/




































































































































































































































































































































































Автор: Орлов П.И.
Теги: общее машиностроение технология машиностроения машиностроение конструирование
Год: 1977




Текст
Основы П.ИОрлов
конструирования
Справочно-методическое пособие
в
книгах
МОСКВА «МАШИНОСТРОЕНИЕ» 1977
ПИОрлов Основы
конструирования
Справочно-методическое пособие
книга rj
МОСКВА «МАШИНОСТРОЕНИЕ» 1977
6П5.3
066
УДК 621.01.001.2 (031)
Научный редактор Е. Б. Клейнер
Орлов П. И.
066 Основы конструирования. Справочно-методическое по-
собие в 3-х книгах. Кн. 3. М., «Машиностроение», 1977.
360 с. с ил.
В книге изложены принципы конструирования крепежных соединений, их
стопорения, уплотнений подвижных и неподвижных сочленений деталей, пружин
сжатия, растяжения и кручения, соединений трубопроводов, полимерных изде-
лий; даны типовые конструктивные узлы фиксаторов, креплений осей, сфери-
ческих сочленений, штоков и других деталей.
Материал третьей книги публикуется впервые.
Книга предназначена для конструкторов-машиностроителей. Она будет
полезна также студентам машиностроительных вузов.
О
31301-045 j
-------------- 45-77
038(01)-77'
6П5.3
© Издательство «Машиностроение», 1977 г.
. КРЕПЕЖНЫЕ СОЕДИНЕНИЯ
ВИДЫ КРЕПЕЖНЫХ СОЕДИНЕНИЙ
В машиностроении применяют три основные вида резьбовых
крепежных соединений: 1) болтами с гайками (рис. 1,1); 2) ввертными
болтами (рис. 1, II, III); 3) шпильками (рис. 1, IV, V).
1. Соединение болтами применимо только при возможности выполнения
сквозных отверстий в стягиваемых деталях. Монтаж болтовых соединений
не особенно удобен: требуется страховка болта от проворачивания при
затяжке гайки. Желательна фиксация болта в осевом направлении при
затяжке. При монтаже приходится манипулировать двумя деталями —
болтом и гайкой.
2. Соединение ввертными болтами применяют при глухом нарезном
отверстии (рис. 1, II), когда невозможно применить болт с гайкой, или
при сквозном нарезном отверстии (рис. 1, III), когда возможна установка
болта только с одной стороны соединения. Ввертные болты по конструк-
ции аналогичны болтам с навертной гайкой.
Деталь с нарезным отверстием должна быть выполнена из материала,
который хорошо держит резьбу (например, стали, ковкого и высокопроч-
ного чугуна, титанового сплава, бронзы). В деталях из мягких сплавов
(алюминиевых, магниевых, цинковых и т. д.) требуется введение промежу-
точных нарезных втулок (футорок) из более твердого металла.
Нежелательно выполнение нарезных отверстий в деталях из серого
чугуна для часто разбираемых соединений (резьба в сером чугуне склонна
к выкрашиванию и быстро изнашивается), а также в деталях из корро-
зионно-стойких сталей (Нарезание резьбы сопряжено с большими трудно-
стями из-за вязкости сплава). При износе резьбы деталь с нарезным
отверстием выходит из строя, исправить ее можно только установкой
нарезных втулок (если это допускает конструкция детали).
Соединение имеет определенное ограничение по высоте стягиваемых
деталей: осуществить правильную затяжку длинных болтов затруднительно
из-за неустранимого скручивания стержня болта при затяжке.
При сборке и разборке манипулируют одной деталью — болтом, что
представляет определенное преимущество перед болтовым соединением,
где приходится манипулировать болтом и гайкой.
5
Рис. 1. Основные разновидности крепежных соединений
3. Соединение шпильками в основном применяют для деталей из мяг-
ких (алюминиевых и магниевых сплавов) или хрупких (серого чугуна)
материалов, а также при глухих или сквозных нарезных отверстиях
(рис. 1, IV, V) в случаях, когда невозможна установка ввертных болтов.
Ввертный конец шпильки устанавливают в нарезном гнезде наглухо
и притом по большей части с натягом. В этих условиях резьбовое
соединение детали даже из мягких металлов получается достаточно
надежным.
При срыве или повреждении резьбы деталь с нарезными отверстиями
выходит из строя; исправить ее можно только установкой нарезных
втулок. При обрыве шпильки удаление ввертного её конца из гнезда
затруднительно.
Сборка и разборка соединения имеет особенности: детали можно
соединять и разъединять только в направлении, перпендикулярном плоско-
сти стыка, приподнимая снимаемую деталь на полную высоту шпилек.
Этим соединение существенно отличается от болтового соединения и
соединения ввертными болтами, где возможен, при удаленных болтах,
сдвиг деталей параллельно плоскости стыка. При сборке и разборке
манипулируют одной деталью — гайкой.
Соединение шпильками вызывает определенные неудобства при сборке:
выступающие концы шпилек затрудняют доступ к соседним деталям.
Особенно ощущается этот недостаток в многошцилечных соединениях
с «частоколом» длинных шпилек.
Кроме описанных основных видов соединений возможны и промежу-
точные. К ним относится, например, нередко применяемое соединение,
изображенное на рис. 1, VI. Болт закрепляют с помощью гайки в гладком
отверстии одной детали; другую деталь притягивают гайкой, навертывае-
мой на свободный конец болта. Постоянное закрепление болта в одной
детали и наличие свободного навертного конца болта делает похожим
6
Рис. 2. Формоизменение корпусной детали, допускаемое применением шпилек и вверт-
ных болтов
это соединение на шпилечное; крепление болта в гладком отверстии
с помощью гайки — на болтовое соединение.
Сравнивая различные типы крепежных соединений с точки зрения
компоновки, можно отметить как положительную особенность, что вверт-
ные болты и шпильки допускают гораздо большую свободу в выборе
форм деталей, чем болты.
Соединение болтами (рис. 2,I) требует наличия фланцев, которые
лимитируют размеры и определяют форму внешних контуров деталей.
Соединение на шпильках и на ввертных болтах расширяет свободу
формообразования. При соединении на шпильках можно сохранить флан-
цевую форму (рис. 2, II) или значительно видоизменить одну из корпусных
деталей и при тех же координатах расположения крепежных деталей
изменить (сделать большими) размеры одной из деталей (рис. 2, III — VI)
с целью увеличения ее жесткости.
Возможности формоизменения детали при соединении на ввертных
болтах аналогичны.
Крепежные детали рядового назначения изготовляют чаще всего из
стали 45, ответственного назначения (шатунные болты, силовые шпильки
и т. д.) — из хромистых сталей типа 40Х, хромансиля типа ЗОХГС, жаро-
прочных сталей типа ЗОХМ, 50ХФА, 25Х12М1Ф из коррозионно-стойких
сталей типа 30X13, 40X13.
Шпильки со стержнем диаметром, равным диаметру резьбы, изготов-
ляют обычно из'прутков с повышенной чистотой (качеством) поверхности
и повышенной точностью размеров (серебрянка). Поверхность гладкой
части стержня оставляют необработанной. Болты из непластичных сталей
изготовляют из круглого проката с высадкой головки в горячем состоя-
нии, а из пластичных сталей — в холодном.
В серийном и массовом производстве резьбу нарезают методами
вихревого нарезания и фрезерования. Наиболее производительным, и
вместе с тем обеспечивающим наивысшую прочность резьбы является
метод накатывания резьбы.
Болты и шпильки с утоненными стержнями изготовляют из круглых
заготовок обтачиванием. Диаметры стержней крепежных деталей ответ-
ственного назначения уменьшают уковкой стержня на ротационно-ковочных
машинах.
7
ГАЙКИ И ГОЛОВКИ БОЛТОВ
Наибольшее распространение получили шестигранные гайки и
болты с шестигранной головкой. Реже применяют квадратные гайки
и головки болтов и гайки с двумя лысками. В отдельных случаях (для
крупных диаметров резьбы) применяют восьмигранные гайки.
Размеры «под ключ». Определяющий размер для шестигранных,
квадратных гаек и головок болтов (а также для гаек и головок болтов
с лысками) — это размер между параллельными гранями, или размер
«под ключ» S. На рис. 3,1 изображена цилиндрическая гайка (головка
болта) с двумя лысками; минимальный диаметр цилиндра, при котором
получается достаточно уверенный захват гайки (головки) ключом, Pmin =
= (1,1 1,2) 5. Верхний предел, ограниченный условием применения накид-
ных ключей, Р|МХ = 1,45.
Рис. 3. К определению размеров «иод ключ»
Для квадратной гайки (головки) наружный размер квадрата (рис. 3, II)
D = 1,4145.
Для скругленной квадратной гайки (головки) минимальный, определяе-
мый условием уверенного захвата диаметр цилиндра (рис. 3. Ill) Dmin —
= (1,1 4- 1,2)5, или Dmin = (0,8 ч- 0,85) D.
Для шестигранной гайки (головки) наружный размер шестигранника
(рис. 3, IV) D' = 1,1555. Для скругленной шестигранной гайки (головки)
минимальный, определяемый условием уверенного захвата диаметр ци-
линдра (рис. 3, V) D'min = 1,15, или £>min = 0,95£)'.
Размеры So «под ключ» (в мм) следующие: 3; 3,2; 3,5; 4; 4,5; 5; 5,6;
6; 7; 8; 9; 10; 11; 12; 14; 17; 19; 22; 24; 27; 30; 32; 36; 41; 46; 50; 55;
60; 65; 70; 75; 80; 85; 90; 95; 100; 110; 119; 120; 125; 130; 135; 140; 145;
150; 155; 160; 165; 170; 175; 180; 185; 190; 200; 210; 220; 230; 240; 250.
Размеры «под ключ» на крепежных деталях обычного назначения
выполняются по классу точности С5, на крепежных деталях повышенной
точности — по классу С3 или С3я. Размеры S у ключей выполняются
(в зависимости от точности изготовления ключа) по классам А3 или Х5.
КОНСТРУКТИВНЫЕ СООТНОШЕНИЯ
Различают три типа шестигранных гаек и головок болтов:
1) облегченные гайки и болты с облегченной головкой (рис. 4,1);
2) нормальные гайки и болты с нормальной головкой (рис. 4, II); 3) уве-
личенные гайки и болты с увеличенной головкой (рис. 4, III).
8
На рис. 5 показаны в функции диаметра резьбы d средние величины
размера «под ключ» и наружного размера шестигранника D (а также
величины S/d и D/d) для болтов: облегченных I, нормальных II и с увели-
ченным шестигранником III.
В машиностроении наблюдается тенденция применять облегченные
гайки и головки болтов, так как при доста-
точной прочности они обладают малыми ра-
диальными габаритами и небольшой массой,
и позволяют создать более компактные кон-
струкции крепежных узлов.
Рис. 4. Размеры шестигранных гаек и головок болтов
Рис. 5. Графики зависимости размера «под ключ» S' и
наружного размера D шестигранника для болтов и гаек
от диаметра резьбы d
<1
9
Рис. 6. Высота шестигранных гаек
Рис. 7. Высота шестигранных головок
болтов
Рнс. 8. Размеры фаски иа шестигранных
гайках
Высота гаек* 1 (рис. 6) делается равной (0,6 ~ 1,2) d (d — номинальный
диаметр резьбы). Практика показывает, что при высоте h — 0,7d гайка
получается равнопрочной с нарезной частью болта. Болтовые соединения
с h > Q,7d рвутся под растягивающей нагрузкой всегда по резьбе стержня
(под гайкой). Высота головок болтов (рис. 7) делается равной (0,6 т- 0,8) d.
На торцах шестигранника выполняют фаски с углом 120°. Назначение
фасок — облегчить надевание ключа на шестигранник, а у гаек, кроме того,
обеспечить кольцевую форму опорной поверхности. Размеры фаски опре-
деляются начальным диаметром на торце шестигранника (рис. 8 и 9).
В недавнем прошлом применялся размер rfj = S (S — размер «под ключ»).
Сейчас стандартизованы гайки с dt = (0,9 4- 0,95) S.
Рис. 9. Размеры фаски на шестигранных головках болтов
1 По действующим ГОСТам на размеры гаек последние выполняют по высоте:
1) низкими h — 0,6d (d — диаметр стержня с резьбой) 2) нормальными h = 0,8d' 3) высокими
h = l,2d; 4) особо высокими h = \,5d (примеч. ped.).
10
г» 1Л 1Л . резных концов стержней
Рнс. 10. Конструктивные формы торцов naf 1
крепежных деталей
Рис. И. Размеры фаски на торце
нарезных стержней
Рис. 12. Размеры свободных
участков резьб для основных
крепежных соединений
Для головок болтов можно без ущерба для ПРОЧНОСТИ уменьшить
размер до (0,7 —0,6)5 (рис. 9) с выигрышем в г13006 конструкции. Для
гаек уменьшение размера dY приводит к сокращений ОПОРНОЙ поверхности.
, изображении в профиль вид.
Шестигранники с уменьшенным диаметром а, имеют на ’ „ ‘ ‘
, г о ' .детей, условно заменяющие
отличный от вида шестигранников с <7, - S. Дуги окружН ; .
с , 1 лпогся (как в случае а, — 5)
гиперболические линии перехода фаски в грани, здесь нс ка^ J 1
линии торца шестигранника (см. рис. 8). „
В практике черчения это различие часто игнорируют и для упРощения чертежной ра оты
обычно рисуют шестигранники так же, как и для случая d\ = /
На рис. 10 даны конструкции торцов нарезны/ koh«ob сзержнеи кре-
пежных деталей. Наиболее распространена констрУкция ГРИС- ,) с за-
точкой торца под углом 45°. Катет фаски с дела^1ся в сРеднем равным
шагу резьбы 5 (рис. 11).
Сферический торец (рис. 10, II, III) применяется для нажимных болтов,
цилиндрический скругленный торец (рис. 10, IV) КРУПНЫХ болтов
и винтов, конические торцы-искатели (рис. 10, V, **' ~ для напРавления
винта в трудно доступные нарезные отверстйя‘ ОыемкД в торцах
(рис. 10, VII, VIII) делаюг для увеличения податл11вости крайних витков
резьбы болта.
На рис. 12 приведены размеры свободных Участков резьбы для
хрепежных соединений основных видов.
Длина а свободного участка резьбы над гайкой (Рис- 1) должна быть
равна 2 — 3 шагам; длина b свободного участка ^езьбы под гайкой или
11
перед нарезным отверстием (рис. 12, II) должна быть не меньше 4—6 шагов,
конец болта (или шпильки) должен выступать за торец сквозного нарез-
ного отверстия (рис. 12,//) на величину/, равную 1—2 шагам.
Приведенные соотношения относятся к обычным болтам (и шпилькам)
среднего размера. В случае длинных болтов и шпилек запасы резьб
следует устанавливать на основе расчета размерной цепи соединения.
На рис. 12, III приведены соотношения для шпилек (или ввертных
болтов), завертываемых в глухие отверстия. Длина т свободного участка
резьбы под торцом шпильки (понимается резьба с полным профилем
витков) должна быть не менее 2 — 3 шагов; расстояние п от последних
полных витков резьбы до днища отверстия должно быть при нарезании
резьбы метчиком вручную не менее 5 — 6 шагов. При машинном нареза-
нии расстояние и должно быть увеличено вдвое (против указанных цифр).
РАСПРЕДЕЛЕНИЕ НАГРУЗКИ
МЕЖДУ ВИТКАМИ РЕЗЬБЫ
В резьбовых соединениях обычной конструкции нагрузка между
витками резьбы распределяется неравномерно. Первые витки резьбы,
расположенные у опорной поверхности гайки, нагружены гораздо больше,
чем последующие. Теоретическими и экспериментальными исследованиями
установлено, что первый виток воспринимает до 30% всей нагрузки,
а самые дальние витки остаются практически ненагруженными. Причина
этого явления заключается в неблагоприятном сочетании деформаций
гайки и стержня под нагрузкой. Участки стержня, ближайшие к нагрузке,
растянуты полной силой. Витки резьбы стержня, деформируясь как и стер-
жень, также смещаются в направлении действия нагрузки (рис. 13).
В гайке картина обратная: ближайшие к опорной поверхности участки
тела гайки сжаты полной силой, действующей на соединение, витки резьбы
смещаются в направлении, противоположном смещению витков стержня.
Наибольшее смещение имеет первый виток, отсюда повышенная нагрузка
на первый виток.
На следующих витках напряжения растяжения и деформация стержня
уменьшаются по мере передачи силы от стержня на гайку. Уменьшаются
и деформации сжатия в гайке, отсюда уменьшение нагрузки на каждый
Рис. 13. Схема распределении нагрузки между витками резьбового соединения:
/ и // — гайка сжатия, положение соответственно до и после нагружения; /// — гайка
растяжения, положение после нагружения
12
Рис. 14. Способы увеличения
диаметра резьбы для умень-
шения неравномерности на-
грузки между витками
последующий виток. Явление выражено тем резче, чем больше абсолютная
величина деформаций растяжения в стержне и обратных им по направле-
нию деформаций сжатия в гайке, т. е. чем выше напряжения в резьбовом
соединении. Поэтому с точки зрения прочности и равномерного распре-
дёления нагрузки между витками, выгодно развивать сечения нарезной
части стержня и гайки увеличением диаметра резьбы (рис. 14).
По этой же причине равномерность распределения нагрузки по виткам
меньше в соединениях ввертными болтами и на ввертном конце шпилек,
где сечения корпуса обычно значительно больше сечений стержня.
Исключение составляют корпусы из легких сплавов с малым значением
модуля упругости, снижающим жесткость корпуса.
Резьбовые соединения способны до известной степени самоупрочняться. Если напряжения
в наиболее нагруженных витках превосходят предел текучести, то витки резьбы подвергаются
пластической деформации сдвига и смятия, вызывающей увеличение шага наиболее нагружен-
ных витков гайки и уменьшение шага наиболее нагруженных витков стержня, в результате
чего нагрузка на виток выравнивается. Это явление особенно характерно для резьбовых
соединений, выполненных из мягких и пластичных материалов. У соединений, выполненных
из твердых и прочных материалов, способность самоупрочняться гораздо меньше.
Существует ряд действенных способов, обеспечивающих равномерное
распределение нагрузки по виткам резьбы стержня и гайки.
Решение заключается в том, чтобы заставить гайку деформироваться
в том же направлении, в каком деформируется стержень. Этого можно
достичь переносом опорной поверхности гайки выше последнего вйтка
(рис. 15, П). Расположенное под опорной поверхностью тело гайки
(«юбка») в этом случае подвергается деформации растяжения; смещение
витков гайки направлено в ту же сторону, что и смещение витков стержня.
Отсюда — более равномерное распределение нагрузки по виткам.
Рис. 15. Гайки:
/ — сжатия; II— растяжения; III — растяжсния-сжатия; IV — растяжения-сжатия, в стержне —
разгружающая выборка
13
Подобные гайки, получившие название «висячих» гаек или гаек рас-
тяжения (в отличие от обычных гаек, которые называют гайками
сжатия), широко применяют в ответственных резьбовых соединениях
в машиностроении. Недостаток этих гаек — увеличенные осевые и ради-
альные габариты, а также необходимость увеличения диаметра отверстия
в корпусе под «юбку» гайки.
Если опорная поверхность гайки расположена между первыми и послед-
ними витками (рис. 15, III), то получается так называемая гайка
растяжения-сжатия. Ниже опорной поверхности тело гайки подвер-
гается растяжению, выше — сжатию. Будучи менее громоздкими, чем гайки
растяжения, эти гайки практически равноценны, потому что положитель-
ный эффект растяжения «юбки» дополняется положительным эффектом
всестороннего обжатия верхних витков в результате упругой деформации
верхней части гайки под действием сил, приложенных к опорной поверх-
ности.
Для получения еще большей равномерности распределения нагрузки
по виткам резьбы в некоторых случаях делают выборку на торце стержня
(рис. 15, IV), увеличивающую податливость верхних витков стержня. Этот
способ применяется преимущественно для болтов большого диаметра.
Для равномерного распределения нагрузки по виткам делают шаг
резьбы гайки на несколько микрон больше шага резьбы на стержне (рис. 16).
Работа такого соединения схематически представлена на рис. 17. В исход-
ном положении, без нагрузки (рис. 17,1), нижние витки стержня отстают
от витков гайки. По мере приложения нагруз-
ки в результате растяжения стержня и сжатия
гайки витки стержня последовательно садятся
на витки гайки (рис. 17, II). При полной
нагрузке все витки равномерно вступают
Рис. 16. Профиль резьбы в
шагом резьбы в гайке
соединениях с увеличенным
Рис. 17. Схема распределения нагрузок по виткам в соеди-
нениях с увеличенным шагом резьбы в гайке:
/ — исходное положение (до нагружения)1 //—начальная
фаза нагружения /// — положение после нагружения
14
в работу (рис. 17, ///). Способ этот не требует изменения формы гаек
и технологически очень прост; достаточно при изготовлении метчиков
предусмотреть увеличение шага.
Необходимое увеличение шага резьбы гайки можно определить из следующего.
Пусть стержень нагружен силой Р (рис. 18). Зазор между крайним (нижним) витком
стержня и гайки h = г As, где As — превышение шага резьбы гайки над шагом резьбы стержня;
z — число предшествующих витков (считая от верхнего, плотно прилегающего витка).
Этот зазор h должен быть выбран деформацией растяжения стержня Храст и деформа-
цией сжатия гайки Хсж под действием силы Р, т. е. должно быть соблюдено равенство
h = ^-раст Р
Деформация растяжения стержня
Р/
^раст =
Деформация сжатия гайки
сж _ EF2 ’
где I = zs — длина резьбового соединения; Е — модуль упругости (предполагается, что мате-
риал стержня и гайки одинаков); - сечение нарезной части стержня; Г2 — сечение гайки.
Следовательно
Отсюда
где Ох — напряжение растяжения в нарезной части стержня.
Приближенно можно принять
где d0 — средний диаметр резьбы; 5 — размер гайки «под ключ».
Тогда
Д$ Qj 1
Рис. 18. К определению разности шагов резьбы ганки и
стержня
As
Рис. 19. Относительная разность шагов — в функции на-
$
пряжения <Tt в стержне:
I - облегченные гайки; П - нормальные гайки
15
Для гаек в диапазоне наиболее употребительных диаметров крепежных резьб (d = 8 -=- 20 мм)
отношение « 0,67 для облегченных гаек, « 0,6 для нормальных гаек.
О 0
Следовательно
—- = (1,8-j-1,5 А
s Е
(2)
где коэффициент 1,8 относится к облегченным гайкам, 1,5 - к нормальным.
На диаграмме (рис. 19) изображены в функции растягивающего напряжения О[ в стержне
As
значения —- для облегченных и нормальных гаек, подсчитанные по выражению (2). Вели-
чина Е принята равной 22 • 105 кгс/см2 (сталь). д5
При обычных в силовых соединениях напряжениях <т, = 2000 кгс/см2 значение —— для
s
облегченной гайки равно 0,0016. Следовательно, прр шаге резьбы 2 мм шаг резьбы гайки
должен быть больше шага резьбы болта на 0,0016 • 2 = 3,2 мкм.
Из диаграммы на рис. 19 видно, что необходимая разность шагов
зависит от величины напряжения в стержне. Следовательно, в соединении
с разностью шагов, определенной по расчетному напряжению, в начале
нагружения будут работать верхние витки. С приближением нагрузки
к расчетной нижние поверхности всех витков стержня ложатся на верхние
поверхности витков гайки, и наступает равномерное распределение нагрузки
между витками. При превышении расчетной нагрузки более нагруженными
окажутся нижние витки.
Зависимость разности шагов от величины напряжения косвенно под-
тверждает сделанный вывод о целесообразности максимального увеличения
сечений нарезной части стержня и гайки, т. е. диаметра резьбы.
Другие способы увеличения равномерности распределения усилий по
виткам: придание резьбе в гайках небольшой конусности (рис. 20, 21), срез
нижних витков резьбы гайки на конус (рис. 22, 23), применение резьбы
специального профиля с увеличенной податливостью витков (рис. 24),
покрытия — нетехнологичны и менее эффективны. Коническая резьба,
например, не допускает нарезания напроход, что является непременным
условием высокопроизводительного нарезания гаек в массовом производ-
стве. Срез резьбы на конус требует дополнительной
Рис. 23. Профиль резьбы в
соединениях со срезом резьбы
в гайке на конус
Рис. 22. Гайка со срезом
резьбы на конус
Рис. 21. Профиле резьбы в сое-
динениях с конической резьбой
в гайке
16
Рис. 24. Профиль резьбы с увеличенной
нодатлнвостью витков
Рис. 25. Гайка с обжатыми верхними вит-
ками
На рис. 25 показана гайка с предварительно
обжатыми верхними витками при свободных ниж-
них витках — конструкция, практически равноценная
гайкам с конической резьбой.
Более равномерному распределению нагрузки
по виткам способствует введение пластичной или
упругой прослойки между витками гайки и стержня
(например, кадмирование или цинкование резьбы). Недостаток этого спо-
соба — истирание прослойки со временем (в особенности в часто разби-
раемых соединениях). На рис. 26 показаны другие способы повышения
равномерности распределения нагрузки по виткам.
На рис. 26,I — VII приведены гайки с разгружающими выточками
Рис. 26. Гайки с разгружающими выточками у нижних витков
Рис. 27. Гайки растяжения
17
Рис. 28. Гайки растяжения-
сжатия
Рис. 29. Установка висячих
гаек на подставках
увеличить податливость нижних витков, а с другой — обеспечить обжатие
верхних витков силами, действующими на опорную поверхность гайки
при затяжке. Последний эффект особенно характерен для конструкции
на рис. 26, IV. В конструкциях на рис. 26, VIII, IX тот же эффект дости-
гается введением сферических шайб под гайку, которые, кроме того,
придают гайке способность самоустанавливаться.
На рис. 27 показаны конструктивные разновидности гаек растя-
жения; на рис. 28, 7 — VI — гаек растяжения-сжатия. В конструкции на
рис. 28, IV, V опорной поверхности гайки придана коническая форма
с целью увеличения эффекта упругого обжатия верхних витков. Этот
эффект в конструкции на рис. 28, VI усилен радиальными прорезями
в верхней части гайки.
Общий недостаток «висячих» гаек — необходимость увеличения диа-
метра отверстия в корпусе под «юбку» гайки, иногда с разделкой отвер-
стия на конус (как в конструкциях на рис. 28, IV— VI), — преодолевается
установкой гаек на подставках (рис. 29,1 — 111). В конструкции на рис. 29, IV
подставкой является пружинная чашка, служащая одновременно для
упругого стопорения гайки от самоотвертывания.
БОЛТЫ
Стандартные болты по степени точности (качеству обработки)
поверхности делят на болты: 1) нормальной точности; 2) повышенной
точности; 3) грубой точности.
18
Резьба для стандартных болтов применяется метрическая с крупным
и мелким шагом. При выборе шагов резьб предпочтение следует отдавать
крупным шагам.
По ГОСТ 1759 — 70 для болтов, винтов, шпилек из углеродистых и
легированных сталей установлены классы прочности: 3.6; 4.6; 4.8; 5.6; 5.8;
6.6; 6.8; 6.9; 8.8; 10.9; 12.9; 14.9. Первое число, умноженное на 10, опреде-
ляет минимальное временное сопротивление в кгс/мм2; второе число,
разделенное на 10, определяет отношение предела текучести к временному
сопротивлению в %; произведение чисел определяет предел текучести
в кгс/мм2. Для гаек из тех же сталей установлены классы прочности:
4, 5, 6, 8, ГО, 12, 14. Число, обозначающее класс прочности, умноженное
на 10, дает величину напряжения от нагрузки в кгс/мм2.
Для болтов, винтов и шпилек из коррозионно-стойких, жаропрочных,
жаростойких и теплостойких сталей установлены группы, определяющие
их свойства: 21, 22, 23, 24, 25, 26. Механические свойства гаек из тех же
сплавов установлены по группам: 21, 23, 25, 26.
Основные типы болтов приведены на рис. 30.
На рис. 30,1 показан «жесткий» болт с диаметром стержня, равным
наружному диаметру резьбы. Эта форма сохранилась только для мало-
нагруженных или коротких болтов. В ответственных случаях применяют
«упругие» болты (рис. 30, II) с диаметром стержня d0, уменьшенным
по крайней мере до размера внутреннего диаметра резьбы, а то еще
более — до 0,8 и даже до 0,7 номинального диаметра резьбы.
Известно, что увеличение упругости болтов улучшает условия работы
стяжного соединения, подвергающегося действию ударной нагрузки.
Тонкие болты менее чувствительны к перекосам, возникающим вслед-
ствие неперпендикулярности опорных поверхностей головки и гайки, а также
непараллельности резьбового пояса относительно оси болта. Утонение
стержня позволяет выполнять плавные переходы между стержнем болта
Рис. 30. Основные типы болтов
19
Рис. 31. Формы головок болтов
и нарезным поясом, а также между стержнем болта и головкой с одно-
временным увеличением усталостной прочности болта. Это обусловливает
повышенную сопротивляемость упругих болтов циклическим нагрузкам.
На участках, примыкающих к нарезному участку и головке, болты
снабжают центрирующими поясками (рис. 30,11 — IV). Часто пояски не
делают (рис. 30, V), отчего повышается упругость болта и способность его
самоустанавливаться в отверстиях стягиваемых деталей.
Головки болтов обычно выполняют в виде шестигранника (рис. 31,I, II).
Применяют и другие формы головки: с лысками «под ключ» (рис. 31, III, IV),
с внутренним шестигранником (рис. 31, V), с треугольными шлицами
(рис. 31, VI).
Головки с внутренним шестигранником чаще всего применяют в случае
«утопленной» установки (рис. 31, VII), когда к головке невозможно подойти
наружным ключом.
Важное значение для прочности болта имеет форма перехода от Стержня
к головке и к нарезному участку. Головка должна быть присоединена
к стержню галтелью (рис. 32, II) радиусом R не менее 0,2d (рис. 32,1 —
без галтели).
Утонение стержней болтов открывает возможности применения наи-
более благоприятных для усталостной прочности галтелей — конической
(рис. 32, III) и эллиптической (рис. 32, IV) форм, а также применения
разгружающих выточек (рис. 32, V— VII). Наиболее благоприятную форму
сопряжения имеют головки с конической опорной поверхностью
(рис. 32, VIII, IX).
Нарезные участки следует соединять со стержнем галтелью (рис. 33, /)
d — d0
радиусом не менее R = —~— (d — наружный диаметр резьбы; с/0 — диа-
Рис. 32. Сопряжение головок и нарезных участков со стержнем болта
20
Рис. 33. Формы сопряжения нарез-
ной части болта со стержнем
метр стержня), лучше
большим радиусом, по-
рядка R = d (рис. 33, II),
конусом (рис. 33, III) или
эллиптической галтелью
(рис. 33, IV), обеспечиваю-
щей крутой выход резьбы и плавное соединение нарезной части
со стержнем.
Сопряжение со стержнем центрирующих поясков (рис. 32, VI, VII) про-
изводится галтелями такого же типа.
В случае, когда собственной упругости болта, даже утоньшенного
(см. рис. 30, V), недостаточно для обеспечения правильной работы соеди-
нения, устанавливают элементы, создающие дрполнительную .упругость
(рис. 34). Если позволяют осевые габариты, то увеличивают длину болта
с помощью подставок под гайку (рис. 34, III), иногда с введением
пружинного элемента (рис. 34, IV). Если осевые габариты ограничены, то
упругие элементы развивают в радиальном направлении, применяя упругие
подкладные шайбы (рис. 34, V, И).
На рис. 34, VII показана своеобразная конструкция, обеспечивающая высокую упругость
при небольших осевых и радиальных габаритах. Болт устанавливают в двух концентричных
втулках. При затяжке болта наружная втулка а растягивается, а внутренняя б сжимается.
Сечения болта и втулок одинаковые. Таким образом, соединение обладает упругостью,
примерно в 3 раза большей упругости самого болта.
Для правильной работы резьбового соединения необходимо, чтобы действующая на
соединение сила была приложена по оси, иначе говоря, чтобы соединение не имело перекосов,
а болт был разгружен от изгиба. Упругие болты сами по себе хорошо компенсируют
перекосы; однако изгиб вызывает в стержне болта нежелательные напряжения. Поэтому для
предупреждения перекосов в ответственных соединениях применяют специальные меры,
например делают резьбу в соединении свободной. В противоположность старым теориям,
Рис. 34. Методы повышения упругости болтовых соединений. Болты;
/—жесткий; // — упругий; ///—удлиненный упругий; IV — с осевой пружиной; V-c упру-
гой головкой и пружинной шайбой; VI — с пружинными шайбами; VII — с втулками
растяжения (а) и сжатия (б)
21
Рис. 35. Способы обеспечения самоустанавливаемости в болтовых соединениях
требовавшим всемерного увеличения плотности резьбы для увеличения надежности резьбового
соединения, новая теория убедительно доказала преимущества свободной резьбы. Свободная
резьба позволяет гайке несколько самоустанавливаться относительно нарезного конца болта,
что способствует правильной работе соединения. Вместе с тем, увеличенный зазор в свобод-
ной резьбе способствует более равномерному распределению нагрузки между витками, что,
в свою очередь, повышает прочность соединения.
В ответственных соединениях широко используют принцип само-
устанавливаемости. На рис. 35 показаны способы обеспечения само-
устанавливаемости (примерно в порядке возрастающей свободы само-
устанавливаемости). Эти способы следующие: кольцевые выборки в гайке
и головке (рис. 35, /), прокладки из мягкого металла (рис. 35, II), приме-
нение гаек со сферической опорной поверхностью (рис. 35, III), установка
сферических шайб под гайку (рис. 35, IV, V).
Наибольшая свобода самоустанавливаемости обеспечивается в том
случае, если сферические шайбы устанавливают и под гайку и под головку
болта (рис. 35, VI— VIII). Радиус сферы в сферических самоустанавливаю-
щихся шайбах делают равным R = (1,5 ч- 2,5) d (где d — диаметр резьбы).
Затяжка болтов. При затяжке гайки болт должен быть надежно
зафиксирован от проворачивания. При сборке в положении, когда головка
22
болта находится внизу, необходимо, кроме того, придерживать болт от
выпадения. Держать болт за головку ключом неудобно, а в некоторых
случаях невозможно из-за ограниченных габаритов.
Способы фиксации болта от проворота показаны на рис. 36. Способ
фиксации коническим подголовником (рис. 36,1 — III), основанный на повы-
шенном трении на конических опорных поверхностях, рекомендовать
нельзя, так как фиксация получается нежесткой.
Способы жесткой фиксации показаны на рис. 36, IV—X. Шестигранные
гайки обычно фиксируют упором одной из граней в выступ в теле детали
(рис. 36, IV, а). На цилиндрических деталях (типа фланцев) фиксация осу-
ществляется упором в кольцевую заточку (рис. 36, IV, б). На болтах
с цилиндрической головкой для этой цели снимают лыски (рис. 36, V).
Некоторые головки (рис. 36, VI, VII) выполняют с фиксирующей гранью,
вынесенной за пределы цилиндра головки.
На рис.' 36, VIII — X показаны способы фиксации усиком, выполненным
за одно целое с головкой болта; усик вводят в углубление в теле детали.
Способы фиксации болтов, приведенные на рис. 36, VI — X, значительно
дороже простых способов фиксации за грань или лыску, поэтому их
применяют только в специальных случаях.
Способы фиксации болтов усиками под головками (рис. 36, XI) или
квадратными подголовниками (рис. 36, XII) в настоящее время не при-
меняют из-за нетехнологичности (обработка гнезд под подголовники
затруднительна).
Следует предостеречь от ошибок, нередко допускаемых в конструкции фиксирующих
элементов. При любом способе фиксации нельзя допускать внецентренного приложения
нагрузки на головку и ослабления головки. Примеры ошибочных конструкций показаны па
рис. 37. В конструкциях на рис. 37,7— III неизбежна внецентренная нагрузка из-за асиммет-
ричной формы опорной поверхности головки. Конструкция иа рис. 37, IV резко ослабляет
головку болта и, кроме того, вызывает внецентренную нагрузку из-за нарушения сплошности
опорной поверхности.
23
Phc. 37. Ошибочные конструкции элементов, фиксирующих болт
от провороти.
AJ,
Рис. 38. Фиксация болта
от проворота пазами на
навертном конце
Рис. 39. Способы фикса-
ции болтов в осевом на-
правлении
В конструкции, изображенной на рис. 38, фиксируется навертной конец
болта. В теле болта проделаны два паза, входящие в зубцы, выполненные
в отверстии притягиваемой детали. Этим способом удачно предупреждают
скручивание болта при затяжке, что особенно важно для длинных болтов.
Конструкция применима только для стальных деталей.
Помимо фиксации от проворота, болты необходимо поддерживать
в осевом направлении при затяжке. Осевая фиксация болта обязательна
при механизированных способах сборки с затяжкой гаек гайковертами.
Лучше всего предусматривать жесткую фиксацию болта в осевом на-
правлении.
На рис. 39 показаны способы осевой фиксации болтов (на примере
крепления цилиндрической детали к корпусу). В конструкции, изображен-
ной на рис. 39,I, И, фиксацию осуществляют зегерами, введенными
в кольцевую выточку в теле болта. В конструкциях, приведенных на
рис. 39, III, IV, фиксируют одновременно все болты зегером (рис. 39, III),
установленным в корпусе, или пластиной (рис. 39, IV), которая еще
предупреждает проворачивание болтов.
24
Рис. 40. Способы установки зегеров при осевой фиксации:
I— III — неправильно; IV— VI — правильно
На рис. 39, V показана конструкция, обеспечивающая осевую фиксацию
и предупреждающая проворот: болт постоянно закреплен в корпусе гайкой.
Аналогичный результат можно получить, применяя шпильки вместо болта
(рис. 39, VI).
Стоит сказать несколько слов о монтаже зегеров в случае осевой фиксации болтов
по способу, приведенному на рис. 39,I, II. На рис. 40,1-111 показаны неправильные
(ошибочные) способы установки зегеров; зегеры вмонтированы в выточки в теле корпуса;
их установка на болт, предварительно введенный в корпус, невозможна или крайне затруд-
нительна. Для облегчения монтажа в этом случае потребовалось бы увеличить диаметр
выточки в корпусе до размера, по меньшей мере равного размеру зегера в разведенном
состоянии (рис. 40, IV).
Правильные способы установки зегеров показаны на рис. 40, V, VI. Здесь выточки сделаны
в притягиваемой детали; плоский торец корпуса допускает беспрепятственную установку
зегера. Для обеспечения плотной притяжки детали к корпусу важно предусмотреть зазор а
(рис. 40, V) между стенкой выточки и зегером.
При затяжке длинных болтов следует предупреждать скручивание болта
моментом затяжки. Для этой цели на торце болта предусматривают
устройства под ключ (рис. 41,I, II) или жестко фиксируют конец болта
от проворота подкладной шайбой а (рис. 41, Щ), заходящей в пазы
на конце болта и в корпусе. Другой способ фиксации показан на рис. 38.
Усилие затяжки имеет большое значение для прочности и работо-
способнрсти болтового соединения. Необходимую величину усилия затяжки
определяют расчетом или экспериментально. В ответственных соединениях
затяжку контролируют динамометрическим ключом или измерением вели-
чины упругой вытяжки болта (способ более точный). В последнем случае
I и
Рис. 41. Способы предупреждения скручивания болтов при затяжке
25
Рис. 42. К измерению упру-
гой вытяжки болта при за-
тяжке
Рис. 43. Способ контроля
усилия затяжки с помощью
сигнальной шайбы
в конструкции болта должны быть предусмот-
рены средства, облегчающие измерение: на
торце болта и на головке делают сферические
выступы, позволяющие измерять вытяжку
Рис. 44. Нестандартные болты:
I — с шестигранной головкой и увеличенной опорной поверхностью; II — с шестигранной
полусферической головкой; III — с цилиндрической головкой и пазом под отвертку;
IV — с цилиндрической головкой и двумя лысками; V — с цилиндрической головкой и
двумя лысками иа неполную высоту головки; И и VII - с шестигранной головкой и
коническим подголовником VIII и IX — с потайной конической головкой; X и XI — со
сферической опорной поверхностью головки, XII — с шестигранной головкой и разгру-
жающей выточкой XIII — с шестигранной головкой, разгружающей выточкой и с центри-
рующим пояском; XIV — с шестигранной головкой и шлицованным подголовником, XV —
с полусферической головкой со шлицами под ключ XVI и XVII — со шлицованной го-
ловкой; XVIII - с полусферической головкой и пазом под отвертку
26
болта микрометром «в обхват» (рис. 42, /), или предусматривают гнезда
для закладки шариков при измерении (рис. 42, II).
На рис. 43 показан способ контроля величины усилителя затяжки с помощью сигналь-
ной шайбы. Под гайку, между двумя шайбами, устанавливают мерную шайбу а из пластич-
ного металла. Концентрично с ней устанавливают сигнальную шайбу б. Толщина шайбы а
больше толщины шайбы б на строго определенную величину s; эта величина наряду
с пластичными характеристиками материала шайбы а определяет усилие затяжки.
При затяжке мерная шайба сплющивается. Пока зазор не выбран, сигнальная шайба б
свободно проворачивается. Затяжку прекращают в тот момент, когда шайба б перестает
проворачиваться от руки: это свидетельствует о том, что зазор s выбран и затяжка
осуществлена необходимой силой.
На рис. 44 и 45 показаны некоторые типы нестандартных и спе-
циальных болтов.
Ввертные болты. Эти болты по конструкции весьма близки к болтам
с павертными гайками, хотя функционально, как крепежные элементы они
коренным образом отличаются от последних.
Рис. 45. Специальные болты:
/—с цилиндросферической головкой и пазом под отвертку; II — с полусферической голов-
кой и шестигранником; III — с уменьшенной квадратной головкой; IV — с головкой с разгру-
жающей выточкой и уменьшенным шестигранником; V - с шестигранной головкой и зубьями
на торце для стопорения; VI — с разгружающей выборкой на торце стержня; VII— полый;
VIII и IX - с внутренним шестигранником; X — с полусферической головкой и внутренним
шестигранником; XI— с внутренними шлицами; XII — с наружными и внутренними шли-
цами; XIII - с Г-образной головкой; XIV — с Т-образной головкой; XV — с Т-образной
головкой и упорными шлицами; XVI и XVII — со Сферической проушиной; XVIII — рым-болт
27
. Рис. 46. Основные типы ввертных болтов
Рнс. 48. Самоврезающаяся футорка
с шестигранной головкой
Рнс. 47. Конструкции футорок (нарезных втулок)
Большинство типов болтов, изображенных на рис. 44, 45, можно
использовать- в качестве ввертных болтов.
На рис. 46,1 приведен жесткий ввертный болт с шестигранной головкой,
на рис. 46, II, Ill — упругие болты; на рис. 46, IV— болт, завертываемый
в футорку (случай установки в корпус из легких сплавов).
Основные типы футорок (нарезных втулок) и способы их установки
в . корпус показаны на рис. 47. Футорки изготовляют из стали (реже из
бронзы) и завертывают на тугой резьбе, чаще всего солдатиками.
Для обеспечения плотного прилегания притягиваемой детали привалоч-
ную поверхность обрабатывают начисто после установки футорок (рис. 47,1).
Технологичнее способ, при котором футорки устанавливают с занижением
по отношению к предварительно обработанной поверхности корпуса
(рис. 47, II — И). Футорки завертывают до упора в днище отверстия
(рис. 47,1), в последние нитки резьбы отверстия (рис. 47, II), в буртик
(рис. 47, III) или в гладкий поясок на наружном торце футорки (рис. 47, IV).
На рис. 47, V локазана конструкция футорки с утоньшенным «ворот-
ником», позволяющая получить равномерное распределение нагрузки по
виткам резьбы. На рис. 47, VI представлена конструкция футорки, завер-
тываемой с противоположного конца отверстия (случай сквозного от-
верстия).
На рис. 48 приведена самоврезающаяся футорка, применяемая для установки в корпусы
из мягких металлов и пластиков. На наружной поверхности футорки нарезан поясок мелких'
продольных шлнцев а и несколько кольцевых гребешков б треугольного профиля. Прорезные
концы футорки подгибают к центру, после чего футорку калят. Футорку устанавливают
в корпус так, чтобы продольные шлицы врезались в стенки гнезда. При завертывании
нарезной конец болта распирает концы футорки. Кольцевые гребешки при этом «впиваются»
в стенки гнезда, обеспечивая связь между .футоркой и корпусом.
28
Рис. 49. Способы придания болтам само-
устянявляваемостн
Рис. 50. Установка болтов с внутренними
ввертными элементами
При установке ввертных болтов желательно обеспечить свободу само-
устанавливаемости головки относительно опорной поверхности. Это требо-
вание больше относится к ввертным болтам, чем к крепежным деталям
других видов: у болтов с гайкой больше возможности самоустановки,
так как болт сопрягается со стягиваемыми деталями только кольцевыми
опорными поверхностями головки и гайки; у длинных шпилек задача
облегчаете^ упругостью стержня шпильки.
На рис. 49 показаны способы придания самоустанавливаемости.
В конструкции на рис. 49,1 некоторая самоустанавливаемость головки
обеспечивается разгружающей выточкой под головкой. Целесообразнее
всего вводить сферические опорные ^поверхности (рис. 49, II — VI).
В машинах и узлах, где по требованиям к габаритам или к внешнему
виду нежелательно применение выступающих головок, часто устанавливают
болты с цилиндрической головкой с внутренним шестигранником или
мелкими треугольными шлицами; головку утапливают в гнезде притяги-
ваемой детали (рис. 50).
Рис. 51. Головки болтов с наруж-
ной накаткой
Рис. 52. Головки болтов с внут-
ренними и наружными ввертными
элементами
29
Для облегчения завертывания болтов с цилиндрической головкой на
начальных стадиях, когда болт идет «из-под руки», наружную поверхность
головки часто снабжают накаткой (рис. 51).
На рис. 52 изображены конструкции головок с внешними и с внутрен-
ними элементами, допускающими завертывание на выбор наружным или
внутренним ключом.
ШПИЛЬКИ
На рис. 53 приведены основные конструкции шпилек. Конструкция
жесткой шпильки (рис. 53,I) со стержнем диаметром, равным диаметру
резьбы, выходит из употребления и применяется только для коротких
шпилек. К недостаткам такой шпильки можно отнести: жесткость, не-
выгодность по массе, затруднительность применения высокопроизводи-
тельных способов накатывания, фрезерования и шлифования резьбы (для
точных резьб) и г. д. Часто применяют облегченные шпильки (рис. 53, II, III)
с уменьшенным диаметром стержня, равным внутреннему диаметру резьбы
или меньшим его (в среднем диаметр стержня делают равным 0,6 —0,8
наружного диаметра резьбы). Их преимущества заключаются в равнопроч-
ности шпильки в нарезной и гладкой частях, упругости, меньшей массе,
возможности применения высокопроизводительных способов изготовления
резьбы и т. д.
Гладкий поясок а у навертного конца шпильки (рис. 53, II), применяв-
шийся в ранних конструкциях облегченных шпилек, сейчас обычно не
делают; нарезной конец шпильки переводят плавной галтелью непосред-
ственно в стержень (рис. 53, III). Устранение пояска значительно облегчает
изготовление резьбы, которая в данном случае может быть нарезана
напроход.
Глубина ввертывания шпильки в корпус зависит от материала корпуса
(рис. 54,1 — IV). На практике в ответственных соединениях глубину ввер-
тывания делают значительно большей, чем указано на рис. 54.
При ввертывании в корпусы из хрупких (серого чугуна) или мягких
(алюминиевого, магниевого, цинкового сплавов и т. д.) материалов при-
Рнс. 53. Конструктивные формы шпилек
Рнс. 54. К определению глубины ввертыва-
ния шпилек
30
меняют крупные резьбы (минимальный шаг резьбы 1,25 — 1,5 мм). Для
навертного конца шпильки (под гайку) могут быть применены (для шпилЬк
большого диаметра) мелкие резьбы.
Во избежание ошибок при ввертывании шпилек в тех случаях, когда
резьбы (и формы) ввертного и навертного концов шпилек одинаковы
(рис. 55, /), ввертной конец метят, например закруглением егб торца
(рис. 55, II), углублениями (рис. 55, III, IV) и т. д. Лучше вего предупредить
возможность ошибок конструктивно: применением на ввертном и наверт-
ном концах резьб различного шага или диаметра.
Способ ввертывания шпилек существенно влияет на прочность соеди-
нения. Применяют три способа ввертывания шпилек в корпусы:
1) с упором шпильки в торец корпуса (рис. 56,1);
2) с упором конца шпильки в днище (рис. 56, II, III) или в последние
витки нарезного отверстия корпуса (рис. 56, IV);
3) с торможением шпильки в отверстии применением тугой (рис. 56, V)
или самоконтрящейся резьбы (рис. 56, VI).
При ввертывании по первому способу
в теле шпильки возникают растягивающие
напряжения (максимальные у первых витков
и уменьшающиеся по направлению к по-
следним виткам). В материале корпуса
создаются сжимающие напряжения с при-
мерно таким же законом изменения вдоль
оси соединения. При предварительной за-
тяжке такого соединения в шпильке возни-
кают дополнительные напряжения растяже-
Рнс. 55. Формы ввертных концов шпялек
Рис. 56. Способы ввертывания шпилек в корпус I П
31
ния, а в корпусе — дополнительные напряжения сжатия (от действия притягиваемой детали).
При нагружении соединения растягивающей силой в шпильке увеличиваются еще больше
напряжения растяжения. Напряжения сжатия в корпусе уменьшаются в результате уменьшения
силы прижатия детали и появления растягивающих напряжений.
При ввертывании шпильки по второму способу в теле шпильки возникают сжимающие
напряжения (максимальные у конца шпильки и убывающие по направлению к первым виткам).
В материале корпуса создаются растягивающие напряжения с примерно таким же законом
изменения вдоль оси соединения. При предварительной затяжке такого соединения, у первых
витков шпильки создаются растягивающие напряжения; сжимающие напряжения у конца
шпильки несколько уменьшаются. В материале корпуса под действием притягиваемой детали
возникают напряжения сжатия, а напряжения растяжения у днища отверстия ослабевают.
При нагружении соединения рабочей растягивающей силой напряжения растяжения
у первых витков шпильки увеличиваются. Напряжения сжатия, возникшие в материале кор-
пуса при предварительной затяжке, уменьшаются в результате отхода притягиваемой детали.
Зато напряжения растяжения у днища отверстия увеличиваются.
Следовательно, при первом способе ввертывания рабочие напряжения в шпильке больше,
а рабочие напряжения в корпусе меньше, чем при втором способе. Таким образом, первый
способ более подходит для корпусов из иизкопрочных материалов (алюминиевых и магние-
вых сплавов), второй способ — для корпусов из высокопрочных материалов (стали).
Поскольку шпильки применяют в основном в корпусах из легких сплавов, первый
способ более распространен, чем второй.
При третьем способе ввертывания ни в теле шпильки, ни в материале корпуса не
возникает существенных дополнительных напряжений. Напряжения сжатия в теле шпильки
и растяжения в материале корпуса, обязанные натягу в резьбе, при применяемых величинах
натяга, незначительны. Благодаря отсутствию дополнительных напряжений этот способ наи-
более выгоден по прочности.
В отличие от способа ввертывания шпилек до упора в торец корпуса, точно фиксирую-
щего осевое положение шпильки, способ завертывания иа тугой резьбе требует контроля
глубины ввертывания для получения заданной высоты выступания иавертиого конца шпильки
над притягиваемой деталью.
Способ установки шпильки иа конической резьбе (рис. 56, И) по прочности равноценен
способу крепления на тугой резьбе, но применим лишь в случаях, когда допустимы
некоторые колебания длины свободного конца шпильки.
В тех случаях, когда это позволяет конфигурация корпуса, ввертной
конец шпильки дополнительно крепят гайкой (рис. 57,Г), что увеличивает
прочность соединения. Применяют
также способы затяжки конца шпилек
гайками (рис. 57, II, III) по типу бол-
тового соединения.
На рис. 58,1 — VIII показаны кон-
струкции шпилек, завертываемых
с упором в торец корпуса.
Шпильки обычно завертывают сол-
датиками, надеваемыми на навертной
конец шпильки (рис. 59). При этом
возникает опасность скручивания
длинных шпилек. Кроме того, солда-
тики вытягивают резьбу и поэтому
неприемлемы для точных резьб.
В дополнение ко всему этот способ
непроизводителен: навертывание й
отвертывание солдатика занимает
много времени. Лучше способ завер-
тывания за лыски (рис. 58, IV) или
шестигранник (рис. 58, V, VI), распо-
32
Ряс. 38. Конструктивные формы шпилек, вверть^ваемых с упором я торец корпусе
Рис. 60. Способы увеличения усталостной прочности соединении шпилек с корпусом при
повышенных циклических нагрузках
2 Орлов П. И.,\кн. 3
33
ложенные непосредственно у ввертного конца шпильки. Однако в данном,
случае приходится предусматривать в притягиваемой детали гнездо под
завертной элемент, что усложняет ее механическую обработку.
Наиболее приспособлен для механизированной сборки способ заверты-
вания шпильки за гладкий поясок, примыкающий к навертному (рис. 58, VII),
или, лучше, к ввертному концу (рис. 58, VIII). Завертывание производится
ключами (или шпильковертами) с эксцентриковыми зажимами или с само-
затягивающимися роликами (по типу роликовых колес свободного хода).
В этом случае на шпильках необходимо предусмотреть цилиндрические
участки а, длина которых должна быть согласована с размерами головки
шпильковерта.
Способы увеличения усталостной прочности узла установки шпильки
в соединениях, подверженных повышенным циклическим нагрузкам, сво-
дятся к увеличению длины нарезной части шпильки (рис. 60,1), введению
разгружающих выточек и шеек (рис. 60, II—IV) на участках перехода
от резьбы к гладкой части стержня, введению разгружающих выточек
на корпусе (рис. 60, V), погружению резьбового соединения в корпус
(рис. 60, VI). Наиболее действенный, но не всегда применимый по габарит-
ным условиям, способ — увеличение диаметра резьбы (рис. 60, VII).
Во избежание самоотворачивания шпильки устанавливают в корпусе
на тугой резьбе, а часто еще дополнительно стопорят.
На рис. 61 показаны некоторые способы стопорения шпилек в корпусе.
На рис. 61,1 изображен способ стопорения обжимом материала корпуса
вокруг шпильки кольцевой оправкой. В конструкции на рис. 61, II стопоре-
ние достигается введением в нарезное гнездо вкладки из упругого мате-
риала (найлона и т. п.), создающей натяг в соединении.
В конструкции на рис. 61, III натяг в резьбе достигается разделением
резьбы шпильки на два пояса, один из которых слегка осажен относи-
тельно другого. На рис. 61, IV показана самоконтрящаяся шпилька,
в разрезной ввертной конец которой установлен конический стержень а.
На последних стадиях ввертывания конус, упираясь в днище гнезда,
разжимает разрезной конец шпильки, создавая натяг в соединении. Само-
контрящаяся шцилька на рис. 61, V предназначена для установки в корпусы
Рис. 61. Способы стопорения шпилек в корпусе
34
Ряс. 62. Способы устранения выдавливания материала нри завертывания шпилек'
из пластичных металлов. Вйертная резьба отделена от гладкого цилиндри-
ческого пояска выточкой; при завертывании упорный буртик шпильки,
сминая первые витки резьбы, загоняет материал корпуса в выточку,
образуя кольцевой замок вокруг шпильки. Тот же эффект достигается,
приданием упорному буртику конической формы.
При ввертывании шпилек в корпусы из мягких металлов следует
учитывать пластическую деформацию металла под упорным, буртиком
шпильки, сопровождающуюся «вспучиванием» металла и образованием
вокруг шпильки кольцевого «валика» (рис. 62,7). Для устранения этого
явления и обеспечения плотного прилегания стягиваемых поверхностей,
нарезное гнездо корпуса снабжают фаской (рис. 62,II) или выточкой
(рис. 62,111). Иногда фаски делают одновременно в корпусе и притяги-
ваемой детали (рис. 62, IV).
При ввертывании шпилек (особенно с тугой резьбой) в глухие нарезные
гнезда следует учитывать, что в замкнутом пространстве гнезда воздух
сжимается. Это явление может оказаться опасным, если учесть, что
удельный объем воздуха резко возрастает от нагрева при сжатии. Известны
случаи, когда бобышки гнезд разрывались под давлением сжатого в гнезде
воздуха.
С целью устранения этого явления, в бобышках выполняют отверстия
для выхода воздуха (рис. 63,1, II). Иногда воздух выходит через канавки
Рис. 63. Способы предотвращения сжатия, воздуха в глубоких отверстиях под шпильки
2*
35
Рис. 64. Установка ^шшлек на футорках
(рис. 63,777) или отверстия в теле (рис. 63,7И) шпильки (только у коротких
шпилек). Применение последних двух способов (рис. 63, III, IV) нежела-
тельно, так как Ъни ослабляют шпильки.
Иногда увеличивают объем остающегося после завертывания глухого
пространства изменением глубины нарезного отверстия и с помощью
выборок в торце шпильки (рис. 63, V). Величину, объема определяют
с учетом термодинамических законов так, чтобы при завертывании не
возникали опасные давления.
В корпусах; из мягких металлов шпильки устанавливают на промежу-
точных нарезных втулках (футорках) (рис. 64,1 и 77), которые изготовляют
из стали (реже из бронзы) и ввертывают в корпус, как правило, на тугой
резьбе. На рис. 64,777, IV даны футорки с упругими «воротниками»,
дозволяющие обеспечить равномерное распределение нагрузки на витки
шпильки. На рис. 64, V Показан пример стопорения футорки в корпусе.
Разрезной конец футорки разжимается в гнезде коническим хвостовиком
шпильки, упирающимся в зегер, введенный во внутреннюю резьбу футорки.
На рис. 64, VI изображен способ одновременного стопорения футорки
и шпильки. Разрезные концы футорки после нарезания внутренней резьбы
подгибают к центру, а затем нарезают наружную резьбу. При заверты-
вании конец Шпильки, йадвигаясь на коническую часть резьбы, разжимает
разрезные концы, благодаря чему создается натяг как во внутренней,
так и во внешней резьбе футорки.
На рис. 64, VII изображена самоврезающаяся футорка для установки
в корпусах из мягких материалов (в том числе из пластиков). В конструк-
36
Рис. 65. Шпильки с установочными элементами
ции на рис. 64, VIII футорке придан вид витой пружины ромбического
профиля; витки заходят одновременно во впадины резьбы в корпусе
и на шпильки. Эта конструкция позволяет равномерно распределить уси-
лия на витки резьбы.
В некоторых случаях требуется ввести жесткую поперечную связь
между корпусом и притягиваемой деталью, например, для восприятия
действующих на соединение срезывающих сил или для точной фиксации
притягиваемой детали относительно корпуса. Помимо известного способа
фиксации с помощью установочных (контрольных) штифтов применяют
способ фиксации установочными элементами, включенными в конструкцию
шпильки. Эти элементы могут быть выполнены на шпильках в виде
центрирующих поясков, входящих в точно обработанные гнезда в корпусе
и в притягиваемой детали (рис. 65,I, II).
При этом способе трудная задача — одновременное завертывание
шпильки в корпус и посадка центрирующего пояска в корпус — обычно
решается применением свободной резьбы на ввертном конце шпильки.
Лучше конструкция, при которой центрирующий элемент выполнен
отдельно в виде втулки, устанавливаемой концентрично со шпилькой
(рис. 65, III, IV).
На рис. 65, V, VI показаны случаи одновременной фиксации двух
притягиваемых деталей относительно друг друга и относительно корпуса.
Соединения на шпильках, как и всякие резьбовые соединения, подвер-
гают при сборке предварительной затяжке, величина которой влияет
на прочность, работоспособность и герметичность узла. Усилие предвари-
тельной затяжки определяют расчетом или экспериментально. Оно зависит
от материала стягиваемых деталей, соотношения упругости шпильки и
стягиваемых деталей, условий работы стыка, требуемой степени его
герметичности и, наконец, от рабочей температуры соединения.
В ответственных соединениях усилие предварительной затяжки строго
контролируют. Затяжку производят динамометрическими ключами.' Рег-
ламентируют также порядок затяжки отдельных шпилек в многошпилеч-
ных соединениях; затяжку обычно производят в два приема (предвари-
37
Рис. 67. Способ предупреждения скручи-
тельно И окончательно) С соблюде- вапия шпильки при затяжке
нием в каждом случае определенного
порядка затяжки.
При затяжке длинных упругих шпилек возникает опасность скручивания
шпилек моментом сил трения в резьбе. Это, с одной стороны, вызывает
нежелательные, иногда очень высокие напряжения в теле шпильки, а с дру-
гой — мешает выдержать заданное усилие затяжки; динамометрический
ключ будет измерять в данном случае силу скручивания шпильки, а Не
усилие затяжки.
При стопорении гаек «на корпус» следует учитывать еще одно явление:
шпилька, скрученная при затяжке, с течением времени в результате
вибраций, пульсации нагрузки и т. д. «отдает», ввертываясь в резьбу гайки,
вследствие чего первоначальное усилие затяжки меняется.
У длинных упругих шпилек предусматривают средства, предупреждаю-
щие скручивание при затяжке: навертной конец шпильки снабжают пазом,
четырехгранником, шестигранником и т. д., за которые держат шпильку
при затяжке (рис. 66,1— IV). Сборка соединения при этом усложняется.
Способ, при котором навертной конец шпильки постоянно зафиксирован
от проворота шайбой а (рис. 67), в свою очередь, зафиксированной «на
корпус», совершеннее (но конструктивно сложнее).
Концы длинных шпилек после центрирования в корпусе часто отклоняются от своего
номинального положения (иногда настолько, что не представляется возможным надеть на них
притягиваемую деталь). Сборщики прибегают в таких случаях к правке шпилек по месту —
способу, который никак нельзя рекомендовать, потому что он Вводит, дополнительные
напряжения в теле шпильки.
В поисках рационального решения используют несколько путей:
первый путь — соблюдение строгой перпендикулярности осей нарезных
отверстий под шпильки относительно торца корпуса, то же — для отверстий
под шпильки в притягиваемой детали; соблюдение строгой прямолиней-
ности шпилек и параллельности среднего диаметра резьбы шпилек отно-
сительно оси шпилек;
второй путь — увеличение гибкости шпилек и применение свободной
резьбы на навертном и ввертном концах шпильки (с последующим
стопорением резьбы каким-нибудь способом).
Делаются попытки центрировать концы шпилек в отверстиях притяги-
ваемой детали с помощью точно обработанных поясков на стержне
шпильки, входящих в точно обработанные отверстия в притягиваемой
38
Рис. 68. Способы центрирования навертного
конца шпильки в отверстии
Рис. 69. Центрирование и уплотнение на-
вертного конца шпильки
Рис. 70. Центрирование на-
вертного конца шпильки
в отверстиях большого
диаметра
Рис. 71. Установка наверт-
ных гаек на сферических
опорных поверхностях
детали (рис. 68,I), с помощью «висячих» гаек, центрированных в детали
непосредственно (рис. 68, II), или через подкладную втулку (рис. 68, III).
Однако эти способы не исключают необходимости устранения источ-
ников отклонения оси шпильки от геометрического номинала, а наоборот,
усиливают эту необходимость. Их ценность заключается в том, что они
автоматически, без вмешательства сборщика, устанавливают шпильки на
их место при надевании притягиваемой детали (или при завертывании
гайки). Если упругие деформации шпилек при этом невелики, то указанные
способы можно считать приемлемыми, как облегчающие сборку.
На рис. 69 изображена конструкция концевого узла шпильки с ком-
бинированным центрированием и уплотнением завертного конца. Если
шпильки устанавливают в отверстиях большого диаметра (рис. 70,7), то
необходимо принять меры против «шатания» шпилек при затяжке. Спо-
собы центрирования концов шпилек в этом случае показаны на рис. 70, Il—IV.
Как и для крепежных деталей всех видов, в тяжелонагруженных
шпилечных соединениях целесообразно устанавливать навертные гайки
на сферических опорных поверхностях (рис. 71, I— IV), обеспечивающих
самоустановку гаек и уменьшающих изгиб стержня шпильки.
39
винты
Винты под отвертку применяют только в ненагруженных соеди-
нениях (в приборах и для крепления мелких деталей, кронштейнов, скобок,
хомутов, пластинок, панелей, листовых облицовок и т. д.). Главный их
недостаток — невозможность силовой затяжки и затруднительность конт-
рения.
На рис. 72 изображены основные типы винтов под отвертку: с цилиндри-
ческой и цилиндро-сферической головкой (1,11); с полусферической голов-
кой (III); с конической, цилиндроконической и сфероконической головками
(IV— VI). На рис. 72, VII —XII показаны конструктивные разновидности
таких винтов.
Из всех типов винтов для машиностроителя наиболее привлекательны
потайные или полупотайные винты с коническими головками, позволяю-
щие осуществить соединения без выступающих частей. К сожалению, они
обладают и наибольшим количеством недостатков по сравнению с вин-
тами остальных типов. Главный недостаток состоит в затруднительности
сочетания двух центрирующих поверхностей: резьбы и конической поверх-
ности головки. Этот недостаток особенно сказывается в соединениях
с несколькими винтами. Вследствие неизбежных производственных ошибок
центры нарезных отверстий в корпусе, как правило, не совпадают с цент-
рами конических гнезд в притягиваемой детали; только один из винтов
соединения правильно устанавливается в коническом гнезде, головки
остальных винтов ложатся в гнездах со смещением. Этот недостаток можно
смягчить применением свободной резьбы.
Другой недостаток заключается в затруднительности стопорения. Если
винты с цилиндрическими и полусферическими головками стопорятся
40
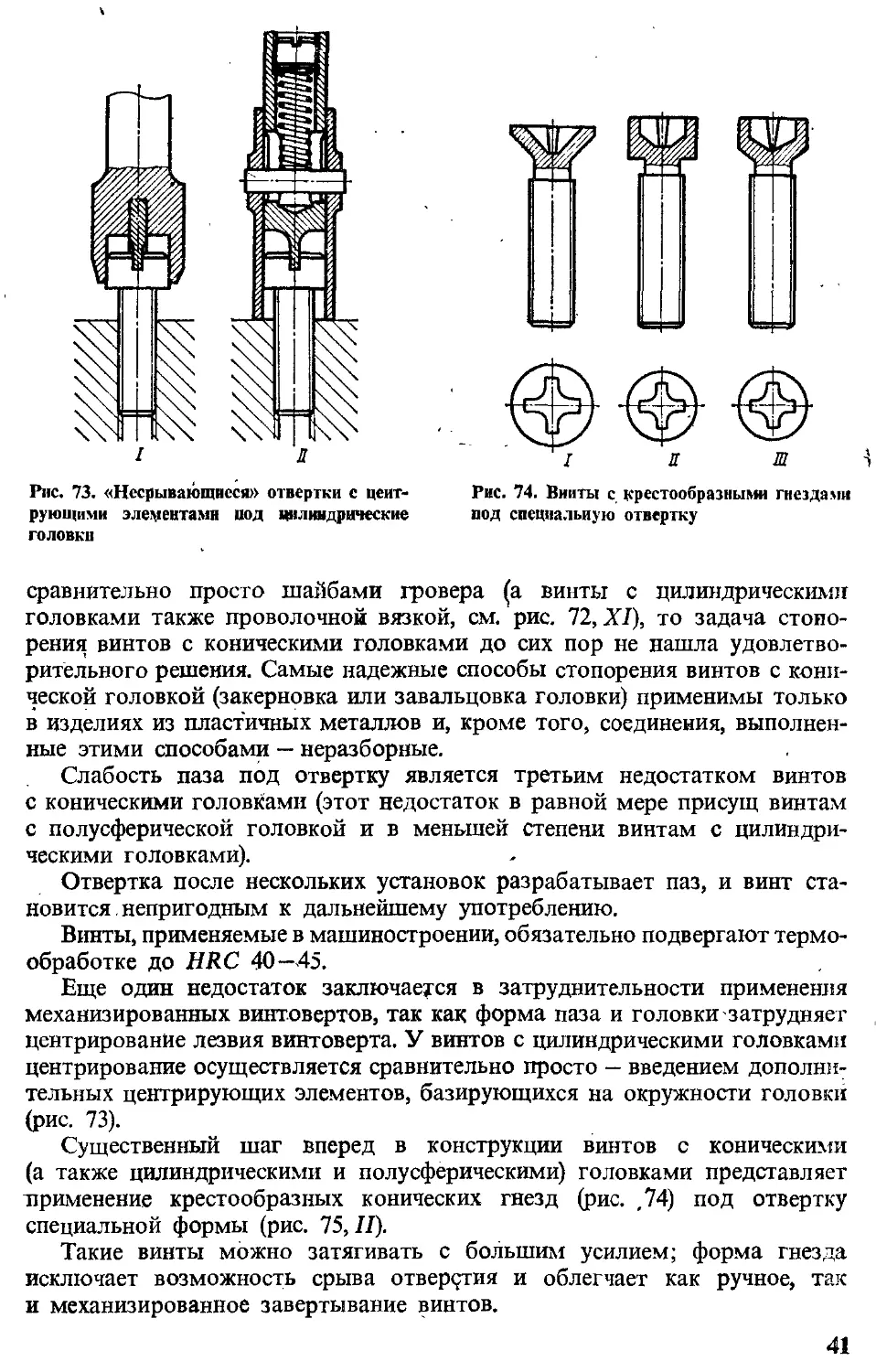
Рис. 73. «Несрывающиеся» отвертки с цент-
рующими элементами под цилиндрические
головки
Рис. 74. Пииты с крестообразными гнездами
под специальную отвертку
сравнительно просто шайбами гровера (а винты с цилиндрическими
головками также проволочной вязкой, см. рис. 72, XI), то задача стопо-
рения винтов с коническими головками до сих пор не нашла удовлетво-
рительного решения. Самые надежные способы стопорения винтов с кони-
ческой головкой (закерновка или завальцовка головки) применимы только
в изделиях из пластичных металлов и, кроме того, соединения, выполнен-
ные этими способами — неразборные.
Слабость паза под отвертку является третьим недостатком винтов
с коническими головками (этот недостаток в равной мере присущ винтам
с полусферической головкой и в меньшей степени винтам с цилиндри-
ческими головками).
Отвертка после нескольких установок разрабатывает паз, и винт ста-
новится, непригодным к дальнейшему употреблению.
Винты, применяемые в машиностроении, обязательно подвергают термо-
обработке до HRC 40 — 45.
Еще один недостаток заключается в затруднительности применения
механизированных винтовертов, так как форма паза и головки-затрудняет
центрирование лезвия винтоверта. У винтов с цилиндрическими головками
центрирование осуществляется сравнительно просто — введением дополни-
тельных центрирующих элементов, базирующихся на окружности головки
(рис. 73).
Существенный шаг вперед в конструкции винтов с коническими
(а также цилиндрическими и полусферическими) головками представляет
применение крестообразных конических гнезд (рис. ,74) под отвертку
специальной формы (рис. 75, II).
Такие винты можно затягивать с большим усилием; форма гнезда
исключает возможность срыва отверстия и облегчает как ручное, так
и механизированное завертывание винтов.
41
Рис. 75. Головки винтов:
I — с продольным пазом; II—с крестообразным коническим гнездом; III—с пазом и
центрирующим отверстием; IV— с крестообразными пазами; V — c внутренним четырех?
рранником; VI — с наружным четырехгранником
Рис. 77. Винты нод ручное завертывание
JO °
а
Рис. 78. Типы накаток
о
zr
42
Существуют и другие конструкции, обеспечивающие те же функции;
паз с центрирующим отверстием (рис. 75, III), крестообразный паз
(рис. 15,1V), головки с внутренним (рис. 75, V) или наружным (рис. 75, VI)
четырехгранником и т. д.
На рис. 76 показаны винты с усиленными завертными элементами;
с наружными (рис. 76,1, II) и внутренними (рис. 76, III) шестигранниками,
с четырехгранником (рис. 76, IV— VII), со шлицованными головками
(рис. 76, VIII, IX). Эти винты, впрочем,'скорее относятся к разряду мелких
ввертных болтов.
На рис. 77 изображены винты для завертывания от руки: винты-
барашки (рис. 77,1, II), винты с накатанными головками (рис. 77, III, IV).
На рис. 78 показаны основные типы накаток: прямая (рис. 78,1), косая (рис. 78, II),
сетчатая (рис. 78, III, IV). Шаг накатки t зависит от диаметра и материала головки винта.
Шаг прямой накатки рекомендуется г = 0,5; 0,6; 0,8; 1,0; 1,2 мм; шаг косой, сетчатой
накатки г = 0,6; 0,81,0; 1,6 мм. Чем больше диаметр головки, тем большим назначается
и шаг накатки.
ГАЙКИ
На рис. 79 показаны основные типы шестигранных гаек: с одно-
сторонней фаской диаметром DY= S (рис. 79,1); с односторонней фаской
диаметром Dy = 0,95S (рис. 79, П); с двусторонней фаской (рис. 79, III);
с кольцевой заточкой на опорном торце (рис. 79, IV); с буртиком на
опорном торце (рис. 79, V).
Рис. 82. Гайки с торцовыми
пазами под ключ
Рис. 79. Типы
шестигранных гаек
Рис. 81. Специаль-
ные шестигранные
гайки
Рис. 83. Гайки с продольными
пазами под ключ
Рис. 80. Типы
шестигранных гаек
под шплинты
43
На рис. 80 и 81 приведены гайки различных типов: прорезные (рис. 80, Г);
корончатые (рис. 80, II); прорезные с укороченным шестигранником
(рис. 80, III); с конической коронкой (рис. 80, IV); с укороченными шести-
гранниками (рис. 81,1); с заходным конусом под торцовый ключ (рис. 81, II);
с конической и сферической опорными поверхностями (рис. 81, III, IV).
Рис. 84. Гайки с радиальными огвер-
стиими под ключ
Рис. 85. Гайки с осевыми отверстиями под
ключ
Рис. 86. Гайки с лысками под ключ
Рис. 87. Гайки с продольными вы-
ступами под ключ
Рис. 88. Квадратные гайки
44
i п ш и
Рис. 89. Специальные гайки:
I — с уменьшенной высотой шестигранника;
III — «трефная» гайка; IV—с каннелюрами
II — с шестигранником в средней части;
В зависимости от назначения гай-
ки могут иметь различную высоту
от 0,3d до l,25d (d — диаметр резьбы).
Низкие гайки применяют в качестве
контргаек и для слабонагруженных.
соединений, высокие гайки — длясиль-
нонагруженных соединений, а также
для часто разбираемых соединений.
Для средних условий работы при-
меняют гайки высотой (0,8 —l)d.
Рис. 90. Гайки с вл угрев ними шести: ранииком
При этих соотношениях приблизи- (0 и давними (//)
тельно соблюдается условие равцо-
прочности гайки и нарезного стержня.
Ня рис. 82 - 89 показаны гайки с разными формами завертных элемен-
тов; на рис. 90-гайки с внутренними завертными элементами (шести-
гранниками, шлицами), применяемые в случае, когда требуется силовая
затяжка при ограниченных радиальных габаритах; на рис. 91 — колпачко-
вые тайки, применяемые в случаях, когда требуется обеспечить герметич-
ность резьбового соединения; на рис. 92, 93 показаны гайки с наружной
резьбой.
Рис. 91. Колпачковые гайки
45
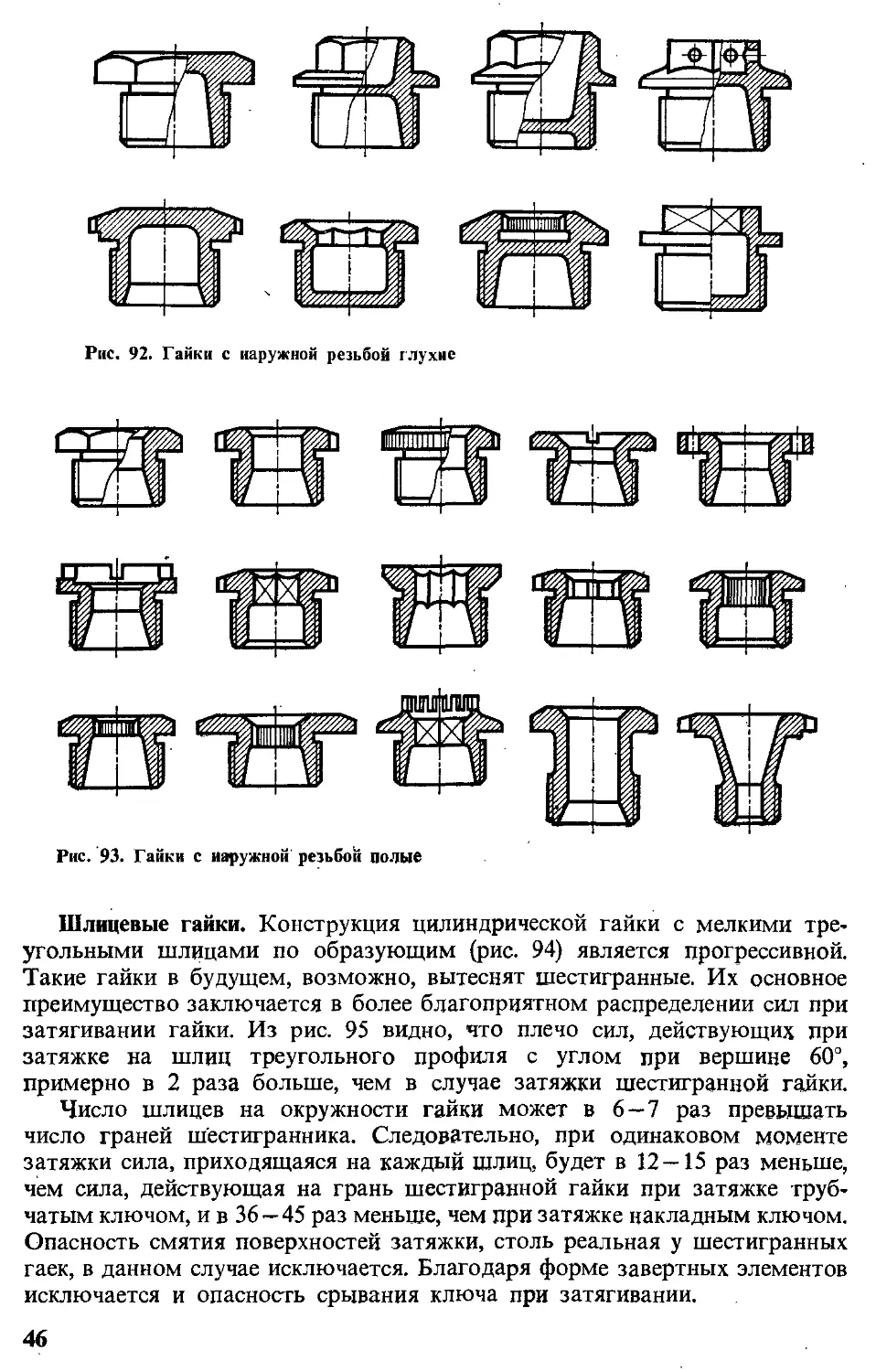
Рис. 92. Гайки с наружной резьбой глухие
Рис.93. Гайки с наружной резьбой полые
Шлицевые гайки. Конструкция цилиндрической гайки с мелкими тре-
угольными шлицами по образующим (рис. 94) является прогрессивной.
Такие гайки в будущем, возможно, вытеснят шестигранные. Их основное
преимущество заключается в более благоприятном распределении сил при
затягивании гайки. Из рис. 95 видно, что плечо сил, действующих при
затяжке на шлиц треугольного профиля с углом при вершине 60°,
примерно в 2 раза больше, чем в случае затяжки шестигранной гайки.
Число шлицев на окружности гайки может в 6—7 раз превышать
число граней шестигранника. Следовательно, при одинаковом моменте
затяжки сила, приходящаяся на каждый шлиц, будет в 12—15 раз меньше,
чем сила, действующая на грань шестигранной гайки при затяжке труб-
чатым ключом, и в 36 —45 раз меньше, чем при затяжке накладным ключом.
Опасность смятия поверхностей затяжки, столь реальная у шестигранных
гаек, в данном случае исключается. Благодаря форме завертных элементов
исключается и опасность срывания ключа при затягивании.
