































































































































Автор: Иванов А.В. Барсов А.И. Кладова К.И. Троицкая А.Н.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства режущие инструменты инженерное дело
Год: 1979




ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
РЕЖУЩЕГО
ИНСТРУМЕНТА
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
РЕЖ УЩЕГО
ИНСТРУМЕНТА
Москва „Машиностроение" 1979
ББК 34.63-56
Т38
УДК 621.9.02 ; 002
Авторы: А. И. Барсов, А. В. Иванов, К, И. Кладова,
А. Н. Троицкая.
Рецензент канд. техн, наук И. А. Ординарцев
Технология изготовления режущего инструмента / А. И
Т38 Барсов, А. В. Иванов, К. И. Кладова и др. — М.: МашинО'
строение, 1979,— 136 с., ил.
50 к.
В книге описаны технологические процессы производства ряда эффективны
конструкций инструментов (сверл, фрез, метчиков, протяжек), приведены необходл
мне при их изготовлении расчетные и табличные сведения, даны режимы обработкт
схемы конструктивных наладок и приспособлений Книга рассчитана на внженернс
технических работников инструментальных заводов.
31200-155 ББК 34 fiq.qi
'Ww '“-™- 27»",“юю вп,м
© Издательство «Ма
и'ИностР0енИе», 1979
ПРЕДИСЛОВИЕ
Высокая производительность и качество при обработке металлов
резанием в значительной степени зависят от применяемого инструмента,
его точности, стойкости и надежности. На Московском заводе режущих
инструментов имени М. И. Калинина «Фрезер» и Московском инстру-
ментальном заводе (МИЗ) освоено производство ряда эффективных кон-
струкций инструмента, технологические процессы изготовления кото-
рого мало описаны или вовсе не встречаются в технической литерату-
ре. Опыт данных заводов в этой области представлен в настоящей книге.
Она имеет две части. Первая часть посвящена технологии произ-
водства монолитного твердосплавного режущего инструмента: чер-
вячных мелкомодульных фрез с прямыми канавками, спиральных
|сверл различных серий и диаметров, машинно-ручных метчиков
М2—М5 с вышлифованными канавками и метчиков М8 и М10.
Во второй части описаны технологические процессы изготовления
цельных режущих инструментов из быстрорежущей стали: спираль-
ных сверл и машинно-ручных метчиков с вышлифованными канавка-
ми, червячных фрез классов точности В, А, С и прецизионных червяч-
ных фрез классов точности АА и ААА, протяжек с эвольвентным
и прямобочным профилем.
При описании процессов приводятся новые оригинальные методы
обработки, повышающие производительность труда и качество изго-
товляемого инструмента. Указываются способы контроля параметров,
режимы обработки, используемые схемы наладок, расчета и конструк-
ции приспособления.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
МОНОЛИТНОГО ТВЕРДОСПЛАВНОГО
РЕЖУЩЕГО ИНСТРУМЕНТА
1. ЧЕРВЯЧНЫЕ МЕЛКОМОДУЛЬНЫЕ ФРЕЗЫ
С ПРЯМЫМИ КАНАВКАМИ
Такими монолитными твердосплавными фрезами нарезают цнлин^
рические мелкомодульные зубчатые колеса с исходным контуром п<
ГОСТ 9587—68 из труднообрабатываемых и термически обработац
пых сталей и сплавов и графитизированных бронз. Фрезы классов точ
пости А, В и С изготовляют из твердых сплавов марок ВК10М (ГОСТ
3882—74) и ВК15М (ТУ 48-19-24-72). Предельные отклонения разме
ров фрез классов А и В соответствуют ГОСТ 10331—63, класса С-
ТУ 2-035-391—75; остальные технические требования по ТУ 2-035-392-
75.
Конструкция фрезы показана на рис. 1, размеры приведены в табл. 1
Радиус г на вершине зуба можно заменить фаской /72x35°. Фрез!
Рис, 1. Мелкомодульная монолитная твердосплавная червячная ctina,
канавками Рас прямы.
4
Тадл-.ща 1
Основные размеры мелкомодульных твердосплавных червячных фрез
с прямым:! канавками (/тг = О,3—0,8)
У,.>ДУ-'Н мм L Расчетные ра »меры Размеры профиля зуба в основном сечении, мм //,+0,3 мм
I ряд || ряд ч И) /:П|Щ П» t S
/3 10,5 30,60 О°34' 0,855 0,450 0,750 0,9425 0,4712 0,10 5
0,35 10,5 30,47 0°39' 0,998 0,525 0,875 1,0996 0,5498 0,12
0,4 10,5 30,33 0’45' 1,140 0,600 1,000 1,2567 0,6283 0,13
0,45 10,5 30,20 0351' 1,283 0,675 1,125 1,4138 0,7069 0,15
0,5 10,5 30,06 0’57' 1,425 0,750 1,250 1 1 ,57 ю|о,7855 0,17
0,55 12,5 29,93 Г 03' 1,486 0,743 1,211 1,7281 0/641 0,22 5,5
0,6 12,5 29,77 1 э09' 1,620 0,810 1,320 1 /853 0,9426 0,24
0,7 12,5 29,51 1’22' 1,890 0,945 1,510 2,1997 1,099- 0,28
0,8 12,5 29,24 1 э34' 2,160 1,080 1,760 2,5142 1,2571 0,32
Примечание. «лев = я„р= 20 е
J модулем до 0,5 мм изготовляют без радиуса (фаски). Скругление у дна
впадины фрез не должно заходить на профиль h.2. Профиль ниже раз-
мера й2 — произвольный. Готовые фрезы маркируют. На торец бурти-
ков наносят порядковый номер (для фрез классов А и В), модуль, угол
Подъема. Кроме того, в паспорте фрез классов А и В указывают мо-
дуль, угол профиля, угол подъема, марку твердого сплава, класс точ-
ности и букву К.
Технологический процесс. Исходную заготовку (рис. 2) получают
прессованием. Глубина выкрашивания на рабочих поверхностях за-
готовки допускается не более 0,4 мм; биение наружного диаметра и
горцов не более 0, 15 мм; эллипсность отверстия в пределах допуска;
остальные технические требования по ТУ 48-19-24—72. Размеры прес-
сованных заготовок для фрез различных модулей приведены в табл. 2.
Операция 1. Цель операции — создать базу (отверстие) для даль-
нейшей обработки. Заготовку, установленную в разрезное кольцо, за-
5
Рис. 2. Заготовка мелко модульной твердосплавной первичной фрезы
жимают в трехкулачковом самоцентрирующем патроне внутришлифо-
вального станка. Для устранения постоянной погрешности, харак-
терной для данной конструкции патрона, его кулачки шлифуют на
месте (на данном станке). Шлифование ведут алмазным кругом А1
ПП 13X10X4 АСО 100/80-80/63-Б1 100% ГОСТ 16168—70 (обозначе-
ние этого типоразмера круга по упомянутому стандарту 2720—0187)
без охлаждения. Режим обработки: окр = 10 м/с; озаг == 34 м/мин;
$ — 500 мм/мин. Размер снимаемого припуска 0,285 мм, при этом глу-
бина резания за каждый двойной ход0,01 мм. Для выхаживания назна-
чают 10—15 рабочих ходов; шероховатость обработанной поверхности
Ra 1,25—0,63, точность отверстия 1-го и 2-го класса. Отверстие про-
веряют калибром-пробкой.
Таблица 2
Размеры прессованных заготовок для червячных фрез (0^ = 32 мм; с/ф= 13 мм)
Размеры фрез, мм Размеры заготовок, мм
1 'ф о 1 ". 1 d | / | w I R | R. | L
Прессованных
0,3-0,5 0,55—0,8 10,5 12,5 32,8 32,8 19,8 19,8 12,4 1 12,4 1 9,8 11,6 5,’э 1.4 0,3 0,3 И 12,8
0,3—0,5 10,5 41,66 До 25,15 спекания 15,5 12,45 6,89 1,5 0,4 13,97 16,26
0,55—0,8 12,5 41,66 25,15 15,5 14,74 7,49 1,5 0,1
П ри v е ч а н и я: 1. Размеры прессованных заготовок даны для тв ердого зплава ВК 1 ом.
2. Коэффициент усадки для размера а ранен Ь25. на остальные размеры 1,27.
Операция 2. Доводка (черновая и чистовая) на доводочном станке
На этой операции получают отверстие с точностью +0,008 мм, uieoni
ховатость поверхности: для фрез класса A Ra 0,32—0,16, классон п
и С—Ra 0,63—0,32. Доводку осуществляют следующим образом сГ
равку с насаженной на нее разжимной втулкой (вместе они обоя'яи П
притир) устанавливают в цанговый патрон, заготовку зажимают в сп^
е
цнальпые клещи и надевают на притир. В процессе обработки притир
вращается, а заготовке, зажатой в клещах, придают возвратно-иосту-
пателыюе движение вдоль оси притира. Для черновой доводки приме-
няют алмазную пасту АМ-20/14, для чистовой АМ-5/3. При этом ско-
рость вращения заготовки составляет около 40 м/мин. Припуск на
сторону для черновой доводки 0,01 мм, а для чистовой 0,005 мм.
Отверстие проверяют калибром-пробкой. Конусность и эллипсность
его не должны превышать 0,002 мм.
Операция 3. Шлифование опорных торцов буртиков с двух сторон
за две установки на круглошлифовальном станке типа 3110. Торцы
должны быть параллельны один относительно другого и одновременно
перпендикулярны ио отношению к отверстию.
Консольную оправку с цилиндрической рабочей частью устанавли-
вают коническим хвостовиком в шпиндель бабки станка и зажимают
винтом (штревелем). Заготовка удерживается на оправке за счет тре-
пня между ними, а также между поверхностями отверстия и оправки.
Обработку осуществляют торцовой стороной алмазного круга АЧК
80x5x3 АСР 63/50 Б1 100% (ГОСТ 16172—70), который устанавли-
вают на шпинделе приспособления для внутреннего шлифования.
Режим обработки: цкр = 36 м/с; цзаг = 12 м/мнн; подача ручная.
Припуск на сторону для фрез с т = 0,3 4- 0,5 мм равен 0,25 мм,
для фрез с т = 0,55 4- 0,8 мм равен 0,15 мм. Длину заготовки прове-
ряют гладким микрометром 0—25 мм. Торцовое биение определяют на
приборе типа ПБМ-200 индикатором с ценой деления 0,001 мм типа
1 ИГА) по ГОСТ 18835-73. После обработки биение опорных торцов не
должно превышать 0,005 мм. Шлифование ведут с охлаждением, ше-
роховатость поверхностей при этом в пределах 8-го класса.
Операция 4. Шлифование фасок в отверстии g двух сторон за две
установки на кругошлифовальном стайке типа 3110. Заготовку на раз-
жимной цилиндрической оправке консольного типа устанавливают
в шпиндель бабки станка и крепят винтом. Бабку с заготовкой пово-
рачивают на определенный угол. Алмазный круг зажимают в специаль-
ном патроне шпинделя для внутреннего шлифования. Характеристика
применяемого круга: АГЦ 10x6x6 АСР 63/50 Б1 100% ГОСТ
17116 — 71 (обозначение типоразмера круга 2748 — 0013). Режим
обработки: ,цкр = 4,6 м/с; Узар = 8 м/мин; snp = 200 мм/мин;
t ~ 0,5 мм. Обработку ведут без охлаждения фаски, проверяют
штангенциркулем с точностью 0,1 мм (ГОСТ 166—73). Шероховатость
получаемой поверхности фасок не выше Ra 2,5—1,25.
Операция 5. Черновое и чистовое затачивание передней поверх-
ности па универсально-заточном станке типа ЗА64М в приспособле-
нии или па специальном заточном полуавтомате мод. А60/0 фирмы
«Микрон» с автоматическим циклом обработки. В обоих случаях заго-
товку устанавливают на цилиндрическую часть консольной оправки
и зажимают гайкой. Конический хвостовик оправки помещают в
гнездо бабки изделия.
Затачивание на универсально-заточном станке типа ЗА64М проис-
ходит в приспособлении (рис. 3), состоящем из корпуса 1, шпинделя
А оправки 3, делительного диска 4 и штревеля 5. Примерная величина
7
Рис. 3. Приспособление для затаривания передней поверхности '.le.u-oMcdi/.T чых
твердосплавных червячных фрез
припуска при черновом затачивании 0,35 мм, при чистовом — 0,15 мм.
Число рабочих ходов на каждый зуб для чернового затачивания 12—18,
для чистового 7—10.
На рис. 4 показана схема затачивания на специальном полуавто-
мате мод. А60/0 фирмы «Микрон» с тремя автоматическими програм-
мами управления: черновое и чистовое затачивание, выхаживание.
На обоих станках применяют круги А1Т 80 x 20 x3 АСР-АСО 63'50
Б1 100% ГОСТ 16176—70 (обозначение типоразмера круга 2725—0034).
Скорость вращения шлифовального круга 25 м/с; программные режи-
мы указаны в табл. 3. Значения накопленной погрешности окружного
шага зубьев фрез разного класса, полученные на микроскопе типа
УИМ-21, приведены в табл. 4. Шерохова-
тость передней поверхности получают не ни-
же 8-го класса.
Рис. 4. Схема затачива-
ния передней поверхно-
сти червячных фрез на
станке мод. А60/0 фирмы
«Микрон»
Операция 6. Черновое затылование по
диаметру на модернизированном токарно-за-
тыловочном станке мод. Г24 фирмы «Сафаг».
Станок модернизирован для шлифования на-
ружного диаметра и профиля. На его стани-
ну установлен кронштейн с электродвигате-
лем, от которого через ременную передачу
получает вращение шпиндель поперечного
суппорта с алмазным кругом. Заготовку с по-
мощью гайки зажимают на оправке е цилин-
дрической рабочей частью, устанавливаемой
в центрах станка. Характеристика ш-пнь
вального круга: АПП 80 x 6 x 20 АСР Ял/со’
63/50 151 100-150% ГОСТ 16167-70 ( г
наченпе типоразмера крута 2720—0026) р3
8
Таблица 4
Таблица 3
Режимы затачивания на полуавтомате фирмы
«Микрон»__________________________________
Номер программы Наименование программы Подача при делении на зуб, мм Скорость возвратно- поступатель ных движений заготовки, м/мин Число рабо- чих ходов на зуб
1 Черновая 0,06 25 8
2 Чистовая 0,01 5 2
3 Выхажива — 2 2
иие
Примечание. В качестве охлаждающей жидкости
применяют масло индустриал! ное 12.
Накопленная погрешность
окружного шага зубьев
после затачивания
Класс точности Значения, накопленной погрешности для фрез с т, мм
0,3—0,5 0,55—0.8
А 0,020 0,022
В 0,025 0,030
С 0,032 0,040
жим обработки: yKJ, = 36 м/с; = 0,8 м/мин; s = 2,5 мм/мин. При-
пуск на сторону 1,2—2,0 мм в зависимости от размера обрабаты-
ваемой заготовки. Поперечная подача за каждый двойной ход суп-
порта 0,06 мм. Обработку ведут без охлаждения. Наружный размер
проверяют микрометром 25—50 мм по ГОСТ 6507—60. Шероховатость
поверхности в пределах Ra 1,25—0,63. Значения радиального биения
по наружному диаметру относительно оси отверстия, мм:
т
Класс А Классы В, С
0,3—0,5 .
0,55—0,8
0,010
0,012
0,015
0,018
Операция 7. Черновое шлифование профиля на модернизирован-
ном токарно-затыловочном станке мод 124 фирмы «Сафаг». Заготовку
зажимают ганкой на цилиндрической
оправке, устанавливаемой в центрах
станка. Характеристика 'шлифоваль-
ного круга: А2П 125х32х40°х6 АСР
100/80-80/63 Б2 100% ГОСТ 16179 —
70 (обозначение типоразмера круга
2727—0020). Режим обработки: укр =
= 30 м/с; о3;)Р = 1,2 м/мин; s = 0,942-4-
2,514 мм/об в зависимости от шага
шлифуемой резьбы. Припуск на об-
работку назначают от 1,0 до 2,6 мм в
зависимости от высоты профиля резь-
бы. Профиль проверяют на микроско-
пе типа УИМ-21 и /ЧМИ-2. Шерохова-
тость профиля после обработки не вы-
ше Ra 1,25—0,65. Обработку ведут без
охлаждения. Профиль алмазного кру-
га правят по схеме, показанной на
Рис. 5. Для этого применяют шли-
фовальный круг с характеристикой
правки алмазного
Рис. 5. Схема
круга на станке мод 124 фирмы
*Сафаг»
9
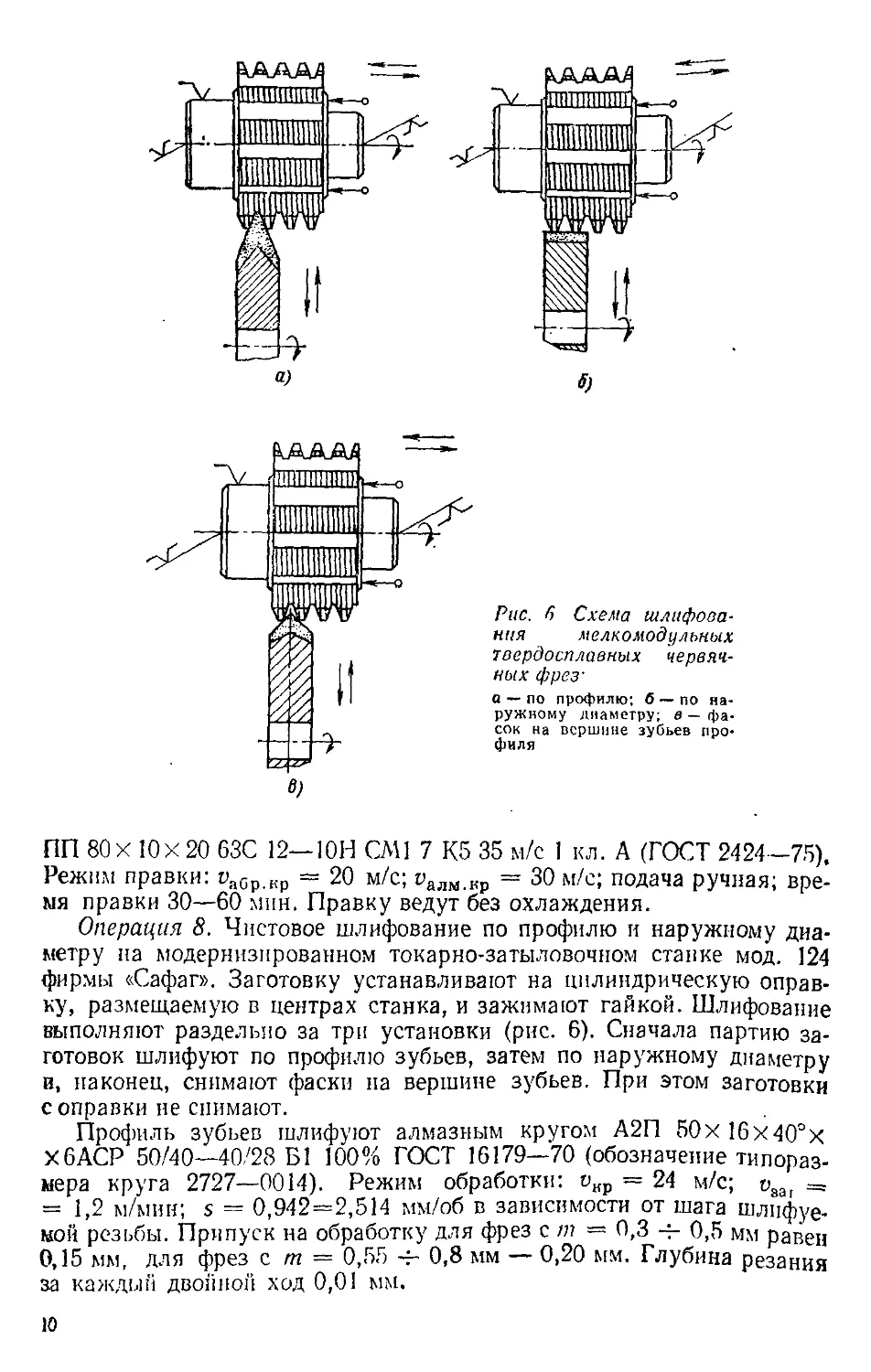
Рис. (у Схема шлифова-
ния мелкомодульных
твердосплавных червяч-
ных фрез-
а — по профилю: б — по на-
ружному диаметру; в — фа-
сок на вершине зубьев про-
филя
в;
ПП 80х 10x20 63С 12—ЮН СМ1 7 К5 35 м/с 1 кл. А (ГОСТ 2424 -75),
Режим правки: naCp.Kp = 20 м/с; палм.кр ~ 30 м/с; подача ручная; вре-
мя правки 30—60 мин. Правку ведут без охлаждения.
Операция 8. Чистовое шлифование по профилю и наружному диа-
метру на модернизированном токарно-затыловочном ставке мод. 124
фирмы «Сафаг». Заготовку устанавливают на цилиндрическую оправ-
ку, размещаемую в центрах станка, и зажимают гайкой. Шлифование
выполняют раздельно за три установки (рис. 6). Сначала партию за-
готовок шлифуют по профилю зубьев, затем по наружному диаметру
и, наконец, снимают фаски на вершине зубьев. При этом заготовки
с оправки не снимают.
Профиль зубьев шлифуют алмазным кругом А2П 50х16х40°х
Х6АСР 50/40—40/28 Б1 100% ГОСТ 16179—70 (обозначение типораз-
мера круга 2727—0014). Режим обработки: окр — 24 м/с; osai =
= 1,2 м/мин; s = 0,942=2,514 мм/об в зависимости от шага шлифуе-
мой резьбы. Припуск на обработку для фрез с /п = 0,3 4- 0,5 мм равен
0,15 мм, для фрез с m = 0,55 4- 0,8 мм 0,20 мм. Глубина резания
за каждый двойной ход 0,01 мм.
По наружному диаметру заготовки шлифуют алмазным кругом
АПП 50X10X16 АСР 50/40 Б1 100% ГОСТ 16167—70 (обозначение
типоразмера круга 2720—0017). Режим обработки: н„р = 24м/с;гзаг =
= 1,2 м/мин; s = 0,942 ±-2,514 мм/об. Припуск на обработку 0,1 мм,
глубина резания за каждый двойной ход 0,01 мм.
Фаски снимают на заготовках фрез с т = 0,55 ±- 0,8 мм шлифоваль-
ным кругом А2П 125x32x90°x6 АСМ 40/28 Б2 10096 ГОСТ 16179-70
(обозначение типоразмера 2727—0023). Режимы обработки те же, что
и при шлифовании профиля зубьев. Обработку ведут без охлаждения.
Правят круг по схеме, показанной на рис. 5. Фаски выполняют раз-
мером f — г/2х35°, где г = 0,33 для фрез ст = 0,3 4- 0,5 мм, г —
= 0,4 для фрез с т = 0,55 4- 0,8 мм. Шероховатость профиля, про-
веряемого на микроскопе типа УИМ-21, не выше Ra 0,63—0,32. Зна-
чения наибольшей погрешности шага А/ после обработки, мм:
т
0,3—0,5
0,55-0,8
Класс А Классов В Класс С
.±0,0035 ±0,004 ±0,05
.±0,004 ± 0,004 ±0,093
Наибольшая накопленная ошибка шага на длине любых двух ша-
гов A/i, мм:
т Класс А Класс В Класс С
0,3—0,5 . . . ±0,0045 ±0,005 ±0,01
0,55—0,8 . . . ±0,005 ±0,003 ±0,012
Операция 9. Маркировка фрез на электрохимической установке ти-
па ЭХМ-2. На торец буртика наносят значения модуля, и угла подъе-
ма, а у фрез классов А и В дополнительно ставят порядковый номер.
После этого фрезы подвергают окончательному контролю.
2. ЦЕЛЬНЫЕ СПИРАЛЬНЫЕ СВЕРЛА
КОРОТКОЙ СЕРИИ ДИАМЕТРОМ 1,0—5,0 ММ
Такие сверла (рис. 7), предназначенные для получения отверстий
в труднообрабатываемых материалах, изготовляют из твердых спла-
вов марок ВК6М, ВК8, ВКЮМ по ГОСТ 3882—74. Технические усло-
вия на твердосплавные заготовки установлены ОСТ 48-97—75. Свер-
ла централизованного (производства имеют следующие геометричес-
кие параметры: 2ср = 130°; а — 16°; у = —3°. Размеры d, L и I выби-
рают по ГОСТ 17274—71. Ширину пера В и направляющей ленточки
Р, диаметр спинки q и размер сердцевины К выполняют согласно при-
ложению к ГОСТ 17274—71. Величина т зависит от диаметра сверла
и колеблется в пределах 0,1—0,5 мм. Для уменьшения осевых усилий
при резании производят подточку перемычки. Ее толщина Kt для сверл
Диаметром 1,0—5,0 мм равна 0,15 d.
Радиальное биение по ленточкам (а) на всей длине рабочей части
сверла относительно оси хвостовика; осевое биение (б), проверяемое
11
Рис. 7. Спиральные цельные твердосплавные сверла короткой серии диаметром
1,0—5.0 мм
посредине режущих кромок; смещение оси сердцевины (в) и непрямо-
линейность режущих кромок (г) не должны превышать величин, при-
веденных в табл. 5.
I аГг-тца 5
Веллчюа биения сверл (мм)*
Диаметр сверла. м\- агпах °тах втач г maxj мм || Диаметр (‘перла, мм ат«»\ ^шах b tn max, мм
1 — ’ И,02 (ТТЛ 0,02 0.04 0,01 0,06 0,03 | 1 Св. 3 до 4 0,03 1) ,06 0,02 0.66 0,00 0,10
Св. 2 :ю и,п5 0,05 jj II Св. 4 до 5 0,0.! о,08
0,03 0,06
’ i- •nij'i.rre.’ie —для якнр- точного испеннения, в »пя•riiaie :е— /и м cr.es» -'щего
назначен ня.
Сердцевина рабочей части сверла должна иметь равномерное утол-
щение к хвостовику на 0,15—0,2 мм на каждые 10 мм длины. Разница
в ширине двух перьев одного сверла не должна превышать 0,06 мм.
Сверла короткой серин не маркируют. Они сопровождаются бумаж-
ной этикеткой, вкладываемой в полиэтиленовый пакет, в которой ука-
зывают: товарный знак завода-изготовителя; условное обозначение
сверла по ГОСТ; диаметр сверла; марку твердого сплава; количество
сверл в пакете; дат)' выпуска; букву Т для сверл точного исполнения.
Технологический процесс. Исходными заготовками для сверл слу-
жат твердосплавные стержни, изготовляемые по ОСТ 48-97—75
(табл. 6).Для сверл диаметром от 1,0 .то 3,4 мм их делают из мелко-
зернистых и среднезернистых вольфрамо-кобальтовых смесей, а для
12
Таблица 6
Размеры стержней для сверл
Основные размеры euop.j. мм Размеры стержней (заготовок), ММ 11ирма
ра хода на
4 L обозначение стержней предельное отклонение Г±1,0 IC00 шт.. кг
1,0-1,1 32 СТЦ 2 1,5 ±0,15 33 0,81
1,15—1,3 32 СТЦ 5 1,8 ±0,15 33 1,22
1,35-1,4 36 СТЦ 7 1,8 ±0,15 38 1,40
1,45—1,6 36 СТЦ 10 2,1 -1-0,15 ±0,15 38 1,91
1,65-1,7 36 СТЦ 12 2,4 38 2,49
1,/5—1,85 38 С1Ц 13 2,4 ±0,15 41 2,69
1,9-2,1 38 СТЦ 18 2,7 ±0,2 41 3,40
2,15-2,2 40 СТЦ 19 2,7 ±0,2 43 3,57
2,25—2,3 40 СТЦ 22 3,1 ±0,2 43 4,70
2,35—2,65 42 СТЦ 23 3,1 ±0,2 45 4,92
2,7—3,0 45 СТЦ 28 3,5 ±0,2 48 6,69
3,1-3,35 50 СТЦ 33 3,9 ±0,2 53 9,18
3,4 52 СТЦ 33 3,9 ±0,2 53 9,18
3,5—3,7 52 СТЦ 39 4,3 ±0,2 55 11,57
3,8-4,15 55 СТЦ 43 4,7 ±0,2 59 14,83
4,2—4,25 55 СТЦ 48 5,1 ±0,25 58 17,17
4,3-4,6 60 СТЦ 49 5,1 ±0,25 64 18,95
4,7 60 СТЦ 52 5,5 ±0,25 68 23,41
4,8-5,0 63 СТЦ 52 5,5 4-0,25 68 23,41
сверл диаметром от 3,5 до 5,0 мм — из среднезернистых вольфра-
мо-кобальтовых смесей. Микроструктура стержней должна удовлет-
ворять следующим требованиям: степень пористости не более 0,2%;
содержание графита не более 0,5%; поры более 100 мкм не допус-
каются. На поверхности стержней не должно быть расслоений, тре-
щин, корочек. Выкрошивание на цилиндрической поверхности стерж-
ней допускается глубиной не более 0,1 мм, на торцах—не более 0,5 мм.
Операция /. Перед обработкой все заготовки проверяют на кривиз-
ну по просвету на стальной шлифованной плите с помощью щупа
(ГОСТ 882—64). Допускаемая кривизна для заготовок сверл диамет-
ром от 1,5 до 2,7 мм — 0,15 мм; св. 2,7 до 4,7 мм — 0,20 мм; св. 4,7 до
5,5 мм — 0,25 мм.
Операция 2. Сортировка исходных заготовок на группы по наруж-
ному диаметру с помощью микрометра 0—25 мм (ГОСТ 6507—60).
Цель этой операции, как и предыдущей, избежать поломок исход-
ных заготовок при шлифовании на проход на бесцентровошлифоваль-
ном станке вследствие кривизны и большого припуска.
Операция 3. Черновое шлифование на проход исходных заготовок
на бесцентровошлифовальном станке мод. МФ-63 для сверл диаметром
1,0--1,95 мм, а для сверл диаметром 2,0—5,0 мм — на станке мод.
ЗМ182. На станке мод. А1Ф-63 шлифование осуществляют алмазным
кругом АПП 200x40x76 АСР 100/80—80/63 Ml 100% ГОСТ 16167—70
(обозначение типоразмера круга 2720—0121). На станке мод. ЗМ182
(3
применяют специальный круг АПП 350x100x127 АСР 100/80—80'63
Ml 100%. На обоих станках припуск на каждой партии заготовок сни-
мается постепенно: глубина резания при первом проходе и двух послед-
них 0,05 мм, на всех промежуточных проходах 0,1 мм. Режимы обра-
ботки: а) на станке мод. МФ-63 — цкр = 30 м/с; snp = 800 мм/мии;
уааг = 16 м/мии; б) на станке мод. ЗМ182 — укр = 35 м/с; slip =
= 800 мм/мин; = 20 м/мин. Обработку ведут с охлаждением Ше-
роховатость обработанной поверхности Ra 1,25—0,63 (ГОСТ 2789—73).
Контроль — микрометром 0—25 мм.
Операции 4 и 5. Обработка базовых поверхностей — наружных
центров со стороны хвостовой (с углом 75°) и рабочей (с углом 100°) ча-
стей — на круглошлифовалыюм станке мод. ЗА10П.
Цанговый патрон для зажима заготовок устанавливают в переднюю
бабку и поворачивают ее на угол 37°30'. Шлифование ведут с продоль-
ной подачей заготовки. Характеристика шлифовального круга: АПП
200Х 10x32 АСР 80/63 Ml 100% ГОСТ 16167—70 (обозначение типо-
размера круга 2720—0091). Режим обработки: г>кр = 35 м/с; пза, =
= 3—5 м/мин; с охлаждением. Шероховатость обработанной поверх-
ности Ra 1,25—0,63. Конус проверяют соответствующим шаблоном,
а длину заготовки штангенциркулем / = 125 мм (ГОСТ 166—73).
Операция 6. Получпстовое шлифование рабочей части заготовки
сверла на круглошлифовалыюм станке мод. ЗА10П. Заготовку уста-
навливают в центрах, оснащенных твердым сплавом, и шлифуют с про-
дольной подачей алмазным кругом АПП 200x 10x32 АСР 80/63 Ml
100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—0091).
Режим обработки: пКр = 35 м/с; пмг = 3—5 м/мнн; snp = 0,5 м/мин;
с охлаждением. Шероховатость обработанной поверхности Ra 1,25—
0,63. Размер проверяют микрометром 0—25 мм (ГОСТ 6507—60).
Операция 7. Шлифование хвостовой части в центрах на круглошли-
фовалыюм станке мод. ЗАЮП алмазным кругом АПП 200 X 10x32 АСР
50/40 БI 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—
0091). Режим обработки: г>кр = 35 м/с; пааг = 3—5 м/мнн; stl[) =
= 0,4 м/мин; с охлаждением. Шероховатость поверхности Ra 0,63—
0,32. Размер хвостовика проверяют гладким микрометром 0—25 (ГОСТ
6507—60), а биение на приборе типа ПБМ-200.
Операция 8. Чистовое шлифование рабочей части с образованием
обратной конусности на круглошлифовальном станке мод. ЗА ЮГ! в
центрах, оснащенных твердым сплавом. Применяют алмазный ш'\г
АПП 200X10X32 АСР 40/28 Б1 100% ГОСТ 16167—70 (обозначение
типоразмера 2720—0091). Режим обработки: пкр = 35 м/с; пза, —
= 3—5 м/мин; 5пр = 0,3 м/мин; с охлаждением. Шероховатость об-
работанной поверхности Ra 0,63—0,32. Размер рабочей части коих >-
лируют настольным микрометром 0—10 мм мод. 03100 (ТУ2-0Ш).
Радиальное биение рабочей части заготовки сверла на всей ее длине от-
носительно хвостовика проверяют на приборе типа ПБМ-200. Правя!
алмазный круг ла круглошлифовалыюм станке мод ЗАЮП шлифо-
вальным кругом ПП 125 x 20 x 32 63С 25ПСМ! 7 К535м/с1 кл. А ГОСТ
2424 —75 (рис. 8). Режим правки: цабр.кр = 0,6 м/с; цалм.кр = 35 м/с
s![p = 0,2 м/мин.
11
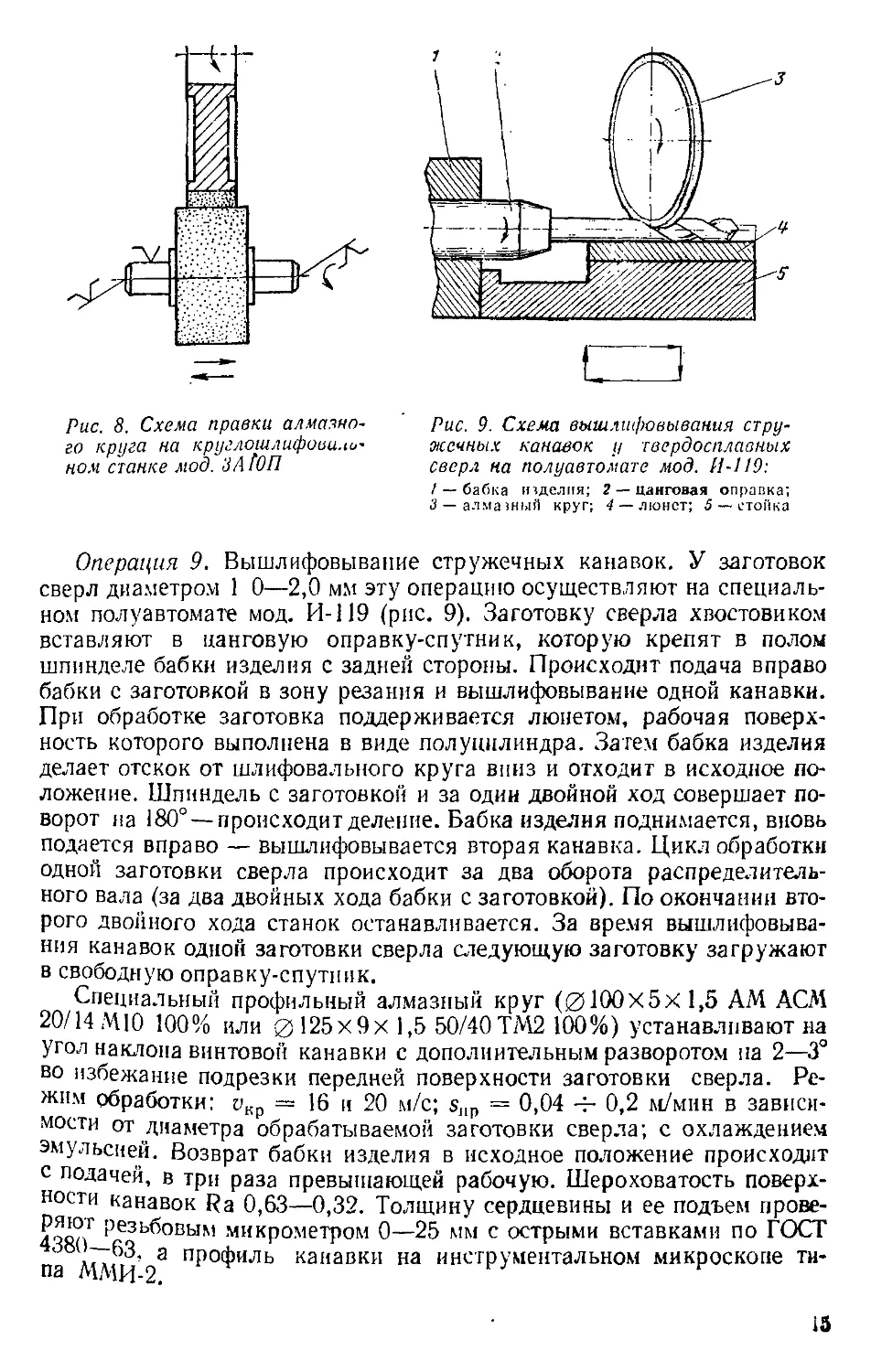
Рис. 8. Схема правки алмазно-
го круга на круглошлифовили-
ном станке мод. ЗАТОП
Рис. 9. Схема вышлифовывания стру-
жечных канавок у твердосплавных
сверл на полуавтомате мод. И-119:
/ — бабка изделия; 2 — цанговая оправка;
3 — алмазный круг; 4 — люнет; 5 — стойка
Операция 9. Вышлифовывание стружечных канавок. У заготовок
сверл диаметром 1 0—2,0 мм эту операцию осуществляют на специаль-
ном полуавтомате мод. И-119 (рис. 9). Заготовку сверла хвостовиком
вставляют в цанговую оправку-спутник, которую крепят в полом
шпинделе бабки изделия с задней стороны. Происходит подача вправо
бабки с заготовкой в зону резания и вышлифовывание одной канавки.
При обработке заготовка поддерживается люнетом, рабочая поверх-
ность которого выполнена в виде полуцилиндра. Затем бабка изделия
делает отскок от шлифовального круга вниз и отходит в исходное по-
ложение. Шпиндель с заготовкой и за один двойной ход совершает по-
ворот на 180° — происходит деление. Бабка изделия поднимается, вновь
подается вправо — вышлифовывается вторая канавка. Цикл обработки
одной заготовки сверла происходит за два оборота распределитель-
ного вала (за два двойных хода бабки с заготовкой). По окончании вто-
рого двойного хода станок останавливается. За время вышлифовыва-
ния канавок одной заготовки сверла следующую заготовку загружают
в свободную оправку-спутник.
