/


























































































Текст
\ 1
5 '
1
* I1'
fa
4
H 1
*й
fc,
4
,<u
T\
I
D
#
H
ПРОФТЕХОБРАЗОВАНИЕ
АРХИТЕКТУРА
I I i
Л
I I
i i i
T
1
/ (
:А'.И
• a
TAJ
:* u vvv\Ai4*xr ич|Г^гиггичгггигг*^х#жг1/
I
I
I
, !
\
i
*.
\
ЛЕПКА
II МОДЕЛИРОВАНИЕ
АРХИТЕКТУРНЫХ
ДЕТАЛЕЙ
Одобрено Ученым советом
Государственного комитета
Совета Министров СССР
но профессионально-техническому образованию
в качестве учебника
для средних профессионально-
технических училищ
W
МОСКВА «ВЫСШАЯ ШКОЛА», 1976
сканировано для arch-grafika.ru
72
Л 48
Николай Яковлевич Сенаторов, Алла Павловна Коршунова,
Владимир Николаевич Кропотов, Георгий Павлович Масленников,
Наталья Евгеньевна Муштаева
Лепка и моделирование архитектурных деталей
И. Б. № 350
Редактор Н. В. Тихонова. Художник Ю. Д. Федичкин.
Художественный редактор Т. В. Панина. Технический редактор Н. Н. Баранова.
Корректор В. В. Кожуткина
Т-20638. Сдано в набор 1/VI—76 г. Подп. к печати 10/XI—76 г. Формат
бОхЭО'Ле. Бум. тип. № 2. Объем 11,5 печ. л. Усл. п. л. 11,5. Уч.-изд. л. 13,14.
Изд. № Инд-59. Тираж 20000 экз. Цена 31 коп.
План выпуска литературы издательства «Высшая школа»
(профтехобразование) на 1976 г. Позиция Ns 11. Москва, К-51, Неглинная ул., д. 29/14,
Издательство «Высшая школа».
Московская типография Л5 8 Союзполиграфпрома при Государственном
комитете Совета Министров СССР по делам издательств, полиграфии и
книжной торговля. Хохловский пер., 7. Зак. 880.
Лепка и моделирование архитектурных деталей.
Л 48 Учебник для средн. проф.-техн. училищ. М.,
«Высш. школа», 1976.
184 с. с ил. (Профтехобразование. Архитектура).
На обороте тит.: Н. Я. Сенаторов, А. П. Коршунова,
В. Н. Кропотов, Н. Е. Муштаева, Г. П. Масленников.
В учебнике приведены сведения об архитектуре зданий и
сооружений, описаны организация производства лепных работ,
способы изготовления моделей и форм, способы отливки и отбивки
гипсовых и цементных изделий, технология формовки крупноразмер-
v ных скульптурных работ и изготовления лепных деталей из мастик
' и папье-маше. Изложены способы хранения, установки и крепления
готовых лепных изделий, а также дано понятие о ремонте и
реставрации архитектурных лепных деталей.
30202-430 ?2
052 (01) — 76
@ Издательство «Высшая школа», 1976.
ВВЕДЕНИЕ
За годы девятой пятилетки в нашей стране построено много
новых городов, промышленных и аграрных комплексов, инженерных
сооружений. В больших размерах велось жилищное и
культурно-бытовое строительство. Построены жилые дома общей площадью
544 млн. кв. метров. Улучшились качество квартир и
благоустроенность жилищного фонда.
Десятая пятилетка — новый важный этап в создании
материально-технической базы коммунизма. Главная задача десятой
пятилетки состоит в последовательном осуществлении курса
Коммунистической партии на подъем материального и культурного уровня жизни
народа на основе динамичного и пропорционального развития
общественного производства и повышения его эффективности, ускорения
научно-техпического прогресса, роста производительности труда,
всемерного улучшения качества работы во всех звеньях народного
хозяйства. В области архитектуры и строительства предстоит
обеспечить большое разнообразие архитектурных решений жилых и
общественных; зданий, улучшить их эксплуатационно-технические
показатели, а также отделку и повысить качество строительства. Решение
этих задач должно сочетаться с внедрением новейших принципов
организации строительных процессов, внедрением прогрессивной
технологии, научной организацией труда, целесообразным
использованием современных строительных и отделочных материалов.
На VI съезде архитекторов СССР (1975 г.) обсуждались вопросы
дальнейшего улучшения художественно-архитектурного облика
городов и сел, повышения качества строительства. В творческом
содружестве архитекторов, художников, скульпторов, мастеров
прикладного искусства должна решаться задача повышения качества
архитектуры. В зтом содружестве каждый специалист должеп повысить
ответственность за высокое качество своего труда и тем самым внести
вклад в решение этих задач. Советская архитектура, вооруженная
методом социалистического реализма, призвана создавать такие
произведения, которые способствовали бы формированию у советских
людей высоких идейно-нравственных качеств, чувства прекрасного-
Решающее значение в повышении качества строительства и
архитектуры имеют совершенствование строительной индустрии и
улучшение качества строительных материалов. Современная палитра
строительных и отделочных материалов, выпускаемых промышленностью,
многообразна и создает условия для повышения художественной
выразительности архитектурных произведений, развития творческой
инициативы мастеров прикладного декоративного искусства.
Лепные декоративные изделия, мозаика, декоративный бетон, ка-
. — 3-
менная и деревянная резьба, чеканка по металлу, витражное
искусство — виды художественно-декоративного искусства, призванные
обогащать архитектуру.
Декоративное лепное искусство является разновидностью
искусства ваяния, или скульптуры. Будучи тесно связанным с
архитектурой, оно способствует выражению той или иной идеи как в
решениях внешней отделки зданий, так и в решениях интерьеров. В
современной архитектуре благодаря появлению в строительной технике
водостойких и атмосферостойких вяжущих веществ
(портландцемента, белого цемента, цветного цемента, полимерцементобетонов)
созданы возможности для расширения границ использования леппого
декора.
Лепной декор широко используется в строительстве общественных
зданий и инженерных сооружений. На фасадах зданий декоративные
лепные элементы мы видим в тематических панно, в различного рода
архитектурных деталях и скульптуре. Лепные орнаменты,
барельефы, эмблемы, картуши и скульптуры украшают многие современные
общественные здания и такие сооружения, как метро, мосты, каналы,
гидросооружения и др.
Декоративная лепка — это как бы объемная живопись,
выраженная рельефом. Поэтому лепщик-модельщик является ближайшим
помощником архитектора, художника, скульптора в повышении
художественной выразительности архитектуры. Мастерство лепщика
находит широкое применение при реставрации ценнейших памятников
зодчества.
Индустриализация строительства и прогресс строительной
техники выдвигают требования максимальной механизации производства
лепных архитектурных деталей и изделий. В нашей стране созданы
механизированные художественные мастерские для производства
лепного декора.
Лепщики-модельщики принимают участие в создании
художественной керамики и стекла, изделий из пластмассы и металла. Они
должны быть знакомы с различными видами отделочных работ:
облицовочными, штукатурными и т. п. Эти знания позволят им
активно участвовать в художественно-декоративном оформлении
архитектуры, в осуществлении единого решения идейно-художественного
замысла, созданного архитектором, художником и скульптором-
Для овладения мастерством декоративной лепки требуется
глубокое изучение образцов творений мастеров лепного искусства
прошлого, которое в современной архитектуре получило новое идейное
содержание и более прогрессивную технику выполнения.
Мастера-лепщики должны внести свой вклад в создание
декоративных форм современной архитектуры и тем самым способствовать
повышению ее качества.
Учебник составлен группой преподавателей кафедры
«Технология строительного производства» Московского архитектурного
института. Главы I и X написаны Н. Я. Сенаторовым, II, VII и введение
В. Н. Кропотовым, III, VIII, IX, XI и XII — Г. П. Масленниковым,
IV—VI — А. П. Коршуновой и Н. Е. Муштаевой.
«
Глава I
АРХИТЕКТУРА И ЛЕПНОЕ ИСКУССТВО *
Лепное искусство — лепка — процесс выполнения моделей
художественных украшений из пластичных (мягких, поддающихся
смятию, неломких) материалов для усиления художественной
выразительности архитектурных сооружений. Собственно этот процесс и
называется моделированием. Моделирование — высшая
профессиональная ступень в комплексе лепных работ и начальная стадия
выполнения лепной архитектурной детали-
Профессия лепщика включает в себя выполнение всего комплекса
лепных работ: создание модели по рисунку (а иногда и самого
рисунка) , изготовление формы, отливку деталей и установку последних на
предназначенное место в общем комплексе архитектурных отделок.
Она относится к профессиям строительных рабочих с высокой
художественной квалификацией — большой культурой труда и
традиционно связана с работой архитекторов, так же как продукт труда
лепщика — с архитектурой.
Архитектура (в переводе с греческого) означает строительство,
строительное искусство — зодчество. Архитектурой называют и
результат этого процесса — сами здания и сооружения.
Художественные достоинства архитектурного произведения проявляются в
архитектонике — главном принципе построения композиции.
Архитектоника выражает взаимообусловленность элементов и целого в
конкретном объекте и их гармоничное сочетание (соразмерное
согласование этих элементов).
Средством построения архитектонических и гармонических
композиций служат: пропорции — определенные закономерности
сочетания частей между собой; ритм — равномерное чередование элементов,
масштаб, или масштабность членений, выступающий как мерило, как
фактор соразмерности объекта и его деталей предметам и явлениям,
для которых он предназначен.
Кроме этих средств, в архитектуре для повышения
художественной выразительности используют различные декоративные
(украшающие) средства и, в частности, лепной декор и орнамент. Дословный
перевод их значения — украшения. Однако в русском языке
применительно к архитектуре они несут не однозначный смысл. Французский
термин «декор» более емкий и соответствует русскому слову
«убранство», означающему возможность использования совокупности всего
разнообразия средств художествеппого оформления. Латинский
термин «орнамент» имеет более конкретный смысл, означающий рит-
мично или симметрично повторяющинся рисунок, выраженньш
линией, цветом пли рельефом.
В различные исторические эпохи менялись и принципы, н
художественные приемы построения архитектурных композиций, т. е-
менялся стиль — совокупность признаков, характеризующих,
художественную выразительность архитектурного произведения,
обусловленных единством содержания.
Архитектурное произведение воплощает в себе единый идейно-
художественный замысел, создающий архитектурный образ. Оио
включает в себя архитектурную форму и декор, создаваемый
различными видами прикладного изобразительного искусства, которое берет
начало от скульптуры и живописи. Органическое слияние всех этих
компонентов образует понятие сиптеза искусств. Сиптез искусств
особенно наглядно проявляется в нашу эпоху в интерьерах
(внутренних помещениях) общественных зданий.
Сиптез искусств в архитектуре находится в прямой связп с
социальным содержанием и функциональным назначением архитектуры;
причем такие впды искусства, как живопись, скульптура и
декоративное искусство, проявляют себя не самостоятельно, а в подчинении
требованиям единства архитектурного образа.
— В —
В
Г i
и
в
4 t
Рис. 1. Жилые дома:
о — общий вид, б — ризалит с пилястрами;
1—цоколь, 2—попсок, 3—карниз, 4—пилястра, 5—эркер,
6 — лоджия, 7 — парапет, 8 — балюстрада
— 7 —
§ 1. Архитектурные членения и формы
Архитектурные сооружения и особенно здания при всем своем
разнообразии в абсолютном большинстве случаев имеют общие части,
обусловленные единством их назначения (фундамент, степы, крышу
и другие функциональные и конструктивные элементы). Изменение
конструктивных характеристик частей здания влечет за собой
изменение их архитектурных форм и наименований. Например, цоколь 1
(рис. 1) здания — нижняя часть стены, передающая вес надземной
части здания на фундаменты,как правило, толще самой стены и
выступает наружу для более плавной передачи нагрузок на фундамент.
Кроме того, цоколь предохраняет находящиеся на нем конструкции
от увлажнепия грунтовыми и поверхностными водами, поэтому
строят его из водостойких материалов или покрывают ими. Цоколь под
колоннаду представляет собой сплошную плиту и называют его
стилобатом (или стериобатом*), а под отдельную колонну,
скульптуры или под другие декоративные элементы называется пьедесталом,
или постаментом (подножием).
С увеличением высоты зданий изменяется толщина кладки стен.
Как правило, изменение толщины выполняют уступом. Чтобы
оградить уступ от атмосферных влияний, его делают с уклоном и во
избежание образования потеков на стене с выносом из ее плоскости.
Уступу придают архитектурную форму, которую называют
пояском 2. Деталировка пояска может быть разнообразной. Так с новым
техническим решением появляется новая архитектурная деталь —
поясок. Аналогично, но более развитым шо форме делают венчающий
карниз 3.
Изменение толщины стены можно наблюдать и в горизонтальном
направлеппи. Например, для усиления устойчивости стен,
воздвигаемых на большую высоту, устраивают пилястры 4 — выступающие
части стены.
Для разрешения функционально-планировочных задач также
используют различные конструктивные и архитектурные формы:
лоджии (рис. 2) — проем пли уступ в плоскости стены, огражденный
балюстрадой 1, парапетом 2, аркадой 3 или колоннадой 4; эркеры 5
(рис. 1) — нависающий выступ стены, ограждающий помещение с
планом различной конфигурации (прямоугольной, граненой,
полукруглой) ; ризалиты (рис. 1, б) — прямоугольные в плане выступы,
симметрично расположенные относительно главной оси здания.
В различные эпохи конструктивным и архитектурпым формам
соответствовали свои художественные приемы оформления, которые
тоже изменялись с изменением уровня развития технических средств,
материалов и эстетических представлений. Современная строительная
индустрия переживает один из самых ярких периодов зарождения и
* В античной архитектуре стилобатом называли только площадку верхней
ступени, на которую опирались колонны, или всю верхнюю ступень,
являющуюся частью всей несущей плиты, называемой стериобатом.
— 8 —
развития новых архитектурно-конструктивных форм на базе
социальных свершений и новейших достижений науки и техники.
Архитектурное наследие, остающееся поколениям от своих
предков, настолько велико и обильно, что к нему начинают относиться
внимательно п бережно лишь тогда, когда оно приближается к
рубежу своего исчезновения. Несмотря на это, до нас дошло большое
разнообразие архитектурных форм и композиционных приемов.
Учитывая это, на фоне исторического развития многообразия
национальных архитектурных форм можпо проследить наиболее
общую лппшо развития архитектурных прпемов, образов и их детали-
Via
/.
5 .. \ \ -Ч
4 '
Hit
Рис. 2. Лоджия:
1 — балюстрада, 2 — парапет, 3 — аркада, 4 — колоннада
— 9 —
ровки, сложившихся в результате заимствований и влияний в
античном Средиземноморье. Изучение канонов, развивавшихся более
2,5 тыс. лет тому назад, позволит специалисту в области
моделирования архитектурных деталей создавать архитектурно-декоративные
формы, соответствующпе современному уровню строительства.
§ 2. Архитектурные ордера и их детали
Наиболее последовательно на протяжении многих веков
развивались классические архитектурные формы древней Греции, которые
еще в VI в. до н- э. обрели четкую художественную систему
сочетания архитектурно-конструктивных деталей, называемую ордером.
Ордер — в дословном переводе с французского означает порядок,
приказ; в архитектурной терминологии — определенный порядок,
последовательность п пропорции сочетания деталей в целом
архитектурном сооружении.
В античный период в Греции сложились три ордера, системы
которых признаны классическими, — дорический, ионический и
коринфский, получившие свои названия от наименования областей, где они
создавались.
Все три ордера имеют одинаковую основную конструктивную
схему (рис. 3) — стоечно-балочную конструкцию, т. е. такую
конструкцию, которая состоит не менее чем из пары стоек (колонн) и
опирающейся на них балки (архитрава). В этом простейшем варианте
конструктивной с\емы колонны являются несущей конструкцией, а
архитрав — несомой. Но единая конструктивная схема ни в коей мере
не ограничивала художественной свободы архитектора. Именно в
художественной трактовке конструктивной схемы проявляются
отличительные особенности ордеров. Но прежде чем попытаться раскрыть
отличительные особенности ордеров, следует познакомиться с их
деталировкой, развивающейся по вертикали.
Нижняя песущая часть — стилобат 1 — представляет собой
сплошную плиту, выложенную из плоских тесаных камней, которая
служит основанием всего здания и, в частности, подножием колопн.
Следующая несущая часть ордера, являющаяся одним из
определяющих художественных элементов, — колонна 2. Колонны держат
на себе развитую несомую часть ордера — антаблемент, имеющий,
так же как колонны, в разных ордерах различную художественную
трактовку.
Каждая из названных частей ордера (стилобат, колонна и антамб-
лемент) состоит из более мелких элементов — архитектурных
деталей. В общей композиции любого ордера, как правило, декоративное
богатство деталей нарастает снизу вверх. Стилобат, например, имеет
самое простое построение, чаще всего выраженное тремя или более
обычпымн крупными ступенями.
Колонна в наиболее развитом варианте компонуется из трех
основных деталей: базы, фуста и капители. Самым нижним является
база — опорпая подушка, передающая нагрузку на стилобат (рис. 4,
а и б). Из базы как бы вырастает фуст — ствол колонны (рпс. 4, в),
— 10 —
f
i*J*< *
К.
Рпс. 3. Пропилен в Афинском
акрополе, 437—432 гг. до и. э.
(дорнческпй ордер) (в)
и Эрехтейои — храм,
расположенный на Афинском акрополе
(фрагмент восточного портика),
421—407 гг. до и. э. (понпческпп
ордер) (б):
1 — стилобат, 2 — колонны,
8 — архитрав
который обычно утоняется кверху не по прямой линии, а по
лекальной кривой, такое утонение называется энтазисом * (рпс. 4, г). И,
наконец, капитель (рис. 4, 0-ж) — деталь, венчающая колонну и
воспринимающая нагрузку антаблемента- В форме и композиции
канители наиболее ярко и образно отражено художественное различив:
греческих ордеров.
* В переводе с греческого — напряжеппе, здесь -
ствола книзу.
как бы выпучиван не
— И —
£5
x
ли
5Ж
Ь^
SS>
2~3
I"
с;
£
:ж:
^
^ да
б)
F
—^
•
г
1-
■ч
?;
1
^
J
к
С
1
«у
г;
Рис. 4. Детали колонн:
о и б — ионическая и дорическая базы, в — ствол колонны (фуст),
г — построение энтазиса, в и е — ионическая и дорическая капители,
эк — коринфская капитель, з — разбивка и построение каннелюр;
1—а — обломы, 4 — плинт, S — ремешки, 6 — астрагал,
7 — балюстра, 8 — абака, 9 — розетка, 10 — эхин, Л — колокол
— 12 —
Антаблемент (рис. 5), покоящийся на колоннах, также имеет
троичное построение. Непосредственно на капитель опирается
архитрав — пояс, состыкованный из балок и объединяющий все колонны.
По архитраву как бы следующим ярусом антаблемента развивается
декоративная тема фриза. В деревянном варианте место фриза
заполнялось концами балок (рис. 6). В каменных конструкциях (см.
-• рис. 5) декор фриза повторяет конструктивный рисунок деревянного
прототипа, но лишен своих конструктивных качеств. Третьим ярусом
антаблемента, завершающим всю конструктивную и декоративную
композицию ордера, нависает карниз, бросая прозрачную тень на
фриз п тем самым подчеркивая рельеф и богатство декора всего
антаблемента.
Оценить богатство декора греческих ордеров возможно, только
познакомившись с отдельными архитектурными формами, из
которых складываются детали ордеров. Именно эти классические образцы
архитектурных форм предстоит воссоздавать лепщику-модельщику и
создавать новые композиции и формы, отвечающие требованиям
нашей эпохи.
Художественные композиции архитектурных деталей ордеров
слагаются из различных сочетаний простейших элементов,
называемых обломами (рис. 7, а), с геометрической формой профиля
(контура поперечного сечения).
Различие ордерных систем определяют в основном пропорции,
ритм и художественное оформление как конструктивных членений,
так и архитектурных форм и деталей.
Пропорции выражают соотношение размеров (длины, ширины и
высоты) самого сооружения и его деталей, например толщины
колонны и ее высоты. Пропорции обычно соизмеряют в модулях (рис. 4).
За модуль принимают нижний радиус или диаметр колонны.
Ритм отражает частоту повторения архитектурных деталей, па-
пример чередование колонн с интерколумниями (пролетами между
рядом стоящими колоннами), их тоже рассчитывают в модулях.
Художественное оформление архитектурных деталей выполняют
рельефом, иногда сочетаемым с цветом. Порезки (рис. 7, б) —
наиболее распространенный рельеф, выполняемый на обломах резьбой
по камню или формовкой из гипса и других материалов-
Различие ордеров следует оценивать по двум признакам: по
построению всей архитектурной композиции и по характеру проработ-
,- ки деталей.
Черты отличия в построении и художественной проработке
деталей проистекают из различий в архитектонике (связи и
взаимообусловленности элементов целого). Они проявляются в деталировке
колонн и антаблемента.
Пропорции (памятников дорического ордера массивны (рис. 3, а):
мощные колонны с ярко выраженным энтазисом, с узкими
интерколумниями несут тяжеловесный антаблемент. Пропорции ионического
ордера, напротив, легки и изящны (рис. 3, б): стройные колонны
расставлены в просторном ритме интерколумниев и не несут, а как
бы поддерживают ленту антаблемента. Коринфский ордер, сформи-
-13-
i
i
ровавшипся на традициях ионического, по пропорциям и ритму мало
отличается от последнего.
Дорическая массивная колонна не имела базы (база в
дорическом ордере появляется в римскую эпоху) и фуст ее был
обязательно! каинелироваи, т. е. покрыт вертикальными желобками, которые
называют каннелюрами (рис. 4, з).
Ионическая колонна изящнее и всегда располагается на базе,
фуст ее может быть гладким или каннелированным. У самого
основания фуст резко расширяется, как бы сминаясь под собственной
тяжестью (рис. 4, а—в), образуя обратную выкружку, т. е.
выкружку, повернутую на 180° относительно горизонтальной осп и
ограниченную пояском. Профиль выкружки образуется циркульной
кривой в четверть окружности или близкой к ней по характеру,
называемой трохилом 5 (рис. 7).
Следует отметить, что все криволинейные вогнутые
архитектурные формы (простые и сложные) во всех членениях любого ордера
ограничивают поясками. Это сочетание родилось не как
художественный прием, а как необходимость, связанная с тем, что острые
углы деталей подвержены скалыванию, поэтому в последующем
повествовании в подобных случаях пояски упоминаться не будут.
База колонны в ионическом ордере (рис. 4, а) создает
впечатление подушки, передающей нагрузку всего здания с колонн на
стилобат. Она имеет сложную геометрическую форму, скомпонованную
из трех обломов. Нижний и верхний обломы 1 п 3 образованы
полуциркульным профилем, называемым полувалом, или торусом П
(рис. 7), а средний 2 (рис. 4, а), называемый скоцией, образуется
— 14 —
Рис. 5. Антаблементы ионического (А ц Б) и дорического (В) ордеров:
А — Эрехтейон, портик кариатид, Б — то же, восточный портик, В — Парфенон;
1 — сича. 2 — карнизная плита, з — триглиф, 4 — метоп, 5 — фасция,
6 — абака, 7 — волюта, 8 — мутулы с гутами, 9 — эхин, 10 — шейка,
И — ремешки, 12 — сухари, 13 — капельник;
профили: а и б — антаблемента, виг — капители, в — симы, е — эхина
Рис. 6. Прототипы дорического (а) п ионического (б) ордеров
в деревянной конструкции
~
т
12
10
.11
Ы ж ж ж w^
ш
Piic. 7. Профили античных порезок:
о — обломы, б — порезки;
1 — полочка, 2— валик, 8 — полка, 4— пояс, 5 — выкружка (трохил),
6 — скоция, 7 — четвертной вал, * — гусек, 9 — каблучок, 10 — зубчики (дантикулы),
11 — полувал, 12 — волна, 18 — бусы, 14 — ложечки (каннелюры), IS — ионики,
16 — пальметки, 17 — аканты, IS — листочки, 19 — каннелюры,
20 — плетенка, 21 — венок
-16 —
Рис. 8. Рим. Арка Копстантнпа (ок. 312 г.):
1 — пьедестал, 2 — раскреповка, 3 — архивольт
внутренним сопряжением циркульных дуг, построенных из двух или
трех центров. Радиус профиля и дпаметр подушки верхнего торуса
пропорционально меньше соответствующих размеров нижпего.
В римскую эпоху, когда значительно выросли вертикальные
размеры архитектурных сооружений, нижняя часть ордеров обрела
новые деталп. К стилобату добавилось новое подножие колонны,
называемое пьедесталом 1 (рис. 8), а к базе снизу добавился плинт 4
(рис. 4) — квадратная плита со стороной, равной диаметру подушки
нижнего торуса, и толщпной, пропорционально большей толщины
торуса.
Наиболее характерной деталью колонны, отражающей отличие
ордеров, является капитель. Первым элементом дорической
капители (рис. 5, В), на который опирается архитрав, является
абака 6 (или абак) — квадратная плита с прямолинейным
вертикальным профилем боковых сторон.
Нижняя плоскость абакп плотно прилегает к расположенному под
ним зхину 9 — подушке, похожей на усеченный конус, перевернутый
большим основанием вверх (рис. 5, е). Острый угол при большем
основании скруглен, чтобы не было сколов в местах сочленений с
абакой. Строго говоря, профиль эхина образуется сложной кривой лини-
— 17 —
ей различной крутизны, начиная почти с прямой п иногда
достигающей формы четвертного вала-
В приближении к нижнему основанию (меньшего диаметра) эхин
опоясан несколькими ярусами горизонтальных выступающих тонких
обручей, чередующихся с желобками. Весь этот профиль носит
название ремешков 5 (рис. 4). Ремешки подчеркивают переход эхина
к шейке капители, которая в классической дорпке повторяла
профилировку фуста и отделялась от него узкой глубокой ложбинкой.
В поздних вариациях дорического ордера шейка ограничивается
снизу астрагалом 6 — обломом, состоящим из полувала с выкружкой,
завершающим тектоническое развитие фуста.
Ионическая капитель (рис. 4, д и 5, Б) имеет более
сложное построение и изящно орнаментированные формы по
сравнению со спартанскими формами дорики. Абака 6 (рис. 5, Б)
квадратная в плане, но, как правило, более тонкая и имеет сложный
профиль сечения. Например, может быть сочетание четвертного
вала 7 (см. рис. 7), обработанного порезкой иониками* 15 с полочкой
значительно меньшего размера, чем четвертной вал.
Между абакой и эхином располагается самая характерная деталь
ионической капители — волюта ** 7 (рис. 5). Эта деталь по форме
напоминает пачку упругих полос, закрученную с обоих концов в
спирали, центры которых обозначены гладкими кружочками,
называемыми глазками. Волюты расположены только с двух
фронтальных сторон колонны и соединены между собой по боковым сторонам
колоколообразными фигурами, расширяющимися от колонны к
завиткам волют и называемыми балюстрами 7 (рис. 4). Они тоже
обычно орнаментированы какими-либо порезками, чаще всего
бусами или акантами*** 17 (рис. 7). Балюстры сильно выступают за
пределы абаки, покрывая своим телом эхин с боковой стороны
колонны, тогда как плоскость волют не выступает за пределы абаки и
только завитками частично прикрывает эхин.
Эхин 9 (рис. 5) состоит из нескольких обломов,
орнаментированных порезками, среди которых главенствующее положение
занимают ионики. Под эхином располагается цилиндрическая шейка
10 колонны, украшенная стилизованным растительным орнаментом.
Вся композиция капители снизу завершается астрагалом 6 (рис. 4).
Капитель коринфского ордера (рис- 9) имеет
совершенно отличную от первых двух ордеров композицию. В ее
композиции сохраняют свое место и назначение только астрагал и абака.
Контур абаки представляет собой не квадрат, а скорее четырехконечную
звезду с лучами, образованными циркульными дугами, плавно
соединяющими их вершины (рис. 4, ж). Вершины эти делают
усеченными, менее подверженными скалыванию, в античный период опи
были остроконечной формы. Профиль абаки 8 представляет собой
* Попиками называют орнамент, состоящий пз овальных, яйцевидных
обрамленных чешуйками элементов, чередующихся со стрелками.
** Волюта — в переводе с латинского завиток.
*** Акант — стилизованный для изображения в камне лист растения
одноименного названия.
— 18 —
сочетание обломов чаще всего
четвертного вала с полочкой.
Обломы, как правило, свободны
от орнамента и только по осп
колонны абаку часто украшают
миниатюрной розеткой
9—стилизованным цветком,
скомпонованным из различного числа
центрично расположенных
лепестков. Форма и размеры
лепестков могут быть самыми
разнообразными.
Между абакой 8 и
астрагалом 6 расположен так
называемый колокол 11 — остов
капители, на котором строится все \ ,
богатство художественной
композиции растительного
орнамента капители. Этот орнамент
выражает бурно
разрастающуюся поросль аканта,
пробившуюся из фуста между астрагалом
и колоколом и плотно облегаю- „ „ ,, Y
тг Рис. 9. Коринфская капитель
щую последний. Лист аканта „3 Ошщавра
раскрывается наподобие
папоротника, раскручиваясь, как
спираль. Наиболее сильные молодые пары побегов сочными
завитками подпирают концы лучей абаки, другие пары завитков, как бы
произрастая из тех же точек основания, но менее развитые,
встречаются на фронтальных осях капители. Основание стеблей всех
завитков прикрыты двумя пли чаще тремя ярусами стплпзовапных
распустившихся листов аканта, смещенных относительно друг друга
в шахматном порядке.
В рассмотренных трех вариантах построения капителей греческих
ордеров заложена основа их более поздних вариации.
Антаблемент всех ордеров имеет единую структуру построения
художественной композиции, а антаблементы ионического п
коринфского ордеров близки даже по деталировке.
Различие между дорическим и ионическим ордерами начинается
с архитрава. Архитрав (рис. 5, А п Б) ионического ордера, в
отличие от гладкой поверхности балки дорического (рис. 5, В), имеет
трехступенчатое строение. Каждый вышележащий ярус
незначительно нависает над пнжпим, образуя так называемые фасции 5
(рис. 5, Б). Верхняя фасция обычно завершается профилем,
состоящим из двух-трех обломов (например, валик, каблучок и полочка),
покрытых порезками.
Совершенно обратная картина в композиции фриза. Фриз
ионического ордера предельно прост, без структурной деталировки, может
быть покрыт орнаментом, а может быть оставлен гладким. Фриз дорн-
' -19-
^ч.." t---■'.,":-«-.■*"■* ' ^ Л ■$■■■■' M*-^®-*-*: -T^ ?■-. ,1
Рис. 10. Фрагмент дорического фриза Парфенона:
1 — триглиф, 2 — метоп
ческого ордера (рис. 5, В) образует тектонический структурный
декор, состоящий из элементов, в деревянных конструкциях,
имевших чисто техническое назначение, — чередующихся триглифов и
метопов. Триглиф 1 (рис. 10) — прямоугольник, вытянутый по
вертикали и разделенный желобками на три рельефных зубца со
снятыми фасками, как бы изображающий торец балки перекрытия.
Метоп 2 — квадратпая плита, заполняющая проемы между триглифами.
Она обычно заглублена по отношению к плоскости архитрава и
триглифов и часто бывает украшена сюжетным рельефом или
орнаментом.
Карниз состоит из двух конструктивных членений: карнизной
плиты и желоба. Карнизная плита 2 (рис. 5, В) в дорическом
ордере обычно имеет профиль полки, опирается на детали фриза и снизу
украшена мутулами 8 с гутами (каплями). Мутулы в виде дощечек
как бы изображают концы обшивки стропил, а гуты — шляпки
гвоздей. Карнизная плита сверху завершается обломом в виде каблучка
или трохила и несет на себе симу 1 — облом, украшающий желоб
для удаления воды с крыши. Профиль симы (рис. 5, д) может быть
представлен различными обломами.
Карниз ионического ордера (рис. 5, А и Б) имеет профиль симы 1
более мягких очертаний и карнизную плиту 2 со слезником
(капельником), но не имеет мутул. Под карнизной плитой иногда
располагают сухари 12 — шараллелепипеды, вытянутые по вертикали, как
бы изображающие концы брусьев (консоли), которые поддерживают
плиту. Сухари сверху и снизу часто ограничивают обломами и порез-
— 20 —
кой, как в антаблементе портика кариатид. Портик — навес,
поддерживаемый колоннадой, столбами, в данном случае кариатидами —
статуями жриц, служащими опорами перекрытию-
Познакомившись с разнообразием деталей ордеров, можно
заметить, что одни из них усиливают впечатление конструктивного
назначения архитектурного элемента, другие маскируют места сочленений,
а третьи усиливают контрастность архитектурных форм. Например,
сочетание обломов базы, энтазис колонн, кривизна эхина
подчеркивают своей формой упругость детали, несущей на себе груз
вышележащих конструкций. Профили антаблемента, создаваемые
различными комбинациями обломов, не столько выражают упругость
сочленяемых элементов, сколько подчеркивают или прикрывают своими
формами места примыкания их друг к другу; порезки, нанесенные на
обломы, усиливают зрительное восприятие профилей обломов, т- е.
несут чисто орнаментальные функции, усиливающие психологическое
воздействие.
Подводя итог античному периоду развития архитектурного декора
Греции, можно сделать заключение, что эа это время сформировались
основные приемы использования художественных средств в
строительном искусстве, заключающиеся, во-первых, в совершенствовании
художественной выразительности конструктивных элементов,
во-вторых, в отработке декоративных способов обработки конструктивных
стыков и, в-третьих, в применении орнаментальных форм декора в
целях усиления объемно-пространственной и психологической
выразительности архитектурных произведений. Все эти средства и приемы
были направлены на создание архитектуры, соразмерной с
деятельностью человека и масштабами окружающей природы.
Следующий этап развития ордерных систем проявляется в
архитектуре древнего Рима, использовавшего богатое наследие древней
Греции. Но это развитие заключалось не в дальнейшем
совершенствовании художественной выразительности стоечно-балочной
конструкции, а в использовании ее как декоративного приема при создании
более грандиозных сооружений.
Грандиозность римских сооружений подчеркивалась
человечностью масштаба греческих ордеров, созданных греками для
возведения ансамблей, в которых человек чувствовал себя легко и свободно.
Величие римских ансамблей было предназначено отражать торжество
завоевателей, богатство поработителей и призвано формировать
сознание превосходства свободных граждан Рима. Формирование
римских ордеров поэтому развивалось в двух направлениях — в
направлении совмещения человеческих масштабов с грандиозностью
сооружений п по пути насыщения архитектурных форм пышностью
орнаментов.
На римской земле до заимствования греческой культуры
развивались свои конструктивные приемы строительства, в основу которых
были положены арки и своды. Стоечно-балочные конструкции тоже
были знакомы римлянам, но тогда еще не находили столь широкого
применения, как в Греции, и не имели строгих ордерных
построений.
• -21-
В первый период римского заимствования греческие ордера без
особой переработки используют в создании ансамблей форумов
(городских площадей) и храмов. Сочетание масштаба греческих
ордеров с высотой римских сооружений сначала шло по пути простого
укрупнения — за счет поднятия стилобата, увеличения числа
ступеней, ведущих к портикам, увеличения высоты колоннад,
добавления к высоте колонн пьедесталов и т. д-
В дальнейшем развитии римской архитектуры, особенно в
высоких многоярусных степах цирков и театров, возводимых с
множеством арочных конструкций, а также в зданиях терм *, перекрытых
сводами и изрезанных аркадами, ордер начинают примспять как декора-
тивпо-нрикладное средство, обогащающее простоту арочных проемов
н придающее ордерный масштаб каждому ярусу н всему сооружению
в целом. Некоторые детали ордеров без особого конструктивного
осмысления переносят на арочные конструкции.
Особенно ярко декоративность использования ордерных мотивов
проявляется в художественной обработке арочных конструкций.
Колонны, как и антаблемент, перестают выполнять присущие им
функции (столба и навеса), а становятся декоративным придатком стены,
украшают ее своими художественными формами. Колоппы в этом
случае либо выступают непосредственно из тела стены, либо
располагаются немного отступя от нее. Их расположению в плане
соответствует конфигурация изломов антаблемента, называемых
раскреповками 2 (см. рис. 8), которые порой венчают одинокую колонну.
Конструктивную структуру каменной кладки арочного пролета
римляне заменили декоративным приемом, заимствованным из ордер-
пой системы. Профиль архитрава, перекрывавшего в греческих
ордерах интерколумнии, римляне часто используют для обрамления
дугообразных очертаний арок. Эту чисто декоративную деталь аркп
называют архивольтом 3.
Аналогично появляются чисто орнаментальные приемы
использования деталей, берущих начало от конструктивного аналога. Так,
например, в римской трактовке коринфского ордера к пышности
капители добавляют в антаблементе богато декорированные волютами,
акантами и розетками кронштейны**, называемые модульонами
(рис. 11). Уже само название говорит об их предназначении быть
маленькими модулями в отсчете ритма, в данном случае при построении
декоративной композиции сильно развитого карниза. Как правило,
подробность деталировки декора подчеркивает принадлежность
детали к крупным архитектурным формам.
Таким образом, развитие самобытных художествеппых приемов,
органически связанных с арочными и стеновыми конструкциями,
уступило место искусственному приему наложения на них ордерной
композиции. Каменная арка и свод дальнейшее художественное раз-
* Термы — римские бани, сочетавшие в себе обычай купанья с культурным
времяпрепровождением в помещениях для диспутов, в гимнастических залах,
в библиотеках н т. д.
** Кронштейны — выступающие элементы стен или балок,
поддерживающие плпты балконов, иавесы, эркеры и т. н.
— 22-
>
V •
\ч
i
~ч
Рис. 11. Развитой карниз с модульонами (I в., храм Конкордии в Риме)
витие своих структурных форм получают лишь в период
средневековья, когда они достигли наивысшего расцвета и разнообразия в
готическом стиле, но уже не на ордерной основе.
На смену готике приходит Ренессанс — эпоха Возрождения —
прогрессивное социальное движение, сопровождаемое бурным развитием
науки, культуры и искусства. В этот период у передовых слоев
общества бурно проявляется стремление к познанию мира, вместе с
пей — страсть к путешествиям. Зодчие Возрождения изучают
архитектурные памятники аптичной эпохи и сливают воедино в своих
произведениях изящество римского декора с гражданственностью
греческого масштаба и с достижениями современной им наукп и техники
в области строительства.
— 23 —
1
Рис. 12. Дом Советов в Ленинграде (фрагмент фасада)
Последующие сменявшие друг друга стили (барокко, рококо,
классицизм, ампир и др.) восприняли главным образом
декоративно-масштабное существо архитектурных приемов эпохи Возрождения,
постепенно низводя их до значения орпаментальных вставок,
набираемых из разрозненных деталей ордеров.
В конце XIX в. детали ордеров используют для украшения
карнизов зданий различного назначения, как обрамление окон и подъездов
жилых домов и общественных здапий, как декорацию,
прикрывающую глухие участки стен и т- д.
В заключение краткого ознакомления с развитием ордерных
систем можно сказать, что к концу XIX в. ордера теряют свое
конструктивное назначение и превращаются в кладовую отживающих
архитектурных деталей.
§ 3. Лепной декор в современном строительстве
Большие возможности лепного декора должны быть использованы
как монументальные средства пропаганды прогрессивных идей
нашего общества. По инициативе В. И. Ленина 12 апреля 1918 г. на
заседании Совнаркома был принят декрет «О памятниках
Республики». Совнарком поручил специальной комиссии к 1 Мая, в частности,
представить первые модели новых памятников, а также подготовить
— 24 —
замену старых надписей,
эмблем, названий улиц новыми,
отражающими идеи и чувства
революционной России.
В. И. Ленин придавал
большое значение этому декрету.
15 июня того же года Владимир
Ильич направил в Наркомпрос
документ, в заключение
которого говорится: «Двухмесячная
проволочка в исполнении
декрета — равно важного и с точки
зреипя пропаганды и с точки
зрения занятия безработных—
непростительна» *.
Декрет сыграл важную роль
в становлении советского
монументального искусства —
искусства, отличающегося величием
и значительностью идейного
содержания, выраженного обычно
в монументальных формах
архитектуры (рис. 12),
скульптуры (рис. 13), стенных росписей,
мозаик, рельефов и т. п.
В общем взаимодействии
различных видов искусства (в
синтезе искусств) при создании
архитектурного образа не
последнее место занимает
искусство лепщика-модельщика,
создающего орнаментальные и
скульптурные формы декора.
Однако в общем объеме
строительства объем лепных работ за
последние годы значительно
сократился. Это объясняется главным образом несоответствием
традиционных архитектурных форм и ремесленных приемов лепного дела
бурному развитию технических средств строительства. Долгое время
пытались применить привычпые формы классических ордерных систем
к современным методам индустриализации и, наконец, вынуждены
были признать несостоятельность этих попыток и отказаться от них
как от украшательства, несовместимого с современными методами
строительства.
В настоящее время архитектура паходится в периоде поиска
новых приемов использования художественных средств. Но пока прихо-
Рис. 13. Скульптура «Рабочий п
колхозница» у входа на Выставку
достижений народного хозяйства
(В. И. Мухина)
* Ленин В. И. Поли. собр. соч., т. 50, с 101.
• —25 —
дится констатировать, что в процессе поиска исчезают мастера худо-
жественно-прикладпого искусства строительной индустрии
(например, мозаичисты, альфрейщики, лепщики-моделыцпки, резчики по
дереву и камню). Этого не произошло в мебельной, текстильной,
полиграфической п других индустриях, обладающих художественным
потенциалом. Они сумели перевести ремесленный труд
мастеров-художников на современную индустриальную основу.
В настоящее время совместные усилия архитекторов, мастеров
художественно-прикладных искусств и инженеров сосредоточены на
изыскании художественных форм и технических средств для
дальнейшего развития художественно-декоративных форм в современной
советской архитектуре. Поэтому будущим специалистам нужпо
изучать принципы использования декоративных средств
предшествующих эпох. Это нужно прежде всего для того, чтобы найти формы
художественной выразительности конструктивных элементов,
изготовляемых соврсменнымп техническими средствами, декоративные
приемы обработки конструктивных сочленений и, наконец, чтобы
использовать орнаментальные и монументальные художественные
средства и приемы для выражепия в архитектуре всего величия нашей
эпохи с помощью новейших технических средств.
В современном социалистическом строительстве на основе новых
строительных конструкций, техники и эстетических требований
создается новая архитектура, соответствующая идеологическому,
материально-техническому и экономическому развитию пашего общества.
В ней используются в ряде случаев прогрессивные декоративные
приемы и черты архитектуры прошлого. В некоторых общественных зда-
пнях современной постройки можно встретить элементы ордерной
системы, как одно из декоративных средств, в современной
архитектурной трактовке, отвечающей новым конструктивным решениям и
национальным традициям (рис. 14).
Рассмотрим вкратце применяемые в современной архитектуре
конструктивные решения и детали индустриального изготовления,
чтобы понять требования индустриализации и сопоставить
технологические возможности современного строительства с возможностью
творческой переработки исторически развивавшихся видов лепного
декора.
Все разнообразие архитектурных форм зданий современного
массового строительства создается па основе сочетания трех основных
принципиально различных конструктивных схем: с продольными
несущими стенами, поперечными несущими стенами и с несущим
каркасом. В двух последних схемах наружные стены возводят навесными
или самонесущими, а в отдельных случаях — несущими- Навесные
сваркой или болтами крепят к каркасу либо к поперечным несущим
стенам, самонесущие — опираются на самостоятельные фундаменты,
но нагрузку от перекрытий не воспринимают.
Наружные стены здания с эстетической точки зрения являются
наиболее удачным элементом для декоративной обработки. Но для
выбора и размещения композиции декора надо знать архитектурно-
конструктивные схемы построения наружной стены из сборных эле-
— 26-
Рпс. 14. Канитель колоппы в перроном зале станции метро «Киевская»
(Москва) (а) и в павильоне ВДНХ «Грузинская ССР» (б)
ментов, так называемые системы разрезок стен. Наружные стены
возводят из крупных блоков (крупноблочные) и из панелей
(панельные). Наиболее перспективным из массовых видов строительства в
настоящее время считают панельное. Оно имеет три основных типа
разрезки стен: на оконные панели (рис. 15, а и б), на пояспые (рис.
15, в) и простеночные (рис. 15, 8). Первые используют главным
образом в жилищном строительстве, вторые — в гражданских и
промышленных зданиях и третьи — в промышленном
строительстве.
В строительстве жилых п общественных зданий из крупных
блоков наибольшее распространение нашла двухрядная разрезка (рис.
15, г).
Лепщику необходимо иметь представление о массивности
наружных стен современных зданий, чтобы в своем творчестве учитывать
возможности стены для создания на пей рельефа. Наиболее
массивные стены у крупноблочных зданий (40—50 см), толщина панельных
стен в зависимости от их конструкции и материалов может быть от
16 до 30 см, причем толщина наружного слоя панели иногда не
превышает 4 см.
Исторически сложились три вида лепных изделий: барельеф
(выступает из плоскости мепсе чем на половину своего объема), горельеф
(выступает из плоскости более чем на половину толщины
изображаемого предмета), объемная скульптура (например, статуя, ваза
и другие лепные изображения, которые можно обозревать
вокруг) •
Рис. 15. Основные типы разрезок крупнопанельных и крупноблочных стоп
зданий:
а и б — оконные панели, е — поясные панели, г — крупноблочная двухрядная разрезка
е — простеночные панели
Барельеф (рис. 16) обычно используют как орнамент или в виде
отдельных декоративных вставок, незначительно удаленных от
зрителя; горельеф (рис. 12) — для заполнения глухих поверхностей,
расположенных на значительном удалении, объемную декоративную
скульптуру включают в композицию фасадов зданий, интерьеров и
в садово-парковые сооружения (рис. 13).
По художественпо-изобразителышм признакам все виды рельефа
могут быть выполнены в реалистической манере или стилизованными,
по схеме напоминающими реальные изображения, но по форме
геометризованными. По сюжетному признаку декор подразделяют на
i
i i
— 28 —
тематические композиции, композиции
природных форм (главным образом
растительных) и композиции из
геометрических фигур.
Тематические композиции (рис. 12)
большей частью выполняют в
реалистической манере для пропаганды идей
труда, патриотизма, мира и т. л.