46
Рис. 94. Цилиндрическая гайка
с треугольными шлицами
Рис. 95» Схема действия сил
затяжки в шестигранной и
шлицевой гайках
Рис. 96. Конструктивные раз-
новидности шлицевых гаек
Другое преимущество заключается в возможности проворачивания гайки
при затяжке практически на любой угол, что облегчает завертывание
в тесных местах, где размах ключа ограничен.
Шлицевые гайки при одинаковом диаметре резьбы имеют меньшие
радиальные габариты и меньшую массу, чем шестигранные гайки.
Недостаток шлицевых гаек в том, что их можно завертывать только
трубчатым ключом.
При проектировании крепежных узлов со шлицевыми гайками следует
предусматривать над гайкой свободное пространство для надевания труб-
чатого ключа. Высоту этого пространства при завертывании открытым
трубчатым ключом, можно сократить уменьшением толщины ключа.
Уменьшение высоты шлицев (рис, %,1—ПГ) облегчает манипулирование
ключом: при снятии и повторном надевании ключ центрируется цилиндри-
ческой частью гайки. Возможно также применение специальных ключей
с разводными губками, допускающими подход к гййке сбоку.
Запас прочности на смятие у шлицевых гаек (рис. 97,I) настолько
велик, что можно без большого ущерба для надежности сократить число
шлицев (рис. 97, II — IV). Масса гайки при этом уменьшается; преимуще-
ства при завертывании гайки сохраняются в полной мере, если шлицы
на ключе нарезаны по всему периметру.
При конструировании шлицевых гаек рекомендуется соблюдать следу-
ющие соотношения (рис. 98):
Z И Ш
Рис. 97. Расположение шлицев и выступов на гайках
47
Рис. 98. К опреде-
лению параметров
шлицевых гаек
Н • V8Dcp
Рнс. 99. К определению высоты кольцевых гаек
1) щиаметр гайки по окружности впадин шлицев Dt — (1,35 4-1,5) d,
где d — номинальный диаметр резьбы; верхний предел (1,5) относится
к малым гайкам, нижний — к средним и большим;
2) наружный диаметр гайки по выступам шлицев Ь = (1,1 4-1,15) D,;
здесь верхний предел также относится к малым гайкам, нижний — к сред-
ним и большим;
3) высота гайки для средних условий работы Н — (0,8 4-1) d.
Шлицевые гайки (рис. 96) стопорят чаще всего шплинтами.
Кольцевые гайки. Кольцевые гайки применяют для затяжки насадных
деталей, подшипников качения и подобных деталей на валах большого
диаметра.
К этому типу гаек относятся гайки, называемые по ГОСТ 11871-73 круглыми шли-
цевыми (примеч. ред.).
Особенность кольцевых гаек — относительно малая высота при боль-
шом диаметре. Вследствие большого диаметра резьбы гайка обычной
высоты получается избыточно прочной и очень тяжелой.
Нетрудно определить высоту гайки, необходимую по условию равно-
прочности гайки и вала (для случая полого вала).
Условие равнопрочное™ полого вала, работающего на растяжение
силой затяжки, и резьбового пояса, работающего на срез силой затяжки,
в элементарной форме имеет следующий вид:
T7tDcpH = CTp5(D2cp - D20) ,
где т — напряжение среза в резьбе; ор — напряжение растяжения в вале;
Н — длйна работающего пояса резьбы (высота гайки); Dcp и Ло — соот-
ветственно средний диаметр резьбы и диаметр отверстия в вале.
Отсюда
48
Для средних условий, учитывая концентрацию напряжения в витках
резьбы, можно принять, что допустимое напряжение среза в' резьбе в 2
раза меньше допустимого напряжения растяжения в вале. Тогда
Из этого выражения видно, что высота гайки уменьшается с уве-
личением диаметра отверстия вала (рис. 99).
При стандартизации кольцевых гаек трудно учитывать фактор DJD^;
обычно высрту гаек устанавливают только в зависимости от диаметра D
резьбы. При этом высота Н гаек (рис. 100) составляет примерно
(0,15—0,25)7) (меньшие цифры относятся к гайкам большого диаметра,
большие — к гайкам меньшего диаметра). Из-за малой высоты кольцевых
гаек в них используют только мелкие резьбы. Применение крупных резьб
(рис. 101,7) приведо бы к уменьшению общего числа ниток на гайке
с проигрышем в прочности (вследствие относительного уменьшения числа
ниток с полным профилем), ухудшило бы осевое направление гайки по
валу и, кроме того, ослабило бы вал из-за уменьшения внутреннего диа-
метра резьбы.
Шаг J резьбы у кольцевых гаек обычно принимают примерно равным
(0,015 — 0,05)7), где D — диаметр резьбы; верхний предел относится к резьбам
малого диаметра (30 —50 мм), нижний—к резьбам большого диаметра
(100 — 120 мм). При проектировании кольцевых гаек рекомендуется шаг
резьбы (и высоту гайки) выбирать с таким расчетом, чтобы общее число
ниток на гайке было не менее 5—6 (рис. 101,77).
Как и во всех резьбовых соединениях, следует предусматривать за-
пасы резьбы по обе стороны от номинального положения гайки; Реко-
мендуемые величины запасов приведены на рис. 102.
Размер гайки по впадинам пазов на окружности гайки, определяющий
минимальную толщину рабочего кольца гайки, делается равным
5= (1,2 4-1,3)7). Наружный диаметр гайки Т>2 колеблется в пределах
~ (1,4-1,5)7> (рис. 100).
Рис. 101. К определению шага резьбы иа
кольцевых гайках
Рис. 100. К определению параметров
кольцевых гаек
49
Рис. 102. Запасы иа длину резьб в соеди-
нениях кольцевыми гайками (г — шаг резьбы)
-ZT
Рис. 103. Способы устранения выхода пазов
иа опорные поверхности кольцевых гаек
Участки гайки, на которых расположены пазы, не должны выходить
на опорную поверхность торца гайки, так как при сминании боковых
граней пазов от усилий затяжки или отвертывания гайка будет прилегать
к затягиваемой детали по точкам. Для этого делают выточки или фаски,
односторонние или (лучше) двусторонние (рис. 103). Наружный диаметр Dy
опорной поверхности должен быть меньше размера 5 между впадинами
пазов по крайней мере на 0,5—1 мм.
50
На рис. 104 приведены кольцевые гайки с внутренней резьбой и с
различным расположением завертных пазов; на рис. 105 — 113 — гайки
с завертными элементами других типов.
Чаще всего применяют гайки с наружными пазами, число которых
колеблется в пределах 4—12. Такие гайки завертывают накидными
Рнс. 105. Кольцевая гайка с выступами
между пазами
Рис. 107. Кольцевая гайка с внутренними
пазами
Рис. 108. Кольцевые гайки с треугольными
шлицами и выступами
Рис. 106. Кольцевая гайка с радиальными
зубцами под ключ
Рис. 109. Кольцевая гайка с торцовыми
пазами
Рис. 110. Кольцевые гайки с радиальными
сквозными отверстиями иод ключ
51
Рис. 112. Кольцевые гайки с осевыми отвер-
стиями под ключ
Puc. 111. Кольцевые гайки с радиальными
глухими отверстиями под ключ
Рис. 113. Кольцевые гайки с шестигранником
Рис. 114. Ключи для завертывания кольце-
вых гаек с наружными пазами
«рожковыми» ключами (рис. 114,I) или ключами с торцовыми (рис. 114, II)
или внутренними радиальными (рис. 114, III) зубьями.
Число и форма пазов и выступов иа окружности гайки заметно влияют иа массу
гайки. В машинах, где требование уменьшения массы стоит на первом плане н где приме-
няется большое число кольцевых гаек, конструкции пазов уделяют значительное внимание.
На рис. 115 показаны относительные массы гаек с пазами различной конструкции.
За единицу принята масса гайки с четырьмя пазами. Как Видно из рпс. 115, i- IV,
простое увеличение числа пазов позволяет значительно уменьшить массу. Масса гайки с две-
надцатью пазами (рис. 115, IV) составляет 86% массы гайки с четырьмя пазами (рис. 115,1).
Дальнейшее уменьшение массы достигается выборкой нерабочих участков выступов между
пазами (рис.- 115, У), уменьшением высоты и ширины выступов (рис. 115, И) и уменьшением
их числа (рис. 115, VIII).
Наиболее выгодна конструкция (рис. 115, IX) с небольшим числом выступов треугольного
профиля; масса гайки составляет 53% массы исходной гайки.
Профили пазов, изображенные на рис. 115, V— IX, могут быть получены высокопроизво-
дительным способом обкатывания с применением червячной профильной фрезы.
Гайки, конструкция которых изображена на рис. 115, VI—IX, завертывают только труб-
чатыми ключами.
При затяжке кольцевыми гайками насадных деталей нужно, чтобы
торец гайки опирался в деталь не менее чем на 3/4 своей высоты (раз-
мер S на рис. 116,7). Если высота ступеньки на валу не позволяет
осуществить это условие, то между гайкой и деталью устанавливают
массивную подкладную шайбу (рис. 116, II).
52
Рис. 115. Относительная масса кольцевых гаек с завертными элементами различной
формы
Г а
Гис. 116. Установка кольцевой гайки без
шайбы (flue шайбой {II)
Рис. 117. Центрирование подкладных шайб:
/—без центрирования; //—по наружному
диаметру резьбы; III-по буртику гайки;
IV — по насадной детали
I и ш п
Важно, чтобы подкладная-шайба была центрирована. На рис. 117,1
показана неправильная установка: шайба может сместиться в выточку
за резьбой. На рис. 117,11-17 показаны способы центрирования шайбы,
из которых самым простым является способ центрирования по наружному
диаметру резьбы (рис. 117,17).
53
Рис. 119. Кольцевые гайки с наружной резь-
бой и внутренними пазами
Рис. 118, Сферические подкладные шайбы
Рпс. 120. Кольцевые гайки
с наружной резьбой и на-,
ружиыми пазами
Рис. 121. Кольцевые гайки с наружной резьбой, треугольными шлицами и выступами
Рис. 122. Кольцевая гайка с на-
ружной резьбой и торцовыми па-
зами
Рис. 123. Кольцевые гайки с наружной
резьбой и осевыми отверстиями под ключ
Рис. 124. Кольцевые гайки с наружной
резьбой и внутренним шестигранником
54
В случаях, когда необходим равномерный нажим на затягиваемую
деталь, применяют сферические подкладные шайбы (рис. 118). Другие спо-
собы решения этой задачи — соблюдение строгой перпендикулярности между
торцом гайки и средним диаметром резьбы или, напротив, применение
свободной резьбы с осевыми и радиальными зазорами в витках, позволяю-
щими гайке несколько самоустанавливаться на валу.
На рис. 119 — 124 приведены конструкции кольцевых гаек с наружной
резьбой, различной формы и с различными завертными элементами.
НЕКОТОРЫЕ ВИДЫ КРЕПЕЖНЫХ ДЕТАЛЕЙ
«Нетеряющиеся» гайки и «невыпадающие» болты
В ряде случаев после отвертывания гайки на несколько ниток
желательно ее зафиксировать для того, чтобы исключить полное свер-
тывание гайки с нарезного конца болта. Такие «нетеряющиеся» гайки
применяют, например для откидных («автоклавных») болтов, а также в
конструкциях, где требуется отпустить гайку на один — два оборота с целью,
например, регулирования положения одной детали относительно другой
и т. д.
На рис. 125,I и II показаны способы фиксации расклепыванием или
раскерновкой торцов болтов, а на рис. 125, III-приклепыванием огра-
ничительной шайбы. Если конструкция допускает навертывание гайки с про-
тивоположного конца нарезного стержня, то с завертной стороны ос-
тавляют гладкий цилиндрический поясок (рис. 125, IE).
Из способов фиксации, показанных на рис. 125, V — VIII, самым простым
и надежным является способ фиксации зегером — запорным кольцом
(рис. 125, VI). В конструкции на рис. 125, VIII на конце болта выполнена
выточка высотой, равной высоте нарезного участка гайки. При свертывании
гайка попадает в выточку; нарезной поясок на торце болта в известной
степени предохраняет от полного свертывания гайки.
На рис. 126 показан пример применения «нетеряющихся» гаек для
крепления крышки на шпильках. Нетеряемость в данном случае обеспе-
чивается установкой на гайке зегера. На рис. 126,1 приведено крепление
Рис. 125. «Нетеряющиеся» гай-
ки. Способы фиксации
55
Рис. 126. «Нетсряющиеси» гайки. Случай креплении
крышки к корпусу
Рис. 127. «Невыпадающие» болты:
I — крепление одним болтом, фиксируемым зсгсром.
Крепление несколькими болтами; способы фикса-
ции: Л —зегером; III — выдавками на стержне;
IV— заплечиком; V— нарезным пояском; VI — упо-
ром заплечика, в привертную втулку С
на одной шпильке. Если деталь крепят на нескольких шпильках (рис. 126,77),
то необходимо располагать зегер на расстоянии b от детали, превышаю-
щем длину а нарезной части шпильки. Это позволяет отвертывать все
крепежные гайки независимо друг от друга. В противном случае неиз-
бежно заклинивание отвертываемой гайки при завернутых остальных.
На рис. 127 даны (для того же случая крепления крышки) способы
предупреждения выпадения крепежных болтов («невыпадающие» болты).
На рис. 127,7 показано крепление одним болтом. Если болтов несколько,
то следует соблюдать правило: фиксирующие элементы располагать на
расстоянии Ъ от торца, превышающем длину а ввертываемой резьбы
(рис. 127,77 -И).
Откидные болты
Откидные болты с шарнирной установкой применяют в случаях,
когда необходима быстрая разборка соединения, например для крепления
крышек автоклавов (поэтому эти болты и называют иногда «автоклавными»
болтами).
56
Рис. 128. Конструкции откид-
ных («автоклавных») болтов
При применении откидных болтов необходимо соблюдать некоторые
правила. Опорная поверхность под гайку или головку болта должна быть
заглублена на величину а (рис. 128,7 — 777), достаточную для надежной
фиксации болта в затянутом состоянии и во избежание его самооткидывания.
Нарезной конец болта должен иметь увеличенную длину б, определяемую
из условия, чтобы гайка не сходила с -болта при отвертывании (на
величину, необходимую для перехода гайки через край крышки при
откидывании болта).
Гайкамд головкам откидных болтов обычно придают форму, удобную
для отвертывания вручную (рис. 128,71, 111). Однако должны быть пре-
дусмотрены средства для силовой затяжки ключом. В конструкции на
рис. 128,111 это условие обеспечено введением лысок под ключ. В кон-
струкции на рис. 128,11 силовую затяжку можно осуществить прутком,
вводимым в петлю гайки.
Установочные винты
Установочные винты применяют преимущественно для осевой и
радиальной фиксации деталей на валах.
На рис. 129 показаны основные типы установочных винтов с различными
завертными элементами и фиксирующими концами, которые можно при-
менять в разнообразных сочетаниях. Установочные винты разделяются
на два основных класса: нажимные (рис. 129,1—7) и врезные
(рис. 129, VI — X). У первых связь между деталью и валом осуществля-
ется трением, в результате нажима фиксирующего торца винта на вал
(рис. 129,XI). Врезные винты обеспечивают позитивную фиксацию: конец
винта входит в отверстие, просверленное в валу (рис. 129, XII).
Торцы нажимных винтов выполняются плоскими (рис. 129,1), сфери-
ческими (рис. 129,11) и с кольцевыми шипами (рис. 129,777—7), увели-
чивающими связь между деталью и валом. Нажимные винты, как средство
крепления, применяют все реже и реже. Их главные недостатки: нена-
дежная фиксация, а также нарушение центрирования детали на валу при
затяжке винта. Винты, смещенные с поперечной оси симметрии детали,
вызывают, кроме того, перекос детали на валу.
Конструкции с головками под отвертку (рис. 129,1 —111) не позволяют
осуществлять сильную затяжку; стопорение их практически невозможно.
Конструкции с четырехгранными и шестигранными головками (рис. 129,
77, 7) допускают силовую затяжку и хорошо стопорятся. Однако с те-
57
Рис. 129. Основные типы установочных винтов
чением времени натяг в соединении все равно ослабевает из-за смятия
резьбы и нажимных поверхностей.
Не следует использовать нажимные винты для осевой фиксации деталей.
Такие винты можно использовать только в тех случаях, когда необхо-
димо зафиксировать деталь на валу в произвольном осевом положении.
Крутящего момента нажимные винты, разумеется, не могут передавать,
поэтому их всегда применяют в сочетании со шпонками или другими
средствами передачи момента.
На рис. 130 даны примеры осевой фиксации шестерни на валу с по-
мощью нажимных винтов, устанавливаемых в детали (рис. 130,1, II) или
в кольцах (рис. 130, ИГ).
Установочные кольца (рис. 131) принадлежат к числу устаревших конструкций. Они не
обеспечивают надежной фиксации, не позволяют затянуть деталь, что является важным
условием работоспособности соединения при больших нагрузках. Кроме того, соединение
получается очень громоздким.
В случае, если необходимо использовать нажимной винт, лучше при-
менять винты с силовыми завертными элементами и кольцевыми шипами
(следует помнить, что шипы портят поверхность вала). Винты должны быть
термообработаны до твердости не менее HRC 45—44; твердость поверх-
ности вала должна быть не более HRC 30—35.
/~~-у
Г
Рис.- 130. Примеры приме-
нения нажимных устано-
вочных винтов. Фиксация
шестерни:
I — с нажимом винта на.
вал; II — с ' нажимом
винта на пшонку; III —
с помощью установоч-
ных колец с нажимными
винтами
W8W
58
Рнс. 131. >'ciaii0B04iii.ie кольца
Рис. 132. Способы установки нажимных винтов на валу со шпонкой
Расположение винтов относительно шпонки не безразлично. Из показан-
ных на рис. 132,1 — IV способов установки винтов наиболее целесообразен
способ IVс углом установки винта относительно оси шпонки а — 30 -? 45°.
При таком расположении при затяжке винта создается некоторый натяг
на рабочей грани шпонки (направление крутящего момента на детали
показано на рис. 132, IV стрелкой). При противоположном направлении
момента расположение винта должно быть обратным.
Соединения врезными винтами находят более широкое применение для
фиксации насадных деталей от продольного сдвига и поворота, а также
для передачи небольших крутящих моментов.
Винты с цилиндрическими фиксирующими концами (рис. 129, VII, VIII)
устанавливают в отверстия, по большей части предварительно просвер-
ленные в детали. Если при сборке требуется регулировка осевого поло-
жения детали, то сверление производят по месту, через нарезное отверстие
насадной детали. Цилиндрический конец винта, в зависимости от условий
работы узла, сажается в отверстие с зазором или по плотной посадке.
Следует помнить, что сверление и тем более развертывание отверстия
(при плотной посадке), как и все операции, производимые по месту, весьма
нетехнологичны, так как осложняют сборку. При обработке отверстий
в узле не исключено попадание стружки в собранный агрегат. Нередко
приходится разбирать и промывать агрегат для удаления стружки.
Необходимо помнить, что винты с цилиндрическими фиксирующими
концами, особенно при фиксации тонкостенных деталей (например втулок),
59
Рис. 133. Способы установки врезных вин-
тов с цилиндрическим концом (случай фик-
сации внутренней втулки):
I и II — неправильный и правильный;
/// — соединение повышенной прочности
Рис. 134. Способы установки винтов с коническим концом для фиксации внутренней втулки
следует устанавливать в упор завертного конца (рис. 133,11). В противном
случае винт, упираясь резьбой в фиксируемую деталь (рис. 133, I), дефор-
мирует ее.
Способность соединения выдерживать срезающие нагрузки повышается, (
если отверстие в насадной детали выполнить с гладким участком а
(рис. 133,7/7) диаметром, равным диаметру отверстия в валу, развернуть
оба отверстия совместно и установить фиксирующий конец винта по
плотной посадке в развернутое отверстие. При этом резьба винта разгру-
жается от смятия и фиксация получается более надежной.
Наиболее прочное соединение обеспечивают винты с коническим фикси-
рующим хвостовиком (см. рис. 129, IX, X). Центральный угол конуса а
делают равным в среднем 20—30°.
Преимущество соединений винтами с коническими хвостовиками состоит
в . том, что винт не нуждается в стопорении. При углах конуса 15 — 20°
винт достаточно уверенно страхуется от самоотворачивания.
Примеры установки конических врезных винтов показаны на рис. 134,
I — V. Соединение тем прочнее, чем ближе основание конуса к поверхности
среза. По этой причине центральный угол конического отверстия в фикси-
руемой детали полезно делать несколько меньшим (на 30' — 1°) угла
фиксирующего конуса с таким расчетом, чтобы конус садился на входную
часть отверстия (рис. 134,177).
Когда от соединения требуется повышенная прочность, конус сажают
в совместно развернутые конические отверстия в обеих соединяемых
деталях (рис. 134, IV). Иногда конический хвостовик винта сажают в ци-
линдрическое отверстие (рис. 134, И). Это упрощает изготовление отверстия.
Соединение получается достаточно прочным, так как конический хвостовик
винта, сминая при затяжке кромки отверстия, выбирает себе седло в от-
верстии. .
60
Рве. 135. Осевая и радиальная фиксация
рычага иа валике коническим винтом
Рис. 136. Применение врезных винтов для
фиксации осевого и углового положений де-'
талей иа валу
На рис. 135 показан пример фиксации коническим винтом втулки
рычага на валике. В данном случае соединение удачно решает двойную
задачу: передачу крутящего момента от рычага к валйку и фиксацию валика
в осевом направлении (упором торцов втулки в щеки корпуса).
Винты с цилиндрическими хвостовиками часто применяют, когда нужно
зафиксировать осевое положение детали' на валу, обеспечив в то же время
свободу вращения детали на валу. Для этого в валу проделывают коль-
цевой паз, в который вводят хвостовик винта (рис. 136,/).
Винты с коническими хвостовиками применяют, когда нужно зафиксиро-
вать осевое и угловое положения детали на валу, обеспечив в то же время
возможность регулирования углового положения Детали. Для этой цели
на валу проделывают кольцевую канавку с профилем, соответствующим
профилю хвостовика винта (рис. 136,11). После регулирования деталь
фиксируют на валу затяжкой винта. При углах конуса 15—20° соединение
получается самотормозящим.
В соединениях, в которых проводят только одну регулировку, допустимо
устанавливать винт в кольцевую канавку прямоугольного профиля
(рис. 136, III).
ШТИФТЫ
Крепежные штифты
Штифты как крепежные детали имеют ограниченное применение.
Их используют для слабонагруженных соединений, преимущественно для
крепления насадных деталей на валах (рис. 137), а также осей в кор-
пусах (рис. 138,/). Недостатки этого соединения — ослабление вала от-
верстием под штифт, низкая прочность соединения на срез, отсутствие
затяжки соединения, затруднительные сборка и разборка, нетехнологичность
(требуется совместная обработка отверстий под штифт в соединяемых
деталях).
Штифты неприменимы для соединения закаленных деталей с твердостью, превышающей
предел обрабатываемости режущим инструментом (более HRC 30). Например, при штифтовом
соединении закаленной до высокой твердости головки (HRC 60—62) с трубчатой деталью
невозможно совместное сверление и развертывание отверстий под штифты (рис. 138, II).
61
Рис. 137. Крепление пилиилри-
ческим штифтом насадной
шестерни на валу
Рис. 138. Крепление коническим штифтом
оси в корпусе и головки толкателя
В таких случаях следует оставлять соединяемые части деталей сырыми, придавая повы-
шенную твердость (HRC 60 — 62) только рабочим поверхностям, например местной цемен-
тацией, обработкой ТВЧ и другими способами.
Недопустима штифтовка соединений на конусах даже при условии
совместной обработки отверстий под штифты. При переборках соединения
наружный и внутренний конуса смещаются относительно друг друга в ре-
зультате различных усилий затяжки, а также из-за износа и смятия
посадочных конических поверхностей. После Затяжки может оказаться,
что установить штифт невозможно из-за несовпадения отверстий в соеди-
няемых деталях. Предварительная (перед затяжкой) установка штифта может
привести к срезу штифта при затяжке.
Крепежные штифты делят на Два основных типа: цилиндрические
и конические.
Цилиндрические штифты. На рис. 139 приведены различные цилиндри-
ческие штифты: I— основной тип; II—с пологой заходной фаской; III —
Рис. 139. Цилиндрические штифты
Рис. 140. Способы стоиореиия цилиндрических
штифтов
62
Рис. 141. Стопорение штифта разрезным
пружинным кольцом
Рис. 142. Стопорение штифта пружинным
кольцом при отсутствии кольцевой ка-
навки
с торцами, разделанными под развальцовку; IV — с прорезными концами
под стопорение пружинным кольцом; V — трубчатый; VI — самостопоря-
щийся разрезной трубчатый.
Штифты изготовляют из углеродистых сталей с содержанием 0,45 — 0,5%С
и термообрабатывают до твердости HRC 40 — 45. Отверстия под штифты
в соединяемых деталях сверлят и развертывают совместно. Штифты
устанавливают в отверстие с натягом (посадка напряженная, глухая или
прессовая).
Отверстия под штифты должны быть сквозными, иначе выбить штифт
при разборке невозможно. Глухие отверстия допустимы лишь для не-
разъемных соединений. При необходимости обеспечить разборку соединений
с глухими отверстиями, штифты должны быть снабжены съемными эле-
ментами (рис. 139, VII — IX).
Даже при посадке с натягом штифты подлежат обязательному стопо-
рению. Способы стопорения неразборных соединений показаны на рис. 140
(случай штифтования насадной детали на валу). Сырые штифты расклепы-
вают (рис. 140,1, II). Закаленные штифты (применяемые в более ответствен-
ных соединениях) стопорят керновкой (рис. 140, III) или вальцовкой мате-
риала детали у концов штифта.
На рис. 141, 142 показаны способы стопорения разборного соединения.
В конструкции на рис. 141 штифт стопорится разрезным пружинным кольцом,
вводимым в канавку, выточенную во втулке насадной детали. Зазор а
между концами пружинного кольца должен быть меньше дцаметра штифта,
иначе при случайной установке кольца с зазором против штифта возможно
выпадение штифта.
В конструкции на рис. 142 пружинное кольцо вводится в прорези
на концах штифта. В отличие от конструкции на рис. 141 здесь от-
сутствует кольцевая канавка, ослабляющая наружную деталь.
При монтаже штифт следует устанавливать так, чтобы прорези нахо-
дились в плоскости, перпендикулярной оси рала.
Эти способы можно применять только при невысокой частоте вра-
щения вала; при большой частоте вращения возникает опасность раскрыва-
ния пружинного кольца под действием центробежных сил. В этом случае
иногда прибегают к примитивному способу обвязки концов штифта
проволокой по кольцевой канавке.
63
Рис. 144. Насечиые шшфты с i оливками
Рис. 143. Пасечные штифты
Рис. 145. Примеры применения пасечных штифтов и детален:
I — для крепления под пружину; II — для крепления насад-
ной детали на валу; III — установка насечной octa
Насечиые штифты. Для неответственных штифтовых соединений при-
меняют самоконтрящиеся насечиые (рифтовые) штифты (рис. 143,I — И).
Штифты изготовляют из' стали, термообрабатывают до твердости HRC
40 — 45, шлифуют; после этого на них выбивают насечки треугольного
профиля. Края насечек приподнимаются над поверхностью цилиндра, как
показано в сечениях на рис. 143 (масштаб увеличен). Штифты устанавли-
вают, забивают или запрессовывают в отверстия из-под сверла или раз-
вертки. При забивке края насечек врезаются в стенки отверстия, обеспе-
чивая более или менее надежное стопорение штифта.
Расположение насечек по длине штифта зависит от условий его уста-
новки и работы. На рис. 144,1, II изображены забиваемые пасечные
штифты с головками.
Насечиые штифты можно устанавливать только в деталях из плас-
тичных материалов; для хрупких материалов они неприменимы. Примеры
установки насечных штифтов показаны на рис. 145,1, II. Иногда запрессовку
на насечках применяют и для крупных деталей типа пальцев и осей
(рис. 145,/П).
Применяют также самоконтрящиеся штифты с накатными поясками
(рис. 146, I- V).
64
Рис. 147. Самонарезающне
штифты
I и
В изделиях из мягких материалов (дерева, пластиков) устанавливают
также самонарезающие штифты I и винты II со спиральными витками
(рис. 147).
Конические штифты. Конические штифты применяют в ответственных
соединениях. Коническая форма обеспечивает более плотную посадку;
штифты легче стопорятся, так как в данном случае необходимо предохранить
штифт от выпадения только с одной стороны.
Изготовление конических штифтов (и отверстий под них), однако,
сложнее, чем цилиндрических.
При установке конических штифтов легко можно вызвать значительные
напряжения смятия и растяжения в стенках отверстий. Поэтому кони-
ческие штифты устанавливают тарированным ударом или под прессом
с контролируемым усилием. Устанавливать конические штифты в детали из
мягких материалов (алюминиевых и магниевых сплавов) не рекомендуется.
На рис. 148,1 — VIII показаны конические штифты. Штифты с наруж-
ной или внутренней резьбой под съемник применяют в случае установки
в глухие отверстия, а также в качестве установочных (рис. 148, VII, VIII).
3 Орлов П. И., кн. 3 65
Рис. 149. Способы стопорения
комических штифтов
Рис. 150. Стопорение конического штифта
разрезным пружинным кольцом, вводи-
мым в прорези штифта
Рис. 151. Стопорение конического штифта
пружинным кольцом
Стандартная конусность штифтов 1:50. Несмотря на то, что эта
конусность обеспечивает самоторможение, все же конические штифты
стопорят от выпадения дополнительными устройствами.
Способы стопорения показаны на рис.Л49 —152. Конические штифты
из мягкой стали стопорятся расклепыванием или разведением разрезного
конца, как показано на рис, 149,1 (соединение неразъемное). Применяется
также шплинтовка (рис. 149, II) и затяжка гайкой с последующей шплин-
товкой (рис. 149, III).
На рис. 150—152 показаны распространенные способы стопорения
Рис, 152. Стопорение конического щтифта
пружинным кольцом с петлей
разрезными пружинными кольцами.
Штифты на рис. 150 стопорят коль-
цом, вводимым в кольцевую канавку
и одновременно в прорези на штифте.
Зазор а между концами пружинного
кольца должен быть меньше малого
диаметра штифта. Недостаток этого
способа заключается в необходимости
устанавливать штифт во вполне опре-
деленном положении, т. е. так, чтобы
прорези совпадали с кольцевой ка-
навкой на детали. /
Лучше способ, приведенный на
рис. 151. Здесь штифт со стороны
66
большего диаметра утапливается в отверстии; противоположный конец
штифта выступает наружу. Штифт стопорят от выпадения пружинным
кольцом, которое, в свою очередь, застраховано от проворачивания вы-
ступающим концом штифта. Утапливать штифт в отверстии не всегда
возможно (например, при тонкостенных насадных деталях). В этих слу-
чаях применяют конструкцию, изображенную на рис. 152. Пружинное
кольцо выполнено с петлей, охватывающей выступающий конец штифта.
Эта конструкция обеспечивает и стопорение штифта и страховку кольца
от поворота.
Все способы стопорения разрезными пружинными кольцами применимы
только при небольших частотах вращения вала.
Установочные штифты
Установочные (контрольные) штифты применяют в случаях, когда
необходимо точно зафиксировать положение одной детали относительно
другой (например, положение крышки разъемного подшипника скольжения
относительно его корпуса), а также для восприятия поперечных сил,
действующих в плоскости разъема двух деталей (например, для передачи
крутящего момента во фланцевом соединении валов).
Применяют два типа установочных штифтов: цилиндрические и кони-
ческие съемные.
Цилиндрические штифты (рис. 153) устанавливают обычно наглухо в од-
ной из соединяемых деталей; выступающий конец штифта входит в от-
верстие другой детали по плотной или скользящей посадке..
Форма штифта имеет большое значение для правильной работы и долго-
вечности соединения. Наиболее простая форма — цилиндрическая с заход-
ными фасками под углом 45° (рис. 153,1) — наименее удовлетворительна:
кромки фасок (при запрессовке штифта и при надевании отъемной детали)
портят стенки отверстий.
Несколько лучше пологие фаски под углом 10-20° (рис. 153,II).
Однако и здесь наблюдается, хотя и в меньшей степени, то же явление.
Лучше, когда концы штифтов (по крайней мере конец, входящий в
съемную деталь) имеют галтели (рис. 153, III).
Рис. 153. Цилиндрические установочные штифты
3*
67
Рис. 155. Полые уста-
новочные штифты
Рис. 154. К определе-
нию параметров ци-
линдрических устано-
вочных штифтов
Оптимальная конструкция показана на рис. 153, IV. Здесь входной
конец штифта выполнен с галтелью переменного радиуса, плавно пере-
ходящим в цилиндрическую поверхность штифта. Такая форма широко
применяется для штифтов, устанавливаемых в детали из легких сплавов.
Изготовление таких штифтов несколько сложнее, но зато они обеспечивают
удобный монтаж и долгий срок службы соединения.
Во всех случаях обязательны заходные фаски на отверстиях соеди-
няемых деталей. В посадочном гнезде фаски необходимы для облегчения
запрессовки штифта; в изделиях из пластичных металлов фаски, кроме
того, предупреждают выпучивание материала у кромок гнезда. В отверстиях
отъемных деталей фаски нужны для облегчения монтажа.
В изделиях из мягких материалов, например, из пластиков, отверстие
под входной конец штифта футеруют (рис. 153, V). Футорки крепят
в изделии на резьбе, опрессовкой и т. д.
Установочные штифты изготовляют из высокоуглеродистой стали, для
ответственных силовых соединений — из легированной стали с закалкой
до твердости HRC 50 — 60. Рабочие поверхности штифтов обрабатывают
не ниже, чем по 2-му классу точности с параметром шероховатости
Ra = 0,32 -5- 0,63 мкм.
В глухое отверстие штифт обычно устанавливают на прессовой по-
садке. Чем меньше диаметр штифта и чем мягче материал изделия, лем
больший натяг дается в соединении. В изделиях из легких сплавов
применяют посадки с натягом (вплоть до Гр). Тем не менее штифты,
как правило, еще дополнительно страхуют от выпадения при случайном
ослаблении натяга (см. рис. 160).
Глубина запрессовки I (рис. 154) зависит от материала корпуса и ди-
аметра штифта d. -
, Материал й
Сталь, высокопрочный и ковкий чугун, бронза..............
Серый чугун..............................................' (2—2,5) 4
Алюминиевые, магниевые, цинковые сплавы................... (2,5 — 3) d
Пластмассы (без футеровки)................................ (3—3,5) d
Для тонких (игольчатых) штифтов, диаметром меньше 3-4 мм, эти
значения должны, быть увеличены в 1,5—2 раза.
Рабочая высота h выступающей части штифта (рис. 154) делается
не меньше (1,5 — 2,5) d (большие цифры относятся к изделиям из мягких
68
Ряс. 156. Способы установки цилиндрических
штифтов в глухне отверстия
Ш ЛГ
Рис. 157. Способы предупреждения
сжатия воздуха при запрессовке штиф-
тов в глухие гнезда <
материалов). Диаметр штифтов для мелких изделий и изделий среднего
размера делается равным 4-10 мм, для крупных изделий 10-20 мм.
Штифты большего диаметра для уменьшения их массы часто изготовляют
полыми (рис. 155).
Штифты устанавливают в глухие отверстия одним из трех способов:
до упора в кромку развернутой части отверстия (рис. 156,/); до упора
в днище отверстия (рис. 156, П); запрессовкой с применением мерной
втулки (рис. 156, III), обеспечивающей заданную высоту выступания
свободного конца штифта. Последний способ наиболее предпочтителен; его
применяют при запрессовке штифтов и в сквозные отверстия.
• В глухих отверстиях необходимо предусматривать место для заборного
конуса развертки. Расстояние а (рис. 156, III) между развернутым участ-
ком и днищем отверстия должно быть равно по крайней- мере 0,6 d
при ручном развертывании и 1,5 d при машинном.
При запрессовке штифтов в глухие гнезда необходимо обеспечить
выход воздуха из гнезда во избежание возможного разрыва стенок
гнезда (в особенности в изделиях из мягких сплавов). Для этого в стенках
гнезда выполняют отверстия (рис. 157,/, II); в крупных штифтах — ка-
навки (рис. 157,777) или отверстия (рис. 157, IV).
Применяют обычно три способа установки штифтов в соединяемые
детали. При первом способе (рис. 158,1) применяют систему вала. Штифт
изготовляют гладким, одного диаметра по длине; отверстие в корпусе
развертывают под прессовую посадку; отверстие в съемной детали — под
скользящую или плотную посадку (в зависимости от требований, предъяв-
ляемых к соединению). Этот способ получил наибольшее распространение.
При втором способе (рис. 158,77) применяют систему отверстия. От-
верстия развертывают по классу А, один конец штифта обрабатывают
под прессовую посадку, другой — под скользящую или плотную посадку.
Штифт получается ступенчатым (что вообще нежелательно по производст-
венным соображениям).
69
При третьем способе (рис. 158, III) штифт устанавливают в оба
отверстия по плотной посадке в системе отверстия; и штифт и отверстия —
гладкие. При этом способе обязательно стопорение штифта в корпусе.
В единичном и мелкосерийном производстве по крайней мере Одно
из отверстий в соединяемых деталях (лучше оба) делают сквозными с таким
расчетом, чтобы их можно было просверлить и развернуть совместно
в обеих деталях (рис. 159, I, II). В этом случае желательно применение
системы отверстия (во избежание нарушения соосности отверстий при
дополнительном развертывании под свободный конец штифта).
В крупносерийном производстве отверстия под контрольные штифты
в обеих деталях обрабатывают по согласованной оснастке с применением
зеркальных кондукторов, обеспечивающих совпадение осей отверстий с вы-
сокой степенью точности.
Совместное развертывание отверстии в крупносерийном производстве
только осложнило бы производственный процесс. При применении согла-
сованной оснастки отверстия под штифты могут быть и глухими
(рис. 159, III, IV). Сквозные отверстия всегда предпочтительнее, так как
они обеспечивают более точную и производительную обработку.
На рис. 160 показаны приемы страховки штифтов от выпадения,
которое может произойти при ослаблении посадки в гнезде (особенно
в деталях из мягких металлов). Установка штифтов в двух глухих отверстиях
(рис. 160,1), фиксация зегером в отъемной детали (рис. 160, II) или на стыке
Рис. 159. Способы установки цилиндрических
штифтов
деталей (рис. 160,/77) вполне предо-
храняют штифт от выпадения в со-
бранном соединении.
Труднее предупредить возмож-
ность потери штифта при разборке.
Фиксация штифта заскакивающим
зегером (рис. 160, IV) не всегда воз-
можна по габаритным условиям,
двусторонняя фиксация зегерами
(рис. 160, V) возможна только при
сквозном отверстии в корпусе. Способ
фиксации завальцовкой металла кор-
70
Рис. 160. Приемы страховки цилиндрических штифтов от'
выпадения
Рис. 161. Способ страховки
штифта подкладной шайбой
под шпильку
Рис. 162. Установка штифтов
пуса в кольцевую выточку (рис. 160, И) применим только в корпусах,
выполненных из пластических металлов.
На рис. 161 изображен способ страховки штифта шайбой увеличеннного
диаметра, подкладываемой под близрасположенную крепежную шпильку.
При установке штифтов необходимо соблюдать определенные, уста-
новленные практикой правила. Штифт должен быть утоплен в отверстии
съемной детали (рис. 162, II). Выход штифта (рис. 162,1) недопустим, так
как в этом случае штифт может быть поврежден случайным ударом
или расшатан в посадочном гнезде. В случае, когда толщина фланца
недостаточна для утопления штифта, на участке выхода штифта в съемной
детали, предусматривают местные приливы (рис. 162, III).
Штифты всегда следует располагать в непосредственной близости от
крепежных элементов: болтов, шпилек и т. д. В деталях, не имеющих других
фиксирующих элементов, например центрирующих заточек, устанавливают
два штифта. Бдлыпее число штифтов устанавливать нет смысла, кроме
случая, когда соединение подвержено повышенным сдвигающим нагрузкам.
В соединениях цилиндрических деталей с центрирующей заточкой для
угловой фиксации деталей относительно друг друга вполне достаточно
одного установочного штифта. При наличии значительных срезывающих
сил применяют и большее число штифтов.
Для более точной фиксации штифты должны быть как можно дальше
расположены друг от друга и от геометрической оси детали.
На рис. 163 приведены примеры неправильной и правильной расста-
новки штифтов на детали типа крышки (отверстия под штифты показаны
зачерненными наполовину кружками).
Ошибка в конструкции на рис. 163,/ состоит в том, что штифты
далеко отнесены от крепежных болтов. В конструкции на рис. 163,11
штифты расположены в непосредственной близости от крепежных болтов;
здесь ошибка заключается в малом расстоянии между штифтами. Фиксация
получается ненадежной; сдвигающие силы (например, от рабочих усилий,
приложенных к центральной бобышке крышки) вызывают в штифтовых
соединениях большие напряжения.
В конструкции на рис. 163, III ошибки исправлены разноской штифтов.
Наиболее правильна конструкция на рис. 163,IV, где штифты разнесены
на максимально возможное расстояние.
Конические установочные штифты обеспечивают более точную фикса-
цию, чем цилиндрические. Точность фиксации почти не теряется с течением
времени при износе и после многократных переборок, так как плотность
посадки штифта каждый раз восстанавливается в результате погружения
штифта в гнездо на большую глубину. Другое преимущество этих
штифтов заключается в их относительно легкой удаляемости, что позволяет
заменять поврежденные штифты и в известной мере облегчает сборку
и разборку соединения. Изготовление соединений на конических штифтах
72
Рис. 164. Конические установочные штифты
значительно сложнее, чем на цилиндрических. Здесь обязательно совместное
сверление, зенкерование и развертывание отверстий в фиксируемых деталях.
Штифты выполняют из закаленной стали. Стандартная конусность
1:50. Штифты устанавливают в гнезда тарированным усилием. Кони-
ческие штифты для фиксации деталей из легких сплавов не применяют
из-за возможности смятия стенок отверстия при установке штифта.
Основные типы конических установочных штифтов показаны на рис. 164.
Штифт, приведенный на рис. 164,7, применим только для неразъемных
соединений или при сквозном отверстии, когда имеется возможность выбить
штифт с обратной стороны.
В разъемных соединениях и при установке штифтов в глухие отверстия
обязательно применение съемных элементов.
Простейший съемный элемент - кольцевая канавка на выступающем
конце штифта (рис. 164, II) под захваты съемника. Удобнее в обращении
штифты с наружной (рис. 164, III) или внутренней (рис. 164, V) резьбой.
Такие штифты извлекаются из гнезда с помощью гайки (рис. 164, IV)
или болта (рис. 164, И), опирающихся через подкладные шайбы на по-
верхность отъемной детали. Гайку (или болт) достаточно повернуть на
несколько оборотов, чтобы только стронуть штифт с места; после этого
штифт вынимают вручную.
В отличие от цилиндрических установочных штифтов, допускающих
применение уплотняющих прокладок на стыке соединяемых деталей, ко-
нические штифты могут правильно работать только в соединениях
«металл по металлу».
Конические установочные штифты применяют в узлах и машинах, где
основным требованием является точность установки.
«Лежачие» установочные штифты, ось которых совпадает с плоскостью
стыка соединяемых деталей (рис. 165), в отдельных случаях применяют
для фиксации.
Фиксация зегерами (рис. 165,1) не предохраняет от выпадения штифта
при сборке и разборке. Лучше фиксировать штифты, например, креплением
к одной из деталей винтами (рис. 165, II) или зачеканкой металла детали
в углубление в теле штифта (рис. 165, III). Последний способ применим
только в деталях, выполненных из достаточно пластичных металлов.
Отверстия под штифты сверлят с торца и развертывают совместно
в обеих деталях. Достоинство этого соединения — большая площадь среза.
73
Рнс. 165. «Лежачие» штифты (1-НГ) и их уста-
новка (IV). Фиксация:
а — в одном направлении; б — во всех направлениях
4-4
Недостаток состоит в том, что под действием срезающих усилий в соеди-
нении возникают перпендикулярные к плоскости стыка силы, дополни-
тельно нагружающие крепежные болты.
Штифты применяют только в стыках типа «металл по металлу».
«Лежачие» штифты фиксируют детали только в направлении, перпендику-
лярном оси штифтов. При необходимости фиксации во всех направлениях
применяют установку нескольких взаимно перпендикулярных штифтов
(рис. 165, IV).
Точность фиксации «лежачими» штифтами из-за их расположения го-
раздо меньше, чем точность фиксации цилиндрическими и коническими
установочными штифтами.
СИЛОВЫЕ УСТАНОВОЧНЫЕ ЭЛЕМЕНТЫ
В соединения, подверженные высоким сдвигающим нагрузкам,
вводят специальные установочные элементы, работающие на срез и разгру-
жающие крепежные болты от изгиба, например в случае фланцевых
соединений валов, передающих большой крутящий момент. Силовые уста-
новочные элементы делят на три класса: установочные пальцы; призон-
ные 1 болты; установочные втулки в сочетании с болтами.
Простейший вид установочного пальца — цилиндрический
штифт, устанавливаемый на прессовой посадке в одну из соединяемых
деталей и на плотной посадке в отверстие второй (рис. 166,/). 1
1 Термин «призонный» происходит qt слова «прецезионный». Автор сохраняет этот
термин, поскольку он укоренился в машиностроении.
74
Размеры и число штифтов
определяют расчетом на срез
и смятие полной сдвигающей
силой, действующей на со-
единение (без учета сил тре-
ния, создаваемого затяжкой
Рис. 166. Силовые установоч-
ные штифты
стяжных болтов). Штифты
ш
располагают
вперемежку с обычными стяжными болтами, устанавливаемыми в отверстиях
с зазором.
Чтобы предупредить смятие и разбивание посадочных поверхностей,
в тяжелонагруженных соединениях, особенно при пульсирующей или знако-
переменной нагрузке, применяют штифты большого диаметра. Для умень-
шения массы штифтов их часто делают полыми (рис. 166,//). С целью
увеличения площади среза применяют штифты с массивным участком
в плоскости среза (рис. 166,111). Утонение тела штифта к торцам обеспе-
чивает равномерное распределение усилий смятия по длине штифта.
Установочные штифты изготовляют из углеродистой стали с содер-
жанием 0,45—0,8%С, а для ответственных соединений из легированных
сталей и термообрабатывают до твердости HRC 45-55.
Несмотря на то, что штифты устанавливают в одной из деталей на
прессовой посадке, в ответственных соединениях штифты дополнительно
фиксируют в осевом направлении, так как на практике бывают случаи
выпадения штифтов из-за ослабления посадки. Способы фиксации пока-
заны на рис. 167.
Конструкции на рис. 167,1, II нетехнологичны, так как не допускают
обработки отверстий напроход. Фиксация зегерами, расположенными в.
плоскости стыка деталей (рис. 167,7/7), ослабляет штифты и приводит к
изгибу штифтов вместо чистого среза.
Конструкция на рис. 167, IV с фиксацией зегерами, расположенными
на концах штифтов, технологична и удовлетворительна по прочности, но
неудобна в эксплуатации: при разъеме стыка приходится каждый раз
снимать один из зегеров. Наиболее целесообразны конструкции с затяжкой
запрессованного конца штифта гайкой (рис. 167, У) и с заплечиком на
штифте в плоскости стыка (рис. 167, VI).
Цилиндрические призонные болты (рис. 168,1, II) позволяют
осуществить стяжку соединяемых деталей. Этим они выгодно отличаются
от силовых установочных штифтов. Тяжелонагруженные соединения можно
75
собрать целиком на призонных болтах. Обычно же с целью уменьшения
точной механической обработки ставят несколько призонных болтов впере-
межку со стяжными болтами. Число призонных болтов определяют рас-
четом на прочность.
Центрирующие участки призонных болтов устанавливают в отверстиях
на плотной, напряженной или тугой посадке. Для облегчения разборки торцы
нарезных концов призонных болтов выполняют сферическими (рис. 168,/)
или с выступом (рис. 168, II), что позволяет выбивать болт из отверстия
без повреждения резьбы.
На рис. 168, III, IV изображены конические призонные болты. Затяжка
на конус позволяет осуществить очень плотную посадку, самовосстанавли-
вающуюся при каждой повторной сборке соединения. Конические болты
Ряс. 169. Призонные болты
для стяжки нескольких де-
талей
Рис. 170. Установочные втулки
76
не обеспечивают стягивания соединяемых деталей и поэтому их применяют
в сочетании с цилиндрическими крепежными болтами.
Конусность центрирующих участков болтов составляет 1/3-1/10. Ко-
нические болты, даже плотно затянутые, выбивают из отверстий легкими
ударами молотка. Как и в случае цилиндрических болтов, необходимо
предупредить возможность разбивания резьбы приданием торцам болтов
соответствующей формы.
На рис. 169,7, 77 приведены примеры применения призонных болтов
для стяжки нескольких деталей.
На рис. 170,7—XV представлены соединения с установочными
втулками, конструктивно объединенными со стяжными болтами или
шпильками. Предпочтительнее конструкции со сквозными отверстиями под
втулки (рис. 170, VII—XII). На рис. 170, XIII, XIV приведены конические
установочные втулки. Конструкция на рис. 170, .XVявляется промежуточной.
Здесь конический болт упирается в коническую расточку во втулке; при
затяжке втулка раздается, что обеспечивает плотный натяг по посадочной
поверхности втулки.
СОЕДИНЕНИЯ С ДИФФЕРЕНЦИАЛЬНОЙ РЕЗЬБОЙ
В некоторых специальных случаях применяют болты и гайки с
дифференциальной резьбой.
Болт с дифференциальной резьбой (рис. 171) имеет два резьбовых поя-
са. Резьба обоих поясов одинакового направления (правая или левая);
шаг резьбы одного пояса несколько больше шага резьбы другого поя-
са в?- Первым нарезным поясом болт завертывается в одну из стягиваемых
деталей, вторым одновременно - в другую деталь. При одном повороте
болта стягиваемые детали сближаются на величину разности шагов Sj — s2.
Суммарное перемещение равно и (sj — s2), где п — число поворотов болта
""до полной затяжки. Таким образом, болт с дифференциальной резьбой
эквивалентен обычному болту с резьбой весьма малого шага s = — s2.
Соединения с дифференциальной резьбой отличаются следующими по-
ложительными особенностями:
1. Затяжка может быть осуществлена с большой силой при ограничен-
ном крутящем моменте.
2. При отвертывании болта стянутые детали принудительно отводятся
друг от друга (болт с дифференциальной резьбой сам по себе является
съемником).
3. При завертывании и отвертывании болта можно осуществить весьма
малые перемещения стягиваемых деталей; таким образом, дифференциаль-
ная резьба позволяет выполнять точное регулирование осевого положения
деталей.
4. Опорная поверхность под головку, необходимая у обычных болтов,
в данном случае отсутствует; ее роль выполняет нарезной пояс.
Дифференциальная резьба позволяет получать соединения с малыми ра-
диальными габаритами, особенно, если завертные элементы (шестигран-
ник, шлицы и т. д.) расположены внутри болта. Монтаж соединений с диф-
ференциальной резьбой имеет особенности, которые следует учитывать
в конструкции соединения.
77
Рис. 171. Болт с дифференциальной резьбой
Рис. 172. Соединение деталей болтом с дифференциальной
резьбой:
I и II — положения после и перед сборкой; 111-ю-
риант сборки
Болты с дифференциальной резьбой применяют только как одиночные;
затяжка нескольких параллельно установленных болтов с дифференциаль-
ной резьбой крайне затруднительна и сопряжена с опасностью перекоса
притягиваемых деталей и защемления болтов. Стягиваемые детали должны
быть установлены перед монтажом на расстоянии друг от друга, равном
полному ходу при затяжке п (s2 — s2).
На рис. 172,7 изображен случай стяжки деталей болтом с дифференци-
альной резьбой одинакового диаметра на обоих нарезных поясах. Поло-
жение болта и стягиваемых деталей в начале затягивания показано на
рис. 172, II. Болт завертывают в деталь с меньшим шагом резьбы s2 почти
до полного выхода резьбы наружу (в детали — одна-две нитки резьбы) и
доводят до соприкосновения с резьбой второй детали; расстояние а между
стягиваемыми деталями при этом должно быть равно п (sj — s2). В теле
второй детали должна быть предусмотрена выборка для размещения на-
резного конца болта. Глубина выборки b должна быть несколько больше
I — а, где I — длина нарезного пояса болта.
Болт (рис. 172, III) перед стягиванием деталей завертывают в деталь
с выборкой (шаг s2 больше шага sj.
Сборка упрощается, если резьбы сделать разного диаметра (рис. 173)
так, чтобы внутренний диаметр большей резьбы превышал наружный диа-
Рис. 173. Соединение деталей болтом с диф-
ференциальной резьбой разного диаметра:
I и II — положения после и перед сборкой
метр меньшей резьбы. В этом случае
необходимость в выточке и прогонке
болта через резьбу детали отпадает.
На рис. 174,7 показан случай со-
единения на дифференциальной резьбе
частей коленчатого вала с разъемом
по коренной шейке, с фиксированием
частей вала относительно друг друга
с помощью торцовых шлицев тре-
угольного профиля. Ограниченность
осевых габаритов заставила располо-
жить втулку с дифференциальной
резьбой во внутренней полости вала.
78
Положение перед сборкой показано на рис. 174, II. Втулка завернута до
отказа в резьбе правой половины вала. Вращая втулку за внутренние
шлицы, ее ввертывают в резьбу левой половины вала, осуществляя стяжку.
При резьбах одинакового диаметра в деталях предусматривают выточки
для размещения нарезного конца втулки перед сборкой.
Соединения двух трубчатых деталей с помощью гайки с дифферен-
циальной резьбой одинакового и разного диаметров показаны на рис. 175
и 176, где приведены соотношения, которые необходимо выдерживать при
сборке.
Рис. 174. Соединение на диф-
ференциальной резьбе половин
коленчатого вала:
1 и 11 — положения после и
перед сборкой
Рис. 175. Соединение трубчатых деталей гайкой с дифференциальной резьбой одинакового
диаметра:
1 и II — положения после и перед сборкой
Рис. 176. Соединение трубчатых деталей гайкой с дифференциальной резьбой разного диаметра:
1 и II— положения после и перед сборкой
79
Рис. 177. Затяжка насадной детали на валу гайкой с дифференциальной резьбой
^а рис. 177 показана схема затяжки насадной детали на валу гайкой
с дифференциальной резьбой. Схему часто применяют для затяжки дета-
лей с принудительным съемом затягиваемой детали при разборке.
СОЕДИНЕНИЯ НА РЕЗЬБЕ ПРОТИВОПОЛОЖНОГО
НАПРАВЛЕНИЯ
Крепежные детали с резьбой противоположного направления (ле-
вой и правой) применяют сравнительно редко, т. е. когда требуется быст-
рое сближение и раздвижение соединяемых деталей или регулирование их
осевого положения друг относительно друга.
Ход на каждый оборот крепежной детали равен удвоенной величине
шага резьбы. Во столько же раз уменьшается сила затяжки соединяемых
деталей (при заданной величине крутящего момента). По этой причине
соединение на резьбе противоположного направления почти не применяют
для силовой затяжки.
На рис. 178 — 180 приведены случаи соединений с резьбой противопо-
ложного направления.
Наиболее широко распространены резьбы противоположного направле-
ния в стяжных муфтах (тендерах или талрепах), служащих для
регулирования натяжения тросов, стержневых систем и т. д., а также для
регулирования взаимного осевого положения деталей.
Рис. 178. Соединение деталей болтом с резьбой противоположного направления:
I и. II — положения после и перед сборкой
80
Рис. 179. Соединение трубчатых деталей ганкой с резьбой противоположного направления:
I и II— положения после и перед сборкой
Рис. 180. Затяжка наеадной детали на валу гайкой с резьбой противоположного направления:
I и II — положения после и перед сборкой
Рис. 181. Конструкции тендеров
На рис. 181 показаны конструкции тендеров общего назначения. В кон-
струкции на рис. 181,1 муфта представляет собой цилиндрическую полую
деталь; вращение муфты производится штырем, вводимым в поперечные
отверстия; в конструкции на рис. 181, II муфте придана форма тела рав-
ного сопротивления; для удобства заворачивания в муфте проделаны два
81
ряда отверстий под углом 90° друг к другу; в конструкции на рис. 181,Ш
муфта выполнена из шестигранного прутка; в конструкции на рис. 181, IV
муфта имеет укороченный шестигранник.
' Наиболее распространена конструкция (рис. 181, V) с муфтой, выполнен-
ной из поковки с проушиной, служащей для завертывания.
На рис. 18 J, И показана сварная конструкция, состоящая из двух
втулок, соединенных согнутыми по дуге окружности полосами; на
рис. 181, VII, VIII —тендеры обращенной схемы. Тендер представляет
собой нарезной стержень с отверстием или шестигранником под ключ,
завертываемый на правой и левой резьбе во втулки соединяемых деталей.
Тендеры этого типа применяют редко, так как пределы регулирования
у них при заданных осевых габаритах меньше, чем в предыдущих кон-
струкциях (на длину завертного элемента).
ОПОРНЫЕ ПОВЕРХНОСТИ ПОД ГАЙКИ (ГОЛОВКИ
БОЛТОВ). МЕСТА ПОД КЛЮЧИ
На рис. 182 показаны соотношения размеров опорных поверхно-
стей под гайки (головки болтов), устанавливаемые в углублениях (рис. 182,1),
на бобышках (рис. 182,//) и фланцах (рис. 182,///), обработанных цекова-
нием, фрезерованием или точением.
Полученные из этих соотношений численные значения следует округлять
до ближайшего большего целого числа. Для случая углубления (рис. 182,1)
значение Dr следует округлять до ближайшего большего диаметра стандарт-
ного инструмента.
Места под ключи. При проектировании узлов с резьбовыми соединени-
ями необходимо предусматривать достаточное место для манипулирования
ключом. Габариты узла должны обеспечивать размах ключа при заверты-
вании — отвертывании желательно в пределах не менее 90°. На рис. 183 —
189 приведены минимальные расстояния от центра гаек (головок болтов)
до ближайших элементов конструкции, полученные на основании статисти-
ческого анализа размеров наиболее распространенных типов ключей.
Исходя из соотношений, приведенных на рис. 183 — 188, можно реко-
мендовать следующее общее правило, обеспечивающее достаточно свобод-
ное манипулирование ключом любого типа: минимальное расстояние от
центра гайки (головки болта) до ближайшей стенки должно быть равно
диаметру гайки D; при завертывании накидным ключом в нишах (рис. 186)
расстояние до боковых стенок должно быть равно 1,5 D.
Для случая завертывания гайки, утопленной в глубоком гнезде
(рис. 189), можно рекомендовать минимальный диаметр гнезда D' =
= 1,5 0 при пользовании трубчатым ключом и D' = 1,8 D при пользовании
массивным торцовым ключом.
Приведенные соотношения справедливы в случаях, когда можно пренебречь отклонени-
ями размеров от номинального значения. Если ограничивающие стенки находятся на боль-
шом расстоянии от технологических баз, то следует учесть возможные смещения стенок.
Для литых деталей в общем случае, когда база А литейных размеров не совпадает
с базой А' размеров механической обработки (рис. 190), действительное минимальное рассто-
яние от центра гайки до ближайшей необработанной стенки может быть
а - (Li - A i-j) + (S - A S) - (L, + A L2),
82
О,-UP
Рис. 182. Размеры опорных поверхностен под
а=Ш
rajjl'H и головки болтов
Рис. 184. Завертывание
гайки ключом с раз-
махом 90°
Рис. 183. Завертывание
гайки ключом с разма-
хом 180°
83
Рис. 185. Завертывание гайки
ключом с размахом 90* при на-
личии ограничивающей стеики
Л
А-А
Рис. 186. Завертывание гайки
ключом с размахом 90° при
наличии двух ограничивающих
стенок
где L] - расстояние между центром гайки и базой размеров механической обработки; A L, —
минусовой допуск на размер Lj; L2 — расстояние от стенки до базы литейных размеров;
Л — плюсовой допуск на размер L2; S — расстояние между базой литейных размеров и ба-
зой размеров механической обработки; AS —минусовой допуск на размер S.
Рис. 188. Завертывание гайки
тонкостенным трубчатым
ключом
Рнс. 187. Завертывание гайки
торцовым массивным ключом
Рнс. 189. Завертывание утоп-
ленной гайки торцовым клю-
чом
84
Рис. 191. К определению диа-
метра D' гнезда
Иначе
а = (Lj 4- S — Lj) — (Д Lt 4- Д Li 4- Д S).
Размер а должен иметь вполне определенное минимальное значение из условия свободной
манипуляции ключом. Пусть amln = D, где D - наружный размер шестигранника гайки (или
головки болта).
Тогда номинальное, назначаемое размерами чертежа, значение
°ном = L] 4- S —
должно быть равно
яном ?= О 4- Д Ei 4- Д Li 4- Д S.
В случае, когда гайка завертывается в глубокое гнездо с необработанными стенками
(рис. 191), действительный минимальный диаметр гнезда D', назначаемый размерами чертежа,
должен быть равен
D ~ ^min ~~ A В — 2 (Д Смех 4- Д ^лиг)>
где D'min — минимальный диаметр гнезда, определяемый размерами ключа; Д D' - абсолютная
величина минусового допуска на диаметр гнезда; А Стит 4- Д1ий — максимальное расстояние
между центрами гайки и литого гнезда, определяемое допусками на размер L от базы А
для литья н механической обработки.
Если принять (по предыдущему) минимальный размер диаметра гнезда D'm)„ — (1,5 4- 1,8) D,
то диаметр гнезда
D’ = (1,5 - 1,8) D 4- Д D’ 4- 2 (Д Luex 4- Д Спит).
Приведенные выше размеры относятся к ручному завертыванию. Совре-
менные способы завертывания с помощью электрических, пневматических
и т. д. гайковертов требуют, как правило, увеличения размеров под за-
вертывание. При проектировании узлов, рассчитанных на механизирован-
ную сборку, размеры под завертывание должны быть согласованы с раз-
мерами головок гайковертов.
85
2 УПЛОТНЕНИЕ
. ПОДВИЖНЫХ СОЕДИНЕНИЙ
Наиболее обширная область применения уплотнений в общем ма-
шиностроении — это герметизация входных и выходных валов машин и аг-
регатов, Уплотнения с одной стороны предупреждают утечку масла из
корпуса машин, с другой — защищают внутренние полости корпуса от внеш-
них воздействий (проникновения пыли, грязи и влаги извне). Это особенно
важно для машин, работающих на открытом воздухе в соседстве с аг-
рессивными средами.
Особенно ответственную роль играют уплотнения в машинах и агрегатах
с полостями, содержащими химически активные вещества (химическое ма-
шиностроение) или пищевые продукты (пищевое машиностроение) и т. д.
Надежная герметизация этих полостей является важным условием рабо-
тоспособности машин.
Другая область применения уплотнений — это герметизация полостей
в машинах, содержащих газы и жидкости при высоких давлениях или под
вакуумом. В роторных машинах (в паровых и газовых турбинах, центро-
бежных и аксиальных компрессорах и т. д.) необходимо уплотнение вра-
щающихся валов и роторов; в поршневых машинах — уплотнение возврат-
но-поступательно движущихся частей (поршней, плунжеров, скалок).
В поисках надежных решений конструкторы разработали большое число
разнообразных систем уплотнений. Ниже описаны типовые конструкции
уплотнений, применяемых в общем машиностроении. Эти конструкции ле-
жат и в основе специальных решений. Все системы уплотнений можно
разделить на два класса: контактные и бесконтактные.
В первом случае уплотнение достигается непосредственным соприкосно-
вением подвижной и неподвижной частей уплотнений. К числу этих уп-
лотнений относят сальники, манжеты, разрезные пружинные кольца, тор-
цовые уплотнения и т. д.
Во втором случае контакт между частями уплотнения отсутствует. Уп-
лотнительный эффект достигается с помощью центробежных сил, гидро-
динамических явлений и т. д. К числу Этих уплотнений относят лабиринт-
ные уплотнения, отгонные резьбы, отражательные диски, ловушки разнооб-
разных типов и т. д.
86
Контактные уплотнения обеспечивают более высокую герметичность
соединений. Их недостатки (ограниченность допустимых скоростей отно-
сительного движения, изнашиваемость и потери уплотнительных свойств
с износом) устраняют регулированием силы прижатия контактирующих
поверхностей, рациональным подбором материала трущихся- поверхностей,
компенсацией износа с помощью упругих устройств.'
В справочниках часто приводят цифры допустимых скоростей для различных видов кон-
тактных уплотнений. Такой подход вряд ли можно считать правильным. Безопасные скорости
определяются свойствами уплотняемой жидкости, условиями смазки, величиной контактного !
давления, материалом трущихся поверхностей, правильностью монтажа и другими факторами.
Рациональным сочетанием этих факторов можно значительно раздвинуть пределы надежной
работы уплотнения.
Бесконтактные уплотнения не имеют пределов по скоростям отно-
сительного движения; их срок службы не ограничен; уплотнительные свой-
ства вообще ниже, чем у контактных уплотнений; полной герметизации
можно добиться лишь применением дополнительных устройств.
КОНТАКТНЫЕ УПЛОТНЕНИЯ
Сальники
Сальники принадлежат к числу отживающих систем уплотнения.
Их основной недостаток — повышенный износ, сопровождающийся потерей
уплотнительных свойств, и неприспособленность к высоким окружным ско-
ростям. Все же благодаря простоте и дешевизне сальники до сих пор при-
меняют в узлах неответственного назначения.
Сальник представляет собой кольцевую полость вокруг вала, набитую
уплотняющим материалом. Для набивки применяют хлопчатобумажные
ткани, очесы, шнуры, вываренные в масле, фетр, асбест и подобные
87
материалы с добавлением металлических порошков (свинца, баббита),
графита, дисульфида молибдена и других самосмазывающихся веществ.
На рис. 192 представлены простейшие формы сальников, устанавливае-
мых непосредственно в корпусные детали (рис. 192,I—IV) или в промежу-
точные детали (рис. 192, V— VIII). х
На рис. 193,1 изображено простейшее сальниковое уплотнение с Кони-
ческой канавкой (стандартный угол профиля канавки 15° + 1°). Коническую
форму придают канавке в расчете на то, что набивка в виде, например
цилиндрического фетрового кольца, будучи плотно установленной в кони-
ческую канавку, стремится под действием собственной упругости сжимать-
ся к центру, охватывая вал.
Набивка работает непосредственно по валу или по промежуточной втул-
ке; для увеличения надежности и повышения срока службы поверхность
вала (или втулки) должна иметь твердость не ниже HRC 45 и шероховатость
не более Ra = 0,32 -г 0,65 мкм. Обратную схему, при которой набивка ра-
ботает по корпусу (рис. 193, П), применяют редко вследствие повышения
окружной скорости скольжения в связи с этой конструкцией.
Для увеличения надежности уплотнения применяют двойные сальники,
расположенные друг за другом (рис. 193,///) или, при ограниченности осе-
вых габаритов, друг над другом (рис. 193, IV). Для компенсации про-
исходящего в эксплуатации износа осуществляют затяжку набивки
(рис. 193, V, VI).
Долговечность и надежность сальника резко возрастают при подводе
смазки (хотя бы в незначительном количестве), так как при смазке умень-
шается коэффициент трения, тепловыделение и повышается герметичность.
В конструкции, изображенной на рис. 193, VI, смазка подводится из уплот-
няемой полости через радиальные отверстия в корпусе сальника.
Периодическая подтяжка крайне нежелательна, потому что требует по-
стоянного внимания обслуживающего персонала. Кроме того, при неумелом
обращении возможна перетяжка сальника, приводящая к перегреву и вы-
ходу уплотнения из строя.
88
Рис. 194. Сальники для высоких давлений (на видах VII n VIII отверстия для слива жидкости
не покатаны)
Совершеннее конструкции с автоматической затяжкой с помощью
пружины (рис. 193, И1, ИН).
На рис. 193, IX—XI показаны конструкции сдвоенных сальников с пру-
жинной затяжкой.
Для уплотнения жидкостей, пара и газов при высоком давлении при-
меняют сальники с увеличенной длиной набивки и с затяжкой набивки
внутренней (рис. 194, I) или наружной (рис. 194, II) гайкой, грундбуксой
(рис. 194, III) или пружинами (рис. 194, IV— И).
В случаях, когда необходимо полностью исключить просачивание
жидкости через уплотнение, применяют спаренные (рис. 194, ИГ) или много-
рядные (рис. 194, ИН) сальники с промежуточными распорными втулками
между набивками и со сливом жидкости, просачивающейся через первые
(со стороны давления) набивки.
ГидропЛастовые
уплотнения
Часто применяют сальники с уплотняющим элементом в виде
втулки из термопластов, например из поливинилхлоридов. Гидропластовую
втулку заключают в замкнутое кольцевое пространство в корпусе (рис.
195,1). Зазор между валом и отверстием делают минимальным. Уплотняю-
щий элемент затягивают на валу вцнтом, действующим на гидропласт
через притертый плунжер; давление плунжера, передаваясь всей массе гидро-
пласта, заставляет втулку плотно охватывать вал.
Во избежание выдавливания гидропласта в зазор между валом и корпу-
сом, на торцах кольцевой канавки корпуса устанавливают выполненные
89
Рис. 195. Гидропластовые yi»-
лотнения
из антифрикционного металла кольца на скользящей посадке относитель-
но вала (рис. 195,1/). Кольцам придают некоторую свободу радиального
перемещения для того, чтобы поверхности скольжения не разрабатывались
при биении вала.
Манжетные уплотнения
Манжета представляет собой выполненное из мягкого упругого
материала кольцо с воротником, охватывающим вал. Под действием дав-
ления в уплотняемой полости воротник манжеты плотно охватывает вал
с силой, пропорциональной давлению (рис. 196,/). Для обеспечения постоян-
ного натяга воротник стягивают на валу кольцевой пружиной (на рис. 196
не показана).
Манжета должна быть расположена воротником навстречу уплотняемо-
му давлению; при обратном расположении (рис. 196,//) давление отжимает
воротник от вала. При необходимости двустороннего уплотнения уста-
навливают две манжеты с воротниками, направленными в разные стороны
(рис. 196,111). Наружную сторону манжеты плотно крепят к корпусу.
Рис. 198. Формы манжет
90
В ряде случаев манжету делают с двумя воротниками, один из кото-
рых уплотняет вал, а другой — манжету относительно'корпуса (рис. 197),
в силу того же манжетного эффекта.
Возможные формы манжет показаны на рис. 198,1 — XII.
Манжеты раньше изготовляли из лучших сортов воловьей кожи (чепра-
ковая кожа), подвергая ее распариванию и прессованию для придания
нужной формы. На рис. 199 показаны способы установки кожаных манжет.
На рис. 200 приведены примеры применения манжет в уплотне-
ниях торцового типа.
На рис. 201 изображена многорядная установка манжет в уплотнениях
для высоких давлений (жидкостей, паров и газов).
Манжеты чаще всего изготовляют из пластиков типа поливинилхлори-
дов и фторопластов, превосходящих кожу по упругости и износостойкости.
Рис. 199. Способы установки кожаных манжет:.
I, VI — односторонних; II, /// — односторонних с пружинной стяжкой воротника; IV, V,
И//— двусторонних; VIII — односторонних с пружинным распором воротников
Рис. 200. Примеры применения манжет в торцовых уплотнениях
91
Рис. 201. Многорядная установка манжет в уплотнениях для высоких давлений:
I, // — двухворотниковых с пружинным распором; III —с промежуточными шайбами;
IV — с промежуточными кольцами и ро сливом жидкости из промежуточных полостей
(отверстия для слива не показаны); V, VI — с затяжкой коническими кольцами
Полихлорвиниловые манжеты выдерживают температуру до 80°С. Фторо-
пластовые манжеты могут работать при температурах до 300 С.
Армированные манжеты для валов
Широко применяют в машиностроении армированные манжеты
для валов. Эти уплотнения представляют собой самостоятельную конструк-
цию, целиком устанавливаемую в корпус; манжету изготовляют из син-
тетических материалов, что позволяет придать ей любую форму; воротник
манжеты стягивается на валу кольцевой витой цилиндрической пружиной
(браслетной пружиной) со строго регламентированным усилием.
На рис. 202 показаны различные типы манжет (первые относятся
к более ранним конструкциям).
Конструкции на рис. 202,1 — ИП с манжетой в кассете из листовой
стали (.иногда очень сложной сборки) почти вышли из употребления. Ос-
новной их недостаток — сложность герметичной посадки уплотнения в кор-
пус. При достижимой штампованием точности размеров трудно обеспечить
плотную посадку кассеты в корпус, поэтому возникает необходимость при-
менять уплотняющие мази.
В современных конструкциях посадочный пояс уплотнения выполняют
за одно целое с манжетой (рис. 202, IX и следующие). Благодаря упругости
материала в данном случае легко достигается уплотнение по корпусу даже
92
при значительных колебаниях посадочных размеров. Необходимая радиаль-
ная жесткость придается Введением в тело манжеты каркасных колец
из листовой стали.
Манжеты делают с одним (рис. 202, X, рис. 203,/, II) уплотнительным
гребешком, с двумя (рис. 202, XI, XII) и большим (рис. 202, XIII) числом
гребешков. В конструкции на рис. 202, XIII браслетная пружина заменена
кольцом из упругого синтетика. В конструкции на рис. 202, XIY необхо-
димая упругость придается кольцевым валиком у гребешка, в конструкции
на рис. 202, XV — кольцевым ребром вокруг гребешка (для придания устой-
чивости ребро заключено в штампованную обойму).
На рис. 202, XVI показана рациональная конструкция манжеты с двумя
гребешками; один (стянутый пружиной) уплотняет вал, другой — преду- '
преждает проникновение в уплотнение грязи извне. На рис. 202, XVII изобра-
жена конструкция манжеты для радиальной сборки, на рис. 202, XVIII,
XIX •“ конструкции сдвоенных манжет. Своеобразная конструкция двухгре-
бешковой манжеты показана на рис. 202,ХУ, XXI. В свободном состоя-
нии манжета имеет форму, изображенную на рис. 202, ХУ. При установке
в корпус (рис. 202, XXI) уплотнительные гребешки расходятся, создавая
натяг на поверхности вала; натяг поддерживается браслетной пружиной.
Манжеты изготовляют прессованием или пресс-литьем (с опрессовкой
внутренних металлических элементов) из эластичных, износостойких, масло-
93
и химическистойких пластиков и резины. Браслетные пружины изготов-
ляют из пружинной проволоки диаметром 0,2—0,5 мм и подвергают за-
калке и среднему отпуску, защищают кадмированием, цинкованием или
делают их из бронзы.
Способы соединения концов пружин показаны на рис. 204. В конструкции
на рис. 204,/ на одном из концов пружины навивка ступенчатая. При
соединении ступенчатый конец (предварительно закрученный в сторону,
обратную ходу витков) ввертывают в витки другого конца.
В конструкции на'рис. 204,77 хвостовику пружины придана коническая
форма, облегчающая завертывание; в конструкции на рис. 204,7/7 соеди-
нение концов производится с помощью отдельной витой вставки.
Способы установки манжетных уплотнений в корпусах показаны на рис.
205. При способе установки, показанном на рис. 205,7, соединение с кор-
пусом достигается за счет упругого радиального сжатия манжеты при вводе
в корпус; однако соединение получается ненадежное. В конструкции на
Рис. 203. Конструкции армированных манжет
(ГОСТ 8752 - 70)
94
Рис. 206. Установка манжет при повы-
шенном давлении:
I — неправильная; II — правильная (ман-
жета застрахована от выворачивания
ограничительным диском)
Рнс. 207. Основные случаи установки
манжетных уплотнений: '
I — на вал; II — на промежуточную втул-.
ку; III — на ступицу' насадной детали
рис. 205,11 уплотнение, предварительно сжатое, вводят в выточку в кор-
пусе; высота буртика у входа в канавку не должна превышать величины
допустимого упругого сжатия манжеты.
На рис. 205,111 показан более правильный способ установки: манжету
фиксируют в осевом направлении привертной шайбой. Во избежание про-
ворота манжеты в корпусе и для обеспечения герметичности манжету са-
жают с небольшим осевым натягом (порядка 0,5 мм). На рис. 205,77
показана аналогичная установка с замыканием соединения в осевом на-
правлении фигурной шайбой и зегером. На рис. 205, V— IX показаны спо-
собы установки манжет в промежуточных корпусах.
При установке манжет с гибким воротником, подверженных действию
повышенного давления, необходимо предупреждать возможность выворачи-
вания воротника.манжеты под давлением. В этих случаях рекомендуется
установка опорного диска с профилем, соответствующим профилю манжеты
(рис. 206).
Поверхности, по которым работают манжеты, должны обладать твер-
достью не менее URC 45 и иметь шероховатость не более Ял = 0,16-г
-г 0,32 мкм.
На рис. 201,1—III показаны три случая установки манжет. Во втором
и третьем случаях необходимо предупредить возможность просачивания
масла по зазору между валом и втулкой (или ступицей насадной детали).
Это достигается обработкой торцов а до шероховатости Ra — 0,63 -=-
-? 1,25 мкм и соблюдением строгой перпендикулярности торцов отно-
сительно оси отверстия. Для обеспечения полной герметичности рекомен-
дуется покрывать торцы герметизирующими мазями или устанавливать
на торцах уплотнительные прокладки.
95
На валах, на которые надевают манжету при сборке, должны быть
предусмотрены пологие фаски (рис. 208,//). Это избавляет от необходи-
мости применять специальные монтажные приспособления, например мон-
тажную втулку (рис. 208, III).
При работе манжеты по промежуточной втулке или по ступице насад-
ной детали (см. рис. 207, // и III) пологие заходные фаски на втулках и сту-
пицах обязательны, так как в данном случае применить способ монтажа,
приведенный на рис. 208, III, невозможно.
Рис. 208. Монтаж манжетных уплотнений:
/—затруднителен; // — облегчен пологой заходной фаской на валу; ///—приспособление
для монтажа манжет на ступенчатые валы
Рис. 209. Примеры установок манжетных уплотнений:
I, II, IV — при повышенном давлении в корпусе; III — при вакууме в корпусе; V, К/ —дву-
сторонняя установка -
96
На рис. 209 даны примеры установки манжетных уплотнений в узлах
с шарикоподшипниками.
Уплотнение разрезными пружинными кольцами
Уплотнение разрезными пружинными кольцами (рис. 210) надежно,
оно может держать большие перепады давления и при правильном под-
боре материалов долговечно.
Пружинные кольца изготовляют из закаленной стали, перлитного чугу-
на, кованой бронзы и устанавливают в стальном корпусе, термооб^аботан-
ном до твердости HRC 40 - 45. Наружную втулку уплотнения выполняют
из закаленной, цементованной или азотированной стали. Кольца сажают
в канавки корпуса с осевым зазором 0,005 — 0,020 мм. Просвет а (рис. 210,I)
между наружной поверхностью корпуса и отверстием втулки делают рав-
ным 0,5 — 1 мм.
Кольцо устанавливают с небольшим натягом по отношению ко втулке.
В процессе работы кольца стоят неподвижно во втулке или слегка проскаль-
зывают. Под действием перепада давления кольца прижимаются торцами
к стенкам канавок корпуса. Обычно устанавливают два-три кольца; при
повышенном перепаде давления число колец доводят до пяти-шести, 1
В многокольцевых уплотнениях, работающих при высоких перепадах
давления, наиболее нагружено первое, ближайшее к герметизируемой по-
лости кольцо; со временем на торцовой поверхности этих колец образу-
ется ступенчатая выработка, являющаяся результатом прижатия кольца
к стенке канавки.
Рис. 210. Уплотнении разрезными пружинными кольцами
4 Орлов П. И., кн. 3 97
Рнс. 211. Разгрузочные отверстия в
пружинных кольцах
Рнс. 212. Замки колец
Рнс. 214. К определению раз-
меров фаскн для введения пру-
жинных разрезных колец
Рис. 213. К определению раз-
меров пружинного разрезного
кольца
Дтя равномерного распределения нагрузки между всеми кольцами, а так-
же для подвода масла к трущимся поверхностям (при уплотнении масло-
содержащих полостей) в первом (а иногда в нескольких передних кольцах)
выполняют разгрузочные отверстия а (рис. 211).
Наружный диаметр колец в свободном состоянии d0 делают с таким
расчетом, чтобы кольцо входило во втулку с небольшим натягом </0 =
= (1,02 -=- 1,03) d, где d — диаметр отверстия втулки.
Замки колец обычно изготовляют прямыми (рис. 212,1). У колец боль-
шого диаметра замки выполняют косыми (рис. 212,11) под углом 45°.
Ширину прорези s в свободном состоянии выбирают из условия, чтобы
после введения кольца во втулку в замке оставался просвет 0,3 —0,5 мм. С уче-
том формулы для d0 запишем
3 = (0,3 ч- 0,5) + я (0,02 + 0,03) d » 0,5 + 0,08 d.