Специальный профильный алмазный круг (01ООХ5Х 1,5 AM АСМ
20/14 М10 100% или 0125х9х 1,5 50/40ТМ2 100%) устанавливают на
угол наклона винтовой канавки с дополнительным разворотом на 2—3°
во избежание подрезки передней поверхности заготовки сверла. Ре-
жим обработки: укр = 16 и 20 м/с; snp = 0,04 0,2 м/мин в зависи-
мости от диаметра обрабатываемой заготовки сверла; с охлаждением
эмульсией. Возврат бабки изделия в исходное положение происходит
с подачей, в три раза превышающей рабочую. Шероховатость поверх-
ности канавок Ra 0,63—0,32. Толщину сердцевины и ее подъем прове-
Резь,бовым микрометром 0—25 мм с острыми вставками по ГОСТ
п МЧИ' 3 ПР°ФИ,/1Ь канавки на инструментальном микроскопе ти-
15
Рис. 10. Приспособление для правки алмазных кругов на универсально-заточно я
станке мод. 313Ь42
Правят алмазный круг вне станка. Для этого шлифовальную голов-
ку вместе с кругом снимают и устанавливают на специальное приспо-
собление (рис. 10), смонтированное на универсально-заточном станке
мод. ЗБ642. Шлифовальную головку 2, снятую со станка, крепят спе-
циальными прихватами в разъемном корпусе 3 приспособления. Шпин-
дель головки вращается от электродвигателя 4 через редуктор 5 и ре-
менную передачу. Корпус 3 закреплен па верхних салазках в кресто-
вого суппорта, нижние салазки 7 которого установлены иа корпусе 8
поворотного приспособления. Корпус 8 может поворачиваться отно-
сительно вертикальной оси //, соединяющей его с основанием 9. Ос-
нование приспособления крепят к столу 10 универсально-заточного
станка. В верхней части оси вращения приспособления имеется кони-
ческое гнездо (на рисунке не показано), в которое устанавливается
эталонная оправка диаметром 8 мм. На оправке имеются две взаимно-
перпендикулярные плоскости, линия пересечения которых совпадает,
с осью поворота оси //. При установке плоскости оправки должны быть;
параллельны направлениям перемещений крестового суппорта. С по-’-
мощью этой оправки осуществляется наладка приспособления для!
получения соответствующего радиуса на алмазном круге 1.
Профиль алмазного круга образован прямой и криволинейной
с радиусом г линиями (рис, 11). Данный профиль получают, осуществ-
ляя правку в следующей последовательности: по периферии круга (при
установке нового круга); прямой под углом (3 относительно вертикаль-
ной оси, криволинейной поверхности с радиусом г. При настройке на
правку по периферии круга круговую шкалу поворота крестового суп-
порта устанавливают иа пуль и крепят в этом положении стопором. Аб-
разивный круг 12 (см. рис. 10) подводят до соприкосновения с перифе-
16
Рис. 11. Профиль
алмазного круга
для вышлифовыва-
ния канавок сверл
реей алмазного круга 1. При настройке на правку
прямой под углом р крестовый суппорт поворачи-
вают па угол, который дополняет до 90° угол на-
клона р. После этого прямую АВ устанавливают
перпендикулярно оси алмазного круга, и в этом
положении фиксируют стопором. Затем абразивный
круг подводят к алмазному кругу 1. При настрой-
ке на правку по торцу (криволинейной поверх-
ности с радиусом г) в коническое отверстие оси
вращения вставляют эталонную оправку. Далее с
помощью ходовых винтов крестового суппорта при-
способления подводят алмазный круг 1 к оправке,
при этом периферия круга касается плоскости оп-
равки. Шкалу лимба верхних салазок 6 устанавли-
вают па нуль. Перемещением нижних салазок 7 ал-
мазный круг 1 выводят за предел эталонной оправки
и верхними салазками подают вперед на 4 мм. За-
тем алмазный круг перемещают вправо до касания
торцом плоскости оправки. Шкалу лимба ниж-
них салазок устанавливают на нуль. После этого
круг отводят на 4 мм. Эталонную оправку вынимают, а коническое
отверстие закрывают крышкой. Алмазный круг / верхними салаз-
ками 6 перемещают к центру качания на величину ^-f-r + Aj и ниж-
ними салазками 7 вправо на величину 4 + г + А2, где г — радиус
образующей профиля, мм; А! — величина съема с алмазного круга
в процессе правки по периферии, мм; А.,—величина съема с алмаз-
ного круга в процессе правки по торцу, мм. Устанавливают упоры,
ограничивающие поворот крестового суппорта в пределах 90°.
Крестовый суппорт поворачивают примерно на 45°, абразивный круг
подводят до касания с кромкой алмазного круга 1. Перемещением
стола 10 алмазный круг 1 выводят из контакта с абразивным кру-
гом 12. Включают привод абразивного и алзмазного кругов. Приспо-
собление вручную покачивают, осуществляя правку поверхности ал-
мазного круга по радиусу. По достижении заданного размера а прав-
ку прекращают.
Характеристика абразивного круга: ЧК 125x40x32 63С 25П М2...
...СМ2 7 К5 35 м/с 1 кл. Б (ГОСТ 2424—75). Режим правки: ЦабР,кр =
= 19,6 м/с; лалм.кр = 300 об/мин; snp (ручная) = 0,8-? 1,0 м/мин. По-
лучаемый профиль алмазного круга (см. рис. 11) имеет следующие
параметры: Р = 134-15°; г = 0,85d; а = 0,7d; h > |, где d — диаметр
обрабатываемой заготовки сверла. Профиль круга после правки конт-
ролируют на инструментальном микроскопе типа ММИ-2 с радиусо-
мернои головкой по снятому с круга отпечатку на тонкой пластинке
(лезвие бритвы). Правку производят с охлаждением. В качестве ох-
ки^зТнГ^6'”1 жидкости применяют 3%-ную водную эмульсию мар-
У заготовок сверл диаметром 2,0—5,0 мм канавки вышлифовы-
вают на модернизированном универсально-заточном станке мод. ЗА64Д
17
в приспособлении ВНИИ типа Б-503 или иа специальном полуавто-
мате для вышлифовывания канавок мод. В К-63 завода «Прекалас».
Принцип вышлифовывания канавок на этих станках аналогичен об-
работке па стайке И-119. Применяют специальные алзмазные круги
с характеристикой: 0 125x9x2,5X51 и 0 150Х 17x3,6(5,2)х51 мар-
ки АСО или АСВ, зернистостью 50/40, на связке ТМ2 с 100%-ной кон-
центрацией алмаза.. Скорость резания 20 и 23 м/с. Продольную подачу
устанавливают в зависимости от глубины резания: на станке с приспо-
соблением типа Б-503 snp = 0,07 — 0,2 м/мин, на станке мод. В К-63
snr1 ~ 0,05—0,25 м/мин. Обработка ведется с обильным охлаждением
3%-иой эмульсией марки 33В. Вышлифовывание каждой канавки про-
исходит за один рабочий ход. Шероховатость обработанной поверх-
ности Ra 0,63—0,32. Для промера сердцевины применяют микроме ip
с острыми вставками. Профиль проверяют на инструментальном микро-
скопе типа ММИ-2.
Правят алмазный круг на специальном правильном станке для фа-
сонной правки алмазных кругов мод. ВК-65 завода «Прекалас». Опе-
рация осуществляется в полуавтоматическом цикле с последующей кор-
ректировкой вручную. Схемы правки показаны на рис. 12 а, б. Для
правки применяют абразивные круги 4Ц 150x80x32. 63С 25П М37 КЗ
35 м/с 1 кл. Б(ГОСТ 2424—75). Режим правки: оябр,кр = м/с;
Цалм.кр — 0.36 4- 1,1 м/с; snp = 1,0 м/мин; частота осцилляции ал.
мазного круга / = 53 дв. ход/мии. Правку ведут с охлаждением 3%-ной
водной эмульсией марки 33В.
Операция 10. Вышлифовывание спинок у заготовок сверл. У заго-
товок сверл диаметром 1—2 мм спинки вышлифовывают на полуавто-
мате мод. И-119. Процесс вышлифовывания спинок аналогичен обра-
ботке канавок и выполняется в тех же цанговых оправках-спутниках,
передаваемых с операции 9 вместе с заготовкой сверла. Применяют ал.
мазный круг АПП 125х 3/6/х 32 АСО —АСВ 50/40 ЛИ 100% ГОС’
16167 — 70 (обозначение типоразмера круга 2720—0057 и 2720—0058}
Режим обработки: укр = 20 м/с; snp = 0,054-0,25 м/мин в завися!
мости от диаметра обрабатываемой заготовки; охлаждение эмульсией^
Шероховатость обработанной поверхности
Рис. 12. Схемы правки алмазного круга для операции вышлифовывания канава
о — по радиусу; б — на угол 0
18
Рис. 13- Профиль алмазного
круга для вышлифовывания
спинок
Рис. 14. Схема вышлифовывания спинок на модернизированном универсально-
заточном станке мод. ЗВ642 в приспособлении:
1 — бабка изделия; 2 — цанговая оправка; 3 — алмазный круг; 4 —люнет; 5 — стойка; 6 —•
скалка
Правят алмазный круг на универсально-заточном станке мод.
ЗВ642 в приспособлении. Характеристика абразивного круга и режим
правки аналогичны применяемым на операции вышлифовывания кана-
вок. Профиль алмазного круга (рис. 13, табл.7) получают, осуществ-
ляя правку в следующей последовательности: правка торца пол углом
90° к оси круга; на конус под углом а; на угол 45° для получения раз-
мера а.
Таблица 1
Геометрические параметры профиля алмазного круга для вышлифования
спинок
Диаметр заготовки сверл, мм ос. град атах Диаметр заготовки сверл, мм а. град amln атах
мм ММ
1,0 1 0,4 1,6 1,4—1,6 2 0,6 2,6
1,1-1 ,3 1 0,5 2,0 1,7—2,0 2 0,8 3,1
„„ о г> 5 0 мм спинки вышлифовы-
У заготовок сверл станке мод. ЗВ642
вают па модернизированном универсально заготовку
в приспособлении. Схема обраб™ спе-
сверла вставляют в цанговую оправку в ор РУ станка ПрИС1Ю.
циалыюго приспособления, прикрепляемо Лулки 5 и S, ориен-
собление (рис. 15) имеет основание /, Де^Следующим об-
татор 9. Ориентация заготовки сверла в s стойки 1Q и, пово-
разом. Цанговую оправку 3 вставляют во уУ 8 щ 4 оправки в
рачивая оправку .3 и заготовку 7 сверла, А д свепла до-
конический паз втулки 5. Переднюю поверх‘ после этого оправку с
водят до соприкосновения с ориентатором 9.
19
б 7 8 9 10
Рис. 15. Приспособление для ориентации твердосплавных сверл
ориентированной в ней заготовкой зажимают штревелем 2 и обрабаты-
вают так же, как и заготовку сверл диаметром 1,0—2,0 мм. Вышлифо-
вывают спинку алмазным кругом АПП 150x6x51 АСР-АСВ 63/50 Ml
100% ГОСТ 16167—70 (обозначение типоразмера крута 2720—0083};
Режим обработки: г>ьр = 23 м/с; sHP = 0,074-0,2 м/мин, в зависимостр
от диаметра обрабатываемых заготовок; охлаждение 3%-ной водно#
эмульсией марки 33В. Шероховатость обработанной поверхности
Ra 1,25—0,63. Размер спипкн проверяют микрометром 0—25 мм.
Алмазный круг правят на универсально-заточном станке мол
ЗВ642 в приспособлении ВНИИ или па •пениальном станке для фасон
ной правки мод. В К-65. Характеристика абразивного круга и режим*
правки такне же, как и на операции вышлифовывания канавок. Схб
ма правки показана на рис. 16. Правку алмазного круга выполняй^
в той же последовательности, что
для заготовок сверл диаметром 1,0—
2,0 мм.
Операция 11. Затачивание заднее
поверхности. У сверл диаметром 1,0-*
2,0 мм затачивание производят па спе
ипальном полуавтомате мод. ЗБ650 п>
двум плоскостям двумя алмазных»
кругами 1 (рис. 17), рабочие поверх
пости которых наклонены относителв
но вертикальной плоскости соответ*
ственно на углы а и ах. Заготовка
сверла расположена в горизонт плй
Рис. 16. Схема правки алмазного
круга для операции вышлифовы-
вания спинок
20
r:oii плоскости п перемещается последовательно вдоль обоих алмаз-
ных кругов.
Работа на полуавтомате осуществляется следующим образом. За-
готовка сверла хвостовиком вставляют в цанговую оправку 7 и зажи-
мают в ней. Оправку устанавливают в приспособление для ориента-
ции где с помощью микроскопа заготовку сверла вместе с оправкой
ориентируют в угловом и осевом направлениях. Затем, базируясь на
фиксирующий выступ приспособления, на оправке закрепляют фикси-
рующую шайбу. После этого оправку вынимают из приспособле-
ния и” вставляют в шпиндель бабки изделия 6, где оправка зажимает-
ся поворотом рукоятки 5. Заготовка сверла в данном положении
направляется через втулку 3, расположенную в стойке 2. При вклю-
чении привода хода стола последний перемещается влево и один круг
затачивает заднюю поверхность первого пера, а второй круг — заты-
лочною поверхность того же пера. В крайнем левом положении стола
шпиндель поворачивается вокруг своей осн на 180° и стол перемещает-
ся в правое положение. В процессе этого перемещения затачивается
второе перо сверла с той лишь разницей, что сначала обрабатывается
затылочная поверхность, а затем задняя. В исходном положении стола
поворотом рукоятки Поправку в бабке изделия разжимают, вынимают
ее и вставляют следующую оправку с заготовкой.
Перемещение стола и поворот шпиндельной бабки изделия на 180°
осуществляются с помощью гидравлического привода. Характеристика
алмазного круга: АЧК 125x5x3 АСО—АСР 40'28 — 20/14 Б1 100%
ГОСТ 16172—70 (обозначение типоразмера круга 2724—0021). Режим
обработки: ц|:р = 18 м/с; snp = 0,15-4-0,4 м/мии; с охлаждением. Ше-
роховатость обработанной поверхности Ra 0,32—0,16. При затачива-
нии снимается припуск от 0,2 до 0,5 мм (в зависимости от диаметра
сверла). Контроль на инструментальном микроскопе типа ММИ-2
с призмой.
Правят алмазный круг абразивным бруском БКВ 16x16x150 63С
4-6Н Cl — С2 7 К5 А (ГОСТ 2456—75), закрепленным в стойке, уста-
йли|1 ^хема затачи-
свепла твердосплавных
сверл диаметром
мод. ЗБб5()На П0ЛУавтомаге
S1
навливаемой на столе станка. Режим правки: уалм.кр = 18 м/с; snp.CT =
— 0,2 м/мин; правка возможна с охлаждением и без пего.
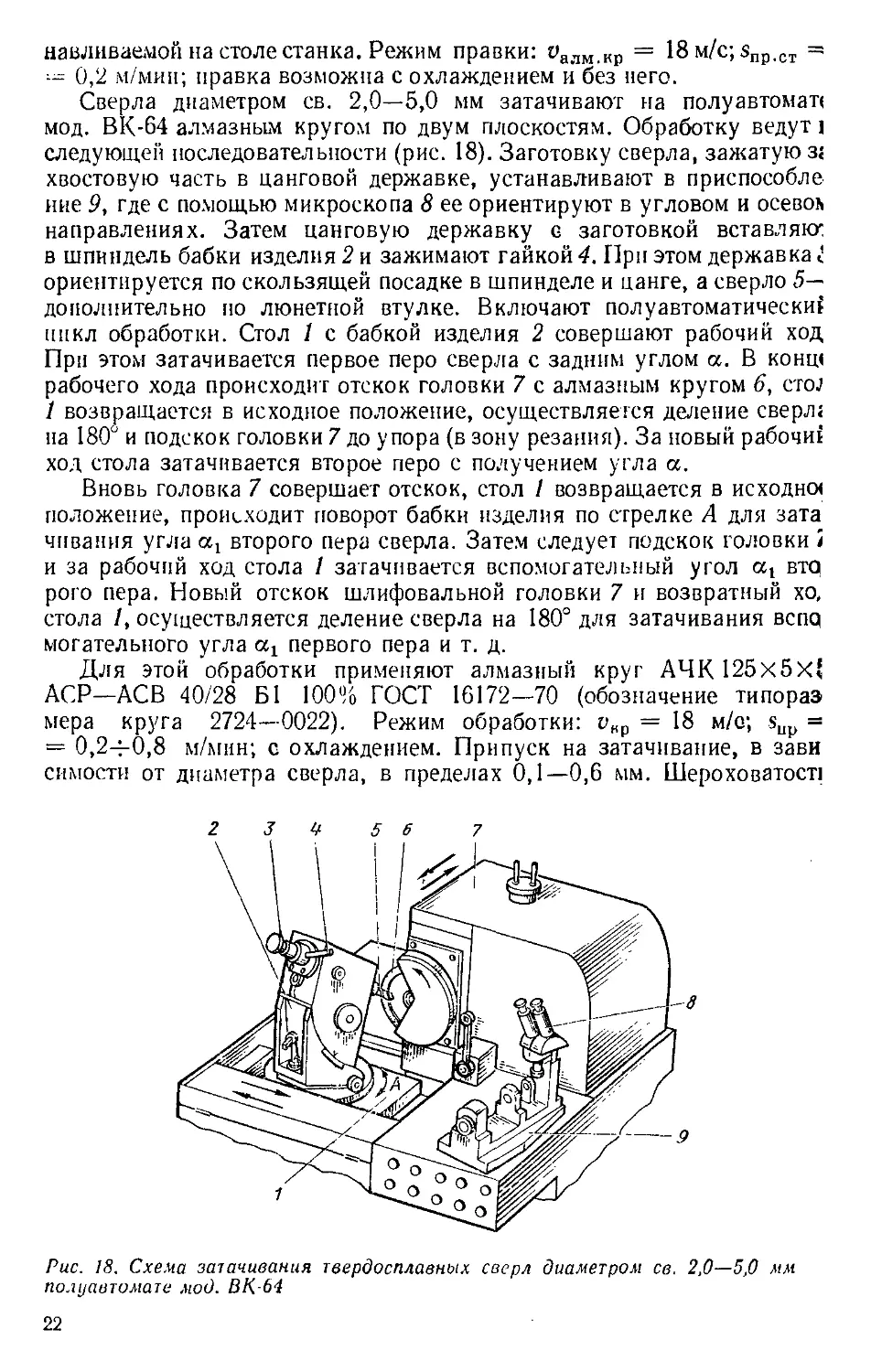
Сверла диаметром св. 2,0—5,0 мм затачивают на полуавтомат
мод. ВК-64 алмазным кругом по двум плоскостям. Обработку ведут i
следующей последовательности (рис. 18). Заготовку сверла, зажатую зг
хвостовую часть в цанговой державке, устанавливают в приспособле
ние 9, где с помощью микроскопа 8 ее ориентируют в угловом и осевок
направлениях. Затем цанговую державку с заготовкой вставляю’
в шпиндель бабки изделия 2 и зажимают гайкой 4. При этом державка <;
ориентируется по скользящей посадке в шпинделе и цанге, а сверло 5—
дополнительно по люнетной втулке. Включают полуавтоматически
никл обработки. Стол 1 с бабкой изделия 2 совершают рабочий ход
При этом затачивается первое перо сверла с задним углом а. В конц<
рабочего хода происходит отскок головки 7 с алмазным кругом 6, ctoj
1 возвращается в исходное положение, осуществляется деление сверлг
на 180° и подскок головки 7 до упора (в зону резания). За новый рабочие
ход стола затачивается второе перо с получением угла а.
Вновь головка 7 совершает отскок, стол / возвращается в исходно*
положение, происходит поворот бабки изделия по стрелке А для зата
чпвания угла а, второго пера сверла. Затем следует подскок головки 3
и за рабочий ход стола / затачивается вспомогательный угол вто
рого пера. Новый отскок шлифовальной головки 7 и возвратный хо,
стола /, осуществляется деление сверла на 180° для затачивания вспр
могательного угла ах первого пера и т. д.
Для этой обработки применяют алмазный круг АЧК125х5х’
АСР—АСВ 40/28 Б1 10096 ГОСТ 16172—70 (обозначение типораэ
мера круга 2724—0022). Режим обработки: цнр = 18 м/с; sup =
= 0,2-ь0,8 м/мин; с охлаждением. Припуск на затачивание, в зави
симости от диаметра сверла, в пределах 0,1—0,6 мм. Шероховатост]
Рис. 18. Схема затачивания твердосплавных сверл диаметром св. 2,0—5,0 мм
полуавтомате мод. ВК-64
22
Рис. 19. Схема правки алмазного
круга для операции затачивания
задних поверхностей на станке
мод ВК-65:
1,2 — соответственно абразивный в ал-
мазный круги
Рис. 20. Приспособление для под-
тачивания поперечной кромки у
твердосплавных сверл
ti
7
обработанной поверхности Ra 0,32—0,16. Измерение углов в плане
|и задних углов а и сег на инструментальном микроскопе ММИ-2
в призме.
Правят алмазный круг по торцовой поверхности и на угол захода
вне станка. Для этого круг снимают со станка вместе со шпинделем и
устанавливают на специальный станок для фасонной правки мод. ВК-65.
Схема правки круга показана на рис. 19.
Операция 12. Подтачивание перемычки у сверл диаметром 1,0—
5,0 мм па универсально-заточном станке мод. ЗА64М, оснащенным при-
способлением завода «Фрезер» (рис. 20). Приспособление имеет плиту
1, соединенную осью 2 со стойкой 3. В стойке па оси 4 установлен крон-
штейн 5, на конце которого смонтирована направляющая втулка 8
Q ориентиром. Кронштейн имеет также откидывающийся упор 6. Пе-
ред началом работы осуществляют регулировку на необходимый пе-
редний угол и величину снимаемого припуска. Подтачивание выпол-
няют в следующем порядке. Заготовку сверла 10 вставляют в направ-
ляющую втулку 8 до упора 6 с ориентацией во втулке относительно
передней поверхности и зажимают впитом 9. Стол стайка перемещают
влево до соприкосновения с алмазным кругом 7. Происходит подтачи-
вание передней поверхности одного пера и одной стороны перемычки
сверла.-Затем стол отводят в правое исходное положение. Винт, зажи-
ХЩИИ заготовкУ сверла, открепляют, заготовку поворачивают на
, подают вперед до упора, ориентируя относительно передней по-
верхности, и зажимают. При перемещении стола влево подтачивается
Го?рДНЯо поверхность второго пера и вторая етороиа перемычки
Пп ’ , тем стол отводят в исходное положение и цикл повторяется.
АГР ашооИванне производят алмазным кругом АЧК 80x5x3 АСВ—
круга 2794 Ml 100% ГОСТ 16172—70 (обозначение типоразмера
0008). Шероховатость обработанной поверхности Ra0,63—
23
Рис. 21. Приспособление для правки алмазного круга на универсально-заточно
станке
0,32. Режим обработки: окр = 19 м/с; snp (ручная). = 0,4 — 0,8 м/миь
Проверка на инструментальном микроскопе типа ММИ-2 в призме.
Правят алмазный круг с помощью специального приспособления
устанавливаемого на столе станка. Приспособление (рис. 21) состои
из основания /, электродвигателя 2 типа ЛОЛО12-4 (п = 1390 об/мий
редуктора 3, планшайбы 4 и абразивного круга 5. Правка выполняете
следующим образом. Включается шпиндель головки 6 заточного станк
с алмазным кругом 7 и электродвигатель 2. Абразивный круг 5 нуте;
поперечного перемещения стола подводят к алмазному кругу 7. Пра^
ка осуществляется при возвратно-поступательном движении стола ’
в продольном направлении. Применяют абразивный круг с харак
терпстпкой ПП 150x25x32 63С 25Н СМ2 7 К5 35 м/с I кл. I
(ГОСТ 2424—75). Режим правки: инбр.,<р = 29 м/мип; Уалм.кр =
= 19 м/с; продольная подача ручная 1,0 м/мип; без охлаждения.
Операция 13. Покрытие защитной пленкой рабочей части сверл;
в специальной ванне конструкции завода «Фрезер». Защитному покры
тшо пленкой марки ВАП-2 подвергается рабочая часть сверла. Его за
жимают при этом за хвостовую часть в приспособлении и погружаю
рабочую часть в расплавленную массу марки ВАП-2, нагретую до тем
пературы 145—150° С на 2—3 с. Затем сверло выдерживают некоторо
время над ванной для стекания избытка массы и погружают рабочую
часть 2—3 раза в холодный раствор кальцинированной соды с концент
рацией 3—5 г/л.
ЗХПИРАЛЬНЫЕ СВЕРЛА КОРОТКОЙ СЕРИИ
ДИАМЕТРОМ 0,6—2,0 ММ.
Конструкция таких сверл, предназначенных для получения oi
верстпй в печатных платах, показана на рис. 22. Их основные размер!
(d, I и /0) принимают по ГОСТ 22093—76, ширину пера В и направляй
щей ленточки /, размер сердцевины К и диаметр спинки q выполняю
согласно приложению к этому ГОСТу, величину m — в зависимост
от диаметра сверла в пределах от 0,07 до 0,15 мм. Сердцевина рабоче
части сверла должна иметь подъем от выхода круга диаметром не менё
100 мм. Прямая конусность па длине рабочей части не допускается. О£
24
; тгвая конусность на Юмм длины рабочей части не должна быть более
;>. О2 мм. Максимальное увеличение ширины [ ленточки к хвостовику
^пускается в пределах: 0,03 мм для сверл диаметром до 0,7 мм; 0,04 мм
\ля сверл диаметром свыше 0,7 до 0,95 мм; 0,05 мм для сверл диаметром
свыше 0,95 мм. Отклонение от прямолинейности главных режущих
кромок не должно быть более 0,02 для сверл диаметром до 0,7 мм и 0,04
для сверл диаметром свыше 0,7 мм.
Маркирование осуществляется на бумажной этикетке, наклеивае-
мой на коробку, где указывается: товарный знак предприятия-изгото-
вителя; обозначение сверл; диаметр; марка твердого сплава; количе-
ство сверл; даты выпуска. Сверла изготавливают по Высшей катего-
рии качества. Материал — твердый сплав марок ВК6М и ВК60М
(ГОСТ 3882-74).
Сверла подвергаются испытанию па работоспособность (0,2?6 сверл
от каждой партии, но не менее 2 шт.) на образцах из фольгированного
гетпнакса марки ГФ-1-35 или стеклотекстолита марки СФ-1-35 по ГОСТ
10316—70 толщиной 1,0—1,5 мм: скорость резания для гетпнакса 30—
45 м/.мпн; для стеклотекстолита 40—55 м/мнн; подача 0,02—0,05 мм/об.
Каждым сверлом обрабатывают не менее 20 сквозных отверстий на свер-
лильных станках с установленными для них нормами точностип жест-
кости. При этом биение сверл в шпинделе станка — не более 0,025 мм.
После испытания на режущих кромках сверл не должно быть выкра-
шиваний.
Технологический процесс. В качестве исходного материала для из-
готовления сверл служат заготовки (стержни) из мелкозернистых воль-
фрамо-кобальтовых смесей цилиндрические по ОСТ 48-97—75 (d =
Rzl,6,
Рид 5 VQv)
для сверл $2,0 мм
0,6~2 0м\11^аЛЬНЫе Чемные твердосплавные сверла короткой серин диаметром
28
= 2,4 + 0,15 мм и L — 33 4- 1 мм) и бочкообразные по ОСТ 07—06
(D — 2,4 + 0,2 мм и L = 31 ± 1 мм). Основные операции по формо-
образованию сверла выполняют в цанговой оправке-спутнике. Зажа-
тая в такой оправке заготовка последовательно передается от стайка
к станку согласно технологическому процессу. Такой принцип изготов-
ления обеспечивает высокую точность размеров, облегчает обслужи-
вание станков и ведет к повышению производительности труда.
Операция 1. Разборка заготовок по кривизне путем переката их
по стальной шлифованной плите с проверкой на просвет с помощью
щупа (ГОСТ 882—75).
Операция 2. Рассортировка заготовок на группы по диаметру чере:-
0,1 мм гладким микрометром 0—25 мм (ГОСТ 6507—60).
Операция 3. Черновое шлифование заготовок по диаметру на
бесцентровошлифовальном станке мод. МФ-63 методом продольной
подачи.
Применяют алмазный круг АПП 200x40x76 АСР 100/80—80/63
MI 100% 2720—0121 (ГОСТ 16167—70). Режим обработки: п1(р = 30 м/с;
snp == 800 мм/мин; п31Г = 16 м/мин; с охлаждением. Припуск на об-
работку 0,15 мм на сторону. Глубина шлифования на I-й проход не бо-
лее 0,05 мм (пропускается вся партия заготовок). Шероховатость
поверхности после шлифования Ra 1,25—0,63. Контроль гладким мик-
рометром 0—25 мм.
Операция 4. Шлифование торцов на плоскошлифовальном станке
мод. 371М. Заготовки устанавливают вертикально в приспособлении
(без дна), форма которого выполнена в виде равностороннего треуголь-
ника. С одной стороны треугольника смонтирована планка, прижимаю-
щая заготовки. Первый торец шлифуется «как чисто», второй — в раз-
мер. Шлифование ведут алмазным кругом АПП 200x20x76 АСР 63/50
Ml 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—0120).
Режим обработки: цкр=30 м/с; snp=8 мм/мин; sII0I1=2 мм/ход; с ох-
лаждением. После обработки шероховатость поверхности соответствует
Ra 0,63—0,32. Контроль длины штангенциркулем I = 125 мм по ГОСТ
166—73.
Операция 5. Чистовое шлифование заготовок по диаметру на
бесцеитровошлифовальном станке мод. ВШ-626 методом продоль-
ной подачи. Шлифуют алмазным кругом АПП 200x40x76 АСР
40/28 Б1 10026 ГОСТ 16167—70 (обозначение типоразмера круга 2720—.
0121). Режим обработки: пкр — 35 м/с; slip = 650 мм/мнн; еяа1 =>
= 20 м/.мпн; с охлаждением. Припуск па обработку 0,05 мм на сто
pony. Шлифуют заготовки за один или два прохода. Шероховатость об-
работанной поверхности в пределах R а 0,32—0,16. После шлифований
радиальное биение заготовок не должно превышать 0,01 мм. Коитрол1
радиального биения в приспособлении под микроскопом типа ММИ-2
Приспособление состоит нз основания с призмой, па которую устанав
ливается контролируемая заготовка сверла, резинового круга для прй
жатия и вращения заготовки, маховичка с двумя зубчатыми колесамг
для передачи вращения кругу и заготовке сверла.
Операция 6. Шлифование угла 125° с одной стороны для свер.
диаметром 1,2—2,0 мм на круглошлифовальном станке ЗА10П. Дл)
26
этого на станке устанавливают переднюю бабку с цанговым патронов.
Бабку поворачивают на угол 62°30'. Заготовку вставляют в цанговый
патрон и зажимают. Шлифование осуществляется периферией круга
с продольной подачей заготовки. Характеристика применяемого
шлифовального круга: АПП 200x10x32 АСР 80'63 Ml 100% ГОСТ
1(5167_-70 (обозначение типоразмера круга 2720—0091). Режим обра-
ботки: Укр = 35 м/с; озар = 5 м/мин; snp = 0,3 м/мин (ручная); с ох-
лаждением. После шлифования шероховатость поверхности в преде-
лах Ra 1,25—0,63. Контроль угла шаблоном с углом 125°.
Операция 1'. Шлифование фаски со стороны хвостовой части на
круглошлифовальном станке мод. ЗА10П. Заготовку вставляют в цан-
гу передней бабки и зажимают. Для шлифования применяют алмаз-
ный круг АПП 200X10X32 АСР 63/50 Ml 10046 ГОСТ 16167-70
(обозначение типоразмера круга 2720—0091). Режим обработки:
= 35 м/с; скорость озар = 5 м/мин; подача ручная; без охлаж-
дения. Шероховатость в пределах Ra 1,25—0,63.
Операция 8. Черновое шлифование рабочей части на круглошли-
фовальном станке мод. ЗА10П в приспособлении методом врезной по-
дачи. Обработку ведут алмазным кругом АПП 200x10 (20) X 32 АСР
50/40 Б1 (Ml) 100% ГОСТ 16167—70 (обозначение типоразмера круга
20720—0091 и 2720—0092). Режим обработки: р|!р = 35 м/с; Рзар =
= 5 м/мип; поперечная подача — ручная; с охлаждением и без него.
Припуск иа обработку от 0,1 до 0,75 мм на сторону в зависимости
от диаметра сверла. После шлифования шероховатость Ra 1,25—0,63.
Контроль рабочей части гладким микрометром с твердосплавными
вставками 0—25 мм (ГОСТ 6507—60).
Операция 9. Чистовое шлифование рабочей части на круглошли-
фовальном станке мод. ЗА10П в приспособлении и на специальном
стайке мод. ВТ-65 для шлифования рабочей части сверл с утолщенным
хвостовиком методом врезной подачи.
Приспособление, используемое для шлифования на станке мод.
ЗА10П, состоит из корпуса 1 (рис. 23), ползушки 2 с твердосплавной
призмой-люнетом 3 для рабочей части, планки 4 для загрузки и выг-
рузки заготовок с ручкой 5, стойки 6, тяги 14 и рычага 15. Приспособ-
ление устанавливается на стол 9 станка и закрепляется двумя вин-
тами 7 через замки 8. На хвостовую часть заготовки, устанавливают
поводок. Заготовку с помощью планки 4 загружают в зону шлифо-
вания. Своей хвостовой частью заготовка опирается па призму 11 и
касается торцом упора 10, расположенного в центре передней бабки
станка. Рабочая часть заготовки входит в призму-люнет3. Включается
привод изделия, заготовка вращается. Маховичком станка подводят
шлифовальную бабку с кругом 12 до касания заготовки. При этом
корпус бабки касается регулируемого упора 13, навернутого на конец
тяги I4t которая связана с рычагом 15, ползушкой 2 и призмой-люне-
том 3. Дальнейшим вращением маховичка осуществляется врезная
°ДаУа ШЛиФовального круга до установленного размера. В процессе
^"Фоваиия и равномерного снятия припуска с рабочей части заго-
н ки призма-люнет 3 непрерывно подается па величину снимаемого
рипуека с помощью регулируемого упора 13, После отвода круга
выключают привод изделия и обработанная заготовка планкип ч
водится в исходное положение. Схема обработки показана на рис. 21.
При выполнении этой операции на станке ВТ-65 используется
в основном аналогичное приспособление и обработка осуществляется
почти таким же образом. Исключением на станке мод. ВТ-65 является
автоматическая с помощью гидропривода врезная подача.
Рабочая часть заготовок шлифуется алмазным кругом АПП
200х 10/20/X76 АСР 40'28-20/14 Б1 100% ГОСТ 16167—70 (обозна-
чение типоразмера 2720—0119 и 2720—0120). Режим обработки:
а) на стайке мод. ЗА 10П — икр = 35 м/с; t'3ar = 5 м/мин; sll(,n —
ручная; б) на станке мод. ВТ-65 — ц.р = 30 м/с; ояЧг = 5 м/мин,;
snon = 0,1 4- 0,2 мм/мин. Припуск на обработку 0,05 мм на сторону.,
Шероховатость поверхности в пределах Ra 0,63—0,16.
Правка кр\та на станке мод. ЗАЮП осуществляется абразивным:
бруском Б Кв 16 х 16Х 150 63С 4-6Н С27 К5 А (ГОСТ 2456—75). Режим-
правки: Ь’,)лм.ьр = 35 м/с; s„p = 0,4 м/мип.
Правка круга на станке мод. ВТ-65 выполняется с помощью при-
способления, смонтированного на столе станка. Характеристика пра-
вящего круга: ПП 150x20x32 63С 25Н МЗ-СМ2 7 К5 35 м/с 1 кл. В
(ГОСТ 2424—75). Режим правки: оал„ ,.р — 3 м/с; оя0р кр = 18 —
22 м/с; s,,p — 0,3 -? 0,4 м/мин. Обработка и правка на станках
осуществляется с охлаждением. Размер рабочей части проверяют;
гладким микрометром с твердосплавными вставками 0—25 мм (ГОСТ
6507—60), а биение на инструментальном микроскопе типа ММИ-2 —
Рис. 23. Приспособление для шлифования рабочей части заготовок сверл на крд$
88
0 приспособлении. После обработки радиальное биение рабочей части
относительно оси хвостовика не должно превышать 0,01 мм.
Операция 10. Полирование рабочей части на настольно-сверлиль-
чом станке мод. 2А106 в патроне вручную. Для полирования приме-
няют алмазную пасту АМ5/ЗП, которую наносят на кусок войлока.
Скорость вращения заготовки II—25 м/мин; подача ручная. При-
пуск на обработку 0,005 мм на сторону. После полирования шерохо-
ватость поверхности в пределах Ra 0,160—0,080.
Операция 11. Затачивание задней поверхности (по плоским по-
верхностям) с углами « и на универсально-заточном станке мод.
ЗА64М в приспособлении.
На основании 1 приспособления (рис. 25) закреплен вертикаль-
ный вал 2, вокруг которого поворачивается корпус 3 с кронштей-
ном 4. По кронштейну скользит направляющая 12, на которой закреп-
лен корпус 7 сверлодержателя. В нем смонтирован шпиндель 9, куда
вставляется цанговая оправка-спутник 11. С передней стороны кор-
пуса сверлодержателя имеется люнетная втулка 6, в которой центри-
руется заготовка 5 сверла. Величина ее вылета должна быть такой, что-
бы после установки цанговой оправки в шпиндель вершина заготовки
находилась за точкой пересечения оси шпинделя с вертикальной осью
поворота корпуса приспособления. Цанговую оправку-спутник 11
с заготовкой монтируют в шпиндель 9, так, чтобы шпонка оправки
a
Рис. 24. Схема обработки заготовок сверл
на круглошлифовальном станке мод.
ЗА10П
Рис. 25. Приспособление для затачива-
ния спиральных твердосплавных сверл
диаметром 0.4—1,2 маг
вошла в ориентирующий паз шпинделя. Опорный бурт корпуса оправ-
ки-спутника должен упираться в торец шпинделя 9. После центри-
рования заготовки сверла люнетной втулкой 6 цанговую оправку
зажимают гайкой 10. Шпиндель 9 с заготовкой поворачивают вокруг
оси до упора, находящегося внутри корпуса сверлодержателя. Также
в положение до упора (на рисунке пе показан) ставят корпус 3 при-
способления.
Стол с приспособлением перемещается относительно шлифоваль-
ного круга, торен которого должен проходить через ось вертикально-
го вала 2. В это время заготовка сверла затачивается по задней по-
верхности на угол а. Затем корпус 3 приспособления поворачивают
вокруг оси до второго упора и затачивается затылочная поверхности
на угол cq. Далее шпиндель 9 с заготовкой с помощью рукоятки 1
поворачивают на 180°. Затачиваются поверхности на угол а и а-
на второй стороне заготовки сверла. После затачивания линия пере-
сечения задней поверхности с затылочной поверхностью должна про
ходить через ось сверла. Допускается отклонение не более 0,02 мм
Для затачивания применяют алмазный крут АЧК 80x5x3 АСА
14/10 БЗ 100% ГОСТ 16172—70 (обозначение типоразмера 2724—0008)
Режим обработки: икр = 19 м/с; подача ручная; без охлаждения
Шероховатость поверхности соответствует Ra 0,160—0,080. Проверю
на инструментальном микроскопе типа ММИ-2.
После затачивания заготовка сверла передается па следующук
операцию вместе с оправкой-спутником.
Операция 12. Вышлифовывание канавок на универсально-заточно»
станке мод. ЗВ642 в приспособлении. Принцип работы оборудование
и схемы вышлифовывания в основном аналогичны описанному выше
Каждая канавка вышлифовывается за 1 рабочий ход. Применяют спе
циальные алмазные круги: для сверл диаметром 0,4—1,0 мм — разме
ром 125x1x8x51, для сверл диаметром 1,1—2,0 мм — размере»
125x1,5x8x51 с общей характеристикой АСМ 20/14 Ml 100—150%
Используют для вышлифовывания канавок и алмазные круги формг
30
А2П 125X32X40" Х6 ACM Z6/ZU; zu/ia mi juuzo io^i ил<.> I V
значение типоразмера круга 2727—0020). Режим обработки: укр =
__ 16 м/с; snp = 0,02 м/мин; с охлаждением. Глубина шлифования
в зависимости от диаметра сверл в пределах 0,24—0,83 мм на сторону.