Композиции природных форм,
символизирующие отрасли народного хозяйства, куль- ,
туры, искусства, плодородие, изобилие,
выполняют в реалистической манере
(рис. 17, я), или стилизованными
(рис. 17, б). Стилизованные природные
композиции чаще всего имеют вид
орнаментов. Наиболее распространены из
них в архитектуре различные порезки,
которые выполняют на тягах —
специально отформованных деталях с
профилем различных обломов (см. рис. 7).
Гусек 8 и каблучок 9 чаще заполняют
пальметками и акантами, торус 11 —
венком из лавровых или дубовых листь- ^ ^ А„тпч„ая ваза
ев с плодами, перевитых лентами. с тематитеСким барельефом
Композиции из геометрических
фигур используют только в орнаментах.
Из геометрических фигур в архитектуре распространены сухари или
зубчики 10, горох или бусы 13 и меандр. Сухари отличаются от
зубчиков более крупным размером, а бусы от гороха — вытянутой
по горизонтали формой бусин, чередующихся с дисками
(тарелочками).
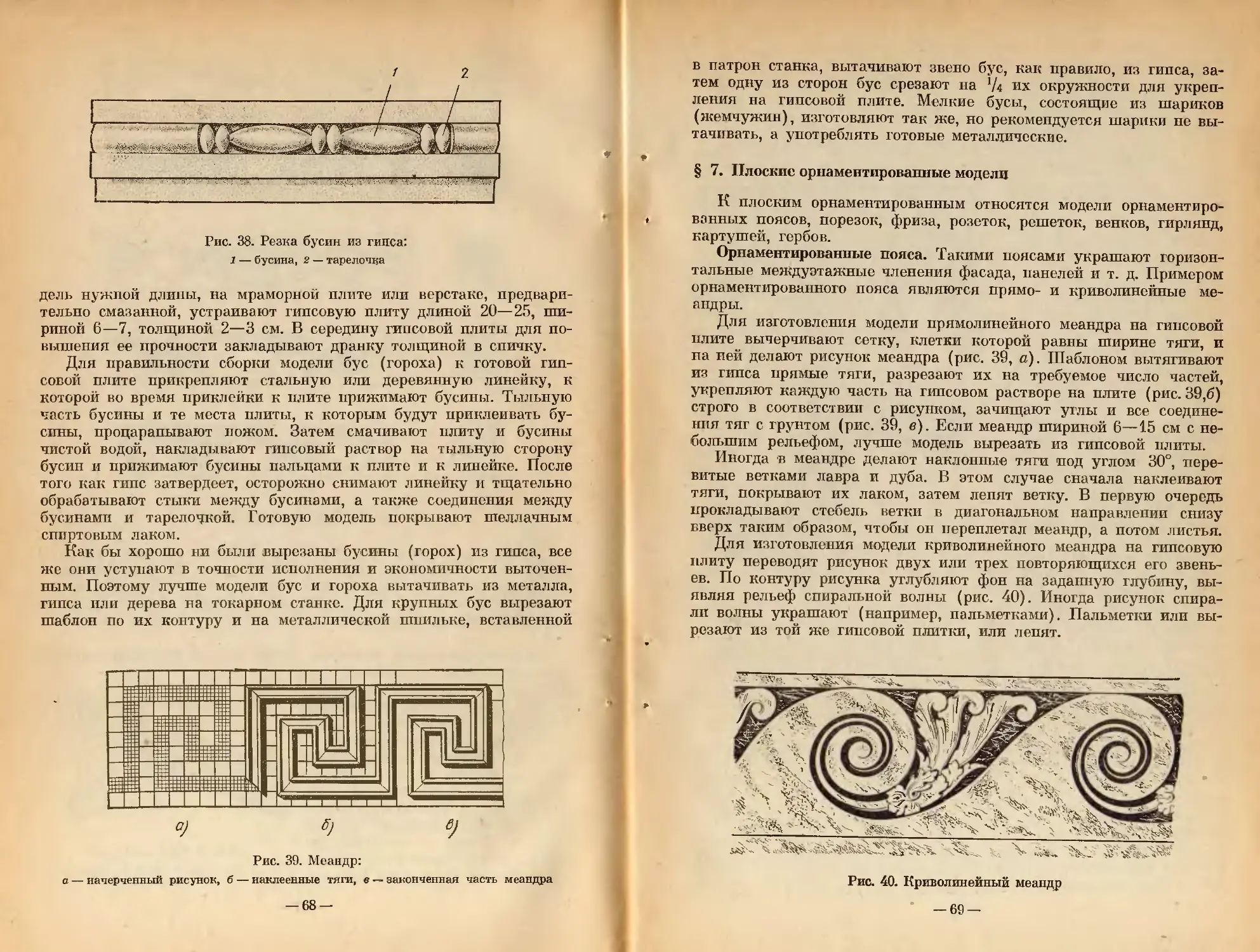
Меандр (рис. 18) — плоский орнамент в виде изогнутых или
пересекающихся прямых линий. Сухарями и зубчиками декорируют
детали фризов и карнизов, бусы и горох используют в сочетании с
порезками капителей и антаблементов, меандр — для заполнения
фризов и других поясных элементов фасадов и интерьеров.
Особое место в архитектурном декоре занимают картуши (см.
рис. 12) — украшения в виде не совсем развернутого свитка с
завитками по сторонам и полем посредине для герба, эмблемы, надписи
и т. п.
Мастерство лепщика заключается не только в точном
воспроизведении лепного декора согласно рисункам и чертежам архитекторов
и художников-декораторов, но и в тонком понимании
композиционных факторов, влияющих па художественное восприятие
декоративной отделки. По издавна сложившейся традиции мастер-лепщик не
только исполнитель леппых деталей, а их творец по эскизам и даже
наброскам архитектора — советчик архитектора или художника в
выборе орпамента, его рельефа и сочетания с другими декоративными
материалами и формами-
— 29 —
Г ;..i f\
•як "i w
Nbf "3* **. з W '
I :l^Ir^1
*** ■
Рис. ]7. Композиция природных форм, выполненная в реалпстпчсской (а)
н стилизованной манере (б)
§ 4. Лепное искусство в сочетании
• с другими декоративными отделками
С древних времен художественная обработка построек
сопровождает строительное искусство и постепенно декоративное искусство
органично сливается со строительным и объединяется в едином
понятии — архитектура.
Декоративное искусство рождается талантливыми руками
народных мастеров и проявляется в архитектуре во всем разнообразии
своих форм: роспись, рельеф, резьба по дереву, по камню, чеканка по
металлу, лепнина и различные виды обработки лицевых поверхностей
архитектурных сооружений (например, облицовка, наборные полы).
— 30-
сс
DC
Рпс. 18. Примеры меапдра
Сразу же следует отметить, что лепной декор, в отличие от
большинства декоративных отделок, занимает особое место в архитектуре,
отчасти обусловленное спецификой технологии изготовления.
Например, камень сразу же после фактурной обработки или из-под
резца можно устанавливать на место, изделие же лепщика, прежде чем
будет установлено на место, проходит сложную технологическую
подготовку.
Лепить можно только из пластичных материалов, способных
принимать и сохранять определенную форму. Но свойству пластичности
присуща восприимчивость к механическим воздействиям, поэтому
изделия быстро теряют форму — недолговечны. Прошло много веков,
прежде чем люди научились переводить пластичные модели в
жесткие прочпые изделия.
Корни мастерства лепщиков архитектурных деталей уходят в
глубокую древность. Фантастические глиняные маски с изображением
ПС
ОС
п^1
пс
ги
ril
ПС
DC
— 31 —
Горгоны Медузы (мифического существа), выполненные руками
ремесленников этрурии*, широко применялись в качестве
антефиксов — украшений, прикрывающих торцы стропильных конструкций.
В римскую эпоху на основе этого мастерства развивается
производство архитектурных деталей из терракоты — тщательно
обработанной чистой глины и обожженной не до спекания. Это искусство
в некоторой мере заменяло трудоемкий процесс резьбы по кампю и в
то же время вносило свой художественный колорит. Терракотовые
изделия отличаются большим разнообразием цветов (от кремового,
красно-коричневого до черного), не говоря о многообразии их форм.
Наивысшего расцвета, а затем и массового применения в
архитектуре лепное искусство приобретает значительно позже, когда был
накоплен достаточный опыт использования штукатурных растворов с
применением гипса.
В России начало этого периода совпадает с деятельностью Петра I
н началом строительства Петербурга, когда лепное мастерство
приобретает широкий размах и славится высоким художественным
вкусом. В этот период в русском зодчестве формируется характерный
архитектурный прием, построенный на контрасте интенсивного
цветового фона с изяществом белых тонов прорисованных деппых
деталей.
В послепетровский период внимание архитекторов переключается
на обслуживание двора, придворной знати и церкви. В строительстве
городских дворцов, домов знати, в загородных усадьбах лепной декор
находит широкое применение, а более дорогие виды отделок
(природный камень, резьба по камню, облицовки из различных видов
керамики, резьба из ценных пород дерева) выполпяют только в
парадных частях интерьера и фасадов-
В нашей стране, где искусство стало всенародным достоянием,
значение лепных работ приобретает новый смысл, дополняя
современное монументальное искусство изяществом и красотой леппого
декора, большей частью использующего мотив народного творчества.
Переходя к рассмотрению сложившихся форм-сочетапия леппого
декора с другими видами декоративных отделок, следует
познакомиться с основными задачами построения архитектурной композиции
и средствами их разрешения. В архитектуре такими задачами
являются объединение деталей в целое и, наоборот, членение целого на
части при соблюдении в том и другом случае единства и целостности
художественной композиции. Для разрешения этих задач используют
такие объективные факторы, как пространство, свет и цвет,
превращая их в средство выявления объема, его расчленения, создания
впечатления увеличения или уменьшения пространства, определенного
настроения и других многочисленных эффектов.
При выполнении проекта в материале строительные мастера,
особенно лепщики, альфрейщики, паркетчики, резчики, осуществля-
* Этрурии — государство в центре Апеннинского полуострова, достигшее
своего расцвета до возникновения древнего Рима (VIII—IV вв. до н. э.).
-32-
ют деталировку натуры по эскизам. По сути дела, воплощение в
пространстве плоскостных изображений зодчего неосуществимо без
мастеров прикладного искусства. Лепщики, например, прорабатывают
рельеф с рисунка с учетом общей стилевой композиции
архитектурного замысла, глубину рельефа в зависимости от удаленности точки
его обозрения, вносят в рельеф изменения с учетом ракурсных
искажений, выражающихся в кажущемся укорочении размеров предмета
и его деталей при рассмотрении их под непривычным углом зрения.
Удаленность лепного декора от наблюдателя оказывает влияние
на создание форм рельефа — его очертания, глубину проработки,
величину выноса (расстояние крайней точки выступающей детали от
общей поверхности рельефа) выступающих деталей, особенно если
направление выноса приближается к направлению луча зрения. Чем
больше удаление предмета, тем меньше становится угол зрения, под
которым он наблюдается, тем меньше деталей различает глаз.
Поэтому рельеф, находящийся далеко от зрителя, должен обладать
достаточно крупной деталировкой, значительными выносами или
глубиной врезки, с тем чтобы соотношение освещенных и затененных
участков было различимо глазом, так как объемность предмета
выражается соотношением освещенных и затененных его участков.
Примером учета ракурсных искажений может служить
сопоставление ортогональных изображений классических образцов капителей
интерьеров и фасадов.
Капители колонн фасада обычно обозревают со значительного
удаления, а капители интерьерных колонн не имеют столь удаленных
точек зрения, их наблюдают под большим углом зрения. Поэтому
ортогональное изображение капителей, предназначенных для
интерьеров, будет более вытянутым. Разнообразие возможностей
использования фактора пространства, показанных на этих примерах,
практически безгранично.
Другим средством для выявления формы является свет, его
направленность и интенсивность. Если барельеф предназначен для
места, освещаемого источником света справа, то и лепщик при
выполнении модели должен располагать источник освещения в той же
позиции по отношению к изготовляемой модели. Чем более косыми
лучами освещается декор, тем он может быть менее рельефным. И,
наоборот, фронтальное освещение или многоточечное требует очень
тщательной проработки рельефа с учетом различных точек
обозрения.
Важным фактором выявления декора является цвет. Роль цвета
была известна со времен зарождения архитектуры. В русской
архитектуре, например в период основания Петербурга, стенам
оштукатуренных зданий придавали интенсивную фоновую окраску
(зеленую, желтую и других чистых тонов) в сочетании с белыми
архитектурными деталями. Эти черты, унаследованные из кирпично-белока-
менпых традиций московской архитектуры XVII в., к середине
XVIII в. в сочетании с веяниями западной архитектуры формируются
в стиль «русское барокко», характерный многообразием пластики
архитектурных форм и депных деталей и сочетанием рельефа с живо-
2 зак 880
• —33 —
писностью фона стен. В интерьерах используется обратный прием —
усиливается цветом богатство лепнины или резьбы, преимущественно
серебрением или позолотой.
Сочетание белой лепнины в контрасте с насыщенным цветом
покрасок фона в зависимости от композиционных приемов может по-
разному влиять на построение рельефа. При ажурной (сквозной)
лепнине по фону рельеф может быть незначительным, лишь только
обозначенным, и наоборот, при введении сплошных декоративных
вставок на фоне интенсивного цвета необходимо увеличивать выпос
рельефа.
Рассмотрев вкратце взаимосвязь пространства, света и цвета как
средств, регулирующих восприятие декоративных форм, следует
познакомиться со значением этих же средств в создании архитектурного
сооружения в целом.
Человек привык соизмерять окружающую его природу с самим
собой, отмеряя ее объекты сначала стопами, шагами, локтями и,
наконец, метрами, создавая «масштабные к себе» представления об
окружающих предметах. Когда же предмет становится настолько
большим, что его восприятие сбивается с привычного ритмического
отсчета, человек ставит промежуточные знаки, вехи отсчета, создавая
опять же «масштаб», т. е. привычный ритм отсчета.
Создавая среду для своей деятельности, человек старается
окружить себя поверхностями, обладающими ритмом известных ему
предметов: дверей, окон, каменной или кирпичной кладки. И, если
размеры этих ограждений становятся очень велики, вводят
дополнительный «масштаб» либо с помощью привычных раз!меров 'деталей,
присущих этому ограждению, либо применяя искусственные членения с
изображением привычных предметов, что в конечном счете делает
архитектуру нового сооружения соизмеримой с человеческими
представлениями-
В этой самой соразмерности, масштабности архитектуры и
кроется необходимость применения и назначение декоративных средств п
приемов, используемых в том или ином пропорциональном
соотношении.
При определении меры сочетания архитектурных элементов и
декоративных деталей в архитектурном сооружении и выборе самих
декоративных деталей архитектор советуется с мастерами
декоративного искусства.
" Лепщики, альфрейщики, резчики, краснодеревцы создают
художественные композиции в сочетании с другими строительными
отделками зданий и сооружений (облицовками, штукатурками, малярными
покрытиями). Художественные качества лепных композиций во
многом зависят от сочетания их рисунка и форм с теми отделками, с
которыми они будут сочетаться, равно как и выбор отделочных
покрытий следует подчинять выполняемому декору. Поэтому мастерам
декоративно-прикладного искусства, и в частности лепщикам,
необходимо изучать декоративные и технические свойства отделочных
материалов, диапазон их использования, учитывать возможность
приложения своего мастерства к смежным специальностям и приобре-
-34-
тать павыки выполнения отделок из материалов, непосредственно
сочетающихся с лепными изделиями.
К наиболее распространенным отделочным материалам,
применяемым в строительстве, следует отнести природный камень,
керамику, дерево, металл, стекло, пластмассы и штукатурки. Штукатурки
занимают особое место в комплексе отделочных работ. Они являются
•фоновым материалом для большинства видов декоративных отделок,
сами могут выступать как декоративные покрытия при
соответствующей технологической обработке и их даже используют для
выполнения рельефных нокрытий архитектурных деталей, применяя методы,1
бли.зкие к методам лепных работ.
Отделка природным камнем —одно из монументальнейших
декоративных средств в архитектуре. Камень представляет собой один из
наиболее красивых отделочных материалов как для внешней
облицовки зданий, так и для их интерьеров. Природный отделочный
камень долговечен, обладает богатой цветовой гаммой и текстурой
(рисунком), ему можно придавать разнообразную фактуру
(полированную, пиленую, точечную, рифленую, колотую). Отделочный камень
может конкурировать со многими видами декоративной отделки
зданий и в то же время в определенных сочетаниях с ними создавать
впечатляющие композиции.
Природные свойства и качества камня и виды его обработки
архитектор использует как художественные средства. Фактурная
обработка подчеркивает и усиливает декоративные качества камня. Па-
пример, зеркальная (полированная) фактура создает насыщенность
цвета, позволяет лучше выявить достоинства текстуры. Точечная
фактура дает возможность видеть структурные особенности камня в его
природном состоянии, а колотая фактура создает игру светотени,
придает фасаду здания монументальность, контраст сочетания
зеркальной фактуры с фактурой скалы (как бы естественного раскола
камня), вызывает сильный декоративный эффект.
Некоторые мраморы и граниты (гнейсы), имеющие красивый
рисунок, могут быть после распиловки блока на плиты подобраны на
плоскости стены в виде красивого мозаичного рисунка. Для
выполнения профильных архитектурных деталей и скульптуры применяют
мелкозернистые граниты.
Классическим примером использования облицовочного камня
является мемориальное сооружение в Москве — Мавзолей В. И. Ленина.
Широко использован облицовочный камень в Кремлевском Дворце
Съездов, в здании Московского университета, в архитектуре станций
метрополитенов.
Выбор облицовочного камня не ограничивается только
соображениями декоративности. Значительную роль играет также техническая
п эксплуатационная целесообразность. В советский период
применение природного кампя, особенно в архитектуре общественных зданий,
неизмеримо возросло. Добыча камня п дальнейшая его обработка на
специальных заводах широко механизированы.
В облицовках зданий возможно сочетание отделочного камня с
различными архитектурными деталями и профильными изделиями
2*
• — 35 —
(например, капителями,
поясками, наличниками), изготовлотш-
ми из материалов на основе
обычного цемента, белого и цветных
портланддемептов. Эти детали,
выполняемые лепщиком, в сочетании
с камнем разнообразят
архитектуру зданий (рис.19). Используют
также сочетание лепных изделий
с каменной резьбой.
Однако лепные изделия редко
непосредственно примыкают к
поверхности природного кампя и
почти никогда не накладываются па
* облицованные им поверхности, так
как по декоративным качествам
материала лепной декор уступает
природному камню. Обычно камень
сочетается с лепниной,
выполненной на фоне какого-либо другого
Рпс. 19. Станция метро искусственного отделочного мате-
«Киевская-колъцевая» (Москва): риала, который является посредни
1 — камень, г — лепнина ком между каменной облицовкой и
лепным декором. Чаще всего та
ким посредником служит декоративная или обычная
высококачественная штукатурка- Как правило, при этом каменную облицовку
располагают ближе к зрителю, в нижних ярусах, чтобы использовать
богатство текстуры и фактуры камня, а лепные детали — в удалении
от зрителя, в верхних ярусах. Лепные детали обогащают архитектуру
изяществом форм декора, выполненных более экономичными
средствами.
Художественная керамика составляет обширную область
декоративно-прикладного искусства. Пластичные свойства глин,
сочетающиеся с разноцветными долговечными покрытиями из глазури,
позволяют создавать богатое разнообразие архитектурного декора. Из
грубой керамики или гончарной (с крупнозернистым черепком) для
этих целей используют лицевой кирпич с лицевыми гранями,
покрытыми ангобом * или глазурью, терракоту — изделия с шлифованной
или полированной поверхностью, майолику — изделия с
непрозрачной глазурью; из тонкой керамики (с мелкозернистым черепком) —
фаянсовые изделия (глазурованные плиткп) для облицовки стен и
«каменные» изделия типа метлахской плитки в большинстве случаев
для плиточных полов. В строительстве применяют декоративную
керамику в виде плиток, имеющих рифленую тыльную поверхность, и
изразцов, имеющих на тыльной стороне ребра, называемые румпой.
Расцвет декоративной керамики в русской архитектуре относится
к XVII в. Во внешней облицовке памятников архитектуры этого пе-
* Ангоб — тонкий декоративный слой глины, наносимый до обжига.
— 36-
Рис. 20. Керамическая облицовка:
а — павильон ВДНХ «Азербайджанская ССР» (деталь портала).
6 — жилой дом в Киеве (фрагмент с эркером, оСли овапный керамикой)
риода майолика красиво сочеталась с профильной кирпичной
кладкой, а в пнтерьера\ домов изразцы служили ддя облицовки
поверхности печей.
Облицовочная керамика особенно широкое распространение
получила в современной архитектуре. По номенклатуре изделии и объему
производства отделочпоп керамики СССР занимает первое место в
мире. В числе этих изделий для наружной облицовки и отделки
интерьеров применяют различные тип и лицевого кирпича.
Керамические плиткп, выпускаемые в большом ассортименте по
цвету и форме, применяют для покрытия полов и наружной или
внутренней облицовки стен (рис. 20). Мелкие плитки объёдипяют обычно
в узорчатые коврикп; покрытие ими поверхностей получпло пазва-
пис ковровой мозаики.
Покрытие степ и полов отделочной керамикой нашло широкое
распространение в метро, больпицах, спортивных сооружениях,
торговых помещениях, лабораториях. Керамическая облицовка дает
хороший художественный эффект в сочетании с декоративным бетоном
при устройстве фризов, обрамлений оконных н дверных проемов, п
виде художественных панно.
Большое разнообразие цветов керамики позволяет создавать из
нее художественно-выразительные отделки интерьеров. Из фаянса
н фарфора могут быть выполнены архитектурные детали и
художественные панно, примером тому являются некоторые станции
московского метро (например, Таганская, Комсомольская, Киевская).
В общем ассортименте керамических изделий не потеряла своего
значения п терракота.
В керамическом производстве рельефных архитектурных детален
лепщики изготовляют модели, формы и сами керамические изделия.
В настоящее время мастерство лепщиков находит широкое
применение в реставрационных работах. Лепщик снимает слепок с изразцов,
со слепков делает отлнвкн, обрабатывает их, восстанавливает
утраченные детали но аналогам или в соответствии с общим стилем рисунка,
затем укрупняет деталь или форму, снятую с нее, с учетом
последующей усадки изделия при дальпейшей обработке.
Знакомство с керамическими облицовками необходимо лепщику,
чтобы умело сочетать различные керамические облицовки с лепным
декором и полнее выявлять художественные достоинства сочетания
разлнчпых материалов.
Декоративный бетон. В индустриальном строительстве широко
применяют сборный железобетон. Для придания ему декоративных
качеств применяют различные способы. Наиболее простой способ —■
выявление его пластических свойств путем образования па его
поверхности рельефа в процессе изготовления сборных элементов. Для
этого в формы укладывают матрицы с нужным рельефом,
оставляющим соответствующий оттиск на изделии. Так как многослойные
панели имеют сравнительно небольшую толщину наружного слоя
бетона (7—8 см), глубина рельефа поверхности ограничена. Комбинации
рельефных элементов позволяют получить разнообразные
архитектурные композиции (рис. 21).
Возможпо также полу-
'* '| чение декоративной
поверхности бетонных панелей
путем покрытия верхнего
слоя заполнителем из дро-
, бленого гранита пли
других пород с последующим
вскрытием заполнителей
путем отмывкп нолунла-
стпчпого раствора водой
или последующей
обработки поверхности
отвердевшего бетона
механическими средствами.
Наибольшего эффекта
использования цвета заполнителя
Гис. 21. Крупноблочный дом (фрагмент) МОЖНО добиться, применяя
— 38 —
в качестве вяжущего белый
цемент.
Гладкие с зеркальной
фактурой поверхности
бетонных изделий получают
формованием в металлических
полированных и
пластмассовых матрицах.
Отделка зданий
декоративным бетоном хорошо
сочетается с архитектурными
лепными деталями,
изготовленными на основе серых,
белых и цветных цементов,
в частности с элементами
скульптурного декора — от " >
геометрического рельефа до
сюжетных композиций.
В современной
архитектуре получила большое
распространение бетонная
скульптура как
декоративный элемент в зданиях, так
и в садово-парковой
архитектуре. В бетоне выполняют
также барельефы (см. рис.
19) и горельефы (см. рис. 12).
Декоративное стекло как
отделочный материал для „ 00 п , „„ , „„„„„
" „ Рис. 22. Витраж па станции метро
строительных целей начали Щовослободская» (Москва)
применять еще в древнем
Риме в виде мозаики. В IX в.
центром стеклоделия в Европе стала Венеция. Венецианские
стеклянные изделия, отличающиеся большой художественной
ценностью, проникали в другие страны Европы и Ближнего Востока.
В странах Западпой Европы в XIII—XV 'вв. развивается искусство
витража, т. е. создание орнаментальных композиций пли картин из
кусков цветного стекла, скрепленных свинцовой пайкой. Витражи
заполняли оконные проемы соборов, замков, ратуш. У нас в стране
питражи украшают общественные здания (рис. 22).
В России первый стекольный завод был создан в 1635 г. В 1752 г.
М. В. Ломоносов организовал производство цветных стекол,
художественных изделий из них и мозапки. В настоящее время в Советском
Союзе создано много мощных стекольных заводов, на которых кроме
различных видов оконного стекла производят художественное стекло
и разнообразные стеклянные изделия, включая мозаику. Более
распространенными цветами стекол являются: спнпй, красный,
оранжевый, желтый, белый (молочный), зеленый, черный. Цветным стеклом
облицован ряд зданий в Москве и других городах.
Из стекла производят также облицовочные плитки, применяемые
в цехах предприятий пищевой промышленности, в медицинских и
других учреждениях. Последпее время выпускают стеклянную ковровую
мозаику, которую пабирают из плиток непрозрачного цветного
прокатного стекла, наклеенных на крафт-бума1у.
В современной архитектуре (станции метрополитена, выставочпые
павильоны, аэровокзалы, кинотеатры) художественное стекло
применяют в сочетании с другими видами отделок. Облицовки из
декоративного стекла непосредственно сочетают с лепными деталями:
например, в качестве декоративного обрамления стеклянной мозаики
используют лепные орнаменты.
Существуют различные способы художественного декорирования
стекла: травление, пескоструйная обработка, роспись спекающимися
керамическими красками или силикатными легкоплавкими
карандашами.
Красивым отделочным стеклом является узорчатое стекло с
разнообразным рельефным рисунком поверхности. Рельефпый рисунок
является светорассеивающим. Узорчатым стеклом стеклят
перегородки дверей, окопные проемы в медицинских учреждениях и
общественных зданиях. Оно может быть цветным и бесцветным.
Из стекла выполняют различпые архитектурные детали (рис. 23)
путем прессования с последующим отжигом. При исполнении из стек-
Рлс. 23. Станция метро «Автово» (Ленинград). Колонны облицовапы
литым стеклом
— 40 —
ла скульптур и изделий со сложной рельефной поверхностью
применяют способ отливки. Некоторые архитектурные детали получают
методом проката, в частпости стеклопрофилит.
4 Для изготовления моделей архитектурных деталей из стекла
привлекают опытных лепщиков, разбирающихся в графическом рисунке
декора, умеющих найти меру сочетания рисунка декоративного
стекла с выполняемым из него рельефом.
Отделка из древесины в сочетании с лепным декором имеет
богатую историю в архитектуре прошлого. В архитектуре древней Руси
дерево являлось основным материалом для строительства жилых
домов, крепостных и культовых сооружений. Деревянное зодчество
можно считать поистине народным творчеством.
Говоря о дереве как об отделочном материале, необходимо
отметить, что деревянпая архитектура прошлого богата различного рода
украшениями и главпым образом резьбой, как в наружной, так и во
внутренней отделке домов. В строительстве дворцов и загородных
особпяков стены пекоторых помещений отделывались облицовочными
щитами ценных пород. Одним из главных декоративпых элементов
являлся паркетный наборный пол. Полы изготовлялись отдельными
щитами, инкрустированпыми по задаппому рисунку цветной
древесиной ценных пород (орех, дуб, груша, бук, палисандр, карагач,
чинара). Такие паркетные полы — живописные пропзведепня русских
мастеров-умельцев сегодня можно видеть во дворцах-музеях и
загородных усадьбах. Во всех случаях деревянная художественная отделка
красиво сочеталась с лепниной.
В отделке интерьеров находит место непосредственное сочетание
фанерованных кессонов или филенок с гипсовыми барельефами на их
фоне. Часто изделия лепщика конкурируют с резьбой по дереву.
Например, в Грузии издавна резьбу но дереву заменяют резьбой по гаже
(местной разновидности гипса) с последующей позолотой или
другими видами покрытий. В России для имитации деревянных пзделий с
позолотой стали отливать их из гипса. Подобным способом до сих пор
изготовляют орнаментированные багеты.
Труд резчнка по дереву близок по содержанию к труду лепщика,
а продукция их труда близка по своим формам и назпачению (рис.
24). В архитектуре XIX в. часто в районах, богатых деревом, лепнину
заменяли резьбой по дереву, а в городах с налажеппым производством
шпеа деревянные изделия декорировали лепниной.
Современная художествепиая резьба по дереву механизирована и
автоматизирована. Созданы копировальные станки с
автоматизированным управлением для размножения декоративных деревянных
изделий, копируемых с кустарпого образца- Лепщик выполняет образец
из пластичных материалов, переводит его в жесткую модель, а копии
с псе изготовляют на станке резьбой по дереву.
Полимерные отделки разнообразны по форме и сортаментам.
Широко распространены рулонные, листовые и плиточные материалы на
бумажной, тканевой, древесной, полимерной и других видах осповы.
Основа может обеспечивать только конструктивно-прочностные
качества, отделочного материала или иметь и декоративные свойства (на-
— 41 —
Рис. 24. Резьба по дереву, заменяющая лепной декор
пример, при использовании прозрачных полимеров). В последнем
случае основой могут служить фанера, шпон или бумага.
Для отделки стен и полов применяют рулонные и плиточные
материалы. Рулонные покрытия (различные виды линолеумов) имеют
разнообразные цвета и декоративный рисунок. Полимерные
облицовочные плитки легче и дешевле керамических глазурованпых и не
уступают им по декоративным качествам.
На основе синтетических смол изготовляют архитектурные детали
(например, тяги, галтели, розетки) для художественно-декоративной
отделки интерьера. Лепщик готовит модели отливок и оттисков для
производства этих архитектурных деталей.
Декоративный металл, особенно алюминий, используют в
архитектуре как декоративно-отделочный материал. Алюминий имеет
высокую прочность при малой объемпой массе. Для лридапия
антикоррозионной стойкости, создания различных цветовых оттенков и
нанесения рисунка алюминия и его сплавы хромируют, подвергают
гальванизации, анодированию и покрывают фарфоровой стекловидной
эмалью различных расцветок.
В современном строительстве широко распространены подвесные
алюминиевые потолки, алюминиевые звукопоглощающие плиты, ано-
дировапные сетки, декоративные решетки, розетки и другие
архитектурные детали.
Облицовочному алюминию может быть придана разнообразная
фактура поверхности и рельеф, его применяют для выколотки ба-
— 42 —
V
рельефов п объемной скульптуры. Из алюминия выполняют также
осветительную арматуру (бра, люстры, торшеры).
В архитектуре и скульптуре широко применяют нержавеющую
хромоншсслевую сталь как облицовочный материал (станция метро
«Маяковская» в Москве) и как материал для скульптуры
(скульптура «Рабочий и колхозница» на ВДНХ в Москве). В большом
ассортименте выпускают художественные профилированные погонажные
изделия из стали.
Кроме того, металл, в частности бронзу, используют для
металлизации архитектурных деталей, в том числе лепных, путем панесения
металлического слоя горячим распылением. Так обработана лепнина
на станциях московского метро «Комсомольская» (радиальная) и
«Красносельская».
В архитектуре и скульптуре паходит широкое применение
чугунное литье. О литье из металла будет сказано в специальной главе.
Штукатурные отделки фасадов и интерьеров самым
непосредственным образом сочетаются с лепными работами. Штукатурные
работы родственны лепным работам ио техпологии выполнения,
характеру готовых отделок, методам создания фактурных покрытии и
рельефных поверхностей различного профиля.
Штукатурными работами называют процесс покрытия
конструкций зданий и сооружений, возведенных из различпых материалов,
слоем строительных растворов иа основе неорганических вяжущих
(извести, цемента, гипса). Готовый затвердевший слой такого
покрытия называют штукатуркой.
Штукатурки имеют различное назначение: выравнивание
поверхностей конструкций (обычные штукатурки), звуко-, тепло- п
гидроизоляция (специальные), усиление художественной выразительности
архитектуры объекта (декоративные).
Различному назначению штукатурок соответствуют различные
вяжущие и заполнители, из которых приготовляют растворы. Для
оштукатуривания наружных поверхностей применяют гидравлические ми-
перальные вяжущие (цемент, цемент с известью пли известь с
гидравлическими добавками, а также обычную воздушную известь), для
внутренних штукатурок — главным образом известь и гипс. В
качестве заполнителя для декоративной штукатурки используют кварцевый
песок, мраморную п гранитную крошку, слюду, измельченное стекло;
для специальной — в растворы вводят шлаковые, керамзитовые ц
другие легкие пески, а также войлок пли очесы в качестве
армирующей среды.
Штукатурки по качеству отделки поверхностен подразделяют на
простые, улучшенные и высококачествеппые. Простые применяют во
временных зданиях, в складских помещениях и как выравнивающий
слой под облицовку деревянных конструкций плиточными
материалами. Улучшенные — в массовом гражданском и промышленном
строительстве. Высококачественными штукатуркамп отделывают
общественные здания культурного назначения (например, театры, кино,
библиотеки, музеи) •
Обычные штукатурки могут быть простыми, улучшенными п вы-
— 43 —
сококачественными; специальные — улучшенными и в редких
случаях высококачественными, а декоративные — только
высококачественными.
Первый слой штукатурки — обрызг — обеспечивает сцепление
всего штукатурного намета с основанием. Этот слой наносят
раствором жидкой конснстепщш, который легко проникает в поры и
пустоты подготовленной под оштукатуривание поверхности. Толщина об-
рызга в зависимости от материала основания может быть 5—9 мм.
Обрызг не разравнивают и не уплотняют.
Требуемое качество штукатурки зависит от выравнивания второго
слоя — грунта. При выполнении высококачественных штукатурок
грунт выравнивают по маякам, улучшенных — под правило,
простых — под сокол. Грунт папосят раствором заданной консистенции
толщиной 5—12 мм по схватившемуся обрызгу, уплотняют и
выравнивают.
Третьим (лицевым) слоем штукатурки является накрывка,
которую напосят толщипой до 2 мм по схватившемуся, но еще не
затвердевшему раствору грунта и затирают. При выполнении декоративных
штукатурок накрывку напосят в два слоя и более по затвердевшему
грунту. Толщина слоев зависит от назначения и вида фактуры
лицевой поверхности.
Выполнение лепных работ, как правило, связано с
высококачественными штукатурками, а технологию выполнения декоративных
штукатурок часто используют при изготовлении лепных изделий.
Основная особенность декоративных штукатурок —
дополнительный специальный процесс, который заключается в разрушении и
снятии поверхностной пленки с пакрывочного слоя для выявления его
художественных характеристик или создании фактуры путем на-
брызга оттиска, скалывания. Эти операции выполняют, когда
штукатурка находится в пластичном, полупластичном пли окамепевшем
состоянии.
В зависимости от составов растворов, технологических режимов
нанесения намета, способов обработки накрывочных слоев и других
факторов получают декоративные штукатурки различных фактуры
п цвета. При сочетании устанавливаемых лепных деталей с фоном
различных декоративных штукатурок эти особенности необходимо
учитывать. Лепщику полезно овладеть технологией декоративных
штукатурок, что поможет ему при установке лепных деталей в
сочетании со штукатурками, а также в изготовлении лепных деталей с
декоратпвпымн покрытиями-
Декоративпые штукатурки бывают фактурные и текстурные.
К первым относятся известково-песчаные, терразитовые и камепные
(цемептные); ко вторым — разновидности искусственного мрамора
из гипса (например, оселковын).
Для известково-песчаных штукатурок готовят
известково-песчаные растворы в соотношении 1 : 3 (известковое тесто: каменная
цветная или белая крошка). Чтобы получить более интенсивный цвет, в
растворы добавляют щелочеустойчивые пигменты (5—15% к массе
вяжущего) или цветные цементы. Для приготовления известково-пес-
-44-
чаного декоративного раствора в растворосмеситель предварительно
наливают известковое молоко, добавляют в него цемент, а после
перемешивания засыпают декоративный заполнитель и всю смесь опять
перемешивают.
Для окраски известково-песчаных растворов пигменты перетирают
в краскотерках с некоторым количеством извести, а затем добавляют
в известковый раствор или тесто. Подкрашенную известь 1—2 мин
перемешивают, после чего в нее засыпают песок и вновь все
перемешивают в течепие 3 мин.
Для терразитовых штукатурок на специальных заводах
приготовляют известково-цементные товарные смеси, в которых в качестве
вяжущих используют известь-пушонку п портландцемент (обычный,
белый или цветной), а в качестве заполнителя — песок или дробленые
горные породы (например, гранитную, мраморную муку или крошку,
слюду). На рабочем месте смесь непосредственно перед
использованием затворяют водой в растворосмесителях. Если нужно изменить
интенсивность цвета штукатурки, добавляют 0,5—2% пигмента от
массы сухой смеси.
Известково-песчаные и терразитовые декоративные растворы быст-
росхватывающиеся, поэтому в больших количествах их не
приготовляют. Годность растворов после затворения 1—2 ч.
Раствор для грунта под накрывочный декоративный слой должен
быть однороден и хорошо перемешан, так как неоднородный грунт
будет неравномерно впитывать влагу сиз накрывки, что приведет к
искажению интенсивности ее цвета. Для лучшего сцепления с накрыв-
кой грунт в пластичном состоянии нарезают или волнистыми
бороздками, или прямой или диагональной сеткой. Расстояние между
бороздками 3—4 см, глубина бороздок около 3 мм. Затем грунту дают
схватиться, для чего его выдерживают не менее недели.
Грунт, содержащий в своем составе цемент, первые 3—4 дня
поливают водой (в сухую и ветреную погоду 2—3 раза в день). В жару
свежий грунт завешивают мокрой рогожей (или мешковиной), но так,
чтобы он не соприкасался с ней. За час или два до нанесения
накрывки грунт дважды сильно смачивают водой, а при нанесении
дополнительно обрызгивают с окамелка (кисть из мочала).
Толщина намета накрывочного декоративного слоя колеблется от
8 (при гладких фактурах) до 10—12 мм (при рельефных). Как
правило, декоративную накрывку наносят в два приема, что улучшает
ее сцепление с грунтом. Первый слой более тонкий (2—3 мм) и бо
лее жидкой консистенции наносят набрызгом, он служит связующим
между грунтом и вторым более густым слоем накрывки толщиной
5—6 мм. Второй слой наносят сразу как только начнет схватываться
первый слой накрывки (заметно загустеет), затем его уплотняют и
выравнивают шравйлами и терками. Уплотнение накрывки должно
быть равномерным, а выравнивание и затирка незатяжными, поэтому
их поручают выполнять наиболее опытным мастерам. От
тщательности выполнения этих операций зависит равномерность насыщения
раствора накрывки влагой, а следовательно, равномерность
насыщения цветового тона штукатурки.
-45-
/
Весь цикл выполнения накрывки должен вестись непрерывно в
течение смены из такого расчета, чтобы рабочий шов, образующийся
к окончанию рабочего дня, приходился бы на естественную границу
поверхности (пилястры, ризалиты, русты).
Для получения нужной фактуры штукатурок накрывку
обрабатывают, когда она находится в пластичном пли полупластичном
состоянии. Под фактуру мелкозернистого песчаника накрывку
обрабатывают в полупластичном состоянии, примерпо через 1,5—2 ч после
нанесения: циклей снимают верхнюю известковую пленку и обдувают
струей воздуха от компрессора. Под фактуру насеченного природного»
камня накрывку обрабатывают при том же режиме, но используют
гвоздевую щетку или электрошарошку.
Бугорчатую фактуру создают набрызгом накрывочного слоя
различными способами: через сетку, с метлы, специальными приборами
или из форсунки (сопла) растворонасоса. Набрьгзг может
производиться и в один прием, и в несколько. В последнем случае каждый
последующий слой наносят по схватившемуся предыдущему.
Точечную фактуру получают набрызгом крошки на несхвативший-
ся слой намета, или вручную, или с помощью пескоструйного
аппарата. Наборную фактуру создают, вдавливая крупную щебенку в
пластичный намет, а после твердения всю поверхность опять накрывают
жидким декоративным раствором. И, наконец, фактуры создают
нанесением рисунка или рельефа на накрывку в пластичном состоянии,
например способом торцовки (кистью или метлой), оттиском (губки
или связкой камыша), штриховкой («зубьями пилы).
Практика выполнения декоративных известково-песчаных п тер-
разитовых штукатурок показывает, что всего лишь тремя приемами
(обнажением декоративного заполнителя в полупластичном
состоянии, штриховкой или оттиском в пластичном состоянии и набрызгом)
можно создать большое разнообразие оригинальных фактур,
имитирующих природные камни.
Каменные (цементные) декоративные штукатурки делают из це-
ментно-песчаных растворов для имитации твердых каменпых пород,
и обрабатывают в затвердевшем состоянии инструментом для
обработки кампя (например, бучардами, скарпелями).
Цветные цементные растворы для декоративных каменных
штукатурок имеют состав 1 : 3 (цветной цемент или портландцемент:
каменная цветная крошка из цветных горных пород). Для
пластичности в раствор добавляют мылонафт или сульфитно-дрожжевую
бражку или известковое тесто (15—20% от массы цемента).
Для окраски растворов на портландцементе последний
перемешивают с сухим пигментом в шаровых мельницах, а затем затворяют
водой и перемешивают в растворосмесителях с заполнителем.
Цветные цементы сначала перемешивают с заполнителем в
растворосмесителях, затем затворяют водой и опять перемешивают. При
добавлении извести в цветные цементные растворы сначала наливают в
растворосмеситель известковое молоко, всыпают в него цветной
цемент и перемешивают, после чего в полученную массу добавляют
заполнитель и вновь перемешивают.
— 46-
\
Грунт род цементно-песчаную накрывку делают из цементных
растворов и нарезают, как для известково-песчаных декоративных шту-
жатурок, и в течение 4—7 дней смачивают водой. Через 7—10 дней
-после укладки на грунт наносят накрывочный слой, причем за 1—2 ч
перед нанесением накрывочного слоя грунт снова смачивают водой.
Накрывку наносят в два слоя общей толщиной 10—15 мм. Первый
раз из более жидкого раствора (разбавленным 3—4% воды от объема
раствора) наносят тонкий слой, который не выравнивают и не
уплотняют. Второй слой наносят, когда начнет схватываться первый.
После нанесения второго слоя накрывку выдерживают, пока грунт
не впитает из нее лишнюю воду. Когда влажность усреднится,
выравнивают и уплотняют накрывочный слой полутерком, а затем
пристукивают торцом деревянного бруска большого сечения или плашмя
■бруском, имеющим грань ой не мепее 60 мм. Усиленное
уплотнение необходимо для ликвидации пустот, в результате которых при
последующей насечке могут образоваться раковины- После такого
уплотнения на поверхность должно проступить цементное тесто, тогда
поверхность снова выравнивают полутерком или стальной гладилкой.
Накрывку в период твердения (около недели) смачивают водой не
менее двух раз в сутки, а в жаркую погоду — 5—6 раз, либо
занавешивают сырыми матами из мешковины или рогожи.
Фактурная отделка каменной штукатурки заключается в насечке
•(наковке) ее механическим или ручным инструментом. К наковке
тдожно приступать лишь тогда, когда раствор приобретет достаточную
(прочность, при которой зерна заполнителя не выкрашивались бы, а
• скалывались (разрушались).
Каменной штукатурке придают различную фактуру: под
шлифованный природный камень, с выделанными кромками, под бучарду,
.бороздчатую фактуру, под шубу и др. Но главная цель — не столько
создать фактуру (этого можно добиться и в известково-песчаных шту-
катурках), сколько обнажить заполнитель п тем самым создать
текстуру искусственного камня, близкую к естественному.
Оселковый искусственный мрамор (или стукко) представляет
собой гипсовую штукатурку с отполированной до зеркального блеска
поверхностью. Этот вид декоративной штукатурки применяют только
ъ помещениях с невысокой влажностью. Декоративную накрывку тол-
щипой 10—15 мм укладывают по грунту, который выполняют так же,
как для декоративных штукатурок из цементно-известковых или
известково-песчаных растворов. Накрывку наносят после полного
затвердения грунта — через 15—20 дней.
Процесс изготовления оселкового мрамора трудоемок, он
складывается пз четырех операций: окраска гипса, приготовление раствора,
нанесение его на поверхность и отделка схватившейся поверхности
многократным шлифованием и полированием. Такую штукатурку
трудно реставрировать из-за сложности подбора цвета полированных
поверхностей. Эти поверхности часто непосредственно стыкуются с
лепными деталями, например легшая капитель с полированным
фустом, тяга карниза с полированными панелями, иногда
профилированными тягами или филенками.
-47 —
Глава II
МАТЕРИАЛЫ ДЛЯ ПРОИЗВОДСТВА ЛЕПНЫХ РАБОТ
При ленке и моделировании архитектурных деталей используют
различные материалы: для изготовления моделей — глину, воск,
пластилин, гипс; форм — гипс, цемент, клей, желатин, формопласт,
металл, дерево; изделий — гипс, цемент, папье-маше. Кроме того,
применяют смазки, арматуру, материалы для отделки изделий.
Гипсовые растворы. В технике лепных и формовочных работ
гипсовые растворы являются основным материалом-
Для приготовления растворов применяют строительный (ГОСТ
125—70) и формовочный (МРТУ-21-31—67) гипсы; строительпый —
в основном для штукатурных работ, формовочный — для
производства моделей, форм и изделий, предназначенных для внутренней
отделки зданий.
Формовочный гипс отличается от строительного более тонким
помолом, большей прочностью и постоянством свойств. Начало
схватывания формовочного гипса должно наступать не ранее 8 мин, а
конец схватывания — не ранее 15 мин и не позднее 25 мин от начала
затворения гипсового теста. При затвердении гипс расширяется до
1%, плотно заполняя формы, и на формуемое изделие передаются с
формы тончайшие детали рисунка. Ценными свойствами гипса
являются способность быстро твердеть и давать гладкие поверхности,
белый, легко окрашиваемый цвет и достаточная прочность. Главпый
недостаток — малая водостойкость гипсовых изделий.
Гипс, используемый в лепных работах, должен быть свежеобож-
женным, белым по цвету, проверенным в лаборатории и иметь
паспорт. Гипс не должен содержать примесей песка. Если при
кипячении в течение 5—7 мин трех навесок гипса объемом 50 см3 каждая
в 10%-ном растворе соляной кислоты не выпадает осадок, это
указывает на отсутствие песка.
