/

















































































































































Теги: металлы механическая обработка
Год: 1995




Текст
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ
ТЕХНОЛОГИИ АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
— НИИТАВТОПРОМ —
РЕЖИМЫ РЕЗАНИЯ
МЕТАЛЛОВ
Справочник
Издание четвертое, переработанное и дополненное
г • ? л • '
нз. ?.: /03
Москва — 1995
лис
406
407
413
ПРИЛОЖЕНИЕ 5. Величина .подвида, врезьн
ке детален
Карти 1. Проверка достаточности v:--ос’и эле.тродвнгателя г
ПРИЛОЖЕНИЕ 7. Корректирование реж-ves резания . .
Karra 1. Корректирование режичо. резания на стадии расчета
Карта 2 Корректирование режт-'-- —
ПРИЛОЖЕНИЕ 8 Производственный
•'-'2н:я «а стадии внедрения
РЕЖИМЫ РЕЗАНИЯ МЕТАЛЛОВ
Редакторы И Н Карясова, Н. Б Кузнецова
Технические редакторы Е. .4. Журавлева, Ю. И. Экке
Корре* ’Ор Г Я Сметанина
Переплет \ .дожника .4 В Карпова
Подписано ^печать В. 12.94.
Тнпог;к>фия АО «IВ1J Павтелг
Формат 60x84 8.
Тяргж 5000 экз
Печ л 57.
Заказ 129.
ПРЕДИСЛОВИЕ К ЧЕТВЕРТОМУ ИЗДАНИЮ
Справочник «Режимы резания металлов», вышедший третьим из-
данием в 1972 году, широко используется специалистами по механиче-
ской обработке на предприятиях автомобильной промышленности и
смежных машиностроительных отраслей.
За прошедшие двадцать лет прогресс отечественного и зарубеж-
ного машиностроения внес значительные изменения в технологию ме-
ханической обработки, что вызвало необходимость выпуска четвертого
издания справочника.
В четвертом издании сохранены методические основы и структура
предыдущего издания. Вместе с тем справочник значительно дополнен
и переработан. Это относится ко всем традиционным разделам и при-
ложениям: при расчете режимов резания учтены новые инструмен-
тальные материалы и покрытия инструментальных материалов, новые
конструкционные материалы, смазочно-охлаждающие жидкости; ре-
жимы резания ориентированы на использование более точных и жест-
ких металлорежущих станков и металлорежущих инструментов про-
грессивных конструкций, в том числе со сменными многогранными пла-
стинами; учтены особенности расчета режимов резания для автомати-
ческих и поточных линий.
В справочник введены разделы по расчету режимов резания
на агрегатных фанках, обрабатывающих центрах, разделы по рас-
чету режимов при виброабразивной обработке и холодном пластиче-
ском деформировании мелких профилей.
В процессе работы над справочником был проанализирован и ис-
пользован спыт ведущих автозаводов. В их числе заводы ПО «Авто-
ВАЗу, Горьковский автомобильный завод, Московский автозавод
им. И. А. Дихачева, Камское объединение по производству больше-
грузных автомд/билей, Кременчугский й Минский автозаводы, Ярое-^
. лавский моторзавод. - . - >>
Использованы разработки ведущих научно-исследовательских
организаций: Всероссийского научно-исследовательского института
природных, синтетических алмазов и инструментов (ВНИИАлмаз),
Государственного научно-исследовательского института абразивов и
шлифования (ГосНИИАШ), Всероссийского научно-исследовательско-
го и проектного института тугоплавких металлов и твердых сплавов
(ВНИИТС), Института сверхтвердых материалов АН Украины (ИСМ),
Минского специального конструкторского бюро протяжных станков
(МСКБ ПС), Научно-исследовательского инструментального института
(ВНИИИнструмент), Украинского научно-исследовательского инсти-
тута специальных сталей, сплавов и ферросплавов (УкрНИИСпец-
сталь), Экспериментального научно-исследовательского института ме-
таллорежущих станков (ЭНИМС).
По предложению ряда заводов НИИТавтопром осуществляет
разработку автоматизированного расчета режимов резания и нормати-
вов времени на персональных электронно-вычислительных машинах
ПЭВМ типа IBM PC AT 286/386/486 на базе 4-го издания справочника
сРежимы резания металлов», а также дополнительных данных по обо-
рудованию и нормам времени, используемым на автозаводах. В даль-
нейшем предусматривается создание системы абонементного обслужи-
. вания пользователей регулярно обновляющейся информацией по ре-
жимам резания.
СОДЕРЖАНИЕ СПРАВОЧНИКА
Состав и содержание справочника ориентированы на автомобильное
производство. Это относится к станочному оборудованию, инструмен-
тальному оснащению, обрабатываемым материалам, технологии меха-
нической обработки деталей. Справочник может использоваться также
и в других отраслях машиностроения, приближающихся по своим усло-
виям к автомобильному производству.
Справочник состоит из 13 разделов, каждый из которых посвящен
расчету режимов резания для определенной группы станков или метода
обработки и включает инструктивные указания по расчету режимов об-
работки и данные об уровне режимов резания, стойкости инструментов,
значениям силы и мощности резания.
Это следующие разделы:
Раздел 1. Режимы резания на токарных станках.
Раздел 2. Режимы резания на фрезерных станках.
Раздел 3. Режимы резания на сверлильных станках.
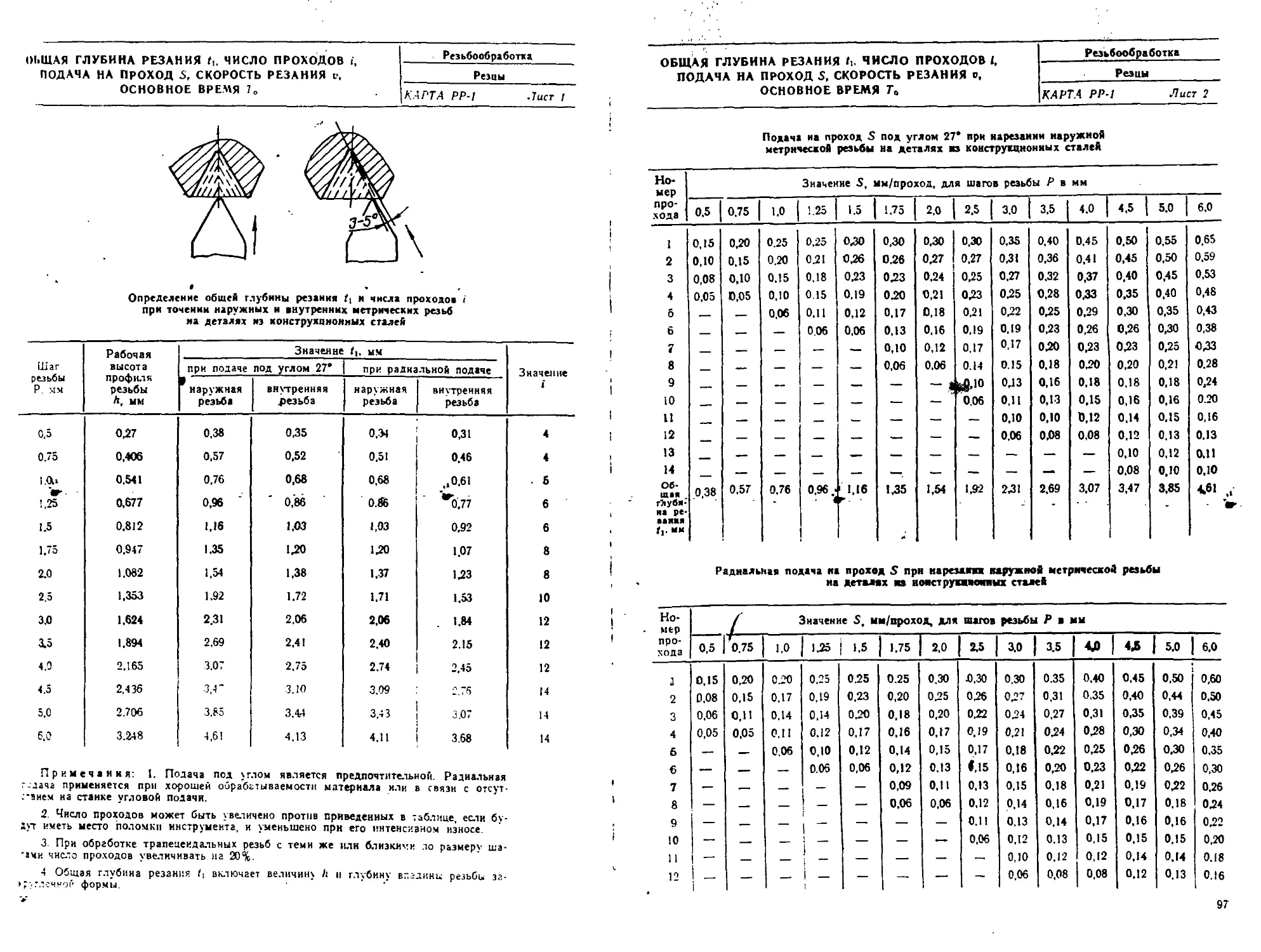
Раздел 4. Режимы обработки резьб.
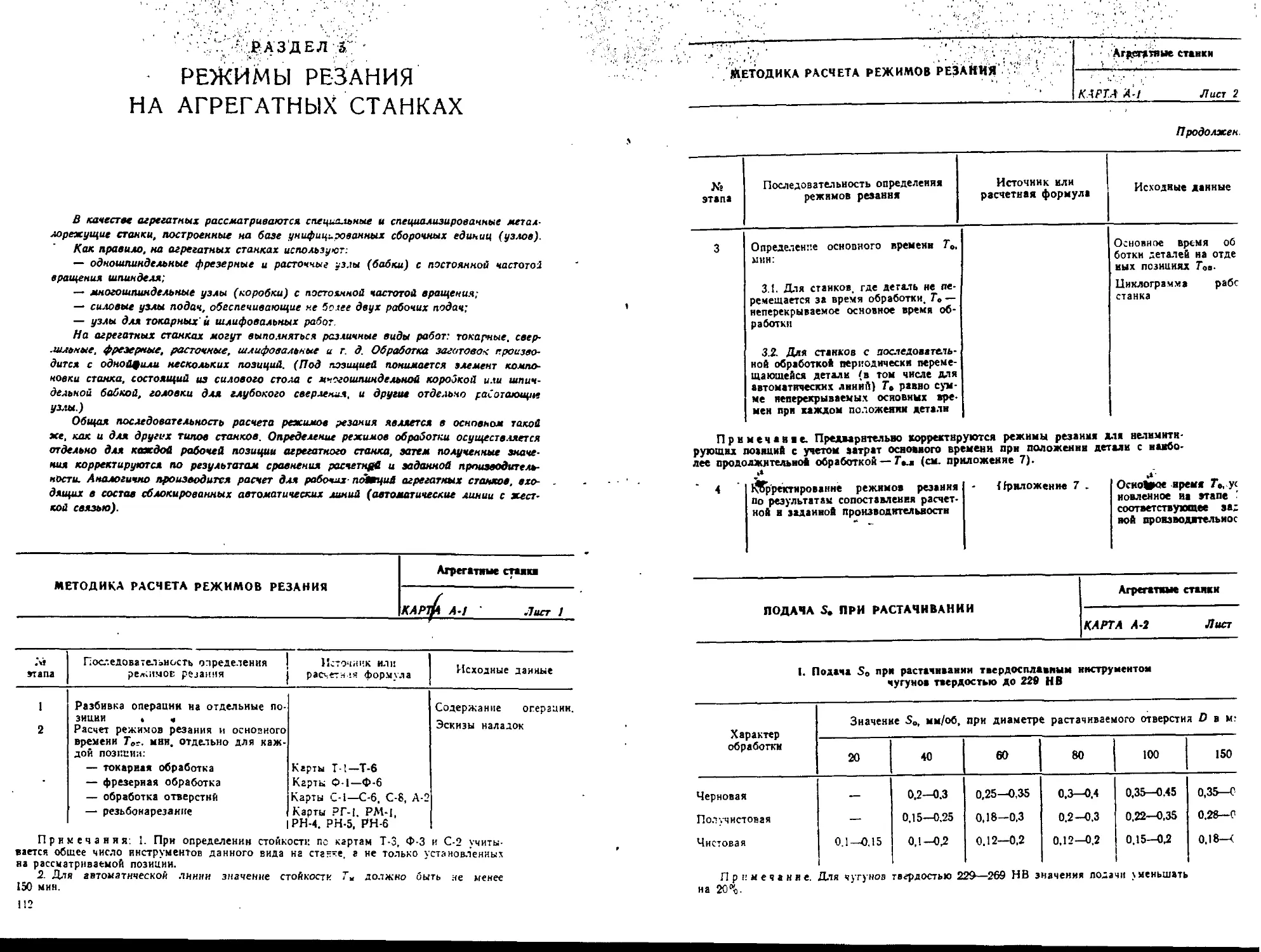
Раздел 5. Режимы резания на агрегатных станках.
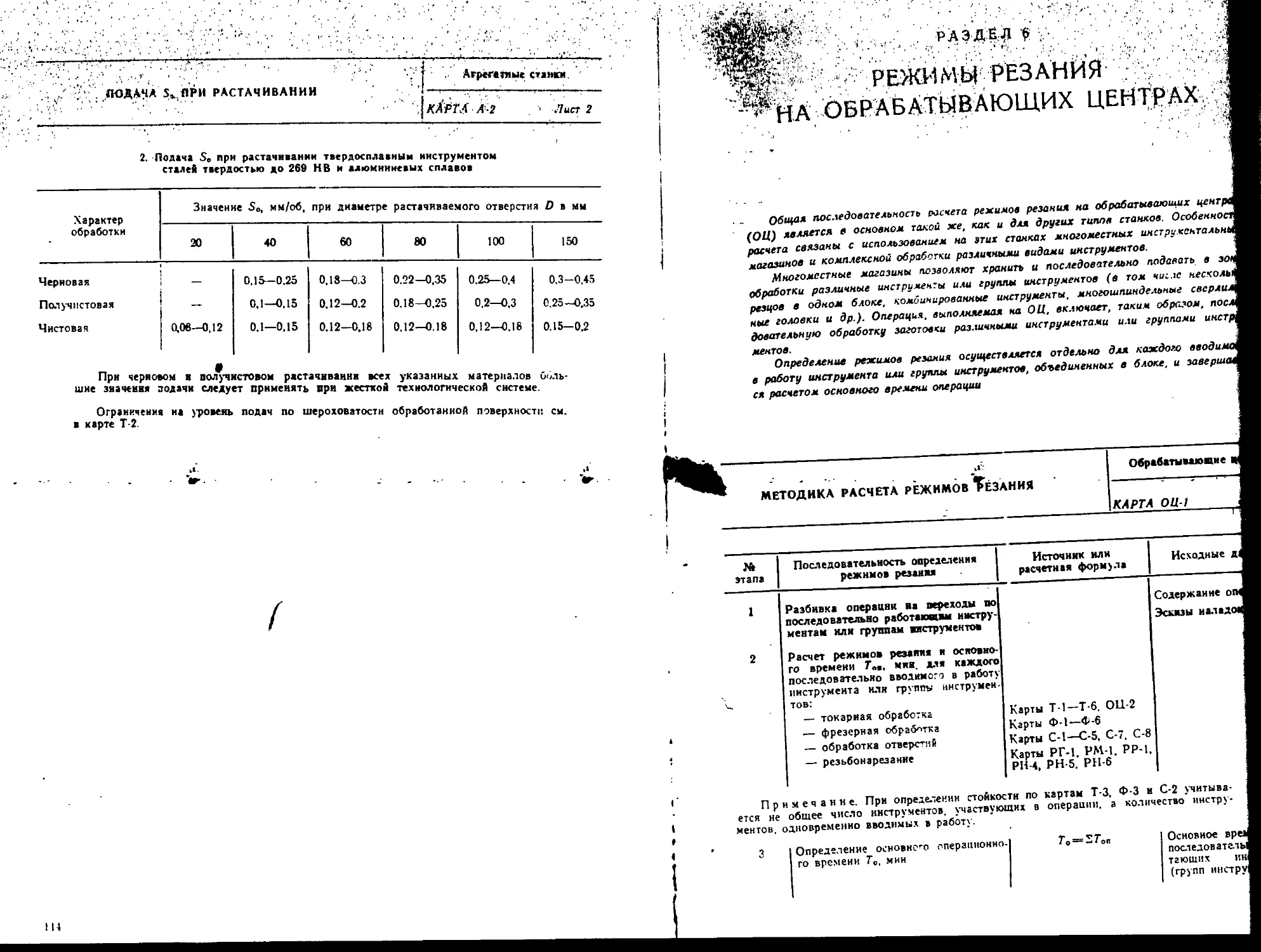
Раздел 6. Режимы резания на обрабатывающих центрах.
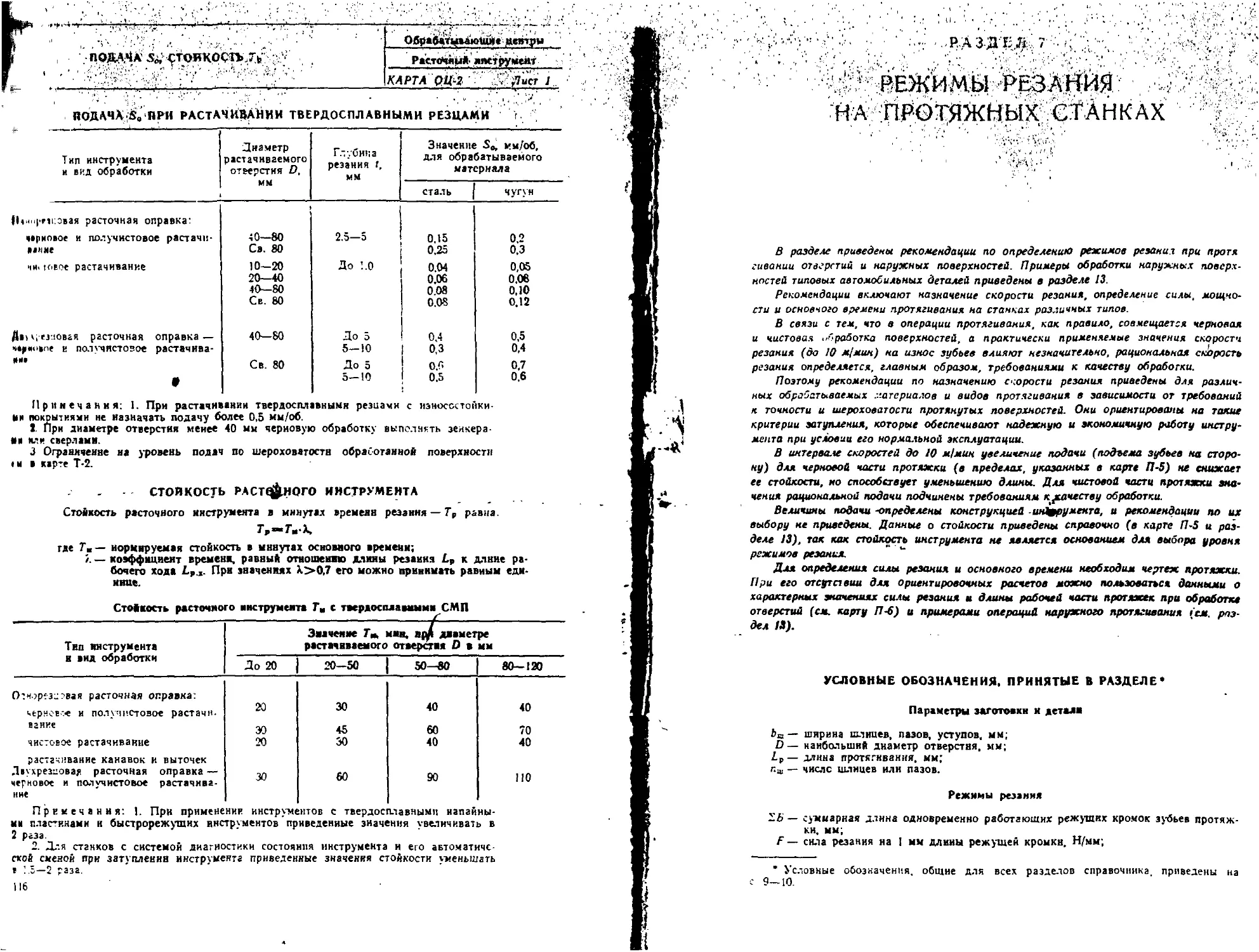
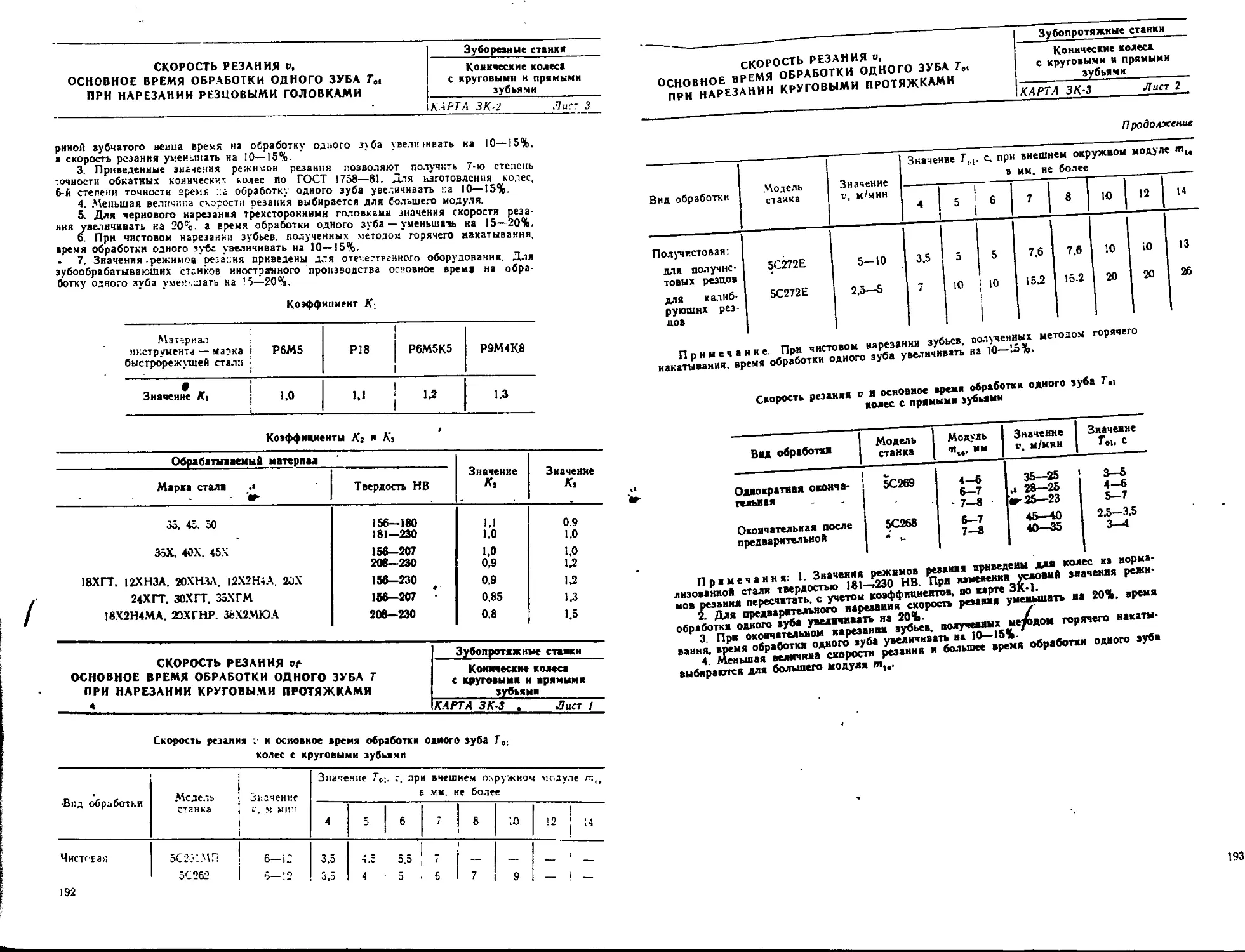
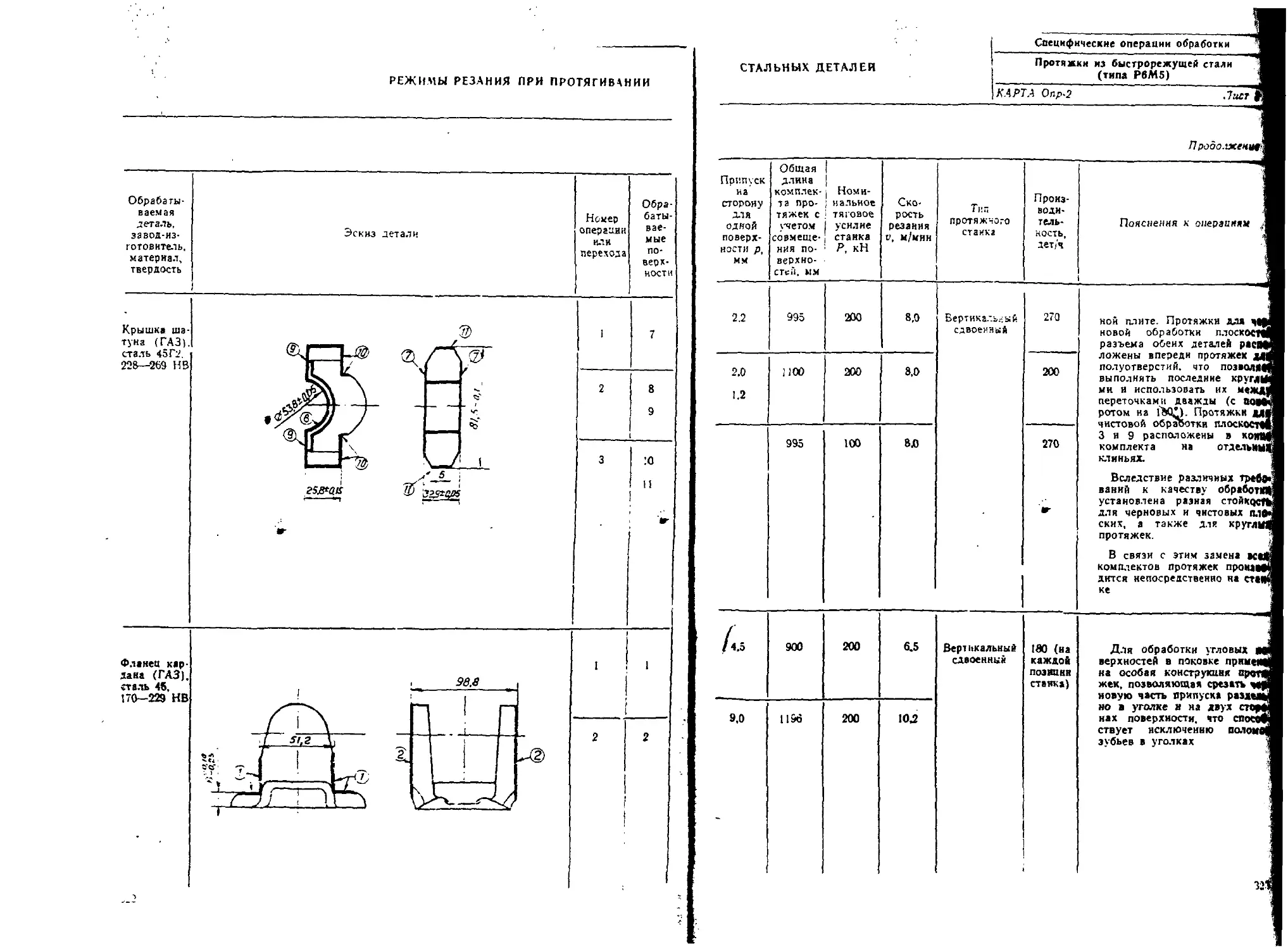
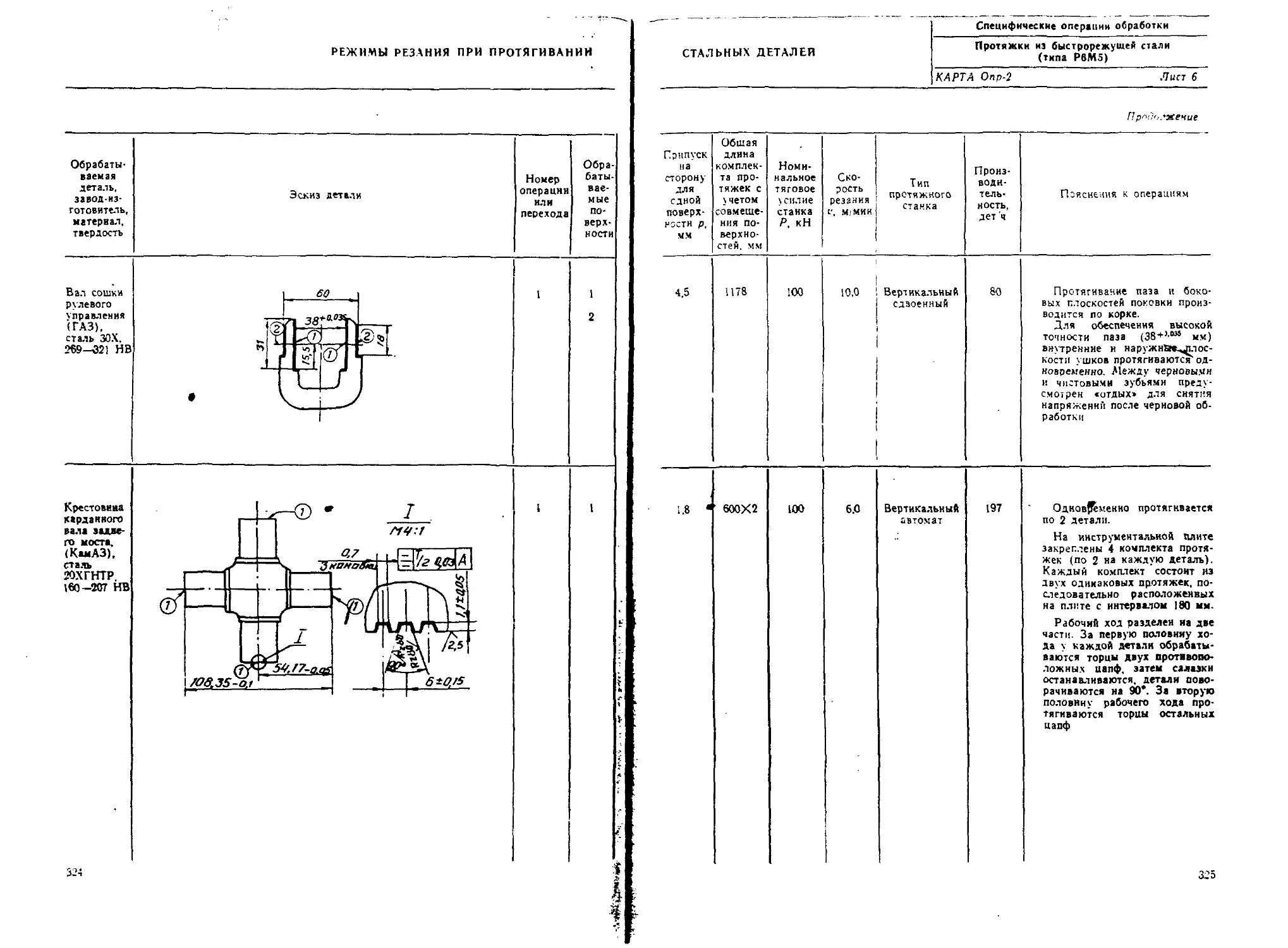
Раздел 7. Режимы резания на протяжных станках.
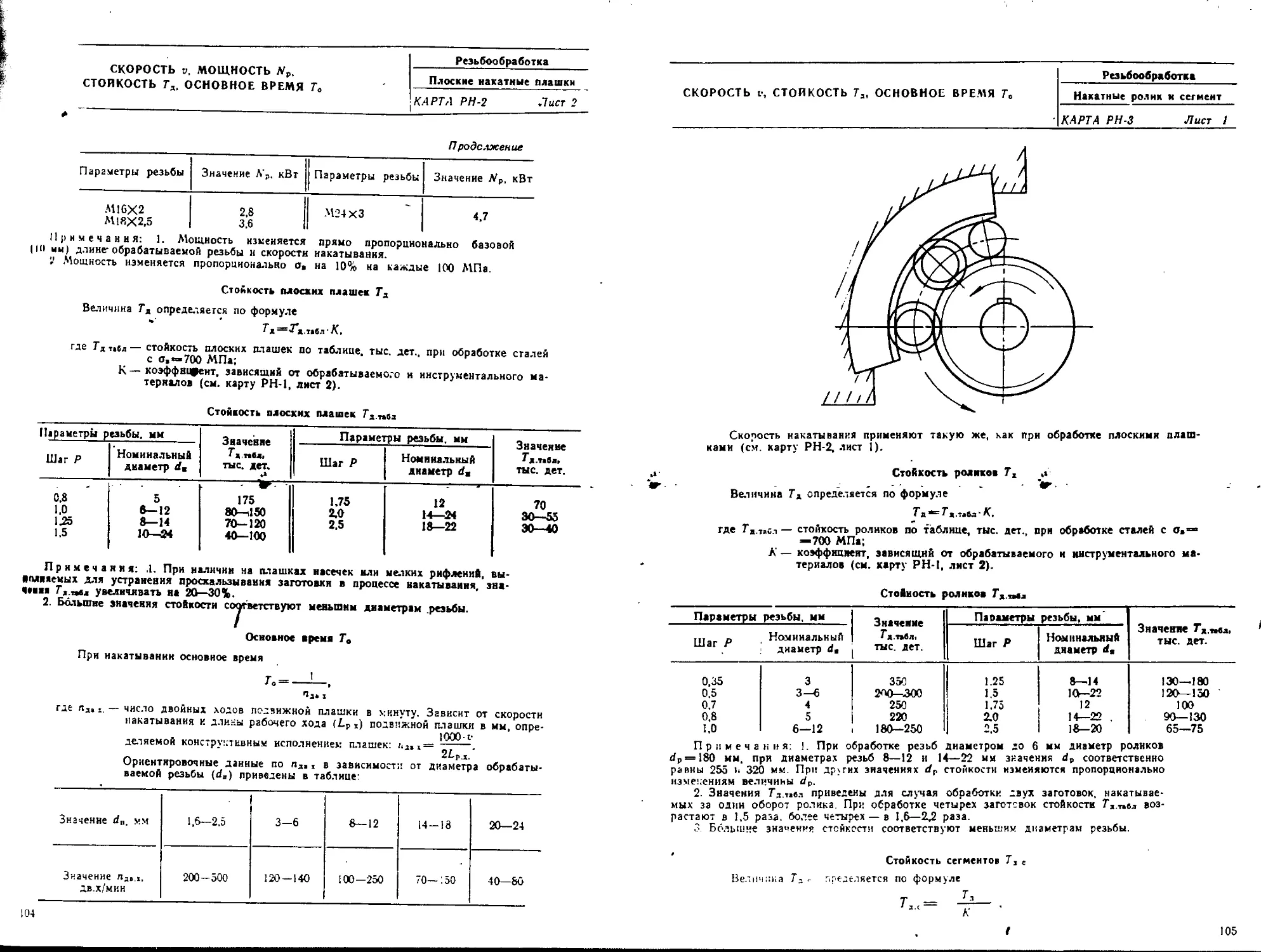
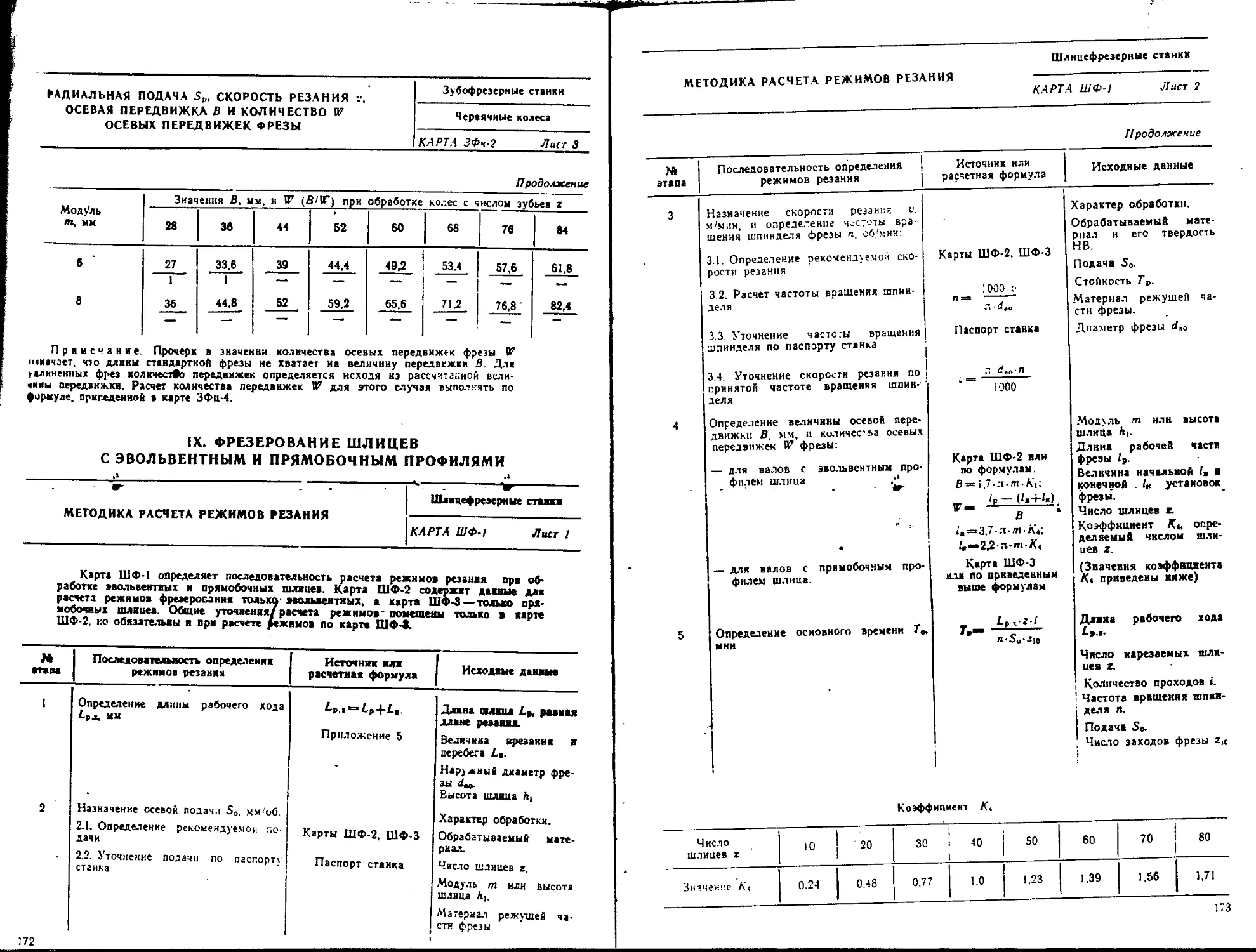
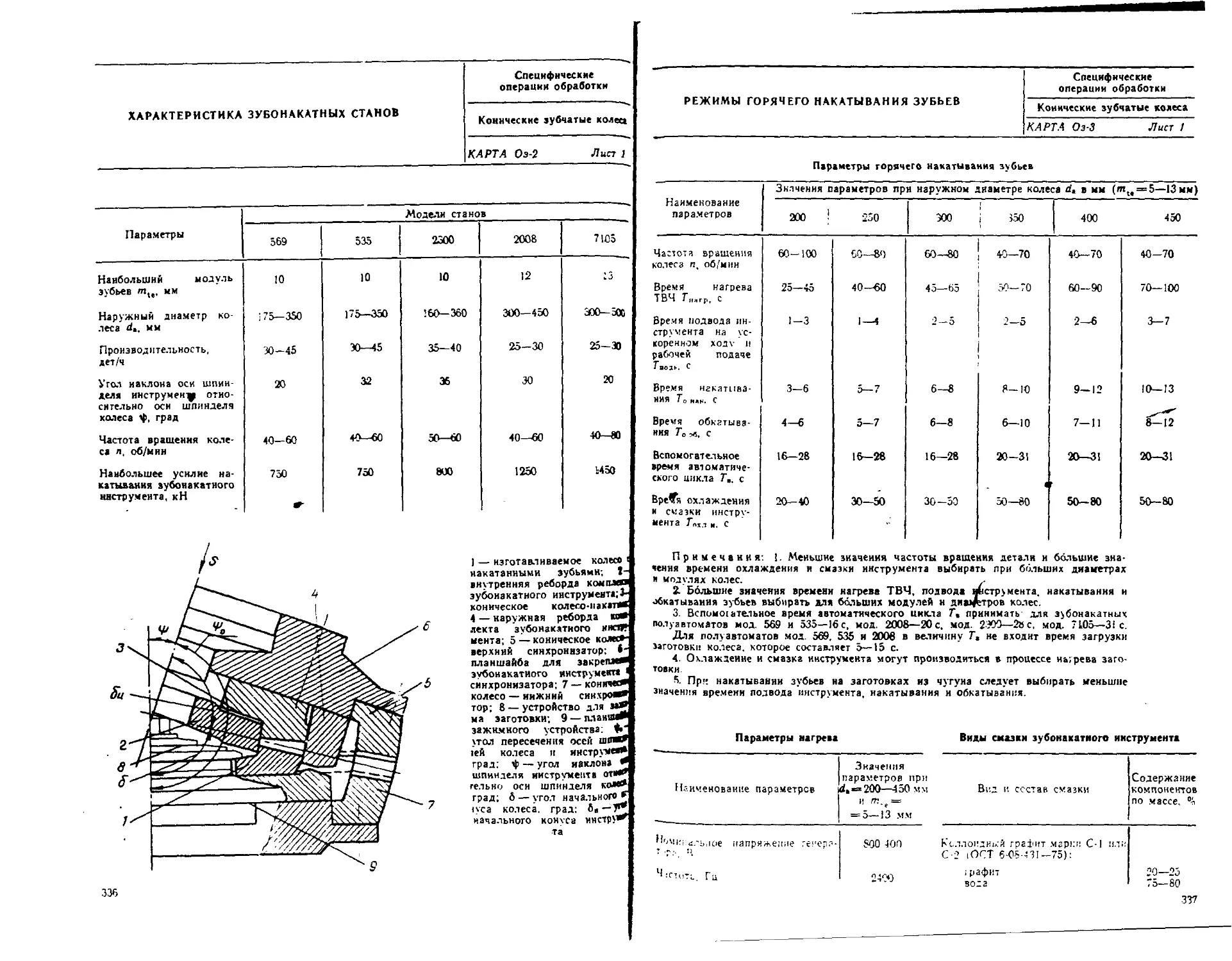
Раздел 8. Режимы резания и накатывания на зубо- и шлицеоб
рабатывающих станках. ' -
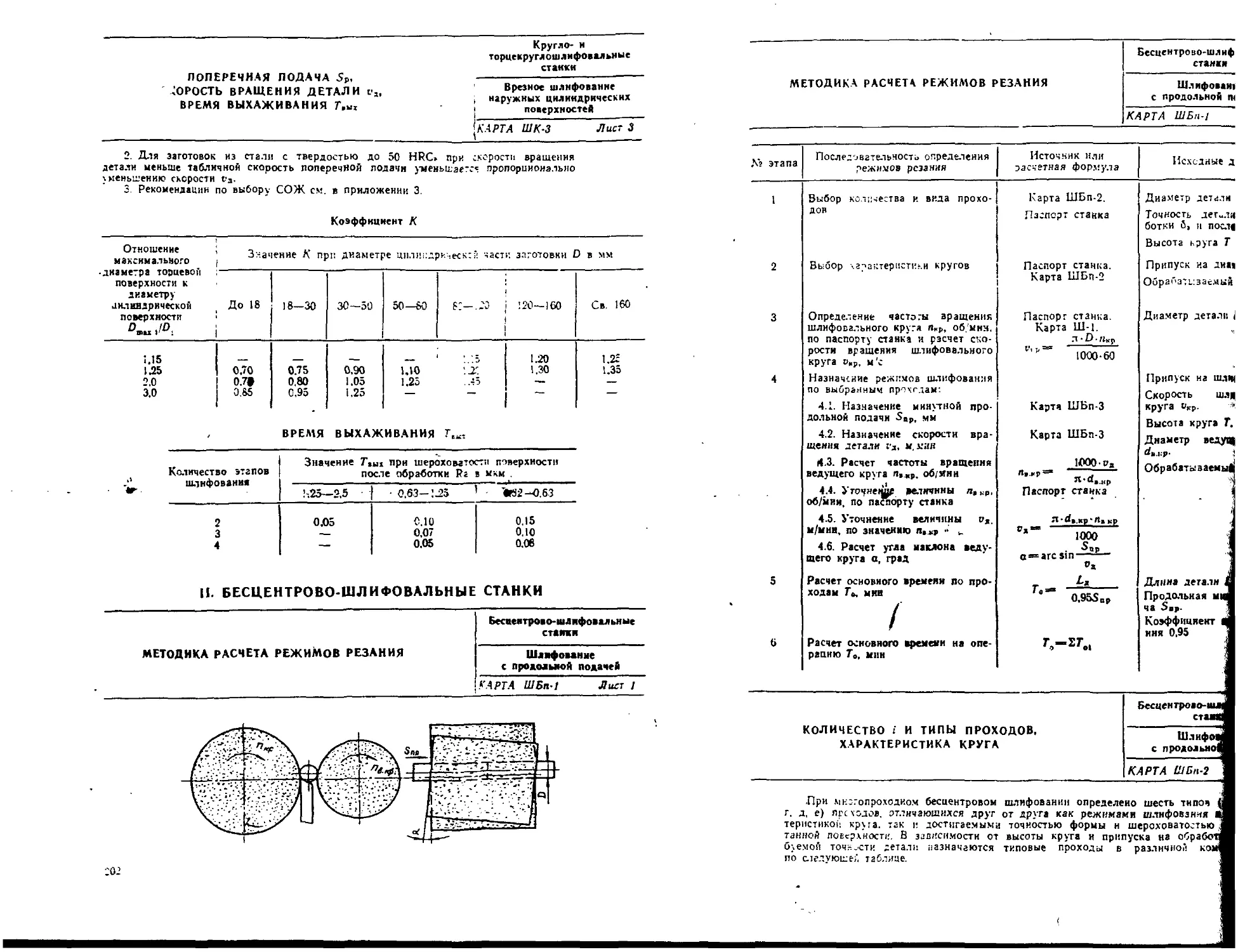
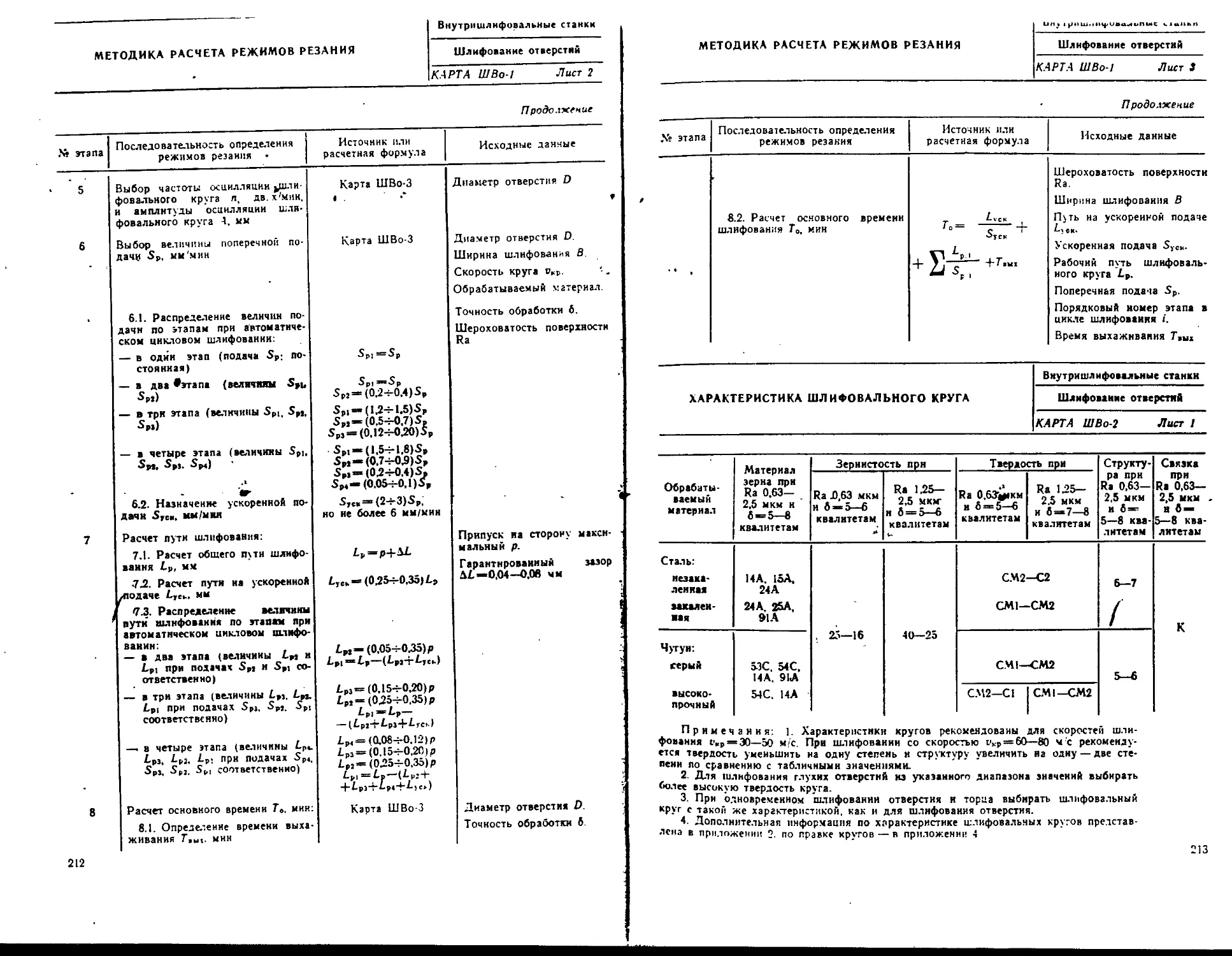
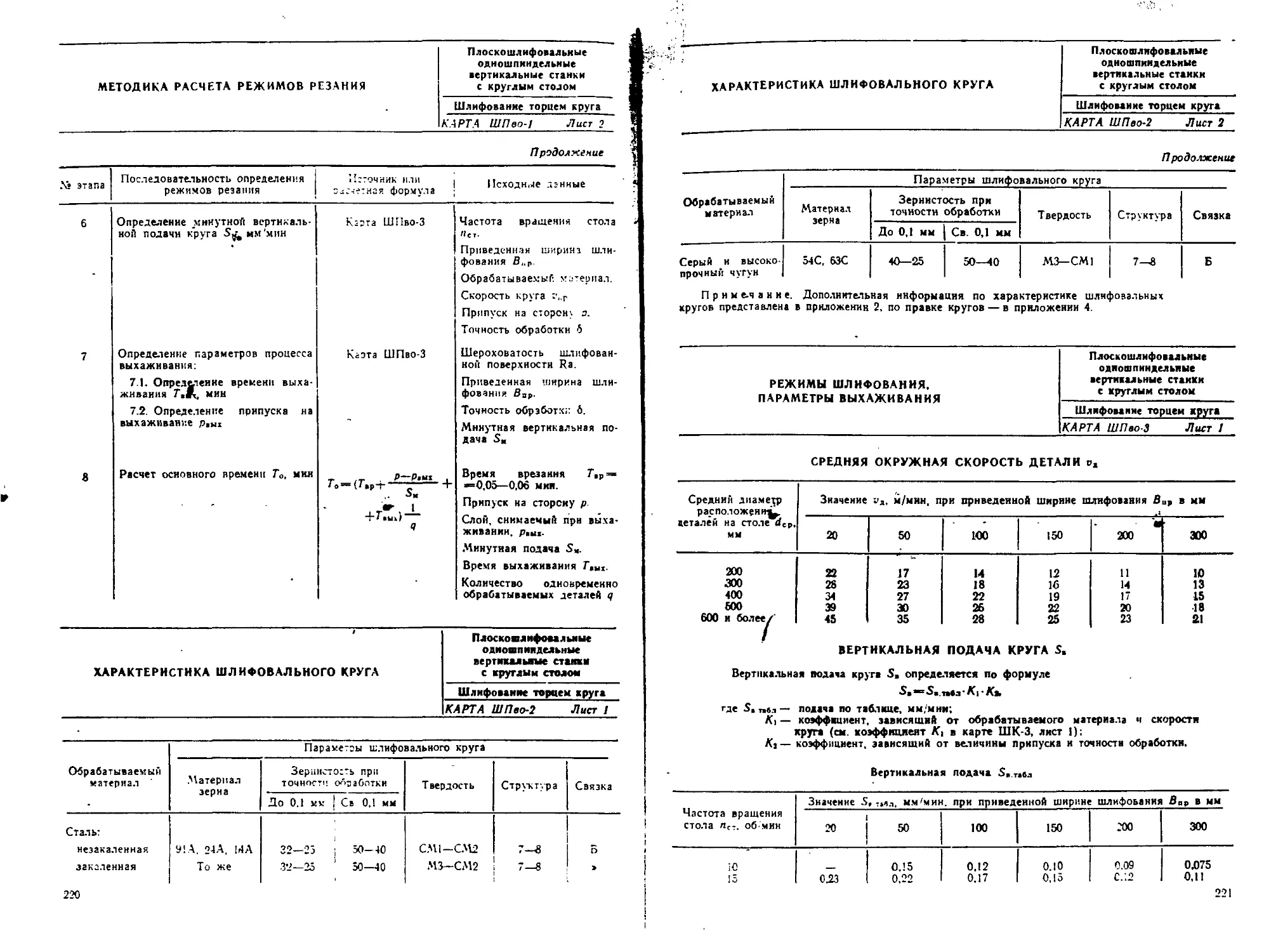
Раздел 9. Режимы резания на шлифовальных станках.
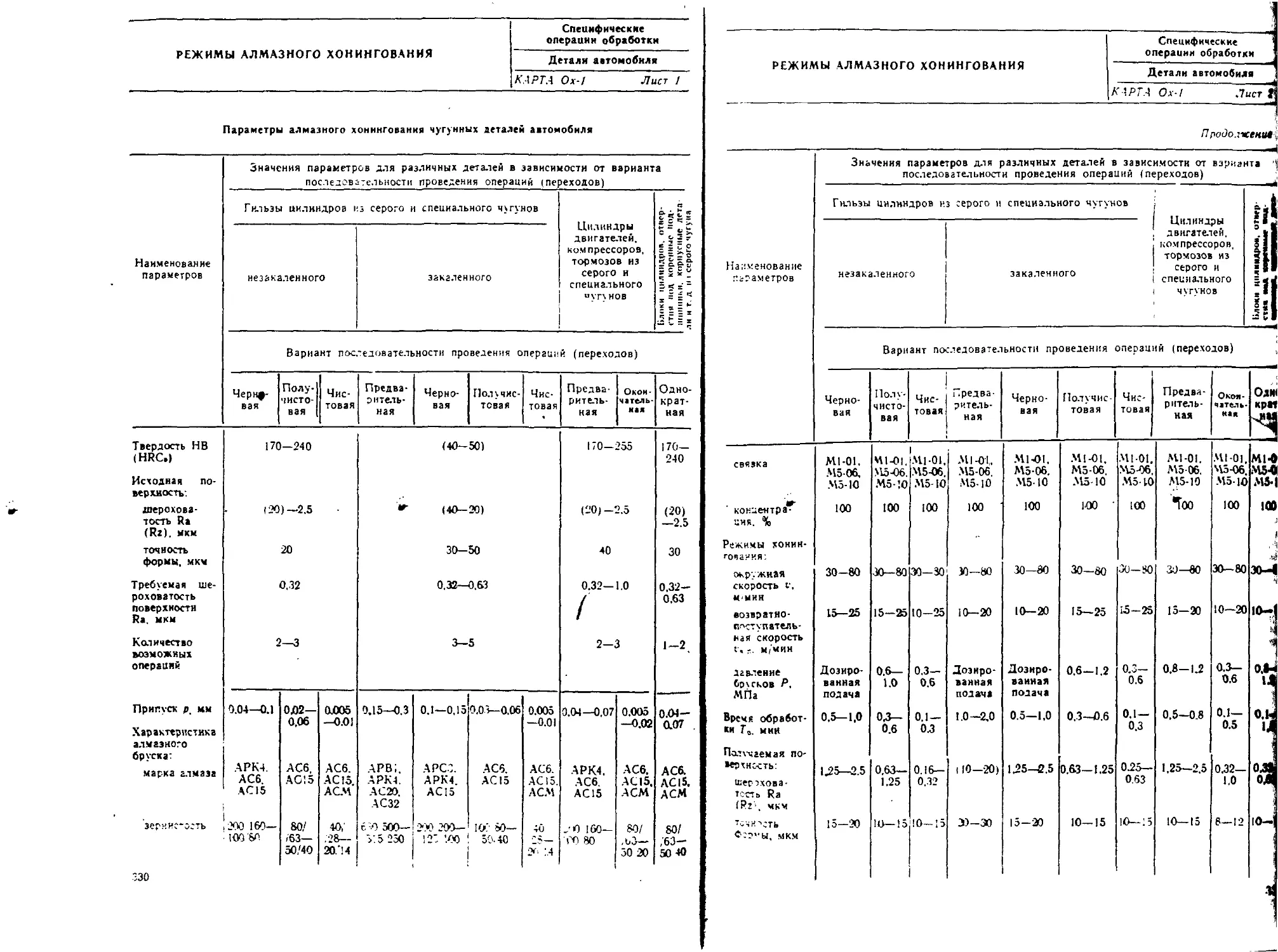
. Раздел ГО. Режимы резания* при оЛёлбчной абразивной обра- -
ботке.
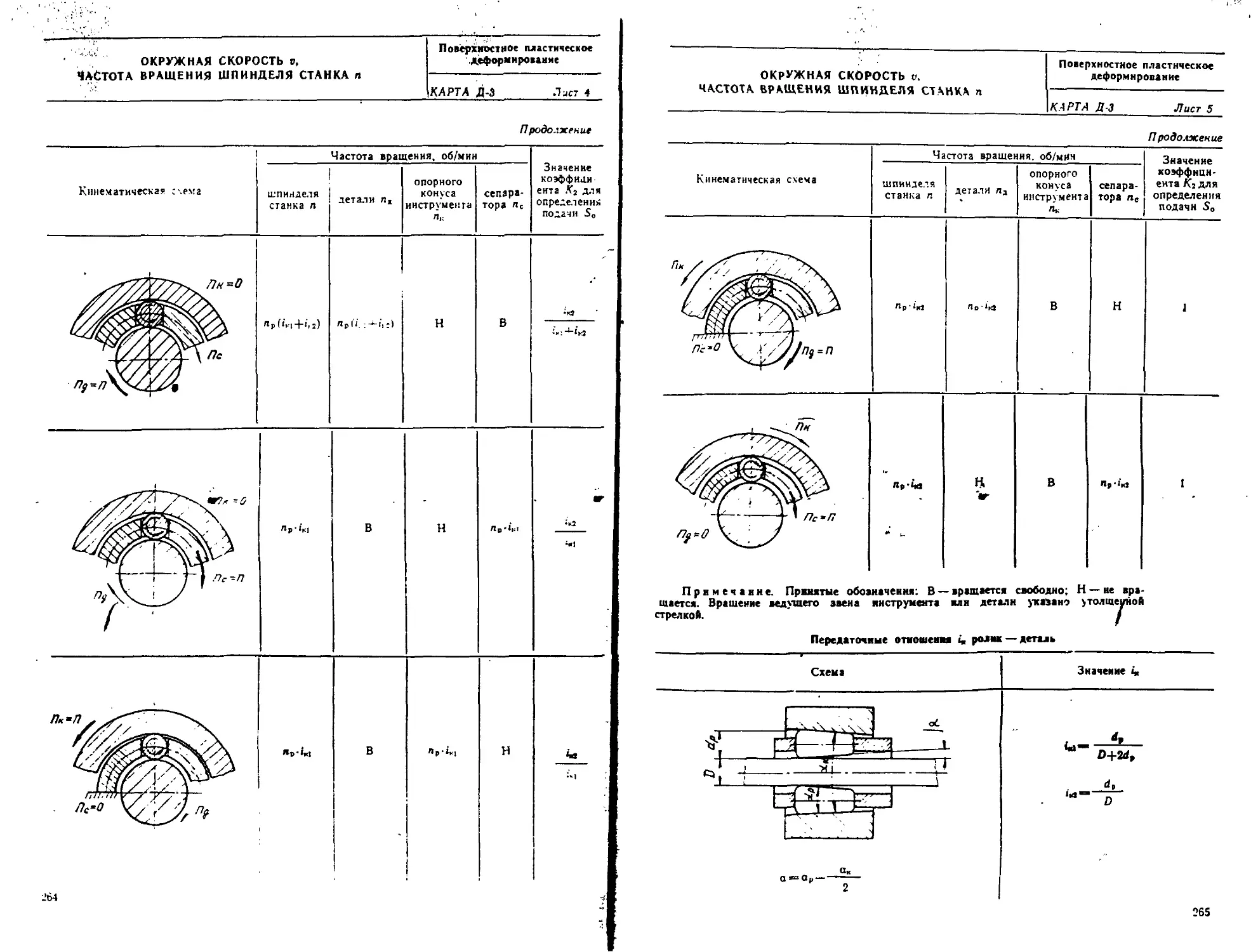
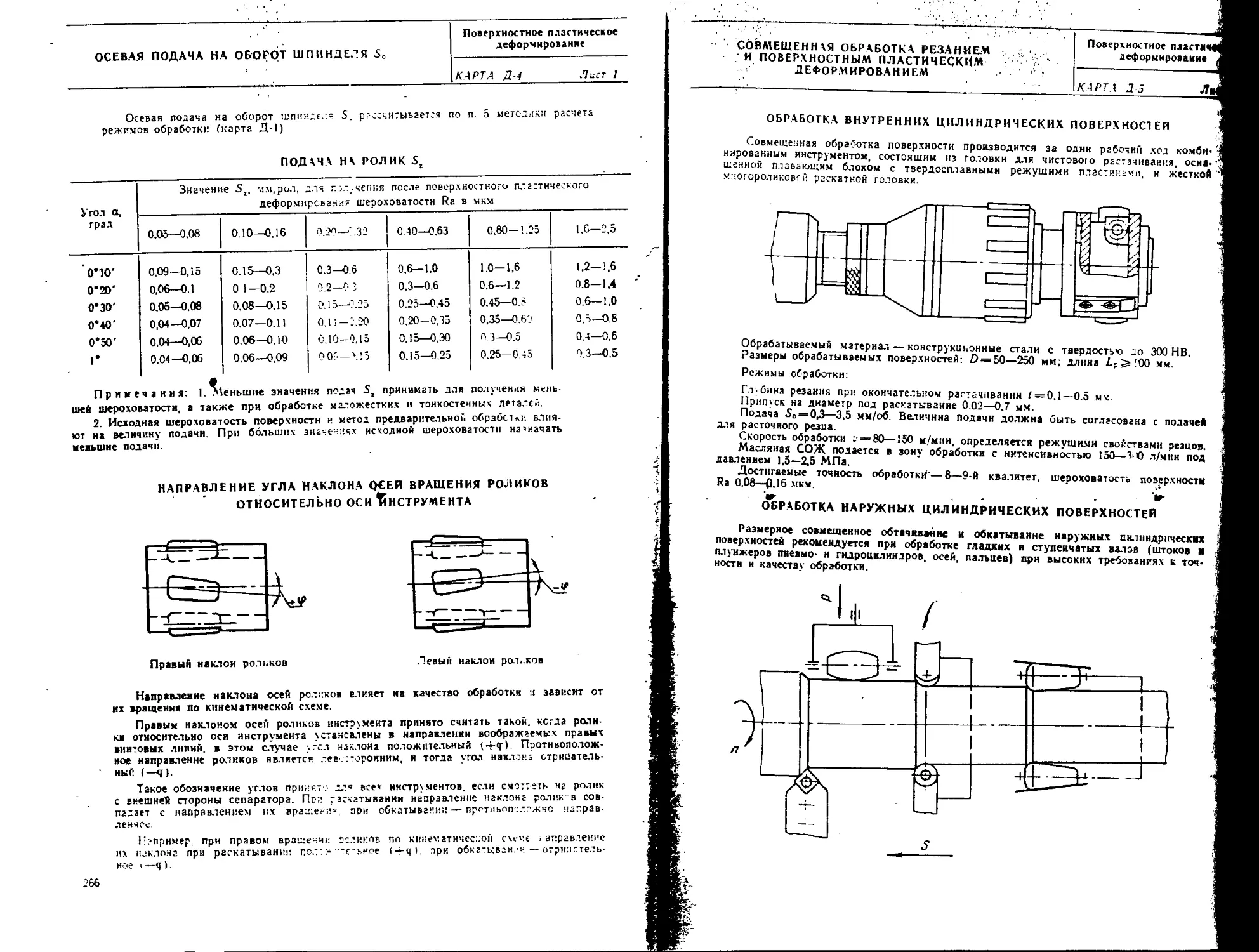
Раздел 11. Режимы чистовой ; обработки поверхностным пласти-
ческим деформированием многороликовыми планетарными инструмен-
тами.
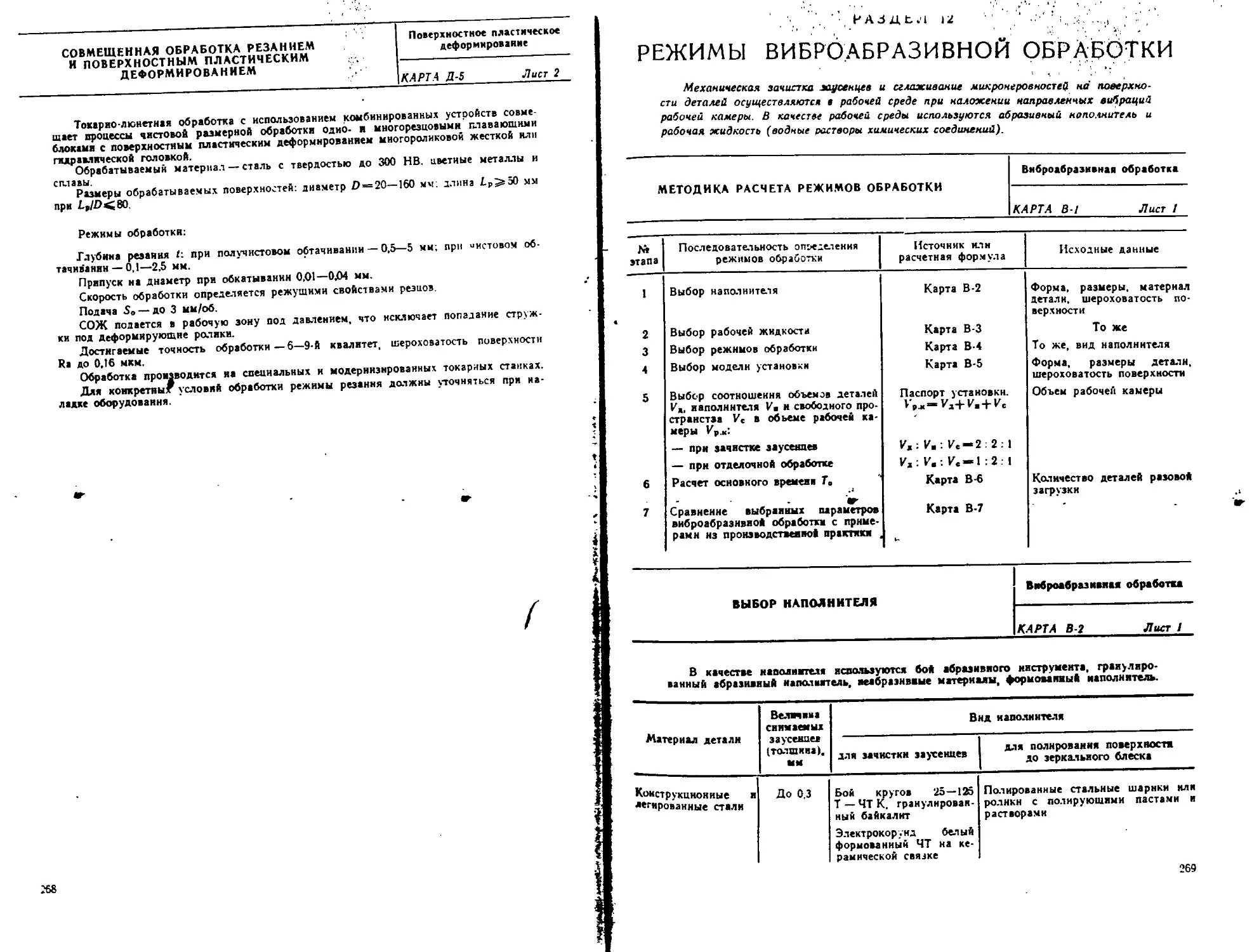
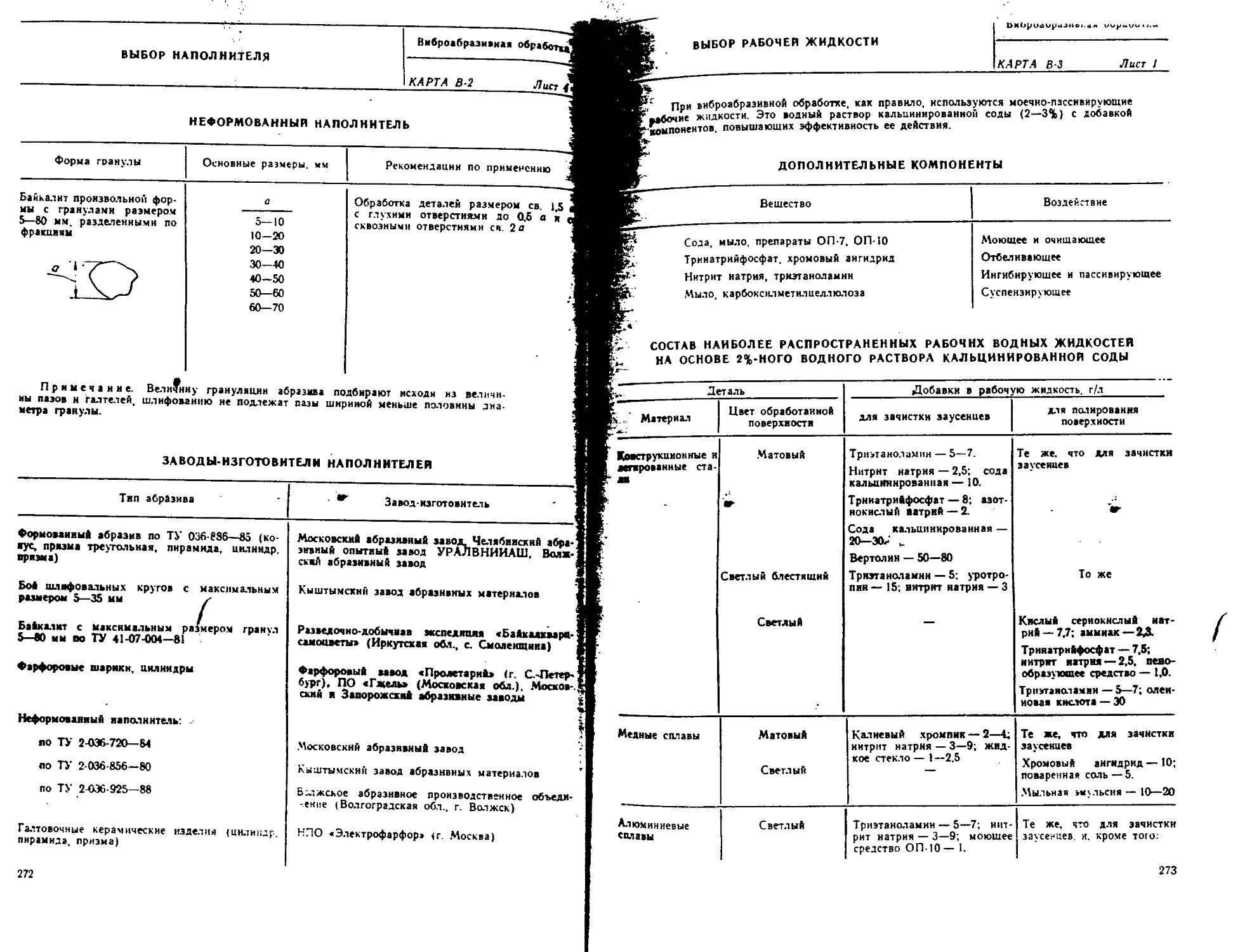
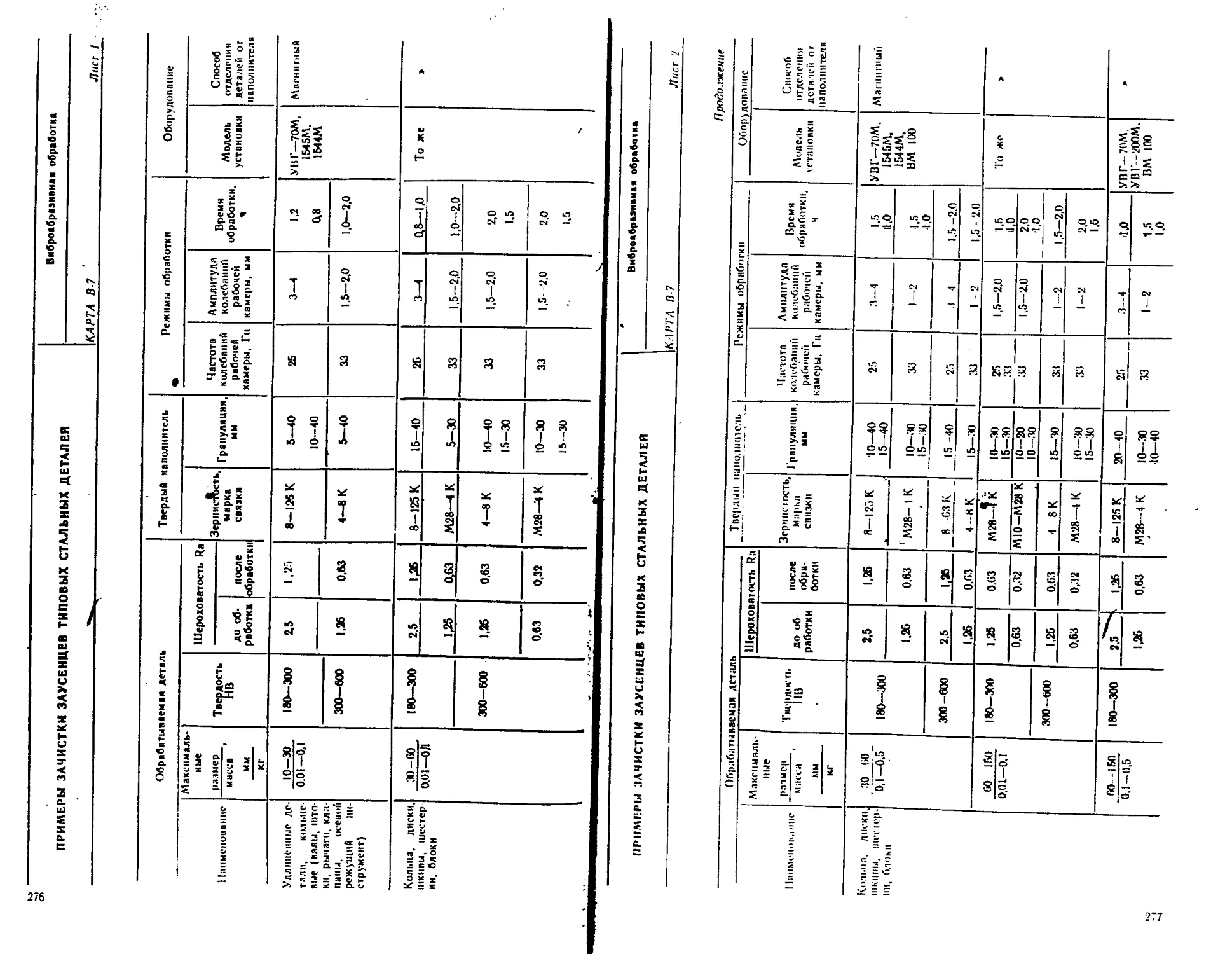
Раздел 12. Режимы виброабразивной обработки.
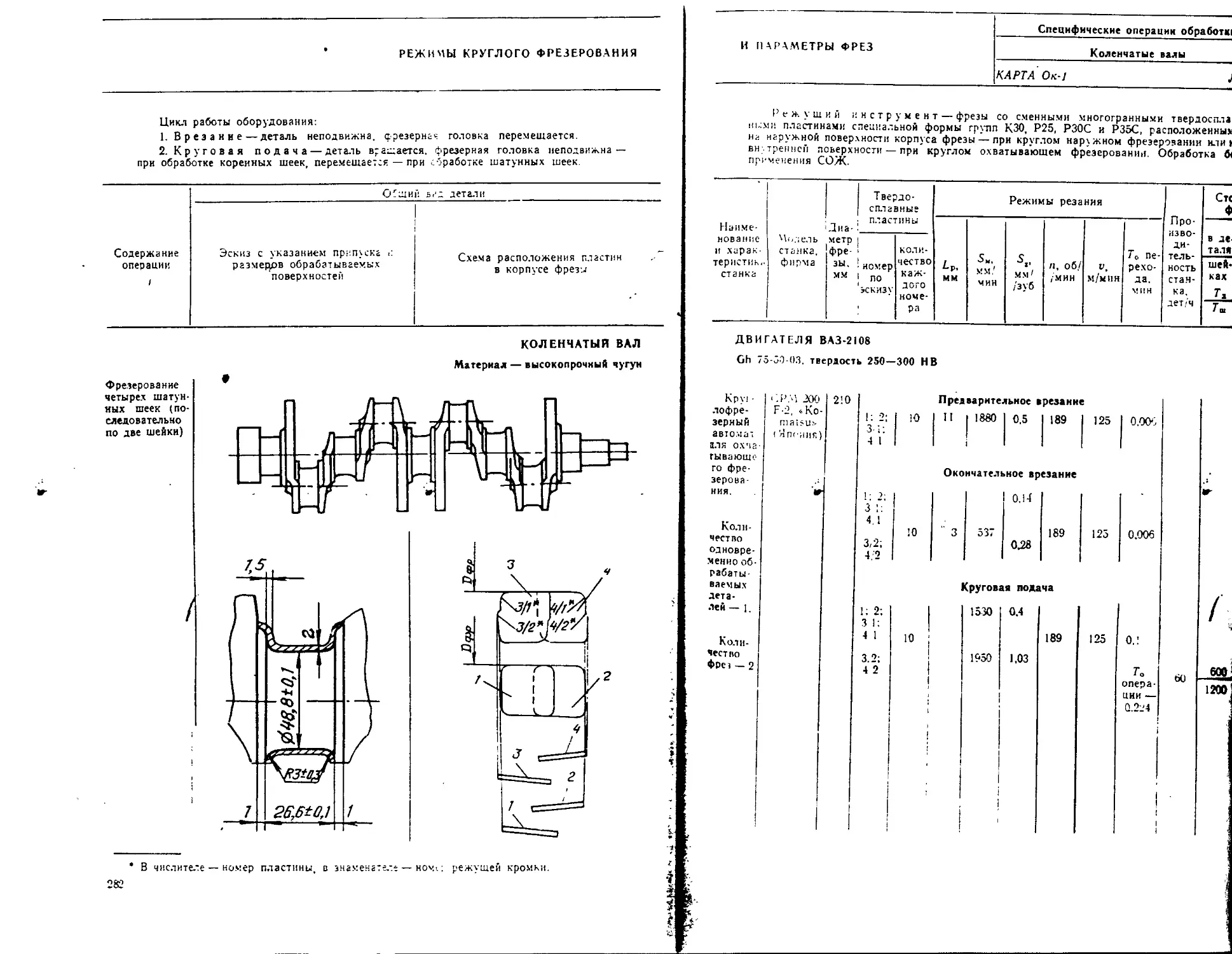
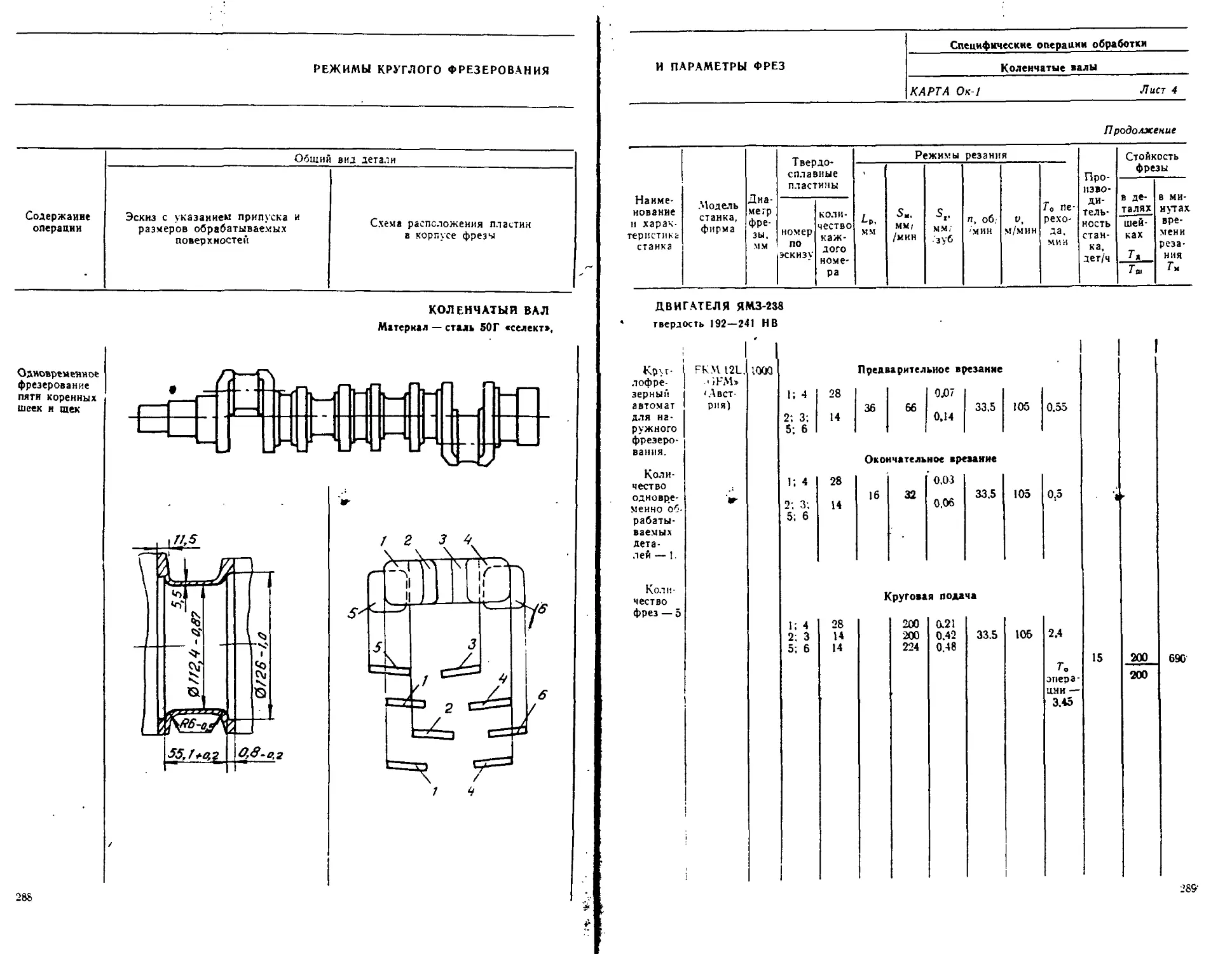
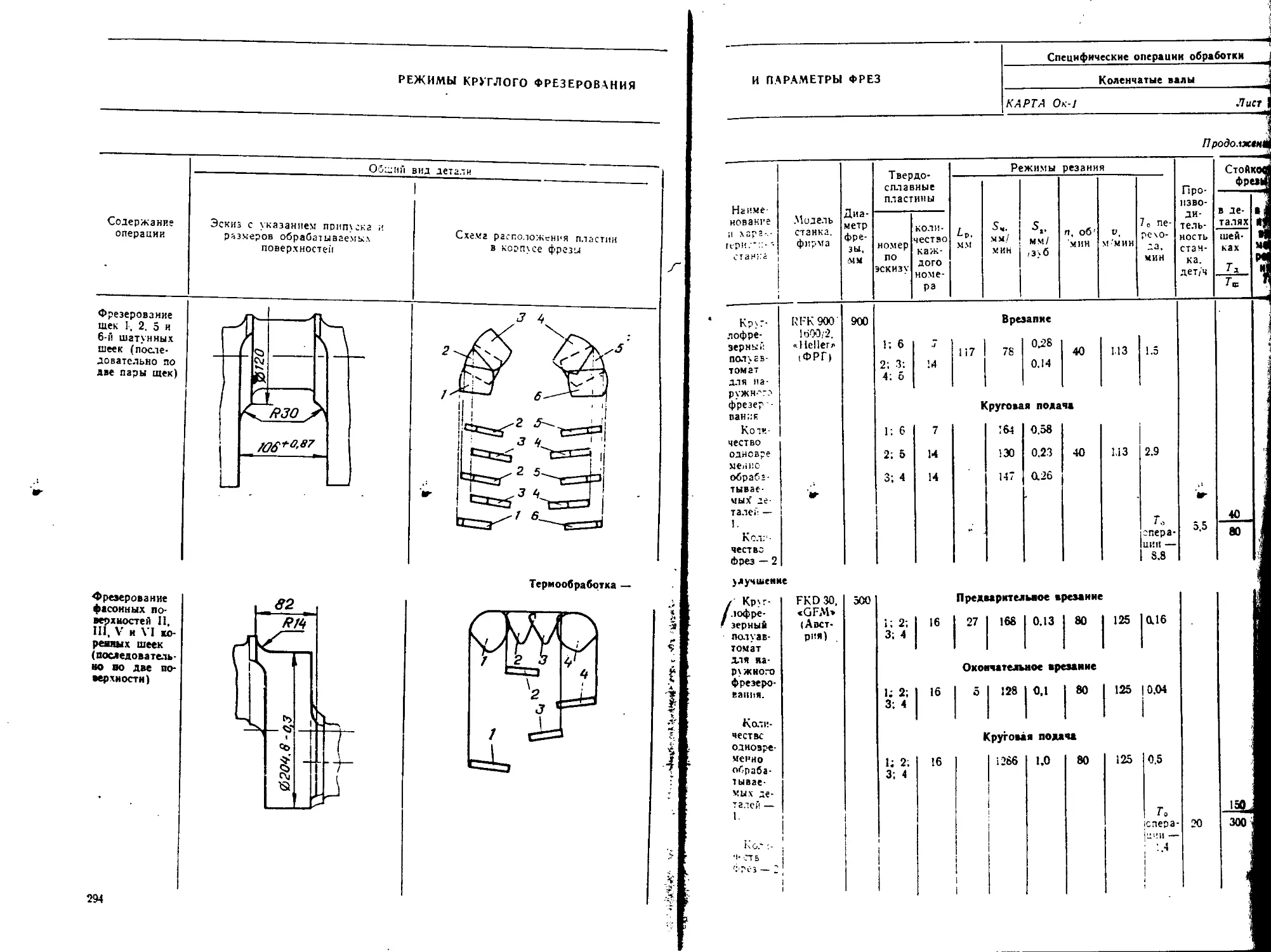
Раздел 13. Режимы резания на специфических операциях обра*
ботки автомобильных деталей. /
Разделы, посвященные резьбо-, зубо- и шлицеобработке, помимо ре-
комендаций по режимам резания содержат данные по накатыванию
резьб, шлицев и зубьев.
Во избежание дублирования таблиц, содержащих данные о режу-
щих свойствах инструментов в различных разделах справочника, каж-
дая из них приводится один раз в разделе, где данный вид инструмен-
та является преобладающим (например, резцы — в разделе режимов
резания на токарных станках, сверла, зенкеры, развертки — в разделе
сверлильных станков, фрезы — в разделе фрезерных станков и т. д.).
В связи с этим в инструкциях по расчету режимов резания по каждому
из видов станков содержатся ссылки на рекомендации других разде-
лов. Например, в инструкциях по расчету режимов резания на токар-
ных станках приведены ссылки на раздел сверлильных станков, если в
наладках имеются сверла, зенкеры, развертки. Разделы режимов обра-
5
только инструкции по расчету режимов резания, а также некоторые
дополнительные данные, характерные для этих станков.
Рекомендуемые режимы обработки, данные о значениях силы и мощ-
ности резания ориентированы на такие показатели износа инструмен-
та н критерии его затупления, которые обеспечивают его надежную и
экономичную работу при условии нормальной эксплуатации.
Кроме основных разделов справочник включает приложения, содер-
жащие дополнительные данные технологического и справочного харак-
тера. В основных разделах справочника содержатся необходимые ссыл-
ки на приложения.
Это следующие приложения:
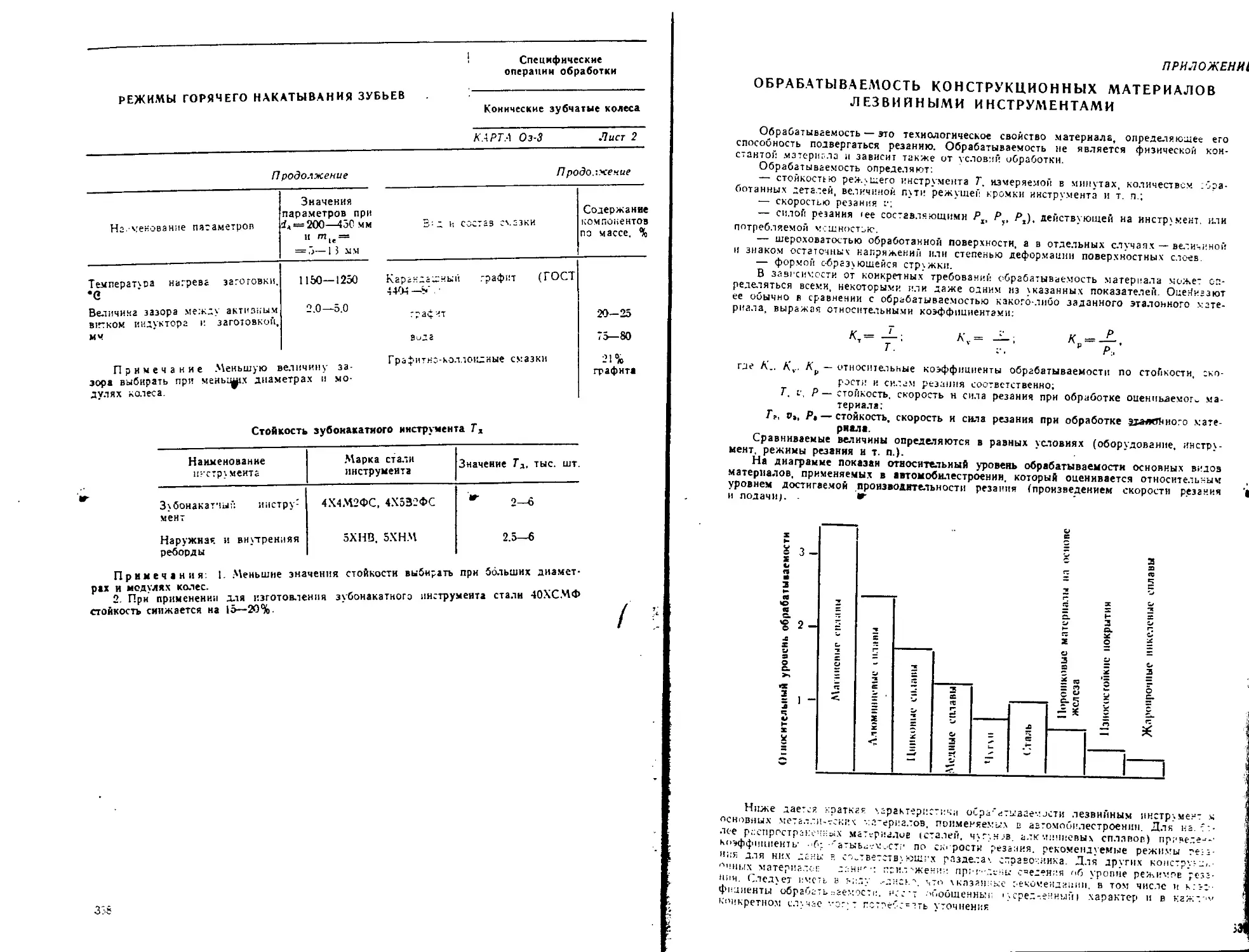
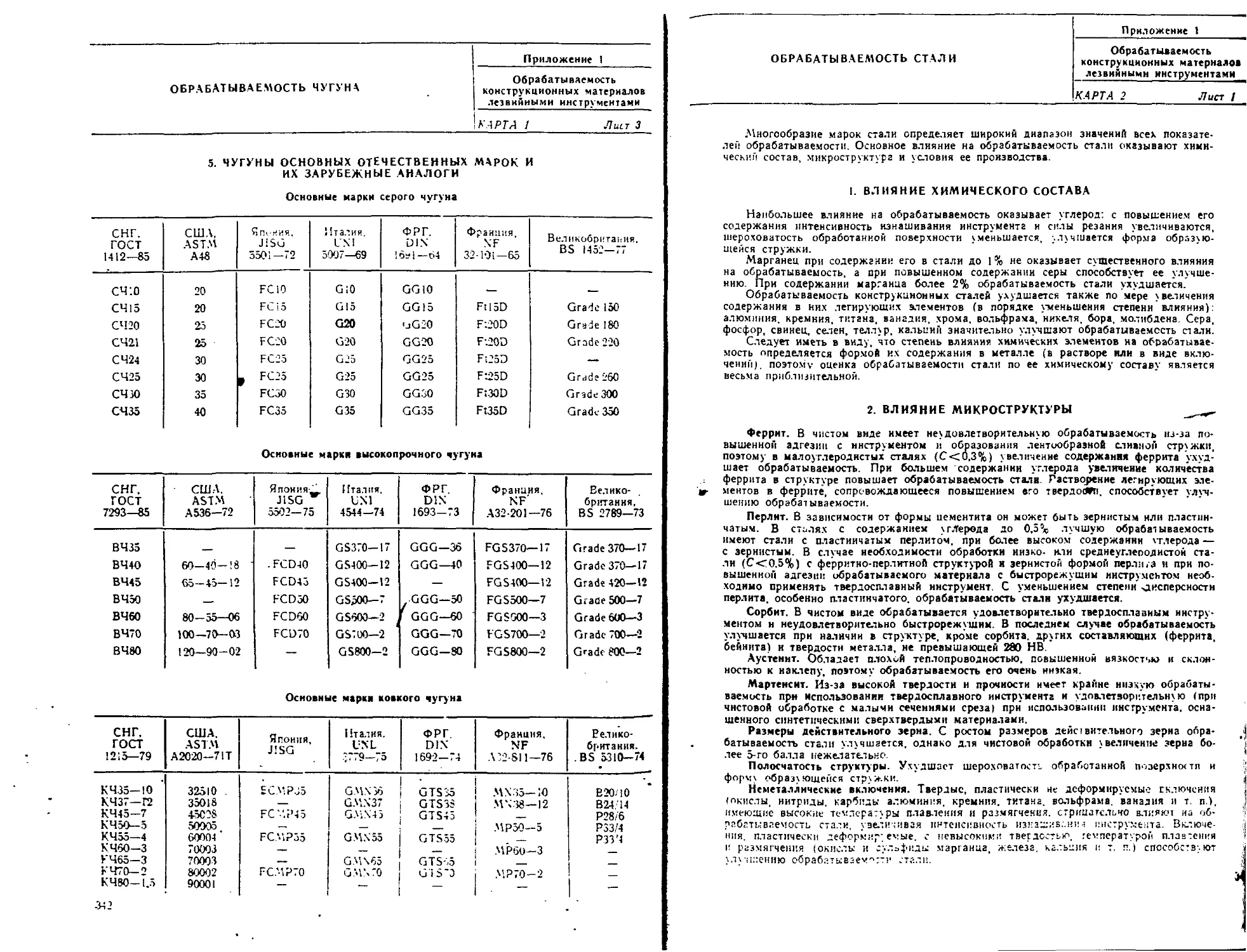
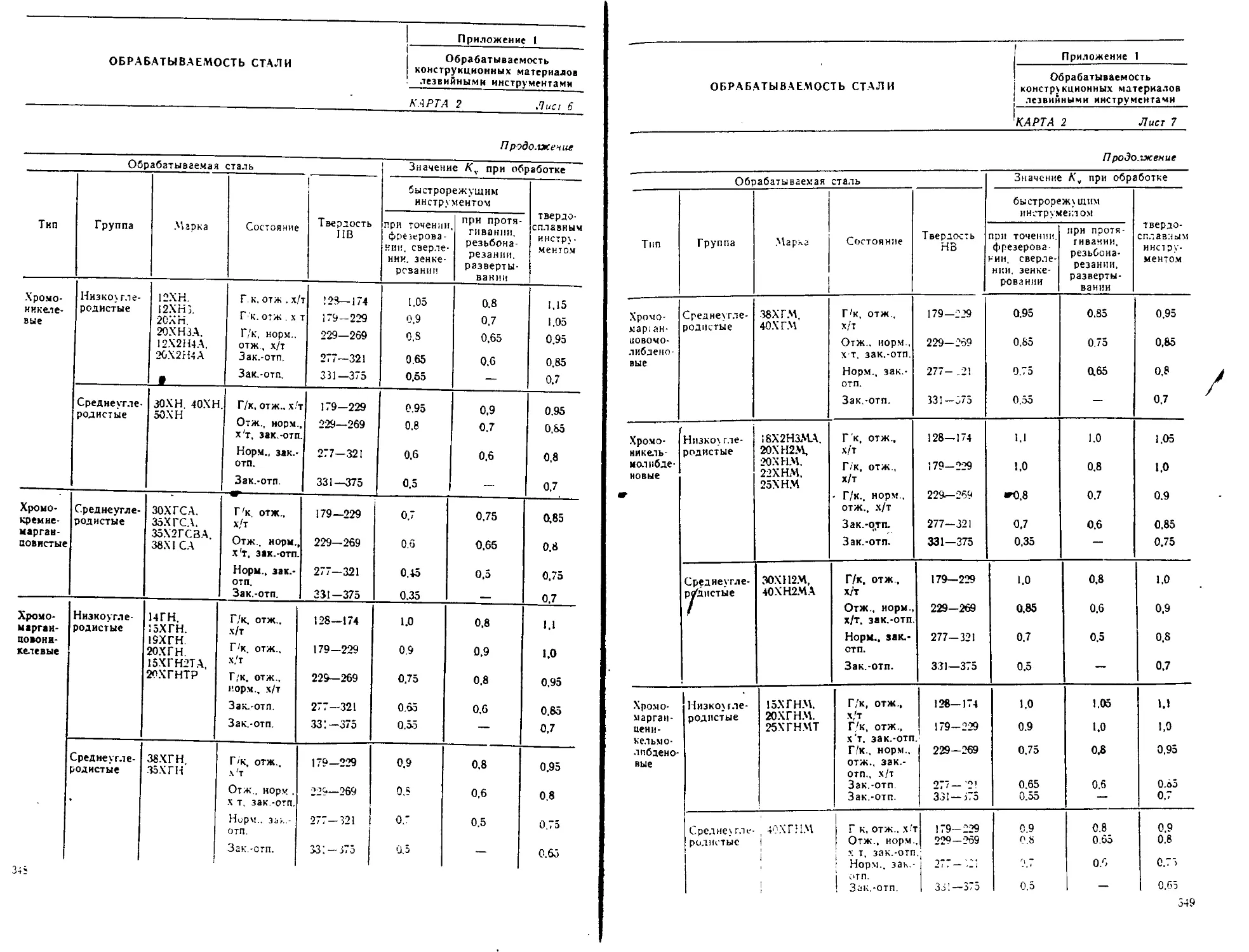
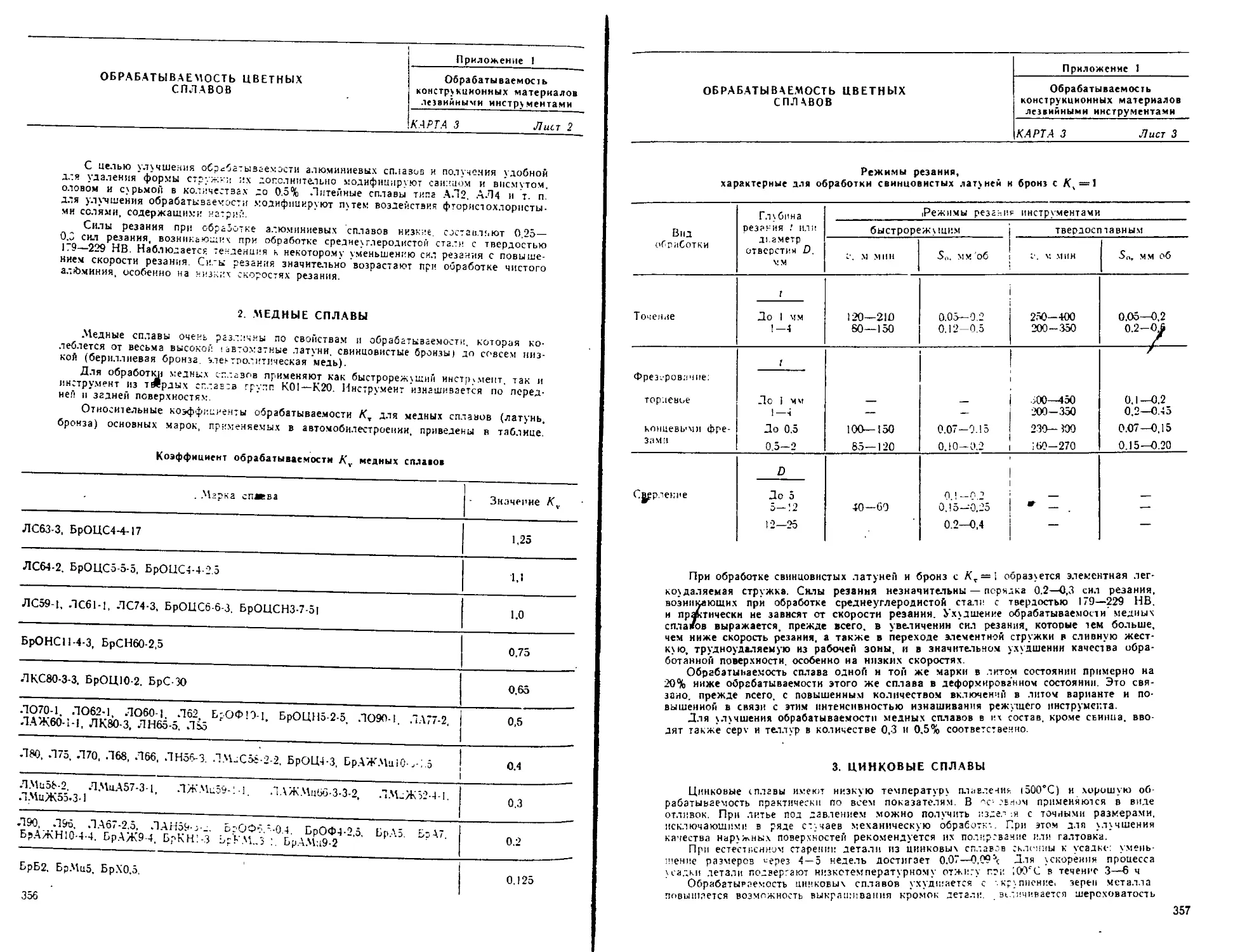
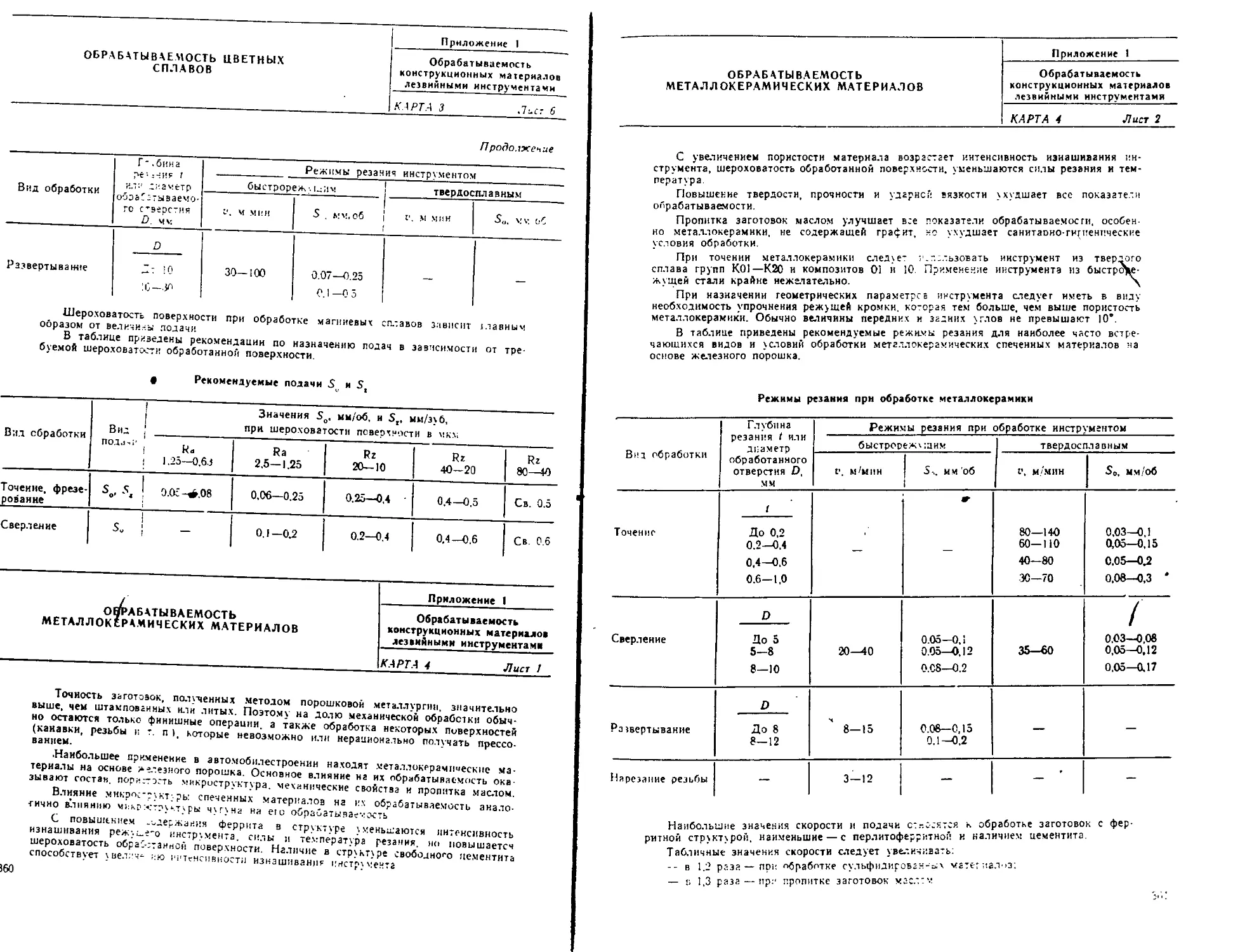
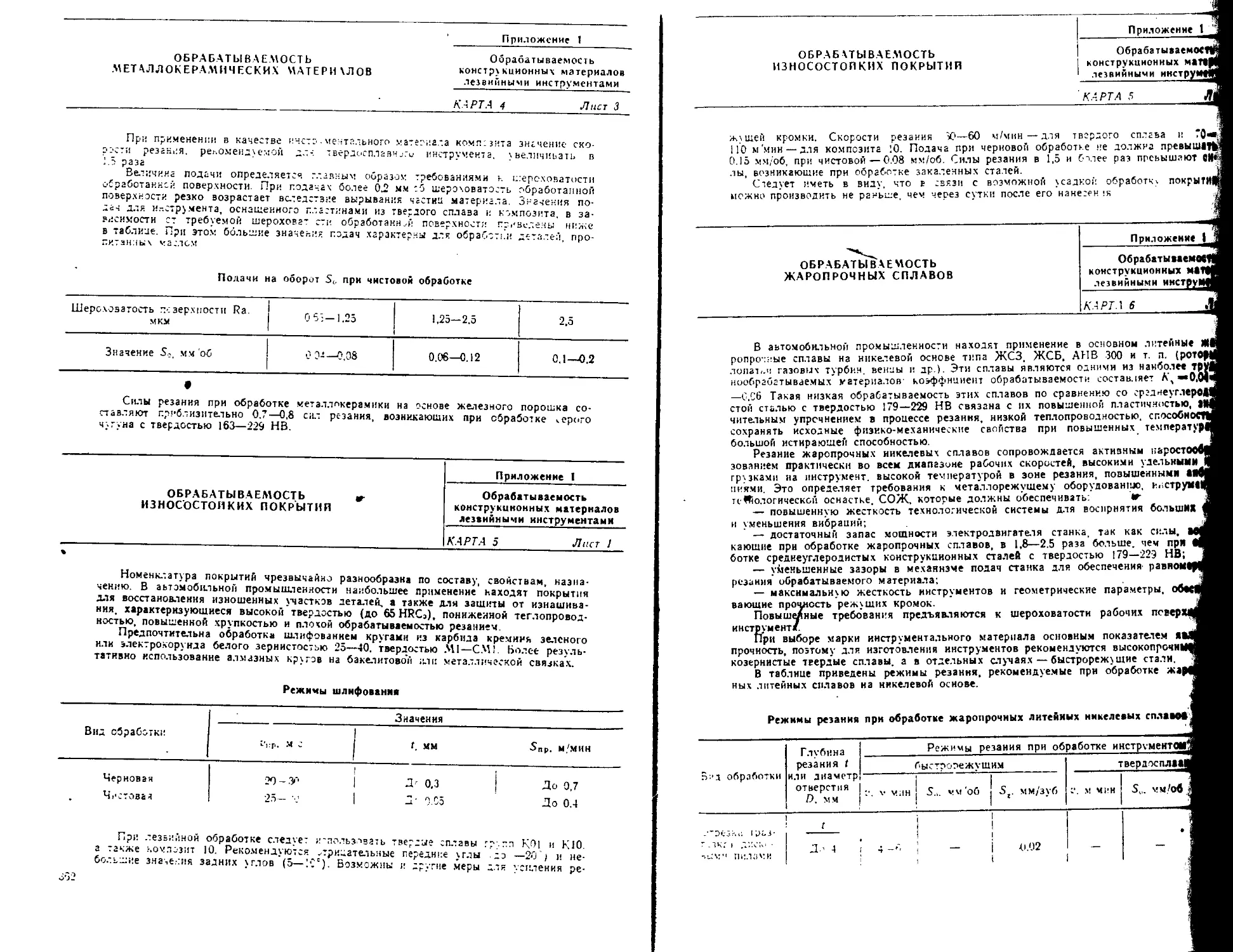
Приложение 1. Обрабатываемость конструкционных материалов
лезвийными инструментами.
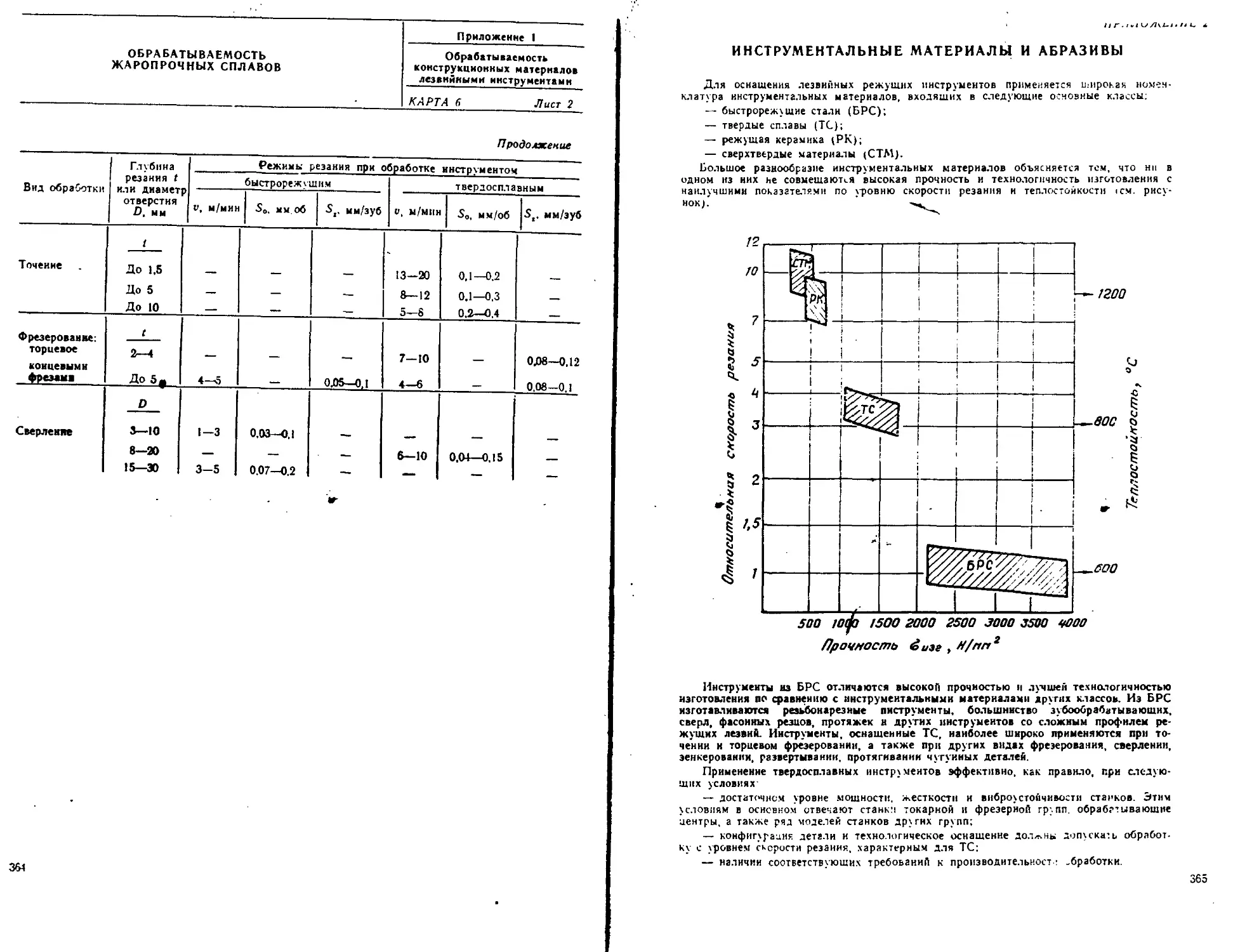
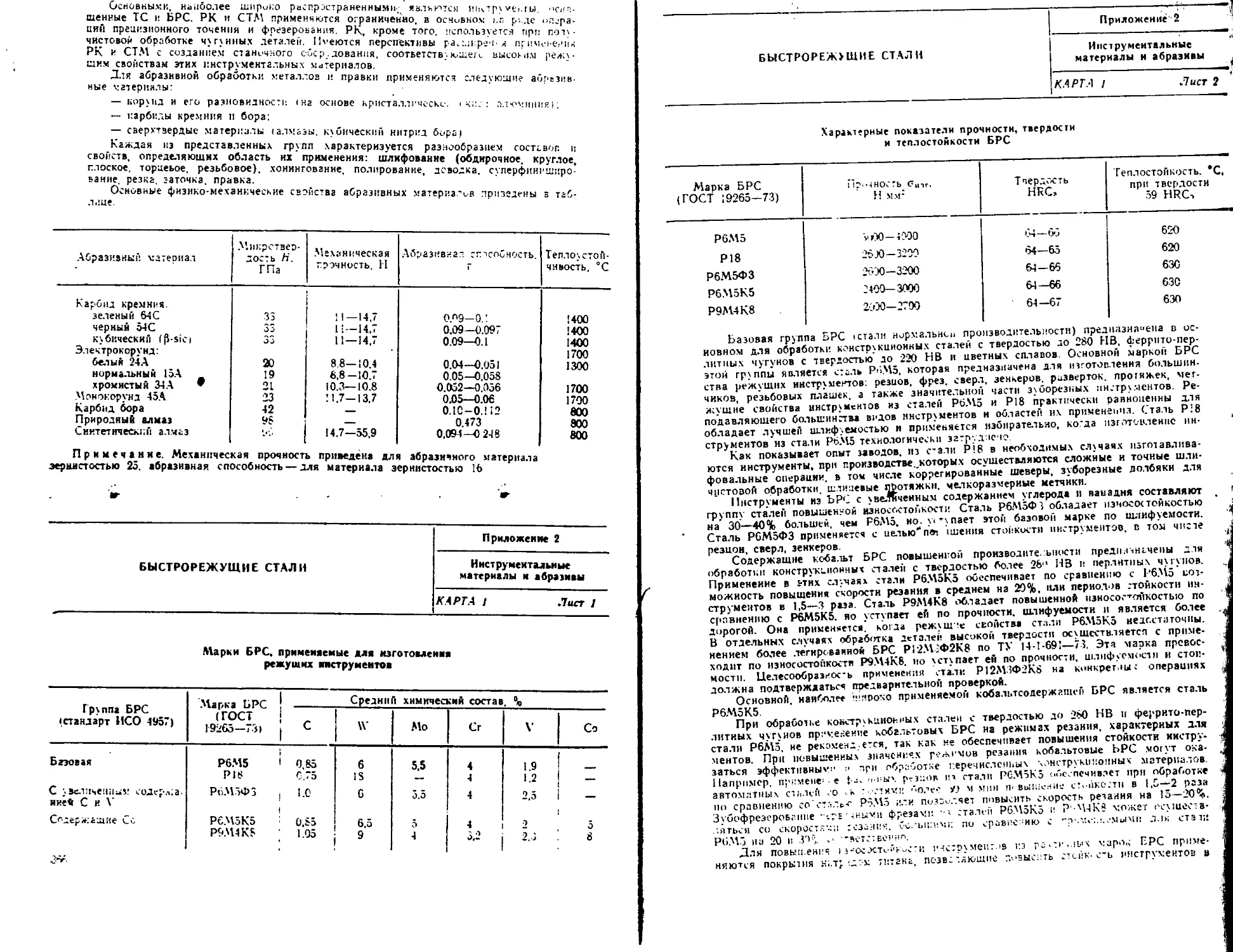
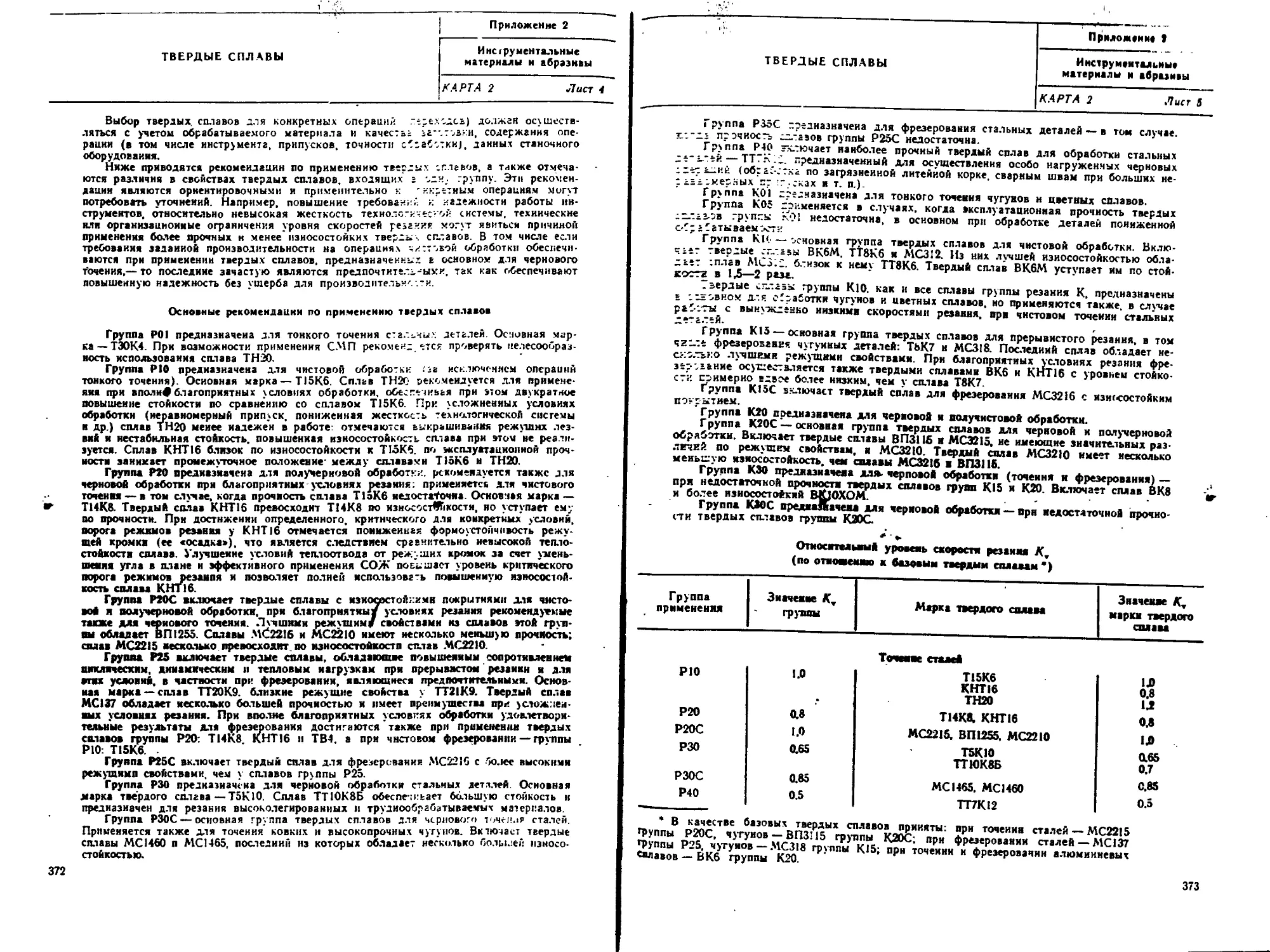
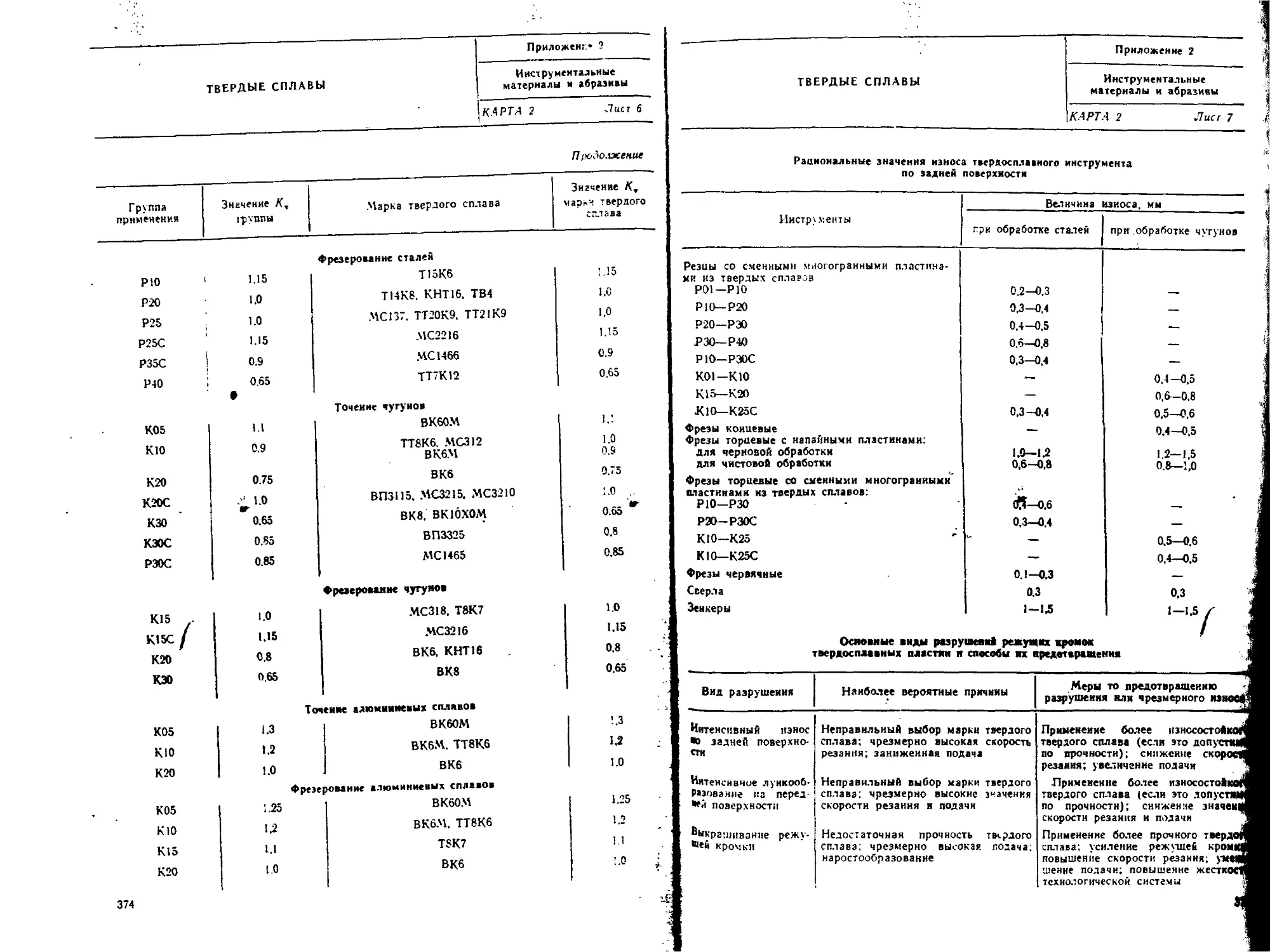
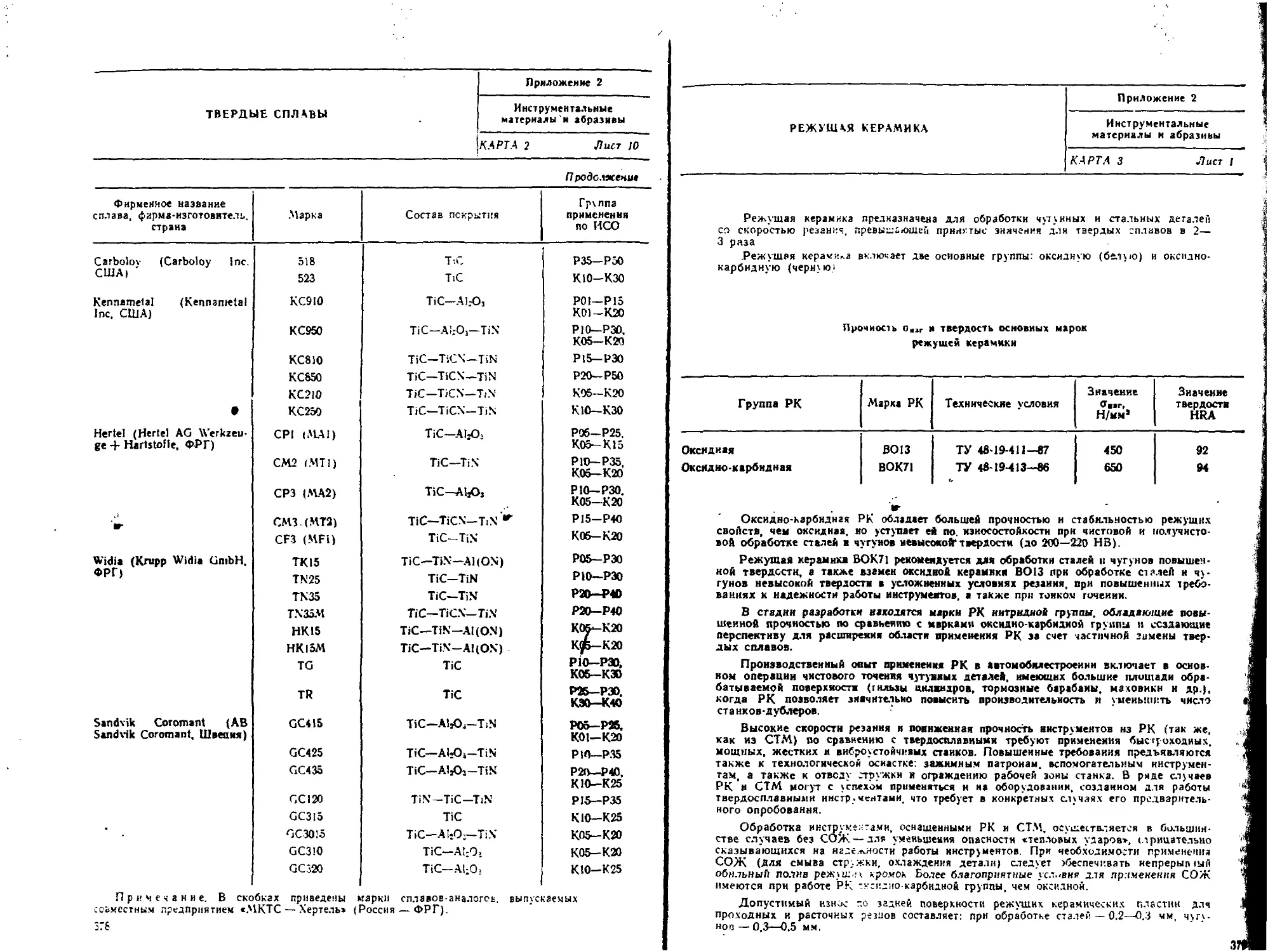
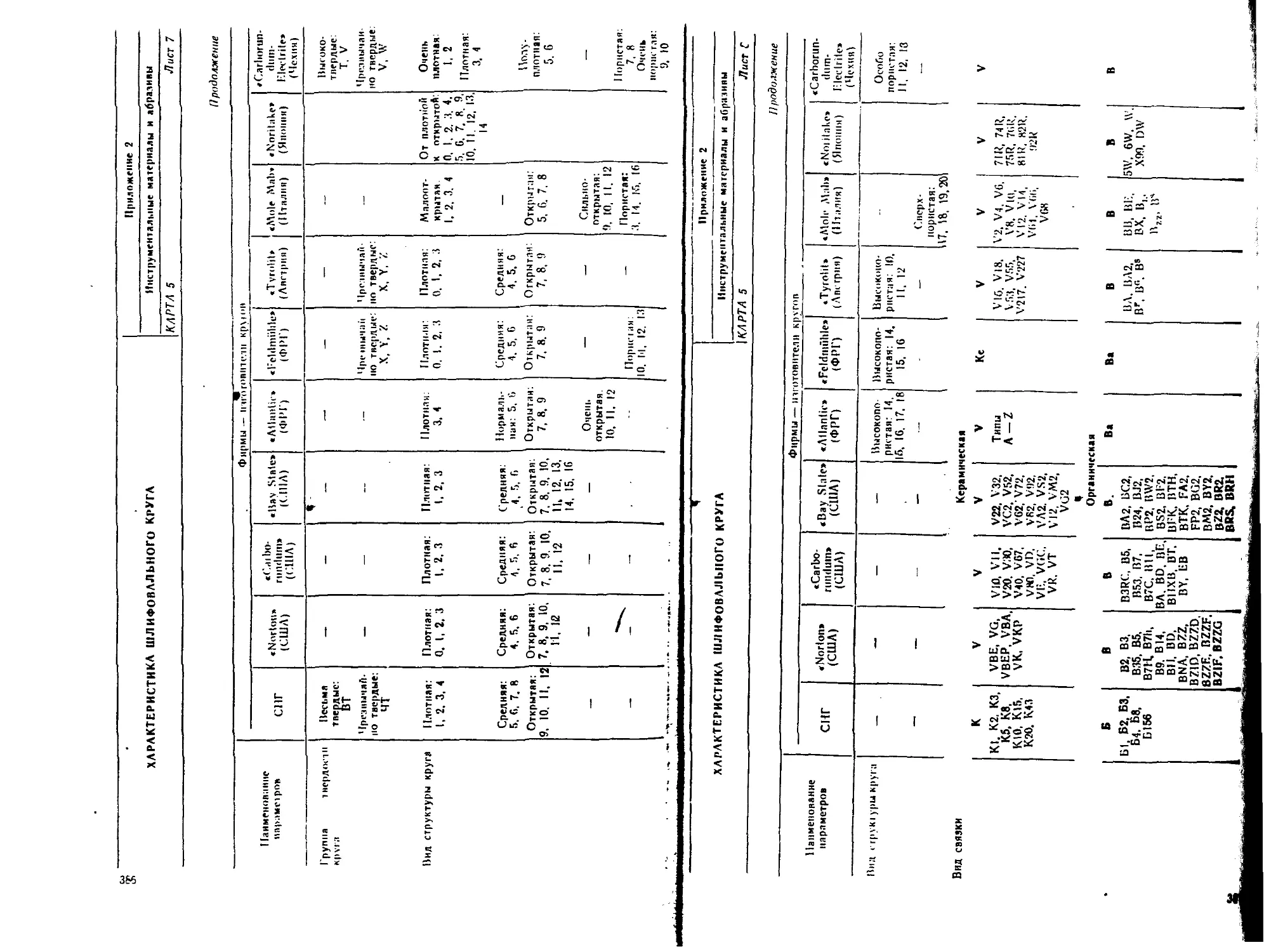
Приложение 2. Инструментальные материалы и абразивы.
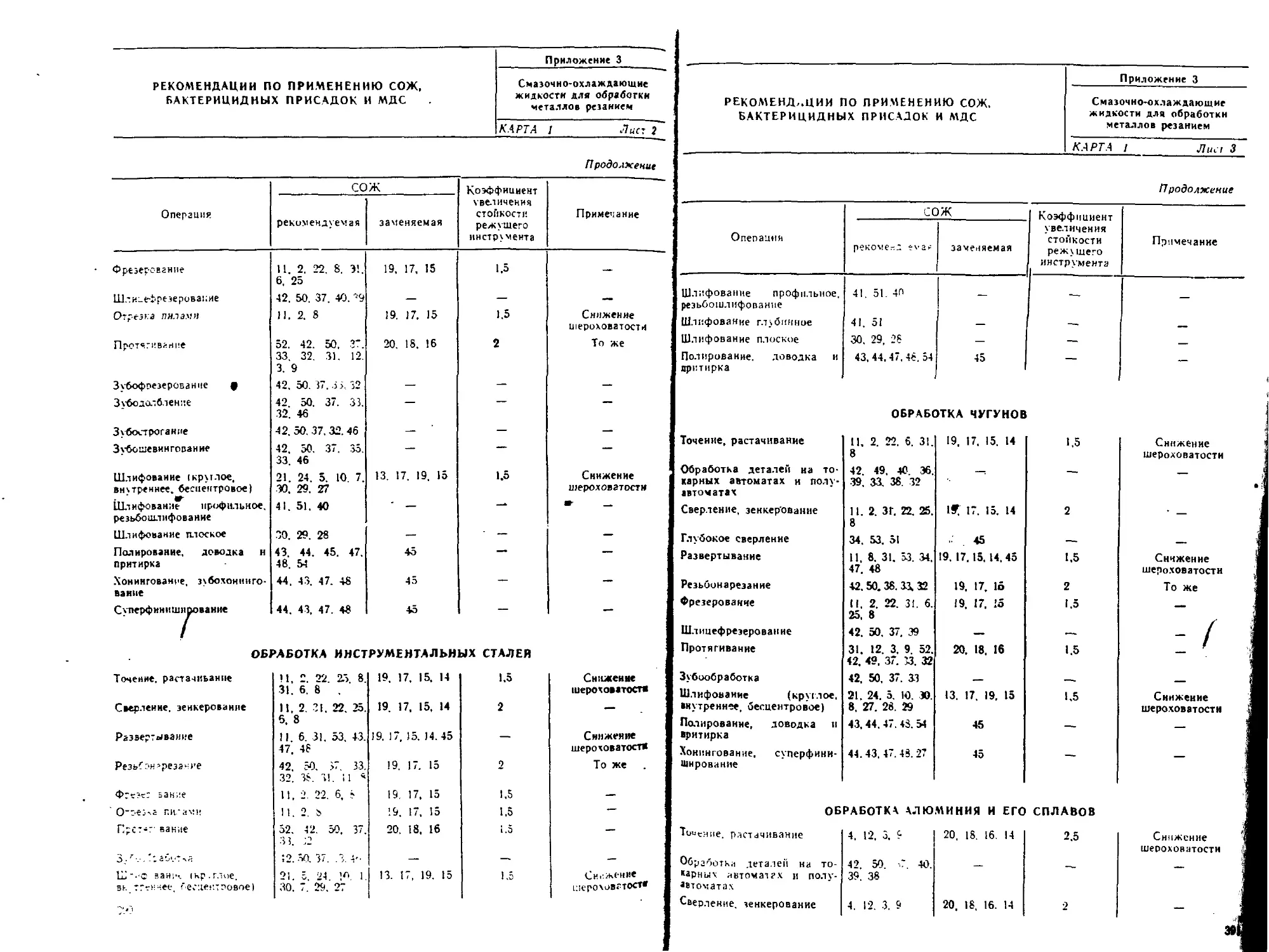
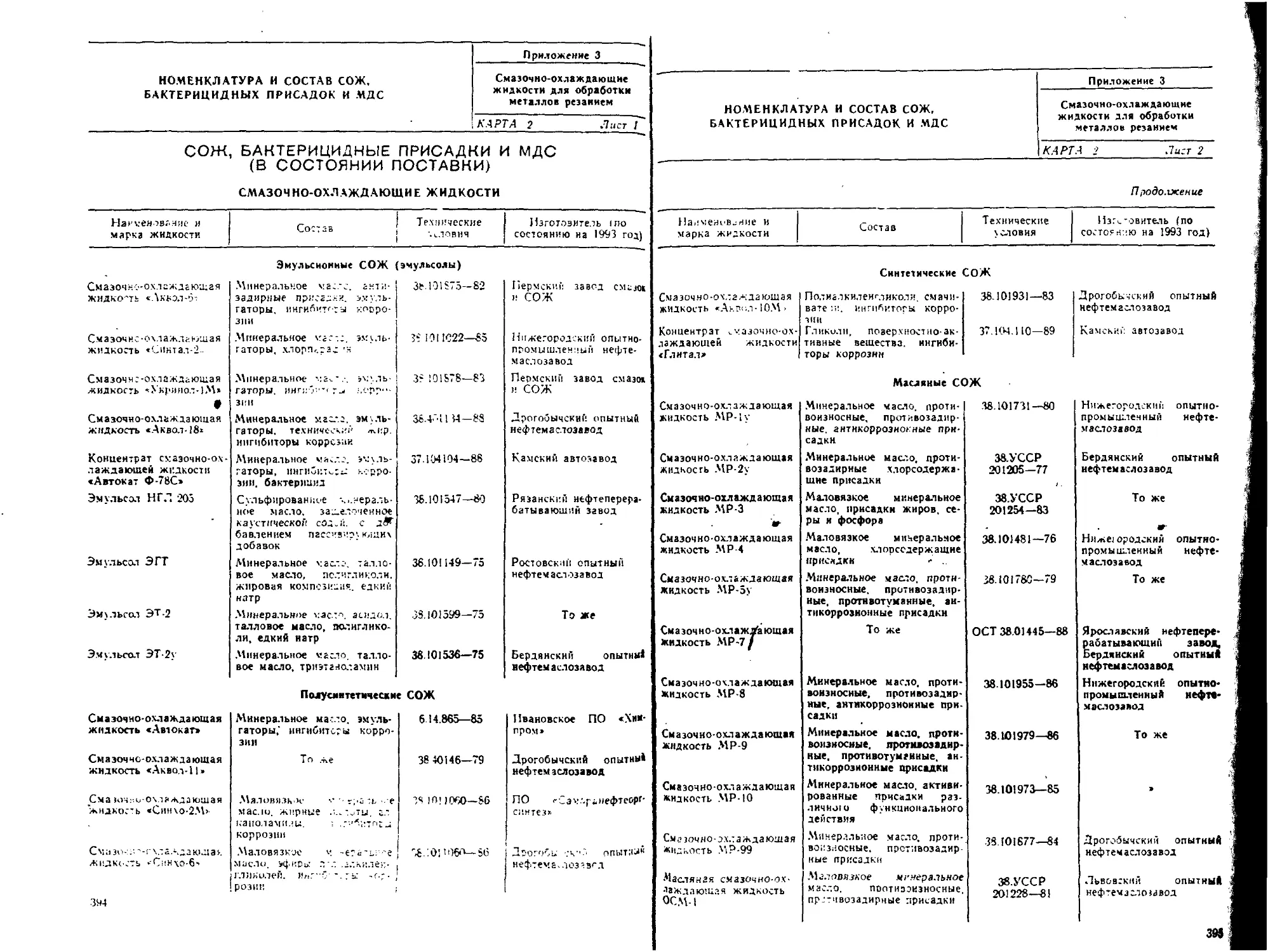
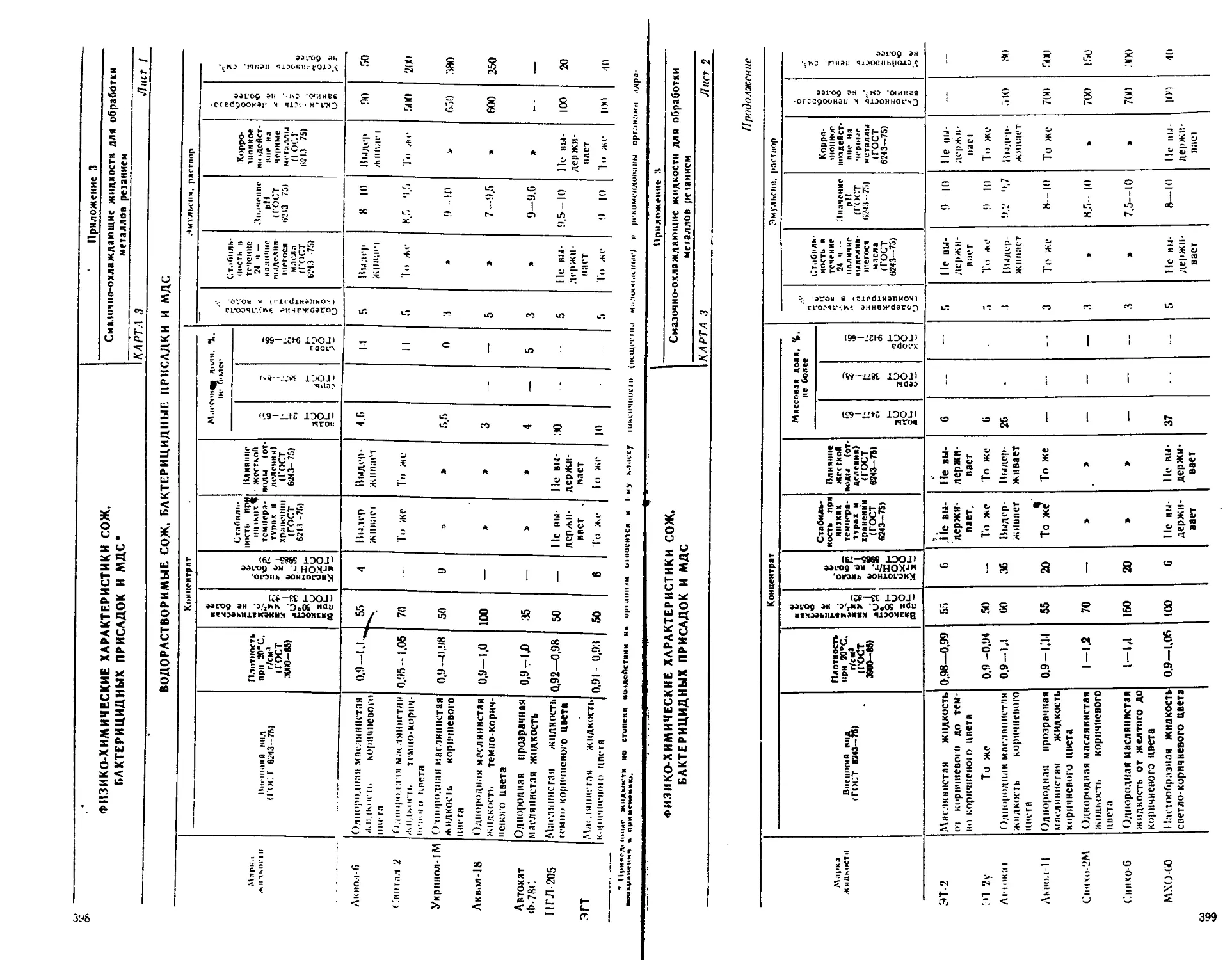
Приложение 3. Смазочио-охлаждающие жидкости для обработ-
ки металлов резанием.