После обработки шероховатость поверхности канавки в пределах Ra
0 32_0,16. Непентричность сердцевины относительно оси хвостовика
заготовки сверла не должна превышать 0,02 мм. Для контроля приме-
няют инструментальный микроскоп типа ММИ-2,
Операция 13. Вышлифовывание спинок у заготовок сверл диаметром
0 6—2,0 мм на универсально-заточном станке мод. ЗВ642 в приспособ-
лении. Заготовки поступают на операцию в цанговых оправках спутни-
ках. Для обработки применяют специальный алмазный круг 125 X 1,8Х
Х8Х51 АСМ 20/14 Ml 100% и круг формы АПП 125x3x32 АСР
20/14 Ml 100% ГОСТ 16167—70 (обозначение типоразмера круга 2720—
0057). Режим обработки: оКр = 16 м/с; $рр = 0,03 м/мин; глубина ре-
зания в пределах 0,04—0,1 мм на сторону, о охлаждением. В резуль-
тате шлифования спинки образуется направляющая ленточка шири-
ной от 0,05 до 0,15 мм. Шероховатость поверхности не выше Ra 0,32—
—0,16. Ширину ленточки и пера проверяют на инструментальном мик-
роскопе типа ММИ-2.
Алмазные круги для операций вышлифовывания канавок и спинок
правят с помощью специального приспособления, смонтированного на
универсально-заточном станке мод. ЗВ642 или на специально-правиль-
ном станке мод. ВК-65. Правка выполняется в той же последователь-
ности и таким же образом, что и для спиральных твердосплавных сверл
диаметром 1,0—5,0 мм (см. рис. 10). Геометрические параметры профи-
ля алмазного круга для сверл:
1) для вышлифовывания канавок г — 0,5 d; 0 = 304-38’, где d —
диаметр обрабатываемого сверла; 2) для вышлифовывания спинок
а = (1,4 4- 1,5) б; а = 5°, где В — ширина спинки сверла. Профиль
круга после правки контролируют на инструментальном микроскопе
типа ММИ-2.
Операция 14. Очистка в ультразвуковой ванне УЗВ—16М с гене-
ратором УЗГ-2-10. В ванну заливается обезжиривающий раствор со-
става: Na3PO4 — 7 г/л; эмульгатор ОП-7 — 3 г/л. Сверла загружают
в корзинки из металлической сетки, которые затем опускают в ванну
на 15—20 мин. Генератор включают на 2—3 мин. Затем сверла промы-
вают и сушат па фильтровальной бумаге сначала прямо в корзинках,
а затем без них на фильтровальной бумаге в сушильном шкафу при
00 110° С. После этого проводят окончательный контроль сверл.
< СПИРАЛЬНЫЕ СВЕРЛА КОРОТКОЙ СЕРИИ
ДИАМЕТРОМ 0,6—1.1 ММ С УТОЛЩЕННЫМ
ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Сверла данной серии предназначены для специальных работ по
стеклотекстолиту. Материалом для их изготовления служит твердый
еплав марок ВК6М и ВК10М по ГОСТ 3882—74.
Конструктивные элементы и размеры сверл представлены на рис. 2
и в табл. 8. Сверла изготовляются с углом при вершине 2<р = 60° и у;
лом наклона винтовой канавки со = 8°. Величина т выполняется в 31
висимости от диаметра сверла в пределах от 0,07 до 0,09 мм. К сверла
предъявляются следующие технические требования: обратная кону<
ность допускается в пределах 0,01 мм на длине рабочей части сверт
(прямая конусность не допускается); режущие кромки должны бьп
симметрично расположены относительно оси рабочей части сверла; oci
вое биение посредине режущих кромок не должно превышать 0,04 м»
Маркирование осуществляется на бумажной этикетке, наклееннс
на картонные коробку, где указывается: товарный знак завода-нзготт
вителя, наименование изделия, диаметр и количество сверл, марка тве|
дого сплава. Сверла перед отправкой потребителю должны подвергал
ся испытанию (3 сверла из партии) в работе по стеклотекстолиту марн
СФ-1 поМРТУ 16-509—001—64: и—30 м/мин; подача ручная; глубиц
сверления 2d, сверление сквозное; количество отверстий 20. После и(
пытания на режущих кромках не должно быть выкрашиваний, изломе!
и следов притупления. Остальные технические требования по ТУ 2-03!
289-72.
Технологический процесс. Исходным материалом для сверл служг
твердосплавные заготовки, изготовляемые методом прессования. 3:
готовка представляет собой цилиндр диаметром 1,6 м и длиной 23 м
с лысками на двух боковых сторонах. Технические условия на заготсм
ки по ТУ 4872—65.
Операция 1. Рассортировка заготовок на группы по диаметр'
1) d — 1,6 то 0,05 мм; 2) d = 1,7 ± 0,05 мм. Проверяют также вел!
чину кривизны, которая не должна превышать 0,15 мм. Рассортирова,
ные заготовки укладывают в коробки группами по 100 шт. Цель опер
Профиль канаЗок сберл
б нормальном сечении
Рис. 26. Спиральные сверла короткой серии диаметром 0,6—1,1 мм
32
Таблица 8
Конструктивные элементы спиральных твердосплавых сверл
диаметром 0,6—1,1 мм
Номи"Э’П’НЫЙ диаметр •н-'рля d, мм 1, 7+0.29 /<-0.03 В±0.07 (справ)
Ряд
2
0,60 5 6 0,18 0,40 0,20
0,616 5 6 0,18 0,43 0,20
0 63 5 6 0,18 0,43 0,20
0,65 5 6 0,20 0,45 0,25
0,670 5 6 0,20 0,45 0,25
0,70 5 6 0,20 0,50 0,25
0,725 5 6 0,20 0,50 0,25
0,75 6 8 0,20 0,55 0,25
0,780 6 8 0,20 0,55 0,25
0,80 6 8 0,28 0,55 0,31
0,83 8 9 0,28 0,60 0,31
0.85 8 9 0,28 0,60 0,31
0,875 8 9 0,28 0,60 0,31
0,90 8 9 0,28 0,60 0,31
0,925 8 9 0,28 0,65 0,31
0,95 8 8 0,28 0,65 0,31
0,975 8 9 0,30 0,65 0,31
1,00 8 9 0,30 0,70 0,31
1,Ю 8 9 0,30 0,75 0,31
мм разно
сверл диаметром 0,6—1,0
Примечание, Предельное отклонение для с
0,018 мм, для сверл диаметром 1,1 мм— (—0,020 мм).
ции — предотвратить поломки заготовок при последующем обкатыва-
нии и доводке.
Операция 2. Обкатыванием доводка цилиндра на специальном плос-
кополировальном станке мод. С-15 до диаметра 1,4 мм. Заготовки, под-
лежащие обкатыванию, укладыва
два диска диаметром 100 мм с вы-
точкой диаметром 94 и глубиной
М—1,7 мм. Полировальный круг
И диски изготовляют из мелкозер-
нистого чугуна марки СЧ32-52
(МВ 160—180). Одновременно об-
рабатывают по 50 заготовок под
каждым диском (рис. 27).
Обкатка и доводка производит-
ся полировальным кругом диамет-
ром 320 и высотой 35 мм, шаржи-
?2етс? карбидом бора зерцисто-
ью 12—15. При обкатывании при-
няется индустриальнье масло,
жим обработки: цкр = 1 м/с;
® Зак. 557
на полировальный круг под
Рис. 27. Схема обкатывания и довод-
ки заготовок сверл на станке мод.
С-15:
/ — полировальный круг; 2 — заготовка
сверл; 3 — диски
3J
ид==60 об/мин; припуск на обработку 0,10—0,16 мм на сторону. Вре
мя обработки за одну установку 100 мин. Контроль гладким микрс
метром 0—25 мм по ГОСТ 6507—60.
Операция 3. Шлифование хвостовой и рабочей частей заготовки
два перехода на круглошлифовальном станке мод. ЗА10П. Заготовку
вставляют в цангу бабки изделия на длину до 3,0 мм. Для шлифованш
применяют алмазный круг типоразмера 2720—0091 с характеристике]
АПП 200x10x32 АСР 50/40-40/28 Б1 100% (ГОСТ 16167-70).
Сначала шлифуют заготовки по всей длине с образованием хвоста
вой части при продольной подаче стола. Режим обработки: цкР =
= 31,0 м/с; цзаг = 1,7 м/мин; продольная подача ручная; припуа
на обработку 0,1 мм на сторону; t ~ 0,01 мм. Шлифование абс
чей части осуществляется методом врезной подачи круга. Режи1
обработки: цкр = 31,0 м/с; изаг = 1,5 м/мин; sD0I1 — ручная; припуа
на обработку 0,05 — 0,30 мм в зависимосит от диаметра обрабаты
ваемых сверл; t = 0,008 мм. После шлифования радиальное биени
рабочей части относительно оси хвостовика не должно превышат
0,01 мм. Обратная конусность на длине рабочей части не более 0,01 мм
Диаметры рабочей н хвостовой части проверяют настольным микрс
метром 0—10 мм мод. 03100 по ТУ 2-034. Биение контролируют н
приборе.
Круг правят металлическим стержнем диаметром 25 мм, зажаты:
в цанге, методом продольной подачи стола. Режим правки: цкр =
= 30 м/с; »ст = 8 м/мин; slip — 0,3 м/мнн, время правки 3—5 миг
Правка производится после обработки 40—50 заготовок сверл.
Операция4. Шлифование торца заготовки в размер на универсальнс
заточном станке мод. ЗА64М в приспособлении. Приспособление С(
стоит из кронштейна 1 (рис. 28) цельной 2 и разрезной 4 втулок рукоя?
ки 3 для зажима заготовки, винта упора 5 и болта 6 с гайкой дл
Рис. 28- Схема шлифования торца заготовки сверла в приспособлении на униве
сально-заточном станке мод. ЗА64М
34
Рис. 29. Схема вышлифовывания ка-
навок сверл на станке мод. МФ-202
Рис. 30. Схема затачивания сверл
диаметром 0,6—1,1 мм на универсаль-
но-заточном станке мод. ЗЛ64М в
приспособлении
крепления к столу станка. Торец шлифуется со стороны хвосто-
вой части алмазным кругом АЧК 125x10x5 АСР 100/80 Б1 100%
(ГОСТ 16172—70). Режим обработки: Укр = 29,0 м/с; sup — ручная,
припуск на обработку 1,0 мм. Измерительным инструментом служит
штангенциркуль I = 125 мм по ГОСТ 166—73.
Операция 5. Шлифование уступа на хвостовой части на круглошли-
фовальном станке мод. ЗАЮП в цанге. Уступ на конце хвостовой части
диаметром 1,4 мм, используемый в качестве технологической базы на
операции 3, шлифуют до диаметра 1,1 мм. Для этого применяют алмаз-
ный круг типоразмера2720—0091 с характеристикой АПП200x10x5
АСР 63/50 — 50/40 Б1 100% (ГОСТ 16167—70). Режим обработки:
иир ~ 30 м/с; узаг = 1,7 м/мин; $поп — ручная; припуск на обработку
0,15 мм на сторону. Контроль гладким микрометром 0—25 мм по ГОСТ
6507 - 60.
Операция 6. Вышлифовывание канавок на специальном станке
мод. МФ-202 завода «Фрезер». Обрабатываемую заготовку хвостовой
частью вставляют в шпиндель бабки изделия и зажимают в цанговом
патроне. Шпиндель ручным вращением по винту, соответствующему
углу спирали сверла ®, подается в зону резания (при этом рабочая
часть заготовки сверла базируется в призме), где происходит вышлифо-
вывание одной канавки (рис. 29). Шпиндель с заготовкой отводят и осу-
ществляют ручное деление на 180°. При новой подаче шпинделя
вышлифовывается вторая канавка. На операции используют спе-
циальный шлифовальный круг АПП 40x2,2 А — 50/40 Ml 100%.
Режим обработки: ц|1Р = 25 м/с; подача — ручная («400 мм/мин);
припуск — 0,21—0,43 мм на сторону в зависимости от диаметра обра-
батываемых заготовок сверл. Обработку ведут с охлаждением за не-
сколько рабочих ходов. Для первого рабочего хода t — 0,1 мм для
последующих 0,05 мм, выхаживание — два-три рабочих хода.
Ширину пера проверяют гладким микрометром с твердосплавными
вставками 0—25 мм (ГОСТ 6507—60), а величину сердцевины — резь-
бовым микрометром со вставками 0—25 мм (ГОСТ 4380—63).
иперация /. затачивание задних иоверхнощен под уишмп <л и «.j
на универсально-заточном станке мод. ЗА64.Ч в приспособлении
(см. рис. 25). Перед затачиванием заготовку сверла вставляют в цан-
говую оправку и устанавливают ее в приспособление для ориента-
ции в угловом и осевом направлениях. Сориентированную оправку
с заготовкой помещают в шпиндель заточного приспособления и зажи-
мают гайкой. Затачивание задних поверхностей под углами а и
осуществляется по схеме, показанной на рис. 30. Применяют алмаз-
ный круг АЧК 80x5x3 АСО 40/28 Б1 100% 2724-0008 (ГОСТ 16172-
70). Режим обработки: о|!Р = 20 м/с; подача ручная; припуск 0,2—
0,3 мм на сторону; без охлаждения. Параметры затачивания контроли-
руют на инструментальном микроскопе типа ММИ-2. Для этого свер-
ло устанавливают в призму.
Затачивать твердосплавные сверла диаметром 0,6 —1,1 мм одновре-
менно по двум задним поверхностям можно также на заточном станке
фирмы «Метеор» и на специальном заточном станке Вильнюсского
завода сверл мод. ВГ-21.
Операция 8. Очистка сверл в ультразвуковой ванне типа УЗВ-16М
с генератором УЗГ-2-10.
5. МАШИННО-РУЧНЫЕ ЦЕЛЬНЫЕ МЕТЧИКИ М2-М5
С ВЫШЛИФОВАННЫМИ КАНАВКАМИ
Данные метчики предназначены для нарезания резьбы в трудно-
обрабатываемых материалах и сплавах. Они изготовляются со степе-
нями точности Hl, Н2 и НЗ в комплекте — черновой, средний и чисто-
вой метчики. Материалом для них служит твердый сплав марок ВК6М
и ВК10М по ГОСТ 3882-74.
Конструктивные элементы и размеры метчиков приведены на рис. 31
и в табл. 9—11.
На длине рабочей части делается обратная конусность от 0,015 до
0,02 мм на 10 мм длины. Метчики затылуют по среднему и внутреннему
диаметодм на всей длине резьбовой части. Величина затылования
0,03—0,04 мм на ширине пера. Метчики диаметром до 3,0 мм разреша-
ется выполнять без затылования по среднему и внутреннему диаметрам.
В этом случае они должны иметь у величенную обратную конусность
на рабочей части в пределах 0,025—0,08 мм на длине 10 мм. Ради-
альное биение при проверке в центрах, измеренное у конца рабочей
части, допускается не больше 1/2 допуска на диаметр хвостовой части.
На хвостовой части алмазным кругом наносят кольцевые риски»
одну — на черновом, две — на среднем. На чистовом метчике рисоИ
не делают. На бумажной этикетке маркируется марка завода, наиме-
нование изделия, размер метчика, количество в пакете, марка твер-
дого сплава, степень точности.
Перед отправкой потребителю метчики подвергаются испыта-
нию на работоспособность (два комплекта метчиков из партии)
путем нарезания резьбы вручную в заготовке из етали марки
40X13 (ГОСТ 5632—72) или по отбеленному чугуну в НВ 207—228
36
Рис. 31. Машинно-ручные твердосплавные метчики М2—М5
9
Таблица 9
Основные размеры цельных твердосплавных машинно-ручных метчиков
М2—М5 (мм)
Номиналь- ный диаметр резьбы d Шаг резьбы Р L L* 0,я /,-Ы 1, h а
номинал предель- ное отклоне- ние
2,0 2,2 2,5 3,0 3,5 4,0 5,0 0,40 0,45 0,45 0,50 0,60 0,70 0,80 36 36 36 40 45 45 50 38,5 38,6 38,8 43,3 49,3 49,6 55,8 8 8 8 10 10 12 14 11 11 11 13 13 15 18 13 13 13 16 16 18 22 4 4 4 5 6 6 7 2,0 2,0 2,0 2,4 з,о 3,0 3,8 -0,06 -0,06 -0,06 —0,06 -0,06 —0,06 -0,08
я. <4. F К
га X X S о предель- ное отклоне- ние ч га X X S о X предель ное отклоне- ние ч «3 X X S о предель- ное отклоне- ние номинал j предель- ное отклоне- ние
2,5 2,5 2.5 3,0 4,0 4,0 5,0 —0,02 —0,02 -0,02 -0,025 —0,025 —0,025 -0,025 0,81 0,92 1,05 1,26 1,47 1,68 2,10 4-0,2 4-0,2 4-0,2 4-0,2 4-0,2 4-0,2 4-0,3 1,40 1,48 1,61 2,06 2,27 2,52 3,08 4-0,2 4-0,2 4-0,2 4-0,2 4-0,2 4-0,2 4-0,2 1,40 1,14 1,30 1,56 1,82 2,08 2,60 ±0,2 ±0,2 ±0,2 ±0,2 ±0,2 ±0,3 ±0,3 0,15 0,17 0,20 0,25 0,30 0,34 0,43 0,29 0,31 0,36 0,43 0,50 0,57 0,71
* Размер для справки.
Размеры конструктивных элементов машинно-ручных черновых и средних мет
3 Черновой метчик
3 га 3 /1 ^нар d2 Kg 5 X
X CL чэ л > U 1 о
омина. 1аметр о га ч «1 X X S Л X Ч н ? <Ъ> о Et U X о, о ф ч со 5 эедель ie от- юненн га X X а Ч 1 X (U £ 4» Cf ° X 4) 4) о d, л 5 •1 к
X г. — с х х X = X X С X X в Б S
2,0 0,40 1,2 •1-0,40 6”30' 1,757 —0,06 1,70 —0,025 1,48 ±60'
2,2 0,45 1,4 ±0,45 6°30' 1,925 —0,06 1,86 —0,025 1,62 ±55'
2,5 0,45 1,4 ±0,45 6°30' 2,225 —0,06 2,16 —0,025 1,92 ±55'
3,0 0,50 1,5 ±0,50 бгзо' 2,696 —0,06 2,62 —0,025 2,34 ±50'
3,5 0,60 1,8 ±0,60 6’00' 3,134 —0,08 3,05 —0,03 2,71 ±55'
4,0 0,70 2,1 ±0,70 ±0,80 6°00' 3,57 —0,08 3,48 —0,03 3,08 ±45'
5,0 0,80 2,4 6° 00' 1,504 -0,08 4,40 —0,03 3,95 ±45'
П'р'н МО’ Я И ИР.
Прсче-плюе суммарное отклонение шага резьбы для обоих метчиков
38
последовательно каждым метчиком, входящим в комплект. В качестве
смазывающе-охлаждающей жидкости применяют «вареное» машинное
масло. После испытаний метчики не должны иметь выкрошенных мест,
а нарезанная резьба иметь срезанные нитки. Поверхность резьбы долж-
на быть чистой, без рисок и надиров, должна соответствовать полю
допуска 7Н по ГОСТ 16093—70. Остальные технические требования
по ГОСТ 3449-71.
Технологический процесс. Исходным материалом для метчиков
служат твердосплавные стержни по ОСТ 48-97—75. Для метчиков М2—
М3 их получают из мелко- и среднезернистых вольфрамо-кобальтовых
смесей, для метчиков М3,5—Мб,0 — из среднёзёрййстых вольфрамо-
кобальтовых смесей. Размеры стержней для метчиков указаны
в табл. 12.
Операция 1. Проверка заготовок (стержней) по кривизне на сталь-
ной шлифованной плите с проверкой на просвет щупом № 2 класса 2
по ГОСТ 882 —75. Допускается кривизна стержней для диаметра до
3,0 мм — 0,15 мм; для диаметра свыше 3,0 мм — 0,2 мм. Заготовки,
имеющие кривизну, превышающую допустимую, подлежат возврату
предприятию поставщику для обмена.
Операция 2. Рассортирование заготовок па группы по наружному
диаметру через 0,1 мм гладким микрометром 0—25 мм по ГОСТ 6507—60.
Эта и предыдущая операции производятся для предохранения от поло-
мок заготовок метчиков при шлифовании их на проход вследствие за-
вышенной кривизны и большого припуска.
Операция 3. Шлифование заготовок по диаметру на бесцентрово-
шлифовальном станке мод. ЗМ182 методом сквозной подачи. Исполь-
зуют специальный шлифовальный круг АПП 350X 100 X 127 АСР 100/80
80/63 Ml 100%. Число установок зависит от припуска на обработку.
Глубина резания для первого и двух последних проходов равна 0,05 мм,
для всех промежуточных — 0,1 мм. При шлифовании заготовки бази-
чиков М2—М5 (мм)
Таблица 10
Средний метчик
ф %ар ^2 предель- ное отклоне- ние а/2
номинал яредель ное отклоне- ние номинал предель- ное отклоне- ние i номинал предель- ное отклоне- ние
2,4 +0,40 6° 00' 1,963 —0,06 1,675 -0,025 1,48 ±60'
2,7 +0,45 6° 00' 2,160 -0,06 1,835 —0,025 1,62 ±55'
2,7 +0,45 6°00' 2,460 —0,06 2,135 -0,025 1,92 ±55'
3,0 +0,50 6°00' 2,949 —0,06 2,595 -0,025 2,34 + 55'
3,6 4-0,60 5° 30' 3,446 -0,08 3,02 —0,03 2,71 ±50'
4,2 +0,70 5°30' 3,940 -0,08 3,45 -0,03 3,08 ±45'
4,8 +0,80 5°30' 4.936 -0,08 4,37 —0,03 3,95 ±45'
комплекта ±0.05 мм
39
Размеры конструктивных элементов машинно-ручных чистовых метчиков М2—М5
Чистовой
43 3 %ар d...
«'S Л ч. $ CU £ О Hl Ц.
л а 5а л U в л S В л §s л 5 а> л ё . =
Cl X go S 3 Ч X 04 О § Ч £ X о
S S ю S Ч Ч 0> Ч ° S «V V О X = pc u х с о
х Й а о &S со 2 е ё I э = g § со й х я ^0 ч с X X
2,0 0,4 0,8 ±0,2 2,028 1,761 —0,014 1,776 —0,015
2,2 0,45 0,9 ±0,22 2,230 1,931 —0,015 1,946 —0,015
2,5 0,45 0,9 ±0,22 2,530 2,231 —0,015 2,246 —0,015
3,0 0,50 1,0 —0,25 3,032 2,699 —0,016 2,715 —0,016
3,5 0,60 1,2 —0,30 3,536 3,137 —0,018 3,155 —0,018
4,0 0,70 1,4 —0,35 4,038 3,575 —0,019 3,594 —0,019
5,0 0,80 1,6 —0,40 — 5,0 —0,03 4,51 —0,02 4,530 —0,020
Примечание. Угол (р у метчиков всех диаметров равен 18°30'.
руются на нож (линейку), оснащенный твердым сплавом. Режим обра-
ботки: икр = 35 м/с; snp = 800 мм/мин; иааг = 20,0 м/мин; с охлаж-
дением. Шероховатость обработанной поверхности в пределах Ra
1,25—0,63.
Радиальное биение не более 0,05 мм. Размер проверяют гладким
микрометром 0—25 мм по ГОСТ 6507—60.
Операция 4. Шлифование торцов заготовок на круглошлифоваль-
ном станке мод. ЗА10П (только для метчиков М2—М3).
Заготовка зажимается в цанге бабки изделия. Шлифуют алмазным
кругом типоразмера 2724—0026 АЧК 125X 10x5 АСВ 100/80 Ml ТМ2
100% (ГОСТ 16172—70). Режим обработки: иКр = 26 м/с; УзаГ =
= 3 -г- 5 м/мин, подача — ручная; с охлаждением. Длину заготовки
Таблица 12
Размеры стержней для метчиков М2—М5
Основные размеры метчиков, мм Размеры стержней (заготовок), мм 1 lopva на 1000 расхода шт., кг
d р L* № стер жп я a £.±1,0 ВК6М ВК10М
2,0 0,40 38,5 20 3,1 ±0,2 41 4,58 4,5
2,2 0,45 38,6 21 3,1 ±0,2 41 4,58 4,5
2,5 0,45 38,8 21 3,1-Ю,2 41 4,58 4,5
3,0 0,50 43,3 28 3,5±0,2 48 6,83 6,7
3,5 0,60 49,3 42 4,7±0,2 51 13,1 12,8
4,0 0,70 49,6 42 4,7±0,2 51 13,1 12,8
5,0 0,80 55,8 51 5,54:0,25 57 20,8 19,6
* Размер для справки.
40
.4иилици л л
(мм)
летчик
наиболь- ший Предельное отклонение шага резьбы Предель- ное откло- нение а/2 ^наиб
н.
наиболь- ший предель- ное отклонение н, I н. | н, на длине до 25 мм Hi нг н, Hi Hi н.
1,79 —0,014 1,547 ±0,008 ±40 0,044 0,039 0,034
1,961 —0,015 1,683 ±0,008 ±30' 0,047 0.042 0,037
2,261 —0,015 1,983 ±0,008 ±30 0,047 0,042 0,037
2,731 —0,016 2,429 ±0,012 ±30 0,054 0,049 0,044
3,173 —0,018 2,820 ±0,012 ±30 О.Об-' 0,062 0,058
3,613 —0,019 3,202 ±0,012 ±30 0,078 0,071 0,065
4,55 —0,02 4,084 ±0,012 ±30 0,089 0,082 0,076
измеряют штангенциркулем I = 125 мм по ГОСТ 166—73. Шерохова-
тость обработанной поверхности в пределах Ra 2,5—1,25.
Операция 5. Шлифование базовых поверхностей — наружных
центров с двух сторон на круглошлифовальном станке мод. ЗА10П.
Заготовку вставляют в цангу бабки изделия до упора. Бабка поверну-
та на угол 37,5°. Обработку ведут периферией круга с продольной
подачей стола. Применяется алмазный круг типоразмера 2720—0091
АПП 200x10x32 АСВ 80/63 Ml 100% (ГОСТ 16167—70). Сначала шли-
1
Рис. 32. Схема шлифования на-
ружных центров заготовок метчи-
ков на круглошлифовальном сты-
ке мод. ЗА10П
A<V>M I
фуется центр с одной стороны, затем меняют положение заготовки для
обработки с другой стороны. Схема шлифования показана на рис. 32.
Режим обработки: цкр = 38 м/с; цзаг = 3 4- 5м/мин;8пр = 0,3 м/.мин;
с охлаждением. Шероховатость обработанной поверхности в пределах
Ra 1,25—0,63. Допустимое биение по
Диаметру при проверке в центрах не
более 0,07 мм.
Мерительный инструмент: для
проверки углов — шаблон с углом
75°; для проверки длины — штанген-
циркуль I = 125 мм по ГОСТ 166—73;
Для контроля радиального биения —
прибор с центрами (рис. 33).
Операция 6. Черновое шлифов а-
НИе рабочей части по диаметру на
$РУглошлифовалыюм станке мод.
А10П в центрах со вставками из
вердого сплава (с хомутиком). При-
«>7п.ЯЮт алмазный круг типоразмера
АгпГ0091 Лпп 200x10x32 АСВ
80/63 Ml 100% (ГОСТ 16167—70).
41
Режим обработки: u1(p = 38 м/с; v31ir = 3,5 4- 7,0 м/мин; sIip
= 0,5 м/мин; с охлаждением; припуск — 0,43—0,08 мм иа ст-
рону в зависимости от диаметра заготовки и номера метчика в кот
плекте. Шероховатость обработанной поверхности в пределах Ra 1,25—
0,63. Мерительный инструмент: гладкий микрометр 0—25 мм по
ГОСТ 6507—60 и штангенциркуль I = 125 мм по ГОСТ 166—73.
Операция 7. Шлифование хвостовой части по диаметру на кругло-
шлифовальном станке мод. ЗА10П в центрах со вставками из твердого
сплава. Применяется алмазный круг типоразмера 2720—0091 АП!1
200х 10x32 АСР 63/50 Б1 100% (ГОСТ 16167—70). Режим обработки.
окр = 38,0 м/с; и8аг = 3,5—7 м/мин; snp = 0,4 м/мин; с охлаждением;
припуск —0,1 Мм на сторону. Шероховатость обработанной поверх-
ности в пределах Ra 1,24—0,63. Биение хвостовой части относительно
центров — не более 0,01 мм. Мерительный инструмент: рычажный
микрометр 0—25 мм по ГОСТ 4381—68; штангенциркуль I = .125 мм
по ГОСТ 166—73 и прибор для контроля биения.
Операция 8. Чистовое шлифование рабочей части по диаметру с об-
разованием обратной конусности на круглошлифовальном стань-
мод. ЗА10П в центрах со вставками из твердого сплава. Применяется
алмазный круг типоразмера 2720—0091 АПП 200x10x32 АСР 40/28
Б1 100% (ГОСТ 16167—70). Режим обработки: цпр = 38 м/с; о8аг ~-
= 2,5 -т- 6,6 м/мин; sDP = 0,3 м/мин; с охлаждением; припуск 0,04 мм
на сторону. Шероховатость обработанной поверхности в пределах Rа
0,32—0,16. Биение рабочей части относительно центров — не более
0,02 мм. Обратная конусность на длине рабочей части выполняется
в пределах 0,015—0,02 мм на 10 мм длины. Вследствие того, что мет-
чики диаметром до 2,5 мм включительно изготовляются без затылова-
ния по профилю, заготовки для них выполняются с увеличенной
обратной конусностью на длине рабочей части в пределах 0,025—
—0,03 мм на 10 мм длины. Измерительный инструмент: настоль-
ный микрометр 0—10 мм мод. 03100 по ТУ 2—034; штангенциркуль
/ = 125 мм по ГОСТ 166—73 и прибор для контроля биения.
Алмазный круг на станке мод. ЗА10П правят абразивным кругом
на оправке в центрах (применяется шлифовальный круг ПП 125X
Рис. 33. Прибор для проверки радиального биения
/—•основание; 2—передняя бабка; 3 — направляющая; 4 —mvimuk; 5 — индикатор; 6 аад,
su бабка
42
Рис. 34. Приспособление для шлифования квадратов метчиков М2—М5 на уни-
версально-заточном станке мод. ЗА64Д
X25X32 63С 25П СМ1 7 К5 35 м/с 1 кл А ГОСТ 2424—75). Режим
правки: г»абр вр = 39 м/мин; иалм.кр = 38 м/с; snp = 0,2 м/мин.
Операция 9. Шлифование квадрата на универсально-заточном стай-
ке мод. ЗА64Д в приспособлении.
Приспособление (рис. 34) состоит из основания /, корпуса 6, шпин-
деля 2 с цангой 5, делительного диска 7, фиксатора 8, штревеля 10.
Заготовку 4 рабочей частью вставляют в цангу 5 с определенным выле-
том и зажимают штревелем 10. Стол продольным перемещением подает-
ся к кругу на длину квадрата до упора. Происходит поперечная пода-
ча стола на алмазный круг 3 до установленного размера — шлифуется
одна сторона квадрата. Стол отводится в первоначальное положение,
производится деление на 90° с помощью стержней 9 делительного дис-
Ка 7 и фиксатора 8. Так шлифуются все четыре стороны квадрата. За-
Тем стол отводится, цангу 5 открывают штревелем 10 и заготовку вы-
43
Для шлифования применяют алмазный круг типоразмера 2724 —
—0026 АЧК 125x10x5 АСВ 100/80 ТМ2 100% (ГОСТ 16172—70).
Режим обработки: икр = 30 м/с; подача стола ручная; припуск 0,25—
0,6 мм на сторону в зависимости от диаметра хвостовой части заготов-
ки метчика. Шероховатость обработанной поверхности в пределах
Ra 2,5—1,25. Измерительный инструмент: штангенциркуль I = 125 мм
по ГОСТ 166—73; гладкий микрометр 0—25 мм по ГОСТ 6507—60 и
микроскоп инструментальный типа ММИ-2 для контроля нецентрич-
ности квадрата относительно оси хвостовика.
Круг правят с помощью специального приспособления (см. рис.21),
смонтированного на столе станка.
Правящий абразивный круг ПП 150 x 25 x 32 63С 25П СМ-1-СМ2
7 К5 35 м/с 1 кл. Б (ГОСТ2424—75). Режим правки: иабр кр ='
= 29 м/мин; иалмкр = 30 м/с; продольная подача стола ручная; с ох-
лаждением.
Операция 10. Вышлифовывание канавок заготовок метчиков М3—
М5 на модернизированном универсально-заточном станке мод. ЗА64Д
в приспособлении. Схема обработки показана на рис. 35. Заготовку
метчика хвостовой частью (квадратом) вставляют в специальный центр-
поводок, расположенный в бабке изделия, н поджимают со стороны
рабочей части центром. Включают станок. Производится подача бабки
изделия с заготовкой в зону резания и вышлифовывание одной канав-
ки. Затем бабка изделия отводится в исходное положение и заготовку
поворачивают с делением на 120°. Прн подаче бабки изделия в зону ре-
зания вышлифовывается вторая канавка. Тот же цикл повторяется
для вышлифования третьей канавки.
На операции применяют алмазный круг типоразмера 2720-0070 АПП
150 X 10 х 32 АСР АСВ 50/40 Ml 100% (ГОСТ 16167—70). Режим
обработки: икр = 16 м/с; snp = 0,07 4- 0,12 м/мин в зависимости от
диаметра обрабатываемых заготовок метчиков; охлаждение обильное,
припуск 0,7 — 1,5 на сторону в зависимости от диаметра заготовки
и номера метчика в комплекте.
Шлифование осуществляется для метчиков М3 — М4 за два рабо-
чих хода, а для метчиков М4, 5 и М5,0 — за три рабочих хода. Шеро-
ховатость обработанной поверхности в пределах Ra 0,63 — 0,32. Тол-
щину сердцевины и величину ее подъема контролируют микрометром
со вставками 0 — 25 мм по ГОСТ 4380 — 63, ширину пера — гладким
микрометром 0 — 25 по ГОСТ 6507—60, длину канавки — штанген-
Рис- 35. Схема вышлифовывания канавок у метчиков М2—М5 на модернизиро-
ванном универсально-заточном станке мод. ЗА64Д
44
Рис 36 Схема оптического прибора для контроля переднего угла метчиков
циркулем I — 125 мм по ГОСТ 166—73 и передний угол — оптическим
прибором, показанным на рис, 36.
Прибор для проверки переднего угла состоит из основания /, оп-
тической головки 3, окуляра 4, маховичка 2 для перемещения опти-
ческой головки, передней 5 и задней 7 бабок, ручки 8 для перемещения
пиноли, подвижных салазок 9, перемещающихся в направляющих
вместе с бабками и контролируемым метчиком, маховичка 10 для пе-
ремещения салазок. Заготовку 6 метчика устанавливают в центры
передней и задней бабок. Измерение производится через окуляр 4
оптической головки.
Алмазный круг правят вне станка. Для этого ео станка снимают
шлифовальную головку в кругом и устанавливают ее на специальное
приспособление (см. рис. 10), смонтированное на универсально-за-
точном станке мод. ЗВ642. Правящий абразивный круг формы
ЧК 125 X 40 X 32 63С 25П 4М2-СМ1 7 К5 35 м/с 1 кл. Б
(ГОСТ 2424—75). Режим правки: цабр кр = 19, 6 м/e; уа.1Мкр =
= 0,2 м/с; продольная подача стола ручная; с охлаждением.
Операция 11. Черновое шлифование профиля резьбы на резьбо-
шлифовальном станке мод. 5820 в центрах. Операция производится на
заготовках без канавок для метчиков М2 — М2,5 и на заготовках с ка-
навками для метчиков М3 — М5. Применяется алмазный круг типо-
размера 2727 — 0060 А2П 350 X 203 X 600 X 10 АМС 60/40 Ml 100%
(ГОСТ 16179 — 70). Режим обработки: укр = 35 м/с; г»пзд = 0,08 4-
4- 0,2 м/мин в зависимости от диаметра заготовок метчиков. Обра-
ботку ведут за 2 — 6 рабочих ходов в зависимости от диаметра заготов-
ки метчика и его номера в комплекте. В качестве охлаждающей жид-
кости применяют масло индустриальное 12. Шероховатость обработан-
ной поверхности в пределах Ra 0,63 — 0,32.
Заготовки метчиков М2 — М2,5 шлифуются без затылования с уве-
личенной обратной конусностью по профилю на длине рабочей части
в.пределах 0,025 — 0,03 мм на 10. мм длину. Заготовки метчиков дру-
45
гих размеров шлифуются с затылованием по среднему и внутреннему
диаметрам на всей длине резьбовой части, величина затылования иа
ширине пера должна быть в пределах 0,03 — 0,04 мм. Мерительный
инструмент: инструментальный микроскоп типа ММИ-2; штангенцир-
куль I — 125 мм по ГОСТ 166—73; рычажный микрометр 0 — 25 мм
по ГОСТ 4381 — 68; проволочки по ГОСТ 2475—62 для проверки
среднего диаметра резьбы и прибор типа РМ для контроля среднего
диаметра резьбы М3 — М5. Средний диаметр заготовок метчиков
М2 — М2,5 проверяется микрометром с помощью трех проволочек
(рис. 37).
Метод этот известен. Проволочки закладываются во впадины резь-
бы и микрометром измеряют размер М. Полученное значение сопо-
ставляют’с определяемым по формуле
а
Pctg-T / t \
= d---------~+du 1+-----------I,
8 2 а I
I sin— /
\ 2 /
где d2 —-средний диаметр резьбы; Р — шаг резьбы;а— угол профиля
резьбы; da — диаметр проволочки.
Для метрической резьбы при а = 60q
М = d2 — 0,866 Р + 3 du.
Диаметр проволочки подсчитывают по формуле du = —-—. При
2 cos Д
2
а — 60J d — 0,577 Р. Отсюда для метчиков М2 с Р = 0,4 мм da =
= 0,232, для метчиков М2,2 и М2,5 о Р — 0, 45 мм da — 0,26.
Рис. 37. Схема измерения среднего
диаметра заготовок метчиков с по-
мощью трех проволочек
Рис. 38. Схема правки алмазного кру-
га с помощью приспособления на
резьбошлифовальном станке мод. 5820
46
Правят алмазный круг с помощью приспособления,устанавливае-
мого на стол станка. Схема правки показана на рис. 38. Приспособ-
ление для правки состоит из электродвигателя 1, основания 2, поворот-
ной плиты 3, корпуса 4, рукоятки 5, шпинделя 6, абразивного круга 7.
Для правки применяют шлифовальный круг ПП 125 X 13 X 32 63С
16 — 25Н СМ1 — СМ2 7 К5 35 м/с 1 кл. Б '(ГОСТ 2424 — 75). Режим
правки: иабр кр — 17,5 м/с; иалм кр = 35 м/с; с охлаждением;
глубина правки 0,025 — 0,03 мм/дв. ход при черновых проходах и
0,01 — 0,015 мм/дв. ход окончательно при выхаживании. Правка
производится через 60 — 70 метчиков. Время правки 60 — 90 мин.
Операция 12. Чистовое шлифование профиля резьбы на резьбо-
шлифовальном станке мод.5820. Операция в принципе аналогична чер-
новому шлифованию профиля резьбы. Режим обработки: цкр = 35 м/с;
щаг = 0,04 4- 0,1 м/мин в зависимости от диаметра заготовок мет-
чиков; величина подачи равна шагу шлифуемой резьбы (0,4 — 0,8 мм);
t = 0,03 на сторону, шлифование за один проход. Шероховатость
обработанной поверхности в пределах Ra 0,32 — 0,16. Контроль сред-
него диаметра и величины затылования на заготовках метчиков не-
обходимо производить на 5 — 6-й нитке резьбы для первого номера
метчика и на 3 — 4-й нитке для третьего номера метчика.
Операция 13. Нанесение рисок на шлифовально-затыловочном стан-
ке мод. 4 М в центрах с поводком (кулачок для затылования при этом
снимается). Кольцевые риски наносят на хвостовой части метчика;
па черновом—одну; на среднем—две. Чистовой метчик без рисок. Рис-
ски наносят алмазным кругом типоразмера 2727 — 0020 А2П 125 X
х 32 X 40 X 6 АСМ 80/63 Ml 100% (ГОСТ 16179-70). Режим об-
работки :икр — 29 м/с; поперечная подача ручная, без охлаждения, за
1 — 2 оборота заготовки.
Операция 14. Вышлифовывание канавок у заготовок метчиков
М2 — М2,5 на модернизированном универсально-заточном станке мод.
ЗА64Д в приспособлении (аналогично операции 10). Резьба на заготов-
ках нарезана. Режим обработки: цкр = 16 м/с; snp = 0,14 м/мин;
припуск 0,46 — 0,75 мм на сторону в зависимости от диаметра заготов-
ки и номера метчика в комплекте; шлифование за один рабочий ход
с обильным охлаждением эмульсией.
