/






































































































































































































































































































Текст
З.И.Юсипов, Н.И.Ляпунов
РУЧНАЯ
КОВКА
ББК 34.623
Ю89
УДК 621.73.041
Рецензент - канд. техн, наук В.В. Бойцов
Юсипов З.И., Ляпунов Н.И.
Ю89 Ручная ковка: Учеб, для ПТУ. — 2-е изд., перераб. и доп. —
М.: Высш, шк., 1990. — 304 с.: ил.
ISBN 5-06-001100-3
Изложены основы теории обработки металлов давлением, даны сведе-
ния о технологии изготовления поковок вручную, на молотах и прессах,
устройстве и работе основного и вспомогательного оборудования кузнечно-
прессовых цехов, механизации трудоемких работ и правилах безопасности
труда.
Второе издание (1-е - в 1984 г.) дополнено материалами по технологии
ручной и машинной ковки в современном кузнечном производстве.
Учебник может быть использован для профессионального обучения
рабочих на производстве.
m 1704030000(4307000000) - 132 Qn _си.
Ю------052(01) — 90---------- 64 " 90 ББК 34,623
6П4.2
Учебное издание
Юсипов Зафир Идрисович
Ляпунов Николай Иванович
РУЧНАЯ КОВКА
Редактор Р.К. Сапожникова. Мл. редактор О.В. Каткова. Художник В.М. Бо-
ровков. Художественный редактор В.А. Щербаков. Технический редактор
Л.М. Матюшина. Корректор В.В. Кожуткина. Оператор Н.В. Хазраткулова.
ИБ № 7635
Изд. № М-384. Сдано в набор 15.05.89. Подп. в печать 03.01.90.
Формат бОхвв1/^. Бум. офсет. № 2. Гарнитура Пресс-Роман. Печать офсетная.
Объем 18,62 усл. печ. л. 18,74 усл.кр.-отт. 20,34 уч.-изд. л
Тираж 22000 экэ. Заказ № 232. Цена 65 коп.
Издательство ’’Высшая школа”, 101430, Москва, ГСП-4, Неглинная ул.,
Д. 29/14.
Набрано на наборно-пишущих машинах издательства
Отпечатано в Московской типографии № 8 Госкомпечати СССР. 101898,
Москвы, Центр, Хохловский пер., 7.
ISBN 5-06-001100-3
© З.И. Юсипов, Н.И. Ляпунов, 1990
ПРЕДИСЛОВИЕ
В решении задач ускорения социально-экономического развития
нашей страны и перевода народного хозяйства на интенсивный путь
развития большую роль играет планомерная подготовка рабочих кадров
высокой квалификации, в том числе и кузнецов ручной ковки. Каждый
будущий молодой рабочий должен освоить накопленный опыт по тех-
нологии ковки, иметь представление об основах теории обработки
давлением, хорошо разбираться в исходных материалах и способах
подготовки заготовок к ковке, овладеть методами обеспечения качест-
ва поковок.
Перечисленные вопросы составляют основное содержание второго
издания настоящей книги. Изложение учебного материала построено
в соответствии с технологической последовательностью изготовления
поковок, что также соответствует учебным планам. Кроме того, для
более полного представления о современном кузнечно-штамповоч-
ном производстве и перспективах его развития приведены краткие
сведения о машинной ковке и объемной штамповке, об охране природы
и требованиях безопасности труда. Введена также новая глава, в кото-
рой рассмотрены пути повышения эффективности труда на основе опы-
та передовых кузнецов-новаторов. Для закрепления знаний учащихся
в конце каждой главы приводятся контрольные вопросы.
Главы 1,3,4, 7, 10, 11, 12, 13 написаны канд. техн, наук, доц. НИ.
Ляпуновым, главы 2,5,6 ,8,9 — канд. техн, наук, доц. ЗИ. Юсиповым.
Авторы
ВВЕДЕНИЕ
Основными направлениями экономического и социального развития
СССР на 1986 - 1990 годы и на период до 2000 года предусмотрено
обеспечение коренной реконструкции и опережающего развития маши-
ностроительного комплекса. Одним из наиболее экономичных и произ-
водительных способов формообразования деталей машин является об-
работка металлов давлением. Общеизвестно, что лучший металл —
это металл деформированный (кованый, штампованный, прессованный
и тл.), а затем термически обработанный. Эффективность изготовления
продукции на машиностроительных и металлообрабатывающих пред-
приятиях в значительной степени зависит от уровня развития кузнеч-
но-штамповочного производства.
Ковка и штамповка являются древнейшими способами обработки
металлов, имеющими ряд достоинств, вследствие которых они широко
применяются и в настоящее время. В современном машиностроении
ковкой и штамповкой изготовляют заготовки и детали машин массой
от нескольких граммов до сотен тонн и размерами от нескольких мил-
лиметров до десятков метров. Кузнечно-штамповочное производство
характеризуется высокой производительностью, экономным расходо-
ванием металла, хорошими механическими свойствами получаемых
изделий. Оно относится к числу перспективных производств, имеет
большие возможности дальнейшего совершенствования в направлении
повышения качества продукции, производительности труда, металло-
и энергосбережений, является одним из важнейших в машино-
строении, приборостроении и других отраслях промышленности. От
достигнутого уровня кузнечно-штамповочного производства в большой
мере зависит индустриальная мощь страны, возможность быстрого,
качественного и экономичного создания мощных энергетических уста-
новок, транспортных и грузоподъемных машин, летательных аппара-
тов, современных средств обороны, электронной, космической и другой
новейшей техники, что в конечном итоге определяет благосостояние
народа и безопасность страны.
Производительность труда, качество и себестоимость продукции
кузнечно-штамповочного производства определяются как совершен-
ством конструкторских и технологических разработок, так и профес-
4
сиональным мастерством рабочих, непосредственно выполняющих
операции ковки и штамповки. Профессия кузнеца является одной из
самых уважаемых. С давних пор искусство кузнецов вызывало все-
общее восхищение, многие из них стали героями литературных про-
изведений, например Левша, подковавший блоху, и др. Труд кузнеца
требует физических и умственных усилий, большого навыка и почти
художественного чутья. Успех в работе зависит от мастерства кузнеца,
точности его движений, ловкости, быстроты реакции, силы, глазомера
и, конечно,от уровня его технических знаний.
Ручная ковка предоставляет широкие возможности для творчест-
ва; в процессе ее осуществления нужно ’’чувствовать” горячий металл,
уметь находить самые рациональные для каждой заготовки приемы
ковки. Каждая новая поковка требует самостоятельного подхода к
технологии ее изготовления.
Постоянное повышение уровня знаний, поиски новых приемов
ковки, создание более эффективных приспособлений и инструментов,
совершенствование приемов ковки труднодеформируемых сплавов —
вот задачи современного кузнеца-новатора. Научиться искусству ручной
ковки — само по себе дело нелегкое. Но не менее важно выработать
в себе и нравственные качества передового рабочего: высокую соз-
нательность, любовь к своей профессии, заинтересованность в общем
деле, стремление добиваться трудовых успехов не только собствен-
ных, но и всего коллектива.
1. КУЗНЕЧНОЕ ПРОИЗВОДСТВО
И ПЕРСПЕКТИВЫ ЕГО РАЗВИТИЯ
1.1. ИСТОРИЯ РАЗВИТИЯ КУЗНЕЧНОГО ПРОИЗВОДСТВА
Археологическими исследованиями установлено, что первые из-
делия, изготовленные ручной ковкой, были, как правило, предметами
украшения. Наиболее древние из найденных золотых изделий изготов-
лены около 8000 лет назад. Позднее стали ковать изделия из самород-
ного серебра, меди и метеоритного железа. Однако эти металлы были
настолько редкими, что люди не могли изготовлять из них необходимые
в те времена орудия производства, предметы обихода и оружие. Эра
металлов наступила позднее, когда человек научился выплавлять, лить
и ковать их.
Техника обработки металлов получила заметное развитие в X —
XIII вв. В то время кузнецы уже научились изготовлять прочные
многослойные мечи и топоры со стальными закаливаемыми лезвиями.
Изготовляли также предметы бытового назначения, инструменты и
ремесленные приспособления.
В конце XVIII в. в кузнечном производстве начали применять ка-
натные и паровые молоты, винтовые и гидравлические прессы. Наряду
с появлением средств механизации в кузнечном производстве это при-
вело к совершенствованию технологии изготовления поковок не только
способами ковки, но и горячей штамповки и даже калибровки. Кус-
тарное кузнечное ремесло превращается в обособленное производство
с большими группами мастеровых людей — кузнецов. Первыми самос-
тоятельными заводами в дореволюционной России, созданными преи-
мущественно для производства оружия, были Тульский, Сестрорецкий,
Ижевский. Кроме оружия на заводах изготовляли сельскохозяйствен-
ный инвентарь и различные предметы бытового назначения. Тульский
оружейный завод в течение XVIII столетия был несколько раз усовер-
шенствован и по своему уровню превосходил лучшие оружейные фаб-
рики Англии, которая в то время была ведущей промышленной стра-
ной мира.
Во второй половине XIX в. развитие судоходства, укрупнение калиб-
ра артиллерийских систем, строительство железных дорог, мостов и
6
различных машин для промышленности привело к необходимости
подвергать ковке все более крупные железные заготовки и стальные
слитки массой до нескольких тонн. Подлинный переворот в кузнечном
производстве вызвало появление паровых молотов. На Обуховском
машиностроительном заводе и Пермском пушечном заводе были уста-
новлены самые крупные в мире паровые молоты с массой ударных
(подвижных) частей 50 т. С 1885 г. в России начали устанавливать гид-
равлические прессы, которые и поныне являются основным типом
оборудования для ковки наиболее крупных поковок.
В конце XIX и начале XX в. на заводах стали применять специа-
лизированное оборудование — горизонтально-ковочные машины, ги-
бочные машины-бульдозеры, вертикальные кривошипные прессы и
др. Переход к более совершенному оборудованию способствовал повы-
шению уровня развития технологии.
В XIX в. разрабатываются научные основы теории деформирова-
ния металлов. Русский ученый П.П. Аносов в 1841 г. впервые применил
микроскоп для исследования строения сталей и установил зависимость
между структурой металла и его свойствами. Работы ученого легли
в основу разработки способов получения сталей с заранее заданными
свойствами. Русский инженер Д.К. Чернов, исследуя поведение сталей
при нагреве и охлаждении, открыл явление структурных превращений
в металлах и ввел понятие критической температуры, что послужило
научным обоснованием температурных и деформационных режимов
обработки давлением. Однако, несмотря на талантливость российских
кузнецов и их отдельные успехи, кузнечное производство царской
России в целом отставало от достижений передовых европейских стран.
Великая Октябрьская социалистическая революция открыла новую
эру в развитии всех отраслей машиностроения, в том числе и кузнечно-
прессового производства. Разрушенную во время гражданской войны
промышленность в тяжелейших условиях удалось восстановить только
к 1928 г. Начиная с 1930 г. в СССР был построен целый ряд крупных
металлургических заводов (Магнитогорский, Кузнецкий, Запорож-
ский), обеспечивающих машиностроительные заводы необходимым
металлом. Одновременно вступили в строй такие машиностроитель-
ные гиганты, как Уралмаш, Новокраматорский машиностроительный
завод и многие другие. Строительство этих заводов сопровождалось
созданием на них крупных кузнечных цехов, оснащенных современ-
ным кузнечно-штамповочным оборудованием.
Во время Великой Отечественной войны наша промышленность
понесла большие потери. На Украине, например, были разрушены прак-
тически все заводы. Благодаря самоотверженному труду всего совет-
ского народа к 1948 г. был достигнут довоенный уровень производства
металла, проката и продукции кузнечных цехов.
За годы послевоенных пятилеток кузнечно-прессовое производство
нашей страны развивалось ускоренными темпами и достигло значитель-
ного уровня.
7
Успешное развитие кузнечно-прессового производства неразрывно
связано с использованием достижений в развитии теории обработки
металлов давлением, которая как прикладная наука начала создаваться
в 20-х годах настоящего столетия. Значительный вклад в теорию и
практику обработки металлов давлением внесли советские ученые
СИ. Губкин, ЕЛ. Унксов, АЛ. Зимин, М.В. Сторожей, ЕА. Попов,
А.И. Целиков, И.М. Павлов, Я.М. Охрименко, И.Я. Тарановский, А.Д.
Томленов и многие другие.
В двенадцатой пятилетке предусмотрено дальнейшее повышение
технического уровня кузнечно-штамповочного производства, оснаще-
ние его эффективным высокопроизводительным оборудованием, внед-
рение прогрессивных технологических процессов и средств авто-
матизации .
1.2. ВИДЫ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
И ИХ СУЩНОСТЬ
Обработкой металлов давлением называют группу технологических
операций, в результате которых под влиянием приложенных внешних
сил происходит формоизменение заготовок без нарушения их сплош-
ности. Основным признаком обработки давлением является плас-
тическая деформация обрабатываемого материала. В ре-
зультате пластической деформации изменяются не только форма и
размеры заготовки, но и свойства исходного металла.
Применяют шесть основных видов обработки давлением — прокат-
ку, прессование, волочение, ковку, объемную штамповку и листовую
штамповку.
Прокатка (рис. 1.1, а). Деформацию металла с помощью вращаю-
щегося инструмента — валков — называют прокаткой. Заготовка 1
под действием сил трения втягивается в зазор между валками 2, де-
формируется ими и приобретает требуемую форму поперечного сече-
ния. При прокатке площадь поперечного сечения заготовки уменьшает-
ся, а длина увеличивается. Эту операцию осуществляют с помощью
специальных машин, называемых прокатными станами.
Прокаткой изготовляют: блюмы квадратного сечения со стороной
до 350 х 350 мм; слябы — плоские заготовки толщиной 100 . . . 600 мм
и шириной 600 . . . 2300 мм; квадратные и круглые профили с разме-
рами сечений 5 . . . 150 мм; угловую сталь с размерами полки 20 . . .
. . .250 мм; швеллеры высотой 20 ... 450 мм; балкивысотой до 1100 мм;
рельсы, трубы, листы, полосы, ленты и др. На специальных прокатных
станах изготовляют заготовки переменного по длине сечения (периоди-
ческий прокат), бандажи колес, шары, шестерни и др.
Прокатка является наиболее высокопроизводительным видом об-
работки давлением, 75 ... 80 % всей выплавляемой стали подвергается
прокатке.
Прессование (рис. 1.1, б). Сущность прессования заключается в
8
Рис. 1.1. Виды обработки металлов давлением:
а ~ прокатка, б - прессование, в - волочение, г - ковка, д ~
объемная штамповка, е - листовая штамповка; 1, 5, 9, 13, 16,
19 - заготовки, 2 - валки, 3 - изделие, полученное прокаткой,
4, 18 - пуансоны, 6 - контейнер, 7, 20 - матрицы, 8 - прессован-
ный профиль, 10 - волока, И - изделие, полученное волочением,
12, 14 - верхний и нижний бойки, 15, 17 - верхняя и нижняя
половины штампа
выдавливании металла заготовки 5 пуансоном 4 из контейнера 6 через
матрицу 7. В матрице имеется отверстие, по форме соответствующее
требуемому профилю 8. Прессованием изготовляют простые и очень
сложные, сплошные и пустотелые профили.
Этому виду обработки давлением подвергают в основном цветные
металлы и сплавы, однако в последнее время прессование применяют
при изготовлении профилей и заготовок деталей также из сталей и
малопластичных специальных сплавов.
Волочение (рис. 1.1, в). Проволоку диаметром от 16 мм до несколь-
ких микрометров, высококачественные тонкостенные трубы ф 0,2 . ..
.. . 20 мм и другие пустотелые профили, калиброванные прутки из сталей,
цветных металлов и сплавов различных марок получают волочением.
Этот вид обработки заключается в протягивании заготовки 9 через от-
верстие в волоке 10. Исходной заготовкой для данной операции явля-
ется, как правило, продукция прокатного производства. При волоче-
нии уменьшается площадь поперечного сечения заготовки и увеличива-
ется ее длина. В процессе волочения достигаются точность размеров и
шероховатость поверхности, соответствующие получаемым при обра-
ботке резанием, а за счет наклепа при холодной деформации повышает-
ся прочность изделия 11.
Ковка (рис. 1.1, г) — это вид обработки давлением, при котором
заготовка деформируется универсальным инструментом простой фор-
мы, например плоскими бойками. Нагретую до ковочной температу-
ры заготовку 13 устанавливают на нижний боек 14, а верхним бой-
ком 12 ее деформируют до нужных размеров. Для ковки характерно
свободное или почти свободное течение металла в направлении, перпен-
дикулярном движению инструмента.
Ковку применяют для изготовления фасонных поковок деталей
машин практически из всех деформируемых сталей и сплавов массой
от нескольких граммов до сотен тонн. Мелкие поковки изготовляют
ручной ковкой, средние и крупные — машинной.
Объемная штамповка (рис. 1.1, д). Сущность этого вида обработ-
ки заключается в деформировании заготовки 16 в полости между поло-
винами 15 и 17 штампа; эту полость металл заготовки заполняет при
сближении половин. Форма полости штампа соответствует форме буду-
щей поковки, что обеспечивает высокую точность последней. Исходной
заготовкой служит, как правло, продукция, полученная прокаткой и
разделенная предварительно на мерные части. Объемную штамповку
осуществляют на молотах, прессах и специализированных машинах.
Пользуясь этим видом обработки, изготовляют коленчатые валы, шес-
терни, турбинные лопатки, кронштейны и другие детали машин в мас-
совом и серийном производстве.
Листовая штамповка (рис. 1.1, е). Этот вид обработки давлением
характеризуется тем, что в качестве исходной заготовки 19 использу-
ют лист, полосу или ленту, которую деформируют в специальном ин-
струменте — штампе. Основными частями штампа являются пуансон
10
18 и матрица 20. Штампы устанавливают, как правило, на кривошипных
листоштамповочных и реже — гидравлических прессах различной мощ-
ности. Листовой штамповкой изготовляют достаточно точные и проч-
ные детали машин или заготовки для них при минимальном расходе
металла. В большинстве случаев штамповка выполняется без нагрева
металла, поэтому полученная продукция отличается малой шерохова-
тостью поверхности и повышенной прочностью. Процесс листовой штам-
повки легко автоматизируется — производительность листоштамповоч-
ных автоматов достигает нескольких сотен деталей в минуту.
1.3. РОЛЬ КУЗНЕЧНОГО ПРОИЗВОДСТВА В НАРОДНОМ ХОЗЯЙСТВЕ
И ПЕРСПЕКТИВЫ ЕГО РАЗВИТИЯ
Кузнечное производство в значительной степени определяет уровень
развития всего машиностроения. Ковкой и штамповкой изготовляют
миллионы изделий разных типов, массы, формы, размеров. Наиболее
ответственные и тяжелонагруженные детали изготовляют из кованых
и штампованных поковок. Такие отрасли, как транспортное, энергети-
ческое, металлургическое машиностроение, прессостроение и многие
другие, не могут существовать и развиваться без применения обработки
металлов ковкой.
Одной из основных задач, стоящих перед кузнечным производст-
вом, является экономия металла. Примерно из 160 млн. т годового
выпуска стали в нашей стране ежегодно уходит в стружку около 8 млн.