В уплотнениях, работающих при повышенных температурах, зазор надо
увеличить на величину термического удлинения кольца.
Для беспрепятственного ввода колец в канавки необходимо соблюдать
известное из теории разрезных пружинных колец правило: отношение
— (рис. 213) должно быть не более 0,05. Для колец из закаленной ка-
d
чественной стали это отношение может увеличиться до 0,1. Если отноше-
ние - превышает 0,1, то применяют корпуса из наборных дисков (см.
рис. 210, Л). Для удобства монтажа диски после установки колец заваль-
цовывают на втулке из мягкой стали (см. рис. 210,111). Отношение высоты
колец h к ширине h обычно равно 0,5—0,7.
Иногда применяют парную установку колец в канавках (см. рис. 210, IV)
или монтируют кольца в корпусе в ряд (см. рис. 210, V, И).
98
Для облегчения ввода колец во втулки при монтаже, втулки снабжают
пологими фасками. Во избежание применения специальных монтажных при-
способлений рекомендуется диаметр фаски D делать не менее наружного
диаметра d0 кольца в свободном состоянии (рис. 214).
Уплотнение резиновыми кольцами
Уплотнения с резиновыми кольцами, вводимыми в канавки вала
или промежуточной втулки, имеют ограниченное применение.
В конструкции на рис. 215,1 уплотнение обеспечивают натягом между
наружной поверхностью колец и втулкой. В конструкции на рис. 215,11
использован манжетный эффект. Кольца расположены в канавках со скосом.
Под действием давления в уплотняемой полости кольца, находя на скос,
I и ш
Рнс. 215. Уплотнения резиновыми кольцами
прижимаются наружной поверхностью к втулке.
Уплотнение одностороннего действия. При необ-
ходимости обеспечить двустороннее уплотнение
кольца устанавливают в канавках с поперемен-
ным чередованием наклона днищ (рис. 215, III)
или применяют канавки с двусторонним скосом
(рис. 215, IV).
На рис. 216 изображено уплотнение, в кото-
ром использован центробежный эффект: резино-
вое кольцо имеет несколько наклонных гребеш-
ков, которые под действием центробежной силы
Рис. 216. Уплотнение резино-
вым кольцом с использова-
нием центробежного эффекта
прижимаются к гильзе,
создавая давление, пропорциональное квадрату частоты вращения. Кольца
выполняют из мягких сортов маслостойкой и термостойкой синтетиче-
ской резины.
Недостатки уплотнений резиновыми кольцами — ненадежность работы,
быстрый износ резины в процессе эксплуатации, неопределенность сил
в кольцах.
Чаще применяют резиновые кольца в установках с возвратно-поступа-
тельным движением вала.
БЕСКОНТАКТНЫЕ УПЛОТНЕНИЯ
Щелевые уплотнения. Наиболее простым видом бесконтактного
уплотнения является кольцевая щель между валом и корпусом (рис. 217).
Уплотняющая способность кольцевой щели пропорциональна ее длине
и обратно пропорциональна величине зазора. При практически осуществи-
4*
99
Ряс. 218. Двухъярусное ще-
левое уплотнение
Рис. 217. Щелевые уплотнения
(ZZZZZZz^
L_Z__L
Рис. 219. «Лабиринтные» уплотнения
мых длинах щели и величинах зазора уплотнение это мало эффективно.
Для увеличения длины щели при жестких требованиях к габаритам иногда
применяют двухъярусное щелевое уплотнение (рис. 218).
Эффективность щелевого уплотнения повышают кольцевыми канавками,
которые могут быть выполнены на валу (рис. 219, Г), во втулке (рйс. 219, II)
или одновременно на валу и втулке (рис. 219, III). Этот вид уплотнения
часто называют «лабиринтным», хотя по принципу действия оно не имеет
ничего общего с лабиринтным уплотнением. Назначение канавок в данном
случае — создать на валу гребешки, отражающие масло действием центро-
бежной силы в кольцевое пространство между валом и втулкой. В случае
расположения канавок во втулке обязателен сток масла из канавок в ниж-
ней точке.
На рис. 220 показана разновидность уплотнения, в котором гребешки
вала заходят в канавки втулки. Конструкция применима только при ра-
диальной сборке. “~
Рис. 220. «Лабиринтное» уп-
лотнение для радиальной сбор-
ки
Рис. 221. Уплотнение отгонной
резьбой
1(Ю
•
Уплотнения отгонной резьбой (рис. 221,/—Ш)» применяют для гермети-'
зации полостей, содержащих жидкости. На валу или во втулке (или здесь
и там одновременно) выполняют резьбу (обычно многозаходную). Направ-
ление резьбы должно быть согласовано с направлением вращения вала так,
чтобы витки отгоняли уплотняемую жидкость, например масло, в корпус.
Уплотнение - нереверсивное; при перемене направления вращения витки
гонят жидкость в .обратном направлении из корпуса.
На рис. 222 изображено многоярусное уплотнение с отгонной резьбой.
Применяемые в отгонных уплотнениях профили резьб показаны на рис. 223.
Уплотняющая способность отгонной резьбы пропорциональна длине резь-
бового пояса, скорости вращения вала, вязкости уплотняемой жидкости,
обратно пропорциональна высоте резьбы и очень зависит от зазора между
гребешками витков и стенками отверстия. Уплотнение работает удовлетво-
рительно, если радиальный зазор не превышает 0,05—0,06 мм. При зазоре
свыше 0,1 мм уплотнение становится бесполезным.
Наилучшие результаты дает мелкая треугольная резьба (высота вит-
ков 0,5—0,7 мм) при условии, если гребешки витков прошлифованы в раз-
мер, обеспечивающий малый зазор в соединении. Уплотняющая способ-
ность резьбы прямоугольного профиля примерно вдвое меньше. Трапе-
цеидальная резьба занимает промежуточное положение. Оптимальный угол
наклона витков резьбы треугольного профиля 5 —10°, прямоугольного 3 — 5°.
Для увеличения эффективности резьбового уплотнения целесообразно
запирать винтовую щель в резьбе цилиндрическим гладким пояском за
последними (считая от корпуса) витками (рис. 224).
Иногда резьбу заменяют цилиндрической пружиной с витками круглого
или прямоугольного профиля; пружины устанавливают непосредственно на
валу или на гладкой втулке (рис. 225,/, II) или в промежуточном кор-
пусе с винтовыми канавками (рис. 225, III, IV).
Рис. 222. Многоярусное уплот-
нение с отгонной резьбой
Рис. 224. Уплотнения с отгонной резьбой
и цилиндрическим гладким пояском
xWWWWWW
^\\\\\\\\w
МММм
Рис. 223. Профили отгонных
резьб
101
Рис. 225. Уплотнение цилиндрическим» пружинами
Рис. 226. Гребешковые уплотнения
Рис. 227. Уплотнение
пружинным кольцом
Рис. 228. Уплотнение
диском
Смысл конструкции заключается в том, чтобы витки при вращении ва-
ла прижимались центробежной силой к втулке, обеспечивая соскабливание
просачивающейся жидкости с поверхности втулки. Один конец пружины
закрепляют, другой — свободен. Важно исключить возможность самозакли-
нивания пружины; при указанном на рис. 225 направлении вращения дол-
жен быть закреплен правый конец пружины.
Конструкция нереверсивная и не может быть применена в машинах, где
возможна случайная перемена направления вращения (например, в редук-
торах с приводом асинхронными трехфазными двигателями, где из-за
ошибки в фазах возможна перемена направления вращения).
Гребешковые уплотнения. Цель установки гребешковых уплотнений —
разбить масляную пленку, ползущую по валу, и отбросить масло действием
центробежных сил в кольцевую полость, откуда оно стекает в корпус по
дренажным отверстиям.
Маслосбрасывающие гребешки выполняют непосредственно на валу
(рис. 226) или на съемных деталях (рис. 227 — 229). При не слишком вы-
соких частотах вращения гребешок заменяют разрезным пружинным коль-
цом (см. рис. 227).
Уплотнение отражательными дисками. Отражательные диски устанавли-
вают перед щелевыми уплотнениями с целью преградить доступ масла
в щель и отогнать действием центробежной силы частицы масла, прони-
кающие в щель.
На рис. 230,7—777 показаны малоэффективные способы установки диска,
не исключающие возможность проникновения масла в щель.
102
Рис. 230. Отражательные диски (малоэффективные способы установки)
Рис. 231. Уплотнении отражательными дисками
Ряс. 229. Многогребешковое
уплотнение
Рис. 232. Установка
отражательного диска
с осевой крыльчаткой
Рис. 233. Уплотнение отражательными дисками
с многогребенчатой втулкой
Рнс. 234. Уплотнение
двусторонним отража-
тельным диском
Рис. 235. Сдвоенные уплотнения отражательными
дисками
103
Рис. 236. Уплотнение
маслосбрасывающим
диском с кольцевой
ребордой
Рис. 237. Двойной
маслосбрасывающий
диск
Рнс. 238. Осевые «лабиринтные» уплотнения
В наиболее целесообразной конструкции втулка щелевого уплотнения
снабжена ребордой, обращенной к диску, которому придана форма чашки,
перекрывающей реборду втулки на величину а (рис. 231,7). При таком
устройстве масло может попасть только в кольцевую канавку между ре-
бордой и корпусом втулки; стекающее масло подхватывается диском и
центробежной силой выносится из уплотнения. Надежность и простота этого
уплотнения обусловили его широкое применение в машиностроении.
Кольцевую щель между валом и корпусом уплотнения часто исполь-
зуют для дополнительного уплотнения лабиринтными канавками или от-
гонной резьбой (рис. 231, II).
На рис. 232-237 показаны конструкции уплотнений. В конструкции на
рис. 232 отгон масла из уплотнения усилен установкой диска с лепестками,
разведенными по винтовой линии, действующего наподобие осевого им-
пеллера. В конструкции на рис. 236 отражательный диск снабжен коль-
цевой ребордой. Масло, поступающее в образованную ребордой кольцевую
канавку, удаляется центробежной силой через ряд отверстий на периферии
диска. На рис. 237 показана сдвоенная установка такого типа.
Близки по принципу действия к описанным конструкциям уплотнения,
показанные на рис. 238,7 — IV, за которыми укрепилось-условное название
осевых «лабиринтных» уплотнений. На самом деле — это многоступенчатые
отражательные диски, заключенные в кольцевые полости, с отводом про-
никающего в уплотнение масла.
ТОРЦОВЫЕ УПЛОТНЕНИЯ
Торцовые уплотнения принадлежат к числу контактных уплотне-
ний. Схема торцового уплотнения изображена на рис. 239,7. На валу уста-
новлен на скользящей .посадке диск а, которому не дают вращаться от-
304
Рис. 239. Схема торцового уп-
лотнения. Уплотняющий диск за-
фиксирован:
1 - на валу; П— в корпусе
носительно вала торцовые зубья б. Диск постоянно прижимается пру-
жиной к укрепленной на корпусе неподвижной шайбе в.
Уплотняемая среда (жидкость, газ) может просачиваться через уплот-
нение в двух направлениях (указаны на рисунке стрелками): через торец
диска и через кольцевой зазор между диском и валом. Просачиванию
через торец диска препятствует уплотнение контактом между деталями а
и в; просачиванию через зазор — уплотнение резиновыми кольцами г.
Очевидно, торцовое уплотнение должно состоять из двух уплотнений:
торцового и радиального.
Радиальное уплотнение работает в гораздо более легких условиях, чем
торцовое, так как диск имеет крайне незначительные перемещения вдоль
вала. Здесь пригодно любое уплотнение — резиновыми кольцами, разрез-
ными пружинными кольцами, сальниками, манжетами и т. д. Просачива-
ние церез радиальный зазор можно исключить полностью, уплотнив зазор
мембраной, сильфоном и т. п. (см. рис. 243, 244). В инвертированной схеме
торцового уплотнения (см. рис. 239, II) диск а зафиксирован от вращения
относительно корпуса с помощью торцовых зубьев б. Диск постоянно при-
жимается пружиной к диску в, укрепленному иа валу. Торцовое уплотнение
достигается контактом между дисками айв, радиальное — кольцами г.
Основное достоинство торцовых уплотнений заключается в том, что
износ трущихся поверхностей компенсируется перемещением уплотняющего
диска в осевом направлении под действием пружины. Торцовое уплотнение
обладает свойством самоприрабатываемости; при правильном выборе ма-
териала трущихся поверхностей и подводе незначительного количества
смазки уплотнение может работать в течение долгого времени при хоро-
шем состоянии поверхностей контакта, обеспечивающем надежное уплот-
нение.
При наличии давления в уплотняемой полости контактирующие поверх-
ности нагружены не только силой пружины, по и силами давления. В спе-
циальных случаях используют системы, разгруженные от сил давления.
Для поверхностей трения применяют антифрикциойные пары: сталь —
баббит, закаленная или азотированная сталь — бронза, графитовые и уголь-
ные композиции, пластики. В наиболее ответственных случаях применяют
твердые сплавы (литые и металлокерамические) в паре друг с другом или с
более мягкими материалами из числа указанных выше. Поверхности тре-
ния обрабатывают до шероховатости Ra = 0,16 0,32 мкм.
Для улучшения'уплотнения на поверхностях трения иногда выпол-
няют мелкие кольцевые канавки (см. рис. 247).
Подвижные уплотняющие диски должны быть хорошо направлены по
цилиндрическим поверхностям, причем должны быть обеспечены строгая
105
Рис. 240. Торцовые уплотнения с i ерметнзацнен радиального зазора резиновыми манжетами
перпендикулярность торцовой поверхности относительно цилиндрической
направляющей поверхности, а также параллельность торцов подвижного
и неподвижного дисков. Применяемая система самоустанавливающихся под-
вижных дисков обеспечивает более надежный контакт между уплотняю-
щими поверхностями.
На рис. 240 изображены распространенные виды торцовых уплотнений
с уплотнением радиального зазора резиновыми манжетами. В конструкции
на рис. 240,1 подвижный диск а зафиксирован от поворота относительно
вала торцовыми зубьями промежуточной втулки б. На наружную поверх-
ность втулки б плотно посажена резиновая манжета в, осуществляющая
радиальное уплотнение; торец манжеты прижат пружиной через метал-
лическую шайбу г к торцу диска а. Осевые перемещения диска а обеспе-
чиваются упругостью манжеты. Диск самоустанавливающийся.
На рис. 240, П приведено аналогичное уплотнение с втулкой б другой
конструкции.
. В инвертированной схеме (рис. 240, III) уплотняющий диск зафиксиро-
ван относительно корпуса. В случае, изображенном на рис. 240, IV. введе-
ние зегера а превращает уплотнение в самостоятельный узел (агрегатиро-
ванный), который можно целиком установить в корпусе. На рис. 241 пока-
зано компактное агрегатированное уплотнение с применением конической
витой пружины.
На рис. 242 изображены торцовые уплотнения с полной герметизацией
радиального зазора с помощью резиновой гофрированной манжеты. Кон-
струкция применима при отсутствии давления в уплотняемой полости.
На рис. 243 приведены торцовые уплотнения с герметизацией радиаль-
ного зазора сильфонами; в уплотняющие диски встроены вставки из син-
Рис. 241. Торцовое уплотнение
с конической витой пружиной
Рнс. 242. Торцовое уплотнение с герметизацией радиаль-
ною зазора гофрированной резиновой манжетой
106
Рис. 243. Сильфонные торцовые уплотнения
Рис. 244. Мембранное торцо*
вое уплотнение
Рис. 245. Торцовое уплотнение
с герметизацией радиальною
зазора сальниками
Рнс. 247. Торцовые уплотнения
с герметизацией радиальною
зазора манжетами
Рис. 246. Торцовые уплотнения с
затяну 1ыми сальниками
тетического материала. Уплотнения агрегатированы: уплотнение I — уста-
новкой кольцевого стопора а, уплотнение II — ограничительного штифта а,
входящего в прорезь на диске. Концы сильфона заделывают обычными
способами — с помощью колец б.
На рис. 244 показано мембранное торцовое уплотнение агрегатирован-
вого типа; на рис. 245, 246—торцовые уплотнения с герметизацией ра-
диального зазора сальниками.
В конструкции на рис. 245 сальники работают в незатянутом состоянии.
Совершеннее конструкции с сальниками, постоянно затягиваемыми пружи-
ной (рис. 246,/, II).
В конструкции на рис. 247,1, II герметизация радиального зазора дости-
гается с помощью манжет.
На рис. 248,/, II показано уплотнение с герметизацией радиального
зазора резиновыми кольцами, на рис. 249— разрезными пружинными коль-
107
Рис. 248. Торцовое уплотнение с герметизацией
радиального зазора резиновыми кольцами
Рис. 249. Торцовое уплотнение
с герметизацией радиального
зазора разрезными пружинны-
ми кольцами
Рнс. 250. Разгруженное торцо-
вое уплотнение
Рис. 251. Торцовые уплотнения с плавающим диском
Рис. 253. Торцовое уплотнение
втулкой, зафиксированной в
корпусе
Рис. 252. Многодисковое торцовое уплотнение с плаваю-
щими дисками
цами. На рис. 250 изображено торцовое уплотнение с разгрузкой диска
от сил давления в уплотняемой полости. Конструкция требует применения
ступенчатого вала; наружный и внутренний диаметры ступеньки должны
быть соответственно равны наружному и внутреннему диаметрам уплот-
няющей поверхности.
В ряде случаев достаточно применения простейших торцовых уплотне-
ний в виде пластмассового диска, устанавливаемого в замкнутой кольцевой
полости и прижимаемого к стенкам полости действием разности давлений
по обе стороны уплотнения (рис. 251,7, II) или пружины (рис._251Л/7).
На рис. 252 изображены многодисковые уплотнения I, II подобного типа
со сжатием дисков пружинами.
108
Рас. 254. Торцовое уплотнение
плавающими втулками
Рис. 256, Уплотнение втулка-
ми, распираемыми браслетной
пружиной
Рнс. 255. Уплотнение плаваю-
щими втулками, смонтирован-
ными в неподвижном корпусе
В торцовом уплотнении (рис. 253) с зафиксированной в корпусе втул-
кой а, нагруженной пружинами, радиальное уплотнение обеспечивается
кольцевыми канавками на наружной и внутренней поверхностях втулки.
В конструкции на рис. 254 уплотнение осуществляется двумя втулками,
разжимаемыми пружинами. Втулки зафиксированы друг относительно дру-
га штифтами и свободно плавают на валу. Лучше конструкция на рис.
255, где втулки смонтированы в кольцевом неподвижном корпусе; уплот-
нение по валу осуществляется цилиндрическими поверхностями втулок.
К правой втулке подводится давление, более низкое по сравнению с дав-
лением перед уплотнением.
В конструкции на рис. 256 втулки разжимаются браслетной пружиной,
действующей на конические наружные поверхности втулок.
КОМБИНИРОВАННЫЕ УПЛОТНЕНИЯ
Для повышения надежности устанавливают последовательно Два
(и более) уплотнения разного вида. Некоторые виды уплотнений хорошо
взаимосвязываются друг с другом и встраиваются в один узел без
значительного увеличения габаритов.
Часто применяют сочетание отражательного диска с маслботгонной
резьбой (рис. 257) или с разрезными пружинными кольцами (рис. 258).
Целесообразно сочетание маслоуловительных устройств на внутренней
стороне уплотнения и фетровой набивки (рис. 259, 260) или манжеты
(рис. 261) на наружной. Первые улавливают масло, вторые предупреждают
проникновение пыли и грязи извне. Даже простая защитная шайба (рис. 262)
увеличивает надежность уплотнения и повышает срок его службы.
109
Рис. 257. Комбинированное уп-
лотнение : отражательный
диск, маслоотгонная резьба
Рнс. 258. Комбинированное уп-
лотнение : отражательный
диск, уплотнение разрезными
пружинными кольцами
Рис. 260. Комбинированное
уплотнение: отражательный
диск, маслоотгонная резьба,
фетровое унлотнение
Рис. 259. Комбинированное
уплотнение: отражательный
диск, фетровое уплотнение
Рис. 262. Комбинированное уплотне-
ние: отражательный диск, разрезные
пружинные кольца, защитная шайба
Рис. 261. Комбинированное
уплотнение: отражательный
диск, кольцевые канавки, ман-
жета
Рис. 263. Комбинированное уплотне-
ние: отражательный диск, манжета
На рис. 263 показано сочетание отражательного диска с манжетой.
Особенность конструкции состоит в том, что манжета смонтирована на
отражательном диске и вращается с ним; гребешок манжеты работает
по неподвижной втулке корпуса маслоуловителя. Конструкция обеспечива-
ет надежное уплотнение во время работы и остановки машины. Во
НО
время остановки уплотнение осуществляется манжетой, при пуске машины —
отражательным диском, манжета под действием центробежных сил отхо-
дит от втулки и практически не работает.
УПЛОТНЕНИЯ
С ПРОМЕЖУТОЧНОЙ КАМЕРОЙ
Уплотнение масляных полостей вызывает большие трудности
в случае, когда давление в полости значительно превышает давление
за уплотнением (например, уплотнение коробки приводов, примыкающей
к всасывающей полости центробежного компрессора). В этих условиях
уплотнения, даже контактные, не могут часто остановить просачивание
масла из полости высокого давления в полость низкого давления. Масло
проникает в полость в виде масляного тумана, проходящего вместе
с воздухом через уплотнение.
Радикальным средством является применение двойных уплотнений,
разделенных промежуточной камерой, в которую подводится воздух
(суфлерные уплотнения).
На рис. 264 показаны варианты применения этого способа.
На рис. 264,7 приведена исходная схема. Давление в полости А
превышает давление в смежной полости Б. Под действием разнооти
давлений воздух перетекает из полости А в полость Б, увлекая с собой
масло. Эпюра давлений вдоль уплотнения изображена в нижней части
рисунка.
В схеме на рис. 264,77 в промежуточную камеру между уплотнениями
подведен воздух под давлением рА, равным давлению в уплотняемой
полости А. Если в полости А давление атмосферное (а в полости Б —
вакуум), то достаточно сообщить промежуточную полость с атмосферой.
Очевидно, в этом случае перетекание воздуха через левое уплотнение
прекращается. При отсутствии разности давления любое уплотнение
(контактное или бесконтактное) предупреждает проникновение масла в
промежуточную полость. Имеет место перетекание через правое уплот-
нение, но здесь из промежуточной камеры в полость Б поступает чистый
воздух без масла.
Рис. 264. К анализу действия уплотнения с промежуточной камерон
111
Рис. 265. Суфлерное уплотнение
с манжетами
Еще более эффективно действует уплотнение, если в промежуточную
камеру подвести воздух под давлением рв, превышающем давление в по-
лости А (рис. 264,///). В данном случае воздух перетекает из промежу-
точной камеры в полость А навстречу направлению возможного проник-
новения масла. В полость Б через правое уплотнение перетекает чистый
воздух. Проникновение масла через уплотнение совершенно исключается.
Однако этот способ требует постороннего источника повышенного дав-
ления.
На рис. 265, 266 представлены примеры суфлерных уплотнений.
Логическим следствием способа уплотнения подводом атмосферного
воздуха является полное разделение уплотняемых полостей воздушным
промежутком. Этот способ широко применяют для подшипниковых узлов,
расположенных в непосредственной близости от полостей, находящихся
под вакуумом. Подшипники в отдельных корпусах устанавливают на боль-
шем или меньшем расстоянии от вакуумной полости, уплотняя с одной
стороны корпус подшипника, а с другой — вакуумную полость обычными
уплотнениями контактного или бесконтактного типа.
Рис. 266. Суфлерное уплотнение подшипника качения
112
ЛАБИРИНТНЫЕ УПЛОТНЕНИЯ
Лабиринтные уплотнения применяют для уплотнения полостей,
заполненных газом и паром. Действие их основано на торможении (за-
вихрении) газа в узкой кольцевой щели с последующим расширением
в смежной кольцевой камере большого объема. В кольцевой щели давление
преобразуется в скоростной напор; по выходе газа из щели давление
восстанавливается, но только частично; часть давления расходуется на
необратимые потери при завихрении-расширении. Чем больше эти потери
(т. е., чем меньше сечение щели и острее образующие ее кромки), тем
меньшая доля давления восстанавливается в камере и, следовательно, тем
эффективнее работает уплотнение.
Последовательной установкой ряда камер, разделенных узкими щелями.
достигают существенного уменьшения перетекания.
Лабиринтные уплотнения применяют при высоких окружных скоростях
и температурах, когда исключена возможность установки контактных
уплотнений. Лабиринтные уплотнения могут работать практически при
любых скоростях и высоких температурах.
Схема действия лабиринтного уплотнения показана на рис. 267. Лаби-
ринтное уплотнение отделяет полость А с повышенным давлением рл
от полости Б с пониженным давлением рБ.
При перетекании газа через первую кольцевую щель возникает большая
скорость, которая в кольцевой камере почти полностью уничтожается.
В камере устанавливается давление, пониженное по сравнению с давлением
в полости А в результате потерь на вихреобразование в зазоре. Так как
удельный объем газа в камере больше удельного объема в полости А,
а количество перетекающего в единицу времени газа в силу неразрывности
потока такое же, то скорость во второй кольцевой щели должна быть
выше, чем в первой, а в каждой последующей щели выше, чем в пре-
дыдущей. Вследствие этого перепад давления между смежными камерами
возрастает от ступени к ступени.
При высоких перепадах давления и большом числе ступеней в одной
из щелей может установиться критический перепад давления; скорость
газа достигает скорости звука. Все по-
следующие ступени в таком уплот-
нении излишни, так как они не умень- ПЛЛШПлт
шают критической величины истече- 1Жттп
ния, равной произведению скорости ~птп
звука на площадь сечения щели. Число
ступеней лабиринтного уплотнения Т I
определяется термодинамическим ра- | | ЦЩ Pf
счетом.
Лабиринтное уплотнение не может
полностью исключить истечение газа.
Напротив, непрерывное движение газа
вдоль лабиринта лежит в основе прин-
ципа действия лабиринта и является
непременным условием его функцио-
Рис. 267. Схема действия лабиринт-
ною уялотпення
111
Рис. 268. Лабиринтные уплотнения (здесь и на рис. 269-271 приведены сечения уплотнений)
дарования. Лабиринт может только ослабить поток газа через уплот-
нение.
Исключение представляет случай, когда давление в уплотняемой по-
лости циклически колеблется от максимума до нуля. В данном случае
волна газа, устремляющаяся в уплотнение, обладает ограниченным запа-
сом энергии, который может быть полностью рассеян в уплотнении.
В этих условиях лабиринтные уплотнения могут обеспечить практически
полную герметичность.
На рис. 268 изображены (в порядке возрастающей эффективности)
формы лабиринтных уплотнений. На рис. 268,/ показана простая гладкая
щель; введение выступов (рис. 268,11 — IV) значительно (в 2 — 3 раза)
снижает расход газа при той же длине уплотнения и при том же ми-
нимальном зазоре х.
В лабиринтах на рис. 268,11 — IV невыгодно используются осевые
габариты. Предпочтительнее применять вместо выступов тонкие и высокие
гребешки, позволяющие разместить на единицу длины уплотнения большее
число камер нужного объема. Кроме того, тонкие перегородки с острыми
кромками, вызывая увеличение потерь при завихрении газа, способствуют
повышению эффективности уплотнения.
На рис. 268, V изображены гребешки, выполненные в корпусе, на
рис. 268, VI — на валу. Кромки гребешков заостряют фаской, направленной
навстречу потоку газа; на рис. 268, И/ показаны гребешки с двойной
фаской, приспособленные для двустороннего уплотнения. Дальнейшего
повышения эффективности достигают наклоном гребешков навстречу потоку
газа (рис. 268, VIII, IX). Конструкция с наклонными гребешками в кор-
пусе (рис. 268,IX) обладает ценным свойством: при случайном касании
о вал гребешки, нагреваясь, раскрываются, отходя от поверхности вала и гем
самым предупреждая дальнейшее развитие дефекта.
На рис. 268, X показана конструкция, в которой сочетаются гребешки
и выступы. Эта конструкция применима при осевой и радиальной сборках.
114
Радиальная сборка (с разъемом корпуса в меридиональной плоскости)
значительно расширяет конструктивные возможности лабиринтных уплот-
нений. На рис. 268, XI показан лабиринт, у которого гребешки вала
заходят в гребешки корпуса; здесь поток газа многократно меняет направ-
ление, отчего эффективность уплотнения увеличивается. На рис. 268,
XII — XV показаны сложные лабиринты с радиальной сборкой.
При жестких требованиях к осевым габаритам лабиринты развивают
в радиальном направлении, выполняя их из двух дисков, один из которых
вращается, другой неподвижен; диски снабжают торцовыми гребешками, пе-
рекрывающими друг друга (рис. 269,1,11). В конструкциях на рис. 269, III, IV
гребешки обладают свойством самораскрываться при нагреве. Уплотнение
на рис. 269, V развито в радиальном и осевом направлениях. Косые
лабиринты на рис. 269, VI — IX состоят из двух конических дисков с гре-
бешками или ступеньками. В конструкциях на рис. 269, VII — IX гребешки
самораскрывающиеся.
Для увеличения эффективности уплотнения зазор между гребешками
и валом должен быть минимальным, однако он не может быть меньше
суммы, полученной при сложении радиального зазора в подшипниках вала,
отклонений поверхности вала от геометрического номинала, отклонений
от соосности подшипников вала и корпуса уплотнения, а также упругого
прогиба вала при работе. Практически радиальный зазор в уплотнениях
малого и среднего диаметров делается равным 0,05 — 0,2 мм.
Возможность повреждения при касании неподвижных и вращающихся
элементов уплотнения при радиальной сборке предупреждают приемом,
показанным на рис. 270. Неподвижная часть лабиринта состоит из не-
скольких секторов с Т-образным шипом, вводимым в кольцевой паз
корпуса; секторы прижимаются к цилиндрической поверхности паза пла-
стинчатыми пружинами а. При «цеплянии» за вал секторы, преодолевая
сопротивление пружины, несколько отходят в радиальном направлении,
предупреждая повреждение гребешков.
115
Рис. 270. Установка лабиринтов в разъемных корпусах
Иногда кромки гребешков выполняют очень тонкими (толщиной
0,1—0,2 мм) и делают зазор в уплотнении заведомо уменьшенным с тем,
Чтобы в эксплуатации минимальный' зазор устанавливался сам собой
в результате обминания и подгорания кромок гребешков от соприкосновения
с вращающимся валом. Если гребешки достаточно тонкие и выполнены
из мягкого металла, а поверхность вала имеет повышенную твердость,
то при этом процессе не повреждается вал. Зато в уплотнении автома-
тически устанавливается минимальный зазор, какой только допускается
фактическими условиями работы.
На рис. 271 представлены способы крепления гребешков в корпусах.
В конструкциях на рис. 271, I, Л гребешки с промежуточными втул-
ками и Г-образные гребешки завальцованы в корпус (уплотнение предназна-
чено для осевой сборки); в конструкции на рис. 271,777 полу кольцевые
гребешки с шипами вмонтированы в кольцевые канавки разъемного
корпуса. На рис. 271,77 показано крепление гребешков в корпусе из пла-
стичного металла развальцовкой материала корпуса; на рис. 271,7 ИГ —
развальцовкой кольцевых или сегментных вставок из мягкого металла;
11«
на рис. 271, VII, VIII — крепление штампованных гребешков развальцовкой
проволоки из мягкого металла (уплотнения на рис. 271,111 — VIII пред-
назначены для радиальной сборки). •
ГИДРАВЛИЧЕСКИЕ ЦЕНТРОБЕЖНЫЕ УПЛОТНЕНИЯ
Гидравлическое центробежное уплотнение (рис. 272) состоит из
крыльчатки, вращающейся в замкнутой кольцевой полости, в которую
залита уплотняющая жидкость (масло, вода и т. д.). Центробежной силой
жидкость прижимается к периферии полости. Если с одной стороны на
уплотнение действует давление, то жидкость занимает в полости поло-
жение, показанное на рис. 272. Разность центробежных сил, действую-
щих на жидкость с одной и с другой сторон крыльчатки, опреде-
ляет давление (в кгс/см2), которое держит уплотнение:
2
Р = 10~7
где ю — угловая скорость вращения крыльчатки, с-1; у — удельный вес
жидкости, кгс/дм3; д — ускорение свободного падения (д = 9,81 м/с2);
D2 и Di — диаметры колец жидкости по одну и другую стороны крыль-
чатки, см.
Максимальное давление, удерживаемое уплотнением (предельный случай,
когда почти вся жидкость переходит на одну сторону крыльчатки),
2
Pmax = 10-7-^(^-^),
40
где Do и d0 — соответственно наружный и
чатки, см.
Минимальный необходимый объем жид-
кости, который должен быть залит в уплот-
нение,
Q = ~dD2o~d2o)b,
где b — ширина лопаток крыльчатки, см.
Следовательно,
Гидравлические уплотнения могут вы-
держивать довольно значительные давле-
ния. Например, уплотнение с крыльчаткой
диаметром около 200 мм при частоте
вращения 2000 об/мин (уплотняющая жид-
кость. — масло) выдерживает избыточное
давление около 3 кгс/см2. Применяя тя-
желые жидкости, например ртуть, можно
довести давление в рассматриваемом слу-
чае до 50 кгс/см2.
внутренний диаметры крыль-
Рис. 272. Схема гидравлического
центробежного уплотнения
117
В конструкции гидравлического уплотнения должна быть предусмотрена
циркуляция уплотняющей жидкости с отводом теплоты, выделяющейся
при вращении крыльчатки. В противном случае уплотняющая жидкость
перегревается через короткое время работы.
УПЛОТНЕНИЕ ВОЗВРАТНО-ПОСТУПАТЕЛЬНО
ДВИЖУЩИХСЯ ДЕТАЛЕЙ
Уплотнение штоков
Возвратно-поступательно движущиеся поршневые штоки, скалки
насосов и т. д. уплотняют чаще всего сальниками (рис. 273, а также
см. рис. 194)' с набивкой из материала, соответствующего условиям работы
уплотнения.
При невысоких давлениях и температурах (штоки гидравлических,
пневматических и вакуумных цилиндров) применяют уплотнение резиновыми
кольцами, устанавливаемыми в выточки сальников (рис. 274).
В условиях высоких давлений и температур применяют сальники
с металлическими пружинно-затяжными кольцами (рис. 275). Уплотнение
состоит из набора чередующихся конических и обратно-конических колец.
При затяжке наружные кольца упруго расширяются, прилегая к поверхности
корпуса, внутренние кольца сжимаются, уплотняя поверхность вала.
Наружные кольца должны быть менее жесткими, чем внутренние,
и прилегать при затяжке к поверхности корпуса ранее, чем выберется
зазор между внутренними кольцами и валом: Величину зазора между
внутренними кольцами и валом регулируют степенью затяжки. При
неосторожном обращении уплотнение легко перетянуть до полного закли-
нивания штока.
Угол а наклона образующих конической поверхности (рис. 276) должен
быть больше угла трения во избежание самозаклинивания колец. В су-
ществующих конструкциях а составляет 12 — 20°.
Рис. 274. Уплотнение штока резино-
выми кольцами
Рис. 275. Сальник с металлическими пружин-
но-затяжными кольцами
Рис. 276. К определению угла
наклона образующих пружин-
но-затяжных колец
118
Рис. 278. Уплотнение сегментными коль-
цами со стяжкой кольца браслетной пру-
жиной '
На рис. 277,1 — III показаны различные формы колец. Кольца на
рис. 2~П,111 отличаются повышенной упругостью. Для увеличения упру-
гости кольца иногда делают разрезными, однако эффективность уплот-
нения при этом снижается.
Кольца изготовляют из пружинной стали и подвергают закалке и сред-
нему отпуску. В ответственных случаях кольца изготовляют из берил-
лиевой бронзы.
У плотнение сегментными кольцами. Сегментные металлические кольца —
это кольца, разделенные в радиальном направлении па несколько
частей (обычно на три). Такое уплотнение сложно в изготовлении и тре-
бует тщательного монтажа, но оно надежно и способно выдерживать весьма
высокие давления и работать при высоких температурах.
Кольцо (рис. 278) состоит из трех частей, соединенных друг с другом
в паз и стягиваемых браслетной пружиной. Кольцо в сборе заключают
в кольцевой корпус и устанавливают на вал. Под действием давления
в уплотняемой полости кольцо прижимается одной стороной к стенке
корпуса; рациональное уплотнение достигается стяжкой кольца на валу
браслетной пружиной. Для улучшения уплотнения па внутренней поверх-
ности колец проделывают лабиринтные канавки. Кольца обычно применяют
в мпогорядной установке.
На рис. 279 изображена парная установка колец в общем корпусе.
Кольца зафиксированы относительно друг друга штифтами так, что стыки
одного кольца приходятся против целых участков другого; кроме того,
кольца зафиксированы от вращения в корпусе (установки такого типа
применяют также для уплотнения вращающихся валов).
В случае, приведенном на рис. 280, кольца зафиксированы штифтами
относительно друг друга и могут свободно вращаться в корпусе; тор-
цовое уплотнение достигается прижимом колец к стенкам корпуса действием
119
A 6
А-А Б-Б
Рис. 279. Парная установка сегментных колец с фиксацией
в корпусе
Рис. 280. Плавающая установка сегментных колец
Рис. 281. Схема установки кони-
ческих cei мен 1ных колец со стяж-
кой пружинами
разжимных пружин. Парные блоки, подобные изображенным на рис. 279,
280, могут выдерживать избыточное давление 10 — 15 кгс/см2.
В конструкции на рис. 281 разрезному кольцу придана коническая
форма; кольцо установлено в двух обоймах и прижимается к валу
торцовыми пружинами.
На рис. 282 показана парная, а на рис. 283 — строенная установка
колец. В конструкции на рис. 284 разрезные конические кольца а, б заклю-
чены в разрезное кольцо в Т-образного сечения; блок колец сжимается
коническими обоймами г, д. Многорядные установки таких блоков могут
выдерживать давление в несколько сот атмосфер.
12»
Рис. 283. Строенная установка Рис. 284. Уплотнение блоком
сегментных конических колец сегментных конических колец
Кольца выполняют пз кованой бронзы, иногда с заливкой баббитом.
Поверхности вала и корпусов должны быть закалены или азотированы.
Шероховатость трущихся поверхностей не более Ra = 0,63 -г 1,25 мкм.
Следует обязательно подводить к трущимся поверхностям небольшое ко-
личество смазки.
Уплотнение поршней. Поршневые кольца
Поршни небольшого диаметра (плунжеры гидравлических, масля-
ных, топливных насосов и т. п.) уплотняют притиркой к поверхностям
цилиндров. Уплотнение улучшают введением лабиринтных канавок (рис. 285).
Поршни большого диаметра, работающие при низких температурах
и невысоких давлениях (например, в гидравлических, пневматических и ва-
куумных цилиндрах), уплотняют лабиринтными канавками (рис. 286,Г) или
резиновыми кольцами (рис. 286, II). При более высоких давлениях при-
меняют манжетные уплотнения (рис. 286, III). Наиболее надежное и универ-
сальное уплотнение, способное работать при высоких температурах и
держать самые высокие давления, — это уплот-
нение поршневыми кольцами (рис. 286, IV).
Оно применяется для уплотнения жидкостей
и газов.
Поршневые кольца. Поршневое кольцо
представляет собой разрезное металлическое
кольцо (обычно прямоугольного сечения), уста-
навливаемое в канавках поршня. Диаметр
кольца в свободном состоянии больше диа-
метра цилиндра. При вводе в цилиндр кольцо
4---- -
Рис. 285. Уплотнение плунжера'
притиркой и лабиринтным» ка-
навками ’
ш
I n ш. н
Рис. 286. Уплотнение поршней
Рис. 287. Схема действия давления
на поршневое кольцо
Рис. 288. К анализ}' уплотняющего
действия поршневых колец
сжимается и благодаря собственной упругости плотно прилегает к стен-
кам цилиндра по его окружности, за исключением узкого канала, об-
разованного разрезом (замком) кольца.
Поршневые кольца при работе прижимаются к стенкам цилиндра не
только силами собственной упругости, но и давлением рабочей жидкости
(или газа), проникающей в поршневые канавки и действующей на тыльную
поверхность поршневого кольца (рис. 287). Это давление может во много раз
превышать давление, вызванное силами собственной упругости колец; оно
играет основную роль в уплотняющем действии поршневых колец. Натяг
колец при вводе в цилиндр является лишь предварительным условием
создания этого давления.
По принципу действия уплотнение поршневыми кольцами с этой стороны
очень близко к манжетному уплотнению. Как и там, уплотняющий
элемент прижимается к стенкам цилиндра с силой, пропорциональной
уплотняющему давлению.
С другой стороны уплотнение поршневыми кольцами похоже также
и на лабиринтное уплотнение. Кольца устанавливают в поршневых ка-
навках с торцовым и радиальным зазорами (рис. 288,7). Будучи прижаты
122
Рис. 289. Схема установки нескольких порш*
новых колец в одной канавке
Рис. 290. Схема установки
поршневого кольца в каиавке
к стенкам поршневых канавок кольца образуют ряд кольцевых полостей
(рис. 288, Л). Рабочая жидкость (или газ), проникающая в полость пер-
вого поршневого кольца, может перейти в следующую кольцевую по-
лость только через узкую щель в замке кольца. При прохождении через
щель давление жидкости падает; этот процесс повторяется при перете-
кании жидкости в каждую последующую полость. В результате в по-
следней полости давление жидкости будет гораздо меньше, чем в первой.
Обычно давление в уплотняемой полости цилиндра циклически ко-
леблется от максимума (при рабочем ходе поршня) до нуля (при об-
ратном ходе поршня); волна жидкости, устремляющаяся в уплотнение,
имеет ограниченный запас энергии, который может быть полностью
рассеян в уплотнении. При этих условиях лабиринтное уплотнение может
быть вполне герметичным.
Для увеличения надежности уплотнения устанавливают последовательно
несколько колец (обычно три). В уплотнениях, подверженных действию
высоких давлений, устанавливают 5-10 колец, иногда и больше.
С целью уменьшения осевых габаритов уплотнения в одной поршневой
канавке иногда устанавливают два кольца и более (рис. 289).
Кольца устанавливают в канавках (рис. 290) с торцовым зазором
около А = (0,05 ч- 0,1) Л.
Зазор s между тыльной поверхностью кольца и днищем поршневой
канавки должен быть в пределах (0,2- 0,25) Ь.
Зазор в замке выбирают из условия, чтобы в рабочем состоянии
(когда кольцо в цилиндре) в стыке оставался бы просвет, предупреждающий
работу кольца враспор. Этот просвет желательно делать минимальным
для уменьшения перетекания жидкости через замок, а также с учетом
того обстоятельства, что зазор в замке быстро увеличивается с износом
кольца и стенок цилиндра (пропорционально 2 л5, где 5 — радиальный
износ наружной поверхности кольца и стенки цилиндра).
Практически этот просвет делают t = (0,002 4- 0,005) Do, где Do — диаметр
цилиндра.
Если уплотнение работает при повышенных температурах (например,
в цилиндрах компрессоров и двигателей), то к этой величине просвета
следует прибавить А, — удлинение кольца при нагреве, определяемое из
соотношения
At = nD0 [ак (tK - to) - а1( (1ц - Го)],
123
где оск и ац — коэффициенты линейного расширения соответственно матери*"1
алов кольца и цилиндра; tK и ta — рабочие температуры соответственно
кольца и цилиндра, °C; t0 — исходная температура (температура сборки), °C.
Расчет поршневых колец на прочность. Диаметр кольца в свободном
состоянии выбирают с таким расчетом, чтобы получить достаточный натяг
при введении кольца в цилиндр. Вместе с тем в материале кольца не
должны возникать высокие напряжения в рабочем состоянии, когда кольцо
сжато стенками цилиндра, и при установке кольца в поршневые канавки,
когда концы колец разводят для надевания на поршень. Опасное сечение
находится на оси симметрии кольца против замка. В рабочем состоянии
наружные волокна сечения подвергаются растяжению, внутренние — сжа-
тию; при надевании кольца наружные волокна сжаты, внутренние — рас-
тянуты.
Максимальное напряжение в рабочем состоянии
= ^\, (3)
где Ро — диаметр цилиндра, мм; D - наружный диаметр кольца в свободном
состоянии, мм; b — ширина сечения кольца, мм; Е — модуль упругости
материала кольца, кгс/мм2.
Отсюда
-----J~~n------• <4)
Х'О 1 . ^тах ^0
Е b
Максимальное напряжение при надевании кольца на поршень
/ Ъ V
Ртах = 2Е I —— ' I ~ Ртах" (5)
\ •Ь'О /
Напряжение ст'пах, действующее однократно только при надевании кольца,
может быть больше рабочего напряжения сттах, действующего постоянно,
тем более, что кольцо при работе обычно имеет повышенную температуру.
Положим о'тлк — аотм, где а — величина, большая единицы (в среднем
а = 1,5 -г 2).
Подставив это выражение в уравнение (5), получим
СТт“ = Т+У2£(дГ/ ’ (5а)
откуда
Ртах _ 2 ( Ь\ 2
Е 1 + а \ Do /
Подставив это выражение в уравнение (4), получим
Do 1 + а
124
1. Значения Z>/Z>0 для колец из различных
материалов
Материал Е h/Д,
кге/ ММ-
Чугун 12 8000 1/21
Сталь 35 22000 1/20
Бронза 15 11000 1/22
Из уравнения (5а) можно найти
Ь =' / стп,зх (1 + а)
Do у 2Е
В табл. 1 приведены подсчитанные по уравнению (7) значения b/D0
для колец из различных материалов при обычно применяемых значениях
’^тах = 2).
Из табл. 1 видно, что значения b/D0 для всех трех случаев близки
друг к другу. В среднем можно положить b/D0 = 1/20. Подставляя это
значение, а также значение а = 2 в уравнение (6), получаем D/Do = 1,035.
В каждом отдельном случае отношения b/D0 и D/Do следует определять
по формулам (7), (6) с подстановкой соответствующих значений сттм и а.
Давление кольца на стенки цилиндра (предполагая равномерное дав-
ление по окружности кольца)
_ CTmax | b V
Р~ 3 \D0J '
Принимая b/D0 = 1/20 и подставляя приведенные выше значения стгаах,
"получаем усредненные значения давления для колец из различных мате-
риалов: чугуна 1 кгс/см2, стали 3 кгс/см2, бронзы 1,25 кгс/см2.
Приведенные выше соотношения позволяют сформулировать следующие
правила конструирования поршневых колец круглой формы: 1) ширина
кольца b должна быть не более 1/20 диаметра цилиндра; 2) диаметр
кольца в свободном состоянии должен быть не более 1,03 — 1,04 диаметра
цилиндра.
Превышение этих величин вызывает высокие напряжения при работе
и надевании кольца на поршень. В каждом отдельном случае оно должно
быть обосновано расчетом. Если по каким-нибудь причинам приходится
примейять кольца с отношением b/D0 > 1/20 (например, в случае цилиндров
малого диаметра), необходимо монтировать кольца на съемных проме-
жуточных шайбах (рис. 291). Напряжения в кольце и оказываемое им
давление на стенки цилиндра не зависят от высоты кольца h (см. рис. 290).
Увеличение высоты вызывает только повышение жесткости кольца,
сопровождающееся ослаблением манжетного эффекта и увеличением усилия,
необходимого для надевания кольца на поршень.
Высоту h кольца обычно делают равной (0,5—0,7) Ь. Для определения
высоты можно пользоваться соотношением
/i = 2+ (0,01 ч-0,03)Do,
где Do — диаметр цилиндра.
115
Рис. 292. Распределение давле-
ний по окружности круглого
кольца
Рис. 293. Форма кольца с равномер-
ным давлением по окружности
Поршневые кольца равномерного давления. Кольца круглой формы не
обеспечивают равномерного давления по окружности. Типичная полярная
диаграмма давлений (роза давлений) для этих колец показана на рис. 292.
Равномерное давление обеспечивают кольца, образованные двумя окруж-
ностями, из которых внутренняя смещена до соприкосновения с наружной
окружностью (рис. 293,7). Практически такие кольца невыполнимы; можно
только в большей или меньшей степени приблизиться к подобной форме
(рис. 293, II). Такую форму придают иногда пружинным стопорным кольцам
для выравнивания давления по окружности и повышения гибкости кольца
с целью облегчения монтажа.
- Другой способ получения равномерного давления по окружности со-
стоит в том, что кольцу в свободном состоянии придают форму,
несколько напоминающую эллипс (эти кольца условно называют эл-
липтическими). После введения в цилиндр кольцо принимает круглую
форму и оказывает равномерное давление на стенки цилиндра.
Координаты осевой линии кольца равномерного давления в свободном
состоянии (рис. 294) определяют из соотношений:
V __ ^та*
'_ Л) 1
' - 4£ b
(8)
(9)
где Ах и Ау — безразмерные величины, зависящие только от угла ф,
Ах = 1 — созф — ф вшф —
> ф , . < । , sin ф cos ф
А у ~ 2 А- вшф — ф созф — —~.
Значения Ах и Ау приведены на рис. 295 в функции угла ф. Напря-
жения <тП1„ в выражениях (8) и (9) определяются расчетом на прочность
по формуле (3).
126
Рис. 294. К определению координат осевой линии кольца
равномерного давления
Рис. 295. Значения Лу в функции утла ф
Зазор s между концами кольца в свободном состоянии равен значению
2 Упри ф = 180°, т. е. 9,42 (см. рис. 295), умноженному на соответствующий
фактор пропорциональности:
4£ b *
Конструкция колец. Чаще всего применяют кольца прямоугольного
сечения (рис. 296,I). На внутренних углах колец делают фаски (0,2 д- 0,5) х 45°
во избежание прилегания колец к закругленным углам поршневых канавок,
а также для облегчения надевания колец на поршень. У колец большого
диаметра на наружной поверхности делают лабиринтные канавки
|рис. 296. II).
Для увеличения давления на стенки цилиндра на наружной поверхности
колец делают кольцевые выборки (рис. 296, III, IV). Однако эта мера
у меньшает манжетный эффект кольца, так как давление жидкости на наруж-
ную поверхность кольца на участке выборки уравновешивает давление
жидкости на тыльную поверхность кольца.
Это обстоятельство используют для равномерного распределения на-
грузки между кольцами. Выборки в первых, обращенных к рабочему
пространству цилиндра кольцах, снижают силу прижатия первых колец
к стенкам цилиндра и тем самым подгружают следующие кольца. Этот
Рис. 296. Формы сечений поршневых колец
127
Рис. 297. Групповая обработка «минутных» колец
прием применяют в гидравлических цилиндрах, в цилиндрах поршневых
компрессоров и т. д. Указанный прием полезен и в вакуумных ци-
линдрах, где вакуум отжимает кольца от стенок цилиндра и где, следо-
вательно, важно уменьшить манжетный эффект.
У двигателей внутреннего сгорания выборки на первых кольцах
не делают, так как это увеличивает опасность закоксовывания колец из-за
проникновения продуктов сгорания в зазор между кольцом и стенкой
цилиндра. Выборки делают только на последних кольцах, к которым
подводится давление, значительно ослабленное дросселирующим действием
предыдущих колец, и где приходится полагаться более на собственную
упругость кольца, чем на манжетный эффект. Выборки, подобные изобра-
женным на рис. 296, V, мало влияют на манжетный эффект.
Для ускорения приработки колец к стенкам цилиндра .наружную по-
верхность колец выполняют конической (рис. 296, VI), оставляя узкую
(0,3—0,5 мм) цилиндрическую ленточку. Этот способ требует индивидуаль-
ной обработки колец на конус.
Производительнее способ групповой обработки, при котором кольца
зажимают в виде пакета между массивными коническими дисками
(рис. 297,7) и шлифуют (рис. 297, II). После разборки пакета кольца вы-
прямляются, в результате чего наружная поверхность колец приобретает
небольшую конусность. Данным способом можно получать кольца с углом
наклона образующих 20'—30' (поэтому кольца называют «минутными»).
Такой наклон трудно заметить глазом. Во избежание ошибок при монтаже
необходимо метить торцы колец, указывая направление конусности.
Другой прием придания конусности рабочей поверхности основан на
свойстве асимметричных сечений скручиваться под действием изгибающих
усилий. На внутренней поверхности колец делают выборки или скосы
(рис. 298,I, II), смещающие главную ось инерции сечения относительно на-
правления изгибающих сил. При введении в цилиндр такие кольца скру-
чиваются под действием давления, оказываемого стенками цилиндра, в ре-
зультате чего наружная поверхность колец приобретает коническую форму
(рис. 299). Конусность различна по окружности колец и максимальна
на концах кольца. Трение кромок кольца о стенки цилиндра при ходе
поршня вниз, в свою очередь, способствует скручиванию кольца. Благодаря
простоте изготовления скручивающиеся кольца получили, широкое распрост-
ранение.
Кольца трапецеидального сечения (рис. 300,1, II) применяют в цилиндрах,
работающих при высоких температурах (цилиндры двигателей внутреннего
сгорания, поршневых компрессоров высокого давления), где имеется опас-
128
Рис. 299. Скручивание кольца
асимметричного профили под
действием радиальных сил
давления
Рис. 298. Профили «скручивающихся» колец
ность закоксовывания колец из-за разложения масла при высоких тем-
пературах. Коническая форма колец способствует выдавливанию отложений
из поршневых канавок при каждой перемене направления движения поршня,
благодаря чему кольца сохраняют подвижность в канавках. Трапецеидаль-
ные кольца, кроме того, оказывают повышенное давление на стенки
цилиндра в результате расклинивающего действия конических поверхностей
канавок при движении поршня.
На рис. 301,1, II показаны профили «скручивающихся» трапецеидальных
колец.
Маслосбрасывающие кольца. В цилиндрах, работающих на газах, необ-
ходимо предупредить, проникновение смазочного масла в рабочую полость
цилиндра. Задачу решают применением маслосбрасывающих (или масляных)
колец, устанавливаемых впереди (по направлению рабочего хода поршня)
обычных уплотняющих колец, которые в данном случае называют газовыми
кольцами.
Масляные кольца соскабливают избыточное масло со стенок цилиндра,
предупреждая проникновение его к газовым кольцам и в рабочую полость
цилиндра. Для всех конструкций масляных колец характерно следующее:
1) повышенное давление на стенки цилиндра, достигаемое уменьшением
трущихся поверхностей колец; 2) наличие полостей, в которых собирается
соскабливаемое масло; 3) отвод соскабливаемого масла через отверстия,
сообщающие поршневые канавки с внутренней полостью поршня; 4) увели-
ченные осевые зазоры в канавке.
В конструкциях на рис. 302,/, II кольцам придана форма скребка.
Масло, соскабливаемое со стенок цилиндра, удаляется через торцовый
5 Орлов П. И., кн. 3
I п
Рис. 301. «Скручивающиеся» трапецеидаль-
ные кольца
129
Рис. 302. Маслосбрасывающие кольца
зазор в поршневой канавке и по радиальным отверстиям в стенках
поршня.
В кольце на рис. 302, III выполнена дополнительная маслосбрасывающая
полость, сообщающаяся окнами (или радиальными отверстиями) с тыльной
поверхностью кольца. В конструкции на рис. 302, IV масло удаляется
из-под скребка через пазы на торце кольца. На рис. 302, V изображено
маслосбрасывающее кольцо трапецеидального профиля. Для тяжелых
условий работы применяют сдвоенную установку масляных колец (рис.
302, VI).
Замки поршневых колец. Наиболее простой замок — с прямым разрезом
(рис. 303,7) имеет тот недостаток, что концы кольца оказывают повышенное
давление на стенки цилиндра и вырабатывают поверхность стенок. Утечка
через такой замок относительно велика.
Лучше замки с косым разрезом (рис. 303, II), у которых давление
на стенки цилиндра равномернее в силу постепенного утонения концов.
Уплотняющая способность таких замков выше благодаря удлинению пути
жидкости в замке. Кроме того, при заданном зазоре t в плоскости смы-
кания кольца (тангенциальный зазор) нормальный зазор t0 в стыке, опре-
деляющий величину перетекания жидкости, здесь меньше и равен
t0 = tsina, (где а — угол наклона разреза). Для наиболее употребительного
угла наклона а = 45° t0 = t sin 45° а 0,71.
Еще выше уплотняющая способность ступенчатых замков (рис. 303,
III— V), у которых зазор в стыке теоретически равен нулю. Однако
изготовление таких замков труднее; кроме того, при малой высоте колец
усы колец получаются слишком тонкими и легко ломаются. Для увеличения
прочности целесообразно соединять усы с телом кольца плавными галте-
лями (рис. 303,7 И V).
На рис. 303, И изображен «герметичный» двухступенчатый замок со
ступенями, расположенными во взаимно перпендикулярных плоскостях.
Утечка газов через стык здесь существенно меньше, чем в предыдущих
конструкциях. Однако изготовление таких замков много труднее.
Стопорение колец. Так как кольца устанавливают в поршневых ка-
навках подвижно, то может случиться,, что при работе стыки смежных'
колец станут друг против друга, в результате чего утечка увеличится. Для
Рис. 303. Замки поршневых колец
130
Рис. 304. Способы стопорения поршневых колец
предупреждения этого явления поршневые кольца стопорят в угловом
направлении с помощью радиальных штифтов, располагаемых в стыке
колец и закрепляемых в теле поршня. Стыки соседних колец устанавливают
диаметрально противоположно.
Способы стопорения показаны на рис. 304,1 — VI. Недостаток стопорения
колец в том, что кольца (в силу всегда имеющейся неравномерности
давления по периферии) изнашивают стенки цилиндра неравномерно, на-
рушая его круглую форму. У подвижных, незастопоренных колец нерав-
номерность износа сглаживается угловым перемещением (блужданием) колец
в поршневых канавках во время работы. У колец с косым стыком
угловое перемещение имеет регулярный характер благодаря сдвигающим
силам, возникающим в стыке при возвратно-поступательном движении
поршня и стремящимся повернуть кольцо в канавке.
Стопорение колец обязательно, если на стенках цилиндра имеются углуб-
ления, каналы, окна (например, продувочные окна в двухтактных двига-
телях внутреннего сгорания), пересекаемые кольцами при возвратно-поступа-
тельном движении поршня. Случайное совпадение стыка с окнами может
вызвать поломку колец.
Материалы. Изготовление. Поршневые кольца изготовляют чаще всего
из качественного перлитного чугуна, отличающегося износостойкостью
и высокими антифрикционными свойствами, обусловленными присутствием
в структуре пластинчатого графита.
Типовые механические свойства чугунов для поршневых колец следую-
щие (верхние пределы относятся к легированным чугунам):
£ = 11 000 -г- 13 000 кгс/мм2; <т„ = 30 50 кгс/мм2; <тп = 40 -? 60 кгс/мм2;
<т0,2 = 20 -;- 30 кгс/мм2; НВ 100-120; 8 = 0,2 4- 0,6%.
Механические свойства практически не изменяются до 450‘С.
Чугунные поршневые кольца после обдирки подвергают старению,
естественному или искусственному (при 500 —550°С).
Кольца, работающие в условиях обильной смазки, изготовляют из,
пружинной стали, закаленной и подвергнутой среднему отпуску (350 —500’С).
Стальные кольца требуют повышенной поверхностной твердости стенок
цилиндра.
Иногда поршневые кольца изготовляют из кованой бронзы марок
БрАЖН или БрАЖМц, а в ответственных случаях — из бериллиевой бронзы
марки БрБ2.
«Эллиптические» кольца равномерного давления получают одним из
следующих способов: 1) отливкой (для чугунных колец) заготовок, имею-
щйх в плане форму, соответствующую теоретическому профилю; 2) об-
работкой заготовок по копиру; 3) деформацией заготовки с последующей
фиксацией формы термической обработкой (термический способ); 4) нака-
тыванием внутренней поверхности колец с переменным усилием накатки.
5* 131
Чугунные кольца ответственного назначения изготовляют литьем в
кокили. Отливки получают с минимальными припусками на последующую
механическую обработку.
При обработке по копиру кольцу придают необходимый профиль точе-
нием или фрезерованием. Затем делают прорез, сводят концы и в таком
состоянии обрабатывают наружную и внутреннюю поверхности на кругло-
шлифовальных станках.
При изготовлении чугунных колец по термическому способу круглые
заготовки, выполненные с небольшим припуском на механическую обра-
ботку, надевают на оправку, форма которой соответствует теоретическому
профилю. Полученную форму фиксируют нагревом заготовок до 600 — 650°С,
после чего передают заготовки на отделочные операции, которые произ-
водят со сведенными концами.
При накатывании кольца укладывают в кольцевые канавки вращающе-
гося приспособления; тыльную поверхность колец накатывают роликом,
эксцентрично установленным в прйспособлении так, чтобы он оказывал
максимальное давление, на стороне кольца, противоположной Замку. При
правильном выборе величины эксцентриситета кольцо, расправляясь после
накатывания, принимает форму, близкую к теоретической. После этого шли-
фуют торцы и в сведенном состоянии наружную поверхность колец.
При накатывании происходит нагартовка: во внутренних волокнах коль-
ца создаются напряжения сжатия, противоположные напряжениям растя-
жения, возникающим при надевании кольца на поршень, благодаря чему
можно безопасно увеличить ширину кольца с выигрышем в давлении.
После отделочных операций кольца подвергают притирке в эталонном
цилиндре. Точность прилегания колец проверяют просвечиванием щели меж-
ду наружной поверхностью кольца и стенками эталонного цилиндра. Нормы
допустимого просвета устанавливают в зависимости от назначения колец.
Для точных колец допустим просвет не более 0,01 мм.
' Кольца ответственного назначения проверяют на равномерность ра-
диального давления с помощью электропьезометрических или электромаг-
нитных приборов с построением полярной диаграммы давлений.
Покрытия. Для увеличения износостойкости и срока службы колец рабо-
чую поверхность поршневых колец хромируют. Хромовое покрытие отли-
чается очень высокой твердостью (HV 900—1000), жаростойкостью, низким
коэффициентом трения и противозадирными свойствами.
При гальваническом твердом хромировании хром наносят сплошным
слоем толщиной 0,15 — 0,25 мм для малых колец и до 0,5 мм для боль-
ших колец.
После хромирования тонкопокрытые кольца устанавливают в цилрндр;
толстопокрытые кольца подвергают шлифованию для устранения неравно-
мерности покрытия хрома.
Твердому хромированию присущи следующие недостатки:
1) вследствие высокой твердости хрома и плохой смачиваемости маслом
процесс приработки колец очень затягивается;
2) кольца требуют повышенной точности изготовления цилиндра и пол-
ного устранения просветов между кольцом и зеркалом цилиндра.
Эти недостатки в значительной мере устраняются пористым хро-
мированием. Хром сначала наносят сплошным слоем, затем наружную
132
поверхность покрытия разрыхляют (переменой направления тока в конце
хромирования) на глубину, равную примерно 0,25 толщины покрытия.
Пористая поверхность хорошо удерживает масло. В процессе приработки
разрыхленная поверхность сравнительно быстро истирается (особенно на
участках повышенного давления), после чего обнажается нижележащий слой
твердого сплошного хрома. Присутствие масла в пористом слое предупреж-
дает надиры в процессе приработки.
Износостойкость цористохромированных колец сильно зависит от струк-
туры пористого слоя, предопределяющей правильность процесса прира-
ботки. Наилучшие результаты дает сетчатая пористость с размером пор
0,05 — 0,1 мм2. При правильно проведенном процессе приработки износо-
стойкость хромированных колец в 15—20 раз превышает износостойкость
обычных чугунных колец.
Материал хромированных колец не имеет столь большого значения,
как материал нехромированных колец. Это позволяет применять для из-
готовления хромированных колец высокопрочный модифицированный чу-
гун с шаровидным графитом и сталь.
Применяют также хромирование зеркала цилиндра. Этот процесс доро-
же хромирования колец, так как хромированная поверхность цилиндров под-
лежит тщательной обработке. Однако этот способ открывает возможность
изготовления цилиндров из алюминиевых, сплавов, отличающихся высокой
теплопроводностью, что имеет особое значение для цилиндров, работа-
ющих при повышенных температурах.
Другие способы повышения износостойкости поршневых колец пере-
числены ниже.
Оксидирование (воронение) — образование на поверхности колец
тонкого (~ 0,01 мм) слоя магнитной окиси, железа Fe3O4 путем выдержки
колец при 500 —550°С в,атмосфере газообразных окислителей и водяного
пара.
Фосфатирование — выдержка колец в горячем водном растворе
фосфорной кислоты, насыщенном фосфатами Fe, Мп или Zn. На
поверхности колец образуется пористый кристаллический слой фосфа-
тов, хорошо впитывающий смазку.
Диффузионное силицирование — выдержка колец в порошко-
образном карбиде кремния SiC при температуре около 1000°С. При этом
поверхностный слой насыщается кремнием, повышающим износостойкость
колец.
Диффузионное хромирование — насыщение поверхностного
слоя хромом путем выдержки колец в расплавленном хлористом хроме
CrCh или в атмосфере газообразных хлоридов хрома при температуре
окЬло 1000°С.
Алитирование — выдержка колец в смеси порошкообразного алю-
миния и окиси алюминия АЬОз при температуре около 1000°С, в резуль-
тате чего, в поверхностном слое образуются кристаллы твердого раство-
ра алюминия в a-железе, а на поверхности — тонкая износостойкая плен-
ка1 окиси алюминия.
Сульфидирование — выдержка колец в горячем растворе едкого
натрия NaOH с примесью серы или в расплаве цианистого натрия NaCH
133
и сернокислого натрия NiuSCU. Сульфидированный слой отличается исклю-
чительной износостойкостью и сопротивлением свариванию.
Для ускорения приработки кольца подвергают гальваническому луже-
нию, кадмированию или омеднению. Наилучшие результаты дает лужение.
Гальваническое лужение производят в ванне с натриевой солью оловян-
ной кислоты при 75°С. Толщина слоя олова 0,005 — 0,01 мм.
Кольца, работающие при умеренных температурах, покрывают тонким
слоем синтетической смолы (эпоксиды), фторопластов и т. п. с примесью
графитного или металлического порошка.
3 УПЛОТНЕНИЕ НЕПОДВИЖНЫХ
. СОЕДИНЕНИЙ
ЛИСТОВЫЕ ПРОКЛАДКИ
Для обеспечения герметичности плоские стыки чаще всего уплот-
няют листовыми прокладками из упругого материала. Как правило, на
прокладках ставят крышки маслосодержащих резервуаров, работающих под
давлением или вакуумом, фланцы трубопроводов и т. д. На мягких про-
кладках собирают также части корпусов механических передач (в тех слу-
чаях, когда нет необходимости выдерживать точное взаимное расположе-
ние частей).
Прокладочный материал выбирают в зависимости от условий работы,
величины давления, температурного режима и т. д. Для уплотнения сое-
динений общего назначения, например крышек маслосодержащих полостей,
чаще всего применяют прокладочную бумагу толщиной 0,05—0,15 мм, ка-
бельную бумагу (бумагу, пропитанную бакелитом или другими синтети-
ческими смолами), прокладочный картон толщиной 0,5 —1,5 мм, прессшпан
и т. д. Наилучшими свойствами обладают прокладки из синтетических
материалов типа полихлорвинила и полйтрифторэтилена.
Для соединений, работающих при высоких температурах, применяют
прокладочные материалы с асбестом (асбестовую бумагу, асбестовый кар-
тон и т. д.). Паропроводы уплотняют чаще всего паронитом, представля-
ющим собой композицию асбеста с натуральной или синтетической ре-
зиной. Паронит выдерживает температуру до 450°С. При высоких темпе-
ратурах применяют также листовые прокладки из пластичных металлов —
листового свинца, алюминиевой и медной фольги и т. д. Такие прокладки-
требуют повышенного усилия затяжки.
В случаях, когда наряду с уплотнением требуется еще регулирование
расстояния между стыкуемыми деталями, применяют ш и м ы — набор
прокладок из тонкой (0,05 мм) латунной или медной фольги (например,
для регулирования натяга и одновременного уплотнения в парных уста-
новках конических или.радиально-упорных подшипниках качения).
Для увеличения надежности уплотнения прокладки смазывают уплот--
няющими составами. Бумажные и картонные прокладки ставят на вареной
олифе, шеллаке, бакелите-сырце, жидком стекле, сурике, белилах и т. д..
135
Хорошими герметизирующими свойствами обладает мазь следующего
состава: шеллак 35%; спирт 55%; графит чешуйчатый 6%; касторовое
масло 3%; краситель (охра) 1%.
Широко применяют также герметики — уплотняющие мази разнообраз-
ной рецептуры, преимущественно на основе натуральной или синтетической
резины, с соответствующими растворителями. Для уплотнений, работа-
, ющих при высоких температурах, применяют термостойкие мази, например
этилсиликат, силоксановые эмали и т. д.
Прокладки из мягких материалов после однократного пользования под-
лежат замене.
Редко разбираемые соединения уплотняют материалами, которые в сты-
ках расплющиваются, а именно: хлопчатобумажной ниткой, проваренной
в масле; резиновыми нитками и шнурами; просаленными асбестовыми
шнурами; проволокой из свинца, алюминия или отожженной красной меди.
. Последние два способа применяют для соединений, работающих при высо-
ких температурах.
Прокладки из мягких материалов применяют для соединений, стягива-
емых болтами, шпильками и т. д., когда прокладка при затяжке подвер-
гается только сжатию. Прокладки, испытывающие при затяжке сдвиг (на-
пример, прокладки под ввертные штуцеры, пробки), изготовляют из более
прочных и жестких материалов, например из фибры, свинца и отожжен-
ной красной меди.
Применяют также армированные прокладки, состоящие из упругого ма-
териала (резины, пластика, асбеста и т. д.), заключенного в оболочку из
мягкого металла (меди, латуни). Разновидности таких прокладок показаны
на рис. 305,1 — VI.
На рис. 306 показан пример применения армированной прокладки для
уплотнения ввертного штуцера. Прокладки такого типа могут быть исполь-
зованы многократно.
Установка прокладок. Прокладки должны быть зафиксированы относи-
тельно уплотняемых поверхностей и затянуты по всей поверхности.
Рис. 306. Уплотне-
ние ввертного шту-
цера армированной
прокладкой
Рис. 307. Способы установки нроклядок:
7, //-неправильно; /// — правильно
136
Рис. 308. Способы фиксации прокладок
Рис. 310. К определению шерохо-
ватости уплотняемых поверх-
ностей
Рис. 309. К определению радиальных размеров прокладок
Типичные ошибки установки прокладок представлены на рис. 307. В кон-
струкции на рис. 307,7 прокладка не зафиксирована в радиальном направ-
лении и может быть сдвинута при установке и выдавлена при затяжке.
Центрирование прокладки по стержню стяжного болта (рис. 307,77) не дает
эффекта, так как центрирование осуществляется вслепую после установки
прокладки и крышки; значительная часть прокладки находится навесу и не
зажимается уплотняемыми поверхностями.
Правильная конструкция показана на рис. 307,777. Здесь прокладка цен-
трируется на крышке буртиком, предохраняющим ее от выдавливания
внутрь.
В соединениях, собираемых на шпильках (рис. 308,7), допустимо центри-
ровать прокладку по стержням шпилек; при монтаже прокладка надевает-
ся на шпильки и притягивается привертываемой деталью, например крыш-
кой. В соединениях иа ввертных болтах правильнее вводить центрирующий
буртик (рис. 308,77); в данном случае прокладку укладывают на крышку,
подравнивают по отверстиям в крышке и вместе с ней устанавливают
на корпус.
Следует учитывать, что прокладки, особенно имеющие значительную
толщину, при затяжке деформируются. Если придать прокладке размеры,
соответствующие номинальным размерам уплотняемых поверхностей (рис.
309,7), то при затяжке прокладка выдавливается наружу, что портит внеш-
ний вид соединения, и внутрь, что в случае трубопроводов и каналов может
заметно сузить проходное сечение (рис. 309,77).
137
В таких случаях правильно делать наружный размер прокладки несколь-
ко меньше (на 0,5 — 1 мм), а внутренний — несколько больше номинала
(рис. 309,111) с таким расчетом, чтобы, края прокладки после затяжки сов-
падали с краями уплотняемых поверхностей.
Параметр Ra шероховатости должен быть не более 1,6 мкм (рис. 310),
иначе добиться герметичности соединения трудно.
УПЛОТНЕНИЕ ЖЕСТКИХ СТЫКОВ
Уплотнение прокладками из мягких материалов всегда сопряжено
с большим или меньшим изменением расстояния между уплотняемыми
деталями. В машиностроении нередко возникает задача уплотнения стыков
типа «металл по металлу» с соблюдением точного взаимного расположения
стыкуемых деталей. Таков, например, случай соединения частей корпусов,
содержащих опоры скольжения или качения и т. д.
Задача уплотнения, таких жестких стыков решается несколькими спо-
собами. Неразборные и редко разбираемые соединения уплотняют герме-
тизирующими составами, например бакелитом, белилами, суриком, жид-
ким стеклом и т. д.
Промышленность выпускает широкий ассортимент герметиков, предназ-
наченных для работы в разнообразных соединениях. К их числу от-
носятся:
1) герметик У-30М на основе тиоколового каучука; масло-, бензо- и во-
достоек, отличается высокой газонепроницаемостью; диапазон рабочих тем-
ператур от —50 до +130°С; адгезия к металлу невысокая;
2) герметик ВТУР на основе тиокола с динзоцианатом; масло-, бензо-
и водостоек; диапазон рабочих температур от —50 до +130 С; адгезия
к металлу высокая;
3) герметик ВГХ-180— фенолформальдегидная смола с натуральным ка-
учуком; масло- и водостоек; диапазон рабочих температур от —50 до
+ 130°С; высокая адгезия к металлу; под действием бензина и керосйна
набухает; . _
4) герметик 5Ф-13 — фторкаучук с эпоксидной смолой ЭД-6; бензо-,
масло- и водостоек; диапазон рабочих температур от —50 до +200эС;
адгезия к металлу невысокая;
5) герметики ВИКСИНТ У-1-18, ВМТ-1 на основе полисилоксанов;
масло- и водостойки; теплостойкость до 300°С; в бензине и керосине
набухает; адгезия к металлу невысокая.
Герметики выпускаются в виде паст и лаков. Их наносят на уплотняе-
мые поверхности поливом, кистью или шпателем. Устойчивая гермети-
зирующая пленка образуется в среднем через пять-шесть суток.
Для соединений, работающих при особо высоких температурах, при-
меняют силоксановые эмали (кремнийорганические пластикаты с порошко-
образным металлическим наполнителем — Al, Zn), выдерживающие темпе-
ратуру до 800°С.
При затяжке избыток герметизирующего состава выдавливается; на
стыке остается тонкая пленка (толщиной в несколько микронов или сотых
долей миллиметра), практически не влияющая на точность взаимного рас-
положения соединяемых 'деталей.
138
Соединения, собираемые на герметизирующих составах, с трудом под-
даются разборке, особенно после работы вгорячую. В таких соединениях
необходимо предусматривать съемные устройства.
Особо точные разъемные стыки типа «металл по металлу» уплотняют
путем тонкой плоскостной обработки — притиркой или шабрением.
Притирке подвергают поверхности разъема, предварительно начисто
обработанные строганием широкими резцами, тонким фрезерованием или
щлифованием. Притирку производят на притирах-плитах из чугуна или
специального стекла (пирекс) с точно обработанными плоскостями. Изде-
лие прижимают к притиру, которому сообщают кругообразное движение
небольшой амплитуды.
Притирку производят на различных притирочных материалах. Чаще
всего применяют стеклянную пудру, порошки карборунда (карбид крем-
ния), корунда (кристаллическая окись алюминия), карбида бора, алмазную
пыль (для твердых металлов). В качестве смазки применяют машинное
масло, керосин, жирные кислоты.
Притирку ведут сначала на шлифпорошках с размером зерна не более
100 мкм, затем переходят на микропорошки. Окончательную доводку про-
изводят на пасте ГОИ, состоящей в основном из окиси хрома с добавле-
нием связующих и смазывающих веществ (стеарина, керосина, олеиновой
кислоты и т. д.). .Иногда производят притирку соединяемых плоскостей
непосредственно друг по другу.
Притирка — трудоемкий и дорогой процесс, поэтому ее применяют для
особо ответственных стыков. В последнее время процесс притирки меха-
низируют. В некоторых случаях притирку можно заменить производитель-
ными методами чистового строгания и чистового фрезерования.
Шабрение производят обычно в следующей последовательности.
Сначала шабрят по плитам одну плоскость разъема до получения двух-
пяти пятен контакта на 1 см2. Пришабренную по плите плоскость по-
крывают тонким слоем краски (лазурь), устанавливают на нее стыкуемую
деталь, легкими кругообразными движениями переводят на нее краску
и удаляют шаберами следы краски. Эту операцию производят многократно
до получения необходимей точности прилегания. Шабрение является весь-
ма трудоемким процессом и в серийном производстве применяется редко.
Притертые или пришабренные поверхности при сборке покрывают тон-
ким слоем герметизирующей мастики. Мастики чаще всего изготовляют
из разведенной на вареной олифе тонкотертой краски (свинцовые белила,
свинцовый сурик, охра и т. д.), железной пудры или серебристого графита
с маслом. Применяют также суспензию коллоидального графита в масле.
Иногда соединяемые поверхности натирают всухую серебристым графитом.
- Для надежного уплотнения стыков типа «металл по металлу» требу-
ется повышенная жесткость фланцев и частое расположение стягивающих
болтов.
Другой способ уплотнения жестких стыков заключается в установке
на стыкуемых поверхностях утопленных упругих прокладок прямоугольного
или круглого сечения. Прокладки устанавливают в канавках, выполненных
Ио всей периферии стыка. В свободном состоянии прокладка выступает
над поверхностью стыка на строго определенную величину а (рис. 311,7),
зависящую от материала прокладки и желаемой силы уплотнения. При
139
Рнс. 311. Уплотнение стыков «металл
- по металлу».прокладками:
/ и II - положения до и после сборки
Г И
Рис. 312. Уплотнение стыков «металл
по металлу» с использованием мелких
кацавок:
I и II - положения до и после сборки
затяжке стыкуемые поверхности доводят до соприкосновения, причем мате-
риал прокладки упруго или пластически деформируется, осуществляя уплот-
нение поверхностей (рис. 311,/2).
Для увеличения герметичности на уплотняемых поверхностях делают
мелкие канавки (рис. 312), в которые затекает деформируемый материал
прокладки. С той же целью прокладку делают гребенчатой (рис. 313).
При затяжке гребешки сминаются, образуя ряд канавок, действующих по-
добно лабиринтному уплотнению.
Сечение канавки должно быть больше сечения прокладки, для того что-
бы не препятствовать деформации прокладки.
Материал прокладки выбирают в зависимости от условий работы стыка.
Для стыков, работающих в нормальных условиях, применяют резину,
пластики; для стыков, работающих при повышенных температурах, — пла-
стичные металлы: свинец, алюминий, отожженную красную медь и т. д.
Хорошее уплотнение обеспечивают прокладки из красной меди с гальва-
ническим кадмиевым покрытием.
На рис. 314 изображено уплотнение упругой прокладкой, установлен-
ной в замкнутом пространстве, образованном канавкой на одной из по-
верхностей и гребешком на другой. Этот способ применяют преимущест-
венно для круглых фланцев, у которых канавки и шипы могут быть изго-
товлены точением с необходимой степенью точности.
‘ Круглые фланцы уплотняют также упругими металлическими кольцами
(рис. 315), чаще всего Z-образного сечения (так называемые гофровые
кольца). Формы гофровых колец показаны (в порядке возрастающей
упругости) на рис. 316.
Рис. 313. Уплотнение стиков «металл ПО
металлу» гребенчатой прокладкой:
I и И - положения до и после сборки
Рис. 314. Уплотнение стыков «металл по ме-
таллу» (для круглых фланцев):
I и Л — положения до а после сборки
140
Рис. 315. Уплотнение стыка гофровым коль-
цом:
I и //-положения до и после сборки
Ряс. 316. Гофровые кольца:
/ — полугофровос; II — одпогоф>ровое; III
полуторагофровое; IV—двугофровое
Круглые фланцы с центрирующими буртиками уплотняют шнурами’
из упругих материалов (резины, синтетики), которые закладывают в канавки,
проделанные в буртике (рис. 317). При таком расположении на стыке обеспе-
чивается чистый контакт «металл по металлу». Этот способ применяют'
только для «холодных» стыков.
На рис. 318 показан способ установки прокладки в открытой канавке
на периферии стыка. Преимущество этого Способа заключается в том, что
прокладка предохраняет стык от внешних воздействий и предупреждает
коррозию металлических поверхностей стыка. Примеры установки перифе-
рийных прокладок приведены на рис. 319,7, 11.