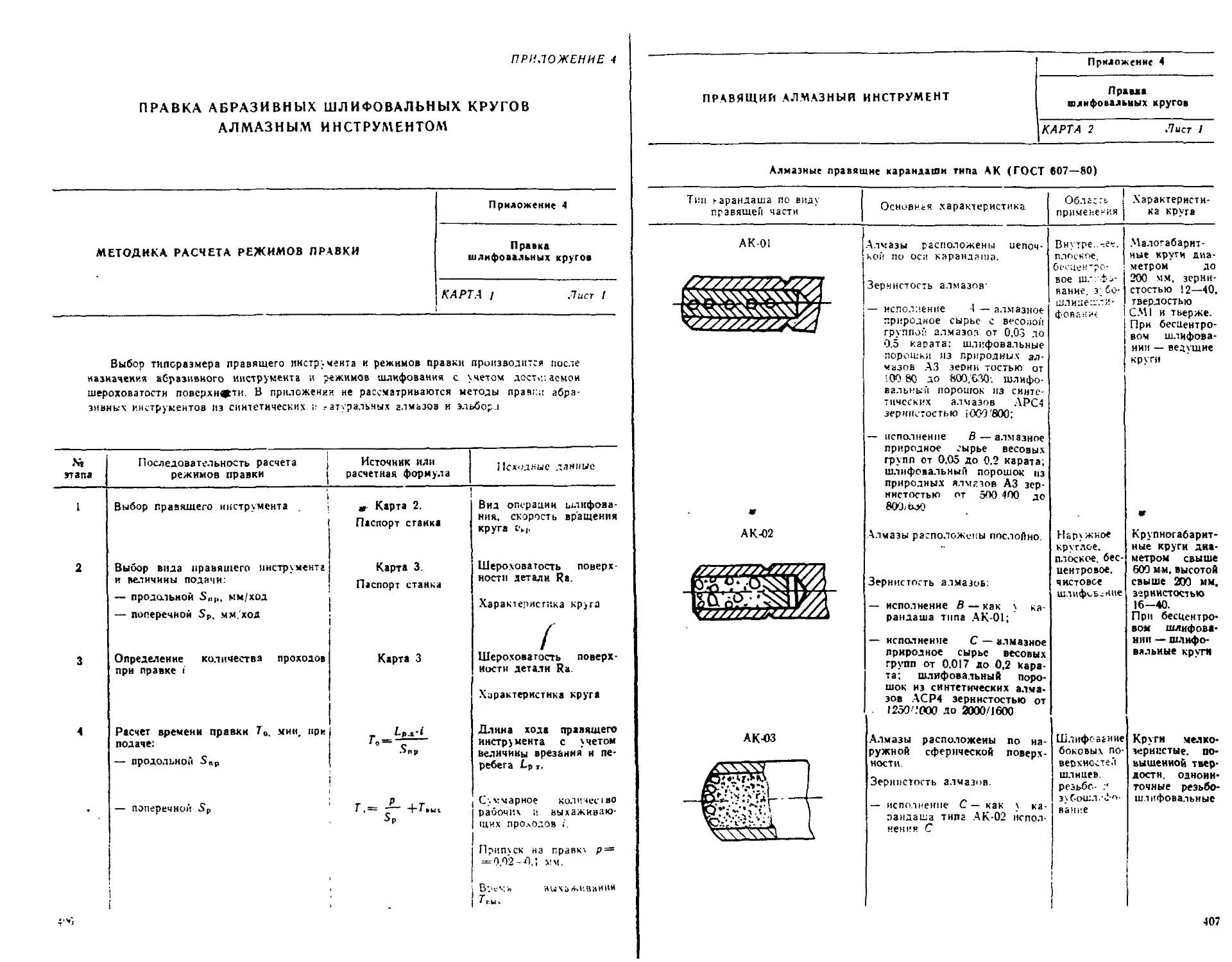
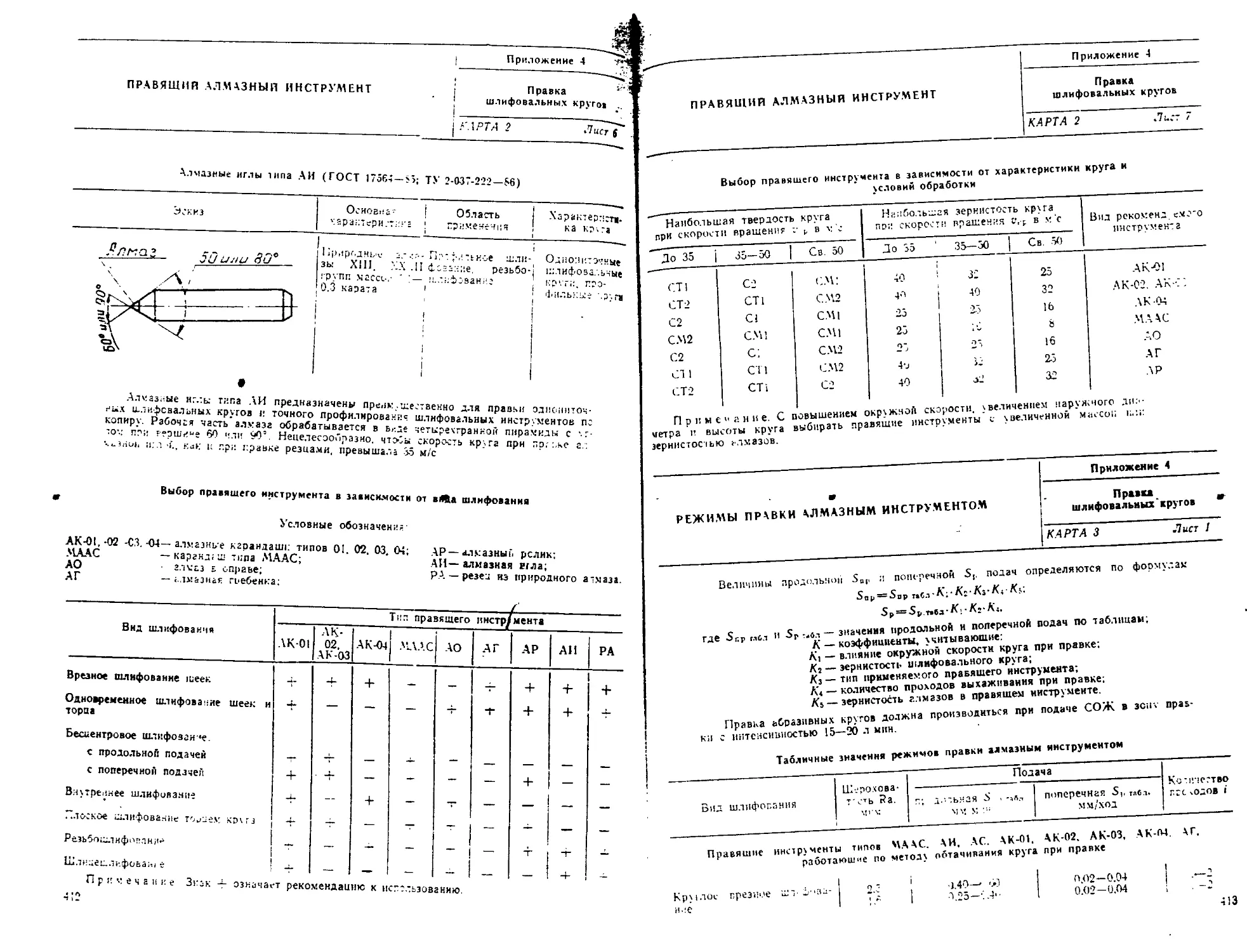
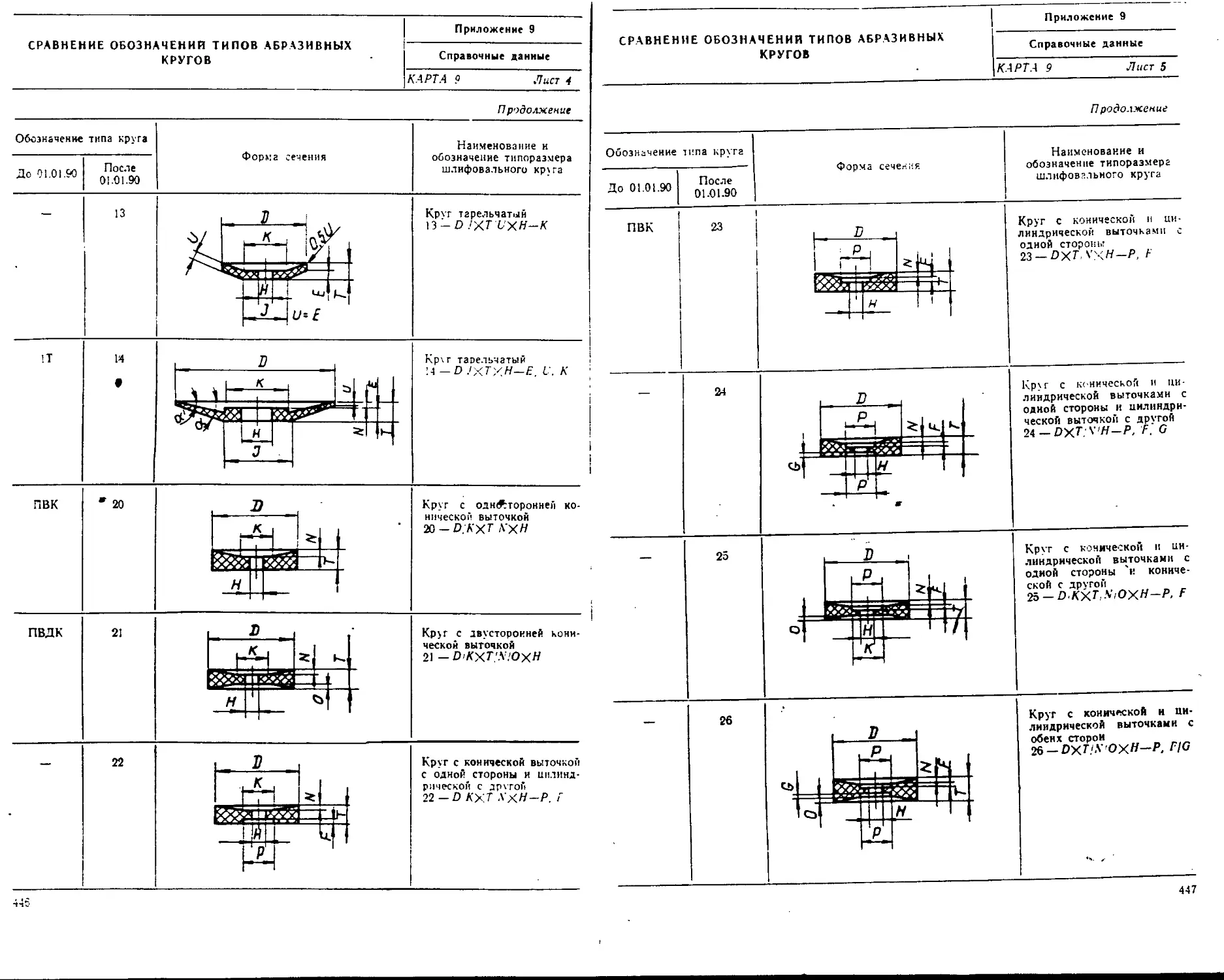
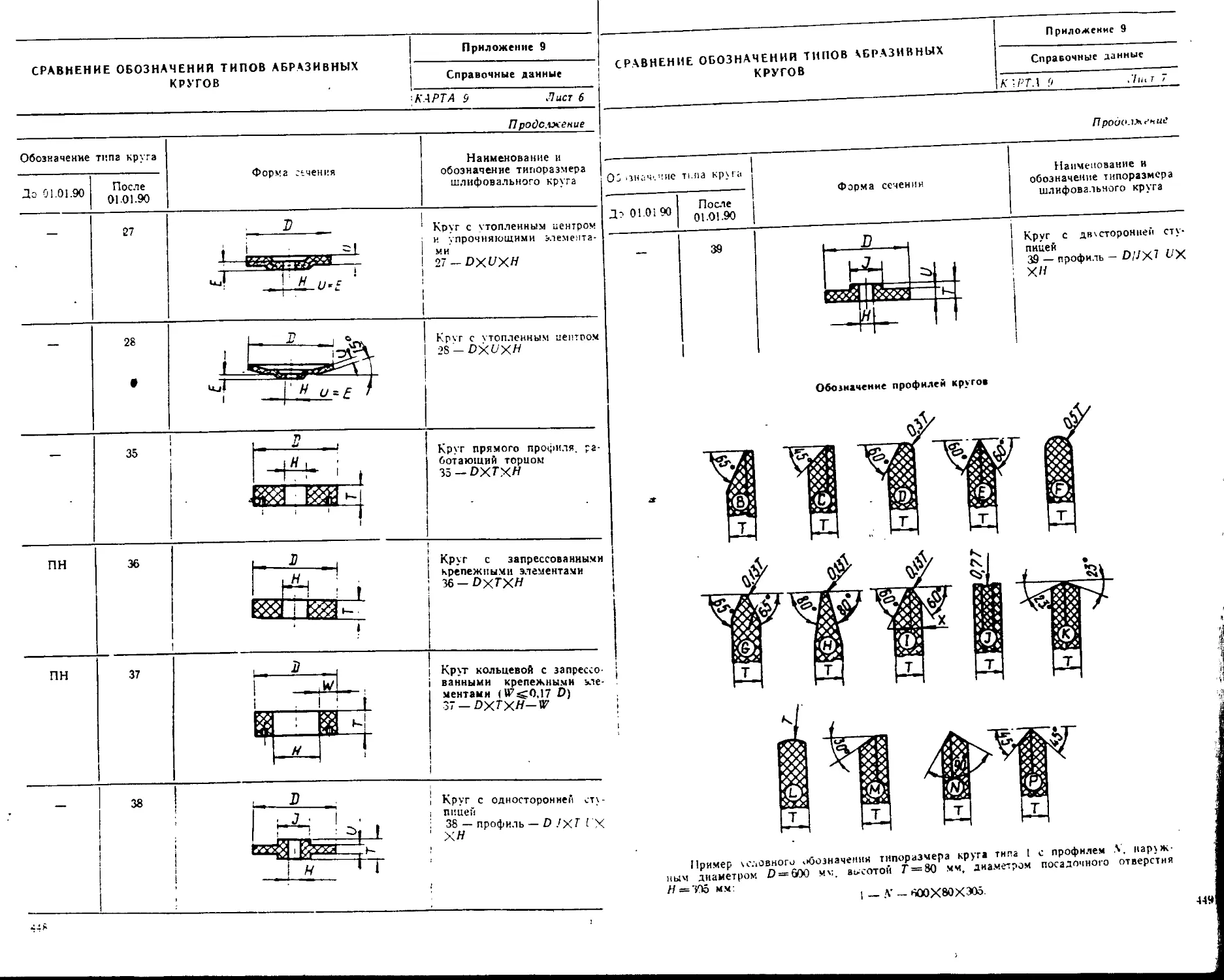
Приложение 4. Правка абразивных шлифовальных кругов ал-
мазным инструментом.
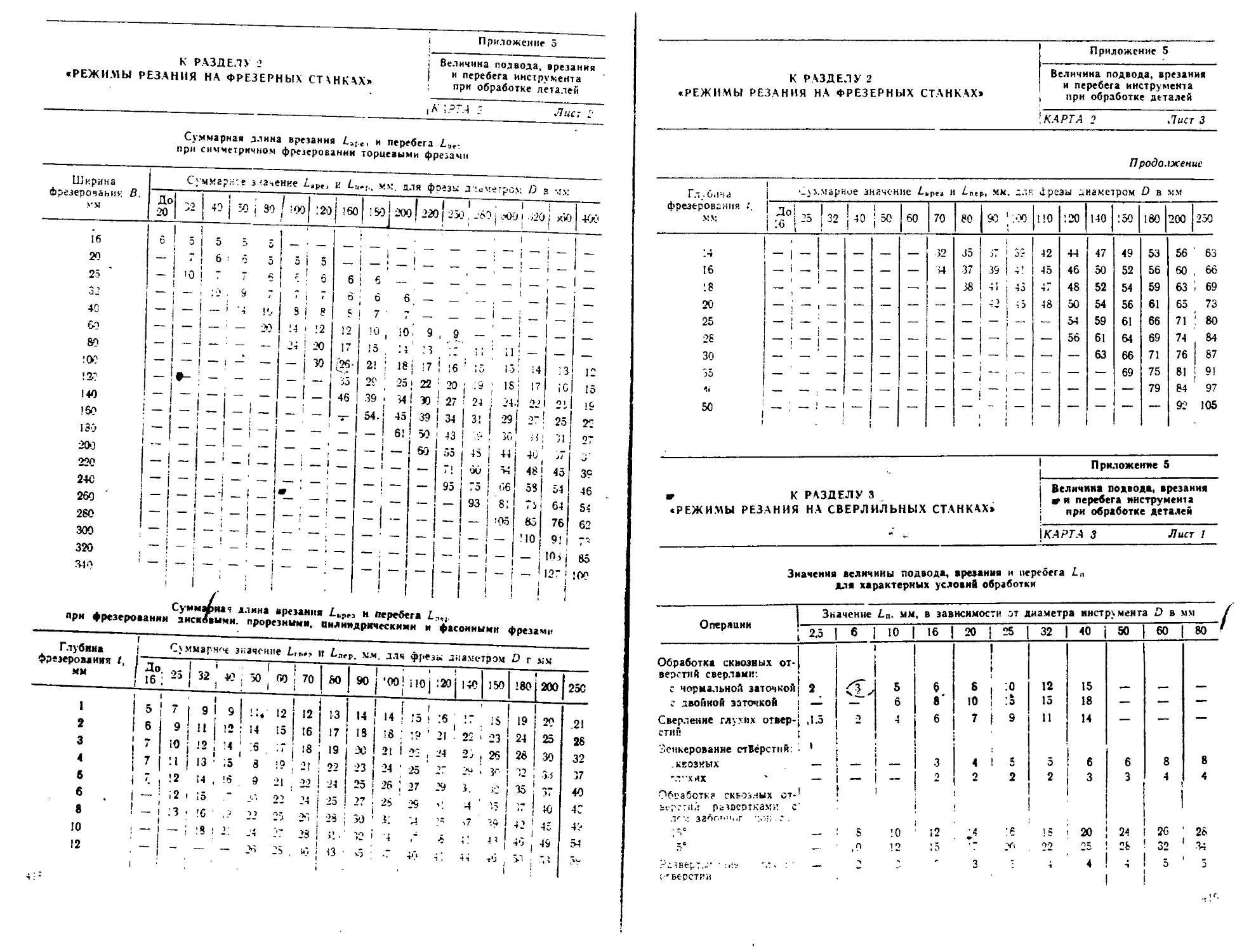
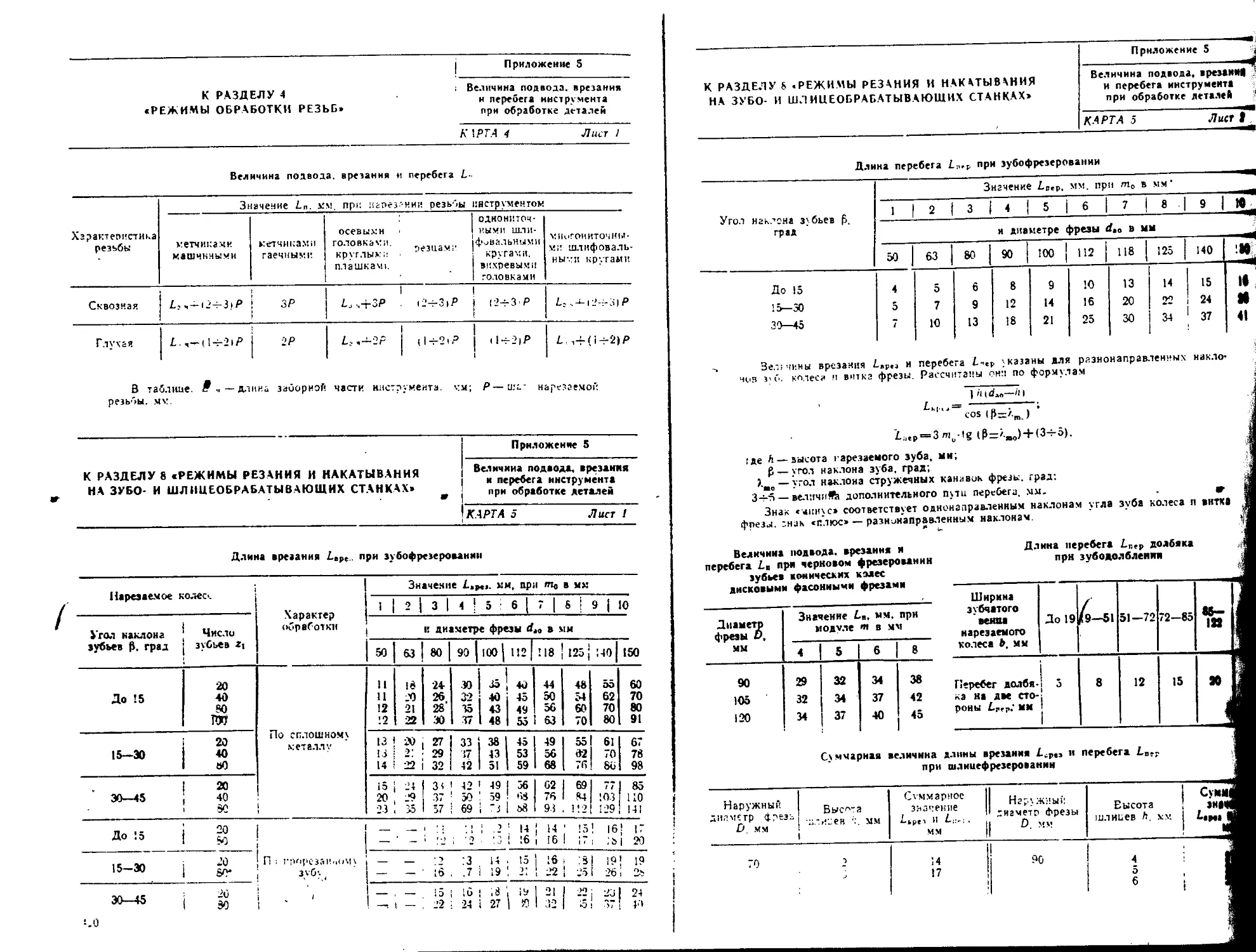
Приложение 5. Величина подвода, врезания и перебега инстру-
мента при обработке деталей.
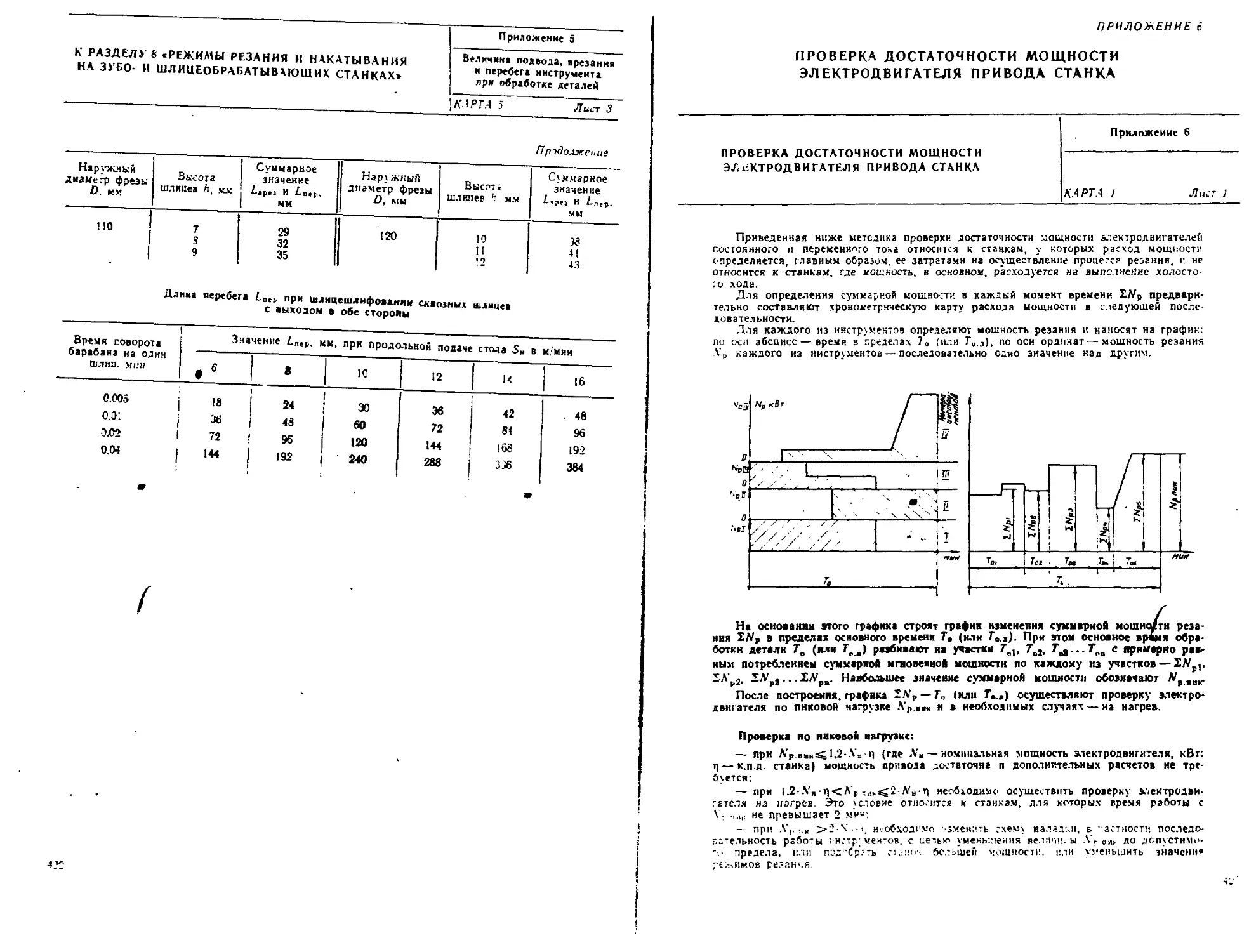
Приложение 6. Проверка достаточности мощности электродви-
гателя привода станка.
Пруожение 7. Корректирование режимов резания.
Приложение 8. Производственный опыт как база определения
режимов резания.
Приложение 9. Справочные данные.
В приложениях даны более детальные сведения по соответствующей
тематике, чем в основных разделах справочника.
Например, если в основных разделах приведены данные по уровню
скорости резания при обработке-наиболее рвмкпрострайенных в автомо-
билестроении сталей, чугунов и алюминиевых сплавов, то в’ приложе-
нии 1 указаны дополнительно сведения о влиянии химического состава,
физико-механических свойств, микроструктуры и других факторов на
обрабатываемость, а также сведения об уровне режимов резания при
обработке ряда цветных металлов, металлокерамических материалов,
износостойких покрытий. Если в основных разделах приведены данные
о режущих свойствах различных групп твердых сплавов по ИСОУто в
приложении 2 представлен марочный состав отечественных твердых
сплавов, их физико-механические свойства, область применения и за-
рубежные аналоги.
ОБЩИЕ УКАЗАНИЯ ПО РАСЧЕТУ РЕЖИМОВ РЕЗАНИЯ
Справочник ориентирован на назначение режимов для проектируе-
мого илн действующего технологического процесса, для принятого обо-
рудования и инструментальной оснастки.
Подачи задаются, как правило, диапазонами значений, в пределах
которых должен осуществляться нх выбор,— исходя из оценки жестко-
сти технологической системы и других условий обработки.
Метод определения скорости резания принимается в зависимости от
интенсивности ее влияния на износ и стойкость инструментов.
Для лезвийных инструментов и условий обработки, когда имеется
достаточно сильная зависимость стойкости от скорости резания (напри-
мер, для твердосплавных и быстрорежущих резцов, фрез, спиральных
сверл, зенкеров при обработке сталей и чугунов), в числе исходных дан-
ных для определения режимов резания принимается заданный уровень
стойкости. Рекомендуемые периоды стойкости задаются в зависимости
от вида инструмента, его параметров, числа инструментов в наладке
и ее особенностей.
Для операций, где влияние скорости резания на стойкость
является относительно слабым и уступает воздействию других факто-
ров, прежде всего требованиям к качеству обработки (протягивание,
резьбонарезание, развертывание, точение режущей керамикой), скоро-
сти резания назначаются независимо от стойкости, а данные о харак-
терном уровне стойкости приводятся справочно. '
Рекомендации переназначению режимов резания неизбежно <усред-
няют» реальные производственное условия, в которых выполняются
. операции, в том. числе в отношении обрабатываемости конструкцион-
ных материалов," режущих свойств инструментов, эффективности дей-
ствия смазочно-охлаждающих жидкостей. В частности, нестабильность
свойств обрабатываемого и инструментального материалов, допускае-
мая техническими условиями, не позволяет гарантировать назначение
скоростей резания с Отклонениями менее 10—20%. Кроме того, пока от-
сутствуют, во многих случаях, надежные данные о взаимосвязи режи-
мов резаиня с точностью изготовления деталей. Поэтому может возник-
нуть необходимость в корректировании режимов резания на стадии их
внедрения. На этом этапе можно также установить регламент прину-
дительной смены инструментов с учетом реального уровня и стабиль-
ности стойкости.
Таким образом, рассчитанные по справочнику режимы резания не
следует считать строго нормативными, а лишь как первый этап в уста-
новлении рациональных режимов резания.
Задачи, решаемые при назначении режимов резания, и методы их
выполнения применительно к операциям, осуществляемым лезвийными
инструментами, являются общими для различных видов обработки, не-
смотря на особенности, присущие каждому из них.
Согласование работы отдельных позиций, шпинделей, суппортов и
инструментов между собой осуществляется по общему кинематическо-
му параметру или времени обработки. Общим кинематическим пара-
метром является, например, единая подача инструментов, установлен-
7
ныл на суппорте токарного станка, общая частота вращения детали
для всех инструментов одношпиндельного станка, общая минутная по-
дача инструментов многошпиндельной сверлильной головки.
Для всех видов обработки прежде всего следует выявить исходные
данные, необходимые для расчета. К ним относятся требования техно-
логического процесса, принятая схема обработки (наладки), инструмен-
тальное оснащение, возможности оборудования.
Назначение режимов резания в большинстве случаев начинают с вы-
бора подач, после чего определяют стойкость, рассчитывают скорость
резания и, при необходимости, силу и мощность резания.
При назначении режимов резания должны быть учтены технические
и организационные ограничения, оказывающие подчас значительное
влияние на результаты расчета. К числу подобных ограничений могут
относиться параметры станка (кинематические, мощность привода), ка-
чественная оценка технологической жесткости системы, многоинстру-
ментное оснащение, делающее в ряде случаев целесообразным сниже-
ние значения режимов резания нелимитирующих инструментов налад-
. ки. К организационным ограничениям относится в первую очередь за-
данная производительность, что может потребовать корректирования
режимов резания для станков поточных и автоматических линий.
Последовательность расчета режимов резания для каждого из видов
обработки указана в картах «Методика расчета режимов резания».
При пользовании справочником необходимо обратить внимание на то,
что в картах вместе с табличными значениями параметров (итавл, £0.табл
и др.) приведены также коэффициенты и примечания. Для определе-
ния режихюв резания необходимо табличные значения умножить на
указанные коэффициенты и учесть примечания.
Хотя справочник ориентирован на расчет режимов резания для про-
ектируемого или действующего технологического процесса, в ряде слу-
чаев целесообразно производить в нем (технологическом процессе) из-
менения, если по ходу расчета выяснится, что можно повысить произ-
водительность или улучшить.условия обработки. Например, при опреде-
лении.. значений подачи суппортов многорезцовых станков может быть ‘
ЪыяаЛена целесообразность умеЯвшения длины хода суппорта/ лими-
тирующего производительность, за счет введения дополнительных ин-
струментов, перенесения части обработки на другие суппорты, позиции,
а в отдельных случаях на другие операции; при расчете мощности ре-
зания может выявиться целесообразность смещения времени начала или
окончания работы отдельных суппортов; иногда следует изменить кон-
струкцию инструментов, сменить инструментальные материалы и т. п.
Такой активный подход к расчету режимов резания будет способство-
вать более полному использованию резервов производства, повышению
производительности и улучшению экономических показателей.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ВЕЛИЧИН, ОТНОСЯЩИХСЯ
КО ВСЕМ РАЗДЕЛАМ СПРАВОЧНИКА*
Параметры заготовки и детали
D — диаметр обработанной поверхности, мм
— диаметр заготовки, мм
НВ — твердость материала по Бринеллю, единиц твердости НВ
HRC»— твердость материала по Роквеллу, шкала твердости С», единиц твердости
HRC>
Р — шаг резьбы, мм
Ra — среднее арифметическое отклонение микропрофиля поверхности, мкм
Rt — наибольшая высота микропрофиля поверхности, мкм
Rz — высота поверхности микропрофиля по десяти точкам, мкм
ож — предел прочности при растяжении, МПа
Параметры режимов резания
В — ширина резания, мм
i— количество проходов, ходов
1лоп—дополнительная длина хода инструмента (головки), обусловленная особенно-
стями наладки, формы детали, мм
La — длина подвода, врезания к перебега инструмента, мм
Lp — длина резания, обработки, мм
Lpx — длина хода инструмента, головки и т. п. на рабочей подаче, мм
МКр— крутящий момент, Н*м, кН>М
Wp мощность резания, кВт t
' п St частота вращения детали, ннструмента,об/мйн - - • .
Лдв.х — частота возвратно-поступательного движения детали, инструмента, дв.х/цин
Рх — осевая составляющая силы резания, Н, кН
Ру — радиальная составляющая силы резания, Н, кН
Pg —главная составляющая силы резания, Н, кН
р— припуск иа обработку на сторону, мм
2р — припуск иа обработку на диаметр, на две стороны, мм
SM— минутная подача, мм/мин
Зрш» подача на оборот, мм/об
Sn —• продольная подача, мм/мин
— радиальная (поперечная) подача, мм/ход, мм/об, мм/мин
— тангенциальная подача, мм/об
Sg — подача иа зуб, мм/зуб, на ролик, мм/рол.
Т — стойкость инструмента в суммарной длине обработанной поверхности, м
Тя — стойкость инструмента в количестве обработанных деталей, дет.
Тм—стойкость инструмента в минутах основного времени, мин _
— стойкость инструмента в минутах времени резания, мин
/ — глубина резания, мм
о — скорость резания, пластического деформирования, м/мнн
К — коэффициент времени резания
vT — коэффициент вариации стойкости инструмента
• В разделах 4 и 7—11 используются также условные обозначения величин,
применяемых только в каждом из этих разделов.
•к “* HV * Vtrtw 4- a'-'u.v.iK'. A4U>k.hu . i. iVvlkUl,
Nt—номинальная мощность привода станка, кВт
Р — шаг зубьев, роликов и т. п. в инструменте, мм
г — количество зубьев многолезвийного инструмента, роликов в головке и т. п., шт.
2Л — количество иаструментов в наладке, шт.
т) — коэффициент полезного действия привода станка
Время
Та— вспомогательное время, мин
Ге — основное время, мин
Г< — время такта, мин
Гц — время цикла, мин
Гщт — штучное время, мин
/4 — количество двойных ходов инструмента или оборотов шпинделя за цикл
обработки
q — количество деталей, обрабатываемых на станке за цикл обработки, шт.
30
РЕЖИМЫ РЕЗАНИЯ
НА ТОКАРНЫХ СТАНКАХ
Рекомендации по назначению режимов резания на токарных станках представлены
в двух подразделах:
— «Токарные станки», еде содержатся рекомендации для расчета режимов реза-
ния на одно- и многошпиндельных станках при работе инструментами из твердых спла-
вов, режущей керамики и сверхтвердых синтетических материалов;
— «Токарные прутковые автоматы», где представлены рекомендации по режимам
резания при изготовлении деталей из прутка или трубы широко применяемыми инстру-
ментами из быстрорежущей стали. В случае использования твердосплавных инструмен-
тов скорости резания принимать по данным пудрцздела «Токарные станки».
I. ТОКАРНЫЕ СТАНКИ
Токарные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ -
/ -КАРТА Т-1 Лист 1 ;
ОБРАБОТКА НА ОДНОШПИНД&ЛБНЫХ СТАНКАХ*
№ этапа Последовательность определении - режимов реЛпия- ' " ' -у- ' 1 1 Источник или - расчетная формула „ Исходные данные ,
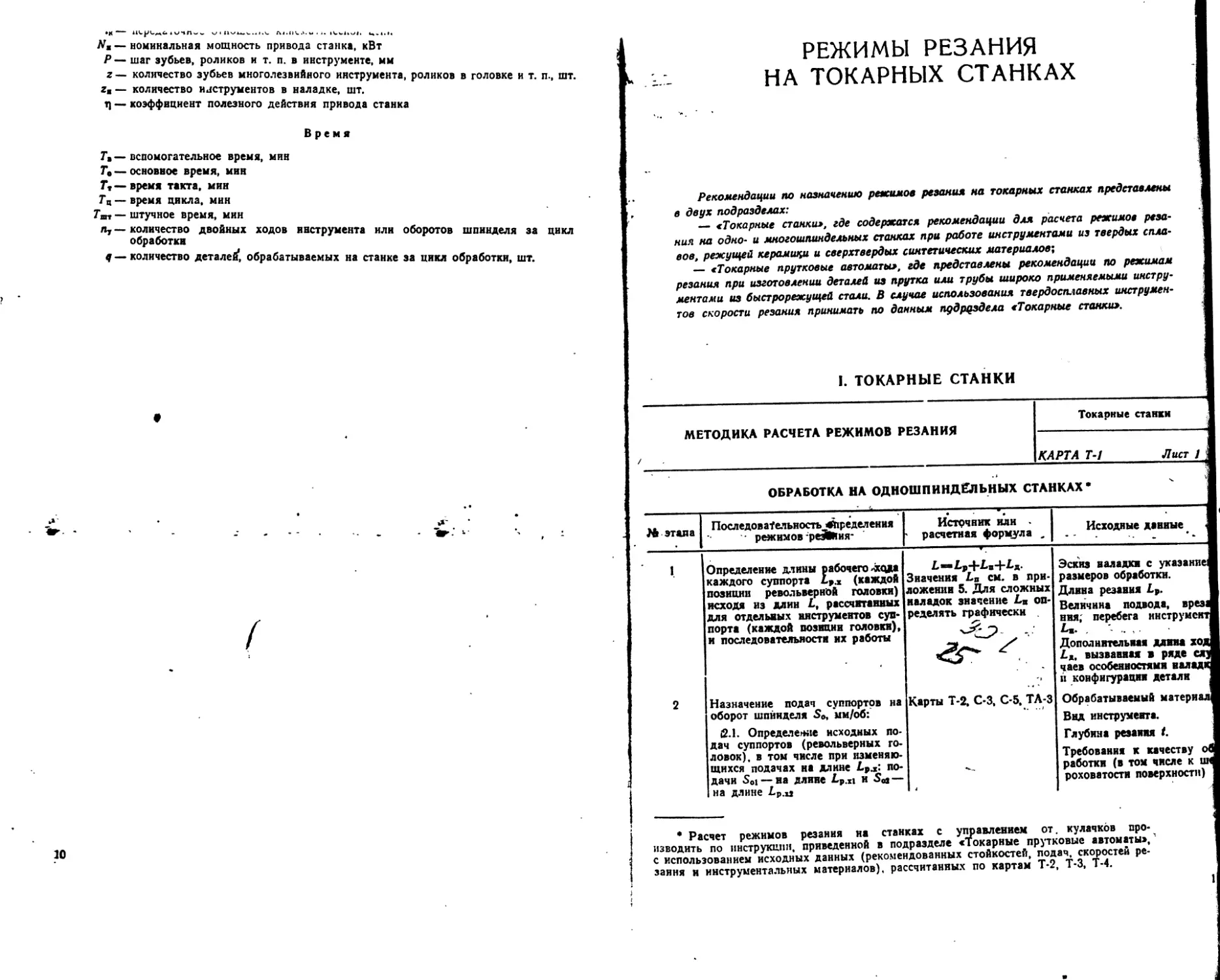
1 Определение длины рабочего 'Хода каждого суппорта Ь9Л (каждой позиции револьверной головки) исходя из длин L, рассчитанных для отдельных инструментов суп- порта (каждой позиции головки), и последовательности их работы * £ £р-|”£д-f-£ д. Значения La см. в при- ложении 5. Для сложных наладок значение Ln оп- ределять графически . • t ' Эскиз наладки с указание! размеров обработки. Длина резания £р. Величина подвода, вреза ния, перебега инструмент Дополнительная длина ход £д, вызванная в ряде сл] чаев особенностями наладк и конфигурации детали
2 Назначение подач суппортов на оборот шпинделя $о, мм/об: <2.1. Определение исходных по- дач суппортов (револьверных го- ловок). в том числе при изменяю- щихся подачах на длине по- дачи Soi — на длине £р.ц и 5<д— на длине £р.ха Карты Т-2. С-3, С-5. ТА-3 • . .. i г Обрабатываемый материал Вид инструмента. Глубина резания £ Требования к качеству о( работки (в том числе к ш< роховатости поверхности)
* Расчет режимов резания на станках с управлением от. кулачков про*
изводить по инструкции, приведенной в подразделе «токарные прутковые автоматы»/
с использованием исходных данных (рекомендованных стойкостей, подач, скоростей ре-
зания и инструментальных материалов), рассчитанных по картам Т-2, Т-3, Т-4.
Токарные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА Т-1 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула * Исходные данные
2.2. Уменьшение подач суппор- тов. не лимитирующих продолжи- тельность времени обработки (при одновременной работе суппортов) ч Приложение 7 -
Примечание. Продолжительность времени обработки определяется количеством
оборотов шпинделя за ход суппорта на рабочей подаче, которое подсчитывается как
отношение LVJJS0 (при изменяющихся подачах лi/50i4-Lpда/Sos).
£13. Уточнение подач по паспор- Паспорт станка
ту станка (когда паспорт содер-
жнт подачи на оборот)
Определение стойкости Гр, мин, Карта Т-3
предположительно лимитирующих
инструментов (при токарно-копи-
ровальной обработке, как правило,
копировального резца)
•
Расчет скорости резания о, м/мин,
в частоты вращения шпинделя п,
об/мин:
4.1. Расчет для станков с посто-
янной частотой вращения шпинде-
ля в течение рабочего цикла: '
4.1.Ь*Определеяне исходных Карты Т-4. С-4, С-5
маЧЙКий* о для'предположи- '
тельно лимитирующих инстру-
ментов со стойкостью Гр
4.1.2. Расчет величины л, соот-
ветствующей исходному значе-
нию о
4.1.3. Назначение величины л по
паспорту станка (не превышать
меньшее из рассчитанных значе-
ний л более чем на 10—15%)*
4Д.4. Если в паспорте станка
регламентированы минутные
значения подач $м. мм/мин,
надо определить расчетное зна-
чение и уточнить его по
О. Расчет для станков с изме-
няющейся частотой вращения
шпинделя в течение рабочего цик-
ла:
1000-р
«•D
Паспорт станка
Паспорт станка
Коэффициент времени реза-
ния X.
Коэффициент равномерно-
сти загрузки инструмента К.
Степень различия в загруз-
ке инструментов в наладке
Обрабатываемый материал.
Вид инструмента, инстру-
ментальный материал.
Угол в плане ф, глубина ре-
зания /, подача на оборот
S®, принятая стойкость ин-
струмента
обрабаты- к технологической
ваемых поверхностей по труп-
вам, в каждой из которых об- алаАИ1
работка будет осуществляться с
постоянной частотой вращения
шпинделя
Токарные станки
- МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА Т-1 Лист 3
Продолжение
№ этапа
Последовательность определения
режимов резания
Источник или
расчетная формула
Исходные денные
4.2.2. Расчет значений пил
для каждой такой группы по-
верхностей, осуществляемый не-
зависимо — так же, как для
станков с постоянной частотой
вращения шпинделя (см. этап
4.1)
Карты Т-4, С-4
Расчет основного времени обра-
ботки То. мин:
5.1. При перекрытии времени
работы суппортов расчет величины
То вести по наиболее продолжи-
тельно работающему суппорту
Длина рабочего хода суп-
портов (позиции ре-
Прн постоянных подаче ВЛЛЬверной головки).
и частоте вращения Подача на оборот S©, ч а сто-
шпинделя та вращения шпинделя п
Примечание. При работе
суппорта с меняющимися подача-
ми величину То суммируют по
При меняющихся значе- Принятые подачи иа оборот
ниях 5е| и Я| «$0| и частота вращения л(
участкам, при этом длину подвода
и врезания прибавляют к длине L ,
резания первой ступени, длину пе- To-*
ребега — к длине резания послед- . ‘’•Гл»
вей ступени.
5.2. Щи неперекрывающихся *
временах работы суппортов стан-
ка (позиций револьвериойтоловкй) '
величина . То равна сумме непере-
крывающихся времен
Корректирование режимов реза- Приложение 7
ння. В случае, когда основное
время Т., рассчитанное иа этапе 5,
меньше основного времени, соот-
ветствующего заданной произво-
дительности, рассмотреть целесо-
образность понижения режимов
резания в целях повышения на-
дежности работы, улучшения тех-
нико-экономических показателей
при обеспечении заданной произ-
водительности и качества
t
Основное время Т«, рассчи-
танное на этапе б.
Основное время Г», соот-
ветствующее заданной про-
изводительности
Проверочные расчеты по мощно-
сти резания:
7.1. Определение сил резания
Pv кН, и мощности резания М9,
кВт. для каждого инструмента на-
ладки
7.2. Проверка достаточности
мощности двигателя
Карты Т-6, С-6
Приложение 6
Глубина резания t, подача
на оборот S# к скорость ре-
зания о инструментов на-
ладки.
Циклограмма работы станка
Токарные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА Т-1 Лист 4
' ill! I И
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ СТАНКАХ*
Последовательность определения
режимов резания
Источник или
расчетная формула
Исходные данные
Определение, независимо для каж-
дой позиции, длины рабочих хо-
дов суппортов £р.х, подачи So,
скорости резания о, частоты вра-
щения шпинделя п и основного
времени Топ по методике их оп-
ределения для одношпиндельного
станка
Те же. что при расчете для одношпиндельных стан-
ков, этапы 1—5
Примечание. Для станков, все шпиндели которых должны вращалься с оди-
наковой частотой, уточнение общей для станка величины п осуществлять на этапе 4.1.3
по минимальному значению п.
Определение основною времени
обработки детали на станке То,
мин:
6.1. Корректирование . величин
ТОи на нелимитипуюпхих позициях
станка с учетЛ их значений,
установленных на этапе 5. (Зна-
чение Тлп лимитирующей позиции
обозначается Т0.л)
6.2. Расчет величины То на ос-
новании ее скорректированных
значений по позициям:
— для станков с последователь-
ной обработкой деталей Одного
наименования величина -на
станке равна сумме значений Топ
на всех рабочих позициях;
— для станков, ла которых осу-
ществляется одинаковая одно-
временная обработка деталей,
значение То на станке совпадает
со значением Твж на отдельной
позиции; ' /
г—' на станках, где Осуществля-
ется последовательно-параллель-
ная обработка, значение То на
станке определяется как сумма
значений Тоа на рабочих позициях,
деленная на число одновременно
обрабатываемых деталей. Напри-
мер, при одноврем^екной обработке
двух деталей на шестишпиндель-
ном станке последовательного дей-
ствия (две позиции загрузочные
н по две рабочих для каждой де-
тали) значение Тл для обработки
детали на станке равно сумме зна-
чений Топ на четырех рабочих по-
зициях. деленной на два
Приложение 7
Основное время обработки
деталей на отдельных пози-
циях Топ, рассчитанное на
этапе 5
* Расчет режимов резания патронных станков с управлением от кулачков произ-
водить по инструкции, приведенной в подразделе <Токарные прутковые автоматы», с ис-
пользованием исходных данных (рекомендованных стойкостей, подач, скоростей резания
и инструментальных материалов), рассчитанных по картам Т-2, Т-3, Т-4.
14
iопарные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
с г*«
КАРТА Т-1
Лист 5
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
Корректирование режимов реза- ния. В случае, когда значение Т0.я рассчитанное на этапе 6. меньше значения, соответствующего за- данной производительности, рас- смотреть целесообразность пони- жения режимов резания в целях повышения надежности работы и улучшения технико-экономических показателей при обеспечении за- данных производительности и ка- чества Приложение 7 Основное время Т9л, рассчи- танное на этапе 6. Основное время То.я, соот- ветствующее заданной про- изводительности
8 Проверочные расчеты по мощно- сти резания То же, что при расчете для одношпиндельных станков, этап 7. Приложение 6 Глубина резания t, подача на оборот So и скорость ре- зания и инструментов на- ладки. Обрабатываемый материал
приводом мощность
Примечания: 1. Для позиций станка с индивидуальным
рассчитывать отдельно для каждой позиции по методике, разработанной для одно-
шпиндельного станка.
2. Для станков с общим приводом принимать суммарную мощность по всем по-
зициям станка.
ПОДАЧА НА-'ОБОРОТЗ,
________Токарные станки
Резцы, оснащенные
<М • пластинами из твердого
сплава н
режущей керамики
КАРТА Т-2 Лист /
1. ПОДАЧА НА ОБОРОТ S© ПРИ ТОЧЕНИИ ПРОХОДНЫМИ.
ПОДРЕЗНЫМИ И РАСТОЧНЫМИ РЕЗЦАМИ
Черновое точение
Типы резцов
Значение S«, мм/об, при обработке
стали и чугуна алюминиевых сплавов
Резцы, оснащенные пластинами из твердых
сплавов (кроме круглых), при * работе с
глубиной резания:
2г-4 мм
3—8 мм
Твердосплавные круглой формы
Резиы с СМИ из твердых сплавов с износо-
стойким покрытием
Резцы с СМП из режущей керамики
0.25—0.5
ОД-0,4
0,3-8,6
0,4—0,8
0,5—1
Примечания: 1. Приведенные величины подач, отражающие производствен-
ный опыт, зависят от жесткости технологической системы: большие значения подач
назначают при большей жесткости.
СТОЙКОСТЬ ИНСТРУМЕНТА ТР Токарные станки Резцы, оснащенные пластинами из твердого сплава КАРТА Т-3 Лист 2
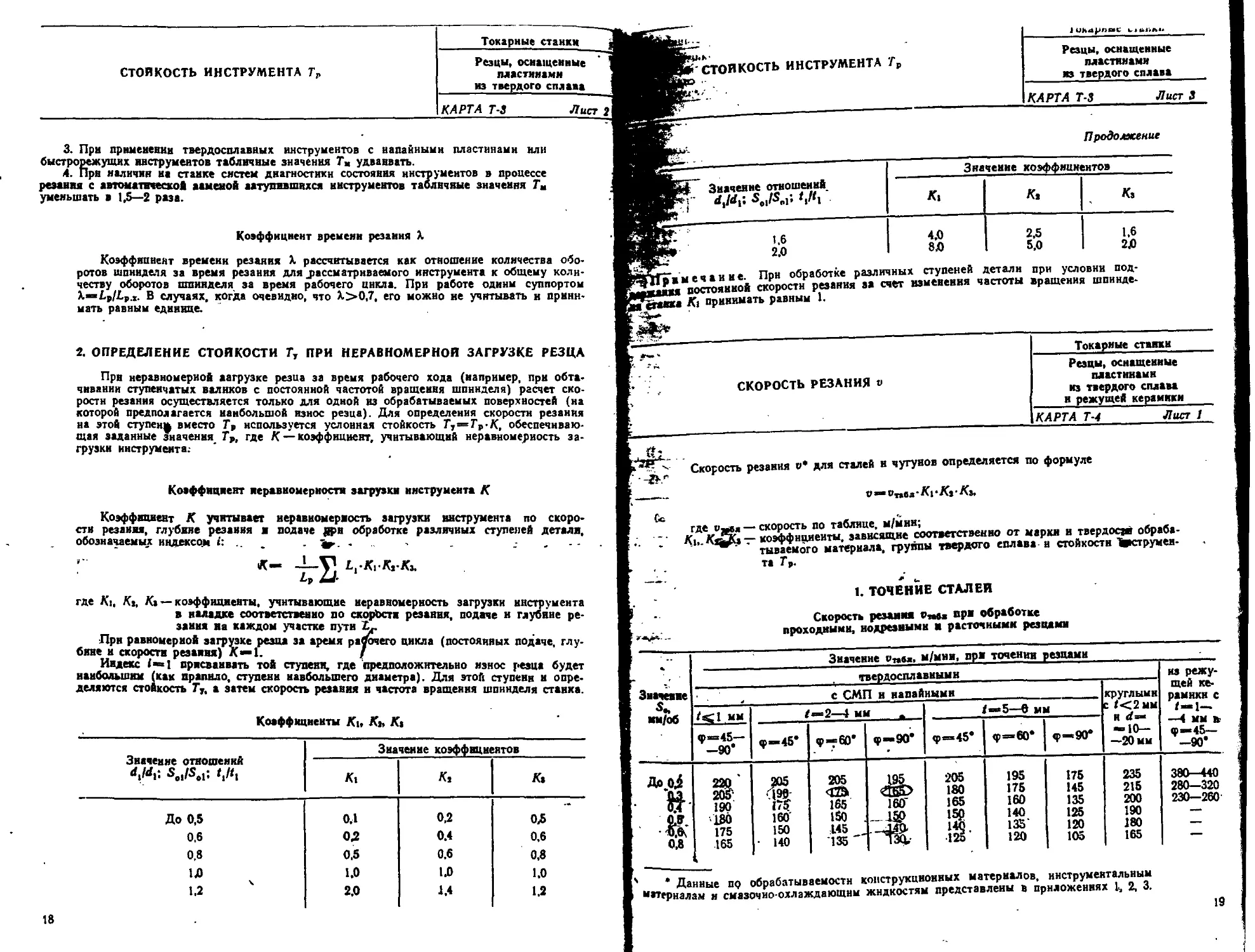
3. При применении твердосплавных инструментов с напайнымн пластинами или
быстрорежущих инструментов табличные значения Тм удваивать.
4. При наличия на стайке систем диагностики состояния инструментов в процессе
резания с автоматической заменой затупившихся инструментов табличные значения Гм
уменьшать в 1,5—2 раза.
Коэффициент времени резания X
Коэффициент времени резания X рассчитывается как отношение количества обо-
ротов шпинделя за время резания для ^рассматриваемого инструмента к общему коли*
честву оборотов шпинделя за время рабочего цикла. При работе одним суппортом
X-«Lp/£p.x. В случаях, когда очевидно, что Х>0,7, его можно не учитывать н прини-
мать равным единице.
2. ОПРЕДЕЛЕНИЕ СТОЙКОСТИ Ту ПРИ НЕРАВНОМЕРНОЙ ЗАГРУЗКЕ РЕЗЦА
Прн неравномерной загрузке резца за время рабочего хода (например, при обта-
чивании ступенчатых валиков с постоянной частотой вращения шпинделя) расчет ско-
рости резания осуществляется только для одной из обрабатываемых поверхностей (на
которой предполагается наибольшей износ резца). Для определения скорости резания
на этой ступенж вместо Т9 используется условная стойкость ГТ=ГР-К, обеспечиваю-
щая заданные значения Гр, где К — коэффициент, учитывающий неравномерность за-
грузки инструмента.
Коэффициент неравномерности загрузки инструмента X
Коэффициент X учитывает неравномерность загрузки инструмента по скоро-
сти резания, глубине резания в подаче дев обработке различных ступеней детали,
обозначаемых индексом i: . . ,
*- irS. L'-KM-
где Xi, Ki, Xi — коэффициенты, учитывающие неравномерность загрузки инструмента
в наладке соответственно но скорости резания, подаче и глубине ре-
зания на каждом участке пути
При равномерной загрузке резца за время рабочего цикла (постоянных подаче, глу-
бине и скорости резаиия) X—1. f
Индекс <"=1 присваивать той ступени, где предположительно износ резца будет
наибольшим (как правило, ступени наибольшего диаметра). Дли этой ступени и опре-
деляются стойкость Тт, а затем скорость резания и частота вращения шпинделя станка.
Коэффициенты Х1( Хь Ха
Значение отношений Wf. sjs.,; tjt, Значение коэффициентов
X. Кг Ха
До 0,5 0.1 0,2 ОД
0,6 ОД 0.4 0.6
0.8 0.5 0.6 0,8
10 1.0 1.0 1.0
1.2 2.0 1.4 1.2
18
СТОЙКОСТЬ ИНСТРУМЕНТА Г,
Резцы, оснащенные
пластинами
из твердого сплава
КАРТА Т-3
Лист 3
Продолжение
Значение отношений ЦЕ*]' Sji/S.p tjtx Значение коэффициентов
к. К, Х>
1.6 4.0 2.5 1,6
2.0 8J0 5,0 2J0
nfaiM еч ан не. Прн обработке различных ступеней детали при условии под-
шш постоянной скорости резания за счет изменения частоты вращения шпинде-
X) принимать равным 1.
СКОРОСТЬ РЕЗАНИЯ «
Токариые станки
Резцы, оснащенные
пластинами
из твердого сплава
и режущей керамики
КАРТА Т-4
Лист 1
Й
Скорость резания о* для сталей и чугунов определяется по формуле
Со
О“От»вл'Afi-X.-Xs,
скорость по таблице, м/мии;
коэффициенты, зависящие соответственно от марки и твердосза обраба-
тываемого материала, группы твердого сплава и стойкости ’Шнструмеи-
1. ТОЧЕНИЕ СТАЛЕЙ
Скорость резания о-м* при обработке
проходными, подрезными а расточными резцами
Значение ом««, м/мии, при точении резцами
До.0,4
од
Значение
мм/об
' , с СМП и напайнымн
<<! мм —2—1 мм „ —6 мм
<р«=45— -90° фж-4&* <р—60’ <р-90* <р=45* <р—60* <р—90*
>' 190 >180 175 165 205 160’ 150 • 140 205 <па 165 150 , 145 J 135 ' 205 180 165 15Р 195 175 160 140 135’ 120 175 145 135 125 120 105
круглыми
с 1<2мм
н <1=
—20 мм
235
215
200
190
180
165
из режу-
щей ке-
рамики с
Ф—45—
-90’
380-440
280-320
230—260
* Данные п<? обрабатываемости конструкционных материалов, инструментальным
материалам и смазочио-охлаждающнм жидкостям представлены в приложениях 1.. 2, 3.
19
СКОРОСТЬ РЕЗАНИЯ и
Токарные станки
Резцы, оснащенные из тверд ого^пл два СКОРОСТЬ РЕЗАНИЯ v и режущей керамики ; Резцы, оснащенные пластинами из твердого сплава н режущей керамики
КАРТА Т-4 Лист 2 1 КАРТА Т-4 Лист 3
Коэффициент Ха
Продолжение
Значение $о. мм/об Значение итабл, м/мин. прн точении резцами L
твердосплавными круглыми с <<2 мм и </= «ю— —20 мм из режу* щей кет рамики г / = ]-’. —4 мм > 7=45—- -90’ :
с СМП н напайнымн
мм t—2—1 мм ( = 5—6 мм
<р = 45- —90- <р = 45* <р=60’ <р=90* <р=45° <Г = 60" <р = 90°
1,0 ' 145 ь
1.5 —— —— — — 135 ——
2.0 — — — — — — — 120 —
Значение Хз
Группа твердого
сплава
РЮ Р20 Р20С РЗО РЗОС Р40
1 0.8 1 0,65 0.85
Примечания: I. При растачивании с невысокой жесткостью технологической
системы (как правило, при диаметрах обработки менее 75 мм) скорость резания умень-
шать на 15—20%.
2. Прн подрезании торцев с постоянной частотой вращения шпинделя скорости
резания, рассчитанные по наибольшему диаметру обработки, увеличивать при перепаде
диаметров </mlB/</mi=0,44-0,7 на 20%, прн </т1„/</ш1<0,4 —на 30%.
Коэффициент Хз
Значение А': Значение Хз при стойкости Тр в мин
До 15 30 45 60 120 180
1 1.5—1.2 1.6 1,3 1.12 ''1 0,75 0,6
1,15—0,85 J.4 1.2 1,08 i 0,78 0,65
До 0.8 1.3 1.15 1,06 ' 1 0.8 0.7
Прн точении инструментом
коэффициент
керамики
Скорость резания инъя при прорезании канавок
Значение $0, мм/об 0,05 0.1 0.15 02 0.25 0,3 0,35 0.4 4 0.45 J
Значение Утабл, м/мин 130 120 110 100 95 90 87 84 i 80 i 1
Лрнмечанне. При точении инструментом из режущей
!. Характерные значения стойкости инструмента — 30—60 мни.
2. ТОЧЕНИЕ ЧУГУНОВ
& Скорость резания птавл* при обработке проходными, *
подрезными, расточными резцами
Коэффициент Х|
.. . _ t
Значение Xi прн твердости стали НВ твердосплавными из режу-
Марка рбрабатываемой стали
128—174 179—229 229—269 277—321 аченне ^о» im/oo с СМП и напайнымн круглыми с /<2мм шей ке- рамики с / = 1 —
/^1 мм < = 2—4 мм /=5—6 мм
10. 15, 20. 25 / 1.25, 1.15 __ <р=45— <р = 45* <р=60* <f = 90’ <р = 45° "<р = 60° ф=90’ Н </ = = 10— —20 мм —4 мм я <р—45—
30. 35, 40. 50 ' 1,15 0.9 —80е —90*
60, 65, 70, 60Г, 65Г. 70Г *Г7Т 1.0 0,85 0,85 » 0,2
15Х. 20Х 1.25 ’1.1. 0.95 0.85 130 120 115 .110 120 по 100 140 380—440
ЭОХ,' 35Х, 40Х, 45Х, Э0ХМ, 38ХМА. 42ХМФА 1.0 0.9 ’ 0.8 . 0.3 120 105 100 98 . 105 94 85 125 280-320
15Г, 20Г, 25Г 1.2 1'15 1.05 — 0.4 115 98 94.. 90 90 65 77 120 230—260
ЭОГ, 35Г2, 40Г, 45Г2, 50Г 16ХГ. 18ХГ..18ХГМ, 18ХГТ. 20ХГР, 25ХГТ 1.1 . 1.2 1.0 1.1 0.9 , 0,95 0,9 0.85 0.5 105 91. 88 ' 85 85 79 71 110
ЗОХГГ, 35ХГ2. 4ОХГР. 40ХГТР, 40ХФА. 50ХФА 0.95 0.85 0.8 0.6 100 88 83 79 79 73 66 105 —
15ХМ, 20ХМ, 20Х2М4А 1,2 1,1 0,95 0,85 0.8 98 80 76 73 73 68 59 98 —
20ХН, 12ХНЗА, 20ХН, 20ХНЗА, 12Х2Н4А, 20Х2Н4А 1.15 1,05 0,95 0,85 1.0 1.5 — — — — — — — 87 76 —
ЗОХГСА. 35ХГСА, 35Х2ГСВА 0,85 0.8 0,75 — — — — — — — —
14ХГН. 15ХГН, 19ХГН. 20ХГНР, 15ХГН2ТА, 15ХГНМ 1.1 1.0 0,95 . 0.85 2.0 — — — — — — — 70 —
Примечание. Коэффициент обрабатывас мости К> ле ‘кообрабатыв гемых сталей Данные по обрабатываемости конструкционных материалов, инструментальным
см. в приложении 1, карта 2, лист 12. ‘«риалам, смазочно-охлаждающим жидкостям представлены в приложениях 1. 2. 3.
20 21
Токарные станки
СКОРОСТЬ РЕЗАНИЯ :
Резцы, оснащенные
пластинами
нз твердого сплава
н режущей керамики
КАРТА Т-4 Лист 4
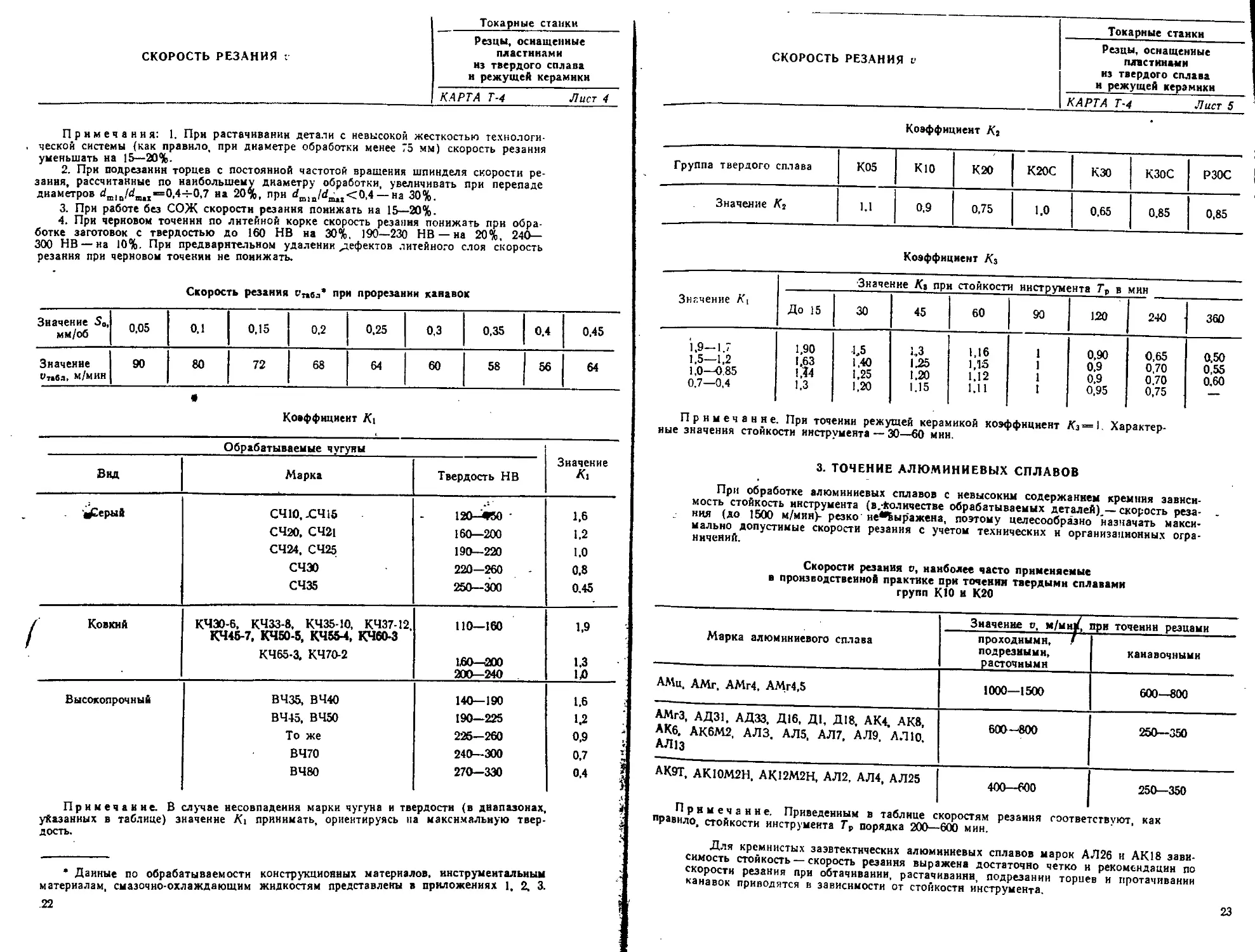
Примечания: 1. Прн растачивании детали с невысокой жесткостью технологи-
ческой системы (как правило, при диаметре обработки менее 75 мм) скорость резания
уменьшать на 15—20%.
2. При подрезании торцев с постоянной частотой вращения шпинделя скорости ре-
зания, рассчитанные по наибольшему диаметру обработки, увеличивать при перепаде
диаметров ^т1о/4щахв0Л-^Х7 на 20%. при ^ш1а/^х<0,4 —на 30%.
3. Прн работе без СОЖ скорости резания понижать на 15—20%.
4. При черновом точении по литейной корке скорость резания понижать прн обра-
ботке заготовок с твердостью до 160 НВ на 30%. 190—230 НВ —на 20%, 240—
300 НВ — на 10%. При предварительном удалении дефектов литейного слоя скорость
резания прн черновом точении не понижать.
Скорость резания при прорезании канавок
Значение 50, мм/об 0,05 0.1 0,15 0,2 0,25 0,3 0,35 0.4 0,45
Значение Ут1бл, м/мин 90 80 72 68 64 60 58 56 64
Коэффициент К\
Обрабатываемые чугуны
Вид Марка Твердость НВ Значение Ki
а£ерый СЧ10.ХЧ15 СЧ20, СЧ21 СЧ24, СЧ25 СЧЭО СЧ35 120-*50 ’ 160—200 190—220 220—260 250-300 1.6 1.2 1.0 0.8 0.45
{ Ковкий КЧЭ0-6. КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3 КЧ65-3, КЧ7О-2 110—160 160-200 200-240 1,9 1.3 10
Высокопрочный ВЧ35, ВЧ40 ВЧ45, ВЧ50 То же ВЧ70 ВЧ80 140-190 190—225 225—260 240—300 270—330 1.6 U 0,9 0,7 0.4
Примечание. В случае несовпадения марки чугуна н твердости (в диапазонах, i
указанных в таблице) значение К\ принимать, ориентируясь на максимальную твер- $
дость. Z
• Данные по обрабатываемости конструкционных материалов, инструментальным
материалам, смазочно-охлаждающим жидкостям представлены в приложениях 1, 2, 3.
22
I
СКОРОСТЬ РЕЗАНИЯ v Токарные станки
Резцы, оснащенные пластинами из твердого сплава н режущей керамики
КАРТА Т-4 Лист 5
Коэффициент Кг
Группа твердого сплава К 05 кю К 20 К20С КЗО КЗОС РЗОС
Значение К2 1.1 0,9 0,75 1.0 0,65 0.85 0,85
Коэффициент Кз
Значение A't Значение К» при стойкости инструмента Гр в мин
До 15 30 45 60 90 120 2-Ю 360
1,9—1.7 1,90 1.5 1.3 1,16 1 0,90 0,65 0,50
1.5—1,2 1.63 1.40 1.25 1,15 1 0.9 0.70 0,55
1,0—0,85 1 ,?4 1.25 1,20 1.12 1 0.9 0.70 0.60
0.7—0,4 1.3 1,20 1.15 1.11 1 0,95 0,75 —
Примечание. При точении режущей керамикой коэффициент Аз=1. Характер-
ные значения стойкости инструмента — 30—-60 мнн.
3. ТОЧЕНИЕ АЛЮМИНИЕВЫХ СПЛАВОВ
При обработке алюминиевых сплавов с невысоким содержанием кремния зависи-
мость стойкость инструмента (в.-Количестве обрабатываемых деталей).— скорость реза-
ния (до 1500 м/мин)- резко не^Быражена, поэтому целесообразно назначать макси-
мально допустимые скорости резания с учетом технических и организационных огра-
ничений.
Скорости резания о, наиболее часто применяемые
в производственной практике при точении твердыми сплавами
групп К10 и К20
Марка алюминиевого сплава Значение о, м/мнр, при точении резцами
проходными, / подрезными, расточными канавочными
АМц, АМг, АМг4, АМг4,5 1000—1500 600-800
АМгЗ, АД31, АДЗЗ. Д16, Д1, Д18. АК.4. АК8, АКб. АК6М2, АЛЗ. АЛ5, АЛ7, АЛ9, АЛЮ, АЛ13 600—800 250-350
АК9Т, АК10М2Н. АК12М2Н, АЛ2, АЛ4, АЛ25 400-600 250—350
Примечание. Приведенным в таблице скоростям резания соответствуют, как
правило. стойкости инструмента Тр порядка 200—600 мин.
Для кремнистых заэвтектнческнх алюминиевых сплавов марок АЛ26 и АК18 зави-
симость стойкость — скорость резания выражена достаточно четко и рекомендации по
скорости резания при обтачивании, растачивании, подрезании ториев и протачивании
канавок приводятся в зависимости от стойкости инструмента.
23
СКОРОСТЬ РЕЗАНИЯ г Токарные станки Резцы, оснащенные пластинами из твердого сплава и режущей керамики КАРГА Т-4 Лист 6'
Скорость резания v при обтачивании, растачивании, подрезании торцев
Вид точения Группа твердого сплава инструмента Значение о, м/мин, при ТР в мин
До 30 60 100 200 '
Черновое К10 200 .160 130 100
К20 150 120 100 85
Чистовое кю 220 180 150 120
К 20 180 140 120 9П
Скорость резания v при протачивании канавок инструментом
из твердого сплава группы К20
Значение мм/об 9 Значение о, м/мнн, при 7*р в мнн
До 30 60 100
0.05 120 95 80
0.1 ПО 90 75
0,15 100 85 70
0,2 90 70 60
«г •
ПОДАЧА НА ОБОРОТ S„ И СКОРОСТЬ РЕЗАНИЯ v ПРИ ПРЕЦИЗИОННОМ ТОЧЕНИИ Токарные станки ‘ Инструменты, оснащенные пластинами из твердых сплавов, режущей керамики и сверхтвердых материалов КАРТА Т-5 Лист 1
Прецизионное (тонкое) точение осуществляется при обработке деталей на отделоч-
но-расточных, токарных н специальных станках высокой точности инструментами, осна-
щенными твердыми сплавами групп POi н КО1, режущей керамикой (РК), и сверх-
твердыми материалами: поликристаллическимн алмазами (ПКА), кубическим нитри-
дом бора (КНБ) в вюриитоподобным нитридом бора (ВНБ).
Отличительной особенностью операций прецизионного точения по сравнению с
обычной чистовой обработкой является обеспечение более высокой точности и низкой
шероховатости обработанной поверхности. Так, при прецизионном растачивании инстру-
ментами, оснащенными твердыми сплавами и сверхтвердыми материалами, характер-
но обеспечение точности 6—8-го квалитетов для деталей средних размеров и шерохо-
ватости обработанной поверхности стальных и чугунных деталей Ra I—1,5 и *1,25—2 мкм
соответственно. При обработке стальных и чугунных деталей инструментами, оснащен-
иями режущей керамикой, шероховатость поверхности при том же уровне точности
несколько больше — порядка Ra 1,5—2,5 мкм. При тонком точении деталей из цветных
сплавов характерными являются точности 5—6-го квалитетов, шероховатость обрабо-
танной поверхности Ra 0,4—1 мкм.
При прецизионном точении допустимый износ инструмента по задней грани вдвое
меньше, чем при чистовом точении, н должен быть не более 0,2—0,3 мм при обработ-
ке стальных деталей, 0Д-—0,4 мм — при обработке чугунных деталей н 0,1—0,15 мм —
при обработке деталей из цветных сплавов.
24
t; ПОДАЧА НА ОБОРОТ 50 И СКОРОСТЬ РЕЗАНИЯ и
ПРИ ПРЕЦИЗИОННОМ ТОЧЕНИИ
Токарные станки
Инструменты, оснащенные
пластннамм из твердых
сплавов, режущей
керамики и <-
сверхтвердых материалов
КАРТА Т-5
Лист 2
Для обеспечения высокой точности формы и взаимного расположения обработан-
ных поверхностей целесообразно, где это допускает конструкция детали, вести обра-
ботку в два прохода за операцию. Рекомендуемая глубина резания при окончатель-
ном проходе — 0,1—0,2 мм при обработке стальных н чугунных деталей н 0,05—0Л мм
при обработке деталей из цветных сплавов. Глубину резания при предварительном
проходе или обработке в одни проход принимать большей с учетом точности пред-
шествующей обработки и особенностей базирования детали на операции прецизионного
точения.
Режимы резания при прецизионном точеиин
Обрабатываемый материал Инструмен- тальный материал Подача на оборот So, мм/об Скорость резания и, м/мин
Вид Твердость или содержание кремния
Конструкционные стали До 180 НВ 180—229 НВ 229—289 НВ 289—320 НВ P01 0.06-0,12 180-240 140—180 120—160 110—130
229—289 НВ 289—320 НВ ЗВ—48 HRC, 48—57 HRC, РК 0,12—0,18 350—450 300—400
0,08-0,12 0.06—0,1 200-250 90—140
40-58 HRC. 58—65 HRC» КНБ и ВНБ 0,03-0,1 0,02-0.07 100-140 60-100
Серые, ковкие, высоко- прочные, закаленные чу- гуны X До 170 НВ 170—229 НВ 229—269 НВ К01 0,06—0,12 140—180 120—140 90-110
170—229 НВ 229—269 НВ - РК 0,12—0,18 350—500 300—400
4/-50 HRC. 0,08—0,12 120-200
До 280 НВ 40—50 HRC» 50—60 HRC, КНБ н ВНБ 0,06-0,12 0,05—0,1 0,03—0,08 400—600 150—250 60—100
•Питейные алюминиевые сплавы До 8% Si 8—13% Si 17-23% Si koi 0,05—0,1 600—800 400-600 150—200
До 8% Si 8-13% Si 17—23% Si ПКА 0,05—0.1 800—1000 600-800 400—500
Примечания: 1. Представленные в таблице режимы резания ориентированы
и* обеспечение изложенных доше требований к качеству обработки. Подачн н скоро-
*‘Г1’резання заданы диапазонами, охватывающими наиболее характерные условия об-
г*ооткц деталей. В конкретных условиях может потребоваться уточнение режимов
Р®*ання. Например, для получения шероховатости Ra | мкм при обмачивании порш-
25
НОДАЧА НА ОБОРОТ И СКОРОСТЬ РСЗАНИЯ г’
ПРИ ПРЕЦИЗИОННОЕ ТОЧЕНИИ
пластинами из твердых
сплавов, режущей
керамики и
сверхтвердых материалов
КАРТА Т'5 Лист 3
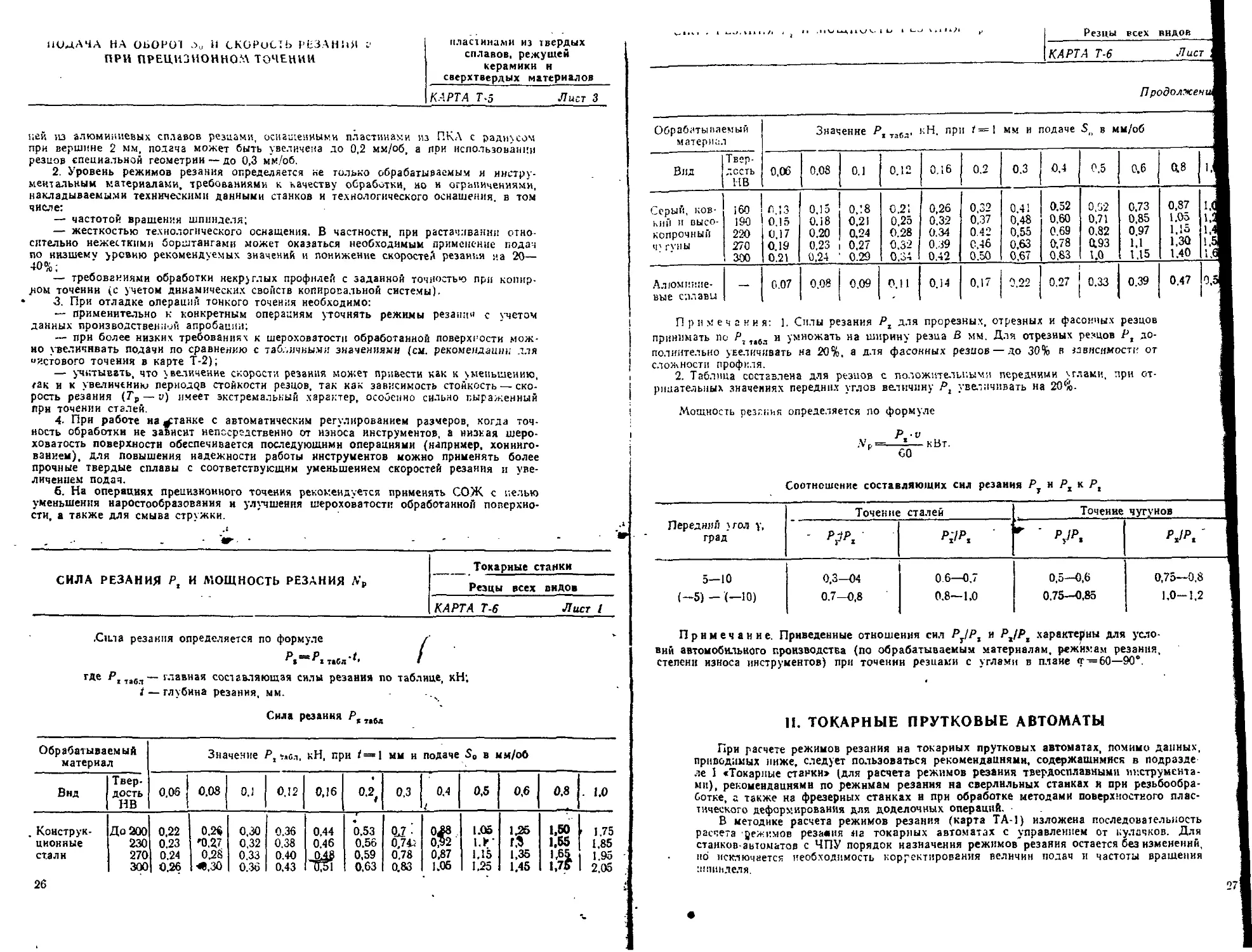
ней из алюминиевых сплавов резцами, оснащенными пластинами из ПКЛ с радиусом
при вершине 2 мм, подача может быть увеличена до 0,2 мм/об, а при использовании
резцов специальной геометрии — до 0,3 м’м/об.
2. Уровень режимов резания определяется не только обрабатываемым и инстру-
ментальным материалами, требованиями к качеству обработки, но и ограничениями,
накладываемыми техническими данными станков и технологического оснащения, в том
числе:
— частотой вращения шпинделя;
— жесткостью технологического оснащения. В частности, при растачивании отно-
сительно нежесткими борштангами может оказаться необходимым применение подач
по низшему уровню рекомендуемых значений и понижение скоростей резания на 20—
40%;
— требованиями обработки некруглых профилей с заданной точностью при копир-
уем точении (с учетом динамических свойств копировальной системы).
3. При отладке операций тонкого точения необходимо:
— применительно к конкретным операциям уточнять режимы резания с учетом
данных производственной апробации;
— прн более низких требованиях к шероховатости обработанной поверхности мож-
но увеличивать подачи по сравнению с табличными значениями (см. рекомендации для
«истового точения в карте Т-2);
— учитывать, что увеличение скорости резания может привести как к уменьшению,
так и к увеличению периоде^ стойкости резцов, так как зависимость стойкость — ско-
рость резания (Тр—-у) имеет экстремальный характер, особенно сильно выраженный
прн точении сталей.
4. Прн работе на ^танке с автоматическим регулированием размеров, когда точ-
ность обработки не зависит непосредственно от износа инструментов, а низкая шеро-
ховатость поверхности обеспечивается последующими операциями (например, хонинго-
ванием). для повышения надежности работы инструментов можно применять более
прочные твердые сплавы с соответствующим уменьшением скоростей резания и уве-
личением подач.
б. На операциях прецизионного точения рекомендуется применять СОЖ с иелью
уменьшения наростообразовяния н улучшения шероховатости обработанной поверхно-
сти, а также для смыва стружки.
СИЛА РЕЗАНИЯ Р, И МОЩНОСТЬ РЕЗАНИЯ Л'» Токарные станки Резцы всех видов КАРТА Т-6 Лист 1
.Сила резания определяется по формуле f
p.-p,M't. I
где Рг ,авл— главная составляющая силы резания по таблице, кН;
i — глубина резания, мм.
Сила резания Pt табд
Обрабатываемый материал Значение Pt ..ол. кН, при 1 = 1 мм н подаче So в мм/об
Вид Твер- дость НВ 0.0S 0.08 0.1 0.12 0,16 0.2, 0.3 0.4 i 0,5 0.6 0.8 . 1.0
Конструк- ционные стали До 200 230 270 300 0,22 0.23 0.24 0.26 0.26 ’0.27 1 0.28 loo 0,30 0,32 0.33 0.36 0.36 0.38 0.40 0.43 0.44 0.46 048 Ц51 0,53 0.56 0,59 0.63 о.?: 0,74; 0.78 0.83 0Jf8 0,92 0,87 1.05 I.O5 1.Г 1.15 1.25 1.25 г.З 1.35 1.45 1.50 1.55 $ 1.75 1,85 1.95 2.05
26
Резцы всех видов
КАРТА Т-6
Лист
Продолжен,
Обрабатываемый материал Значение Pt табл, кН. при f=l мм и подаче в мм/об 1
Вид Твер- дость НВ 0,06 0.0S 0.1 0.12 0.16 0.2 0.3 0,4 0.5 0.6 0.8 1,1
Серый, ков- кий и высо- копрочный Ч] гуны 160 190 220 270 300 CJ3 0.15 0.17 0.19 0.21 0.15 0.18 0.20 0.23 0,24 0,18 0.21 0,24 0,27 0.29 0.21 0.25 0.28 0.32 О.ЗА 0,26 0.32 0.34 0.39 0.42 0,32 0,37 0.42 0.46 0.50 0.41 0,48 0,55 0.63 0.67 0,52 0,60 0.69 0.78 0.83 0,52 0,71 0.82 0.93 1.0 0.73 0.85 0,97 1.1 1.15 0,87 1.05 1.15 1,30 1.40 i.d ij ij 1,5| i ,6
Алюминие- вые сплавы 0.07 0.08 0.09 0.11 0.14 017 0.22 0,27 0.33 0.39 0.47 0.5
Примечания: 1. Силы резания Рх для прорезных, отрезных и фасонных резцов
принимать по Рг табл и умножать на ширину резца В мм. Для отрезных резцов Pt до-
полнительно увеличивать на 20%, а для фасонных резиов — до 30% в завнсямостн от
сложности профиля.
2. Таблица составлена для резиов с положительными передними углами, при от-
рицательных значениях передних углов величину Рг увеличивать на 20%.
Мощность резгния определяется по формуле
Р,-и
G0-
кВт.
Соотношение составляющих сил резания Р и Рх к Рх
Передний угол у, град Точение сталей Точение чугунов В
- р?р> РИР, ' г- ’ PJP, pJpt ' I
5—10 0,3—04 0 6—0,7 0,5—0,6 0,75—0,8 I
(-5) - (-10) 0.7—0,8 0.8—1,0 0.75—0,85 1,0-1,2 I
Примечание. Приведенные отношения сил Ру!Рг и PJP* характерны для усло-
вий автомобильного производства (по обрабатываемым материалам, режимам резания,
степени износа инструментов) при точении резцами с углами в плане <г—60—90*.
II. ТОКАРНЫЕ ПРУТКОВЫЕ АВТОМАТЫ
При расчете режимов резания на токарных прутковых автоматах, помимо данных,
приводимых ниже, следует пользоваться рекомендациями, содержащимися в подразде
ле I «Токарные станки» (для расчета режимов резания твердосплавными инструмента-
ми), рекомендациями по режимам резания на сверлильных станках и при резьбообра-
ботке, г также на фрезерных станках н при обработке методами поверхностного плас-
тического деформирования для доделочных операций. -
В методике расчета режимов резания (карта ТА-1) изложена последовательность
расчета режимов резамия яа токарных автоматах с управлением от кулачков. Для
станков-автоматов с ЧПУ порядок назначения режимов'резания остается без изменений,
но исключается необходимость корректирования величин подач и частоты вращения
шпинделя.
Токарные
прутковые автоматы
-------------------------
\ КАРТ А ТА-! Лист 1
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ
ТОКАРНЫХ ПРУТКОВЫХ АВТОМАТАХ
№ этапа Последовательность определения режимов резачня Источник или расчетная Формула Исходные данные
1 2 3 4 Определение длины рабочего хода суппортов н револьверной головки на каждой позиции Lp.x, мм, исходя из длин L, рассчитанных для отдельных инструментов суппорта (каждой по- зиции револьверной головки), и по- следовательности их работы и уточ- нение Lp.x по профилю кулачков Определение расчетных подач на обо- рот So, мм/об, суппортов н револь- верной головки на каждой позиции и уточнение их по профилю кулач- ков ’ Определение стойкости Гр, мин, для предположительно лимитирующих по стойкости инструментов Расчет скорости резання о, м/мин, в частоты вращения шпинделя п, об/мин: 4.!. Определение рекомендуемых* значений о,, м/мин, для лимитирую- щих инструментов наладки L — LP4-Ln-t-LB. Приложение 5. Паспорт станка Карты ТА-2. ТА-3. Паспорт станка Карта ТА-4 КартьГтА-5, С-4 ж(Д/РУппа подач). Т-4 Эскиз наладки. Эскизы режущих инстру- ментов. Величина подвода, вре- зания и перебега инстру- мента Ln. Дополнительная длина хода £а, вызванная осо- бенностями наладки и конфигурации детали Эскиз наладки. Обрабатываемый металл и его твердость НВ. Вид инструмента. Шероховатость поверх- ности Вид инструмента. Коэффициент времени резания X Внд инструмента. Обрабатываемый мате- риал. Подача на оборот So. Глубина резания 1. Стойкость инструмента Гр.
4.2. Расчет величины % об/мин, уб- i 1000 », Отношение частоты вра- щения инструментально^ го шпинделя к выбран-' ной частоте вращения шпинделя станка ♦
ответствуюшей выбранному значежпо м/мнн ' лЛ Для сверл с дополни- тельным вращением 1000-v,
1 л-О(<4-1)
5 4.3. Подбор величины п, об(мин, для каждой позиции по паспорту станка исходя из рассчитанных по п. 4.2 величин л, для каждого ин- струмента и ряда автоматически ме- няющихся величин п, определяемых по паспорту станка (не рекоменду- ется превышать минимальное расчет- ное значение п более чем на 10%) Определение основного времени Го. мин, и времени цикла работы автома- та Гп. мни, при ориентировочных расчетах: Паспорт станка • Длина рабочего хода ин- струмента при выполне- нии х-го перехода L
28
Токарные
прутковые автоматы
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА ТА-1 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
5.1. Определение количества оборо- тов шпинделя лоер р оборотов, для выполнения рабочего перехода Чл. °'Р ' 5,. Величина подачи инстру- мента на переходе Sol. Циклограмма движений узлов станка.
5.2. Определение величины То, мин, на выполнение несовмешег-ьых рабо- чих ходов 5.3. Определение вспомогательного времени Tfi _ V* ?>пер Паспорт станка Количество оборотов шпинделя для выполне- ния рабочего перехода Ппер Г Частота вращения шпин- деля на <-м переходе я.
5.4. Определение величины Тд, мин. и при необходимости ее корректи- ровка Т То+Т в. Паспорт станка. Приложение 7 Время вспомогательных ходов по принятому процессу обработки Та
6 Проверочный расчет сил н .мощности резания. При необходимости корректировка режимов Карты Т-6, С-8. Приложение 6 Инструментальная на- ладка. Скорость резания о, по- дача на оборот <$9 и глубина резания t. Обрабатываемый мате- риал
Л р и м е ч а н ия. Г Для оценочных расчетов величину 7*ц, мин, можно определить
по формуле Та=К-То, где К — коэффициент, равный 1,1—К5. Большие значения К
выбирать при использовании сложных наладок млн при небольшом значении Г©.
2. Для определения уточненного времени цикла обработки Тц с учетом вспомога-
тельных ходов необходимо рассчитать н построить профили кулачков, управляющих
движением рабочих органов станка, н циклограмму работы станка по методике из
паспорта станка.
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ
ТОКАРНЫХ ПРУТКОВЫХ АВТОМАТАХ
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 Определение длины рабочего хода суппортов Lp.z, мм, исходя нз длин L, рассчитанных для отдельных ин- струментов суппорта, и последова- тельности нх работы Примечание. При уточненном расчете режимов обработки провести уточнение вели-шны £р х по выбран- ным кулачкам L=Lp-f-in-{-L д. Приложение 5 Паспорт станка Технологическая налад- ка, конструкция инстру- ментов. Величина подвода, вре- зания н перебега инстру- мента Еп. Дополнительная длина хода инструмента LB вызванная особенностя- ми наладки или конфи- гурации детали
29
Токарные
прутковые автоматы
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА ТА-1 Лист 3
Продолжение
№ этапа Последовательность определения режимов резания Источник пли расчетная формула Исходные данные
2 Назначение подач суппортов на обо- рот So, мм/об: 2.1. Определение величины мм/об, для каждого инструмента 2.2. Выбор величины So суппортов и инструментального шпинделя по минимальному значению подачи ин- струментов на одном суппорте или инструментальном шпинделе Карты ТА-2, ТА-3 Паспорт станка Эскиз наладки. Вид обрабатываемого материала и его твер- дость. Шероховатость поверх- ности. Вид инструмента ч
Примечание. Прн уточненном расчете режимов резания провести корректи-
ровку выбранного значения по подобранным кулачкам и в соответствии с установ-
ленным на станке кулачком#
3 Определение стойкости Гр, мни. для предположительно лимитирующих по стойкости инструментов Карта ТА-4 Вид инструмента. Циклограмма движений узлов станка
4 Расчет скорости резания и, м/мин, и частоты вращения шпинделей стан- ка п, об/мин: - 4.1. Определение величины и, м/мин. для предположительно лими- тирующих инструментов аг • Карты ТА-5, Т-4, С-4 (И группа подач) Вид инструмента. Обрабатываемый мате- риал н его твердость НВ. Стойкость инструмента.
4.2. Расчет величины л, об/мин, для лимитирующих инструментов, соот- ветствующей выбранному значению с. м/мпн Для шпинделя станка 1000-г . n-D Дл/ инструментального шпинделя Коэффициент К увеличе- ния частоты вращения прн сверлении и умень- шения при развертыва- нии и нарезании резьбы
па — пК.
Паспорт станка
4.3. Уточнение расчетных значений л и лв, об/мин, по паспорту станка, ориентируясь на меньшие значения по п. 4.2 4.4. Уточнение величины и, м/мнн. по принятым значениям п н пп. об/мнн Паспорт станка лОл t)=s——— 1000 л D-Ли
1000
Б Определение расчетного количества оборотов шпинделя за поворот рас- пределительного вала на рабочем хо- ду пр ₽, оборотов, и уточнение этой величины по паспорту станка с при- своением ей обозначения лр Ьр.х •Ip.p- s ° о Паспорт станка Длина рабочего хода суппорта Lp.t. Подача на оборот So
30
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ прутковые автоматы
КАРТА ТА-1 Лист 4
Продолжение
Ле этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
6 Определение основного времени Го, мин. и времени цикла работы автома- та Гц. мин: 6.1. Определение величины Го, мин 6.2. Определение вспомогательного времени Гв, мин 6.3. Определение величины Гс, мин. и при необходимости ее корректиров- ка Га=-^. л Паспорт станка Паспорт станка Гц^ГоЧ-Г,. Приложение 7 Количество обороте шпинделя за поворо р аспределнтельного вал на рабочем ходу п₽. Частота вращения шпии деля п или относителз ная частота врашени метчика или разверти ли
7 Проверочный расчет сил и мощности резания. При необходимости коррек- тировка режимов Карты Т-6, С-8. Приложение 6 Инструментальная hi ладка. Скорость резания v, па дача на оборот So н глу бина резания t. Обрабатываемый матери ал
Примечания. 1. Для оценочных расчетов величину Гц, мня, можно определить
по формуле Гц»=К«Го, те К — коэффициент, равный 1,1—1,2. Большие значения К вы-
бирать при небольшом •Качении То. _
2. Для определения уточненного времени цикла обработки Гц с учетом вспомога-
тельных ходов необходимо подобрать кулачки соответствующего профиля и разра-
ботать циклограмму работы станка по паспорту станка.
ПОДАЧА НА ОБОРОТ £<, Токарные прутковые автоматы Инструмент из быстрорежущей стали для обработки наружных поверхностей КАРТА ТА-2 Лист 1
1. ПОДАЧА НА ОБОРОТ So
ПРИ ТОЧЕНИИ ПРОХОДНЫМИ И ПОДРЕЗНЫМИ РЕЗЦАМИ
Подача на оборот So, мм/об, определяется по формуле
So“-So.ii5a* К • Kt,
где So-табл— подача по таблице, мм/об;
К — коэффициент, зависящий от обрабатываемого материала;
К\ — коэффициент, зависящий от соотношения фактической и табличной ве-
личин глубины резания.
31
ПОДАЧА НА ОБОРОТ 5„
____прутковые автоматы
Инструмент
из быстрорежущей стали
для обработки наружных
поверхностей
КАРТА ТА-2 Лист 2
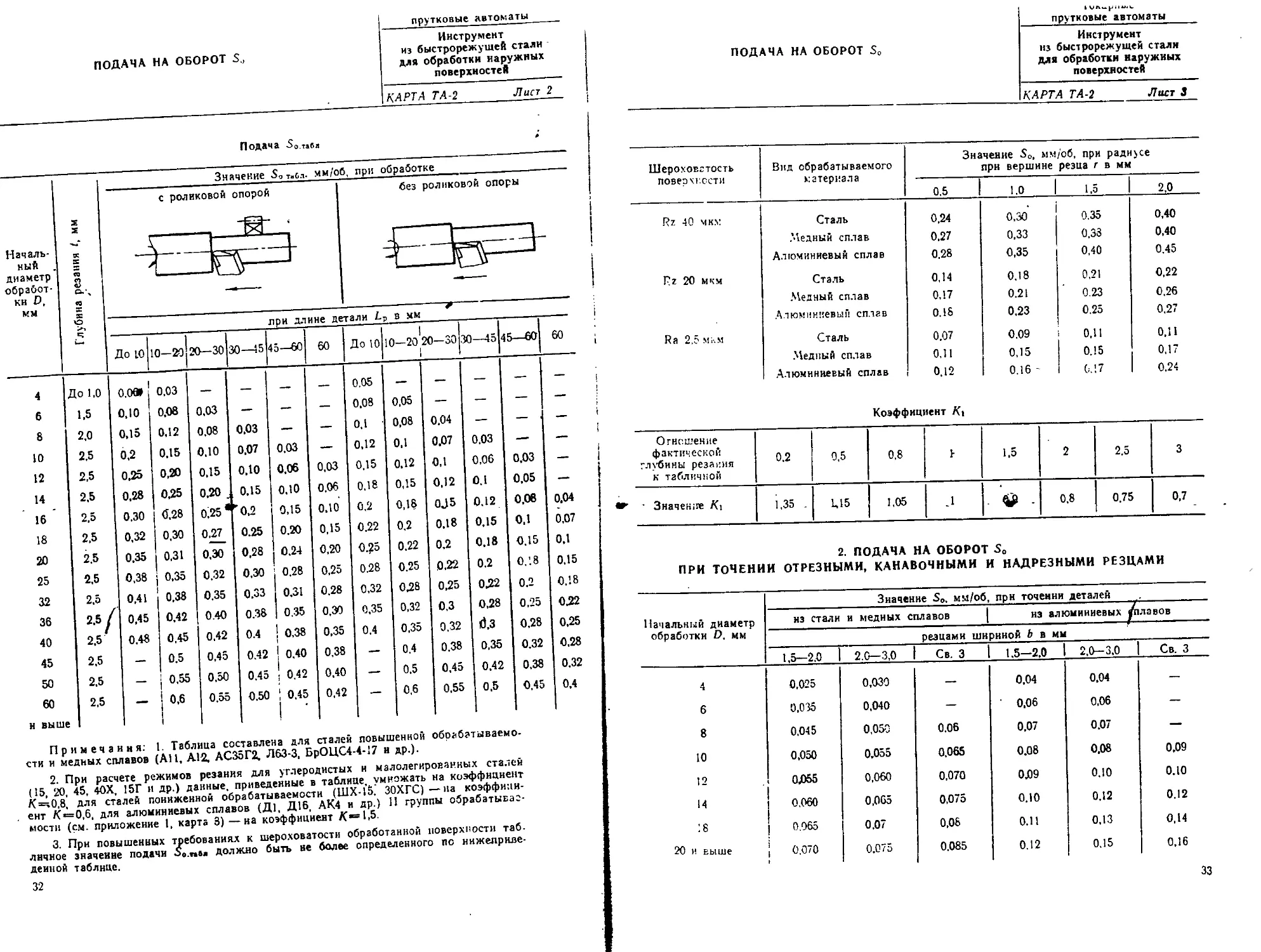
Подача 50ТабЯ
Значение $оТ»бл. мм/об, при обработке
Началь-
ный
диаметр
обработ-
ки D,
мм
без роликовой опоры
с роликовой опорой
н
длине детали Lp в мм
До 10 10—20 20—30 30—45 45—60 60 До 10 1 10— 20 20—30 .30—45 45—60 60
4 До 1,0 0.06» 0,03 — — — — 0.05 — — — — —
6 1.5 0,10 0.08 0.03 — — — 0.08 0.05 — — — —
8 2.0 0,15 0,12 0,08 0.03 — — 0.1 0,08 0.04 — — —
10 2.5 0,2 0.15 0,10 0.07 0,03 — 0.12 0.1 0.07 0.03 — —
12 2.5 0.25 0,20 0.15 0.10 0.06 0,03 0,15 0.12 0,1 0,06 0.03 —
14 2.5 0,28 0,25 0.20 . 0.15 0.10 0.06 0,18 0,15 0,12 0.1 0.05 —
16 2.5 0.30 0.28 0.25* ’’0,2 0,15 0,10 0.2 0,18 0J 5 0.12 0.06 0,04
18 2.5 0,32 0,30 0.27 0.25 0.20 0,15 0.22 0.2 0.18 0,15 0,1 0,07
20 2.5 0.35 0,31 0,30 0,28 0.24 0,20 0.25 0.22 0.2 0.18 0.15 0.1
25 2.5 0,38 0,35 0.32 0,30 0.28 0,25 0.28 0.25 0.22 0.2 0.’.8 0.15
32 2.5 0,41 0.38 0.35 0.33 0,31 0.28 0.32 0.28 0,25 0.22 0.2 0.18
36 2.5 / 0,45 0.42 0.40 0.38 0.35 0.30 0,35 0,32 0,3 0,28 0,25 052
40 2.5 0.48 0,45 0,42 0.4 0,38 0,35 0.4 0,35 0.32 Й.З 0,28 0,25
45 2.5 — 0.5 0,45 0.42 0.40 0,38 — 0.4 0.38 0,35 0.32 0.28
50 2.5 — 0,55 0,50 0.45 0,42 0,40 — 0.5 0,45 0.42 0.38 0.32
60 2,5 — 0.6 0.55 0.50 0.45 0.42 — 0,6 0,55 0,5 0.45 0,4
выше
Примечания: 1. Таблица составлена для сталей повышенной обрабатываемо-
сти и медных сплавов (All, А12, АС35Г2, Л63-3, БрОЦС4-4-17 н др.).
2. Прн расчете режимов резания для углеродистых н малолегированных сталей
(15, 20, 45, 40Х, 15Г и др.) данные, приведенные в таблице, умножать на коэффициент
АС=^0,8, для сталей пониженной обрабатываемости (ШХ-15. ЗОХГС)—на коэффици-
ент К«=0,б, для алюминиевых сплавов (Д1, Д16, АК4 и др.) И группы обрабатывае-
мости (см. приложение I, карта 3) —на коэффициент К® 1,5.
3. Прн повышенных требованиях к шероховатости обработанной поверхности таб-
личное значение подачи о0.т*оя должно быть не более определенного по нижеприве-
денной таблице.
32
ПОДАЧА НА ОБОРОТ So
прутковые автоматы
Инструмент
из быстрорежущей стали
для обработки наружных
поверхностей
КАРТА ТА-2
Лист 3
Шероховатость поверхкости Вид обрабатываемого материала Значение So, мм/об. при ради} се прн вершине резца г в мм
0.5 1.0 1.5 2.0
Rz 40 мкх Сталь 0.24 0.30 0.35 0,40
Медный сплав 0.27 0.33 0.38 0,40
Алюминиевый сплав 0.28 0,35 0,40 0.45
Гг 20 мкм Сталь 0.14 0,18 0,21 0,22
Медный сплав 0.17 0.21 0.23 0.26
Алюминиевый сплав 0.18 0.23 0.25 0.27
Ra 2,5 мкм Сталь 0.07 0.09 0.11 0.11
Медпый сплав 0.11 0,15 0.15 0,17
Алюминиевый сплав 0.12 0.16 ' 0.17 0.24
Коэффициент Kt
Отношение фактической глубины резания к табличной 0.2 0,5 0,8 1- 1.5 2 2.5 3
' Значение Kt 1,35 . 1,15 1,05 J Ф • 0,8 0.75 0,7
2. ПОДАЧА НА ОБОРОТ SQ
ПРИ ТОЧЕНИИ ОТРЕЗНЫМИ, КАНАВОЧНЫМИ И НАДРЕЗНЫМИ РЕЗЦАМИ
Начальный диаметр Значение So. мм/об, прн точении детален
из стали и медных сплавов из алюминиевых р лэвов
обработки D, мм резцами шириной b в мм
1,5-2.0 2.0-3,0 Св. 3 1.5—2.0 2.0—3,0 Св. 3
4 0,025 0,030 — 0,04 0,04 —
6 0,035 0,040 — 0.06 0,06 —
8 0.045 0,05" 0.06 0.07 0.07 —
10 0,050 0.055 0,065 0.08 0.08 0.09
12 04055 0,060 0,070 OJ39 0.10 0.10
14 0.060 0,065 0,075 0.10 0,12 0.12
18 0.065 0.07 0,08 0.11 0.13 0,14
20 и выше 0.070 0.075 0.085 0,12 0,15 0.16
33
ПОДАЧА НА ОБОРОТ S Токарные прутковые автоматы Инструмент нз быстрорежущей стали для обработки наружных поверхностей Л'.4РГЛ ТА-2 Лист -t'
3. ПОДАЧА НА ОБОРОТ So
ПРИ ТОЧЕНИИ ФАСОННЫМИ И ШИРОКИМИ ПРОРЕЗНЫМИ РЕЗЦАМИ
Обработка без роликовом опоры
ВпЧп
Подача на оборот So может быть опреде-
лена двумя способами (см. эскиз и таблицы)-
Soi — на основании величин .4. D и В;
So2 — на основании величин /в н
Для расчета подачи 50 принимать мень-
шее из двух значений Sot и So3.
Значения, мм Значение Sob мм/об, при ширине резания В в мм
А D До 5» 8 10 15 20 25 30 40 50 60
5 4 5 6 0,02 0.045 0,08 0,025 0.045 0,02 0,03 0.02 X 0,02 0,02 0,03 0,08 - 0.02 0,05
7 7 8 9 ,10 0108 0.06 0,04 0.06 0.02 0.03 0,06 0,07
оде 0,02 0.03 0.04
0.08 0,02 0.025
10 10 12 14 0.08 008 0,08 0.055 0.035 0.065 0Д8 0,02 0.04 0,075
0.08 0,02 0.045
16 20 25 0,08 0.08 0,02 0,04 008
20 10 12 14 16 20 25 0,02 0.05 0,025 0,05 0Д25
0108 0,03 0,05 0Д2 0.03
0108 0.02 0.04 0.08
0,08 . 0Ю8 0,02 0,05
Значение Dm.n. мм Значение Sos, мм/об, при размере /в в мм
До 5 8 10 15 20 25 30 40 60 60
3 4 5 0.02 0.04 0.06
0.03 0.06 0,02 0,04
0,02
34
ПОДАЧА НА ОБОРОТ So
Токарные
прутковые автомат
Инструмент
из быстрорежущей ст
для обработки наруж
поверхностей
КАРТА ТА~2 Л
Предо
Значение Значение S02, мм/об, при размере /в в мм
мм До 5 1 * 10 15 20 25 30 40 50
6 0.06 0.64 0,03 0.02
0.05 0.06 0,04 0.03 0,03 0,02 0,02 0.03
8 0,06 0.02
9 0.07 0.06 0 05
10 0.07 0.06 0.05 0,03 0,05 0.02 0,03
12 0,07 0.06 0,02 0,03 0,05
14 16 н выше 0,07 0,07 0.06 0,07 0.05 0Д6
Примечания: 1. Таблица составлена для сталей повышенной обрабатываемо-
сти и медных сплавов (All, А12. АС35Г2, Л63-3, БрОЦС4-4-17 и др.).
2. При расчете режимов резания для углеродистых н малолегнрованных сталей
(15, 20, 45, 40Х, 15Г н др.) данные, приведенные в таблице, умножать нг коэффи-
циент К—0,8, для сталей пониженной обрабатываемости (LU.X-J5, ЗОХГС) —из коэф-
фициент К=0,б, для алюминиевых сплавов (Д1, Д16, АК4 и др.) II группы обраба-
тываемости (см. приложение 1. карта 3)—иа коэффициент К ==1,5.
Значения, мм Значение So, мм/об, при ширине резания В в мм
А Dn,ln До 5 8 10 15 20 25 30 40 50 60
4 0.055 0,03 0,025 0,02
До 20 Б 0.055 0.04 0,025 0,02
6 0,065 0,04 0.03 0.02 0,03 0,02 0.025
7 0,08 0.06 0,04 0,02
8 0,08 0.055 0,045 0,035 0.045 0,025 0,02
9 0.08 0,075 0,06 0.035 0,025 0,02
10 Св. 12 0,08 0.075 0.08 0.06 0,08 0,045 0,065 0.035 .0,05 0,03 0,04
ПОДАЧА НА ОБОРОТ S
из быстрорежущей стали
для обработки наружных
поверхностей
КАРТА ТА-2
Лист б-
Продолжение
Значения мм Значение So, мм/об, при ширине резания В в мм ;
А ^ВОЮ До 5 8 10 15 , 20 25 30 40 50 60 70
Св. 20 & 6 7 8 9 10 Св. 12 0,02 0.04 0.06 0.02 0,03
0,02 0.035 0,055 0,075
0,025 0.04 0,06 0,075 0,08 0.02 0,03 0.045 0,06 0,08
0,08 0,02 0.03 0.04 0.065
0.02 0.03 0.05
0,08 0,02 0,04
Примечания: !. При чистовой обработке значение подачи So принимать не
более 0,05 мм/об.
2. Таблица составлена для стали и медных сплавов.
3. Прн обработку сталей пониженной обрабатываемости (ШХ-15, ЗОХГС и др.)
табличные значения умножать на коэффициент К—0,6, при обработке алюминиевых
сплавов (Д1, Д16, АК4 и др.) И группы обрабатываемости (см. приложение 1, кар'
та 3) — на коэффициент К«=1,5.
4. ПОДАЧА НА ОБОРОТ $о
ПРИ ТОЧЕНИИ БРЕЮЩИМИ ФАСОННЫМИ РЕЗЦАМИ
Подача на оборот So, м.мМб, рассчитывается по формуле
So = So.TnC.i • К,
где 5<>.тас>л — подача по таблице, мм/об;
К— коэффициент, учитывающий характер обработки.
Обработка нелтшткрующям бреющим резцом
с роликовой опорой и без нее
Без роликовой опоры
36
ПОДАЧА НА ОБОРОТ 50
пне 1 р) мсьт
из быстрорежущей стали
для обработки наружных
поверхностей
КАРТА ТА-2 Лист 7
Подача $0Табл
Припуск на диаметр, мм Значение S<>. таса, мм/об, прн величине Do в мм
5 6 7 8 9 10 12 14 16 20 25 32 40 50
0.2 0,05 0.06 0.06 0.08 0.09 0.10 0.10 0,12 1 —
0.3 0.05 0.06 0.06 0.08 0.09 0.10 0.10 0.12 0,12 0,12 1 -
0.4 0.06 0.07 0.07 0.09 0.10 0,12 0,12 0,12 0,12 0,12 0,12 1 0,12 0,12 0,15
0.5 — — — 0,09 0,10 0,12 0.12 0,12 0,12 0,12 0,12 j 0,12 0.12 0.15
Примечания: 1. Таблица составлена для сталей повышенной обрабатывае-
мости и мсдны?.. сплавов (АП. А12, АС35Г2. Л63-3, БрОЦС4-4-17 и др.).
2. При расчете режимов резания для углеродистых и малолегированиых сталей
('.5, 20, 45, 40Х, 15Г и др.) данные, приведенные в таблице, умножать на коэффици-
ент Л"=0,8, для сталей пониженной обрабатываемости (ШХ-15. ЗОХГС)—на коэффи-
циент Х = 0,6, для алюминиевых сплавов (Д1, Д16. АК4 и др.) П группы обрабаты-
ваемое!:! (см. приложение 1, карта 3) — на коэффициент /С» 1,5.
3. Если бреющий резец является лимитирующим, подачи могут быть увеличены
умножением на коэффициент К.' .
Коэффициент К для лимитирующих резцов
без роликовой опоры
Коэффициент X для лимитирующих резцов
с роликовой опорой
Ширина резания В, мм Значение К при Dmln в мм Значения, мм Значение К прн ширине резания В в мм
7 8 10 12 14 16
А 15 20 25 30 40
«г До 15 1.5 1.5 2.0 . 2,0 - 2X1 2.0 До 20 5 в -1.5 1.25 1,1 .
20 1.2 1.5 2.0 2,0 2,0 6 2.0 1,75 1.5 1.25 —
7 2.5 2,25 2.0 1.5 1,25
25 1.2 1.5 1.2 2.0 2.0
30 — 1.8 2.0 Св. 20 5 1.25 1,1
40 ♦ ИИ - 1.5 1.8 6 2.0 1.5 — W-.
50 — — — — 1.2 1,5 7 8 2,5 2.5 2.0 2.0 1.5 1.5 1.25 —
60 — {— — — — 1.2 9 2,5 2.25 2.0 1.75 1.5
5. ПОДАЧА НА ОБОРОТ So
ПРИ НАКАТЫВАНИИ РИФЛЕНИЙ
Накатывание рифлений с поперечной подачей
Диаметр обрабатываемой поверхности D, мм Значение 5Р, мм. при ширине накатываемой поверхности В в мм
.1,5 3 5 8 10 13 16 20
3 0.03 0.02 0.01 — — — — —
4 0.035 0,03 0,02 — —- — — —
5 0.045 0.035 0.025 0.015 — — — —
6 0.055 0,045 0.03 0,02 — — — —
8 0.07 0,055 0.045 0.03 0,015 — — —
10 0.08 0,065 0,055 0,045 0,03 0,015 — —.
12 0,09 0.08 0.07 0.06 0,04 0,03 0.015 —
37
ПОДАЧА НА ОБОРОТ Su
Токарные
прутковые автоматы
Инструмент
из быстрорежущей стали
для обработки наружных
поверхностей
КАРТА ТА-2
Лист 8
Прсдолжение ;
Диаметр Значение мм. яри ширине накатываемой поверхности В м мм
обрабатываемой
поверхности D, мм 1.5 3 5 8 Ю 13 16 20
16 0.1. 0.1 0.09 0.07 0.06 0.04 0.03 0.015
20 0.13 0,11 0.1 0.08 0.07 0.05 0.04 0.025
25 0.14 0.13 0,11 0.1 0,08 0,07 0,05 G.03
32 О.16 0.14 0,13 0,12 0.09 0,08 0.06 0.04
40 0.18 0.16 0.15 0.14 0,12 0.1 0.07 0.05
60 0.21 0.19 0,17 0.16 0,.'4 0.12 0.09 0,07
Накатывание рифлений с продольной подачей
Шаг рифлений Р, мм 0,6 | 0,8 1,0 1,2 1 6 | 2.0
Значение 30. мм-об 0.35 | 0,27 0.2 0.17 1 °. 12 | 0.1
Примечания: ^Таблица составлена для сталей повышенной обоабатывлвипгти
яых сплавов (АП, А!2. АС35Г2, Л63-3, БрОЦС4Ц-17 к др.)
2. При расчете режимов резания для углеродистых и малолегмровзниых сталей (15 20 45 40Х
им и др.) данные, приведенные в таблице, умножать на коэффициент А'=0.8 для сталей пони-
жениой обрабатываемости (ШХ45. ЗОХГС) — на коэффициент для алюминиевых
(ДА, Д16, АК4 и др.) 1! группы обрабатываемости (см. приложение 1. карта 3 К =1.5, — на коэффициент
ЙГ. • ПОДАЧА НА ОБОРОТ So Токарные прутковые автоматы Инструмент из быстрорежущей стали для обработки отверстий КАРТА ТА-3 Лист /
1, ПОДАЧА НА ОБОРОТ 50 ПРИ ОБРАБОТКЕ СВЕРЛАМИ
Подача на оборот 50, ым/об, определяется по формуле /
^о=^о.пвл,^1 '
где 5о.пвл — подача по таблице, мм/об;
К — коэффициент, зависящий от обрабатываемого материала и глубины
сверления. .
Диаметр
прутка
D, мм
12
18
24
Св. 36
2.5 3 1 4
0.06 0,08 0.11
0,06 0.08 0.11
0.06 0.08 0.11
0.06 0.08 0.11
Подача $0.,жбл
38
ПОДАЧА НА ОБОРОТ S,
Токарные 1
прутковые автоматы]
Инструмент
из быстрорежущей сп
для обработки отверс!
КАРТА ТА-3
Ли1
Коэффициент К
Обрабатываемый материал
Группа Марка типового представителя
Легкообрзбатываемые автоматные стали АП. AI2, АС35Г2. ACL2XH и др.
Среднеуглеродистые и малолегированные стали 15. 20. 45, 40Х, 15Г
Стали пониженной обра- батываемости ШХ9. ШХ15, ЗОХГС и др.
Медные сплавы Л63-3, БРОЦС4-4-17
Алюминиевые сплавы Д|, Д16, АК4 и др.
Значение К при глубине сверления L]
До
2,5 d 4 d 5 d 6 d
1.0 0.9 0.85 0.8
0.8 0.72 0.68 0,65
0.6 0.55 0.5 0.48
1.0 0.9 0.85 0.8
1,5 1.35 1.28 1.2
0.
0.1
01
0.
8
ОБОРОТ S,
2. ПОДАЧА НА
ПРИ ОБРАБОТКЕ ЗЕНКЕРАМИ
Значение 5С. мм/об, при диаметре обрабатываемой
поверхности О в мм
До 10 10—15 .15—20 20—25 25—30 Св. з|
Без подруг. 21ча 0.3 0,4- 0,45 ' 0,5 *0.6' 0.751
С подрезкой дна тор- ием зенкера ОД 0.25 0.3 0,35 0.4 0.5 1
Примечание. Таблица составлена для легхообрабатываемых автоматных, сред-
не\глеродистых и малоуглеродистых сталей, алюминиевых и медных сплавов. Для
сталей пониженной обрабатываемости табличные значения умножать на коэффициент
К=0.8,
3. ПОДАЧА НА ОБОРОТ $0
ПРИ ОБРАБОТКЕ РАЗВЕРТКАМИ
Обрабатываемый материал Значение 50, мм/об. при диаметре отверстия D в 1
Группа Марка типового представителя 6 8 12 16 20 25 32 4
Сталь повышенной обра- батываемости All, А12. АС35Г2, АС12ХН 0.25 0.35 0,50 0,55 0,65 0,75 0.85
Сталь углеродистая н малолегнрованг.ая 15, 45. 40Х. 15Г 0,15 0.25 0,40 0,45 0.55 0,65 0,75 0.1
Сталь пониженной обра- батываемости ШХ9. ШХ15, ЗОХГС 0,1 0.17 0Д5 0.27 0.3 0,35 0,40 0.5
Медные сплавы Л 63-3, БрОЦС4-4-17 0.3 0.37 0.5 0.6 0.65 0,75 0.9 1.2
Алюминиевые сплавы Д1, Д16. А К-1 ! др. .0,25 0.30 0.40 0.45 0.52 0.60 0.75 0.9
прутковые автоматы
ПОДАЧА НА ОБОРОТ 3„
Инструмент
на быстрорежущей стали
для обработки отверстий
1ХДЯГ/4 ТА-3 Лист 3
4. ПОДАЧА НА ОБОРОТ 5„
ПРИ ОБРАБОТКЕ ЦЕНТРОВКАМИ
Обрабатываемый материал Значение So, мм/об, при диаметре центрования D в мм
3 4 5 6 8 10 12 14 16 18 20
Стали повышенной обра- батываемости 0.04 0.05 0.06 0.08 0.09 0,14 0.12 0,13 0,14 0.15 0.16
Углеродистые и малоле- гированные стали 0,04 0.04 0.05 0.06 0,07 0.08 0.09 0,10 0,12 0.13 0,14
Медные сплавы 0.05 0.06 0,07 0.09 0,10 0,12 0,14 0.16 0.18 0.20 0.22
Алюминиевые сплавы 0.05 0,07 0.08 0,10 0,12 0.14 0,16 0,18 0.20 0.22 0,25
Примечание. При обработке центровками и сверлами с одного суппорта на
многошпиндельных автоматах принимать для суппорта меньшее значение из подач,
выбранных по инструменту.
5. ПОДАЧА НА ОБОРОТ 50
ПРИ ОБРАБОТКЕ ФАСОК
Обрабатываемый материал Значение мм/об, при обработке
резном сверлом зенкером зенковкой
Сталь и медные спла- вы 0,05^0.1. 0.12-0,3 0,2—0,4 0,1—0,2
Алюминиевые сплавы 0,08—0,15 0.15—0.4 0,3—0,5 0,15-0,25
СТОЙКОСТЬ ИНСТРУМЕНТА Т„ / Токарные прутковые автоматы Инструмент из быстрорежущей стали КАРТА ТА-4 Лист 1
Стойкость каждого инструмента наладки Т9, по которой ведется расчет скорости
резання, определяется по формуле
Тр==ГмЛ
где Гм— стойкость инструмента в минутах основного времени;
X— коэффициент времени резания, определяемый по формуле
где а — коэффициент, учитывающий отношение времени выполнения рабочего хода
рассматриваемого инструмента к продолжительности работы станка на рабо-
чих режимах резання (рассчитывается применительно к конкретным налад-
кам и кинематическим схемам станка). Для одношпиндельных автоматов
обычно а=0,25—0,6, для многошпиндельных—а=0,6—0,8.
40
прутковые автоматы
СТОЙКОСТЬ ИНСТРУМЕНТА Тр
Инструмент
из быстрорежущей стали
КАРТА ТА-4 Лист 2
Ориентировочные значения 7'w==100 мин — для одношпиндельных станков и
Гм =150 мин — для многошпиндельных (при обслуживании одним наладчиком трех —
четырех автоматов).
Характерные значения стойкости Т? по данным производственной практики, которые
могут быть использованы при отсутствии исходных материалов для детального ра-
счета, представлены в таблице:
Значения Гр, мин, при работе.
Тип инструмента на станках
одиошпвидельных многошпиндельных
Резцы:
проходные, подрезные, расточ- 30-60 40—80
ные
фасонные 60—80 80-100
Сверла, зенкеры с диаметром <
м м:
до 16 15—30 20—40
,16—25 20—40 30-60
св. 25 2э— 50 40-80
СКОРОСТЬ РЕЗАНИЯ v
Токарные
прутковые автоматы
Инструмент
из быстрорежущей стали
для обработки наружных
поверхностей
КУРТЛ ГЛ-5 Лист 1
1. ТОЧЕНИЕ СТАЛЕЙ
Скорость резання г определяется по формуле
V =* отабл • Kt • Kt • Ki,
где Опба — скорость по таблице, м/мнн;
Ki — коэффициент, зависящий от обрабатываемого материала;
/f2—коэффициент, зависящий от типа, материала и стойкости инструмента;
Ki — коэффициент, зависящий от диаметра прутка при обработке его фасонны-
ми и отрезными резцами: при 0^12 мм Кз«»0Д при D = 12—20 мм
К3=О,9.
Скорость резания Отвбл при обработке проходными тангенциальными резцами
Глубина резания Л мм Значение Отвбл, м/мии, при So в мм/об
До 0,06 0,1 0,12 0.14 0,16 0,18 0.2 0.25 0.3 0,35 0.4 «• 0.45 0.5 0.6 0,7 0.8
До | ‘ 67 62 60 57 56 54 53 50 48 46 44 42 41 38 37 35
1.5 64 58 56 -52 51 50 47 45 43 41 40 38 36 34 33
2- *61 56 54 51 50 49 48 45 43 41 39 37 36 34 33 32
2.5 59 54 52 50 48 47 46 44 42 40 38 36 35 33 32 31
4!
СКОРОСТЬ РЕЗАНИЯ v
Инструмент
из быстрорежущей стали
для обработки наружных
поверхностей
\ КАРТА ТА-5 Лист 2
П родолжечие
Значение :Тасл. м Mt.и. при So в мм/об
резания t. мм '1о 0,06 0,1 0.12 0,1.4 0.16 0,18 0.2 0.25 0.3 0,35 0.4 0,45 0.5 0.6 0,7 0.8
3 57 52 50 49 47 46 45 43 41 38 36 35 34 32 31 30
4 54 49 47 46 45 44 43 39 37 36 34 33 32 31 30 29
5 53 48 46 45 44 43 42 38 36 35 33 32 31 30 29 28
6 51 46 45 4-4 43 42 41 37 35 34 32 31 30 29 28 27
8 49 44 43 42 41 40 39 35 33 32 31 1 30 28 27 26 25
Примечание. Расчет скоростей резания для твердосплавных резцов вести по методике
и таблицам, приведенным в подразделе I «Токарные станки» настоящего раздела, для инстру-
ментов других видов (осевых, реэьбообрабатызающих и др.) — по методике и таблицам соответ*
ст л у юш их разделов.
Скорость резания Утл с л при обработке фасонными резцами
Значение So. мм/об До 0.03 я 0.035 0,04 0.045 0.05 0,055 0.06 0.065 0.07 0.06 0,09 0.1 0.11 0.12 0.14
Значение Утяб.т, М/МИН 73 70 67 65 61 58 56 54 52 49 47 44 41 40 37
Примечание. Для резцов сложной конфигурации с глубоким профилем табличные значе-
ния скоростей резания умножить на 0.85, при чистовой обработке (для уменьшения износа) —
на 0,8, при обработке некруглых прутков — на 0.9.
Скорость резания и^бл при обработке отрезными резцами
Значение 5О, мм/об 0.04 0,05 0,06 0.07 0,08 0.09 0.1 0.12 0,14 0,16 0,18 0.2
Значение Стабл. м/мин 70 63 57 53 48 45 43 39 35 33 31 29
Коэффициент Кг
Марка стали Твердость НВ Зяачение Кг * зависимости от типа резцов Марка стали Твердость НВ Значение Ki зависимости от типа резцов
проход- ных, под- резных фасонных проход- ных, под- резных фасонных
АП 170 1,05 1.15 АС19ХГН 143—207 1.0 0.9
А12, АЗО, А15Х 150-235 1.0 1.0 АС20ХГНМ 179—229 0.9 0.85
АС14 143-207 1,5 1Л АСЦЗОХМ 179—229 0.9 0,9
АС35Г2 179—229 1.0 0.9 АС38ХГМ 185—240 0,85 0,8
217-277 0.9 0.75 АС40Х 160—240 0,95 0.9
ACI2XH 179—229 0,95 0.8§ АС40ХГНМ 185—240 0.8 0,8
АС14ХГН 128—179 179—229 1.0 0.9 0.9 0,85 25S—3OO 0.75 0.7
42
СКОРОСТЬ РЕЗАНИЯ ,• из быстрорежущей сЯ для обработки наруяЯ поверхностей Я
КАРТА ТА-5 -4
Продолу
Марка стали Твердость Значение /(] в зависимости от типа резиов Марка Твердость Значением зависимости Я рез иЯ
НВ проход- ных. под- резных фасонных НВ проход- ных, под* резных
/5, 20 30. 35, 40. 45 15Х. 20 X зсх. лох 128—174 128—174 179—229 128-174 179—229 179—229 0,85 0.75 о.(Г 0.85 0.8 0.65 0.8 0.7 0.65 0.85 0.7 0.6 Коэффии 15Г. 16.ХГ 2С.ХН.М ШХ9 ШХ15, ШХ15СГ иент Да 128 179 179 229 179 -174 -229 -229 -269 -229 0.8 0,75 0.8 0.6 0,56
Тип резиов Группа быстрорежущей стали * Значение К* при стойкости Гр в мм инстЯ
До 30 60 100 120 180 24ОЯ
Проходные, подрезные 4Г. • Фасонные, отрез- ные, какавочные Нормальной производительно- сти В том числе с износостойким покрытием Повышенной производительно- сти В том числе с износостойким покрытием - Нормальной производительно- сти В том числе с износостойким покрытием Повышенной производительно- сти В том числе с износостойким покрытием 1.25 1.5 1.5 1.8 1.4 1.7 1.7 2.05 / 1,1 1.3 1.3 1.6 1.15 1.4 1.4 <1.7 1.0 1,2 1.2 .1.5 «г 1.0 1.2 1Д 1.45 0.95 1.15 1.15 1,4 0.96 1,15 1,15 1.35 0.9 1.1 1,1 1.3 0.85 1.0 1.0 1Д 0.85И 1,0 1 1.0 1.2 0.75И 09В 0.9 1.1
* Более подробно о марках быстрорежущей стали см. в приложении 2. 2. ТОЧЕНИЕ МЕДНЫХ И АЛЮМИНИЕВЫХ СПЛАВОВ Скорость резания v при обработке резцами
Обрабатываемый материал Значение v, м/мин, при обработке резиам^Я
Группа Марка типового представителя проходными, подрезными глубиной резання t в мин фасон отрезт
1 4 канаве
Медные сплавы Алюминиевые сплавы Л63-3, БрОЦС4-4-17 Д1, Д16, АК4 130—170 200-240 100—120 160-200 75— IG-
НА ФРЕЗЕРНЫХ СТАНКАХ
С учетом кинематических особенностей станков рекомендации по расчету режи-
мов резания приведены для работы:
— на одношпиндельных станках с прямолинейной подачей;
— на многошпиндельных станках с прямолинейной подачей;
— на многошпиндельных станках с круговой подачей.
Рекомендации по расчету режимов резания даны для многоинструментной обра-
ботки. При одноинструментной обработке используется та же схема расчета с очевид-
ными сокращениями из-за отсутствия необходимости снижать режимы резания для
нелимитирующих инструментов.
Рекомендации для расчета режимов резания на станках с круговой подачей спра-
ведливы как для карусельных, так и для барабанно-фрезерных станков.
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ • Фрезерные стенки КАРТА Ф-1 Лист /
ОБРАБОТКА НА ОДНОШПИНДЕЛЬНЫХ СТАНКАХ
С ПРЯМОЛИНЕЙНОЙ ПОДАЧЕЙ
№ этапа Последовательность определения режимов резання Источник или расчетная формула Исходные данные
1 РасЖ- длины рабочего хода Lp,x. мм (при обработке нескольких деталей их комплект рассматривается как од- на деталь), с учетом длин L, рассчи- танных для отдельных инструментов, н последовательности нх работы L=Z-p-J-Zi; д (значение Ln см. в приложении 5) Длина резания Lp, равная длине обработки, измерен- ной в направлении подачи. Величина подвода, врезания и перебега инструмента La. Дополнительная величина хода Lx, вызванная в ря- де случаев особенностями наладки и конфигурация де* талей
t Назначение расчетной подачи на зуб фрезы Stt мм/зуб: 2.1. Определение рекомендуемой подачи S, для каждого инструмента 2.2. Расчет подачи на оборот шпин- деля So, мм/об, для каждой фрезы в назиачеине общей подачи по меньшему из полученных расчетом значений 2.3. Уточнение расчетной подачн S, для каждого инструмента по обшей подаче So Карта Ф-2 S0 = S,.z S = *5° ' 2 М Обрабатываемый материал и его твердость. Тип фрезы. Инструментальный матери- ал Для различных фрез — глу- бина резаиня /, ширина фрезерования В, диаметр фрезы d. Число зубьев фрезы z
44
1клргл Ф-1
Лист 2
П родолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
3 Назначение стойкости инструментов Гр, мин Карта Ф-3 Тип фрезы н ее диаметр d. Площадь фрезеруемой по- верхности А Коэффициент времени реза- ния
Коэффициент загрузки фре- зы К
4 Расчет скорости резания v, м/мин, частоты вращения шпинделя л, об/мин, и минутной подачи 5М, мм/.мнн: 4.1. Определение рекомендуемых значений v для каждого инструмента в наладке 4.2. Расчет величины и, соответст- вующей рекомендуемому значению t>, для каждого инструмента 4.3. Назначение величины л по пас- порту станка (не рекомендуется пре- вышать минимальные значения, опре- деленные на этапе 4.2 более чем на 10-15%) 4.4. Расчет величины и уточне- ние ее по паспорту станка Карта Ф-4 1000-с1 n- n.d Паспорт станка SM==S0.n,' паспорт станка Обрабатываемый материал и его твердость. Тип фрезы и инструменталь- ный материал. Диаметр фрезы d н число зубьев z. Подача Sx, установленная на этапе 2?3. Для различных фрез — глу- бине резання /, ширина фрезерования В. Стойкость инструмента Г₽
5 Расчет основного времени То, мин. прн обработке комплекта деталей, установленных иа столе станка т 1 Длина рабочего хода Lp.x. Минутная подача SM
6 Корректирование режимов резання, когда время То. рассчитанное на эта- пе 5. меньше основного временя, со- ответствующего заданной проМводн- тельности Приложение 7 Основное время Го. установ- ленное на этапе 5. Основное время Та, соответ- ствующее заданной произ- водительности
7 Проверочные расчеты по мощности резания Л\: 7.1. Определение значения Л'р, кВт для каждой фрезы 7.2. Проверка достаточности мощ- ности двигателя Карта Ф-6 Приложение 6 Обрабатываемый материал к его твердость. Минутная подача Подача иа зуб Глубина резания t. Ширина.фрезерования В
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ СТАНКАХ
С ПРЯМОЛИНЕЙНОЙ ПОДАЧЕЙ
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 ; Расчет длины рабочего хода Lp.x, мм (прн одновременной обработке не- скольких деталей пх комплект рас- сматривается как одна деталь), с уче- том длин L, рассчитанных для от- дельных инструментов, и последова- тельности их работы (значение La см. в приложении 5) Те же, что и прн обработ- ке на одиошпнндельных станках, этап 1
*6
Фрезерные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА Ф-/ Лист 3
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
2 Назначение расчетной подачи на зуб 5t, мм'згб, для каждой фрезы; Те же. что и при обработке на одношпиндельных стан-
2.1. Определение рекомендуемой подачи для каждого инструмента 2.2. Расчет подачи на оборот So для каждой фрезы (для фрез, уста- новленных на одной оправке, общее значение 50 принимать по меньшему из полученных прн расчете значений) 2.3. Уточнение расчетной подачи St для каждого инструмента по установ- ленным значениям So (для фрез на одной оправке) Карта Ф-2 S0 = S,2 S,= - So. z ках, этап 2
3 Определение периодов стойкости ин- струментов Гр, мин Карта Ф-3 Те же. этап 3
4 Расчет скорости резания v, м/мин, частоты вращения шпинделя п, об/мин, и минутной пс*ачи SM. мм/мин; 4.1. Определение рекомендуемых величин v для всех инструментов 4.2. Расчет величины п, соответст- вующей рекомендуемой величине v для каждого инструмента (для фрез, установленных иа одной оправке, об- щую частоту вращения п принимать по меньшему из полученных расчетом Карта Ф-4 1000* v П= n-d Те же, этап 4
значений) • 4Г- * 4.3. Расчет SM по принятым значе- ниям So и п. Общую минутную по- дачу Зм устанавливать по меньшему из значений, полученных расчетом, и уточнять по паспорту станка 4.4. Расчет величины п по приня- той подаче 5М и уточнение ее по пас- порту станка S,=SQn, паспорт станка " S. ' паспорт стайка аг •
Примечание. Если расчетная величина л (по значению SM, \становленному
на этапе 44) окажется значительно большей, чем принятая по паспорту станка, то
необходимо, во избежание чрезмерного увеличения подачи 5г, пересчитать значения £и
по 5, (определенному на этапе 2) и уточнить по паспорту станка.
5 Расчет основною времени Го, мин,
прн обработке комплекта деталей,
установленных на столе станка
6 Корректирование режимов резания,
когда время То, рассчитанное на эта-
пе 5, меньше основного времени, со-
ответствующего эадэлаой производи-
тельности
7 Проверка достаточной мощности ре-
зания
Приложение 7
Приложение 6
Длина рабочего хода стола
tp.v
Принятая мииутиая подача
5м
Те же, что п прн обработ-
ке иа одиошпиндельных
станках, этап б
Те же, этап 7
46
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Фрезерные станки
КАРТА Ф-1 Лис
ОБРАБОТКА НА МНОГОШПИНДЕЛЬНЫХ С КРУГОВОЙ подачей СТАНКАХ
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные Данны
1 2 Расчет длины рабочего хода £р.х. мм, за оборот стола (комплект деталей, установленных иа столе (барабане) станка, рассматривается как одна де- таль) Определение расчетной подачи 5Х, мм/зуб, для каждой фрезы Карта Ф-2 Средний диаметр ра жения деталей на станка ^рлсв- Угол поворота стола э мя резания а Те же, что и при об ке на одношпинд< станках, этап 2
о Определение стойкости инструментов мн:: Карта Ф-3 Те же, этап 3
4 Расчет скорости резания е, м/мин, частоты вращения шпинделя л, об/мин, минутной подачи 5Ч. м.м/.мнн, и частоты вращения стола (бараба- на) лгт, об/мин: 4.1. Определение рекомендуемых значений с для всех инструментов Карта Ф-4 Те же, этап 4
4.2. Расчет величины л, соответст- вующей рекомендуемой скорости ре- зания 4.3. Ойределенке расчетных значе- ний SM для каждого инструмента 4.4. Определение величины neT в I = / II II N У S ? 3 - = Средний диаметр Р>
соответствии со значениями SM, уста- новленными на' этапе 4.3, для каждо- го шпинделя. Принятие общей часто- ты вращения стола по меньшему из Пс*" ft jp- Л'“р»сл паспорт стайка жения деталей станка . на
полученных расчетом значений лст с
уточнением его по паспорту станка
4.5. Уточнение величины SM по при- нятому значению лст Sm —— Пет’ Л • tfpicu •S.M n“ S,z
4.6. Расчет величин л по принято- му значению SM и уточнение нх по
паспорту станка паспорт станка
Примечание. Если расчетная величина л (по значению SM, установленному на
этале 4.5) окажется значительно больше принятой по паспорту станка, то необходимо,
во избежание чрезмерного увеличения подачи пересчитать значения SM н пс7 по зна-
чению 5Х, определенному на этапе 2, н принятой величине п, об/мин.
5 Расчет основного времени То, мин, при обработке комплекта детален, установленных на столе (барабане) станка г„= -1- • — Лет 360° Уточненная частота имя Лет. Угол поворота стола мя резаиня а
6 Корректирование режимов резания в случаях, когда расчетное значение Го, установленное на этапе 5, меньше, чем соответствующее заданной произ- водительности Приложение 7 Те же, что и при оС ке иа одношпинд стайках, этап 6
7 Проверочные расчеты по мощности Приложение 6 Те же, этап 7
резания
ПОДАЧА НА ЗУБ ФРЕЗЫ 5,
Торцевые, дисковые, концевые,
угловые, радиусные,
шпоночные фрезы
КАРТА Ф-2 Лист I
1. ОБРАБОТКА КОНСТРУКЦИОННОЙ СТАЛИ
1.1. Обработка ториевыми и дисковыми фрезами
Твердость обрабатываемой стали НВ Значение S мм-'з/б, при обработке фрезами
ториевыми твердосплавными дисковыми твердосплавными и быстрорежущими
плоскостей и уступов пазов
черновая обработка прн t — 2—6 мм чистовая обработка при 1^2 мм черновая обработка прн / = 2—6 мм чистовая обработка при t^.2 мм
До 230 >230-280 280—320 0,12—0,25 0,1-0,22 0.1—0.2 0,1—0,2 0.1—О.2 0.08—0.18 0,08—0.15 0,1—0,15 0.07—0,12 0,06—0,1 0,05—0,08
Примечания: 1. Большие значения подач применять при жестхэй технологи-
ческой системе, меньшие — при ее пониженной жесткости.