Операция 15. Шлифование заборного конуса на шлифовально-
затыловочном станке мод. 4А. Схемы механизма затылования станка
и обработки показаны на рис. 39, 40.
Затылование на станке осуществляется следующим образом. Шпин-
дель алмазного круга разворачивают на угол заборного конуса. За-
готовку метчика устанавливают в поводковый передний центр и при-
жимают подпружиненным задним центром, расположенным в каретке
станка. Заготовка метчика и кулачок / приводятся во вращение от
электродвигателя через червячную пару, расположенную в правой
части каретки станка. От кулачка 1 колебательное движение через
ролик 2 передается кронштейну 4, качающемуся на оси 3. В кронштей-
не расположен подвижный сухарь/, который рукояткой 5 с помощью
винта 6 перемещается вперед или назад в зависимости от величины за-
тылования метчика К. Затем колебательное движение передается ры-
47
7
8
9
10
11
чагу 9, жестко связанному о кареткой 12. Рычаг 9 под действием пру-
жины 8 всегда прижат к сухарю 7. При колебании каретки 12 вместе
а заготовкой метчика 10 относительно алмазного круга // на задней
поверхности заборного конуса получается спад по архимедовой впи-
рали, равный заданной величине К и величине на ширине пера F.
Для шлифования заборного конуса применяется алмазный круг
типоразмера 2720 — 0070 АПП 150 X 10 X 32 АСР 63/50 Б1 100%
(ГОСТ 16167 — 70). Режим обработки: икр = 26 м/с; изаг = 5 4-
4- 16 м/мин; поперечная подача ручная; без охлаждения; припуск
Рис. 40. Схема обработки твердосплавных метчиков на станке мод. 4А
4»
0,25 — 0,80 мм в зависимости от диаметра мет-
чика и его номера в комплекте. Шероховатость
обработанной поверхности в пределах 8-го клас-
са. Радиальное биение в конце заборной части
не должно превышать 0,03 мм. Производят про-
верку угла ср на инструментальном микроскопе
типа ММИ-2, длины заборной части — штанген-
циркулем I = 125 мм, биения и величины спада
затылка Ki на ширине пера F— на приборе для
контроля биения. Контроль величины спада за-
тылка осуществляется в центрах на приборе
для проверки биения (рис. 41). Для этого ин-
дикатор прибора устанавливают на верхней
точке / заборного конуса метчика, затем мет-
чик поворачивают и фиксируют показания в
нижней точке 2 задней поверхности заборного
конуса. Разность показаний индикатора будет
искомой величиной спада затылка К на ши-
рине пера. В зависимости от номинального
диаметра резьбы d величина спада затылка
Рис. 41. Схема конт-
роля величины спада
затылка метчика на
ширине пера
на ширине пера
должна иметь следующие значения:
d, мм
Ki, мм
2,0 2,2 2,5 3,0 3,5 4,0 5,0
0,10— 0,11- 0,12— 0,11— 0,15— 0,19— 0,23—
0,05 0,05 0,05 0,05 0,05 0,08 0.08
6. МАШИННО-РУЧНЫЕ МЕТЧИКИ М8, М10
Данные метчики предназначены для нарезания резьбы в сквозных
отверстиях деталей из жаропрочных, нержавеющих сталях, титано-
вых сплавах и в других материалах. Материалом для них служит
твердый сплав марки ВК10М по ГОСТ 3882—74. Геометрические па-
раметры режущей части метчиков выполняются в зависимости от об-
рабатываемых материалов: для нержавеющих марок сталей с ов <
< 130 кгс/мм2 передний угол у = 6 — 8"; для титановых сплавов и
жаропрочных стелей с ов > 130 кгс/мм2 у = 0 — 3°. В начале забор-
ной части метчиков для титановых сплавов и жаропрочных сталей
0 130 кгс/мм* предусмотрена фаска с углом 30° на длине ~2,5 мм,
Для других материалов ее не делают. Конструктивные элементы
и размеры метчиков приведены на рис. 42 и в табл. 13—15.
Метчики изготовляются с обратной конусностью по наружному,
среднему и внутреннему диаметрам в пределах 0,16— 0,20 мм наЮО мм
Длины. Они должны быть затылованы по наружному, среднему и внут-
реннему диаметрам на всей длине резьбовой части: величина затыло-
вания 0,03 — 0,04 мм на ширине пера. Передняя поверхность затачи-
вается до радиуса сопряжения, но не менее двух глубин профиля
резьбы. Диаметр отверстия под резьбу рекомендуется брать по ГОСТ
19257-73.
На хвостовой части метчиков комплекта (кроме чистовых) алмаз-
ным кругом наносят кольцевые риски: на черновом — одну; на сред-
49
Таблица 13
Основные размеры маш ин но-ручных счетчиков М8 и М10, мм
Номиналь- ный диаметр резьбы D Шаг резьбы Р L-l -1-1 /-1.3 d-0,03 га X 5= Ф О О X I а предель- ное отклоне- ние /1+1 ,5 /-1,0 '2 к
8,0 10,0 1,25 1,5 60 60 20 25 6 8 4,9 6,2 -0,08 —0,1 8 9 28 35 1,0 1,0
нем — две. Перед отправкой потребителю метчики подвергают испы-
танию на работоспособность по методике, аналогичной описанной для
метчиков М2 — М5. Резьбу нарезают последовательно каждым мет-
чиком, входящим в комплект, на глубину 10 шагов резьбы.
Технологический процесс. Исходным материалом для метчиков
служат твердосплавные заготовки со стружечными канавками и центро-
выми отверстиями (табл. 16). На рабочей поверхности заготовок до-
пускаются выкрошивания глубиной не более 0,25 мм.
Операция I. Шлифование центровых отверстий на вертикально-
сверлильном станке мод. 2А106.
Заготовку отверстием а одного конца вставляют в неподвижный
центр, закрепленный на столе станка. Подводят алмазную головку
АГКу Д6 X 6 (ГОСТ 17119—71), закрепленную в патроне пиноли
станка. Режим обработки: пКр = 4500 об/мин; подача ручная. Шеро-
ховатость обработанной поверхности в пределах 7-го класса.
Операция 2. Черновое шлифование рабочей части с поводком на
круголошлифовальном станке мод. ЗА10П в центрах со вставками из
твердого сплава. Используют алмазный круг типоразмера 2720—0101
АПП 200 X 10 X 5 АСР/АСВ 80/63 Ml 100% (ГОСТ 16167—70).
Режим обработки: укр = 38 м/с; vear =11 и 13 м/мин; snp =
= 0, 5 м/мин; с охлаждением; припуск 0,05 — 0,425 мм на сторону
в зависимости от номера метчика в комплекте. Шероховатость поверх-
ности в пределах Ra 1,25 — 0,63. Мерительным инструментом слу-
жат приборы типа РМ и для контроля биения.
Операция 3. Черновое шлифование хвостовой части с поводком
на круглошлифовальном станке мод. ЗА10П в центрах, оснащенных
твердым сплавом. Используют алмазный круг типоразмера 2720-0091
АПП 200 X 10 X 5 АСР 80/63 Ml 100% (ГОСТ 16167-70). Режим
обработки: окр = 38 м/с; v3af = 8 и 11 м/мин; snp = 0,5 м/мин; t =
= 0,015 мм; с охлаждением, припуск 0,2 мм на сторону. Шероховатость
обработанной поверхности в пределах Ra 2,5 — 1,25. Радиальное
биение хвостовой части относительно центров не должно превышать
0,02 мм. Диаметр хвостовой части проверяют гладким микрометром
0 — 25 мм по ГОСТ 6507 — 60, а радиальное биение — на приборе.
Операция 4. Чистовое шлифование хвостовой части с поводком
на круглошлифовальном станке мод. ЗА10П в центрах, оснащенных
твердым сплавом. Применяют алмазный круг типоразмера 2720—
51
Таблица 1
Элементы резьбы для метчиков при обработке заготовок из нержавеющих сталей с кгс/мм* (мм)
Номиналь- ный диаметр резьбы D Шаг резьбы Р Комплектность ^4 ^пар D, О, dTn-2 <р*. град F*
номиналь- ный предель- ное отклонение номиналь- ный предель- ное отклонение наиболь- ший номиналь- ный предель- ное отклонение
8,0 1,25 Черновой 3,2 7,3 —0,058 7,013 —0,036 6,47 5,9 7,5 + 1 ,25 6 2,6
Чистовой 3,2 8,08 —0,036 7 ,226 —0,02 8 6,47 5,9 3,8 + 1 ,25 13 2,6
10.0 1 ,5 Черновой 4,0 9,3 —0,058 8,82 —0,036 8,2 86 7,5 9 + 1 ,5 6 3,3
Чистовой 4,0 10,05 —0,036 9,07 —0,018 8,286 7,5 6 + 1,5 13 3,3
Размеры для справок.
Элементы резьбы для метчиков при обработке заготовок из титановых сплавов и жаропрочных сталей с 30 кгс/мм* (мм)
Таблица 1
Номинальный диаметр резьбы D Шег резьбы Р Комплектность °нар о, о, ^-0,2 ф* F* d.
номиналь- ный предель- ное отклонение номиналь- ный предель- ное отклонение наиболь- ший номиналь- ный предель- ное отклонение
Черновой 3,2 7 ,35 —0,058 7,262 —0,036 6,47 6,4 7 ,5 + 1 .25 4° 2,6 4,4
8,0 1,25 Средний 3,2 7,7 —0,058 7,262 —0,015 6,47 7,0 7,5 , + 1,25 4е 2,6 4,4
Чистовой 3,2 8,08 —0,036 7,262 —0,015 6,47 7 ,4 7,5 '+1 ,25 4° 2,6 4,4
Черновой 4,0 9,3 —0,058 9,116 —0,018 8,286 8,3 11,5 +1,5 2°40' 3,3 5,6
10,0 1,5 Средний 4,0 9,8 —0,058 9,116 —0,018 8,286 8,8 11,5 + 1,5 2°40' 3,3 5,6
Чистовой 4,0 10,09 —0,036 9,116 —0.018 8,286 9,1 11,5 + 1,5 2°40' 3,3 5«6
Таблица 16
Основные размеры для метчиков М8, М10, мм
Основные размеры метчиков Размеры заготовки Норма расхода на 1000 шт., кг
D р L d D L
8,0 10,0 1,25 1,5 60 60 6,о 8,0 8,5±0,25 10,5±0,25 60 60 6,5±0,25 8,54-0,25 30,72 53,30
0091 АПП 200 X 10 X 32 АСР 63/50 Б1 100% (ГОСТ 16167 — 70).
Режим обработки: икр = 38 м/с; изаг = 8 и 11 м/мин; snp =
= 0,4 м/мин; t = 0,01 мм; с охлаждением, припуск 0,1 мм на сторону.
Шероховатость обработанной поверхности в пределах Ra 1,25—0,63.
Радиальное биение хвостовой части относительно центров не должно
превышать 0,015 мм. Биение проверяют на приборе, а наружный
диаметр хвостовой части — гладким микрометром 0—25 мм по
ГОСТ 6507 — 60.
Операция 5. Чистовое шлифование рабочей части с образованием
обратной конусности на круглошлифовалыюм станке мод. ЗА10П в
центрах, оснащенных твердым сплавом. Вращение заготовки передает-
ся с помощью поводка. Применяют алмазный круг типоразмера 2720—
0091 АПП 200 X 10 X 32 АСР, АСВ 40/28 Б1 100% (ГОСТ 16167—70).
Режим обработки: vKp = 38 м/с; — 11 и 13 м/мин; slip = 0,3 м/мин;
t = 0,005 мм, с охлаждением, припуск 0,1 мм на сторону. Шерохо-
ватость обработанной поверхности в пределах Ra 0,63 — 0,32. Об-
ратная конусность на длине рабочей части в пределах 0,03 — 0,04 мм.
Радиальное биение рабочей части при проверке в центрах не должно
превышать 0,015 мм. Для контроля применяют приборы типа РМ
и для проверки биения.
Операция 6. Шлифование фаски со стороны рабочей части на круг-
лошлифовальном станке мод. ЗА10П. Заготовку метчика хвостовой
частью вставляют в шпиндель поворотной бабки изделия и зажимают
в цанге. При этом бабку изделия поворачивают на угол 30°, после
чего производят шлифование. Используют алмазный круг типораз-
мера 2720 — 0091 АПП 200 X 10 X 32 АСР 80/63 100/80 Ml 100%
(ГОСТ 16167—70). Режим обработки: окр = 38 м/с; озаг = 9 и
13 м/мин; snP = 0,5 м/мин; с охлаждением; припуск 0,3 — 0,4 мм
на сторону. Шероховатость обработанной поверхности — в пределах
Ra 2,5—1,25. В качестве мерительного инструмента применяют штан-
генциркуль по ГОСТ 166—73 и угломер типа УН по ГОСТ 13006 — 67.
Правка алмазных кругов на круглошлифовальных станках мод.
ЗА10П осуществляется абразивным кругом на оправке в центрах.
Используют шлифовальный круг ПП 125 X 25 X 32 63С25ПСМ17 К5
35 м/с 1 кл А (ГОСТ 2424—75). Режим обработки: с’алм.кр = 38 м/с;
°абр.кр = 39 м/мин; slip = 0,2 м/мин; с охлаждением. Время правки:
для кругов на органической связке Bj — 10 — 20 мин, для кругов
на металлической связке Ml — 15 — 30 мин.
S3
Операция 7. Шлифование квадрата на универсально-заточном стан-
ке мод. ЗВ642 в приспособлении. Приспособление состоит из корпуса,
шпинделя с трапециевидными пазами, устройства для фиксации и
штурвала. Деление на 90° в приспособлении производят с помощью
фиксатора и трапецеидальных пазов шпинделя. Заготовку метчика
вставляют рабочей частью в специальную цангу с увеличенными па-
зами (равными ширине пера) н зажимают за хвостовую часть путем
навертывания штурвала на резьбовую часть цанги. Далее обработка
производится, как и для заготовок метчиков М2 — М5. Для шлифо-
вания применяют алмазный круг типоразмера 2724 — 0026 АЧК
125 X 10 X 5 АСР АСВ 125/100 100/80 Ml ТМ2 100% (ГОСТ 16172—
70). Режим обработки: = 30 м/с; поперечная подача ручная; с ох-
лаждением; припуск 0,55 и 0,9 мм на сторону. Шероховатость поверх-
ности должна быть не выше Ra 2,5—1,25. Измерительный инстру-
мент: гладкий микрометр 0—25 мм (ГОСТ 6507—60), штангенцир-
куль I = 125 мм (ГОСТ 166—73) и микроскоп инструментальный типа
ММИ-2 для контроля величины смещения квадрата относительно оси
хвостовика. Последняя величина не должна превышать 0,06 мм.
Алмазный круг правят с помощью приспособления (см. рис. 21),
установленного на столе станка. Для правки применяют абразивный
круг ПП 150 X 25 X 32 63С 25П СМ1- —СМ2 7 К5 35 м/с 1 кл. Б
(ГОСТ 2424—75). Режим правки: и.1Ср.Кр = 29 м/мин; с’адм.кр —
= 30 м/с; продольная подача стола ручная; с охлаждением.
Операция 8. Черновое затачивание передней поверхности на уни-
версально-заточном станке мод. ЗВ642 в центрах. Для получения пра-
вильного угла затачивание осуществляется с помощью делительного
диска (рис. 43) и упора, подпирающего затылок затачиваемого пера.
Схема обработки показана на рис. 44. При затачивании выдерживают
необходимую величину пера: для метчика М8 F — 2,65 — 0,1 мм, для
метчика М10 F^=3,35 — 0,1 мм. Разница окружного шага должна быть
не более 0,1 мм.
Рис. 43. Делительный диск для заготовок метчиков при затачивании по перед-
ней поверхности на станке мод- ЗВ642
64
Рис. 44. Схема затачивания заготовок, метчиков по передней поверхности на
станке мод. ЗВ642
Затачивание осуществляют алмазным кругом типоразмера 2724—
0014 АЧК 100 X 10 х 5 АСВ 80/63 Ml 100% (ГОСТ 16172—70).
Режим обработки: икр = 30 м/с; подача ручная; t = 0,05 мм; с охлаж-
дением; припуск 0,5 на сторону, шероховатость обработанной поверх-
ности в пределах Ra 1,25—0,63. Мерительный инструмент — приборы
для проверки переднего угла (см. рис. 36) и окружного шага (рис. 45).
Прибор для проверки окружного шага состоит из основания /,
направляющей 2, винта 3, фиксатора поперечного перемещения ка-
ретки 4, двух подвижных балок с центрами —передней и задней 5 (пе-
редняя бабка не показана), стойки 10, измерительного рычага 7, ин-
дикатора 8, упора 9, маховичка 11 е зубчатым колесом 12 и рейкой 13
для поперечного перемещения каретки со стойкой, маховичка 14 с зуб-
чатым колесом и рейкой для продольного перемещения направляющей
Рис. 45, Прибор для проверки окружного шага у метчиков MS и М10
со стойкой. Перед проверкой измерительный рычаг 7 необходимо уста-
новить по шаблону на высоте центров прибора с фиксацией показа-
ния по индикатору. Заготовку 6 метчика устанавливают в центрах.
Круг правят с помощью установленного на столе станка приспо-
собления (см. рис. 21) абразивным кругом ПП 150 X 25 X 32 63С
25П СМ1 — СМ2 7 К5 35 м/с 1 кл. Б (ГОСТ 2424—75). Режим прав-
ки: оалм.кр = 30 м/с; ui6p.Kp = 29 м/мин; продольная подача стола
ручная; с охлаждением.
Операция 9. Чистовое затачивание передней поверхности на уни-
версально-заточном станке мод. ЗВ642 в центрах (аналогично опера-
ции 8). Применяют алмазный круг типоразмера 2724—0014 АЧК
100 X 10 X 5 АСР 40/28—28/14 Б1 100% (ГОСТ 16172—70). Ре-
жим обработки: пкр = 30 м/с; продольная подача ручная; припуск
0,03 мм на сторону; обработку осуществляют в два прохода. Шерохо-
ватость обработанной поверхности в пределах Ra 0,32—0,16.
Операция 10. Черновое шлифование профиля резьбы на резьбо-
шлифовальном станке мод. 5820 в центрах, оснащенных твердым спла-
вом. Применяют алмазный круг типоразмера 2727—0060 А2П 350 X
X 203 X 60° X 10 АМС 60/40 Ml 100% (ГОСТ 16179—70). Режим
обработки: о|!р = 35 м/с, пзар — 0,25 м/мин; s — 1,25 и 1,5 мм/об
(равна шагу нарезаемой резьбы), с охлаждением маслом индустриаль-
ное 12; припуск 0,5—1,0 мм на сторону в зависимости от диаметра
заготовки метчика и его номера в комплекте. Шлифование осуществ-
ляют в несколько проходов (от 3 до 8) в зависимости от диаметра мет-
чика и его номера в комплекте. Шероховатость обработанной поверх-
ности — в пределах Ra 0,63—0,32.
Заготовки метчиков шлифуют с затылованием по среднему и внут-
реннему диаметру на всей длине резьбовой части, величина затыло-
вания на ширине пера должна быть в пределах 0,03—0,04 мм. По
среднему и внутреннему диаметру — обратная конусность в пределах
0,16—0,2 мм на 100 мм длины. Измерительный инструмент: прибор
типа РМ для контроля среднего диаметра и величины затылования;
инструментальный микроскоп типа МАШ-2.
Алмазный круг правят с помощью специального приспособления
(см. рис. 38), устанавливаемого на столе станка. Для правки исполь-
зуется шлифовальный круг ПП 125 X 13 X 32 63С 16 — 25Н СМ1 —
СМ2 7 К5 35 м/с 1 кл. Б (ГОСТ 2424—75). Рержим правки: иалм.кр =
= 35 м/с; цабр.кр= 17,5 м/с; с охлаждением; глубина правки 0,025—
0,03 мм/дв. ход при черновых проходах и 0,01—0,015 мм/дв. ход
окончательно при выхаживании. Правка производится через 40—
80 метчиков. Время правки 60—90 мин.
Операция 11. Чистовое шлифование профиля резьбы на резьбо-
шлифовальном станке мод. 5820 в центрах (аналогично операции 10).
Режим обработки: окр = 35 м/с; озаг = 0,15 м/мин; припуск 0,05 мм
на сторону; шлифование за 1 проход. Шероховатость обработанной
поверхности в пределах Ra 0,32—0,16.
Операция 12. Затылование резьбы по наружному диаметру на резь-
бошлифовальном станке мод. 5820 в центрах. Применяют алмазный
круг типоразмера 2720—0162 АПП 400 X 25 X 203 АСР; АСВ 40/28—
66
— 20/14 100% (ГОСТ 16167—70). Режим обработки: укр = 35 м/с;
узаг = 0,15 м/мин; s = 1,5 мм/об; охлаждение маслом индустриаль-
ное 12, припуск 0,05 мм на сторону; шлифование за 1 проход. Ше-
роховатость обработанной поверхности — в пределах Ra 0,32—016.
Величина затылования по наружному диаметру на ширине пера долж-
на быть в пределах 0,03—0,04 мм. Затылование производят с обрат-
ной конусностью на длине рабочей части в пределах 0,03—0,04 мм
для диаметра 8 мм и 0,04—0,05 мм для диаметра 10 мм. В качестве
измерительного инструмента используют прибор типа РМ для контроля
диаметра и величины затылования.
Алмазный круг правят на оправке в центрах шлифовальным кру-
гом ПП 125 X 25 X 32 63С 16—25Н 6М1 — СМ2 7 К5 35 м/с 1 кл. Б
(ГОСТ 2424—75). Режим правки: yaJIM.Kj9 = 35 м/с; va6p.Kp =
=21 м/мин; s= 1,25 и 1,5 мм/об. Правка осуществляется через 150—
160 заготовок метчиков с охлаждением. Время правки 90—120 мин.
Операция 13. Нанесение рисок на шлифовально-затыловочном
станке мод. 4 М в центрах. Вращение заготовки осуществляется с по-
мощью поводка. Риски кольцевые шириной 0,3 мм наносят на хвосто-
вой части метчика, на черновом — одну риску, на среднем—две. Чисто-
вой метчик без рисок. Поименяют алмазный круг типоразмера 2727—
0020 А2П 125 X 32 X 40° X 6, АСР 80/63Ml 100% (ГОСТ 16179 — 70).
Режим обработки: окр = 29 м/с; подача ручная; t = 0, 1—0,2 мм;
без охлаждения. Нанесение рисок производится за 1—2 оборота из-
делия.
Операция 14. Шлифование заборного конуса на шлифовально-за-
тыловочном станке мод. 4А в центрах с поводком. Применяют алмаз-
ный круг типоразмера 2720-0070 АПП 150 X 10 X 32 АСР 63/50—
— 50/40, Б1 100% (ГОСТ 16167—70). Режим обработки; укр =
= 26 м/с; изаг — 5-4-16 об/мин; поперечная подача ручная; без ох-
лаждения; припуск 0,24—0,43 мм в зависимости от диаметра мет-
чика и его номера в комплекте. Шероховатость обработанной поверх-
ности в пределах Ra 0,63—0,32. Радиальное биение в конне забор-
ной части при проверке в центрах не должно превышать 0,02 мм. Для
измерения применяют инструментальный микроскоп типа ММИ-2,
штангенциркуль по ГОСТ 166—73 и прибор для контроля биения
и величины спада затылка.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЦЕЛЬНОГО РЕЖУЩЕГО ИНСТРУМЕНТА
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
7. СПИРАЛЬНЫЕ СВЕРЛА ТОЧНОГО ИСПОЛНЕНИЯ
ДИАМЕТРОМ 2-10 ММ С ЦИЛИНДРИЧЕСКИМ
хвостовиком
Стандартные сверла изготовляют с вышлифованными канавками
и углом при вершине 2 ф = 118° (рис. 46). Заднюю поверхность сверл
диаметром 2,0—2,95 мм, имеющих плоскую или винтовую формы за-
точки, выполняют соответственно с углом в пределах 28—30° или
12—18°. Сверла диаметром 3—10 мм изготовляют с винтовой фор-
мой заточки по задней поверхности с углом а, равным 13—15°. Угол
наклона винтовой канавки со зависит от вида отрабатываемого мате-
риала и диаметра сверла и может составлять 19 — 28°. Направляющую
ленточку F у сверл диаметром 2,0 — 6,0 мм выполняют в пределах
0,5—0,8 мм, диаметром 6,5—10 мм — 0,7—1,0 мм. Величина сердце-
вины К составляет 0,2 мм от диаметра сверла с равномерным увели-
чением по направлению к хвостовику на 1,4—1,8 мм на 100 мм
длины. Поперечная кромка в пределах 45—60°.
Хвостовую часть сверл изготовляют с поводком или без него
(сверла диаметром 3,0 мм и менее — без поводков). Размеры повод-
ков сверл а, b и г — по ГОСТ 10904—64. Основные размеры сверл
(rf, L и /0) — по ГОСТ 10902—64, размеры В, q — по нормали машино-
строения МН 181—65. Методы испытания и остальные технические
требования по ГОСТ 2034—64.
Рис. 46. Спиральные быстрорежущие
сверла с цилиндрическим хвостови-
ком точного исполнения диаметром
2,0—10 мм
58
Сверла диаметром 6,0—10 мм изготовляют со знаком качества по
ГОСТ 5.619—70. К ним предъявляются повышенные требования,
в частности радиальное биение по ленточкам по всей длине рабочей
части сверла относительно оси хвостовика не должно превышать
0,04 мм, осевое биение, проверяемое посередине режущих кромок, —
не более 0,05 мм.
Технологический процесс. Спиральные сверла с цилиндрическим
хвостовиком точного исполнения диаметром 2,0—10 мм изготовляют
из серебрянки группы В 3-го класса точности, форма, размеры и пре-
дельные отклонения которой должны соответствовать сортаменту по
ГОСТ 14955—69. Припуск на обработку по диаметру: для сверл
диаметром 2,0—3,0 мм —0,15 мм, диаметром св. 3,0—5,9 мм —
— 0,25 мм, диаметром 6,0—10 мм — 0,30 мм на диаметр. Сверла
изготовляют методом однопроходного вышлифовывания канавок и
спинок, что позволяет по сравнению с фрезерованием и методом пла-
стических деформаций значительно улучшить шероховатость поверх-
ности, точность обработки и повысить производительность труда.
Технологичевкий п р ои евв изготовления
в в е р л диаметром от 2,0 до 6,0 мм
Операция 1. Отрезка заготовок на вертикально-отрезных автома-
тах мод. МФ-372 (для сверл диаметром 2,0—3,0 мм) и мод. МФ-142
(св. 3,0—5,0 мм) с образованием угла 120° с одной стороны и прямого
торца о другой. На станке мод. МФ-372 операция выполняется одним
резцом. Режим обработки: орез = 9,5 — 14 м/мин; s = 0,10 мм/об.
На автомате мод. МФ-142 пруток через приемную воронку с по-
мощью механизма подачи опускается в полую трубу гильзы резцовой
головки 1 (рис. 47) до нижнего упора 3 тисок 2 и крепят цангой. От-
резаемая от прутка заготовка придерживается губками тисок 2. Jlfia
быстрорежущих резца, вращаясь вокруг неподвижного прутка и пере-
мещаясь радиально к центру со скоростью рабочей подачи, производят
отрезку, при этом один из резцов на 0,3 мм переходит за ось прутка,
что обеспечивает получение чистых (без надломов) торцов заготовок.
Конус с углом 120° на отрезаемой заготовке образуется за счет формы
режущих кромок резцов. Шероховатость обработанной поверхности
в пределах Rz 20 — 10. Режим обработки: урсз = 12ч-17 м/мин;
s = 0,017 мм/об. Длину проверяют измерительной линейкой I — 150 мм
по ГОСТ 427-75.
Заготовки диаметром 5,5—6,0 мм получают на вертикально-от-
резном автомате мод. 1125-0 с образованием утла 120° на одном торце
и фаски на другом. Для возможности отрезки заготовок диаметром с 5,0
До 25 мм (по паспорту в 9,0 мм) станок модернизирован. Полученные
заготовки по специальному лотку скатываются в тару. Шероховатость
обработанной поверхности в пределах Rz 20—10. Режим обработки:
fpe3 = 13-4-14 м/мин; s = 0,05 мм/об. Измерительный инструмент —
линейка I = 150 мм для проверки длины по ГОСТ 427—75 и шаблон
Для контроля конуса 120°.
Операция 2. Обработка заготовок в прокатном барабане с целью
ликвидации заусенцев на концах заготовок.
59
Рис. 47. Схема отрезки зигоювок
сверл на станке мод. МФ-142
Рис. 48. Схема вышлифовывания
канавок у заготовок сверл на ав-
томатах мод. ADFG-250 и ЛРЗ-10Р
Операция 3. Термическая обработка рабочей части заготовок
сверл: диаметром до 5,0 мм—до HRC 62—64, диаметром св. 5,0 мм—
до HRC 62—65, из стали марки Р6М5К5 — до HRC 63 —66.
Операция 4. Черновое шлифование цилиндрической поверхности
на бесцентрово-шлифовальном станке мод. ЗГ182 методом сквоз-
ной подачи за два прохода Режущий инструмент: шлифовальный
круг ПП 350 х 100 X 127 63С 25Н СМ1 -С1 7 К5 35 м/с 1 кл. Б
(ГОСТ 2424—75) Режим обработки: ореа = 35м/с;$ир= 1100 мм/мин.
Измерительный инструмент:! гладкий, микрометр 0 — 25 мм
(ГОСТ 6507 — 60), плита и щуп 2 кл. (ГОСТ 882—64) для контроля
кривизны заготовок диаметром 2—3 мм, прибор для контроля ра-
диального биения заготовок диаметром свыше 3 до 6 мм.
Операция 5. Вышлифовывание канавок на автоматах фирм
«Смарт Браун» мод. ADFG-250 и «Черфер» мод. AF3-10P в автомати-
ческом цикле (рис. 48)
Обработка канавок на автомате мод ADFG-250 осуществляется
следующим образом. Заготовки загружают в магазин Стол находится
в правом положении и опущен Толкатель подает заготовку в цанго-
вый патрон бабки изделия Стол отходит в левое положение и подни-
мается. Начинается подача вправо в направляющую втулку 2, шлифо-
вальный круг / вышлифовывает первую канавку В конце хода стол
опускается и бабка изделия возвращается в исходное положение,
заготовка сверла поворачивается на 180°. Стол вновь идет влево,
поднимается, и вышлифовывается вторая канавка. В конце хода стол
опускается и цанговый патрон разжимается. Из магазина в цанговый
патрон подается новая заготовка, удаляющая заготовку с прошлифо-
ванными канавками через прорезь шпинделя в лоток. Затем цанговый
патрон закрывается и стол отводится в исходное положение.
Правка шлифовального круга на станке автоматизирована и осу-
ществляется во время загрузки заготовки двумя алмазами, закреп-
ленными в рычагах, вращающихся вокруг горизонтальной оси. Ал-
мазы устанавливают по радиусу относительно этой оси а помощью
60
калибра. Радиус правого алмаза, производящего правку профиля
с одной стороны круга, равен левого (с другой стороны)
(77 — высота профилированного круга).
Размер шлифовального круга ПП 300 х Н X 203, где Н =
= - 3,14 d cos со (d — диаметр сверла; со — угол наклона спирали
сверла). Для сверл диаметром 2—6 мм Н = 1,5—4,3 мм. Материал
круга 24А ЮН СТЗ БЗ 55 м/с, 1 кл. Б (ТУ2-036-2—73). Режим резания:
°рез = 45 м/с; s = 800 -4- 900 мм/мин. Шероховатость обработанной
поверхности — в пределах Ra 1,25—0,63. Ширину пера контролируют
гладким микрометром 0—25 мм (ГОСТ 6507—60), толщину сердце-
вины — микрометром со вставками от 0 до 25 мм (ГОСТ 4380—63),
длину рабочей части сверла — измерительной линейкой I = 150 мм
(ГОСТ 427—75), шероховатость по образцу (ГОСТ 14026—68) —
нецентричность сердцевины — инструментальным микроскопом типа
ММИ-2 с призмой.
При вышлифовывании канавок на автомате мод. AF3-10P заготовки
загружают в регулируемый магазин, откуда питателем они поочеред-
но подаются через направляющую втулку в цанговый патрон. После
отвода питателя в исходное положение патрон зажимает заготовку
на величину не менее 7 мм и шпиндель с заготовкой подается в зону
резания, где вышлифовывается одна канавка.Стол опускается, и шпин-
дель отводится влево. В конце хода шпинделя стол поднимается, од-
новременно производится деление. Снова происходит подача шпин-
деля вправо, вышлифовывается вторая канавка. Стол опускается.
Шпиндель отходит в исходное положение, цанговый патрон разжи-
мается. Питатель подает очередную заготовку, которая выталкивает
уже обработанную в направляющую трубу. Питатель отходит назад,
патрон зажимает заготовку. Цикл обработки повторяется. Схема об-
работки аналогична обработке заготовок на автомате мод. АДБС-250.
Правка круга на автомате производится автоматически с помощью
одного алмаза по специальному кулачку, профиль которого соответ-
ствует диаметру обрабатываемой заготовки сверла. Величина подачи
алмазного устройства за каждый рабочий ход 0,01 мм. Размер шлифо-
вального круга ПП 250 х Н X 76, где Н=2-4-5 мм (в зависимости от
диаметра обрабатываемых заготовок сверл). Материал круга 24А
ЮН СТ1 - СТЗ БЗ 60 м/с 1 кл. Б (ТУ 2-036-2—73). Режим обработ-
ки: орез = 60 м/с; snp — 6004-700 мм/мин. Шероховатость обработан-
ной поверхности в пределах Ra 1,25—0,63. Контроль заготовок про-
изводят гладким микрометром 0—25 мм (ГОСТ 6507—60), измери-
тельной линейкой I = 150 мм (ГОСТ 427—75) и инструментальным
микроскопом типа ММИ-2 с призмой.
Вышлифовывание канавок на автоматах мод. AHFG-250 и мод.
AF3-10P осуществляется с охлаждением при давлении 7—8 кгс/см2.
В качестве охлаждающей жидкости применяют масло индустриаль-
ное 12 с добавкой 15—20% масла «Нефтегаз» марки НГ-203В.
Операция 6. Чистовое шлифование по диаметру с образованием
обратной конусности на бесцентрово-шлифовальном станке мод. ЗМ182
61
методом сквозной подачи с опрокидыванием до упора для сверл диа-
метром 2,0—3,0 мм и методом врезания до упора для сверл диамет-
ром 2,0—6,0 мм.
Метод сквозной подачи с опрокидыванием позволяет получать об-
ратную конусность без предварительного шлифования заготовок по
диаметру. Для надежного опрокидывания заготовок сверла при выходе
ее из зоны шлифования на суппорте предусмотрен регулирующий
опрокидывающий упор с углом 45°. Рабочая поверхность упора распо-
ложена от торцов на расстоянии, равном длине хвостовой части шли-
фуемых заготовок сверл. Для образования обратной конусности на
рабочей части заготовки сверла шлифовальный круг правят под уг-
лом 30'. Характеристика абразивного круга: ПП 350 X 100 X 127,
63С.25-16Н СМ1 — СТ1 7 К5 35 м/с 1 кл. Б (ГОСТ 2424-75).
Режим обработки: а) для сквозного шлифования оРе3 = 35 м/с;
sDP = 1400 мм/мин; б) для врезного шлифования оре8 = 35 м/с;
s = 0,9 4-1,1 мм/мин. Для проверки размеров применяют инструмент,
аналогичный измерительному инструменту, применяемому на опера-
ции 4. Шероховатость поверхности в пределах Ra 0,63 — 0,32.
Операция 7. Вышлифовывание спинок па автоматах мод. RB-1A
для сверл диаметром 2,0—4,0 мм и мод. RB-2A для сверл диаметром
св. 4,0—6,0 мм в автоматическом цикле. Схема вышлифовывания
показана на рис. 49. Заготовки сверл загружают в магазин. Стержень
питателя 7 отходит вправо, а зате.м при ходе влево подает заготовку
во вращающийся патрон 6 и направляющую втулку 2. В патроне опа
ориентируется по канавкам двумя подпружиненными фиксаторами 5,
а во втулке—штифтом 4 относительно передней поверхности. Стол
поднимается. Толкатель /, расположенный слева от направляющей
втулки, подает заготовку вправо, шлифовальный круг 3 вышлифо-
вывают первую спинку, заготовка проходит во вращающийся патрон,
который, поворачиваясь на 180°, осуществляет деление. Стол опускает-
ся. Снова происходит подача заготовки стержнем питателя в направ-
ляющую втулку. Стол поднимается. Толкатель подает заготовки впра-
во. Вышлифовывается вторая спинка, и сверло выталкивается во вра-
щающийся патрон, который, перемещаясь в поперечном направлении
вперед, подает сверло в систему выталкивателя, а оттуда в тару. Вра-
щающийся патрон отходит в исходное положение. Цикл повторяется.
Рис. 49. Схема вышлифовывания спинок у заготовок сверл на автоматах мод.
RB-1A и RB-2A
62
Правка круга на станке мод. RB-2A автоматическая, одним ал-
мазом по периферии круга, на станке мод. RB-1A— механическая,
сдним алмазом по периферии круга.
Размер шлифовального круга на станке мод. RB-1A ПП 125 X
Н -Ь 32, где высота круга Н = 4—8 мм в зависимости от диаметра
обработки сверла; на станке мод. RB-2A ПП 200 X Н X 76, где Н — 8
и 10 мм. Материал кругов 24А 10—16Н СТ 1 БЗ 50 м/с 1 кл.
Б (ТУ 2 036-2—73). Режим обработки: ирез = 50 м/с; s = 700-4-
800 мм/мин. Обработку ведут с охлаждением при давлении 8 кгс/сма,
охлаждающая жидкость масло индустриальное 12 с добавкой
15—20% масла марки НГ-203В. Шероховатость обработанной по-
верхности в пределах Ra 1,25—0,63. Измерительный инструмент:
гладкий микрометр 0—25 мм по ГОСТ 6507— 60.
Операция 8. Затачивание задней поверхности сверл. У заготовок
диаметром 2,0—2,95 мм операцию осуществляют на автомате мод.
МФ-174 торцом шлифовального круга. Форма заточки задних поверх-
ностей одноплоскостная. Схема обработки показана на рис. 50. Заго-
товки сверл из магазина выдаются поштучно барабаном на призму
механизма загрузки (на рис. не показан). Толкатель перемещает свер-
ло в верхнюю позицию призмы 3 двухпозиционного барабана изделия,
находящегося в позиции загрузки против магазина. Заготовка сверла
доводится до определенного положения и одновременно ориентирует-
ся плоским ориентатором по углу. Перемещаясь в призме 3 барабана
изделия заготовка выталкивает обработанное сверло в конусную
полость шпинделя. После загрузки верхней позиции барабана изде-
лия толкатель возвращается в исходное положение и одновременно
поднимается ориентатор. Заготовка в это время под действием пру-
жины 2 прижата прихватом 4.
Рис. 50. Схема затачивания задней поверхности сверл диаметром 2,0—2,95 яЛ
на автомате мод. МФ-174
6»
Бабка изделия 1 ускоренно перемещается в позицию обработки
к кругу 6, где на рабочей подаче скосом круга размером 3° снимается
припуск, а плоской поверхностью производится выхаживание обра-
батываемых поверхностей заготовок сверл 5. По окончании обработки
бабка изделия возвращается в исходное положение для разгрузки и
загрузки. При ускоренном возврате шпиндель бабки изделия расфик-
сируется и поворачивается на 180°. Заготовка сверла с обработанным
в верхней позиции призмы 3 одним пером при повороте барабана из-
делия попадает в нижнюю позицию, а полностью обработанная заго-
товка сверла из нижней позиции призмы 3 в верхнюю. После этого
шпиндель бабки изделия фиксируется и цикл обработки повторяется.
Через определенное количество циклов (установленных заранее)
шлифовальный круг подается к алмазу на величину износа, равную
0,02 мм — производится правка шлифовального круга.
Круг правится по заборному конусу и торцу. Механизм правки 7
состоит из неподвижных и подвижных направляющих, па которых уста-
новлен поворотный алмазодержатель с алмазным карандашом, и по-
воротного копира. Правка конусной поверхности осуществляется по
копиру, а прямой поверхности — когда алмазодержатель не касает-
ся копира и прижат к упору. Характеристика шлифовального
круга: типа ЧЦ 150 X 80 X 32 24А 25-16П СМ1; СМ2 7 Кб 1 кл.
