относительно осн вала, Вызывающий одностороннее приложение силы и повышенный износ поверхностен трения.
В правильной конструкции (л) осевую силу воспринимает’ упорный диск 1, центрированный па валу. Еще лучше конструкция (.и), в которой диску придана возможность самоу ста на вливаться ио сферической поверхности тайки.
В узле установки плунжера со скалкой 2, скользящей в отверстии Съемной крышки (н), конструкция с навертной крышкой 3 не обеспечивает соосности отверстий цилиндра н крышки. Центрирующий поясок, вынесенный за пределы резьбы (о), не вполне устраняет' смещения крышки. Поясок, расположенный у торца цилиндра (л), обеспечивает центрирование прн условии, если наружная центрирующая поверхность цилиндра выполнена строго концент рлчно по отношению к отверстию. Лучше конструкция с внутреннем резьбой (р), где поясок центрируется непосредственно по стенкам цилиндра. Наиболее надежно центрирование цилиндрическим буртиком с креплением крышки накидной гайкой (с).
ПРАВИЛА КОНСТРУИРОВАНИЯ
Резьба в силовых соединениях должна быть затянута. Незатяяу-тые резьбовые соединения быстро выходят из строя, особенно в условиях циклических и динамических нагрузок вследствие разбивания, наклепа, •а.иногда и сваривания.
Конструкция клапанной тарелки, ввернутой на резьбе в шток клапана (рнс, 356, и) неработоспособна. Под действием сил и изгибающих моментов при набегании приводного кулачка па тарелку резьбовое соединение расшатывается. Кроме того, свободная резьба не обеспечивает точной фиксации тарелки относительно цгтока. Удлинение резьбового пояса (рис, 356, б) лишь отчасти устраняет эти недостатки. Целесообразнее затягивать резьбовое соединение контргайкой (рнс. 356, а). Аналогичный пример приведен на рис. 356, г и д (тендер).
Резьбовые соединения обычной точности не герметичны. В случаях применения резьб в полостях,-содержащих газы или жидкость под давле-
Pue. 356. Затяжка резьбовых соелпгенин
нием, следует предусматривать меры против утечки через резьбу. Установки прокладок под гайки (рис, 357, п) недостаточно (жидкость просачивается по виткам резьбы). В таких случаях следует применять колпачковые гайки (рис. 357, б) или устанавливать под гайки втулки со вставками из упругого материала (резины, пластиков), уплотняющего соединение по гладкому цилиндрическому пояску на болте (рис, 357, в).
Недопустимо устанавливать шпильки с выходом из торца в полость, содержащую жидкость под наливом или тем более под давлением (рис. 357, г). Установку шпилек на тугой резьбе с применением уплотняющих мазей нельзя рекомендовать, так как нет гарантии, чю при замене шпилек в эксплуатации ремонтные шпильки будут установлены правильно. Завертывание шпилек на уплотняющих прокладках (рис. 357, б) усложняет конструкцию и пе вполне надежно. Лучшим способом предупреждения утечки является установка шпилек в глухих бобышках (рис. 357, ё).
Применение сквозных отверстий под шпильки 1 (рис. 358) и болты допустимо в полостях, где жидкость содержится в виде брызг, капель или пленок, покрывающих стенки. В местах расположения масляной ванны необходима глухая установка. шпилек 2,
Пробки в маслосодержащих полостях следует устанавливать на прокладках. Свойством самоуплотнения обладает коническая резьба, особенно при завертывании в корпуса из пластичных металлов,
Следует избегать крепления на резьбе большого диаметра (рис. 359, 1), отдавая предпочтение болтовым и шпилечным соединениям (2). Резьбы большого диаметра трудно изготовлять, особенно в корпусных крупно-
Рис. 357Уи/ютгкшкс рел.бовых соединении
Рмс. 358. Установка шпилек в маслосодержащнх полостях
габаритных деталях, Изготовление нарезных отверстий под крепежные детали в общем экономичнее несмотря на увеличение числа отверстий. Соединение мелкими крепежными деталями удобнее в монтаже. Кроме того, оио обеспечивает возможность использования покупных крепежных деталей.
Особенно следует избегать резьб большого диаметра в изделиях из сплавов Al, Mg, Zn, Ti и коррозионно-стойких сталей. Вязкость и низкие антифрикционные качества этих материалов способствуют образованию задиров на витках резьбы, затрудняющих завертывание.
Недопустимо выполнясь нарезные отверстия со скошенным (3) илгг ступенчатым (5) входом. Завернуть крепежную деталь в такие отверстия очень трудно. Нарезать резьбу в них возможно только предварительно оставив па торце отверстия плоский участок, который подлежит удалению после нарезания резьбы. Правильные конструкции показаны на видах 4 и 6.
Следует обеспечивать возможность силовой затяжки резьбовых соединений. В ошибочных конструкциях 7, 9 силы зрения, возникающие при затяжке на поверхности опорных фланцев, будучи приложены на большом радиусе, резко увеличивают крутящий момент затяжки и делают невозможной силовую затяжку. В правильных конструкциях Л, 10 силы трения действуют на минимальном расстоянии от оси болта, равном среднему радиусу опорной поверхности головки болта.
В конструкциях 11 с затяжкой по конической поверхности С малым углом конуса силовая затяжка невозможна из-за тормозящего действия сил трения на конической поверхности, а также вследствие сжатия витков стержня витками гайки иа участке конуса. Угол конуса рекомендуется делать не менее 90° (12).
Следует избегать завертывания на мягкий материал ’ (набивка, прокладки). Затяжка гайки сальника (13) вызывает скручивание и наволакивание набивки на торец' гайки. Этого можно избежать, если установить промежуточное металлическое кольцо (14). На виде 15 приведен пример неправильной, а на видах 16, 17 правильных конструкций крышки с уплотняющей прокладкой.
Детали, нуждающиеся в точной угловой фиксации, не рекомендуется завертывать на резьбе. Правильную установку углового штуцера на резьбе (18) можно обеспечить с помощью шабрения торцовой поверхности упорного буртика или подбором толщины уплотняющей прокладки. И то и друг'ое усложняет сборку. При последующих переборках правильное положение штуцера нарушается. Целесообразное решение в данном случае — установка штуцера на фланце (19).
Придать кронштейну необходимое угловое положение при креплении на резьбе (20) с затяжкой до отказа практически невозможно. Целесообразно крепить кронипспи на цилиндрическом хвостовике (21), затягивая гайку после введения поручня и головку кронштейна. Можно также зафиксировать угловое положение кронштейна шпонкой (22) или фланцем (23).
to*
Рнс. 359. Резьбовые соединения
Подрегулировку по углу в первом случае обеспечивают за счет зазоров между шпонкой и шпоночной канавкой, во втором — за счет зазоров между болтами и отверстиями фланца.
РАСПОЛОЖЕНИЕ КРЕПЕЖНЫХ БОЛТОВ
Крепежные боты и шпильки следует размещать в узлах жесткости так. чтобы усилие затяжки распространялось на возможно большие участки детали и обеспечивалась равномерная затяжка стыка.
В ошибочной конструкции крышки (рис. 360, а) болты расположены на нежестких участках в бобышках, слабо связанных с телом детали. В целесообразной конструкции (б) болты установлены по углам; крышке придан массивный рант т, улучшающий раздачу сил на стык. Располо-
жение болтов, по углам вместе с тем сокращает габариты обводов крышки. Дальнейшего увеличения жесткости можно достичь введением ребер, перекрестных или, предпочтительнее, диагональных (рис. 360, в и г).
В деталях с наклонными пли цилиндрическими стенками рекомендуется избегать нежестких бортовых фланцев и приближать болты к стенкам с помощью их заключения в колонки, прилитые к стенкам (рис. 360, д и е).
Бобышки под ввертные болты и шпильки в литых деталях (рис, 361, а) целесообразно усиливать ребрами, расположенными по направлению растягивающей силы (рис. 361, б и в). Длину нарезной части рекомендуется, особенно в деталях из легких сплавов, увеличивать до 2—2,5 б.
Для разгрузки стержня шпильки от лишних растягивающих' напряжений, возникающих прн завертывании шпильки с упором в гладкую .часть, целесообразно ввертывать шпильки иа самотормозящей резьбе с натягом 30-40 мкм,
Рис. 362. Крепление крышки подшипника к картеру
Силовые шпильки и болты следует углублять в деталь (рис* 361, г и dj так, чтобы внести в работу максимальный объем материала. Удлинение шпилек, кроме того, увеличивает их сопротивляемость ударным нагрузкам.
На рис. 362 показаны последовательные стадии упрочнения узла соединения картера с крышкой подшипника, нагруженной растягивающей силой. Наименее прочная конструкция а с короткими шпильками. Здесь допущена и другая ошибка: ребра картера смещены с оси шпилек и нс участвуют в восприятии сил. В улучшенных конструкциях б, в шпильки углублены в тело картера; бобышки усилены ребрами. В конструкции г концы шпилек затянуты гайками, разгружающими резьбу в картере; сечение картера, работающее на растяжение, усилено арочным поясом жесткости. В конструкции д шпильки разгружены от изгиба (в одной плоскости) путем установки нарезных концов в цилиндрических шарнирных вкладышах, Наиболее целесообразна конструкция е, в которой шпильки выведены наружу.
Растяжение материала, имеющее место в предыдущих конструкциях, практически устранено; силу воспринимает все сечение картера, работающее на сжатие.
ЗАВЕРТЫВАНИЕ РЕЗЬБОВЫХ ДЕТАЛЕЙ
На рис, . 363 приведены способы завертывания н конструкции завертных элементов резьбовых Деталей па примере цилиндрического пальца, Чаще всего деталь завертывают с помощью шестигранников 1, лысок 2 или пазов 3 па цоколе детали, Конструкцию 4 с увеличенным шестигранником на конце Пальца применяют, когда необходимо создать упор для Деталей, Надеваемых на палец.-
Если утолщения на пальце нежелательны, то. завертные элементы 5 выполняют'^ виде торцовых пазов под'отвертку или пластинчатый ключ, сверлений 6 под рожковый ключ, отверстий 7 иод вороток, лысок 8, 9 и шестигранников /О, 11, Выполненных на цилиндрической поверхности пальца.
При необходимости сильной затяжки деталь завертывают за шлицы треугольного или эвольвентного профиля 12.
Если на Детали имеются необходимые по ее функциональному назначению резьбы, наружные 13 или внутренние 14, то последние можно использовать для завертывания с помощью простейших солдатиков в виде гайки для наружных резьб и пробки для внутренних. Отвертывание деталей за резьбу требует применения специальных солдатиков.
Для наружных резьб применяют солдатик 15 в виде гайки с двумя поясами резьб, правой и левой. В ппжннй пояс с левой резьбой ввертывают пробку а, Палец отвертывают ^ращением пробки против часовой стрелки (смотря сверху). Солдатик для внутренних резьб состоит из пробки с правой резьбой, ввертываемой в палец 16. Палец отвертывают А вращением против часовой стрелки бол та б с левой резьбой,
Если наружная поверхность пальца должна быть гладкой, то прибегают к завертыванию с торца с помощью утопленных завертных элементов—полукруглых пазов 17 под отвертку -(вид 17) или торцовых сверлений /S-под рожковый ключ. Более сильную затяжку обеспечивают внутренние шестигранники 19 и, особенно, внутренние шлицы 20.
Если условия сборки допускают подвод ключа со стороны, противоположной направлению завертывания, то деталь можно завернуть за внутренний шестигранник нли четырехгранник, выполненный в нарезном хвостовике пальца 21. При резьбах малого диаметра хвостовик снабжают наружным четырехгранником 22.
Детали 23, на которых нельзя выполнить завертных элементов, ввертывают за гладкую цилиндрическую поверхность с помощью цепных ключей, ключей с эксцентриковыми зажимами или с роликовыми муфтами 24 свободного хода. Применение этих ключей может вызвать вмятины на детали, особенно если твердость ее недостаточна. Не портят поверхности детали фрикционные ключи, например цанговые 25 с затяжкой цанги независимым' винтом, , ,
Мертвый захват обеспечивают самозатягивающиеся ключи с цангой 26; ввернутой в тело ключа на резьбе, правой для завертывания и левой для отвертывания.
Гладкие стержни завертывают также ключами гидропластовыми, пневматическими и'вакуумными зажимами. Трубчатые детали завертывают
Рнс. 363, Зйвертындние резьбовых деталей
за торцовые пазы 27, отверстия 28 под рожковый ключ, или, если допускает прочность стенок,- фрикционными ключами.
Тонкостенные трубчатые детали можно завернуть фрикционными ключами, предварительно установив во внутренней полости трубы временные вкладкн с плотной посадкой. Удобнее цанговые ключи, наружные с центральным разгружающим пальцем 29 н внутренние с разгружающей втулкой 20, Разгружающие элементы устанавливают в трубе на центрирующих посадках.
УПРОЧНЕНИЕ РЕЗЬБОВЫХ соединений
Материалы. Изготовление. Крепежные детали рядового назначения изготовляют из углеродистых сталей (ст0,2 = 40 кгс/мм3) или хромистых (ст0|3 = 70 кгс/мм2). Оптимальное содержание углерода в углеродистых и низколегированных^сталях 0,4—0,45%. Термическая обработка: закалка в масло с 750—800°С, отпуск на сорбит (HRC 35 — 40). Нагрев под закалку ведут в нейтральной атмосфере, вакууме или расплавленных синтетических шлаках во избежание окисления и обезуглероживания, резко снижающего циклическую прочность. Для изготовления ответственных болтов применяют хромансили типа ЗОХГС; 40ХГС (ст012 = 90 -г ПО кгс/мм2). В наиболее нагруженных соединениях применяют Сг —Мо стали или Ni —Cr—W стали (ст0]2 = 120 ч-150 кгс/мм2).
Используют вакуумированные полилегированные стали, подвергаемые термомеханической обработке, и мартенситостареющие-стали (ст0-2 = 180 -? 4- 220 кгс/мм2).
В соединениях, работающих в агрессивных средах, применяют коррозионно-стойкие стали, а в соединениях, подвергающихся действию высоких температур, — жаропрочные стали. Широко применяются болты из титановых сплавов, обладающих высокой прочностью (сто,2 = 80 -г 120 кгс/мм2) при малой плотности. Вследствие низкого модуля упругости (Е = ~ 12 500 кгс/мм2) жесткость болтов из титановых* сплавов прн прочих равных условиях примерно на 40% меньше, чем стальных. Для изготовления болтов используют преимущественно сплавы 6А1 — 4V (ВТ6С); 5AI — 2,5Sn (BT5-I), а для болтов, подвергаемых холодной высадке, сплавы ЗА1 - 13V - ПСг и др.
Технология изготовления циклически .нагруженных болтов' должна отвечать двум условиям: 1) предотвращать перерезание волокон материала в процессе механической обработки, 2) создавать в наиболее напряженных участках остаточные напряжения сжатия.
Высокопрочные болты изготовляют преимущественно методами холодной пластической деформации. Наиболее рациональна следующая схема: высадка головки — редуцирование стержня на ротационно-ковочной машине — механическая обработка — термическая обработка — обкатывание резьбы и галтелей на . участках переходов. При достаточно высокой пластичности материала (8 > 5%) механическую обработку резьбы заменяют выдавливанием (накатыванием) резьбы в холодцом состоянии накатными роликами, а па гайках — с помощью бесстружечных уплотняющих метчиков, что обеспечивает наиболее благоприятное расположение вол окоп в витках резьбы.
Повышение несущей способности. Несущую способность болтовых соединений можно значительно повысить рациональным выбором силы затяжки, а> также соотношения упругости болтов и стягиваемых деталей (см. раздел 16). Затяжка, увеличивая средне? напряжение цикла, снижает коэффициент амплитуды и и уменьшает циклическую доли? нагрузки, хотя к за счет повышения статической. При достаточно сильной затяжке (при а < 0,3) нагрузка делается почти полностью статической. Для предо [ вращения релаксации следует снижать напряжения:рабочие в стержне болта, смятия па опорных поверхностях, смятия и изгиба в витках резьбы. Напряжения в резьб? уменьшают увеличением диаметра резьбы Н высоты ганки. -- -
Критической высотой гайки называют активную высоту гайки (за вычетом фасок и у корончатых гаек пазов под шплинты); прн которой достигается равнопрочность резьбы н гладкой части сгвржня на разрыв. Если высота гайки меньше критической, то разрыв происходит по нижнему (ближайшему к опорной поверхности гайки) витку резьбы, а если больше, то но гладкой части стержня. Критическая высота зависит от отношения (//i/о (где d ^-.диаметр резьбы, d0 - диаметр стержня), и относительного шага резьбы s/d1, по опытным данным, колеблется в пределах 0,8-г 1,25 d (нижние значения относятся к брльщим велишь нам d/du и s/d, верхние — к малым).
Целесообразно, однако, отступить от условия равнопрочиости на разрыв н для снижения напряжений смятия и изгиба витков увеличивать высочу тайки до 1,5 —1,6 d, так как пластические деформации в резьбе составляют значительную долю остаточных деформаций болтов под длительной нагрузкой и являются основной причиной ослабления болтовых соединений, Кроме того, высоки ед а йки удобнее прн монтаже и демонтаже, Прочность гайки обычно не лимитирует прочность соединения вследствие Меньшего уровня напряжений в Тайке.
Для снижения концентрации напряжений в витках болта рекомендуется выполнять впадины между витками с плавными галтелями. Впадина может .быть или плоскосрезанной (рис. 364, н), что явно. нерационально, или закругленной (рнс, 364,6) с радиусом закругления для брлта /?б ₽ 0,144s и для гайки' И, - O,O72.s (я шаг резьбы).
Опытами установлено, ч то циклическая прочность резьбовых соединений
Рис; ЛЬ4. Упрочнение р си. б ивы х соединений
существенно повышается при увеличении Кб до 0,18-0,22» при Я, = 0,08 -г -? 0,1s (рис. 364, в). Для гаек нз сплавов А1 и Ti', отличающихся повышенной склонностью к концентрации напряжений, радиус доводят до Л6 = 0,3s. Увеличение R5 (для стальных болтов и гаек), свыше 0,22-0,25s снижает прочность вследствие уменьшения несущей поверхности витков я повышения напряжений смятии.
Болты с диаметром d0 стержня, равным диаметру d резьбы (рис. 364, г)г, в ответственных соединениях почти не применяют. Для снижения уровня напряжений в резьбе выгодно увеличивать диаметр d резьбы, а для повышения упругости и ударопрочности болта, а также для снижения массы одновременно уменьшать диаметр стержня до получения одинаковой прочности резьбы и стержня или, лучше, с некоторым ''Заласом прочности в резьбе..
Условие равнопрочное ги рсзьСы и стержня на разрыв
de _ / 1
ГД& внутренний диаметр резьбы; к3 эффективный коэффициент концвнтрании Н^КфИ* женнй во рпадпне витков.
При средних Э1ЩЧСНКВХ dBH *= 0,9 d И к7 да 1L5 2
-£L ж 0,65+0,7.
И ]/ь
КЪ
Болты с уменьшенным диаметром стержня менее чувствительны к перекосам и допускают обработку резьбы высокопроизводительным методом накатывания.
Резьбовой цояс, а также головка болта должны быть соединены со стержнем плавными [Я > 3(d — d0)] галтелями. Предпочтительны эллиптические галтели (рис, 364, д). По^нутренные галтели (рис. 364, с) применяют, когда допустимо некоторое увеличение размеров головки. Оптимальная по прочности форма головки — коническая (рис, 364, ж).
Необходимо предупреждать изгиб болтов, причинами которого являются перекосы опорных поверхностей и асимметрия сечений стягиваемых деталей относительно оси болта. Неперпеидикул яркость торцов гайки и головки болта, непаралледьность среднего цилиндра резьбы относительно оси болта, а также Перекос опорных поверхностей стягиваемых деталей относительно оси отверстия не должны превышать 30', В соединениях, где неизбежен перекос (например, вследствие резкого смещения сечений стягиваемых деталей относительно оси болта), целесообразно устанавливать под гайки н головки болтов сферические Шайбы или пружинные элементы (рис, 364, з).
Циклическая прочность повышается с уменьшением зазора в резьбе и имеет максимальное значение при натяге 0,002 - 0,004с/, что соответствует Ао3 .
посадке Для гаек из легких сплавов рекомендуется посадка
Ах2 . .
л,-. Повышение прочности обусловливается уменьшением напряжений
Tl2
' изгиба витков (стесненный изгиб) и приближением схемы нагружения к чистому срезу.
Рис. 365. Распределение нагрузки ио виткам
При более высоких натягах прочность соединений снижается вследствие увеличения напряжений смятия в резьбе, а также уменьшения свободы самоуста-новки гайки Относительно опорных поверхностей. КрОме того, повышёййе натяга резьбы увеличивает усилие затяжки.
Важное значение имеет распределение нагрузки по виткам резьбы.
В гайках обычной конструкции (гайки сжатия) деформации гайки и болта под нагрузкой противоположны но знаку: гайка работает на сжатие, а болт на растяжение. Если в свободном состоянии витки
гайки и болта совпадают (рис. 365,«),. то с приложением нагрузки Р, когда резьбовой пояс болта растягивается на величину /ь а гайка сжимается на' величину f2 (рис. 365,6), первые (от опорной поверхности гайки) витки болЛа ложатся на первые витки Гайки и берут иа себя большую часть нагрузки. Наиболее нагружен крайний внток, прочность которого лимитирует прочность соединения. .
В настоящее время разработаны многочисленные приемы выравнивания
нагрузки по виткам. Технологически наиболее простой способ — увеличение шага резьбы гайки иа 2-4% по сравнению с шагом резьбы болта. Кроме того, в соединении предусматривают повышенные радиальные зазоры, обеспечивающие самоустановку гайки относительно болта в плоскости, перпендикулярной к его оси. В свободном состоянии верхний виток болта соприкасается с верхним витком гайки (рис. 365,в); между Последующими витками Образуются прогрессивно увеличивающиеся зазоры hlt hi, h3. С приложением нагрузки Р, когда болт растягивается, а гайки сжимаются, витки бойта последовательно ложатся на витки гайки (рис. 365. г). Вполне равномерное распределение нагрузки достигается пйшь Прй оп'рёДелейЙой расчётной величине Р, согласованной с разницей шагов резьбы гайки й болта. Однако и при близких к ней величинах нагрузка на вПТ’ки распределяется более равномерно, чем в резьбах с одинаковым Шагом.
Неравномерность нагрузки сглаживается осевой деформацией наиболее напряженных витков и радиальной деформацией наиболее напряженных лбйсбв гайки. Для выравнивания нагрузки Целесообразно увеличивать йддатлйэоёгь гаек, выполняя нх нз Мёйёё твёрдого матёриала, чем болт (для стаЛЬЙЫх Гаек й бОЛТОЬ рёКОМёНДУёМОе соотношение твердости гайки й болта 0,7-0,8), а также из материалов с низким модулем упругости, в результате чего пик напряжений, наблюдающийся у гаек сжатия (рис, 366, <?), выравнивается.
Повышенную радиальную податливость обеспечивают продольные пазы, используемые для завертывания гаек (рис. Збб, 6).
Рнс. 366, Распределение нагрузки по вяткам
Другой способ выравнивания нагрузки - введение пластинных прослоек между витками гайки и болта (бронзирование, алюминирование, цинкование, кадмирование, силиконировапие резьбы), заливка гаек пластичными металлами (рнс. 366, в). Эффективный, но технологически сложный способ — установка в ганке бронзовой спирали с витками ромбического профиля (рис. 366, г). Помимо выравнивания нагрузки пластичные прослойки предупреждают фрикционный наклеп н контактную коррозию витков. Для этой же цели (но без выравнивающего эффекта) применяют сульфидирование, силицирование, мягкое азотирование резьбы.
Способствуют выравниванию нагрузки увеличение профильного угла резьбы (увеличение радиальных усилий на' гайку), придание небольшой конусности (1:100 ч- 1:200) резьбе гайки или болта (рис. 366, д н е) или срез на конус гребешков витков гайки или болта. Предпочтительнее корректировка резьбы болта, так как придание конусности резьбе гайки затрудняет поточное изготовление гаек и осложняет монтаж.
В гайках растяжения (рис. 366, ж) резьбовой пояс работает, как и болт, на растяжение, что способствует выравниванию' нагрузки. В сочетании с конической выборкой на конце болта гайки растяжения обеспечивают вполне равномерное нагружение витков. Однако равномерное распределение нагрузки не является наилучшим. Целесообразно разгрузить от изгиба и смятия нпжпне, наиболее напряженные на растяжение витки болта и подгрузить верхние, не испытывающие растяжения, т. е. придать эпюре нагрузки форму, обратную приведенной (рис. 366, а), Такое распределение нагрузки обеспечивают полураст я ну ты е гайки (рис. 366, з), у которых силы реакции на опорных поверхностях (черные стрелки) сжимают верхние витки (светлые стрелки) и разгружают нижние. . Эффект сжатия выражен еще более резко у пол у растянутых гаек с конической опорной поверхностью (рис. 366, н). Такой же результат дают корсетные гайки (рис. 366,к), у которых силы реакции передаются непосредственно на верхние витки. Корсетные гайки в отличие от конструкций, приведенных на рис. 366, ж-и, не требуют увеличения диаметра отверстия под болт. В конструкции па рис. 366, л нагружение крайних витков достигается предварительным обжатием верхнего воротника гайки (тонкие стрелки).
Рис. 367. К определению формы гаек растяжения
Профиль гаек растяжения определяется из следующих соображений, Пусть длина резьбового пояса гайки равна п (рнс, 367. </) По условию равномерного распределения необходимо! чтобы сила, растягивающая гайку, в любом сечеыли, находящемся иа расстояний х ОТ ИЙЧЭЖ резьбы, была
(221) н
где Р ~ сила, действующая па болт,
См л а, растягивающая болт, в этом же сечении
Р6 = Р^РГ=Р^-^. (222)
Иа условия совместности деформаций относительные удлинения гайки и болта в любом сечении должны быть равны М^*71У собой:
Л J\>_ ” £6F6 ’
где. Fr; Fg и Гг; £б- соответственно площади поперечного сечения и модули упругости материалов гайки й болта»
Подставим в это уравнение значения и нз формул (221) й (222). получаем
' (223) л Л £<г
Вводя в формулу (223) значения Fr = 0.785 (Р3 -ds) и F5 = 0,785 0,785 0,8 <Л где D -
текущий диаметр гайки; d ~ диаметр резьбы; ^-внутренний диаметр резьбы (с/вн - ОД/), Нйходйм . /
D=-d /и-О,з4--—— (224)
- I , Ег h - х '
Прн х^О диаметр гайки D«d; а при х^Л Должен быть равен do, Прн любом конечном значении Диаметра (в плоскости качала резьбы) нагрузка на витки будет неравномерной.