2. Меньшие значения подач применять при прорезывании глубоких пазов и при
работе фрезами небольших размеров.
4 1.2. Обработка концевыми фрезами
Значение S,, мм/зуб
Твер- дость обраба- тывае- мой стали НВ при фрезеровании пазов быстрорежущими фрезами диаметром в мм при фрезеровании плоскостей, уступов, контура
быстрорежущими фрезами диаметром в мм твердосплавными фрезами диаметром в мм
10 12 Св. 25 10 12 18 Св. 25 12 18 Св. 25 ег
До 230 0,01 — 0,02— 0,04— 0.05— 0.02— 0,03— 0,05— 0,07— 0,06— 0,08— 0,1 —
0.025 0.04 0,08 0.1 0.05 0,07 0.1 0,14 0.1 0,12 0,15
230—280 0,009- 0,018- 0.035— 0,045— 0,018- 0,028— 0,05-г. 0.07— 0,05— 0,06— 0.08—
0,022 0,035 0,07 0,09 0.045 0,06 *o;i •0,14 0,08 0.1 0,12
280—320 0,008— 0,016- 0,03— 0,04— 0,016- 0,025— 0,05— 0.05— 0,05— 0,06- 0,06-
0,02 0,03 0,07 0.08 0,04 0,055 0.1 0.1 0,08 0.08 0.1
Примечания: 1. Ббльшие значения подач применять при меньшей глубине ре-
зания и высокой жесткости технологической системы.
2. При фрезеровании пазов твердосплавными фрезами применять подачи ^х =
=0,07—0,12 мм/об при диаметре инструмента 16—20 мм н Sx=0,l—0,15 мм/об — при
ббльшнх диаметрах фрез.
1.3. Обработка угловыми и радиусными быстрорежущими фрезами
Значение 5Х, мм/зуб, при обработке фрезами
Твердость обрабатывае- мой стали НВ угловыми с глубиной резания в мм радиусными с радиусом в мм
До 3 6 Св. 12 4 8 16
До 230 230—280 280 —320 0,06—0.12 0,05-41,1 0,04—0,08 0,04-0,08 0 035—0,07 0.03- 0.0G 0.025—0.05 0.02—0,04 0.018—0,035 0,01—0,1 0,035—0.08 0.03—0.07 0.025—0.06 0.02—0.05 0.018—0,04 0,02—0,05 0,018—0,04 0.015-0.035
48
ПОДАЧА НА ЗУБ ФРЕЗЫ Sz
Ториевые, дисковые, концевые,
угловые, радиусные,
шпоночные фрезы
КАРТА Ф-2 Лист 2
Примечания; 1. Большие значения подач применять при жесткой технологи-
:еской системе.
2. В таблице приведены значения подач для радиусных выпуклых фрез, для
л 'гнутых фрез подачи рекомендуется чменьшать н? 20%.
1.4. Обработка шпоночными быстрорежущими фрезами
Значение 5Х, мм/зуб
Твер- дость при фрезерс-вании в обраба один проход фрезами тывае- диаметром в мм мой стали при маятниковом фрезеровании с величиной врезания за один проход в мм
0,1 I 0.2 1 0,3
фрезами диаметром в мм
НВ 6 10 . 16 6 10 6 10 16 6 10 16
Др 230 0,02— 0.03 0,030- 0,045 с,о^~ 0,05 0,25— 0,35 0,3— 0,45 0.15- 0.2 0,18— 0.25 0.25— 0,35 0,1 — 0.15 0.15— 0.2 0,18- 0.25
230—280 0,018— 0,025 0,03- 0,04 0,035- 0.045 0.2— 0,3 0.3— 0.4 0,12— 0,17 0,15— 0.2 0.2 — 0,3 0,1 — 0,13 0.12— 0.17 0.15 — 0.2
280—320 0,015— 0,022 0,025— 0,03 0.03- 0,04 0,18— 0.25 0,25— 0,32 0.1— <8,15 0,12— 0.18 0,18— 0,25 о,ов- од 0,1— 0,15 0,12 — 0.18
при более жесткой технологической
Примечание. Большие подачи применять
системе, в том числе при меньшем вылете фрезы.
2, ОБРАБОТКА ЧУГУНА (СЕРОГО, КОВКОГО И ВЫСОКОПРОЧНОГО)
2.1. Обработка торцевыми и дисковыми фрезами
Твердость обрабатывае- мого чугх'на НВ ' Значение 5V мм/зуб, при обработке фрезами
торцевыми твердосплавными дисковыми твердосплавными и быстрорежущими
плоскостей и уступов пазов
черновая обработка при / = 2—6 мм чистовая обработка при t^.2 мм черновая обработка при 1=2—6 мм чистовая обработка при t^2 мм
До 190 0,15—0.35 0,12-0,25 0,12—0,25 0,1-0.2 0,1-0.18
190-230 0,08-0.15
230—260 0.12—0,3 0.12—0,22 0,08—0,12
260—300 0,1—0,25 0,1-ОД ' 0,06—0,1
Примечания: 1. Большие значения подач применять прн жесткой технологиче-
ской системе, меньшие—при ее пониженной жесткости.
2. Меньшие значения подач применять прн прорезывании глубоких пазов и при
работе фрезами небольших размеров.
49
КАРТА Ф-2
Лист 3
2.2. Обработка кониевыми фрезами
;наченне 5,, мм/зуб
ииж..тывасмын чугун при фреэер^г.Л'и;! .азог при фрезеровании т гч’псте;":. чт пг»в. кт-?'.га
бь СТ рирс. гЛЩИМИ быстрорежхшими т eep>j НЫУ.Н
Фрез riv1, д: е. чет.-? м в фреза*.:;; 2 иметром о )реза.ч
Теплое ч. V м :: ;< з мет Б М V
Ьнд НВ /2 12 18 Сб 25 12 18 Св. 25 12 Сг 25
Серый До 230 0,01 0.025 0.04 о.о; 0.025 5.04 0.05 0 08 0.04 0,08 0.12
0.03 0.06 0.08 У '. 2 0 06 0 08 0.10 С. *0 0.08 0.12 0.2
2 №—260 O.Ote 0.02 0.03 \045 0.02 0.03 0.4 0.03 '? 06 0.1
0.02 0.04 0.06 0.1 U.05 0.06 0.08 2.12 0.06 0.10 0.-.5
Высоко- До 190 0.008 0.02 0.035 0.05 0 025 0 04 0.06 0.10 0.04 0.1 * .5
прочный 0.025 0.045 0.07 0 :1 C-.C’U 0.08 е.’.2 0.2 0.08 0.15 0.25
190-230 0 057 0.018 0.03 0.05 0.92 0.035 0.03 0.08 0 03.5 0.08 0.12
0 02 0.04 0.06 0.1 0.05 0,07 0.1 0.15 0.07 0.12 О °
2 '0—260 о.осб 0.015 0.03 0.05 0.018 0.03 0.05 аоз 0.03 0.06 0 1
0.0 it 0.025 и.О'З 0,06 о.сч С.06 0 1 •2.15 0 06 0.1 0.16
260—300 •0,005 0.0i2 0.025 0.W 0.015 0.025 6.05 08 0.03 0.06 0.08
0.015 0.03 0.05 0.07 0.04 0.05 0.1 0.15 0.05 0.08 0,14
Примечания: 1. Большие значения подач применить прн меньшей глубине
резания и высокой жесткости технологической системы.
2. При фрезеровании пазов твердосплавными фрезами применять пилачи 5г =
— 0,0?—0,12 мм/зуб при диаметре инструмента 16—20 мм и S1 = 0,l—0,15 мм/зуб —
при больших диаметрах фрез.
3. ОБРАБОТКА ЛГГЫХ АЛЮМИНИЕВЫХ СПЛАВОВ -
С СОДЕРЖАНИЕМ Si ДО 10%
3.1. Обработка торцевыми и дисковыми твердосплавными
и быстрорежущими фрезами
Назначение инструмента
Значение S|t мм/зуб
Фрезерование: / — плоскостей и уступов при обработке: черновой (г = 2—4 мм) чистовой (1^2 мм) — пазов 3.2. Обработка концевыми фр 0.12—0,25 0,10—0,20 0,10—0,15 езами
Содержание обработки Значение Зг, мм/зуб, при обработке фрезой с диаметром в мм
10 | 12 18 До 25
Фрезерование: плоскостей, уступов, конту- ра твердосплавными и быст- рорежущими фрезами 0,06—0.1 0.08—0,12 0.08—0,15 0.1—0.25
50
। цлiiiiii чпыс фрез!
КАРТА Ф-2 ]
Прадо\
Содержшн'.'
ебработки
•1ачсние 5г, мм/зуб, при обработке фрезой
J0
12
| • Д1
0,06 -0.12
о.Н
Примечание Большие значения подач применять при жесткой технологиче-
ской системе, меньшие — при ее пониженной жесткости.
СТОП КОСТЬ Гр Фрезерные станы
Торцевые, дисковые, к! угловые, радиусны шпоночные фре$|
КАРГА Ф-3 JT
Стойкость Тр, мин, для инструментов, являющихся предположительно лимитирую^
шими, по которым ведется расчет скорости резания, определяется по формуле 1
Гр = Гм-а-К, ?
где Т:л—стойкость в минутах основного времени;
/.— коэффициент времени резання;
К— коэффициент, учитывающий неравномерность загрузки инструмента. |
СТОЙКОСТЬ г,
Значение Гы определяется по формуле ч
где Хя — коэффициент, учитывающий число фрез в налад'ИВ; ‘
Г (—стойкость отдельных фрез.
Коэффициент Ki
Количество инструментоз 1 2 3 4 5
Значение 1 0.8 0.7 0.6 од
Стойкость фрезы
Тип фрезы Значение ТЫ1 мин основного времени, при диаметре фрезы d в мм
20 50 75 100 150 200 300 Cl
Торцевая, дисковая 80 100 120** 150 200 300
Концевая 40 60 •
Радиусная, двуххг- левая 60 80 100 — — —
\KAPTA Ф-3
Лис? 2
КОЭФФИЦИЕНТ ВРЕМЕНИ РЕЗАНИЯ /.
Значение X для каждого инструмента равно отношению длины резания Lp этого
инструмента к длине рабочего хода Lp х:
Z-p.i
Для станков с круглым столом Lv является суммарной длиной резания всех дета-
лен, установленных, на столе и обрабатываемых этой фрезой. В случае, когда заведомо
очевидно, что Х>’0,'7, его можно не рассчитывать, а принимать равным единице.
КОЭФФИЦИЕНТ ЗАГРУЗКИ ФРЕЗЫ Л'
Величина К определяется по формуле
Л' = *1-К3,
где Л'з — коэффициент, зависящий от отношения п>ти лезвия кнстрчменга под нагруз-
кой прн ширине б (глубине t) фрезерования к его пути за полный оборот
инструмента nd;
КЧ —коэффициент. Учитывающий неравномерность шипины фрезеровании:
где Г ос* — площадь обрабатываемой поверхности. мм;;
Ср —длина резании, мм;
В — максимальная ширина фрезерования в направлении, перпендику-
лярном направлению подачи, мм.
Примечание Прн фрезеровании сплошных круглых поЛр.хностлй н нзаАрзтов
*1^0,8.
52
Фрезерные станки
СТОЙКОСТЬ Тр
Ториевые, дисковые, концевые, у|ловыс.
радиусные, шпоночные фрезы
КАРТА ФЗ
Лш г
Тип фрезы
Цилиндрическая и к««-
новая (для обработки
плоскостей)
Концевая (для обработ-
ки пазов)
II {юдолжсь
Фрезерные станки
СКОРОСТЬ РЕЗАНИЯ v Торцевые, дисковые, концевые, yi.-ювые, радиусные, шпоночные фрезы *-< л„.
1. ОБРАБОТКА СТАЛИ
Скорость резания и, м/мии, определяется по формуле
V == С табл * Ki • А 2' Кз,
где г’тнбл — скорость резания по таблице, м/мии;
Ai— коэффициент, зависящий от обрабатываемой пали;
К2 — коэффициент, зависящий от инструментального материала;
Кз-•коэффициент, эашц.я1ций от стойкости Тр.
- Скорость резания с'тЛбЛ'
Тип фрезы Эскиз обработки Материал инструмента Глуби- пл ре- зания t, мм Шири- на ре- тения Н. 'мм Значение 1'т;1бл при подаче 5, м/мин, 5 мм/зуб
До 0,02 о,оГ ' 0,06 0,1 •:г. 0,2
Торцевая -J ' Твердый сплав 1 3 - teo IGO И>5 145 145 130 126 135 120 ПО 126 НО 106
6 __ — 150 135
1 *
Дисковая (для обработки плос- Твердый сплав 1 3 6 136 125 110 100 95
костей) Г" 1 — — 120 1-15 110 106 100 92 90 84 85 78
t 1 V — - -
Примечания: I. Прн обработке угловыми и радиусными фрезами скорость резания назначать, как при обработке лазов дисковыми быстрорежущими
фрезами, уменьшив ее на 20%.
2. При обработке шпоночными фрезами скорость резания назначать, как при обработке пазов кончеными фрезами, уменьшив ее па 20%.
3. При фрезеровании пазов твердосплавными концевыми фрезами скорость резания в 2.5 раза выше, чем при нсполыооапин быстрорежущих фрез.
Фрезерные станки
СКОРОСТЬ РЕЗАНИЯ о Торцевые, дисковые, концевые, угловые, радиусные, шпоночные фрезы КАРТА Ф-4 Лист 3
Коэффициент
Значение Kt при обработке инструментом
Л Твердого сплава из быстрорежущего материала
Марка обрабатываемой сзади . при твердости обрабатываемою материала НВ
128-174 179-229 229—269 277—321 128—174 179-229 229- 269 277—321
10, 15. 20. 25 1,25 1,15 — 1,2 1.1 —
30, 36. 40, 45, 50 1,15 1.0 0,9. 0.85 1.0 0.85 . 0.7
GO. 65, 70. 60Г. 65Г. 70Г — 1.0 0,85 0.85 — 0,85 0,75 0.6
I5X. 20Х 1,25 1.1 0.95 0.85 1.3 1.0. 0.8 0.7
ЗОХ, 35Х. 40Х, 45Х, 30ХМ, 38ХМА. 42ХМФА — 1,0 0.9 0.8 — 1.0 0.85 0,7
15Г. 20Г. 25Г 1.2 1,15 1,05 — 1.1 1,05 0,95 —
ЗОГ, 35Г2, 40Г. 45Г2, 50Г 1,1 1.0 0,9 0,9 1,05 0,9 0,75 0.65
16ХГ, 18ХГ, 18ХГМ, 18ХГТ, 20ХГР. 25ХГТ 1.2 • 1.1 0.95 0.85 1.1 1.0 0.8 0.7
ЗОХГТ, 35ХГ2, 40ХГР, 40ХГТР, 40ХФА, 50ХФА — 0,95 0,85 0.8 — 0.8 0,7 0.G
I5XM. 20ХМ, 2ОХ2М4А 1.2 1,1 0,95 0,85 1.1 1.0 0,8 0.7
12X11. 12ХНЗЛ, 20ХН, 20ХНЗА, 12ХН4А, 20XI14A 1.15 1,05 0,95 0,85 1,05 0.9 0,8 9,65
ЗОХГСА, 35ХГСА. 35Х2ГСВЛ. 38ХГСА, 40ХС — 0.85 0,8 0,75 — 0,7 0,6 0.45
14ХГН, 15ХГН, 19ХГН, 20ХГНР, I5XH2TA. и 1,0 0,95 0,85 1.0 0.9 0,75 0.65
15ХГНМ -
ШХ9. 111X15, ШХ15СГ — 0.9 0,8 — — 0.7 0.35
53 Примечание. Коэффициент обрабатываемости Ki легкообрабатываемых сталей см. в приложении I, карта 2.
С
СКОРОСТЬ РЕЗАНИЯ v
Фрезерные станки
Торцевые, дисковые, концевые,
угловые, радиусные,
шпоночные фрезы
КАРТА Ф-4 Лист 4
Коэффициент Kt
Инструментальный материал Значение fa Инструментальный материал Значение fa
Быстрорежущая сталь: — базовая РБМ5. Р}8 — легированная кобальтом Р6.М5К5 — с износостойким покрытием задних поверхностей: базозаХ Р6.М5, Р18< 1.0 :.2 Твердый сплав: Р20, Р25 РЮ*’. Р25С Р35С ! 1.15 0.8
легированная кобальтом Р6М5К5 1 1.4* Р40 0,65
’ Рекомендуется для обработки сталей с .твердостью св. 280 НВ.
*’ Применяется при чистовом фрезеровании с’подачами 5, <0,12 мм/зуб. .
Коэффициент fa
| _________________ Значение fa при стойкости ГР в мин
Инструментальный материал До 10 15 1 30 1 45 60 90
Твердые сплавы прн значении коэффициен- та fa: 1
1.5-1,2 1,55 1.25 : ;. 0.87 0.8 07
1,1—0,85 1.4 0.9 0.85- 0,75
0,8—0.55 1.3 1.15 1 : 0.92 0,87 0.8
Быстрорежущие стали 1.0 0.85 ! и 7 0.65 0.6 0,55
58
| Фрезерные станки Торцевые, дисковые, концевые, угловые, радиусные, шпоночные фрезы 1/МРГ/1 Ф-4 Лист
г •
СКОРОСТЬ РЕЗАНИЯ г ' Гщщсныс, дисковые, концевые, угловые,
радиусные, шпоночные фрезы
СКОРОСТЬ РЕЗАНИЯ
j f ФРезе^ные станки
Ториевые, дисковые, концевые.
|J угловые, радиусные,
% шпоночные фрезы
)' '
1МРГ.4 Ф-4 Лт.-- -
Коафф-ч ненг А'
Обрабатываемый чугун
----— '1ен11е Л| Пр" обработке инструментом
Вид i ! , Марка 1 1 1 Твердость НВ 1 _ из 1 1 К: 5 тверд К15С но спл j К20 I 1 ава кзо 1 из б Р6М5, PI8 о Р6М5К5 j-5 1 § ежуще с иг СТ( покр за позе с СС *’ стали и, се- bn.'-e.'f 1НИ.\ рхно гем и-. я—
Серый C4JO. СЧ!5 СЧ20, СЧ21 СЧ24, СЧ25 СЧЗО С 435 1 120— 150 100—250 1Э0-220 220—260 250— 300 1': 1.0 о.> 0.45 1.8 1,4 1 !5 U.9 0.5 j 1.3 0,95 0,8 0,65 0,35 1.05 0.8 0 65 0.5 ч 0,3 1.8 1.25 1.0 0.7 0.4 о. ’ ) i 1 i 1 2.1 1,5 1,2 0,85 0 5 1.0 0 6
К.ОВЕИЙ кчзо-6, кчзз-з, КЧ35—;о КЧ37-12, КЧ45-7 КЧ50—5, КЧ60—3 110—160 1.3 1.5 ’,.25 - 2.0
КЧ65—3, КЧ7О—2* " 160 -200 200—240 1.3 1.0 1,0 0.8 0,85 0.65 1.2 0.9 : ] 1.4 1 ] 1 п
Высоко- прочный Приме зонах, указа твердость. - ПГ!. 4 ГОТОВОЕ с ТВ иа 10%. Пр не понижать 3. При ф ВЧ35, ВЧ40 ВЧ45, ВЧ50 ВЧ45, ВЧ50 ВЧ70 ВЧ80 чатя: 1. в слу. иных в таблице) ат реасровании по лит ердостью до 160 И и предварительном резерованин без СС 140-190 190—225 225—260 240—-300 » 270—330 | ае несовпаде ачення A’, nj. виной корке в на 50%, 1 удалении де Ж скорость ] 1.6 1,2 08 0.7 0.4 ния ма ннимат значен» 90 — 23( фектов езаяия рки чу ь, ори я Ki НВ- литей умень 1.3 0 95 0,65 0.55 0,3 Гуна н ентнр;у понижа -на 20 юго с. шать н 1 05 0,8 0.50 0.45 0,25 твердс СЬ пй ть при % и 2 оя ско а 15%. 1.5 1.0 0.6 0.4 0.2 стл (в максим обрабс 10—зос рость 0.7 0.5 0.5 диаля a.-ibiiy к тке за НВ - 5езанн> 1.8 1.2 С.7 G.5 0.25 0,8 0,6 0.4
Коэффициент К2
Пнстр.,ментальный материал Значение*-, при стойкости 7Г в минутах резания
До 15 30 45 60 90 120 150 180 210 240
Тп-рдыс сплавы при значении коэффициента Аг 1.9- -},7 I.5-H25 1.0--ОД5 0.7 0,4 Вист popeжущая сталь 1.6 1,4 1.3 1 2 1.0 1 1.25 j 1,! 1.2 1.07 1.15 ! 1.05 1.1 . 1.04 0.90 । 0,83 1,0 1.0 i:o 0.80 | 1 0 87 0,90 0,92 0.95 0.75 0,80 0 84 0,87 090 0 70 0.74 0.80 0.83 0,88 0,67 0.7 г 0.76 0.80 0,85 0,64 0.66 0.73 0.78 0.84 0,62 0 63 0.71 0,76 0.82 0.60
Фрезерные станки
СКОРОСТЬ РЕЗАНИЯ с
Торцевые, дисковые, концевые,
угловые, радиусные,
шпоночные фрезы
КАРТА Ф-4
Лист 8
3. ОБРХБОТКА АЛЮМИНИЕВЫХ СПЛАВОВ
3 о : ; г ’ч-. i ’ и -ч: - - -,и~ п 1<. р „ -тс • ? . • »
литейных алюминиег.ых сплавав _ А. и j-й -рупп обрабатываем^?,• i -..„пие ; J
Зависимость стойкости твердосплавных инструментов, определяемой количеством обра-
батываемых деталей, при фрезеровании этих сплавов от уровня скорости резания (до
1500 м'мни) не сильная, поэтому целесообразно назначать максимально допустимые
vi.opocrn резания с учетам технических и о;'.-низаиионных ограничений
Наиболее часто применяемые скорости фрезерования ;
при обработке твердыми сплавами групп К10 и К20
Алюминиевый с:‘-в Значение г *-• ми11. при обработке Срезами
Группа 1 обрзбаты- | Марка ваемости ! торцевых:. '< д;.^< 1 ъ!<н 1 ; шневь;---'
1 п 1 АП *1ГЙ Скй AVRMO A "1IO "HR АТ! . ... 500 -900
( А Л 7. АЛ 13. АЛО ;
1 • | 1 3 1 АК9Т, AK10M2II, АЮ.МЛ’- АЛ2, А.'Л. АЛд5 ЛО-ИЮО j П р г с- ч а н и е. Пр: едсп..-:м з тг'.тке сксрсстям фрстероьанш- . ••Еек'вуют стойкости порядка 100—L-?' мин. Ппн обработки среза*.';! ;з Сь-с" реж.дшх сталей уровень с .оратай :чза: стчвлчст 200— VK) м/мин •г -г1 ~£* ’ 1 Г-. (.0-
СКОРОСТЬ V И ПОДАЧА 5. ПРИ ФРЕЗЕРОВХНИИ / Фрезерные станки Торцевые фрезы с пластинами из СТМ и рК КАРТА Ф-5 Лист 1
Торцевые фрезы, оснащенные пластинами кубического нитрида бора (КНБ) и
вюрцитоподобного нитрида бора (ВНБ), применяются прн фрезеровании чугунных де-
талей взамен обработки твердосплавными инструментами и шлифования.
Прецизионное фрезерование с глубиной резания t = 0,1—0.4 мм обеспечивает ше-
роховатость обработанной поверхности до Ra 1.25 мкм и плоскостность 10—25 мкм на
длине 1 м. При этом отмечаются меньшие тепловые деформации, чем прн шлифовании.
Операции прецизионного фрезерования осуществляются на продольно-шлифоваль-
ных станках (где фреза устанавливается взамен шлифовального круга), обрабатываю-
щих центрах (ОЦ) и специальных станках. Ториевое биение шпинделей продольно-
шлифовальных станков порядка 2 мкм обеспечивает лучшее качество обработки, чем
биение до 10 мкм, характерное для ОН, прн котором шероховатость обработанной по-
яерхности достигает значений порядка Ra 2,5 мкм. Прн торцевом биения шпинделей
станков более 10 мкм не обхчпекнваютг? т;ебсвапия к качеству обработки, характерные
для прецизионного фрезерования. Для прецизионного фрезерования применяются фре-
зы с регулируемыми ножами, позволяющими выдержать ториевое биение режуших
кромок в пределах 2 мкм, и олиорезцовый инструмент («летучю>'.
Обычное чистовое фрезерование инструментами, оснащенными СТ.М. ли.жег «су
ществляться на фрезерных станках и Oil различных типов. Для операции чистового
фрезерования характерны глубины резания i =0.5—1,5 мм, шероховатость обработан
нэп поверхности порядНЬ Ra.’..'vi,v Изтг 'ны отдельные примерь: чернового фрезеро-
62
Фрезерные станки
СКОРОСТЬ с И ПОДАЧА ПРИ ФРЕЗЕРОВАНИИ
Ториевые фрезы
с пластинами из СТМ и РК
КАРТА Ф-5 Лист 2
нания ступег. usми фрезнми с глубиной резания до 1 = 3—5 мм. Для чистового фрезе-
ре' мекдуются. фрезы с непере:.‘чнз?.емыми пл; -тинами кругл тй и квадрат
Tons,' * : • -.лирчемым TOp3e?bjv бненлоу в ;т; ел > х "2 мчм
iеры.вь.е фрезы, иснашенные поликристалличех-янми ^.п'аззм.и (;1КА), предназна-
чены для обработки цветных сплавов. Они обеспечивают улучшение качества обра-
ботки и многократное повышение стойкости инструментов по сравнению с твердосплав-
ными. Незначительный опыт их применения не позволяет пока дать обобщающие ре-
комендации, ориентировочные же данные содержатся в таблице режимов резания.
Для всех видов фрезерования инструментами, оснащенными пластинами из КНБ
и ВНБ, значение износа зубьев по задней поверхности не должно превышать 0.2—
0,3 мм, для инструментов, оснащенных пластинами из ПКА.— 0.1—0.15 мм.
Режимы торцевого фрезерования инструментами, оснащенными пластинами из СТМ
Обрабатываемый материал Ииструмен тальный материал Значение Sv мм/зуб Значение v м/мин
Чугун с твердос-чю 160—-280 НВ при фрезер >ва. нии: прецизионном чистовом КНБ и ВНБ То же 0,2—0.4 0,04—0.06 600—1200’ 500—800
Литые алюминиевые сплавы с содержанием крем- ния в %: до 10 17—19 ПКА 0.05—0.3 0,05—0,3 800—1500 300—600
Магниевые сплавы П& 0,15—0.4 250—300
Примечание. Подачи н скорости резания заданы в таблице диапазонами, охва-
тывающими наиболее характерные условия фрезерования торцевыми фрезами, осна-
щенными пластинами из СТМ. В конкретных условиях может потребоваться уточнение
режимов резания.
Режимы резания определяются не только обрабатываемым и инструментальным
материалами, требованиями к качеству обработки, но и ограничениями, обусловлен-
ными техническими данными станков и технологического оснащения, в том числе час-
• тотой вращения шпинделя и жесткостью технологической системы.
I Особенностью алмазного инструмента является возможность его использования
при режимах резания, характерных для твердосплавных инструментов, стойкость ин-
струмента возрастает при этом в десятки раз.
Инструмент, оснащенный пластинами из ПКА, не может применяться для обра-
ботки черных металлов. Инструменты же, оснащенные пластинами из КНБ и ВНБ,
напротив, предназначены для обработки черных металлов, но их можно применять
и при фрезеровании деталей из цветных металлов, правда, с меньшей эффективностью,
чем инструменты с пластинами из ПКА. Эта особенность инструментов с пластинами
из КНБ и ВНБ используется, если возникает необходимость обработки биметалличе-
ских деталей из чугуна и какого-либо из цветных сплавов.
При ториевом фрезеровании чугунных деталей инструментами, оснащенными ре-
жущей керамикой, скорости резания того же порядка, что и при оснащении их СТМ.
Пидачи при чистовом фрезеровании составляют 0,12—0,3 мм/зуб.
Операции торцевого фрезерования инструментами, оснащенными пластинами из
СТМ и РК, выполняются, как правило, без применения смазочно-охлаждающих
•жидкостей.
МОЩНОСТЬ РЕЗАНИЯ Л’р Фрезерные станки Торцевые, дисковые, концевые угловые, радиусные, шпоночные фрезы КАРГА Ф-6 Лист 1
Мощность резания оп;е.1€.:«-"Т'с по (Ьормчле
где Л;г— мощность резания по данным графика, определяемая в зависимости от объ-
ема срезаемого слоя в единицу времени Q. Прн колеблющихся значениях
мощности резания из-за переменного числа одновременно работающих зубьев
Л*г — среднее значение мощности;
Л — коэффициент, зависящий от обрабатываемого материала и его т»ердости.
ойьсм с|>01.ч(*мого металла в едпницх времени Q. см'/мин
Мощность резано • .V- нВт
61
МОЩНОСТЬ РЕЗАНИЯ Л'₽
Фрезерные станки
Ториевые, дисковые, концевые,
угловые, радиусные,
шпоночные фрезы
КАРТА Ф-6 Лист 2
Значение Q определяется по формуле
Q
BSV
iOOO
где / —глубина резания, мм; >
В — ширина фрезерования, мм;
5М —минутная подача, мм/мин.
Примечания. 1. При фрезеровании пазов концевыми фрезами B = d.
2. При фрезеровании радиусными и угловыми фрезами вместо произведения tB
принимать фактическое сечение срезаемого слоя в мм2.
Коэффициент К
Обрабатываемый материал Значение К Обрабатываемый материал Значение К
Конструкционная сталь твер- Серый, ковкий и высокопроч-
достью НВ: нын чугуны твердостью НВ:
до 200 0,95 до 160 0.56
230 1,00 190 0,65
220 0,75
270 1,05 270 0,85
300 1,12 300 . 0,90
Примечание. Для алюминиевых сплавов Л'= 0,3.
При колеблющейся мощности (из-за переменного числа зубьев в процессе реза*
ния) ее максимальное значение Л' maJ равно:
Л' “ т /
р max р Sz "Т /
где Л'Р — среднее значение мощности резания (см. лист 1), кВт;
z^ — наибольшее число зубьев, одновременно осуществляющих резание;
т— продолжительность периода колебания мощности резания (включая время,
когда резания не происходит, если такое явление имеет место), с;
Т|— часть периода т с числом одновременно работающих зубьев zp с.
Значения т, т, и г, (в том числе гшах) целесообразно определять графически при
наложении на эскиз обрабатываемой поверхности схемы фрезы, изображенной на каль-
ке. При этом значения тит, определяются в градусах при повороте кальки вокруг
осн вращения фрезы.
65
РЕЖИМЫ РЕЗАНИЯ
НА СВЕРЛИЛЬНЫХ СТАНКАХ
й разделе содержатся данные по режимам резания осевыми инструментами: свер-
лами, зенкерами, развертками, цековками и зенковками на одно- и многоишинделъных
станках.
Рекомендации, предопределяющие последовательность определения режимов реза-
ния и методику расчета, даны для станков с одной многошпиндельней головкой. Они
могут также применяться и при одноинструмектной обработке с очевидными сокра-
щениями из-за отсутствия необходимости снижать режимы резания для нелимитирую-
щих инструментов. Режимы резания для станков с несколькими головками рассчиты-
ваются г.с рекомендациям, приведенным в разделе г Агрегатные стачки*
В кастах С 2, С-3, С-4 содержатся данные по наиболее широко применяемым осе-
вым и-.струментам, карта С-5 посвящена сверлам, оснащенным сменными многогран-
ными пластинами, карта С-6 — сверлению и растачиванию твердосплавными инстру-
ментами. направляемыми по обработанному отверстию, карта С-7 — сверлению спи-
ральными сверлами малого диаметра (1,5—3 мм).
* 1 Сверлильные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ '-----------------------
!л.-!Р7~ C-j Лист}
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 «г Определение длины рабочего хода головки Lp.x, мм, с учетом значений L, рассчитанных для отдельных ин- струментов. Примечание, При применении двух и более рабочих подач опре- деляются значения длины рабочего хода для каждой нз них (Lp.xt. Z>D.X2 Н Т. Д.) L = Lp+L n-j- L - (значение Ln см. в приложении 5) Эскиз наладки с указанием размеров обработки. Длина резания Lp. Величина подвода, врезания и перебега инструмента £в. Дополнительная длина хода, вызываемая в ряде случаев особенностями наладки н кон- фигурации деталей, Lx
2 Определение стойкости для пред- положительно лимитирующих инст- рументов Тр, мин • Карта С-2 Диаметр обработки D. Коэффициент времени реза- ния X.
Количество инструментов в на- ладке
3 Назначение подачи 5е. мм/об: Обрабатываемый материал.
3.1. Определение рекомендуемой подачи для каждого инструмента многошпиндельной головки Карта С-3 Вид инструмента. Точность обработанной по- верхности.
3.2. Определение подачи головки на оборот шпинделя станка (веду- щего вала) So ш по определенным So S. .'=5^4 Паспорт станка Диаметр обработки D. Стойкость Тр.
66
Сверлильные ста)
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА С-1
.7uJ
Предо,
№ этапа Последов a ie.; оное гь о г. редели,, ия режимов резз1-ич Источник или расчетная формула Исходные данные
для каждого инструмента. Принятие минимального значения 5о.ш за 5о.ш шпиндельной головки Передаточное отношен равное количеству об инструментального шп за оборот ведущего (шпинделя станка)
Примечания: 1. Для головок с приводом подачи, кинематически связанным с
приводом шпинделя, 5О ш уточняется по паспорту станка.
2. При работе с двумя и более значениями рабочих (минчтных) подач на уча-
стках Ip.xt, LyM к т. д. определяются соответственно два и более значений —S'o ffi.,
•So.tnl и т, д.
3.3. Определение уточненного So для каждого инструмента по приня- тому значению 5‘0.ш. с -д -Jo~—
4 Расчет скорости резания о, м/мин, частоты вращения инструментальных шпинделей н ведущего вала Лш, об/мин, а также минутной подачи головки SM, мм/мин: 4.1. Определение рекомендуемых значений о для предположительно лимитирующих инструментов Карта С-4 Обрабатываемый матери Вид обработки. Диаметр обработки D. Подача S&. Стойкость Тр. Точность обработке и и ватость обработанной ности (при развертывай
& • 4.2. Расчет величины л, соответст- вующей скорости резания, установ- ленной ка этапе 4.1 1000-v п= я-'О ‘аг •
4.3. Определение значений ис- ходя из установленных величин So и л. Наименьшее значение явля- ется общим для всех инструментов, работающих иа участке длины ра- бочего хода с постоянной минутной подачей SM=50*n / ,
4.4. Определение величины пл в уточнение ее по паспорту станка* лш» «Оо.ш
паспорт станка
4.5. Уточнение величины 5М ‘ по принятому значению лш. Для стан- ков с приводом подачи, независимым от вращения шпинделя прн отсут- ствии бесступенчатого регулирования 5М, ее значение уточнять по паспор- ту станка. 5jae’S9.m -Лш, птспорт станка
Ярнмечания: 1. Если значение Зм по паспорту станка значительно меньше “ СЧ|ТНпГ0' Уменьшать величину лш, не превышая при этом рекомендованных подач 5О. *• Прн двух значениях минутной подачи и постоянной частоте вращения шпки-
***’ Иа этапе 4.4 выбирается меньшее из пш уточняются значения 5М», -$*с- / 1 Пии— _ И Лш2 = \ -botni я - 1 и на этапе
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Сверлильные станки КАРТА С-1 Лист 3
Продолжение
№ этапа Последовательность определения режимов резания Истиш ЫН растения формула Исходные данные
5 Расчет основного времени обработ- ки 7», мин “ S. • При двух значениях s., + £р.12 5Ж3 Длина рабочего хода головки Принятая минутная подача 5И
6 7 Корректирование режимов резання в случае, когда расчетное время То (установленное на этапе 5) сущест- венно меньше соответствующего за- данной производителфости Проверочные расчеты: 7Л. По осевой силе резания: — определение осевой силы резания Рь, кН, для каждого инструмента — расчет величины ЕР© для всех одновременно работающих инст- рументов н сравнение ее с допу- стимой по паспорту станка 12. По мощности резания: — определение значения Л’Р1 кВт, для каждого инструмента — расчет суммарной величины 2NV и определение достаточности мощ- ности привода станка N» Приложение 7 Карта С-8 Карта С-8, паспорт станка Карта С-8 Приложение 6 Требуемая производительность обработки Диаметр обработки D. Принятая подача па оборот S© 1
♦
В - СТОЙКОСТЬ ИНСТРУМЕНТА Г, Сверлмлыше станам В КАРТА С-2 Лист /
Стойкость Гр, мни, для инструментов, являющихся предположительно лимитирую*
шями, по которым ведется расчет скорости резаияя а, определяется по формуле
где Гм — стойкость в минутах основного времени работы станка;
Л — коэффициент времени резання, равный отношению длчны реззнпя L? инет*
румента к обшей длине рабочего хода шпиндельной головки Lp.x;
В случаях, когда заведомо очевидно, что />0.7, его можно не учитывать и при-
нимать ТР==ТМ.
Сверлильные станки
СТОЙКОСТЬ ИНСТРУМЕНТА Тр
КАРТА С-2 Лист 2
Стойкость в минутах основного времени
Наибольший диаметр обработки £>, мм Значение ТЯ| ми ч, при количестве инструментов в наладке
1 3 5 . 8 10 Св. 15
До 10 - 50 80 100 120 140
1S 30- 80 ПО 140 150 170
20 40 • 100 130 170 180 . 200
30 50 120 160 200 220 250
50 60 150 200 240 260 300
Примечания: 1. Для зенкеров и резцовых головок диаметром Солее 60 мм
Тм принимают от 150 до 300 мин в зависимости от сложности наладки.
2. Значения Тм в таблице даны для наладок с относительно небольшим различием
загрузкн инструментов. Для наладок, в которых имеется значительное различие в за-
грузке инструментов и, предположительно, стойкость одного из них будет значительно
меньше, чем у остальных, принимать значения Тк уменьшенными по сравнению с таб-
личными.
ПОДАЧА НА ОБОРОТ S. ' Сверлильные станки Сверла, зенкеры, цековки, развертки КАРТА С-3 Лист 1
В зависимости of условий обработки рекомендуются несколько групп подач:
«Содержание обработки Условия обработка Группа подачи
Сверление быстрорежущими спиральными сверлами i Сверление прн отношении глубины сверления к диа- метру Z/Z><3 при жесткой технологической системе. Сверление прн отношении глубины сверления к диа- метру LfD<3 при пониженной жесткости технологиче- ской системы. Сверление при отношения глубины свер- ления к диаметру L/D»3-i-8. Сверление под резьбу, перед однократным разверты- ванием или чистовым зенкерованием. Сверление при усложненных условиях обработки (наклонные поверхности, пересеченае «косых» каналов н т. и.). & II III IV
Сверление спиральными свер- лами, оснащенными твердым сплавом Сверление глухих отверстий ври жесткой техноло- гической системе. Сверление сквозных отверстий, сверление глухих от- верстий при пониженной жесткости технологической си- стемы. II III
Зеикерованне цилиндрических отверстий быстрорежущими инструментами Черновое зеикерованне. Зеикерованне под нарезание резьбы в черновое раз- вертывание. Зеикерованне с точностью по 10—*11-му квалятетам и под чистовое развертывание. Зеикерованне при усложненных условиях обработки. I II III IV
69
ПОДАЧА НА ОБОРОТ 50
Сверла, зенкеры, цековки,
_________развертки______
КАРТА С-3 Лист 2
[I родолхение
Содержание обработки Условия обработки Группа подачи
Зенкерование цилиндрических л.; аерстий твердосплавными инструментами Черновое зенкерованне. , Зенкероваяие под нарезание резьбы в развертыва- ние. п ш
Развертывание цилиндрических отверстий Черновое развертывание под последующее чисто- вое и однократное развертывание с точностью до 9-го квалитета. I
Развертывание с точностью выше 9-го квалитета. 11
Развертывание ннстр\ мезтгми с \глом заборной ча- сти 180е (торцевыми) III
I. ОБРАБОТКА СТАЛЬНЫХ ДЕТАЛЕЙ
Содержание обработки Труп- па по- дачи Значение -So. мм/об. при диаметое обработки D в мм
4 6 8 10 12 16 20 25 32 40 60 100
1
Сверление 1 0,07 C.I5 0,2 ",25 0,28 ".32 0.4 0,45 — — —
II 0.05 0,12 оЛ& 0.18 0.23 0.26 0.30 0,35 — — —
III -О.(М 0.06 0.08 0,11- 0,14 0,17 0,2 0.22 0.25 — — —
IV 0,03 0,06 0,07 0.09 0,11 Л14 г 16 0,17 0.2 — — —
Зеикеромиие аилни- I 0.35 0,4 0,45 0.5 . 0.65 0,7 0.7)5 0,9 1.1 1.6
рпеоях отверстий II — — 0.2S 0,3 035 0,4* ► 0.5 0.55 0.6 0,7 0.9 1.1
И! — — 0,2 0.22 0,25 0.3 0.4 0.4 0,5 0.55 0,7 0,95
IV — — 0,11 0.13 0.15 0.17 С.18 0J2 0.25 0.28 035 0,45
Развертывание пи- I 0,5 0,6 0.75 0.9 i.O 1,1 1,35 1.5 2,4 3.0
лквдрнческих отвер- стий п — —. 0.4 0,45 0,5 0.6 0.75- 0.8 I.o 1.1 1.8 2.3
III — 0,35 0,4 0.45 0.55 0/5 0.7 0,8 0.8 0.8 0.8
Зеикероваиие хоииче- crai отверстий — — 0,08 0,1 0,12 0.14 0,16 0,18 0,2 02 0.23 0,26 03
Развертывание кони- ческие отверстий — — 0.05 0.07 0,08 0.09 о,11 0,13 0,15 0,18 0.22 0,3 0.45
Цековвнве — — — — 0,08 0,1 0.12 0,14 0,16 0,18 0.2 0.25 —
Снятие фасок свер- лом. зенкером, зен- кевкой — 0.05 5,07 0,03 0,1 0,',2 0,15 0.18. 0.22 0.24 — — —
Примечания: 1. Для обеспечения заданного уровня стойкости сверл прн обра-
ботке стальных деталей не превышать значений подач (по группам, представленным
ниже в таблице): . -
70
ПОДАЧА НА ОБОРОТ S,
КАРТА С-3
Сверлильные ст4
Сверла, зенкеры,
________развертки
Ли
Днлмсгр сверла, мм Рекомендуемая группа подачи для обеспечения стойкости сверл Тр в мин
20 ' 30 40 50 93 120 150 180 210 24*]
4 — 10 I II III IV
10—16 I II III IV
16—20 I II III IV
20—32
III
IV
II
2. Представленные в
твердостью 179—229 НЗ.
на коэффициент К: ।
таблице значения подач применять при обработке сталей
Для сталей другой твердости табличную подачу умножать
Твердость НВ 128—174 179—229 229 —270 277-321
Значение К 1,15 1 0,9 0,8
3. При зенкерованин н развертывании глухих отверстий подачу принимать не
более 0,5 мм/об.
4. При центровании подачу Se принимать по Ш группе подач по меньшему цент-
ровому отверстию.
5. Для станков, Уде сверление отверстий производится без применения жондук- I
торных втулок и нет предварительной зацентрован отверстия (токарные станки, обра-
батывающие центры и др.), додачи I группы уменьшать на 10%. вместо подач И н
III групп принимать подачи по IV табличной группе, а подачи по IV группе умень-
шать на 10—-16%.
2. ОБРАБОТКА ДЕТАЛЕЙ ИЗ ЧУГУНА И АЛЮМИНИЕВЫХ СПЛАВОВ
Значение ым/об,
D в мм
Содержание обработки па по- дачи 4 6 8 10 12 16 20 25 32 40
Сверление I II П1 IV 0.11 0.08 U.06 0,05 0,16 0.12 0,09 0,07 0,22 0.16 0,12 ai 027 0.2 0.15 0,12 0,32 0,25 0.П 0.15 0,4 0,3 0.22 0.18 ppoo 0.5 0,38 0<27 0,22 0»6 0,45 03 0.25 Illi
Зеикероваиие цилинд- рических отверстий I II III IV — — 0,45 0,35 0,25 0.2 0.5 0,4 0,3 0,23 0.6 0,47 0,35 0.25 0,7 0,55 0,4 028 0,8 0,65 0,45 03 0.9 0.75 0.S 0,33 1.0 0,85 0.55 0,37 1.2 1.0 0.7 0.4 1,3 1.31 0,9’ 0,5
Развертывание цилин- дрических отверстий I 11 III — — 1.0 0.6 0,45 1,1 0.75 0.48 i.3 0.85 0,5 1.5 1.0 0,55 1,8 1.2 0.6 2 J 1.4 0.62 2,4 1,6 0,78 2.S 1.7 0,82 3.3 2.3 0,96
vbep.iH.ibHwt с ганки
ПОДАЧА НА ОБОРОТ S,
Сверла, зенкеры, нековки,
развертки
Зенхгпозс’Г’е ческих отверстий -1- ,016 0.2 0.23 ' ?.25 -8 j 03 э.зз G 35 0,4 0.5 0.6
Развертывание кони- ческих отверстий — — 0.06 0,06 n I 1 - ; 1 0,15 0,18 0,22 0.25 аз 0,45 0.6
Цекование — — — — 1 0J2 ’ 0.14 0.16 0,2 0,22 0.25 аз азз —
Снятие фасок свер- лом, зенкером, зен- ковкой 0.06 0,08 0.12 0.15 I С.-.8 0.22 0.25 0.2’ 0.3 — — —
Примечания: 1. Для обеспечения заданного чровня стойкости сверл при об-
работке деталей из чугуна не превышать значений г.олгч то группам, представлен-
ным ниже в таблице):
Диаметр сперла, мм Рекомендуемая группа подачи So для обеспечения стойкости сверл Tr п мни
20 1 30 40 50 90 120 150 210 240 300 ^Св. 300
4—10 I 1 И И! IV
10—16 . 1 . - 1 . и £111 1 IV
16-32 1 11 1 111
2. Представленные в таблице значения подач 5С применять при обработке деталей
из чугуна с твердостью до 2Э0 НВ. При твердости более 230 НВ табличные значения
уменьшать на 20%.
3. При аенкерованкн и развертывании глу/их отверстий подачи применять не
более 0.5 мм/об.
4. Если сверление отверстий производится без применения кондукторных втулок
и без предварительной зацентровки (токарные станки, обрабатывающие центры и др.)»
при сверлении подачи I группы уменьшать на 10%. подачи II н II! групп принимать
по табличной подаче IV группы, а подачи IV группы уменьшать на 20%.
СКОРОСТЬ РЕЗАНИЯ п
1_____Сверлильные ставки
Сверла, зенкеры, цековки,
_________развертки_________
КАРТА С-4 Лист 1
I. ОБРАБОТКА СТАЛЬНЫХ ДЕТАЛЕЙ
При сверлении, эенкеровании, цековании, зенковании в центровании стальных
деталей скорость резания определяется по формуле
О я= О табл' К\ • A j Aj,
где :7Асл — скорость резания по таблице, м/мин:
A’j — коэффициент, зависящий от обрабатываемого материале:
СКОРОСТЬ РЕЗАНИЯ и
______Сверлильные стаикя
Сверла, зенкеры, цековки,
________ развертки
лчгл-; с-- ~ У
? -- Н’.иснт эгн,,т = :1.ий пт ети '-ия принтпоГ* под*-!»
' • •• «• .:<v С-3;
х..-т зазисч21ин от с - йки-гти инструмента.
Скорость резания УтяГл*
!'f .:-1 подачи Значение Опвл, м/мин, при
сверлении спиральными сверлами с отношением глубины сверления к диаметру L^JD зеикеровании цековании, зенковании, центровании
До 3 3—5 | 5—8
I 17 16 15 21
11 18 17 18 22 24
III . 19 18 17 24
IV 20 19 18 27
Примечания: 1. Значения vnU при сверлении соответствуют подачам и стой-
костям, представленным в примечании 1-к карте С-3, лист 3, при зенкероваииж, цеко-
вании, зенковании н центровании соответствуют стойкости 90 мвн.
2. Значения Рт«в« даны для инструментов нз базовой быстрорежущей стали (лор.
мальной производительности). Для инструментов из быстрорежущей стали повышен-
ной производительности скорость резания увеличивать на 20%.
3. Для инструментов с покрытием TIN по задним поверхностям скорость резания
увеличивать на 20%.
4. Значения От»вя даны для сверл средней, длинной и удлиненной серий. Для
сверл короткой серим Нпи увеличивать на 20%.
5. Для сверл с двойкой заточкой скорость резания увеличивать иа 15%.
6. Для зенкеров в цековок из твердых сплавов групп К10 и К20 скорости резания
увеличивать в 1,8—2 раза по» сравнению с инструментами нз быстрорежущей стали.
7. При эеикеровании по корке скорость резания уменьшать иа 20%.
в. Для центровочных сверл скорость резания принимать по большему диаметру
центрового отверстия.
- £ '
Коэффициент К|
.Чарка обрабатываемой стали Значения А'| прн обработке сталей твердостью НВ
128—174 179—229 229-269 277-321
10. 15. 20. 25 30, 35, 40, 44-Д» ' 60, 65, 70, 6ОТ. 70Г. 65Г - • ' - - 15Х, 2ОХ ЗОХ, 85Х, 4-1Х, 45Х, ЗОХМ, 38ХМА, 42ХМФА 15Г, 20Г, 25Г ' ЗОГ. 35Г2. 40Г. 45Г2, 50Г 16ХГ, 18ХГ, 18ХГМ, 18ХГТ, 20ХГР.25ХГТ ЗОХГГ, 35ХГ2, 40ХГР, 40ХГТР, 40ХФА, 50ХФА 15ХМ, 20ХЧ, 20Х2М4А I2XH, 12ХНЗА, 20ХН. 20ХНЗА, 12ХН4А, 20ХН4А ЗОХГСА, 35ХГСА, 35X2 ГСВ А, 38ХГСА, 40ХС 14ХГН, 15ХГН, 19ХГН, 2ОХГНР, 15ХГН2ТА, 15ХГНМ ШХ9, ШХ15, ШХ15СГ е 1.20 - 1,05 — 1,30 1.10 1,05 1.Ю 0.90 1,10 1.05 1,00 1.10 1,00 0.85 1.00 . l.0ft< 1.05 0.90 1.00 0,80 1.00 0,90 0.70 0.90 0.70 ё 080 055 0.95 0.75 080 0.70 080 080 060 075 035 070 0.60 070 0.70 0.65 070 0.60 070 0,65 0.45 0.65
Примечание. Коэффициент обрабатываемости Ki легкообраблтываемых сталей
см, в приложении 1. карта 2.
* Данные то обрабатываемости кояструкдноаных иатервалов. ниструментальяым интервалам в
П® смээочио-о^аждаюадм жидкостям представлены в врвлежеявях I. 2, 3.
73
СКОРОСТЬ РЕЗАННЯ ?
Сверлильное с»пькк
Сыри, эеОДры. цековка,.
J-.--V7*;-: р&мрткя , -
АЛ^/Ч С4 Лист 3
Коэффициент А»
Отношение 'подач принятой и рекомендуе- мой картой С-3 и 1Д 0,9 ч» 0.7 0,6 0,5 0.4
Значение Кг 0,95 1,05 1,1 1,2 1.3 1.4 1.6
Коэффициент Ks
Содержание обработки Значение Аз прн обработке инструментом со стойкостью Гр в мкн
10 20 30 4^ 50 90 120 IV 180 210 240
Зенкерованяе, цекование, зенкова- ние, центрование 1.5 1,35 1.25 1.2 1.1 1 0,95 0.9 0.8 0,75 0.7
9 Сверление Аз=Н- При необходимости форсирования режимов сверления с целью повышения производительности скорость реза- ння о можно увеличить иа 15—25%, при этом стой- кость Гр понизится в 2—2,5 раза
Скорости резания о при развертывании стальжых деталей
,Г Обрабатываемая поверхность Значение с, м/мин, при обработке стали Обрабатываемая поверхность ЗначенЯе с\ м/мин, при обработке стали
Точность обработки, квалпет Шероховатость поверхности Ra, мкм норма- лизо- ванной вязкой и улуч- шенной Точность обработки. квалитет Шероховатость поверхности Ra, мкм норма- л изо- клиной «экой в улуч- шен ной
9,63—1.25 4 3 / До 2,5 8 6
7—9 1.25—£5 8 5 f 10—и 2.5—5 12 8
2,5—5 ю 8 5—10 • 16 12
Примечания. 1. Представленные в таблице скорости резання ориентируемы
иа применение инструментов из быстрорежущих сталей. Для повышения стойкости
инструментов в ряде случаев применять твердые сплавы.
2. По данным производственной практики, возможно развертывание с более вы*
сокмми скоростями резания (до 20—25 м/мин) при сохранении минутной подачи и со*
ответствуюшем понижения подачи на оборот.
2. ОБРАБОТКА ЧУГУНА
Прн сверлении, зенкеровании, цековании и зенковании деталей из чугуна скорость
резаная
о s= с «ед «Аг Кг- Кг,
где г^Л — скорость резания по таблице, м/мин;
А- — коэффициент, зависящий ст обрабатываемого материала;
А-— коэффициент, зависящий от отношения принятой подачи к псдаче. реко-
мендуемой картой С-3;
Кг — коэффициент, зависящий от стойкости инструмента Гр.
74
СьерДНЛЬВЫВ станки -j
' ' СКОРОСТЬ РЕЗАНИЯ 0 _ Сверла,зёикеры, цекоаи развертки •’ , КАРТА С-А •; .;<?Йст4-
Скорость резання Ст.ел*
1 ’’. Группа подачи - -- — .м Значение о„в1, м/мин, при :
сверлении спиральными сверлами с отношением глубины сверления к диаметру зеикерованни цековании зенкованн
До 3 3-5 5-8
I 18 17 16 22
и 19 18 17 23
III 20 19 18 25
IV 21 20 19 28
Примечания: I. Значения о-»вл при сверлении соответствуют подачам и стой-
костям, представленным в примечании I к карте С-3, лист 4, прн зенкеровании, цеко-
вании н зенковании стойкость инструмента составляет 90 мин.
2. Значения Опа> даны для инструментов из базовой быстрорежущей стали (нор-
мальной производительности). Для инструмента из быстрорежущей стали повышенной
производительности скорость резания увеличивать иа 20%.
3. Дтя инструмента с покрытием TiN по задним поверхностям скорости резання
увеличивать на 15—20%.
4. Для инструмента из твердых сплавов групп К10 и К20 скорости резания уве-
личивать в 2—2,5 раза.
Б. Значения Ong. даны для сверл средней, длинной в удлиненной серий. Для
сверл короткой серии оп(х увеличивать иа 20%.
6. Для сверл с двойной заточкой скорость резания увеличивать на 20%.
7. При зенкеровании по корке скорость резания уменьшать на 20%.
Коеффшаоп К,
Обрабатываемый чугун Значенье Ki ] при обработке инструментом
Вид Марка Твердость НВ из твердого из быстро^ жуще!
стали
/
Серый счю. сч:5 120—150 1.6 1.8
СЧ20. СЧ21 160-200 1.2 1.25
СЧ24. С 425 190—220 . 1Л 1.0
СИЗО 220-260 0.8 0.7
СЧ35 250-300 0,45 0.4
Ковкнй кчзо-6, кчзз-а. КЧ35-10, КЧ37-12 110-160 1.9 1.7
КЧ45-7, КЧ50-5. КЧ60-3 160-200 13 1Д
КЧ65-3. КЧ70-2 200-240 1.0 0,9
Высокопрочный ВЧ35, ВЧ4О 140-190 1.6 1.5
ВЧ45, ВЧ50 190—225 1,2 1.0
ВЧ45. ВЧ50 225—260 0.8 0,6
ВЧ70 240—300 0.7 0.4
ВЧ80 270-330 0.4 Д2
• Данные по обрабатываемости конструтдиониыж материалов. кнетрумектальмым материалам я
во сказочно-охлаждающим жидкостям представлены приложениях !. 2. 3.
75
СКОРОСТЬ, РЕЗАН ИЯ f Саерлшыш* стают
Сверла, зенкеры, цековки, - развертим
КАРГА С-4 Лист 5
Коэффициент Kt
Отношение подач принятой я рекомендуе- мой картой С-3 1,1 1,0 0,9 0.8 0.7 03 03 0.4
Значение Kt а» 1 1.05 1.1 13 1Л 1.6
Коэффяамемт Kt
Вид обработки Значение Kt при обработке инструментом СО СТОЙКОСТЬЮ Гр в мин
10 20 30 40 50 90 120 150 180 210 240
Зеякероваяие. цекование, зенко- вание 1.5 1.35 1.25 13 1.1 1 0,95 0,9 0.8 0,75 0.7
Сверление • Кз-к При необходимости форсирования режимов сверления с целью повышения производительности скорость реза- ния v можно увеличить на 15—20%, при этом стойкость Тр понизится в 2—2,5 раза
Скорости резания о вря развертывали» деталей яз чугума
____.________________________ iis -__________;-----
Обрабатываемая деталь Значение о, м/мии, при обоаботке инструментом
Точность обработки, кваптет Твердость НВ из быстрорежущей стали из твердого сплава
7—9 До 229 С». 229 12 8 До 20
10-11 1 До 229 Св. 229 16 12 До 30
Примечания. 1. Шероховатость поверхнос-», обработанной со скоростями,
приведенными в таблице, без применения СО Ж составляет Ra 2.5—5 мкм, с при-
менением СОЖ —₽а 1.0—2,5 мкм.
2. Твердые сплавы групп К05 и К10 обеспечивают значительное повышение
стойкости инструментов.
3. По данным производственной практики, возможно развертывание быстрорежу-
щими инструментами с более высокими скоростям! резания (до 20—X м/мин) при
сохранении минутной подачи и соответствующем понижении подачи из оборот.
3. ОБРАБОТКА ДЕТАЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
При обработке деталей из алюминиевых сплавов I, 2 я 3-й групп зависимость
стойкости инструмента от уровня скорости резания не сильная, поэтому целесо-
образно назначать максимально допустимые схсоостн резания с учетом технических н
организационных ограничений. Диапазоны скссостей резания, наиболее часто приме-
няемые в производственной практике, представлены в таблицах.
76
СКОРОСТЬ РЕЗАНИЯ о
Сверши Ьмые enin
Сверла, кокеры, цековка,
_________развертки_________
КАРТА С-4 Лист 6
Скорости резания о прн сверлении в земкероваиии деталей из алюминиевых сплавов
Алюмииневый сплав Значение в, м/мии, при
Группа Марка сверлении эеикероваипв
1 АМц, АМг2, АМН. АМгЧ.5 80-100 50—80
2 АМгЗ, АД31, АДЗЗ, Д16, Д1, Д18, АК4, АК8. АК6. АК6М2, АЛ 10, АЛ5, АЛЗ. АЛ7. АЛ 13. АЛ9 60—80 40-60
3 АК9Т. АК10М2М, АК12М2М, АЛ2, АЛ4, АЛ 8, АЛ25 35—60 30-45
4 АЛ 26 Назначать, как для серого чугуна С 424
Примечания: 1. Представленным в таблице скоростям резания соответствуют
стойкости порядка 60—120 мин.
2. При работе твердосплавными сверлами в зенкерами скорость резания можно
повышать на 50% без снижения уровня стойкости.
Скорости резания с при развертывании алюминиевых сплавов 2 и 3-Я групп *
Обрабатываемая поверхность Значение с, м/мии
Точность обработки, квалнтет Шероховатость Ра, мкм, ве более
9 2.5 25—50
7—8л ад . 15-ЯГ
Те—8^. 1.5 - - А-ПГ
Примечание При развертывании сплавов 2-* группы применяются, в освонаом,
быстрорежущие развертка, сшивов 3-й группы— твердосплавные развертка, обеспе-
чивающие значительное повытеаае стойкости инструмента.
СКОРОСТЬ РЕЗАНИЯ о,
ПОДАЧА НА ОБОРОТ 3.
--------------------\
_____Саерлшьаые стами»
Сверла с СМП
КАРТА C-S Лист Т
Сверлами диаметром от 18 до 60 мм. оснащенными твердосплавными СМП, об-
рабатываются короткие отверстия (с отношением Lt/D до 1.5—2 для сверл меньших
диаметров и до 2—3 — для сверл больших диаметров) на станках, обладающих не-
обходимыми кинематическими данными, мощностью, жесткостью и виброустойчивостью.
Обработка осуществляется без применения кондукторных втулок на станках раз-
личных типов, в том чвсле иа обрабатывающих центрах, токарных, фрезерных в спе-
циальных станках с применением СОЖ. подаваемой через каналы в сверле под дав-
лением 0,1—ОД МПа.
При применении сверл, оснащенных СМП, иа токарных станках с ЧПУ при необ-
ходимости получении повышенной точности обработки осуществляется растачивание
отверстия одной кромкой сверла, как резцом, при выводе сверла яз отверстия. При
этом сверло смещается в радиальном направлении иа величину, равную глубине реза-
ния при растачивании.
Характерные значения уровня режимов резания представлены в таблице Необ-
ходимо учитывать возможность корректирования режимов резании с целью обеспече-
ния надежного дробления и отвода стружки применительно к конкретным производ-
ственным условиям.
Данные ао обрабатываемости конструкционных материалов, инструментальным материалам а
— снаэочно^хлаждающии жидкостям представлены а приложениях 1, 2. 3.
77
СКОРОСТЬ РЕЗАНИЯ с,
ПОДАЧА НА ОБОРОТ So
Сверлильные станки
Сверла с СМП
КАРТА С-5 Лис? 2
Режимы резания при сверлении инструментами, оснащенными СМП
Обрабатываемый материал Значение и, м/инн, прн использовании СМП Значение 50, мм/об. при диаметре сверления О в мм
Вид Твер- дость НВ без покрытия с изно- состой- кими покры- тиями 18—21 21—25 25—30 Св 30
Конструкционные углеродистые и малолегнрован- ные стали 180 До 230 Св. 300 •2Р 2СС ;оо-"15е 8-3—120 156—250 120—200 100-150 0.06—0.12 0,08—0,14 0,1—0,16 0.1—0,25
Серый и высоко- прочный ЧХТХ'НЫ До 230 Св. 230 100—150 80—120 120—200 100—150 0.06—0.12 0,08—0,16 0.1—0,2 0.1-С25
Алюминиевые сплавы ” 9 200-400 । - 0.06-0,15 । 0.08—0.18 0,08—0,18 0.1— 0.3
СКОРОСТЬ РЕЗАНИЯ о, ПОДАЧА НА ОБОРОТ S. Сверлильные станки Инструмент, направляемый по обработанному отверстию КАРТА С-6 Лист 1
К числу инструментов, направляемых по обработанному отверстию, относятся
сверла одностороннего резания (в том числе ружейные), а также эжекторные, типа
ВТА и др. Отличительной особенностью этих инструментов является то, что силы ре-
зания у них уравновешиваются контактным взаимодействием специальных направ-
ляющих опор с обработанным отверстием. В дальнейшем все эти инструменты будут
условно обозначаться как сверла одностороннего резания (ОР).
Сверла ОР применяются прн обработке как глубоких, так и относительно не-
глубоких отверстий, когда обычные развертки не обеспечивают заданной точности,
а тонкое растачивание неприменимо из-за небольших диаметров отверстий н недо-
статочно жестких борштанг. Применение сверл ОР позволяет получить точность по
диаметру 7—10-го квалнтетов при работе ружейными сверлами диаметром 3—30 мм
9—10-го квалитеттз — "ги работе головками ОР диаметром 20—60 мм типа эжек-
торных, ВТА и др. Г.с сравнению с многспереход»:н обработкой спиральными свер-
лами, зенкерами и разве.-тлачи сверла ОР обеспечивают б-^лее высокую геометриче-
скую точность отверстия, в том числе прямолинейность, и повышение производитель-
ности до 2—4 раз в результате уменьшения числа технологических переходов.
Обработка сверлами ОР осуществляется на специальных станках, которые обла-
дают необходимыми кинематическими данными, жесткостью, мощностью и вибро-
устойчивостью, обеспечивают плавную подачу, осиашены средствами диагностики
состояния инструмента в процессе резания, что предотвращает аварийные поломки,
и системой подачи СОЖ под большим давлением и ее фильтрации с высокой сте-
пенью очистки.
Необходимым условием эффективного применения сверл ОР является примене-
ние прецизионных инструментов и кондукторных втулок. При сверления стальных де-
талей ружейными сверлами диаметром 6. 15 и 25 мм давление СОЖ составляет со-
ответственно 6—7, 4—5 и 3—4 .МПа, а интенсивность подачи СОЖ — 8—10, 25—35
и 50—60 л/мин. При сверлении чугунных деталей давление несколько ниже (пример-
но на 10—15%). При работе сверлильными головками ОР диаметром 30 н 50 мм
давление составляет соответственно 1,5—2 и 1—1.5 МПа, а интенсивность подачи
СОЖ—.60—70 и 100—12." л;мин.
Сверла ОР, предназначенные для. обработки углеродистых и малолегнрованных
сталей, чугунов и цветных металлов, оснащаются, как правило, твердыми сплавами
СКОРОСТЬ РЕЗАНИЯ о,
ПОДАЧА НА ОБОРОТ So
_____Сверлильные станки
Инструмент, направляема
по обработанному отверст
КАРТА С 6 Лист.
групп К05, К10 и К20, а прн усложненных условиях обработки (в том числе при
обработке прерывистых поверхностей) в целях повышения прочности режущих кро-
мок — сплавом группы КЗС.
Режимы резания при работе ружейными сверлами
Обрабатываемый материал Значение Vе. м/мин Значение £<>, мм/об, при диаметре сверле! В ММ
Вид Твердость НВ v "'До б'“ 6-12 12—20 20-
Конструкционые углеро-
дистые и малолегиро-
ванные стали
175-225
225—275
275—325
0,02-Д 04
0,04—0,07
Серый чугун
160—200
100—220
220—240
90—120
70—90
60—80
0.025-0,05
0,025—0,05
0.02—0,04
0.04—0,08
0,04—0,07
0,03—0,05
0,05—0,
0,05—0,
0,04—0,
Ковкий чугун цб—160 100—120
-Ч Высокопрочный чугун ” 190—225 225-260 240—300 80—100 60—80 40—50
Алюминиевые литейные сплавы 'tr Содержа- ние Si, %: 6-10 J7—19 ' 150—200 100-1130
0,01—0.015 I 0,025-0,05
0.01—0,015
0,01—0,015
0,01—0.015
0,025-0,05
0.02-0.04
0.02-0.04
0,04-0,07 I 0,05—1
0.03—0,06
0,(13—0,05
0,025—0,05
0.04—0,
0.04—0,
0,03-0,
Примечания: 1. При выборе подач в пределах указанных диапазонов боль-
шие значения принимаются при сравнительно Жестких инструментах и относительно
невысоких требованиях к качеству обработки (точность ниже 10-го квалнтета, шеро-
ховатость порядка Ra 2 мкм н более’). Уровень подач при сверлении сталей ограни-
чивается условиями отвода стружки.
2. Характерные значения стойкости прн сверлении стальных деталей составляют
12—15 пог. м суммарной длины обработанных отверстий, чугунных —20—25 пог. м.
Стойкость в значительной степени зависит от качества фильтрации СОЖ,
Режимы резания прн работе сверлильными головкамн ОР диаметром 20—60 мм,
в том числе эжекторными, типа ВТА и др.
Скорости резания при работе сверлильными гслог-.ам.и принимаются го рекомен-
дациям для ружейных сверл.
Характерные значения подач 5,
Обрабатываемый материал Значение 5» мм/об, прн диаметре сверлеин в мм
Вид Твердость НВ 20—25 25-30 40—50
Конструкционные углеродистые и 180—300 0,12—0,2 0.15—0,25 0.2—0.3
малолегированные стали ^рый и высокопрочный чугуны 160-300 0.15—0.2 0,18—0.25 0.2—0.4
Данные по обрабатываемости конструкционных материалов, инструментальным материалам и
•° снаIочно-охлаждающим жалко-тви представлены в приложение! 1. 2. 3.
СКОРОСТЬ РЕЗАНИЯ п,
ПОДАЧА НА ОБОРОТ So
_____Сверлильные станки
Инструмент, направляемый
по обработанному отверстию
КАРТА С-6 Лист 3
Режимы резания прн растачивания и развертывании однолезвнйнымн головками
При растачивании уровень скоростей резания того же порядка, что и при свер-
лении. Прн развертывании с припусками порядка ОД—0,25 мы верхний предел допу-
стимых скоростей резания также соответствует рекомендуемому при сверлении. С
учетом требований к качеству обработки, особенностей геометрии инструмента, при-
меняемых СОЖ может потребоваться понижение скоростей по сравнению с верхним
пределом до 2—3 раз, что устанавливается прн опытной проверке в реальных усло-
виях работы инструмента.
Подачи 30 при растачивании стальных деталей составляют 0,15—0,3 мм/об, а
при обработке чугунных деталей 0,2—0,4 мм/об. При развертывании подачи So==
=0,1—03 мм/об, причем меньшие значения соответствуют, как правило, большим
скоростям резания.
СКОРОСТЬ РЕЗАНИЯ
ПОДАЧА НА ОБОРОТ So
t_____Сверлильные станки
i Спиральные быстрорежущие
] сверла диаметром 1,5—3 мм
(л'ЛРГЛ С-7 Лист 1
Обрабатываемый материал Значение мм/об. прн работе сверлами диаметром в мм Значение с’*, м/мин, при резании сверлами диаметром 1,5—3 мм
Вид Т ирдость ^НВ 1.5 3
Конструкционные углеродистые и мало- До 174 0.025 0.05 23
легированные стали 179—229 0.025 0,045 19
229—260 0.025 а 04 15
277-321 — 0,035 13
Серый и высокопрочный чугуны До 160 0.025 0.07 35
160—200 0.025 0,07 26
190-220 0.025 0.07 23
220—260 0.025 0.05 17
250-320 0.025 0,05 15
А'-оминневые сплавы с содержангеч* S;.
ъ:
до 8 — 0.025 0.075 45
12 0.025 0.075 30
19 0.025 0.075 8
Примечания: 1. Рекомендуемые скорости резания ориентированы на обес-
печение стойкости порядка 20—30 мин.
2 Прн сверлении отверстий с отношением глубины сверления к диаметру Lp/O>3
скорости резания понижать на коэффициент Л*т:
1,/В 1 3 Б 6 8
Значение К_ । ’ 1 :.о 0.8 0.7 0,6
• Данные по обрабатываемости кокет?' ^ионных атериалов, инструментальным материалам и
; смазочно-охлаждающим жидкостям геед • • з • л ч ы я приложениях 1. 2. 3.
80
Сверлильные станки
ОСЕВАЯ СИЛА РЕЗАНИЯ Ро.
МОЩНОСТЬ РЕЗАНИЯ
Сверла, зенкеры, цековки
КАРТА С-3
Лист I
ОСЕВАЯ СИЛА РЕЗАНИЯ
При сверлении, зенкерованин и цековании осевая сила резания
Pq—P о.ТЯб.Т Кр, ч
где А, — осевая сила резания по таблице, кН;
Кр — коэффициент, зависящий от обрабатываемого материала.
Осевая сила резания Ро.т*вл при сверлении
Диаметр отверстия, мм Значение РОпбл, кН, при подаче 5е в мм/об
0.06 0,1 0,14 0,16 0,2 0,3 0.4 . 0.5 0,6 0,8
3 4 0.5 0.6 ОД- 1.2 0,8 1.3 1.7 1.6 2.2 1.8 2,4 X 2.8 — Illi — — —
10 1,5 2,2 2,7 3.0. 3.5 4.7 — — —
12 . 1.6 2,4- - 3.0 - 3,3 4,0 fs- — — — __
16 . .23 . _3J_- -—4,0 4,4 5,2 8.2 — — —
20 2.7 4.0 5.0 5.5 6.4 8,5 1Л5 — — —
3,4 5,0 6.2 6,8 8.0 10.7 13.;- 15.0 17.3 —
32 ^4,4 6.3 8.0 88 10.0 13.6 16.6 19,5 22,0 27.0
Примечание. Для спиральных сверл с подточкой перемычки, с двойной за-
точкой, для сверл одностороннего резания н оснащенных сменными многогранными
пластинами табличные значения осевых сил умножать на 0,75,
Осевая сила резанкя Ро т»бл при зенкеровании
-дг — : « :
Глубина резания, мм (на сторону) Значение Ро „««•»> кН, прн подаче 50 в км/об
0,2 .. ' 0.4 аб to 1.5 2,0 2.5
оз > <130 038 0.S8 0.85 1.15 1,50 1.75
1 0.60 <178 !.1в !.7О 230 3,00 3,50
2 1.20 1.56 2.32 3.40 <60 6,00 7,00
4 ’ ' • 2,40 3.10 4,64 6,80 9.20 12.00 14,00
/
Осевая сила резания Ра >>( , при цековании
- -Оа}.
дс О\ и D. — :'гибслк-!7Й и Еоименьшип диаметры обрабатываемых отверстий, м.м.
Коэффициент Кр
Обрабатываемый материал Значение | Обрабатываемый материал Значение
Вид Твердость НВ. не более Вид Твердость НВ, не более
Конструкцией- 200 аэ5 1Серый, ковкий :бо 0.56
кые стали 230 1.00 I н высокопроч- 190 0.65
270 1.06 ный чугуны 220 0.75
300 I.I2 270 0.85
300 0.90
81
ОСЕВАЯ СИЛА РЕЗАНИЯ Я>.
МОЩНОСТЬ РЕЗАНИЯ N9
С*ерли*ыше ставки
Сверла, зенкеры, цековки
КАРТА С-8 Лист 2
МОЩНОСТЬ РЕЗАНИЯ
При сверлении мощность резания определяется по формуле
A,p = Afp .табл*Ак —5- *
1000
при зенкерованик к цековании —
Azp » А/ р.пвя* Кц —-— ,
100
где Np-тавл — мощность резання по таблице» кВт;
Ах — коэффициент, зависящий от обрабатываемого материала;
л — частота вращения, об/мнн;
v —скорость резания, м/мнн.
Мощность резания А'р.т»бл при сверления
Диаметр обрабатывае- мого отверстая, мм • Значение А'р.табл- кВт, при подаче 5а в мм/об
0.06 0.1 0,14 0.16 0,2 оз 0.4 0,5 0.6 0.8
3 0.03 — —
4 0.07 0.10 — — — — — — — —
0,17 0.26 0.30 0.38 — — — — — —
8 0,26 0.42 Д54 ' 0.62 • 0.72 - — • чг- — . — —
10 0.42 0.66 0,84 0.96 . 1.13 — — — — —
12 0.60 0.96 1.20 1.44 1,68 2.28 — — — —
16 1.00 1,54 1,98 2.31 2,64 . "*3,74 4.73 — — —
20 -1,54 2.42 3.08 3,52 4,18 . ,5.83 7,37 8.80 — —
25 . 2.20 3,50 4,40 5,00 5.90 'в.ЗО >0.5 12.4 14,4 —
32 3,60 5.70 7.40 8.20 9,90 13.50 17.20 20.50 24 30
40 — 8.6 11.0 12.5 15,0 . 20,0 26,0 — — —
50 — 13,0 17.0 19,0 22,0 30.0 41,0 — — —
60 — 18.0 24.0 27.0 27.0 43.0 58,0 — —
Примечание. Значения А*'р г»бл действительны для спиральных свхпл диамет-
ром 3—32 мм. сверл с СМП диаметром !С—60 мм, сверл од’-ос-г ;’зчиг-» резания диа-
метром 4—60 мм.
Мощность А’р.тжбл прн зевкеровакми
Глубина , резания, мм. (на сторону) Значение т»бл. кВт, прн подаче в мм/об
аг а4 0.6 1 1.5 2Л 2.5
as 0.8 1.1 1.5 2,2 | 2.9 3.8 4.5
1.0 1.5 2.1 3.0 4,3- 5,8 7 7 9.0
2.0 3.0 4.2 6.0 8.6 | 10,6 15.4 182
4.0 6.0 8.4 12,0 17,2 ' 21.2 30.8 36.4
ОСЕВАЯ СИЛА РЕЗАНИЯ Р»
МОЩНОСТЬ РЕЗАНИЯ NP
Сверлильные ставки
Сверла, зенкеры, цековки
(АРТА С-8 Лист 3
Мощность Np.-nta пр* цекования
А р.табл “=3‘5о(^1—^а),
где D] и Ds — наибольший и наименьший обрабатываемые диаметры, мм.
Коэффициент Кп
Обрабатывав* мый материал Твердость НВ, не более Значение Хм Обрабатывае- мый материал Твердость НВ, не более Значение
Конструкцией- 200 0.95 Серый, ковкий и 160 0.56
ные стали 230 ' i.Q> высокопроч- ный чггуиы 190 0.65
270 1.05 220 0.75
300 1,12 270 0.83
Алюминиевые — 0.3 300 аэ
сплавы
Примечание. Крутящий момент М*9, Н«м, рассчитывать по формуле -Иир2= 10* •
83
РАЗДЕЛ 4
РЕЖИМЫ ОБРАБОТКИ РЕЗЬБ
Раздел режимов обработки резьб включает характеристику различных способов
нарезания, шлифования и накатывания наружных и внутренних резьб, в том числе
сведения о размерах резьбы, ее точности и производительности обработки. Для каж-
дого из-способов обработки приведены рекомендации соответственно по режимам ре-
зания, шлифования и накатывания. Эти рекомендации содержат в каждом случае не-
обходимый набор данных об уровне режимов резьбообработки, инструментальных ма-
териалах и стойкости инструмента. Например, при нарезании резьбы метчиками при-
водятся рекомендуемые скорости резания, сведения об уровне стойкости метчика и
крутящем моменте. Данные о подаче для зтого вида обработки не сообщаются, так
как она определяется шагом нарезаемой резьбы.
Расчет режимов резьбообработки завершается определением основного времени.
9
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ В РАЗДЕЛЕ*
* Параметры заготовка* детели - вг
Di — внутренние диаметры наружной и внутренней резьб, мы;
d2, О3— средние диаметры наружной н внутренней резьб, мм;
d,— диаметр заготовки под накатывание, мм;
dB, — номинальные диаметры обрабатываемых наружной к внутренней резьб, мм;
h—рабочая высота профиля резьбы, мм;
m—чисто витков обрабатываемой резьбы;
q—чисто заходов обрабатываемой резьбы
Режимы обработки
r-j 1— чагтота врашенгя заготовки или инструмента на обратном (ускоренном)
' >ду. об мин,
г.а — ч«.сло заготовок. обрабатываемых за один оборот накатного ролика;
2.J0B—интервал между гайками при нарезании гаечными метчиками, мм;
<$?—тангенциальная подача роликов тангенциальных головок, мм/об
Параметры инструмента
Ьл— ширина инструмента, мм; ~
dp— наружный диаметр ролика, мм; •
de— средний диаметр резьбы ролика, мм;
X— угол подточки передней грани на заборной части метчика, гребенки, град; *.
— угол уклона заборного конуса метчика, ролика, град
• Условные обозначения, обшие для всех разделов справочника, приведены нз
с. 9—10
84
Резьбообработка
СПОСОБЫ ОБРАБОТКИ РЕЗЬБ
КАРТА Р-1 Лист 1
1. ОБРАБОТКА НАРУЖНЫХ РЕЗЬБ
Способ обработки Параметры резьбы Твердость «•готовка HRC,. не более Наиболь- шая про- изводя- тельвостъ, шт/мия
Диаметр dB, ММ Шаг Р. мм Длина £р, мм, не более Степень точности Сбег, не ме- нее
Нарезание:
головками с тан- 1,6—235 0.35—6 6000 7 1.5Р 37 До 20
генинальными гре- бенками головками с круг- 4—400 0,50—6 6000 >—8 1.5Р 37 До 20
лымн гребенками » £
резцами 1—1000 0.25—100 6000 6—8 0.5Р 46 До 5
вихревое 20-1000 2.50—100 2000 7—9 р 46 До 5
круглыми плашками Фрезерование: 0,2—72 0,08—3 2000 5-8 1.5Р 34 До 5
дисковой фрезой 10—400 0.50—100 2000 6-8 0 46 До 2
гребенчатом фрезой 3—200 0,50-6 100 6-8 0 37 До 5
винтовой (червяч- ной) фрезой 5-100 0,75—5 75 6—8 0 37 До 10
Шлифование: 0.5Р
врезное 10—400 0.40—5 100 С». 2 71 До 3
продольное Накатывание: 0.5-400 0.04—100 6000 Св. 2 0.5Р 71 До 1
роликом-сегментом Ij6—27 0.40—2,5 100 2-6 1.5Р 34 100—2000
плоскими плашками 2—70 0J25—3 250 6-8 1.5Р 34 40—800
двумя роликами 2—250 035—20 8000 2—6 Р 36 10—400
тремя роликами 6-100 450-5 2000 3-6 р 34 10—100
осевыми головками 1,4—150 0,35-8 6000 { —7 1.5Р 34 5-150
тангенциальными 2—52 0,40—2.5 20 4—7 0.5Р 26 До 20
головками аг- • _
Литье под давлением (пластмасс) 2,8—180 0.70—6 100 6—10 0 — —"
Примечания: 1. Накатыванию подлежат лишь материалы с коэффициентом
относительного удлинения б >8%, На стержне под накатывание резьбы угол фаски
принимать равным 20—30° (большие значения для резьб с шагами свыше 1.5 мм).
Начальный диаметр фасск должен быть меньше внутреннего диаметра резьбы на
0. ’ 5—0.25 мм.
2. Для накатывания резьб полых деталей, к которым относятся детали с толши*
ной лтенки порядка (2-г4)Л, применять способы, обеспечивающие минимальные де-
фогДацни заготовки: двумя роликами (для него характерно наличие регулируемой
радиальной подачи), тремя роликами н осевыми головками с числом роликов от 3
до б.
3. Нанбс.тшая производительность относится к обработке резьб с минималь-
ными диаметрами. шагами и длинами не более 2dB.
4. Способы обработки резьб точением резцами, нарезанием круглыми плашками,
фрезерованием дисковой фрезой н шлифованием применяются в серийном производ-
стве. в том числе на станках с ЧПУ.
2. ОБРАБОТКА ВНУТРЕННИХ РЕЗЬБ
Способ обработки Параметры резьбы Тьер- дость заго- товки HRC». не более Наиболь- шая произво- дительность, шт/мнн
Диаметр Ли, мм Шаг Р. мм Длина 2р. мм. не более Сте- пень точ- ности Сбег. . не менее
Нарезание: гаечными метчиками 3-52 0.50—3 53 4-7 Сквозная резьба 32 До 80
85
СПОСОБЫ ОБРАБОТКИ РЕЗЬБ Резьбообработаа КАРТА Р-1 Лист 2
П оодолжение
Способ обработки Параметры резьбы Т вер- заго- товки HRC,. ме более Наиболь- шая произво- дительность, шт/мия
Диаметр Da, мм Uh: Р. у.х Длина ^-р. чм. не бэлее Сте- пень точ- ности Сбег. не менее ।
машинными метчи- ками 0,2—300 ОС 75—10 300 2-7 р 46 До 60
головками 32—30" "'.75—8 200 э* **8 2Р 46 . До 10
резцами 10-1030 С 53-100 500 4—8 0.5? 46 До 5
вихревое 30—350 3.3—50 300 7—9 р 46 До 2
протяжками 10—150 2.0—10 200 6-7 Сквозная резьба 34 До 5
Фрезерование: дисковой фрезой 5—200 0.50-100 100 6—8 0 46 До 2
гребенчатой фрезой 16-200 0.50—5 100 6-8 0 37 До 5
винтовой (конце- вой) фрезой Шлифование: 8—100 9 0.50-5 50 6-8 0 37 До 10
врезное 20—400 050-5 100 Св. 2 Q.5P 71 До 3
продольное Накатывание: 20—400 0,53—100 250 Св. 2 О.ЗР 71 До 1
гаечными метчиками 3—16 0.50—1.5 20 5-7 Сквозная резьба ЗР 20 До 100
машинымн метчи- ками 1—52 0.25—2,5 • ’«г- 200 2—6 20 До 70
головками Радиальная обжимка ив резьбовой, оправке: 50—200 0 50—3 200 4-6 ЗР 20 До 2
роляком-сегмеитом 3—24 0.50—1.5 50 7—9 0.5Р 20 100-500
двумя роликами 3-200 0.53-2 150 7—9 0.5Р 20 10-150
тремя роликами 6—100 а50-;.5 100 6—9 О.5Р 20 5-50
Литье пол давлеявем (пластмасс) 2,8—180 0.70—6 100 6-9 0 — —
Примечания: 1. Наибольшая п??изводительность относится к обработке резьб
с у. нимальными диаметрами, шзгамч и длинами не более DM.
2 Зонные по прпизводительч-хп» лги обработке метчиками и головками при-
>д-:кы для однпшпинделькой обработки Увеличение числа шпинделей существенно
ггвышает производительность. Число шг?.-:делей зависит от типа инструмента я ком-
г.оновки оборудования. Для гае<ных метчиков с изогнутыми хвостовиками приме-
няется. как правило, горизонтальная компановка станка, при которой число шпин-
делей равно I—2 прн вращающемся инструменте и 1—6— при неврашаюшемся. Для
прямых гаечных метчиков и головок применяются станки с горизонтальной и вер-
тикальной компоновками с числом шпинделей от 1 до 12. Для машинных метчиков
число шпинделей составляет 1 —12 хтч станков с горизонтальной кимпсчсвкой и
1—24 — для станков с вертикальной и на>лонной компоновками.
3 Способы обработки резьб точением, фрезерованием дисковой фрезой и шлифо-
ванием применяются в серийном произвтдттве. в том числе на станках с ЧПУ.
4. Способы радиальной обжимки на оезьбовой оправке применяются для обработки
пластичных материалов на полых листоштампованных заготовках и трубах с тол-
щиной стенки от 0,5 до 3 мм и выест й формируемой резьбы, примерно равной
толщине с'енки.
-86
______Резьбообработка;
СКОРОСТЬ РЕЗАНИЯ СТОЙКОСТЬ Т, Головки с гребенка!
КРУТЯЩИЙ МОМЕНТ Л»,ф, ОСНОВНОЕ ВРЕМЯ То н круглые плашки
КАРТА РГ-1 Лш
Скорость резання v при нарезании резьбы головками с гребенками*
Обрабатываемый материал Значение с, м/мин, прн шаге Р в мм
Вид Твердость НВ Св. 3 1,5—3 1 — 1.5 До 1
Конструкционные стали 100—200 6-9 14—17 17—20 20-2
200—250 Д 6-12 12—17 15—1
250-300 2—3 4-8 8-9 9-1
Серый, ковкий и высокопрочный 110—190 8—14 12-17 15—18 18—2
! уГуны 190—320 6-12 9-15 12—20 15—2
Лтю.минкевые сплавы Д16, АК4, А.19 60-110 11-15 20—30 30—40 45—в
Медные сплавы ЯС59-1, Д-62 80—150 8—15 12—27 24—30 27—3
Цинковые сплавы 70—100 15-23 30-40 45—60 60-7
Термореактивные пластмассы 11 — 15 20-30 30—45 45—6
Примечания: 1. При обработке материалов с твердостью С280 НВ применять
инструменты из базовой быстрорежущей стали Р6М5, при обработке более твердых
и труднообрабатываемых конструкционных материалов — из сталей Р6М5Йрч< Р9М4К8.
• 2®Прй обработке внутренних резьб, а также наружных конических резьб скорости
резания уменьшать иа 30%.
3. При назначении скоростей резання на операциях обработки резьб круглыми
плашками нз стали ХВСГ использовать вышеприведенную таблицу, уменьшив таблнч-
\ю скорость в 2,5 раза, а в случае применения плашек нз быстрорежущей стали —
я 2 раза.
4. В случаях, когда заданная производительность обеспечивается при более ннз-
к.:\ скоростях резания, целесообразно их понижение (см. примечание 7 к табл. «Стой-
кость гребенок Т до переточки^),
/5. На операциях обработки резьб в стальных деталях возможна замена масел су-
v.*.'/ электростатическим охлаждением озонированным воздухом.
Для алюминиевых и медных сплавов других марок применяется коэффициент
.'Српбатываемостн по приложе::ию 1. карта 3.
Стойкость гребенок Т до переточки
--и.ам-.тр резьбы. мм л -.«зчен.-к- Т, Пиг. м. ре ьбы. при тверд детали НВ
120 150 171 | 190 210 | 230 250 270 , х., 320 360
S—18 14 17 20 I 19 17 15 12 1° i 5 3.5 1.7
2'3—40 11 14 17 15 14 12 10 8 2.5 1.4
42-60 8 10 12 11 10 9 7 6 5 2.0 1.0
'4—90 •4.5 ь.э 4s 7 6 4 1 1.4 0,7
Примечания. 1 Представленные в таблице значения стойкости относятся к
г;еСенкам, применяемым в головках, содержащих комплект из четырех гребенок с
5—2Q*. и используемых? для тбработки наружных резьб на стальных деталях.
__ -• При применении гребенок с углом <р=10* нх стойкость увеличг-взетс" в 1.5 раза.
Дачные г.о обрабгт..::,^мости констр} купонных материалов, инстр' материалом
*” - ж>--гост<-ч прелстёъ.-ены в приложениях 1. 2. 3
СКОРОСТЬ РЕЗАНИЯ п, СТОЙКОСТЬ Т,
КРУТЯЩИЙ МОМЕНТ Л/хр, ОСНОВНОЕ ВРЕМЯ То
_______Резьбообработка_____
Головам с гребенками
______и круглые плашки
КАРТА РГ-1 Лист 2
в с углом Ф=30 и 45* она снижается на 30 и 60% соответственно. Стойкость инстру-
мента при обработке чугунных заготовок вдвое выше прн твердости до 130 НВ и в
1,5 раза — прн твердости 200 НВ н выше.
3. Данные таблицы ориентированы на гребенки из базовой быстрорежущей стали
Р6М5. При нарезании резьбы гребенками из сталей Р6М5К5 и Р9М4К8 на деталях
с твердостью более 280 НВ нх стойкость возрастает на 30—40%, при меньшей тоер-
достн заготовок повышения стойкости не происходит.
4. Прн обработке внутренних резьб стойкость гребенок уменьшается на 30%.
5. Прн применении головок с числом гребенок, увеличенным до 5, 6 и 3 в»т. в комп-
лекте, стойкость гребенок увеличивать соответственно на 20, 40 и 80%.
6. Цианирование н карббннтрирование инструмента обеспечивает повышение его
стойкости на 30—50%.
7. На стойкость гребенок оказывает влияние скорость резания: пониженне ее на
40% увеличивает стойкость примерно в ’.,5 раза.
Стойкость круглых плашек Г
Диаметр резьбы, мм Значение Т, пог. м резьбы, при твердости деталей НВ
120 150 170 190 210 | 230
• 10 8 10 7 9 8 5 7 4 5
Примечания: 1. Представленные в таблице значения стойкости относятся к
обработке автоматной стали при охлаждении индустриальным маслом И-12А.
При обработке среднеуглероднстых и малолегированных сталей стойкость снижается
соответственно в 1,5 и 1,7 раза, а при обработке сталей улучшенной обрабатываемо*
ст и, микролегированиых свинцом, барием в т. п., повышается до 2 раз.
2. Данные таблицы ориентированы на стандартные плашки яз стали ХВСГ с
ф=25*. При применении плашек из стали Р6М5 стойкость повышается на 40%, при
увеличении угла ф до 45* Ьтойкость уменьшается иаЖ)%.‘
3. На стойкость плашек снижение скорости резания практически не влияет, если
она занижена против нормативной, и оказывает резкое влияние, если она увеличи-
вается по сравнению с табличной: таи, увеличение скорости в 1,5 раза приводит к
снижению стойкости плашек в 2—2,5 раза.
4. Замена нндустрнального масла режущими маслами повышает стойкость плашек
до 1,5 раз (приложение 3).
5. для плашек с доведенным (после операции притирки) профгтем стойкость уве-
личивается на 30%.
Крутящий момент /
Параметры резьбы, мм_____ I ______Значение Н-м, при обработке_________
Шаг Р Номинальный ДЧЗМСТ5 rf- резьбонарезными голазками круглыми плашками
0.5 3—20 1—2! 1.4—24
0.75 Зм 4.2—44 6.6—65
1.0 6—52 5,6—85 7—150
1.25 8—14 12—24 15—38
1.50 10—52 19-120 22—220
1.75 12 27 40
2.0 14-52 40-190 50-320
2.5 18—22 74-90 107—145
3.0 24—52 120-300 170—500
3.5 30—33 200-220
4.0 36—52 280—430 —
Примечания: 1. Представленные в таблице значения Мкр относятся к обра-
ботке сталей твердостью до 280 НВ инструментами со стандартным углом ф. равным
20’ для гребенок и 25* для плашек; при уменьшении угла Ф вдвое *.М,.Р увеличивать
в 1.5 разг, г прк увеличении угла ф вдвое Мгр уменьшать в [,5 раза
2. При нг.резании сталей с твердостью более 280 НВ величину Мьр \ъелиог’ит»»
СКОРОСТЬ РЕЗАНИЯ и, СТОЙКОСТЬ Т,
крутящий момент м„р, основное время то
_______Резьбообработка_____
Головки с гребенками
______и круглые плашки
КАРТА РГ-1 Лист 3
на 20%. При обработке легкообрабатываемых автоматных сталей величину сни-
жать на 30%, прн обработке чугунов с твердостью до 160 НВ — на 40%, 180—220 НВ —
на 30%, 220—260 НВ — на 20%, при обработке цветных сплавов (алюминиевых и ла-
туни) — на 60%.
3. Для резьб с шагами свыше 3 мм круглые плашки рекомендуется применять
лишь для «прогонки».
4. Для каждого шага резьбы возрастает с увеличением </н по линейному за-
кону и определяется методом линейной интерполяции в диапазоне табличных значений
и
Основное время Го
При нарезании резьбы головками основное время
Др л
Рп'
I де Др -,— длина рабочего хода инструмента, мы;
Р— шаг резьбы, мм;
к — частота вращения инструмента или заготовки на рабочем ходу, об/мин,
1000-f
.WH *
где dn —номинальный диаметр нг-гужной резьбы, мм (для внутренней — Du).
При нарезании резьбы круглыми плашками основное время
(Де Ло1 — частота вращения инструмента или заготовки на обратном (ускоренном в
2—3 раза) ходу, об/мин.
;______* - - - - ___________________________________________________________________
Резабообработка
СКОРОСТЬ РЕЗАНИЯ с, СТОЙКОСТЬ Т, ---------------
КРУТЯЩИЙ МОМЕНТ А1кр. ОСНОВНОЕ ВРЕМЯ То -----------Метя ист-------
КАРТА РМ-1 Ласт 1
Резьбообработка
Метчики
КАРТА РМ-! Лист 2
СКОРОСТЬ РЕЗАНИЯ v, СТОЙКОСТЬ Т,
КРУТЯЩИЙ МОМЕНТ Мкр, ОСНОВНОЕ ВРЕМЯ Л
Скорость резания v *
Обрабатываемый материал Значение г. м/мнн, при шаге Р в мм
Вид Твердость НВ Св. 3 1.5—3 1-1.5 До 1
Конструкционные стали 120—200 5-8 10-15 15—18 18—2!
200—280 4-6 10—14 14—18 18—20
280-320 2—4 5—8 8-10 10—12
320—370 2—3 3—5 5-1 б 6-8
Чггуяы:
серый 120—160 7— И 12—18 18—22 22—24
160-220 5-6 6-9 9-12 12—15
220—300 2—3 3—4 4—5 5-6
высокопрочный 180—220 5-6 7-12 12-16 16—18
220—260 4—5 6-9 9—12 12—14
260—330 1—2 2—3 3—4 4—5
ковкий 110-160 4—6 7-12 12—16 16-18
160—260 4—5 6-9 9—13 13—15
260-330 2—3 3-5 5-6 6-8
Алюминиевые сплавы Д16. АК4, АЛ9 60—110 10—14 15—23 23-28 28—30
Медные сплавы ЛС59-1, .1^2 80—150 6-9 10—18 18—24 24-26
Цинковые сплавы 70—100 12—20 20-34 34—40 40—46
Магниевые сплавы 50-90 15-20 22-34 34—40 40—46
Металлокерамические материа- лы 90—200 2—4 5—8 8-10 10—12
Термпреактпкые пластмассы — 6—8 6-8 8—10 8—10
Црнмечания: I. Указанные в таблице скорости рекомендуются ддп обработки
скво)рых отверстий машинными метчиками, из -базовой быстрорежущей аргалн Р6М5.
При нарезании глубоких отверстий, глухих, а также точных резьб скорость снижается
иа 30%.
,2. При обработке конструкционных сталей твердостью более 280 НВ применять
метчики нз сталей Р6М5К5 и Р9М4К8. При обработке резьб диаметром более 16 мм
на чугунах с твердостью 280—330 НВ имеются примеры успешного применения мет-
чиков нз твердых сплавов групп К20 и К10.
3. Скорость резання для гаечных метчиков в 2 раза выше, чем для машинных.
4. Для алюминиевых н медных сплавов других марок применяет/я коэффициент
обрабатываемости по приложению 1, карта 3. /
Стойкость метчиков Т
Диаметр эезьбы. мм Толщина среза стружки а. мм Значение Т до переточки, пог. м резь'ы детали, при твердости НВ
120 150 170 190 210 =” 250 270 290 320 360
3 g 0.02—0.04 2.0 2.5 3.0 2.7 2.5 2.2 1.8 1.6 1.2 0.5 03
0.06—0,08 1.0 13 1.5 1.3 13 1.1 0.9 18 0.6 03 01
10-18 0.02—0,05 3.0 4.0 5.0 4.5 4.0 3.5 3.0 2.5 2.0 0.8 0.4
0.07—Q.12 1.5 2.0 2.5 23 23 1.7 1.5 13 1.0 0.4 02
30—<2 0,03—0.06 2.5 3.0 33 13 3.0 2.5 2.0 1.8 1.5 0.6 0.3
0.07—0.12 1.5 1.8 2.1 2,0 1.8 1.5 13 1.1 0.9 0.4 02
013—0.20 0.8 09 1.1 1.0 09 08 0.6 0.5 0,4 0.2 0.1
* Давние со обрабатываемости конструкционных матерялов. инструмеггальяым материалам
в смазочно-охлаждающим жидкостям представлены а приложениях 1. X 3.
90
_______Резьбообработка
Метчики
КАРТА РМ-1 Лисп
СКОРОСТЬ РЕЗАНИЯ п, СТОЙКОСТЬ Г.
КРУТЯЩИЙ МОМЕНТ МИр, ОСНОВНОЕ ВРЕМЯ То
Примечания: I. Толщина среза стружки определяется ио формуле а= —ain <р,
z
где z — число перьев метчика; — угол уклона заборного конуса, град.
2. Представленные в таблице значения стойкости относятся к стандартным
метчикам нз базовой быстрорежущей стали, применяемым прн нарезании резьбы в
сквозных отверстиях стальных деталей. Прн нарезании резьбы в глухих отверстиях
диаметром 3—8 мм стойкость понижается вдвое, диаметром 10—18 мм — иа 30%
и диаметром более 20 мм—на 20%. При нарезании резьбы в чугунных деталях
стойкость вдвое выше при твердости заготовок до 180 НЗ н в 1,5 раза при твер-
дости 200—300 НВ.
3. Данные таблицы ориентированы на обработку резьбы с полем допуска 6Н.
При нарезании точных резьб с полем допуска 2Н и ЗН стойкости уменьшаются на
40%. с полем допуска 4Н и 5Н — на 20%, при нарезании грубых резьб с полем до-
пуска 7Н и 8Н стойкости увеличиваются на 20%.
4. Понижение скорости резання по сравнению с рекомендуемой не обеспечивает
повышения стойкости (за исключением жаростойких сталей).
5. Цианирование и карбонитрнрование метчиков диаметром более б мм, при-
меняемых для обработки вязких сталей, повышают их стойкость на 30—50%, нане-
сение износостойких покрытий TiN — в 1,5—2 раза.
6. Для повышения надежности работы метчиков, особенно мелкоразмериых. за
счет уменьшения вероятности их поломок и повышения стабильности получения за-
данных размеров следует учитывать специфическое влияние на стойкость следующих
конструктивных элементов инструмента:
— \гла подточки передней грани на заборной части метчика Х.«=3—10*. наличие
которого улучшает отвод стружки при обработке сквозных отверстий, что обеспечи-
вает повышение стойкости на 20—50%. Такое же? повышение стойкости достигается
при обработке глухих отверстий в результате применении метчиков с винтовыми ка-
навками (также за счет улучшения отвода стружки);
— шахматного расположения зубьев метчиков прн обработке малоуглеродистых
пластичных сталей, способствующего уменьшению налипов и улучшению условий
смазки, что обеспечивает увеличение стойкости метчиков на 30—5(1%;
— усиленной сердцевины метчиков М3—М12» что повышает жесткость инстру-
мента, надежность его работы .и позволяет увеличить стойкость иа 30—70% при обра-
ботке листовых деталей с кебС^ьшой длиной резьбы;. .
— режуще-выглажнваюших зубьев метчиков. Такой инструмент рекомендуется
для обработки точных резьб диаметром 8—42 мм с полями допусков 2Н—5Н на вяз-
ких материалах, а также в случаях наличия, несоосноств метчика с отверстием свыше
0.1 мм или подачи, не равной шагу резьбы.
Крутящий момент
Параметры резьбы, мм Значение .МКР, Н м Параметры резьбы, мм Значение .М.г,
Шаг Р Номинальный диаметр D9 Шаг Р Номинальный диаметр £>я
0.5 :.о_ L50 1.75 2.0 3—20 6—30 6-52 8—14 (0—52 12 14—52 1 0.7—.2 । З.б—10 5.6—116 । jo 32 | 21—2^2 i 44 51-323 !? 1.5 4.0 18—22 24—52 30—33 36—52 42—45 48—52 102—136 200-6» У';- 341 540—901 820—903 1160-1301
Примечания- 1 При обработке конической резьбы и обработке гаечными метчиками с длиной заборной час/« 8 и более исток значения .Vip умножать иа 1,3.
При нарезании сталей с твердостью более 280 НВ величина Л1г0 увеличивается Нг 20%. При обработке лсгксобрабатываемых автоматных сталей величину М1Г сни- жать на 30%. при обг .тбптке чугуноз с твердостью до 180 НВ — на 40%, 180— 220 НВ — на 30%. -20—250 НВ — на 20%. пок.обоабо-ке цветных сплавов (алюминие- вых и латуни) — на 60%.
Резьбообработка
СКОРОСТЬ РЕЗАНИЯ о, СТОЙКОСТЬ Т,
КРУТЯЩИЙ МОМЕНТ Л1ХР, ОСНОВНОЕ ВРЕМЯ Т
Метчики
КАРТА РМ-1
Лист 4
3. Для каждого шага резьбы Л1|:р возрастает с увеличением £)я по линейному
икону и определяется методом линейной интерполяции в диапазоне табличных зна-
чений и AfKp.
Основное время Т(
Прн нарезании резьбы машинными метчиками основное время
т
машинными с обратным ускоренным ходом —
т
гаечными —
Го =
где Ь9л— длина рабочего хода инструмента, мм;
Р— шаг резьбы, мм;
п — частота вращения инструмента на рабочем ходу, об/мии. определяемая по
, lOOO-o
формуле -------—- исходя из нормативной скорости о, указанной в таб-
Л 'D*
лиде и паспортных данных станка;
Пол — частота вращения инструмента на обратном (ускоренном в 2—3 раза)
ходу, об/мнн;
£р— длина резьбы гайкн, мм;
Ддоп— интервал между гайками, мм (£доп~ЗР).
СКОРОСТЬ ФРЕЗЕРОВАНИЯ г. ПОДАЧА S,, ОСНОВНОЕ ВРЕМЯ 7. РезьбообрвбОтка Гребенчатая фреза КАРТА РФ-1 Лист 2
Скорость фрезерование ?* н подача Ss
Обрабатываемый материал Значения
Вид Твердость НВ V, м/мин 5Ж. мм/зуб
Конструкционные стали 120-150 40 0.050
150-200 50 0.050
200-200 30 0.060
280—320 25 0040
320—370 15 0,025
Серый чугун 120—160 40 0.100
160-200 30 0.100
200—280 20 0.050
260—300 12 0025
Высокопрочный чугун 180-220 25 0.050
220-260 20 0.040
260—330 9 0,025
Ковкий чугун 110-160 50 01100
160-200 30 0UO75
200-260 20 0050
Алюминиевые сплавы Д16, АК4, АЛ9 00—110 100—200 0.100
Медные сплавы ЛС59-1, Л-62 60—150 100 0160
Цинковые сплавы ' МетаЛлоЛрамичёск|ЛГматериалы 70—100 90-^200 ' 80 25 0,075 .л 01075
Пластмассы — 50—100 0050
Примечания I. При обработке материалов с твердостью до 280 НВ приме-
нять инструмент из стали Р6М5, а при твердости более 280 НВ — Р6М5К5 и Р9М4К8.
Прн применении твердосплавных фрез скорости резания увеличивать в 2.5—3 раза.
2. Прн обработке внутренних резьб подачн уменьшать иа 20%.
3. Рекомендуемые подачи Sx приведены для обработки резьб с шагами
= 1—2,5 мм, для резьб с Р=0,5—03 мм St уменьшать иа 30%, для резьб с
= 3,0—6,0 мм S, увеличивать иа 30—60%.
4. Для алюминиевых и медных сплавов других марок применяется коэффициент
оСфабатываемости по приложению 1, карта 3.
Основное время То
Прн фрезеровании гребенчатой фрезой основное время
1„2 „ л<*»
{Г® “ —£— ~ 1 —------------
па ~St-zn
где пэ — частота вращения заготовки, об/мин;
dB—номинальный диаметр обрабатываемой наружной резьбы (для внутренней —
О»): Г
Sx — подача, мм/зуб (определяется по вышеприведенной таблице);
г— число зубьев фрезы, зависящее от принятого диаметра фрезы D*. Так, при
обработке наружных резьб
’ Данные пс оСраггтываемостн конструкционных чгатериалов. инструментальным
материалам м смазочн--охлаждающим жидкостям представлены е приложениях 1. 2» 3.
93
СКОРОСТЬ ФРЕЗЕРОВАНИЯ с, ПОДАЧА S(f
ОСНОВНОЕ ВРЕМЯ Л.
Резьбообработка
Гребенчатая фреза
КА РТА РФ-1 Лист 3
Значение ь* 10-20 22—33 36—48 30 63 80 ;оо
Значение 2 6 8 10 12 14 16 13
При обработке внутренних резьС (0,5-?0.85)Ря;
п — частота вращения инструмента, об/мин:
1000-с
П“ л-d ’
где v — скорость фрезерования по таблице, м мин.
При фрезеровании коротких резьб винтовой фрезой (с числом зубьев z = 4, 6, 8)
с радиальной подачей основное время
„ l-2'h
9 е '
jp • ns
где h— высота обрабатываемой резьбы, мм;
Sp— радиальная подача фрезы, мм/об заготовки; Sp«Sx (значения S, см. в кар-
те РФ-1, лист 2);
<000
п, — частота вращения заготовки, об/мин, определяемая по формуле —
Зн^еиия v см. в карте РФ-1, лист 2.
Прн фрЛБроВакии дисковой фрезой используются те же. режимы резания, а ^ков-
кое время
m+0.2 (т+0,2)л-</я
То—------- 9» — -------7---------9«.
г*> 5жг-п
где т —число витков обрабатываемой резьбы;
i — число проходов.
СКОРОСТЬ РЕЗАНИЯ е, ОСНОВНОЕ ВРЕМЯ 7, Ре ьбообр* ботш Вихревая головка Л.4РТ.4 РЗ-! Лист 1
94
СКОРОСТЬ РЕЗАНИЯ с, ОСНОВНОЕ ВРЕМЯ 7. РезьбообряЛ»
Вихревая голо
КАРТА РВ-1
Скорость резания и *
Шаг резьбы Р, мм Подача на один резей •$х. мм Значение г, м.мин, при обработке наружной резьбы в сталях с пределом прочности <тв в МПа
550 650 750 850
3 0.4 — — — 210
0.6 — — 190 170
0.8 — 190 170 150
1.0 210 ПО 150 —
1.2 190 160 — —
Б 0.4 — — — 160
0.6 — — 150 130
0.8 — 150 130 по
1.0 160 130 по —
1.2 140 120 — —
8 0.4 — — — 130
0.6 — 120 но
0.8 - 120 100 - 90-
1.0 130 110 90 —
1.2 1Ю 100 — —
Примечания: 1. Скорость резания прваедеяа для обработки сталей резцами
из сплава РЮ с охлаждением эмульсией.
2. Прн обработке внутренних резьб значение о уменьшать на 30%.
Основное время То
При вихревом нарезании резьбы основное время
S -a n
где л; — чисто витков обрабатываемой резьбы:
г.,— частота вращения заготовки, об/мин;
du— диаметр обрабатываемой резьбы, мы (для внутренней резьбы — Da);
St— подача на один резец, мм/резец;
z — число резцов вихревой головки (при обработке наружных и внутренних р
соответственно z= 3—4 и z=4—8 шт.);
к — частота вращения инструмента, об'мин.
‘ Данные по обрабатываемости конггр;.>.знойных материалов, инструментальным
материалам и смазочно-охлаждающим жидкостям представлены в приложениях I. 2. 3.
ОЫЦАЯ ГЛУБИНА РЕЗАНИЯ 6. ЧИСЛО ПРОХОДОВ
ПОДАЧА НА ПРОХОД 5, СКОРОСТЬ РЕЗАНИЯ с,
ОСНОВНОЕ ВРЕМЯ 70
Резьбообработка
Резцы
КАРТА РР-1 Лист /
Определение обшей глубины резания и числа проходов i
при точении наружных и внутренних метрических резьб
иа деталях из конструкционных сталей
Шаг резьбы Р, мм Рабочая высот а профиля резьбы А, мм Значение th мм Значение i
при подаче под углом 27* при радиальной подаче
наружная резьба внутренняя резьба наружная резьба внутренняя резьба
0,5 0,27 0,38 0,35 0.34 0,31 4
075 0,406 0,57 0,52 0,51 0,46 4
0.541 0,76 0,68 0,68 ,0.61 . 5
«Г- ’,25 0,677 0,96 0,86 0.86 *0,77 6
1.5 0.812 1.16 1,03 1,03 0,92 6
1.75 0.947 1.35 1,20 120 1.07 8
2.0 1,082 1,54 1,38 1,37 123 8
2.5 1,353 1.92 1.72 1.71 1,53 10
з.о 1.624 2.31 2,06 2,06 1.84 12
3.5 1.894 2,69 2,41 2,40 2.15 12
4.0 2,165 3.07 2,75 2,74 2.45 12
4.5 2,436 3,4" З.Ю 3.09 3.75 14
5,0 2.706 3.85 3.4Д 3.4 3 3.07 14
6.0 3.248 4,6! 4.13 4.11 3.68 14
Примечания: 1. Подача под углом является предпочтительной. Радиальная
“-Дача применяется при хорошей обрабатываемости материала или в связи с отсут-
:*эием на станке угловой подачи.
2. Число проходов может быть увеличено против приведенных в таблице если бу-
дуг иметь место поломки инструмента, и уменьшено при его интенсивном износе.
3. При обработке трапецеидальных резьб с теми же или близкими .то размеру ша-
'1чн число проходов увеличивать на 20%.
4 Общая глубина резания К включает величину h и глубину впадины резьбы за-
глсчнон формы, ' •* н
ОБЩАЯ ГЛУБИНА РЕЗАНИЯ tu ЧИСЛО ПРОХОДОВ 1, Резьбообработка
ПОДАЧА НА ПРОХОД 3, СКОРОСТЬ РЕЗАНИЯ в. Резцы
ОСНОВНОЕ ВРЕМЯ Г» КАРТА РР-1 Лист 2
Подача на проход S под углом 27* прн нарезании наружной
метрической резьбы на деталях нз конструкционных сталей
Но- мер про- хода Значение S, мм/проход. для шагов резьбы Р в мм
0.5 0,75 1.0 1.25 1.5 1.75 2.0 2.5 3.0 3.5 4,0 4,5 5.0 6.0
1 0,15 0,20 0.25 0,25 оло 0,30 0,30 0,30 0.35 0,40 0,45 0,50 0,55 0,65
2 0,10 0.15 0.20 0.21 026 0.26 027 0.27 031 0,36 0,41 0,45 0,50 0.59
3 0,08 0,10 0,15 0,18 023 023 0.24 0,25 0,27 0.32 0,37 0,40 0,45 0,53
4 0,05 0,05 0,10 0.15 0,19 020 0,21 023 025 0.28 0,33 0,35 0,40 0,48
б — — 0,06 0,11 0,12 0.17 0,18 0,21 022 025 0.29 0,30 0,35 0,43
6 — — 0.06 0,06 0,13 0,16 0,19 0,19 0,23 0,26 026 одо 0,38
7 — — — — 0,10 0,12 0,17 0,17 020 0,23 023 0,25 ОДЗ
8 — — — — 0,06 0,06 0.14 0.15 0,18 020 0,20 0,21 0,28
9 — — — — — - 4 Й-10 одз 0,16 0,18 0,18 0,18 0,24
10 — — — — — — — 0,06 0.11 0,1-3 0,15 0,16 0,16 0.20
1! — — — — — — 0,10 0,10 0.12 0.14 0.15 0,16
12 — — — — — — 0,06 ОД» 0,08 0.12 0,13 0.13
13 — 0,10 0,12 0.11
14 0,08 0,10 0,10
Об- щая гЭ|убя- иа ре- ааияя /|> мм 0,38 0,57 0,76 0.96.. 1,16 1,35 1,54 1,92 231 2,69 3,07 3,47 3,85 4,61
Радиальная подача на проход S прн марезапа наружной метрической резьбы
на деталях из нонет рукяноиных сталей
Но- мер про- хода / Значение S, мм/проход, для шагов резьбы Р в мм
0,5 0.75 1.0 125 1,5 1.75 2.0 23 3.0 зз <0 43 5.0 6.0
Д 0.15 0,20 0.20 0,25 0,25 0.25 0.30 3.30 0.30 035 0.40 0,45 0,50 0,60
2 0.08 0,15 0.17 0,19 0,23 0,20 025 026 027 0,31 0,35 0,40 0,44 0,50
3 0,06 о.н 0.14 0,14 0J2O 0,18 0,20 022 024 0,27 0.31 0,35 0.39 0,45
4 0,05 0,05 0.11 0.12 0,17 0,16 0,17 0.19 0,21 024 028 0,30 0,34 0,40
6 — — 0,06 0,10 0,12 0.14 0,15 0,17 0.18 0,22 025 026 0,30 0,35
6 — — — 0.06 0,06 0,12 0.13 <,15 0,16 0,20 0,23 022 026 0,30
7 — — — — — 0,09 0.11 0.13 0,15 0,18 0,21 0,19 022 0.26
8 — — — — — 0,06 0,06 0,12 0,14 0,16 0,19 0,17 0,18 024
9 — — — — — — 0.11 0,13 0.14 0,17 0,16 0,16 0.22
[0 — — — — — — 0.06 0,12 0.13 0,15 0,15 0,15 0,20
И - — — — — — — 0,10 0.12 0,12 0,14 0.14 0.18
12 — — 1 — — — 0,06 0,08 0,08 0.12 0,13 0.16
97
ОБЩАЯ ГЛУБИНА РЕЗАНИЯ ЧИСЛО ПРОХОДОВ 1, ПОДАЧА НА ПРОХОД 5. СКОРОСТЬ РЕЗАНИЯ ОСНОВНОЕ ВРЕМЯ Т„ Резьбообработка <’ Ревцы . •'' .. КАРТА PP-'t ' Лист 3
При назначении подач для остальных случаев следует руководствоваться сле-
дующим:
— минимальная подача на проход не должна быть меньше 0»05 мм;
— при повышенных требованиях к точности всех резьб необходимо ввести один —
два дополнительных прохода и прн этом последние два—три прохода выполнять
с подачей ие более^),05—0.10 мм;
— подачи иа предварительных проходах назначать исходя нз равенства площадей,
срезаемых за проход.
Скорость резания v прн резьботоченни *
Обрабатываемый материал Значение п. м/мин, при резьботоченни резцами
быстро- режущими Р6МЙГ - твердосплавными
Вид Твердость НВ - РЮ РЗО - К1О- К20
Конструкционные До 230 15—20 120—170 80-100
стали 230—270 10—15 100—140 70-80 — —
Коррознонностонкис До 230 5 8 100—150 70-100
жаропрочные стали 230—270 3—5 80—110 60—80 — —
Чупмы До 220 90-120 70—90
220—260 — — — 70-100 >60-80
Алюминиевые сплавы Д16, АК4. АЛ9 60—НО 25-50 — — 150—180 Дэо—1»
Магниевые сплавы 50—90 38-75 — — — —
Медные сплавы ЛС59-1, Л-62 80—150 ’.3—40 — — 120—150 90-120
Првмечания: L Указанные скорости резания с даны исходя из режущих
свойств инструмента. При практическом назначении и необходимо считывать ограни-
чения. накладываемые возможностями стайка, по его паспортным данным.
2. При благоприятных условиях резания применять твердые сплавы РЮ и К10,
при неблагоприятных — РЗО я К20.
3. Для алюминиевых и медных сплавов других марок применяются коэффициенты
по приложению 1. карта 3.
Основное время Tt
При точении резьбы основное время
Рп
* Данные со обрабатываемости конструкционных материалов, инструментальным материалам
в смалочис-охлажлающнм жидкостям представлены в приложениях I. 2. 3.
98
Резьбообраб<
Резцы
КАРТА РР-1
ОБЩАЯ ГЛУБИНА РЕЗАНИЯ (t. ЧИСЛОПРОХОДОВ 4
ПОДАЧА НА ПРОХОД 5. СКОРОСТЬ РЕЗАНИЯ<
ОСНОВНОЕ ВРЕМЯ То .
где Lp.x— длина рабочего хода резца, мм;
Р— шаг обрабатываемой резьбы, мм;
п— частота вращения заготовки, об/мин, определяемая по формуле п = —
исходя из табличной скорости о с учетом возможностей станка по
портным данным;
i— число проходов;
q— число заходов резьбы.
ХАРАКТЕРИСТИКА КРУГА, ПРИПУСК.
СКОРОСТИ ВРАЩЕНИЯ КРУГА гкр И ЗАГОТОВКИ
ОСНОВНОЕ ВРЕМЯ То
_______Резьбообрабо*
Шлифовал ми
__ миогоииточный
КАРТА РШ-]
Распределение припуска
Шэ1 резьбы Р. мм Рабочая высота профиля резьбы Л. мм Обшая глубина резания t Припуск по высоте п| на сторону, мм' при шлифоваив|
Резьба внутренняя Резьба кару жная по сплошному металлу оконча после варит! формн| реэ
0.5 0.27 0,31 0.33 0,31—0.33
0,75 0.406 0.45 0,48 0.45—0,48
1Л 0.541 0.59 0,63 0.59—0,63
1.25 0.676 0.73 0.78 0,73—0.78
1.5 0.812 0.87 ОДО 0.87—0.93 0.10-
2Л 1.082 1,15 1ЛЗ — 0.20-
4.0 2.165 2.33 236 — 0.25-
6.0 3 247 3.46 Зч68 -— азо-
Примечание. Шлифование по сплошному металлу обычно осуществляется за
2-—; оборота заготовки. При этом на первом обороте снимают до 0.6 припуска, на вто-
• ром — до 0,4 припуска, а при окончательной обработке 0,1—0.2 припуска.
XA^TEPfcCfHKA КРУГА, ПРИПУСК»
( КОРОСТИ ВРАЩЕНИЯ. КРУГА ггр И ЗАГОТОВКИ сэ,
ОСНОВНОЕ ВРЕМЯ То
Резьбообработка
Шлифовальной
______многомнточный круг
КАРТА РШ-1 Лиг 2
Режимы резания и характеристика круга при врезном шлифовании
многониточными кругами
Обрабатызаекый материал Шаг резьбы Р. мм Характеристика круга Скорость круга м.'с Скорость заготовки оа, м/мии
Вид Твердость .Чарка абразивного материала Зернистость, твердость, связка
1 1аль До 50 HRC-. 2,5—6 14А, 25А, 92А 16С2К 40 0,6—0.8
1-2 10СТ1К 45 0.8—1.0
0.4—0.8 6СТ2К 50 1.0—1.2
50—65 HRC-, 2.5—6 25А, 54С, 92А 12СМ1К 35 0,6—0.8
1-2 8СМ2К 40 1,0-1,2
0.4—0.8 5С2К 45 1.4—1,6
Чиун До 52 HRC. 2.5—6 54 С, 64С 16С2К 40 0.8—1,0
1-2 I0CT1K 45 I.O—1.2
• 0.4—0.8 6СТ2К 50 1.2—1.4
Жаропрочные 200—475 НВ 2.5—6 64С 16СТ1К 40 0.4—0,6
сплавы 1-2 12СТ2К 42 0,8—1.0
0.4—0.8 6СТЗК 45 1.0—1,2
Прнмечавия: 1. В таблице указаны базовые марки шлифовальных материалов,
на практике возможно применение их разновидностей.
2. Возможны отклонения, от табличных далнф шз твердости шлифовального кру-
ге на одну степень.'
3. Номера структуры: для обработки наружных резьб — 6—8; для обработки внут-
ренних резьб — б—10. Меньшие номера структуры рекомендуются для обработки по-
верхностей с минимальной высотой мякрояеровностей.
Основное время То
Прн врезном шлнфоваиян многониточным кругом основное время
7О__Ь5±ЫЛ,. /
п
гле п— частота врашенгя заготовки, об/мин, определяемая исходя из скорости вра-
щения va по таблице;
Ка — коэффициент перекрытия, характеризующий соотношение длины обрабатывае-
мой резьбы Lp н высоты круга Т.
Обычно £р/Г<0,9 и Кл=1. При ДР/Т ==0,94-1,9: Яп = 2. Прн Д₽/Т=1,94-29;
*.-3-
Величина 1,54-1,8 учитывает подвод, врезание и перебег круга, а также процесс
шлифовании резьбы за один оборот.
Прн врезном шлифовании резьбы за несколько оборотов вращения заготовки (т)
основное время
«4-0.5
Г»= “ *«
При продольном шлифовании однонпточным или многониточным кругом основное
время
• Данные по обрабатываемости конструкционных материалов, инструментальным
материалам и смазочно-охлаждающим жидкостям представлены в приложениях I, 2. 3.
100
ХАРАКТЕРИСТИКА КРУГА, ПРИПУСК,
СКОРОСТИ ВРАЩЕНИЯ КРУГА И ЗАГОТОВКИ (•’>,
ОСНОВНОЕ ВРЕМЯ То
’ Резьбообработка_____
Шлифовальный
. 1 МНОГОНИТОЧИЫЙ круг
КАРТА РШ-1 Лист 3
Р-П
где i— число проходов, определяемое исходя из величины снимаемого припуска и
принятой глубины шлифования i на проход.
При обработке одноннточным кругом 7 = 0,044-0,08 мм на черновых проходах
и t =0.014-0,03 мм — на чистовых проходах.
При обработке многониточным кругом 7 = 0,204-0,40 мм на черновых проходах и
7=0,104-0.20 мм — на чистовых проходах.
СКОРОСТЬ t, РАДИАЛЬНАЯ ПОДАЧА Sp, РАДИАЛЬНОЕ
УСИЛИЕ Р.-, СТОЙКОСТЬ Гд, ОСНОВНОЕ ВРЕМЯ То
Резьбообработка
Резьбоиакатяые ролики
КАРТА РН-1 Лист 1
Скорость накатывания f
Обрабатываемый материал Значение
Вид о,, МПа г, м/мин
Сталь • ’аг. До 500 500-700 700-900 60—90 30-50 15—25
Алюминиевые сплавы, латунь — 80-120
Радиальная подача $Р при накатывания двумя ролвками
Обрабатываемый материал Значение 5Р, мм/об. прн шаге резьбы Р в мм
Вид а», МПа 1.0 1.5 2.0 23 3.0-6 л
Зталь До 400 400-^00 Св. 500 0.045—0.15 0.03—0,10 0.025—0.00 асе—Q.I7 0,045—0,15 0.035—0.12 0.075-0.20 0.055—0.17 0.045—0.'. 6 ОЛВ—0.25 0.075—0.23 0.06—0.20 0,085—0.26 0.08—0.25 С.065—0,23
Алюминиевые сплавы, латунь — 0.04—0.17 0.03—0.20 0.06—0,23 0.07—0*27 0.06-0.30
Примечание. Меньшие значения Sp принимать при накатывании на верхнем
пределе рекомендованных скоростей г к для заготовок с увеличенным значением
(в пределах указанного диапазона). Прн уменьшенных значениях оа и v (последнее
зависит и от паспортных данных станка) принимать ббльшне значения Sp.
Радиальное усилие накатывания Рт
Р » ?>0‘
10 * Г
где /'и — ориентировочное радиальное усилие накатывания для метрической резьбы
длиной 10 мм (см. карту РН-1, лист 2);
— длина резьбы, мм.
101
СКОРОСТЬ v, РАДИАЛЬНАЯ ПОДАЧА $р. РАДИАЛЬНОЕ
УСИЛИЕ Р„ СТОЙКОСТЬ Тд, ОСНОВНОЕ ВРЕМЯ Го
Резьбообработка
Резьбонакатные ролики
КАРТА РН-1 Лист 2
а». МПа Значение Р-.-. кН. прн шаге резьбы Р в мм
112 1 3 4 5 6
До 400 9 и 1 13.5 16 19 23
400—6:0 п 12.5 | 15 16.5 22 27
600—8-.О 12,5 15 , 19 24 29 36
800—1000 14 17,5 1 1 22 27 33 40
Примечание. При накатывании трапецеидальных резьб радиальные усилия
выше на УЛ.
Стойкость роликов Тя
Тл = Т, исг. К,
где Г- Tie.i — стойкость роликов по таблице, тыс. дет.;
К — ко?ффиЛект, зависящий от обрабатываемого н инструментального ма-
териалов.
Стойкость роликов Гд.таФл
Параметры резьбы, мм Значение Т'д.тшвл. тыс. дет. Параметры резьбы, мм Значение 7*з.твбя, ты£*‘дет. - аг-
Шаг Р Диаметр da ’ir • • Шаг Р Днаметр d.
1 6—12 130-70 10 14—30 40-20
1.25 8-14 90—50 2.5 18—22 30-25
1.5 10-30 75—25 3.0 24-30 20-15
1.75 12 50
Примечания: 1. Значения Тд.табл относятся к роликам диаметром dP"c|5O мм.
Прн други значениях d9 значения Тд.пбл изменяются пропорци/нально отношению
dp: 150. /
2. Большие значения стойкости соответствуют меньшим диаметрам резьбы.
Коэффициент К
Инструмен- тальный материал 3>? 40? 500 900 10-00 1102 1202
6?) 7(10 8ЭТ
Х12Ф1, Х12М 8 5 3.2 1.6 1 0.6 0.4 0.2 0.1 0.05
6ХМ2ФС 6.5 4 2.5 1.2 0.8 0.5 0.3 0.16 0.08 0.04
6Х6ВЗМФС 11 7 4.5 2.2 1.4 0.8 0.5 0.3 0.15 0.07
Х6ВФ 4 2.5 1.6 0.5 0.5 0.3 0.2 0.1 0Л5 0.02
Примечания: !. Базовой инструментальной сталью является Х12М.
2. Представленные- в таблице поправочные коэффициенты К ориентированы: на
применение инструментов со шлифованной резьба, твердостью 59—G2 HRCo и бал-
лом карбиднеи “годн'.родностн не более 5; на обработку резьбы с полем допуска
6g т. примере-; :* в качестве СОЖ индустриального масла
3. При применении инструмента с профилем резьбы, сформированным накаты-
ванием. CTofir.jC-b снижается на 30%, а фрезерованием или точением—вдвое.
4. При повышении точности обрабатываемых резьб стойкости снижаются на 30%.
а при снижен:!:* т.чногти — увеличиваются на 20%.
102
Резьбоо8р»<Й!
Резьбонакатные р
КАРТА РН-1
СКОРОСТЬ V, РАДИАЛЬНАЯ ПОДАЧА РАДИАЛЬНОЕ
УСИЛИЕ Р>, СТОЙКОСТЬ Тд, ОСНОВНОЕ ВРЕМЯ Г,
Основное время То
При накатывании ргзьбы двумя роликами с радиальной подачей ннструм(
основное время
Г„=1.92<—^)-d3 (
Sp •п-dp
где d-, — диаметр заготовки, мм:
di— внутренний диаметр обрабатываемой резьбы мм;
Sp — радиальная подача заготовки, мм/об;
п — частота врашения инструмента, об/мин, определяемая исходя гз скорост:
по таблице и паспортных данных станка;
dP— наружный диаметр ролика, мм.
При накатывании резьбы двумя затылованными роликами основное время
Л=_±_,
п-пв
где па — число заготовок, обрабатываемых за один оборот роликов. Зависит от 1
структивного исполнения роликов и диаметра обрабатываемой резьбы (
d„< 10: Пц=!-2, при <*я>10 лц=1).
При непрерывном накатывании резьбы на проход роликами, установленными
шпинделях со скрещивающимися осями.
т_____I»
1 о= о ,
S-Лэ S-n-i
где Z-э— длина заготовки, мм;
S — осевое перемещение заготовки на каждый ее оборот, мм (5=?);
п3— число оборотов заготовки в минуту, определяемое по формуле Пз=*п-1;
i — отношение средних диаметро^реэьбы ролика и заготовки.
СКОРОСТЬ о, МОЩНОСТЬ N* СТОЙКОСТЬ Т„ ОСНОВНОЕ ВРЕМЯ Т, Резьбообрабо
Плоские накатные
КАРТА PH-2
Скорость каигывания
при обработке стали
о>, МПа Значею
До 500 5
500—700 2
700—900 1
Мощность Л'р при накатывании резьбы длиной 10 мм на стальных деталях
с о, = 850 МПа и г = 25 м/мин
Параметры резьбы Значение Л’Р1 кВт ' Параметры резьбы Значение ^p, к
AWX1 1.1 | 1 М10X1.5 1.6
М8Х1.25 1.3 1 .412X1.75 1.9
резьбообработка
Плоские накатные плашки
КАРТА РН-2 Лист 2
СКОРОСТЬ V, МОЩНОСТЬ Хр,
СТОЙКОСТЬ Тя. ОСНОВНОЕ ВРЕМЯ То
Продслжение
Параметры резьбы Значение Л'Р. кВт | Параметры резьбы Значение Np, кВт
Ml 6X2 2.8 1 .424x3 4,7
Ml 8X2,5 3.6
Примечания: 1. Мощность изменяется прямо пропорционально базовой
I Hi мм) длине* обрабатываемой резьбы и скорости накатывания.
У Мощность изменяется пропорционально а» на 10% ка каждые 100 МПа.
Стойкость плоских плашек Тд
Величина Тл определяется по формуле
' * Тд=Гж.„«лХ,
где Тдтабл— стойкость плоских плашек по таблице, тыс. дет., при обработке сталей
с ов«“700 МПа;
К — коэффициент, зависящий от обрабатываемого н инструментального ма-
териалов (см. карту РН-1, лист 2).
Стойкость плоских плашек
Параметры резьбы, мм Значение 7*1табд, тыс. дет. Параметры резьбы, мм Значение Т'д.табя, тыс. дет.
Шаг Р Номинальный диаметр du Шаг Р Номинальный диаметр d*
0.8 5 175 1.75 12 70
1.0 5-12 80-1150 2.0 14—24 30—55
1J25 8—14 70-120 2.5 18—22 30-40
1.5 10—24 40—100
Примечания: .1. Прн наличии на плашках насечек или мелких рифлений, вы*
йпляяемых для устранения проскальзывания заготовки в процессе накатывания, зна*
яваяа Гдлабд увеличивать на 20—30%.
2. Большие значения стойкости соответствуют меньшим диаметрам .резьбы.
Основное время 7©
Прн накатывании основное время
где пд,х. — число двойных ходов подвижной плашки в минуту. Зависит от скорости
накатывания и длины рабочего хода (£рх) подвижной плашки в мм, опре-
, 1000-У
деляемой конструктивным исполнением плашек: лажх = —:--.
2Др.х.
Ориентировочные данные по паа х в зависимости от диаметра обрабаты-
ваемой резьбы (du) приведены в таблице:
Значение d„, мм 1,6—2.5 3-6 5—12 14—18 20—24
Значение пллл, дв.х/мин 200-500 120 — 140 100-250 70—150 40—80
104
Стойкость роликов Тх л
«г
Величина Га определяется по формуле
Гл-Г.^А,
где Тд.тксл— стойкость роликов по таблице, тыс. дет., при обработке сталей с о.—
—700 МПа;
А' — коэффициент, зависящий от обрабатываемого и инструментального ма-
териалов (см. карту РН-1, лист 2).
Стойкость роликов Тж.оЯл
Параметры резьбы, мм Значение 7д.т»вл1 тыс. дет. Параметры резьбы, мм Значение Тц.^л, тыс. дет.
Шаг Р Номинальный диаметр da Шаг Р Номинальный диаметр d«
0,35 3 350 1.25 8—14 130—180
0.5 3-6 200-300 1.5 10-22 120—150
0.7 4 250 1.75 12 100
0.8 5 220 го 14—22 . 90—130
1.0 6—12 180-250 2.5 18-20 65—75
Примечания: !. При обработке резьб диаметром до 6 мм диаметр роликов
dp —180 мм, при диаметрах резьб 8—12 и 14—22 мм значения dp соответственно
равны 255 ь 320 мм. При других значениях dP стойкости изменяются пропорционально
изменениям величины dp.
2. Значения Тдлавл приведены для случая обработки двух заготовок, накатывае-
мых за один оборот ролика. При обработке четырех заготовок стойкости Тятавл воз-
растают в 1.5 раза, более четырех — в 1.6—2,2 раза.
3. Большие значения стойкости соответств\чот меньшим диаметрам резьбы.
Стойкость сегментов е
Величина 73-
пределяется по формуле
Zi
А'
L =
9
105
Резьбообработка
Накатные ролик и сегмент
КАРТА РН-3 Лист 2
СКОРОСТЬ V, СТОЙКОСТЬ Тя. ОСНОВНОЕ ВРЕМЯ т0
где Гд —- стойкость роликов, тыс. дет.;
К— коэффициент, показывающий, во сколько раз стойкость ролика выше стой-
кости сегмента, и зависящий от числа заготовок пп> обрабатываемых за один
оборот ролика:
Значение ла | 2 | 4 | Св. 4
Значение К 1 1,7 I 2,5 I 3.0—3,2
Основное время То
Прн накатывании резьбы роликом—сегментом основное время
т,=—1—,
Л-Лц
где л — частота вращения рол<:ьа. об мин, определяемая исходя из скорости и по
таблице и паспортных данных станка:
г.ц —число заготовок, обрабатываемых за один оборот реэьбонакатных роликов:
величина лц зависит от диаметра резьбы du\
^ячейке 1 3—8 8-14 14—20
Значение л- 1 8-4 4—2 2
СКОРОСТЬ о, КРУТЯШНЙ МОМЕНТ м^. СТОЙКОСТЬ Т, ОСНОВНОЕ ВР£МЯ т, '» Резьбообработка Осевая накатная головка КАРТА РН-4 ' Лист 1
Скорость накатывания о
Обрабатываемый материал Значение о, м/мин, при обработке
метрической резьбы трапеце- идальной резьбы
Конструкционные стали с МПа: до 500 60—90 30—50
500—700 40-7) 30—40
700—9С0 У)—У) 25—35
Коррозионж стой- кие стали 30-50 25—35
Алюминиевые сплавы. медные сплавы (лат\нь) 60-W 50—60
Крутящий момент Мкр
Параметры резьбы, мм Значение .М.р. Н-м Параметры резьбы, мм Значение At г. 1Ьм
П’аг Р Номинальный диаметр ! Шаг Р ( Номинальный диаметр de
:.о 6—52 8-73 3.0 24- 52 ICO—220
! .25 8—14 ’4-24 1 3.5 30-33 |50—166
105
Резьбообработка
СКОРОСТЬ и, КРУТЯЩИЙ МОМЕНТ Л1,:р<
СТОЙКОСТЬ Т, ОСНОВНОЕ ВРЕМЯ тп
Осевая накатная го.ювк
КАРТА РН-4
Лист'.
Продолжен
Параметры резьбы, мм Значение Н * м Параметры дезьбы, мм Зиаченм Мкг, Н
Шаг Р Номинальный диаметр du Шаг Р Номинальный диаметр du
1.5 10—52 21 — 100 4.0 36-52 200—ЭМ
1.75 12 30 4.5 42—45 260—281
2.0 14—52 14-52 40-1.50 63-77 45-» 350—371
Примечания: 1. Представленные в таблице значения И Р относятся к нака-
тыванию резьб трехроликовыми головками на заготовках из стали с о<»=700 МПа,
При изменении о, Мкр изменяется соответственно н* 10% на каждые 100 МПа.
2. Для каждого шага резьбы возрастает с увеличением da по линейному за-
кону н определяется методом линейной интерполяции в диапазоне табличных значений
н Мм,
Стойкость роликов Т
Величина Т определяется по формуле ГвТ„вяК. где Г.»вя— стойкость роликов по таблние. тЫС- лог. м резьбы, при обработке сталей с о,=*700 МПа; К — коэффициент, зависящий от обрабатываемого и инструментального мате- риалов (см. карту РН-1,. лист 2). - Стойкость рОЛНИОВ Тяв« •
Параметры резьбы, мм Значение 7тмбд, тыс. пог. м Параметры резьбы, мм Зиачеи! 7*т1вл» тыс. пог<
Шаг Р Номинальный диаметр da Шаг Р Номинальный диаметр du
1.0 1.25 1.5 1.75 6 8—12 10-52 12 2 1.5—1.8 0.8—1.5 I 2.0 2.5 3.0 / 4.0 / 14—30 18-22 24—52 36 as—а, ae-ai о.4—a< 08
Примечания. 1. Представленные в таблние значения стойкости относятся к на-
катыванию резьб раскрывающимися готовками. При накатывании резьб нераскрываю-
Шимнся голоьками на проход стойкость роликов повышать в 2 раза, а при накаты-
ванн»- с реверсом — снижать на 30%.
- Большие значения стойкости соответствуют меньшим д-.-зме-сам резьбы.
Основное время Т9
Основное время 7е при обработке осевыми головками определяется следующими
формулами:
—- с раскрытием (для наружных резьб) и с закрытием (для внутренних резьб)
т -JLe-U-
— с обратным ходом (для нармжмых и внутренних резьб)
Го=_^£2_/----L-+-J—V
Резьбообработка
Осевая накатная головка
КАРТА РН-4 Лист 3
скорость и, крутящий момент мкр,
стойкость Т, ОСНОВНОЕ ВРЕМЯ тв
— на проход при непрерывной подаче заготовок (для наружных резьб)
— на проход с циклической подачей заготовок (для наружных резьб)
£»+0.5*я
где Lp.t — длина рабочего хода инструмента. мм;
Р — таг резьбы, мм;
п— частота вращения инструмента или заготовки, об/мин, определяемая и.ходя
;*з скорости v по таблице и паспортных данных станка;
Лох — частота вращения инструмента на обратном ходу, об/мии;
Li— длина заготовки, мм;
t.- — ширина резьбойакатного ролика, мм.
СКОРОСТЬ ТАНГЕНЦИАЛЬНАЯ ПОДАЧА
НА ОБОРОТ St. КРУТЯЩИЙ МОМЕНТ Мьг.
СТОЙКОСТЬ 7Л, ОСНОВНОЕ ВРЕМЯ Т«
_______Резьбообработка_____
Тангенциальная
______накатная головка
КАРТА РН-5 Лист 1
Режимы накатывания
Шаг резьбы Р, мм Скорость V, м/мин, при обработке • «г Подача St. мм/об
углеро- дистых сталей легиро- ванных сталей коррози- онно- стойких и жаро- прочных сплавов
05 30 25 20 0,15
0.75 30 25 20 020
1.0 25 20 15 025
1.25 25 20 15 030
1.5 1.75 25 20 20 15 15 10 0.35 040
2.0 2.5 8S 15 15 10 10 0.40 0.35
3.0 20 15 10 азо
Крутящий момент Л1гр
Шаг резь- бы р, мм Значение Л1*.р, Н-м, при номинальном диаметре dn в мм
3 5 8 10 12 14 18 20 22 24 33 42 48
0.5 о □ 9 14 19 25 35 42 • 50
0,75 6 10 14 20 26 37 43 52 61 95
1.0 11 15 20 2; 39 45 63 100 135 175
1.25 —. 12 16 22 29 — —_ __
1.5 — —~ 17 24 30 42 48 66 105 140 184
1.75 — — 25 — - — —. -
2.0 — 32 45 50 60 70 110 150 190
108
СКОРОСТЬ о, ТАНГЕНЦИАЛЬНАЯ ПОДАЧА
НА ОБОРОТ St, КРУТЯЩИЙ МОМЕНТ Л*. Р.
СТОЙКОСТЬ ОСНОВНОЕ ВРЕМЯ То
Резьбообработка
Тангенциальная
накатная головка
КАРТА РН-5 Лист 2
Примечания: 1. Представленные в таблице значения А!Кр относятся к нака-
тыванию резьб длиной 10 мм на заготовках нз стали с о. = 700 МПа. При накатыва-
нии резьбы с длиной, не равной 10 мм. табличное значение .Мкр умножать на величи-
ну отношения фактической длины к расчетной.
2. При изменении о, Ммр изменяется соответственно на 10% на каждые 100 МПа.
Стойкость роликов тангенциальных головок Тх
Величина Тя определяется по формуле
* J 3**Ti.nta‘K,
где Тдтао!-— стойкость роликов по таблнце. тыс. дет., при обработке сталей со.*
= 700 МПа;
К — коэффициент, зависящий от обрабатываемого и инструментального ма-
териалов (см. карту PH-I, лист 2).
Стойкость рОЛИЖОВ ТВНГеИЦиЛЬИЫХ ГОЛОКОК Гх.та,»
Параметры резьбы, мм Значеяве „** * тыс. дет. Параметры резьбы, мм Значение . 7*д.тавл, тыс. дет.’
Шаг Р Диаметр Шаг Р Диаметр <7«
1 eo-iw 1.75 12 40
1.25 8—«14 45—70 2Д 14—24 10—20
1.5 10-24 15-50 2Л 18—22 8—10
Примечания: 1. Прн применения головок с синхронным вращением роликов стойкого. Тхя«, возрастает иа 30—50 V 2. Большая стойкость соответствует меньшим диаметрам резьбы.