Б (ГОСТ 2424—75). Режимы обработки: орез = 24 м/с, s =
= 700 мм/мин; охлаждение маслом индустриальное 12. Углы а, 2<р
и осевое биение контролируют на инструментальном микроскопе типа
ММИ-2 в призме. Шероховатость поверхности в пределах Ra 0,63—
0,32.
Затачивание задней поверхности у сверл диаметром 3,0—6,0 мм
осуществляется на автоматах мод. 365Б1 и 365Б2 периферией шлифо-
фального круга за два оборота заготовки сверла. Схема обработки по-
казана на рис. 51. Форма заточки задних поверхностей винтовая. Она
получается в результате сложения возвратно-поступательного (заты-
лующего) и вращательного движений сверла относительно вращаю-
щегося шлифовального круга. Автомат работает следующим образом.
Сверла, ориентированные хвостовой частью в сторону шпинделя,
укладывают в магазин. Поворотный барабан магазина через паз по-
Рчс 51. Схема затачивания задней поверхности сверл на станках мод. 365Б1 а
365Б2
«4
штучно забирает и выдает их на направляющую призму механизма
загрузки, оттуда с помощью толкателя заготовка перемещается и за-
талкивается в цангу зафиксированного (невращающегося) шпинделя.
При этом она поворачивается вокруг своей осн в определенное угловое
положение рычажным ориентатором, смонтированным на призме.
Два ролика ориентатора заходят в одну канавку заготовки сверла.
При загрузке заготовка выталкивает заточенное сверло через шпин-
дель, а сама зажимается в шпинделе цангой. Толкатель отходит в
исходное положение. Шлифовальный круг, перемещаясь вдоль своей
оси, быстро подходит к заготовке сверла. Фиксатор освобождает шпин-
дель, и он с заготовкой сверла приводится во вращение на два оборота.
В процессе двух оборотов сверла бабка изделия совершает четыре воз-
вратно-поступательных (затыловочных) движения, врезаясь сверлом
во вращающийся и осциллирующий шлифовальный круг. Происходит
затачивание сверла. Затем шлифовальный круг быстро отходит от
заготовки сверла в позицию правки и подается команда на включение
электродвигателя правки и выключение электродвигателя привода
изделия. После правки шлифовального круга алмазным карандашом
включается электродвигатель привода изделия и цикл повторяется.
Правка круга осуществляется через несколько циклов (количество
циклов задается при помощи реле счета циклов). Время правки шли-
фовального круга 12,5 с. Характеристика шлифовального круга
ПП 300 X 13 х 127 24А 16Н СТ1, СТ2 В2 (СПТУ 2-036-300-76).
Режим обработки: ирез = 60 м/с; — 0,5 мм/об; s2 = 0,1 мм/об;
охлаждение маслом индустриальное 12. Шероховатость затачиваемой
поверхности в пределах Ra 0,63—0,32. Для контроля углов задних
поверхностей используют инструментальный микроскоп типа ММИ-2
с призмой. Осевое биение сверл диаметром 3,0 — 5, 0 мм проверяют на
инструментальном микроскопе типа ММИ-2, диаметром св. 5,0 мм —
на приборе, показанном на рис. 52.
Прибор состоит из корпуса /, подставки 9, подвижных салазок 8,
на которых расположена шарнирная стойка 7, стержня 6 и державки 4
с укрепленным в ней индикатором 5. Проверяемое сверло укладывают
на верхнее основание корпуса / и подставки 9, которая в зависимости
от длины сверла перемещается по двум скалкам 10, расположенным
в корпусе приспособления. Сверло подают вперед до твердосплав-
ного упора 2. Наконечник 3 индикатора устанавливают посередине
режущей кромки одного пера сверла. Замечают показания на шка-
ле 5 индикатора. Прижимая сверло к корпусу /, поворачивают его
до соприкосновения наконечника с режущей кромкой второго пера.
Фиксируют максимальное отклонение стрелок на шкале индикато-
ра 5. Разность в показаниях индикатора и является биением.
Операция 9. Маркирование. Сверла диаметром 2,0—3,0 мм мар-
кируют на клеймилыюм автомате типа ИЛО-7С4 или мод. ВГ-7 сле-
дующим образом. Сверла загружают в магазин. Сепаратор барабана,
вращаясь, захватывает сверло прямоугольным пазом и подает под не-
подвижное клеймо. Происходит маркирование. Сверло падает в тару.
Конструкция головки клеймодержателя позволяет производить эту
операцию без искажения формы отпечатка клейма. Благодаря малой
3 3'1к-
65
глубине маркирования (0,05—0,20 мм) н остроте клейм нх воздействие
на прямолинейности сверл не сказывается. Сверла диаметром св. 3 мм
маркируют на клеймильном автомате мод. ВГ-7 ЭХ электрохимическим
способом.
Один из вариантов одновременного вышлифовывания канавок и
спинок — на специальном автомате мод. RU 04/14 фирмы «Гюринг»
(рис. 53). Из магазина загрузочного устройства заготовки поштучно
выдаются в зону загрузки. Магазин расположен над кругом 1 и на
рисунке не показан. Револьверная головка 5 имеет три шпинделя,
расположенные под углом 120= относительно друг друга. При подаче
влево головка захватывает цангой первого шпинделя заготовку сверла.
Происходит зажим заготовки и отвод револьверной головки 5 в ис-
ходное положение вправо. Здесь она поворачивается на 120° и снова
подается влево, осуществляется вышлифовывание одной канавки в
первом шпинделе, вышлифовывание одной спинки в третьем шпинделе
и выброс заготовки обработанного сверла из второго шпинделя. Круг 4
для вышлифовывания канавки поднимается, круг 1 для вышлифо-
вывания спинки отводится назад. Производится отвод револьверной
головки 5, поворот шпинделей на 1804 и рабочая подача револьверной
головки влево, круги подводятся. Осуществляется обработка второй
канавки в первом шпинделе, второй спинки в третьем шпинделе и за-
грузка заготовки сверла во второй шпиндель. Круги отводятся из
зоны резания. Револьверная головка отходит вправо, поворачивается
на 120°, после чего следует рабочая подача влево. Круги опускаются.
Происходит вышлифовывание одной спинки в первом шпинделе, од-
ной канавки во втором шпинделе и выброс заготовки из третьего шпин-
деля. Крут отводятся из зоцы обработки. Револьверная головка от-
Рис. 52. Прибор для контроля осевого биения сверл 0 5,0—10,0 мм
66
ходит вправо, шпиндели поворачиваются, происходит деление на 180°,
револьверная головка подается влево в зону резания. Круги подво-
дятся. Вышлифовывается вторая спинка в первом шпинделе, вторая
канавка во втором шпинделе, в третий шпиндель загружается новая
заготовка. Круги отводятся. Револьверная головка отходит вправо
в исходное положение, поворачивается на 120° и осуществляет подачу
влево. Происходит удаление обработанной заготовки сверла из пер-
вого шпинделя. Цикл повторяется.
Правка шлифовальных кругов автоматизирована. Круг для вы-
шлифовывания канавок правится двумя алмазами по радиусу через
каждые 3—8 обработанных сверл, круг спинок — одним алмазом
по периферии круга через каждые 10—15 сверл. Период правки
устанавливают в зависимости от стойкости шлифовальных кругов
и глубины резания. Размер круга для вышлифовывания канавок
ПП 400 X Н X 254, где высоту круга Н выбирают в зависимости от
диаметра обрабатываемой заготовки сверла от 2 до 5,6 мм. Материал
круга: 24А ЮН СТЗ БЗ 55 м/с 1 кл. Б (ТУ 2-036-2—73). Размер круга
для вышлифовывания спинки ПП 300 X Н X 203, где Н = 44-7 мм
в зависимости от диаметра заготовки сверла. Материал круга 24А
ЮН СТЗ БЗ. Режим обработки: орРЗ =60 м/с; snp = 4004-1275 мм/мин.
Вышлифовывание ведут с обильным охлаждением, используя в ка-
честве охлаждающей жидкости масло индустриальное 12 с добавкой
15—20% масла НГ-203В. Шероховатость обработанных поверхно-
стей в пределах Ra 1,25—0,63. Измерительный инструмент: для конт-
роля толщины сердцевины — микрометр с резьбовыми вставками
0—125 мм (ГОСТ 4380—63); ширины пера — гладкий микрометр
0—25 мм (ГОСТ 6507—60); длины рабочей части канавки — изме-
рительная линейка I = 150 мм (ГОСТ 427—75); нецентричности
Рис. 53. Схема вышлифовывания канавок и спинок заготовок сверл на автомате
мод. RU 04/14 фирмы «Гюринг»:
1, 4 — шлифовальные круги для вышлифовывания спинок и канавок соответственно; 2 —>
электродвигатели; 3— направляющие втулки; 5 — трехшпиндельная револьверная головка
3*
67
Рис. 54. Схема вышлифовывания кана-
вок, спинок и затачивания задних поверх-
ностей на автомате фирмы сГефра» мод.
Спибомат V-I03
еердиевины и ширины ленточ-
ки — инструментальный микро-
скоп типа ММИ-2 а отражатель-
ной призмой.
На специальном автомате
фирмы «Гефра» мод. Спибомат
V-103 производитая одновремен-
но вышлифовывание канавок,
епинок и затачивание задних
поверхностей вверл диаметром
2 — 4 мм (рио. 54). Из загру-
зочного магазина заготовка по-
дается в призму, а из призмы —
в цанговый патрон одного из
шпинделей револьверной голов-
ки 1. Последняя установлена на
каретке етанка и аостоит из че-
тырех зажимных шпинделей а
цангами, расположенными под
углом 90°. В положении загруз-
ки головка находится в левом
положении. Загрузочный рычаг
подает заготовку в цангу, происходит зажим заготовки на величину
от 2 до 4 мм и поворот револьверной головки на 90°. Рычаг загрузки
возвращается в исходное положение. Револьверная головка а заготов-
ками перемещается вправо к направляющим втулкам на ускоренной
подаче, затем на рабочей подаче в зоны резания к шлифовальным кру
гам 2, 3, 4 (соответственно для вышлифовывания канавок, спинок и за-
тачивания задних поверхностей). Подача осуществляется кулачком.
Во время рабочего цикла вышлифовывается одна канавка, одна спинка
н затачивается одна сторона задней поверхности, после чего револь-
верная головка 1 с кареткой возвращаются на ускоренной подаче
влево. При этом главный шпиндель с кулачком завершает один оборот.
Рабочие шпиндели совершают 1/2 оборота е делением на 180е отно-
сительно первого цикла, и револьверная головка вновь подается к
шлифовальным кругам. Готовое сверло получается за 2 оборота глав-
ного шпинделя.
Правка шлифовальных кругов осуществляется автоматически че-
рез 2 — 4 сверла. Время между правками устанавливается в зависи-
мости от стойкости шлифовальных кругов и глубины резания. Шлифо-
вальный круг для вышлифовывания канавок правится по наружной
поверхности алмазным роликом по сменному копиру, профиль ко-
торого соответствует диаметру обрабатываемого сверла. Правка по
периферии круга для вышлифовывания епинки осуществляется од-
ним алмазным карандашом. Круг для затачивания задних поверхно-
стей правят по торцу одним алмазным карандашом. Для вышлифовы-
вания канавок применяют шлифовальный круг ПП 300 X 3 X 51
нз материала 44А ЮН СТ Б фирмы «Нортон», для обработки спинки —
круг ПП 200 X Н X 51 (Н =s 3 и 5 мм в зависимости от диаметра
68
обрабатываемых заготовок сверл) из материала 24А ЮН СТ В 61 м/в
той же фирмы. Задние поверхности затачиваются кругом ЧЦ 125 X
X 50 X 32 24А ЮН СТ В 45 м/с фирмы «Нортон». Режим обработки:
°рев Для вышлифовывания канавок равна 62,8, спинок 52,0 и затачи-
вания конуса—соответственно 28,0 м/с; snp = 925 мм/мин, обильное
охлаждение маслом индустриальное 12 с добавкой 15—20% масла
марки НГ-203В. Шероховатость поверхности канавок и спинок
Ra 1,25—0,32, задних поверхностей Ra 0,63—0,32. Измерительный
инструмент: гладкий микрометр 0 — 25 мм (ГОСТ 6507 — 60), микро-
метр со вставками 0—25 мм (ГОСТ 4380—63), инструментальный
микроскоп типа ММИ-2 с отражательной призмой и измерительная
линейка I = 150 мм (ГОСТ 427 — 75).
Технологический процесс изтотовления
сверл диаметром 6,0 — 10,0 мм
Операция 1. Отрезка заготовок сверл на вертикально-отрезном
автомате мод. 1125-0. Осуществляется аналогично отрезке сверл диа-
метром 5,5 — 6,0 мм.
Операция 2. Термическая обработка рабочей части заготовок сверл
из стали Р18до/77?С62 — 65, из стали марки Р6М5К5 до HRC 63 — 66.
Операция 3. Черновое шлифование заготовок по диаметру на бес-
центрово-шлифовальном станке мод. 3184 методом сквозной подачи за
два прохода шлифовальным кругом ПП 500 X 150 X 305 24А, ЗЗА
25Н СТ — СТЗ 6 Кб 35 м/с 1 кл. Б (ГОСТ 2424—75). Режим обработки:
укр — 39 м/с; sDp = 1230 мм/мин. Шероховатость обработанной по-
верхности в пределах Ra 1,25 — 0,63. Проверка диаметра осуществ-
ляется гладким ми кроме! ром 0 — 25 мм.
Операция 4. Вышлифовывание канавок на автоматах фирмы
«Смарт Браун» мод. ADFG-400 и фирмы <Черфер» мод. AF3-18P.
Вышлифовывание канавок на автомате мод. ADFG-400 осуществ-
ляется подобно обработке на автомате мод. ADFG-250. Применяют
шлифовальный круг ПП 400 X Н х 254 24А ЮН СТЗ — Т1 БЗ
55 м/с 1 кл. Б (ТУ 2-036-2—73), Н = 4,5 -4- 8,0 мм в зависимости от
диаметра обрабатываемых заготовок сверл. Режим обработки: икр =
= 52 м/с; snp — 700 мм/мин.
Вышлифовывание канавок на автомате мод. AF3-18P аналогично
обработке на автомате мод. AF3-10P. Применяют шлифовальный
круг ПП 400 X Н X 203 24А ЮН СТ1 - Т1 БЗ 55 м/с 1 кл./Б (ТУ 2-
036-2—73); // = 5 7 мм в зависимости от диаметра обрабатываемых
заготовок сверл. Режим обработки: икр = 52 м/с; snp = 500 мм/мин.
Операция 5. Чистовое шлифование по диаметру с образова-
нием обратной конусности на бесцентрово-шлифовальном станке
мод. ЗА184 методом врезания до упора. Используют шлифовальный
круг ПП 500 X 150 х 305 24А; ЗЗА 25Н СТЗ 6 Кб 35 м/с 1 кл.
Б (ГОСТ 2424—75). Режим обработки: окр — 35 м/с; s = 0,7 мм/мин.
Шероховатость обработанной поверхности в пределах Ra 0,63 — 0,32.
Наружный диаметр и обратную конусность измеряют гладким микро-
метром 0—25 мм (ГОСТ 6507—63).
Радиальное биение сверл определяют с помощью специального
приспособления, показанного на рис. 55. На его плите 1 расположены
69
две стойки: неподвижная 2, на которой в призме 3 устанавливается
сверло, и подвижная 10, на которой крепится индикатор 8. Рукояткой
5 отводят резиновый ролик 7. Затем на твердосплавную призму 3
устанавливают контролируемое сверло. К нему подводят стойку 10
с индикатором 8, измерительный рычаг 9 которого касается рабочей
части сверла. После этого маховичком 4 через зубчатые колеса 6
м резиновый ролик приводят во вращение сверло и по шкале индика-
тора фиксируют максимальное отклонение.
Операция 6. Вышлифовывание спинок на автомате фирмы «Чер-
фер» мод. RB-2A. Обработка осуществляется так же, как и для сверл
диаметром 4,0—6,0 мм. Используют шлифовальный круг ПП 200 X
X 13 х 76 24А 16Н С1-СТ1 БЗ 50 м/с 1 кл. Б (ТУ 2-036-2—73).
Режим обработки: икр = 50 м/с; snp = 700 мм/мин. Шероховатость
обработанной поверхности в пределах Ra 1,25—0,63.
Операция 7. Затачивание задних поверхностей на автомате
мод. 365Б2 по винтовой поверхности за два оборота заготовки сверла.
Обработка осуществляется так же, как на автомате мод. 365Б1. Ис-
пользуют шлифовальный круг ПП 300 X 13 X 127 24А 16Н СТ1 —
СТ2 В2 (СПТУ 2-036-300-76). Режим обработки: = 60 м/с, Sj =
= 1,0 мм/об; s2 = 0, 1 мм/об. Подача осуществляется перемещением
сверла в осевом направлении на круг. Обработка выполняется с обиль-
ным охлаждением маслом индустриальное 12. Шероховатость обрабо-
танной поверхности в пределах Ra 0,63—0,32.
Задние углы проверяют на инструментальном микроскопе типа
ММИ-2 в призме, а угол при вершине и осевое биение—на приборе
ВНИИ мод. КЮ-17 (рис. 56)
Прибор имеет корпус /, ползушку 2, укрепленную на двух скал-
ках 13, перекидной прижим 4 с осью поворота 5. Для проверки угла
Рис. 55. Приспособление для контроля радиального биения сверл
70
при вершине служит опора балансира 9 со стрелкой 11 и пружиной 10.
Отсчет показаний осуществляется па угловой шкале 12. Для измерения
осевого биения имеется подвижный 17 и неподвижный 18 упоры,
индикатор с ценой деления 0,01 мм по ГОСТ 577 — 68. Подвижный
упор 17 соединен с параллельными плоскими пружинами 7, укреплен-
ными на стойке 8. Все измерительные органы расположены на плите 1S
и защищены кожухом 15. Угол при вершине проверяют следующим об-
разом. Сверло 6 устанавливают в левые призматические выемки, на-
ходящиеся в корпусе 1 прибора и ползунке 2, таким образом, чтобы она
соприкасалось не менее чем двумя направляющими ленточками. Да-
лее, установив одну из режущих кромок приблизительно в горизон-
тальное положение, сверло (вручную или с помощью прижима 4} при-
жимают к поверхностям выемок и перемещают в осевом направлении
поворачивая его. В результате воздействия на контрольную плоскость
балансира 9 по угловой шкале 12 определяют диапазон значений для
одной режущей кромки. Аналогично производят измерение на второй
режущей кромке.
Для проверки осевого биения сверло 3 помещают в правые приз-
матические выемки так, чтобы режущие кромки заняли примерно гори-
зонтальное положение. После этого (вручную или с помощью при-
жима 4) сверло прижимают к поверхности выемок и перемещают его
в осевом направлении, нажимая на контрольную плоскость подвиж-
ного упора 17. Когда режущая кромка коснется контрольной пло-
скости неподвижного упора 18, сверло поворачивают вокруг оси и от-
Рис. 56. Прибор ВНИИ для проверки угла при вершине и осевого биения сверл
71
мечают показание по индикатору 14. Аналогично производят изме-
рение на другой режущей кромке. Осевое биение определяется как
разность показаний индикатора для каждой из режущих кромок.
Операция 8. Маркирование сверл на клеймильном автомате мод.
ВГ-7ЭХ электрохимическим способом.
8. МАШИННО-РУЧНЫЕ МЕТЧИКИ М8—М14
С ВЫШЛИФОВАННЫМИ ВИНТОВЫМИ КАНАВКАМИ
Машинно-ручные метчики с винтовыми канавками предназначают-
ся для нарезания резьбы как в сквозных, так и глухих отверстиях.
Метчики для сквозных отверстий изготовляют с левым направлением
винтовой канавки для нарезания правой резьбы и с правым направ-
лением винтовой канавки для нарезания левой резьбы; для глухих
отверстий — с правым направлением винтовой канавки для нарезания
правой резьбы и с левым направлением винтовой канавки для наре-
зания левой резьбы. На рис. 57 показан машинно-ручной метчик для
нарезания сквозных отверстий правой резьбы с левым направлением
(размеры на рисунке относятся к метчику М12 с винтовыми вышли-
фованными канавками).
Машинно-ручные метчики М8—М14 с винтовыми канавками и вы-
шлифованным профилем изготовляют по ГОСТ 17933—72. Форма
профиля канавки показана на рис. 58.
Профиль винтовых канавок, получаемый методом вышлифовы-
вания с высоким классом шероховатости поверхности, благоприятно
влияет на отделение стружки, улучшает ее отвод из зоны резания. Угол
наклона винтовой канавки ® = 10° обеспечивает хороший отвод струж-
ки. В результате этого уменьшаются поломки метчиков и получается
высокое качество резьбы по шероховатости поверхности. На рис. 59
показаны схемы схода стружки при различных направлениях винтовых
канавок. Левое направление канавок (рис. 59, а), целесообразно при
нарезании резьбы в сквозных отверстиях, правое (рис. 59, б) — в глу-
хих. Винтовые канавки способствуют плавности процесса нарезания
Рис. 57. Схема конструкции метчика машинно-ручного с вышлифованными вин-
товыми канавками по ГОСТ 17933—72
72
резьбы, повышают стойкость метчиков от 1,5 по 3 раз, резьба в деталях
получается более точной и с лучшей шероховатостью поверхности.
Технологический процесс. Метчики с винтовыми вышлифованными
канавками до М14 изготовляют цельными из стали марки Р6М5. Тех-
нические требования указаны в ГОСТ 3449—71. Вид исходной заго-
товки — серебрянка.
Операция 1. Рубка заготовки из серебрянки в штампе на эксцен-
триковом прессе мощностью 50 тс. Хорошее качество поверхности
после рубки достигается благодаря применению специальных ножей.
На обоих концах верхнего ножа, имеющего трапецеидальную форму
(для закрепления), сделаны полукруглые выемки, которые служат
режущими кромками для данного диаметра прутка. Нижний нож —
это втулка, длина которой равна пяти — шести диаметрам отверстия.
Зазор между диаметром серебрянки и диаметром отверстия допускает-
ся не более 0,1 мм.
Операция 2. Фрезерование двух торцов одновременно на горизон-
тально-фрезерном автомате ДФ 514 (модернизированный горизонталь-
но-фрезерный станок консольного типа мод. 6Н80Г). В бункер в бес-
порядочном положении засыпают заготовки, там они западают в
прорези вращающегося наклонного диска и выносятся им в верхнее
положение, через окно скатываются по лотку в змеевидный магазин 8
(рис. 60). Оттуда заготовки попадают в призматические гнезда враща-
ющегося барабанами удерживаются в них при движении по стрелке А
бесконечной цепной лентой 3. Лента поддерживается парами звездочек
7, а ее натяг обеспечивается механизмом 1 с помощью пары звездочек 2.
Заготовка 5 поступает в рабочую зону к двум дисковым трехсторон-
ним фрезам 4 и после обработки транспортируется к вибрационному
лотку 9, который получает колебательное движение от специального
механизма. Изменение длины заготовки влечет за собой регулирова-
ние ширины барабана, состоящего из двух половинок 10 и //. Дис-
ковые трехсторонние фрезы из стали марки Р6М5 диаметром 130 X
Рис. 58. Профиль канавки в нормаль-
ном сечении
Рис. 59. Схемы схода стрижки при
различных направлениях винтовых
канавок нетчиков'
а — левом, б ~ правом
73
Рас. 60. Схема устройства для фрезерования торцов заготовок метчиков после
рубки
X 16x32 мм с числом зубьев 40. Режим обработки: и = 354-40 м/мин;
бг = 0,05 мм/зуб.
Операция 3. Шлифование одного торца заготовок на плоскошли-
фовальном станке мод. ЗБ722. Эта операция необходима для получе-
ния требуемой длины заготовки с допуском в пределах + 0,1 мм. Та-
кой допуск нужен, чтобы обеспечить допуск на размер /2 — расстояние
от квадрата до кольцевой канавки метчика по ГОСТ 17933 — 72.
Для шлифования торца заготовки 4 помещают в приспособление 1
(рис. 61) и зажимают их с помощью двух винтов 2 планкой 3. Для об-
работки применяют шлифовальный круг ПП 450 X 63 X 203 16А
50ПСТ1 7 К1 35 м/с 1 кл А.
Операция 4. Центрование заготовок на специальном полуавтома-
те мод. 2В20 Сестрорецкого инструментального завода. Центровые
отверстия обрабатывают одновременно с двух сторон комбинирован-
ными центровочными сверлами.
Операция 5. Обтачивание хвостовой части, кольцевой канавки
и снятие фаски на торце хвостовой части на токарно-копировальном
полуавтомате мод. 1А720. Заготовку устанавливают в центрах станка,
вращательное движение ей сообщает универсальный самозажимной
поводковый патрон. Для обтачивания по диаметру хвостовой части
применяют трех-,четырех- или пятигранные резцы с неперетачивае-
мыми пластинками из твердого сплава марки Т15К6. Подобные резцы
используют для снятия фаски, а обтачивание кольцевой канавки по-
лучают фасонным резцом с напаянной пластинкой сплава Т15К6. Режим
обработки: v -- 80 м/мин; s(1 = 0,25 -4- 0,30 мм/об при обтачивании
74
хвостовой части и s0 = 0,04 мм/об при обработке кольцевой канавки.
Допуск на диаметр хвостовой части 0,1 мм, ее биение относительно
оси не более 0,15 мм.
Операция 6. Шлифование хвостовой части на круглошлифоваль-
ном станке мод. ЗА151. Эта операция вводится для создания базы при
фрезеровании квадрата. Ось хвостовой части должна иметь наимень-
шее смещение относительно геометрической оси метчика. Согласно
ГОСТ 9523 — 67 для метчиков М12 допуск на квадрат повышенной
точности 0,1 мм и смещение квадрата относительно оси хвостовика не
должно превышать допуска на изготовление квадрата. В связи с этим
биение хвостовика после данной операции не должно превышать
0,02 мм. Заготовка устанавливается в центрах станка и получает вра-
щательное движение с помощью хомутика.
Операция 7. Фрезерование квадрата на специализированном стан-
ке мод. ДФ515 (модернизация горизонтально-фрезерного стайка кон-
сольного типа мод. 6Н81Г). Схема устройства для фрезерования квад-
рата показана на рис. 62.
Станок оснащен бункером конструкции завода «Фрезер». Заготов-
ки из бункера через механизм ориентации по лоткам скатываются хво-
стовиком вперед в питатели, откуда в нужный момент скатываются по
лоткам и попадают в пространство между прижимами It и призмами 9.
Затем они подаются до упора 8 шпин-
делями 5, в конические гнезда (с ко-
нусом Морзе) которых вставлены
внутренние центры 6 с рифлениями.
Шпиндели перемещаются от пневмо-
цилиндров / через штоки 2 и зубча-
тые колеса 4. Рифления центров 6
слегка врезаются в торцы заготовок
7, которые досылаются до упоров 8
(давление при этом отрегулировано).
Далее прижимы 11 прижимают заго-
товки к призмам 9. Стол станка с при-
способлением перемещается к фре-
зам 10. Фрезеруются две стороны
квадратов. Затем стол станка отхо-
дит, прижимы слегка отпускают заго-
товку. Пневмоцилипдр 13 через шток
12 передвигает рейку 3, находя-
щуюся в зацеплении с зубчатыми ко-
лесами 4: происходит поворот загото-
вок на 90J. Стол станка вновь подхо-
дит к фрезам и фрезеруются две дру-
гие стороны квадратов. Стол отходит
в исходное положение, прижимы ос-
вобождают заготовки, и сбрасыватель
(на схеме не показан) удаляет заго-
товки из приспособления. Затем цикл
повторяется.
Рис. 61. Схема обработки торца
заготовки на п тоскошлифовальном
станке мод. ЗБ/22
7Б
Квадраты метчиков фрезеруют комплектом дисковых трехсторон-
них фрез 130 X 16 X 32 мм с числом зубьев 40. Режим обработки:
v = 20 4- 25 м/мин; s2 = 0,04 мм/зуб.
Операция 8. Шлифование рабочей части на круглошлифовальном
станке мод. ЗБ151П. На этой операции достигается наибольшая точ-
ность оси рабочей части относительно геометрической оси. Диаметр
рабочей части выполняется с допуском 0,02 мм для точного дозиро-
вания металла под накатку. Шлифование идет в центрах.
Операция 9. Накатывание резьбы на резьбонакатном полуавтома-
те GW -80.
Операция 10. Образование заборной части на круглошлифоваль-
ном станке мод. ЗА 151.
Операция 11. Закалка рабочей части до HRC 63—66, квадрата о
кольцевой канавкой до HRC 35—50.
Операция 12. Восстановление центровых отверстий на вертикаль-
но-сверлильном станке мод. 2А-125 о помощью зенковки, оснащенной
пластинкой твердого сплава Т15К6.
Операция 13. Черновое шлифование рабочей части в центрах на
круглошлифовальном станке мод. ЗБ151П.
Операция 14. Вышлифовывание стружечных канавок на специаль-
ных автоматах. Например, вышлифовывание винтовых стружечных
канавок производят на автомате мод. 3-10М итальянской фирмы
«Gerfer». Вследствие того, что метчик имеет рабочую часть большего
диаметра, чем хвостовик, для лучшей подачи заготовок 2 (рис. 63)
7в
1 2
Рис. 63. Схемы устройства для въиилифовЫ'
вания винтовых канавок на специальном
станке:
а — магазин; 6— аататеяъ; в — узел шпинделя
f I г Г (увеличено) 7 Вид А _А ХуЖСХ/у
к питателю 5 магазин 1 имеет несколько искривленную форму. Заго-
товки в нем ориентируются по квадрату, для чего предусмотрен
паз а, в который квадрат входит с небольшим зазором.
Достигнув нижнего положения, заготовка укладывается в кассету 3.
Кассета сменная, состоит из двух половинок, которые прижимаются
друг к другу с помощью пружины растяжения 4. Кассета крепится
к питателю винтами.
Питатель 5, двигаясь по стрелке А, выводит заготовку на осевую
линию шпинделя 6 и центра 7. Шпиндель не имеет осевого перемеще-
ния, расположен в делительном механизме. Прижим заготовки осу-
ществляется центром 7, который может двигаться поступательно.
Шпиндель сменный, угол конуса центрового отверстия равен 60°, он
имеет четыре профрезерованные прорези. В них заготовка входит
соориентированными углами квадрата. Таким образом она получит
вращательное движение при делении от зуба к зубу и при движении
по винтовой линии в процессе вышлифовывания стружечной канавки.
Так как кассета 3 при возвращении вместе с питателем 5 в исходное
положение задевает за установленную в рабочее положение заготов-
ку, у нее одна половина отжимается, а затем при дальнейшем дви-
жении смыкается пружиной 4.
Для обработки используют шлифовальный круг ПП 250 X 8 X 127
24А 16П СТЗ В 60 м/с, 1 кл. А (ГОСТ 2424—75). Режим обработки:
пкр=52 м/с; sM = 600 мм/мин; охлаждение индустриальным маслом
под давлением 7 — 8 кгс/см2. Шлифовальный круг в зависимости от
наклона винтовой канавки поворачивается на соответствующий угол.
Операция 15. Шлифование хвостовой части в центрах на кругло-
шлифовальном стайке мод. ЗБ151П.
Операция 16. Шлифование резьбы однониточным шлифовальным
кругом с затылованием по среднему и внутреннему диаметрам на
резьбошлифовальном станке мод. МВ-13. Режим обработки: ояа1. =
= 2 ч- 8 м/мин; h — 0,1 мм; /2 = 0,05 мм; 13 = 0,05 мм; /4 = 0,05 мм;
4 = 0,05 мм; 4 = 0,02 мм; = 0. Характеристика шлифовального
круга: 2П 350 X 8 X 160 2А 5 СТ1 - СТЗ В (ГОСТ 2424-75).
Средний диаметр трехканавочного метчика проверяют индикатор-
ной скобой, а профиль резьбы и шаг — на микроскопе УИМ-21.
Операция 17. Чистовое шлифование затылованием рабочей части
метчика по наружному диаметру на резьбошлифовальном станке
МВ-13 за три рабочих хода.
Операция 18. Шлифование затылка заборной части па шлифоваль-
но-затыловочном станке мод. МФ-4А конструкции завода «Фрезер».
Операция 19. Маркирование па клеймильном станке мод. МФ-36А.
Операции 20—21. Пассивирование и цианирование.
9. ЧЕРВЯЧНЫЕ ФРЕЗЫ КЛАССОВ ТОЧНОСТИ А, В И С
Фрезы червячные чистовые однозаходные для цилиндрических зуб-
чатых колес с эвольвентным профилем изготовляют по ГОСТ 9324—60
трех типов и четырех классов точности: тип I — цельные прецизион-
ные класса точности АА; тип II — цельные общего назначения клас-
78
еов точности А, Б и С; тип III — сборные общего назначения классов
точности А, В и С. Ниже описаны технологические процессы изго-
товления цельных червячных фрез классов точности А, В и С.
Материалом для фрез, согласно упомянутому ГОСТу, могут слу-
жить стали марок Р18, Р12 и Р6М5. Вольфрамомолибденовая сталь
Р6М5 имеет ряд преимуществ по сравнению с другими, о чем, напри-
мер, свидетельствуют результаты исследований, проведенные во Все-
союзном научно-исследовательском инструментальном институте [1].
Так, установлено, что замена 8 — 10% вольфрама 3 — 5% молиб-
дена снижает карбидную неоднородность быстрорежущих сталей
примерно на два балла. Вольфрамомолибденовые стали, содержащие
до 6% вольфрама, имеют большую пластичность.
Технологический процесс. В качестве исходной заготовки для
изготовления цельных фрез используют поковки. Карбидная неодно-
родность вольфрамомолибденовой быстрорежущей стали в прутках
в состоянии поставки по ГОСТ 19265—73:
Диаметр круга или сто-
рона квадрата, мм ... До 20 Св. 20
до 40
Допускаемый балл кар
бидной неоднородности,
не более .................. 2 3
Св. 40 Св. 60 Св. 80 Св. 100
до 60 до 80 до 100 до 150
4 5 6 7
Согласно ГОСТ 9324 — 60 в готовых изделиях карбидная неодно-
родность должна быть в пределах 3 — 4 баллов. Поэтому заготовки
для червячных фрез, начиная от т — 1, следует подвергать ковке по
системе трехкратной вытяжки и трехкратной осадке, что дает возмож-
ность снизить карбидную неоднородность на один — полтора балла.
При этом стойкость режущего инструмента повышается на 10%.
В табл. 17 указаны нормы расхода быстрорежущей стали на еди-
ницу изделия (для коротких червячных фрез), а в табл. 18 приведена
последовательность обработки для 14-ти операций. Подробнее тех-
нологический процесс описан начиная с 15-й операции. При дальней-
шем изложении приводится нумерация обрабатываемых поверхностей
в соответствии с рис. 64.
Операция 15. Фрезерование резьбы. На червячных фрезах т —
= 1,5-4- 5,5 резьбу нарезают на резьбофрезерном станке мод. Е310А
с помощью зуборезных долбя ков класса точности В по ГОСТ 9323—60.
Применяют косозубые дисковые долбяки с da = 100 мм. На фрезах
т~6-4-12 резьбу нарезают на резьбофрезериых станках мод. ГФ-812М
дисковыми резьбовыми фрезами: для фрез m = 6 4- 10 применяют
дисковые фрезы D = 260, В — 38, d = 60 мм с числом зубьев 50;
для фрез т = 11-4-12—дисковые фрезы 0 = 260, В = 52, d = 60 мм
с числом зубьев 50. На этой операции используют шпиндельные
оправки. Количество одновременно обрабатываемых заготовок фрез:
т — 1,5 -4- 3,75 — 3 шт.; т = 4 -4- 11 — 2 шт.; т — 12 — 1 шт.
Операция 16. Фрезерование стружечных канавок. На заводе «Фре-
зер» стружечные канавки у червячных фрез т = 1 -4- 4,5 фрезеруют
на специальных фрезерных станках ГФ-507, т = 5 -4- 8 — на гори-
зонтально-фрезерных станках мод. 6М82Г и m = 9 4- 12 — на го-
79
Рис. 64. Червячная фреза для цилиндрических зубчатых колес:
1^-21 — номера обрабатываемых поверхностей
Таблица 17
Нормы расхода быстрорежущей стали иа одно изделие (для коротких
червячных фрез по ГОСТ 9324—60)
Модуль mv Размеры, мм Норма расхода на исход- ную заготовку, кг Коэффи- циент исполь- зования металла Рекомен- дуемая мощность молота, т
изделия ПОКОВКИ, мм
D L 1> L
1—1,25 63 40 67+2,0 43+2.0 1,41 0,32 0,175
1,5—1,75 63 50 67+2,0 53+2,0 1,73 0,33 0,250
2—2,25 70 63 74+2,0 67+2-0 2,66 0,35 0,350
8,5—2,75 80 70 85+2,0 74+2,0 4,07 0,32 0,5
3—3,75 90 80 95+2'° 84+2,0 5,85 0,32 0,75
4—4,5 100 90 1О5+2'0 94+2’0 7,93 0,32 1,0
5-5,5 112 100 117+2,0 1O4+2'0 11,88 0,28 1,5
6—7,0 125 112 131+2,0 11б+2-° 16,50 0,28 2,0
8—9 140 125 155±6’° 135±6’° 22,56 0,29 3,0
10—11 160 140 175±Л° 155±7 33,26 0,28 4,0
12 180 160 195±8,° 175±8 44,57 0,29 5,5
80
Таблица 18
Последовательность операций обработки червячных фрез классов
точности А, В и С от т=1 до т=14 (из опыта завода «Фрезер»)
№ пози- ции Наименование операций (позиции согласно pue. 64) Требу- мый класс шерохова- тости Оборудование
1 2 3 4 Отрезка одной заготовки для ковки Ковка Отжиг Очистка от окалины । । । Г Сл Абразивно-отрезной мод. МФ-332 Электрическая шахтная отжигательная печь
5 Револьверная обработка для фрез т=> 14-4,5 мм) центрование сверление отверстия 8 зенкерование отверстия 8 подрезание первого торца 6 растачивание выточки 1 в отверстии 3 4 5 4 Токарно-револьверный мод, 1В340
1 То же, для фрез т=">4-12 мм: центрование отверстия 8 сверление отверстия 8 рассверливание отверстия 8 подрезание первого торца 6 растачивание отверстия 8 равертывание отверстия 8 снятие фаски 7 в отверстии углом 45е под 3 3 5 4 6 5 Токарно-револьверный мод. 1П365
6 Шлифование второго торца в фрез т= 1,04-3,7^ мм для 5 Плоскошлифовальный мод. ЗБ756
7 Протягивание отверстия 8 во фрезах т= 1,04-4,5 6 Горизонтально-протяжной мод. 7А510
8 Протягивание шпоночной канавки 11 6 Горизонтально протяжной мод. 7А510 (для фрез т= 1,04-4,5 мм); гори- зонтально-протяжной мод 7Б520 (для фрез « = 54-12 мм)
9 Подрезание второго торца 6 фрез т = 44-12 мм ДЛЯ 5 Токарный ВЦ 200; РмЦ 1000
10 Токарная обработка поверхности черновая чистовая 2 4 5 Токарный ВЦ 200; РмЦ 1000
81
Продолжение
№ опе- рации Наименование операции (позиции согласно рив. 64) Требуемый класс шерохова- тости Оборудование
и Токарная обработка буртиков за два установа с дух сторон: протачивание буртика 4 о одной стороны подрезание торца 6 для фрез т = ==44-12 мм протачивание фаски 5 на буртике 5 6 5 Токарный ВЦ 200} РмЦ 1000
12 Шлифование торцов 6 буртиков с двух сторон у червячных фрез т = = 1,04-3,75 мм 6 Круглошлифовальный мод. ЗБ 151
13 Снятие фасок 7 и отверстии с двух сторон 5 Вертика льно-све рлильиый мод. 2А135
14 Опиливание фаски 9 на торцах шпо- ночного паза с двух сторон 5 Вручную
ризонтально-фрезерном станке 6М83Г. У всех фрез канавки делают
прямыми, так как угол т не превышает 5°. Стружечные канавки у за-
готовок фрез т = 1,0 4- 1,75 обрабатывают в двухшпиндельной
делительной головке на станке ГФ-507. На каждой оправке устанав-
ливают пять заготовок. Аналогично фрезеруются канавки фрез т =
= 2,0 4- 3,75 и т = 4,0 4- 4,5,: первые — по три заготовки на каждой
оправке, вторые — по две.