При приготовлении гипсового раствора во избежание образования
комков следует гипс насыпать в воду, а не наоборот. Гипс сыплют
до тех пор, пока он не начнет медленно оседать, после чего раствор
размешивают лепной лопаткой быстро и тщательно до консистенции
сметаны; добавлять в это время сухой гипс нельзя, чтобы не
образовались комки.
Состав гипсового раствора подбирают опытным путем. На
практике водогипсовое отношение для получения раствора нормальной
густоты должно быть 0,7, густого — 0,5, жидкого — 1. Густоту
определяют вискозиметром, сроки схватывания — на приборе Вика.
Гипсовый раствор используют немедленно после приготовления,
так как он сохраняет текучесть в течение 2,5 мин, а пластичность —
6—8 мин. Схватившийся гипсовый раствор нельзя разводить водой,
так как он уже потерял свои вяжущие свойства. Следует учесть, что
затворение теплой водой увеличивает скорость схватывания раствора.
В случае необходимости замедлить сроки схватывания при
приготовлении в гипсовый раствор вводят замедлители, например клей»
/
-48-
\
При добавке клея в количестве от 0,2 до 2% от массы гипса
схватывание раствора наступает через 40 мин. Для продления сроков
схватывания добавляют клей, обработанный известью. При добавке
такого клея (0,3—0,5% от массы гипса) процесс схватывания
замедляется в 2—3 раза по сравнению с добавкой необработанного клея. При
обработке известью 1 масс. ч. клея замачивают в 5 масс. ч. воды в
течение 15 ч, после чего добавляют 1 масс. ч. известкового теста и
кипятят 5—6 ч при постоянном помешивании. Полученный клей не
загнивает при хранении. ,
В качестве замедлителей применяют также известь, буру и
поверхностно-активные добавки, являющиеся отходами химической
промышленности (например, мылонафт, омыленные кубовые остатки
синтетических жирных кислот, композиции этих веществ с
сульфитно-дрожжевой бражкой).
Если необходимо ускорить процесс схватывания (например, при
снятии маски, формовке частей человеческого тела с натуры), па 1 л
воды прибавляют 5 г квасцов или 1—2 г поваренной соли.
Твердение гипса происходит с выделением тепла, при этом
температура гипсового раствора не должна превышать 25° С. Гипс, дающий
более высокую температуру затворения, не применяют. Полное
затвердение гипсового раствора происходит через 20 мин- после
затворения гипсового теста, при сильном нажатии пальцем на полностью
затвердевшем гипсовом изделии не должно оставаться следов.
Изделие, состоящее из нескольких слоев гипса, при твердении
нередко коробится. Причинами этого явления могут быть
неодинаковый процент содержания гипса и воды, несовпадение срожш
схватывания гипса в разных слоях. Для предупреждения коробления
гипсовый раствор замешивают на слабоизвестковой воде, однако
применение известковой воды ограничено и при дальнейшем описании раз-
'• •• работ будет указано, в каких случаях нельзя использовать
известковую воду.
Прочность гипсовых изделий зависит от сорта гипса, тонкости
помола, количества недожога и пережога, от величины водогипсового
отношения, вида и количества заполнителей и устанавливается
стандартными испытаниями.
Для получения нужной прочности гипсовые изделия просушивают
до постоянной массы при температуре не выше 70° С, при более
высокой температуре прочность их снижается.
Для повышения водостойкости и прочности гипсовых изделий
рекомендуется следующее:
затворять гипс 1,5%-ным раствором сернокислого цинка или
почти насыщенным раствором буры;
добавлять к гипсу 5% извести;
применять полимеризованяый гипс, получаемый смешиванием
полуводного гипса с водорастворимой фенолформальдегидной смолой;
пропитывать готовые гипсовые изделия баритовой водой,
раствором алюмокалиевых квасцов, сернокислого цинка или железа;
применять высокопрочные гипсы (эстрих-гипс, ангидритовый
цемент) .
-49 —
/
Цементные растворы. Цементные растворы и бетоны применяют
для изготовления фасадных архитектурных деталей и скульптуры
сложного рельефа и различных размеров. Такие изделия долговечнее
и атмосфероустойчивее гипсовых. /
Цементпые растворы — это композиция из правильно
подобранной смеси вяжущего, мелкого заполнителя и воды. Если в эту
композицию вводят крупный заполнитель, получают бетонную смесь. В
качестве мелкого заполнителя применяют кварцевый песок и
мраморную крошку, крупного — щебень. Заполнителями создают жесткий
скелет формуемого изделия и уменьшают усадку при твердении
цементного раствора.
Для получения прочных и атмоеферостойких изделий песок
очищают от глинистых и органических включений, а также пылевидных
'частиц. Лучше всего применять речпой песок. Загрязненные пески
промывают и сушат.
Растворная цементная сухая смесь имеет состав 1 : 3 (цемент:
песок), бетонная —1:2:2 (цемент : песок : щебень). В качестве
вяжущего применяют декоративные портландцементы (белые и цветные) и
обычные серые (портландцемент, пуццолановый цемент и шлако-
портландцемент). Начало схватывания цементного раствора должно
наступать не ранее 45 мин, конец схватывания — не позднее 12 ч от
начала затворепия.
Изделия, изготовленные на основе обычных цементов, из-за
серого цвета не обладают высокой декоративностью. Художественное
восприятие достигается их силуэтом, динамичностью, скульптурностью
(например, скульптура «Родина-мать» на Мамаевом кургане в
Волгограде), окрашиванием или введением в процессе производства
декоративного заполнителя.
Изделия из белых и цветных портландцементов отличаются
высокой декоративностью. Такие изделия изготовляют двухслойными:
лицевой декоративный слой из цветного или белого цемента толщиной
3—5 см и основной слой из обычного цемента, толщина которого
зависит от размера и формы изделия.
Белый портландцемент (ГОСТ 965—66) получают путем тонкого
измельчения белого маложелезистого клинкера, активной
минеральной добавки и необходимого количества гипса, а цветные — путем
измельчения этих же материалов с красящими пигментами. Красящие
пигменты (двуокись марганца (черный), железный сурик (красный),
охра (желтый), окись хрома (зеленый), кобальт и ультрамарин
(голубой) должны обладать стойкостью к действию щелочей и
атмосферных влияний.
Белый и цветной цементы схватываются и твердеют несколько
медленнее обычных, обладают повышенной усадкой, пониженной
коррозионной стойкостью и морозостойкостью. Введение активных
минеральных и гидрофобных добавок улучшает их свойства и повышает
атмосфероу стойч ивость.
Вода для затворепия цементных растворов и бетонных смесей не
должна содержать вредных примесей, препятствующих нормальному
схватыванию п твердению раствора.
-50 —
\
При приготовлении цементных растворов сначала готовят сухую-
смесь вяжущего и заполнителей, а затем ее затворяют водой.
Количество воды определяют опытным путем, оно зависит от способа
изготовления изделия. Для уменьшения количества воды
рекомендуется применять пластифицирующие добавки.
Глина — рыхлая осадочная порода, дающая при замешивании с
» водой тесто различной пластичности. Пластичность — основное ее
качество для лепных работ- Из глины лепят мягкие модели. Глину
пластичную, содержащую мало песка, называют жирной. Она
наиболее пригодна для лепки, так как долго сохраняет пластичность и не
пристает к рукам. Глину малопластичную с большим содержанием
песка называют тощей. Так как жирные глины редко встречаются в
природе, для лепки используют и тощие, которые предварительно
очищают от песка путем отмучивания: перемешивают глину с водой
и из получившейся жирной массы частицы песка как наиболее
крупные выпадают в осадок.
Для изготовления моделей глину готовят следующим образом.
Разбивают комья глины на мелкие куски, укладывают в емкость
слоями по 20—25 см и каждый слой заливают чистой водой. В
замоченном состоянии глину выдерживают в течение суток. Затем
размягченную глину пропускают через глиномялку до состояния однородной
тестообразной массы. Если глиномялки нет, глину готовят ручным
способом: на верстаке разминают ее, проколачивая стальным прутом.
Глина считается пригодной для лейки моделей, если она легко
поддается измятию пальцами и не пристает к ним. Таким же образом
готовят бывшую в употреблении глину.
Качество глины можно улучшить, добавив к ней хлопковое или
касторовое масло (до Vs от ее массы). Это придает глине большую
пластичность и предохраняет от быстрого высыхания. Быстрое
высыхание глины можно также предотвратить добавлением в воду
хлористого кальция (2—3%). Подготовленную глину хранят в глпяохра-
нилище, накрыв мокрой тканью.
Пластилин используют для лепки мелких орнаментированных
моделей. В отличие от глины он долго не сохнет, сохраняет
пластичность и плотность-
Пластилин состоит из пчелиного или минерального воска и
наполнителей. Иногда модели лепят из чистого воска. Пластилину можно
придать любой цвет, различную пластичность и твердость. Раньше
пластилин готовили, растапливая смесь воска п канифоли в олпвковом
масле. В настоящее время применяют восково-глипяный пластилин.
Его приготовляют следующим образом: пропущенную через
мясорубку глину смешивают с минеральным воском-озокеритом, петролату
мом или тавотом, предварительно расплавленными в водяной бане.
Полученную массу два или три раза пропускают через мясорубку.
Затем в смесь добавляют сухие пигменты требуемого цвета. Если
пластилин прилипает к рукам, в него добавляют некоторое количество
картофельной муки.
Клей применяют для изготовления форм с моделей. Употребляют
мездровый (столярный) клей или технический гкелатин. Мездровый
— 51 —
./
клей получают из кожи животных, желатин — из костей. Мездровый
клей и желатин выпускают в виде тонких прозрачных пластинок.
Формы из желатина получаются более прочными, и они точнее
передают рисунок модели.
Перед употреблением клей замачивают в холодной чистой воде
до полного набухания (желатин — 10—20 мин, мездровый клей —7—
24 ч).
Не рекомендуется использовать -для еамачивания дубовые
емкости, так как в них образуется дубильная кислота, оказывающая
вредное влияпие на клеевую массу.
Размягченный клей сначала укладывают на сетку, чтобы стекла
вода, а затем отдельными плитами — на верстак для проветривания
на 40—60 мин- После этого клей варят в водяной бане в течение 1,5 ч
после закипания воды. При плавлении температура клеевой массы
должна быть не выше 80°С. При более высокой температуре масса
пузырится и становится неоднородной.
Формы, изготовленные из клея, для повышения их прочности и
влагостойкости дубят. В качестве дубильных веществ применяют
водный раствор алюмокалиевых квасцов. Для приготовления такого
раствора в 1 л воды комнатной температуры растворяют 120 г сухих
квасцов. Водный раствор квасцов должен быть бесцветным и не
давать осадка.
Формопласт — синтетический материал, получаемый из смеси
искусственных смол. Он представляет собой темно-желтую плотную
студенистую массу, внешне напоминающую резину. Формопласт для
изготовления форм должен отвечать следующим требованиям:
температура размягчения 55—60, температура плавления 90—100,
температура текучести, при которой формопласт превращается в массу,
способную течь непрерывной струей, 125° С. В расплавленном и
застывшем состоянии формопласт не должен прилипать к поверхности
(наиример, гипса, бетона, металла).
Смазки. Назначение смазок — создание тонкой жировой пленки,
которая способствует легкому разъединению двух разных слоев
гипса или отделяет модель от формы. В лепных работах наиболее часто
применяют жировые смазки, приготовленные из смеси стеарина с
керосином.
Для приготовления таких смазок расплавляют в водяной бане
стеарин, не доводя его до кипения. В расплавленный стеарин постепенно
вливают керосин, перемешивая смесь до тех пор, пока
растворившийся стеарин не соединится с керосином. Охлажденная смесь
загустевает и принимает беловатый цвет-
Для получения смазки 1 кг стеарина разводят в 2,5 л керосина
нлп на 1 кг стеарина добавляют 0,75 л минерального масла и 0,75 л
керосина. Смазка должна иметь консистенцию вазелина. Не
рекомендуется пользоваться жидкой смазкой, т. е. с большим содержанием
керосина, так как керосин разъедает клей. »
В качестве смазок используют березовый щелок (отвар золы от
сжигания березовых дров), технический вазелин, мыльную пену,
эмульсии минерального масла.
— 52-
\
Для покрытия моделей и форм с целью повышения их
водонепроницаемости применяют спиртовой шеллачный лак. Для
приготовления шеллачного лака в 1 л денатурированного спирта добавляют 20 г
сухого шеллака * и смесь слегка подогревают в водяной бане до
растворения шеллака. При использовании шеллачный лак должен иметь
комнатную температуру.
В настоящее время взамен шеллачного спиртового лака
применяют смазку на основе водоэмульсионной краски — эмульсии НВА-421
(1 часть эмульсии, 4 части воды). Эта смазка представляет собой
вязко-текучую массу, она химически инертна к гипсу и бетону,
светостойка, не токсична, дает эластичную пленку.
Смазку наносят тонким слоем на форму (сухую или сырую),
выдерживают около 2—3 мин, затем снимают излишки сухой кистью.
Через 30—60 мин наносят второй слой. Расход смазки 80—100 г на
1 м2 поверхности.
Материалы для армирования. Арматура увеличивает прочность
изделий и предохраняет их от деформаций. Арматуру следует по
возможности располагать в тех местах изделий, где появляются
растягивающие усилия-
В качестве арматуры применяют медную оцинкованную и
железную проволоку, стальные стержни квадратного или круглого сечения,
дрань, сетчатые ткани, волокнистые материалы (например, пеньку,
наклю). Выбор арматуры зависит от общих размеров изделий, их
назначения, вида и характера.
Металлическую арматуру во избежание коррозии покрывают
лаком и располагают на расстоянии не ближе 15 мм от поверхности
изделия.
При армировании необходимо стремиться к возможно меньшему
расходу арматуры и наиболее ее рациональному распределению.
Папье-маше — пластическая масса, получаемая из бумаги с
добавлением клеящих веществ и наполнителя (например, мел, глина,
известь). Для приготовления массы используют макулатуру.
Глянцевые и промасленные сорта бумаги использовать не рекомендуется.
Мелко измельченную бумагу кипятят в течение 2—4 ч до
образования однородной массы, затем протирают через мелкое сито и
смешивают с клеящим веществом. В полученную жидкость добавляют
наполнитель. Все хорошо перемешивают до густоты теста и
пропускают через мясорубку.
Примерная рецептура: 9 л воды, 8 кг клея, 1,2 кг бумаги, 37 кг
мела. Выход готовой массы папье-маше из этого количества
материалов около 50 кг.
Из папье-маше формуют разнообразные бытовые и
художественные изделия, поверхность которых затем обрабатывают (например,
окраской, лакированием, росписью).
Мастику готовят из смеси воды, столярного клея, бумаги,
канифоли, олифы и мела.
* Шеллак — натуральная смола, выделяемая молодыми побегами
некоторых растений. ■
. —53 —
/
В клееварке растворяют столярный клей в воде (на 6 л воды 1,2 кг
столярного клея). 200 г бумаги заливают кипятком. Когда бумага
размокнет, ее тщательно перетирают- Полученную массу насухо
отжимают и кладут в клееварку и, не снимая клееварку с огня, все
тщательно размешивают. Затем постепенно всыпают 500 г мела. Для
прочности в мастику добавляют 100 г канифоли, растворенной в 300 г
горячей олифы. В результате получают клейкую массу консистенции
жидкой сметаны. _
После этого на верстак насыпают нужное для работы на день
количество мела и перемешивают его с теплой клейкой массой,
добавляя немного олифы, и месят как тесто. Готовую мастику
завертывают в сырую тряпку. Лепные украшепия из мастики прочны,
красивы, по цвету напомипают кость.
Глава III
ИНСТРУМЕНТ, ИНВЕНТАРЬ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ПРОИЗВОДСТВА ЛЕПНЫХ РАБОТ
Для производства лепных работ (изготовления моделей, форм,
отливки и постановки изделий на место, ремопта и реставрации
архитектурных лепных деталей) применяют специальные инструменты,
инвентарь, приспособления и механизмы.
Инструмент можно разделить на четыре группы: используемый
при накладывании гипса, режущий, скребковый и разный.
При накладывании гипса применяют стальные лопатки —
плоские инструменты с двумя закругленными концами (рис. 25, а). Их
используют для размешивания гипса перед нанесением его па модель,
при изготовлении форм и кожухов, для замазывания стыков
отдельных кусков форм и расчистки кусков, а также для высверливания
отверстий на усенках кожухов, на кусках и гипсовых формах.
Поверхность концов лопатки (перьев) должна быть гладкой без
вмятин и царапин, чтобы к ним не приставал гипс. Лопатками с топко
оттянутыми, хорошо отполированными перьями удобно зачищать
отливки.
Режущий инструмент (долота и ножи) применяют для разных
работ (разрезки, расчистки и сглаживания изготовленных изделий,
для разрезки, обрезки и подчистки готовых форм и пх кусков).
Долота бывают прямые (рис. 25, б) длиной от 17 до 30 и шириной от
0,5 до 5 см и полукруглые (рис. 25, е) с двумя и одним пером. Перья
одного и того же долота могут быть разной ширины от 0,3 до 3 см.
Для обрезки усенков кожухов, раковин используют большой нож
(рис. 25, г) длиной вместе с ручкой 22 см с остроконечным лезвием,
для обрезания тонких заусенцев, небольших кусков, удаления
отпечатков швов и подчистки изделий — малый нож (рис. 25, д) длиной
15 см узкий с острым концом.
К скребковым инструментам относятся царапки, косарики, клю-
карзы, стеки, цикли, правильца.
— 54 —
Щ 6)
Рис. 25. Инструменты для накладывания гипса и режущие:
«в — лопатки, б и § — долота прямые и полукруглые, г и 9 — ножи большой и малый.
Царапки прямые (рис. 26, а) и фасонные (рис. 26, б) бывают с
лезвиями обыкновенными и нарезными, острый край которых
нарезан зубчиками различной ширины и длины. Царапками снимают
лишний гипс, цемент, раствор с лепных изделий, расчищают лепные
изделия от старой краски. Размеры царапок по длине 17—30 см.
Косарики (рис. 26, е) имеют узкие слегка закругленные концы;
нх применяют для отделки вогнутых и выпуклых частей, очистки
кожухов и форм, а также для расчистки старой лепки-
Клюкарзы (рис. 26, г) могут быть с прямыми, полукруглыми,
косыми или зазубрепнымп концами. Их используют для заравнивания
неровностей после обработки деталей.
Металлические стеки (рис. 26, д) с деревянными ручками могут
быть с гладкими и зазубренными лезвиями. Применяют такие стеки
для зачистки отливок. Деревянные стеки (рис. 26, ё) из твердого
плотного мелкослоистого дерева применяют для вымазывания усенок
в кожухе, при наливке клея на модель, при чистке и заделке гипсом
дефектов различных отливок. С помощью деревянных стеков качество
работ выше, чем при работе стальными инструментами.
Цикли (рис. 26, ж) — стальные пластинки длиной 13—-15,
шириной 5—6 см, толщиной 1 мм, отточенные с одной стороны и с пило-
■ —55 —
г) ж; 3j
Рис. 26. Скребковые инструменты:
а и б — царапки прямые и фасонные, в — косарики, г — клюкарзы,
д ж е — стеки металлические и деревянные, ж — цикли, а — правильца
образной насечкой на другой, — применяют для сглаживания
поверхностей.
Правильца (рис. 26, з) — стальные пластинки, скошенные с
одной стороны, — используют для сглаживания мелких плоскостей
отливок, спятия излишков лепной массы. Иногда правильца вставляют
в деревянную обойму.
К группе разных относятся инструменты, используемые для
изготовления деревянных и металлических каркасов, подготовки моделей
и форм к отливке, выполнения чертежей и различных измерений
(рис. 27): циркули (кронциркуль, штангенциркуль, циркули для
обмера деталей и вычерчивания окружностей); угольники (деревянные
с уровнями и стальные) для разметки на моделях, готовых изделиях
при обработке тяг и т. п.; кисти — для смазки моделей и форм, для
покраски изделий, растушовки; воздушный насосик; шаблон для раз-
— 56 —
б) е)
Рис. 27. Разные инструменты:
а — циркули, б — угольники, в — кисти, г — воздушный насосик, Э — шаблон,
е ■— шовники;
1 циркуль с проволочными наконечниками, 2 — штангенциркуль,
3 — обычный циркуль, 4 — циркуль-измеритель, 5 — кронциркуль,
в — угольник с уровнем, 7 — стальной угольник
резки тяг под углом 45° для их сопряжений; шовники — для
обработки швов и борозд, круглозубцы — для выгибания каркасов и петель
в гипсовых формах; кусачки для откусывания проволоки; ножовки
по металлу.
Во избежание коррозии металлические инструменты, постоянно
соприкасающиеся с жидким и влажным гипсом, рекомендуется делать
из латуни или нержавеющей стали. По окончании работы инструмент
необходимо тщательно очищать от приставшего к нему гипсового
раствора и протирать.
Чисто отделать изделие можно только исправными и хорошо
заточенными инструментами. Режущая кромка долот, ножей и других
режущих инструментов должна быть острой, без заусенцев, забоин
и заточена под соответствующим острым углом.
— 57 —
г) д;
Рис. 28. Инвентарь для приготовления раствора:
а — ящик-ларь для хранения раствора, б — ящик для приготовления раствора,
виг — стальная и деревянная мешалки, в — клееварка
Грубую заточку выполняют на механическом точиле, а затем
инструменты правят на оселке (тонкозернистом бруске). При точке
инструмент нагревается, вследствие чего происходит отпуск металла и
качество инструмента снижается- Чтобы устранить этот недостаток,
инструмент во время точки охлаждают водой.
Правильно заточенное лезвие ножа должно иметь в разрезе
форму клина, поэтому его точат с двух сторон, так чтобы лезвие
постепенно сходило к острию по прямой линии и под одинаковым углом
с обеих сторон.
Острая фаска долота расположена с одной стороны лезвия,
затачивают ее под определенным углом в зависимостп от выполняемой
работы. Следует следить за тем, чтобы при заточке этот угол не
изменялся и не нарушалась прямая линия фаски. Отделывают
заостренную фаску на оселке: долото кладут на него плашмя п проводят по
нему несколько раз сначала одной стороной инструмента, потом
другой, чтобы удалить заусепцы па острие. Недостатки заточки можно
обнаружить, рассматривая острие через увеличительное стекло.
— 58 —
Крупные предприятия оборудованы заточными станками (иногда
универсальными) для выполнения всех операций по заточке
режущего инструмента. Универсальные заточные станки оснащены
приспособлениями для установки и закрепления разнообразных режущих
инструментов под нужным углом заточки. Работа па таких станках
требует специального изучения правил техники безопасности.
Лепщики-модельщики, особенно высокой квалификации,
используют в своей работе и другие инструменты, не описанные в данном
учебнике. Каждый мастер совершенствует приемы работы, а вместе
с ними и инструмент, который нередко изготовляет сам. *
Инвентарь, применяемый в лепных работах, можно разделить на
две группы: для приготовления гипсового и цементного растворов и
для изготовления моделей и форм.
К первой группе относятся ящики-лари (рис. 28, а) для хранения
сухого гипса п цемента, ящики для приготовления гипсового и
цементного растворов (рис. 28, б) в условиях мастерской, баки
оцинкованные, ведра хлорвиниловые, бадьи для приготовления
относительно больших порций растворов в условиях промышленного
производства, стальные мешалки (рис. 28, в) или деревянные —
мутовки (рис. 28, г) для размешивания гипсового раствора, резиновые
чашки (гипсовки) и эмалированные ковши для приготовления
гипсового раствора в небольших количествах, клееварки (водяпые бани)
(рис 28, д), механические глиномялки, растворосмесители, которые
используют при больших промышленных объемах производства.
Ко второй группе относятся верстаки (рис. 29, а), деревянные
щиты (рис. 29, б) из 'неоструганных досок (допускаются щели не более
i см) для изготовления моделей орнамента и т. п., деревянные
разборные стенды (рис. 29, в) с набором досок (доски вставляются в
пазы стоек) для лепки моделей, деревянные мольберты со щитом для
лепки моделей, деревянные подставки (рис. 29, г) с вращающейся
верхней площадкой для лепки моделей (ваз, капителей); станки для
гнутья арматуры, набор шаблонов (рис. 30) для изготовления
моделей тяг, наиболее часто встречающихся профилей и размеров.
Верстак должен быть прочным длиной 2—2,8 м, шириной 1 м.
Крышку верстака делают из досок толщиной 4—5 см, а на них
кладут полированную мраморную или гранитную плиту. В середине
плиты делают отверстие диаметром 1—1,5 см, в которое забивают
деревянную пробку с гвоздем для закрепления шаблона при вытягивании
круглых тяг-
При отсутствии мрамора или гранита плиту делают из цемента.
Для этого на деревянную крышку наливают цементный раствор слоем
5 см, сделав отверстие в центре, и тщательно выравнивают его
поверхность. После затвердения плиту шпаклюют и шлифуют. ,
Шаблоны вырезают из листовой кровельной стали для каждого
конкретного профиля. Чтобы точно перевести заданный профиль на
лист стали, накладывают чертеж профиля лицевой стороной вверх,
чтобы уместить все детали чертежа с остатком кромки по всем
сторонам 2—3 см. Чтобы чертеж не сдвинулся, на него кладут какой-
либо цлоский предмет массой 300—500 г и острым шилом по линии
• —59 —
Рис. 29. Инвентарь для изготовления моделей и форм:
а — верстак, б — щит. в — разборный стенд, г — вращающаяся подставка
2 3
Рис. 30. Шаблон для вытягивания тяг:
1 — профильная доска с оковкой, 2 — полозок, 3 — правило, й — верстав*
5 — салазки, 6 — подкосы
— 60 —
профиля делают наколы. Острие шила, пройдя через бумагу,
оставляет на листе стали видимую для глаза маленькую точку.
Промежутки между проколами делаются различными в зависимости от
сложности профиля и его размеров. Чем мельче деталировка профиля, тем.
чаще делают наколы.
После накалывания чертеж снимают с листа и точки накола
соединяют острым карандашом. Затем лобзиком аккуратно вырезают
профиль шаблона, следя за тем, чтобы пилка лобзика не заходила за-
линию карандаша и точек. После этого шаблон дорабатывают
напильниками с мелкой насечкой, а затем наждачной бумагой до тех пор*,
пока все линии профиля шаблона не будут точно совпадать с
линиями на чертеже.
Под стальной шаблон, чтобы он не гнулся, подкладывают
деревянный шаблон — профильную доску толщиной 2—3 см в зависимости
от величины шаблона. Профиль деревянного шаблона должен
соответствовать профилю стального шаблона. Шаблон из дерева
вырезают с таким расчетом, чтобы после того, как на пего прибьют стальной
шаблон, кромки последнего выступали за профиль на 1—2 мм. После
того как стальной шаблон прибили к деревянному, весь шаблон
нужно расснастить, т. е- устроить так, чтобы он был прочным и мог
свободно й плавно двигаться по верстаку.
Центрально-симметричные объемные модели типа балясины
вытягивают на станке-вертушке. Для этого делают деревянную станину, в
которую вставляют стальной стержень—веретено. Сбоку веретена на.
требуемом расстоянии крепят профильную доску — шаблон.
Глава IV
ИЗГОТОВЛЕНИЕ МОДЕЛЕЙ
§ 5. Модель архитектурной лепной детали
В лепных работах изготовление модели является первой и
основной производственной операцией. Эту операцию выполняет мастер-
модельщик.
Моделью называют выполненное в каком-либо материале
(дереве, металле, гипсе и др.) изображение внешней формы предмета,
подлежащего отливке и размножению. В дальнейшем мы будем
называть моделью архитектурную деталь, выполненную в глине,
гипсе или другом материале по рисункам, чертежам, шаблонам и
фотографиям. С модели снимают форму, в которой затем отливают
нужное число деталей или изделий.
Модели для получения гипсовых или цементных копий могут
быть мягкие (из глины, пластилина, воска) и твердые (из гипса,
металла, терракоты, дерева, камня), а также плоские или
объемные, гладкие или орнаментированные.
Плоские гладкие модели — это модели тяг, сухарей, зубчиков*
плоские орнаментированные — модели меандров, решеток, порезок,
-61-
Рис. 31. Деревянные щиты для гипсового (а) и глиняного (б) грунта и шаблон
для вытягивания прямой гипсовой тяги карниза (в):
1 — направляющая рейка верстака, 2 — полозок, з — планки (расшивки),
& — шаблон, 5 — верстак
розеток; объемные гладкие — гладких ваз, балясин; объемные
орнаментированные —■ орнаментированных ваз. Объемные модели
делают на вращающихся станках, плоские — на щитах, верстаках.
Для лепки моделей устраивают грунт, который должен
представлять собой ровную поверхность. Способ устройства и материал
грунта зависят от материала, из которого будут лепить модель.
Например, из пластилина или воска удобно лепить на гладкой
плоскости фанерного щита, сделанного в виде чертежной доски. Но
фанерный грунт не пригоден для лепки из глины, так как на время
перерыва в работе глину накрывают мокрыми тряпками, чтобы она
сохранила пластичность, что приводит к короблению фанеры. Для
лепки из глины применяют гипсовый или глиняный грунт.
Гипсовый грунт наносят тонким слоем на простой нестроганый
деревянный щит (рис. 31, а), а затем, пока гипсовый раствор
находится в сметанообразном состоянии, его выравнивают правилом.
После полного затвердения раствора поверхность грунта
обрабатывают циклей. Гладкую ровную поверхность грунта покрывают
светлым шеллачным лаком, который предохраняет гипсовый грунт от
проникновения в него влаги из глины.
Глиняный грунт (рис. 31, б) также устраивают на деревянном
щнте, окруженном рамкой, выступающей по всему его периметру
на толщину грунта. Всю площадь подготовленного щита
смачивают водой, затем натирают куском мягкой глины, чтобы на щите
лучше удерживался глиняный грунт, и на натертую площадь
набивают глипу до уровня рамки. Излишки и неровности слоя глины
снимают деревянным правилом, водя им по борту рамки щита до
тех пор, пока поверхность грунта не станет ровной и гладкой.
Такой грунт отвечает всем техническим требованиям, хорошо
сохраняет влажность глины и экономичнее гипсового, так как глина,
— 62-
спятая с грунта, может быть использована неоднократно, а гипс
вторично использовать нельзя.
Все виды моделей выполняют в точном соответствии с
рабочими чертежами на архитектурную деталь. Поверхности моделей
тщательно зачищают и покрывают шеллачным спиртовым лаком.
На лаковом покрытии не должно быть трещин или отлупов. На
моделях с гладкими прямолинейными поверхностями длиной до 500 мм
допускается не более одной неровности глубиной или высотой до
1 мм на каждой грани или ребре; длиной более 500 мм — не
более двух неровностей. Неровности определяют прикладыванием»
правила. На моделях с криволинейной гладкой поверхностью
допускается не более двух неровностей глубиной или высотой до 1 мм
на 1 м развернутой длины шаблона.
Видимое на глаз смещение орнамента в стыках погонных
изделий, выполненных по данной модели (проверяется пробной
отливкой), не допускается.
Каждую модель принимает и утверждает архитектор.
§ 6. Плоские гладкие модели
К плоским гладким относятся модели тяг прямолинейных и
криволинейных, сухарей, зубчиков, бус, гороха. Модели
прямолинейных и криволинейных тяг выполняют из гипса с помощью
шаблонов, простые модели сухарей, зубчиков, бус и гороха вырезают из
гипса.
Модели прямолинейных тяг карниза. Толщина модели тяги
карниза должна быть не более 3—4 см и одинаковой по всем ее
изогнутым профилям.
Установив шаблон 4 (рис. 31, в) на верстак 5 полозком 2 к
направляющей рейке 1, можно видеть ту толщину, которую каршм
будет иметь в гипсе. В тех местах, где толщина гипса превысит
3—4 см, делают подкладки для образования пустот в гипсовой
тяге, что облегчит модель. Подкладки толщипой до 10 см делают,
как правило, из глины, при толщине более 10 см изготовляют
деревянную коробку, которую крепят к верстаку и обмазывают
глиной.
Подкладку рекомендуется покрывать бумагой, чтобы глина не
засорялась и гипс легче отставал от подкладки. Длина модели
должна быть не более 0,4—1 м, при большей длине гипс коробится и.
нарушается прямолинейность модели.
Перед тем как начать тягу карниза, правило, верстак, полозок
шаблона и сам шаблон покрывают смазкой, которая облегчает
движение шаблона. Затем разводят гипсовый раствор, дают ему
немного загустеть и быстро накладывают его лопаткой па место
лепки. Для увеличения прочности и легкости модели в первый слой
раствора закладывают пеньку или дрань. По уложенному первому-
слою медленно и плавно перемещают шаблон вдоль правила,
прижимая его к нему и верстаку.
. -63 —
Рис. 32. Абака дорической капители (а), ее разрез (б) и склеенный угол (в):
1 — склеенный угол, г — приготовленный к склейке угол, 3 — арматура,
& — профиль абаки
Движение шаблона вперед деревянной частью называется «на
лоск», металлической — «на обдир». Начинают тягу с движения
-«на лоск»: срезают излишки гипсового раствора с выпуклостей и
перемещают их во впадины. Во время тяги шаблон перемещают
только в одну сторону — вперед до конца правила, а затем его
переносят в исходное положение и вновь повторяют движение «на
лоск», добавив на тягу и шаблон гипсового раствора. Этот процесс
повторяют до получения полного профиля модели. Затем
гипсовому раствору дают затвердеть, при этом он увеличивается в объеме,
так как твердение гипса сопровождается его расширением.
Излишки гипса полностью срезают движением шаблона «на обдир». В
заключение смачивают тягу жидким гипсом и движением шаблона
«на лоск» окончательно срезают излишки гипса до получения
чистой тяги.
По мере выполнения тяги карниза гипсовый раствор готовят
тюрциями, строго соблюдая его однородность, причем до окончания
тяги не должно быть перерыва в подаче раствора. Тяга считается
законченной только тогда, когда все профили становятся четкими,
прямыми, чистыми.
Концы вытянутой из гипса модели тяги карниза срезают под
прямым углом, после чего снятую модель направляют в
формовочный цех.
Из прямых тяг можно склеивать квадратные и продолговатые
предметы (например, дорические капители, базы на пилястрах) с
разделкой наружных и внутренних углов (рис. 32). Склеивают
гипсовые тяги гипсовым раствором. Для склеивания тяг
вычерчивают на щите план детали (рис. 32, а). Поверхность, на которой
будут склеивать детали, покрывают смазкой. Склеиваемые куски тяг
предварительно смачивают водой или покрывают шеллачным
лаком для уменьшения поглощения воды из гипсового раствора
склеиваемыми поверхностями. Устанавливают их по вычерченному пла-
-64-
пу я обрезают у них концы под
углом 45°. Места, которые будут
склеивать, насекают пожом, чтобы
гипсовый раствор более прочно
схватывался со склеиваемыми
поверхностями. Куски тяги
устанавливают перпендикулярно к
поверхности с помощью прямоугольного
треугольника, подгоняют друг к
другу и прикрепляют к щиту гип- Рис 33. Профиль порезкп
сом. Затем гипсовым раствором ере- в шаблоне
дней густоты оплескивают
внутренние поверхности склеиваемых углов. Раствор, попавший на
поверхность тяги, смывают мокрой кистью. Лицевую поверхность
углов сначала обрабатывают более густым раствором, излишки
раствора до его схватывания осторожно счищают тонкой циклей
и после затвердения раствора зачищают прямыми и
полукруглыми долотами. Правильность склеенного угла проверяют
угольником.
Если на тяге карниза предусмотрено выполнить порезки, пх
профили вырезают в шаблоне (рис. 33). Шаблон разбирают,
снимают жесть, на ней вырезают профиль порезки и переносят его на
дерево. Затем шаблон собирают, устанавливают на место, а
гипсовую тягу там, где будет наложена глина для лепки модели
порезки, покрывают шеллачным спиртовым лаком. Пустоту,
образовавшуюся между гипсовой тягой и вырезанным профилем,
заполняют мягкой глипой и шаблон ведут так же, как при выполнении
тяги из гипса.
Аналогично выполняют из гипса все прямые тяги (например,
гусек, каблучок, вал, выкружку, скоцию).
Выполнение модели кессонной балки имеет ту особенность, что
для уменьшения массы ее изготовляют пустотелой, вытягивая на
призматической гипсовой подкладке, которую можно использовать
несколько раз (рис. 34, а). Вытягивают подкладку на верстаке
шаблоном 1 без металлической оковки. Шаблон изготовляют так,
чтобы центр профиля подкладки совпадал с центром наружного
профиля кессонной балки. Готовую подкладку покрывают шеллачным
спиртовым лаком. На подкладке делают ряд углублений 2 для
предотвращения сдвига тяги в процессе работы. В дальнейшем модель
кессонной балки вытягивают так же, как прямолинейные тяги
(рис. 34, б).
Модели криволинейных тяг выполняют так же, как
криволинейные штукатурные тяги (см. гл. X), но из гипсовых растворов.
Модели сухарей, зубчиков, бус и гороха вырезают из гипса.
Прямоугольные сухари и зубчики среднего и малого размеров,
украшающие карнизы внутренних помещений, вырезают из гипсовой
четырехгранной болванки. Отливают гипсовую болванку (размеры
ее указаны в рабочих чертежах), на нее наносят рисунок сухаря и
долотом и ножом его вырезают.
3 Зак. 880 т — 65 —
°J
5)
Рис. 34. Модель кессонной балки:
а — вытягивание гипсовой подкладки, б — вытягивание кессонной балки;
1 — шаблон, 2 — углубление, препятствующее сдвигу слоев, 3 — салазки,
4 — направляющая, 5 — подкладка, 6 — каркас
Модели крупных сухарей (рис. 35) для карнизов высоких
залов и фасадов склеивают из гипсовых пластин 2. Для этого на
ровной гипсовой плите 1 нужного размера вычерчивают боковой план
сухаря. По вычерченному плану строго вертикально ставят три
гипсовые пластины 2, склеивают их в углах гипсом, а к плите
крепят мягкой глиной. К открытой торцовой стороне глиной
прижимают деревянную плавку 3 высотой 2 см и плоскость между
пластинами заливают гипсовым раствором на эту высоту, образуя нижнюю
поверхность сухаря. После затвердения раствора укрепляют
верхнюю пластину. Модель зубчиков готовят ипаче. Зубчики чаще
всего ставят по три-четыре штуки вместе, поэтому с изготовленной
одной модели зубчика снимают клеевую форму, в которой отливают
нужное число изделий. Устранив на них дефекты формовки,
собирают одну модель из трех-четырех зубчиков и покрывают ее спир-
тоеым шеллачным лаком.
Существует много разновидностей бус (рис. 36). Модели бус и
гороха вырезают из гипса по
рабочим чертежам, где обозначепы их
точные размеры. В шаблоне (рис.
(37) вырезают профили 1 бусины
(горошины) и профиль 2 дощечки,
на которой она будет держаться.
Шаблоном вытягивают отрезок
тяги длиной 20—25 см. Тягу
вытягивают в два слоя густым
гипсовым раствором. Первый слой
раствора образует грубый профиль
тяги, а второй — вытягивают
начисто. Чем из меньшего числа
Рис. 35. Модель крупного сухаря:
! — гипсовая плита, 2 — гипсовые
пластины, з — деревянная планка
слоев гипса состоит тяга, тем
легче ее обрабатывать инструментом.
— 66 —
0?#$?v*№?ys*' ~г
(@№Ч№ЧИМ!"".ЯМС>|
шж.
Рис. 36. Бусы и их профили
Заданный рисунок бус (гороха) переводят на гипсовую тягу
карандашом. Вырезают модели бусины 1 (рис. 38) от ее центра по
направлению к тарелочке 2; постепенно срезают полукруглым
долотом часть гипсовой тяги, придавая требуемую форму бусине и
тарелочке. Модели горошины также вырезают полукруглым
долотом.
Вырезанную модель зачищают мелкой мягкой шкуркой и
покрывают шеллачным спиртовым
лаком. Обычно вырезают гипсовую
модель одной повторяющейся
детали бус, а гороха — две-три.
Излишек гипсовой тяги срезают.
Для массового производства
изделий из этих моделей
изготовляют модель бус (гороха)
длиной 20—25 см. Для этого с
первоначально изготовленной модели
снимают форму и отливают из
гипса нужное число бусин
(горошин). Чтобы собрать из них мо-
Рис. 37. Шаблоп бусины:
профиль
1 — профиль бусины, 2
дощечки
3*
— 67^
Рис. 38. Резка бусин из гипса:
1 — бусина, 2 — тарелочка
дель нужпой длины, на мраморной плите или верстаке,
предварительно смазанной, устраивают гипсовую плиту длиной 20—25,
шириной 6—7, толщиной 2—3 см. В середину гипсовой плиты для
повышения ее прочности закладывают дранку толщиной в спичку.
Для правильности сборки модели бус (гороха) к готовой
гипсовой плите прикрепляют стальную или деревянную линейку, к
которой во время приклейки к плите прижимают бусины. Тыльную
часть бусины и те места плиты, к которым будут приклеивать
бусины, процарапывают ножом. Затем смачивают плиту и бусины
чистой водой, накладывают гипсовый раствор на тыльную сторону
бусин и прижимают бусины пальцами к плите и к линейке. После
того как гипс затвердеет, осторожно снимают линейку и тщательно
обрабатывают стыки между бусинами, а также соединения между
бусинами и тарелочкой. Готовую модель покрывают шеллачным
спиртовым лаком.
Как бы хорошо ни были вырезаны бусины (горох) из гипса, все
же они уступают в точности исполнения и экономичности
выточенным. Поэтому лучше модели бус и гороха вытачивать из металла,
гипса или дерева на токарном станке. Для крупных бус вырезают
шаблон по их контуру и на металлической шпильке, вставленной
Рис. 39. Меандр:
а — начерченный рисунок, б — наклеенные тяги, в — законченная часть меандра
— 68 —
в патрон станка, вытачивают звено бус, как правило, из гипса,
затем одну из сторон бус срезают на lU их окружности для
укрепления на гипсовой плите. Мелкие бусы, состоящие из шариков
(жемчужин), изготовляют так же, но рекомендуется шарики не
вытачивать, а употреблять готовые металлические.
§ 7. Плоские орнаментированные модели
К плоским орнаментированным относятся модели
орнаментированных поясов, порезок, фриза, розеток, решеток, венков, гирлянд,
картушей, гербов.
Орнаментированные пояса. Такими поясами украшают
горизонтальные междуэтажные членения фасада, панелей и т. д. Примером
орнаментированного пояса являются прямо- и криволинейные
меандры.
Для изготовления модели прямолинейного меандра на гипсовой
плите вычерчивают сетку, клетки которой равны ширине тяги, и
на ней делают рисунок меандра (рис. 39, а). Шаблоном вытягивают
из гипса прямые тяги, разрезают их на требуемое число частей,
укрепляют каждую часть на гипсовом растворе на плите (рис. 39,6)
строго в соответствии с рисунком, зачищают углы и все
соединения тяг с грунтом (рис. 39, в). Если меандр шириной 6—15 см с
небольшим рельефом, лучше модель вырезать из гипсовой плиты.
Иногда в меандре делают наклонные тяги под углом 30°,
перевитые ветками лавра и дуба. В этом случае сначала наклеивают
тяги, покрывают их лаком, затем лепят ветку. В первую очередь
прокладывают стебель ветки в диагональном направлении снизу
вверх таким образом, чтобы он переплетал меандр, а потом листья.
Для изготовления модели криволинейного меандра на гипсовую
плиту переводят рисунок двух или трех повторяющихся его
звеньев. По контуру рисунка углубляют фон на заданную глубину,
выявляя рельеф спиральной волны (рис. 40). Иногда рисунок
спирали волны украшают (например, пальметками). Пальметки или
вырезают из той же гипсовой плитки, или лепят.
Рис. 40. Криволинейный меандр
* -69-
Рис. 41. Гипсовое основание
с вытянутым из глины
профилем порезки:
1 — шаблон,
2 — гипсовое основание,
■ верстак,
4 — глиняный профиль порезки
Порезки. Рассмотрим
подробно изготовление
модели порезки с
орнаментом из чередующихся
акантового листа и
пальметки. Чтобы модель
соответствовала рисунку и
габаритам места, где
установят готовую порезку, ее
лепят из глины на
гипсовом основании,
являющемся точной копией места
установчш (рис. 41).
Гипсовое основание 2
покрывают лаком, на нем
шаблоном 1 вытягивают из
глины профиль порезки 4. С
помощью угольника и
«теки прочерчивают на
вытянутом профиле ось
повторяющегося элемента орнамента порезки (листа с пальметкой),
перпендикулярную тяге. Относительно этой оси симметрично будут
располагаться все детали модели (рис. 42).
На глиняном профиле 4 (рис. 41) намечают вертикальные
линии листа и пальметки. Проверив правильность расположения
орнамента и точность рисунка, приступают к лепке орнамента и
выявлению его рельефа: по контуру рисунка стекой срезают глину
п углубляют грунт по всему периметру листа и пальметки. Глубина
рельефа зависит от высоты, на которую будет установлена готовая
порезка. Закончив углубление грунта, начинают лепить акантовый
лист. В первую очередь стекой прорезают примерно на глубину
2,5 см бороздки направляющих жилок листа, оставляя на уровне
— 70 —
Рис. 42. Модель порезки:
а — разбивка модели, б — готовая модель,
виг — наружный и внутренний углы;
1 — акантовый лист, г — пальметка
Рис. 43. Модель ионика:
1 — орнаментированного, 2 — гладкого, 3 — профиль
вытянутого профиля порезки рельеф основного стебля листа и
ребер. На тонкой верхней части стебля прокладывают выступающую
из профиля головку листа, а затем детально обрабатывают нижнюю
часть листа. Так же тщательно лепят пальметку. Затем элемент
орнамента формуют для получения модели из гипса (отливка).
Все места, которые нельзя было достаточно хорошо выполнить
в глине, доделывают на отливке. Отливок формуют и в полученной
форме отливают из гипса столько копий элементов орнамента,
сколько требуется для сборки целой модели.
Длина целой.модели порезки зависит от ее ширины: чем шире
модель порезки, тем ее можно делать длиннее. Для порезок
внутренних карнизов модель порезки обычно делают длиной 25—30 см,
для фасадных порезок — 50—60 см.
Отлитые части орнамента помещают на гипсовое основание, где
их лепили из глины. Порезка должна точно входить в
приготовленное для нее место.
Торцы отливок подрезают до тех пор, пока орнамент целой
модели порезки не будет полностью соответствовать рабочему
чертежу. После того как будет достигнут точный и плотный стык между
отливками, их вынимают из гипсового основания и собирают вновь
на приготовленной гипсовой плите, проверяют правильность
расположения и обводят их контуры. В дальнейшем процесс сборки
модели порезки аналогичен сборке модели бус.