т. Хотя эти отходы и образуются в механических цехах, они, по сущест-
ву, являются отходами кузнечного производства, которое не всегда
может обеспечить получение точных поковок без их значительной после-
дующей обработки резанием.
Дальнейшее совершенствование процессов ковки и штамповки,
обеспечивающее более широкое их использование в машиностроении,
направлено на получение поковок с размерами и формой, приближаю-
щимися к размерам и форме готовых деталей, идущих на сборку. Это
ведет к уменьшению объема обработки резанием, снижению потерь метал-
ла в стружку, повышению производительности труда и снижению себе-
стоимости продукции.
В ряде случаев обработка резанием вытесняется высокоточными
процессами обработки давлением с существенным повышением техни-
ко-экономических показателей производства. Специальные виды штам-
повки позволяют получать готовые изделия (заклепки, болты, штиф-
ты, гайки и др.), а также детали машин (лопатки турбин, шестерни,
ступенчатые и кулачковые валы и др.), почти не требующие дополни-
тельной обработки резанием. Современные горячештамповочные авто-
маты обеспечивают малоотходную штамповку достаточно точных поко-
вок, таких, как шестерни, кольца, фланцы, болты, гайки и т.п.,из прут-
ков диаметром до 80 мм с производительностью до 70 шт. в минуту.
На базе экспериментальных и теоретических исследований усо-
11
вершенствованы режимы ковки с применением более совершенных кон-
струкций бойков. Внедряется ковка с неравномерным нагревом заго-
товок, при которой наибольшая деформация сосредоточивается в нуж-
ном участке объема заготовки с целью повышения качества металла,
что особенно важно для крупных слитков. Расширяются возможности
увеличения наибольшей массы откованных поковок до 400 ти более.
Кузнечные цехи оснащают все более мощным, производительным
и точным оборудованием. Основными направлениями экономического
и социального развития СССР на 1986 — 1990 годы и на период до 2000
года предусмотрен опережающий рост выпуска кузнечно-прессового
оборудования при значительном повышении его технического уровня.
В двенадцатой пятилетке запланировано увеличить выпуск современ-
ных кузнечно-прессовых машин, оснащенных средствами автоматизации.
Все шире внедряются механизация и автоматизация процессов
ковки и штамповки. На базе современных достижений электронной и
вычислительной техники создаются принципиально новые системы
управления машинами и технологическими процессами, применяются
различные манипуляторы, роботы и др. На некоторых заводах внедре-
ны устройства программного управления для контроля и обеспечения
точных размеров поковок при ковке на гидравлических прессах.
Проводятся интенсивные работы по усовершенствованию проектно-
конструкторских и технологических разработок. Применение машин-
ных способов проектирования технологии, оснастки и оборудования
позволяет оптимизировать поиск технических решений и значительно
повысить уровень кузнечно-штамповочного производства в ближай-
шем будущем.
В результате реконструкции отдельных заводов, введения новых
производственных мощностей и объединения мелких кузниц в круп-
ные увеличиваются масштабы выпуска поковок цехами кузнечного
производства. При этом создаются благоприятные возможности для
специализации производства поковок при сокращении номенклатуры
выпускаемых поковок для каждого из цехов в соответствии с возмож-
ностями данного производства (тип, размер и число единиц оборудова-
ния) . В этих условиях уменьшается стоимость изготовления поковок
и повышается производительность труда за счет применения специали-
зированного оборудования, комплексной механизации и автоматизации,
внедрения более совершенной технологии и прогрессивных методов
организации труда. Специализация одновременно предполагает коопе-
рирование различных производств для взаимного обеспечения поков-
ками, которые на данном производстве не изготовляются. На принципах
специализации и с использованием ее преимуществ организуется цент-
рализованное производство однотипных общемашиностроительных по-
ковок шестерен, валов, фланцев, клапанов и других на специальных
кузнечных заводах (центрокузах) с выпуском 400 . . . 500 тыс. т поко-
вок в год, а также в специализированных кузнечно-штамповочных
цехах с выпуском около 200 тыс. т поковок в год. Среди специализи-
12
рованных цехов большинство составляют штамповочные, но есть и
ковочные, например специализирующиеся на ковке осей для желез-
нодорожного транспорта. На некоторых металлургических заводах
имеются специализированные цехи для ковки слитков.
Хотя ковка и уступает горячей штамповке по производительности
и точности поковок, однако имеет свою рациональную область приме-
нения. Это прежде всего выпуск малых серий поковок небольшой и
средней массы (100 . . . 200 кг), когда изготовление дорогостоящих
штампов для горячей штамповки экономически нецелесообразно. В
таких случаях более экономична ковка на молотах универсальным ин-
струментом — бойками. Крупные поковки (особенно массой десятки
и сотни тонн) удается изготовлять только ковкой на гидравлических
прессах. В общем выпуске поковок, производимых в нашей стране,
в среднем 30 % приходится на кованые поковки, а 70 % — на штампован-
ные. Однако, например, в тяжелом машиностроении число кованых
поковок достигает 70 %.
Ручная ковка необходима в единичном и мелкосерийном произ-
водстве поковок для изготовления деталей экспериментальных машин
и необходимых при ремонте оборудования, для изготовления специаль-
ного инструмента и т.д. Практически на всех заводах, во всех ремонт-
ных мастерских еще продолжительное время будет использоваться руч-
ная ковка. Работы по ручной ковке могут выполнять только рабочие
высокой квалификации.
Дальнейшие перспективы развития кузнечного производства в на-
шей стране во многом зависят от уровня профессиональной подготовки
нового пополнения рабочих-кузнецов, которые должны в совершен-
стве овладеть этой почетной и очень нужной профессией.
Контрольные вопросы
1. Расскажите об основных этапах развития кузнечно-штамповочного произ-
водства.
2. Какую роль играет кузнечно-штамповочное производство в народном
хозяйстве страны?
3. Перечислите основные виды обработки давлением и раскройте их сущ-
ность.
4. Назовите области рационального примшения ковки.
5. Какими рабочими качествами должен сбладать кузнец ручной ковки?
2. ОСНОВЫ ТЕОРИИ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
2.1. СТРОЕНИЕ МЕТАЛЛОВ И ИХ ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ
Строение металлов. Теория обработки металлов давлением изу-
чает физическую природу пластической деформации металлов, влияние
различных факторов на процесс деформирования, силовое взаимодей-
ствие между инструментом и деформируемым металлом, влияние пласти-
ческой деформации на строение и свойства обрабатываемого материала
и др.
Металлы и сплавы состоят из прочно соединенных друг с другом
зерен (рис. 2.1, а). Такое строение формируется в процессе кристалли-
зации металла и перехода его из жидкого состояния в твердое. В про-
мышленных условиях кристаллизация начинается одновременно во
многих точках, называемых центрами кристаллизации.
Около этих центров по мере затвердевания металла растут кристаллы
металлического вещества, из которых формируются зерна. Если в
жидком металле атомы находятся в непрерывном хаотическом движе-
нии, то в твердом они располагаются в определенном порядке. Такое
строение вещества называется кристаллическим. После крис-
таллизации зерно представляет собой кристалл неправильной формы
и называется кристаллитом,а строение металла — поли-
кристаллическим. Кристаллическое строение схематично изо-
бражается кристаллической решеткой (рис. 2.1, б),
которая для каждого металла имеет вполне определенное расположе-
ние центров устойчивого равновесия атомов. Кристаллическая решет-
ка характеризуется также типом элементарной ячейки и расстоянием
между атомами, называемым параметром решетки. Путем
перемещения таких ячеек в трех взаимно перпендикулярных направ-
лениях строят кристаллическую решетку того или иного металла.
На рис. 2.1, в ... д приведены три наиболее распространенных типа
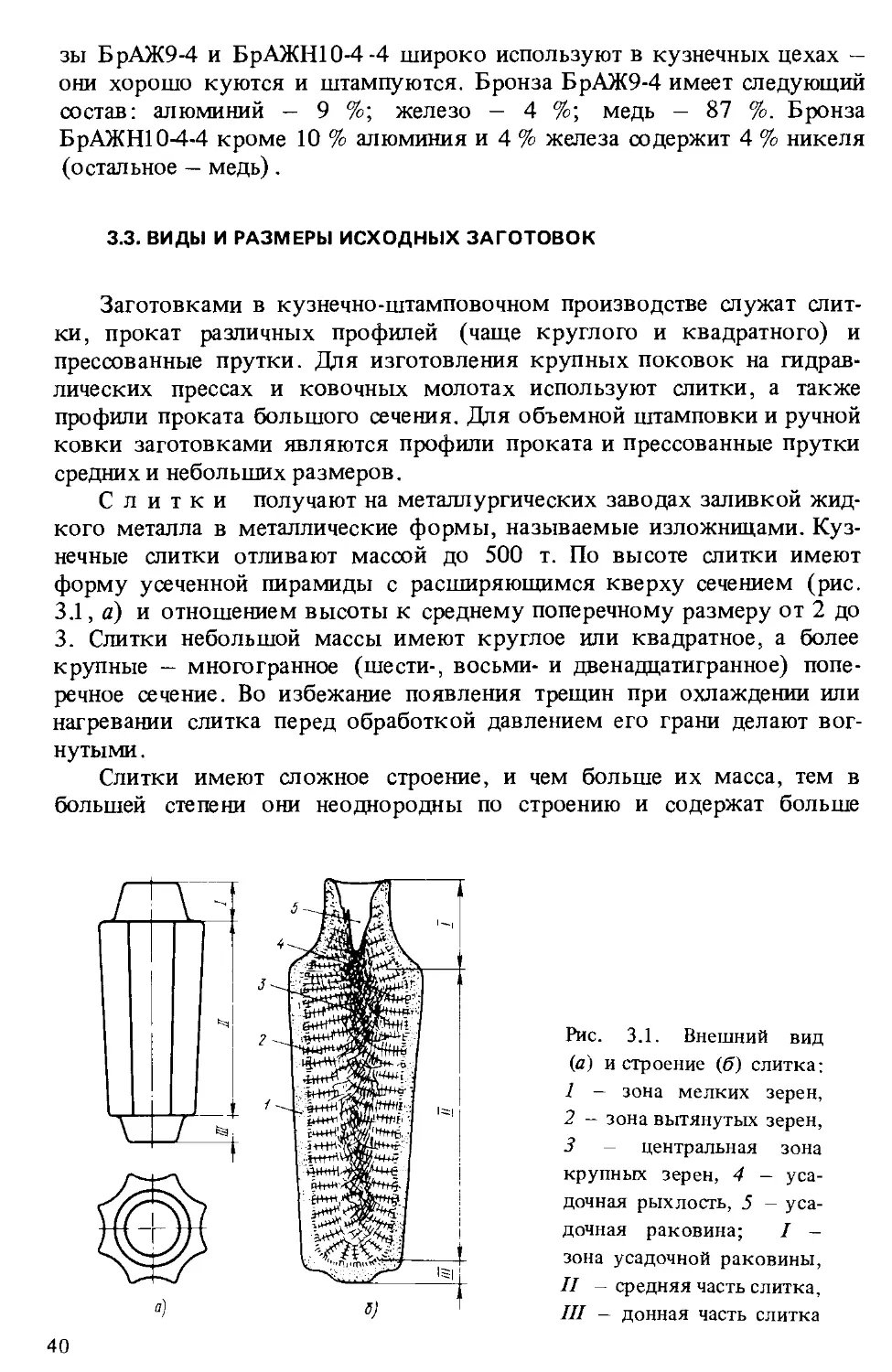
Рис. 2.1. Строение металла:
а - микроструктура металла, б - схема кристаллического строения, в, г -
объемно центрированная и гранецентрированная кубические решетки, д -
гексагональная решетка
14
элементарных ячеек, в соответствии с которыми получили свое наз-
вание и кристаллические решетки. Объемно центрированную куби-
ческую решетку (рис. 2.1, в) имеют железо при температуре ниже
910 °C, хром, титан при температуре выше 882 °C, вольфрам, молиб-
ден и др., гранецентрированную кубическую (рис. 2.1, г) — железо при
температуре от 910 до 1410 °C, алюминий, свинец, медь, серебро, золо-
то и др. Магний и бериллий при температуре ниже 882 °C, а также
титан и некоторые другие металлы имеют гексагональную плотноупа-
кованную кристаллическую решетку (рис. 2.1,0).
В промышленных металлах и сплавах, как правило, присутствуют
различные неметаллические включения в виде оксидов, нитридов, суль-
фидов и т.д. В силу того что температура затвердевания неметалличес-
ких включений ниже, чем металла, в первую очередь кристаллизуются
поликристаллы, а затем затвердевают неметаллические включения,
которые располагаются по границам зерен в виде тонких прослоек
или отдельных включений разнообразной формы. Размеры зерен, во
многом зависящие от скорости охлаждения, обычно составляют 0,01 . ..
... 0,1 мм; при медленном охлаждении жидкого металла их размеры могут
достигать нескольких миллиметров. Следует отметить, что кристалли-
ческие решетки в зернах могут иметь различные дефекты (несовершен-
ства) , например отсутствие в нексторых узловых точках атомов (обра-
зование вакансий), искажение решетки из-за внедрения лишних атомов,
наличие микроскопических пор, образующихся вследствие усадки
металла при кристаллизации, и др.
Свойства металлов во многом зависят от их кристаллического
строения, размера и формы зерен г неметаллических включений. Так,
кристаллы, имеющие гранецентрирсванную кристаллическую решетку
(свинец, алюминий, медь), обладают наибольшей пластичностью, а
деформированный мелкозернистый металл прочнее литого, имеющего
крупнозернистое строение.
Деформация. При обработке метилов давлением в заготовке под
действием внешних сил возникают 1апряжения. Если они невелики,
происходит упругая деформгция, при которой атомы метал-
ла смещаются с положений устойчивого равновесия (рис. 2.2, а) на
очень малые расстояния, не превышающие межатомные (рис. 2.2, б).
После снятия нагрузки атомы вследствие межатомного воздействия воз-
вращаются в исходные положения устойчивого равновесия. Форма
г т
а) 6) 6> г)
Рис. 2.2. Перемещение атомов при деформации скольжением:
а — устойчивое равновесие, б - упругая деформация, в - начало
смещения атомных слоев, г — пластиче:кая деформация; а — а —
плоскости скольжения, т — касательные шпряжения
15
тела полностью восстанавливается и никаких остаточных изменений
в металле не происходит. Значения упругих деформаций очень малы и
составляют тысячные доли процента.
С увеличением внешней нагрузки напряжения в теле растут, что
ведет к смещению атомов с положений устойчивого равновесия на
расстояния, значительно превышающие межатомные (рис. 2.2,в). После
снятия нагрузки атомы занимают новые места устойчивого равновесия,
поэтому форма тела не восстанавливается (рис. 2.2, г). Такое необра-
тимое изменение формы тела называется пластической де-
формацией. Способность металла подвергаться пластической де-
формации называется пластичностью. Количественно плас-
тичность характеризуется значением максимальной остаточной дефор-
мации, которую можно сообщить металлу до его разрушения. Пластич-
ность, как будет показано ниже, не является постоянной характеристи-
кой металла, так как в значительной степени зависит от условий дефор-
мирования.
Общая пластическая деформация поликристаллического металла
складывается из деформаций двух видов — внутрикристаллитной и меж-
кристаллитной.
Рассмотрим внутрикристаллитную деформацию.
Пластическая деформация в отдельно взятом зерне происходит в основ-
ном за счет скольжения одних тонкие атомных слоев кристаллита отно-
сительно других (см. рис. 2.2, в, г), причем их относительное смещение
составляет примерно 100 . . . 200 А. Смещения совершаются по особым
кристаллографическим плоскостям (а — а), наиболее плотно упакован-
ным атомами и называемым плоскостями скольжения.
Например, для металлов с гранецеггрированной кристаллической решет-
кой такой плоскостью является плоскость октаэдра abc (см. рис. 2.1, г).
Скольжение атомных слоев происходит в первую очередь по тем
плоскостям, направление которых составляет 45 ° по отношению к
направлению действия усилия сжатия Р (см. рис. 2.3, а), так как по
этим направлениям действуют максимальные касательные напряже-
ния ттах. Так, в образце, показтнном на рис. 2.3, а, скольжение будет
происходить прежде всего в зергах 1 ... 5, плоскости скольжения кото-
рых расположены под углом 45 ° к действию усилия Р. В результате
пластической деформации (рис.2.3, б) зерна вытягиваются в направле-
нии наибольшего течения метила и приобретают вытянутую форму
(рис. 2.3, в). Такая структура газывается строчечной или по-
лосчатой. При специальной обработке поверхности деформируемого
металла полосы скольжения можно наблюдать визуально в виде мелких
рисок определенного направлешя.
При деформировании метила ударными нагрузками его пластичес-
кая деформация может развязаться также за счет двойникова-
ния. Процесс двойникованиз (рис. 2.4) в отличие от скольжения сос-
тоит в стройном смещении зруппы атомов относительно особой плос-
кости а - а — плоскости д в о й н и к о в а ни я , в результате
16
Рис. 2.3. Поликрметаллическое строе-
ние металла (а), межкристаллитная
деформация (б) и вытянутая фор-
ма деформированных кристаллитов
(в):
1 ... 5 - зерна металла
Рис. 2.4. Перемещение атомов при
деформации двойникованием:
а ~ а - плоскость двойникования,
т - касательные напряжения
которого смещающаяся часть кристаллита занимает положение зеркаль-
ного отражения его недеформированной части.
В процессе деформирования зерна поворачиваются и перемещаются
друг относительно друга — происходит межкристаллитная
деформация (см. рис. 2.3, б) . При разворотах у все большего числа
зерен плоскости скольжения получают направление под углом 45 0
к действию силы Р и в них также интенсивно развивается пластическая
деформация. Таким образом заготовка пластически деформируется
в целом.
Теоретические расчеты показывают, что для одновременного сдви-
га одной части кристаллита относительно другой требуются напряжения,
в сотни раз превышающие те, которые достаточны для этого на практи-
ке. Связано это с тем, что в реальных металлах имеются места ослаблен-
ных межатомных связей и большое количество вредных примесей.
Поэтому скольжение в зернах происходит не одновременно по всей
плоскости скольжения, а последовательно, путем перемещения отдель-
ных групп атомов относительно других, на что требуются значительно
меньшие сдвиговые напряжения. Ослабление связей между атомами
обусловлено наличием несовершенств в строении реальных кристалли-
тов, например отсутствием или избытком в узлах решетки дополни-
тельных атомов. Такие несовершенства называют дислокациями.
В процессе холодной пластической деформации
в металле возникают дополнительные дислокации, образуются осколки
кристаллитов, которые, затрудняя дальнейшую деформацию, вызывают
17
увеличение прочности и твердости металла, уменьшение пластичности
и изменение его физических и химических свойств. Так, электросопро-
тивление и химическая активность увеличиваются, магнитная проницае-
мость и теплопроводность уменьшаются. Совокупность изменений меха-
нических, физических и химических свойств металла в результате плас-
тической деформации называется наклепом или упрочне-
нием.
Кроме того, после холодной пластической деформации кристалло-
графические плоскости зерен будут иметь одинаковые направления.
Такая структура называется текстурой деформации; она
характеризуется анизотропией (неравенством) механических свойств
в различных направлениях.
В процессе пластической деформации одновременно с образованием
строчечной структуры и текстуры деформации металл приобретает
также волокнистое строение. Оно наблюдается в виде
тонких полос, представляющих собой вытянутые в направлении наи-
большего течения металла неметаллические включения или зоны метал-
ла, содержащие повышенное количество примесей. Если строчечная
структура может быть обнаружена только под микроскопом, то волок-
нистое строение наблюдается невооруженным глазом. Очевидно, что
однородный металл, в котором отсутствуют примеси, после деформации
не будет иметь волокнистого строения.