Встречаются случаи, когда в стыках «металл по металлу» требуется
уплотнить круглые отверстия и каналы, служащие, например, для подвода
смазочного масла, перепуска охлаждающей жидкости и т. д. 1
На рис. 320 изображено уплотнение масляного канала подшипника. При-
менение мягкой прокладки (рис. 320,7) здесь недопустимо, так как при
затяжке изменяется положение вала относительно смежных деталей. На-
рве. 317. Уплотнение стыков «металл по
металлу» шнурами из упругого материала:
I и ZZ-прложения до и после сборки
Рис. 318. Уплотнение стыков «металл по
металлу» периферийными прокладками:
I и II—положения до и после сборки
141
Ряс. 319. Примеры уплотнения периферийными про-
кладками
Рис. 320. Уплотнение масляного канала под-
шипника :
/—неправильно; II- правильно
Рис. 321. Уплотняющие вставки
пример, если вал приводится в движение зубчатыми колесами, затяжка
может нарушить правильное зацепление колес. В таких случаях применяют
уплотняющие вставки (рис. 320, И).
На рис. 321,1 — III показаны вставки из упругого материала (резипы,
пластиков и т. п.). УплЬтпение достигается за счет торцового (рис. 321,1, II)
или радиального (рис. 321, III) обжатия вставок. Иногда применяют ме-
таллические вставки в виде втулок в сочетании с упругими уплотняющими
элементами (рис. 321, IV — VI). Металлические вставки могут быть исполь-
зованы также в качестве контрольных штифтов.
УПЛОТНЕНИЕ ФЛАНЦЕВ
На рис. 322 показаны способы уплотнения цилиндрических фланцев,
например фланцев корпусных деталей.
На рис. 322,2 изображено простейшее уплотнение мягкой прокладкой
из листового материала. Остальные уплотнения на рис, 322 относятся
к уплотнениям соединений типа «металл но металлу».
142
Рис. 322. Уплотнение фланцев
Рис. 323. Манжетные уплотнения стыка тру-
бопроводов
На рис. 322, II— VI показаны
уплотнения шнуром из упругого ма-
териала (резины, пластикон), устанав-
ливаемым в выточку на торце флан-
ца или корпуса. Подобные торцовые
уплотнения заставляют разносить кре-
пежные болты в радиальном направлении и увеличивать тем самым
радиальные размеры фланца; торцовые уплотнения с канавками в теле
фланца, кроме того, ослабляют фланец. В- этом отношении лучше угловые
уплотнения (рис. 3-22; VII — XIV). Наиболее удобны конструкции^ в которых
уплотняющий шнур заводится в выточку в теле фланца, составляя с ним
при монтаже одно-целое (рис. 322, VIII, IX, XI, XII, XIV).
Уплотнения на рис. 322, X, XI, XIV рассчитаны на повышенное дав-
ление в уплотняемой полости и основаны на манжетном эффекте: давление
в уплотняемой полости, заставляя шнур перемещаться в суживающееся
пространство канавок, увеличивает силу прижатия шнура к уплотняемым
поверхностям.
На рис. 322, XV— XVIII показаны уплотнения с торцовой затяжкой
шнура, устанавливаемого в кольцевом пространстве между фланцем и кор-
пусом. В конструкции на рис. 322, XV существует опасность выдавливания
прокладки из кольцевой канавки. Эта конструкция требует применения'
жестких уплотняющих прокладок.
14Х
На рис. 322, XIX-XXI изображены радиальные уплотнения: шнур за-
кладывают в кольцевую выточку в центрирующем нояске фланца или кор-
пуса; уплотнение осуществляется в результате радиальной деформации
шнура при установке фланца. Наиболее удобны по монтажу конструкции,
в которых шнур устанавливают в выточку во фланце. В конструкции на
рис. 322, XXI канавка под шнур выполнена наклонной, что придает уп-
лотнению манжетное свойство. На рис. 322, XXII — XXIV приведены при-
меняемые на крупногабаритных фланцах уплотнения чисто манжетного
типа.
На рис. 323,1, II показаны манжетные уплотнения стыка трубопроводов.
УПЛОТНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
На рис. 324 изображены способы уплотнения резьбовых соединении
большого диаметра кольцевыми прокладками и шнурами. Ввиду того, что
при завертывании этих соединений прокладки подвергаются усилию сдвига,
материал прокладок должен обладать повышенной твердостью.
На рис. 324,I — VI показаны способы углового уплотнения шнуром,
укладываемым в кольцевую выточку в теле гайки; на рис. 324, VII — XI —
способы уплотнения торцовой затяжкой шнура в замкнутом кольцевом
пространстве между гайкой и корпусом; на рис. 324, XII - XV — способы
радиального уплотнения с помощью шнура, укладываемого в кольцевую
выточку в теле гайки или в корпусе.
Уплотнение ввертных деталей. Самый простой способ уплотнения вверт-
ных деталей (штуцеров, пробок) — смазывание витков резьбы герметизи-
рующими составами. Однако при этом способе затрудняется отвинчивание
деталей вследствие «прилипания» герметизирующей мази К резьбе после
некоторого периода эксплуатации.
Не рекомендуется применяемая иногда на практике (особенно в ремонт-
ных условиях) «подмотка» последних (ближайших к торцу‘ввертной детали)
витков резьбы ниткой, промазанной суриком, разведенным на масле и т. п.
Ряс. 324. Уолотнеше резьбовых соедввеивй
144
Рис. 325. Уплотнение ввертных деталей упругими прокладками
На рис. 325 приведены способы уплотнения ввертных деталей упругими
прокладками. В конструкции на рис. 325,I прокладка подвержена действию
полной силы затяжки. Чтобы исключить раздавливание прокладки, ее необ-
ходимо- выполнять из твердого или полутвердого материала, армировать
или ограничивать силу затяжки.
В конструкции на рис. 325, II прокладка заключена в замкнутое кольце-
вое пространство, образованное выточкой в корпусе. Материал прокладки
может течь только в сторону резьбы, что улучшает условия уплотнения.
В конструкции на рис. 325, III — V уплотнение достигается в результате
деформации прокладки при затяжке Лёта ли на жесткий торец до отказа
и определяется разностью высот прокладки и канавки под прокладку.
На рис. 325, VI, VII приведены способы уплотнения по внутреннему
торцу детали. Как и в предыдущих случаях, затяжку производят до упора
торца детали в корпус. В конструкции на рис. 325, VII прокладка установ-
лена в замкнутом кольцевом пространстве и не может быть выдавлена при
затяжке, как в конструкции на рис. 325, VI. Затяжка детали возможна или
на прокладку, или на жесткий торец; в последнем случае объем кольце-
вого пространства’должен быть больше объема прокладки. Сила уплотнения
определяется разностью высоты прокладки и высоты кольцевого простран-
ства (при полной затяжке детали).
В конструкции на рис. 325, VIII прокладка расположена в радиальной
Канавке на хвостовике детали и при затяжке свободно перемещается отно-
сительно корпуса. Сила уплотнения определяется величиной выступания
прокладки из канавки в свободном состоянии.
На рис. 326 показаны способы уплотнения ввертных деталей без про-
кладок или с металлическими уплотняющими элементами. Завертывание
на конической резьбе (рис. 326,7) обеспечивает полную герметичность, осо-
бенно если корпус выполнен из пластичного металла. Остальные, приведен-
ные на рис. 326 конструкции уплотнений основаны на пластической дефор-
145
мации материала корпуса или материала ввертываемой детали. Их можно
применять для редко разбираемых или неразъемных соединений.
На рис. 326, II, III изображены способы уплотнения острыми кольцевыми
гребешками. Гребешок выполняют на детали.из более твердого материала
(в конструкции.на рис. 326, II гребешок выполнен на корпусе, на рис. 326,111 —
на ввертной детали) и при завертывании врезается в мягкий материал,
обеспечивая уплотнение. На рис. 326, IV, V приведены аналогичные уплот-
нения с применением отдельных кольцевых шипов, выполняемых из зака-
ленной стали. Материал ввертной детали и корпуса в данном случае должен
быть мягче материала шипового кольца.
На рис. 326, VI — VIII показаны способы уплотнения, основанные хга
пластической деформации резьбы корпуса. В конструкции на рис. 326, VI
резьба на ввертной детали выполнена со сбегом; при завертывании детали
неполные витки резьбы сминают витки корпуса, обеспечивая герметичность
соединения. В конструкции на рис. 326, VII резьба на ввертной детали пе-
реходит в конус; при завертывании конус сминает входные витки отвер-
стия, обеспечивая уплотнение и в то же время наглухо стопоря соединение.
В конструкции на рис. 326, VIII те же функции выполняет цилиндрический
поясок на резьбе ввертной детали. Соединения, приведенные на рис.
326, VII, VIII — неразъемные.
Глухие резьбовые соединения. На рис. 327 показаны способы гермети-
зации глухих резьбовых соединений большого диаметра, работающих при
высоких температурах и высоких внутренних давлениях. Соединения такого
146 '
Рис. 327. Уплотнение Глухих резьбовых соединений
147
типа выполняют на тугой резьбе п свертывают, предварительно подогрев
охватывающую деталь или охладив охватываемую деталь.
Резьбу выполняют с высокой степенью точности фрезерованием или
шлифованием. Перед свертыванием резьбу смазывают герметизирующими
мазями. При необходимости улучшить теплопереход в состав мазей вводят
металлические наполнители (алюминиевую, бронзовую или цинковую
пудру).
Кроме того, герметичность обеспечивают рядом дополнительных мер:
упором соединительных деталей в торец непосредственно (рис. 327,7) или
через прокладки (рис. 327, II, III) из пластичных металлов (свинца, крас-
ной меди, алюминия), кольцевыми шипами (рис. 327, IV — VI), посадкой на
точно обработанных цилиндрических поясках (рис. 327, VII, VIII), затяжкой
на конус (рис. 327, IX— XI). В конструкции на рис. 327, XII резьба охва-
тываемой детали на участке а срезана на конус; соответствующий участок
па охватывающей детали — гладкий. При ввертывании охватываемая деталь
нарезает на этом участке резьбу.
Надежность описанных уплотнений возрастает, если уплотняющие эле-
менты расположить не внутри соединения, как показано на рис. 327,7—XII,
где они подвержены действию высокого давления, а снаружи, куда давление
доходит только при прорыве уплотняемой жидкости или газов через витки
резьбы, и то значительно ослабленным в результате дросселирования в
витках резьбы. На рис. 3X1,XIII — XVIII изображены такие конструкции
с уплотнением прокладками (рис. 327, XIII, XIV), конусами (рис. 327, ХУ),
кольцевыми шипами (рис. 327, XVI), пружинными кольцами (рис. 327, XVII),
резьбой со сбегом (рис. 327, XVIII).
В конструкциях на рис. 327,XIX —XXII уплотнение достигается'обжа-
тием крайних витков охватывающей детали коническими кольцами и гай-
ками. В конструкциях на рис. 327, XXIII, XXIV обжатие осуществляется
напрессовкой бандажей на охватывающую деталь. Иногда обжатие осу-
ществляют затяжкой охватывающей детали хомутом.
УПЛОТНЕНИЕ НЕКОТОРЫХ ЖИДКОСТНЫХ СТЫКОВ
Уплотнение цилиндрических стыков. На рис. 328 показаны способы
уплотнения цилиндрических стыков, подверженных давлению жидкости
(случай «мокрых» гильз поршневых двигателей внутреннего сгорания с жид-
костным охлаждением).
Простейший вид уплотнения — установка резинового кольца круглого,
сечения в канавке гильзы (рис. 328,7). В свободном состоянии кольцо вы-
ступает над поверхностью гильзы, при введении гильзы в охлаждающую
рубашку кольцо сжимается и уплотняет стык гильзы и рубашки. Для уве-
личения надежности уплотнения устанавливают последовательно несколько
колец (рис. 328,77).
Улучшенная конструкция этого уплотнения показана на рис. 328,777.
Здесь канавки выполнены со скосом, направленным в сторону, противо-
положную действию давления жидкости. Под давлением жидкости кольца
постоянно вытесняются в суживающуюся часть канавок и прижимаются
к уплотняемым поверхностям с силой, пропорциональной давлению. Между
кольцами расположена выточка, сообщающаяся дренажным отверстием
148
I
с атмосферой. В случае прорыва через первое кольцо жидкость стекает
через дренажные отверстия наружу; второе кольцо, разгруженное в данном
случае от давления, предупреждает дальнейшее просачивание жидкости.
Для увеличения надежности на рабочей^стороне уплотнения устанавли-
вают несколько колец (рис. 328, IV). Другие формы канавок и колец пока-
заны на рис. 328, V Во всех случаях необходимо, чтобы сечение канавки
было больше сечения кольца, иначе резина, будучи практически несжимае-
мым материалом (не смешивать сжимаемость с упругой деформацией,
связанной с изменением формы сечения), может развить значительные ра-
диальные силы и вызвать «корсетную» деформацию гильзы на участке
расположения колец.
Для обеспечения плотного прижатия колец к стенкам рубашки, с тыль-
ной стороны колец устанавливают волнистые двухвитковые кольцевые пру-
жины (рис. 328, VI).
Иногда уплотнение подвергают осевой затяжке. Особенно просто это
осуществляется в случае, когда рубашка отъемная (рис. 328, VII, VIII). Сум-
марную высоту элементов уплотнения в данном случае делают несколько
больше высоты канавки на величину а; при стягивании зазор а выбирается
и в уплотнении возникает осевой натяг.
При неразъемных рубашках осевую затяжку осуществляют гайкой, ввер-
тываемой в рубашку (рис. 328, IX) или навертываемой на гильзу (рис. 328, X).
Рис. 329. Медпо-асбестовая про-
кладка
149
Во избежание перетяжки уплотняющих колец и доя поддержания
постоянства натяга в эксплуатации в соединение вводят упругие элементы
в виде конических пружинных колец (рис. 328, XI) или гофрированных
кольцевых пружин круглого сечения (рис. 328, XII).
Уплотнение плоских стыков. В машиностроении нередко необходимо
уплотнять стыки полостей, содержащих жидкости и сообщающихся между
собой фигурными окнами или круглыми отверстиями. Их уплотняют листо-
выми прокладками из упругих материалов. Стыки, подверженные воздей-
ствию высоких давлений и температур (например, стыки блочных головок
двигателей внутреннего сгорания с блоком охлаждающих рубашек) уплот-
няют армированными прокладками из асбеста.
Применяют два основных вида прокладок: с внутренней арматурой
и с наружной. Прокладки первого типа состоят из асбеста, пропитанного
термостойким связующим составом, напрессованного на арматуру из мед-
ной или латунной проволочной сетки, придающей прокладкам необходимую
прочность и жесткость. Прокладки второго типа состоят из асбестовой
композиции, заключенной в оболочку из тонколистовой красной меди или
пластичного железа (типа железа Армко). Наружные края прокладки, а
также кромки всех окон и отверстий окантовывают накладками из того же
материала (рис. 329).
УПЛОТНЕНИЕ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цилиндрические соединения, собираемые на посадках с натягом,
как правило, не нуждаются в уплотнении; натяг сам по себе надежно
уплотняет соединение даже при значительном перепаде давления. Подлежат
уплотнению соединения, собранные на центрирующих посадках и на посад-
ках с зазором и подверженные действию давления или работающие под
напором столба жидкости. Например, в соединениях поршней со штоками
уплотнения достигают или установкой торцовых прокладок (рис. 330,7, II),
или установкой колец из упругого материала на цилиндрических поверх-
Рис. 330. Уплотнение цилиндрических посадочных поверхностей (соединение штока с поршнем)
150
331. Уплотнение цилиндрических посадочных поверхностен (вертикальный вал)
Рис. 332. Уплотнение резиновыми кольцами маслоподводя-
щего канала
ностях соединения (рис. 330, III). При уплот-
нении вертикальных валов во избежание про-
сачивания наружу масла из уплотняемой по-
лости через зазор между валом и втулкой,
затягивающей шарикоподшипник, распорную
втулку уплотняют торцовыми прокладками
(рис, 331,1,11) или кольцами из упругого ма-
териала, установленными на цилиндрической
поверхности вала на участке сопряжения вала
со втулкой (рис. 331, III). Кольцами уплотняют
и другие части соединения, когда нет возможности применить торцовые
прокладки.
На рис. 332 показано уплотнение резиновыми кольцами гильзы под-
шипников качения на участке подвода смазки.
УПЛОТНЕНИЕ ЛЕГКОСЪЕМНЫХ КРЫШЕК
Уплотнение легкосъемных крышек, например крышек смотровых
люков, откидных дверок, устанавливаемых на петлях, шарнирах и т. д., имеет
некоторые особенности. Сила прижатия в этом случае обычно невелика;
затяжка (в особенности у откидных дверок) неравномерна. Такие крышки
обычно уплотняют толстыми прокладками из мягких, легко сжимаемых
материалов (мягкой резины, пластиков, пробки). Для удобства пользова-
ния прокладку укрепляют на одной из соединяемых деталей вулканиза-
цией, на клею или механическими способами.
Способы уплотнения легкосъемных крышек представлены на рис. 333.
В конструкциях на рис. 333,/, II уплотнение достигается толстой проклад-
кой из мягкой резины, привулканизованной к крышке. В конструкции
на рис. 333, III, IV прокладку крепят на корпусе. Для увеличения надеж-
ности уплотнения крышки снабжены гребешком, который у круглых дета-
лей выполняют точением, а у фигурных литых крышек — литьем в кокиль.
В конструкциях на рис. 333, V— VIII уплотнение осуществляется резиновым
шнуром, заводимым в торцовые или боковые канавки.
На рис. 333, IX, X изображены штампованные крышки. В этом случае
прокладки крепят в приварном ранте крышки. На рис. 333, XI, XII пока-
заны уплотнения повышенной упругости, состоящие из кольцевой полой
резиновой трубки, наполненной воздухом под давлением.
151
Рис. 333. Уплотнение легкосъемных и откидных крышек
РЕЗИНА КАК УПЛОТНЯЮЩИЙ МАТЕРИАЛ
Для уплотнения применяют почти всегда резину на основе синте-
тических каучуков, обладающих в отличие от натуральных каучуков вы-
сокой масло-, бензо- и керосиностойкостью, и значительно превосходящих
натуральные каучуки по химической стойкости, свето- и температуро-
стойкости.
Наиболее широко применяют хлоропреновые каучуки, натрий-бутадиено-
вые каучуки, бутадиен-стирольные каучуки, бутадиен-нитрильные каучуки.
Для соединений, работающих при повышенных температурах, применяют
силиконовые каучуки, выдерживающие температуру до 300°С.
Резина обладает прекрасными уплотняющими свойствами вследствие
высокой эластичности, податливости и способности затекать в мельчайшие
углубления и неровности уплотняемых поверхностей.
Как листовой прокладочный материал резину применяют редко, так как
она легко выдавливается под действием усилия затяжки. Резину широко
применяют для уплотнения в случаях, когда сила прижатия определяется
упругостью самой резины (в виде шнуров, укладываемых в канавки
и т. д.). Листовую резину применяют только в случаях, когда сила
прижатия невелика, например для уплотнения тарельчатых клапанов, нагру-
женных пружинами.
Некоторые трудности вызывает крепление резины к уплотняющей
детали из-за свойства листовой резины легко образовывать складки.
Способ, позволяющий устранить этот недостаток и вместе с тем обеспе-
чивающий надежное крепление резинового листа, заключается в арми-
ровании резины. Уплотняющие детали такого типа получают опрессовкой
с обеих сторон металлического листа с расположенными в шахматном
порядке отверстиями. Затекание резины в отверстия обеспечивает прочную
связь резины с листом.
Для увеличения сцепления резины с металлом на поверхность металла
наносят слой латуни толщиной в несколько сотых миллиметра. Метал-
лический лист смазывают резиновым клеем, закладывают в резиновую
152
Рис. 334. Уплотняющий блок из «рми-
рованиой резины
смесь й подвергают одновременному прессованию и вулканизации при
температуре 140 — 150°С и давлении 20 — 30 кгс/см2. Таким способом полу-
чают жесткие уплотняющие блоки, обладающие всеми положительными
свойствами резины.
Подобный кольцевой дисковой блок изображен на рис. 334. Блок
притягивается к уплотняемой детали центральным болтом, упирающимся
в выпущенные- за пределы резинового кольца кромки металлического
листа.
На рис. 335 показаны дисковые клапаны с резиновым уплотнением.
Резину крепят к металлической поверхности вулканизацией или на клею
(рис. 335,7). Для приклеивания резины к металлу применяют бутадиен-
стирольные, неопреновые, силоксановые клеи и клеи на основе модифи-
цированных эпоксидов.
На рис. 335,11 — VI изображены механические способы крепления. Способ
крепления металлической шайбой (рис. 335,11) обладает тем недостатком,
что края резинового диска при затяжке могут отходить от металла.
В конструкции на рис. 335,111 этот недостаток устранен заправкой краев
резинового диска в наклонный паз. На рис. 335,IV изображен способ
крепления по схеме рис. 334. В конструкции на рис. 335, 7резиновое кольцо
заводят в паз типа «ласточкин хвост». В конструкции на рис. 335, VI
кольцо устанавливают с натягом в открытую канавку на периферии
клапана.
153
4. ПРУЖИНЫ
Пружины делят по конструкции на следующие группы: спиральные
(витые), тарельчатые, кольцевые, пластинчатые. Наиболее широко приме-
няют спиральные пружины, навиваемые из проволоки, чаще всего круг-
лого сечения (рис. 336,1), иногда квадратного (рис. 336,11) или прямоуголь-
ного сечения (рис. 336, III, П). В некоторых случаях пружины навивают
из тросов (рис. 336, V), свитых из нескольких жил (многожильные пру-
жины).
По назначению спиральные пружины подразделяют на пружины сжатия,
растяжения и кручения.
Применяют пружины как правой, так и левой навивки (рис. 337).
Для пружин сжатия-растяжения направление навивки безразлично. Тарель-
чатые и кольцевые пружины применяют только в качестве пружин сжатия.
154
МАТЕРИАЛЫ. ИЗГОТОВЛЕНИЕ
Пружины изготовляют из углеродистых и легированных сталей
с содержанием углерода 0,5 —1,1%. Из углеродистых сталей изготовляют
пружины с диаметром проволоки до 10 мм; из легированных сталей —
пружины, работающие при высоких напряжениях или повышенных темпе-
ратурах, а также пружины с большими сечениями проволоки (диаметром
20 — 30 мм) для обеспечения закалки на полное сечение.
Присадка кремния (до 2%) повышает упругие качества стали и сопро-
тивление повторным ударным нагрузкам. Ванадий (0,1—0,2%) и вольфрам
(до 1,2%) вводят для повышения механических свойств и температуростой-
кости. Для пружин ответственного назначения применяют вольфрамокрем-
нистые и хромокремневанадиевые стали, обладающие наиболее высокими
механическими свойствами.
Пружины, работающие при повышенных температурах, изготовляют
из хромованадиевых сталей типа 50ХФА (температуростойкость до 300°С),
вольфрамокремниевых сталей типа 65С2ВА (до 350 С) и стали 40X13
(до 450°С).
Для пружин, работающих при температурах свыше 500°С, применяют
специальные стали с повышенным содержанием Cr, V, Mo, W.
2. Механические свойства материалов, применяемых для изготовления пружин
Материал Марка Предел прочности на растяжение ffg, кгс/мм2 Предел прочности на кручение т, кгс/мм2 Относитель- ное удлине- ние 3, %
Углеродистые стали 65 100 80 9
70 105 85 8
75 100 90 7
85 115 100 6
Рояльная проволока 200-300 120-180
Холоднокатаная пружинная прово- н 100-180 60-100 2-3
лока п 120-220 70-130
в 140-280 80-160
Марганцовистые стали 65Г 70 40 8
55ГС 65 35 10
Хромованадиевая сталь 50ХФА 130 110
Коррозионно-стойкая сталь 40X13 ПО 80 12'
Кремнистые стали 55С2 6
60С2А 130 120 5
70СЗА 180 160
Хромомарганцовистые стали 50ХГ ПО 5
50ХГА ВО 120 6
Никелькремнневая сталь 60С2Н2А 180 160
Хромокремневанадиевая сталь 60С2ХФА 5
Вольфрамокремниевая сталь 65С2ВА 190 170
155
Рис. 338. Предел прочности при растяжении
холоднокатаной проволоки В, П, Н в зави-
симости от диаметра проволоки
нагартовкой поверхностного слоя
кой).
В табл. 2 приведены основные
материалы, применяемые для изго-
товления пружин, и их механические'
свойства после термообработки. Мо-
дуль упругости пружинных сталей
Е — (2,1 ~ 2,2) • 104 кгс/мм2; модуль
сдвига G » (7,6 4- 8,2) • 103 кгс/мм2.
Усталостная прочность пружин-
ных сталей мало зависит от хими-
ческого состава и в гораздо боль-
шей степени определяется состоянием
поверхностного слоя. Обезуглерожи-
вание поверхностного слоя при тер-
мообработке, местные дефекты (кор-
розия, забоины, царапины, истирание
при износе) резко снижают предел
выносливости. Значительного повы-
шения усталостной прочности можно
добиться полированием и особенно
(волочением, дробеструйной обработ-
Предел выносливости при пульсирующем циклическом нагружении со-
ставляет в среднем 40—60 кгс/мм2.
Прочность пружинных сталей очень зависит от диаметра проволоки;
резко возрастая с уменьшением диаметра. В качестве примера на рис. 338
приведены показатели прочности холоднокатаной проволоки в функции
диаметра. Прочность проволоки малого диаметра (0,2 — 1 мм) примерно
в два раза превышает прочность проволоки большого диаметра (8 мм).
Диаметр проволоки следует учитывать прй выборе допускаемых напря-
жений при расчете пружин.
Для изготовления пружин, работающих в условиях повышенной влаж-
ности или соприкасающихся с химически агрессивными средами, применяют
коррозионно-стойкую сталь 40X13 или сплавы на основе меди. В табл. 3
приведены наиболее употребительные медные сплавы и их механические
свойства.
Модуль упругости сплавов на медной основе Е — (1,2 -г 1,3) • 104,
модуль сдвига G = (4,5 — 5) • 103 кгс/мм2.
3. Механические свойства медных сплавов
Материал Марка Предел прочности при растяже- нии ств, кгс/мм2 Предел прочности при кручении т, кгс/мм2 Удлинение 6, %
Оловянистоцинковая бронза . . . Кремнемарганцовистая бронза . . Бериллиевые бронзы БрОЦ4-3 БрКМцЗ-1 БрБ2 БрБ2,5 80-90 50-55 1-7
80-100 50-60 3-5
156
Наиболее высокими антикоррозионными свойствами и наибольшей
усталостной прочностью обладают бериллиевые бронзы. Сочетание этих
свойств с высокой электропроводностью обусловливает широкое при-
менение бериллиевых бронз для изготовления пружин в электромаши-
ностроении. Кроме того, бериллиевые бронзы отличаются высоким посто-
янством упругих свойств и почти полным отсутствием гистерезиса и ПО
этой причине часто применяются для изготовления упругих элементов
точных приборов.
Пружины из сплавов, на медной основе парамагнитны и применяются
в тех случаях, когда необходимо исключить влияние магнитных полей.
Спиральные пружины из проволоки малого диаметра (до 10 мм) с от-
ношением
d
4 (D — средний диаметр пружины, d — диаметр проволоки)
изготовляют навивкой в холодном состоянии. Пружины с отношением
-у < 4, а также пружины из проволоки оольших сечении навивают вгорячую.
При холодной навивке возможны два варианта:
1) проволоку навивают в термообработанном состоянии или после
холодного волочения и после навивки подвергают невысокому отпуску
(200 —300°С) для снятия напряжений, возникающих при навивке;
2) проволоку навивают в отожженном состоянии и после навивки
подвергают закалке и отпуску.
.. По первому способу изготовляют пружины из углеродистых сталей,
например из рояльной проволоки и холоднокатаной проволоки диаметром
в пределах 0,2 — 8 мм, а также из кремневольфрамовых и хромована-
диевых сталей. ,
Рояльную (патентированную) проволоку изготовляют из качественной
высокоуглеродистой стали (~ 1%С) и подвергают изотермической закалке
(нагрев до 870—950°С) с последующей выдержкой в расплавленном свинце
до 500°С (патентирование). После термообработки проволоку подвергают
калибровочному волочению; в результате нагартовки проволока приобрета-
ет исключительно высокую прочность (до ств = 300 кгс/мм2).
Аналогично изготовляют пружины из холоднокатаной проволоки, ко-
торая выпускается трех классов прочности: нормальной Н, повышенной П
и высокой В с подразделением на группы I — II (для классов Н и В)
и I — III (для класса П), в зависимости от вязкости.
Легированные стали (за исключением кремневольфрамовых и хромо-
ванадиевых сталей) подвергают после навивки термообработке: закалке
в масле при 800 — 850°С и последующему среднему отпуску при 400 — 500°С.
Во избежание обезуглероживания поверхностного слоя нагрев под
закалку ведут под слоем древесноугольного порошка или чугунных опилок.
Режимы термообработки подробно разработаны для каждой марки стали
и подлежат строгому соблюдению с целью получения наиболее высоких
показателей прочности.
Пружины, навиваемые в горячем состоянии, подвергают после навивки
обязательной термообработке. Навивку производят при 800 —1000°С.
Пружины из бронз БрОЦ 4-3 и БрКМц 3-1 навивают в состоянии
157
поставки и после навивки подвергают нагреву до 100—150°С для снятия
напряжений. Пружины из бериллиевых бронз закаливают в воде с 800°С,
после чего подвергают отпуску При 250 — 350 °C.
Стальные пружины ответственного назначения, работающие в условиях
циклических нагрузок, после термообработки подвергают дробеструйной
обработке.
Заключительной операцией изготовления пружины является нанесение
покрытия с целью предупреждения коррозии. Стальные пружины обычно
подвергают цинкованию, кадмированию, никелированию, хромированию,
фосфатированию и т. д.,
ЗАНЕВОЛИВАНИЕ ПРУЖИН
Спиральные пружины сжатия, витки которых работают на скру-
чивание, подвергают упрочнению с помощью заневоливания. Упрочнение
заневоливанием основано на создании во внешних, наиболее напряженных
волокнах витков предварительных напряжений, обратных по знаку рабочим
напряжениям.
Заневоливание заключается в сжатии пружины нагрузкой, превышающей
рабочую нагрузку и выбираемой с таким расчетом, чтобы напряжения
сдвига в крайних волокнах витков превысили предел текучести и чтобы
материал на этих участках приобрел остаточные деформации (рис. 339,7).
Пружину выдерживают под заневоливающей нагрузкой в течение 36 —
48 ч, после чего нагрузку снимают.
Упругая отдача сердцевины витков, не подвергшейся остаточным де-
формациям, создает в деформированных слоях напряжения сдвига, обратные
по знаку рабочим напряжениям (рис. 339,77). В самой сердцевине воз-
никают незначительные реактивные напряжения, по знаку одинаковые
с рабочими напряжениями. Если приложить к пружине рабочую нагрузку
(рис. 339,777), то в результате сложения рабочих напряжений с предвари-
тельно созданными напряжениями сдвига, напряжения в крайних волокнах
будут существенно меньше тех, которые возникли бы в пружине, не
подвергшейся заневоливанию (рис. 339,1F). Реактивные напряжения в серд-
цевине, складываясь с рабочими напряжениями, создают суммарные на-
пряжения, которые несколько больше напряжений, возникающих в пру-
жине, не подвергшейся заневоливанию.
В итоге сечение витков оказывается напряженным более равномерно,
Ряе. 339. Эиюры напряжений сдвига в сечении витка заневолепивй пружины
158
материал витков используется лучше; пик напряжений на окружности
витков уменьшается. Иначе говоря, пружина упрочняется. При равенстве
нагрузок максимальные напряжения в пружине получаются меньшими, чем
в пружине, не подвергнувшейся заневоливанию; при равенстве макси-
мальных рабочих напряжений пружина может нести более высокую на-
грузку, чем пружина, не подвергшаяся заневоливанию.
При заневоливании в результате остаточных деформаций крайних во-
локон пружина садится; шаг витков и общая длина пружины уменьша-
ются по сравнению с этими величинами, приданными пружине при навивке.
Это обстоятельство следует учитывать при проектировании пружин, подле-
жащих заневоливанию, назначая первоначальный шаг навивки и первона-
чальную длину пружины с учетом осадки при заневоливании. После
заневоливания недопустима никакая термическая обработка; нагрев умень-
шает или сводит на нет полезные остаточные напряжения, полученные
при заневоливании.
Величину заневоливающей нагрузки, осадку при заневоливании
и степень упрочнения пружины определяют специальным расчетом или
устанавливают опытным путем на пробных образцах. '
Заневоливанию подвергают только пружины, работающие при стати-
ческих нагрузках или при периодических динамических нагрузках с огра-
ниченным общим числом циклов. Пружины, работающие при высокочас-
тотных циклических нагрузках большой длительности, заневоливанию не
подвергают, так как резонансные колебания, возникающие при этих
условиях, спутывая картину напряжений, возникающих в витках, могут
создать в заневоленных пружинах повышенные напряжения.
РАСЧЕТНЫЕ НАПРЯЖЕНИЯ
Расчетные напряжения устанавливают с учетом, следующих фак-
торов:
прочности материала на кручение (в случае пружин растяжения-
сжатия) или изгиб (в случае пружин кручения);
масштабного фактора (диаметра проволоки);
состояния поверхности витков (чистоты отделки, наличия поверхностного
упрочнения, обезуглероживания поверхностного слоя и т. д.);.
условий работы пружины (рабочей температуры, наличия коррозионных
сред, возможности истирания витков пружины и т. д.);
степени ответственности пружины (последствий потери упругости или
поломки пружины, возможности аварий при поломке);
условий приложения нагрузки (степени внецентренности нагрузки);
характера нагружения пружины.
. По характеру нагружения различают три основные расчетные случая.
Случай I. Статическая нагрузка. Пружины подвергаются постоянной
нагрузке или периодическим нагрузкам с плавным изменением величины
нагрузок.
- Примером таких пружин могут служить пружины фиксаторов и сто-
поров, тормозные, заводные и накопительные пружины, пружин» запорных
редукционных и предохранительных клапанов, регуляторов, уравновешива-
ющих механизмов, и т. д.
159
Случай П. Динамическая нагрузка ограниченной продолжительности.
Пружины подвергаются периодической ударной нагрузке или циклической
пульсирующей нагрузке при сроке службы, соответствующем не более
100000 циклов.
Примером таких пружин могут служить пружины быстрозапорпых кла-
панов стрелкового оружия, спуски, периодически действующие амортиза-
торы и буферы, рабочие пружины автоматов, пружины кулачковых ме-
ханизмов при невысокой частоте вращения и т. д.
Случай III. Динамическая нагрузка неограниченной продолжительности.
Пружины подвергаются высоким циклическим нагрузкам в течение неогра-
ниченно длительного времени.
Примером таких пружин могут служить пружины многооборотных
кулачковых механизмов, в частности клапанные пружины двигателей внут-
реннего сгорания; амортизаторы непрерывного действия, в частности бу-
феры транспортных машин, пружины вибраторов, ротационных ковочных
машин и т. д.
В случае I пружины следует рассчитывать по пределу текучести при
кручении (для пружин растяжения-сжатия) пли при изгибе (для пружин
кручения) с введением коэффициента запаса пе менее 2. В случае II
пружины следует' рассчитывать также по пределу текучести, но с увели-
чением коэффициента запаса в 1,3 —1,5 раза. В случае III пружины следует
рассчитывать по пределу выносливости с введением коэффициента запаса
1,3-1,5.
Для ответственных пружин, поломка которых может вызвать аварийные
последствия, принимают коэффициент запаса 2 — 2,5, т. е. их рассчитывают
с повышенными запасами прочности.
Приведенные выше рекомендации носят во многом академический характер. Из них,
например, вытекает, что неответственные пружины статического нагружения могут имен,
относительно наиболее высокие рабочие напряжения. На практике этого никогда не делают,
а назначают для этих пружин самые низкие напряжения, при которых пружина сохраняет
конструктивно приемлемые размеры. Высокие рабочие напряжения, напротив, часто встречаются
в ответственных пружинах циклического нагружения, например в клапанных пружинах. Это
объясняется пе только применением для подобных пружин высококачественных материалов,
но и необходимостью в таких механизмах всемерно сокращать габариты и массу самих пру-
жин и связанных с ними деталей, непосредственно определяющих величину циклических
нагрузок в механизме.
Как общее, правило, при конструировании пружин следует назначать
наиболее низкие напряжения, совместимые с условием получения заданной
нагружаемости и упругости в конструктивно приемлемых габаритах.
Повышенные запасы прочности страхуют от поломок в результате воз-
действия трудноучитываемых факторов, как, например, нарушений техно-
логии изготовления и термообработки пружин, местных дефектов в мате-
риале пружин, не всегда вскрываемых даже тщательным контролем.
Назначать повышенные напряжения следует очень осторожно. Повышение
напряжений не только связано с известным риском, но и резко, удо-
рожает изготовление, так как требует применения дорогих легированных
сталей, строгого соблюдения режимов термообработки, тщательного конт-
роля, испытания, приемки и отбраковки пружин. Очень полезно сверяться
с данными о конструкциях, проверенных длительной эксплуатацией.
160
В исполненных конструкциях напряжения колеблются в пределах
4000 — 7000 кгс/см2. Чаще всего напряжения составляют 4000 — 5000 кгс/см2.
Эта цифра имеет довольно стабильный характер для пружин общего
назначения, изготовленных из углеродистых пли недорогих легированных
сталей (марганцовистые и кремниевые стали), работающих в условиях
статического нагружения (расчетный случай I) или в условиях динами-
ческого нагружения с ограниченным общим числом циклов (расчетный
случай II). Такой же порядок имеют напряжения в пружинах, изготовленных
из качественных сталей (вольфрамокремнистые, хромокремневанадиевые,
хромованадиевые стали), работающих в условиях длительного динамиче-
ского нагружения (расчетный случай III).
К более высоким напряжениям прибегают только в особых условиях
при ограниченности габаритов, диктующей сокращение размеров пружин,
при высокой частоте циклического нагружения, требующей уменьшения
массы пружин и т. д., и то только при определенной длительности циклов
(расчетный случай II). В пружинах стрелкового оружия, например, напря-
жения иногда доводят до 10 000 кгс/см2.
ПРУЖИНЫ СЖАТИЯ. КОНСТРУКЦИИ
Конечные витки
Для правильной работы пружин сжатия большое значение имеет
конструкция конечных витков. Форма конечных витков должна отвечать
следующим условиям:
поверхность контакта между конечными витками и опорными деталями
должна быть плоской и перпендикулярной к оси пружины во избежание
точечного приложения нагрузки;
площадка контакта должна по возможности представлять собой полное
кольцо во избежание внецентренного приложения нагрузки;
конструкция конечных витков должна обеспечивать правильное центриро-
вание пружины в опорных деталях.
На рис. 340,7 показана ошибочная заправка конца пружины путем
простой обрубки витка. При этой форме получается точечное и внецент-
Рис. 340. Способы заправки концов оружии
6 Орлов П. И., кн. 3
161
ренное приложение силы; пружина испытывает изгиб, перекашивается или
односторонне выпучивается (в зависимости от взаимного углового рас-
положения обрубленных концов на обеих сторонах пружины). Центриро-
вание пружины затруднено.
Неправильна и конструкция на рис. 340,7/, где выступающий конец
пружины сошлифован на плоскость. Площадка контакта ограничена; ее
протяженность зависит от угла наклона витков пружины (в случае, изо-
браженном на рисунке, угол контакта равен 180е). Приложение силы
эксцентричное; висящий тонкий «ус» витка подвержен излому.
В конструкции на рис. 340,777 крайний виток отогнут на плоскость.
На первый взгляд конструкция приближается к условию-создания плоского
контакта большой угловой протяженности. Ошибочность конструкции
выясняется, если учесть условия работы пружины под нагрузкой. С при-
ложением нагрузки угол наклона витков уменьшается, в результате чего
обрубленный конец а пружины приподнимается над плоскостью контакта,
нагрузка сосредотачивается в одной точке; участок витка, расположенный
под обрубленным концом, работает на излом.
В конструкции на рис. 340, IV конечные витки пружины осажены до
соприкосновения друг с другом, торец пружины сошлифован на плоскость.
Протяженность площадки контакта в этом случае ограниченная; ее вели-
чина зависит от угла наклона витков и резко уменьшается с увеличе-
нием этого угла.
Создать контакт по полной окружности можно только в том случае,
если придать осаженным виткам уклон, отличный от уклона рабочих
21)
витков пружины, определяемый из условия tg а = —г- (D — средний диа-
d
метр пружины, d — диаметр проволоки). Иначе говоря, в продольном се-
чении по осаженным виткам ось витков с одной стороны сечения должна
находиться против точки соприкосновения витков по другой стороне се-
чения.
На рис. 340, V показан случай, когда осаженный виток сошлифован
на половину диаметра (считая от точки соприкосновения с ближайшим
рабочим витком пружины). Поверхность контакта (нижняя проекция на
рисунке) получается замкнутой; она проходит с одной стороны по оса-
женному витку (заштрихованное ноле на нижней проекции), а с другой
стороны захватывает рабочий виз ок (светлое поле па нижней проекции).
Таким образом, рабочий виток в данном случае оказывается сильно
ослабленным.
- Во избежание ослабления рабочего витка нужно осадить по крайней
мере один полный виток (рис. 340, И). Тогда площадка контакта распола-
гается целиком на осаженном витке (заштрихованное поле на нижней
проекции рисунка); ближайший рабочий виток работает полным сечением.
Ослабление осаженного витка не имеет значения, так как он опирается
по всей длине на близлежащий рабочий виток.
Тонкий «ус» а осаженного витка (рис. 340, VI, нижняя проекция) нежелате-
лен, так как он может сломаться при работе. На практике его всегда
удаляют на дуге 90° от конца витка (рис. 341), мирясь с возникающим
при этом'некоторым эксцентриситетом опорной поверхности. Минимальная
162
Рис. 341. Обрубка юнкого конца но-
сл’диею шика пружины
Рнс. 342. К определению |раницы
между рабочими и опорными витками
высота осаженного витка (в месте обрубки) получается равной 0,25 d.
Обрубленный конец закругляют со всех сюрон.
Осаженные витки практически не участвуют в работе пружины и не
влияют на упругие характеристики пружины. Их называют нерабочими
(или опорными) витками в отличие от рабочих витков, подвер-
гающихся деформации под нагрузкой.
Поскольку число рабочих витков определяет упругую характеристику
пружины, важно четко разграничить рабочие и опорные витки. Отличи-
тельный признак опорных витков состоит в том, что опорные витки
не совершают перемещений относительно поверхностей, на которые опира-
ется пружина. Опорные витки свободного конца пружины перемещаются
вместе с опорной тарелкой, опорные витки неподвижного конца пружины
неподвижны. Границе^ между рабочими и опорными витками принято
считать точку а, т. е. точку начала соприкосновения витков в свободном
состоянии пружины (рис. 342). Числом опорных витков /ои принято считать
число осаженных витков, начиная с точки а и кончая точкой, где по-
следний виток сходит на нет, выходя на шлифованный торец пружины;
обрубаемый «ус» последнего витка включают в число опорных витков.
Разграничение это носит довольно условный и не вполне определенный характер, во-
первых потому, что уловить точку начала соприкосновения витков а довольно затруднительно
в силу незначительности угла <р расхождения осаженного и рабочего витков; во-вторых
ио;ому, что точка а при сжатии пружины перемещается в сторону рабочих китков. Вследствие
этого фактическое число опорных витков по мере сжатия пружины увеличивается, а число
рабочих витков соответственно уменьшается.
Правильнее было бы определять число опорных витков в состоянии пружины под
рабочей nai рузкой. Однако это затруднительно и на практике довольствуются приведенным
выше условным разграничением.
В случае, изображенном на рис. 342, число опорных витков согласно
изложенному выше правилу равно 1,5 для каждого конца пружины, или
3 для всей пружины. Число рабочих витков пружины равно 7. Общее
число витков 10.
Число опорных витков, как было указано выше, не может быть меньше 1,
если желательно избежать ослабления ближайшего рабочего витка. На
практике чаще всего делают 1,5 опорных витка на каждую сторону
б*
163
Рис. 344. И юбражснис пружин
с целым числом рабочих biii ков
(/-///) и с числом рабочих ШИ-
КОВ, к|Ш1ным 0,5 (/1—17)
Рис. 345. У прощенные способы
изображении пружин
Рпс. 346. К определению зазора между опорными
шпками
пружины. У длинных пружин и у пружин, подверженных действию
циклических нагрузок, число опорных витков доводят до 2 — 2,5.
Отношение числа рабочих витков пружины к общему числу опорных
витков не должно быть меньше 3.
На рис. 343 приведен ключ к определению числа опорных витков
пружины. На рис. 344 изображены пружины в продольном сечении при
различном числе опорных витков, при целом числе рабочих витков (рис. 344,
I, .11, III) и кратном 0,5 (рис. 344,7К- VI).
Интересно отметить, что при целом числе рабочих витков изображение сечений конечных
витков пружины получается симметричным относительно поперечного сечения пружины. При
числе рабочих витков, кратном 0,5, одинаковые сечения расиолаиются крест на крест.
На практике с целью сокращения чертежной работы, сечения пружин независимо от числа
опорных витков вычерчивают упрощенно по схеме рис. 345,/, cooi ветствующей числу опорных
витков, равному 1, или, еще проще, по схеме рис. 345, II, соответствующей числу опорных
витков 0,5. Действительное число опорных витков указывают в табличных данных чертежа.
164
Осаживание опорных витков производят разными приемами. У пружин
холодной навивки опорные витки осаживают после навивки вручную или
в приспособлениях, состоящих из оправки со спиральной нарезкой, с шагом,
равным шдгу рабочих витков, ввертываемой в центральную часть пружины
так, что подлежащие осадке витки остаются свободными.
Обеспечить плотное смыкание опорных витков при этом способе трудно
вследствие упругой отдачи витков после осадки. На практике осадка
считается удовлетворительной, если просвет х между опорными витками
не превышает 0,25 зазора .s0 между рабочими витками (рис. 346).
Совершеннее, но технологически более сложен способ навивки с пере-
менным шагом. На рабочем участке пружины шаг навивки делается
равным шагу рабочих витков, к концам пружины шаг плавно уменьша-
ется до величины, равной диаметру проволоки. При этом способе можно
достичь плотного смыкания опорных витков и даже создать натяг между
витками.
При горячей! навивке осаживание производят вгорячую с доведением
опорных витков до полного соприкосновения.
Центрирование пружин
При установке пружины должны быть надежно центрированы
с обоих торнов (рис. 347).
Центрирование обычно производят по внутренней поверхности витков
(рнс, 348,/). Центрирование по наружной поверхности (рис. 348,77) при-
меняют только при расположении пружин в охватывающих деталях —
гильзах, стаканах. Высота /1 центрирующего пояска (рис. 348) должна быть
равна по меньшей мере d для того, чтобы обеспечить центрирование по
полной окружности пружины.
Рис. 347. К центрированию пружин:
I и // — неправильно; III — правильно
Рис. 348. Внутреннее и наружное центри-
рование пружин
165
Рис. 350. Цс1прированис пружин в охванд-
ваюишх .icia.inx:
/ — неправильное; //— правильное
Рис. 349. Способы цен ipiipoBunifu
пружин:
/-неправильный; //, ///-пра-
вильные
Рис. 351. Случаи снятия фаски с конечных
вш ков пружины
Из-за неточности навивки пружины центрирование делают очень сво-
бодным: между центрирующими поясками и витками пружины предусмат-
ривают зазор, равный 0,02-0,025 центрирующего диаметра. Делать центри-
рующие пояски высотой более /г = 1,5 т/ не рекомендуется во избежание
излишнего трения между витками и центрирующими поверхностями.
Зазор между поверхностями деталей, смежными с центрирующими поясками
и витками пружины должен быть не менее 0,3 —0,5 мм (рис. 349,7/).
Особенно эго важно при расположении пружин в охватывающих
деталях (рис. 350). потому что диаметр пружины при сжа тии увеличивается.
Торцы центрирующих деталей должны иметь заходный конус на случай
искривления витков или возникновения поперечных колебаний витков.
Правильная заправка торцовых витков пружины включает снятие фаски
с внутренней поверхности витков (рис. 351./) при центрировании пру-
жины по внутреннему диаметру или с наружной поверхности (рис. 351, II)
при центрировании по наружному диаметру.
Обычно удаляют острые углы, образующиеся при шлифовании конечного
витка и ложащиеся на галтель между ^центрирующей цилиндрической
поверхностью опорной детали и ее торцом (рис. 352,//). Катет фаски
должен быть больше радиуса галтели, иначе пружина нс ляжет всей опорной
поверхностью на центрирующую деталь, так как остается зазор а (рис. 352,7).
166
Рис. 352. К определению условия плотною
прилегания опорной поверхпосш пружины к
тарелке
Рнс. 353. Крепление пружины в тарелке бет
осадки конечных витков
В свою очередь, радиус галтели на опорной детали должен быть меньше
радиуса проволоки, для того чтобы обеспечить посадку на торец участков
витка с полным круглым сечением.
Фаску снимают коническим абразивным инструментом. Последний,
чтобы исключить увод фаски в сторону, центрируют по внутренней (в
случае внутреннего центрирования пружины) или по наружной поверхности
витков (в случае наружного центрирования).
На рис. 353,/ приведено крепление, обеспечивающее центральное нагружение пружины
без осаживания и заправки конечных витков. Первый виток а пружины ввертывают в спи-
ральную канавку на опорной шайбе, шаг которой равен шагу пружины. Таким образом, первый-
виток опирается на шайбу но винтовой линии 360’ (в плане) и перемещаемся при сжатии
пружины вмеше с опорной шайбой, т. е. приобретает свойства опорного витка. Ближайший
виток б является рабочим витком; он свободно деформируется при сжатии пружины с соот-
ветствующими изменениями шага и угла наклона. На рис. 353, II приведена конструкция,
обеспечивающая еще более равномерное нагружение витков. Как и в предыдущем случае,
первый виток располагается в спиральной канавке с шагом, равным шагу витков пружины
в свободном состоянии. Начиная от последней точки опоры первою витка шаг спиральной
канавки увеличивается с таким расчетом, чтобы зазор s между последней ниткой спиральной
канавки и концом второго витка пружины был равен осадке вимка под полной нагрузкой.
Таким образом, в начале нагружения усилие воспринимается первым витком; по мере осадки
пружины постепенно нагружается второй виток, и к концу ишружепия усилие воспринимается
двумя витками.
Длина пружин в свободном и сжатом состояниях. Длина пружины
в свободном состоянии ,
L = (/-2)f + J(/01,+ l), , . (10)
где i, imi — число рабочих и опорных витков; t — шаг рабочих витков;
d — диаметр проволоки.
Длина пружины в полностью сжатом состоянии
L'= «/(/ +/ои - 1), (11)
где а - коэффициент, учитывающий неполное смыкание витков из-за погреш-
ностей изготовления, искажения винтовой линии витков и т. д. (практи-
чески а = 1,1 — 1,15).
При осадке диаметр пружины увеличивается вследствие уменьшения угла
наклона витков. Увеличение диаметра определяют из условия равенства
длины проволоки до и после деформации:
£ — ‘
"р cos a cos а'
167
откуда
£>' =
cos а
где D и D' — соответственно средние диаметры пружины до и после
осадки; а и а' — соответственно углы наклона витков до и после осадки,
определяемые из соотношений:
tga =
t
nD ’
tga
t'
r.D '
Здесь t .и г'-шаги витков до и после осадки (t' = t - ?./(, где X -
осадка пружины).
Увеличение диаметра практически может достигать нескольких десятых
миллиметра. Это обстоятельство следует учитывать при ограниченных
радиальных габаритах, например при установке в гильзах, ,и предусматри-
вать необходимый зазор между пружиной и стенками гильзы.
Уменьшение угла наклона витков при осадке может выразиться также и в повороте
конечных витков пружины относительно друг друга в плоскости, перпендикулярной оси
лружилы. при неизменном ее диаметре.
Длина каждого вигка до осадка
cos a
после осадки
tiD
cos a'
разность длин
I — Г « —--------------;
\ cos a cos a
Общая (для всей пружины) разность
Д = ((/-/’) = —-----------S-Д
\ cos a cos a J
(12)
Выразим эту разность через угол <р (в радианах) поворота одного конца пружины отно-
сительно другого
(13)
Приравнивая выражения (12) и (13), получим
<р = 2 in (-——-
Vcos a cos a
о ='36Q’i |----------------1.
\ cos a cos a J
(14)
д »
<pD
168
Возьмем для примера пружины с D = 50 мм, i = 10. Пусть шаг витков пружины в свобод-
ном состоянии t = 10 мм, после осадки t' = 5 мм.
Тогда
tg а ~ —-
л£)
- — = 0,064.
л50
tg*'=7o
-— = 0,032,
л 50
т. е. 7 = 3’40'; а’ = 1'50'.
Из уравнения (14) угол поворота крайних витков пружины друг относительно друга
Ф = 360' I \........... ,
\ cos а cos а
_1________1 _
0,998 0,9998
Шарнирная установка пружин
Для правильной работы пружины сжатия важно исключить воз-
можность перекоса и бокового смещения торцов пружины. Примером
может служить случай применения пружины сжатия как возвратной пру-
жины качающегося рычага (рис. 354).
Конструкция-на рис. 354,7 ошибочна. Вследствие перекоса и от носи-
тельного смещения опорных поверхностей при качаниях рычага пружина
испытывает поперечные нагрузки, вызывающие появление дополнительных
напряжений изгиба; искривление осевой линии пружины в наклонном по-
ложении (рис. 354,77) только несколько уменьшает изгиб пружины.
- В конструкции на рис. 354,777 опорные поверхности пружины жестко
направлены друг относительно друга; поперечные силы воспринимаются
направляющей; пружина работает на чистое сжатие; в конструкции на
рис. 354, IV изгиб пружины предотвращен шарнирной установкой тарелок
Рис. 354. Способы установки пружин сжатия на качающемся рычаге
169
пружины; в конструкции на рис. 354, И тарелки направлены относительно
друг друга, что увеличивает устойчивость пружины; в конструкции на
рис. 354д7, пружина установлена в направленных тарелках. Верхняя тарелка
упирается в поворотную ось а рычага, нижняя тарелка — сферическим
шарниром на корпус.
В конструкциях на рис. 354, /И— VI относительные смещения опорных
точек при качаниях рычага компенсируются изменением угла наклона оси
пружины. Приведенные способы установки пружин более подходят пружинам
растяжения, обладающим свойством самоустанавливаться относительно
точек опоры.
На рис. 355,1 — VIII приведены плоские шарниры, применяемые в тех
случаях, когда пружина может подвергаться изгибу только в одном направ-
лении; на рис. 355,IX — ХИ — сферические (пространственные) шарниры,
предупреждающие изгиб пружины во всех поперечных направлениях.
В конструкции на рис. 355,7 наружная цилиндрическая поверхность
тарелки опирается на вогнутую цилиндрическую поверхность детали, пере-
дающей нагрузку; пружина в этом случае нуждается в поперечной фиксации
170
в направлении оси цилиндра, Что может быть осуществлено, например,
расположением пружины в щеках, плоскости которых перпендикулярны оси
опорных цилиндров.
В конструкциях на рис. 355,II — IV цилиндрические опорные поверх-
ности врезаны друг в друга, что обеспечивает поперечную фиксацию пру-
жины во всех направлениях (при условии, если опорные поверхности посто-
янно прижаты друг к другу натяжением пружины). На рис. 355, V, VI
показана установка тарелок на цилиндрических осях. Конструкция на
рис. 335, VI рекомендуется для длинных пружин, как обеспечивающая боль-
шую устойчивость пружины.
На рис. 355, VII, VIII показана установка тарелок на ножевых опорах.
Конструкция требует поперечной фиксации пружин во всех направлениях.
Пространственные шарниры (рис. 355, IX — XИ) выполняют в виде сфер.
Конструкция на рис. 355, ХИ со сферическим сочленением внутри пру-
жины, обеспечивает наибольшую продольную устойчивость пружины. Од-
нако эту конструкцию не рекомендуют для случаев, когда точки опоры
при работе смещаются относительно друг друга в поперечном направлении:
угол наклона оси пружины при этом будет больше, чем при разнесенных
точках опоры (как, например, в конструкции на рис. 355, XIII).
Установку на сферических опорах часто применяют для точных пружин,
например пружин приборов, где необходимо устранить побочные факторы
в виде появления поперечных сил, могущих вызвать искажение характерис-
тики пружины.
Расчет пружин
В основу типового расчета пружины сжатия — растяжения поло-
жено допущение, что нагрузка направлена по оси пружины (рис. 356).
При этих условиях силы, действующие на виток в любом его сечении,
приводятся к поперечной силе Р, изгибающей виток, и моменту Мкр = PD/2,
скручивающему виток. Изгиб силой Р играет второстепенную роль; ос-
новное значение имеет крутящий момент, по которому и производят
расчет.
Рис. 356. Схема действия сил при
осевой рагрузке пружины сжатия
Рис. 357. К расчету пружин сжатия с вит-
ками круглого сечения
171
Напряжения сдвига имеют максимальное значение по окружности,
сечения витка и определяются' по обычной формуле для круглого бруса,
подвергнутого кручению
где П’кр = к 0,2 d3 - момент сопротивления сечения витка кручению
(J - диаметр сечения витка).
Влияние кривизны оси витка учитывается коэффициентом формы к,
зависящим от отношения с = D/d, называемого индексом пружины.
С введением коэффициента к формула (15) принимает следующий вид:
, Мкр 8PD
т = к —- - к -—Т-.
w;.p nd3
(16)
Значения коэффициента к в функции индекса пружины с - приве-
дены на рис. 357 для различных углов а подъема витков (tga =--------,
nD
где t - шаг вртков).
Для обычных значений a = 6 -ь 12° коэффициент к достаточно точно
выражается следующей формулой:
к = <17)
4с — 3
Чаще всего индекс пружины с - 8 -г 12, чему соответствуют значения
к = 1,1 4-1,2. Этими значениями можно пользоваться при предваритель-
ных подсчетах.
Применять пружины с индексом с < 4 не рекомендуется. Навивка таких
пружин затруднительна; в наружных волокнах витков могут возникнуть
надрывы и трещины. Рабочие напряжения у таких пружин повышены.
Из формулы (16) следует, что развиваемая пружиной сила
Р==^Ът = 0’392ТДт- (18)
Ол1/ K.D
Осевое перемещение торцов пружины (осадка пружины) под действием
силы Р равно
, 8PD3i 8Pc3i
Gd4 Gd ’
где i - число рабочих витков пружины; с - индекс пружины; G - модуль
сдвига (для пружинных сталей в среднем G = 8 -105 кгс/мм2).
Подставив в эту формулу значение Р из выражения (18), получим
, TtD2i ncDi
'= MJ ЛсГ'
Гибкость пружины характеризуется параметром X', представляющим
собой прогиб одного витка под действием нагрузки, равной 1 кгс.
172
(19)
(20)
По уравнению (19)
Gd4 Gd
Обратная величина
6 = 105 4
с3
называется удельной жесткостью пружины.
Потенциальная энергия, накопляемая пружиной за ход сжатия,
Формулы (16), (18) позволяют определить все параметры пружины.
Задачу расчета пружины можно ставить по-разному.
При поверочном расчете, зная Z>, d, i, можно определить напряжения,
возникающие в витках, и деформацию пружины под действием силы Р.
Чаще стоит задача подбора, т. е. определения D, d по заданной силе Р
и по заданной деформации пружины X при условии, чтобы напряжения т
в витках не превосходили допускаемой величины тдоп.
Порядок расчета в этом случае следующий:
1. Предварительно задаются значением с = 8 4- 12 и определяют по
диаграмме, изображенной на рис,- 357, или по формуле (17) коэффициент к.
2. Из габаритных условий предварительно задаются величиной среднего
диаметра D пружины.
' 3. По формуле (18), задаваясь значением допускаемого напряжения т10П
в пределах 4000 - 6000 кгс/см2, определяют диаметр d проволоки:
~kPD
лт,.
или
/ W
' яг..
d =
кРс
Найденное значение d округляют до ближайшего большого значения d
по сортаменту для данного вида проволоки.
4. Проверяют правильность предварительной опенки индекса пружины
с = D/d. При необходимости производят вторичный расчет, пользуясь зна-
чением с, полученным при Предыдущем расчете.
5. По формуле (19) определяют необходимое для получения заданного
прогиба X число рабочих витков
лСн/4
7.Gd
8PD3
8с3Р ‘
173
Полученное число витков округляют до целого числа или до числа,
кратного 0,5.
6. Определяют длину пружины в сжатом состоянии по формуле
Дж = Сж(< - 2) + d(iou + 1),
где ;оп — число опорных витков, выбираемое в пределах 2 — 3;
гсж = <7 + л' — шаг рабочих витков пружины в сжатом состоянии (г/ — диаметр
проволоки, s — минимальный зазор между рабочими витками, выбираемый
в пределах d — 0,3 4- 1). .
Если осевые габариты пружины получаются неприемлемыми, то произ-
водят перерасчет, увеличивая диаметр D пружины.
На заключительной Стадии расчета определяют длину пружины в сво-
бодном состоянии: L = Дсж + X.
Шаг рабочих витков пружины в свободном состоянии (шаг навивки)
определяют из следующей формулы:
L — d (i0ll + 1)
t =--------—.
i - 2
Найденную величину округляют до ближайшего значения шага, могущего
быть полученным при навивке на токарном станке или навивочном ав-
томате. Затем строят характеристику пружины, которая в данном случае
имеет вид прямоугольного треугольника (рис. 358), один из катетов
которого равен прогибу пружины л. (в мм), а другой в подходящем
масштабе изображает соответствующую этому прогибу силу Р (в кгс).
Обязательна проверка длины пружины в полностью сжатом состоянии,
определяемой из выражения (11):
L'= (1,1 ч-1,15)</(/ +/01, - 1).
Длину развертки пружины подсчитывают по формуле
Дразв = kD{
1 V cos a cosa0
где i — число рабочих витков; /0„ — число опорных
витков; а — угол наклона рабочих витков
( t \
tg а = --; а0 — угол наклона опорных вит-
\ nD J
ков
d 1
tg“""TD = »
Ввиду близости cosa0 к единице
Д»зв % ~D ( cos + iOn I >
174
или (с примерно равной степенью точности)
Для определения длины заготовок величину Lpa3B увеличивают (с уче-
том отходов) на 5 — 10%. Поэтому при обычных значениях а = 6 4- 12°
можно пользоваться упрощенной формулой
Д?азв ~
где /общ — общее число витков.
Пружины сжатия, как правило, работают с предварительным натягом.
Величина предварительной нагрузки Р|]р, величина максимальной рабочей
нагрузки Рга,,х и рабочий ход пружины Храб обычно заданы условиями
работы механизма. В таких случаях задача расчета сводится к подбору
пружины с характеристикой, удовлетворяющей условию получения заданных
величин Р„р и PmiU при заданном значении Храб.
Ход расчета следующий. Сначала определяют параметры пружины,
удовлетворяющие условию получения Ртах, находят полную осадку пру-
жины и подсчитывают значение Р„р из соотношения
., Диак ^-раб
пр * max - ''
А’тлх
Если полученное значение РН|, значительно отличается от заданного,
то видоизменяют параметры пружины до получения нужной характеристики.
На рис. 359 приведена составленная на основании уравнений (17), (18),
(20) диаграмма (синоптическая) для расчета спиральных пружин с проволо-
кой круиюю сечения. По оси абсцисс отложены диаметры </ проволоки
is мм. Сетка жирных линий изображает для различных значений среднего
диамора /> пружины силы, развиваемые пружиной. Значения сил указаны
наклонными прямыми в левой колонке диаграммы в зависимости от на-
пряжения кручения т в кгс/см2.
Сетка тонких линий изображает для различных значений среднего
диаметра D пружины прогибы одного витка пружины X (в мм) в зави-
симости от напряжения кручения т (в кгс/см2). Прогибы определяются в ле-
вой колонке ио тем же прямым, что и силы.
При составлении диаграммы принято G = 8-10s кгс/см2.
Рассмотрим несколько численных примеров.
1. Требуется определить напряжения в пружине диаметром 0 = 30 мм с d = 2,5 мм,
nai руженпой силой Р = 10 кгс.
Решение. Проводя горизонталь через точку встречи ординаты d - 2,5 мм с кривой нагрузки
для D — 30 мм (сетка жирных линий) до пересечения с наклонной прямой Р = 10 кгс в левой
колонке, получаем, что напряжение ра^но 5600 кгс/см2.
2. Требуется определить напряжение в пружине диамс1ром D --60 мм с d = 10 мм при
осадке на 40 мм. Число рабочих витков пружины 8.
Решение. Прогиб одною витка равен 5 мм. Проводя горизонталь через точку встречи
ординаты d---- 10 мм с кривой нротиба для D - 60 мм (сетка тонких кривых) до пересе-
чения с наклонной прямой X = 5 мм в левой колонке, получаем, чго напряжение равно
4600 кт с/см2.
175
Проводя горизонталь через точку встречи ординаты </ = 10 мм с кривой нагрузки для
D — 60 мм (сетка жирных линий) до пересечения с ординатой т = 4400 кгс/см2 в левой
колонке, находим, что сила, развиваемая пружиной, равна 220 кгс.
3. Требуется определить осадку пружины диаметром D = 30 мм с d = 2 мм при числе
рабочих витков 8. Напряжение в пружине равно 3000 кгс/см2.
Решение. Проводя горизонталь через точку встречи ординаты <1 = 2 мм с кривой прогиба
для D - 30 мм (сетка тонких линий) до пересечения с ординатой т = 3000 кгс/см2 в левой
колонке, получаем, что прогиб одного витка равен 5 мм.
Общая осадка пружины равна 40 мм.
Нагрузку пружины найдем, проводя горизонталь через точку встречи ординаты <1 = 2 мм
с кривой нагрузки для D = 30 мм (сетка жирных линий) до встречи с ординатой г = 3000 кгс/см2.
Нагрузка равна 2,8 кгс.
4. Требуется определить осадку пружины диаметром D = 10 мм с d = 1 мм, нагруженной
силой Р — 1 кгс. Число рабочих витков пружины 10.
Решение. Проводя горизонталь через точку встречи ординаты d - 1 мм с кривой нагрузки
для D = 10 мм (сетка жирных линий) до пересечения с наклонной прямой Р = 1 кг с в левой
колонке, получаем, что напряжение равно 3000 кгс.
Проводя горизонталь через точку встречи ординаты </ = 1 мм с кривой прогиба D = 10 мм
(сетка тонких линий) до пересечения с ординатой т = 3000 кгс/см2, получаем, что прогиб
одного витка равен 1 мм. Следовательно, общая осадка пружины равна 10 мм.
5. Требуется подобрать пружину для рабочей нагрузки Р - 40 кгс при напряжении
кручения т = 4000 кгс/см2. Диаметр пружины D = 40 мм. Осадка пружины должна быть
равна 20 мм.
Решение. Проводя горизонталь через точку Р = 40 кгс при напряжении г = 4000 кгс/см2
(левая колонка) до пересечения с кривой нагрузки для D = 40 мм (сетка жирных линий),
получаем d — 5 мм.
176
Проводя горизонталь через точку пересечения ординаты d = 5 мм с кривой прогиба для
D = 40 мм (сетка тонких линий) до пересечения с ординатой т = 4000 кгс/см2 в левой колонке, нахо-
дим, что прогиб одного витка л = 4 мм. Следовательно, пружина должна иметь 5 рабочих витков.
Длину пружины в свободном состоянии определяют по формуле (10). Приняв шаг *
пружины t = 1,5 X + <1 = 11 мм, а число опорных виг ков i0II = 3, получим L = 53 мм.
Пружины с витками квадратного н прямоугольного сечения. Напряжение
в пружине с витками квадратного сечения
г = к^™, (21)
а
где D - средний диаметр пружины; а — сторона квадрата сечения; к —
коэффициент,
, 4с+ 3
к —-------,
4с-2
где с =* D/a (рис. 360).
Развиваемая пружиной сила
Р = 0,416-Ж. (22)
Осадка пружины под действием силы Р (при наиболее частых значениях
к = 1,1 ч- 1,2)
Х = 5,57 Ж =5,57-Ж, (23)
Ga Ga
или
X = 2,3 —- = 2,3 Ж1,
Ga G
где i — число рабочих витков пружины; G — модуль упругости сдвига.
При сравнении выражений (22) и (23) соответственно с формулами (18)
и (19) видно, что пружина с витками квадратного сечения при одина-
ковых напряжениях развивает силу, примерно на 3% большую и имеет
прогиб примерно на 30% меньший, чем пружина с витками круглого
сечения диаметром d = а.
Напряжения в витках прямоугольного профиля со сторонами а и Ъ
(а — сторона, перпендикулярная оси пружины) можно определить из соотно-
шения
Значения коэффициента ф в функции - для различных значений с = —
приведены на рис. 361.
177
10'гся большой жесткостью и применяются для восприятия повышенных
нагрузок при незначительных деформациях.
Пружины с сечением витков, вытянутым в направлении, перпепдику-
Л' , \ г - ••
лярном оси пружины I - > 1 , обладают пологой характеристикой. Сле-
\/т )
дует отметить, что навивка этих пружин затруднительна вследствие боль-
ших деформаций изгиба, возникающих при навивке. Применять отношения
а п
-•>2 не рекомендуется.
Индекс пружин с — ~ во всех случаях не должен быть меньше 4.
Устойчивость пружин
При большой длине пружины возникает опасность потери про-
дольной устойчивости, т. е. выпучивания пружины в сторону.
Для пружин с осевой нагрузкой, с хорошо направленными центрирую-
щими элементами, обеспечивающими параллельность торцов пружины при
рабочем ходе, предельное отношение высоты L пружины в свободном
состоянии к среднему диаметру D пружины (рис. 362,7), при котором пружина
еще сохраняет устойчивость, равно « 5; для пружин с шарнирно уста-
новленными центрирующими элементами L/D = 2,5.
Учитывая возможность внецентренного приложения нагрузки, искрив-
ления витков и т. д., целесообразно уменьшать отношение L/D в 1,5 -2 раза
по сравнению с приведенными выше значениями.
При 1 оризонтальном или наклонном расположении пружин, когда появ-
ляются поперечные нагрузки, вызванные весом витков, отношение L/D
следует еще больше уменьшать.
178
Рис. 362. Способы предупреждения потери продольной устойчивости пружин
Если по конструктивным условиям не удается исключить применения
длинных пружин, то необходимо предусматривать специальные меры против
потери устойчивости. Удлинение центрирующих поясков для уменьшения
свободного пролета пружины (рис. 3'62, II), введение дополнительного
центрирующего пояска в средней части пружины (рис. 362, III) сопряжено
с повышением трения и опасностью износа витков пружины. Лучше
всего разделять длинные пружины на несколько коротких, устойчивых
пружин, которые должны опираться на плавающие центрирующие эле-
менты, хорошо направленные вдоль оси пружины (рис. 362, IV). Этот способ,
однако, сопряжен с увеличением габаритной длины установки вследствие
введения дополнительных опорных витков на участках расположения пла-
вающих центрирующих элементов.
Резонансные колебания
Пружины, работающие при циклических нагрузках, подвержены
резонансным колебаниям, вызывающим повышение напряжения в витках
и искажение упругих характеристик системы. Резонансные колебания явля-
ются наиболее частой причиной поломок пружин при высокочастотном
циклическом нагружении.
Подобные пружины необходимо рассчитывать на резонанс для того,
чтобы придать пружине такие параметры (£>, d, L, i), которые исключали
179
Рис. 363. К резонансным колебаниям пру-
жин
Рис. 364. Установка демпферов на пружине
сжатия
бы появление резонансных колебаний при рабочих режимах. Методика
расчета изложена в специальных руководствах.
Для предотвращения колебаний часто применяют пружины с перемен-
ным шагом навивки (рис. 363,/) и фасонные пружины, например бочко-
образные (рис. 363,//).
Эффективный способ борьбы с резонансными колебаниями — установка
демпферов, например в виде легких пластинчатых пружин, соприкасаю-
щихся с витками на участках, соответствующих наибольшей амплитуде
колебаний (рис. 364).
Составные пружины
Концентричная установка пружин (рис. 365,//, ///) применяется с
двоякой целью: 1) для увеличения гибкости системы (при заданной ве-
личине нагрузки Р и заданных радиальных габаритах); 2) для увеличения
нагружаемости системы.
Выгодно, чтобы максимальные напряжения в концентрических пру-
жинах были одинаковыми и чтобы пружины имели одинаковый рабочий
ход. Последнее условие приводит к соотношению
ilJ1 = i2J2= ••• ='Л (25)
или
где d — соответственно число витков и диаметры проволок пружин;
н — число концентрических пружин.
Как легко доказать, оба этих условия выполняются при равенстве
индексов концентрических пружин:
Pi п2
С и Т. Д.
«1 «2
180
Пружины должны быть расположены с зазором 8, достаточным для
обеспечения правильного центрирования пружин и учитывающим изменение
диаметров пружин при сжатии.
Для рассуждений можно принять, что
„ dt ~ d2
о =------— ,
2 ’
где d\ и d2 ~ диаметры проволок смежных пружин.
В этом случае диаметр D2 меньшей пружины равен диаметру
большей пружины, уменьшенному на величину
2
di + d2 — d2
~~2
= 2Д
т. е. D2 = Dj — 2rfj.
Иначе
1-2
2
= 1------.
с
(28)
181
Объединяя выражения (26) — (28), получаем
г/1 D । i 2
777 То, it 1—.2/С
Отношение сил Р, и /<,, воспринимаемых каждой пружиной,
Pi </’D2 7 1 V (29)
p2 ~ d\Di ~ \7/7/ V ^7/7/
Сравним упругую деформацию пружины диаметром Do, несущей
(см. рис. 365,/) нагрузку Ро, и эквивалентной системы, состоящей из двух
пружин,, несущих ту же нагрузку Ро = Pt + Р2. Диаметр наружной пру-
жины Dt примем равным Do. Эта пружина несет нагрузку Р1 = Ро — Р2,
откуда
р, ЛМ
= I + --- = I + ----- = 1 + (1 -2/с)2.
Л Л/Л
(30)
Упругая деформация наружной пружины (она же упругая дефор-
мация всей двухпружииной системы) связана с упругой деформацией ).о
одной пружины соотношением
>о \ 7 \ Л 7
(31)
В виду того, что
'о Л Л О0 \ </] 7
можно записать (см. уравнение 18)
7° JW-
\pj
Следовательно
2ч _ / Ро \7з,
77 \рГ/
Или с учетом уравнения (31)
Л- =[1+ (1-2/ЛУЛ
Л о
182
Aj
Ниже приведены величины отношения для обычных значений пн-
Ло
декса пружины с = 8 ч- 15:
с................................. 8 10 12 15
.......................... 1,32 1,38 1,43 1,45
%
Таким образом, гибкость системы с двумя концентричными пружинами
оказывается на 32-45% больше гибкости эквивалентной однопружинной
системы. При числе пружин, равном трем, выигрыш в гибкости еще
больше.
Рассмотрим теперь, насколько увеличивается нагружаемость с переходом
к многопружинной концентрической установке, если деформация систем
остается постоянной. Предположим, что наружная пружина концентрической
установки имеет те же параметры, что и пружина однопружинной уста-
новки, и несет ту же нагрузку Ро.
Сохраняя изложенные выше допущения об одинаковости максимальных
напряжений и рабочих ходов пружин концентрической установки, получаем,
что вторая пружина, меньшего диаметра, установленная внутри наруж-
ной пружины, разовьет силу, равную по уравнению (29)
Pt = Ро(1—2/с)2.
Суммарная нагружаемость системы
£Р = Р0 + Л =/%[! + 0 -2/е)2]-
УР
Величины отношений-------приведены ниже для различных значений с:
Р о
с.............................. 8 II) .12 15
..............................1.56 1,64 1.7 1,75
1’0
Таким образом, нагружаемость двухпружинной установки будет- на
56 — 75%, больше нагружаемости одной пружины.
Третья пружина, установленная внутри второй, разовьет силу
Р2 = Рх (1 - 2/с)2 = Ро (1 - 2/с)4.
Суммарная нагружаемость системы
= Р0 + Р, + Р2 = Ро [1 + (1 - 2/с)2 + (1 - 2/с)4].
1р
Величины отношении ------приведены ниже для различных значении с:
Ро
с.............................. 8 10 12 15
..............................1,88 2.05 2,19 2,25
Ги
Таким образом, нагружаемость трехпружинной установки будет на
88-125% больше нагружаемости одной пружины.
183
Во
О,
Рис. 366, Мпоншру-
экинная установка
Соотношения
Смежные пружины в концентрических установках
всегда выполняют с витками различного направления
для обеспечения более равномерного приложения на-
грузки и во избежание попадания витков одной пру-
жины в зазоры между витками другой пружины при
поломке пружины.
В отдельных случаях, для достижения большой
гибкости, применяют концентрическую установку с по-
следовательной работой пружин на сжатие (рис, 365,1V).
Гибкость системы равна суммарной гибкости последо-
вательно включенных пружин. При назначении пара-
метров пружин целесообразно соблюдать условия
(25.) - (27).
На рис. 366. изображен другой тин составных
пружин: однопроволочная витая пружина заменяется
набором пружин малого диаметра, расположенных по
периферии опорных тарелок,
между упругостью и нш ружасмостыо такой системы
и однопружинной системы здесь, иные, чем в случае концентрических
пружин.
Диаметр Di пружин, могущих быть установленными в пределах габа-
рита исходной пружины диаметром Do, можно определить из приближен-
ного соотношения
_ 0,8гс(£)о - £>,)
_ — -------—“,
II
где л - число пружин; 0,8 - коэффициент, учитывающий условия центри-
рования пружин.
Из этого выражения следует, что
А. 1
—- =----------. (32)
Do 1 + 0,4п
Сравним прогиб многопружинной и однопружинной систем, нагружен-
ных одинаковой силой Ро.
Из уравнения (31) нри равенстве сил Рп получаем следующее соотно-
шение между прогибом многопружинной системы и прогибом одно-
пружинной системы:
7/
Хо
Di i /</и
Ат / Ф \
где d0 и rfj — диаметрЬг проволок соответственно в однопружшшоп и
многопружинной установках.
i t d0
Используя уравнение (32) и по-прежнему принимая — = —, получаем
'о «г
—=f—- —Y f Z/-Y
л-о у 1 4- 0,4н J \di J
(33)
184
Отношение </0/(Л найдется из приведенных ранее уравнений. При
равенстве сил, действующих на систему (Р^ = nPJ
= ____1 V3
</| \ к । / у 1 + 0,4л J
( М13
или, ввиду близости величины I — I к единице,
\ t /
_ /_____л______У '5
t/1 \ 1 + 0,4в J
Подставляя это соотношение в выражение (33), получаем
7/ п’;3
17'
X'
Ниже приведены значения -— для различных чисел п пружин в много-
го
пружинной установке:
п...........................................6 S 10 12
л'/л0.................., ... 0.5 0.43 0.37 0.31
Таким образом, жесткость многопружинной системы описываемого
типа больше жесткости однонружинной системы, притом в тем большей
степени, чем больше число пружин (в 2 — 3 раза).
Сравним теперь нагружаемость многопружинной и однопружинной
систем при одинаковой деформации.
При условии равенства деформаций можно записать
1
г/0 “ (1 +0,4л)3 s ’ Г (34)
Относительная нагружаемость систем, (при равенстве т.10||)
Pi
Ро
Л/, V к0
= n(l 4-0,4;i)(——I --
\ do J к 1
С учетом уравнений (34) можно записать следующее соотношение:
Pi н к0 п
~Р^ ~ (1 4- 0,4л)4'5 I? * (1+0,4л)4'5 ‘
Значения отношений Pj/Pq приведены ниже для различных чисел пружин:
п . .................-...............................6 8 10 12 -
Т’Д/’о........................................... 2.3 2,5 2.65 2.9
Нагружаемость многопружшшой системы, как видно, в 2 — 3 раза больше
нагружаемости одной! пружины.
Таким образом, вырисовывается основная особенность многопружин-
пых систем данного типа — повышенная нагружаемость при повышенной
жесткости. Системы такого типа нередко применяются в установках
с большими радиальными габаритами, для кот орых однопружинная система
185
Рис. 367. Одноиружиннос (7) и mhoi«пружинное (77) манжетные уплотнения
оказывается слишком мягкой. К тому же многоиружинные установки
в таких случаях обеспечивают более равномерное приложение нагрузки
но периферии нагруженных деталей.
Пример целесообразной замены витой цилиндрической пружины не-
сколькими пружинами малого диаметра в манжет ном, уплотнении боль-
шого диаметра приведен на рис. 367.
Конические пружины
Конические пружины применяют чаще всего, когда необходимо
получить криволинейную характеристику пружины с жесткостью, возрас-
тающей по мере сжатия.
Основные параметры конических пружин — угол 0 наклона центровой
линии сечений витков к оси пружины (рис. 368) и закон изменения шага
витков вдоль оси пружины. При постоянном шаге t проекция осевой
линии витков на плоскость, перпендикулярную оси пружины, представляет
собой архимедову спираль, уравнение которой в полярных координатах
имеет вид
R = 7/ф,
где ср — текущий угол полярных координат; а — постоянная (а = t tg 0/л).
При переменном шаге уравнение проекции витков приобретает более
сложный вид.