После изготовления модели порезки готовят модели ее угловых
соединений — акантового листа для наружного угла и пальметки
для внутреннего угла. Для этого гипсовое основание, на котором
лепили орнамент порезки, распиливают на две равные части и на
верстаке склеивают из пих наружный угол (рис. 42, в). На его
стороны укрепляют гипсовые отливки пальметки так, чтобы они
находились на одинаковом расстоянии от грани угла и менаду ними
полностью поместился угловой акантовый лист. Поверхность
наружного угла между пальметками покрывают шеллачным
спиртовым лаком, лепят из глины профиль порезки и на нем —
акантовый лист, чтобы он своей формой точно повторял прикрытый им
угол, а основной стебель листа четко выявлял угловой профиль
порезки.
• —71 —
Закончив лепку, гипсовые пальметки удаляют, вылепленный
лист формуют и отливают из гипса. Так же выполняют модель
пальметки для внутренних углов (рис. 42, г).
Порезки с иоником изготовляют аналогично (рис. 43). Но если
центральная часть ионика (яйцо) почти круглая, ее лепят
отдельно из глины и затем вставляют на место. При изготовлении модели
орнаментированного ионика 1 сначала лепят гладкий ионик 2,
а затем на яйце лепят орнамент.
Фриз. Орнаментированные детали модели фриза имеют
несколько планов, т. е. различную глубину рельефа. Сначала вытягивают
гипсовое основание, на него переносят контуры рисунка фриза, по
которым делают грубую прокладку из глины или пластилина.
Когда все детали рельефа повторяющегося элемента фриза проработаны
в соответствии с рисунком, его разбивают на партии и делают все
нужные для этого засечки. Рисунок разбивают на партии (рис. 44, а),
т. е. на отдельные части, удобные для формовки, чтобы получить,
точную гипсовую модель. Поверхность отлитой гипсовой модели
обрабатывают металлическим инструментом и покрывают
шеллачным спиртовым лаком.
Модель фриза высотой более 1 м выполняют на вертикально
установленном щите. Чтобы при лепке па щите хорошо держалась
глина, его обивают дранкой и хорошо промачивают. На щит
ровным слоем накладывают грубо, без отделки, грунт — слой глины
толщиной 5—10 см, а затем выравнивают его правилом и тщательно
отделывают металлической циклей, чтобы поверхность грунта была
ровной.
На подготовленный грунт устанавливают вытянутые отдельно из
гппса тяги, между которыми будут лепить фриз. На грунт
переносят рисунок модели. Рисунок, выполненный в натуральную
величину, прикладывают к месту лепки и стеком обводят его контуры.
Рисунок, выполненный в меньшем масштабе, делят на клетки
(рис. 44,6). На такое же число клеток делят грунт. В каждой
клетке на грунте прорисовывают те линии, которые имеются в той
же клетке на рисунке. Таким образом на щите получают точную
копию рисунка.
В остальном лепка, формовка и изготовление модели большого
фриза не отличаются от изготовления фриза малого размера.
Розетки (розетты). По форме розетки бывают круглые,
эллипсовидные, овальные, ромбообразные. Модель розетки начинают
изготовлять с вытягивания шаблоном ее гипсового основания. Для
этого шаблон устанавливают на мраморную плиту верстака так,
чтобы ее центр с осевым гвоздем был и центром розетки.
Мраморную плиту с предварительно закрепленными на ней
марками покрывают смазкой и накладывают на нее гипсовый раствор.
Шаблон проворачивают несколько раз вокруг оси, срезая лишний
гипсовый раствор. Готовое гипсовое основание покрывают
спиртовым шеллачным лаком, шаблон разбирают, вырезают на нем
профиль розетки, устанавливают шаблон на прежнее место и
вытягивают из глины профиль розетки. При симметричном рисунке для
— 72-
а)
Рис. 44. Модель фриза:
а — разбивка фриза на партии, б — разбивка рисунка на клетки
круглой розетки лепят один пз повторяющихся элемептов
орнамента в 7в, 11е или 'Д розетки, а для ромбообразной, овальной или
эллиптической розетки при зеркальном симметричном рисунке — в 7г
розетки. При несимметричном рисунке лепят из глины весь
орнамент.
Вылепленную часть розетки с орнаментом (или всю розетку
с несимметричным рисунком) формуют, затем отливают в гипсе,
дорабатывают и снимают с нее эластичную форму. В форме
отливают столько элементов розетки, чтобы из них собрать модель целой
розетки.
Решетки. На мраморной доске отливают гипсовую плиту
нужного размера, которую покрывают спиртовым шеллачным лаком и
смазывают. По ее углам делают марки. На эту плиту накладывают
слой раствора гипса толщиной, равной толщине решетки. На
поверхность затвердевшего раствора наносят рисунок решетки. По
этому рисунку с помощью прямых и полукруглых долот и
подрезного ножа вырезают внутреннюю часть орнамента (глубина
выреза должна доходить до гипсовой плиты). Поскольку гипсоваяпли-
— 73 —
Рис. 45. Модель круглого венка:
а — тяга кольца, б — лепка орнамента;
1 — гипсовая плита, г — вращающийся шаблон с профилем венка, з — центровой штифт,
4 — кольцо, 5 — гипс, 6 — стека, 7 — контуры листьев, 8 — листья, s — лента
та была покрыта шеллачным лаком и смазана, вырезанные
внутренние части орнамента будут от нее хорошо отставать и по всему
периметру подмодельной плиты орнамент получится одинаковой
толщины.
Венки. Для модели круглого венка постоянного сечения делают
деревянный вращающийся шаблон 2 (рис. 45, а) с профилем
венка. В центре гипсовой плиты 1, толщина которой зависит от
размера модели, вбивают центровой штифт 3 и укрепляют на нем
вращающийся шаблон. На вытянутом глиняпом кольце 4 стекой
рисуют контуры листьев, плодов, лент в соответствии с рабочим
чертежом.
Для примера рассмотрим, как лепят наиболее простой
рельефный венок из листьев лавра и дуба. На приготовленном глиняном
кольце стекой 6 (рис. 45, б) рисуют контуры 7 листьев, направляя
их основную жилку по кривой окружности. После этого
прокладывают ленту 9 и от ее перевязки начинают эскизную обработку
листьев, выявляя их четкий контур и выразительность рельефа
сильным углублением прорезок между ними. После эскизной
обработки венка приступают к детальной лепке листьев. В углублениях
между листьями помещают плоды растения: на вепке с
лавровыми листьями — шарики, а с дубовыми — желуди.
Вылепленную модель формуют и отливают гипсовую модель веп-
ка целиком или по частям. Гипсовую модель монтируют на том
— 74 —
Рис. 46. Модель гирлянды:
1 — гипсовая плита основания, 2 — глиняный валик с общей формой гирлянды, 3 — стека
же основании, на котором лепили глиняную модель, и
дорабатывают ее.
Лепка венка с рельефными фруктами или цветами сложнее и
требует от мастера хорошего знания растений. Процесс же лепки
апалогичеп процессу, изложенному выше.
Гирлянды (рис. 46) лепят так же, как венки, за исключением
того, что основное тело гирлянды лепят вручную, придавая глине
требуемую серповидную форму. Глину накладывают на гипсовую
плпту, на которую предварительно наносят контур гирлянды по
рабочему чертежу.
Картуш (см. рис. 12). Прочный деревянный щит отвесно крепят
к стене. Затем по задапному рисунку на щит наносят осевую
вертикальную линию и общий контур картуша. На месте закруток
(верхних, нижних и боковых) устраивают проволочные клячи,
располагая их так, чтобы их высота составляла % высоты рельефа,
а своими деревянными пластинками они находились в толще
глины. В центре картуша, где должна быть наибольшая выпуклость,
прибивают обрезки толстых досок.
Затем щит опрыскивают водой, занимаемую картушем площадь
натирают глиной и приступают к эскизной прокладке общей
формы картуша. В первую очередь наносят глину на среднюю часть
картуша, придавая ей легкую выпуклость. Постепенно от середины
переходят к прокладке боковых рельефпо выступающих закруток:
глину накладывают кусками, плотно трамбуют деревянным
молотком и лепят из нее нужную форму боковых закруток. Первым
прокладывают самый рельефный верхний завиток, затем общую форму
нижнего завитка, но с меньшим рельефом. Закончив общую
прокладку картуша, проверяют симметричность расположения его сторон
относительно вертикальной оси и выразительность переходов
закручивающихся частей от плоскости к рельефным возвышениям.
Исправляют обнаруженные неточности, проверяют детальную
проработку всей модели и приступают к окончательной отделке модели
картуша в глине, придавая ей несколько шероховатую поверхность
с помощью стеки с нарезанными зубчиками.
■ V" *■ У*
»* 1 *
'J
jr.-*
' $ • ~>f
,
После утверждения
архитектором модель формуют по
частям и отливают.
,-^«.- . '•\Лчл Государственный герб СССР
.- * ' s ' ' V^t . t (рис. 47). На щите готовят
гипсовый грунт, на который
химическим карандашом наносят
окружность нужного размера и
рисунок герба.
- .~3 \ .'л~'//^*~- Закрепив рисунок лаком,
начинают эскизную прокладку
изображения земного шара:
накладывают слой глины и лепят
из нее круглую форму
рельефного диска с выпуклой середи-
j «Щ . ' -** ной и четко выраженным кон-
е ._. *: ' .- туром. Изображение шара
лепят наклонно, как бы отрывая
Рис. 47. Герб СССР его верх от грунта.
Проработав рельеф шара,
начинают прокладывать боковые колосья. Зернам нужно
придавать такую форму, чтобы под верхней оболочкой
чувствовалось объемное спелое зерно. Затем стебли колосьев
перевивают лентой: на левой стороне герба восемь рельефных
витков, а на правой — семь. Ленту начинают прокладывать с
нижнего рельефного банта с боковыми складками, переходящими далее
в диагональные витки и заканчивающимися рельефными складками
с двух сторон земного шара. Затем прокладывают плоский с ровной
поверхностью полудиск восходящего солнца с лучами,
пятиконечную звезду и серп и молот на выпуклой части земного шара.
Окончательно отделывают модель в глине, чтобы избежать чистки ее в
гипсе.
§ 8. Объемные гладкие модели
К объемным гладким относятся модели балясин, гладких ваз,
поручней, тетпвы, неорпаментированных капителей, бав,
кронштейнов, модульонов.
Балясины бывают с круглым и квадратным основанием- Модель
балясины с круглым основанием вытачивают на станке (рпс.48,а).
Согласно чертежу выполняют шаблон 2 с профилем балясины. Для
вытягивания балясины делают веретено 3 с квадратным сеченпем
4X4 см, на котором вырезают две шейки 4 для подшипников. На
станок устанавливают шаблон, предварительно отмерив радиус
балясины от веретена до профиля шаблона, и прибивают его на
уровне оси веретена. Затем готовят гипсовый раствор средней густоты,
пропитывают этим раствором пеньку и обертывают ею веретено,
распределяя пеньку ровным слоем.
— 76 —
6) в)
Рис. 48. Изготовление моделп балясины:
а —станок, б — первая накладка гипса, в — окончание вытачивания;
2 — ручка, г — шаблон, 3 — осевое веретено, 4 — шейки
Порции гипсового раствора готовят постепенно и, непрерывно
вращая веретено, наливают на него раствор равномерно по всей
поверхности (рис. 48, б). Шаблоном из наложенного на веретено
гипсового раствора вытачивают грубую гипсовую болванку. После того
как она затвердеет, ее медленно вращают, добавляя гипсовый
раствор, при этом шаблоном срезают излишки раствора. Таким образом
доводят гипсовую модель до профиля шаблона (рис. 48, в).
Затем на модель наносят слой жидкого гипсового раствора и,
когда он впитается, поворотом оси шаблона удаляют лишний
раствор. В результате получают чистую выточенную модель, которую
покрывают шеллачным спиртовым лаком и спимают со станка,
отпиливая концы веретена 3.
Если балясина должна быть с квадратным основанием (плинтом),
сначала вытачивают балясину, а затем прикрепляют к ней плпнты.
Плинт вытягивают с помощью шаблона на верстаке. Вытянутую
гипсовую тягу разрезают на четыре куска, концы которых обрезают
внутрь под углом 45°. Куски устанавливают по чертежу на
верстаке и склеивают. Лицевые стороны каждого угла обрабатывают
циклей.
После того как углы плинта разделаны и раствор, которым онп
склеены, схватился, во внутреннюю часть плинта выливают
гипсовый раствор толщиной 1—2 см и в качестве каркаса по углам
плинта прокладывают пеньку, смоченную в гипсовом растворе. Когда на-
— 77 —
Рис. 49. Поручень (а)
и тетива (б):
1 — нижняя часть,
2 — верхняя часть
Рис. 50. Вытягивание из гппса дорической
капители ири вертикальном положении оси
шаблона:
1 — вытянутая половина капители, 2 — осевой гвоздь,
3 — шаблон, 4 — раскос, 5 — полозок, 6 — глиняный
стержень, 7 — центральный столСик для гвоздя
с гипсовой подмазкой, 8 — щит
литый раствор затвердеет, склеенпый плинт снимают с верстака и
перевертывают его лицевой стороной вверх. Лицевую сторону
отделывают гипсовым раствором с помощью цикли.
На тыльной стороне готового плинта и на основании балясины
паходят центры и прочерчивают карапдашом осевые линии. Для
более прочного соединения основание балясины насекают п обильно
смачивают водой. При згстановке плиптов следят за тем, чтобы
точно совпали оси плинта и балясины. В отверстие, имеющееся в
центре основания балясипы, наливают свежеприготовленный жидкий
гипсовый раствор. Шов, соединяющий балясину с плинтом,
заделывают гипсовым раствором и обрабатывают острым инструментом.
При установке второго плинта все операции повторяют.
Вазы. Модели ваз и других тел вращения из гипса п цемента
изготовляют так же, как и модель балясины. Подробно изготовление
модели вазы будет рассмотрено в § 9.
Поручни. Модель поручня (рис. 49,а) состоит из двух частей —
нижней, которая основанием ложится на балясину и крепится к
ней, п верхней, укладывающейся па нпжнюю часть. Каждую часть
моделп отдельно вытягивают на верстаке из гипса как
прямолинейную тягу с помощью двух разных шаблонов. Размер тяг по длине
зависит от расстояния между балясинами. Прп расстоянии до 1,5 м
тягу поручня делают па всю длину, более 1,5 м — отрезками не
менее 1м.'
В модели нижней части поручпя устраивают гнезда, куда потом
будет вставляться балясина; диаметр гнезд должен быть на 1—2 мм
больше диаметра верхней части балясины.
Тетива (рис. 49, б) представляет собой брус, па который
устанавливают и крепят балясипы. Модель тетивы (выполняют так же,
как и прямолинейную тягу, к ней предъявляют те же требования,
что и к модели поручня.
— 78 —
Капители и базы. Модели
капители и баз вытягивают из
гипса несколькими способами,
но наиболее распространены
Два.
Круглые базы капители
высотой до 40 см вытягивают прп
вертикальном расположении оси
вращения шаблопа (рис. 50),
половинные модели капители и
базы любой высоты — при
горизонтальном расположении оси
шаблона (рис. 51).
Для моделей капителей всех
ордеров делают два шаблона:
один для профиля канители с
астрагалом, второй для абаки.
Рассмотрим пример
вытягивания моделп кашггели
дорической колопны по первому
способу. Шаблон 3 (см. рис. 50)
устанавливают на ровном
верстаке одновременно с
центральным столбиком 7 для осевого гвоздя 2 и крепят столбик к верстаку
гипсом. Чтобы получить пустотелую гипсовую модель, сначала
вытягивают глиняный стержень 61 установив на шаблоне металлическую
пластппу с его профилем. Закончив вытягивание стержня, снимают
пластину с шаблона. Главный стержень 6 оклеивают влажной
бумагой, а верстак смазывают смазкой, устанавливают на шаблон
пластину с профилем капители. Получившийся просвет между стержнем 6
и шаблоном 3 заполняют гипсовым раствором п начинают
вытягивать круглое тело капители, вращая шаблон на лоск п на обдир до
получеппя четкого профиля капители.
Абаку вытягивают шаблопом так же, как прямую тягу (см.
рис, 32), распиливают па четыре части для круглой капители п
на трп для полукапители. На верстаке абаку склеивают, как
прямую тягу. Для большей прочности боковые стороны модели
скрепляют арматурой. Швы на углах очищают циклей.
На практике чаще моделп баз и капители изготовляют по
второму способу в виде полукапителей и полубаз, так как на круглую
колонну готовые детали устанавливают с двух сторон.
Второй способ рассмотрим па примере изготовления модели
ионической базы (рис. 51). К концам шаблона 2 строго
перпендикулярно к его оси прибивают рейки 3 длиной, равной радиусу
базы. На копцах рейки сверлят отверстия для осевых гвоздей 4
Затем делают щит 5, длина которого несколько больше диаметра
базы, а ширина равна расстоянию между рейками. По бокам реек 3
к щиту прибивают доски, к которым кренят рейки. Таким образом,
шаблон может над щитом описывать полуокружность.
Рис. 51. Вытягивание половинной
модели базы при горизонтальном
положении осп шаблона:
1 — полуцилиндр, 2 — шаблон,
3 — рейки, соединяющие шаблон с осью,
4 — осевой гвоздь, S — щит
— 79 —
/
Рис. 52. Вытачивание вазы:
l — веретено, 2 — шаблон, 3 — верстак, 4 — замок, 5 — болванка
Затем на щите укрепляют полуцилиндр 1 из выгнутой фанеры
или жести. Ширина полуцилиндра равна высоте базы, а радиус
меньше радиуса базы на толщину гипсовой степки модели (3—4 см).
Щит и полуцилиндр смазывают и на полуцилиндр накладывают
загустевший гипсовый раствор, в который для прочности добавляют
пеньку. Вращением шаблона получают готовую модель. Когда гипс
затвердеет, модель снимают и режущим инструментом выправляют
все неточности. К модели полубазы приклеивают отдельно
приготовленные нлинты.
§ 9. Объемные орнаментированные модели
К объемным орнаментированным относятся модели ваз,
дорической, ионической и коринфской капителей, кронштейнов, модульо-
нов.
Модель вазы делится на две основные части — тело и ножки.
Круглую вазу выполняют так же, как и балясину, но следует иметь
в виду, что ваза обычпо в диаметре значительно больше, чем
балясина, поэтому для уменьшения ее массы с целью экономии гипса
в тех местах, где диаметр превышает 15 см, ее делают пустой.
Пустоты заданного размера внутри .вазы получают с помощью
болванки 5 (рис. 52). Веретено 1 для вытягивания вазы обычпо делают
из толстой доски (5—7 см) или квадратного бруса. Для
изготовления болванки 5 к веретену 1 прибивают два расположенных
перпендикулярно к нему круга, диаметры которых соответствуют
размерам внутренней пустоты вазы. Один круг (большого радиуса)
прибивают вверху вазы, а другой (меньшего радиуса) — внпзу.
Расстояние между двумя кругами обшивают досками. В результате
получается деревянный усеченный конус.
Если конус сделан тщательно, его гипсом не покрывают, а
сразу приступают к вытачиванию вазы, предварительно смазав
болванку.
Вытачивание вазы ничем не отличается от вытачивания
балясины. Если высота вазы превышает 1 м, то часть ее точат на
станке, а часть на верстаке. Например, модель вазы делят по высоте
— 80 —
на три части — верхнюю (кольцо), среднюю (барабан) и нижнюю
(ножку). Из этих частей верхнее кольцо вытягивают на
верстаке, а барабан и ножку вытачивают на станке.
Прежде чем приступить к изготовленпю модели вазы, на ее
рисунке намечают места соединений (гнезда или замки), с помощью
которых будут собирать целую модель. Затем вырезают три
шаблона для вазы: верхпего кольца, барабана и ножки. После сборки
вазы тщательно проверяют ее тело по заданному рисунку,
обрабатывают модель и приступают к лепке орнамента. ■
Перед началом лепки освобождают модель от шаблона и, не
снимая ее со станка, делают точную разбивку повторяющихся частей
орнамента, рисуют четкий контур одного повторяющегося
элемента орнамента и лепят- его.
Отлив из гипса необходимое число копий повторяющегося
элемента орнамента, монтируют их на гипсовом растворе на вазе и
зачищают. Затем модель со станка снимают, удаляют из нее
внутреннюю болванку вместе с веретепом, ставят модель на
приготовленный плинт и скрепляют их между собой.
Для изготовления ручки на барабане вазы в соответствии с
размерами, указанными па чертеже, провертывают два отверстия. В них
вставляют и закрепляют с внутренней стороны вазы гипсом каркас
из мягкой арматурной стали (лучше из двух перевптых между
собой концов катанки) для лепки ручки. Каркас обмаЛгвают
проволокой, чтобы глина лучше на нем держалась.
Ручкп прп формовке вазы отнимают и формуют отдельно. Все
отформованпые гипсовые части модели вазы собирают сначала
насухо, тщательпо выверяют, а затем скрепляют окончательно
гипсовым раствором.
Места соединения одной части вазы с другой замазывают
гипсовым раствором и зачищают, ставят на место окончательно
обработанные ручкп. Готовую модель вазы покрывают шеллачным лаком.
Модели капителей. Тело орнаментированных моделей капителей
вытягивают так же, как и гладких. Здесь мы рассмотрим, как
выполняют орнамент.
Дорическую капитель украшают попиками и пальметками,
которые сначала лепят из глины так же, как и порезки, затем
переводят в гипс и собирают, наклеивая па капптель гипсовым
раствором.
При изготовлеппи модели ионической капители в шаблонах тела
капители п абаки оставляют место для орнамента (понпков, бус) и
волют. Сначала шаблоном, в котором есть места для волют п
порезок, вытягивают из гипса прямую тягу нужной длины для
передней п боковых сторон абаки. Куски тяги обрезают строго в
соответствии с размерами, указанными в чертеже.
На полуцилиндре тела канители из глипы вытягивают шаблоном
часть эхина в виде четвертного вала 2 (рис. 53, а), на котором
лепят два-три ионика 4. С полученного орнаментированного
куска снимают форму и отливают из гипса необходимое число
деталей.
— 81 —
Рпс. 53. Выполнение модели ионпческой капители:
а — лепка ионика, б — установка гипсового полуцилиндра и абаки,
в — перевод чертежа волюты, г — вырезание волюты из шшты,
д — установка и приклеивание волюты, с — сборка ионика из элементов,
эк — выполнение балюстр, з — лепка мелких деталей в местам соприкосновения ионика
с волютой;
I — шаблон для вытягивания четвертного вала, 2 — глиняный четвертной вал, 3 — стека,
4 — лепка иоников, 5 — гипсовый полуцилиндр тела капители, 6 — абака.
7 — чертеж волюты, 8 — гипсовая плита, .9 — долото, 10 — вырезанная волюта,
II — подпорка, 12 — элементы ионика из гипса, 13 — балюстра, вылепленная из глины
Гипсовый полуцилиндр 5 устанавливают вертикально на
верстано (рис. 53, б) па соответствующее место илапа полукапители и
примораживают гипсовым раствором. Куски абаки укладывают
также по плану и склеивают между собой. Все промежутки между
абакой и полуцилиндром заливают гипсовым раствором.
Затем изготовляют волюту (рис. 53,в). На ровпой и гладкой
поверхности верстака отливают гипсовую плиту 8 в плане по
размерам волют такой толщины, чтобы из нее можно было вырезать
волюты заданного профиля.
На готовую плиту 8 накладывают чертеж 7 волюты, закрепляют
его и контуры волюты переводят на плиту легким надавливанием
— 82 —
б) 2)
Рпс. 54. Выполнение модели коринфской капители:
а — разрез коринфской капители, б — вытягивание тела полукапители,
в — вытягивание абаки, г — подготовка модели к лепке;
1 — глубина каннелюры, 2 — уступ для установки листов, 3 — профиль тела капители,
4 — угловой профиль абаки, 5 — основной профиль абаки, 6 — металлический каркас,
7 — проволочная сетка, S — верстак, 9 — рейки, 10 — шаблон полукапители, 11 — шаблон
абаки. 12 — кусок тяги абаки, 13 — абака, 14 — тело полукапители, 15 — каркас
стеки 3. Волюту тщательно вырезают из плиты стальным долотом 9
(рис. 53, г). Глубину прорези проверяют заранее приготовленным
шаблоном. Готовую волюту устанавливают на соответствующее
место и примораживают гипсом к абаке и полуцилиндру (рис. 53, д) и
для прочности сзади укрепляют деревянными распорками. Затем
собирают половипу эхина с иониками, отлитыми из гипса.
Ионики примораживают друг к другу и к полуцилиндру гипсом
(рис. 53, е).
Установив и закрепив волюту на месте, приступают к лепке
балюстры (рис. 53,ж). Для этого временно на теле капители
укрепляют полукольцо четвертного вала 2, а две готовые волюты 10
укрепляют в таком положении, как они будут выглядеть сбоку в
натуре. Устраивают каркас для лепки балюстр и лепят орнамент из
* —83 —
глины. Вылепленные балюстры 13 формуют «^ Д,^
разрезают на две ^'^^ ™ "Se i^Shh^ капители
совершенно одинаков Д™^6^^^ "нательной отделки в гипсе
балГры^а^ГаГт^ «ТаТаТодели, примораживают
Хазующиеся промежутки »>™£^^£^*^
Мелкие детали в местах ^^^^^ да гипса
волюты лепят пз глины (рис. Ъ6, 3j, формул,
и примораживают на место. тшатеЛьно отделывают в гип-
По окончании сборки всю модель тгдательни vm
се и покрывают шеллачным спиртовым лаком служаше-
Коринфская капитель состоит из тела 3 (рис.^ 54, а) слу щ
го основанием для скульптурных деталей, и абаки 5 вогнут
ю осни « "о кяпптели вытягивают шаблоном IV (рис. э^,о;
профилем. 1ело J капители вьи стенки капители
склеивают их. , с/ г\ помещают на
Изготовленное тело 14 ™^»™™Z (W^J^*
подставку, вокруг которой можно ходить про V Затем на
кальность установки тела и укрепляют его на подстав*
кальноу * устанавливают половину абаки Id.
тело 7« полукапители уишил „„„,„ „„„тге частей и проводят
1ГЛГ„„1Те.Г»,п™мПГирхов:« лаком „ начинают леннть „3
глины орнамент. тщательно отделывают по одно-
му S^y^ = -
абаке, волюта большая и малая) ■?»*«£ фД*2,Ют частичные
J£? „ТлГГЛ.;='= д=ГГо„Со,_ собирают
"НЕ^ЙЙ^Е^*,--. состоит „а „.ух »-= ор_
■JSZSU™ станок, —£?££S£!rSZ£25E.
мч к венчающего каршгаика. Ч,ет8Л,ат™ойа) Рассмотрим про-
"" fcS™ верстака делают гипсовую =■! (Р»с. 55, <0,
=ИпГтГерГвоДГГ 5=J?n3T^по. *
Рис. 55. Выполнепие модели лепного кронштейна:
„« лепной кронштейн, 6 - перевод бокового профиляt на ™™gW ™£*6 L^£№S»
угпу^еппы/иес, профиляitроковой плиты, .-Т^»£«К£Х Гпорезки карнизика,
нижней гипсовойпогостипод г™и и^лехЧка гипсового карнизика;
, - гипс^" , - ^.^Г^п^ГГ- ЙЗД» иУ°К«,
распорок, и-первыйi шаблон, м- ™ст| Д^я °£нмен ь вашша маЛо,о
гипс, "■-шаблон Д"1^Гд™ валика малого завитка, 20 - глина для орнамента,
завитка, «-гипо> g7|Z™4низикТпорезкой, 22-лепка орнамента
«тттптейна Примерно в центрах волют лопаткой сверлят круглые
XSeZ (мЖ! после чего плиту смазывают и па нее
наливают слой гипса для получения второй, одинаковой толщины с пер-
вой плиты ^Переведенным на нее зеркальным контуром профиля
Разъединив полученные плиты, на каждой из них по контуру острым
— 85 —
ножом вырезают профиль кронштейпа, выравнивают его и сверяют
с рисунком. На поверхности плиты 7 по кривой профиля вырезают
полоски, закручивающиеся в спиральные завитки, и делают
углубление 6 (рис. 55, в) грунта для лепки бокового орнамента.
Затем на предварительно вычерченном на верстаке в
натуральную величину плане кронштейна устанавливают профильные
плиты 7 (рис. 55, г) на ребро и для большей устойчивости их крепят
i к верстаку гипсовым раствором или мягкой глиной. Вертикальное
положение установленных профильных плит определяют
угольником, поставленным па верстак. Между собой эти плиты скрепляют
деревянными распорками 8, которые вставляют на гипсовом
растворе в ранее высверленные углубления 11.
Затем готовят из дранки 9 основание для лицевой изогнутой
поверхности кронштейна. Предварительно вымоченные в воде
куски деревяпных дранок нарезают длиной, равной расстоянию между
стенками, и прикрепляют гипсовым раствором горизонтально на
2—3 см ниже кромки профильных плит. Таким образом, на
лицевой поверхности профильных плит по отношению к их кромкам
образуется углубление, в котором лепят орнамент (обычно
акантовые листы).
Для вытягивания из гипса лицевой поверхности кронштейна
изготовляют два шаблона: один прямой 12 (рис. 55, д) для обработки
части поверхности, соответствующей большому завитку и
переходному профилю, другой 14 для обработки валика малого
завитка.
Готовую лицевую поверхность кронштейна покрывают лаком и
х- приступают к лепке из глипы лицевого листа и бокового
орнамента (рпс. 55, е). Глину 20 для орнамента накладывают от руки, а
валик малого завитка 17 обрабатывают специальным деревяцпым
шаблоном 19.
Вылепленпые из глины орнаменты кронштейна формуют,
отливают из гипса и моптируют па кронштейне, примораживая
гипсовым раствором. Карнизик 21 с порезкой выполняют как прямую
тягу из трех кусков, которые крепят к кронштейну гипсовым
раствором.
Глава V
ИЗГОТОВЛЕНИЕ ФОРМ
Цель формовочных работ — получить точный обратный рельеф
с модели, т. е. форму для воспроизведения необходимого числа
копий модели. В зависимости от материала модели, условий
применения и требуемого числа готовых изделий формы изготовляют
различных видов и сложности.
В лепном производстве распространены следующие виды форм:
черновая, получистая и чистая (кусковая) гипсовые, клеевые, фор-
мопластовые, комбинированные, цементные, бетонные, деревянные,
— 86-
моталлические. Черповые формы изготовляют с мягких моделей, все
остальные — с твердых.
По степени сложности формы бывают простые, состоящие из
одной части (раковины), которые снимают с плоских моделей;
средней сложпости, состоящие из нескольких частей, такие формы
снимают с объемных гладких моделей; сложные, состоящие из
нескольких отъемных и отдельно сформованных частей с большим числом
кусков, такие формы снимают с орнаментированных моделей.
t
• § Ю. Подготовка моделей к формовке
Прежде чем приступить к изготовлению формы (формовке),
модель соответствующим образом подготовляют, устрапяя
обнаруженные дефекты.
Мягкие модели, выполненные из глины, перед снятием гипсовой
черновой формы пропитывают водой: опрыскивают два-три раза из
пульверизатора или спринцовки до тех пор, пока они не примут
влажный, матовый, но не блестящий вид. Излишки воды из
углублений моделей удаляют мягкой кистью. Модели пропитывают
водой, для того чтобы глина не впитывала воду из гипсовой формы.
Иначе гипс преждевременно высохнет, станет рыхлым, пористым и
форма трудно будет сниматься с модели.
С совершенно высохшей глиняной модели нельзя снять
черновую гипсовую форму, так как высохшая глина будет активно
впитывать гипсовый раствор, задерживая его в порах, т. е. часть
оплеска останется на модели и форма будет испорчена.
Модель из пластилина пли воска покрывают тонким слоем
шеллачного спиртового лака и затем мягкой кистью смазывают
натуральной олифой или светлым чистым деревянным маслом.
Если мягкая модель имеет невысокий рельеф, с нее можно
снять и клеевую форму. Для этого модель покрывают тонким слоем
шеллачного спиртового лака за 2—3 раза с помощью мягкой кисти.
Подготовку твердых моделей пачинают с отделения
выступающих частей (приборов): памечают карандашом «стычку» (линию,
» но которой будут отрезать прибор) и лобзиком с волосяной пилкой
отпиливают выступающие части.
Модели из гипса перед формовкой слегка нагревают и обильно
пропитывают горячей олифой. Через некоторое время ее покрывают
спиртовым лаком и, наконец, смазывают тонким слоем смазки,
чаще всего смесью стеарина, керосина п вазелипового масла.
Необходимость нагрева модели перед смазкой вызвана тем, что керосин
и масло быстро впитываются гипсом и па поверхности остается
стеарин, под действием которого форма прилипает к модели.
Модели из полированного дерева и металлические перед
формовкой покрывают топким слоем спиртового шеллачного лака за
4—5 раз, модели из неполироваппого дерева — мыльной пеной из
светлого мыла.
При формовке плоские модели крепят к поверхности: мраморной
доске, толстому стеклу или специально сделанной гипсовой
' —87 —
плите — на гипсовом растворе; к деревянным щитам — на
винтах.
Гипсовую плиту изготовляют следующим образом. На гладкой
мраморной, стеклянной или деревянной поверхности очерчивают
контур рельефа модели. Затем на расстоянии 5—6 см от него
очерчивают второй контур. По большому контуру на гипсовом растворе
примораживают барьерчик (из деревянных брусков или полосок
картона, фанеры или, если контур криволинеен, кровельного
железа) высотой 2—5 см в зависимости от толщины и величины
плиты. Плоскость внутри барьерчика смазывают смазкой и заливают до
верха гипсовым раствором. Для большей прочности до заливки
раствора укладывают арматурную сетку (металлические стержни
толщиной 2—6 мм).
После затвердения раствора барьерчик удаляют и гипсовую
плиту переворачивают нижней гладкой стороной вверх, на которую
будут примораживать модель.
§ 11. Черновая гипсовая форма
Черновые гипсовые формы (в расколотку) делают, как правило,
с мягких моделей и используют только для получения одного
гипсового отливка, после чего форму расколачивают; отсюда название—*
форму в расколотку.
Для получения необходимого числа копий полученный после
черновой формовки гипсовый отливок служит моделью, с которой
вторично снимают форму, но уже кусковую или клеевую.
Черновая форма состоит из двух слоев гипсового раствора.
Чтобы отличить первый слой формы от модели и от второго слоя,
раствор для первого слоя подкрашивают, добавляя 3—7 г краски на
1 л воды; большее количество краски размягчает гипс, и он будет
плохо раскалываться при отнятии формы. Гипсовый раствор должен
быть густым, но в то же время обладать достаточной текучестью.
Толщина первого слоя 2—8 мм в зависимости от размера
формуемой модели. По консистенции раствора оба слоя одинаковы.
Простая черновая форма. Такие формы выполняют из гипса на
ровном деревянном щите с гипсовым или глиняным грунтом
(рис. 56, а). Модель формуют в горизонтальном положении,
укладывают ее вместе со щитом на верстак, смазывают деревянные части
щита и грунта смазкой, а модель слегка опрыскивают водой. Затем
на модель наносят ровный слой цветного гипсового раствора (оп-
леск) (рис. 56, б). Оплескивают модель с помощью лопатки быстро,
соблюдая равномерность наносимого слоя. Если модель большого
размера, раствор оплескивают рукой.
Как только гипсовый раствор начнет схватываться, поверхность
первого слоя насекают или процарапывают, устраивая несколько
небольших бугорков 4, суживающихся книзу, для улучшения
сцепления первого слоя со вторым. Чтобы форма была прочнее, на
первый слой укладывают каркас из дранок (для пеболыпих форм) или
арматурной проволоки 6 (для больших).
— 88 —
Рпс. 56. Изготовление простой черновой гипсовой формы:
а — глиняная модель, укрепленная на щите, б — нанесение первого слоя из цветного
гипсового раствора, в — укладка и крепление арматуры, г — нанесение второго слоя из
неокрашенного раствора, в — отделение формы от модели, е — удаление остатков глины
из формы;
1 — глиняная модель, 2 — деревянный щит, 8 — слой цветного гипса, 4 — бугорки,
5 — насечка поверхности, в — арматура из проволоки, 7 — примораживание гипсовым
раствором, 8 — плоскость опоры при перевертывании, 9 — второй слой гипсового
раствора, 10 — форма, 11 — деревянный клин, 12 — скребок, 13 — перевернутая форма
Второй слой наносят после схватывания первого так (рис.56,г),
чтобы между слоями не оставалось пустот, иначе при извлечении
мягкой модели из формы первый слой отстанет от второго и форма
будет испорчена. Толщина второго слоя должна быть для
небольших моделей не менее 30 мм, для больших — не менее 50. Гипс
для второго слоя может быть более крупного помола, чем для
первого.
Сразу же после затвердения гипса форму осторожно отделяют
от модели (рис. 56, д). Чтобы форма легче снималась, сверху на нее
и встык между нею и щитом наливают воду. Между основанием
модели и гипсовой формой осторожно вводят деревянные клинья 11.
Подбив слегка деревянный клин и немного расшатав форму, клин
вынимают и в образовавшееся отверстие вновь наливают немного
-89-
воды. Затем опять вставляют клин и повторяют вновь всю операцию
до полного отделения формы от модели.
Снятую форму готовят для отливки. Ее осторожно очищают от
оставшейся глины (рис. 56, е) деревяпными стеками или скребками
12. Следы глипы на форме удаляют с помощью самой глины:
комком мягкой глины прокатывают оставшийся в форме тонкий слой
глины. Форму, очищенную от глины, промывают водой, особенно
осторожпо промывая глубокие места (мягкой кистью), чтобы не
повредить стенки форм.
Перед тем как залить гипсовый раствор, форму слегка
смазывают свежим березовым щелоком (или стеариновой смазкой),
который, заполняя поры гипсовой формы, делает ее поверхность глад-
коп и образует тонкую жировую пленку. Эта пленка облегчит
отделение формы от гипсовой модели.
С моделей, вылеплеипых из твердых сортов пластилина или
воска, черновые формы снимают редко, так как они плохо отделяются
от этих материалов. Во избежание повреждения черновую форму
перед отнятием прогревают: пластилин или воск размягчается и
форма легче отходит.
Модели из мягкого пластилина перед формовкой или
опрыскивают керосином, или покрывают жидким гипсовым раствором с
помощью мягкой кисти, иначе первый слой гипсового раствора будет
скатываться с пластилина из-за его жирности, образуя
множество пузырьков на поверхности модели. Формы с моделей пз
мягкого пластилина надо готовить быстро, во избежание
пропитывания пластилином гипса. Снятую с модели и очищенную от
пластилина форму промывают горячей водой.
Сложная форма. Такие формы делают разъемными — из двух и
более частей (раковип). Части модели, значительно выступающие
от основного объема (приборы), формуют отдельно.
При разбивке модели па раковины надо делить форму на такое
минимальное чпсло раковин и приборов, которое позволит легко
удалить глипу (пластилин, воск) и каркас из всех углублений
формы и получить форму, точно воспроизводящую оригинал. Места
соединения раковип должны проходить по неответственным и
наименее сложным частям модели и быть по возможности мало заметны
для глаз. Например, при формовке порезки стыки должны проходить
в месте соединения листов порезки. Стык частей должен быть но
возможности ровный, т. е. иметь меньше углов, которые могут
легко обломиться.
При черновой формовке мягкой объемной модели необходимо
раковины с задней части модели делать возможно более плоскими,
размер их не должен превышать более одной трети объема модели. При
этом легче и безопаснее производить разъемку формы, шов
получается на втором плане отливка и его легче подчищать, так как
задняя часть любой модели почти всегда имеет более простую
форму.
По намеченным линиям границы раковин вставляют в модель
металлические пластины (из стали, жести, фольги) длиной 20—
— 90 —
70, шириной 20—50, толщиной 0,25—0,5 мм (рис. 57,а). Пластины 1
должны быть тщательно очищены от грязи и ржавчины п иметь
ровные края. Пластины падо стараться вставить с одного раза,
углубляя их в глипу (пластилин) не более чем на 5 мм строго
перпендикулярно поверхности модели, причем они должны находить
друг па друга приблизительно на 1—2 мм. Если пластины
проложить под углом, то соответствующее стыку место разъединения
формы будет непрочным, форма будет крошиться, а у гипсовой
модели получатся толстые швы. Чтобы пластины легче отставали
от гипсовой формы, их смазывают. •
При формовке мелких предметов или при необходимости
образовать стык, например па мелких складках платья статуэтки, а
также во всех случаях, когда металлическую пластину нельзя воткнуть
в модель, делают пластины из того же материала, что и модель
(глина, пластилин, воск) шириной 10—20 и толщиной до 2 мм.
Такие пластины к модели осторожпо прижимают. При обрызгивании
глиняной модели водой места прижатия пластин нельзя сильно
смачивать во избежание отпадения пластин в момент оплеска гипсом.
Использовать металлические пластины в этих случаях нельзя, так
как при вставке пластин в тонкое и узкое место раздвигается
мягкий материал модели (глина, пластилин, воск) и это место на
отливке получится толще, чем на модели, кроме того, тонкие места
модели прорезаются на большую глубину и могут отвалиться.
Иногда разделяют модель на части леской или суровой ппткой.
Для этого на место, где будет разъединяться форма, прокладывают
лоску (нитку) и набрасывают на нее валик гипсового раствора
толщиной, равной толщине формы. Когда гипс начнет затвердевать,
леску (нить) берут за оба конца, разрезают ею гипсовый валик и
на отлитой из гипса модели получаются почти незамети ые швы.
После разделения модели на раковины оплескивают цветпым
гипсовым раствором переднюю часть модели (рис. 57, б). Заднюю
часть модели при этом рекомендуется предохранять от попадания
раствора мягкой бумагой, прикрепляя ее к модели шпильками из
топкой проволоки. Густота раствора и приемы работы те же, что
и при изготовлении простой формы.
Если оплеск невозможно выполнить за один раз, например из-
за величины модели, делают его по частям, начиная снизу. Оплеск
каждой части должен заканчиваться четкой границей определенной
толщины и при оплеске последующей верхней части нельзя
допускать, чтобы стекающий гипс образовывал на нижней части
наплывы. Излишки гипса удаляют лопаткой или рукой.
Закончив нанесение первого слоя па всю модель (первый оплеск),
вновь разводят гипсовый раствор, но уже бесцветный, для второго
слоя. Дав ему слегка загустеть, накладывают его лопаткой на края
передней раковины и делают усенки 5 (рис. 57, в) (грани раковин,
соприкасающиеся друг с другом на стыках), которые должны быть
на 2—3 см выше воткнутых пластин 1. При вымазывании усенок
накладываемый гипсовый раствор плотно прижимают к первому
слою, чтобы усенки не отошли от него при снятии формы. Затем
— 91 —
Рис. 57. Изготовление сложной черновой гипсовой формы:
а — прокладка разделительных пластин, б — нанесение первого слоя — оплеск передней
стороны цветным гипсом, е — вымазывание усенков и укладка каркаса, г — нанесение
второго слоя передней стороны раковин, 6— выемка пластин и устройство замков,
* е — законченная вадняя раковина формы;
1 — разделительные пластины, г — модель из глины, з — цветной гипсовый раствор,
4 — каркас, 5 — усенки передней раковины, 6 — неокрашенный гипсовый раствор, 7 —
скобы, 8 — модель сзади, 9 — замки, 10 — передняя раковина, 11 — задняя раковина,
12 — значки из глины
устанавливают арматурный каркас 4 (рис. 57, в). Усенки после
загустения гипсового раствора осторожно подчищают ножом
заподлицо с пластинами.
— 92 —
о
в) г}
Рис. 58. Вертикальная формовка:
а — разделение модели на половинки для формовки, б — первый оплеск нижней
половинки, в — удаление разделительных пластин и устройство замков в готовой
раковине, г — готовые формы из двух раковин;
l — модель и» глины, 2 — металлические пластины, 3 — щит,
4 — цветной гипсовый раствор
Второй (нецветной) слой наносят так же, как было описано
при изготовлении простой черновой формы (рис. 57,г). В него
закладывают проволочные скобы 7 для перевязывания половинок
формы при отливке. Потом пластины осторожно вынимают и на усенках
в нескольких местах высверливают лепной лопаткой полукруглые
— 93 —
углубления — замки 9 (рис. 57, д). При наливке задней раковины
на этих местах образуются соответствующие выступы. Замки
обеспечивают правильное соединеппе раковин, не допуская их
смещений, так как при соединении формы выступы на одной раковине
входят в углубления другой.
Перед наливкой второй раковины, чтобы при разъеме формы
одпа раковина легче отделялась от другой п лучше была видна
линия стыков раковин, усенки передней раковины смазывают жидким
глиняным раствором с помощью кисти.
Заднюю раковипу устраивают так же, как переднюю (рнс. 57, е).
Гипсовая раковина активно впитывает влагу из глиняной модели,,
поэтому пельзя медлить с заливкой задней раковины, иначе
модель будет усыхать и уменьшаться в объеме, на отливке появится
«заскок», т. е. несовпадение по лпнпи шва уровня обеих сторон
отливка.
Во избежание подсыхания заднюю часть модели во время работы
над передней раковиной слегка смачивают водой. Форму с модели
нужно снимать немедленно по окончании формовки, так как гипс
впитывает из модели воду и форма размягчается и искажается.
Разъемку формы производят сразу же после затвердения
гипса: стыки раковин очищают от натеков ножом и смачивают водой;
заостренные деревянные клинья с помощью деревянного молотка
потихоньку вводят в шов. Чтобы при введении клиньев не
раздробить замки, до наливки второй раковипы места между замками для
загонки клиньев отмечают значками 12 из глины.
Остатки глины из формы удаляют скребками, стеками или
промывают водой.
Мягкие плоские модели любого рельефа (фриз, скульптурный
орнамент п т. п.) больших размеров, вылепленпые на щите или
непосредственно на стене, формуют в вертикальном положении
(рис. 58).
Перед началом формовки .дополнительно укрепляют щит 3
(рпс. 58, о), некотором находится модель 2, так как нагрузка на
него увеличится. Всю модель делят на части, удобные для
формовки, смачивают водой и прокладывают металлические пластины 2.
Площадь каждой части должна быть не более 1 м2, иначе форма
может покоробиться. Изготовление формы начинают с нижней
половины модели (рис. 58, б), затем пластины вынимают (рис. 58, в),
устраивают замки, смазывают места стыков жидким глиняным
раствором и прокладывают поверх шва глиняную полосу толщиной
2—3 мм для того, чтобы после окончания формовки всей модели
лучше были видны швы между всеми частями. Затем приступают
к формовке верхней половины (рис. 58, г).