Равномерного распределения можно достичь увеличением податливости конца болта, Пусть а стержне болта сделана коническая выборка с кер шиной конуса в плоскости конца-резьбы (рнс. 367,6), текущий диаметр которой
9 = Эо — ас!м — = 0>9ad П /* л
где Эр — начальный диаметр выборки, выраженный в долях внутреннего диаметра резьбы
Текущее сечение болта на участке Ji
/хЛН
F(j = 0^785-OjBt/2 -]
k W J
Подставив в формулу (223) значение F$ и прежнее значение Гг = 0.785 (D* — <23)> находим текущий диаметр ганки
,<ач
D =^d /1 + 0,8 — Ег
На рис 367, приведены определенные по этой формуле профили гаек для а»-|; 0,9 и 0?8 (принято Еб/Ег = 1)г Эги формы реально выполнимы. Конструктивное приближение к теоретической форме для а = 0.9 показан^ на рис 367, г. Сечение гайки на участке выше пояса резьбы определяется из условия прочности гайки на растяжение.
21
Для стальных болтов и гаек из титановых сплавов (Е$/Ес= 1.75) максимальный
диаметр гайки (для х-Л) при а =. 0,9 согласно .формуле 1225) равен 2.9Jt для гаек 21 . '
из алюминиевых сплавов (Е§/£г 2,9) равен 3,6J.
I t i
Шпильки* Шпильки применяют преимущественно для соединения корпусов из легких сплавов н чугунов, у которых во избежание разработки витков предпочтительна глухая посадка в резьбе. Учитывая механические свойства этих материалов, применяют крупные резьбы (по верхним для каждого данного диаметра резьбы значениям s/d), в среднем с шагом, не меньшим 1,25 — 1,5 мм. Длину завертывания I делают равной: для корпусов из стали, высокопрочных чугунов и титановых сплавов 1,25 —1,5с/,-бронз и серых чугунов 1,5-2tf; сплавов А1 н Mg'2-2,5d.‘
Прочность соединения шпилек во многом зависит от способа завертывания. Прн завертывании с упором в обрез отверстия (рис. 368,/) в резьбовом поясе шпильки возникают растягивающие напряжения, имеющие наибольшую величину в начальном витке, совпадающем с обрезом отверстия, а в резьбовом поясе корпуса — ответные напряжения сжатия. При нагружении 'соединения силой предварительной затяжки напряжения разрыва в шпильке и сжатия в корпусе возрастают.
С приложением рабочей нагрузки в корпусе возникают растягивающие напряжения, Напряжения разрыва в шпильке возрастают, но одновременно уменьшается давление, оказываемое на шпильку сжатым участком корпуса. Конечное напряжение разрыва в шпильке зависит с одной стороны от рабочей нагрузки! а с другой - от напряжения сжатия, созданного в корпусе прй завертывании, т. е. от усилия затйжкн шпильки в корпусе.
Конструктивные разновидности крепления: упор в витки резьбы шпильки,-нарезанной «на выход» (2), в буртнк (3), в головку (4), используемую для завертывания шпильки, Для уменьшения концентрации ндпри-t жеиий, а также для обеспечения обработки резьбы на проход наиболее Производительным способом накатывания участок перехода резьбы в стержень выполняют в виде шейки с плавными галтелями (5, 6). В глухих отверстиях возможно завертывание с упором удлиненного конца шпильки в днище отверстия (7) или с упором конечных витков шпильки в витки отверстия с неполным профилем (S).
При завертывании в резьбовом поясе шпильки образуются напряжения сжатия, имеющие наибольшую величину в конечном витке, а в резьбовом поясе отверстия — ответные напряжения разрыва. Прн затяжке соединении, в начальных витках шпильки возникают напряжения разрыва; напряжения сжатия в резьбе отверстия уменьшаются. С приложением рабочей нагрузки напряжения разрыва в шпильке возрастают, но конечная
Рис, 368. Установка шпилек
их величина меньше, чем в первой системе завертывания. Конечные напряжения разрыва в корпусе больше, чем при первой системе вследствие сложения рабочих напряжений разрыва с напряжениями, созданными при завертывании шпильки,
Таким образом, первая система завертывания более нагружает ш п н л ь -к у, а вторая — корпус; Величина максимальных напряжений в обоих случаях зависит отусилия, приложенного к шпильке при ее завертывании. Так как затяжка должна быть достаточно сильной, чтобы предупредить само-отвинчиваиие шпильки, то па практике возможно в первом случае перенапряжение Шпильки, а во втором — корпуса. Следовательно, завертывать шпильки необходимо регламентированным усилием.
Установка шпилек на самотормозящсн тугой резьбе (9) не вызывает в системе дополнительные напряжения, за исключением незначительных, 522
обусловленных натягом напряжений радиального сжатия шпильки и растяжения стенок отверстия. Чтобы выдержать заданную высоту свободного конца шпильки, необходима регулировка глубины завертывания, но ее можно избежать, если предусмотреть останов в виде гладкого пояса на шпильке (10). При затяжке на останов нельзя прилагать усилие, превышающее усилие преодоления натяга в резьбе во избежание появления в шпильке дополнительных напряжений разрыва. Равноценные результаты дает установка шпилек на самстормозящей конической резьбе (11), ио также при условии завертывания регламентированным усилием, иначе можно создать в резьбе чрезмерный натяг, ослабляющий отверстие и увеличивающий напряжения смятия на витках.
Установка шпилек па эпоксидных клеях не вызывает в системе дополнительных напряжений, облегчает монтаж (свободная посадка в резьбе), допускает регулировку глубины завертывания н способствует равномерному распределению нагрузки по виткам. Способ, однако, применим в соединениях, работающих прн температурах ниже 150-200°С.
Если допускает конфигурация корпуса, то ввертной конец шпильки дополнительно крепят гайкой (12), что в значительной степени разгружает резьбу шпильки и способствует равномерному распределению нагрузки по виткам. Неравномерное распределение нагрузки по виткам в бобышках обычной конструкции (13) можно улучшить введением разгружающей кольцевой выборки (14) или (если позволяет конструкция) переменой расположения бобышки (15). " (
Наиболее эффективный способ повышения циклической прочности шпилек — увеличение диаметра резьбы с введением разгружающей конической выборки на торце шпильки (26).
При креплении в корпусах из мягких материалов (легкие сплавы, пластики) шпильки устанавливают вфуторках — втулках, выполненных из мягкой стали или бронзы, наглухо завертываемых в корпус (17). В чугунных корпусах футорки применяют для увеличения равномерности распределения нагрузки по виткам.
Внутренний диаметр резьбы футорки из условия равнопрочиости футоркн и шпильки на разрыв
где и (!в1, - внутренние диаметры резьбы соответственно футорки И шпильки; (т'0|2 и a-Oi2 — пределы текучести материалов футорки и шпильки.
При обычных значениях d Id = d'[d' ~ 0,9 наружный диаметр резьбы футорки
d' = 1,1
1 + 0,81^.
Q0,2
Футорки завертывают с помощью солдатиков на резьбе с натягом до упора нарезанных «на выход» витков в витки отверстия. Торцы футорок срезают заподлицо с плоскостью стыка при чистовой обработке последней (17) илн утапливают по отношению к поверхности стыка (18), - Для повышения равномерности распределения нагрузки по виткам при
меняют футорки с упругим воротником (19), Для увеличения доли нагрузки на конечные витки шпильки применяют разжимные футорки (20). Рдз-резные концы футорки после нарезания внутренней резьбы подгибают к центру (штрих-пунктир), после чего обрабатывают наружную, резьёу. При завертывании шпилька разжимает разрезные концы, вследствие чего создается натяг на конечных витках шпильки и футорки.
Самоврезаюшуюся футорку (2J) применяют для установки в гладких отверстиях корпусов из мягких материалов (пластики). На футорке нарезан венец треугольных шлицев т, предупреждающих проворачивание футорки в отверстии, и пояс кольцевых шипов п. При. завертывании шпилька раздвигает предварительно сведенные на конус разрезные концы футорки, которые выдавливают в стейках отверстия кольцевые канавки.
Влияние шага резьбы ня прочность. Выясним влияние относительного шага s/d иа прочность резьб в диапазоне применяемых значений s/d - 0,02 4-0,2 (рнс. 369).
1, Разрыв. Напряжение разрыва в резьбе
РЛЭ ар “ 0,785^ ’
(226)
где Р — действующая иа болт осевая нагрузка; k.t — эффективный коэффициент концентраций напряжений в резьбе; d6H — внутренний диаметр
резьбы, равный согласно тригонометрическим соотношениям
(5 1
1 - 2— [п + рб (1 - sin а)] к (227) -
а J
где d - диаметр резьбы,- а - половина профильного угла резьбы (рис. 370);
Рб ™/?б/$ — относительный радиус галтели во впадине резьбы болта;
Рис. 369. ОтносительвЪИ шаги s/d для стандартных резьб
Рис. 37в. Профиль резьбы
рнс- 37 L Коэффициент перекрытия ц » функции Рб
РйСг 372. Влияние л/4 ня напряжения ц реэьбе
1] - коэффициент перекрытия витков, равный
П [1-2 (р0 +pjeosa],
5 2tgCC
Где h — ширина несущей поверхности витка в плоскости, перпендикулярной к оси болта; рг КГД - относительный радиус галтели в резьбе гайки.
Зависимость т| от р5 для а = 30° Представлена иа рис. 371. Принято рг — 0,08 (минимальное технологически допустимое' значение).
Величина г] линейно уменьшается с увеличением р5 и при = 0,5 становится равной пулю. Предельной величиной р(- следует считать ps = 0,3, когда р = 0,3, У- стандартных резьб с рс, — 0,144 величина т| = 0,5.
Для сравнительной оценки влияния s/d иа прочность примем одинаковые во всех - случаях значения относительных радиусов р- = 0,2: рг = 0,1. При этих значениях н а = 30° коэффициент перекрытия р = 0.415 и внутренний диаметр резьбы
/ s \ 1 я X
= Л 1-1,05--Urf L-- . . ' (229)
\ “ / \ “ /
Подставляя зто значение в формулу (226) и принимая к3 — 1,5, Получаем Р 1 ' Пр " i,9~F (1
На рис. 372 приведены значения сгр в функции s/d (принято P/d2 = 1). Как видно, напряжения ар существенно уменьшаются с уменьшением
s/d (в 1,5 раза в диапазоне s/d = 0,2 •? О>02), что объясняется увеличением dBI, с измельчением резьбы. -
2. Срез. Напряжения среза по основанию витков
Р t ’ Чннг * где Нг — активная высота гайки.
Принимая Hr = d н подставляя в формулу (231) значение dBh мулы (229), получаем
р 1
otT=0,32 — -— р (Г 1 - s/d
(231)
из фор-
(232)
Значения дср при P/d2 = 1 приведены па рис. 372. Напряжения среза слабо уменьшаются с измельчением резьбы (в 1,25 раз-в диапазоне s/d = 0,2 ~ 0,02). ,
3. Изгиб. Напряжения изгиба у основания витков резьбы болта зависят от посадки в резьбе. При посадках с натягом (стесненный изгиб) схема нагружения приближается к срезу н напряжения у основания витков-выражаются формулой (232), т. е. слабо уменьшаются с измельчением резьбы, При посадках с зазором, когда витки подвергаются изгибу, напряжения изгиба
_ P'Jfc, ~ бР'^Ьк, W ~ Ь.ч2
(233)
где F'--доля нагрузки, действующая на виток; 0,5ft - плечо силы Р' относительно основания витка; ГУ—момент сопротивления основания витка,
W = bs2/6, .(234)
где b = ndB„ — длина основания.
Принимая к3 = 1,5, вводя ft = т]$ = 0,415 и dIH = d(l - s/d), получаем после преобразований;
f Р' 1
С1пг Р, (1-s/d) s/d'
(235)
Величина Р' зависит от закономерности распределения нагрузки по виткам. Назовем коэффициентом неравномерности т отношение нагрузки Р', приходящейся иа самый нагруженный виток, к средней нагрузке Рср = P/z, где с — число активных витков, z = Hr/s (Нг - активная высота гайки);
Р' P'z Р'НГ Р' dn
т =----~------- —----= - - - —
Рср Р S Р S
где и = Hr/d — коэффициент высоты гайки (для крепежных болтов п = 0,8 - 1,5).
При равномерном распределении нагрузки (Р' = Рср) величина т = 1, при неравномерном т> 1. Из формулы (236) находим
(236)
n d *
Вводя это выражение в формулу (235), получаем
т Р 1 = 0,6 - 7Г •
п аг 1 - s/d
(238)
Из этой формулы видно, что напряжения изгиба следуют той же закономерности, что и напряжения среза, но численно в 2т/п раз больше.
На рис. 372. приведены значения а|ПГ для т = 1 (равномерное распределение нагрузки) я т = 2 (треугольный закон распределения). Принято p[d2 \ н п = 1, Напряжения изгиба слабо надают с уменьшенном s/d и при jh = 1 составляют от 0,25 до 0,3, а при т~2 от 0,5 до 0,6 напряжений разрыва. При стесненном изгибе (срез) напряжения в основании витков равны (0,13 ~ 0,15) стр.
4. Смятие. Напряжение смятия иа несущей поверхности витка
Р' _ 2"
Оа* nh(d — h) *
где = d ~ h - средний диаметр несущей поверхности.
Вводя Ji = t|s и Р' = "Р" [формула (237)], получаем после образований nd
_р 1
Ссм п Ttd2T] 1 - T\s/d
При Т| = 0,415 и п = 1
пре-
(239)
if
ом - 0,77 /и rf2 (240)
На рис. 372 приведены значения <тсм для т = 1 и т = 2. Напряжения смятия незначительно уменьшаются прн уменьшении s/d и при т = 1 составляют от 0,3 до 0,45, а при in = 2 от От55 до 0,8 напряжений разрыва. Как видно, наибольшую величину имеют напряжения разрыва, которые заметно снижаются с измельчением резьбы. Напряжения изгиба, смятия и среза при допущении постоянства высоты гайки (п = 1) очень слабо уменьшаются с уменьшением s/d н имеют значительно меньшую величину, чем напряжения разрыва, за исключением случая неравномерного распределения нагрузки по виткам (ги = 2), когда напряжения изгиба и смятия приближаются к напряжениям разрыва.
В целом мелкие резьбы несколько более выгодны по прочности, чем крупные. Для крепежных резьб уменьшение относительного шага s/d 'с 0,15 до 0,05 (значения s/d <0,05 относятся скорее к кольцевым гайкам) повышает прочность на разрыв на 15—20%. Однако точное изготовление мелких резьб сложнее, чем крупных, достичь равномерного распределения нагрузки по виткам у них труднее. При очень мелких шагах радиальные деформации растяжения гайки (сжатия болта) под нагрузкой становятся соизмеримыми с высотой витков, вследствие чего резко возрастают напряжения изгиба и смятия и в пределе может произойти вырыв болта из гайки. Применять шаги <0,5 мм в крепежных болтах во всяком случае не рекомендуется. Целесообразные значения s/d — 0,12 -; 0,06 (верх-
ннй предел относится к малым диаметрам, нижний — к большим); для кольцевых гаек s/rf - 0,02 -? 0,03.
Для уменьшения напряжений изгиба следует применять посадки с натягом (стесненный изгиб). Полностью свободны от изгиба резьбы безызгиб-ного профиля.
Безызгнбные резьбы. В безызгибных резьбах силы, действующие на витки, передаются непосредственно в тело болта или гайки, вызывая сжатие первого и-*'растяжение второй. Витки разгружены. от изгиба; основание впадины работает только на растяжение осевой силой, действующей на болт, вследствие чего прочность соединения существенно возрастает.
Безызгибными являются асимметричные резьбы с профильным углом при вершине витка к > У О". Наименьший шаг з имеют резьбы с а — У0' (рис. 373), для которых
'н='8₽+17₽ =2,
где Н - теоретическая высота витка; р - угол между несущей поверхностью витка и осью болта.
Так как напряжение смятия на несущей поверхности витков обратно пропорционально Ht то отношение s/H при постоянстве s характеризует напряжение смятия в резьбе. Шаг и напряжения смятия (рис. 374) минимальны (.s/Н = 2 -г 2,3) в диапазоне р = 30 : 60°. При увеличении р возрастает радиальная составляющая нагрузки N = Р fga (Р - действующая на виток сила). Таким образом, целесообразная область углов р (на рисунке заЙПрихована) р = 25 4-45°, обеспечивающая малые шаги и низкие напряжения смятия ($/Н = 2,5.ч- 2) прн малой величине радиальной составляющей (N/P = 0,5 -ь 1).
Асимметричные резьбы применяют при нагрузке постоянного направления преимущественно в постоянных или редко разбираемых соеднне-
Рис. 373. Вез изгнан ые асимметричные резьбы
Рнс. 374. Параметры безызгибных ненм-метричных резьб
.НИЯХ'. В обычных крепежных соединениях применение асимметричных резьб усложняет монтаж, если только форма гадткй ие исключает возможности неправильного одевания.
У симметричных профилей (рис. 375,а) для полной разгрузки витков от вдгйба.'необходимо, чтобы линия, перпендикулярная к несущеii поверхности видка, проходящая через его крайнюю точку А (линия АБ), была касатёдьиа к окружности впадины. Из тригонометрических соотношений условие безызгибпости
0,5 - sin- pb(cos«'~ sin а)
Рг------' г-™—
cos а
(241)
где а — половина профильного угла у вершины витка; р,- и р5 - относительные радиусы впадин гайки и болта (рг wj^s; р9 — Ке/г).
Формула (241) действительна для а < 45°. Резьбы с а > 45° (рис. 375, б) являются безызгибными при любых значениях рг и ра-
Напряжения смятия, повышенные у безызгнбиых резьб вследствие увеличенных значений рг, можно без'заметного нарушения безызгибности снизить путем некоторого увеличения h (рис. 375, в) по сравнению с расчетным для безыщибпых резьб значением, приняв й =» th, где т — коэффициент, равный 1,1 —1,3.
Приняв в формуле (228) т| i получаем дня таких практически безыз-гибных резьб относительный радиус галтели в резьбе гайки
1 — 2р6 cos а — тт)2 tg <х р =.................................... (242)
г 2 cos а
На основании этой формулы построен график (рис. 376), изображающий связь между рг и рд для безызгябных резьб при а = 20 4- 45°. Тонкими линиями показаны величины коэффициента перекрытия.
Рис. 376. Параметры безыэгвбнш симметричных резьб
Возводя перпендикуляр из точки оси абсцисс, соответствующей заданной величине р6, читаем на оси ординат в точках встречи с линиями углов а величины рг, а на сетке кривых т] — соответствующие значения тр
Например, для р5 = 0,2 (штриховые линии):
а = 20° Рг = 0,28 т| = 0,13 25° 0,247 0,2 30° 0,204 ' 0.26 fl
а 35° 40е . 45°
Рг = 0,148 0,08 0
Т| = 0,3 . 0,34 ' 0,365
На рис, 377, а приведены величины Т| при Рг = 0,15; 0.2; 0,25 в функции, а. Для а < 40° значения рг взяты по формуле (241) вплоть до минимальной технологически приемлемой величины рг = 0,08, Для а >40° величины Т| определены по той же формуле из условия рг = 0,08. Величины т] максимальны при а == 40а.
На рис. 377,6 приведены значения т| для практически безызгибных резьб с р3 = 0,2 я т = 1 4-1,3. Ограничивающая линия по-прежнему определяется условием рг е 0,08. По мере увеличения т значения П возрастают, а их максимумы смещаются в сторону мещ>шнх значений а (при т = 1,3 величина Т| = 0,375 ; а = 35е).
Окончательным критерием выгодности резьб по смятию является величина напряжений смятия которую целесообразно выразить в долях
го 25 за 35 м «5 so 65 а9 го гз зо зз ю *5 so ss и° a) S)
Рнс. 377. Коэффициент перекрытия 1] безыинбвых (а) и практически беэыэгибиых (6) резьб 530
Рнс. 378. Отношение Ogu/Gp д.тя Везыэгиб-ных ретьб
максимального напряжения разрыва Стр в резьбе болта, представляющего собой главный показатель напряженности резьбового соединения,
Напряжение смятия на витке ш Р 1
n Ttd2T) 1-t]5,W ' №3)
Напряжение разрыва, в последнем, наиболее нагруженном витке болта
Рк,
стр = ода*/ (244)
Разделив почленно формулы (243) и (244), получим
стсм = 0 „ т 1
Op ’ Н кэ Т|(1-Т]5Д0’
Подставляя значение dw из формулы (227), находим
„ „ , у-24[n + ps(l-sto“)]}
_ 0Д5 — 1 i—±———--------L
Стр п Аэ Л (1 - Л S/d)
(245)
(246)
На основании этой формулы составлен график (рис. 378) значений оеХ[/гтр для безызгибиых резьб в функции а при различных s/d (принято р5 = 0,2; п = 1; к, = 1,5). Значения т) для а < 40° определены по формулам (228) и (241), а для и > 40° - из условия р, = 0,08. Кривые осм/стр строго следуют закону обратной пропорциональности коэффициенту перекрытия т), который таким образом является достоверным критерием напряжений смятия. Выгодный диапазон углов безызгнбных резьб заключен в пределах а — 35 40°. Наиболее высокую прочность иа смятие прн практически полной безызгибности имеют резьбы с а = 35 37,5°.
Значения сгсм/ст., у мелких ^езьб (s/d = 0,02 ~ 0,05) иа 15-20% выше, чем у крупных (s/d = 0,1. 0,2). Следовательно, у мелких резьб напряжения смятия при одинаковости напряжений разрыва больше, а напряжения разрыва при одинаковости напряжений смятия меньше, чем у крупных.
14. ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
При конструировании фланцевых соединений необходимо обеспечить прочность и жесткость оланцев, а* также жесткость участков их присоединения к стенкам детали, при минимальной массе конструкции. На рис/379 приведены типовые'конструкции фланцев точеных бтальнйх цилиндрических деталей (стакан, притягиваемый к . корпусу) примерно в порядке возрастающей жесткости.
Конструкция а неудовлетворительна: вылет шпилек чрезмерно велик; фланец топок, Присоединение его к стенкам недостаточно жестко. Основные способы усиления; увеличение толщины фланцев (б), введение галтелей (д) и конусов (г) на участках сопряжения фланцев со стенками. При больших галтелях и конусах с целью приближения крепежных шпилек к щенкам зенкеруют опорные поверхности пбд гайки (с) - ж).
Массу фланцев уменьшают введением ^облегчающих отверстий на участках между крепежнймн шпильками (з); удалением излишнего материала с периферии (п. к) и поверхности (л, л/); торцовым и радиальным поднутрением (п, о).
Типовые конструкции литых фланцев показаны па. рис. 380. Низшие йлоскне фланцы («) с целью уменьшения массы иногда делают фигурными (в плане), сокращая их ширину Ь' пи участках между крепежными бобышками (б, в). Пользоваться этим приемом следует очень осторожно, так как при этом снижаются жесткость и прочность фланца, нарушается равномерная затяжка и герметичность .стыка. При сокращении ширины фланцев рекомендуется не переходить за центровую линию крепежных отверстий и придавать бобышкам увеличенную высоту (с). Предпочтительнее сплошные фланцы (б), сйеспсчивающие более высокую жесткость, устойчивое крепление детади и надежную герметизацию стыка.
Жесткость фланцев повышают увеличением их высоты (еь ж). Для устранения массивов вводят выборки 1 между бобышками. Связь фланцев со стенками усиливают ребрами (з), гофрированием стенок (w), расположением крепежных деталей в нишах, имеющих в поперечном сечении полукруглую форму (к). Для достижения наибольшей жесткости н прочности ниши углубляют в стенки, а потолок ниш связывают со стенками ребрами (л).
Рис. 379. Стальные точеные флннцы
Рис. 380. Литые фланцы
Рнс, 381. Установка крепежных деталей н нишах
В деталях небольшой высоты (типа крышек), а также в деталях с наклонными стенками (конические и сферические детали) крепежные шпильки заключают в колонки, прилитые к стенкам (ai). В кон-
струкции н опорные поверхности под гайки приподняты над верхней горизонтальной стенкой детали, что позволяет обрабатывать торцы колонок на проход, а также облегчает
завертывание гаек.
Жесткость узлов крепления сильно зависит от расположения степок
относительно колонок. В конструкции и стенки расположены по осевой линии колонок. Наибольшая прочность (и наиболее красивый внешний вид) получается при совмещении стенок с крайними точками колонок (о).
При расположении крепежных деталей в нишах размеры ниш по высоте-и в поперечном сечении должны допускать удобный монтаж. Высота h нищ (рис, 381.«) ложна быть больше суммы,удвоенной высоты- Ло гайки, выступания s шпильки и толщины t подкладной шайбы. При недостаточной высоте ниши собрать конструкцию можно только крайне непроизводительным способом, приподняв деталь иа высоту /т', достаточную для заведения гаек, и наживив одновременно все гайки на концы шпилек (рис. 381,6). Прн креплении ввертными болтами высота шип должна быть больше длины болтов /16 (рис. 381, в).
ЦЕНТРИРОВАНИЕ ФЛАНЦЕВ
Цилиндрические фланцы чаще всего центрируют буртиком, выполненным на одном из фланцев и входящим в ответную выточку на другом (рис. 382, й). Диаметр D1 обработанной поверхности под головки болтов устанавливают так, чтобы обеспечить фиксацию болтов от проворачивания при затяжке. Диаметр D2 поверхности под гайки выбирают из условия свободной затяжки гайки торцовым ключом.
В соединениях на шпильках (б) или ввертных болтах заднюю поверхность т фланца обычно оставляют необработанной. Применяют также центрирование фланцев наружным буртиком (в). Часто центрирующую выточку заменяют сквозной проточкой по наименьшему диаметру одного из фланцев (с).
