/












































































































































































































































































Текст
В. М. Зуевермическая
обработка
металлов■ 'ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОЕОБРАЗОВАНИЕ
В. М. ЗУЕВТЕРМИЧЕСКАЯОБРАБОТКАМЕТАЛЛОВИЗДАНИЕ ТРЕТЬЕ,
ПЕРЕРАБОТАННОЕ.И ДОПОЛНЕННОЕОдобрено Ученым советом
Государственного комитета СССР
по профессионально-техническому
образованию
в качестве учебника
для средних профессионально-
технических училищМОСКВА «ВЫСШАЯ ШКОЛА» 1986
ББК 34.6513-93
УДК 621.785Рецензент — инж. И. И. Жукорец
(Всесоюзный научно-методин^кий центр
профессионально-технического абутейия молодежи)Зуев В. М.3-93 Термическая обработка металлов: Учеб. для
сред. ПТУ. — 3-е изд., перераб. и доп. — М.: Выспи
шк., 1986. — 288 с., ил. (Профтехобразование).Приведены сведения .о термической обработке сталей, чугунов,
цветных металлов и сплавов; изложены технологические процессы
термообработки режущего и мерительного инструмента; освещены во¬
просы контроля качества термической обработки.Третье издание (2-е в 1981 г.) дополнено сведениями о новых ви¬
дах термообработки.Учебник может быть использован при профессиональном обучении
рабочих на производстве.35 к.п 2704070000—1243 72—86052(01)—86ББК 34.651
6П4.51© Издательство «Высшая школа», 1976
© Издательство «Высшая школа», 1986, с изменениями
ВВЕДЕНИЕМашиностроение — важнейшее звено народного хо¬
зяйства страны, сердцевина всей тяжелой индустрии.
От уровня развития машиностроения зависит произво¬
дительность труда л\ качество продукции, выпускаемой
многими отраслями народного хозяйства.Основными материалами, из которых изготовляют
машины и оборудование для различных отраслей на¬
родного хозяйства, являются металлы и их сплавы.Повышение качества, надежности и долговечности
выпускаемых машин нельзя осуществить без придания
металлическим материалам необходимых свойств, что
достигается термической обработкой.Назначение и проведение рациональных режимов
термической обработки требует знания свойств металла
в его различных структурных состояниях, т. е. знания
связи между свойствами металла и его структурой. Тер¬
мическая обработка является составной частью метал¬
ловедения.Металловедением называется наука, изучаю¬
щая зависимость между составом, структурой и свойст¬
вами металлов и сплавов.Выдающийся русский ученый-металлург П. П. Ано¬
сов в 1831 г. первым применил микроскоп для исследо¬
вания внутреннего строения стальных сплавов, положив
начало микроскопическому анализу металлов. Исполь¬
зуя новый метод изучения металлов, П. П. Аносов уста¬
новил, что свойства стали зависят от ее структуры, а
не только от химического состава. П. П., Аносову также
принадлежат работы по открытию утерянного секрета
приготовления булатной стали.Основоположником металловедения является круп¬
ный русский ученый Д. К. Чернов (1839—1921), который
в 1868 г. опубликовал результаты своих исследований
по превращениям, происходящим в стали при нагреве.
Д. К. Чернов установил, что при определенных темпера¬
турах нагрева в стали происходят внутренние превраще¬
ния, изменяющие ее строение и свойствами что сталь
имеет критические точки. Д. К. Чернов показал,3
что положение критических точек изменяется в зависи¬
мости от содержания углерода и впервые изобразил
графически важнейшие линии диаграммы железо—-уг¬
лерод.В 1878 г. Д. К. Чернов изложил основы современной
теории кристаллизации металлов, которая вместе с по¬
следующими его работами позволила создать фунда¬
мент современного металловедения и термической обра¬
ботки.Огромное значение в разработке научных основ ме¬
талловедения имеют труды Н. С. Курнакова (1860—
1941), разработавшего и применившего методы физико¬
химического анализа для исследования сплавов.Большое значение в развитии металловедения имели
работы С. С. Штейнберга, Г. В. Курдюмова, А. А. Боч-
вара, В. Д. Садовского и др.В СССР были разработаны новые виды термической
и химико-термической обработки стали, созданы основы
теории легирования, введены в эксплуатацию новые вы¬
сокопрочные, коррозионно-стойкие, жаропрочные стали
и сплавы, а также сплавы на основе алюминия, титана
и т. д. В настоящее время в металлургии и технике ши¬
роко применяют редкие металлы и их сплавы.
ГЛАВА IОСНОВЫ МЕТАЛЛОВЕДЕНИЯ§ 1. ПОНЯТИЕ О МЕТАЛЛАХ И СПЛАВАХИз всех известных в настоящее время элементов бо¬
лее половины являются металлами. Металлы — не¬
прозрачные вещества, обладающие специфическим ме¬
таллическим блеском, пластичностью, высокой тепло¬
проводностью и электропроводностью. По этому приз¬
наку металлы легко отличить от других веществ (дере¬
ва, стекла.и т. д.).Все металлы и образованные из них сплавы делят на
черные (к ним относят железо и сплавы на его осно¬
ве, на их долю приходится около 95 % производимой в
мире металлопродукции) и цветные. В технике при¬
нята условная классификация, по которой металлы делят
на группы: легкие (например, Al, Mg), тяжелые (Си, РЬ
и др.), тугоплавкие (W, Мо и др.), благородные (Аи,
Pt), рассеянные (Gd, In, Т1), редкоземельные (Sc, Y),
радиоактивные (Ra, U и др.).Понятие «чистый металл» весьма условно. Любой
чистый металл соде^житпри^ет-^ рассматривать .М Под термином «чистый ме¬талл» понимается металл, содержащий 0,01—0,001 %
примесей. Современная металлургия позволяет полу¬
чать металлы высокой чистоты (99,9999 %). Однако при¬
меси даже в малых количествах могут оказывать суще¬
ственное влияние на свойства металла.Чистые металлы обладают низкой прочностью и не
обеспечивают требуемых физико-химических и техноло¬
гических свойств. Поэтому их применение в технике в
качестве конструкционных материалов ограничено. На¬
иболее Широко применяют сплавы, которые обладают
по сравнению с чистыми металлами более высокой проч¬
ностью и твердостью.^Сплавы получают сплавлением или спеканием двух
или более металлов или металлов! с неметаллами,^ Эле-к о мп о н е нтТмиГ5
.Сплавы могут состоять из двух или большего числа
компонентов. Строение металлического сплава более
сложное по сравнению с чистым металлом.JBjlK-рассмотрения строения, превращений и свойств
металлов и сплавов введем понятие «фаза» и «струк¬
тура».Фазой называется однородная часть системы (ме¬
талла или сплава), имеющая границы раздела, прй пе¬
реходе через которые свойства резко меняются. Напри¬
мер, жидкий металл является однофазной системой;
см'есь жидкого металла и твердых кристалликов — двух¬
фазной системой, так как свойства жидкого металла зна¬
чительно отличаются от свойств твердых кристалликов.
Фазами могут быть отдельные металлы, их химические
соединения, а также растворы на основе металлов.Под структурой понимается строение металла,
т. е. взаимное расположение различных фаз, форма и
р-азмер составляющих их кристаллитов.Структурными составляющими сплава
называются обособленные части сплава, имеющие оди¬
наковое строение с присущими им характерными осо¬
бенностями. Структурные составляющие могут состоять
из одной, двух или более фаз.Одной из важнейших задач металловедения являет¬
ся определение связи между структурой и свойствами.§ 2. АТОМНО-КРИСТАЛЛИЧЕСКОЕСТРОЕНИЕ МЕТАЛЛОВ. ОСНОВНЫЕ ТИПЫКРИСТАЛЛИЧЕСКИХ РЕШЕТОККаждый металл (вещество) может находиться в трех
агрегатных состояниях: газообразном, жидком и твер¬
дом.В газообразном металле расстояние между атомами
(частицами) велико, силы взаимодействия малы и ато¬
мы хаотично перемещаются в пространстве, отталкива¬
ясь друг от друга. В газообразном состоянии атомы об¬
ладают большой кинетической энергией.В жщком металле атомы (частицы) сохраняют лишь
т^к называемый ближний порядок, т. е. в объеме
закономерно расположено небольшое количество ато¬
мов. Ближний порядок неустойчив и может либо исчез¬
нуть, либо возникнуть под действием тепловых колеба¬
ний.В твердых телах порядок расположения атомов стро¬6
го определенный, закономерный, силы взаимодействия
уравновешены, тело сохраняет свою форму. Характер
взаимодействия атомов в твердом теле определяется
строением их внешних электронных оболочек.Атомы металлов имеют небольшое количество внеш¬
них (валентных) электронов, слабо связанных с ядром
(1 или 2 электрона). При сближении атомов электроны,
находящиеся на внешних оболочках, теряют связь со
своими атомами. Электроны коллективизируются и ста¬
новятся достоянием всех атомов
данного металла. Положительно за¬
ряженные ионы располагаются на
таком расстоянии друг от друга, при
котором силы притяжения между
электронами и ионами и отталкива¬
ния между ионами уравновешива¬
ются.Закономерное расположение ато¬
мов (положительно заряженных ио¬
нов) приведено на рис. 1. Вообра¬
жаемые линии, проведенные через
центры атомов, расположенных в
одной плоскости, образуют решёт¬
ку, в узлах которой располагаются
атомы (ионы). Такая конфигурация называется крис¬
таллографической плоскостью.Многократное повторение кристаллографических
плоскостей в пространстве позволяет получить прост¬
ранственную кристаллическую решетку
|рис. 2), которая сложна в изображении, поэтому пред-Рис. 1.
атомов
графической
стиРазмещение
в кристалло-
плоско-Шмш%Рис. 2. Схематичес¬
кое изображение про¬
странственной кри¬
сталлической решет-
•киРис. 3. Элементарная
кристаллическая ячей*
ка (простая кубичес¬
кая)7
ставление об атомном строении кристаллов дается в ви¬
де элементарных кристаллических ячеек.
Под элементарной кристаллической ячейкой понимают
минимальный объем кристалла, дающий представление
об атомной структуре металла в любом объеме.Простейшим типом крис¬
таллического построения яв¬
ляется кубическая ре¬
шетка (рис. 3). Но в прос¬
той кубической решетке ато¬
мы уложены (упакованы)'
недостаточно плотно. По¬
этому стремление атомов
занять места, наиболее
близкие друг к другу, при¬
водит к образованию новых
типов решеток (рис. 4).
Кристаллические решетки
характеризуются следующи¬
ми основными параметра¬
ми: периодом решетки, ко¬
ординационным числом, ато¬
мным радиусом, энергией ре¬
шетки, базисом и коэффици¬
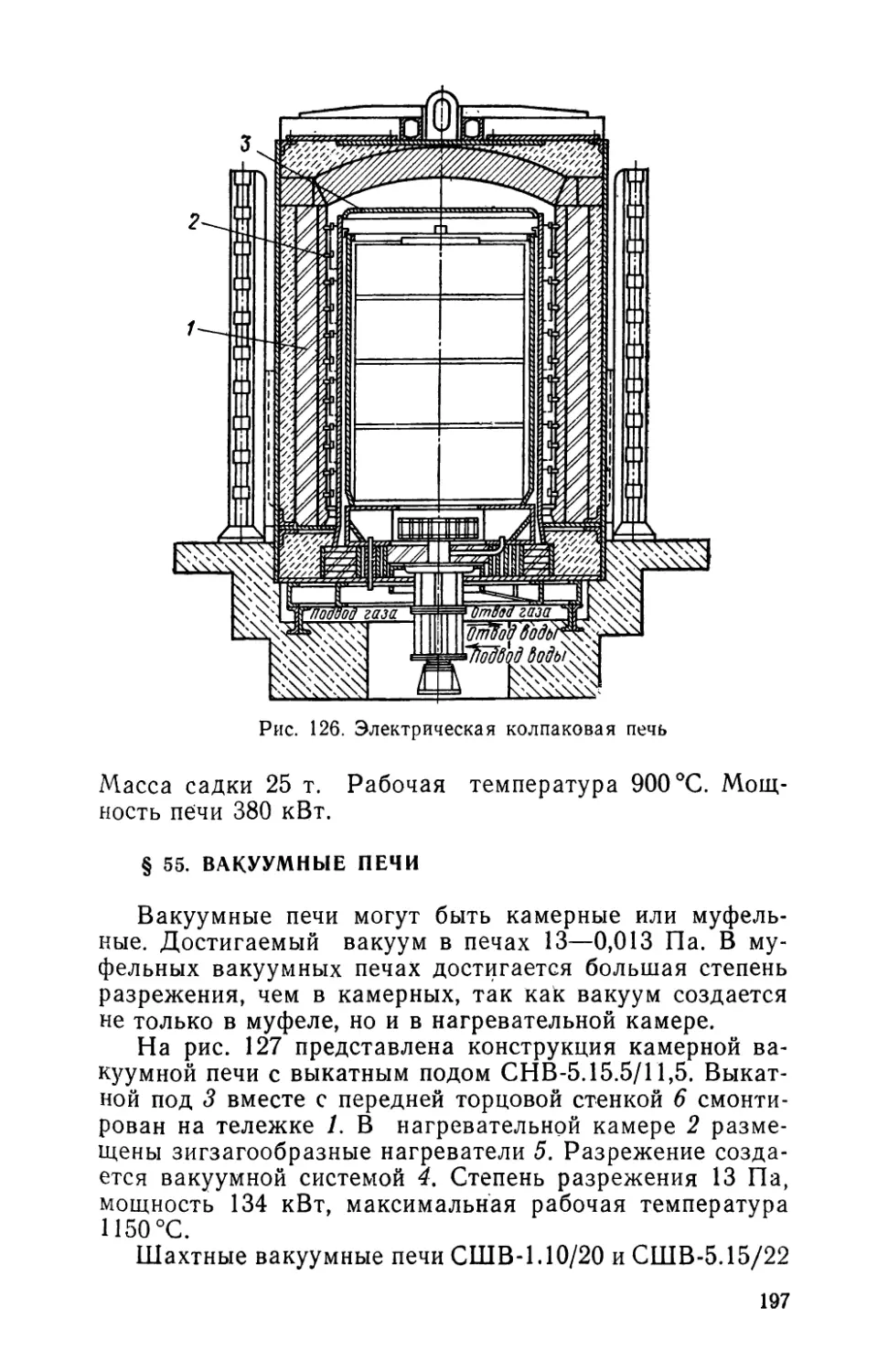
ентом компактности решет¬
ки.Периодом решетки
называется расстояние (а,
&, с) между центрами двух
соседних частиц (атомов,
ионов) в элементарной ячейке решетки (см. рис. 3). Пе-ориоды решетки измеряют в ангстремах (А) или кило-иксах (1 А=10-8 см; кХ=1,00202* 10~8 см).Координационное число К показывает коли¬
чество атомов, находящихся на наиболее близком и рав¬
ном расстоянии от любого выбранного атома в решетке.Под атомным радиусом понимают половину
межатомного расстояния между центрами ближайших
атомов в кристаллической решетке элемента при равно¬
весных условиях.Базисом решетки называется количество атомов,
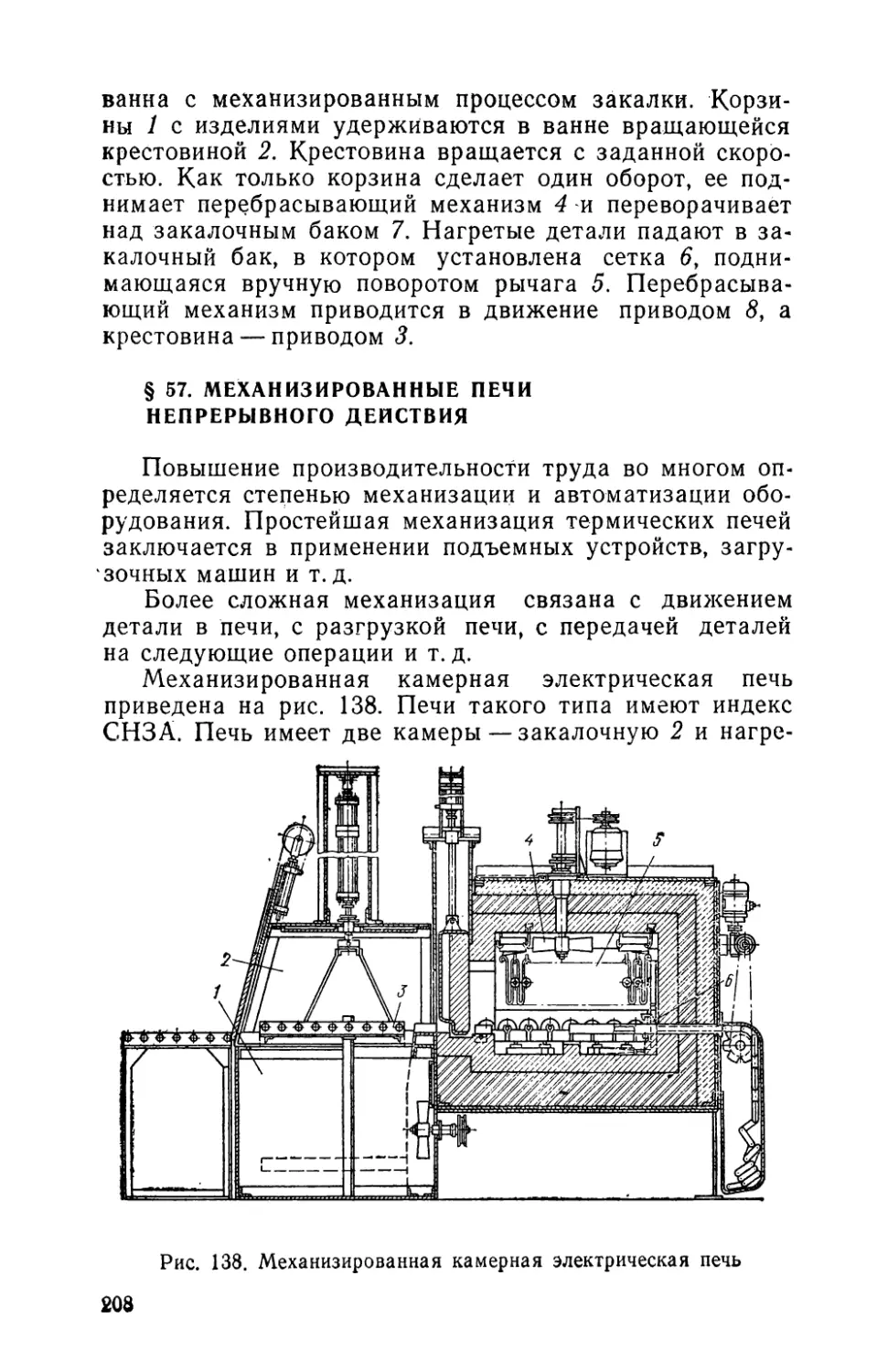
приходящихся, на одну элементарную ячейку решетки.Коэффициент компактности ц решетки —■
отношение объема Vа, занимаемого атомами, ко всемуРис. 4. Типы кристалличес¬
ких решеток металлов:о —кубическая объемно-центриро-
ванная, б — кубическая гранецент-
рированная, в — гексагональная8
объему решетки Кр- Для большинства металлов харак¬
терны следующие типы кристаллических решеток (см,
рис. 4).Кубическая объемно-центрированная решетка (ОЦК)
имеет период а, координационное число /С=8, базис ре¬
шетки равен 2 (1 -f-1/8 • 8=2). Коэффициент компактно¬
сти г]==68%. Данный тип решетки имеют металлы: К,
Na, Li, Та, W, Mo, Fea и т. д.Кубическая гранецентрированная решетка (ГЦК)
характеризуется периодом а, координационным числом
К—12, базисом равным 4, коэффициентом компактно¬
сти г|=74 %. Кубическую гранецентрированную решетку
имеют следующие металлы: Са, Pb, Ni, Ag, Au, Pt, PeY
и т. д.Гексагональная плотноупакованная решетка (ГПУ)
имеет период а и с, причем с/а= 1,633, координационное
число /(=12, базис решетки равен 6, коэффициент ком¬
пактности г] = 74 %. Такую решетку имеют металлы: Ru,_
Cd и т.д. Если с/аф 1,633, то получаем гексагональную
решетку с координационным числом К=6. Гексагональ¬
ная решетку характерна для Mg, Zn.Многие мет ал лbi "F3a'B 1ТсиШсти от температуры име¬
ют два и три типа кристаллических решеток. Это объяс¬
няется тем, что у этих элементов происходит перекри¬
сталлизация в твердом состоянии, которая называется
вторичной кристаллизацией. Способность некоторых ме¬
таллов существовать ^ состояниях с различными атомно-
кристаллическими решетками называется полимор¬
физмом.Свойства каждой кристаллической.решетки, взятые
в одном направлШШИг^тдачаются от свойств в другом
направлении. Различие свойств в зависимости от направ¬
ления испытаний называется анизотропией.§ 3. СТРОЕНИЕ РЕАЛЬНЫХ КРИСТАЛЛОВ МЕТАЛЛОВТехнические металлы состоят из большого количест¬
ва кристаллов (зерен), т. е. являются по л икрист а л-
лическими. Кристаллы в поликристаллическом ме¬
талле не имеют правильной формы и идеально правиль¬
ного расположения атомов. В них встречаются различного
рода несовершенства кристаллического строения, ко¬
торые оказывают большое влияние на свойства. Увели¬
чение количества дефектов кристаллического строения
способствует повышению прочности реальных кристал¬
лов.9
Различают следующие несовершенства кристалличес¬
кое строения — точечные, линейные и поверхностные.Точечные несовершенства малы во всех трех из¬
мерениях. К ним относят вакансии, междоузельные (ди¬
слоцированные) атомы (рис. 5). Образование точечных
несовершенств связано с диффузионным перемещением
атомов под действием тепловых колебаний.Под диффузией
(для сплавов — гетеро¬
диффузией) понимают пе¬
ремещение атомов в кри¬
сталлическом теле на
расстояния, превышаю¬
щие межатомные и вызы¬
вающие изменение кон¬
центрации в отдельных
объемах. Если перемеще¬
ния атомов не связаны с
изменением концентрации
в отдельных объемах, то
такой процесс называется
самодиффузией.Скоррсть диффузии определяется количеством веще¬
ства т, диффундирующего через единицу площади по¬
верхности раздела за единицу времени. Количество диф¬
фундирующего вещества т пропорционально коэффици¬
енту диффузии D и зависит от градиента концентрации
dc/dx элемента в направлении, нормальном к поверхно¬
сти раздела; m = —D (dc/dx) ,т где dc — концентрация,
dx — расстояние в выбранном направлении.Эта зависимость называется первым законом Фика.
Знак минус указывает, что диффузия протекает в нап¬
равлении от объемов с большей концентрацией к объе¬
мам с меньшей концентрацией.В большинстве случаев градиент концентрации из¬
меняется во времени (т) и тогда процесс диффузии опи¬
сывается вторым законом Фика: dc/dx=—D(d2c/dx2)4Коэффициент диффузии D равен массе вещества, диф¬
фундирующей за 1 с через площадку в 1 см2 при перепа¬
де концентрации, равном единице. Он зависит от приро¬
ды сплава, размеров зерна и особенно от температуры.Процесс диффузии в кристаллическом теле возраста¬
ет с увеличением температуры. Под влиянием тепловых
колебаний отдельные атомы с повышенной кинетической
энергией покидают свои места в узлах решетки и выхо¬10а) 6)jPhc. 5. Схема точечных несовер¬
шенств кристалла:а — междоузельный (дислоцированный)
атом, б — вакансия
дят в междоузлия решетки или на поверхность кристал¬
ла. Атом, вышедший из равновесного положения в меж¬
доузлие, называют дислоцированным или меж-
доузельным, а образовавшееся в узле решетки сво¬
бодное место — «дыркой» или вакансией. С ловы-
шением температуры металла число вакансий растет.Точечные дефекты ока¬
зывают влияние на некото¬
рые физические свойства
металлов (электропровод¬
ность, магнитные свойства
и т. д.) и на фазовые прев¬
ращения в металлах и спла¬
вах.Линей н ы е несовершен¬
ства имеют малые размеры
в двух измерениях и боль¬
шую протяженность в тре¬
тьем измерении. Эти несо¬
вершенства называются ди¬
слокациями. Различают
краевые, винтовые и сме¬
шанные дислокации.На рис. 6 показана крае¬
вая дислокация, представля¬
ющая собой местное искажение кристаллической решет¬
ки, причиной которой явилась лишняя полуплоскость
атомов, так называемая экстраплоскость. Для
краевой дислокации характерно, что направление дви¬
жения перпендикулярно линии дислокации. Краевая дис¬
локация простирается в длину на тысячи атомных рядов,
может быть прямой, а также изгибаться в ту или другую
сторону.Если экстраплоскость расположена в верхней части
кристалла, то дислокацию называют положительной и
обозначают JL, а если в нижней части — то отрицатель¬
ной и обозначают Т Такое деление дислокаций услов¬
ное и имеет важное значение при анализе их взаимодей¬
ствия.На рис. 7 показана модель винтовой дислокации, у
которой линия дислокации располагается параллельно
направлению движения (параллельно вектору сдвига).
Если винтовая дислокация образована движением по ча¬
совой стрелке, то ее называют правой, а против часовой
стрелки — левой. Важной характеристикой дислокацийЗкстраплоскостьРис. 6. Схема краевой дисло¬
кации в кристаллической ре¬
шетке11
является вектор Бюргерса, который характеризует энер¬
гию искажения кристаллической решетки.Для определения вектора Бюргерса краевой дисло¬
кации (рис. 8) проведем вокруг дислокации контур
ABCDE. Контур проводят таким образом, чтобы от точ¬
ки А -против часовой стрелки равномерно отложить по
шесть межатомных расстояний снизу вверх А В, ВС, CD
и DE. Контур замкнется на участке DA. Участок ВС со¬
стоит из шести межатомных расстояний, a DA — из пя-8—8—8—В—Q~j~Q—ft——88—-8—-8-—8—о—g—8—8—8—З^-о-1-о—g~-у—^18—8—8—8—-о--|--о——g—фв—8—-8—8---0-I-0-—g-—д-—О—ft—ft—g~ygc
j. . » —+-\fРис. 7. Пространственная модель образования винтовой
дислокации EF в результате неполного сдвига по плоско¬
сти Qф-ъ<-фВ ф ф СМ. iBAа)6)Рис. 8 Схема определения вектора Бюргерса для краевой дисло¬
кации:а —схема плоскости реального кристалла, 6 — решетка совершенного кри-12
ти. Разность ВС — DA=AE=b, где b — величина век¬
тора Бюргерса. Определение вектора Бюргерса для кри¬
сталла, содержащего винтовую дислокацию, осуществля¬
ют аналогичным образом. В краевой дислокации вектор
Бюргерса перпендикулярен ее линии, а у винтовой — па¬
раллелен ей. Если контур построить вокруг нескольких
дислокаций, то величина вектора Бюргерса будет соот¬
ветствовать сумме векторов отдельных дислокаций. Век¬
тор Бюргерса позволяет'определить силы, необходимые
для движения дислокации, силы взаимодействия и энер¬
гию дислокаций и т.д.Важное значение имеет плотность дислокации. Под
плотностью дислокаций р (см-2) понимают суммарную
длину дислокаций L (см), приходящуюся на единицу
объема V кристалла (см3): р = 2L/V.Дислокации образуются в процессе кристаллизации,
но главным образом при деформации металла. Плот-
кость дислокаций в металле до деформации составляет
106—108 см-2. Дислокации в металле распределены не¬
равномерно. Плотность дислокаций на границах зерен
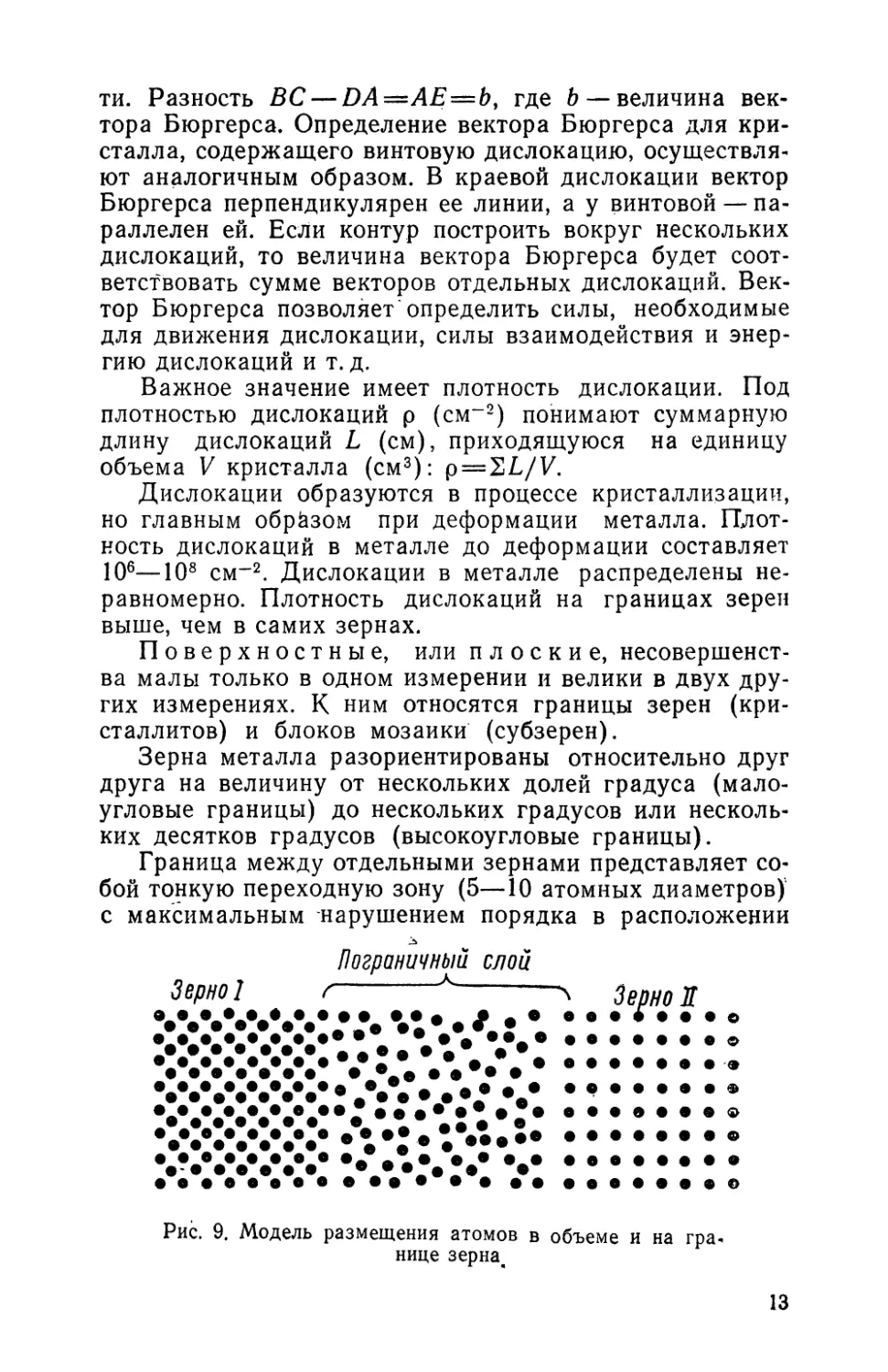
выше, чем в самих зернах.Поверхностные, или плоские, несовершенст¬
ва малы только в одном измерении и велики в двух дру¬
гих измерениях. К ним относятся границы зерен (кри¬
сталлитов) и блоков мозаики (субзерен).Зерна металла разориентированы относительно друг
друга на величину от нескольких долей градуса (мало¬
угловые границы) до нескольких градусов или несколь¬
ких десятков градусов (высокоугловые границы).Граница между отдельными зернами представляет со¬
бой тонкую переходную зону (5—10 атомных диаметров)
с максимальным нарушением порядка в расположенииПограничный слойРис. 9. Модель размещения атомов в объеме и на гра
ниде зерна.13
атомов (рис. 9). Это нарушение усугубляется концен¬
трацией на этих участках различного рода посторонних
примесей. Зерна металлов не являются однородными и
состоят из мозаики однородных блоков (субзерен) раз¬
мерами 10~5—10“3 см (1000—10 000 А), Блоки поверну¬
ты по отношению друг к другу на угол от нескольких се¬
кунд до нескольких минут (малоугловые границы).
В пределах каждого блока решетка почти идеальная,
если не принимать во внимание точечные дефекты. Ато¬
мы, расположенные на границах зерен, обладают повы¬
шенной энергией вследствие нескомпенсированности сил
межатомного взаимодействия. Это обстоятельство при¬
водит к тому, что многие процессы развиваются или осу¬
ществляются на границах зерен и субзерен.§ 4. КРИСТАЛЛИЗАЦИЯ МЕТАЛЛОВПереход металла из жидкого состояния в твердое на¬
зывается первичной кристаллизацией. Она
протекает вследствие перехода системы из термодинами¬
чески неустойчивого состояния в термодинамически ус¬
тойчивое состояние, т. е. из состояния с большей энерги¬
ей в состояние с меньшей энергией.Энергетическое состояние системы принято характе¬
ризовать свободной энергией. Свободной энерги¬
ей называется часть полной энергии вещества, которая
обратимо изменяет свою величину при изменении темпе¬
ратуры, полиморфных превращениях, плавлении и т.д.
С повышением температуры величина свободной энер¬
гии уменьшается. Изменение
свободной энергии жидкого и
твердого вещества показано на
рис. 10.При равновесной температу¬
ре Ts величины свободных
энергий металла в жидком и
твердом состояниях равны; ме¬
талл в обоих состояниях нахо¬
дится в равновесии. Выше Ts
более устойчив жидкий ме¬
талл, имеющий меньший за¬
пас свободной энергии, а ни¬
же этой температуры устойчив
твердый металл. Процесс кри¬
сталлизации будет развивать-1Л§ТВердая
фажЖидкаяфазаТкЪТемператураРис. 10. Изменение свобод¬
ной энергии жидкого и
твердого металла в зависи¬
мости от температуры14
ся в том случае, если жидкий металл охладить ниже Ts.Температура, при которой практически начинается
процесс -кристаллизации, называется фактической
температурой кристаллизации Тк.Разность между равновесной температурой Ts и фак¬
тической температурой Тк называется степенью пе¬
реохлаждения: Д Т = Т6—тк.Процесс перехода металла из жидкого состояния в
твердое можно описать с помощью кривых в координа¬
тах температура — время.На рис. 11 приведены кривые
охлаждения, характеризующие про¬
цесс кристаллизации чистых метал¬
лов при охлаждении с разной ско¬
ростью v. При очень медленном ох¬
лаждении степень переохлаждения
мала и процесс кристаллизации
протекает при температуре, близ¬
кой к равновесной (кривая /). При
температуре кристаллизации на
кривой появляется горизонтальная
площадка (остановка в падении тем¬
пературы), образование которой
объясняется выделением скрытой
теплоты кристаллизации.Во время плавления происходит поглощение тепло¬
ты, которая расходуется на повышение энергии атомов,
т. е. на «разрушение» кристаллической решетки металла.
Эта.теплота называется скрытой. В процессе кристал¬
лизации происходит обратное выделение энергии в виде
скрытой теплоты кристаллизации.. Она компенсирует
теплоту, которая отводится в окружающую среду и за¬
держивает падение температуры.С увеличением скорости охлаждения степень переох¬
лаждения возрастает (кривые 2 и 3) и процесс кристал¬
лизации протекает при температурах, лежащих значи¬
тельно ниже равновесной температуры кристаллизации.Степень переохлаждения зависит от природы и чис¬
тоты металла. Чем чище металл, тем при большей сте¬
пени переохлаждения возникают зародыши твердых кри¬
сталлов.Схематически процесс кристаллизации показан на
рис. 12. Вначале во многих участках жидкого сплава об¬
разуются кристаллические зародыши. Пока их окружаетРис. 11. Кривые ох¬
лаждения чистого ме¬
талла15
жидкость, кристаллы растут свободно и могут иметь
правильную геометрическую форму. Однако при столк¬
новении растущих кристаллов правильная их форма на¬
рушается, так как на контактируемых участках рост гра¬
ней прекращается. Кристалл растет лишь в том направ¬
лении, где он соприкасается с жидкостью. В результатеРис. 12. Схема процесса кристаллизациирастущие кристаллы, имеющие сначала геометрически
правильную форму, после затвердевания получают не¬
правильную внешнюю форму и называются зернами
или кристаллитами.Скорость процесса кристаллизации определяется дву¬
мя величинами: скоростью зарождения центров кристал¬
лизации и скоростью роста кристаллов.Под скоростью зарождения центров
кристаллизации понимают число зародышей, воз¬
никающих в единицу времени в единице объема. Под
скоростью роста кристаллов понимают ско¬
рость, увеличения линейных размеров кристалла в едини¬
цу времени.Число центров кристаллизации и скорость роста кри¬
сталлов зависят от степени переохлаждения. Как видно
из рис. 13, число зародышей и скорость роста их при
равновесной температуре кристаллизации Ts равны ну¬
лю. При увеличении степени переохлаждения они Возра¬
стают и достигают максимума. При больших степенях
переохлаждения число центров кристаллизации и ско¬
рость роста равны нулю, так как при низких температу¬
рах диффузионная подвижность атомов мала, а тем са¬
мым уменьшена способность системы к превращению.Величина зерна. Чем больше центров кристал¬16
лизации и меньше скорость их роста, тем мельче зерно
металла.При небольшой степени переохлаждения, например
ДГ, число зародышей мало, а скорость роста велика.
В этих условиях будет получено крупное зерно. С увели¬
чением степени переохлаждения, например ДТ' и ДГ"
число зародышей возрастает в большей мере, чем ско¬
рость их роста, и размер зерна в металле уменьшается.Количество зерен N, возникающих при кристаллиза¬
ции, может быть определено по значениям числа зароды¬
шей (ч. з.) и скорости роста (с.р.) по формуле^ N=*= Цл/ ILL, где К — коэффициент.V С.рЗерно металла сильно
влияет на механические
свойства. Чем мельче
зерно металла, тем выше
его вязкость и пластич¬
ность. На размер зерна
влияют температура наг¬
рева и разливки жидкого
металла, его химический
состав и присутствие в
нем примесей.Влияние приме¬
сей. Самопроизвольное
зарождение кристаллов в
жидком металле очень
затруднительно. Обычно
источником образования
зародышей являются твер¬
дые частицы, которые
всегда присутствуют в
жидком металле. Атомы
жидкого металла послойно адсорбируются на поверхно¬
сти частиц примесей. Чем больше примесей, тем больше
центров кристаллизации. Роль примесей выполняют и
стен™ изложницы, в которую заливают жидкий металл.Использование примесей для получения мелкого зер¬
на называется модифицированием. При модифи¬
цировании в расплавленный металл вводят небольшое
количество специальных веществ (модификаторов), ко¬
торые, практически не изменяя химический состав ме¬
талла, вызывают при кристаллизации измельчение зер¬
на и улучшение механических свойств.2—236 17Рис. 13. Влияние степени пере¬
охлаждения на число зародышей
(У) и скорость их роста (2)
§ 5. СТРОЕНИЕ СЛИТКА.МАКРО- И МИКРОСТРУКТУРА СПЛАВОВКристаллы, образующиеся в процессе затвердевания
металла, могут иметь различную форму в зависимости
от скорости охлаждения и количества примесей. Обычно
в направлении отвода теплоты кристалл растет быстрее,Рис. 14. Схема ден- Рис. 15. Схема строе-дрита ния стального слитка:1 — зона мелких кристал¬
лов, 2 — зона столбчатых
кристаллов, 3 — зона круп¬
ных равноосных кристаллов■чем в другом направлении, в результате образуется дре¬
вовидный кристалл — дендрит (рис. 14). Схематическое
изображение дендрита впервые было сделано Д. К. Чер¬
новым.Дендритное строение кристаллов является типичным
для литого металла. Кристаллизация жидкого металла
начинается у стенок изложницы. При соприкосновении
жидкого металла со стенками изложницы он подверга-* ется интенсивному охлаждению, приводящему к образо¬
ванию огромного числа центров кристаллизации. Из-за
большой скорости охлаждения образовавшиеся кристал¬
лы не успевают вырасти до значительных размеров и по¬
этому первая зона слитка имеет мелкозернистое строение
(рис. 15). После образования первой зоны условия кри¬
сталлизации изменяются. Снижение температуры охлаж¬
даемого металла и повышение температуры стенок из¬
ложницы приводит к. уменьшению скорости охлаждения.18
Для этой стадии кристаллизации характерен направлен¬
ный отвод теплоты перпендикулярно стенкам изложни¬
цы. В силу создавшихся условий кристаллизации кри¬
сталлы, образующиеся в этот момент, растут перпенди¬
кулярно стенкам изложницы, вовнутрь жидкого
металла. Это приводит к образованию второй зоны слит¬
ка— зоны столбчатых кристаллов.В процессе дальнейшей кристаллизации направлен¬
ность отвода теплоты теряется, скорость охлаждения
уменьшается и поэтому в центральной части слитка об¬
разуются крупные равноосные кристаллы.По мере кристаллизации металла примеси все более
оттесняются в жидкую часть. Это предопределяет нерав¬
номерное распределение элементов как в пределах мик¬
рообъемов, так и в различных зонах слитка. Неравномер¬
ное распределение химических элементов в объеме ме¬
талла называется ликвацией.Жидкий металл имеет больший удельный объем, чем
твердый, поэтому в верхней части слитка, которая засты¬
вает в последнюю очередь, образуется усадочная рако¬
вина— пустота. Усадочная раковина обычно окружена
наиболее загрязненной частью металла. Верхнюю часть
слитка отрезают и переплавляют, а остальной металл
подвергают обработке давлением.Изучение строения и дефектов металла невооружен¬
ным глазом называется макроанализом. При мак¬
роанализе допускается применение оптических систем
небольшого увеличения (до 32 раз). Это либо лупы, ли¬
бо бинокулярные микроскопы.Макроанализ позволяет определить: нарушение
сплошности металла (усадочную рыхлость, газовые пу¬
зыри и раковины, трещины, пустоты); строение сплавов,
а именно, величину, форму и расположение зерен, ден¬
дритное строение литого металла; химическую неодно¬
родность, образовавшуюся в процессе кристаллизации;
неоднородность строения сплава после обработки давле¬
нием; неоднородность сплава после термической и хими¬
ко-термической обработки.Макростроение можно изучать: по излому (можно
судить о размере зерна, особенностях выплавки, терми¬
ческой обработке и т.д.); на специальных макрошлифах
(темплетах).Таким образом, макроанализ позволяет судить не
только о качестве металла, но и определить условия его
обработки.19
Микроанализ применяют для изучения микро¬
структуры металлов. Для выявления микроструктуры
металла (рис. 16) необходимо изготовить микрошлиф,
т. е. небольшой образец, одну из сторон которого тща¬
тельно шлифуют, полируют и
подвергают травлению в раз¬
личных реактивах.Микроанализ выполняют с
помощью оптических или элек¬
тронных микроскопов. Оптиче¬
ские микроскопы позволяют
исследовать и изучать структу¬
ры с увеличением от 100 до
1500 раз. Микроанализ на оп¬
тическом микроскопе позволя¬
ет выявить размеры и располо¬
жение структурных составля¬
ющих сплава, если размеры их
не менее 0,2 мкм.Для изучения структуры
металлов применяют электронные микроскопы с увели¬
чением до 100 000 раз и более. Использование электрон¬
ных лучей позволяет рассматривать объекты размерами
до 10“7 см.Метод оптической и электронной микроскопии не да¬
ет представления о распределении элементов в сплаве.
В последнее время для этих целей используют микро-
спектральные анализаторы.§ 6. ФАЗОВЫЕ ПРЕВРАЩЕНИЯ В СПЛАВАХВ процессе кристаллизации сплавов могут образовы¬
ваться следующие типы соединений: механические сме¬
си, твердые растворы, химические и металлические сое¬
динения.Механические смеси образуют компоненты с большим
различием атомных диаметров, не способные к взаим¬
ному растворению в твердом состоянии и не вступаю¬
щие в химическую реакцию с образованием соединения.
При этом каждый из компонентов сохраняет свой тип
кристаллической решетки. Механические свойства сме¬
сей зависят от количественного соотношения компонен¬
тов, от размеров и формы зерен.Твердые растворы (рис. 17) характеризуются тем, что20
один компонент (растворитель) сохраняет свою кристал¬
лическую решетку, а другой (растворимый) —отдает
свои атомы в решетку растворителя. Например, компо¬
нент В растворился в компоненте А. Свойства твердого
раствора отличаются от свойств компонентов его обра¬
зующих.ор*счРис. 17. Твердые растворы:а — замещения, б — внедренияРис. 18. Искажения кристалличе¬
ской решетки в твердых раство¬
рах замещения:а — атом растворенного компонента
больше атома растворителя, б — атом
растворенного компонента меньше
атома растворителяСуществуют твердые растворы внедрения и твердые
растворы замещения. При образовании твердых раство¬
ров внедрения атомы растворенного компонента В раз¬
мещаются между атомами растворителя А в его кри¬
сталлической решетке. При образовании твердых рас¬
творов замещения атомы растворенного компонента В
замещают часть атомов растворителя (компонент А) в
его кристаллической решетке.Поскольку размеры растворенных атомов отличают¬
ся от размеров атомов растворителя, то образование
твердого раствора сопровождается искажением кристал¬
лической решетки растворителя (рис. 18).Твердые растворы замещения могут быть с ограни¬
ченной и неограниченной растворимостью. В твердых
растворах с ограниченной растворимостью концентрация
растворенного компонента возможна до определенных
пределов.В твердых растворах с неограниченной растворимо¬
стью возможна любая концентрация растворенного ком¬
понента (от 0 до 100 %). Твердые растворы с неограни¬
ченной растворимостью образуются при соблюдении
следующих условий: 1) у компонентов должны быть од¬
нотипные кристаллические решетки; 2) различие в атом¬
ных радиусах компонентов не должно превышать для21
сплавов на основе железа 9 %, а для сплавов на основе
меди 15%; 3) компоненты должны обладать близостью
физико-химических свойств. Однако соблюдение этих
условий не всегда приводит к образованию твердых рас¬
творов замещения с неограниченной растворимостью. На
практике, как правило, образуются твердые растворы с
ограниченной растворимостью.Химические соединения имеют следующие особенно¬
сти: совершенно новую кристаллическую решетку, от-*
личную от решеток образующих его элементов; свойства
соединения резко отличаются от свойств элементов (вы¬
сокая твердость и хрупкость); химические соединения
имеют постоянный состав, подчиняются законам валент¬
ности и выражаются формулой АпВт, где п и т — про¬
стые целые числа.Металлические соединения в отличие от химических
соединений не имеют постоянного состава и не подчиня¬
ются законам валентности. К ним относятся электронные
соединения, фазы внедрения, фазы Лавеса.Фазовые превращения, происходящие в сплавах, мож¬
но наглядно представить с помощью диаграмм состоя¬
ния, которые позволяют определить фазовые и структур¬
ные превращения сплавов при медленном нагреве или
медленном охлаждении. Они дают возможность предви¬
деть изменение свойств сплавов и назначать оптималь¬
ные режимы термической обработки.Для построения диаграмм состояния применяют
метод термического анализа. Тигель вместе с металлом
помещают в печь (рис. 19) и нагревают до температурыплавления. Затем в жидкий
металл погружают термопа¬
ру, соединенную с чувстви¬
тельным гальванометром,
шкала которого проградуи-tIlr^Рис. 19. Схема установки для
термического анализа:1 — печь, 2 — жидкий металл, 3 —
тигель, 4 — горячий спай, 5 — тер¬
мопара, 6 — колпачок, 7 — холод¬
ный спай, 8 — гальванометрРис. 20. Кривые охлаждения:
а — чистого металла, б — сплавов22
рована в градусах. Далее печь выключают, и металл на¬
чинает остывать вместе с печью. Одновременно через
равные промежутки времени снимают показания гальва¬
нометра и строят кривую изменения температуры во вре¬
мени (рис. 20).Для построения диаграмм состояния приготовляют
несколько сплавов из одних и тех же компонентов и по¬
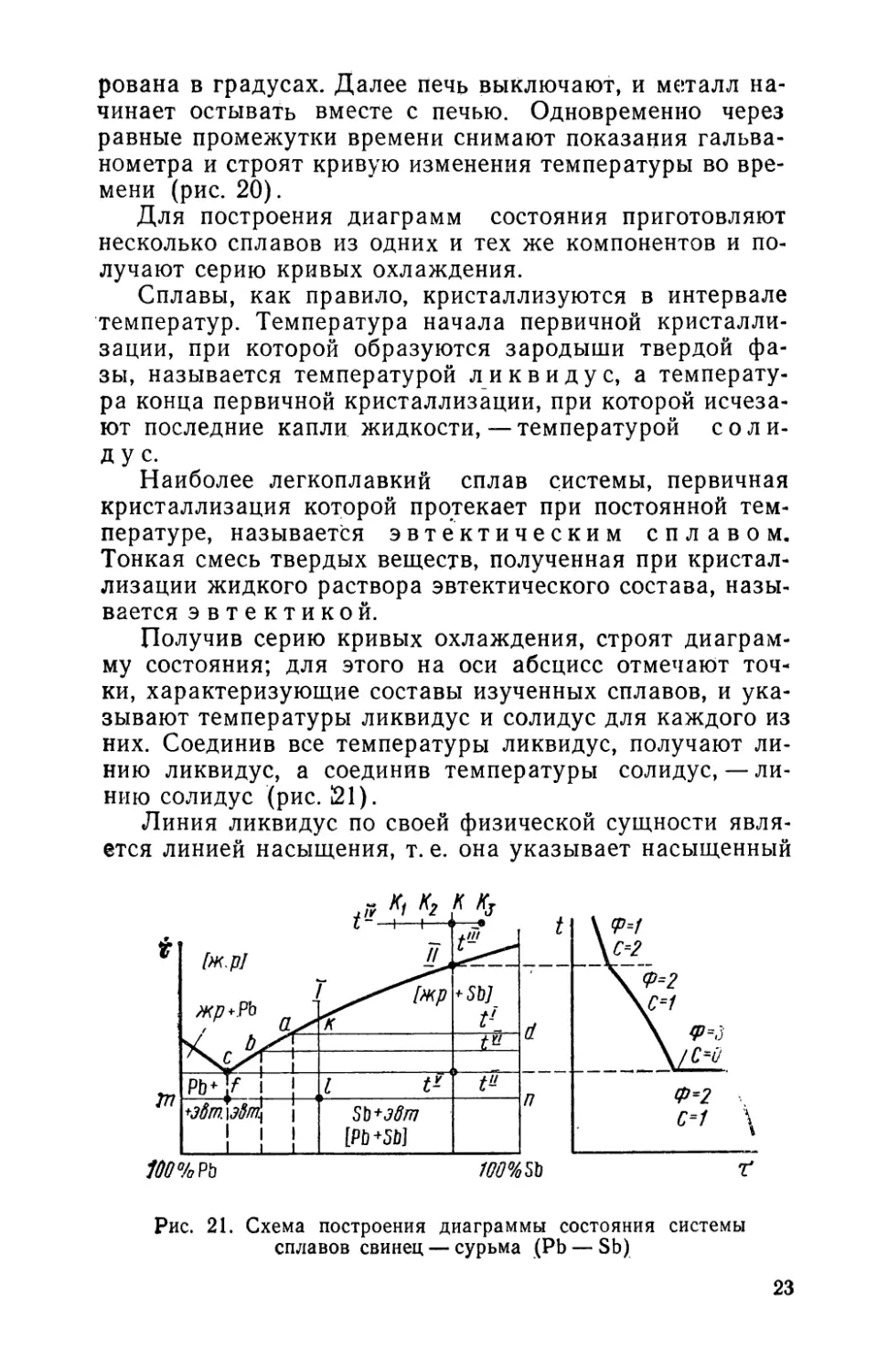
лучают серию кривых охлаждения.Сплавы, как правило, кристаллизуются в интервале
температур. Температура начала первичной кристалли¬
зации, при которой образуются зародыши твердой фа¬
зы, называется температурой ликвидус, а температу¬
ра конца первичной кристаллизации, при которой исчеза¬
ют последние капли жидкости,—температурой соли-
ДУ с.Наиболее легкоплавкий сплав системы, первичная
кристаллизация которой протекает при постоянной тем¬
пературе, называется эвтектическим сплавом.
Тонкая смесь твердых веществ, полученная при кристал¬
лизации жидкого раствора эвтектического состава, назы¬
вается эвтектикой.Получив серию кривых охлаждения, строят диаграм¬
му состояния; для этого на оси абсцисс отмечают точ¬
ки, характеризующие составы изученных сплавов, и ука¬
зывают температуры ликвидус и солидус для каждого из
них. Соединив все температуры ликвидус, получают ли¬
нию ликвидус, а соединив температуры солидус, — ли¬
нию солидус (рис. 121).Линия ликвидус по своей физической сущности явля¬
ется линией насыщения, т. е. она указывает насыщенныйРис. 21. Схема построения диаграммы состояния системы
сплавов свинец — сурьма (Pb — Sb)23
состав жидкого раствора. Поэтому в интервале темпе¬
ратур кристаллизации сплавов жидкий раствор непре¬
рывно меняет свой состав, следуя линии ликвидус. При
температуре кристаллизации эвтектики у всех сплавов
остаток жидкого раствора приобретает эвтектический
состав и кристаллизуется эвтектика (механическая смесь
двух компонентов).Сплавы, расположенные влево от эвтектического, при¬
нято называть доэвтектическими, а расположен¬
ные справа, — заэвтектическими.Первичная кристаллизация сплавов начинается с
выделения фазы, обогащенной избыточным компонентом
по сравнению с его концентрацией в эвтектике.Например, в сплавах системы свинец — сурьма пер¬
вичная кристаллизация доэвтектических сплавов начина¬
ется с выделения кристаллов свинца из жидкого раство¬
ра, а первичная кристаллизация заэвтектических спла¬
вов— с выделения кристаллов сурьмы. При каждой тем¬
пературе легко определить фазы и их химический состав.
Для этого в двухфазных областях достаточно провести
горизонталь (каноду) до пересечения со сплошными ли¬
ниями диаграммы, ограничивающими эту область; точки
пересечения определяют фазы, находящиеся в данной об¬
ласти, а проекции точек пересечения горизонтали с ли¬
ниями диаграммы на ось абсцисс укажут химический со¬
став (концентрацию) каждой фазы при заданной темпе¬
ратуре. Так, в сплаве / при t1 в равновесии находится
жидкий раствор и кристаллы сурьмы. Химический состав
жидкого раствора определится проекцией точки а на ось
абсцисс. Химический состав твердой фазы постоянен и
представляет собой чистые кристаллы сурьмы (см. про¬
екцию точки d на ось абсцисс).Первичная кристаллизация всех сплавов данной сис¬
темы заканчивается при одной и той же температуре
кристаллизацией эвтектики. Следовательно, структура
доэвтектических сплавов в системе Pb—Sb состоит из
кристаллов Pb+3bm(Pb+Sb), а структура заэвтектиче¬
ских сплавов —из кристаллов Sb + 3bm(Pb+Sb).Количественное соотношение фаз или структурных
составляющих определяется правилом отрезков, соглас¬
но которому в данном сплаве при заданной температуре
количество Структурных или фазовых составляющих
прямо пропорционально величине противолежащих от¬
резков. Так, в сплаве 1 при температуре tl отрезок ad
принят за 100 % сплава, т. е. Q>KP+Qsb = Qo6i4, соглас-24
но правилу Qmр= (kd/ad) 100 %; Qi<psb = (ak/ad) 100 %;
при температуре tu в этом сплаве фазами являются кри¬
сталлы РЬ и Sb. Тогда QKPPb= (lri/mn) 100 %; QKpsb =
= (m//m/z) 100 % (за 100% принят отрезок тп).В сплаве I количество эвтектики Q3bt= {Inffn) 100 %
(за 100 % принят отрезок fn).Правило фаз характеризует следующую зависимость:
С=К-\-В—Ф, где С — число степеней свободы, т. е.
число независимых переменных (температура, химичес¬
кий состав фаз), которые можно изменять, не нарушая
равновесия системы, т. е. не изменяя числа фаз; К —
число компонентов (химических элементов, входящих в
состав сплава); В — число внешних факторов — темпе¬
ратура, давление. В металлических сплавах давление
принимается постоянным, поэтому В = 1; Ф—число фаз.Следовательно, для металлических сплавов правило
фаз приобретает следующее выражение: С=/(+1—Ф-Правило фаз позволяет проверить правильность по¬
строения диаграммы состояния по кривым охлаждения.
Применим правило фаз для сплава II.До температуры tlu сплав находится в области жид¬
кого раствора, следовательно, Ф=1, .С = 2+1 —1=2.
Две степени свободы означают, что в однофазной обла¬
сти независимо можно изменить температуру и химичес¬
кий состав фазы. В самом деле, при некоторой темпера¬
туре могут существовать жидкие растворы разных соста¬
вов /Ci, К2, Къ и т. д. Если же химический состав спла¬
ва задан, например /С, то изменение температуры от tiv
до tlu не вызывает изменения: химического состава жид¬
кого раствора. Следовательно, кристаллизация не про¬
текает, скрытая теплота кристаллизации не выделяется
и сплав постепенно охлаждается. Поэтому на кривых ох¬
лаждения однофазному равновесию соответствует на¬
клонная, характеризующая равномерное охлаждение.От tlu до tY в равновесии находятся две фазы: жид¬
кий раствор и кристаллы Sb, число степеней свободы
С=2+1—2=1. Это означает, что в области двухфазно-"
го равновесия независимо можно изменять только один
параметр, или температуру сплава, или химический со¬
став фаз, т. е. каждой заданной температуре соответст¬
вует определенный химический состав фаз. Так, в сплаве
II при tl химический состав жидкого раствора определя¬
ется проекцией точки а на ось абсцисс. В любом сплаве,
пересекающем данную область, при tl жидкий раствор
имеет строго определенный состав — состав точки а.25
При tvi химический состав определяется проекцией
точки Ь на ось абсцисс. Ни в одном из заэвтектйческих
сплавов, находящихся в области первичной кристалли¬
зации, нельзя при tl иметь химический состав жидкого
раствора, отличный от состава точки а.Следовательно, можно задаваться чем-либо одним —■
или температурой сплава, которая определит химичес¬
кий состав фаз, или же составом фаз, которые опреде¬
лят температуру сплава.Таким образом, в двухфазных областях при измене¬
ние температуры изменяется химический состав фаз в
связи с процессом кристаллизации. Процесс кристалли¬
зации сопровождается выделением скрытой теплоты,
поэтому скорость охлаждения сплава замедляется, на
кривой охлаждения появляется перегиб и двухфазному
равновесию соответствует выпуклый участок на кривой
охлаждения.При tv жидкий раствор достигает эвтектической кон¬
центрации и протекает эвтектическое превращение ЖР->•
^3bm(Pb + Sb).В сплаве II при этом в равновесии находятся крис¬
таллы сурьмы, жидкий раствор и эвтектика, состоящаяиз свинца и сурьмы. Все¬
го три фазы, а поэтому
число степеней свободы
С = 2+1—3 = 0. Это озна¬
чает, что ни химический
состав фаз, ни температу¬
ра сплава измениться не
могут, т. е. кристаллиза¬
ция протекает при посто¬
янной температуре.На кривых охлажде¬
ния трехфазному равно¬
весию соответствует го¬
ризонтальный участок
(см. рис. 21).При кристаллизации сплавов могут образовываться
твердые растворы, когда в кристаллическую решетку
Лодного из компонентов проникают атомы другого. Если
растворимость неограничена, то диаграмма состояния
имеет вид, показанный на рис. 22. В процессе кристал¬
лизации из жидкого раствора выпадают кристаллы твер¬
дого раствора а переменного состава Ьи Ь2у обогащен¬
ные тугоплавким компонентом. Жидкий раствор имеетРис. 22. Диаграмма состояния
компонентов с неограниченной
растворимостью в жидком и
твердом состояниях26
при этом химический состав, отвечающий проекциям то¬
чек аи а2 и т. д. на ось абсцисс, и обеднен тугоплавким
элементом.§ 7. МЕТОДЫ ИСПЫТАНИЯ МЕТАЛЛОВОбычно под механическими свойствами металлов по¬
нимают следующие показатели: прочность — сопротив¬
ление металла деформации и разрушению, пластич¬
ность— способность металла к остаточной деформации
без разрушения. Малая пластичность или отсутствие ее
у металлов называется хрупкостью.Механические свойства дают возможность конструк¬
торам и технологам устанавливать пределы нагрузок и
определять условия эксплуатации машин.Численные значения характеристик механических
свойств, т. е: значения напряжений или деформаций, по¬
лучают в результате механических испытаний. Механи¬
ческие испытания широко используют для контроля ка¬
чества изготовления и обработки металлов.Изменение размеров и формы детали под действием
приложенных сил называется деформацией. Дефор¬
мация может быть вызвана воздействием внешних сил,
приложенных к телу, или внутренних сил, возникающих
при физико-химических процессах, протекающих в са¬
мом теле. Возникающие при этом напряжения в простей¬
шем случае осевого растяжения равны: o = P/F, где Р —
сила, Н; F — площадь поперечного сечения, м2.В теле возникают нормальные и касательные напря¬
жения. Следует различать временные (внешние) напря¬
жения и внутренние.Временные напряжения возникают под действи¬
ем внешней нагрузки и исчезают после ее снятия.Внутренние напряжения возникают и уравнове¬
шиваются в пределах данного тела без воздействия
внешних сил.Образование внутренних напряжений сэязано с не¬
равномерным распределением деформаций по объему
тела. Внутренние напряжения возникают в результате
неравномерного распределения температур по объему
металла. Например, при быстром нагреве и охлаждении
металла происходит неоднородное расширение (сжатие)
внешних и внутренних слоев металла. Такие напряжения
называются тепловыми. Кроме того, внутренние на¬
пряжения могут возникать вследствие фазовых превра-27
щений при термической обработке. Эти напряжения на¬
зываются фазовыми (структурными).Внутренние напряжения классифицируют по следу¬
ющему принципу:напряжения I рода, уравновешивающиеся в объеме
всего тела, так называемые макронапряжения;напряжения II рода, уравновешивающиеся в объеме
одного зерна (кристаллита) или нескольких блоков, так
называемые микронапряжения;напряжения III рода, уравновешивающиеся в объ¬
емах порядка размеров кристаллической ячейки, — суб-
микроскопические.Внутренние напряжения оказывают большое влия¬
ние на свойства металлов и превращения, протекающие
в них.Деформация может быть упругой и пластической.
Упругой называется деформация, которая полно¬
стью снимается после прекращения действия внешних
сил. Упругая деформация не приво¬
дит к заметным изменениям в струк¬
туре и свойствах металла.Величина упругого растяжения
очень мала и линейно зависит от
нагрузки согласно закону Гука
(рис. 123): о=Е (А///), гдеД/// —
относительная упругая деформация
кристалла, Е — модуль упругости,
характеризующий жесткость метал¬
ла, т. е. его сопротивление упругим
деформациям, Н/м2. Модуль упру¬
гости зависит от межатомных сил
срязи и не зависит от структуры
металла.Если после снятия внешней на¬
грузки тело не восстанавливает первоначальную форму,
то возникает остаточная или пластическая деформация.Пластическая деформация связана с образова¬
нием и перемещением дислокаций и может осущест¬
вляться скольженйем и двойникованием. Если напряже¬
ние при деформации достигает предельной величины, то
происходит разрушение металла. Различают два вида
разрушения: хрупкое и вязкое.При хрупком разрушении нарушаются межатом¬
ные связи и отсутствует пластическая деформация.