Разъем формы производят сразу после затвердения гипса,
причем сначала снимают верхнюю часть. Перед снятием форму
смачивают водой и расшатывают с помощью клиньев. Снятые части
устанавливают на ребро на деревянные подкладки, предохраняя их этим
от коробления, очищают, смазывают, подрезают и заливают гипсом
под модель.
Применяют также черновую форму, которую снимают без рас-
колотки. Изготовляют ее в один слои из смеси гипса и
картофельной муки в соотношении 3: 1 по массе. Состав тщательно
перемешивают, готовят раствор той же консистенции, что и для черновой
формы в расколотку, и оплескивают им модель. Из готовой формы
удаляют глину, промывают, смазывают и делают отливку под
гипсовую модель. Когда гипсовый раствор затвердеет, форму опускают
в кипящую воду и держат до тех пор, пока она не разрушится и
не освободит гипсовую модель.
§ 12. Чистые и полу чистые гипсовые формы (кусковые)
Чистые гипсовые формы (кусковые), многократно используемые
для отливки в них изделий из гииса и цемепта, как правило,
изготовляют с твердых моделей.
Простые чистые формы состоят из нескольких кусков,
укладываемых в общую раковину (кожух). Сложные чистые формы
состоят из множества кусков, укладываемых в два кожуха — при
отливке изделий из гппса, и в один кожух — при отливке изделий из
цемента. Число кусков формы зависит от размера и сложности
модели (от 1 до 100 шт.). Намечая число кусков чистой формы,
нужно исходить из того, что куски должны легко отходить от готовой
модели, плотно лежать в кожухе и легко из него выниматься.
Необходимо отметить, что как бы пи был велик кусок, его
следует закладывать с одпой заводки гипсового раствора во избежание
его расслоепия.
Простая форма. Рассмотрим изготовление формы сухаря на
карнизной тяге (рис. 59).
Готовую гипсовую модель сухаря укрепляют на гипсовой
плите (рис. 59, а) или деревянном щите, поверхность модели и плиты
покрывают смазкой. На границах закладываемого куска делают
глиняные перегородки 3 (рис. 59, б).
Гипсовый раствор готовят на известковой воде, чтобы
уменьшить расширение объема гипса при твердении, так как это может
привести к последующему короблению кусков. Как только раствор
начинает густеть, его быстро накладывают на торцовую
поверхность модели сухаря (делают первый торцовый кусок). Этому куску
придают пирамидальпую форму с помощью лепной лопатки. Таким
же образом закладывают второй торцовый кусок с
противоположного конца модели. '
После затвердения гипсового раствора эти куски снимают,
тщательно зачищают и обрезают так, чтобы усенки точно совпадали
с угловыми гранями модели (рис. 59, г), устанавливают на место и
смазывают их боковые грани. Аналогично закладывают боковые
куски (рис. 59, д). На всех кусках устраивают замки 4 (рис. 59, е).
После этого приступают к изготовлению кожуха (раковины).
Вокруг кусков (на lU их высоты) устанавливают ограничительные
бруски 5 или глиняную подкладку. Поверхности кусков и
ограничительных брусков покрывают смазкой и слоем жидкого гипсового
— 95 —
m}
9
Рис. 59. Изготовление простой чистой формы:
о— установка модели на грунт (карнизный сухарь), б —подготовка к снятию торцового
куска формы, в — модель с торцовыми кусками формы для снятия боковых кусков,
г — передний и задний торцовые куски формы, 6 — Боковой кусок формы, е — форма
на грунте и ограничительные Бруски под кожух, ж — собранная форма в кожухе,
установленная в рабочем положении;
I _ грунт, 2 — модель, 3 — глиняная перегородка, 4 — замки, S — бруски, 6 — куски
формы, 7 — гипсовый кожух
раствора (без добавления извести). В этот слой в шахматном
порядке на расстоянии 25 см друг от друга закладывают арматуру
в виде металлических стержней толщиной 5—6 мм, выгибая их по
профилю кусков. Иногда с целью облегчения кожуха в качестве
арматуры применяют смоченную в гипсе пеньку.
Поверх «арматуры наносят второй более густой слой гипсового
раствора толщиной до 4 (при закладке пеньки) или 5 см (при
закладке стержней). Толщина кожуха (раковины) должна быть в
каждом сечении примерно одинаковой и не превышать толщину
кусков.
Гипсовый раствор тщательно разравнивают циклей, в
углубленных местах кожуха наращивают толщину гипсового слоя во
избежание коробления и с помощью лонатки придают кожуху
окончательную форму.
— 96 —
о
После затвердения гипсового раствора осторожно удаляют
ограничительные бруски 5 и снимают кожух с кусков; при этом
разрешается легкое постукивание деревянным молотком снизу вверх
по кожуху, а в некоторых случаях — забивать небольшие
деревянные клинья. Снятый кожух переворачивают, укладывают на
ровную поверхность п начипают отделять куски формы от модели.
Куски формы покрывают шеллачным лаком, укладывают в кожух,
предварительно присыпанпый тальком, в обратном порядке, т. е.
сначала куски с длинных сторон сухаря, а затем с торца.
Собранная в кожух и смазанная кусковая форма готова для отливки в ней
изделий (рис. 59, ж). \
С л о ж н а я форма. С плоской модели, например с большого
листа капители, сложную форму снимают так. Модель листа
укрепляют на гипсовом грунте па щите. Предварительно размечают
границу будущих кусков формы. Число кусков должно быть
минимальным с учетом того, что длина каждого куска должна быть не
более 50 см, иначе он может коробиться и его трудно будет
снимать как с модели, так и с готового изделия. Толщина кусков 3—
5 см в зависимости от размеров модели, ширина — до 15 см.
Б первую очередь закладывают боковые куски но краям модели
в последовательности, приведенной на рис. 60, а. Такая
последовательность обусловлена тем, что каждый новый кусок должен
закладываться рядом с уже затвердевшим и обработанным куском.
Пока заложенный кусок твердеет, закладывают другой кусок на
противоположной стороне модели. К концу вымазывания этого куска
гипсовый раствор предыдущего куска затвердеет и его отнимают от
модели, кромки обрезают лепным ножом наискось, чтобы они не
мешали снятию следующих кусков. Обработанный кусок
укладывают на модель, грани кусков смазывают. В крупные или сложные
куски закладывают арматуру, состоящую из двух кусков круглой
проволоки сечением 5—6 мм, и проволочные петли (по две на
кусок), с помощью которых будут спимать куски с модели и с
готового изделия. Нижние куски во избежание сдвига скрепляют
скобами / из стальной проволоки диаметром 6—10 мм. Уложив все
боковые куски, приступают к закладке внутренних кусков
(рис. 60, б), в которые также закладывают проволочные петли.
На гладкую часть модели закладывать куски не обязательно, ее
заливают в общий кожух. В каждом уложенном куске делают
замки для определения его места в кожухе и устраняют все
неровности, которые могут помешать снятию кожуха. Затем куски
смазывают и приступают к наливке гипсового кожуха, так же как при
* снятии простой чистой формы.
Готовый кожух снимают, укладывают на ровную поверхность
так, чтобы он лежал плотно. Внутреннюю часть кожуха с помощью
щетинной кисти слегка присыпают тальком для более легкого
отделения от него кусков. Снимают куски с модели в порядке,
обратном их укладке. Каждый снятый кусок покрывают шеллачным
спиртовым лаком. После того как лак окончательно просохнет,
куски плотно укладывают в кожух в соответствии с ранее сделанны-
4 Зак 880
— 97 —
Рис. СО. Изготовление сложной чистой формы с модели листа капители:
о — закладка паружных кусков, 6 ■— то же, внутренних;
1—14 — последовательность заложения кусков; I — скобы
ми замками — метками. Если куски плотно не укладываются, пх
вытаскивают, тщательно кистью прочищают кожух и снова
вкладывают куски в кожух. Собранная форма перед отливкой в ней
изделий должна хорошо просохнуть.
Способ выполнения сложной формы с объемной модели,
например баляспны (рис. 61), зависит от материала, рельефа и
конфигурации готового изделия. Баляспна может быть выполнена из
гипсового или цементного раствора.
При отливке балясины из гипса на один из торцов
подготовленной модели закладывают торцовый кусок формы,
предварительно сделав па модели две лунки для замков 4. Толщина куска 3—
4 см, ширина на 3—4 см шире балясины. Сняв затвердевший
кусок, тщательно его обрабатывают, обрезают, смазывают и
укладывают на прежнее место модели. Модель балясипы вместе с
торцовым куском 2 (рис. 61, б) кладут горизонтально па верстак,
торцовый кусок формы (со стороны шгинта) и абаку закрывают
ограничительной торцовой доской 3 и вокруг нее намазывают глиняный
грунт 5 на половину толщины модели. Слой грунта выравнивают
по высоте и делают на нем с каждой стороны модели лупки для
замка под каждый вновь закладываемый кусок. Затем грунт
покрывают смазкой. Таким образом, открытой осталась только
половина модели, другая половина закрылась грунтом. По модели
укладывают каркас 6 (рис. 61, в). t
Следующим закладывают кусок длиной, равной длине
балясины, и шириной, равной половине ее ширины. Схватившийся кусок
отнимают от модели, тщательно обрезают, смазывают и укладыва-
— 98-
с
Рис. Ы. Ьусковая форма для изготовления гипсовой балясины:
а — модель балясины, 6 — подмазка глиняного грунта, е — закладка первого бокового
куска формы. ? — торцовый и боковой куски формы, д — закладка второго бокового
куска формы, е — боковой кусок формы, ж — собранная форма, готовая к отливке;
1 — модель балясины, 2 — торцовый кусок формы, 3 — торцовая ограничительная доска,
4 — замок, 5 — грунт из глины, 6 — каркас, 7 — первый боковой куоок формы, S — второй
боковой кусок формы, 9 — веревка, 10 — упор, 11 — клин
ют на место. Модель вместе с готовым куском формы
переворачивают, освобождают от грунта и на зтой половппс модели балясины
формуют следующий кусок формы (рис. 61, г). В стыках двух
кусков устраивают замкп 4.
После формовки второй половины модели (рис. 61, д) балясины
куски покрывают лаком и обе половппы готовой формы стягивают
расклиненной веревкой 9 (рис. 61, ж) или стальными обручами.
4* . — 99 —
г) д) ej
Рис. 62. Кусковая форма для изготовления цементной балясины:
а — закладка торцового куска формы, 6 — закладка первого куска нижнего ряда, в -*
закладка нижнего ряда кусков, г — начало закладки верхнего ряда, в — закладка
* верхнего ряда кусков, е — изготовление кожуха;
1 — замкп, 2 — торцовый кусок, 3 — боковой кусок, 4 — скобы стальные (ручки), 5 —
арматура каркаса, 6 — гипсовый кожух
С моделей больших размеров и более сложной конфигурации формы
снимают из большего числа кусков, объединенных кожухами.
При изготовлении балясины из цементного раствора формовка
имеет свои особенности, так как балясину из цемента не отливают,
а отбивают, т. е. утрамбовывают в форму. В отличие от предыду-
— 100 —
ацего способа модель формуют вертикально. Под нижнее основание
модели, поставленной вертикально, закладывают торцовый кусок 2
(рис. 62, а) с гранями пирамидальной формы и диаметром на 15 см
шире основания балясины. На его поверхности делают лунки для
замков 1. Затем поверхность куска смазывают. После этого
последовательно закладывают четыре одинаковых клинообразных куска 3
(рпс. 62, б) формы нижней половины балясины, нижнее основание
которых шире верхнего не менее чем на 1,5 см. Ширина каждого
жуска формы равна четверти окружности модели балясины, высота—
половине высоты балясины {рис. 62, е). Толщина куска внизу
должна быть на 4 см больше, чем вверху. Следовательно, первый ряд
кусков этой формы будет внизу толще, чем вверху (в середине
балясины) на 8 см.
После затвердения раствора каждый кусок с помощью
проволочных петель отнимают от формы и ровно обрезают: верхнюю кромку
срезают таким образом, что длина куска с внутренней стороны у
кромки, примыкающей непосредственно к модели, должна быть
больше наружной не менее чем на 2 см. Наружные грани обрезают
в виде клиньев, чтобы образовалась общая восьмигранная
усеченная пирамида. На поверхности каждого куска вырезают один-
два замка 1. Замки делают разных размеров, так как они будут
служить отличительными знаками при укладывании кусков в
кожух.
Таким же образом укладывают четыре клинообразных куска
верхнего ряда, продолжающие собой усеченную пирамиду нижнего
ряда (рис. 62, г, д). Совпадение граней тщательно выверяют, так
как в случае их несовпадения кожух сойдет с кусков и форма будет
испорчена.
По уложенным в пирамиду и обильно смазанным клинообразным
кускам изготовляют кожух (рис. 62, е). Для удобства снятия
кожуха в раствор гипса вмазывают четыре железных скобы 4
(ручки): две в 20 см от низа формы и две в 30 см от верха формы.
Кожух армируют каркасом 5 из стальных прутьев диаметром 5—
в мм: располагают вертикально не менее 5—6 прутьев с хомутами
через каждые 250 мм. Помимо каркаса в него закладывают
вымоченную в гипсе пеньку. Внешние стороны кожуха обрезают,
придавая им форму пирамидальных граней, а верхнее основание —
заподлицо с торцом балясины. После того как гипсовый раствор
затвердеет, кожух снимают, осторожно постучав по нему молотком,
изнутри присыпают тальком и обметают кистью. Куски осторожно
снимают с модели, покрывают шеллачным лаком. Высохшие куски
укладывают в кожух, перевернутый широким концом вверх. Затем
кожух опять переворачивают в прежнее положение — форма
готова для набивки детали.
Кусковые формы изготовляют не только из гипсового
раствора, но и из цементного. Цементные кусковые формы прочнее
гипсовых, чаще всего их используют для массовой отливки лепных
деталей из цемента и гипсовых круглых изделий без орнамента
(например, балясин, ваз). При изготовлении цементной формы куски
-101 —
ее после схватывания цементного раствора обрабатывают и
смазывают, не снимая с модели.
Получистые формы. Кусковые формы снимают и с мягких
моделей для получения небольшого числа копий единичных украшений
типа метопов портиков, угловых плафонных вставок. Точность
слепка в таких копиях не требуется.
Куски на мягкую модель закладывают по контуру, намеченному
металлическими пластинами. Пластины должны быть наклонены под
тем же углом, под которым будут обрезать куски. Ширина пластин
должна быть не более одной трети высоты закладываемого куска.
Благодаря пластинам отпадает необходимость в обрезке нижнего
усспка куска и подчищают только его верхнюю кромку. Пластины
остаются в модели до окончания формовки.
Во избежание повреждения мягкой модели куски обрезают да
затвердения гипсового раствора, не снимая их с модели.
ч
§ 13. Клеевая форма
Лепные украшения для отделки внутренних помещений зданий
отливают главным образом в эластичных формах, разновидностью
которых являются клеевые (желатиновые). Преимущество клеевой
формы по сравнению с гипсовой заключается в том, что клей
(желатин) благодаря своей эластичности позволяет снимать форму с
модели любой сложности, передавая все мельчайшие ажурные
элементы гипсовых деталей архитектурной лепки. Клеевые формы
снимают, как правило, с твердых моделей. В правильно и хорошо
выполненной клеевой форме при соответствующем уходе за ней
можно сделать до 60 отливок.
Клеевые формы бывают открытые — без кожуха для моделей
с невысоким рельефом и закрытые — с кожухом для моделей с
более высоким рельефом.
Открытые формы изготовляют тогда, когда требуется отлить
небольшое число несложных детален (папример, горох, бусы, гладкие
порезки), так как опи быстро деформируются и в них получают
меньше качественных отливок, чем в закрытых.
Модель укрепляют на плите 1 (рис. 63) так, чтобы расстояние
от контура модели до края гашты было 5—6 см. На расстоянии 2—
3 см от края плиты 1 устанавливают барьерчик 3 (деревянный,
картонный, железный) для задержания наливаемого на модель клея.
Высота барьерчика должна быть не менее чем па 1 см выше самой
высокой точки модели.
Обильно смазывают модель, дают ей постоять 15—20 мин,
чтобы смазка немного впиталась, а затем постепенно удаляют
излишки смазки кистью до тех пор, пока на модели не остается штрихов
от кисти. Барьерчик внутри тоже смазывают. »
Подготовленную модель полностью заливают клеем (рис. 63, б).
Толщина слоя клея 1—2 см в зависимости от высоты рельефа
формуемой модели.
— 102 —
о
■2 ^fS-^-r'"' V~"&-~3r^£C3r~~^~^T"~T'i\ у
f
Рис. 63. Изготовление открытой клеевой формы
с плоской модели пизкого рельефа:
а — устройство деревянного барьерчика вокруг плоской модели, 6 — заливка модели
жидкой клеевой массой (разрез), в — вид готовой клеевой формы, снятой с модели;
1 — гипсовая плита, г — модель барельефа, 3 — деревянный барьерчик, 4 — гипсовая
подмазка, 5 — ковш с клеевой массой, 6 — клеевая масса
После полного застывания клея барьерчик удаляют, форму
снимают и промывают насыщенным охлажденным раствором квасцов
(дубят), предварительно посыпав ее лицевую сторону тальком. Без
присыпки тальком квасцы не впитываются в жирную поверхность
■формы.
— 103 —
Удалив из углублений формы излишки клея, форму сушат около
часа, вторично промывают квасцами, а затем выдерживают в
течение 5—6 ч. Снятую форму (рис. 63, е) во избежание
повреждений укладывают на гладкую и ровную поверхность.
Клеевая форма эластична, поэтому она повторяет любую
неровность поверхности, на которой лежит. В связи с этим при отливке
изделий открытую форму помещают в гипсовый футляр, для чего-
изготовленную форму, надетую на модель, смазывают и
устраивают в ней лунки для замков. Накладывают на форму гипсовый
раствор слоем 2—3 см, армируют его и разравнивают. Когда
гипсовый раствор затвердеет, футляр снимают с формы, а форму с
модели.
Футляр с внутренней стороны покрывают 2—3 раза шеллачпьш
спиртовым лаком во избежание поглощения влаги формой из
сырого гипса.
Иногда, когда с твердой или мягкой модели надо получить один
или несколько отливков, изготовляют форму способом наливки клея
в наплавку. Процесс изготовления такой формы аналогичен
процессу изготовления открытой формы, но модель заливают клеем
только наполовину или три четверти высоты барьерчика. А затем
медной лопаткой клей вычерпывают из углублений и наносят на
высокие места, с которых он стекает до тех пор, пока не застынет.
Толщина клеевого слоя такой формы до 2 см.
Закрытые формы. С плоских моделей высокого рельефа форму
спимают следующим образом (рис. 64).
Сухую, слегка нагретую модель обильно пропитывают горячей
олифой, которая, заполняя все поры гипса, делает их
непроницаемыми для жидкости, а гипсовую модель прочнее. Спустя несколько-
часов модель покрывают тонким слоем лака до равномерного блеска.
Кисть, которой наносят лак, должна быть упругой с недлинной
щетиной.
Покрытую лаком модель 2 прикрепляют к грунту гипсовым»
раствором (рис. 64, а), затем модель и грунт жирно смазывают
смазкой и покрывают плотной мягкой слегка сыроватой бумагой.
Поверх бумаги на модель равномерным слоем 1,5—2 см
укладывают глину (глиняную обкладку 7) кверху на конус (рис. 64, б).
Основание глиняной обкладки 7 окружают валиком 3 из глины
диаметром 1—1,5 см и прижимают его к обкладке и гипсовой
плите. Валик необходим для того, чтобы кожух свободно снимался и
в то же время края клеевой формы не отходили от кожуха.
Отступив от глиняного валика на 1,5 см, на грунте с четырех
сторон модели лопаткой вымазывают из гипса марки — замки 4,
благодаря чему снятый с модели кожух можно вновь точно уложить
на место.
Поверхность обкладки сглаживают ладонью, смоченной водой,
и смазывают смазкой. Вокруг обложенной глиной модели на
расстоянии 2,5—3,5 см от нее делают из глины бортик, который не
даст растекаться гипсу. Затем разводят густой гипсовый раствор
и накладывают его на глиняную обкладку и грунт равномерно по»
— 104 —
о
Рис. 64. Изготовление закрытой клеевой формы
с плоской модели высокого рельефа:
е — модель, укрепленная на гипсовой плите, б — накладывание слоя глины для формовки
кожуха, е — гипсовый кожух, г &- заливка кожуха расплавленным клеем, 8 — гипсовый
кожух с клеевым слоем;
В — гипсовая плита, 2 — модель, 3 — валик из глины, 4 — замки, 5 — шишка на месте
отверстия для воздуха, 6 — конус на месте литника, 7 — глиняная обкладка, 8 —
отдушина, 9 — отверстие литника, ю — гипсовый кожух, 11 — комочек глины, 12 —>
воронка, IS — ковш с клеевой массой, 14 — подмазка глиной, IS — клеевой слой
всей поверхности модели — устраивают кожух 10 (рис. 64, е). Для
увеличения его прочности в гипсовый раствор закладывают мелкую
дрань, а при больших размерах — каркас и пеньку. Для
изготовления кожуха можно использовать гипс крупного помола.
Толщина стенок кожуха зависит от величины модели. После
затвердения гипсового раствора с модели снимают кожух и удаляют
глиняную обкладку и бумагу. Зачищают штукатурным ножом
кожух внутри и устраивают в нем отверстие 9 (литник) диаметром
2—4 см для заливки клея. Отверстие располагают так, чтобы оно
находилось напротив самой высокой части модели.
На удлиненных больших кожухах устраивают два литника,
через которые клей наливают одновременно во избежание
неравномерности его застывания.
На кожухе также устраивают отдушины 8 — отверстия
диаметром 1 см для выхода воздуха из кожуха при заливке клея.
Отдушины располагают над гладкими местами модели, чтобы при наливании
— 105 —
клеи не пристал к модели и не испортил рельефа, который сложно
будет исправить. Чем больше отдушин, тем чище получится форма.
Все отверстия в кожухе делают на конус, т. е. уже у наружной
поверхности и шире у внутренней. Отверстия в кожухе лучше не
вырезать, а в местах будущих отверстий вставлять в глиняную
обкладку 7 глиняные или деревянные конусы.
Готовый кожух просушивают в течение нескольких суток, так
как клей, налитый в сырой кожух, впитывает из него воду,
разбухает и деформируется. Высушенный кожух слегка нагревают,
пропитывают горячей олпфой и покрывают шеллачпым спиртовым
лаком. Когда лак высохнет, модель, групт и кожух с виутреппей
стороны покрывают смазкой во избежание прилипания клея, кожухv
внутри по смазке оклеивают газетной бумагой, используя в
качестве клея разведенное на горячей воде взбитое мыло. Бумага
должна плотно прилегать к кожуху особенно около литников. Если
отставшие кусочки бумаги попадут в клей, то он будет
расслаиваться и форма может быть испорчена. Наклеенную бумагу жирно
смазывают, чтобы она легко снималась с клеевой формы.
Если делают большие кожухи или приходится заливать клей
в сырой кожух, бумагу заменяют фольгой, которая предохраняет
кожух от прилипания к форме и изолирует форму от
проникновения в нее влаги из сырого кожуха. Фольгой плотно обклеивают
весь кожух, для приклеивания фольги используют казепповый
клей.
Подготовленным кожухом покрывают модель, щели между
кожухом и гипсовой плитой замазывают глиной или гппсом. Над
литником 9 устанавливают воронку 12 (высотой 10—15 см, объемом
не менее 1 л) из жести, кровельного железа или плотного картона
и крепят ее к кожуху гипсовым раствором и обмазывают глцной.
Внутри воронку покрывают смазкой.
_ Через воронку медленно непрерывной струей заливают
горячий клей в пространство между кожухом и моделью, которое
образовалось после удаления глиняной обкладки 7. Если клей
заливают слишком быстро, воздух не успевает выходить из кожуха и на
форме образуются пузыри, если слишком медленно, клей
застывает и неполностью заполняет пространство. Пленку, которая
образуется на поверхности клея в воронке, все время снимают.
Клей продолжают наливать до тех пор, пока он не начнет
выходить из отдушин, которые сразу закрывают кусочками глппы.
Затем воронку заполняют доверху клеем и в течение 30—40 мин
следят, не оседает ли в ней клей. Если клей осел, его вновь
доливают в воропку. До потери клеем текучести кожух нельзя сдвигать
с места, иначе клей будет перемещаться внутри кожуха,
выдавливаться наверх через воронку и в форме образуются пустоты.
После полного застывания клея (примерно через 12—14 ч)
воронку удаляют, очищают все отверстия в кожухе от глины п кожух
снимают. Полученную клеевую форму снимают с модели п
вкладывают в кожух. Дубят и обезжиривают закрытую форму так же,
как и открытую.
— 106 —
О
Рпс. 65. Изготовление клеевой формы с круглой скульптуры:
1 — модель, 2 — глиняная обкладка, 3 — гипсовый кожух, 4 — литник
Способ снятия закрытой формы с объемной модели зависит от
формы и размеров последней.
Для формования моделей бюстов размером до половины натуры
устраивают верстак высотой 75 см с подвижным круглым верхом
диаметром 75 см из прочных досок. Работая, мастер стоит на месте,
поворачивая верстак по мере необходимости. Можно формовать
круглую скульптуру и на обычном верстаке.
Модель примораживают к центру верстака гипсовым раствором
и замазывают все щели. Бюст обкладывают слоем глины толщиной
2 см, устраивают замки и наливают кожух толщиной 3 см. Затем
снимают кожух с модели снизу вверх и, выполнив необходимые
подготовительные операции, заливают форму. Когда клей застынет,
кожух снимают. В остальном процесс формовки мелких бюстов
аналогичен с процессом. формовки плоских моделей высокого рельефа.
При спятии формы с крупных бюстов форму и кожух на
модель делают из двух половпн (рпс. 65), т. е. разъемными, так как
целый кожух трудно снять с крупной модели и, кроме того,
невозможно точно уложить в него клеевую форму.
На модели бюста краской намечают линию разреза формы,
обычно ее размещают за унтами, чтобы лицо и уши находились в
переднем кожухе, а затылок в заднем. Модель 1 устанавливают на
верстак, прочно примораживают к нему гипсом, смазывают и
покрывают бумагой. Затем на модели устраивают глиняную
обкладку 2 толщиной 2—3 см. Для этого куску глины придают форму
куба, разрезают его проволокой на пластины толщиной 3 см п ими
обкладывают модель. По намеченной линии разреза из глиняных
или железных пластин шириной до 5 см делают стенку.
Глиняную обкладку первой половппы модели смазывают и
наливают из гипса кожух 3 толщиной 3—4 см, в который
закладывают металлическую арматуру. Затем стенку, разделяющую модель,
■снимают, края кожуха обрезают и в кромке кожуха прорезают
замки. Кромки кожуха смазывают и наливают вторую половину
кожуха. Когда гипс затвердеет, кожух снимают, очищают от глины
и делают сверху литник 4 диаметром 5—6 см, а по бокам отду-
— 107 —
шины диаметром 1—2 см. Смазав модель и кожух, устанавливают
их на грунт. Половинки кожуха связывают между собой,
прикрепляют к верстаку у кромки кожуха и обмазывают все места
соединения гипсом. Для большей прочности в места соединения
закладывают пеньку, смоченную в гипсе. Затем заливают через литник 4
клей. После затвердения клея кожух осторожно снимают, клеевую
форму разрезают острым лепным ножом по шву, образовавшемуся
в месте соединения половинок кожуха. После разрезки клеевую»
форму снимают с модели и укладывают в кожух.
§ 14. Формовка клея в клеи
При изготовлении из цемента или бетона сложных
архитектурно-лепных изделий с густо насыщенным орнаментом (например,
фризов, барельефов, горельефов) процесс снятия чистой кусковой
формы трудоемкий и требует от мастера высокой квалификации,,
так как выступающие орнаментированные детали приходится
формовать отдельно, а затем их монтировать. В результате на изделии
получается много швов, которые трудно зачищать.
Чтобы упростить процесс изготовления таких изделий и
получать изделия без швов, применяют способ формовки клея в клей.
С гипсовой модели снимают клеевую форму, которую дубят,
смазывают, а затем наливают в нее свежеприготовленный клей
температурой 15—20° С и дают ему застыть. Застывшую форму
снимают, полученную клеевую модель припудривают тальком и дубят.
Обработанную таким образом модель смазывают, устраивают по ней,
каркас, накладывают на нее гипсовый раствор и выдерживают его
до затвердения. В результате получают гипсовую форму для
изготовления в ней цементных или бетонных изделий. С одной клеевой,
модели можно снять около 10 гипсовых форм.
Готовые гипсовые формы пропитывают чистой водой,
устраняют дефекты и покрывают один-два раза чистым керосином. С
готового изделия такую форму снимают способом расколотки.
С глиняной модели снимают черновую форму, смазывают ее,
наливают в нее клей, дают ему застыть, черновую форму
расколачивают и получают клеевую модель, с которой снимают гипсовую
форму.
Способ формовки клея в клей не может полностью вытеснить
применение чистых гипсовых кусковых форм, так как менее точно
передает тонкие детали рисунка модели и рационален только для
формовки крупных сложных архитектурно-лепных изделий. Кроме
того, этот способ требует большого расхода гипса.
§ 15. Форма из формопласта
Форма из формопласта водоустойчивее и эластичнее по
сравнению с клеевыми, не усыхает, дольше сохраняет гибкость и
эластичность, что позволяет делать в ней до 400 и более отливок с
длительными перерывами в работе; четко воспринимает все мелкие
— 108 —
детали модели и точно передает их на отливках. В формопласто-
вых формах можно получать отливки и из гипса, и из цемента.
Температура плавления формопласта 135—140° С, поэтому в
формах можно пропаривать цементные изделия при температуре до
80° С. При температуре ниже —5° С формопласт становится
хрупким, но при подогревании восстанавливает свои свойства.
Формопластовые формы не требуют дубления и смазки, в
результате чего сокращается время изготовления отливка,
повышается оборачиваемость форм, экономятся материалы (например,
шеллачный лак, квасцы, стеарин, тальк).
В лепную мастерскую формопласт поступает разрезанным на
мелкие куски размером 2—3 см. Расплавляют его в толстостенной
алюминиевой емкости (в железных емкостях формопласт
разлагается и пригорает), которую ставят в масляную баню (масло или
технический глицерин). Масляную баню нагревают на плите с
вытяжным шкафом. Формопласт во избежание пригорания непрерывно
перемешивают. Вместо масляной бани емкость с формопластом
можно ставить в таз с прогретым песком. Водяную баню не применяют,
так как температура плавлепия формопласта 135—140° С, что
выше температуры кипения воды. Во время плавки следят, чтобы
температура формопласта не поднималась выше 130—140° С, при более
высокой температуре он разлагается. При разложении формопласта
выделяются пары хлористого водорода — резко пахнущего и
вредного газа; сама масса чернеет, теряет эластичность и становится
непригодной для работы.
После того как формопласт расплавится, его снимают с плиты
и дают отстояться 10—15 мин, чтобы вышли пузырьки воздуха, и
приступают к наливке форм.
Перед тем как начать изготовление форм, модели
подготавливают. Модель, выполненную из глины, устанавливают на ровный
грунт и просветы промазывают глиной. Формопласт легче клея,
поэтому модель можно лишь слегка укрепить, не опасаясь^ что
формопласт ее приподнимет. *v-
Подготовка гипсовой модели заключается в том, чтобы
уменьшить ее пористость, так как при наливке горячего формопласта
под влиянием высокой температуры гипс расширяется и вытесняет
из пор воздух, который будет проникать в формопласт, делая
форму непригодной к употреблению. Покрывать модель шеллачным
лаком для уменьшения ее пористости нельзя, так как он плавится
при заливке формопластом. Наиболее простой способ — увлажнение
модели, при этом имеющиеся в гипсе поры заполняются водой.
Недостаток этого способа состоит в том, что оптимальную степень
увлажнения модели устанавливают на глаз, что требует от мастера
большого опыта.
Другой способ — гипсовый раствор для отливки модели
разводят на жирном известковом молоке, затем сырую модель в течение
2 ч выдерживают в растворе железного или медного купороса.
Содержащаяся в порах модели известь разлагает введенный купорос,
в результате чего образуются нерастворимые вещества (сернокалие-
— 109 —
вая соль и окись металла), которые заполняют поры гипсовой
модели.
Третий способ — хорошо просушепную модель с помощью кисти
два раза пропитывают горячей натуральной олифой, в которую
добавляют 5—10 % канифоли. Олифа заполняет поры гипса. Если при
этом на модели образовалась пленка, ее размывают скипидаром с
помощью кисти, модель просушивают, чтобы скипидар улетучился, *
а затем вновь пропитывают смесью олифы и канифоли.
Из формопласта делают открытые и закрытые формы. Глиняный,
металлический, мраморный или влажный гипсовый грунты не
требуют перед заливкой никакой обработки; сухой гипсовый грунт
покрывают масляным лаком, олифой илп жидкой глиной, а
деревянный — промазывают глиной.
Из формопласта, как и из клея, делают открытые п закрытые
формы.
Применение формопласта может исключить из
технологического процесса операцию черновой формовки, сократив, стоимость
модели, ускорить ее изготовление и в два раза сократить расход
гипса.
Открытые формы изготовляют с глиняной модели. Модель
должна быть влажной, но без капель воды. При заливке формопластом
глиняные модели низкого рельефа огораживают деревянными
рейками, обрезками гипсовых плит или глнпой, так как формопласт
не боится влаги, не пристает к глине и благодаря своей легкости
не ломает глиняную загородку.
Глиняные модели высокого рельефа огораживают полосками
жести или кровельного железа, причем промазывать щелп и
закреплять железные полоски снаружи можно не только гипсовым
раствором, по п глиной.
Если формопластовую форму затем будут покрывать гипсовым
футляром, ограждепия ставят так, чтобы верхний кран их был .
несколько наклонен внутрь к модели, тогда вертикальные стенки
формы получатся скошенными и, следовательно, футляр будет легко
сниматься.
Температура паливаемого формопласта должна быть 125—128° С.
При заливке формопласта более низкой температуры форма будет
расслаиваться.
Наливая на модель формопласт, струю направляют на
наиболее высокую часть рельефа, чтобы масса постепенно и равномерно •»
растекалась по всей модели. Модель со сплошным рельефом
наливают внаплавку.
Большие глиняные модели разделяют на несколько частей
жестяными пластинками. Форму наливают внаплавку с кожухом на
каждую часть в отдельности.
Как только форма остынет до 60° С, ее снимают с модели.
Футляр устраивают при формовке моделей высокого рельефа, так как
в процессе охлаждения формопласт подвержен усадке и в более
глубоких местах форма деформируется. Футляр делают толщиной
3—4 см.
— 110 —
Открытые формы снимают также с гипсовых моделей с
небольшим орнаментом.
Закрытые формы снимают с твердых моделей высокого рельефа.
Изготовляют их так же, как и клеевые закрытые формы.
Изготовляя кожух, следует помнить, что оборачиваемость формо-
пластовых форм очень велика, поэтому гипсовый кожух
изнашивается быстрее самой формы. Для упрочнения кожух армируют или
добавляют в гипсовый раствор известь или цемент. Можно
изготовлять кожух целиком из цемента или высокопрочпого гипса.
Для заливки модели горячим формопластом применяют более *
высокие воронки, чем для заливки клея, чтобы создать необходимое
давление для получения хорошего отпечатка рельефа. Это
особенно важно при заливке формопластом кронштейнов, модульонов и
других архитектурных деталей с боковым орнаментом.
После остывания формы до 60°С кожух снимают, а
образовавшиеся на поверхности формы на месте литника и отдушин
трубочки аккуратно срезают острым ножом. Снятую с модели форму
укладывают в кожух и без дубления и смазки отправляют в
отливочный цех.
Закрытые формопластовые формы благодаря своей влагоустойчи-
вости можно широко применять для производства бетонных
архитектурных деталей. Для пластичной бетонной смеси
формопластовую форму изготовляют так же, как для гипсовых отлпвков, т. е.
формопласт заливают в кожух. Готовая форма имеет стойки
толщиной от 2 до 5 см. Жесткой бетонной смесью форму заполняют
способом отбивки с сильной утрамбовкой, в этом случае
изготовляют тонкую формопластовую форму с очень прочным кожухом.
§ 16. Комбинированные формы S-
Комбинированные формы сочетают в себе эластичные и
гипсовые кусковые формы и имеют широкое применение как при
изготовлении орнаментированных архитектурных деталей, состоящих из
гладких частей (тяг) н орнамента, так и при изготовлении
скульптуры. Например, па гладкие части (тяги) архитектурной детали
делают кусковые формы, а на орнаментированные — клеевые,
причем и те и другие заключают в общий кожух. Гладкие части
модели можно формовать п наливкой самого кожуха. В зависимости от
сложности рельефа и орнамента модели в комбинированных фор--
мах выбирают преобладание либо клеевой, либо гипсовой кусковой,
части. »
Рассмотрим изготовление комбинированной формы гипсовой
модели орнаментированиой порезки (рис. 66). Модель 1
примораживают к гипсовому грунту и пропитывают смазкой. На гладкую часть
закладывают торцовый кусок 8 так же, как в кусковой форме.
Орнаментированную часть модели покрывают влажной
бумагой и глиняной обкладкой, толщина которой должна быть равна
толщине куска. Смазав глиняную обкладку и кусок, делают
гипсовый кожух 6. Кожух может охватывать всю комбинированную
— Ш —
Рис. 6С. Изготовление комбинированной формы:
а — продольный разрез, 6 — то же, поперечный;
1 — модель орнаментированной порезки, 2 —валик из глины, 3 —комок глины, 4 —
воронка, 5 — эластичная масса, 6 — кожух, 7 — арматура, 8 — задний кусок
форму полностью или для экономии гипса только верхнюю часть
куска.
Как только гипсовый кожух затвердеет, снимают его и
глиняную обкладку. Кусок и кожух смазывают смазкой и устанавливают
на модель. Шов между кожухом и куском замазывают гипсовым
раствором, а кожух привязывают к верстаку.
Через воронку 4 вливают в пространство между кожухом и
моделью расплавленный клей. После затвердения клея осторожно
снимают кожух, а затем клеевую форму. Последним отнимают от
модели кусок и покрывают его шеллачным лаком, а клеевую форму
дубят. Для отливки изделий сначала укладывают в кожух клеевую
форму, а затем вставляют боковой кусок. При более сложной
конфигурации модели число закладываемых кусков увеличивается.
Технология изготовления комбинированной формы с
применением формопласта почти ничем не отличается от технологии
изготовления комбинированных форм с применением клея. Но в данном
случае приходится упрочнять гипсовую часть формы (кожух и
куски) добавкой в гипсовый раствор извести или цемента и
армированием. Гипсовые куски просушивают, пропитывают горячей
олифой и перед'заливкой формопласта покрывают масляным лаком.
При массовой отливке погонных деталей вместо закладываемых
гипсовых кусков можно использовать заранее заготовленные
стандартные деревянные бруски определенного профиля с хорошо
отделанной поверхностью. ♦
При изготовлении комбинированных форм со сложных моделей
(кронштейнов, модульонов, капителей, ваз) необходимо хорошо
продумывать устройство и расположение замков, которые
предотвращают возможные сдвиги формопласта.
—112 —
О
§17. Бетонные, цементные, металлические
и деревянные формы
Бетонные формы служат для производства большого числа
бетонных изделий. Они не коробятся и не деформируются
Рассмотрим изготовление бетонной формы с деревянной модели балясины
(рис. 67). ^пт.
Деревянную модель 1 балясины разрезают пополам ^ вдоль
(рис 67 а) и точно по ее длине изготовляют формовочный
деревянный ящик (рис 67, б), по оси которого укрепляют половину
модели 2 Для придания форме равномерной толщины против
утоняющихся мест модели в формовочном ящике укрепляют деревянные
колодки 4. Поверхность модели и внутреннюю часть ящика
покрывают смазкой. Вокруг модели утрамбовывают бетонпую смесь
слоем толщиной 4-5 см и устраивают ушки 5 (рис. 67, е) для
соединения половшюк форм. В бетонную смесь для увеличения
прочности иногда закладывают арматурную сетку. После затвердения
бетона форму переворачивают вверх дном и разбирают. Аналогично
готовят вторую половипу формы. Полученные половинки формы
соединяют обручами и болтами, которые пропускают через ушки.
а)
Рис. 67. Бетонные формы:
„ мппрпь балясины из дерева, 6-продольный и поперечный разрезы,
„ _ «га<^ьп^псШ1ЬформД)Рг _.полная форма_ стянутая болтами;
1 - деревянная модель балясины, 3 - половина модел^ 3 -бетонный слой,
деревянная^ м_ £epeBfflffibIe КОЛОДКИ) 5 - ушки для оолтов
— 113 —
Рис. 68. Металлические формы: i
а — половинки формы для обелиска, 6 — полная форма, стянутая струбцинами;
1 — струбцина, 2 — болт
Цементные формы также применяют для производства большого
числа цементных изделий. Цементные формы изготовляют так же,
как и гипсовые кусковые, но требуют для изготовления большего
времени, так как цемент схватывается дольше гипса. Цементные
формы можно изготовлять из быстросхватывающихся цементов.
Цементные куски укладывают в деревянный кожух.
Металлические формы применяют для массового производства
бетонных изделий (рпс. 68). Формы для объемных изделий
отливают, например, пз чугуна, стали, алюминия, для погонных
изделий — v из листового металла. Две половинки формы скрепляют
струбцинамп 1 и стяжными болтами 2. Поверхность формы перед
формовкой в ней изделия покрывают смазкой. После того как
бетонная смесь затвердеет, форму слегка простукивают снаружи
деревянным молотком. Зажимы развинчивают и половинки формы
удаляют.
Если в форме находится сердечник для образования пустоты, его
удаляют раньше, чем разбирают форму. Форму после распалубки
тщательно очищают.
Деревянные формы в основном используют для производства
массовых несложных архитектурных деталей из декоративного бетона.
Для получения, орнаментированного рельефа применяют резьбу по
дереву. Деревянные формы просты и дешевы в изготовлении и пме-
ют большую оборачиваемость. Отдельные части формы скрепляют
между собой винтами, болтами, различного рода зажимами,
струбцинами. Деревянные формы изготовляют из сухой древесины п
перед формовкой изделий покрывают горячей олифой. Конструкция
формы должна допускать легкую ее разборку и сборку. Примеры
деревянных разборных форм для кронштейна, балясины и колонны
представлены на рис. 69.
—114 —
«
Рис. 69. Деревянная разборная форма:
а — для квадратной балясины, б — для круглой колонны, е — для кронштейна;
2 _ деревянный ящик, 2 — деревянные колодки, 3 — деревянный сердечник, 4 — стяжные
кольца. 5 — отверстия для болтов, 6 — деревянный щит основания
Глава VI
ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ
Для воспроизводства с модели требуемого числа копий
(изделий) формы заполняют гипсом, цементом или бетоном. Существует
два основных способа заполнения форм: отливка и набивка.
Отливкой можно получать изделия из пластичных растворов, набив,-
кой — из полупластичпых или жестких.
Оглпвкой изготовляют гипсовые архитектурные детали, главным
образом для внутренней отделки зданий, а набивкой — фасадные
архитектурные детали, декоративную парковую скульптуру и т. п.
Изделия должны в точности повторять все детали модели, быть
прочными и хорошего качества. Прочность изделия обеспечивают,
закладывая в его стенки каркас, толщина стенок изделия
должна быть равномерной.
— 115 —
Все виды форм, кроме черновых, служат для многократного
изготовления изделий, черновую форму используют однократно для
перевода мягкой модели в твердую.
§ 18. Подготовка форм
Для получения изделий высокого качества форму необходимо
правильно подготовить. От качества подготовки зависит срок
службы формы. Подготовка заключается в просушивании, смазывании,
пропитывании водой, дублении квасцами и т. п.
Черновую гипсовую форму следует использовать как
можно быстрее после ее изготовления, так как при длительном
хранении форма сохнет и коробится. Подготовка черновой формы при
отливке в ней модели из гипсового раствора будет рассмотрена
в § 20.
При отливке модели из цементного раствора черновую форму
смазывают и хорошо увлажняют во избежание поглощения ею
воды из первого слоя цементного раствора и образования на
поверхности отливка усадочных трещин.
Чистую гипсовую кусковую форму после снятия с
модели связывают веревкой и хорошо просушивают. По мере
просушивания формы веревки подтягивают, так как при ослабевших
веревках отдельные раковины и куски формы могут покоробиться.
Куски, которые не укладывают в раковину и не привязывают к ней,
для высушивания раскладывают па щитах. Внутренние куски
формы сохнут медленнее наружных, поэтому их досушивают отдельно.
Наиболее часто встречающийся дефект кусковой формы —
заскок, получающийся в результате расширения гипса прн
схватывании, неравномерного усьтханпя отдельных кусков, а также
недостаточно плотного стыка между кусками. Заскоки зачищают
металлическими стеками и шлифуют мелкой шкуркой. Все пузырьки,
углубления и поломки усенок, кусков и раковин заделывают гипсом,
тщательно очищают форму кистью от мусора и подгоняют куски
друг к другу.
Затем форму разбирают и пропитывают с помощью кисти
горячей олифой. После просыхания олифы (как правило, на следующий
день) куски и раковины покрывают два-три раза до блеска тонким
слоем спиртового шеллачного лака. Перед тем как сложить в
раковину, куски смазывают, а излишки смазки снимают кистью средней
жесткости. *_,
Клеевые формы сразу после снятия с модели присыпают
тальком и дубят насыщенным раствором квасцов. Перед отливкой
форму тщательно смазывают (без нажима) смазкой с помощью
мягкой кисти. Края кожуха смазывают более густой смазкой.
Во избежание деформации и усыханпя клеевые формы при
перерывах в работе хранят уложенными в кожухи, причем в
помещении, где хранятся формы, должпы быть постояпные температура
и влажность.
— 116 —
По окончании работы форму промывают и просушивают.
Формы, с которых получили требуемое число копий, тщательно
очищают, разрезают на куски размером 1,5—2 см2, расплавляют и
полученный клеевой раствор вновь используют для изготовления
форм.
Цементные отливки из-за медленного схватывания цементного
раствора вынимают из клеевой формы не раньше чем через
сутки (гипсовые через 20 мин). За это время форма, активно поглощая
воду из цементного раствора, может набухнуть, деформироваться,
отливок получится рыхлым. Во избежание этого форму перед
заливкой цементного раствора 2—3 раза покрывают масляной
краской, причем после каждого раза ее выдерживают сутки. Кроме
того, перед отливкой форму смазывают тонким слоем вазелина или
какой-либо другой жировой смазкой, не растворяющей масляную
краску. Из-за сложности подготовки и недостаточной прочности
клеевых форм цементные копии отливают в них редко.