При вполне определенной для каждого металла максимальной пла-
стической деформации в нем возникают микропоры и микротрещины,
которые развиваются, растут и приводят к разрушению металла. Таким
образом, для каждого металла существует предельно допустимая плас-
тическая деформация, которая характеризует его пластические свой-
ства. Как показывают исследования, последние зависят от условий
нагружения (сжатия, растяжения), степени и скорости деформации и др.
На производстве большинство металлов и сплавов обрабатывают
давлением в предварительно нагретом состоянии, поскольку с уве-
личением температуры пластичность металла увеличивается, а сопро-
тивление деформированию снижается. В зависимости от температуры
обработки пластическая деформация может быть холодной, неполной
горячей и горячей.
В отличие от холодной пластической деформации,подробно рассмот-
ренной выше, при неполной горячей пластической
деформации происходят частичное восстановление искаженной
кристаллической структуры и уменьшение остаточных напряжений
в металле. Объясняется это некоторым повышением активности ато-
мов, поскольку рассматриваемая деформация осуществляется при
повышенной температуре — примерно при Т = (0,25 . . . 0,3) Гпл, где
^пл — температура плавления металла. Следует отметить, что при непол-
ной горячей пластической деформации металл, хотя и в меньшей степени,
чем при холодной, но все же несколько упрочняется и приобретает стро-
чечную и волокнистую структуру.
18
Горячая пластическая деформация харак-
теризуется тем, что в деформируемом металле протекает процесс р е-
кристаллизации — возникновения и роста новых равноосных
зерен с неискаженной кристаллической структурой взамен деформи-
рованных. Рекристаллизация полностью ликвидирует строчечную струк-
туру и упрочнение металла, деформированного в холодном состоянии.
Установлено, что для чистых металлов температура рекристаллизации
Т = О 4Т
•"рек >г-'пл'
В отличие от неполной горячей при горячей пластической деформа-
ции строчечная структура ликвидируется, а волокнистое строение метал-
ла сохраняется, поскольку вытянутые в момент деформирования неме-
таллические включения рекристаллизации не подвергаются. У горяче-
деформированного металла механические свойства вдоль волокон
выше, чем поперек, поэтому изготовлять поковки следует так, чтобы
направление волокон совпадало с направлением максимальных рабо-
чих напряжений, возникающих в детали при ее эксплуатации.
22.СИЛЫ,НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
ПРИ ОБРАБОТКЕ ДАВЛЕНИЕМ
Рис. 2.5. Напряженное состоя-
ние металла при кузнечной
осадке
При обработке давлением пластическая деформация осуществля-
ется за счет системы внешних активных сил, создаваемых машиной-
орудием (прессом, молотом и др.) и с помощью инструмента прикла-
дываемых к деформируемой заготовке. При ручной ковке металл
деформируется под действием ударов кувалдой, гладилкой и другого
кузнечного инструмента.
Рассмотрим силовое взаимодействие между инструментом и заго-
товкой при наиболее часто применяемой операции — осадке (рис. 2.5).
Силовое воздействие инструмента на обрабатываемую заготовку
определяется усилием, действующим на единицу площади контакта
между инструментом и заготовкой. Это усилие называется удел ь-
ным усилием деформирова-
ния или контактным напря-
жением и определяется по формуле
ок = P/FK, где Р ~ полное усилие дефор-
мирования, FK — площадь поверхности
контакта между инструментом и заготов-
кой.
Течение металла при деформировании
сопровождается скольжением его частиц
по поверхности инструмента. В результа-
те между инструментом и заготовкой воз-
никают напряжения контактного трения
т, направление которых противоположно
течению металла. Наличие трения вызыва-
ет увеличение необходимого усилия дефор-
19
мирования, повышает износ инструмента, является причиной неодно-
родной деформации. Например, при осадке цилиндрическая заготовка
приобретает бочкообразную форму, а различные ее объемы подверга-
ются различным по значению деформациям. В большинстве случаев
трение является вредным и его стараются уменьшить, применяя различ-
ные виды смазок и уменьшая шероховатость рабочей поверхности
инструмента.
Под действием внешних сил в деформируемой заготовке возникают
внутренние силы, противодействующие внешним и уравновешивающие
их. Внутренняя сила, приходящаяся на единицу площади поперечного
сечения заготовки, называется напряжением о. Являясь вектор-
ной величиной, напряжение определяет не только значение внутренних
сил, но и их направление.
Выделим в деформируемой заготовке (см. рис. 2.5) малый элемент
в виде кубика со стороной, равной единице. На его грани в общем слу-
чае действуют напряжения at, а2 и <73, определяющие напряженное сос-
тояние металла в выбранной точке тела.
При действии на материальную точку одного напряжения (рис.
2.6, /) напряженное состояние называют одноосным или л и-
н е й н ы м, при одновременном действии двух напряжений at и
(рис. 2.6, II) — двухосным или плоским, при действии
трех напряжений at, о2 и оэ (рис. 2.6, III) — трехосным или
объемным. Напряженное состояние металла зависит от выполняе-
мой операции, формы заготовки, значения трения на контактной по-
верхности и др.
Так, при растяжении длинного стержня (рис. 2.7, а) металл дефор-
мируется в условиях линейного (одноосного) напряженного состояния.
Рис. 2.6. Схемы главных напря-
жений:
/ - одноосное напряженное сос-
тояние при растяжении и сжатии,
II - двухосное напряженное сос-
тояние, III - трехосное напряжен-
ное состояние
Р В)
Рис. 2.7. Напряженное состояние металла
при растяжении длинного стержня (а)
и растяжении плоской тонкой пластины (б)
20
Плоская пластина (рис. 2.7, б), растягиваемая, например, в двух вза-
имно перпендикулярных направлениях, находится в условиях плос-
кого (двухосного) напряженного состояния. В большинстве случаев
обработки давлением и особенно при выполнении операций ковки
металл деформируется в условиях объемного напряженного состояния.
Так, при осадке цилиндрической заготовки металл в центральной части
(см. рис. 2.5) деформируется в условиях объемного (трехосного)
напряженного состояния сжатия. Слои металла периферийной части
заготовки деформируются по схеме трехосного напряженного состоя-
ния с двумя сжимающими и одним растягивающим напряжением.
Рассмотрим условия, при которых совершается пластическая дефор-
мация.
При одноосном сжатии или растяжении (см.
рис. 2.6,7) состояние текучести в металле наступает, когда напряжение
ot достигает некоторой вполне определенной для данного металла вели-
чины ат, называемой пределом текучести. Эта величина,
количественно определяющая сопротивление металла деформированию,
является характеристикой материала и зависит от температуры, степе-
ни и скорости деформации, т. е. от условий деформирования. Для боль-
шинства применяемых в машиностроении металлов и сплавов предел
текучести определяют экспериментально на испытательных машинах
путем растяжения специальных образцов при соответствующих темпе-
ратурах.
Для различных напряженных состояний условия текучес-
ти можно выразить следующим образом:
для одноосного 01 = ат;
для двухосного Oi2 + о32 — 01 о3 = от2;
для трехосного (ot - о2)2 + (о2 - о3)2 + (о3 - Oj)2 = от2.
Интересным является тот факт, что если металл деформировать
в условиях трехосного равномерного сжатия (oj = о2 = о3), то как
бы ни велики были эти напряжения, металл пластически деформироваться
не будет, наблюдаются только упругие деформация и уменьшение объема.
Так, при всестороннем сжатии стального образца под давлением
1000 МН/м2 (например, в специальном контейнере с жидкостью) объем
его упруго уменьшается примерно на 0,6 %. Чем ближе напряженное
состояние к схеме всестороннего сжатия, тем большие удельные усилия
деформирования требуются для выполнения операции.
Для определения полного усилия деформирования выведены спе-
циальные теоретические формулы применительно к различным опера-
циям обработки давлением. Эти формулы приводятся ниже при рас-
смотрении соответствующих операций ковки.
Перейдем к изучению деформаций металла при обработке давлени-
ем. Рассмотрим деформацию цилиндрической заготовки (см. рис. 2.5)
высотой Но и диаметром Do при ее осадке. Под действием уси-
лия Р высота заготовки уменьшается с Но до , а диаметр Do увеличи-
вается до Di. Величина ДЯ = Но - Нх называется абсолютной
21
деформацией. При осадке абсолютная деформация определяет
абсолютное изменение линейного размера, не характеризуя степени
воздействия на металл. Деформацию заготовки можно определить,
пользуясь величиной, называемой относительной дефор-
мацией или степенью д е ф о р м ац и и: е = ДЯ/Я0 ~ (Яо —
-Я^/Яо или (в процентах) е = (Яо -Я1)/Яо 100.
Если заготовка подвергается пластическому растяжению
(см. рис. 2.7), то под действием усилия Р ее длина увеличивается, а
площадь поперечного сечения уменьшается. Величина Д/ = 1г - /0 на-
зывается абсолютной деформацией, а величинае =
= Д7//о = (Л — Ш —относительной деформацией
или относительным удлинением. Деформация металла
при растяжении может быть определена также величиной, называемой
относительной поперечной деформацией или
коэффициентом в ы тяжки.-д = (Fo - Ft) /Fo, где Fo и
Ft — площади поперечного сечения заготовки соответственно до и
после деформации.
В кузнечном производстве широко применяют операцию п р о-
т я ж к и, которая состоит в уменьшении площади поперечного сечения
заготовки и увеличении ее длины путем нанесения ударов по боко-
вой поверхности заготовки или нажатий на нее. Деформацию заго-
товки в этом случае принято определять коэффициентом У = F0/Ft,
называемым степенью укова или у к о в о м (рис. 2.8).
переход переход переход
Рис. 2.8. К определению значения укова
На производстве, как правило, протяжку выполняют не за один, а за
несколько приемов. В этом случае общий уков равен произведению
уковов за весь цикл обработки: Уобщ = У\Уг- • Уп, где Уь У2, .. .
...,Уп — значения уковов в 1 -м, 2-м,... n-м переходах обработки.
Сопротивление металла деформированию во многом зависит от
скорости деформации, 1/с. Средняя скорость деформации
е = е/Дг, где е и Дг — соответственно степень и время деформации.
Скорость деформации не следует отождествлять со скоростью дефор-
мирования, т. е. скоростью движения деформирующего инструмента
относительно заготовки, м/с.
22
Обрабатываемые в кузнечном производстве металлы и сплавы
обладают различными пластическими свойствами, или пл астич-
н о с т ь ю. Наиболее распространенным и удобным методом определе-
ния пластичности является испытание на растяжение, которое прово-
дится на образцах, форма и размеры которых должны соответствовать
ГОСТ 1497—84. Пластичность при растяжении оценивают какой-либо
из двух величин — относительному удлинению 3 или относительному
сужению ф образца,%: 8 = [(ZK - Zo)/Zo] 100; ф = [(Fo -FK)/F0] х
х 100, где ZK и FK — соответственно длина образца после разрыва и пло-
щадь поперечного сечения образца в месте разрушения.
При сжатии пластичность (%) определяют по формуле 8СЖ =
= [(Цо ~ #KWo] • ЮО, где Як — высота образца в момент начала
появления трещин в металле.
Показатели пластичности, определенные по результатам испытаний
на сжатие (8СЖ) или растяжение (8), недостаточно полно характеризу-
ют способность металла подвергаться тем или другим методам обработ-
ки давлением и, в частности, операциям ковки (прошивке, гибке, скру-
чиванию и др.). Более близкими к действительности и полезными для
практики являются испытания на технологическую плас-
тичность. Они состоят в том, что пластичность определяется в усло-
виях выполнения той или иной конкретной операции. Например, плас-
тичность при протяжке определяется путем поперечного обжатия длин-
ной заготовки (а не продольного, как при осадке) . Чем выше техноло-
гическая пластичность, тем большей степени деформации можно под-
вергнуть металл в процессе выполнения данной операции.
Наряду с пластичностью и технологической пластичностью для
оценки степени обрабатываемости металлов давлением используют
такое понятие, как ковкость, одновременно характеризующую
и пластичность металла, и его сопротивление деформированию. Чем
выше пластичность металла и меньше его сопротивление деформиро-
ванию, тем выше ковкость.
Для осуществления пластической деформации необходимо затра-
тить определенную механическую энергию, знание величины. которой
помогает правильно выбрать необходимое оборудование и определить
трудоемкость обработки.
Работа пластической деформации может быть вычислена по форму-
ле <4 = Р/ кН, где кН — путь инструмента в процессе выполнения дефор-
маций; Р — среднее на пути кН значение деформирующего усилия.
Упражнения
1. Определить напряжение текучести в процессе растяжения образца из стали
СгЗ при комнатной температуре, если пластическая деформация образца началась
при усилии Р= 17,8 кН, а его диаметр был равен 10 мм.
2. Определить пластичность стали Сг5 в процессе растяжения образца при
комнатной температуре, пользуясь следующими сведениями испытаний: на-
чальная длина образца - 100 мм, длина образца после разрыва - 117 мм.
23
3. Вычислить полное усилие Р осадки цилиндрической заготовки, если в мо-
мент деформирования она имеет диаметр, равный 40 мм, а удельное усилие де-
формирования составляет 700 МН/м2.
4. Определить суммарное значение укова при протяжке за три перехода квад-
ратной в сечении заготовки (сечение заготовки по переходам изменялось в соот-
ветствии с рис. 2.8).
23. ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ПЛАСТИЧНОСТЬ
И СОПРОТИВЛЕНИЕ ДЕФОРМИРОВАНИЮ
Влияние температуры. На рис. 2.9 представлены графики влияния
холодной деформации на пластичность 5, предел прочности ов и твер-
дость НВ низкоуглеродистой стали. Из графиков видно, что уже при
деформации, равной 20 %, наблюдается снижение пластичности металла
в 3 раза, увеличение твердости и прочности примерно в 1,3 ... 1,4 раза.
Следовательно, в холодном состоянии из этой стали нельзя получить
поковки сложной формы, так как металл при деформировании будет
разрушаться вследствие низкой пластичности.
Для увеличения ковкости обрабатываемые металлы нагревают.
С повышением температуры увеличивается пластичность и снижается
сопротивление металлов деформированию. В качестве примера рассмот-
рим влияние температуры на пластичность 5 и предел прочности ов
стали с содержанием углерода 0,42 % (рис. 2.10). При повышении тем-
пературы деформирования с 0 до 300 °C сопротивление деформиро-
ванию несколько увеличивается, а затем падает с 760 до 10 МН/м2
Рис. 2.9. Графики влияния хо-
лодной деформации на пластич-
ность (6), предел прочности
(og) и твердость (НВ) низко-
углеродистой стали
Рис. 2.10. Графики влияния тем-
пературы на пластичность (6) и
предел прочности (ав) для стали
с содержанием углерода 0,42 %
24
при 1200 °C, т. е. уменьшается почти в 76 раз. Пластичность же этой
стали, наоборот, при повышении температуры от 0 до 300 °C сначала
уменьшается, затем до температуры « 800 °C резко увеличивается,
после этого незначительно падает, а при дальнейшем увеличении тем-
пературы снова. увеличивается. Явление снижения пластичности при
300 °C называется синеломкостью, а при 800 °C — крас-
ноломкостью. Синеломкость объясняют выпадением по плоскос-
тям скольжения мельчайших частиц карбидов, которые увеличивают
сопротивление деформированию и уменьшают пластичность. Красно-
ломкость появляется вследствие образования в металле многофазной
системы, обладающей пониженной пластичностью. Это состояние харак-
терно для неполной горячей обработки давлением. При температурах
синеломкости и красноломкости деформировать сталь особенно неже-
лательно, так как при ковке возможно образование трещин в заготов-
ке и, как следствие, брак продукции.
Различные металлы и сплавы обрабатывают давлением во вполне
определенном температурном интервале ДТ = Тв - Тл, где Тв и Тн —
соответственно верхний и нижний температурные пределы обработки
металла давлением.
Деформирование металла при температуре ниже Тв вследствие сни-
жения пластичности может привести к его разрушению. Нагрев металла
выше температуры Тв ведет к дефектам структуры металла, снижению
его механических свойств и пластичности. Температурные интервалы
обработки давлением для разных металлов различны, однако общим
для них является то, что наибольшую пластичность металлы имеют при
температурах, превышающих температуры рекристаллизации.
Влияние степени и скорости деформации. Степень и скорость дефор-
мации оказывают сложное влияние на пластичность и сопротивление
металла деформированию. Причем это влияние зависит как от их зна-
чений, так и от того, в каком состоянии деформируют металл — горя-
чем или холодном.
Степень и скорость деформации одновременно оказывают на металл
и упрочняющее, и разупрочняющее действия. Так, с увеличением степе-
ни деформации, с одной стороны, увеличивается наклеп металла, а
следовательно, повышается и его сопротивление деформированию.
Но, с другой стороны, увеличение степени деформации, интенсифици-
руя процесс рекристаллизации, ведет к разупрочнению металла и сниже-
нию его сопротивления деформированию. Что касается скорости дефор-
мации, то с ее увеличением уменьшается время протекания процесса
рекристаллизации и, следовательно, увеличивается упрочнение. Однако
с повышением скорости деформации увеличивается количество выделя-
ющейся в металле в момент деформирования теплоты, которая не
успевает рассеяться в окружающую среду и вызывает дополнитель-
ный разогрев металла. Увеличение же температуры сопровождается
снижением сопротивления металла деформированию.
В большинстве случаев ручной ковки металл деформируют в нагре-
25
том состоянии и увеличение степени и скорости деформации ведет
к уменьшению пластичности и увеличению сопротивления деформи-
рованию.
Влияние схемы напряженного состояния. Схема напряженного сос-
тояния оказывает существенное влияние на пластичность, сопротив-
ление деформированию и полное усилие обработки давлением.
Чем выше в деформируемом металле растягивающие напряжения,
тем больше снижается его пластичность и тем вероятнее появление в
нем трещин. Поэтому следует стремиться обрабатывать металл таким
образом, чтобы в нем возникали сжимающие напряжения и отсутство-
вали растягивающие.
Так, металл имеет наименьшую пластичность в условиях деформи-
рования по схеме линейного растяжения (см. рис. 2.6,7 и 2.7, а) и наи-
большую — по схеме всестороннего неравномерного сжатия (см.
рис. 2.6, III и 2.11, а). Экспериментально установлено, что сплавы,
непластичные в условиях одноосного растяжения, хорошо деформи-
руются в условиях всестороннего неравномерного сжатия. Чугун, напри-
мер, при растяжении или открытой осадке (см. рис. 2.5) практически
не деформируется, тогда как его можно подвергнуть значительным де-
формациям путем выдавливания с усилием Р и противодавлением
1°пр по схеме, приведенной на рис. 2.11, а.
Рис. 2.11. Методы повышения технологической пластичности
металла при выдавливании (я), осадке (б) и протяжке (в)
Знание схем напряженного состояния имеет большое практическое
значение. При ковке высоколегированных сталей на плоских бойках
(см. рис. 2.5) на бочкообразной поверхности заготовки могут появ-
ляться трещины. Объясняется это тем, что в этой зоне напряженное
состояние металла характеризуется наличием растягивающих напря-
жений о3. Если же эту заготовку осаживать в оправке (рис. 2.11, б)
или ковать в вырезных бойках (рис. 2.11, в), то схема напряженного
состояния металла будет соответствовать схеме всестороннего сжатия
и, таким образом, можно избежать образования трещин.
26
В современном кузнечно-штамповочном производстве заготовки
деталей из некоторых жаропрочных сплавов получают только выдав-
ливанием, так как при других способах (осадка, гибка, открытая штам-
повка) наблюдается разрушение сплава.
2.4. ВЛИЯНИЕ ОБРАБОТКИ ДАВЛЕНИЕМ
НА СВОЙСТВА МЕТАЛЛОВ
Одним из главных достоинств обработки давлением является повы-
шение прочностных и эксплуатационных свойств металлов и сплавов.