Стружечные канавки у заготовок фрез т = 5 4- 9 обрабатывают
на станке 6Н82 в одношпиндельной делительной головке с установкой
двух заготовок на оправку, у заготовок фрез т = 10 4- 12 — на
станке 6Н83 в одношпиндельной делительной головке с установкой
одной заготовки на оправку.
Скорости резания при фрезеровании стружечных канавок: для
т = 1,0 4- 4,5 п = 35 м/мин, для т = 5 4- 7 и = 30 м/мин, для т -
= 8 4- 12 v = 25 м/мин. После фрезерования стружечных канавок
наибольшая разность окружного шага Д/Окр не должна превышать
для фрез т = 14-3 величины 0,15 мм, для фрез т = 3,25 4- 12 вели-
чины 0,20 мм. Допустимое отклонение от радиальности передней по-
верхности в сторону поднутрения 1°. Накопленная погрешность осе-
вого шага на длине любых трех соседних шагов не более 0,15 мм.
Операция 17. Затылование по наружной поверхности 2. Заготовки
фрез т = 1 4- 1,25 обрабатывают на токарно-затыловочном станке
мод. 1Б811. Частота вращения п = 6,5 об/мин. Затылуют широким
резцом с радиальной подачей s0 = 0,1 мм/об.
Операция 18. Затылование профиля. Заготовки фрез т = 1,0 4-
4-1,25 и /« = 1,54-2,75 обрабатывают трехниточной гребенкой на то-
82
Рис. 65. Затылование профиля фрез т —1,5^4,5
карно-затыловочном станке мод. 1Б811, но первые—без предваритель-
ного затылования наружной поверхности ( рис. 65, а).
Заготовки фрез т = 3,0 4- 4,5 обрабатывают на токарно-затыло-
вочном станке мод. 1Б8П: затылуют профиль поверхности 16, 18 и 20
двухниточной гребенкой (рис. 65, б), а затем канавку 17 (рис. 65, в).
Заготовки фрез т = 5 4- 10 обрабатывают на токарно-затыловоч-
ном станке мод. 1Б811 (рис. 66): 1-й переход — наружную поверх-
ность 20 — резцом, 2-й переход — профиль зуба (поверхности 16 и 18)—
двухниточной гребенкой; 3-й переход — канавку 17.
Заготовки фрез т — 11 4- 12 затылуют на токарно-затыловочном
станке мод. КТ-70 в следующей последовательности (рис. 67): 1-й
переход— поверхности 20; 2-й переход— канавки /7; 3-й переход —
поверхность зуба 18; 4-й переход— поверхность зуба 16; 5-й переход —
радиусы при вершине 19 и 21. Зубья обрабатывают специальным рез-
цом. Режимы обработки фрез указаны в табл. 19, а величины зазоров
между наружной поверхностью и
филя — в табл. 20.
плечом шаблона при проверке про-
Рис. 66. Затылование червяч-
ных фрез т —5-^10
Рис. 67. Затылование профиля чер-
вячных фрез т=11-1-12
83
Таблица 19
Режимы обработки при затыловании профиля червячных фрез
Модуль т. мм Условия обработки Число рабочих ходов S, мм/об ч, аб/мии Технические требования
черновых X е о н X черновая чистовая IX G3 ё X с. X к сс о ь с X
1,0 1,25 1,5 1,75 2,0 2,25 2,5 2,75 3,0 3,25 3,5 3,75 4,0 4,25 4,5 5,0 5,5 6,0 6,5 7,0 8,0 9,0 10,0 11,0 12,0 По целому (без наре- занной резьбы) 7 7 6 5 5 5 7 7 46 46 46 46 46 46 46 51 51 91 91 91 86 100 104 2 2 8 7 6 6 9 9 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 0,4 0,4 0,4 0,7 0,8 0,8 0,7 0,7 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,10 0,10 0,10 0,10 0,10 0,10 0,05 0,05 0,05 0,07 0 07 0,07 0,07 0,07 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0,05 6,5 6,5 Накопленная погрешность на длине трех шагов 0,06 mmj радиальное биение п® диаметру не более 0,08 мм; зазор между шаблоном и дном резьбы 0,2— 0,4 мм Накопленная погрешность на длине трех шагов не более 0,08 мм; конусность не более 0,1 мм; радиальное биение по диаметру не более 0,1 мм; за- зор между шаблоном и дном резьбы: для т = 3ч-3,75 равен 0,05.—0,7, а для т=*4,04-7,0 равен 0,8—1,1 мм
По нарезан- ной резьбе
12,0 8,6
Н,2 8 Накопленная погрешность на длине трех шагов —не более 0,1 мм; конусность по наружной поверхности — не более 0,13 мм; радиальное биение по наруж- ной поверхности не более 0,13 мм; зазор между шаблоном и дном резьбы: для 8,0-4- 9,0 равен 0,7—1,0, а для т~ = 10,0—1,1—1,4 мм
22 26 8* 18* 0,15 0,15 0,05 0,05 8,6 4,5 Накопленная погрешность на длине трех шагов не более 0,12 мм; конусность по наруж- ной поверхности не более 0,13 мм; радиальное биение по наружной поверхности не более 0,13 aim; зазор между шаблоном и дном резьбы 1,0—1,5 мм
84
Таблица 20
Величина зазора между наружной поверхностью и плечом шаблона
Модуль т, мм 6, мм
Затылование резцом Затылование шлифованием
черновое | чистовое
1,0—1,75 0,3—0,35 0,15—0,25 0,05
2,0-2,25 0,4—0,5
2,5—3,75 0,2—0,3 0,07
4,0 0,25-0,35
4,25—6,0 0,6-0,7 0,09
6,5—7,0 0,11
8,0
9,0 0,13
10,0 0,5-0,6
11,0 0,7—0,9
12,0
Примечание. При затыловании резцом зазор между полупрофильным шаблоном а
диом резьбы в зависимости от модуля:
0,2—0,4 мм для тп= 1.0-т-2,75;- 0,5—0,7 мм для ап = З.О-гЗ,75; 1,1—1,4 мм для т= 10,0j
0,8—1,1 мм для гп = 4,0-г9,0; 1,0—1,5 мм для т=П,0т12,О
Операция 19. Фрезерование неполных витков на вертикально-
фрезерном станке мод. 6М11 (рис. 68). Заготовку крепят на круглом
столе диаметром 300 мм, а концевую фрезу устанавливают в цанговый
патрон. Для обработки неполных витков у заготовок т — 1 4- 8
применяют фрезу диаметром 10 мм, у заготовок m = 94- 12 — фре-
а
Рис. 68. Схема фрезеро-
вания неполных витков
зу диаметром 12 мм.
Неполный зуб фрезеруют, уменьшая его высоту так, чтобы на
каждом зубе размер а верхней площадки был не менее 0,5 т. Фрезе-
рование производят при v = 10 м/мин. По-
дача ручная.
Операция 20. Опиливание заусенцев элек-
трической ручной машинкой (тип. 1 по
ГОСТ 11096 — 64). Применяют шлифоваль-
ный круг ПП 40 X 40 X 16 24А 16П С2 7 К1
30 м/с 1 кл. А (ГОСТ 2424—75).
Операция 21. Маркирование порядкового
номера и года изготовления. Маркировку
ставят ручными клеймами с помощью молотка
85
на основании наибольшего неполного витка зуба. Порядковый номер
фрез начинают е единицы для каждого модуля. Порядковый номер дей-
ствителен до 31-го декабря текущего года. С 1-го января нового года
нумерация фрез возобновляется.
Операция 22. Термическая обработка до HRC 63—66. На поверх-
ности фрез не допускаются забоины, сколы, следы травления. Отвер-
стия после термообработки проверяют калибром ПР. Очистка фрез
осуществляется на дробеструйных установках.
Операция 23. Шлифование цилиндрической наружной поверхности
эубьев (из опыта завода «Фрезер»), При этом на диаметре оставляется
ленточка шириной не более 0,2 — 0,3 мм, которая служит технологи-
ческой базой для центрирования оси отверстия при его шлифовании
на следующей операции. Обработку производят на круглошлифоваль-
ном станке на обычных режимах. Заготовку закрепляют гайкой на
оправке с цилиндрической рабочей частью, которую устанавливают
в центры станка. Шлифовальный круг ПП (размеры по станку) ЗЗА
2БП СМ2 5 KI 1 к л. А (ГОСТ 2424-75).
Операция 24. Шлифование отверстия. Отверстия у фрез класса
точности С обрабатываются по 2-му, а у фрез класса точности А и В —
по 1-му классам точности. Шероховатости по ГОСТ 2789—73 для
фрез точности С — Ra 1,25—0,63, для фрез точности А и В — Ra
0,63—0,32. Конусность и эллипсность не более допуска на отверстие:
для т = 1,0 4- 3,75 составляет 0,04 мм; т = 4,0 — 8,0 Ч- 0,05 мм;
т = 9,0 4- 12,0 — 0,06 мм. Допускаемое отклонение на диаметр
отверстия должно быть выдержано на половине длины посадочных
поясков отверстия. В зоне шпоночного паза допускается разбивание
отверстия на центральном угле, не превышающем 30° от симметрии
шпоночного паза в обе стороны. Задиры, забоины, сколы на поверх-
ности фрезы не допускаются.
Применяют шлифовальный круг ПП (размеры по отверстию)
ЗЗА 25П СМ2 6 KI 1 кл. А ((ГОСТ 2424—75). Фрезы т = 14-4,5 шли-
фуют в цанговом патроне, а фрезы от т = 5 и выше в трехкулачко-
вом патроне диаметром 320 мм со сменными специальными кулач-
ками. Режим обработки: цзаг = 254-35 м/мин; t = 0,002 4-0,003 мм
(на каждый двойной ход). Отверстия заготовок фрез т = 1,0ч-4,5
обрабатывают на внутришлифовальном станке «Саратов» мод. ЗА227,
а фрез т = 5ч-12 — на специальном внутришлифовальном станке
«Саратов» СШ-31.
Операция 25. Доводка отверстия на японском станке «Сузуки».
Операции подвергаются отверстия 2-го и выше классов точности.
Припуск от 0,012 до 0,02 мм соответственно для модулей от 1 до 12.
Скорость резания в зависимости от т от 30 до 55 м/мин. Подача руч-
ная. Шероховатость поверхности для фрез класса точности; А —
Ra 0,32—0,16;В—Rа 0,63—0,32; С—Ra 1,25—0,63. Отверстия у фрез
классов точности А и В доводят предварительно и окончательно. При-
тиры чугунные, разжимные. Для получения шероховатости Ra 1,25—
0,63 применяют ворошок из белого электрокорунда 24А 5 — 6П,
СОЖ— керосин. Для достижения шероховатости Ra 0,63—0,16 нсполь»
86
Рис- 69. Шлифование цилиндрической поверх-
ности и торца буртика
рабочей частью, классов В и С — на
зуют порошок карбид бора
зернистостью 3, СОЖ —
дизельное топливо или со-
лярное масло.
Операция 26. Шлифова-
ние с двух сторон поверх-
ности буртика 4 и торна 6
буртика (рис. 69). Обра-
ботку осуществляют на
круглошлифовальном стан-
ке в центрах на оправке.
Заготовки для фрез клас-
са точности А шлифуют на
оправке с цилиндрической
конических оправках. Диаметр буртика фрез класса точности А
обрабатывают до получения Ra 0,63—0,32, а фрез классов В
и С — до Ra 1,25—0,63. На торце буртика получают шерохова-
тость Ra 0,63—0,32 для фрез классов точности А и В и Ra 1,25—
0,63 для фрез класса точности С. При шлифовании торца 6 крепеж-
ную гайку снимают с оправки. Перед шлифованием фрез класса А
рекомендуется отбалансировать абразивные круги.
Фрезы класса А шлифуют в такой последовательности: обраба-
тывают буртик по диаметру 4 начерно, правят круг алмазом, шлифуют
буртик по диаметру начисто. При обработке буртика по диаметру
у фрез класса точности А одновременно шлифуют торец 3. Шерохо-
ватость последнего должна быть не выше Ra 2,5—1,25. В табл. 21
указаны параметры на радиальное и торцовое биение по буртикам.
Параметры на радиальное и торцовое биение по буртикам, мм
Таблица 21
Модуль т, мм Класс точности фрез Модуги т, мм Клч-е точности фр??
А в л | в | с
1,0—4,0 4,25—12,0 Радиальн( 0,010 0,012 )е биение 0,016 0,020 0,025 0,032 1,0—4,0 4,25—10,0 11,0—12,0 Торцовое биение 0,006 I 0,010 0,008 0,012 0,010 | 0,016 0,016 0,020 0,025
Шлифуют кругом ПП (размеры по стайку) 24А 25—16П СМ1
К1 35 м/с 1 кл. А (ГОСТ 2424—75). Режим обработки торцов бурти-
ков: цзаг =15-4-20 м/мин; s0 = 0,002 мм/об.
Операция 27. Затачивание передней поверхности. В зависимости
от модуля обработку производят на следующих станках: tn = 14-2,7 —
на заточном полуавтомате фирмы «Барбер и Кальман»; m = 1 4- 8—
на заточном полуавтомате мод. 3662; m = 44-12 — на заточном полу-
автомате Клингельнберг мод. AGW-30A. Заготовки крепят гайкой
па шпиндельных оправках: по 3 шт. для m = 1,04-1,25; по 2 шт, для
87
tn = 1,5 4- 5,5; no 1 шт. для m — 64-12. Шероховатость передней
поверхности для фрез класса точности С — Ra 1,25—0,63, для фрез
класса точности В и А — Ra 0,63—0,32.
Применяют шлифовальные круги: для станков фирмы «Барбер и
Кальман» — ЗП 200X16X51 Т 225X18X40 24А 16П СМ14-МЗ 7 К1
35м/с1 кл. А (ГОСТ2424—75); для станков мод. 3662 —Т225Х18Х40,
24А I6M СМ1—М3 7 К1 35 м/с 1 кл. (ГОСТ 2424—75); для станков
Клингельнберг—Т 250x25x32 24А 25П СМ14-МЗ 7 К1 35 м/с 1 кл. А
(ГОСТ 2424—75). Затачивать переднюю поверхность у фрез класса
точности А и В можно также кругом из монокорунда 44А 25—16П М3 7
К1 35 м/с 1 кл. А (ГОСТ 2424—75).
Обработку осуществляют конической частью шлифовальных кру-
гов. Режимы обработки указаны в табл. 22. Проверку отклонений от
радиальности передней поверхности, накопленной погрешности ок-
ружного шага, наибольшей разности окружных шагов стружечных
канавок в пределах оборота, передней поверхности от осевого направ-
ления, конус’ности по наружному диаметру, радиального биения по
наружному диаметру производят на приборах фирмы «Клингельн-
берг» мод. PWF-250. Их можно осуществлять и на приборах фирмы
«Цейсс».
Таблица 22
Режимы затачивания передней поверхности
Модуль т, мм t, мм Число рабочих ходов Модуль т, мм 1, мм Число рабочия ходов
черновая чистовая черно- вых ЧИСТО- ВЫХ черновая чистовая черно- вых ЧИСТО в >1Х
),0—1,25 0,025 0,005 10 20 6,0—7,0 0,05 0,01 14 20
1,5— 1,75 0,03 0,05 8 20 8,0 0,050 0,01 15 20
2,0—2,25 0,033 0,007 11 14 9,0 0,05 0,01 15 20
2,5—2,75 0,033 0,007 11 14 10,0 0,05 0,01 16 20
3,0—3,75 0,033 0,007 11 14 11,0 0,05 0,01 16 20
4,0— 4,5 0,04 0,01 11 15 12,0 0,05 0,01 16 20
5,0—5,5 0,045 0,01 12 15
Примечание. При обработке фрез всех указанных модулей число рабочих ходов
при выхаживании равно 5—6, скорость движения стола для червовых рабочих ходоз б м/мии,
для чистовых—3 м/мин.
Операция 28. Черновое шлифование профиля фрез классов точ-
ности А и В. Шлифование фрез т = 1,04-1,25 осуществляют одновре-
менно двухниточным шлифовальным кругом (рис. 70, а). Профиль
на круг наносится накаткой. Шлифование фрез т = 1,54-7,0 произ-
водят за три перехода (рис. 70, б): вначале шлифуют наружный
диаметр 20, затем профиль 16 и 18 однониточным шлифовальным кру-
гом и, наконец, радиусы 19 и 21 при вершине фрезы. После обработки
наружный диаметр и профиль получают с шероховатостью Ra 1,25 —
0,63.
Для обработки профиля фрез т — 1,04-2,75 применяют шлифо-
вальные круги ПП 80x13x20 34А 16—10П М3 7 К1 35 м/с 1 кл. А
88
Рис. 70. Шлифование профиля червячных фрез:
о — m=1,04-1,25; б— т=1,5-?7,0
(ГОСТ 2424—75), а для т = 44-7 круги ПП 100X20X20 той же ха-
рактеристики. Заготовку крепят гайкой на оправке с цилиндриче-
ской рабочей частью, устанавливаемой в центры станка. Профиль
проверяют на микроскопах для т = 1-е-4 и на приборе Цейсса до
т = 12.
Обработку производят на станках фирмы «Акумаки» мод UL = 1
для т = 1,0-4-1,25; мод. 1Б811 для т = 1,54-7,0. Режимы чернового
шлифования профиля фрез указаны в табл. 23.
Таблица 23
Режимы чернового шлифования профиля червячных фрез т = 1—12
Модуль т, мм Шлифование по диаметру Шлифование профиля п, об/мш
число рабочих ходов за каждый рабочий ход, мм число рабочих ходов за каждый рабочий ход, мм
1,0—1,25 9 0,03 13,4
1,5—2,25 11 0,03 5 0,03 13,4
2,5-2,75 12 0,03 6 0,03 8,0
4,0—4,25 10 0,04 5 0,04 8,0
4,5 10 0,04 5 0,04 8,0
5,0-5,5 12 0,04 5 0,04 8,0
6,0—6,5 14 0,04 6 0,04 8,0
7,0 16 0,04 8 0,04 8,0
8,0—9,0 21 0,04 9 0,04 7,0
10,0—12,0 21 0,04 9 0,04 4,5
Черновое шлифование фрез т = 8-4-12 производят на токарно-
затыловочных станках мод. КТ-70 за три перехода (рис. 71, а). По
диаметру шлифуют кругом ПП 150x32x32 34А 25—16П М3 7 К12
35 м/с 1 кл. А (ГОСТ 2424—75), профиль — кругами ПП 125X25X32
34А 25—16П М3 7 К1 35 м/с 1 кл. А (ГОСТ 2424—75). Профиль про-
веряют на приборе Цейсса.
Операция 29. Чистовое шлифование фрез классов точности А и
В. Шлифование профиля у фрез т = 1,04-1,25 производят одновре-
менно как по диаметру, так и профилю двухниточным шлифовальным
кругом. Правку профиля круга производят накаткой. В табл. 20
Указаны величины зазора между наружной поверхностью и плечом
89
1-й переход 2-й переход 3- й переход
а)
4 -й переход
S)
Рис. 71. Шлифование профиля червячных фрез т 8—12:
в—1—3-й переходы; б — 4-й переход
шаблона как для чернового, так и чистового затылования профиля
(рис. 72).
Профиль фрез т — 1,54-7,0 шлифуют по диаметру, профилю и по
радиусам (см. рис. 70, б), у фрез т — 8-4-12 — по диаметру и двум
сторонам (см. рис. 71, а), а также по радиусам на вершине зуба
(см. рис. 71, б).
Профиль фрез т. — 44-12 обрабатывают на резьбошлифовальном
станке мод. МВ-107 или на токарно-затыловочном мод. К.Т-70. Ре-
жимы чистового шлифования профиля червячных фрез т — 14-12
указаны в табл. 24. Зернистость кругов для чистового шлифования
выбирают на одну или две степени меньше, чем для черновой обра-
ботки.
Таблица 24
Режимы чистового шлифования профиля червячных фрез /п= 14-2
Число рабочих ходов при шлифовании
Модуль т, мм по диаметру профиля п, об/мин
радиуса
черновом чистовом черновом чистовом
1,0—2,5 15 9,2
1,5—2,23 3 6 3 6 3 9,2
2,5—2,75 4 6 4 8 3 6,5
4,0—4,5 5 7 6 7 3 5,6
5,0-5,5 5 7 7 8 4 4
6,0—6,5 6 7 8 8 4 4
7,0 6 9 8 9 4 4
8,0—10,0 7 9 8 9 4 4
11,0—12,0 7 10 9 11 4 4
Примем ание. Глуби ia резания за каждый двойной ход при черновом ц 1лпфованни
по диаметру и профилю, а чакже при обработке радиусов равна 0,02 мм. при чистовом
шлифовании по диаметру и профилю 0,01 мм
Операция 30. Маркирование на ручном гравировальном станке
с пантографом электрографическим методом. Вместо гладкой иглы,|
как при химико-механическом маркировании, используют стержень
из меди с вольфрамовым наконечником, к которому подводят ток через
трансформатор, понижающий напряжение с 220 до 5—10 В. Знаки-
наносят на отшлифованную поверхность ступицы в соответствии;
с требованиями ГОСТ 9324—60.
90
Рис. 72. Схема провер-
ки профиля зуба в
осевом сечении
Маркировать следует посередине торца буртика. Кроме указан-
ного способа применяют маркирование на электрохимическом при-
боре ЭХМ-2.
Варианты обработки фрез на Московском инструментальном заводе.
На заводе МИЗ после операции фрезерования стружечных канавок
для фрез класса точности А применяют затачивание передней поверх-
ности 14 «Как чисто». После этого накопленная погрешность окружного
шага канавок не превышает 0,05 мм для т = 1,04-2,5 мм; 0,08 мм
для т = 2,54-6,0 мм и 0,10 мм для т — 6,04-10,0 мм.
Затем проводят операцию «затылование профиля». Для фрез клас-
са точности А при этом установлены следующие допускаемые отклоне-
ния. Биение по наружному диаметру: для т = 1,0 4- 2,5 мм —
0,05 мм; для т — 2,54-6,0—0,8 мм; для т = 64-10 мм —0,10 мм.
Просвет профиля по шаблону не более 0,05 мм. Падение затылка
проверяют на длине С (см. рис. 64).
1-й переход 2-й переход Зй переход
Р“с. 74. Шлифование профиля червячных фрез:
а - "1 = 1,0 4- 2,0; 6 — «1 = 2,25 = 5,5; о —«1 = 64-10
81
После термообработки применяют еледующую последователь
операции. Шлифуют отверстия. Заготовки фрез с De = 150 м
танавливают в цанговые патроны Биение по наружному диа
при установке фрезы допускают не более 0,1 мм, а биение торц.
пицы не более 0,03 мм. Для обработки отверстий у фрез с De св. 1
вначале шлифуют на круглошлифовальном станке диаметры С
ков 4 с двух сторон на конической оправке (в центрах). Биение п<
метру буртиков должно быть не более 0,015—0,020 мм. Затем <
устанавливают в трехкулачковый патрон Базой служит один и:
тиков. Далее обрабатывают отверстие на доводочной головке
При шлифовании торцов 6 буртиков с двух сторон на униве[
но-круглошлифовальном станке заготовку устанавливают на тс
центровую оправку с цилиндрической рабочей частью. Применяю'
ги ЗП 300 X 13 X 127 24А 40—25П СМ 1—СМ3 7 К1 35 м/с 1 кл А (
Таблиц
Режимы шлифования профиля зубьев фрез т==1,0-~5,5
Модуль Я S X s L = Класс ТОЧНОСТИ
О х Я “ >>Q о св b о. Z А в
т, мм о 2 ® х 1
Д2 о с т Ssi •с 1, мм 1 1, мм 1 Z, мм
11 12 192 0,14 0,020 1 0,020 7 0,023
1,0—1,25 о 8,5 136 0,035 0,007 5 0,009 4 0,009
в 8,5 136 — — 2 — 2 —
11 12 192 0,14 0,023 6 0,023 6 0,028
1,5 о 8,5 136 0,035 0,007 5 0,009 4 0,009
в 8,5 136 — — 2 — 2 —
п 12 192/168 0,14 0,023 6 0,028 5 0,028
1,75-2 о 8,5 136 0,035 0,009 4 0,009 4 0,011
в 8,5 136 — — 2 — 2 —
п 12 168 0,21 0,030 7 0,035 6 0,04
2,25—2,75 О 8,5 119 0,035 0,009 4 0,009 4 0,090
в 8,5 119 — — 2 — 2 —
п 12 168 0,21 0,026 8 0,030 7 0,035
3—3,5 О 8,5 119 0,035 0,009 4 0,009 4 0,009
в 8,5 119 — — 2 — 2 —
п 12,0 168 0,21 0,026 8 0,030 7 0,035
3,75—4,25 О 8,5 119 0,035 0,007 5 0,007 5 0,007
в 8.5 119 — — 3 — 3 —
4,5—5,5 11 8,5 119 0,21 0,026 8 0,030 7 0,035
о 6,4 90 0,035 0,007 5 0,007 5 0,007
в 6,4 90 — — 3 — 3 —
Примечание. П —предварительная обработка; О—•окончательная; В — выхажив:
/•-«число рабочих ходов.
92
2424—75). Шлифуют конической частью круга (рис. 73). Оконча-
тельно обрабатывают буртики по диаметру с двух сторон на кругло-
шлифовальном станке, используя коническую оправку.
После этой операции затачивают переднюю поверхность на заточ-
ном полуавтомате. На шпиндельной оправке обрабатывается одна
ваготовка.
Профиль зубьев шлифуют на универсальном токарно-затыловоч-
аом станке К-96 или КТ-70. Обработку фрез класса А ведут на точной
оправке с цилиндрической рабочей частью, которую устанавливают
в центры станка. Обработку профиля фрез классов точности В и G
производят на конических оправках.
У фрез т = 1,0-4-2,0 мм весь профиль шлифуют с образованием
радиусов по наружному диаметру однониточным шлифовальным кру-
гом (рис. 74, а). Профиль фрез т = 2,25-4-5,5 мм обрабатывают по
ехеме на рис. 74, б. У фрез т — 6-4-10 мм вначале шлифуют одно-
временно наружный диаметр 4 и радиусы 19 и 21 фасонным шлифо-
вальным кругом, а затем раздельно правую и левую стороны (рис. 74, в).
Режимы обработки указаны в табл. 25 и 26.
Таблица 26
Режимы шлифования наружного диаметра н радиусов фрез /п=»64-10
Модуль т, мм Вид •Сра- ботки 1 п, об/мин Чи<ло врезаний в минуту (ударов) h. мм Класс точности
А В с
. мм | i мм | (, мм | i
11 10 120 0,25 0,050 5 0,060 4 0,060 4
6—7 О 6 72 0,035 0,012 3 0.012 3 0,017 2
в 6 72 — 1 — 1 — 1
п 10 120 0,25 0,050 5 0,050 5 0,060 4
8—9 О 6 72 0,035 0,012 3 0,012 3 0,012 3
в 6 72- — — 2 — 1 — 1
п 6 Т2 0,25 0,040 6 0,050 5 0,050 5
10 О в 72 0,035 0,012 3 0,012 3 0,012 3
в 6 72 — — 2 — 2 — 1
Шлифование сторон (каждой в отдельности)
п 10 100 0,25 0,040 в 0,050 5 0,050 5
(5—7 О 6 60 0,04 0,013 3 0,013 3 0,013 3
в 6 60 — — 2 — 2 — 1
11 10 90 0,275 0,045 6 0,045 6 0,055 S
8—9 О 6 54 0,040 0.010 4 0 013 3 0,013 3
в 6 54 — — 2 — 2 — 2
п 6 54 0,275 0,045 6 0,045 6 0,045 6
10 О 6 54 0,040 0,010 4 0,010 4 0,013 3
в 6 54 — — 3 — 2 — 2
С.м примечание к табл. 25.
93
После шлифования профиля осуществляется тонкое затачивание
передней поверхности на заточном полуавтомате. При этом приме-
няют шлифовальные круги 24А 10—5П СМ2 7 К1 35 м/с 1 кл. А (ГОСТ
2424—75). Размеры и допуски — согласно техническим требованиям.
Технологический процесс заканчивается химико-механическим мар-
кированием на ручном станке с пантографом.
10. ПРЕЦИЗИОННЫЕ ЧЕРВЯЧНЫЕ ФРЕЗЫ
КЛАССОВ ТОЧНОСТИ ААА И АА
Прецизионными червячными фрезами классов точности ААА
(tn = 2-?8 мм) и АА нарезают цилиндрические зубчатые колеса 5-й
(ГОСТ 1643—72) и 7-й (ГОСТ 1643—72) степени точности соответст-
венно. Фрезы класса точности ААА изготовляют по отраслевой нор-
мали ОН 431/5—62, класса точности АА — в соответствии с техни-
ческими условиями ГОСТ 9324—60. Фрезы обоих классов точности
выполняют с винтовыми канавками и, в отличие от фрез классов точ-
ности А, В, С, с утопленными ступицами на торцах буртиков (рис. 75).
Технологический процесс. Исходной заготовкой для цельных чер-
вячных фрез классов точности ААА и АА служит поковка. Технология
изготовления данных фрез по сравнению с фрезами классов точности
А, В имеет ряд особенностей.
После снятия больших припусков на поверхностях заготовок
возникают остаточные напряжения. Для их ликвидации после чер-
новых операций проводят искусственное старение в масляной ванне
при 130—150° С с выдержкой в течение 3—4 ч.
Начиная с 8-й после каждой последующей технологической опе-
рации вводят контрольные операции.
После шлифования отверстия, которое осуществляется без ох-
результате нагрева возникают остаточные
напряжения, заготовки вылеживаются.
Согласно ТУ на фрезы класса точности
ААА карбидная неоднородность должна
быть в пределах 3-го балла. Этому требо-
ванию лучше всего удовлетворяет сталь
марки Р6М5. В табл. 27 указаны нормы
расхода стали на одно изделие. Последо-
вательность обработки прецизионных чер-
вячных фрез классов точности ААА и АА
для 11-ти операций приведена в табл. 28.
Операция 12. Фрезерование резьбы на
резьбофрезерном станке мод. ГФ-812. Ра-
диальное биение буртиков при установке
на станке допускается не более 0,03 мм.
Резьбу фрезеруют на одной заготовке,
установленной на шпиндельной оправке.
Наибольшая погрешность шага не бо-
лее ±0,07 мм. Наибольшая накопленная
лаждения и потому в
4
L
Рис. 75. Конструкция утоп-
ленной ступицы для преци-
зионных червячных фрез
94
Таблица 21
Нормы расхода быстрорежущей стали на одно изделие
Модуль т. мм Размеры изделия Размеры поковки, мм Норма расхода металла на исход- ную заготовку st
D L D L
2,0-2,25 90 90 95±2,5 95±1 7,00
2,5—2,75 100 100 105±2,5 105J-1 9,40
3,0— 3,5 112 112 11913,0 119± 1,5 13,77
4,0—4,5 125 125 135±6 140±7 22,43
5,0—5,5 140 140 150±5 155±8 30,44
6,0-7,0 160 155 175—8 170±9 46,00
8,0 180 175 195±9 190± 10 63,88
погрешность шага на длине трех витков допускается не более
±0,15 мм.
Операция 12к. Контроль всех заготовок партии.
Операция 13. Фрезерование стружечных канавок на универсаль-
но-фрезерном станке мод. 6А183. Обрабатывают по одной заготовке.
Радиальное биение буртиков при установке фрезы не более 0,03 мм.
После обработки неравномерность окружных шагов канавок фрез
допускается для т = 2±4 мм не более 0,2 мм, для т ~ 4,5-4-8,0 мм
не более 0,3 мм. Отклонение передней поверхности от радиальности
в сторону поднутрения для т = 2±4 мм не более 0,1 мм, для т =•
т — 4,5±8,0 мм не более 0,15 мм. Для контроля погрешности шага
винтовых канавок приняты значения, установленные для червячных
фрез класса точности В (см. ГОСТ 9324—60). Указанные отклонения
проверяют у первой заготовки на приборе завода МИЗ мод. 17000.
Операция 13к. Контроль всех заготовок партии.
Операция 14. Искусственное старение.
Операция 15. Шлифование передней поверхности зубьев фрез
на заточном полуавтомате мод. 3662 до пг = 5 мм, а фрез свыше
т = 5 мм на полуавтомате Клингельнберг мод. AGW = ЗОА. Пог-
решность шага винтовых канавок установлена по классу В (ГОСТ
9324—60). Отклонение передней поверхности от радиальности в сто-
рону поднутрения допускается для фрез пг = 2-4-4 мм не более
0,05 мм, для фрез т = 4,5-4-8 мм не более 0,08 мм. Неравномерность
окружного шага для фрез т = 2±4 мм не более 0,05 мм, для фрез
пг — 4,5-18 мм не более 0,08 мм. Проверяется первая заготовка
из партии.
Операция 15к. Контроль всех заготовок партии.
Операция 16. Затылование профиля зубьев на токарно-затыловоч-
ном станке мод. 1811 для пг = 2ч-4,5 мм и мод. КТ-70 для т = 5-4-
-4-12 мм. Затылуют односпадны.м кулачком. На оправку устанавливают
одну заготовку. Радиальное биение буртиков при установке на станке
Допускается не более 0,03 мм. Отклонения после обработки: просвет
по шаблону не более 0,05 мм; радиальное биение и конусность по на-
ружному диаметру до 0,08мм; наибольшая погрешность шага ±0,4 мм;
наибольшая накопленная погрешность шага на длине любых трех
95
Таблица 28
Последовательность операций обработки прецизионных червячных
фрез ти=2-г8 (до 11-й операции)
№ опе- рации Наименование операции (позиции согласно рис 64) Требуемый класс шерохо- ватости Оборудование
1 Отрезка заготовки для фрез //1=2,04-3,5 4 Абразивно-отрез- ной полуавтомат мод. МФ-332
2 2к 3 Зк Ковка Контроль Отжиг Контроль — —•
4 Очистка от окалины — Дробеструйная установка
5 Токарно-револьверная 1-й уст а нов: центрование отверстия 8 коротким сверлом сверление отверстия 8 рассверливание отверстия 8 св. <$) 40 мм зенкерование отверстия 8 подрезание первого торца 6 обтачивание по наружной поверхности 2 до кулачков 2-й установ: обтачивание по наружной поверхности 2 оставшейся части подрезание второго торца 6 3 3 4 4 3 3 4 Токарно-револь- верный мод. 1П365
6 Термическая обработка (старение) — Масляная ванна
7 Чистовое обтачивание по наружной поверхности 2 6 Токарный ВЦ 200; РмЦ 1000
8 Чистовая токарная обработка I-н установ: чистовое подрезание первого торца 6 протачивание первого буртика 4 снятие фаски 5 на буртике расстачивание утопленной ступицы с одной стороны 8 растачивание отверстия по 2-му классу точности растачивание выточки 1 в отверстии 2-й установ: чистовое подрезание второго торца 6 протачивание второго буртика 4 снятие фаски 5 на втором буртике растачивание утопленной ступицы с другой стороны 5 5 5 5 6 3 5 5 5 То же
8к | Контроль I
9в
Продолжение табл. 28
№ опе- рации Наименование операции (позиции согласно рис. 64) Требуемый класс шерохо- ватости Оборудование
9 Чистовая токарная обработка в центрах на цилиндрической оправке по одной заготовке: обтачивание поверхности 2 обтачивание начисто буртиков 4 5—6 6 То же
9к Контроль —
10 Протягивание шпоночного паза 11 Боковая поверхн. 6, дно паза 4 Горизонтально- протяжной мод. 5Б520
11 Опиливание фаски 9 на торцах шпоноч- ного паза с двух сторон 1,5x45° 4 Вручную
Нк Контроль — —
соседних шагов ± 0,08 мм, а на всей длине до ±0,12 мм. Погрешность
шага и накопленную погрешность шага проверяются у первой заго-
товки на приборе МИЗ мод. 17000.
Операция 17. Затылование второго угла по профилю зуба. Вна-
чале затылуют наружный диаметр, а затем раздельно правую и левую
стороны. При обработке боковых сторон суппорт дополнительно по-
ворачивают на угол 15°. Затылование осуществляют на тех же стан-
ках, что и в 16-й операции.
Операция 17к. Контроль всех заготовок партии на приборе МИЗ
мод. 17000.
Операция 18. Фрезерование неполных витков на вертикально-
фрезерном станке (см. рис. 68).
Операция 19. Маркирование шифра марки стали и порядкового
номера изделия.
Операция 19к. Контроль внешнего вида: отсутствие забоин, нали-
чие фасок, правильность снятия неполных витков.
Операция 20. Термическая обработка — отпуск: для стали Р18
трех-, четырехкратный, для стали Р6М5 — двух-, трехкратный.
Операция 20к. Контроль твердости. Контроль на аустенит про-
водит выборочно на одной—двух заготовках партии.
Операция 21. Контроль твердости, качества дробеструйной об-
работки н контроль на аустенит. Последнюю проверку проводят вы-
борочно на 1—2-х заготовках партии на приборе-аустенометре.
Операция 22. Черновое шлифование буртиков 4 на круглошлифо-
вальном станке мод. ЗБ 151. Заготовку устанавливают на коническую
оправку. Биение поверхности буртиков 4 не должно превышать
0,02 мм. Используют шлифовальный круг ПП 350х40х 127 24А 25П
СМ1 - СМ2 5 К1 35 м/с 1 кл. А (ГОСТ 2424—75).
4 Зак. 557
97
Операция 23. Шлифование отверстия 8 и одного торца 6 на внут-
ришлифовальном станке мод. SI 125/175 (ГДР). Заготовка базируется
в трехкулачковом самоцентрирующем патроне по одному из бурти-
ков. При установке заготовки на станке биение свободного буртика
не должно быть более 0,02 мм. Биение прошлифованного торца не дол-
жно превышать 0,003 мм (проверка на станке). Отверстие шлифуется
со следующими размерами: для т = 2,04-3,5 мм d = 39.99+0,01 мм,
для т = 4,04-5,5 мм d = 49.99+0,01 мм, для т = 6 4- 8 мм
d = 59.88+0’01 мм. Проверку производят индикаторным нутромером
с ценой деления 0,001 мм. Применяют шлифовальный круг ПП
(размер по отверстию) 24А 25П СМ14-СМ2 6 К1 35 м/с 1 кл. А
(ГОСТ 2424—75).
Операция 24. Естественное старение (вылеживание).
Операция 25. Доводка отверстия вручную с использованием чу-
гунного притира на доводочном станке завода МИЗ. При обра-
ботке применяют алмазную пасту AM 28 (204-20) 14 НВОМ
(ГОСТ 16877—71). Отверстие получают со следующими размерами:
для т = 24-3,5 мм d = 40+0,°07 мм; для т — 44-5,5 мм d = 50+0,007 мм;
для т = 64-8 мм d= 60+0’007 мм. Проверяют отверстие после довод-
ки индикаторным нутромером с ценой деления 0,001 мм.
Операция 25к. Контроль всех заготовок партии.
Операция 26. Шлифование начисто двух торцов 6 буртиков на
круглошлифовальном станке мод. 3131. Заготовку на оправке с ци-
линдрической рабочей частью устанавливают в центрах станка. При-
меняют комплект оправок с разницей по диаметру 2 мкм. Благодаря
этому удается подобрать оправку по фактическому размеру отверстия.
Шлифуют периферией круга (см. рис. 73). Торцовое биение буртиков
после шлифования не более 0,003 мм. Характеристика шлифовального
круга: ЗП 350 X 40 X 127 24А 25П СМ2 7 К1 35 м/с 1 кл. А
(ГОСТ 2424—75).
Операция 26к. Контроль всех заготовок партии.
Операция 27. Шлифование буртиков по наружному диаметру 4
на крутлошлифовальном станке мод. ЗБ151П. Допуск на диаметр
4^0,5 мм. Заготовку насаживают на цилиндрическую оправку. При-
меняют шлифовальный крут ПП 450x50x203 24А 16П СМ2 5 К1
35 м/с 1 кл. А (ГОСТ 2424—75).