Основное время Го
При накатывании резьбы тангенциальными головками основное время
где ST— тангенциальная подача инструмента, мм,об;
п _ частота вращения инструмента или заготовки, об/мин, определяемая исходя
нз скорости с ас таблице и паспортных данных станка.
Длина рабочего хода Lp.x зависит от диаметра d. и шага Р обрабатываемой резьбы:
dM м^: Р мм Lp.. мм
3—10 10—20 22—48 Большие значения приь?> шагами, а меньшие значения — для 0.5-1,25 •..0—2.5 1.5—3 гются для резьб резьб с мелкими 2—3 3—4 4—6 больших диаметров с крупными шагами.
109
скорость Г; КРУТЯЩИЙ МОМЕНТ М„р.
.. СТОЙКОСТЬ Г, ОСНОВНОЕ ВРЕМЯ Л»
• . Резьбообработка___
Деформирующие метмиу»
КАРТА PH-6________Ли:: !
Этим способом обрабатываются вяэ<ие
материалы с твердостью не более 230 НВ
и шагами резьб не более 2 мм. Основное
отличие от процесса нарезания — увели-
ченный диаметр отверстия, примерно раз-
ный среднему диаметру резьбы, и отсутст-
вие стружки в процессе обработки.
Скорость обработки составляет 1.0—13
скорости нарезания резьбы метчиками (см.
карту РМ-1. лист 2).
и Крутящий момент Л4кр
+ Значение Мкр, Н«м, при обработке
ЦАМ4-1
Диаметр отверстия под резьбу, мм стали АЛ-4 Л-62
Da и шаг резьбы Р, твердостью НВ
мм 120 150 210 80 90 120
М3 X 0.5 2 75 - х 0.70 0,75 1.0 0.70 070 0.75
М22Х0.5 21,75+ол* 15 >6 21 15 15 16
М4Х0.7 3.64 т - . 1.5 1.6 2 1.5 1.5 1 6
М5'--0,8 4,59 ~ - 2.5 2.8 3.4 2.5 2.2 2.8
.46X1,0 5.48 - “ •> 3.8 5 6.2 3.8 ЗД 5
М52Х1.0 5!,48*t>->- 98 129 100 98 85 129
М8Х1.25 7.34 * - 3.3 10 12.5 8.3 6.6
М14Х1.25 13.34 24 29 .36 24 19
М10Х1.5 9,20 - - ’ 15 18 22.5 15 12.5 •я
М22Х1.5 21.20*0.0' 60 72 — 60 50
.4:2x1,75 i \О5 - - 25 30 — 25 20
.41 4X2.0 12,92- ”4 35 +0 — 35 30
422X2.0 20,92-0. 82 — — 82 70 95
Примечания: I. Пред.давленные в таблиц значения ,Мк₽ относятся к стан-
дартным метчикам с >глом д=*4*30' при обработке резьбы с высотой профиля 75%.
что соответствует полю допуск* 6Н. с применением масел типа MP |см. приложение 3J.
2 При накатывании резьб с уменьшенной до 60% высотой профиля (при увели-
ченных диаметрах отверстия п:д реэьбх) .11, j. хменьшается. на 40%.
3. Применение смазки ВНИИНП-232 обеспечивает уменьшение Л1ир метчиков в
2 раза, а использование ее в качестве 10—20%-ной присадки к маслам—в 1.5 раза.
110
СКОРОСТЬ v, КРУТЯЩИЙ МОМЕНТ к».
СТОЙКОСТЬ Т, ОСНОВНОЕ ВРЕМЯ П
Резьбообр!
Деформируют!
КАРТА РН-6
Стойкость деформирующих метчиков Т
Угол уклона заборного Значение 7", пог. м. прн обработке
стали 1 АЛ-4 U4.M4-l|
Размер резьбы, мм твердостью НВ
конуса IX 140 170 210 230 75—95 90—110 70-90 90—
М3 X 0,5 Г 30' 120 80 50 25 16 240 180 140
4’30' 40 24 • о 8 120 90 70
М4ХО.7 9’ 30 20 12 6 4 60 45 35
.45X0.8 1'30' 80 50 30 15 10 160 НО 80
.46X1,0 4'30' 40 25 15 8 □ 80 55 40
9’ 20 12 / 4 2.5 40 27 20 1
148X1,25 1’30' 40 25 15 8 5 70 50 40
М10Х1.5 4’30' 20 12 7 4 2,5 35 25 20 1
9’ 10 6 4 2 1.2 18 12 10
№12x1,75 1'30' 25 16 10 5 3 50 35 30
Ml 4X2 4'30' 12 8 2.5 1.5 24 18 15 1
9* 6 4 2.5 1.2 18 12 9 7
Примечания: 1. В таблице приведены значения стойкости для метчиков из
базовой быстрорежущей стали Р6М5 с высотой профили 75%, что соответствует резь-
бе степени точности.бН по ГОСТ 16003—81,- - 4P-.
2. Покрытие метчиков нитридом титана повышает их стойкость в 1,5—2 раза.
3. При накатывании резьб с уменьшенной высотой (профиля 70, 65 и 60%) стой-
кость метчиков возрастает соответственно иа 30, 60 и 100%.
А. При увеличении диаметра резьбы (для одинаковых шагов) стойкости уменьши-
ются. Увеличение диаметра в 1,5 раза снижает стойкость на 20%, в 2—3 раза на
30—40%. а 5—8 раз —иа 60—80%.
5. Применение смазки ВНИИНП-232 вместо иасла обеспечивает повышение стой-
кости метчиков в 2,5 раза, а использование ее в качестве 10—20%-ной присадки к
маслам — в 1,5—2 раза.
Основное время Т,
Основное время Т, при обработке деформирующими метчиками определяется
тем же формулам, что и при обработке режущими метчиками.
: РАЗДЕЛ 5
РЕЖИМЫ РЕЗАНИЯ
НА АГРЕГАТНЫХ СТАНКАХ
В качестве агрегатных рассматриваются специальные и специализированные метал-
лорежущие станки, построенные на базе унифицированных сборочных единиц (узлов).
Как правило, на агрегатных станках используют:
— одношпиндельные фрезерные и расточные узлы (бабки) с постоянной частотой
вращения шпинделя;
— многошпиндельные узлы (коробки) с постоянной частотой вращения;
— силовые узлы подач, обеспечивающие не более двух рабочих подач;
— узлы для токарных й шлифовальных работ.
На агрегатных станках могут выполняться различные виды работ: токарные, свер-
лильные, фрезерные, расточные, шлифовальные и г. д. Обработка заготовок в роизво-
дится с однойфили нескольких позиций. (Под позицией понимается злемент компо-
новки станка, состоящий из силового стола с многошпиндельной коробкой или шпин-
дельной бабкой, головки для глубокого сверления, и другие отдельно работающие
узлы.)
Общая последовательность расчета режимов резания является в основном такой
же, как и для других типов станков. Определение режимов обработки осуществляется
отдельно для каждой рабочей позиции агрегатного станка, затем полученные значе-
ния корректируются по результатам сравнения расчетной и заданной производитель-
ности. Аналогично производится расчет для рабочих- повжций агрегатных станков, вхо-
дящих в состав сблокированных автоматических линий (автоматические линии с жест-
кой связью).
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Агрегатные станка
КАР7& А-1 Лист !
этапа Последовательность определения рел.имоЕ резания Источник или расчетная формула Исходные данные
1 2 Разбивка операции на отдельные по- зиции • « Расчет режимов резания и основного времени Т^. мин. отдельно для каж- дой позиции: — токарная обработка — фрезерная обработка — обработка отверстий — резьбонарезакие Карты Т-l—Т-6 Карты Ф-1—Ф-6 Карты С-1—С-6, С-8, А-2 Карты РГ-1. РМ-|, PH-4. РН-5, РН-6 Содержание операции. Эскизы наладок
Примечания: 1. При определении стойкости по картам Т-3, Ф-3 и С-2 учиты-
вается общее число инструментов данного вида на станке, а не только установленных
на рассматриваемой позиции.
2. Для автоматической линии значение стойкости Т* должно быть не менее
150 мин.
112
Методика расчета режимов резания Агдргатяые станки КАРТА А-! Лист 2
Продолжен.
№ этапа Последовательность определения режимов резання Источник или расчетная формула Исходные данные
3 Определение основного времени То, инн: 3.1. Для станков, где деталь не пе- ремещается за время обработки. Го — нелерекрываемое основное время об- работки 3.2. Ляя станков с последователь- ной обработкой периодически переме- щающейся детали (в том числе для автоматических линий) Тл равно сум- ме неперекрываемых основных вре- мен при каждом положении детали Основное время об ботки деталей на отде НЫХ ПОЗИЦИЯХ Too- Циклограмма рабе станка
Примечание. Предварительно корректируются режимы резания для нелнмнтн-
рующах позиций с учетом затрат основного времени при положении детали с наибо-
лее продолжительной обработкой — (см. приложение 7).
$5рректированне режимов резания
по результатам сопоставления расчет-
ной к заданной производительности
Приложение 7 .
ОсноЩюе креме Го, у<
иовленное на этапе ’
соответствующее за;
вой производительное
Агрегатные станки
ПОДАЧА S. ПРИ РАСТАЧИВАНИИ
КАРТА А-2 Лист
I. Подача Se прн растачивании твердосплавным инструментом
чугунов твердостью до 229 НВ
Характер обработки Значение Sq, мм/об, прн диаметре растачиваемого отверстия D в м?
20 40 60 80 100 150
Черновая — 0.2—0.3 0,25—0,35 0.3—0.4 0,35—0,45 0,35—0
Получистовая — 0,15—0.25 0.18—0.3 0.2-0.3 0.22—0.35 0,28—0
Чистовая 0.1—0,15 0,1 —02 0.12—0.2 0,12—0.2 0.15-ОД 0.18—0
Примечание. Для чугунов твердостью 229—269 НВ значения подачи чменьшать
на 20%.
? ПОДАЧА 5* ПРИ РАСТАЧИВАНИИ ArpertHiMc стаики. Л<2 • Лист 2
2. Подача So при растачивании твердосплавным инструментом
сталей твердостью до 269 НВ и алюминиевых сплавов
Характер обработки Значение 5О1 мм/об, при диаметре растачиваемого отверстия D в мм
20 40 60 80 100 150
Черновая — 0.15—0.25 0,13—0.3 0.22—0,35 0.25—0,4 0.3-0,45
Получмстовая 0,1—0.15 0,12—0.2 0.18—0,25 0.2—0,3 0.25—0,35
Чистовая 0,06—0,12 0.1—0,15 0.12-0,18 0.12—0.18 0,12—0.18 0.15—0.2
При червовом и получистовом растачивании всех указанных материалов боль-
шие значения подачи следует применять при жесткой технологической системе.
Ограничения иа уровень подач по шероховатости обработанной поверхности см.
в карте Т-2.
_?'•' * 4 ''
WSPr* - . .- -РАЗ-ДМ $ у. . ' ‘
РЕЖИМЫРЕЗАНИЯ А'
'-'^НА ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Общая последовательность расчета режимов резания на обрабатывающих центр
(ОН) является в основном такой же, как и для других типов станков. Особенное
расчета связаны с использованием на этих станках многоместных инструментально
магазинов и комплексной обработки различными видами инструментов.
Многоместные магазины позволяют хранить и последовательно подавать в зо
обработки различные инструменты или группы инструментов (в том числе несколь
резцов в одном блоке, комбинированные инструменты, многошпиндельные сесрлш
ные головки и др.). Операция, выполняемая на ОН, включает, таким образом, пос.
довательную обработку заготовки различными инструментами или группами uKCTt
ментов.
Определение режимов резания осуществляется отдельно для каждого вводила
в работу инструмента или группы инструментов, объединенных в блоке, и заверши
ся расчетом основного времени операции
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ТеЗАНИЯ
Обрабатывающие
КАРТА OU-1
№ этапа Последовательность определения режимов резаная Источник или расчетная формула Исходные д
1 Разбивка операции аз переходы по последовательно работающим инстру- ментам или группам жиструментов Содержание оп< Эскизы и ал адов
2 Расчет режимов резания к основно- го времени ГАа. мин, для каждого последовательно вводимого в работу инструмента или группы инструмен- тов: — токарная обработка — фрезерная обработка — обработка отверстий — резьбонарезание Карты Т-1-Т-6. ОЦ-2 Карты Ф-1—Ф-6 Карты С-1—С-5, С-7, С-8 Карты РГ-1, РМ-1. РР-1, PH 4, РН-5, РН-6
Примечание. При определении стойкости по картам Т-3, Ф-3 и С-2 учитыва-
ется не общее число инструментов, участвующих в операции, а количество инстру-
ментов, одновременно вводимых в работу.
3
Определение основного операционно-
го времени То, мин
ОС
Основное врез
последователь!
тающих ин
(групп икстру
ПОДАЧА S* СТОНКОИЪ "Ч
Обрабатцваюийедевтры
Расточный инструмент
КАРТА 0^2- ' . ,7мсг J
ПОДАЧА Se ПРИ РАСТАЧИДАЙИИ ТВЕРДОСПЛАВНЫМИ РЕЗЦАМИ
Тип инструмента и вид обработки Диаметр растачиваемого отверстия D, мм Глубина резания t, мм Значение мм/об, для обрабатываемого материала
сталь ; чугун
(и«н|<гц;овая расточная оправка:
черновое и получнетовое растачн- 40—80 2.5—5 0.15 0.2
м>1ие Св. 80 0.25 0.3
чиновое растачивание 10-20 До 1.0 0.04 0,05
20—40 0.06 0.06
40—80 0.08 0,10
Св. 80 0.08 0.12
Ди м-ешовая расточная оправка — 40—80 До 5 0.4 0,5
мряовое и получнетовое растачнва- 5—10 0,3 0,4
Св. 80 До 5 0.6 0.7
• 5—10 0.5 0.6
Примечания: I. При растачивании твердосплавными резцами с износостойки-
ми покрытиями не назначать подачу более 0,5 мм/об.
1. При диаметре отверстия менее 40 мм черновую обработку выполнять зенкера-
ми али сверлами.
3 Ограничение на уровень подач по шероховатости обработанной поверхности
1Ы в карте Т-2.
. - СТОЙКОСТЬ РАСтфнОГО ИНСТРУМЕНТА
Стойкость расточного инструмента в минутах времени реэзння — Тр равна.
Гр-ГмА.
где Ти — нормируемая стойкость в минутах основного времени;
/. — коэффициент времени, равный отношению длины резания £р к длине ра-
бочего хода Ь9Л. При значениях Х>0,7 его можно принимать равным еди-
нице.
Стойкость расточного инструмента Тн с теердосплаышми СМП
Тнп инструмента в вид обработки Эаачекме Т* мин, врр джвметре растачиваемого отверстия D в мм
До 20 20-50 50-80 80—120
Отн?рез2?вая расточная оправка: 20 30 40 40
Чернове* и получнетовое растачн- ванне 30 45 60 70
чистовое растачивание 20 30 40 40
растачивание канавок и выточек
Двухрезновад расточная оправка — черновое и получнетовое растачива- 30 60 90 110
ние
Примечания: 1. При применения инструментов с твердосплавными напайны-
мн пластинами и быстрорежущих инструментов приведенные значения увеличивать в
2 раза.
2. Для станков с системой диагностики состояния инструмента н его автоматиче-
ской сменой при затуплении инструмента приведенные значения стойкости уменьшать
в 1.5—2 раза.
116
РАЗДЕ.Л 7 . \Л;;
' 1 РЕЖИМЫ РЕЗАНИЯ
НА ПРОТЯЖНЫХ СТАНКАХ
В разделе приведены рекомендации по определению режимов резаки? при протя
гивании отверстий и наружных поверхностей. Примеры обработки наружных поверх-
ностей типовых автомобильных деталей приведены в разделе 13.
Рекомендации включают назначение скорости резания, определение силы, мощно-
сти и основного времени протягивания на станках различных типов.
В связи с тем, что в операции протягивания, как правило, совмещается черновая
и чистовая обработка поверхностей, а практически применяемые значения скорости
резания (до 10 м/мин) на износ зубьев влияют незначительно, рациональная скорость
резания определяется, главным образом, требованиями к качеству обработки.
Поэтому рекомендации по назначению скорости резания приведены для различ-
ных обрабатываемых .-латериалов и видов протягивания в зависимости о? требований
к точности и шероховатости протянутых поверхностей. Они ориентированы на такие
критерии затупления, которые обеспечивают надежную и экономичную работу инстру-
мента при условии его нормальной эксплуатации.
В интервале скоростей до 10 м!мин увеличение подачи (подъема зубьев на сторо-
ну) для черновой части протяжки (в пределах, указанных в карте П-5) не снижает
ее стойкости, но способствует уменьшению длины. Для чистовой части протяжки зна-
чения рациональной подачи подчинены требованиям качеству обработки.
Величины подачи -определены конструкцией инЦрумента, и рекомендации по их
выбору не приведены. Данные о стойкости приведены справочно (в карте П-5 и раз-
деле 13), так как стойкость инструмента не является основанием для выбора уровня
режимов резания.
Для определения силы резания и основного времени необходим чертеж протяжки.
При его отсутствии для ориентировочных расчетов можно пользоваться данными о
характерных значениях силы резания и длины рабочей части протяжек при обработке
отверстий (см. карту П-€) и примерами операций наружного протягивания (см раз-
дел 13).
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ. ПРИНЯТЫЕ В РАЗДЕЛЕ*
Параметры заготовки и детали
Ъа — ширина шлицев, пазов, уступов, мм;
D— наибольший диаметр отверстия, мм;
£р — длина протягивания, мм;
г.ш — числе шлицев или пазов.
Режимы резания
— суммарная длина одновременно работающих режущих кромок зубьев протяж-
ки. мм;
F — сила резания на I мм длины режущей кромки, Н/мм;
* Условные обозначения, общие для всех разделов справочника, приведены на
мощность электродвигателя, неоохсднмая для осуществления прсиесса • ;;.ч ••,
, ,вдя *на стаЯхе. -хВт; f .' ( •>,'. _•?•.
резг^зя. йрн<лр<Г‘’якиванКи' одной поверхйос™.**’.леуалн. кН;. ..
количество дётадей^ обрабатываемых одновременно за дах ’ход инструмент < . ’•'
дальнего суппорта.'.‘\ •’/«’ / •' ,-’
Пвфам£крь1 дострумента к станка *
/—длина протяжки, мм; .... ,
/j — длина протяжки до первого зуба, мм;
/2— длина рабочей части протяжки, мм;
/. — длина комплекта протяжек, мм;
Лж— номинальная мощность электродвигателя главного движения станка, кВт;
г, — шаг зубьев протяжек, мм;
/е — шаг расположения приспособлений-спутников, мм;
оРХ_ скорость обратного хода, м/мии:
Ze—число зубьев в секции протяжек с групповой схемсй резания (для обычных
протяжек 1);
— наибольшее число одновременно работающих зубьев;
а—угол контакта обрабатываемой поверхности с режхщпмн кромками з'ба
протяжки (рис. 1), град;
ы— хтол наклона режущей кромки зуба протяжки (ряс 2), град.
! а,- <-!
Рис. I Рис. 2
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ —♦— , Протяжные станки КАРТА П-1 Лист /
м этапа Последовательность определения режимов резанну Источник или расчетная формула Исходные данные
1 / Расчет скорости резания V. м мин: 1.1. Определение ^сходней скоро- сти резания v с учетом ограничения, накладываемого станком 1.2. Определение силы резания Pt, кН (необходимо, чтобы было выдер- жано условие Примечание. При отсутствии чертежа протяжки для ориентировоч- ных оценок можно пользоваться дан- ными о характерных значениях силы резания при обработке отверстий (см. карту П-6) и примерами опера- ций наружного протягивания (см. г аз де: 13). Карта П-2. Паспорт ст?на а Чертеж протяжкл» Если в чертеже (или в схеме установки) вели-ича Pt не указана. то значение Рг рассчитывается по карте П-3 Обрабатываемый матери- ал и его твердость. Характер, точность я ше- роховатость протягивае- мой поверхности. Сила резания Pt. Тяговое усилие стачка Per. Номинальная мощность электродвигателя главке- го привода станка А’и
1’6
РАСЧЕТА РЕЖИМОВ РЕЗАНЙЯ ’.*Г !!>'•;/ Протяжные стдош КартА..п-i' * /'лЦт г/ .
№ этапа • Последовательность определения режимов резания Источник’ ИЛЫ* 1 расчетная формула Исходные даъьые: •
1,3. Расчет необходимой мощности электродвигателя станка Л’дъ. кВт Карта П-4 При прнннма ется значение о, опреде- ленное в п. 1.1
1.4. Корректирование режимов ре- зания при недостаточной мощности электродвигателя Л’м При Лга.в>Л/я осуществ- ляется корректирование режимов резания Рассматривается возмож- ность: а) уменьшить значение с. если это допускается требчемой производи- тельностью; б) уменьшить значение Pt за счет изменения
констрч кцин протя ис- ки; в) использовать станок с большей мощностью электродвигателя
2 Расчет основного времени Т9, мин: 2.1. Определение длины рабочей части протяжки /», мм: 2.1.1. Для протяжея‘с хвостовиком 2.1.2. Для протяжек, закрепляемых на инструментальной плите Черте* протяжки 1,-1, ' Длина протяжки /. Длина протяжки до пер- вого зуба /|. Длина комплекта протя-*] жек, закрепляемых на инструментальной плите,
- Примечание. В случае отсутст- вия чертежей протяжек для ориенти- ровочных расчетов могут быть ис- пользованы примеры длины рабочей части протяжек —для отверстий (см. карту П-6) н примеры операций на- ружного протягивания (см. раздел 13) 6- Длина протягивания £р. Дополнительная длина (перебеги) £«. равная 3Q—50 мм. Шаг расположения при- способлений-спутнмков t9.
2.2. Определение алпы рабочего хода Ер.,, мм: Скорость резання (ско- рость рабочего хода) v
2.2.1. Для станков с возвратно-по- ступательным рабочим движением
2.2 2 Для станков непрерывного действия (с движущейся деталью) 2.3. Определение основного време- ни протягивания комплекта деталей, установленных на станке:
2.3.1. Для станков с односторон- ним рабочим ходом — Г«, мин {2.3.2. Для станков с двухсторон- ним рабочим ХОДОМ — Та, мни 2.3.3. Для непрерывно-протяжных r.-^ 1000-f T lc
- станков — время такта Гт. мин 2.4. Определение времени протяги- вания Го' с учетом обратного хода протяжки для станков с односторон-1 ним рабочим ходом 1 1000-:-
119
СКОРОСТЬ РЕЗАНИЯ е ПРОТЯЖКАМИ'ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ, v Прошение сгм>*
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ ’ “ КЛ РТЛ П-1 Лист >
СКОРОСТЬ РЕЗАНИЯ с
Значение у, м/мин, при обработке
1 рхппа ибряба- 1ывае- ыости мпалла цилиндрических отверстий — с характеристиками поверхности шлицевых огсерстий — с характеристиками поверхности наружных поверхностей и шпоночных пазов — с характеристиками поверхности всех видов поверхно- стей — с шерохова- тостью поверхности Ra 1,25— 1.6 мкм
Ra 1.6- 2.5 мкм: 7-6-й квгтитет точности Иа>2,5мкм; 9-й квали- тет точности и грубее Ra 1.6— 2,5 мкм; 7—8-й ква- литет точности Ra>2,5 меч. 9-й ксалн- тет точности н гр) бее Ra 1.6- 2.5 мкм; доп\ск 0.03—0,05 мм Ra>2,5 мкм: допуск свыше 0,05 мм
1 6 8 5 8 7 10 4
11 5 7 4.5 7 6 8 3
III 3 4 3.5 6 5 7 2.5
IV 3 4 2.5 4 3.5 4 2
9
Примечания: 1. Режимы обработки стальных деталей рассчитаны на нспольэо-
мине СОЖ (см. приложение 3).
2. Шероховатость поверхности Ra 1,25—1,6 мкм можно получить также при уве-
пгчекяп скорости резания до 2-х раз (по сравнению с табличными значениями). при-
меняя протяжки со специальной конструкцией чистовой части — например, с твердо-
<илавными круглыми уплотняющими элементами: кольцами, блоками н т. п.
3. При протягивании наружных поверхностей секциями протяжек с фасонным про-
филем и допуском до 0,03 мм значения скорости резания снижать ив 25—40%.
4. Повышения произЛдительиости можно достигнуть путем увеличения скорости
резания во время работы*черновой части протяжки, если-иа станке имеется возмож-
ность автоматического изменения скорости в процессе резания. Это применимо только
при условии, что требуемое качество обработки всех элементов поверхности будет обес-
печено чистовой частью инструмента. При этом увеличение скорости для черновой
части протяжки возможно до 10 м/мия — для сталей I и II групп обрабатываемости
и до 8 м/мкн — для сталей II! к IV групп.
6. Применение скоростей резаяяя и «*=20—25 м/мии при обработке отверстий в
стальных деталях быстрорежущими иротяжкамн возможно на стайках повышенной
жесткости прн условии использования подач Ss«UM мм.
в. Имеется производственный опыт наружного протягивания чугунных деталей
/вердосплввнмм инструментом (группы КЭО) со скоростями резания до 30 м/мии. Уро-
’ваяь скоростей резавия ограничивается возможностями имеющихся станков и в т»ер-
евективе может быть увеличен.
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ
Обрабатываемый материал Группа обрабаты- ваемости металта
Наименование Марка Состояние Твердость НВ
СТАЛИ углеродистые: нязкоуглеръд--.тые 10. 15. 20. 25 Г;К. ОТЖ. До 149 IV
Г,'к. отж. 150-174 IV
X т, норм. 179-229 IV
средне}глерсдгстые 30. .?5. 40. 45. 50 Г,к. с?ж. Х.'т. норм. 126—174 1?
120
, / . , СКОРОСТЬ РЕЗАНИЯ в
ПРОТЯЖКАМИ ЙЗ БЫСТРОРЕЖУЩЕЙ стали,
Труппы обрабатываемости Металлов
КАРТА П-2
Лист 2
Продолжение
Обрабатываемый материал Группа обрабаты- ваемости металла
Наименование Марка Состояние Твердость НВ
Г/к, отж. Х/т, норм. Зак.-отп. 179—229 1
Г!к, норм. Х/т. зак.-отп. 229 -269 11
Зак.-отп. 277—321 HI
65 Г/к, отж. 229 -269 п
высокоуглеродистые Норм. 277—321 IV
Норм., зак.-отп.
AI2, А20, АЗО Х/т, норм. 160—269 I
с повышенным содержа- нием серы
хромистые: Г/к, отж. 126-174 II*
низкоуглеродис! ые 15Х, 15ХА. 20Х X/т, норм.
Г/к, отж. Х/т, норм. 179—229 I
Г/к, отж. Х/т, норм. 229—269 II
Зак.-отп. Зак.-отп. 277—321- III
ЗОХ," 35Х, 40 х, 15х. Г/к, отж. 179—229 I
среднеуглеродистые Х/т, норм. -
38ХА Х/т, отж. Норм., зак.'отп. 229—269 II
Зак.-отп. 277—321 III
марганцовистые: 20Г Г/к, отж. 128—174 II*
низкоуглеродистые Х/т, норм.
Г/к, отж. Х/т. Hopiy 179-229 I
Г/к, отж 125—174 II»
среднеуглеродмстые ЭОГ, «Г. 50Г, Х/т, норм.
35Г2. 45Г2 Г/к, отж. Х/т, норм. 179-229 I
Г/к, отж. Х/т, норм. Зак.-отц. 229-269 11
Г/к, норм. Зак.-отп. 277—321 III
Г/к, отж. 179-229 I
высокоуглероднстые 6ГГ. 65Г Х/т, норм.
Г/к, отж. Х/т, норм. Зак.-отп. Г/к, норы. 229—269 III
Зак.-отп. 277—321 IV
121
Протяжные ставки
СКОРОСТЬ РЕЗАНИЯ о
ПРОТЯЖКАМИ из быстрорежущей стали
группы обрабатываемости МЕТАЛЛОВ '
КАРТА П-2
Лист 3
Продолжение
Обрабатываемый катер и ал Группа обрабаты- ваемости металла
Наименование Марка Состояние Твердость НВ
хрочочаргаиковые:
низкоуглеродистые 18.ХГ, 20.Х Г Г к. отж. 128—174 II*
Х/т
Г/к. отж. 179—229 I
Х/т Г/К, X T, НОрМ.. 229—269 I
зак.-отп. Зак.-отп. 277—321 11
среднеуглеродистые 35ХГ2 Г/к. отж. Х/т, норхг. 179—229 I
Х/т, отж.. норм. Зак.-отп. 229—269 II
277-321 111
хромоникелевые: •
низкоуглеродистые I2XH3A, 20.ХН. Г/к. отж 128—174 III*
20ХНЗА, 20Х2Н4А Х/т
Г/к. отж. Х'т 179—229 п
Г/к, отж. Х/т, норм. 229—269 III
ЗОХНЗ. 40ХН Зак.*отп. 277—321 IV . . I .
среднеуглеродистые -1L Г/к, отж. * Х/т . 179—229
Х/т, отж. Норм., зак.-отп. 229—269 II
ЗЗХС, 38ХС, 40.ХС Норм., зак.-отп. 277—321 III
хромокремиястые среднеуг- Г/к, х 'т. отж.
леродвеше II*
Х'Т, отж., норм. 229—269 III
Зак.-отп,
хром ом олябдемов ые: Норм.. зак.-отп. 277—321 IV
жнзкоуглеродвстые 20ХМ Г/к. х/т. отж. 128-174 II*
Г/к, х'т, отж. 179- 229 I
Г/к. х'т, отж. Норм., зак.-отп. 229—269 II
Зак.-отп. 269-321 III
сгеднеу гл еродгстые ЭОХМА, 38ХМА Г/к, х/т. отж. 179—229 1
Х’т. отж., норм. Зак -отз. 229—269 II
Норм., зак.-отп. 277—321 III
хромованадяевые:
н?зко\ глеродистые 15ХФ, 20ХФ Г/к, х’т, отж. 128-174 II*
Г/к. х/т. отж. 179-229 1
Г(К. X т. отж. Норм. 229—269 11
Зак.-отп. 277—321 HI
122
Протяжные
СКОРОСТЬ РЕЗАНИЯ v
ПРОТЯЖКАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ,
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ
КАРТА П-2
П
Обрабатываемый материал
Наименование Марка Состояние Твердость НВ
среднеуглеродистые 40ХФА. 50.ХФА Г/к, x/т, отж. 179-229
хромомарганцевоникелевые: Г/к. отж., норм. Х/т, зак.-отп. Норм., зак.-отп. 229 —269 277—321
низкоуглероднстые 14ХГН 19ХГН, 20ХГН Г/к, x/т, отл. Г/к, х/т, отд. 128—174 179—229
Г/к, х/т, отж,, норм. 229—269
Зак.-отп. 277—321
среднеуглероднстые 38ХГН Г'к, х/т, отж. 179—229
Отж., норм., зак.- отп. 229-269
Норм.» зак.-отп. 277—321
хромокремиемарганцовые среднеуглероднстые ЗОХГСА, 35ХГСА, 38ХГСА, 35Х2ГСА Г/к. х/т, отж. Х/т, отж., норм. Зак.-отп. 179-229 229—269
Норм., эак -отп. 277—321
хромомарганцевомолнбде-» новые: низкоуглероднстые 18ХГ.М, 20ХГМ 25ХГМ Г/к, х/т, отж. 128—174
Г/к, отж., норм. Х/т 179—229
Г/к, х/т, норм. Зак.-отп. 229-269
Зак.-отп. 277—321
средиеуглероднсты^ 38ХГМ, 40ХГ.Ч Г/к, х/т. отж. 179-229
хромомарганцеаотнтановые: низкоуглероднстые 18ХГТ. 25ХГТ Х/т. отж., поры. Зак.-отп. Норм, зак.-отп. Г.'к, х. т. отж. 229—299 277—321 128-174
Г/к, х/т, отж., нсрм. 179—229
- Г/к, х'т. НОРМ. 229-269
Зак.-отп. 277—321
среднеуглероднстые зохгт Г/к. отж, норм. Х/т 179-229
Х/т, отж., норм. Зак.-отп. 229—269
Норм., зак.-отп. 277—321
хромонниелемолмбденовые: низкоуглеродистые 18Х2НЗМА. 20ХН2М. 20ХНМ 25ХНМ Г/К, х/т, отж. Г/к, х/т. отж. 128—174 179-229
Протяжные станки
СКОРОСТЬ РЕЗАНИЯ о
ПРОТЯЖКАМИ ИЗ БЫСТРОРЕЖУЩЕЙ стали,
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ
КАРТА П-2 Лист 5
П родо.чжение
Обрабатываемый материал Группа обрабаты- ваемости металла
Наименование Марка Состояние Твердость НВ
Г.к, отж., норм. Х/т 229-269 111
Зак.-отп. 277—321 IV
средне углеродистые 30ХН2.М. 40XH2AV Г к. х т, отж. 179—229 11
Х/т. отж., норм. Зак.-о+лг ’ 229—269 III
Норм., зак.-отп. 277—321 IV
«ромомолибденоалюмикие- 38ХМЮА Г/к, х/т, отж. 179 -229 Hl
м« средиеуглеродистая • Х/т. отж., норм. 229—269
Зак.-отп.
Норм., зак.-отп. 077 321 IV
кромомаргамиевоннкелемо- аябденовые: вмзкоуглеродистые 20ХГНМ Г к, х/т’ отж. 128-174 1
Г к. х/т. отж. 179-229 I
* • -отп. Г/к, отж., норм. Х/Т 229 -269 'll
Зак.-отп. 277—321 IV
среднеуглеродмстые 38ХГНМ, 40ХГНМ Г/к, х/т, отж. 179—229 I!
Х/т, отж., норм. 229-269 Ш
Зак.-отп.
Норм., зак.-отп. 277—321 IV
хромомаргамцевоинкелетита- 15ХГН2ТА, Г/к, х/т, отж. 128—174 III-
новые яяэкоуглероднстые 20ХГНТР Г.'к, х/т, отж. 179-229 II
Г/к. х/т, отж., воры. 229-269 III
Зак.-отп. 277-32! IV
хромомарганцевоникелемо- 20ХГН.ЧТД Г/к, х/т. отж. 128-174 III-
либдеиотитановая иизкоуг- ГЧ х/т. отж. 179—229 II
леродистая Г-'к, х.'т, отж., норм. 229-269 III
j 3?ч.-птп. 277—321 IV
подшипниковые ШХ9. Ш.Х15 Отж. 179—229 III
литые: низкоуглеродистые ЮЛ. 2VI Отж.. норм. Норм, и отп. До 152 III
средне^ "леродистые ЗОЛ. 40Л. ЗОЛ Отж.. норм. 126—174 II
Норм. 1! отп. 177— 229 II
1 Зак.-отп. 255-222 111
!24
СКОРОСТЬ РЕЗАНИЯ г
ПРОТЯЖКАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ,
ГРУППЫ ОБРАБАТЫВАЕМОСТИ МЕТАЛЛОВ
’ ’ Протяжные станки
j _ — ____________________
КАРТА П-2 Лист 6
Продолжение
Обрабатываемый материал Группа обрабаты- ваемости металла
Наименование Марка Состояние Твердость НВ
ЧУГУНЫ: серый, ковкий и высоко- прочный — — До 220 220—300 I 11
Примечания: ]. В таблице использованы следующие условные обозначения
для стали: г/к — горячекатаная; х/т—холоднотянутая; отж. — отожженная; зак.-отп. —
закаленная к отпущенная; норм. — нормализованная.
2. У сталей, группа обрабатываемости которых отмечена злаком *, обрабатывав*
мости может быть улучшена на одну группу, если их подвергнуть изотермическому от-
жигу. Например, обрабатываемость стали 20ХЛМ прн 128—174 НВ.
— в случае отсутствия изотермического отжига — И гр.;
— а случае наличия изотермического отжига — 1 гр.
3. Группу обрабатываемости следует назначать по верхнем; пределу заданной
твердости обрабатываемого металла.
СИЛА РЕЗАНИЯ Р, Протяжные станки
- аг- • КАРТА П-3 Лист 1
1. Формулы для определения величины кН
1.1. При протягивания одной поверхности:
Л1— 0.001Л-Х5.
IX При одновременном протягивании набором протяжек одно* идя нескольких
поверхностей:
1.3. При последовательном протягивании набором протяжек одной яви нескольких
поверхностей:
1.4. Для станков непрерывного действия значения Pt (по. U или 1Л) относятся
к одному приспособлению-спутнику. Суммарное значение седы резания SP, зависит
от количества спутников, одновременно находящихся в зоне резания:
ХР,4-iy
где значение выражения в скобках округляют до ближайшего меньшего целого числа.
2. Определение силы резания иа 1 мм длины режущей кромки F
Величина F, Н/мм, определяется по таблице в зависимости от подачи на зуб Sk
и обрабатываемого материала.
125
Протяжные станки
СИЛА РЕЗАНИЯ
КАРТА П-3
Лист 2
Сила резания на 1 мм длины режущей кромки F
____________________________Значение F, Н/мм, при обработке_________________________
Подача на зуб Sr мм углеродистой и иалолегнроаанной стали с твердостью НВ легированной стали с твердостью НВ чугуна — серого, ковкого и высокопрочного с твердостью НВ
До 197 197 — 229 Св. 229 До 197 197 - 229 Св. 229 До 180 180—22’1 260— W0
0.01 65 70 85 75 85 W 55 75 90
0.02 95 105 125 125 135 160 80 90 115
0.025 110 120 145 140 150 170 95 105 130
0.3 125 135 160 165 170 1S5 100 115 145
ом 145 160 . 185 185 200 220 120 135 170
0,05 165 180 215 205 220 245 140 155 195
175 195 230 240 255 260 145 16э 205
0.07 195 215 260 260 280 310 165 185 230
0.075 200 J5 270 270 290 325 170 ’<*) 235
0JJ6 215 235 280 280 300 335 175 200 250
0.09 230 255 .105 305 330 363 185 215 280
0.10 245 275 325 330 355 390 300 235 305
0.11 265 295 350 350 380 420 215 255 ззо
0.12 285 3’5 375 375 405 450 230 270 350
0^25 295 325 385 390 420 465 240 280 360
де. • 306 3’5 420 405 435 480 л 245 285 370
0.14 325 355 425 4Йо 455 - 505 •".«О 305 400
Л15 340 360 450 445 480 530 270 320 420
0.16 360 400 470 470 510 560 285 335 435
0.17 380 415 495 495 535 590 320 355 290
0.18 395 435 520 525 565 625 335 370 300
0.19 410 , 455 540 555 600 660 345 390 320
ода 425 475 560 575 620 685 360 400 325
021 440 490 580 580 f 645 710 375 415 340
022 466 505 600 620 , 665 740 385 425 350
ода 470 515 615 640 ' 685 760 395 440 360
0.24 480 530 630 660 710 785 410 450 -370
&26 495 545 650 680 730 810 420 465 375
ода 610 560 665 705 755 835 430 475 390
ода 525 575 685 720 775 860 445 485 400
0 28 540 590 700 745 800 885 455 500 415
0.29 550 600 720 7 G0 830 920 460 510 420
030 565 615 730 785 845 935 475 525 430
0.40 750 620 975 1050 ИЗО 240 635 605 575
С 50 940 IG50 1200 1310 1410 1550 795 870 720
3. Определение суммарной длины режущих кромок,
одновременно участвующих в процессе резания,— 15, мм
3.1. При протягивании цилиндрических отверстии:
СИЛА РЕЗАНИЯ Р, Протяжные.!
КАРТА П-3
При протягивании шлицевых отверстий:
S5 = 7
Zc 1
3.3.
При .-ротягиванкк фасонных (радиусных) поверхностен:
Л ° и U Z
Zc ’ 360° '
3.4.
Прн протягивании плоскостей, уступов и пазов с постоянной шириной I
батываемоГ. поверхности:
£Б= f’e- z,
СОЗ
При обработке лазов w=0*.
/ 1
В приве1емных формулах: —2—-Н- Полученный результат округляя
ближайшего меньшего целого числа.
3.5. Прн протягивании отверстий и вогнутых радиусных поверхностей с вы1
ми величину определяют графически по следующей методике (рис. 3). л
На листе А в масштабе вычерчивая
киз протягиваемого отверстия. В том же
штабе на листе Б наносят риска с шагсма
ным шагу G зубьев протяжки. Кромку]
Б с нанесенными рисками совмещают с я
протягиваемого отверстия и подсчитывая
личество зубьев (рисок), находящихся
такте с обрабатываемым отверстием. 1
лист Б перемещают относительно лист
капраалеиик. параллельном осн отверс
пределах шага, причем в двух-трех лр<
точных положениях проверяют число
находящихся в контакте с изделием, и
нз а
личину Z^, принимают наибольшее
3.6. При протягивании плоскостей к уступов с переменной шириной об|М
величину 15 определяют графически по следующей методике (рис. 4).
На листе .4 в масштабе вычерчивают эскиз протягиваемой поверхности. В И
масштабе на листе кальки Б наносят прямые /, соответствующие зубьям яре
(т. е. с шагом I» под углом наклона зуба ы). Шаг зуба делят на четыре рави
сти, соответствующие четырем положениям протяжки, и через точки деления пр|
прямые //, III и fV, параллельные прямым /. Длина отрезков bit 6» и т. X
ветствует длине лезвий, одновременно участвующих в резании. На обоих лисп
носят линии, соответствующие направлению рабочего хода,— В и Г. Диет Б нм
вают на лист .4 так. чтобы на обоих листах совместились линии В и Г. На все
мых (/, fft HI н /Г) измеряют длины отрезков bit 52, Ьг и т. д. Сумма длин от
на прямых / соответствует сумме Длин лезвий, одновременно участвующих в р
в первом положении протяжки относительно детали, н равна 11&1«=Ь14-Ьг-|-6з4'
Аналогично подсчитывают суммы длин лезвий на прямых //, III и /V. Для р
силы резания принимают наибольшее из четырех полученных значений £5.
Разница в значениях 1Б, полученных на прямых У, II, III и IV, характе
неравномерность сил резания.
Неравномерность сил резания способствует возникновению вибраций в п|
резания и отрицательно сказывается на качестве обработки к стойкости протяжя
неравномерности свыше 20% целесообразно рассмотреть возможность ее умеи|
за счет изменения конструкции протяжек.
Протяжные станки
НЕОБХОДИМАЯ МОЩНОСТЬ ЭЛЕКТРОДВИГАТЕЛЯ
ГЛАВНОГО ДВИЖЕНИЯ А'а.„
КАРТА П-4
Лист 2
Продолжение
Скорость резания и, м/м НН Номинальное тяговое усилие станка (по паспорту) Р,, кН Значение
3-6.7 Св. 250 до 670 1.25
Примечание. При принятой скорости
резания ниже значении, приведенных в табли-
це, расчет величины А'а.я не производить, так
как ее значение в этом случае всегда доста-
точно.
Продолжение
Назначение станка Типы стоиков Значение к,
Для наружного Вертикальные 1.1
протягивания сдвоенные. гори- зонтальные с бо- ковым расположе- нием рабочих са- лазок и двусторон- ним рабочим хо- дом
Все остальные ти- пы станков 1.0
2. СТАНКИ С МЕХАНИЧЕСКИМ ПРИВОДОМ
2.1. Горизонтальные для наружного протягивания
непрерывного действия с движущейся деталью
Необходимая мощность электродвигателя главного движения АГж.в, кВт, определя-
ется по формуле
60
где К,-— коэффициент, учитывающий КПД станка, перегрузку двигателя н сопро-
тивление движению цепи при зажиме и разжиме деталей в приспособле-
нии; К» “«2,5.
2Л. Горнзоитальны«1ддя наружного протягивания
с -боковым креплением рабочих самоок и одно- н двусторонним рабочим .ходом
Станки уникальные, выполняются только как специальные, поэтому величину А’д.и
следует согласовывать с заводоц.*нзготомтелем.
СТОЙКОСТЬ Т ПРОТЯЖЕК Протяжные станки
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ______________________
(ор.стмрошуо.^ • КАртА п5 Лист ?
I. СТОЙКОСТЬ Г ПРИ ОБРАБОТКЕ ОТВЕРСТИЯ ПРОТЯЖКАМИ,
ПЕРЕТАЧИВАЕМЫМИ ТОЛЬКО ПО ПЕРЕДНЕЙ ГРАНИ ЗУБЬЕВ
Типы протяжек Обрабатываемый материал Значение Т (суммарная длина протянутых поверхностей), м, при характеристиках поверхности
Наименование Твердость НВ Ra 1,6— 2,5 мкм или 7—<8-н квалнтет точности Ra>2,5 мкм или 9-й квалнтет точности и грубее
Круглые Сталь До 229 55 70
229—285 45 55
* Приведена для справок. Фактическая стойкость. значения которой меньше рекомендуемых
значений f до 2-х раз. может считаться удовлегьорктельиой. Это объясняется различиями в жест-
кости станков и Деталей, в структуре обрабатываемого материала, качестве инструмента и т. Д.
129
Протяжные станки
стойкость Т ПРОТЯЖЕК
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
(ориентировочные значения)
МАРТА П-5 Лист 3
Продолжение
Типы протяжек Обрабатываемый материал Значение Т (суммарная длина протянутых поверхностей), м, при характеристиках поверхности
Наименование Твердость НВ Ra 1,6— 2,5 мкм или 7—8-й квалнтет точности Ra >2,5 мкм или 9-й квалнтет точности и грубее
Круглые Чугун — серый, ковкий и высохолроч- До 200 70 90
ный 200—300 45 60
Шлицевые * Сталь До 229 45 55
229—233 25 45
Чугун— серый, ковкий и высокопроч- До 200 55 70
::ый 200—300 35 45
Примечания: I. Таблиц» составлена для длины протягивания 15—100 мм.
X Для условий обработки, отлнчакрцихся от приведенных в таблице, средние
значения Т: • . .
а) увеличиваются до 30% — при длине протягивания свыше 100 мм; *
6) уменьшаются до 50%:
— при длине деталей до 10—15 мм (яря обработке их пакетом из нескольких
штук иди отдельно);
— при протягивании деталей кз сталей с твердостью свыше 285 НВ;
— мри более высоких требованиях к качеству обработки (шероховатость Ra 1,25—
1J6 мкм) высокое качество обработки может быть достигнуто также применением про-
тяжек со специальной конструкцией чистовой части — например, с уплотняющими
твердосплавными элементами (кольцами я блоками). При этом стойкость возрастает
в несколько раз по сравнению со значениями, приведенными в таблице.
3. При калачик в чугуне структурно-свободного цементита а объеме 3—5% стой-
кость инструмента снижается на 30—50%.
2. СТОЙКОСТЬ Г ПРИ ОБРАБОТКЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
СТАЛЬНЫХ ДЕТАЛЕЙ ПРОТЯЖКАМИ, ПЕРЕТАЧИВАЕМЫМИ
ПО ЗАДНЕЙ ГРАНИ ЗУБЬЕВ
Твердость обрабатываемо: о материала НБ Значение Т (суммарная длина протянутых поверхностей), м, при шероховатости поверхности в мкм
Ра 1,6— 2.5 i Ra>2,5
До 229 600 1250
229 -300 250 650
Примечания: 1. Таблица составлена для длины протягивания 15—100 мм.
2. Значения стойкости приведены по данным заводов для плоских, угловых, пазо-
вых «регулируемых) протяжек и для протяжек, применяемых при обработке полу-
отверстий (на черновых операциях).
130
СТОЙКОСТЬ Т ЛРОТЯЖВК
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
(ориентировочные значения)
Протяжные
КЛРГЛ П-5
3. СТОЙКОСТЬ Т ПРИ ОБРАБОТКЕ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
ПРОТЯЖКАМИ, ПЕРЕТАЧИВАЕМЫМИ ТОЛЬКО
ПО передней грани зубьев
Значения, стойкости для протяжек этого типа — фасонных и нерегулируемых
обработки пазов и плоскостей — рекомендуются, как для обработки отверстий
п. 1).
4. УСЛОВИЯ ПРОТЯГИВАНИЯ, НЕОБХОДИМЫЕ ДЛЯ ПОЛУЧЕНИЯ
ЗНАЧЕНИЙ Т, УКАЗАННЫХ В пп. 1, 2 и 3
4.J. Рациональная геометрия угловых переходов зубьев
Обеспечивается выполнением затылованных выкружек, фасок, трапеиелда.
шлицев н т. п. с углами <р>* 100* и а>>0*. Это возможно при условии прнме
групповой схемы резания, когда заданный профиль на детали формируется гр
зубьев одинакового размера — секцией (по два или более зубьев в секции). П<
зубьев (подача) осуществляется на каждую секинго (см. на рнс. 5 примеры с
зубьев протяжек*, а — круглых; б—пазовых — с групповой схемой резания).
Рве. 5
У протяжек с подъемом иа каждый зуб (яегрупповая схема резания) для
лекня стружки применяются узкие канавки с ерамоналы1ой геометрией (<р
Ui«*0*). Прв этом стойкость примерно ва ЭОЧ» махе, чем у протяжек с гр;
схемой резаная.
4Х Величина подачм на черновых зубьях
(подъем иа одну сторону) St
Для протяжек с групповой схемой резания величина St, мм/зуб, не дол ж:
выдать — прн обработке:
— сталей средней твердости — 0,2 *
— твердых или очень вязких сталей —0,1.
Для протяжек с кегрупповой схемой резаккя с узкими стружкоделительнъ
навками мм/зуб.
4.3. Величина подачи на чистовых зубьях 5,
Чистовые зубья протяжек, срезающие тонкие стружки ($,» 0,005—0,015 м
полняют несекциояными (с подъемом иа каждый зуб) и с узкими стружкод<
ними канавками. Наличие канавок в этом случае не снижает стойкости протял
• Прн использовании протяжек для обработки наружных поверхностей п
зании неровностей (литейных или ковочных уклонов) допускается 5 ^0,3
Протяжные станки
ХАРАКТЕРНЫЕ ЗНАЧЕНИЯ ДЛИНЫ
РАБОЧЕЙ ЧАСТИ протяжки G
И СИЛЫ РЕЗАНИЯ Pf
КАРТА П-6 Лист 1
Ддмна рабочей части протяжки и сила
рпания Рх при обработке цилиндрических
отверстий
Длина рабочей части протяжки Z2 и сила
резания Р* при обработке шлицевых отверстий
(с прямоточными и эвольвеитиыми шлицами)
Дна метр
тперстня
f>, мм
пезэняя
кН
Предварительно обработанные отверстия
1.3-18 0.2 0,5 Я 150 300 1.5
0.7 \2 40 375 500 15—20
0.7 55 450
19—30 0.7 1.2 30 л 375 450 30—40
0.7 1,2 60 425 525 30—60
0,7 80 600 700 30-60
0,9 120 750 30—60
31—45 0.7 1.2 50 400 500 ' 80—120
1.2 70 550 120—150
46-60 1.0 50 400 120—150
1.5 90 600 150-200
2,0 120 850 200
61—80 1.5 50 550 200
2.5 100 1000 200
Отверстия без предварятелыюй (•по морде») обработки
45-60 4 750 100—150
5 850 100—150
6 50 950 120—150
7,5 1050 150
8.5 1150 150
60-80 5.0 50 1050 200-
Диаметр отверстия D. мм Припуск на диа- метр, мм Длила ЯД0ГЯ> ГИЯ2- иня tp-»« Длина рабочей части протяж- ки 13, мм Сила резания Pt, кН Количество нрочодоп
16—22 3.0 .30 650 15 I
4.0 40 700 15-20
23-30 4.0 30 650 1
5.0 60 800 55
5.0 90 1000 2
31—40 6,0 30 850 60—80 1
8.0 1050
4,0 750 1
6.0 60 1000 100—150
8.0 1150 ~2
41—50 60 90 1100 100-150 i
• '«В 120 1050 2
6.0 40 800 !20 1
6.0 1000 1
8.0 70 1250 120—200
7.0 90 1100 120-200 1
6.0 120 1050 150—200 2
Св. 50 6.0 40 900 120-у(б0 1
8,0 80 1250 150-1200 2
6,0 120 1250 200 2
Примечания; 1. Величины h и Pt при-
ведены на основе производственных данных
прн использовании протяжек с грхпповой схе-
мой резания (прогрессивных).
РАЗДЕЛ 8
РЕЖИМЫ РЕЗАНИЯ И НАКАТЫВАНИЯ
НА ЗУБО- И ШЛИЦЕОБРАБАТЫВАЮЩИХ
СТАНКАХ
В разделе содержатся рекомендации по режимам обработки цилиндрические, ко-
нических и червячных колес на зубофрезерных, зубодолбежных, зубопротяжных, зубо-
закругляющих, зубошевингозальных, зубошлифовальных, зубохонинговальных, зубо-
накагнь'х и зубоприкаточных станках, а также для прямобачных и зволъвентных шли-
цев на шлицефрезернык, шлицешлифовальных и шлиценакатных станках. (Режимы на-
катывания конических зубчатых колес с нагревом приведены в разделе 13.)
Рекомендуемый уровень режимов резания разработан с учетом особенностей имею-
щегося и возможностей нового зубообрабатывающего оборудования, станков с ЧП У
и адаптивной системой управления, многопроходной обработки с автоматическим изме-
нением режимов резания для каждого прохода.
В режимах резания при зубо- и шлицефрезеровании учтены возможности ис-
пользования программируемых контроллеров, фрез с удлиненной режущей частью и
автоматической передвижкой червячной фрезы, даны рекомендации по величинам осе-
вой передвижки фрез, оснащенных твердым сплавом, и многозаходных фрез.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ В РАЗДЕЛЕ*
, Параметры заготовки я детали
сщ — межосевое расстояние зубчатой передача, мм;
Ь — ширина венца цилиндрического зубчатого колеса, мм;
d — делительный диаметр зубчатого колеса, мм;
6Л — диаметр вершки зубьев зубчатого колеса, мм;
А — высота зуба шлицевого вала ш цнлкядрического зубчатого иолеса, мм;
А, — высота ножки зуба цмлккдрнческого зубчатого колеса, мм;
mt — торцевой модуль, мм;
mu— внешний окружной модуль конического зубчатого колеса, мм;
г* — радиус вершив зубьев, мм;
гг— радиус впадав зубчатого колеса, мм;
и — передаточное число конической оередачк;
а — угол профили зуба, град;
0 — угол наклона линии зуба. град.
Режимы резания
5— величина осевой передвижки фрезы, мм;
: — количество рабочих ходов, проходов;
/в — количество рабочих ходов за цикл обработки;
Ц — дополнительная длина хода, мм;
I, — величина конечной установки фрезы, мм;
— величина начальной установки фрезы, мм;
/ot —длина зоны контакта фрезы н детали, мм;
М- — тормозной момент прн окружном нагружении, Н м;
' Условные обозначения, общие для всех разделов справочника, приведены на
с. 9—’0.
2р— припуск на толщину зуба, мм;
р>«—* припуск на межосевое расстояние, мм;
Ру — радиальное нагрузочное усилие, Н;
S*—круговая подача, мм/дв.х;
Sock—подача обката, мм/дв.х;
5sp — продольная подача, мм/об;
S»— подача круга на двойной ход стола, мм/дв.х;
v©—окружная скорость, м/мнн;
в’ — количество осеьых передвижек фрезы, шт;
V — передний угол, град;
X — угол скрещивания осей инструмента и колеса, град.
Параметры инструмента н станка
— ширина шевера, мм;
dS9 — наружный диаметр червячной фрезы, мм;
d ; — диаметр шлифовального круга, мм;
^—номинальный диаметр резцовой головки или диаметр делите.-л-:с-й окружно-
сти шевера (долбяка), мм;
.'9—длина рабочей части фрезы, мм;
2, — число зубьев шевера или фрезы;
гк — число заходов фрезы.
9
Время обработки
Т{.; — время обработки одного зуба, с;
Tet—время полного оборота барабана шлицешлифовального станка, с.
I. ФРЕЗЕРОВАНИЕ ЧЕРВЯЧНЫМИ ФРЕЗАМИ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
•" С ЭВОЛЬВЕНТНЫМ. ПРОФИЛЕМ . -1
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубофрезерные станки Цинидрическне зубчатые колеса КАРТА ЗФц-1 Лист 1
Исходя из требований чертеж/, модуля т, числа зубьев г и стеоекя точности иа*
решаемого колеса производится выбор размера и класса точности фрезы в соответст*
вин с ГОСТ 9324—80.
С учетом материала обрабатываемой детали и технических возможностей стайка
выбирается марка инструмент ильного материала режущей части фрезы (приложе-
ние 2).
X: этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
Расчет длины рабочего хода Z-р т, мм £р.х = Приложение 5 ! Ширина венца Ь. Количестве» одновременно обрабатываемых деталей резался Lt=b-ii. Лг.кт врезания и пере- бега L,. —СЕОлщ’.телъная длина хода L-. определяемая фстчой юл«са и налад- ке;:
J3-?
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубофрезерные станки Цилиндрические зубчатые колеса* КАРТА ЗФц-1 Ли&
/Тродслжв!
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные дяниьн
2 Назначение осевой лодачн S5. мм/об: Обрабатываемый i риал. '
2.1. Определение рекомендуемом по- дачи Карта ЗФц-2 Характер обработки* Модуль т. Число зубьев детали
2.2. Уточнение подачи по паспорт) станка Паспорт станка Угол наклона з\бье| леса р. Число заходов фрез| Количество прохода! Материал режущей 1 фрезы
Примечание. Прн зубофрезероваяии колес на станках, ие имеющих дифферен-
пиала. иодачу следует уточнять после подбора --- - -
деления.
сменных шестерен
3 Назначение скорости резания с, м/мин. и определение частоты враще- ния шпинделя фрезы л, об/мин. 3.1. Определение рекомендуемой ско- рости резания / ЗХ Расчет частоты вращения йггин- деля ЗЛ. Уточнение частоты врапйадя шпинделя по паспорту станка 3.4. Уточнение скорости резания по Карта ЗФц-З 1000-1» Я** — Паспорт станка Я-^м-П Обрабатываемый mb ал н его твердость. Характер обработка Подача So. Стойкость Т9. Угол наклона зубы леса ₽. Материал режущей фрезы. Диаметр фрезы
• принято* частоте аравийка шпинделя ““ 1000
4 Определение велтмы осеао* пере- движки фрезы В, мм, и кояшести осевых передвижек фрезы F Керта ЗФи-4 Модуль т. Количество г и угс клона зубьев ₽ о< тываемого колеса.
Длина рабочей фрезы 1г.
Величина вачяльн<М конечной /к уста фрезы
5 ~ Определение основного времени Т&, мин: Длина рабочего ^-р.х-
5.1. Определение времени одного Число зубьев летал
прохода То|, мни 5.2. Определение основного времени Частота вращения деля фрезы пг Подача Sol. Число заходов фрез Число деталей, о1 тываемых за ра цикл, 4
гл Зубофреэерыые ст» мл
ПОДАЧА So Цилиндрические зубчатые колеса
КАРТ Л ЗФц-2 Лист 1
Подача 5». мм/об, определяется по формуле
Sof- -= *50,т.1бл * ЛГа.
где 5влябл — подача по таблице, мм/об;
К)-• коэффициент, определяемый обрабатываемым материалом;
Kt~- коэффициент, определяемый углом наклона зуба.
Подачи $влявл
Харш гер
обработки
Мерпоали и по-
Лх’пц-тоиан (иод
utCDiittronaпне и
юл ифпг. анис)
Чис топая «о
сплошному ме-
таллу
По сформпро
h.MiiirM'' |уб\:
Ч1Ц-ТППАЯ НО*
слс юрнчего
.иакатыпанпп
или пиампоа*
КН
I ' ’ • ‘ л' подача s. • • ''-'И';- Зубофрезерные станки
Цилиндрические зубчатые колеса
КАРТА ЗФц-2 Лист 2
Примечания: I. Значения подачн приведены для одноэаходпых червячных фрез. При ис-
пользовании миогозаходного инструмента величину подачи уменьшать на 20—25% для каждого
следующего захода фрезы. Например: 2ig«l, 5о|»50; г,о"в2. So3«= (0,75—0,8)Sn; z10=
—3, 5<й—(0,54-0,6) Su; zie—4, (0,34-0,4 )50 н т. д.
2. Приведенные значения подачн определены для попутного фрезерования. При встречном
фрезеровании значения S«,ne» уменьшать на 20—25%.
3. Прн фрезеровании многозаходяымн червячными фрезами дппусклсп я применять нн< «рг-шиг,
а котором отношение числа стружечных канавок к числу заходов фрезы выражается целым чис-
лом. а число зддодов фрезы не кратно числу зубьев нарезаемою колеса.
4. При двухпрЬходном фрезерование (для модуля ш—4 мм п выше) величину подачн второго
прохода увеличивать в 1,2—1,5 раза. Ф
5. Прн обработке зубчатых колес с модулем до 2,5 мм твердосплавными червячными фрезами
применять осевые подачн в диапазоне 2—3 мм/об.
Зубофрезерные станки
ПОДАЧА 5„ Цилиндрические зубчатые колеса КАРТА ЗФц-2 Лист 3
Коэффициент А,
Обрабатываемый материал Значение A’j
Наименование Твердость НВ
Стали:
35. 45. 15Х. 35Х, 40Х, 45Х, 15ХГН2ТА 156—207 1.0
18.ХГТ. 25ХГТ. ЗОХГТ, 25ХГМ. 12ХНЗА. 20Х. 20ХНЗЛ. 12X2114 А, 20ХГН.Ч 179—229 0.9
I2X2H4MA. 38Х2МЮА. 4ОХР. 20ХГНР, ЭС'ХГСА 229-269 0.8
4>:>н 170—207 1 2
9
Коэффициент Kt
Угол наклона зуба колеса 0. град Значение ла прн углах наклона витка фрезы и з\ба колеса
совпадаю- щих разнона- правленных
0—5 1.0 1.0
5—15 0.9 0.75
-.5—30 3.8 ! 0.65
30—45 0.65 0.5
Более 45 0.45 0.35
СКОРОСТЬ РЕЗАНИЯ г Зубофрезерные станки Цилиндрические зубчатые колеса КАРТА ЗФц-3 Лист 1
Скорость резания о, м/мин, определяется по формуле
о » One.? ‘Кг Ki • Кз.
где — скорость резания ко таблице, м/мнн;
К\— коэффициент. определяемый обрабатываемым материалом;
/G — коэффициент, определяемый количеством проходов;
Кэ — коэффициент, определяемый материалом режущей части фрезы.
Скорость реэанмя оп«а*
Характер обработки Подача So, мм/об Значение с’тасх м/мнн, прн модуле нарезаемых колес m в мм
От 1 до 1.5 Св. 1,5 до 2,5 Св. 2.5 до 4 Св. 4 до 6 Св 6 до 8 Св. 8 до 10
Черновая я полмчнстовая 0.8—1.2 80-76 80—76 77—73 73—68 63-59 54-49
(под шевингование н 1.3—1.6 / 1 —и 75—70 71—68 69—65 58—S3 48—44
шли* овзяме) 1.7—2.0 72-69 70-66 68-65 65—62 53—48 44—40
2.1-2.4 — 1 66—53 65—62 62—57 45—40 38—34
2,5—2.8 — 62т-57 54—49 57—53
2,9—3.2 — — 49—45 53—49 — —
Ч? :-т св а -. г. * сил ошв ом. \ 0,8—1.2 60—55 СЮ—55 54—49 -
металл-.- 1.3—1,6 55—51 51—46 48—44 —
1.7— 2.0 49-45 46—42 44—39 —
• Ре-: яс выбору СОЖ см. в -рилсжении 3.
13S
СКОРОСТЬ РЕЗАНИЯ : — Г Зубофрезерные станки-j Цилиндрические зубчатые колеса ; КАРГА ЗФц-3 Лист !
Продолжеш
Характер обработки Подача So, мм/об Значение t-’табл, м/мнн, при модуле нарезаемых колес m в мм
От 1 до 1.5 Св. 1,5 до 2,5 Св. 2.5 до 4 Св. 4 до 6 Св. 6 до 8 Св. 1 до 10
По сформированному зу- бу:
чистовая после нареза- 1.2—1.5 — 40-37 37—32 30—$
ния, накатывания, 1,6—2.0 38—35 35-31 31—J
штамповки 2.1-2.4 — — — 35—31 31—27 27—2
под шевингование 1,5—1.8 — 78—74 70—66 63—$
1,9—2.3 — 60-55 53—48 48—4
2.4—2,8 — — — 54—48 46—42 40—1
чистовая после пред- 1,2—1.6 71—66 66—60 60-Я
верительной 1.7-2.2 — — — 67—62 62—55 55—j
таблице приведены значения скорости резания при исполь-
Примечания: 1. В _________ г ____________....
эоваини монолитных и сборных червячных фрез из быстрорежущей стали.
2. Утолщенными линиями обведены значения оПб«. допускающие применение чер*
вячшх фрез, оснащенных твердым сплавом, с поправкой иа коэффициент fa
X Прн применении твердосплавных червячных фрез использовать инструмент с от-
рицательными передними углами у——15...Э0*.
4. Приведенные значения скорости резанняпредполагают стойкость Тл до 240 мин —
для инструмента без износостойкого покрытия.
При мспольвоваип инструмента с износостойким покрытием:
— значения Гм возрастают до 400 мии — при табличных значениях скорости
резания;
Ю ско^ость Р*31""* мож>о увеличить по сравнению со значениями на
Коэффициент Л1
Обрабатываемый материал Значение fa
Наименование Твердость
Стали: 35, \ 45. 15Х, 35Х. 4ОХ, 45Х, 15ХГН2ТА 156—207 1.0
.18ХГТ, 25ХГТ, ЭОХГТ. 25ХГМ. •12ХНЗА. 20Х. 20ХНЗА, 12Х2Н4А, эохгнм 179—229 0.9
12Х2Н4МА 38Х2М10А, 40ХР, 20ХГНР, ЭОХГСА 229—269 0.7
Чугун 170—207 и
Ковффмциент fa
Количе- ство проходов Значение fa Материал фрезы Знач« А»
Один 1Л Быстроре- жущая сталь:
Два: Р6М5 1Л
Р18 1.1
Р6М5К5 м
первый 1.0 Р9М4К8 1.3
1.3 Твердый 2.5—4
второй сплав
ОСЕВАЯ ПЕРЕДВИЖКА ФРЕЗЫ:
ВЕЛИЧИНА ПЕРЕДВИЖКИ В,
КОЛИЧЕСТВО ПЕРЕДВИЖЕК V
Зубофрезерные станки
Цилиндрические
______зубчатые колес»
КАРТА ЗФц-4 Лист J
ОСЕВАЯ ПЕРЕДВИЖКА ЧЕРВЯЧНОЙ ФРЕЗЫ В
ПРИ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКЕ ПО СПЛОШНОМУ МЕТАЛЛУ
Об;аС:-тываемая деталь Значение В, мм, при модуле нарезаемых колес m в мм
Угол" наклона зубьев Р. град Чисто зубьев z 1 2 3 4 5 6 7 8 9 10
0 20 3 6 9 12 14.9 17.9 20.8 23.8 26,8 29.8
40 6 12 18 23.8 29,8 35.8 41,6 47.6 53.6 59.6
60 8.3 « 16,7 25 33.4 41.7 50 58.4 66.7 <о 88.4
100 11.9 28,8 35.7 47 59,6 71.5 83,4 95.4 107.2 119
15 20 ад 6.1 1.3 32.4 ил 16.5 21.5 244 27.7 Х.8
40 6.2 12.4 18,6 24.8 30.8 37 43 49,$ 55,4 61.7
60 8.6 17.3 25.8 34.6 4X1 51.7 60.5 69 77.6 86.3
100 12.3 24.6 36,9 49.3 61.7 74 86,8 98,8 1L0.9 123.4
’30 ' Г 3.46 6.9 10.4 19.8 '172' '20,6 24 - 27,5 '«•0.8 34.4
40 6.9 13,9 20.8 27.5 34,4 41.3 48 54.9 61.9 68.8
60 9.6 19,3 23.9 38.6 48.1 57,7 67,4 /7 96.6 96,8
100 13.7 27.5 41.2 56 68.8 82.6 96.3 110,1 123.8 137,6
45 20 4.2 8,5 12.7 16.9 21 25.3 29.4 33,6 37,9 42.1
40 8.5 16.9 25.5 33,7 42,1 50.6 58,8 67Д 75.8 -л8!'3
60 11.7 23.6 35.4 472 58.9 70.7 82Д 94.3 106 117.8
100 16.8 33.7 50,5 67.5 84,3 101.1 118 134.9 151,6 168.6
КОЛИЧЕСТВО ПЕРЕДВИЖЕК ЧЕРВЯЧНОЙ ФРЕЗЫ Г
Количество передвижек фрезы V (см. рисунок) определяете» по формуле
^L^+Ы
где .’г— длина рабочей части фрезы, мм;
/, — величины начальной и конечной установки фрезы, мм.
Величины начальной 1„. мм. г конечной , мм, установки фрвзы : предел я юте я по
формулам
4 ? COS Р -J ’
• . 1 л • w • А* , т
‘!==-"сО>Р “ 4 ’’
-те А* — коэффициент, определяемый числом зубьев колеса.
ОСЕВАЯ ПЕРЕДВИЖКА ФРЕЗЫ:
ВЕЛИЧИНА ПЕРЕДВИЖКИ В.
КОЛИЧЕСТВО ПЕРЕДВИЖЕК 1Г
Зубофрезерные станки
Цилиндрические
_______зубчатые колеса_____
КАРТА ЗФц-4 Лист 2
II. НАРЕЗАНИЕ ДОЛБЯКАМИ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Зубодолбежные станки
Цилиндрические
зубчатые колеса
КАРТА ЗДц-1 . . Лист I
Исходя из требований технических условий чертежа, модуля т, числа зубьев г
и степени точности зубьев нарезаемого колеса производится выбор размера н класса
точности долбяка в соответствии с ГОСТ 9323—79.
С учетом материала обрабатываемой детали в технических возможностей станка
выбирается марка инструментального материала режущей части долбика (приложе-
ние 2).
Кг этапа Последовательное^ ооредележн режимов резалка Источник или расчетная формула Исходные данные
1 Определение длины рабочего хода долбяка мм Приложение 5 Длина резания £>. рав- ная ширине зубчатого венна. Перебег долбяка Да
2 Определение круговой подачи 5Я, мм/двд: Обрабатываемый мате- риал.
2.1. Определение рекомендуемой по- дачи Карта ЗДи-2 Характер обработки. Номинальный делитель-
2.2. Уточнение подачи по паспорту станка Паспорт станка ный диаметр долбяка d0. Модуль т. Число зубьев детали 2. Количество проходов i. Угол наклона зубьев 0, град
3 Определение радиальной подачи 5Р, мм/дв.х S, = (0.1-=-0.3)S, Круговая подача
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Зубодолбежные станки
Цилиндрические
зубчатые колеса
КАРТА ЗДц-1 Лист 2
Продолжение
ЛЬ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
4 Определение скорости резания с, м мнн, и частоты возвратно-поступа- тельного движения долбяка паач. дв.х 'мин: 4.1. Определение рекомендуемой ско- ростн резаная 4.2. Расчет частоты возвратно-посту- пательного движения долбяка 4.3. Уточнение Частоты возвратно- поступательного движения по паспор- ту станка Карта ЗДп-2 1000-с П’“= 2Z.P.X Паспорт станка 2L^.nlrl Обрабатываемый мате- риал. Характер обработки. Номинальный делитель- ный диаметр долбяка 4<>. Модуль т. Число зубьев детали г. Величина рабочего хода долбяка £₽1
S 4.4. Уточнение скорости резания по принятой частоте возвратно-поступа- тельного движения Определение основного времени Г*. МИИ • аг. 1000 т Л; X Модуль ш н ЧИСЛО 3v6b-
^Р Лди ев г нарезаемого колеса. Высота нарезаемого эу- ба.Л]. .
1 Карта ЗДи-2 Радиальная подача Sp. Торцовый модуль mt. Круговая подача Частота возвратно-по- ступательного движения яжвл г Номера проходов i z
КРУГОВАЯ ПОДАЧА СКОРОСТЬ РЕЗАНИЯ г.
КОЛИЧЕСТВО ПРОХОДОВ i
Зубодолбежные станки
Цмл и и дрическне
______зубчатые колеса____
КАРТА ЗДц-2 Лист 1
Круговая подача 5,, ни дв.х, определяется по формуле
Si=-St. „бл -АгКз.
где SKta«a*— подача по таблице, м.м дв.х;
Ki — коэффициент, определяемый обрабатываемым материалом;
К3 — коэффициент. определяемый углом наклона зуба колеса.
Скорость резания :. м мни. определяется по формуле
о«г.яСгК3-К4.
где От.'--; — скорость резания по таблице, имин;
А'з— коэффициент, определяемый обрабатываемым материалом;
Ki—коэффициент, определяем, й материалом режушей части инструмента.
КРУГОВАЯ ПОДАЧА 5h, СКОРОСТЬ РЕЗАНИЯ
КОЛИЧЕСТВО ПРОХОДОВ i
Зубодолбежные станки
Цилиндрические
зубчатые колеса
КАРТА ЗЦц-2 -Лист 2
КРУГОВАЯ ПОДАЧА $х.Т1вл И СКОРОСТЬ РЕЗАНИЯ
Номинальный диаметр долбяка а0 мм
До 75 | 75- 150 1 Св. 150
Модуль п, мм
Характер обработки От 2 до 3.5 | Св. 3.5 до 5 | Св. 5 До 6,5
Число эубьев детали’ г
До 20 Св. 20 До 20 Св. 20 До 20 Св. 30
Значения $к.та0л, ММ^Ь.Х, И Отабл. м/мнн (<$клавл/®табл)
Черновая и получяс- 0.3—0,4 0.3—0.5 0.45—0.55 0,4 —0.5 0.4—0,6 0.5—0.6
товая под шевингова- ние 15—21 18—24 17—31 '.6—33 24-27 25—27
Чистовая:
по сплошному ме- 0.25-0.32 0.25—0,35 0.3—0.4 0.33—0.45 0.4—0.43 0,35—0,44
галлу 22—25 25—32 17—25 20—22 22—24 23-25
по предварительно обработанному зубу 0,3—0,5 50—54 0.4—0,5 53 0,3—0,5 55 0.4—О.5 53 0,42—0,6 62 0,6 62
Примечаем я: I. Режимы резания приведены для иареааиия прямозубых цвлнидрнческих
колее аа одни проход; при иареэаиии зубьев за два и более проходок пркведекяые виачеимя уве-
личивать иа 20%.
Л У. Режимы резания ориентированы на стойкость долбяка 7*р *° МО мая — ^ая чернового и по-
^чйстового зубодолбленмя инструментом без износоетоДкого покрытая.
Пря использовании инструмента с износостойким покрытием:
— значения Tv возрастают до 400 мин — при неизменных значениях подачи и скорости ре-
зания:
— или скорость резания можно увеличить по сравнению со значениями Опвл I®—15%-
Коэффициенты Ki и К»
Обрабатываемый материал Значение А. Значение
Наимевовшгае Твердость НВ
Стали: 20ХНМ 143—185 1.1 1.1
35, 45, 15Х, 35Х, 40Х, 45Х, 156—207 1.0 1.0
30ХМ, 15ХГН2ТА ЗОХ, 25ХГМ, 18ХГТ, 25ХГТ 179—229 0.9 0,8
ЗОХГТ, 12ХНЗА, 20Х, 20ХГНМ Чугун 170-207 12 1.4
Коэффициент Kt Коэффициент К.
Угол наклона зуба колеса град От 0 до 5 Св. 5 Св. 15 Св. 30 Материал режущей части г*т инструмента Значение к.
до 15 до 30 до 45 Быстрорежущая сталь:
Значение Kt 1.0 0.85 0,8 0.65 Р6М5К5 л- ’ Р18 Р6Ч5 . Твердый еплав 1Л 1.1 1Л 1 Л-2.0
КРУГОВАЯ ПОДАЧА S... СКОРОСТЬ РЕЗАНИЯ г, КОЛИЧЕСТВО ПРОХОДОВ I Зубодолбежные станки Цилиндрические зубчатые колеса КАРТА ЗДц-2 Лист 3
КОЛИЧЕСТВО ПРОХОДОВ I
Характер обработки Значение / лрн модуле нарезаемых колес /и в мм
От 1 до 3 Св. 3 до 6 Св. 6 до 12
По сплошному металлу*.
черновая чистовая под шевингование и шлифова- ние ) 1 1 1 1 2 1 1
По предварительно обработанно- - му зубу; получнетовая чистовая — 1 1 1
III. СНЯТИЕ ФАСОК И ЗАКРУГЛЕНИЕ ТОРЦЕВ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
Исходя п.ч требований технических условий чертежа, модуля т и обрабатываемо-
го материала уточняются метод обработки (карта 33ц-!) я материал режхшей части
инструмента (приложение 2).
Операция зубозакругленяя или смятия фасок на торцах зубьев зубчатых колес яв-
ляется обязательной в технологическом процессе их изготовления. Та или иная форма
зуба прп его закругления зависит от конструктивных особенностей зубчатого колеса,
что н определяет довольно большое количество с^юсобов зубозакругленяя, специфичную
форму инструмента и номенклатуру спениальнь^. станков с разной кинематикой (кар-
та ЗЗц-1).
Прн снятии фасок на торцах зубьев закаленных деталей применяются станки, на
которых используется абразивный инструмент В разделе приведены указания по расче-
ту режимов прн зубозакругленни пальцевой фрезой, наиболее широко распростра-
ненном.
СПОСОБЫ СНЯТИЯ ФАСОК И ЗУБОЗАКРУГЛЕН ИЯ
Зубозанруглаюцк станки
Цилмкдрячеопм
зубчатые колеса
ЖАРТА 33ц i Лист 1
Метод
обработки
Эскиз обработки
Краткое описание метода
СНЯТИЕ ФАСОК
Снятие фасок
конусной фре-
зой на торие-
вых кромках
зубьев колеса
Применяется хтя обработки не-
эакаленных прямозубых колее.
Обработка производится при
возврат1:о-пост\пате.:ьнсм движе-
нии фрезы в радиальном направ-
лении колеса с одновременным ее
смешением вдоль своей оси с по-
мощью специальных копиров, вы-
бираемы?; ь зависимости ст мо-
дуля и числа зубьев ко теса.
Ось фрезы располагается па-
раллельно оси колес।
СПОСОБЫ СНЯТИЯ ФАСОК И ЗУБОЗАКРУГЛ ЕНИЯ
Зубозакругляюшие станки
Цилиндрические
зубчатые колеса____
КАРТА ЗЗц-1 Лист 2
Продолжение
Метод
обработки
Эскиз обработки
Краткое описание метода
Обработка фа-
сок «плаваю-
щим» шлифо-
вальным кру-
гом
Позволяет обрабатывать зака-
ленные колеса. не образуя прн
этом дополнительных заусенцев.
Дисковый шлифовальный круг,
благодаря качанию шлифовальной
головки станка, копирует весь
профиль зуба колеса, круг с не-
большим усилием прижимается к
равномерно вращающемуся коле-
су. в обработка производится за
один или несколько оборотов ко-
леса.
Станки мод. 5Б522, 5527.
Режим обработки: 0|:р»»ЗО—
40 м'с; лл=0,3—б об/мин; / =
««0,01—0.2 мм/проход;
=1.0—1,5 с
Сипе - фасок
реваами
Применяется для обработки ме-
зйкаленных -идлиндричвеких колес
с прямым зубом. Колесо осуще-
ствляет прерывистое круговое дви-
жение с делением на величину
шага зубьев колеса.
Основное время обработки од-
ного зуба 7.» резцами н фрезами
см. в карте ЗЭп-З
Снятие фасок
червячным
абразивным
кругом
Применяется для обработки за-
каленных зубчатых колес.
Червячный крут. находящийся в
непрерывном зацеплении с зубья-
ми колеса, переметается под уг-
лом 45* к плоскости торца изде-
лия. Стаикн выпускаются как с
жесткой кинематической цепью,
связывающей вращение колеса и
инструмента, так к с инструмен-
том. передающим движение сво-
бодно вращающемуся колесу.
Первичная правка круга произ*
водится роликом-накатником,
дальнейшая правка может произ-
водиться непосредственно на стан-
ке колесом-инструментом, торец
которого армирован порошком
карбида кремния.
Режим обработки: Лд= 1—20 об/
/мин; То\*=0,3—0,5 с
145
СПОСОБЫ СНЯТИЯ ФАСОК И ЗУБОЗАКРУГЛЕНИЯ
Зубозакругляи'Щме станки
Цилиндрические
_______зубчатые колеса______
|ЛЯРГ/1 ЗЗц-i_______________Лист 3
Продолжение
Метод
обработки
Эскиз обработки
Краткое описание метода
Снятие фасок
червячной фре-
зой
Применяется для обработки
острых кромок на торцах зубьев
косозубых колес с двух торцев.
Обработка производится двумя
одновитковыын червячными фре-
зами-«улнтками> при равномерном
вращении обрабатываемого коле-
са.
Основное время обработки од-
ного зуба Гм реэиамн н фрезами
см. в карте ЗЗц-З.
Станки мод. ВС5Э0, ЕС77
Сиггне фасок
методом плас-
тического де-
формирования
' ’1Г-
Комбинированный метод обра-
зования фасок, состоящий из вы-
давливания накатниками метал-
ла фаски на торен зубьев колеса
и срезания ^образовавшихся на-
плывов резйвмя. Метод отличает-
ся высокой производительностью,
стойкостью инструмента и равно-
мерностью размеров фасок по все-
му профилю торцев зубьев колеса.
Применим для обработки прямо-
зубых и косозубых колес.
Материал рабочей части накат-
ника — сталь 6Х6ВЗМФС.
Режим обрабопЯ’ частота вра-
щения накатников — 70—100 об/
/мня; Ги««4-!0 с
ЗУБОЗАКРУГЛ ЕНИЕ
Закругление
торцев зубьев
пальцевой фре-
зой:
а — движе-
ние в об-
работке;
б — обработ-
ка конус-
ной фре-
зой;
в — обработ-
ка фа-
сонной
фрезой
Применяются станки, работаю-
щие пальцевой фрезой, ось кото-
рой перпендикулярна оси колеса.
Колесо вращается с постоянной
скоростью, а фреза совершает
возвратно-поступательное движе-
ние вдоль оси колеса на один зуб.
Величину прямолинейного движе-
ния фрезы устанавливают в за-
висимости от заданной формы за-
кругления ториев зубьев колеса.
К недостаткам процесса отко-
сятся низкая стойкость инстру-
мента и малая производитель-
ность.
Станки мод. SM58OC2. ЕЗ-156
Но
СПОСОБЫ СНЯТИЯ ФАСОК И ЗУБОЗАКРУГЛ ЕН ИЯ Зубозакругляющне станк»^ Цилиндрические зубчатые колеса КАРТА 33 ц-1 Лист 4
Продолжения
Метод
обработки
Эскиз обработки
Краткое описание метода
Закр\ гленне
торцев зубьев
дисковой фре-
зой
Закругленная поверхность тор,
зубьев колеса создается качание
оси фрезы относительно неф
двнжного колеса.
Применение способа ограничен
из-за опасности врезания дисков^
фрезы в выступающую ступи
ялн деталь крепления колеса |
станке.
Станок мод. 5532
Закругление
торцев зубьев
пустотелой ко-
нусной фрезой
Применяется для зубозакругл
иня везакаленных цилиндр ячеек!
зубчатых колес. Обработка ос;
щестжляется за счет вращеяа
фрезы при возвраткопоступатея
ном движении в осевом вапри
ленви под определенным угле
наклона фреш к торцу кыГёс
Обработка производится за/од1
или несколько проходов. '
Станок мод. 550
Обработка" эа-
тодной части
зубьев колеса
(«ДОМИК»)
Позволяет обрабатывать ке
внутренние, так и наружные зу<
чатые венцы муфт и колес.
Комплект режущего ннструмем
та состоят нз двух пальцевы
фрез, которые помимо врашенм
вокруг собственной осн совершай
возвратно-поступательное двнж<
ние.
Обрабатываемое колесо сове!
шает прерывистое круговое вр
щенне с делением, равным шаг
зубчатого зацепления. Обработи
производится, как правило, з
одни рабочий ход (один оборе
изделия»
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПАЛЬЦЕВОЙ ФРЕЗОЙ Зубозакруглямщие станки
Цилиндрические зубчатые колеса
КАРТА ЗЗц-2 Лип 1
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 Выбор глубины резания t. мм. и количества рабочих ходов i Чертеж изделия. Карта 33и-3 Модуль /и. Величина припуска р
2 Назначение подачн на зуб фрезы Sx, мм/зуб. 2.1. Определение рекомендуемой по- дачи 2.2. Уточнение подачи по паспорту станка Карта ЗЗи-З Паспорт станка Модуль т. Количество рабочих хо- дов 1. Число зубьев фрезы z«
3 Определение времени на обработку одного зуба Gt. с Карта ЗЗи-З Модуль Количество рабочих хо- дов i. Подача на зуб 5,
4 Определение основного времени Го. МКН «в Т,——1-1 - 60 Время обработки одного зуба Gt. Число з)бьев обрабаты- ваемой детали а. £ Количество рабочих про ходов i
ПРИПУСК р, ГЛУБИНА РЕЗАНИЯ t, ПОДАЧА
СТОЙКОСТЬ ИНСТРУМЕНТА Т„
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА Г,,
ПАЛЬЦЕВОЙ «РЕЗОН
Зубтаакругляюжве ставка
Цышдрачсспе
______зубчатые колто
КАРТА 33ц-3______Лист /
ПРИПУСК НА ОБРАБОТКУ р, ГЛУБИНА РЕЗАНИЯ /
Модуль т, ММ Значение р. мм Значение /, мм, в зависимости от последовательна™ рабочих ходов
1-й доя 2-й ход 3-й ход 4-й ход
От 1,5 до 2 1.3—1.4 1.3—1.4 — — —
Св. 2 до 4 2.85—3.1 2,3—2.5 03 — —
Св. 4 . до 6 4.4—5 J0 2,7—3.0 1.5 0.3-0Л —
Св. 6 до 8 5,2—6.5 3.0—3.2 1.5—2.1 0.4—0.6 0.2—0,3
ПОДАЧА НА ЗУБ ФРЕЗЫ S,.
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА То,
Подача к. зуб 5,, «и/зуб, определяется по формуле
S. = Л-
148
ПРИПУСК р. ГЛУБИНА РЕЗАНИЯ t, ПОДАЧА S,,
СТОЙКОСТЬ ИНСТРУМЕНТА Tt,
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА 7.,
ПАЛЬЦЕВОЙ ФРЕЗОЙ
Зубозвнрутляю|цис станки
Цилиндрические
______зубчатые колеса_____
КАРТА ЗЗц-S Лист 2
где S, — подача по таблице, мм/зуб;
Ki — коэффициент, определяемый обрабатываемым материалом;
Кг — коэффициент, определяемый углом наклона эуба.
Подача на зуб фрезы 3,
основное время обработки одного зуба 701
Модуль т. мы Количество рабочих ходов i Значение 5.,ил. "“^уб Значение ГО|. с, прн частоте вращения фрезы п в об/мнн
1200 1500 1800
От 2 до 3 1 0,08 1.0 0.8 0.7
Св. 3 до 4 1 1.5 1J2 1.0
Св. 4 до 5 2 0.12 2.6 2.1 1,7
Св. 5 до 6 3 4,9 3.9 3.2.
Св. 6 Св. 7 до 7 4 4 0.18 БД 6,1 .> - зг АЗ АЗ ЗЛ 4.1 .
Коэффициент Ki
ОбраОатышаемыВ материал
Н.ип»« I
Кг
Ковффмшеит Кг
Угод наклона зуба колеса р, град До 20 Св. 20 Внутреннее зацепление
Значение Kt 1.0 0.8 0,75
СТОЙКОСТЬ 7,
Обрабатываемый материал Значение Гр, мни, прн обработке деталей с модулем m в мм
Наименование Твердость От 1.5 до 2 Св. 2 до 4 Св. 4 до 6 Св. 6 до 8
Стали:
20ХНМ 143—185 До 600 До 500 До 400 До 240
35. 45. 15Х, 35.Х. 40Х. 45Х. 30ХМ. 15ХГН2ТА 156—207 До 500 До 400 До 240 До 160
ЗОХ, 25ХГ.М. 18ХГТ, 25ХГТ, ЗОХГТ. 12ХНЗА, 20Х. ИХ ГМ 179—229 До 400 До 300 До 200 До 120
149
ПРИПУСК р, ГЛУБИНА РЕЗАНИЯ t. ПОДАЧА 3,. i Зубозакругляюздис станки СТОЙКОСТЬ ИНСТРУМЕНТА 7Г, Циаиидрпнеские ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА 7„, зубчатые колеса пальцевой фрезой карта 33ц_3 Лисг 3
П родолжение
Обрабатываемый материал Значение Т9, мин, при обработке деталей с модулем m в им
Наименование Твердость НВ От 1.5 до 2 Св. 2 до 4 Св. 4 до 6 Св. 6 до 8
Ч?г-.ч Примечание. При испольэ чение стойкости увеличивать на 40 ОРИЕНТИРОВОЧ 170—207 | До 600 j До 500 | До 403 ованни инструмента с износостойким покрытием з-:а- -50%. НОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА 7. РЕЗЦАМИ И ФРЕЗАМИ До 240
• Метод обработки Частота вращения шпинделя инструмента п, об/мин Значение T0J, с. при обработке деталей с модулем m ₽ мм 1ЕС
От 2 до 3 Св. 3 до 5 Св. 5 до 7
Зубоэакругле- ние Снятие фасок Примечания: I. Опис 2. Приведенные в таблиц инструмента Гр до 500 мин, IV. ШЕВИНГОВ? С 600 700 600 700 .анис методов обра значения осяовно 1НИЕ ЦИЛИН ЭВОЛЬВЕНТ! 1.0 0.7 , 0.8 > 0.6 боттси см. в к го времени п ДРИЧЕСК 1ЫМ ПРО 1.5 1Л 1.2 0.8 арте 33ц-1. релуси? грива ИХ ЗУБЧ/ ФИЛ ЕМ 3JQ 2.0 2.4 1.6 ют стойкость <ТЫХ KOJ
МЕТОДЫ ШЕВИНГОВАНИЯ Зубовеваиговальмые станки Цилиндрические « зубчатые колеса 7; КАРТА ЗШц-1 Лист 1 '
Метод
тегкнго-
5аи:1Я
С продоль-
ной подачей
Краткое описание метода
Применяется при обработке на одном
станке большой номенклатуры зубчатых
колес мелкими сериями. Позволяет об-
рабатывать зубчатые колеса большой
ширины.
Ось шевера, установленного на шпин-
деле станка, поворачивают на \гол скре-
щивания Z к оси зубчатого колеса.
Стол станка с обрабатываемым колесом
совершает возвратно-поступательное
движение. 3 копие каждого кода осу-1
ществляется радиальная подача стола с|
одновременным изменением направления
вращения шевера. Длина хода стола с |
шевингуемым колесом принимается рав-*
ной сумме «где &— ширине ше-3
винтуемого колеса»
150
МЕТОДЫ ШЕВИНГОВАНИЯ Зубошевннговальные станки Цилиндрические зубчатые колеса КАРТА ЗШц-l Лист 2
Продолжение
Метод
шевинго-
вания
С диаго-
нальной
подачей
Эскиз обработки
Краткое описание метода
Применяется на станках, допускаю-
щих возможность поворота центровых
бабок относительно заправляющих ше-
вннговальной бабки на угол ш в плоско-
сти, перпендикулярной осям шевера к
колеса.
Продольная подача осуществляется
под некоторым >глом к оси колеса. На-
правление н угол наклона направления
продольной подачи к осн колеса выби-
раются так. чтобы > каждого из торцев
зубчатого вениа колеса профилирующая
точка зубьев шевера находилась в зоне
первой канавки от торца. Так как ось
колеса находится под утлом ш к направ-
лению подачи, точка контакта шевера с
колесом перемещается яе только по дли-
не зуба колеса, но в по длине зуба ше-
вера. Каждое сечение шевера является
калибрующим. Благодаря изменению
точек контакта на зубья& шевера износ
их более равномерен н'^цевер меньше
изнашивается. Сокращается длина про-
дольного хода шевера.
Преимуществом метода является воз-
можность уменьшения ширины канавки
для выхода шевера при обработке ко-
лес с закрытыми венцами. При сохра-
нении размера канавки возможно увели-;
чение угла скрещивания, что облегчает,
условия резания. Чем больше угол
тем меньшую ширину колеса можно ше- ^
винтовать одним н тем же шевером.;
Зубчатые колеса небольших размеров’
шевиигуют методом диагональной пода-
чи за один двойной ход без радиальной
подачн
С танген-
циальной
подачей
Осуществляется прн перемещении сто-
ла в направлении, перпендикулярном
оси колеса (ось шевера перемещается в,
плоскости, перпендикулярной оси коле-
са). Ширина шевера должна быть боль-
ше ширины обрабатываемого колеса иа
b
величину (1.1 ~’.С;------
cos X . й
Вследствие непрерывного смешения
режущих точек по длине зубьев шевера
их износ протекает медленно н равно*
мерно, и. следовательно, повышаете*
стойкость шевера Припуск делается не«
большим, поэтому шевинговать колеса
можно без радиальной подачи межд)
рабочими ходами
15:
Зубошевинговальные станки
МЕТОДЫ ШЕВИНГОВАНИЯ
Цилиндрические
зубчатые колеса___
КАРТА ЗШц-1 Лист 3
Продолжение
Метод
шевкнго-
•аяня
Эскиз обработки
Краткое описание метода
(' диаго-
нальной
подачей
Чаще всего процесс осуществляется
за один двойной ход при постоянном
расстоянии между плоскостями распо-
ложения осей шевера и зубчатого коле-
са. Так как отсутствуют калибрующие
проходы шевера и происходит значи-
тельное изменение углов смешения осей
шевера и колеса в процессе поперечного
хода, точность и тцероховатостъ поверх-
ности обработки зубьев колеса несколь-
ко грубее до сравнению с диагональным
шевингованием.
Для снижения шероховатости и повы-
шения точности при тангенциальном ше-
винговании . рекомендуется применять
прямозубые шеверы или косозубые с ка-
навками, расположенными перпенднку-
лярно поверхности зубьев колеса
Аналогичен тангенциальному шевинго-
ванию. но подача осуществляется в на-
правления. перпендикулярном осн шеве-
ра.
Ширина шевера может «быть уменьше-
на до величины (Wr-r-1,2)6-cos2,
что дозволяет обрабатывать колеса с
большей шириной зубчатого веша, а за-
крытые венцы — с меньшей шмрнной ка-
навки. чем при тангенциальном шевни-
гованнн
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубовевинговальиые станки Цилиндрические зубчатые колеся КАРТА ЗШц-2 Лист 1
Nt этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 Назначение величины припусков на межосевое расстояние р»м, мм, и тол- щину зуба 2р, мм Карта ЗШц-З Модуль т. Угол профиля зуба а. Угол наклона зубьев р
152
Зубошевинговальяые статен
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Цилиндрические зубчатые колеса КАРТА ЗШц-2 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
2 Определение длины рабочего хода Дрх, мм, прн различных методах ше- вингования: — продольной подачей ' — диагональной подачей Lp.x=b+(2-r4) Др (0,7—0,8) ^ЩХ Xcos 2 Ширина зубчатого вен- ца Ь. Ширина шевера Ьа. Угол скрешнвання осей детали и инструмента X. Номинальное межосевое расстояние а..
— тангенциальной подаче;’. Ipj== У2,7£и*2р4* +[*+(2-5)]teX Припуск на толщину зу- ба 2р
— методом коротких ходов ip,i = l'2,7a.-2p+ -г [i>+ <2-е-4) Jsin 2
3 4 Определение подачи: 3.1. Осевой: 5м, мм/мин, н 5^ мм об шевера 33. Радиальной $р, мм/двл 3.3. Уточнение подачн S9 по паспор- ту станка . Определение окружной скорости ше- вера fo, м/мнн, и частоты врашенпя шевера п, об/мин: 4.1. Выбор окружной скорости шеве- ра 4.2. Расчет частоты вращения шевера Карта ЗШц-4 z9-n Карта ЗШц-4 Паспорт станка Г- Карта ЗШц-4 1000-Го Обрабатываемый мате- риал н его твердость. Делительный диаметр ко- леса d. Число зубьев колеса г. Число зубьев шевера з©. Частота вращения шеве- ра П Обрабатываемый мате- риал и его твердость. Угол наклона зубьев ко- леса Д. Угол скрещивания осей детали и инструмента 2. Диаметр шевера do
4.3. Уточнение частоты вращения ше- вера по паспорту станка я окружной Паспорт ставка. Х-<1О‘П
скорости 1000
5 Определение скорости резания г, м/мнн: — для прямозубых колес — для косозубых колес v » о»-sin 2 sin 2 o=»o©- - — cosp Угол скрещивания осей детали и инструмента Z. Угол наклона зубьев ко- леса р
6 Определение стойкости шевера Т9, мин Карта ЗШц-4 Окружная скорость ше- вера 0©
7 Определение количества двойных хо- дов за цикл шевингования г.ц Карта ЗШи-4. Ра» Л«Р«8= Ор .Нодуль т. Твердость материала зубьев. Величина припуска на межосевое расстояние раш
153
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубошевинговальные станки Цилиндрические зубчатые колеса КАРТА ЗШц-2 Лист 3
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
8 Определение основного времени То, мин Карта ЗШи-4. 7®— - Длина рабочего хода Осевая подача 5М. Количество двойных хо- дов за цикл обработки Яц
ПРИПИСКИ 2р И р1и Зубошевннговальные станка Цилиндрические зубчатые колеса КАРТА ЗШц-З Лист I
Форма зуба Модуль т, мм Величина припуска и а толщуеиу зуба 2р. *м Величина припуска иа межосевое расстояние рм. км, при угле зацепления а в град
15 20 25 30
Прямо* До з,5 0.05—0.07 0.10-0.15 0.065—0,12 0,07—0,10 0.06—0.09
Св. 3*5 до 5 0.07-0.12 0.15—0.26 0.12—ОДО 0.10—0.1-7 0.09-0.14
Св. 5 до 8 0,12-0,15 0.26-0,32 0.20-015 Ц17-011 0,И—0,18
Наклонный До 3,5 0.07-0,10 0.15—01 0.12-0,17 0,10—0,14 0,09—0.12
Св. 3.5 до 5 z 0.10-0.16 0.2—0.35 0.17-0,28 0,14—013 0,12-ОЛО
С». 5 до 8 / 0.16—0.2 0.35—0.43 018-015 0,23—018 0.20-014
Примечание. Меньшие значения припусков принимать для колес с числом зубь-
ев свыше 50.
ПОДАЧИ S. И Sp.
ОКРУЖНАЯ СКОРОСТЬ ШЕВЕРА с-„ СТОЙКОСТЬ ТР,
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ nap
И ОКОНЧАТЕЛЬНЫХ п„ ХОДОВ
Зубошевияговальиые станки
Цилиндрические
______зубчатые колеса
КАРТА ЗШц-4 Лист I
ОСЕВАЯ S, И РАДИАЛЬНАЯ 5, ПОДАЧИ
Угол скрещивания осей 2. град Значение 5К, мм мин. прн делительном диаметре колеса d в мм Значение 5Г. мм'ход
До 100 Св. 100 до 150 |Св. 150 до 250 Св. 250
До 10 110 105 100 90 0.02—0.04
Св. 10 до 15 120 1.15 | ПО 100 0,04
154
. ПОДАЧИ И
ОКРУЖНАЯ СКОРОСТЬ ШЕВЕРА СТОЙКОСТЬ Т9,
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ лпр
И ОКОНЧАТЕЛЬНЫХ ХОДОВ
Зубошевннговальные станки
Цилиндрические
зубчатые колеса
КАРТА ЗШц-4 Лист 2
Продолжение
Угол скрещивания осей £, град Значение 5«, ми/мин, при делительном диаметре колеса d в мм Значение ын/ход
До 100 |Св. 100 до 150 Св. 150 до 250 Св. 250
Св. 15 130 | 125 120 ПО 0.06
. Примечание. Значения подач приведены для сталей с твердостью 156—207 НВ.
При шевинговании зубьев из сталей с твердостью выше указанной приведенные зна-
чения умножать на коэффициент К\.
Коэффициент К\
Обрабатываемый материал Значение К\
Наименование Твердость НВ
Стали 156—207 1.0
179—229 0.9
229—269 0,85
Чугуны 170—207 1.2
ОКРУЖНАЯ СКОРОСТЬ ШЕВЕРА оо’
Значим м/кин. при угле наклонв-^бма колес* ₽ • град
Угол скрещивания осей I, град До 10 Св. Ю до 20 Св. 20 до 25 Св. 25
До 10 М—160 80-150 75-145 70—135
Св. 10 до 15 75—150 70—135 65-130 60—120
Св. 15 70—140 65-125 55—120 50—110
Примечания: I. Значения окружной скорости приведены для сталей с твер-
достью 166—207 НВ. При шевингования вубьев вз сталей с твердостью выше указан*
кой приведенные значения умножать иа коэффициент Kt.
2. Таблица составлена для дваметра шевера </о«*180 мм. Прн других величинах
диаметра приведенные значения умюжать иа отношение 4^180.
3. Скорость резания r«—c0-sin2 выше 45 м/мм л не рекомендуется.
Коэффициент Kt
- Обрабатываемый материал Значение К«
Наименование | Твердость НВ
Стали | 156—207 1.0
1 ! 179—229 0.9
229-269 0,8
Ччгенг 1 170—207 1.2
Данные по обрабатываемости конструкционных материалов,
материалам и смазочно-^хлаждающик жидкостям представлены
2. 3.
инструментальным
б приложениях I.
ПОДАЧИ S, И $р, ОКРУЖНАЯ СКОРОСТЬ ШЕВЕРА СТОЙКОСТЬ Тр, КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ л„р И ОКОНЧАТЕЛЬНЫХ ХОДОВ Зубошевннговальные станки Цилиндрические зубчатые колеса КАРТА ЗШц-4 Лист 3
ОРИЕНТИРОВОЧНАЯ СТОЙКОСТЬ ШЕВЕРА
С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ МЕЖДУ ПЕРЕТОЧКАМИ Тр
(для справок)
Окружная скорость шевера ио, м/мин Значение Тр, ч, при твердости НВ материала зуба
180—200 200—300
50—80 120 100
80—110 100
НО—140 80 40
140—160 50 25
Примечание. Для шеверов без износостойкого покрытия значения стойкости,
приведенные в таблице, умножать на К — 0,8.
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ ляр И ОКОНЧАТЕЛЬНЫХ по:; ХОДОВ
Модуль *п, мм Твердость НВ материала зубьев Значение лзр Значение п™
3-6 150—320 . . “2Э>380 4—6 2-4
7—10 150—260 260—360 6-8 8—10 2—6
Примечания. 1. Количество предварительных ходов приведено справочно.
Расчет величины пср производить по формуле, приведенной в карте ЗШц-2.
2. Окончательные ходы выполняются без радиальной подачи.
V. ШЛИФОВАНИЕ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Зубошлифовальные статен
Цилиндрические
______зубчатые колеса____
\КАРТА ЗАц-/ Лист I
.4? этапа Последовательность определения режимов резан и г Источник или расчетная Формула Исходные данные
1 Выбор формы и характеристики шли- фовального крчга | Карта ЗАи-2. ГОСТ 2424—83 1 1 Метод шлифования. Тип станка. Шероховатость поверх- ности зуба Ra
2 Расчет длины рабочего хода L? х, му. при шлифовании: — червячным кругом (схема 1) /4, = Ширина зубчатого вен- ца Ь. Количество одновремен-
155
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Зубошлифовальные станки
Цилиндрические
_____зубчатые колеса_
I КАРГА ЗАц-/Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
Lp = b-q- но обрабатываемых де- талей на оправке q. Высота зуба h.
yh{dt-h) I L в — -f- 1 COS 3 1 +3mtgP+(3-r5)
Диаметр вершин зубьев колеса dt.
— тарельчатыми кругами я плоски- ми кругами с коническим профи- лем (схемы 2. 4) ь д + cos Рв 4-л-т-tg 0В4-(3-И0) Угол наклона зуба в ста- ночном зацеплении Угол наклона зубьев ко- созубого колеса на про- изводственном цилиндре Йш
— плоским профильным кругом (схе- ма 3) Дрх = » + + (20-=-40)cos₽+ 4-n m tg Р
3 Определение припуска на толщину зуба 2р. мм Карта ЗАи-2
Определение радиальной 5Р. мм('дв.х, продольной 5вр, мм/об (м/мнн), по- дач и подачи обката Зоек, мм/дв.х. при шлифовании: Карта ЗАи-З Модуль гп. Диаметр вершин зубьев колеса 4В
- — червячным кругом — тарельчатыми кругами — профильным кругом методом ко- пирования — одно- н двухсторонним кониче- ским кругом Модуль т. Угол наклона зубьев 0- Днаметр колеса йл. Вид прохода
5 Расчет количества предварительных па> н окончательных Па» ходов при шлифовании червячным кругом 0,9р . ctg°; 0.1Р ctga Величина припуска на. сторону зуба р. Радиальная подача Sp. Угол профиля зуба a
6 Определение скорости шлифования Л • dMj. • п Диаметр круп 4М».
с. м/с 60 ОСЮ Частота вращения кру-
Паспорт станка га л
7 Определение основного времени То, мин, при шлифовании: Число зубьев колесам. Количество предвари- тельных пвр н оконча- тельных Лох ходов.
Длина рабочего хода i-p.x
I — червячным крчгом То = г (fi е р 4- fi v) X 1 л —частота вращения • шлифовального круга; • S=5P — радиальная по- дача
157
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Зубошлифовальные станки
Цилиндрические
______зубчатые колеса___
КАРТА ЗАц-1 Лист 3
Продолжение
№ этапа Последовательность определения режимов резания Источник иля расчетная формула Исходные данные
—' тарельчатыми кругами — профильным кругом Т о s= Z (flap—П<ж) X Та же формула г»—число двойных ходов обката в минуту; 5=S;-P — продельная подача п = 1: S^Srf — продольная г.эдача
— одно- к двухсторонним ским кругом • кониче- Та же формула л — частота хода ползу- на; 5 = 5о6ф — подача обката
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ,
ПРИПУСК НА ТОЛЩИНУ ЗУБА 2о
Зубошлифовальные станки
Цилиндрические
зубчатые колеса
Лист 1
КАРТА ЗАц-2
выбор характеристики шлифовального круга
Метод шлифования Модель станка Тип круга Шероховатость поверхности зуба Ra, мкм. после обработки Характеристика круга
Шлифовальный материал Т вердость Струк- тура
марка размер зерна
Обкатывание чер- вячным абразив- ным кругом — схе- ма 1 5В833. 5Д833. 5Д833Д 1.25 олГ 24А 16-32 10-25 СМ2—М3 СМ2—С2 6—8 8. 9
Обкатывание дву- мя тарельчатыми кругами — схема 2 5851. 5852. 5853 :2 1.25 0.63 24 А 16-32 12-25 СМ1-МЗ СМ1. СМ2 7, 8 6—8
Копирование плос- ким кругом с двухсторонним ко- ническим профи- лем — схема 3 5S60A. 5В860. 5861. 51860 4 1.25 0,63 24А 25—40 15-25 СМ2 СМ! 7, 8 6—8
Обкатывание плос- кими кругами с коническим профи- лем и двухсторон- ним коническим профилем — схе- ма 4 5841. 5.4841. 3. 4 1Д5 0.63 24 А 12—25 16-25 САГ.-мз 7, 8
J 58
I
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ,
ПРИПУСК НА ТОЛЩИНУ ЗУБА 2р
Эубошлифовал ьиые станки
Цилиндрические
зубчатые колеса
Лист 2
КАРТА ЗАц-2
ПРИПУСК ИА ТОЛЩИНУ ЗУБА 2р
Модуль ГП' мы Значение 2р, мм, при диаметре колеса d« в мм
До 100 Св. 100 до 200 Св. 200 до 500
До 3 0,15—0,20 0.15—0.25 0,18—0.30
Св, 3 до 5 0,18-0.25 0.18—0.30 0.20-V0.35
Св. 5 до 10 - 0.25—0.40 0.30—0.50 0.35-X 60
11 р м м е ч г н и е. До 5% величины общего припуска оставлять а чистовые \
ПрСАОДЫ.
159 ч
VI. ЗУБОХОНИНГОВАНИЕ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ 1 Зубохонинговальиые станки Цилиндрические зубчатые колеса 1А.4РГЛ 3X1 Лист 1
>й этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 2 3 4 5 6 7 Выбор размера, кла::а точности и характеристики ♦ Расчет длины рабочего хода Lpt1 мм. при параллельном расположении осей детали и хона Назначение усилий негруи^иия •' «г • Определение продольной подачи сто* ла 5м, мм/мин. 4.1. Определение продольной пода- чи 5И 4.2. Уточнение подачи 5(1 по паспор- ту стайка 4.3. Расчет продольной подачн мм/об Определение частоты вращения хона п, об/мин, и скорости резания и, м/мин: 5.1. Определение частоты вращения хона л и уточнение частоты враще- ния по паспорту стз-ча. но не более 900 об/мин 5.2. Определение и*:-жной скорости хонингования t*c. -V мин 5.3. Определение сксрости резания (скольжения зуба хона) м,мин Определение стсйкхти хонд Т3х дет. Назначение холнче:-вд ходов стола лзв.х за никл обработки ТУ 2-36-930—-83 «Шеверы абразивные». Карта ЗХ-2 ТУ 2-37-II1—77 «Хоны алмазные зубчатые иа металлн-4 ческой связке». Карта ЗХ-З ТУ 2-37-402—63 «Хоны алмазные эластичные зубчатые». Карта ЗХ-4 . Ьрл*~Ь+4 мм Карты ЗХ-2, ЗХД ЗХ-4 Карты ЗХ-2, ЗХ-3. ЗХ-4 Паспорт стайка 3.-^- п Карты ЗХ-2, ЗХ-З, ЗХ-4. Паспорт станка t,J== 1000 Гн-sin I с* — 1 cos 0 Карты ЗХ-2. ЗХ-З. ЗХ-4 Карты ЗХ-2, ЗХ-З, ЗХ-4 Принятый метод хонин- гования. Обрабатываемый мате- риал и его твердость. Степень точности обра- батываемого колеса. Угол скрещивания осей хона и колеса 2. Наружный диаметр ко- леса dt. Ширина зубчатого вен- ца b Ширина зубчатого вен- ца b Угол зацепления коле- са о, Наружный диаметр ко- леса dt Наружный диаметр ко- леса dk. Угол скрещивания осей хона н колеса X. Частота вращения хона л Модуль колеса т. Число зубьев детали г. Число зубьев хона а#. Частота вращения дета- ли пя. Угол скрещивания осей кона н детали S. Угол наклона зубьев ко- леса Р Наружный диаметр ко- леса dt. Шероховатость поверх- ности з>ба колеса Ra
162
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубохоиинговальные станки! Цилиндрические Я зубчатые колеса Я КАРТА ЗХ-1 Лист 2.1
Продолже!
№ этапа Последовательность определения режимов резания Источник *ли расчетная формула Исходные данные Ж
8 Расчет основного времени Т„, мн» т - -Р1 - °- S, “ Длина рабочего Х<Я Ьр.х- зЯ Продольная подача 5Л Количество двойных дов стола за цикл
РЕЖИМЫ АБРАЗИВНОГО ЗУБОХОНИНГОВАНИЯ Зубохонннгов&льные станц|
Цилиндрические я зубчатые колеса j
КАРТА ЗХ-З Лист
ХАРАКТЕРИСТИКА ЗУБЧАТЫХ АБРАЗИВНЫХ ХОНОВ
Размеры хонов выбираются в соответствии с ТУ’ 2-36-930—83 «Шеверы абразив-
ные» н предназначены для обработки стальных закаленных зубчатых колес наруж-
ного эаиекления с модулем 2—8 мм, 5—8-й степеней точности по ГОСТ 1643—61,
с некорпегированиым и коррелированным профилем а»20* в использованием в ка-
честве СО2К жидкости па масляной основе типа ОСМ (ТУ 38 УССР 01-152—72).
и Характеристики рабочего абразивного слоя:
аг — материал шлифовального зерна — 23А, 24А. 25А; u
— величина зерна—25; * • • •
— в наполнителе связки используется зерно величиной 6 той же марки; j
— материал связки: j
жесткие связки: эпоксидные (Э). эпоксвдно-капролактамовая (ЭК), эпок- |
сидно-аиетуриая (ЗАД); 1
эластичные связки: акриловая (А), гядроксяуретановая (ЛЭА), акрнлопо- 1
лнуретаиовая (АП).
Примечание. Материал н величина зерна могут быть изменены по требо-
ванию заказчика.
УСИЛ И Е НАГРУЖЕН ИЯ
Угол Радиальное усилие нагружении Q, Н Тормозной момент при окружив! нагружении Мт, Н-м
зацепленяп при диаметре обрабатываемого колеса d в мм
о, град До 100 100—150 150-200 200—250 Св 250 До 1 100 | 100—150 150—200 200—250
15 150 200 250 300 350 i 70 10 15 19
20 200 300 350 450 500 75 11 16 20
30 300 400 450 500 550 8? 11,5 17 21
ВЕЛИЧИНА ЗЕРНА АБРАЗИВА, НЕОБХОДИМАЯ ДЛЯ ОБЕСПЕЧЕНИЯ
3АДАННОН ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатость поверхности зуба 053 ]25 2,5
Ra, мкм |
Величина зерна 6 i 10 1 16
I Зубохокикговальиые станки
РЕЖИМЫ АБРАЗИВНОГО ЗУБОХОНИНГОВАНИЯ Цилиндрические
. _____зубчатые колеса__
i КАРТА ЗХ-2 Лист 2
Примечание. Для получения минимальной шероховаго.ти ксссрхности при-
менять угол скрещивания осей Z = JO—12’.
ЧАСТОТА ВРАЩЕНИЯ ХОНА п И ПРОДОЛЬНАЯ ПОДАЧА $гр
Угол скрещивания осей 2, град Значение л, об/мин. при угле наклона зубьев 0 в град Значение Snp, мм;мки. при диаметре колеса d в мм
15 25 Св. 25 До 100 Св. 100 до 150 Св. 150 до 250 Св. 250
До 15 500 450 400 220 200 180 160
Св. 15 ДО 20 360 340 320 230 210 190 170
Св. 20 250 220 200 240 Ъ20 200 180
Примечание. Значения частоты вращения хона приведены для хона диа-
метром 228 мм. При Других величинах диаметра приведенные значения умножать
на величину 228/d.
КОЛИЧЕСТВО ДВОЙНЫХ ХОДОВ СТОЛА ЗА ЦИКЛ лц.
НЕОБХОДИМОЕ ДЛЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
Чг Шероховатость поверхности зуба на, мкм Значение лв при диаметре колеса d в мм
До 150 | 150—200 ' Ml. 200
0,8 2 1 . 4
0,4 4 1 4 6
ОД 6 1 6 8
Примечание. Значения в таблице приведены для хона с характеристикой
24А 16 СМ2.
стоикосп/хонов
Стойкость хоков. изготовленных на основе эпоксидной смолы, составляет до
3000 дет. — в зависимости от характеристики хоиа. величины снимаемого припуска
к др.
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ ХОНОМ НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ Зубохоиинговлльаые ставки Цилиндрические зубчатые колеса КАРТА ЗХ-З Лист 1
ХАРАКТЕРИСТИКА ЗУБЧАТЫХ АЛМАЗНЫХ ХОНОВ НА МЕТАЛЛИЧЕСКОЙ
СВЯЗКЕ
Размеры хонов выбираются в соответствии с ТУ 2-37-1И—77 «Хоны алмазные
зубчатые на металлической связке».
Хоны с 0 = Ов предназначены для зубохояннгов^ния теркообработанных зубча-
тых колес 7—8-й степеней точности с некоррелированным профилем, углом зацеп-
ления а=20* методом однопрофильного зацепления, с использованием с качестве
СОЖ керосина, веретенного масла или СОЖ на масляной основе.
164
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ
ХОНОМ НА МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ
Зубохоиииговальиые станки
Цилиндрические
зубчатые колеса
‘КАРГА ЗХ-З Лист 2
Характеристика алмазоносного слоя хона:
— материал шлифовального зерна — АС-4, АС-6 (ГОСТ 9206—80);
— величина зергз — 4С 28—100/80;
— материал связки — .42-01. М73, МГ.
— } омцеитрация алмазов — JOO'o;
— толщина алмазоносного слоя — 1 —1,4 мм.
УСИЛИЕ НАГРУЖЕНИЯ
Угол зацепления а, грвд Радиальное усилие нагружения Рг, Н Тормозное окружное усилие Р, Н
г.рн диаметре обрабатъ ваемого колеса 4 в мм
До 100 1100—150 i 150—250 Св. 250 До 100 ! 100-1501150—250 Св. 250
15 150 200 250 300 10 17 22 26
20 200 ' 300 400 450 11 18 23 28
30 300 1 400 450 500 12 19 25 30
П р и м с ч 4. •; и е. З..гчения радиального усилия нагружения приведены прн ус-
ловии типол? е..иг. обработки г’ двухпрофильном зацеплении, значения тормозного
окружного усилия— в однопрофильном зацеплении.
ВЕЛИЧИНА ЗЕРНА АБРАЗИВА, НЕОБХОДИМАЯ ДЛЯ ОБЕСПЕЧЕНИЯ
ЗАДАННОЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатость поверхности зуба Ra, мкм -4R 0,63 1,25 2.5
Величина зерна 40/28 50/40; 63/50 80/63; 100/80
Примечание. Марка алмазного зерна — АС4. АС6 (ГОСТ 9206—80), угол
скгсшмвання осей 2»» 15*.
ПРОДОЛЬНАЯ ПОДАЧА S„₽
Продольная подач» 5ср. ым'мин, определяется по формуле
Sn р * Sop .табл • Л\
где Sup.т*«л — подача по таблице, мм/мин;
К—коэффициент, определяемый величиной припуска на сторону зуба.
Подача S—.^сд
Угол скрещивания осей 2, град Ьг^-.ение Snr. т««л. мм мин. при диаметре колеса в мм
До 1К I Св. 100 до Са. 150 до 200 Ср. 200 до 250 Св. 250
До 15 330 1 250 190 160 120
. о— 350 j 280 220 180 130
Сг.. 20 360 1 300 240 200 140
165
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ
ХОНОМ НА МЕТАЛЛИЧЕСКОЙ связке
I Зубохоиииговальиые станки
| Цилиндрические
_______зубчатые колеса_____
\ КАРТА ЗХ-З Лист 3
Коэффициент К
Пряпуск на сторону зуба р, мм 0 005—0.1 0.01—0,02 0,02—0,03 Св. 0.03
Значение # 0.5 1,0 1.5 2.0
КОЛИЧЕСТВО ДВОЙНЫХ ХОДОВ СТОЛА ЗА ЦИКЛ
НЕОБХОДИМОЕ ДЛЯ ОБЕСПЕЧЕНИЯ ЗАДАННОЙ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
Шероховатость поверхности зуба Ra. мкм Значение па при диаметре хонз D в мм
До 150 Св. 150
0,2< 4 4
0,4 2 3
0,8 1 2
12 I 1
Примечание. Таблица составлена для зернистости АС6 100/80.
'аг
ЧАСТОТА ВРАЩЕНИЯ ХОНА п СТОЙКОСТЬ ХОНА Т,
Угол скрещивания осей 2. град Значение п, об/мин, при угле наклокв зубьев колеса ₽ в град Модуль колеса т, мм Шярива ведав хона Ь, мм Толшияа алмазо- носного слоя, мм Значение Гх, дет., при съеме припуска на межцентровое расстояние 0,02—0,03 мм
0 15 25 Св. 25
3,75 5,0 40 21 1,0 1.0 4000 3000
До 1S 650 600 ! 550 | 500
Св. 15 до 20 580 560 1 540 j 450 6.0 20 1,0 4000
С*. 20 520 500 450 1 400 6,5 60 1Л 2500
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ
ХОНОМ НА ЭЛАСТИЧНОЙ СВЯЗКЕ
| Зубохоияиговальяые станка
Цилиндрические
зубчатые передачи
КАРТА ЗХ-4______Лист !
ХАРАКТЕРИСТИКА ЗУБЧАТЫХ АЛМАЗНЫХ ХОНОВ
НА ЭЛАСТИЧНОЙ СВЯЗКЕ
Размеры хонов определяются техническими условиями ТУ 2-37-402—83 «Хоны
алмазные эластичные зубчатые».
Хоны с ₽=0* предназначены для эубохонннгования закаленных зубчатых ко-
лес 7—8-й степеней точности (ГОСТ 1643 —81) методом свободного обката в двух-
профильном зацеплении с использованием в качестве СОЖ индустриального масла
20 (ГОСТ 20799—75), интенсивность полива — 5—15 л/мин.
166
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ ХОНОМ НА ЭЛАСТИЧНОЙ СВЯЗКЕ Зубохояинговальные стаики Цилиндрические зубчатые передачи КАРТА ЗХ-4 Лшл 2
Характеристика алмазоносного слоя хона:
— материал шлифовального зерна — АС-4, АС-6 (ГОСТ 9206—
— величина зерна — см. ниже таблицу;
— материал связки — ВЗ-ОЗ. Р216. Р18;
— концентрация алмазов —50, 100%;
— толшина алмазоносного слоя— 1—1,4 мм.
РАДИАЛЬНОЕ УСИЛИЕ НАГРУЖЕНИЯ Р
Значение Р. Н. при диаметре колеса da в мм
Угол зацепления - а, град j До 100 100—150 150—200 Св. 200
15 60 80 100 120
20 1 100 120 140 160
30 I 140 160 180 200
Примечание. Обработка выполняется в двухпрофильном зацеплении.
ВЕЛИЧИНА АЛМАЗНОГО ЗЕРНА, НЕОБХОДИМАЯ ДЛЯ ОБЕСПЕЧЕНИЯ
ЗАДАННОЙ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатость поверхности зуба На. мкм . 0,5—0,2 0,8^р,5 1,5—1,25
Величина зерна 63/50» 50/40 100/80; 60'63 160/125; 125/100
ЧАСТОТА ВРАЩЕНИЯ ХОНА п
ПРОДОЛЬНАЯ ПОДАЧА SB₽
Угол скрещивании осей 2, град Значение 5пр> мм/мин. при диаметре колеса da« в мм
До 100 Св. 100 до 150 Св. 150 до 200 Св. 200
До 15 ПО 90 70 50
Св. 15 до 20 120 100 80 55
Св. 20 _ 130 ПО 90 65
Значение п, об/мяв,
Угол при угле наклона
скги иииваиии 1 эубьев колеса ₽
осе (2, град В град
0 15 25 Св.
До 15 500 450 400 31
Св. 15 до 20 450 400 350 3(
Св. 20 400 350 300 21
Количестве двойных ходов возвратно-поступательного движения стола nu==l—2
(прн припуске на сторону зуба 0.005—0.03 мм).
стойкость хон* та
Модуль колеса т, мм Число эубьев z Угол профиля зуба а. град Толщина алмазоносного слоя, мм Значение ГЖ1 дет.
2.5 91 20 1.0 4000
91 14*30' 1.0 4000
3.0 77 20 1.1 4000
РЕЖИМЫ АЛМАЗНОГО ЗУБОХОНИНГОВАНИЯ ХОНОМ НА ЭЛАСТИЧНОЙ связке Зубохонииговальные станки Цилиндрические зубчатые передачи КАРТА ЗХ-4 Лист 3
П родалжекие
Модуль колеса mt мм Число зхбьез 2 профиля зуба Толщина алмазоносного слоя, мм Знг-’еш.г 13. дет.
3.5 67 20 1.2 3500
4.0 57 200 1.2 3500
4,25 53 17’30' 1.3 3000
4.5 51 20 1.3 3000
5,0 47 20 1.3 3000
6,0 37 20 1.3 4000
6,5 36 20 1.4 4000
7.0 20 1.4 1500
VII. ОКОНЧАТЕЛЬНОЕ ФРЕЗЕРОВАНИЕ ЗАКАЛЕННЫХ
ЗУБЧАТЫХ КОЛЕС
ТВЕРДОСПЛАВНЫМИ ЧЕРВЯЧНЫМИ ФРЕЗАМИ
РЕЖИМЫ ОКОНЧАТЕЛЬНОГО ФРЕЗЕРОВАНИЯ
Зубофрезерные ставки .
Закаленные цилиндрические
зубчатые колеса
К.4Р7/1 ЗФэ-1 Лист 1
Режимы рассчитаны на окончательное фрезерование твердосплавными фрезами
класса точности А—АА зубчатых колес лз сталей с твердостью до 54 HRC-». Фрезе-
рование осуществляется попутным или встречным методам с применением СОЖ-
При фрезеровании закаленных ;:оле: твердосплавными фрезами обработке, как
правило. подвергают лишь профили зубьев. Для этого до закалка колеса предвари-
тельно обрабатывают фрезой с протуберанцем. Точность зубчатых колес после окон*
чггельногс фрезерования твердосплавными червячными фрезами класса А--АА :
колебаться в пределах 4—7-й степеней по ГОСТ 1643—81.
Режимы окончательного фрезерования зубьев закаленных зубчатых колес
твердосплавными червячными фрезами
Модуль /и, мм Скорость резания V, м/мнн Осевая подача So, мм/об Припуск иа обработку 2р. мм
От 1 до 2 70—90 1.0 —1.25 0.1 —0,15
Св. 2 до 4 70-80 1.25—1,5 0.15—0.2
Св. 4 до ,6 65—75 1.5 —2,0 0.2 —0.3
Св. 6 до 8 60—70 1.5 -2.0 0.3 —0,5
Св. 8 до 10 55—65 1,5 -2,0 0.5 —0.8
Примечания I Величин? припуска и.-.энл ; гетэм степени коробления эубчатлга
колеса после термической обработки.
2 При обработке деталей модулем до 2.5 мм иг.пэл»;уктся монолитные твердосплавные фре-
зы. модулем до 4 мм — сборные с рейками из тзер.юго спл;&: модулем от 4 мм и выше —
С 2П)Г1ными твердосплавными пластинами.
3. Материал режчщей части инструмента — твердый сплав марок Т15К6 и Т14К8-
4. Основное время обработки То определяется по методике, приведенной в карте ЗФц-!.
168
VIII. НАРЕЗАНИЕ ЧЕРВЯЧНЫХ КОЛЕС,
СОПРЯГАЕМЫХ С ЦИЛИНДРИЧЕСКИМИ ЭВОЛЬВЕНТНЫМИ
ЧЕРВЯКАМИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зубофрезеряые станки Червячные колеса КАРТА ЗФч-1 Лист 1
Нарезание зубьев червячных колес производится червячными фрезами или рез-
цами-летучками на зубофрезерных станках с применением радиальной, тангенциаль-
ной ил-* комбинированной (диагональной) подач. При обработке червячных колес
8-й и 9-й степеней точности по ГОСТ 2144—76 наибольшее применение получил ме-
тод фрезерования с радиальной подачей, для которого приведены рекомендации.
Значения режимов резания приведены для деталей из серого чугуна в бронзы.
В целях сокращения времени обработки следует назначать возможно большую
подачу, допускаемую прочностью инструмента, мощностью н жесткостью применяе-
мого оборудования и другими технологическими факторами.
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 2 3 ‘ 4 Выб^р параметров я материала фре^ы Определение радиальной подачв S₽. мм/об: 2.1. Определение рекомендуемой по- дачи 2.2. Уточнение подачн по паспорту станка Определение скорости резания о, м/мнн, и частоты вращения шпин- деля фрезы п, об/мин: 3.1. Определение рекомендуемой скорости резания 3.2. Расчет частоты вращения шпин- деля 3.3. Уточнение, частоты вращения шпинделя по паспорту станка 3.4. Уточнений скорости резания по принятой частоте вращения шпин- деля Определение величины осевой пере- движки В, мм, и количества осевых передвижек 17 фрезы ГОСТ 9324—80. Чертеж и ТУ я» деталь. Приложеяяе 2 Карта ЗФч-2 Паспорт стайка Карта ЗФч-2 1000-» п— —— Я-Ои Паспорт стайка я-Дм-л раж 1000 Карта ЗФч-2 или по формулам: В=1/ — г 1 1 tg а «$>Ти Модуль 'П. Степень точности колеса Обрабатываемый мате- риал. Число заходов фрезы Обрабатываемый мате- риал. Материал фрезы. Наружный диаметр чер- вячной фрезы Модуль колеса т. Число зубьев колеса а. Радиус окружности вы- ступов Rt и впадин Rt зубьев. Высота ножки зуба ко- леса hr Угол зацепления а. Длина рабочей части фрезы 19. Длина зоны контакта фрезы и детали /п1. Число заходов фрезы Zjq
169
I Зубофрезерные станки
J Червячные колеса
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
\ КАРТА ЗФч-1 Лист 2
Продолжение
N* этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
Определение основного времени при фрезеровании То, мин: 5.L Определение времени одного про- хода Го}, мин 5.2. Определение есновно.о времени 9 у = nrs9rzio^ О “* 01 Приложение 5 Модуль колеса т. Число зубьев колеса а. Высота нарезаемого зу- ба Частота вращения шпин- деля фрезы п. Радиальная подача 8Р. Число заходов фрезы zi0. Номера проходов i
РАДИАЛЬНАЯ ПОДАЧА СКОРОСТЬ РЕЗАНИЯ V. ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО Г ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ Л Зубофрезерные стаякя Червячные колеса ХАРТА ЗФ«-2 Лист 1
РАДИАЛЬНАЯ ПОДАЧА Sp
Радиальная подача $9. мм/об, определяется по формуле
$ р в 'S' р л *в я ‘ К j .
где — радиальная подача по таблице, мм/об;
Ki — коэффициент, определяемый материалом обрабатываемого колеса.
Радиальная подача 5рллв> Коэффициент
Модуль т. мм Число заходов фрезы г10 Значение Обрабатываемый материал So твЛз. ММ 'Об / Знзчепе ЛГ.
Твердость НВ
От I до 3 Св. 3 до 4 Св. 4 до 5 Св. 5 до 6 Са. 6 до 8 Св. 8 до 10
2 4 2 1 2 4 1 2 4 ] 2 4 1 2 4 0.6 г 035 Серый чу п н 0,85 0.56 0.34 0.8 0.54 0,32 0 75 Бронз» 0.5 0.3 0.68 0,46 0,28 0,64 0.44 0,26 140—160 160—180 180—200 200—220 80 80-100 103—120 120—140 1.25 1.12 1,0 0.9 1.2 1.1 1,0 0.9
РАДИАЛЬНАЯ ПОДАЧА Sr. СКОРОСТЬ РЕЗАНИЯ v,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО Г
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Зубофрезерные crai
Червячные колеса
КАРТА ЗФч-2 Л1
СКОРОСТЬ РЕЗАНИЯ v* 1
Скорость резания м мин. определяется по формуле 5
V г= 1'таСл ' ’ А I
где с’тзбл — скорость резания по таблице, м/мнн; 1
Xi — коэффициент, определяемый материалом обрабатываемого колеса (см. ко*1
эффинмент К- к радиальной подаче); 1
Ха— коэффициент. определяемый материалом фрезы. 1
Скорость резания
Модуль т. мм J 2 3 4 6 7
Значение <'т;.бл. м/млн 27 26 25 24 23 22 21
Коэффициент А':
Материал фрезы — быстрорежущая сталь Р6М5 Р18 Р6М5К5
Значение К: »* 1.0 :л 12
Примечание. Значения подачи и скорости резания ориентированы на стой-
кость фрезы Тк»600 .мин я допустимую „величину износа по задней поверхности
А^0.5 мм.
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО V ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕ31
Модуль т, мм Значения В. мм. и F (В/ЯГ) при обработке колес с числом зубье
28 36 44 52 60 68 76
1 4,5 5 5,6 4 6,5 3 7,4 3 - 82 ' 2 8.9 2 _9,б' 2~
2 9 ИД 13 14.8 16.4 17,8 19,2
3 2 2 1 1 1 1
3 13,5 2 16,8 2 19.5 1 22.2 1 24,6 1 26,7 1 28,8
4 18 2 22,4 I 26 1 29.6 1 32,8 35,6 38.4
5 22 5 2 28 1 32,5 1 37 41 44,5 48
• Дгнмые по обрабат^семости конструкционных материалов, инструментальным
материалам и смазочко-охлаждающим жидкостям представлены г приложениях 1.
2. 3.
Зубофрезерные станки
РАДИАЛЬНАЯ ПОДАЧА Зр. СКОРОСТЬ РЕЗАНИЯ
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО U7
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Червячные колеса
КАРТА ЗФч-2 Лист 3
Продолжение
Значения В, мм, в V (Д/1Г) при обработке колес с числом зубьев г
Модуль т, мм 28 36 44 52 60 68 76 84
6 27 1 i 44,4 49,2 53.4 57,6 61,8
8 36 44,8 52 59.2 65,6 712 76,8' 82,4
— — — — — — — —
Примечание. Прочерк в значении количества осевых передвижек фрезы V
шиачает, что длины стандартной фрезы не хватает иа величину передвижки В. Для
удлиненных фрез количество передвижек определяется исходя из рассчитанной вели-
чины передвижки. Расчет количества передвижек W для этого случая выполнять по
формуле, праг-едеииой в карте ЗФп-4.
IX. ФРЕЗЕРОВАНИЕ ШЛИЦЕВ
С ЭВОЛЬВЕНТНЫМ И ПРЯМОБОЧНЫМ ПРОФИЛЯМИ
ж МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Шлицефрезерные ставка КАРТА ШФ-1 Лист 1
Карта ШФ-1 определяет последовательность расчета режимов резания при об-
работке эвольвеятиых и прямобочных шлицев. Карта ШФ-2 содержит данные ДЛЯ
расчета режимов фрезерования только эвольвеитиых, а карта ШФ-3 — только пря-
мобочвых шлицев. Общие уточнения/расчета режимов' помещены только в карте
ШФ-2, но обязательны и при расчете режимов по карп ШФ-3.
м «типа Последовательность определения режимов резания Источник ил расчетная формула Исходные данные
1 Определение длины рабочего хода £Рл. мм Приложение 5 Длина шлица L* равная дджие резания. Величина врезания в перебега Le. Наружный диаметр фре- зы Jm. Высота шлица М
2 Назначение осевой подачи So. .мм/об. Характер обработки.
2.1. Определение рекомендуемом по- дачи Карты ШФ-2, ШФ-3 Обрабатываемый мате- риал.
2.2. Уточнение подачи по паспорту станка Паспорт стайка » Число шлицев г. Модуль m или высота шлица fts. Материал режущей ча- сти фрезы
172
Шлицефрезерные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
КАРТА ШФ-1 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
3 Назначение скорости резания и, м'мнк, н определение частоты вра- щения шпинделя фрезы п, сб.'мин: 3.1. Определение рекомендуемой ско- рости резания 3.2. Расчет частоты вращения шпин- деля 3.3. Уточнение частоты вращения шпинделя по паспорту станка Карты ШФ-2, ШФ-3 1 000 с- п = л • dt0 Паспорт станка Характер обработки. Обрабатываемый мате- риал и его твердость НВ. Подача So- Стойкость Тр. Материал режущей ча- сти фрезы. Диаметр фрезы <Ло
3.4. Уточнение скорости резания по л
принятой частоте вращения шпин- деля iOOO
4 Определение величины осевой пере- движки В, мм, и киличес'ва осевых передвижек W7 фрезы: — для валов с эвольвентным про- филем шлица .•* — для валов с прямобочным про- филем шлина. Карта ШФ-2 или do формулам. В == i .7-л m • А’(; r= k-Vi+Ч). в -л-m-К*', Карта ШФ-3 нлл по приведенным выше формулам Модуль т илн высота шлица й|. Длина рабочей части фрезы Zp. Величина начальной 1я я конечной . 1н установок фрезы. Число шлицев ж. Коэффициент Кч, опре- деляемый числом шли- цев 2. (Значения коэффициента приведены ниже)
5 Определение основного времени Т& мни г _ П" 5о*-ю Длина рабочего хода Число нарезаемых шли- цев 2. Количество проходов i. Частота вращения шпин- деля п. Подача S*. Чисто заходов фрезы гл
Коэффициент Ki
Число шлииев z 10 ' 20 30 40 50 60 70 80
Значение А'< 0.24 0.48 0.77 1.0 1,23 1,39 1.56 1.71
173
ОСЕВАЯ ПОДАЧА So, СКОРОСТЬ РЕЗАНИЯ г,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО Г
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Шлицефрезерные СУД
Шлицы с эвольвента
профилем
Л
КАРТА ШФ-2
Коэффициент К]
Марка обрабатываемой стали Твердость НВ Значение Ki
35. 45. 15Х, 35Х. 40Х 45Х. 15ХГН2ТА 156-207 1.0
20Х. 10ХГТ. 25ХГТ. 30ХП, 25ХГМ, 20ХГНМ, 12ХНЗА, 20.ХНЗА. «12Х2Н4А 179—229 0.9
40ХР, 20Х1НР, I2X2H4MA, 28X2MI0A 229—269 0,8
СКОРОСТЬ РЕЗАНИЯ :
Скорость резания v, м/мин. определяется по формуле
I’ == с'тябл • К} Kj.
где — скорости резания по таблице, м, мин:
Кз — коэффициент, определяемый обрабатываемым материалом;
Кз — коэффициент, определяемый материалом фрезы.
Скорость резания Стабл
Характер обработка ^качение Ртявл, м/мнн Ъ-. •
Черновая по сплошному металлу 65—80
Чистовая по сплошному^металлу 50—65
Чистовая по сформированному зубу 65—85
Примечания: I. Значения скорости резания приведены для использования червячных
фрез из быстрорежущей стали. В случае применения червячных фрез, оснащенных твердым спла-
вом. скорост* резания должна составлять ,430—200 м/ммя. Б^лывае значения скорости соответст-
вуют меньшим значениям модулей. /
2. Скоростное фрезерование с исполкЛваиием твердооиавных фрез применять иа станках с
жесткостью ух»35 кН/мм. ууМБбО кН/мф.
3? Прн использовании инструмента с износостойким покрытием следует:
. — увеличивать стойкость до 400 мин —*прм табличных значениях скорости резания:
— увеличивать скорость резания по сравнению со значениям! ив 10—15% — при стойко-
сти Г ==240 мин.
4. При использовании фрез с «усиками* значения подаче в скорости резания уменьшать
на 30*,.
5. При применении твердосплавных червячных фрез рекомендуется использовать инструмент
с отрицательным передним углом у = — 30*.
б. Режимы резания приведены для обработки углеродистых я легированных сталей.
Коэффициент Кг Коэффициент
Марка обрабатываемой стали Твердость НВ Значение к, Материал фрезы Знача J4
35. 45. 15Х, 35Х. 40Х. 45Х. 156-207 1.0 Быстрорежущая
15ХГН2ТА сталь:
20Х. 10ХГТ, 25ХГТ, ЗОХГТ. 25ХГМ, 179—229 0.9 Р6М5 1.0
20ХГН.М. 12ХНЗ.А. 2ОХН.З.А 12Х2Н4А PI8 1.1
10ХР. 20ХГНР, 12Х2Н4.М4, 229-269 0.7 Р6М5К5 1.2
28Х2М10А Твердый сплав 2.5—S
1
ОСЕВАЯ ПОДАЧА 5 . СКОРОСТЬ РЕЗАНИЯ г,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО V
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Шлицефрезерные станки
Шлицы с эвольвентным
профилем
КАРТА ШФ-2 Лист 3
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО 1Г ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Примечание. Приведенные значения действительны при фрезеровании по сплошному ме-
таллу. При фрезеровании по сформированному зубу величину осевой передвижки увеличивать
примерно на 30%. число передвижек брать от 6 до 4— только при jaalO-
ОСЕВАЯ ПОДАЧА 5* СКОРОСТЬ РЕЗАНИЯ V,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО Г
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ*
Щлкцефререриые стаями
Шлицы Jлрямобочаым
профилем
КА Р ГА ШФ-3 Лист 1
ПОДАЧА 5О
Осевая подача фреэи So. мм, об, определяется по формуле
5в«5влид,К<,
где Зо.тавл — подача по таблице. мм/об;
Ki — коэффициент. определяемый обрабатываемым материалом (см. карту
ШФ-2).
Подача 5ОТаол
Характер обработки Высота шлица мм Значение 5о.таол. мм. о-. пс>и числе шлицев z
Св 6 до 8 Св. 8 до ;2 Св. 12 до 16 Св. 16 до 25
Однократная под последующее шли- фование 2-3,5 4-6 2.8 2,6 . 3,1 2,8 3,3 3,1 3,6 3,0
• Дли таблиц хзрты
ШФ-3 обязательны примечания к соответствующим таблицам карты ШФ-2
-.76
ОСЕВАЯ ПОДАЧА 5., СКОРОСТЬ РЕЗАНИЯ и,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО W
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Шлицефрезерные станки
Шлнны с прямобочным
профилем
КАРТА ШФ-3 Лист 2
П родолжение
Характер обработки Высота шлица h. мм Значение мм/об, при числе шлицев г
Сн. 6 до 8 Св. 8 до 12 Св. 12 до 16 Св. 16 до 25
Однократная окон- чательная 2-3,5 4-6 1,9 1,7 2.2 1,9 2,4 2.2 2.6 2.4
Примечания: 1. Значения подачи приведены для попутного фрезерования.
При встречном фрезеровании приведенные значения уменьшать на 20—25%.
2. Для фрс? с «усикамнэ значения подачи уменьшать на 20%.
СКОРОСТЬ РЕЗАНИЯ v
Скорость резания м-'мнк. определяется по формуле
г = К, К3 К<,
где От.вд— о.ристь резания по таблице, м мнн;
Kt— к(>фф:'^’:ент, определяемый обрабатываемым материалом (см. коэффи-
циент Кг в карте ШФ-2);
Кз— коэффициент, определяемый материалом фрезы (см. коэффициент Ki в
хйрте Ш^-2);
К,— коэффициент. определяемый количеством проходов.
Скорость резания
Коэффициент Kt
Характер обработал Высота шлица Й, мм Значение оы*. м/мп Количество проходов Значение К.
Однократная под шля- . 2—М 60-70 Один 1.»