Обычно хрупкое разрушение происходит по границам зе-
28Рис. 23. Зависимость'
деформации от на¬
грузки
рен и излом имеет кристаллический характер. Однако
чисто хрупкое разрушение практически не встречается.Вязкому виду разрушения предшествует значи¬
тельная пластическая деформация. Излом волокнистый,
так как разрушение происходит по телу зерна. Чаще
всего разрушение металла носит сложный характер.Определение твердости. Под твердостью понимают
свойство металлов оказывать сопротивление пластичес¬
кой деформации. Твердость — одна из наиболее распро¬
страненных характеристик, позволяющая судить о каче¬
стве металлов и сплавов без их разрушения. Часто толь¬
ко по твердости определяют годность полуфабрикатов и
готовых изделий.Широкое распространение методов измерений твер¬
дости объясняется следующими причинами: быстротой
оценки качества изделий, отсутствием разрушения изде¬
лий и порчи поверхности.Для определения твердости применяют методы вдав¬
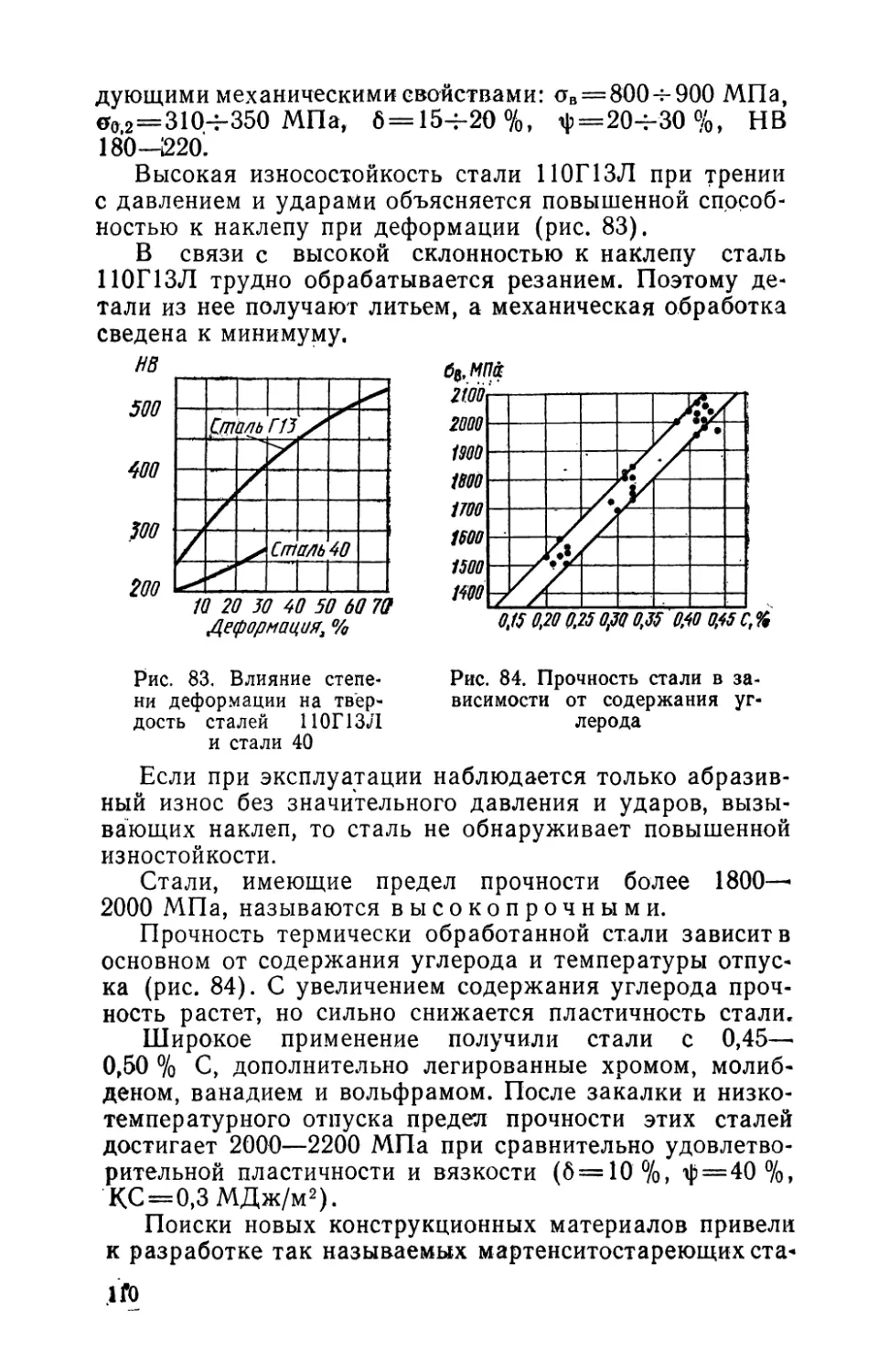
ливания, отскакивания бойка, царапания.Измерение твердости по Бринеллю. При определении
твердости по Бринеллю в плоскую поверхность металла
вдавливают под постоянной нагрузкой стальной твер¬
дый шарик диаметром 2,5; 5 и 10 мм (рис. 24).Рис. 24. Схема опреде- Рис. 25. Схема измерения ди-
ления твердости по Бри- аметра отпечатка отсчетнымЧислом твердости по Бринеллю называют отношение
нагрузки, передаваемой через шарик на образец, к пло¬
щади поверхности сферического отпечатка шарика. Твер¬
дость по Бринеллю можно определить по формулеРнеллюмикроскопом29
2 РНВ= ,nD\D — V D2 — d2 )где P — нагрузка, H; D — диаметр шарика, мм; d—диа¬
метр отпечатка, мм.Практически для определения твердости измеряют
диаметр лунки (рис. 25) и находят по ней число твер¬
дости в специальных таблицах.Метод Бринелля не рекомендуется применять для
металлов твердостью более НВ 450, так как стальной
шарик может деформироваться и результаты будут ис¬
кажаться. Между числом твердости по Бринеллю НВ и
пределом прочности сгв при растяжении существуют сле¬
дующие соотношения, полученные эмпирическим путем:Сталь (НВ 125—175) ов■« НВ 0,343Сталь (НВ> 175) ав « НВ 0,362Алюминиевое литье ав^НВ0,26Бронза и латунь отожженные ав » НВ 0,55Серый чугун ав«(НВ—40)/6Цинковые сплавы ав«НВ0,09Твердость по Бринеллю определяют на прессах с гид¬
равлическим или механическим приводом.Измерение твердости по Роквеллу. При определении
твердости по Роквеллу в испытуемый образец вдавлива¬
ется алмазный конус с углом при вершине 120° или
стальной шарик диаметром 1,59 мм.Алмазный конус применяют для испытания твердых
металлов, а шарик — для мягких металлов. Толщина об¬
разца при испытании по Роквеллу должна быть не ме¬
нее 1,5 мм.Конус и шарик вдавливают двумя последовательны¬
ми нагрузками: предварительной, равной 100 Н, и основа
ной, равной 900 Н для шарика (шкала В), 1400 Н для
алмазного конуса (шкала С) и 500 Н для алмазного
конуса при испытании очень твердых и более тонких
материалов (шкала А).Твердость по Роквеллу определяют в условных еди¬
ницах и обозначают: HRA 70, HRC 62 и т. д. Цифры
указывают твердость по соответствующей шкале.В некоторых случаях измерения проводят на прибо¬
рах «Супер-Роквелл» с предварительной нагрузкой 30 Н
и общей 450, 300 или 150 Н.Метод Роквелла благодаря своей простоте и скоро¬
сти измерения, высокой точности и небольшой величине80
отпечатка получил широкое применение в промышлен¬
ности.Измерение твердости по Виккерсу. Твердость опре¬
деляют вдавливанием в испытуемый металл с полиро¬
ванной или шлифованной поверхностью четырехгран¬
ной алмазной пирамиды с углом при вершине 136° По¬
лученный отпечаток имеет форму ромба (рис. 26).Твердость по Виккерсу определяют как удельное
давление, приходящееся на единицу поверхности отпе¬
чатка:HV =2Р sin а/21,8544Рd2где Р — нагрузка на пирамиду (50, 100, 200, 300, 500,
1000 или 1200 Н); а — угол между противоположными
гранями пирамиды (а=136°); d —
среднее арифметическое двух диа¬
гональных отпечатков, измеряемых
после снятия нагрузки с помощью
специального микроскопа, мм.Этот метод широко применяется
для определения твердости деталей
малой толщины и тонких поверхно¬
стных слоев, имеющих высокую
твердость.Особенностью этого метода, пре¬
пятствующей широкому применению
его в цеховых условиях, является
необходимость тщательного приго¬
товления поверхности испытуемого
образца, Числа твердости по Бри-
неллю и Виккерсу до 4000 единиц
совпадают. При больших значениях числр твердости по
Виккерсу превышают числа твердости по Бринеллю.Определение микротвердости осуществляется прибо¬
ром ПМТ-3 или ПМТ-5, сочетающим в себе механизм
для вдавливания пирамиды и металлографический мик¬
роскоп. Этот метод используется для измерения твердо¬
сти очень тонких слоев и отдельных структурных состав¬
ляющих. Для измерения поверхность испытуемого об¬
разца подвергается электрополировке или механической
полировке.Описанные выше методы измерения твердости осно¬
ваны на пластической деформации испытуемого матери¬Рис. 26. Схема изме¬
рения твердости по
Виккерсу31
ала. Однако возможно использование упругой деформа¬
ции испытуемого материала.Измерение твердости методом Шора. При измерении
твердости по Шору груз вместе с укрепленным на нем
индентором (обычно это стальной шарик) падает с вы¬
соты Нп на образец перпендикулярно его поверхности
(рис. 27), Твердость по Шору определяется по высоте
отскока шарика Я0. Шкала твердости
разделена на 130 единиц. Она рассчи¬
тана таким образом, что твердость за¬
каленной эвтектоидной стали оказыва¬
ется равной 100 единиц. Эти приборы
используются для экспресс-анализов.
Между твердостью по Шору и други¬
ми методами нет никакой взаимо¬
связи.В некоторых'случаях, когда при¬
менение перечисленных методов не¬
возможно, твердость определяется с
помощью тарированных напильников.
Этот метод менее точен, но прост и
легко применим в цеховых условиях.Определение ударной вязко¬
сти способствует выявлению склон¬
ности металла к разрушению при динамическом
нагружении. Ударные испытания относительно лег¬
ко выявляют многие структурные изменения,
связанные с охрупчиванием материала (изменение вели¬
чины зерна, выпадение дисперсных фаз, появление фло-
кенов и т. д.). Испытания на удар часто применяют в
заводской практике для оценки правильности режимов
проводимой обработки и качества металла. Для опреде¬
ления ударной вязкости используют образцы с надрезом
пяти типов (I—V).Образец с надрезом устанавливается на маятнико¬
вом копре на двух опорах так, чтобы удар маятника
приходился против прорези (рис. 28)Маятник поднима¬
ется на высоту h\ и при падении разрушает образец,
поднимаясь на высоту h2. Работа, затраченная на разру¬
шение образца, определяется по формуле: W=
= Gl(cos ai—cosa2), где G — масса маятника, H; / —
длина маятника, м; ai — угол подъема маятника перед
ударом; а2 — угол подъема маятника после разрушения
образца.Для упрощения пользуются специальными таблица¬Рис. 27. Схема оп¬
ределения твердо¬
сти по Шору32
ми, в которых для каждого угла осг указана величина
работы удара W.Зная работу разрушения образца, можно определить
ударную вязкость КС = W/F, где F — площадь попереч¬
ного сечения образца в месте надреза до испытания, м2;
W — работа, затраченная на разрушение образца, МДж.В качестве основного используется образец типа I.
При испытании образцов типов II и III к символу КСдобавляют индекс, указывающий глубину надреза в мил¬
лиметрах (КС3, КС5), типа IV —угол раскрытия надре¬за, типа V — индекс «т» (КСн.т). Ударная вязкость
складывается из двух составляющих, так как при ее оп¬
ределении измеряется сопротивление зарождению и раз¬
витию трещины разрушения: КС = КС34-КСР, где КС3—
работа зарождения трещины, КСР — работа распростра¬
нения трещины.Эти составляющие по-разному зависят от структурно¬
го состояния материала и многих внешних факторов.
Ввиду того, что переход металла к хрупкому разрушению
в значительной степени определяется работой развития
трещины, то при ударных испытаниях лучше определять
КСР. Работа КСР характеризует сопротивление металла
начавшемуся разрушению и слабо зависит от остроты
надрезов. Из двух материалов с равным КС более на¬
дежным будет тот, у которого КСР больше, следова¬
тельно, работа распространения трещины характеризу¬
ет надежность материала.Существует несколько методов разложения КС на со¬Рис. 28. Схема испытания на удар:а — образец для испытания, б — схема испытания3—23633
ставляющие. Разрушение образцов может быть хрупким
или вязким. Хрупкое разрушение происходит путем от¬
рыва и не сопровождается заметной пластической де¬
формацией. Вязкому разрушению предшествует значи¬
тельная пластическая деформация.Для хрупкого разрушения типична большая скорость
распространения трещины и отсутствие пластической
деформации при ее распространении. Трещина движется
вследствие накопленной энергии. Для вязкого разруше¬
ния характерна малая скорость распространения трещи¬
ны и значительная пластическая деформация при ее дви¬
жении. Вид разрушения определяют в результате изуче¬
ния изломов (фрактография).У многих металлов и сплавов (в первую очередь
имеющих объемно-центрированную кубическую и гекса¬
гональную решетку) с понижением температуры наблю¬
дается переход от вязкого
разрушения к хрупкому,
проявляющийся в сниже¬
нии ударной вязкости и
изменении характера из¬
лома. Температурный ин¬
тервал изменения харак¬
тера разрушения называ¬
ется порогом хлад¬
ноломкости или кри¬
тической темпера¬
турой хрупкости. В
зависимости от структур¬
ного состояния металла
и уровня прочности пе¬
реход к хрупкому раз¬
рушению .может быть плавным или резким. На рис.29 показана температурная зависимость ударной вязко¬
сти крупнозернистой и мелкозернистой стали.Различают верхнюю Тв и нижнюю Тн границы поро¬
га хладноломкости. В этом интервале температур про¬
исходит переход от вязкого волокнистого излома к хруп¬
кому кристаллическому. Часто порог хладноломкости
определяют по температуре испытания, при которой в из¬
ломе имеется 50 % вязкой волокнистой составляющей
750. Чем выше порог хладноломкости, тем больше склон¬
ность металла к хрупкому разрушению. Изделия следу¬
ет эксплуатировать при температурах выше порога хла¬
дноломкости, когда хрупкое разрушение исключается*ж;дж/нгV 93 153 193 233К 0 U0 вОФСРис. 29. Температурный порог
хладноломкости крупнозернистой
(1) и мелкозернистой (2) стали34
На порог хладноломкости оказывают влияние вели¬
чина зерна, химический состав, масштабный фактор
(размеры изделия), концентраторы напряжений, ско¬
рость нагружения и т. д.Вязкость разрушения. Более полную информацию о
вязкости металлов дают испытания на вязкость разру¬
шения. Она характеризуется величиной коэффициента
интенсивности напряжений К в вершине трещин или си¬
лой G, необходимой для продвижения трещины на еди¬
ницу длины; К и G связаны между собой соотношения¬
ми: K2=EG — для плосконапряженного состояния;
K2=EG/(l—|я2) —для плоскодеформированного состоя¬
ния, где \х — коэффициент Пуассона (для металлов
~0,3). Плосконапряженное состояние характеризуется
отсутствием напряжения по толщине образца. Разруше¬
ние происходит посредством сдвига.Для плоскодеформированного состояния характерно
отсутствие деформации по толщине образца и разруше¬
ние происходит путем отрыва.При испытаниях на вязкость разрушения строят диа¬
граммы, показывающие зависимость прироста длины
трещины от приложенного напряжения.Величину К используют в расчетах. Зная ее, можно
определить величину разрушающих напряжений в зави¬
симости от формы и длины трещины, и, наоборот, зная
рабочее напряжение в детали, можно предсказать длину
трещины, по достижении которой произойдет разруше¬
ние. Значение коэффициента интенсивности напряжений
в момент перехода к самопроизвольному разрушению
обозначают Кс (для условий плоского напряженного
состояния) или Kic (для условий плоской деформации)
и называют критическим коэффициентом интенсивности
напряжений. Коэффициент К\с определяют на массивных
образцах (рис. 30). Практически толщина образца долж¬
на удовлетворять следующему соотношению: 2,5 X
X(/Cic/a0,2)2. Критические значения Кс и Kic называют
вязкостью разрушения.Испытание на растяжение. Этот вид испытания по¬
лучил широкое распространение. Для испытания приме¬
няют стандартные образцы (рис. 31). Применяемые ма¬
шины имеют приборы для записи диаграмм растяженщ,
т. е. изменения длины образца в зависимости от прило¬
женной нагрузки.Диаграммы растяжения показаны на рис. 32. В нача¬
ле испытания при приложении относительно небольших3*35
Рис. 30. Вид образ¬
ца для испытания
на вязкость разру¬
шенияа)
kРис. 31. Образцы для испытания
на растяжение:а — плоский, б — круглыйДеформацияв)Деформацияг)Рис. 32. Диа¬
граммы растя¬
жения услов¬
ных (а, б) и
истинных (в, г)
напряженийнагрузок удлинение образца происходит пропорциональ¬
но нагрузке до некоторой силы РПц. Напряжение, возни¬
кающее при этой нагрузке, называется пр е д е л о м
ПрОПОрЦИОНаЛЬНОСТИ <Упц = Рпц/Ро*Напряжения, которые не превышают предел пропор¬
циональности, вызывают только упругие деформации,
исчезающие после снятия нагрузки/Поэтому предел36
пропорциональности на практике отождествляют с пре¬
делом упругости. Часто предел упругости определяют
как напряжение, йри котором получается (возникает)
остаточная деформация от первоначальной длины. На¬
пример, 0,61 % (ao,oi), °»02 % (00,02)»Предел упругости является важной характеристикой,
так как определяет сопротивление металла малым плас¬
тическим деформациям.Увеличение нагрузки выше Рпц сопровождается нару¬
шением линейной зависимости между нагрузкой и удли¬
нением. При некотором значении Р на диаграмме мож¬
но наблюдать горизонтальную площадку, свидетельству¬
ющую о том, что происходит удлинение (течение) метал¬
ла без увеличения нагрузки.Напряжение, при котором происходит произвольное
течение металла, называется пределом текучести
(Ут === Р т/F о-Наиболее четко горизонтальная площадка текучести
наблюдается при растяжении технического железа, а у
большинства металлов она выражена менее ярко. В этом
случае предел текучести (условный) определяется' как
напряжение, при котором образец получает остаточное
удлинение, равное 0,2 % от первоначальной расчетной
длины (сг0,2) • Предел текучести служит показателем
прочности и применяется для расчета допускаемых на¬
пряжений в машиностроении.При ’более высоких нагрузках происходит значитель¬
ная пластическая деформация металла и его разруше¬
ние. Напряжение, соответствующее нагрузке, вызываю¬
щей разрушение металла, называется пределом
прочности gb = Pb/F0.При испытаниях на растяжение происходит местная
пластическая деформация образца, что позволяет опре¬
делить характеристики пластичности! относительное
удлинение и относительное сужение.Относительное удлинение б представляет
собой отношение приращения длины образца после его
, разрыва к первоначальной расчетной длине и выра¬
жается в процентах: 6= [(/—1о)/1о] 100, где I — длина
образца подле разрыва.Под относительным сужением понимают
отношение уменьшения поперечного сечения разорванно¬
го образца к первоначальной площади поперечного сече¬
ния, выраженное в процентах: ty=[(F0—FK)/Fo]lOO, где
FK-—площадь поперечного сечения в месте разрыва.37
Для пластичных материалов характеристикой сопро¬
тивления разрушению служит истинный предел
прочности SK = PK/FKj где SK — истинное напряжение
в момент разрушения, МПа; Рк — усилие в момент раз¬
рушения, Н; Fк — площадь сечения в месте разрыва, м2.Хрупкие материалы подвергают статическим испыта¬
ниям на сжатие (чугун), изгиб и кручение (закаленные
инструментальные и конструкционные стали).Контрольные вопросы1. Какие типы кристаллических решеток характерны для метал¬
лов?2. Перечислите дефекты кристаллического строения. Каково их
влияние на прочность?3. Как протекает процесс кристаллизации металлов?4. Расскажите о фазовых превращениях в сплавах.5. Какими свойствами обладают металлы?ГЛАВА IIДИАГРАММА СОСТОЯНИЯ СИСТЕМЫЖЕЛЕЗО-УГЛЕРОД§ 8. СТАБИЛЬНАЯ И МЕТАСТАБИЛЬНАЯ СИСТЕМЫЖЕЛЕЗО-УГЛЕРОДЖелезо — металл серебристо-белого цвета, мягкий.
Чистое железо содержит 99,99 % Fe. Технические сорта
железа содержат 99,80—99,91 % Fe. Температура плав¬
ления железа 1539 °С. До температуры 768 °С железо
магнитно. Температура 768 °С, при которой железо теря¬
ет свои магнитные свойства, называется точкой Кюри.Железо имеет две аллотропические модификации:
Fea и Fey (рис. 33). Железо а существует при темпера¬
турах ниже 911° и выше 1401 °С. Высокотемпературную
модификацию железа а, т. е. выше 1401 °С, называют
иногда железом б. В интервале температур 911 —1401 °С
существует железо у.Железо в чистом виде не имеет широкого промыш¬
ленного применения. В технике применяются сплавы
железа с углеродом. Для изучения структурных состав¬
ляющих" железоуглеродистых сплавов рассмотрим диа¬
граммы фазового равновесия железо — углерод (рис.
34 и 35).38
Жикишь +
+WW
Феррит
Феррит+^й00
taymemm nАустенит+*■ (рерритФеррит-
Феррит*<+ цементитщ {третичныи) Qо 10 20 30 40 50 60 70 60
Рис. 34. Метастабильная диаграмма железо — углерод7%90Сплошные линии диаграммы соответствуют метаста-
бильной системе (рис. 34) железо — цементит (Fe—
РезС), а пунктирные — стабильной системе (рис. 35)
железо — графит (Fe—Г). Систему железо — цементит
называют метастабильной, т. е. неустойчивой, так как
при определенных условиях происходит диссоциация це-39
Рис. 35. Стабильная диаграмма железо — графитментита на аустенит и свободный углерод в виде графи¬
та. Систему железо — графит называют стабильной, так
как при очень медленном охлаждении из жидкого раст¬
вора в процессе кристаллизации углерод выделяется в
виде графита. Процесс образования графита в железо¬
углеродистых сплавах называется графитизацией.
Она может происходить в жидком и твердом состояниях.Дублирование касается тех линий диаграммы, кото¬
рые характеризуют равновесие с участием цементита или
графита. Это линии — EFy CD, SEt РК и PQ. Другие ли¬
нии— АВУ ВС у АН у NJ, ИВ, GPy GSy NH, JE описывают
фазовые равновесия без участия этих фаз и относятся в
равной мере к обеим диаграммам — метастабильной и
стабильной.§ 9. ОСНОВНЫЕ ТОЧКИ И ЛИНИИ НА ДИАГРАММАХПервичная кристаллизация, т. е. затвердевание жид¬
ких сплавов, начинается при температурах, соответству¬
ющих линии ликвидус, а завершается при температурах,
соответствующих линии солидус (см. рис. 34, 35).Л5 — линия ликвидус (граница области жидкость-f’,
4-феррит 6),ВО— линия ликвидус (граница области жидкость+;
4-аустенит).CD—линия ликвидус (граница области жрдкость+j
^цементит)*40
CD' — линия ликвидус (граница области жидкость^,
+ графит).АН—линия солидус (граница области жидкость+
+феррит б).НВ— линия перитектического равновесия (феррит б
состава //, жидкость состава 5, аустенит соста¬
ва /).HJ — линия солидус (часть линии НВ).EJ—линия солидус (граница области жидкость+
+аустенит).EF—линия эвтектического равновесия (аустен-ит’
состава Е, жидкость состава С, цементит). Ли¬
ния солидус.E'F' — линия эвтектического равновесия (аустенит со¬
става £, жидкость состава С, графит). Линия
солидус.Вторичная кристаллизация, т. е. превращение в твер¬
дом состоянии, происходит по следующим линиям диаг¬
раммы:HN—верхняя граница области равновесия феррит
б-f аустенит (при охлаждении начало превра¬
щения феррита б->аустенит).JN—нижняя; граница области равновесия феррит
б+аустенит (при охлаждении конец превраще¬
ния феррита б^-аустенит).GS—верхняя граница области равновесия феррит
а+аустенит (при охлаждении начало превра¬
щения аустенита в феррит).GP — граница области равновесия феррит+аустенит
(при охлаждении конец превращения аустени¬
та в феррит).ES — линия ограниченной растворимости цементи¬
та в аустените.E'S' — линия ограниченной растворимости графита в
аустените.РК — линия эвтектоидного равновесия (феррит со¬
става Р, аустенит состава S, цементит).Р'К' — линия эвтектоидного равновесия (феррит со¬
става Р\ аустенит состава 5', графит),PQ—линия ограниченной растворимости цементита
в феррите.А— 1539°С, температура плавления железа.D— 1600°С, температура плавления цементита.В— 0,51 % С — содержание углерода в жидкой фа¬
зе при перитектической температуре.41
С — 4,3 % С — содержание углерода в жидкой фазе
при эвтектической температуре; в равновесии с
аустенитом и цементитом.С—4,26 % С — содержание углерода в жидкой фа¬
зе в равновесии с аустенитом и графитом.Н—0,1 % С — предельное содержание углерода в
феррите б при перитектнческой температуре.J—0,16% С — содержание углфода в аустените
при перитектической температуре.Е—2,14 % С — предельное содержание углерода в
аустените при эвтектической температуре в
равновесии с жидкостью 4,3 % С и цементи¬
том.£'^-2,11 % С — предельное содержание углерода в
аустените при эвтектической температуре в
равновесии с жидкостью 4,26%С и графитом.S—0,80% С — содержание углерода в аустените
при эвтектоидной температуре в равновесии с
ферритом и цементитом.S' — 0,7 % С — содержание углерода в аустените при
эвтектоидной температуре в равновесии с фер¬
ритом и графитом.Р— 0,025 (0,03)% С — предельное содержание уг¬
лерода в феррите, при эвтектоидной темпера¬
туре в равновесии с аустенитом и цементитом.Q— 0,008 % С — предельное содержание углерода в
феррите при температуре 20 °С.Содержание углерода в цементите равно 6,67 %.§ 10. ФАЗЫ И СТРУКТУРНЫЕ СОСТАВЛЯЮЩИЕЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВДля изучения структурных и фазовых составляющих
железоуглеродистых сплавов рассмотрим метастабиль-
ную диаграмму равновесия железо — цементит (см. рис.
34).По диаграмме равновесия можно определить структу¬
ру сплавов как после медленного охлаждения, так и пос¬
ле нагрева. Согласно диаграмме состояния для железо¬
углеродистых сплавов характерны следующие фазовые и
структурные составляющие.1. Однофазные составляющие:феррит — твердый раствор углерода в а-железе —
Fea(C). Максимальная растворимость углерода в фер¬
рите около 0,008 % при 20 °С и 0,03 % при 727 °С. Кри¬42
сталлическая решетка — объемно-центрированный куб.
Феррит — твердый раствор внедрения; атомы углерода
располагаются в междоузлиях решетки железа а. Фер¬
рит магнитен и весьма пластичен. Твердость феррита
НВ 80—100;аустенит — твердый раствор углерода в у-железе —
Fey (С). Максимальная растворимость углерода в аусте¬
ните при 1147°С равна 2,14%. Кристаллическая решет¬
ка — гранецентрированный куб. Аустенит — твердый
раствор внедрения. Аустенит немагнитен и обладает
меньшим удельным объемом, чем феррит. Твердость
аустенита ~НВ 180—200;цементит — химическое соединение железа с угле¬
родом— Fe3C. Цементит имеет сложную (ромбическую)
кристаллическую решетку, очень высокую твердость
~HV 1000 и весьма хрупок.2. Двухфазные структура:перлит (эвтектоид) представляет собой смесь фер¬
рита и цементита. В зависимости от формы частиц це¬
ментита перлит может быть пластинчатым или зернис¬
тым. Твердость пластинчатого перлита средней дисперс¬
ности НВ 200—250, зернистого НВ 160—220;ледебурит (эвтектика) — смесь аустенита и цемен¬
тита. Ледебурит образуется при кристаллизации; имеет
очень высокую твердость ~HV 800 и очень хрупок.§J1. ФОРМИРОВАНИЕ СТРУКТУРЫЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВПРИ* НАГРЕВЕ И ОХЛАЖДЕНИИВ зависимости от содержания углерода железоугле¬
родистые сплавы подразделяются на стали и чугуны.Сталями называются железоуглеродистые сплавы,
содержание углерода в‘Которых не превышает 2,14%.
Стали с содержанием углерода до 0,8 % называются до-
эвтектоидными, 0,8 %—эвтектоидными и больше 0,8 % —
заэвтектоидными.Чу Гунами называются сплавы железа с углеро¬
дом, содержащие углерода более 2,14 %. Чугуны, содер¬
жащие менее 4,3 % углерода, называются доэвтектиче-
скими, 4,3 % углерода — эвтектическими, более 4,3 % —
заэвтектическими.Первичная кристаллизация сплавов системы желе¬зо — углерод начинается по достижении температур, со¬
ответствующих линии ABCD (линии ликвидус), и закан¬43
чивается при температурах, образующих линию
AHJECF (линию солидус).При кристаллизации сплавов по линии АВ из жидко¬
го раствора выделяются кристаллы твердого раствора
углерода в a-железе (6-раствор). Процесс кристаллиза¬
ции сплавов с содержанием углерода до 0,1 % заканчи¬
вается по линии АН с образованием а% (б)-твердого раст¬
вора. На линии HJB протекает перитектическое превра¬
щение, в результате которого образуется твердый
раствор углерода в у-железе, т. е. аустенит. Процесс пер¬
вичной кристаллизации сталей заканчивается по линии
AHJE.При температурах,, соответствующих линии ВС, из
жидкого раствора кристаллизуется аустенит. В сплавах,
содержащих от 4,3 % до 6,67 % углерода, при темпера¬
турах, соответствующих линии CD, начинают выделять¬
ся кристаллы цементита первичного. Цементит, кристал¬
лизующийся из жидкой фазы, называется первичным. В
точке С при температуре 1147°С и концентрации углеро¬
да в жидком растворе 4,3 % образуется эвтектика, кото¬
рая называется ледебуритом. Эвтектическое превращение
с образованием ледебурита можно записать форму¬
лой JKP4,з—[^42,14-^6,67] • Процесс первичной кристал¬
лизации чугунов заканчивается по линии ECF образова¬
нием ледебурита.Таким образом, структура чугунов ниже 1147°С бу¬
дет: доэвтектических — аустенит+ледебурит, эвтектиче¬
ских— ледебурит и заэвтектических — цементит (пер¬
вичный) +ледебурит.Превращения, происходящие в твердом состоянии, на¬
зываются вторичной кристаллизацией. Они связаны с пе¬
реходом при охлаждении у-железа в a-железо и распа¬
дом аустенита.Линия GS соответствует температурам начала пре¬
вращения аустенита в феррит. Ниже линии GS сплавы
состоят из феррита и аустенита.Линия ES показывает температуры начала выделе¬
ния цементита из аустенита вследствие уменьшения
растворимости углерода в аустените с понижением тем¬
пературы. Цементит, выделяющийся из аустенита, назы¬
вается вторичным цементитом.В точке S при температуре 727 °С и концентрации уг¬
лерода в аустените 0,8 % образуется эвтектоидная смесь,
состоящая из феррита и цементита, которая называется
перлитом. Перлит получается в результате одновремен¬44
ного выпадения из аустеиита частиц феррита и цементи¬
та. Процесс превращения аустенита в перлит, можно за¬
писать формулой Л0,8-^Я[Ф0>03+Д6>67].Линия PQ показывает на уменьшение растворимости
углерода в феррите при охлаждении и выделении цемен¬
тита, который называется третичным цементитом.Следовательно, сплавы, содержащие менее 0,008 %
углерода (точка Q), являются однофазными и имеют
структуру чистого феррита, а сплавы, содержащие угле¬
род от 0,008 до 0,03 % — структуру феррит+цементит
третичный и называются техническим железом (рис.
36, а).Доэвтектоидные стали при температуре ниже 727 °С
имеют структуру феррит+перлит (рис. 36,6), эвтекто-
идные — перлит (рис. 36, в) и заэвтектоидные — перлит+
+цементит вторичный в виде сетки по границам зерен
(рис. 36,г).г;Рис. 36. Микроструктура стали, х500:а — техническое железо (феррит+цементит третичный по границам зерен),
б—доэвтектоидная сталь (феррит+перлит); светлые участки феррит, темные—
перлит, в — эвтектоидная сталь (перлит), г — заэвтектоидная сталь (перлит+
+цементит вторичный в виде сетки по границам зерен)45
SIтг» .)3|Ш||ржШtPlwlкшМтШШЮШШа)$Рис. 37. Микроструктура белых чугунов, Х500:а — доэвтектический чугун (перлит+ледебурит + цементит); перлит — темные
участки, ледебурит — пестрые, цементит — светлые, б — эвтектический чугун
(ледебурит), в — заэвтектический чугун (ледебурит + цементит первичный);
цементит первичный — светлые полосыВ доэвтектических чугунах в интервале температур
1147°—727 °С при охлаждении из аустенита выделяется
цементит вторичный, вследствие уменьшения раствори¬
мости углерода (линия ES). По достижении температу¬
ры 727 °С (линия PSK) аустенит, обедненный углеродом
до 0,8% (точка 5), превращается в перлит. Таким об¬
разом, после окончательного охлаждения структура до¬
эвтектических чугунов состоит из перлита, цементита
вторичного и ледебурита превращенного (перлит+це-
ментит; рис. 37, а).Структура эвтектических чугунов при температурах
ниже 727°С состоит из ледебурита превращенного (рис.37, б). Заэвтектический чугун при температурах ниже
727 °С состоит из ледебурита превращенного и цементи¬
та первичного (рис. 37, в).Если по метастабильной диаграмме железо — цемен¬
тит в области чугунов получают белые чугуны, то по
стабильной диаграмме железо — графит — серые чугуны
(см. рис. 35).Как уже отмечалось, процесс графитизации может
происходить в жидком и твердом состояниях. Кристалли¬
зация графита из жидкого раствора возможна лишь при
очень медленном охлаждении, когда степень переохлаж¬
дения не превышает 5°С. Ускоренное охлаждение час¬
тично или полностью подавляёТ процесс графитизации и
способствует образованию цементита. Различные неме¬
таллические включения, присутствующие в жидком чугу¬
не (графит, А1203, Si02 и т. д.), облегчают процесс гра¬
фитизации.46
Графитизация в твердом состоянии происходит при
высоких температурах и продолжительной выдержке
вследствие неустойчивости цементита и протекает в не¬
сколько стадий: 1) диссоциация (распад) цементита и
растворение атомов углерода в аустените; 2) возникнове¬
ние центров графитизации в аустените; 3) диффузия ато¬
мов углерода в аустените к центрам графитизации;
4) рост выделений графита.После полного медленного охлаждения структура чу¬
гунов состоит из феррита и графита.§ 12. КЛАССИФИКАЦИЯЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВЖелезоуглеродистые сплавы классифицируются на
стали (до 2,14 % С) и чугуны (от 2,14 до 6,67 % С).Классификация и структура сталей и белых чугунов
в соответствии с диаграммой железо — цементит были
рассмотрены в § 11. По назначению углеродистые стали
классифицируются на конструкционные, инструменталь¬
ные и стали специального назначения.Конструкционными называют стали, широко
применяемые в машиностроении для изготовления дета¬
лей машин и конструкций. Содержание углерода в кон¬
струкционных сталях не превышает 0,5—0,6%. Конст¬
рукционные стали могут быть углеродистые и легирован¬
ные.Конструкционная сталь должна обладать высокой
прочностью, пластичностью и вязкостью в сочетании с
хорошими технологическими свойствами. Сталь должна
хорошо деформироваться (при ковке и штамповке), хо¬
рошо обрабатываться резанием, обладать хорошей сва¬
риваемостью и малой склонностью к трещинообразова-
нию при закалке.Углеродистые конструкционные стали по способу про¬
изводства рааделяют на мартеновскую и конверторную
(бессемеровскую и томасовскую). Углеродистая кон¬
струкционная сталь может быть обыкновенного качества
(ГОСТ 380—71) и Качественная (ГОСТ 1050—74).Углеродистые конструкционные стали обыкновенного
качества наиболее дешевы. Эти стали- содержат повы¬
шенный процент серы (мартеновская до 0,055 % и бес¬
семеровская до 0,060 %) и фосфора (мартеновская до
0,045 % и бессемеровская до 0,080 %),47
В зависимости от назначения стали обыкновенного ка¬
чества подразделяются на три группы — А, Б и В.Стали всех групп с номерами 1—4 изготовляются ки¬
пящие (кп), спокойные (сп) и полуспокойные (пс); с но¬
мерами 5,6—полуспокойные (пс) и спокойные (сп).В зависимости от нормируемых показателей сталь
каждой группы делится на категории:
группа А — категории 1, 2, 3;
группа Б — категории 1, 2;
группа В — категории 1, 2, 3, 4, 5, 6.Нормируемые показатели:
группа А: первая категория — сгв, б;вторая категория — сгв, б, аИзг;
третья категория — ств, б, аИзг, сгт;
группа Б: первая категория (%)—С, Mn, Si, S, Р, As,
N;вторая категория (%)—С, Mn, Si, S, Р, As,
N, Cr, Ni, Си;группа В-: первая категория — химический состав и ств,б, СТизг’»вторая категория — химический состав и ав, б,Оизг*третья категория — химический состав и ав, б,
аИзг, ат, КС+ 20 °С;четвертая категория — химический состав и
Об, б, СТизг, От, КС —20 °С;пятая категория — химический состав и ав, б,
Оизг, От, КС—20 °С, КС после; старения;
шестая категория — химический состав и огв, б,
СТизг, сгт, КС после старения.Группа А — стали обыкновенного качества, поста¬
вляемые по механическим свойствам без .уточнения хи¬
мического' состава. Стали этой группы маркируются бук¬
вами Ст и цифрами 0, 1, 2, 3, 4, 5, 6. Чем больше число,
тем выше прочность стали.Для обозначения категории к маркировке в конце до¬
бавляют номер категории (первую категорию не указы¬
вают). Например, СтЗпс2. Между индексом, указываю¬
щим на способ раскисления, и номером марки может
стоять буква Г, что означает повышенное содержание
марганца. Например, СтбГпс.Стали группы А используются в состоянии поставки
без последующей горячей обработки давлением и терми¬
ческой обработки.Группа Б — стали, поставляемые с гарантируемым48
химическим составом. Их маркируют индексом Б, буква¬
ми Ст и цифрами 0, 1, 2, 3, 4, 5, 6. Чем больше цифра,
тем выше содержание углерода. В конце маркировки
указывается номер категории, например БСт1,
БСтЗкп.Группа В — стали, поставляемые с гарантирован¬
ным химическим составом и механическими свойствами.
Маркируют стали индексом В, буквами Ст и цифрами 1,2, 3, 4, 5. В конце марки добавляют цифру, указываю¬
щую номер категории. Например, ВСтЗкп4.Стали групп Б и В можно подвергать горячей обра¬
ботке давлением и термической обработке (нормализа¬
ции, закалке и отпуску).Стали обыкновенного качества применяют для изго¬
товления строительных конструкций, арматуры и неот¬
ветственных деталей машин, их поставляют в виде про¬
ката: балок, швеллеров, прутов, уголков, листов, труб
и т. д.Углеродистые качественные стали выплавляют в мар¬
теновских или электрических печах; в зависимости от
способа раскисления они могут быть спокойными или ки¬
пящими. В качественных сталях сужены пределы по со¬
держанию углерода, снижено содержание серы до 0,04 %
и фосфора до 0,04 %.Качественные углеродистые стали маркируют цифра¬
ми 05, 08, 08кп (буквы означают «кипящая сталь»), 10,
20, ..., 45 и т. д., которые показывают среднее содержа¬
ние углерода в сотых долях процента.Стали с малым содержанием углерода 08, 10, 15, 20
имеют относительно низкую прочность (ав = 330+-4-420 МПа) и высокую пластичность (6 = 25—32 % и
•ф = 55“-60 %). Эти стали хорошо свариваются и штам¬
пуются.Штампуемость стали сильно зависит от химического
состава: чем больше углерода в стали, тем хуже штам¬
пуемость. Увеличение содержания кремния снижает
штампуемость, особенно при вытяжке. Поэтому стали,
применяемые для холодной штамповки, особенно для
глубокой вытяжки, имеют пониженное содержание угле¬
рода и кремния (не более 0,08 %).Стали марок 25, 30, 40, 45, 50 имеют более высокую
прочность (aB = 460-f-640 МПа) при пониженной пла¬
стичности (6=234-14 % и 'ф = 50-М0 %).Стали марок 10, 15, 20, 25, 30, 35, 40, 45, 50 применя¬
ется также в виде калиброванных холоднотянутых прут*-4—23649
ков и проволоки точных размеров. В результате наклепа
повышается прочность, но снижается пластичность.Инструментальные углеродистые стали содер¬
жат 0,7—1,5 % углерода.Качественные углеродистые инструментальные стали
маркируются буквой У (углеродистая) й цифрами, стоя¬
щими за буквой (7, 8, 9 и т. д.), указывающими среднее
содержание углерода в десятых долях процента. В вы¬
сококачественных сталях за цифрами ставится буква А,
например У12А.К углеродистым сталям специального назначения от¬
носятся автоматные и листовые (котельные) стали.Автоматные стали обладают повышенной обра¬
батываемостью резанием. Для улучшения обрабатывае¬
мости резанием в стали вводят серу, свинец, селен, тел¬
лур, кальций.Сернистые автоматные стали содержат повышенное
содержание серы (до 0,15—0,3%) и фосфора (0,05—■
0,15 %). Из-за повышенного содержания серы и фосфора
автоматные стали хорошо обрабатываются резанием и
при этом* получается высокое качество поверхности. Ав¬
томатные стали маркируются буквой А и цифрами, ко¬
торые указывают содержание углерода в сотых долях
процента, например А12, А20 и т. д. При повышенном
содержании марганца в стали добавляется буква Г —
АЗОГ.Автоматную сталь применяют для изготовления бол¬
тов, гаек, винтов и т. д. С целью повышения прочности
автоматные стали подвергают холодной протяжке, в ре¬
зультате чего они наклепываются. Например, у стали
А20 предел прочности повышается с 460—610 МПа до
620—800 МПа. Автоматные стали, содержащие до
0,20 % С, применяются в качестве цементируемых, а с
более высоким содержанием углерода — в качестве улуч¬
шаемых.Свинецсодержащие автоматные стали (РЬ=0,08^*0,15 %) маркируются АС 14, АС40 и т. д. Буква С, стоя¬
щая после буквы А, указывает на содержание свинца,
цифры — содержание углерода в сотых долях процента.В селеносодержащих автоматных сталях в конце мар¬
кировки ставится буква Е, например, А45Е.Стали листовые (котельные) выпускают следующих
марок: 12К, 15К, 16К, 18К, 20К, 22К; содержание угле¬
рода в них от 0,08 до 0,28 %.Для фасонного литья, особенно в транспортном ма¬50
шиностроении, применяют углеродистые стали, которые
маркируются цифрой, указывающей среднее содержание
углерода в сотых долях процента, и буквой Л — литая,
например, 15Л, 40Л.Контрольные вопросы1. Как классифицируется система железо — углерод?2. Перечислите основные точки и линии на диаграмме желе¬
зо — углерод.3. Перечислите фазовые и структурные составляющие системы
Fe — Fe3C.4. Как формируется структура сплавов Fe — Fe3C при охлаж¬
дении?5. Как классифицируются сплавы системы железо — углерод?ГЛАВА IIIОСНОВЫ ТЕОРИИ ТЕРМИЧЕСКОЙ ОБРАБОТКИМЕТАЛЛОВ И СПЛАВОВ§ 13. ПРЕВРАЩЕНИЯ В СТАЛИ ПРИ НАГРЕВЕВ системе железоуглеродистых сплавов принята сле¬
дующая индексация критических температур: темпера¬
тура линии PSK обозначается Аи температура линии
GSE — А3 (иногда температура линии ES — Лст).Чтобы отличать критическую температуру, при ко¬
торой происходят фазовые превращения при охлажде¬
нии, от критической темпера¬
туры при нагреве, перед циф¬
ровым индексом^ при охлажде¬
нии ставят букву г, а при на¬
греве с.Рассмотрим стальной угол
диаграммы Fe — Fe3C (рис.38). Превращение перлита в
аустенит (сталь с содержанием
С = 0,8 %) в полном соответ¬
ствии с диаграммой Fe — Fe3C
может завершиться при тем¬
пературе 727 °С (медленный
нагрев).Этот процесс протекает в
результате образования заро¬
дышей аустенита и последую¬Рис. 38. Участок диаграм¬
мы состояния железо —
углерод (стальной угол)4*51
щего их роста. Так как состав аустенита отличается от
состава феррита и цементита, из которых он образуется,
то превращение носит диффузионный характер и сопро¬
вождается перемещением атомов углерода.Зародыши аустенита возникают на границе раздела
кристаллов феррита и цементита (рис. 39). ПосколькуЗерно перлитаРис. 39. Схема превращения перлита в аустенит в изотер¬
мических условиях при непрерывном нагревеэта граница имеет большую протяженность, то превра¬
щение начинается с образования большого числа заро¬
дышей.С увеличением степени перегрева относительно точки
Ас 1 перлит с различной скоростью превращается в аусте¬
нит (рис. 40). Так, повышение температуры с 740 °С до
800 °С приводит к увеличению скорости возникновениязародышей аустенита в
280 раз и скорости их роста
в 82 раза.Окончание процесса пре¬
вращения характеризуется
образованием аустенита и ис¬
чезновением перлита. Вновь
образовавшийся аустенит
неоднороден даже в объеме
одного зерна. В тех местах,
где раньше были пластин¬
ки цементита, содержание
углерода значительно боль¬
ше, чем в тех местах, где
были пластинки феррита.Для получения однородного (гомогенного) аустени¬
та необходимо сталь нагреть выше Ас\ и дать выдержку
для завершения протекания диффузионных процессов.
Скорость превращения перлита в аустенит зависит не
только от температуры нагрева, но также от дисперсно¬
сти цементита и его формы. Чем мельче частицы цемен-VCвоо780760740720, Начал о пред ращенийу1 конец превращёнРис. 40. Кинетика превраще¬
ния перлита в аустенит при
постоянной температуре и не¬
прерывном нагреве62
тита, тем больше их суммарная поверхность, тем быстрее
протекает превращение перлита в аустенит.По окончании превращения перлита в аустенит об¬
разуется большое количество малых аустенитных зерен.
Размер этих зерен характеризует так называемую вели¬
чину начального зерна аустенита.Дальнейший нагрев или выдержка вызывают рост
аустенитного зерна. Размер зерна, получейный в стали
в результате той или иной термической обработки, назы¬
вается действительным зерном.Различают два типа сталей — наследственно
мелкозернистые и наследственно крупно¬
зернистые.Наследственно мелкозернистые характеризуются ма¬
лой склонностью к росту аустенитного зерна при нагре¬
ве. Наследственно крупнозер¬
нистые, наоборот, повышенной
склонностью к росту аустенит¬
ного зерна (рис. 41).При переходе через крити¬
ческую точку Ас\ завершается
превращение перлита в аусте¬
нит. В процессе дальнейшего
нагрева зерно аустенита на¬
следственно мелкозернистой
стали.не растет до темпера¬
тур 950—1000°С, после чего
быстро начинает увеличиваться
в размере, так как устраняют¬
ся факторы, препятствующие
росту зерна.У крупнозернистой стали ничто не препятствует ро¬
сту зерна, поэтому рост начинается вскоре после перехо¬
да через критическую точку. Следовательно, под наслед¬
ственной зернистостью надо подразумевать склонйбсть
аустенитного зерна к росту.На практике наследственную зернистость определя¬
ют по шкале зернистости (рис. 42). Причем предвари¬
тельно сталь нагревают до таких температур (~930 °С),
при которых у наследственно мелкозернистой стали
зерно еще не растет, а у крупнозернистой стали уже вы¬
росло. Стали, у которых при этой температуре номер
зерна 1-^4, будут наследственно крупнозернистыми, а-
стали с нбмером зщш 5^10 т** наследственно мелко¬
зернистыми.г■950°С-*\\Г /900-
Аустенит \
AiПерлитНачальноезерноРазмерисходногозернаРис. 41.^Схема роста зер¬
на:/ — в наследственно крупно¬
зернистой стали, 2 — в наследст¬
венно мелкозернистой стали53
Крупное зерно в стали не влияет на статические ха¬
рактеристики механических свойств (бв, бт, 6, твердость),
но сильно снижает ударную вязкость, особенно при вы¬
сокой твердости.Если на свойства стали влияет действительный раз¬
мер зерна, то технологический процесс горячей обработ¬
ки определяется наследственным зерном. Наследственно
мелкозернистую сталь можно прокатывать (ковать) при
более высоких температурах. Наследственно мелкозер¬
нистая сталь не склонна к перегреву, т. е. интенсивный
рост зерна начинается при значительно более высокой
-температуре, чем у наследственно крупнозернистой. По¬
этому интервал закалочных температур у наследственно
мелкозернистых сталей шире, чем у наследственно круп¬
нозернистых.Все спокойные марки сталей изготовляют наследст¬
венно мелкозернистыми, а кипящие — наследственно
крупнозернистыми.Размер аустенитного зерна определяют различными
методами, например, медленное охлаждение способству¬
ет выделению по границам зерен избыточных фаз (фер¬
рита и цементита); нагрев в окислительной среде способ¬
ствует проникновению кислорода в глубь металла по
границам зерен и образованию по ним сетки окислов.
Зерно аустенита может быть выявлено специальными
методами травления и насыщением металла углеродом.§ 14. РАСПАД АУСТЕНИТА ПРИ ОХЛАЖДЕНИИ.ДИАГРАММЫ ИЗОТЕРМИЧЕСКОГО ПРЕВРАЩЕНИЯИ ТЕРМОКИНЕТИЧЕСКИЕПревращение аустенита в перлит заключается в рас¬
паде аустенита Л0)8 на феррит Ф0,оз и цементит Цъ&-При температуре Ах аустенит и перлит находятся в
равновесии, так как при этом наблюдается равенство
свободных энергий аустенита и перлита. Для того чтобы
превращение ауётенита в перлит было устойчивым, не¬
обходимо некоторое переохлаждение, при котором сво¬
бодная энергия перлита станет меньше, чем свободная
энергия аустенита. Превращение идет при температуре
Аги которая ниже А{.Чем ниже температура процесса, тем больше переох¬
лаждение, больше разность свободных энергий и быст¬
рее происходит превращение. Превращение аустенита
в перлит носит диффузионный характер. Поэтому с уве¬
личением степени переохлаждения скорость диффузии
резко уменьшается и превращение замедляется.Наиболее полное представление о превращениях
аустенита при различных степенях переохлаждения дает
диаграмма изотермического превращения (рис. 43).Диаграмму изотермического превращения строят в
%69
координатах температура—время (логарифм времени).
Левая кривая на диаграмме изотермического превраще¬
ния характеризует начало распада аустенита, а правая
кривая показывает время, необходимое для полного рас¬
пада аустенита.В области левее первой кривой находится переохлаж¬
денный аустенит. При температуре — 550 °С существует
область наименьшей устойчивости переохлажденногоаустенита. Для углеро¬
дистых сталей продолжи¬
тельность ее составляет
1—2 с.Горизонтальная линия
Мп показывает темпера¬
туру бездиффузионного
мартенситного превраще¬
ния. Механизм этого пре¬
вращения будет рассмат¬
риваться ниже.Свойства и строение
продуктов превращения
аустенита зависят от
температуры, при которой
происходил процесс рас¬
пада. При высоких тем¬
пературах, т. е. при ма¬
лых степенях переохлаж¬
дения, получается грубая
смесь феррита и цемен¬
тита — перлит. Пониже¬
ние температуры, а сле¬
довательно, повышение
степени переохлаждения вызывает образование диспер¬
сной смеси феррита и цементита — сорбита. При еще
более низкой температуре распада дисперсность продук¬
тов возрастает; такая тонкая смесь феррита и цементи¬
та называется т р о о с т и т о м.Таким образом, структуры перлит, сорбит и троостит
представляют собой ферритно-цементитные смеси разной
дисперсности, имеющие пластинчатое строение.Твердость и прочность ферритно-цементитной смеси
прямо пропорциональны дисперсности фаз; чем дисперс-
нее структура, тем выше твердость и прочность.Промежуточное превращение протекает при низких
температурах (см. рис. 43), когда диффузия атомов же¬56’Рис. 43. Диаграмма изотермичес¬
кого превращения аустенита
(сталь 0,8 % С):П — перлит, С — сорбит, Т — троостит,
Б — бейнит
леза сильно замедляется, а диффузия атомов углерода
протекает сравнительно легко. Это превращение носит
смешанный характер — диффузионный и бездиффузион-
ный.Первоначально происходит диффузионное перерас¬
пределение углерода в аустените, приводящее к образо¬
ванию объемов аустенита, богатых и бедных углеродом.
Затем объемы аустенита, обедненные углеродом, пре¬
терпевают бездиффузионное превращение у-+а, в
результате которого образуется структура пересыщенно¬
го твердого раствора углерода в железе — бейнитный
феррит (подобно мартенситу). Образовавшийся бейнит¬
ный феррит неустойчив и со временем распадается на
ферритно-цементитную смесь.Из объемов аустенита, богатых углеродом, выделя¬
ются частички цементита, а затем обедненные объемы
превращаются бездиффузионным путем в пересыщенный
твердый раствор а.Таким образом, в результате промежуточного пре¬
вращения образуется структура, состоящая из смеси
a-фазы, часто пересыщенной углеродом, и карбида (це¬
ментита), которая называется бейнит или игольча-
тыйтроостит.В зависимости от температур образования различают
два вида бейнита: верхний, который образуется в верх¬
нем интервале температур промежуточного превращения,
и нижний.Рис. 44. Диаграммы изотермического превращения
аустенита:а —для дсэвтектоидной стали (0,4% С), б—для заэвтектонд-
кной стали (1,29% С)67,
Верхний бейнит по своему строению напоминает стро¬
ение перлита, а нижний — мартенсита. Прочность и
Пластичность нижнего бейнита выше, чем верхнего.Изотермическое превращение доэвтектоидных и за-
эвтектоидных сталей несколько отличается от изотерми¬
ческого превращения эвтектоидной стали.В верхнем интервале температур у доэвтектоидных
сталей сначала выделяется избыточный феррит, а в за-
эвтектоидных — избыточный цементит.Выделение избыточных фаз феррита или цементита
на диаграмме изотермического превращения отмечается
соответствующей кривой (рис. 44).Более полное пред¬
ставление об изменении
структуры и свойств про¬
дуктов превращения при
непрерывном охлаждении
дают термокинетические
диаграммы. Термокинети¬
ческие диаграммы строят
в тех же координатах, что
и диаграммы изотермиче¬
ского превращения (тем¬
пература—время). Термо¬
кинетические диаграммы
качественно отличаются
от диаграмм изотермичес¬
кого превращения (рис.
45), так как на диаграм¬
ме проводят кривые ох¬
лаждения. На каждую
кривую охлаждения на¬
носят температурные точ¬
ки начала и конца прев¬
ращения каждого типа.
Соединение точек с оди¬
наковым физическим
смыслом для всех кривых охлаждения позволяет пост¬
роить диаграмму, показывающую расположение всех
областей превращения в условиях непрерывного охлаж¬
дения.Расположение линий на термокинетической диаграм¬
ме зависит от условий предварительного нагрева и со¬
става стали, т. е. от содержания углерода и легирующих
элементов.16г£00 Hava/l° превращения0,51 10 102 tO3 fO*?,cРис. 45. Термокинетическая диа¬
грамма превращения переохлаж¬
денного аустенита (легированная
сталь 0,44 % С, 0,22 % Si, 0,8 %
Mn и 1,07 % Сг)58
§ 15. ПОНЯТИЕ О РЕЖИМЕ ТЕРМИЧЕСКОЙОБРАБОТКИТермическая обработка представляет совокупность
операций нагрева, выдержки и охлаждения металличе¬
ских изделий с целью изменения структуры и свойств
сплавов. Любой процесс термической обработки можно
графически изобразить в координатах температура—вре¬
мя (рис. 46). Параметрами процесса термической обра¬
ботки являются: максимальная температура нагрева
(^шах) сплава; время выдержки (тн) сплава при темпе¬
ратуре нагрева; скорость нагре¬
ва (vB) и скорость охлаждения
(Уохл). На практике обычно рас¬
считывают среднюю скорость на¬
грева или охлаждения. Она равна
максимальной температуре нагре¬
ва, поделенной на время нагрева
или охлаждения: ин.ср=^тах/тн;^охл.ср = ^тах/Тохл-Нагрев стали — основная опе¬
рация любого процесса термиче¬
ской обработки,. Из общего ба¬
ланса времени всего технологи¬
ческого процесса термической
нагрева составляет от 40 до
в металле происходят различные явления: тепловые рас¬
ширения, фазовые и структурные превращения, измене¬
ния физических и механических свойств и т. д. У разных
металлов эти процессы протекают неодинаково. Поэтому
только при правильном проведении процесса нагрева
обеспечивается получение требуемых технологических,
механических и физико-химических свойств стали. В свя¬
зи с этим различают технически возможную скорость
нагрева и технически допустимую скорость нагрева для
данной конкретной детали. Технически возможная ско¬
рость нагрева зависит от многих факторов.1. От способа нагрева: пламенная или электрическая
печь, соляная или масляная ванна, электролит, установ¬
ка ТВЧ и т.д. Тип нагревательного устройства влияет на
коэффициент теплоотдачи — количество теплоты, пере¬
данное телу в единицу времени с единицы поверхности
при разности температур в один градус. Коэффициент
теплоотдачи зависит от природы нагревающей среды, ее
температуры, формы и расположения изделий.Рис. 46. График терми¬
ческой обработкиобработки операция
80 %. При нагреве59
2. От массы одновременно нагреваемого металла
'(садки) и расположения изделий в печи.3. От разности температур между средой нагрева и
нагреваемым металлом.Технически допустимая (или технологическая) ско¬
рость нагрева устанавливается в зависимости от следую¬
щих факторов: 1) химического состава стали, влияющего
на теплофизические свойства; 2) структуры стали;
3) конфигурации изделия; 4) интервала температур, в
котором ведется нагрев.Нагрев металла осуществляется тем быстрее, чём
выше температура печи или ванны, теплопроводность
металла, больше поверхность нагрева при одной и той же
массе одновременно нагреваемого металла. Кроме того,
на скорость Нагрева металла влияет способ размещения
деталей в нагреваемой среде. Нагрев одной-двух заго¬
товок в печи производится в два раза быстрее, чем при
укладке изделий сплошным слоем.Скорость нагрева тем меньше, чем сложнее сталь по
химическому составу, так как легирующие элементы
значительно понижают теплопроводность железа. Если
принять теплопроводность чистого железа за 100 %, то
теплопроводность стали с 1 %С составляет около 65 %,
низколегированной стали (20ХГС, 40Х) — около 50 %,
высоколегированной (Р18, 30X13) — около 30—35 %, а
для стали 110Г13Л — всего 16 %. Поэтому изделия из
углеродистой стали толщиной до 100—120 мм практиче¬
ски нагревают с любой скоростью, а изделия из легиро¬
ванной стали — в 2—3 раза медленнее.Изделия сложной формы с резкими переходами от
толстого сечения к тонкому нагревают с низкой скоро¬
стью, так как возникающие при быстром ,нагреве тепло¬
вые напряжения вызывают коробление.На практике встречаются следующие режимы на¬
грева:медленный нагрев деталей вместе с печью. Этот ре¬
жим применяют при нагреве литых деталей или больших
поковок сложной конфигурации из легированной
стали. Продолжительность нагрева в данном случае
велика;нагрев деталей в печи с постоянной температурой,
поддерживаемой на заданном уровне. Время нагрева
меньше, чем в первом случае, но увеличивается раз¬
ность температур по сечению;нагрев деталей в печи, имеющий темлературу, значи-60
телыго превышающую ту, которая необходима для на¬
грева деталей. Нагрев происходит быстро, но возраста¬
ет перепад температур по сечению;нагрев деталей с подогревом в другой печи. В этом
случае обе печи предварительно нагревают на заданную
температуру и детали загружают в печь. Время нагрева
меньше, чем в первом случае, и перепад температур по
сечению небольшой.Время выдержки при температуре нагрева необхо¬
димо для завершения процессов фазовых и структурных
превращений по всему объему изделий (иногда для вы¬
равнивания температуры по объему садки).В основном этот процесс заканчивается при достиже¬
нии сердцевиной заданной температуры нагрева. Обыч¬
но время выдержки принимают равным l/4—7б от вре¬
мени нагрева, исключая особые режимы термообработ¬
ки, например, отжиг гомогенизации.Охлаждение металла — завершающая операция тер¬
мической обработки. Основным назначением охлаждаю¬
щей среды является отвод теплоты от металла, осущест¬
вляемого теплопроводностью и конвекцией.Результат термической обработки зависит от скоро¬
сти охлаждения, которая должна быть такой, чтобы
обеспечить получение заданной структуры и необходи¬
мых механических свойств при минимальной величине
внутренних напряжений.Контрольные вопросы1. Какие превращения протекают в стали при нагреве?2. Как изменяется размер зерна в стали при нагреве?3. Какие структуры получаются при распаде аустенита?4. Расскажите о диаграммах изотермического превращения
сталей.5. Чем отличаются термокинетические диаграммы от изотерми¬
ческих?ГЛАВА IVТЕРМИЧЕСКАЯ ОБРАБОТКА СТАЛИ§ 16. ВИДЫ ОТЖИГАОтжигом называется нагрев стали выше темпера¬
тур фазовых превращений с последующим медленным
охлаждением (обычно вместе с печью).При медленном охлаждении стали приближаются к
Рис. 47. Схема различных ви¬
дов отжигафазовому и структурному равновесию. Структуры, полу¬
ченные после отжига, указаны на диаграмме железо—це¬
ментит. После отжига сталь имеет низкую твердость и
прочность.Основные цели отжига: перекристаллизация стали
(измельчение зерна), снятие внутренних напряжений,снижение твердости и
улучшение обрабатывае¬
мости.В большинстве случа¬
ев отжиг является подго¬
товительной термической
обработкой. Отжигу под¬
вергают отливки, поков¬
ки, прокат. В некоторых
случаях отжиг является
конечной термической
обработкой, например от¬
жиг крупных отливок.Существует отжиг 1-го
и 2-го рода. Отжиг 1-го
рода частично или полно¬
стью устраняет отклоне¬
ния от равновесного состояния, возникшие при предыду¬
щей обработке, причем его проведение не обусловлено
фазовыми превращениями. Различают следующие раз¬
новидности отжига 1-го рода: диффузионный (отжиг го¬
могенизации), низкий и рекристаллизации.Диффузионный отжиг (рис. 47). Этому виду от¬
жига подвергают отливки и слитки из легированных
сталей для уменьшения дендритной ликвации. Металл
нагревают до температур 1100—1200 °С, так как при этом
более’ полно протекают диффузионные процессы, необ¬
ходимые для выравнивания химического состава в от¬
дельных объемах стали.Нагрев осуществляется со скоростью 100—150 град/ч,
а продолжительность выдержки зависит от состава стали
и массы садки. Охлаждение после диффузионного отжи¬
га медленное.Чрезмерно длительные выдержки при гомогенизации
нецелесообразны, так как они снижают производитель¬
ность процесса и приводят к излишнему расходу элек¬
троэнергии (топлива). Повышение температуры отжига
дает больший эффект, чем увеличение времени выдерж¬
ки. Время выдержки при диффузионном отжиге колеб¬62
лется от нескольких до десятков часов (не считая вре¬
мени прогрева). Повышением температуры можно со¬
кратить длительность процесса.После гомогенизации сталь имеет крупное зерно, ко¬
торое измельчается при последующей обработке давле¬
нием или обычным полным отжигом.Низкий отжиг. Если структура стали после го¬
рячей механической обработки хорошая и нет необходи¬
мости в перекристаллизации, а требуется снять внутрен¬
ние напряжения, то нагревают сталь ниже Ас\. Нагрев
осуществляют со скоростью
100—150 град/ч, а после вы¬
держки — охлаждение на воз¬
духе. Выдержка при тем-бв>таЖ400т200-SOЬЗОго\6ви41 2 3*5-87
Шпень деформации,%Рис. 48. Влияние пластичес¬
кой деформации на механиче¬
ские свойства алюминияРис. 49. Схема влияния плас*
тической деформации на мик¬
роструктуру металлапературе отжига составляет 0,5—1,0 ч на тонну садки.
Углеродистые и легированные стали подвергают низко¬
му отжигу перед обработкой резанием, волочением и
т. д. Скорости нагрева и особенно охлаждения при низ¬
ком отжиге должны быть небольшими, чтобы не возник¬
ли новые внутренние термические напряжения.Рекристаллизационный отжиг — это тер¬
мическая обработка деформированного металла или
сплава, при которой главным процессом является рекри¬
сталлизация. Данный вид термической обработки чаще
применяют после холодной деформации.Наклеп — изменение структуры и свойств метал¬
лического материала, вызванное пластической деформа¬
цией. На рис. 48 показано изменение механических
свойств алюминия в зависимости от пластической дефор¬
мации.63
В результате пластической деформации происходит
искажение кристаллической решетки, зерна металла де¬
формируются и приобретают определенную ориенти¬
ровку.Из рис» 49 видно, что до деформации зерно имеет
равноосную форму, а после деформации в результате
смещений по плоскостям скольжения зерна вытягивают¬
ся в направлении действующих сил, образуя волокнистую
структуру.Чем больше деформация, тем больше вытягиваются
зерна, и при 80—90 % деформации границы зерен плохо
видны. Это связано с тем, что в результате деформации
возникают внутренние напряжения, кристаллическая ре¬
шетка искажается, травимость средней части зерна при¬
ближается к травимости его границ.В реальном металле сдвиг при пластической дефор¬
мации происходит в результате перемещения дислока¬
ций по кристаллу. Однако пластическая деформация вы¬
зывает появление и накопление в металле новых дисло¬
каций. Плотность дислокаций в недеформированном
металле составляет 106—108 на 1 см2, после деформации
в этом же металле она достигает 1010—1012 на 1 см2. На¬
копление дислокаций в деформированном металле за¬
трудняет и тормозит передвижение их по кристаллу, что
в свою очередь вызывает сопротивление деформации со
стороны металла, т. е. упрочнение.Деформированный металл по сравнению с недефор-
мированным имеет повышенный запас энергиц и нахо¬
дится в неравновесном, термодинамически неустойчивом
состоянии. В таком металле даже при комнатной темпе¬
ратуре могут самопроизвольно протекать процессы, при¬
водящие его в более устойчивое состояние. Однако, если
деформированный металл нагреть, то скорость этих про¬
цессов возрастает. Небольшой нагрев (для железа 300—
400 °С) ведет к снятию искажений кристаллической ре¬
шетки, но микроструктура остается без изменений, зерна
по-прежнему вытянуты. Прочность при этом несколько
снижается, а пластичность повышается. Такая обработка
называется возвратом или отдыхом.При дальнейшем повышении температуры подвиж¬
ность атомов возрастает и среди вытянутых зерен идет
интенсивное зарождение и рост новых равноосных сво¬
бодных от напряжений зерен. Зародыши новых зерен
возникают в участках с наиболее искаженной кристалли¬
ческой решеткой, с повышенным уровнем свободной64
энергии, термодинамически наименее устойчивых. Новые
зерна растут за счет старых, вытянутых, до их столкно¬
вения друг с другом и до полного исчезновения вытя¬
нутых зерен. Это явление называется рекристалли¬
зацией (первичной).Рекристаллизация является диффузионным процес¬
сом и протекает неравномерно, одни зерна зарождаются
■и растут раньше, другие позднее. После рекристаллиза¬
ции металл состоит из новых равноосных зерен. Более
высокий нагрев приводит к развитию собирательной ре¬
кристаллизации, т. е. к росту одних рекристаллизован-
ных зерен за счет других, более мелких. Чем выше тем¬
пература нагрева, тем интенсивнее идет собирательная
рекристаллизация, так как с повышением температуры
диффузионные процессы протекают быстрее и создают-Рис. 50. Схема влияния на величину рекристаллизованного зер¬
на температуры (а), продолжительности нагрева (б), степени
предварительной деформации (в)ся условия для образования крупнозернистого металла.