На металлургических заводах из жидкого металла изготовляют
заготовки либо в виде круглых слитков, либо имеющие прямоуголь-
ное или квадратное сечение. В этих заготовках много различных дефек-
тов, металл обладает низкими механическими свойствами.
Дефекты слитка (газовые пузыри, трещины, неоднородность хими-
ческого состава, крупнозернистость и др.) устраняются горячей обработ-
кой давлением. При ковке и прокатке завариваются газовые пузыри,
измельчается зерно, выравнивается химический состав слитка по сече-
нию. Механические свойства литого металла в результате пластической
деформации значительно повышаются.
Рис. 2.12. Диаграмма рекристаллизации низкоуглеродистой стали
(а) и развитие рекристаллизации при протяжке (б)
Каково одновременное влияние температуры и степени деформации
на размер зерна для мягкой стали, наглядно видно на диаграмме (рис.
2.12, а). Изучив ее, можно установить следующие общие закономер-
ности. Во-первых, размер зерна увеличивается с ростом температуры,
если последняя превышает 900 °C. Во-вторых, размер зерна при от-
носительных деформациях до 5 % практически не увеличивается даже
при значительном повышении температуры. Если относительная дефор-
мация металла составляет 5 ... 10 %, размер зерен увеличивается в
десятки раз (эта деформация называется критической).С даль-
27
нейшим увеличением деформации размер зерен уменьшается. Рассмот-
ренное явление объясняется тем, что при малых (до 5 %) деформациях
межзеренные границы не разрушаются и в процессе рекристаллизации
зерна не могут объединяться и срастаться друг с другом. При критичес-
кой деформации разрушаются границы между зернами, в результате
рекристаллизации зерна объединяются друг с другом, их размер увели-
чивается, металл становится крупнозернистым. При больших степе-
нях деформации зерна дробятся, образуются новые центры рекристал-
лизации, вокруг которых растут новые зерна. Увеличение числа зерен
в металле ведет к уменьшению их размеров, металл приобретает мелко-
зернистое строение и повышенные механические свойства.
При горячей обработке давлением одновременно осуществляются
два процесса - деформация металла и рекристаллизация. В момент
деформирования участка а при протяжке (рис. 2.12, б) зерна металла
в этой зоне раздробляются, уменьшается их размер. Но после деформи-
Рис. 2.13. Влияние обработки давлением на микроструктуру поко-
вок:
а, б - шестерен, в, г - крюков, д,е - коленчатых валов
рования, когда участок а выходит из зоны удара в зону Ъ, под действием
высокой температуры в этой зоне начинается процесс рекристаллизации,
и чем выше температура, тем интенсивнее идет рост рекристаллизован-
ных зерен. Если в процессе ковки зона а подвергалась критической
степени деформации, размер зерен будет максимальным, а механичес-
кие свойства металла — пониженными.
Резервом повышения качества поковок является рациональное ис-
пользование волокнистого строения деформированного металла. Рас-
смотрим несколько примеров.
В шестерне (рис. 2.13, а), изготовленной из проката, волокна на-
28
правлены параллельно ее оси. При работе шестерни в зацеплении с
другой шестерней рабочие напряжения а будут направлены поперек
волокон, т. е. их направление неблагоприятно. При изготовлении той
же шестерни из заготовки, полученной осадкой (рис. 2.13,6), волокна
будут иметь радиальное направление, а так как зуб под действием напря-
жений а при работе подвергается изгибу, то это направление волокон
является наиболее благоприятным.
Аналогично, крюк, изготовленный гибкой проката (рис. 2.13, в)
и ковкой, прочнее крюка, вырезанного из толстой плиты (рис. 2.13, г).
На рис. 2.13, д показана макроструктура штампованного коленчато-
го вала, в котором волокна металла направлены вдоль действия ра-
бочих растягивающих напряжений о. Вал же, изготовленный из проката
обработкой резанием (рис. 2.13, е), имеет неблагоприятно направлен-
ные волокна. Штампованный вал является более прочным и, следователь-
но, его диаметр может быть уменьшен без снижения мощности, напри-
мер, двигателя, где он установлен.
Таким образом, для того чтобы получить детали с высокими ме-
ханическими и наилучшими эксплуатационными свойствами, следует
не только выполнять обработку давлением при оптимальной для дан-
ного металла температуре, но также правильно выбирать операции
ковки, последовательность их выполнения и степень деформации.
2.5. ОСНОВНЫЕ УСЛОВИЯ И ПРИНЦИПЫ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
Условие постоянства объема. В кузнечном производстве важно учи-
тывать условие постоянства объема, которое устанавливает, что объем
металла в процессе деформирования не изменяется. Заметим, однако,
что это условие является неточным при обработке давлением литых
слитков, имеющих дефекты в виде газовых пузырей, усадочной рых-
лости и раковин. В процессе ковки указанные пустоты ликвидируются
и объем слитка уменьшается на 5 ... 7 %.
При ручной ковке исходной заготовкой практически всегда явля-
ется прокат, в котором отсутствуют указанные выше дефекты слитка,
поэтому условие постоянства объема выполняется с большой точностью.
Это условие является основой при расчетах размеров исходной заготов-
ки, определении формы поковок по переходам, разработке формы под-
кладного инструмента и др.
Принцип наименьшего сопротивления. Теорией и практикой обработ-
ки металлов давлением было установлено, что при пластическом дефор-
мировании металл заготовки течет в направлении наименьшего сопро-
тивления.
Допустим, заготовка прямоугольного сечения со сторонами а и
Ъ (рис. 2.14) осаживается между плоскопараллельными бойками. На
контактной поверхности действуют напряжения трения т. Сумма сил
29
р
Рис. 2.14. Изменение
формы прямоуголь-
ной заготовки при
осадке:
1,2 — формы за-
готовки в процессе
осадки
результатов ковки
трения, действующих вдоль длинной (продольной)
стороны заготовки, больше, чем действующих
поперек. Следовательно, вдоль заготовки металлу
течь труднее, чем поперек, и он больше течет в
направлении короткой стороны. Вследствие этого
при осадке заготовка сначала примет форму 1,
а если деформирование продолжать, то ее форма
будет приближаться к кругу 2. При достаточно
больших деформациях любая заготовка (квад-
ратная, треугольная) будет принимать круглую
форму.
Действием принципа наименьшего сопротивле-
ния объясняется и бочкообразование при осадке
цилиндрической заготовки (см. рис. 2.5). Из-за
наличия на контактной поверхности с инструмен-
том напряжений трения т, тормозящих течение
металла у торца, металл быстрее течет в централь-
ной по высоте зоне, что ведет к бочкообразованию.
Рассмотренный принцип поможет в дальней-
шем правильно выполнять такие операции ковки,
как протяжка, прошивка и др.
Принцип подобия дает возможность на основе
небольших образцов (моделей) в лабораториях
определять технологические параметры для деформирования крупных
заготовок из того же металла в производственных условиях.
Принцип подобия требует выполнения некоторых основных усло-
вий , рассмотренных ниже.
1. Натура и модель, а также деформирующий инструмент должны
быть геометрически подобными, т. е. отношения соответственных раз-
меров (длины, ширины, высоты и тл.) натуры и модели должны быть
одинаковыми: /н//м = пн/пм ~ где п — масштаб моделиро-
вания.
2. Степени и скорости деформаций натуры и модели должны быть
равны: е„ = е • в„ =ё„ .
3. Материалы натуры и модели должны быть физически подобны,
т. е. иметь одинаковые химические составы, микро- и макроструктуры,
степени упрочнения и разупрочнения и т д.
Согласно принципу подобия удельные усилия деформирования нату-
ры и модели равны между собой, полные усилия деформирования про-
порциональны площадям поперечного сечения модели и натуры, а работы
деформации пропорциональны их объемам.
На производстве чрезвычайно трудно выполнить условия, необ-
ходимые для применения принципа подобия, поэтому приходится ре-
зультаты деформирования модели использовать применительно к натуре
с учетом экспериментально установленных коэффициентов — скорости
фс, масштабного ф и др. Например, для определения полного усилия
30
деформирования крупной поковки необходимо сопротивление дефор-
мированию модели умножить на масштабный коэффициент ф, кото-
рый тем меньше, чем больше объем натуры (см. ниже).
Объем поковки, см3.. . до 25 150 .. . 1000 8000 .. . 10 000 15 000.. . 25 000
Масштабный коэф- фициент ф 1 0,9 . .. 0,8 0,7 . ..0,6 0,5 .. .. 0,4
Контрольные вопросы
1. В чем разница между волокнистой и строчечной структурами деформиро-
ванного металла?
2. Какая деформация называется горячей?
3. Приведите формулы для определения степени деформации и сопротивления
металла деформированию при осадке цилиндрической заготовки.
4. Как определяется уков при многопереходной протяжке слитка?
5. Приведите примеры деформирования металла по схемам линейного, плос-
кого и объемного напряженных состояний.
6. Какова особенность пластического течения металла при растяжении длин-
ного образца?
7. Изменяется ли объем металла при всестороннем равномерном сжатии?
8. Какую форму примет цилиндрический образец при его осадке между пли-
тами, деформирующие поверхности которых обработаны на строгальном станке?
9. Какими способами можно повысить технологическую пластичность ме-
талла?
3. ИСХОДНЫЕ МАТЕРИАЛЫ И ИХ ПОДГОТОВКА К КОВКЕ
3.1. ОСНОВНЫЕ СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ
В кузнечном производстве основную массу поковок изготовляют
из сталей различных марок. Реже используют сплавы цветных металлов
на основе меди, алюминия, магния, титана и др. Исходные материалы
должны обладать необходимым сочетанием физических, механических,
технологических и других свойств, которые определяются химичес-
ким составом сплавов, способами их выплавки и последующей обработ-
ки. Свойства исходных материалов влияют на технологические особен-
ности ковки и штамповки.
Физические свойства. К основным физическим свойствам относят
плотность, температуру плавления, удельную теплоемкость, теплопро-
водность, тепловое расширение.
Плотность — масса единицы объема металла, кг/м3. Большин-
ство сталей имеет плотность 7850 кг/м3 , алюминиевые сплавы -
2500 кг/м3, бронзы - 8500 кг/м3. Эта величина используется для рас-
чета массы поковок и заготовок по их размерам (объему).
Температура плавления - температура, при которой
31
начинается переход металла из твердого состояния в жидкое. Темпера-
тура плавления технически чистого железа равна 1539 °C, стали с со-
держанием углерода 2 % — 1450°С.
Удельная теплоемкость — количество теплоты, необ-
ходимое для повышения температуры 1 кг металла на 1°С. Сталь
имеет наибольшую удельную теплоемкость в интервале температур
800 . . . 1100 °C. Эта величина используется при расчете тепловой энер-
гии, необходимой для нагрева металла перед ковкой. Чем выше удель-
ная теплоемкость металла, тем больше требуется энергии на его нагрев
до заданной температуры.
Теплопроводность — свойство металла проводить теплоту
от более нагретых его участков к менее нагретым; определяется коэф-
фициентом теплопроводности, который учитывают при назначении
режима нагрева заготовок перед ковкой. Чем меньше теплопровод-
ность металла, тем больше разница температур наружных и внутренних
слоев заготовки при нагреве и тем больше опасность появления тре-
щин в металле вследствие неравномерного нагрева. Теплопроводность
сталей (особенно легированных) в 5 раз меньше теплопроводности ме-
ди и алюминия, поэтому легированные стали следует нагревать с малой
скоростью, чтобы обеспечить равномерный прогрев металла по всему
объему заготовки.
Тепловое расширение — способность металла увели-
чивать линейные размеры и объем при нагревании. Разница в размерах
горячего и холодного металла составляет 1 ... 1,5 %. Она учитывается
при изготовлении штампов и контроле размеров горячих поковок,
при остывании которых происходит их усадка — уменьшение размеров
и объема.
Механические свойства. К основным механическим свойствам от-
носят прочность, пластичность, твердость, ударную вязкость и упру-
гость. Большинство показателей механических свойств определяют
экспериментально растяжением стандартных образцов на испытатель-
ных машинах.
Прочность — способность металла сопротивляться разрушению
при действии на него внешних сил. Количественно прочность характери-
зуют пределом прочности (временным сопротивлением) ав (МПа или
кгс/мм2), который равен отношению разрушающей силы Ртах к пло-
щади поперечного сечения исходного образца Fo, т. е. ав = PmajJF0.
Пластичность — способность металла необратимо изменять
свою форму и размеры под действием внешних и внутренних сил без
разрушения (это свойство металлов было рассмотрено в § 2.1).
Твердость — способность металла сопротивляться внедрению
в него более твердого тела. Твердость определяют с помощью твердо-
меров внедрением стального закаленного шарика в металл (на при-
боре Бринелля) или внедрением алмазной пирамиды в хорошо подго-
товленную поверхность образца (на приборе Роквелла). Чем меньше
размер отпечатка, тем больше твердость испытуемого металла. Напри-
32
мер, углеродистая сталь до закалки имеет твердость 100 . . . 150 НВ
(по Бринеллю) , а после закалки — 500 . . . 600 НВ.
Ударная вязкость — способность металла сопротивлять-
ся действию ударных нагрузок. Эта величина, обозначаемая КС (Дж/см2
или кгс • м/см2), определяется отношением механической работы Л,
затраченной на разрушение образца при ударном изгибе, к площади
поперечного сечения образца Fo, т. е.КС = A/Fo.
Упругость — способность металла восстанавливать форму и
объем после прекращения действий внешних сил. Эта величина харак-
теризуется модулем упругости Е (МПа или кгс/мм2), который равен
отношению напряжения о к вызванной им упругой деформации е, т. е.
Е = о/е. Высокой упругостью должны обладать стали и сплавы для
изготовления рессор и пружин.
Технологические свойства характеризуют способность материалов
подвергаться различным способам обработки. К ним относят ковкость,
свариваемость, закаливаемость, обрабатываемость резанием, жидко-
текучесть при заполнении литейной формы и др.
Ковкость — способность металла пластически деформироваться
в больших пределах при небольшом сопротивлении деформированию.
Это одно из основных свойств, учитываемых при обработке давлением.
Свариваемость — способность металлов образовывать высо-
кокачественные сварные соединения при кузнечной и других способах
сварки. Хорошо свариваются стали с малым содержанием углерода,
плохо — высокоуглеродистые и легированные.
Закаливаемость — способность металла приобретать в резуль-
тате закалки высокую твердость. Хорошо закаливаются стали с содер-
жанием углерода от 0,4 до 0,7 %. Как правило, при закалке стали ее
пластичность и ударная вязкость уменьшаются, а прочность увеличи-
вается.
32. ОСНОВНЫЕ МАРКИ СТАЛЕЙ И СПЛАВОВ,
ОБРАБАТЫВАЕМЫХ В КУЗНЕЧНЫХ ЦЕХАХ
Углеродистые и легированные стали. Сталь представляет собой сплав
железа с углеродом. Содержание углерода в стали практически может
составлять от 0,05 до 2 %. Кроме того, в стали обычно содержится не-
большое количество примесей: полезных — марганца, кремния и др.,
вредных — серы, фосфора, кислорода, азота, водорода и др. Для при-
дания стали требуемых свойств (повышенных прочности, твердости,
сопротивления истиранию и коррозии, жаропрочности и т.п.) в нее
специально вводят элементы, называемые легирующими — никель,
хром, вольфрам, молибден, титан и др. Такую сталь называют леги-
рованной. Разные элементы оказывают различное влияние на свой-
ства стали.
Углерод (С) в значительной степени влияет на свойства стали.
Чем больше содержание углерода в стали, тем она прочнее и тверже,
33
2 - 232 33
но менее пластична и обладает более высокой закаливаемостью. Стали
с содержанием углерода свыше 0,6 % имеют пониженную теплопровод-
ность, поэтому нагревать и охлаждать их следует медленно, так как
при быстром нагреве возможно образование трещин.
Кремний (Si) и марганец (Мп) попадают в сталь при ее вы-
плавке. Обычно их содержание составляет: Si — 0,35 . . . 0,4 %; Мп —
0,5 .. . 0,8 %. В таких количествах эти элементы не оказывают сущест-
венного влияния на свойства стали. Кремний и марганец добавляют
также в сталь специально, и тогда они меняют ее свойства в широких
пределах. Так, увеличение содержания кремния до 2,5 % повышает уп-
ругость стали, при большем его количестве (3,1 ... 3,5 %) она стано-
вится жаростойкой. Марганец увеличивает твердость, упругость и
сопротивление истиранию. Стали с повышенным содержанием кремния
и марганца имеют пониженные пластичность, свариваемость и тепло-
проводность. Как и высокоуглеродистые стали, их следует нагревать
перед ковкой медленно во избежание возникновения трещин.
С е р a (S) и фосфор (Р) , являющиеся примесями, придают
стали хрупкость, красноломкость и хладноломкость. Содержание серы
и фосфора в сталях не должно превышать 0,05 %.
Стали классифицируют по следующим основным признакам: спосо-
бу производства; химическому составу; степени раскисления; качест-
ву; назначению.
По способу производства стали подразделяют на кон-
вертерные, выплавляемые в конвертерах, мартеновские, получаемые
в мартеновских печах, и электростали, получаемые в электро дуговых
и высокочастотных индукционных печах.
По химическому составу различают углеродистые
и легированные стали. В углеродистых сталях основным элементом,
определяющим их свойства, является углерод. В зависимости от его
содержания стали подразделяют на низкоуглеродистые ( < 0,3 % С),
средне углеродистые (0,3 . . . 0,7 % С) и высокоуглеродистые ( > 0,7 %
С) . На долю углеродистых сталей приходится ~ 80 % от общего объема,
так как они относительно дешевы, обладают удовлетворительными
механическими свойствами и хорошей обрабатываемостью резанием
и давлением.
Легированные стали подразделяют в зависимости от суммарного
содержания легирующих элементов. В низколегированных сталях их
содержится до 5 %, в среднелегированных — 5 ... 10 %, в высоколеги-
рованных — свыше 10 %.
По степени раскисления стали классифицируют на
спокойные (сп), полуспокойные (пс) и кипящие (кп). Раскисление
заключается в удалении из жидкого металла кислорода на заключитель-
ной стадии плавки, что необходимо для предотвращения хрупкого раз-
рушения стали при горячей деформации.
По качеству стали делят в зависимости от содержания вред-
ных примесей на стали обыкновенного качества (до 0,055 % Sh 0,045 %
34
Р), качественные (не более 0,04 % S и 0,035 % Р), высококачественные
(не более 0,025 % S и 0,025 % Р) и особовысококачественные (не более
0,015 % Sh 0,025 % Р).
Стали обыкновенного качества выплавляют только углеродисты-
ми; они являются наиболее дешевыми и предназначаются для изготов-
ления малоответственных деталей. Их, в свою очередь, подразделяют
в зависимости от гарантируемых свойств на три группы — А, Б и В.
Для сталей группы А заводы гарантируют только определенные пока-
затели механических свойств, но не гарантируют химический состав.
Стали группы Б, наоборот, имеют гарантированный химический состав,
а механические свойства не гарантируются. Для сталей группы В гаран-
тируются и механические свойства,и химический состав.
Стали группы А маркируют буквами Ст и цифрами от 0 до 6, обо-
значающими номер марки, которому соответствуют определенные зна-
чения показателей механических свойств (табл. 3..1).
3.1. Механические свойства стали обыкновенного качества
группы А (ГОСТ 380 - 71)
Марка стали Предел прочности ав, МПа Относительное удлинение 6, %, не менее
СтО Не менее 310 20
Ст1 320 . . .420 31
Ст2 340...440 29
СтЗ 380.. .490 23
Ст4 420 ...540 21
Ст5 500 ...640 17
Стб Не менее 600 12
Из таблицы видно, что с увеличением номера марки повышается
прочность и снижается пластичность стали. При маркировке сталей
групп Б и В перед буквами Ст соответственно ставят буквы Б и В,
указывающие на их принадлежность к этим группам, например ВСт5.