Ошибкой является ослабление фланца центрирующей выточкой (г), участок и). Ослабление предотвращают утолщением фланца (е), введением усиливающих бобышек на участках расположения болтов (ж), или (если допускают габаритные размеры и условия отливки) - уменьшением диаметра центрирующей поверхности (з).
Стяжные болты лучше всего располагать в центре стыка (и). Если по конструктивным условиям необходимо смешение болтов с центровой липин,, то расстояние s от крайних точек отверстий под болты (к) следует делать не менее 5-6 мм.
Рис. 382. Циприровяине фланцеи
В отдельных случаях с целью сокращения габаритов центрирующую ступеньку выполняют на участке расположения крепежных бсуттов (л, л/). Этот способ применим только для соединений на болтах; нарезание резьбы в ступенчатых отверстиях, а также ввертывание в них крепежных деталей затруднительно. Ступенчатые отверстия обрабатывают в сборе, что усложняет изготовление. Следует избегать расположения центрирующего уступа для соединений л выше центровой линии, а для соединений м — ниже центровой линии, так как.возле отверстий появляются острые усы, легко ломающиеся в эксплуатации и ухудшающие форму, уплотнительных прокладок. Приемлемый интервал расположения центрирующего уступа t = 0,5</, где (/ — диаметр отверстия (и).
Фланцы некруглой формы фиксируют установочными (контрольными) штифтами. Неответственные детали (крышки, кожухи и т. д.) фиксируют относительно привалочных поверхностей крепежными болтами.
обработка опорных поверхностей
При проектировании фланцевых соединений необходимо заранее определить и отразить в чертеже способ обработки опорных поверхностей под гайки и головки крепежных болтов.
Цилиндрические флаццы проще всего обрабатывать точением (рис. 383,«). У литых деталей точение ослабляет фланец вследствие удаления наиболее прочной поверхностной корки и подрезки фланца на участке перехода в черную поверхность. Не рекомендуется обрабатывать точением фланцы с выступающими бобышками (б, щ Резец, испытывая многократно
Рис. 383, Обработки (жирных /юверхнскгеп
повторные ХД^РМ л₽и подходе к обрабатываемым поверхностям, быстро тупится; получить чист ые и точные поверхности при этом способе обработки затруднительно.
Обработка фрезой (г, /)) применима, если конфигурация стенок допускает подвод шпинделя фрезы. Расстояние межд'у центром "отверстия и крайним следом фрезы должно несколько превышать половину диаметра Do бобышки (н среднем Ро = 1,2.7, где d — диаметр отверстия).
При обработке зенкером, центрируемым по отверстию (е), диаметр D зенкера делают несколько больше номинального диаметра бобышки (в среднем D = 1,2Х>0). Это должно биты учтено при назначении радиальных размеров фланца.
Наиболее производительна обработка комбинированным инструментом-зенкером со сверлом (тд). Обработку необходимо вести в приспособлении, обеспечивающем точность расположения отверстий.-
При зенкерованиц низких опорных поверхностей (з) контур фланца должен отстоять от крайних точек обработанных поверхностей на s «= 3 4- 4 мм, Иначе возможно образование легко ломающихся тонких перемычек или острых усов. Их можно избежать некоторым уменьшением наружного диаметра фланца (и).
Если нельзяподвести зенкер со стороны обрабатываемой поверхности, то применяют обратное зепкерованйе. Зенкер устанавливают на оправке, пропущенной через предварительно просверленное отверстие (к). Однако производительность обработки при этом резко снижается. Способ применим при диаметре отверстия нс менее 10—12 мм.
Рис, 384, Обработки ойЛрвыХ Поверхностей в нишах
Торцы отверстий, расположенных в полузакрытых нишах, обрабатывают фрезерованием (рис. 384, а) или обратным зенке-ровапием (рис. 384,6). Высота и радиус 2? ниш в. поперечном селении должны быть согласованы с размерами режущего инструмента.
В табл. 33 приведены конструктивные соотношения элементов литых фланцев, рекомендуемые для обычного диапазона диаметров крепежных болтов (d = 10 ч- 20 мм). Припуск t на механическую обработку зависит от габаритов и класса точности отливки (в среднем t = 2 4- 3 мм). На чертежах литых деталей размер г обычно не Проставляют, что, однако, не освобождает
конструктора от необходимости учесть эту величину при определении размеров детали.
Минимальное расстояние з обработанных поверхностей от ближайших черных поверхностей устанавливают в зависимости от точного литья, размеров детали и расстояния поверхностей от черных баз и баз механической обработки. Для деталей средних размеров (200—500 мм) при литье в песчаные смесн з = 3 + 5 мм; при литье повышенной точности • эти величины можно уменьшить на 30-50%.
ДИАМЕТР И ШАГ БОЛТОВ
Выбор диаметра крепежных болтов и шага их расположения зависит от многих факторов, главными нз которых являются условия работы, материал деталей и жесткость конструкции. Требования совершенно различны для соединений, подверженных действию небольших статических нагрузок и силовых соединений, испытывающих высокие циклические и динамические нагрузки, работающих под давлением и нуждающихся в полной герметичности.
Для простейших случаев (фланцевые соединения, нагруженные небольшими силами, не подверженные действию внутреннего давления и повышенных температур) можно рекомендовать следующие ориентировочные соотношения»
Диаметр болтов крепления цилиндрических фланцев d = 6 + (0,015 -е-•5-0,018) Д, где Л —средний диаметр фланца.
Толщина фланцев для деталей; из серого чугуна и легких сплавов h =* 6 4- (0,022 ~ 0,025) Д; стальных и из высокопрочного чугуна h>=4-P + (0,022 + 0,025) Л.
Шаг болтов / ₽ ad. Для нежёстких фланцев малого размера (рис. 385» а) а = 5-?6; для фланцев средней жесткости а = 6 ч-8 (рис. 385,6); для фланцев повышенной жесткости, стягиваемых крупными болтами, а — = 8 -г 10 (рис. 385, в).
33. Минимальные размеры литых фланцев
Элементы фланцев Материал детали
Серые чугуны, легкие сплавы, бронзы Сталь, высокопрочные чугуны
Размеры а, Л, D/2 опорных поверхностей 0, jj
Высота Л фланца 1,5</ l,2<f
Расстояние b обработанной стенки от оси болта 1,5^ 1,3^
Расстояние А конца фланца от lL7<f 1,5 d
оси болта
Параметры соединений, подверженных действию циклических нагрузок и работающих в условиях повышенных температур, определяют расчетом (см. раздел 10).
Рис, 335, Шаг болтов
ТРЕХФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
При конструировании корпусных деталей часто приходится соединять в одном узле три фланца. Рассмотрим а качестве примера установку промежуточной перегородки (диафрагмы) на стыке двух корпусов (рис. 386). Простейший способ заключается в защемлении диафрагмы между фланцами корпусов (« - с) с центрированием внутренними или наружными буртиками. Точность установки наиболее высокая в конструкции б (центри-1 рованйе по одной цилиндрической поверхности).
Конструкцию г применяют, когда допустима установка диафрагмы с осевым люфтом. Для предупреждения натяга при затяжке болтов, фланец устанавливают с зазором ОД—0,2 мм, вследствие чего точной фиксации диафрагмы этот способ не-обеспечивает.
Конструкции д — ж с креплением диафрагмы к одному из корпусов применяют, когда требуется сохранить целостность механизмов пр'и разработке. При разъеме корпусов диафрагма остается закрепленной на одном из корпусов вместе со всёми монтированными на ней механизмами. По точности установки преимущество на стороне конструкции е.
Независимую установку диафрагмы можно осуществить и в конструкциях с защемленным фланцем креплением диафрагмы к одному из кор-
Рнс. 386, Трекфланцевые соединения
пусов болтами с заплечиками (и), нараэпыми втулками I (к), в которые завертывают болты.креплення второго корпуса, или независимыми болтами 2, 3 (л, лг), расположенными в промежутках между болтами 4, 5 стяжки , корпусов. Головки болтов типа 2 располагают в окнах фланца корпуса, а типа 3 утапливают в диафрагме.
КОНУСНО-ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Для стыкования часто разбираемых трубопроводов, цилиндрических отсеков, а также силовых соединений применяют быстросъемное соединение разводными хомутами, действующими на наружные конические' поверхности фланцев (рис. 387). Собираемые детали можно соединять иод любым углом в плоскости стыка. При необходимости угловой фиксации, а также в соединениях, передающих крутящий момент, на стыке устанавливают контрольные штифты.
Стыкуемые детали центрируют цилиндрическими буртиками (а). Иногда^ стык делают гладким (о), полагаясь на центрирование коническими поверхностями хомутов. Последний способ применяют преимущественно в тех случаях, когда по условиям сборки невозможно соединить сближением детали по оси, а только сдвигом в плоскости разъема. ;
Конусно-фланцевые соединения обеспечивают силовую затяжку стыков при-относительно небольшом усилии на стяжном устройстве. Если принять простейшую схему (рис. 387, в) передачи усилия Р затяжки в двух точках (жесткий хомут), то осевое усилие затяжки
4Р
Р _ ,
.ОС tg а/2
где а — угол конуса. При обычных значениях ос = 20 ~ 30;, Р„с =₽ (15 ь 20)Р. Столь большая мультипликация обеспечивает возможность сильной затяжки стыка с помощью пружинных затворов с ручным приводом быстрого действия (г).
Угол конуса а' на хомутах делают на 1—2° меньше, чем на фланцах (рис. 388, а), для того, чтобы переместить точки приложения сил к основанию фланцев с целью увеличения жесткости стыка и надежности
Рис 387. Конусно-фланцевые соединения
Pik. 388. Кчиуецо-ф 'анисиме соединения
уплотнения. Аналогичный результат получается, если сделать стенки хомута плоскими (б). ’ - '
На рис. 388, в, г приведены ко ну св О’фл лицевые соединения с упругими герметизирующими прокладками,
Рис- 389. С важные кому гы
... В схеме д соединяемые детали снабжены обратноконическими фланцами с торцовыми прорезями. При сборке выступы одного фланца заходят в прорези другого; между фланцами образуется кольцевая коническая полость, в которую закладывают центральный стяжной хомут 7.
На рнс. 388, е—з показаны конструктивные разновидности конусно-фланцевых соединений тонкостенных труб. ’
Стяжной хомут конусно-фланцевых соединений должен раскрываться полностью так, чтобы его можно было завести на фланцы сбоку н по оси, и обеспечивать по возможности равномерную затяжку фланцев по окружности, т. е. быть податливым в радиальных направлениях. Хомуты обычно делают из половин, соединенных осью н стягиваемых болтом (рис. 389, а). В конструкции б в стенках хомута проделаны радиальный прорези для увеличения податливости; для предотвращения изгиба болт оперт па сферических шайбах. Гибкий хомут (рис, 389, в) состоит из стальной ленты с приварными секторами 1 корытного сечения. Стяжной болт пропущен через шарнирную ось 2 и ввертывается в цилиндрическую гайку 3,
В конструкциях г~з применены быстродействующие затворы. В конструкции г хомут стягивается откидным трехзвеяным механизмом («лягушкой»). В данном случае обязательна установку иа стыке фланцев упругой прокладки, компенсирующей присущую этому механизму жесткость фиксации в положении запора.
В конструкции Э сила затяжки регулируется перестановкой откидного рычага в кремальере 4 хомута. Совершеннее системьг с винтовой затяжкой хомута после запора, например с помощью откидного рычага, с нажимным винтом 5 (конструкция е). >
В конструкции ж стяжной болт ввертывается в цилиндрическую танку 6 с левой резьбой, установленную в полуоткрытой чашке 7; хвостовик болта зафиксирован в шарнире 8. При отвертывании болта.гайка выходит из чашки, после чего болт откидывают поворотом вокруг шарнира. В конструкции з болт затягивается ручной гайкой 9, входящей в сферическое гнездо на хомуте. ; :
В легких соединениях применяют быстродействующие пружинные затворы с пластинчатыми (конструкция к) или цилиндрическими (конструкции к, л) пружинами. j t,
. В конструкции лг применен пружинный затвор обращенной схемы.
В правой половине хомута про фрез еров ап паз, в который входит хвостовик 10 левой половины. В щеках 11 удлиненной правой половины установлен трубчатый рычаг 12 с подпружиненным плунжером 13. При запирании рычаг ставят в горизонтальное положение, причем сферический конец плунжера заходит в чашку хвостовика 10, стягивая хомут.
15. КОНСТРУИРОВАНИЕ УЗЛОВ И ДЕТАЛЕЙ
1
УНИФИКАЦИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ
Элементы, выявляющиеся в процессе компонования, следует многократно использовать для всей конструкции, ©средняя расчетные параметры и добиваясь максимального сокращения их номенклатуры. hJ -
Унификации в первую очередь подлежат посадочные соединения (по номинальным размерам, типу посадок и классу точности), резьбы (по диаметру, шагу и классу точности), шлицевые и шпоночные соединения, крепежные детали нт, д. Целесообразно сокращать номенклатуру материалов, виды отделочных операций, гальванических покрытий, типы сварки, форму сварных швов и др.
На рис. 390, а—в приведен пример компонования вала с насадной деталью, опертую в бронзовой втулке, В конструкции а выбор посадочных диаметров не продуман. Правильно назначен основной посадочный размер (диаметр опорной шейки) нз числа нормальных (050). Далее допущены ошибки. С целью уменьшения расхода бронзы конструктор принимает толщину стенок втулки равной 3,5 мм, вследствие чего получается нестандартный размер наружного диаметра втулки (0 57), Стремясь увеличить прочность вала в насадном соединении, конструктор уменьшает диаметр вала по отношению к диаметру шейки на 2 мм на сторону, в результате чего получается нестандартный диаметр 0 46, который приводит к размеру резьбы М45 под затяжную гайку.
В компоновке на основе нормальных размеров (конструкция б) наружный диаметр втулки 60 мм, диаметр насадного соединения 45 мм. Отсюда следует размер резьбы М42. Однако стандартизация размеров в данном случае Приводит к некоторому снижению прочности вала н увеличению массы бронзовой втулки. В более рациональной конструкции в диаметр шейки 55 мм, наружный диаметр втулки 60 мм, диаметр насадного соединения 50 мм,
В конструкции г допущен значительный разнобой в размерах посадочных диаметров, резьб, шпонок и модулей зуба. В рациональной конструкции д сокращено число посадочных размеров, унифицированы шпонки и модули зубьев (т = 4). Необходимая прочность зуба малых зубчатых колес достигнута увеличением их длины. Итоги унификации представлены в табл. 34. В общей сложности номенклатура элементов сокращена с 16 до 7 наименований.
Ряб. 390. Унификация элементов кенструкциц
341 /Унификация элементов зубчатого перебори
Элементы И СХОДНЕ fl конструкция Число Унифицированная конструкция Число Элементы Исходная конструкция Число Унифицированная конструкция Число
Диаметры и посадки 40 А/П 45 А/Х 46 А/С 48 А/С 50 А/С 50 А/П 55 А/Х 55 А/Пр 65 А/Пр 1 1 1 I 1 1 1 1 1 40 Л/П 45 А/Х 50 А/С 55 А/Пр 2 2 1 2 Резьбы М39 #448 1 ’ 2 М39 2
Шпонки (Ь мм) 8 10 2 3 10 3
Модули эубьев 4 4,5 5 1 Г 1 4 3
Всего наименований 16 7
Рлс, 391. Унификация размером под ключ
В качестве примера унификации размеров под ключ приведем узел регулирования редукционного клапана (рис. 391). В конструкции а применены три размера (1—3), в унифицированной конструкции 6 — один размер (4),
УНИФИКАЦИЯ ДЕТАЛЕЙ
Следует добиваться максимальной унификации оригинальных де-
талей. Особенно это важно для трудоемких и многократно повторяющихся деталей.
Транспортерная цепь (рис. 392, а) составлена нз звеньев двух типов. В рациональной конструкции б звенья унифицированы. Стяжной хомут (в) состоит из двух трудоемких деталей. Соединение промежуточной серьгой (г) позволяет сделать половины хомутов одинаковыми.
На рис. 392, дне приведен -пример унификации штамповок в узле составного шкива, на ptac. 392. з и ж-в конструкции цилиндрического
штампованного резервуара.
Нередко унификация достигается лишь в результате целенаправленной проработки, требующей, оригинальных решений. В редукторе с двумя концентричными валами, вращающимися с одинаковым числом оборотов "в противоположные стороны (рис. 393), на приводном валу посажены два зубчатых колеса, одно из которых / сцепляется с колесом 2 редуктора, второе 3 — через промежуточное колесо 4 с колесом 5. Узел имеет колеса четырех наименований 2, 3, 5). Многодетальность и сложность конструкции вызваны необходимостью предупредить задевание зубьев колес 3 за зубья колеса 5. Для этого потребовалось уменьшить диаметр колеса 3 и соответственно (для сохранения передаточного числа) уменьшить диаметр колеса 5.
В оригинальном решении (рис. 394) резко упрощающем конструкцию, колесо 1 пр нв одного вала сцепляется с одной стороны с правой тестер -
Гис. 392. Унификация деталей
Рис. 393. У1В.1 соосного редуктора
Рис, 394, Унификации деталей, упрощающая конструкцию соосного редуктора
ней редуктора, а с другой стороны — с колесом 2 привода. Число наименований колес сокращено до двух; малые и большие колеса редуктора попарно одинаковы. Для этого понадобилось только расставить большие колеса,редуктора на расстояние з, достаточное для сцепления малых колес.
ПРИНЦИП АГРЕГАТНОСТИ
Целесообразно конструировать узлы в виде независимых агрегатов, отдельно собираемых, регулируемых, подвергаемых обкатке, контрольным испытаниям и устанавливаемых в законченном виде на машину. Последовательно проведенное агрегатирование позволяет осуществить параллельную н независимую сборку узлов машины, упрощает монтаж, ускоряет доводку опытных образцов, облегчает использование на новых машинах довёденных и проверенных в эксплуатации конструкции и упрощает ремонт, позволяя комплектно заменить износившиеся узлы новыми. Агрегатирование иногда усложняет конструкцию, но в конечном счете всегда дает большой выигрыш в общей стоимости изготовлении машин, надежности и удобстве эксплуатации.
Примеры-агрегатирования мелких узлов приведены на рис. 395.
В конструкции а редукционный клапан установлен’ непосредственно в корпусе. Установка клапана в отдельной втулке (конструкция б) делает узел агрегатным. Конструкция в торцового уплотнения неудовлетворительна. При демонтаже уплотняющий диск 1 под действием пружины сходит с направляющей и пазов, фиксирующих его от вращения, и узел распадается. Неудобей и монтаж уплотнения. Введение кольцевого стопора 2 (конструкция г) придает узлу агрегатность.
, Конструкция д узла установки распределительного золотника в станине ошибочна. Точное отверстие под золотпик выполнено непосредственно в отливке станины. На участке расположения золотника, в месте скопления материала могут возникнуть раковины н пористость, делающие уплотнение золотника невозможным. Износ отверстия в эксплуатации можно исправить только установкой ремонтных гильз.
a) 6) в) г) д) в) ж)
Рис. 395. Агрегат ярованис
В улучшенной конструкция е золотник установлен в промежуточной втулке 5, выполненной из качественного материала с повышенной износостойкостью. В наиболее правильной конструкции ж золотник установлен в отдельном корпусе 4» соединяемом со станиной по привал очной поверхности.
На рис. 396, а приведен червячный редуктор, непосредственно связан-
Ряс. 396. Агрегатирование зубчатых передач
ный с приводным валом машины. Вал червячного колеса смонтирован в опорах, расположенных в разных корпусах. Выдержать соосность опор при обработке затруднительно. Сборка крайне неудобна: нужно предварительно надеть червячное колесо на основной вал, установить корпус редуктора, после чего монтировать червяк, ввинчивая его в зубья червячного колеса. Проверить правильность зацепления и отрегулировать осевое положение червячного колеса затруднительно,
В агрсгатированной конструкции б вал червячного колеса установлен в двух опорах, из которых одна расположена в корпусе, другая — в диафрагме 7. Обе опоры можно обработать в сборе, получив необходимую соосность, Вад червячного колеса соединен с приводным валом шлицевым переходником 2. Монтаж редуктора значительно упрощается.
Конструкция й редуктора с цилиндрическими шестернями 3, 4. опертыми в разных корпусах, нецелесообразна. В агрегатированной конструкции г шестерни установлены в одном корпусе 5; малая шестерня редуктора соединена с приводным валом посредством торсиопа 6, компенсирующего неточности расположения редуктора относительно вала,
В зубчатой передаче Э, монтируемой па- станине 7 и в крышке .8, к описанным выше дефектам иеагрсгатированных конструкций присоединяется затруднительность введения валика промежуточного перебора 9 в опору крышки. При снятии крышки передача распадается. Проверить правильность зацепления шестерен невозможно,
В агрегатированной конструкции е. опоры шестерен установлены в диафрагме ГО; передача приводится торсиоиом 11. Наиболее целесообразна конструкция ж, где, опоры расположены в кронштейне 12, привернутом к крышке иа лапах 13, что' обеспечивает удобную сборку и обзор механизма.
УСТРАНЕНИЕ ПОДГОНКИ
Необходимо избегать установки и подгонки узлов и деталей по месту. Подгонка, особенно сопровождаемая операциями слесарной или станочной обработки, снижает производительность сборки н лишает конструкцию взаимозаменяемости.
Пример установки по месту приведен па рис. 397, а и б. Зуючатое колесо устанавливают па валу по сцепляющемуся с ним зубчатому колесу, после чего положение фиксируют врезным винтом (а) или штпф-
Рис. 397. Устранение подгонки
Рнс, 398, Устранение подгонки npii сборке
том (б). При этом требуется обработка но месту дрелями и ручными развертками. Неизбежно попадание стружки в агрегат. После обработки приходится его разбирать, промывать и снова собирать. Разметка при сборке с последующей передачей иа станочную обработку еще больше усложняет сборку. Более технологична фиксация зубчатого колеса кольцевыми стопорами, устанавливаемыми в заранее проделанные канавки на валу (в).
При установке подшипника в корпусе по месту (е) однажды найденное правильное положение сбивается при каждой разборке, вследствие чего требуется новая регулировка. Фиксация подшипника контрольными штифтами (d) требует механической обработки при сборке. Правильное решение — центрирование подшипника по отверстию в корпусе (г), заранее выполненному с точностью, обеспечивающей правильную работу механизма.
В узле установки прямолинейной направляющей па станине (ж) необходима выверка направляющей по месту и сверление отверстии под крепежные винты. Направляющая не застрахована от сдвига в пределах зазора между крепежными винтами и отверстиями, Фиксапия контрольными штифтами (з) требует сверления и развертывания отверстий под контрольные штифты совместно в направляющей и станине. В целесообразной конструкции и направляющая установлена в паз, выполненный в станине.
Конструкция зубчатой передачи (рис. 398, я) неудовлетворительна. Стойки зубчатых колес зафиксированы иа корпусе болтами. Сборщик вынужден регулировать положение стоек так, чтобы добиться правильного
зацепления колес. При разборке регулировка сбивается и в дальнейшем операцию подгонки приходится проделывать -снова. Положение стоек . можно зафиксировать контрольными штнфтами (б), по это требует дополнительных механических операций при сборке.
В правильной конструкции в стойки центрированы по отверстиям, взаимное расположение которых выдерживается с необходимой точностью при механической обработке корпуса. В наиболее целесообразной конструкции г зубчатые колеса заключены в общий корпус, что обеспечивает полную агрёгатпость и создает наилучшие условия для работы колес.
На рис. 398* д и е показаны неправильная и правильная конструкции узла установки зубчатого перебора с клиноременным лриводом.
РАЦИОНАЛЬНОСТЬ СИЛОВОЙ СХЕМЫ
Совершенство конструкции, ее масса, габариты и в значительной степени работоспособность зависят от рациональности заложенной в ней силовой схемы. Рациональной является схема, в которой действующие силы взаимно уравновешиваются на возможно коротком участке с помощью элементов, работающих преимущественно на растяжение, сжатие . или кручение (а не изгиб).
В качестве примера рассмотрим шнековый транспортер (рис. 399, а), приводимый электродвигателем через червячный редуктор 1 и ценную передачу 2, Корпус транспортера, длиной несколько метров, выполнен нз листовой стали и установлен па трубчатых ножках. Ошибка заключается в том, что корпус нагружен силой привода Р, которая изгибает л деформирует нежесткий корпус, установленный па шатких опорах. Вследствие малой величины зазоров между витками шнека и стенками корпуса, витки при деформации корпуса цепляют за стенки. Повышенное.
Рис. 399. Улучшение силовой схемы шнекового транспортера
трение вызывает увеличение приводного крутящего момента, что сопровождается новым возрастанием изгибающей силы и новым увеличением трения. В конце концов, шнек неизбежно заклинивается в корпусе.
Дефект можно отчасти устранить переменой направления вращения шнека (с соответствующей переменой направления витков). Тогда ведущей становится нижняя ветвь цепной передачи н момент, изгибающий корпус, несколько уменьшается. Можно переместить редуктор в плоскость симметрии установки, придать ножкам развал .и увеличить жесткость корпуса, установив его иа жесткий фундамент. Все эти средства не устраняют принципиального недостатка конструкции — наличия в системе внешних сил.
В наиболее целесообразной конструкции б шнек приводится фланцевым электродвигателем через соосный редуктор 3, установленный на торце корпуса. Крутящий момент привода н реактивный крутящий момент на корпусе взаимно погашаются в узле крепления редуктора. Корпус и опора не подвергаются действию сил привода. Опора нагружена только массой транспортера и должна быть достаточно жесткой, чтобы предупредить прогиб корпуса под действием его собственной массы.
В приводе подвесного конвейера (рис. 400, а), состоящего из редуктора 1, конической передачи 2 и цилиндрических зубчатых колес 3, передающих вращение приводной звездочке 4 цепной передачи, силовая схема нерациональна. Опорные- узлы передачи, крепежные болты и фундаменты нагружены усилиями привода; значительная часть элементов конструкции работает на изгиб. Узлы привода разобщены, установлены па разных основаниях и не зафиксированы одни относительно другого. Для того чтобы добиться удовлетворительной работы механизмов, нужна кропотливая регулировка взаимного расположения механизмов.
Зубчатые колеса, выполненные, из чугунного литья, не защищены от грязи; их можно смазывать только набивкой, т, с, периодически нанесением консистентной смазки. Смазка опор горизонтального и вертикального валов также периодическая.