фованне 4-в 55—60 Два:
Однократки окопать- 2—3,5 50—60 нервы* 1.0
ная 50-00 второ* 1Л
КООРДИНАТЫ ПОЛОЖЕНИЯ ФРЕЗЫ. ОСЕВАЯ ПЕРЕДВИЖКА В
И КОЛИЧЕСТВО W ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Диаметр шлинеЬого вала, мм Высота шлкцев h, мм Начальная установка фрезы I.. мм Конечная установка фрезы /к. мм Значение В, мм Значение У
25 2 4,5 8 6,0 6
28 2.5 4,5 8 6,7 5
32 3,0 6 10 7,6 4
34 3.0 6 10 8,1 4
38 3,0 6.5 10 6,9 5
42 3.0 6.5 10 7,7 5
48 3.0 8,5 10 8,8 4
54 4.0 10 12 9.8 4
ОСЕВАЯ ПОДАЧА S«, СКОРОСТЬ РЕЗАНИЯ и,
ОСЕВАЯ ПЕРЕДВИЖКА В И КОЛИЧЕСТВО V
ОСЕВЫХ ПЕРЕДВИЖЕК ФРЕЗЫ
Шлицефреэерные ставки
Шлицы с прямобочным
профилем
КАРТА ШФ-3 Лист 3
Продо.о»:< • ие
Диаметр шлицевого вала, мм Высота шлицев Л. мм Начальная установка фрези /и. мм Конечная установка фрезы /к. мм Значение В. мм Значение U’
60 4.0 и 13 И.о 4
65 4.5 13 15 11,9 3
72 5,0 17 18 13,1 3
82 5.0 18 18 12,1 3
92 5.0 19 18 13,7 3
102 5.0 19 20 15.2 3
112 5.0 20 21 16,8 3
125 6.5 • 22 22 18,6
X. ШЛИФОВАНИЕ ШЛИЦЕВ
,1 методика расчета Режимов резания Шлнцешлифояальмые стаикм КАРТА ШШ-1 Ли.: 1
& этапа Последовательность определения режимов резания Источник нлн расчетная формула Исходные данные
1 2 Аыбор размеров и характеристики шлифовального круга Расчет скорости шлифования с. м/с ГОСТ 2424—83. Карта ШШ-2 .T-rfyf-Пн» 4 1000-60’ Паспорт станка Метод шлифования. Обрабатываемый мате- риал. Наличие поднутрения шлицев. Шероховатость поверхно- сти Ra Диаметр шлифовального круга Частота вращения рдхгг
3 Определение продольной подави сто- ла Sm. м,.мин Карта ШШ-2 Число шлицев а. Длина шлицев 1Р ::=ная длине резания. Время полного оборота барабана Тол
4 Определение радиальной подучи кру- га на двойной ход ст .ла 5V. мм д-. х Карта ШШ-2 ! Метод шлифования Периметр шлифхемой по верхности. Продольная подача сто 1 ЛЙ
178
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Шлицешлифовальные с КАРТА ШШ-! Л,
Продо.
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные даН
5 Определение величины перебега Lt, мм Карта ШШ-2 Продольная под! ла SM. Время поворота 4 на на одни зуб
6 Расчет количества предварительных h' — h \Uj Шероховатость пв1
ппр и окончательных пои ходов при шлифовании '‘Пр— _ A'.mi=U?X)2—0,003 мм. Карта ШШ-2 сти Ra. 1 Припуск на CTOpd Слой, снимаемый 1 хаживаннн, Ь'вым Подача круга ш пой ход стола
7 Расчет основного времени Го, мин 0== 1000-5, Х(Лвр+л».)а Длина шлицев Ц| ная длине резане Длина перебега я Продольная подл ла Sp. 1 Количество ЛВ тельных пПр и | тельных Дрк ходм
аг- • Число шлифуеми цев г ' 1
ХАРАКТЕРИСТИКА КРУГОВ, Шлицешлифовальные
ПРОДОЛЬНАЯ 5м И РАДИАЛЬНАЯ 5, ПОДАЧИ, Шлицы с ввольвеж
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ п„. я прямобочным пре
И ОКОНЧАТЕЛЬНЫХ п„ ХОДОВ КАРТА ШШ-2 J
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНЫХ КРУГОВ
Метод обработки шлина Характеристика шлифовального круга
для шлицев с подиугреянем для шлицев без подиут}
24А-25А 25—40 СТЗ—Т2
Шлифование боковых
сторон
24А—25Л 25—40 СМ2—СМ! Б’.-БЗ
24А—25А 20—32 СМ2—СМ1 Б—Ы
Шлифование дна
Одновременное шли-
фование боковых сто-
рон к дна
24А—25А 25—40 СМ2—СМ! 0-8
Б-Ы
24А—25А 25-40 СМ2—СМ! 8—9К5
24А—25А 25—40 СТ2—СП
24А—25А 25—40 С1—СП
Примечания: 1. Для получения шероховатости поверхности Ra 0,63 .мкм при-
менить круги зернистостью 25. шероховатости Ra 2.0 мкм — круги зернистостью 40.
2. Прн скоростном шлифовании твердость кругов принимать по нижнему пре-
делу.
ХАРАКТЕРИСТИКА КРУГОВ, ПРОДОЛЬНАЯ S« и РАДИАЛЬНАЯ S,, ПОДАЧИ
КОЛИЧЕСТВО предварительных п„„ и окончательных ХОДОВ '
ПГлишежиифвыльиые ставки
Шлицы с эиольнсптным и прямобочным профилем
КАРТА 111111-2 ~
60
100
160
200
250
При м с ч
ПРОДОЛЬНАЯ ПОДАЧА СТОЛА S.
Длина
шлицев Др.
мм
— Число шлицев г 1 !Ь 1 в | ю I „ । .. г-
0,1 0.14 0,1 - Время полного оборота бараб.-uia Г., л. мик —— J24 0J 0J4 °-’ 0Л4’ °' »- °.' 0.И 0.! 0.U
6.0 6,0
6.0 6.0
6.0 6,0
6.0 6.0
7.1 6,0
6,0 6.0
6.0 6,0
6,9 6,0
8.5 6.1
10,7 7.7
: Значение -S',, м/»пж_ 6.0 6.0 6.0 6 о 6,0 6.0 7.1 6.0 9.2 6.5 11,4 8| 10.4 8.2.. |.|,з ip, 14.3 10,Я " 16,0 12,7 зависит от конструкции станка и л 6.0 Я.6 13.7 16.0 16,0 ля больи 6.0 6,1 9,6 12.2 15,3 инства с 6.9 11,5 16.0 16,0 16,0 танков с 6.0 8.6 8.2 1 14,3 13.0 16,0 16.0 1 16,0 16.0 16,0 )стапляст 0.1— 0.1 6,1 10,2 16,0 16,0 16,0 мин
;i и н с Время полного оборота барабана
$ *
ХАРАКТЕРИСТИКА КРУГОВ, ПРОДОЛЬНАЯ 5» И РАДИАЛЬНАЯ S,
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ п„ И ОКОНЧАТЕЛЬНЫХ п„ ХОДОВ
Шлнцешлнфовальные станки__________
Шлицы с эаольвентным и прямобочным профилем
КАРТА 111Ш-2 Лисг 3
Продолжение
Метод обработки шлица Эскиз Периметр шлифуемой поверхности Р, ми Значение 5„ мм/дв.х, при продольной подаче стола Su в м/мнн
6 8 10 12 14 16
———' « До 5 0.06 0,054 0,048 0,042 0,036 0,032
Шлифование дна t А । ' 7 0Д5 0,044 0.038 0,032 0,025 0,021
10 0Д46 0,042 0,036 0,030 0,022 0,018
р~рл
Одновременное шлифова- ние боковых сторон и дна ре. 1-- До Ю 0J04 0,036 0.030 0,026 0,022 0,018
г 15 0,032 0,026 0,024 0,020 0,018 0.014
20 о.оев 0,025 0,022 0,018 0,016 0,012
ХАРАКТЕРИСТИКА КРУГОВ, Шлниешлифовальные станки
ПРОДОЛЬНАЯ $« И РАДИАЛЬНАЯ S„ ПОДАЧИ, Шлицы с ввольвенткым
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ nBi и прямобочным профилем
И ОКОНЧАТЕЛЬНЫХ п„„ ХОДОВ ХАРТЛ ШШ-2 Лист 4
КОЛИЧЕСТВО ПРЕДВАРИТЕЛЬНЫХ ХОДОВ
ПРИ ШЛИФОВАНИИ ппр
Характер рабочих ходов Подача на глубину 5Р. мм^дв.х Значение пор при припуске на сторону зуба р в мм
0,16 0.20 | 0,25 0,32 0,40
Черновые 0.08 —0,022 3-5 3-6 3—7 4-8 5—9
Получнстовые 0.022—0.007 1—3 2-3 2-3 2-3 л
Чистовые 0.007-0.002 1 1 1 1 I
Примечание. Количество предварительных ходов при-
ведено для продольной подачи 5*е = 5—16 м'мин.
КОЛИЧЕСТВО
ОКОНЧАТЕЛЬНЫХ
ХОДОВ ПРИ
ШЛИФОВАНИИ л<ж
Шерохова- тость поверхности Ra. мкм 0,63 0,32
Значение п©к 4
ПЕРЕБЕГ Дя
Время поворота барабана яа один шлип । 9 Значение Ln, .мм, прн продольной подаче стола 5„ в м мин
6 8 10 12 14 16
0.005 18 24 30 36 42 48
0,01 36 48 60 ,72 84 96
S 0.02 72 96 120 -144 168 192
~ 0.04 144 192 240 Т88 336 384
Примечание В таблице приведены значения суммарной длины перебега при
шлмфовгиик сквозных шлииев с выходом в одну сторону. Прн шлифовании сквозных
циншев с выходом на обе стороны к табличной величине прибавлять 3—5 мм.
XI. ХОЛОДНОЕ НАКАТЫВАНИЕ ЗУБЬЕВ
ЦИЛИНДРИЧЕСКИХ ЭВОЛЬВЕНТНЫХ И ПРЯМОБОЧНЫХ
ЗУБЧАТЫХ КОЛЕС И ШЛИЦЕВ
t
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО НАКАТЫВАНИЯ
Зубо- и шлиценвкатные
станки
! Эвольвеятные и прямобочные
;__________профили_________
Л.4РТА ЗН-1 Лист I
Холодное накатывание эволь^ситных в тпеугэл ных профилей осуществляется
по двум кннечати'хским схемам: ко.шропания в обкатывания профилей/
Мстсд ки-?ир >ьан;-я применяется для образования ..ря.мобочных, треугольных и
эвольвентных щдицев со значительной высотой профиля <;с 6 мм, ; при неболь-
шом количестве з>иье^ обрабатываемых деталей. .Метод обкатывания применяется
для холодного Форме.‘бразова»п!я профилей треугольных щ.-.щев с углом профиля
60—90 \ эвольвевтных шлииез с углом зацепления 30—45*. ►'созубых колес с углом
наклона до 30’ в модулем до 1.5 мм и для накатывания хчлкомодульных зубчатых
к с лес модулем до 2 мм.
Возможность применения \‘»лоино:о накать-ванря. зубьев и шлииев определяется
в основном величиной относительного удлинения деформируемого металла. По этому
показателю все металлы можно разделить на три труппы: при относительном уд л и-
:$2
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО НАКАТЫВАНИЯ
Зубо- и шлниеи
- станки
Эвольвеиткые и
профили 4
КАРТА ЗН-1
нении после разрыва <$^>12%—профильные элементы на деталях накаты
хоре по; при 7% '.2% — удовлетворительно: при 6ю<70% -- накатывай
рекомендуется вследствие хрупкости материала.
По стойкости инструмента область применения накатывания ограничена «
ностью обрабатываемого материала: как правило, предел прочности материя
катываемых заготовок не должен превышать ;200 МПа, твердость — 42 HRC3. К
ние твердости заготовок не должно превышать 20 единиц по шкале НВ.
Для. уменьшения колебаний твердости и снятия поверхностного наклепа \
высадки или волочения заготовок из углеродистых и низколегированных сталей
накатыванием рекомендуется подвергать их термической обработке: нагрев до
6“0:С с выдержкой в течение 3—3.5 ч и постепенным охлаждением вместе с
Конструкционные стали с содержанием 1—4% Nt и 0.5-1.75% Сг накаты
Хорошо накатываются термообработанные конструканонн
0.15—0,30% Мо в комбинации с Сг и N4. Накатывание не
материалах: чугунах, некоторых чарках латуни, а также я> ’
удовлетворительно.
ли с содержанием
няется на хрупких
ленных сталях.
ПРОДОЛЬНОЕ НАКАТЫВАНИЕ ПРОФИЛЕЙ
МНОГОРОЛИКОВЫМИ ГОЛОВКАМИ МЕТОДОМ КОПИРОВАНИЯ
Описание способа накатив
Схема накатывания
Одно- и многопроходное
Импульсное планетарное
Осуществляется многороликовой
относительном ее перемещении вд
тоаки за одни или несколько
многопроходном накатывании _
сталяегся с радиальной подачей-
ликов после каждого прохода.
Профиль рабочей части накатных»’
ответствует профилю шлицевых
Рекомендуется вакатыват ь
шлицы шириной до 10 мм и э
иы модулем до б мм.
Модели станков: 598 (НПО «ЭН
М-265 (НПО «АНИТИМ»); 0221
КрАЗ»)
а также а
числом 3
Осуществляется вращающимися :
вымн головками за счет мно
во уравновешенных ударов рабоч
поворачивающейся и перемета
своей оси заготовке.
Рекомендуется накатывать
зволъвентные шлицы,
модулем
10-100.
Модели
«ЗИЛ»);
SRM9 (фирма «GROB». Швепцарй
Ст-1923.
станков;
IRM3. IRM6, IRM9,
Зубо- и шлиценаьатные
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ХОЛОДНОГО НАКАТЫВАНИЯ Эвольвентные и прямобочяые профили КАРТА ЗН-1 Лист 3
НАКАТЫВАНИЕ С ПОСТОЯННЫМ МЕЖОСЕВЫМ РАССТОЯНИЕМ
МЕЖДУ ИНСТРУМЕНТОМ И ДЕТАЛЬЮ
МЕТОДОМ ОБКАТЫВАНИЯ
Схема накатывания
Двумя плоскими профилированными рейхами
С осевой подачей детали
Описание способа накатывания
Осуществляется двумя рейхами, совершаюши»
ми возвратно-поступательное движение, за один
рабочий ход на полную высоту профиля. Шири-
на инструментов равна длине накатываемых зу-
бьев. Возможно одновременное накатывание
зубьев, резьбы, масляных канавок н прочих фа-
сонных поверхностей.
Рекомендуется накатывать звольвентные зубья
и шлицы модулем до 1,5 мм.
Модели станков: 3225, 3227, 3251. 597 JiFIO
«ЭНИМС»); станки фирмы cMtchigan Tool»
(США) .
Осуществляется двумя цилиндрическими’вкст-
румеитамн с переменной высотой зуба па полную
высоту профиля за один оборот. Ширина ин-
струмента равна длине накатываемых зубьев.
Возможно одновременное накатывание фасонных
поверхностей.
Рекомендуется накатывать звольвентные в тре-
угольные шлицы, а также зубчатые колеса мо-
дулем до 1,5 мм. ,
VioaitAn станков:/оС-011, ОС-026, ОС-028,
ОС-023, ОС-027 (МПКТИ); 2260М, 2295, 2330
(НПО «НИИТавтопром»); станки incremental
-260», -300» фнрмы «ЕзсоПег» (Франция)
Осуществляется двумя зубчатыми роликами с
заборной частью прн нх синхронном вращении
и принудительном осевом перемещении заго-
товки.
Рекомендуется накатывать треугольные и
звольвентные шлицы на валах с шагом до 6 мм,
диаметром заготовок «о 100 мы я длиной до
130 мм.
Модели станков: ШН-2, ШН-3 (МКТЭИавтн-
?ром. г Минск)
114
Зубо* к шлиценакатные
станки
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО НАКАТЫВАНИЯ
I Звольвентные н прямобочные
I профили
\KAPTA ЗН-1_______.Тнсг 4
НАКАТЫВАНИЕ С ПЕРЕМЕННЫМ МЕЖОСЕВЫМ РАССТОЯНИЕМ
МЕЖДУ ИНСТРУМЕНТОМ И ДЕТАЛЬЮ
МЕТОДОМ ОБКАТЫВАНИЯ
Описание способа накатывания
Схема накатывания
С тангенциальной подачей заготовки
Может осуществляться однны, двумя или тре-
мя зубчатыми роликами. Формообразование про-
филя происходит при уменьшающемся расстоя-
нии между роликами и деталью, калибрование —
при постоянном межцентровом расстоянии.
Рекомендуется для обработки мелких рифле-
нии н шлицев с углом профвля 60—90* н шагом
до 2 мм и мелкомодульных косозубых зацеп-
лений модулем до 1 мм и углом наклона зубьев
30—60", ограниченной длины, иа деталях из
цветных металлев и мягких сталей.
• £, Модели станков: А95.'8, А9528. А9524, А9526,
А9527 (Азовский завод кузнечно-пр&сового обо*
рудования)
’ Может осуществляться тремя способами: тан-
. гецциальным, дифференциальным, бесцентровым.
| В первом случае заготовка, закрепленная на
| одном валу с делительным эталонным колесом,
> перемещается в тангенциальном направлении
между зубчатыми роликами, межцентровое рас*
стояние которых неизвестно. Во втором случае
заготовка, свободно сидящая иа пальце шатуна,
принудительно вводится между роликами, вра-
‘ щаюшямися с различными окружными скоро*
j стями. В третьем случае заготовка свободно па*
' дает во вращающиеся с различными скорости-
| ми ролики.
! Рекомендуется для обработки дисковых зуб-
| чатых колес модулем от 0.4 до 1 мм нз холод-
: нокатаного листового материала (стали 10, 20,
< 45. латунь, сплавы алюминия).
| Модели станков: СБНК-69, СБНК-78 (завод
‘ <Лььовпрнбор»)
165
Зубо- м шлиценакатные
станки
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ХОЛОДНОГО НАКАТЫВАНИЯ Эвольвеитные и прямобочные профили КАРТА ЗН-1 Лист 5
XJI. ЧИСТОВОЕ ПРИКАТЫВАНИЕ ЗУБЬЕВ 1
ЭВОЛЬВЕНТНЫХ ЦИЛИНДРИЧЕСКИХ КОЛЕС 1
И ШЛИЦЕВ 1
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО ПРИКАТЫВАНИЯ
Зубоприкатные станки
Звольвентные зубья
и шлицы
КАРТА ЗП~1 Лист
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
И РЕЖИМЫ НАКАТЫВАНИЯ
Способы 1 Модуль । Наружный i диаметр детали, мм Частота вращения Диаметр накатного Продоль- Степень точности обработан- ного зуба по ГОСТ 1643—81
накатывания т, мм размер 1 допуск яа 1 размер инстру- мента л, об/мин инстру- мента d, мм иая подача SM. мм/м НН
Одно- мно- гопроходное 2—6 • 10—100 0.05 — 80—100 240—300 | 8—9
Импульсное ыаметарное 1,5—3.5 85—120 0.04 3500 85—135 40-400 6—7
Двумя плос- кими профи-’ иЕрованны- мп рейками 0,4—1,58 38—60 0.05 ,1 Длина рейка 610, 915, 1220 1300-1700 7—9
Двумя ааты- лованхымн роликами 0,3-1,5 12—40 0,04 10-15 260-310 — 7-9
Сосевой по- дачей дета- До 2 20-100 0,04 6—24 До 190 20-200 8-9
ЛИ
С радиаль- но» подачей До 1 10—200 0,04 25—160 90—350 16-25 8-9
инструмента
С танген- циальной по- дачей зато- 0.4-1,5 20—100 0.С5 285 112-165 — 7—9
товга
МЕ10ДЫ ХОЛОДНОГО ПРИКАТЫВАНИЯ
Схема прикатывания Рекомендации по применению
Двумя зубчатыми накатниками с радиальной
подачей инструмента до заданного межосевого
расстояния
Рекомендуется для чистовой обработки
тых колес и эвольвентных шлицев модулем
5 мм и ширимой венпя до 40 мм взамен '
вингования.
Обработка производится на станках типа I
с максимальным радиальным усилием 200 '
Диаметр инструмента — 150—240 мм.
Получаемая степень точности — 9—7—7
ГОСТ 1643—31. Производительность — 120 I
1
Примечание. До выбора способа накатывания необходимо убедиться в до-
статочно»! пластичности материала заготовки — например, в кн: Марочник сталей и
сплавов. Под ред. В. Г. Сорокина. М.: Машиностроение, 1989.
J86
Рекомендуется для чистовой обработан 1
вентных шлицев модулем 1,5—5 мм я ш>|
венца более 40 мм юаней шеавнгоаання.
Обработка производится на модернаац
них станки мод. 5965 с максжмашшм
альным усялием 150 кН Инструмент дкам
150—240 мм имеет заборный конус по пр«
зубьев.
Получаемая степень точности—7 по
6033—80. Производительность —80—120 ШТ(
Зубопрнкатные станка
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО ПРИКАТЫВАНИЯ
Эвольвентные зубья
и шлицы
КАРТА ЗПЧ Лист 2
Продолжение
Схема прикатывания
Рекомендации по применению
(Цини зубчатым накатником с тангенциаль-
ИМ подачей детали относительно инстру-
мента
Рекомендуется для чистовой обработки зуб-
чатых колес типа дисков с центральным отвер-
стием диаметром более 10 m. мод .лем 1,5—5 мм
и шириной зубчатого венда до 30 мм.
Обработка производится на модернизирован-
ных шевинговальных станках накатником диа-
метром 150—240 мм, имеющим к.тнавкя на про-
филе зхба. Максимальное рэднальн е • сллис —
150 кН.
Получаемая степень точности — 7 по ГОСТ
1643—81. Производительность — 120 шт/ч
Одним накатником с радиальной подачей нн-
Мрумента до заданного межосевого расстоя-
«Ий
Рекомендуетсядтля обработки зубчатых колес
типа дисков с центральным отвеэстиех: диамет-
ром более 12 m, модулем 1,5—5 мм к шириной
венца до-40 мм.
Обработка производится на станках мод.
АС-5962, АС-5963, АС-5957, АС-6169. АС-6230
(ПО «ГАЗ»). Максимальное радиальное усилие —
200 кН. Получаемая степень точности —7 по
ГОСТ Гб43-*-8}. Производительность — 120 шт/ч
t
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ И РЕЖИМЫ ПРИКАТЫВАНИЯ
— Припуск на Скорость прикаты- вания м 'мин Подача, мм мн и 1 Время выдерж-
Способы прикатывания толщину зуба 2р. м.м радиальная 5Р осевая 5« . танген- ! ки без стальная 1подачн. с S- i -
Р*— £|умя зхбчатымн накатни- ЦММ с радиальной псдачей Инструмента до заданного |»жожевого расстояния •• С Оэ—0.15 15—25 100—400 — — 1 3-6
МЕТОДЫ И ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ
ХОЛОДНОГО ПРИКАТЫВАНИЯ
Зубопрккатные станки
Эвольвентные зубья
и шлицы
КАРТА ЗП-1 Лист 3
Продолжение
Способы прикатывания Припуск на толщину зуба 2р, мы Скорость прикаты- вания и, м/мнн Подача, мы/мии Время выдерж- ки без подачи, с
радиальная осевая танген- циальная S,
Двумя зубчатыми накатни- ками при постоянном меж- осевом расстоянии с осе- вой подачей детали 0,05—0,15 15-25 — 500—800 — —
Одним зубчатым накатни- ком с тангенциальной по- дачей детали относительно инструмента 0,03-0.06 40-60 — — 50—3000 —
Одним накатником с ради- альной подачей инструмен- та до заданного, межосевого расстояния 0.06—0,18 15—25 100—400 3—6
Примечание. Выбранные режимы прикатывания следует уточнять в процессе
наладки.
)ф1. НАРЕЗАНИЕ КОНИЧЕСКИХ КОЛЕС
С КРУГОВЫМИ И ПРЯМЫМИ ЗУБЬЯМИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зуборезные стаикл Конические колеса с круговыми и прямыми аубьямп КАРТА ЗК-1 Лист /
№ этапа Последовательность определения режимов резаная Источник или расчетная формула Исходные данные
1 Определение скорости резания о, м/мин. я основного времени обра- ботки одного эуба Т9ц с Определение частоты вращения шпинделя п, об/мин: 2.1. Определение рекомендуемой ча- стоты вращения 2.2. Уточнение частоты вращения по паспорту станка Карты ЗК-2, ЗК-З Характеристика в твер-
2 1000 V п в л do Паспорт станка дость обрабатываемого материала. Характер обработки, Марка стали режущей части зуборезного инст- румента. Внешний окружной мо- дуль mt*. Передаточное число и Скорость резания и. Номинальный диаметр резцовой головкн do (для односторонних го- ловок ас1). Наружный диаметр кру- говой протяжки
189
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Зуборезные станки Конические колеса с круговыми и прямыми зубьями КАРТА ЗК-1 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула 1 Исходные данные 1
3 Определение основного времени 7*©, мин т Гм-г-1 °= 60 Карты ЗК-2, ЗК-З Основное время обра- ботки одного зуба Го*. Число зубьев колеса (шестерни) г. Количество проходов i (в массовом производст- ве 4=1)
СКОРОСТЬ РЕЗАНИЯ V, ОСНОВНОЕ ВРЕМ# ОБРАБОТКИ ОДНОГО ЗУБА Т01 ПРИ НАРЕЗАНИИ РЕЗЦОВЫМИ ГОЛОВКАМИ Зуборезные станки Комические колеса с круговыми н прямыми зубьями КАРТА ЗК-2 Лист 1
При черновом н чистовом нарезании зубьев скорость резания м/мин. и основ*
ное время обработки одного зуба Тщ, с. определяются по формулам
7*»t “7*01 т*вя'Х$,
где Vnai — сксрость резания по таблицам, м/мин; 4
Т91 п«< — основное время обработки одного зубе по таблицам, с;
Xi — коэффициент, определяемый материалом режушей части инструмента;
Ка, К»— коэффициенты, определяемые материалом обрабатываемого колеса.
Скорость резания итасл я основное время обработки одного зуба Го| пвд
при черновом нарезании зубьев двухсторонними резиовымк головками *
Переда- точное число и Метод обрд- вотп Зпачеине Ставя, м/мнн Модель станка Значение То< тава.^ с. пря внешнем окружном модуле mtc в мм
3 4 5 6 7 8 10 12 м
Колесо
Вреза- 30—45 5С26В. 10,6 12 14,3 16.4 18.7 22.5 26.8
нием 527 Б
5А27ОВ И 11,6 13 14.6 17.5 22 — — —
5С28ОП 10,2 11 11 13 16 Г.5 20.5 29.2 43.8
До 2: 1 С обка- 35—50 5А26В. 13 16 <8 22 25.5 35 40 _-
том 527В
5А270В 13 14.3 17,5 22 23 3 33.6 — — —
5С280П 12 14,3 16,4 18,7 22.5 32.8 39 47 48
•Данные по обрабатываемости конструкционных материалов, инет;..ментальным
материалам и смаэочно-охлаждаюшим жидкостям представлены в приложен-ях !, 2. 3.
190
л
СКОРОСТЬ РЕЗАНИЯ с.
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА Tot
ПРИ НАРЕЗАНИИ РЕЗЦОВЫМИ ГОЛОВКАМИ
Зуборезные ст!
Конические да
с круговыми и н||
зубьями
КАРТА ЗК-2
Пр1
Переда- точное число и Метод обра- ботки Значение ^т*вл, м/мнн Модель станка Значение Тох 1абд. с. при внешнем окружнй модуле mte в мм j
3 4 5 6 7 8 10
Св. 2 : 1 С обка- том 35—50 5С26В, 527 В 14,6 17.5 22 27,7 35 44 50
5A27QB 13 16 20.5 23,4 32 40 —
5С280П 12 J4,4 25.7 30,5 27,1 39 44
Шестерив
С обка- 35—50 5С26В, 17,5 22 27.7 35 44 47 56
том 527 В
5А270В 16,8 20,5 26.8 32 40 49
5С230П 14.3 18,8 25,5 29 39 51 55
Основное время обработки одного зуба Ли т*«л при чистовом нарезании зуб|
методом обката со скоростью резания — 50—60 м/мнн
Передаточ- ное число и Резцовая головка Модель станка * Значение Г«1 т»вд, с, прн внешнем окруив модуле mte в мм J
3 1 4 1 5 6 7 8 10
Колесо
— Двухсто- 527В, 15 17.6 20 28 28 33 39
ронняя 5С26В
5А270В 15 18 21.5 26.8 28,6 34 —ш
5С280П 16.4 19,7 21,5 25 28,6 31 34
— Односто- 527В. 17.3 20 23 27.6 33 33 39
ронняя 5С26В
5А27ОВ 16.4 18 21,5 26.8 31 34
5С260П 16.4 18 21,5 2S 28.6 31 34
Шестерня 3
До 2:1 Односто- 527В. 17.3 20 23 28 33 33 39
ронняя 5С26В
5А27ОВ 16.4 18 20,5 25 28,6 31 —w
5С25ЙП 16.4 18 21.5 25 28.6 31 34.,
Св. 2 : 1 Односто- 5С25В 17.3 20 23 33 33 39 39 ’
ронняя 5А27ОВ 18 21.5 26,8 31 34 43 «ж ..
5С25ОП 16,4 19,7 25 28,6 31 35,8 40
Приме чания к таблицам для чернового и ЧИС Г О В О Г О л,
резания, зубьев. Режимы резания приведены для ведущих колес с чиса
зубьев менее 10. Для колес с числом зубьев более 10 время обработки одного з]
уменьшать в пределах 10% -
2. Приведенные значения режимов резания относятся к колесам обкати
передач с шириной зубчатого ы-ниа не более тв. Для колес с большей 8
СКОРОСТЬ РЕЗАНИЯ о»
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА Г„
ПРИ НАРЕЗАНИИ РЕЗЦОВЫМИ ГОЛОВКАМИ
Зуборезные станки
Конические колеса
с круговыми и прямыми
зубьями
КАРТА ЗК-2
Лист 3
рннон зубчатого вениа время на обработку одного з\ба увели швать на 10—15%,
» скорость резания уменьшать на 10—15%.
3. Приведенные значения режимов резания позволяют получить 7-ю степень
точности обкатных конических колес по ГОСТ 1758—81. Для изготовления колес,
б-й степени точности время ::а обработку одного зуба увеличивать на 10—15%.
4. Меньшая величина скорости резания выбирается для большего модуля.
5. Для чернового нарезания трехсторонними головками значения скорости реза*
ния увеличивать на 20%. а время обработки одного зуба — уменьшать на 15—20%.
о. Прн чистовом нарезании зубьев, полученных методом горячего накатывания,
время обработки одного зуЪг увеличивать на 10—15%.
« 7. Значения .режимов регалия приведены для отечестгеиного оборудования. Для
зубообрабатываюших станков иностранного производства основное время на обра-
ботку одного зуба уменьшать на 15—20%.
Коэффициент J(i
Материал инструмента — марка i быстрорежущей стали '• Р6М5 Р18 1 | Р6М5К5 1 Р9М4К8
Значение К? ! 1.0 1.1 i “ 1.3
Коэффициенты Кз и К5
Обрабатываемый материал Значение X» Значение К,
Мариа стали »* Твердость НВ
156-180 1.1 1.0 0.9
181—230 1.0
35Х, ЧОХ. <5?< 156-207 1.0 1.0
208-230 0,9 1.2
18ХГТ, I2XH3A. аохнзл, 12Х2Н4Д, 20Х 156-230 0.9 12
24ХГТ, ЗОХГГ. 35ХТМ 156-207 0,85 КЗ
18Х2Н4МА. 20ХГНР. 3&Х2МЮА 206-230 0.8 1.5
СКОРОСТЬ РЕЗАНИЯ ер ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА Т ПРИ НАРЕЗАНИИ КРУГОВЫМИ ПРОТЯЖКАМИ < Зубопротажные станин Конические колеса с круговыми и прямыми зубьями КАРТА 3K S . Лист 1
Скорость резания v и основное время обработки одного зуба То:
колес с круговыми зубьями
•Вид обработки .Медель станка Значение ь. м мин Значение Г€:. с. прн внешнем окружном модуле гг.^ в мм. не более
4 5 6 1 8 1-0 !!_Ll
Чист< вая 5С2:-:мп 6—12 3.5 4.5 5.5 7
5С262 6—12 3,5 4 5 6 7 9 — 1 —
192
СКОРОСТЬ РЕЗАНИЯ о,
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ОДНОГО ЗУБА Г,,
ПРИ НАРЕЗАНИИ КРУГОВЫМИ ПРОТЯЖКАМИ
Зубопротяжные станки
Конические колеса
с круговыми и прямыми
__________зубьями________
КАРТА ЗК-З Лист 2
Продолжение
Вид. обработки Модель станка Значение v, мАмин Значение Г{. . с, при внешнем окружном модуле в мм, не более
4 5 6 7 8 10 12 14
Получистовая:
для получнс- товых резцов 5С272Е 5—10 3,5 5 5 7.6 7,6 10 10 13
для калиб- рующих рез- цов 5С272Е 2.5—5 7 10 10 15.2 15.2 20 20 26
Примечание. Прн чистовом нарезании зубьев, полученных методом горячего
накатывания, время обработки одного зуба увеличивать на 10—15%.
Скорость резания v и основное время обработки одного зуба Т01
колес с прямыми зубьями
Вид обработки Модель станка Модуль *“ Значение г, м/мнн Значение let, с
Однократная оконча- 5С269 4—8 35—25 3 5
тельная 6—7 .. 28-25 4—8
- 7-8 Ш-25—23 5-7
Окончательная после 5С268 6—7 45—40 23—3,5
предварительно* * U 7—8 40—35 3—4
Примечания: 1. Значения режимов резания приведены для колес из норма-
лизованной стали твердостью 131—*230 НВ. Прн юмеиеиия условий значения режи-
мов резания пересчитать, с учетом коэффициентов, по ирге ЗК-1.
2. Для предварительного нарезания скорость резаная уменьшать иа 20%, время
обработки одного зуба увеличивать на 20%. Z
3. При окончательном нарезания зубьев, полученных аетэдок горячего накаты-
вания, время обработки одного зуба увеличивать на 10—15%.
4. Меньшая величина скорости резания и большее время обработки одного зуба
выбираются для большего модуля ш|(.
193
РАЗДЕЛ 9
РЕЖИМЫ РЕЗАНИЯ
НА ШЛИФОВАЛЬНЫХ СТАНКАХ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ, ПРИНЯТЫЕ В РАЗДЕЛЕ*
Параметры заготовки и летали
6 —точность размера или формы детали, мкм, мм
Режимы резания
А— амплитуда осцилляции шлифовального хрхга. мм;
— приведена» ширина шлифования, мм;
d9— внутренний диаметр расположения деталей иа круглом столе шлифовального
станка, мм;
dcp—средник диаметр расположения деталей иа круглом столе, диске-питателе
шлифовального станка, мм;
F — площадь контакта ленты с обрабатываемом поверхностью, мм3;
Д,ем— длина пути круга на ускоренной подаче, мм;
л — частота осцилляции шлифовального круга, днх/жки;
п>.м> — частота вращения ведущего круга, об ынн; '
— частота вращения шлифовального круга, об/мин;
лр — частота вращения контактного ролика, об/мин;
п«т — частота вращения стола, об,’мни;
р — припуск иа сторону, мм:
Р — давление ролика, МПа;
Рх — усилие прижима ролика. Н;
— ускоренная подача, мм/мнм;
Смр — скорость воащеяия шлифовального круга, м/с
Параметры инструмента к смака
Ь —'Ширина абразтной ленты, мм;
— диаметр ведущего круга, мм;
do — диаметр шлифовального круге, мм;
— диаметр контактного ролика, мм;
Г — высота абразивного круга, мм
Время
Г.р — время врезаннд круга, мин;
— время выхаживания, мни
• Условные обозначения, обшие для всех разделов справочника, приведены на
с. 9—10.
194
ВВЕДЕНИЕ
Шлифовальные станки |
РЕКОМ Е НДАЦ И И --------------------j
ПО ВЫБОРУ РЕЖИМОВ ШЛИФОВАНИЯ ________Введение Д
КАРТА Uhl Кмг]
ПронзЕоднтельность операций абразивной обработки и качество шлифованных I
поверхностей зависят от комплекса факторов: обрабатываемости шлифуемого мате- I
риала, формы »: размеров деталей, припуска на шлифование, жесткости и виброустой- |
чивости станка, режущей способности шлифовального круга, эффективности процесса
его правки и пр Все эти факторы необходимо учитывать при назначении режимов
резания и выборе инструмента.
Обрабатываемость материалов. Химический состав обрабатываемого материала
существенно глияет на процесс шлифования. Углеродистые стали шлифуются лучше,
чем легированные конструкционные н инструментальные. Легирующие элементы, обра- у
зуя в сталях карбидные соединения, повышают их твердость и температуру плаале- <
ния. Это ухудшает обрабатываемость сталей абразивными инструментами, увеличивает
интенснзность затупления абразивных зерен, понижает стойкость кругов.
Большое влияние на процесс шлифования имеют физико-механические свойства
материала--теплопроводность и теплостойкость, прочность, твердость и вязкость. J
Так, обработка сплавов с низкой теплопроводностью проходит при высоких температу-
рах, что делает их труднообрабатываемыми. Высокая прочность н вязкость также
затрудняют процесс шлифования. Например, серый чугун обрабатывается значительно >
легче, чем отбеленный или легированный. j
Размеры м форма шлифуемой поверхности. Для обработки детален, имеющих '
большую массу, хорошо отводящую тепло, применяют более твердые круги и интен-
сивные режимы. Тонкостенные детали обрабатывают мягкими кругами открытых струк-
тур. Шлифование прерывистых поверхностей следует производить более твердыми кру-
гама плотных структур, а профильное шлифование — твердыми и относительно круп-
нозернистыми кругами. Увеличение диаметра заготовки позволяет применять более '
мягкие круги.
Припуск. Для удаления больших припусков на операциях обдирочного я предва- I
рптельного шлифования применяют крупнозернистые круги с открытой структурой на
бакелитовой н керамической связках среднетвердые н твердые. й
Для чистоеого шлифования используют мелкозернистые круги с более плотной 1
структурой средней или среднемягкой твердости. В том случае, когда черновое и окон- j
ча'гёльное* шлЯфоаанне осуществляются в одну операцию, применяют среднезерцйстыа |
круги средних степеней твердости. * ' ;
Распределение общего припуска р прн трехэтапном шлифовании производится еле-*
дующим образом: при черновом шйцфованнн он составляет (0.54-0,6) р, при чисто-
вом — (0,3-г035)р, прн окончательном — (0,054-0,15) р.
Жесткость и виброустойчивость станка. На более жестких и внброустойчнвых
станках применяют более твердые круги.
Скорость шлифования. Скорость вращения шлифовального круга определяется его
прочностью и техническими параметрами станка. Наиболее широко используемая ско-
рость шлифования составляет 35—50 м/с. Совершенствование технологии изготовле-
ния шлифовальных кругов/позволило поднять скорость шлифования до 60 м/с, а в от-
дельных случаях — до 80 ы/с.
Станки для круглого шлифования, как правило, имеют одну скорость шлифова-
ния г—50 м/с, стайка для плоского шлифования торцем круга — о—30 м/с.
Внутркшлифовальные станки имеют возможность установки сменных шлифоваль-
ных шпинделей, поэтому, например, диапазон частоты вращения шпинделя для стайка
мох ЗМ225 составляет от 12000 до 160000 об/мнн, для станка мох ЗМ227 — от 5001
до 28000 об мин. В этом случае принимаемая частота вращения определяется диамат^
ром круга в допустимой скоростью вращения (как правило, 50 м/с).
С повышением скорости шлифовального круга он начинает работать как болев
твердый, поэтому хтя скоростного шлифования можно использовать круги на 1—2 сте-
пени мягче. С увеличением скорости круга должна быть соответственно увеличена Я
скорость вращения детали. Соотношение скоростей вращения круга н детали прн круг*
лом шлифовании : oa*=60—-80.
Высокие скорости резания позволяют существенно увеличить скорость съема
металла и потому рекомендуются для чернового шлифования углеродистых и низко-
легированных сталей кругами из электрокорунда на керамической связке. Тонкое и
особенно отделочное шлифование с Целью обеспечения высокого качества поверхности
следует вести при скоростях резания не выше 35 м/с.
Износ круга. Качество поверхности и интенсивность съема материала в зиачх*
тельной степени определяются состоянием режущей поверхности инструмента. Показа*
РЕКОМЕНДАЦИИ
ПО ВЫБОРУ РЕЖИМОВ ШЛИФОВАНИЯ
-------------------------- |
Шлифовальные станки
Введение
КАРТА Ш-1 Лист 2 ’
телами малоннтенснвного износа круга являются засаливание, плохое резание, прижо-
гн, трещины н следы дробления, показателями высокоинтенсивного износа — увеличе-
ние шероховатости. потеря точности.
В первом случае следует заменить круг менее твердым с более хрупким абрази-
вом и более открытой структурой, во втором—более твердым кругом с менее хруп-
ким абразивом и более плотной структурой.
Вид шлифования. Прн плоском шлифовании торцем круса для уменьшения тепло-
образования и деформации детали необходим? увеличить скорость движения стола,
уменьшить вертикальную подачу и производить правку перед чистовым проходом.
При круглом наружном н внутреннем шлифовании широкими кругами необходимо
выбирать более мягкие круги, при шлифовании узкими кругами — более твердые.
Прн бесцентровом шлифовании для улучшения качества поверхности детали сле-
дует уменьшать угол наклона и увеличивать скорость вращения ведущего круга, для
съема' большого припуска — напротив, увеличивать угол наклона и уменьшать скорость
вращения круга; для обеспечения малой некруглости рекомендуется устанавливать
деталь насколько возможно выше центра.
Качество поверхности. Для достижения низкой шероховатости поверхности шли-
фование следует производить мелкозернистыми кругами плотной структуры с менее
хрупким абразивом. Тонкая правка круга также способствует снижению шероховато-
сти. Примерная зависимость между зернистостью круга и шероховатостью приведена
ниже.
Зернистость
40
32
25
16
10
Шероховатость Ра, мкн
0,80
0.50-0,80
0.38—0.50
0.25—0.38
0.20—0,25
Смазочио-охлаждаюшая жидкость. При шлифовании используются три вида
СОЖ— водные эмульсин минеральных масел, масляные и синтетические. Наиболее
широко при всех видах шлифования применяют водные эмульсии минеральных масел
и сивтетические СОЖ. Масляные СОЖ. эффективен при профильном шлифовании,
обработке труднообрабатываемых материалов, склонных к прижогам, и на финишных
операциях, синтетические СОЖ—прн шлифовании тонкостенных деталей, склонных к
деформавии.
Дополнительная информация по абразивным материалам и СОЖ представлена в
приложениях 2 и 3, по правке шлифовальных кругов —в приложении 4.
196
I. КРУГЛО-
И ТОРЦЕКРУГЛОШЛИФОВАЛЬНЫЕ
СТАНКИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Кругло- и
торцекруглошлифовальные
станки
Врезное шлифование
наружных цилиндрических
поверхностей
'КАРТА ШК-1 Тисг~1
№ этайГ Последовательность определения режимов резания . Источник или расчетная формула '•Исходные данные
j Выбор характеристики, формы н геометрических размеров шлифо- вального круга Ка0та ШК-2. ГОСТ 2424 —82. Паспорт станка Обрабатываемы! материал и его твердость. Шероховатость поверхности Ra. Точность обработки б. Профиль обрабатываемой поверхности
2 Выбор частоты вращения шлифо- вального Крута ПкВ, Об; мин, по паспорту станка в расчет скоро- сти вращения шлифовального кру- га ©гр. м/с Паспорт стапка. Карта Ш*1. Л • й(ыр * 1000-Ю Диаметр круга dKf
3 Определение скорости вращения детали пх, м/мин: 3.1. Выбор величины о*, м.'мни Карты Ш-1, ШК-3 lOOO-Tj Диаметр обработки D. Шероховатость поверхности Ra.
3.2. Расчет частоты вращения Скорость вращения крута i'j р. Обрабатываемый материал. Вид шлифования
детали ля. об/мин. н уточнение ее по паспорту станка 3.3. Уточнение величины иа. м/мнн, по выбранному значению п» "л л-0 ' Паспорт станка Л-РЛд
ЬЯ~ 1000
597
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
торцекруглошлифовальные
станки
Врезное шлифование
наружных цилиндрических
поверхностей
КАРТА ШК-1 Лист 2
П родолясение
.4 этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
4 Определение поперечной подачи 5Г. м мин Корта I1IK-3 Диаметр обработки D. Ширина шлифования В. Обрабатываемый материал. Скорость круга vxp. Точность обработки б. Шероховатость поверхности
Вид СОЖ. Диаметр круга d,;p. Вид шлифования
5 Распределение величин подачи 5Р по этапам цикла прн автоматиче- ском цикловом ц^нфованни: — в один этап (подача 5ц по- стоянная) Sp; s=sSp Поперечная подача 5Р
— в два этана (величины Spl, Spa) SP1-SP 5РЗ= (0.154-0,3)3,
— в три этапа (величины 5Р«, 5Р-, $рз) 3„-( 1.24-1,4)3, S,3—(0.454-0,55)3, 3,э= (0.084-0.15)3,
— в Шире этапа (величины 5Р1. 5pi. Sp4 5₽i»(1,5-r 1,8) 5p 5p,= (0,554-0,75) Sp 5»а-=(0,20-г0,35)5р 5p4“(0,05-i-0,l)5p *4Г •
6 Назначение ускоренной подачи 5уек, мм МИН Syc== (24-3)3, Поперечная подача 5Р
7 Расчет пути шлифования, мм: — на рабочей подаче £р — с ускоренной подачей lp = p-J-Al 1тс,= (0,2-H>.35)£ Максимальный прнпхск н< сторону р. Гарантированный зазор у *-0.(М-0.08 мм Максимальный орияуск на сторону р
в Распределение величин пути шли- фования по этапам при автомати- ческом цикловом шлифовании:
— в один этап (величина L\ прн подаче $₽>) — в два этапа (величины 1?: и 1,1 прн подачах Spj н -Sri со- ответственно) — в три этапа । величины £₽-. £• 1ц прн подач,lx 5Р?, 5Г2. 5-1 соответственно) 1,1-1, (0.254-0.30)p Lpi«I,.— (Lp.xex-f-lj.a) lpj=(0.i-~0,15)p lp:^ (0Д5-~030)р 1ц=1р—(^рлекЧ- + Epj4-£pj)
— г четыре этапа (величины Дк. Ips, Lf-. при подачах 5f*. 5r-., -Spj. 5₽| соответетвеннг.) । Г-'гГ Г1! II 'll II i f°oP t- о ч ‘ о» , tn Г; o3S
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
-------------ч
Крум
торцекруглом
___________SIS
Врезное пн
наружных ЦК
поверх!
КАРТА ШК-1 '
-------------J
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходив J
9 Определение времени выхажива- ния Твых, МИН Карта ШК-3 "1 Шероховато^ Ra- J
10 Расчет основного времени То. мин Т = J- т° s„. + Количество i вання i J Номер этапа^
• +S +Га“‘ *i Величины а)Ц этапах шлиф j
Время выхам
Ки
торцекрупк
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
Врезное а
наружных а!
лове pi
карта шк-г
Обрабаты- ваемый материал Материал абразивного верна при Ra 0,63— 2,5 мкм и б—5—8 квалнтетам Зернистость при Твердость при СП м Ra !
Ra U5- 2.5 мкм и 6*7-6 квалнтетам Ra 0,63 мкм и 6-5-6 квалнтетам Ra 1,25— 2.5 мкм н 6=7—8 квалнтетам Ra 0.63 мкм и 6-5-6 квалнтетам
Сталь: незакален- мая закален- ная 14А, 15А, 24А.^_ 24А, 25А. 9IA. 92А 40-25 25—16 СМ2-С2 СМ1-С1
Чугун: серый высоко- прочный 53С, 54С. 14А, 91А 54С. 14А. 91А С.М2-С: СМ2-С2
Кругло- и
торцекруглошлифовальные
станки
ПОПЕРЕЧНАЯ ПОДАЧА Sp,
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ
ВРЕМЯ ВЫХАЖИВАНИЯ Г.ых
Врезное шлифование
наружных цилиндрических
поверхностей
|К.4РГА ШК-3 Лист 1
ПОПЕРЕЧНАЯ ПОДАЧА
Поперечная подача SP определяется по формуле
5р = 5р,т.ед ХгЛгКэ ^,
где 5Р-,6л — поперечная подача по таблице, мм/мин;
К,— коэффициент, зависящий от обрабатываемого материала и скорости
круга; • * F
fa—коэффициент, зависящий ст точности обработки, шероховатости поверх-
ности н припуска на сторону;
fa — коэффициент, зависящий от диаметра шлифовального круга;
К4—коэффициент, учитывающий особенности торцекруглошлифоигльной об-
работки.
Поперечная подача
Значение Sp.-ибл. мм/мин, при диаметре обработки D в мм
Ширина шлифования В, мм До 18 18—50 30—50 50-80 80-'.20 Св. 120
До 18 > 2.83 2.50 2.20 2.00 1.73 1,55
18-30 2.55 2’5 2.00 1,75 К55 1,40
30-50 2.30 2.00 1.75 1.60 1.40 1.25
50-80 2.00 1.75 1.60 1.43 1.25 1,10
80—120 ’.,75 1.60 1.45 1,25 МО 0,90
С«. 120 1,45 1.35 1.25 ’.10 0.85 0.75
Коэффициент Л)
Скорость круга о»ф, м/с Значение К: прн обработке
стали чугуна
20. 30. 35. 40. 45. 50. 55ПП. 20Г, ЗОГ, 35Г. 40Г. 45Г. 50Г, 40Г2, 45Г2. 15Х. 20Х. ЗОХ. 35Х, 38ХА. 40Х, 12ХН. 20ХН, ЗЗХН. 40X1V 12ХНЗА. 15ХНЗА. 15ХИ2ГА. АС14. АС14ХГН, АС35Г2, АС19ХГН 18ХГТ. 25ХГТ. ЗОХГТ. 40ХГТ. 14ХГНМ. 15ХГНМ. 20ХГНМ, 25ХГНМ. 19ХГН. 20ХГН, 20ХГР. ЗОХГС. ЗоХГИТА. 35ХГСА. 15ХНГ. 20ХГНТР, 18ХН2, 38ХМЮА, ЗОХНЗМ. 38ХГНМ. 38ХГМ. 15ХГНТА. 15ХГФ. 42ХЧФА, 4ОХГТР, 40Х9С2. 11Х20П9АН4. 55Х20Г9АН4 серого ковкого высоко- прочного <
иезэкалеинон !закаленной незэхалеяиой закаленной
30 0.9 0.8 0.7 м М 0.9 0.8
40 м 1.0 0.9 0.6 1,3 1.1 1.0
50 1.3 12 и 1Д 1.5 1.3 1.2
60 Г.4 1.3 12 М 1.6 1.35 1.3
80 1.6 1.5 1,4 1.3 1.7 1.55 1.5
Коэффициент
Точность формы Шероховатость
детали б. мм поверхности Ра. mkv
_______________________________________;
Св. 0.03 1.25—-2,5
До О.СЗ | 0.32—0.63
Значение К: при припуске на сторону р в мм
0.07 1 °я 0.30 0,50
0.7 G.u I t; 1.0 0.9 1.3 1.2
200
I Кругло- н
I торцекруглошлифовальные
I станки
ПОПЕРЕЧНАЯ ПОДАЧА Sp,
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ
ВРЕМЯ ВЫХАЖИВАНИЯ Г.ых
Врезное шлифование
наружных цилиндрических
J поверхностей
] КАРТА ШК-3 Лист 2
Примечание. Если допуск на погрешность формы детали не оговаривается,
то под точностью формы следует понимать допуск на соответствующий размер.
Коэффициент Кз
Диаметр шлифовального круга dK9, мм 350 430 500 750 900 1060
Значение Хз 0.7 0.8 0.9 1.0 1.1 1.2
Коэффициент К<
Отношение максимального диаметра торцевой поверхности к диаметру цилиндрической поверхности Дтх./°. Значение Кл при диаметре цилиндрической части заготовки D в мм
До 18 18—30 30—50 50—80 60--20 120—180 Св. 180
1.15 1,10 1 ДО .> 0.90 0.80
W 1.25 1,5 1.35 . 1.20 1.00 0,90 «г 0.75 0,65
2.0 1.3 1.15 1Д0 0,80 0.65 —
3.0 1.1 0.95 0.75 — — — —
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ
Скорость вращения детали определяется по формуле
где Од.пвд — скорость вращения детали по таблице, м/мнн;
К — коэффициент, учитывающий особенности торцекруглошлифования.
Скорость вращения детали 0д.т»*ж
Скорость шлифовального круга п1Ф, м/с Значение сх.тавя, м/мин, прн обработке
стали с твердостью HRC» чугуна
До 30 30—50 Св. 50 серого ковкого высоко- прочного
30 20—25 20-25 25-30 20—25 20-30 20—25
40 30—35 30—35 35—40 30—35 30—40 30—35
50 40—45 40—45 45—35 40—45 45—55 40—50
60 50-60 55-Ч>3 60—70 50—60 60—70 55—65
80 70-80 75-85 60—100 70—80 80—100 70—90
Примечания: 1. При значительном дисбалансе заготовки и шлифовании дета-
лей типа валов в центрах скорость вращения детали должна быть снижена в 1,5—
3 раза
201
ПОПЕРЕЧНАЯ ПОДАЧА 5р,
ЮРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ га,
ВРЕМЯ ВЫХАЖИВАНИЯ Т.ых
Кругло- и
торцекруглошлифовальные
станки
Врезное шлифование
; наружных цилиндрических
< поверхностей
’КАРГА ШК-3 Лист^З
2. Для заготовок из стали с твердостью до 50 HRC> при скорости вращения
детали меньше табличной скорость поперечной подачи уменьшаете* пропорционально
уменьшению скорости оа.
3. Рекомендации по выбору СОЖ см. в приложении 3.
Коэффициент К
Значение К при диаметре тки:
;асти заготовки D в мм
Отношение
максимального
диаметра торцевой поверхности к диаметру цилиндрической поверхности До 18 18-30 30—50 50—80 120—160 Св. 160
1.15 1.20 1.25
1.25 0,70 0.75 0.90 1.10 *.’± 1.30 1.35
2.0 07» 0.80 1,05 1.25 . А5 —
3.0 0.85 0,95 1.25 — — — —
ВРЕМЯ ВЫХАЖИВАНИЯ Tti£.
Количество этапов шлифования Значение Тжых при шероховатости поверхности после обработки Ра в мкм .
1-.25—2,5 • 0.63-1.25 '•52—0.63
2 0.05 0.10 0.15
3 0.07 0.10
4 — 0.05 0.06
И. БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЕ СТАНКИ
Бесцентрово-шлифовальные
станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование
с продольной подачей
А'АРГА ШБп-1 Лист /
Бесцентрово-шлиф
станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифовки!
с продольной П1
КАРТА~ШБп-1 '
№ этапа Последовательность определения режимов резания Источник Или расчетная формула Исходные д
1 Выбор количества и вида прохо- Карта ШБп-2. Диаметр детали
дон Паспорт станка Точность детали ботки б, и послц
Высота круга Т
2 Выбор характеристики кругов Паспорт станка. Карта ШБп-2 Припуск на дии Обрабатываемый
3 Определение частоты вращения шлифовального круга п*р, об.'мнм. по паспорту станка и расчет ско- рости вращения шлифовального круга Омр. м'с Паспорт станка. Карта Ш-1. л D п«Р Р'Р“ 1000-60 Диаметр детали
4 Назначение режимов шлифования по выбранным проходам: 4.1. Назначение минутной про- дольной подачи Sap, мм 4.2. Назначение скорости вра- щения детали Гд, м, ман 4.3. Расчет частоты вращения ведущего круга пвкр, об/мин 4.4. Уточнение величины л, об/мии, по паспорту станка Карта ШБп-3 Карта ШБп-3 ЦЮО.р, Я*«Вд<р Паспорт станка Припуск на шл* Скорость ШЛ| круга цкр. ' Высота круга 7*. Диаметр ведуц ^вл.р- Обрабатываемы!
4.5. Уточнение величины оя, м/мин, по значению лвжр « с,”= 1000
4.6. Расчет угла наклона веду* щего крута а, град a=arc $т °s
5 Расчет основного времени ло про- Длина летали J
б ходам мил / Расчет основного времени на опе- рацию 70, мни т 0.95S„ Т,-£ТО1 Продольная мц ча Sep. Коэффициент I имя 0,95
КОЛИЧЕСТВО > И ТИПЫ ПРОХОДОВ, ХАРАКТЕРИСТИКА КРУГА Бесцентрово-шл| стам
Шлифо! с продольно!
КАРТА ШБп-2
При многопроходном бесцентровом шлифовании определено шесть типов (
г. д, е) ягс ходов, отличающихся друг от друга как режимами шлифования I
тернстнкой круга, так и достигаемыми точностью формы н шероховатостью,
тайной поверхности. В зависимости от высоты крута и припуска на сбработ
Схемой точности детали назначаются типовые проходы в различной ком
по следуюшеГ. таблице.
Бесцентрово-шлифовальные
станки
КОЛИЧЕСТВО а И ТИПЫ ПРОХОДОВ,
ХАРАКТЕРИСТИКА КРУГА
Шлифование
с продольной подачей
КАРТА ШБп-2 Лист 2
Количество < и типы проходов
Количество i/типы проходов при высоте круга Т мм
1.<*метр детали Точность формы До 350 | 350—500 Св. 500
}• при припуске иа диаметр 2р в мм
и. ММ детали, мм 0.16 0.3 0.5 0,7 0,15 0,3 0.5 0.7 0,15 0.3 0.5 0.7
0,005—0.01 3 4 5 2 3 3 2 2 3
в. д. е б, в.д а. б, в, Д в, д б, г. е а. в.д в.д б. д б. в.д
0,01-0,02 2 3 4 2 2 2 2 2 2
До 30 В. д б, в, д а. б, В. А в, д б, д а. в. д в. д б, д а. г
0.02-0.05 о Р г 2 3 1 2 2 1 2 2
в, г а, в в, б, д в б, в а. в в б, д а, г
0.05-0.1 1 2 2 1 1 2 1 1 2
6 а,. а. б в а а. б в 6 а, в
0,005-0.01 3 4 4 5 2 3 4 4 9 2 3 4
'аг в, д, е б. в. Д. е Га. б. в, д а. б, в, г?Д в.д б. г, е а. в. г, е а, б. в.д •И б. д б, в.д А. б. г. е
0,01—0.02 2 3 4 4 2 3 4 4 2 3 3
30-80 в, д б, в, д а. б. в.д а, б, в, г в, д б, г, д а. б. г, Д а, б. в.д в. д б, д б. в.д а. б. д
0.02—0.05 2 2 3 4 2 2 3 3 1 2 2 2
в, г а. в >. б, в а, б, в, г в, г б, в а. в. г а. б. г в в. Г а. г а,б
0.06-0.1 1 2 2 3 1 1 2 2 1 1 2 2
б а. в а. б а. б. в б а а, б а. б в б а.* , б
0,005-0.01 4 3 6 3 4 5 3 3 • 4
б. в. д, е а. б, в, д. е а. б, в, г, Д, е в. г. Д. с а. в. г. е а, б, в. г. д В, г, д б, в.д А. В.
0,0?—0.02 4 5 5 3 3 1 2 3 3
Св. 80 б, в. АЛ а. 6. в. д. е а. б. в. г, А в. г. д 2. В. Д 2,6. =.д В. г «ЬВ.д а. б, г
0.02—0.05 3 4 4 2 3 2 2 2 3
б. В, г а. б, в. г а. б. в. г. д в. г. д г. в. г а. б. в. д В. г а. г в. б. г
0.05-0,1 3 3 л О о 3 1 2 2
б. В. г а. 6, в а. б. в. г б, в а, б г. 6. в а а. в В. б
Ер I! меч ан и я: 1. Если допуск иг форму летали не оговаривается, то под точ-
ностью формы следует понимать допуск гг соответствующий размер
.04
Бесцентрово-шлифовальные
станки
КОЛИЧЕСТВО i И ТИЛЫ ПРОХОДОВ,
ХАРАКТЕРИСТИКА КРУГА
Шлифование
с продольной подачей
КАРТА ШБп-2 Лист 3
2. Количество проходов приведено для шлифования деталей с исходной точностью
обработки в пределах 0.1—0,35 мм. При шлифовании деталей с исходной точностью до
0.1 мм количество проходов сократить на одни.
3. Прн шлифовании деталей из серого чугуна, бронзы и алюминиевых сплавов ко-
личество проходов сократить на один.
Характеристика круга
Тип прохода Шерохова- тость по- верхности Ra, мкм Материал абразивного зерна круга при обработке Зерни- стость Твердость круга при обработке Струк- тура Связка
стали чугуна, бронзы, алюминие- вых сплавов стали чугу на. бронзы. алюминие- вых сплавов
а Со 2.5 91А. НА. 15А. 24А 53С, 54С 50—40 C2-CTI СМ1—СМ2 5-6 К. Б
О 0,63—2.5 То же То же 40—25 То же То же С *7 к
В 0.63—1.25 » » 25—16 С1-С2 СМ2—М3 6—7
Г 0.63—1.25 > » 25-16 То же То же 6—7 >
д 0.32-0.63 » > 16-12 С2-СТ1, СМ 1-СМ2 6—7 к. в
е 0.20-0.32 » » 12—10 т — — в
Примечания. I. Прн шлифовании деталей из незакаленной стали твердость
кругов брать на одну степень выше табличной.
2. Характеристика ведЩего круга 14А (16—12)НТВ.
3. Дополнительная информация по характеристнке шлифовальных кругов представ-
лена в приложении 2. по правке кругов — в приложении 4.
РЕЖИМЫ ШЛИФОВАНИЯ Бесцентрово-шлифовальные станки Шлафомяае с продольно» подаче» КАРТА ШБп-3 Лист 1
Режимы шлифования определяются по следующим формулам:
— припуск на диаметр —
2р = 2рп*лК1;
— продольная подача —
К}.
— - скорость вращения детали —
Од = Ь’ж.твбл • Къ
где 2рисл. Рл т»бЛ — соответственно припуск иа диаметр, мм. подача, мм мин.
и скорость вращения детали, м/мии, по таблице;
К} — коэффициент, зависящий от материала и скорости враще-
, и ня шлифовального круга (см. коэффициент A'i в карте
ШК-3, лист 1)9
Kt — коэффициент, зависящий от высоты шлифовального круга.
Кз — коэффициент, зависящий от скорости вращения шлифоваль-
ного крута.
205
РЕЖИМЫ ШЛИФОВАНИЯ Бесцентрово-шлифовальные станки Шлифование с продольной подачей КАРТА ШБп-3 Лист 2
Припуск на диаметр 2рТ8вл, продольная подача 5м.табл.
скорость вращения детали г'а.Таба и угол наклона ведущего круга а
Диаметр детали D, мм Значения
Тип пргхода 2р>,».-.. мм ММ/МИН Кз. табл. М/МНН а. 'рад
10—18 а б в д 0.23 0.15 0.10 0,05 0.03 0,02 3000—3200 27—37 27—37 32—43 36—~50 44—60 4.С—5.0 4.0—5.0 3.5—1.5 3,0-3.5 2.5—3.0
18—30 ‘ • д е 0.20 0.15 0.10 0,05 0.03 0Д2 1800—2200 23—28 23—28 28-32 30—44 36-55 45-60 4.0— 5.0 4.О—5.0 3.5—».5 3.O-3.5 2.5—3,0 ’.5—2.5
30-50 а б д е 025 0,15 О.ГО 0.06 0.03 002 1500-1800 18—23 18—23 21—28 25—36 30—45 38—55 4.0—5.0 4.0—5J0 3.5 4.5 3.0- 3,5 л1 • 2.5-3.0 1.5-2.5
50-80 а б в г А е 025 0.18 0J2 0.06 0.04 0.025 1200—1500 13—18 13—18 17—21 20—30 24—37 30—50 4.0—5.0 4.0—5.0 3.5—4.5 321-33 2.5-3.0 . 1.5—2.5
80—120 а 6 в г д 0.30 0J20 0.12 % 0.07* 0.04 0.03 900-1200 11—15 11—15 13—17 15—24 18—30 23—40 ’ 4.0-5.0 4.0—5,0 3.5—4.5 3.0—3.5 2.5—3.0 1.5—2.5
Св. 120 а е. в 0.35 0.20 0.15 0.08 0,05 0.03 600—900 10—12 10—12 11—15 12—18 15—23 30—90 с> О О О »П »о iX tn ш’ <*•>' г । АДи.'
Примечания: I. Большие значения скорости вращения детали га.тавл из ка-
занного диапазона принимать для шлифования закаленных сталей.
2. Большее значение продольной подачи принимать для шлифования деталей ?<
чуг> на.
3. Прн назначении продольной, подачи наибольшая величина подачи в
займом диапазоне состэетстаует наименьшему диаметр-, обработки и наоборот.
4. Рекомендации г.з выбор} СОЖ с^ь приложении 3.
20ъ
Бесцентрово-шлифова!
станки
РЕЖИМЫ ШЛИФОВАНИЯ
Шлифование
с продольной пода*
КАРТА ШБп-3 Л
Коэффициент Кг
Коэффициент Кз
Высота круга Т. мм Но 35Q 350—500 Св. 500 Скорость кр\та РкР, м/с 30 40 50
Значение Кз 1,0 1.5 1,8 Значение Кз 0.9 1.0 1.1
Бесцентрово-шлифомМ
станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование
с радиальной подай
КАРТА ШБр-1 .......3
Aft этапа Последовательность определения режимов резания Источник или расчетная формула Исходные ДМ
1 Определение количества проходов Карта ШБр-2 Точность детали ботхп б, и после fl Припуск на днамА Обрабатываемый fl
2 Выбор характеристики шлифо- вального круга Карта ШБр-2 Тип операции fl
3 Определение частоты вращения круга Hj.p, об мин, по паспорту станка и расчет скорости враще- ния шлифовального круга с4.р, м/с Паспорт станка. Карта Ш-1. n-d-Пкр 1000-60 Диаметр круга d ^fl
Бесцентрово-шлифовальные
станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование
с радиальной подачей
КАРТА ШБр I ЛисГз
Продолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
и Назначение режимов резания: 4.1. Определение припуска 2р. мм, на проход 4.2. Назначение поперечной по- дачи <SP, мм/мин 4.3. Назначение скорости вра- щения детали па, м/мнн 44. Распет частоты вращения Карт; ШБр-2 Карта ШБр-2 Карта Ш5р-2 lOOQ’t-a Диаметр детали О. Обрабатываемый материал. Скорость круга иИр Ширина шлифования В. Диаметр ведущего крхга d.,..
5 ведущего круга я».Кр, об/мин 4.5. Уточнение величины га. м'мин. по принятому значению Ль.».р ф Расчет основного времени То, мин: 5.1. Назначение времени выха- живания Тцит. мин 5.2. Расчет основного времени Го, мин и; — . Л-4..кр Л . «u.fP ‘д= 1900 Карга ШБр-2 г.-=г„+/ц-т,„. Эр Время врезания «“0,02 мин. Припуск на сторону р. Поперечная подача 5Г
- аг
КОЛИЧЕСТВО i И ТИПЫ ПРОХОДОВ. ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА, РЕЖИМЫ ШЛИФОВАНИЯ Бесвентровошлнфовальные станки Шлифование с радиальной подачей КАРТА ШБр-2 Лист 1
При многопроходном бесцентровом шлифовании определено четыре типа <а, б. в.
г) проходов, отличающихся друг от друга как режимами шлифования и характери-
стикой круга, так н достигаемыми точностью формы и шероховатостью обработанной
поверхности. В зависимости от высоты круга и припуска на обработку, требуемой точ-
ности детали назначаются типовые проходы в различной комбинации по следующей
таблице.
Количество i и типы проходов
Точность формы детали 6. мм Количество i /типы проходов при исходной точности • заготовки б в мм
До 0,1 Св. 0.1
И i ":' "‘.ске па диаметр 2р в мм
0.15 0.3 0.3 0.5 0.7 1.0
0.005—0.01 о Б Г 2 в. г 3 б. в. г 4 а. 6. в. * а. б е г
208
Бесцентрово-шлифовалыше
станки
КОЛИЧЕСТВО i И ТИПЫ ПРОХОДОВ.
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА,
РЕЖИМЫ ШЛИФОВАНИЯ
Шлифование
с радиальной подачей
КАРТА ШБр-2 Лист 2
Продолжение
Количество i! типы проходов прн исходной точности
заготовки б в мм
Точность До 0,1 Св 0.1
формы детали б, мм и при припуске на диаметр 2р в м.м
0,Ь5 0.3 0,3 0.5 0.7 1.0
0.01—0.02 1 2 2 2 3 4
в б, г б. г б, в а. б. г а, 6, в, г
0.02—0.05 1 2 2 2 2 3
в б, в б, в А, в а. в а, б, в
0,05—0.1 — 1 1 2 2
6 а а. б а, б
Примечания: 1. Если допуск на форму деталей не оговаривается, то под до-
пуском на форму следует понимать допуск на соответствующий размер.
2. При шлифовании деталей из серого чугуна, бронзы н алюминиевых сплавов ко-
личество операций сократить на одну.
3. Прн шлифовании тонкостенных деталей число операций увеличить на одну —
две.
4. При сокращении количества операций на одну —две по сравнению с рекомен-
дованным п таблице уменьшить величину соответствующей подачи в 2—2,5 раза. >а
5. ‘ РекомёндЛин по выбору СОЖ см. в приложении 3. .
Характеристика круга
Тип про- хода Шерохова- тость по- верхности после шлифования Ra. мкм Материал зерва круга ирн обработке Зерни- стость Твердость круга ори обработке £ К £ и Связка
стали чугуна, бронзы, алюминие- вых сплавов незака- ленной стали зака- ленной стали чугуна, бронзы, алюминие- вых сплавов
а 2.5 91А, 14А. ISA. 24А 53С. 54С 50—40 02—СI. СМ1-Т1 Cl—СТ1, СМ2-С2 СМ1-СМ2 6-7 К. в
б 1.25-2.5 То же То же 40-25 То же То же То же 6-7 к
в 0.63—1.25 » ' 53С. 54С, 61С. 64С 25-Кб > > СМ2—М3 5—6 »
г 0.32—0.63 » То же 16-Ю » > CMI-CM2 S»6 к. в
Примечания: 1. Характеристика ведущего круга для всех операций !4Д (16—
12)НТВ.
2. Дополнительная информация по характеристике шлифовальных кругов представ-
лена в приложении 2, по правке кругов —в приложении 4.
РЕЖИМЫ ШЛИФОВАНИЯ
Радиальная подача 5Р и скорость вращения детали определяются по формулам
S-=ST,t^-KrK^
209
Бесцентрово-шлифовальные
станки
КОЛИЧЕСТВО i и типы ПРОХОДОВ.
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА,
РЕЖИМЫ ШЛИФОВАНИЯ
Шлифование
с радиальном подачей
КАРТА ШБр-2 Лист Л
— С’а табл ‘ Кз,
где Sp табл. Vj табл— подача. мм, мин. и скорость вращения детали, ч.'мин, по таблице;
A'i—коэффициент, зависящий от обрабатываемого материала и ско-
рости круга (см. коэффициент Ki в карте ШК-3. лист I);
Кз— коэффициент, зависящий от ширины шлифования;
А*з— коэффициент, зависящий от скорости круга (см. коэффициент Кз
в карте ШБп-3. лист 3).
Припуск на диаметр 2рТ4вл, продольная подача 5р т1гл,
скорость вращения детали va табл и время выхаживания ГВЫ1
Диаметр летала D, мм Тип прохода Значения
2От»бл. ММ ^0 табл, ММ/МИН 1'д табл, м МИН Таых. МИН
До 18 а 0,3—0.4 6Д 2 о—~»з0 0.02
б ОДО-О.ЗО 4.0 25—30 0.02
в 0.10—0.15 2,0 30-35 0.03
г 0,03—005 од 35—40 0.05—0,07
18-30.. а 0.3-0.4 5.8 25-50 0.02
- 1Г. б 0.20—0,30 3.4 25—30 .• й02
в 0.10—0.15' 1.7 •30-35 « 0.03
г 0.03—0.05 ОД 35—40 0.05—0.07
30-50 а 0.35—0,45 5.3 20—25 0Л2
б 0,25—0,35 3.0 20—25 йМ
в 0.12—0.16 1.5 25—30 оде
г 0.04—0.06 0.4 30-36 0.07—0.08
50-80 а 0.35—0.45 5j0 20-25 0.03
6 / 0.25—0.35 2.7 20—25 оде
В / 0.15—ОДО 1.3 25-30 оде
0.05—0,07 0.4 . 30-35 0.07-0.08
80-120 а 0.40—0.50 4.7 15—20 оде
б 0.25—0.35 2,5 15-20 оде
в ОДО—0.25 1Д 20—25 0.07
г 0.05—0.08 0.03 25-30 0.08—0.10
С». 120 а 0.50—О.ьЭ 4.5 15-20 оде
б 0.30—0.40 2.4 15—20 0.03
в поо—0.231 1.2 ЯУ-25 0.07
г 0.08-0.10 0.3 20—25 0.10—0.12
Примечание. Большую скорость детали из указанного диапазона применят©
для шлифований закаленных сталей.
Коэффициент Кз
Ширина шлифования В. мм 30 30—80 80—180 Св. 180
Значение Кз 1.3 ио 0.8 0.6
210
ill. ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Внутришлифовальиые 4
----
Шлифование отвере|
КАРТА ШВо-1
.\*8 этапа Последовательность определения режимов резания Источник или расчетная формула Исходные дави
1 Выбор характеристики шлнфо* вального круга Карта ШВо-2. Паспорт станка Обрабатываемый МЯ Точность обработки
1Г - Шероховатость. 0 сти Ra.
- 4- Конфигурация огм
2 Определение размеров шлифо- вального круга: <2.1. Расчет диаметра круга d^, мм = (0,84-0,9) О Диаметр отверстие' Ширина шлифован Конфигурация отИ
2.2. Расчет высоты шлифоваль- ного круга Т, мм: ;
— для сквозного отверстия Г—В-Н34-6)
— для глчхого отверстия Г = В+(0,54-0.2)
2.3. Уточнение параметров шти- фовального круга по ГОСТу ГОСТ 2424— 83 1
3 Определение частоты вращения шлифовального кр\гг об/мин. по паспорту станка и ;гсчет ско- рости круга о,-г. м'с Паспорт станка. л-d» г.’«т Диаметр круга
ifOO-60 Диаметр отверстК
4 Определение скорости вращения детали гд, м мин: 4.1 Выбор величины м мин Карты Ш-1. ШВо-3 Скорость круга Ц
4.2. Расчет частоты вращения детали ла. об'мин 4.3. Уточнение величины г.а. оГ.мин 4.4. Уточнение величины сд по ’ • V 2
л-0 Паспорт станка л - D • п з
принятому значению г.. ‘3~ 10»
Внутрмшлифовальные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование отверстий
КАРТА ШВа ! Лист 2
Продолжение
№ этапа Последовательность определения режимов резания • Источник или расчетная формула Исходные данные
5 Выбор частоты осцилляции ^шли- фовального круга л, дв. х'мин. и амплитуды осцилляции шли- фовального круга 4, мм Карта ШВо-3 Диаметр отверстия D
6 Выбор величины поперечной по- дачи 5р, мм'мин Карта ШВо-3 Диаметр отверстия D. Ширина шлифования В. Скорость круга оКр. • Обрабатываемый материал.
6.1. Распределение величин по- дачи по этапам прн автоматиче- ском цикловом шлифовании: — в один этап (подача по- стоянная) — в два *этапа (величины — в три этапа (величины SPi, S»,= ^Р Sp,».Sp SP1-(O.2-O.4)SP Spl-(1.2-=-1.5)Sp S„— (0.5-rO,7)S. Spl = (0.12-i-0^0)Sp Точность обработки б. Шероховатость поверхности Ra
- — в четыре этапа (величины SPi. ’Spl. |Г 6.2. Назначение ускоренной по- дачи STce. мм/мия - <Spi«(l,5-T-l,8)<Sp «$№(0.74-0.9)$, $№(0.24-0.4)$, $№<0.054-0,1)$» $yc»tiae (24-3)5p, но не более 6 мм/мин -
7 1 Расчет пути шлифования: 7.1. Расчет общего п\ти шлифо- вания Lp, мм 7.2. Расчет пути на ускоренной ^подаче мм 7.3. Распределение величины пути шлнфюванйя по этапам при автоматическом цикловом шлифо- вании: — в два этапа (величины Lpt и L9\ при подачах 5ц н 5» со- ответственно) — в три этапа (величины Lpi, Lpi. Lpi при подачах 5PJ> 5pj. Spi соответственно) — в четыре этапа (величины LP^ Lpit L9i, £р. при подачах Sp«, Spj, Spt соответственно) +Гг г s 1 s s "i 8 г Г, jiju Гг11 rl Д j>P°P 1 я я к U — о г-Я Vo — До V?. "О 1 | сл35 тз к. сп — сл О’ । +-h + 5л •• s -1- It Lr-ooi + оо j.o о И - таът. i- ЧЧ ?_•» Г- Припуск на сторону макси- мальный р. Гарантированный зазор AL—0,04—0.08 мм
8 Расчет основного времени То, мия: 8.1. Определение времени выха- живания Ганг. МИН Карта ШВо-3 Диаметр отверстия D. Точность обработки 6.
212
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование отверстий
КАРТА ШВо-1
Лист 3
П родолжение
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
•• . 8.2. Расчет основного времени шлифования То. мин Z.VCK Го= — + ^усх + +тт Шероховатость поверхности Ra. Ширина шлифования В П>ть на ускоренной подаче Ускоренная подача 5уСк- Рабочий путь шлифоваль- ного круга Ьр. Поперечная подача Sp. Порядковый иомер этапа в цикле шлифования Г. Время выхаживания Т1ЫХ
Виутришлифовальиые станки
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Шлифование отверстий КАРТА ШВо-2 Лист /
Обрабаты- ваемый материал Материал зерна при Ra 0.63— 2,5 мкм и 6=5—6 квалнтетам Зернистость прн Твердость при Структу- ра при Ra 0,63— 2,5 мкм и 6 = 5—8 ква- лнтетам Связка прн Ra 0,63— 2,5 мкм в 6— 5—8 ква- лктетзм
Ra Д.63 мкм и 6 = 5—6 квалнтетам Ra 1,25- 2,5 мкм* н 6 = 5—6 квалнтетам Ra 0,63fciKM и 6 = 5—6 квалнтетам Ra 1,25— 2.5 мкм и 6=7—8 квалнтетам
Сталь: незака- ленная закален- ная ИА. I5A, 24А 24А, 25А, 91А , 25—16 40—2э СМ2-С2 СМ1—СМ2 6-7 К
Чугун: серый высоко- прочный ИС. 54С. ИА. 91А 54С. 14А СМ1—СМ2 СМ2—С1 |СМ1—СМ2 5—6
Примечания. 1. Характеристики кругов рекомендованы для скоростей шли-
фования Сир=30—50 м/с. Прн шлифовании со скоростью vKp = 60—80 м с рекоменду-
ется твердость уменьшить на одну степень н структуру увеличить на одну —две сте-
пени по сравнению с табличными значениями.
2. Для шлифования глухих отверстий из указанного диапазона значений выбирать
более высокую твердость круга.
3. При одновременном 'шлифовании отверстия и торца выбирать шлифовальный
круг с такой же характеристикой, как и для шлифования отверстия.
4- Дополнительная информация по характеристике шлифовальных кругов представ-
лена в приложении о. по правке кругов — в приложении 4
213
Внутри шлифовальные станки
РЕЖИМЫ ШЛИФОВАНИЯ, ВРЕМЯ ВЫХАЖИВАНИЯ Гвых
Шлифование отверстий
КАРТА ШВо-3 Лист ]
СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ ;д
Скорость вращения кр;. га : м с Значение с3. м м::н. при диаметре шлифования D в мм
10—30 1 м 80—180 Св. 180
30—50 40—70 ! ;з-оз 60-100 80—120
50—80 50—80 I 63—90 80—120 W—140
Примечание. В указанном диапазоне скс: стен вращения детали максималь-
ное значение соответствует максимальной скгростк круга сгр и максимальном;,
диаметру отверстия D при обработке закаленных и труднообрабатываемых сталей
ЧАСТОТА п И АМПЛИТУДА .4 ОСЦИЛЛЯЦИИ ШЛИФОВАЛЬНОГО КРУГА
Диаметр шлифования D, мм Частота осцилляции п. дв. х.’мин Амплитуда осцилляции .4, мм Диаметр шлифования D, 1 мм Частота осцилляции п, ДВ. X мин Амплитуда осцилляции .4, мм
10-18 200—250 2—3 80—120 60—100 л 5
18—30 200—250 2—3 120-130 40—60 5—^
30-50 150—200 3—4 Св. 180 20-40 6—8
50—80 100—.150 3—4
Применения: 1. Для глухих отверстий величина осцилляции круга 4 =
=0,5-КО мм.
2. Рекомендации по выбору СОЖ см. в приложении^.
ПОПЕРЕЧНАЯ ПОДАЧА КРУГА
Поперечная подача 5Р1 мм.мин, определяется по формуле
<Sp=Sp таСд'АрКз,
где $р.табл— подача по таблице, мм мин.
А'1 — коэффициент, зависящий от обрабатываемого материала и скорости
круга (см. коэффициент К\ в карте ШК-3, лист I1)?
Кз— коэффициент, зависящий от точности обработки, шероховатости поверх-
ности, припуска на сторону к характера отверстия (сквозное, глухое)-
Поперечная подача 50:ж6л
Длина шлифова- ния В. мм Значение Sf. ым мин. при диаметре отверстия D в мм
10—18 18-30 30—50 V>—80 80—120 120—180 Св. 180
3—10 2.2-2.’ 2.0—2.6 1.8-2? ; 5—2.0 1.4-1,7 1.1 —1.4 —
10-18 1,6—22 1.4—2.0 1.2-1.8 1.1—1.5 1.0—1,4 0.8—1.1 0.6—0,9
18-30 !,1—1.6 1.0—.1.5 0.9 —’.3 3.8—1Л 0.7-1.0 0.6—0.8 0.4—0.6
30-50 0.7—1.1 0.6—1.0 0.5—0.9 3.4—0.8 0.3—0,7 0.25—0,6 02—0.4
50—80 0.4—0.7 0.35—0,6 0.3—0.5* С.25—0.45 0.2—0,4 0.15—0.3 0.10—0,25
Св. 80 — 0.2—0.4 0,2—0." 32—0.3 0.15-0.25 0,15—02 с.:—о,15
Примечание. В указанном диапазоне подач минимальное значение подачн со-
ответствие; максимальной длине шлифования и максимальному днамегру отверстия.
214
РЕЖИМЫ ШЛИФОВАНИЯ. ВРЕМЯ ВЫХАЖИВАНИЯ Г.ь,, Внутрншлифовальищ
Шлифование отв*|
КАРТА ШВс-3 j
Коэффициент Л, k
Точность обработки 6. квалнтет Шероховатость поверхности Ra. мкм Значение К2 прн шлифовании сквозных отверстии с прип\ском на обработку р в мм Зн<<ц 1 ш.иЦ Г.1 отм
0.07 0.15 0.25 0.35
СП *-J А,!, 1.25—2.5 0.63 0.S 0.6 1.0 0.8 1*2 1.0 1.4 12 (
ВРЕМЯ ВЫХАЖИВАНИЯ Т.ых
Значение T,U\. мин. при диаметре отверстия D в мм
Точность обработ- ки б. квалнтет шерохо- ватость поверх- ности Ra. мкм До 30
10 30 50
7-8 1.25—2.5 0.02 0,03 0.05
5—6 0.63 • « о.оз 0.05 0.07
__________V)—80________|_________Св. 80
и длине шлифования В в мм
80 10 30 50 80 10 30 50
0.07 0.03 0,05 0.07 0,08 0.05 0.07 о.Я
0.12 0.05 0.07 0,1 0.12 0,07 0.1 а о.й г -'1
Примечание. Прн автоматическом цикловом шлифовании время выхаживания
Гвы« может быть уменьшено на 1—3 с. «
Внутрншлифовальные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Шлифование торце» КАРТА ШВт-1 .Чист 2
№ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 Выбор характеристики шлифо- вального круга Карта ШВт-2. Паспорт станка Обрабатываемый материал. Точность обработки б. Шероховатость поверхности Ra
2 Определение частоты вращения шлифовального круга пч.. об-'мин. по паспорту станка и расчет ско- рости вращения круга с. Р. м с Карта Ш-1. . Паспорт станка. _ Л*^к₽*П(.р Диаметр круга
’Р 1000-60
3 Определение скорости вращения детали ия, м/мин: 3.1. РасчЛ среднего диаметра шлифования Dep, мм 3.2. Выбор величины v3, м'мнн 3.3. Расчет частоты вращения п _ Р"+°- DtP- 2 Карты Ш-1, ШВо-3 1000 v3 Наибольший диаметр шли- фуемого торца DB. Наименьший диаметр шли- фуемого торца D, Скорость вращения круга
детали лж, об/мин Л -Ос^>
3.4. Уточнение величины пя, Об/мин, но паспорту станка •"З.б. Уточнение величины Паспорт станка л ‘Dc₽•
4 м/мнн. но принятому значению пг Назначение черновой подачи 5р.ч«рИ, мм/мин: 4.1. Определение величины S» wp., мм/мкн 42. Уточнение величины Sp -^ри по паспорту станка 1000 Карты ШК-3, ШВт-З Паспорт станка «г Средний диаметр шлифо- вания D(p. Ширина шлифования B = (DM—D.)/2. Скорость вращения крута Ожр. Обрабатываемый материал. Точность обработки б. Шероховатость поверхности Ra
5 « Назначение чистовой подачи 5р.чист, мм,мни Определение времени выхажива- ния Т*ы>, мин = (0^Д5)5р.«,. Карга ШВт-З Средний диаметр шлифо- вания Dep. Точность обработки б. Шероховатость поверхности Ra
7 Расчет пути шлифования, мм: 7.1. На чистовой подаче Др.чкст 7.2. На черновой подаче Ср ч-ря Карта ШВт-З ч«риeр Lp чист Ширина шлифования В. Максимальный припуск р
216
Внутрншлифовальные станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование торцев
КАРТА ШВт-1 Лист 3
П родолжение
N$ этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
6 Расчет основного воече^и То. мин г —т 1 7о—/»р Тс + •->1* черн , т Т с т Л р 41! СТ Время врезания 7вр = = 0,03—0.04 мин. Время выхаживания 7tUi
Внутрншлифовальные станки
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Шлифование торцев КАРТА ШВт-2 Лист /
Обрабаты- ваемый материал Матерна.: зерна прн Ra 0.63—2.5 мкм n 6 = д—-8 квалнтетам Зернистость при Твердость при Ra 0,63— 2.5 мкм и 6 = 5—8 квалнтетам Структура при Ra 0,63— 2.5 мкм и 6 = 5—В квалнтетам Связка при Ra 0.63- 2,5 ыкм и 5-5—8 квалнтетам
Ra 0.63 мкм И 6 = = 5—6 квалнте- там Ra 1.25— 2.5 мкм и 6 = 7—8 хвали гетам
Сталь;, незэкгленная закаленная 14A. I5A. 24А 24А. 25А. 51 А. 44А 25-16 40—25 С2-СТ2 C1-CTI G—7 Б
Чугун: серый высокопрочный 53С, 54С. НА. СЧА 54С, ИА. 9.А Cl—СТ! С2-СТ2 5—6
Примечан/я. I. Характеристики кругов рекомендованы для скорости шлифо-
вания ГьржЭО—ЭД м/с. При шлифовании со скоростью 80 м/с твердость
круга сииэнть яа одну степень, структуру круга поднять на одну--две степени по
сравнению с рекомендуемыми в таблице.
2. Дополнительная информация по характеристике шлифовальных кимов пред-
ставлена в приложении 2, по правке кругов —в приложении 4.
Внутрншлифовальные станки
РЕЖИМЫ ШЛИФОВАНИЯ. ВРЕМЯ ВЫХАЖИВАНИЯ ГТЫ1
Шлифование торцев
КА РТА Ш Вт-3 Лист 1
Чсрнс.вая ьсла
ЧЕРНОВАЯ ПОДАЧА КРУГА
».-1 определяется по формуле
51 .. |- — S j ч»-"лаСл • А • А
Внутришлифовальные станки
РЕЖИМЫ ШЛИФОВАНИЯ. ВРЕМЯ ВЫХАЖИВАНИЯ Т,ых
Шлифование торцев
КАРТА ШВт-3 Лист 2
где Зр.чери тобл — черновая подача по таблице, мм,мин;
Ki — коэффициент, зависящий от обрабатываемого материала и скорости
круга (см. коэффициент К\ в карте ШК-3, лист ));
К2—коэффициент зависящий от точности обработки, шероховатости по-
верхности и припуска.
Черновая подача Sr ч.рй Тио.-
Ширина шлифования В, мм Значение 5С «ркпв-. мм'мин. при среднем диаметре шлифования ОСР в мм
10—18 18—30 30—50 50—80 80-120 120—130 Св. 180
До 5 3.2—3.5 2.8— 3.2 2.5-2.S 2.2-2.5 1.8-2.2 ~ 1.5—1.8
5-10 2.7—3.0 О 'i ‘ “ 1.9-2.3 1.6—1.9 1.4—1 б U—1.4 1,0-1Д
2,2-2,5 1 ,S—2.2 1.5—1.8 1.3-1.5 1.1-1.3 0.9—1.1 0,7—0.9
Св. 20 — 1.4—1.6 1.2—1 4 1.0-1,2 0,9—1.1 0.7—0 9 0.6—0.7
Примечание. В указанном диапазоне подач минимальное значение подачи со-
ответствует максимальном значениям ширины и среднего диаметра шлифования.
Коэффициент Кз
Точность обработки б, квалнтет Шероховатость поверхности Ra, мкм Значение Кз при припуске р в мм
0.07 0.15 0.25 0.35
7—8 ’tr. 1.25—2,5 0.8 1,0 1,2- и
5—6 0.63 0.6 0.8 1.0 |Д
ПУТЬ НА ЧИСТОВОЙ ПОДАЧЕ Дрл.ст
Ширина шлифования В, мм Значение Ipmrr, мм. при припуске р в мм
0.07 0.15 0,25 0,35
До 5 0.02 одз 0.04 0,05
5—10 0.02 0.03 0,04 005
10—20 0.025 0.035 0045 0.055
Св. 20 0.03 0.О4 0Д5 0.06
ВРЕМЯ ВЫХАЖИВАНИЯ Т.и,
Точность обра- ботки б, квали- тет Шерохо- ватость поверх- ности Ra, мкм Значение мин. при среднем диаметре шлифования Dcp в мм
До 30 | 30—80 Св. 80
и при ширине шлифования В в мм
До 5 5-10 I 1 I I I 10—20 Св. 20 До 5 3—j0|10—20|Cs. 20 До 5 5—10 10-39 Св. 20
7—8 1,25—2,5 0.02 0.03 | 0.03 9.07 I 0.03 0.05 I 0.07 I 0.10 I 0.05 I 0.07 I 0 10 I С ">
5—6 0,63 0.03 3.05 : С.07 I 0.10 I 0.95 I 0.07 . 0,10 I 0.12 I 0.07 I О.’.О I 0,:2 ! с;5
218
IV. ПЛОСКОШЛИФОВАЛЬНЫЕ ВЕРТИКАЛЬНЫЕ
СТАНКИ С КРУГЛЫМ СТОЛОМ
методика расчета режимов резания
Плоскошлифовалькые
одношпиндельные
вертикальные станкм
с круглым столом
Шлифование торцем Kjfl
КАРТА ШПво-1 Ли£,
X* этапа Последовательность определения режимов резания Источник или расчетная формула Исходные ДаннМ
1 Расчет среднего диаметра распо- d„+d. Наружный dn и >нуД
ложения деталей на столе станка dts> — 4, диаметры распоЛ
rfcp. мм Паспорт станка деталей на столе cTflfl
2 Расчет приведенной ширины шли- n -F Суммарная плошадЛ
фования ВЯр. мм ^dC9 фхемых поверхности^ Средний диаметр
жения деталей иЯН станка dc9 Я
3 Выбор характеристики круга Карта ШПво-2 Обрабатываемый м|Я Точность обработкнЛ
4 Определение частоты вращения Паспорт станка. Диаметр круга 4квд^Н
круга нКр, об/мин, по паспорту станка н расчет скорости враще- Карта Ш-1.
иия круга Ок», и/с Л-<^кр-Пкр
‘кр“ 1000-60
5 Расчет средней скорости вращения деталей са, м/мин, я частоты вра- Средний диаметр жения деталей Я^Н
шения стола лег, об'мин: станка dC9.
5.1. Определение средней вели- чины v3, м мин К/пта ШПво-3 Приведенная шнрИ^Н фования Впр
5-2. Расчет величины пг:.
об/мин. соответствующей рекомен- "е,— n-dto
дуемомч среднему значению
и уточнение ее по паспорту стан- ка Паспорт станка
5.3. Уточнение средней велнчи- -Т d г р - п с т
НЫ Гд. м мин 1003 л
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Плоскошлифовальиые
одношлиндельиые
вертикальные станки
с круглым столом
Шлифование торцем круга
К.4РТ.4 ШПво-1 Лист 2
Продолжение
№ этапа Последовательность определения режимов резания Источник или отчетная формула Исходное данные
6 Определение минутной вертикаль- ной подачи круга мм 'мин Кггта ШПво-З Частота вращения стола Ист. Приведенная ширина шли- фования В,.р Обрабатываемый материал. Скорость круга :’„г Припуск на сторону д. Точность обработки 6
7 Определение параметров процесса выхаживания: 7.1. Определение времени выха- живания ТвД, мин 7.2. Определение припуска на выхаживание р>ых Каэта ШПво-З Шероховатость шлифован- ной поверхности Ra. Приведенная ширина шли- фования Вар. Точность обработки б. Минутная вертикальная по- дача $н
8 Расчет основного времени То, мин Q Время врезания Т«р=» =0,05—0,06 мни. Припуск на сторону р Слой, снимаемый прн выха- живании, рвых- Минутная подача S*. Время выхаживания Г«ых Количество одновременно обрабатываемых деталей q
! ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Плоскошлифовальиые одиошпиидельные вертикальные ставки с круглым столом Шлифование торцем круга КАРТА ШПво-2 Лист 1
Обрабатываемым материал Параметры шлифовального круга
Материал зерна Зернистость при точности обработки До 0.1 мм | Св 0.1 мм Твердость Структура Связка
Сталы незакаленная 9! А. 24А. МА 32—25 ’ 50-40 СМ 1-СМ2 7 g Б
закаленная То же 32—25 50—40 MJ-CM2 7—8 »
220
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
Плоскошлифовальиые
одношпиидельиые
вертикальные стаики
с круглым столом
Шлифование торцем круга
КАРТА ШПво-2 Лист 2
Продолжение
Обрабатываемый материал Параметры шлифовального круга
Материал зерна Зернистость при точности обработки Твердость Структура Связка
До 0,1 мм Св. 0,1 мм
Серый и высоко- прочный чугун 54С, 53С 40—25 50—40 М3—СМ1 7—8 Б
Примечание. Дополнительная информация по характеристике шлифовальных
кругов представлена в приложении 2, по правке кругов — в приложении 4.
РЕЖИМЫ ШЛИФОВАНИЯ.
ПАРАМЕТРЫ ВЫХАЖИВАНИЯ
Плоскошлифовальиые
одношпиидельиые
вертикальные стаики
е круглым столом
Шлифование торцем круга
КАРТА ШПво-З Лист 1
СРЕДНЯЯ ОКРУЖНАЯ СКОРОСТЬ ДЕТАЛИ
Средний диаметр расположений детален на столе dcp, мм Значение уя, м/мин, при приведенной ширине шлифования £Up в мм
20 50 100 150 200 300
200 22 17 14 12 11 10
300 28 23 18 16 14 13
400 34 27 22 19 17 15
600 39 30 26 22 20 18
600 и боле^' 45 35 28 25 23 21
ВЕРТИКАЛЬНАЯ ПОДАЧА КРУГА S.
Вертикальная подача круга 5В определяется по формуле
Xj • Ка»
где S. пбл — подача по таблице, мм/мни;
Kt — коэффициент, зависящий от обрабатываемого материала и скорости
круга (см. коэффициент Ki в карте ШК-3, лист 1):
Кз — коэффициент, зависящий от величины припуска и точности обработки.
Вертикальная подача $в табл
Частота вращения стола Лет. об мин Значение S, -ил. мм'мин. прн приведенной ширине шлифования Вар в мм
20 | 50 100 150 200 300
Ю 1 0.15 0.12 0.10 0.09 0Л75
15 023 1 0,22 0.17 0.15 СЛ2 0.11
РЕЖИМЫ ШЛИФОВАНИЯ. ПАРАМЕТРЫ ВЫХАЖИВАНИЯ Плоскошлифовальные одиошпиядельные вертикальные станки с круглым столом Шлифование торием круга КАРТ 1 ШПвэ-З Лист 2
Продолжение
Частота вращения стола Лет. об мин Значение $> мм мин. прн приведенной ширине шлифования 5гр в мм
20 и 100 150 200 300
20 25 30 35 Примечание. 0.45 0.56 0.68 0.79 Рекомендаии 0.51 0.39 0.46 0.54 и по выбору 0.24 0.30 0.35 0.47 СОЖ см. в п 0.20 0.25 0.30 ркложении 3 0.17 0.22 0.15 0.19
Коэффициент К2
< i Значение Ki при припуске р в мм
Точность обработки б. мкм 0.25 0.5 1.0
До 25 0.5 0.7 0.9 1.0 0.7 0.9 1.1 U 0.9
50 •00 и 200 и выше аг. 1.1 1.3 1.4
ПАРАМЕТРЫ ВЫХАЖИВАНИЯ i- Времв выхаживания Твмж
Точность обработки б мкм Значение Т>ы*. мня. при шероховатости шлифованной поверхности Ra в мкм
1.25 0.63
и приведенной ширине шлифования 3ttF в мм
20 50 100 150 200 300 20 50 150 200 300
25 50 100 200 н более 0.3 02 0.15 0.1 0.4 0.25 0,20 0.15 0.45 0J 0,20 0J5 0.5 0.35 0.25 0.2 0.55 0.4 0.25 02 0.6 0.45 аз 022 0.6 0,4 0.3 0.2 0,75 | 0.75 0.55 Г 0.55 0.4 0.45 0.2 j 0.3 1Л 0.7 0.5 035 1.1 0,7 0,55 0,4 12 0.85 0.6 0.45
Припуск на выхаживание р»Ых
Вертикальная подача 5», мм мин Значение phblx, мм, прн времени выхаживания в мин
0.1 0J5 0.25 0.4 0.8 12
0.1 0.0! О.02 0,02 -'.03 0.05 о.об
0.2 0.02 0.03 0.03 '..05 0.07 0.09
0.5 0.03 О.М 0.05 0.07 0.09 ол
1.0 0.04 0.05 0.07 0.09 0.11 0.13 •
№ этапа Последовательнос-ь . .-ределения режимов оеза^;.я Источник или расчетная формула Исходные »
I Расчет среднего диаметра распо- ложения деталей ма г:'.ле станка rfep- Наружный d* и 1 диаметры р*а
dcp, мм Паспорт станка деталей на стояеч
2 Расчет приведенной ширины шли- фования Вар. мм Впр — ~ л-асг Суммарная плов фуемых поверхм Средний диамМЯ жения деталей 1 станка dtp ‘4
3 ' Определение частоты времени* Паспорт стенка. Диаметр круга 4
круга пКр, об;мин. по паспорту станка и расчет скорости крута Унр. м/с Карта Ш-3. ,, = ДЧе-. ”,,. ! "1” 1000-69 Номер позиции* стайке i .
4 Выбор характеристики крута Карта ШПвд-2 Обрабатываемы! Позиция (черно! вая) на станке
5 Определение частоты вращения Карта ШПвД'З- Припуск иа ств
стола nut, об/мин, с уточнением ее по паспорту стяикз Паспорт станка Приведенная Я фования 5а». Обрабатываема! Скорость круг* Шероховатость: поверхности Rl Точность обр*(
6 Определение глубины шлифования /, мч Карта ШПвд-3 Припуск иа еп Позиция (черт вая)
7 Расчет псновногл апс**-.? Тп. мин т.= —— 1ст-4? Частота врав Пе,. Количество ( обрабатываем^
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
Плоскошлифовальиые
двухшпиндельные
вертикальные станки
с круглым столом
Шлифование торцем круга
КАРТА ШПвд-2 Лист 1
Обрабатывав* мый материал Материал зерна Зернистость круга при обработке Твердость круга при обработке Струк- тура Связка
черновой чистовой черновой чистовой
(лаль:
к«закаленная 91А. 24А, НА 40 25 CM2-CI СМ 1—СМ2 7—8 Б
закаленная То же 40 25 С.М1-СА12 CM 1-СМ2 7—8 >
Чугун
серый 54С. 63С 40—50 25 СМ2—С1 М3—СМ2 7—8 >
высокопроч* ный То же 40—50 25 М2—СМ! М3—СМ! 7—8 >
Примечание. Дополнительная информация по характеристике шлифовальных
кругов представлена в приложении 2, по правке кругов — в приложении 4.
РЕЖИМЫ ШЛИФОВАНИЯ Плоскошлифовальиые двухшпнидельные вертикальные станки с круглым столом Шлифование торцем крута КАРТА ШПвд З Лист 1
ЧАСТОТА ВРАЩЕНИЯ СТОЛА
Частота вращения стола лст определяется по формуле
Hej=FI( т.Т1бл' • К},
где Нст.те&а — частота вращения стола по таблице, об/мкн;
Ki — коэффициент, зависящим от обрабатываемого материала и скорости
круга (см. коэффициент К\ в карте ШК-3, лист 1);
Kt — коэффициент, зависящий от шероховатости шлифованной поверхности
и точности обработки.
Частота вращения стола HeTW6j
Припуск иа сторону р, мм Значение лег.п<.1. об/мин. при приведение* Ширине шлифования Вя0 в мм
Ю 15 ЭО 30 40 60 80 120
0.2 1,40 1.35 1.30 1.15 1.15 1.00 0.90 0.75
0.4 изо L.25 1320 1.15 1.05 0.92 0.83 0.70
0.6 1.Я 1.15 ио 1,05 0.98 0.85 0.75 0.67
1.0 1.10 1Д5 1.00 0.98 0,80 0,75 3.70 0.60
1.5 0.95 0.85 0,82 0.80 0.75 0.65 0.60 0.50
2.0 0,80 0.77 0.75 0.70 0.65 0,55 0.52 0.42
25 0.65 0,62 0.60 058 0.50 0.45 0.42 0.35
312 0.60 0.57 0.55 0.53 0.50 ом 0.36 0.30
Примечание. Рекомендации по выбор} СОЖ см. в приложении 3.
224
РЕЖИМЫ ШЛИФОВАНИЯ
H.llAKUU...
двухшпиндельные
вертикальные станки
с круглым столом
Шлифование торцем круга
КАРТА ШПвд-3 Лист 2
Коэффициент Кз
Точность обработки б, мкм Значение Кз прн шероховатости Ra в мкм
о.« 1.25 2.5
До 50 Св, 50 0.75 1.0 1Д 1.1 1.1 1.20
ГЛУБИНА ШЛИФОВАНИЯ t
Позиция Значение мм, при припуске на сторону р в мм
0,2 0.4 0.6 1.0 1.5 2.0 2,5 3J
Предварительная Окон нательная 0.13 0.07 0.27 0.13 0.4 0.2 0.7 0.3 U0 0.5 1.4 0.6 1.8 0.7 2.4 0,8
Примечание. При шлифовании на станке с использованием одного шпинделя
выбирать значение /. как для предварительной позиции, а частоту вращения стола
уменьшать в 1.2—1,4 раза.
у. ТОРЦЕШЛИФОВАЛЬНЫЕ ДВУХСТОРОННИЕ СТАНКИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Торцешлифовальные двухсторонние станки вертикального типа
Двухстороннее шлифование торнами кругов с продольной подачей
КАРТА ШПгпр-1 Лист
I
225
двухсторонние станки
вертикального типа
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Двухстороннее шлифование
торцами кругов \
с продольной подаче*
'КАРТА ШПгпр-1 Лист 2
№ этапа Последовательность определения режимов резания Источник или расчетная формула | Исходные данные
1 Расчет площади шлифуемой по- r n(D.=-D^ Наружный и внутрен-
верхности детали типа кольиа с одной стороны Г, мм-. Для дета- лей другой конфигурации пло- щадь шлифуемой поверхности оп- ределяется по ее геометрическим размерам 4 Чертеж детали инн DB диаметры детали
2 3 Расчет приведенной ширины шли- фования ВП;., мм. Для деталей другой конфигурации величина ВВр определяется исходя из ее геометрических размеров • Определение частоты вращения круга л*?, об/мин. по паспорту станка н расчет скорости круга Сир, м/с в„р = —. D. . Чертеж детали Карта Ш-1. Паспорт станка. Площадь шлифуемой по- верхности детали Г. Наружный диаметр детали р. Диаметр круга
L,,>— 1000-60
4 * Выбор характеристики шлифо- вального круга Карта ШПгпр 2- Обрабатываемый материал. Шероховатость поверхно- сти Ra
5 Определение количества проходов i и распределение припуска 2р( по проходам Карта ШПгор-3 Шероховатость поверхности Ra. Припхск иа обработку на обе стороны 2д
6 Определение минутной подачи Sm. мм/мнм, с уточнением ее по паспорту станка Карта ШПгпр-3. Паспорт станка Величина припуска на пер- вый проход 2Д|. Приведенная ширина шли- фования Вир. Обрабатываемый материал. Скорость круга Оцр. Шероховатость поверхности Ra
7 225 Расчет основного времени Г©, мин, при расположении детален в один ряд 7 ° Зм Наружный диаметр детали Ря. Минутная подача SM
С
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
ДВ) Хч.1 Мринлнс
вертикального типа I
Двухстороннее шлифом
торцами кругов j
с продольной поджим
КАРТА ШПгпр-2
Л|
Обрабаты-
ваемы»
материал
Материал
зерна при
шероховатости
поверхности
детали Ra
в мкм
Зернистость
при
шероховатости
поверхности
детали Ra
в мкм
Твердость прн
шероховатости
поверхности
детали Ra в мкм
Структура прн
шероховатости
поверхности•
детали Ra
в мкм
Св. 2.5
1.25-
2,5
0.8-
0.8
Св. 2.5
1,25—
0.8—
Св. 2.5
2,5
1.25
Сталь:
неэака-
ленная
закален-
ная
15А.
24А
То же
24Л
40
40
25-40
:mi-
С.Ч2
То же
:mi-
СМ2
С1
СМ2—
С1
2М1--
СМ2
8-9
8—9
Чугун:
серый
ВЫСОКО
прочный
54С. 63С, 14А
То же
40—63 25—50
40—63 25—50
М3—СМ2
М2—СМ)
9 i 8-9
9 8—9
I I
9
9
*
Примечание. Дополнительная информация по характеристике шлифовальных
кругов представлена в приложении 2, по правке кругов — в приложении 4.
«г ПРИПУСК НА ПРОХОД 2₽1, КОЛИЧЕСТВО ПРОХОДОВ i, ПРОДОЛЬНАЯ ПОДАЧА 5, Т орцешлмфовжлым двухсторонние стам вертикального тим
Двухстороннее шлифМ торцами кругам с продольной подаД
КАРТА ШПгпр-3
КОЛИЧЕСТВО ПРОХОДОВ И РАСПРЕДЕЛЕНИЕ ОБЩЕГО ПРИПУСКА 2р
ПО ПРОХОДАМ НА ОБЕ СТОРОНЫ
О'шнй припуск 2г мм Величина припуска иа проход 2рр мм, при шероховатости Ra в мкм Д
Св. 2.5 1.25—2.5 0.8—1,25 Ж
на 1-й проход на 2-й проход на 1-й проход на 2-й проход на 3-й проход на 1-й проход иа 2-й проход на 3-й 1м проход гм
0.1 0.10 0.08 0.02
0.2 0.20 — 0.10 0.10 __ 0.18 0.02 —
0.3 0.30 ___ 0.20 0.10 0.20 0.08 0.02 |Я
0.4 0.20 0.20 0.30 0.10 0,30 0.08 0.02 М
0.5 0.30 0.20 €.30 О.’О — 0.30 0.10 0.08 |Я
0.6 0.40 0.20 0.30 0.20 0.10 0.30 0.20 0.08
ПРИПУСК НА ПРОХОД 2р,.
КОЛИЧЕСТВО ПРОХОДОВ i,
ПРОДОЛЬНАЯ ПОДАЧА SM
Торцешлифовальиые
двухсторонние станки
вертикального типа
Двухстороннее шлифование
ториами кругов
с продольной подачей
\KAPTA ШПгпр-3 Лист 2
Примечание. Прн шлифовании деталей с припуском 2р>0.3 мм или с при-
веденной шириной обработки Впр>40 мм рекомендуется количество проходов увели-
чить на один — два.
ПРОДОЛЬНАЯ ПОДАЧА S,
Продольная подача Sw определяется по формуле
5м = 5мл»б.-.'
где Зм.тлбл — продольная подача по таблние. м'мнн:
К} — коэффициент, зависящий от обрабатываемого материала и скорости
круга (см. коэффициент К\ в карте ШК-3. лист I).
Величина припуска на первый проход 2pi, мм Величина 5М тябл. м мин. при приведенной ширине шлифования Вп₽ в мм
г 15 20 30 40 GO 80
До 0,10 15.0 130 100 8.0 6.3 4.0 2.4
0.Ю—0,20 10.5 9Д 6.5 5.0 35 20 10
000—0,30 7.0 6.0 4.3 ЗЯ 2.2 1,5
0,30—0,40 50 4,5 ЗЯ 2.4 1.7 — —
Примечание. Рекомендации по выбору СОЖ см. в приложении 3.
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Торцешлифовалыше
двухсторонние станки
горизонтального типа
Двухстороннее шлифование
торцами круюв
с круговой подаче*
КАРТА ШПгк-! Лист 1
228
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Торцешлифовальные
двухсторонние станки
горизонтального типа
Двухстороннее шлифование
торцами кругов
с круговой подачей
КАРТА ШПгк-1
Лист 2
М »т»па Последовательность определения режимов резания Источник ИЛИ расчетная формула Исходные данные
1 Расчет плошали шлифуемой по- зЮ.’-О.’) . Наружный D* и вн) трен-
верхности детали типа кольца с одной стороны F, мм2. Для дета- лей другой конфигурации площадь шлифуемой поверхности опреде- ляется по ее геометрическим раз- мерам 4 Чертеж детали £ нин Dt диаметры детали
2 3 Расчет приведенной ширины шли- фования Вир. мм Определение частоты вращения кр\га пкр, об/мин. по паспорту станка и расчет скорости круга V,.,.. V с В“’= D~. Чертеж детали Паспорт станка. Л -d^p * П*<р Площадь шлифуемой по- верхности F. Наружный диаметр Z)« Диаметр круга d,.P
1000-60
4 Выбор характеристики круга Карта ШПгк-2 Обрабатываемый материал. Шероховатость поверхности Ra
5 Определение 'целичества проходов i и распределение припуска 2р по проходам Карта. ШПгл-3 Шероховатость ловёфкности Ra. Припуск на обработку на обе стороны 2р
е Расчет среднего диаметра распо- Наружный dB н внутренний
ложеняя деталей на днске-пнтате- ле Jc,_ 2 da диаметры расположения деталей на диске-питателе
7 Определение круговой додачи 5Я, м/мин. по среднему диаметру рас- положения деталей на диске-пи- тателе Карта ШПгк-3 Припуск иа первый проход 2₽v Приведенная ширина шли- фования Вв9. Обрабатываемый материал. Скорость круга оВр. Шероховатость поверхности Ra
8 Определение частоты вращения диска- питателя об/мин. с уточнением ее по паспорту станка _ |000'5» . Пале». — Л- Паспорт станка Круговая подача по сред- нему диаметру расположе- ния детален на диске. Средний диаметр располо- жения деталей dep
9 Расчет основного времени То. мин , > Частота вращения диска-пи-
1 е — тателя Количество деталей, распо- ложенных в диске-питате- ле. ц
229
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
Торцешлифовальиые 1
двухсторонние станки
горизонтального типа:
Двухстороннее шлифование
торцами кругов %
с круговой подачей <'
КАРТА ШПгк-2 Лист 7
Обраба-
тывае-
мый
материал
Материал зерна
круга прн
шероховатости
Ra в мкм
:3ернистосгь круга
при шероховатости
Ra в мкм
Твердость круга
прн шероховатости
Ra в мкм
Структура
круга при
шероховатости
Ra в мкм
Сталь:
незака-
ленная
зака-
ленная
Чугун:
серый
высо-
копроч-
ный
15А
24А,
15А
То же
СМ1-
С2
То же
СМ1-
С2
САП—
С1
СМ2—
С1
САН—
С1
54С,
63С
То же
54С.
То же
40—50 25—40
40—50 25—40
М2—
СМ2
М2—
СМ1
М2—
СМ2
М2—
CMI
9 8—9
9 8-9
Примечание. Дополнительная информация по характеристике шлифовальных
кругов представлена в приложении 2. по правке кругов — в приложении 4.
ПРИПУСК НА ПРОХОД 2р{,
КОЛИЧЕСТВО ПРОХОДОВ i,
КРУГОВАЯ ПОДАЧА S.
Торцешлифовальиые
двухсторонние стами
горизонтального типа
Двухстороннее шлифование
торцами кругов
с круговой подачей
КАРТА ШПгк-3 Лист !
КОЛИЧЕСТВО ПРОХОДОВ И РАСПРЕДЕЛЕНИЕ ОБЩЕГО ПРИПУСКА 2р
ПО ПРОХОДАМ НА ОБЕ СТОРОНЫ
Общий припуск 2р, мм Величина припуска на проход 2plt мм, прн шероховатости Ra в мкм
1.25—2.5 0.80—1.25 1 0.40-0,80
на 1-й проход на 2-й проход на 3-й проход на 1-й проход на 2-й проход на 3-й проход на 1-й проход на 2-й проход иа 3-й проход на 4-й Проход
0.10 0.10 — — 0.10 — — 0j08 0,02 — —
0Л) 0.20 — — о.:о 0,10 — 0.18 0.02 — —
0.30 0.20 о/.с — 0.20 0.10 —- 0.20 0.08 0.02 —
0.40 0.20 0.20 — 0.30 0.10 — 0,25 0,13 0.02 —
0.50 0,30 0.20 — 0,30 0.10 0,10 0.30 0,18 0.02 —
0,60 0.30 0,20 3.20 0.30 020 О.’.О 0.30 022-3 0J38 л22
230
ПРИПУСК НА ПРОХОД
КОЛИЧЕСТВО ПРОХОДОВ I,
КРУГОВАЯ ПОДАЧА
двухсторонние стаж
горизонтального тнг
КАРТА ШПгк-3
Двухстороннее шлифом
торцами кругов
с круговой подаче#
л!
Примечание. При шлифовании деталей с припуском 2р>0,6 мм пли с при-
веденной шириной обработки Вп₽>30 мм количество проходов увеличить на один —
две-
КРУГОВАЯ ПОДАЧА
Круговая подача определяется по формуле
5k = -Sk т»бл'К1.
где 5к.тяб.т — круговая подача по таблице, м мин;
'Н
Ki — коэффициент, зависящий от обрабатываемого материала и скорост!
круга (см. коэффициент Xj в карте ШК-3, лист 1). ч
1
Круговая подача S,
Величина припуска на первый проход чм Значение S* тявл. ммин. при приведенной ширине шлифования Дп»
10 15 20 30 40 и
0,10 11.0 9,1 6.70 4.7 3.2
ОДО 5,5 4.6 3.4 2.3 1.3
0.30 3.8 3,1 2.3 1.6 1,0 л
0,40 2.9 ..2,4 1.7 1.2 —
Примечание. Рекомендации по выбору СОЖ см*в приложении 3.
VI. Л ЕНТОЧНО-ШЛ ИФОВАЛЬНЫЕ СТАНКИ
методика расчета режимов резания Леиточио-шляфо* стаям Шлифоващ абразивно* М| КАРТА ШЛ-1 1
Л енточно'шлифовальные
станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ
Шлифование
абразивной лентой
|*Л/>7.4 ШЛ-1 Лист >
X? этапа Последовательность определения режим эв резания Источник или расчетная формула Исходные данные
1 Выбор характере*??-.» абразивной Карта ШЛ-2 Обрабатываемый материал.
ленты Шероховатость поверхности Ra
2 Определение ;кор-?*и резания г. м/с, с уточнением ее по паспорт} станка Карта ШЛ-2 Паспорт станка Обрабатываемый материал Шероховатость поверхности Ra.
Диаметр контактного роли- ка di.j,.
Частота врашения контакт- ного ролика п. р
3 Определение ^продрльной подачи ленты Зм, м'мйи Карта ШЛ-2 Обрабатываемый материал. Шероховатость поверхности Ra
4 Определение давления ролика Р МПа Карта ШЛ-2 Обрабатываемый материал
Шероховатость поверхности Ra
5. Определение 7-ло'цади «витакта ленты с обрабатываемой поверх- ностью F, мм2 Карта ШЛ-2 Ширина ленты Ъ. Диаметр контактного роли- ка £?кр.
Глубина резания /. равная припуску на одни проход р( =» Pi)
6 Определение силы птижима роли- ка Рх, Н / Л = РА Карта ШЛ-3 Давление ролика Р. Площадь контакта ленты с обрабатываемой поверх- ностью F
7 Расчет количества проходов i Р Pi Карта ШЛ-3 Общий припуск на обработ- ку Р- Припуск. снимаемый зз один проход, Pl
8 Расчет осноаногз времени Т„. мин £„ , »-К; ° S« где Др х==Дд~~Д’: Карта ШЛ-2 Длина детали 1д. Величина перебега L,t = = 2—3 мм. Количество проходов «. Коэффициент, учитывающий твердость ролика, Kt Продольная подача
232
Ленточно-шлифовальные
станки
РЕЖИМЫ ШЛИФОВАНИЯ,
характеристика абразивной ленты
Шлифование
абразивной лентой
'КАРТА ШЛ-2 Лист 1
РЕЖИМЫ ШЛИФОВАНИЯ
Обрабатывае- мый материал Шероховатость поверхности Ra. мкм Скорость резания V. м/с П:одг:=- 42 = Припуск на един проход Pi. мм Давление ролика Р, МПа Смазоччо- охлаждающее средство
исходная дости- гаемая V V и.ч
Сталь чглерс- По корке 2.5—1.25 30—35 о— 12 0.1 —0.2 -3.2—0,4 Без охлажде-
дистаа и леги- рованная 1.25 0.63 0,63 0.32 25—35 30—35 ф _>! 1 1 10 15 ’.06-0.! 0.02—0,06 0.2—0.3 0,15—0.25 ния или техно- логическая смазка <Нат-
0.32 0.20 30—35 * — 1 5 1/05—0.02 0,10-0,2 ронал-1ЛЬ (ТУ 38.10.Э2В—
84)
Сталь вер.:. ’..25 0.63 20—.30 6- 13 С.05—0.1 0.з—О,3э То же
веюшгя 0.03 0. ,2 20-25 0.01—0,05 0,12—0,3*'
0.32 0.20 15-30 5— :0 Г 005—0.02 0,10—0.25 Бе? охлажде-
Алюминиевый По корке 2.5—!.2.5 35—40 б— 15 0.15—0.3 0,20—0,25 ння или СОЖ
сплав 1.25 0.63 30—35 5— 10 0,08—0.15 0,15—0.20 «5кринол-1М» (15%-яая
0.63 0.32 25—30 о— :о 0.02—0,08 0,10—0,15 эмульсия)
Примечания: I. Снижение шероховатости шлифов^рых поверхностей обес-
печивается з?! счет повышения скорости резания, снижения жесткости контактного ро-
лика. увеличения времени шлифования, применения смау.чно-охлаждаюшего средства.
2. Повышение производительностиадифования «снимаемого припуска) обеспе-
чивается за счет повышения жесткости контактного ролика, уменьшения размера ре-
бер на его ободе и увеличения усилия прижима.
3. При шлифовании сложнопрофильных поверхностей уменьшать жесткость кон-
тактного ролика
4. Дополнительные рекомендации по выбору СОЖ см. в приложении 3.
ХАРАКТЕРИСТИКА АБРАЗИВНОЙ ЛЕНТЫ
Обрабатывае- мый материал Шероховатость поверхности Ra, мкм Материал зерна Зерни- стость Основа ленты при давлении Р в МПа
исходная дости- гаемая о,1-о,:5 0.2—0,25 0.3—0.35
Сталь \r.iepo- По корке 2.5—1.25 14А. 24А. 40-:2 Саржа Саржа Саржа
дис’ая и лети- рм.гчная ’ 25 3.6 > 15.А ‘л-6 средняя типа СГ \ тяжеленная типа У2 специальная про-нля
0,63 5-.46' типа СП
Л ? 1 1 20 Ц-Т XVjx
С*гль иержа- ' °5 0.63 14А. 24 А. '•—6 То же То же Саржа
яе1-:п2я 0.63 0.32 : 5А - Ч-’S х тяжелен- ная типа У2
6. ,2 0.20 V.4.-V28
Ленточно-шлифовальные
станки
РЕЖИМЫ ШЛИФОВАНИЯ.
ХАРАКТЕРИСТИКА АБРАЗИВНОЙ ЛЕНТЫ
Шлифование
абразивной лентой
\K1PTA IUJ1-2 Лис? 2
П родолжение
Обрабатывае- мый материал Шероховатость поверхности Ra. мкм Материал зерна Зерни- стость Ось.за ленты при давлении Р в .ЧП а
исходная дости- гаемая 0,1—0.15 0.2—0.25 0.3—0,35
Алюминиевый сплав По корке :-25 9.СЗ 2.5—1.25 0.6 j 0.32 UA. 13 А 25-: с :о—.463 5-MW Саржа средняя типа С Г Саржа утяжеленная типа У-2 Саржа специальная прочная типа СП
Примечание. Связка шлифовальной водостойкой ленты по ГОСТ 13344—79 —
фенолформальдегидная скола марок СФЖ-3038 и СФЖ-3039. по ГОСТ 27181—86— син-
тетическая связка марки С.
Плошадъ кошакта ленты с обрабатываемой поверхностью F определяется по
формуле
ь 1
А'
где b — ширина абразивной ленты, мм;
dK — диаметр контактного ролика, мм;
Oj •— припуск, снимаемый за одни проход, мм;
К — коэффициент, учитывающий твердость контактного ролика:
Твердость контактного ролика по шкале Шора HSD 30 50 70 90
Коэффициент А' 0.6 0.7 0.3 0.9
234
РЕЖИМЫ РЕЗАНИЯ
ПРИ ОТДЕЛОЧНОЙ АБРАЗИВНОЙ
ОБРАБОТКЕ
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ. ПРИНЯТЫЕ В РАЗДЕЛЕ*
Параметры заготовки и детали
1 — n..t-шадь обрабатываемой поверхности. мм:
Режимы резания
I — аиплнтхла колебаний инструмента. мм;
L— длина выхода брусков из детали, мм;
л, — частота вращения валка, об'мнк:
п., — <астста вращения ведущего круга. об мин;
г.-. - — ..(стота движения инструмента, двх мин;
— частота колебании инструмента, дв.х.чии;
Р2 — давление брусков. МПа;
S, г — продольная подача, мм/мнн;
„— скорость поступательного, возвратно-поступательного движения, м.'мнн;
г3 — скорость вращения детали, м/мии;
t’>r — скорость вращения круга, м/с;
?. — скорость вращения хона; м/мнн;
а — наклона ведущего круга, град;
at — угол пересечения следов обработки, град; . .
Ь— ьеличина деформации лепесткового круга в радиальном направлении, мм
0—угол разворота валков, град;
— угол наклона лепестков лепесткового шлифовального круга, град.
Параметры инструмента и станка
й — ширина брусков, мм;
dB— диаметр валков, мм;
— диаметр ведущего круга, мм:
d.v— диаметр шлифовального круга, мм:
/« — длина бруска, мм:
Т - нмсота шлифовального круга, мм.
Время обработки
7,.— лсиссное время иг один проход, кии.
галопные •боэн;-чеипя общие для всех разделов справочника, приведи
10.
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Хонинговальные станки
Обработка отверстий
КАРТА 0X 2 Лист 2
Продолжение
Материал детали Шероховатость поверхности Ra (Rz), мкм Погрешность геометриче- ской формы отверстия, мкм Вид операции (перехо- да) хо- нингова- ния При- пуск на об- работ- ку 2р. мкм Характеристика алмазного бруска
до обработки посте об- работки до обра- ботки после обра- ботки Мате- риал зерна Зернистость Связ- ка Кон- цент- рация алма- зов, %
легиро- ванный 2.5—1.25 1.25-С.63 15—20 10—17 Предва- ритель- ная 20—50 АС 80,63—50.'40 М 100
1,25—0.63 0.63—0.32 10-17 10—15 Оконча- тельная 5—20 АС. АСМ 40.28—20/14 М. Р too
закален- ный (40) —(20) (20)- 2.5 • 30—40 Предва- ритель- ная 150- 300 АСВ. АС. АС 630.500— 3’5'250 м 100
(20)-2.5 2.5—1.25 30—40 15—20 То же too— 150 АС 250.200— 125/100 м 100
2.5—1^5 1,25—0.63 15—20 10—17 » 20-50 АС 100/80—50/40 м 100
Сталь: 1.25—0.63 0.32—0.16 10—17 10—15 Оконча- тельная 5-20 АС. АСМ 40/28—20/14 М. Р 100
незака- лениая 2.5-1,25 1.25-0.63 30—40 15-20 Предва- ритель- ная иЮ- 200 АС 200/160—100/80 м 50.100
1,25—0.63 0.63-032 15—40 10—15 То же 20-50 АС 80/63—50/40 м 50.100
0.63—0.32 0.32—0.16 10—15 8—12 Оконча- тельная 5—20 АС. АСМ 40/28—28/20 м 100
закален- ная 2.5—1,25 35-0.63 10-20 30—40 Предва- ритель- ная 50— 100 АС 200/160-100/80 м 50.100
1.25-0.63 0.63—0.16 5-10 10—20 Оконча- тельная 10—40 АС. АСМ 63/50—28.20 м 100
Режимы хонниговання *
Длина хонингуе- мого отвер- стия L9, мм Вид операнда 1 перехода) хонингования Расчет- ный (ус- ловный) припуск 2р9. мкм Режимы хоянигозанкя
Скорость вращения С’, и/мин Скорость возвратно- поступатель- ного дви- жения V. 8. м'кнн Давление брусков Рл, МПа Основное расчетное время Г, , мни
Станки с гидравлическим приводом возвратно-поступательного движения
До 50 Предварительная ' Окончательная , 100 10 20—40 5—8 0.6—! .5 0,3—0.6 0.5-1.0 0.1-0.2
50— -100 Пред па ритель я а я > Окончательная | 1 130 10 20-50 8—12 0,6—1.5 0.3-0.6 15—1.0 0,1-0.2
Рекомендации по выбору СОЖ см. в приложении 3.
238
Хонинговальные С!
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Обработка отм|
КАРТА ОХ-2
Длина хонингуе- мого отвер- стия Lp. мм Вид операции (перехода) хонингования Расчет- ный (ус- ловный) припуск 2рг. мкм Режимы хонингования
Скорость вращения г, м'мин Скорость возвратно- поступатель- ного дви- жения М'МИН Давление брусков Ра. ' МПа OCI *м
100-150 Предварительная Окончательная 100 10 30-60 12—16 0.6—1,5 0,3—0.6 0,1 0,1
С». 150 Предварительная Окончательная 100 10 30—80 15-27 1.С—1.8 0,3—0.6 0.1
Станки с механическим приводом возвратно-поступательного движения
I Предварительная
Окончательная
100 |
ю | 5°-90
| „ I См. приме- *
j 30-60 j чение 3 | 0j
Примечания: !. Меньшее значение То соответствует применению инструмен-
та с большей зернистостью в интервале, указанном в карте ОХ-2, лист I. н верхнему
предел! скорости обработки (карта ОХ-2, листы 2, 3).
2. На операциях предварительного „хонингования рекомендуется применять дози-
рованную подачу на разжим брусков.
3. Величина дозированной радиальной подачи за двойной1 ход выбирается в
пределах 0.3—3.0 мкм/дв.хбд (мйннмальнйя — для диаметров Лйингуемых отверстий О
до 20 мм и максимальная — для D свыше 100 мм).
4. Для деталей из пластичных материалов и для деталей, хонингуемых за одну
операцию, режимы обработки назначать* нв нижнем пределе указанных характеристик.
II. РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ ДЕТАЛЕЙ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Суперфнютяые с
Суперфннннироваед и с продольаой щ ниструмет
КАРТА ОС-1
№ этапа Последовательность определении режимов резания Источник или расчетная формула Исходные я
1 Расчет длины бруска /л. мм, для по- верхнистей с длиной обработки Lt, — до 60 мм — сз 60 мм Уточнение величины /с по ГОСТу и нормативв- ?.скументаиин >c=i£f-.4)-lC. где I—2 мм /ев0,3 Lp ГОСТ 2456—62 Длина обрабоп Амплитуда | инструмента А
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Суперфинишные станки
Суперфиниширование врезное Я и с продольном подачей Я инструмента зИ КАРТА ОС-/ Лист 2 Продолжение Я
Л- этапа Последовательность определения режимов резания Источник или расчетная формула I (сходные данные Ж
2 3 4 5 6 7 Расчет ширины бруска Л, км Выбор характеристики бруска и при- пуска под суперфиниширование 2р. мкм Расчет скорости вращения детали г*д. м'меи. и частоты крашения ns. Об 'MW. 4.1. Выбор ветчины ^’д. м мин 4.2. Расчет величины лд, об/мин 4-3. Уточнение величины н2, об/мин, по паспорту станка 4.4. Расчет уточненной величины .fs. м/мии 4-5. Расчет величины о* при цик- ловой обработке на стайке, имеющем две ступени режима резания: — па первой ступени сз: — на второй ступени :*2- Дальнейший расчет*—по пп. 4.2. 43. 4 4 Расчеу величины хода возвратно по- ступательного движения инструмента с продольной подачей мм (для поверхностей с длиной обработки ев. 60 мм) Выбор скорости возвратно-поступа» тельного движения инструмент:, с продольна? 1идачей v т • ри^-ет частоты движения я.- двл мин (для поверх' -т'й с л.ТлнсГ эСгг'от- К" св. 60 мм» Выбор частот:* колебаний -илр;. мен- та л.. кол/мии: при одно т; ленче*.Л c'p-S “ — прн ннкловой двххетупенчатой об- работке: на первой ступени л на второй ступени •• : д = 1-0.15-г0.25)О Карта ОС-2 Карта ОС-2 1000-t’a n.D Паспорт станка n*Dns V 1000 Карта ОС-2" “и “ (0.54-0,8) са ?д: = ( 1.54-2,0) оа ij.x “ (if—is) +G. где /«— 1—2 мм Карта ОС-2. 1000-О.з Карта ОС-2 Hjj вЛ> л-д« (0,5-г0,6)г.. Диаметр обрабатывав- Л мой поверхности D Л Обрабатываемый мате- риал. Исходная шерохова- тость Ra. Требуемая шерохова- с-сть Ra Диаметр обрабатывав- /1 мой поверхности D. I | » *. ч 5 .1 Длина обработки L9. Длина бруска L Диаметр обрабатывае- мой поверхвостп D Величина хода возврат- » яо-пост)'лате.тьного дви- жения инструмента tp.i Диаметр обрабатывае- мой поверхности О Частота колебэч?»й ин- струмента гк
240
Суперфияишиые станки
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ СуперфнНишмррваине врезное и с продольной Подачей инструмента
.«» - КАРТА ОС-1 Лист 3
Продолжение
**** М этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
- 8 Выбор амплитуды колебании инстру- мента А, мм Карт. ОС-2 Диаметр обрабатывае- мой поверхности D
9 Выбор давления бр’^'-з ?3 МПа: — прн одноступенчатой обработке Ад Карта ОС-2 Диаметр обрабатывае- мой поверхности D
— при цикловой двухступенчатой обработке:
иа первой ступени РЯ)
иа второй ступени Pti Карга ОС-2
10 Выбор состава СОЖ Приложение 3
11 Выбор основного времени Тй. мин: — при одноступенчатой обработке Г« — при цикловой двухступенчатой об- работке: Карта ОС-2 Диаметр обрабатывав- мой поверхности D
на первой ступени ГО1 Гм-(03ч-0.4)Г,
на второй ступени * К:- (0,6-г0,7) То
- Чг
детеле* автомобильного двигателя пэ
с\ перфинншированпя основных
Режимы
опыту заводов приведены в разделе 13.
Суперфкнишные станки
РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ Сунерфникшнроа.ние врезное н с прод<мы1О*Людаее( инструмент.
КАРТА ОС-1 Лист 1
Припуск на обработку и характеристика брусков
М- торкал л?тал:1 Шероховатость ~ри- повсрхности Ra. |п<ск мкм ’лаоб* Характеристика абразивных брусков Характеристика алмазных брусков
до обработки п-хле работ- ор.*»а- • ку 2р. ботхн мкм Материал зерна Зерни- стость Твер- дость Вид связ- ки Мате- риал зерна Зерни- стость Вид связ- ки
Сталь: закален- ная 2.5—1.25 1.25—0,63 1 С.53 10-20 24А.63С 0.32 ’-14 24А.63С .428- .440 М14- .420 .43—СМ2 .Ч2-СМ1 КЛ : АС КЛ ! АС М40/28 M20/I4 м. к м. к
Суперфинкшные станиц
РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ 1 Суперфиниширование врезно«^Н и с продольной подачей 1 инструмента
\КАРТА ОС-2 Ласт
И дод0.гэсзд^И
Материал Шероховатость поверхности Ра, мкм При- пуск на об- Характеристика абразивны брусков X Характеристика алмазных бсусков^'^И
детали до обработки посте обра- ботки работ- ку 2р. мкм Материал! зерна | Зерни- стость Твер- дость Вид связ- ки Мате- риал зерна Зерни- стость ВадЦ емз-И КВ 31
закален- 0.63—0.32 0,16 4—10 24А.63С .47—М14 .42—СМ1 кл АС Mi4':o .4. к Я
мая 0,32-0.16 0.08 4-6 24А.63С .47—.410 .42—СМ1 кл АС МЮ.7 •4. к Я
незака- 2,5—: .25 0,63 10—20 63С М28— СМ2-С2 КЛ АС 440/28 м а
ленная 1 25—0.63 0.32 8-14 63С М40 М!4- CMI—С1 КЛ АС .420’14 .4 1
420
0.63—0.32 0.16 4-10 63С М7-.414 СМ1-С1 кл АС .414.10 м ,
Серы* чугун 2,5-:.25 0.63 10-20 63С М28— С.42-С2 КЛ АС .440.28 м.- j
М40
1.25-0.63 0.32 8-14 63С MI4— CMI—CI КЛ АС .420 14 -4 >
420
0,63—0.32 0,16 4—1С 63С М7—М14 СМ1—С1 кл АС .414 !0 М
0.32-0.16 J 0.08 4-^-6 63С .47—.410 CMI—С1 кл АС М107 м
Примечание. Возможна использование брусков той те характеристики, но с
ярспнткой серой и другими твердыми смазками.
Режимы с>перфяни0нрования абразивными я алмазными брусками
Пар^етры обработки Режимы суперфиниширования при диаметре обработки £ в мм
До 30 30—80 С«. 80
Скорость вращении детали ы/мни 180—360 180-360 180-360
Скорость возврзтно-оогтунательного двмжеяш инструмента я.., м/мин, при суперфинишировании с про дольней па- дкие* 1 Л-2.0 1.0—2.0 1.0—2.0
Частота колебаний инструмента п«. КОЛ/МИИ 900-1400 600-1000 350-700
Амплитуда колебания инструмента .4, ММ 2-3 3—4 4-6
Давление брусков Pi, МПа 0.4-0.8 0.4- 0.8 0,4—05
Основное время Тс, у. ин 0.17—0.25 0.25—0,3 0.3—0.5
Состав СОЖ Индустриальное м давлением 3—4% ГОСТ 10475—75 асло И-5А по ГОСТ 20799—75 с до- олеиновой кислоты марки <5 по
Примечания: 1. Допускается применение индустриального масла И-‘2Л вза-
мен И-5А, а также добавление в состав СОЖ 12—14% керосина по ГОСТ 4753—68.
242
Суперфимишиые станки ”
РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ
КАРТА ОС-2
Суперфиниширование врезипу
и с продольной подачей
инструмента
лшг Л
И
Дополнительная информация по сказочно-охлаждающим жидкостям представлена э
Ф**£ЖррнИ необходимости снижения шероховатости Ra на операции суперфинкшнро-
—кя с ),25 до 0,16 мкм или с 0,63 до 0,0В мкм обработка заготовок осуществляется
Z*Z>e операции иа разных станках кли за два перехода (предварительный и оконча- тельный) на двухлозиимоиных станках с подбором характеристики инструмента, соот- ветствующей данному переходу. j 3. При назначении режима суперфиниширования должно выполняться условие । 4. Прн суперфинишировании детален типа валов, базируемых в центрах, а также неуравновешенных деталей большой массы скорость вращения детали снижается до ваачення 0.2—1.5 м/с; основное время при атом увеличивается в 3—4 раза ьо сравне- с рекомендуемым в карте ОС-2, лист 2.
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Суперфвмияяые станка Суперфиниширование 1 бесцентровое с продольМК подачей ] ПАРТА ОС-3 .7t*rl
№ этапа Последовательность. определения режимов резачкя Источник кли расчетная формула Исходные дамы*
1 Выбор характеристики бруска Карта ОС-4 Обрабатываемый 1 риал. Исходна* шерохоМ Ra. Требуема* .шар* гость Ra /
1 Назначение режимов резания: 2.1. Определение количества прохо- дов < 2.2. Определение припуска иа один проход 2р. мм 2.3. Назначение продольной подачи $8р, мм/мин 2.4. Назначение скорости вращения детали г-, м/мнн 2.5. Расчет частоты вращения ве- дущего валка л», об/мии, и уточнение этого значения по паспорту станка 2.6. Уточнение величины ил, м/мии, Карта ОС-4 1000 о л, — -—— . я-d. Паспорт стайка Диаметр обраба ио* коаерхносш . Диаметр валка * карту ОС-4. лист 1
по принятому значению я. ‘3- 1000 >
2.7. Расчет \ма наклона ведущего валка 0, град а - S- Gesarcstn — с*
2.8. Выбор частоты колебаний ин- струмента л,;> дв. х/мин Карта ОС-4 1
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Суперфинишные станки ж Суперфиниширование «Л бесцентровое с продольной подачей Я КАРГА ОС-J Лист 2 ч
Продолжение J
Л? этапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные ’И
3 2.9. Выбор амплитуды колебаний инструмента .4, мм 2.10. Выбор давления брусков Р-. МПа 2.11. Выбор составе СОЖ Расчет основного времени на один про-.од 7\. унн Карта ОС-4 Карта ОС-4 Карта ОС-4 и.ьо 5Х - Длина обработки L. Коэффициент проскаль- зысания О/4: Пр сильная подача
РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ
Суперфинншные станки
I Суперфиниширование
। бесцентровое с продольной
подачей
jКАРГА ОС-4 Лист 1
Материал
детали
Сталь:
закален-
ная
«зака-
ленная
Характеристика инструмента
Шерохова- Но- —
ТОСТЬ Ии- мер Харак герметика а'лезнвн. Хзракт?рнсти;.а а iva3.!L:x
верхности Ra, мкм пози- ции бэускев брусков
1 □умей- 1 1
до i после обра- обра- ботки !ботки 1 таль- ной го- ловки Мате- риал зепна Зерни- стость Тае^- десть 3;-д связ- ки Mice риал зерна 1 Ко-.:- c7orrJ цеит- jрання i Вгд связки
0.16 10.06— 0.04 1 2 КС. 24.А .'12-- .'120 012—М? 1 кл АС j 20, U ! 100 м. к. Р9. р;!
3 63С. 24А .4’4- |СМ1-М2 К-1 АС 10.7 I -00 м. к.
1 4 63С, 24А МО 1 1 Р9. PH
5 .'’.--.'15 1 AV.-M. К.1 АС лэ I !0Э .'1. К.
1 6 1 р;:. .и
0,16 !0.08— ; о.о4 2 53С М40- М:с |с.Ч2-С2 кл лс 30 14 i 100 м
, i 3 63С н 0 ’см;-*.. кл АС Ю.Т ; Iv: м
1 63С М--.Ч5 •СМ2-МЗ кл АС “5 A'. м
Г: р к v е ч а н и е. Возможно испольэсе j’-tt 6с •• сков той же
nccts'.’Ko- серой и другими твердыми счгг-.av-1
характеру
РЕЖИМЫ СУПЕРФИНИШИРОВАНИЯ Суперфинншные станки
Суперфиниширование бесцентровое с продольной подачей
КАРТА ОС-4 Лист 2
Режимы суперфиниширования абразивными н алмазными брусками
£7 Параметры обоаэотки Режимы суперфиниширования при диаметре обработки D в м.ч
До 20 20—40 Св. 40
^ Количество проходов х Величина припуска Р: на ..дни про.од. 1 0,002—0,004 2 0.002—0.004 з 0,001—0,003
им Продольная подача $и, мм'мни Скорость вращения детали о*, м/мнн Угол разворота ведущего валка 0, град 1200—2000 35-60 1.5—2.0 800—1500 20—40 1.5-2,0 500—1000 15-30 1.5—2.0
Диаметр ведущего валка мм Частота колебаний инструмента Пн, 60—100 1500 -2000 100 1200-1800 100 1000—1500
дв.х/мин Амплитуда колебаний инсгрччента Д, j з 2-4 3-6
мм Давление брусков Рд. МПа Состав СОЖ 0.3—0,5 Индустриальное > бавленнем 3—4 % ГОСТ 10475—75 0,2—0,4 | 0,1—0,3 асло И-5А по ГОСТ 20779—75 с до- олеииовой кислоты марки <Б> по
Примечал! и я: 1. При суперфиниширования коротких деталей типа пальиер,
втулок, роликов^ отношением длины детали к диаметру менее 5 величина продольной
калачи 5Ы может быть снижена в 2—4 раза относительно рекомендованной.