Собирательная рекристаллизация также протекает не¬
равномерно и практически начинается значительно рань¬
ше, чем закончится рекристаллизация обработки.Размер рекристаллизованного зерна оказывает боль¬
шое влияние на свойства металла. Наилучшее сочетание
прочности и пластичности наблюдается в мелкозерни¬
стых сталях. На величину рекристаллизованного зерна
оказывает влияние температура рекриста.ллизационного
отжига (рис. 50, а), продолжительность процесса
(рис. 50, б), степень предварительной деформации (рис.
50, в) и химический состав металла. Чем выше темпера¬
тура отжига и длительнее процесс, тем больше размер
рекристаллизованного зерна.При критической степени деформации (3—15 % ), ве¬
личина зерна после отжига резко возрастает (рис. 50, в)
~и может в несколько раз превышать размер исходного
зерна. Поэтому следует избегать малых степеней дефор-5—2Ш65
мации. Величина критической деформации зависит от
металла, В целом, чем больше степень деформации, тем
меньше величина рекристаллизованного зерна. Это
объясняется тем, что с увеличением степени деформации
скорость образования зародышей при последующей ре¬
кристаллизации возрастает в большей мере, чем скорость
их роста.Обычно для определения размера зерна после рекри¬
сталлизации пользуются объемными пространствен¬
ными рекристаллиза-
ционными диаграмма¬
ми (рис. 51).5 25
Степень50 75деформации, У.Рис. 51. Диаграмма рекристаллизации (медь)Диаграммы рекристаллизации не учитывают влияния
скорости нагрева и величины зерна до деформации. Чем
выше скорость нагрева, тем мельче зерно, чем меньше
размер исходного зерна, тем выше критическая степень
деформации и меньше размер рекристаллизованного зер¬
на (при данной степени деформации).Для каждого металла характерна своя температура
начала рекристаллизации. Температура начала рекри¬
сталлизации находится в определенной зависимости от
температуры плавления Тр=аТпл, где Гр — абсолютная
температура рекристаллизации, К; Тпл — абсолютная
температура плавления, К; а — коэффициент.Коэффициент а зависит от чистоты металла. Для
технически чистых металлов и сплавов он составляет
0,3—0,4, для абсолютно чистых металлов 0,1—0,2, для
сплавов твердых растворов 0,5—0,6, а в некоторых слу¬
чаях достигает 0,8,€6
Практически для снятия наклепа металл нагревают
до более высоких температур, чтобы обеспечить высокую
скорость рекристаллизации. Характер изменения механи¬
ческих свойств наклепанного металла при нагреве пока-
за(н на рис. 52.При нагреве по достижении температуры начала ре¬
кристаллизации (/щ>) предел прочности и особенно пре¬
дел текучести резко снижаются, а пластичность увеличи¬
вается. В процессе собира¬
тельной рекристаллизации V
механические свойства прак¬
тически не изменяются. Бо¬
лее высокий нагрев сопро¬
вождается дальнейшим рос¬
том зерна и уменьшением
пластичности вследствие пе¬
регрева. Часто после боль¬
ших степеней деформации в
рекристаллизованном метал¬
ле возникает текстура ре¬
кристаллизации, т. е. новые
рекристаллизованные зер¬
на имеют преимуществен¬
ную кристаллографическую
ориентировку. Образованиетекстуры рекристаллизации _ _0 ^J „ Рис. 52. Схема влияния тем-приводит к анизотропии ме- пературы на механические
х.ани.ческих свойств ОТОЖ- свойства и структуру накле-
женного металла. паниого металлаРекристаллизационный от¬
жиг часто применяют какмежоперационную термическую обработку при холодной
прокатке, волочении, штамповке и т. д. Для металлов и
сплавов, в которых отсутствуют фазовые превращения в
твердом состоянии, рекрйсталлизационная обработка —
единственный способ регулирования величины зерна.В зависимости от отношения температуры деформа¬
ций к температуре рекристаллизации различают холод¬
ную и горячую деформацию..Обработка давлением ниже температуры рекристал¬
лизации вызывает наклеп и называется холодной обра¬
боткой.Горячую деформацию осуществляют при температуре
выше температуры рекристаллизации.Отжиг 2-го рода основан на использовании диффузи-!tup tf 267
онных фазовых превращений при охлаждении металлов и
сплавов. Существуют следующие виды отжига 2-го рода:
полный отжиг, неполный отжиг, изотермический отжиг.-Полный от ж.и К При полном отжиге (см. рис.
47) доэвтектоидная сталь нагревается выше Лс3 на 30—
50 °С, выдерживается при этой температуре до полного
прогрева и медленно охлаждается. В этом случае фер-
ритно-перлитная структура переходит при нагреве в
аустенитную, а затем при медленном охлаждении пре¬
вращается обратно в феррит и перлит. Происходит пол¬
ная перекристаллизация.На практике скорость нагрева обычно близка к
100 град/ч, а продолжительность выдержки колеблется
от 0,5 до 1 ч на 1 т нагреваемого металла. Чрезмерное
повышение температуры нагрева над точкой Лсз вызыва¬
ет рост зерна аустенита, что ухудшает свойства стали.
Медленное охлаждение должно обеспечить распад аусте¬
нита. Легированные стали охлаждают значительно мед¬
леннее (10—100 град/ч), чем углеродистые (150—
200 град/ч).Основные цели полного отжига: устранение пороков
структуры, возникших при предыдущей обработке ме¬
талла (литье, горячей деформации, сварке и термообра¬
ботке), смягчение стали перед обработкой резанием и
снятие внутренних напряжений.Неполный отжиг. Неполный отжиг (см. рис.
47) заключается в нагреве выше Ас\ и медленном ох¬
лаждении. При этом происходит частичная перекристал¬
лизация перлитной составляющей.Неполному отжигу подвергают доэвтектоидные ста-
ли с целью снятия внутренних напряжений и улучшения
обрабатываемости резанием в том случае, если предвари¬
тельная горячая обработка не привела к образованию
крупного зерна.Неполный отжиг заэвтектоидных сталей называется
также отжигом сфероидизации. В результате
отжига сфероидизации получают структуру — зернистый
перлит. Охлаждение при сфероидизации должно быть
медленным, чтобы обеспечить распад аустенита на фер-
ритно-карбидную смесь и коагуляцию образовавшихся
карбидов.Отжиг сфероидизации может осуществляться также
путем нагрева с периодическим изменением температу¬
ры около точки Аса (рис. 53).Стали со структурой зернистый перлит менее склон¬
ив
ны к перегреву, образованию трещин и деформации при
последующей закалке, а также хорошо обрабатываются
резанием.Изотермический отжиг. На практике с целью
экономии времени часто проводят изотермический от¬
жиг (рис. 54). В этом случае сталь нагревают, а затем
быстро охлаждают (чаще переносом в другую печь) до
температуры, лежащей ни-Рис. 53. Схема циклического Рис. 54. Схема изотермическо-
отжига сфербидизации го отжигатермический отжиг часто применяют для легированных
сталей, так как он сокращает продолжительность про¬
цесса.Для ускорения отжига температуру изотермической
выдержки желательно выбирать близкой к температуре
минимальной устойчивости переохлажденного аустенита
в перлитной области.После изотермического отжига получается более од¬
нородная структура, что связано с выравниванием тем¬
пературы по сечению детали и превращением по всему
объему одновременно. Целесообразно подвергать изо¬
термическому отжигу детали небольших размеров.Светлый отжиг осуществляется по режимам
полного или неполного отжига с применением защитных
атмосфер или в печах с частичным вакуумом. Возможно
осуществление светлого отжига в ящиках с засыпкой от¬
работанным карбюризатором, чугунной стружкой и т. д.Светлый отжиг применяется для холоднокатаной
ленты, проволоки и т.д., а также для деталей, подвер¬
гаемых гальваническим покрытиям с целью защиты по¬
верхности металла от окисления и обезуглероживания.же ЛС1 на 50—100 °С. Приэтой температуре сталь, вы- i
держивается до полного рас- W
пада аустенита, после чего
охлаждается на воздухе.В настоящее время изо-t;cАст~ 730- 740°ТВремя69
§ 17. НОРМАЛИЗАЦИЯНормализацией называется нагрев доэвтектоид-
ной стали до температуры выше Асз, а заэвтектоидной—-
выше А cm на 50—60 °С с последующим охлаждением на
воздухе. При нормализации происходит перекристалли¬
зация стали, устраняющая крупнозернистую структуру,
полученную при литье или ковке.В результате охлаждения на воздухе распад аустени¬
та на ферритно-цементитную смесь происходит *при более
низких температурах, а следовательно, повышается дис-
персиость смеси.Назначение нормализации различно в зависимости от
состава стали. Вместо отжига низкоуглеродистые стали
подвергают нормализации. В результате твердость не¬
много возрастает, но улучшается качество поверхности
при резании.Для среднеуглеродистых сталей нормализацию при¬
меняют вместо закалки и высокого отпуска (улучшения).
Механические свойства при этом понижаются, но умень¬
шается деформация изделий по сравнению с получаемой
при закалке.Высокоуглеродистые (заэвтектоидныё) стали подвер¬
гают нормализации с целью устранения цементитной
сетки.Нормализацию с последующим высоким отпуском
(600—650 °С) часто применяют вместо отжига для ис¬
правления структуры легированных сталей.§ 18. ДЕФЕКТЫ ОТЖИГА И НОРМАЛИЗАЦИИДефекты при отжиге могут возникать вследствие не¬
правильного хода нагрева, применения слишком высо¬
ких или слишком низких температур, чрезмерной про¬
должительности нагрева, из-за неподходящей атмосфе¬
ры в печи и неправильного режима охлаждения.При слишком быстром нагреве, особенно изделий
крупных размеров, в результате теплового расширения
наружных слоев в середине изделия могут возникнуть
большие растягивающие напряжения, вызывающие об¬
разование трещин. На опасность возникновения трещин
необходимо обращать особое внимание при нагреве ста¬
лей с низкой теплопроводностью и высоким коэффициен¬
том теплового расширения, например аустенитных,,По достижении температуры отжига необходимо70
обеспечить выравнивание температуры, особенно для
крупных изделий. НеравнОхМерный нагрев приводит к не*
равномерной структуре и тем самым к получению раз¬
личных механических свойств в разных сечениях изде¬
лия.При слишком высоких температурах отжига и чрез¬
мерно длительных выдержках происходит образование
крупнозернистой структуры, называемой структурой пе¬
регрева. Перегрев стали возможен при нагреве слит¬
ков или заготовок для горячей деформации. Кроме того,
перегрев может наблюдаться и при термической обработ¬
ке, особенно в изделиях сложной конфигурации, вслед¬
ствие несоблюдения температурного режима (нагрев до
температуры значительно выше критической или при
нормальной температуре с очень длительной выдерж¬
кой).Перегрев характеризуется крупнокристаллическим
блестящим изломом. Перегрев может быть устранен от¬
жигом с фазовой перекристаллизацией, нормализацией
или улучшением (закалка с высокотемпературным от¬
пуском).Очень высокий нагрев кроме большого роста зерна
может вызвать повреждение границ, зерен. Такой де¬
фект называется пережогом. Пережог характеризу¬
ется оплавлением и в связи с этим окислением металла
по границам зерен и не может быть исправлен термиче¬
ской обработкой. Пережог является неисправимым бра¬
ком.При нагреве стали до высоких температур под дейст¬
вием газов, находящихся в атмосфере печи, происходит
окисление и обезуглероживание.По своему воздействию на металл газы классифици¬
руются на окисляющие—02, S02, С02, Н20 (пар), вос¬
станавливающие— СО, Н2, СИЦ, обезуглероживающие —02, Н2; С02, Н20, науглероживающие — СО, СН*, ней¬
тральные— инертные газы.Окисление и обезуглероживание металла происходит
при нагреве в пламенных и электрических печах, а так¬
же в соляных ваннах. Степень окисления и обезуглеро¬
живания зависит от вида топлива, конструкции печи, от
состава и давления атмосферы печи, температуры, време¬
ни нагрева, химического состава стали и других факто¬
ров. Окисление, вызывающее образование окалины на
поверхности металла, приводит к изменению размеров
Изделия, к дополнительным затратам на механическую71
twoобработку, к введению трудоемких и вредных операций
очистки.Действие указанных выше газов на поверхность ме¬
талла во время нагрева в печи зависит от соотношения
СО и С02, Н2 и Н20 в атмосфере печи. В зависимости ог
отношения Н2 к Н20 и СО к С02 газовая атмосфера пе¬
чи может быть восстановительной, окислительной или
нейтральной. Взаимное равновесие этих газов (СО+
-f Н20^С02+Н2) определяется константой равновесия
реакции водяного газа: К\ = Рнго1Р*,\ Кл = Р со JfP со.Направление хода этой реакции определяется отно¬
шением парциального давления газов-окислителей к пар¬
циальному давлению газов-
восстановителей.В соответствии с кривы¬
ми равновесия Fe+C02^=
^±:FeO+CO (1) и Fe-{-H20:*=>:
4^FeO+H2 (2) установлено,
что для большинства конст¬
рукционных сталей при на¬
греве до /» 1000°С среда
является окислительной, ког¬
да К\&*0,7, 0,4 (рис.
55).Обезуглероживание свя¬
зано с том, что кислород
окисляет -углерод раньше,08 к К чем желез°* Для того, чтобы
' 11 2 обезуглероживание произо¬
шло, газовая атмосфера
должна оказывать не очень
сильное окислительное дей¬
ствие. Если скорость окис¬
ления больше скорости диффузии притекающего
изнутри углерода, то происходит окалинообразо-
вание, так как в этом случае кислород может одновре¬
менно окислять углерод и железо.Существенное влияние на обезуглероживание оказы¬
вает содержание водорода в печной атмосфере. В то вре¬
мя как сухой водород практически не вызывает обезуг¬
лероживания, влажный водород приводит к очень силь¬
ному обезуглероживанию.Типичные реакции обезуглероживания: 2Н2+
4-Fev (С)^Fe + СН4; H20+Fe3C^H2 + CO+3Fe.Обезуглероживание поверхности металла обусловли-Рис. 55.Кривые равновесия
реакций72
вает неравномерную и неполную восприимчивость к за¬
калке, например, инструментальных сталей. Кроме того,
обезуглероживание способствует снижению усталостной
прочности, ухудшению химических свойств поверхности.С целью защиты изделий от обезуглероживания и
окалинообразования отжиг осуществляют в ящиках или
трубах, замазанных глиной, а также в ящиках с засып¬
кой древесным углем или чугунной стружкой (отрабо¬
танной). Широкое применение находит отжиг в защит*
ных атмосферах.§ 19. СУЩНОСТЬ И НАЗНАЧЕНИЕ ЗАКАЛКИЗакалкой называется нагрев стали до температу¬
ры выше фазовых превращений, выдержка при этой тем¬
пературе и быстрое охлаждение со скоростью больше
критической.Минимальная скорость охлаждения, при которой аус-
тенит превращается в мартенсит без структур перлитно-VC А,Рис. 56. Наложение критической Рис. 57. Кристаллическая ре¬
скорости охлаждения на диаграм- тетка мартенсита
му изотермического превращенияго типа, называется критической скоростью за¬
калки. При совмещении кривых охлаждения с диаг¬
раммой изотермического превращения критическая
скорость охлаждения проводится по касательной к С-об-
разной кривой (рис. 56).В результате закалки из аустенита образуется неус¬
тойчивая, метастабильная структура мартенсит* М а р-73
тенсит представляет собой пересыщенный твердый
раствор углерода в а-железе.Содержание углерода в мартенсите такое же, как в
исходном аустените. Из-за высокого содержания углеро¬
да кристаллическая решетка a-железа сильно искажа¬
ется.Мартенсит имеет тетрагональную кристаллическую
решетку (рис. 57), в которой параметр с больше пара¬
метра а. Отношение с/а> 1 называется степенью тетра¬
гональное™. С увеличением содержания утлерода сте¬
пень тетрагональное™ растет (рис. 58). При содержании
в мартенсите 1,8 % С отношение равно 1,08.Мартенсит имеет высо¬
кую твердость. Твердость
мартенсита тем выше, чем
больше в нем углерода (рис.
59). Кроме того, такая высо¬
кая твердость объясняется—60 -50 - /40 - /зо - !9Л I 1.1 1 I 1 : I L .о аг оа о,б о,з w ьгчлРис. 58. Параметры и степень Рис. 59. Твердость мартенсита втетрагональной решетки мар- зависимости от содержания угле-
тенсита в зависимости от со- рода
держания углеродатакже наличием большего числа нарушений кристалли¬
ческого строения, возникающих в процессе его образова¬
ния.Аустенит превращается в мартенсит в том случае,
когда диффузионные процессы полностью подавляются,
т. е. становятся невозможными. Мартенситное превраще¬
ние носит бездиффузионный характер, т. е. оно не сопро¬
вождается перераспределением углерода. При мартен-
ситном превращении происходит лишь перестройки
кубической гранецентрированной решетки аустенита в
кубическую объемно-центрированную решетку а-жедез^
без выделения из раствора углерода, что приводит к ис¬
кажению кубической решетки до тетрагональной.74
Превращение аустенита в мартенсит начинается при
определенной температуре, называемой температурой на¬
чала мартенситного превращения и обозначаемой Л1н*
Для того чтобы мартенситное превращение протекало,
необходимо непрерывное охлаждение аустенита ниже
точки Мн. Если охлаждение прекратить, то превращение
аустенита в мартенсит остановится.По достижении определенной температуры дальней¬
шее превращение аустенита в мартенсит прекращается.
Эта температура называется кондом мартенситного пре¬
вращения и обозначается AfK. Положение температур
(точек) Мн и Мк не зависит от скорости охлаждения и
определяется химическим составом стали. Чем больше
углерода в аустените, тем ниже располагаются эти тем¬
пературы (рис. 60,а). Все легирующие элементы, за ис¬
ключением кобальта и алюминия, понижают точки Мн и
Мк (рис. 60,б).Мартенситное превращение характеризуется высокой
скоростью роста зародышей. Скорость роста лежит в
пределах 1000—7000 м/с.Рис. 60. Положение температур начала Мв и конца Мк мартенсит¬
ного превращения в зависимости от химического состава стали:
а — влияние углерода на температуры Мн и MR, б — влияние легирующих
элементов на температуру Мн стали, содержащей 1 % СПервые кристаллы мартенсита, представляющие со¬
бой пластины, обычно ориентированы один по отноше¬
нию к другому под углом 60 или 120°. Следующие кри¬
сталлы располагаются или параллельно первым, или в
виде зигзагов (рис. 61). Размеры пластинок мартенсита
определяются величиной исходного зерна аустенита. Чем
больше зерно аустенита, тем крупнее пластины мартен¬т75
Рис. 61. Микроструктура мартен¬
сита, Х500сита. В плоскости шлифа пластины имеют вид игл, по¬
этому в микроскопе видна игольчатая структура.В структуре закаленных сталей и безуглеродистых
сплавов на основе железа обнаружено два типа мартен¬
сита: реечный (пакетный)
и двойникованный (плас¬
тинчатый).. Реечный мар¬
тенсит (иногда его еще
называют массивным, не¬
двойникованным) обра¬
зуется в закаленных ма¬
лоуглеродистых й средне¬
углеродистых сталях. Кри¬
сталлы этого мартенсита
имеют форму примерно
одинаково ориентирован¬
ных тонких пластин, сло¬
женных одна к другой и
образующих почти равно¬
осный пакет.Ширина пластин в па¬
кете лежит в пределах от нескольких микрон до долей
микрона. Плотность дислокаций в реечном мартенсите
составляет 10й—1012 см~2.Пластинчатый мартенсит (иногда называют игольча¬
тым) образуется в высокоуглеродистых сталях. Сосед¬
ние пластинки не параллельны между собой. После за¬
калки между пластинами мартенсита при комнатной тем¬
пературе сохраняется
остаточный аусге-
нит. Плотность дис¬
локаций в пластин¬
чатом мартенсите
значительно меньше,
чем в реечном, и со¬
ставляет 109—1010
см~2.На рис. 62 пока¬
зано, как изменяет¬
ся положение точки
MHt количество ре-
Рис. 62. Влияние углерода на положе- ечного мартенсита и
ние температуры Мв, количество оста¬
точного аустенита и количество рееч- количество остаточ¬
ного мартенсита ного аустенита с уве¬76
личением содержания углерода. Следует отметить, что
реечный мартенсит более пластичный, чем пластин¬
чатый.§ 20. ВЫБОР ТЕМПЕРАТУРЫ ЗАКАЛКИРезультаты закалки во многом зависят от правильно¬
го выбора температуры нагрева для закалки.Доэвтектоидные стали для закалки следует нагревать
до температуры на 30—50 °С выше Лс3 (рис. 63). В этом
случае сталь с исходной структурой перлит-(-феррит на¬
гревается до аустенитного состояния и при охлаждении
со скоростью больше кри- .«*
тической получается мартен- ^
сит. Такая закалка называ¬
ется полной.Если доэвтектоидную
сталь нагреть выше Лсь но
ниже Лс3, то в ее структуре
после закалки наряду с мар¬
тенситом будут участки фер¬
рита. Присутствие феррита
как мягкой составляющей
снижает твердость стали
после закалки. Такая закал¬
ка называется неполной.Следовательно, все доэв¬
тектоидные стали подвер¬
гают полной закалке.Заэвтектоидные стали на¬
гревают для закалки на 50—70 °С выше Ас\. При
этих температурах в стали наряду с аустенитом
имеется цементит. Поэтому после закалки в струк¬
туре заэвтектоидных сталей будет мартенсит с це¬
ментитом и небольшое количество остаточного аустени¬
та. Остаточный аустенит, как структурная составляющая,
характерен для всех закаленных заэв'гектоидных сталей.Если заэвтектоидную сталь нагреть для закалки вы¬
ше Лст, то в структуре ее будет крупноигольчатый мар¬
тенсит с повышенным количеством остаточного аустени¬
та. Присутствие остаточного аустенита в структуре стали
снижает ее твердость. Все заэвтектоидные стали подвер¬
гают неполной закалке.Время нагрева деталей зависит от конструкции нагре¬
вательного устройства. При нагреве в электрических воз¬
душных печах скорость нагрева составляет 0,8—1 мин наI I , т 10 ' Dfi- ДО* %г 1,6 ХП
Содершие углерода/!»Рис. 63. Интервал закалоч¬
ных температур углеродис¬
тых сталей‘77
1 мм сечения. Скорость нагрева в соляной ванне в два
раза выше, чем в электрической печи, а в расплавленном
металле (свинце) в три — четыре раза.По достижении -заданной температуры нагрева прово¬
дят выдержку для полного прогрева деталей по сечению,
для завершения всех фазовых превращений и выравни¬
вания состава аустенита по объему. Чем выше темпера¬
тура нагрева, тем меньше продолжительность выдерж¬
ки. Время выдержки часто принимают равным l/s от
времени нагрева.§ 21. ЗАКАЛОЧНЫЕ СРЕДЫОхлаждающая (закалочная) среда должна обеспе¬
чить высокую скорость охлаждения при температурах
наименьшей устойчивости переохлажденного аустенита
(650—550 °С), чтобы предупредить его распад на фер-
ритно-цементитную смесь.В интервале температур мартенситного превращения
(Мн—Мк) целесообразно медленное охлаждение с целью
уменьшения внутренних напряжений.В качестве закалоч¬
ных сред для углеродис¬
тых сталей, имеющих вы¬
сокую критическую ско¬
рость охлаждения, при¬
меняют воду и .различные
водные растворы, а для
легированных сталей, име¬
ющих небольшую крити¬
ческую скорость охлаж¬
дения, используют масло
и воздух.При погружении на¬
гретой детали в воду или
масло различают три стадии охлаждения (рис. 64).На первой стадии А вокруг нагретой детали возника¬
ет паровая рубашка, через которую осуществляется от¬
вод теплоты. Скорость отвода теплоты в этом случае ма¬
ла. Первая стадия называется стадией пленочного ки¬
пения.На второй стадии В паровая рубашка разрушается и
жидкость вступает в контакт с нагретой деталью, обра¬
зуя на ее поверхности пузырьки. Охлаждение в этот пе¬
риод происходит с большой скоростью. Эта стадия пазы*
ваётся стадией пузырькового кипения.Рис:. 64. Три стадии охлаждения
при закалке78
При дальнейшем охлаждении ниже температуры ки¬
пения отвод теплоты осуществляется за счет конвекции
с небольшой скоростью — стадия С.Закалочная жидкость охлаждает тем интенсивнее,
чем шире интервал пузырькового кипения, т. е. чем вы¬
ше температура перехода от первой стадии охлаждения
ко .второй и ниже температура перехода от второй ста¬
дии к третьей.В табл. 1 приведен примерный температурный интер¬
вал пузырькового кипения и относительная скорость ох¬
лаждения в середине этого интервала для различных
сред.Таблица 1. Характеристика различных охлаждающих средОхлаждающая средаТемпературный
интервал пузырь¬
кового кипения,
ССОтносительная интен¬
сивность охлаждения
в середине интервала
пузырькового кипенияВода, 20°С400—1001Вода, 40 °С350—1000,7Вода, 80 °С250—1000,2Раствор 10 %-ного NaCl в650—1003,0воде при 20 °СРаствор 50 %-ной NaOH в650—1001,0воде при 20 °СМасло минеральное, 20—500—2500,3200 °СВода как закалочная среда имеет большую скорость
охлаждения, но обладает рядом недостатков: охлаждаю¬
щая способность воды резко снижается при повышении
ее температуры (см. табл. 1); вода имеет высокую ско¬
рость охлаждения при температурах образования мар¬
тенсита.Добавки к воде солей, соды, щелочей сильно изменя¬
ют ее закаливающую способность. В таких растворах
расширяется интервал пузырькового кипения, ускоряет¬
ся и делается более равномерным охлаждение в этом ин¬
тервале. Охлаждающая способность водных растворов
солей и щелочей менее чувствительна к колебаниям тем¬
пературы.Минеральное масло охлаждает медленнее и более
равномерно, чем вода и водные растворы. Оно применя¬
ется при охлаждении стали в интервале температур мар-
тенситного превращения. Охлаждающая способность79
масла не изменяется с повышением температуры от 20
до 150°С.К недостаткам масла относятся его огнеопасность и
загущение с течением времени, что ухудшает его закали¬
вающую способность. Кроме того, масло пригорает к по¬
верхности детали и образует налет (пригар).§ 22. СПОСОБЫ ЗАКАЛКИОптимальный способ закалки выбирают в зависимо¬
сти от состава стали, формы и размеров детали. Чем
больше углерода в стали, тем больше объемные измене¬
ния, тем при более низкой температуре происходит пре¬
вращение аустенита в мартенсит, тем больше вероят¬
ность образования трещин, тем тщательнее нужно выби¬
рать способ охлаждения.Чем сложнее деталь, тем больше различие в сечени¬
ях детали, больше величина внутренних напряжений,возникающих при охлажде¬
нии. Существуют следую¬
щие способы закалки (рис.
65).Закалка в одном
охладителе а получила
наиболее широкое примене¬
ние. Нагретую до определен¬
ной температуры деталь по¬
гружают в закалочную сре¬
ду, где она остается до пол¬
ного охлаждения. Этот спо¬
соб применяют для деталей
простой формы из углероди¬
стых и легированных сталей.
Детали из углеродистых
сталей диаметром более 5 мм
охлаждают в воде, а менее —
в масле. Легированные стали
охлаждают в масле. С целью
уменьшения внутренних напряжений детали иногда пе¬
ред погружением в закалочную жидкость некоторое вре¬
мя охлаждают на воздухе, подстуживают. Такой способ
закалки называется закалкой с подстуживанием. При
подстуживании необходимо, чтобы температура детали
не опускалась ниже точки Лг3 для конструкционных ста¬
лей и ниже точки Аг1 для инструментальных. Цель этогоРис. 65. Схема различных спо¬
собов закалки:а — в одном охладителе, в — в
двух средах (комбинированная),
в — ступенчатая, г — изотермичес¬
кая80
способа закалки — уменьшение внутренних напряжений
и коробления деталей, особенно цементованных.При закалке в двух средах б нагретую де¬
таль сначала охлаждают в воде до температуры несколь¬
ко выше Мн, а затем быстро переносят в другую среду
(масло, селитру или на воздух), где она охлаждается до
20 °С. Во второй закалочной среде уменьшаются внутрен¬
ние напряжения, связанные с превращением аустенита в
мартенсит. Этот способ применяется при закалке высо¬
коуглеродистых сталей и требует от термиста высокой
квалификации, так как'трудно установить и отрегулиро¬
вать время выдержки детали в воде. Обычно оно очень
мало и исчисляется секундами (3—4 с).При ступенчатой закалке в нагретая деталь
охлаждается в закалочной среде, имеющей температуру
несколько выше точки Мн (обычно 230—250 °С), и вы¬
держивается в ней до выравнивания температуры по
всему сечению. Выдержка не должна быть очень дли¬
тельной, чтобы не вызвать превращения аустенита в
бейнит. Затем следует окончательное охлаждение навоз-
духе, £0 время которого происходит превращение аусте¬
нита в мартенсит. При ступенчатой закалке уменьшаются
объемные изменения, коробление и опасность возник¬
новения трещин. Правку изделий, склонных к коробле¬
нию, осуществляют в период охлаждения на воздухе.
Ступенчатая закалка для углеродистых сталей примени¬
ма лишь для изделий диаметром не более 10—12 мм, а
для легированных сталей — до 20—30 мм.Изотермическая закалка г выполняется так
же, как и ступенчатая, но выдержка в закалочной среде
более продолжительна. При такой выдержке происходит
изотермический распад аустенита с образованием бейни-
та. Продолжительность выдержки в закалочной среде
зависят от устойчивости переохлажденного аустенита
при температурах выше Ми и определяется по диаграм¬
ме изотермического превращения аустенита для каждой
марки стали. В основном изотермической закалке под¬
вергают легированные стали. В качестве охлаждающих
сред при ступенчатой и изотермической закалке приме¬
няют расплавленные соли (например, 55 % KNO и 45 %
КаЫОг) или расплавленные щелочи (20 % NaOH и 80 %
КОН). Добавка 5—10% воды в расплав щелочей и со¬
лей увеличивает скорость охлаждения.При закалке с самоотпуском нагретую де¬
таль рабочей частью погружают в водуу и вынимают пос¬6-23681
ле кратковременной выдержки. За счет теплоты той час¬
ти детали, которая не догружалась в .воду, рабочая часть
изделия нагревается. Температуру нагрева определяют
по цветам побежалости. Дальнейший нагрев прерывают
немедленным охлаждением всей детали в воде. Появле¬
ние цветов побежалости при отпуске в интервале 200—
300 °С объясняется тем, что на чистой (полированной,
шлифованной) поверхности возникают тонкие слои окис¬
лов. Цвет слоя окислов зависит от его толщины.§ 23. ЗАКАЛИВАЕМОСТЬ
И ПРОКАЛИВАЕМОСТЬ СТАЛИПод закаливаемостью, понимают способность
данной сталЦ приобретать высокую твердость в резуль¬
тате закалки. Закаливаемость зависит в основном от со¬
держания углерода в стали. Чем больше углерода вста¬
ли, тем выше ее твердость после закалки.а ь
■с dWZ-///уу^у///уШ/.тпрЩрк mvm
а) I)Рис. 66. Зависимость прокаливаемости от кри¬
тической скорости закалкиПод прокаливаемостыо понимают способность
стали образовывать мартенситную или троостомартен-
ситную структуру на определенную глубину.Прокаливаемость стали зависит от устойчивости пе¬
реохлажденного аусте&ита, а следовательно, и от крити¬
ческой скорости охлаждения.Если действительная скорость охлаждения сердцеви¬
ны изделия будет больше критической скорости охлаж¬
дения, то сталь будет иметь сквозную прокаливаемость,
т. е. по всему сечению стали будет структура мартенсит
(рис. 66,6). Но если действительная скорость охлажде¬
ния в сердцевине будет меньше критической скорости, то82
в этом случае в сердцевине произойдет распад аустенита
(рис. 66, а) на ферритно-цементитную смесь (троостит,
сорбит или перлит). Значит, прокгли&земость тем выше,
чем меньше критическая скорость охлаждения.Устойчивость переохлажденного аустенита и критиче¬
ская скорость закалки взаимосвязаны. Чем больше ус¬
тойчивость переохлажденного аустенита, тем меньше
критическая скорость закалки (рис. 67). Величина кри¬
тической скорости закалки у стали / меньше, чем у ста¬
ли //, а устойчивость пе¬
реохлажденного аусге-
нита у стали / больше,
чем у стали //. Следова¬
тельно, чем выше устой¬
чивость переохлажденно¬
го аустенита, тем больше
прокаливаемость.Рассмотрим основные
факторы, влияющие на
устойчивость переохлаж¬
денного аустенита.Химический состав
стали. Все легирующие
элементы, растворенные
в аустените (за исключением кобальта), повышают ус¬
тойчивость переохлажденного аустенита, а следователь¬
но, повышают прокаливаемость. Поэтому все легирован¬
ные стали обладают более высокой прокаливаемостью,
чем углеродистые.Размер наследственного зерна. Аустенит при нагреве
стали может иметь крупное или мелкое зерно. При за¬
калке стали по границам зерен аустенита появляются
центрц превращения. Суммарная протяженность границ
зерен на единицу объема в крупнозернистой стали мень¬
ше, чем в мелкозернистой, а следовательно, центров рас¬
пада в крупнозернистой стали будет меньше, а устойчи¬
вость аустенита выше. Вследствие этого прокаливаемость
крупнозернистой стали выше, чем мелкозернистой.Однако, несмотря на более высокую прокаливаемость
крупнозернистой стали, на практике для ответственных
деталей применяют-наследственно мелкозернистые ста¬
ли., обладающие более высокой ударной вязкостью. Для
повышения прокаливаемости в них вводят хром, марга¬
нец, кремний, а также бор в количестве 0,003—0,005%.Включения, нерастворенные в аустените. К такимУкргРис. 67. Зависимость прокалива¬
емости от устойчивости переох¬
лажденного аустёикта6*83
включениям относят карбиды, оксиды, неметаллические
включения и интерметалл иды. Так как названные вклю¬
чения представляют собой дополнительные центры пре¬
вращения аустенита, то при значительном количестве они
способствуют понижению устойчивости переохлажденно- >
го аустенита, а значит, и понижению прокаливаемости
стали. В связи с тем, что заэвтектоидные стали для за¬
калки нагревают выше АС\ и в структуре имеется аусте-Зернистаяструктура1мхр\ 1£LL1 /кда)/Пластинчатая структура Зернистая
(ФЩ) (Ф+Ц) структура((р+ц}6) В) г)Рис. 68.^ Схема влияния прокаливаемости на механические свойст¬
ва закаленной (а, б) и отпущенной (в, г) сталейнит и цементит вторичный, прокаливаемость их ниже эв-
тектоидной стали.Влияние прокаливаемости на структуру и механиче¬
ские свойства стали показано на рис. 68.При сквозной закалке механические свойства стали
по всему сечению одинаковы (рис. 68,а, г). При несквоз¬
ной закалке изменение структуры стали по сечению вле¬
чет за собой изменение механических свойств. При не¬
сквозной прокаливаемости твердость после закалки
уменьшается от поверхности, к сердцевине (рис. 68,6).После высокотемпературного отпуска различия в
значениях твердости и пределов прочности могут быть
уменьшены (рис. 68,в). Однако предел текучести, удар¬
ная вязкость и относительное сужение в сердцевине об¬
разца остаются низкими. Это объясняется разным ха¬84
рактером строения ферритно-цементитной смеси. ПосЛе
отпуска мартенсита закалки в закаленном слое образу¬
ется ферритно-цементитная смесь, имеющая зернистую
форму цементита, а в сердцевине — пластинчатую форму
цементита. Ферритно-цементитные смеси с пластинчатой
формой цементита менее пластичны, чем ферритно-це¬
ментитные смеси с зернистой формой цементита. Поэто¬
му для получения одинаковых механических свойств по
сечению необходимо стремиться получать при закалке
сквозную прокаливаемость.За глубину закаленного слоя принимают расстояние
от поверхности до зоны, состоящей из 50 % мартенсита
закалки и 50 % троостита закалки. Глубина расположе-
жения полумартенситной зоны определяется по твердо¬
сти, которая зависит в основном от содержания углеро-да в стали.Твердость полумартенситной зоныСодержание углерода в стали, %HRC0,18—0,22250,23—0,27300,28—0,32350,33—0,42400,43-0,5245,0,53-0,6250Для оценки прокаливаемостииспользуется характе-ристика, называемая критическим диаметром.
Под критическим диаметром понимают максимальный
диаметр детали, в центре которой после закалки полу¬
чают полумартенситную зону.Для определения прокаливаемости применяют метод
торцовой закалки. Стандартный образец (рис. 69) диа-СоплоФ25Ф12У5/2 24 3G
Расстояние от торца, ммРис. 69. Схема
торцовой закалки
образцаРис. 70. Кривая прока¬
ливаемости (сталь с
0,4 % С).85
метром 25 мм и длиной 100 мм, нагретый до заданной
температуры, охлаждается с торца на специальной уста¬
новке; так как скорость охлаждения уменьшается по ме¬
ре увеличения расстояния от торца, то изменяется струк¬
тура и твердость образца. Изменение твердости по дли-т50Щ.-40| 30
%20
^ /0\Yль 40Ли 6 12 18 24 20 JS 42
Расстояние от торца>тО в 12 18 24 30 36 42Расстояние от торца} миС,тоАw 4,пмV 6 12 18 24 30 36 4Z
Расстояние от торца, ниРис. 71, Диаграммы прокаливаемости углеродистых и легирован¬
ных сталейне образца показывается на кривых прокаливаемости
(рис. 70), построенных в координатах «твердость — рас¬
стояние» от торца. Так как прокаливаемость одной и той
же стали может колебаться в широких пределах в зави¬
симости от колебаний хи¬
мического состава и вели¬
чины зерна, то прокалива¬
емость каждой марки ста¬
ли характеризуется не
кривой, а полосой прока¬
ливаемости (рис. 71).Определив с помощью
полосы прокаливаемости
расстояние от торца до
полумартенситной зоны
данной марки стали, по
номограмме (рис. 72)
можно определить кри¬
тический диаметр.Углеродистые стали
при закалке в воде имеют
критический диаметр 10—
20 мм. Легированные стали при закалке в масле могут
прокаливаться в сечении до 250—300 мм (это зависит от
степени легирования стали).6 12 18 24 30 56 42
Расстояние от охлаждаемого
торца, мнРис. 72. Номограмма для опре¬
деления критического диаметра86
§ 24. ДЕФЕКТЫ, ВОЗНИКАЮЩИЕ ПРИ ЗАКАЛКЕОкисление и обезуглероживание поверх¬
ности происходит при нагреве в пламенных или электри¬
ческих печах без контролируемых атмосфер. Поэтому
увеличивают припуск на шлифование, что удорожает и
усложняет технологию изготовления деталей.Для устранения окисления или обезуглероживания
необходимо применять защитные контролируемые ат¬
мосферы.Нагрев в расплавленном металле (свинце) предохра¬
няет поверхность деталей от окисления и обезуглерожи¬
вания.Передержка и перегрев проявляются в ук¬
рупнении зерна аустенита, а следовательно, после закал¬
ки в укрупнении игл мартенсита и получении крупнозер¬
нистого излома. Это способствует охрупчиванию закален¬
ных деталей; в них при закалке могут образоваться
трещины. При обработке мелких деталей нужно обращать
особое внимание на предотвращение перегрева и пере¬
держки. В этих случаях особенно опасна загрузка боль¬
шой печи большим количеством мелких закаливаемых
деталей, так как при этом неизбежны неодинаковые ус¬
ловия нагрева. Передержка и перегрев устраняются пов¬
торной закалкой.Недостаточная твердость закаленной стали
может быть вызвана недогревом (низкая температура
закалки, слишком короткая выдержка при правильной
температуре печи) или при недостаточно интенсивном ох¬
лаждении, т. е. со скоростью меньше критической.При недогреве мартенсит не обладает достаточной
твердостью, так как не насыщен углеродом, а при низ¬
кой скорости охлаждения структура состоит из продук¬
тов перлитного типа (сорбит, троостит).Для устранения дефекта необходимо повысить тем¬
пературу печи или увеличить время выдержки, а также
применять более интенсивное охлаждение, т. е. энергич¬
но перемещать деталь в закалочной жидкости или заме¬
нить закалочную жидкость.Образование мягких пятен вызвано не¬
равномерным охлаждением детали из-за образования в
отдельных местах пузырьков пара (паровой рубашки),
сохранения приставшей окалины, захвата закалочными
клещами и т. д. Для предотвращения этого дефекта не¬
обходимо, чтобы закалочная жидкость подводилась к87
леталям под давлением, или необходимо энергично пере¬
мещать деталь в закалочной жидкости; следует удалять
окалину перед охлаждением; закалочные клещи должны
иметь острые губки, чтобы не препятствовать охлажде¬
нию в месте захвата изделия.Трещины образуются после окончания охлажде¬
ния. Склонность к образованию трещин возрастает с уве¬
личением содержания углерода в стали, повышением
температуры закалки и скорости охлаждения в интерва¬
ле температур мартенситного превращения. Другая при¬
чина образования трещин — наличие концентраторов
напряжений. К ним относятся: резкое изменение сечений
изделия, подрезы, вырезки, углубления, выступы и т.д.Для предупреждения о0разования трещин рекомен¬
дуется: при конструировании изделий избегать резких
переходов от сучения к сечению, заостренных углов
и т. д.; при термообработке осуществлять медленное ох¬
лаждение в интервале температур Мп и Мк, применяя
ступенчатую закалку или закалку в двух средах; делать
отпуск немедленно после закалки.Деформация и коробление. Несимметрич¬
ную деформацию деталей в практике называют короб¬
лением (поводкой). Деформация происходит под дейст¬
вием тепловых и структурных напряжений.Тепловые напряжения возникают вследствие не¬
равномерного охлаждения поверхности и сердцевины
изделия, т. е. они вызваны перепадом температур по се¬
чению изделия.Структурные напряжения возникают в резуль¬
тате превращения аустенита в мартенсит.Коробление наблюдается при неравномерном и вы¬
соком нагреве под закалку, неправильном положении
детали при охлаждении, высокой скорости охлаждения
ь интервале температур мартенситного превращения.
Особенно сильно коробятся длинные и тонкие детали.
Для уменьшения коробления детали охлаждают в
штампах, прессах и приспособлениях. Уменьшение де¬
формации достигается применением ступенчатой и изо¬
термической закалки.§ 25. ОТПУСК СТАЛИОтпуском называется нагрев стали до температу¬
ры ниже Ась выдержка при заданной температуре и по¬
следующее охлаждение с заданной скоростью (обычно88
иа воздухе). Отпуск является конечной операцией тер¬
мической обработки, проводится после закалки для
уменьшения внутренних напряжений и получения более
равновесной структуры. Напряжения в закаленных из¬
делиях снимаются тем полнее, чем выше температура
отпуска.Скорость охлаждения при отпуске также влияет на
величину остаточных напряжений. С уменьшением ско¬
рости охлаждения величина остаточных напряжений
понижается. Быстрое охлаж¬
дение в воде с температуры
600 °С и более создает новые
тепловые напряжения. Охлаж¬
дение при отпуске на воздухе
способствует возникновению
напряжений в 7 раз меньше, а
охлаждение в масле в 2,5 раза
меньше, чем при охлаждении
в воде. Поэтому сложные дета¬
ли обычно при отпуске охлаж¬
дают на воздухе. С повышени¬
ем температуры отпуска твер¬
дость и прочность снижаются,
а показатели пластичности уве¬
личиваются (рис. 73).Различают три вида отпуска.Низкотемпературный
отпуск (низкий) осуще¬
ствляется в интервале температур 80—200 °С. При
этом отпуске уменьшается степень тетрагональное™
кристаллической решетки мартенсита вследствие выде¬
ления из нее углерода в виде е-карбида. Кристалличес¬
кая решетка е-карбида когерентно связана с решеткой
мартенсита, т. е. отдельные кристаллографические пло¬
скости у них являются общими. В связи с когерентной
связью твердость стали при этом не снижается, а внут¬
ренние напряжения уменьшаются. В результате низко¬
температурного отпуска мартенсит закалки превраща¬
ется в мартенсит отпуска, имеющего повышенную удар¬
ную вязкость и пластичность. При этом сталь сохраняет
высокую твердость. Поэтому низкотемпературному от¬
пуску подвергают режущий и мерительный инструмент
из углеродистых и низколегированных сталей, а также
детали после поверхностной закалки, цементации и т.д.
Обычно продолжительность отпуска составляет 1 —£ бв,
Y%M(laHB
62J120050050 тот
щвоозоо25 600200
12J5400W0
Q 200 0£ № 400 500 600 700% Температура
§ отпуст, X<*5Рис. 73. Изменение механи¬
ческих свойств в зависимо¬
сти от температуры отпуска
(сталь 40)89
2,5 ч. Мерительный инструмент с целью стабилизации
размеров подвергают отпуску с более длительными вы¬
держками.Чаще всего низкотемпературный отпуск осуществля¬
ют в расплаве, содержащем 50% KNO3+56 %NaN02
или в масляных ваннах, что обеспечивает быстрый и
равномерный нагрев, а также точное регулирование
температуры.Среднетемпературный отпуск (средний)
проводят при температурах 350—500 °С. При темпера¬
туре свыше 300 °С е-карбид превращается в цементит,
который отделяется от решетки твердого раствора. Об¬
разование цементита и его коагуляция (укрупнение) со¬
провождаются снижением твердости и повышением вяз¬
кости и пластичности., ' При среднетемпературном отпуске образуется дис¬
персная ферритно-цементитная смесь, имеющая зернис¬
тое строение цементита. Эта структура называется тро-
оститом отпуска. Твердость троостита НВ 400—
500. Диаметр частиц цементита в троостите составляет
0,3* 10—5 мм.Среднетемпературному отпуску подвергают рессоры,
пружины, штампы и т. д. Средиетемпературный отпуск
можно проводить в расплавах солей и в воздушных элек¬
трических печах.Высокотемпературный отпуск (высокий)
осуществляется при температурах 500—650 °С. При этом
происходит полное снятие внутренних напряжений и ко¬
агуляция частиц цементита. В результате отпуска пони¬
жается твердость закаленной стали, но значительно уве¬
личиваются пластичность и ударная вязкость.При высокотемпературном отпуске образуется струк¬
тура, которая называется сорбит отпуска. Сорбит
отпуска состоит из ферритной основы, пронизанной час¬
тичками цементита. Твердость сорбита —НВ300. Диа¬
метр частиц цементита в сорбите составляет 1*10~5 мм.Высокотемпературному отпуску подвергают детали,
которые испытывают в работе высокие напряжения и
ударные нагрузки. Высокий отпуск можно проводить в
расплаве солей и в воздушных электрических печах.После закалки с высоким отпуском сталь имеет бо¬
лее высокие показатели прочности (ав, сгт), пластичности
(ф %, б %) и ударную вязкость (КС), чем после отжига.Термическая обработка, состоящая из закалки и вы¬
сокотемпературного отпуска, называется улучшением,90
При температуре 250—350°С происходит превраще¬
ние остаточного аустенита в мартенсит отпуска. Этот
процесс сопровождается увеличением объема, так как
объем аустенита меньше, чем объем мартенсита. Кроме
того, при этом происходит также неравномерный распад
«старого» мартенсита. По границам зерен диффузия про¬
текает быстрее, чем по телу зерна, а следовательно, по
границам зерен интенсивнее выделяется цементит. Все
это вместе способствует охрупчиванию стали. Это. явле¬
ние называется отпускной хрупкостью I рода.
Отпускная хрупкость I рода наблюдается как в углеро¬
дистых, так игв легированных сталях.§ 26. СТАРЕНИЕСтарение—это процесс изменения свойств сплавов
без заметного изменения микроструктуры. Известны два
вида старения: термическое и деформационное.Термическое старение протекает в результа¬
те изменения растворимости углерода в a-железе в за¬
висимости от температуры.При быстром охлаждении с
650—700°С в низкоуглеро¬
дистых сталях выделение уг¬
лерода в виде цементита тре¬
тичного может быть задер¬
жано, в результате чего и
получают пересыщенный
твердый раствор. В процес¬
се вылеживания этот углерод
будет стремиться выделиться
из раствора. Поскольку ско¬
рость диффузии углерода
при комнатной температу¬
ре достаточна, то в результа¬
те длительной выдержки он
выделяется в виде цементита
третичного. При этом твер¬
дость и прочность после закалки возрастают, а характе¬
ристики пластичности и ударная вязкость падают (рис*
74). Несмотря на невысокое содержание углерода вста¬
ли повышение твердости может достигать 50 %. Такое
повышение твердости, обусловленное распадом пересы¬
щенного раствора, называется дисперсионным
твердением, Дисперсионное твердение помимо ста¬бВ)мл&Рис. 74. Изменение механиче¬
ских свойств углеродистой
стали в результате старения
при комнатной температуре
ли наблюдается в ряде других сплавов, где раствори¬
мость одного элемента в другом изменяется с температу¬
рой.Если изменение твердости, прочности и пластичности
осуществляется при комнатной температуре, то такое
старение называется естественным.Если же процесс протекает при повышенной темпера¬
туре, то старение называется искусственным.С повышением температуры нагрева увеличивается
скорость диффузионных процессов, протекающих при
старении, что значительно сокращает длительность про¬
цесса.Деформационное (механическое) старение
протекает после холодной пластической деформации.
Этот процесс развивается в течение 15—16 суток и бо¬
лее при комнатной температуре и в течение нескольких
минут при 200—350 °С.При пластической деформации отдельные объемы а-
железа пересыщаются углеродом и азотом, а в процессе
выдержки происходит выделение нитридов и карбидов.
Кроме того, в сталях возможно одновременное протека¬
ние термического и деформационного старения.Из-за протекания процесса деформационного старе¬
ния ухудшается штампуемость листовой стали. Поэтому
многие углеродистые стали подвергают испытаниям на
склонность к деформационному старению.§ 27. ОБРАБОТКА ХОЛОДОМВ СССР был разработан и предложен метод термиче¬
ской обработки стали, который получил название обра¬
ботка холодом.Сущность термической обработки холодом заключа¬
ется в том, что у многих марок промышленных сталей
температура окончания мартенситного превращения
(точка Мк) лежит ниже 0°С, а следовательно, после за¬
калки в структуре имеется остаточный аустенит. Чем
ниже расположена точка конца мартенситного превра¬
щения, тем больше остаточного аустенита в структуре
закаленной стали.С целью уменьшения количества остаточного аусте¬
нита сталь после закалки охлаждают до отрицательных
температур. В результате происходит возобновление
мартенситного превращения.Температура охлаждения в области отрицательных92
температур зависит от положения точки Мк. Охлажде¬
ние до температур, лежащих значительно ниже точки
Мк, не вызывает увеличения количества мартенсита.Увеличение количества мартенсита за счет аустенита
рызывает: повышение твердости, стабилизацию разме¬
ров, увеличение объема, повышение ферромагнитных ха¬
рактеристик.Эффект обработки холодом определяется количест¬
вом превращенного при отрицательных температурах
аустенита. Чем ниже лежит точка Мк, тем больше
аустенита превращается в мартенсит, тем больший эф¬
фект от обработки.Так как превращение остаточного аустенита в мар¬
тенсит при обработке холодом заканчивается по дости¬
жении точки Л4К, то .выдержка при отрицательных тем¬
пературах не приводит к увеличению количества мар¬
тенсита.Обработка холодом целесообразна для сталей, у ко¬
торых температура конца мартенситного превращения
лежит ниже комнатной температуры. Сюда относятся
углеродистые стали, содержащие свыше 0,6 % С, и леги¬
рованные стали.На практике обработка холодом применяется в сле¬
дующих случаях: при обработке быстрорежущих сталей
для сокращения продолжительности цикла термической
обработки и улучшения режущих свойств; при обработ¬
ке высокохромистых сталей типа Х12М, в которых после
закалки имеется большое количество остаточного аусте¬
нита; для повышения твердости, износостойкости и ус¬
талостной прочности цементованных деталей из углеро¬
дистых и легированных сталей; для стабилизации раз¬
меров калибров, колец шарикоподшипников и других
особо точных изделий; для повышения магнитных ха¬
рактеристик стальных
магнитов.Существенную роль
при назначении режима
термической обработки
холодом оказывает явле¬
ние термической стаби¬
лизации аустенита. Оно
^проявляется в том, что
если после закалки ста¬
ли при комнатной темпе¬
ратуре дать выдержку, то• 93Закалка А01+(^0-50°)Стллуск 200*I \МаМз+Аост \ /ШКРис. 75. Схема режима термиче¬
ской обработки стали холодом
при обработке холодом не весь остаточный аустенит бу¬
дет превращаться в мартенсит. Это означает, что аус-
те»нт стабилизировался. Естественно, что эффект от
обработки холодом понижается. Поэтому рекомендуется
обработку холодом проводить немедленно после закалки.Технологический режим термической обработки
складывается из закалки, обработки холодом и последу¬
ющего отпуска (рис. 75). В табл. 2 для некоторых ма¬
рок сталей приведены данные об интервале температур
мартенситного превращения, о количестве остаточного
аустенита после закалки и обработки холодом и прирос¬
те твердости.Таблица 2. Прирост твердости некоторых марок сталей после об¬работки холодомМаркасталиИнтервал мартенситного
превращенияКоличество остаточного
аустенита, %Прирост
твердости
HRC после
обработки
холодом£яООAfh,Kпосле закалкипосле охлаж¬
денияУ?300—255218<5<10,5У8255—2302183—81—61,0У9230—2102185—123—101—1,5У10210—1752136—184—121,5—3У12175—16020310—235—143-4Х05150—14017815—302—143—77Х280—2302183—101—81 .X175—14518310—285—143^-67X3240—1852134—172—142—59ХС210-1852136—174—121,5—2,5ШХ9195—1501887—274—142—5ШХ15180—1451839—284—143—6ХВГ155—12016313—452—17106ХГ290—23021886115-20Х*175-15018810—255—123-5Примечание. Разбег в значениях Мн определяется пределом
отклонения химического состава стали по ГОСТу.* Данные относятся к цементованному слою.§ 28. ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВНА ПРЕВРАЩЕНИЯ В СТАЛИЭлементы, специально вводимые в сталь в опреде¬
ленных концентрациях с целью изменения ее строения и
свойств, называются легирующими элементами.Стали, в которые добавляют легирующие элементы,
называются л е г и р о ванными.М
В легированных сталях легирующие элементы могут
находиться:в свободном состоянии (медь и свинец не растворя¬
ются в стали и находятся в свободном состоянии в виде
металлических включений);в виде интерметаллических соединений с железом или
между собой (интерметаллические соединения образуют
большинство легирующих элементов при определенных
.концентрациях, а поэтому чаще всего они встречаются в
высоколегированных сталях);в виде оксидов и сульфидов (оксиды образуют все
элементы, вводимые в сталь для раскисления, а сульфи¬
ды— элементы, обладающие большим сродством с се¬
рой, чем железо);в виде карбидов (растворяться в цементе или обра¬
зовывать самостоятельные карбиды могут многие эле¬
менты, обладающие сродством с углеродом);в виде раствора в железе (элементы, расположенные
в периодической системе левее железа, могут и раство¬
ряться и образовывать карбиды, а элементы, расположен¬
ные правее железа, образуют с ним только твердые
растворы).Все элементы, которые растворяются в железе, вли¬
яют на температурный интервал существования его ал¬
лотропических модификаций, т. е. сдвигают точки Аъ иМарганец, никель и другие элементы расширяют тем¬
пературный интервал у-области, т. е. повышают точки А4
и понижают точку Аг (рис. 76, а). Сплавы, находящиеся
в ^-области, называются аустенитными.Вольфрам, молибден, хром и другие элементы сужа¬
ют температурный интервал ^-области и расширяют а-
область, т. е. они понижают температуру Л4 и повыша-Л4.%ала)%злРис. 76. Влияние легирующих элементов на тем¬
пературы аллотропических превращений железа96
ют As (рис. 76,6). Сплавы, находящиеся в а-области,
называются ферритными.Растворяясь в феррите, легирующие элементы заме¬
щают атомы железа в его решетке. Атомы легирующих
элементов отличаются своими размерами от атомов же¬
леза, а поэтому создают в решетке феррита напряже¬
ния, изменяя ее размеры. Изменение размеров решетки
феррита вызывает изменение его свойств. Все легирую¬
щие элементы повышают твердость и предел прочности
феррита (рис. 77).№220200180160140120100МПSiт'МОСгWЖДж/м2отоU,0025
0Щ0
0,0015
0,0010
0,0005*N£\\МО]^мп \
I—J-я.•W0 1 2 3 4 5 6 7О 12 JСодержание легирующего элемента, %
а) 6)4 5 6Рис. 77. Влияние легирующих элементов на свойства феррита:а — твердость, б — ударная вязкостьПриведенные данные показывают, что феррит уп¬
рочняется тем сильнее, чем больше растворено в нем ле¬
гирующих элементов, т. е. чем сильнее искажается его
решетка. Однако, повышая твердость и прочность фер¬
рита, легирующие элементы (за исключением никеля)
снижают его пластичность и ударную вязкость.На общее повышение прочности стали большое вли¬
яние оказывает равномерность растворения легирующих
элементов по объему зерен. Поверхностно-активные ле¬
гирующие элементы, которые концентрируются главным
образом по границам зерен, оказывают очень сильное
влияние на величину зерна, на прокаливаемость и дру¬
гие свойства стали при введении в сталь даже в очень
малых количествах (например, бор в количестве96
нескольких тысячных долей процента). Элементы, раст¬
воряющиеся равномерно по всему зерну или главным об¬
разом в объеме самого зерна влияют на упрочнение ме¬
таллической основы при введении в количестве от
десятых долей процента до нескольких процентов.По отношению к углероду легирующие элементы де¬
лятся на карбидообразующие, некарбидообразующие
(графитизирующие) и нейтральные.Группу карбидообразующих составляют такие эле¬
менты, которые имеют высокую степень химического
сродства к углероду и образуют специальные карбиды
более прочные и более устойчивые при нагревании, чем
карбид железа (цементит). Все карбидообразующие
элементы по степени уменьшения способности к карби-
дообразованию располагаются в следующий ряд: Ti, Zr,
Nb, V, W, Mo, Cr, Mn.Карбиды, образующиеся в легированных сталях,
можно разделить на две группы. К первой группе отно¬
сятся сложные по составу карбиды типа МеС3, МеуС3,
Мегз'Сб и Ме6С, где Me — во всех случаях сумма легиру-
ющих^элементов, образующих карбид. Например, чис¬
тый цементит имеет состав Fe3C; при растворении мар¬
ганца в цементите образуется карбид (Fe, Мп)3С, при
растворении хрома — карбид (Fe, Сг)3С. Поэтому кар¬
бид сложного состава принято обозначать Ме3С. Карби¬
ды первой группы сравнительно легко растворяются в
аустените при нагреве.Ко второй группе относятся карбиды МеС (TiC, NbC,
ZrC, VC и т. д.), Ме2С (W2C, Мо2С). Карбиды этой груп¬
пы с трудом растворяются в аустените при нагреве и в
большинстве своем остаются в структуре закаленной
стали в виде отдельных включений.Группу графитизирующих составляют такие элемен¬
ты, которые понижают устойчивость цементита и других
карбидов. По убывающей способности к графитообразо-
ванию легирующие элементы располагаются в следую¬
щий ряд: Si, А1, Си. К нейтральным элементам относит¬
ся Со.Влияние легирующих элементов на кинетику (ско¬
рость) превращения аустенита очень велико. Элементы
(Ni, Си) замедляют (сдерживают) превращение аусте¬
нита, т. е. на диаграммах изотермического превращения
смещают линию начала распада аустенита вправо, тем
самым повышают устойчивость переохлажденного аус¬
тенита (рис. 78,а).7—23697
Карбидообразующие элементы не только смещают
С-образные кривые вправо, но и изменяют их вид, т. е.
изменяют кинетику изотермического превращения. В
сталях, легированных карбидообразующими элементами
(Cr, Mo, W и др.), наблюдается два минимума устойчи¬
вости переохлажденного аустенита (рис. 78,6).Рис. 78. Диаграммы изотермического превращения
аустенита:а — углеродистая сталь и сталь легированная некарбидооб¬
разующими элементами, б — углеродистая сталь и сталь,
легированная карбидообразующими элементамиО 0,20,4 0,6 0,8 1,0 1,2 1,6 1fi 2,0 %СРис. 79. Влияние легирующих элементов
на положение точек S и £Легирующие элементы не влияют на кинетику мар-
тенситного превращения, а оказывают влияние только на
положение точек Ми и Мк, увеличивая или уменьшая при
этом количество остаточного аустенита. Некоторые леги¬
рующие элементы повышают мартенситные точки (алю-98
миний, кобальт), другие — не влияют (кремний), но боль¬
шинство снижает мартенситные точки (см. рис. 60,6).Легирующие элементы сдвигают точки S и Е (на
диаграмме железо — углерод) в сторону меньшего со¬
держания углерода (рис. 79).Все легирующие элементы (за исключением марган¬
ца и бора) уменьшают склонность аустенитного зерна к
росту.Никель, кобальт, кремний и медь (элементы, не обра¬
зующие карбидов) слабо влияют на рост зерна, а хром,
молибден, вольфрам, ванадий, титан сильно измельчают
зерно. Поэтому стали, легированные карбидообразующи¬
ми элементами, сохраняют мелкозернистое строение до
высоких температур нагрева.§ 29. КЛАССИФИКАЦИЯ И МАРКИРОВКАЛЕГИРОВАННЫХ СТАЛЕЙЛегированные стали классифицируют по разным
признакам.По структуре в отожженном (равновесном) состоя¬
нии легированные стали подразделяются на доэвтекто-
идные стали, имеющие в структуре избыточный феррит;
на эвтектоидные стали, имеющие структуру перлит; на
заэвтектоидные стали, имеющие в структуре избыточные
(вторичные) карбиды; на ледебуритные, имеющие в
структуре первичные карбиды, выделившиеся из жидко¬
го раствора.Важной в практическом отношении является класси¬
фикация стали по структуре в нормализованном состоя¬
нии. В зависимости от содержания углерода и легирую¬
щих элементов можно выделить следующие классы ле¬
гированных сталей: ферритный, имеющий структуру ле¬
гированного феррита; перлитный, имеющий структуру
перлита; мартенситный, имеющий структуру мартенсита;
аустенитный, имеющий структуру аустенита. Кроме то¬
го, могут быть стали ферритно-перлитные, полуаустенит-
ные и т.д. По назначению стали объединяются в следу¬
ющие группы:конструкционные стали, предназначенные для изго¬
товления деталей машин;инструментальные стали, употребляемые для изготов¬
ления режущего, измерительного, штампового и прочего
инструмента;стали и сплавы с особыми свойствами.7*99
Маркировка сталей производится с учетом ГОСТов,
Каждый легирующий элемент обозначается буквой: Н—
никель; X — хром; К — кобальт; М — молибден; Г—*
марганец; Д—медь; Р—бор; Б—ниобий; Ц — цирконий;
С — кремний; П — фосфор; Ч — редкоземельные метал¬
лы; В — вольфрам; Т — титан; Ф — ванадий; Ю — алю¬
миний.Первые цифры в маркировке конструкционных ста¬
лей показывают среднее содержание углерода в сотых
долях процента. Цифры, идущие после букв, указывают
среднее содержание данного легирующего элемента.Если содержание элемента менее или равно 1 %, то
цифра отсутствует. В высококачественных сталях в кон¬
це обозначения ставят букву А. Например, сталь соста¬
ва 0,28—0,35 % С; 0,8—1,1 % Сг; 0,9—1,2 % Мп; 0,8—
1,2 % Si будет обозначаться ЗОХГСА.Маркировка сложнолегированных инструментальных
сталей несколько отличается от маркировки конструкци¬
онных сталей. Например, сталь Х12М содержит 1,45—
1,70% С; 11 — 12,5% Сг; 0,5—0,8 % Мо. Шарикопод¬
шипниковые стали обозначаются буквой Ш, быстроре¬
жущие — буквой Р.Опытные марки сталей, не включенные в ГОСТ,
обозначаются буквами ЭИ, ЭП, ДИ и порядковым но¬
мером. Например, ЭИ956, ЭИ958, ЭП478, ДИ22, ДИ42
и т. д.§ 30. ТЕРМИЧЕСКАЯ ОБРАБОТКАЛЕГИРОВАННЫХ СТАЛЕЙЛегирующие элементы оказывают влияние не толь¬
ко на температуру аллотропических превращений желе¬
за (см. рис. 76), но и на скорость протекания диффузион¬
ных процессов, совершающихся в стали при нагреве и
охлаждении. Поэтому режимы термической обработки
легированной стали иные, чем простой углеродистой
стали.Скорость нагрева при термической обработке леги¬
рованной стали должна быть тем меньше, чем больше
содержание легирующих элементов. Все легирующие
элементы (за исключением кобальта) ухудшают тепло¬
проводность стали, а поэтому, чтобы не появлялось ко¬
робления деталей, внутренних трещин и других дефек¬
тов из-за большой разницы температур на поверхности и100
в сердцевине, детали из легированных сталей нагревают
более медленно и равномерно, чем детали из углеродис¬
той стали.Скорость охлаждения легированных сталей зависит
от требуемых механических свойств, но всегда значи¬
тельно меньше, чем скорость охлаждения углеродистых
сталей.При отпуске углеродистой стали скорость охлажде¬
ния не имеет значения, а для легированной стали — ока¬
зывает существенное влия¬
ние на механические свой¬
ства, особенно на ударную
вязкость/ Кроме того, от¬
пуск легированных сталей
проводят при более высо¬
ких ^температурах, чем от¬
пуск углеродистой стали,
так как многие легирующие
элементы сдвигают процес¬
сы разупрочнения при на¬
греве закаленных сталей в
область более высоких тем¬
ператур, т. е. повышают ус¬
тойчивость стали против от¬
пуска (рис. 80).Легирующие элементы оказывают большое влияние
на характер насыщения поверхности стальных изделий
при химико-термической обработке. Так, при цемента¬
ции легирующие элементы оказывают влияние на кон¬
центрацию углерода на поверхности, его распределение
по глубине слоя, на количество и характер распределе¬
ния карбидной фазы.Легирующие элементы оказывают очень сильное
влияние на процесс обезуглероживания стали при нагре¬
ве. Некоторые элементы (кремний, алюминий и т. д.)'