Степень раскисления обозначают добавлением индексов: в спокой-
ных сталях — ”сп”, полуспокойных — ”пс”, кипящих — ”кп”, напри-
мер СтЗсп, БСтЗпс, ВСтЗкп. Спокойными и полу спокойными произ-
водят стали Ст1 . . . Стб, кипящими — Ст1 . . . Ст4 всех трех групп —
А, Б и В. Сталь СтО по степени раскисления не разделяют.
Качественные стали поставляют с гарантированным химическим
составом и механическими свойствами. Углеродистые качественные
стали маркируют двузначными числами (05, 08, 10, 15, 20, . . ., 85),
обозначающими среднее содержание углерода в сотых долях процен-
та. Например, сталь 20 содержит в среднем 0,20 % С, сталь 45 — 0,45 % С
и т.п. Спокойные стали маркируют без индекса, кипящие и полуспокой-
ные — соответственно с индексами ”кп” (05кп, 08кп, 15кп, 20кп)
35
и ”пс” (0,8пс, Юпс, 15пс, 20пс). В марках сталей с увеличенным содер-
жанием марганца после двузначного числа ставится буква Г (60Г,
65Г,70Г).
Легированные стали маркируют цифрами и буквами, обозначаю-
щими химический состав. Для легирующих элементов приняты следую-
щие обозначения: хром — X, никель — Н, марганец — Г, кремний - С,
молибден — М, вольфрам — В, титан — Т, ванадий — Ф, алюминий —
Ю, медь — Д, бор — Р и др. В марке стали цифра, стоящая после буквы,
указывает примерное содержание легирующего элемента в процентах.
Если цифра отсутствует, то легирующего элемента содержится меньше
или около 1 %. Две цифры в начале марки показывают содержание уг-
лерода в сотых долях процента. Например, сталь 12ХНЗ содержит в
среднем около 0,12 % углерода, до 1 % хрома и около 3 % никеля.
Некоторые группы сталей имеют дополнительные обозначения,
например марки шарикоподшипниковых сталей начинаются с буквы
Ш (ШХ15 и др.) .
Высококачественные стали маркируют так же, как и качественные,
но в конце марки ставят букву А, например сталь 12ХНЗА. Эти стали
имеют пониженное содержание серы и фосфора.
Особовысококачественные стали, получаемые электрошлаковым
или вакуумно-дуговым переплавом, содержат наименьшее количество
серы и фосфора, а также газов и неметаллических включений. Эти
стали являются дорогими и предназначены для изготовления наиболее
ответственных деталей. Обозначают их аналогично высококачествен-
ным сталям, но вместо буквы А в конце марки ставят букву Ш, напри-
мер ЗОХГС-Ш.
По назначению стали разделяют на конструкционные, ин-
струментальные и специальные (нержавеющие, жаропрочные, электро-
технические, подшипниковые, пружинные и др.). В кузнечном произ-
водстве большинство поковок изготовляют из конструкционных и ин-
струментальных сталей.
Конструкционные стали применяют для изготовления деталей ма-
шин и различных конструкций. Различают углеродистые и легирован-
ные конструкционные стали (табл. 3.2).
Инструментальные стали также делятся на углеродистые и легиро-
ванные. Инструментальные углеродистые стали (ГОСТ 1435—74) обоз-
начают буквой У, за которой следует цифра, обозначающая процентное
содержание углерода. Например, сталь У9 — сталь инструментальная
с содержанием углерода 0,9 %. В маркировку высококачественной ин-
струментальной стали в конце добавляют букву А, например У10А.
Инструментальные углеродистые стали применяют для изготовления
кузнечного, режущего, а также измерительного инструмента, рабочие
части которого должны иметь высокие твердость и износостойкость.
Инструментальные легированные стали (ГОСТ 5950—73) имеют
высокую твердость, хорошо работают при ударных нагрузках, а также
не теряют прочности и твердости при повышенных температурах. Из
36
3.2. Механические свойства некоторых конструкционных сталей
Марка стали Предел прочности ав, МПа. не менее Относительное удлинение 3, %
Углеродистая качественная ко нструкционная сталь
(ГОСТ 1050 -77)
20 420 25
35 540 20
45 610 16
50 640 14
60 690 12
Легированная конструкционная сталь
(ГОСТ 4543 - 77)
15Х 700 12
40Х 1000 10
45Х 630 15
50Г 660 13
20ХН 800 14
40ХН 1000 11
18ХГ 900 10
40 ХГ 1000 9
этих сталей изготовляют штампы, некоторые виды кузнечного инстру-
мента, а также измерительный инструмент высокой точности.
Новые стали, не включенные в ГОСТ и поставляемые по ТУ, обо-
значают буквами ЭП или ЭИ (завод ’’Электросталь”) , ДИ (завод ”Дне-
проспецсталь”) и ЗИ (Златоустовский завод). За указанными буква-
ми следует заводской номер сплава, например сталь ЭП212.
Основные цветные металлы и сплавы. Цветные металлы в чистом
виде применяют редко, лишь в отдельных специальных случаях. Это
объясняется тем, что чистые металлы по своим механическим свой-
ствам обычно не отвечают требованиям современной техники и не мо-
гут использоваться для изготовления деталей машин. Наибольшее рас-
пространение в промышленности получили четыре группы сплавов
цветных металлов — алюминиевые, магниевые, титановые и медные.
Сплавы цветных металлов широко применяют во всех областях машино-
строения и приборостроения. Из них изготовляют детали различных
летательных аппаратов, морских судов, приборов, радиоэлектронных
устройств, реакторов и т.д. Сплавы цветных металлов подразделяют
на литейные, предназначенные для изготовления отливок, и дефор-
мируемые, предназначенные для изготовления изделий обработкой
давлением. Деформируемые сплавы поставляют в виде катаных, кова-
ных и прессованных прутков, а также полос и листов.
37
Алюминиевые сплавы имеют малую плотность (2,7 . ..
. . . 2,8 г/см3) при сравнительно высоких механических свойствах. Алю-
миниевые деформируемые сплавы в соответствии с их свойствами
делят на две группы.
К первой группе относят: технический алюминий марок АД1, АД;
сплав системы алюминий — марганец AM г (1,3 % Мп); сплав системы
алюминий — магний AMrl (1 % Mg); сплавы системы алюминий —
магний — марганец АМг2, АМгЗ, АМг4 и АМг5 и АМгб (2,2 ... 6,3 %
Mg, 0,4 .. . 0,65 % Мп) . Сплавы этой группы обладают высокими техно-
логическими свойствами, пластичны (относительное удлинение 5 —
до 23 %), хорошо обрабатываются давлением, легко свариваются, ус-
тойчивы против коррозии.
Для повышения прочностных характеристик их дополнительно
упрочняют холодной деформацией.
Ко второй группе относят сплавы систем: алюминий — медь —
магний (Д1,Д16); алюминий — магний — кремний (АВ); алюминий —
медь — магний (ВД17, Д19, В65) ; алюминий — медь—магний —железо —
никель — кремний (АК4, АК4-1); алюминий — медь — магний — марга-
нец — кремний (АК6, АК8); алюминий — цинк — магний — медь (В93,
В95, В96); алюминий — медь — марганец (Д20, Д21). Сплавы этой группы
отличаются повышенной прочностью (ав — до 650 МПа), имеют удов-
летворительные технологические свойства и применяются для изготов-
ления штамповок и поковок деталей, воспринимающих повышенные
нагрузки.
Магниевые сплавы, обладая достаточной прочностью,
имеют малую плотность (1,78 . . . 1,80 г/см3), отличаются высокой
химической стойкостью к щелочам, бензину и хорошо обрабатываются
режущим инструментом. В состав магниевых сплавов входят марга-
нец, алюминий, цинк, церий и др. Деформируемые магниевые сплавы
делят на четыре группы. Сплавы первых трех групп различаются по
прочности.
К первой группе относят сплав МА1 невысокой прочности (ав —
до 230 МПа). При горячей обработке давлением он имеет высокую
пластичность и применяется для получения штампованных заготовок
деталей, не несущих больших нагрузок и работающих при темпера-
турах до 150 °C.
Ко второй группе относят сплавы МА2 и МА8 средней прочности
(ав — до 260 МПа). Они имеют хорошую пластичность и применяются
для получения штампованных заготовок деталей средней прочности
и сложной формы, работающих при температурах до 250 °C.
К третьей группе относят сплавы МА2-1 и МА5 высокой прочности
(ав — до 340 МПа), обладающие удовлетворительной пластичностью.
Ковкой эти сплавы не обрабатывают. Их применяют для изготовления
штампованных заготовок тяжелонагруженных деталей, работающих
при температурах до 200 °C.
К четвертой группе относят жаропрочный сплав МАП (ав — до
38
250 МПа) с удовлетворительной пластичностью. Рабочая температура
изготовляемых из него деталей составляет 200 ... 400 °C.
Титановые сплавы называют металлом будущего. Имея
плотность, почти в 2 раза меньшую, чем у стали (4,5 г/см3), титановые
сплавы по прочности не уступают многим легированным сталям. Кроме
того, они не боятся низких и высоких температур, имеют высокую
стойкость против коррозии, а также агрессивных сред, таких, как горя-
чая азотная кислота и др. Высокие прочностные свойства титановых
сплавов при температурах 550 . . . 600 °C делают их незаменимыми
в самолето-и ракетостроении. Большинство титановых сплавов подвер-
гают прокатке, ковке, штамповке. Однако их обработка требует осо-
бых приемов, точной температуры нагрева и др. Титановые сплавы,
как и магниевые, подразделяют на четыре группы.
К первой группе относят сплавы малой прочности (ав < 600 МПа):
технический титан ВТ1-0 и ВТ1-00, а также низколегированный сплав
ОТ4-1. Из них изготовляют детали сложной конфигурации, не испыты-
вающие при работе больших нагрузок.
Ко второй группе относят сплавы средней прочности (ав = 600 . . .
. . . 1000 МПа) ВТ5, ВТ5-1, ВТ6 и ОТ4 с удовлетворительной технологич-
ностью.
К третьей группе относят высокопрочные сплавы (ав > 1000 МПа)
ВТ14, ВТ16 и ВТ20. Их повышенная прочность достигается в результа-
те соответствующей термической обработки.
Четвертую группу составляют жаропрочные сплавы ВТЗ-1, ВТ9 и
ВТ18.
Медные сплавы отличаются низким коэффициентом трения,
высокой стойкостью против коррозии в ряде агрессивных сред, хоро-
шими тепло- и электропроводностью. Указанные свойства являются дос-
тоинствами этих сплавов. В зависимости от компонентов, входящих в
их состав, медные сплавы делят на две группы — латуни и бронзы.
Латуни по составу бывают простыми и сложными. Простые дефор-
мируемые латуни представляют собой сплавы меди с цинком (Л96,
Л90, Л85, Л80, Л70, Л68, Л63, Л60) . Буква Л означает латунь, цифра —
содержание меди (остальное — цинк). Так, Л90 — латунь с содержанием
90 % меди и 10 % цинка. Цинк является легирующей добавкой, повышаю-
щей прочность, твердость и пластичность латуни. Вследствие этого ла-
туни отличаются технологичностью, хорошо деформируются при об-
работке давлением как в холодном, так и в горячем состоянии, легко
обрабатываются резанием. В кузнечном производстве обрабатывают
также сложные латуни со специальными свойствами, содержащие кроме
меди и цинка добавки свинца, марганца, никеля, алюминия и др.
Деформируемые бронзы делят на оловянистые, которые содержат
некоторое количество олова и других элементов, и безоловянистые.
Примером деформируемой оловянистой бронзы является бронза марки
БрОЦ4-3: Бр — бронза; О — олово; Ц — цинк; 4 — содержание олова,
%; 3 — содержание цинка, %; остальное — медь. Безоловянистые брон-
39
зы БрАЖ9-4 и БрАЖН10-4-4 широко используют в кузнечных цехах —
они хорошо куются и штампуются. Бронза БрАЖ9-4 имеет следующий
состав: алюминий — 9 %; железо — 4 %; медь — 87 %. Бронза
БрАЖН10-4-4 кроме 10 % алюминия и 4 % железа содержит 4 % никеля
(остальное — медь).
3.3. ВИДЫ И РАЗМЕРЫ ИСХОДНЫХ ЗАГОТОВОК
Заготовками в кузнечно-штамповочном производстве служат слит-
ки, прокат различных профилей (чаще круглого и квадратного) и
прессованные прутки. Для изготовления крупных поковок на гидрав-
лических прессах и ковочных молотах используют слитки, а также
профили проката большого сечения. Для объемной штамповки и ручной
ковки заготовками являются профили проката и прессованные прутки
средних и небольших размеров.
Слитки получают на металлургических заводах заливкой жид-
кого металла в металлические формы, называемые изложницами. Куз-
нечные слитки отливают массой до 500 т. По высоте слитки имеют
форму усеченной пирамиды с расширяющимся кверху сечением (рис.
3.1, а) и отношением высоты к среднему поперечному размеру от 2 до
3. Слитки небольшой массы имеют круглое или квадратное, а более
крупные — многогранное (шести-, восьми- и двенадцатигранное) попе-
речное сечение. Во избежание появления трещин при охлаждении или
нагревании слитка перед обработкой давлением его грани делают вог-
нутыми .
Слитки имеют сложное строение, и чем больше их масса, тем в
большей степени они неоднородны по строению и содержат больше
Рис. 3.1. Внешний вид
(а) и строение (б) слитка:
1 — зона мелких зерен,
2 - зона вытянутых зерен,
3 - центральная зона
крупных зерен, 4 - уса-
дочная рыхлость, 5 - уса-
дочная раковина; I -
зона усадочной раковины,
II — средняя часть слитка,
III — донная часть слитка
40
дефектов. Объясняется это тем, что после заливки изложницы различ-
ные части слитка затвердевают неодновременно.
Вследствие наибольшей скорости охлаждения на поверхности слит-
ка сразу после заливки жидкого металла образуется тонкий плотный
мелкозернистый слой — зона 1 (рис. 3.1, б). Затем охлаждение замед-
ляется, теплота отводится в направлении стенок изложницы и образует-
ся зона 2, состоящая из вытянутых и перпендикулярных поверхности
слитка зерен — дендритов. Центральная зона 3 состоит из произвольно
ориентированных крупных дендритов, так как отвод теплоты в этой
зоне замедлен и примерно одинаков во всех направлениях. По границам
дендритов скапливаются неметаллические включения и вредные при-
меси — сера и фосфор. Механические свойства этой зоны самые низкие.
В верхней части слитка располагаются зоны усадочной рыхлости
4 и усадочной раковины 5. Эти зоны образуются вследствие объемной
усадки металла в процессе кристаллизации. Зона / усадочной раковины
и донная часть III слитка удаляются в процессе ковки и отправляются
на переплавку. Для изготовления поковки используют только среднюю
часть II слитка (’’тело”), которая составляет 60 ... 80 % его общей
массы.
К дефектам слитка относят также ликвацию — неоднородность
химического состава. Так, в нижней части тела слитка массой 19 т из
стали 55Х содержание углерода составляет ~0,5 %, а в верхней — 0,8 %.
Объясняется это тем,что менее легкоплавкие компоненты сплава затвер-
девают позже, чем основной сплав, и выжимаются в центральную и
верхнюю части слитка.
К другим дефектам слитка следует отнести плены, трещины, га-
зовые пузыри, частицы различных неметаллических включений.
Плены образуются при заливке жидкого металла в изложницу.
Струя металла, падая с большой высоты и ударяясь в дно, разбрызги-
вается на стенки и затвердевает в виде пленки. Плены имеют окисленную
поверхность и не свариваются с основным металлом ни при затверде-
вании слитка, ни при его ковке. Во время ковки плены могут попасть
в тело поковки и привести к браку.
Трещины могут возникать при быстром охлаждении слитка, когда
наружные его слои охладились, а внутренние имеют высокую темпера-
туру. Наружные слои из-за усадки металла стремятся к сжатию, но так
как этому препятствуют внутренние слои, то в наружных возникают
большие растягивающие напряжения, которые и могут вызвать разру-
шение металла.
Газовые пузыри образуются вследствие уменьшения растворимости
газов с понижением температуры жидкого металла. Если скорость
охлаждения слитка высокая, то растворенные в жидком металле газы
не успевают выйти в атмосферу и часть их остается в затвердевшем
металле, образуя в нем пустоты — газовую пористость. В микропорах
металла может накапливаться водород под высоким давлением, что
приводит к образованию внутренних надрывов (флокенов) в металле.
41
Чаще всего флокены образуются в некоторых легированных сталях,
поэтому слитки из таких сталей охлаждают очень медленно, чтобы
максимально удалить растворенные в жидком металле газы, а также
во избежание возникновения трещин при охлаждении.
Неметаллические включения (шлаки, песчинки, куски огнеупоров
и тл.) служат концентраторами напряжений, снижающими механичес-
кие свойства стали (прочность, пластичность). Они могут попасть в
жидкий металл как в процессе плавки, так и при разливке и кристалли-
зации слитка.
Для повышения качества слитков плавку металла осуществляют
в вакуумных, электронно-лучевых и плазменных печах; слитки отли-
вают в вакууме (вакуумная дегазация металла), а также получают
электрошлаковым (ЭШП) и вакуумно-дуговым (ВДП) переплавом.
В качестве заготовок для ковки и штамповки используют также
слитки, получаемые непрерывной разливкой в водоохлаждаемых мед-
ных изложницах — кристаллизаторах и имеющие квадратное или прямо-
угольное сечение. Они отличаются плотной мелкозернистой структурой,
отсутствием усадочной раковины, уменьшенным количеством неметал-
лических включений и пониженной себестоимостью. Отходы металла
как при изготовлении таких слитков, так и при их последующей ков-
ке значительно снижаются. Другим путем снижения расхода металла
в кузнечных цехах и повышения производительности ковки являет-
ся применение специальных слитков — удлиненных, укороченных,
полых, малоприбыльных, с повышенной конусностью (до 12 0 вместо
обычных 5 °) и др.
Сортовой прокат, используемый в качестве заготовок
для изготовления стальных поковок, получают прокаткой на сортовых
прокатных станах. Наиболее часто применяют горячекатаные профили
круглого, квадратного или шестигранного сечения (рис. 3.2, а. . .в).
Металлургические заводы выпускают круглые и квадратные профили
длиной до 10 м, диаметр или сторона квадрата которых составляет
5 . . . 250 мм. Реже в качестве заготовок используют полосовую, уг-
ловую сталь (рис. 3.2,г, д) и трубы.
Крупные поковки изготовляют на прессах и молотах из обжатых
на блюминге заготовок (блюмов) квадратного сечения со стороной
140 . . . 450 мм (рис. 3.2, е). Стороны квадрата вогнуты, а углы скруг-
лены радиусом 20 ... 60 мм.
Для штамповки поковок применяют также периодичес-
кий прокат с переменным сечением, периодически повторяющим-
ся по длине (рис. 3.2, ж). Поскольку форма и размеры таких заготовок
близки к форме и размерам готовой поковки, обеспечиваются экономия
металла и повышение производительности труда за счет уменьшения
числа переходов в процессе штамповки. При меньшем количестве штам-
повочных ручьев уменьшаются размеры штампов, достигается эконо-
мия дорогостоящей штамповой стали, сокращаются затраты на изготов-
ление штампов.
42
гранного сечения, г - полоса, д - угловая сталь, е — блюм, ж - периодический
прокат; £заг — длина заготовок, на которые разделывают прокат
Рис. 3.3. Виды дефектов исходных заготовок:
а - риски, б - волосовины, в ~ закаты, г - плены, д - расслоения, е - ино-
родные включения, ж - флокены
Катаные заготовки могут иметь следующие дефекты: риски; по-
лосовины; закаты; плены; расслоения; инородные включения; фло-
кены.
Риски (рис. 3.3, а) — мелкие, глубиной 0,2 ... 0,5 мм продольные
царапины на поверхности, возникающие при прокатке металла валками,
которые имеют задиры и заусенцы, а при прессовании — от задиров
на матрице.