Радиальное биение буртиков после обработки для фрез т = 2,04-
0,3 мм не более 0,004 мм, для фрез т = 44-8 мм не более 0,005 мм. На-
ружный диаметр буртиков измеряют штангенциркулем с точностью
0,1 мм.
Операция 27к. Контроль всех буртиков партии.
Операция 28. Затачивание начерно передней поверхности зубьев
на заточном станке. На подобранную по отверстию оправку с цилин-
дрической рабочей частью устанавливают одну заготовку. Радиальное
биение буртиков при установке заготовки на станке для фрез т = 24-
4-4 мм не более 0,004 мм, для фрез т — 4,54-8 мм не более 0,005 мм.
Отклонение элементов принимают по техническим требованиям для
фрез класса точности А по ГОСТ 9324—60.
Операция 28к. Контроль всех заготовок партии.
88
Операция 29. Затылование профиля зуоьев начерно на шлифоваль-
но-затыловочном станке Клингельнберг мод. AGM. Обрабатывают
одну заготовку на подобранной оправке с цилиндрической рабочей
частью. Отклонение элементов принимают по техническим требова-
ниям для фрез класса точности А по ГОСТ 9324—60.
Используют шлифовальные круги: для т = 2 -4- 4,5 мм ПП
80X13*20 24А 25П СМ1 5 К1 35 м/с 1 кл. А (ГОСТ 2424—75); для
т = 54-8 мм ПП 100X13X20 24А 25П СМ 5 К1 35 м/с 1 кл. А
(ГОСТ 2424—75). Шлифование осуществляют так же, как и при об-
работке червячных фрез классов точности А, В, С (см. рис. 74, а,
б, в). Режим обработки: п — 5,5 об/мин; t = 0,014-0,015 мм. При
правке кругов применяют накатники для радиуса и для фланкиро-
ванного участка. Измерение профиля при обработке — шаблоном.
Профиль фрез до т = 3 проверяют на универсальном микроскопе,
с большим модулем — на приборе завода МИЗ мод. 17000. Наружный
диаметр заготовки, длину прошлифованного участка зуба измеряют
шта н ген циркулем.
Операция 29к. Контроль всех заготовок партии.
Операция 30. Затачивание передней поверхности начисто на за-
точном станке Клингельнберг мод. AGW = ЗОА. Заготовку устанав-
ливают на подобранную оправку с цилиндрической рабочей частью.
Радиальное биение буртиков при установке заготовки на станке
для фрез т — 2-4-4 мм не более 0,004 мм, для фрез т = 4,54-8 мм —
не более 0,005 мм. Используют шлифовальный круг ЗП 250X16X32
24А 25П СМ2 7 К1 35 м/с 1 кл. А (ГОСТ 2424—75). Поднутрение про-
веряют на приборе завода МИЗ мод. 17000 микронным индикатором
или на приборе фирмы «Цейсс» мод. WMG.
Операция ЗОк. Контроль всех заготовок партии.
Операция 31. Шлифование профиля зубьев начисто. Заготовки
фрез классов точности ААА обрабатывают на шлифовально-затыло-
вочном станке Клингельнберг мод. HSF-ЗЗБ, класса точности АА —
на шлифовально-затыловочном станке Рейнекер мод. UHD-2, фрезы
до т = 4 мм включительно шлифуют дисковым кругом диаметром
80 мм (max), т = 4,54-6,0 мм — чашечным кругом, tn = 64-10 мм —
пальцевым крутом. Заготовку устанавливают на оправку с цилиндри-
ческой рабочей частью. Режим обработки: п = 3,5 об/мин; t = 0,0024-
0,004 мм. Для выхаживания применяют от 15 до 20 проходов для
фрез класса точности ААА и от 10 до 15 — для фрез класса точности АА.
Измерительный инструмент: шаблоны на профиль, толщину зуба
и радиус; прибор фирмы «Цейсс» мод. WMG. Радиальное биение бур-
тиков при установке заготовки на станке для фрез т = 2-?4 мм
не более 0,004 мм, для фрез т = 4,54-8 мм не более 0,005 мм.
Шлифовальные круги тех же параметров, что и в операции 29,
только зернистость выбирают на одну степень тоньше.
Операция 31к. Контроль по одной из двух групп проверок. Пер-
вая группа проверок: погрешность зацепления А/3; наибольшая пог-
решность зацепления от зуба к зубу А/31; отклонение толщины зубь-
ев As, отклонение от радиальности передней поверхности в сторону
4*
99
поднутрения Аг, торцовое Аат и радиальное Ааб биение буртиков,
отклонение диаметра посадочного отверстия Ad.
Вторая группа проверок: наибольшая погрешность винтовой ли-
нии фрезы на одном обороте А/в, наибольшая погрешность винтовой
линии фрезы на трех оборотах А42, наибольшая погрешность вин-
товой линии фрезы от зуба к зубу А/П1; погрешность профиля А/;
отклонение толщины зубьев As; отклонение от радиальности перед-
ней поверхности в сторону поднутрения Аг; торцовое биение буртиков
Аат, отклонение диаметра посадочного отверстия Ad.
На каждую фрезу составляют паспорт с приложением диаграммы
измерения на приборе фирмы «Цейсс» мод. WMG или фирмы «Клин-
гельнберг» мод. PWF-250.
Операция S3. Маркирование химико-механическим способом на
ручном станке с пантографом.
11. ШЛИЦЕВЫЕ ПРОТЯЖКИ Q ЭВОЛЬВЕНТНЫМ
И ПРЯМОБОЧНЫМ ПРОФИЛЕМ
В данном разделе рассматриваются конструкции и существующий
на Московском инструментальном заводе технологический процесс
изготовления шлицевых протяжек с эвольвентным профилем по
(ГОСТУ 6767—63 и с прямобочным профилем по ГОСТ 7943—63. Эти
виды протяжек наиболее сложны и трудоемки в производстве.
Протяжки с эвольвентным профилем
Описание конструкции. Данные протяжки предназначены для об-
работки шлицевых отверстий с эвольвентным профилем по ГОСТ
6033—51 с модулями до 5 мм и номинальными диаметрами до 150 мм.
Из-за сложности эвольвентного профиля шлиц используется обычная
схема резания с подачей (подъемом) на каждый зуб. В зависимости
от длины обрабатываемой детали применяют однопроходную протяж-
ку или комплект протяжек — черновую и чистовую.
На рис. 76 показано (в качестве примера) отверстие шлицевого
соединения с эвольвентным профилем m — 5 мм по ГОСТ 6033—51, а
на рис. 77 — схема его образования в помощью комплекта протяжек
на рис. 78. Чертеж чистовой эвольвентной протяжки (для П-го про-
хода) с корригированным профилем шлиц дан на рис. 78, а размеры
ее зубьев указаны в табл. 29. Протяжка m = 5 мм с числом зубьев
14 для шлицевого соединения с центрованием по наружному диаметру,
полем допуска на наружный диаметр по А и на толщину зуба по S3o
обозначается эв 75x5x14 AS3a. Форма впадин зубьев выполняется
с радиусной спинкой для улучшения условий формирования и отвода
стружки.
Для протягивания шлицевых отверстий эвольвентного профиля
в большинстве случаев применяли протяжки без коррекции, т. е.
профиль потяжки делали одинаковым с теоретическим профилем
100
Рис. 76. Отверстие шлицевого соеди-
нения с эвольвентным профилем
Рис. 77. Схема образования шлицево-
го эвольвентного отверстия комплек-
том протяжек:
1 — припуск, снимаемый черновой протяж-
кой; 2 — припуск, снимаемый чистовой про-
тяжкой. Размер 7-854 * J ’ по дуге де-
лительной окружности.
детали. Для создания углов резания по боковым сторонам шлиц-вспо-
могательного угла в плане (поднутрения) — задний центр при шли-
фовании профиля в этом случае поднимают на незначительную вели-
чину (0,05—0,1 мм). Величина подъема заднего центра зависит от об-
Таблица 29
Размеры зубьев эвольвентной протяжки (на рис. 78)
Номер зуба Диаметр зуба D-. мм Допускаемое отклонение, мм Номер зуба Диаметр зуба Dp мм Допускаемое отклонение, мм
Режущие зубья 27 71,24
28 71,48
1 65,00 29 74,72
2 65,24 30 71,96
3 65,48 31 72,20
4 65,72 32 72,44
5 65,96 33 72,68
6 66,20 34 72,92
7 66,44 35 73,16 —0,02
8 66,68 36 73,40
9 66,92 37 73,64
10 67,16 38 73,88
11 67,40 39 74,12
12 67,64 40 74,36
13 67,88 41 74,60
14 68,12 —0,02 42 74,84
15 68,36 43 74,95 0,008
16 68,60 44 75,00
17 68,84 45 75,030 0,008
18 69,08
19 69,32
20 69,56 Калибрующие зубья
21 69,80
22 70,04 46
23 70,28 47
24 70,52 48 75,030 —0,008
25 70,76 40
26 71,00 50
51
101
IbWtS
щей длины протяжки, длины ее режущей части, допуска на ширину
впадины между зубьями обрабатываемой детали и от профильного уг-
ла исходного контура. Так как допуск на ширину впадины обычно
назначается довольно жестким, то величина подъема заднего центра,
а следовательно, и поднутрение получаются незначительными. Это
не обеспечивает хороших условий резания и приводит к снижению
стойкости эвольвентных протяжек.
Для повышения стойкости эвольвентных протяжек необходимо
увеличивать угол поднутрения профиля, т. е. увеличивать подъем
заднего центра при шлифовании профиля. Так, при подъеме заднего
центра 0,3 мм (вместо 0,05—0,1 мм) на 1000 мм длины стойкость про-
тяжек повышается в 2—3 раза. Однако при этом требуется коррекция
профиля: ордината каждой точки профиля протяжки должна быть
изменена по сравнению с ординатой теоретического профиля детали
в соответствии с искажением, вызванным поднятием заднего центра.
На МИЗе внедрен в практику метод корригирования эвольвентных
протяжек, разработанный Специальным конструкторско-технологи-
ческим бюро металлорежущего инструмента и оборудования (СКТБИ),
который основан на замене теоретического профиля корригированной
протяжки некой эвольвентной. Расчет параметров искомой заменя-
ющей эвольвенты приведен в литературе I2J.
В чертеж протяжки вносятся полученные по расчету величины
Е — подъем заднего центра на всю длину протяжки; 2г6 — диаметр
диска, 06 — начальный угол заменяющей эвольвенты. Эти параметры
необходимы для получения корригированного эвольвентного профиля
протяжки. Начальный угол 06 требуется для подсчета вылета алмаза
при шлифовании эвольвентного профиля шлиц. Для контроля эволь-
вентного профиля шлиц на передней направляющей делается техно-
логический буртик (см. рис. 78) диаметром, равным диаметру калиб-
рующих зубьев, после контроля его удаляют. На протяжках 1-го
прохода также выполняют контрольный буртик на передней и задней
направляющих диаметром, равным диаметру калибрующих зубьев
чистовой протяжки (Н-го прохода). Эвольвептный профиль контроли-
руется размером М с помощью двух пар роликов диаметрами dpl и
dp.2 (см. рис. 78). Размеры М по роликам проставляют в чертеже, а
также дают координаты (справочные) эвольвентного профиля протяж-
ки, которые используются при расчете профиля фрезы для обработки
шлиц у протяжек.
Рабочую часть протяжек изготавливают из быстрорежущей ста-
ли марок, предусмотренных ГОСТ 19265—73. Для крупногабаритных
протяжек можно применять сталь ХВГ по ГОСТ 5950—73. Наиболь-
шее распространение в производстве для этого инструмента получила
сталь Р6М5. Хвостовую часть сварных протяжек делают из стали
40Х по ГОСТ 4543—71. Твердость элементов протяжек: режущей части
и задней направляющей HRC 62—65, передней направляющей HRC
60—65, хвостовой части HRC 40—47. Протяжки из быстрорежущих
сталей с диаметром хвостовика 14 мм и выше изготавливаются свар-
ными или с механическим креплением. Сварочный шов располагается
на шейке.
103
Технические требования
1. Согласно ГОСТ 6767—63 накопленная погрешность окружного
шага не должна превышать величин, указанных в табл. 30.
Таблица 30
Допустимые значения накопленной погрешности окружного шага
протяжек, мкм
Модуль т, мм Номинальный диаметр протяжки, мм Накопленная погрешность прн полях допуска на ширину впадин обрабатываемых отверстий
Sa s.
1,0 и 1,5 До 25 14 18 22
Св. 25 16 20 20
2,0—3,5 До 60
Св. 60 18 22 28
5,0 До 100
Св. 100 20 25 32
2. Отклонение в профиле калибрующих зубьев от теоретической
эвольвенты не должно превышать величин, указанных в табл. 31.
Таблица 31
Допускаемое отклонение в профиле калибрующих зубьев, мкм
Модуль т, мм Число шлицев протяжки Допускаемое отклонение при обработке отверстий о полем допуска на ширину впадин
S. S,a
1,0—1,5 11-20 10 12 16
22—38 14 16 20
2,0—3,5 12—30 14 16 20
22—50 16 18 24
5,0 12—20 15 18 24
22—28 20 22 28
3. Отклонение от осевого направления (непараллельность) эволь-
вентных сторон зубьев относительно продольной оси протяжки до-
пускается в пределах 0,01 мм на 500 мм длины шлицевой части.
4. Несимметричность зуба относительно оси в поперечном сечении
допускается в пределах допуска на толщину зуба протяжки.
5. Радиальное биение двух последних режущих и всех калибрую-
щих зубьев не должно превышать допуск на диаметр калибрующих
зубьев. Биение на остальной части протяжки устанавливается в за-
висимости от ее длины и не должно превышать на каждые 100 мм ее
длины: 0,005 мм — у протяжек длиной до 400 мм; 0,006 мм — у про-
тяжек длиной св. 400 мм.
104
6. Ширина цилиндрической ленточки f = 0,2 4- 0,3 мм выпол-
няется только на калибрующих зубьях.
7. Предельные отклонения углов (не более): ±2° для переднего
угла у; ±30' для заднего угла режущих черновых зубьев; —30' для
заднего угла режущих чистовых и калибрующих зубьев.
8. Отклонения размеров, не ограниченных допусками, выполня-
ются по 7-му классу точности ОСТ 1010.
9. Эвольвентный профиль ниже диаметра первого зуба не регла-
ментируется .
Остальные технические требования — по ГОСТ 6767—63. На шейке
хвостовика каждой протяжки маркируется № прохода, № чертежа,
обозначение протяжки, предел длин протягивания, величина перед-
него угла, марка стали рабочей части протяжки, товарный знак за-
вода-изготовителя. Испытание протяжек в работе — по ГОСТ 6767—63.
Технологический процесс. Нумерация обрабатываемых поверхно-
етей дана на рис. 79.
Операция 1. Отрезка заготовки: для рабочей части — из стали
Р6М5, для хвостовой — из стали 40Х. Операция производится на абра-
зивно-отрезном станке мод. МФ-332. Пруток закрепляют в тисках.
Режущий инструмент — шлифовальный круг ПП 400X4X203 15Л
40П СТ1 7 Б 50 м/с 1 кл. А (ГОСТ 2424—75). sM = 60 — 80 мм/мин.
Измерительный инструмент — масштабная линейка.
Операция 2. Правка заготовки в призмах. Заготовки диаметром
до 30 мм правят вручную с помощью винтового пресса, св. 30 до 120 мм
на гидравлическом прессе 100 т, св. 120 мм не правят, но при этом
допускаемая кривизна не более 1,1 мм. Приспособления и измери-
тельный инструмент: плита, лекальная линейка.
Операция 3. Очистка свариваемых поверхностей заготовки от ока-
лины и грязи на точильном станке.
Операция 4. Сварка на электросварочной стыковой машине завода
МИЗ.
Операция 5. Отжиг заготовок для устранения напряжений, возни-
кающих в металле при сварке, и снижения твердости до НВ 255—
207.
Операция 7. Центрование торцов с двух сторон на специальном
Центровальном станке завода МИЗ. Размеры центровых отверстий
/’«с. 79. Конструктивный чертеж протяжки с эвольвентным профилем:
t—IC — номера обрабатываемых новерхиочей
° Зак. 557
105
берутся по ГОСТ 14034—74 о учетом припуска 0,3 мм (на сторону)
на последующую обработку торцов. Режущий инструмент: комбиннро
ванное центровочное сверло из быстрорежущей стали. Режим обработ-
ки v = 20-?25 м/мин, подача ручная. Измерительный инструмент!
глубиномер, штангенциркуль.
Операция 7к. Контроль групповой. Проверяют размеры центровых
отверстий, шероховатость обработки, величину биения по диаметру,
соосность расположения центровых отверстий с двух сторон заготовки,
Операция 8. Предварительное обтачивание: хвостовой и рабочей
частей на токарном станке с высотой центров 200 мм и расстоянием
между центрами 1500 мм. На последующую обработку оставляют при-
пуск 2,5—4,0 мм на диаметр. Режущий инструмент: проходной резец
с пластинкой из твердого сплава Т15К6, Т14К8. Режим обработки
и = 60ч-80 м/мин; s0 = 0,2±0,5 мм/об для заготовок диаметром
25—55 мм и $о=0,5± 1,0 мм/об для заготовок диаметром 55—180 мм.
Приспособления: трехкулачковый пневматический патрон с до-
пустимым биением не более 0,3 мм, вращающийся задний центр
по ГОСТ 8742—62.
Заготовки с отношением длины к диаметру L/D > 12 обрабатывают
с применением неподвижного люнета (предварительно протачивается
место под люнет). Измерительный инструмент: масштабная линейка,
штангенциркуль.
Операция 9. Высокий отпуск. Производится только у протяжек
из стали марки ХВГ для снятия напряжений, полученных при обра-
ботке.
Операция 10. Подрезание торцов и растачивание защитной вы-
точки с двух сторон на токарном станке. Один конец заготовки зажи-
мается в трехкулачковый патрон, второй — поддерживается люнетом.
Заготовку диаметром до 35 мм для уменьшения вылета при обработке
пропускают через шпиндель. Размеры центровых отверстий выпол-
няют по ГОСТ 14034—74. Отклонение общей длины протяжки
не должно превышать ±3,0 мм при длине до 1000 мм и ±5,0 мм при
длине св. 1000 мм. Режущий инструмент: подрезной торцовой резец
из твердого сплава Т5К10. Режимы обработки: для подрезания тор-
цов — v = 60 ± 80 м/мпн; s0 = 0,2 ± 0,35 мм/об; для протачивания
защитной выточки — v = 20 ± 30 м/мин; s0 — 0,2 ± 0,35 мм/об.
Приспособления: трехкулачковый патрон самоцентрирующий
с допустимым биением не более 0,15 мм, неподвижный люнет для заго-
товок диаметром D > 35 мм. Измерительный инструмент: масштабная
линейка, штангенциркуль.
Операция 11. Протачивание места под люнет в центрах на токарном
станке. Место под люнет длиной 35—40 мм «как чисто» протачивается
на режущей части протяжки на расстоянии I = /72, где L — общая
длина протяжки. Режущий инструмент: проходной резец из твердого
сплава Т15К6, Т14К8. Режимы обработки указаны в табл. 32.
Приспособления: поводковая планшайба, хомутик, центр упорный,
центр вращающийся по ГОСТ 8742—75 (задний). Измерительный ин-
струмент аналогичен операции 10.
106
Режимы обработки на операции 11 </==0.25 мм)
Таблица 32
D, мм L, мм :>0, мм/об и, м/мин
35—50 60-70 70—150 600—1200 600-1600 . 800—1600 0,3—0,15 0,3—0,2 0,3—0,2 30 40—30 70—40
Операция 12. Окончательное обтачивание хвостовика 1, шейки 2
передней направляющей 4 и снятие фаски на хвостовике на токарном
станке. Операционные припуски на последующее шлифование ука-
заны в табл. 33.
Таблица 33
Припуск на шлифование после обтачивания
Обрабатываемая поверхность Размеры заготовки, мм Припуск на шлифо- вание (на диаметр), мм
D L
Хвостовик 10—30 Св. 30 200—800 800—1500 0,5—0,6 0,6—0,8
Шейка — — 0,2
Передняя направляющая 10-30 Св. 30 200 -800 800—1500 0,5—0,7 0,8-1,1
Режущий инструмент: резец проходной с твердосплавной пластин-
кой марки Р14К8, Т15К6. Режим резания выбирают в зависимости
от диаметра заготовки и ее длины (отношения L/D\. v = 40-?80 м/мин;
s0 = 0,2 -4- 0,5 мм/об. Приспособления: поводковая планшайба, хо-
мутик, центр упорный, центр вращающийся по ГОСТ 8742—62 (зад-
ний), люнет неподвижный. При обработке заготовок диаметром свыше
90 мм поводковую планшайбу с хомутиком и упорным центром
заменяют патроном. Допускаемое биение патрона не более 0,1 мм.
Измерительный инструмент: микрометр, штангенциркуль, масштабная
линейка.
Операция 13. Окончательное обтачивание калибрующей части
6, задней направляющей 7 и снятие фаски на торце задней направ-
ляющей на токарном станке. Припуск на диаметр на последующее шли-
фование калибрующих зубьев: 0,6—0,8 мм для протяжек с D до 30 мм
и L до 800 мм; 0,9—1,2 мм для протяжек с D св. 30 мм и L = 800 -£-
1500 мм. Припуск на шлифование задней направляющей: 0,5 мм для
протяжек с D до 30 мм и L до 800 мм; 0,5—0,8 мм для протяжек с D
св- 30 мм и L = 800 4- 1500 мм. Режущий инструмент, режим обра-
ботки, приспособления, измерительный инструмент те же. что в опе-
рации 12.
5*
107
Операция 14. Окончательное обтачивание режущих зубьев на ко-
нус на токарном станке (с характеристикой 200x 1500) по копирной
линейке. Режущий инструмент, режим обработки, приспособления,
измерительный инструмент те же, что в операции 12. Припуск на шли-
фование по диаметру режущих зубьев — по операции 13.
Другой вариант обтачивания режущих зубьев на конус, применяе-
мый в настоящее время на Московском инструментальном заводе, зак-
лючается в следующем. Протяжку устанавливают одним концом в пат-
рон, другим в центр (без смещения заднего центра). Обтачивают
половину припуска по диаметру. На масштабной линейке красным
карандашом делают разметку длины между промежуточными зубьями
(например, иа длине пяти зубьев). На протяжке по линейке выпол-
няют разметку длины между промежуточными зубьями. Обтачивают
конус режущих зубьев с поперечной подачей суппорта на глубину раз-
ности диаметров промежуточных зубьев.
Допуск на окончательное обтачивание всех наружных поверхно-
стей заготовки протяжки не должен превышать 0,1 мм (кроме диа-
метра шейки, допуск на который равен 0,2 мм).
Операция 15. Обтачивание переходного конуса 3 с разворотом на его
угол поперечного суппорта на токарном станке. Режущий инструмент,
режим обработки, приспособления, измерительный инструмент те же,
что в операции 12.
Операция 16. Нарезание профиля зубьев и канавок на токарном
станке в патроне и с подвижным люнетом: разметка шага; нарезание
профиля калибрующих 8 и режущих 9 зубьев, канавок 11 на передней
и задней направляющих. Разметку шага и нарезание кольцевых кана-
вок на передней и задней
Рис- 80. Разметка шага зубьев и образование
профиля режущих (а) и калибрующих (б)
зубьев
направляющих производят
отрезным резцом с твер-
дым сплавом марки Т15К6.
Разметку ведут последова-
тельно от калибрующих
зубьев к режущим. Глуби-
на канавок 1ц от 0,5 до
2,5 мм, ширина 1ц от 1,5 до
2,5 мм в зависимости от
размеров профиля зубьев.
Эскиз обработки показан
на рис. 80.
Кольцевые канавки на
передней и задней направ-
ляющих (их число и рас-
положение задаются тех-
нологом) являются техно-
логическими и служат для
облегчения операции шли-
фования профиля шлиц.
Нарезание профиля режу-
щих и калибрующих зу-
108
бьев производится специальными профильными резцами с пластинкой
твердого сплава марки Т14 К8. Профиль резцов затачивается по шаб-
лону в соответствии с профилем нарезаемых зубьев. При нарезании
зубьев создается передний угол у. Размеры глубины впадины зубьев
режущих h0 и калибрующих hK выполняются с учетом припуска
0,5—0,6 мм под последующую обработку. Остальные размеры — по
чертежу.
Режимы обработки: при разметке шага — v — 304-40 м'мин;
so = 0,154-0,3 мм/об для диаметров протяжек до 40 мм и v = 404-
50 м/мпн; s0 = 0,3 мм/об для диаметров св. 40 мм, при нарезании про-
филя зубьев — v — 304-50 м/мин; s0 = 0,154-0,3 мм/об для диаметров
протяжки до 40 мм и v = 504-80 м/мин, s0 = 0,34-0,5 мм/об для диа-
метров свыше 40 мм. Выбор режима резания зависит от отношения
UD. При L'D > 20 режимы резания снижают. Измерительный инстру-
мент: масштабная линейка, штангенциркуль, прибор для измерения
переднего угла с радиусными вставками, шаблоны.
Операция 17. Восстановление центровых отверстий с двух сторон
зенковкой с углом 60° на токарном станке в патроне с неподвижным
люнетом. Режим обработки: ц = 204-25 м/мин; подача ручная. Измери-
тельный инструмент: индикатор для установки протяжек, штанген-
циркуль.
Операция 17к. Контроль групповой. Проверяют размеры согласно
технологическому чертежу. Зубья по диаметру необходимо измерять
не менее чем в трех сечениях.
Операция 18. Правка на прессах. Малогабаритные протяжки пра-
вят на пневматическом, крупногабаритные па гидравлическом прес-
се. Протяжки устанавливают в специальные пружинные центры для
проверки биения. Максимальное допустимое биение протяжек 0,06—
0,1 мм. Приспособления: специальные пружинные центры заводского
изготовления по чертежам ВНИИ, призмы, пуансоны. Измерительный
пнстумепт: индикатор со стойкой.
Операция 19. Фрезерование шлицев и внутреннего диаметра про-
тяжки. Производительна обработка всего профиля (боковых сторон и
внутреннего диаметра) фасонной фрезой. Эвольвентный профиль шли-
цев при этом заменяется трапецеидальным и фрезеруется двухуглсв'|й
фрезой. Шлицы фрезеруют при глубине впадины профиля более 1,5 мм.
Ниже приводится методика расчета профиля двухугловых фрез с уче-
том припуска на шлифование эвольвентного профиля шлицев.
Расчет фрезы
1 Определение угла впадины шлицев фрезерованного профиля
Для определения угла впадины Р шлицев фрезерованного профиля соединяют
точки 1 и 3 эвольвентного профиля, как показано на рис. 81. Координаты
точек эвольвентного профиля шлиц хц х2; х3; у.р у-л берут с чертежа. На диа-
метре лежит первая точка эвольвентного профиля xj. Из геометрического
построения следует
* Диаметр du берется с чертежа (см. рис. 78).
109
Полученное значение угла округляют до ближайшего угла профиля имеющихся
угловых фрез.
‘2. Определение ширины площадки Ьп фрезы на диаметре dH.
В точке 2 эвольвентного профиля задаются припусками а2 на шлифование
боковых сторон шлицев. В зависимости от диаметра и длины протяжки аа
выбирают от 0,45—0,5 до 0,8—1,0 мм на сторону.
Из геометрического построения следует
= 2 х2—а.,— у2 tg
М
2 /
Площадка fen фрезы должна быть не менее 0,2 мм.
3. Определение припусков в точках 1 и 3.
Припуск в точке It
2xt —Ьа
а, =--------- .
2
Припуск в точке 3:
$
= х.ч — (х2—а.г) — (уй — у2) fg — .
(2)
(3)
(4)
Припуск <7( не должен быть больше а3. Желательная разница припусков
в точке 1 и 3 до 0,2 м.м, при условии а3 > at. При несоблюдении данного усло-
вия необходимо менять угол Р впадины шлицев.
4. Выбор припуска на внутренний диаметр эвольвентных протяжек. При-
пуск на внутренний диаметр дается равным 0,2 мм с допуском —0,1 мм. Если в
чертеже внутренний диаметр оговорен более жестким допуском (до —0,05 мм),
то припуск па диаметр дается равным 0,5 мм при L да 1000 мм и D до 30 мм или
0,6 мм при L св. 1000 мм и D св. 30 мы.
Рис. 81. Схема распределения припуска при фрезеровании шлица
НО
5. Определение ширины площадки В фрезы па вну-
треннем диаметре с припуском на шлифование.
Из рис. 81 следует
® = ’(^н ^вн.фр) 18 g • (5)
где <1ц — диаметр окружности, откуда отсчитывается
эвольвента (берется с чертежа); dB[i.,;ip — диаметр,
равный внутреннему диаметру протяжки dBll плюс
припуск на шлифование по внутреннему диаметру. Это
в случае, когда <7ц>4п.фр- Если йр^вн.фр, то
В
В^=> Ьп (<711н.фр dH) tg . (6)
На чертеже фрезы (рис. 82) проставляют размер ширины фрезы по зубо-
меру на высоте 5 мм. Тогда
при dB ^вн.фр
= — (dH—</в11.фр) tg + 10 tg •— |
при dH с!вп.фр
Зфр = &п + (йвн.фр—da) tg ~+10tg ~~.
6. Расчет размера по роликам.
Профиль впадины фрезерованных шлицев проверяется размером М по ро-
ликам. Согласно построениям на рис. 81 и 83
Мфр= Оц.р + ^р5
^n.p = 20j О2 = йфр,о+2О1 К) Ох К. = —Е—. t
. Р
sin——
2
где dp — диаметр ролика; Оц.р — диаметр центра ролика;
йфр.о — диаметр до пересечения боковых сторон профиля.
Диаметр до остра
^Фр.о = 2О2 К = dH — — •
teT
Тогда для четного числа шлицев
dn
Мфр-d,------^-+--------EJ- + '<P- Р)
U- »»5-
Для нечетного числа шлицев п, согласно рис. 84,
90
Л1фр1=3 00, dp 2Oi О. cos |
90°
Л4фр = Z)y,p cos n * (8)
Диаметр центров Dlbp определяется так же, как и для протяжек в четным
числом шлицев. Допуск па фрезерный размер по роликам — 0,1 мм.
7. Проверка правильности выбранного диаметра ролика.
Диаметр ролика, как правило, берется с окончательного чертежа, но необ-
ходимо проворить его расположение относительно профиля фрезеруемых шли-
111
цсв. Ролцк не должен касаться внутреннего диаметра dBn,p протяжки. Зазор
должен быть не менее 0,4—0,5 мм на сторону, т. е.
2г/р йвн.фр > 0,8 -г- 1,0 мм.
Если это условие не соблюдено при данном днамет ре ролика, то на нем необходимо
снять лыску или взять ролик большего диаметра.
Точка касания ролика с профилем впадины шлицев должна быть ниже наруж-
ного диаметра протяжки не менее 0,5 мм на сторону, т. е. da — dv > 1 мм, где
d3 — наружный диаметр калибрующих зубьев протяжек после токарной обра-
ботки с припуском под шлифование; dK — диаметр точки касания. Если это
условие не соблюдено, нужно взять ролик меньшего диаметра.
Пример расчета фрезы для протяжки, приведенной на рис. 78. Даны коорди-
наты точек эвольвентного профиля: xt = 2,432 мм;х2 = 3,888 мм; х3 = 5,758 мм;
у3 = 2,504 мм; у3 = 4,778 мм.
1. По формуле (1) определяем угол профиля
3 х.,— х, 5,758 — 2.432
tg — = —2-----1- = —-------------= 0,69,
2 у3 4,778
что соответствует углу — 347 Для рассматриваемой протяжки принимается угол
профиля фрезы, равный 30е.
2. В точке 2 задаемся припуском о2 = 0,6 мм. По формуле (2) определяем
fcu-2^x2 — а.2— i/Jg у ^ = 2 (3,888 — 0,6 — 2,504 tg ЗОД = о, 7 мм
ftg у =tg 30° = 0,57735 ) .
3. Припуски в точках 1 и 3 по формулам (3) и (4):
2 Xi-fc.i 2-2,432^—3,7
г?! =--------= --------------= 0,5я мм;
у = 5,758—(3,888 — 0,6) —(4,778 — 2,504) X
X 0,57735= 1,16 мм.
Рис. 83. Схема определения размера
Мфр при четном числе шлицев
Рис. 84. Схема определения размера
А4фР при нечетном числе шлицев
112
4. Задаемся припуском на внутренний диаметр 0,2 мм, так как в чертеже
d№ — 64,6 мм допуском не оговорен, следовательно, фрезеруемый внутренний
диаметр ^вн.фр = 64,6 + 0,2 = 64,8 мм.
5. Вычисление ширины площадки фрезы на внутреннем диаметре с припус-
р
ком на шлифование. Дано: dBn.0p = 64,8 мм; dn = 65,0 мм (по чертежу); < =*
= 30°; tg = 30° = 0,57 735.
В нашем случае dn > dBH.(],p, следовательно, применяем формулу (5):
В
в = Ья — (</н — сОш.фр) tg ~ = 3,7 — (65,0 - 64,8) 0,57735 = 3,7—0,11-= 3,59 мм.
Расчетный размер фрезы по зубомеру на высоте 5 мм
в
вфр= В+ io tg у = 3,59+ 10-0,57735 = 9,36 мм.
6. Расчет фрезерного размера Л1фР по роликам. Дапо: dp = 10,353; угол
профиля -£-=»30°; dH = 65,0 мм; tg 30° = 0,57735; ftH = 3,7 мм; sin 30° = 0,5
В данном примере число шлицев протяжки 14 — четное, значит, для под-
счета пользуемся формулой (7):
At фр = dB — т Ч-------+ rfpj
tgT sin —
3,7 10,353
Л4,Ьр = 65.0- --4—+ — --------+10,353 = 89.65 мм.
фр 0,57735 0,5
Шлицы фрезеруют на горизонтально-фрезерных станках мод.
6Н83 у протяжек с D < 100 мм и L< 1500 мм и мод. 6622С1 \ протя-
жек с D > 100 мм и L> 1500 мм. Протяжку устанавливают хвостовой
частью в центре делительной головки, другой конец поджимается
задним центром и крепится поводковым патроном, смонтированным
на делительной головке. Передняя направляющая обжимается специ-
альным люнетом. Для уменьшения прогиба в процессе фрезерования
под рабочую часть протяжки во впадины зубьев ставят домкраты. Перед
началом работы для проверки параллельности (относительно продоль-
ного движения стола) расположения центров делительной головки и
задней бабки между этими центрами устанавливается контрольная
оправка. Допускается отклонение от параллельности не более 0,1 мм.
Режущий инструмент: двухугловая фреза из стали Р6М5, расчет
которой приведен выше. Режим обработки: v = 20 + 30 м/мин;
s2 — 0,05 + 0,1 мм/зуб в зависимости от LID протяжки. Измери-
тельный инструмент: микрометр, два измерительных ролика, микро-
метр со специальной вставкой для измерения внутреннего диаметра,
индикатор, зубомер, угломер, масштабная линейка.
Технические условия на фрезерование шлицев: 1) размер по роли-
кам Мфр и внутренний диаметр выполняется с допуском—0,1 мм; 2)
отклонение на размер’ Л1фр по роликам допускается сверх допуска
±0,1 мм; 3) биение по всей длине не более 0,2 мм; 4) допуск на спи-
ральность на длине режущей части 0,2 мм; 5) допуск на окружной
шаг 0,2 мм; 6) при фрезеровании шлицев переднюю направляющую
113
не «зарезать»; 7) при нечетном числе шлицев для возможности изме-
рения зубьев по наружному диаметру одну впадину шлицев не фрезе-
руют или делают один вспомогательный шлиц.
Операция 20. Маркирование на шейке хвостовика вручную.
Клеймится номер заказа и позиции. Инструмент: плита, молоток,
клеймо.
Операция 20к. Контроль групповой.
Операция 21. Правка аналогично операции 18.
Операция 22. Термическая обработка. Для проверки микрост-
руктуры одновременно с протяжками закаливаются контрольные об-
разцы.
Операция 23 и 23к. Правка и контроль после термической об-
работки.
Операция 24. Шлифование центровых отверстий После терми-
ческой обработки центровые отверстия восстанавливаются на верти-
кальных центрошлифовальных станках. Эта операция для протяжек
диаметром свыше 50 мм выполняется на центрошлифовальном станке
с планетарным движением шпинделя мод. МВ-119. Режущий инстру-
мент—коническая шлифовальная головка. Для протяжек диаметром до
50 мм эта операция выполняется на специальном вертикальном станке
завода МИЗ с помощью твердосплавной зенковки из марки TI5K6.
Измерительный инструмент — конический калибр
Операция 25. Затачивание передней поверхности 15 и шлифова-
ние профиля режущих и калибрующих зубьев по впадине стружечных
канавок 14 на заточном станке мод. 360 М Затачивание зубьев ведут
за два перехода: затачивание передней поверхности 15 и шлифование
стружечной канавки 14.
Заготовку устанавливают в центры станка и при отношении L/D > 8
поддерживают домкратами. Домкрат касается внешней поверхности
зуба.
Передний угол проверяют прибором завода МИЗ со сменными ра-
диусными вставками, а радиусную спинку контролируют шаблоном.
Диаметр шлифовального круга для затачивания круглых протяжек
по передней поверхности определяют по формуле
sin (В — т)
DI; = KD---,
sin -у
где DK — диаметр шлифовального круга; D — диаметр протяжки, из-
меренный по первому зубу; Д = 0,85 — коэффициент, показывающий
отношение диаметра протяжки D± в месте перехода прямолинейного
элемента на передней поверхности зуба в криволинейный к диаметру
первого зуба D\ Р — угол установки головки шлифовального круга;
у — передний угол протяжки.
Операция 26. Проверка на биение.
Биение проверяют на приборе в центрах с помощью индикатора.
Допускаемое биение 0,12—0,25 мм в зависимости от размера протяжек.
Операция 27. Правка (по мере надобности) на чугунной плите
путем ударов молотка о специальный цилиндрический стержень с пло-
ским концом. Плоский конец касается впадины зуба.
114
Операция 28. Шлифование
места под люнет в центрах
на круглошлифовальном стан-
ке. Это место обычно выби-
рают на переднем направле-
нии. При шлифовании заго-
товка поддерживается люне-
том, установленным по внеш-
ней поверхности на двух пер-
вых зубьях.
Операция 29. Зачистка
шейки и фасок замка 1, пе-
реходного конуса 3, торцо-
вых фасок в центрах на круглошлифовальном станке наждачным
полотном вручную. Заготовка поддерживается люнетом.
Операция 30. Шлифование по наружной поверхности передней
направляющей 4, шейки 2, хвостовика 1, задней направляющей части
7. Операцию выполняют в центрах и с люнетом на круглошлифоваль-
ном станке.
Операция 31. Шлифование по поверхности калибрующих зубьев
6 в центрах и с люнетом на круглошлифовалыюм станке. Вначале
зубья шлифуют предварительно, а потом окончательно.
Операция 32. Шлифование поверхности режущих зубьев в цент-
рах и с люнетом на круглошлифовальном станке. Вначале шлифуют
предварительно, а потом окончательно. Стол станка поворачивают
на соответствующий угол. На шлифование задних углов оставляется
припуск, который определяется по формуле (рис. 85)
D; — Pi
D3 =
s + Pl.
где Е)3 — диаметр зуба с припуском под шлифование задних уг-
лов; Di и D2 — диаметры соседних зубьев по чертежу; t — шаг зубьев;
$ — ширина спинки зуба.
Операция 33. Шлифование задних поверхностей на режущих и
калибрующих зубьях на круглошлифовальном станке. Обработку ве-
дут с люнетом. При шлифовании задних углов стол станка повора-
чивают на соответствующие углы (3° для режущих зубьев и 1° для
калибрующих зубьев). Режущие зубья шлифуют до остра, но и разре-
шается оставлять ленточку шириной не более 0,05 мм.
Операция 34. Шлифование переходного конуса 3 и фаски 12
шлицевого направления в центрах и с люнетом на круглошлифоваль-
ном станке. Стол поворачивают на соответствующие углы.
Операция 35. Шлифование шлицев и внутренней поверхности
в центрах на шлифовальном станке фирмы «Фр. Вернер» или «Гир-
Градинг». Обработка в делительной головке с непосредственным де-
лением, при этом заготовка поддерживается люнетом. Шлицы и внут-
реннюю поверхность шлифуют предварительно и окончательно.