повышают склонность стали к обезуглероживанию, а
некоторые (хром, марганец и др.), наоборот, уменьшают.При термической обработке во многих марках леги¬
рованных сталей встречаются дефекты, которые почти
не наблюдаются в углеродистых сталях. Наиболее ха¬
рактерные дефекты — флокены, отпускная хрупкость,
шиферный излом, карбидная ликвация и т. д.Флокенами называются мелкие внутренние тре¬
щины, появляющиеся в кованых или катаных сталях^
Флокены наиболее часто встречаются в сталях, содер-——.—/4\sv.—тгVV1'\ш т т Ш
Температура отпуст,Рис. 80. Изменение твердости
при отпуске закалённой стали:1 — углеродистая, 2 — низколегиро¬
ванная, 3 — высоколегированная
(быстрорежущая)101
жащих хром (хромистых, хром он и ке л ев ых, хромом ар-
гзнцовистых и т. д.). Как всякие трещины, флокены
сильно понижают механические свойства стали. Флоке¬
ны тем более опасны, чем более высокую прочность име¬
ет сталь. Причина образования флокенов — присутствие
в стали повышенного количества водорода (выше
0,0008 %).Флокены появляются тогда, когда кованая или ката¬
ная сталь быстро охлаждается в интервале температур
250—20 °С. Скорость охлаждения при температурах вы¬
ше 250 °С не приводит к образованию флокенов. При
быстром охлаждении ниже 250 °С водород не успевает,
выделяться из твердого раствора и создает внутренние
напряжения, которые приводят к образованию трещин
(флокенов). Если же сталь охлаждается медленно, то
водород успевает выделиться из стали и флокены не
возникают.Флокены редко образуются в литой стали, так как
литой металл рыхлый и пористый, что облегчает удале¬
ние водорода из стали.Флокены устраняются ковкой или прокаткой на
меньший размер. При этом происходит заварка трещин.
Флокены практически не встречаются в сечениях меньше
25 мм.Под отпускной хрупкостью понимают резкое
снижение ударной вязкости стали при отпуске. Различа¬
ют два вида отпускной хрупкости: необратимая отпуск¬
ная хрупкость, или хрупкость / рода, наблюдаемая у
всех сталей в интервале температур 250—350°С; обра¬
тимая -отпускная хрупкость, или хрупкость II рода, на¬
блюдаемая только у легированных сталей в интервале
температур 450—600 °С (рис. 81).Отпускная хрупкость I рода не зависит от скорости
охлаждения и вызывается следующими причинами: пре¬
вращением остаточного аустенита в мартенсит; неравно¬
мерным распадом мартенсита при отпуске.Отпускная хрупкость II рода чаще всего проявляется
в сталях, легированных хромом, которые медленно ох¬
лаждаются при отпуске. Причинами обратимой отпуск¬
ной хрупкости являются выделение карбидов по грани¬
цам зерен и обогащение границ зерен фосфором.Подавить отпускную хрупкость II рода можно быст¬
рым охлаждением при отпуске (например, в масле) или
дополнительным легированием стали молибденом или
вольфрамом в количестве 0,5 %. Молибден и вольфрам102
сдерживают выделение карбидов по границам зерен я
обогащение их фосфором. Однако если содержание мо¬
либдена и вольфрама больше, чем 0,5 %, то их благо¬
приятное влияние исчезает, так как они при больших
концентрациях образуют собственные карбиды.Шиферный излом (слоистый) наблюдается
только после горячей деформации и вызывается нерав-Рис. 81. Влияние температуры отпуска на ударную
вязкость стали:I — зона необратимой отпускной хрупкости, II — зона обра¬
тимой отпускной хрупкостиномерным распределением серы, фосфора, кислорода и
других примесей. Участки, обогащенные примесями, на¬
пример, междуосные пространства дендритов, стенки
усадочных раковин и пузырей, при прокатке вытягива¬
ются в слои загрязненного металла. При разрушении из¬
лом получается слоистым, с острыми зазубринами и вы¬
ступами. Термической обработкой шиферный излом не
исправляется. Полностью уничтожить его можно только
перековкой стали.Карбидная ликвация наблюдается в средне- и
высокоуглеродистых легированных сталях в виде строчек
и местных скоплений карбидов. Этот порок очень опасен
особенно в инструментальной стали, так как скопления
карбидов вызывают понижение стойкости инструмента
вследствие резкого изменения механических свойств по
сечению.Для оценки карбидной ликвации инструментальных
-сталей разработаны шкалы карбидной неоднородности.юз
Для заэвтектоидных сталей установлена пятибалльная
шкала, а для ледебуритных сталей десятибалльная шка¬
ла. Чем больше балл, тем заметнее ухудшение струк¬
туры.Устранить карбидную ликвацию термической обра¬
боткой невозможно. Карбидную ликвацию устраняют
ковкой со значительной степенью укова.При неправильной термической обработке в легиро¬
ванных сталях встречаются дефекты, которые также на¬
блюдаются и в углеродистых сталях (обезуглерожива¬
ние, перегрев, пережог, закалочные трещины и т: д.).Улучшаемые- конструкционные стали
содержат 0,3—0,5 % углерода и различное количество
легирующих элементов. После отжига структура их со¬
стоит из феррита и перлита (перлита тем больше, чем
больше углерода и легирующих элементов). Термообра¬
ботка данных сталей состоит из закалки и высокотемпе¬
ратурного отпуска.Стали для деталей выбирают по прокаливаемости,
так как механические свойства разных марок сталей
после улучшения в случае сквозной прокаливаемости
равны.Чем больше в стали легирующих элементов, тем вы¬
ше прокаливаемость, следовательно, для большего сече¬
ния детали нужно выбирать более легированную сталь.Углеродистые улучшаемые стали марок 35, 40, 45
имеют небольшой критический диаметр (15—25 мм), по¬
этому их применяют для деталей небольших сечений,
работающих при невысоких нагрузках.Хромистые стали 38ХА, 40Х и т. д. получили широкое
применение. При закалке в масле они прокаливаются в
сечении до 20 мм. Хромистые стали применяют для ма¬
шиностроительных деталей небольших сечений. Эти ста¬
ли склонны к отпускной хрупкости II рода поэтому после
высокотемпературного отпуска охлаждение должно быть
быстрым, в масле. Введение бора (0,002—0,005 %) уве¬
личивает прокаливаемость хромистых сталей.Легирование хромом и марганцем увеличивает прока¬
ливаемость стали, но при этом снижается ударная вяз¬
кость и повышается склонность к росту зерен -аустенита
при нагреве.Высоким комплексом механических свойств обладают
хромокремнемарганцовистые стали (хромансил). Стали
хромансил типа ЗОХГС после изотермической закалки
(температура закалки 880 °С, охлаждение в расплавлен¬104
ной соли с температурой 280—310 °С) имеют более высо¬
кие механические свойства, чем после обычной закалки.
Хромансилы имеют небольшую прокаливаемость и склон¬
ны к обезуглероживанию при нагреве.Наиболее высокой прокаливаемостью обладают ста¬
ли, легированные никелем.. При содержании никеля око¬
ло 3 % (сталь 38XH3BA) критический диаметр превыша¬
ет 100 мм. Никелевые стали применяют для деталей боль¬
ших сечений. Кроме того, никель повышает вязкость ста¬
ли. В сочетании с хромом никель придает стали высокую
прокаливаемость, хорошую закаливаемость и т.д.Однако хромоникелевые стали склонны к отпускной
хрупкости II рода. Для устранения этого дефекта хро¬
моникелевые стали дополнительно легируют молибде¬
ном или вольфрамом (0,3—0,5 %).На рис. 82 приведены механические свойства сталей
40, 40Х, и 40ХНМ. Характер изменения механических
свойств в зависимости от температуры отпуска у всех
трех сталей одинаков, и при одинаковом уровне прочнос¬
ти свойства у всех сталей очень близки. Однако вследст¬
вие разной прокаливаемости изменение свойств по сече¬
нию различно.Высокие механические свойства у стали 40Х получа¬
ются после термической обработки в сечении до 20—
25 мм, а у стали 40ХНМ—до 50—60 мм (после закалки
в масле), т. е. в значительно больших сечениях, чем у
стали 40.Интенсивность снижения свойств при увеличении ди¬
аметра термически обрабатываемой заготовки тем мень¬
ше, чем более легирована сталь.Рессорно-пружинные стали, применяемые для
изготовления рессор и пружин, должны обладать высо¬
ким пределом упругости (текучестй) и пределом вынос¬
ливости. Поскольку пластическая деформация в рессо¬
рах и пружинах не допускается, то от сталей не требует¬
ся высокая пластичность и ударная вязкость.Для изготовления пружин и рессор применяют конст¬
рукционные стали с повышенным содержанием углерода
0,5—0,7 %, дополнительно легированные кремнием, мар¬
ганцем, хромом и ванадием.Углеродистые рессорно-пружинные стали после окон¬
чательной термической обработки должны иметь предел
текучести не ниже 800 МПа, а легированные стали не ме¬
нее 1000 МПа. Показатели пластичности 6^5%,
>20-25 %, v105
НВ9 Ьв$ & 0,2fimfM2% МПа0,016^400г 80и/Шо,on-- 70-тоом-300-60-12000,010-- 50-10000,008-200-40-800ом--30-600ОМ-ш-20-т0,002-- 10-200КСу60,2sу/N////✓V->• ’f h
«Ч т *6п
дж/мг % МПа200 300' 400 500 600
Температура отпуска^N,чНВ-f—бо,2^\&«)20 -40 60 80 100
Диаметр заготоВки, мм0,014-т-706,012--600,010-300-500,008-400,006-200-300,004--20QJ0Q2-юо-10т460,КС/У/ /<РоНВ№■-7/Чч_—<? КzJCC.&8[ч^■ бод J200 300 U00 500 600
Температура отлус.на,°СКС;V 6Ь
НВ & 6п?Дж/м2% МПа0,016h 400У 80[1600ом--70-пооД012-300-60-1200€,010--50-10000,008-200-40■800W6--30-600Ч0,004-100-20-400от--ю[200В)20 40, 60 SO fOff
Диаметр заготовки, ммНВбв 5кс\г642*/-Чутя00.\200 300 400 500 600 —..КС/Г*1—Убо,2&— — — i/w иии 20 40 60 80 100 120
Температура отпуска^ Диамтр заготоВки, мм
*)Рис. 82. Влияние температуры отпуска и размера заготовки на ме¬
ханические свойства сталей:а — сталь 40, б — сталь 40Х, в — сталь 40ХНМ; КС—(МДж/м2) имеет зиаче*
ния: 1,6;. 1,4; 1,2; 1,0; 0,8; 0,6; 0,4}. 0,2
Стали подвергают закалке и отпуску при 350—500°С
(в зависимости от состава с'тали) для получения струк¬
туры троостита отпуска. Легированные стали отпускают
при более высоких температурах, чем углеродистые.Стали 65, 70, 75, 65Г применяют для изготовления пру¬
жин и рессор небольшого сечения, испытывающих незна¬
чительные нагрузки.Стали, легированные кремнием 50С2, 55С2, 60С2, име¬
ют более высокий предел текучести и повышенные упру¬
гие свойства, чем углеродистые. Однако кремнистые ста¬
ли склонны к обезуглероживанию, образованию поверх¬
ностных дефектов при горячей обработке и графитизации.
Кроме того, они трудно обрабатываются резанием.
Поэтому кремнистые стали заменяют кремнемарганцо¬
вистыми (60СГ), хромованадиевыми (50ХФА) и более
сложнолегированными.Сталь 50ХФА применяют для ответственных изделий,
работающих при повышенных температурах (до 300 °С),
многократных переменных нагрузках и т. д. Сталь обла¬
дает высокой прокаливаемостью и малой склонностью к
росту зерна.Иногда пружины изготовляют из шлифованной холод¬
нотянутой проволоки — серебрянки. Для изготовления
серебрянки применяют углеродистые стали 65, 70, У8,
У10. Наклеп (нагартовка) при холодной протяжке вызы¬
вает повышение прочнбсти и упругости. Поэтому после
холодной навивки пружины подвергают отпуску при
210—360 °С для снятия внутренних напряжений и повы¬
шения предела упругости.На качество w работоспособность пружин большое
влияние оказывает состояние поверхности. При наличии
трещин и других дефектов на поверхности срок службы
пружин уменьшается. Разрушение происходит вследствие
развития усталостных трещин в местах концентрации на¬
пряжений вокруг этих дефектов.Срок службы пружин можно увеличить путем по¬
верхностного наклепа дробью. При этом в поверхностном
наклепанном слое возникают напряжения сжатия, кото¬
рые понижают рабочие напряжения растяжения в наруж¬
ных слоях.Шарикоподшипниковые стали должны об¬
ладать высокой твердостью, износостойкостью и высоким
пределом усталости, так как в процессе эксплуатации
детали подшиггника воспринимают значительные знако¬
переменные нагрузки. Поэтому шарикоподшипниковые107
стали должны быть очень чистыми: недопустимо нали¬
чие неметаллических включений, неравномерное распре¬
деление карбидов, наличие пузырей и пор, которые яв¬
ляются концентраторами напряжений, вызывающими
образование трещин и выкрашивание металла, что при¬
водит к преждевременному выходу подшипника из строя.Для подшипников применяют следующие стали
(табл. 3).Таблица 3. Химический состав подшипниковых сталейМарка сталиСодержание элементов, %СMn 11 si 11 СгШХ150,95—1,150,20—0,400,17—0,371,30—1,65ШХ15СГ0,95—1,050,90—1,200,40—0,651,30—1,659X180,9—1,0<0,70<0,8017,0—19,0Обозначение марки ШХ расшифровывают так: шари¬
коподшипниковая хромистая, цифра указывает пример-,
ное содержание хрома в десятых долях процента.Сталь ШХ15 применяют для изготовления колец ша-
рико- и роликоподшипников диаметром до 20—25 мм, а
также для изготовления обратных клапанов, валиков
топливных насосов и др.Для изготовления крупногабаритных колец шарико- и
роликоподшипников диаметром до 50—65 мм применя¬
ют сталь ШХ15СГ.Изделия из сталей ШХ15 и ШХ15СГ подвергают за¬
калке для получения структуры мартенсита с избыточ¬
ными карбидами и достижения твердости HRC 62—65.
После закалки проводят низкотемпературный отпуск
(табл. 4).Сталь 9X18 применяют для шарикоподшипников вы¬
сокой твердости, работающих в воде и влажной атмосфе¬
ре (морская и речная вода, растворы кислот и солей и
т. д.), а также для изготовления деталей шарикоподшип¬
ников нефтяного оборудования.Термическая обработка для получения высокой твер¬
дости в данной стали и стабильности в размерах заклю¬
чается в-закалке с температуры 1000—1050°С в масле*
обработке холодом при 203 К и отпуске при 150—.160 °С.
Твердость после такой обработки HRC 60—61.Для изготовления подшипников, которые в процессе
работы нагреваются до значительных температур (400—•
500°С), используют быстрорежущие стали (см. §31),108
Таблица 4. Типовые режимы закалкиМарка стллиРазмер* детали,
ммТемпература, °СОхлаждающаясредаВыдержка, минПродолжитель¬
ность отпуска
при 150—160 °С, чHRC после от- |
пуска |1ШХ1520835—860Масло20—60262—66ШХ15СГ35—5020—30810—835820—84045—7535-753—53—562-6661—65ШХ1525—50825-8503-5%-30—402—362—66ШХ15СГ50-ный
раствор
Ыа^СОз
или
10 %-ный
раствор
NaCl35—753—562—65.* Ширина ролика или, толщина стенки кольца.Износостойкие и высокопрочные стз-
л и. Износ деталей в процессе эксплуатации может быть
вызван двумя причинами: трением деталей друг о друга
и царапанием твердых частиц о поверхность деталей
(абразивный износ).При обычном трении сопротивление износу возраста¬
ет с повышением твердости. В случае абразивного изно¬
са, когда твердые частицы абразива вырывают мель¬
чайшие кусочки металла, стойкость против износа опре¬
деляется сопротивлением металла отрыву и твердостью.Для изготовления деталей, работающих на износ в
условиях трения и высоких давлений и ударов, применя¬
ют высокомарганцовистую аустенитную сталь 110Г13Л,
содержащую 1,0—1,3 % С.и 11,5—14,5 % Мп. Сталь при¬
меняют в литом и реже в горячедеформированном. со¬
стояниях. Структура литой стали состоит из аустенита и
избыточных карбидов (Fe, Мп)3С, выделяющихся по гра¬
ницам зерен и снижающих прочность и вязкость стали.
Для повышения прочности и вязкости сталь подвергают
закалке с температуры 1050—1100°С в воде. При такой
температуре карбиды растворяются, а быстрое охлажде¬
ние в воде полностью сдерживает их выделение. После за¬
калки сталь имеет аустенитную структуру и обладает сле-109
дующими механическими свойствами: ав = 800-ь900 МПа,
0О2=310-ь350 МПа, 6 = 15-ь-20 %, у=20+30%, НВ
180—1220.Высокая износостойкость стали 110Г13Л при трении
с давлением и ударами объясняется повышенной способ¬
ностью к наклепу при деформации (рис. 83).В связи с высокой склонностью к наклепу сталь
110Г13Л трудно обрабатывается резанием. Поэтому де¬
тали из нее получают литьем, а механическая обработка
сведена к минимуму.НВ500400С/77Ш Г/5,10 20 30 40 50 60 7Q
Деформация, %б$, МПа2100 '
2000
тото1500ж0JS 0,20 0,25 ори 0, OfiO 0,45 С, %Рис. 83. Влияние степе¬
ни деформации на твер¬
дость сталей 110Г13Л
и стали 40Рис. 84. Прочность стали в за¬
висимости от содержания уг¬
леродаЕсли при эксплуатации наблюдается только абразив¬
ный износ без значительного давления и ударов, вызы¬
вающих наклеп, то сталь не обнаруживает повышенной
изностойкости.Стали, имеющие предел прочности более 1800—•
2000 МПа, называются высокопрочными.Прочность термически обработанной стали зависите
основном от содержания углерода и температуры отпус¬
ка (рис. 84). С увеличением содержания углерода проч¬
ность растет, но сильно снижается пластичность стали.Широкое применение получили стали с 0,45—
0,50 % С, дополнительно легированные хромом, молиб¬
деном, ванадием и вольфрамом. После закалки и низко¬
температурного отпуска предел прочности этих сталей
достигает 2000—2200 МПа при сравнительно удовлетво¬
рительной пластичности и вязкости (6=10%, ip = 40%*
КС=0,3 МДж/м2).Поиски новых конструкционных материалов привели
к разработке так называемых мартенситостареющих ста-lfO
лей. Эти стали представляют собой сплав железа с нике¬
лем (10—25%), алюминием, кобальтом, молибденом и
практически не содержат углерода «Д04%). Сущест¬
вует большое количество мартенситостареющих сталей, но
чаще применяется сталь следующего состава: 0,03 % С,
18 % Ni, 10 % Со, 3,0 % Мо, 0,5 Ti и 0,1 % А1.После закалки с температурой 840—860 °С получает¬
ся безуглеродистый мартенсит, обладающий невысокой
прочностью, и очень высокой пластичностью. В таком со¬
стоянии сталь можно подвергать деформации, обработке
резанием и т. д.В процессе последующего отпуска (старения) при
480—500 °С про^ходит выделение из мартенсита дис¬
персных интерметаллидных частиц типа NiTi или №зИ,
что вызывает повышение прочности при сохранении вы¬
сокой пластичности.После закалки и старения мартенситостареющие ста¬
ли имеют следующие механические свойства: ав = 2200-^
-т-2400 МПа, о0,2= 1500-М800 МПа, 6 = 12-5-15%, \|> =
= 40-f-55 %, КС = 0,6ч-0,1 МДж/м2.Благодаря высокому содержанию легирующих эле¬
ментов охлаждение при закалке проводят на воздухе
(или в масле), что уменьшает деформацию деталей.§ 31. ТЕРМИЧЕСКАЯ ОБРАБОТКАИНСТРУМЕНТАЛЬНЫХ СТАЛЕЙ И СТАЛЕЙС ОСОБЫМИ СВОЙСТВАМИИнструментальные стал и—это углеродис¬
тые и легированные стали, обладающие высокой твер¬
достью и износостойкостью.Инструментальные стали характеризуются тепл о*
стойкостью (красностойкостью), т. е. способностью
сохранять указанные свойства при нагреве, возникающем
в рабочей кромке инструмента, например, при резании с
высокой скоростью, при деформировании нагретого ме¬
талла. Содержание углерода в инструментальных ста¬
лях обычно 0,7—1,5 %.Термическая обработка режущего инструмента. Все
углеродистые инструментальные стали (У8, У10А, У11А
и др.) имеют низкую прокаливаемость. Критический ди¬
аметр углеродистых сталей не превышает 15 мм. Поэто¬
му углеродистые инструментальные стали применяют
для инструментов небольшого размера.Инструментальную сталь поставляют в отожженномill
состоянии со структурой зернистого перлита, так как
сталь, имеющая структуру пластинчатого перлита и вто¬
ричного цементита, плохо обрабатывается резанием.Оптимальные температуры закалки перечисленных
углеродистых инструментальных сталей показаны на
рис. 85.Структура сталей У7, У8, У9А в закаленном состоя¬
нии состоит из одного мартенсита.Структура заэвтектоидных сталей У10А—У13А в за¬
каленном состоянии состоит из мартенсита и избыточныхкарбидов. Углеродистые
инструментальные стали
необходимо охлаждать в
воде или в водных раст¬
ворах. щелочей, так как
они имеют малую устой¬
чивость переохлажденно¬
го аустенита. В результа¬
те быстрого охлаждения
усиливается деформация,
коробление и возникают
трещины.Для уменьшения коробления и вероятности возникно¬
вения трещин углеродистые стали подвергают комбини¬
рованной или ступенчатой закалке. Сталь после закалки
имеет значительную хрупкость, поэтому после закалки
необходим отпуск. Температура отпуска определяется
величиной рабочей твердости, которую должен иметь
инструмент.Сталь У7 предназначена для инструментов, подвер¬
гающихся ударам, которые должны иметь достаточную
вязкость и твердость (зубила, кузнечные штампы, клей¬
ма и т.д.). Поэтому сталь У7 подвергают отпуску при
температуре 250—325 °С для получения твердости HRC
48-55.Из стали У8 делают матрицы, пуансоны, ножи, т. е.
инструмент, который должен иметь высокую твердость
и хорошую вязкость. Температура отпуска стали У8
200—220 °С на твердость HRC 60—62.Из сталей У9А и У10А делают метчики, сверла, раз¬
вертки, фрезы и др. Их отпускают при температурах
150—200 °С на твердость HRC 60—63.Стали У112А, У13А предназначены для инструментов
с максимальной износостойкостью при наивысшей твер¬
дости (мерительный инструмент, напильники, граверныйQtZ 44 0Л Ofi 1Д WWРис. 85. Температуры закалки
углеродистых инструментальных
сталей112
инструмент и т.д.). Эти стали подвергают отпуску при
температуре 150—180 °С на твердость HRC 62—64.Легированные инструментальные стали обладают бо¬
лее высокой прокаливаемостью. Инструмент из этих ста¬
лей охлаждают в масле или в расплавленных солях, что
уменьшает опасность возникновения трещин, деформа¬
ции и коробления. Поэтому легированные стали приме¬
няют для инструментов сложной формы.Стали 9ХС и X нагревают для закалки до температу¬
ры 820—860 °С и охлаждают в масле, вследствие чего
они приобретают твердость HRC 62—63. Если после от¬
пуска надо сохранить высокую твердость (HRC 62—63),
то температура отпуска соответствует 150—160 °С, а ес¬
ли необходимо повысить вязкость — 260—300 °С (твер¬
дость HRC 55—60).Недостатком стали 9ХС является склонность к обез¬
углероживанию при нагреве для закалки и повышенная
твердость в отожженном состоянии (НВ 217—1255), что
ухудшает обрабатываемость резанием.Сталь ХВГ нагревают до температуры 820—840°С и
подвергают отпуску при температуре 150—160 °С для со¬
хранения твердости HRC 62—63.Быстрорежущие стали являются высоколегированны¬
ми сталями и в отличие от других инструментальных ста¬
лей обладают высокой красностойкостью (сохраняют
мартенситную структуру и высокую твердость при 600—
620 °С).В структуре литой быстрорежущей стали присутству¬
ет эвтектика (ледебурит), которая располагается по гра¬
ницам зерен. Толщина слоя эвтектики зависит от скоро¬
сти охлаждения; чем больше скорость охлаждения, тем
тоньше слой эвтектики. Эвтектика вызывает охрупчива¬
ние литой стали.При ковке сетка эвтектики дробится на отдельные
обособленные карбиды. После ковки следует отжиг ста¬
ли для снятия внутренних напряжений и улучшения об¬
рабатываемости.Поковки стали помещают в печь при температуре
860—880 °С и после выдержки охлаждают до 720—
750 °С. При этой температуре поковки выдерживают до
окончания превращения аустенита (4—6 ч), после сталь
охлаждают в печи до 600 °С со скоростью 40—50 град/ч,
а затем на воздухе.Для получения высокой красностойкости инструмен¬
ты из быстрорежущих сталей подвергают закалке. Сталь8—236113
Р12 нагревают до 11240—1260 °С, Р6МЗ — до 1220—*
1240 °С, Р9Ф5 —до 1240—1250 °С и Р9К5 —до 1230—
1240°С.Высокие температуры закалки необходимы для более
полного растворения карбидов и получения высоколеги¬
рованного аустенита. Это обеспечивает получение после
закалки легированного мартенсита, обладающего высо¬
кой красностойкостью. Перегрев вышеуказанных темпе¬
ратур сопровождается ростом зерна аустенита и вслед¬
ствие этого снижением механических свойств.Из-за высокого содержания вольфрама (молибдена)'
быстрорежущие стали обладают низкой теплопроводно-t,*Cr Занаш
тв¬ою4№D-ию1-й отпуск 2-й otfthytx J-й omnj/tKAAA11АГ1Ц5 1 , -• -? > У°Аост62 64а)t,°CМ0г дшлт64,564 ЖРис. 86, Схема режимов термической обработки
быстрорежущей стали:
р—без обработки холодом, б —с обработкой холодомстью. Поэтому во избежание образования трещин при
нагреве до температур закалки инструмент подогревают
при 800—850 °С. Инструмент сложной формы подогрева-»
ют дважды: при 600—650 °С и 800—850 °С (рис. 86, а)«
Выдержка при температуре закалки должна обеспе¬
чить наиболее полное растворение карбидов в аустените.
Для инструмента диаметром ^(толщиной) 10—50 мм она114
составляет 8—9 с на 1 мм сечения (при нагреве в соли
ВаС12).Охлаждение осуществляют в масле или в расплав¬
ленных солях с температурой 400—500 °С или 200—
300 °С. Выдержка в солях 2—3 мин, охлаждение на .воз¬
духе.Инструмент сложной формы или *очень массивный
иногда подстуживают на воздухе до 1100—1050 °С, ох¬
лаждают в масле (до 400—500 °С), а затем охлаждают
на воздухе.После закалки микроструктура быстрорежущей ста¬
ли состоит из мартенсита, карбидов и остаточного аус¬
тенита. Чем выше температура закалки, тем легирован-
нее аустенит, тем ниже точки Мн и Мю тем больше ос¬
таточного аустенита.После закалки следует отпуск при температуре 550—
570 °С. Время с момента окончания закалки до начала
первого отпуска не должно превышать 1 ч. При боль¬
шей длительности происходит стабилизация остаточного
аустенита и при последующем отпуске он не весь претер¬
певает превращение.При отпуске из остаточного аустенита выделяются
карбиды, что уменьшает его легированность. Обеднен¬
ный углеродом и легирующими элементами остаточный
аустенит при охлаждении превращается в мартенсит.
После первого отпуска остается в структуре 15—17 % ос¬
таточного аустенита. Для более полного превращения
остаточного аустенита необходим многократный (трех¬
кратный) отпуск при температуре 550—570 °С. Длитель¬
ность каждого отпуска 50—60 мин. Иногда применяют
трехкратный отпуск при температуре 600 ?С с выдержкой
10—15 мин.После отпуска структура быстрорежущей стали со¬
стоит из мартенсита, карбидов и остаточного аустенита
L(l— 3 %), твердость HRC 62—64.В некоторых случаях инструменты простой формы для
уменьшения остаточного аустенита подвергают обработ¬
ке холодом при 193 К (рис. 86,6). При охлаждении от
комнатной температуры до 193 К около 20 % остаточно¬
го аустенита превращается в мартенсит. Сохранившийся
остаточный аустенит (10—15%) превращается в мар¬
тенсит при последующем однократном отпуске при 550—
570 °С. Применение обработки холодом сокращает дли¬
тельность технологического цикла термической обработ-8*115
ки быстрорежущей стали, но требует дополнительного
оборудования (холодильных камер).Термическая обработка измерительного инструмента.Стали для измерительного инструмента должны иметь:
высокую износостойкость для того, чтобы инструмент
сохранял точные размеры и состояние поверхности, по¬
лученные доводкой;коэффициент теплового расширения, мало изменяю¬
щийся при колебаниях температуры;удовлетворительную вязкость для того, чтобы инстру¬
мент не выкрашивался при случайных ударах в эксплуа¬
тации.Для получения высокой твердости стали для измери¬
тельного инструмента должны термически упрочняться
на мартенситную структуру.Для измерительного инструмента применяют стали
марок: X (ШХ15), ХГ, 20, 20Х, 50, 55, 40X13. Для плос¬
копараллельных мер и калибров применяют стали X
(111X15) и ХГ. Сталь ХГ содержит повышенное количе¬
ство углерода (1,3—1,5%).Инструменты из этих сталей для получения однород¬
ной структуры подвергают нормализации с 850—860 °С и
отпуску при 600 °С длительностью 1 ч:Закалка сталей X и ХГ осуществляется с 840—850 °С
в масле. Более высокий нагрев для закалки вызывает
увеличение количества остаточного аустенита. В закален¬
ной стали с течением времени происходят превращения,
изменяющие объем и размеры инструмента (старение).
Причинами изменений являются процессы превращения
остаточного аустенита в мартенсит и уменьшение степе¬
ни тетрагональности решетки мартенсита (распад мар¬
тенсита).Для предупреждения старения измерительные инст¬
рументы подвергают обработке холодом при 203 К, а за¬
тем длительному (124—60 ч) отпуску при 120—130 °С.Целесообразно после шлифования производить пов¬
торный отпуск длительностью 2—3 ч для предупрежде¬
ния шлифовочных трещин. Твердость после указанной
обработки HRC 62—64.Скобы, шаблоны, лекала изготовляют из низкоуглеро-’
дистых сталей 20, 20Х или среднеуглеродистых—50, 55.
Инструменты из сталей 20 и 20Х подвергают цемента¬
ции, закаливают с 790—810°С в масле (сталь 20Х) или
в воде (сталь 20). Отпуск проводят при 150—180°С в те¬
чение 2—3 ч. Вследствие незначительной толщины це¬116
ментированного слоя (детали из листовой стали) и ма¬
лого влияния протекающих в нем превращений на изме¬
нение общего объема стали отпуск большей длительно¬
сти не требуется.Инструменты из сталей 50 и 55 закаливают с индук¬
ционным нагревом. Это позволяет получить меньшую де¬
формацию и облегчает правку. Отпуск при 150—180 °С в
течение 2—3 ч. Износостойкость закаленного слоя ста¬
лей 50 и 55 меньше, чем цементованного.Сталь 40X13 применяют для инструментов, устойчи¬
вых к коррозии. После закалки (нагрев до 950—1000°С,
охлаждение в масле) производят отпуск при 120—130°С
длительностью от 12 до 50 ч. Твердость стали не превы¬
шает HRC 54—57, что затрудняет получение очень чис¬
той поверхности при доводке.Термическая обработка штампов и пресс-форм.
Штамповые стали предназначены для изготовления ин¬
струментов, деформирующих металл. Штамповые стали
делятся на две группы: стали для холодного деформиро¬
вания и стали для горячего деформирования.Штамповые стали для холодного деформирования
должны иметь высокую твердость и прочность, высокую
износостойкость, удовлетворительную вязкость и высо¬
кую прокаливаемость. Вместе с тем эти стали должны
давать минимальные объемные изменения при закалке,
что особенно важно для штампов сложной формы.Для штампов простой формы и небольших размеров
применяют углеродистые стали У10А—У112А. Ввиду не¬
большой прокаливаемости их следует применять для от¬
носительно легких условий работы (при малых деформа¬
циях и незначительной твердости штампуемого материа¬
ла).Температуры отпуска определяют необходимой твер¬
достью инструмента (например, сталь У10А имеет твер¬
дость HRC 58 после закалки и отпуска 250—350 °С).Накатные ролики и плашки, фильеры для волочения
изготовляют из высокохромистых сталей (содержание
хрома ~12 %), обладающих высокой износостойкостью,
повышенной теплостойкостью и т. д. Большое количест¬
во избыточной карбидной фазы делает высокохромистые
стали износостойкими.Стали-Х12Ф1 и Х12М подвергают различным режи¬
мам термической обработки, после которых они приобре¬
тают твердость HRC 60. Указанную твердость стали по¬
лучают после закалки с температуры 1000—1050 °С ох¬117
лаждением в масле или селитре. Структура закаленной
стали мартенсит, карбиды и остаточный аустенит (20—
25%). Затем дают низкотемпературный отпуск (150—■
180 °С). Твердость HRC 62—64. Если температуру отпус¬
ка немного поднять (180—1200 °С), то твердость снизится
до HRC 58—60. Такая обработка носит название закал¬
ки на первичную твердость.При закалке с более высоких температур (1100—
1150 °С) проводят охлаждение в масле или селитре, в
структуре закаленной стали увеличивается количество
остаточного аустенита (до 35—45 %), твердость закален¬
ной стали уменьшается до HRC 50.Для упрочнения остаточного аустенита и получения
высокой твердости после закалки проводят двух-четырех-
кратный отпуск при температуре 520—540 °С или обра¬
ботку холодом при 203 К. В результате остаточный аус¬
тенит превращаете*! в мартенсит и твердость возрастает
до HRC 60—63. Эта обработка называется закалкой на
вторичную твердость.Высокохромистые стали имеют существенный недо¬
статок, заключающийся в снижении механических
свойств по сечению металла из-за сильной карбидной не¬
однородности. Кроме того, в отожженном состоянии они
имеют повышенную твердость (НВ 207—269), что за¬
трудняет обработку резанием.Сталь Х6ВФ менее склонна к карбидной ликвации,
но имеет меньшую прокаливаемость, чем стали Х12Ф1 и
Х12М. Сталь подвергается закалке (1000—1020 °С) с ох¬
лаждением в масле (твердость HRC 61—63). После от¬
пуска 200 °С. твердость снижается до HRC 58, а при
500—525 °С—до HRC 55—56.Сталь 9Х5Ф имеет меньшую карбидную неоднород¬
ность, чем сталь Х6ВФ. Однако устойчивость против от*
пуска стали 9Х5Ф меньше, чем у сталей Х12Ф1, Х12Ми
Х6ВФ. Закалка стали 9Х5Ф с 960—980°С производится
в масле, твердость HRC 61—63. Отпуск при 150—180 °С
не снижает твердость.Предварительная термическая обработка сталей о
5—12 % хрома состоит из отжига. При этом сталь нагре¬
вают до 840—860 °С с выдержкой после нагрева не менее2 ч (выдержка зависит от величины садки металла); ох¬
лаждение производят вместе с печью со скоростью 30—
40 град/ч до 700—720°С. Затем следует выдержка 2—3 ч и охлаждение вместе с печью до 600—650 °С1 а потом
на воздухе,118
Стали Х112Ф1 и Х12М для дополнительного снижения
твердости подвергают еще отпуску при температуре
760—790 °С в течение 2—3 ч.Штамповые стали для горячего деформирования дол*
жны обладать высоким сопротивлением пластической де¬
формации, высокой теплостойкостью и высокой разгаро-
стойкостью, т. е. высокий сопротивлением термической
усталости. Кроме того, эти стали не должны быть чув¬
ствительными к отпускной хрупкости.6В, МПа
1800ы 1700
|1600
11500
i'ШО
«I' 1300
^1200
1100\5XtfCBФ>Я///ГЖ>5)7/ГУXу 21Т450 500 550 600„
Температура отпуст, °С"110,0450,04^ to«<§ 0,035
5 ?■§£ о,озIIIжг1Wм1’бХННГ<рнсё||I\5й Z
4030 |
20 §
SVJU дии J0U OUUТемпература отпуска, °СРис. 87. Механические свойства штамповых сталей в зависимости
от температуры отпускаСтали для молотовых штампов наряду с перечислен¬
ными свойствами должны иметь высокую ударную вяз¬
кость и высокую прокаливаемость (они должны быть
однородны по механическим свойствам). Такие свойст¬
ва достигаются при легировании сталей никелем, молиб¬
деном и вольфрамом.Молотовые штампы изготовляют главным образом из
сталей марок 5ХНМ, 5ХГМ, 5ХНВ, 5ХНСВ и др. Эти
стали имеют примерно одинаковые механические свойст¬
ва (рис. 87). Наибольшей, прокаливаемостыо обладает
сталь марки 5ХНМ.Отжиг указанных марок старей осуществляется при
температуре 780—800 °С в том случае, если необходимо
измельчить структуру слитков или крупных поковок, ма¬
ло обжатых при ковке или прокатке. Чаще ограничива¬
ются высоким отпуском при 650—690 °С и получают
структуру зернистый перлит.Температура закалки для сталей 5ХНМ, 5ХНВ и119
5ХГМ составляет 820—860 °С. При нагреве для закалки
обязателен подогрев при 600—650 °С.Для уменьшения окисления и обезуглероживания по¬
верхность штампов защищают таким образом. На под¬
доны насыпают слой отработанного древесного угля
(карбюризатор, использованный при цементации) или
чугунной стружки. На него рабочей поверхностью укла¬
дывают штампы и на 10—
15 см засыпают стружкой или
древесным углем.Штампы со сложной гравю¬
рой не охлаждают до конца в
масле, так как это может вы¬
звать значительные напряже¬
ния и трещины. Такие штампы
охлаждают сначала подстужи-
ванием на воздухе до темпера¬
туры 750—780 °С, а затем их
помещают в масло (рис. 88).
Выдержку в масле рассчитыва¬
ют такшд образом, чтобы не
произошло полного охлажде¬
ния штампа. После, выдержки
неостывшие штампы переносят
в печь для отпуска.Иногда штампы (гравюры простой формы) охлажда¬
ют водовоздушной смесью. Рекомендуется охлаждение
при расходе воды до 100 л/ч, расстоянии распылителя
от закаливаемой поверхности 500 мм и давлении 0,3 МПа.
Штамп охлаждают смесью до потемнения поверхности
(400—500 °С), а затем только сжатым воздухом до
300 °С и переносят в печь для отпуска. •Так как в структуре штампа после закалки имеется
много остаточного аустенита, то для его превращения
целесообразен двойной отпуск. Температура второго от¬
пуска на 10—20 °С ниже, а его продолжительность на
20—25 % меньше, чем первого.Хвостовик молотовых штампов дополнительно отпу¬
скается при более высокой (на ~100°С) температуре,
чтобы его твердость была ниже,- а вязкость выше, чем
рабочей части. Отпуск проводят .на металлической пли¬
те или в специальных приспособлениях.Прессовый инструмент, а также штампы для гори¬
зонтально-ковочных машин изготовляют из сталей
ЗХ2В8Ф, 4Х5В2ФС, 4Х5В4ФСМ, 4Х2В5ФМ и др.Рис. 88. Схема термической
обработки штамповых ста¬
лей120
Штампы этого назначения находятся длительное вре¬
мя в контакте с горячим металлом, работают с меньши¬
ми динамическими нагрузками и обычно имеют меньшие
размеры, чем молотовые штампы. Поэтому эти стали
должны иметь повышенную теплостойкость.Отжиг указанных сталей осуществляется при темпе¬
ратуре 830—870° С с медленным охлаждением до 650—
680 °С и выдержкой до полного распада аустенита. Од¬
нако вольфрамовые стали для предупреждения сниже¬
ния теплостойкости лучше отпускать (750—780°С), а
не отжигать.Ввиду высоких температур закалки необходимо пре¬
дусмотреть защиту штампов от окисления и обезуглеро¬
живания. Наиболее целесообразен нагрев в контроли¬
руемых атмосферах и вакууме.При нагреве крупных штампов в печах без защитной
атмосферы рекомендуется:вести нагрев с двумя подогревами: первый 700—
750°С, второй 950—1000°С, что способствует сокраще¬
нию выдержки при окончательном нагреве;уменьшать время выдержки при окончательном на¬
греве;температуру закалки назначать по нижнему пределу
температур для выбранной марки стали.Рекомендуется подстуживать штампы на воздухе до
950—900 °С, а затем охлаждать в масле. Для крупных
штампов со сложной гравюрой рекомендуется применять
изотермическую закалку/Отпуск выполняют немедленно после закалки. Целе¬
сообразно проводить двукратный отпуск для достиже¬
ния полного превращения остаточного аустенита. Тем¬
пература второго отпуска на 20—125 °С ниже первого.Температурные режимы работы деталей пресс-форм
для литья под давлением алюминиевых и медных спла¬
вов и горячих штампов идентичны: Поэтому для пресс-
форм применяют те же стали, что и для прессового ин¬
струмента.Стали, устойчивые против коррозии. Разрушение ме¬
таллов вследствие химического или электрохимического
взаимодействия их с внешней средой называется кор¬
розией. Наибольшей стойкостью против коррозии об¬
ладают сплавы с однородной (гомогенной) структурой.
Если структура, стали неоднородна (гетерогенна), то от¬
дельные структурные составляющие — феррит, аустенит,
карбиды — имея различный электрохимический потен¬121
циал, могут образовать гальванические пары и вызвать
коррозию. Однородную структуру в сталях можно полу¬
чить введением в нее элементов, расширяющих а-об-
ласть и дающих однородный твердый раствор феррита
(Cr, Si, Mo, W, V и т. д.), или элементов, расширяющих
^-область и образующих однородный твердый раствор
аустенита (Ni, Мп).Химические свойства металлов зависят от химическо¬
го сродства металла к кислороду и от способности пас¬
сивироваться, т. е. покрываться с поверхности защитной
(пассивной) пленкой- оксидов. О степени химического
сродства металла к кислороду можно судить по его
электродному потенциалу.По степени убывания электродного потенциала ме¬
таллы располагают в определенном порядке (табл. 5).Таблица 5. Электродный потенциал некоторых металловМеталлЭлектродный
потенциал, ВМеталлЭлектродный
потенциал, ВЗолото+ 1,50Кадмий—0,40Серебро+0,80Железо—0,44Медь+0,34Хром—0,56Висмут+0,23Цинк—0,76Водород+0,00Марганец— 1,10Свинец—0,13Алюминий—1,34Олово—0,14Магний— 1,55Никель—0,22Кальций—2,76Кобальт—0,29Литий—2,96В начале будут располагаться металлы, трудно раство¬
ряющиеся и стойкие против окисления, а в конце — ме¬
таллы, легко переходящие в раствор и быстро окисля¬
ющиеся.Повысить стойкость стали против коррозии можно
легированием, ее такими элементами, которые образуют
на поверхности стали защитные пленки, прочно связан¬
ные с основным металлом и нарушающие контакт метал¬
ла с окружающей средой.При сплавлении двух металлов (одного с низким., а
другого с высоким электродным потенциалом) химичес¬
кая стойкость меняется с изменением концентрации не
плавно, а скачкообразно. Повышение коррозионной
стойкости происходит при содержании в нем пассивиру¬
ющего металла в количествах 1/8, 2/8, 3/8.,.7/8 атомных122
долей, т. е. при 12,5; 25; 37,5 и т. д. атомных процентов
(12 % весовых и т. д.).Несмотря на то, что электродный потенциал хрома
несколько ниже электродного потенциала железа, хром
является основным легирующим элементом для получе¬
ния стали с особыми химическими свойствами. Это объ¬
ясняется тем, что хром легко пассивируется: на поверх¬
ности металла образуется плотная пленка оксидов, ко¬
торая изолирует металл от коррозионной среды, делает
его пассивным к воздей¬
ствию кислорода и пред¬
охраняет от дальнейшего
химического разрушения.На рис. 89 показано
изменение потенциала
жёлезохромистых сталей
с увеличением содержа¬
ния хрома. Стали, содер¬
жащие меньше 12 % хро¬
ма, имеют низкий потен¬
циал и сильно подверже¬
ны коррозии. Стали со¬
держащие хрома свыше
12—14 %, обладают поло¬
жительным потенциалом и высокой стойкостью против
коррозии (как и благородные металлы).Сталь 112X13 нестабильна по свойствам, так как не¬
большие отклонения в составе (в пределе марки) по уг¬
лероду; и хрому резко изменяют структуру стали от фер-
ритной до полуферритной и даже до мартенситной. Ста¬
ли 12X14, 12X17, 15Х25Т, 15X28 относятся к ферритному
классу. Стали 20X13, 30X13, 40X16 относятся к мартен-
ситному классу. ' 1Коррозионная стойкость сталей с 13 % хрома повы¬
шается, если весь хром находится в твердом растворе.
Поэтому, чем больше углерода в сталях Х13, тем более
высокой должна.быть температура закалки, чтобы рас¬
творимость карбидов была более полной. Наличие кар¬
бидов в структуре способствует образованию микрогаль¬
ванопар, понижает коррозионную стойкость.Повысить коррозионную стойкость нержавеющих
сталей можно термической обработкой (табл. 6).Из сталей 12X13 и 20X13, обладающих высокой пла¬
стичностью, можно штамповать различные детали. Не¬
ржавеющие хромистые стали хорошо свариваются. Од-э0,2=3=3“003с~-0,2с:-0,40,6-11/JLrvsr'0-4 8 12 1Ь 20 ct]%Рис. 89. Изменение электродного
потенциала железохромистых
сплавов в зависимости от содер¬
жания хрома123
Таблица 6. Режимы термической обработки и механические
свойства хроМистых нержавеющих сталейМарка сталиТемпера¬
тура, °СМеханические свойствазакал¬киотпус -
каHRC°В’МПаб. %%КС, Дж/м212X13100070060020600,00920X131050700—85010500,00630X131050250401600———40X13105020050————12X171050750—45010—2540—500,002—о;оо512Х17Н21050300—110010350,00515Х25Т,15X2810507504502045нако ферритные нержавеющие стали при этом обладают
одним существенным недостатком, а именно, возникаю¬
щей при перегреве крупнозернистостью, которая не уст¬
раняется'последующей термической обработкой из-за от¬
сутствия фазовых превращений в этих сталях. Крупно-
зернистость вызывает повышенную хрупкость. Введение
титана и азота в ферритные нержавеющие стали оказы¬
вает сдерживающее влияние на рост зерна и устраняет
крупнозернистость. Присадка никеля в сталь 112X17 при¬
водит к появлению у^а-превращений и повышает проч¬
ность стали.С увеличением содержания никеля до 8—10 % хро¬
мистые нержавеющие стали становятся аустенитными.
Нержавеющие аустенитные стали с 18 % хрома и 9 %
никеля получили Широкое промышленное применение.
Типичным представителем является сталь 12Х18Н9
«0,12 % С, 17—19 % Сг и 8—10% Ni). В отож¬
женном состоянии сталь имеет структуру аустенит-[г
[-(-карбиды.Храмоникелевые нержавеющие стали подвергают за¬
калке при 1100—1150°С с охлаждением в воде. При та¬
ком высоком нагреве происходит растворение карбидов
хрома Ме2зС6, а быстрое охлаждение фиксирует состоя¬
ние пересыщенного твердого раствора. Медленное ох¬
лаждение недопустимо, так как при этом происходит вы*
деление карбидов по границам зерен, что ухудшает пла¬
стичность и коррозионную стойкость стали.124
После закалки сталь имеет низкую прочность, но вы¬
сокую пластичность ав=550-=-580 МПа, 6=404-45 %,
^=554-60%.Холодной деформацией (наклепом) можно повысить
прочность закаленной аустенитной стали до 1200—1300
МПа, но пластичность при этом снижается (6«5 %). За¬
каленная сталь хорошо штампуется и сваривается.Если закаленную аустенитную сталь нагреть до 500—*
700 °С, то из пересыщенного аустенита по границам зе¬
рен будут выделяться карбиды хрома. Это ведет к ох¬
рупчиванию стали и уменьшению содержания хрома
(<12 %) в пограничных областях. Обеднение твердого
раствора хромом резко снижает стойкость против кор¬
розии.Коррозионное разрушение по границам зерен назы¬
вается межкристаллитной или интеркристал¬
лит н о^й коррозией. Сталь, пораженная межкристал¬
литной коррозией, теряет металлический звук и при из¬
гибе легко разрушается по границам зерен.Склонность к интеркристаллитной коррозии устра¬
няется следующими способами: уменьшением содержа¬
ния углерода до 0,04 % и менее; введением в сталь
сильных карбидообразующих элементов титана или
ниобия.Эти элементы в процессе кристаллизации связывают
углерод в тугоплавкие карбиды (TiC, NbC), которые не
растворяются в аустените при нагреве для закалки,
поэтому исключается возможность 'образования карби¬
дов хро,ма и уменьшение его концентрации в аустените.Сталь 12Х18Н9Т в меньшей степени подвержена ин¬
теркристаллитной коррозии.Возникновение микрогальванопар при образовании
карбидов титана и ниобия оказывает слабое влияние на
стойкость против коррозии аустенитных сталей.Аустенитные стали склонны к так называемому кор¬
розионному растрескиванию или к корро¬
зии под напряжением. Она заключается в том,
что на поверхности детали, находящейся под нагрузкой
или имеющей внутренние остаточные напряжения (пос¬
ле наклепа) и помещенной в слабую коррозионную сре¬
ду, возникают тонкие трещины, проходящие главным
образом по телу зерна.Прочность нержавеющих сталей аустенитно-мартен-
ситного класса (типа 09Х15Н9Ю— ^0,09 % С, 14—
16% Сг, 7—9 % Ni, 0,7—1,3% А1) сильно зависит от125
режимов термической обработки. Нержавеющие стали
этого класса получили применение главным образом
как высокопрочные.Термическая обработка стали 09Х15Н9Ю сложная и
состоит из следующих операций:закалка с 975 до 1000 °С> структура 100 % аустенита,
ав = 900 МПа, 6 = 30 %, \f>=65 %;обработка холодом при 203—173 К, структура 40 %
мартенсита и 60 % аустенита;отпуск (старение) при 450—500 °С, структура 40%
мартенсита и 60% аустенита, ав=1300 МПа, 6 = 20%,
г|> = 50%.Значительно меньшее практическое применение на¬
шли аустенитно-ферритные нержавеющие стали, харак¬
теризующиеся нестабиль¬
ностью. свойств*Магнитные стали и
сплавы. Магнитные стали
и сплавы делятся на две
группы: магнитотвердые
и магнитомягк<ие.Магнит отвер дыа
стали и сплавы облада¬
ют высоким значением
коэрцитивной силы Не и
остаточной индукции Вг
(рис. 90, а). Они приме¬
няются для изготовления постоянных магнитов. Постоян¬
ные магниты небольших размеров делают из углеродис¬
тых заэвтектоидных сталей У10—У12.Коэрцитивная сила углеродистых сталей резко воз¬
растает после закалки на мартенсит вследствие появле¬
ния больших напряжений в решетке.У стали У12 после закалки в воде Яс=4800 А/м,
JBr = 0,8 Т. Однако низкая прокаливаемость, малая ста¬
бильность остаточной индукции привели к вытеснению
углеродистых сталей легированными.Легирование металла вызывает повышение магнит¬
ной твердости (х. е. коэрцитивной силы). Коэрцитивная
сила возрастает при образовании в твердом растворе
второй фазы, с повышением дисперсности второй фазы,
при возникновении напряжений в кристаллической ре¬
шетке, измельчении зерна.В настоящее время для изготовления постоянных
магнитов широко используют стали, легированные хро¬Рис. 90. Гистерезисная кривая:а — магнитотвердых сплавов, б — маг¬
нитомягких сплавов
мом, вольфрамом, кобальтом лли совместно нескольки¬
ми элементами (табл. 7).Таблица 1. Химический состав стали для постоянных магнитовМарка сталиСодержание элементов, %Ссг |w |Мо |СоЕХЕХЗЕ7В6ЕХ5К5ЕХ9К£М0,95—1,100,90—1,100,68—0,780,90—1,050,90—1,051,3—1,6
2,8—3,6
0,3—0,5
5,5—6,5
8,0—10 05,2—6,21,2—1,75.5-6,513.5—16,5Примечание. Содержание примесей не более 0,4 % Мп и Si,
0,03 % S и Р; 0,3 % NiДля получения высоких магнитных свойств стали
подвергают сложной термической обработке, состоящей
из нормализации, закалки в масле или воде и низкотем¬
пературного отпуска (при 100 °С в течение 10—24 ч).Высокое содержание углерода и легирующих элемен¬
тов в этих сталях придает им повышенную твердость,
поэтому перед холодной механической обработкой их
подвергают смягчающему отжигу при 700—850 °С. При
отжиге происходит образование карбидов, что ухудша¬
ет магнитные свойства («магнитная порча»). Поэтому
перед закалкой для устранения «магнитной порчи» про¬
водят нормализацию, при которой происходит растворе¬
ние крупных карбидных фаз.Во избежание «магнитной порчи» при закалке на¬
грев должен быть кратковременным (не более 15 мин).
Охлаждение можно проводить в воде или масле, но
обычно охлаждают в масле, чтобы избежать коробления
и образования трещин, при этом несколько снижаются
магнитные свойства.Обработка холодом повышает магнитные свойства,
так как устраняется немагнитный (парамагнитный)
аустенит.Отпуск несколько снижает коэрцитивную силу, но
обеспечивает стабильность магнитных свойств в процес¬
се эксплуатации.Высокими магнитными свойствами обладают железо-
никелькобальтовые сплавы, в частности магнико (8 %
А1, 24 % Со, 14 % Ni, 3 % Си, остальное железо).Магниты из этого сплава получают литьем, так как
сплав не поддается деформации и обработке резанием.127
Сплав подвергают закалке в магнитном поле. Сущность
закалки в следующем. Нагретый до 1280 °С сплав поме:
щают между полюсами электромагнита напряженностью
160 кА/м и охлаждают до температуры 600 °С, дальней¬
шее охлаждение проводят на воздухе. После такой об¬
работки сплав обладает анизотропией магнитных
свойств.Магнитные свойства достигают высокого уровня в
том направлении, в котором действовало внешнее маг¬
нитное поле при закалке. Затем сплав подвергают отпу¬
ску при 600°С. Магнитные свойства: #с = 40000 А/м,
Вг—1,2 Т, BHcm3ix/2= 18'кДж/м3.В последнее время находят применение сплавы на
основе кобальта (52% Со, 14% V, остальное железо).
Сплав поставляется в виде лент, полос и т. д.Магнитомягкие сплавы и стали имеют низкую
коэрцитивную силу (рис. 90, б) и высокую магнитную
проницаемость (jm). Их применяют для изготовления сер¬
дечников, магнитных устройств, работающих в перемен¬
ных магнитных полях. Магнитомягкие материалы долж¬
ны иметь однородную (гомогенную) структуру, круп¬
ное зерно.Незначительный наклеп сильно снижает магнитную
проницаемость и повышает коэрцитивную силу. Поэто¬
му магнитомягкие сплавы и стали для снятия напряже¬
ний и искажений решетки подвергают отжигу рекрис¬
таллизации.Широкое применение получило чистое железо, в ко¬
тором содержание углерода и всех примесей строго ог¬
раничено. Железо применяют для изготовления сердеч¬
ников реле и электромагнитов постоянного тока, полю¬
сов электрических машин и др.Широкое применение в промышленности нашла элек¬
тротехническая сталь — сплар железа с кремнием
{0,05—0,005 % С, 0,4—4,8 % Si). Легирование кремнием
повышает электросопротивление стали и тем самым
уменьшает потери на вихревые токи, повышает магнит¬
ную проницаемость, снижает коэрцитивную силу и по¬
тери на гистерезис, способствует росту зерна, улучшает
магнитные свойства за счет графитизирующего дейст¬
вия.Маркируют электротехнические стали следующим об¬
разом: первая цифра означает вид проката и структур¬
ное состояоше (1—горячекатаная, 12 — холоднокатаная
изотропная, 3 — холоднокатаная анизотропная); вто¬128
рая — содержание кремния: 0 — до 0,4 %; 1 — (0,4—■
0,8%); 2— (0,8—1,8 %); 3— (1,8—2,8 %); 4-(2,8-3,8 %); 5 — (3,8—4,8 %) • третья — основную нормируе¬
мую характеристику (0; 1 и 2 —удельные потери при
различных значениях "магнитной индукции и частоты, 6
и 7 — магнитная индукция соответственно в слабых и
средних полях). Вместе первые три цифры обозначают
тип стали; четвертая — порядковый номер типа стали.
Чем он выше, тем меньше удельные потери, тем больше
магнитная индукция.Электротехническую сталь для снятия наклепа после
прокатки и укрупнения зерна подвергают отжигу при
1100—1200 °С в атмосфере водорода. При рубке листов,
резке, штамповке, гибкие магнитные свойства ухудша¬
ются. Для восстановления магнитных свойств электро¬
технической стали рекомендуется отжиг при 750—800 °С
в течение 2 ч с медленным (~50 град/ч) охлаждением
до 400 °С. При этом исключается окисление и науглеро¬
живание стали. Электротехническую сталь изготовляют
в виде листов толщиной от 1 до 0,05 мм.Железоникелевые сплавы (от 40 до 80% Ni)—пер¬
маллои— имеют высокую магнитную проницаемость, что
очень важно для приборов, работающих в слабых полях
(радио, телефон, телеграф). Магнитные свойства пер¬
маллоя сильно зависят от термической обработки.Д^я улучшения магнитных свойств после механичес¬
кой обработки пермаллои подвергают отжигу при 1100—
1300°С в вакууме или атмосфере водорода. При этом
укрупняется зерно, устраняются остаточные напряжения
и удаляются примеси углерода. Охлаждение в магнит¬
ном поле также ведет к повышению магнитных свойств.Немагнитные стали. В электромашиностроении и при¬
боростроении многие детали изготовляют из немагнит¬
ных сталей. Раньше для этой цели применяли цветные
металлы, а теперь широко используют немагнитные
аустенитные стали. Применение этих сталей резко сни¬
жает стоимость деталей, а также повышает механичес¬
кие свойства и уменьшает потери на вихревые токи в
электроаппаратуре.Применение марганцовистой аустенитной износо¬
устойчивой стали (110Г13Л) в качестве немагнитной ог¬
раничивается ее плохой обрабатываемостью резанием,
что обусловлено высокой склонностью ее к наклепу, а
также нестабильностью прочностных свойств.Широкое применение находят аустенитные нержаве¬9—236129
ющие стали 12Х18Н9, 12Х18Н9Т. Однако желательно,
чтобы содержание никеля и хрома в этих сталях было по
верхнему пределу, так как в противном случае при боль¬
ших холодных деформациях возможно частичное проте¬
кание у-кх превращения, ведущего к увеличению маг¬
нитной проницаемости.Кроме того, применяются более дешевые стали
55Г9Н9ХЗ и 45Г17ЮЗ, в которых никель частично или
полностью заменен марганцем.Контрольные вопросы1. Какие виды отжига существуют и каково их назначение?2. Каково назначение нормализации?3. Какие дефекты термической обработки встречаются после
отжига и нормализации?4. Что называется закалкой и какова ее цель?5. Как выбирают температуры нагрева для закалки?6. Какие требования предъявляют к охлаждающим жидкостям?7. Какие способы закалки существуют?8. Какое значение имеют закаливаемость и прокаливаемость
стали?9. Каково назначение отпуска?10. Какова цель старения?11. Как осуществляется обработка холодом?12. Какое влияние оказывают легирующие элементы на превра-
щения в стали?13. Каковы особенности термической обработки легированных
сталей по сравнению с углеродистыми?14. Для каких целей осуществляют термическую обработку ин¬
струмента?15. С какой целью подвергают термической обработке стали с
особыми свойствами?ГЛАВА VПОВЕРХНОСТНОЕ УПРОЧНЕНИЕСТАЛЬНЫХ ИЗДЕЛИЙ§ 32. НАЗНАЧЕНИЕ И ВИДЫХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИХимико-термической обработкой называ¬
ется процесс поверхностного насыщения стали различ¬
ными элементами путем их диффузии из внешней сре¬
ды при высокой температуре. Цель химико-термической
обработки — поверхностное упрочнение металлов и спла¬
вов и повышение их стойкости против воздействия внеш¬
них агрессивных сред при нормальной и повышенной
температурах*130
Процессы химико-термической обработки состоят из
трех стадий:диссоциации, которая заключается в распаде моле¬
кул и образовании активных атомов диффундирующего
элемента. Например, диссоциации окиси углерода 12СО->
-^С02+С или аммиака 2HN3->3H2-f-2N;адсорбции, т. е. контактирования атомов диффунди¬
рующего элемента с поверхностью стального изделия и
образования химических связей с атомами металла;диффузии, т. е. проникновения насыщающего элемен¬
та в глубь металла.Скорость диффузии (коэффициент диффузии) при
проникновении диффундирующих атомов в решетку ра¬
створителя будет выше, если при взаимодействии обра¬
зуются твердые растворы внедрения, и значительно ни¬
же, если образуются твердые растворы замещения.Концентрация диффундирующего элемента* на по¬
верхности зависит от притока атомов этого элемента к
поверхности и от скорости диффузионных процессов,
т. е. отвода этих атомов в глубь металла.Толщина диффузионного слоя зависит от температу¬
ры нагрева, продолжительности выдержки при насыще¬
нии и концентрации диффундирующего элемента на по¬
верхности.Толщина слоя у в зависимости от продолжительно¬
сти процесса определяется по параболическому' закону
y=ky т. С течением времени скорость увеличения тол¬
щины слоя уменьшается (рис. 91, а).Чем выше концентрация диффундирующего элемента
на поверхности детали, тем больше толщина слоя (рис.
91, б). Чем выше температура процесса, тем больше ско-Рис. 91. Зависимость толщины диффузионного
слоя от продолжительности насыщения (а), кон-*
центрации на поверхности (б) и температуры (в)9*131
рость диффузии атомов, а следовательно, возрастает
толщина диффузионного слоя (рис. 91, в).Границы зерен являются участками, где диффузион¬
ные процессы облегчаются из-за наличия большого
числа дефектов кристаллического строения. Если раство¬
римость диффундирующего элемента в металле мала,
то часто наблюдается преимущественная диффузия по
границам зерен. При значительной растворимости диф¬
фундирующего элемента в металле роль пограничных
слоев уменьшается. В момент фазовых превращений
диффузия протекает быстрее.Различают следующие виды химико-термической об¬
работки: цементацию, азотирование, цианирование и т. д,§ 33. ЦЕМЕНТАЦИЯЦементацией называется процесс насыщения
поверхностного слоя стальных изделий углеродом. Це¬
ментация осуществляется с целью получения высокой
твердости на^ поверхности изделия при сохранении вяз¬
кой сердцевины’, она способствует повышению износо¬
стойкости и предела выносливости.Цементаций подвергают детали из низкоуглеродис¬
тых сталей (содержащие углерода до 0,25%), работаю¬
щие в условиях контактного износа и знакопеременных
нагрузок (втулки, поршневые пальцы, кулачки, колон¬
ки и т. д.) .Для цементации детали поступают после механичес¬
кой обработки с припуском на шлифование 0,05—-0,10 мм.
Участки, не подлежащие цементации, защищают тонким
слоем меди (0,02—0,04 мм), наносимым электрическим
способом, или специальными обмазками, состоящими из
смеси огнеупорной глины, песка и асбеста, замешанных
на жидком стекле, и др.Цементация осуществляется при температурах выше
Лез (900—950 °С). Чем/ меньше углерода в стали, тем
выше температура нагрева для цементации. При этих
температурах атомарный углерод адсорбируется на по¬
верхности стали й диффундирует в глубь металла. В ре¬
зультате цементации содержание углерода в поверхност¬
ном слое составляет 0,8—1,0 %. Более высокая концент¬
рация углерода способствует охрупчиванию цементован¬
ного слоя.Цементованный слой имеет переменную концентра¬
цию углерода по толщине (рис. 92), которая уменьшает¬132
ся от поверхности к сердцевине. В связи с этим после
медленного охлаждения в структуре цементованного
слоя можно различить три зоны: заэвтектоидную, .состо¬
ящую из перлита и цементита вторичного; эвтектоидную,
состоящую из перлита; доэвтектоидную, состоящую из
перлита и феррита.Рис. 92. Изменение концентрации углерода в це¬
ментованном слоеЗа толщину цементованного слоя обычно принимают
сумму заэвтектоидной, эвтектоидной и половины доэв-
тектоидной зон. Обычно толщина слоя для большинства
сталей составляет 0,8—1,4 мм.Среда, в которой проводят цементацию, называется
карбюризатором.Цементация в твердой среде. Карбюризатором явля¬
ется активированный древесный уголь (дубовый или бе¬
резовый), а также каменноугольный полукокс и торфя¬
ной кокс. Для ускорения процесса к древесному углю до¬
бавляют активизаторы — углекислый барий (ВаС03),
кальцинированную соду (Na2C03), поташ (К2СО3) в ко¬
личестве 10—40 % от массы угля.Широко применяемый карбюризатор состоит из 20—
25 % ВаС03, 3,5 % СаС03, остальное древесный уголь.
Углекислый кальций добавляют для предотвращения
спекания частиц карбюризатора.Обычно рабочая смесь, применяемая для цемента¬
ции, состоит из 125—35 % свежего карбюризатора и 65—
75 % отработанного. В этом случае содержание ВаС03
в смеси составляет 5—7 %.Подготовленные для цементации изделия укладыва¬
ют в металлический .ящик. Предварительно в ящик на¬
сыпают слой карбюризатора 20—30 см. Детали уклады¬
вают слоями на расстоянии 10—15 мм друг от друга.