Габариты -установки очень велики, что объясняется разобщенностью узлов, а также применением непрочного материала (чугуна) для изготовления наиболее ответственных деталей (зубчатых колес).
Конструкция характерна для старых приемов конструирования.
В а грега тированных конструкциях мотор- редуктора привод осуществляется от фланцевого электродвигателя через червячный (б) или планетарный (а) редуктор. Угловая передача устранена. Габариты установки резко сокращаются. Усилия привода погашаю гея в корпусе редуктора, который нагружен только окружным усилием па приводной звездочке. Введение централизованной жидкой смазкн увеличивает долговечность передачи, В целом получается огромный вышрыш в габаритах и массе установки, простоте, изготовления, удобстве монтажа и обслуживания, коэффициенте полезного действия, затрате энергии, надежности и долговечности, .
КОМПЕНСАТОРЫ
В агрегатированиых системах с механическим приводом большое значение имеет конструкция соединений, передающих крутящий момент. Соединение должно компенсировать продольные смещения, песооспость е м угловые перекосы а соединяемых агрегатов (рнс. 401, 1—3).
В качестве компенсаторов чаще всего -применяют шлицевые муфты с эвольвентным зубом (4—6), которые обладают следующими преимуществами :
благодаря утолщающейся к основанию 'форме (особенно при положительной коррекции) зуб обладает повышенной прочностью, концентрация напряжений у основания зуба невелика;
эвольвептпые зубья, наружные и внутренние (при достаточно большом диаметре зубчатого венца) можно обработать с большой 'точностью на стандартном зуборезном оборудовании.
.Наружным эвольвентным зубьям можпо придать высокую поверхностную. твердость термической или химико-термической обработкой.
Рис. 401. Кимиенвд юры
Уело пи я работы зубьев в компенсирующих соединениях гораздо тяже* лес, чем в центрированных шлицевых посадках. Для повышения компенсирующей способности соединения выполняют с увеличенным окружным зазором s ~ 0,05 ~ 0,07 иг, где т — модуль зуба. Силы прн перекосах, сосредоточиваются па крайних кромках зубьев, находящихся в плоскости, перпендикулярной к направлению перекоса. Линейный контакт по длине зуба становится точечным, отчего резко возрастают местные напряжения смятия. Так как за 1 оборот каждый зуб дважды пересекает нагруженную область, то нагрузка на зубья является циклической, независимо от характера крутящего момента.
Работоспособность соединения можно значительно повысить путем увеличения поверхностной твердости зубьев. Для предотвращения наклепа, и отвода тепла, выделяющегося при ударах и смятии зубьев, в" соединение подводят обильную смазку. Наиболее эффективный способ повышения работоспособности соединения — это увеличение диаметра зубчатого венка, что даст возможность обрабатывать внутренний зуб зубострогальиыми долбяками вместо дорогостоящих протяжек.
Величина перекоса, допускаемого соединением, лимитируется в первую очередь соприкосновением кромок зубьев, расположенных в плоскости, перпендикулярной направлению перекоса (рис. 402, а). Зубья, находящиеся в плоскости перекоса, имеют гораздо большую свободу перемещения, так как зазор в радиальном направлении при стандартном угле зацепления 20° примерно в 3 раза больше окружного зазора.
Максимальный возможный угол перекоса а можно определить из соотношения tg а ~ t/l> где г—окружной зазор в зубьях; / — длина зуба. Максимальное смещение крайних точек компенсатора
S' = Ltg«=L-p (247)
С
где L — длина компенсатора.
Для увеличения компенсирующей способности выгодно уменьшать длину зуба, что без его ослабления проще всего достичь увеличением диаметра зубчатого венца.
Окружная сила, действующая на шлицевой венец, Р = где
Мкр — передаваемый крутящий момент; D — средний диаметр шлицевого венца.
Рис. 402, Увеличение компенсирующей способности
При небольших перекосах прочность зуба определяется напряжением смятия на боковой поверхности шлицев:
Р /'
см lzh ham ’
тле I — длина шлицев; z — число шлицев; h = ат — рабочая высота шлица, пропорциональная модулю т шлицевого зуба (а — постоянная величина). Так как z — D/m, то
Р
СЩ. ~~ I
Dla
откуда
2Mrp const D
Зависимость длины шлицев I н максимального возможного смещения 5 крайних точек компенсаторов от диаметра D соединения показана на рис, 402, б (величины I и s при D = Во приняты равными единице).
С целью уменьшения нагрузок иа кромки зубьев и для увеличения угла перекоса выгодно придавать зубьям бочкообразную форму, Обяза-дельно скругление кромок торцов зубьев по всему контуру зуба. При больших перекосах целесообразно выполнять выступы н впадины зубьев по сфере (рис, 402, в).
На рис. 402, г показана муфта повышенной компенсирующей способности, по общей схеме близкая к кардану. Промежуточная втулка 1 имеет неполные внутренине зубчатые венцы; шлицевые участки обоих венцов расположены под углом 90° одйн к другому, .Диски 2 н 3 с наружным зубом имеют в этой конструкции полные зубчатые венцы, что обесценивает безошибочную сборку при любом угловом положении фланца относительно промежуточной детали.
Примеры соединений соосных валов приведены на рис, 403, Соединение шлицами, нарезанными непосредственно па приводном валу (рнс. 403, а), нецелесообразно. Компенсирующая способность его невелика и определяется только величиной смещения шлицев в пределах зазора между гранями шлицев. Удлинение хвостовика приводного вала (рис, 403, б) только ухудшает положение, так как шлицованный конец хвостовика из-за неизбежных неточностей изготовления и монтажа приобретает биение, пропорциональное степени его удаления от опор приводного вала.
При установке между валами шлицованной переходной втулки, свободно посаженной на шлицы в обоих валах (рис, 403, в), компенсирующая способность, определяемая величиной суммарного зазора в шлицах, увеличивается в 2 раза по сравнению с конструкцией на рнс, 403, а.
В конструкции с удлиненной шлицевой втулкой (рнс. 403, г) компенсирующая способность возрастает благодаря возможности собственных перекосов втулки. Наиболее целесообразна конструкция, в которой компенсатором служит длинный шлицованный валик — торснон (рис. 403,д).
Рнс, *403, Со1'ДШ1сппе соосных налов
Торсноны (т о р с и о р е с с о р ы) не только компенсируют иесоос-ность и перекосы, но и амортизируют колебания крутящею момента, делая работу привода более мягкой н плавной. Особое значение это свойство имеет в машинах с пульсирующим крутящим моментом (в поршневых машинах), Благодаря малым радиальным размерам торсноны вписываются в габариты внутренних полостей валов, что делает коиструк-дню компактной,
В высок он апряжепных конструкциях во избежание поломки горсионов при перегрузке вводят ограничитель закручивания - шлицованную втулку м, устанавливаемую концептрично с торсиоиом (рис, 403, г). Боковой зазор в шлицах ограничителя делают больше зазора в шлицах горсиона с таким расчетом, чтобы по достижении определенного угла закручивания ограничитель вступал в действие и принимал нагрузку на себя;,
Торсноны обычного назначения изготовляют из пружинных кремнистых сталей, для которых при оптимальной термообработке (закалка и средний отпуск) предел выносливости прн пульсирующем кручении т0 = 65 -и 70 кге/мм2, а при знакопеременном симметричном кручении
= 30 ю 35 кге/мм2, .
Для напряженных конструкций и конструкций, работающих прн повышенных температурах, применяют стали типа 60С2Н2А, 65С2ВА, 60С2ХФА,
45ХНМФА, для которых т0 ='90-5- 140 кгс/мм2, т_ L = 50 70 кгс/мм2. Оптимальная термообработка — закалка на верхний бейнит (температура изотермической выдержки 300 — 350”С).
С целью увеличения упругого закручивания торсиопов повышают расчетные напряжения. При пульсирующих циклах обычно принимают т - 30 - 50 кгс/мм2, что соответствует запасу прочности (по пределу выносливости) порядка 1,5-2, В конструкциях, рассчитанных иа ограниченную долговечность, напряжения доводят до 80 — 100 кгс/мм2;
Циклическую прочность торсионов можно значительно повысить путем упрочняющей обработки, пластической дефор .мадией. Торсионы, работающие при циклической знакопеременной нагрузке, упрочняют дробеструйным наклепом. Торсионы, работающие при пульсирующей нагрузке, упрочняют заневолнваннем (приложением статического момента того же направления, что и рабочий момент, прн уровне напряжений, на 20—40% превышающем предел текучести материала). Дробеструйный паклсп и зане-воливание повышают долговечность торсионов примерно н 2 раза. Наилучшие результаты дает напряженный наклеп (наклеп в состоянии заневоливания), который дополнительно повышает долговечность на 20-30%.
Прямобочпые шлицы упрочняют накатыванием в осевом направлении профильными роликами, эводьвентпые — обкатыванием закаленными калибрующими зубчатыми колесами.
Напряжение кручения в торсиопе
Мкв мкр
т = —д ----, (249)
1Гкр 0,2й3(1-п4)’ }
где Л-/кр — передаваемый крутящий момент; WKp = 0,2cI3 (1 — л4) — момент сопротивления кручению сечения торсиоыа; а = dQ/d — отношение внутреннего дйамегра сечения к наружному (для массивных торсиопов а — 0).
Угол закручивания торсиона
ЬЧф 360° LMKP - LMKp '
’ ф = -777х [рад] = “т---7— [град] = 57,3 ——- [град], (2э0)
Gi/Kp l-^Kp
где G — модуль упругости сдвига (Для сталей G & 8000 кгс/мм1); L — рабочая длина торсиона, мм (за .вычетом галтелей на участках перехода стержня в шлицевые пояса); JKp = 0,ld4 (1 — а4) — полярный момент инерции сечения торсиона.
Выраженный в функции т угол закручивания
т 2L т 2L_
Ф=—— [рад] =57,3 —— [град]. (251)
G- а и
Пусть \1пссип1!ый торсион передаст мощность iV = J0O л. с. при я — 2000 об/мин. Рабочая длина торсиона £ = 200 мм.
Крутящий момент
= 75 ' 100 - = 36 кге и = 36 10э кге- мм.
кр м 0,104-2000
Pjic, 404. TopcHoiibi
Примем расчетное напряжение т — 40 кгс/мм2. Диаметр торснона.
l/Mq, -I./36'103 / ОЛ = > 0,2 40
^17 мм.
Угол злкручинания
т 2L
G V
= 0.1/8 [ряд] = 57.J-0.118 [град] = 6°45'. о 1 /
Допустим, что торспон приводит зубчатое колесо с диаметром начальной окружности Do — 200 мм. Упругое смещение венца колеса под нагрузкой на радиусе начальной окружности Ко - 100 мм рпвно f = /?оФ [ряд] = 100-0,118 12 мм. Такую величину очень трудно подучить посредством других амортизирующих устройств (например, спиральных пружин между при иодным налом it венцом колеса),
Конструктивные разновидности торспопоз показаны на рис. 404.
Для передачи небольших крутящих моментов применяют упрощенные конструкции с квадратными 2 или трефными 2 хвостовиками. Значительно прочнее торсионы с эвольвептными шлицами 3-8. Конструкция 3 нецелесообразна вследствие неравнопрочности шлицев и стержня, обусловливающей малую упругость торсиона, Равнопрочными являются конструкции 4—6, Увеличение диаметра шлицев (конструкции 7, 8) снижает нагрузку
4
на шлицы и позволяет уменьшить их длину с выигрышем в компенсирующей способности торсиона. При заданной компенсирующей способности увеличение диаметра позволяет уменьшить зазор в шлицах, что улучшает условия их работы п повышает долговечность соединения.
Стержень торсиона должен быть соединен со шлицованными участками плавными галтелями (К = 2 — Зе/ при небольшом перепаде диаметров и R > d при большом).
Трубчатые торсноны [конструкция .9) отличаются повышенной крутильной жесткостью и применяются только как компенсаторы; амортизирующая их способность незначительна. Резко увеличивают упругость трубчатых торсиопов продольные пазы (конструкции 10, 11).
0.75
Введение одного паза снижает жесткость в —— раз, где п — отноше-
Й2
нис толщины стенки 6 к дна метру D трубы, Прочность при этом умень-
1,5
шастся в ---раз. При обычных значениях л — 0,1 —0,15 жесткость сип-
л
жастся в 35 — 75 раз, а прочность — в 10—15 раз.
Увеличение упругости при большем чи$лё пазов обусловлено тем, что целые участки трубы работают преимущественно на изгиб с присущими этому виду нагружения повышенными деформациями.
В специальных случаях применяют торсиопы 12 крестообразного сечения, обладающие высокой упругостью.
В продольном направлении торсиопы фиксируют заплечиками (конструкция 13) или чаще, стопорными кольцами (конструкции 14 — 16), предусматривая .в соединении осевой люфт х для компенсации тепловых расширений и неточностей изготовления н монтажа.
УСТРАНЕНИЕ И УМЕНЬШЕНИЕ ИЗГИБА
Во всех случаях, когда допускает конструкция, изгиб следует заменять более выгодными видами нагружения — растяжением, сжатием или срезом. Целесообразно применение стержневых или близких к ним систем, элементы которых работают преимущественно па растяжение — сжатие. Если изгибыое нагружение неизбежно, то следует уменьшать плечо изгибающих сил и увеличивать моменты сопротивления на опасных участках. Особенно это важно при консольном нагружении, наиболее невыгодном по прочности н жесткости.
На рис. 405 приведены примеры полного или частичного устранения изгиба. Плечи углового рычага (конструкция 1) испытывают изгиб от действия сил, приложенных па крайних точках. Введение таврового ребра между концами рычага (конструкция 2) ликвидирует изгиб.
В узле 3 установки ролика на станине лапа крепления подвергается изгибу. Несколько лучше конструкция 4 с усиливающими ребрами. Наиболее рационально установить, ролик непосредственно под стенкой станины, работающей в данном случае на сжатие (конструкция 5).
В конструкции 6 шарикового подпятника опорная кольцевая полка подвергается изгибу действием рабочей нагрузки. В улучшенной конструк-
ции 7 полка усилена ребрами, В конструкции 8 сила передается непосредственно на стенки корпуса, работающие иа сжатие.
Кулачково-дисковая муфта состоит из ведущего f и ведомого т дисков, соединенных плавающей шайбой и. В конструкции 9 радиальные выступы промежуточной шайбы расположены попарно в пазах между ведущими кулачками (на рисунке зачернены) и в пазах ведомого диска. Приводные силы и реактивные силы иа ведомом диске (светлые стрелки) изгибают выступы шайбы.
Увеличение ширины выступов (конструкция 10) уменьшает номинальные напряжения изгиба, но не устраняет концентрации напряжений у основания выступов,
В наиболее рациональной конструкции 11 выступы на шайбе заменены пазами, в которые попарно входят кулачки ведущего и ведомого дисков. Участки шайбы между пазами работают преимущественно на сжатие.
Конструкция 1 (рис. 406) привода роликового толкателя ошибочна, Направляющая втулка толкателя, выполненная в виде консоли, подвергаемся сильному изгибу действием приводного кулачка. Крепление конца втулки в станине (конструкция 2) устраняет изгиб.
На рис, 406 приведен пример последовательного упрочнения сварного соединения проушины с трубой. Конструкция 3 нерациональна., Вылет проушины чрезмерно велик; соединение работает на изгиб. Протяженность сварного шва недостаточна; в его крайних верхних точках при изгибе
Рис. 406, Устранение изгиба
возникают высокие растягивающие напряжения. В усивеииой конструкции 4 проушина удлинена по направлению действия силы и работает преимущественно па растяжение, а; сварной шов - преимущественно на сдвиг. В еще более прочной конструкции 5 проушина врезана в трубу.
Ниже рассмотрены приемы последовательного упрочнения фланцевого соединения, нагруженного растягивающими силами. Конструкция 6 нерациональна вследствие большого вылета крепежных болтов относительно стенок соединяемых деталей. Уменьшение вылета до предела, допускаемого условием размещения головок болта, а также условиями обработки опорных поверхностей под головки (конструкция 7) снижает изгибающий момент. Дальнейшего упрочнения можно достичь введением ребер (конструкции S, 9) и приближением стенок к осн болтов путем гофрирования стенок (конструкция J0) или расположения1 болтов в нишах (конструкция П).
В узле крепления рамиого кронштейна со стержнями корытного сечения (рнс. 407,1) фланец крепления испытывает1 сильный изгиб вследствие виецентренного действия растягивающей силы 1\ Перепое полок корыта наружу (конструкция 2) значительно уменьшает изгиб.
Грузовой крюк 3 подвергается изгибу моментом, достигающим наибольшей величины (jI- в опасном сечении Л. В двурогом крюке 4 изгибающие моменты с обеих сторон уравновешиваются; стержень крюка работает па растяжение. Изгибающий момент, действующий в опасном сечении Б,.снижается до 0}5Glr (Г — плечо силы)—прн изображенных иа рисунке соотношениях в 5 раз по сравнению с исходной конструкцией.
В соединении 5 палец и щеки вилки работают на изгиб. В улучшенной конструкции б, с уменьшенным зазором в проушине, палец работает преимущественно на срез, Изгиб щек устранен путем расположения ребер вилки в одной плоскости со щеками. В конструкции 7 введена дополнительная центральная опора; прочность пальца повышена пропорционально увеличению числа сечений, работающих па срез (в 2 раза).-
Источник изгиба, часто ускользающий от внимания конструктора, — это криволинейная форма деталей, подвергающихся растяжению или сжатию. Растяжение ребер криволинейного профиля (конструкция 8) вызывает изгиб, сопровождающийся повышенными разрывающими напряжениями па верхушках ребер. Спрямление ребер (конструкция 9) и, особенно, расположение ребер по линии действия силы (конструкция 10) снижает действующие в них напряжения.
Кольцевые проушины, подвергающиеся растяжению (конструкция 11), испытывают изгиб (штриховые линии), который можно уменьшить усилением участков перехода оз' кольца к точкам приложения сид (конструкция 72). При необходимости сохранения строго цилиндрической формы (например, случаи проушин, несущих подшипники качения) вводят усиливающие перемычки (конструкция 13). В прямоугольной проушине 14 изгиб стенок, перпендикулярных к действию растягивающих сил, передаваясь через угловые сопряжения продольным стенкам, вызывает их прогиб (штриховые линии), который можно устранить усилением поперечных стенок (конструкция 15) или уменьшением жесткости угловых сопряжении (конструкция 16),
При нагружении растяжением-сжатием из^иб нередко вызывается вне-пентренным приложением нагрузки. В конструкции 17 крепления противовеса коленчатото вала щека подвергается изгибу; крепежные заклепки также частично работают на изгиб, В вильчатом креплении 18 заклепки работают преимущественно па срез, причем число поверхностей среза увеличивается вдвое по сравнению с предыдущей конструкцией.
В сочленении звеньев транспортной цепи (конструкция 79) звенья вследствие асимметричного расположения проушин испытывают изгиб, а сама цепь под нагрузкой изгибается змейкой. Симметричное расположение проушин (конструкция 20) устраняет изгиб.
В миогооборотном роторе 21 с диском, смещенным с оси симметрии обода, центробежные силы, растягивающие обод, вызывают изгиб обода н диска, В конструкции 22 с коническим диском изгиб несколько у.мень-
Рнс, 40Я. Устранение внедеитренного приложения сил
Рис. 409. Устранение изгиба
шеи. Наиболее правильна конструкция 25 с центральным диском, работающим иа растяжение.
Изгиб может быть вызван местными неправильностями формы детали на участках приложения сил. На рис. 408 показан пример головок болтов. Асимметрия опорной поверхности головок (а, б), а также неравномерная их жесткость (в - й) вызывают изгиб стержня болта под растягивающей
нагрузкой, Устранение асимметрии (е, ж) обеспечивает центральное приложение силы. .
Пример последовательного упрочнения Шатуппо-поршпевого сочленения приведен На рис. 409. В конструкции I днище поршня, поршневые бобышки н поршневой палец подвергаются погибу действием газовых сил. Соединение бобышек с днищем ребрами 2 или сплошными перемычками 3 резко уменьшает изгиб. Для увеличения жесткости и прочности днищу придают сферическую вогнутую форму 4.
Скос головки шатуна 5 сводит к минимуму протяженность пеопертой поверхности днища if одновременно уменьшает изгиб ПоршНеВого пальца. Вместо с тем снижаются удельные нагрузки от газовых сил па рабочих поверхностях поршневого пальца.
При опоре днища поршня непосредственно на головку шатуна 5 или на поршневой палец через вырез в головке шатуна 6 днище И Поршневой палец полностью разгружены от изгиба.
Конструкции 7, 8 подвесного рамного кронштейна, нагруженного растягивающей силой Р, являются ошибочными. Вследствие криволинейной формы стержня рамы подвергаются изгибу (светлые стрелки), Изгиб можно несколько .уменьшить введением подкрепляющей перемычки 9 и практически устранить введением сплошной перегородки п между стержнями 10. Последняя конструкция, однако, невыгодна по массе.
Если сохранить рамную схему, то целесообразно применить прямые стержни 11, что приближает систему К ферменной. Изгиб (второстепенного порядка) возникает лишь в результате жесткой заделки стержней в участках сопряжения (в чисто ферменной системе изгиб стержней исключается шарнирным их соединением). В наиболее целесообразной конструкции 12 нагрузку воспринимает усиленный Центральный стержень, работающий на растяжение. Боковые Стержни придают системе устойчивость в поперечном направлении,
УСТРАНЕНИЕ ДЕФОРМАЦИЙ ПРИ ЗАТЯЖКЕ
Следует устранять возможность деформации частей конструкции при затяжке (рис, 410, 1). Шшрьки и болты, проходящие через полые детали, нужно заключать в жесткие колонки (конструкция 2). В отдельных случаях можно ограничиться подкреплением стягиваемых стенок ребрами т (конструкция 3), расположенными в непосредственной близости к крепежной детали.
Крепление крышки подшипника (конструкция 4) ошибочно. Затяжка .болтов вызывает деформацию крышки, сопровождающуюся нарушением правильной цилиндрической формы подшипника. Кроме того, в болтах возникают напряжения изгиба. В конструкции 5 крышка освобождена от действия усилий затяжки.
На рис.“410 показаны неправильная б и правильная 7 конструкции фланцев. Узел крепления крышки 8 шатуна является Неправильным, й 9 — правильным.
Крепление тяги в вилке (конструкция 10) требует Точной обработки или припасовки поверхностей обеих деталей. В противном случае неизбежен или распор вилки тягой, или прогиб щек при затяжке болтов.
Fhc, 410. Устранение деформации при затдаде*
В улучшенной конструкции 11 нижний болт заменен призоииым пальцем, работающим иа срез. Щеки изгибаются (при наличии зазора в соединении) только в результате затяжки верхнего болта, которая вызывает меньшие напряжения, чем в конструкции 10. В конструкции 12 детали соединены прнзонпыми пальцами, зафиксированными в осевом направлении стопорными кольцами и не испытывают изгиба. Однако соединение лишено преимущества затяжки.
По суммарным показателям прочности я жесткости лучшей является консгрукция 11,
При креплении оси в вилке (конструкция 13), в щеках вйлки возникает изгиб, Подкрепление щек распорной втулкой (конструкция 14) заставляет точно выдерживать длину втулок и ширину продета между щеками, что усложняет изготовление. Крепление оси в одной из щек штифтом (конструкция 15) освобождает узел от внутренних напряжений, по лишает его жесткости. Наиболее правильно затягивать палец только в одной щеке (конструкция 16). Жесткость увеличивается по сравнению с конструкцией 15, хотя и уступает жесткости конструкции 14.
При установке ролика в вилке (конструкция 17) затяжка оси вызывает смыкание Проушин вилки до упора в торцы ролика, в результате чего ролик теряет подвижность. Введение дистанционной втулки (конструкция 18) исправляет положение, но усложняет изготовление, Наиболее целесообразно крепить ось штифтом в одной из проушин (конструкция 19). Свободу вращения ррлнка обеспечивают, предусматривая осевой люфт между роликом и проушинами.
Фиксация втулки 20 подшипника является ошибочной. Стопорный винт завертывается до упора во втулку, вследствие чего последняя деформируется (штриховая линия). В правильной конструкции 21 винт упирается головкой в корпус подшипника; между резьбой и гтаружпой поверхностью втулки оставлен зэтор h.
Затяжка упорной шайбы 22, работающей по торцу подшипника скольжения, является неправильной. Высота заплечика вала недостаточна; прн затяжке возникает- сила Р, деформирующая шайбу. Для сохранения плоской формы шайбы следует увеличить высоту заплечика н уменьшить Диаметр гайки (конструкция 23) иди придать шайбе Жесткий воротник (конструкция 24).
В узле установки зубчатого колеса па центрирующих конусах (конструкция 25) ошибка заключается в том, что конусы расположены под зубьями, при затяжке зубья деформируются (штриховые линии). В правильной конструкции 26 конуса вынесены за пределы зубчатого венца.
Конструкция 27 уплотнения с ’разрезными пружинными кольцами ошибочна. При затяжке гребешки корпуса деформируются и кольца теряют подвижность. Конструкции 28—30 исключают защемление колец.
В отдельных случаях вводят ограниченную деформацию с целью увеличения жесткости и устойчивости крепления. Например, при креплении колонны в ста пине (конструкция 31) между фланцем колонны и опорной поверхностью оставляют зазор .у, выбираемый при затяжке (конструкция 32). Величину зазора устанавливают расчетом пли экспериментально так, чтобы напряжения во фланце, нс превышали опасной величины,
В узле 33 крепления направляющего лопаточного аппарата к крыльчатке центробежного насоса торцы лопаток обработаны на конус и при затяжке плотно смыкаются с лопатками крыльчатки 34, что предотвращает вибрации лопаток прн работе.
КОМПАКТНОСТЬ КОНСТРУКЦИИ
Одним из признаков .рациональной конструкции является компактность. Целесообразное использование объема уменьшает размеры, массу и металлоемкость.
Уменьшения осевых размеров можно иногда достичь разноской конструкции в радиальном направлении. В узле торцового уплотнения (рис. 411, /), втулка т которого прижимается пружиной к уплотняющему диску и, расположение пружины снаружи втулки (конструкция 2) делает узел более компактным без нарушения параметров, определяющих его работоспособность.