2. В качестве СОЖ могут применяться другие масляные СОЖ. а также керосино-
масляные смеси (см. приложение 3). *
III. ПОЛИРОВАНИЕ ЛЕПЕСТКОВЫМИ КРУГАМИ
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Шлвфомлыю-нолировальныа етанкя Лепестковые круга КАРТА ОШ-1 Лиа 1
№ ?гапа Последовательность определения режимов резания Источник или расчетная формула Исходные данные
1 Выбор характеристики лепесткового круга Карт. ОШ-2 Обрабатываемый мате- риал. Требуемая шерохова- тость поверхности Ra
245
МЕТОДИК* РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ Шлмфовальио-пояировальиые станки Лепестковые круги КАРТА ОШ-I Лист 2
Продолжение
.V? этапа I Последовательность опоеделення I режимов резания Источник или расчетная формула Исходные данные
2 Выбор скорости вращения лепестко- вого кр\га Укр. м.с: 2.1. Выбор величины о,:т.. м с 2.2. Расчет частоты врашения кру- га льр, об.'мин Карта ОШ-3 10ОТЮ-.-.Р 1 d Обрабатываемый мате- риал. Диаметр круга dK₽
2 3. Уточнение величины о.р по л • d, t • n> -
3 принятому значению п|:р Выбор режимов обработки при круг- лом нархжном I’ внутреннем полиро- вании: 3.1. Определение скорости враше- ния детали са, м/мми: 3 1 ’. Определение скорости врашения детали по таблице :»• -»л.т М ми* 3.1.2. Расчет частоты вращения дета- ‘"p_ 1000-60 Карта ОШ-3 1000-1-3 Обрабатываемый мате- риал. Диаметр обрабатывае- мой поверхности D. Вид обработки
ли п. об/мин, и уточнение ее по паспорту станка' 3.1.3. Уточнение величины г3. м мин. по принятому значенью п п-D ' Паспорт станка Л'Р-П 1000
- <г 3.2. Назначение продольной пода- чн $Вр, м мин Карта ОШ-3 "<
4 Выбор режимов обработки при бес- центровом полировании: 4.L Определение величины ₽з. м/мнн: 4ЛЛ. Определение величины 01т*м. м мин 4.1.2. Расчет частоты вращения веду* Карта ОШ-3 1000-Гз Диаметр обрабатывае- мой поверхности D. Диаметр ведущего кру- га 4.кр
шего круга п».кр. об мин Л -«в.».р
4.2. Назначение продольной подачн $ог. м/мин, и расчет угла наклона ведущего круга, а, град Карта ОШ-3. Sep sm О“ С а
S Выбор режимов обработки прн плос- ком полировании на станках с пря- моугольным статом. Выбор скорости веремешения стола иет, м/мин. и поперечной подачн сто- ла Sp. мм ход Карта ОШ-3 Высота крхга Т
6 Л6 Вдбор ветчины деф:р*.:аиии лепест- кового круга б, мм. в радиальном на- правлении Карта ОШ-3 Обрабатываемый мате- риал. Диаметр круга d,-. Требуемая шерохова- тость поверхности Ra
МЕТОДИКА РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ —; i—:—. — Шлифовал ьмо-полнроц ' станки j Лепестковые кру| КАРГА ОШ-1 1
Продев Я
№ эталя Последовательность определения режимов резания Источник или расчетная формула Исходные ДМ
7 8 опы Расчет основного времени То, мин Расчет стойкости лепесткового кр\га Гд. дет. ’«г Режимы полировали лепестковыми ту заводов представлены в разделе 13. Карта ОШ-4 Карта ОШ-5 кругами основных летал Обрабатываемый' риал. Исходная и тр| шероховатости . ности Ra. , Диаметр duv и BI лепесткового icpyj Зернистость лмм го круга. Режимы поли| (Укр и б). Плошадь обраф мой поверхностя , Вид и xapaKiq обрабатываемого риала. Исходная шерохц поверхности Ra. л Требуемая тость поверхкосП! Диаметр Ж лепестковогегкру! Зернистость лЖИ го круга. * Режимы пол| (окр н б). Плошадь обрвЙ мой поверхностям ей автомобиля fl
ХАРАКТЕРИСТИКА ЛЕПЕСТКОВОГО КРУГА Шлмфоаааы1о-(1олярое| станки
Лепестковые кру!
КАРТА ОШ-2 J
Лепестки изготавливаются из шлифовальной тканевой водостойкой шк\М
(ГОСТ 13344—79).
Шлифовальный материал нормальный этектрохоруид марок !5А. 14А. 13А и Л
лый электрокорунд карзк 25А, 24А, 23А.
Зернистость лепесткового круга выбирается исходя из требований к шероховатое!
поверхности:
ХАРАКТЕРИСТИКА ЛЕПЕСТКОВОГО КРУГА
Шлифовально-полировальные
стаики
Лепестковые круги
КАРТА ОШ-2 Лист 2
Требуемая шероховатость поверхности Ra, мкм Зернистость шлифовальной шкурки при обработке
стали и чугуна латуни алюминиевых литейных сплавов
0.1 М40; 4
0.2 М40; 4 М40; 4 —
0.4 6; 8 4; 5 4
0,8 10; 12 8 6: 8
Примечания: 1. Бесцентровое полирование деталей из стали и чугуна, имею-
щих исходную шероховатость поверхности Ra>l,25 мкм. рекомендуется осуществлять
набором из двух лепестковых кругов — крупной (12—25) и мелкой зернистости.
2. По опыту ПО «Брянский автомобильный завод», для получения шероховатости
поверхности Ra 0.1 мкм при обработке деталей из стали и чугуна и Ra 0,4 мкм при
обработке деталей из алюминиевых литейных сплавов рабочую поверхность кругов
периодически шаржировать твердой смазкой, состоящей в вес. частях-, из парафина
(ГОСТ 16960— 71)—200; смазки ПВК (ГОСТ 19537—74)—300; тонкого микропорошка
24АМ5 (ГОСТ 3674-80) —200.
Угол наклона лепестков ф выбирается исходя нз требуемой шерохоьатостл поверх-
ности: ф
Требуемая шероховатость поверхности Ra, мкм Угол наклона лепестко® ф. град. прн обработке
стали и чугуна л и алюминиевых литейных сплавов
. > од 60 — “’«Г
0.2 0 60 —
0.4 0 0 60
0.8 0 0 0
Примечание. Прн внутреннем полировании во всех случаях принимается
Ф-0\
РЕЖИМЫ ПОЛИРОВАНИЯ
Шанфовальво-полировальные
станка
Лепестковые круги
КАРТА ОШ-3 Лист 4
I. СКОРОСТЬ ВРАЩЕНИЯ ЛЕПЕСТКОВОГО КРУГА скр
ПРИ НАРУЖНОМ КРУГЛОМ И БЕСЦЕНТРОВОМ,
ВНУТРЕННЕМ И ПЛОСКОМ ПОЛИРОВАНИИ
I Значение гкр, м’с. при обработке
Диаметр лепесткового
круга мм ] стали и mvfvhb
I
{ латуни и алюминиевых
I литейных сплавов
40, 60. 80 45—50 4 5 -50
100. 125, 150 I 40—45 I 40—45
248
Шлифовал ьнй-лол провальные
станки
РЕЖИМЫ ПОЛИРОВАНИЯ
Лепестковые круги
КАРТА ОШ‘3 Лист 2
Продолжение
Диаметр лепесткового круга мм >пчекге г. р, м/с, при обработке
стали и чугуна латуни и алюминиевых литейных сплавов
250, за? 30-35 25-30
350, 400, 450 35 25—30
500. 600 35 30—35
750 35-40 __
900 40—15 —
2. СКОРОСТЬ ВРАЩЕНИЯ ДЕТАЛИ :д (ПЕРЕМЕЩЕНИЯ СТОЛА ост).
ПРОДОЛЬНАЯ ПОДАЧА $Пр (ПОПЕРЕЧНАЯ ПОДАЧА СТОЛА Sp) И
РАДИАЛЬНАЯ ДЕФОРМАЦИЯ КРУГА б
2.1. Наружное круглое и бесцентровое полирование
Скорость вращение детали г3
Продольная подача Snp
Диаметр детали D, мм Значение м/мин, пр к полировании Дкеметр нега» Л. нм Знаменке Sep- м/мнн, ври полирований
наружном круглом бесцентровом
наружном круглом
, JQ 5-2 г и -1 0.Т ол
10—16 25—100 1Ю—25 ± 22-30 » 15—22 100
Радиальная деформация круга 6
Обраба гываемый материал Требуемая шерохова* гость по- верхности Ra, -мкм Значение в, мм, прн обработке кругом анаметром d,„ в мм
300, 350 500 000 750 900
Сталь и чугун <И1 10-1Д 1Д-13 1,1—1.3 1.4—1,7 1.5—20
од Ц0-1Д 1Д-1.4 1Д—15 1.5-2,0 20-25
а* 1Д—1,5 1,4—1.6 1,5—1.8 1.8—2.2 2,0-25
0.8 1.3-1,6 1.4—1.7 1.6—1.8 20—2,3 20-25
Латунь 02 0.5—0,7 0.8—1.0 1.0—1.2
0,4 0.6—0,8 1.0-1.1 1.1—КЗ —
0,8 0.8—1.0 1.1-13 1.2—1А
Алюминиевые литей- аме сплавы 0.4 0.8 0.5—0.7 0.6—0,8 0,8—10 — —
и,6—-0.8 0.8—1.0 I.0-1.1 —- —
249
РЕЖИМЫ ПОЛИРОВАНИЯ
Шлмфовально-пол провальные
станки
' Лепестковые круги
КАРТА ОиГз ЛистУ
2.2. Внутреннее полирование
Скорость вращения детали
Диаметр отверстия D, мм 50-100 100—150 150—203
Значение сД1 м/мии 35—75 50-80 60—110
Продольная подача S-p
Длина отверстия Lo, мм 10—20 20-50 50
Значение Sop, м 'мин 1-3 2-с 4—8
Радиальная деформация круга б
Обрабатывае- мый материал Требуемая шерохова- тость Аверхности Ra. мкм | Значение 6. мм, при обработке кругом диаметром а. ? в мм
40 50 63 80 100 125 : .150
Сталь и чугун 0.1 0.1-0,15 0,2—0.25 0.3—035 0.35—0,4 0.4—0.5 0.5-0.6 0.6—0,7
022 0,15-ОЛ 0.25-0.35 0.4—0,5 0.4—0,5 0.5—0.6 0.6—0." 0.7—0,8
°'4 0.15—02 0.25-0.35 0.4—0.5 0.45—0,55 0,5-0,6 0.6—0.7 0,7;~0,8
0.8* 0,15—ОД 0.25—0,35 0,4-—0;5 0.45—0,55 0.5—0,6 о:б-о." O.i^O.8
Латунь 0.2 0.1-0,15 0.2—0.25 0.25—0.3 0,3—0,35 0.35-0,4 0.4—0.5 0,5-0,55
0.4 0.15—0.20 0.2—0,25 0.3—0.4 0,35-0.45 0.4—0.5 0.5—0.6 0.5—0,6
0.8 0,15—0.20 0.25— 0.3 0,35—0.4 0.4—0,5 О.5—0.6 0.5—0,6 0.55—0.65
Алюминиевые литейные сплавы О.8 0,1-0.15 0.15—0,2 0.2—0,25 0.25—0.3 0.25-0.3 0.3—0.4 0.3—0,35 0.4—0,5 0.3—0,4 0.4—0.5 0,4—0,5 О.э—0.6 0.45—0,65 0,5—0.6
2.3. Плоское иодирование
Скорость перемещения стола
Высота лепесткового кртга Г, .мм 20-40 50—80
Значение Ре?, м/мин :с—з 5-2
Поперечная подача Sp стола
Высота лепесткового крхга Т. мм 20 32 40 50-80
Значение •$;. мм на ход стола 5—8 8-12 12-15 15-20
250
Шлифовально-полм
станки 1
Лепестковые
режимы ПОЛИРОВАНИЯ
КАРТА ОШ-3
Радиальная деформация круга 6
Обрабатываемый материал Требуемая шеооховатость поверхности Ra. мкм Значение б, мм, при обработке кругом диаИ(И в мм
250. 300 350. 400. 450 500,1
Сталь и чугун 0.1 0.8—1.0 1,0-1,2 1.1—Я
0.2 i.o—:,з U 1—1,4
0.4 1.3—1,5 1.2-1,5 1,6-Я
0.8 1.4-1.6 1.5—1.7 1.5ч|
Латунь 0.2 С.5—0.7 0.6-Ю.8 0.8-Л
0.4 0.6—0.8 0,7—О.9 1.0—
0.8 0.8-1.0 0.9—1.1 I.2-J
Алюминиевые лнтей- 0,4 0.5—0,7 0,6—0.8 ОЛ-НН
иые сплавы 0.8 0.6—0.8 0.8—1,1 1.1—Л
ОСНОВНОЕ ВРЕМЯ Т<
Шлифовал ьно-поли]
станки
Лепестковые к|
КАРТА ОШ-4
Основное время Го, мин, определяется по формуле
То-10-'— К: К3Къ
где F— площадь обрабатываемой поверхности, мм*;
Г — высота лепесткового круга, мм;
Ki — коэффициент, зависящий от величин исходной н требуемой шероховат*
•поверхности;
К» — коэффициент, зависящий от диаметра лепесткового круга;
К^— коэффициент, зависящий от деформации лепесткового круга.
Значение F определяется следующими зависимостями:
— прн наружном круглом, бесцентровом и внутреннем полировании
F-s.D.£,
(I
где D н L—соответственно диаметр и длина обрабатываемой поверхности дета*
ли, мм; ,
— при плоском полировании
F-L-B,
(2)
где L н В — соответственно длина н ширина обрабатываемой поверхности детали» 1
мм. j
ОСНОВНОЕ ВРЕМЯ То
Шлифовально-полировальные
станки
Лепестковые круги
КАРГА ОШ-4 Л-77 Г
Коэффициент К\
Вид полирования Шероховатость поверхности Ra, мкм Значение К) прн обработке
исходная требуемая стали и чугуна латуни алюминиевых литейных сплавов
Наружное* круглое и 0.8 0.65—1,15 1.50—2,40 1,55—220
бесцентровое 1.25—2,5 0,4 1.15—1.55 1,85—2.60 2,10-3
0.2 1,60—2.20 1.95—2.75 —
0,1 1,60—2,20 — —
0.4 0,60—1,15 0,80—.1.85 1.43—2. ’.0
0.63—1,25 0.2 0,95—1.60 0.90—1,95 —
• ол 0.95—1.60 — —
Внутреннее 0,8 0.80-2 0,80-1,85 1,05-2.15 ’
1.25—2.5 0.4 1.05—2.30 1,60-3,10 1,75—3.40
0.2 1.75—3.75 1,65—3.10 —
0.1 1.75-3,8 — —
'аг 0.4 0,45-1,05 0,50—1,60 9.95—:,75
0.63—1,25 ОД 0.90—1.75 1.00—1.65
0,1 0,9—1.75 *- —
Плоское 03 0,50—1.00 1.25—2,15 1ДО-190 .
0.4 0,95—1.40 1,60-42.30 L 80—255
ОД 1,55—2.00 1.75-2,55 —
0.1 1.70-2,10 — —
0.4 0,45-0.95 0.65—1,60 1.15-180
0,63—1.25 ОД 0.80—155 0,80—1,75 —
0.1 0.90-1,65 — —
Коэффициент Кг
Вид полирования Диаметр круга zfhJ. мм Значение Кг при обработке
стали и чхгчна латуни алюминиевых литейных сплавов
Наружное круглое и бес- 300; 350 0.5 0,12 0*?9
центровое 500; 600 0.36 0,07 Алу
750 ; 900 0.31 — —
252
Шлифовальнополировальные
станки
ОСНОВНОЕ ВРЕМЯ Та
Лепестковые круги
КАРТА ОШ-4 Лист!
Продолжение
Вид полирования Диаметр круга dt.p, мм Значение К2 при обработке
стали и чугуна латуни алюминиевых литейных сплавов
Внутреннее 40; 50 1.80 0.62 0.42
60; 80 1.28 0.50 0,35
100; 125; 150 1 0.28 0.22
Плоское 250; 300 0.48 0.10 0.08
350; 400; 450 0.40 0.08 0.07
500; 600 0.30 0.06 0.06
Коэффициент А'з
Вид полирования Обрабатываемый материал Значение Кз при деформации круга б в мм
0.1 од 0.3 0.4 0.5— 0,6 0.7— 0.8 1-1.2 1.4— 1.6 1.8-2
Наружное круглое Сталь и чугун __ 134 1.17 0.82 0.69
к бесцентровое Латунь — — — — 2.22 1.68 0.85 — —
Алюминиевые ли- тейные сплавы — — — 1.70 1.17 0.57 — —
Внутреннее Сталь н чугун 4.35. 2,эо 1.65 1.25 0,93 0.70 .
Латунь 3.10 "1.80 1.25 1 0,78 0.60 — — —
Алюминиевые ли- тейные сплавы 1.90 1.25 1 035 0,70 — — — —
Плоское Сталь н чугун Латунь — — 1.90 137 1.40 2 0.83 0.72 030 0.64
Алюминиевые ли- тейные сплавы — — — 135 0.94 0.51 —* —
Шлифовально-полировальные ставки
СТОЙКОСТЬ КРУГА гх Лепестковые круга КАРТА ОШ-5 Лист 1
Стойкость лепесткового круга Г* в деталях определяется по формуле
Г1^1<р-—К -К- Кт..
где Г — высота лепесткового круга, мм;
Г— площадь обрабатываемой поверхности, мм:. Рассчитывается по формулам (I)
и (2), приведенным в карте ОШ-4, лист 1;
253
СТОЙКОСТЬ КРУГА т. Шлифовально-полировальные станки Лепестковые круги КАРТА ОШ-5 Лист 2
A'i—коэффициент, зависящий от величин исходной и требуемой шероховатости
поверхности;
Кз— коэффициент, зависящий от диаметра лепесткового круга;
Кз— коэффициент, зависящий ст деформаций лепесткового круга.
Коэффициент К\
Вид Шероховатост Ra. поверт-:остн мкм Значение К\ при обработке
полирования исходная требуемая стали и чугуна латуни алюминиевых литейных сплавов
Наружное круглое и бесцентровое 4 1.25 —2.5 0 5 ? 4 :.1 0,45-1,1 0.45-1.1 0,45-1.1 0.45—1.1 5.2—4 1,8—3 1.8—3 2 2.3—4,7 2.1-3.5
0,63—1.25 5.4 \2 2.1 1.1—1.95 1.1—1.95 1.1 — 1.95 3.3—7 3.3—7 2 3.5-6.5
Внутреннее 1.25-2.5 2.8 ?,4 •> IT- О.2 0.1 0,6—1,30 0,65—1.10 0.65—1,10 0.65—1.10 1.9—4.3 1.95—3,3 1.95—3.3- 3—6.4 3—5,5
0.63—1.25 0.4 0.2 0.1 1.05—2.35 1,15—2.60 1.15-2.60 3.2—7.1 3,35—5,8 5.5—9,05
Плоское 1,25—2.5 0,8 0.4 0.2 0.1 0.65—1^0 0.65—1,40 0.65—1.40 0 65—1.40 2,6—4,7 1,8—с.3 1.8—3,3 2.4-5Д 2.2—4.0 -1
0.63—1.25 0.4 0.2 ' 0.1 Коэффицк 1.35-2.30 1,35-2.30 1.35—2.30 'ент Ка 3.6-S.1 3.6—8,1 4.0—6,5
Диаметр лепесткового круга d,f. .мм Значение К: Диаметр лепесткового круга d-.p. w. Значение Кз
40 50 254 0.С2 0.025 60 80 С.04 0,065
Шлифовальмо-пол!
станки
стойкость КРУГА гж
Лепестковые
КАРТА ОШ-5
Диаметр лепесткового круга d|.P, мм Значение Kt Диаметр лепесткового круга dnp. мм Знач
100 0.1 500 1
125 0.18 600 2.
150 025 750 3.
300 0.65 900 5.
350 0.8
Коэффициент Кг
Вид полирования Обрабатывае- мый материал Значение К3 прн деформации круга б в мм
0.1 0.2 0.3—0.4 0.5—О.6 0.7-0.8 1-1.2, U
Наружное круг- Сталь к чу пн 0.92 1 1
лое и бесцент- ровое Латунь Алюминиевые литейные сплавы — — — 0.9 05 1 1.03 0 0.9
Внутреннее Сталь н чугун Латунь Алюминиевые литейные сплавы 0.85 0.76 0.8 033 0,87 0,93 0.97 . 0.97 1ЛЗ 1 1J07 1.11 1.04 Ъ— 1,25
Плоское Сталь и чугун — — __ LI 1.25 1
Латунь — —«ч — 0.9 1,02 1.15
Алюминиевые литейные сплавы — — 0,85 0.97 0.95
РЕЖИМЫ ЧИСТОВОЙ ОБРАБОТКИ
ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ
ДЕФОРМИРОВАНИЕМ МНОГОРОЛИКОВЫМИ
ПЛАНЕТАРНЫМИ ИНСТРУМЕНТАМИ
Поверхностное пластическое деформирование (ППД) обе:печивает повышение ка-
чества поверхностного слоя и эксплуатационных свойств деталей. Пр сменяется для
-пластического деформирования в холодном состоянии стали с твердостью до 45 HRCit
чугуна, цветных металлов и сплавов.
ППД может применяться вместо хонингования, суперфиниширования. полирова-
ния, тонкого точения, развертывания или дополнять существующие технологические
процессы, нс обеспечивающие требуемого качества обработки.
Качественные показатели процесса зависят от свойств обрабатываемого материа-
ла, конструкции детали, геометрических параметров инструмента, режима обработки,
исходной шероховатости поверхности, метода предшествующей обработки, применяв-
чоИ СОЖ •
Заданная точность размера и формы обрабатываемой поверхности должна быть
достигнута на предшествующей операции. При обработке нежестких или неравно-
жестких деталей возможны возникновение объемных деформаций и снижение дости-
гаемой точности, что должно бить учтено при определении требований к точности
предшествующей обработки.
Из инструментов наиболее распространены жесткие и упругие многороликовые
планетарные инструменты, которые применяются для обработки с февой подачей ци-
линдрических поверхностей 7—11-го квалитетов точности.
Основные технологические параметры режимов обработки? сила прижима, подача
и окружная скорость. При раскатывании и обкатывании жесткими инструментами сила
прижима регулируется величиной натя'а 0,01—ОД мм в зависимости от твердости и
других характеристик обрабатываемого материала, а также от жесткости детали, ис-
ходной и достигаемой шероховатости, заданной точности обработки. Величина натяга
для конкретных условий обработки устанавливается экспериментально. При обработке
упругими! инструментами сила прижима создается силовым элементом инструмента.
Принудительная осевая подача инструмента или детали осуществляется от при-
вода подачи станка, при самоподаче — от осевой силы, возникающей за счет наклона
осей вращения роликов к оси инструмента.
Применяемые смазочно-охлаждающие технологические средства: масляные СОЖ,
индустриальные масла.
Операции ППД многороликовыми инструментами осуществляются на токарных,
токарно-револьверных, расточных, сверлильных, агрегатных, специальных станках, ав-
томатах и автоматических линиях
Рекомендации по режимам раскатывания и обкатывания мноеороликсвы.чи ин-
струментами цилиндрических поверхностей с осевой подачей приведены в картах Д-1—
Д-4
Для повышения производительности обработки и улучшения качества сбрабаты-
немой поверхности применяют совмещение операций резания и поверхностного плас-
тического деформирования. Рекомендации по режимам совмещенной обработки при-
ведены в карте Д-5
256
/tJWunuU UDUJrHILtltlX, IlfnnXlDiC, О ЕАЛДС^ГС * ‘ .
Параметры заготовки и детали
s — толщина стенки детали, мм.
Режимы обработки
п — частота вращения шпинделя, об/мин;
пл — частота вращения детали, об/мин;
пк — частота вращения опорного конуса инструмента, об/мин;
пр — частота вращения ролика, об/мин;
пс—частота вуашеиня сепаратора, об/мии;
а — угол между образующей ролика н обрабатываемой поверхностью (угол вдавли-
вания), град.
Параметры инструмента
dp — диаметр ролика, мм:
Ок — угол спорного кон;.са инструмента, град;
ар — угол конуса ролика, град;
<р— угол наклона осей вращения роликов относительно оси инструмента, град.
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ОБРАБОТКИ Поверхностное пластическое деформирование КАРТА Д-1 Лист 1
№ этапа Последовательность определения режимов обработки Источник или расчетная формула Исходные данные
1 Расчет длины рабочего хода инструмента (детали) 19 х, мм <г Чертеж детали, схема наладки Длина обработки Lp. Дополнительная длина хода L&, вызванная особей костя- ми наладки, конфигурации детали и конструкции ин- струмента
2 Определение диаметра роликов dp, мм, и количества роликов в инструменте z * Чертеж инструмента. Прн отсутствии чертежа — карта Д-2. При раскатывании: Диаметр обрабатываемой поверхности D. Жесткость детали (для де- талей типа труб и втулок)
D—d, ®р
где — для сквозных отверстий коэффициент /С» 1.6; — для глухих отверстий ко- эффициент л“1^Й.
Прн обкатывании:
3 Определение окружной скоро- сти раскатывания или обкаты- вания (скорости перемещения пятна контакта ролика по об- рабатываемой поверхности) v, м/мин, и частоты вращения шпинделя станка к об мин: . .D+d, Диаметр обрабатываемой поверхности D. Диаметр ролика 4„. Кинематическая схема об- работки.
Условные обозначения, общие для всех разделов справочника, приведены на
257
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ОБРАБОТКИ
\ КАРТА Д-Т
Продолжение
№ этапа Послелова~е.-.ы1с>с~и определения режимов обработки Источник или расчетная формула Исходные д.тн ие
3.1. Определение рекомендуе- мой величины к*, м мин 3.2. Расчет ч>с-оты враще- ния ролика лр, об мин 3.3. Расчет величины л. об/мин, и уточне-че ее пас- порту станка Карта Д-З 1000- г* nv~ л-d. Карта Д-З, паспорт станка Расчетные кс-эффп-иенты ixji М- Жесткость детали. Возможность причинения СОЖ
4 Определение -ла между образующей рл-.т-ч и обраба- тываемой поверхностью «угла вдавливания» а. град, при об- работке: — жестких деталей из стали, ковкого чуг.нз цветных ме- таллов и сплавов Чертеж инструмента. При отсутствии чертежа ин- струмента: U = O°1G'—0°30' Материал детали и ее жест- кость. Угол конуса рт* кз Угол опорного .-с.-\:з ин- струмента а»
5 — жестких летней из серого чугуна и матэжесткнх де- талей Определение осеьой подачи на оборот шпинделя станка 5,. мм об: 5.1. Определение осевой по- дачи на ролик мм/рат, при обработке: .> — с принудительной додачей для инструментов с ц==0* «^=0'30' —1’ Карта Д-4. Проверка по хсловию: *<0.080 Z Обрабатываемый материал. Диаметр обрабатываемой поверхности D. : Шероховатость -поверхности Ra. Жесткость детали. Количество роликов z
— с принудительной подачей для инструментов с <рч*0* и с самоподачей При наличии чертежа инстру- мента: з — п-Д<г<г Z
При отсутствии чертежа инст- румента значение S, определя- ется по карте Д-4. Дополни- тельно выдерживается условие У
S,<0.025-2^-
5.2. Определен направле- ния угла наклс-j осей враще- ния роликов . сителыи t си инструмента <г, гоад Карта Д-4. Чертеж инструмента Кинематическая схема обра- ботки
258
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ОБРАБОТКИ Поверхностное пластичес» деформирование
КАРТА Д-1 Лист
Продолжен
Хе этапа Последов лтелььость определения режимов обработки Источник или расчетная формула Исходные данные
п ннстру 6 5.3. Определение расчетной величины подачи на оборот шпинделя станка So. мм/об. При обработке с принудитель- ной подачей So уточнять по паспорту станка римечание. Для расчета S ментов с ф^О* подачу увелнчи Расчет основного времени Го, мин При раскатывании: с ф = 0“ \ = (!) С фт^О’ So“:vD-tg<pKrKj. (2) .При обкатывании: с <р = 0в (3) с ф¥=0° 5о«яП-1еф.К2Кз. (4) Паспорт станка. Карта Д-З при обработке с принудительн гь на 10—25%. т =-L-’ ° S.-n Кинематическая схема о ботки. Подача на ролик St. Диаметр обрабатывав поверхности D. Угол ф. Количество роликов z. Коэффициенты Ki и Ktt ределяечые по карте Д* Коэффициент Кзв1,2 ой подачей для Длина рабочего хода L| Подача на оборот шля ля станка So. Частота вращения шпш ля станка п
Примечание. При миогоииетрумеитной обработке иа, агрегатных а специаль-
ных станках основное время определять по лимнтнрующем)*^|нструменту после пред-
варительного расчета для каждого иэ них.
ДИАМЕТР РОЛИКОВ ИНСТРУМЕНТА d. Поверхностное пластине© деформирование КАРТА Д-2 ЛиЯ
1. ДИАМЕТРЫ РОЛИКОВ dr ДЛЯ РАСКАТЫВАНИЯ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕН
Диаметр обрабаты- ваемой оверхностн В, мм Значение d9, мм, для обработки деталей Диаметр обрабаты- ваемой поверхности 0, мм Значение dt, мм, для обрабОТ деталей
жестких и среднежест- ких мало- жестких нежестких (тонко- стенных) жестких и среднежест- квх мало- жестких нежес1 (то« стеюц
6 7 2 2 2 20—29 6 5 4
8-9 2,5 2,5 2 30—39 8 6 5
10—11 3 2.5 2 40—59 10 8 6
12—13 3,5 3 2.5 60—99 12 10 8
14—15 4 3.5 3 100—149 14 12 10
16-19 5 4 3.5 160 -250 16 14 12
ДИАМЕТР РОЛИКОВ ИНСТРУМЕНТА dv Поверхностное пластическое деформирование
КАРТА Д-2 Лист 2
Жесткость деталей типа труб и втулок оценивается по коэффициенту жесткости где s — толщина стенки детали, D — диаметр обрабатываемой поверхности. Определение степени жесткости деталей
Значение D, мм Значение К Степень жесткости детали • Значение D, мм Значение К Степень жесткости детали *
До 25 До 0,5 0.5—1.0 Св. 1,0 н м ж 150-175 До 0,8 0.8—1.3 Св. 1.3 н м ж
25—50 До 0,55 0,55—1.05 Св. 1,05 н м ж
175—200 До 0,85 0.85—1.35 Св. 1,35 Н •' м ж
50-75 f Пп ftfi н м ж
0,6—1. Св. 1, 1 200—225 До 0.9 0.9-1,4 Св 1.4 н м ж
75—100 До 0.65 0.65-1,15 Св. 1.15 н м ж
г 225—250 До 0,95 0.95-1.45 Св. 1,45 н м ж
100—125 До 0.7 0.7—<1.2 Св. 1,2 н м ж
230 и более кесткне. Ж— d9 ДЛЯ ОБКА1 IX ПОВЕРХНОС1 До 1 1-1.5 Св 1.5 сткие детали. "ЫВАНИЯ ГЕ" н м ж <s f 2
125—150 • Н — неже До 0,75 0,75—1,25 Св. 1Д5 сткяе (тонкости! 2. ДИ AM ЦВ н м ж шые), М —М1ЛО1 ЕТРЫ РОЛИКОВ 1ЛИНДРИЧЕСКВ
Диаметр обрабатываемой поверхности D, мм Значение II Диаметр обрабатываемой мм | поверхности D, мм Значение d9, ; мм
2 3 4 9—11 Примечание. Мет маложесткнх деталей. 260 2 2-3,5 4—6 шие значения диаметр 12—14 15—39 40—74 75—99 100 н более а роликов применять для 5-8 ' i 6-10 8—12 | 10-14 ; 12-16 - обработки I
Поверхностное пластическое
деформирование
' ОКРУЖНАЯ СКОРОСТЬ; о; , , ,
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ СТДНКА п;
i • i.J-Y.i/
КАРТА Д-.З Лист I
ОКРУЖНАЯ СКОРОСТЬ РАСКАТЫВАНИЯ И ОБКАТЫВАНИЯ
Окружная скорость v (скорость перемещения пятна контакта ролика по обра-
батываемой поверхности) при применении в рекомендуемых пределах практически не
оказывает влияния на качество поверхности.
Значение скорости ограничивается возможностью перегрева детали и инструмента,
приводящего к снижению точности обработки и стойкости инструмента
Рекомендуемая скорость v
Диаметр ролика инструмента d₽, мм Зиачеиве о. м/мни, при раскатывании и обкатывании Диаметр ролика инструмента dp, мм Значение v, м/мин, при раскатывании и обкатывании
с принуди- тельной осевой подачей с имопоаачей с принуди- тельной осевой подачей с самоподачей
2 2-3 4-6 6 ’•т_ 2G 25—40
2.5 3—5 6-10 8 ;й—2" 35—60
3 4—6 8—12 10 20—35 50-70
3.5 5-8 10—15 12 25—40 60-80
4 б—10 12—20 14 30—50 —
5 8—14 15—25 16 40—60 —
Примечание. Меньшие значения скорости принимать при обработке’мало-
жестких и весбалансированных деталей, прн обработке бед охлаждения. v
ЧАСТОТ* ВРАЩЕНИЯ ШПИНДЕЛЯ
Раскаты ванне
261
Поверхностное пластическое
деформирование
ОКРУЖНАЯ СКОРОСТЬ V,
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ СТАНКА п
IКАРТА Д-З Диет 2
П родолжение
Кинематическая схема Частота вращения, об/мин Значение коэффици- ента Ki для определения подачи So
шпинделя станка п детали л. опорного конуса инструмента Лк сепаратора лс
/7, я.7 1 П!: • nrli„,A-i,c) н пР<Ш1— в *М1
=/7 if/yVzjT /?е«Л /7лг itp’in] н В лр "Ipri 1
П,^П^^Т77 яВ’1и1 в н I
/7с* \//
,7» ^X//^Z Л{ <»4 в н Пр-'к- *Kl M
262
ОКРУЖНАЯ СКОРОСТЬ V. ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ СТАНКА п С;-/"'-.? 2 npaqjx««iKqe гкласхя деформир»вай|0
КАРТА . Д-К' \ ' J
‘ ’ Пробил
Кинематическая схема Частота вращения, об/мин Зия ком ент»; оир*| П°Л
шпинделя стайка л детали лж опорного конуса инструмента л* сепаратора пе
п?=о г- ? В Л Р н
Примечание. Принятые обозначения: В —вращается свободно; Н — не вра-
щается. Вращение ведущего звена инструмента или детали указано утолщенной
стрелкой
Передаточные отношения i* ролик — деталь
Схема Значение
Поверхностное пластическое
деформирование
ОКРУЖНАЯ СКОРОСТЬ о.
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ СТАНКА л
КАРТА Д-Э Лист 4
Продолжение
Кинематическая схема Частота вращения, об/мин Значение коэффици- ента К} для определения подачи S©
шпинделя станка п детали пж опорного конуса инструмента п|; сепара- тора пс
Поверхностное пластическое
деформирование
ОКРУЖНАЯ СКОРОСТЬ v.
ЧАСТОТА ВРАЩЕНИЯ ШПИНДЕЛЯ СТАНКА п
КАРТА Д-З_______Лист 5
Продолжение
Кинематическая схема
Частота вращения, об/мин
опорного
шпинделя четати л конуса сепара-
станка п * ’ д инструмента тора пе
л*
Значение
коэффици-
ента Kj для
определения
подачи So
Примечание. Примятые обозначения: В — вращается свободно; Н —не вра-
щается. Вращение ведущего звена инструмента или детали указано утолщенной
стрелкой. /
Передаточные отношения i. ролик — деталь
Схема
Значение i*
d9
DA-^9
л
2
265
Поверхностное пластическое
деформирование
ОСЕВАЯ ПОДАЧА НА ОБОРОТ ШПИНДЕЛЯ 50
[КАРТА Д-4 Лист 1
Осевая подача на оборот шпинделя S. рассчитывается по п. 5 методики расчета
режимов обработки (карта Д-1)
ПОДАЧА НА РОЛИК $г
Угол а, град Значение Sx. мм,рол, для г. деформирован .-•чснья после поверхностного пластического <я шероховатости Ra в мкм
0.06—0.08 0.10—0.16 0.20 -Л32 0.40—0.63 0,80-1.25 1.6—2,5
0*10' 0,09—0,15 0.15—0.3 0.3—0.6 0.6—1.0 1.0—1,6 1.2-1.6
О-!»' 0,06—0.1 0 1—0.2 9.2- г. ? 0.3—0.6 0.6—1.2 0.8—1,4
0*30' 0,05-0.08 0.08—О.15 0.15- —0.25 0.25—0.45 0.45—0.S 0,6—1.0
0*40' 0,04—0,07 0.07—0.11 од: -2.20 0.20-0,35 0,35—0.62 0.5—О.8
0*50' 0,04—0,06 0.06—0.10 0.10 -0.15 0.15—0.30 0.3—0.5 0.4-0,6
I* 0.04-0.06 0.06—0.09 00?- - М э 0.15—0.25 0.25-0.45 0.3—О.5
Примечания: I. Меньшие значения подач 5Х принимать для получения мень-
шей шероховатости, а также при обработке маложестких « тонкостенных деталей.
2. Исходная шероховатость поверхности и. метод предварительном обрабстли влия-
ют на величину подачи. При больших значениях исходной шероховатости накачать
меньшие подачи.
НАПРАВЛЕНИЕ УГЛА НАКЛОНА ОСЕЙ ВРАЩЕНИЯ РОЛИКОВ
относительно оси Инструмента
Правый наклон роликов
Левый наклон рол..ков
Направление наклона осей роликов влияет иа качество обработки и зависит от
их вращения по кинематической схеме.
Правым наклоном осей роликов инструмента принято считать такой, когда роли-
ки относительно оси инструмента установлены в направлении воображаемых правых
винтовых липин, в этом случае угсл наклона положительный Противополож-
ное направление роликов является, левстороиним, и тогда хтол наклона отрицатель-
ный (—<Г).
Такое обозначение углов принято дл« все*, инструментов, если смотреть на ролик
с внешней стороны сепаратора. При гаскатыааиин направление наклона ролик*в сов-
падает с направлением их врашени-. пои обкатывании •—противоположно направ-
ленное.
I ?пример. прн правом вращении осликов по кинематической схеме управление
их наклона при раскатывании г,сл:> -тс’ьное (-?-<(». при обкатывай, и — отрицатель-
ное I—q).
266
Поверхностное плести*
деформирование
СОВМЕЩЕННАЯ ОБРАБОТКА РЕЗАНИЕМ
И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ
ДЕФОРМИРОВАНИЕМ
КАРТА Д-5
ОБРАБОТКА ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Совмещенная обработка поверхности производится за один рабочий ход комби*
нированным инструментом, состоящим из головки для чистового растачивания, оспа*
шенкой плавающим блоком с твердосплавными режущими пластинами, и жесткой
многороликовги раскатной головки.
Обрабатываемый материал — конструкционные стали с твердостью до 300 НВ.
Размеры обрабатываемых поверхностей: D = 50—250 мм; длина Д5^!00 мм.
Режимы обработки:
Глубина резания при окончательном растачивании 0.1—0.5 мм.
Припуск на диаметр под раскатывание 0.02—0.7 мм.
Подача So==0,3—3,5 мм/об. Величина подачи должна быть согласована с подаче*
для расточного резца.
Скорость обработки :=80—150 м/мин, определяется режущими свойствами резцов.
Масляная СОЖ подается В зону обработки с интенсивностью 150—л/мин под
давлением 1,5—2,5 МПа.
Достигаемые точность обработки*—8—9-й квалитет, шероховатость поверхности
Ra 0,08—0,16 мкм. л1
ОБРАБОТКА НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Размерное совмещенное обтачивание и обкатывание наружных цилиндрических
поверхностей рекомендуется прн обработке гладких и ступенчатых валов (штоков и
плунжеров пневмо- н гндроцилнндров, осей, пальцев) при высоких требованиях к точ-
ности и качеству обработки.
СОВМЕЩЕННАЯ ОБРАБОТКА РЕЗАНИЕМ И ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ Поверхностное пластическое деформирование КАРГА Д-5 Лист 2
Токарио-люнетная обработка с использованием комбинированных устройств совме-
щает процессы чистовой размерной обработки одно* я многорезцовыми плавающими
блоками с поверхностным пластическим деформированием многороликовой жесткой или
гидравлической головкой.
Обрабатываемый материалсталь с твердостью до 300 НВ. цветные металлы и
сплавы.
Размеры обрабатываемых поверхностей: диаметр D = 20—160 мм: длина Z.₽>50 мм
при Lp/D<£80.
Режимы обработки:
Глубина резания при получистовом обтачивании — 0,5—5 мм; при «истовом об-
тачивании — 0,1—2,5 мм.
Припуск на диаметр при обкатывании 0,01—ОХИ мм.
Скорость обработки определяется режущими свойствами резцов.
Подача So — до 3 мм/об.
СОЖ подается в рабочую зону под давлением, что исключает попадание струж-
ки под деформирующие ролики.
Достигаемые точность обработки—6—9-й квалнтет, шероховатость поверхности
Ra до 0.16 мкм.
Обработка производится на специальных и модернизированных токарных станках.
Для конкретных условий обработки режимы резания должны уточняться при на-
ладке оборудования.
258
’ P A J Д L . 1 12 ,
РЕЖИМЫ ВИБРОАБРАЗИВНОЙ ОБРАБОТКИ
Механическая зачистка заусенцев и сглаживание микронеровностей на паеерхно*
сти деталей осуществляются в рабочей среде при наложении направленных вибраций
рабочей камеры. В качестве рабочей среды используются абразивный наполнитель и
рабочая жидкость (водные растворы химических соединений).
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ОБРАБОТКИ
Вмброабразивиа я обработка
КАРТА В-1 Лист /
№ этапа Последовательность определения режимов обработки Источник ИЛН расчетная формула Исходные данные
1 Выбор наполнителя Карта В-2 Форма, размеры, материал детали, шероховатость по- верхности
2 Выбор рабочей жидкости Карта В-3 То же
3 Выбор режимов обработки Карта В-4 То же, вид наполнителя
4 Выбор модели установки Карта В-5 Форма, размеры детали, шероховатость поверхности
5 Выбор соотношения объемов деталей V», наполнителя V. и свободного про- странства Vc в объеме рабочей ка- меры Ир.«: Паспорт установки. V.u.-Va+V.+ Ve Объем рабочей камеры
— при зачистке заусендев V, ; V. : V.-2: 2 : 1
— прн отделочной обработке V,: V.: И.-l :2: 1
6 Расчет основного времена Т, Карта В-6 Количество деталей разовой загрузки
7 Сравнение выбранных параметров виброабразнвяой обработки с приме- рами нз производственной практики , Карта В-7
Внброабразнвидя обработка
ВЫБОР НАПОЛНИТЕЛЯ КАРТА В-2 Лист 1
В качестве наполижтеля используются бой абразивного инструмента, гранулиро-
ванный абразивный иалолмжтель, яеабраэнвжые материалы, формованный наполнитель.
Материал детали Величина снимаемых заусенпез (толщина). Вид наполнителя
для зачистки заусенцев для полирования поверхности до зеркального блеска
Конструкционные и легированные стали До 0,3 Бой кругов 25—1125 Т — ЧТ К, гранулирован- ный байкалит Электрокорунд белый формованный ЧТ на ке- рамической связке Полированные стальные шарики или ролики с полирующими пастами и растворами
269
ВЫБОР НАПОЛНИТЕЛЯ Вмброабразивная обработка
КАРГА' В-2 Лист 2
Продолжение
.Материал детали Величина снимаемых заусениев (толщина), мм Вид наполнителя
для зачистки заусенцев для полирования поверхности до зеркального Слегка
Конструкционные и легированные стали До 0,1 Бой кругов 8—25 Т — ЧТ К Электрокорунд белый формованный ЧТ на ке- рамической связке Полированные стальные шарики с добавкой 30% (по объему» деревян- ных кубиков с размерами, близкими к шарам, и полирующие ::асты. Войлочные или фетровые пыжи,"Шар- жированные порошком окиси хрома или крокуса (без жидкости)
Алюминиевые сплавы • До 0,5 Обкатанный байкалит Электрокорунд белый формованный на вулка- нитовой связке Фарфоровые шарики диаметром 5— 20 мм. * Древесные опилки. Кусковой обкатанный -.ьарн разме- ром 1,5—5 мм
Медные сплавы До 0.5 Бой вулканитовых кру- гов 8—16 В)—3 Электрокорунд белый формованный на вулка- нитовой связке Фарфоровые шарики и ролики диа- метром 5—20 мм. Венская известь. Стальная закаленная легированная дробь. Кожа, древесные опилки
ФОРМОВАННЫЙ наполнитель
Форма гранулы Основные размеры, мм Рекомендации по применению
Призма ромбическая прямая аХ*Х* 30^50X30 Обработка деталей простой конфигура- ции с размерами св. 1.5 Ь
Призма треугольная пра- вильная оХ»Х* 40X40X35 20X20X17 10X10X8 Обработка деталей с размерами св. 1.5 А с галтелями и пазами размером до 0.5 А
270
Внброабраэивная
ВЫБОР НАПОЛНИТЕЛЯ
КАРТА В-2
Пра
Форма гранулы Основные размеры, мм Рекомендации по прим*
Призма треугольная, хсечен- ная под углом 45 и 60° J х' а = 45°; 60* aX6Xh 60X30X30 30X15X15 15X8X7 Обработка деталей с размер! с отверстиями и щелями до | же с эвольвентными профил*
Цилиндр круглый прямой, усеченный под углом 45 и 60е •er oXd 40X30 20X18 14X10 Обработка деталей просто* | инн размером больше 2 а, С размером св. 4, с отверстиям мн до 0,7 d
Шар d 5 10 20 30 Обработка деталей с размвм с отверстиями диаметром от! или с отверстиями св. 2 4 |
•ь
Треугольная пирамида а 10 20 30 40 Обработка деталей с раамам Наполнитель обладает тором воэаклнннваюшнми свойства*
Виброабразивиая обработку
ВЫБОР НАПОЛНИТЕЛЯ
КАРТА В-2____________Jlucrj
НЕФОРМОВАННЫЙ НАПОЛНИТЕЛЬ
Форма гранулы
Основные размеры, мм
Рекомендации по применению
Байкалит произвольной фор-
мы с гранулами размером
5—ВО мм. разделенными по
фракциям
о—10
10—20
20—30
30—40
40-50
50—60
60—70
Обработка деталей размером св. 1.5
с глухими отверстиями до 0,5 а и
сквозными отверстиями св. 2 о
Примечание. Величину грануляции абразива подбирают всходи из величи-
ны пазов н галтелей, шлифованию не подлежат пазы шириной меньше половины диа-
метра гранулы.
ЗАВОДЫ-ИЗГОТОВИТЕЛИ НАПОЛНИТЕЛЕЙ
Тип абразива
Завод-изготовитель
Формованный абразив по ТУ 036-886—85 (ко-
нус, прнзма треугольная, пирамида, цилиндр,
призма)
Бой шлифовальных кругов с максимальным
размером 5—35 мм /
Байкалит с максимальным размером гранул
5—80 мы во ТУ 41-07-004—81
Фарфоровые шарики, цилиндры
Московский абразивный завод. Челябинский абра<
эввный опытный завод УРАЛВНИИАШ, Волж-
ский абразивный завод
Кыштымскнй завод абразивных материалов
Разведочно-добычнав экспедяши «Байкалквара*
самоаветыэ (Иркутская обл., с. Смоленщина)
Фарфоровый завод «Пролетарий» (г. С.-Петер*
бург), ПО «Гжель» (Московская обл.), Москов-.
ский я Запорожский абразивные заводы
Неформованкый наполнитель: -
ло ТУ 2-036-720—84
по ТУ 2-036-856—80
по ТУ 2-ОЭ6-925—88
Галтовочные керамические изделия (цилиндр,
пирамида, призма)
Московский абразивный завод
Кыштымскнй завод абразивных материалов
Бглжское абразивное производственное объедн-
-екне (Волгоградская обл., г. Волжск)
НПО «Электрофарфор* (г. Москва)
272
I ВЫБОР РАБОЧЕЙ ЖИДКОСТИ UNbpUdVpuJitoi.en vupuvuu,..
КАРТА В-3 Лист t
При внброабразивной обработке, как правило, используются моечно-пзссивирующие
мбочие жадности. Это водный раствор кальцинированной соды (2—3%) с добавкой
‘компонентов. повышающих эффективность ее действия.
ДОПОЛНИТЕЛЬНЫЕ КОМПОНЕНТЫ
Вещество Воздействие
Сода, мыло, препараты ОП-7, ОП-Ю Тринатринфосфат. хромовый ангидрид Нитрит натрия, триэтаноламин Мыло, карбокснлметнлцеллюлоза Моющее и очищающее Отбеливающее Ингибирующее и пассивирующее Суспензирующее
СОСТАВ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ РАБОЧИХ ВОДНЫХ ЖИДКОСТЕЙ
НА ОСНОВЕ 2%-НОГО ВОДНОГО РАСТВОРА КАЛЬЦИНИРОВАННОЙ СОДЫ
4.. Деталь Добавки в рабочую жидкость, г/л
£.„* Материал Цвет обработанной поверхности для зачистки заусенцев для полирования поверхности
Конструкционные я ветированные ста- Матовый Триэтаноламин — 5—7. Нитрит натрия — 2,5; сода кальцинированная —10. Те же что для зячнсткн заусенцев
аг Светлый блестящий Светлый Тринатрийфосфат — 8: азот- нокислый натрий — 2. Сода кальцинированная — 20—30/ u Вертолин — 50—80 Триэтаноламин — 5: уротро- пин— 15; интриг натрия —3 1г То же Кислый сернокислый нат- рий—7,7; аммиак—2Д Тринатрнйфосфат — 7,5; интриг натрия — 2,5, пеио- образуюшее средство — 1,0. Триэтаноламин — 5—7; олеи- новая кислота — 30
Медные сплавы Матовый Светлый Калиевый хромпик — 2—4; нитрит натрия — 3—9; жид- кое стекло — 1—2.5 Те же, что для зачистки заусенцев Хромовый ангидрид—10; поваренная соль — 5. .Мыльная эмульсия — 10—20
Алюминиевые сплавы Светлый Триэтаноламин — 5—7; нит- рит натрия — 3—9; моюшее средство ОП-Ю — I. Те же, что для зачистки заусенцев, и. кроме того;
273
|л'.4РГА В-3
Лист 2
Продолжение
Деталь Добавки в рабочую жидкость, г/л
Материал Цвет обработанной поверхности для зачистки заусениев для полирования поверхности
Алюминиевые сплавы Светлый Калиевый хромпик — 2—4; жидкое стекло — 1—2,5. Вертолин — 50—80 — тринатрийфосфат — 6,5? пенообразующее средст- во — 3,5 — мыльная эмульсия — 10
Примечания: 1. Соотношение рабочей жидкости и рабочей среды (наполни-
тель 4- детали) от 1 : 10 до 1:5. но не выше уровня загрузки рабочей камеры.
2. При непрерывной промывке рабочей среды подачу жидкости в рабочею камеру
осуществлять с интенсивностью от 2 до 10 л/мин.
РЕЖИМЫ ОБРАБОТКИ Виброабразивная обработка КАРТА В-4 Лист 1
ЧАСТОТА И АМПЛИТУДА КОЛЕБАНИЯ РАБОЧЕЙ КАМЕРЫ
Вид обрабсфси Амплитуда колебаний, мм Частота миебаний, Гц
Зачистка заусенцев при обработке: закаленных сталей 1-4 25-40
цветных сплавов 1—3 35—45
Полирование поверхности . 1—3 33—50
Примечание. При обработке крупных жестких деталей применять меньшую
частот^, вкбрааий н большую амплитуду, при обработке мелких деталей^- большую
частоту вибраций и меньш .ю амплитуду.
Рекомендуемые режимы должны уточняться при отладке технологическою про-
цесса.
МОДЕЛЬ УСТАНОВКИ Виброабразивная обработка КАРТА В-5 Лист /
Объем рабочей камеры VPK и модель установки выбираются в зависимости от
максимального габаритного размера обрабатываемой детали по следующим таблицам.
Максимальный габаритный размер . детали, мм Значение V,. л. дли камер
(/-образных тороидальных
До 20 До 7 До 7
20-40 2—20 10-80
40—150 40—100 80-320
150—320 100—400 200— 500
Св. 320 Св. 400 Св. 500
Примечание. Для обработки деталей с полостями и плоских деталей выби-
рать установки с тороидальными камерами.
2Т4
МОДЕЛЬ УСТАНОВКИ
DHUpoaupdJM&ffa^ иормВ
КАРТА В-5_______Л|
Максималь- ный габа- ритный размер детали, мм Установки с рабочими камерами <
U-образными ! тороидальными цилиндрическими
модель объем рабочей камеры, модель объем рабочей камеры, л модель объем рабочей камеры, л X» 4 «4
До 40 ВТУ-10 ВТУ-20 1544М я а я — ВС-4Х2.5 ВС-4ХЮ 2.5 10
40—150 1545М 1583 ВМ 100 50 100 100 СВТ-150 СВТ-250 ВМПВ-100 ВМПВ-200 150 250 100 200 — —
150-320 ВУ-350 350 СВТ-250 ВМПВ-400 250 400 — — *
Св. 320 | ВУ-850 | 850 Установки мод. 1544М, 1545 ются Костромским заводом <j литейного оборудования. Устав агрегатным заводом, остальные (г. Ростов-на-Дону) и ваий скак 15020 | 800 М. 1583 конструкции НПС Чотордеталь>, мод. ВМ звка мед. 15020 разработ — Институтом сельскохоз тся по заявкам. ) «НИИТавтс 00 — Волков! а на Димитро яйственного >пром* выпуска- J сек им заводом вградским авто* машиностроения
ОСНОВНОЕ ВРЕМЯ ОБРАБОТКИ ДЕТАЛИ Т. Виброабрамвиаа обра»
КАРТА В-6 Jtl
Время обработки деталей разовой загрузки То »: /' — при зачистке заусенцев на деталях кз стали к меднък сплавов Гв,в—60— 120 мни; — прн отделочной обработке деталей кз стали к медных сплавов Гв.»"*100— 200 мни; — при отделочной обработке деталей из алюминиевых сплавов Г».»«*30—45 мии Продолжительность обработки деталей разовой загрузки уточнять при от л адм* процесса. Время обработки увеличивается прн увеличении габаритов детали, ее твф> дости и размеров заусенцев. Интенсивно процесс снятия металла вдет в первые 2 чаеД< Время обработки одной детали Г®. мин, определяется по формуле Т * к» 1 где JV, — количество деталей одной загрузки: 10*(0.2-?0.3)ГР, л,= Гл ’ J
где Г* — габарит!:ьи сТъем детали, мм,
Виброабраэивная обработка
ПРИМЕРЫ ЗАЧИСТКИ ЗАУСЕНЦЕВ ТИПОВЫХ СТАЛЬНЫХ ДЕТАЛЕН
КАРТА В-7
Лист I
Обрабатываемая деталь Твердый наполнитель Режимы обработки • Оборудование
1 LutMCtiouaHiic Макснмаль* ные размер Твердость Шероховатость Ra ЗерниАсть. марка связки Грануляция, мм Частота колебаний рабочей камеры, Гц Амплитуда колебаний рабочей камеры, мм Время обработки, я Модель установки Способ отделения деталей от наполнителя
до об- работки после обработки
масса * мм кг
Удлиненные ле- тали, кольис- выс (палы, што- ки, рычаги, кла- паны, осевой режущий ни* струм сит) 10-30 0.01—0,1 180-300 2.5 1,25 8-125 К 5—40 10—40 25 3—4 1.2 0[8 У В Г—7ОМ, 1545М. I544M Магнитный
300-600 1.26 0,63 4—8 К 5-40 33 1,5-2,0 1.0—2.0
Кольца, диски, шкипы, шестер- ни, блоки 30-00 180-300 2.5 1Д6 8-125 К 15-40 26 з 0.8—1.0 То же >
0.01— ОД 1.25 0,63 М28—4 К 5-30 33 1.5-2,0 1,0—2.0
300-600 1.25 0,63 4-8 К 10—40 15-30 33 1.5-2,0 2.0 1.5
0.63 0,32 М28-4 К 10-30 15—30 33 I.5-- 2.0 2,0 1.5
4
ПРИМЕРЫ ЗАЧИСТКИ ЗАУСЕНЦЕВ ТИПОВЫХ СТАЛЬНЫХ ДЕТАЛЕН
Вибровбраэивиая обработка
КАРТА В-7 Лист 2
Продолжение
Обрабатываемая деталь Твердый вашкнипсль Режимы обработки Оборудование
1 but Mein ни и лс Максималь- ные p.niMop Тисрдость (IB Шероховатость Ra Зсрнисюсть, марка связки Грануляция мм Частота колебаний рабочей камеры, Гц Амплитуд» колебании рабочей камеры, мм Время обработки, ч Мидель установки Способ отделения деталей от наполнителя
до об- работки после обра- ботки
масса ’ мм кг
Кольца. диски шкивы. шее гор- ни, блоки 30 60 0J -0.5* 180—300 2.5 1.25 8- 12л К 10—40 15-40 25 3-4 1.5 II .0 УВГ-70М. 1545М, 1544М, ВМ 100 Магнитный
1.25 0,63 ' М28- 1 К 10—30 15—10 33 1—2 1,5 1.0
300 -600 2.5 1.25 8 63 К 15 -40 25 3 4 1,5-2.0
1.25 0.63 4-8 К 15—30 33 1 - 2 1,5- 2.0
60 1.50 0.01—0.1 180-300 1.25 0.63 М28-5 К 10—30 15-30 25 33 1,5—2.0 1,5 4.0 То же >
0,63 0.32 MI0-M28K 10—20 10—30 1.5-2,0 2.0 4,0 1,5—2,0
300-600 1.26 0.G3 4 8К 15—30 33 1—2
0.63 0,32 М28—4 К 10—10 15-30 33 1-2 2,0 1.5
Г10-^50 0.1-0,5 180—300 2.5" 1.25 8-125 К 20-40 25 3—4 1Л УВГ-70М. УВ1 -200М. ВМ 100 >
1.25 0,63 М28-4 К 10-30 10—40 .33 1-2 1.5 1,0
Виброабразиамяя обработка
ПРИМЕРЫ ЗАЧИСТКИ ЗАУСЕНЦЕВ ТИПОВЫХ СТАЛЬНЫХ ДЕТАЛЕЙ
КАРТА П7
Лист 3
Продолжение
Обоабатыпаемия деталь Твердый наполнитель Режимы обработки Оборудование
11апмеиива1пи' Максималь- ные размер Т нердпеть ИВ Шероховатость Ra Зернистость, марка связки Грануляция, мм Частота колебании рабочей камеры. Гн Амплитуда колебаний рабочей камеры, мм Время обработки, ч Модель установки Способ отделения деталей от наполнителя
до об- работки после обра- ботки
MilCVU мм hl
Kiuii.ua, ли» м< шкивы, пнч-ivp ни, блоки IM -MJO ~Д<> 0.5 |Н() 300 2.5 1Д»6 1,25 8 125 К 20-40 25 3 -4 1.0 1,5 УВГ-70М. УНГ 200М ВМ 100 М ш НИ 1ный
300 -000 2.5 8 63 К 15 40 25 3 1 1,0 1,!>
1,26 0,63 1 ТК 10-30 33 1-2 1,5- 2.0
0,63 0.32 М28-4 К 10-20 аз 1-2 1.0 1.5
300—800 До (1.5 180-300 2.5 1.26 8-125К 20—40 25 3—4 I.5-2.0 То же »
1.26 0,63 М28-+К 10—40 33 1-2 1,0 — 1,5
300 000 2.6 1,26 8-63 К 15—40 25 3—4 1,0 -1,5
1.26 0,63 4-8 К 10—30 :и 1-2 1.0—2.1»
зоо—жю 0,5— 5.0 180—300 2,5 1.26 8-125 К 20-40 25 3 4 1,0 1,5 » »
1.26 0,63 М28-4 К 10-30 33 1-2 1,0 -1.2
.300—600 2,5 1.26 8—63-К 15-40 25 .. 3—4 1.0-1,5
1.26 0,63 4-8 К 10—30 33 1—2 1,5—2,0
ПРИМЕРЫ ЗАЧИСТКИ ЗАУСЕНИЦ! ТИПОВЫХ СТАЛЬНЫХ ДЕТАЛЕЙ
Виброабразквная обработка
КАРТА В-7 Лист 4
Продолжение
Обрабатываемая деталь Твердый напо.11|птсл|, Режимы обработки Оборудование
Максимяль- иые размер Т вердость НВ Шероховатость R; Зернистость, марка СПЯ.1КИ Грануляция, мм Частота колебаний рабочей камеры, Гн Амплитуда колебаний рабочей камеры, мм Время обработки, ч Модель установки Способ отделения деталей от наполнителе
1 LiiiMciioiiaiiiM* до об- работки после обра- ботки t.
масел мм кг
Тонколтгопыс детали (шгампопан- иыс) 10 30 0.01-0,1 180-300 2,5 1.26 8-125 К 5-40 10-40 25 3-4 2.0 1.2 У В1—70, УВГ-4Х10, ВМ 100, 1544М, I545M Магнитный
1,25 0,63 М28-4 К 5—30 10—30 33 1-2 2.0 1.0
Ю—.150 До 2,0 180-300 2,5 1.25 8-125 К 45—40 25 3-4 1.0-2,0 ВУС—250. ВУС—500, ВС-300 Ситовый
1.25 0.63 М28—4 К 5-30 10-30 33 1-2 2.0 1.0
150 -.ТОО До 2.0 180-600 1.25 8 125 К 10 40 25 3 4 1.2 2,0 То же »
1.26 0.63 М28- -4 К 10-30 ЛЗ 1-2 1,2 2.0
Корпусные де- тали До ,150 До 0,5 180—300 1.25 0.63 8828—4 К 10-30 33 1-2 1.0—1,5 >
0,63 0,32 М1О-М28К 10-30 за 1—2 1.0—1,5
i- 1А IJ6 8-125 К 15-40 33 1-2 1.0—2,0 УВГ-70М, VRI’_90nM Магнитным
ПРИМЕРЫ ЗАЧИСТКИ ЗАУСЕНЦЕВ ТИПОВЫХ СТАЛЬНЫХ ДЕТАЛЕН
Примечания* I. Везде в качестве рабочей жидкости применяется 2%-ный водный раствор кальцинированной соды.
2. Уточнение режимов обработки в пределах заданного интервала осуществляется экспериментальным путем конкретно для каждого наименовании
280
РАЗДЕЛ 13
РЕЖИМЫ РЕЗАНИЯ
НА СПЕЦИФИЧЕСКИХ ОПЕРАЦИЯХ
ОБРАБОТКИ АВТОМОБИЛЬНЫХ ДЕТАЛЕЙ
При обработке некоторых автомобильных деталей выполняются специфические
операции с режимами обработки, не охарактеризованными в полной мере в основных
разделах справочника (с 1 по J2), в том числе операции фрезерования коленчатых ва-
лов , шлифования шеек коленчатых и распределительных валов, копирного обтачива-
ния — растачивания и шлифования поршневых колец, наружного протягивания ряда
автомобильных деталей твердосплавными протяжками, хонингования алмазными брус-
ками. ленточного шлифования, горячего накатывания зубьев ведомых конических колес.
Сведения об этих операциях приведены на основании данных производственной
практики.
281
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Цикл работы оборудования:
1. Врезание — деталь неподвижна, фрезерная головка перемещается.
2. Круговая подача — деталь вращается. Фрезерная головка неподвижна —
при обработке коренных шеек, перемещается — при обработке шатунных шеек.
Общий 5- д детали
Содержание операции i Эскиз с указанием припуска размеров обрабатываемых поверхностей Схема расположения пластин в корпусе фрезы
КОЛЕНЧАТЫЙ ВАЛ
Фрезерование
четырех шатун-
ных шеек (по-
следовательно
по две шейки)
Материал — высокопрочный чугун
:е — ном<.; режущей кромки.
• В числителе — номер пластины, в знамена
282
Специфические операции обработк!
И ПАРАМЕТРЫ ФРЕЗ
Коленчатые валы
КАРТА Ок-1 J
Режущий инструмент — фрезы со сменными многогранными твердоспла
ними пластинами специальной формы групп КЗО, Р25, РЗОС и Р35С, расположенные
нй наружной поверхности корпуса фрезы — при круглом наружном фрезеровании или»
внутренней поверхности — при круглом охватывающем фрезеровании. Обработка &
применения СОЖ.
Наиме- нование и харак- теристик/. Н1..;ель станка, фирма Твердо- j сплавные пластины Дна- • Режимы резания Про- изво- ди- тель- ность Ст< Ф
Зм, мм' мин 5,, /1, об/ V, пе- рехо- в де тали
мето । фре- > зы- 1 номер коли- чество
шей*
станка ММ | PQ эскизу каж- дого номе- ра мм мм/ /зуб ;МИН м/мнн да. мин стан- ка. дет/ч ках Тд То.
ДВИГАТЕЛЯ ВАЗ-2108
Gh 75-50-03. твердость 250—300 НВ
Круч •
лофре-
зерный
автома;
ал я охна
гывающе
го фре-
зерова-
ния.
Коли-
чество
одновре-
менно об-
рабаты-
ваемых
дета-
лей — 1.
Колн-
чест во
фрет — 2
СР.Ч 200
F-2, .Ko-
rn a i ? и >'
(Япеаия)
Предварительное врезание
10 III | 1880 1 0.5 I 189 1 125 I 0,00<
Окончательное врезание
1: 2;
3 1:
4,1
Х2;
4,2
1; 2;
3 I:
4 1
3.2;
4 2
/
_6&
1200
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Содержание операции Обший вид детали
Эскиз с указанием припуска и размеров обрабатываемых поверхностей Схема расположения пластин в корпусе фрезы
КОЛЕНЧАТЫЙ ВАЛ
Материал — сталь 42ХМФА,
Одновременное
фрезерование
пяти коренных
шеек и шек
2*4
И ПАРАМЕТРЫ ФРЕЗ
I______Специфические операции обработки_____
I
I______________Коленчатые аалы _____________
[КАРТА Ок-I Лист 2
Продолжение
Твердо- сплавные Режимы резания Про- изво- Стойкость фрезы
Наиме- Диа- пластины в ми- нутах
нование и харак- теристика станка Модель станка, фирма метр Фре- зы, •мм коли- Тп пе- рехо- да, мин ди- тель- в де- талях
номер по эскизу чество каж- дого номе- iP. мм S„. 'мин 5.. ММ-' /зуб л, об 'мин и, м/мин ность стан- ка, дет/ч шей- ках Т. вре- мени реза- ния
ра гя
ДВИГАТЕЛЯ КамАЗ-740
твердость 248—286 НВ
Кр\г-
л ©фре-
зерный
автомат
для на-
ружного
фрезеро-
вания.
RFKL
550/1600.
•.Heller»
(ФРГ)
Коли-
чество -
одновре-
менно об
рабаты-
ваемых
дета-
лей — 1»
Коли-
чество
фрез — 5
14
14 .
14
Предварительное врезание
Окончательное врезание
Круговая подача
69 |
120
120
:эо
0.29
0.17
1.56
Врезание
20
80
80
200
>5
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Общий вид дстали
Содержание
операции
Эскиз с указанием припуска и
размеров обрабатываемых
поверхностей
Схема расположения пластин
в корпусе фрезы
Фрезерование
четырех шатун-
ных шеек и шек
(последователь-
но по две шей-
ки)
2S6
И ПАРАМЕТРЫ ФРЕЗ Специфические операции обработки
Коленчатые валы
КАРТА Ок-1 Лист 3
Наиме-
нование
и харак-
теристика
станка
П радолжение
Твердо- сплавные Режимы резания Про- Стойкость фрезы
.Модель станка, фирма Лиа- метр фре- зы, мм П.ТЗС1 ины коли- Го пе- рехо- да, мин изво- ди- тель- в де- талях в ми* нутм
номер по эскизу чество каж- дого номе- Г-р. мм 5м, мм/ /мин мм /3\-б т. об- мин и, м 'мин ность стан- ка, дет/ч шей- ках Гд вре- мени резв* НИЯ
ра То Ги
Круг-
лофре-
зерный
автомат
дета-
для охва-
тываю-
щего
фрезеро-
вания.
RFK
400'1603'2,
«Heller»
(ФРГ)
400
Предварительное врезание
Окончательное врезание
I о.:з ।
228 I I 95
' I 0.3 i
Коли-
чество
одновре-
менно об-
рабаты-
ваемых
-ей —
Коли-
чество
Фрез — 2
Круговая подача I (R = 83 мм; угол 120*)
836
410
Круговая подача II (0 = 81,8 мм; угол 240*)
1; 4 16
2; 3 8
5; 6 16
2»
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Содержание операции Общий вид детали
Эскиз с указанием припуска и размеров обрабатываемых поверхностей Схема расположения пластин в корпусе фрезы
коленчатый вал
Материал — сталь 50Г «селект»,
Одновременное
фрезерование
пяти коренных
шеек к щек
288
И ПАРАМЕТРЫ ФРЕЗ Специфические операции обработки
Коленчатые валы
КАРТА Ок-1 Лист 4
Продолжение
Наиме- нование и харак- теристика Модель станка, фирма Диа- метр фре- зы. Твердо- сплавные пластины Режимы резания Про- изво- дн- тель- ность стан- Стойкость фрезы
^р> мм 5М. ММ/ /мин мм; зуб п, об, -мин и, м/мин То пе- рехо- да.
в де- талях в ми- нутах вре- мени
номер коли- чество каж-
шей- ках
станка мм по эскизу дого номе- мин ка, дет/ч т» реза- ния
ра т.
ДВИГАТЕЛЯ ЯНЗ-238
твердость 192—241 НВ
Крхг-
лофре-
зерный
автомат
для на*
ружного
фрезеро-
вания.
Коли-
чество
одновре-
менно об-
рабаты-
ваемых
дета-
лей — 1.
FK.4 12L.
'Авст-
рия)
1000
Предварительное врезание
Коли-
чество
фрез —5
Круговая подача
I; 4 28
2: 3 14
5; 6 14
200 200 224 0.21 0.42 0.48 33.5 105 2.4
То опера- ции — 3.45
15
200
200
690
I
289
режимы Круглого фрезерования
Общий вид дет ал и
Содержание
операции
Эскиз с указанием приписка и
размеров обрабатываемых
поверхностен
Схема рас“с,’ожения пластин
в ксрг.. се фрезы
Фрезерование
четырех шатун-
ных щеек и ше.\
^последователь-
но по одной
шейке на каж-
дом валу)
Фрезерование
фасонных по-
верхностей II.
111. IV. V, VI
коренных шеек
| последователь-
но по дм по*
эерхиости, по-
верхность IV
обрабатывается
двумя фрезами
последователь-
но)
КОЛЕНЧАТЫЙ ВАЛ
Материал — сталь 60ХФА-Ш, твердость 192*269 НВ.
290
и ПАРАМЕТРЫ ФРЕЗ
Специфические операции обработки J
__________Коленчатые валы J
КАРТА Ок-1 Дит
Продолжена
Наиме- нование и харак- теристика станка Модель станка, Фирма Диа- метр фре- зы, мм Твердо- сплавные пластины Режимы резания Про- изво- ди- тель- ностъ стан- ка, дет/ч Стойко) ФрезН
Lp. мм 5м. мм /мин 5t, мм/ /з\б п, об/ мин о, м/мин Лз пе- рехо- да, мин
в де- талях 1 й 1 N И 1 2
номер по эскизу коли- чество каж- дого номе- ра
шей- ках г«
Тш
Круг- лофре- зер и ы й полуав- томат для на- ружного фрезеро- вания. FKR16/4. «GFM» (Авст- рия) ыоо 1; 6 2: 5; 7; 8 36 9 ’,2 Вре 24 <ругом займе 0,02 0.04 0,08 я пода 32.5 ча И2 Оса 4.25 1 j
Коли- чество одновре- менно об- рабаты- ваемых дета- лей — 2. I; 6 2; 5 3: 4 36 18 9 Макси 1>87 мальна 0J6 032 *64 я 32.5 -112
Коли- чество фрез — 2 I; 6 2. 6 7; 8 36 18 16 Мяяя 94 30 94 иалъна 0.08 0.05 0,16 я 32.5 112
3; 4 9 30 0.1 7-. 5 35 а
опера- ции — 19 140
ДВИГАТЕЛЯ ЯМЗ-240
Термообработка — нормализация
Круг-
лофре-
эерный
полуав-
томат ДЛЯ
охваты-
вающего
фрезеро-
вания.
•Коли-
чество
одновре-
менно
обраба-
тывае-
ма' де-
FKD 30,
<GFM>
(Авст-
рия)
500
1; 2: | 3; 4 12 Преднарктельаое яредаяме । 13 । 96 । 0.1 । 80 । 125 । 0.14
1; 2: 1 12 Окончательное времине 151 58 | 0.06 1 80 | 125 1 0J08
3; 4
Круговая подача I (угол 330’)
3: 4
5; 6;
7; 8 1
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Общий вид детали
Содержание
операции
Эскиз с указанием припуска и
размеров обрабатываемых
поверхностей
Схема расположения пластин
в корпусе фрезы
Фрезерование
фасонных по*
верхиостей II,
111, IV. V, VI
коренных шеек
(предал жен не)
/Фрезерование
Imtcn шатун*
' кых шеек и щек
(последователь-
но do две шей-
292
Специфические операции обработки
И ПАРАМЕТРЫ ФРЕЗ
Коленчатые валы
КАРТА Ок-1
Лист 6
П родолжение
Наиме- нование и харак- теристика станка .Модель станка, фирма Диа- метр фре- зы, мм Твердо- сплавные пластины Режимы резания Про- изво- ди- тель- ность стан- ка, дет/ч Стойкость фрезы
Lp, мм 5м, мм/ /мин мм 3>б п, об мин С», у'мин То пе- рехо- да, мин
в де- талях в ми- нутах вре- мени реза- ния Тм
номер по эскизу коли- чество каж- дого номе- ра
шей- ках Г»
Гш
талей — Круговая подача II (угол 30*)
Коли- чество 1: 2; 3; 4 12 900 0.93 80 125 0,06 То опера- ции — 3.66 11 100 370
фрез — 2 - 300
Круг- лофре- верный полуав- томат для наружно- го фре- зерова- ния. •Коли- чество одновре- менно обраба- тывае- мых де- талей — 1. RFK900/ /1ЬОО,2. «Heller» (ФРГ) 900 1; 2; 3; 4 1: 2;' 3; 4 20 20 | ПО Вр 96 Круто». 136 sane । 0.12 a* aoju 0Д7 40 14» 40 4 113 1.15 2.3 45
То опера- ция — 10,35 4.5 135 470
Коли- чество Фрез — о 1
293
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Общий вид детали
I
Содержанке
операции
Эскиз с указанием приписка и
размеров обрабатываемых
поверхностей
Схема расположения пластин
в корпхсе фрезы
Фрезерование
щек I, 2. 5 и
6-й шатунных
шеек (после-
довательно по
две пары щек)
Фрезерование
фасонных по-
верхностей II,
1П, V и VI ко-
ренных шеек
(последователь-
но во две по-
верхности)
Термообработка —
ё
i
294
И ПАРАМЕТРЫ ФРЕЗ
Специфические операции обработки j
Коленчатые аалы j
КАРТА Ок-] Лист |
На име- нование а хара-.- станк с Мидель станка, фирма Диа- метр фре- зы, мы Твердо» сплавные пластины Режимы резания Про- лзво- дн- тель- ноегь стан- ка, дет/ч
Гр. м м S., мм/ мин 5.. мм/ ,3>б П, об' мин и, м 'мин 7 с пе- рехо- да. мин
номер по эскизу коли- чество каж- дого номе- ра
Крх г- RI-K900 900 Врезание
лофре- 1600/2.
верный полчгв- «НеНео (ФРГ) 1; 6 .1 117 78 0.28 40 1.13 1.5
томат 2; 3: 14 0,14
для на-
р\'ЖН-'Г?
фрезер - вания Круговая подача
Коте- Г. 6 7 164 0.58
чество
однсвре 2; 5 14 IX 0.23 40 1.13 2.9
менно
обрабз- 3; 4 14 147 0l26
тывае-
мых де- аг
тале!: —
!. Кел- Го опера- 5,5
чество инн —
Фрез — 2 8.8
улучшение
f Кр}г- FKD30. 500 Предварительное врезание
лофре- «GFM> 116
зерный (Авст- 1; 2; 16 27 168 0.13 80 125
полуав- томат для иа- рия) 3; 4
рхжного Окомчателъмое врезание
фрезе ро- вания. 1; 2; 16 о 128 0.1 80 125 0.04
3: 4
Коли-
честве Круговая подача
одновре- менно обраба- 1; 2; 3; 4 16 1286 1.0 80 125 0.5
тывае- мых де- талей — 1. Го спера- ции — 20
1\С>~ 1.4
Продолжат
РЕЖИМЫ КРУГЛОГО ФгЕЗЕРОВАНИЯ
Обшнй вид детали
Содержание
операции
Эскиз с указанием припуска и
размеров обрабатываемых
поверхностей
Схема расположения пластин
в корпусе фрезы
Фрезерование
шек шести ша-
тунных шеек
(последователь-
но по две пары
щек 1. 2. 5, 6 й
шеек, последо-
вательно по
две щеки 3 и
4-й шеек)
Фрезерование
шести шатун-
ных шеек (по-
следовательно
по две шейки)
И ПАРАМЕТРЫ ФРЕЗ Специфические операция обработки
Коленчатые валы
КАРТА Ок-1 Лип 8
/7 родолжение
1 ! Твердо- ; сплавные Режимы резания Стойкость
Про- нзво- фрезы
Наиме- 1 кование ' пластины в ми- нутах
.Модель станка, ф'рма мето[ КОЛН- п. об/ /мин То пе- ди- в де- талях
и харак-; герметика станка J фре- i зы. ’номер ММ 1 *1‘-) (эскизу чество каж- дого номе- L,. ММ мм/ /мин мм/ /зуб V, М /мин рехо- да, мин ность стан- ка, дет/ч шей- ках гд вре- мени реза- ния
i 1 Ра гш Тм
Kp\r-
лофре- I
3ep:l'JB
автомат
тля охва-
тываю*
шего
фрезеро-
ван:.-^.
Коли-
чество
одновре-
менно
обраба-
тывае-
мых де-
тален —
!.
Коли-
чество
фрез — 2
Круг-
лофре-
верный
автомат
для охва-
тываю-
щею
фрезеро- :
ИП”ПЯ.
Коли- I
чсство I
одновре-
менно
Сраба-
тывае-
мых де-
Коли- .
" \ТБО
FKD30,
♦GFM»
। Авст-
рия)
ГКО 30.
«<гМ»
Р .я)
390 1; 2; 3; 4 Предварительное врезание 0J6
9 МО 0.26 !02 125
Окончательное врезание
1; 2; 3; 4 ' 9 i : 10 13S 0.15 :02 125 0.07
Круговая подача .Максимальная 0.72
«и 1; 4 2-. 3 9 9 642 554 0.7 0.6 102 125
i; 4 2; 3 9 9 Мнит 550 459 «алы» 0.6 0.5 ;о2 125 Го опера- ции — 5.0
350 Прехварительиое «резание
1; 6 16 61 200 0.11 по 125 0.03
Окончательное врезание
1; 6 J6 .7 100 0.055 по 125 0,07
2: 3. 8 0,1!
4; 5
Круговая подача
1; 6 16 440 0.25 по 125 0.64
2; 3: 8 0.5
4; 5 Го упера- /ли — 2.22
100
| 300
I
9
220
РЕЖИМЫ КРУГЛОГО ФРЕЗЕРОВАНИЯ
Содержание
операции
Общий вид детали
I
Эскиз с указанием припуска и
размеров обрабатываемых
поверхностей
Схема расположения пластин
в корпусе фр?зы
Фрезерование
семи беговых
дорожек каче-
ния < последо-
вательно по две
дорожки, при
последнем пе-
реходе одна до-
рожка)
Примечание. При фрезеровании с кгугэвсй подачей на операциях обработки
и ЯМ3 240 частота вращения детали - с делью «еиьшеиия колебаний мощности
инструмента и повышение производительности обработки.
298
Специфические операции обра*
И ПАРАМЕТРЫ ФРЕЗ
Коленчатые валы
КАРТА Ок‘1
п,
Наиме- нование и харак- теристика стайка к Модель станка, фирма Диа- метр Фре- зы, мм Твердо- сплавные пластины Режимы резания Про- КЗВО- тель- ность стан- ка. дет/ч в , Т1 XI Г
Lp. мм 5м. мм/ мин S мм1 /зуб л, об/ /мин V, м/мнн Ть пе- рехо- да, мин
номер по эскизу коли- чество каж- дого номе-
ра
Круг-
л ©фре-
зерный
автомат
тля охва-
тываю-
щего
фрезеро-
вания.
Коли-
чество
одновре-
менно
обраба-
тывае-
мых де-
талей —
FKD 30.
«GF.M»
( \вст-
рия)
Врезание
Коли-
чество
фрез — 2
1; 2 51 6 3; 4 (за- чист- ные) 22 Н 2 Кругомя подача i : з । i - 1 - 125 0.34
610 1760 2.0 2.0 80
- Г. опера- ции — 18
1.48
коренных и шатунных :ьеек и щек коленчатых эалсз двигателей КамАЗ-740. Я'13-223
Ржания за цикл — меняется до 10 раз. Это обеспечивает улучшение условий ракеты
РЕЖИМЫ АБРАЗИВНОЙ ОБРАБОТКИ
Специфические
операции обработки
Коленчатые валы
КАРТА Ок-2 Лш77
ПАРАМЕТРЫ КРУГЛОГО ШЛИФОВАНИЯ МЕТОДОМ ВРЕЗАНИЯ
Автоматический цикл
Обраба- тываемый материал е его твердость Обрабатывае- мая поверх- ность и характер обработки Тр4’б»<*«.Н« IIICpOXORn- rotis лонерх- »*»”’ Ra. мкм Характеристика круга Ско; врат круга :*i р. м с ость еикя дета- ли р, ммин При- пуск Д хм Попереч- ная полачя мм мин Наимено- вание переходов
Чмги Gh 75-50-03 Сталы 42ХЛ1ФА. 248—268 НВ Коренные лей- ки: предвари- тельная обработка окончатель- ная обработка Шатунные ’Д’ейхи: предвари- тельная обра^зг.?. окончатель- ная обработка Коренные шей- !:и: предвари- тельная обработка окончатель- ная \>бриботкг Шатунные шейки: предвари- тельная обработка окон тате .з- ная обработка 0.5 ' 1.25 0.63 !.?□ 0.63 1.25 0.63 Автомобиль ВА - 91А40П С26К5ПГ 2-1A32HCI6K5 24А40НС2 6К5 9!А 25HCI 7 К 5 ПГ Автомобиль К*м 24А32ПС1-СМ26К5 24А25СМ2 7К5. 91А 16НСМ26К5 24 А 32П С’.-СМ2 6 К 5 24А 16 СМ2 7 К 5. 91А 16Н СМ2 0 К 5 45 45 60 50 АЗ 50 50 60 60 35 30 35 30 25 16 25 20 0,4— 08 0,4— 0.6 0.4— 0.6 0,2— 0.4 0.6- 1.2 0,3— 0.7 3.6- 1.2 0.3— 0.7 8—10 1.5—3 0.2—6.4 0.06—0.08 0.8—f.2 0.06-0.68 12—14 1.6—2.0 0.6—0.8 О.:5—0.08 8—10 1,2—1,5 0,4-0.6 0.06-0,08 8—10 0.8—I ,6 0.15-0.3 0.04—0,08 6—8 О.а—0.6 0.1-0.2 0,02—0.04 8—10 1.0—1.4 0.4—0.6 0.04-0.06 6—10 0.8—!.2 0.2—0,4 ?,V4—0.96 У скор. Черновой Получает. Окончат. Ускор. Черновой Получист. Окончат. Ускор. Черновой Получксг. Окончат. Ускор. Черновой Получает. Окончат. Ускор. Черновой Получист. Окончат. Ускор. Черновой Полгчист. Окончат. Ускор. Черновой Получист. Окончат. Ускор. Черновой Получист. Окончат.
Специфические
операции обработки
РЕЖИМЫ АБРАЗИВНОЙ ОБРАБОТКИ
Коленчатые налы
КАРТА Ок-2
Лист 2
Примечания. 1. Значения режимов резания приведены для обработки на мно-
гокруговых станках.
2. Бурты шлифуются при ускоренной подаче.
Ручной ЦИКЛ
я Обрабатываемая поверхность и характер обработки Характеристика круга Скорость вращения Среднее значение поперечной подачи Sp, мм/мин. при обработке Время выхажи- вания, мин
кр\ га м/с детали V, м/мин буртов шеек
Коренные шейки; предварительная 24А 40 СТ2-СТЗ 5 К 5 35 25—30 16—18 1.5—2,5 0.05-0,1
обработка окончательная 24А 25—32С1-СТ35К5 35 20—25 10—12 0.6—ол о.1 -ол
обработка Шатунные шейки: предварительная 24А 40 С.Т2-СТЗ 5 К 5 35 15—20 15—18 2—3* 0.05-0.1
обработка окончательная 24А 25—32 СТ2-СТЗ 5 К 5 35 10—15 10—12 0.8—1.2 0.1—0.2
обработка
Значения режимов резания
приведены для обработки стальных
Примечание,
коленчатых валов.
ПАРАМЕТРЫ СУПЕРФИНИШИРОВАНИЯ КОРЕННЫХ
И ШАТУННЫХ ШЕЕК
Шерохова- тость поверхности Ra, мкм Характеристика брусков Средний припуск на диа- метр. мм Частота движе- ния, ДВ.Х/МИИ Ам- пли- туда коле- баний Л, мм Скорость вращения детали о, м/мнн, при суперфиниши- ровании У дель- кос давле- ние А МПа Основ- им ам- МЯ Ге, МИИ
после шли- фова- ния тре- буе- мая черно- вом чисто- вом
1.25 0.32 24Л .428 С.42-С2 К 0.008 100—120 6 15—20 30—ю 0.2—0,3 0,?
0.63 •?32 24А М20 С.Ч2-С2 К 0.005 100—120 6 15—20 30—40 0,2-0,3 10
1.25 •1.S2 24 Л М40-М28СМ2- С2 К 0.02-A03 300—500 3-5 15-20 30—40 0.8-0,8 0,1-0,)
РЕЖИМЫ АБРАЗИВНОЙ ОБРАБОТКИ
Специфические
откря- <и обработки
Распределительные валы
КАРТА Ор-1 Лист 1
ПАРАМЕТРЫ КРУГЛОГО ШЛИФОВАНИЯ ОПОРНЫХ ШЕЕК МЕТОДОМ ВРЕЗАНИЯ
Автоматический цикл
Обрабаты-
ваемый
материал
и его
твердость
Характер
обработ-
ки
Требуе-
мая ше-
рохова-
тость
поверх-
ности
Ra. мкм
Характеристика
круга
Скорость ।
врашения 1
круга детали
При-
пуск
д:. мм
Попереч- Наиме-
ная по- нование
дача перехо-
мя'мнн дов
Автомобиль ВАЗ
Ч..-vh Предва- 0.8 Э1А 25Н С.М2 7 К 5 ПТ 50—60 17—35 0.4- 1,5-4 Черновой
ВЧ 65-48-01 ритель- ная 0.8 0,2—1 Полу- чист’
0.06—0.08 Окончат.
9 Автомобиль КамАЗ
Сталь 18ХГТ, 32—52 HRCs Предва- ритель- ная 1.25—1.4 24А 32П С1-СА12 5 К 5 32 21-61 43- 1.2 0.8—1.6 0,15—0.3 Черновой Полу- чист.
ОХИ—0.08 Окончат.
4г Окон- чатель- ная пй3—1.25 24 А '5 СМ2 7 К 5. 91А 15НСМ25К5 45 13-2! 3.3- .• 0.7 • 0,5—0,6 0.1—02? Черновой Полу- чист.
0.02—0.04 Окончат,
Примечание. Значения режимов резания приведены круговых станках. для обработки на много-
Ручной цикл
Характер обработки Характеристика круга Скорость круга цКр. М/С вращения детали р, м/мнн Среднее значение поперечной подачи $₽. мм, мин Время выхаживания, мин
Предваритель- ная Окончательная ПАРАМ I5A 40 СТ1СТ2 5 К 24А 25-32 С2-СТ1 5 К ЕТРЫ КРУГЛОГО ШЛИ (»« 35 35 ФОВАНИЯ тематический 20—25 25-30 КУЛАЧКОВ цикл) : .0—L5 0.5—1,0 МЕТОДОМ ВР 0.05-41.1 0,12-0,15 ЕЗАНИЯ
Характер обработки Характеристика круга Скорость круга м-с вращения детали г, М'МИН вреднее г- зчеиие п.'-гоечной п:дачи мин Время выхаживания, .мин
Предваритель- ная I5A 50 СТ2-СП о К 30—35 8-10 | 2 '—3.0 0,05—0,07
ЗП2
РЕЖИМЫ АБРАЗИВНОЙ обработки Слецяфнчесмй операции обрабМ Распределительны* КАРТА Ор-1 <
Th
Характер обработки Характеристика круга Скорост» вращения Среднее значение поперечной подачи Sp, мм/мин выхам
круга vKl., м с детали с. м/мнн
Получпстовая 24А 25—40С2-СТ1 5 К 25—ЭД 5—7 1.3-2.0 о.овч
Окончательная 15А 25 СВ. 24А 25 -:2C2-CTi 5 К 25—ЭД 4-6 0.5—0.7 0.12- 3
Специфически*
операции обработ
Поршневые коды
КАРТА On 1 7
РЕЖИМЫ КОПИРНОГО
ОБТАЧИВАНИЯ - РАСТАЧИВАНИЯ
Параметры копирного обтачивания — растачивания *
Обрабатываемая деталь Диаметр 33TOTOBVH D. мм Длина пакета Lp, мм Скорость резания v. м/мин Под м
Наименование Материал ir Твер- дость HRB
Компрессионные и маслосъемные кольаа Специальный се- рый низколегиро- ванный чугун 96—112 До 60 80-120 До 40 0.1
Компрессионные КОЛЬЦО Высокопрочный чугун 100-112 60—140 170 40—50 0.U
Примечания: /, Приведенные значения режимов могут быть применены при
обработке заготовок поршневых колец с радиальным припуском иа обработку не более
1,3 мм режущим инструментом, оснащенным твердым сплавом группы КЗО (ВК8).
2. Увеличение припуска или повышение значений режимов резания может привести
к отклонениям в геометрия кольца или к вырыву пакета.
3. Ориентировочный химический состав (в %)—специального серого кизколепь
роваиного чугуна: С 3,6—3.9; S1 2,5—2,9; Мп 0,5—<>,75; Р 0,3—0.7; S<0,07; Сг 0,12—
0,25; Ni 0,06—0,15; Мо 0,15—0,35; Т1<0,1; Си —следы; высокопрочного чугуна: С 3,4—
3.7; Si 3,2—3,6; Мп до 0,5; Р до 0,2; S до 0,015; Cr 0J5—0.30; Ni до 0,6; Си 0,75—1,1;
Mg 0.010—0,035.
Основное время То
Основное время Г... мин, определяется по формуле
r?.eLf, — длина обрабатываемого пакет?., мм;
1П —-запас хода подход и перебег рездов. мм;
L, — расстояние крайкпми всош’*н?.мл’ пластин или оезцпв, м.м:
' Приведены для обработки на токарно-копировальном станке типа .МК 6026/01.
РЕЖИМЫ КО» ИРНОГО
ОБТАЧИВАНИЯ - РАСТАЧИВАНИЕ
Специфические
операции обработки
Поршневые кольца
КАРТА On-/ Лист 2
i — количество проходов;
п — частота вращения детали, об/мин;
$0—подача, мм об.
Количество проходов i, запас хода иа подход и перебег резцов La,
расстояние между крайними вершинами пластин или резнов Ls
Вид наладки Значение i Значение La, мм Значение мм
Трехрезцовая головка 1 4 J0
Резец с профильной иеперетачигземой пластиной с трехвершиниой гранью 1 3,5 3.5
Резец с одной режущей хромнэГ- 3 4 —
РЕЖИМЫ АБРАЗИВНОЙ ОБРАБОТКИ Специфические операции обработки Поршневые кольца КАРТА Оп-2 Лист 1
Параметры шлифования профиля наружной поверхности
поршневых колец* ••
Наиме- нование операции Наименование и размеры деталей Ско- рость вращения шлифо- вальаого кр .га Сир М С Ж' Частота вращения изделия п, об/мин Глубина шлифования t, мм, по переходам Подача SM, мм/мин. по переходам Вре- мя выха- жива- ния. с
1-й 2-й 3-й 4-й 1-й 2-й 3-й 4-й
Чистовое врофяль- вое шли- фование масло- съемной каяавкя Маслосъемные хромированные кольца диа- метром D, мм: до 120 120—140 8 8 200 125 0.4“ 0,4“ 0,4 0.4 0.03 003 охюз 0JXX3 4 4 1.8 1.8 0,6 0.6 0.05 006 4 4
Про- фильное пиифо- вавве Компрессион- ные хромиро- ванные кольна диаметром D = — 100—140 мм 25—35 125 (Х4 0.08— 0.12 003 — 15 0.5 0.15— 0.2 — 3—5
Компрессион- ные молибде- нированиые кольца' диамет- ром D = 120— 140 мм 26—35 125 0,6 0.34 006 — 2.4 12 0.24 — 2
• Приведены для обработ?.- на автомате мод. ВТ7ОФ2.
•• Размер дан с учетом величины подвода круга к детали на рабочей подаче^-
-304
РЕЖИМЫ абразивной обработки
Специфические
операции обработки
Поршневые кольца
КАРТА Оп-2 Лист 2
Примечания: 1. Характеристика шлифовального круга: 24 А8( 10) СI 7 Б;
24 А8(!0) СМ2 7 Б; 24 AI2(16) CMI 7 Б.
2. Глубина канавки маслосъемных колец принята равной 0,7 мм; при других зна-
чениях величины канавки изменяется глубина чернового (первого) перехода шлифо-
вания.
3. Компрессионные хромированные кольца с несимметричной бочкообразной по-
верхностью должны предварительно обрабатываться с получением уклона.
Параметры шлифования торцев поршневых колец
Припуск на сторону р, мм Операция (переход) Количество проходов i Глубина шлифования t, мм, по проходам
1-й 2-й 3-й 4й
0.3 Черновая 2 0Д8 0.07
Получистовая 2 0.07 0.05 —. —
, Чистовая 3 0.017 0.008 0Д05 —
0,4 Черновая 2 0.12 0. —
По.пчнстовая 2 0.10 0,04 — *—
Чистовая 4 0Д2 0,008 0,007 0.005
0.5 Черновая 2 0,15 0,12
Пол\чистовая 3 0.10 0.05 004 —
Чистовая 4 ода 0.008 0,007 0.005
0.6 Черновая 3 0.15 0,12 0,10
Получистовая 3 0.10 0.05 OjM
Чистовая 4 ода 0^08 0,007 0,005
Значения режимов шлифования торос» поршневых колец
Операция Характеристика круга Скорость вращения крута о»ф, м/с Продольная подача 5И. м/мин
Дерновал 54С40НСМ27 Б»о*. До 25 10—25
Получистовая 54С40НСМ1 7Б1ож. До 25 10—25
Чистовая 63C8(I2) СМ1 9Б До 20 10—17
Примечания: L Приведенные значения предусматрввают шлифование торцев
поршневых колец за трв операции (с иевырезаниым замком): черновую а получисто-
вую обработку торцев одинарных, двойных и разрезанных вз маслот н двойных отли-
вок заготовок (на ториешлафовальных стайках с горизонтальными шпинделями типа
3A344AM201) к чистовую (на торцешлифовальных стайках с вертикальным расположе-
нием шпинделей типа МЕЗЭ6С001).
2. Материал — специальный низколегированный серый и высокопрочный чугун.
Основное время TJ
Основное время Го. мин, определяется по формуле
7=
° \<XK> S, ’
где D — наружный диаметр кольца, мм;
i — количество проходов.
См. также раздел 9, подразделы IV и V.
305
Специфические
операции обработки
РЕЖИМЫ РЕЗАНИЯ
ПРИ ПРОТЯГИВАНИИ ЧУГУННЫ ’ ДЕТАЛЕЙ
Протяжки с использованием
твердосплавных пластин
КАРТА Onp-i Лист 1
При протягивании наружных поверхностей деталей из чугуна применение протя-
жек, оснащенных твердым сплавом, позволяет повысить стойкость инструмента по
сравнению с быстрорежущими протяжками до 50 раз.
При обработке по литейной корке рекомендуется применение комбинированных
комплектов протяжек, в которых перед твердосплавными зубьями расположены не-
сколько ножей иля зубьев из быстрорежущей стали, срезающих неровности литья и
тем самым предохраняющих твердый сл.:ав от ударных нагрузок.
Данные взяты из практики заводов.
1. Стойкость протяжек с механическим креплением пластин твердого сплава
(группы КЗО) при протягивании плоскостей
• Обрабатываемая деталь, завод-изготовитель Протягиваемые плоскости Средняя стойкость □дчой реж\шей грани Количе- ство Ис- пользуе- мых ре- ж\ших кромок
Количе- ство на детали Наибольшие размеры, мм Шерохо- ватость поверхно- сти после обработ- ки Ra, мкм
ширина длина в дета- лях Гд в метрах Т
Блок цилиндров (ГАЗ) Блок крышек коренных под- шипников (ВАЗ) 1 9 184 37 62.9 '»• 178 2,5 2,5 30000 10 000 18000 1800 8 8
2. Стойкость протяжек с напайнымн пластинами твердого сплава (группы КЗО)
при протягивании вогнутых цилиндрических поверхностей
(предварительные операции)
Обрабатываемая деталь, завод-изготовитель Протягиваемые поверхности Средняя стойкость протяжки до поворота Количество поворотов протяжки до переточки
Припуск на сторону р, мм Размеры, мм
диаметр длина в деталях тл в метрах Т
Блок крышек корев- ных подшипников (ВАЗ) 4.7 47 178 10000 1700 —*
Крышка коренных подшипников (ГАЗ) 4,1 65 50 40 000 2000 1
Картер-двигателя (ВТЗ) 5.0 73 175 30000 5000 1
Блок цилиндров (ЯМЗ) 4.6 113 2.6 20 :->э 4 У.С »
Примечание Протягивание в отливках гроизводптся п.-> корке.
30*3
Специфические
операции обработки
РЕЖИМЫ РЕЗАНИЯ
ПРИ ПРОТЯГИВАНИИ ЧУГУННЫХ ДЕТАЛЕЙ
Протяжки с использованием
твердосплавных пластин
'КАРТА Опр-1
Лист 2
3. Стойкость протяжек с напайнымн твердосплавными (группы КЗО)
пластинами при чистовом протягивании пазов и плоскостей высокой точности
(плоскости соединения крышек подшипников с блоком цилиндров —
плоскости разъема замка
и угловых переходов)
Обрабатываемая дета.ть Протягиваемые поверхности Средняя стойкости между переточками
Наименование (завод- изготовитель) Материал Твер- дость НВ Размез замка, мм Длина протяги- вания Ln. мм
размер допуск в дета- лях Тц в мет* рах Г
Блок цилиндров (ВАЗ) Специальный чу- гун С 200 100 +0.035 119 15 000 1800
Картер двигателя (ВТЗ) Серый чугун 183-241 137 +0,024 175 7 500 1300
Блок цилиндров (КамАЗ)' Специальный се- чугун 187— 241 170 . +0.04 160 . 4 000» 840
Крышка коренных подшипников (КамАЗ) Высокопрочный чугун ВЧ 50-4 — - 170)04 +0.035 33 5 000 160
Примечание. Более низкая стойкость твердосплавных протяжек для чистовой
обработки подшипниковых гнезд блока цилиндров двигателя КамАЗ, видимо, объяс-
няется невысокой жесткостью обрабатываемой поверхности детали (блок иклиидров
<о стяжками).
4. Условия протягивании для получения оптимальной стойкости
4.L Обработка с наименьшими вибрациями и ударными нагрузками, что способ*
ствует снижению выкрашивания твердого сплава.
Для обеспечения этого необходимо:
— увеличивать жесткость технологической системы*.
— разрабатывать конструкции инструмента, обеспечивающие возможно меньшие
колебания силы в процессе резания (см. расчет равномерности силы резания в карте
П-3 раздела 7)1
— применить комбинированные комплекты протяжек прн обработке отливок по
юрке.
4 2 И .’пользование в конструкциях протяжек с механическим креплением пластин
иега’ивкых твердосплавных СМП без стружколимающих канавок н с установкой их
в нр.'яжке с у = —5°,
4.3. Выполнение протяжек для обработки вогнутых цилиндрических поверхностей-
пол у отверстий (см. п. 2) круглой формы с креплением их в кассетах по цилиндриче-
скич: шейкам (для двукратного использования).
307
РЕЖИМЫ.РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
завод-из-
готовитель,
материал. -
твердость
Эскиз детали
Номер Обра- баты-
операции вае-
или мые
перехода по-
верх-
ности
Блок ци-
линдров
(ГАЗ), чу-
гун СЧ 24,
170—24! НВ
1Т(?
ТС имелт поверхности.
обрабатываемые твердосплавным
• Инде. . . . >
быстрорежущей стали типа Р6М5.
•* А с. : $4 >86.—БИ № 15, 1966 г.
4ТС
инструментом. При
QX.
2
3
2
3
2
3
308
Специфические операции обработки
ЧУГУННЫХ ДЕТАЛЕЙ Протяжки с использованием твердосплавных пластин КАРТА Опр-1 Лист 3
Припуск на сторону для одной поверх- ности р, мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей. мм Номи- нальное тяговое усилие станка Р, кН Ско- рость резания V, Тип протяжного станка Произ- води- тель- ность, дет.’ч Пояснения к операциям
9,5 3220 250 7.5 Горизонталь- ный с боковым расположением рабочих сала- зок с инстру- менте* и одно- ст :эонним рабочим ходом 65 Протягивание отливок ведет- ся по корке; использование специального способа расчета протяжек *• позволило одной операцией протягивания заме- нить две операции: черновое фрезерование и чистовое про- тягивание на том же станке Применены протяжки с ме- ханическим креплением четы- рехгранных пластин из твердо- го сплава ВК8. используемых с поворотом 8 раз. Стойкость каждой режущей кромки — 30 тыс. дет. .
4,2 4.54 5.03 1224 2030 2030 200 6 . Горизонталь- ный туннель- ного' типа 50 On. 2. Предварительное про- тягивание полуотверстий под шейки коленчатого вала осу- ществляется комбинированным инструментом. Первая секция — из быстро- режущей стали, последую- щие— сборные с твердосплав- ными напайнымн пластинам:! из сплава ВКЗ. На один комплект расходуется 4,5 кг твердого сплава вместо 180 кг быстрорежущей стали. Протяжки круглые, исполь- зуются между переточками дважды — с поворотом иа 180*. Стойкость между пере- точками—40 тыс. дет.
4.6 2175 200 6 То же 50
1 2400 200 3 » 48
отсутствии индекса ТС подрал..мевзется, что поверхность обрабатывается
инструментом из
309
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
ззвод-из-
'"отевитель,
материал,
твердость
Эскиз детали
Номер
операции
или
перехода
Обра-
баты-
аае-
wut
по-
верх-
ности
Картер дви-
гателя
(ВТЗ). чу-
гун СЧ 18-36.
183-241 НВ
2
3TG
Крышка ко-
реняых под-
шипников
(ГАЗ), спе-
аяалышА
чти. 163—
229 НВ
"10
ЧУГУННЫХ ДЕТАЛЕЙ
Специфические операции обработки
Протяжки с использованием
твердосплавных пластин
КАРТА Опр-] Лис,
Продолжи
Припуск на сторону для, одной поверх- ности р. им Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей, мм Номи- нальное тяговое усилие станка Р, кН Ско- рость резания с, м/мнн Гип протяжного станка Произ- води- тель- ность, дет.ч Пояснения к операции
5,5 5,5 5 2620 200 6 Горизонталь- ный туннель- ного типа 60 Оп. 1. Для предварит® обработки полуотверстия лект протяжек спроекти принципиально так же. | протяжки для обработки ка ЯМЗ-235. Стойкость твердости протяжек (ВК8) между точками — 60 тыс. дет, пользуются с поворот® 180е).' Оп. 2. Для окончат#/ протягивания плоскостй ка н разъема применен® тяЖки с напайнымн пл® ми из твердого силам ‘ Стойкость протяжек 1 переточками — 7500 ] (1350 м) j
0.8 1.3 «г 2078 200 6
3.4 765 200 9 Вертикальный сдвоенный 300 .On. 2. Одновременно лываются по з детали, /отверстие протягивает! плоскостей разъема, ЧТ ляет круглые пром! пользовать дважды (« том на 180*). Протя! логична применяемо! работки блока ЯМЗ*Я Стойкость твердо протяжек (ВК8) МИЯ точками — 100 тыс. М
4.1 1489 200 9 То же 320
0.5 320 8.7 Пресс 600
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
эавод-из-
готовитесь,
материал,
твердость
Эскиз детали
Номер
операции
или
перехода
Обра«
баты-
вае-
мые
по-
верх-
ности
Блок кры-
шек корен-
ных под-
шипников
(ЗИЛ), чу-
гун. 170—
229 НВ
Блок кры-
шек корен
ЯЫХ МД-
шкиммков
(ВАЗ), чу
чун СЧ21
• А с. 1845^.— ЕН № 15. 1966 г.
312
1ТС
2ТС
зтс
4ТС
1ТС
la 5ТС
6ТС
ЧУГУННЫХ ДЕТАЛЕЙ
Специфические операции обработки
Протяжки с использованием
твердосплавных; пластин
КАРТА Опр-1 Лист 5
Продолжение
.. Припуск на сторону для одной поверх* яости р, мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей, мм Номи- нальное тяговое усилие станка Р, кН Ско- рость резания г, м/мнн Тнп протяжного станка Произ- води- тель* ность, дет ч Пояснения к операциям
3.5 986 200 6 Вертикальный сдвоенный 120 Протягивание отливок ведет- ся по корке (материал ТС — твердый сплав ВК8). Использование специального способа расчета * я особой кон- струкции протяжек позволяло предварительную обработку плоскостей 2 и 3 осуществить за одни проход, одновременно значительно снизив неравно- мерность сил в процессе реза- ния. Прн этом в 4—5 раз по* вышена стойкость быстроре- жущих протяжек (до 8 тыс. дет.)
3.4 3,85 986 200 6
3.3 990 200 6 То же 120
. 05 I 1X45* 986 200 6
4.7 4,7 4.1 3.6 0.1 0.4 4325.9 100 30 Горизонталь* ный с боковым расположением рабочих салазок с инструментом и двус/ороннкм рабочим ходом 156 Протягивание осуществляет- ся за один возвратно-поступа- тельный ход рабочих салазок с инструментом. При первом рабочем ходе обрабатываются пов. 1. 2, 3, 4. а при втором (обратном) ра- бочем ходе — пов. 5 н 6. Комплекты протяжек осна- щены пластинами вз твердого сплава ВК8. У протяжек для обработки полуотверстий 1 — напайные пластины. У плоских вротпжек применено механическое креп- ление пластин, используемых до замены (с поворотом) 8 раз. Замена протяжек для обработ- ки пов. 1 и кассет с плоскими пластинами производится на станке. Стойкость твердосплавных протяжек и каждой кромки пластин — 10 тыс. дет.
3 3 3953 100 30
3J3
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
завзд-из-
готсвитель,
материал,
твердость
Эскиз детали
314
Специфические операции обработки 1]
СТАЛЬНЫХ ДЕТАЛЕН Протяжки из быстрорежущей стали /1 (типа Р6М5) 1 КАРТА Опр-2 JJutf
Припуск на сторону для одной поверх- ности р. мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей. мм Номи- нальное тяговое усилие станка Р. кН Ско- рость резания е. м/мин Тип протяжного станка Проиэ- водн- тель- ность, дст’ч Пояснения к операция*^
2 4 4 4 2770 1240 1250 1250 160 6,5 Горизонталь- ный непрерыв- ного действия с двухместными приспособле- ниями («ДВ)Х- рмчьевый») 353 Поковка шатуна с крЫМ| (16 поверхностен) обраМ вается на автоматической НИИ ИЗ 3-х CT2HK0D неПРй| кого действия с двнжуиЙ деталью. ,1-й ручей — протягий боковых радиусных поММ стей большой головки. 1
2й ручей — протягнИ поверхностей весовых 64 шек. .
Все протяжки размешеиИ общей инструментальной 1 те, которая заменяется Ц ком при их затуплейня. jj
i 1 Стойкость протяж^ 10 тыс. дет.
1 А >1
? » 1 i S и S IS IS 1225 1620 1150 1150 1150 100 6,5 Горизонталь- ный непрерыв- ного действия с одноместными приспособле- ниями («одно- ручьевый») 353 Лов. 5 и 7 обрабатыв! одновременно. Обработка1 8 н 9 — отрезка крышк| шатуна — вначале совмеЯМ обработкой пов. 6 (ни Д 1620 мм). Все протяжки размещая обшей инструментальной те, которая заменяется 1 ком при их затуплении.
Стойкость протяж 10 тыс. дет.
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
завод-из-
готовитель,
материал,
твердость
Эскиз детали
Номер
операции
или
перехода
Обра-
баты-
вав-
мые
по-
верх-
ности
Специфические операции обработки
СТАЛЬНЫХ ДЕТАЛЕЙ
Протяжки из быстрорежущей стали
(типа Р6М5)
КАРТА Опр-2 Лист 2
Продолжение
Припуск на сторону для одной поверх- ности р, мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей, мм Номи- нальное тяговое усилие станка Р, кН Ско- рость резания '< м инн Тип протяжного станка Произ- води- тель- ность, дет ч Пояснения к операциям
0,4 3.0 0.4 0.4 3.0 0.4 0.4 0.4 0.4 0.4 180 1656 180 180 1656 180 240 240 240 240 160 6.5 Горизонталь- ный непрерыв- ного действия с двухместны- ми приспособ- лениями («двухручье- вый») 9 353 Шатун н крышка обрабаты- ваются раздельно и закрепля- ются в двухместных приспо- соблениях-спутниках. На станке расположены две инструментальные плиты — для черновой и чистовой обработ- ки, в каждой из которых па- раллельно закреплены по два комплекта протяжек.- для ша- туна и крышки. В промежутках между ин- струментальными плитами де- тали разжимаются для снятия напряжений, возникающих при черновом протягивании. При чистовом протягивании обрабатываются пов. 5 и 9 ша- туна и пов. 8 и 16 крышки. Инструментальные плиты за- меняются целиком. Стойкость протяжек для чер- новой обработки — 8 тыс. дет., для чистовой обработки — 4 тыс. дет.
317
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
ззвод-нз-
готоэитель,
материал,
твердость
Эскиз детали
Номер I
операции
иля i
перехода
Обра-
баты-
вав*
мыв
по*
верх-
ности
ЗН
Шатун
(КамАЗ),
сталь
40ХН2.ЧА.
245—285 НВ
СТАЛЬНЫХ ДЕТАЛЕН Специфические операции обработки
Протяжки из быстрорежущей стали (типа Р6М5)
КАРТА Опр-2 Лист
/7ро<5олхен^И
Припчск на «торону для одной поверх' кости р. мм Общая длина комплек- та про- тяжек с четом .свмеще- ния по- верхно- стей, мм Номи- нальное тяговое \ сил не станка Л кН Ско- рость резания v, м/мин Тип протяжного станка Произ- води- тель- ность» дет/ч Пояснения к операциям Я
8.0 ЮЛ 4.0 8.2 40 4.0 Л20 250 г- 7,4 Горизонталь- ный непрерыв- ного действия 400 В поковке обрабатываются! 22 поверхности шатуна Я| крышки на автоматической ЛИ» 1 нни из 7 станков непрерывно» . го действия с движущимися i деталями. 1 Оп. 2. Шатун обрабатывает* ся тремя комплектами протя» жек, закрепленными на отдель* ных инструментальных плитах: 1-м комплектом — пов. 6 7; 2-м комплектом -jjiot. 8; 3-м комплектом — пов. 9. В промежутках между эти» мн инструментальными плита» ми зажимные устройства с де* талями поворачиваются на не* обходимый угп
6.7 6.8 VX10” VXtO” L 1400 '.400 620 • 620 250 7.4
С g g 825 1936 1936 250 7,2 Горизонталь- ный непрерыв- ного действия 400
319
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
завод-из-
готовитель,
материал,
твердость
Эскиз детали
Номер
операции
или
перехода
Обра-
баты-
вав-
мые
по-
верх-
ноств
Шатун
(ГАЗ),
сталь 45Г2.
228—269 НВ
СТАЛЬНЫХ ДЕТАЛЕЙ
Специфические операции обработки
Протяжки из быстрорежущей стали
(типа Р6М5)
КАРТА Опр-2
Придо.'.же* ие
Припуск на сторону для одной поверх- ности Р, мм Общая длила комплек- та про- тяжек с учетом совмеще- ния по- верхно- стен. мм Номи- нальное тягоэое усилие станка Р, кН Ско- рость резания V, м.'мин Тип протяжного станка Произ- води- тель- ность, дет/ч Пояснения к операциям
19,0 19,0 3100 3100 оо 7.2 То же 400 Оп. 5 и 6 (после разрезки шатуна с крышкой). В каждом приспособлении станков зажимаются одновре- менно по две детали — шатун и крышка шатуна (т. е. они обрабатываются параллельно). На всех станках затупленные протяжки заменяются вместе с плитами. Стойковль протяжек состав- ляет: на операциях 1, 4 а 6 — 4 тыс. дет., на операциях 3, 5 и 7 — 6 тыс. дет., на опера- ции 2 — 8 тыс. дет.
4.0 3.6 3.0 1X45* 1.75 82 1Л 2750 250 7.2 > 400 (каждой детали)
0.8 5.0 0.8 U 1700 100 7.2 V > 400 (каждой детали)
9.4 2580 160 7.2 1 400 .
12 995 200 8.0 Вертикальный сдвоенный 270 On. 1. Торцы шатуна и крыш* кн шатуна обрабатываются од- новременно общей протяжкой. Детали закреплены в одном приспособлении на разной вы- соте под углом друг к другу. Это позволяет уменьшить яе- равномерность сил в процессе резания. Ол. 2. На каждой позиции станка протягиваются подуст- верстия и плоскости разъема шатана (пов. 2 и 3) и крышки шатуна (пов. 8 и 9). Комплекты протяжек закреп- лены на общей инструменталь-
2Л 3.4 1377 200 8.0 200
| S S j 995 100 8Д 270
15 650 100 8.0 300
321
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты- ваемая деталь, завод-из- готовитель, материал, твердость Эскиз детали Номер операции или перехода Обра- баты- вав- мые по- верх- ности
1 7
2 8
9
з :о
п
Фланец кар-
дана (ГАЗ).
сталь 45,
170—229 НВ
СТАЛЬНЫХ ДЕТАЛЕЙ
Специфические операции обработки
Протяжки из быстрорежущей стали
(типа Р6М5)
КАРТА Опр>2 ~
П родо.гхещш
Припуск на сторону XI я одной поверх- ности р, мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей. мм u Номи- нальное тяговое усилие стайка Р, кН Ско- рость резания V, м/мнн Тип протяжного стайка Произ- води- тель* ность, дет/ч Пояснения к операциям Л
2.2 995 200 8,0 Вертикальный сдвоенный 270 ной плите. Протяжки для чв* новой обработки плоскоей! разъема обеих деталей расе* ложены впереди протяжек дД полуотверстий, что позволяв! выполнять последние кругл* мн и использовать их между переточками дважды (с вое* рогом на 1XQ. Протяжки ДД| чистовой обработки плоскости 3 и 9 расположены в комИ комплекта на отдельны! клиньях. Вследствие различных треб®» ваний к качеству обработки установлена разная стойкое* для черновых и чистовых пл* ских, а также для круглы! протяжек. В связи с этим замена кеб комплектов протяжек пронаа* дктся непосредственно на crawi ке
2.0 1.2 1100 200 8.0 200
995 100 8Л 270 'tr
А, 900 200 6.5 Вертикальный сдвоенный 130 (на каждой позиции станка) Для обработки угловых в* верхностей в поковке примет! на особая конструкция прог* жек, позволяющая срезать че* новую часть припуска разделы! но в уголке и на двух crop* нах поверхности, что слоев* ствует исключению поломм зхбьев в уголках i
9.0 1196 200 10.2
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты- ваемая деталь, завод-из- готовитель, материал, твердость Эскиз детали Номер операции или перехода Обра- баты- вав- мые по- верх- ности
Вал сошки
рулевого
управления
(ГАЗ),
сталь ЗОХ,
2&9-321 НВ
Крестовина
карданного
вала задне-
го моста,
(КамАЗ),
сталь
20ХГНТР.
\60-2G7 НВ
I
СТАЛЬНЫХ ДЕТАЛЕЙ
Специфические операции обработки
Протяжки из быстрорежущей стали
(типа Р6М5)
КАРТА Опр-2 Лист 6
Пр^^оржечие
Припуск на сторону для одной поверх- ности р, мм Общая длина комплек- та про- тяжек с \четом совмеще- ния по- верхно- стей, мм Номи- нальное тяговое > сил не станка Р, кН Ско- рость резания с, м мин Тип протяжного станка Произ- води- тель- ность, дет ч Пояснения к операциям
4.5 1178 100 10.0 Вертикальный сдвоенный 80 Протягивание паза и боко- вых плоскостей поковки произ- водится по корке. Для обеспечения высокой точности паза (38+,,w5 мм) внутренние н наружнае^тлос- кости ушков протягиваются4 од- новременно. Между черновыми в чистовыми зубьями преду- смотрен «отдых> для снятия напряжений после черновой об- работки
1.8 • 600X2 100 6.0 Вертикальный автомат 197 Одновременно протягивается по 2 детали. На инструментальной плите закреплены 4 комплекта протя- жек (по 2 на каждую деталь). Каждый комплект состоит нз двух одинаковых протяжек, по- следовательно расположенных на плите с интервалом 18Q мм. Рабочий ход разделен иа две части. За первую половину хо- да у каждой детали обрабаты- ваются торцы двух противопо- ложных цапф, затем салазки останавливаются, детали пово- рачиваются на 90*. За вторую половину рабочего хода про- тягиваются торцы остальных цапф
325
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
I
Обрабгты- j
вае.мая
деталь, >
завод-нз- I
готовктель. j
материал, !
твердость i
Эскиз детали
Номер
операции
или
перехода
Обра-
баты-
вав-
мые
по-
верх-
ности
Сектор пе-
реключения
вилки ко-
робки пере-
дач (ГАЗ),
сталь 40.
241-285 НВ
Слож-
ная
фа-
сон-
ная
по-
верх-
ность
СТАЛЬНЫХ ДЕТАЛЕЙ Специфические операции обработки 1
Протяжки из быстрорежущей стали 1 (типа Р6М5) J
КАРТА Опр-2 Лист f<
П рудслжехал
Припуск на сторону для одной поверх- ности р, мм Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей. мм Номи- нальное тяговое усилие станка Р, кН Ско- рость резания с. м/мин Тип протяжного станка Произ- води- тель- кость, дет/ч Пояснения к операциям
4.5 785 100
Вертикальный
сдвоенный
Протягивание точного слой
нофасонного профиля набоМ|
простых протяжек примем
взамен фрезерования набору
фасонных фрез, немцем знШ
тельно улучшено качество Й
работки. J
Протягивание осуществляй
ся за два перехода в двухмесК
ных приспособлениях. ДетаД
напрессовывается на палец. МД
торый служит базой для -^Дм
переходов. ]
Узкие плоские и одяора
диусные протяжки фиксируй
ся в пазах 4-х державок М
разными углами друг к друЗ
и регулируются отделыпЛ
клиньями. При затупления
меняются целыми лержавкай
Стойкость протяжек меш|
переточками — 4 тыс. дет.; ыН
ход протяжек в 25 раз мемцй
чем у замененных ими фяИ
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Обрабаты-
ваемая
деталь,
завод-из-
готовитель,
материал,
твердость
Эскиз детали
Номер
операции
или
перехода
Обра-
баты-
вав-
мыс
по-
верх-
ности
Крестовина
карданного
вала задне-
го .моста
(ЗИЛ),
сталь 60ПП.
(56-207 НВ
• Обеспечивается на предшествующей токарной операции Плоские протя>ии комплекта
ноет ей 2.
328
Специфические операции обработки
СТАЛЬНЫХ ДЕТАЛЕЙ Протяжки из быстрорежущей стали (типа Р6М5)
. - К1РТА О” р-2 Лист 8
П оодо лжение
П?»«п>ск на сторону для одной поверх- яостн р. ММ Общая длина комплек- та про- тяжек с учетом совмеще- ния по- верхно- стей. мм Номи- нальное тяговое усилие станка Р. кН Ско- рость резании г, м/мин Тип протяжно* о станка Произ- води- тель- ность. дет ч Пояснения к операциям
0.48 1,30 386 200 6,0 Вертикальный сдзуенны,- 400 Протягивание четырех торцев каждой детали осуществляется одновременно четырьмя про- тяжками, закрепленными в кас- сете.
На каждой позиции сдвоен- ного станка закреплено по две кассеты, т. е. за один двойной ход станка обрабатывается 4 детали.
Детали закреплены под уг- лом 45* к плоскости инстру- ментальной плиты. Наладка и закрепление протяжек в кассе- тах производятся вне станка, замена затупленного инстру- мента осуществляется комплек- тами.
/ Расход протяжек — 1 комп- лект на 100 тыс. дет.
г*раитируют яостояиство припуска под фасонные протяжки
для поверх*
339
Специфические
операции обработки
Детали автомобиля
КАРТА Ох-/ Лист /
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Параметры алмазного хонингования чугунных деталей автомобиля
Значения параметров для различных деталей в зависимости от варианта последовательности проведения операций (переходов)
Гильзы цилиндров 1 з серого и специального чугунов & С *S Z
Наименование параметров незакаленного закаленного (дилиндры двигателей, компрессоров, тормозов из серого и специального «угу нов Блоки ЦИЛИНДРОВ. OTI гтпя под коренные п nt инн и к и. корпусные ли и т. д и । серого чуг;
Вариант пос гедовательности проведения операии й (переходов)
Черно- вая Полу-] чисто-1 вая | Чис- товая Предва- ритель- ная Черно- вая Получке- товая Чис- товая Предва- ритель- ная Окон- чатель- ная Одно- крат- ная
Твердость НВ (HRC.) 170-240 (40- 50) 170— 255 170— 240
Исходная по- верхность: шерохова- тость Ra (Rz). мкм точность формы, мкм 120)—2.5 20 аг (40-20) 30-50 (20)- 40 2.5 (20) —2.5 30
Требуемая ше- роховатость поверхности Ra. мкм 0.32 0.32—0.63 0.32— / 1.0 0,32- 0.63
Количество возможных операций —3 3-5 2- 1-2
Припуск р. мм Характеристика алмазного бруска: марка алмаза 0.04-0.1 АРК4. АС6. АС 15 0Л2— 0.06 АС6, АС 15 0.005 —0.01 АС6. АС 15. АСМ 0.15-0.3 АРВ1, АРК4. АС20. АС32 0.1—0,15 АРСО. АРК4. АС 15 0.03—0.06 АС6. АС 15 0.005 -0.01 АС6. АС 15. АСМ 0.04—0,07 АРК4. АС6. АС15 0.005 -0.02 АС6. АС15, АСМ 0.О4- 0.07 А СО ACI5. АСМ
’зернистость 200 160— 100 SO 80/ >63— 50'40 40,’ ЙГ14 6- .'Э 500— У 5 250 ?У) 293— 12: W 10' so— 50- 40 40 2*> :.4 -О 160- СО 80 80/ ,ьЗ— 30 20 80/ ,63— 50 40
330
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Специфические
операции обработки
Детали автомобиля
-------------------
КАРТА Ох-1 Лист f
П подолженив^
Наименование
параметров
Значения параметров для различных деталей в зависимости от варианта 'Ч
последовательности проведения операций (переходов)
Гильзы цилиндров и з серого в специального чуг уно в 1 Цилиндры , двигателей, i компрессоров, тормозов из ! серого и ( специального 1 чугунов >4
незакаленного закаленного Влокн цилиндром, от «тии «ид «врешмм
Вариант последовательности проведения операций (переходов)
Черно- вая Полу- чисто- вая Чис- товая Предва- ритель- ная Черно- вая Получнс- товая Чис- товая Предва- ритель- ная Окон- чатель- ная Од* Крм
связка М1-01. .45-06, >15-10 41-01, >15-06. .45-10 .41-01, .45-06, >15-10 .41-01. .45-06. 45-10 >11-01, М5-06. >15-10 .41-01. >15-06. 315-10 .41 01. >13-06. .45-10 М.1-01. >15 06. >15-10 41-01, 45-06. .45-10 mi-0 450 ms-i
концентра- ция. % 100 100 100 100 100 1О0 • 100 Too 100 100
Режимы хонин- гования: окружная скорость V. ммин возвратно- поступатель- ная скорость V, г- м/МИН 30-80 15—25 30—80 15-25 30—30 10—25 30—80 10—20 30—80 10-20 30-80 15—25 30—so 15—25 30—80 15-20 30-80 10—20 ч эо-4 10—1 *
давление Срчсков Р, МПа Дозиро- ванная подача °’цГ 0.3- 0.6 Дозиро- ванная подача Дозиро- ванная подача 0.6-1.2 0.3- 0.6 0.8-1.2 0.3— 0.6 (Я
Время обработ- ки Т9, мин 0,5—1,0 03- 0.6 0.1 — 0.3 1.0—2.0 0.5—1.0 0.3-0.6 0.1 — 0.3 0,5—0.8 0.1— 0.5 О.й ii
Получаемая по- верхность: шерохова- тость Ra (Рту мкм ТОЧНОСТЬ $C2vbl, МКМ 1.25—2.5 15-20 0.63— 1.25 10—15 0.16— 0.32 10-15 1Ю—20) »-Э0 1’5-2.5 15-30 0.63—1,25 10—15 0.25— 0.63 10—15 1,25—2.5 10—15 032— 1.0 8—12 0Л 0Л 10—
4
Специфические
операции обработки
Детали автомобиля
КАРТА Ох-1 Лист 3
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Параметры алмазного хонингования автомобильных деталей
из качественных конструкционных и низколегированных сталей
Наименование параметров Значения параметров для различных деталей в зависимости от варианта последовательн''стн проведения операций (переходов)
Шатуны Шестерни и втулки со шлицевыми и -падкими отверстиями из сталей
нетермообрабо- термообрабо- тайных
тайных
Вариант последовательности проведения операций (переходов)
Предва- ритель- ная Оконча- тельная Одно- кратная Предва- ритель- ная Оконча- тельная Предва- ритель- ная Оконча- тельная
Твердость НВ (HRC.) Исходная поверхность шероховатость Ra. мкм точность формы, мкм Требуемая шероховатость ^поверхности Ra, мкм Количестве возможных опе- раций Припуск р. мм Характеристика алмазного бруска: марка алмаза зернистость связка концентрация, % Режимы хонингования окружная скорость ?. м 'мин возврат??- пост1, пател ун:-с скорость С* д, м мин давление бр-ссков Р. ЧПа 170-240 2.5—1.25 30 ьэ 8 Г t — ю Кэ о сл О 8 1 1
0.4- 1 — 0.02—0.08 АС6. АС 15 80 63- 50.40 М1-01, .45-06. .45-13 50. 100 20 -35 С >о 6.4—0.6 Ю.5 0,005— 0.01 АС6. ( АС15, АСМ 40/28— 28/20 Ml-01. М5-06, М5-10 50, 100 20—35 6—12 0.3—О.5 ’.25- ;.6 1 0.1—0.2 АС6. АС 15 80.63- 63/50 Mi-o:, .45-0:. .45-08 100 50—Э0 15—60 (мехаяич привес) Од—:: О.! 6- 3.138—0.14 АС6. АС 15. АС 14 100 80— 50'40 м:-о:. .45-01, М5-14 50. 100 23—40 1 -0.63 -2 0.01—0.02 АС6. АС 15 40.28— 20/14 М1-0'.. .45-01. .45-14 50, 100 20-40 2-6 . •—?.о 0.16- 1- 0.08—0.14 АС6. АС 15 200/160— 80/63 М1-01, М5-01 100 20—50 4—8 1.2 -0.63 -2 0.01-0,07 АС6. АС 15. АСМ 63 50— 28,20 Mi-01 100 20—40 2-5 3.4 -3.5
Специфические
операции обработки
Детали автомобиля
КАРТА ЪхТ/ Лист 4
РЕЖИМЫ АЛМАЗНОГО ХОНИНГОВАНИЯ
Продолжение
Наименование параметров Значения параметров для различных деталей в зависимости от варианта последовательности проведения операций (переходов)
Шатуны Шестерни и втулки со шлицевыми и гладкими отверстиями из сталей
нетермообрабо- танных термообрабо- танных
Вариант последовательности проведения операций (переходов)
Предва- ритель- ная Оконча- тельная Одно- кратная Предва- ритель- ная Оконча- тельная Предва- ритель- ная Оконча- тельная
Время обработки То, мим Получаемая поверхность: шероховатость Ra, мкм точность формы, мкм 0,5-0.8 1.25 8—14 0.3—0.5 0.4 —0.5 5-12 (12—0.3 0.5—1.6 6—12 0.5—1.0 0,63—1,25 6—Ю 0.3—О.5 0,16—0,63 0.5—1,0 0,63—1.25 6—10 0.3—0,5 0,16—0,63 4-8
РЕЖИМЫ ЛЕНТОЧНОП) ШЛИФОВАНИЯ
Специфические
операции обработки
Детали автомобиля
КАРТА Ол-1 Лист I
Наименование операции Обрабатываемая деталь Чис- ло про- ходов Характери- стика шли- фовальной ленты по проходам Режимы резания Смазочно- охлаждаю- щее техно- логическое средство
Мате- риал Требуе- мая ше- рохова- тость по- верхно- сти Ra, мкм Скорость резания 0, М/С Подача 5» м/иин Усилие прижима Pt, н
Наружное шли- фование бампе- Н Сталь Одкл 0.40 4 15А16ПУ2С. 15А1ОПУ2С, 15А6П У2С. 15А5П У2С 272 4 025 Отсутствует
Шлифование >*ки поворот- ного стекла То же 0.30 2 14А6ПУ2С. М63В У2С 30 10 0.20 >
Шлифование ободка фары » 3.5-10 2 15А6П У2С, 15А5П У2С 30 7 0,30 >
Шлифование •°*«Рхности •Рофиля обли- цовочной на- ладки рамки передней <Мри Сталь 12X17 ? 30-0,45 2 15АМ40 У2С 35 Ручная 0.15 Густаа смазка «Натро нал-1»
333
РЕЖИМЫ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
Слецифичес»»^
операции обрабЗ
Детали автомоб<1
КАРТА Ол-1
Обрабатываемая деталь Характери- стика шли- фовальной ленты по проходам Режимы резз НИЯ
Наименование операции Мате- риал Требуе- мая ше- рохова- тость по- верхно- сти Ra, мкм Чис- ло про- ходов Скорость резания C-, MfC Подача М МКН Усилие прижима Рх, Н См3 О1Д1 щее лощ
Шлифование стойки стек.:а передней и задней дверей Ал :оми- ниевый сплав < 0,25 2 15АМ40 У2С водостойкая 28 6 0.10 <УЧ (1
I
МЕТОДИКА РАСЧЕТА ПАРАМЕТРОВ
ГОРЯЧЕГО НАКАТЫВАНИЯ ЗУБЬЕВ
Специфические *
операции обработс
Комические зубчатые
КАРТА Оз/
Лал
Метод горячего накатывания конических колес заключается в образовании з\бьез z
в результате пластического деформирования металла заготовки, нагретой ТВЧ. зубо-5
накатным инструментом. ?
Схема горячего накатывания зубьев дает возможность применять под накатывание \
колес зуотовкн как предварительно механически обработанные, так и полученные#
штампогкой, раскатыванием, литьем. 3
Методом горячего накатывания можно изготавливать ведомые конические колеса ’
7
как с кр>гсьыыи, так и прямыми зубьями.
№ этапа Последовательность определения режимов накатывания Источник ил» расчетная формула Исходные датам
1 Выбор модели зчбовакатного стана Карта Оз-2. Паспорт стана Наружный диаметр I леса d^. Модуль niit. Угол начального квя? колеса б
• 2. Определение частота вращения ко- ле: г о** мич Карта Оз-З Наружный диаметр • леса di. Модуль гп.г. Модель з/бонакатв* стана
3 Parse* частоты грашечия инструмен- та об мич Частота вращения са п.
10
г МЕТОДИКА РАСЧЕТА ПАРАМЕТРОВ ГОРЯЧЕГО НАКАТЫВАНИЯ ЗУБЬЕВ Специфические операции обработки
Конические зубчатые колеса
КАРТА Оз ! Лист 2
Продолжение
Последовательность определения режимов накатывания Источник или расчетная формула Исходные данные
3.1. Определение рекомендуемой частоты вращения 3.2. Уточнение частоты вращения по паспорту стана ' Z" ' .. л Число зубьев нижнего синхронизатора гк с. Число зубьев верхнего синхронизатора zD C- Поправка, учитывающая величину зазора между зубьями при зацеплении синхронизаторов, <5С; }с=2—3 об/мин
2а е Паспорт стана
Определение времени нагрева ТВЧ Ти*гр. с Карта Оз-З Наружный диаметр ко- леса dt. Модуль
Определение режимов нагрева ТВЧ Карта Оз-З Наружный диаметр ко- леса da. Модуль mte
Определение продолжительности цик- ла накатывания; 6.1. Времени подвода инструмента на ускоренном ходу и рабочей пода- че Тgoga, С 6-2. Времени накатывания Г0.1аь, с 6.3. Времени обкатывания Го.ов, с Карта Оз-З 'аг Наружный диаметр ко- леса dA. Модуль ти. Модель зубонакатного стана
Определение вспомогательного време- ни автоматического никла Г,, с Квота Оз-З Наружный диаметр ко- леса da. Модуль mtt. Модель зубонакат-ного стана
Определение времени охлаждения и смазки зубонакатного инструмента Го1Л > с Выбор вида смазки зубонакатиого инструмента Карта Оз-З Карта Оз-З Наружный диаметр ко- леса da. Модуль mte
Расчет времени цикла Гц. мин Га = Г аагр -j- Т пв»в4* 7*о.м+Г»4- ’L’Tota *
Определение стойкости зубонакатного инструмента: — в деталях — Т3 — в минутах — Гч Казта Оз-З Г о st' Т" Г о об Материал инструмента. Время накатывания Го «К. Время обкатывания Г0.ов
г--1 60
335
Специфические операции обработки
ХАРАКТЕРИСТИКА ЗУБОНАКАТНЫХ СТАНОВ Конические зубчатые колеса КАРТА Оэ-2 Лип )
Параметры Модели станов
569 535 2300 2008 7105
Наибольший модуль зубьев mit. мм 10 10 10 12 :з
Наружный диаметр ко- леса dt, мм 175— 350 175—350 ’60-360 300—450 330— 500
Производительность, дет/ч 30—45 30—45 35—40 25—30 25—30
Угол наклона оси шпин- деля инструмент отно- сительно оси шпинделя колеса ф, град 20 32 Э5 30 20
Частота вращения коле- са л, об/мин 40—60 40—60 50—60 40—60 40—80
Наибольшее усилие на- катывания зубоиакатного няструмеита, кН 750 750 800 1250 Ь450
] — изготавливаемое колесо ’
накатанными зубьями; 1-
внутренняя реборда комплвв
зубоиакатного инструмента; 3-
коническое колесо-накат»
4 — наружная реборда ко*
лекта зубоиакатного uncff!
мента; 5 — коническое колесо*
верхний синхронизатор; •-
планшайба для закрепм*
зубоиакатного инструмента 1
синхронизатора,* 7 — конине*
колесо —* иижннй сик.хровв»
тор; 8 — устройство для за*
ма заготовки; 9 — плана»
зажимного устройства:
угол пересечения осей шш»
>ей колеса и инструмея*
град; ф — угол наклона
шпинделя инструмента отв*
гельно осн шпинделя кол*1
град; б — угол начального *
<уса колеса, град: бв-'?1*
начального конуса мнстрУ*^
336
РЕЖИМЫ ГОРЯЧЕГО НАКАТЫВАНИЯ ЗУБЬЕВ
Специфические
операции обработки
Конические зубчатые колеса
КАРТА ОзЗ Лист 1
Параметры горячего накатывания зубьев
Наименование параметров Значения параметров при наружном диаметре колеса п* в мм (mt,=5—13 мм)
200 250 300 j 350 400 450
Частота вращения колеса п, об/мин 60-100 60—80 63—80 40-70 46-70 40-70
Время нагрева ТВЧ Т„Ягр, с 25—45 40—60 45—65 50-70 60—90 70—100
Время подвода ин- струмента на ус- коренном ходу и рабочей подаче Гаозк С 1-3 1—4 -—э 2—5 2-6 3—7
Время накатыва- ния То Н*Н> С 3—6 5—7 6-8 8-10 9—12 10—13
Время обкатыва- ния Го >в, С 4—6 5—7 6-8 6—10 7-11
Вспомогательное время автоматиче- ского никла Гж. с 16-28 16—28 16—28 20-31 20—31 20-31
ВреТя охлаждения и смазки инстру- мента Л,., и, с 20—40 30—50 30—50 50—80 50—80 50—80
Примечания: L Меньшие значения частоты вращения детали и большие зна-
чения времени охлаждения и смазки инструмента выбирать при больших диаметрах
и модулях колес. .
2. Большие значения времени нагрева ТВЧ, подвода инструмента, накатывания и
обкатывания зубьев выбирать для больших модулей н диаметров колес.
3. Вспомо1ательное время автоматического цикла Г» принимать для зубонакатных
полуавтоматов мод. 569 и 535—16 с, мод. 2008—20 с. мод. 2-Э00—2» с. мод. 7105—31 с.
Для полуавтоматов мод. 569. 535 и 2008 в величину Гж не входит время загрузки
заготовки колеса, которое составляет 5—15 с.
4. Охлаждение н смазка инструмента могут производиться в процессе нагрева заго-
товки.
5. При накатывании зубьев на заготовках из чугуна следует выбирать меньшие
значения времени подвода инструмента, накатывания и обкатывания.
Параметры нагрева
Наименование параметров
800 400
24-Х)
Значения
параметров при
d,«я 200—450 мм
= 5—13 мм
Виды смазки зубоиакатного инструмента
Вид и состав смазки Содержание компонентов по массе. %
Коллоидной грабит марки С-1 или С-2 (OCT 6-O8-43I-75): ;рафит вода 20—25 75-80
337
' Специфические операции обработки
РЕЖИМЫ ГОРЯЧЕГО НАКАТЫВАНИЯ ЗУБЬЕВ Конические зубчатые колеса КАРТА Оз-З Лист 2
Продолжение
Но.-меиование параметров Значения параметров прн Л = 200—^50 мм и л?1еда = 5—1 3 мм
Температура нагрева заготовки, •е 1150—1250
Величина зазора .между активным втгком индуктора и заготовкой. 2.0—5.0
мм
Примечание Меньшую величину за-
зора выбирать при меныф1.х диаметрах и мо-
дулях колеса.
Продолжение
Содержание
z-z и сосгаз сусзки компонентов по массе. %
Карандашный графит (ГОСТ 44ГЦ —S' , •
грае нт 20—25
Вида 75-80
Графитно-коллоидные смазки 21% графита
Стойкость зубоиакатиого инструмента Г,
Наименование инструмента Марка стали инструмента Значение Тя. тыс. шт.
Зубонакатчы;’: инстру- мент 4Х4М2ФС, 4Х5В2ФС '«Г 2_£
Наружная и внутренняя реборды ЗА НВ, 5ХНМ 2.5—б
Примечания: 1. Меньшие значения стойкости выбирать при больших диамет-
рах и модулях колес.
2. При применении для изготовления зубонакатного инструмента стали 40.ХСМФ
стойкость снижается на 15—20%.
ПРИЛОЖЕН/Ц
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ
ЛЕЗВИЙНЫМИ ИНСТРУМЕНТАМИ
Обрабатываемость — это технологическое свойство материала, определяющее его
способность подвергаться резанию. Обрабатываемость не является физическом кон-
стантой .материала и зависит также от условий обработки.
Обрабатываемость определяют:
— стойкостью режущего инструмента 7. измеряемой в минутах, количеством обра-
ботанных деталей, величиной пути режущей кромки инструмента и т. л.;
— скоростью резания
— силой резания 'ее составляющими Рх, Р Рг), действующей на инструмент. или
потребляемой мощностью.
— шероховатостью обработанной поверхности, а в отдельных случаях — величиной
и знаком остаточных напряжений или степенью деформации поверхностных слоев.
— формой образующейся стружки.
В зависимости от конкретных требований обрабатываемость материала может оп-
ределяться всеми, некоторыми или даже одним из указанных показателей. ОцеНиззют
ее обычно в сравнении с обрабатываемостью какого-либо заданного эталонного мате-
риала, выражая относительными коэффициентами:
где К.. Kv. К — относительные коэффициенты обрабатываемости по стойкости, ско-
рости и силам резания соответственно;
Т, и, Р — стойкость, скорость н сила резания при обработке оцениваемо:^ ма-
териала;
Г?, р», Р» — стойкость, скорость и сила резания при обработке эх^л^ного .мате-
риала.
Сравниваемые величины определяются в равных условиях (оборудование, инстру-
мент, режимы резания и т. п.).
На диаграмме показан относительный уровень обрабатываемости основных видов
материалов, применяемых в автомобилестроении, который оценивается относительным
уровнем достигаемой производительности резания (произведением скорости резания
и подачи). .
Ниже дается краткая характеристики обрабатываемхти лезвийным инструмент м
основных металли-гских материалов, подменяемых в автомобилестроении. Для на.':-
лее распространенных материалов (сталей, чугунов, алкмннисвых сплавов) привете-^-
коэффициент ы б- ''атыь^'.-м.ст1‘ по ск> ростн резания, рекомендуемые режимы ое-з-
ния для них даны = соответствующих раздела*. справочника. Для других констру-щ.-
'”!ных материален дайн": пдил ••жении пригоны с=еден;:я об уровне режимов реза-
ния. Следует иметь в килу .-диск''. что сказанные рекомендации. в том числе и к:?р-
фнциенты обрабатываемости. нсс*т обобщенны): »усред-.еннънп характер и в каж’.-о»
конкретном случае ’--эгут пст?е'г = ?ть уточнения
Приложение 1
ОБРАБАТЫВАЕМОСТЬ ЧУГУНА
Обрабатываемость
конструкционных материалов
! лезвийными инструментами
\ КАРТА 1 Лист 1
Большинство широко применяемых марок чугуна имеют вполне удовлетворитель-
-:;.ю обрабатываемость. Вместе с тем некоторые виды чугунов (например, износостой-
кие) отличаются очень низкой обрабатываемостью, а отдельные марки практически
ьсобше не поддаются обработке традиционными методами.