Увеличение жесткости пружины при сжатии объясняется неодинаковой
гибкостью витков, зависящей от их диаметра. С приложением нагрузки
прежде всего прогибаются витки наибольшего диаметра. Первый, опорный
виток ложится на опорную плоскость, затем на него ложится следующий
виток и т. д. Сомкнувшиеся витки выключаются из работы. Жесткость
Рнс. 368. Конические пру-
жины :
1 — с постоянным шагом;
// — с постоянным умом
подъема витков
186
пружины непрерывно возрастает по мере сжатия как вследствие уменьше-
ния числа свободных витков, так и постепенно! о уменьшения их диаметра.
Характеристика пружины становится криволинейной лишь при опреде-
ленном сочетании параметров пружины.
Условие сохранения прямолинейное!и .характеристики состоит в про-
порциональности шага t витков деформациям К витков: t = constX.
По уравнению (19) деформация витков при прочих равных условиях
пропорциональна кубу среднего диаметра витков: t = const />’.
Изменение среднего диаметра витков вдоль оси пружины можно
выразить соотношением D = 2LtgO, где 0 — половина угла при вершине
конуса; L — расстояние витка от вершины конуса.
Ввиду того что t = n:Dtg7, где а — угол подъема витков: tga =
= const L2 tg2 0 = const I2, t. с. у конической пружины с прямолинейной
характеристикой ташсис угла подъема витков должен уменьшаться к вер-
шине пружины пропорционально квадрату расстояния от вершины.
Практически чаще всею применяют пружины с постоянным шагом
(рис. 368,/), у которых yiол подъема витков обратно пропорционален
расстоянию от вершины конуса, а также пружины с. постоянным углом
подъема витков (рис. 368,77), у которых шаг уменьшается прямо пропор-
ционально расстоянию от вершины конуса. И те и другие пружины
обладают криволинейными характеристиками. У пружин с постоянным
шагом характеристика крутая, у пружин с постоянным углом подъема —
более пологая.
Возможны и другие закономерности изменения шага и угла подъема
витков, обеспечивающие различные виды характеристики.
Центрирование конических пружин затруднительнее, чем цилиндриче-
ских, вследствие спиральной формы витков (в плане). С целью правиль-
ного центрирования конечные витки расправляют по окружности, причем
технологически должна быть обеспечена концентричность окружностей
опорных витков относительно оси пружины.
Особая разновидность конических пружин — телескопические пружины,
складывающиеся при полном сжатии в плоскую спираль. Такие пружины
очень удобны при ограниченных осевых габаритах.
Высота пружины в полностью сжатом состоянии равна диаметру
проволоки d независимо от числа витков, тогда как высота цилиндри-
ческой пружины при полном сжатии равна </(/ + 1), где / — число витков.
Высота телескопической пружины в свободном состоянии (рис. 369)
Н = d + В этом выражении X — полная осадка пружины (А. = it, где
t — шаг витков).
Высота же цилиндрической пружины в свободном состоянии Н —
= d(i + 1) + к. В этом выражении А. = is, где s— величина зазора между
витками.
Основное геометрическое соотношение телескопических пружин можно
записать в следующем виде:
tg 0 > d/t,
где 9 — половина уг.ла при вершине конуса.
Центрирование телескопирующих пружин имеет такие же особенности,
как и все конические пружины вообще.
187
Рис. 369. К сравнению иыснг пружин в свободном cociobhihi:
I — цилиндрической; // — конической чсдсскопичеекой.
Рис. 370. Телескопическая
Рис. 371. Двоякоконичсская пру-
жина (справа — aai о| овка пружи-
ны)
пружина с sin ками прямо-
угольною сечения При необходимости восприятия больших сил
в ограниченных габаритах применяют телескопи-
ческие пружины с витками прямоугольного сече-
ния (рис. 370), изготавливаемые навивкой стальной ленты в плоскую спираль,
с последующей деформацией спирали на конус. Во избежание эффекта
«обратного запсволнвания», т. е. создания в витках неблагоприятных
предварительных напряжений, спираль отжигают (до или после деформа-
ции). Опорные витки (обычно один нижний виток большого диаметра)
расправляют на окружность; торцы пружины прошлифовывают на плоско-
сти. После этого следует обы.чная термообработка — закалка и средний
отпуск.
Иногда применяют двоякоконические пружины (рис. 371), изготавли-
ваемые свертыванием заготовок V-образной формы с углом раствора 7,
равным углу подъема витков в пружине.
.1 [ризма гические пружины
Для специальных условий
работы применяют призматиче-
ские спиральные пружины прямо-
угольной в плане формы (рис. 372,
/), навиваемые на оправках соот-
ветствующего профиля. Такие
Рис. 372. Призма гические пружины
S
188
пружины используют, например, в патронных магазинах стрелкового
оружия. Призматические пружины отличаются неустойчивостью, легко ис-
кривляются и скручиваются под нагрузкой. По этой причине их уста-
навливают всегда в жестких внутренних или наружных направляющих,
по форме соответствующих форме пружины в плане. Иногда такие пру-
жины выполняют в виде набора упругих пластинок (рис. 372,//).
ПРУЖИНЫ РАСТЯЖЕНИЯ
Пружины растяжения навивают почти всегда вплотную или даже
с натягом между витками, достигаемым смещением проволоконигателя
навивочного автомата по отношению к навиваемым виткам (пружины
с межвитковым давление м).
Концы пружин снабжают зацепами, с помощью которых ее соединяют
со стягиваемыми деталями. В отличие от пружин сжатия, нуждающихся
в жестком направлении горцов, пружины растяжения работают в свобод-
ном состоянии, центрируясь только точками опоры (завеса). Крепление
зацепами обладает шарнирным свойством, благодаря чему пружина может
при растяжении менять пространственное положение в значительных преде-
лах. Это делает пружины растяжения особенно удобными для соединения
деталей, угловое положение которых изменяется при работе, например для
завеса рычагов (рис. 373, /, II).
Однако крепление зацепами обладает недостатками. Габаритная длина
пружины растяжения за счет зацепов всегда больше, чем пружин сжатия
одинаковой гибкости. Зацепами трудно обеспечить центральное приложе-
ние нагрузки; пружийа подвергается дополнительным изгибающим нагруз-
кам, а в самих зацепах возникают высокие напряжения изгиба, которые
могут привести со временем к появлению остаточных деформаций. Вслед-
ствие деформации зацепов и участков перехода зацепов в спираль, пружина
вытягивается и геряег упругие характеристики. Пружины растяжения могут
Рис. 373. Примеры применения прхжин рас-
тяжения
Рис. 374. Уоановка пружин сжа!ия с репер*
сорамн для flocnpMHiiiN расiшннающих сил
189
работать .без потери упругих свойств только при пониженных расчетных
напряжениях.
По этим причинам пружины растяжения .почти никогда не применяют
в ответственных силовых механизмах (циклического действия). Пружины
сжатия в этих условиях обеспечивают и меньшие .габариты и большую
надежность работы.
В случаях, когда по условиям работы упругий элемент должен paciягиваться с измене-
нием своего ирос1рансгвснного положения, нередко применяют установку пружин сжатия
с реверсорами (рис. 374,/, //, ///). Пружины iukoio Hina, однако, мало ириюдпы для механик'
мов высокочастотно!о циклического действия, так как масса реверсоров вызывает дополни-
тельные инерционные нагрузки.
Применяемые конструкции зацепов показаны на рис. 375. Наиболее
простые способы изготовления зацепов - отгибание половины витка
(рис. 375,1,11), целого витка (рис. 375, III, IV) или полутора —двух витков
(рис. 375, V) — применяют для неответственных, слабонагруженных пружин,
лак как зацепы такого вида подвержены изгибу. Также подвержены изгибу
и петлевые зацепы (рис. 375, И — VIII), кроме тою, их изготовление
значительно сложнее. Несколько прочнее зацепы с концами, заведенными
в спираль пружины (рис. 375, IX, X).
Легкие пружины из проволоки малого диаметра крепят в пластинках
с отверстиями под витки (рис. 375, XI — XIII). В зацепах этого типа
необходимо устранить самовыворачиваиие пружины из отверстий, а также
смещение пластинки с плоскости симметрии пружины, что конструктивно
не так просто выполнить.
Иногда пружины устанавливают на ввертных резьбовых пробках
(рис. 375, АЛИ— XVI) с фиксацией конечных витков завальцовкой (рис. 375, XV)
или расклепыванием ниток пробки (рис. 375, ХИ). В конструкциях этого
типа крайне неблагоприятны условия работы витка, сходящего с послед-
ней нитки резьбовой пробки; виток работает на излом и избежать этого
явления невозможно, если даже свести последнюю нитку на нет или
заправить резьбу на конус.
Аналогичное явление происходит в конструкции с закладной пробкой,
передающей усилие на последний виток пружины, свернутый в кольцо
малого диаметра (рис. 375, XVII).
Наиболее равномерную передачу сил на витки обеспечивает заправка
конечных витков на конус с отгибом последнего витка на зацеп
(рис. 375, XVIII, XIX) или с применением закладных зацепов (рис. 375,
XX — XXII). Изготовление таких пружин, однако, затруднительно, особенно
при закладных зацепах, когда навивка конусного конца пружины должна
производиться при заранее установленном в пружине зацепе.
Из представленных на рис. 375 конструкций наибольшей прочностью
отличается конструкция с коническим зацепом (рис. 375, XXII). Конус
зацепа следует с учетом упругих деформаций конечных витков делать
несколько более пологим, чем внутренний конус витков.
, Пружины растяжения рассчитывают по тем же формулам, что и пру-
жины сжатия. Наличие изгибающих напряжений в зацепах и витках
пружины (при виецентренном приложении нагрузки) учитывают снижением
190
191
Рис. 376. Характеристика пружины растяже-
ния
Рис. 377. Характеристика пружины растяже-
ния с межвитковым давлением
расчетных напряжений в 1,2 —1,5 раза по сравнению с напряжениями,
Допускаемыми для пружин сжатия центрального нагружения.
На рис. 376 изображена характеристика пружины растяжения. На
рис. 377 показана характеристика пружины с начальным натяжением
(пружины с межвитковым давлением).
Длина рабочей части пружины растяжения определяется из выражения
L = d (i 1),
где г — число рабочих витков.
Длина рабочей части пружины в растянутом состоянии
L' = L + X,
где X - упругое растяжение пружины.
Длина развертки пружины
inD
7<базв ~ I" ^3’
* cos а
где а — угол подъема витков tga --— ; L, — развернутая длина заце-
\ TtD /
пов.
Приближенно можно считать, что
^разв iltD + С3.
Пружины растяжения обычно устанавливают с предварительным
натягом, обеспечивающим замыкание стягиваемых деталей на упор в на-
чальном положении. Сила предварительного натяга определяется усло-
виями работы механизма. Шаг витков в состоянии предварительного
натяга делают не меньше 1,5-2 диаметров проволоки с учетом возмож-
ности вытяжки зацепов в эксплуатации.
При растяжении диаметр пружины несколько уменьшается вследствие
увеличения угла наклона витков.
192
ПРУЖИНЫ КРУЧЕНИЯ
Пружины кручения применяются для восприятия крутящего мо-
мента, прилагаемого к торну пружины. Под'действием крутящего момента
вини подвергаются изгибу в плоскости действия момента и, в незначи-
тельной степени, кручению, влияние которого нс принимают во вни-
мание.
Для восприятия рабочего и реактивного крутящего момента на торцах
пружины предусматривают упоры (рис. 378). Пружины работают устойчи-
вее, если рабочий момент скручивает пружину (рис. 378, II), а пе раскру-
чивает (рис. 378,1). Соответственно следует выбирать направление навивки
и расположение упоров. При крутящем моменте, направленном по часовой
стрелке (если смотреть на торец пружины), навивка должна быть левой
и наоборот.
Рис. 378. Направление навивки и расположение упоров пружин кручения
Пружины кручения навивают вплотную или с небольшим зазором
между витками во избежание трения между витками, а также с учетом
удлинения пружины при скручивании.
На рис. 379,1 — XVIII изображены основные способы заправки концов
пружин для восприятия крутящего момента.
При установке пружина должна быть центрирована. Центрирование
по всей длине пружины (рис. 380, /) нежелательно, так как диаметр пру-
жины при скручивании уменьшается (при соблюдении изложенного выше
правила направления навивки) и витки пружины ложатся на центриру-
ющий штырь. Лучше всего центрировать крайние витки пружины (рис. 380, II)
на длине нс менее полутора-двух диаметров проволоки. При плотном
центрировании опорные витки должны рассматриваться как нерабочие.
Пользуясь свойством уменьшения диаметра при скручивании, можно
придать пружине переменную жесткость путем введения профильных
центрирующих элементов. В конструкции на рис. 380, III центрирующей
втулке придана форма конуса. По мере закручивания витки пружины
последовательно ложатся на конус, вследствие чего жесткость пружины
с увеличением угла закручивания возрастает. Пружины кручения рассчи-
тывают по следующим формулам.
Максимальное напряжение изгиба в витках пружины
кМ
ст =---,
где XI — крутящий момент; WB — момент сопротивления изгибу.
7 Орлов п. и., кн. з '' 193
Рис. 379. Способы заправки концов пружин кручония
Для круглой проволоки диаметра d
с =
кМ 32
nd3
кМ
10-—.
d3
(35)
194
Рис. 380. Центрирование пружин кручения:
/-неправильное; //-‘правильное; III —
конической втулкой
Рис. 381. К расчету пружин кручения
Для проволоки квадратного сечения со стороной квадрата а
кМ
' . ст = 6-—. (36)
а
Коэффициент'
4с — 1
к =-------------------------------,
4с - 4
где с — индекс пружины (с = D/d = D/n).
График зависимости коэффициента к от с показан на рис. 381.
Допускаемые напряжения изгиба на 20 — 30% больше допускаемых
напряжений кручения-в пружинах сжатия. В среднем ст.1О11 = 5000-г
ч- 7500 кгс/с.м2.
Угол закручивания пружины определяется из следующих выражений:
для проволоки круглого сечения
М 64Di 2~.Di
Ф = 360е—-ст, град, (38)
Edk
где Е — модуль упругости первого рода; i — число рабочих витков;
для проволоки квадратного сечения
М 12nDi 2nDi
ф = ----- = ... П( рад. (39)
Е <г как
Ф — 360е----о, град. (40)
Еак
7*
195
Приведенные формулы нс учитывают упругой деформации упорных
концов пружины.
Предельно допустимый из условия устойчивости пружины угол
<р = 120° |/7, град.
Потенциальная энергия, накапливаемая пружиной при закручивании,
2
где ф — угол, рад.
Длина рабочей части пружины в свободном состоянии (без учета длины
упорных концов)
L = d(i + 1) + 8/,
где 8 — зазор между витками.
Увеличение длины пружины при закручивании
D
AL = ф — sin ос,
где а — угол наклона витков пружины, определяемый из выражения
d + 8
tgoc = --- (8 — зазор между витками); ф — угол, рад.
~D
Ф
Увеличение числа витков при закручивании А/ = —.
2тс
Уменьшение диаметра пружины при закручивании определяется из
условия равенства длины проволоки до и после закручивания:
cos ос cos а
где D' — диаметр пружины после закручивания.
Отсюда
D D
D' =------=------------
А/ Ф
1 + — 1 + v-
i 2л/
Длина развертки пружины
inD
где / — развернутая длина упорных концов пружины.
Приближенно можно считать, что
bpj)B = mD + /.
На рис. 382 показаны способы изображения характеристик пружины
кручения (в двух вариантах).
Пружины кручения нередко применяются для восприятия сил (рис. 383).
196
Рис. 382. Способы изображения характеристик пру-
жин кручения
Рис. 383. Применение пружин кручения для восприя-
тия поперечной силы
Упругая деформация рабочего конца пружины определяется из следу-
ющего выражения:
р/З
X = <р/ -)-----,
3EJ
где I — длина рабочего конца пружины; J — момент инерции сечения рабо-
чего конца пружины; <р — угол закручивания пружины (в рад), определяемый
по формуле (37) с подстановкой (для случая, изображенного на рис. 383)
Р1
М = — и
2
*общ
Т
О’обш ~ общее число витков для обеих сторон пружины).
i =
МНОГОЖИЛЬНЫЕ ПРУЖИНЫ
В последнее время снова начали применять давно известные в технике, но мало
применяемые многожильные пружины, состоящие из нескольких проволок (жил), свитых
в тросы (рис. 384,/—И), из которых навиваются пружины (сжатия, растяжения, кручения).
Концы троса обваривают во избежание расплетки жил. Угол свивки 8 (см. рис. 384, /) обычно
делают равным 20-30°.
Направление свивки троса выбирают с таким расчетом, чтобы трос при упругой де-
формации пружины скручивался, а не раскручивался. Пружины сжатия с правым подъемом
витков делают из тросов левой свивки и наоборот. У пружин растяжения направление
свивки и наклон витков должны совпадать. В пружинах кручения направление свивки безразлично.
Плотность свивки, шаг свивки и технология свивки оказывают большое влияние на
упругие характеристики многожильных пружин. После свивки троса происходит упругая отдача,
жилы отходят друг от друга. Навивка пружин, в свою очередь, изменяет взаимное располо-
жение жил витков.
В свободном состоянии пружины между жилами практически всегда имеется просвет.
В начальных стадиях нагружения жилы работают как отдельные проволоки; характеристика
имеет пологий вид. При дальнейшем увеличении нагрузок трос скручивается, жилы смыка-
ются и начинают работать как одно целое; жесткость пружины возрастает. По этой причине
характеристики многожильных пружин имеют точку перелома а, соответствующую началу
смыкания витков (рис. 385).
Преимущества многожильных пружин обосновывают следующими соображениями. Приме-
нение нескольких тонких проволок вместо одной массивной позволяет повысить расчетные
напряжения в силу присущей топким проволокам повышенной прочности. Виток, составленный
197
отчасти благодаря повышенным расчетным напряжениям, а главным образом благодаря
К ь г D
более высокому значению для каждой отдельной жилы индекса с == —, резко влияющего на
а
жесткость.
Пологая характеристика многожильных пружин может оказаться полезной в ряде случаев,
когда требуется в ограниченных осевых и радиальных габаритах получить большие упругие
деформации.
Другая отличительная особенность многожильных пружин — повышенная демпфирующая
способность, возникающая вследствие трения между витками при упругой деформации. Эга
особенность может быть использована для рассеивания энергии, при толчкообразных нагрузках,
для глушения колебаний, возникающих при таких нагрузках; она также способствует самоза-
туханию резонансных колебаний витков пружины.
Однако повышенное трение вызывает износ витков, сопровождающийся снижением уста-
лое гиой прочности пружины.
При сравнительной оценке гибкости многожильных пружин и однопроволочных пружин
часто допускают ошибку, сравнивая между собой пружины с одинаковой площадью сечения
(суммарной для многожильных) витков.
При этом не учитывают то обстоятельство, что нагружаемость многожильных пружин
при прочих равных условиях меньше, чем одпонроволочпых пружин, и при этом падает
с увеличением числа жил.
В основу оценки надо положить условие равной нагружаемости. Только при этом
правильно выявляются сравнительные достоинства многожильных и однопроволочных пружин,
а также сравнительные достоинства многожильных пружин с различным числом жил. При
198
эти оценке преимущества многожильных пружин выглядят более скромными, чем можно
было бы ожидать.
Сравним для случаев пружин сжатия гибкость многожильных пружин и однопроволочной
пружины при одинаковых среднем диаметре, числе витков, усилий (нагрузки) Р и запасе
прочности.
Будем в первом приближении рассматривать многожильную пружину как ряд параллельно
работающих пружин с витками малого сечения.
Диаметр </' жилы mhoi ожильной пружины при этих условиях связан с диаметром d
массивной проволоки соотношением
3 :___1 _________
<Г 1/_1 1 /т к^
d у и у т' к'
(41)
где п — число жил; t и т’ - допустимые напряжения сдвига, к и к' — коэффициенты формы
пружины
Ввиду близости величин
Ут
7
и
к единице можно записать
з __
—
d ~~ у п ’
(42)
Отношение масс сравниваемых пружин
или с подстановкой величины d' 7 нз уравнения (42):
Значения отношений — и а С,' - - в G G’ 1/3 G зависимости от числа жил приведены ниже:
п 2 7 " 3 4 5 6 7 0,7 0,63 0.58 0,55 0,5.3 1,43 1,6. 1,7 1,8 1,9
Как видно, уменьшение диаметра проволоки у многожильных пружин вовсе не так велико,
чтобы дать существенный выигрыш в прочности даже в области малых значений d и </'
(кстати говоря, это обстоятельство оправдывает сделанное ванне допущение о близости
- к единице).
Отношение прогиба многожильной пружины к прогибу /. пружины из целой проволоки
К- А. Л. L
1 d' к’ т ’
1 Индекс относится к случаю многожильных пружин.
199
G' d'
масса — и диаметр —-
G а
проволоки
пружин растяжения-сжатия равной на-
гружаемости в зависимости oi числа
Подставляя в это выражение значение —— изура-
а
внения (41), получаем
Л т
Значение —, как указано выше, близко к еди-
нице.
Поэтому
X' _ ./зГ к Y'’
X '' ( к' / '
ГТ
Подсчитанные из этого выражения значений —
для различного числа жил и приведены ниже (при
определении принято для к исходное значение с = 6):
и .... 2 3 4 5 6 7
4- . . . . 1,35 1,57 1,82 2 2,15 2,25
Л
п жил Л
Как видно, при исходном допущении равенства нагрузки переход на многожильные
пружины обеспечивает при реальных значениях числа жил выигрыш в гибкости 35 — 125%.
На рис. 386 приведена сводная диаграмма изменения факторов d'/d; X'fk. и G'/G для
равнонагруженных и равнопрочных многожильных пружин в зависимости от числа жил.
Наряду с увеличением массы по мере увеличения числа жил следует учитывать увели-
чение диаметра сечения витков. Для числа жнл в пределах и = 2 ч- 7 диаметр сечения витков
в среднем на 60% больше диаметра эквивалентной целой проволоки. Это приводит к тому,
что для сохранения просвета .между витками приходится увеличивать шаг и общую длину
пружин.
Выигрыш в гибкости, обеспечиваемый многожильными пружинами, вполне можно
получить в однопроволочной пружине. Для этого одновременно увеличивают диаметр D
пружины; уменьшают диаметр d проволоки; повышают уровень напряжений (т. е. применяют
качественные стали). В конечном счете равногибкая одпопроволочная пружина будет обладать
меньшим весом, меньшими габаритами и будет значительно дешевле многожильной пружины
вследствие сложности изготовления многожильных пружин. К этому можно добавить следующие
недостатки многожильных пружин:
1) невозможность (у пружин сжатия) правильной заправки концов (сошлифовыванием
торцов пружины), обеспечивающей центральное приложение нагрузки; всегда имеется неко-
торая внецеитреиность нагрузки, вызывающая дополнительный изгиб пружины;
, 2) сложность изготовления;
3) рассеивание характеристик по технологическим причинам; затруднительность получения
устойчивых и воспроизводимых результатов;
4) износ жил в результате трения между витками, наступающий при многократно по-
вторенных деформациях оружии и вызывающий резкое падение усталостной прочности
пружин. Последний недостаток исключает применение многожильных пружин при длительном
циклическом нагружении.
Многожильные пружины применимы при статической нагрузке и при периодической
динамической нагрузке с ограниченной суммой циклов.
КОЛЬЦЕВЫЕ ПРУЖИНЫ
Кольцевые пружины состоят из набора чередующихся колец с наруж-
ными и внутренними коническими поверхностями (рис. 387,/).
Осевая сила, приложенная к пружинам, вызывает на конических по-
верхностях большие давления, которые заставляют наружные кольца рас-
200
'ширяться, а внутренние сжиматься. Сравнительно малые радиальные
деформации колец благодаря малому углу конусности преобразуются в
значительные осевые перемещения колец. Сумма осевых перемещений всех
колец составляет осадку пружины.
Для увеличения упругости кольцам придают корытообразное сечение
(рис. 387,77). На рис. 387,777 изображена рассчитанная на восприятие
больших осевых нагрузок кольцевая пружина, состоящая из двух кон-
центрических наборов колец.
Угол конусности [1 (рис. 388) делают несколько большим угла трения <р
(tg <р — f, где f — коэффициент трения скольжения) с таким расчетом, чтобы
при уменьшении или снятии нагрузки силы упругости, созданные в кольцах
предшествующим нагружением, могли преодолеть силы трения и вызвать
обратное перемещение колец, т. е. расправление пружины.
Для пары сталь по стали f — 0,12 -? 0,15, а <р = 7 ч- 9й. Практически угол
конусности р выбирают равным 12—15°.
Силы трения, возникающие при перемещениях колец, обусловливают
высокую демпфирующую способность кольцевых пружин. Примерно 60%
энергии, воспринимаемой пружиной за цикл нагружения, переходит в необра-
тимую работу трения и рассеивается в виде тепла в окружающую атмо-
сферу. По существу кольцевая пружина представляет собой совмещение
пружины и фрикционного катаракта демпфера. Кольцевые пружины не-
заменимы при периодических ударных нагрузках, когда необходимо, наряду
201
с упругой амортизацией, обеспечить поглощение энергии удара и предупре-
дить колебания системы.
Применение кольцевых пружин, напротив, противопоказано в случаях,
когда пружина должна работать как аккумулятор, накапливающий энергию
в цикле нагружения и отдающий ее в цикле разгружения (наиболее частый
случай работы пружины). Здесь все преимущества на стороне обычных
спиральных пружин, обладающих малым упругим гистерезисом и энерге-
тически представляющих собой аккумулятор с почти стопроцентным коэф-
фициентом полезного действия. Кольцевые пружины применяют преимуще-
ственно как пружины сжатия. При помощи реверсора (см. рис. 374) их
можно применить также для восприятия растягивающих усилий.
Изготовление Кольцевых пружин гораздо сложнее, чем спиральных витых
пружин. Для достижения максимальной прочности кольца должны изготов-
ляться из индивидуальных заготовок, подвергнутых горячей обработке
давлением (для создания нужного направления волокон) и последующей
калибровке (вальцовкой или чеканкой) для придания окончательных раз-
меров. При изготовлении колец точением из прутка или из трубы меха-
нические качества снижаются из-за неблагоприятного расположения волокон.
После термообработки кольца прошлифовывают по рабочим коническим
поверхностям и подвергают дробеструйной обработке или обкатыванию
роликами.
Расчетными напряжениями для кольцевых пружин являются напряжения
растяжения в наружных кольцах и напряжения сжатия во внутренних кольцах.
Под действием осевой нагрузки на конических поверхностях колец
возникают силы, распределенные по окружности кольца. На рис. 388 эти
силы на одной конической поверхности условно сведены в точку на меридио-
нальном сечении пружины.
В результате сложения с силой трения F = Nf сила N, перпендику-
лярная к образующей конической поверхности, отклоняется на угол ср, тангенс
. F г
которого tg ср = jy =/•
Результирующая сила V определяется из условия равенств осевых
составляющих сил N' действующей силе Р:
Р = N' sin(P + <р),
отсюда
М' - р
sin (р + <р) ’
Распределенная нагрузка q от этой силы, действующая по окружности
кольца,
Р
q " тйо^ыпТр^фГ’
(43)
где Рср - средний диаметр пружины.
202
Наружное кольцо растягивается распределенными силами s радиальными
составляющими сил q, действующих на нижней 1 кишисшил
Таким образом, распределенная нагрузка sp> р'астягива,°Щая кольцо
(и действующая подобно давлению) равна
sp = 2 q' cos (Р + ср).
Подставляя в это выражение значение q из уравнеиия (43), получаем
2Р
Sp n£)eptg(P + ср)
Растягивающее напряжение в наружном кольце'
₽ 2Т„ KF„tg(p + ср) ’
(44)
Аналогично, напряжение сжатия во внутренней кольце
Р
TCF„tg(P + ср) ’
где FB - площадь сечения внутреннего кольца.
Удлинение наружного кольца
СТр
^окр =
Е
где £>„ - средний диаметр кольца; Е — модуль упруг^сти матеРиала кольца.
Увеличение диаметра кольца
Уменьшение диаметра внутреннего кольца
где DB - средний диаметр внутреннего кольца.
203
Осевое перемещение наружного кольца относительно внутреннего кольца
Ап + Л в
2tgP
1
2£tgp
+ ^в^сж) •
Подставляя в это выражение значения ор и осж из уравнений (44) и (45),
получаем
Р +
2n£tgptg(P + ср) \ F„ + Fj
При равенстве площадей сечений наружного и внутреннего колец
(F„ = FB = F), иначе говоря, при равенстве абсолютных величин напряжений
в наружном и внутреннем кольцах (<тр = асж = о)
Р о D„ + Da о
8 =----------------- (D„ + DB) =----------- =-----Dcp,
2 7t£F tg р (Р + ср) £tgp 2 £tgp p
где Z)cp — средний диаметр пружины.
Под действием силы Р полная осадка пружины
1 = (i - 1) 8 = - ~ -А,, (46)
! £tgp р
где i — общее число колец пружины, включая опорные витки.
Эта формула справедлива, если опорные витки участвуют в работе
пружины, упруго сжимаясь под действием нагрузки, и если напряжения
в них равны напряжениям в рабочих кольцах (для этого нужно, чтобы
сечение опорных колец было в 2 раза меньше сечения рабочих
колец).
Если опорные кольца - внутренние и плотно центрированы в тарелках
пружины (см. рис. 387,/), т. е. лишены возможности сжиматься, то фор-
мула (46) принимает следующий вид:
-[Пер(/-3) + Р„]. (47)
£tgP
Энергия, поглощаемая пружиной при одном цикле нагружение — раз-
грузка,
и = ^,
где £ = 0,6 д-0,7 - коэффициент рассеяния энергии.
Высоту колец h (см. рис. 388) обычно делают равной (3 - 5) Ьср,
(i>cp — средняя толщина колец). Отношение —— обычно заключено в пре-
делах 15-30.
204
Торцовые зазоры е между кольцами (см. рис. .388) должны быть
согласованы с рабочей осадкой пружины. Сумма зазоров е, равная
(i — 2) е, должна быть или несколько больше максимальной осадки пру-
жины или равна ей, если желательно создать жесткий упор во избе-
жание перенапряжения колец при случайном превышении расчетной на-
грузки. Это приводит к соотношению
. ^-тах
6 " 1 - 2 ‘
Общая длина пружины в свободном состоянии (при односторонних
опорных кольцах)
L=i^-(/! + e) + Smax.
Допускаемые напряжения для кольцевых пружин принимаются равными
в среднем 30-40 кгс/мм2.
Рабочие поверхности колец должны быть хорошо смазаны. У пружин
многократного и частоповторного высокочастотного действия следует
предусматривать средства отвода теплоты, образующейся при трении.
ТАРЕЛЬЧАТЫЕ ПРУЖИНЫ
Тарельчатые пружины применяют для восприятия значительных
сил при небольших деформациях.
Основной тип тарельчатых пружин - коническая шайба (рис. 389,1),
получаемая штампованием на конус заготовок из листовой пружинной
стали.
ш
Рис. 389. Пружинные шайбы
205
Шайбы выполняют толщиной от 1 до 20 мм, -диаметром от 30 до
300 мм, с отношением cl/D = 0,5-: 0,3 и углом конуса 0 = 2-г6°.
Торцы шайбы прошлифовывают на плоскость для образования коль-
цевых опорных площадок.
При приложении центральной нагрузки шайба подвергается изгибу;
торцы шайбы сближаются [обычно в пределах (0,5-0,8)/; / -высота
усеченного конуса шайбы].
Близки к коническим пружинам сферические тарельчатые пружины
(рис. 389,77). Другие разновидности пружинных шайб представлены на
рис. 389,7fl - VIII.
Для увеличения упругости шайбы снабжают гофрами (рис. 389, VII, VIH).
Фасонные пружинные шайбы изготавливают штампованием (вхолодную
или вгорячую в зависимости от толщины заготовки и конфигурации
пружины) и подвергают типовой для данной стали термической обра-
ботке (закалка и средний отпуск).
При изготовлении точе.нием из цилиндрических заготовок прочность
шайб резко снижается.
Набором нескольких шайб можно получить пружины повышенной упру-
гости (рис. 390,7,77,777), часто применяемые в качестве буферов и амор-
тизаторов для восприятия больших нагрузок.
Шайбы с облегчающими вырезами (рис. 390, IV), звездчатые (рис. 390, V)
и гофрированные (рис. 390, И, VII) позволяют получить пружины, при-
ближающиеся по упругости к цилиндрическим витым пружинам.
Конические шайбы с малым углом конусности и слабосферические
шайбы рассчитываются в первом приближении как круглые пластинки,
опертые по краям и нагруженные центральной силой.
Расчет гофрированных и фасонных шайб сложен; упругие характеристики
таких шайб и допускаемые нагрузки определяются по большей части
опытным путем.
Пружины, работающие в коррозионных средах, иногда выполняют в виде
сильфонов с однослойными или многослойными стенками (рис. 390, VIII),
изготавливаемых из тонколистовой латуни или бронзы.
Торсионы
Простейшим видом пружины кручения является торсион —ци-
линдрический стержень, заделываемый концами в деталях, подвергаю-
щихся упругому угловому смещению. Заделка чаще всего производится
при помощи шлицевого соединения. Типичная конструкция торсиона пред-
ставлена на рис. 391. Угол закручивания цилиндрического торсиона
Ф =
М7-32 1П Ml
Gxif ~ Gif'
рад,
(48)
ИЛИ
360° 1П МГ
<р = ~2Г 10 GJ3’ ГраД’ (49)
где М — действующий на торсион крутящий момент, кгс/мм; / — рабочая
длина торсиона, мм; d — диаметр рабочего участка торсиона, мм; G —
модуль сдвига, кгс/мм2.
206
Максимальное напряжение сдвига (на периферийных волокнах сечения)
М _ М 16 ~ . М
W~ nd3
(50)
Крутящий момент, воспринимаемый торсионом,
(51)
М = 0,2 J3r7
Подставляя это выражение в фор-
мулу (49), получаем
2/т
<Р=~777-,рад. (52)
Gd
Расчетное напряжение сдвига трасч
в торсионах, изготовленных из пру-
жинных сталей, составляет 40-60
кгс/мм2.
Рис. 391. Торсионная рессора
207
Рис. 392. Торсионная рессора
для восприятия поперечной си-
лы
Как видно из выражения (52), угол за-
кручивания при заданном т всецело опреде-
ляется отношением i/d.
Применение торсионов особенно выгодно
в случаях соединения полых соосных дета-
лей, например пустотелых валов, когда тор-
сионам можно придать значительную длину.
Угол закручивания торсиона в этих случаях
может достигать величины порядка несколь-
ких десятков градусов.
Благодаря конструктивной простоте и ма-
лым радиальным габаритам торсионы широ-
ко применяют в современном машинострое-
нии в качестве средства упругой связи меж-
ду вращающимися деталями, например для
амортизации неравномерности крутящего мо-
мента в поршневых машинах. Вместе с тем
торсионы являются хорошим средством ком-
пенсации несоосности и перекосов соединяемых деталей. Торсионы приме-
няют также как заменители пружин сжатия и листовых рессор для вос-
приятия поперечных нагрузок. Для этого один из концов торсиона заделы-
вают неподвижно в корпусе, а другой конец снабжают рычагом, воспри-
нимающим поперечную силу (рис. 392). Подобные конструкции приме-
няют, например, для упругой подвески колес автомобилей, для привода
клапанов поршневых двигателей и т. д.
Упругое перемещение оконечности рычага по направлению действия
рабочей 'нагрузки для случая, изображенного на рис. 392, равно
X = 2Rsin —
где ср - угол, определяемый по уравнению (49).
РЕЗИНОВЫЕ АМОРТИЗАТОРЫ
Резина обладает ценными качествами как амортизационный мате-
риал: очень высоким удлинением, большим внутренним трением, обуслов-
ливающим эффективное гашение вибраций. Модуль упругости резины весьма
Рис. 393. Резиновые амортизаторы
Ш
208
низок (0,8 -1 кгс/мм2), примерно в 20 000 раз меньше, чем у стали.
Прочность на разрыв в среднем 1—2 кгс/мм2.
Резиновые амортизаторы применяют для упругой подвески машин
и агрегатов, для восприятия толчков и ударов в ходовых механизмах
транспортных машин и т. д.
Некоторые конструкции резиновых амортизаторов приведены на
рис. 393,/ — IV. Амортизатор, изображенный на рис. 393, III, состоит из
ряда резиновых пластин, разделенных металлическими шайбами, и отли-
чается большим упругим ходом и высоким внутренним трением.
В транспортном машиностроении широко применяют цилиндрические
амортизаторы (рис. 393, IV), состоящие из резиновой втулки, привулканизо-
ванной к наружной и внутренней металлическим обоймам. Их называют
иногда «сайлент-блоками» (бесшумными блоками). Такие амортизаторы
воспринимают как поперечные силы, так и крутящий момент. Они могут
заменять подшипники скольжения, работающие при небольших угловых
перемещениях. Сайлент-блоки устанавливают, например, в проушинах ав-
томобильных рессор, на колесных осях и т. д.
. СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
СОЕДИНЕНИЯ МЯГКИМИ РУКАВАМИ
Для прокладки масляных, водяных, пневматических и вакуумных
коммуникаций применяют трубопроводы из стали, латуни, дуралюмина
и пластиков.
Соединения мягкими рукавами (риС. 394,/, II) применяют при не-
больших и умеренных давлениях для трубопроводов диаметром 10 — 60 мм.
На концы трубопроводов надевают отрезок рукава из эластичного
материала (резины, дюрита, пластиков), который затягивают проволочной
вязкой или хомутиками.
Упругость рукава допускает некоторую несоосность и перекос тру-
бопроводов. Способность нести осевые нагрузки такого соединения незна-
чительна. Если соединение нагружено осевыми силами (например, угло-
вое соединение трубопроводов), то необходима жесткая фиксация трубо-
проводов.
Для облегчения надевания рукава концы трубопроводов снабжают
заходными конусами; с целью улучшения уплотнения и более надежной
фиксации рукава на трубопроводах делают кольцевые выступы (зиги) или
гребешки (рис. 394,7, II).
Рис. 394. Соединении мягкими рукавами
210
На рис. 394,111 — V показан способ соединения трубопроводов с по-
мощью колец из упругого материала, стягиваемых хомутиками. Соеди-
нение применяют в случаях жестко зафиксированных трубопроводов; оно
требует довольно точной соосности и малого осевого зазора между
трубопроводами. При затяжке возникают силы, вызывающие распор тру-
бопроводов.
Надежность рукавных соединений и удобство монтажа и демонтажа во
многом зависят от конструкции стягивающих хомутиков. Замкнутые хо-
мутики (рис. 395,/) с затяжкой нажимом винта на подвижной суха-
рик Л опирающийся через подкладку 2 на рукав, применяют в соединениях
трубопроводов, раздвигающихся в осевом направлении. Монтаж и демонтаж
хомутика в соединениях с жестко зафиксированными трубопроводами за-
труднительны. Другой недостаток — неравномерная затяжка рукава (на
участках перехода от круговой ленты к сухарику рукав плохо затягивается).
В конструкции, изображенной на рис. 395, II, концы ленты фиксируются
в отверстиях смежных участков ленты. Перестановкой концов ленты можно
регулировать хомутик по диаметру трубопроводов. Кроме того, эта кон-
струкция облегчает монтаж. Затяжку производят с помощью винта, вверну-
того в планку 3, приваренную к ленте. При завертывании винт, упираясь
в сегмент 4, натягивает ленту на рукав. Неравномерность затяжки меньше,
Рис. 395. Стяжные хомутики
211
чем в предыдущей конструкции, так как лента зафиксирована в направля-
ющих т сегмента.
Открытые хомутики с отогнутыми под стяжной болт концами
(рис. 395,///) неудобны в монтаже (необходимо применять болты с гай-
ками). На участке расположения болта рукав не затягивается. Соединение
не поддается сильной затяжке, так как концы лепты при затяжке отги-
баются.
Для увеличения жесткости стяжного узла хомутики делают штампо-
ванными (рис. 395, IV). В конструкции, приведенной на рис. 395, V, к концам
ленты приварены коробчатые кронштейны; в нижний кронштейн, усилен-
ный вкладкой и ввертывают стяжной болт. Для обеспечения равномерной
затяжки один из концов ленты q заводят под другой.
В конструкции на рис. 395, VI для облегчения монтажа и демонтажа
на одном конце хомутика установлен нажимной винт 5, действующий
на сухарик 6, приваренный к другому концу хомутика и пропущенный
через продолговатое отверстие в первом конце.
В хомутике (рис. 395, VII) на концах ленты образованы петли, в которые
закладывают цилиндрические сухарики под стяжной винт. Отверстие в
сухарике 7 гладкое, а в сухарике 8 — нарезное. При завертывании винт,
упираясь заплечиком в сухарик 7, притягивает сухарик 8. Благодаря
провороту сухариков при затяжке винт разгружен о г изгиба и работает
только на растяжение. На рис. 395, VIII показана аналогичная конструкция
для случая установки нажимного винта.
В быстродействующем затворе (рис. 395, IX) верхний сухарик 9 введен
в чашечную деталь 10, приваренную к концу хомутика. В сухарике наре-
зана левая резьба под стяжной винт, конец которого пропущен через
гладкое отверстие в сухарике 11 и зафиксирован в нем от осевого пере-
мещения. Для разъема соединения достаточно отвернуть винт на несколько
оборотов так, чтобы верхний сухарик вышел из чашки, и откинуть винт
в направлении, указанном стрелкой.
В аналогичной конструкции с нажимным винтом (рис. 395, X) на оси 12
хомутика расположен откидной рычаг 13. Винт, установленный в верхней
части рычага, действует на сухарик 14, приваренный к противоположному
концу хомутика и пропущенный через отверстие в рычаге.
Сильную затяжку без применения инструмента обспечивает двухрычаж-
ный механизм («лягушка»), показанный на рис. 395, XI. Приводной
рычаг 15, установленный па оси 16 на верхнем конце хомутика, шарнирно
соединен с зацепным рычагом 17. При монтаже крючок рычага 17
вводят в одно из отверстий .? в нижнем конце ленты и, повертывая
рычаг /5 в направлении, указанном стрелкой, затягивают хомутик. Ложась
на верхнюю ленту, рычаг 15 переходит за мертвую точку и запирает
соединение.
В конструкции, изображенной на рис. 395, XII, затяжка осуществляется
винтом 18 с левой резьбой, установленным в гладком отверстии
втулки 19 и зафиксированным в ней в осевом направлении. Витки винта
сцепляются со спиральными прорезями t на ленте хомутика. При вращении
винт, действуя на прорезной конец ленты, как на гайку, стягивает хомутик.
Во избежание быстрого износа прорезей ленту термообрабатывают до
твердости более HRC 45. При достаточно большом числе прорезей хомутик
212
можно Использовать для стяжки соединений с большим диапазоном диа-
метров.
Для полного разъема соединения необходимо вращать винт до тех пор,
пока прорезной конец ленты не выйдет из зацепления с винтом.
ФЛАНЦЕВЫЕ СОЕДИНЕНИЯ
Фланцевые соединения (рис. 396) используют преимущественно для
трубопроводов большого диаметра. В коммуникациях из трубок малого
диаметра их применение ограничено вследствие неудобства монтажа
(большое число крепежных точек, необходимость установки болтов с гай-
ками). Трубопроводы малого диаметра соединяют обычно с помощью
фланцев ромбической формы. Фланцы уплотняют прокладками листовыми
(рис. 396,7) или кольцевыми (рис. 396,77). На рис. 396,777 показано
соединение съемными фланцами трубопроводов с развальцованными тор-
цами.
В конструкции, приведенной на рис. 396,1V, уплотнения достигают
затяжкой фланцев на конус; в конструкции па рис. 396, V развальцованные
на конус концы трубопроводов стягивают на биконический вкладыш.
В конусно-фланцевом соединении (рис. 396, И) фланцы стягивают разъемны-
ми полумуфтами 7 с коническими выточками, действующими на кони-
ческие поверхности фланцев.
Более широко применяют фланцевые соединения для крепления тру-
бопроводов к корпусам. Фланцы присоединяют к трубопроводам пайкой
или сваркой (рис. 397,7). Для повышения прочности и жесткости сое-
динения на фланцах делают воротники (рис. 397,77). Прочность шва
увеличивают, выполняя воротники косыми (рис. 397,777,77) или фигур-
ными (рис. 397, V).
Рис. 396. Фланцевые соединении
Рис. 397. Фланцевые соединения трубопроводов к корпусам
213
НИППЕЛЬНЫЕ СОЕДИНЕНИЯ
Трубопроводы небольшого диаметра (5 — 20 мм) с толщиной стенок
0,2 —0,5 мм чаще всего соединяют с помощью ниппелей. Ниппельные
соединения выдерживают давление до 30 — 50 кгс/см2; такие соединения
имеют небольшие габариты и удобны в монтаже.
Для соединения трубопроводов из материалов, поддающихся пайке
и сварке, применяют ниппели с наружным конусом (рис. 398). Ниппель 1
припаивают к концу трубопровода и затягивают на внутренний конус
штуцера 2 с помощью накидной гайки, наружной (рис. 398,/) или вну-
тренней (рис. 398, II). Применение наружных гаек уменьшает осевые габа-
риты соединения и увеличивает радиальные. Соединения с внутренними
гайками, наоборот, имеют увеличенные осевые габариты и малые радиаль-
ные. Угол конуса делают равным 75°. Для улучшения уплотнения ниппель
обычно изготовляют из пластичного материала (красной меди, латуни).
С целью увеличения давления на поясе контакта и обеспечения
некоторой свободы самоустанавливаемости уплотняющую поверхность нип-
пеля делают сферической (рис. 398, III). Прочность шва повышают тем, что
выполняют нйппель со скосом (рис. 398, П). При высоких давлениях
применяют ниппели с углом конуса 30 — 40° (рис. 398, Р).
Для компенсации неточностей изготовления и тепловых деформаций
трубопроводы выполняют слегка изогнутыми; на трубопроводах большой
длины предусматривают компенсаторные петли или спирали с двумя-тремя
витками.
Ниппели с внутренним конусом (рис. 399) не требуют пайки. Ниппель 1
надевают на трубопровод, конец которого развальцовывают на конус, и при-
тягивают к штуцеру 2 накидной гайкой (рис. 399,/, II). Такие ниппели
обычно изготовляют из стали. В упрощенной конструкции без ниппеля
(рис. 399, Ш) развальцованный коней трубопровода притягивают с помощью
Рис. 399. Ниппели с внутренним конусом
214
конического воротника накидной гай-
ки. Так как уплотнение происходит
по поверхности трубопровода, то по-
следний должен быть выполнен из
пластичного материала.
Более надежное уплотнение обес-
печивают ниппели из пластичного ме-
талла, припаиваемые к трубопроводу
и затягиваемые непосредственно на
штуцер (рис. 399, IV, V).
На рис. 400,1 показаны размеры конусов.
Концы трубопроводов раздают с помощью ко- ",1С’ РаЗДелка концов трубопроводов на
нических пуансонов под прессом. В мелкосерий- КОНУС
ном производстве и в ремонтных условиях
развальцовку производят сфероконической
оправкой (рис. 400,//), которую устанавливают
в трубопровод с надетым на него ниппелем и, вращая вокруг центра сферы, как вокруг оси,
образуют раструб. Конус калибруют затяжкой конического пояса оправки накидной гайкой
(рис. 400, III).
Способы соединения трубопроводов напрямую с помощью ниппелей
показаны на рис. 401,/— IV.
Для прокладки коммуникаций сложной формы применяют штуцеры,
угольники, тройники и другие переходные элементы (рис. 402).
Ниппельные соединения для высоких давлений. Трубопроводы для боль-
ших давлений выполняют из стальных цельнотянутых труб с толщиной
стенок 1-2 мм и соединяют с помощью ниппелей, имеющих плоские
уплотняющие поверхности (рис. 403,1 — III). Ниппель 1 напаивают на
трубопровод (предпочтительно пайкой бронзовыми сплавами). Уплот-
нение осуществляют кольцами 2 из эластомеров или мягкого металла
(свинца, отожженной красной меди), устанавливаемыми в замкнутом про-
странстве между уплотняющими поверхностями. Соединение затягивают
накидными гайками.
В соединении на рис. 403, IV для уплотнения используют манжетный
эффект. Эластомерные кольца закладывают в канавки клиновидного про-
филя.
Под действием давления в трубопроводе кольца, надвигаясь на ко-
нические поверхности канавок, прижимаются к стенкам ниппеля и шту-
цера с силой, пропорциональной уплотняемому давлению.
Рис. 401. Соединение трубопроводов напрямую с помощью ниппелей
215
И ИГ Ш Д J
Рис. 402. Переходные элементы трубопроводов:
I, //-переходные штуцеры; III, IV — ввертные штуцеры; V, VI — угольники; VII—XII-
ввертные угольники; XIII — XVI— тройники; XVII — XX — ввертные тройники; XXI, XXII —
крестовики; XXIII, XXIV — многоточечные соединения
216
Рис. 403. Ниппельные соединения для высоких давлений
САЛЬНИКОВЫЕ СОЕДИНЕНИЯ
Сальниковые соединения (рис. 404) не требуют предварительной
разделки концов трубопроводов и могут применяться для трубопроводов
из любого материала. Сальник выполняют из эластомеров, устанавливают
в замкнутом пространстве между штуцером и трубопроводом и затягивают
накидной гайкой через грундбуксу (рис. 404,7). Для облегчения монтажа
сальники заключают в оболочку из пластичного металла (свинца, красной
меди) (рис. 404,77). Конструкции с гладкими трубками (см. рис. 404,7, 77)
применимы, если трубопроводы зафиксированы в осевом направлении.
Рнс. 404. Сальниковые соединения
Для осевой фиксации на трубках делают зиги (рис. 404, III) или' закла-
дывают сальник в шейку, обжатую на трубке (рис. 404,1V). Почти анало-
гично по схеме описываемым соединениям соединение при помощи бико-
нической втулки (рис. 404, V) с малым углом конуса (~ 36°). Втулку на-
девают на трубопровод, конец которого развальцовывают. При затяжке
накидной гайки втулка обжимает стенки трубки, уплотняя и фиксируя
трубопровод в осевом направлении.
ПОВОРОТНЫЕ СОЕДИНЕНИЯ
Угловые соединения с поворотными ниппелями (рис. 405) допускают
установку трубопроводов под любым углом к штуцеру в плоскости, пер-
пендикулярной к его оси.
Ниппель 7 (рис. 405,7), имеющий вид полой сферы со срезанными
плоскостями, притягивают к корпусу полым болтом 2 с радиальными от-
217
йерстиями, сообщающими полость ниппеля с каналом в корпусе. Стыки
уплотняют прокладками.
В корпусах из легких сплавов ниппель устанавливают на полой шпильке 3
(рис. 405, II) и притягивают к корпусу колпачковой гайкой 4. Для облегчения
обработки внутреннюю полость ниппеля делают открытой (рис. 405,111)
и уплотняют по ступеньке т на шпильке. С помощью поворотных нип-
пелей можно выполнять многоточечные (практически не более чем четырех-
точечные) соединения (рис. 405, IV), а также соединения трубопроводов
напрямую (рис. 405, И).
В угловых поворотных соединениях на конических штуцерах уплотнение
осуществляется затяжкой ниппелей на конус штуцера (рис. 406,I, II). Угол
конуса обычно равен 10—12°. Конусы на ниппелях и штуцере притирают.
Во избежание перенапряжения соединение затягивают тарированным уси-
лием.
Соединение можно использовать для установки трубопроводов под про-
извольным углом относительно друг друга (рис. 406,777).
Соединения со сферическими ниппелями (рис. 407,7) обеспечивают воз-
можность установки трубопроводов под некоторым углом друг к другу,
величина которого зависит от радиального зазора т между ниппелем
и гайкой. В конструкции, приведенной на рис. 407,77, ниппель для умень-
шения осевых габаритов соединения выполнен бисферическим.
Угловое сферическое соединение, изображенное на рис. 407, III, обеспе-
чивает возможность перекоса трубопровода относительно штуцера 1 в пре-
218
Рис. 407. Соединения со сферическими ниппелями
делах зазора п и допускает установку трубопровода в любом положении
в плоскости, перпендикулярной к оси штуцера.
На рис. 407, IV показано угловое соединение двух трубопроводов, до-
пускающее перекос каждого из трубопроводов и установку узла трубопро-
водов в произвольном угловом положении к оси штуцера. Соединение мо-
жет быть выполнено многоточечным.
ПРИСОЕДИНЕНИЕ ТРУБОПРОВОДОВ
К КОРПУСАМ
Штуцеры крепят к корпусам пайкой или сваркой (рис. 408, Г), на
резьбе (рис. 408,JZ— IV), на фланцах (рис. 408, V, VI).
Способы непосредственного крепления трубопроводов к корпусам пока-
заны на рйс. 409. Завертывание трубопровода резьбовой приварной втул-
кой (рис. 409,/) применимо в случае, если при монтаже можно вращать
Рис. 408. Присоединение штуцеров к корпусам
I Ш- ш п V л
Рис. 409. Присоединение трубопроводов к корпусам
219
Рис. 410. Угловые соединения трубопроводов
трубопровод. В остальных случаях используют ниппельные (рис. 409, II —
IV) или сальниковые (рис. 409, V) соединения. При высоких давлениях
применяют, ниппельные соединения с упругим уплотнительным кольцом,
затягиваемым в замкнутом кольцевом пространстве (рис. 409, VI).
Угловые соединения выполняют с помощью фланцев (рис. 410,/) или
угольников (рис. 410, II, III), притягиваемых к корпусу фланцами. Уголь-
ники парных трубопроводов крепят траверсами (рис. 410, IV). На рис. 410, V
показано Т-образное соединение, состоящее из диска с впаянными трубо-
проводами, притягиваемого к корпусу болтами.
СТОПОРЕНИЕ НИППЕЛЬНЫХ СОЕДИНЕНИЙ
Герметичность ниппельных соединений нередко нарушается вслед-
ствие самоотвертывания резьбовых элементов. Поэтому все резьбовые
элементы соединений должны быть надежно застопорены, не исключая
и соединений на конической резьбе, а также соединений, затягиваемых
на упругие прокладки, которые в некоторой мере, но неполностью, пре-
дупреждают самоотвертывание.
Рис. 411. Стопорение ниппельных соеди-
нений
220
Так как соединения трубопроводов состоят преимущественно из полых
деталей (штуцеров, накидных гаек) и редко подвергаются разборке, то для
стопорения чаще всего применяют проволочную вязку через отверстия,
просверленные на углах шестигранников (рис. 411). Проволоку закрепляют
на ближайших неподвижных деталях пли в специальных ушках. Концы
проволоки скручивают плоскогубцами. Обычно делают три отверстия
(рис. 411,/), в сложных узлах — шесть (рис. 411,11).
Натяжение, возникающее при скручивании концов проволоки, должно
создавать крутящий момент, направленный в сторону завертывания (рис.
411,7). Обратное натяжение (рис. 411, If) способствует самоотвертыванию.
Не предотвращает ослабления резьбы и натяжение, перпендикулярное к
направлению вращения стопорной детали (рис. 411, III).
Накидные гайки стопорят (с соблюдением того же правила) на ушки
(рис. 411, IV) или на шестигранник штуцера (рис. 411, V, VI).
Болты поворотных ниппельных соединений стопорят привязкой к ушкам,
выполненным па ниппеле (рис. 411_, VII), или закруткой на втулку ниппеля
(рис. 411, VIII). На рис. 411, IX показан способ одновременного стопорения
болта и накидной гайки проволокой, перекинутой через втулку ниппеля.
СОЕДИНЕНИЕ ВНУТРЕННИХ КАНАЛОВ
Для соединения внутренних масляных каналов в разъемных кор-
пусах применяют переходные трубки, на концах которых установлены уп-
лотнительные кольца из маслостойкой резины или синтетического мате-
риала (рис. 412,/, II). Для компенсации возможных смещений соединяе-
мых каналов головки трубок делают сферическими (рис. 412, III).
Монтаж трубок в закрытых корпусах вызывает трудности, так как
свободные концы трубок, предварительно установленных в одной половине
корпуса, приходится вводить вслепую в гнезда вгорой половины.
Если возможен подвод трубки сбоку через отверстия в корпусе, то одно
из гнезд делают достаточно глубоким для того, чтобы завести трубку при
собранном корпусе, после чего трубку фиксируют в рабочем положении
стопором (рис. 412, IV).
Рис. 412. Соединение внутренних каналов
221
ГИБКИЕ ШЛАНГИ
Для прокладки коммуникаций сложной формы и большой длины
широко используют гибкие шланги. Их можно располагать в самых трудно-
доступных участках снаружи и внутри машины и изгибать в соответствии
с конфигурацией стенок. Шланги крепят к стенкам с помощью скоб, хо-
мутиков и т. д., которые должны быть расположены достаточно часто,
чтобы исключить вибрацию шланга при работе.
Простейшим видом гибких шлангов являются упругие гладкие шланги
(рис. 413,7) из эластичных пластиков (поливинилхлоридов, полиамидов,
полиолефинов). Толстостенные шланги (толщина стенок 5—8 мм) с диа-
метром проходного сечения 8 — 12 мм выдерживают давления 6 — 10 кгс/см2
и глубокий вакуум. При повышенных давлениях применяют шланги, усилен-
ные несколькими слоями кордовой ткани (рис. 413,//), металлической оп-
леткой (рис. 413,///) или металлическим плетеным рукайом, опрессован-
ным пластиком (рис. 413, IV).
Шланг, изображенный на рис. 413, V, изготовляют намоткой несколь-
ких слоев тканевых лент, пропитанных синтетической смолой или карби-
нольным клеем, на спираль 1 из оцинкованной (или кадмированной) про-
волоки. После намотки навивают наружную спираль 2 и подвергают шланг
отверждению. В конструкции, приведенной на рис. 413, VI, каркасом служит
проволочная спираль 3, опрессованная пластиком.
Наибольшей прочностью обладают шланги с каркасом в виде силь-
фонов с кольцевыми (рис. 413, VII) или спиральными (рис. 413, VIII) гоф-
рами. Сильфоны изготовляют из тонкостенных латунных или томпаковых
Рис. 413. Гибкие шланги
222
Рис. 414. Схемы изготовления сильфонов (7) и витых рукавов (77, 777)
трубок, в ответственных соединениях — из монсльметалла. В конструкции
на рнс. 413, IX каркасом служит рукав из тонких металлических лент, на-
виваемых спиралью с загибом смежных кромок в замок, уплотняемый
эластичной ленточной прокладкой.
На рис. 4'14,7, II, /77 показаны последовательные стадии изготовления
сильфонов и витых металлических рукавов.
Сильфоны и рукава обычно опрессовывают пластиком и для увеличе-
ния прочности и предупреждения истирания наружной поверхности за-
ключают в металлическую оплётку (бронированные шланги). Шланги
этого типа выдерживают давление 100 — 200 кгс/см2.
Гладкие шланги присоединяют надеванием на штуцера с уплотняющими
кольцевыми зигами (рис. 415,7 — VI) или гребешками (рис. 415, VII — XII).
При вакууме и небольших давлениях для уплотнения достаточна собствен-
ная упругость шланга. При повышенном давлении шланги дополнительно
стягивают на штуцерах проволокой или хомутиками.
Рис. 415. Штуцеры для гладких шлангов
223
4. Заделка шлангов
Характеристика заделки
Заделка посредством обжатия втулки 1 штуцера
Завальцовка на кольцевые гребешки вставной втулки 2
Завальцовка приварной втулки 3 на кольцевые гребешки
штуцера
Шланг с каркасом и? спиральных проволок. Крепление
винтовой завальцовкой втулки 4 на спиральную поверх-
ность штуцера
Заделка посредством обжатия втулки 5, зачеканенной в
кольцевую выточку т штуцера
Крепление посредством раздачи припуска п в отверстии
ниппеля б, ввернутого во втулку 7
Разборное соединение. Шланг ввертывают в пиловидную
резьбу втулки 8 и затем навинчивают на ниппель 9 с ко-
ническим наконечником
Разборное соединение. Крепление ввертыванием кониче-
ского ниппеля 10 во втулку 11
Разборное соединение. Крепление ввертыванием штуце-
ра 12 с резьбой большого шага в шланг, предвари-
тельно ввинченный во втулку 13
224
Продолжение табл. 4
Эскиз
Характеристика заделки
Разборное соединение. Шланг надевают на конический
хвостовик 14 штуцера и затягивают гайкой 15 с пило-
видной резьбой
Шланг с сильфонным каркасом. Оплетку, разведенную
ла конус, надевают на полукольцо 16, заведенное в гоф-
ры сильфона и затягивают гайкой 17. Уплотнение - саль-
ником 18
Шланг с каркасом нз спирального сильфона. Шланг
ввертывают в гайку 19 и затягивают конической гай-
кой 20. Уплотнение - сальником 21
Шланги с металлическим каркасом оправляют в фитинги (ниппели с на-
ружным или внутренним конусом, поворотные ниппели и др.). Способы
заделки шлангов приведены в табл. 4.
На рис. 416 показаны способы установки накидных наружных гаек на
толстостенных ниппелях. Обычный способ притяжки ниппеля за заплечик
(рис. 416,1) применим, если гайку можно надеть со стороны, противополож-
ной ниппелю. Гайки, устанавливаемые со стороны ниппеля, фиксируют
с помощью разрезных пружинных колец (рис. 416,7/).
В конструкции на рис. 416,777 гайку фиксируют в обоих направлениях
посредством пружинного кольца 1, заведенного в углубленную канавку
гайки и заскакивающего в кольцевую канавку ниппеля при ее надевании
на ниппель.
Применяют также фиксацию при помощи проволоки 2 (рис. 416, IV),
вводимой через отверстие в грани гайки в кольцевые канавки ниппеля
и гайки; конец проволоки, выходящий на грань, затягивают. •
Рнс. 416. Крепление накидных гаек
8 Орлов П. И., кн. 3
225
В конструкции на рис. 416, V гайку фиксируют завальцовкой материала
ниппеля в кольцевую канавку т гайки.
БЫСТРОДЕЙСТВУЮЩИЕ СОЕДИНЕНИЯ
В системах, использующих гибкие шланги, применяют быстродей-
ствующие муфты, позволяющие соединять и разъединять трубопроводы
вручную.
Муфта со штыковым затвором (рис. 417,7) состоит из штуцера 1, в ко-
тором запрессованы штифты 2, сцепляющиеся с крючками т корпуса 3.
Уплотнение осуществляется сальником 4, нагруженным- пружиной. При
сборке штуцер с присоединенным к нему шлангом вводят штифтами в вы-
резы между крючками и повертывают по часовой стрелке до упора в тело
крючков, после чего пружина замыкает соединение.
Для размыкания муфты штуцер подают вперед, преодолевая натяжение
пружины, повертывают против часовой стрелки, выводя штифты из крючков,
и вынимают его из корпуса. Сальник, удерживаемый стопором 5, остается
в корпусе.
В конструкции, изображенной на рис. 416,//, штуцер 6 при введении
в корпус 7 фиксируется заведенным в него пружинным стопором 8, заскаки-
вающим в кольцевую выточку корпуса. Для размыкания муфты оттягива-
ют подпружиненную втулку 9 до.упора в буртик н корпуса, причем зубья q,
скользящие в прорезях .$ штуцера, утапливают стопор 8 в канавке штуцера,
после чего последний беспрепятственно выходит из корпуса. Уплотнение
осуществляется манжетой 9.
В быстродействующей муфте, показанной на рис. 417,///, штуцер 10
фиксируется в корпусе 11 шариками 12, установленными в радиальных
сверлениях корпуса и входящими в кольцевую канавку / штуцера. Шарики
запираются в канавке при помощи подвижной втулки 13, постоянно подава-
емой пружиной в положение замыкания. Ход, втулки ограничивается сто-
пором 14. Уплотнение осуществляется манжетой 15.
Для размыкания муфты втулку 13 отводят влево до упора в буртик v
корпуса, после чего штуцер выходит из корпуса, отжимая шарики на
коническую поверхность ц- втулки 13.
Шарики предохранены от выпадения из своих гнезд (при вынутом шту-
цере) закерновкой отверстий с внутренней стороны корпуса.
При сборке втулку 13 сдвигают влево, вводят штуцер и отпускают
втулку, которая под действием пружины перемещается вправо и, находя
свойм конусом на шарики, запирает^ соединение.
Рис. 417. Быстродействующие соединения
226
САМОЗАПИРАЮЩИЕСЯ СОЕДИНЕНИЯ
В системах, заполненных жидкостью, необходимо предупредить
вытекание жидкости при разъединении, а также проникновение воздуха
в трубопроводы, не прибегая к установке запорных вентилей.
На рис. 418,/показана быстродействующая муфта с самозапиранием
одного из трубопроводов. В полости корпуса 1 установлен подпружинен-
ный клапан 2. В собранном виде клапан отжат упором торца штуцера 3
в направляющий хвостовик т клапана. При разъеме соединения (меха-
низм разъема такой же, как и в конструкции на рис. 417,///) клапан под
действием пружины садится на седло 4, запирая левый трубопровод.
В конструкции, приведенной на рис. 418,//, применен цплиндрокони-
ческий клапан 5 с отверстиями и для пропуска жидкости.
В быстродействующей муфте с самозапиранием обоих трубопроводов
(рис. 418, III) клапанц 6 и 7 в собранном виде, открываются в результате
упора своих хвостовиков s, t друг в друга. Пружины клапанов оперты
на дисках 8, 9 с отверстиями v для пропуска жидкости. При разъеме
муфты клапаны садятся па седла, отсекая вытекание жидкости.
В самозапирающейся муфте, показанной на рис. 419, в. корпусе I за-
вальцован клапан 2 с конической тарелкой т. В разомкнутом состоянии
(рис. 419, II) клапан запирается подвижным седлом 3, подаваемым пружи-
ной до упора в тарелку клапана. Во втором корпусе 4 установлен под-
Рис. 418. Самозапирающиеся соединения
Рис. 419. Самозапирающаяся муфта
8*
227 ,
вижный клапан 5-, подаваемый пружиной до упора в коническое седло 6,
завальцованное в корпусе.
При стягивании обоих корпусов накидной гайкой 7 (рис. 419,7) клапан 5
наталкивается на тарелку т неподвижного клапана 2 и, преодолевая усилие
пружины, открывается. Неподвижное седло 6 отодвигает подвижное седло 3
первого корпуса, которое открывает отверстия » клапана 2, вследствие
чего устанавливается сообщение между внутренними полостями корпусов.
Уплотнение осуществляется упругой прокладкой 8, установленной в
кольцевой канавке подвижного седла 3, и сальником 9. Оба уплотнения
находятся под действием пружины подвижного седла 3.
При размыкании муфты седло 6 освобождает подвижное седло 3, кото-
рое, садясь под действием пружины на тарелку т неподвижного клапа-
на 2, перекрывает отверстия п, запирая первый корпус. Одновременно кла-
пан 5 отходит от тарелки т, садится на седло 6 и запирает второй корпус.
. ДЕТАЛИ ИЗ ПЛАСТМАСС
ОБЩИЕ СВЕДЕНИЯ
Пластические массы (пластмассы, пластики)— материалы на основе
природных или синтетических полимеров, способные под влиянием нагре-
вания и давления формоваться в изделия сложной конфигурации и затем
устойчиво сохранять приданную форму. Пластмассы подразделяются на
реактопласты и термопласты.
В состав пластмасс, кроме полимера, могут входить минеральные или
органические наполнители, пластификаторы, стабилизаторы, красители,
смазывающие вещества и др.
Пластмассы, отличаются малой плотностью, высокими диэлектрически-
ми свойствами, хорошими теплоизоляционными характеристиками, устой-
чивостью к атмосферным воздействиям, стойкостью к агрессивным средам
и резким сменам температур.
Теплостойкость пластмасс невелика. Для большинства пластмасс тепло-
стойкость по Мартенсу равна 80— 140'С. Некоторые разновидности пласт-
масс (например, полисилоксаны) обладают теплостойкостью до 200 —250°С.
Теплостойкость по Мартенсу представляет собой температуру, при которой в стандарт-
ном образце, подвергнутом действию регламентированной изгибающей нагрузки, .возникают
остаточные деформации. Таким образом, теплостойкость по Мартенсу характеризует стабиль-
ность формы при повышенных температурах под нагрузкой.
Во многих случаях предельная рабочая температура определяется не степенью деформации
материала, а другими факторами, зависящими от условий работы детали, например падением
диэлектрических качеств с повышением температуры. Для деталей, работающих без нагрузки
и при незначительных нагрузках, предельной рабочей температурой можно считать темпера-
туру, при длительном воздействии которой появляются признаки теплового перерождения
материала. Эта температура может быть значительно выше температуры теплостойкости по
Мартенсу.
Теплостойкость реактопластов определяют ио потере массы образца при длительном
нагреве при определенной температуре.
Крупным недостатком пластмасс как конструкционного материала яв-
ляется малая твердость при заданной нагрузке (в среднем НВ 10-30)
и низкие прочностные характеристики.
Предел прочности (разрушающие напряжения) на разрыв большинства
пластмасс 5 — 10 кгс/мм2. При введении волокнистых, тканевых и слоистых
229
наполнителей предел прочности повышается до 20—30 кгс/м&2. Наивысшей
прочностью обладают пластмассы с наполнителем из стекловолокна (стекло-
волокниты) и стеклотканей (стеклотекстолиты), предел прочности при раз-
рыве которых составляет 40-50 кгс/мм2, т. е. сравним с прочностью
углеродистых сталей.
Другой недостаток пластмасс — низкое значение модуля упругости, обу-
словливающее малую жесткость изделий. Модуль нормальной упругости
у большинства пластмасс Е = 100 300 кгс/мм2. Введение наполнителей
повышает модуль упругости до 700-1000 кгс/мм2. У стекловолокнитов
и стеклотекстолитов Е = 1500 -ь 3000 кгсД1м2, что все же в 8 -15 раз меньше
модуля упругости стали.
Ударопрочность пластмасс незначительна. Удельная ударная вязкость
ан большинства пластмасс равна 0,1—0,3 кгс • м/см2 и только отдельных
пластмасс (тетрафторэтилена, поликарбоната, капрона), а также стекло-
волокнитов достигает 1 — 3 кгс-м/см2.
Недостатком почти всех пластмасс является малая стабильность формы,
обусловленная малой жесткостью, мягкостью (изменение формы под дей-
ствием внешних нагрузок), высоким значением коэффициента линейного
расширения (изменение размеров при колебаниях температуры), быстрым
размягчением при повышении температуры (у термопластов). Многие пласт-
массы набухают в воде, керосине, бензине и минеральных маслах. Неко-
торые пластмассы (политетрафторэтилен) отличаются свойством хладо-
текучести (ползучести). Под действием сравнительно небольших напряже-
ний (0,2—0,5 кгс/мм2) такие пластмассы приходят в состояние текучести
даже при умеренных температурах (20 — 60°С) и неограниченно изменяют
размеры, пока действует нагрузка.
К недостаткам пластмассовых изделий следует отнести также сильное
влияние режима формования на их прочностные характеристики. Откло-
нения от технологического режима приводят к рассеиванию прочностных
характеристик в пределах одной и той же партии изделий. У деталей слож-
ной формы наблюдается рассеивание прочностных характеристик из-за
неоднородности структуры, обусловленной различием условий формирова-
ния и отверждения материала в различных участках детали.
Большинство пластмасс при длительном воздействии повышенных или
низких температур, а также при многократных резких колебаниях темпе-
ратуры постепенно, утрачивают первоначальные свойства, теряя прочность
и становясь хрупкими. Длительное облучение ультрафиолетовыми лучами
(прямой солнечный свет) делает пластмассы хрупкими; окрашенные пласт-
массы выцветают.
Светостойкость и устойчивость к атмосферным воздействиям пластмасс
в некоторой степени можно повысить введением специальных стабилизи-
рующих добавок. Отдельные разновидности пластмасс (например, тетра-
фторэтилен) обладают полной устойчивостью к атмосферным воздействиям.
Композиционные пластмассы. Синтетические смолы применяют в чис-
том виде или с наполнит елями. Наполнители вводят в виде порошков,
волокон, тканей, слоистых материалов. Содержание наполнителей в изде-
лии колеблется в пределах-20 —60% по массе.
Порошкообразные наполнители вводят в состав пресс-
порошков, применяемых для прессования фасонных изделий. В качестве
230
наполнителей применяют древесную муку, каолин, молотый кварц, слюду,
графит, металлические порошки и т. д. Связующим служат чаще всего
фенолоформальдегидные смолы. В последнее время применяют пресс-по-
рошки на основе аминопластов.
Введение каолина повышает прочность и вязкость, асбеста —теплостой-
кость, слюды и кварцевой муки — диэлектрические качества. Металлические
порошки повышают теплопроводность и увеличивают прочность; порошко-
образный графит улучшает антифрикционные качества.
Волокнистые наполнители (хлопковые очесы, стеклянное во-
локно) применяют для увеличения прочности и ударной вязкости. Наиболь-
шее распространение среди волокнистых пластиков получили стекло-
в о ло книты, представляющие собой композицию отверждающихся син-
тетических смол со стеклянными волокнами толщиной 5—10 мкм, обла-
дающими большой прочностью и высоким модулем упругости. Введение
стекловолокна повышает прочность пластиков в 3—4 раза.
Волокна могут быть рублеными или непрерывными, с беспорядочным
или ориентированным расположением.
Максимальной прочностью обладают стекловолокниты с ориентирован-
ным волокном (стекловолокнистые анизотропные материалы СВАМ). Од-
нако им присуща резкая анизотропия свойств: прочность в направлении
волокон в 2—3 раза превышает прочность поперек волокон.
В качестве связующих применяют фенолоформальдегидные смолы, эпок-
сиды, полисилоксаны.
Стекловолокниты применяют для изготовления силовых оболочковых
конструкций — корпусов легких судов, кабин, вагонеток, кузовов автомоби-
лей. Из стекловолокнитов с ориентированным волокном изготовляют вы-
сокопрочные плиты и трубы.
Для изготовления изделий, От которых требуется повышенная тепло-
стойкость, применяют асбоволокниты — композиции синтетических
смол с асбестовым волокном.
Максимальной теплопроводностью обладают волокниты на основе по-
лисилоксановых смол с кварцевым волокном.
Текстолиты получают горячим прессованием уложенных правиль-
ными слоями полотнищ хлопчатобумажной ткани, пропитанных отвержда-
ющимися синтетическими смолами.
В качестве связующих для текстолитов чаще всего применяют феноло-
формальдегидные смолы с поливинилацетатом, с полисилоксаном, с эпок-
сидной смолой.
Слоистые пластики представляют собой опрессованные компо-
зиции синтетических смол со слоистыми наполнителями — крафт-бумагой
(г е т и н а к с), древесным шпоном (древеснослоистые пластики
ДСП). В качестве связующего чаще всего применяют фенолоформальде-
гидные смолы. Наибольшее распространение в этой группе пластиков по-
лучили древеснослоистые пластики, применяемые в качестве отделочною
материала в строительстве, а также для изготовления силовых оболочко-
вых конструкций. Плотность ДСП равна 1,3-1,5 кг/дм3; прочность на рас-
тяжение 20 — 30 кгс/мм2; удельная ударная вязкость 1—2 кгс-м/см2; модуль
упругости 1500—2000 кгс/мм2; теплостойкость 140-160’С; водопоглощае-
мость 5-10%.
231
Из ДСП изготавливают лопасти вентиляторов, воздушных винтов, ло-
патки первых ступеней аксиальных компрессоров, а также подшипники,
выдерживающие большие нагрузки при умеренных и средних окружных
скоростях.
Пористые пластики представляют собой вспененные смолы с равномерно
распределенными порами. Вспенивания достигают введением в состав фор-
муемых синтетиков газообразователей (п о р о ф о р о в) - веществ, выделя-
ющих при температуре формования большие количества инертного газа.
В качестве газообразователя чаще всего применяют углекислый аммоний.
Равномерное распределение пор обеспечивают введением эмульгирующих
добавок, Поры составляют от 80 до 98% объема пластика. Степень пористо-
сти и размер пор зависят от количества вводимых порофоров и эмульгаторов,
от свойств исходных смол и от режима формования.
В зависимости от характеристик исходной смолы Пористые пластики
могут быть жесткими или эластичными. К первым относятся пористые
пластики на основе термореактивных смол (фенолоформальдегиды, амино-
пласты) и отверждающихся полимеров.
Эластичные пористые пластики изготовляют на основе эластичных тер-
мопластов (поливинилхлориды, полиолефины). Упругие характеристики по-
ристых пластиков можно регулировать совмещением смол различных
свойств.
Особенностями пористых пластиков являются малая плотность (0,02-
0,3 кг/дм3), весьма низкая теплопроводность (0,03 - 0,06 кал/м-ч-°С) и высо-
кие тепло- и звукоизоляционные свойства. Прочность пористых пластиков
более низкая, чем у массивных пластиков, притом в тем большей мере,
чем больше пористость.
Различают две разновидности пористых пластиков: с преимущественно
замкнутыми газонаполненными и с преимущественно открытыми, сооб-
щающимися между собой порами. Первые называют пенами (или п е -
н о п л а с т а м и), вторые — губками (или поропластами).
Пенопласты обладают более высокой прочностью, стойкостью и более
высоким тепло- и звукоизоляционными свойствами, более устойчивы к воз-
действию различных атмосфер, чем поропласты.
Поропласты из эластичных полимеров применяют главным образом
в качестве амортизирующего материала, для изготовления мягких сидений,
для упругой подвески приборов и т. д.
Пенопласты используют главным образом в строительстве в качестве
тепло- и звукоизолирующего материала. Пенопласты этого типа изготав-
ливают в виде готовых плит и блоков, на основе полистирола и поливи-
нилхлоридов. Теплостойкость их равна 60-80°С.
Пенопласты используют для заполнения оболочковых конструкций для
увеличения их прочности и жесткости. Широкое применение получили пе-
нопласты в самолетостроении для заполнения полостей отсеков, обтека-
телей, элементов оперения, роторов вертолетов, поплавков гидросамолетов
и т. д. Обеспечивая связь между стенками конструкции, пенопластовое
заполнение способствует равномерной передаче рабочих нагрузок на сило-
вые оболочки, резко увеличивает жесткость и устойчивость конструкций
и позволяет сократить число внутренних металлических связей (нервюр
и стрингеров), а во многих случаях совершенно исключить их.
232
Для изготовления оболочковых конструкций обычно применяют само-
вспенивающиеся пластики в виде полужидких смесей смол с порофорами,
эмульгаторами и отвердителями. Смесь заливают в полость между стен-
ками конструкции и подвергают нагреву, в результате чего происходит
вспенивание и отверждение пластика. Самовспенивающиеся массы для обо-
лочковых конструкций должны обладать высокой адгезией к металлу, проч-
ностью и жесткостью. Так как прочность пенопластов зависит от степени
пористости, применяют пористость не выше 80-9&% (плотность 0,2—
0,3 кг/дм3).
Самовспенивающиеся пластики изготовляют преимущественно на осно-
ве фенолоформальдегидпых смол и фенолокаучуковых композиций. При-
меняют также пластики на основе полиуретанов и полисилоксанов. Тепло-
стойкость полисилоксановых пенопластов достигает 150°С.
Для создания легких, прочных и жестких конструкций применяют также
сотопласты, получаемые соединением тисненных по форме пчелиных
сот хлопчатобумажных или стеклянных тканей, пропитанных термореак-
тивными или отверждающимися смолами. Размеры сот 8 — 12 мм.
Наибольшей прочностью и жесткостью обладают металлические соты,
получаемые склеиванием тисненой-фольги из алюминиевых или магниевых
сплавов, предварительно покрытой пленкой из фенолнеопреновых клеев
пли клеев из модифицированных эпоксидов. Эти же клеи служат для при-
соединения к сотам покровных оболочек.
Механическая обработка большинства пластмасс затруднительна, так как
присущая им износостойкость вызывает быстрое затупление режущего ин-
струмента. Изделия из пластмасс обрабатывают твердосплавным или ал-
мазным инструментом при высоких скоростях резания и малых подачах.
По качеству поверхности и прочности механически обработанные изделия
уступают прессованным и литым.
Таким образом, изделия из пластмасс — это преимущественно изделия
массового Производства, где оправдано применение дорогостоящих пресс-
форм, прессового оборудования и литейных машин. Единичное изготовле-
ние изделий из пластиков непроизводительно и невыгодно. Исключение
составляет лишь процесс изготовления крупногабаритных оболочковых кон-
струкций из стекловолоквистых пластиков. Этот процесс плохо поддается
механизации и производится в индивидуальном порядке с применением
ручного труда.
Положительной особенностью пластмасс является легкость включения
металлической арматуры при прессовании или литье под давлением. Это
обеспечивает возможность создания пластико-металлических конструкций.
Многие пластмассы (аминопласты, полистиролы, поливинилхлориды,
полиметилмстакрилаты) в исходном состоянии прозрачны или имеют белый
цвет и хорошо поддаются окраске.
Области применения пластмасс. Пластмассы - важнейшие конструкцион-
ные материалы современной техники. Основные области применения -
это электротехника, радиотехника и химическое машино- и приборострое-
ние.