В шлицевых, зубчатых, прессовых, конусных и других соединениях, несущая способность которых пропорциональна квадрату диаметра, и при одинаковой нагружаемостп длина соединения подчиняется соотношению Ц:]г = (Рд/Рх)2, значительного сокращения осевых размеров можно достичь сравнительно малым увеличением диаметра (конструкции 3, 4 и 5, б).
Для размещения конструктивных элементов следует использовать свободные полости, В компенсирующей ш,лицевой муфте 7 с заданной длиной Lпромежуточной втулки можно сократить габариты путем частичного (конструкция S) или полного (конструкция 9) ввода ступиц приводных дисков в полость втулки, При размерах, показанных на рисунке, длина соединений сохраняется в отношении Li: L2; L2 = 1:0,8; 0,6,
В узле установки зубчатого колеса 10 сокращение длины достигнуто расположением ступицы подшипника под венцом колеса (конструкция П), Конструкцию шарикового подпятника 12 можно сделать компактной, спрятав узел подпятника в полости вала (конструкция 13).
Размеры шарнирного соединения трубопроводов 14 сокращены путем замены одной из наружных сферических поверхностей внутренней сферической поверхностью (конструкция 15).
В узле 16 концевой установки вала, нагруженного радиальной и ocenoii силой переменного направления, осевую нагрузку воспринимают два однорядных упорных подшипника, Конструкция громоздкая. Фиксация вала в продольном направлении неточная: упорные подшипники, расположенные на значительном расстоянии один от другого, должны быть установлены1 с осевым зазором, компенсирующим тепловые деформации системы; в установке неизбежен осевой люфт,
В конструкции 17 осевую нагрузку воспринимает двухрядный упорный подшипник, расположенный между радиальными опорами. При том же расстоянии I между опорами размеры узла сокращены примерло в 1,5 раза. Осевой люфт становится минимальным, Прн сохранении тех же размеров, что п в конструкции 16, можно увеличить разноску радиальных опор в 1,5 раза с выгодой для устойчивости вала.
В исходной конструкции 18 гайка законтрена подпружиненным стопором q с двумя шестигранниками, из которых больший скользит в шести-
Рнс. 411- Уммц-шзние габаритных ратчсров
граниом отверстии вала, а меньший входит в шестигранное отверстие гайки,. Осевые -размеры узла неоправданно велики, Для отвертывания гайки необходимо предварительно утопить стопор до вывода малого шестигранника из 'зацепления с гайкой; неопытный сборщик может попытаться отвертывать гайку без предварительного освобождения стопора. При отвертывании стопор, ничем не зафиксированный в осевом направлении, выпадает из отверстия вала.
В конструкции 79 осевые размеры уменьшены путем размещения пружины в шестиграннике стопора. Длина внутреннего шестигранника гайки сокращена, что исключает возможность отворачивания гайки без предварительного освобождения стопора.
В наиболее рациональной конструкции 20 стопор выполнен из шестигранного прутка. Шестигранные отверстия в валу и ганке обрабатываются одной протяжкой (в предыдущих конструкциях требуются две протяжки). Благодаря установке пружины снаружи стопора осевые размеры узла сокраццвд и 1,5 ряза по сравнению с исходной конструкцией. Стопор зафиксирован в осевом направлении пружинным кольцом и не выпадает из отверстия после отвертываний гайки. Отвернуть гайку можно лишь после освобождения стопора.
На рис. 4 L2, а показан узел конической передачи с обычной консольной установкой зубчатого колеса. В конструкции б применена двухопорная установка. Один конец вала ведущего колеса установлен в стенке ко|йгуса, другой — в отъемной крышке 1 с окном на участке зацепления зубьев. Габариты передачи существенно сокращены, устойчивость колес улучшена.
При переносе зубчатого колеса на другую сторону ведомого вала (конструкция в) осевые размеры передачи сокращаются почти в 2 раза по сравнению с исходной конструкцией.
Редуктор с конической передачей обычной схемы (а) отличается большими размерами. Обьем корпуса рационально использован в конструкции
Э, где подшипники большого конического колеса и одни из подшипников малого колеса установлены в приливе внутри.
На рис. 413 приведены примеры сокращения осевых размеров зубчатой передачи. В исходной конструкции а конечное колесо 1 установлено консольно в диафрагме 2. Приводное колесо 3 оперто на двух подшипниках, один из которых установлен в крышке 4, а другой — в выточке тела конечного колеса, консольно по отношению к основным подшипникам. Вал промежуточных зубчатых колес оперт с одной Стороны к диафрагме 2, с другой — в крышке 4. *
Осевые габаритные размеры конструкции неоправданно велики. Опоры ведущего и промежуточных валов расположены в разных деталях, Опорные поверхности вала ведущего колеса невозможно обработать совместно, что обусловливает повышенные требования к соосности посадочных поверхностей вала конечного колеса. Сборка передачи крайне затруднительна. Прн соединении диафрагмы с крышкой концы валов ведущего и промежуточного колес, зафиксированные предварительно, каждый в одной опоре, повисают; их приходится вслепую вводить во вторые опоры.
В улучшенной конструкции б опоры валов расположены в фигурной диафрагме 5, установленной на крышке б и зафиксированной контрольными штифтами. Все посадочные поверхности можно обработать с одной установки при диафрагме^ привернутой к крышке. Редуктор можно собрать и проверить; как отдельный узел. При сборке открыт доступ ко всем деталям. Осевые размеры сокращены в 1,6 раз по сравнению
Рнс. 413. Уменьшение габаритных размеров зубчатой передачи
с исходной конструкцией, Это достигнуто (помимо введения отъемной диафрагмы) следующими мерами:
венец приводных шлицев конечного колеса (выполненный в предыдущей конструкции па отдельной насадной детали) изготовлен заодно с конечным колесом в виде продолжения зубьев;
конечное колесо смонтировано иа игольчатом подшипнике, установленном на цилиндрическом выступе диафрагмы;
наружные шлицы входного вала заменены внутренними.
В конструкции в вся передача смонтирована на одной детали — диафрагме & Крышка 9 является ненесущей и сопряжена с механизмом редуктора только уплотнением, охватывающим носок приводного вала. Изготовление и сборка передачи здесь упрощаются еще больше.
Совмещение конструктивных функций. Размеры и .массу конструкции в некоторых случаях можно уменьшить совмещением нескольких функций в одной детали.
При парной установке радиально-упорных подшипников, предназначенной для несения осевой нагрузки в двух направлениях (рнс. 414, а), нагрузку в каждый момент воспринимает какой-либо один из них, а второй в это время бездействует. В однорядном подшипнике двустороннего действия (рис. 414, б) шарики заключены в обоймы с глубокими канавками; наружная обойма для удобства сборки сделана разъемной. Под нагрузкой шарики прижимаются к одной стороне канавки и отходят от противоположной стороны. При перемене направления нагрузки происходит обратное явление. Такие подшипники при одинаковой нагружаемое! и имеют вдвое меньшие осевые размеры, чем спаренные подшипники. Заключением наружных колец в общую обойму (риа 414, в) можно сделать конструкцию агрегатной.
Диалогичен пример винтовой передачи на шариковом ходу (система, часто применяемая в силовых передачах). В конструкции г шарики установлены по спиралям в два ряда; осевую нагрузку воспринимает только половина общего числа шариков. При установке в каждой спирали по одному ряду шариков (рис. 414,6) осевую нагрузку при любом ее направлении несут все шарики, в результате чего нагружаемость передачи увеличивается вдвое.
В узле сочленения шатунной шейки разъемного коленчатого вала соединение стянуто болтом (рис. .414, е). В более рациональной конструкции ж для стяжки использован хвостовик левой половины шейки.
В блоке шестерен (рнс. 414, з) насадные зубчатые колеса 1, 2 установлены иа шлицах вала-шестерни, В конструкции и колеса установлены на продолжении зуба вала-шестерни, вследствие чего повышаемся прочность вала, увеличивается диаметр правой шейки и упрощается обработка.
В узле привода клапанного механизма (рнс. 414, к) коромысла 3, 4 установлены па отдельных осях, каждое в своем корпусе. Конструкция упрощается, если коромысла монтировать в одном корпусе на трехопорной ИЛИ КОНСОЛЬНОЙ ОСИ (рИС. 414, Л И Л!).
В узле упругой установки обода зубчатого. колеса на ступице (рис. 414, и) пульсирующий крутящий момент передается зубчатому венцу через ряд пружин, установленных (во избежание перекоса) на цилиндрических шарнирных сухарях 5, опертых в гнездах выступов обода б
Рис. 4)4. Совмещение конструктивных функций
и ступицы 7. Половина пружин используется для передачи крутящего мен мента, а вторая пойоййиа - для амортизации нагрузки при циклических спадах крутящего момента,
В улучшенной конструкции а выступы обода и ступицы совмещены (в плане); выступы 8 ступицы введены в прорези выступов 9 обода, Благодаря этому все пружины амортизируют колебания крутящего момента. Узел может передавать вдвое больший крутящий момент или обеспечивать вдвое большущ'упругость амортизации.
На рис. 414, п показана установка зубчатых колес с промежуточной пружинной муфтой 10. В конструкции р амортизирующие пружины размещены в --большом колесе привода. В результате уменьшены масса и осевые габариты, увеличена жесткость узла,
В узле планетарного привода кулачковой шайбы 11 (рис. 414, с) сателлиты установлены па отдельной, по существу лишней детали 12. В целесообразной конструкции т сателлиты монтированы непосредственно иа шайбе, Узел становится легче и компактнее; трудоемкость изготовления резко сокращается/
Равнопрочность. На рис. 415 приведены примеры придания деталям р а в и о п р о ч н о с т л.
При нагрузке двухопорного вала поперечной изгибающей силой. (рис. 415, й). тело равного сопротивления изгибу с одинаковыми максимальными напряжениями во всех сечениях имеет профиль кубической параболы (тонкая линия). Конструкция неравйопрочна: парабола равного сопротивления дважды (на коническом участке вала и у основания цилиндрического пиша) выходит за пределы контура детали. Эти участки ослаблены по Сравнению с остальными участками детали.
В целесообразной конструкции б парабола вписана в контур детали. В валу проделано отверстие, практически не влияющее иа прочность, но значительно снижающее массу.
Прн сложном нагружении вал испытывает изгиб силой привода на зубьях, а иа участке между зубьями и шлицевым вепцом, передающим усилие привода, подвергается действию рабочего крутящего момента Мкр (рис. 415, в~е). .
В конструкции в сечение вала выбрано по максимальному напряжению изгиба и кручения, имеющему место в плоскости 'АА, без учета падения изгибающего момента по направлению к опорам. Не учтено и то обстоятельство, что правый конец вала, испытывающий только напряжения изгиба, нагружен меньше, ’чем левый, подвергающийся изгибу и кручению.
В равнопрочной конструкции г валу придана коническая.форма, соответствующая изменению изгибающего момента вдоль оси. Равнопрочность левой (сильно нагруженной) и правой (слабо нагруженной) сторон вала достигнута приданием внутренней полости ступенчатой формы.
Равнопрочности можно достичь также увеличением наружных размеров конического участка т вала или уменьшением диаметра правого шарикового подшипника (рис. 415, д и е). Здесь внутренней полости вала придана ступенчатость, обратная ступенчатости в предыдущих конструкциях с соответственным увеличением диаметра левого опорного подщип-; инкд
Рис. 415. Придание деталям равно прочности
Конструкции г — е равноценны. Выбор схемы определяется технологическими и эксплуатационными соображениями.
В блоке зубчатых колес зубья неравпопрочцы по изгибу и смятию. Окружное усилие на зубчатом венце малого колеса при всех условиях, является ли передача мультиплицирующей или редуцирующей, меньше окружного усилия на венце большого колеса в отношении их диаметров.
Для получения равнопрочности надо увеличить модуль зуба малого колеса или (способ технологически более целесообразный) придать зубьям ширину, примерно обратно пропорциональную диаметрам колес (рис, 415, ие), Практически,'учитывая повышенную окружную скорость на зубьях большого колеса, последние делают несколько шире, чем следует из силовых соотношений. На рис. 415,з показан пример придания равнопрочное™ точёной и литой стойкам.
Рнс. 416. Придание равнопрочиости узлам
В кронштейне,' нагруженном растягивающей силой, средний стержень, несущий основную часть нагрузки, перегружен по сравнению с боковыми, слабо нагруженными стержнями (рис. 415, н). Увеличение сечения среднего стержня делает систему равнопрочной.
Равнопрочность узлов заключается в том, что все их детали должны иметь одинаковые напряжения (прн одинаковых материалах) пли равные запасы прочности (при различных по прочности материалах).
Соединение лопасти воздушного гребного винта (алюминиевый сплав) со стальной втулкой (рис. 416, а), работающее преимущественно на растяжение центробежной силой лопасти, неравнопрочно, Вследствие одинаковости профилей витков лопасти и втулки напряжения в них одинаковы, тогда как допускаемые напряжения у алюминиевого сплава примерно в 2 раза меньше, чем у стали. Лопасть затянута с упором в торец втулки, вследствие чего в опасном верхнем сечении лопасти при монтаже возникают напряжения растяжения, складывающиеся с рабочими напряжениями растяжения. Изгибающий момент поперечных аэродинамических сил. воспринимаемый в нижней части цилиндрической направляющей f, в верхней части передастся на нитки, что ухудшает-условия их работы,
В конструкции б высота витков лопасти (в осевом направлении) увеличена вдвое, благодаря' чему напряжения среза в витках лопасти снижаются в 2 раза; а напряжения изгиба в 4 раза. Сечения втулки увеличиваются к низу по мере нарастания сил, передаваемых втулке витками, что способствует равномерному распределению нагрузки по виткам. С этой же целью в лопасти сделана разгружающая коническая
выборка. Лопасть затягивается до упора конического хвостовика в днище втулки, что освобождает опасное сечение лопасти от монтажных напряжений растяжения. Витки разгружены от действия поперечных сил, которые воспринимаются конической поверхностью хвостовика и цилиндрическим поясом в верхней части лопасти. В Конструкции в лопасть завернута на конической резьбе. Поперечные силы воспринимаются коническими поверхностями витков, что обеспечивает высокую поперечную устойчивость н позволяет увеличить в тех же габаритах .число витков.
На рис. 416, г — з показаны варианты зубчато-пазового крепления наборных лопаток в турбйнйом роторе. В конструкции г Центробежная сила лопатки воспринимается одним уступом на хвостовике лопатки, вследствие чего „несущие поверхности испытывают высокие напряжения смятия,
В конструкции b с зубьями Прямоугольного. профиля напряжения смятия уменьшены пропорционально числу несущих поверхностей (в 5 раз). Однако напряжения изгиба у основания зуба, пропорциональные квадрату высоты 0,5,ч основания, резко возрастают (в 5 раз по сравнению с конструкцией с), несмотря на уменьшение силы, приходящейся па каждый зуб. Напряжения среза повышенные, так как сумма высот 0,5s зубьев равна половине общей длины / хвостовика. Конструкция неравно-прочна па растяжение: сечение m хвостовика, воспринимающее полную центробежную силу лопатки, перегружено по сравнению с шгжерас-положеннымн сечениями, на которые действуют силы, прогрессивно убывающие к концу хвостовика, В щеках ротора картина обратная; сечения щек, ближайшие к концу хвостовика, перегружены по сравнению с вышележащими сечениями.
Придание зубьям треугольного профиля с углом при вершине я = 60° (рис. 416, et 1) позволяет использовать для восприятия изгиба и среза практически всю высоту хвостовика^ Напряжения среза снижаются в 2 раза, а напряжения изгиба в 4 раза по сравнению с конструкцией д.
Зубья с профильным углом а>80-ь90° (рис. 416, е, II) практически полностью разгружены от изгиба, так как силы, действующие На несущие площадки, передаются непосредственно в тело хвостовика, создавая в нем поперечные напряжения сжатия. Однако увеличение профильного угла вызывает увеличение шага зубьев (s = 2/htga/2) с соответствующим уменьшением числа несущих площадок н увеличением напряжений смятия на инх. Пр11 «= 90° напряжения смятия возрастают по сравнению со случаем а = 60° в отношении tg 4571g 30° = 1,75 Раза н в том же отношении возрастают силы, стремящиеся раскрыть щеки обода ротора.
Трапецеидальные зубья с несущими площадками, перпендикулярными К направлению центробежной силы (рис, 416, ж, III) н углом а «50° (условие одинаковости шагов) равноценны но напряжениям изгиба, среза и смятия треугольным зубьям с а = 60°. Безызгибные зубья с а = 90э (рнс. 416, ж, IV) н р=30-г40э (условие приблизительной одинаковости шагов) равноценны треугольным зубьям с <х =90°. Уменьшение р ниже 30э резко увеличивает шаг [р — h lg р 4- 1/ig р)], что сопровождается повышением напряжений смятия; увеличение р выше 45? резко увеличивает силы, стремящиеся раскрыть щеки обода.
576
У
Рис, 417. Придание опорам равной долговечности
' Придавая хвостовику клиновидную форму (рнс. 416, а), соответствующую прогрессивному уменьшению сил, действующих на хвостовик, можно обеспечить приблизительно одинаковое использование материала хвостовика и щек обода по высоте и увеличить опасные сечения хвостовика и щек примерно в 1,4 раза с соответствующим уменьшением напряжений разрыва.
Ниже приведены напряжения растяжения в.хвостовике, изгиба, среза и смятия в~зубьях в различных вариантах крепления при одинаковых h и 1 (напряжения в варианте д приняты равным 1):
Напряжения Йарнанты
е, / е, Я ж, IV з .
Ораст - I I 1 0,7
С|ПГ 0,25 0 0 0
0л5 0а5 ОД ОД
0,57 1 1 i
Рав но натру жен но сть опор. При Проектировании узлов с подшипниками качения целесообразно обеспечивать равную долговечность подшипников.
В зубчатой передаче (рис. 417, а) нагрузка Pi на малое колесо от сил привода больше нагрузки Рз на большое колесо в отношении Xh/Bi я 3.
При указанном иа рис, 417 расположении опор левый подшипник нагружен силой Лд, В 2 раза превышающей силу N2, действующую иа правый подшипник. Опоры можно сделать равнодолговечными, установив па правом конце вала малый подшипник (рис. 417,6) с пагружаемостью, d 2 раза меньшей, чем у левого подшипника, Если в интересах унификации желательно сохранить одинаковые подшипники, то следует изменить расположение опор относительно действующих сил (рис. 417, в) так, чтобы уравнять нагрузку на оба подшипника.
> В узле консольной установки крыльчатки центробежного компрессора иа пал действует радиальная сила Рг от неуравновешенности крыльчатки п осевая сила Р2 давления рабочей жидкости па крыльчатку (рис. 416, с). Передний, ближайший к крыльчатке подшипник нагружен большой радиальной силой Лч и осевой силой Рг, задний подшипник — незначительной радиальной силой ЛТи В конструкции й осевую силу воспринимает задний подшипник, вследствие чего нагрузка на подшипники становится более равномерной. В конструкции е вал установлен на разных подшипниках с пагружаемостью, соответствующей действующим на ник силам.
ПРИНЦИП САМОУСТАНАВЛИВАЕМОСТИ
В подвижных сочленениях, где возможны перекосы и смещения детален, необходимо предусматривать свободу само устанавливаемо ст и, обеспечивающую правильную работу деталей при всех возможных неточностях изготовления н монтажа.
В подпятнике с жесткой установкой опорной шайбы в корпусе (рис. 418,1) пята работает по шайбе- краями вследствие неизбежных в системе перекосов. В конструкции 2 шайба установлена па сферической опоре, что обеспечивает контакт по всей поверхности трения. Крометого, шарнирная установка допускает образование клинового зазора, обеспечивающего гидродинамическую смазку.
Принцип самоустанавливаемости широко применяют в конструкции ' опор валов, подверженных изгибу и перекосам. Само у стана вливаемо сть особенно необходима в случае подшипников скольжения с большим отношением длины к диаметру. При жесткой установке 3 изгиб и перекос вала Вызывает повышенные кромочные давления, резко ухудшающие условия работы подшипника. Для придания самоустанавливаемости подшипники устанавливают на сферических опорах 4 и 5.
В шариковых радиальных подшипниках 6 изгиб вала вызывает перекос подшипника п одностороннюю нагрузку шариков, по величине иногда намного превышающую поминальную нагрузку. Это устранимо заключением подшипника в сферическую обойму 7 нли применением двухрядных сферических подшипников 8.
Сферические двухрядные подшипники обладают пониженной нагру-жаемостью по сравнению с однорядными радиальными подшипниками вследствие неблагоприятной для контактной прочности формы наружных беговых дорожек и не приспособлены для несения значительных осевых сил. Поэтому в узлах, воспринимающих повышенную осевую нагрузку, предпочтительнее применять однорядные подшипники 9 иа сферических 578
опорах или двухрядные самоустанавливающиеся подшипники 10 с бочкообразными роликами.
Несущую способность упорных подшипников 11 повышают установкой их иа сферических шайбах. Высокой нагружаемосгью отличаются само-устанавлнвающнёся сфероконические подшипники 12 с бочкообразными роликами.
Другой пример - двухступенчатый поршень воздушного компрессора 13. Поршень т перемещается в цилиндре низкого давления, скалка п скользит в цилиндре высокого давления (воздушные коммуникации иа рисунке не показаны). Недостаток конструкции состоит в том, что поршень и скалка выполнены заодйо. Требуется соблюдение точной соосности рабочих поверхностей: во-первых, поршня и скалки, во-вторых, отверстий цилиндров высокого и низкого давлений. Так как зазор между скалкой и 1 стенками цилиндра высокого давления гораздо меньше, чем зазор между поршнем и' стенками' цилиндра низкого давления, поперечные усилия привода воспринимаются преимущественно скалкой, которая в этой конструкции подвергается усиленному износу.
В целесообразной конструкции 14 скалка может несколько перекашиваться и смещаться относительно оси поршня. Усилия привода воспринимает поршень; скалка разгружена от йсшеречйых сил. Требование строгой соосности отверстий цилиндров низкого и высокого давлений отпадает.
Конструкция 15 тарельчатого клапана, в которой тарелка жестко закреплена иа хвостовике шпинделя, йс обеспечивает плотной посадки клапана па седло вследствие неизбежной перпендикулярности посадочной плоскости относительно оси шпинделя. Другая ошибка заключается в том, что карелка прн посадке вращается вместе со шпинделем относительно седла. Последняя ошибка исправлена в конструкции 16, где тарелка зафиксирована на хвостовике шпинделя двумя поперечными штифтами q. Прн закрытии клапана шпиндель проворачивается относительно тарелки, Однако плотная посадка клапана не обеспечена.
В наиболее целесообразной конструкции 17 торец шпинделя выполнен по сфере, благодаря чему тарелка клапана свободно самоустанавливается и плотно садится па седло при всех возможных неточностях изготовления. Для обеспечения самоустановки фиксирующие штифты посажены с зазором s относительно заплечика хвостовика шпинделя.
В перекидной заслонке 18, закрывающей попеременно два взаимно перпендикулярные трубопровода, обеспечить плотное прилегание заслонки к седлам практически невозможно, особенно ввиду того, что трубопроводы установлены на мягких прокладках и их положение при переборках может значительно изменяться. В правильной конструкции 19 заслонка установлена на сферическом шарнире t, зафиксирована на рычаге в продольном направлении поперечными штифтами и и застрахована от вращения вокруг оси стержня фиксирующим!! штифтами в лунках стержня,
В многошестереиных конических передачах очень трудно обеспечить равномерную нагрузку зубьев, так как регулировка одной пары шестерен вызывает разрегулировку остальных пар. В тяжелонагружеиных передачах вводят упругие элементы, эквилизнрующне механизмы (рычажные или
кулачковые), обеспечивающие приблизительно одинаковую нагрузку на зубья, независимо от неточностей изготовления и монтажа шестерен.
В конструкции 21 большие шестерни соединены с валами шлицевыми венцами с увеличенными радиальными И окружными зазорами и оперты иа плавающие сферические шайбы у. Перемещение шестерен в радиальном направлении и их поворот вокруг центров сфер обеспечивают выравнивание нагрузок иа зубья. Для сохранения правильности зацепления необходимо, чтобы поверхность сфер на участке расположения зубьев приблизительно следовала форме начального 'конуса шестерен.
В зажимном приспособлении 22 силу зажима воспринимает практически одна точка рифленой поверхности. Резьба зажимного болта подвергается изгибу. ’ t
Конструкция 23 освобождена во всех звеньях от перекосов. Изгиб болта предотвращен., затяжкой гайкн на Сферическую шайбу. Установка болта на шарнире придает механизму дополнительное преимущество быстроты действия. Для удобства манипулирования введена пружина, предупреждающая спадение шайбы при откидывании болта.
Приспособление 24 предназначено для зажима пакета заготовок с помощью рычага w, приводимого штоком х гидравлического цилиндра. Вследствие колебаний размеров заготовок неизбежен зажим в одной точке; при зажиме нижним краем упорной поверхности рычага (увеличенные осевые размеры пакета) возможно выворачивание заготовок. Установка упорного элемента на шарнире обеспечивает правильный зажим (конструкция 25).
На рис, 419 показан пример клиновой задвижки (шибера), перекрывающей соосные трубопроводы. Прн жестком креплении задвижки к приводному штоку 1 (рис. 419, а) плотное прилегание задвижки одновременно к обоим седлам практически недостижимо; сам оу станов ка задвижки возможна только за счет "упругих деформаций и зазоров ' в системе. Введение цилиндрических или сферических шарниров, установленных с зазорами, исключает влияние неточности расположения штока относительно седел (рис, 419. о и <?). Ошибки же изготовления наклонных поверхностей задвижки н седел, несоосность, перекос и поворот одного
Рнс, 419, Придание самоустинявливаемостн (узел клиновин задвижки)
трубопровода относительно другого могут быть компенсированы только путем разделения задвижки па две независимых -заслонки.
В конструкции г заслонки соединены со штоком и между собой осью с зазорами, позволяющими каждой заслоике самоустанавливаться относительно своего седла. В наиболее совершенной конструкции д заслонки стянуты пружинами на сферическом шарнире 2 штока и могут поворачиваться в любом направлении в пределах зазоров в ограничителях 3 и 4. Свобода поперечного смещения заслонок относительно штока обеспечивается шарниром.