Для обеспечения хороших условий резания и повышения стойкости эволь-
вептных протяжек увеличивают подъем заднего центра Е при шлифовании про-
116
филя. Это требует коррекции профиля: ордината каждой точки профиля должна
быть изменена по сравнению с ординатой теоретического профиля детали в соот-
ветствии с искажением, вызванным поднятием центра. Существовало два мето-
да коррекции. Согласно одному, задавшись достаточной величиной поднятия
заднего центра, необходимо рассчитать но точкам коррегированный профиль
протяжки и накатать его па шлифовальном круге профильным роликом.
Согласно другому полученную расчетом теоретическую кривую корригирован-
ного профиля протяжки необходимо заменить дугой окружности. Первый метод
связан с изготовлением дорогих фасонных накатных роликов (с профилем, вы-
полняемым по координатам), стойкость которых невелика. Применение правки
по дуге окружности требует изготовления и освоения новых приспособлений, так
как многие заводы, в том числе и МИЗ, в течение ряда лет при изготовлении
эвольвентных некорригпровапных протяжек пользуются приспособлениями для
правки круга по эвольвенте. Кроме того, неточность замены теоретического про-
филя протяжки дугой окружности достигает р некоторых случаях значительной
величины (i0,01 мм).
На заводе МИЗ принят предложенный инж А. И. Либерманом метод замены
теоретического профиля протяжек эвольвентой. Замена теоретического профи-
ля протяжек эвольвентой повышает точность получаемого профиля, позволяет
расширить допуск на профиль протяжек и легко перейти к изготовлению
с коррекцией почти всех эвольвентных протяжек
У протяжек без коррекции эвольвентный профиль выполняется в соответ-
ствии с теоретическим профилем детали, т. е. параметры эвольвентного профиля
детали гп и 0() одинаковы с параметрами эвольвентного профиля протяжки и центр
основной окружности совпадает с центром протяжки Параметры профиля кор-
ригированной по заменяющей эвольвенте протяжки будут отличаться от пара-
метров профиля детали г0 и 0о (обозначим r't и 0^) В этом случае центр основной
окружности tie совпадает с центром протяжки. Ордината центра основной окруж-
ности заменяющей эвольвенты обозначается у' Расчетные параметры корри-
гированного профиля протяжки г0, 0° и у' определяют по методу А. И Либер-
мана [2]
Приняты следующие обозначения элементов профиля детали и протяжки:
гп — радиус основной окружности детали; 0О — угол между осью симметрии
профиля детали и радиусом-вектором начальной точки эвольвенты на основной
окружности; г' — радиус основной окружности корригированной протяж-
ки; 0() — угол между осью симметрии профиля корригированной протяжки
и радиусом-вектором начальной точки эвольвенты па основной окружности;
Уо —ордината центра основной окружности заменяющей эвольвенты; t0— шаг
Рис. 86. Схема определения
размера по роликам
режущих зубьев; ац — профильный угол ис-
ходного контура; п — число шлицев, г3 — но-
мер последнего чернового зуба протяжки;
С; — коррекция на длине протяжки от зуба гд
ДО зуба г(; с; — коррекция на длине шага /0;
со — подъем заднего центра (коррекции) на
1000 мм длины; Е — подъем заднего центра
на всей длине протяжки; L—длина протяжки.
При расчете размеров протяжки по роли-
кам в случае ее корригирования но заменя-
ющей эвольвенте необходимо учесть ординату
У’и центра основной окружности полученной
заменяющей эвольвенты (рис. 86). Расчет про-
изводится по следующим формулам:
inva;=7fr-0o:
о
ив
где dp — диаметр ролика; г' и 0^ — берется с чертежа. Размер иислсдиею черно-
вого зуба по роликам;
при четном числе шлицев
Ма = 2R0 ± dpj
при нечетном числе шлицев
90°
M3 = 2Re cos----±dD.
n
Размер любого зуба по роликам
,Иг-Ма + 2С;.
Размер по роликам на переднем контрольном буртике
2С, /„
Л1О = Л43±—,
'о
где 10 — расстояние от переднего контрольного буртика до зуба z3;
Со tn Et0 . п п ,
С‘ = С‘(г3-г|).
Примечание. При замене диска с расчетным радиусом г', на ближайший
имеющийся диск с радиусом г0 значения 0^,; у°; а^; С(; Cf, Со пересчитываются
по заводской инструкции «Корригирование профиля эвольвентных протяжек»
с учетом замены Лд на г". Условием для такой замены следует неравенство
_ . Г°~Г° (го~Го) К
(го—го) < 20Со < 20£ 1000
где
1000 £
с0- L .
Эвольвептный профиль протяжек шлифуется профильным кругом
ПП 150 х 15 X 51 24А 25ПСМ1-СМ2 7 К1 35 м/с 1 кл. А (ГОСТ 2424—75).
Круг заправляется по эвольвенте с помощью алмаза и специального
приспособления. Приспособление должно быть настроено для заправки
круга, шлифующего корригированный эвольвентный1 профиль шли-
цев. В приспособление устанавливают диск диаметром, равным диа-
метру основной окружности корригированной протяжки (2fo). Точ-
ность выполнения диаметра диска ±0,002 мм. Необходимо установить
алмаз в приспособлении в определенном положении по отношению
к оси впадины шлицев шлифуемого профиля.
Расчет выдвижения алмаза при настройке приспособления.
Алмаз следует располагать от оси симметрии профиля на расстоянии, равном
половине ширины впадины между зубьями протяжки по основной окружности:
где г"— радиус диска; 0°— начальный угол корригированной эвольвенты;
значения г'о и 0^ указывают в чертеже. При пересечении эвольвентных профилей
Т’о
впадины шлицев выше основной окружности величины ту- имеет знак плюс,
’ ~ 90*
• При нечетном числе шлицев п второе слагаемое умножается на cos —-
717
Алмаз с оправкой в алмазодержателе
устанавливают по микрометру на величи-
ну <7j (рис. 87) и определяют ее по формуле
/ ai = A—-у~=Л —О').
/ где А] — конструктивный размер выдвиже-
/ ния алмаза по линии оси станка. Размер А}
/ клеймят на приспособлении, для которого
эта величина постоянная.
/ Примечание. Так как разница между
/ отношениями дуги и хорды То/2 при к
/ основной окружности незначительная, ве-
' личина для выдвижения алмаза прини-
и мается равной г” СР (по дуге основной ок-
Рис. 87. Схема выдвижения алма- ружности).
за при настройке приспособления
для шлифования эвольвентного Алмаз в державке должен быть
профиля впаян по центру. На величину диа-
метра окружности катания оси алма-
за в приспособлении для правки шлифовального круга оказывает
влияние смещение режущей вершины алмаза относительно оси его
державки. Это смещение не должно превышать 0,05 мм.
В приспособлении для правки, показанном на рис. 88, использует-
ся метод получения эвольвенты путем качения без скольжения про-
изводящей прямой хохо по неподвижной окружности радиуса г0.
Каждая точка на прямой Ао; Во; Со описывает эвольвенту bobi,
Cptj (рис. 89). Существуют приспособления, где роль производящей
прямой выполняет линейка (тип приспособлений автозавода им.
Лихачева) или натянутая металлическая лента (метод Маргу-
лиса).
На заводе МИЗ используют приспособления, изготовленное по
типу применяемого на автозаводе им. Лихачева (см. рис. 88). Роль
производящей прямой здесь выполняет линейка //, а роль основной
окружности — сменные диски 10. Алмаз 22 закрепляют в стойке 23,
которая установлена на линейке. Приспособление состоит из основа-
ния 17, продольного 15 и поперечного 20 суппортов. В отверстие суп-
порта 15 вставлена втулка 9 с диском 10, диаметр которого равен диа-
метру основной окружности шлифуемой эвольвентной протяжки.
Движение обкатывания осуществляется вручную. При повороте плиты
3 рукояткой 14 по диску 10 обкатывается линейка 11, несущая на себе
стойку 23 с алмазодержателем. В результате обкатывания линейка 11
будет описывать эвольвенту.
Перед началом правки круга по эвольвенте включается фикса-
тор СБ4, благодаря чему верхняя поворотная часть приспособления
(плита 3 с ползунами 25) принимает положение, строго параллельное
направлению шпонок 18. Одновременно опорная плоскость линейки 11
с помощью рукоятки 4 и винта 6 подтягивается к диску 10. После этого
рукоятку 4 закрепляют гайкой 5. Затем включается фиксатор СБЗ,
благодаря чему ось поперечной угловой призмы линейки 11 распола-
гается строго по оси диска. Ось а алмаза, ось б углового паза, центри-
118
рующего стойку 23, и поверхность соприкосновения в линейки с дис-
ком должны находиться па одной прямой. Ось шлифовального круга
по высоте должна совпадать с осью алмаза. Точность центрирования
стойки 23 относительно линейки 11 достигается с помощью калибров
21 и 24. Алмаз с оправкой в стойке 23 устанавливается по микрометру
на величину аь как описано выше. После этого оправку и алмазодержа-
тель закрепляют. Затем выводят фиксаторы СБ4 и СБЗ и верхнюю по-
воротную часть приспособления приводят во вращение с помощью
рукоятки 14. Линейка, которая прижимается к диску двумя подшип-
никами, в это время будет обкатываться по основной окружности дис-
ка, а алмаз — править шлифовальный круг по эвольвенте. При обка-
тывании не должно быть проскальзывания. Подача верхней части
приспособления с алмазом >существляется винтом 1 и рукояткой 2.
Салазки с верхней поворотной частью перемещаются по направляющим
формы ласточкина хвоста. По окончании правки круга с одной сто-
роны ал.мазодержатель переставляют па другую сторону линейки.
Подачу алмаза на круг контролируют индикатором, она должна
быть одинаковой при заправке обеих сторон круга. Индикатор крепяг
к неподвижному основанию 17. Ножка индикатора должна упираться
в планку 16, скрепленную с продольным суппортом 15. При вращении
рукоятки 2, осуществляющей перемещение продольного суппорта
вместе с алмазной стойкой на круг, индикатор зафиксирует величину
подачи алмаза на круг. Симметричность установки алмазодержателя
относительно оси станка (ось О—О) осуществляется поперечным суп-
портом 20 с помощью винтов 19 и 26. Контроль симметричности уста-
новки приспособления надо проводить периодически в процессе шли-
фования.
Алмазодержатель 13 для правки внутреннего радиуса шлифоваль-
ного круга устанавливают отверстием иа шпильку 12 планки 7, выд-
вигаемую до упора так, чтобы ось шпильки 12 совпадала с осью вра-
щения верхней поворотной части приспособления и с осью диска 10.
Установка алмаза с оправкой в а тмазодержателе 13 на величину
внутреннего радиуса протяжки осуществляется по микрометру на
величину А2 + где Л2—конструктивный размер (клеймится
на приспособлении). Круг правят, поворачивая алмазодержатель
па оси шпильки 12 при закрепленном (с помощью винта S) положении
планки. Подача алмаза осуществляется за счет перемещения всей
верхней части приспособления по продольным направляющим.
В производстве часто используют для правки шлифовального кру-
га по радиусу приспособление, которое применяется при шлифо-
вании внутреннего диаметра протяжек с прямобочпым профилем.
Если внутренний диаметр протяжки равен диаметру заднего направ-
ления, то установку алмаза производят следующим образом. Шлифо-
вальным кругом касаются задней направляющей части протяжки,
затем протяжку отводят, а алмаз выдвигают до касания шлифоваль-
ного круга, после чего начинают правку.
Для создания углов резания по боковым сторонам шлицы шлифу-
ют при подъеме заднего центра. Величина подъема Е задается черте-
жом и рассчитывается исходя из допуска на ширину впадины детали
119
120
ьо
Рис. 89. Схема, иллюстрирую-
щая принцип работы приспособ-
ления для правки шлифоваль-
ного круга по эвольвенте
по делительному диаметру. Подъем зад-
ней бабки проверяют по контрольной
скалке индикатором, длина которой рав-
на общей длине протяжки.
Контроль толщины эвольвентных
шлицев производится микрометром с по-
мощью двух роликов путем измерения
размера М не менее чем в трех точках:
по контрольному буртику передней на-
правляющей части, в середине протяж-
ки и на последнем калибрующем зубе.
Проверку толщины шлицев по высоте
профиля также производят роликами и
микрометром в двух-трех точках. Выбор числа точек зависит от высо-
ты проверяемого профиля. При высоте от 3 до 9 мм контроль осуществ-
ляют в двух точках, при высоте профиля св. 9 мм — в трех точках.
Ориентировочно точки выбирают следующим образом. При контроле
толщины шлицев в двух точках (размеры Л4р0Л1 и Л4рол.) точку /
(рис. 90, а) выбирают в середине профиля (или на делительной ок-
ружности, если она лежит близко к делительной окружности), точ-
ку 2 — в середине участка. Последняя должна лежазь выше от точки
1. При контроле в трех точках: на диаметре, соответствующем 1/3
общей высоты профиля шлицев от внутренней окружности; в середине
профиля; на диаметре, соответствующем 2/3 общей высоты профиля
от внутренней окружности. Приемлемым считается такой выбор то-
чек, при котором выбранный ролик не касается внутреннего диаметра.
В то же время размер по роликам должен превышать наружный диа-
метр протяжки.
На специальном приборе с оптической делительной головкой про-
изводится контроль смещения шлица с оси (симметричного располо-
жения шлица). Смещение шлицев проверяют индикатором по двум ро-
ликам во впадинах шлиц, расположенных симметрично оси (рис. 90, б).
Перед началом измерения добиваются по обоим роликам нулевого по-
казания индикатора (чтобы получить симметричное расположение
эвольвентного профиля впадин шлиц). Затем производят деление на
следующий шаг с помощью оптической делительной головки и индика-
тором проверяют смещение шлицев с оси. Контроль непараллелыюсти
Рис. 90. Схемы контроля:
а — профиля по двум роликам; б — смещения шлицев с оси
122
шлицев и накопленной ошибки по окружному шагу производится,
подобно протяжкам с прямобочными шлицами.
Операция 36. Шлифование обнижения шлицев по ширине передней
направляющей части на шлицешлифовальных станках (те же, что и
в операции 35). Заготовку устанавливают в центрах и поддерживают
люнетом. При шлифовании применяют делительную головку с непо-
средственным делением. После шлифования получают размер по
роликам Круг правят с помощью специального приспособления
(см. рис. 88).
Операция 37. Шлифование заходов (боковых скосов) на шлицах
в начале направляющей шлицевой части на специальном заточном
станке с поворотным столом. Заготовку устанавливают в центрах
и поддерживают люнетом. Эти заходы делаются для того, чтобы обра-
батываемые детали легко насаживались на направляющую часть про-
тяжки.
Операция 37к. Контроль всех параметров от операции 24 до 37.
Операция 38. Удаление контрольного буртика 10 на круглошли-
фовальном станке. Заготовку устанавливают в центрах станка и
поддерживают люнетом.
Операция 39. Маркирование на пантографе химико-механическим
способом.
Операция 40. Тонкое затачивание передней поверхности 15 на
круглошлифовалыюм станке и снятие заусенцев. Заготовка поддер-
живается люнетом. При затачивании применяют шлифовальный круг
ЗП 24А 16П СТ 1 7 К1 30 м/с 1 кл. А (ГОСТ 2424 -75).
Операция 40к. Окончательный контроль.
Операция 41. Испытание по ГОСТ 6767—63. При испытании про-
тяжек возможна разбивка шлицев. Причинами этого могут быть:
1) неравномерность окружного шага протяжки; 2) биение протяжки;
3) неправильная установка протяжки (подъема заднего центра) при
корригировании; 4) в случае измерения размера М по роликам толь-
ко на последнем калибрующем зубе.
Протяжки с прямобочным профилем
Описание конструкции. Данные протяжки предназначены для об-
работки шлицевых отверстий с прямобочным профилем по ГОСТ
1139—58 с номинальными диаметрами до 112 мм. Шлицевые протяжки
изготовляют с переменной схемой резания для протягивания с боль-
шими подачами. В зависимости от длины обрабатываемой детали при-
меняют однопроходную протяжку или комплект протяжек—предвари-
тельную и окончательную. Как правило, однопроходная протяжка со-
стоит из фасочных, круглых и шлицевых (черновых и калибрующих)
зубьев. В комплекте протяжка для I-го прохода имеет фасочные, круг-
лые и черновые шлицевые зубья .'Протяжка для П-го прохода имеет
шлицевые зубья, срезающие припуск но бокам шлица Aft, и шлице-
вые зубья, срезающие припуск по наружному диаметру Ad,—черно-
вые, переходные и калибрующие. Схема резания комплектом протяжек
показана на рис. 91.
123
пи
Рис. 91, Схема резания
комплектом протяжек:
I — шлиц, подготовленный
предварительной протяжкой;
2— первый шлицевый зуб
оконча гельной протяжки
('1 — его подача)
Протягивание с большими подачами (sz до
0,4 мм/зуб) осуществляется за счет раздель-
ного среза стружки, так как заданный кон-
тур на детали воспроизводится группами
зубьев — секциями. Каждый зуб секции фор-
мует только определенный участок контура.
Эта задача разрешается путем выполнения
на зубьях разделительных в виде выкру-
жек. На рис. 92 показана протяжка с пере-
менной схемой резания для шлицевого отвер-
стия 06x28x34 (рис. 93). Протяжка имеет
семь секций с подачей sz — 0,22 мм/зуб.
Каждая секция состоит из двух зубьев. Шли-
цевые зубья протяжки с 1-го по 8-й (Шь)
снимают припуск по бокам шлицев, зубья с
9-го по 26-й (ILId) — по наружному диаметру.
На нечетных зубьях с № 9 по № 1 сделано по 6 выкружек. Форма
зуба с 5-го по 32-й выполнена обычной конструкции (с поднутрением
1°30'), так как подъем режущих зубьев по диаметру неравномерный.
Основным недостатком шлицевых протяжек обычных конструкций
является наличие большого количества поверхностей с нулевыми
задними углами (форма шлицев с поднутрением, см. рис. 92). При шли-
фовании профиля шлицев с поднятием заднего центра хвостовика по
отношению к переднему все режущие кромки получают вспомогатель-
ные углы в плане больше нуля. Искажение профиля шлицев корректи-
руется расчетным путем. Качество протянутых такими протяжками
деталей значительно улучшается, а стойкость протяжек увеличивает-
ся. С подъемом заднего хвостовика шлифуются все шлицевые про-
тяжки с центрированием по наружному диаметру, имеющие равномер-
ный подъем по диаметру режущих зубьев, и при наличии чистовых
зубьев, снимающих припуск не более 0,4 мм на диаметр. На чистовых
зубьях вследствие изменения подъема и на калибрующих из-за отсут-
ствия подъема ширина шлицев уменьшается на несколько микрон.
Это не имеет значения, так как на участке, где работают эти зубья
(у самой вершины шлицевого паза), стандарт предусматривает ра-
диус закругления, равный 0,2—1,2 мм.
Ширину шлица при шлифовании профиля с подъемом заднего
центра и наличии неравномерного подъема зубьев по диаметру рассчи-
тывают следующим образом. Определяют диаметр Dr последнего ка-
либрующего зуба при равномерном подъеме az до этого зуба (рис. 94).
Находят величину А — При расчете и на схеме (см. рис. 94)
приняты следующие обозначения:
В — ширина шлица на последнем калибрующем зубе при равно-
мерном подъеме аг по диаметру; Вх — ширина шлица на последнем
калибрующем зубе при измененном подъеме с az на aZl. Из треуголь-
ника KNC следует: КС — A tg фр Тогда ширина шлица на последнем
калибрующем зубе (при измененном подъеме с az на а21) В, = В —
— 2Л tgфp Величина подъема заднего центра рассчитывается в завп-
124
S75t3
Профиль зуЗьев
Рис. 92. Шестшилицевая протяжка для отверстий D 6y.28y.34 {ll-й проход)
симости от заранее назначенной величины
вспомогательного угла в плане фр Угол фг
назначается в пределах 1—3°. Большие зна-
чения угла ф1 рекомендуется брать для шли-
цевых отверстии с числом шлицев 8 и более.
На заводе МИЗ угол Ф1 для протяжек с чис-
лом шлицев 4, 6, 8 берут равным Г, с числом
шлицев более 8—2°. Размер внутреннего диа-
метра протяжек с допуском—0,4 мм. У основа-
ния шлицев всех зубьев делают канавку А.
Шлифование шлицев внутреннего диаметра
с подъемом заднего хвостовика производят
за одну установку без оставления ленточки
на боковых сторонах.
+ 0,0^
/>0,017
Рис. 93. Контур протяги-
ваемого шестишлицевого
отверстия
Профиль прямобочных шлицевых протяжек при шлифовании с
с подъемом заднего центра рассчитывают так. При расчете и на схеме
(рис. 95) приняты следующие обозначения элементов детали и про-
тяжки: ф! — угол в плане; 0 — половина угла профиля детали; 01( —
половина скорректированного угла круга; п — число шлицев; RL —
радиус первого режущего шлицевого зуба; /?2—радиус последнего
режущего шлицевого зуба, имеющего равномерный подъем; Сш —
подъем оси зуба радиуса Rt относительно оси зуба радиуса 1 —
первый шлицевый режущий зуб; 2 — последний шлицевый режущий
зуб с равномерным подъемом до поднятия заднего хвостовика (в первом
положении); 3 — последний шлицевый режущий зуб с равномерным
подъемом после поднятия заднего центра хвостовика (во втором поло-
жении); 4 — профиль шлифовального круга; 5 — положение оси по-
следнего режущего шлицевого зуба после поднятия заднего хвостовика.
Из треугольника KNL следует
Рис. 94. Схема для расчета изменения ширины шлица при шлифовании с подъ-
емом. заднего центра и неравномерном подъеме по диаметру зубьев
126
Обозначая выражение
через X, получаем
Сш = X(R2- RJ. (10)
Значения X приведены в табл. 34.
Из треугольника M0L
eK = 0-<Pi, (И)
360°
где 9 = Угол профиля
шлифовального круга равен 20к.
Величину подъема заднего хво-
стовика протяжки С определяем
по формуле
C = -^L (12)
^111
где — расстояние между зу-
бьями радиуса R2 и Rt; L — об-
щая длина протяжки.
Рабочую и хвостовую части протяжек изготовляют из сталей марок,
аналогичных применяемым для протяжек с эвольвентным профилем,
предусмотренных ГОСТ 9373—60. Твердость элементов протяжек:
режущей части и задней направляющей HRC 62—65; передней направ-
ляющей HRC 60—65; хвостовой части HRC 40—47. Протяжки из быст-
рорежущих сталей с диаметром хвостовика 14 мм и выше изготовляют
сварными или с механическим креплением. Сварной шов располагает-
ся на шейке. Протяжки с прямобочным профилем изготовляют по тех-
ническим требованиям ГОСТ 7943—63.
Технологический процесс. В основном он аналогичен обработке
протяжек с эвольвентным профилем, но из-за конструктивных особен-
ностей имеет ряд отличий. Описание изготовления шлицевых протяжек
с прямобочным профилем начинаем с 19-й операции.
Операция 19. Фрезерование шлицев и внутреннего диаметра про-
тяжек. У протяжек с высотой шлица до 1,5 мм его вышлифовывают
без предварительного фрезерования. При ширине площадки впадины
по внутреннему диаметру S = 12 мм фрезерование производят за одну
операцию двухугловой фрезой (рис. 96, а), с оставлением припуска
па последующее шлифование по ширине шлица и внутреннему диа-
метру. При ширине S > 12 мм фрезеруют за две операции (рис. 96, б):
первая — обработка двухугловой фрезой с оставлением припуска
на ширину шлица (по 2,5 мм на сторону) и по внутреннему диаметру
(на шлифование); вторая — обработка двумя трехсторонними фре-
зами с оставлением припуска на шлифование.
Расчет двухугловой фрезы'
На рис. 97 дана схема для расчета двухугловой фрезы Фрезы симметричные
360
г общим углом р = — , где п — число шлицев. Применяют фрезы, изготов-
ленные по заводскому стандарту (СТП), и дают эскиз на перетачивание фрезы.
127
Таблица 34
Таблица значений коэффициента К
Число шлицев п Угол в плаве Половина угл<- Коэффициент ? _sln Ф1 sin 0к =1 Угол профиля абразивного круга 20к
профиля детали о. = И2: п круга (скор- регироваи- ного) Нк = <>-<₽,
1° 44° 0,025 88°
4 1*30' 43° 30' 0,038 87°
2° 45° 43° 0,050 86*
2*30' 42*30' 0,070 85*
3° 42° 0,080 84*
1° 29° 0,036 58°
1*30' 28°30' 0,055 57°
6 2° 30° 28* 0,080 56*
2*30' 27*30' 0,100 55°
3° 27° 0,120 54°
1° 21°30' 0,047 43°
1*30' 21° 0,073 42*
8 2* 22*30' 20*30' 0,100 41*
2,;30' 20° 0,130 40*
3° 19*30' 0,160 39*
1° 17° 0,060 34°
1°30' 16*30' 0,092 33°
10 2* 18° 16° 0,130 32°
2е 30' 15*30' 0,160 31 *
3° 15° 0,200 30°
1° 14° 0,072 28°
1*30' 13*30' 0,112 27°
12 2® 15° 13° 0,160 26°
2*30' 12*30' 0,200 25°
3° 12е 0,250 24°
1° 11*52' 0,085 23*44'
1=30' 11*22' 0,133 2244'
14 2° 12°52z 10*52' 0,190 21*44'
2с30' 10*25' 0,250 20*44'
3° 9*52' 0,310 1944'
1° 10°15' 0,098 20*30'
1 *30' 945' 0.155 19*30'
16 2° 11°51' 9*15' 0,220 18*30'
2° 30' 845' 0,290 17*30'
3° 8° 15' 0,370 16*30'
128
Рис. 96. Схема вариантов фре-
зерования шлицев
a)
Рис. 97. Схема для расчета
фрезы
6)
в каждом конкретном случае на размер В. Размер В измеряют по зубомеру на вы-
соте 5 мм Приняты следующие обозначения: В —расчетная величина по зубо-
меру на высоте 5 мм; d — внутренний диаметр протяжки с припуском на шлифо-
вание, мм; Ь — ширина шлица протяжки с припуском на шлифование, мм; п —
число шлицев; S — площадка впадины шлицев по внутреннему диаметру, мм;
£. nd fi CD „ р
о = — — Ь. Из треугольника ACD следует: tg 2 = “g-; С® ~ 5 tg •
Принимая КС = В, получаем выражение
в=2О)+кс= totg y+s;
, „ В nd
«= totg -7- +----b.
i fl
Однако за счет суммирования различных погрешностей метода обработки
(цилиндрического Цфезерования) расчетный размер В уменьшаем на 0,1 мм
Припуски на шлифование шлицев и внутренний диаметр указаны
в табл. 35. Оборудование, приспособления, настройка станка, ре-
жимы резания, шлифовальный инструмент те же, что и для протяжек
с эвольвентным профилем. Аналогичны и технические условия на
фрезерование шлицев.
Далее в описание технологического процесса включаем операции,
которые характерны для протяжек круглых и с прямобочным про-
филем.
189
Таблица припусков на шлифование щлицев и внутреннего диаметра
Длина
Номинальный диаметр протяжек, мм 200 — 400 | 40 1 — 600 | 601 —800 | B0I —1 000 |
Припуск на
АВ | Ал | Аг, | АВ | Ad | Аг, | AB | Ad | Д..г ] AB | Ad | Дг? ]
Протяжки цель
От 10 ДО 20 0,55 0,25 0,5 0,6 0,25 0,5
Св. 20 » 30 0,55 0,25 0,5 0,6 0,25 0,5 0,65 0,35 0,5 0,65 0,35 0,6
> 30 » 40 0,6 0,25 0,5 0,55 0,35 0,5 0,6 0,35 0,6
> 40 » 50 0,45 0,25 0.5 0,45 0,35 0,5 0,5 0,35 0,6
> 50 » 60 0,45 0,4 0,6 0,45 0.4 0.6
> 60 » 70 0,45 0,4 0,6 0,45 0,4 0,6
> 70 » 90 0,45 0,4 0,6 0,45 0,4 0,6
> 90 » 100 0,5 0,4 0,7 0,5 0,4 0,7
Операция 19а. Фрезерование выкружек на вертикально-фрезер-
ном станке с помощью делительной головки. Выкружки фрезеруются
при глубине более 1,5 мм. Протяжку закрепляют в центрах с помощью
специальных бабок. Переднее направление протяжки обжимается спе-
циальным люнетом, а под рабочую часть протяжки во впадины зубьев
ставят домкраты. Выкружки фрезеруют угловой фрезой методом вре-
зания путем опускания шпинделя с фрезой (рис. 98). Задний угол
по дну выкружки получается установкой фрез на угол — б + ах,
где б — угол фрезы. Режим обработки: вза1 = 20-4-35 м/мин; s2 =
= 0,015 4- 0,02 мм/зуб. Измерительный инструмент: штангенциркуль,
радиусный шаблон.
Рис. 98. Схема фрезерования выкружек
130
Таблица 35
прогягкек,
| 1001 - 1200 ( 1201 — 1400 | 1401 — 1500 | св. 1500
шлифование, мм/на сторону
| АВ | \<1 | Аг, | ДВ | Д"' | Дг, | ДВ | Д<2 | Дг, | ДВ f Ad | Дг,
ной конструкции
0,6 0,35 0,6 0,6 0,35 0,7 0,6 0,35 0,7 0,7 0,4 0,8
0,5 0,35 0,6 0,5 0,35 0,7 0,5 0,35 0,7 0,6 0,4 0,8
0,45 0,4 0,7 0,5 0,4 0,7 0,5 0,4 0,7 0,6 0,4 0,8
0,45 0,4 0,7 0,5 0,4 0,7 0,5 0,4 0,7 0,6 0,4 0,8
0,45 0,4 0,7 0,5 0,4 0,7 0,5 0.4 0,8 0,6 0,4 0,8
0,55 0,45 0,7 0,55 0,45 0,7 0,6 0,45 0,8 0.7 0.45 0,8
ной конструкции
0,85 0,35 0,9 0,85 0,35 1,0 0,85 0,35 1,0 1,0 0,35 1,0
0,85 0,35 1,0 0,85 0,35 1 ,о 0,85 0,35 1,0 1,0 0,35 1,о
0,85 0,35 1 ,о 0,85 0,35 1,0 0,85 0,35 1,0 1,0 0,35 1,0
0,85 0,35 1.0 0,85 0,35 1,0 0,85 0,35 1,0 1,0 0,35 1.0
1,0 0,35 1,0 1,0 0,35 1,0 1 ,о 0.35 1,0 1.0 0,35 1.0
Операция 35. Шлифование шлицев и внутреннего диаметра пред-
варительное и окончательное. Обработка производится одновремен-
но фасонным шлифовальным кругом. Для этого круг заправляют ал-
мазом на угол 20 для протяжек обычной конструкции, симметрично от-
носительно оси станка и по радиусу внутреннего диаметра (рис. 99).
Общий угол заправки шлифовального круга равен углу впадины шлн-
пп 360
цев протяжки, т. е. углу 20 = —, где п — число шлицев протяжки.
Заправку осуществляют на специальном (синусном) приспособлении,
схема настройки которого показана на
рис. 100. Приспособление имеет четыре ро-
лика одинакового диаметра d: ролики № 0 и
2 — неподвижные, ролики № 1 и 3 — раз-
двигаемые. Радиус R — величина постоянная
для данного приспособления. Настройку на
требуемый угол 20 производят с помощью
набора мерительных плиток. Размер М опре-
деляется следующим образом. Из треугольни-
ка ОО2А следует
АО2 — R sin — ;
РА — АО2— ~y=Rsin—-— ; Л4 = 2В/1;
О
M = 2Rsin——d. .
Рис. 99. Схема шлифова-
ния прямобочных шлицев
131
Рис. 100. Схема настройки приспо-
собления для заправки шлифоваль-
ного круга на угол 2Q
Рис. 101. Схема заправки
шлифовального круга по ра-
диусу
Алмаз, зачекапенный в оправку, прочно укреплен в шлифоваль-
ную, точно изготовленную планку-линейку, которая прикладывается
к роликам (№ 0 и 3 или № 0 и 1), установленным на требуемый
угол 9. В процессе правки шлифовального круга линейку с алмазом
плотно прижимают к этим роликам и медленно перемещают' вруч-
ную, возвратно-поступательно, заправляя таким образом шлифоваль-
ный круг на угол 9 (рис. 101).
В случае шлифования профиля прямобочных шлиц с подъемом зад-
него центра (рис. 102) шлифовальный круг заправляется на скорре-
гированный угол профиля 0к, который определяется по формуле
(11). Ленточки на боковых сторонах профиля в этом случае не оставля-
ют. Значения углов 20к в зависимости от величины угла в плане <[|
указаны в табл. 34. Величина подъема заднего центра определяется
по формуле (12).
После заправки боковых сторон шлифовального круга круг правят
по радиусу (рис. 103), равному внутреннему диаметру протяжки,
в помощью приспособления, имеющего стойку со штифтом, на кото-
рые. 102. Профили шлицев при
шлифовании с подъемом заднего
центра (без ленточки на боковых
сторонах)
Рис. 103. Схема приспособления
для заправки шлифовального кру-
га по радиусу
132
рый надевается державка с алмазом.
Ось вращения алмаза должна совпа-
дать с осью станка. При заправке шли-
фовальный круг опускают до касания
им цилиндрической поверхности задней
направляющей части протяжки, равной
по величине внутреннему диаметру про-
тяжки. Алмаз выдвигают до касания с
нижней точкой круга и закрепляют его.
Подавая круг на алмаз и вращая дер- Рис. 104. Схема проверки сим-
жавку с алмазом вокруг оси, производят метричности шлицев
заправку круга на нужный диаметр.
Профиль шлифуют на специальном шлицешлифовальном станке
фирмы «Фр. Вернер» или «Гир-Грандин», применяя при этом шлифо-
вальный круг ПП 150x84-16x32 24А 25П СМ2Ч-С1 7 К1 35 м/с 1 кл.
А (ГОСТ 2424—75). Протяжку устанавливают в центры делительного
приспособления и поддерживают люнетами. Измерительный инстру-
мент: гладкий микрометр, микрометр со специальной вставкой для
контроля внутреннего диаметра, специальный прибор с оптической де-
лительной головкой и индикатор для контроля накопленной ошибки
окружного шага, спиральности шлиц, смещения шлица с оси и биения.
Контроль симметричности расположения шлицев производится
индикатором по двум противоположным сторонам шлица (рис. 104).
Симметричность шлицев относительно оси определяют разностью
показаний индикатора по плоскостям 1 и 2 противоположных шлицев
протяжки. Одна из плоскостей устанавливается при помощи набора
мерительных плиток. Это смещение не должно превышать допуска
на толщину шлица.
Контроль непараллельностн производится индикатором по длине
шлица в начальной и конечной его точках А и В с двух сторон
(рис. 105). Разность показаний индикатора характеризует непарал-
лелыгость боковых сторон шлицев относительно геометрической оси
протяжки. По ГОСТ 7943—63 она допускается в пределах 0,01 мм
на 500 мм длины шлицевой части.
Контроль накопленной ошибки по окружному шагу производится
от делительного диска передней бабки станка (или на приборе с оп-
тической делительной головкой) с помощью индикатора, устанавливае-
мого на базовую сторону шлица. Накопленная ошибка по шагу по-
Рис. 105. Схема контроля непараллельности шлицев
133
ПЛ-1П
Рис. 106. Схема заправки круга
для шлифования поднутрения
лучается от суммирования положитель-
ных и отрицательных показаний инди-
катора рядом расположенных шлицев.
Операция 36. Шлифование обнаже-
ния передней направляющей части по
ширине шлицев. Аналогична опера-
ции 35.
Операция 36а. Шлифование поднут-
рения шлицев без подъема заднего цен-
тра. Поднутрение делается величиной
1—3° с оставлением неподнутренной
ленточки 0,8—1,0 мм по боковым сто-
ронам шлицев (рис. 106). Шлифоваль-
ный круг при этом заправляется на
угол 20! — 2 (0 — б), где б — угол под-
нутрения.
Шлифование поднутрения произво-
дится участками, начиная с зуба, вы-
сота шлица которого больше 1,5 мм на сторону. У основания
шлицев одновременно с поднутрением шлифуются канавки А разме-
ром 0,5X0,5 мм. По наружному диаметру круга делается выборка
с оставлением усиков, которые шлифуют канавку. Оборудование,
приспособления, режущий инструмент те же, что и в операции шли-
фования шлицев и внутреннего диаметра. Контроль величины поднут-
рения б осуществляется индикатором на определенной длине этого
поднутрения.
Операция 37. Шлифование заходов на шлицах направляющей
части.
Операция 37а. Снятие радиуса R и у вершины шлицев на шлице-
шлифовальном станке шлифовальным кругом пли вручную оселком.
Радиус R проверяют радиусомером или шаблоном.
Операция 376. Шлифование выкружек у протяжек на специ-
альном заточном станке завода МИЗ. Протяжку устанавливают
в центры делительного приспособления и поддерживают люнетом. Вы-
кружки шлифуют коническим шлифовальным кругом (рис. 107).
Угол установки на величину заднего угла = 44-6° по дну выкру-
Рис. 107- Схема правки круга (а) и шлифования выкружек (б)
134
жек зависит от угла конуса на круге. Подача шлифовального круга
осуществляется вручную методом врезания. Применяется шлифоваль-
ный круг ПП 100 X 16 х 32 24А 40П М3—СМ2 7 К1 35 м/с 1 кл. А
(ГОСТ 2424—75). Применяемый инструмент! штангенциркуль, радиу-
сомер. Приспособления: набор делительных дисков, люнеты.
СПИСОК ЛИТЕРАТУРЫ
1. Коссович Г. А. Новые вольфрамовые быстрорежущие стали. ВНИИ. Сбор-
ник трудов института. М., 1965, с. 56—89.
2 Либерман А. И. Корригирование профиля эвольвентных протяжек. —
«Станки и инструмент» 1965, № 9, с. 26—30,
СОДЕРЖАНИЕ
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО ТВЕРДОСПЛАВ-
НОГО РЕЖУЩЕГО ИНСТРУМЕНТА................................... 4
1. Червячные мелкомодульные фрезы с прямыми канавками..... 4
2. Цельные спиральные сверла короткой серии диаметром 1,0—5,0 мм 11
3. Спиральные сверла короткой серии диаметром 0,6—2,0 мм .... 24
4. Спиральные сверла короткой серии диаметром 0,6—1,1 мм с утол-
щенным цилиндрическим хвостовиком..........................31
5. Машинно-ручные цельные метчики М2—М5 с вышлифованными ка-
навками ...................................................36
6. Машинно-ручные метчики М8, М10. . . . ......... 49
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОГО РЕЖУЩЕГО ИНСТРУ-
МЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ................................58
7. Спиральные сверла точного исполнения диаметром 2—10 мм с ци-
линдрическим хш'стовпксм , ... .58
8. Машинно-ручные метчики М8—/414 с вышлифованными винтовыми
канавками .... . . , 72
9. Червячные фрезы классов точности А, В и С. . .........78
10. Прецизионные червячные фрезы классов точности АЛА и АА . . 94
11. Шлицевые протяжки с эвольвентным и прямобочным профилем . 100
Протяжки с эвольвентным профилем.......................100
Протяжки с прямобочным профилем........................123
Список литературы..........................................135
ИВ № 698
Александр Ильич Барсов, Анатолий
Васильевич Иванов, Клавдин Иванов-
на Кладова, Анна Никитична Троиц-
кая,
ТЕХНОЛОГИЯ
ИЗГОТОВЛЕНИЯ
РЕЖУЩЕГО
ИНСТРУМЕНТА
Редактор IO. Н. Канин
Технический редактор Л. А. Макарова
Корректор О. Е. Мишина
Обложка художника Е. И, Волкова
Сдано в набор 28. 08. 78. Подписано в пе*
чать 7.12.78. Т-18086. Формат 60X90'/ie.
Бумага типографская № 2.
Гарнитура литературная. Печать высокая.
Усл. печ. л. 8,5. Уч.-изд. л. 9,6.
Тираж 25 000 экз. Заказ 557. Цена 50 к.
Издательство «Машиностроение»,
107885, Москва. ГСП-6, 1-й Басман-
ный пер., 3
Московская типография № 4 Союз-
полиграфпрома
Государственного комитета СССР
по делам издательств, полшрафии
и книжной торговли,
Москва, 129011, Б. Переяславская ул., д. 16