Износостойкие пластмассы типа полиамидов и полиолефинов приме-
няют для изготовления направляющих прямолинейного движения в метал-
лорежущих станках. При условии защиты от абразивных веществ (метал-
233
лических опилок, пыли, грязи и т. д.) пластмассовые направляющие могут
длительно работать даже в условиях малой смазки.
Низкие механическая прочность и жесткость, малая стабильность фор-
мы - факторы, ограничивающие применение пластмасс для силовых дета-
лей. Для таких деталей главным образом используют стеклопластики. Из
них делают крупногабаритные конструкции оболочкового типа.
Пластмассы применяют для изготовления сепараторов подшипников
качения. Сепараторы непосредственно отпрессовывают или же отливают
под давлением. Конечная отделка состоит только в удалении заусенцев,
причем их удаляют не механически (остающиеся мелкие частицы могут
повредить подшипник при эксплуатации), а другими способами, из кото-
рых наиболее приемлемым является обжигание пламенем. Сепаратор дол-
жен иметь устойчивые размеры, и поэтому производят так называемую
стабилизацию материалов (кипячение в масле и т. п.).
Ранее для изготовления сепараторов применяли только слоистые пла-
стики с тканевым наполнителем (текстолиты). В настоящее время при-
меняют главным образом тефлон (политетрафторэтилен), иногда пори-
стый тефлон, который после пропитки маслом становится самосмазываю-
щимся. Широко распространены сепараторы подшипников с тонкослой-
ным антифрикционным покрытием из пластмасс. Толщина покрытия не
должна превышать 0,3 мм. Чтобы понизить трение, пластмассы, при-
меняемые для сепараторов, обычно наполняют графитом или двусерни-
стым молибденом.
СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Листы и плиты из термопластов чаще всего изготовляют каланд-
рированием — вальцеванием на многовалковых прокатных станках. Вальце-
ванием на профильных валках изготовляют также гофрированные листы
для сотопластов. Фасонные изделия из листов получают прессованием
в матрицах жестким или упругим пуансоном (воздухонаполненным рези-
новым мешком).
Широкое, применение получил способ пневматического и вакуумного
формования. При пневматическом формовании листовую заготовку, на-
гретую до пластического состояния, зажимают по периметру матрицы,
после чего давлением сжатого воздуха осаживают заготовку па матрицу.
При вакуумном формовании внутри матрицы создают вакуум, в резуль-
тате чего заготовка втягивается в матрицу, облегая ее поверхность.’ Таким
способом изготавливают фасонные крышки, открытые резервуары, обте-
катели, коки и другие тонкостенные изделия.
Прессование
Прессование применяют для изготовления фасонных издёлий из
реактопластов и отверждаемых термопластов. Исходным материалом слу-
жат таблетки, гранулы, крошка; для изделий с порошковыми наполните-
лями - пресс-порошки. Процесс осуществляют в пресс-формах, состоящих
из матрицы и пуансона. Формовка производится при повышенной темпе-
ратуре (пресс-формы нагревают), обеспечивающей отверждение материала.
234
В матрицу засыпают мерное количество предварительно подогретого пресс-
материала, после чего к пуансону прикладывают механическое или гидрав-
лическое усилие и подвергают изделие кратковременной выдержке в форме
под постоянным давлением, в результате чего происходит отверждение
материала. Затем пуансон отводят; а затвердевшее изделие из матрицы
удаляется выталкивателями.
Режимы формования (температура предварительного подогрева, тем-
пература и давление прессования, продолжительность выдержки) зависят
от рецептуры пресс-материала, от размеров и конфигурации изделия и
подбираются опытным путем. Обычно температура предварительного
подогрева 130- 180°С, температура прессования 200-220°С, давление прес-
сования 100-300 кгс/см2, продолжительность выдержки 15—30 с.
В настоящее время применяют полностью автоматизированные много-
позиционные роторные прессовые агрегаты с автоматическим высоко-
частотным подогревом, производительность которых 100 прессований в ми-
нуту и выше.
Точность размеров детали зависит от точности изготовления матрицы
и пуансона, точности дозирования пресс-материала и от соблюдения ре-
жимов прессования.
Качество поверхности деталей высокое. При надлежащей отделке оформ-
ляющих поверхностей матрицы и пуансоны (хромирование, полирование)
можно получить поверхность шероховатостью Ra — 0,080 -г 0,160 мкм.
Литье под давлением
Литье под давлением применяют для формования термопластов.
Исходный материал’ (гранулы, таблетки) подвергают нагреву до полного
размягчения. Литьевая масса жидкотекучей консистенции подается в обогре-
ваемый цилиндр, откуда выдавливается поршнем через литниковые каналы
в охлаждаемые металлические формы. После охлаждения и затвердевания
пресс-форма раскрывается, и отливки удаляются выталкивателями. Литники
И заусенцы, образующиеся в полости разъема формы, обрубают и зачи-
щают. Температура размягчения литьевой массы зависит от ее состава.
Давление прессования 1000-1500 кгс/см2. Температура формы 20-40°С.
Литье под давлением более производительно и обеспечивает более вы-
сокое и равномерное качество изделий, чем прессование. Можно получить
поверхность шероховатостью Ra = 0,020 ч- 0,040 мкм.
Современные литьевые машины с многопозиционнымп формами, с пол-
ностью автоматизированным рабочим процессом имеют производитель-
ность до 200 отливок в минуту.
Для устранения внутренних напряжений и увеличения однородности
структуры отливки подвергают нормализации: нагрев без доступа воздуха
(обычно в минеральном масле) при 140-160°С в течение 1,5—2 ч с после-
дующим медленным охлаждением.
Экструзия
Экструзионное формование применяют для изготовления из тер-
мопластов прутков, труб, шлангов, плит, пленок, фасонных профилей (по-
. ручней, плинтусов и т. д.) Процесс осуществляется на шнековых прессах
235
непрерывного действия (экструдерах). Литьевая масса подается через загру-
зочный бункер в обогреваемый цилиндр шнека, подхватывается витками
шнека (в свою очередь подогреваемого) и> перемещается вдоль цилиндра,
подвергаясь перемешиванию и уплотнению. Уплотнение массы достигается
уменьшением шага или высоты витков шнека. На выходном конце ци-
линдра устанавливают фильеру с отверстием, соответствующем форме по-
перечного сечения изделия. Отформованное изделие, выходящее непрерыв-
ным жгутом из фильеры, охлаждается. После затвердевания его режут
на куски необходимой длины.
В последнее время для подогрева литьевой массы используют тепло,
возникающее в результате трения массы о стенки цилиндра и витки шнека
(«адиабатическое экструдирование»). При этом методе упрощается кон-
струкция пресса и повышается экономичность процесса.
Метод экструзии широко применяют для нанесения изолирующих обо-
лочек на проводники, кабели и т. д. Проводники, подлежащие покрытию,
подаются из бунта через центральное отверстие в шнеке, и в фильере
обволакиваются литьевой массой.
Для изготовления пленок на выходном конце пресса устанавливают
угловую головку. Заготовка выходит из фильеры в виде тонкостенной
трубы, поворачивается под углом 90°, раздувается сжатым воздухом до
получения стенок необходимой толщины и поступает в клиновидный зазор
между двумя бесконечными лентами, где сплющивается. Образующаяся
двойная лента подается вытяжными валками на разрезание.
Из труб, получаемых экструзией, изготовляют (методом раздува в фор-
мах) пустотелые изделия (флаконы, бутылки, фляги и лр.). Днище изде-
лий заваривают.
Формование стеклопластов
Малогабаритные изделия из стеклопластов получают горячим
прессованием в металлических формах. Для изготовления крупногабарит-
ных изделий этот способ неприменим, так как требует мощного прессо-
вого оборудования и изготовления дорогостоящих и громоздких пресс-
форм.
Крупногабаритные оболочковые конструкции чаще всего изготовляют
методом набрызгивания на модель приведенного в вязко-текучее состоя-
ние пластика вместе со стеклянным волокном. Пластик и нарубленное во-
локно подают в нужной пропорции в распылитель. Выходящую из рас-
пылителя струю наносят па модель до образования слоя нужной толщины.
Позитивные модели, воспроизводящие внутренний контур из-
делия, применяют в случаях, когда надо получить гладкую и точную
внутрешпою поверхность. Негативные модели, воспроизводящие и а -
ружный контур изделия, применяют для получения чистой и точной
наружной поверхности.
При изготовлении изделий из пластиков холодного отверждения модели
делают из дерева, гипса, цемента, а также из терморсактивных пласти-
ков. При горячем отверждении применяют металлические подогреваемые
модели. Поверхность нанесенного на модель слоя уплотняют прикатыва-
нием роликами или опрессовкой сжатым воздухом через эластичный чехол
из термостойкой резины или упругого силпкопласта. После отверждения
236
поверхность Изделия зачищают, грунтуют и покрывают отделочным синте-
тическим лаком.
Точность размеров изделий, получаемых методом, набрызгивания, не-
велика. У крупногабаритных деталей разность в размерах может достигать
нескольких миллиметров. Прочность таких изделий уступает прочности
изделий, прессуемых под высоким давлением.
Для изготовления полых деталей, имеющих форму тел вращения (трубы,
конусы и т. д.), применяют метод намотки на вращающуюся оправку не-;
прерывных прядей стеклянного волокна, пропитанных синтетиком. Пряде-
питатель устанавливают на суппорте, совершающем возвратно-посту-
пательное .движение относительно оправки. Намотку обычно выполняют
наперекрест несколькими слоями. Наматываемые слои уплотняют роли-
ками.
При изготовлении высокопрочных плит с ориентированным волокном
намотку производят на барабан большого диаметра, разрезают еще неот-
вердевшую обмотку по образующей, расправляют и подвергают прессова-
нию в плоских или фигурных штампах.
Сварка пластмасс
Термопласты всех видов хорошо поддаются сварке. Высокоэластич-
ные пластмассы (полиолефины, полиамиды, полиметилметакрилаты) свари-
вают контактной сваркой без применения присадочного материала. Тонкие
листы и пленки сваривают внахлестку пропусканием пленок между роли-
ками, подогреваемыми электрическим током. Плиты, бруски и другие по-
добные изделия сваривают встык. Свариваемые поверхности сжимают под
давлением 1-3 кгс/см2; стык разогревают токами высокой частоты или
ультразвуком. Прочность сварного стыка близка к прочности самого ма-
териала.
Пластмассы меньшей пластичности (винипласты, фторопласты) сварива-
ют с применением присадочного прутка, полученного из того же материала,
что и свариваемые детали, но с добавкой пластификатора. Соединяемые
кромки разделывают для образования сварочной ванны. Сварку произво-
дят струей горячего воздуха. Прочность сварного шва составляет 70-80%
прочности самого материала.
Разработаны также способы сварки термореактивных и отверждающих-
ся пластмасс, а также етекловолокнитов.
Пластмассы хорошо склеиваются с помощью клеев, представляющих
собой раствор данного полимера в соответствующем растворителе. Неко-
торые клеи (ацетат поливинила, феиолпеопреновые, на основе модифици-
рованных эпоксидов и др.) обладают широкой универсальностью по отно-
шению к склеиваемым материалам. Этими клеями можно склеивать пласт-
массы с металлом, стеклом, керамикой и т. д.
КОНСТРУИРОВАНИЕ ДЕТАЛЕЙ
Правила конструирования пластмассовых деталей, изготовляемых
прессованием и литьем под давлением, близки к общим правилам кон-
струирования литых и штампованных деталей. Основное внимание должно
237
быть направлено на упрощение изготовления дорогостоящих пресс-форм,
увеличение производительности операций формования, а также на обеспе-
чение равномерности свойств материала во всех частях детали и устранение
внутренних напряжений. Следует добиваться получения деталей из формы
в готовом виде, не требующих дополнительной механической' обработки
(за исключением удаления заусенцев).
Проектирование деталей следует начинать с того, что необходимо на-
метить плоскость разъема, определяющую конфигурацию детали, направ-
ление формовочных уклонов, расположение отверстий и размещение ар-
матуры.
Как правило, форма должна иметь только одну плоскость разъема.
Разъем по нескольким плоскостям усложняет конструкцию. Особенно не-
желательны дополнительные разъемы в направлении, перпендикулярном
направлению основного разъема.
Для облегчения изготовления пресс-формам следует придавать наиболее
простые формы (цилиндрические, конические и тому подобные, получаемые
точением).
Изготовление фасонных форм сложных очертаний гораздо труднее, тре-
бует копирного фрезерования, а иногда и ручной обработки. Доводку таких
форм (полирование формующих поверхностей) выполняют электро- или
гидрополировапием,
Следует иметь в виду, что позитивные, т. е. выпуклые части формы,
образующие внутренние поверхности детали, обрабатывать проще, чем не-
гативные (гнезда матриц), образующие наружные поверхности детали. Поэ-
тому все сложные профильные элементы детали рекомендуется переносить
на внутренние поверхности, стараясь придать наружным поверхностям са-
мые простые очертания.
Требования технологичности к конструкции
деталей
Конфигурация детали должна обеспечивать легкое ее извлечение из
формы. Недопустимы «подрезки» — местные выступы и углубления на на-
ружных и внутренних боковых поверхностях, заставляющие вводить лишние
разъемы, применять раздвижные формы (раскрывающиеся в направлении,
перпендикулярном направлению извлечения детали), вводить убирающиеся
элементы, что сильно усложняет конструкцию пресс-форм и препятствует
применению производительных блочных форм. Особенно нежелательны (а в
мелких деталях совершенно недопустимы) подрезки на внутренних поверх-
ностях.
Примеры нерациональных конструкций, требующих применения слож-
ных пресс-форм, приведены на рис. 420-423. Там же показаны правиль-
ные конструкции, изготовляемые в одноразъемных формах.
Следует избегать на внутренних и наружных поверхностях деталей углуб-
лений и канавок, параллельных плоскости разъема формы. Пример неудач-
ной конструкции головки рукоятки приведен на рис. 424. Формовка детали
в положении, показанном на рис. 424,7, невозможна; при формовке в по-
ложении, показанном на рис. 424,11, в канавке в плоскости разъема образует-
ся трудноудаляемый заусенец.
238
Рис. 420. Неправильная (7) и правильная (II)
конструкции ручки(конструкция/требует при-
менения разъемной формы)
I
Рис. 421. Неправильная (/) и правильная (//)
конструкции (бурт а требует подрезки)
Рнс. 422. Неправильная (/) и правильная (II)
конструкции (выступ а требует подрезки)
Рис. 424. К формовке деталей с кольцевыми
канавками
Рис. 423. Неправильная (Г) и правильная (II)
конструкции (бобышки а требуют подрезки)
Рис. 425. Схемы формовки профильных эле-
ментов:
I - неправильная; //- правильная
Профильные поверхности рекомендуется располагать так, чтобы форму-
ющие поверхности можно было выполнить только в матрице. На рис. 425
изображена рифленая головка рукоятки. При формовке по схеме, приве-
денной на рис. 425,/, формующие поверхности приходится выполнять в
обеих матрицах, что затрудняет изготовление форм. Обеспечить совпадение
рифлений в обеих матрицах затруднительно; в плоскости разъема на риф-
лениях образуется трудноудаляемый заусенец. Правильная схема формовки
показана на рис. 425, II.
Наружные и внутренние поверхности стенок должны быть выполнены
с уклоном (рис. 426), обеспечивающим легкое выталкивание детали из
формы.
Исключение из этого правила представляют поверхности, которые по своему функциональ-
ному назначению нуждаются в строгой прямолинейности, например поверхности зубьев шес-
терен, выполняемые, как правило, параллельно направлению извлечения детали. Протяжен-
ность подобных поверхностей рекомендуется делать минимальной.
239
I л
Рис. 426. Формовочные уклоны:
/ — неправильная конструкция; II- пра-
вильная конструкция
Рис. 427. Детали без конструктивного (I) и с
конструктивным (77) уклонами
Минимальные значения уклонов стенок детали рядового назначения
в зависимости от высоты h стенки следующие:
Высота стенки, мм . . . 10 10-50 50-100 100-200 200
Уклон.................. 1:10 1:20 1:50 1:100 1'200
Внутренние уклоны целесообразно делать большими, чем наружные,
потому что при усадке деталь плотно сжимает формующие элементы, что
затрудняет удаление детали с этих поверхностей. Лучше придавать стен-
кам определенный конструктивный уклон, выполняя детали, если это допус-
кает конструкция, коническими, пирамидальными и т. д. (рис. 427). Чем
больше конструктивные уклоны, тем легче удаляется деталь и тем меньше
внутренние напряжения, возникающие в стенках в результате усадки пласт-
массы при затвердевании.
В конструкции деталей должны быть предусмотрены упорные поверх-
ности под выталкиватели. Обычно в качестве упорных поверхностей исполь-
зуют следующие элементы конструкций: платики, бобышки и т. д. В от-
дельных случаях приходится искусственно создавать упорные площадки
диаметром 4-6 мм. Упорные площадки должны быть перпендикулярны
направлению выталкивания детали.
Для мелких деталей наилучшее расположение упорных площадок - в
центре детали. На деталях большой протяженности (крышки, щитки и т. д.)
следует предусматривать несколько упорных площадок, расположенных
симметрично по периферии. Площадки должны быть расположены в узлах
жесткости детали или усилены ребрами, чтобы исключить деформацию
и поломку детали при выталкивании.
Отверстия. Отверстия в пластмассовых деталях оформляются стержня-
ми, закрепленными в форме.
При конструировании отверстий необходимо соблюдать следующие пра-
вила. Следует избегать расположения отверстий перпендикулярно или под
углом к направлению разъема пресс-формы (рис. 428), так как в этом
случае усложняется конструкция пресс-формы (стержни приходится удалять
до извлечения детали из формы). В отдельных случаях выгодно выпол-
нять поперечные отверстия механической обработкой.
Длина отверстий (сквозных и глухих) не должна превышать трех - Пяти
диаметров отверстия. Минимальный допустимый диаметр отверстий
0,8-1 мм.
Для увеличения жесткости стержни (особенно длинные малого диаметра)
целесообразно утолщать на возможно большей длине, ограничивая протя-
240
Рис. 428. Перпендикулярное (7) и наклон-
ное (II) расположение отверстий к направ-
лению разъема формы
Рис. 429. Неправильная (7) и правиль-
ные (II, III) формы отверстий
женность отверстия заданного диаметра строго необходимым минимумом
(рис. 429).
Стенки бобышек с отверстиями следует выполнять достаточно массив-
ными во избежание разрыва стенок при усадке (рис. 430).
Сопряжение стенок отверстий с торцовой поверхностью обычно выпол-
няют под прямым углом, без галтелей и фасок (рис. 431,1/ и 432,7/),
усложняющих конструкцию стержней. Галтели и фаски допустимы лишь
на той стороне отверстия, где стержень крепится к форме (рис. 431,/IZ,
432, III).
Введение галтелей и фасок на противоположной стороне отверстия де-
лает разъем формы практически невозможным.
Резьбовые отверстия. Следует избегать формования резьбовых отверстий
непосредственно в детали. Такие резьбы требуют применения вывертыва-
ющихся стержней, что усложняет конструкцию формы й замедляет опе-
рацию раскрытия формы. Кроме того, резьбы, выполненные- в детали,
Рис. 430. К опре-
делению толщины
стенок бобышек
Рис. 432. Неправильная (Г), правильная (II)
и допустимая (III) формы отверсп|й
Рис. 431. Формы отверстий:
/-неправильная (с галтелями на обоих торцах); //-правильная (без галтелей); ///-до-
пустимая (галтель расположена со стороны крепления стержня в форме)
241
непрочны, быстро изнашиваются и сминаются в эксплуатации при много-
кратном отвертывании - завертывании. Длину нарезных отверстий следует
делать равной не менее 2,5 — 3 диаметрам резьбы.
На торце резьбовых отверстий следует делать заходные фаски или
выборки (рис. 433). Вообще же целесообразнее выполнять резьбы под кре-
пежные винты в металлических футорках, заформовываемых в изделие.
В ряде случаев оказывается возможным перенести резьбовое отверстие
из пластмассовой детали на сопряженную с ней металлическую деталь.
Примером может служить изображенный на рнс. 434 узел крепления ручки
к металлическому стержню. В конструкции на рис. 434,1 резьба выполнена
в ручке; в конструкциях, изображенных на рис. 434, II, III резьба нарезана
в стержне; отверстие в ручке сделано гладким. Конструкция на рис. 434, Ill
имеет то преимущество, что отверстие под крепежный винт направлено
перпендикулярно плоскости разъема формы и, следовательно, может быть
отформовано неподвижным стержнем.
У навертных пластмассовых деталей типа пробок, колпачков и т. д.
резьбу следует выполнять с большим шагом и с минимальным числом
витков. Целесообразно придавать виткам скругленный профиль (рис. 435).
Витки резьб не должны выходить на торец детали; резьбовое отверстие
должно быть снабжено заходной фаской или выборкой. Первый (по ходу на-
вертывания) виток должен быть сведен на нет.
Рис. 433. Формы резьбовых отверстий:
/ - неправильная с выходом витков резьбы
на поверхность детали; II, III — правильные
с заходной фаской и выборкой
Рис. 435. Резьба в навертном колпачке:
1 — неправильная; // — правильная
Рис. 434. Крепления ручки на стержне:
/-неправильное; //, ///—правильные
Рис. 436. Конструкция шестерни:
/ - неправильная; II — правильная
242
Рис. 437. Пример устранения местного утолщения
•рис. 438. Неправильная (/) и правильная (//)
конструкции бобышки
Рис. 439. Устранение местных массивов.
Нецелесообразные (/, 111) и целесообраз-
ные (11, II) конструкции
Толщина стенок. Главное условие получения одинаковой структуры и
физико-химических свойств пластмассы в различных частях детали - это
равномерность заполнения формы и одновременность отверждения всех
участков детали. Следует избегать местных массивов и утолщений (рис.
436-439). Степкам детали следует придать по возможности одинаковую
толщину. Практически установлено, что разностенность детали не должна
превышать 1 :3. Переходы между стенками различной толщины должны
быть плавными (рис. 440).
Для улучшения заполнения формы сопряжения взаимно перпендикуляр-
ных или наклонных стенок следует, выполнять по максимальному, конструк-
тивно возможному радиусу (рис. 441).
Толщина стенок должна быть средней. Увеличение толщины стенок сверх
известного предела вызывает неоднородность структуры материала попе-
рек стенки и ослабляет деталь Ориентировочно среднюю толщину стенок
фасонных деталей можно определять по формуле s = (0,25 ч- 0,5) |/l, где
L — максимальный габаритный размер детали, мм (рис. 442).
Оребрение. Увеличения прочности и жесткости деталей следует доби-
ваться не утолщением стенок, а целесообразным оребрением деталй. При
конструировании ребер необходимо придерживаться следующих правил.
Толщина ребер должна быть равна 0,6 — 0,8 толщины стенок, однако (в мелких
деталях) не менее 0,8 — 1 мм. Высота ребер не должна превышать трех —
пяти толщин ребра. Поверхность ребер следует выполнять с уклоном в сто-
243
Рис. 440. Сопряжения стенок различной толщины:
/, ///-неправильные; II, /С-правильные
Рис. 441. Сопряжение стенок
под углом:
/-неправильное; //-пра-
вильное
L,MM
Рис. 442. К определению средней толщины
стеяок фасонных изделий
Рис. 443. К определению размеров ребер
Рис. 444. Конструкция ребра
с перегибом
рону разъема формы. Ребра должны быть соединены со стенками плав-
ными галтелями. Верхушка ребер должна быть закруглена.
Рекомендуемые конструктивные соотношения для ребер приведены на
рис. 443.
Участки перегиба ребер, а также участки присоединения к стенкам долж-
ны быть' выполнены с галтелями (рис. 444).
Во всех случаях следует предпочитать внутренние ребра, формующие
поверхности которых сравнительно просто изготовляют обработкой внут-
ренних, выпуклых частей формы профильными дисковыми фрезами. Наруж-
ные ребра требуют фрезерования гнезд матрицы, что вызывает большие,
а иногда непреодолимые затруднения. Подчас формующие поверхности
под наружные ребра могут быть обработаны только ручным инструментом.
244
Рис. 445. Неправильная (/) и правильная (//)
конструкции детали с ребрами
Рис. 446. Неправильная (Z) и правильная (II) кон-
струкции детали
Просто выполняются в матрице только формующие поверхности кольце-
вых ребер, обрабатываемые точением.
Ребра должны быть прямолинейными в плане. Спиральные ребра услож-
няют изготовление формующих поверхностей, которые могут быть об-
работаны только крайне непроизводительным копирным фрезерованием.
При расположении ребер необходимо учитывать, что при отверждении
и охлаждении ребра усаживаются и после извлечения из формы детали
стягивают ее стенки. Поэтому следует избегать соединения ребрами частей
детали, нуждающихся в точных размерах, например венцов шестерен. Усад-
ка связующих ребер вызывает волнистость венца. В таких случаях целе-
сообразно применять невысокие ребра переменного профиля (рис. 445), об-
ладающие повышенной податливостью.
Галтели. Наружные и внутренние углы изделий должны быть выполне-
ны по радиусу (рис. 446). Наружные углы изделия, формуемые входящими
углами гнезда матрицы, следует выполнять по радиусу R, Согласованному
с диаметром пальцевых фрез, применяемых для фрезерования гнезда в мат-
рице. Минимальный радиус закругления R = 2 д- 3 мм. Радиус закругле-
ний должен быть тем больше, чем глубже гнездо. Иначе пальцевые фрезы
получаются недостаточно жесткими, что заставляет применять при фрезе-
ровании малые скорости резания и малые подачи.
Для уменьшения номенклатуры обрабатывающего инструмента целесо-
образно применять единый радиус для всех переходов подобного типа или
во всяком случае сводить к минимуму число различных радиусов.
Гнезда с острыми входящими углами типа тех, что изображены на
рис. 447 (7, II, III), можно пзютовить только прошиванием или строга-
нием (для чего нужно предусмотреть выход стружки) или при помощи
электроискровой обработки.
Внутренние, входящие унты изделия, формуемые наружными углами
позитивных (выпуклых) частей! формы, могут быть выполнены с малыми
радиусами закругления (см. рис. 446) и даже острыми, поскольку обработка
формующих поверхностей иа позитивных частях формы не представляет
затруднений. Однако и здесь для равномерного заполнения формы и для
245
i д ш
Рис. 447. Примеры Трудновыполнимых форм матрицы
Рнс. 448. Неправильная (/) и правиль-
ная (//) конструкции поверхностей, вы-
ходящих на плоскость разъема формы
Рис. 449. Неправильная (7) и правильная (//) кон-
струкции привалочных поверхностей
уменьшения концентрации напряжений при усадке, а также под действием
рабочих нагрузок целесообразно применять наибольшие, допускаемые кон-
струкцией радиусы закруглений. Радиус закруглений не должен быть мень-
ше 0,5 мм.
Сопряжения наружных горизонтальных поверхностей изделия с верти-
кальными должны быть также выполнены по радиусу. Следует помнить,
что этот радиус определяет радиус заправки торца пальцевой фрезы, обра-
батывающей торцовые и боковые поверхности гнезда матрицы.
Минимальный радиус (для мелких изделий) К *= 0,5 мм; для средних
и крупных изделий следует применять радиусы R = 1 -ь 3 мм. Большие
радиусы требуют применения пальцевых фрез с заправкой торца фрезы
но сфере или тороиду с большим радиусом, что определяет диаметр фре-
зы, а следовательно, и радиус сопряжений вертикальных стенок друг с дру-
гом в плане.
Правило закругления наружных углов изделия имеет свои исключения.
Следует выполнять под прямым углом сопряжения вертикальных и гори-
зонтальных стенок поверхностей, выходящих на плоскость разъема формы
(рис. 448). Введение галтелей и фасок здесь усложняет конструкцию формы,
заставляя выполнять на нижней части формы углубления с высотой,
равной радиусу галтели (или катету фаски). Под прямым углом следует
соединять вертикальные и горизонтальные стенки привалочных поверх-
ностей (рис. 449), которые по своему функциональному назначению дол-
жны иметь вполне определенный наружный контур-
246
Рис. 450. Неправильное (7) и правильное (/7)
выполнение знаков на пластмассовых нзде-
Рис. 451. Примеры рифленых деталей
Рис. 452. Неправильные (7, 77) и правиль-
ная (777) конезрукции рифлений
Рис. 453. Неправильные (7,
ная (777) форма рифлений
Рис. 454. К определению размеров
рифлений
Надписи и знаки. Надписи, знаки, мар-
ки и т. д. на наружных поверхностях из-
делий следует делать выпуклыми (рис. 450).
Углубленные формующие поверхности под
выпуклые знаки изготавливаются в матрице
сравнительно просто, тогда как изготов-
ление в матрице выпуклых поверхностей
под углубленные знаки весьма затрудни-
тельно.
Знаки следует располагать на поверх-
ностях, параллельных плоскости разъема
формы. Выпуклые знаки на боковых по-
верхностях детали требуют подрезки, препятствующей извлечению детали
из формы.
Рифления. Детали ручного управления, а также навертные пробки и кол-
пачки обычно имеют рифления под захват пальцами. Примеры рифленых
деталей приведены на рис. 451,7 — III.
На практике применяют рифления различных форм и размеров.
С целью упрощения изготовления формы необходимо соблюдать общие
правила конструирования рифлений. Рифления должны быть прямыми и
расположены параллельно направлению извлечения детали (рис. 452, III).
Косые и перекрестные рифления (рис. 452, I, II) недопустимы, так Как
трудно выполняются в форме и препятствуют извлечению детали из
формы.
Профиль рифлений в плане рекомендуется делать закругленным (рис.
453,7/7) для облегчения изготовления формующих поверхностей матрицы.
Шаг рифлений должен быть максимальным, насколько это допускает
условие удобной манипуляции деталью. Рекомендуемые размеры и форма
рифлений приведены на рис. 454.
247
Армирование деталей
Пластмассовые детали нередко приходится армировать втулками,
нарезными футорками, стержнями, штифтами и т. д. Металлическая ар-
матура, заранее установленная в форме, при прессовании и отверждении
пластмассы прочно соединяется с деталью.
Следует применять арматуру лишь в необходимых случаях, так как
установка арматуры усложняет конструкцию формы и снижает произво-
дительность.
11ри установке арматуры необходимо соблюдать ряд правил. Арматура
должна быть зафиксирована в пресс-форме в поперечном и продольном
направлениях. Детали типа стержней и штифтов центрируют в гнездах
формы. Фиксация коротких стержней в осевом направлении осуществляет-
ся упором свободного конца стержня в днище гнезда (рис. 455,1). Длин-
ные стержни (вроде прутков), выходящие за пределы формы, следует фик-
сировать буртиками, которые должны упираться в центрирующую выточку
на входе в гнездо (рис. 455,11, III).
Детали типа втулок фиксируют на закрепленных в форме штырях,
входящих в отверстие втулки. Нарезные втулки фиксируют штырями по
внутреннему диаметру резьбы. Втулки, выступающие за пределы детали,
можно фиксировать введением выступающих концов в гнезда формы.
Известные трудности вызывает фиксация арматуры в верхней полуформе,
где фиксируемая деталь находится на весу. Во избежание Соскальзывания
детали здесь приходится применять пружинные фиксаторы. Устанавливать
арматуру в верхней полуформе не рекомендуется.
В формах с вертикальным разъемом указанные затруднения в значи-
тельной степени устраняются. Однако и в этом случае необходимо пре-
дупреждать случайный сдвиг арматуры с фиксирующих элементов.
Арматура должна при разъеме формы свободно сходить с фиксирующих
элементов. Оси арматуры должны быть перпендикулярны плоскости разъ-
ема формы. Расположение деталей параллельно плоскости разъема или
под углом к ней крайне, усложняет конструкцию формы, требуя примене-
ния раздвижных форм или убирающихся фиксаторов.
При армировании деталей стержнями необходимо обеспечить свободную
установку стержня в центрирующем гнезде и беспрепятственное его извле-
чение из гнезда при выталкивании детали. Диаметр свободной части стерж-
ня должен быть меньше диаметра центрирующей части гнезда. Примене-
ние изогнутых стержней недопустимо. В необходимых случаях стержни
следует гнуть после формования.
Нежелательна формовка очень длинных стержней. Такие стержни лучше
присоединять к детали, например, ввертыванием в резьбовую втулку, за-
формованную в деталь.
Арматура должна быть надежно закреплена в детали в осевом направле-
нии и застрахована от поворота вокруг своей оси. Распространенные спосо-
бы крепления стержней показаны на рис. 456,1- IX. Чаще всего применяют
крепление с помощью рифленых поясков, разделенных кольцевой выточкой
(рис. 456, IX). Конструктивные соотношения для этого крепления показаны
на рис. 457. Нередко применяют более простое крепление с помощью двух
отфрезерованных на стержне лысок (рис. 456, V).
248
Рис. 455. Способы фиксации в форме арми-
рующих стержней
Рис. 457. К определению раз-
меров крепления на рифленых
поясах
Рис. 456. Способы крепления армирующих стержней в деталях
На рис. 458, I— IX даны способы крепления арматуры, основанные на
пластической деформации заформовываемого конца стержня. По простоте
и производительности изготовления такой способ крепления выгоднее
способов, приведенных на рис. 456, требующих механической обработки.
Однако они применимы только для стержней из пластичных металлов.
Из приведенных на рис. 458 способов наиболее целесообразен способ
крепления с помощью выдавок на конце стержня (рис. 458, Р7), получаемых
простой и производительной операцией чеканки стержня в разъемном
штампе.
При установке нарезных стержней следует избегать заформовТкя резьбы
в деталь (рис. 459, /). На выходе из детали стержень должен иметь
гладкий поясок (рис. 459, II), или, лучше, буртик (рис. 459, III).
Следует избегать разноски фиксирующих элементов на большое рас-
стояние друг от друга, например при заформовке стержней в длинные
ручки (рис. 460,/). Вследствие усадки пластмассы при отверждении на
244
Рнс. 458. Способы крепления прутковой арматуры в детали
Рис. 459. Неправильный (7) и правильные (ZZ, III) способы
крепления нарезных стержней
Рис. 460. Неправильный (7) и правильные (II, III) способы
крепления длинных стержней
участке между фиксирующими элементами возникают разрывающие напря-
жения. Поэтому лучше применять один фиксирующий элемент
(рис.. 460, II, III), обеспечивающий возможность усадки пластмассы вдоль
гладкой части стержня.
На рис. 461,1~ И изображены способы крепления листовой металли-
ческой арматуры в пластмассовых деталях.
На рис. 462,1—IV показаны способы крепления листовой арматуры,
расположенной параллельно поверхности детали. Арматуру типа втулок
чаще всего крепят способами, изображенными на рис. 463,I-III.
На рис. 464,1-/7 показаны способы заделки втулок в сферические
рукоятки.
Несквозные втулки и футорки должны иметь глухие отверстия
(рис. 465, II, 466, II). В противном случае (рис. 465,1, 466,I) пластмасса
при формовке затекает в открытое отверстие.
250
Рнс. 462. Способы крепления листовой арматуры, расположенной параллельно поверхности
детали
Рис. 464. Заделка нарезных втулок в сферические рукоятки
251
Рис. 465. Крепление несквозных втулок:
/-неправильное; // — правильное
Рис. 466. Крепление несквозных нарезных
футорок:
/-неправильное; //-правильное
Следует избегать установки втулок и футорок торцом заподлицо
с поверхностью изделия (рис. 467, 7), так как при прессовании под торец
детали затекает пластмасса, образуя' пленку, которую затем приходится
удалять.
Лучше утапливать арматуру на 2-3 мм в изделие (рис. 467,77) или
выпускать на такую же величину из изделия (рис. 467, 777). Образование
пленки предупреждают уплотняющим действием в первом случае цилинд-
рического пояска на центрирующем штыре, во втором — пояска на теле
детали.
С целью исключения разрыва армированной бобышки при усадке ее
стенки следует делать достаточно массивными. Толщину стенок можно
определять из эмпирического соотношения s = 2 ]/Б, где D - диаметр
арматуры в мм (рис. 468).
Общие правила конструирования
При конструировании пластмассовых деталей следует кроме тех-
нологических факторов учитывать механические свойства пластмасс:
мягкость, малую жесткость, низкую прочность, а у реактопластов еще
и хрупкость.
Пониженную жесткость пластмассовых деталей следует компенсировать
оребрением (рис. 469), введением на свободных стенках реборд жесткости
252
Рис. 469. Неправильная (I) и пра-
вильная (II) конструкции детали
Рис. 470. Усиление детали ребордой
Рис. 472. Разгрузка детали от изгиба
Рис. 471. Неправильная (/) и правильная (II) кон-
струкции дезали
Рис. 473. Разгрузка детали от
изгиба силой затяжки
Рис. 474. Разгрузка фланцев
от изгиба силой затяжки
I п ш
Рис. 475. Предупреждение смятий опорных
поверхностей под головки крепежных деталей
(рис. 470,1, II) приданием детали жестких сводчатых форм (рис. 471).
Сводчатые формы деталей, подвергающихся при эксплуатации нагреванию,
способствуют уменьшению напряжений, вызываемых тепловым расшире-
нием и достигающих большой величины вследствие высокого коэффициента
линейного расширения пластмасс.
Следует всячески стараться не нагружать детали изгибающими уси-
лиями, а заменять их более выгодными усилиями сжатия (рис. 472, I, II).
Недопустимо нагружать детали изгибающими усилиями от затяжки кре-
253
Рис. 476. Нерекомендуемый (/) и рекомендуе-
мые (II, III} тины крепежных винтов
пежных деталей (рис. 473, 474). Для
устранения смятия опорных поверх-
ностей, при силовой затяжке следует
подкладывать под головки крепежных
деталей опорные шайбы достаточно большого диаметра (рис. 475, II) или,
лучше, армировать отверстия под крепежные детали втулками (рис. 475, III).
Нежелательно крепление пластмассовых деталей винтами с потайной
конической головкой (рис. 476,1), которые при затяжке вызывают разры-
вающие напряжения в стенках отверстия. Кроме того, при затяжке таких
винтов легко повредить отверткой гнездо под головку.
ПЛАСТМАССОВЫЕ ЗУБЧАТЫЕ КОЛЕСА
Пластмассовые зубчатые колеса применяют (в паре с металли-
ческими шестернями) в передачах, несущих умеренные нагрузки (вспомо-
гательные приводы, приводы приборов и т. д.). Передачи с пластмассовыми
зубчатыми колесами отличаются бесшумностью, плавностью хода и (при
правильно выбранной нагрузке на зубья) высокой долговечностью. Пласт-
массовые колеса могут работать при скудной смазке, а при небольших
нагрузках и малых окружных скоростях - без смазки.
Пониженные прочность и твердость пластмасс ограничивают применение
зубчатых колес из них в силовых передачах.
При ориентировочных расчетах можно исходить из условия, что
нагрузка на 1 см ширины зуба не должна превышать 20-30 кгс/см для
усиленньиГ'пластиков (тканевых и слоистых) и 15-20 кгс/см для пласти-
ков без наполнителей. (Для сравнения укажем, что удельная нагрузка
254
в стальных шестернях с закаленным или азотированным зубом достигает
200 кгс/см, а в отдельных случаях 500 кгс/см). Наряду с пониженной
прочностью следует учитывать низкую теплопроводность пластиков,
затрудняющую теплоотвод от поверхностей трения.
Таким образом, применение пластмассовых зубчатых колес в силовых
передачах возможно только при малых окружных скоростях (тихоходные
передачи), большом диаметре колеса и увеличенной ширине зуба.
Для изготовления зубчатых колес применяют преимущественно тексто-
лит, древеснослоистые пластики, капрон, найлон и полиформальдегиды.
Текстолитовые и древеснослоистые колеса изготовляют механической
обработкой: капроновые, найлоновые и полпформалЁдегидпые колеса —
литьем под давлением.
Условие прочности и долговечности колес из текстолита и древесно-
слоистых пластиков состоит в том, чтобы слои ткани (или дерева) были
направлены перпендикулярно рабочим поверхностям зубьев.
На рис. 477 представлены способы крепления пластмассовых колес
на валах. Установку колес непосредственно на валу с передачей крутящего
момента шпонкой (рис. 477,1) применяют только для слабонагруженных
колес из-за опасности разбивания соединения. При повышенных нагрузках
целесообразно применять посадку на шлицах с увеличенным диаметром
и длиной ступицы (рис. 477, II).
Прочнее и надежнее установка на дисковых ступицах (рис. 477, III, IV)
с креплением колес к диску заклепками или болтами. Обязательна уста-
новка под головки заклепок (а также под гайки и головки болтов)
массивных подкладных шайб.
У литых зубчатых колес предусматривают посадочные пояса, армиро-
ванные стальными втулками (рис. 477, V). Высокой прочностью и надеж-
ностью отличается конструкция на рис. 477, И, где венец колеса запрес-
совывается на диск с рифленым поясом большого диаметра.
На рис. 477, VII показана конструкция колеса, запрессованного на
дисковую ступицу с перфорациями. Легконагруженные зубчатые колеса
(рис. 477, VIII) получают запрессовкой венца на диск, присоединяемый
к валу болтами. Венец фиксируется на диске обычными способами,
например лапками, отогнутыми в диске.
. ТИПОВЫЕ КОНСТРУКТИВНЫЕ РЕШЕНИЯ
КРЕПЛЕНИЕ ОСЕЙ
С задачей крепления осей, пальцев, штоков, скалок и тому подоб-
ных цилиндрических деталей очень часто встречаются в машиностроении.
В зависимости от функционального назначения детали требуется или
закрепить деталь в осевом направлении, или застопорить ее от вращения,
или то и другое вместе.
Ниже дан обзор наиболее употребительных способов крепления. Пред-
полагается, что ось установлена в двух опорах.
На рис. 478,1, II изображены примитивные способы осевой фиксации
при помощи шплинтов и шайб, установленных по обе стороны оси.
Такой способ крепления ненадежный; шплинты могут быть срезаны
действием осевых нагрузок. Для компенсации производственных неточно-
стей и температурных деформаций системы между шайбами и корпусом
должен быть предусмотрен зазор.
На рис. 479 изображено более надежное крепление шайбами ШЕЗ
(замковыми шайбами Егорова). Такая шайба представляет собой выруб-
ленную из листовой мягкой стали фигурную шайбу а (рис. 480), заводи-
мую в выточку на конце оси. Шайба фиксируется в выточке загибом
на ось петлеобразной части шайбы.
На рис. 481-484 показаны способы фиксации осей от продольного
перемещения при помощи зегеров. В конструкции на рис. 481 зегеры
устанавливают на концах оси, в конструкции на рис. 482 - с промежуточ-
ными утопленными в корпус шайбами. В конструкции, изображенной
на рис. 483, зегер устанавливают с одной стороны оси; другая сторона
держится заплечиком оси; в конструкции на рис. 484 применены внутрен-
ние зегеры. На рис. 485 показана фиксация зегером, заведенным в глубо-
кую канавку на оси. При установке оси зегер заскакивает в кольцевую
канавку в корпусе и фиксирует ось. В конструкциях на рис. 486, 487 ось
фиксируется с внутренней стороны зегерами радиальной сборки.
На рис. 488 изображен способ фиксации от продольного перемещения
зегером и привертной крышкой.
256
Рнс. 478, Продольная фиксация оси шплинтами и шайбами
Рис- 479. Продольная фиксация
оси шайбами ШЕЗ
Ряс. 480. Стадии установки
шайбы ШЕЗ:
I - первая; II - вторая
Рис. 482. Продольная фикса-
ция оси наружными зегерами
с подкладными шайбами
Рис. 483. Продольная фикса-
ция оси заплечиком и зегером
Рис. 481. Продольная фикса-
ция оси наружными Зегерами
Рис. 485. Продольная фикса-
ция оси заскакивающим зе-
гером
Рис. 484. Продольная фикса-
ция оси виутреииими зегерами
Рис. 486. Продольная фикса-
ция оси зегерами радиальной
сборки
*/29 Орлов П. И., кн. 3
257
Рис. 487. Продольная фикса-
ция ступенчатой осн зегером
радиальной сборки
Рис. 488. Продольная фиксация осн зегером
и привертиой крышкой
Рис. 489. Продольная и угловая фиксация оси
зегером и привертиой крышкой с фигурным
отверстием
Рнс. 490. Продольная фиксация оси
проволокой, заводимой в канавки
полукруглого сечения в щеке и в оси
Рис. 491. Продольная фиксация осп сферическими расплющиваемыми шайбами
В конструкции на рис. 489 ось зафиксирована также от проворота
лысками, входящими в фигурное отверстие привертиой крышки. На рис. 490
'показан способ осевой фиксации при помощи проволоки, заводимой
в полукруглые канавки в щеке и оси.
В конструкции, изображенной на рис. 491,7 ось фиксируется сфери-
ческими шайбами, наглухо устанавливаемыми в выточки корпуса путем
расплющивания сферы.
На рис. 491, II показано другое неразборное соединение, основанное
на пластической деформации фиксирующей шайбы: шайба сферической
формы расплющивается затяжкой болта, ввертываемого в ось, причем
края шайбы заходят в кольцевую выточку в корпусе.
На рис. 492 изображен способ запрессовки оси на рифленом цилиндри-
ческом пояске. Способ применим в случае, если корпус выполнен из
пластичного материала.
258
Рнс. 492. Запрессовка оси на
рифленом пояске
Рис. 493. Продольная фиксация оси концевыми шайбами
Рис. 494. Продольная и угловая фиксация
оси привертными фланцами, один из которых
имеет выступ, предупреждающий проворачи-
вание оси
Рис. 495. Продольная фикса-
ция оси шариками
Рис. 496. Глухое соединение
оси со щекой продольным
винтом
Рис. 497. Стопорение оси ци-
линдрическим штифтом
Рис. 498. Стопорение осн ко-
ническим штифтом
На рис. 493,I, II показаны способы фиксации оси привертными кон-
цевыми шайбами.
В конструкции на рис. 494 ось зафиксирована от продольного переме-
щения двумя привертными фланцами и застопорена от вращения выступом
на одном из фланцев, заходящим в паз на торце оси. На рис. 495 изображен
способ продольной фиксации при помощи нескольких шариков, заведенных
в радиальное отверстие в оси. При затяжке конуса шарики входят
В проделанную в щеке кольцевую канавку. Угловая фиксация осуще-
ствляется трением.
На рис. 496 представлено неразборное соединение: ось зафиксирована
от продольного перемещения и вращения винтом, завернутым по стыку
посадочных поверхностей оси и корпуса. Стопорение цилиндрическими
(рис. 497) и коническими (рис. 498) штифтами нетехнологично, так как
требуется совместное развертывание корпуса и ори. Несколько лучше
i/29* 259
Рис. 499. Стопорение оси ци-
линдрическим штифтом, вхо-
дящим в торцовый паз оси
Рис. 500. Продольная и угло-
вая фиксация винтом, завер-
тываемым в ось
Рис. 501. Продольная и угло-
вая фиксация стопорным вин-
том с цилиндрическим концом
Рис. 503. Продольная фикса-
ция стопорным винтом с ци-
линдрическим концом
Рис. 502. Продольная и угло-
вая фиксация коническим сто-
порным винтом
Рис. 504. Продольная фикса-
ция коническим стопорным
впитом
Рис. 505. Продольная фиксация вращающейся оси торцами Рис. 506. Продольная и угло-
насадной детали вая фиксация затяжкой оси
кольцевой гайкой
в этом отношении конструкция на рис. 499, где цилиндрический штифт
входит в поперечный паз на торце оси.
На рис. 500 — 504 представлены способы стопорения винтами. Наиболее
надежное соединение получается при стопорении коническим установочным
винтом (рис. 502), который обеспечивает беззазорную фиксацию оси от
продольного перемещения и проворота.
В соединениях рис. 503 и 504 стопорные винты заводятся в кольцевые
выточки; такие конструкции применяются в случаях, когда необходимо
обеспечить регулировку углового положения оси. Ось фиксируется от
проворота трением; в случае применения конического стопорного винта
(рис. 504) обеспечивается довольно надежная фиксация.
Очень удобно осуществляется продольная фиксация оси в случаях,
когда на оси между щеками неподвижно устанавливается насадная деталь,
260
Рис. 508. Продольная и угловая фиксация
затяжкой оси фланцем с выступом, пре-
дупреждающим проворачивание оси
Рис. 507. Продольная и угло-
вая фиксация затяжкой оси
шайбой и болтом
Рис. 509. Продольная и угло-
вая фиксация оси затяжкой на
конус
Рис. 510. Клеммное крепление
а ось вращается в щеках (рис. 505,1, II). В данном случае ось фиксируется
торцами насадной детали.
На рис. 506-510 изображены способы продольной и угловой фиксации
при помощи затяжки конца оси. В конструкции на рис. 506 ось затяги-
вается кольцевой гайкой; фиксация от проворота шпонкой; в конструкции
на рис. 507 ось затягивается привертной шайбой; фиксация от проворота
штифтом, запрессованным в ось; в конструкции на рис. 508 ось затяги-
вается привертным фланцем; фиксация от проворота выступом на фланце,
заходящим в паз на торце оси. На рис. 509 изображен способ затяжки
на конус; фиксация от проворота здесь в большинстве случаев излишня;
на рис. 510 показано клеммное крепление.
На рис. 511 изображен способ фиксации болтом, входящим в полу-
круглую выточку оси; на рис. 512 — способ затяжки болтом с цилиндри-
ческой выборкой. На рис. 513 показано надежное соединение, обеспечива-
емое затяжкой болта с клиновидной лыской; при этом ось фиксируется
как в продольном, так и в угловом направлении.
Своеобразный способ крепления осей показан на рис. 514,1, II: оси
устанавливают лысками на торцы щек и притягивают к щекам болтами.
Способ применим в тех случаях, когда не требуется точная фиксация
положения осей относительно щек и когда расстояние между щеками
невелико (при больших расстояниях возможны деформации системы при
колебаниях температуры).
На рис. 515 показана продольная фиксация оси заплечиком и при-
вертной пластиной.
9 Орлов П. И., кн. 3 261
А~А
Рис. 511. Продольная фиксация болтом,
входящим в выточку полукруглого профиля
Рис. 512. Затяжка оси стопорным болтом
с цилиндрической выборкой
Рис. 513. Продольная и угловая фиксация
затяжным болтом с клиновой лыской
Рис. 514. Установка оси на
болтах
Рис. 515. Продольная фиксация оси приверт-
кой пластиной и заплечиком
На рис. 516 —517 показана продольная фиксация оси привертными
втулками. На рис. 518 изображен способ крепления оси фланцем, выпол-
ненным за одно целое с осью. При этом способе надежно фиксируется
ось в продольном и угловом направлениях; недостаток этого способа —
усложнение формы оси.
Стремление применить гладкую ось приводит к разнообразным кон-
струкциям с врезными фиксирующими элементами. На рис. 519-520
приведены конструкции, в которых фиксирующим элементом служит при-
вертная шайба. На рис. 521,1—III, 522,1—III изображены способы осевой
и угловой фиксации врезными пластинами, привертываемыми с обеих
сторон оси.
Эти способы хорошо приспособлены для парной и групповой фиксации.
В качестве примера на рис. 521, III и 522, III изображены способы
262
Рис. 516. Продольная фиксация осп при-
вертнымп втулками
Рис. 517. Продольная фиксация ступенчатой
оси привертиой втулкой
Рис. 518. Продольная и угловая фиксация оси фланцем
(I и II — варианты выполнения фланца)
Рис. 519. Продольная фиксация оси приверт-
ной шайбой
Рис. 520. Продольная и угловая фиксация
осп привертиой шайбой
Рис. 521. Продольная и угловая фиксация оси прнвертиыми врезными пластинами
2*
263
Рис. 522. Продольная и угловая фиксация оси привертнымп врезными пластинами
Рис. 523. Продольная и угловая фиксация оси привертнон яластпной,
устанавливаемой в торцовые прорези во фланце оси
фиксации осей, расположенных по окружности; в этом случае привертная
пластина приобретает форму кольца.
Иа рис. 523-526 показаны конструктивно более совершенные способы
фиксации пластинами, привертываемыми с одной стороны оси. В конструк-
264
Рис. 524. Продольная и угловая фиксация осн привертной пластиной
Рис. 525. Продольная и угловая фиксация осн привертной врезной пластиной
циях, изображенных на рис. 523,1 — VI, пластины заводятся в торцовые
прорези во фланце оси. Ось фиксируется в продольном направлении
с одной стороны упором фланца в корпусе, с другой — упором фланца
в пластину.
На рис. 524-528 показаны способы фиксации гладких осей.
В конструкциях, приведенных на рис. 524, I— VI, пластины заводятся
в поперечные прорези на оси. При групповой фиксации осей, расположен-
ных по окружности, фиксирующее кольцо должно состоять из двух половин.
265
Рис. 526. Продольная и угловая фиксация оси иривер гной пластиной с силовой
затяжкой
Рис. 527. Продольная и угловая фиксация оси иривер гной пластиной
Рис. 528. Продольная и угловая фиксация оси привертнон пластиной с
силовой затяжкой
В конструкциях на рис. 525-528 пластины заводятся в торцовые
прорези на оси. При помощи ступеньки на оси (рис. 526,I, II, III и
523,1,11,111) можно осуществить силовую затяжку осей. При групповой
фиксации осей, расположенных по окружности, кольцо может быть целым.
Конструкции, изображенные на рис. 527,1, II, III и 528,1, II, III, вы-
годно отличаются более простой формой выреза на оси от конструкций
на рис. 525,1, II, III и 526,1, II, III.
266
(ось используется для стяжки щек)
Рис. 531. Способы разборного крепления осей
На рис. 529, 530 показаны некоторые способы фиксации осей в разъ-
емных щеках. В случае, когда щеки стягиваются крепежными элементами,
достаточно установить оси с упором в щеки заплечиками (см. рис. 529, /)
или зегерами (см. рис. 529, II).
На рис. 531,1-XII показаны способы разборного крепления для
случая установки осей в серьгах, проушинах, вилках малого размера.
На рис. 532 изображены способы заделки закаленных осей в щеках
из мягкой стали. Оси крепятся керновкой (рис. 532,I, II), завальцовкой
(рис. 532, III, IV), приклепыванием торцовых шайб (рис. 532, V- VII),
склепыванием (рис. 532, VIII), запрессовкой рифленых концов оси в щеки
(рис. 532, IX- XII).
267
Рис. 532. Способы глухого крепления закаленных осей
J
X
ФИКСАТОРЫ
Фиксаторы применяют для стопорения детали, движущейся отно-
сительно другой детали в прямолинейных направляющих или вращающейся
относительно последней на оси.
Фиксация может быть бесступенчатой - с остановкой подвижной детали
в любом положении, или ступенчатой - с остановкой через заданные
интервалы.
Фиксация может быть упругой или жесткой. В первом случае фиксатор
удерживает деталь с определенной силой (обычно небольшой). Для пере-
вода детали из одного положения в другое требуется преодоление этой
силы. Во втором случае фиксатор вводится в гнезда, расположенные на
неподвижной детали и держит подвижную деталь жестко. Для перевода
детали из одного положения в другое нужно предварительно вывести
фиксатор из гнезда.
Простейший вид упругого фиксатора — шарик, заложенный в цилиндри-
ческое отверстие в одной из деталей и нагруженный пружиной (рис. 533).
Под действием пружины шарик заскакивает в гнездо, проделанное в дру-
гой детали, и держит деталь в этом положении с силой, пропорциональной
натяжению пружины и углу наклона стенок гнезда. Для перемещения
детали в другое положение необходимо приложить усилие в направлении
перемещения, достаточное для сжатия пружины и вывода шарика из гнезда.
В конструктивном отношении шариковый фиксатор обладает рядом
недостатков. Во избежание заклинивания шарик должен быть погружен
268
Рис. 533. Конструкция шарикового фикса-
тора:
I - неправильная; 7/ - правильная
I 27-
Рис. 534. Цилиндрические фиксаторы со
сферической рабочей поверхностью
I п Ш 1
Рис. 535. Форма гнезд
цилиндрических фик-
саторов со сферической
рабочей поверхностью
в отверстие 'настолько, чтобы при крайнем положении его центр не
доходил до кромок отверстия на расстояние а (рис. 533, II), что ограни-
чивает глубину фиксирующего гнезда. Центрирование пружины на шарике
нежесткое. Трудно зафиксировать шарик от выпадения из отверстия при
разборке соединения.
Такие недостатки нс присущи цилиндрическим фиксаторам со сфери-
ческой рабочей поверхностью (рис. 534,I, II). Задача фиксации плунжера
в продольном направлении легко решается, например, способом, изобра-
женным на рис. 534, II.
В конструкции на рис. 535,1 фиксатор скользит по плоской поверхности.
Эта схема применяется для бесступенчатой фиксации. Фиксатор в данном
случае играет роль тормоза; деталь удерживается силой трения фиксатора
по плоской поверхности.
В конструкции па рис. 535, II гнездо сферическое. Эта схема нерацио-
нальна во многих отношениях. Во-первых, изготовление сферического
269
Рис. 536. Цилиндриче-
ские и цилипдроконнче-
ские фиксаторы
гнезда затруднительно, во-вторых, усилие фиксации неопределенно: оно
зависит от того, в какой точке сферы происходит касание фиксатора
и гнезда, т. е. зависит от точности изготовления охватывающей и охва-
тываемой сфер. В конструкции (рис. 535, III) с гнездом, имеющим диаметр,
больший диаметра сферы фиксатора, фиксация положения детали не-
жесткая. Лучше конструкции с коническим гнездом (рис. 535, IV-ИГ).
Изменяя угол конуса, можно регулировать силу фиксации, т. е. усилие,
с которым фиксатор держит деталь при полном погружении сферы в гнездо.
Усилие, необходимое для срывания с фиксатора, определяется из соот-
ношения где О — сила затяжки пружины; а - угол конуса
гнезда (рис. 535, ИГ). При уменьшении угла конуса до определенной
величины соединение приобретает свойство самоторможения; фиксация
становится жесткой.
На рис. 535, VIII, IX изображены случаи жесткой фиксации заходом
цилиндрической части фиксатора
Рис. 537. Схема сил, действующих
на конический фиксатор в момент
подъема
в цилиндрическое гнездо.
На рис. 536,1-IXпоказаны цилиндри-
ческие и цилиндроконические фиксаторы.
Конические фиксаторы обеспечивают бо-
лее точную фиксацию, чем сферические
и цилиндрические.
При перемещении детали, несущей
фиксатор, относительно неподвижной де-
тали, на конической поверхности фик-
сатора возникает стремящаяся поднять
фиксатор сила (рис. 537)
P = O/siny, (53)
где Q — сила пружины, нагружающей
фиксатор; а/2 - половина центрального
угла конуса.
270
Сила Р вызывает в крайних точках направляющих фиксатора реактив-
ные силы
L
- Р cos а/2 (54)
/L \
N2 = Pcosa/2(—- 1 I. (55)
Подъему фиксатора противодействуют силы трения Nxf и N2f (где
f - коэффициент трения), а также осевая составляющая силы трения Pf,
возникающая в точке приложения силы Р и равная Pf cos а/2.
Из условия равновесия
Nrf + N2f + Pf cos а/2 = P sin а/2.
Подставив в это уравнение значения Nt и N2 из выражений (54) и (55),
получим
L
tga/2 = 2/—. (56)
Это выражение определяет предельный угол а, при котором еще
возможен подъем фиксатора. При меньших значениях угла а соединение
получается самотормрзящим.
Для фиксаторов с небольшим вылетом конуса относительно направ-
ляющей, отношение L/1 обычно равно 1,2— 1,3. Коэффициент трения/можно
принять равным 0,1.
Подставив эти значения в выражение (56), получим tg a/2 = 0,24 ч- 0,26,
откуда а/2 » 15° и угол при вершине конуса a « 30°.
В приведенных выше соотношениях не учтены реактивные силы трения
в направляющих детали, несущей фиксатор. Если деталь поворотная, то
это - сила трения на оси поворота детали, равная fP cos a/2 и создающая
на оси фиксатора силу, противодействующую повороту, равную
г
fP cos a/2—, где г - радиус оси поворота, R - расстояние от фиксатора
R
до оси поворота.
Если деталь, несущая фиксатор, движется прямолинейно, то это —
силы трения, противодействующие прямолинейному перемещению детали,
величина которых зависит от конструкции и расположения направляющих.
Из-за наличия этих дополнительных сил самоторможение практически
наступает уже при центральном угле конуса a = 35 -ь 40°.
Однако, учитывая возможные колебания коэффициента трения, следует
для уверенного самоторможения принимать значения a < 25°. Если же
соединение, напротив, должно срываться под действием сдвигающих сил,
то следует принимать a > 60°. Те же соотношения справедливы и для
сферических фиксаторов (в данном случае a - центральный угол кониче-
ского отверстия, в которое входит сфера фиксатора).
Конструктивные разновидности фиксаторов приведены на рис. 538.
На рис. 538, 1- V показаны шариковые фиксаторы; на рис. 538,22-
фиксатор с регулировкой силы затяжки пружины.
271
I
Рис. 538. Конструктивные разновидности фиксаторов
Выпадение шарика из отверстия предупреждают подвальцовкой кромок
отверстия (рис. 538, III) в детали (если деталь выполнена из пластичного
металла) или в промежуточном корпусе из пластичного металла
(рис. 538, IV, V).
Конструкции, изображенные на рис. 538, IV, V, — агрегатированные:
фиксатор устанавливается на деталь в сборе как отдельный узел.
На рис. 538, VI— XIII показаны цилипдросферические фиксаторы.
Конструкции на рис. 538, VII -IX - агрегатированные. В конструкции на
рис. 538, IX фиксатор застрахован от выпадения цилиндрическим штиф-
том, пропущенным через' отверстия в корпусе и окна в стержне фиксатора.
На рис. 538, X—XIV показаны цилиндрические фиксаторы для жесткой
фиксации. Обязателен конус-искатель на цилиндре и заходная фаска
в гнезде. Как и во всякой конструкции с жесткой фиксацией, должны быть
предусмотрены средства извлечения фиксатора из гнезда.
На рис. 538, XV-XVII изображены цилиндроконические фиксаторы;
конструкция па рис. 538, ХИ1 — агрегатированная.
Клиновой фиксатор (рис. 538, ХИН), входящий в треугольную прорезь
детали, должен быть застрахован от проворачивания в отверстии.
272
Рис. 539. Фиксация втулок иа валах
В конструкции фиксатор удерживается от поворота лысками на хвосто-
вике, пропущенном через фигурное отверстие в корпусе.
На рис. 539 показаны примеры фиксации втулок па валах. В конструк-
циях на рис. 539,1, II фиксация упругая, в конструкциях иа рис. 539, III — VI —
жесткая. В случае жесткой фиксации должны быть предусмотрены отвер-
стия для утопления фиксаторов при разборке соединения.
В конструкциях на рис. 539,1—IV втулка фиксируется только в осевом
направлении заходом фиксаторов в кольцевую выточку и имеет свободу
вращения относительно вала; в конструкциях на рис. 539, V, VI фиксаторы
заходят в отверстие втулки; втулка зафиксирована в осевом и угловом
направлениях.
В конструкциях, подобных изображенным на рис. 539, IV, V, желательно
упорные буртики фиксаторов выполнять по сфере диаметром, равным
диаметру внутренней полости вала, для обеспечения надежного прилегания
буртиков к стенкам полости.
Концентричные цилиндрические детали часто фиксируют в осевом
направлении относительно друг друга разрезными пружинными кольцами.
Кольцо устанавливается в выточку наружной детали (рис. 540,1) и при
введении одной детали в другую заскакивает в кольцевую выточку вала.
Возможна и обратная схема: кольцо устанавливается в выточку вала
(рис. 540, II) и заскакивает в выточку наружной детали.
Для надежного действия фиксатора необходимо, чтобы в первом случае
внутренний диаметр dr кольца в свободном состоянии (рис. 541,I) был
несколько меньше внутреннего диаметра d2 выточки на валу. В рабочем
состоянии кольцо должно несколько утопать в выточке наружной детали
(величина а, рис. 541, III).
Во втором случае наружный диаметр Dx кольца в свободном состоя-
нии (рис. 542,1) должен быть несколько больше наружного диаметра D2
273
Рис. 540. Фиксация концентричных
деталей пружинными кольцами. Уста-
новка кольца в выточку: I— детали;
II- вала
Рис. 541. Фиксация пружинным кольцом, установленным в выточке наружной детали:
I, II, III— последовательные стадии сборки
Рис. 542. Фиксация пружинным кольцом, установленным в выточке вала:
I, II, III— последовательные стадии сборки
выточки в корпусе. В рабочем состоянии кольцо должно несколько
утопать в выточке вала (величина а, рис. 542, III).
Фиксация кольцами круглого сечения — упругая. При необходимости
жесткой фиксации применяют кольца прямоугольного сечения (рис. 543,
I, 11, III).
При кольцах с биконической поверхностью (рис. 544,I, II, III) фиксация
может быть в зависимости от угла конуса упругой или жесткой.
Иа рис. 545 изображены типовые конструкции фиксирующих поворот-
ных рукояток. В конструкции па рис. 545,1 фиксирующий штырь а, сколь-
зящий во втулке б, укрепленной на рукоятке в, заходит в конические
отверстия на неподвижном лимбе г. Для выхода фиксатора из отверстия
необходимо оттянуть ручку д, после чего фиксатор может быть установлен
в другое отверстие лимба.
Удобнее в обращении конструкция на рис. 545, II, где фиксирующий
штырь соединен с ручкой д многозаходной резьбой. Вывод фиксатора
из отверстия лимба осуществляется поворотом ручки Э вокруг оси.
На рис. 545, III изображена рукоятка с бесступенчатой фиксацией.
В этом случае фиксирующий штырь перемещается в пазе лимба, выпол-
274
Рис. 543. Жесткая фиксация пружинным кольцом прямоугольного профиля
I II Ш
Рис. 544. Фиксация бикоинческнм пружинным кольцом
ценном по дуге окружности с центром, совпадающим с ,осыо вращения
рукоятки. Фиксация в любом положении осуществляется поворотом ручки
д вокруг ее оси, что сопровождается затяжкой рукоятки на лимб. Для
освобождения фиксатора ручку поворачивают в обратном направлении.
ВРАЩАТЕЛЬНО-ОСЕВЫЕ СОЕДИНЕНИЯ
В качестве примера вращательно-осевых соединений, обеспечиваю-
щих свободу вращения одной детали относительно другой при одновре-
менной фиксации в осевом направлении и при наличии осевой силы,
можно привести соединение тарелки запорного клапана со шгоком, пере-
мещающимся в резьбе и осуществляющим посадку тарелки на седло
и подъем тарелки.
275
Ряс. 546. Вращателыго-осевыс соединения. Случай соединения со стороны свободного конца
штока:
/-крепление головки привертным фланцем; II— наружной гайкой; III — внутренней гайкой
На рис. 546 изображен случай, когда головка штока имеет диаметр,
больший диаметра стержня, и когда крепящий элемент можно продеть
с конца стержня, противоположного соединению.
На рис. 547 представлен более общий случай, когда монтаж крепящего
элемента может осуществляться с любой стороны. В конструкции на
рис. 547,I шток фиксируется винтом, завертываемым в кольцевую выточку
на штоке. Недостаток такой конструкции — одностороннее приложение
нагрузки при движении штока вверх. Конструкция применима для легких
нагрузок (при движении штока вверх). Установка двух (или трех) сим-
метрично расположенных винтов не помогает: из-за неточности осевого
расположения винтов нагрузку все равно будет нести какой-либо один
винт.
В конструкции, изображенной на рис. 547; шток фиксируется пальцем,
заведенным в его отверстие и в кольцевую выточку в присоединяемой
детали. Палец предохранен от выпадения' нарезной заглушкой.
На рис. 547, III, IV показаны способы крепления фланцем. В конструк-
ции па рис. 547, III фланец заводится прорезом в выточку в штоке.
На рис. 547, IV фланец выполнен из двух частей, снабженных цент-
рирующим буртиком (во избежание проворачивания на крепежных
болтах).
В конструкциях па рис. 547, V, И шток фиксируется полукольцами,
закрепленными гайкой (рис. 547, V) или зегером (рис. 547, И). В конструк-
циях на рис. 547, VII—IX фиксация осуществляется зегерами.
В случае, изображенном на рис. 547, VII, зегер установлен непостоянно
в кольцевой выточке присоединяемой детали и при введении штока
заскакивает в выточку штока. В присоединяемой детали проделан прорез;
при разборке в прорез вводят щипцы и разжимают зегер.
В конструкции, изображенной на рис. 547, ИП, зегер установлен
в кольцевой выточке штока и при введении штока заскакивает в выточку
присоединяемой детали. Разборка осуществляется сжатием зегера через
радиальные отверстия в присоединяемой детали. В конструкции па
рис. 547, IX зегер затягивается внутренней гайкой. В конструкции па
рис. 547, X шток фиксируется проволокой из мягкой стали, заводимой
276
Рис. 547. Вращательно-осевые соединения. Конструктивные разновидности
в кольцевые выточки полукруглого профиля в штоке и в присоединяемой
детали.
В конструкции, приведенной на рис. 547, XI, фиксация осуществляется
скобкой из пружинной проволоки, устанавливаемой в кольцевую выточку
штока через отверстия в присоединяемой детали. На рис. 547, XII показано
соединение при помощи шариков, заводимых через боковое отверстие
в выточки полукруглого сечения в штоке и присоединяемой детали.
В отличие от большинства конструкций, показанных раньше, соедине-
ние может передавать большие силы в обоих направлениях и ‘притом
с минимальным сопротивлением вращению.
277
В данном случае можно обойтись без упора торца штока, в присоеди-
няемую деталь. Соединение нуждается в повышенной точности изготов-
ления. Канавки под шарики должны иметь твердость HRC 45.
На рис. 547, XIII изображен широко применяемый для малых нагрузок
способ установки штока в консольную прорезную ланку, отфрезерованную
за одно целое с присоединяемой деталью. В этом соединении шток должен
быть зафиксирован от бокового смещения относительно оси присоеди-
няемой детали.
На рис. 547, XIV показан простой способ соединения ввертыванием
нарезного хвостовика штока через резьбовой пояс на присоединяемой
детали. Соединение применимо в случае небольших нагрузок при движении
системы вверх. Если при движении вверх шток вращается относительно
присоединенной детали, то резьба должна иметь направление, обратное
направлению вращения.
На рис. 547, XV изображено распространенное соединение при помощи
двух штифтов, пропущенных через отверстия в присоединяемой детали
и через выточку полукруглого профиля в штоке.
Во избежание увода сверла на участке выхода сверла в центральное
отверстие присоединяемой детали, отверстия под штифты обычно сверлят
перед растачиванием центрального отверстия по кондуктору, что обеспе-
чивает необходимую для правильной работы соединения точность распо-
ложения штифтов относительно выточки штока.
Для надежного упора торца штока в присоединяемую деталь радиус
полукруглой выточки в штоке делают несколько больше радиуса сечения
штифтов с таким расчетом, чтобы при упоре между штифтами и канав-
ками оставался зазор а (рис. 548, П).
Центры отверстий обычно располагают по образующим цилиндра
штока или, что лучше, — с небольшим смещением к центру.
На рис. 549 показано перазборное соединение, получаемое' чеканкой
присоединяемой детали на ротационно-ковочной машине с затеканием
материала в выточки штока. Для обеспечения свободного вращения поверх-
ность штока перед чеканкой покрывают коллоидальным графитом или
другой разделительной мазью.
На рис. 550 показан пример соединения для случая, когда конструкция
присоединяемой детали допускает подход к торцу штока. Фиксация штока
Рис. 549. Сое-
динение при по-
мощи чеканки
Рис. 548. Соединение штифтами:
/-неправильная конструкция; //-пра-
вильная конструкция
Рис. 550. Соединение приверт-
ной шайбой
278
Рис. 551. Соединение при помощи разрезных пружинных колец
здесь осуществляется при помощи шайбы, притягиваемой гайкой к концу
штока.
Нередко для осевой фиксации соосных цилиндрических деталей (когда
необходима свобода вращения деталей относительно друг друга) применяют
разрезные пружинные кольца. Кольцо вставляют в канавку внутренней
детали (рис. 551,Г). При введении в отверстие наружной детали кольцо
заскакивает в канавку наружной детали (рис. 551, I).
Глубина /?! канавки внутренней детали должна быть достаточной для
полного утопления кольца при монтаже, т. е. hx 5= h - s + s1; где h -
высота кольца, s — радиальный зазор между деталями, Xj « 5 — страховоч-
ный зазор в канавке.
Глубину канавки Л2 в наружной детали делают примерно равной 0,5/?.
Наружный диаметр кольца в свободном состоянии D2 = D + h2, где D -
диаметр отверстия.
Для облегчения сборки па торце отверстия делают пологую фаску
диаметром D3, несколько превышающим D2.
Конструкцию можно сделать разборной, если предусмотреть в стенках
наружной детали радиальные отверстия (рис. 551, II), позволяющие
сжать кольцо.
На рис. 551, III, IV изображены случаи установки кольца в канавке
наружной детали. Аналогично предыдущему глубина канавки /ц = h - s +
Глубина канавки во внутренней детали h2&0,5h. Внутренний диаметр
кольца в свободном состоянии D2 = D — h2. Эта конструкция практически
неразборная, поэтому ее применяют редко.
СПОСОБЫ УСТАНОВКИ СФЕР
На рис. 552 изображены основные схемы установки сфер в со-
членениях, например в самоустанавливающихся подшипниках, в центриру-
ющих соединениях, работающих в условиях перекоса, в сферических сое-
динениях тяг и т. д.
Установка сфер может быть осуществлена следующими способами.
Сфера по сфере (рис. 552,/). Это наиболее распространенное сочле-
нение, которое может выдерживать большие радиальные нагрузки и осевые
силы (при большом угле охвата а. несущей поверхности).
На рис. 552, II, III изображены разновидности сочленения: на рис. 552, II —
сочленение с подрезанным центральным участком несущей сферической
поверхности, применяемое в случаях, когда преобладает осевая нагрузка;
279
Рис. 552. Схемы сферических сочленений
парис. 552,111 — сочленение на сферических шипах, применяемое для неболь-
ших нагрузок, преимущественно радиальных.
Сфера по цилиндру (рис. 552, IV). Сочленение технологически более
простое, чем предыдущее, п простое в сборке. Контакт (в отличие от
первого способа — линейный). Сочленение может нести небольшие радиаль-
ные нагрузки.
Сфера по конусу (рис. 552, V). Сочленение может нести уменьшенные
по сравнению с первым способом радиальные и осевые нагрузки.
Зазор между несущими поверхностями регулируется с помощью сбли-
жения или удаления конусов.
Сфера по кольцам (рис. 552, И). Сочленение принципиально не отлича-
ется от предыдущего. Кольца могут быть сделаны разрезными, наподо-
бие зегеров; сборка сочленения при этом упрощается.
Кольцо по сфере (рис. 552, VII). Сочленение может нести небольшие
радиальные нагрузки.
Два кольца по сфере (рис. 552, VIII). Сочленение может нести неболь-
шие радиальные и осевые нагрузки.
На рис. 552,IX изображен кинематический эквивалент сферического
сочленения. Поворот во всех направлениях относительно центральной
точки обеспечивается при помощи цилиндрических расположенных кресто-
образно шипов, выходящих в пазы корпуса. Сочленение может нести не-
большие радиальные нагрузки.
Типы сферических сочленений. Сферические сочленения применяются
для передачи толкающих и тянущих усилий в рычажных передачах
с пространственным движением звеньев. Чаще всего сферические сочленения
применяются в рычажных системах управления, иногда в силовых рычажных
передачах при невысоких рабочих усилиях.
280
Рис, 553. Конструкции сферических сочленений
Употребительные типы сферических сочленений показаны на рис. 553.
Простейший вид сочленения представлен на рис. 553,1. Сочленение состоит
из стойки со сферической головкой, входящей в сферическое гнездо тяги
с разъемом по оси тяги. Гнездо замыкается крышкой, прикрепляемой
к головке тяги винтами. Зазор в сочленении регулируется прокладкой
между крышкой и головкой тяги. Трущиеся поверхности сочленения
должны обладать повышенной твердостью, которую получают закалкой,
обработкой ТВЧ, цианированием и другими способами. Обязательна смазка
поверхностей трения, осуществляемая чаще всего набивкой консистентной
смазки.
281
В конструкции на рис. 553,77 сферическое гнсз'ю образовано двумя
закаленными сухарями, вводимыми в готовку тят и фиксируемыми
завалыцованной крышкой. Соединение неразъемное.
Для упрощения изготовления гнезд устанавливают сферическую головку
между коническими поверхностями (рис. 553, III). между зегерами
(рис. 553, JV) с линейным контактом на поверхностях, трения, иногда с то-
чечным контактом (рис. 553. К). Нагружаемость этих соединений меньше,
чем соединений с контактом по сфере.
На рис. 553, И изображена обращенная схема; сферическая головка
выполнена на тяге, гнездо — в стойке.
На рис. 553.VII — IX показаны конструкции с регулировкой нагяга
в сочленении. В конструкции на рис. 553,(7/ регулировка осуществляется
затяжкой гайки а со сферическим гнездом, с упором в сферический
сухарь б. В конструкции на рис. 553,(7/7 за!яжку выполняют гайкой,
действующей на два сухаря с конической наружной поверхностью, уста-
новленных в коническом гнезде головки тяги.^
На рис. 553, IX изображена конструкция с автоматическим выбором
зазора в сочленении. Головка стойки охватывается клиновыми сухарями,
установленными в эксцентричной расточке головки тяги. Сухари постоянно
вводятся в клиповый зазор действием кольцевой пружины б.
На рис. 553, А' изображена конструкция с составной стойкой, которая
позволяет упростить изготовление сферической головки.
В конструкциях на рис. 553, XI — XIII i оловка образована полусферой
на стойке с центральным гнездом, в которое, закладывается шарик
малого диаметра. Силовое замыкание осуществляется затяжкой шарика на
гнездо.
В конструкции иа рис. 553, XIVзатяжка выполняется пружиной. Сочле-
нение предназначено для несения легких нагрузок.
На рис. 553, А'И изображена компактная конструкция головки, состоящей
из полусферы на стойке с внутренним гнездом, в которое закладывается
полусфера меньшего диаметра. Соединение стягивают сквозным болтом.
ШТОКИ
Во многих механизмах с пространственно-движущимися звеньями
для передачи толкающего усилия применяются штоки со сферическими
наконечниками. В качестве примера можно привести случай передачи дви-
жения от кулачкового вала клапана у двигателей с нижним распределением.
На рис. 554 изображены типовые конструкции массивных штоков со
сферическими головками. Штоки на рис. 554,1 — Vизготовляют из прутков;
штоки на рис. 554, VI — VIII с увеличенной сферой требуют высадки
головки. Рабочим поверхностям головок придают повышенную твердость
(ИКС 58 — 62) закалкой, обработкой ТВЧ и т. д.
В механизмах быстроходных машин при движении штоков возникают
большие ускорения. Для уменьшения инерционных сил в таких случаях
применяют облег ченные штоки, состоящие из трубчатого стержня с за-
крепленными на нем сферическими наконечниками.
Конструкции составных штоков показаны на рис. 555,1— XVI.
282
г л ш ш к
а ИГ Ж
Рие. 554. Сферические наконечники штоков
Рис. 555. Крепление сферических наконечников в трубчатых стержнях
Соединение головок с трубкой подвержено действию многократно по-
вторенных нагрузок, близких по характеру к ударным. Поэтому особое
внимание уделяют прочности и жесткости узла заделки головок.
Стержень головки сажают на прессовой посадке в предварительно
развернутую трубку (рис. 555, 7). Во избежание раскрывания торцы трубки
заводят в кольцевую выточку в головке (рис,- 555,77). Соединение стра-
хуют поперечными штифтами или заклепками (стержень головки при этом
должен быть сырым). Иногда головку сажают на наружную, предвари-
тельно обточенную поверхность трубки (рис. 555, 777). Эти способы ослаб-
ляют трубку. Предпочтительней способ посадки стержня в предварительно
развальцованную трубку (рис. 555, IV, V, XI, XII) с последующей че-
канкой на ротационно-ковочной машине. Иногда трубку завальцовывают по
кольцевым выточкам в теле стержня (рис. 555, VI). Узел заделки усиливают
вставками (рис. 555, VII) пли наружными манжетами (рис. 555, XVI).
Прочное соединение показано на рис. 555, XIV. Стержень головки имеет
коническую форму. При запрессовке стержень раздает трубку на конус.
Соединение замыкается завальцовкой ранта головки.
283
Рис. 556. Крепление наконечников с впутрсппсй сферой в трубчатых стержнях
В конструкции штоков иногда применяют обращенную схему: на штоке
устанавливают сферическую чашку, сопрягающуюся со сферическими го-
ловками на приводных деталях.
Конструктивные разновидности штоков с чашками и способы крепления
чашек на трубчатых стержнях показаны на рис. 556,1 — VIII.
БАНДАЖИРОВАНИЕ
На рис. 557 показаны способы соединения бронзовых насадных
ободов с чугунными и стальными дисками. Соединение чаще всего
осуществляют посадкой с натягом (от Пр до Гр).