Формопластовые формы при подготовке тщательно
очищают и промывают чистой водой.
§ 19. Общие приемы отливки
Независимо от вида форм существуют общие приемы отливкиг
которые зависят от величины и формы модели: простая заливка,
отливка в окатку, отливка с подливкой, отливка на пеньке, отливка
в надавку.
Простая заливка. Для получения плоских отливок (например,,
рельефов, розеток) гинсовый раствор заливают в форму до верха,,
а излишки раствора срезают ребром правила вровень с краями
формы. Во время отливки в раствор закладывают проволочные петли,
с помощью которых готовый отливок подвешивают для
просушивания. Для повышения прочности отливки больших размеров (от 50 см
и больше) армируют, при этом раствор заливают в два слоя. После
начала схватывания поверхность первого слоя делают
шероховатой, а затем наносят второй слой раствора такой же консистенции.
Арматуру закладывают в>о время заливки второго слоя
раствора.
Если рельеф имеет мелкие детали, на отливках могут появиться
мелкие воздушные пузырьки. Во избежание этого в форму сначала
вливают небольшую порцию раствора, встряхивают ее и дуют на
раствор, чтобы он заполнил все углубления формы. Не дожидаясь
начала схватывания залитой порции, раствором заполняют всю
форму. Можно первую порцию раствора в форму нанести с помощью
небольшой кисти, причем для чистых гипсовых форм используют
щетинные, а для клеевых — волосяные кисти.
Отливок освобождают из формы с особой осторожностью.
Например, при снятии чистой гипсовой формы открытую часть отливка
предварительно слегка смачивают водой, чтобы форма «отпотела»*
и, легко постукивая по форме деревянным молоточком, отливок
освобождают.
— 117— —
Отливка в окатку. Этот прием в основном используют для
получения объемных отливков.
Форму, состоящую из двух или нескольких кусков, складывают
в кожух и крепко связывают. Готовят раствор в количестве,
достаточном для оплеска толщиной 5—6 мм, снимают с пего лопаткой
воздушные пузырьки и медленно, тонкой струей выливают в форму
на одпу треть ее объема. Берут форму в руки и начинают ее
вращать, чтобы окатить раствором всю впутренпгою поверхность
формы; остаток рагтвора выливают в оставшийся раствор. Несколько
загустевший в сосуде раствор вновь выливают в форму и
повторяют ту же операцию.
Окатывание повторяют до тех пор, пока раствор не потеряет
текучести. Затем разводят свежую порцию раствора и окатку
повторяют до тех пор, пока степки отливки не достигнут требуемой
толщины. Обычно двух окаток бывает достаточно для получения
гипсового слоя толщиной 7—12 мм.
Если из-за большой массы трудпо вручную вращать форму, ее
укладывают на стол (или специальную подставку) таким
образом, чтобы оспование формы несколько свешивалось с него. Затем
производят окатку. Излишний гипс, наклоняя форму, выливают в
сосуд, поставленный па табурет рядом со столом.
После полного затвердения раствора кусковые и клеевые
формы разнимают, а черновые расколачивают.
При отливке в окатку влпвают раствор медленно, чтобы воздух
из глубины формы постепенно вытеснялся парушу и на отливке не
образовывались воздушные пузыри.
Еслп отливок требуется упрочнить, арматуру, применяемую для
этого, укрепляют, чтобы она не смещалась во время 'вращения
формы.
Отливка с подливкой — это вспомогательный процесс окаткп.
Для облегчения окатки больших тяжелых форм после установки
арматуры на определенное место гипсовым раствором заливают
отдельные части формы до того, как форма будет собрана и связана.
Процесс заливки отдельпых частей называют подливкой. При
подливке отдельных частей следят за тем, чтобы раствор не
выступал пад усеиками формы. Излишний раствор осторожно до
затвердения снимают с усенков пальцем. Применять для этого
металлические пли деревянные лопатки не следует, так как при
неоднократной отливке это портит усепкп и на отлпвках получается
грубый шов. Очистив усенки формы от излишков раствора, их вновь
смазывают, чадти формы складывают в кожух и связывают.
Если форма" спята с модели, имеющей широкое осповаиие,
подливку делают в большей по объему и более сложной по
конфигурации половине формы. Влпвают в нее раствор, изнутри рукой оплес-
•кивеют ее и по мере схватывания раствор равномерно
распределяют слоем определенной толщины. Затем обе половины формы
связывают друг с другом, осторожно переворачивают подлитой
раковиной кверху и вливают раствор в форму, распределяя его по не-
подлитой половине формы.
—118 —
<>
Если обе половипы формы имеют сложную конфигурацию,
подливку делают в обе половины. Две подлитые ноловппы формы
ставят на ребро и, медленно двигая друг к другу, смыкают. Осторожно
иаклопяя сомкнутые раковины, опускают их на одну сторону п
связывают.
Установив связанную форму опять на ребро, выливают
гипсовый раствор на шов формы. Наклоняя форму по ребру, дают
возможность раствору растечься по всему шву. После схватывания
гипса форму переворачивают на другое ребро и также соединяют
другой бок подливки. Если позволяет ширина формы, гипсовый раствор
по шву равномерно распределяют рукой. Если внутренний объем
формы невелик и окончательное соединение шва загустевшим
раствором нельзя произвести рукой, зто делают с помощью лопатки
и кисти.
При наложении верхней раковины на нижнюю всегда
существует опасность отслоения подливки от формы, в результате чего
отливок получается искаженным. Во избежание этого до подлип
ки в накладываемой сверху половине формы и в кожухе в двух
местах прорезают два отверстия диаметром 1—1,5 см. В эти
отверстия пропускают петлю из шпагата, оставляя ее концы снаружи
кожуха. Начинают производить подливку, следя за тем, чтобы
петли не заливались раствором. По окончании подливки поверх
раствора в петли пропускают приготовленную заранее палку. Длпна
палки должна быть несколько больше расстояния между
отверстиями. Наружные концы шпагата связывают, прокладывая в них
гвоздь. Закручивая шпагат па гвоздь, плотно притягивают палку
по глей к подливке. Теперь можно переворачивать раковппу, не
опасаясь, что подливка от нее отслоится.
Отливка на пеньке- Этим приемом отливают рельефы или
объемные изделия больших размеров. Разводят небольшое количество
гипсового раствора п с помощью кисти равномерно распределяют его
по всей поверхности формы слоем толщиной не более 1,5—2 мм.
Поверх этого слоя равномерно без пропусков раскладывают слой
пеньки с перепутанными волокнами. Весь слой пеньки хорошо
пропитывают гипсовым раствором второго замеса: осторожно большой
плотной кистью разбрызгивают его по пепьке, следя за тем, чтобы
пеиька не сбилась. После того как раствор начнет схватываться, его
кистью разравнивают по всей форме. Добавляют раствор до
требуемой толщины стенок пзделпя.
Изделия размером более 0,5X0,5 м дополнительно армируют
проволокой, укладывая арматуру поверх второго слоя гипсового
раствора по пеньке и примораживая по всей ее длипе узенькпмп
лентами пеньки, пропитанными гипсовым раствором.
Пеньку в форму можно укладывать и другим способом. Кусочки
пепькн погружают в 1Ппсовый раствор, дают им хорошо
пропитаться, а затем быстро и плотно укладывают в форму на первый
гипсовый слой так, чтобы волокна одного кусочка пепьки соединились
с волокнами другого. Гипсовый раствор во время отливки должен
быть текучим, не начавшим схватываться, в противном случае во-
— 119 —
локна пеньки будут плохо пропитаны им, что может привести к
■браку готового изделия.
В черновых формах слои гипсового раствора должны быть
значительно толще, чем в кусковых или клеевых формах, чтобы при
расколотке ударами молотка по скарпели не пробить тонкие стенки
отливка.
Отливка в надавку. При отливке изделий толщиной 2,5—3 мм с
двухсторонним рельефом обе половины формы заполняют гипсовым
раствором, складывают вместе и плотно прижимают друг к другу
(надавливают друг на друга). Гипсовый раствор в обеих половипах
формы соединяется. После затвердения гипсового раствора отливок
из формы вынимают. Гипс для приготовления раствора должен
€ыть хорошего качества, без комков, включений, его тщательно
замешивают в количестве, достаточном для заполнения обеих
половин. При надавливании половин друг на друга небольшой излишек
гипсового раствора вытесняется из формы и остается на ее усен-
ках в виде тонкой плепки, которую удаляют концом деревянной
стеки. Недостаточное заполнение формы гипсовым раствором
может привести к образованию пузырей и пустот в готовом отливке,
а излишек вытекает наружу, образуя пленку не только на форме,
но и иа кожухе, а очистка от пленок может их разрушить.
При отливке в надавку с пенькой последнюю укладывают
только в одну более глубокую половину формы. Кожухи для отливки
в надавку изготовляют особенно тщательно с усиленным армиро-
авапием.
§ 20. Отливка гипсовых и цементных изделий
Отливка в черновую форму служит для перевода мягкой модели
в твердую приемами, описанными в § 19. Особенности заключаются
в основном в подготовке черновых форм. Если необходимо на
гипсовом отливке передать все мельчайшие особенности мягкой
модели, применяют отливку со щелоком, если же поверхность
отливка будет подвергнута последующей обработке, применяют
отливку со смазкой.
При отливке со щелоком форму полностью насыщают водой или
погружением ее в сосуд с водой или опрыскиванием из
спринцовки. О достаточной насыщенности формы водой в первом случае
свидетельствует прекращение впитывания воды гипсом, во втором —
капли воды, растекающиеся по форме, а не впитывающиеся в нее.
Поверхность насыщенпой водой формы должна слегка блестеть. Для
удаления избытка воды форму ставят вертикально, слегка
припудривая снаружи наиболее влажные места сухим гипсом.
Насыщенную водой форму равномерно обрызгивают из
спринцовки щелоком, дают ему стечь, из углублений щелок выбирают
губкой или кистью. В результате поверхность формы покрывается тон-
коп жировой пленкой и должна иметь легкий и ровный блеск.
Насыщенная водой и покрытая жировой пленкой форма не будет по- ♦
— 120 —
глощать воду из влитого в нее гипсового раствора и не будет
прилипать к нему.
Отливку в этом случае выполняют подливкой каждой раковины
отдельно. Окатку применять нельзя, так как в процессе окатки
гипсовый раствор сдерет изолирующую жировую пленку из щелока и
форма будет прилипать к отливку.
Усенки раковины смазывают смазкой. По окончании наложения
на раковину гипсовый раствор очень быстро снимают с острых
краев усенка, скосив их внутрь формы.
При отливке со щелоком необходимость полного водопасыщенпя
формы приводит к тому, что вода из формы, соединяясь с
поверхностным слоем гипсового отливка, делает этот слой внутри рыхлым,
пористым. Такой отливок нельзя окрашивать (при окраске
поверхность отливка будет пятнистой) и обрабатывать режущим
инструментом (поверхность будет ноздреватой). Отливок с более плотной
поверхностью получают при отливке со смазкой.
При отливке со смазкой форму покрывают смазкой, которая
сглаживает ее поверхность. В результате отливок не передает все
особенности модели, как при отливке со щелоком, и его
подвергают обработке. Отливку производят окаткой.
Расколотку черновой формы начинают через 15—30 мин по
окончании отливки, когда гипс затвердеет, неострым скарпелем, ударяя
по нему осторожно деревянным молотком, при этом следят за тем,
чтобы не повредить отливок. Расколачивают форму па пеболыние
куски, начипая с верхнего неокрашепного слоя гипса. Этот слой
надо удалить как можно быстрее, чтобы дать подсохнуть нижпему
цветному слою гипса и тем самым облегчить его расколотку.
Цветной слой осторожно удаляют с отливка тупилкой, начиная
расколотку сверху. Если расколотку начать снизу, то отбиваемые куски,
падая вниз, могут повредить отливок. Крошки и пыль удаляют
мягкой кистью.
Мелкие повреждения (сбоины) на отливке, получившиеся во
время расколотки формы, заделывают жидким гипсовым
раствором, не нарушая формы модели. Таким же раствором приклеивают
отбитые куски. Место повреждения насекают ножом, смачивают
водой, а затем накладывают жидкий гипсовый раствор. Подправляют
полученную гипсовую модель только с разрешения автора.
Отливок зачищают стеклянной шкуркой, навернутой на
деревянный брусок, сушат при температуре не выше 50° С, покрывают
лаком и подвергают дальнейшей формовке.
Отливку из цементного раствора в черновой форме
производят, как правило, из двух слоев с прокладкой между ними
металлической арматуры. Первый слой (облицовочный), состоящий из
цемента и наполнителя (песка или декоративной каменной
крошки), накладывают на форму штукатурной лопаткой равномерным
слоем толщиной 5—25 мм в зависимости от крупности
наполнителя и рельефа модели. При этом сползающий с вертикальных
участков формы цементный раствор подбирают и накладывают на
место до тех пор, пока он не схватится и не прекратит сползать.
-121 —
Цементный раствор для облицовочного слоя должен содержать
оитималъпое количество воды, которое подбирается лабораторным
путем, излишек воды увеличивает сползание раствора с формы, а
недостаток не позволяет передать на отливке тонкие детали.
Внутренняя поверхность облицовочного слоя для лучшего сцепления со
следующим слоем должна быть шероховатой.
Б а облицовочный слой укладывают арматуру, а затем
внутренний слой, который служит для укрепления облицовочного слоя,
поэтому раствор для него может быть более густым. Раствор должен
заполнить все пустоты между арматурой п облицовочным слоем.
Если внутренний слон накладывают на затвердевший облицовочный,
то поверхность облицовочного слоя предварительно промазывают
цементным раствором.
Отлитые цементные изделия выдерживают в форме в течение
2—10 дпей в зависимости от качества цемента, размеров самого
изделия и температуры окружающего воздуха. Через несколько
часов после окончания отливки изделие, находящееся в форме,
начинают обильно смачивать водой. Смачивание производят не менее
3—4 раз в день до момента освобождения отливки из формы.
Отливка в кусковую форму. Гипсовый раствор для отливки
рекомендуется затворять известковым молоком состава 1: 15 по массе,
что позволяет устранить расширение гипса при схватываппи п,,
следовательно, заедание изделия в кусковой форме.
При отливке плоских изделий сначала делают частичную
подливку, размещают арматуру, а затем форму заполпяют раствором
до верха. После затвердения раствора форму покрывают
деревянным щитом и переворачивают так, чтобы отливок лежал на щите.
Кожух с формы снимают, постукивая по нему деревянпым
молотком, между кожухом и кусками вводят лопатку и, осторожно
отделяя кожух от кусков, укладывают его на верстак внутренней
стороной кверху.
Куски от отливка отделяют с помощью крючка 4 (рис. 70),
вдетого в петлю 2, в последовательности, обратной укладке, в
противном случае могут сломаться отдельные куски и даже готовый
отливок. Если снятие кусков затруднено, их слегка смачивают водой.
Отнятые от отливка куекп осматривают, удаляют влажной губкой
или деревянной стекой с усепков гипсовую пленку. Каждый кусок
очищают кистью, смазывают смазкой и укладывают в кожух.
При повторном использовании форм на кусках могут появиться
дефекты (поломанные усенкп или уголки), которые после укладки
кусков в кожуре заделывают глиной или густой мазью,
приготовленной из смеси сала и деревянного масла. Если мелкие куски формы
не держатся в кожухе, их приклеивают этой же мазью.
При хранении кусковой гипсовой формы куски, которые не
держатся в кожухе, рекомендуется обернуть мягкой бумагой и
сложить в кожух. В бумаге куски не будут отбиваться сами и портить
другие куски формы.
Крупные и объемные архитектурные детали делают обычно
полыми. Отливку при этом производят в окатку или с подливкой.
—122 —
о
Рис. 70. Удаление кусьов
из кусковой формы:
1 — разрез куска формы по
плоскости петли, 2 —
проволочная петля, 3 — лопатка,
4 — крючок для снятия
куска
Если отливают архитектурные детали,
которые будут подвешиваться (например,
карниз, кессон, розетки), их массу уменьшают,
используя прием отлпвки на пеньке.
Волокнистый пеньковый каркас придает изделию
прочность и позволяет значительно
уменьшить его массу.
В кусковой форме можно отливать
изделия из цементного раствора. Процесс отливки
таких изделий в основном аналогичен
отливке изделий из гипсового раствора. Цементный
раствор должен быть гуще гипсового,
примерно консистенции густой сметаны. Если он
будет более жидким, потребуется много вре-
мепи для его схватывания и, кроме того, на
отливке может появиться много пузырьков,
удалить которые будет сложно.
Формы при отливке изделий из цемента
не смазывают, а натирают порошком графита.
Цементные отливки армируют обычно
металлическим каркасом.
Отливку в клеевую форму производят в основном гипсовым
раствором в окатку, на пеньке и с подливкой.
При изготовлении погонных деталей гипсовый раствор средней
густоты тонкой струей быстро вливают в форму до половины ее
объема. Слегка встряхивают форму, чтобы удалить пузырьки
воздуха, прокладывают каркас и заливают раствор до краев формы.
Излишки загустевшего раствера снимают металлической циклей, чтобы
задняя часть детали была ровной.
После затвердения гипса форму с кожухом ставят вертикально на
верстак, отнимают кожух от формы и форму от отливка. Для
снятия с отливка форму берут двумя руками, выгибают, нажимая
пальцами на заднюю часть. Снятую форму тотчас смазывают и
укладывают в кожух.
Во избежание коробления погонные детали отливают отрезками
не более 40 см, готовые изделия помещают на ровной поверхности
и не медлят с установкой их на место. При сборке погонные
детали скрепляют тем же раствором, из которого они сделаны.
Плоские гипсовые детали (фризы, розетки) отливают на полу
или низком верстаке. Гипсовый раствор разливают по всей форме
слоем 2—3 см, форму слегка встряхивают и укладывают пеньку,
вымоченную в гипсовом растворе. Если каркасом служит дрань, ее
укладывают клетками 3X3 и 4x4 см. Затем заполняют форму до
краев раствором, разравнивая его рукой равномерно по всей
поверхности, и снимают излишки раствора правилом. После
затвердения, раствора форму покрывают ровным щитом и ставят ее
вместе с кожухом вертикально, затем спимают кожух и вынимают
отливок из формы. Готовые отливки развешивают на стене или,
установив на ребро, прислоняют к ней.
— 123 —
Мелкие модулъоны и кронштейны отливают на верстаке, а
крупные — на низком верстаке или полу. Распределив гипсовый раствор
равномерно по всей поверхности формы, устанавливают две
деревянные планки перпендикулярно боковым стенкам формы: одну на
глубине 1—2 см от поверхности формы в головной части отливка,
а другую в середине завитков.
Заполненную до краев раствором форму покрывают щитом и
переворачивают, снимают кожух и вынимают отливок.
При отливке балясины обе половины формы связывают веревкой
я пропускают через нее металлический каркас, смазанный
спиртовым шеллачным лаком. Так же как при отливке кронштейна и мо-
дульона, отливку производят в окатку.
Бюсты, так же как и балясины, отливают в формах, состоящих
из двух половин, с прокладкой каркаса. Связанную форму
устанавливают на верстак, вливают в нее гипсовый раствор, форму
поворачивают в руках, добиваясь, чтобы гипс заполнил все ее части.
Излишки гипса счищают циклей.
При отливке небольших бюстов каркас (палочку толщиной 1 см)
закладывают только в шею, причем ее полностью заполняют
раствором. Бюсты большого размера отливают на полу. Устанавливают
форму вниз головой и заполняют ее гипсовым раствором в окатку.
Для этого под форму подкладывают мешок, набитый стружками или
опилками, и катают на нем форму, чтобы равномерно
распределился раствор. Форму снимают после затвердения первого слоя гипса.
Полученные отливки бюстов высушивают до полного испарения
воды, затем шов в месте соединения двух половин формы зачищают
стальным инструментом.
Отливка коринфской капители в клеевых формах имеет
некоторые особенности. Все выступающие тонкие детали (головки листьев
аканта, завитки волют, цветки) делают съемными и отливают
отдельно в комбинированных формах. ^
Комбинированная форма состоит из задней гипсовой части и
лицевой клеевой. Для отливки изделий в такой форме просверливают
отверстие в гипсовой части формы, через которое заливают в форму
гипсовый раствор. Гипсовым раствором форму заполняют простой
заливкой. После полного затвердения раствора форму разнимают,
сначала снимают клеевую часть. Спустя некоторое время отливок
осторожно вынимают из гипсовой части формы, шов сглаживают и
зачищают инструментом. Готовые детали монтируют на колокол.
Приборы с тонким двусторонним орнаментом отливают в надавку.
Колокол ж абаку отливают в клеевой форме, заключенной в
гипсовый кожух, состоящий из нескольких кусков. Форму заполняют
гипсовым раствором медленно, чтобы не образовались воздушные
пузырьки. Выступающие части абаки для прочности армируют либо
вымоченными в воде деревянными планками, либо арматурной
проволокой. Излишек гипсового раствора снимают вровень с усенками
формы и кожуха правилом. После полного затвердения гипсового
раствора форму переворачивают, кожух разбирают и отнимают
клеевую форму от отливка.
— 124 —
Г
I
0)
В 9
д)
Рис. 71. Последовательность
отливки колонны:
с—нанесение первого и второго слоев
гипса, б — укладка первого слоя
ткани и промазка его гипсом, в —
укладка вертикальных (продольных)
планок каркаса, г — укладка второго
слоя ткани и промаака его гипсом,
в — загибание краев ткани и укладка
поперечных планок;
1 — готовая гипсовая форма, 2 —
первый слой гипсового раствора, 3 —
второй слой гипсового раствора, 4 —
шаблон-правило, 5 — первый слой
ткани, 6 — вертикальные деревянные
планки каркаса, 7 — второй слой
ткани, 8 — распорка, э — поперечные
планки
Когда половина основной части капители с укрепленными на ней
приборами (листьями, розетками, волютами) полностью готова, ее
отделывают и устраняют все имеющиеся дефекты.
Для круглой колонны отливают две половины капители и
двойное число деталей. Целый ствол колонны вытягивают обычно в
горизонтальном положении на станке, вращая сам вытягиваемый ствол
колонны около неподвижного шаблона-правила (см. гл. X).
Круглые гладкие стволы небольших колонн с энтазисом можно
также составлять из двух половин, отлитых в готовой половинчатой
форме. В готовую форму 1 (рис. 71, а) укладывают первый слой 2
гипсового раствора толщиной 3—5 мм так, чтобы он равномерно и
плотно без воздушных пузырьков покрыл всю поверхность формы.
Гипсовый раствор для первого слоя затворяют чистой водой. Второй
— 125-
слой 3 гипсового раствора, приготовленный на клеевой воде,
укладывают и хорошо разравнивают, пока первый слой еще не схватился.
Оба слоя разравнивают с помощью шаблона-правила 4.
Поверх второго слоя 3 гипсового раствора плотно укладывают
первый слой 5 (рпс. 71, б) армирующей ткани, которую
предварительно нарезают полосами. Длина каждой полосы на 10—20 см
больше длины полуокружности сечения колоппы. Уложеппый слой ткани
тщательно промазывают гипсовым раствором. Излишки длины
тканевых полос, отогнутые на края формы, раствором не пропитывают.
Часть тканевых полос настилают вдоль ствола колоппы впахлеетку
друг на друга па 5—6 см. Поверх слоя ткани укладывают
деревянные плапкп 6" (рис. 71, в) каркаса, смоченные гипсовым раствором,
и слегка вдавливают их в ткань. Деревянные планки предварительно
парезают точно по размерам формы и вымачивают в воде.
Поверх планок накладывают второй слой 7 (рис. 71, г)
армирующей ткани, тщательно огибают сю все уложенные деревянные
плапкп ш вдавливают ее во все углы. Промазывают слой тканп гипсовым
раствором. Оба слоя ткани должны хорошо сцепиться друг с другом
и с деревянными планками. Ранее отогпутые копцы тканп
аккуратно заворачивают вокруг крайних деревянных планок и хорошо
пропитывают гипсовым раствором.
Форму обмазывают гипсовым раствором, затвореппым клеевой
водой.
Далее укладывают поперечные деревяппые плапкн 9 (рпс. 71,5)
и распорки §, вдавливая их в покрытую гипсом ткань. Поперечные
планки каркаса укрепляют полосками армирующей ткани на
гипсовом растворе.
После окончательного затвердения гипсового раствора отливок
осторожпо вынимают из формы, устраняют обнаруженные дефекты,
подравнивают усенкп п окончательно отделывают.
13 практике встречаются случаи, когда с модели надо получить
уменьшенную гипсовую копию. Это может быть достигнуто двумя
способами. При первом способе к воде, которой затворяют гппс,
добавляют немного спирта (1 часть спирта и 2—2,5 части воды).
Гипсовый раствор после затвердепия уменьшается в объеме и готовое
изделие — отливок — получается мепыпих размеров.
При втором способе готовят с модели обычную клеевую форму,
употребляя вместо клея желатин. Отформованную эластичную
форму разрезают на две части, снимают с модели и погружают в
крепкий спирт, в котором желатиновая форма значительно уменьшается
в объеме. Усадта формы происходит пропорционально во всех частях.
Уменьшенную в объеме форму вынимают пз спирта, вытпрают, с
внутренней стороны присыпают тальком и покрывают топким слоем
жидкого масла. Отливку в этой форме производят обычным
способом.
Если с модели хотят получить увеличенную гипсовую копию,
желатиновую форму погружают не в спирт, а в холодную воду. Форма
набухает и увеличивается в объеме. Обрабатывают эту форму
обычно: посыпают тальком и смазывают маслом.
— 126 —
о
Отливка в формопластовую форму. Процесс отливки из
гипсового и цементного растворов в формопластовых формах аналогичен
отливке в клеевых формах. После того как изделие затвердело,
снимают сначала кожух, затем отделяют форму от отливка. Перед
каждой отливкой форму смачивают водой.
Отлпвки из цементного раствора армируют только металлической
арматурой. Для ускорения твердения в цементный раствор
добавляют жидкое стекло. Достоинством формопластовых форм является
возможность их нропаривапия с целью ускорения твердения
цементного раствора. %
§ 21. Набивка цементных изделий
Набивка в основном производится в кусковых, формопластовых,
бетонных, деревянных, металлических формах. При набивке
применяют полусухие бетонные смеси или цементные растворы.
Использование такпх смесей позволяет тут же после набивки освобождать
формы. Для получения смеси цемент, заполпитель и песок
смешивают в сухом виде, затем равномерно смачивают небольшим
количеством воды и тщательно перемешивают. Готовая к работе смесь
должна быть такой, чтобы сжатое рукой в кулак небольшое
количество раствора не рассыпалось. Так же как и при отливке, набивку
делают в два слоя — облицовочный (декоративный) и внутренний —
с прокладкой между ними необходимой арматуры.
При набивке надо стремиться к получению как можно более
тонкостенных изделий, так как они удобнее для транспортирования и
установки. Если изделие плоское, форму пабивают до краев.
Изделия со сложным рельефом, как правило, делают полыми.
При набпвке полых изделий готовую смесь равномерно насыпают
в форму и уплотняют небольшим деревянным молотком с плоской
головкой или мешочками с песком, заполняя все рельефные места
формы до появления иа поверхности цементного молока. Каждая
вновь укладываемая порция раствора должпа плотно прилегать к
ранее уложенному слою.
Чтобы отнять форму от готового изделия, к ним прикладывают
деревянный щит, притирая его к кромкам формы, опрокидывают
изделие с формой на щит и форму отнимают. Перед накладыванием
щита необходимо полость в изделии заполнить влажным песком,
чтобы предотвратить оседание изделия после переворачивания.
Через сутки изделие начинают смачивать водой но 3—4 раза в день
в течение 6—7 дней.
При набивке массивных изделий (например, балясин) форму
устанавливают вертикально на торцовый кусок, оставляя другой
торец открытым. В форму вставляют металлическую арматуру и
затем послойно заполняют смесью, тщательно уплотняя ее деревянной
трамбовкой. Заполнив форму, снимают излишки раствора,
укладывают ее горизонтально и снимают половину кожуха и верхнюю часть
формы. После этого освобожденную половину изделия засыпают
влажным песком, кладут щит, плотно притирают его и переворачи-
— 127 —
были соединены на глиняной модели, и чтобы шов между ними не
превышал 1 мм.
В местах соединения частей устраивают конусообразные замки 6.
Например, в местах соединения торса с головой или ногами на торсе
делают шипы из гипса высотой 15—20 см. Основание шипа должно
быть не менее чем на 8 см шире, чем вершина. При соединении руки
и плеча шип делают на руке, высота его должна быть 10—12 см и
основание на 1—2 см шире вершины. Место, на котором
располагается шип, насекают ножом, вбивают в него гвозди, а затем
накладывают гипсовый раствор для шипа. Шип зачищают, покрывают
спиртовым шеллачным лаком и смазывают.
На шее, ногах и плечах вырезают под шипы гнезда глубиной,
соответствующей размеру шипа. Гнезда насекают, покрывают
спиртовым шеллачным лаком, смазывают, а затем заливают гипсовым
раствором и тотчас же ставят на место часть с шипом так, чтобы
ранее сделаппые на соединяемых частях метки (черточки) совпали.
Излишки гипса, который при этом выдавливается из гнезда,
тщательно заделывают и зачищают стык, чтобы не было видно
соединения. Как только гипс схватится (но не затвердеет), соединенные
части разнимают.
Если надо получить монолитное соединение отдельных частей
скульптуры, то в одну присоединяемую часть при ее отливке
заделывают проволочную петлю, а в другой устраивают гнездо. В гнездо,
заполненное загустевшим гипсовым раствором, вставляют
проволочную петлю и плотно прижимают части друг к другу. После
затвердения гипсового раствора части будут прочно скреплены.
Полые части с широким основанием, через которое рукой можно
изнутри достать до стыка, склеивают гипсовым раствором,
накладываемым на предварительно смоченный и нацарапанный стык. Через
20—25 мин соединенные части кладут на бок, смазывают изнутри
стык на ширину 4—6 см в каждую сторону жидким гипсовым
раствором и прокладывают пеньку, вымоченную в гипсовом растворе.
Затем шов снаружи зачищают.
Недостатком описанного способа является сложность монтажа.
Поэтому если фигуру изготовляют на месте установки, ее можно
формовать целиком.
Для этого фигуру провешивают, наносят вертикальные линии и
делят па переднюю и заднюю части так, чтобы передняя занимала
около 2/з всей фигуры. Этим обеспечивают устойчивость передней
части. По намеченным вертикальным линиям прокладывают
металлические пластинки и приступают к формовке.
Формовку ведут быстро и с таким расчетом, чтобы всю переднюю
раковину отформовать в течение рабочего дня. Форму усиливают
металлической арматурой и для устойчивости подпирают
подставками. Когда передняя раковина готова, на ней делают замки и
формуют заднюю раковину кусками высотой 60—70 см каждый, снизу
вверх. Закончив формовку задней раковины, куски снимают,
начиная сверху, смачивают водой и освобождают от глины. Затем
освобождают от глины переднюю раковину и осторожно вынимают кар-
— 130 —
О
кас, на котором лепили глиняную модель. Отливку начинают с
плинта, затем устанавливают нижний кусок задней раковины и
отливают часть на высоту этого куска. На отлитой части устраивают
замки, устанавливают следующий кусок и продолжают отливку
далее, т. е. монтаж фигуры происходит при ее отливке, чем
обеспечивается точность сборки и отсутствие швов. Несмотря на то что этот
способ проще и лучше, им пользуются только при условии, что из
формы можно легко вынуть каркас модели.
§ 23. Отделка готовых изделий
Отделка готовых изделий заключается в исправлении дефектов,
полученных при их изготовлении, а также в последующей обработке
с целью повышения их прочности и придания им декоративности.
Гипсовые изделия иногда получаются слишком тонкими. Для
исправления этого дефекта замешивают на известковой воде
необходимое количество гипсового раствора, который должен быть более
жидким, чем раствор, из которого изготовляли отливок. Дав
раствору загустеть, вливают его в изделие, предварительно смоченное
водой, и повторяют окатку. Иногда для этого изделие приходится
снова укладывать в кусковую или клеевую форму.
Если на готовом изделии, отлитом в кусковой форме, отломились
или не получились мелкие части, на место отсутствующей части
накладывают кусок формы этой части и заливают в нее гипсовый
раствор. При получении изделия с этим дефектом из клеевых форм
его вкладывают в половину формы, поверхность которой более
насыщена деталями. От второй половины формы отрезают кусок шире
недостающей части отливка. Затем гипсовым раствором с помощью
кисточки заполняют в форме недостающую на изделии часть,
тщательно притирая гипс к отломанному краю отливка. На отрезанный
от формы кусок накладывают тонкий слой гипсового раствора. После
начала схватывания гипса этот кусок накладывают и слегка
прижимают к первой половине формы.
Если в процессе разборки формы отломились куски отливка, их
приклеивают. Для этого на поверхности отливка и отломанном
куске поперек края поломки вырезают узкие и глубокие каналы, длина
которых должна быть равна примерно половине приклеиваемого
куска. На сколы склеиваемых кусков наносят слой гипсового раствора
и плотно прижимают куски друг к другу. Каналы заполняют
гипсовым раствором и вкладывают в них нарезанные куски проволоки.
После затвердения гипсовый раствор сверху подчищают и шов
заделывают гипсовым раствором.
Иногда на готовом отливке (например, в результате образования
воздушных пузырьков в клеевых формах) 'образуются заскоки на
швах или небольшие шишки. Эти дефекты удаляют на плоских
поверхностях прямым долотом, на вогнутых — полукруглым долотом,
на выпуклых — ножом. Неровности на плоскости снимают циклей.
После исправления дефектов окончательно выравнивают поверхность
стеклянной шкуркой.
5* —131 —
Если на отливке образовались ненуяшые углубления, их
удаляют прошкуриванием кругообразными движениями с помощью
ровных деревянных брусков, плотно обернутых шкуркой, или
сложенной в несколько раз шкуркой.
На готовом изделии остаются следы от формы в виде
выступающих швов и заусенцев, которые снимают ножом, подпилком или
другим острым инструментом. После этого отливок внимательно
осматривают и обнаруженные раковины или дырочки заделывают
гипсовым раствором: место на отливке смачивают водой с помощью
губки или кисти, разводят гипс водой до получения пластичного
раствора и небольшой кисточкой наносят его на заделываемое место.
После начала схватывания гипса кисточкой, смоченной в воде,
придают гипсовому раствору необходимую форму. Кисточка должна
быть упругой, но достаточно мягкой.
При исправлении дефектов на больших участках изделия гипс
наносят лопатками, поверхность отливка предварительно
процарапывают или нарезают. Зачищают исправлепный участок после
затвердения гипсового раствора.
После исправления всех дефектов гипсовое изделие подвергают
дальнейшей обработке, пропитывают его составом для придания ему
твердости и водостойкости и, если надо, окрашивают.
Прочность и водостойкость гипсовых изделий повышают
следующими способами.
1. Изделие, нагретое до температуры 50—60е С, пропитывают
олифой температурой 20—30е С. Олифу наносят кистью до тех пор,
пока она не перестанет впитываться. Затем изделие сушат в
течение 2—3 суток и покрывают за два раза спиртовым шеллачным
лаком.
2. Изделие пропитывают 25%-ным раствором формалина или
100%-ным раствором калиевых или алюминиевых квасцов, опуская
его в раствор на 30 мин. Пропитку повторяют 2—3 раза.
3. Изделие пропитывают 5—10%-ным раствором медного
купороса, погружая его в три приема, сначала на 15 мин, а затем два
раза на 10 мин.
4. Изделие пропитывают 3—5%чным раствором хлористого
кальция с помощью кисти или погружением в раствор па 10—15 мин.
После 3—5-минутной сушки изделие погружают в мыльную воду.
Окрашивают гипсовые изделия для придания им большей
художественной выразительности под слоновую кость, мрамор, терракоту,
чугун, бронзу и т. д. Процесс, включающий подготовку изделий к
окрашиванию и само окрашивание , называется патинированием.
Гипсовые изделия перед нанесением краски предварительно
подготавливают: пропитывают или покрывают различными составами,
закрывающими поры.
При патинировании под слоновую кость поверхность покрывают
мыловаром (на 1 л горячего молока добавляют 30 г белого мыла) с
помощью кисти и тщательно растушевывают во избежание
образования на поверхности штрихов и полосатости. Затем изделие сушат
и наносят на него грунт из масляного лака, имеющего слегка жел-
— 132 —
товатый оттенок. По просохшему лаку через день изделие слегка
прокрашивают желтой масляной кр-екжой, которую затем стирают
с поверхности мягкой тряпочкой. Патинированное таким способом
изделие имеет сильный блеск, который спимают через несколько
часов щетинной кистью с тальком.
Для ^имитации под мрамор изделие пропитывают олифой и вы-
« держивают его. Для имитации под камень, дерево и другие
материалы высушенные гипсовые изделия пропитывают олифой или
парафинируют (погружают в растопленный горячий парафин) и после
этого красят под цвет имитируемого материала. Для имитации под
терракоту изделие, обработанное лаком, мыловаром или олифой,
красят масляными или водными красящими составами. Чтобы
поверхность получилась матовой, масляную краску разбавляют
скипидаром с примесью воска, также растворенного в скипидаре. Такую
окраску производят за два раза.
При патяпировании под чугун гипсовые изделия грунтуют темно-
серой краской, состоящей из охры, белил и сажи на олифе,
смешанной с сиккативом. После высыхания грунтовки изделие протирают
сухой смесью графита, мумии, охры, белил и ультрамарина.
При патинировании под бронзу вначале па поверхность
гипсовой детали наносят краску под топ бронзы, составленную из
масляных красок различных цветов, сиккатива и скипидара в равных
частях. Смесь должна получиться негустой, чтобы ее можно было легко
наносить кистью. После лросыхания краски изделие покрывают
тонким слоем воска, растворенного в скипидаре. Когда воск почти
высохнет, на окрашенную деталь с помощью кисти, увлажненной
воском, наносят тончайшим слоем бронзовый порошок. После
окончательного высыхания краски изделие протирают мягкой тряпкой
для придания ему металлического блеска.
Существует и другой метод патинирования под бронзу. Изделие
пропитывают олифой, затем паносят тонкий слой бронзового
порошка, окисленного раствором ляписа (азотнокислого серебра в
уксусной кислоте), а для получения того или иного тона краски
добавляют сухие краски. Окончательно поверхность изделия
обрабатывают воском и протирают.
Гипсовые отливки можно также окрашивать крахмальными
красками различного цвета. В этом случае к водному раствору крахмала
добавляют порошкообразную краску.
Цветные гипсовые изделия могут быть получены также путем
окрашивания гипсового раствора, из которого их будут
изготавливать. В гипсовый раствор в основном вводят натуральные
земляные краски: охру, мумию, умбру, ультрамарин, сажу. Надо иметь
в виду, что прибавление красителей снижает прочность гипсовых
изделий. В связи с этим гипсовое изделие с интенсивной окраской
следует хорошо высушивать и пропитывать олифой.
Цементные изделия. Дефекты на них (снятие швов, удаление
наростов, заделка раковин) рекомендуется удалять сразу после
освобождения изделий из форм. Изделия после освобождения из формы
промывают с помощью кисти или щетки горячим раствором стираль-
— 133 —
ного порошка, чтобы удалить смазку, которая попадает на него с
формы. Швы удаляют стальным ножом или напильником. Большие
наросты срубают скарпелем и подчищают рашпилем или
напильником. Раковипы заделывают цементным раствором, который готовят
на белом цементе и затворяют известковым молоком, чтобы
заделываемая часть отливка не отличалась по цвету от всего изделия.
Сколовшиеся части к изделию приклеивают на цементном тесте
без наполнителя. Приклеиваемые поверхности предварительно
насекают, очищают от грязи и промывают водой. Склеиваемые
поверхности должны быть влажными, по не мокрыми. После склеивания их
покрывают влажными тряпками. Устранив все дефекты, изделию
дают высохнуть.
Изделия, выполненные набивкой, устанавливают в основном на
фасадах зданий, их или не подвергают дополнительной обработке,
или обрабатывают скарпелем под фактуру фасада.
Если готовые изделия будут установлены в парках, у входов в
здания, их обрабатывают рашпилем и напильником (снимают
смазку, заплыв), а затем шлифуют крупной стеклянной шкуркой или
плоскими металлическими щетками. Иногда их красят.
§ 24. Изготовление лепных деталей из папье-маше
Изделия из папье-маше получают путем выклеивания формы
несколькими слоями бумаги, а архитектурные детали — набивкой в
гипсовых формах. Процесс изготовления изделий из папье-маше
несложен, при этом изделия получаются легкими, плотными, по
недостаточно четкими.
При изготовлении архитектурных деталей из папье-маше
набивкой гипсовые формы смазывают растительным маслом, чтобы
бумага, пропитанная клейстером, не приставала к ней. Набивку
производят вдавливанием пальцами массы в углубления формы так, чтобы
каждый набиваемый кусок нахлестывался на предыдущий на 2—
3 см. Первые два слоя набивают массой из газетной бумаги, причем
первый слой промазывают клейстером только с одной стороны,
которой его прикладывают к стенкам формы. Затем следующие два
слоя набивают массой из оберточной бумаги и прокладывают слой
мешковины. По окончании набивки края бумаги и мешковины,
выступающие за форму, приподнимают, смазывают клейстером и
заворачивают их внутрь заподлпцо с краями формы. Набитое изделие
просушивают в форме в сушилке при температуре до 40° С или
засыпают форму горячим песком температурой 250—270° С два-три
раза в течение 2—3 суток.
Готовое изделие вынимают из формы, обрезают с краев бумагу и
в случае необходимости подправляют, затем всю лицевую
поверхность детали смазывают жидким клейстером с помощью волосяной
кисти. ♦
Готовые изделия грунтуют, шпатлюют, левкосят (придают
изделию гладкость). Грунтовку наносят на изделие волосяной кистью.
После ее просыхания, но не ранее чем через сутки, приступают к
— 134 —
шпатлеванию, чтобы резче выразить рисунок детали: острым ножом
подрезают все неровности и исправляют рисунок, затем пальцами,
а в местах углублений стекой или острым ножом более четко
прорабатывают рисунок. Тесто для шпатлевки готовят из просеянного
мела с добавлением разваренной бумаги, жидкого столярного клея
и медного купороса (на 1 л воды 350 г столярного клея, 50 г
газетной бумаги).
Не ранее чем через сутки после шпатлевки изделие левкосят.
Для этого из жидкого клеевого раствора, просеянного мела и
масляного лака (на 1 л жидкого клеевого раствора—100—125 г
масляного лака, мел добавляют до густоты сметаны) изготовляют лев-
кос. Левкое напосят на изделие щетинными кистями, затем изделие
высушивают и прошкуривают.
Если изделие должно быть четким и ажурным, его изготовляют
из мастики (например, учебные пособия, скульптуру для макетов,
украшения для интерьеров). Главным недостатком изделий из
мастики является коробление при сушке и значительные деформации
от сырости. Изделия готовят в основном в гипсовых формах путем
отминания из тонких пластов мастики.
При изготовлении архитектурных деталей из мастик гипсовые
формы не смазывают, так как мастика не пристает к ним. Клеевые
формы слегка смазывают обычной смазкой. Для отминания
небольших деталей (порезок) мастику раскатывают на тонкие пласты
толщиной 1,5—2,5 мм, которые кладут в форму. Вдавливают ее
большими пальцами во вое углубления формы. После этого закладывают
арматуру из тонкой проволоки, вдавливая ее в середину мастики,
затем ровняют заднюю сторону детали. Форму ставят в холодное
место и дают мастике застыть, потом форму накрывают щитом,
переворачивают и отделяют ее от изделия. Изделия в полусухом
состоянии прибивают на место шпильками или гвоздями со срезанными
головками, предварительно смазав жидкой мастикой место
установки и основание детали.
При изготовлении крупных архитектурных деталей (например,
фризов, рельефных украшений) мастику раскатывают более
толстыми слоями (4—5 мм). Для прочности на мастику накладывают
марлю, промазанную жидкой мастикой, и сверху наклеивают два
слоя оберточной бумаги.
Глава VII
ХУДОЖЕСТВЕННОЕ ЛИТЬЕ ИЗ МЕТАЛЛОВ
И ДРУГИХ МАТЕРИАЛОВ
Художественным литьем архитекторы в большинстве случаев
пользуются для создания малых архитектурных форм (рис. 73):
оград, фонтанов, скамей, беседок, фонарей, а также осветительной
арматуры, дверных и оконных приборов. Известны примеры
использования литья в монументальной архитектуре, но главным образом
— 135 —
Рис. 73. Пример художественного чугунного литья
в мемориальных сооружениях, выполненных полностью из металла
(триумфальные аркн, памятники) или в виде архитектурных
фрагментов общественных зданий (навесов, порталов, дверей, картушей).
Литье из металла является самым распространенным способом
изготовления металлических архитектурных деталей и других
видов художественных изделий. Еще в XVI в. в России оно
выделилось в самостоятельную ветвь литейного производства, называемую
художественным литьем. Развилось оно на богатом опыте пушкар-
ного дела и колокольного литья. До начала XVIII в. основным
материалом для монументальных сооружений была бронза. С бурным
развитием черной металлургии начало развиваться чугунное литье.
Архитекторы быстро оценили его монументальные достоинства и
почти одновременно в Москве архитектор О. И. Бове и в Ленинграде
В. П. Стасов воздвигают из чугуна триумфальные ворота.
В настоящее время ассортимент металлов и их сплавов
значительно расширился. Большое распространение получили алюминий
и нержавеющая сталь, цинковые сплавы. Для тонкого декоративного
литья широко применяют легкоплавкие сплавы с температурой
плавления от 60 до 200° С (оловянно-свинцовые с прибавлением висмута,
кадмия и др.).
С древнейших времен и до наших дней продолжает развиваться
искусство литья из бронзы. Различные соотношения металлов,
входящих в этот сплав, придают ему большое разнообразие оттенков, что
важно в производстве художественных изделий в сочетании с
пластичностью и долговечностью. В этом благородном материале
повсеместно возводят монументы, например скульптурные
произведения из цпкла «Лешшиана», установленные во многих городах
Советского Союза (рис. 74).
Художествеппое литье из металла — это сложный
технологический процесс, складывающийся из самостоятельных процессов: из-
— 136 —
готовлеиие моделей,
изготовление форм, заливка
форм металлом, выбивка
из форм готовых изделий
и обработка отливок,
причем первые два из них
являются определяющими
в создании качества
изделий и их стоимости.
К наиболее сложным
категориям литейного
производства относится
ажурное литье, которое по
степени сложности
подразделяют на четыре категории.