Основное влияние на обрабатываемость чугуна оказывают его микроструктура и
механические свойства, размеры и конфигурация отливок, условия литья.
I. ВЛИЯНИЕ МИКРОСТРУКТУРЫ И МЕХАНИЧЕСКИХ СВОЙСТВ
Графит. Обрабатываемость чугуна улучшается с увеличением содержания гранита
и уменьшением размеров его включений (чем крупнее включения, тем больше шерохо-
ватость обработанных поверхностей). Лучшей обрабатываемостью о'тадает чугун с
пластинчатой формой графита, худшей — с глобулярной.
Феррит. Как правило, присутствует в чугуне в виде твердого растиора легирую-
щих элементов. При твердости феррита 100—150 НВ с увеличением его содержания об-
рабатываемость улучшается. Обрабатываемость понижается при увеличении содержа-
ния кремния в феррите более 3% и при снижении твердости феррита Большее содер-
жание последнего приводит к повышенной адгезии обрабатываемого материала с ин-
с~эхментом. Ф
’Перлит (150—320 НВ). Увеличение его содержания в структуре чугуна по отно-
шению к ферриту способствует ухудшению обрабатываемости чугуна. Пластинчатый
перлит обрабатывается лмчше. чем зернистый.
Карбиды (св. 700 HV). В структурно-свободном состоянии приводят к ухудшению
обрабатываемости чугуна. Даже при их незначительном содержании резко повыша-
ется интенсивность изнашивания инструмента.
Фосфядная эвтектика. При содержании в структуре металла менее 3% она прак-
тически не влияет на обрабатываемость чугуна, прн увеличении же ее содержания
свыше 3% обрабатываемость ухудшается.
С Я^вышеннем твердости к прочности чугуна обрабатываемость его уФ^дшается,
особенно при перлитной структуре основы чугуна.
2. ВЛИЯНИЕ КОНФИГУРАЦИИ И РАЗМЕРА ОТЛИВОК
' Структура и механические свойства чугуна зависят от скорости его охлаждения
после заливки в литейную форму, которая* определяется размерами, конфигурацией и
размерами сечений стенок и ребер отливки. Чем меньше сечение отливки, тем больше
скорость охлаждения металла, тем «плотнее» его структура, выше предел прочности,
больше возможность образования структурно-свободных карбидов и хуже обрабатывае-
мость. При очень малых сечениях и резком ох/аждении возможно образование отбе-
ленного чугуна с весьма низкой обрабатываемостью. Чем прочнее по марке чугун, тем
это влияние больше. *1
3. ВЛИЯНИЕ УСЛОВИИ ЛИТЬЯ И ТЕРМООБРАБОТКИ
Нарушение нормальных условий литья и колебания химического состава чугуна
могут привести к образованию карбидных включений, особенно в углах, на периферии
отливок и в основаниях облоя, образующегося иа стыках форм, тто приводит к вы-
крашиванию режущих кромок инструмента и требует их усиления за счет подбора
более прочного инструментального материала и применения инструмента с отрицатель-
ными передними углами.
Часто интенсивный износ инструмента происходит из-за загрязнения отливок пес-
к-.м млн окалиной, что обусловливает необходимость нх дроиестр,иной обработки
или травления.
, При определенных условиях охлаждения в форме и при термообработке возмож-
но обезуглероживание поверхностных слоев отливок. Это приводит к образованию
сливной лентообразной стрижки при их обработке, а в случаях образования в них
окислов — к повышенной интенсивности изнашивания инструмента. Такие случаи осо-
бенно характерны для ковкого чугуна Это необходимо учитывать при назначен;.’:»
глубины резания, которая должна превышать величину дефектных слоев.
Причиной колебания сил резания, возникновения вибраций, сколов режхщей кром-
кл инструмента и повышенного его износа может быть неравномерность припусков,
ксторая, в свою очередь, является следствием низкой точности отливки
ОБРАБАТЫВАЕМОСТЬ ЧУГУНА Приложение 1 Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 1 Лист 2
4. ОБРАБАТЫВАЕМОСТЬ ЧУГУНА РАЗЛИЧНЫХ ВИДОВ
В таблице приведены относительные коэффициенты обрабатываемости для чугу-
нов основных марок, применяемых в автомобильной промышленности.
Коэффициент обрабатываемости чугунов Хх
Обрабатываемый чугун Значение Kv при обработке инструментом
Вид Марла Твердость НВ быстро- режущим твердо- сплавным
Серый сч: 5 120—150 1.8 1.6
СЧ20. сч:: 60— 200 1.25 1.2
СЧ24. СЧ25 190—220 1.0 1.0
счзо 220— 2и0 0.7
СЧ35 250—300 0.4 0.45
Высокопрочный с ша- ВЧ35. ВЧ40 140—190 1.4 1.6
ровидным графитом ВЧ45. ВЧ50 190—225 1.0 1.2
То же * 225—260 0.6 - 0.9
ВЧ70 240—300 0.4 0.7
ВЧ80 270—330 0,2 0,4
Ковкий КЧЭО-6. КЧЗЗ-8. КЧ3510 110-160 1.7 1,9
КЧ37-12, КЧ45-7. КЧ50-5 160—200 1.2 1,3
КЧ60-3. КЧ65-3. КЧ70-2 200-240 0.9 1.0
То же 240-280 0.7 0,8
Примечание. В случае несовпадения марки чугуна и твердости (я диапазо-
нах, указанных в таблице) значение Хт принимать, ориентируясь на максимальную
твердость.
Улучшению обрабатываемости серого чугуна способствуют повышение содержания
в нем углерода (графита), меди, г также модифицирование, вакуумирование и продув-
ка газами жидкого расплава, уменьшающие содержание твердых неметаллических
включений.
При обработке серого чугуна образуется элементная стружка, а при обработке
ковкого и высокопрочного чугунов с шаровидным графитом, как правило, сливная
стружка повышенной хрупкости.
Следует иметь в виду, что при обработке высокопрочного чугуна с шаровидным
графитом более значимой, чех г.си обработке серого, становится составляющая силы
резания (сила подачи), чтс «есбходнмс учитывать при выборе технологической ос-
настки и металлорежущего о(-:; доэання Для \меньшення шероховатости обработан-
ных поверхностей, особенно относительно чпупных зернах графита, рекомендуется
при чистовой обработке приме-.чсг. инструмент с увеличенным радиусом при вершине,
работать с высокими скоростям-- малыми педгтами и глубинами резания. Необходимо
также принимать дополнительнее меры к повышению жесткости технологической
системы и уменьшению осевсгс и ториевого биения многоэубого инструмента.
Приложение 1
ОБРАБАТЫВАЕМОСТЬ ЧУГУНА Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 1 Лист 3
5. ЧУГУНЫ основных отечественных марок и
ИХ ЗАРУБЕЖНЫЕ АНАЛОГИ
Основные марки серого чугуна
СНГ. ГОСТ 1412—85 США, AST.M А48 Япа-ИИЯ. JISG 5501—72 Италия. INI 5007—69 ФРГ. DIN 16*1—64 Франция NF 32-101-65 Великобритания. BS 1452—77
сч:о 20 FC10 GIO GG10 — —
СЧ15 20 FC i5 G15 GG15 Ft 15D Grade 150
СЧ20 25 FC20 G20 •jG20 F:20D Grade 180
СЧ21 25 FC20 G20 GG'20 F',203 Grade 220
СЧ24 30 FC25 G25 GG25 Fl25D —
СЧ25 30 r FC25 G25 GG25 F25D Grade 260
СИЗО 35 FC30 G30 GG.30 F.30D Grade 300
СЧ35 40 FC35 G35 GG35 Ft35D Grade 350
Основные марки высокопрочного чугуна
СНГ. гост 7293—85 США. AST.M A536—72 Япония-21 JISG 5502—75 Италия. GN1 4544—74 ФРГ. DIN 1693-73 Франция. NF' A32-201 —76 Велико- британия, BS 2789—73
ВЧ35 — GS370—17 GGG—36 FGS370—17 Grade 370—17
ВЧ4О 60—40—18 ’ -FCD40 GS4OO-12 GGG—40 FGS400—12 Grade 370—17
ВЧ45 65 - 45-12 FCD43 GS400-12 — FGS400—12 Grade 420—12
ВЧ50 — FCD50 GS500—7 -GGG—50 FGS500—7 Grade 500—7
ВЧ60 80— 55—06 FCD60 GS600—2 ' GGG—60 FGSGOO—3 Grade 600—3
ВЧ70 100—70-03 FCD70 GS700—2 GGG—70 FGS700—2 Grade 700—2
ВЧ80 120—90-02 — GS800-2 GGG—80 FGS800—2 Grade 800—2
Основные марки ковкого чугуна
СНГ. ГОСТ 1215—79 США. ASTM А2020—71Т Япония, JISG Италия. UNL •779—75 ФРГ. DIN 1692-74 Франция, NF A 72811— 76 Велико- британия. .BS 5310-74
КЧ35-10 32510 . ЕС.МР35 GMN36 GTS 35 MN 35-10 В20/Ю
КЧ37—Г2 35018 G.MX37 GTS3S .MN.38—12 B24/14
КЧ45-7 45028 FCMP45 ga;\4 5 GTS45 P28/6
КЧ5О—5 50005 — MP50-5 P33/4
КЧ55-4 60004 FCMP55 G.MN55 GTS55 __ P33'4
К460—3 70003 —. — — MP6V-3
F465—3 70003 GM 465 GTS-,5
К470-2 80002 FC.MP70 GMS 70 G i S'O MP7O-2
КЧ80-1.5 90001 — — ! —
-342
Приложение 1
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2 Лист I
Многообразие марок стали определяет широкий диапазон значений всех показате-
лей обрабатываемости. Основное влияние на обрабатываемость стали оказывают хими-
чески!! состав, микроструктура и условия ее производства.
I. ВЛИЯНИЕ ХИМИЧЕСКОГО СОСТАВА
Наибольшее влияние на обрабатываемость оказывает углерод: с повышением его
содержания интенсивность изнашивания инструмента и силы резания увеличиваются,
шероховатость обработанной поверхности уменьшается, улучшается форма образую-
щейся стружки.
Марганец прн содержании его в стали до 1% не оказывает существенного влияния
на обрабатываемость, а при повышенном содержании серы способствует ее улучше-
нию. При содержании марганца более 2% обрабатываемость стали ухудшается.
Обрабатываемость конструкционных сталей ухудшается также по мере увеличения
содержания в них легирующих элементов (в порядке уменьшения степени влияния):
алюминия, кремния, титана, ванадия, хрома, вольфрама, никеля, бора, молибдена, Сера,
фосфор, свинец, селен, теллур, кальций значительно улучшают обрабатываемость стали.
Следует иметь в виду, что степень влияния химических элементов на обрабатывае-
мость определяется формой их содержания в металле (в растворе или в виде вклю-
чений). поэтому оценка обрабатываемости стали по ее химическому составу является
весьма приблизительной.
2. ВЛИЯНИЕ МИКРОСТРУКТУРЫ
Феррит. В чистом виде имеет неудовлетворительную обрабатываемость из-за по-
вышенной адгезии с инструментом и образования лентообразной сливной стружки,
поэтому в малоуглеродистых сталях (С<0,3%) увеличение содержания феррита ухуд-
шает обрабатываемость. При большем содержании углерода увеличение количества
феррита в структуре повышает обрабатываемость стали. Растворение легирующих эле-
ментов в феррите, сопровождающееся повышением его твердодгп, способствует улуч-
шению обрабатываемости.
Перлит. В зависимости от формы цементита он может быть зернистым или пластин-
чатым. В сталях с содержанием углерода до 0,5% лучшую обрабатываемость
имеют стали с пластинчатым перлитом, при более высоком содержании углерода—
с зернистым. В случае необходимости обработки низко- нли среднеуглеоодистой ста-
ли (£<0.5%) с ферритно-перлитной структурой и зернистой формой перлита и при по-
вышенной адгезии обрабатываемого материала с быстрорежущим инструментом необ-
ходимо применять твердосплавный инструмент. С уменьшением степени -дисперсности
перлита, особенно пластинчатого, обрабатываемость стали ухудшается.
Сорбит. В чистом виде обрабатывается удовлетворительно твердосплавным инстру-
ментом н неудовлетворительно быстрорежущим. В последнем случае обрабатываемость
улучшается при наличии в структуре, кроме сорбита, других составляющих (феррита,
бейнита) и твердости металла, не превышающей 280 НВ.
Аустенит. Обладает плохой теплопроводностью, повышенной вязкостью к склон-
ностью к наклепу, поэтому обрабатываемость его очень низкая.
Мартенсит. Из-за высокой твердости и прочности имеет крайне низкую обрабаты-
ваемость прн использовании твердосплавного инструмента и удовлетворительную (при
чистовой обработке с малыми сечениями среза) прн использовании инструмента, осна-
щенного синтетическими сверхтвердыми материалами.
Размеры действительного зерна. С ростом размеров действительного зерна обра-
батываемость стали улучшается, однако для чистовой обработки увеличение зерна бо-
лее 5-го балла нежелательно.
Полосчатость структуры. Ухудшает шероховатость обработанной позерхностл и
форму образующейся стружки.
Неметаллические включения. Твердые, пластически не деформируемые гключения
(скислы, нитриды, карбиды алюминия, кремния, титана, вольфрама, ванадия и т. п),
имеющие высокие температуры плавления и размягчения, отрицательно влияю! иа об-
рабатываемость стали, увеличивая интенсивность изнзщив.-.нич инструмента. Включе-
ния. пластически деформируемые, с невысокими твердостью, температурой плавления
и размягчения (окислы и сулэфиды марганца, железа, кальция и т. п.) способствуют
улучшению обрабатываем''"? стали.
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Приложение I
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2 Лист 2
3. ВЛИЯНИЕ ФИЗИКО-МЕ\АННЧЕСКИХ СВОЙСТВ
Оценивать влияние физико-механнческ. х свойств на обрабатываемость стали необ-
ходимо с учетом химического состава и рез.-эпой микроструктуры металла, иначе воз-
можны значительные ошибки. При правильности общего положения ухудшения обра-
батываемости стали с увеличением ее твердости нередки соаершенно противоположные
случаи. Например, низко- или средне)глерсдистая сталь сз структурой пластинчатого
перлита обрабатывается значительно лег-е особенно быстрорежущим инструментом,
чем сталь того же состава меньшей твердости, но со структурой зернистого перлита.
Повышение пластичности и вязкости ухудшает обрабатываемость стали, особенно оно
влияет на шероховатость обработанном поверхности и форму образующейся стружки.
Ориентировочно об обрабатываемости стал- можно схдить по отношению о/о». чем
ближе оно к 1, тем обрабатываемость стали лучше.
Из физических характеристик при опенке обрабатываемости стали учитывают теп-
лопроводность. с ее увеличением износост^и-.ость режущего инструмента повышается.
4. ВЛИЯНИЕ МЕТАЛЛУРГИЧЕСКОЙ ТЕХНОЛОГИИ
Сталь одного и того же химического состава с одними и теми же механическими
свойствами, изготовленная по различной металлургической технологии, может значи-
тельно отличаться по обрабатываемости. На обрабатываемость стали оказывают влия-
ние все факторы металлургической технологии: состав и качество шихты, способ вы-
плавки и разлижи, внепечная обработка, режимы прокатки, способы обработки поверх-
ности прутков. Особенности металлургической технологии влияют прежде всего на со-
став, свойства и распределение неметаллических включений, величину зерна, полосча-
тость структуры.
‘Так, глубокое раскисление стали (в том числе с целью получения мелкого зерна
путем внепечиого модифицирования повышенным количеством алюминия пли титана)
приводит к образованию в металле значительного содержания твердых включении
этих элементов, вызывающих интенсивный износ инструмента. Все технологические
приемы, направленные иа получение «чистой» стали (рафинироцание синтетическими
шлаками, вакуумирование, электрошлаковый переплав н г. п.). способствуют увеличе-
нию вязкости металла и повышению его-адгезии с инструментом, вследствие чего ка-
чество обработанной поверхности понижается, а прн обработке стали образуется слив-
ная вязкая стружка, трудноудаляемая из рабочей зоны.
Большие объемы ковшей, отсутствие или недостаточное перемешивание металла,
большие размеры слитка — все это может привести к неравномерности состава и
свойств металла в различных его участках. возможным ликвациям отдельных элемен*
тов и включений и, как следствие,— к нестабильной обрабатываемости металла одной
плавки, внезапным катастрофическим износам инструмента, ухудшению качества обра-
ботки и другим подобным неблагоприятным калениям. Возможные ликвации особенно
неприятны, так как обнаруживаются только непосредственно в процессе обработки.
Важным фактором является качество обработки поверхности готовых прутков, так
как наличие любых дефектов на поверхности — это неудовлетворительная обрабатывае-
мость на черновых операциях.
Практически все особенности качества металла, кроме ликваций, могут быть об-
наружены при входном контроле. О влиянии металлургической технологии на обраба-
тываемость можно судить по его микроструктуре (см. п. 2) к по содержанию
в металле остаточных элементов (если они не являются легирующими): кремния, алю-
миния, серы, титана, ванадия, кальция, а также по содержанию газов — азота н кисло-
рода. Обрабатываемость ухудшается при уменьшении содержания серы (особенно до
0,<Н %) и кислорода и при увеличении содержания кремния, алюминия (св. 0.06%).
титана (св. 0.04%), ванадия (св. 0,07%) и азота <св. 0,006%).
а. ОБРАБАТЫВАЕМОСТЬ СТАЛИ ОСНОВНЫХ МАРОК
В таблице приведены относительные кьы5$иииенты обрабатываемости А' быстро-
режущими и твердосплавными инструментам* стали основных марок, применяемых в
автомобилестроении. Коэффициент А', состзе-стэует коэффициенту Kt в основных
разделах справочника.
S44
Приложение 1
ОБРАБАТЫВАЕМОСТЬ СТАЛИ Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 2 Лист 3
Коэффициенты обрабатываемости конструкционных сталей Кт
Обрабатываемая сталь Значение А\ при обработке
Тип Группа Марка Состояние " Твердость НВ быстрорежущим инструментом твердо- сплавным инстру- ментом
при точении, фрезерова- нии. сверле- нии. зенке- ровании при протя- гивании. ре.?ьбоиа- рсзачии, рсззерты- ванни
Углеро- Нпзкочгле- 10. 15. 20. Г<к, норм.. До 126 1,4 0.6 1.5
днстые гористые 25 отж., х/т Г к, норм.. 128—174 1.2 Q.8 1.25
отж.. х/т
X т 179—229 1.1 j.6 1.15
Среднех тле- 30. 35, 40. Г/к, норм., 126—174 1.05 0.8 1.15
р. л истые 45. 50 отж., х/т Г/к. норм-. 179—229 1.0 : о 1.0
ОТЖ., Х,Т. зак.-отп. Г/к, норм.» 229—269 0.85 С.85 0,9
х т, зак.-отп. Зак.-отп. 277—321 0.7 0.65 0.85
Высокогг- 60. 65, 70 Г/к, норм.. 179—229 0,85 0.95 1.0
леродистые отж.; х/т
Г/к, норм.. 229—269 0.75 08 0.85
отж., х/т. зак.-отп.
Норм., зак.- 277-321 0.6 С.6 0.85
отп. .. Зак.-отп. 321—375 0.45 — 0.7
Хроми- Низкочт.те- 15Х. 20Х Г,<к, отж.. 126—174 1.3 0.9 1.25
стые роднстые х/т, норм. Г/к, норм., отж., х/т, 179—229 1.0 1,0 1.1
зак.-отп. Рк. норм.. 229—269 0.8 1.0 0.95
отж., х/т. зак.-отп. Зак.-отп. 277—321 0.7 08 0.85
Среднеугле- ЗОХ, 35Х. Г/к. отж.. 179—229 1.0 1.0 1.0
редистые 38Х, ЛХ. 45Х норм., х/т, зак.-отп-
Отж.. норм., х/т. зак.-отп. 229—269 0.85 0.8 0.9
Норм., зак.- 277-321 0,7 0.65 0.8
отп. Зак -отп. 331- 775 0,5 — 0,7
* Условные обозначения состояния стали:
г/к — гоэячечатзная:
норм — г_>пчали
и°рм отп,— -miiios.' «г'- с <• оп\ 1де“чэя;
отж — {‘♦ожжечнзм. и то»* числе г?м« изотермического отжига:
х/т — холоднотянут i»> и*и холод-юил ампъБгниг» (холодноьысажениэя!
cf?>ботхи;
эах-огл— - с.?е з.1лалх;< и еггусха.
без терми-
ОБРАБАТЫВАЕМОСТЬ СТАЛИ Приложение 1 Обрабатываемость конструкционных материалов лезвийными инструментами ЛЧР7Ч 2 Лист 4
(!p >u:.;xt hue
____________ Об; абатываемая сталь_____________________I Значение Л v при с С р а о э т к е
Ти" Группа Марка Состояние Твердость ' НВ | быстрэг-ежущим инстл> ментом твердо- главным инстру- ментом
при точении, фрезерова- нии. сверле- нии. зенке- ровани . при прогч- ’ гивании, । резьбона- резании, j разверты- вании
.Ча; гач- цовигтые НиЗКОХГЛе- родистые 15Г. 20Г, 25 Г Г. к. ;кр.м., о:ж . \ т Г к. норм., от ж.. х т. зак -отп. К т. эак -отп. 128—174 1.79—229 229—2G9 1.1 1.05 0.95 0.9 1.0 1.0 1.2 1.15 1.05
Среднеугле- рсдистые ЗОГ. 35Г2. 40Г. 45Г2 50Г Г.'к. норм., отж.. х/т Г, к. норм.. ОТЖ., Х/т Г к. норм,, отж., х/т. зак.-отп. Г к. норм., зак.-отп. Зак -отп. 128—174 179—229 229—269 277—321 331—375 1.05 0.9 0.75 0.65 0.5 1.1 1.0 0,8 «3.65 1.1 1.0 о.е 0.9 0.8
Высокоуг- леродистые 6ЭГ. 65Г. 70 Г Г к. норм., от ж., х/т Г,к. норм., отж., х/т, зак.-отп. Г'к. норм., зак.-отп. Зак.-отп. 179—229 229—269 277—321 3-31—375 0.85 0.75 0.6 0.45 0.95 0.65 0.5 1.0 0.85 0.85 О-7 *
Хр?мо- ио&нстые Низкоугле- родистые 16ХГ, 18ХГ I8.XTM. 18XIT. 20ХГР. 25ХГТ Г к. отж., х/т Г к. отж.. корм.. XT Г к. норм., х т. зак.-отп Зак -отп. 128—174 179—229 229—269 277—321 1.1 1.0 0.8 0.7 0.9 1.0 1.0 0.S 1.2 » ... j 0.95 jfc 1 0.85
С гедиеч’.’е- рсдк^гье АХ ГТ. ,5ХГТ. 40ХГР. ДОХГТР | Г огж.. * Отж . -.орм. 1 ГТ. пк.-отп 1 Норм . за--. >тп ЗсК ••-ТП. | 179-229 | 229 - 269 277— >21 3.11- 575 0.8 0.7 0 6 0.95 О.ь 0.6 0.95 °-85 я as г. 1 0.65 %
ОБРАБАТЫВАЕМОСТЬ СТАЛИ Приложение 1 Обрабатываемость конструкционных материал#! лезвийными инструментам# КАРТА 2 Лист 1
Продолжен!^
Обрабатываемая таль Значение Ку при обработке
быстрорежущим инструментом ’и»* сп.ин и негр1 мента
Тип Группа Марка Состояние Твердость НВ при точении, фрезерова- нии. сверле- нии. зенке- ровании при протя- гивании, Г-е 4ьбона- резании, разверты- вании
Хромо- кремнп- стыс Среднеугле- родистые 38.ХС. 40.ХС Г к. отж.. Отж.. норм., х т. зак.-отп. Норм., зак.- отп. Зак.-отп. 179—229 229—269 277—321 331— 375 0.7 0.35 0.45 0.35 Ю.9 0.65 0.55 она 0,1 > 0.71 0.7
Хромо- ванадие- вые Низкоу гле- родистые 15ХФ, 20ХФ Г к, отж., х.т Г к, отж., х/т Г к.. норм., отж.,. х/т Зак.фгп. Зак.-отп. 128—174 179-229 229 -269 277—321 331—375 1.15 1.0 0.8 0.65 0.6 у^95 1.0 0.9 0.8 1.11 ю (XI 0J 0.1
Средиеугле- родистые 40ХФА, 50ХФА Г к. отж.. х/т Г к. норм.. отж.. х/т. зак.-отп. Норм., зак.- отп. Зак.-отп. 179—229 229—269 277—321 331—375 0.95 0.8 0.6 0.5 1.0 0.9 0.7
Хромо- молибде- новые и хромо- молибде- новака- диевые Низкоугле- родистые 15ХМ, 20ХМ. 20.X2.M-iA 1 Г к. отж.. х/т ! Г К. ОТЖ.. Х'Т 1 г' j Г к, норм.. < отж., х/т, зак.-отп. » Зак.-отп. । Зак.-отп. 128-174 179—229 229—269 277—321 331—375 1,1 1.0 0,8 0.7 0.55 0,95 1.0 0,9 0.7
Средиеугле- родист ые ,0Х.М. 58ХМА. 42ХМФА Г к. отж . ч • отж.. норм X т. зак -отп гИр\! ,.;а- 179-229 229—269 1 277—321 1 1.0 0.85 с р 1.0 05 О.Ил
I Зак.отп. Л." —
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
I Приложение I
i ~'
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2
Лисг 6
Пряжение
Обрабатываемая сталь_______ ! Значение Kv при обработке
1 быстрорежущим инструментом
Тип Группа Марка Состояние Твердость НВ при точении фр* лсрова- иин. сверле- нии. эенке- рсвании прн протя- гивании, резьбона- резании, разверты- вании твердо- сплавным инстру - ментом
Хромо- никеле- вые Низко} гле- родистые 12.ХН. I2.XH3. 20ХН. 20ХНЗА. 12Х2Н4А. 20Х2Н4А Г. к. отж . х/т Г к. отж . X т Г/к, норм., отж., х/т Зак.-отп. ’23—174 179-229 229—259 277—321 1,05 0.9 0.S 0.65 0.8 0.7 0,65 0.6 1.15 1.05 0.95 0,85
• Зак.-отп. 331—375 0,55 — 0.7
Среднеугле- родистые ЗОХН. 40ХН 50ХН Г/к, отж., х/т Отж., норм., х'т, зак.-отп 179—229 229—269 0.95 0.8 0.9 0.7 0.95 0.65
Норм., зак.- отп. 277—321 0.6 0.6 0.8
Зак.-отп. 331—375 0.5 — 0.7
Хромо- крем не- марган- аовистые С.реднеугле- родистые ЗОХГСА. 35ХГСА. 35Х2ГСВА. 38X1 СА Г'к. отж., х/т Отж., норм., х'т. зак.-отп. 179—229 229—269 0,7 0.6 0,75 0,65 0.85 0.8
Норм., зак.- отп. Зак.-отп. 277—321 331-375 0.45 0.35 0,5 0,75 0.7
Хромо- маргаи- цовони- келевые Низкоугле- родистые 14ГН, 15ХГН. 19ХГН 20ХГН. 15ХГН2ТА, 20ХГНТР Г/к, отж.. х/т Рк. отж.. х/т Г/к. отж., норм., х/т 128-174 179—229 229—269 1.0 0.9 0.75 0.8 0.9 0.8 1.1 1.0 0,95
Зак.-отп. 277-321 0.65 0.6 0.85
Зак.-отп. 331—375 0.55 — 0,7
Среднеугле- родистые 38ХГН 35ХГН Г/к, отж.. 179—229 0.9 0,8 0,95
Отж., норм . х т, зак.-отп. 229—269 0.5 0,6 0.8
Норм., зак - отп. 277-321 0." 0.5 0,75
Зак.-отп. 331 — 575 0.5 — 0.65
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Приложение 1
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2
Лист 7
Продолжение
Обрабатываемая сталь Значение A'v при обработке
Тип Г руппа Марка Состояние Твердость НВ бы етрореж у ш им инструментом твердо- сплавным инстру- ментом
при точении, фрезерова- нии, сверле- нии. зенке- ровании при протя- гивании, резьбона- резании, разверты- вании
Хромо- мар< ан- аовочо- либдено- вые Среднеугле- родистые 38ХГМ. 40.Х ГМ Г'к, отж., Отж., норм., х т. зак.-отп. Норм., зак.- отп. 179—229 229—269 277— 21 0.95 0,85 0,75 0.85 0.75 аб5 0.95 0,85 0,8
Зак.-отп. 531—.375 0.55 — 0.7
Хромо- никель- молнбде- новые Низкоу гле- родистые 18X2H3AU. 20ХН2М, 20.Х НМ. 22ХНМ. 25ХНМ Г'к. отж.» х/т Г/к, отж., х/т - Г/к., норм., отж., х/т 128—174 179—229 229—269 1.1 1.0 »0,8 1.0 0.8 0.7 1.05 1.0 0.9
Зак.-о.тп. 277-321 0,7 0.6 0,85
Зак.-отп. 331—375 0,35 — 0.75
Среднеугле- р/дистые ЭОХН2М, 40ХН2МА Г/к, отж., х/т 179—229 1.0 0.8 1.0
/ Отж., норм., х/т, зак.-отп 229—269 0,85 0.6 0.9
Норм., зак,- отп. 277-321 0.7 0.5 0.8
Зак.-отп. 331—375 0.5 — 0.7
Хромо- марган- иени- кельмо- лпбдено- вые Низкоу тле- родистые 15.ХГНМ. 20.ХГНМ. 25ХГНМТ Г/к, отж.» Г/к, отж., х'т. зак.-отп Г/к., норм., отж., зак.- отп., х/т Зак.-отп. Зак.-отп. 128—174 179- 229 229-269 277— 2! 331 — 375 1.0 0.9 0.75 0.65 0.55 1.05 1.0 0.8 0.6 1.1 1.0 0,95 0.65 0.7
Средне} тле- родзктыс , 40.ХП1М I Г к, отж.. х/т 179—229 Отж., норм.,| 229—269 । х т. зак.-отп,- ! Норм., зак.- ( 277 — '.2! отл. j } Зак.-отп. 1 331—З-о 0.9 0.8 0.5 0.8 0.65 0.6 0.9 0.8 0.73 0.65
349
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Приложение 1
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2
Лист 8
П роосАжение
Обрабатываемая сталь Значение Kv при обработке
быстрорежущим инструментом твердо- сплавным инстру- ментом
Тнп Группа Марка Состояние 7 вердость НВ при точении, фрезерова- нии. сверле- нии. зенке- рсвании при протя- гивании, резьбона- резании, разверты- вании
Хромо- никель* вольфра- мовые Низкоугле- родистые I8XHBA, 25ХНВА Г/к, отж., х/т Г/к, отж., х/т .28—174 '.79—229 0,9 07 0,85 0.75 0.95 0.85
• Г/к, отж., х/т, норм., зак.-отп. 229—269 0.6 0.6 0.8
Зак.-отп. 277—321 0.5 0.5 0.75
Зак.-отп. 3,’ — 375 0.45 0,65
Хромо- молиб- дено алю- миниевые Средпеугле- родистые 38ХМЮА Г'к, отж., х/т Отж.. норм., х/т. зак.-отп. 179-229 229-269 г 0.75 0.6 0,75 0,Ь 0.85 0.75
Норм., зак.- отп. 277—321 0,45 0.55 0.7
Зак.-отп. 3?:—375 14 — 0.55
Литые стали Низкоугле* редистые ЮЛ. 20Л Отж . норм., норм. отп. 197— ‘52 1J2 0.75 U
Среднеугле- роднетые ЗОЛ, 40Л. 50Л Отж/ норм., нор»/ отп. 126—174 1.05 0.9 1.15
Отж., норм., норм. отп. 177—229 0.9 0,9 1.0
Зак.-отп. 236—302 0.65 0.65 0.9
Подшип- никовые Высокоуг- леродистые ШХ9.ШХ15. ШХ15СГ Отж. Отж.. зак.- отп. 179—229 229—269 0,7 0.35 0.7 0.9 0.8
Корро- зионно- ст зйкие Ферритные 12X13. 17X13, 12X17 Отж ::-;-192 1.1 0.9 1.2
Аустенит- ные 12Х18Н10. 12Х18Н9Т. OSX18H10T Зак.-отп. Х/т ; 4 2;2 1 0.8 ' 0.7 I 0,65 0.5 0.95 0,85
ОБРАБАТЫВАЕМОСТЬ СТАЛИ Приложение 1
Обрабатываемость , конструкционных матеркам! лезвийными инструментами
КАРТА 2 Лист t
6. ОТЕЧЕСТВЕННЫЕ КОНСТРУКЦИОННЫЕ СТАЛИ ОСНОВНЫХ МАРОК И ИХ ЗАРУБЕЖНЫЕ АНАЛОГИ
Группа стали СНГ (ГОСТ) США (ASTM) ФРГ (DIN) Япония (JIS) Франция (NF) Италия (L\I) Англии । (BS) !
Углероди- стые 10 1010 СкЮ S10C СС10, ХС10 СЮ 040А10,' O45AI0'
15 1015 Ск 15, Ст15 SI5C, S15CK — CI5.CBI5 040А15* О5ОА15, 060AI5 ’
20 1020 Ск22 S20C. S20CK СС20 С» 040А20. О5ОА20, ОБОА20 :
25 ’025 — S25C ХС25, XC25FF С 25 060А25, 080A2S
30 1030 — S30C.M) — сзо 060АЗО, ; ОВОАЗО^ 080MJM
35 1035 Ск35. Стп35 S35C(M) СС25 С35 06ОА'з5.| 080А34, 1 080Н35, 1 (W0M36 1
40 ‘«г 1040 S40C ХС38. ХС42 С40 060А40, 1 080A4fti 080M40.J 080Н41 I
45 1045 Ск45 S45C(M) СС45, ХС45 С45 1506-lttl 080Н4&3 овомЛИ
50 1050 CI53 S50C(.M) ХС50 С 50 080М50,
70 1070 CI70 S70CM ХС70 С70 70 Л
Хромистые 1БХ 5Н5 — SCr2l, SCr21H — — — я
20Х 5120 — SCr22 — — 527AUM
ЭОХ 5130 — — 32С4 — 5Э0Н1Н
38ХА — 38Сг4 SCr3H Э8С4 38Сг4 —-
40Х 5140 41Сг4. 41CrS4 SCr4 42С4 4ОСг4
45Х 5145 — SCra 45С4 —
Марганцо- вистые 15Г 1513 — — — — 40Е. 4jfl 125А1И
20Г 15’8 1<?Мп5 S.Mn.'l 20» 5 —
30 г 1330. 1з:он 28Мп6 SMn 1 — С26Мп — м
35 Г2 I "5. IV. 5Н — SMhIH 35.М5 — 120.Ч.1И
45Г2 134 5. 134 5Н — — 45.M4TS —
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Приложение I
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 2 Лист Ю
Продолжение
Группа стали СНГ (ГОСТ) США lAST.'l) ФРГ (DIM) Япония (JIS) Франция (NF) Италия (CM| Англ ия tBS).
Маргаяцо- ззг 1561 52M4TS
внстые 65Г 1566 — — —
Хромомар- ганиови- 18ХГ. 18.Х ГТ 5115. 512ОН 165\пСг5 SCR4I5. SMnC2! 16MC5, 20MC5 16МлСг5. 20MnCro 527A19
стые 40.Х Г 5Н0. 5140Н 41 Сг4 SCr.H 42C4 40CrMn4. 41Сг4КВ 530A40, 53OH4O, 530.440
Хромована- 20-ХФ 6120 22Мп\'Сг5
эдеъые 50ХФА* 6150. 6150 Н 50Сг\’4 SVPiO 50CV4 5CCrV4 “35A50
Хромомо- либденовые I5XM Fpl2, F12 13СгЛ1о4.4 СМ2 15CD4 05 — -
20ХМ F12 24СгМо5 СМ22Н 18CD4 18Сг?Ло4 В16Л
эохм 4130. 41 ЗОН 34Сг.Мо4 СМ2. С.М2М 3OCD4 30CrMo4 —
38ХМА — СМ4 MCD4 38Сг.Мо4 —
40Х.МФА — 4iCrMo4 SCM4. SCM4H 42CD4 40СгМо4 711M40. 708M40. 709.М40
Хромонике- 12.ХН' __ 12N'iCr3 635.AI4
левые 12ХНЗА, I2X2H4A / ЕЗЗ’О. 3310 — SNC2I, SXC22. SNC21H, SNC21.M 14XC11 16NiCrl 1 655HB. 655M13
40ХНЗА — SNC2. SNC2.M. SNC2M 30XC1I — 653.413
Хромом ар- гампевоии- 19ХГН, 20.Х ГН — — 20XC6 2OCiXi4 •’ —
келевые 38ХГН 3140 — —
35ХГН sxc; 35XC6 —
Хром он и- 18Х2НЗ.ЧА SXCM26 16XiCrMol2
кельмолнб- денозые 20ХН2М 4 320 4>2ОН — SXCM23 20XC07 ie.\'iCrMo7, 20\iCr.4o7 820H17. S20MI7
30.ХН2Ч — — SXCMI — — 823.430
40 X Н2М 4340. 4й0Н. Е434О. 324* — SXCM6 35XCD6 ••OXiCrMoT 816440. sr.vuo
352 •
ОБРАБАТЫВАЕМОСТЬ СТАЛИ Приложение 1 Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 1 Лист II
11 рсдолжение
Группа стали СНГ ПОСТ) США < ASTM) ФРГ (DIN) Япония (JIS) Франция (NF) 1 (талия (INI) Англия (BS)
Хромомар- 15ХГНМ 8615 — — — 16N‘iCr.Mo2 805A15
гаиценп- кельмолиб- дсновые 20ХГН.М 8620. 8720 2CN'iCr.Mo2 SXCM21. SNCM21MO. SXCM2IH 20XCD2 20NiCrMo2 805A20. 805H20. 8055120
40ХГНМ 8640. 8740 — СУ.6 — 40XiCr.AV/2 945A40
Хромомо- либдене- алюмпние- вые 38Х2МЮА — 41СгЛ1Мо7 SACMI 40CAD6.I2 38CrAlMo7. 41CrA!Mo7 905.439
Подшипни- ШХ9 £51100 SL JI —
новые ШХ15 52100 — SLJ2 I00C6 IOOCr6 —
Коррозион- 12X181 НОТ X10CrXiTilS.9 —
нестойкие 08\;8Н10Т F32IH, F347 — SLS321 Z6CNT1810 X6CrNi- • Ti 18.1! 347567
7. СПОСОБЫ УЛУЧШЕНИЯ ОБРАБАТЫВАЕМОСТИ СТАЛИ ОСНОВНЫХ МАРОК
Обрабатываемость конструкционной стали может быть улучшена:
— созданием благоприятной микроструктуры в результате термической обработки:
нормализации, отжига, изотермического отжига, закалки и отпуска и т. п. (в соответст-
вии с рекомендациями п. 2);
— предварительной нагартовкой (калиброванием, накатыванием и т. л.) вязкой
5 стали;
— формированием неметаллических включений благоприятного состава, формы и
их равномерным распределением. а также сокращением содержания неметаллических
включении, отрицательно влияющих на обрабатываемость. Достигается это подбором
раскислителей, тщательным перемешиванием жидкого металла перед разливкой. умень-
шением размеров слитка л др.;
— модифицированием стали специальными добавками: серой, свинцом, теллуром,
селеном, кальинем. Стали с такими добавками образуют класс легкообрабатываемых
сталей (ГОСТ 1414—75).
8. ЛЕГКООБРАБАТЫВАЕМЫЕ СТАЛИ
Сернистые стали тодрсзделяются на несколько групп в зависимости »т с одержания
серы: 0.15—757е; -All. А40Г), 0,08—0.15% (АЗО. АЗО. А35) и менее 0.08е,-. .Модифи-
цирование с‘гл-‘ Сер.'й чл-.-чшает все показатели обрабатываемости при все\ условиях
резания и тем больше, чем выше содержание серы. При этом сера должна быть пред-
ставлена в металле слабодеформированными равномерно распределенными сульфидами
353
ОБРАБАТЫВАЕМОСТЬ СТАЛИ
Приложение !
Обрабатываемость
конструкционных материалов
лезвийными инструментами
К', РТА 2 .7ьст 12
Свинеисодержашне стали 0.30% РЬ. до 0.04% Si характеризуется высо-
кими значениями всех показателен обрабатываемости также прачсилесл» при всех
условиях резания. Однако при скоростях резания выше 130 м'мин преимущество этих
сталей по обрабатываемости теряется.
Серкистосвиниовистые стали (0,15—0.30% РЬ, 0.15—0.30% Si имеют самую высо-
кую обрабатываемость по всем показателям при всех условиях резз:',. = .
Калыгмйсодержащие стали могут быть с деформируемыми и глобулярными окисны-
ми включениями. Последние предпочтительнее при высокоскоростной обработке Пре-
имущество кальнийсодержащен стали проявляется в уменьшении ин те-«гизнести износа
режущего инструмента, главным образох» твердосплавного групп Р и М. при скоро-
стях резания более 1О0 м/мин. Ресульфурация кальциевой стали (0.04—0,07% Sj позво-
ляет обрабатывать ее с достаточной эффективностью в зоне более низких скоростей,
в том числе при протягивании и резьбонарезанин. Введение серы способствует также
получению б.-.aiоприятной формы стружки и некоторому снижению сил резания.
Селеносодержашие и теллуросодержащие стали по эффективности аналогичны сер-
нистым сталям. Как правило, применяют комплексное модифицирование селеном и се-
рой. теллуром и серой, селеном и свинцом и т. д. Модифицирование селеном и теллу-
ром целесообразно в случаях повышенных требований к коррозионной стойкости
стали.
Коэффициент обрабатываем ост-', легкообрабатываемых стилей
, к^к,к.
где — ко зффиииент обрабатываемости конструкционных (базовых) сталей, аиа-
лошчных по химическому составу легкообрабатываемым. “О без дополни-
тельных легирующих присадок, улучшающих обрабатываемость (приложе-
ние 1. карта 2. листы 3—8);
К-- дополнительным коэффициент, учитывающий влияние легирующих присадок,
улучшающих обрабатываемость.
Дополнительные коэффициенты обрабатываемости К лескообрабатываемых сталей
Обрабатываемые стали Значение К при обработке инструментом
Вид Содержание легирующих элементов. % быстро- реж-.щкм твердо- сплавным
Сернистые 0.15—0,30 S 1.4 1.3
0.08—0.15 S 1.25 1.2
До 0.08 S 1.15 1.1
Свинецсодержашне 0.15—0.30 РЬ До 0.О4 S 1.4 1.4
Сернистосвинцовистые 0,15—0.30 РЬ 0.15—0,30 S 1.8 17
0.15—0.30 РЬ 0.08—0.15 S 1,5 1.4
Кальцийсодержащие Ди 0.01 S 1.0 1_>
Кальцийсодержащие ресульфх- рированные 0.04—0.07 S 1.2 1.4
Селено годе:) житие 0.Э5-Э.2 Se 0.Э4—0.1 Те 1.2 1.2
354
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ
СПЛАВОВ
Приложение 1
Обрабатываемость
конструкционных матер!
лезвийными инструмент
КАРТА 3 Jh
I. АЛЮМИНИЕВЫЕ СПЛАВЫ
По большинству критериев алюминиевые сплавы имеют высокою обрабатывав
мость. Низкая температура плавления (~660'С) способствует низким температурам ра«
зания, что позволяет при всех видах обработки применять быстрорежущий инструмент
и высокие скорости резания Применяют также твердосплавный инструмент групп
KOI—К20. алмазный инструмент и инструмент с алмазным покрытием. Инструмент И|>
нашивается по задней поверхности, поэтому работа с подачей менее 0.05 мм/об не рй(
комендуется.
Особенностью обработки алюминия и его сплавов являются повышенная адгезия
и образование трудноудаляемой из рабочей эоны стружки, поэтому рекомендуется ум»
личивать передние углы инструмента, тщательно полировать рабочие повеохности, хрб*
мировять или никелировать инструмент, а на многозубом инструменте — уменьшать
ширину ленточек и увеличивать углы подъема зубьев. Обработку следует проводить С
обильным охлаждением водными СОЖ с добавлами соответствующих присадок, умень*
шаюшнх схватывание.
В зависимости от состава алюминиевые сплавы по обрабатываемости разделяются
на четыре группы.
В 1 группу входит алюминий чистый или повышенной чистоты, нестареющие н ста»
реющие отожженные деформируемые сплавы. Они допускают оченьу^ысоки< скорости
резания, но образуют длинную вязкую стружку, удаление которой/из-за большого N
объема (обусловленного высокой скоростью резания) достаточно зАруднительно. А.1Ю*
миний чистый и повышенной чистоты рекомендуется обрабатывать без снятия струЖ*
кн. Во II группу объединяют состаренные деформируемые н литейные сплаьы с содьр*
жанием кремния менее 8%. Литейные сплавы обладают в основном такой же обря»
батываемостью, как и деформируемые того же химического состава, но образуют болы
короткую стружку. В Ш и'IV группы входят литейные сплавы с содержанием кремнЩ|
соответственно 8—13 и 17—23%.
Следует иметь в виду, что с повышением содержания кремния в литых сплаМВ
увеличивается вероятность выделения в металле твердых силикатных включений, актИМ
но влияющих на повышение интенсивности изнашивания инструмента. Особенно *М
наблюдается при увеличении содержания кремния более 12%. В этих случаях необШ
димо применение твердосплавного и алмазного инструментов. Отрицательное влкямй
на обрабатываемость оказывают поры и раковины в литом металле, рекрнсталлизоми
ные участки в деформированных сплавах. Я
Коэффициенты обрабатываемости К* для различных групп алюминиевых сплавЛ
приведены в таблице. Я
Коаффицием^обрабатываемости К,
Алюминиевые сплавы Значение Ат прн обра
быстрорежущим инструментом
Группа обрабаты- ваемости Марка при точении, фрезерова- нии, сверле- нии. зенке- ровании при протя- гивании, резьбона- резанин, разверты- вании 0 NI
1 АМц. АМг2. АМг4, АМ.М.5 2.0 —
11 А.ЧгЗ. АД31. АДЗЗ. Д'.б. Д1. Д18. АК4. АК8. АК6 АК6М2. АЛ5. АЛЗ, АЛ7. А.ТЗ. А.19. АЛЮ 1 1
Hi АК9Т АК10М2Н. АК12.Ч21'. АЛ2. АЛЗ. АЛ25. АЛ 30 О.-i 0.6
IV АЛ 26 С 2 0.2
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ
СПЛАВОВ
Приложение I
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 3 Лист 2
С целью улучшения обрсбатываемэсти алюминиевых сплазив и получения удобной
для удаления’формы стружк»». их дополнительно модифицируют свинцом и висмутом,
оловом и сурьмой в количествах до 0.5% Литейные сплавы типа АЛ2. АЛ4 и т. п.
для улучшения обрабатываемости модифицируют путем воздействия фгористохлористы-
ми солями, содержащими натрий.
Силы резания прн обработке алюминиевых сплавов низкие, составляют 0.25—
0.0 сил резания, возникающих при обработке среднеуглеродистой стали с твердостью
179—229 НВ. Наблюдается тенденция к некоторому уменьшению сил резания с повыше-
нием скорости резания. Силы резания значительно возрастают прн обработке чистого
алЮминия, особенно на низких скоростях резания.
2. МЕДНЫЕ СПЛАВЫ
Медные сплавы очень различны по свойствам и обрабатываемости, которая ко-
леблется от весьма высокой (автоматные латуни, свинцовистые бронзы) до совсем низ-
кой (бериллиевая бронза, электролитическая медь).
Для обработки медных сплавов применяют как быстрорежущий инструмент, так и
инструмент из твердых сплав:в групп KOI-—К20. Инструмент изнашивается по перед-
ней и задней поверхностях:.
Относительные коэффициенты обрабатываемости для медных сплавов (латунь,
бронза) основных марок, применяемых в автомобилестроении, приведены в таблице.
Коэффициент обрабатываемости A'v медных сплавов
. Марка спжва Значение Kv
ЛС63-3, БрОЦС4-4-17 1.25
ЛС64-2. БрОЦС-5-5-5, БрОЦС4-4-2.5 1.1
ЛС59-1, ЛС61-1, ЛС74-3, БрОЦС6-6-3. БрОЦСНЗ-7-ol 1.0
БрОНС II -4-3, БрСН60-2,5 0,75
ЛКС80-3-3, БрОЦ.Ю-2. БрС-ЗО 0,65
.1070-1. .1062-1, .1060-1 .162 БрОФ’Э-1 БрОЩ15-2-5 .1090-1 .1X77-2 ЛАЖ60-Ы, ЛК8О-3, .11165-5, Ль5 ... 0,5
.180, .175. .170, .168, .166. ЛН56-3. .1М.Х58-2-2. БрОЦЧ-3, БрАЖ.ЧаЮ- ,-'..о 0.4 ..
ЛМи5Ь2. ЛМнА57-3-1, ЛЖ.Чи59-!-1. ЛЛЖ.Чибб-3-3-2 ЛЛкЖ52-4-1. ЛМиЖ55»3*1 0.3
Л90. Л9о. ЛА67-2.5, ЛАН59->_. ЬрОФ6.г-0.4. БрОФ4-2.5. БрЛ5. БрА". БрАЖН10-4-4. БрАЖ9-4, БрКН!-3 ЬрЬ’Аи.З ;. БрАМи9-2 0.2
БрБ2, БрМцб, Бр.ХО.5. | 0.125
356
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ СПЛАВОВ Приложение 1 Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 3 Лист 3
Режимы резания,
характерные для обработки свинцовистых латуней и бронз с 1
Вид ('Сработки Глубина резания или диаметр отверстия D. у:м Режимы резания инструментами
быстрорежущим твердоептавным
м мни So. мм об у: .мин Sn, мм об
t
Точение До 1 мм 1-4 120—210 SO—150 0.05—0,2 0,12-0.5 250-400 200-350 0.05—0,2 0.2—О^р
t
Фрезерование:
торцевое До ] M\t 1—4 — - 500—450 200-350 0.1—0.2 0.2—0.45
концевыми фре- зами До 0.5 0.5—2 100—150 85—120 0.07-9.15 0.10—0.2 230—*00 160-270 0.07—0,15 0.15—0.20
D
Сурлекие До 5 40—60 0 ! 0.15-6.25 9
12—25 0.2—0,4 —
При обработке свинцовистых латуней и бронз с —1 образуется элементная лег-
коудаляемая стружка. Силы резання незначительны — порядка 0.2—€.3 сил резания,
возникающих при обработке среднеуглеродистой стал? с твердостью 179—229 НВ.
и прастическн не зависят от скорости резания. Ухудшение обрабатываемости медных
сплавов выражается, прежде всего, в увеличении сил резания, которые тем больше,
чем ниже скорость резания, а также в переходе элементной стружки в сливную жест-
кую, трудноудаляемую из рабочей зоны, и в значительном ухудшении качества обра-
ботанной поверхности, особенно на низких скоростях.
Обрабатываемость сплава одной н той же марки в литом состоянии примерно на
20% ниже обрабатываемости этого же сплава в деформированном состоянии. Это свя-
зано. прежде псего. с повышенным количеством включений в литом варианте и по-
вышенной в связи с этим интенсивностью изнашивания режущего инструмента.
Для улучшения обрабатываемости медных сплавов в их состав, кроме евнниа, вво-
дят также серу и теллур в количестве 0,3 и 0.5% соответственно.
3. ЦИНКОВЫЕ СПЛАВЫ
Цинковые сплавы имеют низкую температурь плавления |500вС) н хорошую об-
рабатываемость практически по всем показателям. В ос- сеном применяются в виде
отливок. Прн литье под давлением можно получить нздел -.я с точными размерами,
исключающими в ряде ег.чаев механическую обработку. При этом для улучшения
качества наружных поверхностей рекомендуется их полирование или галтовка.
При естественном старении детали из цинковых сплавов склонны к усадке: умень-
шение размеров иерез 4—5 недель достигает 0.07-—0,09\ Для ускорения процесса
\садки летали подвергают низкотемпературному отжигу при ’.00сС в течение 3—6 ч
Обрабатываемость цинковых сплавов ухудшается с -копнение, зерен металла
повышается возможность выкрашивания кромок детали. . эсличивается шероховатость
357
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ
СПЛАВОВ
Приложение 1
I Обрабатываемость
! конструкционных материалов
| лезвийными инструментами
[КАРТА 3 Лист 4
обработанных поверхностей, Во избежание эт:го заготовки с крупнозернистой струк-
турой металла рекомендуется обрабатывать в “агретом до 70—906С состоянии.
Для обработки цинковых сплавов примег.«.<- инструмент как из быстрорежущей
стали, так и из твердого сплава групп К10—КХ
Режимы резания, характерные для обработки литых цинковых сплавов
Вид обработки Режимы ре-ания при обработке инструментом
быстрорежущим твердосплавным
м'мпн $0. ММ иб 1. мм V, м'мин So, ММ. Об t, мм
Точение: черновое — — 1 - 170—240 0.4 4
чистовое i - 240—310 0.2 0.6
9 Фрезерование (тсриевоеу: черновое — 1 — 250-290 (V25 4
чистовое — — — 300—370 0.2 0.4
Сверление До 75 0,1—0.3 ! — — — —
Развертывание До 60 0.1—G.38 . 0.2—0.5 — — —
Растачивание: черновое До 80 0,2 2 5 170 0.25 2.5
чистовое До 90 0.12 0 25 180 0.18 0,25
4. МАГНИЕВЫЕ СПЛАВЫ
35В
Нз всех металлических матер/алов, применяемых в автомобилестроении, магние-
вые сплавы имеют самую хорошую обрабатываемость по всем критериям. Очень низкая
интенсивность изнашивания инструмента (в основном по задней поверхности) позво-
ляет повышать скорости резания до значений, допускаемых металлорежущим обору-
дованием и исключающих возможность возгорания мелком стружки.
Силы резания при обработке магниевых сплавов очень небольшие, практически не
зависят от скорости резания и составляют 0.1—0.18 сил резания, возникающих при
обработке среднеуглеродистой стали с твердостью 179—229 НВ, однако в связи с низ-
ким модулем упругости магниевых сплавов возможна деформация деталей прн их об-
работке. По этом же причине происходит «усадка» отверстий, что необходимо заранее
предусмотреть.
При обработке магниевых сплавов отмечает:* интенсивное налипание обрабаты-
ваемого материала на контактные поверхности режущего инструмента. Для предотвра-
щения этого необходимы тщательная доводка и полирование рабочих поверхностей
инструмента.
Отличительными особенностями инструмент в. применяемых при обработке маг-
ниевых сплавов, являются увеличенные значения переднего угла (до 20е), угла подъ-
ема винтовых канавок сверл и зенкеров <дс 4:-ej и малые значения двойных углов
в плане сверл <2<р = 6О—90°). Многозубые ;-.ттументы должны иметь достаточно
емкие и удобные по форме стружкоотводящие >з-авки. чтс достигается за счет сокра-
щения количества зубьев и уменьшения ширины перьев.
В процессе резания образуется элементная стружка. Образование сливной стружки
является сигналом к повышению скорости резания или подачи.
При устранении налипания и нормальном стр .жкоотводе обеспечивается хорошее
качество обработанной поверхности в широком диапазоне скоростей резания.
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ
СПЛАВОВ
П р и л о ж е ине 1
Обрабатываемость
конструкционных материале
лезвийными инструментам!
КАРТА 3 Лист J
Особенностью обработки магниевых сплавов является способность к возгоранию
целкон стружки и пыли. В связи с этим необходимо:
— не допускать условий, способствующих образованию и скоплению мелкой струж-
ки и пыли. Предпочтительнее вести обработку со снятием толстой стрхжчи Подача
менее 0,05 мм/об не допускается. В случаях. когда мелкой стружки избежать нельзя,
ее следует удалять из зоны резания струей сжатого воздуха или индивидуальными
отсосами. Такая стружка должна собираться в металлические ящики с крышчами;
— не допускать воэможностеГ? возникновения значительного трения н ьг’рева прн
резании Геометрические параметры режущего инструмента должны соответствовать
рекомендуемым для обработки магниевых сплавов. Не допускать работу затепленным
инструментом: радиус скругления режущей кромки не должен превышать 0.5 мм,
а ширина ленточки износа задней поверхности — 0.2 мм;
— принять меры, исключающие возможность проскальзывания инструме.-та по об-
рабатываемой поверхности в конце рабочего или при холостом ходе. Особого внимания
требует обработка стальных элементов, вставленных ^детали из магниевых сплавов.
Недопустимо применять шлифовальные круги, которыми ранее обрабатывались стали
и другие нскрообразуюшие элементы: ~ у
— обрабатывать магниевые сплавы всухую. Допускается использование схлаждаю-
щей жидкости, приготовленной на основе минеральных масел. Категооичесхи запреща-
ется применение водных растворов.
Для обработки могут быть рекомендованы инструменты из быстрорежущей стали
нормальной теплостойкости или твердого сплава групп КО!—К20. Хороши* результаты,
особенно по шероховатости обработанных поверхностей, дает применение алмазного
инструмента.
Характерные скорости резания и и подачи на оборот So
при обработке литых магниевых сплавов
Вид обработки w Глубина резания t или диаметр обрабатываемо- го отверстия D, мм Режимы резания инстрх ментом
быстрорежущим твердосплавным
V. м МГН $0. Мм/об р. м.мин So. мы/Ы
Точение / До 1 1—4 4—10 500—800 150—450 90—180 0.05—0.2 0,15—0,6 0.25—1Л 1000—1500 600—1000 300—600 0.07—03 0.2—04 Q.5-1J
Фрезерование (торцевое) 1 До 1 400—600 300—400 150—300 0.05—0,2 0.1—0.3 0.15—0,7 1000—1500 600—1000 300—900 0.07-01 °-!=Я 0.2-^
Свертение и зеи- хсрованне д До 5 >—:о ie--2: ?? - У 5?-15- 0.1 —0.3 • 0.2—0.7 • 0.5— 1.0 " 0.7—1.5- — <4
* .Меньшие значения .'г..?рзсти резаная и псдач рекомендуются для обработки -?т-
верстип глубиной более 5 D. Сильшне значения — дл°. отверстий глубиной до 3D.
Приложение I
ОБРАБАТЫВАЕМОСТЬ ЦВЕТНЫХ
СПЛАВОВ
Обрабатываемое! ь
конструкционных материалов
лезвийными инструментами
КАРТА 3
Лист 6
Продолжение
Вид обработки Г - .бина ре-ния г ил;; диаметр обэабзтываечо- го с’верстня D. мм Режимы резания инструментом
быстрореж-.шим твердосплавным
о. м мин 5 . мм,об V. м мин So. мм об
Рззвертыван-ие D 10 X— У1 39—100 0.07—0.25 0.1 —0 5 - -
Шероховатость поверхности при обработке магниевых сплавов зависит тлавным
образом от величины подачи
В таблице призедены рекомендации по назначению подач в зависимости от тре-
буемой шероховатости обработанно/f поверхности.
Рекомендуемые подачи S и St
Вид обработки 1 Вид । no.ld<- J Значения So, мм/об. и $f, мм/зуб, при шероховатости поверхности в мкм
1.25—0,63 Ra 2.5—1.25 Rz 20—JO Rz 40-20 Rz 80-40
Точение, фрезе- рование S..-S ! 0.05 -*08 0,06—0.25 0.25—0,4 ' 0,4—O.5 Cb. 0,5
Сверление — 0.1 —0.2 0.2—0.4 0,4—0.6 Св. 0.6
ОБРАБАТЫВАЕМОСТЬ МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ Приложение I Обрабатываемость конструкционных материалов лезвийными инструментами КАРТА 4 Лист 1
J60
Точность заготовок, полученных методом порошковой металлургии, значительно
выше, чем штампованных или литых. Поэтому на долю механической обработки обыч-
но остаются только финишные операции, а также обработка некоторых поверхностей
(канавки, резьбы и т. п I, которые невозможно или нерационально получать прессо-
ванием.
.Наибольшее применение в автомобилестроении находят металлокерамические ма-
териалы на основе железного порошка. Основное влияние на их обрабатываемость ока-
зывают состав, пористость микроструктура, механические свойства и пропитка маслом.
Влияние микро;-~хкт;.рь: спеченных материалов на их обрабатываемость анало-
гично влиянию м»:кр:<трхчтуры чхг)на на его обрабатываемость
С повышением .„держания феррита в структуре уменыдаются интенсивность
изнашивания реж;.г_е'о инструмента. силы и температура резания, но повышается
шероховатость обработанной поверхности. Наличие в структуре свободного цементита
способствует увеличь ию интенсивности изнашивания иистр\ мента
Приложение 1
ОБРАБАТЫВАЕМОСТЬ
МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Обрабатываемость
конструкционных материалов
лезвийными инструментами
КАРТА 4 Лист 2
С увеличением пористости материала возрастает интенсивность изнашивания ин-
струмента, шероховатость обработанной поверхности, уменьшаются силы резания и тем-
пература.
Повышение твердости, прочности и ударней вязкости ухудшает все показателя
обрабатываемости.
Пропитка заготовок маслом улучшает все показатели обрабатываемости, особен-
но металлокерамики, не содержащей грабит, но ухудшает саннтаоно-гнгиени.ческне
условия обработки.
При точении металлокерамики следуе* н.г.гльзовать инструмент из твердого
сплава групп KOI—К20 и композитов 01 и 10. Применение инструмента из быстрее-
жушей стали крайне нежелательно. \
При назначении геометрических параметрсв инструмента следует иметь в виду
необходимость упрочнения режущей кромки, которая тем больше, чем выше пористость
металлокерамики. Обычно величины передних и задних углов не превышают 10*.
В таблице приведены рекомендуемые режимы резания для наиболее часто встре-
чающихся видов и условий обработки металлокерамических спеченных материалов на
основе железного порошка.
Режимы резания прн обработке металлокерамики
Вид обработки Глубина резания t или диаметр обработанного отверстия D, мм Режимы резания при обработке инструментом
быстрорежч щим твердосплавным
1’, м/мин | S-.. м м об 1 и, м/мин So, мм/об
Точение t До 0,2 0.2—0.4 0.4—0.6 0.6—1.0 — *- 80—140 60—110 40—80 30—70 0,03—0.1 0,05—0,15 0,05—0.2 0.08—0,3 *
Сверление D До 5 5-8 8—10 20—40 0.05—0,1 0.05—0,12 0.08—0.2 35—00 / 0.03—0,08 0,05-0,12 0,05—0.17
Развертывание D До 8 8—12 8-15 0.08—0,15 0.1—0.2 — —
Нарезание резьбы — 3—12 — — -
Наибольшие значения скорости и подачи стяс-сятся к обработке заготовок с фер-
ритной структурой, наименьшие — с перлитоферритной и наличием цементита.
Табличные значения скорости следует увеличивать:
-- в 1.2 раза — при обработке сульфмдирова«-ых матегиал-’З:
— к 1,3 раза — пр.- пропитке заготовок масл:м
Приложение 1
ОБРАБАТЫВАЕМОСТЬ Обрабатываемость
МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ ьонстрт кционныт материалов
лезвийными инструментами
КАРТА 4 Лист 3
При применении в качестве инсто. ментального материала комп:знта значение ско-
рости резания, рекомендуемой дл-: твердосплавн д.'и инструмента, увеличивать в
'.5 раза
Величина подачи определяется главным образом, требованиями к шероховатости
обработанной поверхности. При подачах более 0.2 мм :б шероховатость обработанной
поверхности резко возрастает вследствие вырывания частиц материала. Значения по-
дач для н.-.стру мента, оснащенного пластинами из твердого сплава и композита, в за-
висимости ст требуемой шероховат сти обработанной поверхности гргведе.чы ниже
в таблице. При этом большие значения подач характерны для обработки деталей, про-
питанных маслом
Подачи на оборот S(, при чистовой обработке
Шероховатость псзерхпостп Ra. мкм 0 5':—1.25 1.25-2.5 2,5
Значение Sc. мм об •? Э--Ч?.О8 0.08—0.12 0.1—0.2
Силы резания при обработке металлокерамики на основе железного порошка со-
ставляют приблизительно 0.7—0.8 сил резания, возникающих при обработке серого
чугуна с твердостью 163—229 НВ.
ОБРАБАТЫВАЕМОСТЬ » ИЗНОСОСТОЙКИХ ПОКРЫТИЯ Приложение 1
Обрабатываемость конструкционных материалов лезвийными инструментами
КАРТА 5 Лист 1
Номенклатура покрытий чрезвычайно разнообразна по составу, свойствам, назна-
чению. В автомобильной промышленности наибольшее применение находят покрытия
для восстановления изношенных участков деталек, а также для зашиты от изнашива-
ния. характеризующиеся высокой твердостью (до ббНКСэ). пониженной теплопровод-
ностью, повышенной хрупкостью и плохой обрабатываемостью резанием.
Предпочтительна обработка шлифованием кругами из карбида кремния зеленого
или электрокорунда белого зернистостью 25—40. твердостью Mi—СМ). Более резуль-
тативно использование алмазных кругов на бакелитовой или металлической связках.
Режимы шлифования
Значения
Вид обработки
i'lip. М С 1 t, ММ 5пр. М/МИН
I
Черновая 29-У’ Чистовая 25— При лезвийной обработке следует а также композит 10. Рекомендуются большие значения задних углов (5—'С 1 Д' 0.3 ,1 До 0.7 1 Д' 2.55 До 0.4 и-пользовать твердые сплавы групп К01 и К10. лрндательные передние углы .до —2<У/ и не- г). Возможны и другие меры для усиления ре-
Приложение 1 2
ОБРАБАТЫВАЕМОСТЬ
износостойких ПОКРЫТИИ
Обрабатываемое!
конструкционных М1Т9|
лезвийными икструмя
КАРТА 5
ЛИ
жушей кромки. Скорости резания 30—60 м/мнн—для твердого сплава в ?0*Ц
ИО м'мин —для композита 10. Подача при черновой обработке не должна превышать^
0.15 мм/об, при чистовой — 0.08 мм/об. Силы резания в 1,5 и бътее раз превышают CIR
лы, возникающие при обработке закаленных сталей. g
Стедует иметь в виду, что в связи с возможной усадкой обработка покрытия
можно производить не раньше, чем через сутки после его наметен -я J
Приложение I 1
ОБРАБАТЫВАЕМОСТЬ
ЖАРОПРОЧНЫХ СПЛАВОВ
Обрабатываемо
конструкционных Ml'
лезвийными мнетрув
КАРТА 6
В автомобильной промышленности находят применение в основном литейные Ж1
ропролиые сплавы на никелевой основе типа ЖСЗ. ЖСБ, АНВ 300 и т. п. (ротор!
лопатой газовых турбин, венцы и др ). Эти сплавы являются одними из наиболее ТОЙ
нообрзбатываемых материалов коэффициент обрабатываемости составляет А\
—С.Сб Такая низкая обрабатываемость этих сплавов по сравнению со сргднеуглероА!
стой сталью с твердостью 179—229 НВ связана с их повышенной пластичностью,
чнтельным упрочнением в процессе резания, низкой теплопроводностью, способности
сохранять исходные физкко>механические свойства при повышенных температуря
большой истирающей способностью. J
Резание жаропрочных никелевых сплавов сопровождается активным паростООМ
зованием практически во всем диапазоне рабочих скоростей, высокими удельными И
грузками на инструмент, высокой температурой в зоне резания, повышенными ММ
пиями. Это определяет требования к металлорежущему оборудованию. ИгСТрумЦЯ
те дологической оснастке. СОЖ, которые должны обеспечивать: ir я
— повышенную жесткость технологической системы для восприятия больших Я
я уменьшения вибраций; Д
— достаточный запас мощности электродвигателя станка, так как силы, ИЯ
кающие при обработке жаропрочных сплавов, в 1,8—2.5 раза больше, чем при tfl
ботке средиеуглеродистых конструкционных сталей с твердостью 179—223 НВ; _Я
— уменьшенные зазоры в механизме подач ставка для обеспечения' равномарМ
резания обрабатываемого материала; Д
— максимальную жесткость инструментов и геометрические параметры. o6*Cflfl
ваюшие прочность режущих кромок.
Повышмные требования предъявляются к шероховатости рабочих псверхмМ
инструмент/
инструменте.
Прн выборе марки инструментального материала основным показателем Я1
прочность, поэтому для изготовления инструментов рекомендуются высокопрочи!
козернистые твердые сплавы, а в отдельных случаях — быстрорежущие стали.
В таблице приведены режимы резания, рекомендуемые прн обработке жа|
них литейных сплавов на никелевой основе.
Режимы резания при обработке жаропрочных литейных никелевых сплавМ^
<мент*
В-’Д обработки резания t быстрорежущим твердоеплаа
или диаметр отверстия D. мм •с. v мин S.,. мм'об । Sr мм/зуб V. м мин S„. мм/об
.-резк,; tpL3- пилами [ Д.' -1 4 — - I О.02 1 __
ОБРАБАТЫВАЕМОСТЬ
ЖАРОПРОЧНЫХ СПЛАВОВ
Приложение 1
_
Обрабатываемость
конструкционных материалов
лезвийными инструментами ।
КАРТА 6 Лист 2
Продолжение
Вид обработки | Глубина резания t или диаметр отверстия D, мм Режимы резания при обработке инструментом
быстрорежущим твердосплавным
V, м/мин So. мм.об S,. мм/зуб vt м/мин So, мм/об S.. мм/зуб
Точение t До 1,5 13-20 0,1—0.2
До 5 — — — 8—12 0.1—0.3 —
До 10 — — — 5—8 0.2—0.4
Фрезерование-, ториевое t 7-10 ода-о.12
концевыми фрезама До 5^ 0.05—0,1 4 5 0.08-0.1
Сверление D 3—10 1-3 0.03-0.1
8—20 — — — 6—10 0.04—0.15 —
15—30 3-5 0.07—0.2 —- — — —
364
ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ И АБРАЗИВЫ
Для оснащения лезвийных режущих инструментов применяется широкая номен-
клатура инструментальных материалов, входящих в следующие основные классы:
— быстрорежущие стали (БРС);
— твердые сплавы (ТС);
— режущая керамика (РК);
— сверхтвердые материалы (СТМ).
Большое разнообразие инструментальных материалов объясняется тем, что ни в
одном из них не совмещаются высокая прочность и технологичность изготовления с
наилучшими показателями по уровню скорости резания и теплостойкости icm. рису-
нок f.
Прочность &изе , Н/ппг
Инструменты из БРС отличаются высокой прочностью и лучшей технологичностью
изготовления по сравнению с инструментальными материалами других классов. Из БРС
изготавливаются резьбонарезные инструменты, большинство зубообрабатывающих,
сверл, фасонных резцов, протяжек в других инструментов со сложным профилем ре-
жущих лезвий. Инструменты, оснащенные ТС, наиболее широко применяются при то-
чении и торцевом фрезеровании, а также при других видах фрезерования, сверлении,
эенкеровании, развертывании, протягивании чугунных деталей.
Применение твердосплавных инструментов эффективно, как правило, при следую-
щих условиях
— достаточном уровне мощности, жесткости и внброустойчивости станков. Этим
условиям в основном отвечают станки токарной и фрезерной групп, обрабатывающие
центры, а также ряд моделей станков других групп;
— конфигурация детали и технологическое оснащение должны допускать обработ-
ку с уровнем скорости резания, характерным для ТС:
— наличии соответствующих требований к производительности -бработки.
365
Основными, наиболее широко распространенными; являются вн^тру *е».гы. •'сна-
щенные ТС н БРС. РК н СТМ применяются ограниченно, в основном ».я р>.де опира-
ний прецизионного точения и фрезерования. РК, кроме того, используется при noiy-
чистовой обработке чугунных детален. Имеются перспективы рЗчЩУ.р-м-л п:пмо-ення
РК и СТМ с созданием станичного сбср.. дования. соответствующего, высоким режу-
щим свойствам этих инструментальных материалов.
Для абразивной обработки металлов и правки применяются следующие абрезив-
ные материалы:
— корунд и его разновидности (на основе кристаллически-. алюминия);
— карбиды кремния и бора:
— сверхтвердые материалы (алмазы, кубический нитрид бора)
Каждая нз представленных групп характеризуется разнообразием составов и
свойств, определяющих область их применения: шлифование (обдирочное, круглое,
плоское, ториеьое, резьбовое), хонингование, полирование, доводка, суперфиниширо-
вание. резка, даточка. правка.
Основные физико-механические свойства абразивных матервалив призедены з таб-
лице.
Абразизный материал Микрствео- дость Н. ГПа Механическая прочность. Н Абразивна.-- способность. Теплоустой- чивость, °C
Карбид кремния.
зеленый 64С 33 11—14.7 0.п9-0.1 1400
черный 54С оо Н—14,7 0,09 —0.097 1400
кубический (p-sict j i 11—14,7 0.09—0.1 1400
Электрокормнд: 1700
белый 24А 20 8.8—10.4 0.04-0.051 1300
нормальный 15А 19 6.8-10.7 0.05—0.058
хромистый 34А * 21 10.3—10.8 0.052—0.056 1700
Монокорх'нд 45А 23 ’.1.7—13,7 0.05—0.06 1700
Карбид бора 42 0.10-0.112 800
Природный алмаз 98 —— 0.473 800
Синтетический алмаз 1'0 14.7—55,9 0.094 —0 248 800
Примечание. Механическая прочность приведена для абразивного материала
зернистостью 23. абразивная способность —для материала зернистостью 16
Приложение 2
БЫСТРОРЕЖУЩИЕ СТАЛИ Инструментальные материалы и абразивы КАРТА 1 Лист 1
Марки БРС. применяемые для изготовления
режущих инструментов
Группа БРС (стандарт ИСО 4957) Марка БРС (ГОСТ Г9265—73) Средний химический состав %
с W Мо Сг V Со
Базовая Р6М5 0,85 6 5.5 4 1.9
PI8 С .75 IS — 4 1.2 —
С увеличенный содгр.жа- яне<г С и V Р6МЗФЗ 1.0 6 5.5 4 2.5 —
Содержащие Сс РСМ5К5 0,85 6.5 А 4 .•}
Р9М4К8 (.05 9 4 2.J 8
Приложение 2
БЫСТРОРЕЖУЩИЕ СТАЛИ Инструментальные материалы и абразивы X.W.-1 1 Лист 2
Характерные показатели прочности, твердости
и теплостойкости БРС
Марка БРС (ГОСТ 19265-73) Пучность СкПГ. Н мм* Твердость HRC, Теплостойкость. *С, при твердости 59 HRC-»
Р6М5 VO0—4000 •34—6*3 620
Р18 25X1—3220 64—65 620
Р6М5ФЗ XX—3X0 64—66 630
Р6.Ч5К5 2400-3000 64—66 630
Р9М4К8 2030—2700 64—67 630
Базовая группа БРС (стали нормальней производительности) предназначена в ос-
новном для обработки конструкционных сталей с твердостью до 280 НВ, феррито-пер-
литных чугунов с твердостью до 220 НВ и цветных сплавов. Основной маркой БРС
этой группы является стала Р»».М5, которая предназначена для изготовления больший,
ства режущих инструментов: резиов, фрез, сверл, зенкеров, разверток, протяжек, мег-
чиков, резьбовых плашек, а также значительной части зуборезных инструментов. Ре-
жущие свойства инструментов из сталей Р6М5 и Р18 практически равноценны для
подавляющего большинства видов инструментов н областей их применен*!.!. Сталь Р’8
обладает лучшей шлифуемостью и применяется избирательно, когда изготовление ин-
струментов из стали Р6.Ч5 технологически затруднено.
Как показывает опыт заводов, из с’али Р!8 в необходимых случаях изготавлива-
ются инструменты, при прокзводстве„которых осуществляются сложные и точные шли-
фовальные операции, в том числе корригированные шеверы, зуборезные лолбяки для
чистовой обработки, шлицевые протяжки, мелкоразмеркые метчики.
Инструменты нз ЪРС с увеличенным содержанием углерода и ванадия составляют . ’
группу сталей повышенной износостойкости Сталь Р6М5Ф) обладает износостойкостью J
иа 30—40% большей, чем Р6М5, но. у» *4 лает этой базовой марке по шлифуемости. л
Сталь Р6М5ФЗ применяется с целью*пт «шения стойкости инструментов, в том цвете 4
резном, сверл, зенкеров. J
Содержащие кобальт БРС повышенной производительности предилчнщеиы для Ч
обработки конструкционных сталей с твердостью более 28" НВ в перлитных чугунов. 1
Применение в этих случаях стали Р6.М5К5 обеспечивает по сравнению с Р6.М5 I
можность повышения скорости резания в среднем на 20%. или периодов стойкости ин- J
струментов в 1,5—3 раза. Сталь Р9М4К8 обладает повышенной износостойкостью по fl
сравнению с Р6М5К5. но уступает ей по прочности, шлифуемости в является более .J
дорогой. Она применяется^ когда режущ а свойства стали Р6М5К5 недостаточны. j
В отдельных случаях обработка деталей высокой твердости осуществляется с приме-
нением более .тегированной БРС Р12МЗФ2К8 по ТУ 14-1-691—75. Эта марка прсвос- 1
ходит по износостойкости Р9М4К8. но уступает ей по прочности, шлифуемости в стоп- ’
мости. Целесообразность применения стали Р12МЗФ2К8 на конкретны < операциях
должна подтверждаться предварительной проверкой.
Основной наиболее ’нчроко применяемой кобальтсодержашен БРС является сталь
Р6М5К5.
При обработке конструкционных сталей с твердостью до 280 НВ в феррито-пер-
литных чугунов применение кобальтовых БРС на режимах резания, характерных для ;
стали РбА\5, не рекомендуется, так как не обеспечивает повышения стойкости иистру- <
ментов. При повышенных значениях режимов резания кобальтовые ЬРС .могут ока- *
заться эффективными при обработке перечисленных конструкционных материалов. •
Например, примене= • е и-ны» ргэиов стали РС.М5К5 обсспечивзет прн обработке ч
автоматных сталей со ж :-.ттям!* '"олес У) м мин п* выше.-*не стойкости в 1,5—2 раза
по сравнению со’стл.л^г Р6М5 или поззи.-.яет повысить скорость резания на 15—20%.
Зсбофреэсрование --.рвчными фрезами •' сталей Р6.Ч5К5 и Р'-М4К8 может гсушес-в-
.-.яться со скоростлми гезеипя. ис.’ыгпм;: пи сривне :ию с '•р'.мсп-.гмыми .ик стати
PGM5 ни 20 в 34 .. •’ястс:есрип. ;
Для повышения » з-'Осхп-йеуСгр. инструмент >з из ра си .ных марок ЕРС приме- •
няюп-я покрытия н;.т; титана, пс-звс '.лютне гл-зысить стейк* с*ь мструхентов в
Приложение 2
Кипру ментальные
материалы и абразивы
КАРТА 1 Лист 3
БЫСТРОРЕЖУЩИЕ СТАЛИ
1,5—раза или скорость резания на 20—30%. В перспективе возможно дополнитель-
ное повышение износостойкости за счет перехода к многослойным покрытиям. Перед
нанесением износостойких покрытий необходимы специальная подготовка инструмент
тов, включаюшая тщательную очистку всех его поверхностей от окисных пленок, ис-
ключение дефектов шлифования к заусенцев на режущих лезвиях, обеспечение низ-
кой шероховатости шлифованной и заточенной поверхности.
Помимо широко распространенных обычных БРС применяют БРС. полученные с
использованием методов порошковой металлургии. В соответствии с ГОСТ 28393—89.
существуют следующие марки таких БРС — Р6М5ФЗ-МП, Р7М2Ф6-МП, Р12.НФ5-МП,
Р6М5К5-МП, Р9М4К8-МП, Р12МЗК5Ф2-Л1П. Порошковые БРС имеют однородную
структуру, оми значительно прочнее и лучше шлифуются по сравнению с БРС того же
химического состава, получаемыми по обычной технологии изготовления. **то позво-
ляет изменить легирование порошковых БРС, увеличив в них, в частности. содержа-
ние углерода и ванадия и повысив таким образом износостойкость инструментов при
достаточной прочности и удовлетворительной шлифуемости. Согласно приложению 2
к ГОСТ 28393— 89. порошковые быстрорежущие стали позволяют повысить стойкость
инструментов в 1.3—2 раза по сравнению с аналогами получаемыми по обычной тех-.,
нологии (например. Р6М5ФЗ-МП — Р6М5ФЗ. Р6М5К5-МП — Р6М5К5 Р9М4К8-МП —
Р9М4К8).
Рациональные значения износа инструментов из БРС
по задней поверхности
Величина взноса, мм
Инструменты
прн обработке сталей при обработке чугунов
Резцы проходные, расточные, резьбовые
для черновой обработки 1,5—2
для чистовой обработки 0.8—1.2 —
Резцы фасонные:
для черновой обработки * 0,8—1
для чистовой обработки 0.8-0.5 —
Сверла спиральные, диаметром, мм:
до 6 0.4—0.6 0,4—0.6
7—20 0,6—0,8 0.6—0.8
свыше 20 0,8—1.2 0,8—1.2
Зенкеры 12—1.5 12—1.5
Развертки 0.6—0.8 /6—0.8
Метчики: /
машинные 0.7Р Р
гаечные 0.5Р —
Плашки круглые 0.25Р —
Гребенки:
круглые Р
тангенциальные \,2Р —
Гребенчатые фрезы, диаметром, мм:
8—20 0.2Р
00—100 О.ЗР —-
Фрезы червячные 0J2-0.7 0,2—0.7
Долбяки зуборезные 0.2-0.5
Резцы зуборезные для обработки конических
колес:-
для черновой обработки 0.8—1.0
для чистовой обработки 0 3—04 —
368
БЫСТРОРЕЖУЩИЕ СТАЛИ Приложение 2 Инструментальные материалы и абразивы КАРТА ! Лист 4
П родолжечие
Инструменты Величина износа, мм
при обработке сталей при обработке чугунов
фрезы ториевые 1.2—1.5 1.5—2
фрезы дисковые, концевые 0.3—0,5 0.4—0.6
фрезы прорезные и отрезные Протяжки: 0,1—0.2 0,4—0.5
для черновой обработки 1,5-2 1.5-2
для чистовой обработки 0.2—0.3 0.2—0,3
Марки и химический состав быстрорежущих сталей,
применяемых за рубежом (в США, ФРГ. Франции, Японии)
и имеющих аналоги в странах СНГ
Нормативный документ, страна Марка стали Средний химический состав, % Аналог по ГОСТ 19265—73
с W Мо Сг V Со
ASTM. AISI М2 0.9 6.4 5 4 1.9 Р6М5
(США) Т1 0.75 18 — 4 1.0 — Р18
9 М3 1j0 6.4 5 4 2.5 9 Р6М5ФЗ
DIN 17350—80 S6-5-2 0.9 6,4 5 4 1.9 __ Р6М5
(ФРГ) S6-5-3 1.0,- 6.4 5 4 2.5 — Р6М5ФЗ
S6-5-2-5 0,9 6.4 5 4 1.9 4.8 Р6М5К5
NFA 35 590- 78 6-5-2 0.85 6 б 4 2.0 Р6М5
(Франция) 18-0-1 0.8 18 — 4 1.0 — Р18
65-2-5 0,85 Г» 6 5 4 2.0 5 Р6М5К5
JIS 4403—83 КН-9 0.75 6 5 4 2.0 — . Р6М5
(Япония) КН-52 1.0 6 . О 4 2.5 — Р6М5ФЗ
КН-2 0.8 18 — 4 ц> — PI8
КН-55 0.85 6 5 4 2.0 5 Р6М5К5
Приложение 2
ТВЕРДЫЕ СПЛАВЫ Инструментальные материалы и абразивы КАРТА 2 Лист 1
В зависимости от обрабатываемого материала и характера образующейся стружки
твердые сплавы подразделяются на три группы резания: Р, М н К (стандарт ИСО
513—75 —ГОСТ 3882—74).
369
Приложение 2
ТВЕРДЫЕ СПЛАВЫ Инструментальные материалы и абразивы л’ЛРТ/1 2 Лист 2
Группы резания твердых сплавов
Группа резания Осн = 2- л'лйЯь применения
Р Обработка материалов, сливную стружку (в основном <талей)
М Обработка материалов. как сливную стружку, так и стружку ска- лывания (нержавеющих и сропрочных чален и сплавав, специальных чугунов)
к Обработка материалов. дакц.?х стружку скалывания чугунов, цветных металлов, пластмасс)
Группы резания подразделяются в свою . :«;сдь пг группы примененья. которые
обозначаются буквой (группа резания) и числовым индексом (группа применения).
Чем выше число’ индекса в обозначении группы применения, тем ниже износостойкость
твердого сплава и допускаемая скорость резася. но выше прочность (ударная вяз-
кость) и допхскаемая величина сечения среза iподача и глубина резания).
В ибазЛченнях твердых сплавов с и.знос-.с-Угкичк покрытиями после числового
индекса группы применения ставится буква *С Эти твердые сплавы обладает в сред-
нем в 2—3 раза большей износостойкостью :: несколько меньшей прочностью, чем
сплавы с аналогичным числовым индексом без ?.з.-:осостойкнх покрытий.
Сменные многогранные пластины (СМИ) -з твердых сплавов с износостойкими
покрытиями обеспечивают повышение скорости резания на 20—40% и являются пред-
почтительными для большинства операций крупносерийного и массового ьроизв--дет-
ва— за исключением:
— операций, для проведения которых требуются острые режущие кромки <у спл-.-
вов с покрытиями они скруглены до радиусов л.-’рядф 20—+0 мкм) К ним относятся
обработка цветных сплавов, а также ряд фиин-.-ыч операций при нзготивтепин сталь-
ных и чугунних деталей;
— операций черновой обработки, прн проведен-:;: которых протекание ; зниса в зна-
чительной мере связано с выкрашиваниями и сктламн режущих лезвий.
В автомобильной промышленности используются в с-снознем группы резания твер-
дых сплавов Р и К.
Распределение рекомендуемых отечественных марок
г твердых сплавов по группам применения
Грхппа применения Марки твердых сплавов
основная дополнительные по ГОСТ 3882—74 1 по ГОСТ ’ ! 26530—85 по техническим условиям *
Р01 — Т.ЗСК4 ! ТН20
РЮ — Т15К6 ; ТН20. KHTI6 —
Р20 РЮ т i * v * Кг!Т!6. ТВ4 —
Р20С РЮ—РЗО — — MC22I0. МС2215, ВП1255
P25 P2-j—PM ТТ2СК? — МС! ,7. ТТ21К9
‘ Приведенные марки твердых став-, в ;-г-.гмент;:р<;в<зн..' с.тедчюшимн техннче-
.кими условиями: МСУ37. МСЗ! 2, МСЗ.’*—7х’ 4?-И--ЗО8—М: AV‘22’0. ЦС22‘5
МС:4Ю* МСН65. МС1466. MC22I6. МС-32’,0. 5X3215 — ТУ 48-19-ЗЮ—5Л \1С32!»\
ВП?25о-Т> 4®-l9-3v-S3: ТТ21К9 — 7* с8:9’4С<—&6; ВП>И5. ВПЛЕ-
ТУ 48 19-407—85.
370
Инструментальные
материалы и абразивы
ТВЕРДЫЕ СПЛАВЫ
КАРТА 2
Ли£Т 9
Группа п: имечення — — - — ~ "— — иЙ .Марки твердых сплавов
ослсвнж ЧЧ.И-.ЕТСЛЬНЫе по IOCT 3882—74 по ГОСТ 265-30—85 со техническим условиям
Р25С Р2О-РЗО — — МС2216
РЭО Р2Г—Р4О Т5К10. ТТ10К8Б ТВ4 —
РЗОС Р2О-Р4О — — МС11Й. MCU6J
Р35С PV3-P40 — — MCI 466
Р40 — ТТ7К12 — --
КО! в кам — —
К 05 кю ВК60.Ч — —
К10 К 20 ВК6М. ТТ8К6 — МСЗ 12
К15 К10-К 20 TSK7 КИТ 16 МСЗ 18
К15С К10-К20 — — МС3216
К20 КЗО ВК6 —
К2ОС КЮ-КЭО — — МС3210. MC32IJ, ВП3115
КЗО К 40 ВК8 ВК’.ОХОМ — —
КЭОС К 40 — — ВП3325
П р и м е я а и и МС2210 и MC32I0 MC22I6. МС3215 к е. (^рстав кзносос — TiC; сплавов ВП1 МС3216 —TiC—TiC топкого покрытия 255, ВП3115. ВП332 TIN. твердых сплавов 5. MCI465. MCJ466 МС1460 j МС2215. " ]
Прочность с1гзг и твердость твердых сплавов
(по ГОСТ 5882—74)
Марка твердого сплава Значение Н'мм2, не менее Значение твердости HRA(IIV). ие менее Марка твердого сплава Значение ож«г, Н/мм’. ие иеиее ЗиачеяЯ ' твердям HRA(M не ым|
ТЭ0К4 950 92 ВК6 1500 «д|
Т15К6 1150 90 Т8К7 1550 9011
TUKS 1250- 89.5 ВК8 1700
T5KI0 1400 88,5 ВКЮХОМ 1470 П 1
ТТ2ОК9 1300 89 МС1-37 1400 (14«|
ТТ21К9 1470 91 МС318 1500 (1ИЯ
1T7KI2 1600 87 МС312 1300
ВКЗ.М II00 91 ТН20 1050
ВК60М 1200 90,5 КНП6 1200 89 1
ВК6М 13Х) 90 ЛЦК20 1300 8» 1
ТТ8К6 1250 90.5 ТВ4 1320 89 1
Приложение 2
Инс/рументальные
материалы и абразивы
ТВЕРДЫЕ СПЛАВЫ
КАРТА 2 Лист 1
Выбор твердых, сплавов для конкретных операций .терехгдсь) должен осчшеств-
ляться с учетом обрабатываемого материала и качесть= «-*.7*..в-:и, содержания опе-
рации (в том числе инструмента, припусков, точности сбгаб'лки), данных станочного
оборудования.
Ниже приводятся рекомендации по применению твердых ’.плавов, а также отмеча-
ются различия в свойствах твердых сплавов, входящих г группу. Эти рекомен-
дации являются ориентировочными и применительно к 'икретиым операциям могут
потребовать уточнений. Например, повышение требований к надежности работы ин-
струментов, относительно невысокая жесткость технологичен ой системы, технические
иля организационные ограничения уровня скоростей реьгиия могут явиться причиной
применения более прочных к менее износостойких тверды-, сплавов. В том числе если
требования задаииой производительности на операциях чистовой обработки обеспечи-
ваются при применении твердых сплавов, предназначенных £ основном для чернового
течения,— то последние зачастую являются предлочтителы-ыки, так как с-беспечивают
повышенную надежность без ущерба для производительно .'и.
Основные рекомендации по применению твердых сплавов
Группа Р01 предназначена для тонкого точения стал^чы.4: деталей. Основная мар-
ка— ТЗОК4. При возможности применения СМП рекоменд ется проверять целесообраз-
ность использования сплава ТН20.
Групп* РЮ предиазиачена для чистовой обработки на исключением операций
тонкого точения). Основная марка —TI5K6. Сплав ТН20 рекомендуется для примене-
ния при вполн# благоприятных условиях обработки, обеспечивая при этом двукратное
повышение стойкости по сравнению со сплавом TJ5K6. При усложненных условиях
обработки (неравномерный припуск, пониженная жесткость технологической системы
в др.) сплав 1Н20 менее надежен в работе: отмечаются выкрашивания режушнх лез-
вий и нестабильная стойкость, повышенная износостойкость сплава при этом не реали-
зуется. Сплав KHTI6 близок по износостойкости к TJ5K6. по эксплуатационной проч-
ности занимает промежуточное положение* между сплавами TI5K6 и ТН20.
Группа Р20 предиазиачена для получериовой обработки, рекомендуется также для
черновой обработки при благоприятных условиях резания; применяется для чистового
точения — в том случае, когда прочность сплава Т1оКб недостаточна Основная марка —
Т14К& Твердый сплав КНТ16 превосходит Т14К8 по износостойкости, но уступает ему
по прочности. При достижении определенного, критического для конкретных условий,
порога режимов резания у KHTI6 отмечается пониженная формоустойчнвость режу-
щей кромки (ее «осадках), что является следствием сравнительно невысокой тепло-
стойкости сплава. Улучшение условий теплоотвода от режущих кромок за счет умень-
шения угла в плане и эффективного применения СОЖ повышает уровень критического
порога режимов резанпя и позволяет полней использовать повышенную износостой-
кость сплава KHTI6.
Группа Р20С включает твердые сплавы с износостойкими покрытиями для чисто-
вой я получерновой обработки, при благоприятны/ условиях резания рекомендуемые
также для чернового точения. Лучшими режущим/ свойствами из сплавов этой груп-
пы обладает ВП1255. Сплавы .МС2216 и MC22I0 имеют несколько меиьш>ю прочность;
сплав МС2215 несколько превосходит, по износостойкости сплав МС22Ю.
Группа И5 включает твердые сплавы, обладающие повышенным сопротивлением
шпелячеехмм, динамическим м тепловым нагрузкам при прерывистом резании и для
этих условий, в частности при фрезеровании, являющиеся предпочтительными. Основ-
ная марка —сплав ТТ20К9. близкие режущие свойства у TT2IK9. Твердый сплав
MCI37 обладает несколько большей прочностью и имеет прсимушесгва при >слож:жи-
вых условиях резания. При вполне благоприятных условиях обработки удовлетвори-
тельные результаты для фрезерования достигаются также при применении твердых
сплавов группы Р20: Т14К8 К НТ 16 и ТВ4. а при чистовом фрезеровании— группы
РЮ: Т15К6. .
Группа Р25С включает твердый сплав для фрезерования MC22I6 с бо.юе высокими
режущими свойствами, чем у сплавов грчппы Р25.
Группа РЗО предиазиачена для черновой обработки стальных деталей. Основная
марка твердого сплава—Т5К10, Сплав ТТ10К8Б обеспечивает большую стойкость и
предназначен для резания высоколегированных и труднообрабатываемых материалов.
Группа РЗОС — основная группа твердых сплавов для чернового точения сталей.
Применяется также для точения ковких и высокопрочных чугунов. Включает твердые
сплавы MCI460 п МС1465, последний из которых обладает несколько большей износо-
стойкостью.
372
Инструментальные
материалы и абразивы
КАРТА 2
Лист 5
Приложение f
ТВЕРДЫЕ СПЛАВЫ
Г pynna Р35С предназначена для фрезерования стальных деталей — в том случае,
т.прочность гдлазов группы Р25С недостаточна.
Группа РАО зхлючает наиболее прочный твердый сплав для обработки стальных
-t-ir.tii— TT'r'.S. предназначенный для осуществления особо нагруженных черновых
(об:а'<тка по загрязненной литейной корке, сварным швам при больших не-
: ьвь.мерных ст -г.-сках я т. п.).
Группа КО! предназначена для тонкого точения чугунов н цветных сплавов.
Группа К05 применяется в случаях, когда эксплуатационная прочность твердых
’.«г-ТВ группы недостаточна, в основном при обработке деталей пониженной
с-С: гСатываемлсти
Группа К К-— основная группа твердых сплавов для чистовой обработки. Вклю-
чает твердые сглавы ВК6М, ТТ8К6 и МСЗ 12. Из них лучшей износостойкостью обла-
дает :плав МСЗ 12. близок к нему ТТ8К6. Твердый сплав ВК.6М уступает км по стой-
кости в 13—2 раза.
Твердые сплавы группы К10. как и все сплавы группы резания К, предназначены
е .Ххьвном для обработки чугунов и цветных сплавов, но применяются также, в случае
paS-.ты с вынужденно низкими скоростями резания, при чистовом точении стальных
деталей. „
Группа К15— основная группа твердых сплавов для прерывистого резания, в том
чггле фрезерования чугунных деталей: ТЬК7 и МСЗ!8. Последний сплав обладает не-
сколько лучшими режущими свойствами. При благоприятных условиях резания фре-
зе:- „ванне осуществляется также твердыми сплавами ВКб н КНТ16 с уровнем стойко-
сти сдимерно едэое более низким, чем у сплава Т8К7.
Группа К15С включает твердый сплав для фрезерования МС3216 с иодсостойким
покрытием.
Группа К20 предназначена для черновой и получистовой обработки.
Группа К20С — основная группа твердых сплавов для черновой и получерновой
обработки. Включает твердые сплавы ВП311Б к МСЭ215, не имеющие значительных раз-
личий по режущим свойствам, и МС3210. Твердый сплав МС3210 имеет несколько
меньщую износостойкость, чем сплавы МС3216 > ВП3115.
Группа КЗО предназначена длж черновой обработки (точения к фрезерования) —
при недостаточной прочности твердых сплавов групп К15 и К20. Включает сплав ВК8
и более износостойкий ВЮОХОМ.
Группа КЗОС предназначена для черновой обработки — при недостаточной прочно-
сти твердых сплавов труппы K20G
Относительный уровень скорости резания Лг
(по отношению к базовым твердым сплавам *)
Группа применения Значение К, группы Марк, твердого сплава Значение Кт марки твердого сплава
Точевае стам*
РЮ 1.0 TI5K6 1Л
KHTI6 0.8
• ТН20 1Л
Р20 ав Т14К8. КНГ16 ол
Р20С 1.0 МС2215, ВП1255, MC22I0 1.0
РЗО 0.65 Т5К10 0.65
ТТЮК8Б 0.7
РЗОС 0.85 MCI465. МС1460 0.85
Р40 0.5 П7К12 0.5
* В качестве базовых твердых сплавов приняты: прн точении сталей — MC22I5
группы Р20С, чугунов — ВПЗ! 15 группы К20С; при фрезеровании сталей — МС137
группы Р25, чугунов — MC3I8 группы KI5; при точении и фрезеровании алюминиевых
сплавов — ВКб группы К20.
373
Приложен;.» ?
ТВЕРДЫЕ СПЛАВЫ Иистру ментальные материалы и абразивы КАРТА 2 Лист 6
П ръдоллсекие
Группа применения Значение Хт группы Марка твердого сплава Значение Л, марки твердого сплава
Фрезерование сталей
РЮ 1.15 Т15К6 1.15
Р20 1.0 Т14К8. КНТ16. ТВ4 1.С
Р25 1.0 MCI37. ТТ20К9, ТТ21К9 1.0
Р25С 1.15 .МС2216 1.15
Р35С 0.9 МС1466 0.9
Р40 0.65 ТТ7К12 0.65
• Точение чугунов
К05 1.1 вквом I.:
К10 0.9 ТТ8К6. МСЗ 12 ВК6.М 1.0 0.9
К2О 0.75 ВК6 0.75
К20С ?' 1.0 ВПЗП5. МС3215. .МС321О 1.0 ..
КЗО 0.65 ВК8, ВК10Х0М 0.65 *
КЭОС 0.85 ВП3325 0.8
РЗОС 0.85 MCI 465 0.85
Фрезерование чугуноа
К15 . 1.0 МС318. Т8К7 1.0
К15С f 1.15 МС3216 1.15
К20 0.8 ВК6, КНТ16 0.8
КЗО 0.65 ВК8 0.65
Точ енне алюминиевых сплавов
К05 1.3 ВК60М '..3
KI0 1.2 ВК6М. ТТ8К6 12 •
К20 1.0 ВК6 1.0
Фрезерование алюминиевых сплавов
К05 1.25 ВК60М 1.25
К10 1.2 ВК6М, ТТ8К6 1.2
К15 1.1 Т8К7 1.1
К20 1.0 ВК6 !-° t
374
ТВЕРДЫЕ СПЛАВЫ Приложение 2
Инструментальные материалы и абразивы
К.4РГ.4 2 Лис г 7
Рациональные значения износа твердосплавного инструмента
по задней поверхности
Инструменты Величина износа, мм
при обработке сталей при обработке чугунов
резни со сменным» многогранными пластина- ми из твердых сплавов
Р01-Р10 0.2—0.3 —
Р10-Р20 0,3-0,4 —
Р20—РЗО 0,4—0,5 —
РЗО—РАО 0.6—0.8 —
РЮ-РЭОС 0.3—0.4 —
К01-К10 0.4-0.5
К15—К 20 — 0.6—0,8
К10—К25С 0,3-0.4 0.5—0.6
Фрезы коииевые 0.4—0.5
Фрезы торцевые с напайнымн пластинами:
для черновой обработки 1,0—1,2 1.2—1,5
для чистовой обработки 0.6-0,8 0.8—1,0
Фрезы торцевые со сменными многогранными
пластинами из твердых сплавов: (fl-0.6
РЮ—РЗО —
РЗО—РЗОС 0,3—0,4 —
КЮ-К25 — 0,5—0.6
К10— К25С — 0,4-0,5
Фрезы червячные од-од —
Сверла 0.3 0,3
Зенкеры 1—1,5 1—1.5 /
4
Основные виды разрушая* режушях «ромок
твердосплавных пластин и способы их предотвращения
Вид разрушения Наиболее вероятные причины Меры то предотвращению разрушения или чрезмерного износу
Интенсивный износ о задней поверхно- сти Интенсивное лункооб- Разование па леред- поверхности йнкргшнванпе режу- щи кромки Неправильный выбор марки твердого сплава; чрезмерно высокая скорость резания; заниженная подача Неправильный выбор марки твердого сплава: чрезмерно высокие значения скорости резания и подачи Недостаточная прочность твердого сплава; чрезмерно высокая подача; наростообразование Применение более нзнссостойкоя твердого сплава (если это допустим по прочности); снижение скорося резания; увеличение подачи 1 Применение более износостойкая твердого сплава (если это лопустшЙ по прочности); снижение значеим скорости резания и подачи J Применение более прочного твердоя сплава; усиление режущей кромш повышение скорости резания; уммя шенме подачи; повышение жесткосЯ технологической системы
Приложение 2
ТВЕРДЫЕ СПЛАВЫ Инструментальные . материалы и абразивы КАРТА 2 Лист 1
Продолжение
Вид разрушения Наиболее вероятные причины Меры по предотвращению разрушения или чрезмерного износа
Появление поперек кромки трешнн режушей Термические трешичы— результат периодического нагрезя и охлажде- ния при прерывистом резании, резких изменениях плошали сечения среза, нестабильной подаче СОЖ Применение более прочных в тер- мостойких марок твердого сплава; уменьшение значений скорости реза- ния и подачи; обеспечение равномер- ной подачи СОЖ (при невозможно- сти— работа без СОЖ)
Появление трещин вдоль режушей кром- ки Усталостные трешаны в результате переменных механических напряже- ний Применение более прочных марок твердого сплава; усиление режущей кромки; уменьшение подачн
Поломка пластин Недостаточная прочность твердого сплава; чрезмерно высокая подача; недостаток места дтя размещения фтружки; низкая жесткость техноло- гической системы Применение более прочных марок твердого сплава; увеличение толщи, ны реж\шей пластины; обеспечение достаточного места для размещения стружки; уменьшение значений пода- чи и глубины резания
Деформация (опуска- ние) режушей кром- ки Слишком высокая температура реза- ния при относительно большой пло- щади сечения срезаемой стружки Применение марок твердого сплава, более стойких к деформации; умень- шение задних углов и углов в пла- не; обильный полив СОЖ; снижение значений подачи к скорости резания
Твердые сплавы ража зарубежных фирм
без износостойких покрытий
Фирменное название сплава, фирма-изгото- витель, страна Марка Группа применения по ИСО Фирменное название сплава, фирма-изгото- витель. страна Марка Группа применения по ИСО
TUH (Plansee FO5T Р01—РЮ ‘Carboloy (Саг- 350 РЮ—Р15
Tizit GmbH, Австрия) FIOT S05T P05-P20 P05 (boloy Inc, США) 375 370 Р15-Р35 Р20—Р4О
S10T РЮ 390 999 Р35-Р50 KCI-K05
S26T P20—P25 895 К05—К16
S3OT P25—P40 883 К10—КЗО
S36T P3G-P4O 875 К20
S5OT P50 44А КЗО—К 40
H03T H05T KOI- К 05 KOS Kennametal i iKennametal Ire. США) КТ 150 К7Н Р01—Р05. KOI -К05 Р01 PIO—Р15
HIOT K!0 К45
H16T К IS— К20 К29 РЗО Р 20—РЗО
H207 НЗОТ К15—К20 КЗО К2835 КН
H40T К 45 P-W-P50
H50T КЗс К420 РЭ0-Р40
376
Приложение 2
ТВЕРДЫЕ СПЛАВЫ Инструментальные материалы и абразивы
К ХРТЛ 2 Лип 9
П родолжение
фирменное название сплава, фирма-изгото- витель. страна Марка Группа применения пи ИСО Фирменное название сплава, фирма-изгото- витель. страна Марка Группа применения по ИСО
Kennametal K68 KIC—K15 Widia (Krupp TTl Р01—Р05
(Kennametal Widia GmbH, TTX Р10-Р15
Inc. США) К10—К15 ФРГ) TTS Р20—РЗО
K8735 К15-К40 TTP Р30-Р40
THF KOI—КОЗ
Кб К15—КЗО 1HM К10—КЗО
KI КЗО—К 40 THMF К15— КЗО
Hertel P01 РСН Sandvik Coro- CT515 Р01—Р10
(Hertel AG P05 Р05 mant (AB SIP Р01—Р15
Werkzeuge + Р1Ю (MPI) РЮ Sandvik Coro- SMA Р15—Р40
4- Hartstofie. P2F (MP7) Р20—РЗО mant, Швеция) SM Р15—РЗО
ФРГ) P20 (MP2) Р20 SM30 Р20—Р40
P25 (MP3) Р25 S4 Р25—Р35
РЭ0 (MP3) РЗО S6 РЗО—Р45
ex Р35—Р45 ₽4 Р45—Р50
PVA (MP4) Р50 HIP К01-К20
KM1.K10 (MKO) К05-К20 HM КЮ—К20
MC2 (MK1) К05 HUA К15—К25
KMH, K20 KIO-K20 HIOF К20—КЗО
(MK2, MKB)
, Примечание. В скобках приведены марки сплавов-аналогов, выпускаемых, со-
вместным предприятием «МКТС — Хертель» (Россия — ФРГ). *>
Твердые сплавы ряда зарубежны^ фирм с износостойкими покрытиями
Фирменное название сплава, фирма-изготовитель, страна .Марка Состав покрытия Группа применения по ИСО
Tizit (Plansee Tizit GmbH, / Srl7 TiC—TiCN — керамика PI5—Р25
Австрия) К15-К25
GmI5 TiC—TiCN—TiN Р05-Р15
Cml6 TiC—TiCN—TIN К05-К20
Gm25 TiC—TiCN—TiN PI5-P30
Gm26 TiC—TiCN—TiN РЮ—РЗО
Gm35 TiC—TiCN—TiN Р20-Р40
Gm-36 TiC—TiCN—TiN Р20-Р40
Carbolov (Carbolov Inc, 545 AljO; Р01—РЮ,
США) koi—Kid
570 A1,O, P05-P25. КЮ-К 20
560 TiN-TiC-AIA Р10-Р30, КЮ—К 20
515 TiC PI5—Р40
536 TiC—TiCN—TiN Р15—РЗО
377
Приложение 2
Инструментальные
материалы м абразивы
КАРТА 2 Лист 10
ТВЕРДЫЕ СПЛАВЫ
П родслжени*
Фирменное название сплава, фирма-изготовитель, страна Марка Состав покрытия Гр\ппа применения по ИСО
Carbolov (Carboloy Inc. США) ' Kennametal (Kennametal Inc. США) 9 Hertel (Hertel AG Werkzeu- ge + HartstoHe, ФРГ) ’ir Widia (Krupp Widia GmbH. ФРГ) Sandvik Coromant (AB Sandvik Coromant, Швеция) Пр и 4 f ч а н и e. В ско совместным предприятием <5 378 518 523 KC9I0 КС950 КС810 КС850 KC2I0 КС250 CPI (ALAI) СМ2 (МТ1) CP3 (AW) СМ3 (MTS) CF3 (MFi) TK15 TN25 TN35 TN35M HK15 HKI5M TG TR GC415 GC425 GC435 GO 20 GC315 GC30I5 GC310 GC320 бкгх приведены 1KTC — Хертель» (I T-.C TiC TiC-Al.-O, TiC-Al.-O,—TiN TiC—TiCN—TiN TiC—TiCN—TiN TiC—TiCN—TiN TiC—TiCN—TiN TiC—Al/); TiC—TiN TiC—AljOj TiC—TiCN—TiN ’* TiC—TiN TiC—TiN—Al (ON) TiC—TiN TiC—TiN TiC—TiCN—TiN TiC—TiN—Al (ON) TiC—TiN—Al (ON) . TiC TiC TiC—AljO.—TiN TiC—Al/);—TiN TiC—AljOj-TiN TiN—TiC—TiN TiC TiC—A l-O—TiN TiC—A!:0. TiC— AI;0. арки сплавов-аналогсь. выпус эоссия — ФРГ). Р35-Р5О К10-К30 Р01—Р15 К01-К20 Р10—РЗО. К05-К20 Р15—РЗО Р2О-Р5О К95—К20 К10—КЗО Р05-Р25. К05—К15 PIO—Р35. КО5-К2О Р10-Р30. К 05—К 20 Р15—Р4О К06-К20 Р05-Р30 Р10-Р30 Р2О-ОД) Р20—Р40 К05-К20 К|)Б-К20 Р10—РЗО. K05-K30 Р25-РЭ0. K30-K40 РО5-Р25. KOI—К20 PIO—Р35 Р20—Р40, К10-К25 Р15—Р35 К10—К25 К05-К20 К05— К20 КЮ-К25 <аемых
РЕЖУШКЯ КЕРАМИКА Приложение 2 Инструментальные материалы и абразивы КАРТА 3 Лист 1
Режущая керамика предназначена для обработки чугунных и стальных детален
со скоростью резания, превышающей принятые значения для твердых сплавов в 2—
3 раза
Режущая керамика включает две основные группы: оксидную (белую) и окскдно-
карбидную (черную)
Прочность о-зг и твердость основных марок
режущей керамики
Группа РК Марка РК Технические условия Значение Gnn Н/мма Значение твердости HRA
Оксидная BOI3 ТУ 48-19-411 —87 450 92
Оксиднок арбидн ая ВОК71 ТУ 48-19-413-88 650 94
Оксндно-карбндная РК обладает большей прочностью н стабильностью режущих
свойств, чем оксидная, ио уступает ей по. износостойкости при чистовой и получнето-
вой обработке сталей и чугунов невысокой*твердости (до 200—220 НВ).
Режущая керамика ВОК71 рекомендуется для обработки сталей и чугунов повышен*
ной твердости, а также взамен оксидной керамики ВО13 при обработке сталей и чу-
гунов невысокой твердости в усложненных условиях резания, при повышенных требо-
ваниях к надежности работы инструментов, а также при тонком точении.
В стадии разработки находятся марки РК ингршяой группы, обладающие повы-
шенной прочностью по сравьеяию с мврками оксидко-карбидиой группы и создающие
перспективу для расширения области применения РК за счет частичной замены твер-
дых сплавов.
Производственный опыт применения РК в автомобилестроении включает в основ-
ном операции чистового точения чугунных деталей, имеющих большие плишадн обра-
батываемой поверхности (гильзы цилиндров, тормозные барабаны, маховики и др.),
когда РК позволяет значительно повысить производительность и уменьшить число
станков-дублеров.
Высокие скорости резания и пониженная прочность инструментов нз РК (так же,
как из СТМ) по сравнению с твердосплавными требуют применения быстроходных,
мощных, жестких и виброустойчивых станков. Повышенные требования предъявляются
также к технологической оснастке: зажимным патронам, вспомогательным инструмен-
там, а также к отведу стружки и ограждению рабочей зоны станка. В ряде случаев
РК и СТМ могут с успехом применяться и на оборудовании, созданном для работы
твердосплавными инструментами. что требует в конкретных случаях его предваритель-
ного опробования.
Обработка инструментами, оснащенными РК и СТМ, осуществляется в большин-
стве случаев без СО/К — для уменьшения опасности стендовых ударов», (лрицательио
сказывающихся на надежности работы инструментов. При необходимости применения
СОЖ (Для смыва стружки, охлаждения детали) следует тбеспечивать непрерып»ый
обильный полив режуща кромок Более благоприятные условия для применения СОЖ
имеются при работе РК тксидио-карбидной группы, чем оксидной.
Допустимый износ то задней поверхности режущих керамических пластин для
проходных и расточных резиов составляет: при обработке сталей — 0.2—0.3 мм, чугу-
нов— 0,3—0.5 мм.
3
Приложение 2
Инстру ментальные
материалы и абразивы
КАРТА 4 Лист 1
СИНТЕТИЧЕСКИЕ СВЕРХТВЕРДЫЕ
МАТЕРИАЛЫ
Синтетические сверхтвердые материалы подразделяются на два класса: поликрнстал.
лические алмазы (ПКА) и материалы на основе нитрида бора, в том числе кубическо-
го (КНБ) и вюриитоподобного (ВНБ).
ПКА предназначены для обработки цветных сплавов. Обеспечивают повышение
стойкости инструментов по сравнению с твердосплавными в 30—70 раз и улучшение
качества обработки. Применяются в основном две марки ПКА: АСПК iполучаемые
посредством фазового перехода графита в алмаз) и СВБН (получаемые спеканием ал-
мазного порошка на твердосплавной подложке). В стадии разработки и промышлен-
ной апробации находится ряд новых марок ПКА.
КНБ и ВНБ позволяют, как и РК, повысить в 2—3 раза скорость резания при
чистовом точении чугунов по сравнению с твердыми сплавами.
Сравнение режущих свойств КНБ, ВНБ и РК позволило определить «-бласт и их
рационального применения:
— при точении серых чугунов с небольшой площадью сечения среза • подача до
0,15 мм об, глубина резания до 1 мм) инструменты из КНБ и ВНБ обеспечивают бо-
лее низкую шероховатость обработанной поверхности, меньшую силу резаная и боль-
шую стойкость. При больших значениях подачи качественные показатели для срав-
ниваемых материалов равноценны, стойкость инструментов из КНБ и ВНБ выше, чем
из РК. в 3—4 раза;
— при тшении незакаленных конструкционных сталей инструменты и-» КНБ и ВНБ
интенсивно вкашиваются, а из РК работают вполне удовлетворительно:
- — при точении ковких чугунов не выявлено преимуществ КНБ и ВНБ по сравне-
нию с Рк:
— при точении закаленных сталей и чугунов износостойкость инстр.ментов из
КНБ и ВНБ выше, чем из РК, и это различие прогрессивно возрастает с увеличением
твердости обрабатываемых материалов. .
Инструменты из ВНБ обладают большей прочностью и несколько меньшей износо-
стойкостью. чем из КНБ, и применяются прн усложненных условиях обработки, в том
числе при прерывистом резании. Основная марка инструментов из КНБ—композит
01, из ВНБ — ф.мпознты 10 и 10Д (двухслойные пластины). *
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Приложение 2 И нструмеитальвые материалы и абразивы КАРТА S Лист 1
Качество и производительность шлифовальных операций в значительной степени
зависят от правильного выбора характеристики шлифовального круга, определяемой
материалом абразивного зерна, зернистостью абразивною материала, материалом
связки, твердостью и структурой круга.
Материал абразивного зерна. Выбор материала абразивного зерна я «рачительной
степени определяется характеристикой обрабатываемого материала. Прн п<юизводстве
автомобилей и сельскохозяйственной техники чаше всего используются круги из ьлекг-
рокорунда и карбида кремния.
Электрокорунд нормальный (13А, НА, 15А) применяется и основном для шлифо-
вания незакаленных сталей, в том числе для обдирочного шлифования зА«.
Электрокорунд белый <23А, 24А. 25А) чаше применяется для шлифования зака-
ленных углеродистых и легированных сталей, в том числе (25А) для скоростного шли-
фования.
. Электрокорунд циркониевый (38А) рекомендуется для обдирочного длифиванмя
стальных заготовок.
Электрс-корунд хромотитанистый (9lA. 92А, 93А. 94А) в основном ’'.пользуется
для шлифования закаленных углеродистых и легированных конструкции:-;-ьх сталей
и труднообрабатываемых материалов, в том числе на операциях скоргст- -.- шлифо-
вания «91 А. 92А).
Монпкорунд (43А) рекомендуется в первую очередь для операций ц.: :<хов.:мия л
затачивания труднообрабатываемых сталей, в том числе инструментальных
380
Приложение 2
Инструментальные
материалы и абразивы
КАРТА 5 Лист 2
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО
КРУГА
Карбид кремния черный (54С) и зеленый (63С. 64С) предназначен в основном для
шлифования заготовок из чугуна и цветных металлов.
Зернистость абразивного материала. Размер зерна влияет на шероковатгчть обра-
ботанной поверхности, производительность обработки и стойкость инструмента.
Крупнозернистые круги (40 и выше) применяются:
— при обдирочных операциях, когда снимаются большие припуски;
— при обработке вязких и мягких материалов, например цветных металлов и
сплавов;
— при большой плошадн контакта круга с обрабатываемой поверхностью, напри-
мер при плоском шлифовании торцом круга.
Средне- и мелкозернистые круги (32 н мельче) применяются:
— для получения низкой шероховатости поверхности;
— прн высоких требованиях к точности профиля обрабатываемой детали;
— прн обработке хрупких материалов и твердых закаленных сталей и сплавов;
— для заточки режущего инструмента.
Твердость круга определяет прочность связки, удерживающей абразивные зерна,
и влияет на интенсивность износа круга. Следствием повышенной твердости круга яв-
ляются: затрудненное резание, прижоги, трещины, следы дробления на шлифованных
поверхностях. Результатом повышенной твердости круга являются его интенсивный из-
нос. увеличение шероховатости шлифованной поверхности, снижение точности обра-
ботки. При интенсивном износе круга рекомендуется заменить его на более твердый
с менее хрупким абразивным зерном н более плотной структурой. Наоборот, если
круг интенсивно засаливается, целесообразно заменить его на менее твердый с более
хрупким зерном и более открытой структурой.
Качество поверхности и скорость съема материала в значительной степени опре-
деляются износом инструмента.
Общими правилами выбора твердости круга являются следующие:
• — для обработки твердых материалов следует применять мягкие круги, для об-
работки мягких — твердые. Исключение составляют цветные металлы, нержавеющая
и Жаропрочная стали,, которые шлифуют мягкими кругами;
— чем меньше площадь контакта круга с деталью, тем большей твердости круги
следует применять;
— чем выше окружная скорость круга», тем более мягкие крути следует применять;
— при шлифовании прерывистых поверхностей целесообразно применять более
твердые крути;
— иа виброустойчивых в жестких станках следует применять белее мя:кне круги;
— прн одинаковых условиях шлифования круги на бакелитовой связке должны
иметь твердость иа одну-две степени выше твердости кругов иа керамической связке.
Структура круга характеризует нористость, или плотность, круга.
Основные правила выбора структуры крута следующие: j
— вязкие и мягкие материалы следует обрабатывать кругами с открытой структур
рой, твердые и хрупкие—с закрытой структурой;
— для чистовой обработки следует использовать круги более закрытых структур,
чем для предварительной или грубой; для обдирки рекомендуется использсгать круги
открытых структур;
— чем меньше площадь контакта круга с деталью, тем более плотную структуру
следует применять;
— при профильном шлифовании следует применять круги плотных структур; при
круглом наружном, бесцентровом, плоском перифериен круга — средних структур; при
плоском торцом крута, внутреннем и совмещенном—открытых структур.
Связка круга. Наиболее широко используют керамическую, бакелитовую и вулка-
нитовую связки.
Круги на керамической связке используют для всех видов шлифования, кроме об-
дирочпых операций, отрезки и прорезки узких пазов. Обладают высокой кромкостой-
костью, поэтому наиболее эффективны при всех видах врезного и профильного шли-
фования.
Круги на бакелитовой связке применяются для обдирочных работ, прн плоском
шлифовании тсриом круга, отрезке и прорезке пазов, для обработки материалов, склон-
ных к лрнжогам.
Круги на вулканитовой связке применяются для операций отрезки, прорезки па-
зов. тонкого и отделочного профильного шлифования со съемом малых припусков, для
бесцентрового шлифования на проход (ведущие круги), полирования.
381
• •0 характеристика шлифовального круга Приложение 2 Ннорументальные материалы и абразивы КАРГА Я Лист 3
Условные обозначения абразивных кругов, принятые в странах СНГ и на ряде зарубежных фирм
Наименование параметров . — Фирмы — изготовители кругов
СНГ «Norton» (США) «Carbo- rundum» (США) «Bav State» (США) «Atlantic» (ФРГ) « Feldniulde» (ФРГ) «ТугоНЬ (Австрия) «Mole Май» (Италия) «Noritake» (Япония) «Carborun- dum- Elect rite» (Чехии)
Вил абразивного ма- терналп *-Й! ' 5Й*- **"••• «г*—*#»** Электро- корунд nt >рм ильный: I3A. MA, I5A Электро- корунд белый: 23А. 24А, 25А Электро- корунд цирконие- вый: 38А Электро- корунд легирован- ный: 9IA, 92А, 93 А, 94А Электро- корунд нормальный: ИА. I9A, 23А. 32А. 38А, 53А, 57А. 66А, 68А. 76А Электро- корунд цирконие- вый: ZF. ZC, NZ Электро- корунд itcpMd.'tl.Htuil А Электро- корунд белый: ЛА < - Электро- корунд белый: 9Л Электро- корунд йа.п.иш» NKI NK5 NKH. NK9 Электро- корунд белый: EKI Электро- корунд легирован- ный: ЕКЗ. ЕК6 Электро- корунд нормальный NK Электро- корунд белый: EKr, EKw Электро- корунд |.олубслын: НК Электро- корунд цирконие- вый: SK21 Элек1ро- кор\нд тц.мнль'нлг. А, |0А Электро- корунд белый: Ь9А Электро- корунд пол у белый 50А. 52А Электро- корунд цирконие- вый: 21 А. 28А Электро- корунд легирован- ный: 88 А Электро- корунд белый; 9А Электро- корунд т.рмальнын. А Электро- корунд норм A ThUUB А 96 Электро- корунд белый: А99В, А99 Элекгро- корунд нолубслый: А 98
характеристика шлифовального круга Приложение 2 Инструментальные материалы и абразивы КАРТА 5 Лист 4
/7 родолжение
Наименование параметров Фирмы— изготовители кругов .
СНГ «Norton» (США) «Carbo- rundum» (США) «Вау State» (США) «Atlantic» (ФРГ) «Fetdnitilile» (ФРГ) «Ту rolil» (Австрия) «Mole МаЬ» (Италия) «Noi i take» (Япония) «Carborun- dum- Elect rite» (Чехия)
Вид абразивного ма- териала Электро- корунд специаль- ный: РА, BA. VA, ХА. ТА Электро- корунд специаль- ный: 2А, ЗА, 5А. 8А, I6A, I7A, ISA ф — Электро- корунд специаль- ный: SKr Электро- корунд специаль- ный: ‘ЮЛ. 91А — Электро- корунд специаль- ный: ПЛ. 19Л. RG. RT. SA. GA. НА. PA, WA —
Моноко- pvnn: 43А. 44А. 46А — — г , — Моноко- рунд: ЕК7 — — Моиоко- рунд. 7А — —
Сфероко- рупл: ЭС Карбид кремния черный: 53С, 54С, 55С Карбид кремния зеленый: 63С, 64С Карбид кремния черный: 37С Карбид кремния зеленый: 39С Смесь разных сортов электро- коррида: Карбид кремния черный: С Карбид кремния зеленый; С Карбид кремния черный: фС Карбид кремнии зеленый: (С Смесь разных сортов электро- корунда: НК Карбид кремния черный: SC5, SC7 Карбид кремния зеленый: SC9 Карбид кремния черный: SCs Карбид кремния зеленый: SCg Карбид кремния черный: IC Карбид кремния зеленый: С Карбид кремния черный,- 4С Карбид кремния зеленый: GC, 8С Карбид кремния черный: GC Карбид кремния зеленый: С Карбид кремнии черный: С48 Карбид кремния зеленый: С49
«
£ ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Приложение 2 Инструментальные материалы и абразивы КАРТА 5 Лист 5
.. 11 /юдалжениг
Наименование параметров Фирмы — накопители кругов
СНГ «Norton» (США) «Carbo- rundum» (США) «Вау Slate» (США) «Allanite» (ФРГ) « Pel diiiuli 1с» (ФРГ) «ТугоЫ» (Австрия) «Mole МяЬ» (Италия) «Norilake» (Япония) «Carborun- dum- Elect ri 1с» (Чехия)
Вид лбр.| оппкцо ма- н'ризди Приме ч а и и с заменяемы. Зернистость шлифо- вального материала Абразивные Шлпфзерно: 200-16 И1 лифно- poiUKii: |2-4 Микро- ии нф по- рошки: М63-М14 Тонкие микро шлиф- порошки: MI1-M5 Особо тонкие мнкрошлиф- порошкм: МЗ-М) материалы Номера абразивных зерен нозристяют от грубых к тонким: 10. 12. 14. 16. 20. 24. 30. 36, 46. 54. 60, 70. 80, 90. too. 120. 150. 180. 220. 240, 280. 320, 400. 500. 600 См(чь карбида кремния и электро- корунда: СА одного найме Номера абразивных зерен возрастают от грубых к тонким: 6. 8. И). 12. 14. 16. 20. 24 . 30. .36. 46. 54. 60. 70. 80. 90. 100. 120, 150. 180. 220. 240. 280. 320. 400. 500. 600, 700. 800, 1000 Смесь карбида кремния и электро- корунда: СА. МА новации, прея Номера абразивных зорен возрастают от грубых к тонким: IOWI2. М. 16720. 24. .30, 36. 46. 54. 60, 70. 80. 90. 100, 120. 150, 180. 220. 240. 280. 320, 400, 500. 600 1зводимие и» 1 ру (нк* 20- 21 Среднее'. 30—60 Тонкое: 80-180 Очень тонкое: 220—400 нредпрнятн Очень грубое: 8, 10. 12 Грубое М. 16. 20. 24 С.рсдпсс: 30. 36. 46. 54. 60 Тонкое: 70. 80, 100, 120 Очень тонкое: 150, 160. 200. 2С0. 240 их и фирмах Очень грубое: 8. 10. 12 Грубое 14. 16, 20. 24 Среднее. 30. 36. 46. 54. 60 Тонкое: 70. 80, 90. 100. 120 Очень тонкое: 150. 180. 220, 240 разных с три Очень грубое 8. 10. 12 Грубое 14. 16. 20. 24 Среднее- 30, 36. 46. 50. 54, 6() Тонкое: 70. 80. 90, 100, 120 Очень тонкое: 150. 180. 220, 240 1, псобязагол Грубое. 10. 12. I I. 16. 20. 24 Среднее. 30. 36. 46. 54. 60 Тонкое: 70. 80. 90. 100, 120. 150. 180. 220 Очень тонкое: 240, 280. 320. 400. 500. 600. 700. 800 / •г<; нзанмо- Шлнфзерно; Ю. 1<2, 14. 16. 20, 24. 30. 36, 46. 50, 60. 70 Шлнфпо- poiHKii: 100, 120, 150, 180. 200. 220. 240. 280. 320 Микро- 1нлнфпо- ршнкн: 400. 500. 600
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Приложение 2 Инструментальные материалы и абразивы КАРТА 5 Лист 6
П родолжение
Фирмы— »иготовнтели кругов
Наименование параметров СНГ «Norton» (США) «Carbo- rundum» (США)' «Вау Slate* (США) «Atlantic» (ФРГ) «ГеЫтйЫс» (ФРГ) «Tvrolil» (Австрия) «Mole МлЬ» (Италия) «Norilnke» (Япония) «Carborun- dum- Flectrite* (Чехия)
Зернистость шлифи- валыюго материалы в ЧреавычаА- но тонкое: 500-1200 Пылевид- ное: 280. 320, 400. 500. 600 Пылевид- ное: 280, 320, 400. 500, 600, 800, МХХ). 1200 Чрезвычай- но тонкое: 280. 320, 400, 500. 600 Чрезвычай- но топкое: 1000. 1200. 1500, 2000. 2500. 3000, 4000
Группа твердости круга Весьма мягкие: BMl. В М2 Очень мягкие: А, В. С. D, Е. F, G Очень г мягкие: А. В, С. D, Е, F. G Очень мягкие: С, D, Е. F, G Очень мягкие: С, D. Е, F Очень мягкие: Е, F, G Очень мягкие: D. Е, F, G Очень мягкие: Е. F. <». П От мягких к твердым: L, F, <i, П, 1, J. К. L, М. N. О, Р, Q. R, S, Г. U. V. W
Мягкие: Ml, М2. М3 Мягкие: Н. 1. J. К Мягкие: Н. 1. J, К Мягкие: И, 1. J, К Мягкие: G. II, I. Jot Мягкие: II, 1, Jot. К Мягкие: II. 1. J, К Мягкие: 1. J. К, L Mhikhc. 11, 1, .1
Средне- мягкие: CMI. СМ2 — — — — — — Средне- мягкие: К. L
Средние: Cl, С2 Средние: L. М. N. О Средние: L. М, N. О Средние: L, М. N, О Средние: A L, М Средине: L, М, N. 0 Средние: L, М. N. О Средние: М, N, 0 Средине: М. N
Средне- твердые: CTI. СТ2, СТЗ — — — — — — — Средне- твердые: 0. Р, Q
Твердые: Tl. Т2 Твердые: Р, 0. R. S Твердые: Р, Q. R, S Твердые: Р. Q. R, S Твердые: N. О, Р, Q Твердые: Р, Qu, R.S Твердые: Р, Q. R. s — Твердые. R, S
8
&
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА
Приложение 2
Инструментальные материалы и абразивы
К Л РТА 5 Лист 7
П родалжение
I 1аимснопаннс нарлмпрои Фирмы — 1ИП)Г«>П1ИС.111 кр\|ОН
СНГ «Norton* (США) «Cai bo- rmulurn» (США) «Вау State» (CHIA) «Atlantic» (ФРГ) «Vcbhntihle» (ФРГ) «Т vrolite (Австрия) «Мо|е МаЪ» (Италия) «Norilakc» (Япония) «Carborun- dum- Eleclrile» (Чехия)
Группа тнердости кругл Весьма твердые: — - ч — — - Высоко- твердые: Т, V
Чронычяй- по твердые: ЧТ — — — — Чрсчнычан по твердые: X, Y, Z Чрслнычай- но твердые: X. Y. Z — Чрезвычай- но твердые: V. W
Вид структуры круга Плотная: 1, 2. 3. 4 Плотная: 0. 1, 2. 3 Плотная: 1. 2, 3 Плотная: 1, 2. 3 Плотная: 3. 4 Плотная: 0. 1. 2. 3 Плотная: 0. 1, 2, 3 Малоот- крытая. 1. 2. 3. 4 От плотной к открытой: 0. 1. 2. 3. 4, 5. 6. 7, 8. 9. 10. II. 12. 13. 14 Очень плотная: 1. 2 Плотная: 3. 4
Средняя: 5. G. 7. 8 Средняя; 4. 5. 6 Средняя: 4. 5, О Средняя: 4, 5. Г> Нормаль- ная: 5. V» Средняя: 4. 5. 6 Средняя: 4. 5, 6 — плотная: 5. 6
Открытая: 9, 10. И. 12 Открытая: 7. 8, 9, 10. Н. 12 Открытая: 7. 8. 9. 10. 11. 12 Открытая: 7. 8. 9. 10, 11, 12. 13, 14. 15. 16 Открытая: 7, 8, 9 Открытая: 7. 8. 9 Открытая: 7, 8. 9 Открытая: 5. 6. 7. 8
’ .ча -а - Очень открытая 10, 11, 12 Порнс/ая. 10. hl. 12. 13 - Сильно- открытая: 9. 10. 11. 12 Пористая: 3. 14. 16. 16 I (пристав: 7. 8 Очень норне гл я: 9. 10
-г - Приложение 2
ДЛРАК । Ы’ИСТИКА ШЛИФОВАЛЬНОГО КРУГА Инструментальные материалы и абразивы
1 КАРТА 5 Лист С
Продолжение
Наименование параметров Фирмы—изготовители кругов
СНГ «Norton» (США) «Carbo- rundum» (США) «Вау State» (США) «Atlantic» (ФРГ) «Fcldmuhle» (ФРГ) «Tyrolil» (Аве грия) ♦Moir M;ib> (Италия) «Noiitnko» (Япония) «Carborun- dum» Eleclrite» (Чехия)
Вид < rpvKi уры круга Вид связки к KI. К2. КЗ, К5, К8, К10. К15. К20. К43 V VBE, VG. VBEP, VBA, VK, VKP V VI0. VII. V20, V30, V40, V67. van, vd. VE, VGC. VR. VT Керами V V22, V32, VC2, V52 VG2.V72. V82, V92. VA2. VS2, VI2, VM2 VG2 9 Высокопо- ристая: 14. 15, 16. 17. 18 веская V Типы A —Z Высокопо* ристая: 14 15. IG Кс Высококо- ристкя: 10, II. 12 V VI6. VI8. V5.4. V55. V2I7. V227 Спсрх- пористая: 17, 18. 19,20 V V2, V4. VC V8. V |(|, VI2. V 11 ИИ. V(i(i V68 V 7IR, 74 R. 75R. 7GR 81R. 82R 92R Особо пористая: It. 12. 10 V
Органическая
Б В В В. Ва Ва В в В В
Б1, Б2. БЗ, Б4. Б8. D156 В2, ВЗ. В35, В5, В7Н. B7li, В9. В14, ВН. BD, BNA, BZZ, BZID, BZZD 8ZZE, BZZF, BZIF, BZZG B3RC, В5, В53, В7, В7С, НИ, BA. BD, НЕ, B1IXB, ВТ. BY, ЕВ ВА2, БС2, П24, BJ2, ВР2, BW2, BS2, ВЕ2. ВЕК. ВТН, ВТК, FA2, FP2, BG2, ВМ2, BY2, BZ2. BR2. BBS, BRH BA. ВА2, Вг. Вп. В8 ВВ. ВЕ. вх, В,. В„, В" 5W. 6W. W Х99. DW
Приложение 2
ХАРАКТЕРИСТИКА ШЛИФОВАЛЬНОГО КРУГА Инструментальные материалы н авративы
КАРТА 5 Лист 9
388
ПРИЛОЖЕНИЕ 3
СМАЗОЧНО-ОХЛАЖДАЮЩИЕ ЖИДКОСТИ
ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ
Приложение включает номенклатуру водорастворимых и масляных СОЖ. мэюше-
дезинфицируюших средств (МДС) и бактерицидных присадок, основные физило-хими-
ческие свойства жидкостей, сведения о применении СОЖ на различных операциях
механической обработки лезвийным и абразивным инструментом сталей, чугкнов и
алюминиевых сплавов.
В карте I для одних и тех же операций указаны несколько составов СОЖ в по-
следовательности, соответствчюшей уменьшению их эффективности.
В связи с тем. что некоторые’выпускаемые водорастворимые СОЖ Гэмульсолы
ЭГТ, ЭТ-2, НГЛ-205) имеют низкие физико-химические показатели: эмулы ируемость.
стабильность при хранении, антикоррозионные и моюшие свойства, приведены реко
мендаиии по их замене на более эффективные СОЖ
При выборе СОЖ следует учитывать:
— влияние СОЖ на стойкость режущего инструмента и шероховатость обраба-
тываемых поверхностен;
— токсичность СОЖ. класс опасности жидкости по степени воздействия на орга-
низм в соответствии с ГОСТ 121.007—76;
— эксплуатационные показатели жидкостей, микробостойкость и срок службы,
антикоррозионные свойства, температуру вспышки и др.;
— особенности систем и оборудования для эксплуатации СОЖ: приготовления,
очистки, регенерации и утилизации жидкостей.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СОЖ. БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3 Смазочного хлаждаюшне жидкости для обработки металлов реааиием КАРТА 1 лист 1
ПЕРЕЧЕНЬ
РЕКОМЕНДУЕМЫХ И ЗАМЕНЯЕМЫХ СОЖ
ПРИ ОБРАБОТКЕ МЕТАЛЛОВ РЕЗАНИЕМ’
Операция сс рекомендуемая ж заменяемая Коэффициент увеличения стойкости режущего инструмента Примечание
ОБРАБОТКА КОНСТРУКЦИОННЫХ СТАЛЕЙ —
УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ
Ьчение, растачивание сработка деталей на то- чных автоматах и полу- •томатах 11. 2. 22. 8. 31. 6. 25 42. 49. 40. 39. 36. 33. 38, 32 19. 17. 15, 14 1.5 Снижение шероховатости
^•ерленке. зенкерованне 11. 2. 31. 22. 8. 6. 25 19, 17. 15, 14 2 —
fyfioKoe сверление 34. 53. 45 — — —
^звертыванне 53. 34 . 45. 47. 48. 31. 11. 8 19. 17, 15. 14 1.5 Снижение шероховатости
^ьбоиарезанле * Обозначения СОЖ см 42. 50. 37. 33. 32. .38. 31. II. 23 в карте 1. лпсть 19. 17. 15 4 и 5. 2 То же
389
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3 Смазочно-охлаждающие жидкости для обработки металлов резанием КАРТА 1 Лиа г~
П родолхение
Операция СОЖ Коэффициент увеличения стойкости режущего инструмента Примечание
рекомендуемая заменяемая
Фрезерование И. 2. 22. 8. 31. 19, 17, 15 1.5
6. 25
Шлн_е-1*резеровакие 42. 50. 37. 40. ''9 — — —
Отрезка пилам» 11.2. 8 19. 17. 15 1.5 Снижение
шероховатости
Протягивание 52. 42. 50, 37. 20. 18. 16 2 То же
33. 32. 31. 12.
3. 9
ЗубофоезерОБанне * 42. 50. 37.3 5. 32 — — —
Згбодалбление 42. 50. 3". 33. — — —
32. 46
Зубосгрогаиие 42. 50. 37. 32. 46 — — —
Зх-бошевингооанне 42. 50. 37. 35. — — —
33. 46
Шлифование (крмлое. 21. 24. 5. 10. 7. 13. 17. 19. 15 1.5 Снижение
внутреннее, бесцентровое) 30. 29. 27 шероховатости
Шлифование профильное. 41. 51. 40 — —• »
резьбе шлифование
Шлифование плоское 30. 29. 28 — — —
Полирование. доводка и 43. 44. 45. 47. 4о — —
притирка 48. 54
Хонингование, зчбохонннго- 44. 43. 47. 48 45 — —
вание
Суперфиниширование 44. 43, 47. 44 45 — —
ОБРАБОТКА ИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ
Точение, растачивание И, 2. 22. 25. 8. 31. 6. 8 19. 17. 15. 14 1.5 Снижение шероховатости
Сверление, эенкерованле И. 2. 31. 22. 25. 5. 8 19. 17, 15, 14 2 —
Развертывание 11. 6. 31. 53. 43. 47. 48 19. 17, 15. 14.45 — Снижение шероховатости
Резь< : --реза-ие 42. 50. 37. 33. 32. 3S. 31. И * 19. 17. 15 2 То же
Фру??: □ ание И. 2. 22. 6. 8 19. 17, 15 1.5 —
Оте:- а пилами И. 2. b 19. 17, 15 1.5 —
Е;С7« ванне 52. 42. 50, 37. 3 5. 52 20. 18, 16 1.5 —
50 37 3
Ш--с ЗЕ,ТГт зан;ч (кр.глое. ;нее. г-есдентровое) 21. 5. 24. ’А 1. 30. 7 . 29. 27 13. I 7, 19. 15 1.5 Снижение иероховгтост*
Приложение 3
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Смазочно-охлаждающие
жидкости для обработки
металлов резанием
А.4РТ.4 / Лиа 3
Продолжение
Операция СОЖ Коэффициент увелимения стойкости режущего инструмента Примечание
рекомег.д tva** заменяемая
Шлифование профильное, реэьбошлифование 41, 51, 4Г> - — —
Шлифование глубинное 41. 51 — — —
Шлифование плоское 30, 29, 28 — — —
Полирование. доводка и притирка 43, 44,47,4с. 54 45 — —
обработка чугунов
Точение, растачивание 11, 2. 22. 6, 31. 8 19, 17. 15. 14 1,5 Снижение шероховатости
Обработка деталей на то- карных автоматах и полу- автоматах 42. 49. 40. 36. 39. 33. 38. 32 — — —
Сверление, зенкер'ование 11. 2. ЗГ. 22, 25. 8 1£ 17. 15. 14 2 ' —
Глубокое сверление 34. 53. 51 45 —- —
Развертывание 11, 8. 31. 53. 34. 47. 48 19. 17.15. 14. 45 1.5 Снижение шероховатости
Реэьбонарезанне 42. 50. 38. Ц 32 19. 17, 15 2 То же
Фрезерование II. 2. 22. 31. 6. 25. 8 19. 17. 15 1.5 —
Шлицефрезерование 42. 50. 37. 39 — —
Протягивание 31. 12. 3. 9. 52. <2. 49. 37. 33. 32 20, 18, 16 1.5 —
Зубообработка 42. 50. 37. 33 — —- —
Шлифование (круглое, внутреннее, бесцентровое) 21. 24. 5. 10. 30. 8. 27. 28. 29 13. 17, 19. 15 1.5 Снижение шероховатости
Полирование, доводка и вритирка 43.44. 47. 43. 54 45 — —
Хонингование, суперфини- ширование 44.43. 47.48.27 45 — —
ОБРАБОТКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
Тииенпе. растачивание 4. 12. 3. 9 20. 18. 16. 14 2.5
Обработка деталей на то- 42. 50. 40. __
варных автомат?* и полу- 39. 38
автомата*
Сверление, зенкерование 4. 12. 3. 9 20, 18. 16. 14 2
Снижение
шероховатости
Приложение 3
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Смазочно-охлаждающие
жидкости для обработки
металлов резанием
КАРТА 1 Лист 4
Прсдэлжени*
Опера-1:я СОЖ. Коэффициент увеличения стойкости режущего инструмента Прн'-е ание
рекомендуемая заменяемая
Глубокое сверление 34, 53. 51, 45 — —
Развертывание 4. 12. 3. 9. 43. 53. 3-:. 47. 48 20, 18. 16. 14.45 — Снижение шероховатости
Резьбонарезание 4. 12. 3. 9. 43. 47. 48, 42. 50. 37 20. 18. 16. 14.45 2 То же
Фрезерование 4. 12. 3. 9 20, 18. 16. 14 1.5 >
Шлицефрезерован не 42.50. 37. 40. 39 — — —
Протягивание 4. 12. 3. 9. 52. 42. 50. 37. 33. 32 20. 18, 16 1,5 —
Шлифование 1. 10. 7. 29 13. 17, 19. 15 1.5 Снижение шероховатости
Таблица обозначений СОЖ
Обо- значе- ние СОЖ Вид СОЖ и марка концентрата Концент- рация, % 9 Основа Обо- значе- ние СОЖ Вид СОЖ и марка концентрата Концент- рация. % Основа
Эмульсии 25 Аквол-11 5 Вода
л 12 .3 Аквол-6 3 Вода 26 27 Симхо-251 7—10 1—3 »
> 7-10 > > 28 Синхо-6 3-5 >
И 15 6 Аквол-18 Синтал-2 6—10 3 5 э > > Синтетические жидкости
П Укринол-IM 3 э 29 Аквол-ЮМ 3 >
в 5 > 30 Глитал 2.5—3 >
9 7—10 » 31 Полимерсодер* 5—7 »
10 Автокат Ф-78С 3 > жащая СОЖ
И 5 > МХО-вО
12 7-J0 >
13 НГЛ-205 3 » Масляные
14 > 5 > жидкости
.15 16 17 18 19 20 эгт ЭТ-2 ЭТ-2у > 5 7—10 5 7—40 5 7-10 » > > > 32 33 34 35 36 MP-lv MP-2v МР-3 МР-4 МР-5у 100 100 100 100 10—12 Минеральное масло То же > Регенериро- ванное ИНДУ*
Полусинтети- стрнальиое
веские ма:?о (ннду*
жидкости стриальное
21 Автокат * — И12А и,-.: И20А1
23 7—10 * 1 37 » 15—25 Тс же
24 Акве?-11 3 » 1 1
392
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СОЖ.