Каждый слой деталей засыпают карбюризатором и на133
него укладывают следующий слой деталей и т. д. Пос¬
ледний слой засыпают карбюризатором, и ящик накры¬
вают крышкой, края которой обмазывают огнеупорной
глиной или смесью глины с песком. Иногда вместо
крышки кладут лист асбеста и сверху обмазывают гли¬
ной. После этого ящик помещают в печь с температурой
900—950 °С, время нагрева до этой температуры опреде¬
ляют из расчета 7—9 мин на 1 см минимального разме¬
ра ящика.В ящике между кусочками угля имеется воздух, кис¬
лород которого взаимодействует с углеродом карбюри¬
затора, образуя окись углерода СО. Соприкасаясь с по¬
верхностью деталей, окись углерода диссоциирует по
реакции 2СО->С02-)-Сатом.Выделившийся атомарный углерод диффундирует в
глубь металла. Добавление углекислых солей активизи¬
рует процесс цементации, так как при этом протекают
реакции следующего типа: ВаС03+С-^Ва0+2С0.Продолжительность выдержки в печи при температу¬
ре цементации зависит от требуемой толщины цементо¬
ванного слоя. На практике выдержка принимается из
расчета роста слоя со скоростью 0,1 мм в час. Например,
слой-толщиной 1 мм получают за 9,5—10,4 ч.Для контроля за протеканием процесса и толщины
цементованного слоя в ящик вместе с деталями заклады¬
вают «свидетели» — круглые (квадратные) образцы диа¬
метром 10—15 мм, изготовленные из той же марки ста¬
ли, что и деталь. Во время цементации «свидетели» пе¬
риодически вынимают, ломают м по излому определяют
толщину цементованного слоя. Повышение температуры
цементации до 950—1000°С позволяет значительно уско¬
рить процесс, но такой режим применим для наследст¬
венно мелкозернистых сталей.После цементации детали подвергают нормализации
для измельчения зерна, повторной закалке и низкотем¬
пературному отпуску. В результате такой обработки по¬
верхностный слой приобретает структуру мартенсита
отпуска с включениями избыточных карбидов с твердо¬
стью HRC 60—63.Структура сердцевины зависит от состава стали и ре¬
жима закалки. У углеродистых сталей она состоит из
феррита и сорбита или троостита, а у легированных из
малоуглеродистого мартенсита.Цементация пастами. Процесс заключается в нанесе¬
нии на поверхность обрабатываемой детали ,слоя веще¬134
ства в виде суспензии, обмазки или шликера, в сушке и
последующем нагреве. Вид пасты определяет технологию
ее нанесения. Паста сравнительно жидкой консистенции
наносится на детали окунанием, а более густой — с по¬
мощью кисти. Толщина слоя пасты должна быть в 6—
8' раз больше заданной глубины цементованного слоя.
Основными компонентами паст являются сажа и каль¬
цинированная сода, например: сажа (голландская, аце¬
тиленовая, газовая), кокс малосернистый — 30—60 %;
сода или поташ (Na2C03, К2СО3)—20—40 %; углекис¬
лый барий—0—20 %; желтая кровяная соль— 15 %.Высушенные детали аккуратно, чтобы не повредить
слой пасты, укладывают одна на другую в ящик и за¬
крывают его крышкой. Ящик загружают в печь с темпе¬
ратурой 950—1050 °С; чем выше температура нагрева,
тем меньше длительность процесса. Кроме того, для на¬
грева деталей можно применять токи высокой и про¬
мышленной частоты.По окончании выдержки детали охлаждают в ящи¬
ках на воздухе. Можно осуществить также подстужива-
ние до закалочной температуры и произвести закалку
непосредственно с цементационного нагрева.Газовая цементация. В настоящее время газовая це¬
ментация является основным процессом цементации на
заводах массового производства. При газовой цемента¬
ции,,сокращается длительность процесса, так как отпада¬
ет необходимость прогрева ящиков, можно обеспечить
более полную механизацию и автоматизацию процесса,
упрощается последующая термическая обработка и, са¬
мое главное, можно получить задацную концентрацию
углерода в слое.Цементацию выполняют в шахтных, муфельных или
безмуфельных печах непрерывного действия.При цементации в шахтных печах для получения
науглероживающей атмосферы применяют метан, керо¬
син, синтин, бензол и т. д. Атомарный углерод получают
при диссоциации метана: СН4~>2Н2+Сатом.В печах непрерывного действия чаще используют ме¬
тан. Для получения заданной к@нцентрации углерода
(обычно 0,8 %) применяют атмосферы с регулируемым
потенциалом углерода (эндотермические контролируе¬
мые атмосферы), например ПСО-Об, ПСО-ОЭ и т. д., с
добавкой углеводородов от 1 до 4 %.Под углеродным потенциалом атмосферы понимают
определенную концентрацию углерода на поверхности135
цементованного слоя. Для ускорения процесса углерод¬
ный потенциал атмосферы в печи меняют по зонам. Вна¬
чале его поддерживают высоким, обеспечивающим полу¬
чение в поверхностном слое концентрации углерода 1,3—-1,4 %, а затем его снижают для получения в этом слое
оптимального содержания углерода (0,8 %).С этой целью в первую зону, занимающую примерно
2/з длины печи,- подают газ, состоящий из смеси при¬
родного (10—15 %) и эндотермического (90—85 %) га¬
зов. Во вторую зону подают только эндотермический газ,
находящийся в'равновесии с заданной концентрацией
углерода (0,8 %) на поверхности. При этом за счет диф¬
фузии углерода в глубь металла и взаимодействия по¬
верхности детали с эндотермической атмосферой кон¬
центрация углерода на поверхности уменьшается и про¬
исходит более равномерное его распределение по толщине
цементованного слоя.После газовой цементации применяют закалку (для
наследственно мелкозернистых сталей) непосредственно
из цементационной печи, предварительно сделав подсту-
живание до температуры 850—830 °С. Заключительной
операцией является низкотемпературный отпуск при
температуре 160—180 °С.Дефекты цементации. Разъедание поверх¬
ности деталей наблюдается при попадании в кар¬
бюризатор (твердый) сернокислых солей бария или нат¬
рия, либо при оплавлении солей на поверхности деталей.
Дефект наблюдается в виде мелкой сечки, поверхностных
раковин, шероховатости и т. д. Необходимо тщательно
следить за составом карбюризатора и применять качест¬
венные крепители, обеспечивающие удержание солей-ус¬
корителей на поверхности кусков угля.Неравномерная глубина слоя наблюдает¬
ся при неравномерном нагреве деталей, вследствие пере¬
пада температур в объеме печи. Поскольку твердый кар¬
бюризатор имеет низкую теплопроводность, которая к
тому же понижается с уменьшением размера кусков уг¬
ля, то при цементации с использованием мелкого карбю¬
ризатора в ящиках больших размеров разница по глуби¬
не слоя на различных деталях может достигать 50 %.Необходимо (по возможности) применять ящики не¬
больших размеров, пользоваться карбюризатором с ре¬
комендуемыми кусочками угля и обеспечивать равномер¬
ный нагрев деталей.Пониженное содержание углерода вце-136
ментованном слое наблюдается вследствие зани¬
женной температуры процесса, недостаточной продолжи¬
тельности выдержки, низкой активности карбюризатора,
недостаточной или чрезмерной подачи газового карбюри¬
затора.Обезуглероживание может наблюдаться как
в процессе цементации, так и при охлаждении ящиков,
если используемый ящик имеет трещины или прогары.
В этом случае во внутрь ящика проникают печные газы
(С02 и О2), реагирующие не только с углеродом карбю¬
ризатора, но и с углеродом стали, вызывая ее обезугле¬
роживание. Необходимо следить за состоянием, цемента¬
ционных ящиков.Повышенная концентрация углерода в
цементованном слое (пересыщение) происходит
при чрезмерно высоком содержании углекислых солей в
твердом карбюризаторе, при повышении температуры
цементации и увеличении длительности выдержки.Пятнистая цементация наблюдается вследст¬
вие неравномерного распределения углекислых солей в
твердом карбюризаторе, оседания сажи на поверхности
детали и др.Пониженная глубина цементованного
слоя или недостаточная его насыщен¬
ность возникают при пониженной температуре и недо¬
статочной выдержке.Трещины в цементованном слое наблюда¬
ются преимущественно в хромоникелевых сталях в ре¬
зультате неблагоприятного распределения внутренних
остаточных напряжений.Внутреннее окисление возникает при газо¬
вой цементации вследствие проникновения кислорода в
поверхностный слой детали и окисления легирующих
элементов, входящих в состав стали. В результате сни¬
жаются закаливаемость и прокаливаемость. В целях
борьбы с этим дефектом в конце процесса в печь подают
небольшое количество аммиака.§ 34. АЗОТИРОВАНИЕАзотированием называется процесс насыщения
поверхности стали азотом. Процесс осуществляется в
среде аммиака при температуре 480—650 °С. При этих
температурах по реакции 2NH3-^2N+3H2 выделяется
атомарный азот, который диффундирует в поверхност¬
ные слои детали.137
Для азотирования применяют среднеуглеродистые ле¬
гированные стали, содержащие Cr, W, Mo, V, А1.При азотировании легированных сталей азот образу¬
ет с легирующими элементами устойчивые нитриды, ко¬
торые придают азотированному слою высокую твер¬
дость. Твердость поверхностного слоя деталей после азо¬
тирования достигает HV 1100—1200. Типичная марка
стали для азотирования 38ХМЮА.Перед азотированием детали подвергают термической
обработке, состоящей из закалки и высокотемпературно¬
го отпуска (улучшению). Затем производят механиче-Продолттельноть
азотиробаиия; ч
а) 6)Рис. 93. Влияние температуры и продолжительности
процесса азотирования на твердость (а) и толщину
азотированного слоя (б)скую обработку, придающую окончательные размеры
изделию.Участки, не подлежащие азотированию, защищают
тонким слоем (0,001—0,015 мм) олова, нанесенным элек¬
тролитическим методом, или жидким стеклом. В про¬
цессе азотирования олово расплавляется и благодаря по¬
верхностному натяжению удерживается на поверхности
стали в виде тонкой непроницаемой для азота пленки.
Продолжительность процесса зависит от толщины слоя.
На рис. 93, б показано, что чем выше температура азо¬
тирования, тем меньше его продолжительность. Однако
более высокие температуры приводят к снижению твер¬
дости азотированного слоя (рис. 93, а).Обычно процесс азотирования ведут при температу¬
рах 500—520 °С. В этом случае получают слои толщиной
до 0,5 мм за 24—90 ч..138
Для ускорения процесса азотирования применяют
двухступенчатый цикл (рис. 94). Сначала азотирование
ведут при температуре 500—520 °С, а затем ее повыша¬
ют до 580—600 °С, что ускоряет процесс в 1,5—2 раза при
сохранении высокой твердости азотированного слоя.В процессе азотирования изменяются размеры дета¬
лей за счет увеличения объема поверхностного слоя. Чем
выше температура процесса и больше толщина азотиро¬
ванного слоя, тем больше изменение размеров деталей.Для повышения коррозионной устойчивости изделий
азотирование проводят при температуре 600—700 °С в те¬
чение 15 мин для мелких деталей и 6—10 ч для крупных
деталей.Процесс жидкостного азотирования осу*
ществляют при температуре 570 °С в расплаве цианосо¬
держащих солей. В ходе процесса расплав непрерывно
продувается сухим и чистым воздухом, что обеспечивает
превращения цианида (KCN) в цианат (KCNO), являю¬
щийся поставщиком атомов углерода и азота.Преимуществом жидкостного азотирования является
резкое сокращение времени получения насыщенного
слоя по сравнению с газовым азотированием (слой тол¬
щиной 0,10—0,20 мм получают за 1,5—3 ч). Кроме того,
отсутствие водорода в среде способствует повышению
вязкости слоя.Недостатком процесса является применение ядови¬
тых солей.Менее распространены процессы азотирования в бес-
цианистых солях, содержащих азот (KN03 и NaNCV,580-6000ЪчРис. 94. Схема двухступенчатого
процесса азотированияРис. 95. Схема установки
для ионного азотирования:■1 — детали, 2 — вакуумныйконтейнер, 3 — блок электропил
талия, 4 — прибор регулирова*
ния температуры, 5 — газоваягребенка, 6 вакуум-насос139
NaN02 и KN02) и в расплавах нейтральных солей, через
которые продувают аммиак — NH3.Широкое применение получает ионное азотиро-
в а н и е. По сравнению с газовым азотированием оно
имеет ряд преимуществ: меньшую продолжительность
процесса, более высокое качество азотированного слоя,
пониженную хрупкость слоя.На рис. 95 показана схема установки для ионного
азотирования. В разреженном пространстве между като¬
дом (деталь) и анодом (вакуумный контейнер) возбуж¬
дается тлеющий разряд в среде газа, содержащего ато¬
мы и ионы азота. В качестве насыщающей атмосферы
используют аммиак из баллонов, смесь азота с водоро¬
дом или тщательно очищенный от кислорода азот. При
возбуждении тлеющего разряда к поверхности детали
(катоду) устремляется поток положительно заряженных
ионов азота. При ударах ионов.о катод выделяется теп¬
лота, за счет которой происходит разогрев поверхности
детали.Рабочее давление в камере печи составляет 130—
1300 Па. При более высоком давлении тлеющий разряд
становится менее стабильным и чаще переходит в дуго¬
вой. Это может вызвать перегрев поверхности и даже ее
оплавление.Дефекты азотирования и их предупреждение. Де¬
формация и изменение размеров возникают
в несимметричных деталях в результате возникновения
больших внутренних сжимающих напряжений, вследст¬
вие увеличения удельного объема азотированного слоя
размеры детали увеличиваются в среднем на 4—6 % от
глубины азотированного слоя. Необходимо при предва¬
рительной механической обработке предусмотреть зани¬
жение размеров.Хрупкость и шелушение. При пересыщении
азотированного слоя азотом на поверхности образуется
тонкая корочка, состоящая из хрупких нитридов. Ее
можно удалить шлифованием на глубину 0,01—0,05 мм.Шелушение чаще всего наблюдается после азотиро¬
вания сталей с крупнозернистой структурой.Пониженная твердость возникает вследствие
завышения температуры процесса; азотирования крупно¬
зернистой стали, в которой азот диффундирует по грани¬
цам зерен, а внутренняя часть зерен .остается ненасы¬
щенной; обезуглероживания, приводящего к образова¬
нию ферритной структуры, в которой нитриды всегда140
формируются в виде крупных частиц, не обеспечиваю¬
щих высокую твердость.Пятнистая твердость получается в результа¬
те загрязнения поверхности детали (плохого обезжири¬
вания при подготовке детали), неравномерности величи¬
ны зерна в стали и слабой циркуляции газов в рабочем
пространстве.Пониженная глубина слоя наблюдается
при заниженной температуре процесса.§ 35. ЦИАНИРОВАНИЕ и нитроцементацияЦианированием называется процесс одновре¬
менного насыщения поверхности деталей углеродом и
азотом.На состав и свойства цианированного слоя особое
влияние оказывает температура процесса. Повышение600 700 800 900 .1000
Температура цианирования, °£Рис. 96. Содержание уг¬
лерода и азота в повер¬
хностном слое в зависи¬
мости от температуры
цианированияtoЩ 0,8I w
1U*DA
О,&50-55'HaCNЧ890°С-860830%*//'уУ*4ГУ$5 Г г 3 4 5
Продолжительность
обработки, чРис. 97. Толщина цианиро¬
ванного слоя в зависимос¬
ти от температуры и про¬
должительности процессатемпературы цианирования ведет к увеличению содержа¬
ния углерода в слое, снижение температуры — к увели¬
чению содержания азота (рис. 96).Толщина цианированного слоя также зависит от тем¬
пературы и продолжительности процесса (рис. 97). Для
цианирования применяют стали, содержащие 0,3—
0,4 % углерода. —Различают жидкое и газовое цианирование. Газовое
цианирование еще называют нитроцементацией.141
Жидкое цианирование проводят в расплавленных солях,
содержащих цианистый натрий NACN. Примерный со¬
став ванны следующий: 20—25 % NACN; 25—50 % NaCl
и 25—50 % Na2C03 или 8 % NaCN; 82 % ВаС12 и 10 %
NaCl.Первый состав применяют для цианирования при
820—850 °С, второй — при 900—950 °С.Цианирование при температурах 820—850°С позво¬
ляет осуществлять закалку непосредственно из ванны.
После закалки следует низкотемпературный отпуск.
Твердость цианированного слоя после термической обра¬
ботки HRC 59—62г.Цианирование при температурах 820—850 °С позво¬
ляет получать слои толщиной 0,15—0,35 мм за 30—
90 мин. Для получения слоев большой толщины (0,5—
2,0'мм) применяют глубокое цианирование при темпера¬
турах 900—950 °С, длительность 1,5—6,0 ч. Глубокое циа¬
нирование имеет ряд преимуществ по сравнению с це¬
ментацией: меньше продолжительность процесса для по¬
лучения слоя заданной толщины; меньше деформация и
коробление; более высокое сопротивление износу и по¬
вышенная усталостная прочность.После цианирования деталь охлаждают на воздухе,
повторно нагревают для закалки и проводят низкотем¬
пературный отпуск. Такая обработка необходима в свя¬
зи с тем, что при температурах цианирования (900—
950°С) сильно вырастает зерно аустенита и необходим
повторный нагрев для его измельчения. Структура циа¬
нированного слоя после закалки такая же, как после
цементации.Недостатком цианирования является ядовитость циа¬
нистых солей. Поэтому цианирование проводят в специ¬
ально выделенных помещениях с соблюдением мер пре¬
досторожности.Нитроцементацию осуществляют при температурах
840—860 °С в газовой смеси из науглероживающего газа
и аммиака. Продолжительность процесса зависит от глу¬
бины насыщаемого слоя и составляет 1—10 ч. Толщина
слоя колеблется от 0,1 до 1,0 мм.Для~ нитроцементации рекомендуют применять конт¬
ролируемые экзотермические атмосферы, в которые до¬
бавляют 5—15.% необработанного природного газа и 1—
5 % аммиака. Иногда применяют жидкий карбюриза¬
тор— триэтаноламин (СгИбО^И, который в виде капель
вводят в рабочее пространство шахтной печи.142
После нитроцементации изделия подвергают закалке
и низкотемпературному отпуску при температуре 160—
180 °С.Низкотемпературное цианирование осуществляется
при температурах 540—560 °С в расплавленных цианис¬
тых слоях. *Низкотемпературному цианированию подвергают
инструмент из быстрорежущих сталей для повышения
его стойкости при резании. В результате такой обработ¬
ки образуется нитроцементованный слой толщиной0,02—0,04 мм, твердостью HV 950—1100. Длительность
процесса 1—1,5*ч.Нитроцементация в т в е р д ы х с м е с я х при¬
меняется для повышения стойкости инструментов из быст¬
рорежущих сталей. Инструменты укладываются в ме¬
таллические ящики и пересыпаются смесью, состоящей
из 60—80 % древесного угля и 20—40 % желтой кровя¬
ной соли или другого состава. Потом ящики закрывают
и устанавливают в печь с температурой 550—560 °С.
После выдержки 2—3 ч ящики выгружают из печи и ох¬
лаждают до 200—100 °С. Затем ящики раскрывают и
вынимают инструмент, очищая металлическими щетка¬
ми. Охлаждение ящиков до комнатной температуры вы¬
зывает слипание смеси и затрудняет выемку и очистку
инструмента. После обработки по указанному режиму
получают слой толщиной 0,015—0,055 мм.Дефекты цианирования и нитроцементации. Пони¬
женная глубина и твердость слоя наблю¬
даются вследствие понижения температуры процесса и
снижения активности насыщающей среды.Хрупкость слоя возникает при пересыщении
слоя углеродом и азотом, когда образуется сетка или
сплошная корка карбонитридов у самой поверхности.«Темная составляющая» в структуре
возникает после нитроцементации в виде темной разо¬
рванной или сплошной сетки, обнаруживаемой на не-
травленных микрошлифах. Причина: повышенная кон¬
центрация азота, увеличение времени выдержки и появ¬
ление окисляющих газов в рабочем пространстве печи.§ 36. ДИФФУЗИОННАЯ МЕТАЛЛИЗАЦИЯДиффузионная металлизация — это про¬
цесс диффузионного насыщения поверхностных слоев ста¬
ли различными металлами. Она может осуществляться в
твердых, жидких и газообразных средах.ИЗ
При диффузионной металлизации в твердых средах
применяют порошкообразные смеси, состоящие обычно
из ферросплавов с добавлением хлористого аммония
(NH4C1) в количестве 0,5—5 %.Жидкая диффузионная металлизация осуществляет¬
ся погружением детали в расплавленный металл (напри¬
мер цинк, алюминий).При газовом способе насыщения применяют летучие
хлористые соединения металлов (AICI3, СгСЬ, SiCU и
т. д.), образующиеся при взаимодействии хлора с метал¬
лами при высоких температурах.Хлориды диссоциируют на поверхности железа и вы¬
деляющийся в атомарном состоянии металл диффунди¬
рует в железо.Диффузия металлов в железе идет значительно мед¬
леннее, чем углерода и азота, потому что углерод и азот
образуют с железом твердые растворы внедрения, а ме¬
таллы— твердые растворы замещения. Это приводит к
тому, что диффузионные слои при металлизации получа¬
ются в десятки раз более тонкими.Поверхностное насыщение стали металлами прово¬
дится при температурах 900—1200 °С.Алитированием называется процесс насыщения
поверхности стали алюминием. В результате алитирова-
ния сталь приобретает высокую окалиностойкость (до
850—900 °С) и коррозионную стойкость в атмосфере и в
ряде сред.При алитировании в порошкообразных смесях чистые
детали вместе со смесью упаковывают в железный ящик.
В рабочую смесь входят: порошковый алюминий (25—
50 %) или ферроалюминий (50—75 %), окись алюминия
(25—50 %) и хлористый аммоний (~1,0%). Процесс
осуществляется при температуре 900—1000 °С в течение
3—12 ч.Реже применяют алитирование в ваннах с расплав¬
ленным алюминием. Алитируемые детали погружают в
расплавленный алюминий (92—94 % А1 и 6—8 % Fe).
Железо добавляют для того, чтобы предотвратить раст¬
ворение обрабатываемых деталей в алюминии. Процесс
проводят при температурах 700—800 °С в течение 45—
90 мин.Алитирование в расплавленном алюминии отличает¬
ся от алитирования в порошкообразных смесях просто¬
той метода, быстротой и более низкими температу¬
рами.144
Основной недостаток процесса — налипание алюми¬
ния на поверхность деталей.Иногда применяют металлизацию поверхности стали
алюминием (напыление слоя алюминия на обрабатыва¬
емую поверхность) с последующим диффузионным
отжигом при температуре 900—1000°С в течение
1—3 ч.Для предохранения алюминия от окисления во .время
диффузионного отжига изделие покрывают обмазкой,
состоящей из серебристого графита (48 %), кварцевого
песка (30 %), глины (20 %), хлористого аммония (2 %)
и 20—25 % от массы первых четырех составляющих —
жидкого стекла.Алитирование стали металлизацией с последующим
диффузионным отжигом в несколько раз дешевле, чем
в порошках.Алитированный слой представляет собой твердый
раствор алюминия в a-железе, концентрация алюминия
в поверхностном слое достигает 30—40 %. Толщина али-
тированного слоя 0,2—1,0 мм.Алитированию подвергают трубы, инструмент для
литья цветных сплавов, чехлы термопар, детали газоге¬
нераторных машин и т. д.Хромирование (поверхностное насыщение хро¬
мом) проводят для повышения коррозионной стойкости,
кислотостойкости, окалиностойкости (до 850 °С) и т. д.
Хромирование средне- и высокоуглеродистых сталей по¬
вышает твердость и износостойкость.Хромирование чаще всего проводят в порошкообраз¬
ных смесях (50 % металлического хрома или феррохро¬
ма, 49 % окиси алюминия и 1 % хлористого аммония).
Процесс осуществляется при температуре 1000—1050 °С.
Диффузионный слой, получаемый при хромировании угле¬
родистых сталей, состоит из карбидов хрома (Fe, Сг)7С3
и (Fe, Сг)2зС6. Карбидный слой имеет высокую твер¬
дость HV 1200—1300. Толщина хромированного слоя до¬
стигает 0,15—0,20 мм при длительности процесса 6—15 ч.Чем больше углерода в стали, тем меньше толщина
слоя.Значительно реже применяется газовое хромирова¬
ние. Процесс проводят в среде, содержащей пары СгСЬ.
Пары СгС12 получают пропусканием осушенных Н2 и
НС1 через феррохром или хром при температуре 980 °С,
За 3—5 ч получают слой толщиной 0,06—0,10 мм.Иногда применяют хромирование в вакууме. Изде-10—236145
лия засыпают кусочками (диаметром '1—3 мм) хрома в
стальном или керамическом тигле и помещают в вакуум¬
ную печь (разряжение 1,3—0,13 Па). При высокой тем¬
пературе (960—1000 °С) хром испаряется и диффунди¬
рует в сталь.Хромирование применяют для пароводяной армату¬
ры, клапанов, вентилей, а также деталей, работающих в
агрессивных средах.Борированием называется насыщение стали бо¬
ром. Борирование проводят с целью повышения стойко¬
сти против абразивного износа. Толщина борированных
слоев не превышает 0,3 мм, твердость HV 1800—2000.Широкое распространение получил метод электро¬
лизного борирования в расплавленных солях, содержа¬
щих бор. Деталь служит катодом в ванне с расплавлен¬
ной бурой (Na2B207). Температура процесса 900—950 °С.
Процесс можно вести и без электролиза в ваннах с рас¬
плавленными хлористыми солями (NaCl, ВаС12), в кото¬
рые добавляют порошкообразный ферробор или карбид
бора.Применяют также метод газового борирования.
В этом случае насыщение бором проводят, в среде дибо-
рана (В2Н6) в смеси с водородом при температуре 850—
900 °С.Борированию подвергают втулки грязевых нефтяных
насосов, штамповый инструмент и т. д.Силицированием называется процесс насыще¬
ния поверхности стали кремнием. В результате силици-
рования сталь приобретает высокую коррозионную стой¬
кость в морской воде, в различных кислотах и повышен¬
ную износостойкость. Кроме того, силицирование резко
повышает окалиностойкость молибдена и некоторых дру¬
гих металлов и сплавов (стали незначительно/.Силицированный слой представляет собой твердый
раствор кремния в a-железе. Силицированный слой не¬
смотря на низкую твердость (HV 200—300) и значитель¬
ную пористость после пропитки маслом при температу¬
ре 170—200 °С имеет повышенную износостойкость.Силицирование можно проводить в порошкообразных
смесях, состоящих из 60 % ферросилиция, 39 % окиси
алюминия и 1 % хлористого аммония, но наиболее часто
применяют газовое силицирование. В печи с вращающи¬
мися ретортами засыпают детали и куски ферросилиция
или карбида кремния. Через реторты пропускают хлор, ко¬
торый взаимодействует с кремнием и образует SiCU*146
В результате последующих химических реагкций SiCl4
способствует образованию атомарного кремния, который
адсорбируется на поверхности изделия и диффундирует
в глубь металла.При газовом силицировании при температуре 1000 °С
в течение 2—4 ч образуется слой толщиной 0,5—1,0 мм.Силицированию подвергают детали, применяемые в
оборудовании химической, бумажной и нефтяной про¬
мышленности.В последние годы разработаны и получают промыш¬
ленное внедрение новые процессы поверхностного насы¬
щения металлов — титанирование (насыщение ти¬
таном) и цинкование (насыщение цинком)*§ 37. ПОВЕРХНОСТНАЯ ТЕРМООБРАБОТКАПоверхностную закалку применяют с целью получе¬
ния высокой твердости в поверхностном слое детали с
сохранением вязкой сердцевины.Поверхностная закалка менее продолжительна, чем
химико-термическая обработка. Если продолжительность
поверхностной закалки равна или меньше длительности
смежных операций механической обработки, то возмо¬
жен перевод термической обработки из термических це¬
хов в общий поток механического цеха. Это позволяет
более полно осуществить автоматизацию технологичес¬
кого процесса.Сущность способов поверхностной закалки состоит в
том, что поверхностные слои детали быстро нагреваются
выше критических точек и создается неравномерное рас¬
пределение температуры по телу детали (рис. 98). Если
нагрев прервать и провести быстрое охлаждение, то слой
металла, нагретый выше Лс3 (/ зона), получит полную
закалку; слой, нагретый выше Лсь но ниже Лс3 (II зона),
получит неполную закалку, а сердцевина (III зона) на¬
гревается ниже Ас 1 и не претерпевает никаких превраще¬
ний при охлаждении.При поверхностной закалке поверхностные слои ме¬
талла нагреваются значительно выше Лс3, однако это не
приводит к перегреву, так как скорость нагрева очень
велика.Наиболее распространенными методами поверхност¬
ного нагрева являются: нагрев кислородно-ацетиленовым
пламенем или газовой горелкой, нагрев в водном элект¬
ролите при пропускании электрического тока, контактный10*147
нагрев электротоком, индукционный нагрев токами вы¬
сокой и промышленной частоты.Закалка в электролите. Закалка в электролите была
разработана инж. И. 3. Ясногородским. Метод основан
на физическом явлении, называемом «эффектом нагрева
катода».Рис. 98. Распределение тем¬
пературы от поверхности в
глубину детали при поверх¬
ностной закалкеРис. 99. Схема нагрева
в электролите:/ — ванна, 2 — электролит,
3— закаливаемая деталь,
4 — пузырьки водородаПроцесс закалки заключается в следующем. В ванну
1 с электролитом 2 (5—10 %-ный раствор кальциниро¬
ванной соды) опускают закаливаемую деталь 3 (рис,
99). Деталь присоединяют к отрицательному полюсу ис¬
точника постоянного тока, напряжением 220—250 В, а
корпус ванны — к положительному полюсу. При пропус¬
кании электрического тока через электролит происходит
диссоциация электролита и положительно заряженные
ионы водорода устремляются к поверхности детали, об¬
разуя водородную «рубашку» 4. Сила и плотность тока
зависят от глубины погружения детали в электролит и
от условий нагрева. Водородная оболочка обладает
большим сопротивлением и нагревается до высоких тем¬
ператур при прохождении электрического тока. От разо¬
гретой водородной оболочки нагревается до высоких
температур поверхность детали. После нагрева детали
ток отключают и происходит охлаждение непосредствен¬
но в электролите.При закалке в электролите температура плавно па¬
дает от поверхности детали к сердцевине, что способст¬
вует снижению остаточных растягивающих напряжений
и предотвращает образование закалочных трещин.В результате закалки в поверхностном слое получа¬148
jot мартенсит, а в сердцевине сорбитообразный перлит
и феррит.Поверхностную закалку применяют для упрочнения
клапанов, винтов, штанг, рычагов и других деталей трак¬
торов.Закалка с газопламенным нагревом. Поверхность де¬
тали нагревают ацетилено-кислородным пламенем, име¬
ющим высокую температуру (2400—3150°С). В резуль¬
тате подвода большого количества теплоты поверхность
детали быстро нагревается до температуры закалки, а
сердцевина не успевает нагреться. Последующее быстрое
охлаждение обеспечивает закалку поверхностного слоя.В качестве горючего используют главным образом
ацетилен, а также природный газ, керосин и др.Однобпеменная закалкаОхлаждение Охлаждениеа) 6) 6) г)Рис. 100. Способы пламенной закалки:а — стационарный, б — вращательный, в — поступательный, г -- комбинирован'
ный; 1 — зона нагрева, 2 — зона охлажденияПри пламенной закалке применяют следующие спо¬
собы: одновременная закалка — стационарный и враща¬
тельный; непрерывная закалка — поступательный и ком¬
бинированный (рис. 100).Толщина закаленного слоя колеблется от 2 до 4 мм.,
а твердость HRC от 50 до 56.В тонком поверхностном слое образуется мартенсит,
а в нижележащих слоях структура состоит из мартенси¬
та и троостита.Основными факторами, влияющими на толщину за¬
каленного слоя, являются: скорость передвижения зака¬
лочной горелки относительно закаливаемой детали, рас¬
ход горючего и кислорода.В результате пламенной закалки получается чистая,
'без следов окисления и обезуглероживания поверхность
и уменьшается деформация изделий,149
Для получения высокого качества закалКи необходи¬
мо изделия перед пламенной закалкой подвергать отжи¬
гу или нормализации.Пламенная закалка широко применяется в мелкосе¬
рийном и индивидуальном производстве.Закалка при нагреве токами высокой частоты. За¬
калка при индукционном нагреве имеет ряд преимуществ
по сравнению с обработкой'при обычном нагреве. При
ее использовании улучшается качество изделий (умень¬
шается деформация, практически полностью устраняетсяокисление и обезуглеро-
Ийпрабление живание) и значительно
* * womSUHoymope повышаехся производи¬тельность.Нагрев токами высо¬
кой частоты (т. в. ч.) осу¬
ществляется за счет теп¬
лового действия тока, ин¬
дуктируемого в деталь,
которую помещают в пе¬
ременное магнитное поле.Для нагрева деталь 1
помещают в индуктор 2,
представляющий собой
один или несколько вит¬
ков медной трубки или
шины (рис. 101). При
протекании по индуктору 2 электрического тока высокой
частоты создается переменное магнитное поле, силовые
линии 3 которого пронизывают установленную в индук¬
тор деталь 1. В результате в поверхностном слое детали
возникают вихревые токи (токи Фуко), вызывающие на¬
грев этого слоя до высоких температур.Плотность индуктированного переменного тока по
сечению изделия неодинакова. В основном токи высокой
частоты протекают в поверхностном слое (рис. 102). Это
явление называется поверхностным эффектом
или скин-эффектом.Неравномерное распределение токов по сечению из¬
делия приводит к неравномерному нагреву: поверхност¬
ные слои нагреваются очень быстро, а сердцевина либо
совсем не нагревается, либо нагревается за счет тепло¬
проводности стали.Толщина слоя или глубина проникновения тока зави¬
сит от частоты переменного тока, удельного электросо¬Рис, 101. Схема нагрева токами
высокой частоты150
противления металла, магнитной проницаемости и опре¬
деляется по формуле у = 5030 Кр/(и/), где у —толщина
слоя или глубина проникновения тока, см, р — удельное
электросопротивление, Ом-мм2/м, — магнитная прони¬
цаемость, (Т-м)/А, f — частота тока, Гц.Из формулы видно, что чем больше частота тока, тем
меньше толщина закаленного слоя. Для получения слояа) 6) В) г)Рис. 102. Глубина проникновения т. в. ч. в металл в за¬
висимости от частоты тока:
а —постоянный ток, б — переменный ток частотой 50 Гц, в —10 000 Гц, г — 125 000 Гцтолщиной 1,0 мм оптимальная частота тока составляет
примерно 60 000 Гц, для слоя 2,0 мм — около 15 000 Гц
и для слоя 4,0 мм — 4000 Гц,С повышением температуры глубина проникновения
тока увеличивается и достигает максимального значения
при температуре выше точки Кюри (768 °С) , вследствие
перехода стали из ферромагнитного в парамагнитное со¬
стояние.Вместе с тем происходит уменьшение скорости нагре¬
ва при переходе через точку Кюри. При температурах
ниже точки Кюри сталь нагревается
быстрее, выше этой точки процесс
нагрева замедляется (рис. 103), что
следует учитывать при назначении
режима нагрева.Токи высокой частоты получают
с помощью машинных (до 10 000 Гц)
или ламповых (свыше 10 000 Гц)
генераторов.Скорость нагрева токами высо¬
кой частоты во много раз превыша¬
ет скорость нагрева в печах. Поэто¬
му превращение перлита в аусте¬
нит сдвигается в область более вы¬
соких температур. Чем больше ско¬Рис. 103. График ин¬
дукционного нагрева151
рость нагрева в области фазовых превращений, тем вы¬
ше должна быть температура закалки для получения
оптимальной структуры и максимальной твердости. На¬
пример, при печном нагреве температура.закалки стали,
содержащей 0,4 % С, составляет 840—860 °С; при нагре¬
ве т. в. ч. со скоростью 250 град/с — 880—920 °С, а при
скорости нагрева 500 град/с — 960—1020 °С.Несмотря на более высокие температуры закалки при
нагреве т. в. ч. действительный размер зерна аустенита
меньше, чем при обычной закалке. Это объясняется вы¬
сокой скоростью нагрева и отсутствием выдержки при
температуре нагрева.После индукционной закалки микроструктура по се¬
чению изделия различная: структура закаленного слоя—■
мелкоигольчатый мартенсит, переходного слоя — мар¬
тенсит и феррит, а сердцевина имеет исходную струк¬
туру.После закалки с нагревом т. в. ч. детали подвергают
низкому отпуску при 160—200 °С. Сталь после закалки
токами высокой частоты обладает большей твердостью,
чем после обычной закалки. Например, сталь, со¬
держащая 0,4 % С, после обычной закалки имеет
твердость HRC 54—56, а после закалки т. в. ч. —
HRC 56—58. При этом одновременно повышается пре¬
дел усталости. ^Для индукционной закалки применяют конструкцион¬
ные стали 35, 45, У6, 35Х, 40Х, ЗОХМ, 55П и т. д.Перед закалкой т. в. ч. стали подвергают предвари¬
тельной термической обработке — нормализации или
улучшению.Существует три способа закалки с индукционным на¬
гревом:одновременный нагрев и охлаждение всей поверхно¬
сти. Этот метод применяют для деталей, имеющих не¬
большую поверхность (паЛьцы, осевые инструменты ит. д.);последовательный (поочередный) нагрев и охлажде¬
ние отдельных участков состоят в том, что обрабатывае¬
мая поверхность детали нагревается и охлаждается по
частям. Например, последовательный нагрев и закалка
шеек коленчатого вала;непрерывно-последовательный нагрев и охлаждение.
При этом способе деталь вращается вокруг собственной
оси и перемещается (сверху вниз) относительно непод¬
вижного индуктора и охлаждающего устройства (спрейе-152
ра). Иногда, наоборот, индуктор и спрейер перемещают¬
ся относительно вращающейся детали. Скорость пере¬
движения детали (или индуктора) для получения слоя
толщиной 1—10 мм при / = 500-=-10 ООО Гц составляет0,3—3,0 см/с. Непрерывно-последовательный способ за¬
калки применяют для упрочнения валов, осей, шпилек и
других длинных деталей.Выполняя индукционную закалку, необходимо учиты¬
вать эффект близости, который проявляется в том,
что при протекании токов в разных направлениях по
двум проводникам наибольшая плотность тока будет в
тех участках проводников, которые ближе расположены
друг к другу. Неодинаковая плотность тока по сечению
приведет к неравномерному нагреву поверхности детали.
Поэтому для получения равномерной толщины закален¬
ного слоя расстояние от индуктора до детали должно
быть одинаковым и деталь должна вращаться.Таким образом, особенностями поверхностной индук¬
ционной закалки являются:глубина закалки примерно равна глубине нагрева до
надкритических температур; глубинные слои изделия в
процессе индукционной закалки нагреваются ниже кри¬
тических температур и поэтому не упрочняются при ох¬
лаждении;применяемая сталь прокаливается, как правило, на
глубину, большую, чем необходима глубина поверхност¬
ной закалки;концентрация тепловой энергии в зоне нагрева отно¬
сительно велика; удельная мощность обычно лежит в
пределах 0,5—1,5 кВт/м2, что определяет высокую ско¬
рость нагрева (от 30 до 300 град/с) и большие мощно¬
сти индукционных установок.Широкое применение получил способ поверхностной
индукционной закалки при глубинном нагреве. Осо¬
бенности этого*способа состоят в следующем:глубина нагрева до надкритических температур долж¬
на быть большей, чем требуемая глубина закалки; при
глубинном нагреве зубья зубчатых колес нагреваются
насквозь;применяемая сталь способна прокаливаться на мень¬
шую глубину, чем глубина нагрева, поэтому глубина за¬
калки на мартенсит определяется не глубиной нагрева,
а прокаливаемостью применяемой стали; при этом, слои,
лежащие ниже слоя мартенсита и нагретые до надкри¬
тических температур, при охлаждении закаливаются на
структуру троостит или сорбит закалки, т. е. получают
упрочнение;глубокий прогрев по сечению детали вынуждает при¬
менять относительно низкую степень концентрации теп¬
ловой энергии в зоне нагрева; удельная мощность обыч¬
но составляет 0,05—0,2 кВт/см2, скорость нагрева в об¬
ласти фазовых превращений находится в пределах 2—
10 град/с, а время нагрева деталей от 20 до 100 с. Это
определяет относительно небольшие мощности индукци¬
онных установок.Для получения стабильных значений глубины зака¬
ленного слоя необходимо применять стали с пониженной
прокаливаемостыо (55ПП).Недостаток закалки т. в. ч. — высокая стоимость обо¬
рудования и нерентабельность его применения в единич¬
ном производстве.На некоторых заводах поверхностную закалку осуще¬
ствляют с помощью мощной лазерной техники. Лазерный
луч позволяет провести локальный нагрев металла с вы¬
сокой скоростью; охлаждение происходит за счет отвода
теплоты в металл.Контрольные вопросы1. Что такое цементация и какова ее цель?2. Каково назначение цианирования и нитроцементации?3. Для чего азотируют детали и как осуществляется процесс?4. Какие существуют виды диффузионной металлизации?5. Как осуществляется закалка в электролите?6. Какие существуют способы газопламенной закалки?7. Каковы особенности индукционной закалки?*ГЛАВА VIТЕРМИЧЕСКАЯ ОБРАБОТКА ЧУГУНА§ 38. ВИДЫ ЧУГУНАСплавы железа с углеродом, в которых содержание
углерода больше 2,14%, называются чугунами. В зави¬
симости от состояния углерода в чугуне различают:белые чугуны, в которых весь углерод находится в
связанном состоянии в виде цементита (структуры бе¬
лых чугунов были рассмотрены в § 11), излом чугуна
матово-белый;серые чугуны, в которых весь углерод или часть его
находится в виде графита. Графит в серых чугунах име¬154
ет пластинчатую форму (рис. 104, а), излом темно-ее-
рый;высокопрочные чугуны, в которых весь углерод или
часть его находится в свободном состоянии и имеет ша¬
ровидную (глобулярную) форму (рис. 104,6);ковкие чугуны, в которых весь углерод или часть его
находится в свободном состоянии и имеет хлопьевидную
форму (рис. 104, е). Ковкие чугуны получают путем от¬
жига отливок из белых чугунов.а) 6)Рис. 104. Микроструктура чугунов:
а — серый перлитный, пластинчатый графит, б — высокопрочный феррито-пер-
дитный,. шаровидный графит, в — ковкий ферритный, хлопьевидный графитСерый чугун. В соответствии со стабильной диа¬
граммой железо — углерод (см. рис. 35) возможно по¬
лучение графита в микроструктуре чугуна.На этой диаграмме линия E'C'F' (1153°С) —линия
фазового равновесия L^A + Г, а линия P'S'К' (738 °С) —
линия фазового равновесия Л^Ф + Г.Меньшая способность аустенита- и жидкости раство¬
рять графит приводит к смещению линий S'E' и C'D'
влево.Процесс графитизации и микроструктура чугуна оп¬
ределяются двумя основными факторами — скоростью
охлаждения отливки и ее химическим составом. Чем мед¬
леннее охлаждение отливки, тем полнее протекает про¬
цесс графитизации.В чугунах наряду с углеродом содержится повышен¬
ное количество кремния. Углерод и кремний являются
графитизирующими элементами, поэтому, изменяя со-155
держание углерода и кремния в чугуне, можно получить
различные структуры.Структурные диаграммы (рис. 105) показывают зави¬
симость микроструктуры чугуна от содержания углерода
и кремния и скорости охлаждения (толщины отливки).
Чем больше кремния содержит чугун (при неизменном0 25 50 75Толщина стенки. шпиШ,Нй
б)Рис. 105. Структурные диаграммы для. чугунов:а — с толщиной стенки отливки 50 мм в зависимости от содержания углеро¬
да и кремния, б — в зависимости от суммы содержания углерода и кремния
и толщины стенки; / — белые чугуны, II — серые перлитные чугуны, III —
серые ферритные чугунысодержании углерода), тем полнее протекает процесс
графитизации.Свойства серого чугуна зависят от структуры метал¬
лической основы, которая определяется количеством свя¬
занного углерода (Ссвяз). Различают следующие виды
серого чугуна:ферритный (Ссвяз от 0 aq 0,03 %); структура состоит
из феррита и пластинчатого графита;ферритно-перлитный (Ссвяз от 0,03 до 0,8%); струк¬
тура состоит из феррита, перлита и пластинчатого гра¬
фита;перлитный (ССвяз=0,8 %); структура состоит из пер¬
лита и пластинчатого графита.Присутствие в микроструктуре феррита, не увеличи¬
вая пластичности и вязкости чугуна, снижает прочность
и износостойкость. Серый чугун с перлитной структурой
металлической основы имеет наибольшую прочность и
износостойкость.Пластинки графита в сером чугуне можно рассмат¬
ривать как внутренние трещины, нарушающие целост¬
ность металла. Они уменьшают прочность и пластичность
чугуна. Чем крупнее пластинки графита и менее равно¬
мерно их распределение по объему, тем меньше проч¬166
ность чугуна при растяжении; Графитные включения
заметно понижают также модуль упругости*Однако графитные включения практически не влия¬
ют на прочность чугуна при сжатии и мало влияют при
изгибе. Разрушающая нагрузка при сжатии в три—пять
раз больше, чем при растяжении.Наличие графита в чугуне дает преимущества перед
сталью:наличие графита облегчает обрабатываемость реза¬
нием, делает стружку ломкой;чугун обладает хорошими антифрикционными свойст¬
вами благодаря смазывающему действию графита;наличие графитных включений способствует быстро¬
му гашению вибраций и колебаний;чугун практически нечувствителен к поверхностным
дефектам, надрезам и т. д.Маркируют серые чугуны буквами С — серый и Ч —
чугун. После букв следуют цифры, которые указывают
среднюю величину предела прочности при растяжении.
Например, СЧ20ав = 200 МПа.Содержание углерода в серых чугунах находится в
пределах 2,4—3,8 %, кремния 1,0—4,0 %, марганца
1,25—1,4 %, фосфора до 0,4—0,6 % и серы 0,1—0,12 %.Серые чугуны применяют для изготовления отливок,
станин станков и механизмов, поршней цилиндров, зуб¬
чатых колес, тормозных барабанов и т. д.Серый перлитный чугун (СЧ35) имеет пониженное
содержание углерода. Примерный состав: 3,0—3,3 % С;
1,5—1,8 % Si; 0,7—1,3 % Мп; ^0,2 %Р; <^0,12 % S.Модифицированный серый чугун получа¬
ют при введении в жидкий чугун перед разливкой специ¬
альных добавок — модификаторов (75%-ный ферроси¬
лиций, силикокальций в количестве 0,3—0,8 % и т. д.).Легированные серые чугуны имеют мелкозернистую
структуру и лучшее строение графита за счет введения
небольших количеств никеля, хрома, молибдена, а также
титана или меди.При ускоренном охлаждении отливок из серого чугу¬
на процесс графитизации не успевает полностью завер¬
шиться и поверхностные слои имеют структуру белого
чугуна, а сердцевина — серого чугуна. Такой процесс на¬
зывается отбеливанием. Между этими зонами существу¬
ет переходный слой йз половинчатого чугуна. В структу¬
ре половинчатого чугуна наряду с графитом присутству¬
ет ледебурит.167
Отбел на глубину (12—30 мм) происходит при ох¬
лаждении отливок серого чугуна в металлических фор¬
мах (кокиль) и в сырых земляных формах. Отбеленный
чугун имеет высокую твердость на поверхности и приме-
няется для изготовления валков листовых прокатных
станов, колес и т. д.Высокопрочные чугуны получают при моди¬
фицировании серых чугунов перед заливкой магния или
церия. Под воздействием магния графит приобретает
шаровидную (глобулярную) форму (см. рис. 104,6).
Шаровидная форма графита обеспечивает высокие меха¬
нические свойства чугуна (прочность на растяжение и
пластичность).Маркируют чугуны буквами ВЧ — высокопрочный
чугун, после буквы первые две цифры указывают предел
прочности при растяжении, вторая цифра — относитель¬
ное удлинение (%). Например: ВЧ60-2; ав = 600 МПа,
6 = 2 %.Чугун ВЧ45-0, для которого пластические свойства не
гарантируются, применяется для изделий, не испытыва¬
ющих ударных нагрузок.Чугун ВЧ50-2 и ВЧ60-2 имеет перлитную металличе¬
скую основу, чугун ВЧ45-5 — ферритно-перлитную и
ВЧ38-17 — ферритную.Высокопрочные чугуны легируют хромом, никелем,
молибденом, титаном, алюминием с целью получения
чугунов с особыми свойствами: жаростойких, анти¬
фрикционных, антикоррозионных и т.д. Из высокопроч¬
ных чугунов изготовляют коленчатые валы, крышки
цилиндров, детали прокатных станов, детали насосов
и т.д.Ковкие чугуны получают из белых чугунов пу¬
тем графитизирующего отжига (томление). Схема отжи¬
га белого чугуна на ковкий показана на рис. 106.Тстдия Отжиг проводится в две950-т0^графитизщии^ стадии. Сначала отливки бе-i \ /l(AfFSjC)-~№C/ \ лого чУгУна нагревают в те-/ yfr чение 20—25 ч до темпера-Т _ -туры 950—970 °С. Во времягтфитшцт \ выдержки (15 ч) при этой л(ф+ц)~ф+г температуре протекает пер-вая стадия графитизации,Рис. 106. График режимов от- т- е- РаспаД Цементита, вхо-
жига белого чугуна на ков- дящего в состав ледебурита
кий (A+Fe3C), и установление158
стабильного равновесия аустенит-f-графит. В результате
распада цементита образуется хлопьевидный графит. За¬
тем отливки медленно охлаждают (в течение 6—12 ч)
до температуры 720 °С. При охлаждении происходит вы¬
деление из аустенита вторичного графита и рост графи¬
товых включений. По достижений температуры 720 °С
дают вторую длительную выдержку, при которой проис¬
ходит распад цементита, входящего в перлит, на феррит
и графит. Вторая стадия графитизации длится около
30 ч, и после ее завершения структура чугуна состоит из
графита и феррита. Излом ферритного чугуна бархатис¬
то-черный ввиду большого количества графита.Если вторую стадию графитизации не проводят, то
получают ковкий чугун со структурой графит4- перлит.
Излом такого чугуна светлый.Для ускорения отжига белого чугуна на ковкий при¬
нимают различные меры: чугун модифицируют алюми¬
нием (реже бором или висмутом), повышают температу¬
ру нагрева перед разливкой, проводят перед отжигом
закалку, повышают температуру первой стадии графити-
заци-и (до 1080 °С) и т. д.Маркируют ковкие чугуны буквами КЧ — ковкий чу¬
гун и цифрами. Первые цифры обозначают предел проч¬
ности при растяжении, вторые — относительное удлине¬
ние (%). Например: КЧ45-6; ав=450 МПа, 6 = 6 %.Из ковкого чугуна изготовляют картер заднего моста,
чашки дифференциала, тормозные колодки, ступицы ко¬
лес для автомобилей и др.Чугуны со специальными свойствами используются в
тех случаях, когда отливка кроме, прочности должна об¬
ладать специфическими свойствами (износостойкостью,
коррозионной стойкостью, жаростойкостью и т. д.).Магнитные чугуны применяют при изготовлении
корпусов электрических машин, рам, щитов и т. д. Наи¬
лучшими свойствами обладает ферритный чугун с шаро¬
видным графитом.Немагнитные чугуны используют для изготовле¬
ния кожухов и бандажей различных электрических ма¬
шин. Чаще всего применяют никеле-марганцовистый чу¬
гун, содержащий 7—10 % Мп и 7—9 % Ni, а также мар¬
ганцево-медистый чугун, в котором содержится 9,8 %
Мп и 1,2—2,0 % Си.Аустенитные чугуны обладают высокой кислото-
стойкостью, щелочестойкостью и жаропрочностью. При¬
мерами таких чугунов могут служить нирезист, содержа-169
щий 14 % Ni, 2 % Cr, 7 % Си и никросилал с 5 % Si,
18 % Ni, 2 % Сг и др.Жаростойкий чугун содержит 20—25 % АЬ§ 39. ОТЖИГ ЧУГУНАТермическую обработку чугунов проводят с целью
снятия внутренних напряжений, возникающих при литье
и вызывающих с течением времени изменение размеров
и форхмы отливки, снижения твердости и улучшения об¬
рабатываемости резанием; повышения механических
свойств.1. Отжиг для снятия внутренних напряжений. Этому
виду отжига подвергают чугуны при следующих темпе¬
ратурах: серый чугун с пластинчатым графитом 500—
570 °С; высокопрочный чугун с шаровидным графитом
550—650 °С; низколегированный чугун 570—600 °С; высо¬
колегированный чугун (типа нирезист) 620—650 °С.Скорость нагрева составляет примерно 70—100° град/
/ч, выдержка при температуре нагрева зависит от массы
и конструкции отливки и составляет от 1 до 8 ч.Охлаждение до 200 °С (для предупреждения возник¬
новения термических напряжений) медленное, со скоро¬
стью 20—50 град/ч, что достигается охлаждением отлив¬
ки вместе с печью. Далее отливки охлаждают на воз¬
духе.При этом отжиге фазовых превращений Vie происхо¬
дит, а снимаются внутренние напряжения, повышается
вязкость, исключается коробление и образование трещин
в процессе эксплуатации.2. Смягчающий отЖиг (отжиг графитизирующий
низкотемпературный) проводят для улучшения обраба¬
тываемости резанием и повышения пластичности. Его
осуществляют продолжительной выдержкой при 680—
i700 °С (ниже точки Л i) или медленным охлаждением
отливок при 760—700 °С. Время выдержки должно быть
достаточным для полного и требуемого частичного рас¬
пада эвтектоидного цементита (для серых чугунов время
выдержки 1—4 ч, для ковких — до 60 ч). Охлаждение
медленное для деталей сложной конфигурации и уско¬
ренное для деталей простой формы.В результате этого отжига в структуре чугунов уве¬
личивается количество феррита.3. Отжиг.графитизирующий, в результате которого из.
белого чугуна получают ковкий чугун (см. § 38).160
4. Нормализация (серого и ковкого чугуна) при тем¬
пературе 850—950 °С.Время выдержки должно быть достаточным для на¬
сыщения аустенита углеродом и в зависимости от конфи¬
гурации изделий составляет от 1 до 3 ч.Охлаждение ускоренное, чтобы аустенит смог превра¬
титься в перлит и чаще всего осуществляется на воздухе.
Для деталей сложной формы охлаждение с температуры
600—550 °С должно быть замедленное, чтобы уменьшить
величину внутренних термических напряжений.В результате нормализации получается структура
перлит + графит и повышается прочность и износостой¬
кость.После нормализации для снятия внутренних напря¬
жений применяется высокий отпуск при 650—680°С с
выдержкой 1 — 1,5 ч.§ 40. ЗАКАЛКА И ОТПУСК ЧУГУНА1. Для закалки чугун нагревают до температуры
850—950 аС. Скорость нагрева изделий сложной конфи¬
гурации меньше, чем изделий простой формы. Время вы¬
держки определяется исходя из массы садки, но долж¬
но быть достаточным для полного растворения углерода
в 7-железе. Обычно оно составляет от 1 до 3 ч. Охлаж¬
дение осуществляют в воде или масле. При закалке
аустенит превращается ^неравновесные структуры: мар¬
тенсит или троостит+ графит. После закалки проводят
отпуск при температуре 200—600 °С. В результате повы¬
шается твердость, прочность и износостойкость чугуна.2. При изотермической закалке чугуны нагревают так
же, как и при-обычной закалке, выдерживают от 10 до
90 мин и охлаждают в расплавленной соли при 200—
400 °С. При этом происходит изотермический распад
аустенита с образованием структуры игольчатый троос¬
тит + графит. В результате изотермической закалки по¬
вышается твердость и прочность, но сохраняется плас¬
тичность.3. Поверхностная закалка с нагревом поверхностного
слоя кислородно-ацетиленовым пламенем, токами высо¬
кой частоты или в электролите. Температура нагрева
900—1000 °С. Охлаждение в воде, масле или масляной
эмульсии. При поверхностной закалке в поверхностном
слое образуется мартенсит+графит или троостомартен-
сит + графит. Отпуск при 200—600 °С, охлаждение на11-236161
воздухе. В результате повышается твердость, прочность
и износостойкость поверхностного слоя при наличии мяг¬
кой сердцевины.§ 41. СТАРЕНИЕ ЧУГУНАДля стабилизации размеров литых чугунных деталей,
предотвращения коробления и снятия внутренних напря¬
жений применяют старение.Различают два вида старенйя: естественное и искус¬
ственное.Естественное старение осуществляется на
открытом воздухе или в помещении склада. Изделия
после литья выдерживаются в течение 6—15 месяцев.
При естественном старении снижение напряжений в от¬
ливках составляет 3—10 %.При вибрационном старении снижение напряжений
достигает 10—i5 %. Во время вибрации в отливке возни¬
кают дополнительные временные напряжения, вызыва¬
ющие локальные пластические деформации чугуна и та¬
ким образом повышающие стойкость против последую¬
щего коробления.Старение методом статической перегрузки отличается
тем, что для создания дополнительных временных на¬
пряжений деталь подвергают воздействию внешних ста¬
тических нагрузок. При этом методе снижение напряже¬
ний достигает 10—30 %.Старение методом термоударов- (термоциклическое
старение) осуществляется быстрым нагревом и охлажде¬
нием всей детали или отдельных участков ее. Стойкость
против коробления повышается вследствие пластических
деформаций, вызываемых ^временными температурными
напряжениями. Общий уровень напряжений снижается
на 10—20%. Термоциклическое старение осуществляет¬
ся по такому режиму: загрузка в печь и нагрев за 3—3.5 ч до 350 °С, выдержка 2—2,5 ч, а затем резкое охла¬
ждение (на воздухе); снова повторный нагрев (за 1—1.5 ч) до 320 °С, выдержка 4—5 ч и охлаждение вместе
с печью до 150—100°С.Искусственное старение осуществляется при
повышенных температурах; длительность — несколько
часов.При искусственном старении отливки чугуна загру¬
жают в печь, нагретую до 100—200 °С, нагревают до тем¬
пературы .550—570 °С со скоростью 30—60 °С в час, вы¬162
держивают 3—5 ч и охлаждают вместе с печью со скоро¬
стью 20—40°С в час до температуры 150—200 °С, а за¬
тем охлаждают на воздухе.Обычно старение производят после грубой механиче¬
ской обработки.Контрольные вопросы1. Как классифицируются чугуны?2. Какова цель отжига чугунов?3. Для чего чугун подвергают закалке и отпуску?4. Каково назначение старения чугунов?ГЛАВА VIIТЕРМИЧЕСКАЯ ОБРАБОТКА СПЛАВОВЦВЕТНЫХ МЕТАЛЛОВ§ 42. МЕДНЫЕ СПЛАВЫЧистая медь обладает высокой пластичностью,
высокой тепло- и электропроводностью. Плотность меди8,9 г/см3, температура плавления 1083 °С.Медь широко применяют в электротехнической про¬
мышленности, а также используют как полуфабрикат
при выплавке сплавов.Марки меди следующие: МО (99,95 % Си), Ml
’(99,9% Си), М2 (99,7% Си), М3 (99,5% Си) и М4
(99,0% Си).Практически все примеси ухудшают электропровод¬
ность меди, такое же влияние оказывает наклеп.Медь, содержащая кислород, подвержена «водород¬
ной болезни». При нагреве меди в среде, содержащей
водород, происходит диффузия водорода в глубь меди.
Водород, взаимодействуя с закисью меди, вызывает об¬
разование паров воды по реакции СигО+Нг-^СитЬНгО.
Пары воды создают в металле большое давление, в ре¬
зультате чего образуются микротрещины.Чистая медь из-за низкой прочности не получила ши¬
рокого применения в машиностроении. В основном при¬
меняются сплавы меди с цинком, оловом, алюминием,
кремнием и т. д.Сплавы меди с цинком называются латунями.
Латуни маркируются буквой Л — латунь, за которой
стоят цифры, указывающие содержание в ней меди
(Л96, Л62 и т. д.).11*163
Практическое применение имеют латуни с содержа¬
нием цинка до 45 %, так как. дальнейшее увеличение
содержания цинка приводит к резкому падению прочно¬
сти.На рис. 107 показаны изменения механических
свойств латуней в зависимости от содержания цинка.
Максимальной пластичностью обладает латунь с 30—
32 % цинка.В зависимости от содержания цинка латуни делятся
на однофазные а-латуни, в которых цинка до 39%, идвухфазные (а+Р) латуни,
в которых цинка -больше39%.Однофазные латуни име¬
ют более высокую пластич¬
ность, чем двухфазные, но
меньшую прочность. Одно¬
фазные а-латуни хорошо об¬
рабатываются давлением в
холодном состоянии. С по¬
вышением температуры до
300—700 °С пластичность
а-латуней ухудшается.В результате наклепа
твердость и прочность а-ла¬
туней повышается, а плас¬
тичность уменьшается. На¬
пример, предел прочности латуни JI80 возрастает с 320
до 640 МПа, но относительное удлинение уменьшается с
55 до 3 %. Для снятия наклепа латуни подвергают ре-
кристаллизационному отжигу при 500—700 °С.Двухфазные (а + р)-латуни хорошо деформируются
при горячей обработке, т. е. при температурах выше
500 °С.Если послё холодной обработки давлением латуни
был проведен недоброкачественный отжиг или он совсем
не проводился, то в процессе эксплуатации латуни во
влажной среде может наблюдаться растрескивание. Это
явление называется сезонным растрескива¬
нием.Сезонное растрескивание предупреждается отжигом
при 200—300 °С. Латуни, в которых цинка менее 20 %,
нечувствительны к сезонному растрескиванию.Кроме простых латуней применяются специаль¬
ные (сложные) латуни, в которые для придания техРис. 107 Влияние содержания
цинка на свойства латуней164
или иных свойств дополнительно вводят различные эле¬
менты. Для улучшения обрабатываемости резанием в
латуни вводят свинец, для повышения сопротивления
коррозии в морской воде — олово, для повышения меха¬
нических свойств — алюминий, никель и др.Специальные латуни маркируются буквой Л, после
которой следуют буквы, обозначающие легирующие эле¬
менты: А — алюминий, Ж — железо, К—кремний, М —
марганец, Н—никель, С—свинец и т.д. Первые две циф¬
ры, стоящие за буквами, указывают среднее содержание
меди, последующие цифры — содержание легирующих
элементов. Количество цинка определяется по разности.Сплавы меди с оловом, свинцом, кремнием, алюмини¬
ем и другими элементами называются бронзами.Маркируют бронзы буквами Бр. — бронза, за которы¬
ми следуют буквы, указывающие легирующие элементы,
введенные в бронзу, и далее цифры, показывающие сред¬
нее содержание легирующих элементов в процентах (на¬
пример, Бр.О-Ю означает 10% олова, остальное медь).Оловянистые бронзы (содержание олова до
20 %) обладают хорошими литейными свойствами, высо¬
кой химической стойкостью и хорошими антифрикцион¬
ными свойствами. В практике применяют оловянистые
бронзы с 10—12 % олова. Бронзы с более высоким со¬
держанием олова очень хрупкие.Бронзы с 4—5 % олова являются однофазными и хо¬
рошо деформируются в холодном состоянии. Эти бронзы
подвергают рекристаллизационному’ отжигу при 600—
650 °С.Двухфазные бронзы (содержание олова >5 %) обла¬
дают хорошими антифрикционными свойствами.Для удешевления 'бронз с высоким содержанием оло¬
ва в них вводят цинк. Это позволяет уменьшить содер¬
жание олова.С целью улучшения обрабатываемости резанием в
оловянистые бронзы вводят свинец (3—5 %).Фосфор (до 1 %) добавляют в бронзу как раскисли-
тель и для улучшения литейных свойств. Кроме того,
фосфор повышает механические и антифрикционные
свойства.Алюминиевые бронзы содержат 5—10% алю¬
миния. Бронзы, содержащие 6—8 % А1, обрабатываются
давлением в холодном и горячем состоянии. Бронзы, со¬
держащие 8—10 % А1, обрабатываются давлением толь¬
ко при высоких температурах.165
Алюминиевые бронзы можно подвергать термической
обработке, нормализации с нагревом до 650 °С или за¬
калке с 900 °С в воде. Они обладают высокой стойко¬
стью против коррозии. Введение никеля и железа повы¬
шает механические свойства алюминиевых бронз.Кремнистые бронзы превосходят оловянистые
по механическим свойствам и являются более дешевыми,
обладают высокой стойкостью против коррозии.Бериллиевые бронзы содержат 2,0—2,5 % Be.
Бериллиевые бронзы—дисперсионно твердеющие сплавы,
значительно повышают механические свойства в резуль¬
тате термической обработки. Закалку осуществляют с
760—780 °С, а охлаждают в воде. В результате закалки
фиксируется пересыщенный а-раствор. Старение прово¬
дят* при 300—350 °С в течение 2 ч, при этом твердость
возрастает до НВ 350—400.Высокая прочность и упругость, высокая стойкость
против'коррозии, хорошая свариваемость и обрабатыва¬
емость резанием делает бериллиевую бронзу хорошим
материалом для ответственных деталей типа пружин,
мембран и т. д. Кроме того, при ударе бериллиевой брон¬
зы о другой металл не возникает искры, поэтому из нее
делают инструмент для взрывоопасных работ.§ 43. АЛЮМИНИЕВЫЕ СПЛАВЫАлюминий относится к легким металлам. Темпе¬
ратура плавления алюминия 658 °С, плотность 2,7 г/см3.
Он обладает высокой пластичностью и низкой прочно¬
стью: ав~100 МПа, 6~40 %. Чистый алюминий хорошо
сопротивляется коррозии, так как на его поверхности об¬
разуется защитная (плотная) пленка окиси алюминия.Основными примесями являются кремний и железо,
которые повышают прочность, но снижают пластичность
и стойкость против коррозии. Кроме того, железо с алю¬
минием образует химическое соединение FeAl3, которое
ухудшает обрабатываемость давлением.Алюминий марок А00 (99,7 % А1) и АО (99,6 % А1)
применяют в электропромышленности для фольги и по¬
крытий.Алюминий марок А1 (99,5 % AI), А2 (99,0 % А1) и
АЗ (98 % А1) используют для изготовления посуды и
других предметов широкого потребления.В результате наклепа прочность алюминия повышает¬
ся до 160—180 МПа, но при этом уменьшается пластич¬166
ность. Для снятия наклепа применяют рекристаллизаци-
онный отжиг при 330—360 °С.По диаграмме состояния алюминий — легирующий
элемент (рис. 108) ^алюминиевые сплавы можно класси^
фицировать на деформируемые и литейные.Деформируемые сплавы делятся на упрочня¬
емые и не упрочняемые термической обработкой.Литейные сплавы могут упрочняться в резуль¬
тате термической обработки, но степень упрочнения тем
меньше, чем больше легирован литейный сплав, т. е.