К первым трем
категориям относят мелкую
домашнюю утварь
различной степени сложности. К
четвертой—крупное
скульптурное и архитектурно-
художественное литье
(статуи, мемориальные
сооружения, архитектурные
детали).
Сами модели и
способы их
приготовления в литейном производ- Рис. 74. Памятник В. И. Ленину
стве несколько отличны в Харькове с барельефами на постаменте
от моделировочных работ в
лепном цехе. Модель должна быть достаточно прочной, чтобы не
разрушаться при уплотнении смеси, по возможности легкой и иметь
формовочные конусы — уклоны на боковых стенках, облегчающие
ее удаление из формы (эти же правила должны соблюдаться для
всех выступающих частей художественных отливок); иметь
размеры, учитывающие припуски на усадку при остывании и на
доработку. Поверхности модели должны быть шлифованными и
плотными, чтобы уменьшалось трение о зернистую поверхность формы.
В зависимости от сложности конфигурации изделий модели
делают цельными, разъемными, с отъемными частями и со зпаками
(для пустотелых изделий).
Цельные модели делают для простых плоских изделий типа
барельефа. Разъемные модели делают из двух и более частей для
изготовления объемных полнотелых изделий; модели с отъемными
частями — для изделий, имеющих выступающие детали, которые
мешают изъятию модели из формы. Выступающие детали делают
отъемными и даже разъемными по частям.
Модели со знаками изготовляют для пустотелых изделий,
имеющих одну общую полость или отдельные полости, облегчающие
6 Зап. 880 — 137 —
изделие. На выступающих пустотелых деталях модели черной
краской наносят знаки, обозначающие наличие полости.
Особое значение в литейном деле имеет цвет окраски моделей.
По нему формовщики (специалисты по изготовлению форм)
определяют, из какого металла будут делать отливки, какие поверхности
должны быть особенно чистыми, где находятся знаки. Например,,
модели под отливки из чугуна красят в красный цвет, из медных
сплавов — в желтый, из алюминия — в белый.
Материал модели зависит от серийности отливок и их
деталировки.
Деревянные модели находят наибольшее применение. Дерево
легко обрабатывается, обладает малой массой и сравнительно дешево.
Для литья простых изделий используют дешевые сорта (соспу,
ольху, березу), для мелкого ажурного литья — прочные дорогие сорта
(бук, орех, грушу). Деревянные модели покрывают
водонепроницаемым модельным лаком. И все же деревянные модели, особенно
имеющие тонкую резьбу с мелким рельефом, быстро изнашиваются.
Поэтому изготовление долговечной модели из металла экономичнее.
Чугунные модели самые дешевые, но их можно использовать-
только при отливке крупных несложных по конфигурации изделий.
Модели сложных архитектурных орнаментов, а также ажурных
предметов быта с тонким рельефом и модели, подлежащие
многолетнему хранению, изготовляют из латуни.
Алюминиевые модели легкие и мало подвержены коррозии. Но
низкая прочность поверхности резко снижает применение алюминия
в художественном литье.
Гипсовые модели изготовлять быстро и просто, но они скоро
изнашиваются.
Модели изготовляют по чертежам, на которых указаны размеры
и допуски детали. Чертеж модельщик переносит на деревянный щит
с учетом припуска на усадку. Затем размечает плоскости разъема
модели и припуски на формовочные уклоны и обработку модели.
При изготовлении деревянной модели мастер по чертежу
склеивает из досок заготовку, которую и обрабатывает до полной
готовности модели.
Металлическую модель изготовляют в два этапа. Сначала делают
деревянную или гипсовую подмодель с двойным припуском (на
усадку модели, обработку модели, усадку отливки и обработку отливки).
В среднем двойной припуск составляет 3—4% от размеров исходного-
архитектурного чертежа. С подмодели снимают форму, в которой
отливают металлическую модель.
Гипсовые модели делают так же, как и в лепном деле.
Мягкую модель для ажурного литья крупных размеров
выполняют на специально сконструированных и изготовленных основаниях
и каркасах. Поскольку глиняная модель больших размеров бывает
очень тяжелой, то основание и каркас должны обладать высокой
прочностью и жесткостью.
Основание делают из досок не менее 50 мм толщины, сколачивая
их в виде ящика, поставленного вверх дном. Длина и ширина осно—
— 138 —
с
рания (ящика) должны соответствовать длине и толщине
модели, а высота основания — удобству выполнения работ (не ниже
60 см). По длине основания внутри ящика через каждые СО —
80 см устанавливают поперечные перегородки для увеличения
жесткости.
Каркас делают сварной или клепаный из металлической
арматуры или труб по форме будущего изделия. Укрепляют его к
основанию на специально изготовленной станине с подкосами так, чтобы
последние не мешали работе, и все это прикрепляют к основанию
болтами. Если изделие имеет значительную высоту, верх каркаса
закрепляют проволочными растяжками во избежание раскачивания
его во время работы. Чтобы глина не сползала с металлического
каркаса, к нему проволокой кренят деревянные стержни с учетом
формы леппины.
По готовому каркасу приступают к лепке модели. Всю
геометрическую основу узора сначала вытягивают шаблонами, закрепляя
правила или центр воробы (см. рис. 97, а) на специально
закрепленных стойках. По вытянутой подоснове вырезают или лепят узор.
Вылепленное изделие формуют, отливают из гипса и в разобранном
виде передают в формовочный цех для литья из металла или
выколотки из листового металла.
Изготовление форм связано с технологическими
требованиями процесса их заполнения расплавленным металлом. Поэтому
материалы для изготовления форм должны обладать следующими
свойствами: огнеупорностью, прочностью, пластичностью,
газопроницаемостью (для выхода испаряющейся влаги из форм и газов от
сгорания формовочных покрытий), податливостью (при
температурных изменениях объемов), однородностью состава и малой
теплопроводностью.
Основным материалом для изготовления литейных форм служит
формовочная смесь, составляемая перед формовкой из песка и глипы
с различным соотношением компонентов по массе. Смеси для
крупных и сложных отливок обычно делают с содержанием глины до
25%, для простого художествеппого литья — до 6. Различают
наполнителъпые смеси (более тощие и газопроводящие), которыми
заполняют тело формы, и облицовочные смеси, выстилающие
рабочую поверхность формы (более жирные, с большим процентом
глипы).
В зависимости от сложности художественной формы отливок
существует много способов изготовления литейных форм. Принцппи-
альпо отличаются два вида формовки — почвенная и в опоках.
Почвенную формовку применяют для отливки крупного сложного
литья изделий, не требующих высокой точности в контурах и
чистоты поверхности. Почвенные формы изготовляют непосредственно на
почве литейной мастерской. В зависимости от величины модели
готовят мягкую пли твердую постель.
Для мягкой постели делают траншею, заглубляя ее на 20 см
глубже самой нижней точки модели. На дно траншеи устанавливают
горизонтально по уровню два правила, ребра которых должпы вы-
6*
— 139 —
ступать над почвой, и засыпают ее формовочной наполнительной
смесью, выравнивая последнюю по правилам.
Вдоль правил укладывают планки толщиной 10 мм и в
пространство между ними насеивают облицовочную смесь, разравнивают ее
правилом, после чего планки убирают, и, постукивая плашмя
правилом, уплотняют всю постель до уровня правил.
Твердую постель готовят для тяжелых чугунных отливок.
Траншею для них или яму делают значительно глубже, на дно насыпают
сначала смесь кокса и гари, затем наполнительной земли
несколькими слоями толщиной не более 10 см каждый с поочередным
уплотнением, устанавливают правила, спова насыпают уплотнительную
смесь и выравнивают малкой. Завершают подготовку так же, как
и мягкой постели.
На подготовленную постель укладывают модель н, постукивая
киянкой, погружают ее в постель на нужную глубину и проверяют
горизонтальность ее по уровню. Смесь но краям модели уплотняют
гладилкой и, еслп нужно, покрывают лицовочной смесью. Затем
накалывают кривым душником (вид шила) вокруг модели газоотводя-
щпе каналы, смесь по периметру модели смачивают водой п модель
удаляют из формы, постукивая по специально вделанному в нее
анкеру с разных сторон.
Формовка в опоках — это процесс изготовления форм в
специальных опалубках (ящиках без дна и крышки), изготовленных из
дерева плп металла (чугуна, стали, алюминия). Опоки делают для
погашения усилий, возникающих в формовочной смеси при заливке
формы металлом, для удобства изготовления формы, для разборки
и сборки формы (как в обойме) и для переноски формы.
Форму составляют из двух и более сочленяемых опок. В
простейшем варианте в одной опоке изготовляют форму лицевой стороны
модели, в другой — тыльной. Линию сочленения двух опок
называют разъемом.
Формы для художественного литья обычно делают в опоках па
подмодельной плите с гладкой плоской поверхностью. Наиболее
простым видом формовки и удобным для изучения всех операций
является формовка по целой модели. Сначала модель, очищенную от
пыли, укладывают на подмодельную плиту лицевой стороной вверх
(рис. 75, я) п покрывают припылом — припыливают либо
ликоподием, либо графитпой или древесно-угольной пылью, чтобы
формовочная смесь лучше отделялась от поверхности модели при ее
извлечении. Прппыл также предохраняет отливку от пригара песка,
образуя при сгорании временную газовую прослойку между формой
и заливаемым металлом. Затем на подмодельную плиту укладывают
опоку 3 разъемом вниз, чтобы модель оказалась симметрично
расположенной внутри опоки (рис. 75, б).
На модель насеивают облицовочную формовочную смесь 4 слоем
25—35 мм и вручную обжимают ее по направлению к вертикальным
кромкам модели.
После этого слоями толщиной 50—80 мм насыпают
наполнительную смесь 5 (рис. 75, е), уплотняя каждый слой трамбовкой 6, один
—140 —
е) д) е)
Рлс. 75. Очередность формовки модели:
о — модель на подмодельной плите, б — расположение модели в опоке, в — заполнение
опоки смесью, г — опока в перевернутом положении, д — заполнение верхней опоки,
е — форма, готовая под заливку;
1 — модель, 2 — подмодельнап плита, 3 — опока, 4 — облицовочная смесь,
5 — наполнительная смесь, 6 — трамбовка. 7 — штыри, 8 — проушины, я — верхняя опока,
10 — ребра, 11 — болванчик, 12 — каркас, 13 — модель стояка, 14 — шлакоуловитель,
IS — литниковая чаша, 16 — питатель
из концов которой — клинообразный для штыковки узких мост
между моделью и опокой. Формы под быструю заливку уплотняют
меньше, а под медленную — плотнее. Очень плотная набивка уменьшает
газопроводность смеси. Для увеличения газоироводностн формы
накалывают душники и опоку вместе с подмодельной плитой
перевертывают разъемом вверх и устанавливают на другую подмодельную
плиту или стол (рис. 75, г), а первую снимают. Поверхность формы
по плоскости разъема приглаживают гладилкой для увеличепия
прочности и присыпают топкпм слоем разделительного песка,
тщательно сдувая его с поверхности модели. Разделительным песком
присыпают для того, чтобы легче разнимались опоки с формами.
Разделительный песок должен быть крупнее формовочного и не
должен содержать глины.
Затем устанавливают верхнюю опоку 9 на нижнюю и соединяют
штырями 7, вставляемыми в специальные проушипы 8. На
поверхность нижней формы в удалении па 25—30 мм от модели изделия
устанавливают модель стояка 13 со шлакоуловителем 14 (рис. 75, д)
и продолжают операции, подобные проведенным с нижней опокой.
Эти операции усложняются подведением смеси под ребра 10,
имеющиеся в опоках, для усиления сцепления смеси с опокой. В верхней
опоке они опускаются почти до самой поверхности модели, не
достигая ее па 25—30 мм, и в этих промежутках смесь уплотняют
руками. Если модели имеют на тыльной стороне чашеобразные
полости, то приходится укреплять па специальных каркасах 12 так
называемые подвесные болванчики 11 — выступающие части формы за
пределы плоскости разъема.
Наполнив верхнюю опоку, вырезают в ней рядом с моделью
стояка литниковую чашу 15 в виде полугруши, повернутой узким
концом к стояку, осторожно снимают верхнюю опоку, перевертывают
—141 —
последпюю разъемом вверх и проверяют качество отпечатка модели
в верхней опоке, припыливая его и детали литниковой системы.
Перед удалением модели из нижней опоки края смеси,
прилегающие к ней, слегка смачивают, модель раскачивают п осторожно
вынимают, прорезают питатели 16 (каналы, соединяющие
шлакоуловитель с полостью модели) и вторично припылпвают отпечаток
модели вместе с питателями. Опоки опять соединяют (рис. 75, е)
и ставят под заливку на специальные подставки, называемые
таганами, которые обеспечивают свободу выхода газу нз нижней
опоки.
Крупные архитектурные детали, отливаемые нз металла, всегда
рацпонально делать пустотелыми. Для равномерности усадки
изделия стенки его стараются делать одинаковой толщины. Поэтому в
какой-то мере форма полости отливки повторяет очертания изделия.
Эту полость получают с помощью заранее отформованного из смеси
вкладыша, называемого стержнем. Его устанавливают по знакам,
указанным на модели, отпечатки которых на форме являются
гнездами для крепления стержня. Крепят стержень в художественном
литье чаще выпусками его собственной арматуры, а при
изготовлении изделий геометрических очертаний стержни устанавливают как
детали кусковой формы, иногда усиливая их специальными
подпорками-жеребейками.
Заливать формы можно при сырой формовке и сухой.
Правильнее было бы называть заливкой в сырые формы и в сухие, так как
сухой формовкой называют обычный способ изготовлепия формы
из влажной смеси с последующей просушкой. Для сырой
формовки подбирают смеси с большей газопроводностью, так
как при заливке форм расплавленным металлом из сырой формы
выделяется много пара. При сухой формовке для отливок с
высококачественными поверхностями и сложной формой используют более
жпрпыс смеси. Режим просушки сопровождается специальным под-
капчнваннем кусков форм и стержней, что предохраняет поверхность
отливок от пригара и раковин при заливке сухих форм.
Сухие формы собирают в опоках, укладывая куски по порядку
знаков, нанесенных при пабивке, укладывают стержень по знакам,
нанесенным в местах крепления стержней к форме с помощью
прутков и каркасной трубкп (выпусков его собственной арматуры).
Трубку обмазывают глиной в местах соединения с формой, чтобы в швы
не проникал металл. Собрав куски и стержни в опоках, последние
соединяют. В собранной форме отверстие литника отмечают мелом,
чтобы не спутать его с отверстием выпора — небольшого резервуара,
соединенного с полостью формы в самой верхней ее точке- Выиор
делают обычно при крупных отливках для ускорения выхода
вытесняемого металлом воздуха, для вывода за пределы модели
накопившихся на поверхности расплавленного металла, шлака и песчинок
и для создания резерва расплавленного металла для заполнения
усадочных раковин при остывании. Заливку форм в зависимости от
деталировки изделия ведут расплавами с различной жидкотекуче-
стью металла.
-142 —
Залитую форму после полного остывания выколачивают либо
вручную, либо механически на виброситах в зависимости от
прочности изделия. Одновременно подвергают выколотке стержни,
песок которых высыпается через отверстия в отливках, оставшихся
от креплений каркаса стержней к формам.
Все разнообразие литейных способов и приемов построено на
основе рассмотренных производственных операций и связано с
изысканием наиболее рациональных способов изготовления форм для
отливки каждого конкретного изделия. Процесс изготовления форм—
самый трудоемкий во всем производственном процессе и составляет
в среднем 70% от него. •
Пластические массы начинают все больше конкурировать с
металлом во многих отраслях производства, и в частности в
архитектуре и строительстве. К техническим преимуществам пластмасс
относятся: малый удельный вес, большая механическая прочность,
устойчивость к коррозиям, высокая индустриальность обработки.
Пластические массы вследствие большого разнообразия свойств
могут в ряде случаев заменять черные и цветные металлы, дерево,
камень, кость, стекло и т. п.
В состав пластмасс входят связующее вещество из синтетических
или природных смол, наполнители типа древесной муки и
стекловолокна, снижающие усадку материала и повышающие его
армирующие свойства, пластификаторы, повышающие пластичность и
эластичность, красители и некоторые другие добавки. Различают
термореактивные и термопластичные пластмассы. Первые под действием
тепла становятся пластичными, принимают заданную им форму,
затем в результате химического превращения необратимо затвердевают.
Вторые при нагревании способны многократно размягчаться и
формоваться заново, например воск, формопласт.
Художественные изделия получают из термореактивных
материалов методом прессования соответствующих пресс-порошков в
горячих пресс-формах; методом литья в формы с последующим
отверждением в них при нагревании и методом литья под давлением. Во
всех случаях изделие, освобожденное от формы, нуждается лишь в
незначительной доработке.
Керамические архитектурные детали и изделия формуют путем
литья в гипсовых подсушенных формах или путем отминания
изделий в форме. Для отливки глиняная масса должна быть текучей,
чтобы заполнять все тонкие детали формы. В такой массе, называемой
шликером, содержатся до 40% воды. Для повышения текучести к
массе добавляют электролиты — щелочные соли слабых кислот
(соду, жидкое стекло). Отливку изделий производят двумя
способами: наливным и сливным.
Наливной способ применяют при производстве толстостенных
изделий. Шликер заливают в сухую гипсовую форму. Гипс формы
впитывает воду из шликера, поэтому по мере уменьшения объема
шликер доливают.
Сливпой способ применяют для получения тонкостенных изделий:
форму целиком заполняют шликером и после отсасывания гип-
— 143 —
сом воды из него (через 15—20 мин) излишек его выливают ш
формы.
При формовании плоских изделий гипсовую форму заполняют
глиняной массой путем вдавливания ее (набивки) в форму. Во
избежание коробления изделия при сушке и обжиге на тыльной его
части делают перемычки.
Модель делают на 10—12% больше намеченных размеров
изделия с учетом того, что при сушке и обжиге керамические массы
дадут усадку. При этом следует учитывать объемную форму изделия,
в которой его отдельные детали уменьшаются в объеме в разных
пропорциях. Для изготовления архитектурной керамики используют
массы с весьма малым содержанием воды, так называемые полусухие
массы, имея в виду последующее формование при высоком давлении
на прессах. В некоторых случаях добавляют клеящие вещества.
Стекло является ценным материалом для изготовления
различных архитектурных деталей и художественных изделий, так как оно
обладает такими качествами, как необходимая прочность,
способность воспринимать все возможные тона окраски и создавать
световой эффект за счет преломления, отражения и рассеивания света-
Стекло легко поддается формованию различными способами, а
также последующей механической и химической обработке. Стекло
можно отливать в форму, штамповать, прокатывать между вальцами
с получением узорчатого рисунка. Для получения полых стеклянпых
изделий применяют метод выдувания. Материалами для формующих
устройств являются керамика, шамот, а также металл и
металлические сплавы.
При изготовлении стеклянных изделий важным фактором
является температурный режим формующих поверхностей, так как при
высоких температурах стекло может прилипать к степкам формы.
При работе с обычным стеклом температура формующих
поверхностей должна быть не ниже температуры формуемого изделия. Из
стекла изготовляют такие архитектурно-художественные детали, как
розетки, гирлянды, фризы, балясины, колонны, паппо, решетки,
скульптуры, оконные и дверные приборы. Во всех работах но
производству изделий из художественного стекла предварительно
создают модели.
Каменное литье. В последние годы в строительстве получили
распространение материалы из камепного литья. Из них отливают
архитектурные детали: орнаменты, плиты для мощения, скульптуры.
Изделия из каменпого литья получают из расплавленных горных
пород, металлургических шлаков или расплавов, получаемых из
специально составленной шихты. Горными породами для каменного
литья могут служить базальт, диабаз, андезит. Изделия из каменного
литья обладают высокой мохапической прочностью, твердостью, кнс-
лотостойкостыо, огнеупорностью и долговечностью. Базальтовое
каменное литье по своим механическим свойствам превосходит
природный базальт.
Белое каменное литье готовят из шихты, в состав которой входят
кварцевый песок, доломит, мел с добавлением плавикового шпата и
— 144 —
окиси цинка. Плавка шихты происходит при температуре 1450° С~
В эту шихту добавляют плавиковый шпат для ускорения крпсталли-
"зации отливков и окись цинка для повышения белизны изделий.
Примером применения белокаменного литья является
обрамление реставрированной стены Московского Кремля — это валики,
водометы, «ласточкины хвосты» на зубцах. Белокаменное литье
является долговечным и химически стойким материалом.
Формующие материалы для каменного литья должны обладать
высокими огнеупорными качествами. Техпологическнй процесс
производства каменного литья вкратце заключается в следующем.
Горную породу после дробления на куски загружают в плавильную печь.
На полках-площадках, куда засыпают каменный материал, он
плавится при температуре около 1400° С п стекает в печную ванну, где
окончательно проваривается. Расплав поступает через специальный
обогреваемый сливной канал в емкость-копильннк для образования
запаса однородного расплава. Температура расплава для формовки —
1200° С. Формы для заливки предварительно нагревают до
температуры 700° С для предотвращения остывапия расплава, для
заполнения всех деталей форм и создания равномерной кристаллической
структуры. Формы с расплавом подвергают электрическому обогреву
в печах для отжига.
При использовашш шлаков для производства различного рода
изделий (шлакоситаллы) указанный технологический процесс
упрощается, так как можно использовать огненно-жидкий шлак,
выпускаемый из металлургических печей. Из шлакоситаллов изготовляют
санитарно-технпческие изделия, облицовочные плиты и др.
Глава VIII
УСТАНОВКА И КРЕПЛЕНИЕ ГОТОВЫХ ЛЕПНЫХ ИЗДЕЛИЙ
Установка на место готовых леппых изделий — ответственная
операция. Прежде чем приступить к установке готовых леппых
изделий, подготовляют для них место, точно размечают и расчищают
поверхность, на которую будут устанавливать ту или иную деталь,.
и определяют способы креплепия лепных деталей.
Основные требования, предъявляемые к установке готовых
изделий, следующие: крепление изделий должно быть прочпым п все
лепные детали должны быть расположены в точном соответствии с
рабочим чертежом-
Стальпые детали, применяемые для крепления лепных изделий,
надежно защищают от коррозии (например, покрывают специальным
лаком, оцинковывают). Не защищенные от коррозии стальпые
детали с течепием времени покроются ржавчиной, которая выступит на
поверхность гипсовой или цементной детали в виде ржавых пятен.
Подмости, которыми пользуются при установке изделий, должны
быть шириной не менее 1,5 м, прочными и устойчивыми. Высота
подмостей зависит от места установки изделий: при установке пзде-
—145 —
лий на потолке от головы рабочего до потолка должно оставаться
40—15 см; при сборке и монтаже капителей от поверхности настила
до низа капители должно быть около 1 м.
Перед установкой лепных изделий размечают и провешивают все
■оси и отдельные места креплепия деталей в соответствии с разби-
вочными архитектурными чертежами.
Лепные изделия устанавливают на полностью окрепшую и
просохшую штукатурку. Предварительно подчищают излишний
штукатурный слой, устраняя отклонения по горизонтали и вертикали.
Затем на стене штукатурной лопаткой или молотком-бучардой, а на
гипсовой детали ножом делают насечку волнистыми,
горизонтальными или косыми пересекающимися линиями глубиной не менее 3 мм
с расстоянием между бороздами 35—40 мм.
Отклонения протяженных лепных изделий от горизонтали и
вертикали допускаются не более 1 мм на 1 м длины детали: смещение
•оси отдельно стоящих крупных деталей от заданного положения —
не более 10 мм. Части сомкнутого рельефа должны находиться в
•одной плоскости.
— В помещениях с влажностью более 60% лепные изделия
устанавливать не разрешается.
§ 25. Установка и крепление гипсовых деталей
Порезки. Перед установкой легких погонных архитектурных
деталей шириной до 10 см (например, порезок) измеряют расстояние
от одного угла до другого, чтобы проверить, как на потолке или стене
будет укладываться весь рисунок порезки: две порезки
перекладывают одну за другой вдоль всей стены от одного угла к другому.
Если целое число порезок не укладывается, то в некоторых местах
порезку немного удлиняют, или наоборот, укорачивают.
Установку деталей начинают с углов. Предварительно подгоняют
их к месту установки насухо и подрезают ножом неровности в
стыках.
Места установки и тыльные поверхности лепных изделий,
соприкасающиеся между собой, насекают (рис. 76, а и б) и перед
•окончательным креплением изделия смачивают водой. Затем
разводят гипсовый раствор в количестве, которого должно хватить на
установку пяти-шести деталей. Чтобы приготовленную за один раз
порцию раствора можно было использовать для крепления большего
■числа деталей, в него добавляют раствор мездрового клея (0,3% от
массы раствора), который замедляет схватывание гипса. Но следует
учитывать, что добавка клея снижает прочность раствора.
Жидким гипсовым раствором обрызгивают место установки
(рис. 76, в). Оставшемуся раствору дают несколько загустеть, после
чего его накладывают тонким ровным слоем на тыльную поверхность
порезки (рис. 76, г) и быстро притирают порезку к месту установки
(передвигают деталь сначала слегка вправо, затем влево), плотно
лрнгоняя ее к соседней установленной детали и месту установки
■{рис. 76, д). Выходящий три этом на поверхность лишний раствор
— 146-
Рис. ТО. Крепление легких деталей:
<а и б — нагечгл места установки и тыльных сторон устанавливаемой детали, в —-
нанесение раствора на место установки обрызгом, г — обмазывание раствором тыльных
сторон детали, S — притертая к месту установки деталь
сначала снимают штукатурной лопаткой, а затем смазывают кистью.
Затем швы в стыках между отдельными порезками заделывают
гипсовым раствором и зачищают.
Порезки шириной более 10 см устанавливают так же, как и
шириной до 10 см, по их дополнительно крепят гвоздями или шурупами.
Способ крепления гвоздями зависит от материала поверхности, к
которой крепят деталь. В камепиых и бетонных поверхностях
предварительно электродрелью или шлямбуром пробивают отверстия, в
которые вводят дюбеля (деревянные пробки для этой цели лучше не
использовать, так как при усушке древесины они могут из отверстий
выпасть).
Более прочным является крепление шурупами на спиралях:
нарезную часть шурупа обматывают .оцинкованпой проволокой и в
пробитое отверстие, заполненное еще не схватившимся гипсовым
раствором, ввертывают шуруп. На закрепленные указанным
способом шурупы навешивают порезки с последующей заделкой всех
отверстий.
На оштукатуренные дерсвянпые поверхности детали крепят
следующим образом. В детали просверливают острием пожа два
отверстия, затем, выполнив все операции по ее креплению, в проделанные
отверстия забивают гвозди так, чтобы их головкн были утоплены
от поверхности порезок на 2—3 мм. Все стыки порезок п отверстия
тщательно заделывают гипсовым раствором. Толщина швов между
порезками должна быть не более 2 мм.
Для погонных деталей требуется примерно 5—6 гвоздей или
шурупов на метр длины (илп не менее двух креплений на каждый
отдельный отрезок детали). Аналогично устанавливают и крепят
гипсовые сухарики размером более 10 см.
Потолочные розетки. Легкие гипсовые плоские розетки диаметром
до 40 см прикрепляют к потолку на гипсовом растворе (рис. 77, я)
без дополнительных креплений. Перед постановкой розетки на место
— 147 —
Рис. 77. Крепление розеток:
п — на гипсовом растворе, б — на гвоздях или шурупах;
1 — розетка, 2 — раствор, 3 — гвоздь или шуруп, i — деревянные пробки
определяют центр потолка, для чего натягивают из диаметрально'
расположенных углов два шнура. Центр их пересечения и будет
центром потолка.
Розетки диаметром более 40 см крепят, помимо раствора,
гвоздями, шурупами или па клячах в зависимости от материала потолка.
К деревянному оштукатуренному потолку розетки, отлитые без
грунта, устанавливают следующим образом (рис. 77,6). Насекают
штукатурку под всей площадью потолочной розетки и тыльпую
сторону розетки. Затем на окружности розетки и в середине ее
просверливают отверстия под углом в 60° к поверхности потолка. Для
легких розеток достаточно четырех отверстий, для тяжелых —
шесть—восемь. Затем розетку крепят к потолку на гвоздях или
шурупах, одновременно примораживая ее гипсовым раствором.
Вбивают твозди или же ввертывают шурупы враскос, как были сделаны
соответствующие отверстия в розетке. Места примыкания розетки
к потолку тщательно подмазывают гипсовым раствором на
известковом молоке.
Розетку, отлитую с грунтом, временно прикрепляют гвоздями к
потолку и очерчивают ее наружный контур. Затем ее снимают и
срубают штукатурку со всей площади, которая будет находиться
под розеткой. Место установки очищают, вновь подвешивают
розетку, примораживают ее раствором и укрепляют гвоздями или
шурупами к деревянной подшивке потолка.
К железобетотгому перекрытию легкие розетки крепят на
шурупах 3 со спиральной обмоткой, которые вмазывают па цементном
растворе в пробитые отверстия в розетке и соответственно в потолке:
розетку с предварительно просверленными отверстиями
прикладывают точно к месту крепления на потолке и отмечают на нем острием
гвоздя места пробивки отверстий. Окончательно установленную
розетку отделывают по контуру гипсовым раствором.
Тяжелые розетки ставят на клячи 2 (рис. 78, а). Для этого на
самых ровных местах розетки просверливают сквозные отверстия, а
с лицевой стороны розетки прорезают вдоль этих отверстий пазы
— 148 —
Рис. 78. Крепление
тяжелых розеток:
на клячах, б —
детали крепления;
1 — розетка, 2 — кляча
диаметром 50—70 и глубиной 15 мм. В размеченные места забивают
гвозди или завертывают шурупы. Затем берут отрезок проволоки
длиной 300—500 мм, перегибают ее пополам, обвивают два раза
вокруг головки гвоздя или шурупа и закручивают проволоку в два-
три оборота; получается закрутка с двумя концами-усами
(рис. 78, б).
Затем обрабатывают поверхность потолка и тыльную часть
розетки (насекают и соприкасающиеся плоскости покрывают
гипсовым раствором). В просверленные в розетке отверстия пропускают
концы закручепной проволоки и розетку плотно прижимают к
потолку. Лишние концы проволоки откусывают кусачками,
закрученную проволоку покрывают лаком во избежание коррозии, а
отверстия и борозды заделывают гипсовым раствором. Швы между
розеткой и потолком тщательно замазывают гипсовым раствором и хорошо
зачищают.
Сборпые розетки, состоящие из отдельных кусков, крепят
аналогично, тщательно заделывая и зачищая швы па стыках отдельных
кусков розетки.
Модульоны. Размечают места для установки модульонов с таким
расчетом, чтобы расстояние между ними было одинаковым.
Модульоны шириной до 15 см укрепляют к стене и потолку.
В карниз забивают два гвоздя для навески на них модульона, места
установки насекают и смачивают гипсовым раствором. Тыльные
стороны модульона нарезают ножом, пропитывают водой, смачивая
обильно с помощью кисти, и промазывают жидким гипсовым
раствором. Как только разведенный в ковше гипсовый раствор начнет
густеть, накладывают его на тыльные стороны модульона и
притирают модульон к месту установки.
Модульоны размером более 15 см закрепляют стальными
штырями-костылями 4 (рис. 79) длиной 10—20 см в зависимости от
размера модульона.
— 149 —
Рис. 79. Крепление модульонов:
а — общий вид крепления, б — модульон;
1 — модульон, 2 — отверстие для клячи, 3 — кляча, 4 — штырь, 5 — плапка
Соприкасающиеся поверхности модульона и места установки
насекают и покрывают слоем гипсового раствора. Навешивают
модульон на штырь, затем примораживают раствором к месту установки
и притягивают на клячах 3, пропущенных в отверстия; отверстия
заранее просверливают в модульонах и соответственно в местах
установки. Для навески на штырь 4 в модульон при изготовлении
закладывают стальную планку 5.
— 150 —
Рис. 80. Установка и крепление дорической капители:
1 — половина капители перед установкой, 2 — место стыка, 3 — насечка ствола колошшу
4 — отверстия для кляч, 5 — стык половинок капителей, 6 — клячи
После установки модульона зачищают и окончательно
отделывают все неровности и устраняют мелкие дефекты.
Капители. Дорическую капитель устанавливают на фусте
колонны. Капитель состоит из двух половин 1 (рис. 80). Порядок
установки следующий: находят с помощью отвеса вертикальную ось
ствола колонны и отмечают место установки каждой половины
капители.
Затем насекают ствол колонны 3 (в месте установки капители)
и тыльную сторону капители и просверливают отверстия 4 в стволе
колонны и в капители для крепления в них кляч 6. Насухо
подгоняют к стволу колонны обе половины капители и сверяют с
чертежом их положение. В нескольких местах капитель закрепляют
гипсом, после чего подтягивают и скрепляют ее половины проволочными
клячами 6. Приготовляют гипсовый раствор, примораживают им
места крепления, после чего полностью отделывают капитель,
устраняя все дефекты.
Установка и крепление базы колонны к фусту значительно проще
ввиду ее устойчивого положения на цоколе. Базы устанавливают на
гипсовом растворе, скрепляя обе части базы в местах стыка
металлическими скобами.
Аналогично устанавливают и крепят ионическую капитель.
Установка коринфской капители имеет некоторые особенности
(рис. 81). К колонне крепят следующие детали: две половины
колокола 8, четыре плиты абаки 5 и множество отдельных лепных
деталей (волют, листьев, завитков и розеток), иногда в общей
сложности до нескольких десятков штук.
— 151 —
Порядок установки следующий. Находят с помощью отвеса все
вертикальные оси 1 деталей убранства колонны по рабочему
чертежу. Насухо подгоняют основные части капители, две половины
колонны и четыре четвертинки плиты абаки 5. Обычно капитель
опирается своим основанием на находящийся на колонне 9 астрагал, что
облегчает крепление капители. Капитель как бы стоит на астрагале,
поэтому все крепления должны предохранять ее от сдвига и
опрокидывания с астрагала.
После тщательной проверки наличия всех деталей капители
приступают к монтажу: устанавливают две половины колокола 8 и
укрепляют их в верхней части тремя-четырьмя клячами с каждой
стороны. Клячи привязывают к анкерам, предварительно
заделанным в ствол колонны.
Листья и другие лепные детали также крепят клячами,
пропущенными сквозь стенку колокола против места установки детали.
Клячи должны быть достаточно длинными, так как они держат не
только отдельные детали, но и сам колокол. ,
Окончательно нижнюю часть капители не укрепляют до тех пор,
пока пе установлена абака, состоящая из четырех частей. В ствол
колонны (если он бетонный или кирпичный) под архитравом заде-
— 152 —
Рис. 82. Крепление волют и листьев коринфской капители:
1 — крепление малых листьев, 2 — крепление больших листьев, 3 — заделка мест креп»
ления колокола, 4 — крепление угловых волют, S — клячи для крепления листьев
лывают на цементном растворе по угловым осям абаки четыре
стальных консольных штыря 4 (по одному на каждый угол абаки)
для навески на них частей абаки. В каждую часть абаки при
отливке закладывают стержень 10 для навески на штырь 4. При таком
способе крепления абака держится на выпущенных штырях 4
независимо от капители, т. е. ее вес не будет передаваться на капитель.
Остальные операции по установке коринфской капители те же,
что и при установке дорической. Все соединения колоппы <и частей
абаки заливают гипсовым раствором и тщательно зачищают.
Остальные детали капители (листья, волюты, завитки) начинают
устанавливать сверху вниз сначала пасухо на клячах (рис. 82) для
подгонки их по месту, затем окончательно на растворе. Для сокращения
сроков монтажа иногда отливают сразу гипсовую модель половины
колокола капители и четверти абаки.
§ 26. Установка и крепление цементных изделий
Погонные архитектурные детали (например, пояски, порезки),
изготовленные из цемента, устанавливают так же, как и гипсовые,
но крепят их на цементном растворе состава 1:1.
Погонные детали шириной более 10 см имеют внутри каркас из
арматурной стали, к которому через просверленные отверстия
пропускают клячи, затем деталь сажают на цементный раствор,
окончательно притирают к месту и подтягивают клячами арматурный
каркас.
7 Зак. 880 _ 153 —
Цементные детали, имеющие облицовочный слой, в который
добавлена минеральная цветная крошка, устанавливать на цементном
растворе нельзя, так как подобрать раствор, одинаковый по цвету
с облицовочным слоем, трудно. Поэтому при отливке с задней
стороны таких изделий выпускают концы арматурного каркаса,
которыми они будут крепиться к забитым в степку костылям с
последующей притиркой к стене цементным раствором.
Модульоны и кронштейны. Установка модульонов (или
кронштейнов), отлитых из цемепта, имеет некоторые особенности по
сравнению с установкой тех же изделий из гипса. Для крепления
цементного модульона в стену забивают костыль-штырь, длина
которого зависит от размера изделия. На костыль модульон
подвешивают посредством заделанной в него металлической пластинки,
верхнюю часть модульона подтягивают к месту установки клячей
(отверстие для нее в модульоне просверливают заранее) и притирают
к нему на цементном растворе.
Железобетонные кронштейны и модульоны имеют удлиненные
хвосты, которые закладывают в кирпичную кладку стены.
Капители. Порядок установки капителей из цементного и
гипсового растворов одинаковый. Разница лишь в том, что цементные
капители примораживают на цементном растворе. Все детали
орнамента (листья, завитки) привязывают к штырям колонны
проволокой, которую пропускают через петли, имеющиеся с задней стороны
деталей. Все стыки и оставшиеся после крепления отверстия
заливают цементным раствором.
Вазы 2 (рис, 83), предназначенные для установки на открытом
воздухе (на парапетах домов, на отдельных постаментах в парках),
Рис. 83. Установка и крепление ваз:
а — штырь, 2 — ваза перед установкой, S -— ваза, посаженная на место, 4 — вапивка
цементным раствором, 5 — отверстие
— 154 —
Рис. 84 Установка п крепление балясины (о) и поперечный разрез поручня (б):
1 — балясина, 2 — стержень балясины, з — вырез для поручня, 4 — стальной стержень,
5 — нижняя половина поручня, 6 — проволока для клячей, 7 — тетива, 8 — парапет,
9 — гнезда, 10 — отверстия в поручне, 11 — верхняя половина поручня
изготовляют из цемента. Крепят вазы с помощью металлического
штыря 1, заделанного в кладку или бетон. В основании вазы прп
изготовлении оставляют отверстие для установки на металлический
штырь 1 и слой 4 цементного раствора. Предварительно
соприкасающиеся поверхности покрывают диагональными насечками. Излишки
раствора снимают и швы расшивают. В зависимости от марки
цемента в течение 3—5 дней вазу предохраняют от возможных толчков
и смещения с места установки.
Аналогично устанавливают и крепят небольшие цементные
обелиски, шары и т. п.
Цементные балюстрады. По рабочему чертежу размечают место
установки тетивы 7 (рис. 84) в пролете между опорными тумбами
и просверливают в нижней плите каждой тумбы по два отверстия
диаметром 3—5, глубиной 10—15 см для закладки стальных
стержней длиной 20—30 см. В тетиве на концах при ее изготовлении
оставляют по две щели длиной 10—15 см, через которые и заводят
по два стержня в каждый конец тетивы.
Тетиву можно укладывать на парапет непосредственно или с
зазором 10—15 см в зависимости от конструкции отвода воды с
балкона, веранды и т. п. Если между парапетом и тетивой решено
оставить щель для отвода воды, то на время монтажа под часть
пролета тетивы подкладывают доску, которую выбивают после
схватывания раствора. Толщина доски должна быть равна высоте щели.
В тетиве при ее изготовлении делают гнезда для укрепления
балясин 1, которые перед установкой балясин расчищают и заполпяют
цементным раствором. Балясины на тетиве устанавливают строго
вертикально. Затем на верхние торцы балясин накладывают пору-
7» —155 —
чень со сквозными отверстиями в нем, так чтобы они совпали со
стержнями в балясинах. Все щели и отверстия заполняют
цементным раствором и окончательно отделывают. После установки всех
элементов балюстраду окончательно отделывают и устраняют все
возможные дефекты. Вопрос о креплении крупных тяжелых деталей
решают вместе с конструктором.
Глава IX
ЛЕПНЫЕ РАБОТЫ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
Леппые работы в зимнее время должны производиться в
закрытых помещениях при постоянной температуре: не менее 10° С на
высоте 0,5 м от уровня пола. В то же время температура у потолка не
должна быть "выше 30° С, так как при более высокой температуре
гипсовый раствор быстро пересыхает и теряет свою прочность. При
соблюдении этих условий производство лепных работ ничем не
отличается от описанных выше.
Помещения для производства лепных работ в зимнее время
обеспечивают обогревом и вентиляцией.
При отсутствии центрального отопления используют
передвижные или стационарные газовые, электрические или огневые
калориферы. Последние используют редко.
Применение для обогрева и сушки баллонов со сжиженным
газом требует строгого соблюдения правил их эксплуатации. Около
агрегатов должны находиться предупредительные плакаты и
инструкции по их эксплуатации. Устанавливают топливные агрегаты от
конструкций зданий на расстоянии не менее 1 м. Необходимо
следить за тем, чтобы воздух в помещениях не загрязнялся продуктами
сгорания топлива. Действующий топливный агрегат запрещается
оставлять без присмотра и использовать для сушки спецодежды,
подогрева воды или материалов.
Запасные баллоны со сжиженным газом хранят в отдельных
специально оборудованных складских помещениях.
Более безопасными и удобными являются электрокалориферы,
например, калорифер конструкции В. Г. Полякова (рис. 85)
используют для подогрева и сушки помещений с площадью пола до 35 м2.
Помещения следует обогревать
без перерывов во избежание
образования в них большого
количества конденсата. Для его
устранения должна быть хорошо
действующая вентиляция. В первую
очередь используют постоянную
систему вентиляции в здании. Если
ее нет или она недостаточна,
воздухообмен создают
электровентиляторами, которые устанавливают
в оконных проемах.
-156 —
Рис. 85, Калорифер
При производстве лепных работ в зимнее время для ускорения
процесса иногда сырые гипсовые изделия подвергают
искусственному высушиванию.
Гипсовые изделия размещают на стеллажи в сушилке, где
теплый воздух омывает их и поглощает с поверхности влагу. Начинают
сушку при температуре 25—30, а затем доводят ее до 45° С. К концу
процесса, когда в изделиях остается незначительный процент влаги,
температуру можно довести до 50—55° С. При более высокой
температуре гипсовые изделия постепенно начинают обезвоживаться:
сначала удаляется избыток воды, находящейся в порах отливка,«
а потом вода начинает удаляться из кристаллов гипса, в результате
"чего гипсовое изделие превращается в мелообразпую массу (гипс
сгорает). Способность гипсового изделия расширяться от
нагревания и сжиматься от охлаждения может послужить причиной
образования трещин на его поверхности в связи с малой
теплопроводностью гипса. Поэтому процесс сушки изделия является
ответственным моментом и требует от мастера большого внимания.
Глава X
ОТДЕЛКА АРХИТЕКТУРНЫХ ФОРМ
ШТУКАТУРНЫМИ ТЯГАМИ
Тянутый штукатурный рельеф выполняют с помощью шаблонов.
Так оштукатуривают колонны, карнизы, пояски, кессоны, делают
русты, наличники окон и дверей, архивольты, плафоны и другие
архитектурные детали (рис. 86).
Для изготовления любых архитектурных профилей толщина
штукатурного намета должна быть не более 50 мм. При больших
выносах штукатурного рельефа из плоскости стены раствор наносят либо
■на специальные выносы кладки, либо на специальные дощатые
конструкции или на металлический каркас, обтянутый сеткой 1
(рис.87).
Внутри помещений для быстроты схватывания грунта в растворы
вводят 20—50% гипса от массы известкового теста и накрывку на-
ягосят из известково-гипсового теста без наполнителя. Декоративный
штукатурный рельеф выполняют из тех же растворов, что и для
отделки поверхностей. Накрывочный слой для тяг из цементных и
тхзвестково-цементных растворов готовят на мелкозернистом напол-
тгителе.
Способ вытягивания штукатурных деталей принципиально не
отличается от изготовления лепных моделей с помощью шаблопов.
Но особенности выполнения больших объемов работ и условия
строительства вносят некоторую специфику в приемы выполнения самих
работ и в подготовку необходимых приспособлений. Встречаются и
другие случаи, связанные с устройством специальных конструкций
для вытягивания некоторых архитектурных деталей, которые зави-
— 157 —
Рлс. 86. Примеры архитектурных деталей,
выполняемых способом вытягивания по шаблонам:
1 _ архивольт полуциркульной арки, 2 — круглое окно (люкарна), 3 — лучковый фронтон»
4 — розетка, 5 — база, 6 — обрамление стрельчатой арки, 7 — обрамление килевиднои арки
— 158-
Рис. 87. Тяга карниза по металлическому каркасу:
1 — сетка, 2 — каркас, з — кладка, 4 — правила, 5 — шаблон
сят не от специфики штукатурных работ, а от форм конструктивных
деталей. Поэтому в настоящей главе рассматриваются конкретные
способы выполнения профилей, не характерные для лепных работ
(вытягивание профилей карнизов во входящих углах, кессонов,
рустов, тяг по криволинейному контуру и колонн), а также
особенности выполнения тяг из декоративных растворов.
Тяги из декоративных штукатурных растворов выполняют
шаблонами с двойной оковкой профильной доски (рис. 88,а). Второй
оковкой 2 вытягивают профиль по грунту, после чего ее снимают
и первой оковкой 1 выполняют чистый профиль по декоративной
накрывке.
о) 5у
Рис. 88. Оснастка шаблонов для выполнения тяг из декоративных штукатурных
растворов (о) и для вытягивания профилей тяг, пересекающихся во входящих
углах (б):
1 и 2 —первая и вторая оковки, 3 — салазки, 4 — профильная доска
б — оковка углового шаблона
— 159 —
Рис. 89. Примеры рустов (а) и их профили (б)
Для вытягивания профилей большого поперечного сечения
полозок заменяют роликами для облегчепия перемещения тяжелого»
шаблона, но при зтом необходимо тщательно следить за чистотой
правил.
Профили тяг, пересекающихся во входящих углах, вытягивают
специальным шаблоном с профильной доской 4 (рис. 88, б),
расположенной под углом 45е по отношению к стене, чтобы профильная
доска могла дойти до самой вершины угла. Салазками 3 для такого-
шаблона служит прямоугольный треугольник, к которому по
биссектрисе прямого угла крепят профильную доску 4. Профильную-
доску в этом случае делают двойной (из двух досок со спятымп
фасками), а оковку 5 (металлический профиль) закрепляют между
досками с фасками наружу.