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Смазочно-охлаждающие
жидкости для обработки
металлов резанием
КАРТА /
Лист 5
Продолжение
Обо- Лече- ние СОЖ Вид СОЖ и марка концентрата Концент- рация, % Основа Обо- значе- ние СОЖ Вид СОЖ и марка концентрата Концент- рация, % Основа
38 МР-7 100 Минеральное 47 РЖ-3 100 Минеральное
масло мгсло
39 40 41 МР-8 МР-9 МР-10 100 100 100 То же 48 49 РЖ-8 .13-26.40 100 6-8 1о же Регенериро- ванное инду-
42 МР-99 5—15 Регенериро- стриальное масло (инду-
ванное инд\- стриальное
стриальное масло И12А
масло (ииду- или И20А)
43 ОСЛ1-1 100 стриальное масло И12А или И20А) Минеральное 50 51 ЛЗ-СОЖ- 1МИО 15—20 100 То же Минеральное масло
масло 52 лз-сож- 100 То же
44 ОС.М-2К 100 То же 1МП
45 осм-з 100 » 53 ЛЗ-СОЖ-1Т 100 >
46 ОСМ-5 100 » 54 СЭЛ 100 >
ПРИМЕНЕНИЕ БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Марка бактерицидов и МДС Концентрация, % Область применения
Азии-1 0,25—0,3 Периодическое введение в эмульсии и жидкости (поз. 1—28 по таблице обозначений) для повы- шения их микробостойкости и срока службы
Ваэин 0.3 То же
Карбамол-Б 0,15—0.4 »
Сульфоцид-4 0,15—0,2 1 >
Сульфоцнд-5 0.15-0,2 >
Б номос-1 1—3 Введение в эмульсолы <Укрниол-1М>, НГЛ-205, ЭГТ. ЭТ-2 н ЭТ-2у для повышения эксплуатаци- онных свойств этих СОЖ (эмульгируем ости, ан- тикоррозионных свойств и микробостойкости)
0.1-0.3 Периодическое введение в эмульсии н жидкости (поз. 1—28 по таблице обозначений) для повыше- ния нх микробостойкости и срока службы
0.5—1,0 Введение в отработанные эмульсии и жидкости перед их сливом для очистки и дезинфекции цир- куляционных установок и технологического обо-
рудования
МДС-1 1Л То же
Примечание. Бактерициды в концентрации 0.5—0,7% могут также вводиться
1 отработанные моющие растворы перед их сливом для дезинфекции циркуляционных
Ятановок и технологического оборудования.
393
Приложение 3
НОМЕНКЛАТУРА и СОСТАВ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Смазочно-охлаждающие жидкости для обработки металлов резанием КАРТА 2 Лист Т
СОЖ, БАКТЕРИЦИДНЫЕ ПРИСАДКИ И МДС
(В СОСТОЯНИИ ПОСТАВКИ)
смазочно-охлаждающие жидкости
Нэимеялвгние я
марка жидкости
Технические
СсЛОВИЧ
Изготовитель «по
состоянию на 1993 год)
Эмульсионные СОЖ (эмульсолы)
Смаэочнс-охлсждающая жидкость «Лкьэл-б- Минеральное мас.-с. анти- *.101675—82 Пермский завод езиде и СОЖ
эадирные присадки. эмуль-
гаторы, ннгибит'-гы ?:прро-
ЗИИ
Смазочнс -охлаждающая жидкость «Синтал-2- .Минеральное мгс-.с. эмуль- гаторы, ХЛОрПг.р’С 'Н 35 1011С22—85 Нижегородский! опытно- промышлениын нефте- маслозавод
Смазоч нс-охлаждающая жидкость «Укрииол-|М» 9 .Минеральное ма<-.-. эх:\ль- гаторы, инг;:' ”1 -.орр«’- зин 38 101878—83 Пермский завод см азо» и СОЖ
Смазочно-охлаждающая жидкость «Аквол-18» Минеральное масла. эм у ль- гаторы, технический «.ир. ингибиторы коррозии 38-471114- 88 Дрогобычскии опытный неф тем а слозавод
Концентрат смаэочно-ох- лаждаюшей жидкости «Автокат Ф-78С» Минеральное мае.-..?, эмуль- гаторы, ннгибпт^сь: корро- зии. бактерицид 37.1-04104—88 Камский автозавод
Эмульсол НГЛ 203 Сульфированное -....нераль- ное масло, защекоченное каустической сод.й. с бавлением пассивиру к,щих добавок 36.101547—80 Рязанский нефтеперера- батывающий завод
Эмульсол ЭГТ Минеральное масло. талло- вое масло, пслигликоли. жировая композиция, едкий натр 36.101149—75 Ростовский опытный нефтемаслозавод
Эмульсат ЭТ-2 Минеральное масл-*>. асидол, талловое масло, гюлиглико- ли, едкий натр 38.101599—75 То же
Эмульсол ЭТ-2\ Минеральное масло, талло- вое масло, триэтаноламин Полу синтетически 38.101536—75 е СОЖ Бердянский опытны! вефтем аслозавод
Смазочно-охлаждающая жидкость «Автокат» Минеральное масло, эмуль- гаторы,* ингибиторы корро- зии 6 14.865—85 Ивановское ПО «Хим- пром»
Смазочно-охлаждающая жидкость «Аквол-11» То же 38 40146—79 Дрогобычский ОПЫТНЫ* нефтемзелозавод
Сма ючг.и-охлаждаюшая жидкость «Син\о-2М> Мяловятк н- ••• • е масло, жирные .щ т^ты. а.т канолами.'ы. ; ..-••битпрд коррозии 3S !П’)(¥Х>— SG ПО «-Сэхглг^нефте&рг- си.нтез*
Смазо-ц-'-гх.та.чдаюлак жидкость -'Синхо-6* Маловязкое м е масло, эфиру: .’л.килен- гликолей. Мг-.г-‘•.гы розни. :0! 1П6О— 56 ДрогоСы опытпзк нефтема.лсз^всд
394
НОМЕНКЛАТУРА И СОСТАВ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3 Смазочно-охлаждающие жидкости для обработки металлов резанием КАРТА 2 Ли:т 2
/7 родолжение
Наименование и
марка жидкости
Состав
Технические
условия
Изг'.’овитель (по
состоянию на 1993 год)
Синтетические СОЖ
Смазочно-охлаждаюшая
жидкость «Аг.гпл-ЮМ -
Концентрат чазочно-ох-
лаждаюшей жидкости
«Глитал*
Полналкилеимиколи. смачл-
вате Iи. ингибиторы корро-
зии
Гликоли, поверхностно-ак-
тивные вещества, ингиби-
торы коррозии
Зв. 101931—83
37.104.1 10—89
Дрогобычский опытный
нефтемаслозавод
Камский автозавод
Масляные СОЖ
Смазочно-охлаждающая жидкость MP-ly Минеральное масло, проти- воизносные, противозадир- ные. антикоррозионные при- садки 38.101731—80 Нижегородский опытно* промышленный нефте- маслозавод
Смазочно-охлаждающая жидкость МР-2у Минеральное масло, проти- возадирные хлорсодержа - шне присадки 38.УССР 201205-77 Бердянский опытный нефтемаслозавод
Смазочно-охлаждающая жидкость МР-3 > Маловязкое минеральное масло, присадки жиров, се- ры и фосфора 38.УССР 201254—83 То же 9
Смазочно-охлаждающая жидкость МР-4 Маловяэкое минеральное масло, хлорсодержащие присядки - .. 38.101481—76 Ниже] ородский опытно- промышленный нефте- маслозавод
Смазочно-охлаждающая жидкость МР-5у Минеральное масло. протн- воизносные. противозадир- ные, противотуманные, ан- тикоррозионные присадки 38.101780—79 То же
Смазочно-охлажУающая жидкость МР-7 f То же ОСТ 38.01445—88 Ярославский нефтепере- рабатывающий завод. Бердянский опытны* нефтемаслозавод
Смазочно-охлаждающая жидкость МР-8 Минеральное масло, проти- воизносные, противозадир- ные, антикоррозионные при- садки 38.101955—86 Нижегородский опытно* промышленный нефти* маслозавод
Смазочно-охлаждающая жидкость МР-9 Минеральное масло, проти- воизносные, противозадир- ные, противотуманные, ан- тикоррозионные присадки 38.101979—86 То же
Смазочно-охлаждающая жидкость МР-10 Минеральное масло, активи- рованные присадки раз- личною функционального действия 38.101973—85 »
См г зочно-охлаждающая жидкость МР-99 Минеральное масло, лроти- воизносные. противозадир- ные присадки 38 101677—84 Дрогобычский опытный нефтемаслозавод
Масляная смазочно-ох* •иждаюшая жидкость 0С.М-1 М ал ов язкое мгигральное масло. поотиззкзносные. пр-тчвозадирные присадки 38.УССР 201228—81 Львовский опытны* нефтемаслозавод
399
НОМЕНКЛАТУРА И СОСТАВ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3 Смазочно-охлжждающйе жидкости для обработки металлов резанием КАРТА 2 Лист 3
Продолжение
Наименование к марка жидкости Состав Технические условия Изготовитель (по состоянию на 1993 год)
Масляная смазочни-ох- лаждающая жидкость ОСМ-2К • Маловязкое м.р леральное масло, нро'ивоизносные, противозадирные присадки 38.УССР 201445—85 Львовский опытный нефтемаслозавод
Масляная смазочно-ох- лаждаюшая жидкость ОСМ-З То же 38.УССР 201152—75 То же
Масляная с':азочно-ох- лаждаюшая жидкость ОСМ-5 Минеральное масло, проти- возадирные присадки 38.УССР 201249—76 »
Основа рабочей жижо* сти РЖ-8 Маловяэкое минеральное масло (остаток от произ- водства гидрированного топлива) 38.101883—83 ПО «-Ангарскнефтеорг- синтез»
Рабочая жидкость РЖ-3 Маловязкое минеральное масло, полученное гидриро- ванием керосиновой фрак- ами 38.101964—83 ПО «Салаватнефтеорг- синтез»
Приопка ЛЗ-26МО Минеральное масдо. проти- вонзносные, npoi ивозаднр- ные присадки 38.1011157—88 £. • Петербургский опыт- ный нефтемаслозавод
Смазочно-охлаждающая жидкость ЛЗ-СОЖ* 1МИ0 Минеральное масло, серу- хлорсодержащне присадки 38.30105—87 То же
Смазочно-охлаждающая жидкость ЛЗ-СОЖ-1 МП То же 38.30106—87 »
Смазочно-охлаждающая жидкость ЛЗ-СОЖ-1Т Маловяэкое минеральное масло. антифрикционные противонзносные присадки 38.10185—79 »
Технолопмескг» смазка СЭЛ-1 Минеральное ма<ло, мыла, эмульгаторы 38.УССР 201246—80 Бердянский опытны* нефтемаслозавод
БАКТЕРИЦИДНЫЕ ПРИСАДКИ
Бактерицидная «Азии-!* присадка Продукт трехкомпонентной конденсации алканоламина и гликоля с формальдеги- дом 6-09-5072—83 Шосткинский завод ** мичесхмх реактивов
Бактерицидная * Вазин> присадка о^с-ный водный раствор производного 1,3.5-$-трн- азина 6-09-4745—80 То же
Бактерицидная •Кар'амол-Б» присадка Прод\».т ко-денсации моно- зтанеламина с диметиюл- мочевиной 6-00-50114Сп-2—88 За вол жск! 1 й > им нческш* завод
395
НОМЕНКЛАТУРА И СОСТАВ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3 Смазочно-охлаждающие жидкости для обработки металлов резанием КАРТА 2 Лист 4
Продолжение
Наименование и марка жидкости Состав Технические УСЛОВИЯ Изготовитель (по состоянию на 1993 год)
Антимикробная присадка <С\льфоцнд-4» Антимикробная присадка <С)льфочид-5» Продукт взаимодействия ал- канолам. 1на с формальдеги- дом. модифицированный производным карбаминовой кислоты Композиция иа основе мо- ноэтаноламина и диметнл- дитиокарбоната 6 09-5402-88 6-99-5307—88 Шосткннский завод хи- мических реактивов То же
М0ЮШЕ-ДЕЗИН*ИЦИРУЮЩИЕ СРЕДСТВА
Пакет присадок «Б но- вое- 1» Иоюще-дезиифнцнрую- пее средство МДС-1 Моюшее средство, бактери- цидная присадка Триэтаноламин, ингибиторы коррозии и дезинфицирую- щие вещества 23-4617857-002— 87 38.101974—84 Сызранский сланцепере- рабатывающий завод Дрогобычскнй ОПЫТНЫЙ нефтемаслозавод
СОЖ, ПРИГОТАВЛИВАЕМЫЕ НА ЗАВОДАХ —
ПОТРЕБИТЕЛЯХ ЖИДКОСТЕЙ
Наименование и марка жидкости Состав а. Примечание
Масляная смазочно-ох- лждающая жидкость ЛЗ-СОЖ-2МИО Присадка ЛЗ-26МО (8%). индустри- альное масло И12А (92%) по ГОСТ 20799-Л Сведения о присадках приведены в карте 2 (с. 396—397)
Масляная смазочно-ох- яждаюшая жидкость ЛЗ-СОЖ-2МО Присади ЛЗ-26МО (20%), инду- стриальное мааго И12А (80%) по ГОСТ 20799—88
Настя ная смазочно-ох- «ждаюшая жидкость ЛЗр Присадка ЛЗ-26МО (6—20%), реге- нерированное индустриальное масло (остальное) Регенерированное масло приго- тавливается на заводах — потре- бителях СОЖ или на маслореге- нерациониых станциях
Масляная смазочно-ох- иждающая жидкость МРз СОЖ (присадка) МР-99 (5—15%). регенерированное индустриальное масло (остальное) То же
Масляная смазочно-ох- иждаюшая жидкость МР-5з СОЖ (присадка) МР-5у (10—25%), регенерированное индустриальное масло [остальное) >
Полимерсодержащая вазочко-охлаждающая *идкость МХО-60 Эмхльсол ЭГТ или ЭТ-2 (50%), ла- текс поливинилхлорида (50%) Латекс из ют а вливается в ПО «Хлорвинил», г. Кал у шт Ивано- Франковскон обл. (ТУ 6-01-12-171 — 82); в ПО «Азот», г. Новомос- ковск Московской обл. (ТУ 113-03-12-23—84)
Абразивная паста СЭЛ Смазка СЭЛ-1 (54%), карбид крем- ния зернистостью 280 (46%) Сведения о смазке СЭЛ-1 приве- дены в карте 2 (с. 396)
397
Приложение 3
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС •
Смалочно-охлаж дающие жидкости для
________________металлов резаймем
КАРТА 3 “
обработки
Лист t
ВОДОРАСТВОРИМЫЕ СОЖ, БАКТЕРИЦИДНЫЕ ПРИСАДКИ И МДС
АЬпк,. Ж II (Mill И HititiuiuH Кпд <1’<м:Г 624 3 75) Платность при 20°С. г/см* (ГОСТ МЮ—85) Вязкость кинематическая при 50°С. мм’/с. не более (ГОСТ 33-82) Кислотное чисто. ыгКОН г. ке более (ГОСТ 5985- 79) Стабиль- ность пр НИ 1КНХ 1 темпера- турях и хранении (ГОСТ 6213 -76) Влияние • жесткой яоды (от делении) (ГОСТ 6243- 75) M.ICCOHM ДОЛИ. К,, не более г II Содержание «мульсолэ 1 (КОЧЦСНТР.1Т.1) и воле. - I Стлбиль- IH'CTh II течение 21 ч - нл.чнчне нылсл ня- И1ГГОСЯ магла (ГОСТ 62« 75) *МУЛМ-ИЯ, Зп.'ЧСНИГ р|| (ГОСТ 6213 75) ястпор Корро- зипниое но1ДСЙСТ* «не на черные металлы (1 ОСТ 6213 75) Скл^н >.>сть к леяообразо- | эанилз. er . не более 1 УстоА'.-нц.хть пены, см3, I че более
ПОДЫ (ГОСТ 3477-6») серь. (ГОСТ J8.-T-84I | 8 J 3 s£ о О
Ак1«Т.|-6 Од пород НИИ МПСЛШПкТЛй и ЛК"С II. коричневого ИНГ ГЛ 0.0—1, |„ 55 4 Вы.тгр ж пипс г Выдор- жниает -1.fi и 5 Выдгр Ж HH;ir 1 К 10 Вилер /Ь и наг । 90 50
<жш 2 1Я м.ц 1ЯННСТЯЯ и' "ЛК«Х’Т 1, темно-корнч- нгнчм» Ш’ОТЯ 0.95 1,05 70 - Т<» же То же 11 г ’In Де 8,5 ''.5 If! Д', с 500 200
Унрииол-IM (пиридиля маслянистая 0,9 —0, !)8 50 9
жидкое it коричневого инета 5.5 0 3 * 9 -II) 650 ;то
Лквол-18 Аитокат Ф-78С Однородная мгсляннстая жидкость темно-хорич- iCHoro цвета Однородная прозрачная 0.9-1,0 100 — > 3 - — 5 » 7 —9.5 » 600 250
0.9 —1,0 35
маслянистая жидкость » » 4 — 5 3 » 9—9.0
ИГЛ-205 Млели ИНС гая жидкость гмно-коричиспиго цвета 0.92-0,98 50 — 11с вы- держи- Нс ВМ- держл- 30 — 5 11с вы- 9.5-10 Нс вы- 100 20
ЭГТ наст плст держи- лер жи-
1ЯНН-. гая жидкость ••( цвет 0.91 0.9.1 50 6 То же 1 ti же 10 наст паст
1 •’ | 1о /КС 9 10 | to же НЮ 40
М..КК.,» к |.„ кл.чх, ...............
м—м—ВЦ—_______________________________________________________________ “-•-•’mhi.khwi) >1 оршнлик ,|дра.
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
_________ Прияожгинс 3
Смазочно-охлаждающие жидкости для обработки
________________мегалло» резанием
клртл 3 Лигт 2
Продолжение
S Марка жидкости __ Концентрат Эмульсин, растнор
Внешний ВИД (ГОСТ 6243-П) Плотность нри 20*С. г/см» (ГОСТ 3900-85) Вязкость кинематическая прн 50°С. мм^с. не более (ГОСТ 33- 82) Кислотное число, мгКОН/г. не более (ГОСТ 5965-79) Стабиль- ность при НИЗКИХ темпера- турах и хранении (ГОСТ 6243—75) Влияние жег гкой моды (от- деления) (ГОСТ 6243-7S) воды (ГОСТ 2477-65) * 011.1 я ДО не боле ,1 JR *, и. о — хлора (ГОСТ 9427-е©) И ’ 5?i £ © ; “ Ь- = а 19 Н * X 2? и - Стабиль- ность п течение 24 > -- наличие ныделнп- шегося масла (ГОСТ 6243-75) Значение pH (ГОСТ 6213-75) Коррп- ЧЮННОГ ночдейст- пне на черныг металлы (ГОСТ 6243- 75) Склонность к лемообэззо- аанню. см3, не более Устойчивость лены. см2. не батее 1
9Г2 И 2у 4(*|НК»Г 1 | Jiihxo-2M jiiixo-G ЧХО (Ю Маслянистая жидкость от коричневого до тем- но корнчпеною циста То же Одиороднии млсляиистди жидкость коричневого кие га Однородная прозрачная маслянистая жидкость коричневого циста Однородная маслянистая жидкость коричневого цвета Однородная маслянистая жидкость от желтого до коричнепого цвета Пастообразная жидкость светло-коричневого цвета 0.98—0,99 0.9 -0,91 0,9-1.1 0,9-1,11 1-1.2 1-1,1 0.9—1.06 55 50 (Ю 55 70 160 100 6 36 20 20 6 Не вы- держи- вает. То же Выдср жива ст То же » > По вы- держи- вает Не вы- держи- вает То же Выдср жпвает То же » » Нс вы- держи- вает 6 б 26 37 - — .1 3 3 3 Нс ви- держя- ппег То же Выдер- живает То же » > Нс вы- держи- вает 9 10 9 10 9.2 '».7 Я -10 8.5 10 7,5—10 8—10 1 le IIIJ- держ li- nac г То же Выдср- жнвлет То же > » Нс пы держи- паст .">10 7(М) 700 7(H) 1(Ю «0 Г100 150 ЛЮ 40
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Приложение 3________________
Смазочно-охлаждающие жидкости для обработки
_____________металлов резанием_____________
К . 1Р ГЛ 3 Лист 3
IJ родолжение
— Концентрат Эмульсия, раствор
Вязкость кинематическая при 50°С. мм’/с. не более «ГОСТ 33-82) Массовая доли, %, не более <ч ч ф Стабнль- 6 я а. V5 ф X
Марка жидкости Внешний вид (ГОСТ 6243-75) Плотность при 20°С, г/см3 (ГОСТ ЭМО-85) Кислотное число. 1 мгКОН/г. не более I (ГОСТ 5985—79) Стабиль- ность прн низких темпера- турах и хранении (ГОСТ 6243-75) Влияние жесткой воды (от- деления) (ГОСТ 6243— 75) ФмДЫ -ГОСТ 2477-65) серы (ГОСТ 3877—68) хлора 1 «ГОСТ 9427-66) Содержание эмульсс 1 (концентрата) а вод 1 ность а течение 24 ч — наличие пыделив- шегося млела (ГОСТ 6243—75) Значение pH (ГОСТ 6243—75) Корро- зионное воздейст- вие на черные металлы (ГОСТ 6243-75) Склонность к пеноо' ванию. см3, не боле Устойчивость пены, не более
Ai п«м l()M Глнтял Азин-1 Вязни Карбамил*!) (Л.н.фоннд-1 Сульф<>цнл-б ( ),Ч1Н ipo.'lHH и м шли н истин ЖИДКОС 11< СРСТЛО-КОрПЧ- всвого цвета ();ц1()|Ю'1нлн нрозрлчнля жидкость Прозрачная однородная жидкость спмло-жслто- го цвета 11розра<шая однородная жидкость от светло-жел- того до вишневого цвета Прозрачная однородная жидкость от бесцветной до слегка желтой Жидкость от светло- желтого до вишневого цвета Жидкость от светло* желтого до коричневого и пет а 1 1.1 1,08-1.2 1.03-1.1 1,09-1.1 1,05-1,25 1.08-1.15 1—1.2 16 32,5 4 5 26 15 Видор- жнвнег jo же » > > » » Выдер ЖПН1Н-Т То же » » » » > 25 (И) - — 3 3 0,3 0.3 0,3 1 1 Выдср- ЖИНЛС 1 То же » « < « 8 10 9—10,5 9.6 -11 9,5 10,5 10-1.1.2 9.5—10,6 10,5—11.5 Вилер.- Ж11В.1С 1 То же 450 IOO
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ, БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС Приложение 3
Смазочно-охлаждающие жидкости металлов резанием для обработки
КАРТА .4 Лист •/
Продолжение
ХА iijik.i ЖИДКОСТИ Koinu'iiipni .'->М\Л1,< ин, р.п гннр
Внешний вид (ГОСТ 6243 ТО) Плотность при 2СРС, Г/см3 (ГОСТ ЭМО-85) Вязкость кинематическая прн 50’С. ич’.'с. не более (ГОСТ 33- 82) 'Кислотное число. мгКОНг. ие бол ее (ГОСТ 5985—79) Стабнль- нот н рп низких темпера- турах н хриненин (ГОСТ 62(3- 75) Влияние жесткой ноды (от- делении} (ГОСТ 6213 - ТО) M.UCOHJH доля. %, не более £ *2 U S? 3 2 Стабиль- ное о» н точение 24 ч и,тли ине иыделнп- HicrocM масля (ГОСТ »£ЧЗ 75) hi.i'iciiiic pH пост^ Корро- июнное но MieftCT- нис на черные металлы (ГОСТ 02-1.1 75) Склонность К ПСЧООбр.11О- нинип см; че более УСТОНЧНЖА Т1. -НИМ. СМ’. ' нс ботсе
поли (ГОСТ .477- oil серы (ГОСТ >7- 8ei хлор J 1 (ГОСТ 94.’' Ь61
Ьномос 1 М. И 1 ( ),111(>|Н1 ЗИЯЯ ЖИДКОСТЬ от желтого до корпчне- кого пветя Однороднаи прозрачная жидкость светло- корич- невого цвета 1.1 -1.3 1,07-1,1 — Выдер- живает То же Выдер жпвас! То же * 1 1 Вы дср- жнилот То же 7 9,7 8-9,5 Вылср- ЖII ЛИСТ То же
МАСЛЯНЫЕ СОЖ (В СОСТОЯНИИ ПОСТАВКИ)
Марка СОЖ Внешний вид (ГОСТ 6243- ТО) Плотность при ЯРС. г/см-' (ГОСТ ЭМО -86) Вязкость кинемати- ческая при ЯРС. мм’/с (ГОСТ 13-82) Кислотное число, мгКОН/г. не более (ГОСТ 11362- 76) Число омыления. мгКОН/г (ГОСТ 21749- 76) Массовая доли. % Коррозионное воздействие ня металлы (ГОСТ 2917 - 76) Темпера тура ВСПЫШКИ ' открыто*! тигле. °C. не ниже (ГОСТ 4.1.33 яш
механи- ческих нрнмсгей. не более (ГОСТ 6)70 ЯЗ) НОДЫ (ГОСТ ’2477 - 65) серы (ГОСТ 1431-85) хлора (ГОСТ 20242—71) фосфора (ГОСТ 9827--75)
МР 1 \ Однородная про- зрачная масляни- стая жидкость от желтого до ко- ричневого цвета 0,8—40,93 18-21 1.5 < (ЦМ ()|С\ 1- СТ ИНГ 0.7 1.5 1 1,6 ВыдгрК11Г.1г1 пл ч\г\п н <ь».ть. нс ныдержнпасг на мед». 175
402
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ.
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
_________Приложение 3 ______________
Сма*очно-<»хлаждакнцис жмдкопн дли обрабшки
ме галлон резанием
КАРТА з __ ___________________
//poJd । чтение
AhlCCIHMN доли lk. 1 емиерл-
1 <д>Ж В»И‘>Н ИН О ИНД (1<>С1 0243-76» Плотность при 90*С. r/см* (ГОСТ .1900- К) Вязкость кпчематм чгскмк при О0*<’.. мм’/с (ГОСТ 33- 821 Кнслш нос ЧНСЛ«1. ы> КОИ/г. нс более (ГОСТ 11 *02- 76) ЧисД нмылгния. mi КОП/г (пх:т Л1719- 76) М'-ханн- •H-CMIX примесей, нс более (ГОСТ 6370 83) »оДЬ^ irocF 2177- 65) серы (ГОСГ 1431 -85) ХЛОрл (ГОСТ •JH.42 74) ф<н фора (1 (>СТ IK27 75) KoppoiHoiiiloe ио«'и-Ле типе и., м СТИЛЛЫ ПОСТ :*.Н7 76» туря f'tllf.ltllKH 1 О1КРЫГОМ пиле, “С, не ниже (1 4 )СТ 4.U3- 86)
.Ml’ :>V ()тпоролная про- |рлчпа я маедянп- CUIM жидкость <н - немо кормчие н<>|<> t<> коричнево ю uiu'ia 0.86 0.95 23 - 28 1 0.04 ()ц-\ i «•тине l.i 2 0 1)5 0.25 Вы чер л. и нас г и»* псе .юнг । р\кп пин пне мс।а.т.чы ItO
ЛИ’ 3 ( 1 UbipO.UUKI про «рачнлч масляни- стая жидкость Kopii nfvuoiо инета 0.85 0.91 5-17 2 >20 0.0-1 Tt. же 1 2.2 .'0,02 BiJ.Ti’p'KUBavi пл •|\1 '.п и с । л.-г1>, не ВЫДерЖИН.)!-1 Н ! меч . 125
Л\Р 1 1 )дн<»ро.т<1лн про- (рамная масляни- стая жидкость снегло-корнчнево- го инег» 0.91 -1.1 4 - 10 1.5 — 0,0-1 • 15 -18 Вы lep/i.hiiaci на ЯСС ‘л Hie ips ki'llOH ныс Mi'iua.'iu IU0
МР-5\ Однородная про- )рлчн1я масляни- стая жидкость от спегло-корнчне* пою ДО коричне- во) о IIв<та 0.86 -0.96 30—<0 2 >40 0,0-1 » 1.5 .4 0.5- 1.4 То the 183
Л1Р-7 Однородная про- дранная масляни- стая жидкость коричневого поста 0.8- 0,93 23-30 1.2 « 0.0! OlOl стене 1.2 - 2 - > 180
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Приложение 3____________
Сма.ючпп-охлаждающис жидкости для обработки
металлов резанием_______________________________
КI/1/'. 1 ,1.Чист '•
о
Продолжение
Марка СОЖ Внешний вид (ГОСТ 6243-75) 11лотвостъ прн 20*С. г/см’ (ГОСТ 3900-М) Вязкость кинемати- ческая при 50*С. мм’/с {ГОСТ 33-Ю) Кислотное число, мгКОН/г, ио более (ГОСТ 11362-76) Число . омыления, мгКОП/г (ГОСТ 21749-76) Массояяп доля. % KrippOTHOIIHOC iwnacftCTBtie на металлы (ГОСТ 2917-76) Темпера- тура пенышки п >>1 крытом тигле. °C. ир ниже (ГОСТ 4333-86)
механи- ческих прнмссеЛ. не более (ГОСТ 6370-83) поды (ГОСТ 2(77-65) серы (ГОСТ 1131-85) хлора (ГОСТ 20212 74) фогфпр я (ГОСТ 9827-75)
VI’ 8 Однородная Про- O.87U).'I5 26-40 1.5 0,04 ОI с \ । - П.7 1,5 5 7 Вы/1срЖ1'1.ае'Г к.« все кош ip\Ktui<Hi 1!М)
транцам маслянп- ные Meta МЫ
Г151И ЖИДКОСТЬ
Mt • («•(.•Ю м»рИЧ»1С ною До 1ГМНП КО- ркчнекою ине!а
Ml’ 9 Однородная про фачная маслянн- 0.86 0.92 20-30 2 0,04 It» же (1.5 1.5 I.8 3 0.05 0.25 Тп же 190
i t ан жидкость W
енегю коричнепо- ю и мега 175 150
Ml» 10 То же 0.8-0.98 12-16.5 1.6 >11 0.04 >> I.2- I.7 0.05- 0.2 »
Однородная мас- лянистая жидкость (СМПО-КОРИЧИСПО- го шипа 0.88—6.95 26-40 3 40-70 0.04 » 3.5- 3 1,1 -1.6 в
ос.м । Однородная про- 0.85-0,89 Нс более — - 0.01 Следы 3/1 -3.5 > 90
трачная маслянн- 7,5 про
стая жидкость с пет л о- коричнево- ।о инета 20’(-
ОС.М 2К То же 0.86 0.9 Не более :{,7 нрн — — 0,02 » О.г» 1А 90
20* С
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ СОЖ.
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
________________ Приложение 3
Смазочно-охлаждающие жидкости для обработки
_______________металлов резанием
КАРГА 3 _____ Лип 7
Пр<н)<> I чссние
М.Ц»к.» Иит-шииВ пид ‘ОЖ (ГОСТ G2I3--75) ' ’* М •’ 1 ’ Н1ирид|:.ц( про- цщчнлм мас.чянп- ЖИДКОСТЬ »•! 1 mi.HIIO Д( i IU I.PI Ю >|ШЧ1И.ЧЮ । <» и нс । а { К М Г» < ).!Ч:>|Ю.|Н,|Я При 'p.i'iu;iii маслянн- ЫН жидкость с вс j. io-коричиепо- го писан МР-« AUc.'iitiHi* тля жид- КОСП. О| коричне- во!') до темно-ко- ричневого цвета РЖ-3 Однородная про- зрачка -1 масляни- стая бесцветная ЖИДКОСТЬ РЖ *8 Однородная про- 1(1.1'111*4 М.К-ЛЯНН- » HIM жидкость же. 11 о; и цпет л 1 biuoiocTi. ври 20°С. г/ем’ (ГОСТ 3900 -85) 0.85 -0,91 0.88- 0.90 0,8- 1,1 Ни |к«)1'н> Ы1НСМ1НИ- чоскаи при ЯРС мм’/с (ГОСТ 33 - «2) 11с бо.кч 28 ирн 2-ГГ 10 18 18—30 Не более 3 прн 20’С 0 8,5 прн 20"С. К in .lol н<н числи. Mi-KOII/r. нс более (1ОСТ (1.(62 76) 0.7 1.5 1 0,03 Число омыления MtKOItfr tl'IX’.T ?)71‘» 76) В ме\;нш- чсекнх примесей, не более (ГОСТ 6.00 83) 0.01 0,02 0,01 Отсут- ст вне То же м > « НОДЫ (ГОСТ 2477-65, Он*\ г ITIIHV ( '.Ц’Ди Отсут- ствие То же IOII.IH лп-1. сгры (ГОСТ 1131 85) 0.9 2.5 1.5- 3 <-0,06 • 0.01 хлора (ГОСТ •ЛГ.Ч? 71) 0.1 0,9 1,2 <9 0,5-4.3 фосфоре (ГОСТ «>**•27 75) 0.18 -0.22 Коррозионное во|деЛстннс пи металлы (HW.T 2*Н7 76) Выд'.'|>г1-пвае I 'i.i все цон< । р\hiuioii ныс То же > » f емнера- ту»» Л ИСПЫШКН п <>t крытом гигле. ас. и*- ниже ПОСТ 1333 86) 138 100 150 80 ГД)
ФИЗИКО-ХИМИЧЕСКИЕ ХАРАКТЕРИСТИКИ ( ОЖ,
БАКТЕРИЦИДНЫХ ПРИСАДОК И МДС
Приложенмс 3_________________
Смаянно-охлаждающие жидкости для обработки
металлов резанием____________________________
A.I/’T.l .'I 7"‘г s'
{/роОоажсннг
M.Hlk.l ГОЖ Внешний пнд (ГОСТ 6243--75) Плотность при 20вС, r/ем* (ГОСТ .3900—85) Вязкость кинемати- ческая ври 50*С. мм’/с (ГОСТ 33-82) Кислотное число. мгКОН/г, нс более (ГОСТ 11362- 76) Число омыления, MiKOU/r (ГОСТ 21749— 76) Млесоп.чм доля. % Коррочноикос iwixAcftCTBiie ни металлы (ГОСТ 2917—76) Темпера- тура пспышки я открытом гигле. °C. не ниже (ГОСТ СШ - 86)
механи- ческих нримсссЛ. пс более (ГОСТ 6370- 83) поды {I ОСТ 2177—65) серы (ГОСТ 1)31-85) хлора (ГОСТ 20212-74) |юсф<>ра (ГОСТ Ж’7-75)
-20МО .43 СО Ж пню ?!.<-< .ОЖ 2.ЧО лз-сож 2М1Ю ЛЗ-СОЖ- 1МП .1.1-СОЖ 1Т СЭЛ-1 Одпорп.’Ч’ая МЯС- ишис 1 ям жидкость ПТ К'»рИЧНС1Н»Г0 до 1СМ1Н1КОрПЧИСП0Г0 11вс 1 а С )дн< и к Г1 н вя маг inimi '1 ;oi жидкоеtь 1 гм ио KHpll'llll'BOTO 11 ВС 1 л Однородная про- зрачная масляни- стая жидкость ьирпчиепено цвета Однородная про- зрачная масляни- стая жидкость Kitptvi некого цвета Однородна» про- зрачная масляни- стая жидкость кпрнчисгого цвета Однородная мас- лянистая жидкость коричневого цвета То же 0,88-0,95 0.88 0,91 0,87—0.94 0.87 -0,94 0,88 -1.1 20-28 19 25 12-30 11-1.8 18-35 24 -30 - 3.5 1.5 1.0 0,5 1 б 35 -50 9 22 6-fr> 3-8 70-140 150 -180 <1.1 0,0-1 0,04 0.04 0.01 0,04 C.'iC,'U4 » » » » > > .1,5-5 0.3 1.1 0,5- 1.1 0.2- 0.5 1.0 0.7 1.5 0.3 -0.6 0.1 1 0.42 0.07 0.15 14-18 — Выд.'рх ивасг ид все ь.нгс |рукпион nwo металлы 1 О /КС > 9 156 156 156 136 I5S —
ПРИЛОЖЕНИЕ 4
ПРАВКА АБРАЗИВНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ
АЛМАЗНЫМ ИНСТРУМЕНТОМ
Приложение 4
МЕТОДИКА РАСЧЕТА РЕЖИМОВ ПРАВКИ Правка шлифовальных кругов КАРТА 1 Лист t
Выбор типоразмера правящего инструмента к режимов правки производится после
назначения абразивного инструмента и режимов шлифования с учетом достсласмои
шероховатости поверхности. В приложении не рассматриваются методы прав;:;: абра-
зивных инструментов из синтетических и натуральных алмазов и эльбора
X» этапа Последовательность расчета режимов правки Источник или расчетная формула Исходные данные
1 Выбор правящего инструмента « Карта 2. Паспорт станка Вид операции шлифова- ния, скорость вращения круга Скр
2 Выбор вида правящего инструмента и величины подачи: — продольной Snft, мм/ход — поперечной SP, ммход Карта 3. Паспорт станка Шерохова гость поверх- ности детали Ra. Характеристика круга
3 Определение количества проходов при правке t Карта 3 Шерохова гость поверх- ности детали Ra. Характеристика круга
4 Расчет времени правки То. мин, при подаче: — продольной Snp т •>пр Длина хода правящего инструмента с учетом величины врезания н пе- ребега LP1.
— поперечной $р г.= /- +Т.Ы, sp Суммарное количество рабочих :> выхаживаю- щих пролодов i.
Припхск на правк\ = 0.02-А! ум.
BpvX и НЫ X U /Кг.ваи ин Гг-U.
Приложение 4
правящий алмазный инструмент
Правка
шлифовальных кругов
КАРТА 2 Лист /
Алмазные правящие карандаши типа AK (ГОСТ 607—80)
Тип *-арандаша по виду
правящей части
АК-01
АК-02
А К-03
Основная характеристика Облас :ь применения Характеристи- ка крута
Алмазы расположены цепоч- ной по оси карандаша. Зернистость алмазов- — исполнение -1 — алмазное природное сырье с весоаон группой алмазов от 0,03 до 0.5 карата; шлифовальные порошки из природных ал- мазов АЗ зерни тостью от :00 80 до 800,630; шлифо- вальный порошок из синте- тических алмазов АРС4 зернистостью iOGO'SOO; — исполнение В — алмазное природное сырье весовых групп от 0,05 до 0.2 карата; шлифовальный порошок из природных ялмгзов АЗ зер- нистостью от 5<Ю 400 до 800/UX* 11ЮИ ? р •" Я13 1: U, --J .п : Малогабарит- ные крути диа- метром до 200 мм. зерни- стостью 12—40, твердостью CMI н тверже. При бесцентро- вом шлифова- нии — ведущие круги ж
Алмазы расположены послойно. Зернистость алмазов: — исполнение В — как \ ка- рандаша типа АК-01; — исполнение С — алмазное природное сырье весовых групп от 0,017 до 0,2 Кара- та; шлифовальный поро- шок из синтетических алма- зов АСР4 зернистостью от 1250'.‘000 до 2000/1600 Нару жное круглое, плоское, бес- центровое, чистовое шлиф^в-ние Крупногабарит- ные круги диа- метром свыше 600 мм, высотой свыше 200 мм. зернистостью 16-40. При бесцентро- вом шлифова- нии — шлифо- вальные крутя
Алмазы расположены по на- ружной сферической поверх- ности. Зернистость алмазов. — исполнение С — как \ ка- рандаша типа АК-02 испол- нения С Шлифован не боковых по- верхностей шлицев, резьбе- зубошлгФ^- вание Круги мелко- зернистые. по- вышенной твер- дости. однони- точные резьбо- шлифовальные
407
Приложение 4
ПРХВЯШИИ ХЛМАЗНЫЯ ИНСТРУМЕНТ
Правка
шлифовальных кругов
j К ХРТЛ 2 Лист 2
П родолжение
Тип уарандаша по ьиду
г;анк:де»*; части
Основная .\.т;»а чтс-р:стика
Оо.-.«к’и ! Характерней»-
npiivcr.ci-и® . k.i круга
Алмазы расположены неориен-
тироланно.
АК-С4
— исполнение 1 --как у ка-
рандаша типа АК-0! испол-
нения .4.
исполнение В — как у ка-
рандаша типа АК-01 испол-
нения В.
— исполнение С — как у ка-
рандаша типа АК-02 испол-
нения С
Круглое нг-)Кр\гн для плос-
ружное. 6ес-| t^oiu шлифова-
нентровое. ; иия диаметром
пл;»с-кое : УЮ—500 м.м,
шлифование,! тонкие на вул-
резьбошлн- 1 канптовой связ-
фование 5 ке, фасонные с
' острым профи-
; тем, мелкозер-
нистые для чис-
тового шлифо-
вания
•
Алмазные карандаши типа АК (ГОСТ 607 —80) относятся к числу правящих ин-
струментов. имеющих наибольшее практическое применение. Они изготавливаются из
природного алмазного сырья XII, XV к XVII групп, природных алмазных шлифоваль-
ных порошког АЗ. синтетических поликрнсталлических алмазов ЛРС4 с ориентирован-
ным (типы 01. 02, 03) и неориентированным (тип 04) расположением кр:сгал.;он п
трех исполнениях по форме наружной поверхности: А — цилиндрические; 6 —с кони-
ческим кориумом и С — цилиндрические ступенчатые. В связи с необходимостью из-
менения характеристики и посадочных размеров карандаши могут изготавливаться
и по специальным ТУ.
Многокростальные карандаши с ориентированным расположением алмгзов фтипы
02, 03) обеспечивают эффективную правку кругов относительно больших диаметров,
зернистости и твердости при окружной скорости до 60 м/с и выше. Однокристальные
каракдашр (тип 01) л многокристальные с неориентированным расположением алма-
зов (тип 04) рекомендуются для правки кругов со скоростями .35—50 м,с. Карандаши
типа 04 наиболее целесообразно использовать на операциях резьбошлнфовання и чис-
тового шл ифииання.
Алмазные карандаши типа МААС
(изготовление по ТУ 88 УьСР ИСМ 663—83, ТУ 88 УССР 90.1027—85)
Эскиз Основная характеристика Область применения Характери- стика круга
Алмазы расположены не-
ориентированно.
Алмазы синтетические
АС50Т. АС65. АС65Т.
АС82. АС82Т. АС105.
АС105Т и АС132Т зерни-
стостью от 100’80 до
800 630.
Относительная концент-
рация алмазов — 100. 150,
я*).
Д-пускается введение в
„ьнзк. типа МЛ8 напол-
нтеля из алмазного по-
рошка АС-20 зернисто-
.тью от 65 50 до 315 200
и относительний концент-
рацией 50%
Зернистость
8Н — 23Н.
т вердость
М3 — СМ2.
Связки ке-
рамическая,
вулканито-
вая. бакели*
товая
Чистовое
шлифование,
резьоошли-
фованне.
внутреннее
шлифование
408
Приложение 4
правящий алмазный инструмент
Правка
шлифовальных кругов.
КАРТА 2 Лист 3
Правящие карандаши типа У.чАС являются типичным представнтетем правяще-
го инструмента, оснащенного несгиентироваино расположенными синтетическими ал-
мазами. Для повышения износост.йкости алмазный слой карандаша может дополни-
тельно содержать наполнитель е = :де алмазного порошка меньшей зернистости. Связ-
ка типа МП8. обладающая ад-езионно-активмыми свойствами, дает возможность
обеспечить высокую (до 250%) у.сг.неитрадню алмазов в алмазоносном слое.
Каракдашн типа МААС выпускаются двух видов (с цилиндрическим и кониче-
ским хвостогиком) и в двух исполнениях i: осевым отверстием и без него), О-ш пред-
назначены для правки абразивных кругов зернистостью от 8 до 25, твердостью М3 С.Ч2
иа керамической и бакелитовой связках, г также кругов из сверхтвердых материалов
на керамической и органически,: _зязках
Применение карандашей .МААС позволяет снизить на 20—50% припуск на прав-
ку кругов, увеличить стойкость и кромкостойкость кругов между правками. Наиболее
эффективно их применение на операциях резьбошлифования, круглого, плоского и
бесцентрового чистового шлифования, г также на координатно-вну гришлифовальпых
станках для правки кругов из’эльСэра.
Диаметр карандашей МААС выбирается в зависимости от высоты круга, его диа-
метра и степени твердости. Для правки коу*~ов на резьбошлифовальных и внутришли-
фовальных станках следует применять карандаши с диаметром рабочего слоя 4 или
6 мм. Дтя круглого, бесдентроьсго и пл.хкого шлифования в основном следует ис-
пользовать карандаши типа МААС с осевым отверстием, служащим для подвода сма-
зоч::и-о.хлаждаюшей жидкости. Ери высоте круга до 20 мм рекомендуются карандаши
с диаметром рабочего слоя 5—10 мм. при высоте круга свыше 20 мм —с диаметром
рабочего слоя карандаша 14 и 18 мм.
Применять карандаши типа МААС для правки кругов высокой степени твердости
(С. СТ) следует только на чистовых операциях шлифования с обильным охлаждением
При этом необходимо учитывать .вероятность повышенного износа карандашей по
сравнению с инструментами из крупнокристальных природных алмазов.
Специальные алмазные правящие карандаши
(изготовление по специальным ТУ)
Эскиз
Основная характеристика Область применения Характе- ристика кр;> га Режим правки
Природные ал- мазы 60—40 шт. на карат, XV группы, под-руппы <а». 1-го качества. Алмазы распо- ложены четырь- мя слоями с пе- рекгытисм по 17—*8 шт, в слое Бесцентровое предваритель- ное и оконча- тельное шлифо- вание поверх- ностей деталей врезанием и на проход (стерж- ни клапанов, поршни, штоки переключателей и др.) Круги шлифо- вальные !4А. 25А, 9) А, 16Н-32Н СМ2— СТ-3 7 Ко Прн = = 0,04 мм/ход Snp = =0.3 м/'мии. При / = =0.0(5 мм/ход Олрв =0.15 м мин. Стойкость алмаза — 100 тыс.— —2000 тыс. дет., Ra 0.4 мкм
409
Приложение 4
ПРАВЯЩИЙ АЛМАЗНЫЙ ИНСТРУМЕНТ
Правка /I
шлифовальных кругов
, А’ \РТА 2
•Лист \
Тип карандаша по виду
правящей части
I гримелсния
Хароктерист^'j
ка круга
ЛК-04
; Алмазы расп ;• я.енк неориен-
испс/иение 1 как
рандаша типа АК-01
нения А;
ИСПО.'
Кр-.глое на-
ружное. бес-
центровое,
пл -,ское
шлифование,
реэьбошли*
фоваиие
рандцша типа АК-01
у кг-
испол-
Круги для ’’3
Koi о шлифом. 1
нпя диаметром 1
ЗОЭ-500 мм. .<
тонкие на вуд. -j
Капитонов сва].
ке, фасонные о
острым профи,
л ем. мелкозер-
нистые ДЛЯ ЧЯС-
1 нения 5.
I
>— исполнение С—как у ка-
I рандаша типа АК-02 испол-
нення С
тового ШЛИфф.
ванкя
Продолже*д^&
О^-<
Алмазные карандаши типа АК (ГОСТ 607—80) относятся к числу правящих ин-
струментов. имеющих наибольшее практическое применение. Они изготавливаются из
природного алмазного сырья XU. XV н XVII групп, природных алмазных шлифоваль-
ных порошког АЗ. синтетических полнкристалтическнх алмазов АРС4 с ориентирован-
ним (типы 01. 02, 03) и неориентированным (тип 04) расположением кристаллов в
трех исполнениях по форме наружной поверхности: А—цилиндрические; В~ с кони-
ческим корпусом и С — цшп.кдрнческие ступенчатые. В связи с необходимостью из-
менения характеристики i*. пос а доч и wc размеров карандаши мо;ут >uiотваливаться
и по специальным ТУ.
Миогокристальные карандаши с ориентированным расположением алмазов (типы
02, 03) обеспечивают эффективную правку кругов относительно больших диаметров,
зернистости и твердости при окружной скорости до 60 м/с я выше. Однокристальные
карандаши (тип 01) и многокристальные с неориентированным расположением алма-
зов (тип 04) рекомендуются для правки кругов со скоростями 35—50 м,с. Карандаши
типа 04 кгиболее целесообразно использовать на операциях резьбошлцфования и чис-
тового шлифования.
Алмазные карандаши типа МААС
(изготовление по ТУ 88 УССР ИСМ 663-83, ТУ 88 УССР 90.1027—86)
Эскиз
Основная
характерцегика
Область
применения
Алмазы расположены не- ориентированно. Алмазы синтетические ДС50Т. АС66. АС65Т. АС82. ЛС82Т. АС'.05. ACJ05T и ЛС1-32Т зерни- стостью от 100 8л до 8'Ю 6л0. Относительная концент- рация алмазов — 10л. !=<». Чистовое шлифование, резьбошли- фование. внутреннее шлифование
( I
i .ается нведение в
। н?>пк\ типа МПк нало.’-|
! i. тел<- из алмазного г.--!
, р ч:ка АС-2Э .ернист
. гтью 65’50 до 315 20Л
. г отнегит-хльн -5 кмнее-л-
Ргпией 505.
Характери-
стика крута
Зернистость
8Н - 25Н.
твердость
М3 _ СМ2
Связки ке-
рамическая,
вулканито-
вая. бакели-
товая
406
ПРАВЯЩИЙ алмазный инструмент Приложение 4
Правка шлифовальных кругов.
КАРТА 2 Лист 3
Правящие карандаши типа MAA'J являются типичным гтедставителе.м правяще-
го инструмента, оснащенного неориентированно расположенными синтетическими ал-
мазами. Для повышения износостойкости алмазный слой карандаша может дополни-
тельно содержать наполнитель в виде алмазного порошка меньшей зернистости. Связ-
ка типа .МП8. обладающая адгезионно-активными свойствами, дает возможность
(беспсчить высокую (до 2564) концентрацию алмазов в алмазоносном слое
Карандаши типа МААС выпускаются двух видов <с цилиндрическим и клннче-
ск;.м хвостогнком) и в двух исполнениях (с осевым отверстием и без него). Они пред-
назначены для правки абразивных кругов зернистостью ст б до 25. твердостью М?С?12
на керамической л бакелитов?;'! связках, а также кругов из сверхтвердых материалов
на керамической п органической связх-х
Применение карандашей МААС позволяет снизить на 20—56% припуск на прав-
ку кругов, увеличить стойкость к кромкостоикость кругов между правками. Наиболее
эффективно их применение на операциях резьбошлнфования. круглого, плоского и
бесцентрового чистового шлифования, а также на координатно-вну тришлифовальных
станких для правки кругов иэ'эльбора.
Диаметр карандашей .МААС выбн;ается ь зависимости от эысоты круга, его диа-
метра и степени твердости. Для правки кругов на резьбошлид<вальныч п внутришлн-
фовадппых станках следует применять карандаши с диаметром рабочего слоя 4 или
б мм. Для круглого, бесаечтровсго •» плоского шлифования в основном следует ис-
пользовать карандаши типа МААС с осевым отверстьем. служащим для подвода сма-
зеч :о-о\лаждаюшей жидкости. При высоте круга до 20 мм рекомендуются карандаши
с диаметром рабочего слоя 8—10 мм. при высоте круга свыше 20 мм — с диаметром
рабочего слоя карандаша 14 и 16 мм.
Применять карандаши типа МААС для правки кругов высокой степени твердости
<С, СТ) следует только на чистовых злераинях шлифования с обильным охлаждением
При этом необходимо учитывать вероятность повышенного кзноса^карандашей по
сравнению с инструментами из крупнокристальных природных алмазов.
Специальные алмазные правящие карандаши
(изготовление по специальным ТУ)
Основная Область Характе- ристика круга
характеристика применения
Природные ал- Бесцентровое Круги
мазы 60—40 предварктелъ- шлпфо-
, шт. иа карат.
, XV группы.
I подгруппы *а».
|Ь.-о качества.
'Алмазы распо-
ложены четырь-
мя слоями с пе-
рекрытием п-э
47—! 8 шт. в
лтое
ное и ококча- нальные
тельное шлифо- МА. 25А.
ванне поверх- 91А,
костей деталей 16Н—32Н
врезанием н на СМ2—
проход гстерж- СТЗ 7 К5
ни клапанов,
{поршни, штоки
1переклю-ателей
Режим
правка
При / =
= 0.04
ым/ход
Sflp =
=0,Зм-мия.
При г =
=0.015
мм/ход
Ьпр =
— С-. 15 м мнн.
Стойкость
алмаза ~
100 тыс.—
—2000 тус.
дет . Ra
0.4 мкм
i
409
_____________________1
Приложение 4
Правка
шлифовальных кругов
V4P7T1 ЛисгТ*
ПРАВЯЩИЙ АЛМАЗНЫЙ ИНСТРУМЕНТ
Алмазные ролики типа АР (ГОСТ i$0U—7SE: ТУ 2-037*440—84)
Эскиз
Об исть
Ерименения
ХараКп.
ристижа
круга
! I
' По ГОСТу - из I
nprpvjHp \ ал.ча- *
|зов размером по
(х:г:се MOS—
?.;л карста, 0.006—
/;'у> кггата.
1 По ТУ — аз синге-
1тиче.ких алмазов ।
I
Профильная прав-
ка щлпфовальных
кругов по копиру
при обработке де-
талей массового
.
Профиле I
ные круг,
всех ха.
рактерн-
CTJJK
/енчэтых аалов,
клзпанов. шаровых
пальцев. резьб
Алмазные ролики типа АР ко сравнению с другими правящими инструментами об-
ладают рядом важных технико-экономических преимуществ в условиях серийного и
массового грикзнодств.
В зависимости от геометрической формы рабочей поверхности АР различают ро-
лики с прямым и сложны».* профилем. Ролики сложного профиля изгогязлиьают по
специальным техническим условиям применительно к конкретной операции шлифо-
вания деталей. Правку абразивных кругов роликами производят методом поперечной
подачи или на проход практически 6SS ограничения верхнего предела окружной скоро-
сти круга При этом обеспечиваются относительно высокие стабильность if точность
(до 0,015—0,020 мм) шлифуемого профиля детали в течение всего периода стойкости
правящего инструмента.
Алмазные гребенки типа АГ (ТУ 2-037-230—87)
Эскиз
Основная Область
характеристика применения
Характеристи-
ка круга
Природные алмазы Для правки по
весовой группы копиру ярофиль-
массой 0.05—0/ них шлифоваль-
карата. XVI. ных кругов
XXXIII групп
Профильные
круги всех
характеристик
410
Приложение 4
ПРАВЯЩИЙ АЛМАЗНЫЙ инструмент
Правка
шлифовальных кругов
КАРТА 2 Лист 5
Алмазные гребенки типа АГ изготавливают из обработанных и необработанных
природных алмазов с ориентированным их расположением в одной плоскости в один
или несколько слоев, а также из синтетических алмазов, расположенных в несколько
слоев.
Применяются преимущественно для правки профильных шлифовальных кругов по
копиру. Обладая большой износостойкостью, гребенки • во многих случаях успешно
заменяют однокристальные правящие инструменты на операциях скоростного шлифо-
вания г60 м с и выше), что обеспечивает их высокоэффективное применение.
Алмазы в оправах типа АО (ГОСТ 22908—78)
Эскиз
I Основная
; .-.ирактеристика
О? .'сеть
применения
Характе-
ристика
круга
Ялмаз 90° и пи 120'
Размеры алмазил-
!О зерна по мас-
се пт 0.02 до 2,1
карата в зависи-
мости от типораз-
мера алмаза в
лппаве
Внутреннее и наруж-
ное круглое, плоское,
бесие тровое шлифо-
вание. зубо- и шлиие-
шлиф.'ваяие. чисто-
вое шлифование фа-
сонных поверхностей
Шлифо-
вальные
круги всех
характери-
стик
Алмазы в оправах типа АО пред’с^начены для правки кругов прямого и слож-
ной профиля. Оснащаются природными алмазами.
Алмазы в оправе изготавливаются четырех типов: цилиндрические. цилиндриче-
ские с головкой, конические с головкой и резьбовые с углами державки 90е (для прав-
ки кругов сложного профиля) или 120’ (для правки кругов прямого профиля).
Рекомендуемая наибольшая скорость круга при правке алмазом в оправе со-
ставляет 45 мх.
Резцы из природных алмазов типа РА (ГОСТ 17368—79; ТУ 2-037-221—84)
t Г\___________________________ -V.
Эскиз Основная характеристика Область применения Характеристи- ка круга
Я л глаз Природные техни- ческие алмазы VII группы массой 0.31—0.85 карата ио ГОСТу и до 3.0 карата по ТУ Зубошлифованне, круглое наружное, плоское шлифова- ние и резьбошлн- фоваиие Червячные кру- ги. круги всех характеристик
Резны из природных алмазов типа РА изготавливаются с различной формой про-
филя рабочей чисти и применяются преимущественно для высокоточной правки про-
фильных шлифовальных кругов Отличаются сравнительно небольшой стойкостью, од-
нако их эксплуатглия в -.слевиях серийного и массового гронзводстз мо>:ст быть
•,ко’’омп»юски оправдана в. связи с высокими производитель- стью и точностью про-
фильного шлифования детелей kpvcmh. правлепнымн этим? '‘нструменгачи
Алмазные резин рексмендхются для применения на --ераднях шлифования с от-
шкнтельно невысокими склростям:* кругов (до 35 м/с).
4)1
A
-------------------------------------------------------—-------------
j Приложение 4
•
ПРАВЯЩИЙ АЛМАЗНЫЙ ИНСТРУМЕНТ I Правка -'Ч
‘ шлифовальных кругов
___________________________ i
Хлмазные иглы шла АИ (ГОСТ 17564—>>; ТУ 2-037-222 —86)
Осковиь" ! Область I
Кйра-лери.-тгг® 1 применения [
Г ~г
1 нрирлднь.у 2.-.:,'- * т-,-: ть ное шли-
зы XIII. ?..Х .11 1: = 2:-:?.е. резьбо-j
групп масси.• ’ ’— н.лифзванн.е !
0.3 карата 1 f
! : !
Одноиитэчные
шлифовальные
'Гильные \р;, гм
Алмазные иглы типа АИ предназначены лреим
«'их шлифовальных кругов в точного профилирова;-
копиру. Рабочая часть алмаза обрабатывается в в>
при 60 или 90s. Нецелесообразно.
•ственко для правки одиспнточ
шлифовальных инструментов п
четырехгранной пирамиды с \:
чтуУй скорость кр\га прн по; :.ке а-
г.равке резцами, превышала 35 м/с
Выбор правящего инструмента в эависи-мости от вМа шлифования
Условные обозначен?.?.
АК-01,-02
МААС
АО
АГ
-СЗ. -04— алмазные карандаше типов 01. 02. 03 04;
— карандгш типа МААС;
• алмаз £ опраъе;
— клмазнвя гьебенка:
АР— алмазный релин;
АН—алмазная ггла;
РА —резед из природного атмаза.
Вид шлифования Тип правящего инстр/меита
\K-oi лк- 02, лк-оз АК-04 мллс АО АГ АР АИ
РА
Врезное шлифование шеек
Одновременное шлифование шеек и
торца
Бесцентровое шлифован «е.
с продольной подачей
с поперечной подачей
Внутреннее шлифование
Плоское шлифование тоидем кр\гз
Резьбошл и ф tv; п н и*1 |
Шлицец.лмфо&алк е ’
Примечание Зизк — означает
рекомендацию к исгсльзованию
ПРАВЯЩИЙ АЛМАЗНЫЙ ИНСТРУМЕНТ Приложение 4
Правка шлифовальных кругов
КАРТА 2 Лист 7
Выбор правящего инструмента в зависимости от характеристики круга и
условий обработки
Наибольшая твердость круга при скорости вращения ;• р в v с Наибольш по;: скорое гя зернистость круга ти вращения р,-р в м с Вид рекоменд с.мо'о инструмент а
Jo 35 35—50 Св. 50 Jo 35 35—30 Св. 50
СТ! С2 с.ч: 40 32 25 АК-01
СТ2 СТ1 СМ2 4’1 40 32 лк-02, лк-::
С2 Ci С.М| 25 2-? 16 АК-04
СМ2 СМ! СМ1 25 к •> Й МААС
С2 с: СМ2 О- °' 16 ДО
С11 СТ! С.42 4'j к 25 АГ
СТ2 СП С2 40 32 ЛР
Приме«ание. С повышением окружной скорости, увеличением наружного ди.'--
метра и высоты круга выбирать правящие инструменты с увеличенной массой или
зернистостью ьлмазов.
* РЕЖИМЫ ПРАВКИ АЛМАЗНЫМ ИНСТРУМЕНТОМ Приложение 4 Правка шлифовальныхкругов * КАРТА 3 Лист 1
Величины продольной 5пг и поперечной 5,. подач определяются по формулам
Sp = Sp.T»Ba • КуК;,
где 5йр мел и $г г-бл — значения продольной и поперечной подач по таблицам;
К — коэффициенты, учитывающие:
Л’1 — влияние окружной скорости круга при правке;
Ка — зернистость шлифовального круга;
Кз—тип применяемого правящего инструмента;
Л\ — количество проходов выхаживания при правке;
Кз — зернистость алмазов в правящем инструменте.
Правка абразивных кругов должна производиться при подаче СО/K в зс-.гс прав-
ки с интенсивностью 15—20 л мин.
Табличные значения режимов правки алмазным инструментом
Вид шлифования 112-.-рохоаа- т'сть Ра. Подача Кститегтво net кодов i
Г-. Д.---.ЪН2Я 5 поперечная S», т*в.ъ
мм м мм/ход
Правящие инструменты типов МААС. АИ, АС. АК-01. АК-02. АК-03, АК-О4. АГ.
работающие по методу обтачивания круга при правке
Круьтос врезное штЬ-яа- | 2.2 i -1.40— -3J 1 П.О2—0.04 ! .—
Н.!С 1 Д25-I 0.02-0.04
S3
Приложение 4
РЕЖИМЫ ПРАВКИ АЛМАЗНЫМ ИНСТРУМЕНТОМ
Правка
шлифовальных кругов
КАРТА 3 Лист 2
Продолжение
Вид шлифования Шерохова- тость Ra, мкм Подача Количество проходов !
продольная Sf.f trt-i- ММ 'МИН поперечная Sp ,асл. мм ход
Круглое врезное 0.8 0,18—0.25 0.01-0,03 '.—2
шлифование 0.4 0,08—0,15 0.01—<0,03 1—3
0.2 До 0.08 0,0) —0,03 1—3
Одновременное шлифэдаине 2.5 0.30—0.50 0,02—0,04 2
шеек и торца 1,6 0.18-0.30 0.02—0,04 1—2
0.8 0.10—0.18 0.02—0,04 1—2
0.4 До 0.10 0.01—0.03 1-3
Бесцентровое шлифование с 2.5 0.40—0.50 0.02—0.04 2—5
продольной подачей * 1.6 0.25—0,40 дог—а(м 2—5
0.8 0.15—0.25 0.02—003 2—5
0.4 0,08—0.15 0.01—0.02 9—5
О.2 До 0.08 0.01—0.02 2—5
Бесиеитровое шлифование 2.5 0.35—0,45 0.02-0.04 2—3
методом врезания L6 0,15—0,35 0.02—0.03 2—3
ОД 0.10—0,15 0,02—003 2—3
0.4 0,05-0.10 0,01—0.02 2—3
Внутреннее шлифование 1.6 0.80—1.20 ‘ *0.02—0.04 2—3
0.8 0.50—0.80 0.02—0.03 2—3
0.4 0.20—0.50 0.01-0.02 1—3
0.2 До 0.20 0.01-0.02 1—3
Плоское шлифование тор- 2.5 0,70—1.5 0.02-0,06 1—5
цем крута L.6 0,40—0.70 0.02—0.06 1—5
0.8 0.25-0.40 0.02—0.06 1—5
0.4 0,12—0.25 0.01-0.03 2—4
Резьбо шлифование 0.8 / 0,10-0.20 0.01-0.02 1—3
0.4 1 0.05—0.10 0.01-0.02 1—3
0.2 До 0.05 0.01-0.02 1—3
Шл «нешлифованно 1.6 0.20-0.50 0.02—0.03 2—4
0.8 о.ю—ojao 0.02—0.03 2—4
0.4 До 0.10 0.01—0.03 2—4
Правящие ролики типа АР, работающие по копиру
Шлифование шеек с врез-
ной подачей
2.5
1.6
0.8
0.4
Су. 0.8
0.4—0.8
0.3—0.5
0.2 -0.4
0.015—0.03
0.015-0.03
0.015—0.03
ол:о—о.ол
Примечания: I. Прн внутреннем профильном шлифовали» значение S-.-p.-trt-
уменьшать ь 2—2.5 раза.
2. При пргвке карандашами типов 04 и МААС значение S; :лл уменьшать на
30—50^ в пределах 0,005—0.02 мм'ход.
3. На операциях шлифования с заданной шероховатостью Ра свыше 1.6 мкм воз-
можно применение безалмазных правящих инструментов.
414
РЕЖИМЫ ПРАВКИ АЛМАЗНЫМ ИНСТРУМЕНТОМ Приложение 4 Правка шлифовальных кругов КАРТА 3 Лист 3
Табличные значения режимов правки алмазным роликом типа АР с врезной подачей
Вид шлифования Шероховатость Ra, мкм Скорость вращения ролика Ур. м/с Поперечная подача $Р табл. ММ МИН
Шлифование шеек с е^зной подачей 2.5 1.6 О.В 0.4 5—15 Св. 1.5 1.0—1.5 07-1.0
Одновременное шлиф .-ванне шеек и торца 2.5 1.6 0.8 5—15 Св. 1.4 0.9—1.4 0.6-0.9
Примечания: I. В таблице предусмотрено встречное вращение ролика. При
изменении крашения ролика на попутное шероховатость Ка возрастает.
2. При правке с поперечной подачей предусматривается время выхаживания
0,5—1 с.
Коэффициент Х|
Тип правящего инструмента Значение Ki При скорости вращения круга vKP в м/с
. 30 35 45 50 55 . 60
АО. АК-01. АГ 0 7 3.9 1.0 . 1.1 1.2 1.3 1.4 1.5
АК-02. АК-03. АК-04. АР. МААС 0.S 095 1.0 1.0-5 1,1 1.15 1.25
Коэффициент X-
Коэффициент Кз
Зернистость круга 10 16 35 40 Тип правящего инструмента АО АН АК-01 АК- 02. АК-03 АК-04 АГ МААС
Значение Kt 1.3 и 0.8 Значение Х5 1.0 1.0 0.9 0.8 1.0 0,8 и
Коэффициент К4
Коэффициент Кь
Число проходов выхажнва* ння 0 1! - । 3 4 Зернистость алмазов карандаша типа МААС 160,’ 125 250/ 160 400/ 315 500/ 400 630/ 500
Зия-к-нне 1.0 0.98 0.87 0.85 Знамен.е А'. Луо 0,95 1.0 1,05 и
*15
ПРИ.Ю^ЕНН^-
ВЕЛИЧИНА ПОДВОДА, ВРЕЗАНИЯ И ПЕРЕБЕГА
ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ
S приложении приведены вел .чины подвода, врезания п перебега Z.- акчтрумснта.
необходимые для расчета режим, в резания на токарных (раздел 1). ф;е--.-рны\ »раз-
дел 2|, сверлильных (раздел 3». зубо- и штичеобр.чбат’.’вэ’оив'х т-'-зде: 8) ставках,
г -а;;же при -с-работке резьб (эаздел -*»
Величина Ln. являющаяся составляющей длины рабочего хода L. - ;х.:адыв.'е:ся
из длины подвода £Пгд», врезания £»₽«•< и перебега Ls«v:
Lr. “= Enca*~*"2-»p^j ~t~L пер-
Рассчитывают ее исходя из конкретных условий с учетом кокс*:, г ;н-:. ; г.т.-ь •
мента и геометрии его режущей части, припуска на обработку. фср-.:ы jxvp.c ле-
тали н др.
При определении значения Lr в зависимости от конкретных усл^&.-.г-. мигут бьть
учтены как суммарная величина трех или двух составляющих, так и вел ю:на каждой
из них в отдельности
Приведенные в данном приложении величины подвода, врезания л .-ребе* а соот-
ьетггвуют наиболее распространенным условиям обработки.
- — -, т ... — ... , К РАЗДЕЛУ 1 «РЕЖИМЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ. Приложение 5 Величина подвода, врезания н перебега инструмента при обработке деталей КАРГА ; Лист /
J. ТОКАРНЫЕ СТАНКИ
Длина врезания Lipej
416
Приложение 5
К РАЗДЕЛУ I
«РЕЖИМЫ РЕЗАНИЯ НА ТОКАРНЫХ СТАНКАХ»
Величина подвода, врезания
и перебега инструмента
при обработке деталей
КАРТА J Лист 2
Длина подвода £пОХ« и перебега
Суммарная величина и Lnep.
Вид заготовки I ми> пРн точении________
; на приход | в упор
Предварительно обтеченная- 4 I 2
заготовка и прокат ' j
Поковка, отливка { * I 3
В. ТОКАРНЫЕ ПРУТКОВЫЕ АВТОМАТЫ
Длин) Пидводз Дпоя* инструментов, расположенных иа продольных суппортах од-
ношлнндельныд автоматов, принимают равной 1 — 1,5 мм, на суппортах многошпппдель-
ных ;.2томагов —1,5—2 мм. Для инструментов, расположенных на поперечных суп-
портах ;птомггов, ЬП©дкв0,5—1 мы.
Длину перебега инструмента £в»р «в тех случаях, когда перебег иистрхмента по
условиям обработки имеется) принимают равной Длине подвода £Иоя«.
Длину врезания £вреэ различных ннструхе1ггов рассчитывают в соответствии с
их конструкцией, размерами н схемой обработки.
Приложение 5
К РАЗДЕЛУ 2
«РЕЖИМЫ РЕЗАНИЯ НА ФРЕЗЕРНЫХ СТАНКАХ»
Величина подвода, врезания
и перебега инструмента
пря обработке деталей
j КАРТА 2 Лист /
Во многих случаях при фрезеровании суммарную величину tnox* 11 удобно
определять графически. Для этого на чертеж или отпечаток детали наклальшают каль-
ку с вычерченной на ней фрезой и перемешают ее в направлении подачн Ат положе-
ния, соответствующего началу врезания, к положению, соответствующему его окон-
чанию.
Длину перебега Да«р прн фрезеровании, как правило, принимают равной 2—5 мм
в зависимости от размеров и конетоукнил детали, инструмента и условий обработки.
При торцевом фрезеровании с высокими требованиями к шероховатости поверх-
ности
L-,vy =D— *2-7-5),
: де D—диаметр фрезы, мм.
При <.:..ммнрпчпим фрезеров, нии юрцсьыми фрезами поверхностен с постоянной
.’.;:рнж/й «Ьрезеровал'.я В
Для д вых, прорезных, инлиндри’.сск.'х и фасонных фрез при постоянной ray-
s' е фрезег-.'качн»; ’ не- весе участке врезания
Риссчитаиньч ио > лазз гч; гм >--пмул«:м cyv.-^puye ЛЧеZ-'ve- 2- г»рнм>
л'.ы f тг.С'Уг.'лзх
Приложение о
К' РАЗДЕЛУ 2
«РЕЖИМЫ РЕЗАНИЯ НА ФРЕЗЕРНЫХ СТХНКАХ»
Величина полвода, врезания
м перебега инструмента
при обработке детален
Лист :
Суммарная длина врезания Z,arei и перебега £ое-.
при симметричном фрезеровании ториевыми фрезами
Ширина Сумма? злаченне Е»ре* и мз •. для фрезы длим* Гром D В мм
Фрезеровании В. УМ До 20 32 50 30 ;од 120 160 !80| 200 L_ 1 220 1 2» .89 лЮ >20 >60 400
16 о 5 5 5 Zj
20 - 6 о 5 5 5
25 — * 7 5 г 6 6 6
3 — — у 7 7 7 5 6 6 — — — — —
40 — — 4 !t* 9 8 с. 7 7 — — — — — —
60 — 2»? 14 !2 12 10 10 9 9 — — — —
80 — - - — — 24 20 17 1 о :; ’.3 • 4 И — — —
!50 — — — — — 30 (26 • 2! 18 17 16 '.О 15 14 ;з 12
120 — • — — — — 35 оо 25 22 20 :3 1S 17 16 15
140 — — — — — 46 39 34 30 24 24- 22 21. 19
160 — — — — —- 54. 45 39 34 31 29 о- 25 22
130 - 6! 43 X» )5 ' 27
200 — — — — — — — — — 60 ОО 4S 44 4U
220 71 х> 48 45 39
240 - 95 75 С,6 5S а< 46
260 93 81 , 'J 64 54
280 - !05 S5 76 62
300 __ '10 91
320 103 85
310 — - - - - 12- 100
Суммарна*? длина врезания £ьреа н перебега при фрезеровании дисковыми, прорезными, цилиндрическими и фасомны ми фрезами
Глубин* 1 Суммарное значение L т.»1> 1 i<.7fp, ММ . для фрезы д (аметрэм D г мм
фрезерования t, мм До 16 32 40 50 60 70 80 90 оо по 120 140 150 180 200 250
1 5 7 9 9 12 12 1.3 14 J5 16 1S 19 20 21
2 6 9 12 !4 15 16 17 18 18 21 22 23 24 25 28
3 10 12 14 16 18 19 х 21 22 24 26 28 •30 32
4 7 11 13 <5 8 21 22 23 24 25 з- «м ЗГ. 37
б 12 14 ‘.6 9 21 24 25 26 27 29 5. г_ 40
6 — 12 1Э - • 22 25 28 29 3' 4 'Л 17 40 47
8 :з 16 , у •->5 28 30 i: *Д 3- -.7 42 45 49
10 — 18 -) • _4 28 "»О 4 - л 4 < 2.1 49 .VJ
12 — — — 2»> 25 13 >5 .7 4’.* t’j
Приложение 5
К РАЗДЕЛУ 2
«РЕЖИМЫ РЕЗАНИЯ НА ФРЕЗЕРНЫХ СТАНКАХ»
Величина подвода, врезания
и перебега инструмента
। при обработке деталей
[КАРТА 2 Лист 3
П родолжение
Гл,- бича фрезерования г. .%: м Суммарное значение L*,Pea в Lnep, мм. для Арезы диаметром D в мм
До! 1 25 ! 32 I50 60 70 80 90 1.00 110 120 140 '.50 180 200 250
- 1 — 32 35 1 57 ' 5? 42 44 47 49 53 56 63
16 — 1 — Ч 37 39 | 45 46 50 52 56 60 , 66
18 — — ' — — — — — 38 4i; -is 4. 48 52 54 59 63 ; 69
20 — 1 — 1 — — 42 hi 48 50 54 56 61 65 73
25 — — ! — j — 54 59 61 66 71 ' 80
26 j — 56 61 64 69 74 84
30 — 63 66 71 76 1 87
35 — — — — — __ — । — — — — 69 75 81 : 9!
4. — : ~~ 79 84 97
so ; 1 ! 92 105
г К РАЗДЕЛУ 3 _
«РЕЖИМЫ РЕЗАНИЯ НА СВЕРЛИЛЬНЫХ СТАНКАХ»
J Приложение 5
i Величина подвода, врезания
I * я перебега инструмента
j при обработке деталей
[КАРТА 3 Лист I
Значения величины подвода, врезания и перебега 1Л
для характерных условий обработки
Операции 1- 1 Значение Ln. мм, в зависимости эт диаметра инструмента D в мм
2,5 6 10 16 20 1 25 32 40 50 60 80
Обработка сквозных от-| верстий сверлами: j КЗ , 1 j
с нормальной заточкой । 2 5 6 8 1 .0 12 15 —- — —
с двойной заточкой j в» — 6 8 10 1 ’S> 15 18 — — —
Сверление глхуих отвер-j стий ' : Зснкерование отверстий: • .1.5 t •) - •» 6 7 i 9 И 14 — •— —
.кеозкых — 3 4 ! V 5 6 6 8 8
'Л'-ХИХ Обработка сквозных от-? ьгргти.': развертками С л<--.: за6г.’»1(1Г -у-;;,:. — — — 2 2 2 1 3 3 4 4
S !0 12 t :б ' 5 20 24 26 28
— ,п 15 ’ - Y< 22 •’5 28 32 34
Ренерт.;• • :»iv ' о’верстви — 2 - 3 г i 4 4 5 5
Приложение 5
К РАЗДЕЛУ 4
«РЕЖИМЫ ОБРАБОТКИ РЕЗЬБ»
Величина подвода, врезания
и перебега инструмента
при обработке деталей
А* \РТА 4
Лист I
Величина подвода, врезания и перебега L-
Характеристика резьбы Значение Ln. з. м. при нспез-нии резьбы инструментом
метчиками машинными метчиками гаечными осевыми головками. ’/езиам;’ круглыми плашками однониточ- ными шли- фовальными кругами. вихревыми головками МНеГОНИТОЧНЫ- у.г шлифоваль- ными кругами
Сквозная А, ч~|_'4-3>₽ ЗР 1 А.ч-гЗР . <2-гЗ»Р (23-3.Р L,
Глухая А.ч— I 2Р L^~2P (I-S-21P | <1-2)Р
В таблице. —длина заборной части инструмента. мм; Р—шь- нарезаемой
резьбы, мк.
Приложение 5
К РАЗДЕЛУ 8 «РЕЖИМЫ РЕЗАНИЯ И НАКАТЫВАНИЯ
НА ЗУБО- И ШЛИЦЕОБРАБАТЫВАЮЩИХ СТАНКАХ»
j Величина подвода, врезания
। и перебега инструмента
при обработке деталей
КАРТА 5 Лист /
Длина врезания Авре., при зубофрезеровании
Нарезаемое колес-. Характер обработки Значение L^t. мм, при ггц в мм
1 2 3|4:5:б|7|б|9|!0
Угол наклона зубьев 3. град Число зубьев Z\ и диаметре фрезы а мм
50 53 80 90 100 | 11’1 118 125 140 150
До 15 20 40 во W По сплошному металлу 11 11 12 12 18 .4 21 22 24 26 28' 30 30 32 35 37 35 40 43 48 40 45 49 55 48 60 70 55 62 70 80 60 70 80 91
15—30 20 40 ей 14 ! 22 27 29 32 33 42 38 43 51 45 53 59 49 56 68 55 62 76 61 70 86 67 78 98
30-45 20 40 80 О 3- 37 57 42 f 49 so : 59 69 i ~5 56 «8 е>8 % 93 69 84 1 ‘.2 ’03 129 85 НО 141
До !5 20 «Ю П ; пюрезаииомк Зуб)( / — - 1 ‘2 .2 14 16 14 16 г 16 .'о 17 20
15-30 л 80- - - :з - — ’ 16 . .7 14 19 15 Л :з 19! 19 26; >
30-45 i.O 20 30 — . — 15 j 16 ! 18 1 — , 22 : 24 1 27 » 32 5 2 24 П
Приложение 5
К РАЗДЕЛУ 8 .РЕЖИМЫ РЕЗАНИЯ И НАКАТЫВАНИЯ
НА ЗУБО- И ШЛИЦЕОБРАБАТЫВАЮШИХ СТАНКАХ»
Величина подвода, врезаний J
и перебега инструмента
при обработке деталей
КАРТА 5
Лист 9
Длина перебега £п»Р при зубофрезерованни
Значение £Оер. мм. при т0 В ММ •
Угол наклона зубьев град 1 2 3 5 6 7 1 « 9 *<•
и диаметре фрезы dto в мм
50 63 80 90 100 112 118 | 125 140 !<
До 15 4 5 6 8 9 10 13 1 1 Н 15 II
15—30 5 7 9 12 14 16 20 22 24 И
30—45 7 W 13 18 21 25 30 1 34 1 1 37 41
Зел? чины врезания Д„Р.Э и перебега Дпер указаны для разнонаправленных накло*
чсв 3'6. колеса п витка фрезы. Рассчитаны они по формулам
) щ4лв—/И
L""'=<os (P=;.„J •
Z.,«»-3m„tg(₽=/.M<1)+(34-5).
где h — высота нарезаемого зуба, мн;
Р —угол наклона зуба, град;
Хв — угол наклона стружечных канавок фрезы, град:
З-т-6 — величий дополнительного пути перебега, мм- »
Знак «мимчс» соответствует однонаправленным наклонам угла зуба колеса и витке
фрезы, снак «плюс» — разнонаправленным наклонам.
Величина подвода, врезания я перебега i, при черновом фрезеровании зубьев конических колес дисковыми фасонными фрезами Длина перебега £пе₽ долбяка прн зубодолблент1
Ширина зубчатого вегам нарезаемого колеса Ь, мм До 19 4-51 51—72 72-85 85— 123
Диаметр Фрезы D, мм Значение LKt мм. при модуле я в мм
4 5 6 8
90 29 32 34 38 Перебег долбя- 3 8 12 15 90
105 32 34 37 42 ка на две сто-
120 34 37 40 45 роны Lprp; мм
Суммарная величина длины врезания LiVti и перебега Ld-f
при шлииефрезерованин
Наружный
дилметр фрезь
Р. мм
Выс^-а
плн^ев с. мм
Стммарное
значение
2-ьре' И Z.;:-: •
ММ
Наружны?:
гиаметр Фрезы
D. мм
I Суим(
Высота ' зкв<й
ш.1 ни ев h. хм Д<и< I
14
17
Приложение 5
К РАЗДЕЛУ fa «РЕЖИМЫ РЕЗАНИЯ И НАКАТЫВАНИЯ
НА ЗУБО- И шлицеобрабатывающих СТАНКАХ»
Величина подвода, врезания
м перебега инструмента
при обработке детален
’Л-.1РГ.-4 3 Лист 3
Продолжение
Наружный диаметр фрезы D. мм Высота шлиаев h, кк Суммарное значение Lifin и Loef., мм Нар\жный диаметр фрезы D, мм Высоте шлипев м.м Суммарное значение Ечj И £>пер. ММ
ПО 7 29 120 10 38
9 32 П 4!
9 35 ’2 43
Длина перебега Lati, прн шлицешлифовакии сквозных шлицев
с выходом в обе стороны
Значение Lntp. мм, при продольной подаче стола 5М в м/мин
барабана на один шлни. уни • 6 в 10 12 14 16
С.005 18 24 30 36 42 . 48
о.о: 36 48 60 72 84 96
302 72 96 120 144 168 192
0.04 ,м 192 240 288 336 384
ПРИЛОЖЕНИЕ 6
ПРОВЕРКА ДОСТАТОЧНОСТИ МОЩНОСТИ
ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА СТАНКА
ПРОВЕРКА ДОСТАТОЧНОСТИ МОЩНОСТИ ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА СТАНКА Приложение 6 КАРТА 1 Лист 1
Приведенная ниже методика проверки достаточности мощности электродвигателей
постоянного л переменного тока относится к станкам, у которых расход мощности
определяется, главным обратим, ее затратами на осуществление процесса резания, г. не
относится к станкам, где мощность, в основном, расходуется на выполнение холосто-
го хода.
Для определения суммарной мощности, в каждый момент времени Х?/р предвари*
тельно составляют хронометрическую карту расхода мощности в следующей после-
довательности.
Для каждого из инструментов определяют мощность резания и наносят на график:
по оси абсцисс — время в пределах 70 (или Г0.л), по оси ординат—мощность резания
Л’р каждого из инструментов — последовательно одно значение над другим.
На основании этого графика строят график изменения суммарной мошнытн реза-
ния Х^ в пределах основного временя Г» (или Г0 3). При этом основное время обра-
ботки детали Те (или Тс>) разбивают на участки ГвЬ Тф2> с примерно рав-
ным потреблением суммарной мгновенной мощности по каждому из участков —
ХЛр2, ХЛ^р3... Х^в. Наибольшее значение суммарной мощности обозначают ЛГр жвг
После построения, графика ХХР — То (или Г*.>) осуществляют проверку электро-
двигателя по пиковой нагрузке Ар.пжк я в необходимых случаях — иа нагрев.
Проверка но ииковой нагрузке:
— при Ар.Ии<1Д-Х8-Ч (гл* Л’» — номинальная мощность электродвигателя, кВт:
1] — к.п.д. станка! мощность привода достаточна п дополнительных расчетов не тре-
буется:
— при |Д-Л'я-Ц<ЛрЛ'и П необходимо осуществить проверку дзектррдви-
га теля на нагрев. Это условие относится к станкам, для которых время работы с
\ ; не превышает 2 мн«:
— при A’v :;И >2-\' \ необходимо -з.мснить схему наладм!, б частности последе-
.-стельность работы гнетр; ментов, с иетью уменьшения велнчн. ы Л’г Oilli до допустимо*
-о предела, иля подлСр?ть большей мощности, или уменьшить эначенн«
^СлчИмоб реханчя.
Приложение О
проверка достаточности мощности
ЭЛЕКТРОДВИГАТЕЛЯ ПРИВОДА СТАНКА
При проверке иа нагрев мошност; злектродвигзтеля дс.сгаточ-з при хслоник
АЧгСЛ’и-п.
Если это условие не выполняется, следует изменить схему наладки, в частности после-
довательность работы инструментов. Если это невозможно, следует подобрать станок
большей мощности либо уеньшить значения режимов резания.
Эквивалентная мощность электродвигателя. Л'-.ц,. кВт. определяете по формуле
I п
1
i
где Л'— параметр, зависящий от условий торможения двигателя;
<*>н,эм— номинальная частота вращения якоря двигателя, об/мин;
iu(— частота вращения якоря двигателя на участке Г(], об/мин;
30—коэффнпЛнт ухудшения теплоотдачи при выключении двигатели (если дви-
гатель не выключается. то Зв=|);
3, — коэффициент ухудшения теплоотдачи при снижения числа оборотов двига-
теля (для двигателей с переменным числом оборотов) г.о сравнен}»» с номи-
нальным. определяемый по формуле 0J——— •
7,— вспомогательное время операции, мин.
Параметр К
Варианты остановки электродвигателя Значение /С
По окончании процесса резаная электродвигатель не выключается 0
Останавливается без тормозе-, я u.-.и с механическим торможением 0Л5
Останавливается вследствие электродинамического торможения 0.1
Останавливается вследствие т-рможения противовключением и реверсиро- вания двигателя 05
Кокффншент Р;
Исполнение двигателя по ус.к-впам его охлаждении Значение
Закрытый, без наружного охлаждения или с принуд|ггельион вентиляцией 0.9—1
Закрытый, с наружным охлаждением от собственного вентилятора на вадх двигателя 0,45—0.53
Защищенный, с самовентиляш---.: 0,25—0.35
При отсутствгч: дан о (»и ?. также о вариантах остачовяи и исполнения
двигателя ориентпрэв'чь’е значение Л\ определяется по ф'рмуе
ПРИЛОЖЕНИЕ 7
КОРРЕКТИРОВАНИЕ РЕЖИМОВ РЕЗАНИЯ
Корректирование режимов резания может оказаться целесообразным как на стадии
их расчета, так и прн внедрении технологического процесса в производство. Целью
корректирования является улучшение технико-экономических показателей при эксплуа-
тации оборудования н инструментальной оснасткв. а также уменьшение трудозатрат.
Корректирование входит в процедуру расчета режимов резания, изложенную в раз-
делах справочника.
На стадии внедрения расчетных режимов резания может потребоваться их уточ-
нение с учетом данных, полученных в реальных производственных условиях.
Ниже представлены основные правила корректирования режимов резания при лез-
вийной обработке. Особенности корректирования сежимов резания при абразивной об-
работке приведены в соответствующих разделах справочника.
КОРРЕКТИРОВАНИЕ РЕЖИМОВ РЕЗАНИЯ НА СТАДИИ РАСЧЕТА Приложение 7 Корректирование режимов резания КАРТА 1 Лист
Корректирование режимов резания на стадии расчета может оказаться целесо-
образным:
— для нелнмитиру ют их инструментов;
— для нелнмитиру ющих позиций многошпиндельных станков;
— для станков, входящих в состав поточных и автоматических линий (по резуль-
татам сопоставления расчетной п заданной производительности).
1. КОРРЕКТИРОВАНИЕ РЕЖИМОВ РЕЗАНИЯ
ДЛЯ НЕЛИМИТИРУЮЩИХ ИНСТРУМЕНТОВ И ПОЗИЦИИ
После выявления лимитирующих инструментов определяются иелимитируюшне, для
которых значения режимов резания могут быть уеньшеяы без снижения производи-
тельности операции. Соответствующие указания содержатЛ в рекомендациях по расче-
ту режимов резання для различных видов станков. Например, в рекомендациях по
расчету режимов резания на токарных многорезцовых станках предлагается умень-
шать значения подачн суппортов, *не лимитируюаих продолжительность резання (при
их параллельной работе).
Снижение значений режимов резання может также оказаться целесообразным
на нелнмитирующих позициях многопознииониых станков (при параллельно работаю*
тих позициях). Это относится к многошпиндельнмм токарным, многопознииониым фре-
зерным, агрегатным и другим станкам.
При корректировании режимов резания снижаются значения подачи и скорости
резання в пределах, допустимых выравниванием времени иелимвтнруюших к лимити-
рующих позиций станка — при параллельно/ нх работе. При последовательном работе
инструментов, позиций станка выравнивание времени нераинокжльяо и корректирование
ие производится.
При корректировании режимов резания не следует снижать значения подачн
относительно янжией границы рекомендуемых значений — во всех случаях, когда по*
дача задана диапазонами значений. Для сверл, зенкеров, разверток, прн использования
которых значения поДачн заданы не диапазонами, а разбиты на группы в зависимо*
ста от условий осуществления оперпш-п. рекомендуется ие назначать подачу ниже
следующих значений:
— при сверлении н эенкерованин цилиндрических отверстий — подач IV группы:
— при развертывании цилиндрических и конических отверстий, зеякерованни ко*
ннческнх отверстий, зенковании фасон и некпвзянн — ниже значений, представленных
в таблице.
Наименован-.с pi ехгда .Ч-р’нк: -bHirfc значения подачи мм/об. । •: • л.-pvf- обрабатываемого отверстия D в
4 :0 20 40 —1 «
Г. <'?1ЧГ.Т • л.щчсскнч У. 15 С. 15 0.25 0.3
щ-линлрических С 74 0.07 0.12 0.2 01
Приложение 7
КОРРЕКТИРОВАНИЕ РЕЖН.НОЬ Корректирование
РЕЗАНИЯ НА СТАДИИ РАСЧЕТА 1 режимов резания
______________________________________________________________________________________________!r.~.ir; I______________________Лист ?
Пръдолжсш;.* : >.! - .л...ые ... -. ли нлдачи 50, мм-'об, ,'i - ’3. -з .? ?v • о.иерспн D з мч:
пачменовзгие nrp-\oi? , । ! Ч | 6 , 1 I i0 1 30 i 40 | 60
Зенкерозаиие кэни-сск.ч . гм-тети;. I 1 006 j 0.OS 1 0.1 1 0.U 0.25 1 о;;
Зенкование фасок j Л. ; 0.03 : 0.1 0.13 ' 0.2
Цекование — 1 - с.о-з ' и,. 0.12 1 0.15 )
При корректировании скорост; эезания. задаваемой в заакснмост 1 ОТ ypoot'v
стойкости; не следует назначать скорость ниже значении, соответствующих наиболь-
шему значению стойкости, представлений в т-блинах рекомендуем ч ртжимои ре-
зания.
Для скоростей резания, задаваемых диапазонами ьки зазнсиммсли от периодов
стойкости (при точении режущей керамикой, развертывании, протял.заним. нарезании
резьбы и других видах обработки со слабой зависимостью стоимости от скорости ре-
зания), не рекомендуется уменьшать значения скорости относительно нижней границы
их табличных значении.
Прн корректировании уровня скоростей рчзении ;.елс^ибразно р^ммотрси воз
можность замены м^ок твердых сплавов иа бхтее прочные с целью повышения на
дежности работы ииЛрументов (если это допускает резерв времени по производитель-
ностиъ
>. КОРРЕКТИРОВАНИЕ РЕЖИМОВ РЕЗАНИЯ
ПО РЕЗУЛЬТАТАМ СОПОСТАВЛЕНИЯ РАСЧЕТНОМ
И ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ
Расчет режимов резания выполняется для изолированного <ие связанного с так-
том работы линии) станка.
Для станков, работающих в составе автоматических или поточных линий, может
оказаться целесообразным корректирование режимов резания, рассчитанных для изо-
лированного станка, с учетом ограничений, накладываемых станочной системой, в том
числе требуемой /заданной) производительностью
Если зад^ьнах г;р >изводительнсст-. оказывается существенно меньшей, чем рас-
считанная для изолированного станка, целесообразно рассмотреть вопрос о снижении
уровня режимов резания. Такое корректирование обеспечивает уменьшение расхода
на инструмент. Целесообразность корректирования должка быть установлена с учетов
его полной технпсо-экоиомнческой опенки, а том числе затрат иа оплату труда опера-
торов н другого производственного персонала, амортизационных отчислений и расхо-
дов на инструмент.
Прн иелесообрамостп снижения значений режимов резания в результат* сопост:..,-
леяня расчетной и заданной производительности используются те ах технические
ограничения иа уровень подач п скоростей резания. что п длч иелимктирующнх ин-
струментов наладок.
Если заданна». производитель^ сть оказывается выш.- расчетной, то прежде чем
принимать решение о применении станков-дублеров, необходимо рассмотреть техно-
логические мероприятия, повышающие расчетную производительность до уровня за-
данной. Дли кноорезиовых стинков, например, и числу таких мероприятий может
относиться уменьшение длины хода суппортов за счет введения дополнительных инстру-
ментов, перенесение части сОргбит Kt: на други- оперзини. rpnvetiemie инструментов,
обеспечивающих более ш.сокум .ронзг.хипелькость. др.
Возможное увеличен: _• .,»<>;.» хтк резгния н .юг.цч:. при ы-. .«Менном техно логическом
о.нащениг ограничено и яг-лодится в '• •»ишмнс*вс случаев а пределах 15—20%.
При сопоставлении расчетной >. заданием*' производительности необходимо хчиты-
вать не только основное лглло. льсск >е я:чм». Чрабеткк детали Г*, данные для оп-
ределение которою спер>.атс« в раздел;.< cnp.ri •. txd, . j п другие состав гиошке
общего врС'Гсчк обработки. злп°юшие на лрзизноди.т-з.льиост.- ла на'
Опенка производительност»: есуихеста.’тетсг п<- след,«ч- г..-клза.с.:-Л!
.-1М — ! ом лк алы:? гро!»?чз.".;:те.ль’-.О'’.ь, дет.-».
Лт — технически производительность, дет/ч;
.1,— годовая грс.извод телмДчсть, дел ’гид
КОРР£1<ТИРОВ*НИЕ РЕЖИМОВ
РЕЗАНИЯ на стадии расчета
I Приложен-^ >_________
I Корректирование
I ____режимов резания________
!а~.-|РМ /Лист 3
-• р.азате.’ ' рассчитываются по форм*ла-.:
. . I 'Г..—I'v' c '' ч — ир4~Еoix)
' ” Хи * /\м ‘ Л. s
,-1г=.4--Л,.
где q_ 4$:сл«? детален, обрабатываемых за время 'акта, шт.;
f, _ такт выпуска <по ГОСТ 31109—82> — интервал времени, через который ле-
“. ‘олически производится выпуск деталей. мни;
Ха — лсэффиикект, отражающий затраты времени на техническое обслужиеа.чпе
инструментальной оснастки; Лф —1.05—1,15 (большие значения соответствуют
белее сложным наладкам);
f_____ фонд времени в смену, ч:
/ос, — планируемые затраты времени а смену на организационное обслуживание
перерывы, ч; ориентировочно Г-. .-< = i0.06~i-0.l2)/:'c\l;
годовой номинальный фонд времени, ч. При 40-часовой рабочей неделе при
работе s одну смену Л = 2010 ч. в дне смены — 4020 ч, к три смены —
6030 ч <прк 9 праздничных днгх в году);
f планируемые затраты времен;: в гоЛ на капитальный ремонт, ч;
— пл.? ’.‘tpvev-’e ззтр.пты времени в -од на устранение отказов механизмов, ч.
0^ ,.е^тировочно: Л р+ГпТ1;*= (0.08-т-0,15»Ля. Большие значения числового коэффи-
циента »<еЮГ место при сложном оборудовании и техническом оснащении.
Значение такта выпуска Л при заданной номинальной производительности . 1Г
Ориентировочное значение поминальной производительности Ав прн заданной тех-
нической производительности А
* .1., —Л-Л. Гс“ •
Л-»; Лг-»Лт+Я>,.
Значение технической производительности А при заданной годовой производи-
тельности
Зяая эначе/кя АЛ. .41 или Л. определяют величину Т~.
Вычитая Аз значения Т? неперекрывземое вспомогательное время Тж. получают
часть так™, зависящую от уровня режимов резаная и определяемую значениями ос-
новного времени обработки на станке — Т„ или из лимитирующей позиции нногошпин-
дельного стайка — Л> л —следующим образом:
— для одношпнндельных токарных станков, сверлильных (в том числе с миого-
шпиндел^01’1 головкой), фрезерных е прямолинейном подачей, протяжных, агрегатных
< Henepe^^aiottieficH деталью:
• ТГ,«Т-Г.:
_ для многошпммдельных токарных станков, агрегатных с последовательной обра-
боткой периодически перемещающейся дет; ли:
7\1Л = 7\~7\_;
__ для станков непрерывного действия (фрезерных с круговой полечен>:
где 4. — угол псвсрстг сто та 'бир.тбача). -»а кедром осуществляется г-браСотка дета-
4.7
КОРРЕКТИРОВАНИЕ РЕЖИМОВ
РЕЗАНИЯ НА СТАДИИ РАСЧЕТА
j_______Приложение 7_______
* Корректирование
J режимов резания
'.КАРТА I Лист 4
— для протяжных станков непрерывного действии
‘ 1000-г‘
где /е— ixi<sr расположении ирисГ.оокмеляйч и «тикков. мм.
• —скорость резания, м'мии.
Значения 7а (или 70 а, или 7Т), соответствующие заданной лрс-звс лителькости.
сопоставляются с данными, полученными в результате расчета реж:-cj- оезання. С уче*
том этого решается вопрос об и-.; корректировании
КОРРЕКТИРОВАНИЕ РЕЖИМОВ
РЕЗАНИЯ ИА СТАДИИ ВНЕДРЕНИЯ
_______Приложение 7______
Корректирование
режимов резания
\ КАРТА Лист I
Между реальном производственными условиями работы инструментов и приняты*
мн при расчете режимов резания обычно имеется неполное совпадем-. <;слсзлнвае-
мое следующими, основными причинами:
— усредненными данными по обрабатываемости, режущим свойствам инструмен-
тов, эффективности смазочно-охлаждающих жидкостей, принятыми в справочнике;
— отсутствием во многих случаях данных о жесткости технологической системы
и надежной оценки влияния жесткости нз режимы резания:
— невозможностью на стадии расчета режимов резания учесть с -еобкодимой до-
стоверностью длгппие и. режимы резания требований к качеству обработки детали.
В частности, нестабильность свойств обрабатываемого и инстр»ментального ма-
териалов,Допускаемая техническими условиями, не позволяет гарантировать «назначе-
ние скорости резаная с отклонениями менее 16—20%.
Таким обраэом, назначенные по справочнику режимы резания, являясь приемле-
мыми для проектных расчетов, могут потребовать корректирования при практической
реализации.
Решение о корректировании режимов резания принимается на основании апроба-
ции расчетных (проектных) рекомендаций в произведет венных условиах.
Прн апробации необходимо специальное внимание уделять данным о стойкости ин-
струментов. По данным непосредственно регистрируемых значений стойкости Га> . . .
. . . Г>5 . . . 7,в. дет. (количество наблюдений я рекомендуется принимать более де-
сяти) рассчитываются средине значения стойшсти 7Д и коэффициент вариации стойко-
сти г,, характеризующие стабит.кост!. стойкости.
л
i-rxl
1
где St — среднеквадратичное **?• лонение значении стойкости, рассчитываемое по
формуле
Стабильность стойкости м~жет быть признана хорошее п?н зне-е.тпх ко.ффидн-
ента вариации V-C0.25. удовлетворительной— прн VT=0.2o—С.Зэ. -.jh.ium много-
численных производственных наблюдений, в автомобильной промыш.:-: . о.ти при нор-
мальных условиях осуществлении операции характерными мг-кто :ле: лешие зн?-;с-
чмя коэффициента вариации ст йчоепг
428
КОРРЕКТИРОВАНИЕ РЕЖИМОВ
РЕЗАНИЯ НА СТАДИИ ВНЕДРЕНИЯ
Вид обработки
|_______Приложение 7_______
j Корректирование
।_____режимов резания______
I КАРТА 2 Лист 2
Характерное значение V,
Точение твердосплавными резцами:
черновое
чи'товое
Точение фасонными быстрорежущими речами
Сверление спиральным» быстрорежущими сверлам.! машинной за-
точки
Зеикерование
Фрезерование червячными фрезами
Протягивание
Нарезание резьбы;
машинными метчиками
гаечными метчиками
гребенками
Накатывание резьбы
двумя разиками
плоскими плашками
роликом-сегментом
0.25—0.3
0.2—0.25
0.1—0.15
0.2-0.25
0.2-0.25
0.2—0.25
0.15—0.25
0.2—0.3
0,1-0,2
0.1-0.2
0,15—0,2
0.1—0,15
0.1 0.15
Значения коэффициента вариации стойкости VT>0,4 свидетельствуют о неудовлет-
ворительных условиях обработки на рассматриваемой операции и требуют, как прави-
ли, специального анализа и принятия следующих неотложных мер:
— прн ненадежной работе инструментов, выкрашнваиии, сколах режущих кро-
мок— рассмотреть возможность изменения марки инструментального материала, кон-
струкции н геометрии инструментов. Если указанные мероприятия невозможны или
нерациональны, может потребоваться корректирование режимов резания, а в некото-
рых случаях и изменение технологии обработки с перераспределением нагрузки на
инструменты (уменьшением глубины рВания на ненадежных позициях) и облегчение
условии нх работы, особенно при врезании в заготовку н прн выходе из нес.
— прн неудовлетворительном качестве заготовки — скорректировать режимы ре* j
зання (подачу или скорость) в зависимости с.т результатов производственной апро-
бации;
— при применении чрезмерно высоких скоростей резания для реальных лрокзвод-
ствеиных условий — рассмотреть возможность использования более износостойких мн- ’
струмеитальных материалов. Если это невозможно, необходимо снизить скорость ре-
зання до уровня, обеспечивающего рациональные значения стойкости;
— при неудовлетворительной шероховатости обработанной поверхности — прове* <
рнть эффективность влияния на шероховатость геометрии инструмента, в частности уве- J
ллчення радиуса при вершине резца, или скорректировать режимы резания (в том чиг- |
уменьшить значения подачи, а также скорректировать скорость резании с целью вы- 4
хода кз эоны интенсивного наростообраэовзния); а
— прн необходимости выхода из зоны вибраций может также оказаться необходи- У
мым скорректировать режимы резания. I
После установления значений режимов резаика (принятия проектных или скор- I
репетированных) для плакирования регламента смены инструментов необходимы дан-
ные о гарантированной стойкости.
Значение гарантированной стойкости Тяг (с 90 или 95 %-нон вероятностью) при
удовлетворительных значениях коэффициента вариации (когда распределение стойко-
сти приближается к иормалькому)__*сожет быть определено следующим образом:
— с вероятностью С.9- ТЯгГд(1—1.28 VT);
— с вероятностью 0,95. Г»г*Г3(1—1.65 V’r).
ПРИЛОЖЕНИЕ g
производственный опыт как база
РЕЖИМОВ РЕЗАНИЯ
ОПРЕДЕЛЕНИЯ
ЛЕЗВИПНАЯ ОБРАБОТКА
При подготовке 4-го издания справочника «Режимы резании .металлов*, как и пре-
дыдущих, определяющее влияние на принятие рекомендаций оказывали, как правило,
результаты анализа использования инструментов в массовом и крупносерийном про-
изводстве ведущих заводов автомобильной промышленности (в том числе ПО
«АвтоВАЗ». «КамАЗ». «ГАЗ», «311.1». • Автодизель», «Белавто.ЧАЗ»).
Приложение 8______
Производственный опыт
как база определения
режимов резания
КАРТА I Лист 2
н
Вид обработки 1 | Инстру ментальны,. / К«.,нчес»во лроанализярованкь-х .,п.-, 1 инструментов прн обработ* *
1
'< cra.ieii ' чугунов । алюминиевых 1 сплавов
Течение 1 j Твердые cr.-js. Быстрореж’.кхгя .-ать 2jo 1 220 1 «латхни> -j 130
Торцевое фрезерование Сверление спиральными сверлами Твердые спичи Быстрорежущая сталь 1 !<П > 9J 164) 25 i3;>
Зубофрезерованме
3 убод ол&тен не Твердые сила в Быстрорежущая 1 435 ! 38 87 18 1 1
Зубошевннгоаанне 1 2/4 —
Зубохонмнгование | 315 —
Зубсзакрутлеиие Быстрорежущая. стать 72 — —
Резьбоиареааиие 32
Резьбоигкдтыадние Инструментальная стать 250 150 230 50 —
Круглое наружное шли- фование Корунд, карбид кремния 73 —
Внутреннее шлифование 126
Бесцентровое шлифом- 3! __
мне 261 25
Плоское шлифование
Хонингование Сштеимескьй < 175 93
Суперфиниширование Корунд, ипобид koeer я: 25 45 27 —
зльбор. синтетически ; 10
1 алмаз 1
Например, ра.смотрение спот,
ношения значений подачи -S- и ве-
личины радиус^з г при вершине
сменных много**? -чных твердо-
сплавных власти» «см. рис. 1) на
операциях точения позволило при-
нять ограничение прн назначен!'1!
подач: So^0.5r w. об (на рисунке
вертикальными ли иями отмечены
диапазоны подач пои величинах
радиуса, равных 0/. 08 и 1,3 мм).
Одновременно бы..о остановлено,
что нижняя границ - диапазона по-
дач в большинстве случаев не
опускается ниже G.2 мм/об.
На основе производственных
данных определял уровень стой-
кости инструмент;?*.
Характерные значения стойкости я минутах основного времени
Тип станка и наименование инструмента Обрэба-ывзе- мый хга-епнал Характерное число инструментов всех типов Значение Гм для нмч гру ментов
лимити- рующих имимитирух- ших • | среднее ! значение
Токарные многорезцо- вые (в том числе фрпи- ровальиые». резин г Сталь • 2-6 25 До 300 100
Токарные многошлин- дельные, резиы Агрегатные: » 6-20 70 До 300 120
сверла > 10-30 30 До 4^'1 250
торцовые фрезы диа- метром 100—200 мм Автомят/гчесхне линии: > 10-30 80 До nv 200
сверл:. Чугун 100—300 100 До <Я ‘ 250
ториопые фрезы диа- метрам 200— 500 мм 20—50 300 До 700 500
расточные резцы j 10-30 120 До >jC 200
ЛЕЗВИПНАЯ ОБРАБОТКА
_______Прмложстие 8
Произвохспеины* опыт
как база определения
режимов резания
КАРТА J
Производственный опыт лезвийной с4ра*сткр, учитывался при разработке pexov
ч для определения подач, скергс’е*- резаиия, а также уровня сто.’»- >.тп пр?, -и
»3ок- РАЗЛИЧНЫХ ВИДОВ НЧ.-тр- V-.-
Лист I
Рекомендуемый уровень скоростей резання для инструментов и условш обрабеп..!,
которые характеризуются сильной зависимостью стойкости от скорости резання (твер-
досплаокые н быстрорежущие резпы, фрезы, сверла), определялся следующим образом,
составлялась предварительная таблица значений скорости резания глли прини-
малась из 3-гс издания справочника 1972 г.) с необходимыми поправочными коэффи-
циентами к примечаниями.
- для каждой позиции инструмента фиксировались фактические значения скор.*-
ли резания по данным производственно.-:> опыта и среднее значение стойкости в
м;:ч* ах врехинн реза к Г.:
-- по упомянутой габ.тние рекомендуемых скоростей резания определился ;.рсзе;и»
р.:ч .с:ноГ* скорости резани»; :•©. соответствующей условиям работы рас. 'зтриааечого
»'• '-р.меить и значению стой'чкти Т?\
431
Приложение 8
ЛЕЗВИЙНАЯ ОБРАБОТКА
Производственный опыт
как база определения
режимов резания
tКАРТА I Лист 3
— строился график, на осн абсцисс которого указывалось значение 7Г. на оси ор-
динат — отношение гр/р<.
Этот график, включающий совокупность производственных данных, относящихся
к одному виду инструмента и группе обрабатываемых материалов (например, к опре-
деленным труппам сталей и чугунов), показывает на соответствие предварите.ъио
принятых и фактических значений скорости резания. На основании графика вносят-
ся необходимые уточнения в таблицу скоростей резания (включая поправочные коэф-
фициенты и примечания к ней), после чего повторяется построение такого же графика
с учетом уточненных рекомендаций.
Пример такого графика для ториевого фрезерования деталей из серого чу:уна
твердосплавными фрезами представлен на рис. 2.
Рис. 2
Приложение 8
АБРАЗИВНАЯ ОБРАБОТКА
Прокзвожстъемшй опыт
как база определенна
режимов резания
Лист 1
По режимам шлифования была принята следующая методика анализа информации:
— вся имеющаяся информация разделена по видам обработки;
— для каждого вида обработки и для каждой операции по соответствующим фор-
мулам рассчитан съем материала в минуту, отнесенный к 10 мм ширины шлифования;
— построены графики зависимости минутного съема материала (?у> от основных
технологических факторов, наиболее существенно влияющих иа интенсивность реза-
ния—ширины шлифования, диаметра D обрабатываемой поверхности, размеров круга,
скоростей вращения круга и детали, обрабатываемого материала и т. д. (пример по-
строения графика см. на рис. 3 — для труднообрабатываемой стали твердостью
60 HRC.., данные ВАЗа);
— для каждой точки фиксированных значений технологических факторов рз.л.и-
тачы средние значения минутною съема материала;
— по каждому технологическом*, фактору принят исходный уровень, сп-нии. *сльно
которого определены поправочные коэффициенты (коэффициент исходно о ;.ров»1« г.р. •
ирг р; ч единице.
432
Приложение S
АБРАЗИВНАЯ ОБРАБОТКА
Производственный опыт
как база определения
режимов резания
КАРТА 2 Лист 2
Рассчитанные ни оеног.анин при*
пятой методики анализа заводских
данных исходные \ ровни основных
технологических факторов взяты за
основу при выборе величины подачи
для каждого вида шлифования.
Соответствие приведённых в
справочнике данных режимам резв*
ния, используемым ка заводе, про-
верялось путем выборочного расчета
режимов шлифования по изложенной
в справочнике методике и сопоставле-
ния их с заводскими денными.
Следует заметить, что анализ ре-
жимов шлифования, применяемых на
разных заводах отрасли, показал до-
вольно большой разброс данных для
аналогичных операций, поэтому при
подготовке справочника учитывались
не только заводские данные, но и ре-
зультаты исследований, выполненных
НИИТавюпрсмом н другими органи-
зациями. а также аналогичные спра-
вочники. разработанные для других
машиностроительных отраслей.
Кроме того, при подготовке спра-
вочника для каждого вида обработки
составлены рекомендации (обычно в
виде отдельных таблиц) по примене-
нию абразивного инструмента. При
подготовке рекомендаций ислолмо-
валнсь данные заводов по испытаии-
ям абразивного инструмента, а также
рекомендации ВНИИАШа.
ПРИЛОЖЕНИЕ
СПРАВОЧНЫЕ ДАННЫЕ
МОЩНОСТЬ РЕЗАНИЯ ПРИ РАЗЛИЧНЫХ МЕТОДАХ ОБРАБОТКИ Приложение 9 Справочные данные КАРТА 1 Лист 1
В качестве нормируемого показателя мощности резания используются данные об
удельном значении мощности Лт>. необходимом для превращения в стружку фиксиро-
ванного объема металла в единицу времени. Зная этот показатель * объем металла, сре-
заемого в единицу времени, определяется необходимая мощность резания (без учета
к.п.д. привода станка). Ориентировочные значения Л\д, измеряемого в кВт.'(см5.’мин)е
при работе инструментами в сталип нереального затупления представлены в таблице’
Обрабатываемый материал Значение А;уа, необходимое для срезания 1 см3 .металла в минуту. кВт/(смэ/мин)
• Группа Твердость НВ при черновой обработке с толщиной среза 0.-3—0.6 >1м пен чистовой обработке с тотхирой среза и.лг -С. 12 мм при тонком точении с толщиной среза 0.04—0.05 мм
Конструкционная сталь До 230 0.04 П.05 0.06
• 300 0.045 006 я 0.07
Серый, ковкий н высо- До 160 0.023 0.03 0,035
копрочный чугуны 200 0.026 С.О35 0.04
300 0.0.35 0.045 0.05
Алюмм-шевые сплавы — 0.012 0.015 0.018
Примечания: I. Толщина среза определяется величиной подачи на режущую
кромку (St или 50 для однолезвийных инструментов) н геометрией инструмента.
2. Данные приведенной таблицы предназначены для оценочных расчетов сил ре*
займа и расхода мощности.
Для сравнительной опенки прн выборе различных методов обработки деталей мож-
но указать следующие характерные относительные значения мощности по сравнению
с лезвийной обработкой (для удаления равного объема металла в единицу времени):
Лезвийнг-с обработка
Черновое «силовое) шлифование — 3—4
Чистовое ::.л:*фованне —5—10
454
СООТНОШЕНИЕ КВАЛИТЕТОВ И КЛАССОВ
ТОЧНОСТИ ОБРАБОТКИ
Приложение 9
Справочные данные
КАРТА 2 Лист 1
Сравнение квалитетов м классов точности
Квалитет точности по ГОСТ 25.346—89 и ГОСТ 25347 -89 Класс точности по ОСТам при обработке
□сноаног*' отверстия основного вала
Б 09 I
6 ; 2
7 2 2а
8 5 3
9 3 3
10 За За
11 4 4
12 э Б
13 5 Б
14 7 7
ш 3 8
16 9 9
Соотношение посадок по ОСТам с посадками по ГОСТ 25346—N и ГОСТ 25347—89
для размеров 1—500 мм
Поле допуска по ОСТам Поле допуска по ГОСТам ,• Поле допуска по ОСТам Поле допуска по ГОСТам Поле допуска по ОСТам Поле допуска по ГОСТам
вал. °™₽- сткя 0T>€P'i СПЯ | стия стия
! х. (6 i I С — В А Лб Tfc т7
Д1 С5 1 П М6 Ап Г- я?
i С,-.В,|А> Л5 н № Пр1>а «7
А. ' П‘ i Н, Л5 Ht. *5 А, Т тб Пр2п «8
Т, Г лб Шз Ы 49
п «5 По Гб А> * Г9
; npt го Гп и7 Са»«Вз 1 Аз А8
' тх с8 Пр2г. *8 Ht
ш 48
л ей i . : =ВИ1А.-, Ш, All
А X (7 Au - А< X, 411 Иц
д 86 1 lb. ! н>- | «8 *7 ' С,«В.)А.
Приложение 9
Приложение 9
СООТНОШЕНИЕ КВАЛИТЕТОВ Н КЛАССОВ
ТОЧНОСТИ ОБРАБОТКИ
| Справочные данные
'карта 2 Лист '•
ЕДИНИЦЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Справочные данные
А'ДРТ.4 3 Лист 2
П родолжение
Поле допуска по ОСТам Пате допуска по ГОСТам Поле допуска по ОСТам Поле допуска по ГОСТам Поле допуска по ОСТам Поле допуска по ГОСТам
отвер- стия вала вала отвер- стия отвер- стия вала вала отвер- стия отвер- стия вала вала ('0ТВеР- 1 стия
Ах Xs C: = Bs)A5 512 812 #12 А, В, А, СМ, 814 «14 «14 /Л4 А* В|А СМ 816 «16 JS16 /яб
ЕДИНИЦЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ 1 Приложение 9 Справочные аанные КАРТА Я п...ГТ~
СТАНДАРТНЫЕ ЗНАЧЕНИЯ ВЕЛИЧИН ШЕРОХОВАТОСТИ Значения среднего арифметического отклонения профиля Ra мкм по ГОСТ 2789—73 • ’ ' . »4Л 0J0 0.160 о.озт “ 16,0 3^- о-63 0.125' “ 2,5 °-50 0.100 0/020 — ,й0 ™ 0.080 0.016 40 «-о Тб. 0.32 0.063 0.012 32 W 1Д5 0Д5 0,050 0.0)0 ® 5,0 1,00 Ь» (' 0.040 0.008 и наи6о.,?шТ.ХТи^.н^ мкм. 1600 1И 6 1-60 0,1. 1250 123 1.25 0.125 1000 • =0.0 код 0,100 800 80 8-° _адо_ 0.080 630 63 ад. 0.63 0063 500 —5 0 0.50 0,050 ’ 40 40 -6W 0.040 320 32 -А2_ 9.32 0.032 250 25 о = ,, 40 °-'л 0,025 —^95. -- 2.0 0.20 Предпочп.тельные значения параметров подчеркнуты 4*5
Соответствие классов шероховатости по ГОСТ 2/8»
значений шероховатости поверхности Ra и Rz по ГОСТ 2/89-73
Классы шероховатости поверх*."* сти Разряды Величина шероховатости поверхности, мкм Базовая хлина 1. ым
Ra Rz
80—40 320—160
40—20 160-60 8.0
80—40
3 4 10-5 40-20 2.5
5 — 1 5—2.5 20-Ю
g а 2.5—2.0 10-8 1
б 2.0—1.6 8-6.3 j
в 1.6—1,25 6.3—5.0 |
у а 1,25—1.00 5,0—4,0
б 1,00—0.80 4.0—32 0.8
в 0,80—0.63 3.2—2,5
g • 0,63—0,50 2.5- 2.0
б 0.50--0-40 2.0—1.6 j
аг 0,40—0.32 1,6-1.25
9 а 0.32—0.25 1.25—1.00
б ОДЗ-^ОДО 1,00—0,80
0,20—0.16 0,80—0.63
to а 0,160—0.125 O,b-j—0.50
б 0.125—0.100 0.50—0.40
в 0.100—0,080 0.40-0.32 j
ц а 0.080—0,063 0.32-025 0.25
6 0,063—0.050 0.25—0,20
в 0,050 -0.040 020-0.16
12 а 0,040—0.032 0.16-0.125
б 0.032—0.025 0.125-0.10
в 0.025 -0.020 0.10—0,08
13 а 002—0.016 0.100—0.080
б 0.016-0.012 0,080-0063
в 0/012—0.0’. 0.063-0.050 0.08
14 а 0.01 —0,003 0.О5О—0.040
б 0.340—0.032
3 0,032—0.025
Примечание- В рамке указаны значения шерохсватости по ГОСТ 2/89 73.
Приложение 9
ЕДИНИЦЫ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Приложение 9
Справочные данные
\КАРТА 3 Лист 3
I
СООТНОШЕНИЕ
ЕДИНИЦ ТВЕРДОСТИ
МАТЕРИАЛОВ
Справочные данные
IK4PT.A .5
Лист
I
мОС и HRC (ГОСТ 9013—59)
Сравнение твердости HKV- и nnv \
Соответствие значений шероховатости поверхности Rt и Ra
Значения, мкм i Значения, мкм Значения, мкм
Rt Ra 1 Ri Ra Rt . Ra
0,1 0,007—0.02 1.4 0.15—0.32 | 9.0 1.2-2.3
0.2 0.0'6—0,04 1.6 0.17—0.37 1 10.0 1.4—2.6
0.3 0.025—0.06 l.S 0.19-0.42 1 !2.0 1,7—3.2
cu 0.035—0,08 1 2.0 ’\22-—O.-t/ ' 14.0 2.0—as
0.5 0.045—0.11 I 2.3 '1.28—0.59 16.0 2.4—43
0,6 0.055—0,13 3.0 0.35-0.72 18.0 27-4.9
0.7 0.065—0.15 4.0 0.48—0.98 20.0 3.1 —5.5
0.8 0.075—0.18 | 5,0 0,62— 1.25 25.0 4.0-7.0
0.9 0.0S5—0.20 6.0 0,76—1.5" 30.0 7.0—8.5
1.0 ifl 0-0.22 7.0 0,90—1.77 40,0 7.0—11.5
15 0.12-0.27 6,0 1,06—205 50.0 9.O—! 5.0
Примечания. 1. Значение Rt по D/X 4762 1Е соответствует по ГОСТ
2789—73 — наибольшей высоте неровностей профиля.
2. Точное сравнение высоты микронеровностей Rt и средних значений микронеров-
яостен Ra невозможно. Сравнительные данные, указанные в таблице, являются ориен-
тировочными.
HRC HRC
20 22.1 :
2: . 23- '• i
22 24.1 >
23 °5
24 * 1
25 2/
26 28
27 28.9
28 99 Q
29 30,9
3C 31.8
32.8
32 33.8
345
34 35,7 i
36.7 1
36 37,7 I
HPC HRC. ||
38.7 II
39.6
“XI 40.6 1
4o 41.6
42.5 |
42 43.5
41 44.5
45.4
4- 46.4
46 47.4
47 48.4
48 49.3
4? 50.3
50 51.3
52.3
52 53.2
53 54.2
HRC
HRC
П р »*. мечан н е. Значег:-?
а зарубежных источниках.
i:RC соответствуют значениям
ОБОЗНАЧЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ Приложение 9 Справочные данные КАРТА 4 Лист 1
5*.би— относительное удлинение после разрыва, ®<
волн— предел упругости. МПа
<*к— временное сопротивление разрыву (предел прочности при растяжении)
МПа
оваг — предел прочности при изгибе, АШа
ос». — предел прочности при сжатии, МПа
Е — модуль упругости нормальный. ГПа
Q — модуль упругости при сдвиге кручением. ГПа
Н —• мгкротвердость. единица мнкротвердости по шкале Н
НВ — твердость по Бринеллю. единица твердости по шкале НВ
. HRB— твердость пс Роквеллу. шкала В. единица твердости по шкале HRB
HRCs— тгердость по Рг-чве.тт.-. шкала С. единица твердости пс шкале HRC-
HRN— твердость по С пег-Р.-кнелл. единицы твегл ст по ала:?.-
HRN30, HRN45 '
HSD — твердость по Шор-.. единица твердости пс шкале HSD
HV — :ьердость и Виктор", единица твердости по шкале HV
55
56
57
5?
59
60
6!
02
63
64
65
66
6'
6а
69
56.'.
5".:
5S.!
59
60
61
62
62.9
63.9
64.9
65,8
66.8
HRC. указанным
HRN30, HRN45
Сравнение Т.е₽— HR*'5’
HRC. HV 1 ЕЗ j - . 1 HRA | 1 HRX.5 HR\3o HRN43
6* 940 — 1 85.6 850 93.2 92,9 84.4 83.6 75.4 74.2
6- 900 — 92.5 82.8 / 73.3
6с бс 865 832 83.9 925 91.8 81.9 / 81,1 72.0 71.0
6- 6? 62 800 772 746 1 1 1 82,8 82.3 81.8 815 80.7 80,1 7“ 6 91.4 91.1 90.7 80.1 79.3 78.4 ' 69.9 68.8 67.7
5. 6г? 720 697 — 90.2 89.8 77,5 76,6 . 66.6 e * 655
59 674 — 89.3 75.7 64.3
58 553 88.9 1 74.8 635
5" 633 j 79j0 88.3 j 73.9 610
56 613 > —” i 78.5 78.0 i 77 4 875 | 73J3 60.9
55 595 — «7.4 1 72.0 59.8
5' 577 — so.9 1 71.2 58л
53 560 1 — 1 ' 76 8 86.4 70.2 э< л
52 5? 49 4г 544 528 513 498 484 1 -о 48' V- 464 45- i 76? 1 75.9 75.2 : 74.7 85.9 85.5 ' 85.0 1 84.5 69.4 : 6S.5 67,6 >36.7 56.. j 55.0 53.8 1 52.5
СООТНОШЕНИЕ ЕДИНИЦ ТВЕРДОСТИ МАТЕРИАЛОВ Приложение 9
Справочные данные
КАРТА J .7 мг 2
HRC, HV НВ HRA НРХ'.э HRX30 HFX45
47 471 44 -> 74,1 83.9 65.8 У .4
46 458 432 73,6 63.5 64.8 5Л 3
46 446 421 73,1 83.0 64.0 49 0
44 434 409 72.5 82.5 63.1 47,8
43 423 400 7-.0 82.0 62.2 4б>
42 4Р 390 715 ; 81.5 61.3 V 5
41 402 381 79.9 80.9 69.4 44 3
40 382 371 '0.4 30.4 59.5 ! 4 ' 1
39 382 362 59.9 79.9 58.6 4' Q
38 372 353 69.4 79 4 57.7 40.8
37 344 68.9 78.8 56.8 39.6
36 354 • 336 68.4 78.3 55.9 Зё.4
35 345 327 67.9 77 7 55.0 3“^
34 336 319 57.4 54.2
33 327 311 66.8 76.6 53.3 34.9
32 318 301 66.3 76.1 о2.1 7
31 310 294 65.8 75.6 515 32.5
30 302 286 65.3 75.0 50.4 » >
29 294 279 64.7 74.5 495 1
28 286 *271 64.3 73.9 48,6 ч
27 279 264 63.8 73.3 47 7 27 8
26 272 258 63.3 72.8 46,8 i 26.7
25 266 253 62.8 722 45.9 25 5
24 260 247 62.4 71,6 45.0 24 3
23 254 243 62.0 71.0 440 23.1
22 248 237 615 70,5 43.2 22,0
21 243 231 61.0 69,9 42.3 29.7
20 238 226 60.5 69,4 41.5 :9,б
Сравнение твердости HRB, НВ и HRC,
HRB | 1 ” ! HRC, НРБ | НБ HRB । 1:3
100 241 1 22.5 76 i !39 52 ' 98
98 226 | 20.0 50
96 215 j 17.0 229 48 ' и 3
94 204 I 46 Ч’
92 194 ; 2'9 ► ч 44 '9
90 184
88 40 i
86 168 О'1 38 j
84 161 —- г> • ios 36
82 155 . — :ое «4
50 I ,49 , __ 03 <•/
78 ; 144 — .00 к)
СООТНОШЕНИЕ ЕДИНИЦ ПРЕДЕЛА ПРОЧНОСТИ ПРИ
РАСТЯЖЕНИИ <4 И ТВЕРДОСТИ НВ И HRC.
Приложение 9
Справочные данные
ля нелегированных и малолегированных сталей все»
зависимости от твердости материала
(ориентировочные значения)
Значение Ол, МПа, для с? а ле й _
НВ НРС отожженных нормализованных с содержанием углерсда С в % закаленных и улучшенных
до 0.5 | до 1
2350
>8.3 - - - 2280 2200
- 56.3 - - - 2120 2040
— 55.2 — I960
— __ 54.1, г — 1890
— 53,о" 51,7 50.5 __ 1820
— - — 1750 1670
49.1 — 1590
— 47,7 — 1520
418 399 380 361 46.1__ 45.5 42.7 40.8 38.8 - 1450 1380 1310 1250 1180
342 323 304 285 266 247 228 36.6 34.4 32.2 29.8 27.1 24.0 20.3 860 800 750 / 690 • 630 1060 960 900 810 740 650 1120 1030 950 860 780 710 620 1110 1040 970 900 830
190 570 540 —
570 490 —
152 510 400 — —
133 — 450 — —
114 390
ОБОЗНАЧЕНИЕ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ
В МАРКАХ МАТЕРИАЛОВ
Приложение 9
Справочные данные
КАРТА 7 Лист L.
Приложение 9
ОБОЗНАЧЕНИЕ ХИМИЧЕСКИХ ЭЛЕМЕНТОВ -----------------
В МАРКАХ МАТЕРИАЛОВ | Справочные данные
1*-4/>Т.4 7____________ Лист 2
СЧ20— серый чугун с пластинчатым графитом, 20 — минимальное временное со-
противление при растяжении в МПа-10-'.
ВЧ50— высокопрочный чугун, чугун с шаровидным графитом, 50 - минимальное
значение временного сопротивления прн растяжении в МПа-iO-'.
КЧ50-5 — ковкий чугун, 50 —временное сопротивление разрыву в .МПа-10-' 5 —от-
носительное удлинение в **. После'цифр могут стоять буквы: Ф —феррит-
ный ковкий чугун: П — перлитный ковкий чугун.
ВЧГЭО—чугун с вермикулярным графитом. 30 — минимальное значение временного
сопротивления разрыву при растяжении в МПа-Ю*1.
ЧХ28ПШ —чугун легированный со специальными свойствами. X П — обозначение ле-
гирующих элементов. Ш — графит в чугуне шаровидной формы. Цифры
стоящие после буквы, обозначают примерную массовую долю элемента в %’
ЕДИНИЦЫ ФИЗИЧЕСКИХ ВЕЛИЧИН
Приложение 9
Справочные данные
КАРТА В f Лист
Приставки п множители для образования десятичных,
кратных и дольных единил
Наименование | Обозначение Множитель
гига 10е
мега •Ч 10*
кило к 103
гекто Ю2
дека ха 10
дени я 10-'
сант н ю—
милли ю-1
микро МК 10-*
ЕДИНИЦЫ ФИЗИЧЕСКИХ ВЕЛИЧИН Приложение 9 Справочные данные
КАРТА <
Соответствие единиц системы СИ и других систем
Физиче- Единицы системы СИ Перевод единиц других систем в единицы системы СИ
НваниеН0‘ Обо- Размерность Рекомен- Единицы других Единицы системы СИ
Сила ньютон Н 1 Н — = 1 кг-м.'с’ Н. кН, МН 1 кгс 9.81 Н = 1С Н 9.81-ИГ-н= ;0‘Н=ЮкН
силы"1 ньютон- Н-м 1 Н-м Н-м. кН-м. МН-м 1 кгс-м 9.81 Н-м = 10 Н-м
ниеГна- паскаль Па 1 Па — = 1 Н/м2 Па. гПа. кПа, МПа ГПа 1 КГС-СМ-’ 1 ат 1 Ним-2 9.81 -10* Па =ч10’ Па = 10 МПа 9,»! 10' Па a 10s Па = 0,1 МПа 9,81 Паа 10 Па 9.81-10- Па = 10* Па 9,81 -10* Па = 10s Па =0.1 .МПа 9,81-10s Па = 10* Па = 1 МПа
Работа джоуль Дж 1 д*= = 1 Н-м Дж, кДж. МДж. ГДж 1 кВт-ч 1 л.с-ч 9,81 Дж = !О Дж 3,6-10е Дж = 3.6 МДж 2,65-10* Дж = 2,65 МДж
Мош- вгтт Вт 1 Вт = = 1 Дж-с Вт. кВт, МВт, ГВт 1 кгс-м-с-1 9,81 Вт =10 Вт * 735.5 Вт
СРАВНЕНИЕ ОБОЗНАЧЕНИИ ТИПОВ АБРАЗИВНЫХ КРУГОВ Приложение 9 Справочные данные КАРТА 9 Лист 1
кругов по ГОСТ 2124-83
Л ИТЕРАТУРА
Лезвийная обработка
Зубообработка
3-е изд., перерзГ н доп — М.: Машиностроение. 1990.
2. Зубчатые передачи: Справочник/Под ред. Е. Г. Гинэб.р.а,—Л.: .Машино.-
мне, 1980.
3. Калашников 'С. Н.. Калашников А. С. Зхбчатые колеса и их it.<r >товлен
М.: Машиностроение. 19*3.
450
451
УКАЗАТЕЛЬ К.\РТ СПРАВОЧНИКА
РАЗДЕЛ 1. Режимы резания иа токарных станках
ПОДРАЗДЕЛ И. Токарные пр>тьовь:е автоматы
Карта ТА-2 Инструмент из быстрорежущей стали для обработки наружных по-
верхностей. Подача на оборот 5., ...............................
Карта ТА-4 Инструмент из быстрорежущей стати. Стойкость инструмента 7Р
Корта ТА-5 Инструмент, из быстрорежущей стали для обработки наружных по-
верхностей. СкоросН резание ;.......................................
РАЗДЕЛ 2. Режимы резания на фрезерных станках.............................
РАЗДЕЛ о. Режимы
передвижки В. ко.и!че<'Бо пе-
134
134
136
138
140
Kapia 32ц-J
Карта 32и-2.
ПОДРАЗДЕЛ VI. Зчбохоиннговаине иитиидрических зубчатых колес с эвольвентиым
профилем......................,......................... ........................
Карта ЗХ-1. Методика расчета режимов резания ..........................
Карта ЗХ-2 Режимы абразивного зубохонинговаиия
Карта ЗХ-З. Режимы алмазного зхбохонкигованпя хоном на .металлической связке
Карта ЗХ-4. Режимы алмазного зубохонинговаиия хоном на эластичной связке
ПОДРАЗДЕЛ VII. Окончательное фрезерование закаленных зубчатых колес твердо-
сплавными червячными фрезами ................................. ...................
Карта ЗФз-f. Режимы окончательного фрезерования.............................
ПОДРАЗДЕЛ VIII. Нарезание червячных колес, сопрягаемых с цилиндрическими
эвольвентными червякам»............................................
Карта ЗФч-1 Методика расчета режимов резания .......... ...
Карта ЗФч-2 Радиальная подача скорость резания г, осевая передвижка В
и количество U осевых передвижек фрезы ....................................
ПОДРАЗДЕЛ IX. Фрезерование шлннев с эаольнентным и прямоточным профилями
45.1
ПОДРАЗДЕЛ X. Шлифование шлицев
Карта ШШ-1. Методика расчета режимов резания
178
Карта ШШ‘2. Характеристика кругов, продольная 5Ч и радиальная S
количество предварительных пп», к окончательных л0,. ходов . .
ПОДРАЗДЕЛ XI. Холодите накатывание зхбьев цилиндрических эвольвент н:.
•побочных зубчатых колес и шлпиев ..............................
ПОДРАЗДЕЛ XII. Чистовое прикатывание зубьев эвольвентных цнлиидрическ
и шлицев ... .................................
Карта ЗП-J. Методы и технологические параметры хочодною прнкатыва
ПОДРАЗДЕЛ XIII. Нарезание конических колес с круговыми и прямыми з
182
182
резания основное время обработки одно:'
187
187
189
189
Карта ЗК-З Скорость резания г. основное время обработки однсг<-
при нарезаний г.ругозь’-ли протя.%- г.?и
РАЗДЕЛ 9. Режимы резания на шлифовальных станках
190
•шлифовальные станки
194
195
Au.~tu ШК-3. Поперечная пода
ЖИВЯННЯ .
ПОДРАЗДЕЛ П. Бесцентрово-шлифовальные станки.............................. .
А\.гг? ШБп-1. Шлифование с продольной подачей. Методика расчета -uimor
резання .... . ............
200
резания ....
Карта ШБп-2. Количества
Карта lUBp-l. Шлифование с радиальной подачей. .Методика расчс-’а
резания .... ... ................
Карта ШБр-2. Количество i и типы проходов, характеристика шлифт-заль
круга, режимы шлифования...........................v................
ПОДРАЗДЕЛ III. Внутришлифовальные станки..........................
Каста ШВо-L Шлифование отверстий. Методика расчета режимов рез«тия
Карта ШВо-2. Характеристика шлифовального 'круга.................
Карта ШВо-3 Режимы шлифоваш-ч, время выхаживания Тьи.** . . • .
Карта lUB&i. Шлифование торцев. Методика расчета режимов резания
Карта ШВт-2. Характеристика шлифовального круга . . . . •. . .
ПОДРАЗДЕЛ IV. Плоскошлифовальные вертикальные станки с круглым столом . .
Карта ШПво-}. Плоскошлнфовальные одношпиндельиые вертикальные станки с
круглым столом. Методика расчета режимов резания . . „ . . . .
Керта ШПе-у-З Режимы шлифонания, чаечметры выхаживания ... » . .
Карта ШПвд-1. Плоскошлифовалкиые двухшпиндельиые вертикальные станки с
круглым столом. Методика/расчета режимов резания.................
Карта ШПед-2. Характеристика илифсвального круга.......................
Карта ШПед-3. Режимы шлнфогания .................... ...
Карта IUJJ-I. Методика расчета режимов резания....................... .
К’Тгга Режимы шлафовачиг.. характеристика абразивной ленты
РАЗДЕЛ 10. Режимы резания при отделочной абразивной обработке
ПОДРАЗДЕЛ I. Режимы xo.g-.’.vов.-.ния отверстий деталей алмазным ннстру
Керта ОХ-1. хМетодика расчета режимов резания..............................
Карта ОС-3 Суперфиниширование бесцентровое с продольной подачей,
дика расчета режимов резания ...........
РАЗДЕЛ Ш. Пп.ыроаанне лепестковым,! ,дурами
Карта ОШ-1. Методика расчета режимов резания
Карта ОШ-'з. Режимы полирования
Карта ОШ-4. Основное время Л
Карта 1. Быстрорежущие стали
Карта 2. Твердые сплавы
Карта 3. Режущая кера чиха
455
Под редакцией
А. Д. КОРЧЕМКИНА
Предыдущие издания справочника
выходили под редакцией
I Ю, В. БАРАНОВСКОГО |
Авторы: {Ю. В. #А|, Л. А. Брахман, А. И. Гда-
левич, 3. Д. Горецкая, И. П. Донец, А. Э. Исаков, А. К. Кли-
мов, А. Д. Корчемкнн, Ю. А. Лопухин, Г. С.. Мазин, В. И. Ма-
лышев, С. В. Моцыгин, Л. В. Налимов, В. С. Парфиянович,
Л. Е. Пекарев-Паводатор. С. Н. Ратников, Н. Г. Розанова,
К. Д. Спанаки, В. М. Тимонин, Е. Н. Трофилеев, М. Л. Фин-
гер, А. Б. Хохряков, В. А. Шляпина, Э. Ф. Эйхмане,
М. А. Эстерзон, Ю. Н. Юрков, В. Г. Якухин, Ю. Д. Яшин.
Участники разработки отдельных рекомендаций по выбору
режимов резания: Ю. Д. Величенко, В. Р. Гарибов, А. В. Жу-
ченко, Ю. Н. Кузьменко. В. Э. Натапов, В. П. Скрипин,
С. В. Тихомиров, Е. Э. Фельдштейн, В. П. Шонин.
В работе над справочником принимали участие: А. К. Васильев.
Н. Г. Косолапова, В. а Вереникина, 3. П. Волкова, О. В. Голубев,
Н. А. Левичева, М. М. Новгородова, Е. Е. Рокитсхий, Е. Г. Ступинская.
Режимы резания* металлов: Справочник/
ро. в. Барановский |, Л. А. Брахман, А. И. Г Малевич и др.—
М.: НИИТавтопром, 1995.— 456 с.
Справочник предназначен для расчета режимов резания и основного
технологического времени на токарных, фрезерных, сверлильных, зубо-
и шлнцеобрабатывающих, шлифовальных, шлифовально-отделочных, агре-
гатных станка/ обрабатывающих центрах, станках для поверхностного
пластического / деформирования, внброабразивной зачистки заусенцев;
приведены примеры обработки некоторых автомобильных деталей иа от-
дельных специфических операциях.
Справочник предназначен для инженерно-технических работников
предприятий и организаций машиностроения с массовым и крупносерий-
ным производством и может быть использован в высших н средних спе-
циальных учебных заведениях.
ВНИМАНИЕ!
Использование материалов издания с целью продажи,
а также воспроизведение издания любым способом без со-
гласования с издателем ВОСПРЕЩАЕТСЯ.
© НИИТавтопром, 1995
СОДЕРЖАНИЕ
Предисловие к четвертому изданию............................................... 4
Содержание справочника......................................................... 5
Общие указания по расчету режимов резания...................................... 7
Условные обозначения величин, относящихся ко всем разделам справочника . 9
Раздел 1. Режимы резания из токарных стайках............... И ;
Раздел 2. Режимы резания на фрезерных станках.................... 44
Раздел 3. Режимы резання на сверлильных станках.................. 66
Раздел 4. Режимы обработки резьб................................. 84
Раздел 5. Режимы резания на агрегатных станках.................. 112
Раздел 6. Режимы резання иа обрабатывающих центрах...............115
Раздел 7. Режимы резания на протяжных станках................... 117
Раздел 8. Режимы резания и накатывания иа зубо- и шлипеобраба-
тываюших станках........................................... 133
Раздел 9. Режимы резання на шлифовальных станках.................194
Раздел 10. Режимы резання при отделочной абразивной обработке . . 235
з д е л II. Режимы чистовой обработки ‘поверхностным пластическим -4» .
деформированием многоролнковыми планетарными инстру-
ментами..........................................................256
Раздел 12. Режимы внброабразивной обработки.............................269
Раздел 13. Режимы резання на специфических операциях обработки
автомобильных деталей...............................................281
Приложение 7 Обрабатываемость конструкционных материалов лезвийны-
ми инструментами................................................... 339
П риложение 2. Инструментальные материалы и абразивы . . . ♦ . . 365
П риложение 3. Смазочно-охлаждающие жидкости для обработки металлов
резанием............................................................389
Приложение 4. Правка абразивных шлифовальных кругов алмазным ин-
струментом ........................................................ 406
Приложение 5. Величина подвода, врезания и перебега инструмента при
обработке деталей...................................................416
Приложение 6. Проверка достаточности мощности электродвигателя при-
вода станка.........................................................423
Приложение 7. Корректирование режимов резания...........................425
Приложение 8. Производственный опыт как база определения режимов
резания............................................................ 430
Приложение 9. Справочные данные...................................... 434
Литература....................................................................450
Указатель карт справочника................................................... 452