чем больше эвтектики в структуре.Деформируемые алю¬
миниевые сплавы, не уп¬
рочняемые термической
обработкой, характеризу¬
ются невысокой прочно¬
стью, высокой пластично¬
стью и высокой коррози¬
онной стойкостью. К ним
относятся сплавы алюми¬
ний-марганец (АМц) и
алюминий-магний (АМг).Указанные сплавы явля¬
ются однофазными. Они
применяются для изго¬
товления малонагружен-
ных деталей, подвергаемых глубокой холодной штам¬
повке, для сварных деталей и для деталей, работающих
в агрессивных средах.Деформируемые сплавы, упрочняемые термической
обработкой, являются двухфазными.Наиболее распространенным представителем алюми¬
ниевых сплавов, упрочняемых термической обработкой,
является дюралюминий.Дюралюминий — это сплав А1—Си—Mg—Мп.
Маркируется буквой Д — дюралюминий, за которой сле¬
дуют цифры, указывающие условный номер. Дюралюми¬
ний хорошо деформируется в горячем и холодном состо¬
янии. После холодной деформации его подвергают смяг¬
чающему отжигу при 340—370 °С.Термическая обработка дюралюминия состоит из за¬
калки сг температуры 490—510 °С с охлаждением в воде.
После закалки структура дюралюминия представляет пе¬
ресыщенный a-твердый раствор и нерастворенные соеди¬
нения железа.Не упроч¬
няемые тер-
MooMfom-жмируёмывА литейные
солады/1 Jcплоды. [ Упрочняемые „
/ ^/| mepMoo6pci&QfflKoitIРис. 108. Классификация алюми¬
ниевых сплавов по 'диаграмме со¬
стояния алюминий — легирующий
элемент167
Нагрев выше 510—520 °С вызывает окисление и час¬
тичное оплавление границ зерен, что резко снижает проч¬
ность и пластичность. Недогрев дюралюминия до опти¬
мальных температур закалки не обеспечивает получение
необходимых свойств. После закалки его подвергают
старению, что обеспечивает получение высокой прочно¬
сти и твердости.Естественное старение происходит при обычных (ком¬
натных) температурах в течение 5—7 сут. Изменение ме¬
ханических свойств дюр¬
алюминия при естествен¬
ном старении показано
на рис. 109.Искусственное старе¬
ние проводят при 150—■
180°С в течение 2—4 ч.На рис. 110 показано
изменение прочности дюр¬
алюминия в зависимости
от температуры старения.
При понижении темпера¬
туры процесс старения
вамедляется и, наоборот, с повышением температуры —
ускоряется.Если после закалки и естественного старения дюр¬
алюминий подвергнуть кратковременному нагреву (20—
40 с) при 200—250 °С, то он разупрочняется и приобре¬
тает свойства, соответствующие свежезакаленному состо¬
янию. Это явление называется возвратом. Процесс
возврата может повторяться многократно, однако приРис. ПО. Изменение прочности дюралюминия при
различных температурах старения/м
1 i 1Зшю/ЪтшWHH01шеннГ-'СОСОре coiг~1ояние_тяниТг~г12 5 4 5 6 7сутоКРис. 109. Изменение прочности
при естественном старении дюра¬
люминия168
этом происходит ухудшение коррозионной стойкости
дюралюминия.Дюралюминий поставляется в виде профилей, прут¬
ков, листов и др.Сплавы авиаль (AI—Mg—Si—Си) уступают по
прочности дюралюминию, но обладают лучшей пластич¬
ностью в горячем и холодном состоянии. Авиаль подвер¬
гают закалке с 515—528 °С в воде, а затем естественно¬
му или искусственному старению. Искусственное старе¬
ние осуществляют при 150—170 °С. Из авиаля изготовля¬
ют листы, трубы и другие изделия.Для ковки и штамповки применяют алюминиевые
сплавы АК (АК1, АК6, АК8 и т.д.), обладающие высокой
пластичностью притемпературах ковки. ^Ковку и штамповку
сплавов проводят при
450—475 °С.Термическая обра¬
ботка состоит из закал¬
ки с 490—515°С в воде
и старения при 150—160 °С в течение 5—15 ч.Литейные сплавы
алюминия — сплавы
системы AI—Si, назы¬
ваются силумин а-
м и. Маркируются си¬
лумины буквами АЛ,
за которыми следуют
условные цифры.Наиболее широкое
применение получил сплав АЛ-2, в. котором 10—13 % А1.
Этот сплав имеет малую усадку и высокую жидкотеку-
честь.Для повышения свойств сплава его модифицируют.
Перед самой разливкой вводят в сплав соли натрия
(2/3 NaF+1/3 NaCl) в количестве 1 % от массы жидко¬
го сплава. В результате температура выделения кремния
и кристаллизация эвтектики понижается (рис. 111).
Кристаллизация- эвтектики происходит при более низких
температурах, а следовательно^ продукты кристаллиза¬
ции становятся дисперснее. Кроме того, заэвтектический
сплав с 12—13 % кремния становится доэвтектическим.Рис. 111. Влияние модифицирования
на кристаллизацию в системе А1 —
Si:1 — без модифицирования, 2-—после моди¬
фицирования169
Измельчение эвтектики и отсутствие хрупких включений
кремния улучшает механические свойства сплава: до
модифицирования ав = 140 МПа, 8 = 3 %, после модифи¬
цирования 0В = 18О, 6 = 8 %.Сплав АЛ-2 применяется для отливок сложной фор¬
мы, от которых не требуются высокие механические свой¬
ства.Силумины с добавками меди, магния и марганца об¬
ладают более высокими механическими свойствами. Для
повышения механических свойств их подвергают терми¬
ческой обработке.Термическая обработка литых сплавов отличается от
термической обработки деформируемых тем, что у ли¬
тых сплавов структура бфгее грубая и крупнозернистая,
чем у деформированных.По этой причине силумины для закалки нагревают
до более высоких температур 520—540 °С и дают более
длительную выдержку для того, чтобы полнее раство¬
рить грубые интерметаллические соединения и вырав-
нить концентрацию по всему объему.Искусственное старение проводят при 150—180 °С в
течение 10—20 ч. Например, сплав АЛ-4 после закалки
с 535 °С, старения при 175 °С в течение 15. ч имеет ав =
=260 МПа, 8=4 %.§ 44. МАГНИЕВЫЕ СПЛАВЫЧистый магний имеет плотность 1,7 г/см3 и тем¬
пературу плавления 651°С. Магний обладает малой
прочностью (ав~120 МПа) и пластичностью (6~8%).
Относительно устойчив против коррозии лишь в сухой
среде и при повышении температуры легко окисляется и
даже самовоспламеняется.Промышленность выпускает магний двух марок: Мг1
(99,92 % Mg) и Мг2 (99,65 % Mg). Применяют сплавы
магния с алюминием, цинком, марганцем и реже с тита¬
ном. Алюминий и цинк повышают механические свойст¬
ва;* марганец повышает коррозионную стойкость, титан
способствует измельчению зерна.Магниевые сплавы делят на деформируемые и литей¬
ные.Деформируемые магниевые сплавы маркируют бук¬
вами МА, литейные — МЛ. Деформация магние¬
вых сплавов осуществляется при 250—400 СС. Уп¬
рочняющей термической обработке деформируемые маг¬170
ниевые сплавы не подвергают. Их отжигают при 340—
400 °С в течение 3—12 ч.Механические свойства литейных сплавов в
сильной степени зависят от величины зерна. Для измель¬
чения зерна их перед разливкой модифицируют мелом,
магнезитом, цирконием, хлорным железом. Отливки маг¬
ниевых сплавов для снятия внутренних напряжений под¬
вергают отжигу при 200—250 °С.Упрочняющая термическая обработка литых магние¬
вых сплавов состоит из закалки при 380 °С (MJ14) или
415 °С (МЛ5) с выдержкой в течение 10—16 ч, охлажде¬
ния на воздухе и последующего старения при 175°С в
течение 15—16 ч. Например, сплав МЛ5 после закалки
и старения имеет ав = 220 МПа, 6 = 5 %.Магниевые сплавы применяют в авиационной про¬
мышленности, в машиностроении и в радиотехнической
промышленности.§ 45. ТИТАНОВЫЕ СПЛАВЫТитан — металл серебристо-белого цвета, имеет
плотность 4,5 г/см3, температуру плавления 1668°С.Титан имеет две аллотропические модификации: а-
титан и р-титан. Температура перехода а^(3 равна
882 °С. Свойства титана сильно зависят от чистоты.Наличие азота и кислорода повышает прочность ти¬
тана, но сильно снижает пластичность. Присутствие уг¬
лерода снижает ковкость, ухудшает обрабатываемость
резанием, свариваемость титана. Водород повышает чув¬
ствительность титана к хрупкому разрушению.Титан обладает высокой коррозионной стойкостью в
атмосфере, пресной и морской воде, в ряде кислот. Титан
хорошо куется и сваривается. Упрочнение титана дости¬
гается наклепом, легированием, термической обработкой.Элементы, вводимые в титан, делят на две группы по
влиянию их на температуру a^p-превращения. Алюми¬
ний, кислород, азот повышают температуру а^р-превра-
щения. Их называют а-стабилизаторами. Хром, железо,
марганец, молибден и ванадий понижают температуру
а^р-превращения. Их называют (3-стабилизаторами.Различают три вида титановых сплавов.Титановые а-сплавы малопластичны, менее склонны
к поглощению кислорода и не охрупчиваются при тер¬
мической обработке. Это сплавы титана с алюминием.Титановые р-сплавы наиболее пластичны, но менее17!
прочны, при высоких температурах (выше 700 °С) легко
поглощают кислород и азот.Титановые (а+Р) -сплавы хорошо куются, штампуют¬
ся, поддаются термической обработке и обладают боль¬
шей прочностью, чем однофазные.Практическое применение нашли а и (а+Р) -сплавы.
Титановые сплавы можно применять в качестве литей¬
ных, так как они обладают хорошими литейными свой¬
ствами.Для снятия внутренних напряжений, возникающих
при механической обработке, листовой штамповке и дру¬
гих работах, детали из титановых сплавов подвергают
отжигу при 550—620 °С. Для снятия наклепа полуфаб¬
рикаты отжигают при 650—750 °С (продолжительность
20—60 мин, охлаждение на воздухе). Титановые сплавы,
легированные [3-стабилизаторами, упрочняются закалкой
и старением. Например, сплав ВТЗ-1 закаливают с
880 °С, а сплав ВТ8—с 950 °С. Старение проводят при
500—600 °С.Титановые сплавы с целью повышения износостойко¬
сти подвергают азотированию при 850—950 °С в атмос¬
фере азота, очищенного от кислорода. Твердость азоти¬
рованного слоя HV 1100—1200.Контрольные вопросы1. Какие существуют сплавы на основе меди?2. Какие алюминиевые сплавы нашли широкое применение в
машиностроении?3. Какой термической обработке подвергают магниевые сплавы?4. Какие титановые сплавы применяют в промышленности?ГЛАВА VIIIОХРАНА ТРУДА И ПОЖАРНАЯБЕЗОПАСНОСТЬ НА ПРЕДПРИЯТИИ§ 46. ОСНОВНЫЕ ПОЛОЖЕНИЯ ЗАКОНОДАТЕЛЬСТВАОБ ОХРАНЕ ТРУДАОхрана труда — это система законодательных ак¬
тов, социально-экономических, организационных, техни¬
ческих, гигиенических и лечебно-профилактических ме¬
роприятий и. средств, обеспечивающих безбпасность, со¬
хранение здоровья и работоспособности человека в про¬
цессе труда.172
Забота об улучшении условий труда и повышении его
безопасности всегда находится в центре внимания Ком¬
мунистической партии и Советского правительства и рас¬
сматривается как одна из важнейших социальных задач.В статье 21 Конституции СССР сказано: «Государст¬
во заботится об улучшении условий и охране труда, его
научной организации, о сокращении, а в дальнейшем и
полном вытеснении тяжелого физического труда на осно¬
ве комплексной механизации и автоматизации производ¬
ственных процессов во всех отраслях народного хозяй¬
ства».В законодательстве об охране труда отражено следу¬
ющее:1) правила организации охраны труда на предприя¬
тиях (в учреждениях), о планировании и финансирова¬
нии мероприятий по охране труда;2) правила по безопасности труда и производственной
санитарии, в том числе правила, обеспечивающие инди¬
видуальную защиту работающих от производственных
травм и профессиональных заболеваний, включая льго¬
ты и компенсации за неблагоприятные (вредные) усло¬
вия труда;3) правила и нормы по специальной охране труда
женщин, молодежи и лиц с пониженной трудоспособно¬
стью;4) правила, регулирующие деятельность органов го¬
сударственного надзора и общественного контроля в об¬
ласти охраны труда;5) правовые нормы, в которых предусматривается от¬
ветственность за нарушение законодательства об охране
труда.Важнейшие положения в области охраны труда за¬
креплены в «Основах законодательства Союза ССР и
союзных республик о труде», в соответствии с которыми
разработан Ко'декс законов о труде.Законодательство об охране труда включает законы
и подзаконные акты Союза ССР и союзных республик,
совместные с ВЦСПС постановления Совета Министров
СССР и Советов Министров союзных республик; инст¬
рукции и постановления Государственного комитета
СССР по труду и социальным вопросам; инструкции и
приказы министерств и ведомств, согласованные с соот¬
ветствующими профсоюзными органами, а также, реше¬
ния местных органов государственной власти и управле¬
ния по вопросам, входящим в их компетенцию. Нормы173
охраны труда содержатся и в правилах внутреннего тру¬
дового распорядка предприятий. К подзаконным актам
относятся постановления ВЦСПС по вопросам охраны
труда.В «Основах законодательства Союза ССР и союзных
республик о труде» определены органы, которые осу¬
ществляют надзор и контроль за соблюдением законо¬
дательства о труде и правил по охране труда. Высший
надзор за точным исполнением законов о труде всеми
министерствами и ведомствами, предприятиями, учреж¬
дениями и должностными лицами осуществляет Гене¬
ральный Прокурор СССР через органы прокуратуры.§ 47. БЕЗОПАСНОСТЬ ТРУДА НА ТЕРРИТОРИИИ В ЦЕХАХ ПРЕДПРИЯТИЯВ целях предупреждения несчастных случаев на тер¬
ритории предприятия работник обязан быть вниматель¬
ным к сигналам, подаваемым движущимся транспор¬
том. При пересечении железнодорожных путей нельзя
подлезать под стоящий железнодорожный состав, а так¬
же перебегать дорогу перед движущимся транспортом.
Категорически запрещается переходить в тех местах, где
проход запрещен, запрещается ходить или стоять под
поднятым грузом.Соблюдение правил безопасности труда и дисципли¬
нированность на территории предприятия являются за¬
логом сохранения жизни и здоровья каждого работника
предприятия. Для безопасности движения и предупреж¬
дения травматизма на территории предприятия все опас¬
ные места должны иметь ограждения, предупредитель¬
ные знаки и надписи, звуковую и световую сигнализа¬
цию.Регулирование движения транспорта на крупных
предприятиях обеспечивается работниками ОРУДа.Безопасность труда зависит от знания всеми рабочи¬
ми правил и норм охраны труда, поэтому все принимае¬
мые на работу должны проходить вводный инструк¬
таж по безопасности труда, который проводит инженер
по охране труда. При инструктаже освещают следующие
основные вопросы: основные сведения о законодательст¬
ве по охране труда, правила внутреннего распорядка,
правила безопасности на предприятии.Вторым этапом обучения рабочего является инст¬
руктаж на рабочем месте. Во время инструкта¬174
жа рабочему объясняют устройство машины, которую он
будет обслуживать, знакомят его с безопасными метода¬
ми работы, с звуковой или иной сигнализацией и всеми
другими вопросами охраны труда и производственной са¬
нитарии.На производственных участках на видных местах вы¬
вешивают предупредительные знаки и красочные плака¬
ты, напоминающие рабочим о правилах безопасности4
труда.При транспортировании или подъеме деталей рабо¬
чий не должен стоять под висящим на кране или тали
грузом.При пользовании подъемно-транспортными средства¬
ми рабочий должен знать правила работы с электродви¬
гателями, токопроводящими штангами и другими меха¬
низмами.Для предупреждения травматизма движущиеся кон¬
вейеры должны иметь ограждения и предупредительные
знаки. Транспортные пути в опасных местах должны
иметь предупредительные знаки или оборудованы зву¬
ковой или световой сигнализацией.Все токонесущие провода и детали силовых устано¬
вок, электрических линий, нагревательных электричес¬
ких печей должны быть надежно изолированы. Нетоко¬
несущие части установок и печей должны быть зазем¬
лены.На рабочем месте термиста должны быть созданы
нормальные условия труда, обеспечивающие выполнение
определенных операций. Инструменты и приспособления
должны быть в исправном состоянии и располагаться на
рабочем столике таким образом, чтобы их можно было
взять без лишних движений и затрат времени. Поверх¬
ность пола в цехе должна быть ровной и сухой.§ 48. ЭЛЕКТРОБЕЗОПАСНОСТЬТок силой 0,05 А, проходящий через тело человека,
является опасным, а ток силой 0,1 А может привести к
смертельному исходу. Величина тока зависит от прило¬
женного напряжения и электрического сопротивления
проводника. Тело человека в зависимости от состояния
меняет свое сопротивление прохождению электрического
тока, причем основной частью сопротивления обладает
кожный покров. Сопротивление кожи зависит не только
от ее состояния (сухая, влажная, огрубевшая, неповреж¬175
денная, поврежденная), но и от площади поверхности й
плотности контакта, а также от силы проходящего тока
и.продолжительности его действия. Чем они больше, тем
меньше сопротивление кожи (с увеличением длительно¬
сти протекания тока увеличиваются нагрев кожи, пото¬
выделение, в коже возникают электролитические измене¬
ния). При напряжении 127—220 В и выше кожа уже
почти не влияет на сопротивление тела.Электрический ток может вызвать также ожоги, элек¬
трические знаки и электрометаллизацию кожи. Ожоги
происходят под действием тока, протекающего через те¬
ло, электрической дуги между телом и электродом или
дуги между электродами. Возможны также ожоги брыз¬
гами расплавленных плавких вставок или при соприкос¬
новении с сильно нагретыми частями электрооборудова¬
ния.Электрические знаки представляют собой припух¬
лость кожи, затвердевшей в виде мозоли желтовато-се¬
рого цвета с краями, очерченными белой или серой кай¬
мой. Электрознаки вызываются химическим или механи¬
ческим действием тока и совершенно безболезненны.Электрометаллизация заключается в пропитывании
кожи, частицами металла электрода, расплавляющегося
под действием тока.Важным фактором безопасной работы людей явля¬
ется изоляция токоведущих частей электроустановок.
Изоляция проводов и кабелей предотвращает прикосно¬
вение людей к токоведущим жилам.Неизолированные токонесущие части установок долж¬
ны либо располагаться на определенной высоте (где они
недоступны для случайного прикосновения), либо закры¬
ваться сплошными или сетчатыми ограждениями. Ог¬
раждения делают либо из диэлектриков, либо из метал¬
ла, но располагают на определенном расстоянии от не¬
изолированных токонесущих частей.При эксплуатации электропечей, ванн и электроуста¬
новок применяют блокировки безопасности, т. е. устрой¬
ства, не допускающие опасных ошибок в работе (откры¬
тие заслонок печей, вход за ограждение, закрывающее
токоведущие части под напряжением, и т. д.).Одним из средств предупреждения от случайных при¬
косновений к токоведущим частям, находящимся под
напряжением, являются плакаты и надписи. Они предо¬
стерегают посторонних или позволяют персоналу элек¬
троустановок избежать опасных ошибок. Например, пре¬176
достережение о подаче напряжения на элементы устано¬
вок, отключенные для ремонта.Приборы автоматической сигнализации оповещают
об опасном приближении к токоведущим частям посред¬
ством звукового или светового сигнала. Например, опас¬
ное приближение поворотного крана к токоведущим час¬
тям с напряжением 380 В.Индивидуальные средства защиты включают изоли¬
рующие подставки, диэлектрические резиновые коврики,
резиновые сапоги, галоши. На всех изолирующих средст¬
вах ставится штамп с указанием срока следующих испы¬
таний и наибольшего номинального напряжения, кото¬
рое оно может выдержать.В цехе или в термическом отделении должен нахо¬
диться шкаф с набором приспособлений и медикаментов
для оказания первой помощи. Каждый рабочий должен
знать основные правила оказания первой помощи по¬
страдавшему..Степень поражения человека электрическим током за¬
висит главным образом от времени нахождения его под
воздействием тока, поэтому нужно как можно быстрее
освободить его от действия тока. Для этого лучше от¬
ключить ту часть электроустановки, которой касается
пострадавший. Если этого невозможно сделать, то при
напряжении до 1000 В для отделения пострадавшего от
токонесущих частей можно использовать любые непро¬
водящие ток предметы: доску, сухую одежду или тряпки
и др.Если пострадавший судорожно сжал один из прово¬
дов, то можно прервать ток через пострадавшего, отде¬
лив его не от провода, а от заземленных частей, напри¬
мер, подсунуть под него сухую доску, фанеру и др. Можно
перерубить провода каким-либо инструментом с изо¬
лированной ручкой, но провода надо рубить по одному,
чтобы не сделать короткого замыкания.Если напряжение установки более 1000 В, то для от¬
деления пострадавшего от токонесущих частей пользу¬
ются изолирующими защитными средствами, рассчитан¬
ными на это напряжение (перчатки, галоши, боты, ков¬
рики и пр.). Автоматическое отключение тока можно
вызвать коротким замыканием в самой установке на
безопасном расстоянии от пострадавшего. Освободив
пострадавшего от воздействия тока, необходимо немед¬
ленно оказать ему первую помощь.Если пострадавший находится в бессознательном со¬12—236177
стоянии, но дышит, его надо уложить, расстегнуть ворот
и пояс, дать ему понюхать нашатырный спирт и срочно
вызвать врача. Если пострадавший не дышит совсем или,
находясь в бессознательном состоянии, дышит резко и
судорожно, как умирающий, то нужно делать искусст¬
венное дыхание.Самый эффективный способ искусственного дыха¬
ния— это вдувание воздуха изо рта спасающего в рот
или нос пострадавшего. Надо быстро расстегнуть одеж¬
ду пострадавшего, стесняющую дыхание, положить его
на спину, подложив под лопатки что:либо мягкое, и за¬
прокинуть голову как можно больше. Затем зажимают
нос пострадавшего и, глубоко вдохнув, выдыхают воздух
в рот пострадавшего. Это можно делать через сухой но¬
совой платок.Если у пострадавшего расширены зрачки и пульс не
прощупывается даже на шее, то у него парализовано не
только дыхание, но и сердце. Тогда искусственное дыха¬
ние чередуют с массажем сердца.При проявлении слабых поверхностных вдохов нуж¬
но приспособить к ним ритм искусственного дыхания, но
прекращать его рано. Если пострадавший начал глубоко
и равномерно дышать, искусственное дыхание следует
прекратить.Промышленностью выпускаются специальные аппа¬
раты для искусственного дыхания, например, аппарат
ДП-1, в котором компрессор с электродвигателем обеспе¬
чивают 20 вдохов в минуту.§ 49. ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯВ ЦЕХАХ И НА ПРЕДПРИЯТИИПод горением следует понимать любую химиче¬
скую реакцию, при которой выделяется теплота и излу¬
чается свет.Горючим веществом называется всякое твер¬
дое, жидкое или газообразное вещество, способное окис¬
ляться с выделение^ теплоты и излучением света.Под склонностью к возгоранию понимают
способность материала самовозгораться, воспламеняться
или затлевать от различных причин.Взрывом называется процесс освобождения боль¬
шого количества энергии в ограниченном объеме за ко¬
роткий промежуток времени.Пожарная профилактика — это комплекс мероприя¬178
тий, направленных на предупреждение пожаров, предот¬
вращение распространения огня, организацию эвакуа¬
ции людей и материальных ценностей и создание усло¬
вий для быстрой ликвидации пожара.Территорию предприятия и все производственные и
служебные помещения следует содержать в чистоте; му¬
сор и производственные отходы систематически удалять
на специально отведенные участки. Не допускается ис¬
пользовать дороги, проезды и противопожарные разры¬
вы между зданиями для складирования материалов,
оборудования и т. д.На пожарно- и взрывоопасных участках территории и
в цехах курение воспрещается. На этих участках на вид¬
ных местах вывешивают предупреждающие надписи.
Курение разрешается только в специально отведенных
местах, где должны стоять урны, ящики с песком или
бочки с водой для окурков.Замерзшие водопроводные и канализационные трубы
запрещается отогревать открытым огнем, их следует
отогревать паром, горячей водой или песком.Входы в помещения, внутренние проходы, коридоры,
тамбуры, лестницы, чердачные помещения необходимо
содержать в исправном состоянии и ничем не загромож¬
дать. Помещения должны быть обеспечены первичными
средствами пожаротушения в соответствии с нормами.Пожарная безопасность технологических процессов
производства обеспечивается конструктивными решения¬
ми применяемых печей и установок, выбором пожаробез¬
опасных схем процессов, использованием контрольно-из¬
мерительных приборов и автоматов, обеспечивающих
безопасный режим работы оборудования, применением
устройств и приспособлений, снимающих напряжение
статического электричества, своевременным предупреди¬
тельным ремонтом.В печах и нагревательных установках, работающих с
применением контролируемых атмосфер, постоянно под¬
держивают избыточное давление, что препятствует попа¬
данию воздуха и .образованию взрывоопасных концен¬
траций..Большое значение в деле предупреждения пожаров
имеют контрольно-измерительные приборы. При высоких
температурах и скоростях нагрева только быстрореаги-
рующие автоматы могут надежно предупреждать произ¬
водство о пожаре.При обнаружении пожара на территории предприя-12*179
тия необходимо сообщить в пожарную часть и до ее при¬
бытия, используя подручные первичные противопожар¬
ные средства, попытаться локализовать его, не дать ему
распространиться. В качестве первичных противопожар¬
ных средств обычно используют огнетушители.При возникновении пожара в термическом цехе не?
обходимо выключить горелки или форсунки, а также пе¬
рекрыть главный вентиль на газопроводе (мазугопрово-
де), в результате чего прекращается доступ топлива в
цех. В цехе должны всегда находиться ящики с песком и
огнетушители.В машинах, в которых производят закалку и в ка¬
честве закалочной среды используют масло, необходимо
следить за температурой масла, не допуская его перегре¬
ва до температуры, близкой к температуре вспышки.
Контроль температуры масла осуществляется термомет¬
ром. Для ступенчатой и изотермической закалки необхо¬
димо использовать масло с высокой температурой вспыш¬
ки. В случае пожара необходимо перекрыть маслопро¬
вод и накрыть бак с горящим маслом крышкой, чтобы
прекратить доступ кислорода.Горящие расплавы солей, масла, разлитые по полу,
нужно тушить сухим песком.Контрольные вопросы1. Какие правила безопасности труда необходимо соблюдать на
территории предприятия и в цехах?2. Как оказать первую помощь пострадавшему от электрическо¬
го тока?3. Какие противопожарные мероприятия осуществляются на
предприятии и в цехах?ГЛАВА IXОБОРУДОВАНИЕ ТЕРМИЧЕСКИХ ЦЕХОВ§ 50. КЛАССИФИКАЦИЯ ОБОРУДОВАНИЯТЕРМИЧЕСКИХ ЦЕХОВОборудование термических цехов делится на три груп¬
пы: основное, дополнительное и вспомогательное.Основное оборудование применяется для выполне¬
ния операций термической обработки и включает печи,
нагревательные установки, охлаждающие устройства
(закалочные баки, закалочные машины, оборудование
для обработки холодом и т. д.).180
Основное оборудование
(печи, нагревательные и охлаждающие устройства)I Объёмный нагрев.1 Поверхностный нагрев |1ОхлаждрниеНемеханизированные
периодического действияМеханизированные
периодического действия|Камерные} |шахтные Печи^Механизированные
непрерывного действияПламенный
‘ нагрезКамерные с
выдвижным
подомПечи-Ко л па¬Элева¬ванныковыеторныеНагревКонтактныйНагрев вт. в. ч.нагрезэлектролитеЗакалочныебакиЗакалочныемашиныОбработкахолодомКару¬сельныеБара- ‘
банныеС пульси¬
рующим
подомС шага¬
ющим
подомРольган¬говыеТолка¬тельныеКонвей¬ерныеА грегатыРис. 112. Классификация оборудования термических цеховК дополнительному оборудованию относят обо¬
рудование для правки и очистки деталей (правйльные
прессы, травильные ванны, пескоструйные и дробеструй¬
ные аппараты, моечные машины и т. д.).Вспомогательное оборудование включает уста¬
новки для приготовления карбюризатора и контролируе¬
мых атмосфер, устройства для охлаждения закалочных181
Жидкостей, санитарно-техническое оборудование, мосто¬
вые и поворотные краны, монорельсы с электротельфера¬
ми, рольганги, транспортеры, конвейеры и т. д.Классификация оборудования термических цехов при¬
ведена на рис. 112. Печи и нагревательные установки
классифицируют по технологическому назначению, по ви¬
ду тепловой энергии, по способу и степени механизации,
по использованию различных сред при нагреве.По технологическому назначению печи
и нагревательные устройства делят в зависимости от опе¬
раций, для которых они предназначены, на отжигатель¬
ные, закалочные, отпускные, цементационные и т. д.По виду применяемого топлива или теп¬
ловой энергии печи и нагревательные устройства
работают на жидком, газообразном топливе и электро¬
энергии.По способу и степени механизации печи
делят на толкательные, конвейерные, вращательные. Эти
печи могут иметь устройства для ручной загрузки и вы¬
грузки изделий, для автоматической выгрузки и т.д.По использованию различных сред при
нагреве печи и нагревательные устройства классифи¬
цируют на печи с контролируемыми атмосферами (нейт¬
ральными, науглероживающими), печи-ванны с р1асплав-
ленными солями и металлами.§ 51. ОГНЕУПОРНЫЕ И ТЕПЛОИЗОЛЯЦИОННЫЕМАТЕРИАЛЫОгнеупорными материалами называют стро¬
ительные материалы, которые обладает стойкостью при
высоких температурах и не разрушаются от воздействия
физических и физико-химических процессов, происходя¬
щих в печи.Огнеупорные материалы обладают следующими свой¬
ствами: высокой механической прочностью при больших
давлениях и высоких температурах, термической стой¬
костью— способностью выдерживать резкие колебания
температуры, не растрескиваясь и не разрушаясь; огне¬
упорностью — способностью выдерживать длительное
воздействие высоких температур, малой пористостью,
низкой теплопроводностью и т. д.Огнеупорные материалы делятся на кислые (динас),
основные (доломит, магнезит) и нейтральные (шамот).Огнеупорный материл, полученный обжигом из размо¬182
лотых кварцитов, песчаников и других кварцевых пород
называется динасом. Динас содержит около 94—95 %
Si02, в качестве связки используется известь. Огнеупор¬
ность динаса 1690—1710 °С. Динасовые кирпичи исполь¬
зуют для кладки высокотемпературных соляных ванн;
для кладки термических печей их не применяют.Наиболее распространенными материалами, применя¬
емыми для кладки термических печей, являются шамот¬
ные огнеупорные материалы, содержащие окись алю¬
миния и кремнезем. Их получают из шамота и огнеупор¬
ной глины. Огнеупорность шамота 1580—1730 °С.Магнезитовые огнеупоры изготовляют из обож¬
женного и измельченного магнезита. Они содержат
85 % окиси магния, остальное примеси. Огнеупорность
магнезита 2200—2400 °С. Основным недостатком огне¬
упоров является низкая термостойкость. Магнезитовые
огнеупоры используют для футеровки высокотемпера¬
турных печей.Доломитовые огнеупоры содержат 52—58 % оки¬
си кальция, 35—38 % окиси магния, остальное примеси.
Огнеупорность доломита 1800—1950°С. Доломитовые
огнеупоры для кладки термических печей почти не при¬
меняют.Т а л ь ко-м а г н е з и т о в ы е огнеупорные материалы
получают распиливанием природного материала с после¬
дующим обжигом. Огнеупорность талько-магнезитовых
материалов 1540—1560 °С. Эти огнеупоры иногда приме¬
няют для кладки термических печей.Кроме огнеупорных материалов при кладке печей при¬
меняют теплоизоляционные материалы. Теп¬
лоизоляционные материалы обладают высокой порис¬
тостью, а следовательно, низкой теплопроводимостью.
В качестве теплоизоляционных материалов применяют
асбест, легковесные огнеупоры (пеношамот), теплоизоля¬
ционный кирпич, шлаковую вату, засыпку и т. д.Асбест—огнестойкий материал, имеющий низкую
теплопроводность. Асбестовые материалы выдержива¬
ют температуры до 500 °С, при более высоких темпера¬
турах они начинают обугливаться. Асбест применяют в
термических цехах для различных целей, например, изо¬
лируют отверстия и тонкие сечения при закалке изделий
во избежание образования закалочных трещин, для низ¬
котемпературной теплоизоляции.Пеношамот—легковесный огнеупор, но с более
низкой прочностью и низкой теплопроводностью, чем183
обычный шамот. Теплопроводность пеношамота в 4—5
раз меньше теплопроводности шамота, а огнеупорность
одинакова. Пеношамот применяют для средне- и высо¬
котемпературной изоляции печей.Шлаковую вату изготовляют из шлаков домен¬
ных печей, работающих на древесном угле, в виде воло¬
кон, листов, плит и применяют для теплоизоляции нагре¬
вательных печей. Максимальная рабочая температура до
700 °С.Диатомитовые порошки являются хорошим
теплоизоляционным материалом, их используют для за¬
сыпки соответствующих полостей печи. Максимальная
рабочая температура диатомитовых порошков 900 °С.В качестве огнеупорных и теплоизоляционных матери¬
алов также применяют огнеупорные обмазки, огнеупор¬
ные бетоны и др.§ 52. КАМЕРНЫЕ ПЕЧИДля нагрева мелких и средних деталей в термических
печах индивидуального и серийного производства приме¬
няют камерные печи периодического и непрерывного дей¬
ствия. Камерные печи могут работать на жидком и газо¬
образном топливе, а также на электроэнергии.В качестве жидкого топлива используют мазут. Ка¬
мерные печи; работающие на жидком топливе, в настоя-
ще время заменяют печами, работающими на газовом
топливе. Применение мазута, имеющего большую вяз¬
кость, затрудняет автоматизацию теплового режима печи
и ухудшает санитарно-технические условия в цехе, так
как при горении мазута выделяется большое количество
дыма. Жидкое топливо используют при отсутствии газо¬
образного топлива.Для обозначения пламенных печей принята следую¬
щая индексация: первая буква обозначает назначение
печи (Т — термическая пламенная, Н — нагревательная
пламенная), вторая буква — конструктивную характерис¬
тику (А—с вращающимся подом, Б—барабанные, Д—с
выдвижным подом, К—конвейерные, Н—камерные пери¬
одического действия, Р—рольганговые, Т—толкательные,
Ш—шахтные круглого сечения, Э—элеваторные, Ю—с
шагающими балками), третья буква указывает среду ра¬
бочего пространства (О—окислительная, 3—искусствен-
ная'защитная, безокислительная и др.), четвертая бук¬
ва — особенность печи (А — входит в агрегат, если печь
обозначена четырьмя буквами, то буква А становится на184
пятом месте, В — вертикальное перемещение деталей, К —
под кольцевой — в печах с вращающимся подом, М—ме¬
ханизированная в печах периодического действия, Н
непрерывного действия — в печах барабанных, Т — под
тарельчатый в печах с вращающимся подом).Цифры, стоящие после букв через черточку, означают:
первая группа — ширину пода (дм), для печей с враща¬
ющимся подом — внешний диаметр рабочей поверхности
пода; вторая группа — длину (глубину) пода печи (дм),
для печей с вращающимся подом — ширину рабочего
пода; третья группа — высоту рабочего пространства
или максимальную высоту окна загрузки (дм). Цифры
разделяются точками и находятся в числителе, а в зна¬
менателе указывается предельная рабочая температура
в сотнях градусов. Далее через черточку ставится буква,
обозначающая топливо: Г — природный газ, М — мазут.
Например, ТНО-6.12,5.5/11-М — термическая камерная
печь периодического действия, атмосфера рабочего про¬
странства — окислительная, размеры рабочего простран¬
ства 600x1250x500 мм, максимальная рабочая темпе¬
ратура печи 1100 °С, топливо — мазут.На рис. 113 показана термическая камерная печь, ра¬
ботающая на мазуте. В нижней части печи расположена
топочная камера 1, где происходит сжигание топлива. Го¬
рячие газы, образующиеся при сгорании топлива, по вер¬
тикальному каналу 2 поступают в рабочее пространствоРис. 113. Камерная мазутная печь185
3, расположенное над топочной камерой. Омывая дета¬
ли и стены кладки, горячие газы отдают свою теплоту и
через горизонтальные каналы 4 уходят в дымоход. Печь
отапливается мазутом через форсунки низкого давления.Такие печи применяют для нормализации, закалки и
других операций термической обработки.Для повышения производительности и удобства рабо¬
ты иногда две такие печи монтируют в один каркас, т. е.
получают двухкамерную печь с горизонтальным располо¬
жением камер. В одной камере обычно осуществляют по¬
догрев изделий, а в другой — окончательный нагрев, при¬
чем каждая камера имеет свою форсунку.Камерная печь может работать и на газообразном
топливе. Недостаток камерных печей, работающих на ма¬
зуте,— отсутствие механизмов загрузки и разгрузки, ча¬
стый прогар пода.Габаритные размеры камерных печей, работающих на
газообразном топливе, меньше, чем мазутных, так как в
них отсутствует камера сжигания или топочное прост¬
ранство.На рис. 114 показана камерная печь с шаровым по¬
дом, работающая на газообразном топливе. Печь имеет
инжекционные туннельные горелки 1. На поду печи 2
находятся четыре желобковые направляющие 3, в кото¬
рые уложены шары из жаропрочной стали. Печь предна¬
значена для термической обработки крупных штампов и
цементации. Поддоны устанавливаются на шары и зака¬
тываются в печь.Для обозначения электрических печей принята сле¬
дующая индексация. Первая буква указывает на вид на¬
грева (С—нагрев сопротивлением). Вторая буква указы¬
вает конструкцию печи (обозначения такие же, как у
топливных печей). Для электрических печей ввели до¬
полнительные буквы: В—ванна и Г—колпаковая. Третья
буква характеризует среду: А—азот, В—вакуум, Г—ме¬
талл, соли, щелочи, 3—защитная контролируемая ат¬
мосфера, П—пар водяной, вода, С—соль (селитра), Ц—
цементационный газ. Четвертая характеризует особен¬
ности: А—агрегат, J1—лабораторная. Цифры $ числите¬
ле указывают размеры рабочего пространства — ширину,
длину, высоту или диаметр (дм); для карусельных элек¬
тропечей— диаметр внешний, внутренний и высота (дм);
в знаменателе указывается максимальная температура
печи в сотнях градусов. За температурой через дефис
ставится обозначение вспомогательных признаков печи.186
Рис. 114. Камерная газо*
вая печь с шаровым подомНапример, СНО-8,5.17.5/10—электропечь сопротивления
камерная периодического действия, с окислительной ат¬
мосферой, с размерами рабочего пространства 850Х
Х1700Х500 мм, максимальная температура нагрева
1Q00°C,Печь СНО-8,5.17.5/10
приведена на рис. 115.
Печь нагревается элемен¬
тами 2, изготовленными
из сплава Х20Н80. Нагре¬
вательные элементы рас¬
полагаются на поду 5,
своде 3 и боковых стен¬
ках 4. Питание от сети
трехфазного тока. Дверца
открывается механизмом
подъема 1.Электропечи серии
СНО нашли широкое при¬
менение в промышлен¬
ности. Они компактны,Рис. 115. Камерная электрическая
печь СНО-8,5.17.5/10187
имеют большую производительность, небольшой расход
электроэнергии и значительно большой срок службы
нагревательных элементов. Недостаток этих электропе¬
чей: наличие окислительной атмосферы в рабочем про¬
странстве.На рис. 116 показана электропечь с защитной атмос¬
ферой СНЗ-2,5.5.1,7/10. Данная серия печей выпускается
как с металлическими нагревателями 2 (до 1000 °С), так
и с карборундовыми нагревателями (до 1250,°С). В этихРис. 116. Камерная электрическая печь с защитной атмосферой
СНЗ-2,5.5.1,7/10:/ — дверца, 2— боковой нагреватель, 3 — газопровод, 4 — стенка рабочей ка¬
меры, 5 — под, 6 — кожух, 7 — трубопроводпечах механизированы операции загрузки и разгрузки.
Защитная атмосфера вводится по газопроводу 3 через
заднюю торцовую стенку. В нижней части кожуха 6 печи
крепится трубопровод из двух линий: по одной подается
газ, по другой — воздух. Газ и воздух смешиваются в го¬
релке и, сгорая, создают пламенную газовую завесу при
открытой Дверце 1 (заслонке). Нагревательные элемен¬
ты 2 располагаются на поду 5 и стенках рабочей каме¬
ры 4.Электропечи серии СНЗ применяются для отпуска,
отжига, нормализации и закалки.Более высокие температуры (до 1350 °С) получают в
электропечах серии Г (рис. 117). Карборундовые нагре¬
ватели 2 по четыре штуки расположены горизонтально188
около свода 1 и под подом 3 печи. Недостаток печей дан¬
ного типа — частый выход из строя карборундовых на¬
гревательных элементов.Во всех типах камерных электропечей контроль тем¬
пературы осуществляется с помощью термопар.Электропечи имеют ряд преимуществ перед топливны¬
ми печами: отсутствие дымовых газов, не требуется ды¬
мососной системы, хорошая теплоизоляция, легкость ре*
гулирования температуры,
возможность применения
контролируемых атмосфер,
хорошие санитарные усло¬
вия в цехе.Недостаток электропе¬
чей: более длительный на¬
грев изделий, так как пере¬
дача теплоты осуществляет¬
ся излучением (применение
вентиляторов, вызывающих
циркулядию воздуха в рабо¬
чем пространстве, ускоряет
нагрев), необходимость за¬
земления печей по безопас¬
ности труда, большие затра¬
ты при эксплуатации.Камерные печи с вы¬
движным подом могут быть
топливными и электричес¬
кими. На рис. 118 представ¬
лена камерная топливная
печь с выдвижным подом типа ТДО. Под 3 печи монти¬
руется на сварной раме 4 и футеруется шамотным нор¬
мальным или легковесным кирпичом. Рама 4 перемеща¬
ется на катках 5 или устанавливается на колеса. Для вы¬
катки пода используют специальные механизмы. Подъ¬
ем заслонок 1 осуществляется электролебедкой 2, иног¬
да применяют и гидроподъемники. Максимальная тем¬
пература нагрева изделий в печах ТДО достигает
1100°С. Контроль температуры автоматический.При применении контролируемых атмосфер в печах с
выдвижным подом (ТДЗ) необходимо осуществлять му-
фелирование садки металла. Производительность печей
ТДЗ на 20—25 % ниже, чем ТДО. Камерные печи с вы¬
движным подом применяют в основном для отжига.К камерным печам периодического действия относят1Рис. 117. Электропечь с кар¬
борундовыми нагревателями
Г-ЗОА189
Рист. 118. Тупиковая топливная печь с выдвижным подом типа ТДО
нагревательные установки типа ПАП (печи аэродинами¬
ческого подогрева), в которых применяют принципиаль¬
но новый метод обогрева. Генератором теплоты в таких
установках служит ротор центробежного вентилятора с
профилированными лопатками. Нагрев осуществляется
вентилятором, который создает поток воздуха или газа
и движет его с большой скоростью в замкнутом объеме
(рис. 119). Загрузочное окно корпуса 7 печи закрывает -Рис. 119. Схема печи ПАП-9ся крышкой 6, имеющей механизм поджима 5. Крышка
поднимается механизмом 4. Ротор 2 центробежного вен¬
тилятора приводится в движение от привода 1. Контроль
режима работы осуществляется- с регулятора теплового
эффекта 3. Передача теплоты металлу осуществляется
конвективным способом, что обеспечивает высокую рав¬
номерность температуры (±1—3°С) по всему рабочему
объему пеуш и более быстрый прогрев изделий. Рабочая
температура в печах ПАП составляет 5004=3 °С. Печи
ПАП применяют для нагрева под закалку деталей из
алюминиевых и магниевых сплавов.Перенос изделий в закалочную ванну осуществляется
загрузочно-разгрузочным приспособлением, установлен¬
ным рядом с печью.191
§ 53. ШАХТНЫЕ ПЕЧИТермическую обработку деталей большой длины осу¬
ществляют в шахтных печах. Шахтные печи представля¬
ют собой футерованную шахту цилиндрической формы.
Для вертикальных топливных печей отношение высоты
рабочего пространства к диаметру принимается не менее
трех.Топливные шахтные печи с обычной, печной атмосфе¬
рой обозначают ТШОВ, а при использовании контроли¬
руемой атмосферы — ТШЗВ. В печах типа ТШЗВ уста¬
навливается муфель из жаропрочной стали.Максимальная рабочая температура в печах ТШОВ
1100 °С, а в печах ТШЗВ 900 °С. Садка в печах ТШЗВ на
20—25 % меньше, чем в печах ТШОВ.Рис. 120. Топливная шахтная печь с муфелированием сад¬
ки типа ТШЗВ192
На рис. 120 представлена печь типа ТШЗВ. Каркас
печи 1 выполнен из листовой стали, внутри находится
кладка 2 из шамотного, шамотного легковесного и диа-
томитового кирпича. Топливо (газ или мазут) подается
к горелкам, расположенными тангенциально. Воздух для
горения подогревается в рекуператоре.. В верхней части
печи расположена съемная крышка 3 с подъемным ме¬
ханизмом 4. Печи оснащают приборами теплового конт¬
роля, автоматикой и установками для получения конт¬
ролируемых атмосфер. Печи данного типа применяют
для отжига, закалки, нормализации и отпуска.Электрические шахтные печи с окислительной атмос¬
ферой имеют индекс СШО, а с контролируемой атмосфе¬
рой—СШЗ.Шахтная электрическая печь СШЗ-4.8/10 приведена
на рис. 121. Печь состоит из сварного металлического ко-Рис. 121. Шахтная электриче¬
ская печь с контролируемой
атмосферой СШЗ-4.8/10Рис. 122. Шахтная электриче¬
ская печь Ц-105Ажуха /, который внутри выложен огнеупорным кирпичом
и теплоизоляционной кладкой 2. Подъем и опускание
Крышки 4 производится механизмом 5, герметизация осу¬
ществляется песочным затвором. Максимальная темпе¬
ратура печи 1000 °С. Нагревательные элементы 3 выпол-13—236193
йены из сплава Х25Ю5 и располагаются на стенках каме¬
ры. Контролируемая атмосфера подводится в верхнюю
часть камеры, а отвод газов осуществляется через труб¬
ку в нижней части печи.Шахтные электрические печи нашли широкое приме¬
нение также для процессов химико-термической обработ¬
ки.На рис. 122 представлена шахтная электрическая
печь Ц-105А для цементации. Металлический кожух 5
выложен внутри огнеупорным кирпичом, образующим на¬
гревательную камеру 6. Нагревательные элементы 4 уло¬
жены по стенке нагревательной камеры. В реторту 3,
сделанную из жаропрочного сплава, установленную в
нагревательной камере, помещают приспособления 2 с
деталями. Реторта закрывается крышкой 8 с помощью
механизма 1. Для выравнивания состава карбюризатора
в реторте установлен вентилятор 7. Науглероживающая
атмосфера создается в результате разложения керосина,
пиробензола, синтина или триэтаноламина, подаваемогоРис. 123. Безмуфельная шахт¬
ная электропечь для газовой
цементацииРис. 124. Печь полунепрерывного
действия для азотирования США
8.12/6:1 — каркас, 2 — крышка с вентилято¬
ром, 3 — муфель, 4 — футеровка, 5 --
нагреватель, 6 — подставка194
в реторту из бачка И через кран 10. Выход отработан¬
ного газа осуществляется через трубку 9. На выходе газ
поджигают.Для газовой цементации с применением природного
«газа или эндогаза с добавками углеводородов часто при¬
меняют безмуфельные печи серии СШЦ.На рис. 123 приведена печь СШЦ-9.6/10. Металличес¬
кий кожух 4 внутри футерован огнеупорным кирпичом.
Нагреватели 3 выполнены в виде ленты. Корзины 2 с де¬
талями по направляющим 6 устанавливаются на подстав¬
ку 1. Печь закрывается крышкой 7, входящей в песоч¬
ный затвор 5.Шахтные безмуфельные печи по сравнению с муфель¬
ными серии Ц при одной и той же загрузке имеют в 2,5—
3 раза большую производительность, в 2—2,5 раза мень¬
ший расход электроэнер¬
гии, в 2—3 раза сокращен¬
ный цикл цементации.Азотирование осуществ¬
ляется в шахтных электриче¬
ских печах серии США. Пе¬
чи для азотирования выпол¬
няются двух типов: перио¬
дические и полунепрерыв¬
ные.Полунепрерывные печи
в отличие от периодических
имеют два сменных муфеля
с герметически закрытыми
крышками. После окончания
процесса азотирования му¬
фель с деталями вытаскива¬
ют из печи и переносят в
охладительный колодец, а
на его место ставят другой
подготовленный для азоти¬
рования муфель с деталями.Печь для азотирования полунепрерывного действия
США-8.12/6 приведена на рис. 124. Максимальная темпе¬
ратура печи 650 °С. Печь укомплектована газовым щи¬
том, который служит для периодического контроля и ре¬
гулирования расхода, давления и степени диссоциации
аммиака. Шахтные электрические печи для азотирования
полунепрерывного действия предназначены для терми¬
ческих цехов с большим объемом производства.Рис. 125. Шахтная электро*
печ(ь ПН31-А с принудитель*
ной циркуляцией воздуха13*195
Для отпуска применяют шахтные печи с принудитель¬
ной циркуляцией воздуха серии ПН. Печи этой серии
имеют мощность от 24 до 75 кВ. На рис. 125 приведена
печь ПН31-А. Детали нагреваются горячим воздухом,
который Подается вентилятором 3, установленным на
крышке 2, входящей в песочный затвор 5. Вокруг корзи¬
ны 4 с деталями размещены проволочные^ нагреватели 6.
Кожух 1 печи сделан из листовой стали. Обычно шахт¬
ные печи углубляют в приямок.К недостаткам шахтных печей можно отнести нерав¬
номерный нагрев по высоте печи (особенно изделий боль¬
шой длины).§ 54. КОЛПАКОВЫЕ ПЕЧИДля отжига проволоки и ленты применяют газовые и
электрические колпаковые печи, представляющие собой
футерованный колпак, устанавливаемый на неподвиж¬
ный под.В газовых колпаковых печах газ сгорает в излучаю¬
щих трубах* а в электрических печах применяют нагрева¬
тели из сплавов высокого сопротивления. В некоторых
конструкциях печей колпаки применяют только для на¬
грева садки, а охлаждение производится без колпака.
Копак мостовым краном переносится на другой под для
нагрева садки на втором поде.В других конструкциях колпак только приподнимают,
под с нагретой садкой отводят, а вместо него подкатыва¬
ют другой под с садкой для нагрева. При использовании
защитной атмосферы в колпаковых печах применяют
муфель.Электрические колпаковые печи с защитной атмосфе¬
рой маркируют следующим образом: после индекса СГЗ
в числителе указывается диаметр и высота рабочего про¬
странства в дециметрах, в знаменателе — температура в
сотнях градусов. Иногда к обозначению добавляют бук¬
вы Ц и К (Ц—циркуляция атмосферы, К—дополнитель¬
ный охладительный колпак, цифра массы садки указы¬
вается в тоннах). Например, СГЗ-16.27/9 ЦК-3.На рис. 126 показана колпаковая электропечь. Кол¬
пак 1 цилиндрической формы футерован нормальным
шамотным и диатомитовым кирпичом. На крючках 2 под¬
вешены нагреватели из сплавов Х20Н80. Муфель 3 двой¬
ной газонепроницаемый сделан из листовой стали
Х23Н18. В муфель вводится защитный газ, состоящий из
0,5 % С02, 2 % Н2 и остальное N2. Расход газа 2,5 м3/ч.196
Рис. 126. Электрическая колпаковая печьМасса садки 25 т. Рабочая температура 900 °С. Мощ¬
ность печи 380 кВт.§ 55. ВАКУУМНЫЕ ПЕЧИВакуумные печи могут быть камерные или муфель¬
ные. Достигаемый вакуум в печах 13—0,013 Па. В му¬
фельных вакуумных печах достигается большая степень
разрежения, чем в камерных, так как вакуум создается
не только в муфеле, но и в нагревательной камере.На рис. 127 представлена конструкция камерной ва¬
куумной печи с выкатным подом СНВ-5.15.5/11,5. Выкат-
ной под 3 вместе с передней торцовой стенкой 6 смонти¬
рован на тележке 1. В нагревательной камере 2 разме¬
щены зигзагообразные нагреватели 5. Разрежение созда¬
ется вакуумной системой 4. Степень разрежения 13 Па,
мощность 134 кВт, максимальная рабочая температура
1150°С.Шахтные вакуумные печи СШВ-1.10/20 и СШВ-5.15/22197
имеют графитовую
изоляцию и графито¬
вые нагревательные
стержни. Примене-
* ние графитовых
стержней позволят
получать высокие
температуры 2000—
3000°С.В настоящее вре¬
мя изготовляют ме-
ю тодические вакуум-
~ ные печи и толка-
ю ?ельные вакуумные
S печи, которые пред-
co ставляют собой вы-
u сокопроизводитель-
л ные механизирован-
S ные агрегаты.Онg § 56. ПЕЧИ-ВАННЫО)S В термических
s цехах машинострои-
>1 тельных заводов для
g закалки, отпуска,
к нормализации, хи-
£ мико термической
g обработки применя-
►2 ют печи-ванны.^ В качестве жид-
^ 2 ких нагревательныхо сред в печах-ваннах
применяют расплав¬
ленные металлы
(свинец, сплавы сви¬
нца и силумин),
расплавленные соли,
щелочи, масла.В последнее вре¬
мя вместо свинца
применяют силумин
(10—12 % кремния,
7—8 % железа, ос¬
тальное алюминий),198
который имеет температуру плавления 575°С; темпера¬
тура применения 650—800 °С. Время нагрева в силуми¬
не определяется из расчета 4—5 с на 1 мм сечения. Для
предотвращения разъедания поверхности детали покры¬
вают мелом или меловой краской, состоящей из одной
части мела и одной части воды.При нагреве в солях возможно обезуглероживание
при наличии в них растворенного кислорода и окислов.
Поэтому перед работой и в процессе работы периоди¬
чески ванну раскисляют введением ректификаторов.
В качестве ректификаторов применяют буру, 75—85 %-
ный ферросилиций, а для хлористого бария — фтористый
магний.Ванну на обезуглероживание проверяют следующим
образом: лезвие безопасной бритвы нагревают при
780 °С в течение 3—5 мин и закаливают. Лезвия толщи¬
ной 0,08—0,1 мм изготовляют из углеродистой заэвтекто-
идной стали. При изгибе закаленное лезвие должно сло¬
маться, если произошло обезуглероживание — оно сог¬
нется.Нагрев в жидких средах имеет ряд преимуществ пе¬
ред нагревом в печах: более высокая скорость нагрева;
отсутствие окисления поверхности деталей; возможность
осуществлять местный нагрев; более равномерное распре¬
деление температуры. Нагрев в ваннах имеет ряд недо¬
статков: малая стойкость тиглей (особенно при исполь¬
зовании расплавленного силумина); возможность корро¬
зии (разъедания) 'поверхности детали при задержке о
очисткой от налипшей соли; возможность обезуглерожи¬
вания при плохом раскислении ванн; вредность при ра¬
боте с цианистыми солями и свинцом; необходимость
очистки деталей от налипших солей.При строгом соблюдении правил работы на ваннах
большинство недостатков можно устранить, поэтому эти
ванны нашли широкое применение в термических цехах*
Также широко применяют газовые и электрические пе¬
чи-ванны.На рис. 128 представлена печь-ванна, работающая на
газовом топливе. Печь-ванна состоит из металлического
кожуха, внутри выложенного огнеупорным диатомито-
вым кирпичом 1. Камера горения 3 выложена из шамот¬
ного кирпича. Отверстия для форсунок или горелок 2
расположены тангенциально в огнеупорной набивке 5,
Продукты горения удаляются через дымоходный канал4. В случае прогара тигля расплавленная соль (или ме-199
галл) удаляется через отверстие 6. Над печью-ванной
установлен колпак для отсоса паров.Срок службы ванны определяется стойкостью тигля.
Тигли для печей-ванн на газовом топливе изготовляютиз жаропрочной стали или"
сплавов типа 12Х18Н9Т
и других с утолщенными
в нижней части стенками
и днищем.Часто в общей кладке
монтируют два тигля и
получают двухтигельные
печи-ванны. Один тигель
используют для подогре¬
ва, а другой — для окон¬
чательного нагрева. Для
удобства эксплуатации
каждый тигель нагрева¬
ется своей форсункой или
горелкой.Электрические печи-
ванны делают двух ти¬
пов: с внешним нагревом
и с внутренним нагревом
тигля. Внешний нагрев
тигля осуществляется
спиральными или ленточ¬
ными элементами нагре¬
ва, сделанными из спла¬
вов высокого электросоп¬
ротивления. Внутренний
нагрев тигля осуществ¬
ляется электродами.На рис. 129 показана
конструкция ванны с
внешним обогревом мар¬
ки СВГ-20/8,5. Цифра в
числителе показывает
мощность ванны (кВт), а
знаменатель — температу¬
ру в сотнях градусов.
Печь-ванна состоит из
тигля 6, который держится на чугунной плите 4. Тигель
закрывается крышкой 3, в которой имеется отверстие для
термопары 2 и отверстие 1 для крепления деталей с при¬Рис. 128. Топливная печь-ванна200
способлением. Рабочая камера 5 выложена шамотным
кирпичом. В случае прогара тигля в ванне предусмот¬
рен сток для солей и жидкого металла.Наибольшее применение получили электродные печи-
ванны. Принцип работы электродных печей-ванн основан
на том, что расплавленная соль обладает высоким элек¬
тросопротивлением, в результате чего электроэнергияпревращается в тепловую.
Электродные печи-ванны
обозначают индексами С-35
и др. Цифра показывает
мощность ванны (кВт).
Электродная печь-ваннаЛЬ?нГ -<///VA///л////.>////Л/////.Рис. 129. Электрическая печь-ван¬
на СВГ-20/8,5Рис. 130. Электродная печь-
ванна С-35С-35 показана на рис. 130. В ваннах данного типа отсут¬
ствует тигель. Ванна имеет наружный металлический
каркас 1 и внутренний предохранительный кожух 5.
Пространство между ними заполнено теплоизоляцион¬
ным материалом 4. Внутри предохранительный кожух
выложен фасонным шамотным кирпичом и металличес¬
кими стержнями 3 (электродами — 3 шт.). Рабочее про¬
странство 2 имеет форму шестигранника. Электроды не
касаются дна рабочего пространства, чтобы не произо¬
шло замыкание при раскислении ванны и осаждении
окалины.На металлический каркас установлен колпак 7 для
удаления паров. Для предохранения рабочих от брызг
расплавленной соли загрузочное отверстие в колпаке за¬
крыто цепной занавеской 8%201
Глубина ванны С-35 420 мм, ток к электродам пода¬
ется от трансформатора 6, рабочая температура 1300°С.
Температуру контролируют радиационным пирометром,
В процессе эксплуатации печей-ванн возможно разъ¬
едание кладки расплавленной солью. В этих случаях
ванну выключают, сливают соль и ремонтируют. Для
уменьшения простоев изготовляют запасную печь-ванну,
которую подводят под вытяжной колпак, вместо вышед¬
шей из строя. После ремонта футеровку печи-ванны тща¬
тельно сушат (сжиганием
дров или угля), а затем
расплавляют соль.Пуск в работу электрод¬
ных печей-ванн представля¬
ет значительные трудности,
поэтому печи-ванны практи¬
чески не выключают.При работе на электрод¬
ных печах-ваннах возможен
перегрев изделий, который
наблюдается тогда, когда
детали располагаются вбли¬
зи электродов на расстоя¬
нии не более 25—30 мм.
Этот недостаток отсутству¬
ет в печах-ваннах с опущен¬
ными электродами. Печи-
ванны с опущенными элек¬
тродами получили более широкое распространение бла¬
годаря более равномерному нагреву и высокому коэф¬
фициенту полезного действия.Равномерный нагрев обеспечивается вследствие ин¬
тенсивной циркуляции расплавленной соли (рис. 131).
В результате взаимодействия магнитных полей расплав¬
ленная соль 1 (жидкий проводник) приходит в движе¬
ние. При этом расплавленная соль движется вдоль элек¬
тродов 2, опускается вниз, движется к стенкам, подни¬
мается вверх вдоль стен ванны и от стен движется к
электродам. Электроды представляют собой стальные
стержни диаметром 30—40 мм, расположенные друг от
друга на расстоянии 12—30 мм.На заводах применяют электродные печи-ванны ти¬
пов С-20, С-25, С-43 с электромагнитной циркуляцией
соли. Цифры в маркировке указывают мощность ванны
в киловаттах.2Ч ((1— <
<■>—<)Г —(ч\У'/ S>У/Рис. 131. Схема электромаг¬
нитной циркуляции соли202
На рис. 132 показана печь-ванна С-125. Рабочая тем¬
пература до 850 °С. Ванны типов С-20 и С-45 применя¬
ют до температуры 1300°С.По конструкции ванна С-25 отличается от С-20 и С-
45. В ванне С-25 расплавленная соль находится в тигле
2 из жаропрочной стали, а в С-20 и С-45 расплавленная
соль находится в рабочем пространстве, выложенном
шамотным фасонным кирпичом.В ванну опущено два стальных электрода 3 квадрат¬
ного сечения (25—60 мм). Расстояние между электрода¬
ми выбирают в зависимости
от рабочей температуры и
состава ванны. На металли¬
ческий каркас 1 установлен
вытяжной колпак 4, загру¬
зочное окно которого закры¬
то цепной занавеской 5.Недостаток, печей-ванн с
опущенными электродами
по сравнению с ваннами
С-35 и С-75 заключается в
значительном уменьшении
площади загрузки. Кроме
того, детали должны нахо¬
диться на расстоянии от
электродов во избежание
нарушения электрического
режима и перегрева.В связи с этим были раз¬
работаны электродные печи-
ванны с внутренними экра¬
нами, отделяющими элек¬
троды от рабочего простран¬
ства. Экран также предо¬
храняет детали от соприкос¬
новения с электродами.Для термической обработки быстрорежущей стали
часто несколько печей-ванн типов С-125 и С-45 соединяют
воедино. Каждый тигель в этом случае предназначен
для отдельной операции.Четырехтигельная ванна для термической обработ¬
ки быстрорежущей стали показана на рис. 133. В пер¬
вом тигле производят подогрев до 650 °С, во втором до
850 °С, в третьем осуществляют окончательный нагрев до
1220—1290 °С, а в Четвертом тигле производят ступенча¬Рис. 132. Электродная
ванна С-25£03
тую закалку. В зависимости от температуры составы со¬
лей в тиглях различные: в первом смесь солей 50 % КС!
и 50 % Na2C03, во втором 30 % КС1 и 70 % BaClj, в
третьем 100 % ВаС12 и в четвертом 33,3 % КС!, 33,3 %
NaCl и 33,3 % ВаС12. Перед загрузкой в тигли соли NaCl
и КС1 тщательно просушивают, а ВаС12 прокаливают
при 600—700 °СРис. 133. Четырехтигельная электродная печь-ванна:1 — тигли, 2 — электродная группа, 3 — вытяжной зонт, 4 — пирометрРаскисляют ванны бурой или ферросилицием. Чем
выше температура, тем чаще раскисляют ванну.Для термической обработки деталей большой длины
применяют соляные печи-ванны большой глубины (рис.
134). Для создания равномерной температуры в ваннах
имеется по две-три пары электродов по всей глубине.
Применять электроды большей длины не рекомендуется,
так как происходит падение напряжения на рабочей ча¬
сти электрода.Преимущества таких печей-ванн перед шахтными пе¬
чами в том, что не происходит окисления поверхности
изделий, недостаток — трудности вывода электродов че¬
рез кладку при ремонте.Для отпуска, ступенчатой и изотермической закалки
применяют масляные ванны, а также ванны со смесью
солей, имеющих низкую температуру плавления.Электрическая масляная ванна представлена на рис.