Обода напрессовывают до совпадения торцов обода и диска (рис. 557,7)
или до упора в буртик (рис. 557,77).
Для передачи крутящего момента и осевой фиксации обода на диске
совершенно достаточно прессового натяга (рис. 557,7), особенно если обод
имеет большой диаметр. Для страховки применяют нарезные стержни
Рис. 557. Способы соединений бронзовых ободов с дисками
284
(рис. 557, III), срезаемые после завертывания заподлицо с торцом, болты
(рис. 557, IV) или постановку заклепки (рис. 5*57, V).
Нарезание зубьев и чистовая обработка торцов производятся после
запрессовки.
На рис. 557, И показано соединение обода с диском при помощи заклепок;
на рис. 557, VII - разборное соединение на болтах. В некоторых случаях
бронзовые ободы непосредственно заливают на диск. Для повышения
прочности сцепления на ободе делают ступеньки (рис. 557, VIII, IX) или
шипы (рис. 557, X, XI). Наиболее простой и вместе с тем надежный
способ — заливка по шероховатой поверхности (рис. 557, XII). Способ
заливки неприменим для колес ответственного назначения. Здесь целесо-
образнее применять насадные ободы из кованой термообработанной
бронзы.
8 СПОСОБЫ СТОПОРЕНИЯ
. КРЕПЕЖНЫХ ДЕТАЛЕЙ
ВИДЫ СТОПОРЕНИЯ
Все нарезные крепежные детали машин должны быть надежно
застопорены от самоотворачиванпя. Несоблюдение этого правила приводит
к самым серьезным последствиям: известны случаи, когда отвернувшаяся
внутри механизма гайка или болт вызывали тяжелые аварии и выво-
дили из строя дорогостоящие агрегаты.
Различают два основных способа стопорения. Позитивное (или жесткое)
стопорение заключается в том, что стопоримая деталь соединяется со сто-
порящей деталью жесткой связью — стопором; отвертывание стопоримой
детали невозможно без среза, разрушения или деформации стопора. К этому
способу относится стопорение шплинтами, отгибными шайбами, пластин-
ками, вязочной проволокой и т. д.
Другой способ заключается в создании повышенного трения между
стопоримой и стопорной деталями; этот способ называют фрикционным
стопорением. К нему относится стопорение контргайками, упругими под-
кладными шайбами, самоконтрящимися гайками и т. д. Фрикционное сто-
порение менее надежно, чем позитивное; всегда существует опасность
уменьшения силы трения и, как следствие, ослабление соединения. По этой
причине во всех ответственных соединениях и в соединениях, расположен-
ных внутри машины, применяют только позитивное стопорение (главным
образом шплинтами). Менее ответственные соединения, ослабление которых
не может вызвать аварии машины, а также наружные (доступные для
наблюдения) соединения допускается стопорить фрикционным способом.
Однако в этом случае необходим периодический контроль с подтяжкой
ослабевших соединений.
Разновидностью фрикционного стопорения является упругое стопорение,
заключающееся в том, что в соединение вводят упругий элемент, посто-
янно поддерживающий натяжение в системе. Чем больше упругость сис-
темы, тем надежнее фрикционное стопорение: сила трения между стопоримой
и стопорящей деталью будет поддерживаться при появлении некоторых
остаточных деформаций, вибрациях, пульсациях нагрузки и т. д. При стопо-
рении контргайками система почти не обладает упругостью, при стопорении
286
шайбами Гровера (пружинными шайбами) обладает незначительной упру-
гостью; при некоторых видах фрикционного стопорения обеспечивается
весьма большая упругость.
Существуют и смешанные способы стопорения, в которых сочетаются принципы позитивного
п фрикционного стопорения. Таков, например, случай храповых шайб. Здесь стопорение
осуществляется отчасти повышенным трением в резьбе в результате упругой деформации
шайбы при затяжке п отчасти созданием жесткой связи между ганками и корпусом в ре-
зультате врезания зубьев шайбы в торец ганки и опорную поверхность корпуса.
Гайку можно стопорить на болт и на корпус (стягиваемую деталь).
Различают следующие случаи.
1. Гайка удерживается за резьбу болта. При этом способе между нитками
резьбы гайки и болта теми или иными приемами создают повышенное
трение, увеличивающее сцепление между гайкой и болтом. К данному
способу относят, например, стопорение тугой резьбой, контргайками,
упругими подкладными шайбами, самокоитрящимися упругими гайками
и т. д.
2. Гайка удерживается за тело болта. При этом способе применяют
стопор той или иной формы, который одновременно входит в отверстия
или выемки в тело болта и гайки. К данному способу относят стопорение
шплинтами, шайбами с отгибными лапками и т. д. Этот способ стопорения
позитивный.
3. Гайка удерживается за корпус. При этом способе создают жесткую
или упругую связь между гайкой и стягиваемой деталью (корпусом)
или установленными па ней элементами. К данному способу относят, на-
пример стопорение гаек лепестковы.ми шайбами с отгибом лепестков на
гайку и на корпус, стопорение прпвертиыми шайбами с вырезами под
гайку, вязку гаек проволокой и т. д. При этом способе обязательна
одновременная фиксация болта от проворота относительно корпуса; иначе
возможно самопроизвольное вывертывание болта из гайки.
На рис. 558 изображены различные способы стопорения крепежных
деталей. Здесь примером фрикционного способа является стопорение шайбой
Гровера, примером позитивного способа — стопорение шплинтами, отгиб-
ной шайбой и проволочной вязкой. Для болтов (а) и шпилек (б)
применимы все возможные способы стопорения: фрикционного, пози-
тивного с фиксацией гайки на тело болта или шпильки, позитивного с
фиксацией ганки на корпус. Для ввертных болтов (в) возможно фрик-
ционное (/) и позитивное стопорение болта на корпус (II, III).
Во всех случаях целесообразно увеличивать упругость болта. Это
повышает надежность стопорения, способствуя сохранению постоянного
натяга в соединении.
Соединения с короткими жесткими болтами (рис. 559,1) быстро ослабе-
вают в эксплуатации, так как остаточные деформации, неизбежно возникаю-
щие со временем в резьбе па опорных поверхностях, соизмеримы по
величине с удлинением болта при затяжке; поддерживать постоянный натяг
в соединениях такого типа невозможно, особенно в условиях тряски,
вибраций и пульсации нагрузки. Не помогает в данном случае и по-
зитивное стопорение (рис. 559, II), шплинты только предупреждают потерю
болта или гайки, соединение же с течением времени все равно ослабе-
вает и делается неработоспособным.
287
Рис. 558. Способы стопорения крепежных
деталей
В тех случаях, когда применение коротких жестких болтов продиктовано
необходимостью (например, случай крепления отъемных листовых элементов
рам, облицовок и т. д.), приходится прибегать к периодическому осмотру
и подтяжке ослабевших соединений (регулярная подтяжка всех болтовых сое-
динений шасси и корпуса автомашин). Шплинтовку гдек в данном случае
не применяют, так как опа только затруднила бы подтяжку,
288
Рис. 560. Способы стягивания упругих фланцев (в случае II упругость фланцев ограни-
чена перемычками а)
Рис. 561. Установка болта на упругой крышке
Рациональное решение задачи состоит в увеличении упругости системы.
Длинные тонкие упругие болты (рис. 559, III) могут удерживать гайку
от самоотворачпваппя; шплинтовка в данном случае является дополнитель-
ной мерой предосторожности. Применение длинных болтов, однако, далеко
не всегда возможно из-за габаритных условий; в этих случаях прибегают
к установке специальных упругих элементов (рис. 559,77— И).
Аналогичный результат дает и повышение упругости стягиваемых де-
талей. На рис. 560,1, II приведены способы стягивания упругих фланцев;
на рис. 561,1,11,111 -прижима упругой крышки. Подобные конструкции,
разумеется, применимы только в случае, если детали изготовлены из
прочного материала с высоким модулем упругости. С целью исключения
перетяжки соединения вводят ограничители (рис. 561, II, III). Величина
затяжки в данном случае определяется размером зазора а, выбираемого
при затяжке. '
Гайки, работающие под постоянным натягом сильных пружин
(рис. 562,7), испытывают фрикционное стопорение. Однако при работе
пружины в условиях вибраций или под динамической нагрузкой целе-
сообразно дополнительно стопорить гайк-у тем или иным способом
(рис. 562,77).
289
Рис. 562. Затяжка пружины. Стопорение
гайки:
/-силой упругости пружины; //-контр-
гайкой
Рис. 563. Способы глухого стопорения гаек па болте
Глухое стопорение применяют в случаях, когда гайку на болте уста-
навливают навсегда.
На рис. 563 показаны различные способы глухого стопорения; пол-
ной (I) или частичной (II) сваркой (пайкой) гайки и болта, раскер-
новкой (III), расклепкой (ZP) или развальцовкой (V, И), обжатием удли-
ненного «воротника» гайки (VII), расклиниванием конца болта коническим
штифтом (ИП), прошппливапием гайки и болта штифтом (IX).
Наиболее простым способом из указанных является сварка, особенно
частичная (достаточно одной капли расплавленного металла).
СТОПОРЕНИЕ КОНТРГАЙКАМИ
Стопорение контргайками (рис. 564) применяют редко вследствие
недостаточной надежности. Этому способу присущ и другой недостаток:
при затяжке контргайка, вытягивая болт, принимает на себя всю нагрузку,
в то время как основная гайка разгружается (рис. 565). Это заставляет
иногда применять обратную схему: контргайку располагают под основной
гайкой (см. рис. 564, Л), что обеспечивает более благоприятное распрсдс-
290
Рис. 565. Схема расположения витков контргайки и основной
гайки относительно витков болта при затяжке контртайки
Рис. 566. Установка контргаек в узлах:
/—регулирования затяжки пружины; //—стяжного тендера; /// — регулирования игольчатого
клапана; IV — регулирования сферического толкателя
ление сил. Иногда контргайку делают одной высоты с основной гайкой
(рис. 564, III).
Контргайки незаменимы в тех случаях, когда требуется бесступенчатая
фиксация положения гайки на болте, особенно при значительном пере-
мещении гайки вдоль болта. Примеры таких узлов изображены на рис. 566
(контргайка затягивает резьбу стержня, опираясь на деталь, в которую
ввернут стержень).
Часто применяют стопорение контргайкой в узлах регулирования осевого
натяга подшипников качения (рис. 567). На рис. 568, 569 показаны спе-
циальные конструкции контргаек.
На рис. 570 изображены конические контргайки, при применении которых
увеличивается сцепление между контргайкой и основной гайкой. Для повы-
шения сцепления в резьбе конические контргайки снабжают прорезями,
291
Рнс. 567. Применение контр-
гайки в узле регулирования
осевого натяга конических ро-
ликовых подшипников качения
Рис. 569. Контргайка, на-
вертываемая на хвостовик
болта(резьба на хвостовике -
левая, па болте — правая)
Рис. 568. Внутренняя контр-
гайка, ввертываемая в нарез-
ное отверстие
Рис. 570. Конические контргайки:
/-целая; II—с радиальными прорезя-
ми; ///—разрезная
увеличивающими податливость конуса в радиальном направлении (рис. 570,
II, III). Излишняя податливость конуса может затруднить полную затяжку
вследствие заклинивания гайки на резьбе на последних стадиях затяжки.
Недостаток конических контргаек — усложнение обработки посадочных по-
верхностей конуса и возникновение повышенных напряжений смятия на
опорных поверхностях.
На рис. 571 изображена упругая контргайка Палнэт (по названию
фирмы «Polnut», выпускающей эти гайки). Гайку изготовляют из листовой
закаленной стали. Она имеет один виток резьбы, образованный отгибом
по винтовой линии внутренних лепестков. К достоинствам этой конструкции
следует отнести ее малую массу и наличие некоторой упругости, обеспе-
чивающей более надежное сцепление гайки с болтом. В последнее время
упругие контргайки выполняют заодно с основной гайкой.
292
СТОПОРЕНИЕ ШПЛИНТАМИ
Стопорение шплинтами (шплинтовка) гаек — надежный и очень
распространенный способ стопорения, применяемый в наиболее ответствен-
ных узлах.
На рис. 572 для сравнения с более современными способами шплин-
товки гаек приведен устаревший’способ шплинтовки. Недостатки этого спо-
соба — ослабление болта на рабочем, напряженном участке, ограниченность
хода гайки в пределах шплинтуемости.
В современных конструкциях (рис. 573) для увеличения хода затяжки
(пределов шплинтуемости) в верхней -части гайки делают пазы (обычно
шесть — по числу граней гайки) глубиной h, существенно большей диа-
метра d шплинта. Шплинт, выполненный из проволоки полукруглого
сечения, вводят в один из пазов гайки и в поперечное отверстие в
верхней, непагруженной, части болта; концы шплинта отгибают.
Применяют два способа установки шплинтов. При первом способе
(рис. 573,7) шплинт устанавливают плоскостью кольца параллельно оси
бо^пга; концы шплинта отгибают: один на грань гайки, другой на торец
болта. При втором способе (рис. 573, II) шплинт устанавливают плоскостью
кольца перпендикулярно оси болта; концы шплинта отгибают на грани
гайки.
Первый способ применяют чаще, так как он обеспечивает удобство
монтажа и компактность конструкции. Однако второй способ увеличивает
пределы шплинтуемости.
Гайки с шестью пазами допускают возможность стопорения через
каждые 60° поворота гайки. При шаге резьбы ~ 1,5 мм это соответствует
вытяжке болта на 0,25 мм; регулировка силы затяжки, как видно,
получается грубой.
Для увеличения дробности фиксации в болте иногда сверлят два вза-
имно перпендикулярных отверстия (рис. 574). В этом случае гайка может
быть застопорена через каждые 30° поворота. Максимальное возможное
Рис. 573. Способы стопорения с отгибкой
концов шплинта:
Z—на торец болта и грань гайки; Я—па
грани гайки
Рис. 572. Устаревший способ
шплинтовки
293
Рнс. 574. Угол поворота гайки для шплинтовки:
I — при одном отверстии в болте; Я—при
двух взаимно перпендикулярных отверстиях
Рнс. 575. Способ
шплинтовки с уве-
личенным ходом
гайки
Рис. 576. Способ
шплинтовки при на-
личии паза в болте
и отверстий в гай-
Рис. 577. Упругие шплин-
ты («, б)
Рнс. 578. Шлицевая гайка
с упругим шплинтом
осевое перемещение гайки вдоль болта между крайними положениями сто-
порения составляет t = h — d (где h — глубина паза; d — диаметр шплинта).
Для увеличения пределов шплинтуемости отверстия смещают относи-
тельно друг друга (рис. 575) на величину 5 = h — d (не более). Этот
способ применяют при длинных болтах, вытяжка которых при завер-
тывании гайки может достигать значительной величины (0,5 мм и более).
Иногда применяют способ шплинтовки, при котором паз выполняют
на конце болта, а отверстие — в гайке (рис. 576).
Шплинты изготовляют из мягкой стали и после однократного употреб-
ления заменяют новыми. На практике применяют и постоянные упругие
шплинты из закаленной стали (рис. 577). Концы упругих шплинтов
снабжают зубчиками, которые надежно фиксируют шплинт после его
установки.
На рис. 578 показан пример стопорения шлицевой гайки упругим
шплинтом, проходящим через хвостовик болта.
СТОПОРЕНИЕ ШАЙБАМИ
Отгибные шайбы
Распространенным способом позитивного стопорения является сто-
порение отгибными щайбами.
294
Рис. 579. Стопорение шайбой с отгибными лапками
Рнс. 580. Способы фиксации сто-
порной шайбы па корпусе
Шайбы изготовляют из мягкой листовой стали и снабжают лапками.
На рис. 579,/, II изображены наиболее часто применяемые формы
отгибных шайб.
- При установке шайбы под гайку одну из лапок фиксируют па
стягиваемой детали (чаще всего отгибом па близлежащий уступ крепеж-
ного фланца), другую отгибают на грань гайки. Получается жесткая
связь между гайкой и стягиваемой деталью (стопорение на корпус).
Помимо отгибки на фланец практикуют и другие способы фиксации
шайбы на стягиваемой детали, пользуясь для этого любыми подходящими
элементами детали, находящимися поблизости от гайки. Иногда фиксирую-
щие элементы приходится создавать искусственно: лапку заправляют
в специально проделанное поблизости от гайки отверстие (рис. 580,7) или
надевают ее на специально установленный для этой цели штифт
(рис. 580,17) или фиксируют соседним болтом.
Фиксация стопорными шайбами применима для ввертных болтов и для
гаек, навертываемых на шпильки. При стопорении гаек, навертываемых
на болты (рис. 581), необходима одновременная фиксация головки болтают
поворота. При стопорении одной гайки (рис. 581,7) болт может вывернуться
из застопоренной гайки. Правильная конструкция с фиксацией гайки и болта
показана на рис. 581,77. Фиксация стопорной шайбы на корпусе должна
быть надежной и жесткой.
На рис. 582,7 и II изображена неправильная установка шайбы:
фиксирующая лапка отогнута на полукруглую бобышку корпуса; при
отвертывании гайки лапка беспрепятственно проворачивается вокруг бо-
бышки (в направлении, указанном стрелкой). На рис. 582,7/7 показана
более правильная установка: шайба не может повернуться вместе с гайкой,
так как лапка упирается в прямолинейную часть корпуса. Но и эта
установка не свободна от недостатков: при затяжке гайки приходится
придерживать шайбу от проворота в направлении вращения гайки. На
рис. 582,/Г изображена наиболее правильная конструкция: лапка заведена
295
I
Рис. 581. Стопорение болта отгибкой шайбой
Рис. 582. Установка стопорной шайбы на фланце с полукруглыми бобышками
Рис. 583. Установка стопорной шайбы на
цилиндрическом фланце :
I — неправильная; II - правильная
/в наклонный паз, профрезованный в
теле бобышки; шайба зафиксирована
от поворота в любом направлении.
Другой пример фиксации показан
на рис. 583,/. Здесь лапка отогнута
на уступ цилиндрического фланца. Не-
смотря на то, что центр фланца и
ось поворота шайбы в данном слу-
чае не совпадают, фиксация шайбы
неопределенна: шайба может провер-
нуться'на некоторый угол вокруг сво-
ей оси, достаточный для того, чтобы
вызвать ослабление гайки. Правильной установкой в данном случае яв-
ляется или заведение фиксирующей лапки в паз на фланце или (с целью
сокращения механической обработки) упор шайбы в вертикальную ци-
линдрическую стенку детали (рис. 583, II).
На рис. 584 показана стопорная шайба с треугольным вырезом на
лапке, , позволяющим отгибать лапку нс только на грань гайки
(рис. 584,7), но и на угол шестигранника гайки (рис. 584, II), благодаря
чему гайка может быть застопорена не через 60°, а через каждые 30°
поворота.
На рис. 585 изображена стопорная шайба с разрезной лапкой:
одну половину лапки отгибают на притягиваемую деталь, другую - на
грань гайки.
296
Рнс. 584. Стопорная шайба
с разрезной лапкой
I
Рис. 585. Стопорная шайба с разрезной фик-
сирующей лапкой
Рис. 586. Стопорение шайбой с отгибными
лапками, фиксируемой канавками в теле
болта
Рис. 587. Скобы для стопорения гайки болта, стягивающего фланцы
На рис. 586 показан способ стопорения гайки на,болт подкладной
шайбой с отгибными лапками. Шайба имеет два усика, входящие в про-
дольные канавки на болте; лапки отгибают на грани гайки. Недостаток
этой конструкции — ослабление болта канавками.
На рис. 587 показана скоба с отгибными лапками для гаек, стяги-
вающих цилиндрические фланцы. Симметричные ушки, скобы (рис. 587,/)
вводят под головку болта и под гайку. Гайку стопорят отгибом лапок.
Сама скоба фиксируется от проворачивания отгибом лапок на головку
болта.
Правильнее способ стопорения, показанный на рис. 587,//. Здесь
скоба более уверенно фиксируется от проворота пазом а в фланцах.
В зависимости от условия установки и способа фиксации на корпусе
применяют отгибные шайбы различной формы (рис. 588, /—А'//). Шайбы
часто выполняют без лапок, в виде круглых, овальных или прямоугольных
пластинок (рис. 588, V, IX, X). Фиксация шайбы на корпусе и гайки
в данном случае достигается отгибом краев пластинок; иногда с вырубкой
10 Орлов П. И., кн. 3
297
Рис. 588. Формы отгибных шайб
отгибаемых частей (рис. 588, XI, XII), что позволяет стопорить бесступенчато.
Отгибные шайбы - стопоры разового применения. При каждой перетяжке
соединения отгибные шайбы заменяют новыми.
\
Упругие шайбы
Стопорение упругими шайбами основано на создании постоянных
сил трения в резьбе и на торце гайки. Таким образом в данном случае
сочетается принцип стопорения гайки «на болт» и «на корпус».
Силы трения препятствуют отвертыванию гайки при вибрациях, пуль-
сации сил, действующих на соединение, а также при появлении оста-
точных деформаций в системе (например, при смятии опорных поверх-
ностей). Чем больше упругость шайбы, тем надежнее стопорение.
За исключением особых случаев, упругие шайбы устанавливают так,,
чтобы при окончательной затяжке обеспечивался жесткий упор гайки в опор-
ную поверхность стягиваемой детали.
Простейшая и наиболее часто применяемая (хотя далеко не самая
совершенная) форма упругого стопорения — разрезная пружинная шайба —
шайба Гровера (иногда называемая просто «гровером»). Шайба (рис. 589)
представляет собой изготовленное из закаленной стали кольцо с косым
разрезом под углом ~ 15° к оси кольца. Наклон разреза делается левым
для правой резьбы и правым для левой резьбы.
Концы шайбы слегка разведены и снабжецы острыми кромками. При
затяжке кольцо сжимается, кромки врезаются в тело гайки и в опорную
поверхность (рис. 590), обеспечивая стопорение гайки «на корпус». Врезание
заметно выражено в том случае, когда опорные поверхности имеют
298
Рис. 590. К стопорящему эф-
фекту шайбы Гровера
Рис. 589. Разрезная пруЖиннай
шайба (шайба Гровера)
Рис. 591. Установка шайб Гровера с учетом Рис. 592. Способы установки шайб Гроврра
твердости поверхностей
Рис. 594. Сферическая пружин-
ная шайба
Рис. 595. Коническая пружин-
ная шайба
Рис. 593. Разрезная пружинная
шайба повышенной жесткости
Рис. 596. Цилиндрическая пружинная шайба
прямоугольной формы
Рис. 597. «Перекрученная» пружинная шайба
10*
299
пе слишком высокую твердость (НВ < 300). В случае твердых металлов
(закаленная, азотированная сталь и т. д.) действует только чисто упругое
стопорение, отчего надежность контровки снижается.
Недопустима установка шайб Гровера на поверхностях мягких металлов
(например, литые алюминиевые и магниевые сплавы): зубчики шайб портят
такие поверхности. Применение стальных подкладных шайб (рис. 591,/)
сводит на нет стопорящий эффект врезания зубчиков в тело корпуса.
Нижняя граница .применения шайб Гровера — металлы с твердостью
НВ>. 150 (рис. 591,//).
Для работы соединения как упругой системы безразлично, где уста-
новлена шайба: под гайкой (рис. 592,/) или под головкой болта
(рис. 592,//), или одновременно под гайкой и болтом (рис. 592,///); в по-
следнем случае упругость системы увеличивается вдвое.
Основной недостаток шайбы Гровера заключается в том, что от
увеличения сечения кольца в ширину и в высоту (рис. 593) возрастает
развиваемая кольцом упругая сила, по не повышается упругая деформация.
Другой существенный4 недостаток — неизбежность внецентренного прило-
жения силы затяжки, вызванная тем, что сила затяжки передается гайке
(и опорной поверхности) в большей степени на участке расположения хра-
повых зубчиков, чем на остальной части окружности.
Лучше в этом отношении пружинные шайбы сферические (рис. 594),
конические (рис. 595), прямоугольные, выгнутые по цилиндру (рис. 596)
и перекрученные плоские (рис. 597). Шайбы затягивают до расплющивания,
что обеспечивает жесткий упор гайки в опорную поверхность и возмож-
ность затяжки болта большой силой. В пружинной тарельчатой шайбе,
изображенной на рис. 598, жесткий упор достигается после устранения
зазора. Для увеличения упругости шайбы снабжают радиальными про-
резами (рис. 599) или делают разрезными (рис. 600). Применяют установку
шайб одновременно под гайку и под головку болта (рис. 601). Для
удобства монтажа упругие шайбы иногда заделывают в гайку соедине-
нием, обеспечивающим возможность проворачивания гайки относительно
шайбы (рис. 602, 603).
При необходимости увеличивать упругость применяют пружинные
шайбы фасонного профиля (рис. 604, / — IV, 605). Конструкции по
рис. 604,2/, III, IV и рис. 605 рассчитаны на применение «висячих» гаек,
обладающих свойством более равномерного распределения нагрузки по
виткам резьбы.
Рис. 600. Коническая разрез-
ная пружинная шайба
Рис. 598. Тарельчатая пружин-
ная шайба
Рис. 599.~Коннческая пружин-
ная шайба с радиальными про-
резями
300
Рнс. 602. Пружинная кониче-
ская шайба, вделанная в гайку
Рнс. 601. Установка пружин-
ных шайб под гайку иТоловку
болта
Рис. 603. Пружинная шайба,
вделанная в гайку
I и Ш IS
Рис. 604. Фасонные пружинные шайбы .
Рнс. 606. Стопорение набором
конических пружинных шайб
Рис. 605. Обратно-коническая
пружинная шайба
В узлах, требующих еще большей упругости, применяют набор
тарельчатых пружин (рис. 606), цилиндрические (рис. 607), или конические
(рис. 608) витые пружины или пружины сильфонного типа (рис. 609).
Применяют также конические кольцевые пружины (рис. 610) с одним
кольцом (рис. 610,7) или с двумя,, а иногда и с большим числом
колец (рис. 610,7/, III).
Конструкции на рис. 610,7 и III приспособлены к применению «ви-
сячих» гаек. Однако висящая часть гайки в данном случае подвергается
сжатию действием сопрягающегося с ней конуса, что может свести на нет
положительные свойства «висячих» гаек.
Для устранения сжатия резьбу на участке, соответствующем кони-
ческой части гайки, удаляют, как показано на рис. 610,IV.
‘ 301
Рис. 607. Стопорение цилиндрической витон пружиной
Рис. 611. Групповое упругое стопорение болтов на цилиндрическом фланце
-302
втулке
Рис. 614. Установка гаек с упором на полужесткне втулки
При групповой установке болтов (например, на цилиндрических флан-
цах) возможно упругое стопорение всей группы болтов введением между
стягиваемыми фланцами цилиндрических витых пружин (рис. 611,7), упругих
прокладок (рис. 611,77), кольцевых пружинных шайб разного профиля
(рис. 611, HI, IV).
Для стопорения гаек применяют упругие прокладки из синтетических
материалов (найлона, капрона, акрилона и т. д.). Примеры таких конструкций
показаны на рис. 612,613.
В конструкции на рис. 612 под гайку устанавливают пластмассовую
шайбу, первоначальная форма которой показана на рис. 612,/. После
затяжки шайба деформируется (рис. 612, II). При этом материал шайбы
затекает в витки резьбы, обеспечивая стопорение гайки и вместе с тем
герметичность соединения,, что бывает, необходимым при определенных
случаях установки. Аналогичным образом работает стопорно-герметизи-
рующая прокладка, показанная на рис. 612, III.
В конструкциях на рис. 613,7, II, III применимы втулки из пластмасс,
заведенные в металлические корпуса. В свободном состоянии торцы втулок
303
слегка выступают из корпусов. При затяжке втулки деформируются, создавая
натяг и вместе с тем герметизируя соединение.
В некоторых случаях гайки затягивают до упора в упругий элемент,
который в данном случае (в противоположность описанным выше
конструкциям) нагружен полной силой затяжки и должен быть достаточно
жестким и прочным. На рис. 614,1 -IV показаны примеры подобных
конструкций (в порядке возрастающей упругости).
На рис. 615 изображена установка болта с передачей полной силы
затяжки на втулку из упругого материала, заведенную под головку болта.
Возможность вытекания материала втулки из-под головки предупреждается
плотной посадкой в корпус головки и прилегающего к ней цилиндрического
пояска на теле болта.
Храповые шайбы
При этом способе под гайку подкладывают шайбы, выполненные
из закаленной стали и снабженные зубчиками (рис. 616-618). Форма
зубчиков такова, что они, не мешая завертыванию гайки, препятствуют
ее отворачиванию, впиваясь своими острыми гранями в торец гайки
и в опорную поверхность корпуса и действуя наподобие храповых соба-
чек (откуда и возникло название шайб).
Вместе с тем зубчикам, а иногда и шайбе в целом придают извест-
ную упругость, благодаря которой описанный эффект сохраняется и при
небольшом ослаблении затяжки, а также при вибрациях и пульсации сил,
действующих на соединение. Таким образом, стопорение осуществляется
отчасти по принципу упругого стопорения, отчасти по принципу жесткой
связи между гайкой и корпусом; гайка стопорится и «на болт» и «на
корпус».
Рис. 61S. Стопорение гайки
выпуклой храповой шай-
бой с наружными н внут-
ренними зубцами
Рис. 616. Стопорение гайки храпо-
вой шайбой с наружными зубцами
Рис. 617. Стопорение гай-
ки выпуклой храповой
шайбой с наружными зуб-
цами
Рис. 620. Гайка со встроенной храповой
шайбой квадратной формы
Рис. 61». Гайка со встроенной храповой
шайбой
304
Рис. 621. Формы храповых шайб
Для упрощения монтажа храповые шайбы иногда встраивают в гайку
(рис. 619,620), обеспечивая в соединении^ возможность вращения гайки
относительно шайбы.
Храповые шайбы не применяют, если притягиваемая деталь изготов-
лена из мягкого z (алюминиевые и магниевые сплавы) или из очень
твердого металла (закаленная сталь). В первом случае шайбы портят
поверхность детали, во втором — эффективность стопорения значительно
снижается: остается только чисто пружинный эффект, так как храповый
эффект исчезает. Целесообразная область применения храповых шайб —
детали с твёрдостью в пределах НВ 250—300. На рис. 621,/—IX пока-
заны наиболее употребительные храповые шайбы.
ПЛАСТИНЧАТЫЕ СТОПОРЫ
Пластинчатый стопор представляет собой пластинку с вырезами
под шестигранник гайки. Стопор устанавливают около гайки и крепят
к корпусу обычно в двух точках (для того чтобы предупредить само-
проворачиванис стопора).
На рис. 622,I—IVпоказаны различные формы стопорных пластинок. Кон-
струкция, изображенная на рис. 622, IV, увеличивает дробность фиксации.
К недостаткам стопоров относятся сложность крепления стопора
и необходимость стопорения деталей, крепящих стопор. По этой причине
пластинчатые стопоры применяют чаще всего для стопорения парных
болтов, когда пластинка крепится самими стопорными гайками.
305
Рис. 623. Стопорение гайки накладной шайбой с заде-
ланной пружиной'
Рис. 624. Стопорение гайки фасонной шайбой
На рис. 623 показан удобный в монтаже (хотя и сложный) способ
стопорения при помощи шайбы с вырезами под шестигранник. Шайба
имеет усик а, фиксирующий ее на корпусе. При помощи трех лапок б
к шайбе наглухо крепится пружина, фиксирующая гайку в осевом направ-
лении.
Шайбу устанавливают на затянутую гайку, предварительно- сжав пру-
жину; после установки пружина расправляется, упираясь свободным
концом в выступ детали, и фиксирует шайбу.
На рис. 624 изображен способ стопорения, применяемый для крупных
болтов. Болту придан квадратный хвостовик, на который надевается
стопорная шайба а; усики шайбы входят в прорези гайки. Шайба фикси-
руется в осевом направлении зегером б,
ВЯЗКА ПРОВОЛОКОЙ
Во многих случаях применяют стопорение гаек при помощи
проволоки. Проволоку пропускают через отверстие в гранях стопоримой
гайки и через отверстие в смежной гайке или в каком-нибудь близ-
лежащем элементе узла детали, или в специально устанавливаемом
элементе (винт, штифт и т. д.). Концы проволоки скручивают плоско-
губцами (рис. 625).
306
Рнс. 625. Ствпорение гаек вязкой проволоки
Рис. 627. Способы вязки:
I, //-неправильные; Ш-правильный
Операцию сверления отверстий в гайках выполняют в специальных
приспособлениях. Обычно сверлят три отверстия (рис. 625, Г), реже шесть
(рис. 625, 77). При таком способе стопорения увеличение числа отверстий
не имеет смысла, так как правильная вязка может быть осуществлена
при большом угле поворота гайки; в отличие от большинства других
позитивных способов стопорения вязка позволяет осуществить практи-
чески бесступенчатую угловую фиксацию гайки.
На рис. 625, III изображен способ вязки через пазы корончатой гайки
и отверстие в болте. Этот способ обеспечивает с одной стороны фиксацию
гайки на болту, с другой — фиксацию болта относительно корпуса.
Отверстия под вязку в головках болтов обычно сверлят перпендику-
лярно граням (рис. 625,1V). Пример стопорения пробки вязкой показан
на рис. 626.
При вязке надо соблюдать следующее правило: натяжение, возника-
ющее при скручивании концов проволоки, должно создавать момент,
способствующий завертыванию стопоримой гайки (рис. 627, III). При
противоположном направлении вязки (рис. 627,1) проволока не предотвра-
щает самоотворачивания гайки; напротив, появляется момент, способ-
ствующий откручиванию гайки. Стопорение получается ненадежным и
в случае «безразличного» направления натяжения (рис. 627,77).
307
САМОКОНТРЯЩИЕСЯ ГАЙКИ
Правильно сконструированные самоконтрящиеся гайки должны
отвечать следующим условиям:
стопорение гайки должно быть надежным;
конструкция должна обеспечивать легкое завертывание гайки вплоть
до последней стадии затяжки;
конструкция не должна мешать полной затяжке соединения;
конструкция должна допускать многократное применение гайки;
конструкция должна допускать применение стандартных ключей;
конструкция должна допускать применение механизированных способов
завертывания (при помощи гайковертов и т. д.).
Как правило, действие самоконтрящихся гаек основано на принципе
фрикционного стопорения, т. е. создания повышенного трения в витках
резьбы. Наиболее совершенны гайки, у которых повышенное трение
создается только в конце затяжки. В конструкциях подобного рода
в большей или меньшей степени используют упругие свойства материала
гайки, поэтому почти все самоконтрящиеся гайки нуждаются в термо-
обработке.
Наиболее простой способ увеличения трения — это применение тугих
резьб или резьб с разным шагом в гайке и на болте. Завертывание
тугих резьб затруднительно, и поэтому их применяют преимущественно
в глухих соединениях (например, при установке шпилек в корпусы) или
в тех случаях, когда необходимо фиксировать гайку в любом осевом
положении на стержне.
Самоконтрящиеся гайки с коническими опорными поверхностями
(рис. 628), основанные на принципе сжатия резьбы (а также создания
повышенного трения На опорных поверхностях в конце затяжки), при-
меняют в настоящее время редко в силу следующих присущих им
недостатков:
необходимости специальной обработки посадочных поверхностей
в корпусах;
создания лишних напряжений растяжения в корпусах; опасности смятия
конических опорных поверхностей в корпусах (особенно при малых углах
конуса);
невозможности в ряде случаев (особенно при разрезных конусах)
полной затяжки соединения вследствие защемления резьбы на участке
расположения конуса.
На рис. 629 показан простейший способ увеличения трения в резьбе
к концу затяжки путем деформации последних (по ходу заворачивания
Рис. 628. Конические самокрутя-
шиеся гайки:
Z — целая; II — с прорезным кону-
сом ; III — разрезная коническая
308
Рис. 629. Гайка с де-
формированной резь-
бой
Рис. 631. Самоконтрящиеся гайки с пластмассовыми
вкладками:
I-IV-кольцевыми; V- штифтовыми
Рис. 630. Гайка с обжатой коронкой:
I — целой; II — разрезной
Рис. 632. Самоконтрящиеся гайки с пру-
жинным нарезным венчиком:
I — под накидной ключ; II— под торцовый
и накидной ключи; III — с венчиком по-
вышенной упругости
гайки) витков резьбы (например, керновкой). Недостаток этого способа —
отсутствие упругости, необходимой для поддержания натяга в резьбе
при всех условиях работы.
На рис. 630 изображены самоконтрящиеся гайки с удлиненной корон-
кой, целой или разрезной, которая при изготовлении обжимается. При
завертывании гайки в момент, когда нарезная часть болта вступает
в обжатый участок, в резьбе возникает повышенное трение. Гайки
с разрезными коронками (рис. 630, II) обеспечивают более надежное
стопорение благодаря упругости лепестков коронки.
На рис. 631,1 — V показаны самоконтрящиеся гайки с вставками из
пластмассы. При завертывании гайки нарезной стержень болта проделы-
вает резьбу во вставке; упругость вставки тормозит гайку и при повтор-
ных завертываниях.
На рис. 632 изображены гайки с упругим нарезным венчиком. При
изготовлении после нарезания резьбы венчик слегка осаживают, так что
витки резьбы смещаются в осевом направлении относительно основной
резьбы. При завертывании гайки нарезной конец болта приподнимает
венчик, благодаря чему в резьбе создается осевой натяг.
Гайка на рис. 632,1 приспособлена только под накидной ключ; гайка
на рис. 632,11 может быть завернута торцовым ключом; на рис. 632, III
изображена гайка с повышенной упругостью венчика, скрепленного в дан-
ном случае с телом гайки узким мостиком а.
309
Piic. 633. Самоконтрящиеся прорезные гайки:
Z-c тремя прорезями; II— с двумя прорезями; III —
с одним прорезом; IV — с двойным прорезом
Рис. 634. Самоконтрящнеся гайки
с осаженной (7) и перекрученной
(II) коронками
Рис. 637. Самоконтрящнеся лепестковые
гайки
Рис. 635. Гайки с самозатя-
гнвающимся витком:
I — корончатая; II- шести-
гранная
Рис. 636. Гайка с
самозатягнва-
ющнмся вставным
витком
На рис. 633 показаны конструкции, в которых в верхней части гайки
проделывают прорези, после чего подрезанную часть гайки обжимают
или осаживают. Действие гайки в этом случае аналогично описанному
выше.
В конструкциях, изображенных на рис. 634, гайки снабжены удлинен-
ной коронкой, которая или осажена или несколько перекручена относи-
тельно основной резьбы. Для увеличения податливости на пояске между
коронкой и телом гайки проделывают радиальные отверстия.
На рис. 635 изображены самоконтрящнеся гайки, действие которых
основано на известном явлении самозатягиванйя упругого витка при
вращении его по валу (этот принцип используют в некоторых конструк-
циях колес свободного хода). В верхней части гайки при помощи прореза
образован виток, скрепленный с телом гайки короткой перемычкой;
конец'витка смещен к центру гайки для создания первоначального натяга.
При завертывании гайки виток не препятствует вращению; при отверты-
вании возбуждается повышенное трение, тормозящее гайку. На рис. 636
изображена аналогичная по принципу действия конструкция. В данном
случае пружинный виток выполнен отдельно и заделан в гайку заваль-
цовкой.
На рис. 637 показаны гайки с упругим элементом, состоящим из
нескольких лепестков, концы которых расположены по винтовой линии
и образуют полный виток. Виток или несколько- смещен в осевом направ-
лении по отношению к основной резьбе, или поджат к центру гайки.
При завертывании нарезной конец болта в первом случае раздвигает
лепестки, а во втором — приподнимает их,, благодаря чему в соединении
образуется упругий натяг.
310
Рнс. 638. Самоконтрящиеся гайки с двусто-
ронним натягом в резьбе, пропорциональ-
ным силе, затяжки ганки
Рнс. 639. Самоконтрящиеся ганки:
/—с кольцевой проточкой и ра-
диальными пазами; II—с ра-
диальными пазами; III — е коль-
цевой проточкой и радиальными
пазами на опорном торце; IV —
с радиальными пазами на обоих
торцах; V — с конической опор-
ной поверхностью; VI — с кониче-
ской юбкой; радиальные прорези
На рис. 638, 639 изображены самоконтрящиеся гайки, действие которых
основано на весьма целесообразном принципе создания в резьбе натяга,
пропорционального силе затяжки. Создание такого натяга достигается
разнообразными способами. Например, в случае, изображенном на
рис. 638,7, в опорном торце гайки проделан продольный паз; гайка
опирается на опорную поверхность двумя площадками (выделенными
жирными линиями на верхней проекции). В верхней части проделан
сквозной шлиц, параллельный пазу. Таким образом, гайка получается
как бы разрезанной на две половинки, соединенные друг с другом пере-
мычкой. Силы затяжки, приложенные к опорным площадкам, вызывают
перекос половинок, которые, действуя наподобие рычагов первого рода,
сжимают резьбу в верхней части гайки силой, пропорциональной силе
затяжки. Аналогично устроена гайка, изображенная на рис. 638,11.
В конструкциях, показанных на рис. 639, создается всесторонний
кольцевой натяг в верхней части резьбы. У гайки па рис, 639,1 опорная
поверхность кольцевая. В верхней части гайки проделано несколько
радиальных пазов. Силы затяжки, приложенйые к кольцевой опорной
поверхности, вызывают смещение верхних участков гайки к центру,
311
Рис. 640. Самокоитрящаяея гайка с упругой шайбой
I П
Рис. 641. Самоконтрящиеся упругие гайки
Д'
аг
Рис. 643. Самоконтрящиеся герметизирую-
щие гайки для глухих соединений
Рис. 642. Самонареаающиеся пластмассовые
гайки
сопровождающееся всесторонним зажимом резьбы. На аналогичном прин-
ципе основаны конструкции, изображенные на рис. 639, II, III, IV.
Все конструкции гаек на рис. 638, 639 обладают дополнительным
достоинством — равномерным распределением нагрузки по виткам'резьбы.
Для поддержания постоянного натяга при пульсациях осевой нагрузки
и вибрациях необходимо применять упругие болты или упругие элементы
(рис. 640).
На рис.-641,1-/7 изображены самоконтрящиеся гайки, у которых
торможение осуществляется упругими элементами, включенными в кон-
струкцию самой гайки. В гайке на рис. 641, III совмещены принципы
упругого стопорения и зажима резьбы при затяжке. На рис. 641, IV
показана упругая гайка с храповыми зубчиками на опорной поверхности.
Общий недостаток гаек на рис. 641 — повышенное трение при затяжке
из-за большого диаметра опорных поверхностей. Конструкции со встро-
енными упругими элементами в этом отношении значительно лучше.
На рис. 642,1,11 изображены самоконтрящиеся гайки из пластика
(найлона), предназначенные для несения небольших нагрузок. Гайка
снабжена резьбой лишь на некотором участке внутреннего отверстия.
При навертывании гайки болт нарезает резьбу на гладком участке отвер-
стия, благодаря чему получается тугое соединение. Дополнительный натяг
создается вследствие'затекания материала конического выступа а в резьбу
болта.
312
На рис. 643,1 изображена самоконтрящаяся гайка для глухих соедине-
ний с корпусами из пластичных металлов. На торце гайки имеется
кольцевой шип, который при затяжке загоняет материал корпуса на витки
резьбы, обеспечивая натяг (и герметизацию) резьбы. На рис. 643, II
изображена конструкция с подкладной шайбой, обеспечивающая только
герметизацию резьбы.
СТОПОРЕНИЕ КОЛЬЦЕВЫХ ГАЕК
На рис. 644 представлены ныне почти вышедшие из употребления
способы стопорения наружных кольцевых гаек нажимными винтами.
Способ, изображенный на рис. 644,I, отличается тем что нажимной винт
сминает и портит резьбу; введение вставок (рис. 644, II, III) из мягкого
материала (бронзы, пластиков и т. д.) устраняет этот дефект, но усложняет
монтаж и демонтаж гайки.
На рис. 645 изображен также редко применяемый способ, при котором
гайка прорезается на некотором участке пазом; разрезанные части гайки
стягиваются (рис. 645,1) или распираются (рир. 645, II) винтом, благодаря
чему в витках на прорезанном участке создается натяг. Недостаток этого
способа — значительное ослабление гайки.
По этой же причине вышли из употребления и разрезные гайки
(рис. 646). Их изредка применяют в тех случаях, когда необходимо фик-
сировать осевое положение гайки на валу в пределах значительной длины
нарезанного участка вала.
Редко применяют и способ стопорения пружинным разрезным кольцом
(рис. 647). Недостаток этого способа — ненадежная фиксация кольца на
Рис. 644. Стопорение кольцевых гаек на-
жимом винта:
7 — на резьбу; //, III — через прокладки из
мягкого материала
Рис. 645. Стопорение кольцевых гаек стяжным (7) и распорным (II) винтами
313
Рис. 647. Стопорение кольцевой гайки пру-
жинным кольцом
гайке; способ неприменим для многооборотных валов вследствие того,
что кольцо под действием центробежных сил выходит из канавки.
На рис. 648 показаны наиболее распространенные способы стопорения
с помощью шайб с отгибными лапками (иногда называемых лепестковыми
шайбами).
Стопорная шайба затягивается между устанавливаемой на вал деталью
и гайкой. Одну из лапок, предупреждающую проворачивание шайбы
на валу, заводят в паз на валу; другую лапку отгибают в паз лапки.
Стопорные шайбы изготовляют из мягкой листовой стали толщиной
0,5 —1,2 мм. После разового употребления шайбы заменяют новыми.
Применяют два основных способа фиксации стопорной шайбы на валу.
При первом способе фиксирующую лапку отгибают «от гайки» (рис. 648, 7),
при втором — «под гайку» (рис. 648, II). Паз во втором случае должен быть
более глубоким, поэтому на практике предпочитают первый способ.
Иногда, если допускает толщина стенок вала, паз делают настолько
глубоким, чтоб^т в него' можно было ввести фиксирующую лапку без
отгиба (рис. 648,777,77). Это увеличивает надежность фиксации.
Рис. 648. Способы фиксации стопорной шайбы на валу:
I, ///-введением лапки в паз в корпусе; II — введением лапки в паз в гайке; IV-
введением лапки в глубокий паз; V — введением лапки в прорез на торце вала;
VI — введением лапки в прорез на торце притягиваемой детали
314
Рис. 649. Способы установки стопорной шайбы на ступенчатых валах с применением под-
кладной шайбы
Рис. 651. Способы центрирования стопорной
и подкладной шайб на валу:
I — без центрирования; II — по резьбе; III—
посадочной поверхностью вала
Рис. 650. Способы центрирования стопорной
шайбы на валу:
I - без центрирования; II — по резьбе; III —
посадочной поверхностью вала
Иногда паз заменяют сквозной прорезью в валу (рис. 648, 7). При этом
способе фиксации сильно ослабляется вал. Этот способ применим только
при концевой установке гайки, тогда как предыдущие способы применимы
и при промежуточной установке гайки, например на ступенчатых валах.
На рис. 648, VI показан способ отгиба фиксирующей лапки стопорной
шайбы в торцовый паз на затягиваемой детали (как правило, зафикси-
рованной относительно вала шпонкой или шлицами). Способ технологич-
ный и вполне надежный.
На рис. 649,1—17 показаны способы установки стопорной шайбы
с подкладной массивной шайбой на ступенчатых валах. .
Неправильно располагать шайбу в зоне выточки за резьбой (рис. 650,1);
шайба в данном случае может запасть в выточку. Шайбу следует центри-
ровать на резьбе, для чего резьба должна выступать на некоторую длину а
за гайку (рис. 650, II) или, лучше, на гладкой поверхности вала (рис. 650, III).
В последнем случае гайка должна быть поднутрена.
При совместной установке стопорной шайбы и подкладной обе шайбы
должны быть центрированы. Неправильная и правильные конструкции для
этого случая показаны на рис. 651.
Описанные способы допускают фиксацию гайки через углы, равные
углу между шлицами. Дробность фиксации можно повысить применением
нониусного эффекта, т. е. приданием стопорной шайбе нескольких отгибных
лапок, расположенных под углом, отличным от угла между шлицами'.
315
Рис. 652. Варианты расположения отгибных
лапок на гайке:
/ — пучком; II — по периферии с использо-
ванием конусного эффекта
Рис. 653. Способы фиксации ганки в любом
положении:
I— вырубкой лапки в круглой шайбе увели-
ченного диаметра; II —загибом кромки
шайбы в паз гайки
Рис. 654. Способы изготовления фиксирующего паза на валу:
I и //-фрезерованием соответственно дисковой и пальцевой фрезой; ///-строганием;
IV — паз заменен лыской по валу
Лапки могут быть расположены пучком (рис. 652, 7) или распределены
по всей периферии шайбы (рис. 652,77). Во втором случае можно добиться
практически сколь угодно высокой дробности.
Возможна также фиксация гайки в любом положении, если сделать
стопорную шайбу круглой с диаметром, равным диаметру отгибных
лапок (рис. 653,7). В этом случае, затянув гайку на нужный угол,
намечают на шайбе чертилкой профиль любого паза гайки, делают на
этом месте две просечки в шайбе, вторично устанавливают шайбу на вал
и отгибают просеченный участок в паз. Этот способ — малопроизводи-
тельный, ио он допускает помимо бесступенчатой установки многократное
использование шайбы. Иногда участки шайбы, находящиеся против пазов
гайки, заминают во впадины (рис. 653,77).
На рис.' 654,7 — 77 показаны способы изготовления пазов на валу.
Из всех этих способов следует предпочитать первый, как наиболее техно-
316
Рис. 655. Способ предупреждения среза фиксиру-
ющей ланкн установкой промежуточной жесткой
шайбы
Рис. 656. Фиксация стопорной шайбы с по-
мощью шпоночных пазов:
/ — на валу; II - на насадной детали
Рис. 657. Фиксация стопорной шайбы на шли-
цевых валах:
/— введением лапки в паз между шлицами
насадной детали; //-зубчатым венчиком,
входящим в шлицы вала; III - зубчатым
венчиком, входящим в шлицы насадной
детали
Рис. 658. Нерекомендуемый(Т) и рекомендуе-
мый (//) способы стопорения гаек лепестко-
выми шайбами на высокооборотных валах
логичный. Изготовление паза по рис. 654, III непроизводительно; кроме
того, отверстие для выхода резца сильно ослабляет вал. Способ изготов-
ления по рис. 654, IV нельзя рекомендовать, потому что он сильно
ослабляет вал; кроме того, фиксация лапки в радиальном направлении
получается очень нежесткой.
Недостаток стопорения лепестковыми шайбами — вероятность среза
(могущего остаться незамеченным) фиксирующей лапки при затяжке гайки.
Эта опасность исключается, если между стопорной шайбой и гайкой
установить зафиксированную от поворота жесткую шайбу (рис. 655).
Подобную систему применяют в узлах, от которых требуется полная
надежность. Иногда с этой же целью на шайбе делают несколько
фиксирующих лапок и столько же пазов в валу. Надежно застрахованы
от среза шайбы с зубчатым венчиком, сцепляющимся со шлицами на валу.
Для фиксации стопорной шайбы на валу используют элементы кон-
струкции, например шпоночные канавки (рис. 656), впадины между шли-
цами на валах (рис. 657). При использовании для этой цели шлицев
317
Рис. 659. Стопорение кольцевых гаек чашеч-
ными шайбами
приходится или отодвигать венец шли-
цев от гайки на расстояние, обес-
печивающее установку фиксирующей
лапки (расстояние а на рис. 657,1),
или срезать на эту же длину один
из шлицев.
Наилучший способ фиксации обес-
печивается в том случае, если сто-
порная шайба снабжается зубчатым
венчиком, который входит в шлицы (рис. 651,11,111) и надежно сто-
порит шайбу.
Лепестковые шайбы с отгибом лепестков в, наружные пазы гайки
избегают ставить на высокооборотных валах из-за опасности отгиба
фиксирующего лепестка под действием центробежной силы. В таких случаях
предпочитают применять кольцевые гайки с торцовыми пазами, у которых
центробежная сила способствует сохранению формы, приданной лепестку
при загибе (рис. 658, II).
Применяют удобные в установке и надежные чашечные стопорные
шайбы (рис. 659). Шайбы фиксируют на валу чаще всего зубчатым
венчиком, заводимым в шлицы вала или ступицы стягиваемой детали.
Чашка шайбы обнимает гайку; ударом керна загоняют материал шайбы
во впадины на гайке, что обеспечивает надежное стопорение. Этот способ
допускает стопорение гайки в любом положении. Стопорная шайба может
быть использована неоднократно. Недостаток конструкции — нельзя поль-
зоваться обычными накидными или трубчатыми ключами; гайки в этом
случае можно завертывать и отвертывать только ключом с торцовыми
зубьями. На рис. 660 изображены разновидности стопорных шайб.
Наряду со стопорными шайбами применяют и другие способы стопо-
рения: контргайками (рис. 661), шплинтами (рис. 662), проволокой (рис. 663),
Рис. 660. Разновидности стопорных шайб:
/ — с отгибом фиксирующей лапки «от гайки»; II — с отгибом фиксирующей лапки «под
гайку»; ///—многолепестковая; IV — с вырубкой лапки «по месту»; И—с фиксацией зуб-
чатым__венчиком на шлицах вала; VI —-чашечная с фиксацией зубчатым венчиком на
шлицах б
318
Рис. 661. Стопорение кольцевых гаек контр-
гайками:
I - наружной; II - внутренней
Рис. 662. Стопорение кольцевых гаек
шплинтами
Рис. 663. Стопорение наружной
и внутренней кольцевых гаек про-
волокой
Рис. 665. Стопорение кольце-
вой гайки осевым винтом
Рис. 666. Стопорение кольцевой гайки встав-
ным штифтом (после затяжки гайку слегка
отвертывают до перекрытия заплечика штиф-
та выступом гайкн)
Рис. 667. Стопорение кольцевой гайки пру-
жинным фиксатором (при завертывании и
отвертывании гайки фиксатор утапливается
зубьями торцового ключа)
319
Рнс. 668. Вязка кольцевой гайки проволокой
Рис. 669. Стопорение кольцевых гаек приверт-
нымн шайбами с Зубцом, заводимым в паз или
в шлицы иа валу
Рис. 670. Фрикционное сто-
порение кольцевой гайки
пружиной
Рис. 671. Стопорение Коль-
цевой гайки пружинным
фиксатором
Рис. 672. Стопорение коль-
цевой гайки пробкой с ко-
нической резьбой
привертными пластинками (рис. 664), винтами (рис. 665), штифтами
(рис. 666), пружинными фиксаторами (рис. 667), вязкой (рис. 668) и т. д.
На рис. 669 показаны применяемые нередко в промежуточных креп-
лениях на ступенчатых валах способы стопорения привертными шайбами
с зубчиками, входящими в паз (рис. 669,1) или в шлицы на валу
(рис. 669, П). Болты, крепящие шайбы к гайке, контрятся при помощи
лепестковых стопоров.
На рис. 670 изображен способ фрикционного стопорения кольцевой
гайки при помощи пружины. В конструкции на рис. 671 гайка позитивно
стопорится пружинным фиксатором а, сцепляющимся с зубчиками в* теле
гайки. При завертывании и отвертывании гайки применяют специальный
ключ, утапливающий фиксатор, что позволяет беспрепятственно вращать
гайку.
На рис. 672 изображен способ стопорения кольцевой гайки при помощи
пробки с конической резьбой. При завертывании пробка разжимает про-
резанный на этом участке вал и стопорит гайку.
На рис. 673 показан своеобразный способ стопорения: гайка снабжена
тонким фланцем и стопорится ударом керна, загоняющего материал
фланца в паз на детали,
320
Рис. 674. Способы стопорения удлиненных кольцевых гаек:
I — стопорение -шплинтом; II — самоконтрящаяся разрезная кониче-
ская гайка; 7/7 — самоконтрящаяся пружинная гайка; IV- стопор-
ной шайбой а и контргайкой г
Рис. 673. Стопорение
кольцевой гайки отги-
бом фланца гайки в паз
Рис. 675. Стопорение
кольцевой гайкн с тор-
цовыми зубьями шай-
бой с отгибными лап-
ками
L-jOr-p
Рис. 677. Стопорение кольце-
вой гайки с торцовыми зубь-
ями винтом
Рис. 676. Стопорение кольце-
вой гайки с торцовыми зубья-
ми чашечной шайбой
Оригинальный способ стопорения удлиненных кольцевых гаек показан
на рис, 674, IV. На торец вала устанавливают фигурную стопорную шайбу
а из мягкой стали, которая выступами б заходит в торцовые пазы вала,
а зубчиками в — в пазы па кольцевой гайке. Стопорную шайбу затягивают
контргайкой г, которая, в свою очередь, стопорится отгибом краев шайбы в
в наклонные пазы д.
Наружные кольцевые гайки с торцовыми шлицами стопорят способами
(рис. 675 — 678), аналогичными вышеописанным.
На рис. 679 показано стопорение промежуточной гайки на ступенчатом
валу втулкой а, которая заходит своими зубчиками с одной стороны
в торцовые шлицы гайки, а с другой — в пазы (рис. 679,7) или шлицы
(рис. 679, II) на валу. Стопорная втулка фиксируется на валу в осевом
направлении смежной насадной деталью б.
Своеобразный способ стопорения показан на рис. 680. Стопор а
представляет собой изготовленную из мягкой листовой стали пластинку
Т-образной формы. Стопор заводится в неглубокий Т-образный паз б
в вале; свободный конец стопора отгибается в торцовый шлиц гайки.
Конструкция обладает существенным недостатком — отсутствует затяжка
стопора (имеющаяся у лепестковых стопорных шайб). Для того чтобы
321
Рис. 678. Стопорение кольце-
вой гайки с торцовым зубом
привертнон пластиной
Рнс. 679. Фиксация кольцевой гайки с торцовыми
зубьями иа ступенчатом валу промежуточной втул-
кой, сцепленной с пазом (7) или шлицами (77)
JL
Рис. 681. Способы стопореиня внутренних кольцевых гаек:
7—разрезной гайкой со стяжным винтом; II — контргайкой; III — пружинным разрезным
кольцом; IV— шплинтом; V— шайбой с отгибными лапками; VI— шайбой с отгибными
лапками (случай гайки с торцовым зубом)
стопор не «болтался» в пазу, необходима плотная посадка его в продоль-
ной части паза б.
Способы стопорения внутренних кольцевых гаек (рис. 681 — 686) такие
же, как и для наружных.
Стопорение пружинным разрезным кольцом (рис. 682) в данном случае
можно применять при самых высоких частотах вращения вала. Из при-
веденных на рис. 681, /—И способов наибольшее применение нашел способ
стопорения шайбами с отгибными лапками (рис. 681, V, VI).
Гайки с торцовыми шлицами часто стопорят привертными пластинками
(рис. 683). Пластинки должны быть предохранены от проворачивания
относительно крепящего их бдлта, например упором в цилиндрическую
часть шлицев (см. рис. 683) или каким-нибудь иным способом. В отдель-
ных случаях применяют самоконтрящиеся пружинные гайки (рис. 684).
322
Рис. 682. Стопорение гайкн пружинным разрез-
ным кольцом
Рис. 683. Стопорение внутренней гайки с тор-
цовым зубом при помощи привертной плас-
тинки
Рис. 684. Самоконтрящиеся пружинные внут-
ренние зайки
Рис. 685. Стопорение гаек чашечной стопор-
ной шайбой:
Z-гайка с наружным!! пазами; II— гайка
с торцовыми пазами
Рис. 686. Стопорение гаек пружинным фикса-
тором:
I — для гаек с внутренним шестигранником;
II — для гаек с внутренними треугольным)!
шлицами
На рис. 685 показано стопорение
нередко применяемых в машинострое-
нии грибовидных гаек при помощи
чашечных шайб с отгибом кромок
шайб в пазы гайки. Шайбы фиксируют от проворачивания зубчатым вен-
чиком, заводимым в шлицы насадной детали.
На рис. 686 показано стопорение грибовидных гаек при помощи
пружинных фиксаторов, сцепляющихся с завертными элементами гайки
(шестигранник на рис. 686,1 и треугольные шлицы на рис. 686, II). При
завертывании и отвертывании ключ утапливает фиксатор, освобождая
гайку. После завертывания фиксатор под действием пружины заскакивает
в гайку и надежно стопорит ее.
323
СТОПОРЕНИЕ ВВЕРТНЫХ БОЛТОВ
Для стопорения ввертных болтов с шестигранной головкой
применяют те же способы, что и для стопорения гаек: упругими шайбами
(рис. 687,I, II), храповыми шайбами (рис. 687, ПТ), лепестковыми шайбами
(рис. 687, IF), пластинчатыми стопорами (рис. 687, V), вязкой (рис. 687, VI)
Ш К
Рис, 687. Способы стопорения
ввертных болтов:
I — шайбой Гровера; 77—пру-
жинной шайбой; 777-храповой
шайбой; IV — подкладной шай-
бой (лепестковой) с отгибными
лапками; V — пластинчатыми
стопорами; VI — вязкой
Рис. 688. Стопорение пружинными шайбами
болта, ввернутого в торец вала
Рнс. 689. Способы етопорення ввертных болтов с нарезного конца:
7—шплинтами; 77 —вставками из упругого материала; 777 —резьбой с осаженным иояеком;
IV — контргайкой; V— гайкой с шайбой Гровера; VI — корончатой гайкой со шплинтом
324
Рис. 690. Стопорение разрезного конца
болта:
I — пробкей с конической резьбой; II —
конической пробкой
ш
Рис. 691. Стопорение головок ввертных болтов
с внутренним шестигранником
и т. д. На рис. 688,1, II изображен пример стопорения пружинными
шайбами болта, ввернутого в торец вала.
Кроме того, возможно стопорение, нарезного конца болта, который
стопорят шплинтом (рис. 689, 1), вставками из упругого материала
(рис. 689, II) и т. д. На рис. 689, III изображен способ создания повышен-
ного трения в резьбе смещением в осевом направлении одного пояска
резьбы болта Относительно другого. Если возможно выпустить нарезной
конец, то его стопорят контргайкой (рис. 689, /7), гайкой с шайбой
Гровера (рис. 689, 7), корончатой гайкой со шплинтом (рис. 689, VI).
На рис. 690 изображен случай стопорения резьбы крупного болта
завертыванием в разрезной конец болта пробки с конической резьбой
(рис. 690,1) или запрессовкой конической пробки (рис. 690, II), зафиксиро-
ванной зегером от выпадения.
Гораздо хуже поддаются стопорению болты с головкой с внутренним
шестигранником. В этом случае возможно стопорение со стороны головки
только упругими способами (рис. 691,I,II, III) и вязкой (рис. 691, IV);
со стороны нарезного конца болта — всеми способами, показанными
на рис. 689.
СТОПОРЕНИЕ ВИНТОВ
Винты с полусферической и цилиндрической головками стопорятся
без затруднений упругими н храповыми шайбами (рис. 692,1 — V). Винты
с цилиндрической головкой можно стопорить также вязкой (рис. 692, VI).
Винты, устанавливаемые в сквозные отверстия, можно стопорить
с нарезного, конца (рис. 693).
Стопорить винты с потайной конической головкой довольно трудно;
до сих пор еще не выработан универсальный прием стопорения таких
винтов.
325
Рис. 692. Стопорение винтов с полусферической н цилиндрической головками:
/, /Z-шайбой Гровера; ///, IV- храповой шайбой; К-пружинной шайбой; VI- вязкой
Рис. 693. Стопорение винтов с нарезного конца:
/—разведением разрезного конца винта; II — закерновкой материала детали в пазы на
конце винта; ///- расклепкой конца винта; IV- развальцовкой конца винта; И—заваркой
(запайкой) конца винта; VI— шплинтом; VII — пружинной лепестковой гайкой; VIII— пру-
жинной! гайкой; IX — корончатой гайкой со шплинтом
326
Рис. 694. Стопорение винтов с конической потайной головкой:
I — закерновкой материала детали в паз головки; II— обжимом головки; III— подкладным
кольцом из мягкого металла; IV— храповой шайбой; К—разрезным пружинным кольцом;
VI — пружинной шайбой; VII — цилиндрической витой пружиной; VIII— пружинным ворот-
ничком головки; IX— вставкой из упругого материала
Рис. 695. Виит с
храповой шайбой
На рис. 694 показаны применяемые способы стопорения потайных
винтов для случая завертывания винтов в глухие отверстия. На рис. 694,1—III
изображены способы стопорения наглухо. По способу, показанному на
327
рис. 694, III, под головку винта подкладываюткольцо из мягкого металла;
при затяжке кольцо, деформируясь, вытекает наружу и. охватывает головку.
От проворачивания относительно * детали кольцо страхуется рифтами
в гнезде.
На рис. 694, IV изображено стопорение конической храповой шайбой
(рис. 695). В конструкции на рис. 694, V разрезное пружинное кольцо
с конической опорной поверхностью при затяжке винта раздается, плотно
прижимаясь с одной стороны к головке, а с другой — к стенкам гнезда.
Этот способ стопорения наиболее простой и эффективный.
На рис. 696,I—IV показаны применяемые конструкции храповых и
пружинных шайб под винты с потайными головками.
Винты, устанавливаемые в сквозные отверстия, можно стопорить
способами, показанными на рис. 693.
СТОПОРЕНИЕ РАЗНЫХ ДЕТАЛЕЙ
Стопорение полых винтов. На рис. 697,1—IV изображены способы
стопорения полых винтов, довольно часто применяемых в машиностроении.
На рис. 697, И показан способ стопорения пружинным фиксатором а,
перемещающимся по треугольным шлицам в гайке и сцепляющегося
квадратным хвостовиком с корпусом. Для освобождения гайки фиксатор
утапливают.
Способы стопорения полых винтов для случая затяжки внутренних
деталей в отверстиях изображены на рис. 698.
Рис. 697. Стопорение полых винтов:
/—контргайкой; //-шайбой Гровера; ///-пружиной; IV- отгибкой шайбой; Г-вязкой;
VI— пружинным фиксатором
328
Рис. 698. Стопорение полых винтов при затяжке внутренних деталей:
Z—шайбой Гровера; II— конусом; III — конусом при разрезном торце; IV — пружинным
разрезным винтом
ш
Рис. 699. Стопорение разрезных винтов ко-
нусом с остановкой его в произвольном
осевом положении
Рис. 701. Стопорение вязкой
ниппельного соединения (шту-
цер стопорят вязкой к корпусу,
накидную гайку — вязкой к
штуцеру)
Рис. 700. Стопорение вязкой
штуцера с конической резьбой
Рис. 702. Стопорение вязкой
ниппельного соединения (шту-
цер и накидную гайку стопорят
вязкой к корпусу)
На рис. 699,1,11 приведены способы стопорения полых винтов для
случая, когда винт должен фиксироваться в любом осевом положении.
Стопорение достигается.затяжкой (или распором) разрезной части винта
при помощи конуса.
Стопорение ниппельных соединений. Для стопорения элементов ниппель-
ных соединений чаще всего применяют'вязку проволокой. На рис. 700 - 702
приведены примеры стопорения ниппельных соединений. На рис. 703
изображен гидроузел со стопорением всех завертных элементов вязкой.
И Орлов П. и., ки. з 329
Рис. 703. Гидроузел с вязкой
всех завертных элементов
Рис. 704. Клеммное стопорение нарезного
стержня
Клеммное стопорение. Клеммное стопорение нарезных стержней приме-
няется в тех случаях, когда конфигурация охватывающей детали допускает
образование клеммы (рис. 704).
Этот способ обеспечивает бесступенчатую фиксацию стержня, и поэтому
его часто применяют для стопорения нарезных толкателей в конструкциях
привода рычагами, коромыслами, траверсами и т. д.
Стопорение пластически деформируемыми вставками. Для стопорения
нарезных стержней часто прим'еияют способ, изображенный на рис. 705.
Головка стержня делается рифленой и утапливается в отверстии с ответ-
ными рифлениями. В промежуток между рифлениями головки и отверстия
зачеканивают кольцо из мягкого металла (чаще всего из свинца). Затекая
в рифления, металл надежно стопорит стержень. Этот способ часто
применяют в соединениях, нуждающихся в опломбировании, например
в контрольных пробках приборов.
Иногда стопорение по этому способу осуществляется заливкой или
опрессовкой головки пластиками.
На рис. 706,1—IV изображены способы стопорения колпачковых и фа-
сонных гаек на валах центробежных машин. В конструкции на рис. 706, III
гайку а, завертываемую за шлицы б, стопорят колпачком в. Колпачок
надевают на гладкий хвостовик вала, он заходит своими шлицами в шлицы
гайки и стопорится пружинными фиксаторами г. Стопорение может быть
осуществлено на углах поворота гайки, соответствующих числу шлицев.
На рис. 706, IV приведен способ, допускающий фиксацию через малые \
углы. В данном случае хвостовик вала шлицованный, число шлицев на
330
Рис. 706. Способы стопорения колпачковых и фасонных гаек на валах центробежных машин
Рис. 707. Стопорение поворот-
ной пружиной
Рис. 70S. Способы установки пробок с герметизацией соединения и со стопорением наглухо
11*
331
Рис, 710. Парная вязка болтов
Рис, 709. Парная вязка гаек проволокой
Рис. 711. Парная вязка корончатых гаек
единицу меньше шлицев гайки.
По известному из теории нониусов
(верньеров) соотношению, угол по-
ворота между возможными после-
довательными положениями фик-
сации равен l/ziz2, где zi и z2 со-
ответственно число шлицев на валу
и в гайке.
Пробки. На рис. 707,1,11 изо-
бражены способы стопорения поворотными пружинами часто отвертывае-
мых пробок. Для освобождения пробки достаточно вывести пружину
из зацепления с фиксирующими элементами пробки и отвести пружину
в сторону.
На рис. 708 показаны способы установки пробок с герметизацией
соединения и со стопорением наглухо. При .затяжке пробка садится на
опорную поверхность буртиком (рис. 708,/), конусом (рис. 708, II) или
кольцевым шипом (рис. 708,111) и сминает металл корпуса, перемещая
витки резьбы по направлению к центру пробки. Тем самым достигается
герметичность соединения и надежное стопорение втулки. Способ приме-
няется для пробок, устанавливаемых наглухо.
Парное и групповое стопорение. В случае парного или группового
расположения крепежных деталей стопорение облегчается тем, Что стопор
может быть сам закреплен смежной крепежной деталью. На рис. 709-715
изображены наиболее распространенные способы стопорения парных болтов
и гаек..
Очень часто применяют вязку проволокой, пропускаемой через отвер-
стия в гранях гаек (рис. 709) или в головках болтов (рис. 710). Для
корончатых гаек применяют вязку через отверстия в болте и пазы в гайке
(рис. 711).
Важно соблюдать следующее правило: при затяжке проволоки скру-
чиванием ее концов должен создаваться момент, направленный в- сторрну
завертывания гаек. Для гаек с правой резьбой это условие сводится к тому,
что наклон вяжущей проволоки между смежными деталями (при взгляде
332
Рис. 712. Вязка парных деталей:
/ — неправильная; //—правильная
Рис. 713. Неправильная вязка парных
болтов
сверху) должен быть левым (рис. 712, II). Обратное расположение (правый
наклон) недопустимо, так как при скручивании концов проволоки возникает
момент, стремящийся отвернуть гайку (рис. 712,1); стопорение в данном
случае не обеспечивается.
Недопустимо и направление вязки, изображенное на рис. 713, при
котором натяжение проволоки способствует отворачиванию одной из гаек.
С течением времени проволока ослабевает: стопорение становится
ненадежным. По этой причине вязку применяют преимущественно для
близко расположенных крепежных деталей, где этот недостаток выражен
менее резко.
Надежнее стопорение подкладными пластинками с отгибными лапками,
заводимыми на грани гаек (рис. 714,1—IV). Следует отметить, что кон-
струкция на рис. 714, III вызывает довольно значительный эксцентриситет
нагрузки на гайки и применима только для неответственных соединений.
На рис. 715,1 — VI изображены применяемые формы пластинок с отгиб-
йыми лапками. Пластинка на рис. 715,1К снабжена компенсатором,
333
Ряс. 714. Стопорение парных гаек подкладными пластинками с оггибиыми лапками
Рис. 715. Пластинки с отгнбными лапками
334
Рис. 716. Вязка болтов
н| цилиндрическом
фланце:
I, Л-неправильная;
III- правильная
Рис. 717. Стопорение болтов на цилиндрическом фланце подкладным кольцом с отгибными
лапками
Рис. 718. Стопорение болтов на цилинд-
рическом фланце привертнон пластиной с
вырезами под шестигранники
335
позволяющим регулировать расстояние между осями отверстий; в кон-
струкции на рис. 715, V та же цель достигается приданием отверстиям
продолговатой формы.
Стопорные пластинки изготовляют из мягкой листовой стали; после
однократного пользования пластинки заменяют новыми.
Для группового стопорения (например, болтов, расположенных на
цилиндрических фланцах) применяют те же приемы: вязку проволокой-
(рис. 716), стопорение подкладными элементами с отгибными лапками
(рис. 717,7, II).
На рис. 718 изображено стопорение болтов привертной кольцевой пласти-
ной с вырезами под шестигранники.
СТОПОРЕНИЕ ПОКРЫТИЯМИ
В некоторых случаях для машин, работающих в закрытых поме-
щениях без тряски и толчков, наружные крепежные детали специально
не стопорят, а фиксируют их лакокрасочными покрытиями, наносимыми
на поверхность машины (рис. 719,1—III, 720, J—III). Способ этот, разу- .
меется, не может гарантировать надежного стопорения; все же он пред-
охраняет крепежные детали от самоотвертывания.
Рис. 719. Стопорение крепежных деталей покрытиями
336
Применение современных покрытий на основе синтетических смол
(в частности, кремнийорганических), создающих на поверхности машины
прочную, эластичную пленку, устойчивую против внешних воздействий,
значительно повышает надежность этого способа стопорения.
Особенно прочное сцепление между стопоримой деталью и корпусом
получается в случае когда материал покрытия затекает в кольцевой зазор
между деталью и корпусом (рис. 719, III и 720, III), установленных
заподлицо.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация управления 1. 42
Агрегатирование 1. 49
Азотирование 1. 317, 318 .
Аккумулирование 1. 40, 546-548
Алитирование 1. 167; 3. 133
Алмазное выглаживание 1. 322—323
Алюминиевые сплавы — см, Сплавы алюми-
ниевые
Амортизаторы пружинные - Применение 1.
314, 315
- - резиновые — Применение 3. 209 - Раз-
новидности конструкции 3. 208, 209
Амплитуда напряжений 1. 279, 308
Анализатор 1. 156
Анализ структурный 1. 13-16
Анодирование 1. 182
Антегмиты 2. 388
Антифрикционные свойства подшипниковых
материалов 2. 373 — 374
Арматура листовая металлическая — Спосо-
бы крепления X 250, 251
---прутковая — Способы крепления в де-
тали J. 250
---тина втулок 3. 250, 251, 252
Армирование пластмассовых деталей 3. 248
Асбоволокниты 3. 231
Баббиты 2. 375
БВ—РТМ—62—71 1. 411
База измерительная 2. 151
База механической обработки 2. 91
— литейная '(черновая) 2. 91; 3. 82', 85,
База осевая 2. 92 .
-— поверхностная. 2. 91
Балки шпренгельные 1, 395, 396
Баидажироваиие 1. 609; 3. 284, 285
Бассета способ 1. 177
Бетоны - Изготовление 1.193 - Свойства 1.
193 - Состав 1,-192, 193
Блоки бесшумные 3. 209
--- кристаллические 1. 290
---’напряжений 1. 307
Блокирующие устройства автоматические 2.
49
Бобышки пластмассовые армированные 3.252
Болван литейный 2. 61 — Высота 2. 63
Болтовое соединение — Правила конструиро-
вания 1, 503
— Способы контроля усилия затяжки 3, 225
Схема нагружения 1. 425
338
Болты - Выбор диаметра и шага 1. 537, 538
— Гайки и головки 3. 8
- Изгиб 1. 500, 501
— Измерение вытяжки 1. 453
— Классификация 3. 18, 19
— Конструкция головок 2.' 46, 47; 3. 11,
29, 30
- Материалы и способы изготовления 1.
515; 3, 7
— Напряжение при затяжке 1. 423
— Основные типы 3. 19
— Повышение несущей способности 1.
516-521
— Предупреждение изгиба 1. 503, 504
— Предупреждение скручивания при затяж-
ке 1. 422 ; 3. 25
— Сила растяжения 1. 420
— Способы стопорения 3. 335, 336
— Способы установки 3. 303, 304
— Способы предупреждения скручивания
при затяжке 3. 25
— Способы установки на упруг.ой крышке
3. 298
— Фиксация осевая 3. 24, 25
--фиксация от проворота 3. 22, 23, 24
— Формы головок 3. 20
— Формы перехода от стержня к головке
и нарезному участку 3. 20, 21
Болтовые соединения - Методы повышения
упругости 3. 21 — Принципы самоуста-
павливаемостн 3. 21
Болты автоклавные 2. 42
--ввертные 1. 500 — Конструкция 3. 27 -
Способы их стопорения 3.324 — Способы
увеличения упругости систем 3. 288, 289
--крепежные - Расположение 1. 510-512
— «невыпадающие» 3, 55
--нестандартные и специальные 3. 26, 27
— откидные - Конструкция 3. 57 - При-
менение 3. S6
— с дифференциальной резьбой - Приме-
ры соединений 3. 77—79
— с цилиндрической выборкой - Способ
фиксации 3. 261, 262
— - упругие — Способы .увеличения упру-
гости системы 3. 288, 289
Бомбинировапие 1. 582—585 — Технологиче-
ские способы 1. 585
Бронзы 2. 377, 378-380; 3. 131, 156, 157
Бумага кабельная 3. 135
Буртики 1. 610-612
---продольные 1. 504, 505
---центрирующие 1.496,504,505 - Распо-
ложение 1. 497
Буферы тепловые 1. 375
Вакансии 1, 172, 290, 293
Вал — Ввод масла 2. 412
— Крепление рычагов 2. 317
— Положение в подшипниках скольжения
2. 233
— Регулирование осевого положения 2. 535
Валы - Увеличение прочности 1. 464 — Фи-
ксация 1. 378, 379
— коленчатые - Увеличение прочности 1.
335, 336
— полые - Обработка 1. 332-334
---фланцевые 1. 335
— цельнокованые - Изготовление 1. 334
---шлицевые 2. 279
Вальцевание на многовалковых прокатных
станах — см. Каландрирование
Вероятность разрушения 1. 27
Вибраторы 1. 155
Виброзатяжка 1. 451
Виброобкатыванне 1. 322
Винты — Головки 3. 42.
— Недостатки 3. 40
— Применение 3. 40, 57, 58
- Способы их стопорения 3. 325-328
— Способы стопорения ими 3. 319, 320
— Способы фиксации ими 3. 260
— Стопорение их покрытиями 3. 336
- Типы 2. 40, 41, 42, 57, 59
Винты врезные 3. 61
----^нажимные - Способы установки 3, 59,
опорные — Ключ к определению их
числа 3. 164 - Примеры осаживания13.
165
— полые - Способы их стопорения 3.328,
329
---с коническим концом 3. 60
— с конической потайной головкой 3.
327
---с полусферической головкой 3. 326
--- с потайной головкой 3. 325
---стопорные конические 3. 260
---с цилиндрической головкой 3. 326
— установочные 3. 57
Витки пружины конечные — Случаи снятия
фаски 3. 166, 167 —Способы заправки
концов пружин 3. 161, 162—Требования
к форме 3.161 — Условия плотного при-
легания пружин 3. 167
---нерабочие - Определение 3. 163 - От-
личительные признаки 3. 163
---опорные 3. 163
--- рабочие 3. 162
Вихрь конический 2. 341
---цилиндрический 2. 341
Вкладыш массивный 2. 390 - Толщина сте-
нок 2. 390
- — тонкостенный 2. 394 - Монтаж 2. 394
Вращательно-осевые соединения - Конструк-
ции 3. 276-278
- Примеры-3. 275,' 276
— Способы получения 3. 278, 279
Втулки - Миирогеометрия несущих поверх-
ностей 2. 396
— Посадки 2. 395
— Способы крепления 2. 184 — 185, 218
— Способы фиксации 3. 273
Втулки из листовых материалов 2. 399
— пальцевые 1. 389
---плавающие 2. 404
— пластмассовые 3. 248 ‘
---полужесткпе 3. 303
— привертные — Способы фиксации ими
3. 262, 263
--- упругие 3. 303
Выглаживание алмазное 1. 322, 323
Выдавки — Назначение 1. 296
-Выравнивающие устройства 2< 440, 441
Вытяжка болтов упругая 1. 454 - Измере-
ние 1. 453
---пластическая 1. 445, 446
Вязка проволокой 3. 306, 307, 332, 333
Вязкость циклическая - Понятие 1. 170
Габариты конструкции - Уменьшение 1,
567-571
Гайки - Деформация 3. 15
— Конструкция 2. 46; 3. 10
— Критическая, высота 1. 516
— Определения формы 1. 520, 521
— Сопротивление самоотвинчиваиию
1. 423-425
— Стопорение 1. 452; 3. 219, 290, 316
— Типы 3. 43 —46, 50
— Установка 3. 303, 304
— Фиксация 3. 55
Гайки «висячие» — Недостатки 3; 18
---грибовидные — Способы их стопорения
3. 323
— — колпачковые - Способы их стопорения
3. 330, 331
---кольцевые — Способы их стопорения
3. 313, 314, 320, 321, 322
— — корсетные 1. 519
---накидные - Способы их стопорения
3. 221
— — накидные наружные — Способы уста-
новки на толстостенных ниппелях
’ 3. 226
---«петеряющиеся» 2. 45 - Способы фик-
сации 3. 55
Гайки полурастянутые 1. 519
---растяжения — Распределение нагрузки
— — растяжения - сжатия 3. 18 — Распреде-1
ление нагрузки 3. 14
• — с дифференциальной резьбой - Затяж-
ка 3. 80
— — сжатия 1. 518
---с разгружающими выточками 3. 17.