В планетарной передаче (рис. 420, а) коронное зубчатое колесо 1 свободно установлено на сателлитах 2 и задерживается от вращения шлицевым соединением с корпусом передачи. Зубчатое колесо 3 также установлено свободно на шлицах приводного вала. Оба колеса могут перемещаться (в пределах.зазоров в шлицевых соединениях) в радиальных направлениях, что способствует выравниванию нагрузки на сателлиты.
В конструкции б самоустанавливаемость достигнута свободной посадкой сателлитодержателя 4 иа шлицах конечного вала, а в конструкции в — приданием упругости ободам зубчатых колес 5 и 6,
Конструкцию б с плавающим сателлит одер жателем применяют при малой частоте вращения сателлитодержателя. В про-Гивном случае возможно смещение сателлитодержателя в радиальном направлении под действием центробежных сил.
Самоустанавливаемость в многопоточных передачах можно обеспечить установкой промежуточных переборов 7 в клетке 8, зафиксированной от вращения шлицами па корпусе; посадкой ведущего 9 (рис. 420, г и д) и ведомого 10 зубчатых колес на свободных шлицах; соединением ведущего колеса 11 с приводным валом упругой втулкой 12 из эластомера и ведомого колеса 13 с конечным валом — шлицами (рнс. 420, е).
КОМБИНИРОВАНИЕ
Поверхности, работающие под нагрузкой в условиях линейного или плоскостного контакта, целесообразно выполнять слегка выпуклыми, что обеспечивает центральное приложение нагрузки и устраняет повышенные кромочные давления, возникающие из-за неточностей изготовления и монтажа. Этот прием, называемый бомби пированием, широко применяют- для деталей, работающих под высокой нагрузкой в условиях трения нли скольжения.
Необходимого степень выпуклости рассчитывают по величине упругой деформации поверхности под нагрузкой с учетом возможных в системе перекосов njni чаще экспериментально, Изготовляют несколько пробных деталей с различной степенью выпуклости, испытывают их под рабочей нагрузкой й ио следам износа выбирают выпуклость, обеспечивающую наиболее благоприятное распределение нагрузки но поверхности. Обычно стрела выпуклости составляет несколько сотых миллиметра.
На рис. 421 показано применение этого принципа для ролика подшипника качения. У ролика с острыми кромками (а) возникают повышенные кромочные давления, особенно при перекосе и внецентренном приложении нагрузки (б). Снятие, фасок иа торцах '(е) не исправляет поло-
Рнс. 420. Выравнивание нагрузки на зубья колес
Рнс. 421. Выравнивание нагрузки но длнме роликов
Рис. 422. Обеспечение самоустянавлийемости (узел привода толкатели)
жения; разница состоит в том, что краевая нагрузка приходится на тупой, а ие на острый угол кромки. Введение галтелей (г) снижает кромочные давления, но н здесь при внецентрениом приложении нагрузки возникает пик давления, хотя н меньший, чем в предыдущих случаях. У частично бомбинироваииого ролика с цилиндрическим профилем на участке н и плавно скругленными торцами (й) эпюра давлений имеет еще .более пологий характер. Полностью бомбииированная конструкция бочкообразного ролика'(г) обеспечивает наиболее благоприятное распределение нагрузки при перекосах (ж).
Па рис. 422 Показан кулачковый привод цилиндрического толкателя. Острые кромки на поверхностях контакта (й) недопустимы. По меньшей мере необходимо скругление торцов (<?). В конструкции в кулачок бом-бинирован. Технологически проще придать выпуклую форму рабочей 1 поверхности толкателя (г). *
В конструкции д бомбйнирована направляющая поверхность толкателя. Прн внецентренном нагружении толкатель в известных пределах само-устанавливается с сохранением более или менее равномерного контакта иа рабочих поверхностях. Другой способ обеспечения самоустанавливаемости заключается .в придании направляющей поверхности толкателя небольшой конусности (с). .
При бомбинировании шестерен зубьям парных колес (или одного из парных колес) придают бочкообразную форму (рис. 423). При твердости зуба НДС < 40 -ч- 45 эту форму получают шевингованием на станке с качающимся столом. При шлифовании твердых зубьев тарельчатыми абразивными кругами (метод образующей рейки) такую поверхность можно получить периодическим сближением заготовки с абразивными кругами
или покачиванием
стола в плоскости передачи,
При бомбинировании плоских и цилиндрических поверхностей во избежание сложной профильной обработки применяют метод предварительной упругой деформации детали. На рис. 424, я — г показано применение этого способа-для придания слабосферической формы рабочее) поверхности тарелки толкателя.
Гис. 423. Бочкообразный зуЙ
* •
Рис. 424. Технологические способы бомбшшромния
При чистовой обработке стержень толкателя затягивают в цилиндрической оправке, в результате^ чего тарелка прогибается, принимая форму, показанную в преувеличенном виде на. рис. 424,6. После Этого рабочую поверхность шлифуют по плоскости. При снятии оправки тарелка расправляется, принимая слегка выпуклую сферическую форму (рнс. 424, г). Степень выпуклости регулируют силой затяжки толкателя в оправке. На рис. 424,6 —з показан аналогичный прием бомбннирования ролика.
Другой способ основан на приложении к готовой детали строго тарированной нагрузки, вызывающей остаточные деформации необходимой величины.
ВЛИЯНИЕ УПРУГОСТИ ' НА РАСПРЕДЕЛЕНИЕ НАГРУЗОК
Упругие деформации деталей существенно влияют иа распределение нагрузки, величину и распределение напряжений • в теле детали. Необходимо отчетливо представлять направление упругих деформаций и целесообразно их использовать для выравнивания нагрузок и снижения напряжений.
В качестве примера приведем узел шлицевого соединения приводного зубчатого колеса с валом (рис. 425, а), Диск колеса смещен по отношению к шлицам. Крутящий момент, передаваемый колесом, воспринимается преимущественно участком шлицевого соединения, расположенным в узле жесткости'—в .плоскости диска (распределение напряжений смятия на рабочих гранях щднцев представлено эпюрой). При обратном расположении шлицевого венца (рис. 425, б) крутящий момент, идущий с носка валя, вызывает закручивание последнего, в результате чего шлицы, расположенные слева от зубчатого колеса, смыкаются по длине со шлицами ступицы, в свою очередь вызывая скручивание ступицы, вследствие- чего крутящий момент передается по длине соединения более равномерно. Система до известной степени обладает свойством саморегулирования: чем больше крутящий момент и закручивание вала, тем равномернее становится нагрузка на шлицы.
В прессовом соединении (рис. 425, в) давление на контактной поверхности сосредоточивается преимущественно в узле жесткости — в плоскости диска насадной детали. При центральном расположении диска и утонении ступицы к торцам распределение давления становится более равномерным (рис. 425, г). Другой пример использования упругости для равномерного
распределения усилий - узел заделки колонны. При обычной конструкции (рис. 425, д) основная нагрузка приходится на узел жесткости - участки перехода фланца в тело колонны.
Рис, 425. Влияние упругости на распределение нагрузки
Если опорную поверхность фланца выполнить слегка конической (рис. 425, е), то при затяжке фланец касается привал очной поверхности сначала периферией, затем, упруго деформируясь по мере увеличения силы затяжки, ложится на поверхность всей плоскостью. Результатом является более равномерное распределение усилий по опорной поверхности, а также увеличение жесткости и устойчивости крепления.
В узле крепления турбиииой лопатки в роторе на елочном замке (рис. 425, ж) рабочие поверхности трапецеидальных зубьев лопатки, воспринимающие центробежную силу Р, в исходном положении соприкасаются с упорными поверхностями пазов ротора. С приложением нагрузки комлевая часть хвостовика растягивается; тело ротора, обладающее большой жесткостью, деформируется в меньшей степени. Вследствие этого нагрузку воспринимают преимущественно первые зубья (см. эпюру).
В конструкции з зубья выполнены по отношению к пазам с зазорами hi, hi, hi, последовательно возрастающими от хвостовика к цоколю. При растяжении лопатки рабочие поверхности зубьев смыкаются с упорными поверхностями пазов ротора, нагрузка между зубьями распределяется более равномерно, отчего соединение становится прочнее. Практически в конструкции елочных соединений учитывают еще тепловые деформации, вызванные неравномерным нагревом лопаток и межлопаточных участков ротора, а также ползучесть материала хвостовика.
Упругость систем необходимо учитывать при конструировании подшипниковых узлов. В конструкции и парной установки подшипников наибольшую часть нагрузки несет подшипник, расположенный в узле жесткости (плоскость стенок корпуса). Второй подшипник, усга нов ленный на стущ-ще, нагружен незначительно вследствие податливости ступицы. Нагрузку на подшипники можно выравнить, увеличив несущую способность узла, если усилить ступицу второй перегородкой (конструкция к).
В конструкции л подшипники установлены в стальной тонкостенной втулке, благодаря упругости которой система приспосабливается к перекосам вала, т. с. приближается к системе установки подшипников к сферической опоре.
Маневрируя упругостью, можно достичь рационального распределения нагрузки между подшипниками. В подшипниковом узле, нагруженном радиальной силой Р и односторонней осевой нагрузкой Q (вид м) целесообразно разделить функции подшипников: один нагрузить только радиальной силой, второй — только осевой. Это достигается установкой подшипников в коисольиой втулке. Подшипник 1 воспринимает радиальную нагрузку; подшипник 2 - только осевую нагрузку.
На рис. 425, н - m приведен пример упрочнения узда штифтового соединения стержня с трубой. Вследствие того что труба значительно жестче стержня, нагрузка ложится преимущественно на верхний штифт. Простейший способ выравнять нагрузку заключается в том, чтобы несколько увеличить диаметр отверстия в стержне под верхний штифт. В начале нагружения работает только нижний штифт. Растягиваясь, стержень касается верхнего штифта, передавая на него нагрузку. Другой способ заключается в преднапряженни системы, для того чтобы при сборке нагрузить штифты силами, противоположными направлению рабочей силы. Этого можно достичь, например, следующим приемом: производить
совместную обработку отверстий в стержне и трубе, а также установку штифтов с предварительным подогревом стержня. После охлаждения стержень уменьшается, и в системе возникают преднапряжения, Выравнить нагрузку на штифцы можно также уменьшением жесткости трубы на участке между верхним и нижним штифтами.
СОПРЯЖЕНИЕ ПО НЕСКОЛЬКИМ ПОВЕРХНОСТЯМ
Следует избегать сопряжения детален по нескольким поверхностям (рис. 426, а и в). Детали следует сопрягать только по одной поверх-^ ности, предусматривая на остальных поверхностях зазоры (рис. 426, б и г),
Рис/426. Сопряжение поверхностей
Рис, 427, Затнжка по двум поверхностям «8
достаточные для того, чтобы исключить их соприкосновение при всех возможных неточностях изготовления, упругих деформациях, тепловых расширениях системы или при сжатии уплотняющих прокладок.
Грубые ошибки, подобные приведенным на рис. 426, а и в, допускают только начинающие конструкторы. Чаще встречаются ошибки, заключающиеся во введении излишней подГонки, излишнего центрирования и тг п. Например, подгонка призматической закладной пшонкн к шпоночной канавке по всему контуру (рис. 426, е) намного осложняет производство, Правильно подгонять шпонку только по рабочим граням, оставляя зазоры по торцам шпонки и между верхней плоскостью шпонки и днищем канавки (рис. 426, ж н з).
ЗАТЯЖКА ПО ДВУМ ПОВЕРХНОСТЯМ
Затяжка по двум поверхностям иногда неизбежна по Конструктивным условиям. Например одновременная равномерная затяжка всех поверхностей трех фланцев 1 (рис. 427) требует совместной обработки торцов, йодгоцки или очень точного изготовления. Если фланец 2 выступает из гнезда, то притягиваемая деталь подвергается изгибу. Если фланец утоплен в гнезде, то теряется осевая фиксация фланца 3.
Введение упругих прокладок 4—6 улучшает конструкцию. В частности, эта мера .обеспечивает герметичность соединения, если прокладка достаточно толста н упруга, а также перекрывает несовпадение уплотняемых поверхностей. С пелГло обеспечения герметичности и точной осевой фиксации фланца устанавливают прокладки из мягкого металла (красной меди, свинца, алюминия) толщиной, превышающей глубину, гнезда под прокладку. При затяжке металл прокладки пластически деформируется, уплотняя соединение и фиксируя фланец 7. Для истечения избытка металла должен быть предусмотрен свободный объем. Напряжения смятия,
возникающие в прокладке под действием рабочих осевых усилий, должны быть меньше предела текучести материала прокладок. Иначе возможна потеря точности осевой фиксации.
В случае применения более твердых металлов (латуни, бронзы, низкоуглеродистой отожженной стали) для обеспечения пластической деформации уменьшают размеры прокладок 8 и 9, их делают гребенчатыми 10,11 или гофрированными 22. Деформируемые прокладки необходимо сменять при каждой переборке. Для многократного применения используют пружинные прокладки: конические 13, U-образные 14, V-цбразные 15, N-образ-иые 16 и Х-образные 17. Герметичность'обеспечивают цинкованием, кадмированием и серебрением прокладок. Сила затяжки пружин должна быть больше действующих на фланец рабочих нагрузок.
На рнс. 428 показан составной коленчатый вал, соединяемый по коренной Шенке иа торцовых шлицах треугольного профиля с одновременной затяж-
Рис. 428. Составная шейка коленчатого ваш
кой подшипника качения. Силовая затяжка шлицев и плотная затяжка внутренней обоймы подшипника обеспечены введением деформируемых металлических колец 1 с обеих сторон обоймы.
ОСЕВАЯ ФИКСАЦИЯ ДЕТАЛЕЙ
Детали следует фиксировать в осевом направлении только в одной точке, предусматривая возможность самоустановки детали по остальной ее длине. Если, например, палец зафиксирован врезными винтами в двух опорах (рис. 429, и), то при тепловом изменении размеров в узле возникают лишние напряжения. В правильной конструкции б закреплен только одни конец иадьца; противоположный конец может перемещаться в опоре. В ошибочной конструкции в зубчатой передаче с шевронным зубом колеса зафиксированы в осевом направлении дважды - зубом и упором в торцы подшипников. Добиться совпадения фиксирующих баз практически невозможно. Ошибку можно исправить^ предусмотрев зазоры s, допускающие самоустаиовку одной из пар колес по зубу (конструкция г).
Рис. 429. Осевая фиксация деталек
Рнс. 430. Змкы м мкадочяых поверхностях
В узле установка вала зубчатого колеса в подшипниках скольжения вал зафпкспрован в двух точках, находящихся иа большом расстоянии одна от другой (конструкция ё>). Точная фиксация в данном случае Невозможна, так как во избежание заклинивания опорных поверхностей при тепловом расширении корпуса, а также с учетом неточностей изготовления н монтажа необходим большой зазор между фиксирующими поверхностями.
Несколько улучшает конструкцию сближение фиксирующих поверх-, ностей (конструкция е). В правильных конструкциях ж, з вал зафиксирован на коротком участке; противоположный конец вала самоустаиавливается а опоре.
На свободных участках деталей следует предусматривать запасы иа самоустановку и производственные отклонения размеров.
Разберем случай установки вала в корпусе на подшипниках качения,
В конструкции на рис. 430, а осевые размеры, определяющие взаимное расположение вала, подшипников и корпуса, даны по номиналу. В конструкции б предусмотрены запасы: т — на посадочной поверхности корпуса под плавающий подшипник; h — иа посадочной поверхности корпуса относительно фиксирующих кольцевых стопоров; к — в резьбе под крепежную гайку; п - на посадочной поверхности вала под. плавающий подшипник.
Величину запасов устанавливают расчетом размерных цепей и тепловых деформаций системы. Наибольшие запасы следует предусматривать на участках сопряжения с черными литыми поверхностями, где колебания размеров особенно велики (для отливок средних размеров и средней точности дитья запасы назначают в пределах 3-4 мм).
ВЕДЕНИЕ ДЕТАЛЕЙ ПО НАПРАВЛЯЮЩИМ
Детали, совершающие прямолинейное поступательно-возвратное движение по двух.1 направляющим, следует фиксировать на одной направляющей; вторая направляющая должна только поддерживать деталь (рис. 431,6 и г). Одновременное двойное направление (рис. 431, а, в) предъявляет повышенные требования к точности изготовления направляющих и пазов. При переменах температурного режима направление может нарушиться, вследствие чего деталь заклинивается в направляющих.
Рис. 431. Йй пран лея не деталей: я, в — неправильное; ft г —правильное
Рис. 432. Направление но двум отверстия»
Если применение двух ведущих направляющих неизбежно, то следует всемерно облегчать изготовление. В конструкции с двумя направляющими штоками (рис. 432, д) необходимость выдерживать точное межцентровое расстояние между гнездами штоков в ведомой детали и направляющими отверстиями можно устранить, если предусмотреть в гнездах зазор е (рис, 432, б) и затягивать штокн в гнездах, предварительно центрируя их по направляющим отверстиям. Другой способ заключается в совместной обработке гнезд штоков и направляющих отверстий. В этом случае диаметры направляющих отверстий и гнезд должны быть одинаковыми (рис, 432, е). Однако требуется обработка штоков под разные посадки — движения в направляющих отверстиях и с натягом — в отверстиях гнезд.
ПРИВАЛОЧНЫЕ ПОВЕРХНОСТИ
Приваленные поверхности под съемные детали следует выполнять плоскими. Следует избегать крепления на цилиндрической поверхности (рнс. 433, б). Изготовление таких соединений очень трудоемко. Привалочная поверхность отъемной детали должна быть обработана в приспособлении, обеспечивающем равенство диаметров привалочных поверхностей детали и корпуса. Равномерная затяжка болтов, расположенных под углом, затруднительна. Правильная конструкция с плоской приваленной поверхностью показана на рис. 433, б,
При креплении на поверхностях, расположенных под углом, требуется точно выдержать равенство углов привалочных поверхностей детали и корпуса, чтобы исключить деформацию детали при затяжке (рис. 433, в). Крепежные болты необходимо затягивать попеременно и каждый раз на небольшую величину, чтобы обсспс-шть плотное прилегание детали 592
Рнс 4J3* Крепление по фигурным поверхностям
к обеим привалочиым поверхностям. Предпочтительнее конструкция с плоским креплением (рис. 433, г).
Правило крепления по плоскости имеет особое значение для герметичных соединений. На уплотняющих поверхностях не должно быть ступенек, внутренних и наружных углов. Недопустима подгонка по криволинейным поверхностям, В конструкции д крышки, закрывающей угловую полость, допущены две ошибки. Во-первых, невозможно уплотнить торцовые стенки полрсти на входящем углу а, во-вторых, иельэл правильно затянуть крышку (затяжка одного ряда болтов мешает затяжке другого ряда). Вторая из этих ошибок устранена в конструкции с, где крышка притянута одним рядом диагональных болтов. Такой способ нередко применяют для крепления щитков над полостями, ие нуждающимися в герметичности, илн для закрытия сквозных туннелей. Если требуется герметичность, то единственно правильным решением является посадка крышки по плоскости поверхности (рнс. 433, ж).
► Ошибочна конструкция крышки, закрывающей люк иа углу сварного корпуса из листовой стали (рнс. 433, з). Обеспечить плотную затяжку по криволинейной поверхности даже прн наличии толстой прокладки практически невозможно. В правильной конструкции н люк усилен рамкой, образующей плоскую уплотнительную поверхность.
СТЫКОВАНИЕ ПО СКРЕЩИВАЮЩИМСЯ ПЛОСКОСТЯМ
Стыкование деталей по скрещивающимся плоскостям усложняет изготовление и затрудняет уплотнение стыков. Пример иетехиологичного соединения приведен на рис. 434, а. Боковая крышка 1 установлена на стыке корпуса и верхней крышки. Конструкция требует обработки привал очной поверхности в сборе корпуса и крышки. Для обеспечения герметичности стыка необходима установка толстой упругой прокладки. В целесообразной конструкции б стык корпуса и крышки вынесен за пределы расположения крышки. • \ -
Нетехиологична конструкция в корпуса, состоящего из двух половин, разнимающихся в вертикальной плоскости АА. Верхняя крышка установлена на стыке половин. Еще хуже конструкция г, в которой крышка стыкуется с половинами корпуса по двум взаимно перпендикулярным плоскостям. В правильной конструкции д приваленные плоскости обособлены.
Конструкция корпуса роторной машины с разъемом его и боковых крышек в горизонтальной плоскости (рнс. 435, п) имеет два скрещивающихся стыка, уплотнить которые затруднительно, Лучше, когда крышки целые и стыкуются с разъемным корпусом (рис. 435, б). Наиболее правильны конструхции б и г, в которых корпус и крышка. стыкуются по вертикальным плоскостям (осевая сборка) или с разъемом корпуса в горизонтальной плоскости (радиальная сборка).
СМЕННОСТЬ ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ
1,
Трущиеся и подверженные износу части целесообразно выполнять в виде отдельных легкосменяемых деталей. Для изготовления деталей в этом случае можно применять материалы со специальными свойствами, какими не обладает основной материал детали, ?
' Ошибочна установка клапана двигателя внутреннего сгорания непосредственно в чугунной головке (рис. 436, а). Целесообразно установить клапан в направляющей втулке, выполненной из материала повышенной износостойкости и ввести съемное седло из материала высокой жаропрочности (рис. 436,6). ж"'
На рис. 436,6 показана неправильная конструкция уплотнения с разрезными пружинными кольцами, установленными в канавках на валу
Рис. 436. Сменные детали
и работающими наружными цилиндрическими поверхностями по корпусу. Прн износе канавок и отверстия приходится выбрасывать дорогостоящие детали (вал н корпус). В правильной конструкции г кольца смонтированы в съемной втулке и работают по гильзе из материала повышенной твердости.
При установке подшипника качения в корпусной детали 3 из легкого сплава посадочное отверстие быстро сминается в эксплуатации. Прославление отверстия при механической обработке выводит в брак всю корпусную деталь. В правильной конструкции е подшипник установлен иа промежуточной втулке из твердого материала, что уменьшает нзнос посадочного отверстия и допускает исправление брака механической обработки корпуса, * -
На рнс. 436, ж приведен пример Т-образного паза, проделанного в корпусе чугунной станины. Для удобства обработки, увеличения долговечности и возможности замены выгоднее направляющую выполнить отдельно из твердого материала и укрепить на станине, зафиксировав ее, например, пазом (рнс, 436, з).
В стальной тяге (рис, 436, н) с внутренней резьбой иод ходовой винт для надежности действия резьбовой пары целесообразно ввести бронзовую втулку (рис. 436, к), обладающую антифрикционными свойствами и легко сменяемую в случае износа.
Конструкция л блочного двигателя водяного охлаждения с цилиндрами, выполненными заодно с отливкой блока, нецелесообразна. Получить качественную поверхность зеркала цилиндров в большой отливке затруднительно. На стенках цилиндров возможны дефекты (раковины, пористость, сыпь), вскрываемые иногда лишь иа заключительных операциях механической обработки. Брак одного цилиндра влечет за собой непоправн-
мый или трудно исправимый брак всего блока. Повышенный износ одного из цилиндров в эксплуатации выводит из строя всю дорогостоящую деталь.
Правильное решение заключается в применении вставных гильз (рис. 436, jw). Наиболее целесообразна конструкция и с «мокрыми» гильзами (непосредственно омываемыми водой). Эта система дает существенные дополнительные выгоды — упрощение отливки, уменьшение массы блока, улучшение охлаждения дилиндров.
ц,
ТОЧНОСТЬ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ДЕТАЛЕЙ
Детали, нуждающиеся в точной взаимной фиксации, предпочтительно устанавливать в одном корпусе при минимальном числе переходных сопряжений и посадок. В качестве примера приведем узел редукционного клапана (рис. 437, я). Наиболее важное, определяющее надежность работы узла сопряжение конической фаски клапана с гнездом, осуществляется через ряд переходных сопряжений, каждое из которых является источником неточностей, Эти сопряжения следующие:
посадка движении между штоком 1 клапана и направляющей втулкой 2; '
прессовая посадка между втулкой 2 и крышкой 3;
посадка скольжения между крышкой 3 и корпусом 4;
прессовая посадка между седлом 5 клапана и корпусом 4..
Конструкция требует соблюдения строгой соосности следующих элементов:
в клапане — направляющей поверхности клапана п фаски тарелки; во втулке — отверстия и посадочной поверхности;
в крышке — отверстия и центрирующего буртика;
в корпусе— центрирующего отверстия под крышку и отверстия под седло;
в седле — фаски н посадочной поверхности.
При притирке по седлу клапан центрируется в направляющей втулке 2. Достигнутая герметичность нарушается при переборках в результате смещения крышки 3 относительно корпуса 4.
В рациональной конструкции б клапан центрирован непосредственно в седле, Точность направления клапана определяется только одним сопряжением — посадкой движения между направляющим хвостовиком 6 клапана и седлом 7, Для обеспечения правильной работы необходимо соблюсти соосность только следующих элементов:
в клапане — направляющей поверхности хвостовика н фаскн;
Гис, 437- Редукционный ктяц^н
Рнс. 438. Угловая передача
в седле — фаскн н посадочной поверхности.
Все остальные элементы узла можно выполнить с пониженной точностью. При притирке клапан центрируется в седле; переборки узла не влияют на достигнутую герметичность.
Изготовление угловой передачи с колесами, смонтированными в разных корпусах 1 и 2 (рис. 438, а) затруднительно. Стыковые поверхности корпусов должны быть обработаны строго параллельно оси малого колеса и перпендикулярно к осн большого. Тем не менее, точность установки нарушается при затяжке прокладки на стыке. Другим недостатком является невозможность осмотра колес в сборе. Осевое нх положение можно отрегулировать только по краске с несколькими повторными пробами, каждый раз с демонтажем большого колеса. Точность регулировки нарушается прн переборках в результате неодинаковой затяжки прокладки.
При установке колес в одном корпусе (рис. 438, б) точность их расположения не нарушается при монтаже и переборках. Колеса доступны для проверки в сборе. Регулировка зацепления упрощается.
РАЗГРУЗКА ТОЧНЫХ МЕХАНИЗМОВ
Точные подвижные соединения н механизмы следует разгружать от лишних сил, могущих вызвать повышенный износ или нарушить правильную работу механизма. Рабочие поверхности следует оберегать от действия посторонних усилий н неосторожного обращения в эксплуатации.