135. Ванна состоит из стального тигля 3 с маслом, кото¬
рый отделяется от наружного каркаса теплоизолядион-204
ным материалом 2< Масло нагревается изолированными
проволочными нагревателями 1, пары масла удаляются
бортовыми отсосами 5. Масло сливается по трубопрово¬
ду 6. В масле находится сетчатая корзина 4 для дета¬
лей.Рис. 134. Глубокие электродные печи-ванны;а — трехъярусное расположение электродов, й — двухъярусное расположениеэлектродовМасляные ванны обозначают индексами СВМ-3,5.5/3,
СВМ-4,5.5/3. Цифры в числителе указывают длину ра¬
бочего пространства (диаметр) и высоту (дм), знамена¬
тель— температуру в сотнях градусов.Для низкотемпературных соляных ванн применяют
азотнокислые и азотистокислые соли. Такие ванны назы¬
ваются селитровыми ваннами. Ввиду невысокой темпе¬
ратуры тигли для селитровых ванн можно изготовлять
из простой стали или чугуна. Если нагрев для закалки
проводился в цианистых ваннах, то для охлаждения
нельзя применять селитровые ванны, так как попадание
цианистых солей в селитровую ванну может вызвать вы¬205
плескивание и взрыв. Равномерность температуры по
всему объему ванны достигается установкой в ваннах
механических мешалок с приводом от электродвигателя.Увеличить охлаждающую способность соляных ванн
можно добавлением воды в расплав солей.А-А - ££Устройство для ввода воды в расплав солей показа-»
но на рис. 136. Устройство состоит из П-Образной ко¬
робки 1, Г-образн&х щитков 2, подвинутых на противо¬
положные открытые торцы коробки, трубы 3 для подво¬
да воды, рассекателя 4 струи воды (или слрейера). Все
Устройство устанавливают над ванной так, чтобы ниж¬
няя "кромка коробки была опущена в соль на 20—50 мм,
Соль перемешивается сжатым воздухом, поступающим
из перфорированных трубок, улржейных на дне ванны^
или механической мешалкой. Прикеняембе устройство№
исключает выбрасывание расплава и воды. Поступаю¬
щая вода частично растворяется, а частично испаряет¬
ся. Пар выходит через торцовые зазоры, а брызги соли
и воды остаются внутри коробки.Рис. 136. Устройство для ввода воды в расплавы солей
и щелочейРис. 137. Механизированная электродная соляная ваннаСветлая поверхность изделий получается после изо¬
термической закалки в расплаве из едкого натра и едко¬
го кали.Существует много конструкций механизированных
печей-ванн. На рис. 137 показана электродная соляная207
ванна с механизированным процессом закалки. Корзи¬
ны/с изделиями удерживаются в ванне вращающейся
крестовиной 2. Крестовина вращается с заданной скоро¬
стью. Как только корзина сделает один оборот, ее под¬
нимает перебрасывающий механизм 4 и переворачивает
над закалочным баком 7. Нагретые детали падают в за¬
калочный бак, в котором установлена сетка 6У подни¬
мающаяся вручную поворотом рычага 5. Перебрасыва¬
ющий механизм приводится в движение приводом S, а
крестовина — приводом <?.§ 57. МЕХАНИЗИРОВАННЫЕ ПЕЧИНЕПРЕРЫВНОГО ДЕЙСТВИЯПовышение производительности труда во многом оп¬
ределяется степенью механизации и автоматизации обо¬
рудования. Простейшая механизация термических печей
заключается в применении подъемных устройств, загру¬
зочных машин и т.д.Более сложная механизация связана с движением
детали в печи, с разгрузкой печи, с передачей деталей
на следующие операции и т. д.Механизированная камерная электрическая печь
приведена на рис. 138. Печи такого типа имеют индекс
СНЗА. Печь имеет две камеры — закалочную 2 и нагре-Рис. 138. Механизированная камерная электрическая печь208
вательную 5. Поддон с деталями поступает сначала в
закалочную камеру, в нижней части которой расположен
Закалочный бак 1. Затем с помощью цепного механизма6 поддон с деталями перемещается в нагревательную ка¬
меру. После нагрева поддон снова передвигается в зака¬
лочную .камеру и вместе со столиком 3 погружается в
бак с маслом. После закалки столик поднимается, за¬
калочную камеру разгружают и снова загружают.Печь данной конструкции может быть использована
для цементации и нитроцементации. В комплект печи
входит эндотермический генератор, очистительные и сме¬
сительные устройства, приборы для контроля темпера¬
туры и регулирования углеродного потенциала.Контролируемая атмосфера, используемая в печи, —
эндогаз. Для равномерного распределения атмосферы в
нагревательной камере установлен вентилятор 4. Давле¬
ние контролируемой атмосферы в нагревательной каме¬
ре должно быть положительным (больше атмосферного).В массовом производстве для термической обработки
однотипных деталей используют карусельные печи. В ка¬
русельных печах обычно под вращается вокруг оси. За¬
грузка деталей осуществляется в одно окно, а выгрузка
в другое. Под вращается с такой скоростью, чтобы за
один оборот деталь успела полностью прогреться.Карусельные печи имеют более высокую производи¬
тельность, чем камерные. Недостаток карусельных печей
заключается в трудности создания герметичности и рав¬
номерной температуры в рабочем пространстве.Газовые карусельные печи обозначают индексом
ТАЗК (Т — термическая пламенная, А — с вращающим¬
ся подом, 3 — с защитной атмосферой, К — под кольце¬
вой) .Электрические карусельные печи обозначаются САЗ
(С — нагрев сопротивлением, А — с вращающимся по¬
дом, 3—защитная атмосфера) .Схема электрической карусельной печи С АЗ-11.5.3/10
показана на рис. 139. На валу 1У проходящем через ос¬
нование печи 2У находится стол (под) 3. Вал вращается
от двигателя 8. Дверца загрузочного окна 4 поднимает¬
ся механизмом 5, закрепленным на колпаке 6 печи. По
стенам колпака размещаются нагреватели 7.Для футеровки печи использован легковесный ша¬
мот, ультралегковес и минераловатные плиты.Электрические печи с шагающим подом применяют
для нагрева под закалку и нормализацию и обозначают¬14—236209
ся ОКБ-274 (мощность 330 кВт), ОКБ-380 (мощность
630 кВт). По конструкции электрические печи с шагаю¬
щим подом проходные, т. е. с одного конца печи проис¬
ходит загрузка, а с другого — выгрузка. Перемещение
деталей вдоль печи осуществляется подвижными балка-Рис. 139. Электрическая карусельная печь САЗ-
11.5.3/10ми, которые расположены в продольных щелях пода.
Балки совершают подъемно-поступательное и возврат¬
ное движения А, Б и В (рис. 140). Через определенныепромежутки времени бал¬
ки, поднимаясь над по¬
дом, поднимают детали,
лежащие поперек пода, и
переносят их вперед при
поступательном движе¬
нии. Детали перемещают¬
ся от загрузочного окна
печи к выгрузке.При соответствующей
герметизации в электри¬
ческих печах с шагающим
подом можно применять контролируемые атмосферы.Для нагрева под закалку мелких деталей (шариков,
болтов, шпилек, подшипниковых колец), загружаемых210
§оссыпью, применяют печи с пульсирующим подом,
►лектрические печи с пульсирующим подом обозначают¬
ся индексом СИЗ (например, СИЗ-2.8.1/9). Газовые пе-
’чи с пульсирующим подом обозначаются ТИЗ.Пульсирующий под представляет собой плиту с бор¬
тами. Ту часть пода, которую располагают в печи, изго¬
товляют из жаропрочной стали, а часть, находящуюся
вне печи, — из стального литья. Пульсирующий под ле¬
жит на специальных катках. Под действием приводного
механизма пульсирующий под совершает возвратно-по¬
ступательное движение. В результате толчков детали пе¬
редвигаются на поду и попадают в закалочный бак.Нагрев под закалку мелких деталей, шарико- и ро¬
ликоподшипников часто осуществляется в барабанных
печах. Газовые барабанные печи маркируют индексами
ТБЗН (с защитной атмосферой непрерывного действия)
и ТБЗП (периодического действия).Электрические барабанные печи обозначаются ин¬
дексами СБЦ (с цементационной атмосферой), СБЗ
(с защитной атмосферой), СБО (для низкого отпуска).На рис. 141 показана электрическая барабанная печь
типа СБЗ. Через загрузочное устройство / детали попа¬
дают в барабан 2. Нагрев производится нагревателями
3. Из выгрузочного отверстия 4 детали через специаль*Рис. 141. Электрическая барабанная печь типа СБЗ
14* 211
ный рукав 5 попадают в закалочный бак 7. С помощью
конвейера 6 детали вынимают из закалочного бака.Недостаток этой печи в том, что во время перемеще¬
ния деталей в шнековом барабане получаются забоины
на их поверхности.В условиях массового производства широко приме¬
няют печи непрерывного действия — толкательные и кон¬
вейерные. Часто несколько печей соединяют в агрегаты.
На агрегатах можно осуществлять несколько операций,
например, улучшение, нормализацию с отпуском.На рис. 142 представлен закалочно-отпускной агре¬
гат с толкательными печами. В состав агрегата входят:
закалочная или нормализационная печь 1 с толкателем,
закалочный бак 2 или столик для поддонов и рольганг
для остывания поддонов с деталями 3 (при нормализа¬
ции), отпускная печь 4 с толкателем и столик для раз¬
грузки поддонов 5.Если первая печь используется для нормализации, то
отверстие для попадания деталей в закалочный бак за¬
крыто и поддоны выгружаются на столик, потом на роль¬
ганг для охлаждения, а затем к толкателю второй печи.
Длина отпускной печи больше первой, так как время от¬
пуска обычно превышает время нагрева для закалки и
нормализации.Печи в агрегате данной конструкции работают на
мазуте, но могут работать и на газе.Производительность агрегата 1000 кг/ч. Толкатель¬
ные печи обозначают следующими индексами: ТТО с
обычной атмосферой и ТТЗ с контролируемой (защит¬
ной) атмосферой. Максимальная температура в печах
ТТО 1150°С, а в печах ТТЗ 950 °С. Электрические тол¬
кательные печи обозначаются индексами СТЗ (напри¬
мер; СТЗ-8.48.4/10). Максимальная температура до
1000°С.Электрические конвейерные печи маркируют буква¬
ми СКЗ и цифрами, показывающими в числителе шири¬
ну, длину печей по конвейерной ленте и высоту (дм),
а в знаменателе максимальную температуру в cotHHX
градусов, например СКЗ-2.20.1/9.Конвейерные печи для закалки имеют температуру
нагрева до 900 °С, а для высокого отпуска имеют макси¬
мальную температуру 700 °С. В низкотемпературных от¬
пускных конвейерных печах (температура до 350 °С) ат¬
мосфера окислительная. Они обозначаются индексами
СКО.212
Рис. 142. Закалочно'отпускной агрегат с толкательными печами:а — конструкция агрегата, б — схема автоматической разгрузки поддонов в закалочной печи; / — положение поддона
при нагреве, 11 — положение поддона при разгрузке, III — эскиз лечи с разгруженным поддоном
Закалочная конвейерная печь СК.3-4.30.1/9 показана
на рис. 143. Рабочая камера печи 5 герметична. Детали
подаются в рабочую камеру вибрационным загрузчиком
1 и далее движутся на, конвейерной ленте 2. Пройдя три
тепловые зоны, каждая из которых длиной 1—1,5 м, де¬
тали по лотку попадают в закалочный бак 3. В закалоч-Рис. 143. Конвейерная закалочная электропечь .CK3-4.30.1/9ных печах используется эндогаз. Нагреватели 4 разме¬
щаются по стенкам.Конвейерные печи для высокого отпуска имеют та¬
кую же конструкцию, как и закалочные, но в качестве
контролируемой атмосферы используют экзотермический
газ. Кроме того,*в рабочей камере отпускных печей ус¬
танавливают вентиляторы для циркуляции газа в рабо¬
чем пространстве.Конвейерные закалочно-отпускные агрегаты включа¬
ют в себя закалочные конвейерные печи типа СКЗ, зака¬
лочные баки, моечные машины, отпускные конвейерные
печи типа СКЗ или СКО и баки для охлаждения после
отпуска (высокого). В агрегаты с низким отпуском баки
не входят.Закалочно-отпускной агрегат приведен на рис. 144.Агрегаты обозначают индексами СКЗА и цифрами.
Цифра в числителе указывает порядковый номер агрега¬
та, а в знаменателе — температуру отпускной печи.Существует несколько технологических схем компо¬
новки агрегатов:М-01—нагрев под закалку, закалка в масле, промыв¬
ка, высокий отпуск с последующим охлаждением или'
низкий отпуск;214
М-02—тот же цикл, но без
промывки деталей (имеется в
виду закалка в воде);М-03—то же, что и М-01,
только вместо закалочного
масляного бака (ВКМ) ставят
водяной (БКВ). Агрегат при¬
меняют для обработки мелких
деталей.Агрегаты из электрических
толкательных печей скомплек¬
тованы так же, как и из кон¬
вейерных. Они обозначаются
индексами СТЗА и цифрами.
Цифры в числителе указывают
основные размеры закалочной
печи в дециметрах, а в знаме¬
нателе — температуру отпуск¬
ной печи в сотнях градусов.Большая группа толкатель¬
ных агрегатов разработана для
газовой цементации и нитроце¬
ментации. Они классифициру¬
ются по виду тепловой энер¬
гии— газовые и электрические,
по конструкции печей — му¬
фельные и безмуфельные, по
компоновке оборудования —
прямоточные и П-образные.Схема прямоточного му¬
фельного толкательного агре¬
гата на газообразном топливе
приведена на рис. 145. Агрегат
состоит из муфельной цемен¬
тационной печи 2У закалочного
бака 5, моечной машины 7 и
отпускной печи 8. Детали на
поддонах подаются в цечь тол¬
кателем 1; выгружаются из пе~
чи на опускающийся стол 3 за¬
калочного бака с помощью вы-
гаскивателя 4 поддонов. К мо¬
ечной машине поддоны пода¬
ются подъемным столом 6%чн'JC!cKldок(X215144. Конвейерный закалочно-отпускной агрегат типа СКЗА: .— закалочный бак, 3 — моечная машина, 4 — электропечь высокого отпуска, 5 — замочный бак
WTZTFsРис. 145. Прямоточный муфельный толкательный агрегат для газо-вой цементации;/ — толкатель, 2 -- цементационная печь, 3 — опускающий стол закалочного бака, 4 — вытаскиватель поддонов, 5 — закалочный бак,6 — стол подъема поддонов, 7 — моечная машина, 5—отпускная печьРис. 146. Полуавтоматическая линия из печей-ванн:I, II, III — Пути автооператоров
В безмуфельных агрегатах газ сжигается в радиаци¬
онных трубах.Для термической обработки инструментов применяют
агрегаты с печами-ваннами. Полуавтоматическая линия
с использованием автооператора для термической обра¬
ботки инструментов показана на рис. 146. Инструмент 13
со стола загрузки по цепно¬
му конвейеру 12 поступает в
соляную ванну 1 первого по¬
догрева, затем в соляную
ванну 2 второго подогрева и
в ванну 3 окончательного
нагрева, закалка осущест¬
вляется в селитровой ванне
4\ окончательное охлажде¬
ние— в камере 5. Отпуск
производится в селитровых
ваннах 6. От солей инстру¬
мент очищают в ванне вы¬
варки-7 и в ванне травления
8. Затем инструмент промы¬
вают в ванне 9, нейтрализу¬
ют в ванне 10 и пассивиру¬
ют в ванне 11. Перенос ин¬
струмента из ванны в ванну
производится автооперато¬
рами, Автооператор пред¬
ставляет собой сварную те¬
лежку со штангой и травер¬
сой и с двумя электрически¬
ми приводами горизонталь¬
ного и вертикального пере¬
мещения. Он может совер¬
шать горизонтальные движе¬
ния по реечному пути, а так¬
же поднимать и опускать
штангу.Создание роторных машин способствовало комплекс¬
ной автоматизации процессов. Принцип работы роторной
машины заключается в том, что детали транспортируют¬
ся во время обработки с заданной скоростью. Передача
с питающего ротора на операционный и затем на прием¬
ный осуществляется автоматически*. Производительность
роторных машин зависит от шага между деталями и ско¬
рости вращения ротора.Рис. 147. Термический ротор*1?
Ротор для термической обработки приведен на рис.
147, а. Ротор состоит из барабана 4, смонтированного на
валу 5. Барабан с диском 2 и штоками 3 имеет возврат¬
но-поступательное движение вверх и вниз. Приводное
колесо ротора 6 входит в зацепление с зубчатыми коле¬
сами соседних роторов 7 и S. В верхней части ротора на¬
ходится индуктор L Детали с питающего ротора 8 за¬
хватываются диском 2 и при вращении операционного
ротора поднимаются штоками 3 в индуктор 1. После нагре¬
ва деталь опускается на диск 2 и вращением диска пере¬
дается на приемный ротор 7, где она охлаждается. Ро¬
торные линии (рис. 147,6) снабжаются устройствами,
включающими нагрев при остановке линии.§ 58. ОБОРУДОВАНИЕ ДЛЯ ПОВЕРХНОСТНОГОНАГРЕВАКонтактный поверхностный нагрев по методу Н. В.
Гевелинга осуществляется с помощью установки для кон¬
тактного нагрева, схема которой приведена на рис. 148.Для закалки с контакт¬
ным нагревом может быть
использован любой ме¬
таллорежущий станок.
Охлаждающая жидкость
(вода или эмульсия) по¬
дается насосом из бака.
Иногда используют воду
из водопроводной сети.При закалке т. в. ч.
различают повышенную
частоту от 500 до 10 ООО Гц
и высокую частоту от
50 000 до 1 000 000 Гц. То¬
ки высокой частоты полу¬
чают в машинных или
ламповых генераторах.Машинный генератор
состоит из электродвига¬
теля трехфазного тока и
соединенного с ним генератора, вырабатывающего ток
высокой частоты. Двигатель и генератор смонтированы
в один агрегат (мотор-генератор). Во время работы аг¬
регат охлаждается воздухом, чтобы предотвратить пе¬
регрев обмоток двигателя и генератора.Рис. 148. Схема поверхностной
закалки контактным электронагре¬
вом:/ — закаливаемая деталь, 2 — лента
нагретой Стали* 3 — ролик218
Существуют следующие типы преобразователей по¬
вышенной частоты: ПВ, ПВВ и ПВС (однокорпусные го¬
ризонтальные), ВТО и ВПЧ (вертикальные).Преобразователь ПВ состоит из генератора однофаз¬
ного тока повышенной частоты индукторного типа с не¬
зависимым возбуждением и трехфазного асинхронного
двигателя, смонтированных в одном корпусе.Преобразователи серии ПВВ предназначены для ус¬
тановки непосредственно в термических цехах.Преобразователи типа ВТО изготовляются с возду¬
хоохладителями, расположенными в специальных прое¬
мах фундамента под агрегатом и смонтированными на
машинах.Вертикальные преобразователи типа ВПЧ предназ¬
начены для работы в закрытом вентилируемом помеще¬
нии. Они изготовляются закрытыми с воздушно-водяным
охлаждением. Приводные двигатели преобразователей —
асинхронные с короткозамкнутым ротором с синхронной
частотой вращения 3000 об/мин.Схема высокочастотного нагрева с применением ма¬
шинного генератора и преобразованием тока показана
на рис. 149. Обмотка возбуждения 6 преобразователя
питается от выпрямителя 3, соединенного с автотранс¬
форматором 2, который через магнитный пускатель 1
подключается к трехфазной сети промышленной часто¬
ты. Через контактор 4 включается в сеть преобразова¬
тель повышенной частоты 5. Конденсаторная батарея 5,
соединенная параллельно с закалочным трансформато¬
ром 9, подключается к преобразователю повышенной
частоты через контактор повышенной частоты 7. Внутри
индуктора 10 находится обрабатываемая деталь 11.В ламповых генераторах отсутствуют вращающиеся и
трущиеся детали. Для получения тока высокой частоты
применяют генераторные лампы раздой мощности. Наи¬
более широко применяются частоты от 200 000 до
500 000 Гц.Принцип работы схемы лампового генератора следу¬
ющий (рис. 150). На первичную обмотку 1 трансформа¬
тора подается переменный ток промышленной частоты
напряжением 220 или 380 В. Во вторичной обмотке 2
напряжение повышается до 8000 В и переменный ток,
проходя через газотронный выпрямитель 3, превращает¬
ся в псТстояный ток высокого напряжения. Постоянный
ток высокого напряжения поступает на анод генераторной
лампы 4 и превращается в ток высокой частоты. Для по-219
1/50СЦМОООСS)Рис. 149. Схема высокочастотного нагрева при питании от машин¬
ного генератора:а — схема установки, 6 — схема преобразования тока300000 пер/сРис. 150. Схема лампового генератора:а — схема установки, б — схема преобразования тока
нижения напряжения ток высокой частоты пропускают
через понижающий трансформатор 5, напряжение на
вторичной обмотке которого понижается до 1000 В. Да¬
лее ток поступает в индуктор 6 и нагревает деталь 7.
Напряжение на индукторе зависит от типа установки и
размеров индуктора и составляет от 30 до 300 В.Для закалки деталей машин с нагревом т. в. ч. при¬
меняют закалочные станки. Станки изготовляют либо
специализированными —
для обработки отдельных
деталей в массовом и
крупносерийном произ¬
водстве, либо универсаль¬
ными — для обработки
различных деталей.На рис. 151 показан
универсальный агрегат¬
ный станок для закалки
г. в. ч. Детали 4 типа ва¬
лов (диаметром от 200 мм,
длиной 1560 мм и массой
до 200 кг) закрепляют в
центрах 2, 7 и закалива¬
ют непрерывно-последо¬
вательным методом, пере¬
мещая деталь снизу вверх
в неподвижном индукторе
3. Скорость перемещения
каретки 5 с центрами при
рабочем ходе! —120 мм/с,
при холостом — до 80 мм/с, максимальная длина зоны
закалки 1—50 мм.В процессе нагрева деталь вращают с помощью ниж¬
него центра 2, частота вращения которого может состав¬
лять 80; 110 и 160 об/мин. Охлаждение ведут водой или
эмульсией. Для установки вала верхний поворотный
центр 7 отводят в сторону; деталь в момент установки
поддерживается разъемным люнетом 6, который убира¬
ют после фиксации вала верхним центром.Зубчатые колеса (диаметром до 300, шириной венца
до 100 мм, массой до 15 кг) устанавливают на оправку
масляного бака (в это время нижний центр приподнят).
В процессе нагрева оправка вращается с частотой
40 об/мин, по окончании нагрева оправка опускается
со скоростью 40 мм/с в закалочный бак 1. Зубчатое ко¬Рис. 151. Универсальный аг¬
регатный станок для закалки
деталей типа тел вращенияШ
лесо автоматически сбрасывается с оправки на ленту вы¬
дающего конвейера бака.§ 59. ОБОРУДОВАНИЕ ДЛЯ ОХЛАЖДЕНИЯСуществует три вида закалочных баков: немеханизи¬
рованные, механизированные бесконвейерные и конвей¬
ерные.Немеханизированные закалочные баки не имеют
специальных устройств для выгрузки охлажденных де¬
талей на воздух. Размеры немеханизированных закалоч¬
ных баков определяются размерами закаливаемых дета¬
лей. При малых количествах охлаждающей жидкости
возможен значительный ее перегрев в момент закалки.
Это приводит к заметному изменению скорости охлажде¬
ния и сказывается на результатах закалки.При выборе объема (размера) закалочных баков ре¬
комендуется руководствоваться следующими данными:Температура нагрева
для закалки, °С . 800 850 900 950 1000
Количество масла на
1 кг охлаждаемой дета¬
ли, л 10,0 12,5 15,0 17,5 20,0Баки могут быть стационарными, которые устанав¬
ливают на полу цеха или углубляют в землю, и пере¬
движными, которые устанавливают на тележках.Часто применяют сдвоенные баки для воды и масла.
Немеханизированные баки делят на две группы: ба-Рис, 152. Немеханизированный
закалочный бакки без охлаждения и баки
с охлаждением закалоч¬
ной жидкости.Баки без охлаждения
закалочной жидкости
применяют для закалки
мелких заготовок, т. е.
тогда, когда охлаждае¬
мая жидкость нагревает¬
ся незначительно.Для охлаждения за¬
калочных жидкостей в
баках применяют змееви¬
ки с циркулирующей хо¬
лодной водой или осуще¬
ствляют циркуляцию са¬922
мой закалочной жидкости с охлаждением ее в маслоох¬
ладителе.Немеханизированный закалочный бак (рис. 152) име¬
ет устройство 1 для слива масла и устройство 2 для от¬
соса паров.Для лучшего охлаждения широко применяют баки с
принудительной циркуляцией закалочной среды. Для пе¬
ремешивания масла применяют подачу масла в бак подРис. 153. Механизированный закалочный бак с опускающимсястоломдавлением по замкнутой системе трубопроводов, переме¬
шивающие насосы и т. д. Наиболее эффективны масля¬
ные мешалки. Постоянная работа мешалок способствует
выравниванию температуры масла по всему объему за¬
калочного бака.Для закалки деталей после цементации в толкатель¬
ных печах применяют механизированные бесконвейер-
ные баки.Механизированный закалочный бак (рис. 153) состо¬
ит из корпуса 1, в котором установлен стол 2 с отвер¬
стиями в крышке. С помощью пневматического приспо¬
собления 3 стол может опускаться, подниматься и пока¬
чиваться. Перемешивание масла осуществляется мешал¬
кой 4. Охлаждение поддонов производится следующим
образом. Горячие поддоны с деталями поступают на
стол, и стол с помощью пневматики погружается в масло223
S)Рис. 154. Механизированные закалочные балки в безмуфельных аг¬
регатах для газовол цементации и нитроцементации
и покачивается. После охлаждения стол поднимается и
поддоны перемещаются на следующую операцию.Более сложную конструкцию имеют механизирован¬
ные закалочные баки в агрегатах для газовой цемента¬
ции (рис. 154,а). Выталкивателем 5 поддон 3 устанав¬
ливается на стол 4. Затем стол гидравлической системой
опускается в бак 2 с маслом. Толкатель 1 передвигает
поддон с деталями на другой стол, который поднимается
вверх, и поддон передается на следующие операции
(промывка, отпуск).В другой конструкции механизированного закалочно¬
го бака (рис. 154,6), имеющего цилиндрическую форму,
установлен поворотный сто л 2. Выталкиватель 1 подает
поддон на стол, и стол вместе с поддоном опускается в
закалочный бак, занимая положение /. Затем стол по¬
ворачивается на 180 °С в положение II и поднимается
вверх. Охлажденный поддон с деталями толкателем пе¬
редвигается в моечную машину, а на другую сторону
стола выталкиватель устанавливает новый поддон из
печи.На рис. 154, в показан закалочный бак для проведе¬
ния ступенчатой и изотермической закалки. Масло на¬
гревается вертикальными нагревателями 1 и перемеши¬
вается двумя крыльчатками 3. Перемешивание обеспечи¬
вает более равномерную температуру масла и создает
направленный поток масла, проходящий через поддон 2
с деталями.7/ ю 9Рис. 155. Конвейерный закалочный бак
15—236 225
Конвейерный закалочный бак показан на рис. 155.
Он состоит из корпуса 7, патрубка 12, по которому осу¬
ществляется подвод масла, патрубка S, по которому го¬
рячее масло отводится, и сливной трубки 11. Для охлаж¬
дения масла предусмотрены змеевики 5, в которых цир¬
кулирует вода. Детали транспортируются конвейером 4.Движение конвейера осу¬
ществляется от ведущего
барабана 6, который вра¬
щается от привода 5. Ве¬
домый барабан 10 распо¬
ложен внизу. Для отсоса
паров масла предусмотре¬
но устройство 3; щит уп¬
равления 7 смонтирован
на остове бака 2.Применение закалоч-
'ных прессов и машин
обеспечивает более рав¬
номерное охлаждение де¬
талей, а следовательно,
поаволяет уменьшить де¬
формацию и коробление
при закалке. Кроме того,
они дают возможность
осуществить быстрое ох¬
лаждение отдельных
участков изделия.На рис. 156 показан
пресс для закалки зубча¬
тых колес заднего моста
автомобиля, больших ко¬
лец диаметром 170—
630 мм и дисков. Закалка
на прессе производится в
штампах. Принцип рабо¬
ты пресса следующий.
Под действием сжатого
воздуха плунжеры 7 и 3
поднимаются вверх. В
нижнем плунжере 7 рас¬
положен цилиндр 6, на
котором сидит матрица с
втулкой, состоящая из от-
Рис. 156, Закалочный пресс дельных сегментов.226
К верхнему плунжеру 3 крепится штамп 4 с направ¬
ляющим пуансоном. Нагретое зубчатое колесо 5 уклады¬
вается на матрицу. Верхний плунжер опускается, и на¬
правляющий пуансон входит во втулку, раздвигая сег¬
менты до упора и прижимая их к зубчатому колесу. С
наружной «стороны колесо зажимается штампом. После
закрепления горячего колеса плунжеры 7 и 3 вместе с
зубчатым колесом опускаются в масло. В таком положе¬
нии колесо равномерно охлаждается маслом и предот¬
вращается деформация. Масло в резервуар 1 поступает
снизу и сливается в трубы 2. После окончания охлажде¬
ния плунжеры 7 и 3 поднимаются вверх и зубчатое ко¬
лесо снимается.Производительность пресса —40—50 зубчатых колес
в час. Для охлаждения крупных цилиндрических изде¬
лий применяют охладительные установки спрейерной,
или водовоздушной закалки.§ 60. БЕЗОПАСНОСТЬ ТРУДА ПРИ РАБОТЕНА ОБОРУДОВАНИИ В ТЕРМИЧЕСКИХ ЦЕХАХПри обслуживании газовых и мазутных печей рабо¬
чие должны знать инструкции обращения с горелками
(форсунками), а также правила пуска печей.Перед пуском газовой печи рекомендуется продуть
топочное и рабочее пространство печи воздухом. Для
этого через горелки пропускают в течение нескольких
минут воздух. Затем зажигают запальник, подносят к го¬
релке факел и включают газ. Правильное соотношение
воздуха и газа подбирают регулированием воздушного и
газового клапанов.Если горелки после некоторого времени работы по¬
гасли, то перед повторным зажиганием необходимо сно¬
ва продуть печь. При зажигании горелок рабочий дол¬
жен стоять в стороне от горелок и дверцы печи и надеть
очки.Мазутные печи перед зажиганием также рекоменду¬
ется продувать воздухом. Печь зажигают внесением фа¬
кела в топочное пространство перед форсункой. Сначала
подают воздух, а потом постепенно включают поДачу
мазута.Правила безопасности труда должны соблюдаться
также при работе на электрических печах. Все токонесу¬
щие части должны быть хорошо изолированы и ограж¬
дены. Корпус печи, ограждение и другие нетоконесущие15*227
металлические элементы должны быть заземлены. В
электропечах предусматривается блокировка для авто¬
матического отключения тока при открывании дверей.Работа на печах-ваннах требует особого внимания и
мер безопасности. Загружаемые в ванну соли должны
быть тщательно просушены; высота расплавленной соли
не должна превышать 3U высоты тигля. Шлак и пленка
с поверхности ванны должны удаляться каждые 2—3 ч
высушенным дырчатым ковшом. Инструменты и приспо¬
собления, применяемые при работе на печах-ваннах,
должны быть сухими и иметь длинные .ручки.В случае прогара тигля должен быть предусмотрен
сток для расплавленной соли или металла в специальные
поддоны.Для тушения расплавленной соли и металла необхо¬
димо иметь ящик с сухим песком. При работе с селитро¬
выми. ваннами необходимо соблюдать ряд мер предосто¬
рожности: не нагревать селитровые ванны выше 550 °С;
не нагревать в них детали после обработки в цианистых
солях, покрытые маслом и другими органическими ве¬
ществами.Тушить селитру нужно сухим песком.При работе на щелочных ваннах рабочие обязаны
иметь резиновые фартуки и перчатки. На участке со ще¬
лочными ваннами должны быть фонтанчики с водой для
промывки глаз и лица. Эти участки должны иметь ог¬
раждение.Участок, где размещают печи-ванны с цианистыми со¬
лями, должен располагаться в отдельном помещении, в
котором должны быть самостоятельные установки с пус¬
ковыми устройствами, находящимися снаружи помеще¬
ния.Печи-ванны для цианирования имеют кожухи* вытяж¬
ной вентиляции. Перед загрузкой в ванну соли сушат.
Загрузку производят небольшими порциями. После ра¬
боты дверцы ванны закрывают и пломбируют.После цианирования детали промывают, а воду перед
спуском в канализацию нейтрализуют и обезвреживают.
Нейтрализацию и обезвреживание производят железным
купоросом и кальцинированной содой.Рабочие места, где осуществляется газопламенная
закалка, должны быть оборудованы вытяжной вентиля¬
цией.Рабочие должны соблюдать специальные правила в
обращении с баллонами ацетилена и кислорода.228
Установки т, з. ч. должны иметь ограждение, экраны
(для ламповых генераторов), механические блокировки
и специальные световые сигнальные лампы.При закалке в масле необходимо соблюдать правила
пожарной безопасности. Не допускать перегрев масла,
следить за исправностью маслоохладительной системы.
В случае возникновения пожара бак с маслом необходи¬
мо закрыть для прекращения доступа воздуха. При об¬
работке холодом также необходимо соблюдать правила
безопасности труда. Сухой лед нужно переносить в бре*
зентовых мешках с ватной прокладкой, а для работы с
ним необходимо применять клещи с длинными ручками.§ 61. ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕДетали от окалины и ржавчины очищают в травиль¬
ных ваннах или дробеструйных аппаратах.Химическое травление осуществляется травильной
машиной с подъемным краном (рис. *157). Плунжер сРис. 157. Травильная машина с краномпоршнем 1 соединен с четырьмя балками-хоботами 2,
расположенными крестообразно. С помощью плунжера
корзины 3 можно поднимать и опускать. При подъеме
балки-хоботы могут быть повернуты на 90 °С.229
Травильная машина имеет три бака 4У расположен¬
ных под концами балок-хоботов. В одном баке находится
раствор кислоты, в другом — горячая вода, а в треть¬
ем—холодная вода. Под четвертым хоботом находится
разгрузочно-погрузочная площадка.Кислотные травильные баки делают из кислотоупор¬
ного бетона, деревянными с внутренней облицовкой из
кислотоупорного кирпича, металлическими и т. д. Хими¬
ческое травление ограничено, так как оно вредно влйяёт
на организм человека.Электролитическое травление более прогрессивный
способ очистки деталей. Электролитическое травление
заключается в том, что деталь является одним из элек¬
тродов в электролите определенного состава. Несоблю¬
дение режимов при анодном травлении может привести
к перетравливанию, что исключается при катодном трав¬
лении. Примерный состав ванны и режим катодного трав¬
ления: серная кислота 50 г/л, соляная кислота 30 г/л,
хлористый натрий 22 г/л, температура ванны 60—70 °С,
плотность тока 7—10 А/дм2, продолжительность процес¬
са 10—15 мин.Катодное травление осуществляется водородом, вы¬
деляющимся на катоде. Для удаления вредных пароввсе травильные ванны
снабжены вентиляцией.Ванны для электроли¬
тического травления ра¬
ботают на постоянном то¬
ке различной силы и на¬
пряжении 6—12 В. Источ¬
ником тока служат гене¬
раторы и выпрямители
вместе с понижающими
трансформаторами.Ультразвуковая очи¬
стка и обезжиривание ме¬
таллических деталей ос¬
нованы на явлении — ка¬
витации, т. е. возникнове¬
нии сильных гидравличе-
# ских ударов поверхности
очищаемой детали.1ГО На рис. 158 представ-2Х ™» "Гшый горизонталь-ультразвуком ный бак для очистки де-230
талей ультразвуком (БМГУ). В бак 3 встроен источник
ультразвука 5. Частота колебаний 19—20 кГц. Для ох¬
лаждения (нагрева) промывочной жидкости предусмот¬
рен змеевик 4. Бак находится в звукоизоляционном ко¬
жухе 2 с крышкой 1. Бак имеет бортовой отсос 7, соеди¬
ненный с вентиляционной системой. Электроаппаратура
и сливной бак 6 расположены внизу установки.В промышленности применяют агрегаты ультразву¬
ковой очистки УЗА-1 и УЗА-2.Для получения светлой поверхности деталей приме¬
няют дробеструйные аппараты. В' дробеструйных аппа¬
ратах используют дробь диаметром 0,5—2 мм, которую
получают охлаждением в воде распыленного чугуна.Дробеметная установка 323М показана на рис. 159.
Установка осуществляет автоматическую загрузку,,
очистку и выгрузку деталей. Загрузка деталей осущест¬
вляется скиповым подъемником 1. В камере находится
подвижный под, представляющий собой пластинчатый
транспортер 2 с реверсивным движением. Дробеметная
турбина 3 расположена вверху установки. Транспортер4 удаляет отработанную дробь и окалину на сито. Прой¬
дя сито, дробь повторно используется. В установке 323М
можно очищать детали массой от 2 до 80 кг. Произво¬
дительность установки 1,6 т/ч. Габаритные размеры
5100X4800X5000 мм.Мокрая очистка, или гидроочистка, является эффек¬
тивным способом очистки деталей, выполненных с высо¬
кой точностью. Очистка производится смесью, состоящей
из воды со взвешенными частицами песка. Для распыли-
вания смеси применяют воздух под высоким давлением.Очистка деталей от солей, масла и грязи после тер¬
мической обработки производится в моечных машинах.
В индивидуальном и мелкосерийном производстве чаще
применяют тупиковые моечные машины, а в крупносе¬
рийном и массовом производстве —конвейерные.Бесконвейерная тупиковая машина представлена на
рис. 160. Детали укладываются в тележку 4. Водный
раствор от насоса 1 по трубопроводу 3 поступает в верх¬
нюю 2 и нижнюю 5 части машины.Для промывки применяют горячий (70—90 °С) вод¬
ный раствор щелочи с содержанием 3—10 % каустичес¬
кой или кальцинированной соды. Более высокое качест¬
во очистки после закалки достигается при промывке в
3—5% -ном растворе жидкого стекла (СаЭОг) или в во¬
де с добавкой 10 % эмульсола, в состав которого входит231
Рис. 159. Дробеметная установка 323МРис. 160. Бесконвейерная тупиковая моечная машина
75 % индустриального масла, 22 % оксидолового масла,
до 1 % едкого натра и до 2 % спирта.Размеры рабочей камеры 700X700X800 мм. В каме¬
ре промывается одна корзина с деталями. Продолжи¬
тельность промывки 3 мин. Габарит машины 1870Х
X 1045Х 1700 мм.Заводы выпускают моечные машины различных ти¬
пов по четырем-пяти типоразмерам: машины конвейер¬
ные с наклонно замкнутым транспортером, одно- и двух¬
секционные типа ММК; машины барабанные со шнеко-
'вым транспортером, двухсекционные типа ММБ; маши¬
ны одно- и двухсекционные с горизонтальным 'переме¬
щением изделий толкателями, шаговым транспортером
для крупных деталей типа ММТ; рольганговые типа
ММР и с подвесным конвейером типа ММЕ. Рядом с
буквенным обозначением ставят цифры, указывающие
основные размеры рабочего пространства (дм), напри¬
мер ММК-6.20, ММБ-48, ММЕ-4.10.10.Рис. 161. Конвейерная моечная машина типа ММККонвейерная моечная машина типа ММК (рис. 161)
состоит из водонепроницаемого кожуха 2, внутри которо¬
го движется конвейер 1 с отверстиями для' стока раство¬
ра, бачка 7, фильтра 6 и насоса 5. После промывки раст¬
вор фильтруется и снова подается к брызгательным труб¬
кам 3. Подогрев раствора осуществляется паром в зме¬
евике или трубчатыми нагревателями. Конвейер приво¬
дится в движение от ведущего барабана 4. Производи¬
тельность машины ММК от 160 до 640 кг/ч.233
Рис. 162. Правильные прессы:я _ ручной реечный, б — ручной винтовой, в — гидравлический; 1 — станина
■ресса, 2 —двигатель насоса, 3 — резервуар для масла, 4 — кнопочное управ¬
ление, 5 — пусковая панель двигателя, 6 — манометр
Детали после термической обработки правят на руч¬
ных, механических и гидравлических прессах (рис.162).
Детали небольшого диаметра (5—10 мм) правят наруч¬
ных реечных прессах с рабочим давлением 10—50 кН
(рис. 162, а). Более крупные детали диаметром 10—~
30 мм правят на ручных винтовых прессах с рабочим
давлением 20—250 кН (рис. 162,6).Более широкое применение получили гидравлические
правильные прессы (рис. 162, в) . Для правки деталей
диаметром до 30 мм применяют прессы мощностью до
80 кН, для деталей диаметром 50—70 мм — прессы до
350 кН.В работе на дополнительном оборудовании необходи¬
мо соблюдать правила безопасности труда. При обраще¬
нии с кислотами (травление) рабочий должен зна^ь, что
всегда при составлении раствора кислоту льют в воду.
Лить воду в кислоту нельзя, так как может получиться
выбрасывание кислоты. Рабочий должен работать в
спецодежде: в защитных очках или масках, в резиновых
перчатках, фартуке и сапогах.В помещении с травильными ваннами должна быть
приточно-вытяжная вентиляция. Загрузка и выгрузка
изделий должна осуществляться подъемно-транспортны¬
ми устройствами.Ванны для электролитического травления должны
быть оборудованы бортовыми отсосами.Дробеструйные установки должны размещаться в от¬
дельном помещении или иметь ограждение. В помеще¬
нии должна быть сильная приточно-вытяжная вентиля¬
ция. Рабочий должен строго соблюдать правила обслу¬
живания дробеструйных аппаратов.При работе на моечных машинах следует помнить,
что температура раствора в моечных машинах достигает
90 °С.При работе на правильных прессах каждый пресс
должен иметь металлическое ограждение из сетки на
случай вылета частей деталей при их разрушении.§ 62. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕОборудование для получения контролируемых атмос¬
фер. Существует несколько групп контролируемых ат¬
мосфер: аммиачная, древесноугольная, экзо- и эндотер¬
мическая, экзо- и эндоводородная, аргоновая, гелиевая
и паровая.235
VhagjI'f'm*rt "“Ifg*4~2=fr^A!Iu=1ooо.<uaоsHCd9Sоsк«=;оQ-b-Xоa:ОчsXCL)sr>>S«PОкXUяРнА м м и а ч н а я г р у п-
п а включает атмос¬
феры ДА, получаемые,
при диссоциации амми¬
ака (2NH3-^H2+N2)
к содержащие до 7 %
водорода, а также ат¬
мосферы ПСА-0,8, по¬
лучаемые при сжига¬
нии аммиака с коэффи¬
циентом избытка воз¬
духа а = 0,7—0,9 и со¬
держащие 1—15% во¬
дорода, остальное азот.
Атмосферы ДА взры¬
воопасны, а ПСА-0,8
невзрывоопасны.Для уменьшения
влажности атмосферы
аммиачной группы су¬
шат. Чем меньше влаги
в газовой атмосфере,
тем ниже точка росы.Температура нача¬
ла конденсации водя¬
ных паров из газовой
смеси называется точ¬
кой росы.Схема установки
для получения атмос¬
феры ПСА-0,8 показа¬
на на рис. 163. Жидкий
аммиак из баллона 1
поступает в испаритель
2, где происходит испа-
* рение. Г азообразный
аммиак поступает в
диссоциатор 3 и распа¬
дается на водород и
азот. Диссоциация про¬
текает при температу¬
ре 600—650 °С, для ус¬
корения процесса вво¬
дят катализатор — же¬
лезные стружки.236
Диссоциированный г^аз охлаждается в змеевике испа¬
рителя, промывается в скруббере и поступает в камеру
частичного сжигания 4. В камере частичного сжигания
присутствует катализатор — шамотный кирпич с порош¬
ком никеля, нагретый до 900 °С. Процесс сжигания про¬
изводится при точном дозировании воздуха и газа. Да¬
лее следует охлаждение и сушка газа в скруббере 5,
рефрижераторе 6 и адсорбере 7. Затем газ поступает в
печь.Адсор-бер 7 состоит из двух попеременно работающих
колонок, заполненных силикагелем (гидратом кремние¬
вой кислоты). Так'как процесс поглощения влаги сили¬
кагелем сопровождается выделением теплоты, то рабо¬
тающая колонка снаружи охлаждается водой. В другой
колонке происходит восстановление силикагеля путем
продувки нагретым до 250—300 °С воздухом в течение
2,5 ч. Из воздуходувки 9 воздух поступает в камеру 4
частичного сжигания и в нагреватель адсорбера 8. В
особых случаях для выпуска газа в атмосферу применя¬
ют водяные затворы 10. Установки для получения амми¬
ачных атмосфер обозначаются буквами ДА и цифрами,
указывающими производительность в м3/ч.Преимущества атмосфер аммиачной группы: атмос¬
феры почти не имеют посторонних примесей, простота в
обращенйи с жидким аммиаком, нетрудно получить дис¬
социацию аммиака и т. д.Недостатки атмосфер аммиачной группы: эти атмос¬
феры взрывоопасны в более широком интервале темпе¬
ратур по сравнению с другими атмосферами, при содер:
жании в атмосфере нёдиссоциированного аммиака про¬
исходит нежелательное азотирование стали, большие
затраты на получение атмосфер.В древесноугольную группу атмосфер вхо¬
дят атмосферы ГГ-С, ГГ-О, ГГ, ГГ-BO, представляющие
собой генераторные газы, получаемые при пропускании
воздуха через нагретый уголь в генераторе. При сгора¬
нии угля в нижней части генератора образуется газовая,
смесь, состоящая из азота, диоксида углерода и водяных
паров. В верхней части камеры в результате взаимодей¬
ствия диоксида углерода и водяных паров с раскаленным
углем образуется оксид углерода и водород. Газы из ге¬
нератора поступают через фильтр на очистку.Атмосфера ГГ-С (генераторный газ сухой) содержит
серу в виде сероводорода. Очистку от сероводорода про¬
изводят в установках с болотной рудой или в скрубберах237
с водным раствором моноэтаноламина. Эта атмосфера
применяется при отпуске стали, нормализации низкоуг¬
леродистой стали и при получении ковкого чугуна.Атмосфера ГГ (генераторный газ) применяется при
получении ковкого чугуна.Атмосфера ГГ-BO (генераторный газ, полученный в
генераторе с внешним обогревом) применяется при тер¬
мической обработке углеродистых и легированных ста¬
лей без окисления и обезуглероживания, а также при от¬
жиге цветных металлов.Атмосфера ГГ-0 (генераторный газ, очищенный от
С02) применяется при нормализации и закалке средне¬
углеродистой и легированной сталей.Недостатки древесноугольных атмосфер: большие за¬
траты, простои печи при загрузке угля и удалении шла¬
ка, коррозия элементов генератора в высокотемператур¬
ной зоне сгорания угля.В современных термических цеха'х древесноугольные
атмосферы заменяют пркродным газом.Экзотермические атмосферы получают
переработкой природного или сжиженных углеводород¬
ных газов. Образование экзотермической атмосферь! со¬
провождается выделением теплоты, а следовательно,
внешнего обогрева реторты не требуется. Для экзотер¬
мической атмосферы коэффициент избытка воздуха
аэк = 0,54-1,0.Атмосферы с коэффициентом избытка воздуха аэк>
>0,85 являются невзрывоопасными.Экзотермическая группа атмосфер содержит: азота
67—87 %, оксида углерода 1,5—20 %, диоксида углерода
5—11% и водорода 1—13%. Богатые экзотермические
атмосферы имеют высокое содержание оксида углерода
и водорода и характеризуются высоким восстановитель¬
ным действием. .В бедных экзотермических атмосферах
содержится небольшой процент этих газов, но большое
количество диоксида углерода и азота.Экзотермические атмосферы самые экономичные и
применяются для светлого отжига, светлой нормализа¬
ций и светлого отпуска, если обезуглероживание для дан¬
ной стали не имеет существенного значения. Экзотерми¬
ческие атмосферы не применяются для светлого отжига
нержавеющих сталей, так как С02, водяные пары и СО
окисляют хром.Существуют следующие марки экзотермических ат¬
мосфер: ПС-06, ПС-09, ПСС-06, ПСО-06, ПСО-09.238
Атмосферы ПС-06 и Г1С-09 для операций термической
обработки не применяют. Если атмосферу (газ) ПС-06
подвергнуть охлаждению в рефрижераторе до точки, ро¬
сы 4°С, то получается сухая атмосфера (газ) ПСС-06.Атмосфера ПСС-06 применяется при отжиге низкоуг¬
леродистой стали, цементации с добавкой богатого угле¬
родом газа и при отпуске. Если атмосферу ПСС-06 очис¬
тить от СО и подвергнуть более глубокой сушке до точки
росы 233 К, то получается атмосфера ПСО-Об. Она при¬
меняется при отжиге быстрорежущих сталей, нагреве
для закалки всех марок сталей, цементации с добавкой
богатого углеводородами газа.Атмосфера ПСО-09 состоит в основном из азота и при¬
меняется при отжиге всех марок сталей (кроме нержа-* Рис. 164. Технологическая схема установки для приготов¬
ления экзотермической атмосферывеющих), нагреве для закалки и нормализации углеро¬
дистых и легированных сталей, цементации с добавкой
богатого углеводородами газа.Технологическая схема установок для приготовления
экзотермической атмосферы представлена на рис. 164.
Газ через регулятор 5, вентиль 4, кран 7, ротаметр 9 и
регулятор нулевого давления 2 попадает в смеситель 10,
Туда же через фильтры 5, краны 6 и ротаметры 8 посту-Й9
лает воздух. Из смесителя газодувкой 1 смесь подается
через пламегаситель И к камере сжигания 13 с запаль¬
ником 12. Сжигание смеси сопровождается выделением
теплоты, поэтому камеру сжигания охлаждают водой. Из
камеры сжигания газ поступает в холодильник 14 и да¬
лее, минуя каплеотделитель 16, поплавковую камеру 17
и напоромер'/5, направляется к потребителю.Установки для получения экзотермических атмосфер
обозначают ЭК-8-0, ЭК-60, ЭК-125-0, ЭК-124 (цифры
обозначают производительность установок, м3/ч).Для получения эндотермических атмосфер
необходим внешний подогрев реторты до. 1000—1200°С,
так как реакции, в результате которых образуются ат¬
мосферы, протекают с поглощением теплоты. Для уско¬
рения реакций в реторту помещают катализатор. Состав
эндотермической атмосферы регулируется по точке росы.Рис. 165. Схема получения эндотермической атмосферыЭндотермические атмосферы применяют для всех терми¬
ческих и химико-термических операций.Если эндотермическая атмосфера используется для
газовой цементации, то к эндогазу перед вводом в печь
добавляют исходный сырой городской газ. При нитроце¬
ментации добавляют аммиак.Схема получения эндотермической атмосферы пред¬
ставлена на рис. 165. Газ через регулятор давления / по¬
ступает в камеру 2 для очистки от сернистых соединений
при температуре 30—50°С. В трубчатом холодильнике 3
газ охлаждается и далее смешивается с воздухом. Газо¬
воздушная смесь поступает в реторту 4У где в присутст¬
вии катализатора при температуре 1050°С образуется240
эндогаз. Для ускорения реакции используют катализатор
ГИАП-3. Выходя из реторты, газ попадает в трубчатый
холодильник 5..Качество эндогаза.зависит от соотношения воздуха и
газа, температуры и времени прохождения газа через
реторту с катализатором, а также от качества катализа¬
тора.Для получения эндотермических атмосфер разрабо¬
таны установки (генераторы) типа ЭН-16, ЭН-30, ЭН-60,
ЭН-60Г, ЭН-125 и ЭН-250Г (цифры показывают произ¬
водительность установки, м3/ч; буква Г указывает, что
обогрев генератора газовый).Атмосферы экзо- и эндогруппы сначала получают при^
сжигании газа с коэффициентом избытка воздуха а =
= 0,9-г-1,0 по экзотермической реакции, а затем пропус¬
кают через реторту с раскаленным углем при температу¬
ре 1000—1200°С, где проходят эндотермические реакции.Типовыми атмосферами экзо- и'эндогруппы являются
ПС-Э и ПСС-Э.Атмосферу ПС-Э (продукты сжигания, очищенные по
эндотермическим реакциям) применяют при отжиге
средне- и высокоуглеродистых сталей, нагреве для за¬
калки углеродистых и легированных сталей, цементации
с добавкой богатого газа.Атмосфера ПСС-Э (продукты сжигания сухие и очи¬
щенные по эндотермическим реакциям) применяется при
отжиге и нормализации средне- и высокоуглеродистой
легированных сталей, при нагреве для закалки быстроре¬
жущих сталей и цементации.Водородные атмосферы применяют при спе¬
кании карбидов вольфрама и тантала, никелевой пайке
нержавеющей стали и сплавов высокого сопротивления,
медной пайке и отжиге металлических порошков.Водород получают несколькими методами: электро¬
лизом воды, разложением аммиака и при производстве
водяного пара. Наилучшим методом является электро¬
лиз дистиллированной воды. В водородной атмосфере
могут присутствовать примеси метана, азота, оксида и
диоксида углерода, а также следы воды и паров.Присутствие водяных паров и кислорода в водород¬
ной атмосфере, применяемой при термической обработке,
недопустимо, поэтому водород очищают. Водородные ат¬
мосферы взрывоопасны, поэтому к печам с водородными
атмосферами должен подводиться инертный газ. Обычно
добавляют азот и продукты сгорания.16—236241
Аргоновая атмосфера применяется при терми¬
ческой обработке нержавеющей стали, титана, нагреве
тугоплавких металлов и для других целей. Стоимость ар¬
гоновой атмосферы высока.Паровые атмосферы применяют при отпуске в
интервале температур 350—650 °С. Пар образует на по¬
верхности металла твердую тонкую темно-синюю оксид¬
ную пленку. Поверхность металла должна быть чистой и
неокисленной. Пар не должен лодводиться к металлу,.,
если он не нагрет выше 100°С' и должен быть сухим.
Обработку паром производят в специально оборудован¬
ных шахтных печах типа СШП.§| 63. УСТАНОВКИ ДЛЯ ОБРАБОТКИ ХОЛОДОМСуществует несколько методов получения низких тем¬
ператур для обработки стали холодом.Самый простой метод охлаждения спирта, ацетона
или бензина сухим льдом (твердой углекислотой). Кусоч¬
ки сухого льда опускают в жидкость до тех пор, пока
они не будут плавать на поверхности, что соответствует
температуре 195 К. Изделия можно охлаждать непосред¬
ственно в жидкости или в сосуде, который охлаждается
этой жидкостью. Расход сухого льда составляет 800 г
на 1 л.Если требуются более низкие температуры, то ох¬
лаждение производят в жидких воздухе, кислороде или
азоте. При этом достигаются температуры от 93 до
83 К.Чаще всего применяют холодильные машины, в ко¬
торых охлаждение достигается в результате механиче¬
ской или тепловой энергии. Жидкости, применяемые в
этих машинах, называются холодильными аген¬
та м и или хладагентами. К особым свойствам
этих жидкостей относится их способность переходить в
парообразное состояние при низких температурах, а
также способность сгущаться при сжатии.Холодильные машины, применяемые, на практике,
представляют собой компрессионные машины, в кото¬
рых охлаждение достигается сжатием паров хладаген¬
та, переводом их в жидкое состояние и последующим
распылением. При испарении жидкости происходит по¬
глощение теплоты из рабочего пространства, необходи¬
мого для парообразования.Схема работы компрессионной холодильной машины242
представлена на рис. 166. Пары хладагента из испари¬
теля 2 отсасываются компрессором 1 и сжимаются. При
этом температура их повышается. В конденсаторе 3 на¬
гретые пары хладагента охлаждаются водой или Дру¬
гой жидкостью. Через вентиль 4 жидкий хладагент по¬
ступает в испаритель, испаряясь в котором, понижает
температуру рабочей среды.Рис. 166. Схема работы компрессионных машин:
а — с одним циклом, б — с каскадным цикломКомпрессионные машины с каскадным циклом ра¬
ботают на нескольких хладагентах. Причем испарение
одного хладагента в камере 5 вызывает конденсацию
другого хладагента с более низкой температурой кипе¬
ния. Например, в первом цикле применяют аммиак с
температурой кипения 240 К, а во втором цикле —эти¬
лен с температурой кипения 170 К. Каскадный метод
позволяет получать более низкие температуры, чем при
одном цикле. Количество циклов может быть два, три
и т. д.В качестве хладагентов широкое распространение
получили фреоны — метан и этан, в которых водород
полностью или частично заменен хлором и фтором.
Обычно хладагенты разливают в баллоны.Автомат барабанного типа для обработки холодом ко¬
лец подшипников из стали ШХ15СГ (рис. 167) встраи¬
вается в автоматическую линию термообработки. Авто¬
мат имеет камеры 2 и 3, в которых кольца охлаждаются
последовательно: в первой камере от 20 °С до 268 К, а
во второй — от 268 до 243 К. Время выдержки в каждой
камере 1 ч. Кольца перемещаются из камеры в камеру и
выгружаются толкателем. Производительность автома¬16*243
та 500 кг/ч. Фреон подается компрессионно-конденса¬
торными агрегатами У и 5, подача регулируется прибо¬
рами, расположенными на щите 4. •Рис. 167. Автомат для обработки холодом колец
подшипников§ 64. ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕВ термических цехах для выполнения различных ра¬
бот загрузки и разгрузки шахтных печей, передачи под¬
донов и деталей от разгрузочного конца печи к загру¬
зочному, передачи деталей с одной операции на другую
применяют различное подъемно-транспортное оборудо¬
вание: тали, краны, конвейеры, ручные тележки и т. д.Простейшим подъемным механизмом являются тали
с ручным приводом. По конструкции они делятся на
тали с червячными и зубчатыми передачами. Более ши¬
рокое распространение получили тали с червячными пе¬
редачами (рис. 168). Движение тяговой цепи 8 застав¬
ляет вращаться беговое колесо 7 и червяк 9. Вращение
червяка вызывает вращение червячного колеса 5 и ве¬
дущей звездочки 6. Цепь 10, служащая для подъема
груза, приходит в движение. Для предотвращения вра¬
щения ведущей звездочки в обратном направлении пре¬
дусмотрено храповое колесо 4 с собачкой 2. Храповое
колесо свободно сидит на червячном валу и приводится
в движение через упор 3. Обойма 1 служит для крепле¬
ния подшипников червяка 9 и червячного колеса 5.
Грузоподъемность ручных червячных талей от 0,5 доЗт.В электрических талях подъем грузов производится244
с помощью электродвигателей. Груз поднимается сталь¬
ным канатом, который'наматывается на барабан. Гру¬
зоподъемность электрических талей от 0,25 до 5 т.Рис. 168. Ручная червячная тальЭл'ектроталь, подвешенную к монорельсовой тележ¬
ке, которая перемещается вручную или электродвига¬
телем, называют электротельфером. Для подъема, за-
гру'зки и выгрузки, а также для перемещения тяжелых
конструкций и деталей применяют мостовые краны.На рис. 169 показаны конструкции ручных мостовых
кранов. Однобалочные ручные мостовые краны имеют
грузоподъемность до 5 т при пролетах до 12 м. Для
большей грузоподъемности, а также при пролетах,245
превышающих 12 м, устанавливают двухбалочные
краны.В электрических мостовых кранах ходовые колеса
приводятся в движение электродвигателем.В термических цехах для разгрузки и загрузки шахт-
цых печей иногда применяют поворотные краны, моно¬
рельсы с электротельферами.Перемещение поддона у печей непрерывного дейст¬
вия, а также транспортировка цементационных ящиковРис. 169. Ручные мостовые краны:а — однобалочный, б — двухбалочныйили корзин с деталями осуществляются с помощью ро¬
ликовых конвейеров. Роликовый конвейер состоит из
сварной рамы и роликов, которые изготовляют из труб
диаметром 60—150 мм, со стенками толщиной 4,5—5 мм.
Длина роликов выбирается в зависимости от ширины
тары. Роликовые конвейеры можно переносить в любое
место цеха.Передача деталей от закалочных баков к отпускным
печам, моечным машинам и на участок контроля про¬
изводится цепными конвейерами. Движение цепного
конвейера происходит по замкнутой трассе. Цепной
конвейер (рис. 170) состоит из подвесного рельса У, тя¬
говой цепи 2, рабочей 3 и холостой 4 кареток. К рабо¬
чей каретке крепят корзины 5 с деталями. Для предо¬246
хранения работающих в цехе от возможного выпадания
деталей из движущихся корзин предусмотрено сетчатое
ограждение 6.Транспортировка деталей внутри цеха и между це¬
хами производится с помощью ручных тележек и элек¬трокар. Электродвигатель электрокара питается посто¬
янным током от аккумуляторных батарей. Грузоподъем¬
ность электрокар 1,5 и 5 т. Для электрокар изготовляют
специальную тару на ножках. Электрокар захватывает
вилочным захватом тару, поднимает ее и перевозит к
месту назначения.§ 65. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫДля измерения и регулирования температур в нагре¬
вательных печах, установках и в печах-ваннах применя¬
ют различные контрольно-измерительные приборы: тер¬
мометры, термопары, пирометры и др.Электрические термометры сопротивления (э. т. с.)
предназначены для измерения температуры в пределах
от 253 К до 650 °С. Принцип действия электрического
термометра основан на свойстве его чувствительного
элемента, выполненного из металла (платины или ме¬
ди), изменять свое сопротивление в зависимости от тем¬
пературы.Чувствительные элементы 1 платиновых термомет¬
ров сопротивления (рис. 171) делают из платиновой про¬247
волоки диаметром 0,05; 0,07 или 0,1 мм. Проволоку кре¬
пят на каркасе 3. Чувствительные элементы медных тер¬
мометров изготовляют из медной изолированной
проволоки диаметром 0,1 мм._Чувствительные элементы расположены в трубках 5,
а выводы 2 изолированы фарфоровыми бусами 6. ДляРис. 171. Термометры сопротивления:а, б — платиновые, в — медныйзащиты чувствительного элемента от агрессивного воз¬
действия среды, а также для придания термометру до¬
статочной прочности чувствительные элементы помеща¬
ют в герметичные защитные чехлы 4.Платиновые термометры применяют для измерения
температуры в интервале от 73 К до 650 °С, а медные —
от 223 К до 180°С.Принцип действия термопары основан на возник¬
новении термоэлектродвижущей силы (термо-э. д. с.) в
результате разности температур концов термопары.Термопара состоит из двух разнородных проводников
(термоэлектродов), соединенных (сваренных) с одного
конца 1, называемого рабочим (рис. 172). Рабочий
конец погружается в среду, температура которой изме¬
ряется. К другим концам термопары, называемым сво¬
бодными, присоединяют провода 3, направляемые к
прибору 4 (милливольтметр), измеряющему термо-э. д. с.245
термопары. Если температуры рабочего и свободного
кондов термопары различны, то в термопаре возникает
термо-э. д. с. Величина термо-^. д. с. зависит от матери¬
ала термоэлектродов и температур рабочего и свободно¬
го концов. Температура свободных концов обоих термо¬
электродов должна * быть
одинакова.Наибольшее распрост¬
ранение получили стан¬
дартизованные термопа¬
ры (табл. 8).Для измерения темпе¬
ратуры применяют потен¬
циометры. Принцип рабо¬
ты потенциометра, осно¬
ван на том, что э. д. с.
термопары уравновеши¬
вается равной ей по вели¬
чине, но противополож¬
ной по знаку э. д. с. от постороннего источника тока (су¬
хого элемента).В термических цехах используют электронные
автоматические потенциометры ЭПД (рис.Наимег ише термопарУсловное обозна¬
чение градуиров¬
киВерхний предел дли¬
тельного применения
термопары, °С9 " "Платинородий-платинаПП-11300Хромель-алюмельХА1000Хромель-копельХК600173). Потенциометр включается тумблером 1. Темпера¬
тура записывается на бумажную дисковую диаграмму,
диаметр которой 300 мм. Один оборот диска происходит
за 24 ч. Температура нагрева фиксируется стрелкой 2,
закрепленной в стрелкодержателе 3.Кривая изменения температуры записывается стрел¬
кой-пером 4. Наблюдение за работой прибора ведется
через застекленное окно.Потенциометры ЭПД‘могут работать при температу¬
ре окружающего воздуха от 0 до 50 °С и относительной
влажности от 30 до 80 %.Технические визуальные оптические
пирометры предназначаются для измерения темпе¬
ратуры от 800 до 4500 °С.249
Наиболее совер¬
шенным оптическим
пирометром являет¬
ся монохроматиче¬
ский оптический пи¬
рометр (рис. 174) с
исчезающей нитью
накала. С помощью
объектива 1 изобра¬
жение источника из¬
лучения совмещают
в одной плоскости с
изображением ни¬
ти пирометрической
лампы 2. Перемещая
окуляр 4, получают
резкое изображение
источника излучения
и нити лампы. Что¬
бы измерить 'темпе-
ратуру, необходимо
включить красный
светофильтр 3, кото¬
рый служит для мо-
нохроматизации пуч¬
ка лучей, проходя¬
щих через окуляр.