Волосовины (рис. 33,6) — тонкие (волосные) трещины на поверх-
ности, имеющие глубину 0,5 ... 1,5 мм и направленные вдоль профиля.
Возникают волосовины вследствие раскатки в длину подкорковых
газовых пузырей слитка при прокатке металла.
Закаты (рис. 3.3, в) — заусенцы, закатанные в виде диаметраль-
но противоположных складок глубиной более 0,5 мм. Появляются они
вследствие образования заусенцев на профиле в промежуточной стадии
43
прокатки (по причине изнашивания ручьев прокатных валков) и вдав-
ливания этих заусенцев в металл при дальнейшей прокатке.
Плены (рис. 3.3, г) — отслаивающиеся с поверхности заготовок
пленки толщиной до 1,5 мм, которые образуются при прокатке слит-
ков. Плены заковываются или заштамповываются в поверхность поко-
вок, поэтому их перед ковкой и штамповкой следует удалять.
Расслоения (рис. 3.3, д) — вытянутая на значительную длину при
прокатке слитка усадочная раковина или рыхлость.
Инородные включения (рис. 3.3, е) - попавшие в жидкую сталь
шлаки, песок и другие неметаллические включения. При прокатке
слитка они могут оказаться в середине проката и обнаруживаются
при разделке прутков на мерные заготовки либо при изготовлении
образцов для микро- или макроанализа структур. Инородные включения
понижают прочность металла и могут приводить к поломкам инстру-
мента при обработке резанием.
Флокены (рис. 3.3, ж) — скопления мельчайших извилистых трещин
или пятен серебристо-белого цвета. Обнаруживаются они на поверхности
среза при отрезке заготовок или при обработке поковок резанием.
Детали при наличии флокенов растрескиваются при закалке.
Прессованные профили, применяемые в кузнечно-
штамповочном производстве, обычно представляют собой прутки круг-
лого, квадратного или шестигранного поперечного сечения. Получают
их горячим прессованием из конструкционных, инструментальных,
жаропрочных и других сталей. Многообразные прессованные профили
изготовляют из цветных металлов. Поставляемые алюминиевые прутки
имеют диаметр или сторону 5 ... 400 мм, латунные — 10 ... 160 мм.
Бронзу выпускают в виде круглых прутков с размерами 40 ... ПО мм.
Прессованные заготовки отличаются хорошей структурой металла и
более точными размерами по сравнению с катаными.
Для горячей штамповки в ряде случаев применяют полосовые
заготовки толщиной более 5 мм и шириной до 200 мм. Для штамповки
на горячештамповочных автоматах часто используют заготовки из про-
волоки, свернутой в бунты. В отдельных случаях применяют заготовки,
полученные литьем. Их форма близка к окончательной форме поковки
и при штамповке достигается более высокое качество литого металла.
3.4. ПРИЕМКА И ХРАНЕНИЕ МЕТАЛЛА
Приемка. Правила приемки металла на склад, его упаковки, мар-
кировки и оформления документации установлены ГОСТ 7566—81.
Поступающий с металлургических заводов металл должен сопровож-
даться специальным документом о качестве (сертификатом),
в котором указывают: наименование и товарный знак завода-изготови-
теля; номер заказа; наименование продукции, размеры (диаметр,
сторона квадрата, толщина, номер профиля), количество мест, их об-
щую массу; марку стали и ее химический состав; номер плавки, резуль-
таты испытаний, дату выписки документа. Кроме того, сертификат
44
должен содержать изображение государственного Знака качества, если
он присвоен продукции, и штамп ОТК завода.
Сталь поставляют партиями. Каждая партия составляется из стали
одной плавки, одного размера и одного режима термической обработ-
ки. Прутки металла обычно поставляют в пачках плотно уложенными
и прочно обвязанными в поперечном направлении через каждые 2 ... 3 м
длины. Прутки длиной до 6 м включительно обвязывают в связке не
менее чем в двух местах. Для обвязки применяют металлическую ленту
толщиной 0,5 ... 2 мм и шириной до 30 мм или проволоку диаметром
до 7 мм. К обвязкам со стороны, удобной для просмотра, прикрепляют
металлические, пластмассовые или деревянные ярлыки, на которых
обозначены товарный знак завода-изготовителя, марка стали, номер
плавки и клеймо ОТК. Если прутки не упакованы в пачки, эти данные
выбивают на торце каждого прутка или на его боковой поверхности
на расстоянии не более 200 мм от конца. Кроме того, чтобы облегчить
сортировку металла и выдачу его со склада, концы прутков окрашивают
в условный цвет в зависимости от марки стали (табл. 3.3). Легирован-
ные стали окрашивают в зависимости от группы, определяемой составом
легирующих элементов (табл. 3.4).
3.3. Маркировка профилей проката из некоторых углеродистых сталей
Марка стали Цвет Марка стали Цвет
Сталь углеродистая обыкновенного качества
СтО Красный + зеленый Ст4 Черный
Ст1 Белый + черный Сг5 Зеленый
Ст2 Желтый Сгб Синий
Сталь углеродистая качественная
10 Белый + черный 30 ... 35 Белый + желтый
15 Белый + синий 40...45 Белый + розовый
20 ... 25 Белый + зеленый 50 Белый + красный
3.4. Маркировка сортового проката из некоторых легированных сталей
Группа сталей
Хромистая
Марганцовистая
Хромоникелевая
Хромомарганцовистая
Никелемолибденовая
Хромоникелемолибденовая
Хромоалюминиевая
Цвет
Зеленый + желтый
Коричневый + синий
Синий + зеленый
Синий + черный
Желтый + фиолетовый
Фиолетовый + черный
Серебристый
Примечание. Цвет окраски для маркировки сталей других групп может
устанавливаться соглашением между заказчиком и потребителем.
45
Контроль химического состава и механических свойств выпол-
няют в центральной заводской лаборатории выборочно. Приближенный
контроль марки стали на содержание углерода и некоторых легиру-
Марка стали
Форма искры
Цвет искры
Углеродистая
(0.15...0.2%С>
У глеродистая
(0,5% С)
Углеродистая
(0,9...! % С)
Инструментальная
углеродистая
(1,1 1.4 % С)
Марганцовистая
(10.J4 % Мп)
Быстрорежущая
(10%W.4%Cr. 0,7% С)
Вольфрамовая
(1,3% W)
Кремнистая
(1.5._2% Si)
Хромистая
(II...13% Сг)
Хромоникелевая
(3„.4% Ni, 1%Сг)
Соломенно-
желтый
Светло-желтый
Светло-желтый
Блестящий
винно-желтый
Темно-красный
Темно-красный
Светло-желтый
Тем но- желтый
Желтый
Белый
Рис. 3.4. Форма и цвет искры для сталей некоторых марок при ис-
кровом контроле
ющих элементов осуществляют пробой ”на искру” (рис. 3.4). При ис-
кровом контроле с помощью переносной бормашинки вызывают появ-
ление с зачищенной поверхности металла обильных искр в виде пучка.
По внешней форме и цвету искр опытный контролер может определять
содержание углерода в стали с точностью до 0,05 % и достаточно верно
различать марки сталей.
При приемке металла необходимо убедиться в наличии всех необ-
ходимых документов и их соответствии поступающей металлопро-
дукции. После того как ОТК завода-получателя проверит сохранность,
внешний вид, массу и правильность маркировки металла, последний
допускается к хранению на складе и пуску в производство. При обна-
ружении серьезных дефектов металл бракуют и возвращают для замены
заводу-поставщику с актом-рекламацией, в которой перечислены обна-
руженные дефекты.
Хранение. Принятый металл хранят на складах обычно в закрытых
помещениях раздельно по маркам и группам сортамента; крупные
46
заготовки и слитки можно хранить на открытых складах-площадках
под навесами. Для хранения металла используют стеллажи, размещая
их в закрытых помещениях или под навесами. Стеллажи изготовляют
сваркой из швеллерного либо другого жесткого прокатного профиля.
Прутковый металл хранят в горизонтальном или вертикальном положе-
нии. Для горизонтального складирования и хранения металла применяют
стоечные, клеточные, елочные стеллажи, а также стеллажи в виде кон-
сольных скоб. Ширина последних не должна превышать 1 м, а высота —
2,5 м. Стеллажи стоечного или зонтичного типа используют для хранения
металла в вертикальном положении. Каждый стеллаж (или его ячейка)
должен быть снабжен биркой, на которой указаны количество остав-
шегося металла, его марка и размеры, например диаметр или сторона
квадрата. Конструкция стеллажей, их расположение на территории
склада должны обеспечивать удобное маневрирование грузоподъемных
и транспортных средств и свободный доступ к каждому из видов заго-
товок.
Современные склады металла оснащены кранами со специальными
захватами и весами, кран-балками, специализированным передвижным
грузоподъемным транспортом. Учет и контроль поступающего и выдан-
ного со склада металла ведут с помощью специальных счетных элект-
ронных машин.
Качество поковок, а следовательно, и будущих деталей во многом
зависит от качества исходных заготовок. Незамеченные дефекты на
исходном металле переходят в поковку, что может в дальнейшем
привести не только к браку продукции, но и к выходу из строя маши-
ны, в которую была поставлена бракованная деталь.
Заготовки, имеющие дефекты в виде трещин, плен или раковин,
нельзя загрузить в печь для нагрева, так как трещины при нагревании
раскроются, поверхности их стенок окислятся, при ковке трещины
перейдут в тело поковки и могут в таком внешне не заметном виде
перейти в тело детали. В связи с этим перед использованием в кузнечном
цехе заготовки тщательно осматривают, а обнаруженные дефекты уда-
ляют.
Так как в цех металл поступает в виде длинных штанг, перед ков-
кой их разделывают на заготовки нужной длины. Удаление дефектов
и разделка штанг на заготовки выполняются на отдельном заготовитель-
ном участке, оснащенном необходимым оборудованием.
3.5. ЗАЧИСТКА ПОВЕРХНОСТИ МЕТАЛЛА
Внешние дефекты металла в виде трещин, плен, заусенцев и другие
в зависимости от их глубины, размеров и формы удаляют вырубкой
зубилами, зачисткой шлифовальными кругами, бесцентровым шлифова-
нием, токарной и газопламенной обработкой.
Вырубкой пневматическим зубилом с исходных
заготовок и готовых поковок удаляют местные поверхностные дефек-
47
ты в виде неглубоких трещин, волосовин, плен, закатов, зажимов и др.
Эта операция в 4 ... 8 раз производительнее ручной, причем производи-
тельность тем больше, чем выше твердость и вязкость обрабатываемого
металла. Глубина вырубки зубилом за один рабочий ход достигает
2 ... 2,5 мм. Раздваивание стружки при вырубке указывает на более
глубокое расположение трещины. Допустимая глубина удаления де-
фектов стали зависит от размеров сечения, например при диаметре
или толщине проката от 140 до 200 мм допустимая глубина зачистки
углеродистой качественной стали составляет до 5 % диаметра или тол-
щины. Если глубина дефектов превышает допустимые нормы, металл
бракуют. Образовавшаяся после вырубки выемка должна иметь плавно
скругленную форму и ширину не менее 5-кратной глубины во избежание
образования новых дефектов при последующей ковке или штамповке
заготовок.
Пневматические зубила работают на сжатом под давлением 300 . . .
. . . 600 кПа (3 ... 6 кгс/см2) воздухе. Прием зачистки показан на рис.
3.5, а, формы зубил — на рис. 3.5, б, в. Зубила с прямым лезвием (рис.
3.5, б) служат для зачистки участков с мелкими волосовинами, а с
закругленным лезвием (рис. 3.5, в) — для вырубки местных дефектов.
Угол заточки для мягкой стали составляет 55 ... 60 ° , для твердой
стали — 70 . . . 75 °. В качестве материала для зубил используют стали
4ХС, 6ХС, 4ХВ2С, 5ХВ2С, У8, У9. Лезвие на длине 30 ... 35 мм имеет
твердость HRC3 55 ... 60, хвостовик — HRC3 40 ... 45.
Зачисткой шлифовальными кругами удаляют
поверхностные неглубокие трещины и выравнивают края выемок,
образовавшихся при вырубке дефектов пневматическими зубилами.
Схема зачистки представлена на рис. 3.6. Вращение шлифовального кру-
га обеспечивается пневматическим ротационным двигателем, располо-
женным в корпусе шлифовальной машинки.
Очистка поверхности металла от окалины и ржавчины осуществля-
ется также шлифовальной машинкой, но вместо шлифовального круга
на валу ротора закрепляют проволочные (крацовочные) щетки. Для
зачистки заготовок из стали и бронзы щетки изготовляют из стальной
проволоки ф 0,05 ... 0,4 мм, заготовки из никеля и меди зачищают
щетками, для изготовления которых используют проволоку из ней-
48
Рис. 3.6. Схема зачист-
ки шлифовальным кру-
гом
/ 2
3
Рис. 3.7. Схема бесцентрового шлифо-
вания:
1,3- режущий и направляющий круги,
2 - заготовка, 4 - опорный нож
зильбера (сплава меди с никелем и цинком) ф 0,15 . . . 0,25 мм, а ла-
тунные заготовки — щетками из медной или латунной проволоки
ф 0,15 ... 0,2 мм.
Бесцентровое шлифование на специальных станках
применяют для зачистки проката круглого сечения (рис. 3.7). Заготов-
ку 2 устанавливают на опорный нож 4 между режущим 1 и направляю-
щим 3 кругами. При обработке заготовка под действием сил трения
вращается и равномерно зачищается по всей поверхности. Поступатель-
ное движение заготовки вдоль оси обеспечивается поворотом направ-
ляющего круга под некоторым углом к режущему. За один рабочий
ход с заготовки снимается слой толщиной ~ 0,2 мм. Рассмотренный
способ применяют для очистки поверхности заготовок от ржавчины
и мелких дефектов прокатки и прессования (в основном при обработ-
ке давлением дорогостоящих сплавов).
Токарной обработке на бесцентровых токарных станках
подвергают горячекатаные прутки для удаления обезуглероженного
слоя и повышения точности по диаметру. Пруток перемещается поступа-
тельно через вращающиеся многорезцовые головки бесцентрового то-
карного станка. Производительность такой обработки в 3 ... 4 раза
превышает производительность обточки на универсальных токарных
станках.
Прутки, изогнутые при транспортировке и хранении, предваритель-
но правят на специальных правильных станках.
Газопламенную обработку применяют для удаления
крупных поверхностных дефектов. Вокруг центрального отверстия
резака расположены мелкие отверстия, через которые подают горючую
смесь ацетилена с кислородом для предварительного подогрева места
зачистки. Затем через центральное отверстие подают кислород. Когда
металл начинает гореть, подачу нагревательной смеси прекращают. Го-
релку наклоняют к заготовке под углом, равным 10 ... 15 °. При го-
рении металла в струе кислорода выделяется теплота, достаточная
для поддержания процесса дальнейшей зачистки. Количество подавае-
49
мого кислорода и скорость перемещения горелки должны обеспечивать
непрерывность процесса зачистки.
Заготовки и поковки из нержавеющих, кислотостойких и жаро-
прочных сталей зачищают способом кислородно-флюсовой резки. В
резаке, предназначенном для такой зачистки, имеется дополнительное
инжектирующее устройство, с помощью которого в зону зачистки
дополнительно подаются кислород и флюс для удаления тугоплавких
оксидов, образовавшихся при нагреве. Флюс представляет собой смесь
мелкого железного порошка и мелкого кварцевого песка.
Производительность газопламенной зачистки в 10 ... 15 раз выше,
а стоимость — на 30 ... 40 % меньше, чем вырубки пневматическим
зубилом. Заготовки из углеродистых сталей с содержанием углерода
до 03 % зачищают в холодном состоянии, углеродистые стали с большим
содержанием углерода, а также легированные стали перед газопламенной
зачисткой подогревают.
3.6. РАЗДЕЛКА МЕТАЛЛА НА ЗАГОТОВКИ
Металл для ручной и машинной ковки поступает в кузнечный цех
в виде слитков или прокатанных профилей длиной до 6 м. Разделка
слитков, как правило, является одной из ковочных операций, однако
слитки из высоколегированных сталей перед ковкой разделывают
на различных пилах или анодно-механических установках. Разделку
прокатанного металла на заготовки обычно осуществляют в загото-
вительном отделении кузнечно-штамповочного цеха.
В единичном производстве при ручной ковке для повышения произ-
водительности труда используют отрезанные на пилах (или другими
способами) от длинных штанг заготовки длиной 500 . . . 800 мм. Их
легко переносить, нагревать и разрубать в процессе ковки. При изготов-
лении на участке ручной или машинной ковки партии одинаковых по-
ковок целесообразно исходные прутки предварительно разделать на
мелкие штучные или кратные заготовки, используя специальное обо-
рудование .
Способ разделки исходных прутков выбирают, исходя из марки
сплава, серийности производства, требований, предъявляемых к качест-
ву торцов отрезаемых заготовок, и точности их размеров. В кузнеч-
ном производстве применяются следующие способы разделки металла
на мерные заготовки: отрезка на пресс-ножницах; отрезка в штампах
на прессах; ломка на хладноломах; резка на механических пилах;
резка на токарно-отрезных станках; резка абразивными кругами;
резка фрикционными пилами; резка электромеханической пилой;
анодно-механическая резка; электроискровая резка; кислородная рез-
ка; плазменно-дуговая резка; отрубка и др.
Отрезка на пресс-ножницах (рис. 3.8, а) — наи-
более дешевый и высокопроизводительный способ разделки прутков
на мерные заготовки в массовом и реже — в мелкосерийном произ-
50
водстве. Сущность этого способа сос-
тоит в следующем. Заготовку 2 по
роликовому конвейеру 1 продвигают
до регулируемого упора 5. Длина
отрезаемой заготовки определяется
положением упора 5. Прижим 3 с
большим усилием Рпр прижимает
заготовку к нижнему неподвижному
ножу 6, закрепленному на станине
пресса.
После этого верхний нож 4,
двигаясь вниз, с усилием Ротр отре-
зает от прутка мерную заготовку. В
процессе отрезки ножи сначала пласти-
чески внедряются в заготовку; в
местах контакта последней с режу-
щими кромками ножей возникают
скалывающие встречные трещины;
г)
Рис. 3.8. Схема отрезки загото-
вок на пресс-ножницах (а) и разно-
видности ножей (б... г) :
1 - роликовый конвейер, 2 — за-
готовка, 3 — прижим, 4, 6 - верх-
ний и нижний ножи, 5 - упор,
7 - лоток
когда трещины сливаются,происходит
скалывание металла. Заготовка отде-
ляется от прутка без отходов и пада-
ет на наклонный лоток 7, по которому
соскальзывает в тару. В течение
всего процесса отрезки прижим удер-
живает заготовку от перемещения
и предотвращает ее опрокидывание,
возможное вследствие воздействия
усилия отрезки.
На качество отрезки влияет пра-
вильность выбора зазора Z между
ножами; его размер зависит от пло-
щади сечения заготовки и составляет
2 ... 4 % от диаметра прутка или его толщины. Недостатком отрезки на
ножницах является кривизна торца получаемой заготовки. При непра-
вильно выбранном зазоре между ножами помимо значительной кри-
визны торца могут возникнуть дефекты в виде вырывов металла, боль-
ших заусенцев, глубоких недопустимых трещин и др.
Форму и размеры режущих кромок ножей выбирают в зависимости
от формы сечения разделываемых прутков: для разделки квадратных
прутков используют ножи, образующие в рабочем положении зев в
форме квадрата (рис. 3.8, б), а для разделки круглых прутков — в фор-
ме круга (рис. 3.8, в). Ножи бывают одноручьевыми (рис. 3.8, б, в),
служащими для разделки одного профиля, и много ручьевыми (рис.
3.8, г) — ддя разделки профилей разных форм и размеров. Изготовля-
ют ножи из сталей марок Х12М, 9ХС, У10А и других, которые после
термообработки должны иметь твердость HRC3 47 ... 52.