В коническом пробковом кране с рукояткой, установленной непосредственно на хвостовике пробки (рис. 439, п), усилие поворота воспринимают притертые поверхности крана; случайные удары по рукоятке могут повредить уплотняющие поверхности. Неумелый оператор может при повороте крана -оттянуть рукоятку иа себя и нарушить герметичность посадки. Самоцентрирование пробки в коническом гнезде затруднено одновременным центрированием хвостовика в крышке крана.
В конструкции б приводной валик с рукояткой установлен в отдельном корпусе н связан С пробкой шлицами. Пробка разгружена от действия внешних сил и имеет возможность самоцентрпроваться в гнезде. >
Рис, 439. Разгрузка механизмов от побочных сил
В конструкцию введено дополнительное усовершенствование — рсгули-ровна осевого положения пробки нажимным винтом 1. При первоначальной установке винт отвертывают, и пробка под действием пружины плотно садится в гнездо, ЗаУем винт подвертывают, слегка приподнимая пробку. Герметичность' прн этом почти не нарушается, зато поворот крана значительно облегчается, По мере износа . пробки регулировку повторяют.
В плоском торцовом золотнике с можно неосторожным нажимом на рукоятку отодвинуть золотник от уплотняемой поверхности п нарушить герметичность, Разобщенно приводного валика н золотника г устраняет этот недостаток.
В узле распределительного золотника д, приводимого в движение кулачком, усилия привода от кулачка воспринимают точные притертые поверхности золотника. В эксплуатации эти поверхности' изнашиваются. В целесообразной конструкции е усилия привода воспринимает отдельный толкатель. Золотник разгружен от поперечных сил. Дополнительное усовершенствование — установка, нажимной пружины на сферическом шарнире — уменьшает усилие поворота золотника л способствует равномерному распределению нажимной сиды на уплотняющую поверхность.
В конструкции ж привода клапана двигателя внутреннего сгорания кулачок действует непосредственно на тарелку, ввернутую в полый шток клапана. При открытии клапана, когда кулачок набегает на тарелку, клапан перекашивается (в пределах зазора в направляющей); уплотняющая фаска головки, отходя от седла, приоткрывает узкую серповидную щель. Это особенно опасно для выхлопных клапанов: струя горячих тазрв, устремляясь в щель, вызывает одностороннюю эрозию н обгорание клапана. При закрытии клапана, когда кулачок сбегает с тарелки, клапан садится на седло боком. Происходит односторонний износ уплотняющей . фаски клапана и седла.
В конструкции э поперечные составляющие усилий воспринимает промежуточный стакан 2. Иа клапан действует только осевая, центрально приложенная сила; Увеличение масс поступательно-возвратно движущихся частей в этой конструкции ограничивает быстроходность двигателя. Этот недостаток устранен в конструкции ut где клапан приводится через про-. межуточный рычаг 3. Клапан не полностью (как в конструкции з), но в значительной мере разгружен от поперечных сил.
СОПРЯЖЕНИЕ ДЕТАЛЕЙ
ИЗ ТВЕРДЫХ И МЯГКИХ МАТЕРИАЛОВ
В сочленениях деталей из твердых .и мягких материалов поверхность детали из более твердого н износостойкого материала должна перекрывать поверхность детали из мягкого и легко изнашивающегося материала. При соблюдении этого правила мягкая деталь изнашивается равномерно. В обратном случае из мягкой поверхности появляется ступенчатая выработка, нарушающая работу узла.
В конструкции концевой цапфы, опертой в бронзовой втулке /рис. 440, а), торец цапфы не доходит до торца втулки; прн износе на участке х втулки появляется ступенька, мешающая цапфе самоуста-дгавливаться в продольном направлении. Неправильно также выполнять осевые размеры но номиналу: производственные ошибки, неточность монтажа, а также тепловые деформации системы могут вызвать смещение .торца цапфы б внутрь подшипника с тем же конечным результатом, что н в предыдущем случае. В правильной конструкции е цапфа выпущена из втулки с запасом, обеспечивающим выступание торца цапфы из подшипника при всех возможных колебаниях продольных размеров системы.
В узле г толкателя, движущегося поступательно-возвратно во втулке, маслораспределительная канавка сделана на стержне толкателя. Целесообразнее расположение канавки во втулке, обеспечивающее равномерный износ стержня ц втулки (конструкция д').
На рнс. 440, е показано сочленение шлицованного торсиона 1 с валом 2. Ошибка заключается в том, что Протяженность шлицев торсиона, выполненного нз закаленной стали, меньше, чем шлицев нормализованного вала. С течением времени шлицы торсиона вырабатывают 'ступеньки на шлицах вала. В правильной конструкции ж шлицы торсиона перекрывают шлицы вала.
В зубчатых передачах зубья малой шестерни, изготовляемой, как
Рнс. 440. Сочетание деталей из материалов различной твердости
правило, из более твердого материала, чем большое колесо, должны перекрывать зубья большого колеса (рис. 440, н). В противном случае . на зубьях большого колеса появляется ступенчатая выработка (рис. 440, з), нарушающая правильную работу передали при смещении колес друг относительно друга (например, лри тепловых деформациях системы и т.д.). ’
На рис. 440,и — к показано соответственно неправильное и правильное выполнение цилиндро-поршневого узла. В сам оу ста пав л и поющемся сферическом подпятнике (рис. 440,лт) диаметр поверхности трения стального диска меньше диаметра поверхности трения бронзовой опоры, вследствие него диск вырабатывает: на опоре ступеньки, мешающие самоустановке вала. Правильная конструкция представлена на рис. 440, н.
В торцовом уплотнении о неподвижная текстолитовая втулка 3 прижимается пружинами к стальному закаленному диску 4, вращающемуся с вадом. Так как поверхность диска меньше поверхности втулки, последняя изнашивается неравномерно. В правильной конструкции л диск перекрывает втулку.
Каретки, перемещающиеся по прямолинейным направляющи^, целесообразно выполнять из более мягкого материала, чем направляющие. Рабочая поверхность направляющих должна перекрывать рабочую поверхность пазов (рис. 440, с). При обратном расположении (рис. 440, р) затрудняется приработка пазов к направляющим.
На рис, 441, а —в показан края с конической пробкой из твердого материала, установленной в корпусе из мягкого металла. Конструкция а, в которой пробка клапана полнее конического гнезда в корпусе, неверна. При притирке на участке й гнезда образуется ступенька, мешающая 600
fiic. 441. Пробковые краны
углублению пробки в гнездо. То же происходит при износе в эксплуатации.
В улучшенной конструкции б конец пробки выпущен из гнезда, что обеспечивает равномерный износ последнего. Не исключена, однако, возможность образования незначительной ступеньки иа участке т пробки. Наиболее правильна конструкция в, где пробка утоплена в гнезде. Износ гнезда и пробки не препятствует углублению пробки, Конструкция обладает свойством самопритираемости в эксплуатации.
Для обратного сочетания (пробка из мягкого металла, корпус из твердого) справедливы те же соображения. В конструкции г при притирке и износе на участке п образуется ступенька, препятствующая углублению пробки. Этот недостаток можно устранить, если пробку утопить в гнезде (рнс. 441, Э). В конструкции е полностью устранена возможность образования ступенек как па пробке, так н. в гнезде. Отсюда вытекает общее правило для всех случаев сочетания материала пробки и корпуса, в том числе й для случая, когда они выполнены из материалов одинаковой твердости: верхний торец пробки должен утопать в гнезде, а нижний выступать из гнезда.
Это правило справедливо и для неподвижных конусных соединений. Посадка ступицы из мягкого материала на конус стального вала (рис. 442, д) неправильна. Передний, ближайший к гайке торец ступицы выступает .за конус вала. Прн притирке ступицы по конусу, а также
при смятии отверстия s эксплуатации на участке h образуется ступенька, препятствующая перемещению ступицы по валу при повторных затяжках, В правильной конструкции б конус вала выходит из отверстия ступицы; изменение размеров'отверстия при притирке и деформациях смятия нс мешает правильной затяжке, *
Если материал ступицы тверже материала вяля (что практически встречается редко), то невыгоден случаи, когда задниц торец ступицы не доходит до окончания конуса (рнс, 442, с): во время притирки и затяжки образуется ступенька на участке т вала, В правильной конструкции г торец ступицы перекрывает конус.
Посадки на конусах ле обеспечивают точной продольной фиксации. Взаимное положение детален сильно зависит от точности изготовления конусов на валу к детали, от усилия затяжки, и меняется при переборках в результате смятия и износа сопрягающихся поверхностей. По этой причине соединения па конусах нельзя применять в случаях, когда требуется строго выдержать осевое положение соединяемых деталей. В качестве примера приведем узел водила планетарной передачи, диск которого прикреплен к корпусу на осях сателлитов. В конструкции д выдержать точное расстояние J по всем точкам крепления практически невозможно. Из-за неизбежных погрешностей диаметральных размеров конусов и осевых расстояний между ними продольные перемещения диска при затяжке будут различными для ратлпчиых пальцев. Результатом явятся перекос и волнистая деформация диска, сопровождающиеся перенапряжением последнего. Затруднено также соблюдение межцентровых расстояний между конусами. Обеспечить совпадение центров отверстий в соединяемых деталях совместной обработкой (как это часто делается при цилиндрических отверстиях) невозможно. Практически соединение является песо-бираемым.
Конструкция е с односторонним креплением на конусах лучше только тем, что влияние неточности изготовления здесь' в 2 раза меньше, чем в предыдущей. Узлы такого типа следует соединять на цилиндрических посадочных поверхностях с затяжкой диска на упоры (конструкция ж). Расстояние между фиксирующими ступеньками на осях можно выдержать достаточно точно. Соосность отверстий в корпусе и крышке обеспечивают обработкой отверстии по кондуктору или совместной их обработкой папроход,
УСТРАНЕНИЕ МЕСТНЫХ ОСЛАБЛЕНИЙ
Местные ослабления в силу уменьшения ссчспий и, особенно, концентрации напряжений резко снижают прочность деталей. Нередко ослабление бывает результатом просчетов при определении сечений детали. Особенно распространена зга ошибка при конструировании нсра.ссчиты-ваемых мелких деталей, формально не несущих нагрузок (за исключением сил затяжки). Характерный Пример приведен на рис. 443, Ц
Ниппель имеет внутреннее отверстие 0 20 А; для выхода режущего инструмента днище отверстия поднутрено канавкой 0 20,5, На резьбовой части ниппеля (М24-1,5) также предусмотрена канавка 0 22 для выхода 602
Puc* Устранение местных ослаблений
резьбонарезающего инструмента, При выбранных размерах толщина стенки па участке к расположения внутренней канавки составляет 1,25 мм, а па участке /и расположения наружной канавки — 1 мм. Дажслри слабой затяжке до упора в торец шестигранника стенка порвется (особенно если ниппель выполнен нз бронзы).
При выборе размера, шестигранника «под обточку» 0 31 конструктор не учел, что избранный размер под ключ 0.866-31 =27 мм не допускает установки прокладки. Прн резьбе М24 внутренний диаметр про
кладки должен быть по меньшей мере 24,5 мм. Таким образом, ширина прокладки 0,5(27 — 24.5) = 1,25 мм, что явно недостаточно,
В исправленной конструкции 2 диаметр детали на участке расположения внутренней канавки увеличен до 26 мм; минимальная толщина стенки на. этом участке становится 0,5 (26 — 20,5) = 2,75 мм. Резьба увеличена до М27; применен более мелкий шаг (я = 1 мм). Толщина стенки на участке расположения канавки становится 0,5(25,5 — 20) = 2,75 мм/
Размер шестигранника задан непосредственно размером под ключ 32 мм, который обеспечивает приемлемую ширину прокладки 0,5(32 — - 27,5) = 2,25 мм.
Приведенный пример лишний раз подчеркивает необходимость соблюдения правила: вычерчивать детали строго в масштабе (мелкие детали в увеличенном масштабе). При точном вычерчивании все перечисленные ошибки легко обнаруживаются.
В конструкции 3 головки болта с подпутряющеи выточкой, преследующей цель увеличения циклической прочности участка перехода головки в стержень, неправильно назначен диаметр выточки 28 мм, Прн нормальной головке размер под ключ 0,866 2d = 0,866 • 36 = 31 мм я минимальная ширина опорной поверхности п — 0,5(31 — 28) = 1,5 мм, что недостаточно, Положение можно исправить применением диагональной выточки 4 [размер и = 0,5(32 — 24) = 4 мм] или увеличением размеров головки 5.
В конструкции 6 головки болта с внутренним шестигранником, изготовленном прошиванием, участок s перехода стержня в головку резко ослаблен канавкой для выхода прошивки. При замене прошивания высадкой (конструкция 7) ослабление устраняется; прочность головки повышается также в результате благоприятной ориентации волокон.
Нередко можно устранить местное ослабление перемещением ослабляющего элемента в область больших сечений, Фланцевая втулка 8 резко ослаблена двумя канавками для выхода инструмента, расположенными в одной плоскости (участок t), Перенос внутренней канавки в плоскость фланца (конструкция 9) ликвидирует ослабление,
В накидной гайке 10 поднутряющую канавку целесообразно расположить в плоскости шестигранника галки (конструкция 17).
Внутренняя гайка 12 резко ослаблена на участке у канавкой для выхода резьбонарезающего инструмента и па участках и отверстиями под ключ. В улучшенной конструкции 13 отверстия заменены шлицами под ключ; толщина стенок в опасных сечениях увеличена. Проушина 14, нагруженная растягивающей силой Р, ослаблена отверстием d под масленку, расположенным на самом напряженном участке, В целесообразной конструкции 15 отверстие расположено в утолщении верхней части проушины.
В узле 16 крепления рычага на валу ступица ослаблена шпоночным пазом. В рациональной конструкции шпонка перенесена в область увеличенных сечений - на участок перехода ступицы в продольное ребро.
Другое решение - крепление рычага коническим нарезным штифтом 18, значительно меньше ослабляющим ступицу.
Ослабление обода шестерни шпоночным пазом 19 можно устранить уменьшением диаметра вала или увеличением диаметра начальной окружности шестерни 20 до получения приемлемой толщины обода (f = 2 ~ 2,5т, 604
где jh-модуль зуба). Если этого не допускают габариты, то можно применить положительное коррегированне зубьев 21. Наиболее простое решение — установка шестерни на мелких эвольвентных шлицах 22.
В узле 23 крепления пластинчатой пружины прочность пластины снижена расположением отверстия под крепежный винт .в опасном сечении. Способы усиления 24-26 удорожаю^ изготовление пружины (вырубка из листа или ленты со значительным отходом материала).
Несколько исправляет положение установка под крепежные винты шайб 27 большого диаметра. Наиболее целесообразно крепить пружину накладной пластинкой 2S, профилированной по дуге максимального прогиба пружины. На опасном участке пружина, зажатая пластинкой, работает полным сечением.
Подкрепление деформирующихся участков. Необходимо предупреждать деформпцпюнежесткнхучастков деталей под действием рабочих усилий, В пазово-хвостовиковом соединении валов (рнс, 444, tj) хвостовик приводного вала при передаче крутящего момента деформирует щеки прорезного вала, раскрывая проушину. Напрессовка бандажа б резко увеличивает -жесткость и прочность соединения,
В карданном сочленении в крутящий момент передается пальцем, запрессованным в сферическую головку валика и входящим в прорези иа торце вала. В улучшенной конструкции г прорези заменены внутренними пазами в целом валу. Конструкция 3 узла вильчатого соединения нерациональна; щеки вилки под действием растягивающих сил расходятся в стороны (светлые стрелки), Прочность узла е значительно возрастает, если ввести затяжку щек на промежуточную втулку.
B-узле ж лопатки турбины набирают па кольцевой Т-образный. шип на ободе ротора. Ножки лопарок под действием центробежной силы расходятся в стороны (пунктирные линии), В улучшенной конструкции з ножки снабжены шипами к, входящими в кольцевые выточки на ободе ротора; раскрытие ножек предупреждается ребордами 1 на ободе,
В узле и соединения составного коленчатого вала шатунная шейка затянута на плоский Topetf ni щеки, Упругие деформации узла под действием рабочих нагрузок вызывают.воронкообразную разработку конца шатунной щенки, наклеп и сваривание посадочных поверхностей.
В усиленной конструкции к торец шейки выполнен на конус и введен в коническую выточку п щеки. Плотный обжим посадочного пояса прн затяжке предотвращает разбивание и паклей посадочных поверхностей.
СОСТАВНЫЕ КОНСТРУКЦИИ
В ряде случаев целесообразно расчленять детали, соединяя составные части наглухо (запрессовкой, сваркой, пайкой, заклепками) или разборио (с помощью крепежных болтов). Составные конструкции применяют для облегчения механической обработки, упрощения формы заготовок, уменьшения массьц а также как средство экономии дефицитных и дорогостоящих материалов.
Расчленение позволяет в некоторых случаях значительно уменьшить трудоемкость изготовления крупногабаритных литых корпусных детален. Конструкция станины с подшипниками под продольные валы (рис. 445, о), в которойг нижние половины корпусов подшипников отлиты заодно со станиной, истсхпологична. Необходимо совместное растачивание цилиндрических отверстий в крышках и станине с соблюдением' параллельности осей отверстий. Обработка особенно затруднительна в случае, если-подшипники, расположенные в линию, находятся на значительном расстоянии один от другого,
В конструкции б с отъемными корпусами обработка сводится к фрезерованию или строганию привалочных плоскостей под корпуса подшипников, Последние фиксируют па станине контрольными штифтами.
Другой пример — установка роликов по углам передвижной станины (рнс, 446, п). Добиться соосности осей роликов и расположения их в одной горизонтальной плоскости очень трудно, особенно если ролики разнесены на большое расстояние. Применение Отъемных проушин (рис. 446, б) упрощает обработку.
Рнс. 445, Станина с подшипниками
Рис, 446, Вuедение оп.смиых легален
В наиболее целесообразной конструкции в пр и в пл очные плоскости под-проушины можно обрабатывать фрезерованием напроход, что обеспечивает расположение роликов в одной плоскости. Проушины жестче, чем в предыдущей конструкции, п надежно зафиксированы от провороти относительно станины.
Примеры упрощения обработки пазов в станинах путем применения отъемных деталей приведены па рнс. 446, з — ж.
На рис, 447 представлены примеры облегчения механической обработки путем применения сварных конструкции, Блок зубчатых колес л изготовить практически невозможно из-за сложности обработки фигурной полости между колесами. Составная конструкция б с соединением колес контактной электросваркой позволяет придать колесам необходимую конфигурацию. Сложный по вырубке угловой рычаг в можно заменить сварной конструкцией г, состоящей ш двух’ одинаковых детален простой конфигурации.
Другие примеры целесообразного применения составных конструкций приведены па рис. 447, 4 — к.
Применение составных конструкций облегчает создание деталей сложной формы. Траверсу (рис, 448, д), служащую для передачи движения от кулачка двум клапанам (направление рабочих усилий показано стрелками), можно изготовить только штамповкой в закрытых штампах. Для единичного
Рнс, 447. Сварные конструкции
Рнс, 44#ь Составные кипегрукиии
производства, когда изготовление штампов нерентабельно, целесообразно применить сборную конструкцию б, состоящую из двух точеных деталей, соединенных прессовой посадкой. Составные конструкции часто применяют как заменители поковок для валов'с фланцами большого диаметра.
На рис. 448. в —й показан перевод кованого фланцевого вала на сварную конструкцию, Конструкция г является половинчатым, решением: вал изготовляется из круглого проката с трудоемкой операцией сверления и растачивания внутренней полости.
Механическая обработка сведена к минимуму в конструкции д, где вал изготовлен из цельнотянутой трубы, к которой приварен хвостовик.
Применение составных конструкций как средства замены поковок оправдано только при небольших масштабах выпуска. Вообще же выгоднее изготовлять детали из штамповок, близких по форме к готовым изделиям. При этом получается крупный выигрыш в прочности детали, объеме механической обработки, производительности и, в конечном счете, в условиях массового производства, в стоимости изготовления.
Однако и в серийном производстве выгодно применять составные конструкции как средство упрощения поковок. Примером может служить вал Планетарною редуктора е с водилом сателлитных зубчатых колес. Ковка водила заодно с валом вызывает большие трудности. В сборной
Рнс. 449, Составные конструкции с применением легких сплавов
конструкции ж водило выполнено отдельно и посажено на вал на шлицах. Поковки обеих деталей резко упрощаются,
Й ряде случаев применение составных частей нз легких сплавов позволяет добиться значительного уменьшения массы.
В кулачковой шайбе (рис. 449, а) целесообразно выполнить диск нз алюминиевого сплава, с приставным стальным ободом 1, несущим кулачки (рис, 449, б). Другие примеры; ротор аксиального компрессора со стальным венцом 2 приводных шлицев (рнс, 449, в, г); тормозной барабан со стальной вставкой 3 на поверхности трения (рис, 449, 3, е).
Сборные конструкции широко применяют как средство экономии дефицитных н дорогостоящих материалов.
Зубья червячных колес (рис, 450. а), работающие в условиях трения скольжения, как правило, выполняют из антифрикционных бронз, Для уменьшения расхода бронзы применяют бапдажирование. Из бронзы выполняют только зубчатый венец, который напрессовывают на корпус, изготовленный из дешевого материала (углеродистой стали, чугуна), В конструкции б расход бронзы снижен в 3 раза по сравнению с исходной
рнс, 450. Экономия дефицитных материалов
конструкцией, В зубчатых колесах в целесообразно выполнять из качественной стали только венец г.
Шток Э выполнен целиком из легированной ста ди с закалкой сферического конца. Экономичнее конструкция е, гдб из легированной стали выполнен только пакопёчпик.
К числу дефицитных материалов принадлежат оловянистые бронзы и баббиты. Если допускают условия работы, то следует применять низко-оловянпые и без оловянные бронзы и баббиты, а также другие -качественные заменители.
Если же применения дефицитных цветных сплавов избежать нельзя, то следует сокращать их расход до минимума. В качестве примера приведем корпус с многочисленными поверхностями трения (центральное отверстие и отверстия в проушинах), В конструкции ж корпус выполнен целиком из антифрикционной бронзы, а в рациональной конструкции з — из чугуна (или другого недефицитиого металла); поверхности трепня образованы бронзовыми втулками.
Пример уменьшения расхода дефицитного материала на подшипниковую втулку представлен на рис, 450, и — к. Массивная бронзовая втулка заменена тонкостенной втулкой, свертываемой из ленточной латуни (типа ЛС 59—1) и укрепляемой раскатыванием и завальцовкой в посадочном отверстии. . . ' а
Эффективным способом экономии оловяпистых баббитов является уменьшение толщины слоя заливки. В настоящее время толщину слоя доводят до 0,2—0,3 мм вместо применявшихся толщин 1-3 мм. К тому же тонкослойная баббитовая заливка обладает повышенной циклической прочностью и менее подвержена растрескиванию.
Наиболее экономичны подшипники с двухслойной заливкой, состоящей из слоя баббита толщиной в несколько сотых миллиметра, нанесенного электролитически па подслой из пористой бронзы. Отложение баббита в порах бронзовой подложки обеспечивает срочное сцепление баббита с бронзой и создаст в бронзовом подслое промежуточную структуру, близкую по антифрикционным качествам к оловянистой бронзе.
БУРТИКИ
, Буртики (рис. 451) применяют для упора деталей в неподвижных соединениях н для ограничения осевого перемещения деталей в подвижных сочленениях. Наиболее рациональны буртики с формой равного сопротивления изгибу, обладающие наименьшей массой и простые в изготовлении. Нерабочую поверхность буртика целесообразно выполнять под углом 45° так, чтобы ее можно было обработать проходным резцом с обычным
значением главного угла в плане 45°. Изготовление фасонных буртиков затруднительнее. Высоту буртиков следует сокращать до минимума, допускаемого конструктивными условиями. Чем выше буртик, тем больше
РиС. 451, Формы буртиков
Рис. 452, Уменьшение Высоты буртика
отход металла в стружку и трудоемкость изготовления, В узле (рнс. 452, а) установки зубчатого кодсса буртик 1 служит для затяжки оси в корпусе и фиксации колеса в осевом направлении; последнее обстоятельство; предопределяет большую высоту буртика. Замена буртика подкладной шайбой 2, опирающейся .на невысокий заплечик, резко снижает трудоемкость изготовления оси (рис, 452, б).
На рис. 453 приведен обзор способов уменьшения высоты буртиков и полной нх замены (для случая неподвижных соединений). В конструкциях б — г насадная деталь затягивается на промежуточную шайбу, упирающуюся в заплечик пли буртик уменьшенной высоты.
' В неподвижных соединениях д буртйкн часто заменяют кольцевыми стопорами прямоугольного сечения,, Прочность узла е можно повысить заключением кольца в цилиндрическую выточку на детали или в промежуточной. шайбе ж, предупреждающую раскрывание и выход кольца из канавки. Сильный упор обеспечивают кольцевые стопоры круглого сечения, охватываемые конической выточкой на детали или в промежуточной шайбе (рис. 453, з - к). .
“Для легкообразных соединений применяют полукольца, заводимые в канавки, на валу и фиксируемые конической или цилиндрической выточкой в затягиваемой детали (рис, 453, л и ,’Д- В конструкции н охватывающее кольцо I зафиксировано на полукольцах 2 с помощью
<0 Л)
*9 К)
Ч) п) р)
Рис. 453. Уменьшение высотМ буртиков к их эамена
пружинного кольцевого стопора 3. Соединение разбирают вручную сдвигом кольца в осевом направлении,
В конструкциях о, п буртнк образован зачеканкой кольца из пластичного металла в выточку на валу. Зачеканку производят на ротационноковочных машинах; после зачеканки кольцо обрабатывают совместно с валом.
В конструкции р упор создается коническим бронзовым "кольцом, посаженным скользящей посадкой на гладкий вал. При тангенсе угла конуса tg а < f (где f — коэффициент трения) конструкция обеспечивает надежную осевую фиксацию насадной детали за счет сил трения, возникающих между кольцом и валом. При минимальном, встречающемся в эксплуатационных условиях значении / = 0,05, а = Зэ. Конструкция допускает регулировку осевого положения насадной детали. Если необходима, установка в строго определенном положении, то кольцо упирают в буртнк, высота которого может быть очень незначительной, так как основной упор по-прежиему создается силами трения (рис. 453, с).