Температуру источника излучения определяют по пока¬
занию приборов 5 в тот момент, когда (в пределах конт¬
растной чувствительности человеческого глаза) яркость
нити равна яркости источника излучения, т. е. когда
часть изображения нити, проектирующаяся на фоне изоб¬
ражения источника излучения, «исчезает». Яркость нитилампы устанавливают из¬
менением силы тока бата¬
реи 7 реостатом 6.Так как шкала пиро¬
метра градуирована по
температуре абсолютно
черного тела, то показа¬
ние пирометра оценивает¬
ся в градусах черной или
яркостной температуры.Рис. 173. Электронный автоматический
потенциометр ЭПД с открытой крышкойт
Радиационные пирометры применяют для
измерения температуры от 50 до 3000°С.Чувствительным элементом радиационного пиромет¬
ра являе.тся термобатарея, с помощью которой энергия,
излучаемая поверхностью нагретого тела, преобразуется
в электродвижущую силу. По значению этой э. д. с. су¬
дят о температуре тела.Радиационный пирометр (рис. 175) состоит из теле¬
скопа и электрического измерительного прибора 6. В
корпус телескопа радиа-
дионного пирометра вмон¬
тированы объектив 1У ди¬
афрагма 2, термобатарея
5, цветное стекло 3 и оку¬
ляр 4. В комплекте с те¬
лескопом может приме¬
няться один или два элек¬
тронных потенциометра,
а также один или два
милливольтметра.Фотоэлектричес¬
кие" пирометры
(ФЭП) относятся к опти¬
ческим пирометрам час¬
тичного излучения. С по¬
мощью ФЭП можно изме¬
рить яркостную температуру тела в интервале от ЫДО до
2000 °С: Для измерения яркости светового потока в ФЭП
используются фотоэлементы. В пирометрах с нижним
пределом измерения 800 °С применяется вакуумный
сурьмяноцезиевый фотоэлемент. ФЭП с этим фотоэле¬
ментом служит для измерения яркостной температуры
тела в свете эффективной длины волны, равной пример¬
но 0,65 мкм. В этом случае показания ФЭП совпадают с
показаниями оптического монохроматического пиро¬
метра.В пирометрах с нижним пределом менее 800 °С и
верхним не более 1000°С используется кислородно-це-
зиевый фотоэлемент. Показания этих пирометров соот¬
ветствуют условной температуре, измеренной по ярко¬
сти излучения тела, при эффективной длине волны1 мкм.Принципиальная схема фотоэлектрического пиромет¬
ра изображена на рис. 176. Действие прибора основано
на сравнении яркости излучения нагретого тела 7 с яр¬метр251
костью излучения лампы накаливания 10. Пучки света
от источника излучения 7 через объектив 6 и диафрагму
5 и от лампы накаливания 10 проходят через свето¬
фильтр 5 и падают на поверхность фотоэлемента 2. Оба
отверстия светофильтра 8 перекрываются заслонкой мо¬
дулятора 9 с частотой 50 Гц. Если световые потоки не
равны друг другу, то в цепи фотоэлемента течет ток, пе¬
ременная составляющая которого изменяется по сину¬
соидальному закону с амплитудой, пропорциональной
разности амплитуд обоих световых потоков. ПеременныйРис. 176. Схема фотоэлектрического пирометраток усиливается усилителем напряжения 1, выпрямля¬
ется фазочувствительным синхронным детектором и по¬
дается на сетку выходного каскада. В анодную цепь
выходного каскада включена лампа накаливания 10.Ток лампы -накаливания находится в определенной
.зависимости от температуры визируемого тела, которая
может быть определена по падению напряжения на ка¬
либрованном резисторе 12, включенном последовательно
с лампой накаливания. Для измерения этого напряже¬
ния применяется быстродействующий потенциометр 11,
подключаемый к сети через разделительный трансфор¬
матор 13.Питание элементов схемы пирометра осуществляется
от силового трансформатора 15, включаемого в сеть пе¬
ременного тока через стабилизатор напряжения 14. На¬
ведение прибора осуществляется с помощью окуляра 3
и зеркала 4.252
Для определения состава газов контролируемых ат¬
мосфер и продуктов сгорания топлива в печах применя¬
ют газоанализаторы. Некоторые газоанализаторы дают
только качественный состав газовой смеси, другиё поз¬
воляют определить также и количество газовых состав¬
ляющих.Широкое распространение получили газоанализато¬
ры абсорбционного типа, основанные на принципе из¬
мерения теплопроводности газов. Применяют также оп¬
тико-акустические приборы, фотоколориметрические
приборы и др.Принцип работы фотоколориметрических газоанали¬
заторов основан на изменении окраски раствора под
действием определенных составляющих.Действие оптико-акустических газоанализаторов ос¬
новано на принципе измерения поглощения газом ин¬
фракрасных лучей; при этом используется оптико-аку¬
стический эффект, заключающийся, в звучании газа при
воздействии на него прерывистого потока инфракрасной
радиации.§ 66. ЭЛЕКТРОННО-ВЫЧИСЛИТЕЛЬНЫЕ МАШИНЫИ ПРОГРАММИРОВАНИЕЭлектронно-вычислительные машины (ЭВМ) приме¬
няют в различных отраслях промышленности. В термиче¬
ских цехах ЭВМ применяют для управления процесса¬
ми цементации, цианирования и нитроцементации.ЭВМ позволяют определить оптимальный р.ежим про¬
цесса, например для газовой цементации: время, темпе¬
ратуру и состав газа.Применение ЭВМ способствует повышению произво¬
дительности оборудования, позволяет уменьшить при¬
пуски на механическую и термическую обработку и т. д.В ряде случаев при термической обработке, когда
требуется осуществить через определенные интервалы
времени повышение или понижение температуры, при¬
меняют программное регулирование, т. е. регулирование
процесса по заранее установленному режиму, осущест¬
вляемое терморегуляторами. Терморегулятор состоит из
потенциометра и устройства в виде копира, связанного
с системами включения и выключения подачи энергии и
топлива.Схема терморегулятора показана на рис. 177. На оси
потенциометра 1 насажен профилированный диск 2.253
Полный оборот диска происходит за 24 ч. К диску при¬
жимается планка 3. При вращении диска угол поворота
планки меняется и в цепи реостатного датчика, находя¬
щегося на одной оси с планкой, появляется напряжение
разбаланса, которое через изодромный регулятор 4 по¬
ступает на исполнительный
механизм 5, связанный с ре¬
гулируемым органом 7 ры¬
чагами 6.Автоматическое програм¬
мное регулирование индук¬
ционного нагрева осущест¬
вляется по электрическим
параметрам индуктора (то¬
ку и напряжению). При этом
цикл нагрева разбивается на
несколько (от 5 до 24) эта¬
пов, каждый из которых
имеет свой электрический
режим индуктора (режим
работы индуктора изменяет¬
ся по заранее выбранной
программе).Устройства, которые за¬
дают программу изменений тока и напряжения индукто¬
ра в течение цикла нагрева, стабилизируются с высокой
точностью (0,5—1 %). Это позволяет обеспечить хоро¬
шую повторяемость выбранного режима.Контрольные вопросы1. Как классифицируется оборудование термических цехов?2. Какие требования предъявляются к огнеупорным и теплоизо¬
ляционным материалам?3. Каковы особенности конструкции печей периодического дей¬
ствия?4. Как работают механизированные печи непрерывного дей¬
ствия?5. Каковы особенности конструкции оборудования для поверх¬
ностного нагрева?6. Как классифицируется оборудование для охлаждения де¬
талей?7. Как работают установки для обработки холодом?8. Каковы правила безопасности труда при работе на оборудо¬
вании в термических цехах?9. В каких случаях применяют дополнительное оборудование?10. Каковы особенности работы оборудования для получения
контролируемых атмосфер?-127ВРис. 177. Схема регулирую¬
щего устройства с использова¬
нием прибора ЭПД254
11. Какие подъемные механизмы применяют в термических
цехах?12. Какие контрольно-измерительные приборы применяют для
контроля температуры?ГЛАВА XТЕХНОЛОГИЧЕСКИЙ ПРОЦЕССТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ§ 67. ПОНЯТИЕ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕПроизводственным процессом называется
совокупность всех действий людей и орудий производст¬
ва, необходимых для изготовления или ремонта выпус¬
каемых изделий. В производственный процесс входят не
только основные, непосредственно связанные с изготов¬
лением деталей и сборкой изделий, но и все вспомога¬
тельные процессы, обеспечивающие возможность изго¬
товления продукции (например, изготовление деталей
машин, различные виды их обработки, контроль качест¬
ва, транспортирование и хранение на складах и т. д.).Технологический процесс — часть произ¬
водственного процесса, содержащая целенаправленные
действия по изменению и (или) определению состояния
предмета труда.Технологическая операция — законченная
часть технологического процесса, выполняемая на од¬
ном рабочем месте.Т е х н о л о г и ч е с к и й переход — законченная
часть технологической операции, выполняемая одними и
теми же средствами технологического оснащения при по¬
стоянных технологических режимах и установке.Вспомогательный переход — законченная
часть технологической операции, состоящая из действий
человека и (или) оборудования, которые не сопровож¬
даются изменением свойств предметов труда, но необхо¬
димы для выполнения технологического перехода.Технологический режим — совокупность зна¬
чений параметров технологического процесса в опреде¬
ленном интервале времени.Технологический процесс термической обработки де¬
талей включает в себя подготовительные, основные, от¬
делочные и контрольные операции.255
Подготовительные операции включают в себя
комплекс мероприятий, направленных на предохранение
изделий от образования трещин и других видов дефек¬
тов, например обезжиривание деталей перед азотирова¬
нием, укладку их в поддоны, защиту и изоляцию отдель¬
ных мест и т. д.Основные операции включают в себя нагрев из¬
делий для закалки, нормализации, отжига, отпуска, хи-
мико-термической обработки и т. д.Отделочные операции состоят из очистки поверх¬
ности деталей, рихтовки и правки после коробления
и т. д.Контрольные операции являются заключитель¬
ными в технологическом процессе. В них входят конт¬
роль твердости, толщины слоя после химико-термичес¬
кой обработки и закалки т. в. ч. и т. д.Разработка технологического процесса термической
обработки является комплексной задачей, для решения
которой в конкретных условиях необходимо найти опти¬
мальный вариант, удовлетворяющий техническим -усло¬
виям.Разработка технологического процесса термообра¬
ботки начинается с изучения технических условий на из¬
делие. Обычно в технических условиях указывается
твердость поверхности изделия, толщина слоя после хи¬
мико-термической обработки, величина допустимой де¬
формации и другие показатели. После изучения техниче¬
ских условий выбирают основные операции термической
обработки, тип оборудования, приспособлений и т. д.
Следует выбирать высокопроизводительное оборудова¬
ние, которое позволяет вести термическую обработку с
максимальной концентрацией операций.Разработка технологических процессов термической
обработки в общем случае включает в себя следующие
работы: подбор типового технологического процесса; оп¬
ределение последовательности и содержания технологи¬
ческих операций; назначение и расчет режимов обработ¬
ки; выбор оборудования; определение, выбор и заказ
новых средств технологического оснащения (в том чис¬
ле средств контроля и испытания); нормирование про¬
цесса; определение профессий и квалификации исполни¬
телей; организацию производственных участков; выбор
средств механизации и автоматизации элементов техно¬
логических процессов и внутрицеховых средств транс¬
портировки; составление планировок производственных256
участков и разработку операций перемещения изделий;
выбор тары для межцеховой транспортировки; оформле¬
ние рабочей документации на технологические про¬
цессы.§ 68. ТИПИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВТЕРМИЧЕСКОЙ ОБРАБОТКИПод типизацией технологических процессов по¬
нимается комплекс следующих работ: классификация
заготовок, деталей, сборочных единиц; систематизация
и анализ возможных технологических решений по терми¬
ческой обработке объектов каждого Классификационно¬
го подразделения (класса, группы, типа); проектирова¬
ние оптимального для данных производственных условий
типового процесса термической обработки классифика¬
ционного подразделения.Эффективная разработка типовых и групповых тех¬
нологических процессов в современных условиях может
быть осуществлена только на базе конструкторско-техно¬
логической классификации. На основе технологического
классификатора деталей возможно применение прогрес¬
сивных средств вычислительной техники при подготовке
производства. При использовании технологического
классификатора и типовых технологических процессов
достигается снижение трудоемкости и сокращение сро¬
ков технологической подготовки производства.Основой типизации технологических процессов тер¬
мической обработки является классификация: объектов
основного и вспомогательного производства; технологи¬
ческих операций; средств технологического оснащения
(оборудования, приспособлений, контрольных приборов);
профессий рабочих.Типовые технологические процессы разрабатывают
на основе анализа множества действующих и возмож¬
ных технологических процессов для типовых представи¬
телей групп изделий. Типизация устраняет многообра¬
зие технологических процессов обоснованным сведени¬
ем их к ограниченному числу типов и является базой для
разработки стандартов на типовые технологические про¬
цессы.Документация типового технологического процесса
термической обработки оформляется в соответствии с
требованиями ЕСТД.При разработке типовых процессов термической-об-17—236257
работки решающее значение приобретает не число наи¬
менований деталей, подвергаемых обработке, а те их
характеристики, которые определяют вид обработки и
технологические параметры (состав контролируемой ат¬
мосферы, толщина слоя, температура обработки, марка
стали).При совпадении этих параметров представляется
возможным обрабатывать значительное число деталей
по одному режиму. В настоящее время на многих заво¬
дах применяют типовые процессы. Например, на авто¬
мобильных заводах масса большинства деталей колеблет¬
ся от 0,015 до 10 кг, причем основную группу составляют
детали массой от 0,015 до 3,5 кг. Для их изготов¬
ления применяют сравнительно небольшое число легиро¬
ванных сталей, таких как 18ХГТ, 25ХГТ, ЗОХГТ, 20ХГР,
25ХГР, 12Х2Н4, 12ХНЗА, 20Х2Н4А и т.д. Многие из
этих сталей имеют близкие технологические параметры
обработки, поэтому при химико-термической обработке
подавляющее большинство автомобильных деталей об¬
рабатывается по типовым технологическим процессам
(^абл. 9).Таблица 9. Типовые процессы и их удельный вес в общем
объеме деталей, подвергаемых цементации и нитроцементацииТолщинаУдельный весВид химико-термической обработкислоя, ммпроцесса по мас¬се, %Нитроцементация:0,15—0,36,3с последующей закалкой0,5-0,723,2в масле и отпуском0,8—1,116,1с последующим охлаждением0,3—0,53,8в контролируемой атмосфереЦементация:1,0—1,423,9с последующей закалкой в масле1,2—1,41,3с последующим медленным ох¬1,0—1,412,26,1лаждением1,2—1,6с последующей закалкой в прес¬1,2—1,67,1сахВ то же время по техническим условиям на деталях
получают слои разной глубины. Путем подбора, созда¬
ются группы деталей, на которых за одно и то же время
химико-термической обработки получается или одинако¬
вый слой, или слои разной глубины по соответствующим
требованиям технических условий. Именно поэтому воз¬258
можна одновременная обработка большого числа раз¬
ноименных деталей на одном и том же оборудовании.Контрольные вопросы1. Что называется технологическим процессом?2. Каковы цели типизации технологических процессов?ГЛАВА XIКОНТРОЛЬ КАЧЕСТВА ТЕРМИЧЕСКОЙОБРАБОТКИ§ 69. ТЕХНИЧЕСКИЙ КОНТРОЛЬ ТЕРМИЧЕСКОЙОБРАБОТКИТехнический контроль — проверка соответствия про¬
цессов, от которых зависит качество продукции, и их ре¬
зультатов установленным техническим требованиям.Технический контроль включает в себя работы на
всех стадиях производства: контроль качества исходных
материалов, контроль технологических процессов термин
ческой обработки, контроль продукции термического
цеха.С целью повышения надежности и долговечности ма¬
шин на передовых предприятиях применяют операцион¬
ный контроль всех деталей в процессе термической об¬
работки по двум показателям: твердости и толщине слоя
химико-термической обработки.Исходные материалы подвёргают контролю на хими¬
ческий состав, макро- и микроструктуру.Химический состав проверяют химическим и спект¬
ральным анализами, т. е. методами, дающими количест¬
венную и качественную оценку химического состава.Химический анализ проводят в центральной
заводской лаборатории (ЦЗЛ). Для этого от исследуемо¬
го металла берут стружку, размалывают ее и помещают
в соответствующие реактивы. Все компоненты растворя¬
ются, а затем исследуемый элемент выпадает в осадок
в результате реакции с новым реактивом. Осадок от¬
фильтровывают, высушивают и взвешивают. По массе
определяют количество исследуемого элемента.Спектральный анализ проводят на стилоско-
пах или спектрографах. Исследуемую деталь ставят на
стилоскоп. При подаче напряжения между медным элек¬
тродом стилоскопа и деталью возникает электрическая17*259
дуга. Свет от дуги (раскаленные пары металла), прохо¬
дя через оптическую систему линз, раскладывается на
линейный цветовой спектр, состоящий из пяти основных
цветов: красного, желтого, зеленого, голубого и фиолето¬
вого. Каждому элементу соответствует своя линия спект¬
ра. По цвету и интенсивности линий спектра определя¬
ют количество исследуемого элемента в металле.В спектрографах определяют процентный “ состав
сплава с более высокой точностью. В этом случае спектр
от исследуемого сплава фотографируется на фотопла¬
стинку.Микроанализ применяют для выявления неме¬
таллических включений, трещин, раковин и т. д.Микроанализ позволяет определить структуру
стали. Микроанализ проводят в лаборатории с использо¬
ванием металлографических микроскопов.Объектом исследования является микрошлиф —
специально подготовленный образец. Микрошлифы гото¬
вят следующим образом. Из партии деталей выборочно
берут несколько штук, вырезают из мест исследования
небольшие кусочки металла, одну из сторон которых
шлифуют, полируют и травят соответствующими кислота¬
ми (реактивами).. Микроанализом контролируют струк¬
туру стали после нормализации (термические отделения
кузнечных цехов), глубину слоя после химико-термичес¬
кой обработки и т.д.Кроме металлографического анализа глубину слоя
после жидкостного азотирования можно определить с по¬
мощью реактива Гейна -(10 %-ный раствор медноаммо¬
ниевого хлорида CuCl2-NH4Cl в дистиллированной во¬
де). Перед контролем поверхность детали слегка зачи¬
щают в месте контроля наждачной бумагой. На зачи¬
щенную поверхность наносят каплю реактива. Если
через несколько секунд поверхность окрашивается в крас¬
ный цвет, значит карбонитридный слой отсутствует или
был настолько мал, что его сняли при зачистке. При от¬
сутствии карбонитридного слоя (менее 0,005 мм) проис¬
ходит обменная реакция и медь осаждается на поверхно¬
сти 2Fe+3Cu+2-^3Cu+2Fe+2.При достаточно длительной выдержке медь может
осаждаться и при наличии карбонитридного слоя. Поэ¬
тому время испытаний ограничивается двумя минутами.
Этот метод контроля не применяется для* нержавеющих
сталей типа 12Х18Н10Т.260
Чаще всего контроль качества после термической об¬
работки производят замером твердости на твердомерах
Роквелла, Бринелля и Виккерса.§ 70. КОНТРОЛЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВВ термических цехах (помимо контрольных опера¬
ций) осуществляют контроль за правильным выполнени¬
ем технологических процессов. Сюда относят контроль:
температуры печи, атмосферы печи, глубины закаленно¬
го и цементованного слоев, исправности приспособлений
и др.Контроль за температурой в печах и нагревательных
установках осуществляется с помощью термометров, тер¬
мопар, оптических и радиационных пирометров, элек¬
тронных потенциометров, фотопирометров и т.д. Вместе
с тем осуществляют контроль за временем нагрева и вы¬
держкой деталей в процессе работы.Контроль атмосферы печи осуществляют постоянно с
помощью газоанализаторов. Состав атмосферы контро¬
лируют не только в печах, но и в ряде случаев на выхо¬
де из них.Контроль, качества цементованных, нитроцементован-
ных и деталей после индукционной закалки можно про¬
водить с помощью «свидетелей», изготовленных из той
же марки стали, что и детали. Приблизительное опреде¬
ление глубины слоя.после поломки «свидетеля» произво¬
дится визуально, а более точное осуществляется в лабо¬
ратории с применением микроскопического анализа.В условиях массового производства хорошее качест¬
во цементованных и нитроцементованных деталей полу¬
чают путем автоматического регулирования углеродного
потенциала печной атмосферы. Регулирование углерод¬
ного потенциала атмосферы обеспечивает оптимальное
содержание углерода на поверхности детали, а также оп¬
тимальное распределение углерода по толщине слоя, а
следовательно, получение максимальной прочности всего
изделия в целом.Метод определения точки росы газа по конденсации
водяного пара, осаждаемого на охлаждаемую зеркаль¬
ную поверхность, используется для определения углерод¬
ного потенциала. По точке росы (рис. 178) можно с до¬
статочной точностью рассчитывать содержание углеро¬
да в поверхностном слое нагреваемой стали. Газ через
трубку 3 поступает в герметическую камеру 4 прибора.261
и выходит через трубку 5. Внизу расположено металли¬
ческое зеркало S, которое охлаждается углекислотой, по¬
даваемой из баллона по трубке 9. Температура зеркала
измеряется термопарой 1 и гальванометром 2. Наблюде¬
ние осуществляется через окуляр 6. На зеркало под оп¬
ределенным углом паддет луч света от лампы 7. Уголпадения выбран таким,
что отраженный свет не
попадает в окуляр, и на¬
блюдатель не видит ос¬
вещенную поверхность.Газ, проходящий через
прибор, соприкасается <з
охлаждаемым металличе¬
ским зеркалом и при тем¬
пературе насыщения из
него выделяется влага,
которая в виде капелек
воды осаждается на* зер¬
кале. Капельки воды рас-,
сеивают падающие от
лампы 7 лучи, и часть лу¬
чей попадает в окуляр.
Наблюдатель видит в этот
момент светлое пятно и
нажатием кнопки фиксирует показания гальванометра.
Этим прибором можно определить точку росы до темпе¬
ратуры 243—238 К.Во время работы печи или агрегата точка росы атмос¬
феры может изменяться. Поэтому проводят периодичес¬
кий контроль или применяют приборы автоматического
контроля точки росы и регулирования режимов работы
генератора.Широкое применение находят приборы автоматичес¬
кого регулирования углеродного потенциала с помощы^
инфракрасного газоанализатора. Принцип действия газо¬
анализатора основан на том, что инфракрасные лучи не
поглощаются одноатомными газами (кислородом, азо¬
том, аргоном, водородом), но поглощаются многоатом¬
ными газами (оксиды углерода, диоксиды углерода, ме¬
таном). Причем каждый сложный газ поглощает энергию
излучения с определенной длиной волны в опреде¬
ленной части спектра излучения.В процессе термической обработки возможны повод¬
ка и коробление деталей. Для проверки поводки и короб¬Рис. 178. Прибор для периоди¬
ческого контроля точки росы'262
ления осевые детали устанавливают в приспособлении
между центрами и с помощью индикатора определяют
биение (кривизну). Коробление плоских деталей прове¬
ряют на контрольных чугунных плитах' с помощью щу¬
пов и контрольных линеек.§ 71. ФИЗИЧЕСКИЕ МЕТОДЫ КОНТРОЛЯКонтроль качества термической обработки деталей,
выявление внутренних и внешних дефектов металла осу¬
ществляются с помощью магнитного, рентгеновского,
люминесцентного, ультразвукового и других физических
неразрушающих методов контроля,Магнитный метод используют для определения
структуры и твердости деталей после обработки. Для
контроля качества терми¬
ческой обработки инстру¬
мента из углеродистой,
легированной и быстро¬
режущей сталей разрабо¬
тана серия магнитных
аустенометров. Магнит¬
ные аустенометры приме¬
няют для контроля каче¬
ства отпуска.На рис. 179 показана
электрическая схема аус-
тенометра для контроля
концевого инструмента.Принцип действия прибо¬
ра основан на том, что из¬
менение количества аус¬
тенита (немагнитной структурной составляющей) будет
уменьшать напряженность магнитного поля, а следова¬
тельно, электродвижущую силу, наводимую во вторичной
обмотке измерительной катушки. Чувствительность маг¬
нитного аустенометра 1—2 %.Метод магнитной дефектоскопии позво¬
ляет выявить трещины, волосовины и другие дефекты.
Для этой цели применяют магнитные дефектоскопы. Де¬
фекты обнаруживают с помощью магнитного порошка в
виде суспензии. Исследуемую деталь устанавливают в
дефектоскопе и намагничивают, а затем покрывают по¬
рошком. Суспензия состоит из ферромагнитного порош¬
ка, смешанного с маслом, керосином, мыльной водой№R 3,100 R2?0 RyOOВк179. Электрическая схема
аустенометра263
и т. д. Чаще применяют порошок с керосином. Магнит¬
ный поток, проходящий по детали, у трещин или друго¬
го дефекта выходит на поверхность и образует на краях
дефекта полюсы. Железный порошок притягивается к
полюсам и четко обрисовывает контуры дефекта. После
магнитной дефектоскопии детали размагничиваются.Для выявления дефектов, выходящих на поверхность
(трещин, пор), в деталях из различных материалов и в
особенности не обладающих ферромагнитными свойст¬
вами, применяется люминесцентный метод (рис.
180). Метод основан на способности некоторых жидко¬
стей светиться при облучении
ультрафиолетовым светом.Контролируемую деталь 1 пос¬
ле тщательной очистки поверхно¬
сти погружают в рабочую жид¬
кость и выдерживают в ней 10—
15 мин. Обычно в качестве рабо¬
чей жидкости используют смесь,
состоящую из 15 % минерального
масла и 85 % керосина. При этом
рабочая жидкость не только сма¬
чивает поверхность, но и прони¬
кает в дефектные места 4. Затем
деталь промывают, но рабочая
жидкость удаляется только с по¬
верхности, а полости дефектов остаются заполненными.
Далее поверхность детали посыпают порошком, облада¬
ющим высокой поглотительной способностью. Порошок
впитывает жидкость из полостей дефектов и, смачиваясь
ею, прилипает к поверхности. В качестве порошка ис¬
пользуют оксиды магния в смеси с углекислым магнием.
Избыток порошка удаляют последующей обдувкой возду¬
хом, а прилипшие частицы обрисовывают контуры де¬
фектов.Для выявления дефектов поверхность детали в тем¬
ном месте освещают ультрафиолетовыми лучами 3, про¬
ходящими через фильтр 2, под действием которых на¬
блюдается свечение жидкости в местах дефектов, кото*
рые становятся видимыми.Ультразвуковой метод позволяет выявить
внутренние дефекты в деталях и полуфабрикатах боль¬
ших сечений. Метод основан на способности ультразву¬
ковых колебаний отражаться от поверхности внутренних
неоднородностей среды. Благодаря своей способностиРис. 180; Схема лю¬
минесцентного конт¬
роля264
проникать в металл на большую глубину и высокому ко¬
эффициенту отражения от границы металл — воздух
ультразвуковые колебания нашли широкое применение
для выявления дефектов, которые нельзя выявить маг¬
нитным и люминесцентным методами.Гамма-дефектоскопия позволяет выявить де¬
фекты, являющиеся нарушениями сплошности металла,
от 300 мм. В качестве источника гамма-лучей использу¬
ют изотопы, получаемые искусственным путем. Для гам¬
ма-дефектоскопии используют радиоактивные изотопы
кобальта Со60 и иридия 1г192. Периоды полураспада их
соответственно 5,3 года и 75 дней.Применение иридиевых изотопов обеспечивает боль¬
шую чувствительность, чем изотопов кобальта, вследст¬
вие меньшей жесткости излучения. Предельная толщина
просвечиваемой детали для изотопов кобальта 1250—
300 мм, для изотопов иридия 50—60 мм.Выявление дефектов осуществляется следующим спо¬
собом. Перед деталью на определенном расстоянии уста¬
навливают источник гамма-лучей, а за деталью помеща¬
ют регистрирующее устройство. Гамма-лучи, проходя¬
щие через металл, ослабляются меньше в тех участках,
где находятся дефекты. Изменение интенсивности излу¬
чения гамма-лучей, прошедших через деталь, регистри¬
руется индикатором интенсивности, что позволяет судить
о наличии дефектов.Р е н т г е н о д е ф е к т о с к о п и я (рис. 181) приме¬
няется для выявления трещин, раковин 5, пор и других
внутренних дефектов 6 в литых, кованых и сварных де¬
талях. Рентгеновские лучи 4 получают в трубках, пред¬
ставляющих собой высоковакуумный стеклянный баллон
с двумя впаянными электродами — анодом 1 и като¬
дом- 2. Пучок электронов, вылетающих с нагретой повер¬
хности катода 3, с большой скоростью ударяется в анод
и вызывает возникновение рентгеновских лучей 4. Анод
представляют собой полый медный стержень, охлаждае¬
мый водой, которая поступает по трубе 9.По своей природе рентгеновские лучи не отличаются
от световых, но имеют очень малую длину волны — отЗо одо 0,001 А (1 А=10~8 см). Чем меньше длина рентге¬
новских лучей, тем они глубже проникают в металл.Рентгеновские лучи выходят из трубки, проходят че¬
рез просвечиваемую деталь 8 и попадают на фотопленку
7 При наличии дефектов в металле рентгеновские лучи
ослабляются по-разному и на фотопленке на общем фо¬265-
не изображения просвечиваемой детали появляются тем¬
ные и светлые пятна. Рентгеновские лучи, проходящие
через объемы металла с дефектами, ослабляются в мень¬
шей степени, чем лучи, проходящие через сплошной ме¬
талл. В тех местах, где были дефекты на фотопленке,
будут темные пятна на общем светлом фоне изображе¬
ния.Обычные4 стандартные рентгеновские установки рас¬
считаны на напряжение 200 кВ и позволяют просвечи¬
вать металл толщиной до 90 мм.Рис. 181. Установка для просвечивания металла рентгеновскимилучамиРентгеноструктурный анализ применяют
для контроля качества термической обработки, выявле¬
ния строения металлов, определения типов и парамет¬
ров кристаллической решетки и т.д. Однако применение
рентгеноструктурного анализа требует приготовления
специальных образцов.266
Контрольные вопросы1. Какое значение имеет контроль качества термической обра¬
ботки и как он осуществляется?2. Почему необходим контроль технологического процесса?3. Какие методы контроля технологического процесса сущест¬
вуют?ГЛАВА XIIНОВЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ§ 72. ЛАЗЕРНАЯ ТЕРМООБРАБОТКАВ последние годы интенсивно расширяется поверхно¬
стная термическая обработка изделий с помощью опти¬
ческих квантовых генераторов (лазеров).По сравнению с другими видами нагрева лазерный
нагрев обладает преимуществами: возможностью обра¬
ботки труднодоступных мест и поверхностей деталей
сложной конфигурации; отсутствием коробления и де¬
формации деталей; возможностью передачи энергии лу¬
ча на большие расстояния; возможностью обработки де¬
талей, изготовленных из любых материалов независимо
от их физико-химических свойств (чугунов, сталей, цвет¬
ных и твердых сплавов, порошковых материалов); отсут¬
ствием охлаждающих сред; высокой скоростью процесса;
возможностью регулирования глубины закалки и т.д.Кроме того, применение современных технологических
лазерных установок обеспечивает возможность практи¬
чески полной механизации и автоматизации процесса
термической обработки, что позволяет существенно по¬
высить производительность труда и улучшить условия
труда обслуживающего персонала.Вместе с тем необходимо учитывать и недостатки ла¬
зерной термообработки: небольшие глубины закалки,
значительные потери энергии вследствие отражений от
обратываемого объекта, необходимость для каждой
группы деталей разрабатывать специальную оснастку,
подбирать режим и др.Наиболее целесообразно использовать лазерную тер¬
мическую обработку в следующих случаях: деталь им-еет
сложную форму и переменное сечение; необходимо по¬
лучить строго заданный профиль закаленного слоя; на¬
грев обрабатываемой зоны обычными методами затруд¬
нен; площадь упрочнения во много раз меньше разме-267
ров всей детали; необходимо совмещение двух и более
различных режимов термообработки на одной детали;
требуется закалка детали в сборочной единице и т.д.Лазерная термическая., обработка может осуществ¬
ляться с оплавлением и без оплавления поверхности.
В случае- закалки с оплавлением поверхности получают
зоны лазерного упрочнения глубиной 0,12—0,3 мм для
импульсных лазеров и 1,2—1,8 мм для лазеров непре¬
рывного действия, а при отсутствии оплавления — глуби¬
ной 0,04—0,1 мм и 0,5—0,8 мм соответственно.Кроме того, после импульсной обработки с оплавле¬
нием поверхности в поверхностных слоях возникают зна¬
чительные растягивающие напряжения, которые способ¬
ствуют образованию трещин. Облучение без оплавления
создает на поверхности значительные сжимающие на¬
пряжения.Непрерывное излучение вызывает появление на по¬
верхности растягивающих напряжений, более высоких
при обработке без оплавления.По типу активного вещества лазеры разделяют на
твердотельные и газовые.Твердотельные лазеры в качестве активной среды
имеют кристаллическое или аморфное вещество с при¬
месными атомами. Эти установки достаточно надежны
и просты в управлении. В нашей стране выпускаются
несколько типов твердотельных лазеров: «Квант-9»,
«Квант-10», «Квант-17» и т.д.Наиболее широкое применение для термической об¬
работки получили газовые С02-лазеры. Наша промыш¬
ленность выпускает следующие марки: «Кардамон»,
«ЛТ1-2>>, «Катунь» и т.д. Коэффициент полезного дей¬
ствия различных С02-лазерных систем колеблется от 5
до 10 %.По режиму работы лазеры разделяются на импульс¬
ные, излучающие свет в виде одной вспышки или после¬
довательности вспышек, и непрерывные, излучающие
свет в течение продолжительного времени.Промежуточное место между ними занимают лазеры
импульсно-периодического действия, генерирующие мощ¬
ные короткие импульсы с достаточно высокой частотой
повторения.Отечественный и зарубежный опыт применения ла¬
зерной термической обработки в промышленности пока¬
зывает,, что наибольший эффект может быть получен
при обработке ответственных участков деталей массово¬268
го производства, особенно в автостроении, авиастроении,
дорожном и сельскохозяйственном машиностроении.
В качестве примера можно привести лазерную закалку
корпуса дифференциала раздаточной коробки на ВАЗе,
гильз цилиндров, седла клапана и корпуса подшипника
водяного насоса на ЗИЛе и т.д.'В табл. 10 приведены
данные по твердости сплавов после лазерной термообра¬
ботки.Таблица 10. Твердость сплавов после лазерной термообработкиМарка материалаМикротвердость Н500 (Н50), МПадо облученияпосле облучения
с оплавлениемпосле облучения
без оплавленияСталь 351200-19004000—5700'5600—5900Сталь У86250—67008500—90008500—9000Сталь ШХ-156680—70508300—89508950—9490Сталь Р6М58400—880094608900Сталь 40X131900—2120—3490—39105160—6230СЧ181700—24008500—95006500—7400ВЧ60-22700—32008500—10008700—8900ВЧ35-101100—15007300—82003800—6500§ 73. ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКАК прогрессивным методам упрочнения металлов и
сплавов относится термомеханическая обработка
(ТМО). Термомеханическая обработка сочетает в себе
пластическую деформацию аустенита с последующим ус¬
коренным охлаждением, при котором протекают поли¬
морфные превращения.Существует несколько видов термомеханической об¬
работки, но наиболее распространенными являются вы¬
сокотемпературная термомеханическая обработка
(ВТМО) и низкотемпературная термомеханическая обра¬
ботка (НТМО).Эффект упрочнения при ТМО заключается в суммар¬
ном влиянии пластической дефЬрмации и полиморфного
превращения. Упрочнение достигается за счет увеличе¬
ния плотности дислокаций, их равномерного распреде¬
ления и измельчения зерен с образованием блоков.Высокотемпературная термомехани¬
ческая обработка (ВТМО} стали представляет269
собой сочетание нагрева до температуры, отвечающей
области существования стабильного аустенита (выше
Асз), деформации и немедленной закалки на мартенсит
(рис. 182).ВТМО отличается от термической обработки с про¬
катного или ковочного нагрева тем, что пластическую
деформацию и последующую закалку проводят в такихусловиях, при которых почти
полностью подавляется разви¬
тие рекристаллизационных
процессов и получается особое
структурное состояние, харак¬
теризующееся высокой плотно¬
стью дефектов кристаллическо¬
го строения.Эффект упрочнения при
ВТМО зависит от температур
аустенизации и деформации,
от степени деформации и ее
скорости. Большое влияние на
процесс упрочнения при ВТМО
оказывает температура, при
которой осуществляется пла¬
стическая деформация. С пони¬
жением температуры деформирования прочность увели¬
чивается. Однако с понижением температуры аустениза¬
ции возрастает интенсивность протекания рекристалли¬
зационных процессов при ВТМО. Поэтому наиболее це¬
лесообразно проводить аустенизацию стали при высоких
температурах и после подстуживания до температур,
близких к Асз осуществлять деформацию.Деформирование при ВТМО можно проводить за
один прием. Оптимальная степень деформации при ВТМО
лежит в диапазоне 30—40 %. Для средне- и высоколеги¬
рованных сталей можно осуществлять дробную дефор¬
мацию, однако при этом следует учитывать интенсивное
протекание рекристаллизации между проходами. Прове¬
дение ВТМО в условиях прокатки на непрерывных ста¬
нах всегда является дробным.При выполнении ВТМО целесообразно снижать ско¬
рость деформации, так как это приводит к уменьшению
развития рекристаллизации. Однако для каждой темпе¬
ратуры деформирования существует своя оптимальная
скорость деформации, позволяющая получить лучшие
свойства.270
После ВТМО стали, как обычно, подвергают отпуску.
Структура стали, полученная после ВТМО, обладает
большей устойчивостью против разупрочнения при отпус¬
ке, чем после обычной закалки. После отпуска у стали,
подвергнутой ВТМО, сохраняется более высокая пла¬
стичность, чем у стали, прошедшей обычную закалку.В табл. 11 приведены механические свойства стали
40 после ВТМО, обычной закалки и отпуска.Таблица 11. Механические свойства стали 40 после ВТМО,
обычной закалки и отпускаПроцесс обработ¬
киТемпера¬
тура от¬
пуска,
°С<тв, МПаот, МПав. %Ч>. %КС,дж/м*ВТМО200201016007400,0035Закалка200145012702160,003ВТМО400140012508530,008Закалка400120011208500,0085ВТМО600101090018600,013Закалка60098086016610,02Преимущества ВТМО: одновременно с повышением
прочностных свойств возрастает пластичность; ВТМО
можно осуществлять на обычных прокатных станах,
прессах и т.д.; пластическая деформация осуществляег-
ся в области стабильного аустенита и поэтому ВТМО
можно применять для средне- и низколегированных ста¬
лей; при ВТМО не требуется применение мощного обо¬
рудования, так как деформация производится с неболь¬
шими степенями обжатия.Низкотемпературная термомеханиче¬
ская обработка (НТМО) заключается в нагреве
стали выше температуры Ас3, охлаждении со скоростью
выше критической до температур высокой устойчивости
переохлажденного аустенита, деформировании переох¬
лажденного аустенита в области его высокой устойчиво¬
сти и последующей закалке (рис. 183).Смысл переохлаждения аустенита заключается в том,
чтобы вести деформацию ниже температуры его рекри¬
сталлизации. Из приведенной на рис. 183 схемы НТМО
видно, что процесс этот довольно сложный, так как ве¬
лико число факторов, которые оказывают влияние на
окончательные свойства стали.271
На эффект упрочнения при НТМО влияют следующие
факторы: химический состав стали; температура аусте-
низации; продолжительность выдержки при температуре
аустенизации; скорость охлаждения до температуры де^
формирования; температура деформирования; продолжи¬
тельность выдержки при температуре деформации; сте¬
пень деформации; скорость деформирования; скоростьохлаждения до комнатной тем¬
пературы; режим заключитель¬
ного отпуска.Химический состав стали
имеет большое значение при
осуществлении НТМО, так как
деформирование переохлаж¬
денного аустенита следует за¬
канчивать раньше, чем начнут¬
ся диффузионные процессы его
распада. Поэтому в сталях,
подвергаемых НТМО, устойчи¬
вость переохлажденного аусте¬
нита должна быть достаточно
большой. Большинство легиру¬
ющих элементов увеличивает
устойчивость переохлажденно¬
го аустенита.Температура аустенизации и продолжительность вы¬
держки оказывают слабое влияние на свойства стали,
подвергнутой НТМО.Скорость охлаждения до температуры деформирова¬
ния, т. е. в районе повышенной устойчивости переохлаж¬
денного аустенита, должна быть выше критической тем¬
пературы, чтобы не происходил перлитный распад аус-
тенита.Температура и степень деформирования при НТМО
являются взаимосвязанными факторами, оказывающими
решающее влияние на эффект упрочнения. При одина¬
ковой степени деформирования упрочнение будет тем
выше, чем ниже температура деформирования.Дробная деформация при НТМО способствует более
интенсивному упрочнению аустенита. Кроме того, она
более технологична, так как уменьшается давление в
каждом проходе и металл в значительной мере предо¬
храняется от деформационного разогрева.Продолжительность выдержки, переохлажденного
аустенита практически не оказывает влияния на свойст¬Рис. 183. Схема НТМО272
ва стали, если при этом не происходит распада аустени¬
та. Продолжительность выдержки до деформации опре¬
деляется временем, необходимым для выравнивания тем¬
пературы по сечению детали.Если охлаждение до комнатной температуры после
деформирования было достаточно интенсивным, т. е. не
наблюдался распад аустенита на бейнит, то дальнейшее
увеличение скорости охлаждения не оказывает влияния
на эффект упрочнения после НТМО.После НТМО стали подвергают отпуску. Влияние
процесса отпуска на свойства стали, подвергнутой
НТМО, аналогично его влиянию на свойства стали пос¬
ле обычной термической обработки.Если сталь легирована ванадием, вольфрамом, молиб¬
деном, т. е. элементами, задерживающими распад мар¬
тенсита и вызывающими явления «вторичного тверде¬
ния» при отпуске, то эффект упрочнения от НТМО сохра¬
няется до температуры 500 °С и выше.Механические свойства сталей после НТМО и обыч¬
ной закалки приведены в табл. 12.Таблица 12. Механические свойства сталей после НТМО и
обычной закалкиМарка сталиПроцесс обра¬
боткиТемпература
отпуска, ССМПа°УМПаб, %%ЗОХНМАНТМО 50 %20021001800620Закалка20018001500103840ХНМАНТМО 70 %20021201710533. Закалка20019301230835Эффект упрочнения при НТМО определяется измене¬
ниями в структуре й тонком строении мартенсита, воз¬
никшего из деформированного аустенита, по сравнению
с мартенситом, полученным после обычной обработки.В структуре легированной стали, подвергнутой
НТМО, помимо мартенсита содержится повышенное ко¬
личество остаточного аустенита. Увеличение количества
остаточного аустенита объясняется тем, что под дейст¬
вием пластической деформации аустенита мартенситные
точки (Ми и Мк) понижаются, причем тем больше^ чем
выше степень Деформации. Кроме того, превращение де¬18—236273
формированного аустенита затруднено, так как рост мар-
тенситных кристаллов сдерживается повышенным коли¬
чеством препятствий.Преимуществами НТМО являются отсутствие процес¬
сов рекристаллизации и большее, чем при ВТМО, уп¬
рочнение.Однако НТМО имеет и ряд недостатков:
в связи с подстуживанием усложняется технологиче¬
ская схема процесса и требуется дополнительное обору¬
дование;применима для легированных сталей с высокой устой¬
чивостью аустенита.В последние годы получила распространение пред¬
варительная термомеханическая обра¬
ботка (ПТМО). При этой обработке холодная пласти¬
ческая деформация предшествует термической обработкеРис. 184. Схема ПТМОи может быть отделена от последней в технологиче¬
ском цикле. В отличие от ВТМО и НТМО при ПТМО хо¬
лодной деформации подвергается сталь со структурой
ферритно-карбидной смеси. Режим последующей терми¬
ческой обработки должен быть таким, чтобы изменения,
вызванные в структуре стали холодным наклепом, бы¬
ли сохранены.На рис. 184 приведена одна из схем ПТМО с исполь¬
зованием промежуточного отпуска и скоростной закалки
с последующим отпуском. Эффект упрочнения при ПТМО
заключается в наследовании дефектов, создаваемых при
холодном наклепе 1 с промежуточным отпуском 2, струк¬
турой после закалки 3 и окончательным отпуском 4.
В результате ПТМО устойчивость против отпуска боль¬
ше, чем после обычной закалки.В табл. 13 приведены механические свойства холод-274
Таблица 13. Механические свойства холоднокатаных труб
из стали ЗОХГСА после ПТМО и отожженных труб после закалкиТемпература
отпуска, °GПроцеее обработкиVМПаот, МПа6. %HRC100ПТМО20401660852Закалка156012901049200ПТМО189015801050Закалка168014001048300ПТМО18601640947Закалка15601410946400ПТМО15601490844Закалка12501170942500ПТМО122011701133Закалка10309801232600ПТМО10009601727Закалка9108401926нокатаных труб из стали ЗОХГСА после ПТМО и отож¬
женных труб после закалки.§ 74. ТЕРМООБРАБОТКА В ПСЕВДООЖИЖЕННЫХСРЕДАХПрименение кипящего слоя, или псевдоожиженных
сред, способствует повышению качества термической об¬
работки. Кипящий слой, или псевдоожиженная среда,
представляет собой твердые частицы кварцевого песка
или корунда, или дробленой руды,
интенсивно перемешиваемых восхо¬
дящим воздушным или газовым по¬
током.Устройство для получения кипя¬
щего слоя показано на рис. 185. В
цилиндр 1 на газораспределитель¬
ную решетку 2 насыпается измель¬
ченный кварцевый песок или другой
материал, а под решетку подводит¬
ся газ или воздух. Под действием
газа или воздуха твердые частицы
приходят в движение и слой стано¬
вится похожим на вязкую жидкость.Рис. 185. Устройство
для получения кипя¬
щего слоя275
Перемещающиеся частицы ударяются о поверхность де¬
талей, помещенных в кипящий слой, и происходит тепло¬
отдача. Интенсивность процесса теплоотдачи регулиру¬
ется подачей воздуха или газа. Коэффициент теплоотда¬
чи с увеличением скорости газа сначала растет до опре¬
деленной величины, а затем постепенно уменьшается.
Кроме того, коэффициент теплоотдачи зависит от тепло¬
проводности газа и дисперсности твердых частиц. Поми¬
мо нагрева псевдоожиженные среды можно использо¬
вать как охлаждающие и закалочные среды.Скорость охлаждения кипящего слоя можно отрегу¬
лировать таким образом, чтобы скорость охлаждения вних была больше, чем на воздухе,
и соответствовала скорости ох¬
лаждения в селитре или масле.
Интенсивность охлаждения кипя¬
щего слоя можно увеличить ув¬
лажнением твердых частиц.Установки для нагрева с кипя¬
щим слоем могут быть газовыми
или с электронагревом. Электри¬
ческая шахтная печь с кипящим
слоем представлена на рис. 186.
Металлический кожух 1 внутри
футерован огнеупорным кирпи¬
чом. Газ поступает в печь через
грубу 4, проходит газораспреде¬
лительную решетку 3, на которую
насыпают измельченный матери¬
ал. Ленточные нагреватели 2 рас¬
положены в нижней части кипя¬
щего слоя. Корзина 5 с деталями
погружается непосредственно в
кипящий слой. Уходящий воздух
с частицами проходит через сепа¬
ратор 6, где частицы отделяются
и чистый воздух удаляется через
отверстие 7, Печь закрывается
крышкой 8.В настоящее время установки
с кипящим слоем широко применяются для закалки, от¬
пуска, отжига и патентирования. Ведутся работы по про¬
мышленному применению установок с кипящим слоем
для интенсификации процессов химико-термической об¬
работки и, в частности, цементации и нитроцементации.Рис. 186. Электрическая
шахтная печь с кипя¬
щим слоем276
§ 75. ТЕРМОЦИКЛИЧЕСКАЯ ОБРАБОТКАТермоциклическая обработка (ТЦО) позволяет суще¬
ственно увеличить работоспособость сталей и чугунов.
Режимы ТЦО (в отличие от известного метода термиче¬
ской обработки) характеризуются .отсутствием выдер¬
жек при постоянных температурах нагревов, многократ¬
ными фазовыми превращениями в сплавах при цикличе¬
ских нагревах и охлаждениях с оптимальными скоростя¬
ми. Схема термоциклической обработки представлена на
рис. 187. Число циклов нагревов и охлаждений для каж¬
дой марки стали устанавливается экспериментально.Рис.. 187. Схема термоциклической обработки:а — режим маятниковой термоциклической обработки, б — режим среднетем
пературной термоциклической обработкиВсе способы термоциклической обработки сталей и
чугунов можно классифицировать на три группы: низко¬
температурные, среднетемпературные, высокотемпера¬
турные.При низкотемпературной ТЦО металл нагревается
до температуры несколько ниже начала полиморфного
а-^у превращения, <г. е. исключается влияние на струк¬
турные изменения фазовых превращений.Среднетемпературная ТЦО предусматривает нагрев
металла в область двухфазного состояния, т. е. в область
температур между Ас{ и Асг (для доэвтектоидных ста¬
лей).При высокотемпературной ТЦО нагрев осуществляют
в однофазную область выше Ас$.В результате применения термоциклической обработ¬
ки происходит измельчение структурных составляющих,
что значительно повышает" конструктивную прочность и
оказывает стабилизирующее влияние на размеры дёта-
лей прецизионных машин и приборов.277
Механические свойства легированных сталей после
термоциклической обработки приведены в табл. 14.Таблица 14. Механические свойства легированных сталей послетцоСтальТермообработкаVМПаVМПа6, %^ %КС,Дж/см240ХНормализация779_11,242,283ТЦО (я=8н-9)73346213,275,8327ЗОХГСНормализация85412,829,2116ТЦО (п= 14-s-15)81554921,561,7314Контрольные вопросы1. Какие схемы термомеханической обработки существуют?2. Как осуществляется BTMO и какие ее достоинства и недо¬
статки?3. Как осуществляется НТМО; ее преимущества и недостатки?4. Какими особенностями отличаются ПТМО от ВТМО и
НТМО?5. Как осуществляется термическая обработка в псевдоожи-
женных средах?6. Как осуществляется термоциклическая обработка?ГЛАВА XIIIСВЕДЕНИЯ О СТАНДАРТИЗАЦИИИ КОНТРОЛЕ КАЧЕСТВА ПРОДУКЦИИ§ 76. МЕТРОЛОГИЧЕСКАЯ СЛУЖБА В СССРРешение важнейших научно-технических и народно¬
хозяйственных задач, в том числе проблемы обеспечения
качества продукции, в значительной степени зависит от
достижения единства и достоверности измерений в
стране.Под единством измерений понимается такое
состояние измерительного тела, при котором результаты
всех измерений, проводимых в стране, выражаются в
одних и тех же узаконенных единицах измерения и оцен-278
ка их точности обеспечивается с гарантированной дове¬
рительной вероятностью.Для достижения единства измерений достаточно обес¬
печить единообразие средств измерений, т. е. такое со¬
стояние средств измерений, когда они проградуированы
в узаконенных единицах измерений, а их метрологичес¬
кие свойства соответствуют нормам.Сеть государственных метрологических органов и их
деятельность, направленная на обеспечение единства и
достоверности измерений в стране, называется Госу¬
дарственной метрологической службой
СССР. В Советском Союзе руководство Государствен¬
ной метрологической службой осуществляется Г о с у д а р-
ственцым комитетом стандартов Совета
Министров СССР.Деятельность Государственной метрологической слу¬
жбы направлена на решение научно-технических проблем
метрологии и осуществление необходимых законодатель¬
ных и контрольных функций: установление допущенных
к применению единиц физических величин, системы госу¬
дарственных эталонов единиц; создание образцовых
средств измерений высшей точности; разработка общесо¬
юзных поверочных схем; определение физических кон¬
стант и физико-химических свойств веществ и материа¬
лов, а также получение стандартных образцов этих
свойств; разработка стандартных методов и средств ис¬
пытания и контроля, требующих высокой точности; раз¬
работка теории измерений, методов оценки погрешнос¬
тей; надзор за приборостроением и эксплуатацией
средств измерений, осуществляемый путем государствен¬
ных испытаний новых средств измерений, систематичес¬
кой поверки мер и измерительных приборов, ревизии
состояния измерений на предприятиях и в организациях.Органам Государственной метрологической службы
предоставлено право контролировать соблюдение мини¬
стерствами и ведомствами правил законодательной мет¬
рологии, запрещать серийное производство средств
измерений, не утвержденных Госстандартом СССР,
изымать из обращения средства измерений, не отвечаю¬
щие установленным требованиям, контролировать каче¬
ство изготовления и ремонта средств измерений.Основными нормативно-техническими документами
государственной системы обеспечения единства измере¬
ний являются государственные стандарты.279
§ 77. СТАНДАРТИЗАЦИЯ
И ЕЕ РОЛЬ В РАЗВИТИИ
НАУЧНО-ТЕХНИЧЕСКОГО ПРОГРЕССАПрогресс во всех областях науки и техники и, в пер¬
вую очередь, в машиностроении и приборостроении не¬
мыслим без широкой унификации в масштабах всей
промышленности, применения организации специализи¬
рованных производств и широкой кооперации. Вместе с
тем сложность управления современным хозяйством,
развитие новых отраслей промышленности, усложнение
машин, оборудования и приборов, освоение и внедрение
в производство новых материалов, повышение требова¬
ний к качеству, надежности и долговечности изделий, не¬
обходимость быстрой переналадки производства и
мобильности в освоении новой техники — все это требует
более широкого и быстрого развития стандартизации.В нашей стране постоянно уделяется большое внима¬
ние вопросам стандартизации. Основные направления
стандартизации состоят:в повышении роли и значения стандартизации в улуч¬
шении качества продукции;в широком развитии унификации и агрегатирования
во всех отраслях промышленности;в установлении в стране единых систем документа¬
ции, классификации и кодирования;в значительном повышении уровня и техники средств
измерения;в существенном развитии работ по международной
стандартизации.Кроме этого, не менее важными задачами являются:
своевременное внедрение стандартов, аттестация качест¬
ва продукции и обеспечение действенного государствен¬
ного надзора за внедрением и соблюдением стандартов
и состоянием измерительной техники.Необходимо отметить, что по мере развития и расши¬
рения объема работ по стандартизации возрастает их
актуальность, острота и значимость, выявляются новые
области, где стандартизация не только дает большой
экономический эффект, но и является жизненно необхо¬
димой, без чего невозможно обеспечить решение техни¬
ческих и экономических проблем, связанных с развитием
народного хозяйства.Количество утверждаемых государственных стандар¬
тов растет из года в год, что является следствием все280
возрастающих потребностей народного хозяйства. Но
дело не только в количестве стандартов. Главное,, что
характерно для новых стандартов, — улучшение их со¬
держания. В новых стандартах, как правило, предусмот¬
рены показатели качества, конкретные требования к на¬
дежности и долговечности, соответствующие современно¬
му уровню науки и техники.Прогрессивным в работе по стандартизации является
и то, что в стандарты включаются параметры и требова¬
ния к продукции не только уже освоенные промышлен¬
ностью, но и перспективные, подлежащие освоению.
Важнейшим мероприятием по внедрению стандартов и
повышению качества продукции является Государствен¬
ная аттестация качества продукции, введенная по реше¬
нию ЦК КПСС и Совета Министров СССР.Во всех странах мира проводится работа по разви¬
тию национальной стандартизации. Однако вести ее без
непосредственного участия в работе международных орга¬
низаций по стандартизации нерационально, да и прак¬
тически невозможно. По мере развития международных
связей, торговли и культурных отношений страны мира
активизируют свое участие в работе международных ор¬
ганизаций по стандартизации. Основной такой организа¬
цией является Международная организация по стандар¬
тизации (ИСО), членом которой является Советский
Союз.Наше участие в работе ИСО является эффективным.
Мы получаем информацию о новейших достижениях в
различных отраслях техники и производства. Внедрение
их в народном хозяйстве СССР позволяет повышать ка¬
чество продукции до уровня лучших мировых образцов,
существенно развивать внешнюю торговлю.Вместе с тем, участие в ИСО дает возможность по¬
пуляризировать за рубежом достижения советской стан¬
дартизации и добиться включения в международные ре¬
комендации (стандарты) показателей и требований к
продукции, отвечающих интересам СССР.Исключительно эффективным является наше сотруд¬
ничество в области стандартизации с социалистическими
странами — членами СЭВ.Широкое развитие международного сотрудничества
в области стандартизации способствует дальнейшему
развитию экономических и торговых связей и укрепле¬
нию дружбы между странами мира.281
§ 78. ГОСУДАРСТВЕННАЯ СИСТЕМА
СТАНДАРТИЗАЦИИ И КАЧЕСТВО ПРОДУКЦИИВ решении задач по обеспечению качества продукции
основная роль отводится стандартизации..Государственная система стандартизации — это комп¬
лекс взаимосвязанных правил и положений, определяю¬
щих задачи стандартизации, организацию и методику
проведения работ по стандартизации во всех областях
народного хозяйства СССР, порядок разработки, оформ¬
ления, согласования, утверждения, издания, обращения,
внедрения стандартов всех категорий и видов, а также
контроля за их внедрением и соблюдением.Основными целями стандартизации являются:
ускорение технического прогресса, рост эффективно¬
сти общественного производства, повышение производи¬
тельности общественного труда, в том числе инженерного
и управленческого;повышение качества продукции и обеспечение его оп¬
тимального уровня;обеспечение условий для широкого экспорта товаров
высокого качества, отвечающих требованиям мирового
рынка;совершенствование организации управления народ¬
ным хозяйством и установление рациональной номенкла¬
туры выпускаемой им продукции;развитие специализации в области проектирования и
производства продукции;рациональное использование производственных фон¬
дов и материальных ресурсов (оборудования, сырья, ма¬
териалов, топлива,энергии);обеспечение охраны здоровья населения и безопасно¬
сти труда работающих;развитие международного экономического, техничес¬
кого и культурного сотрудничества.Из приведенного перечня основных задач стандарти¬
зации видно, что большинство из них непосредственно
связано с вопросами обеспечения качества промышлен¬
ной продукции.На практике при проведении работ по стандартиза¬
ции и ее планированию должен быть обеспечен принцип
комплексности.Комплексная стандартизация — это про¬
цесс одновременного установления в нормативно-техни¬
ческой документации оптимально увязанных требований282
к показателям качества, к методам и средствам контро¬
ля и испытаний, изготовлению изделий, самостоятельно¬
му применению, а также, сырью, материалам, полуфаб¬
рикатам и комплектующим изделиям. Одной из основных
задач комплексной стандартизации является уста¬
новление взаимоувязанных требований к качеству гото¬
вой продукции с соответствующими требованиями к ка¬
честву сырья, материалов, полуфабрикатов и комплекту¬
ющих изделий.Важную роль в управлении качеством продукции
играет практика установления в стандартах перспектив¬
ных показателей качества. Перспективные показатели
качества отдельных видов продукции, которые должны
вводиться в стране через определенное количество лет,
позволяют министерствам и предприятиям заранее на¬
мечать и проводить конструктивно-технологические меро¬
приятия по созданию условий для достижения требова¬
ний перспективных стандартов. В результате этого перс¬
пективные стандарты становятся действенным средством
ускорения технического прогресса.Система аттестации качества промышленной продук¬
ции — один из важнейших элементов системы государст¬
венного управления качеством продукции.В 1971 г. в СССР была введена Единая система атте¬
стации качества промышленной продукции (ЕСАКП),
которая объединяет государственную отраслевую и за¬
водскую аттестации. Аттестации подлежит вся продук¬
ция, выпускаемая предприятиями-изготовителями. Про¬
дукция аттестуется по трем категориям качества: выс¬
шей, первой и второй, а вновь разрабатываемые изделия,
передаваемые в серийное производство, — по высшей и
первой категориям. К высшей категории относит¬
ся продукция, соответствующая или превосходящая по
своим технико-экономическим показателям высшие до¬
стижения отечественной и зарубежной науки и техники.
Этой продукции в установленном порядке присваивается
Государственный знак качества. К первой катего¬
рии относится продукция, которая соответствует по
своим технико-экономическим показателям требованиям
стандартов и технических условий, ко второй —про¬
дукция, не соответствующая этим требованиям, мораль¬
но устаревшая и подлежащая модернизации или снятию
с производства.Аттестация^ качества продукции проводится система¬
тически.283
Срок действия высшей и первой категорий устанав¬
ливается на один—три года. После истечения срока дей*
ствия продукция подвергается повторной аттестации.
При организации и проведений аттестации министерства
(ведомства) должны руководствоваться своими отрасле¬
выми инструкциями, согласованными с Госстандартом
СССР.Контрольные вопросы1. Какова роль метрологической службы СССР?2. Какова роль стандартизации в развитии научно-технического
прогресса?ГЛАВА XIVОХРАНА ПРИРОДЫ§ 79. ОХРАНА ПРИРОДЫ В СССРРешение проблемы охраны окружающей среды в
СССР требует постоянного внимания и целенаправлен¬
ной работы во всех отраслях народного хозяйства под
руководством партии и правительства.В статье 18 Конституции СССР сказано: «В интере¬
сах настоящего и будущих поколений в СССР принима¬
ются необходимые меры для охраны и научно обосно¬
ванного, рационального использования земли и ее недр,
водных ресурсов, растительного и животного мира, для
сохранения в чистоте воздуха и воды, обеспечения вос¬
производства природных богатств и улучшения окружа¬
ющей человека среды».Мероприятия по охране природы и рациональному
использованию природных: ресурсов стали неотъемлемой
частью ежегодных государственных планов развития на¬
родного хозяйства. Они выделяются в самостоятельный
раздел, по ним установлена соответствующая государст¬
венная отчетность.Начиная с 1974 г. все министерства и ведомства
СССР и Советы Министров союзных республик обязаны
представлять в Госплан СССР наряду с проектами пла¬
нов развития народного хозяйства также проекты перс¬
пективных и годовых планов проведения работ по сохра¬
нению, воспроизводству и рациональному использованию
природных богатств с отражением в них заданий для284
предприятий и организаций. Планирующим органам по¬
ручено обеспечить разработку специальных мероприятий
по охране природы в составе генеральных схем развития
и размещения производительных сил экономических рай¬
онов страны. Для выполнения этих работ в Госплане
СССР создан отдел по охране природы.Основы законодательства об охране атмосферного
воздуха регламентируют меры охраны атмосферного
воздуха, регулируют потребление атмосферного воздуха
для производственных нужд, а также определяют ответ¬
ственность за нарушение законодательства об охране ат¬
мосферного воздуха.В целях неуклонного выполнения законов, постанов- •
лений и других нормативных документов по защите окру¬
жающей среды в СССР создана система органов контро¬
ля. В промышленности контроль проводит Главное сани¬
тарно-эпидемиологическое управление Министерства
здравоохранения СССР.Государственный комитет гидрометеорологии и конт¬
роля природной среды СССР осуществляет контроль за
уровнем загрязнения атмосферы, почвы и водных объек¬
тов.Контроль за работой газоочистных и пылеулавлива¬
ющих установок осуществляет Государственная инспек¬
ция Министерства химического машиностроения СССР.В силу определенной специфики процессов термичес¬
кой обработки на машиностроительных заводах осущест¬
вляют предохранительные меры, предотвращающие
вредное влияние закалочных жидкостей, солей, газов и
и т.д. на окружающую среду.Соли, применяемые в термических цехах, а основном
являются ядами, особенно соли, содержащие цианид и
цианат. Промывочные воды и концентраты этих солей
тщательно собираются, обезвреживаются и нейтрализу¬
ются. Отработанные воды, содержащие масло, необходи¬
мо перед обезвреживанием пропускать через отделитель
масла.Многочисленные процессы термообработки, например
светлый отжиг, газовая цементация, нитроцементация и
т. д., осуществляются с применением защитных или ре¬
акционных газов, которые содержат горючие и ядовитые
компоненты. Поэтому необходимо исключить попадание
их в атмосферу, используя соответствующие средства
охраны труда или сжигая их на выходе из агрегата.285
ОГЛАВЛЕНИЕВведение 3Глава I. Основы металловедения 5§ 1. Понятие о металлах и сплавах . . 5
§ 2. Атомно-кристаллическое строение металлов. Основ¬
ные типы кристаллических решеток 6
§ 3. Строение реальных кристаллов металлов 9
§ 4. Кристаллизация металлов . . 14
§ 5. Строение слитка. Макро- и микроструктура сплавов 18
§ 6. Фазовые превращения в сплавах 20
§ 7. Методы испытания металлов27Глава И. Диаграмма состояния системы железо—углерод 38§ 8. Стабильная и метастабильная система железо—углерод . . '38
§ 9. Основные точки и линии на диаграммах 40
§ 10. Фазы и структурные составляющие железоуглеро¬
дистых сплавов ... 42
§ 11. Формирование структуры железоуглеродистых спла¬
вов при нагреве и охлаждении . . 43
§ 12. Классификация железоуглеродистых сплавов 47Глава III. Основы теории термической обработки металлов исплавов 51§ 13. Превращения в стали при нагреве 51§ 14. Распад аустенита при охлаждении. Диаграммы изо¬
термического превращения и термокинетические 55
§ 15. Понятие о режиме термической обработки 59Глава IV. Термическая обработка стали 61§ 16. Виды отжига 61§ 17. Нормализация . . 70§ 18. Дефекты отжига и нормализации 70§ 19. Сущность и назначение закалки 73§ 20. Выбор температуры закалки 77§ 21. Закалочные среды 78§ 22. Способы закалки . 80§ 23. Закаливаемость и прокаливаемость стали 82§ 24. Дефекты, возникающие при закалке 87§ 25. Отпуск стали 88§ 26. Старение 91§ 27. Обработка холодом . 92§ 28. Влияние легирующих элементов на превращения встали . 94§ 29. Классификация и маркировка легированных сталей. 99§ 30. Термическая обработка легированных сталей 100
§ 31. Термическая обработка инструментальных сталей исталей с особыми свойствами Ш286
Глава V. Поверхностное упрочнение стальных изделий 130§ 32. Назначение и виды химико-термической обработки. 130§ 33. Цементация 132§ 34: Азотирование .... 137§ 35. Цианирование и нитроцементация 141§ 36. Диффузионная металлизация 143§ 37. Поверхностная термообработка 147Глава VI. Термическая обработка чугуна 154§ 38. Виды чугуна 154§ 39. Отжиг чугуна ... 160§ 40. Закалка и отпуск чугуна. 161
§ 41. Старение чугунаГлава VII. Термическая обработка сплавов цветных металлов 163§ 42. Медные сплавы . 163§ 43. Алюминиевые сплавы 166§ 44. Магниевые сплавы 170§ 45. Титановые сплавы 171Глава VIII. Охрана труда и пожарная безопасность на пред¬
приятии . 172
§ 46. Основные положения законодательства об охранетруда ... ... 172
§ 47. Безопасность труда на территории и в цехах пред¬
приятия . . . 174§ 48. Электробезопасность . 175§ 49. Противопожарные мероприятия в цехах и на пред¬
приятии 178Глава IX. Оборудование термических цехов 180§ 50. Классификация оборудования термических цехов 180§ 51. Огнеупорные и теплоизоляционные материалы 182§ 52. Камерные печи 184« § 53. Шахтные печй 192§ 54. Колпаковые печи 196§ 55. Вакуумные печи 197§ 56. Печи-ванны 198§ 57. Механизированные печи непрерывного действия 208§ 58. Оборудование для поверхностного нагрева 218§ 59. Оборудование для охлаждения 222§ 60. Безопасность труда при работе на оборудовании втермических цехах . . . 227
§ 61. Дополнительное оборудование 229
§ 62. Вспомогательное оборудование 235
§ 63. Установки для обработки холодом .. 242
§ 64. Подъемно-транспортное оборудование 244
§ 65. Контрольно-измерительные приборы .... 247
§ 66. Электронно-вычислительные машины и программи¬
рование 253Гл^ва X. Технологический процесс термической обработкиизделий 255§ 67. Понятие о технологическом процессе . . . 255§ 68. Типизация технологических процессов термическойобработки * 257287
Глава XI. Контроль качества термической' обработки 259§ 69. Технический контроль термической обработки 259§ 70. Контроль технологических процессов 261§ 71. Физические методы контроля 263Глава XII. Новые виды термической обработки 267§ 72. Лазерная термообработка . 267§ 73. Термомеханическая обработка . . . 269§ 74. Термообработка в псевдоожиженных средах 275§ 75. Термоциклическая обработка 277Глава XIII. Сведения о стандартизации и контроле качествапродукции 278§ 76. Метрологическая служба в СССР 278
§ 77. Стандартизация и ее роль в развитии научно-тех¬
нического прогресса . . . 280
§ 78. Государственная система стандартизации"и качест¬
во продукции 282Глава XIV. Охрана природы 284§ 79. Охрана природы в СССР 284Виктор Максимович ЗуевТЕРМИЧЕСКАЯ
ОБРАБОТКА МЕТАЛЛОВЗаведующий редакцией Г. П. Стадниченко. Редактор' В. А. Козлов.
Младшие редакторы Н. В. Захарова, О. В. Каткова. Художник
В. М. Боровков. Художественный редактор В. П. Спирова. Техни¬
ческий редактор Е. И. Герасимова. Корректор С. В. РогожкинаИБ М> 5631Изд. № М—256. Сдано в набор 11.06.85. Подп. в печать 07.01.86. Т—05906.
Формат 84Х 108*/з2. Бум. тип. № 3. Гарнитура литературная. Печать высокая.
Объем 15,12 уел. печ. л. 15,33 уел. кр.-отт. 15,58 уч.-изд. л. Тираж 40 000 экз.
Зак. № 236. Цена 35 коп.Издательство «Высшая школа», 101430, Москва, ГСП-4. Неглинная ул.,
д. 29/14.Владимирская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский просп., д. 7