Декоративный руст (рис. 89) — разбивку штукатурной
поверхности «на камни» — выполняют по-разному в зависимости от
размеров поперечного сечения руста. Глубокие русты (1—5 см) из
любых штукатурных растворов выполняют вытягиванием профилей
(рис. 90). Если расстояние между горизонтальными рустами
превышает 50 см, то каждый руст вытягивают отдельно (рис. 90,а), для
чего параллельно линии разбивки 1 укрепляют правила 2 и вытяги-
— 160 —
Рис. 90. Установка правил п положение шаблона при вытягивании одиночных
рустов (а) п. при одновременном вытягивании двух горизонтальных рустов
t и камня (б):
J — линии разбивки на камни, 2 — правила, 3 — места подрезки раствора горизонтальных
тя!, 4 — пропуски, s — осевые линии для установки правил, 6 — верхнее правило
• вают сначала горизонтальные русты, а затем вертикальные,
предварительно подрезав раствор горизонтальных тяг в местах 3 их
смыканий с вертикальными. Тело самого камня заполняют раствором
в последнюю очередь.
Если расстояние между горизонтальными тягами рустов менее
50 см и камни с гладкой поверхностью, можно совмещать
вытягивание двух горизонтальных рустов вместе с вытягиванием
поверхности самого камня (рис. 90, б). При этом места вертикальных
рустов 4 раствором не заполняют. В зтом случае правила
устанавливают по осям соседних рядов 5 имитируемой кладки. Закончив вы-
-тягивание камня с двумя горизонтальными рустами, вытягивают в
— 161 —
Рис. 91. Набивка реек на
штукатурный грунт при выполнении
декоративных рустов
Рис. 92. Расшивка рустов пилой:
I — правило, 2 — плита
этом ряду вертикальные русты. Приступая к вытягиванию
следующего горизонтального ряда, нижнее правило оставляют па месте,
а верхнее 6 переносят вниз. Место, с которого удалили правило,
заполняют раствором и выравнивают поверхность с одновременным
выполнением вертикальных рустов. Если поверхность камня
предполагают обработать под грубую фактуру, вытягивают только русты,
а затем делают намет под нужную фактуру.
Описанные способы трудоемки, поэтому на практике чаще
выполняют русты глубиной 1—3 см с помощью реек слегка
трапециевидной формы сечения. По осям рустов на грунт набивают
одинарные или спаренные рейки (рис. 91) более узким основанием к
грунту. Накрывку наносят сначала по периметру будущего камня,
уплотняют особепно тщательно в углах примыкания рейки к грунту, а
затем заполняют раствором тело камня, выравнивают и уплотняют.
Рейки снимают на следующий день, сдвинув их ударом молотка
по направлению руста. Повреждения кромок исправляют п
одновременно покрывают обнажившийся из-под репки грунт
соответствующим раствором с крупностью зерен наполнителя не более
2,5 мм.
Известково-песчаные штукатурки, которые можно обрабатывать
в пластичном и полунластичиом состоянии, расшивают рустом
глубиной 3—5 мм с помощью пилы, изготовлепной пз лезвия ножовки
для столярных работ (рис. 92). Сначала на слое накрывки,
достигшей полунластичного состояния (спустя час-полтора после ее
нанесения), размечают рисупок рустов (гвоздем или мелом). Глубина
и прямолинейность пропила обеспечиваются правилом 1. Вынос
правила должен быть равен ширине полотна пилы минус глубппа
руста. Если требуется получить руст шире толщины полотна пилы
— 162-
Рис. 93. Кессоны. Деталь потолка вестибюля гостиницы «Москва»
(1—1,5 мм), правило делают толщиной, равной ширине руста,
укладывают его по оси руста и делают два пропила по обеим граням
правила, а накрывку между пропилами удаляют на глубину 3—5 мм.
Оштукатуривание кессонов — элементов потолка, образуемых
пересекающимися балками (рис. 93), — одна из наиболее
трудоемких штукатурных операций. Кессоны бывают конструктивными и
декоративными. Глубина конструктивных кессонов определяется
высотой балки. Рельеф декоративных кессонов задается автором
проекта и глубина его может колебаться в очень больших пределах.
Кессоны со слабым рельефом выполпяют как тяги на плоской
или криволинейной поверхности, например па сводах. Для имитации
конструктивных кессонов с большим выносом сначала делают лег-
— 163 —
Рис. 94. Крепление правил рейкодержателем:
1 — балка, 2 — рейкодержатель, S — правило
кую подвесную коробчатую конструкцию, обычно деревянную или
из металлических стержней, обтянутых сеткой, по которой
выполняют штукатурные тяги.
Если оштукатуривают кессоны по конструктивным балкам,
делают подвесные правила и крепят их рейкодержателями (рис. 94).
Для оштукатуривания ложных декоративных кессонов подвесных
конструкций, особенно из арматурной стали, правила закрепляют на
подкосных стойках, опирающихся на пол.
Оштукатуривание кессонов начинают с разметки всего потолка
для установки марок и маяков (рис. 95). Для этого во всех углах
потолка на одном уровпе вбивают гвозди 1 и натягивают
диагональные шнуры 2. Скользя по ним переносным шнуром 3, определяют
сначала на глаз точки, самые близкие к нему, а затем уточняют по
уровню самую низкую точку потолка и ставят на ней опорную
марку 4.
Чтобы продолжить разметку потолка далее, наносят обрызг и
грунт 5 по верхнему периметру стен поясом шириной 70—80 см и
отбивают в пределах средней трети пояса горизонталь 6 по
ватерпасу. Определив по уровню превышение 7 опорной марки над вновь
полученной горизонталью, откладывают это расстояние от
горизонтали у опоры каждой балки, чтобы по этим отметкам 8
устанавливать марки 9 на нижней стороне всех концов балок. После этого
отбивают оси балок и сверяют их с геометрическим
местоположением на чертеже. При установке маяков на вертикальных гранях
балок корректируют отклонения от проекта. Маяки 10 в виде
поясков, облегающих все видимые грани балок, устанавливают на всех
концах балок, образующих каждый перекресток. По установленным
маякам определяют местоположение потолочных правил 1
(рис. 96,а), прибиваемых вдоль каждой балки к дну кессона, в
—164 — '
Рис. 95. Разметка кессона:
j-гвоздевые марки, 2- диагональные шнуры, 8 — переносный шнур 4 — опорная
марка, 5 —грунт, 6 — горизонталь, 7 — превышение, 8 —отметки, 9 — марка, 10 — маяки
подбалочного 3, устанавливаемого на стойках точпо по оси балки или
подвешиваемого на рейкодержателях.
Профиль кессона вытягивают шаблоном 2, а углы разделывают
вручную. Чтобы сократить длину разделки вручную, профильную
доску 5 (рис. 96, б) шаблона делают удлиненной книзу, чтобы
фиксирующие подкосы 4 не упирались в балки.
Рис. 96. Расположение правил для вытягиваппя кессонов (а) и шаблонов
для вытягивания кессонных тяг с углами (б):
1 — потолочное правило, 2 — шаблон, 3 — подбалочное правило, 4 — подкосы на
удлиненной части профильной доски, 5 — профильная доска
— 165 —
Кессоны на сводах в большинстве случаев имеют малые выносы
и их выполняют в виде тяг на поверхности свода. Прямолинейные
элементы кессонов, расположенные в направлении, которое совпа- *
дает с направлением оси свода, вытягивают по правилам;
криволинейные — с помощью воробы, которая представляет собой или
радиусную рейку 2 (рис. 97, а), или радиусную раму 5 (рис. 97, б),
которые шарнирно закреплены в геометрическом центре кривой на
центровой доске 1 и жестко скреплены с шаблоном 3.
Криволинейные тяги как архитектурные формы разнообразны по
размерам и контуру. Наиболее просты в исполнении тяги
циркульных контуров, которые выполняют с помощью воробы, показанной
на рис. 97, а. Архитектурные формы, образуемые сопрягающимися
кривыми, вытягивают воробой-ножницами (рис. 97, в).
Профили по эллиптическому контуру вытягивают двумя
способами: с помощью шнура (рис. 98) и с применением
патрона—креста (рис. 99).
— 166 —
Рис. 98. Вытягивание профилей по эллиптическому контуру с помощью шнура:
1 — гвозди в фокусах эллипса, Я — салазки шаблона, S — гвозди, вбитые в салазки, 4 —
полозок, 5 — положение шаблона для определения длины шнура, б — контрольный
контур эллипса, 7 —шнур, 8 —место затягивания узла (фокус)
С помощью шнура можно выполнять работы в самых
разнообразных условиях, по этот способ предполагает высокую квалификацию
исполнителей. Шнур, выполняющий функцию воробы с
изменяющейся длиной, за сутки до работы патягивают во влажном состоянии,
чтобы он не удлинялся во время работы. Затем размечают на
объекте фокусы эллипса по данным проекта и вбивают в них гвозди 1
(рис. 98) с большими шляпками, заглубляя на столько, чтобы
последние выступали над поверхностью грунта на высоту, несколько
"большую толщины шпура. В салазки 2 шаблона тоже вбивают два
гвоздя 3 аналогичным образом. Готовый к работе шнур узлом
замыкают в кольцо. Длина замкнутого шнура для эллипсов любой
кривизны всегда будет равна сумме большой оси эллипса и
расстояния между фокусами эллипса.
Практически длину шнура отмеряют по месту: шаблон
устанавливают на одном из концов длинной оси, через вбитые в салазки
гвозди перекидывают шнур 7, складывают его вдвое и завязывают,
перекинув через гвоздь, вбитый в фокус 8, более удалепный от
шаблона. Узел перемещают в промежуток между фокусами эллипса
н опробовают приспособление. Одновременно по грунту намечают
контрольпый контур зллипса 6, отбиваемый по нижнему основанию
салазок шаблона или полозку 4, чтобы но нему контролировать
рабочий ход. Эта же линия служит ориентиром для набрасывания ра-
— 167 —
створа под тягу. Выполняя тягу, необходимо следить за
равномерностью натяжения шпура.
С помощью патрона (см. рис. 99) упрощается контроль за
качеством выполнения эллиптических тяг, так как устройство патрона
механически обеспечивает точность исполнения контура эллипса.
Патрон делают обычно из дерева. Основанием всего устройства
служит жесткая крестовина 1 с набитыми на нее планками 2,
направляющими перемещение движков 3, шарнирно соединенных с
рычагом 4. Совместное перемещение движков, направляемых планками,
при смещении шаблона 5, прикрепленного жестко к рычагу,
заставляет последние описывать эллипс нужной кривизны, заданной
размерами большой и малой осей.
На практике патрон прибивают к обрабатываемой поверхности
или жестко закрепляют на вспомогательных конструкциях в
плоскости, параллельной обрабатываемой поверхности, чтобы направление
осей крестовины совпадало с направлением пересекающихся осей
эллипса. Шаблон устанавливают в крайнее положение большой оси
так, чтобы рычаг 4 совпадал с ее направлением, а движок 3,
перемещающийся по направлению малой оси, устанавливают в центре
крестовины 1 под рычагом и шарнирпо соединяют с ним в точке
пересечения осей эллипса. Затем рычаг 4 поворачивают на 90°, а
соединенный с ним движок 3 перемещают по планкам до тех пор,
пока шаблон, прикрепленный к рычагу 4, не займет проектного
положения на конце малой оси. После этого не закрепленный еще
движок 3 перемещают на пересечение осей эллипса и тоже шарнирно
скрепляют с рычагом 4. Перед работой проверяют свободу движений
устройства, которая зависит от качества поверхностей движков и
планок 2, точности их установки и качества смазки. Для плавности
перехода движков через центр крестовины с прямых углов планок 2
д а перекрестке снимают фаски.
Применение патропа не всегда рационально. При длине большой
оси, превышающей в полтора раза длину малой, установка патрона
усложняется, так как концы крестовины, расположенной по
направлению малой оси, выходят за пределы контура эллипса (рис. 99, б).
В этом случае приходится выполнять полуэллипсы с перестановкой
патрона. Последняя всегда сопровождается неточностью стыковки
тяги, особенно при тягах на стенах (рис. 99, в), где установка
крестовины на кобылках 7 с выносом из плоскости стены, соразмерным
выносу тяги, трудоемка. Поэтому тяги по контуру узкого эллипса
с применением патрона чаще делают на потолках (рис. 99, г). Для
этого крестовину патрона закрепляют на щите 8, уложенном на
козлах 9 и выверенном по ватерпасу. Всю эту установку размещают на
прочных жестких подмостях 10.
Зная основные приемы вытягивания профилей по эллиптическим
кривым, можно выполнить разнообразные криволинейные тяги,
основанные на построении внутренних и внешних сопряжений.
Оштукатуривание колонны выполняют тоже с помощью
шаблонов. В зависимости от формы колонн (круглые или квадратные, с
.энтазисом или постоянного сечения, с каннелюрами или без) суще-
— 169 —
Рпс. 100. Провешивание колоннады круглых колонн (а) и квадратных (б)
ствуют следующие способы выполнения работ: по кольцевым маякам,
по правилам и по правилам с качающимся шаблоном. Во всех
случаях работы начинают с провешивания крайних колонн ряда по
фасадной и противоположной ей сторонам. Для этого внизу каждой .
из пих по указанным сторонам ставят марки, выступающие от
поверхности отделываемого основания на толщину слоя штукатурки
(1,5—2 см). Затем ставят верхние марки несколько ниже уровня
шейки колонны с таким расчетом, чтобы расстояние от выноса марки
до шпура отвеса было равно разности радиуса нижнего и верхнего
оснований фуста (шнур равняют по выносу пижней марки).
Одновременно ставят марки на уровне границы пижней и средней третей
колонны (на уровне начала утонения колонны). У круглых колонн
опорные марки (рис. 100, а) ставят по оси крайних колонн, у
квадратных (рпс. 100, б) — по внешним углам крайних колонн. Далее
с обеих сторон колопнады между марками натягивают шнуры,
определяя таким образом единый фронт марок всего ряда колонн, после
чего проставляют марки на всех колоннах: на круглых — по одной,
на квадратных — по ларе на краях фронтальных граней, чтобы
плоскость колони лежала в плоскости всего ряда.
Независимо от способа выполнения работ делают кольцевые
маяки на уровнях
установленных марок. Для этого, измерив
расстояние между натянутыми
шпурами при установке марок,
определяют верхний и нижний
диаметры колонны с учетом
слоя штукатурки и приступают
к изготовлению шаблонов для
установки маяков (рис. 101).
Шаблоны делают из чисто
остроганных щитов, сбитых из
досок толщиной 25 мм. На щитах
проводят окружности радиусом,
равным радиусу
оштукатуренной колонны, щиты распилива-
Рис. 101. Установка ют пополам и точно по окруж-
кольцевых маяков ности выпиливают середину.
— 170 —
о
Полученные полущиты (с вырезанными полукругами) устанавливают
по маркам на колонны и крепят к колонне либо гвоздями, либо
алебастром. Кольцеобразный промежуток между колонной и маячным
шаблоном (щитом) заполняют раствором. Когда раствор схватится, шаблон
освобождают от креплений и легким постукиванием но нему
нарушают сцеплепие шаблона с раствором. Полученный кольцевой маяк
■слегка затирают шаблоном. Если колонны высотой более 5 м,
устанавливают дополнительные марки и маяки, учитывая что правила
■более 3 м не делают.
По кольцевым маякам обычно штукатурят (вытягивают) энтазис
колопн (рис. 102). При небольшой высоте колонн, например в
интерьерах, профильпую доску готовят на всю высоту суншвающеися
части фуста. Высокие колонны тянут ярусами по установленным
маякам и для каждого яруса делают профильную доску 2
соответствующей кривизны утонения. Профильную доску устанавливают
на салазки 4, изготовленные по шаблону кольцевого маяка, и крепят
к ним подкосами 3. На верхнем конце профильной доски делают
только полозок 1 дугообразной формы.
Нижнюю треть колонны в этом случае можно
вытягивать правилом по кольцевым маякам,
либо шаблоном для оштукатуривания
цилиндрических колонн.
Шаблон для цилиндрических колонн (рис.
103) делают ровно на полуокружность
колонны. Профильную доску 1 готовят
наподобие шаблона для кольцевых маяков, толь-
Рис. 102. Оснастка
профильной доски для вытягивания
энтазиса и расположение ее
на колонне:
1 — полозок, 2 — профильная
доска, 3—подкосы, 4—салазки,
а — маяки
Рис. 103. Шаблон
для вытягивапия
цилиндрических колоцн
1 — профильная
кос, 3—салазки.
правила
доска, 2 — под-
4—полозок, а—
— 171 —
Рис. 104. Вытягивание круглой каннелпрованной колонны
качающимся шаблоном:
а — шаблон, б — план расположения правил и шаблона на фусте, в — схема движения
шаблона по правилам;
1 — оковка шаблона, 2 — профильная доска, S — салазки, 4 — полозок, 5 — правило, 6 —
ремешок, 7 — желобок, 8 — ушко с шарниром
ко с фаской и оковкой. К профильной доске крепят на подкосах 2
салазки 3 с полозками" й. По кольцевым маякам на диаметрально-
противоположных сторонах фуста колонны устанавливают два
правила 5 на всю его высоту.
Намет грунта независимо от способа оштукатуривания наносят
на всю поверхность, обрабатываемую шаблоном или правилом. Дли
этого на всю высоту колонны устраивают леса. Ярусы настилов
принято делать не выше 1,85 м, ширину настила не менее 1,2 м,
расстояние настила от колонны 20—30 см. Намет наносят одновременно со
всех ярусов.
Особый случай представляет вытягивание каннелированных
колонн с энтазисом (рис. 104) с помощью качающегося шаблона. По»
—172 —
установленным кольцевым маякам на всю высоту фуста закрепляют
несколько вертикальных правил 5 на равных расстояниях друг от
друга по окружности (рис. 104, б). Между правилами должно быть
целое число каннелюр, чтобы для всех захваток была пригодна одна
профильная доска 2. Профильную доску шарнирпо соединяют с
салазками 3. Для этого в салазках выдалбливают сквозные гнезда, а
па концах профильной доски вырезают шипы длиной около 10 см,
свободно входящие в гнезда и называемые ушками. Ушки 8 с
салазками соединяют гвоздем, предварительно высверлив в них для него
отверстие. В качестве шарнира можно использовать также оконные
петли. К салазкам прибивают полозки 4.
Шаблон по цилиндрической части колонны перемещают между
параллельно расположенными участками правил. При переходе на
участок с энтазисом расстояние между соседними правилами
сужается (рис. 104, в). Чтобы вся длина профильной доски могла
помещаться в постоянно суживающемся промежутке, необходимо по-
мере продвижения шаблона вверх постепенпо менять угол наклона
профильной доски к направлению оси ее движения. Для облегчения
равномерности изменения угла наклона следует следить за чистотой
правил и плотностью примыкания к ним полозков во время
движения.
Контур сечения каннелюр на профильной доске вырезают так,
чтобы правило приходилось не на ремешок 6, а на желобок 7.
В этом случае малкой или теркой для отделки каннелюр легко
заделывают вручную пазы, оставшиеся после снятия правил. Вытянуть
ремешки вручную значительно труднее, чем желобки.
Последовательность выполнения работ по оштукатуриванию
каннелированных колонн с энтазисом сохраняется такой же, как для
цилиндрических колонн.
Настоящее описание работ по оштукатуриванию колонн
ограничено рассмотрением отделки фуста, предполагая, что капители и
базы могут быть установлены готовыми. Иногда капители типа
дорических делают на месте, вытягивая их по кольцевым маякам.
Работу выполняют аналогично изготовлению модели в лепном
производстве.
Во всех случаях отделку колонп начинают с установки или
вытягивания капители, затем штукатурят фуст и последней
устанавливают или вытягивают базу.
Все разнообразие форм и фактур, выполняемых из штукатурных
растворов, настолька велико, что его нельзя рассмотреть не только-
в разделе одной главы, но и в специальном учебнике- Поэтому в>
настоящем параграфе даны сведения о наиболее характерных
штукатурных операциях и приемах, знание и освоение которых
позволит мастеру самостоятельно применить их к возможному
разнообразию встречающихся в практике случаев.
Глава XI
РЕМОНТ И РЕСТАВРАЦИЯ
АРХИТЕКТУРНЫХ ЛЕПНЫХ ДЕТАЛЕЙ
В нашей стране уделяется большое внимание сохранению и
восстановлению архитектурных памятников, созданных талантливыми
зодчими и мастерами и имеющих художественно-историческое
значение.
Реставрационные работы, как правило, выполняют вручную,
поэтому на восстановление архитектурного памятника затрачивают
много времени. Например, при реставрации Большого дворца в
Петродворце, построенного по проекту архитектора Растрелли,
предварительно выполняли макеты, по которым восстанавливали
сложный лепной декор в его первоначальном виде. Благодаря большой и
кропотливой работе архитекторов и мастеров-реставраторов удалось
восстановить декор архитектурных памятников, которые были
созданы русскими мастерами по рисупкам и чертежам знаменитых
русских зодчих Вороннхипа, Захарова, Растрелли, Росси и др.
Ремонт ленных изделий заключается в исправлении отбитых
деталей, склеивании их, а также в добавлении недостающих деталей,
проверке прочности крепления лепных деталей, а в случае
необходимости — постановке новых дополнительных креплений.
Реставрация лепных изделий включает в себя более обширный
комплекс работ. Здесь не только полный и тщательный ремонт всех
лепных изделий, но и целый ряд предварительных работ;
обязательная многократная отмывка и расчистка леппых изделий от старых
набелов пли покрасок, детальное изучение орнаментов,
подлежащих реставрации, чтобы при реставрационных работах полностью
сохранить первоначальный декор и четкость рельефных
изображений.
Восстановление ленных деталей иногда заключается в
восполнении утраченных частей или в изготовлении и установке на место
копии иесохранившихся частей той или иной лепной детали.
Наиболее распространенным видом искажения леппых деталей
является изменение их профилировки и рельефа позднейшими
многократными окрасками, которые удаляют механическим путем или
разными растворителями. Растворители следует применять
осторожно, так как одновременно с удалением покраски они могут
разрушить старые гипсовые детали.
Обычно от утраченных накладных детален па поверхности стен,
потолков остаются очертания внешних контуров (особенпо опи
заметны там, где уже после установки деталей стены и потолки были
окрашены) и следы крепления (например, гвоздей, костылей). Для
полного восстаповления деталей этого мало, нужно найти ых
фрагменты, сохранившие свою профилировку. Помощь в этом случае
может оказать изучение аналогичных деталей, уцелевших в других
частях того же здания. Если же эти поиски не дают положительных
— 174 —
результатов, используют типичные детали с других построек той же
эпохи, чтобы общий характер художественного оформления здания
не был нарушен.
Рассмотрим несколько наиболее характерных методов
производства реставрационных работ лепных изделий. Фасады зданий с
наружной штукатуркой и лепными украшениями из гипса, как
правило, окрашивают через каждые 3—4 года. Гипсовые лепные изделия
сильно впитывают влагу, а следовательно, и красящий пигмент,
поэтому все углубления лепного орнамента обычно залиты толстым
слоем краски, искажающим его рельеф. Для освобождения от краски
лепные изделия несколько раз смачивают водой с помощью мягкой
кисти. Набухшую и размягченную краску аккуратно снимают по
частям металлической тупилкой и ножом.
Иногда гипсовое лепное изделие, находящееся под несколькими
слоями краски, настолько непрочно, что одновременно с удалением
слоев краски отделяются его мелкие детали. В этих случаях нельзя
перенасыщать леппые изделия водой, а краску следует снимать очень
осторожно.
Освобожденные от краски леппыо изделия слегка промывают
водой с помощью мягкой кисти и реставрируют, восстанавливая
мелкие недостающие детали. Для этого поврежденные места орнамента
покрывают мелкой насечкой, затем разводят гипсовый раствор в
ковше и, пока он еще жпдкпй, им покрывают места, подлежащие
реставрации.
Оставшийся гипсовый раствор должен слегка загустеть, чтобы он
удерживался на лонатке, а ио стекал с нее. Поврежденную лепную-
деталь орнамента намазывают зтим раствором, придают ей
требуемую форму, а затем, пока гппсовын раствор пе потерял своей
мягкости, деталь окончательно обрабатывают. Коптур орнамента
обрезают острым ножом, делая его ясным н четким.
Недостающие лепные детали большого размера или
выступающие от тела леппого украшения (например, свешивающиеся впнз
головки верхних и нижних листьев капители, детали волюты)
восстанавливают по сохранившейся детали с соседнего лепного
украшения. Деталь тщательно расчищают, снимают с места установки;
если требуется, реставрируют и с нее снимают эластичную форму
(формопластовую или клеевую). Затем отливают детали в нужпом
количестве и укрепляют на те места, где они отсутствуют.
После просушки реставрированную лепную деталь покрывают
30%-ным раствором железного или медного купороса с помощью
мягкой кисти для придания гипсу большей прочности, а затем для
защиты от влаги — олифой.
При реставрационных работах бывают случаи, когда деталь
находится в таком ветхом состоянии, что снимать ее с места установки
не представляется 'возможным пли она изготовлена из камня и
вмонтирована в общую облицовку. В этих случаях снимают форму, не
трогая деталь с места. Перед снятием формы гипсовую деталь
очищают от краски, расчищают, ремонтируют, покрывают спиртовым
лаком и смазкой.
— 175 —
В качестве примера рассмотрим снятие клеевой формы с розетки,
1 укрепленной на потолке, способом, предложенным А. И. Шепелевым.
Розетку расчищают, закрывают одним-двумя слоями бумаги, затем
по бумаге накладывают слой 1,5—2,5 см хорошо промятой
скульптурной глины, поверхность глины хорошо уплотняют, прижимая ее
к розетке. Чтобы глина не отпала, ее края плотно примазывают к
потолку и в случае необходимости поддерживают временной
опалубкой (куском фанеры, доски). Вокруг розетки потолок покрывают
смазкой. Затем поверхность глины смазывают гипсовым раствором,
j делая тем самым кожух. Кромки кожуха выравнивают. После за-
■ твердения гипсового раствора контур кожуха обводят карандашом,
отмечая его расположение на потолке. Затем гипсовый кожух
снимают, его внутреннюю часть очищают и покрывают спиртовым
лаком. Доверху наливают в него воду и накрывают им розетку,
предварительно очищенную от глины и бумаги. Лишняя вода
выливается, а оставшаяся заполняет пространство между моделью розетки и
кожухом. Снимают кожух с розетки и по оставшейся в нем воде
определяют необходимое количество клея для изготовления формы.
В кожухе делают отметку уровня оставшейся воды. Розетку и
кожух вытирают, просушивают и покрывают смазкой. На краях
кожуха вырезают четыре отверстия, покрывают их лаком, затем
смазкой и замазывают с наружной сторопы глиной.
В кожух наливают клей в уровень со сделанной отметкой,
приставляют его к розетке, прижимают к потолку и укрепляют с
полнощью временной опалубки. Отверстия в кожухе, замазанные гли-
шой, расчищают, чтобы через них вытекали излишки клея, который
"при застывании расширяется.
После застывания клеевой формы кожух удаляют, а форму
снимают с розетки. Изготовленную форму дубят и приступают к отлив-
же изделий.
С модульона, который устаповлен на углу, образованном стеной
и потолком, эластичную форму снимают следующим образом. Модель
закрывают бумагой, затем накладывают па нее слой хорошо
промятой глипы и уплотняют ее. Вокруг модели потолок и стены
покрывают смазкой. Намазывают на глину гипсовый раствор для создания
кожуха. Наружные кромки кожуха выравнивают, подрезают ножом *
и обводят карапдашом. Когда гипс затвердеет, кожух снимают и очи- *
щают его и модель от глины. Глину укладывают в ведро, плотно
уминают и тем самым определяют ее объем, а следовательно, и
необходимое количество клея (или формопласта) для изготовления
формы. Затем глину вынимают, ведро вымывают, просушивают и
покрывают смазкой. В ведро наливают приготовленный клей в
объеме, несколько большем, чем было глипы. На кромках кожуха делают
сквозные отверстия, необходимые для выхода излишка клея,
которые замазывают глиной. Кожух и модель покрывают спиртовым
лаком, затем смазкой.
Чтобы гипсовый кожух легче скользил по стене при его
надвигании на модель, стену с помощью кисти покрывают клеевым
раствором или жидкоразведенной глиной. После этого кожух пристав-
— 176 —
ляют к степе ниже модели на 30—35 см, чтобы было удобнее залить
клей в кожух, и заполпяют кожух клеем, плотно прижимают его к
стене и одновременно надвигают на модель, устанавливая по сде-
лаппой карапдашом отметке. Кожух укрепляют с помощью
опалубки и замазывают глиной места, где обнаружено протекапие клея.
После застывания клея или формопласта кожух удаляют и снимают
с детали форму. Затем форму дубят, смазывают смазкой и отливают
в ней необходимое число изделий.
Применяя один из описанных способов, можно сиять клеевую-
форму с любой модели. '
Для снятия формы с плоского изделия его тщательно очищают
от слоев краски, заделывают все трещины и раковины, полностью-
исправляют рельеф, после чего покрывают смазкой. Затем на
изделие накладывают толстый слой глины так, чтобы она проникла во
все углубления рельефа. Глину накладывают постепенно снизу
верх, тщательно ее уплотняя. Когда глина полностью покроет все-
изделие, аккуратно ее снимают и укладывают на деревянный щит
отпечатком изделия кверху. Если глиняный слепок частично
поврежден, его восстанавливают, а затем заполняют гипсовым
раствором. Затвердевший гипсовый раствор в глиняном слепке
представляет собой форму готового изделия.
Глава XII
МАСТЕРСКИЕ ДЛЯ ПРОИЗВОДСТВА ЛЕПНЫХ РАБОТ.
ТЕХНИКА БЕЗОПАСНОСТИ
§ 27. Мастерские для производства лепных работ
Из всех видов отделочных работ (штукатурных, малярных и
облицовочных) наиболее трудоемкими являются лепные. Эти работы
следует выполнять в специальных мастерских. На строительстве
обычно создают временные мастерские.
Помещение лепной мастерской должно быть высоким, светлым и
просторным, чтобы была возможность для проверки моделей на
высоте, близкой к той, на которую будут устанавливать изделия.
Например, модель части антаблемента для иптерьера со всеми лепными
деталями и профилировкой его для окончательного утверждения
архитектором должна быть поднята и установлена на проектную
высоту.
Для проверки в натуре масштаба и рельефа вылепленных
фасадных украшений можно во дворе, где находится лепная мастерская,
с помощью автомобильного крапа поднять на нужную высоту вылеп-
ленпую модель капители или другой детали. Это дает возможность
как архитектору, так и лепщику-модельщику точно выявпть нужный
рельеф, четкость рисунка и выразительность орнамента модели.
Работа модельщика требует большого внимания и
сосредоточенности, поэтому помещение мастерской следует изолировать от
постороннего шума. Стены мастерской рекомендуется окрашивать в
— 177 —
спокойные однотонные цвета. Все отделения (цехи) мастерской
должны иметь хорошую вентиляцию.
Мастерская по производству лепных изделий должна иметь:
модельный, формовочпый и отливочный цехи, растворный узел с
механизированным приготовлением растворов н бетонов, а также
помещения для складирования необходимых материалов и готовой
продукции.
Модельный цех должен быть высотой 5—6 м. Производственная
площадь на одного мастера-модельщика 15—20 м2. В модельном
цехе должно быть следующее оборудование:
1. Несколько столов и верстаков, на которых лепят модели. Один или два
верстака должны быть с мраморной доской. 2. Железоботопные, бетонные
емкости илп деревянный ларь для хранения мятой глины (металлический бак
по рекомендуется во избежание его коррозии). 3. Механизированная
глиномешалка. 4. Бак для воды с подведенным к нему водопроводным краном. 5. Ларп
для храпения гипса. С. Вращающиеся станки для лепки объемных сферических
мо ;елей. 7. Щиты и мольберты для лепки рельефных моделей, а также
деревянные подставки с вращающейся верхней крышкой. 8. Стремянки с
площадкой для лепки моделей па высоте. 9. Резиновые шлапги с распылителем для
смачивания глины во время лепки. 10. Переносные ламны-софпты для
освещения моделей. 11. Чертежный стол. 12. Шкафы для измерительных
инструментов и ппвептаря. 13. Пластиковая пленка (может быть клеенка) для укрытия
глиняных моделей. 14. Самоходные или ручные тележки для подвозки глины
и перевозки крупных моделей. 15. Шкафы для одеждб1.
Помещепие формовочного цеха должно быть высотой 4—5 м,
площадь на одного мастера-формовщика 8—10 м2.
Оборудование формовочного цеха:
1. Деревянные верстаки как и в модельном дехе, но только без мраморной
пли цементной плиты. 2. Прочные иодставки высотой 1,0—1,5 м с вертящейся
верхней крышкой. 3. Ларь для хранения глины. 4. Баки для гашеиой извести.
5. Бак для воды с подведенным к нему водопроводом. 6. Лари для хранения
гипса. 7. Клееварки (желательно разных размеров, что дает возможность
варить клей в большем или мепыпем количестве в зависимости от размеров
моделей). 8. Станок для гнутья арматуры (рис. 105). 9. Ведра и ковши для
размешивания гипса. 10. Посуда для смазки, лака, квасцов и т. п. 11. Сушилка
для сушки моделей, гипсовых форм и кожухов. 12. Шкаф для хранения
инструмента и инвентаря. 13. Холодильник (для охлаждения пластилина при
снятии с пего клеевых форм). 14. Передвижпой крап для подъема крупных
деталей.
tear1
Э
<N [
е
™
"
Рис. 105. Станок для гнутья арматуры
—178 — .
Помещепие цеха для отливки изделий пз гипса должпо быть
высотой 4—5 м с площадью на одного мастера 5—С м2. В цехе
устанавливают деревянные верстаки высотой 0,7, длиной 3—4,5, шириной
1,2 м.
В крупной мастерской для отливки мелких и средних по величине
изделий устанавливают верстаки длиной 4—4,5 м (на четырех
рабочих при работе с двух сторон стола). Крупные изделия (например,
капители, кронштейны) отливают на столах высотой 0,5—0,6 м и
шириной в зависимости от размеров отливаемых изделий с таким
расчетом, чтобы на столе помещались две формы с кожухами.
Для более рационального использования производственной
площади цеха верстаки размещают перпендикулярно к оконным
проемам, что дает возможность работать с обеих сторон верстака. Кроме
того, цех отливки должен быть оборудован следующим:
1. Бак для воды. 2. Бак с гашеной известью. 3. Лари для хранения гипса
(один — для мелкого, другой — для более крупного помола). 5. Ящики, ведра,
бачки и ковши для приготовлепия гипсового раствора. 6. Стапок для гнутья
арматуры. 7. Стеллажи для укладки отлитых гипсовых деталей. 8. Тележка на
резиновом ходу с платформой около 1 м2 для перевозки готовых изделий на
склад.
На одпого мастера при массовой отливке мелких деталей
(например, бус, гороха, порезок) необходимо иметь от 10 до 15 форм,
а при отливке крупных изделий (кронштейнов, капителей) — не
менее двух форм.
Цех отливки цементных изделий должен быть изолирован от
формовочного цеха и цеха отливок иа гипса, так как под действием
гипсовой пыли снижается прочность цемепта. Производственная
площадь в таком цехе на одного рабочего 7—8 м2.
В цехе должно быть ваготовителыюе помещение, в котором
устанавливают бетономешалку малой емкости, ларь с портландцементом,
несколько ларей для хранения песка и гравия, ящики с красителями,
верстак для изготовления каркасов и небольшой станок для гнутья
арматуры.
Требования, предъявляемые к помещению и устройству
верстаков, такие же, как для цеха отливок из гипса.
В больших мастерских, учитывая, что твердение бетонных
изделий происходит относительно медленно, требуется большая
дополнительная площадь для их выдержки. Цех целесообразно
оборудовать пропарочной камерой, что значительно сократит сроки
твердения изделий.
На складе гипс и цемент хранят отдельно. Гипс хранят по сортам
в отдельных ларях в сухих помещениях, так как даже при
тщательном, по продолжительном хранении прочность гипса снижается
примерно до 30 %. Цемент — в закрытых мешках в закрытом
помещении отдельными партиями в соответствии с марками цемента.
Инертные материалы (песок и щебень) могут находиться в одном
складе с цементом, но они должны быть отделены друг от друга
соответственно по фракциям (крупности) деревянными щитами. Глину
— 179 —
хранят в больших ларях. Стальную арматуру размещают в сухом
помещении во избежание коррозии.
Остальные материалы (краски, лаки, различные смазки, клей,
желатин, формопласт) могут храниться на складе в той фабричной
упаковке, в которой они получены.
Гипсовые лепные изделия хранят в сухих, закрытых помещениях,
оборудованных хорошей вентиляцией. ,
Изделия, не имеющие тонких выступающих деталей (например, '
балясины, базы колонн, тянутые капители), можно хранить в
несколько рядов с прокладкой между рядами досок, щитов. Изделия
с тонким рисунком орнамента хранят в один ряд.
Цементные лепные изделия после получения ими достаточной
прочности (примерно через семь дней) можно хранить как в
закрытых помещениях, так и под навесами.
Массовое производство лепных деталей индустриальным методом
организуют или на специализированных заводах или на заводах
железобетонных изделий (выделяют специальный цех).
В состав завода архитектурно-строительных деталей обычно
входят следующие цеха: 1. Подготовки материалов (сортировка,
дробление, приготовление сухих смесей). 2. Заготовки арматуры. 3. Бето-
носмесительный. 4. Формозаготовительный (деревообделочный, сле-
сарно-механический, гипсолитейный и формопластный). 5.
Формовочный. 6. Пропарочно-сушильный. 7. Обработки и доводки
поверхностей изделий. 8. Складирования готовых изделий.
§ 28. Техника безопасности и противопожарные мероприятия
Коммунистическая партия и Советское правительство проявляют
постоянную заботу об улучшении условий труда на производстве и
сохранении здоровья трудящихся. Ежегодно на мероприятия,
связанные с охраной труда и техникой безопасности, выделяются
огромные средства.
Охрана труда осуществляется на научной основе. Над
разработкой и усовершенствованием защитных средств, направленных на
оздоровление условий труда, работают научно-исследовательские
институты.
Все вновь поступающие на строительство рабочие допускаются к
работе только после прохождения ими общего вводного инструктажа
по технике безопасности и инструктажа по технике безопасности
непосредственно на рабочем месте. При переходе на другую работу или
при изменении условий работы также проводят соответствующий
инструктаж.
Кроме этого, не позднее трех месяцев со дня поступления на
строительство, рабочий должен быть обучен безопасным методам
труда по утвержденной программе. По окончании обучения
организуют проверку знаний, на основании которой рабочим выдают
соответствующее удостоверение. Проверку знаний рабочих по технике
безопасности проводят ежегодно.
— 180 —
Перед началом работ необходимо проверить исправность
инструмента: на ручных инструментах ударного действия (стамески,
долота, зубила) ие допускаются повреждения рабочих концов (сколы,
выбоины), заусенцы и острые ребра на боковых гранях в местах
зажима их рукой, трещины, заусенцы и сколы па затылочпой части.
Деревянные рукоятки ручных инструментов изготовляют из
древесины твердых и вязких пород (береза, кизил, бук, граб) с
влажностью не более 12%. Ручки должны быть хорошо, гладко
обработаны, тщательно подогнаны и надежно закреплены. На поверхности
деревянных ручек не допускаются выбоины и сколы. ,
Весь набор необходимых инструментов рабочий должен держать
в специальном ящике, в котором каждый инструмент лежит на
определенном месте.
При подготовке поверхности с помощью ударных инструментов
(например, зубил) следует работать в защитных очках.
К работе с механизированным инструментом и станкам
допускаются рабочие, прошедшие специальное производственное обучение
и имеющие соответствующее удостоверение. Работать с
механизированным инструментом со стремянок и приставных лестниц
запрещается.
Электроинструмент можно включать только после тщательной
проверки надежности изоляции питающих проводов и заземления
корпуса электроинструмента. Устанавливать электроинструмент в
патрон, вынимать из патрона, ремонтировать и регулировать
разрешается только после полной его остановки и отключения от
электросети.
При заточке инструментов на точильном станке необходимо
проворить, не имеет ли абразивный круг трещин. В случае
обнаруживании па точильном круге трещип или других дефектов работать на
стапке запрещается. Устанавливать новый круг на точильный станок
может только специально обученный и хорошо
проинструктированный рабочий.
Во время работы с механизированными электроинструментами и
станками необходимо следить за тем, чтобы кабели или шнуры не
перегибались и не натягивались, а также не допускается
пересеченно их со шлангами для подачи кислорода, ацетилена и других
, v газов.
Все пусковые устройства должны находиться в положении, ис-
^ клгочающем возможность пуска станков и электроинструмента
посторонними лицами.
Рубильники помещают в запирающиеся на замок ящики.
Металлические ящики должны быть заземлены.
Временная электропроводка должна быть сделана из хороших
проводов, а места стыков, соединений хорошо изолированы.
Электронагревательные приборы, применяемые для варки клея,
формоплаета, желатина, должны находиться под постоянным
присмотром, по окопчании варки их необходимо сразу выключать.
Работа на высоте (при установке лепных изделий, сборных
карнизов) должна выполняться с инвентарных лесов, подмостей или
— 181 —
передвижных столиков. Все доски настила лесов должны плотно
прилегать друг к другу, образуя при неплотной подгонке щели не более
10 мм. Настил ни в коем случае но должен прогибаться. Настилы
лесов, подмостей, расположенные выше 1 м от уровня земли, или
перекрытия ограждают перилами высотой не менее 1 м, состоящими
из поручня, одного промежуточного горизонтального элемента и
бортовой доски высотой не менее 15 см. Верхняя доска, образующая
поручень, должна быть острогана. Ширина настилов на лесах и-,
подмостях должна быть пе менее 1,5 м.
На инвентарные леса, подмости и подвесные люльки должны
быть паспорта предприятия-изготовителя.
Лестницы для подъема на леса должны быть прочными с
врезанными в тетиву ступенями. Нижние концы лестниц должны иметь
наконечники: для бетонных, каменных, плиточных и паркетных
полов — резиновые, а для деревянных, асфальтовых и земляных —
металлические в виде острых шипов.
Верхние концы лестниц при работе на высоте более 3 м
закрепляют (привязывают) к прочным конструкциям.
Раздвижные лестницы-стремянки должны быть оборудованы
устройствами, исключающими возможность их самопроизвольного
сдвига.
Перед началом работы рабочий должен надеть спецодежду и
тщательно ее застегнуть.
После работы рабочий обязан убрать рабочее место, очистить,,
тщательно вытереть насухо инструмент и положить его в свой
рабочий ящик.
Каждый строительный объект должен быть обеспечен
противопожарным оборудованием и инвентарем.
Противопожарное оборудование устанавливается по
согласованию с местными органами Государственного пожарного надзора.
Простейший противопожарный инвентарь: топоры, ломы, лопаты,,
багры, ведра. Средства для тушения пожара: огнетушители, баки с
водой, ящики с песком. Противопожарный инвентарь и
огнетушители устанавливают на специальных щитах на видном месте.
В случае обнаружения пожара или его признаков (дым или
характерный запах) необходимо немедленно сообщить в пожарную-
команду и до ее прибытия, не теряя времени, приступить к тушению
пожара имеющимися средствами. При этом следует помнить, что
в помещениях, где возник пожар, не должно быть сквозняков, так
как приток свежего воздуха усиливает горение.,
ЛИТЕРАТУРА
Алабян К. С. и д р. Справочник архитектора, т. XV. М.. Академия
архитектуры СССР, 1946—1952.
Б л охи п Б. П., Галактионов А. А. Отделочные материалы п
работы. М., Гос. издательство литераторы по строительству, архитектуре и
строительным материалам, 1902.
Большаков А. II. Декоративная лепка. Л.—М., Гос. издательство
литературы по строитсльгтну п архитектуре, 1951.
Б ройдо Д. Руководство но гипсовой формовке художественной
скульптуры. А.—Ы., «Искусство», 1!М9.
Бпингр Б. 1'. Искусстно древней Греции. М., «Наука», 19,Л
Зотов 11.11. Формовка художественного лптья. М., Машгнз, 1947.
К р и п г к н и И. Ф. и д р. Введение в архитектурное проектирование, м.,
Гос. издательство литер ггуры но строительству, архитектуре и строительным
материалам, 19Г>2.
М е л ю к о в И. И. Техника скульптурно-формовочных работ в архптек-
- туре. М., Академия архитектуры СССР, 1946. -*- _
Шепелев А. М. Лепщик архитектурных деталей. М., Строипздат, 19,1.
ОГЛАВЛЕНИЕ
Введение 3
Глава I. Архитектура и лепное искусство 5
§ 1. Архитектурные членения и формы 8
§ 2. Архитектурные ордера и их детали 10 j
§ 3. Лепной декор в современном строительстве 24 "
§ 4. Лепное искусство в сочетании с другими декоративными
отделками 30
Глава II. Материалы для производства лепных работ 48
Глава III. Инструмент, инвентарь и приспособления для
производства ленных работ 54
Глава IV. Изготовление моделей 61
§ 5. Модель архитектурной лепной детали 61
§ 6. Плоские гладкие модели 63
§ 7. Плоские орнаментированные модели 6$ с
§ 8. Объемные гладкие модели 76
§ 9. Объемные орнаментированные модели 80 <н
Глава V. Изготовление форм 86
,§ 10. Подготовка моделей к формовке 87
\, § 11. Черновая гипсовая форма 88
§ 12. Чистые и получистые гипсовые формы (кусковые) 95
1/§ 13. Клеевая форма 102;
1/§ 14. Формовка клея в клей 108
t§ 15. Форма пз формопласта 108
§ 16. Комбинированные формы 111
§ 17. Бетонные, цементные, металлические и деревянные формы . 11$
Глава VI. Изготовлепие изделий 115
§ 18. Подготовка форм 116
§ 19. Общие приемы отливки 117
I/ § 20. Отливка гипсовых и цементных изделий 120*
* § 21. Набивка цементных изделий 127
§ 122. Крупноразмерные скульптурные работы 128
у § 23. Отделка готовых изделий 131
§ 24. Изготовление лепных деталей из папье-маше 134 /
\г Глава VII. Художествепное литье из металлов и других материалов 13S '
Глава VIII. Установка и крепление готовых лепных изделий . . . 145
\f § 25. Установка и крепление гипсовых деталей 146
§ 26. Установка и крепление цементных изделий 153
Глава IX. Лепные работы при низких температурах 156.
Глава X. Отделка архитектурных форм штукатурными тягами . . 157
tf Глава XI. Ремонт п реставрация архитектурных лепных деталей . 174
Глава XII. Мастерские для производства лепных работ. Техника
безопасности 177
§ 27. Мастерские для производства лепных работ 177
§ 28. Техника безоиасиости и противопожарные мероприятия . . . 1801
Литература .- 183.