— — фасонные - Способы их стопорения
3. 330, 331
• — — -шлицевые 3. 46
— шлицевые цилиндрические 3. 47
Гайки самоконтрящиеся — Конструктивные
разновидности 3. 308, 311 — 313 - Недо-
статки 3. -308
— Принцип действия 3. 308 — Требования
к ним 3. 308
< — лепестковые — Конструктивные разно-
видности 3. 310
— прорезные - Конструктивные разно-
видности 3. 310
— — пружинные - Конструкция 3. 322, 323
339
— с осаженной коронкой - Конструкция
3. 310
— с пластмассовыми вкладками - Кон-
струкция 3. 309
---с перекрученной коронкой - Конструк-
ция 3. 310
— с пружинным нарезным венчиком —
Конструкция 3. 309
---с самозатягивающимся витком 3. 310
Галтели 1. 32'4, 516, 517, 612, 614, 615-
Введенпе 1. 331, 332
— Влияние на массу деталей 1. 118 — 120 —
Обработка 1. 333, 334
— в пластмассовых деталях 3. 245, 246
— поднутренные 1. 331
— равнопрочные 1. 331
— эллиптические 1. 331
Гальванопокрытия в прессовых соединениях
1. 484-485
Гамма машин — см. Ряды унифицированные
Гаусса кривая 1. 478
Герметизация 3. 86
Герметики 3. 136, 138
Гетииакс 3. 231
Гидрораспрессовка 1. 492
Гидросьем 2. 22
Гипотеза кумулятивного суммирования пов-
реждений 1. 309
— - Пальмгрена 1. 309-310
— — плоских сечений Бернулли 1, 142
ГОСТ 2.312-72 2. 168
1139-58 2. 252
1643-56* 2. 33, 34
1643 - 72 2. 33
1759-70* 3. 19
1855-55 2. 93, 94
2009- 55 2. 93, 94
2789-73 1. 407, 411
6033- 51 2. 257
6636—69 1. 62
7227-58 2. 239
8032 -56 1. 60
8788-68* 2. 236
8789-68* 2. 235, 238
8790-68* 2. 238
8791-68* 2. 232
8792 - 68 2. 232
8793-68 2. 232
8795-68 2. 239
8796-68 2. 232
8797 - 68 2. 232
9324-60* 2. 273
10748-68* 2. 238
11871-73 3. 48
14034- 74 2. 31/149
Гука закон 1. 155, 198.
Гюмбеля полукруг 2. 334, 341-
Давление контактное — Формула 1. 342
--относительное 1. 463, 468
Двигатели внутреннего сгорания — Схема не-
сущих рубашек 1. 134
— Схема несущих цилиндров 1. 134
— Схема несущих шпилек 1. 134
Деконцентраторы напряжений - Назначение
1. 295, 296
Детали - Дефекты 1, 150—154
— Жесткость — см. Жесткость конструкций
— Корректировка формы при нагреве 1.
382—384
— Облегчение 1. 112-120
— Осевая фиксация 1. 590, 591
- Способы стопорения 3. 328
- Рациональное нагружение 1. 123-128
- Точность взаимного расположения 1. 596,
597
— Унификация 1. 545, 546
Детали ввертные - Способы их уплотнения
3. 143, 144
— движущиеся возвратно-поступательно
3. 118-121
----из твердых п мягких материалов - Со-
пряжение 1. 599-602
----конусные — Упрочнение 1. 399
— — корпусные — Способы увеличения жест-
кости 1,- 242, 261
----литые — Правила простановки разме-
ров на чертежах g. 98-100 .
----насадные — Центрирование 1. 387-391
— нерасчетные 1. 141
— по^ые цилиндрические — Определение
термических напряжений 1. 371, , 372
----резьбовые — Изгиб 1. 500, 501 — Раз-
грузка от изгиба и среза 1. 352, 353 —
Способы завертывания 1. 513 — 515
— — Устранение изгиба 1. 502, 503
- — сменные 1. 595
----сопряженные - Влияние на прочность
конструкции 1. 148, 149
Детали из пластмасс — Конструирование 3.
237-254
— Способы армирования 3, 248
— Способы изготовления 3. 234-237
— Требования технологичности к конструк-
ции 3. 238-240
Детали крепежные - см. Крепежные детали
Детали циклически нагруженные — Виды ус-
талостного повреждения 1, 337
— Коленчатые валы 1. 335, 336
— Конструирование 1. 324—340
— Обработка отверстий 1. 332.
— Обработка полых валов 1. 332—334
— Устранение и снижение концентрации на-
пряжений 1. 324—330
- Устранение концентрации нагрузок 1.336
Дефекты 1. 43
Деформатпвцость 1. 146
Деформации — Устранение при затяжке 1.
564-567
— — деталей - Предупреждение 1. 605, 606
— — упругие — Влияние на распределение
нагрузок 1. 585-588
Деформации тепловые 1. 377—384
— Влияние в прессовых соединениях 1. 466,
467
— Корректировка формы деталей. 1. 382—
384
— Назначение осевых зазоров 1. 377, 378
— Обеспечение свободы 1. 379, 380
— Отвод теплоты 1. 391 — 394
— Расположение фиксирующих баз 1. 378,
379
— Расчет относительного расположения де-
талей при нагреве 1. 381—382
— Торможение 1. 360
Деформация .относительная.— Понятие
1. 204
— — пластическая 1.164, 171 — Возникнове-
ние 1. 206 — Определение 1. 158 — При-
менение при креплении различных дета-
лей 2. 217-225
340
•— теплая 1. 399
---термическая относительная 1. 438
---упругая — Определение 1. 159
Деформирование - Влияние на циклическую
прочность 1. 313
Децентрализация привода 1. 140
Диаграммы для расчета пружин 3. 176
Смита 1. 284, 285, 311, 315, 430
---усталости - Построение 1. 276, 278
---эксплуатационные 1. 17, 18
Диски отражательные (маслосбрасывающие)
3. 102-104
Дислокации 1. 290 - Виды 1. 172 - Поня-
тие 1, 171
---винтовые 1. 172
---линейные 1. 172
Дихромизация 1. 183, 184
Длина разрывная бруса 1. 198
Долговечность 1. 10, 15 - Влияние на объем
продукции 1. 18
— Критерии 1. 22
— Понятие 1. 22
- Пределы повышения 1. 35 — 37
- Ресурс 1. 17, 26
— Способы повышения 1. 28 — 35
— Теория 1. 26 — 28
Долговечность общая 1. 312
---номинальная 1. 23
---ограниченная 1.29,280-282 - Понятие
1. 280 ,
---оптимальная 1. 36
---подшипников 1. 577, 578
---расчетная 1. 25, 26
---фактическая 1. 23
Дориование 1. 323
Доход годовой — см. Эффект экономический
годовой
Древесина усиленная - Применение 1. 190
— Свойства 1. 190
Дублирование 1. 41
Дюралюмииы 1. 182
Жаропрочность — Понятие 1. 369
Жаростойкость — Понятие 1. 369
Железобетон — Конструкции 1. 195 — 197
—.Понятие 1. 194
— Применение 1. 192
- Свойства 1. 192—195
Жесткость конструкций — Влияние на рабо-
тоспособность 1. 202
— Определяющие факторы 1. 205, 206
— Показатели удельные 1. 209, 210, 212
- Показатель обобщенный 1. 211, 213,
214
— Понятие 1. 203
- Примеры увеличения 1. 243 -260
— Регулирование 1. 429
— Способы увеличения 1. 215—238
Жесткость конструкций двухопорных 1.222 —
227
---за пределами упругих деформаций
X. 206-208
---консольных 1. 221, 222
---поперечная 1. 230, 231
---составных 1. 208
Жесткость профиля приведенная - Понятие
1. 103
---пружин конических 3. 186, 187
---систем миогопружинных 3. 185
---узлов сопряженная 1. 208
Завертывание резьбовых деталей 1. 513—
515
Заделка консолей осевая 1. 226, 227
— радиальная 1. 226
---радиалыго-оссвая 1. 227
Зажим пружинный типа «Лира» 2. 42
Зазоры между болтом и гайкой 3. 15
---осевые — Назначение при тепловых де-
формациях 1. 377, 378
---температурные 2. 418
---торцевые 3. 205
Закалка изотермическая 1. 316; 3. 157
- - поверхностная 1. 316, 317
Заклепки - Конструктивные соотношения
2. 201
— Материал 2. 198
- Припуски на высадку головок 2. 203-205
— З'ипы 2. 197
- Форма головки 2. 202
Заклепки закладные 2. 211-213
---пистонные 2. 211
---полутрубчатые-2. 210
---с оставляемыми прошивками 2. 212
---с оставляемым пуансоном 2. 211
---специальные 2. 214
---стержневые 2. 209
---трубчатые 2. 209
Заклепочные соедииеиия — Виды 2. 199
— Параметры 2. 200
— Правила конструирования 2. 206
— Применение 2. 194
— Расчет 2. 195 — 196
— Упрочнение 2. 207, 208
Замки поршневых колец 3. 130
- Зазоры 3. 123
- Недостатки 3. 130
- Уплотняющая способность 3. 130
Заневоливание пружин 3. 158
Запас надежности 1. 161 — 163
Запрессовка - Применение тепловой сборки
1. 482—484 — Способы 1. 487—491 — Уг-
ловая фиксация деталей 1. 491
--- в глухие отверстия 1. 488, 489
---тонкостенных втулок 1. 488
Застой 1. 20
Затвор с перекидными рычагами 2. 42, 43
Затяжка — Контроль силы затяжки 1. 451 —
454 - Устранение деформаций 1. 564 —
567
---динамометрическим ключом 1. 451
---на расчетный угол 1. 451
---по двум поверхностям 1. 588, 589
---резьбовых соединений 1. 508; 3. 22-
27
---цилиндрических соединений 1. 338, 339
Зегеры 2, 558; 3. 256 - Способы установки
3 25
Зиги 3. 210
Знаки 3. 247
Зуб бочкообразный 1. 584
---фиксирующий 1. 504, 505
Зубчатые / передачи — Агрегатирование 1.
547-548
— Точность 2. 32, 33
- Уменьшение габаритных размеров 1. 570,
571
Зубчатые передачи конические 2. 35
---цилиндрические 2. 32-34
— цилиндроконические 2. 39
341
Изгиб - Напряжение изгиба у основания
витков резьбы болта 1. 526
— Устранение и уменьшение 1. 558-564
---внецентренный 1. 503
---крепежных деталей 1. 501 — 504,— Сред-
ство предупреждения 1. 503, 504
---круговой 1. 280
--- плоский 1. 280
---стесненный 1. 517
Износ — Виды 1. 29
- Влияние на прочность циклическую 1.292
Износостойкость 2.374.— Влияние твердости
1. 29, 30
- Способы увеличения 1. 29, 30
Изоклины 1. 156
Изопахи 1. 157
Изостаты 1. 156
Изохромы 1. 156—158
Инвертирование — см. Метод инверсии
Индексы пружин 3. 178, 180
Исландский пшат 1. 156
Испытание натурное 1. 314
Кавитационные процессы 2. 341
Каландрирование 3. 234
Каиавкн смазочные - см. Смазочные канавки
Капрон 2. 385
Клеевые соединения 1. 493
Клеммные соединения 1. 305., 339, 340 - На-
пряжения 2. 315
Клепка горячая — Применение 2. 194
---холодная 2. 196-198
Ключи —Места под них 3. 82—85
---накидные 3, 51, 52, 82
---трубчатые 3. 47, 82
---угломерные 1. 451, 452
Кнопки ручного управлении 2. 49
Колебания резонансные пружин 3. 179, 180
— частей механизма 1. 315
Колеса зубчатые — Выравнивание нагрузки
на зубья 1. 583 — Контроль 2. 32 — Твер-
дость 2. 35 — Факторы, влияющие на ра-
ботоспособность 2. 34
— пластмассовые — Данные для расчетов
3. 254, 255 — Достоинства 3. 254 —При-
менения 3. 254, 255
Кольца маслосбрасывающие — Конструк-
ции 3. 129, 130 — Применение 3. 129
---пружшшо-затя’жпые - Материал. 3.
119 - Формы 3. 118, 119
Кольца поршневые - Выбор зазоров 3.123 —
Изготовление 3. 131, 132 - Конструкция
3. 121 — Материал 3. 132, 133 — Правила
конструирования 3.125 — Расчет на проч-
ность 3. 124, 125 — Способы установки
3. 122, 123
— равномерного давления — Диаграмма
давлений 3.126 - Конструкция 3.127,128
- Расчет координат 3. 126, 127 — Форма
3. 126, 127
Кольца пружинные - Способы фиксации ими
3. 273, 274
— прямоугольного сечения - Способы
фиксации ими 3. .274, 275
— разрезные для стопорения 3. 322,
---разрезные для уплотнения 3. 97-99
Кольца резиновые - Конструктивные разно-
видности 3. 99 — Недостатки уплотнений
ими 3. 99 - Применение 3. 99
342
— сегментные - Конструктивные разно-
видности 3. 119, 120 —Материал 3. 121
--трапецеидальные «скручивающиеся» —
Профили 3. 129
Кольца, стопорные прополочные 2. 558
— точеные 2.550 — Конструктивные соот-
ношения 2. 551
— Монтаж и демонтаж 2. 555
— Несущая способность 2. 553
--штампованные 2. 561
Кольца установочные 3. 59
--Z-образного сечения - Формы 3. 140,
Компаундирование 1. 48
Компенсаторы 1. 552 — 558
--гидравлические 1. 357
--термического расширения 1. 380
Компенсация износа 1. 31
Комплексная нормализация" — см. Нормали-
зация комплексная
Композитные материалы — см. Материалы
композитные
Компоновка конструкции - Правила 1. 82'
- Техника 1. 84, 85
— Этапы 1. 73
Компоновка насоса центробежного водяно-
го — Вариант с улиткой уменьшенного
размера 1. 96—98
— Выходные улитки 1. 89, 90
— Гидравлическая полость 1. 90, 91
— Долговечность 1. 88
— Исходные данные 1. 87
— Крепление подшипников и крыльчатки на
валу 1. 92, 93
— Опоры вала 1. 87, 88
— Рабочая компоновка 1. 99
— Расстановка опор 1. 88, 89
— Сборка п разборка 1. 93
— Смазка 1. 94-96
— Уплотнение гидравлической полости 1.91,
- Уравновешивание осевой силы крыльчат-
ки 1, 88
Конвертирование 1. 47, 48
Кондуктор 3. 278
Конические передачи — Уменьшение габари-
тов 1. 569 — Фиксация вала 1. 378
--зубчатые — Конструирование 2. 35 —
Регулирование осевого положения колес
2. 36, 37
Ксисолн — см. Конструкции консольные
Конструирование — Главное направление 1.
53
— Общие правила 1. 63-67
Конструирование отливок — Отверстия 2. 86
— Правила 2. 95—97
— Предупреждение газовых раковин 2. 84
— Ранты 2. 85
- Ребра 2. 86-91
— Сопряжения стенок 2. 79-81
— Толщина стенок 2. 91
— Уменьшение усадочных напряжений 2. 83
— Устранение массивов 2. 81
- Фланцы 2. 85
Конструкция - Компактность 1. 129-133,
567-573
— Масса 1. 100
— Оценка качества 1. 101
— Рациональные сечения 1. 102 '
— Рациональные схемы 1. 128—141
- Уменьшение размеров и массы 1. 571 -
573
Конструкции блочные 1. 261
---двухопорные — Преимущества 1. 222—
Схемы нагружения 1. 221
---консольные — Заделка — см. Заделка
консолей — Применение 1.225, 226 - Схе-
мы нагружения 1.221 — Увеличение жест-
кости 1. 222 - Упрочнение. 1. 223,
224
---листовые штампованные 1. 120
---моноблочные 1. 242
— оболочковые 1. 180-Способы увели-
чения жесткости 1. 267 — Устойчивость
1. 267-269
---пенопластовые — Изготовление
1. 267 — Применение 1. 267
---полублочные 1. 242, 261
---сотовые — Изготовление 1. 267-При-
менение 1. 267
---сварные 1. 607
---скелетные 1. 121
— — составные 1. 186, 208, 606-610
---тонкостенные 1. 264—274
Контактно-нагруженные сочленения — Дета-
ли и их материалы 1. 354—Правила
конструирования 1. 355, 356
Контргайки — Примеры узлов 3. 291 — Спо-
собы стопорения ими 3. 290, 291, 318,
319
---конические —'Конструктивные разно-
видности 3. 291, 292
---упругие - Достоинства 3. 292- Мате-
риал 3. 292
---специальные - Конструкция 3. 291, 292
КоИуса заходные - Назначение 3. 210
Конус-ловнтель 1. 269
Конусность 2. 296
Конусно-фланцевые соединения 1. 540-542
Конусные соединения 1. 305
Концентрация напряжений 1. 142— Примеры
устранения и снижения 1. 325-330
- Причины 1. 293, 296, 297
— Способы снижения 1. 295, 296, 302, 303
— Схемы возникновения 1. 294, 295
Корпус — Увеличение прочности 1. 464
---в термически нагруженных соедине-
ниях 1. 362
Корректировка формы деталей 1. 382-384
Коррозия фрикционная 1. 337
Коэффициент амплитуды 1. 279, 316, 319
---асимметрии цикла 1. 279, 427, 428,
433
---вынужденных простоев 1. 25
---выходных дней 1. 24
---гистерезиса 1. 170, 171
---жесткости 1. 203, 204, 361
---жесткости упругих элементов 1. 436
---загрузки 1. 25
---затяжкн 1. 403, 428, 433, 438, 445
Коэффициент использования объема 1. 101
— машины 1. 18
Коэффициент концентрации напряжении теоре-
тический 1. 297
---эффективный 1. 299, 300,. 331
Коэффициент масштабного фактора - см.
Коэффициент размерный
---машинного времени 1. 24
---надежности 2. 338
— неравномерности X. 526
— перекрытия 1. 345'
— перекрытия витков 1. 525
---перекрытия резьб 1. 530
---повторяемости 1. 44, 45
---простоев 1. 24, 139
---размерный 1. 303, 304
---режима 1. 23
— самоторможения 1. 424
---сезонности 1. 23
сменности 1. 24
— стоимости машин 1. 13
Коэффициент тензочувствительности 1. 155
-- трения 1. 464, 465; 2. 297, 300, 343,
373
— унификации 1. 44
---упругости 1. 203
— чувствительности материала к кон-
центрации напряжений 1. 301, 303
— эксплуатационных расходов 1. 12-14
Крепежные детали — Виды стопорения 3.
286-290-Изгиб 1. 501-504-Матери-
алы и технология изготовления 1. 515—
Расположение болтов 1. 510-512-Уси-
ление узлов крепления 1. 511
---с резьбой противойЬложного направ-
ления - Примеры соединения 3. 80, 81
---цилиндрические соосные 3. 279
Крепление втулок 2. 218
---заглушек 2. 223
---насадных деталей 1. 338, 339
--- осей и пальцев 2. 220
---рычагов на валах 2. 317
— с помощью пластической деформации
2. 217
---стержней 2. 219
--- трубок 2. 225
---фланцев к трубкам 2. 224
---цилиндрических деталей 2. 221
Кривые повреждаемости детали - Построе-
ние 1. 286-Применение 1. 286
---усталости - Понятие 1. 276, 307, 308
Криптостойкость 1. 187
Крышки лекгосъемные — Способы их уплот-
нения 3. 151, 152
---привертныс 3. 256
Лабиринтные уплотнения 3. 113
Ламе решение 1. 461
Лапкн отгибные - Варианты расположения
3. 316
Легирование сталей — Назначение 1. 166
---комплексное диффузионное 1. 168
---поверхностное термодиффузнонное 1.
167, 168
Ленда поляроиды 1. 156
Лигностон 1. 190
Линии силовые 1. 294
Литье в оболочковые формы 2. 53
---в песчаные (земляные) формы 2. 53
---кокильное 2. 53, 54
---по выплавляемым моделям 2. 54
---по газифицируемым моделям 2. 54
---под давлением 2. 54 - Назначенце 3.
235 - Режимы 3. 235
---центробежное 2. 54
Лыски 3. 258
Маннера уравнение 1. 310
Макродефекты 1. 153, 154
Макротрещииы 1. 291
343
Манжеты - Материал 3. 91, 92—Монтаж
3. 96— Примеры установки 3. 96— Прин-
цип действия 3, 90- Способы установки
3. 91, 92, 94, 95-Формы 3. 90, 91
---армированные — Материал 3, 92, 93
Способы установки 3. 93-94-Типы
3. 92, 93
Масса конструкции - Роль в машинострое-
нии 1, 100
— Способы снижения 1. 101, 102, 118 - f22,
123-141, 164-168, 271, 272
Масштабный фактор 1. 157
Материалы древесные 2. 386
---композитные 1. 174
---конструкционные — Сравнительные
оценки по массе 1. 199, 200
---неметаллические 2. 386-Пластики
2. 333-385
—' подшипниковые — см. Подшипниковые
материалы
Матрицы - Формы 3. 245, 246
Маховики ручные 2. 46
Машины — Выбор вариантов конструкций
1. 73, 77
— Доводка в эксплуатации 1. 42, 43
— Интенсификация использования 1. 38
— Исходные материалы для проектирования
1. 68, 69
— Категория 1. 15
- Отделка 2. 50 — 52
— Производительность 1. 21
- Рациональный выбор параметров 1.139 —
141
— Рентабельность 1. И
- Срок службы 1. 23
— Степень использования в эксплуатации
1. 37
- Стоимость 1. 14-16
- Сфера применения 1. 71, 72
Машины роторные 1, 21, 22
Место под ключ — Правило обеспечения
свободного манипулирования ключом
3. 82, 83, 84
Металлоемкость — Понятие 1. 101
---удельная — Понятие 1. 101
Металлокерамика 2. 382
Метод базового агрегата 1. 47
---изменения линейных размеров 1. 47
---инверсии 1, 73, 78 — 81
---итерации 2. 300
---лаковых пленок 1. 158, 159
---оптико-поляризационный 1. 156, 157
---повышения напряжений 1. 160, 161
--- редуцирования 1. 394
--- уточнения напряжения 1. 141
---фиксации напряжений 1. 157
---фотоупругпх покрытий 1. 157, 158
Механизм двухрычажный 3. 212
---точечный 1, 318
Механическая обработка — Выход обрабаты-
вающего инструмента 2. 115 — 120
- Перебег режущего инструмента 2. 115
- Подход обрабатывающего инструмента
2. 120 — 124
— Разделение поверхностей, обрабатывае-
мых с разной точность^ 2. 124 — 126
— Снятие фасок на фигурных поверхностях
2. 136
— Сокращение объема 2. 103 — 109
- Устранение деформаций под действием
344
режущего инструмента 2. 141-143
— Устранение излишне точной обработки
2. 109-111
— Форма деталей 2. 127
Механическая обработка бобышек в корпу-
сах 2. 139
---напроход 2. 113, 114
--- отверстий 2. 145
---углубленных поверхностей 2. 137
--- фрезерование по контуру 2. 135
Механическая обработка деталей групповая
параллельная 2. 156
--- параллельно-последовательная 2. 156
--- последовательная 2. 156
Мпкрошлифование 1. 318
Модели - Материал 3. 236
---негативные 3. 236
---позитивные 3. 236
Модификаторы I. 170
Модифицирование 1. 49
---сфероидизирующее 1. 170
Модуль упругости относительный 1. 169
--- сдвига 1. 171
Момент инерции приведенный — Понятие
1. 195
---крутящий - Способы передачи 2. 230,
231
---отвинчивающий 1. 423
---тормозящий 1. 424
Монтаж подшипников качения в парных уста-
новках 2, 521
— Осевая сборка 2. 520
— Радиальная сборка 2. 521
Муфты быстродействующие — Конструкция
3. 226- Сборка 3. 227
---самозапирающпсся — Конструктивные
разновидности 3. 227, 228
---упругие — Применение 1. 314
---шлицевые с эвольвентным зубом —
Применение в качестве компенсаторов
. 1. 552
Нагрев - Влияние на параметры стяжного
соединения 1. 439
— Корректировка формы деталей 1. 382-
384
— Применение при запрессовке 1. 482-484
— Расчет относительного расположения де-
талей 1. 381, 382
Нагружение контактное 1. 341 —Основные
виды 1. 343— Схемы 1. 342
---нестационарное — Параме гры 1. 307-
Сцектры напряжений 1. 307—Усталость
1. 306-313
Нагрузки — Влияние упругости на распреде-
ление нагрузки 1. 585-588
— Устранение концентрации 1, 336
Нагрузки динамичестсце 3. 160
---знакопеременные 1. 315
---распределенные 3. 159
--- статические 3. 159
---циклические 1. 275, '315
Надежность машины — Понятие 1. 38, 39
— Способы повышения 1. 40—42
— Теория 1. 40
— Факторы 1. 40
Надписи 3. 247
Найлон 2. 385
Накатка — Типы 3, 42
Накладки фрикционные 1. 391
Наклеп 1. 318 —324-Предотвращение 1.
338—Схема возникновения напряжений
в наклепанном слое 1. 319
---в напряженном состоянии 1. 313, 320
---импульсный гидравлический 1. 324
---напряженный 1. 556
---объемный 1. 313
---фрикционный 1. 337
---электрогидравлический 1. 324
Наполнители волокнистые 3. 231
---порошкообразные 3. 230, 231
Направляющие детали 1. 591 — 592
Напряжения — Определение — см. Определе-
ние напряжений
— Примеры устранения и снижения кон-
центрации 1. 325-330
— Термофикация 1. 157
- Циклы — см. Циклы напряжений
— Экспериментальное определение 1. 154 —
163
Напряжения изгиба 3. 195
--- изгиба у основания витков 1. 526, 527
---контактные — Распределение 1. 342
---местные — Влияние на прочность
1. 142-144
---октаэдрические — Понятие 1. 289
---относительные 1. 464
---разрыва в резьбе 1. 524—526
---растягивающие 3. 203
- - расчетные — Влияние на массу 1. 160 —
Стабильность 3. 160
---реальные 1. 347
---сжатия 3. 203
---смятия на несущей поверхности витка
1. 527, 528
---среза по основанию витков 1. 526
Напряжения внутренние — Влияние на проч-
ность 1. 142—144— Классификация 1. 150
---второго рода - Причины возникнове-
ния 1. 152
— первого рода - Причины возникнове-
ния 1. 150-152
— третьего рода - Причины возникнове-
ния 1. 152-154
Напряжения тепловые 1. 360
— Определение в стенках трубы 1. 372-374
— Определение для криволинейной стенки
1. 370
— Определение для плоской стенки 1. 367,
368
- Определение для полой цилиндрической
детали 1. 371, 372
— Отвод теплоты 1. 391 — 394
- Распределение в роторах 1. 374, 375
— Сложение тепловых и рабочих напряже-
ний 1. 372-374
— Способы снижения 1.-375, 376
- Тепловая прочность материалов 1. 368 —
370
— Устранение 1. 376
Напряжения термические 1. 362, 363— Спо-
собы уменьшения 1. 364, 365
---в болтах 1. 488
---в корпусах 1. 438
Насос центробежный водяной — Проектиро-
вание 1. 85-99
Натяг действительный 1. 466
---максимальный 1. 468
---минимальный 1. 468
---номинальный 1. 466
---осевой 1. 338,
---температурный 1. 360 — 363, 438, 448 —
Условие отсутствия 1. 364
Ненагружениые соединения 1. 419
Неподвижные соединения 3. 135
Неразборные соединения 3. 259
Нестационарный режим нагружения - см. На-
гружение нестационарное
Ниппели — Способы соединения с их по-
мощью 3. 215, 216, 218
---из пластического металла 3. 215
---с внутренним конусом 3. 214, 215
---с наружным конусом 3. 214
---угловые поворотные 3. 217
Ниппельные соединения — Конструкции 3.
217
— Способы стопорения 3. 220, 221, 329
— Условия эксплуатации 3. 214
Нормализация — Понятие 1. 45-Степень
1. 45
---комплексная 1. 50
Нуклеаторы 1. 191
Обкатывание 1. 321, 322 — Сила прижатия
ролика 1. 321
Облегчение деталей — Влияние галтелей, ско-
сов и конусов 1. 118—120
— Влияние диаметра на эффективность
1. 115-118
— Применение 1. 112
— Примеры 1. 112—116.
Ободья насадные — Способы их соединения
с дисками 3. 284, 285
Оборотность 1. 139
Обрабатываемость 2. 374
Обработка дробеструйная 1. 321
---механическая — см. Механическая обра-
ботка
---опорных поверхностей фланцевых со-
единений 1. 535-537
Объем продукции годовой 1. 19
---суммарный 1. 18, 19
Оксидирование 1. 183; 3. 133
Оплетка металлическая — см. Шланги бро-
нированные гладкие
Опоры — Придание равной долговечности
1. 577, 578— Расположение для увеличе-
ния жесткости 1. 227
Опоры качения 2. 453 — 549
---скольжения 2. 328 — 452
---торцовые см. Торцовые опоры
Определение напряжений методом лаковых
пленок 1. 158, 159 ,
— - методом оитико-полярнзационным
1. 156, 157
— — натурными испытаниями 1. 159
---тсизометрированием 1. 154—156
Оребрение деталей — Применение 1. 233
---коробчатых 1. 236 — 238
---подвергающихся кручению 1. 239
Осадка предварительная 1. 455
--- силовая 1. 455
Ослабления местные — Устранение 1. 602—
605
Отверстия — Обработка 1. 332— Правила
конструирования 3, 240, 241—Способы
упрочнения стенок 1. 323-Формы 3.
241
— литейные 2. 69-Способы заглушения
2. 70
345
— облегчающие 1. 271, 272
— резьбовые 1. 500- Разновидности резь-
бы 3. 242
---ступенчатые 1. 333
Отдача полезная — Понятие 1. 21
- Способы увеличения 1. 11, 21
Отказы машины — Классификация 1. 39
— Понятие 1. 39
Отливки - Внутренние напряжения 2. 75
— Колебание размеров 2, 93
— Конструирование - см. Конструирование
отливок
— Направленное затвердевание 2. 79
- Принцип одновременного затвердевания
2. 77-79
— Прочность 2. 54
— Расчленение 2., 71, 72
— Сопряжение участков различной толщины
2. 81
— Толщина стенок 2. 54
— Упрощение формы 2. 71, 72
— Усадочные напряжения 2. 75-77
Отливки железобетонные - Конструирова-
ние 1. 196, 197
— Формование 1. 196
Отсеки-Способы увеличения их жестко-
сти 1. 264-266
Пазы фиксирующие - Способы изготовле-
ния 3. 316, 317
Пальцы притонные 1. 566
Параметрические ряды - см. Ряды парамет-
рические
Пароиит 3. 135
Передачи зубчатые — см. Зубчатые передачи
Период службы 1. 18
---цикла 1. 279
Перлитизация 1. 169
Петроспталлы 1. 191
Питтинг 1. 345
Плакирование — Понятие 1. 182
Пластики - Применение 1. 190 - Свойства
1. 189, 190
— древесно-волокнистые 1. 190
---композитные 1. 190
Пластики пористые — Особенности 3. 232—
Способы приготовления 3. 232
---жесткие 3. 232
---эластичные 3. 232
Пластины - Способы фиксации ими 3. 264,
265
— подкладные - Способы стопорения
ими 3. 333, 334
— привертные — Способы стопорения'
ими 3. 319, 320, 322, 323
---с отгпбными лапками - Конструктив-
ные разновидности 3. 333, 334
Пластмассы —Недостатки 3. 299, 300
— Области применения 3. 233, 234
— Обработка 3. 233
— Прочность 3. 299, 300
— Разновидности 3. 229
- Свойства 3. 229
— Состав 3. 229
---композиционные 3. 230
Плиты — Способы увеличения жесткости 1.
262, 263
Плоскость разъема — Формы 3. 238
Плотность распределения применяемости па-
раметра 1. 62
346
Площадки упорные 3. 240
Поверхности — Сопряжение 1. 588 — Состоя-
ние 1. 305
---игольчатые 1. 376
— опорные - Диаметр действительный 3.
85-Размеры 3. 82, 83
— Расстояние минимальное от центра гай-
ки до стенки 3. 82, 84
------ привалочные 1. 592-593
- - упорные 3. 240
— цилиндрические посадочные — Спосо-
бы уплотнения 3. 150, 151
Поводка изделий 2. 160
Поворотные соединения 3. 217
Повреждаемость по Френчу - Испытания
1. 306
Подвижные соединения — Применение 3. 86
— Уплотнения 3. 86
Подгонка - Устранение 1. 548-550
Подобие геометрическое 1. 55 — 57
— — рабочего процесса 1. 56
Подшипники аэростатические 1. 33
--- гидростатические 1. 32, 33
Подшипники качения - Виды нагружения 2.
514-516
— Выбор серии 2. 469, 491
— Долговечность 2. 468
— Допустимые окружные скорости 2. 465
— Конструктивные соотношения 2.461 — 463
— Конструктивные элементы крепления 2.
481-483
- Коэффициенты трения 2. 465
— Крепление на валах 2. 473
— Материал 2. 461, 546—549
- Монтаж 2. 519-534
- Недостатки 2. 453
Подшипники качения - Несущая способ-
ность 2. 466
— Посадки 2. 507, 516, 517
— Потери на трение 2. 465
— Преимущества 2. 453
- Смазка 2. 548, 549
- Тепловые деформации 2. 514
— Типовые узлы 2. 507-513
— Типы 2. 454—460
- Точность 2. 464
— Установка в корпусах 2. 475-479
— Установка на переходных втулках 2.
479-480
— Установка с подшипниками скольжения
совместная 2. 529
Подшипники качения игольчатые — Конст-
руктивные соотношения 2. 501
— Посадки в корпусы и на валы 2. 500
— Применение 2. 500
- Типы 2. 499
- Частота вращения иголок 2. 500
Подшипники качения многооборотвые — Дол-
говечность 2. 544
- Конструкции опор 2. 537
— Смазка 2. 542
Подшипники качеиня радиально-упорные —
Гироскопические моменты 2. 489
- Предварительный натяг 2. 492
— Применение 2. 489
Подшипники качения радиальные 2. 454 —
Установка 2. 484—486
---радиально-упорные 2. 456, 489—492
- - упорно-радиальные 2. 458
— упорные 2. 458
Подшипники качения роликовые кониче-
' скне — Натяг 2. 497
- Применение 2. 496
Подшипники качения шариковые упорные —
Гироскопические моменты 2. 503
— Нагрузки 2. 503
— Применение 2. 503
— Установка 2. 504-507
Подшипники скольжения — Ввод масла 2. 363
— .Виды нагружения 2. 359, 360
— Диаграммы износа 2. 365
— Диаметр 2. 349
— Долговечность 2. 328
— Конструктивные факторы 2. 362
— Несущая способность 2. 334, 461
— Отношение I/d 2. 350
— Положение вала 2. 333, 342, 343
— Посадки 2. 329
Подшипники скольжения — Преимущества 2,
328
- Расчет 2. 353 - см. Расчет подшипников
скольжения
- Расчетные номограммы 2. 345
— Смазка 2. 331
— Технологические факторы 2. 362
— Установка с подшипниками качения сов-
местная 2. 529
— Устранение кромочных нагрузок 2. 370
— Фазы нагружения 2. 350
- Фиксация втулок 2. 389-390
— Эксплуатационные факторы 2. 362
Подшипники скольжения внброустойчивые 2.
404-409
— лепестковые 2. 411
— многооборотные 2. 404-409
— неразъемные (втулки) 2. 395
---разъемные 2. 390
— самоустанавливающиеся 2. 352, 401 -
404
---сегментные 2. 411
---с плавающими втулками 2. 404—405
Подшипники скольжения упорные гидрав-
лические (подпятники) 2. 422
---гидродинамические 2. 423 — Несущая
способность 2. 423—424, 426 — Число
Гюмбеля 2. 423, 426, 427
---гидростатические 2.433 — Жесткость 2.
447—452 - Несущая способность 2. 444,
445 - Потери на трение 2. 444, 445
---гребенчатые 2. 420
---двухклиновые 2. 431
---одноклиновые 2. 431
---со ступенчатыми несущими поверхнос-
тями 2. 435
---со сферическими упорными поверхнос-
тями 2. 421
---с плавающими шайбами 2. 419
---с самоустанавливающимися сегмента-
ми 2. 437, 438
Подшипниковые материалы - Антифрикци-
онные свойства 2. 373
---мягкие 2. 374
---пластичные 2. 374
---твердые- 2. 374, 375
Показатели жесткости удельные деталей
одинаковой конфигурации 1. 209, 210, 212
---равножестких 1. 209—212
---равной массы 1. 210—213 <
— равнопрочных 1. 210, 212, 213
Показатели прочности удельные, при изгибе
и кручении 1. 198, 199
— при растяжении - сжатии 1. 97
---при ударных нагрузках 1. 198, 199
---различных материалов 1. 200
Показатели технико-экономические 1. 9
---эксплуатационные 1. 9
Показатель жесткости обобщенный 1. 211,
213, 214 '
Покрытия - Способы стопорения ими 3. 336
Ползучесть материалов 1. 29
-—металлов холодная 1. 442
Полимер-бетоны 1. 194
Полирование под давлением 1. 318
Поляризация круговая 1. 156, 157
Поляроиды Ленда —см. Ленда поляроида
Порог трещииообразоваиия —Определение 1.
286 — Понятие 1. 278
Портланд-цемент-Марки 1. 192
— Прочность кубиковая 1. 192
— Свойства 1. 192
— Состав 1. 192
Поршни-Способы уплотнения 3. 121, 122
Посадки 2. 18, 19, —Выбор для прессовых
соединений 1. 467-468
---прессовые 1. 459
Поток силовой — Плотность 1. 294
- Понятие 1. 294
Пояски рифленые - Конструктивные соотно-
шения 3. 248, 249
Предел выносливости 1, 305, 307, 308, 313-
Влияние скорости изменения напряжений •
1. 287, 288 — Влияние частоты циклов 1.
287, 288 - Понятие 1. 275, 276 - Способ
определения 1. 280
— для различных видов нагружения 1.
283, 284
---условный 1. 278
Предел текучести удельный 1. 198
---условный 1. 198
Преднапряжепные конструкции 1. 395
Преемственность конструктивная - Исполь-
зование 1. 70
— Направление 1. 70
— Понятие 1. 69
Прессование - качество поверхности 3. 236
— Назначение 3. 234
— Обеспечение точности 3. 236
— Режимы 3. 235
Прессовые соединения 1. 305 - Вероятност-
ный расчет 1. 478-482 .
— Виды 1. 489
— Влияние качества поверхности на несу-
щую способность 1. 465
- Влияние тепловых деформаций 1. 466-
467
— Выбор посадок 1. 467-468
— Коэффициент трения 1. 464
— Механическая обработка после запрес-
совки 1. 488
- Несущая способность 1. 459, 464, 468,
484-485, 486
— Обеспечение распрессовки 1. 491-492
— Параметры 1. 461
- Правила конструирования 1. 485-491
— Примеры расчета 1. 468—478
- Распределение давления по длине 1. 462
— Способы запрессовки 1. 487—491
- Тепловая сборка 1. 482—484
— Упрочнение 1, 336-337
347
Призматические соединения - Напряжения
2. 281
— Применение 2. 283
- Расчет 2. 282
— Центрирование 2. 282
Принцип агрегатности 1. 546 — 548
---плотной упаковки 1. 130
.—равного напряжения 1. 102
---равнопрочное™ 1. 108, 109
Прирабатываемость 2. 373 — 374
Притирка 2. 6
Пробки —Способы установки 3. 331, 332
Проволока — Способы стопорения, 3. 306,
307, 318, 319
Прогресс 1. 20
Прокладки листовые —Материал 3. 135,
151 — Применение 3. 135 - Размеры 3.
137, 138 —Способы повышения надеж-
ности уплотнений 3. 135, 136 —Способы
установки 3. 136 — Способы фиксации 3.
137
---с внутренней арматурой 3. 150
---с наружной арматурой 3. 150
Прокладки упругие утопленные — Материал
3. 139
Прорезь торцовая 3. 266
Профили —Жесткость 1. 103, 229
— Относительная масса 1. 104
— Относительная прочность 1, 103
— Показатели прочности и жесткости 1.104,
105
— Показатели рациональности формы 1.103
— Прочность 1. 103, 229
— Прочность приведенная 1. 103
Профили круглые 1. 106, 107
---массивные 1. 104—106
---получаемые экструзией 1. 123
---полые 1. 106
Профильные соединения - Напряжения?, 283,
— Преимущества 2. 283
Процент выживания 1. 27
Прочность—Влияние шага резьбы 1. 524—
528
---контактная циклическая 1. 344
---материалов тепловая 1. 368—370
---усталостная 1. 309 —Влияние наклепа
1. 320-Способы повышения 1. 315
Прочность конструкции - Влияние перегру-
зок 1. 164
— Влияние сопряженных деталей 1. 148
— Повышение при динамических нагрузках
1. 149, 150
— Показатели удельные 1. 198—200
— Разупрочняющие факторы 1. 150, 153
— Упрочняющие факторы 1. 150, 153
Прочность конструкции удельная динами-
ческая 1. 199
---при растяжении — сжатии 1. 197
---при ударных нагрузках 1. 199
Прочность конструкции циклическая — Влия-
ние на надежность и долговечность
1. 275-Факторы, снижающие ее 1. 292,
293
---при сложных напряженных состояниях
1. 286, 287
Прочность металлов — Способы повышения
1. 172-180
— теоретическая I. 171
Прочность усталостная проволоки 3. 156-
Способы повышения 3. 156
Прочность циклическая 1. 283, 305 — 306,
308, 430, 431 —Влияние качества обра-
ботки 1. 318
— Влияние поверхностной пластической де-
формации 1. 318 — 324
— Влияние предварительного деформирова-
ния 1, 313
— Влияние термообработки 1. 316-317
— Способы повышения 1. 314 — 324
Пружины —Группы 3. 154
— Заиеволивапие 3. 157
— Материал 3. 155—157
— Расчетные напряжения 3. 159-161
- Способы навивки 3. 157
Пружины кольцевые 3. 154, 200-205
---многожильные 3. 197, 200
--- пластинчатые 3. 15
---спиральные 3. 154
---тарельчатые 3. 154, 206
Пружины кручения - Навивка 3. 193
— Назначение 3. 193
- Расчет 3. 193-197
— Центрирование 3. 195
Пружины растяжения—Применение 3. 1-89
— Зацепы 3. 190
— Формулы для расчета 3, 190-192
Пружины сжатия —Конечные витки 3. 161 -
Конструкция 3, 161—Расчет 3. 171-
173 — Удельная жесткость 3. 173 — Уста-
новка 3, 167 —Устойчивость 3. 178-
179 —Центрирование 3. 167, 171—177
— — составные 3. 180 — 186
---конические 3. 186 — 188
---призматические 3. 188
Пульсаторы - см. Вибраторы 1
Работомеры 1. 28
Равнонагружаемость опор 1. 577-578
Равнопрочность 1. 517, 573 —577 — Поня-
тие 1. 107, 108-Способы придания де-
талям 1. 108 —Ш
— — деталей 1. 108, ПО
— — узлов 1. Ill, 112
Разборка —Способы облегчения 2. 41
---независимая 2. 17
Разгрузка точных механизмов от сил 1.
597-599
Размер «под ключ» 3. 8
Разрушение пнтеркристаллитное 1. 291
--- транскристаллитное 1. 291
---усталостное 1. 288—293
Разупрочнение 1. 399
Рамы сварные 2. 187—191
Распрессовка - Обеспечение 1. 491, 492
— — гидравлическая 1. 492
Расходы амортизационные 1. 11
— — накладные 1.. 12
---переменные 1. 36
---постоянные 1. 36
---ремонтные 1, 36
---эксплуатационные 1. 11, 14
Расчет подшипников скольжения поверочный
2. 353
--- проектный 2. 354
---тепловой 2. 356
Ребиндера эффект 1. 292
Ребра деталей — Конструкция 1. 238, 239-
Определение параметров 1. 233-235-
348
Примеры конструктивные 1. 241, 242-Раз-
новидности 1. 240, 241 —Форма 1. 233
---пластмассовых г-Изготовление 3.244,
245 — Конструкция 3. 243, 244
Регресс 1. 20
Редуктор соосный—Влияние шага на проч-
ность 1. 524-528-Унификация деталей
1. 546
Редукторы-сумматоры 1. 138
Резервирование 1. 40
Резервуары —Способы увеличения жест-
кости 1. 272, 273
Резина 2. 386 —Применение в качестве
уплотнения 3. 152-Способы крепления
к металлическим деталям 3. 152, 153
Резьба —Методы нарезания 3. 7
— Напряжение изгиба у основания витков
1. 526, 527
— Напряжения разрыва 1. 524 — 526
— Напряжения смятия на несущей поверх-
ности витка 1. 527, 528
— Напряжения среза по основанию витка
1. 526
- Определение увеличения шага 3. 15
— Профиль 1. 524; 3. 14
— Распределение нагрузки по виткам 1, 518
— Способы выравнивания нагрузки по вит-
кам 1. 518, 519
Резьба безызгибная 1. 528 — 531 для стан-
дартных болтов 3. 19
---дифференциальная 3. 77 — 80
---коническая 3. 16, 17
---отгонная —Выбор 3. 101-Конструк-
тивные разновидности 3. 101
— Профили 3. 101
— - противоположного направления 3. 80,
81
Резьбовое соединение - Влияние шага резьбы
на прочность 1. 524-528
— Затяжка 1. 508
— Конструкции 1. 509, 510
- Повышение несущей способности болтов
1. 516-521
— Правила конструирования 1. 503, 507—
510
— Распределение нагрузки между витками
резьбы 3. 12 — 16
— Способы уплотнения 1. 508; 3. 144
- Упрочнение 1. 515-531
— Фиксация деталей 1. 504—506
— Центрирование 1. 506, 507
Резьбовые соединения глухие — дополнитель-
ные меры по уплотнению 3. 148 —Спо-
собы уплотнения 3. 146—148
---крепежные — Сравнение типов 3. 7
---нагруженные - Схема нагружения 1.425
---ненагруженные — Параметры 1. 421 —
Предупреждение скручивания болтов при
затяжке 1. 422 —Сопротивление самоот-
винчиваншо гаек 1. 423—425
---основные —Классификация 3. 5
---промежуточные 3. 6, 7
Рекристаллизация 1. 164
Релаксационная стойкость 1. 437, 442, 443,
445-448
Релаксация 1. 442
Рельефы жесткости 1. 270, 271
Решетки пространственные 1. 267
Рифления —Размеры 3. 247 —Форма 3. 247
Рифленые соединения 1. 492, 493
Роторы - Распределение напряжений 1. 374,
375
Рукава мягкие—Применения 3. 210-Спо-
собы соединения 3. 210
Рым-болт 2. 31
Рычаг—Крепление на валах 2. 317
Ряды параметрические 1. 54, 55 —Постро-
ение 1. 63
Ряды предпочтительные чисел - Понятие 1.
---арифметические 1. 59, 60
--- в конструировании 1. 62
---основные 1. 60, 61
---производные 1. 61
Ряды размерно-подобные 1. 57
---размерные 1 54
---смешанные 1. 54
---типоразмерные 1. 54
---унифицированные 1. 53, 54
Сальники - Конструкция 3. 87
— Недостатки 3. 87
— Применение 3. 87
— Способы увеличения надежности уплот-
нений 3. 88, 89
— Формы 3. 87
Сальниковые соедииеипя—Конструктивные
разновидности 3. 217
— Применение 3. 217
Самозапирающиеся соединения — Конструк-
тивные разновидности 3. 227, 228
— Назначение 3. 227
Самоотвиичнвание гаек 1. 423
Самоупрочиенле 1. 147, 399
Самоустанавливяемость 1. 578-582, 583,
584
Сборка—Выбор положения деталей 2. 25
— Исключение возможности неправильной
сборки 2. 25
— Подвод монтажного инструмента 2. 28
— Последовательность 2. 18—20
— Способы облегчения 2. 41
— Условия 2. 5, 6
— Устранение подгонки 1. 549
Сборка .безразличная 2. 27
— Принцип 2. 27
---механизированная 2. 29
--осевая 1. 594; 2.7, 9, 12, 13-Не-
достатки 2. 9
---радиальная 1. 594; 2. 7, 12, 13
---радиально-осевая 2. 7
--- селекативная 2. 6
---тепловая при запрессовке 1. 482—484
Сваривание 1. 337, 338 — Предотвращение
1. 338
Сварка — Основные виды 2.161 -168 - При-
менение 2. 159
--- контактная 2. 181
---пластмасс 3. 237
---труб 2. 182
Сварные соединения - Виды 2. 166—168
— Правила конструирования 2. 168-176
— Прочность и меры ее повышения 2.
176-180
Свойства антифрикционные - Способы улуч-
шения 1. 30
---противозадирные 2. 374
Себестоимость продукции 1. 36
Сегменты самоустаиавливающнхся упорных
подшипников переставляющиеся 2. 439
349
— с автоматическим выравниванием на-
грузки 2. 440
Секционирование 1. 46
Селеннрование 1. 83, 184
Сеи-Венана принцип 1. 142
Сепараторы — Материал 2. 541
— Центрирование 2. 539
Серебро — Применение 2. 377
— Свойства 2. 378
Сечение приведенное 1. 195
--- рациональное 1. 101, 102
Сила затяжки —Влияние на релаксационную
- стойкость стяжного соединения 1. 445,
446 —Способы контроля 1. 451—454
— термическая в стяжных соединениях
1. 437
---термическая 1. 361, 363, 365, 448 —
Средство уменьшения 1. 440—442
---трения 2. 297
Силицирование 1. 167
---диффузионное 3. 133
Силумины —Применение 1. 182
— Свойства 1. 180
Сильфоны - Материалы 3. 222,223 - Стадии
изготовления 3. 223
Сита ллы —Применение 1. 191, 192
— Свойства 1. 180, 191
Скобы с отгибными лапками—Способы
стопорения 3. 297
Скосы — Влияние на Массу 1. 119
Скрепление резервуаров 1. 395, 396
---труб 1. 397
Смазка консистентная 3. 281
Смазка подшипников скольжении в пусковые
периоды 2. 369
— гидродинамическая 2.331 - Давление в
масляном слое 2. 332
--- набивкой 2. 371
— принудительная 2. 367
Смазочные канавки маслораспределитель-
ные 2. 366
— охлаждающие 2. 367
Смачиваемость маслом 2. 373
Смятие - Напряжение смятия иа несущей
поверхности витка 1. 527-528
Солдатик —Применение 1. 513, 514, 523
Слой масляный — Кавитационные процессы
2. 341
— Относительная толщина 2. 334, 340
- Число Зоммерфельда 2. 336
Соединение—Виды —см. «оЭ их названиями.
Например: Клеевые соединения
Соединения болтами ввертными —Примене-
ние 3. 5 — Сборка — Разборка 3. 5
---болтами с гайками 3. 5, 6
— для передачи крутящего момента 2.
316
---на конических штуцерах - Конструкции
3. 218
---со сферическими ниппелями — Конст-
рукции 3. 218, 219-Назначение 3. 218
---с поворотными ниппелями 3, 217
---шпильками —Применение 3. 6 —Сбор-
ка и разборка 3. 6
Соединения коническими затяжными коль-
цами—Несущая способность 2. 305
- Передача крутящего момента 2. 303,
309
- Распределение нагрузки по кольцам
2. 311, 312
Сопряжение деталей из твердых и мягких
материалов 1. 599-602
--- поверхностей 1. 588
Сотопласты — Получение 3. 233
— Свойства 3, 233
Соты-см. Конструкции оболочковые сото-
вые
Сочленения—Виды-см. под их названиями.
Например: Цилиндрические сочленения
Спаивание холодное 1. 484
Сплавы алюминиевые-Классификация 1.
180-Свойства 1. 180
---деформируемые - Применение 1, 183 —
Свойства 1. 182.
— литейные - Применение 1.182 - Состав
и свойства 1. 180 — 182
Сплавы легкие - Сравнительные характерис-
тики 2. 382
---титановые — Применение 1. 188 —
Свойства 1. 186 — 189— Состав 1. 188, 189
Сплавы магниевые - Применение 1. 184 —
Свойства 1. 183
— деформируемые-Состав и свойства
1. 184
---литейные — Состав и свойства 1. 183
Спектр нагружения 1. 307
Стаканы закладные 1. 504, 505
Сталебетон 1. 193
Стали - Легирование - см. Легирование
сталей
— легированные 1. 166
---углеродистые 1. 166
Стандартизация 1. 45, 46
Станины скрепленные —Несущая способ-
ность 1. 404, 405
— Область применения 1. 406-Скрепление
1. 403-406-Схемы 1. 404
Станки агрегатные металлообрабатываю-
щие 1. 21
Стекловолокниты 3. 231
Стеллиты 2. 547
Стенки криволинейные - Определение теп-
ловых напряжений 1. 370
---плоские - Определение тепловых на-
пряжений 1. 367 — 368
Степень перегрузки 1. 307
Степень унификации крепежных деталей 1.45
---оригинальных деталей 1. 45
--- элементов конструкции 1. 45
Стержни —Деформация растяжения 3. 15
— Конфигурация 2. 63
- Метод упрочнения 1. 398—399
— Способы крепления 2. 219
— Способы приварки 2. 186
— Унификация 2. 65
— Установка и крепление в форме 2. 64,
66-69
Стержни армирующие—Способы фиксации
3. 248, 249
— длинные - Способы крепления 3. 249,
250
— ленточные 2. 65
---нарезные - Способы крепления 3. 249,
250 —Способы их стопорения 3. 330.
Стоимость операций 1. 21
Стойкость коррозионная 2. 374
— релаксационная - см. Релаксационная
стойкость
Стопорение гаек 1. 452
СТ СЭВ 144-75 1. 616
350
Стопорные соединения-Нагружаемость 2.
— Осевая фиксация 2. 562
Стопоры бесканавочные 2. 565
---особой конструкции 2. 566, 567
---пластинчатые — Недостатки 3. 305,
306 —Способы стопорения 3. 306 —Фор-
। мы 3. 305, 306
--- радиальной сборки 2. 564
Стыки жесткие - Способы решения и задачи
уплотнения 3. 138
---жидкостные —Уплотнение их 3. 148
---«металл по металлу» — Способы уплот-
нения 3. 139-142
— плоские-Способы уплотнения 3. 150
-----«холодные» 3. 141
— Цилиндрические—Способы уплотнения
3. 148-150
Стыкование по скрещивающимся плоскостям
1, 593-594
Стяжные нагруженные соединения-Влияние
нагрева 1. 439
- Влияние релаксации 1. 442, 444
- Выбор параметров X.-431—433
— Графический расчет 1. 455—457
- Измерение вытяжки болтов 1. 453
- Контроль силы затяжки 1. 451-454
- Корпус с переменными сечениями 1. 448
- Основные параметры 1. 427-431
— Правила конструирования 1. 433
— Предварительная осадка 1. 455
— Пример расчета 1. 457—458
— Расчетные напряжения 1. 427
- Регулирование жесткости 1. 429
— Стопорение гаек 1. 452
- Схема нагружения X. 425
— Термические силы 1. 437
- Уменьшение термических напряжений
1. 364
- Установка упругих элементов 1. 435,
440-441
Стяжные непогруженные соединения 1.
419— Параметры резьбовых соединений
1. 421 —Сопротивление самоотвинчива-
нию гаек 1. 423—425
Субмикродефекты 1. 152, 153
Сульфидирование 1. 167; 3. 133, 134
Сферические сочленения 1. 346—349
- Виды 3. 279, 280
— График для расчета I. 348
— График сравнительной прочности и на-
гружаемости 1. 352
- Диаграмма прочности и нагружаемости
1. 347
— Конструктивные разновидности 3. 280 -
282
- Максимальные напряжения 1. 346, 347
— Несущая способность 1. 346
— Применение 3. 280
— Пример замены линейного контакта по-
верхностным 1. 356
- Пример определения максимального на-
пряжения 1. 348
- Пример упрочнения 1. 355
— Прочность при точечном, линейном и
поверхностном контакте 1. 352—353
Сферы-Способы установки 3. 279, 280
Схема двухвальная 1. 130
---многопоточная 1. 138, 139
— силовая 1. 133-138
Схема силовая-Улучшение 1. 550 —552
Съемники 2. 280
Съемные устройства 2. 20, 22, 23
— — включенные в конструкцию детали
Такелажирование- Подвеска деталей 2, 30,
Твердость материалов —Влияние при сопря-
жении деталей 1. 599 — 602
Твердость поверхностная —Способы повы-
шения 1. 30
Твердые сплавы 2. 547
Текстолиты 3. 231
Тензодатчики 1. 155
Тензометр 1. 154
Тензометрирование - Коэффициент тензочув-
ствнтельности 1. 155
— Назначение 1. 154
Тензоры 1. 395, 396
Теория Пальмгрена 1, 309, 310
---ступенчатого накопления повреждений
1. 310
Теория упругости I. 157
Теплоотвод I. 391—394 —Усиление 1. ,392
Теплопроводность 2. 373
Теплостойкость длительная-Понятие 1. 187
Тефлон 2. 285
Тефлор 3, 234
Технологичность конструкция I. 43
Технология упрочняющая 1. 154
Типовые узлы иодшипииков качения 2.
507-^12
Толщина стенок —Способы сопряжения сте-
нок различной толщины 3. 243, 244
Тонкостенность относительная 1. 461, 462
Торможение смежности —Схема 1. 361
---формы 1. 360, 366 —Устранение 1. 376
Торсионы 1. 555-558-Конструкция 3. 206,
207
— Применение 3. 208 - Формулы для рас-
чета 3. 206-208
Торснорессоры 1. 555—558
Торцовые опоры 2. 415, 416
Трепне —Виды 1. 31
---граничное 2. 352
---жидкостное 2. 329
---полужидкостное 2. 329
---полусухое 2.. 329
---эластогидродинамическое 1. 345
«Тренировка» материала 1. 150
Трехфланцевые соединения 1. 539, 540
Трещины усталостные—Возникновение X.
278, 289—293
---нераснространяющиеся 1. 278
Тросы 3. 197, 198
Труба —Определение напряжений 1. 373
Трубопроводы —Способы соединения 3. 210,
' 211
Углеграфиты - Применение 2. 387 - Свойст-
ва 2., 387
Удельная масса - Понятие 1. 100
Узлы-Агрегатирование 1. 546 — 548
Узлы трения —Смазка 1. 31
Уклон формовочный — Величина 2. 73
Уклоны стенок деталей 3. 239
Унификация деталей 1. 545, 546
— конструктивных элементов 1. 144, 543-
545
351
Универсализация 1. 38 - Назначение 1. 57
— Способы 1. 57
- Степень 1. 58
Уплотнения бесконтактные 3. 29
.--гидравлические центробежные — Прин-
цип действия 3. 117, 118-Расчет дав-
ления 3. 117 — Схема 3. 117
---гидропластовые 3. 89, 90
---гребешковые 3. 102, 103
---комбинированные 3. 109 — 111
---контактные 3. 87
---лабиринтные — Конструктивные раз-
новидности 3. 114, 115 — Применение 3.
113 —Способы крепления гребешков в
корпусах 3.116,117 — Способы установки
лабиринтов 3. 115, 116 — Увеличение
эффективности 3. 115 —Формы 3. 114
---манжетные — см. Манжеты
---объемные 1. 399, 400
---отгонной резьбой 3. 101
---отражательными дисками 3. 102
---радиальные 3. 105
---сальниковые — см. Сальники
---с промежуточной камерой 3. 111
---суфлерные 3. 112
---торцовые — Достоинства 3. 105 — Кон-
структивные разновидности 3. 106, 109-
Материалы 3. 105 —Схема 3. 104, 105
---щелевые — Конструктивные разновид-
ности 3. 100 — Эффективность 3. 99, 100
Уплотнения системы — Классификация 3. 86
Упоры пружин кручения-Назначение 3. 193
— Направление навивки 3. 193
Упрочнение 1. 309, 313, 315
---конусных деталей 1. 399
---объемным уплотнением 1. 399, 400
---пластическое 1. 397 —406-Скрепление
станин 1. 403—406
---перегрузкой 1. 397-399
---поверхностное —Обработка на белый
слой 1. 323 —Способы 1. 320 — 324
---резьбовых соединений 1. 515 — 531
-- стержней 1. 398, 399
---термопластичное 1. 400—402
---упругое 1. 395 — 397
---ферменных систем 1. 403
---цилиндрических сосудов 1. 398
Упрочнение материалов горячей обработ-
кой давлением 1. 164—166
--- закалкой 1. 166
---термической обработкой 1. 166, 168
---улучшением 1. 166
---химико-термической обработкой 1. 166
Упрочнение металлов высокотемпературной
механической обработкой 1. 175, 176
---гидростатическим прессованием 1. 178
---деформационным старением 1. 175, 176
---многократной механико-термической
обработкой 1. 177
---низкотемпературной механической об-
работкой 1. 174, 175
---приложением магнитного поля 1. 177
---старением железо-никелевого мартен-
сита 1. 176, 177
---ультразвуковое 1. 177, 178
Упругие элементы 1. 366, 435; 3. 21 —
Влияние на параметры соединений 1.
436, 437 —Влияние на релаксационную
352
стойкость 1. 446—448 —Установка на
болтах и на корпусе 1. 436, 437
---для уменьшения термических сил
1. 440-442
Упругость — Влияние на прочность и жест-
кость 1. 144—148
— Влияние на распределение нагрузок в
детали 1. 585.-588-Способы повыше-
ния 1. 445-448
— Понятие 1. 203
Уравнение архимедовой спирали 3. 186
Уравнение кривой Гаусса 1. 478
«Ус» тонкий 3. 162 •
Усадка линейная 2. 75
--- свободная 2, 75
---стесненная 2. 75
Усиление узлов 1. 605
Условия эксплуатационные - Моделирова-
ние 1. 42
Усталостные повреждения - Виды 1, 337
Усталость динамическая 1. 288
--- контактная 1. 288
---но Веллеру —Испытания 1. 306
---при нестационарном нагружении 1.
306-313
---термическая 1. 288
Установка подшипников качения безобоймен-
ная 2. 527
--- концентричная 2. 530
---многорядная 2. 527
---на вводных и выводных валах 2. 531
---на неполных цилиндрических поверх-
ностях 2. 533
Устаревание техническое 1. 18-Понятие
1. 37
— Признаки 1. 37
— Способы предупреждения 1. 37, 38
Устойчивость пружин 3. 178
Устройства блокирующие — см. Блокирую-
щие устройства автоматические 2. 49
Устройства выравнивающие — см. Выравни-
вающие устройства
Фазы металла 1. 152
Фактор жесткости соединения 1. 427, 429,
430, 431
факторы случайности 1. 29
Фальцевые соединения 2. 227—229
Фаски 1. 612, 613; 3. 241
---заходпые 3. 242
Фиксаторы гнезда цилиндрические 3. 269,
270 —Конструктивные разновидности 3.
268—273 —Способы стопорения ими 3.
319—320 —Схема 3. 270 —Формулы для
расчета 3. 270, 271
--- пружинные
---цилиндрические — Конструктивные раз-
новидности 3. 269 —Назначение 3. 270
---шариковые —Конструкция 3. 268,269-
Недостатки 3. 269
Фиксация детален — Расположение фиксиру-
ющих баз 1. 378-379
---осевая 1. 590 — 591
---продольная и поперечная 1. 504 — 506
---точка взаимная 1. 596 — 597
-- угловая 3. 260, 261, 264, 265, 266
Фланцевое соединение 1. 449 —Выбор диа-
метра и шага болтов 1. 537 — 538
— Напряжения Т. 292
— Обработка опорных поверхностей 1. 535 —
537
— Определение размеров 2. 289—292
— Передача крутящего момента 2. 287, 288,
293 ' \
— Применение 3. 213
— Распределение сил затяжки в теле фланца
1. 450
— Регулирование жесткости 1. 450
— Способы крепления 3. 213
— Установка крепежных деталей в нишах
1. 534
— центрирование 1. 385, 386
Фланцы 1. 564, 565—Способы приварки к
обечайкам 2. 185 —Способы приварки к
трубам 2. 183 —Способы уплотнения 3.
141 —143 —Типовые конструкции 1. 532—
533 - Центрирование 1. 534 —535 —Фор-
мы 2. 292
---бортовые 1. 449
---круговые 3. 140
---литые 1. 538
---привертные 3. 259
---с колонками 1. 450, 451 '
---упругие 3. 289, 290
Флокены 1. 151
Формовка стержневая 2. 62
---бесстержневая 2. 62
Фосфатирование 3. 133
Фотокерамы 1. 191
Фреттннг-коррозия 1. 337
Фрикционные соединения затяжные 2. 295
— Нагружаемость 2. 298
---конусные — Передача крутящего мо-
мента 2. 295 — Несущая способность 2.
300 —Сборка 2. 298------прессовые 2. 295
Фурье закон 1. 368
Футорки 1. 523, 524—Конструкция 3. 28
— Способы крепления 3. 250, 252
Характеристика режима критическая 2. 338
Химическая нейтральность 2. 374
Хомутики стяжные 1. 541, 542—Конструк-
тивные разновидности 3. 211, 212
— Разъем-соединения полный 3. 213
Хромирование диффузионное 3. 133
---пористое 3. 132, 133 .
«Цена» полос 1. 156
Центрирование в резьбовых соединениях
1. 506, 507
- - лучевое 1. 386, 387, 389, 390
--- многоступенчатое 1. 389
— насадных деталей 1. 387 — 391
--- пальцевое 1. 386
---радиальное 1. 390
---радиально-лучевое 1. 385 — 387
---температуронезависимое 1. 384—394
---фланцев 1. 385, 534, 535
---штифтовое 1. 386
Центрирующие соединения — Правила конст-
руирования 1, 495—499
Циклически нагруженные детали —см. Де-
тали циклически нагруженные
Циклически нагруженные соединения 1. 337 —
340
Циклически нагруженные сочленения 1. 356 —
359 —Повышение работоспособности 1.
356-358-Устранение зазора в сочлене-
нии 1. 357-358
Циклы асимметричные 1. 399
---напряжении —Амплитуда напряжений
1. 279 — Классификация 1. 278, 279-Ко-
эффициент асимметрии 1. 279 —Период
1. 279
— Размер колебаний напряжений 1. 279-
Частота 1. 279
Цилиндрические соединения — Затяжка 1.
338, 339; 3. 150
Цилиндрические сочленения 1. 349 — 353 —
График для расчета 1. 351
— График сравнительной прочности и нагру-
жаемости 1. 352
— Диаграммы прочности и нагружаемости
1. 351
— Напряжения 1. 349, 350
— Несущая' способность 1. 349
— Прочность при различных видах контакта
1. 352, 353
Частота цикла - Понятие 1. 279
Чеканка 1. 322
Численность машинного парка 1. 16 — 18
Чугуны антифрикционные 2. 380
---высокопрочные — Механические свой-
ства 1. 170
---ковкие — Свойства 1. 169, 170
---серые —Механические свойства 1. 168 —
Применение 1. 168
— Структуры 1. 169
Шаг резьбы относительный 1. 524, 525
Шайбы —Способы стопорения ими 3. 295
---выгнутые по цилиндру 3. 299, 300
---гофрированные —Расчет 3. 206
---Гровера —см. Шайбы пружинные раз-
резные
---конические — Конструкция 3.299, 300 —
Расчет 3. 206
---концевые — Способы фиксации 3. 259
---лепестковые 3. 314
---отгпбные - Материал 3. 295—Отгибка
лапок 3. 295 —Формы 3. 297, 298
---плоские перекрученные 3. 299, 300
---подкладные —Способ фиксации 3. 315
---привертные — Способы стопорения
шайбами 3. 320
Шайбы прямоугольные 3. 299, 300
---слабосферические — Расчет 3. 206
---с отгибными лапками 3. 314
---упругие — Назначение 3. 298
---храповые 3. 326 —Формы 3. 305—Спо-
собы стопорения ими 3. 304, 305
- - ШЕЗ 3. 256
Шайбы пружинные — Конструктивные раз-
новидности 3. 205, 206 —Способы стопо-
рения ими 3. 301, 302
---конические 3. 300, 301
---разрезные 3. 298 — 300
---сферические 3. 18, 299, 300-Способы
фиксации ими 3. 258
---тарельчатые 3. 300
---фасонные — Конструктивные разновид-
ности 3. 300, 301—Назначение 3. 206 —
Расчет 3. 206 —Способы повышения с их
помощью упругости тарельчатых пружин
3, 206, 207
353
Шайбы стопорный — Конструктивные разно-
видности 3.296, 297, 318-Материалы
3. 314 —Способы их установки 3. 295,
296 —Способы их фиксации 3. 314, 315,
317-Способы фиксации ими 3. 295,
296
---чашечные 3. 318
Шарнир пластический — Возникновение 1.
299
Швы заклепочные 2. 200
Швы температурные 1. 376
Шероховатость поверхности - Знаки обозна-
чения 1. 409
— Классы в зависимости от допусков,
размеров и формы 1. 411
— Параметры 1. 407
— Структура обозначения 1. 409
— Требования к шероховатости 1. 410
— Условные обозначения направления не-
ровностей 1. 409
— Упрощенное обозначение на чертежах
,1. 409
Шероховатость поверхности прессового со-
единения 1. 465-466
--- при различных видах обработки 1.
412-414
---типовых машиностроительных дета-
лей 1. 414-418
Шим 2. 37; 3. 135
Шлакобетоны 1. 193 »
Шлакоситаллы 1. 191
Шланги гибкие — Виды 3. 222, 223 — Приме-
нение 3. 222
---бронированные гладкие-Заделка 3.
224, 225
Шлицевые соединения — Затяжка силовая
2. 276
— Параметры 2. 252
— Посадка 2. 253
- Правила конструирования 2. 271
— Простановка размеров 2. 255-257
— Расчет 2. 269, 270
— Серии 2. 252
— Способы упора 2. 275
Шлицы — Разновидности 2. 250-Центриро-
вание 2. 250-254, 277
---желобчатые 2. 263
---конусные 2. 259
---прямоточные 2. 250, 260
---торцовые 2. 267
---треугольные 1. 504 — 506; 2. 263
Шпильки — Ввертные и навертные концы
3. 31, 32-Выбор резьбы 3. 30-31
— Глубина ввертывания 3. 30
— Затяжка 3. 32
— Изгиб 1. 500, 501
— Конструкция 3. 30, 33
— Методы изготовления 3. 7
— Недостатки 3. 30
— Преимущества 3. 30
— Способы ввертывания 3. 31, 32
— Способы установки на футерках 3. 36, 37
— Способы центрирования 3. 38, 39
— Установка 1. 509, 521—524
— Усилие предварительной затяжки 3. 37,
38
Шплинты — Материал 3. 294 —Применение
3. 293
— Способы стопорения ими 3. 293, 318, 319
354
Шпонки - Допускаемые напряжения 2. 241 —
Посадки 2. 233, 239 —Правила конструи-
’рования 2. 245 —246 —Силовая затяжка
2. 243
---клиновые 2. 232
---призматические 2. 232 — 238
---призматические закладные 1. 504, 505
---сегментные 2. 239
Шпоночные соединения 2. 230— Простановка
размеров на чертежах 2. 248
Штифтовые соединения 2. 284 —Недостатки
2. 284—Передаваемый крутящий момент
2. 284
---многоштифтовые 2. 284
Штифты — Способы стопорения ими 3. 260,
319, 320
---насечные—Материал 3. 64-Примене-
ние 3. 54-Термообработка 3. 64 —Типы
3. 64, 65
---конические 1.. 504-506-Применение
3. 65-Способы стопорения 3. 66, 67 —
Типы 3. 65, 66
---крепежные — Недостатки 3. 61 - При-
менение 3. 61
---осевые — Применение 2. 285 — Переда-
ваемый крутящий момент 2. 285
---продольные Г. 505, 506
---цилиндрические - Конструкция 3. 62,
63, 67, 68 —Материал 3. 63, 68 —Спосо-
бы стопорения 3. 63, 64 —Способы стра-
ховки 3. 71 —Способы установки 3. 71
Штифты радиальные-Применение 2. 286 —
Передаваемый крутящий момент 2. 286
---конические 2. 286, 287
---тангентные 2. 286
--- цилиндрические 2. 286
Штифты установочные — Применение 3. 67
— Типы 3. 67-74
--- конические 3. 72, 73
---«лежачие» 3. 73, 74
---цилиндрические 3. 67 — 72
Штоки — Конструктивные разновидности на-
конечников 3. 282 —284 —Уплотнение ре-
зиновыми кольцами 3. 118 —Уплотнение
сальниками 3. 118
---массивные — Конструктивные разно-
видности 3. 282, 283
---облегченные составные - Конструктив-
ные разновидности 3. 282 — 284
Штуцеры для глухих шлангов 3. 223
Штыри фиксирующие 3. 274
Щеки разъемные-Способы фиксации ими
3. 267
Щитки - Способы увеличения их жесткости
1. 274
Экономия материалов 1. 609, 610
Эксплуатация безремонтная 1. 16
Экстраплоскости 1. 172
Экструзия — Влияние на массу конструкции
1. 122
— Назначение 3. 235, 236
— Понятие 1. 120
— Преимущества 1. 122, 123
— Профили, получаемые с ее помощью
1. 123
Эксцентриситет относительный 2. 334
Электротензометр 1. 154
Электротензометрирование 1. 154, 155
Элементы конструкций —Защита от повреж-
дений 2. 47
---переходные 3. 215, 216
---упругие — см. Упругие элементы
---установочные силовые 3. 74, 75, 77
---фиксирующие врезные 3. 262, 263
Эмали силоксановые 3. 138
Эстетика техническая 1. 9
Эффект гидродинамический 1. 345
---нониусный 3. 315
--- «обратного занёволивания» 3. 188
--- тиксотропический 1. 345
---экономический 1. 9-12, 14, 15-Вли-
янпе долговечности, отдачи и эксплуата-
ционных расходов 1. 14 — Способы уве-
личения 1. 10, 20
---экономический годовой 1. 11
---экономический суммарный 1. 11
---Юткина 1. 324
Юткина эффект 1. 324
ОГЛАВЛЕНИЕ
1. КРЕПЕЖНЫЕ СОЕДИНЕНИЯ 5
Виды крепежных соединений ... 5
Гайки и головки болтов............. 8
Конструктивные соотношения... 8
Распределение нагрузки между вит-
ками резьбы....................... 12
Болты............................ 18
Шпильки ....................... 30
Винты ........... 40
Гайки ........... 43
Некоторые виды крепежных деталей 55
«Нетеряющиеся» гайки и «нсвы-
падающие» болты................ 55
Откидные болты ...... 56
Установочные винты .... 57
Штифты............................ 61
Крепежные штифты............ 61
Установочные штифты .... 67
Силовые установочные элементы . . 74
Соединения с дифференциальной
резьбой .......................... 77
Соединения на резьбе противопо-
ложного направления............... 80
Опорные поверхности под гайки (го-
ловки болтов). Места под ключи . , 82
2. УПЛОТНЕНИЕ ПОДВИЖНЫХ
СОЕДИНЕНИЙ....................... 86
Контактные уплотнения ..... 87
Сальники.............. . 87
Гидропластовые уплотнения . . 89
Манжетные уплотнения ... 90
Армированные манжеты для
валов.......................... 92
Уплотнение разрезными пру-
жинными кольцами............... 97
Уплотнение резиновыми коль-
цами .......................... 99
Бесконтактные уплотнения .... 99
Торцовые уплотнения............ 104
Комбинированные уплотнения. . . 109
Уплотнения с промежуточной ка-
мерой ........... 111
Лабиринтные уплотнения .... 113
Гидравлические центробежные уп-
лотнения ....................... 117
Уплотнение возвратно-поступатель-
но движущихся деталей .... 118
Уплотнение штоков ...... 118
Уплотнение поршней. Поршне-
вые кольца ........ 121
3. УПЛОТНЕНИЕ НЕПОДВИЖ-
НЫХ СОЕДИНЕНИЙ.................. 135
Листовые прокладки ...... 135
Уплотнение жестких стыков ... 138
Уплотнение фланцев.............. 142
Уплотнение резьбовых соедине-
ний ............................ 144
Уплотнение некоторых жидкостных
стыков . . .................... 148
Уплотнение цилиндрических поверх-
ностей ......................... 150
Уплотнение легкосъемных кры-
шек ............................ 151
Резина как уплотняющий мате-
риал .......................... 152
4. ПРУЖИНЫ...................... 154
Материалы. Изготовление .... 155
Заневоливание пружин............ 158
Расчетные напряжения ..... 159
Пружины сжатия. Конструкции . . 161
Конечные витки.............. 161
Центрирование пружин. ... 165
Шарнирная установка пружин 169
Расчет пружин............... 171
Устойчивость пружин .... 178
Резонансные колебания. . . . 179
Составные пружины. .... 180
356
Конические пружины .... 186
Призматические пружины. . . 188
Пружины растяжения............... 189
Пружины кручения . ...... 193
Многожильные пружины .... 197
Кольцевые пружины................ 200
Тарельчатые пружины.............. 205
Резиновые амортизаторы .... 208
5. СОЕДИНЕНИЯ ТРУБОПРОВО-
ДОВ ............................. 210
Соединения мягкимирукавами. . . 210
Фланцевые соединения............. 213
Ниппельные соединения ..... 214
Сальниковые соединения........... 217
Поворотные соединения............ 217
Присоединение трубопроводов к кор-
пусам .................... , , 219
Стопорение ниппельных соедине-
ний ............................. 220
Соединение внутренних каналов . . 221
Гибкие шланги.................... 222
Быстродействующие соединения . . 226
Самозапирающиеся соединения . , 227
6. ДЕТАЛИ ИЗ ПЛАСТМАСС. . . 229
Общие сведения................... 229
Способы изготовления деталей . . 234
Прессование.................. 234
Литье под давлением .... 235
Экструзия.................... 235
Формование стеклопластов . 236
Сварка пластмасс............. 237
Конструирование деталей .... 237
Требования технологичности к
конструкции деталей .... 238
Армирование деталей .... 248
Общие правила конструиро-
вания .................... 252
Пластмассовые зубчатые колеса . . 254
7. ТИПОВЫЕ КОНСТРУКТИВ-
НЫЕ РЕШЕНИЯ.............. 256
Крепление осей........... 256
Фиксаторы................ 268
Вращательно-осевые соединения . . 275
Способы установки сфер .... '279
Штоки.................... 282
Бандажироваиие.......... 284,
8. СПОСОБЫ СТОПОРЕНИЯ КРЕ-
ПЕЖНЫХ ДЕТАЛЕЙ........... 286
Виды стопорения.......... 286
Стопорение контргайками.. 290
Стопорение шплинтами..... 293
Стопорение шайбами ...... 294
Отгибные шайбы....... 294
Упругие шайбы ....... 298
Храповые шайбы....... 304
Пластинчатые стопоры..... 305
Вязка проволокой................ 306
Самоконтрящиеся гайки. . . . . 308
Стопорение кольцевых гаек ... 313
Стопорение ввертных болтов . . . 324
Стопорение винтов .......... . 325
Стопорение разных деталей . . . 328
Стопорение покрытиями.... 336
Предметный указатель..... 338
ИБ №8
Павел Иванович Орлов
ОСНОВЫ КОНСТРУИРОВАНИЯ, в 3-х ки.
К11. 3
Редактор издательства Т. Д. Онегина
Технический редактор Н. Ф. Дёмкина
Корректор А. П. Озерова
Переплет художника А. Я. Михайлова
Сдано в набор 27/IV 1977 г. Подписано
к печати 17/VIH 1977 г. Т-09297 Формат
60 х 901/[б Бумага типографская № 3. Усл.
печ. л. 22,5 Уч.-изд. л. 25,65 Тираж
120000 экз. Заказ 1230 Цена 1 р. 60 к.
Издательство «Машиностроение», 107885,
Москва, Б-78, 1-й Басманный пер,, 3
Ордена Трудового Красного Знамени Ле-
нинградское производственно-техническое
объединение «Печатный Двор» имени
А. М. Горького Союзполиграфпрома при
Государственном комитете Совета Минист-
ров СССР по делам издательств, полигра-
фии и книжной торговли. 197136, Ленинград,
П-136, Гатчинская ул., 26