51
Отрезку заготовок от прутков из углеродистых сталей малых и
средних сечений (до 50 мм) осуществляют чаще всего в холодном
состоянии. Прутки из углеродистых сталей больших сечений (свыше
50 мм) для снижения усилия отрезки нагревают до 450 .. . 500 °C.
При отрезке заготовок от прутков из легированных и высокоуглеродис-
тых сталей в холодном состоянии возможно возникновение недопус-
тимых трещин на торцах, поэтому эти стали перед отрезкой нагревают
до 500 ... 650 °C.
Отечественные заводы выпускают кривошипные ножницы усилием
до 25 МН (2500 тс), предназначенные для разделки заготовок диаметром
до 250 мм. Производительность ножниц достигает нескольких десятков
заготовок в минуту.
На базе кривошипных ножниц усовершенствованных конструкций
создаются автоматизированные комплексы оборудования для разделки
проката на мерные заготовки высокого качества. Ножницы снабжают
упором, точно устанавливаемым на заданную длину с пульта управле-
ния. На ножницах возможна одно- и двухручьевая отрезка. Автомати-
зированные комплексы оснащают электронными устройствами, кото-
рые управляют работой всех механизмов и отключают установку, когда
счетчик показывает, что отрезано нужное количество заготовок.
Рис. 3.10. Схема ломки проката
на хладноломах:
I - ползун, 2 - опоры, 3 - заготов-
ка, 4 - ломатель, 5 - надрезы
Рис. 3.9. Схемы отрезки в штампах:
а - с осевым сжатием, б - нескольких
заготовок одновременно
Отрезку в штампах на кривошипных прессах применяют
преимущественно для разделки проката диаметром до 60 мм. Разнооб-
разные конструкции штампов позволяют отрезать геометрически точные
заготовки с ровными, перпендикулярными торцами за счет приложения
дополнительного осевого сжатия N (рис. 3.9, а), а также за один рабо-
чий ход отрезать одновременно несколько заготовок (рис. 3.9,5).
Ломка на хладноломах (рис. 3.10) представляет собой
способ разделки проката на заготовки путем разрушения металла по
52
предварительно нанесенным надрезам 5, которые являются концентра-
торами напряжений. Надрез выполняют глубиной, равной 3 ... 8 %
от толщины заготовки Но. Ширина надреза, выполненного механической
пилой, соответствует толщине пилы. Если надрез осуществляется га-
зовым резаком, его ширина должна быть не более 5 ... 7 мм. В совре-
менных прессах-хладноломах концентраторы напряжений наносят путем
вдавливания специального пуансона, образующего на прутке канавку
треугольного профиля. Предварительно надрезанная заготовка 3 уста-
навливается на ломатель 4\ при опускании ползуна 1 закрепленные на
нем опоры 2 переламывают заготовку.
Производительность хладноломов зависит от типа применяемого
оборудования. Чаще всего в качестве этого оборудования используют
быстроходные кривошипные прессы, производительность которых
составляет несколько тысяч мерных заготовок в смену. Хладноломы
применяют для получения заготовок крупного сечения (50 . .. 250 мм)
из легированных и углеродистых сталей, например из стали ШХ15.
Возможность быстрого регулирования расстояния между опорами 2
позволяет применять хладноломы и в мелкосерийном производстве.
Длина мерных заготовок при ломке должна превышать 1,2D, где D -
диаметр или сторона квадрата заготовки; расстояние L между опорами
должно составлять 1,5 . . . 20; пуансон и опоры должны иметь скруг-
ления радиусомR = 12 ... 15 мм.
К достоинствам холодной ломки относятся высокая производитель-
ность процесса, простота конструкций хладноломов, небольшое усилие
ломки и возможность контроля качества металла по характеру излома.
Ее недостатками являются непригодность для разделки труб, сложных
профилей и пластичных металлов, а также необходимость предваритель-
ного нанесения надрезов.
При работе на хладноломе необходимо быть особенно осторож-
ным, так как заготовка после ломки иногда отлетает с большой ско-
ростью. Во избежание травматизма хладнолом должен иметь надежное
ограждение.
Резку на механических пилах широко применя-
ют в условиях мелкосерийного производства, где она является основ-
ным способом разделки проката на заготовки для ручной ковки. Резка,
осуществляемая зубчатыми пилами — дисковыми, ленточными и ножо-
вочными, обеспечивает получение высококачественного разреза, пер-
пендикулярность торцов к оси заготовки и достаточно высокую точность
по длине. К достоинствам резки пилами относятся также отсутствие
упрочнения металла в зоне торцов, возможность отрезки очень корот-
ких заготовок, а также универсальность, т. е. возможность разделки
прутков разных сечений без смены инструмента. К недостаткам следует
отнести низкую производительность, отход металла в стружку, опре-
деляемый толщиной пилы, а также сильный шум при работе и загряз-
нение рабочего места мелкой стружкой.
Резку дисковыми пилами применяют для разделки на заготовки
53
металла в холодном и реже — в горячем состоянии. Дисковые пилы бы-
ваютцельными, со сменными вставными зубьями (рис.3.11,я) незакреп-
ленными сегментами с зубьями (рис. 3.11, б). Они имеют диаметр,
равный 300 . . . 2000 мм, и толщину 2 ... 15 мм. Диски изготовляют
из стали 65Г, сегменты — из быстрорежущей стали Р18. Скорость реза-
ния и стойкость дисковых пил зависят от прочности разделываемой
стали. При разделке углеродистых сталей скорость резания достигает
30 м/мин, а стойкость пил составляет 2 ... 3 смены; скорость резания
легированных сталей составляет 6 ... 15 м/мин, стойкость — не бо-
лее 8 ч. Стойкость дисковых пил можно увеличить в 3 ... 4 раза нанесе-
нием на режущие поверхности зубьев слоя твердого сплава (например,
Т15К6) толщиной около 0,1 мм.
Рис. 3.11. Дисковые пилы (а, б) и отрезной станок (в):
1 - бабка, 2 — пила, 3 - разделываемая заготовка
Отрезной станок с дисковой пилой (рис. 3.11, в) работает следую-
щим образом. Разделываемая заготовка (пруток) 3 зажимается в гори-
зонтальном и вертикальном направлениях с помощью гидравлического
зажима. При неправильной установке заготовки в губках зажима в
гидросистеме срабатывает блокировочное устройство, исключающее
подачу бабки 1 с дисковой пилой 2. Дисковая пила закрепляется на
шпинделе в бабке и приводится во вращение от электродвигателя через
клиноременную передачу и коробку скоростей. Подача бабки в направ-
лении резки осуществляется системой гидропривода с бесступенчатым
регулированием.
Станок снабжен автоматическим устройством быстрого подвода
54
и отвода пилы до резки и после нее; переключение скорости подачи
бабки на режим резания осуществляется автоматически. Для увеличения
стойкости инструмента и повышения производительности станки имеют
устройства ддя охлаждения пилы во время резки. На этом станке разде-
лывают стальные заготовки диаметром до 500 мм. Прутки небольшого
диаметра можно резать пакетами, получая одновременно несколько
мерных заготовок.
Резка ленточными пилами находит все большее применение в заго-
товительном производстве. ’’Бесконечная” зубчатая лента шириной
4 ... 40 мм и толщиной 0,6 ... 1 мм, концы которой прочно соедине-
ны друг с другом, движется на ленточно-отрезных станках со скоростью
Рис. 3.12. Ножовочно-отрезной станок:
1 - станина, 2 - упор, 3 - заготовка, 4 - винт, 5 - ножовочное
полотно, 6 - рукав, 7 - рама, 8 - стойка, 9 - клиноременная
передача, 10 - электродвигатель
10 . . . 240 м/мин. При разделе заготовок из стали и цветных металлов
обеспечиваются хорошее качество поверхности разреза, высокая произ-
водительность (в 1,5 ... 2 раза выше, чем при резке дисковыми пилами),
малые отход металла (ширина пропила обычно не превышает 2,2 мм)
и удельный расход энергии. Шум, возникающий при работе ленточной
пилы, незначителен. Недостатком ленточных пил является их низкая
стойкость, которая составляет 5 ... 15 ч.
Резка ножовочными пилами производится на ножовочно-отрезном
станке (рис. 3.12), который состоит из станины 1, стойки 8, рукава
(направляющей) 6 и пильной рамы 7 с закрепленным в ней ножовочным
полотном 5. Пильная рама приводится в возвратно-поступательное дви-
55
жение электродвигателем 10 с помощью клиноременной передачи
9 и кривошипно-шатунного механизма, расположенного в стойке стан-
ка. Разделываемая заготовка 3 зажимается плоскими и V-образными
губками с помощью упора 2 и винта 4. На станке имеется регулируе-
мый упор, позволяющий отрезать заготовки требуемой длины.
Ножовочное полотно автоматически охлаждается в момент отрез-
ки подаваемой электронасосом жидкостью. По окончании операции
хобот с полотном поднимается вверх и станок автоматически выклю-
чается. Наибольший размер сечения разрезаемой заготовки составляет
250 мм, ширина пропила — 2,5 . . . 3,5 мм. Кроме металла круглого
и квадратного сечений на станке можно разделывать металл другого
профиля — двутавры, швеллеры и т.п., а также эти профили, собран-
ные пакетами.
Кроме станков с прямолинейным возвратно-поступательным дви-
жением ножовочного полотна выпускают ножовочно-отрезные станки
с дуговой траекторией его движения. Они отличаются более высокой
производительностью, меньшими габаритными размерами и массой.
Резку на токарно-отрезных станках приме-
няют в единичном и мелкосерийном производстве для разделки круг-
лых прутков и труб на заготовки с высокой точностью по длине и с хо-
рошим качеством разреза. Преимуществами способа являются его уни-
версальность и простота, недостатками — низкая производительность
(1 ... 3 заготовки ф 50 ... 80 мм в минуту) и большой отход металла
в стружку (при разделке прутка ф 150 мм ширина пропила составляет
6 ... 10 мм). Резку осуществляют на универсальных токарных и спе-
циальных токарно-отрезных станках и автоматах.
Резка абразивными кругами находит применение
при разделке на заготовки круглого проката диаметром до 200 мм,
труб диаметром до 600 мм, профилей из высокопрочных металлов.
Абразивные круги ф 300 . . . 600 мм и толщиной 0,5 ... 4 мм изготов-
ляют из электрокорунда или карбидов кремния на вулканитовой либо
бакелитовой связке. Окружная скорость круга составляет 30 . . .
... 100 м/с, поэтому он должен быть достаточно прочным и упругим» Аб-
разивную резку выполняют на станках с ручной подачей круга, а также
на полуавтоматах и автоматах. Возможна резка высокопрочных метал-
лов с большой производительностью, высокой геометрической точ-
ностью и малой шероховатостью поверхности разреза. Способ более
экономичен, чем резка дисковой пилой и на токарно-отрезных станках.
Его недостатками являются шум, выделение пыли при работе, быстрое
изнашивание кругов, значительная ширина пропила (1 % от диаметра
круга).
Резка фрикционными пилами заключается в том,
что тонкий стальной диск вращается с большой окружной скоростью
и за счет контактного трения происходят местный нагрев и размягче-
ние или расплавление разрезаемого металла, частицы которого выбрасы-
ваются из пропила в виде снопа искр. Диски изготовляют из вязких
56
низкоуглеродистых либо инструментальных сталей У7А, У8А. Для повы-
шения стойкости дисков их во время работы охлаждают водой или
эмульсией.
Резка электромеханической пилой характерна
тем, что металл в зоне разреза не только разогревается вследствие
трения вращающегося диска-электрода 1 (рис. 3.13), но и расплавля-
ется электрической дугой, возникающей между диском и заготовкой
6. Расплавленный металл выносится из пропила вращающимся диском.
Ток силой до 1000 А и рабочим напряжением до 20 В от трансформатора
5 через скользящий контакт 4 подается на режущий стальной диск.
1. Последний вращается с частотой 2200 об/мин от электродвигателя
2 через ускоряющую ременную передачу 3. Ширина пропила не превы-
шает 3 мм. Производительность резки электромеханической пилой
Рис. 3.13. Схема резки электромеханической Рис. 3.14. Установка для
пилой: анодно-механической резки:
1 - диск-электрод, 2 - электродвигатель, 3 - 1 - диск, 2 - сопло, 3 -
ременная передача, 4 - контакт, 5 - трансфор- заготовка, 4 - опора
матор, 6 - заготовка
значительно превышает производительность резки, осуществляемой
на механических пилах, кроме того, шум при их работе меньше. Недос-
татками способа являются низкая чистота поверхности разреза и изме-
нение структуры металла в зоне теплового влияния. При этом способе
резки необходимо применять защитные устройства от брызг металла и
светового излучения. Способ применяют в единичном и серийном произ-
водстве для разделки сортового проката из легированных сталей диа-
метром до 240 мм, а также труб и толстых алюминиевых листов.
Анодно-механическая резка основана на терми-
ческом и электрохимическом разрушении металла при прохождении
электрического тока между заготовкой (анодом) и инструментом
(катодом). Сила тока составляет 80 ... 150 А при резке заготовок
ф 50 .. . 100 мм и 350 . .. 450 А — при резке заготовок ф 200 . . . 250 мм;
напряжение равно 20 ... 30 В.
57
Установка для анодно-механической резки показана на рис. 3.14.
Разделываемая заготовка 3 крепится в опоре 4 станка, подключаемой
к положительному полюсу источника постоянного тока. В качестве
инструмента используют металлический диск 1 толщиной 0,5 ... 2,5 мм,
изготовленный из низкоуглеродистых сталей 0,8кп, 10, 20 или меди.
Диск подключают к отрицательному полюсу источника тока и сооб-
щают ему вращательное (с окружной скоростью о) и поступательное
(с подачей S) движения в направлении заготовки. Процесс резки ведут
в среде электролита, который подают в зону резки через сопло 2. Элек-
тролитом служит водный раствор жидкого стекла (силиката натрия
Na2SiO3).
При прохождении через электролит постоянного электрического
тока на поверхности анода (заготовки) происходят химические реак-
ции. Образующиеся в результате химические соединения в виде отходов
переходят в раствор (это явление называется анодным растворением
при электролизе) и удаляются механическим способом. Помимо процес-
са анодного растворения при рассматриваемом способе резки в зоне
контакта заготовки с инструментом происходит также процесс электро-
эрозии — разрушения электродов из токопроводящих материалов при
пропускании между ними электрического тока. Кроме того, при пропус-
кании электрического тока металл заготовки в месте контакта с ин-
струментом нагревается вследствие возникновения импульсных дуго-
вых разрядов, размягчается или даже расплавляется и удаляется из
зоны резки механическим путем за счет относительного движения заго-
товки и инструмента.
При анодно-механической резке окружная скорость у вращения
режущего диска составляет 15 ... 25 м/с при скорости подачи 0,14 х
х 10-3. . . 0,45 • 10"3 м/с. Подача диска осуществляется автоматически
так, чтобы постоянно выдерживался определенный зазор между дис-
ком и разделываемым металлом. Износ инструмента составляет 15 . . .
. . . 25 % от объема прорезанного слоя металла, расход рабочей жидкости —
5 ... 25 л/мин при резке прутков ф 25 ... 300 мм. Время отрезки зави-
сит от диаметра разделываемой заготовки. Так, заготовка ф 40 мм
отрезается за 1,5 мин, ф 100 мм — за 5,5 мин. Ширина прорези в 1,3 .. .
...2 раза превышает толщину инструмента.
Кроме дисков для анодно-механической резки применяют также
проволоку или бесконечную ленту, концы которой соединяют пайкой.
Толщина ленты составляет 0,5 ... 1 мм, ширина — 15 ... 40 мм, ско-
рость резания лентой — 20 м/с. Анодно-механической резкой можно
разделывать любые токопроводящие металлы; ее целесообразно приме-
нять в тех случаях, когда механическая резка невозможна или вызыва-
ет затруднения.
Электроискровая (электроэрозионная) резка осуществля-
ется дисковым или ленточным инструментом в ванне с жидким диэ-
лектриком (керосин, вода и др.).
58
Установка для электроискровой резки (рис. 3.15) состоит из источ-
ника постоянного тока напряжением 100 . . . 200 В, резистора А, кон-
денсатора С, резервуара 4 с жидким диэлектриком, дискового инстру-
мента 1 и опоры 3 для закрепления разделываемой заготовки 2. Диск
1, вращаясь с окружной скоростью и, внедряется в заготовку с пода-
чей 5. По мере заряда конденсатора С напряжение на электродах (дис-
ке 7 и заготовке 2) увеличивается и, когда оно достигает пробойного
значения, между инструментом и заготовкой происходит искровой
разряд. Частота разрядов, зависящая от емкости конденсатора С и со-
противления резистора R, составляет несколько сотен в секунду. В
момент разряда развивается высокая (до 10 000 °C) температура, вы-
зывающая взрывообразное плавление, сгорание и испарение металла.
Непрерывность процесса обеспечивается поддержанием определенного
зазора между инструментом и заготовкой, что выполняется автомати-
чески, так как электроискровые станки имеют следящую систему и
механизмы автоматической подачи инструмента или заготовки.
Рис. 3.15. Установка для
электроискровой резки:
] - диск, 2 - заготовка,
3 - опора, 4 - резервуар
Диски, изготовляемые из латуни или медно-графитовой массы,
обладают невысокой стойкостью. Производительность процесса также
невысока и сопоставима с производительностью фрезерования. Так, пру-
ток из стали Х12М ф 70 мм разрезается за 2 мин. Электроискровую
резку целесообразно применять для разделки труднообрабатываемых
высокопрочных и твердых сплавов, а также таких металлов, как тан-
тал, вольфрам, молибден и др. Возможно получение точных по раз-
мерам заготовок, имеющих малое отношение длины к диаметру.
Кислородная резка осуществляется за счет сжигания
металла в струе кислорода, которая одновременно служит для удаления
продуктов сгорания. Этот способ резки применяют в мелкосерийном
производстве для разделки низко- и среднеуглеродистых сталей, а
также низколегированных сталей и титановых сплавов при толщине
заготовок до 2000 мм. Кислородную резку выполняют вручную различ-
ными резаками с комплектами сменных мундштуков для пламени
разной мощности, а также на переносных и стационарных машинах
с программным управлением.
Для разделки высоколегированных тугоплавких сталей, медных
и алюминиевых сплавов с большой теплопроводностью в зону резки
дополнительно подают флюс — железный порошок, при сгорании кото-
рого в этой зоне повышается температура (кислородно-флюсовая рез-
59
ка). Образующиеся при этом шлаки разжижаются и легко удаляются
кислородной струей.
Недостатком кислородной резки наряду со значительными поте-
рями сгорающего металла является то, что в заготовках (особенно
из высокоуглеродистых и легированных сталей) остается зона тер-
мического влияния глубиной 0,5 ... 3 мм. В этой зоне происходит
закалка и существенно повышается твердость металла, что затрудняет
его дальнейшую обработку. Для предотвращения данного явления необ-
ходимо применять подогрев металла перед резкой и замедленное ох-
лаждение после нее. К недостаткам этого способа резки следует также
отнести большой расход кислорода и загазованность рабочих помещений.
Плазменно-дуговая резка осуществляется струей
плазмы, получаемой в плазматронах. Электрическая дуга в канале
плазматрона сжимается давлением газа (азота, аргона, водорода или
их смесей) и выходит в виде струи плазмы — сильнр ионизированного
газа с температурой 10 000 ... 30 000 ° С. Механизм перемещения плаз-
матрона в процессе резки управляется системой ЧПУ.
Плазменная резка более экономична, чем резка на пилах. Глу-
бина зоны термического влияния не превышает 0,8 мм. Этот способ
можно применять для разделки любых металлов толщиной до 300 мм.
Он особенно эффективен при резке тугоплавких высокопрочных сталей
и сплавов, а также медных и алюминиевых сплавов с большой тепло-
проводностью.