Следует отметить, что все посадки упорных колец в канавки ослабляют вал и не рекомендуются для соединений, подверженных высоким циклическим нагрузкам. В отдельных случаях можно ликвидировать ослабление утолщением вала на участке расположения канавки.
ФАСКИ И ГАЛТЕЛИ
Все внешние углы детален должны быть снабжены фасками (табл. 35), внутренние углы — галтелями (табл, 36).
Фаски обычно выполняют под углом 45°. Катет с фаскн для цилиндрических деталей общего назначения можно определять из соотношения с = ОД|/Б", где D - диаметр цилиндра. Значения с, полученные из этого выражения, округляют до стандартных величин: с = 0,2; 0;5; 0,^; 1; 1,2; 1,5; 1,8; 2; 2,5; 3; 3,5; 4; 5.
На свободных, несопрягающихся поверхностях фаски делают размером 0,1-0,2 мм. В отличие от конструктивных фасок нх на чертеже не изображают, а указывают на поле или в технических требованиях чертежа надписью типа: острые кромки притупить. Необходимость притупления острых кромок чаше указывают в общих технических условиях на изготовление изделия, где оговаривают также размеры и допустимые колебания размеров таких фасок.
Галтели перекрывают галтелями большего радиуса, чем галтель охватываемой детали (рис. 454, а), выточками б и (способ наиболее технологичный) фасками в.
Рнс. 454. Перекрытие галтелей
35, Фаски
Эскиз детали Назначение фасок Эсе^из детали Назначение фэсок
Неправильно Правильно Неправильно Правильно
Механически обрабатываемые дета д к
Предотвращение травмы рук. Предохранение точных поверхностей от забоин
Резьбовые соединении Нарезные стержни и отверстия
Облегчение пажив-ления и завертывания
Прессовые соединения
Облегчение сборки
Облегчение запрессовки
Предотвращение выпучивания металла на кромках отверстий
Неподвижные я подвижные Уменьшение кро-со члене я ня h мочнык давлений
2*45°
по контуру
Накатные детали
Удобство манипулирования, Улучшение внешнего вида
Гайки и головки болтоа
f20°
Создание кольцевой опорной поверхности (диаметр ZJ), Предупреждение точечного контакта вследствие смятия граней
Облегчение накидывания ключа
36, Галтели
Эскиз детали . .. j Назначение галтелей Эскиз детали Назначение галтелей
Неправильно Правильно Неправ ВИЛЬНО Правильно
Входящие углы ни груженных деталей
Детали, "подвергаемые механической обработке
Детали, работающие в условиях контактного нагружения
Уменьшение концентрации напряжений па участках переходов, Повышение статической и циклической . прочности
Уменьшение кромочных Давлений
Увеличение стойкости режущего инструмента
Детали подвергаемые термообработке
Детали, подвергаемые химико-термической обработке
Детали, подвергаемые льва непокрытом
Предотвращение обезуглероживания и перегрева кро мок, У м ень-шепие закалочных напряжении на участках переходов
Равномерное насыщение поверхностного слоя вводимыми элем ситами
Пр ед о тара щенис местных колебаний плотности тока, Равномерное осаждение металла, Облегчение Полирования
Продолжение табл. 36
Эскиз детали ' . " ' 5 Назудчение галтелей Эскиз детали Назначение галтелей
Неправильно Правильна Неправильно Правильно
Детали, покрываемые красками, лак и мн и эмялнми
Равномсрное нанесение покрытия
Детали» работающие в горячей среде
Выхлопной клапан
ь Литые детали
Ра в иомериаи кристаллизация металла при остывании, Уменьшение усадочных напряжений
Лопатка турбины
Предотвращу ’ ние перегрева и обгорвння кромок
Штампованные детали
Улучшение течения металла; заполнение входящих углов ручьев штампа
Тенлорассенвающне ребра
Листовые штампованные детали
О б легче i [ и е вытя ж-ки металла. Предотвращение разрывов иа участках нсреходоп
Улучшение теп-лоиирехода нз тела детали в ребра
Листовые вырубки детали
Увеличение стойкости вырубного ИН“ стру мента
Декоративны? 'детали
Улучшение внешнего вида. Облегчение полирования.
Детали ручного управлении
Резервуары
Устранение очагов коррозии во входящих углах. Облегчение промывки
Предупреждение травмы рук. Облегчение полирования
ЖЖ
ПРИЛОЖЕНИЕ
1. Ср ял некие классов точности по системе ОСТ с квдлитетамн по ЕСДП СЭВ для основных отверстий и валов/
1£ласс точности по системе ОСТ Квалитеты по ЕСДП СЭВ Класс точности по системе ОСТ Квалитеты по ЕСДП СЭВ
Основное отверстие Основной вал Основное отверстие Основной вад
09 1 5 4 4 11
1 2 6 5 5 12, 13
Z 2а 7 7 7 14
2а 8 8 8 15
3 3 8,9 9 9 , 16
... За За 10 10 10 17
2, Рекомендуемые замены полей допусков по системе ОСТ полями по СТ СЭВ 144 —75 для размеров от 1 до 500 мм
' По системе ОСТ По ЕСДП СЭВ поле допуска
Класс точности Поле допуска о гверстнй валов
1 (W (W Л Hi Hi Ci — А\ (Cj = Bj) N6 Мб Кб J6; JS6 116 G6 F5 s5 г5 п5 т5 к5 j5; js5 h5 16
2 Гр Пр (Ял) г т н . п С —А (С = В) D X л ш (ТХ) U8; Т7*; V7; RS* К7#; S7* N7 М7 К7 J7; Js7 Н7 G7 F8 ЕВ DS u7; 17* т6\ £б* рб*: гб* пб гл 6 кб пб 17 е8 <18 с8
2а Пр22з (Пр!^ Г2а Ти н-и ^2 а = ^2a (С<а ~ ^2а) (*2а) U8 N8 М8 К8 JB; К8 Н8 U8 в? п7 ш7 к? j7; JS7 117 f8 ——,
По системе ОСТ По ЕСДП СЭВ под* допуска
Класс точности Поле допуска отверстий валов
3 №Л) (Я^3) С) = Из (С3 ~ Д]) шэ U m щ о 3 S ' - 1 1 1 s S $ zB*; х8*; u8*; zbS*; zaS* zfi*; x8*; u8* . x8*; u8*; s7*; s8* h8; h9 f9; e9 d9; dlfl
За Cia = = ^Зн) НЮ hlO
4 п Ха. л >Л 5 ни ли ВИ;СП* АН;ВИ* Fill dll bllidl* all; bll*
5 С5 = (С5 = В5) Н12; Н13 hl2; hl3z
ъ В12 Ы2
7 см7 Л7 . Jsl4 Н14 jsl4 J114
3 СМ3 Ле JsJ5 Н15 jsl5 1115
9 СЛ/9 А Jsl6 НЮ jsl6 hl6
10 cv10 -4jj) Jsl7 Н17 jsl7 hl7
1 В скобках указаны посадки, применяемые только в системе паля.
Знаком * отмечены поля допусков по СТ СЭВ, которые могут быть использованы для замены полей допусков ОСТ в ограниченном диапазоне размеров*
(см. «Рекомендации по внедрению СТ СЭВ 144-75 и СТ СЭВ 145-75 на допуски и посадки гладких соединений с размерами «до 3150 мм». МР1 «Стандарты», 1976, 52 с,).
СПИСОК ЛИТЕРАТУРЫ
1. Анурьев В. И, и др. Справочник конструктора-машиностроителя. Изд, 4-е., М,, «Машиностроение», 1973.
2. Авфямов М. М< Редукторы. Конструкция и расчет. Изд. 2-е, М., «Машиностроение», 1965. , _
3- Арсеньев Ю. Д. Теория подобия, в инженерных экономических расчетах, М,, «Высшая школа», 1967, .
4, Бажанст В. Л, и др. Расчет конструкций на тепловые взаимодействия. Й, «Машиностроение», 1969,
5. Би л тер М. А, Упрочнение деталей машин. М., «Машиностроение», 1968.
6, Бяртдшев Л, В. ,Тех нико-экон омич секи с расчеты при проектировании и производстве машин. Изд, 2-е, Мч «Машиностроение», 1968.
7. Биргер И, Ач Шорр Б. Фч Шнейдерович Р. М. Расчет на прочность деталей машин. Изд. 2-е, М., «Машиностроенне», 1966.
8. Боброо И. М.а Михайлов В. Г* В помощь конструктору-расчетчику, Мч «Машиностроение», 1969.
9, Бойко Л, С, н др. Редукторы и вариаторы. Атлас конструкций. М,. «Машиностроение», 1964.
10. Васильев В. 3. и др. Справочные таблицы по деталям машин- Изд- 5-е, М.л «Машиностроение», 1965..
11. Венц В- Л- и др. Динамические расчеты приводов машин. Л., «Машиностроение», 1971-
12. Волокнистые композиционные материалы. Пер. с англ- под ред, С- 3. Бокштеина. M,F «Мир», 1967.
13. Вопросы конструирования и расчета механизмов- Под ред- В. Ф- Прейса- М., Оборопгиз, 1958. -
14- Вопросы усталостного разрушения Сталей. Под ред- С- В. Серенсена. М-, Машгнэ, 1957,
15. Вороничев Н. И* и др- Автоматические линии из агрегатных станков, М„ «Машиностроение», 1971,
16, Гокун В. Б- Унификация и агрегатирование в машиностроении- М., «Стандарты», 1970.
17. Гольд Б. В. Основы прочности и долговечности автомобилей. М., «Машиностроение», 1966.
18, Гохфельд Д. А. Несущая способность конструкций в условиях теплосмсн, М,, «Машиностроение», 1970.
19. Гуревич С. Е, Прочность металлов при циклических нагрузках. М., «Наука», 1967,
20. Деныдов Б- Л,9 Скородумом Б. А. Статика и динамика машин в типичных режимах эксплуатации. М., «Машиностроение», 1967.
21. Детали машин- Расчет и конструирование. Справочник. Под ред, Н, С, Ан ер кал а. Т. 1—3. Изд, 3“5, М., «Машиностроение», 196В, 1969- '
22- Елизаветин М. А.» Сатель Э. А, Технологические способы повышения долговечности машин. М,9 «Машиностроение», 1964*
23. Жнршжин Г. Cir CrpyiiKim В, А. Конструкции и ра^тет па прочность деталей паровых н газовых, турбин. Изя. 3-е, М., «Машиностроение», 196,8,
24. Журавлев В. Н. Снижение веса машидостроитсльпых конструкций, И,—Свердловск. Мдшгиз, 1961,
25. Иваилв К. А- Муфгы приводов, Атлас конструкций, Под ред. 1L А, Дроздова. М.( «Машиностроение», 1964.
26, Иванова В. С и др. Усталость и хрупкость металлических материалов. И, «Наука», 196В.
27. Ипатов М„ И. Расчеты себестоимости проектируемых машин. И., «Машиностроение» 1968. f
28, Капустин И, Как создают машины. Изд. 2-е, М,, «Московский рабочий», 1065,
29. Клусов И. Ат, Сафаряна А- Р. Роторные машины, М., ([Машиностроение», 1969.
30. Кожевников С. Н., Есиинисо Я. И.> Раскин Я. М. Механизмы. Нзд, 3-е, М>, «Машиностроение», 1965,
31. Хонсон А. С, Экономический анализ при проектировании машин, NE, Машгиз, 1955.
32, Котов О. К. Поверхностное упрочнение детален машин хИмико-термически мн методами. Издт 3-ет М., «Машиностроение», 1969,
33, Кохтев А. А. Основы стандартизации в машиностроении. Изд. 3*е, М,, «Машиностроение», 1967.
34. Крзгельскпй И, Е. Трение и износ. М., Машгнз, 1962.
35, Кучер И. Mi Металлорежущие станки. Изд, 2-е,, Л,. «Машиностроение», 1970.
36. Левин И. А. Справочник конструктора точных приборов. М., «Машиностроение» 1966.
37. Лейкин А. С. Напряженность и выносливость деталей сложной конфигурации, М., «Машиностроение»,. 1968.
30, Летенко В. А., Коснчкнна В. Б,, Биту нов В, В- Экономика машиностроительной промышленности. М.3 «Машиностроение», 1966.
39. Льнов Д. С. Основы экономического проектирования машин. М„ «Экономика», 1966.
40. Мамей О. П. Краткий справочник конструктора станкостроителя. Изд, 3<а М.. «Машиностроение», 1968. г
41. Мин длин Я. 3. Логика конструирования. М.4 «Ми шипост роение». 1969.
42, Новые материалы в машиностроении. Под ред, Л. Я. Попнлова. М.( «Машиностроение», 1967-
43. Орлов П. И. Азбука конструирования. М,, Оборонно, 1941.
44, Основы конструирования машин. Атлас конструкций. Под рсд. Д. Н. Решетова, КЦ «Машиностроение», 1967.
45, Половко А. М. Основы теории надежности. М, «Наука», 1964,
46, Пинегин С. В. Контактная прочность в машинах. М„ «Машиностроение», 1965.
47. Повышение прочности и долговечности машин, Под ред-И, В, Кудрявцева. М., изд. ЦНИИТМаш, 1969.
48, Прочность металлов при циклических нагрузках. Под ред, В. С. Ивановой. М„ «Паука», 1967,
49. Реймерс А. Н. О снопы конструирования машин. Изд, 2-е, М,/ «Машиностроение», 1971.
50, Решетов Л, И. Конструирование рациональных механизмов. «Машиностроение», 1967.
51, Рыжов Э* В. Контактная жесткость деталей машин, М„ «Машиностроение», 1966.
52, С а те ль С. М. Технологичность конструкций, М-, Машгиз, 1953.
53, Селиванов А. И, Основы теории старении, мишин. Изд- 2-е, М,л «Машиностроение». 1972,
54, Серенссп С, В. Валы н осн. Конструирование и расчет. Изд, 2-с> М., «Машнио-стрьенне», 1969-
55, Ссрснссн С- В.! Когасн В. П»а Шнсйдсрович Р. М. Несущая способность и расчеты деталей машин па прочность. Изд.- 2-е, М., Машгиз, 1963,
56, Скубачсиский Г. С. Авиационные газотурбинные двигатели. Изя 2-е, М,, «Машиностроение». 1966.
57, Справочник конструктора точного приборостроения. Под ред. Ф. Л, Литвина. М.. ((Машинпстроешк», 1964,
J8. Стандартизация и нормализация в машиностроении. Под ред. К, II. Крынкина, М, Стандарта, 1961.
5 9.Ст др о сельский А. A.s Гаркунов Д. Н. Долговечность трущихся деталей машин. М», «Машиностроение», 1967,
60, Степин П. А-3 Сиесарев Г. А. Экономия материалов при конструировании машин» М»т Машпгз, I960,
61» Строительные машины» Справочник, Под ред. В» А- Баумана, Изд» Э-са М., «Машиностроение», 1965,
62 Технологичность конструкций. Справочное пособие. Под ред, С Л, Ананьева я Й. П. Купревича» Изд» 3-е. М., «Машиностроение», 1969,
63. Тимошенко С, Пт Устойчивость стержней, пластин и оболочек» М», «Нэуяа», 1971,
64, Трейер В, И, Теорий долговечности и надежности машин, Минск, «Наука н техника», 1964.
65. Фомки А, А* Детали машин. Атлас номограмм» М., «Высшая школа», 1961,
66» Ханзен Ф. Основы общей методики констру яр овация,. Пер, с нем. Л., «Машиностроение»! 1969, ' v
67, Хейвуд P.JS. Проектирование с учетом усталости» М,, «Машиностроение». 1969,
68. Хуго И,, Кабслка И. и др. Конструкционные пластмассы. Перевод с чешек» М., «Машиностроение», 1969т .
69» Чвсонинков Л. Д, Передачи зацеплением, зубчатые и червячные. Изд, 2-е. М., «Машиностроение»! 1969»
70. Червинский С, А, и едр. Проектирование механических передач. Изд. 3-е, М/ «Машиностроение», 1966,
71. Червах С. Справочник но машиностроению. Пер, с чешек, Т, 1—2, «Машиностроение». 1964,
72, Чистяков Ф» М,, Игнатенко В. В, и др» Центробежные компрессорные машины. “М., «Машиностроение», 1969т
73. Чу раб о Д, Д, Детали и узлы приборов. Конструирование и расчеты. Изд» 3-е, М., «Машиностроение», 1965»
74. Шлц Я, Ю, Основы оптимизации п автоматизации проектно-конструкторских работ с помощью ЭВМ» М.5 «Машиностроение», 1969.
75. Швецов А, В,5 Анисимов В, Д- и др, Базовые детали машин. Л,, «Машиностроение», 1967.
76. Штейнберг С. А,, Жедь В, И5 Шишаев И, Д, Опоры скольжения с газовой смазкой, М»а «Машиностроение»^ 1969. <
77» Школьник Л. М.3 Коваленко Ю. Е. и др. Полые оси и валы, М., «Машиностроение», 1968,
78, Шлыгнн В. В- Графические методы расчета в машиностроении, М»» «Машиностроение», 1967,
79. Шнейдероинч Р. М, Прочность при статическом и повторностатяческом нагружении»' М., «Машиностроение»! 1968»
80. Шостакович Б. В.т Рафаловнч Л. М, Технология производства турбомашнц, М.5 МашгйЗ, 1950,
81, Электрохимические методы повышения долговечности деталей машин» Под ред» Н» А» Марченко» Кнев3 «Техника», 1969»
ОГЛАВЛЕНИЕ
От издательства.................. , 5
От автора........................... 7
L ПРИНЦИПЫ КОНСТРУИРОВАНИЯ...................9
Задачи конструирования..............9
Экономические основы конструирования машин.......................
Полезная отхт'гн - - - - т - - - 21
Долговечность . , - . - - - т ь 22
Эксплуатационная надежность . , , 38
Образование производных машин на базе унификации...........т т , 46
Секционирование< Р h .... 46
Метод изменения линейных размеров ............... . , т 47
Метод базового птрегата _ . . 47
Конвертирование............... 47
Компаундирование , т , . . . 48
Модифицирование............49
Агрегатирование . . т . > . . 49
Комплексная цормалнзаш! я, т т 50
Унифицированные ряды , т . . 50
Уменыненне нсменкла гуры объектов производства................. 53
Параметрические ряды т , . . 54
Размерно-подобные ряды < , , 55
Универсализация мании[ . . . . 57
Последовательное развпте машин . . . , ’ ........... т 58
Ряды предпочтительных чисел . . ,59
Общие правилу конструирования . , 63
2Т МЕТОДИКА КОНСТРУИРОВАНИЯ ,.......................€8
Конструктивная преемственность , . 69
Изучение сферы применения машин 71
Выбор конструкции т ...........72
Метод инверсии, т . т т . т . , 73
Компонование............. , , , 73
Конструктивный пример - , т . , а5
3, МАССА И МЕТАЛЛОЕМКОСТЬ КОНСТРУКЦИЙ..................100
Рациональные сечения...............101
Прочность и жесткость профилей 103
Равнопрочность.....................107
Облегчение деталей . т.............112
Листовые штампованные конструкции 120
Экструзия......................... 122
Влияние вида нагружения , ь ... 123
Совершенство конструктивной схемы . . ............... т т , , , 128
Уменьшение числа звеньев < т , 128
Компактность конструкций , т - 129
Влияние силовой схемы , , , 133
Многопоточные схемы , . т т 138
Рациональный выбор параметров машин................., . , т 139
Уточнение расчетных напряжений , ,141
Местные напряжения . , т , т 142
Влияние упругости системы . . 144
Влияние сопряженных деталей ......................148
Отклонение действующих сил от номинальной величины , т . 149
Внутренние напряжения , - , , 150
Экс л ерим енга ль и ре он ре деде и ие напряжений...............154
Расчетные режимы ,; т , . , ,163 Способы упрочнения материалов , ,164 Высокопрочные чугуны.............168
Сверхпрочные материалы...........171
Легкие сплавы . . « . т , , , ,180 Неметаллические материалы h , . . 189 Удельные показатели прочности . т 197
4. ЖЕСТКОСТЬ КОНСТРУК--
ЦИЙ.............................202
Критерии жесткости............. , 203
Факторы; определяющие жесткость конструкций.................... 205.
Удельные пойиатсли жесткости . . 208
Коиртруктивные способы повышения жесткости..................... - . 214
Замена изгиба, растяжением-сжатием.................. . . - 215
Блокирование деформаций . - . 220
Консольные и двух опорные системы. . '.................221
Увеличение жесткости и прочности консольных конструкций - - - ..................222
Р и цно нально с расположен! ю
опор -..............< . . 227
Рациональные сеяния. . . . .229
Оребрение.......................232
Жесткость машаиостроигельных конструкций........................242
Корпусные детали . /.............. 242 -
Плиты...............» 262
Тонкостенные конструкции.- . . л 264
5, ЦИКЛИЧЕСКАЯ ПРОЧ-
НОСТЬ . . . .................275
Циклы напряжений 278
Ограниченная до л го вечность . . . >280
Пределы выносливости............282
Обобщенные диаграммы уста-
лости ........................284
Кривые повреждаемости...........286
Циклическая прочность при сложных напряженных состояниях . . . .286
Влияние характера нагрузки на пре-‘ дел выносливости ....... 287 Природа усталостного разруше-
ния ..........................288
Концентрация напряжений. . . . . 293 Размерный фактор. . ...» . . . 303 Состояние поверхности ...... 305 Прочие факторы . . 2............305
Усталость при нестационарных режи-
мах нагружения................306
Предел выносливости детали. . . . 313 Повышение циклической проч-
ности . . . -.................314
Конструирование циклически натру-; женных деталей................324
6, КОНТАКТНАЯ ПРОЧНОСТЬ. . 34Г
Сферические сочленения..........346
Цилиндрические сочленения - < . .349 Материяльн Изготовление . < . . ,354 Правила конструирования.........355
Сочленения. работающие под удар-
ной нагрузкой.................356
7- ТЕПЛОВЫЕ ВЗАИМОДЕЙСТВИЯ . . . \ -........360
Тепловые напряжения...........360
Тепловые деформации . . - . - *377
Темпер ату р о н еэ а ян сим ое цент р иропа-шэ.......................... 384
Л УПРОЧНЕНИЕ КОНСТРУК-
ЦИЙ .......................395
Упругое упрочнение......... . 395
>Илаинчсское упрочнение.......397
9, ШЕРОХОВАТОСТЬ ПОВЕРХНО-
СТЕЙ........................407
10. СТЯЖНЫЕ СОЕДИНЕНИЯ - . 419
Ненагруженныс соединения .... 419
Нагруженные соединения........425
Основные соотношения. . _ . _ 427
’ Выбор параметров....... - 431
Правила конструирования . . . 433
Упругий элементы..........435
Термические силы..........437
Релаксация................442
Корпуса переменного сечения . .448
Фланцевые соединения < < . . 449
Контроль силы затяжки . . - < 451
Предварительная осадка .... 455
Графический расчет стяжных соединений .................455
11. ПРЕССОВЫЕ СОЕДИНЕНИЯ ............................459
Общие сведения..................459
Выбор посадок . ..............467
Расчетные Диаграммы.............468
Вероятностный расчет прессовых соединений . ......................47 Я
Тепловая сборка .............. 482
Прессовые соединения с гальваническими покрытиями < . < 484
Правила конструирования . . ... 485
Обеспечение распрессоэкн........491
Рифленые соединения.............492
Клссвдс соединения..............493
12. ЦЕНТРИРУЮЩИЕ СОЕДИНЕНИЯ ............................494
13. Резьбовые соединения ...........................500
Продольная и поперечная фиксация’ деталей...................... . 504
Центрирование ................. 506
Правила конструирования.........507
Расположение крепежных болтон . . 510
Завертывание резьбовых деталей . - 513
Упрочнение резьбовых соединений .................<...........515
U ФЛАНЦЕВЫЕ НИЯ j .... .
СОЕ ДИНЕ- ' . .... 532
Центрирование ф лани ев.........534
Обработка опорных поверхностей.....................'. ... 535
Диаметр и шаг болтов 537
Трехфлапцевые соединения .... 539
Конусно-фланцевые соединения . . . 540
15. КОНСТРУИРОВАНИЕ УЗЛОВ
И ДЕТАЛЕЙ 543
Унификация конструктивных элементов . . . ................... . 543
Унификация деталей - .'.........545
Принцип вгрегатностк............546
Устранение подгонки.............548
Рациональность силовой схемы, . . 530
Компенсаторы....................552
Устранение и уменьшение изгиба . . 55JJ
Устранение деформаций при затяжке .......................... 564
Компактность конструкции . . , . 567
Принцип самоустанавливаемостн . . 57S
Бомбинированке...................582
Влияние упругости на распределение нагрузок ....................... 585
Сопряжение по нескольким поверхностям ............................588
Затяжка по двум поверхностям . . . 5S9
Осеыая фиксация деталей..........590
Ведение деталей дс направляющим .......................* . . '.591
Приваленные поверхности..........591
Стыкование по скрещивающимся плоскостям ...........................593
Сменность изнашивающихся дета- .
лей • . т • ............... . 594
Точность взаимного расположения деталей .............................596
Разгрузка точных механизмов . . . 597
Сопряжение деталей из твердых и мягких материалов..................599
Устранение местных ослаблений . . 602
Составные конструкции............606
Буртики........................ 610
Фаски к гадтели..................612
Приложение • • ....... . 616
Список литературы................618
ИБ№ б
Павел Иванович Орлов ОСНОВЫ
КОНСТРУИРОВАНИЯ
В 3-х кн. Кн. 1
Редактор издательства И. Н. Жесткова
Технические редакторы А. И. Захарова, Ф. П. Мельниченко Корректор Л. Я. Шабашова
Переплет художника А. Я. Михайлова
Сдано в набор 3/ХП 1976 г. Подписано к печати 20/V 1977 г. Т09230, Формат 60х90\/1в. Бумага типографская Ха 3, Усиъ псч. л. Э9Д Учлвд, л. 43,45. Тираж 120000 экх Заказ 960.
Цена 2 р- 40 к.
Издательство «Машиностроение» 107885, Москва, E-7S, 1-й Басманный пер., 3
Ордена Трудового Красного. Знамени Ленинградское производственно-техническое объединение к Печатный Двор» имени А. М. Горького Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и хнижной торговли- 197136, Ленинград, П-136, Гатчинская ул-, 26,