Создаются автоматизированные линии для плазменно-дуговой
резки, в которых как сам процесс резки, так и вспомогательные опе-
рации (поштучная выдача проката из связки, укладка отрезанных заго-
товок, удаление отходов) выполняются автоматически.
Отрубка — это способ разделки металла с помощью клинового
инструмента. Как кузнечная операция она выполняется на молотах
и гидравлических прессах с применением кузнечных топоров, служа-
щих для отделения лишних частей от основной заготовки или поковки,
а также для разделки исходного металла под ковку. Для отрубки поло-
сового материала иногда используют не топоры, а квадраты — прутки
квадратного сечения необходимой длины. Отрубку используют при
производстве практически всех поковок как из слитков, так и из про-
катанных заготовок. В зависимости от типа, размеров и конфигурации
заготовок применяют различные способы отрубки, которые будут
рассмотрены при изучении операций ручной и машинной ковки. Каждый
из способов имеет свои преимущества и недостатки.
Правильный выбор способа разделки металла на
заготовки имеет большое значение для повышения технико-экономичес-
ких показателей кузнечно-штамповочного производства. Требуемые
заготовки можно получить разными способами отрезки. Наиболее рацио-
нальным является тот из них, который, обеспечивая получение необ-
ходимого качества заготовок, наиболее экономичен при заданном объе-
ме производства.
60
Резку на пилах и других отрезных станках целесообразно применять
в единичном и мелкосерийном производстве для получения заготовок
под ручную ковку. В крупносерийном производстве эти способы исполь-
зуют при необходимости получения заготовки с очень высоким качест-
вом поверхности разреза, а также для разделки проката большого
сечения при отсутствии ножниц и прессов необходимого усилия.
Самым производительным, экономичным и металлосберегающим
способом получения заготовок является разделка проката на сортовых
ножницах и в штампах на прессах. В условиях крупносерийного и мас-
сового производства за счет этих преимуществ окупаются довольно
значительные затраты на приобретение ножниц или прессов. Если заго-
товки нельзя получить отрезкой в штампе или на ножницах, следует
рассмотреть возможность применения холодной ломки. Разделку труд-
нообрабатываемых высокопрочных металлов осуществляют абразив-
ными дисками, анодно-механической, плазменно-дуговой резкой и
другими способами.
При разделке на заготовки сортового проката во избежание недос-
татка в заготовке металла устанавливают припуски на длину, которые
зависят от способа разделки (табл. 3.5). В зависимости от точности
различных способов разделки устанавливают допуски на длину отреза-
емых заготовок. Например, при разделке проката диаметром или сторо-
ной квадрата 70 . . . 100 мм допуск на заготовки длиной до 300 мм,
полученные на ножовочно-отрезных станках, составляет ± (1 . . .
... 1,3) мм, а на сортовых ножницах ± (1,5 ... 2) мм.
Отходы металла, образующиеся при его разделке на заготовки,
необходимо учитывать при выборе способа разделки применительно
к конкретным производственным условиям. Потери металла на отхо-
ды зависят также от того, насколько рационально выбран способ рас-
кроя проката. В процессе раскроя образуются концевые об-
рез к и — отходы при удалении дефектных концов прутка. Длина кон-
цевых обрезков должна быть больше половины толщины проката,
в противном случае возможно образование дефектов на торце мерной
заготовки. К отходам металла относится также прорезка, которая
зависит от толщины инструмента — пилы, резца, фрезы (разделка в
штампах и на ножницах такого отхода не дает) . При отрезке последней
заготовки остается опорный конец - отход, равный конце-
вому отрезку прутка, необходимому для поперечного зажима. Его
длина примерно равна диаметру заготовки. Необходимо также учиты-
вать некратность — отход, вызванный колебанием длины прут-
ка и немерностью последней заготовки. Средняя длина некратности
принимается равной половине длины отрезаемой заготовки. При зака-
зе металла длину сортового проката устанавливают в зависимости
от фактического размера заготовки, принятого способа разделки и
вышеперечисленных потерь на отходы металла. Отходы в виде некрат-
ностей и опорных концов в ряде случаев целесообразно использовать
для изготовления более мелких поковок.
61
g 3.5. Припуски на отрезку заготовок от сортового проката, мм
Диаметр заготов- ки или наиболь- шая высота сечения, мм Способ разделки
На ножо- вочном от- резном станке Круглой сегмент- ной пи- лой Дисковой фрикци- онной пилой Анодно- механи- ческой резкой Абразив- ным кругом Кислород- ной резкой Отрезным резцом
прямым изогнутым дисковым
До 18 2,5 - 3 1 4 2,5 2,5 3,5
Свыше 18 до 30 4 4 3 3,5 4
” 30 ” 50 5 1,5 5 3,5 ... 4,5 4 -
” 50 ” 80 5,5 6 2 4,5 .. . 5,5 - 5,5
” 80 ” 120 3 6,5 8 5,5 ... 6,5 6,5
” 120 ” 180 7,5 3 6,5 ... 7,5 -
”180 8,5 10 - -
Раскрой прутков производят индивидуальным или групповым
(комбинированным) методом. При индивидуальном рас-
крое пруток разделывают на одинаковые заготовки, что наиболее
удобно для серийного и массового производства. При г рупповом
раскрое производят предварительный расчет и планирование вариан-
тов разделки проката на заготовки различной длины, составляющие ком-
плект. Наиболее целесообразный вариант раскроя проката на заготовки
с наименьшим расходом металла на комплект определяют путем мате-
матического программирования с использованием ЭВМ. При этом можно
улучшить использование пруткового металла на 2 ... 6 %.
Контрольные вопросы
1. Что такое ковкость металлов?
2. Какое влияние оказывают на свойства стали углерод, сера, фосфор и леги-
рующие элементы?
3. На какие группы подразделяют сталь по способу производства, химичес-
кому составу, степени раскисления, качеству и назначению?
4. Какие сплавы цветных металлов обрабатывают ковкой?
5. Перечислите виды исходных заготовок, применяемых для получения по-
ковок.
6. Каковы преимущества применения периодического проката для полу-
чения поковок?
7. Какие дефекты могут иметь слитки и сортовой прокат?
8. Какие документы проверяют при приемке металла на складе?
9. Перечислите основные правила хранения металла.
10. Как удаляют поверхностные дефекты металла?
11. Назовите основные способы разделки металла на заготовки.
12. На каком оборудовании осуществляют отрезку заготовок для ручной
ковки?
13. Как уменьшить отходы металла при его разделке на заготовки?
4. НАГРЕВ МЕТАЛЛА ПЕРЕД ОБРАБОТКОЙ ДАВЛЕНИЕМ
4.1. ЯВЛЕНИЯ, ПРОИСХОДЯЩИЕ В МЕТАЛЛЕ ПРИ НАГРЕВЕ,
И РЕЖИМЫ НАГРЕВА
Для повышения пластичности металла и снижения усилий, необ-
ходимых для его обработки, заготовки перед ковкой и горячей штам-
повкой нагревают до ковочной температуры, которая для стали состав-
ляет в среднем 1200 . . . 1250 0 С. Нагрев металлов перед ковкой явля-
ется ответственной операцией, от которой во многом зависит ие только
качество будущих деталей, но также производительность труда, ис-
правная работа оборудования, стойкость инструмента и себестоимость
продукции.
63
В процессе нагрева изменяются размеры заготовок, состояние по-
верхностных слоев металла, его строение и свойства.
Изменение размеров заготовки. При нагреве металлы расширяются,
а при охлаждении сжимаются на величину, называемую усадкой.
При ковке стальных поковок усадку определяют приближенно, считая,
что она составляет 1,2 % от размера заготовки в горячем состоянии.
Например, горячая поковка длиной 500 мм после охлаждения до цехо-
вой температуры будет иметь длину 494 мм. Если усадку металла не
учесть, то получится брак поковки по размерам.
Влияние усадки на форму и размеры поковки особенно следует
учитывать при ковке заготовок деталей сложной формы с длинными
отростками, так как усадка может привести к сильному короблению
поковки. Очень важно также принимать во внимание усадку металла
при изготовлении рабочих ручьев штампов для объемной штамповки,
особенно при точной объемной штамповке дорогостоящих сплавов.
Изменения в поверхностных слоях заготовок. С повышением тем-
пературы активность взаимодействия металлов с атмосферой печи уве-
личивается. При нагреве сталей на поверхности заготовки образуется
слой оксидов железа (FeO, Fe2O3, Fe3O4), называемый также ока-
линой. Толщина слоя окалины зависит от температуры и времени
нагрева, расположения заготовок в печи, состава печных газов и хими-
ческого состава сплава. Наиболее интенсивно стали окисляются при
температуре выше 900 ° С. Так, при увеличении температуры заготов-
ки с 900 до 1000 ° С скорость окисления увеличивается в 2 раза, а до
1200 ° С - в 5 раз.
Образование окалины ведет к потерям металла, увеличению при-
пусков на механическую обработку, снижению производительности
труда. Кроме того, окалина, являясь твердым веществом, снижает стой-
кость инструмента при обработке давлением и резанием.
Нагрев углеродистых сталей сопровождается образованием рыхлого
слоя окалины, который легко удаляется, но не предохраняет металл
от дальнейшего окисления. У сталей, легированных хромом, кремнием,
вольфрамом, никелем, слой окалины имеет малую толщину, плотное
строение, не растрескивается и является защитой от дальнейшего окис-
ления. Хромоникелевая сталь, содержащая 15 ... 20 % никеля, практи-
чески не окисляется и называется поэтому жароупорной. При нагреве
углеродистых сталей происходит также выгорание углерода с поверх-
ностного слоя на глубину до 2 мм. Уменьшение содержания углерода,
называемое о бе зугле ро живанием, ведет к снижению проч-
ности и твердости стали и ухудшению закаливаемости детали. Обезуг-
лероживание особенно вредно для поковок небольших размеров, имею-
щих малые припуски на механическую обработку и подвергаемых по-
следующей закалке. Для крупных поковок обезуглероживание менее
опасно, поскольку в процессе ковки и охлаждения углерод из внутрен-
них слоев заготовки диффундирует в наружные и химический состав
сплава выравнивается.
64
Для уменьшения окалинообразования и обезуглероживания приме-
няют нагрев в защитной атмосфере (специальные сплавы нагревают и
обрабатывают в вакууме), скоростной нагрев, различные покрытия
и обмазки, наносимые на заготовки перед нагревом. Обмазки не только
защищают металл от окалинообразования, обезуглероживания и насы-
щения газами, но и, являясь смазками, снижают усилие деформирования
и нагрев деформирующего инструмента, а также облегчают пластичес-
кое течение металла при обработке давлением.
Однако полностью защитить металл от окисления в производствен-
ных условиях не удается, поэтому применяют различные способы уда-
ления окалины с нагретых заготовок перед штамповкой — с помощью
разнообразных скребков, щеточных приспособлений, окалиноломате-
лей, а также гидроочистки за счет кратковременного воздействия
струй воды высокого давления на поверхность заготовки.
Распределение температуры по сечению заготовки. Прогрев заго-
товки по сечению осуществляется за счет теплопередачи от наружных
слоев к внутренним. Чем меньше коэффициент теплопередачи металла,
больше скорость нагрева* и площадь поперечного сечения заготовки,
тем больше разность температур между наружными и внутренними сло-
ями заготовки. Под действием высокой температуры наружные слои
расширяются больше внутренних, вследствие чего между ними возни-
кают напряжения, которые могут привести к разрушению металла.
В большинстве своем заготовки из углеродистых конструкционных
сталей сечением до 100 мм благодаря высоким теплопроводности и
пластичности металла ”не боятся” быстрого нагрева, поэтому их можно
закладывать холодными в печь с температурой до 1300 0 С.
Высокоуглеродистые и высоколегированные стали и многие слож-
ные сплавы, имеющие низкие теплопроводность и пластичность, во
избежание образования трещин требуют медленного нагрева. Заготовки
из таких сталей и сплавов загружают в печь, имеющую сначала невысо-
кую температуру, некоторое время выдерживают при этой температуре
и только после прогрева заготовок по всему сечению увеличивают ее.
После того как наружные слои заготовок нагреются до ковочной тем-
пературы, заготовки оставляют еще некоторое время в печи для вырав-
нивания температуры металла по всему сечению. Это время называется
временем выдержки. Крупные слитки из легированных
сталей при нагреве подвергают нескольким выдержкам при различ-
ных температурах.
Ковать неравномерно нагретую заготовку опасно вследствие раз-
личных по ее сечению деформаций металла и возможного его разруше-
ния. При объемной штамповке и ковке в подкладных штампах неравно-
мерный нагрев приводит к незаполнению рабочего ручья штампа и
снижению стойкости инструмента.
* Скорость нагрева характеризуется увеличением температуры заготовки
в единицу времени (°С/мин или С/ч),
3 - 232 65
Следует иметь в виду, что в процессе ковки, особенно при больших
скоростях деформации и невысокой температуре заготовки, выделяется
теплота, распределяемая неравномерно по объему заготовки.
Влияние нагрева на структуру металла связано с аллотропическими
превращениями (различные кристаллические решетки при разных
температурах) в железе. При нагреве свыше 723 °C сталь имеет гране-
центрированную кубическую решетку с внедренными в нее атомами
углерода — твердый раствор внедрения, называемый аустенитом.
Стали с аустенитной структурой имеют наибольшую пластичность.
Режим нагрева. Выбор режима нагрева заключается в обоснован-
ном выборе температуры нагрева заготовок с учетом температурного
интервала их обработки, а также определении времени нагрева загото-
вок. Нижняя граница температурного интервала ковки превышает
723 °C, а верхняя должна быть на 100 . . . 150 °C ниже температуры
плавления. При нагреве до более высоких температур в металле появ-
ляются два вида дефектов — перегрев и пережог. При перегреве увели-
чиваются размеры зерен, уменьшается пластичность металла и ухуд-
шаются его механические свойства. Этот дефект можно устранить до-
полнительной ковкой или термической обработкой, что требует допол-
нительных расходов. Нагрев до более высокой температуры (1350 . . .
. . . 1400 °C) ведет к пережогу — окислению металла по границам зерен,
В результате связь между зернами нарушается и металл при ковке раз-
рушается. Пережог является неисправимым браком.
Таким образом, металлы обрабатывают давлением в определенном
для каждого из них интервале температур Тн . . . Тк, где Тя и Тк —
температуры соответственно начала и конца ковки. Чтобы поковки
имели высокие механические свойства, стремятся заканчивать ковку
при температуре, близкой к Тк, что обеспечивает мелкозернистую
структуру металла. Если ковку или штамповку заканчивать при более
высоких температурах, в процессе охлаждения поковок размеры зерен
увеличиваются, а механические свойства стали ухудшаются.
Температурный интервал обработки давлением зависит от марки
обрабатываемого сплава. Низкоуглеродистые стали имеют широкий
(до 500°С) температурный интервал обработки и кузнец успевает выпол-
нить большое число операций без дополнительного нагрева заготовки.
Однако в современном машиностроении все чаще приходится обрабаты-
вать сплавы, имеющие очень узкий температурный интервал деформи-
рования. Например, алюминиевые сплавы ВД17, Д19 и другие необходи-
мо обрабатывать в интервале от 400 до 470 °C, т. е. температурный ин-
тервал обработки составляет всего 70 ° С, поэтому в ряде случаев требу-
ется дополнительный нагрев заготовок для завершения их обработки.
При ковке крупных и сложных поковок, когда требуется дли-
тельное время на выполнение кузнечных операций, заготовки остывают
и возникает необходимость в их дополнительных нагревах. Чтобы умень-
шить количество последних, принимают меры для замедления охлаж-
дения металла при ковке. Для этого применяют откидные экраны-
66
отражатели из алюминиевого листа, один конец заготовки при ковке
другого конца закрывают асбестом или специальным кожухом, покры-
вают слитки теплоизолирующими обмазками на стеклянной основе
специального состава.
Температуру начала ковки Ти выбирают такой, чтобы с расчетом
подстывания заготовки ковка заканчивалась при температуре, на 20 ...
. . . 30 °C превышающей допустимую температуру Тк (табл. 4.1), а тем-
пературу нагрева устанавливают несколько выше Ти с учетом остыва-
ния заготовки за время ее передачи от нагревательного устройства
к молоту или прессу.
Время нагрева определяют, исходя из двух противоречивых требо-
ваний. С одной стороны, с целью уменьшения образования окалины и
повышения производительности желательно сократить время нагрева,
увеличив его скорость, с другой, во избежание образования трещин —
уменьшить скорость нагрева и увеличить его продолжительность. По-
следнее особенно относится к заготовкам большого сечения из высо-
колегированных сплавов.
Заготовки из углеродистых сталей, имеющие площадь сечения до
100 мм2 и обрабатываемые ручной ковкой, допускают высокую ско-
рость нагрева и их можно загружать холодными в печь, имеющую тем-
пературу около 1300 °C. В этом случае время нагрева можно опре-
делить либо по табл. 4.2, либо по формуле Н.Н. Доброхотова:
Т = akd y/d, где Т — время нагрева, ч; к — коэффициент, зависящий
от марки стали (для углеродистых и низколегированных сталей к = 10,
для высокоуглеродистых и высоколегированных сталей к = 20); d —
диаметр (или сторона квадрата) заготовки, м; а — коэффициент, учи-
тывающий способ укладки заготовок в печи (рис. 4.1). Чем плотнее
уложены заготовки в печи, тем больше коэффициент а и большее время
требуется для нагрева заготовок.
П
W/W
17 12271 27 0 I
Рис. 4.1. Влияние способа укладки заготовок в печи на коэф-
фициент а
67
4.1. Температурные интервалы ковки сталей и никелевых сплавов
Марки Температура, ° С
т * н т 1 к
Углеродистые стали
Сг2, СгЗ, сталь 10, сталь 15 1300 700
Сталь 20, 25, 35 1280 720
Сталь 40, 45, 50 1260 760
Сталь 55, 60 1240 760
Сталь 65, 70 1220 770
Сталь 15Г, 20Г 1250 750
Сталь 60Г, 65Г 1200 760
Легированные стали
15Х, 20Х 1250 760
45Х, 50Х 1200 800
40ХН, 50ХН 1200 780
ЗОХГС, 35ХГСА 1180 800
ШХ15 1180 830
Инструментальные стали
У7, У8, УЮ, 7X3, 9X2 1150 800
У11, У12 1100 770
Р9, Р18 1200 900
Никелевые жаропрочные сплавы
ХН78Т 1180 900
ХН70ВМТЮФ 1170 1060
ХН55ВМТФКЮ 1180 1060
ЖС6-КП 1120 1050
Заготовки из высоколегированных сталей из-за возможного их
разрушения нагревают в два приема: сначала их медленно подогревают
до 650 С, а затем, когда пластичность сплава увеличится, окончатель-
но нагревают с большой скоростью до ковочной температуры. Общее
время нагрева Т = 1\ + Т2, где Т\ иТ2 — время соответственно первого
и второго нагревов (7\ = al3,3dy/cF, Т2= а6,7<7 \/<77где <7 — диаметр
или сторона квадрата заготовки).
Следующий за ковкой процесс охлаждения поковок (особенно
из легированных сталей) является ответственной технологической опе-
рацией, которая при неправильном выполнении может привести к их
браку. При охлаждении поковок трещины в них образуются чаще,
чем при нагревании, поэтому скорость охлаждения поковок не должна
превышать допустимых значений. Поковки из средне углеродистых ста-
лей можно охлаждать на воздухе поштучно или на стеллажах. Крупные
поковки из легированных сталей охлаждают медленно вместе с печью,
давая выдержки по нескольку часов при определенных температурах.
68
4.2. Продолжительность нагрева, мин*, холодных заготовок
из углеродистых сталей до 1200 ° С при температуре печи 1300 °C
Диаметр (или сто- рона квадрата) d, мм Профиль заготовки
Круглый Квадратный
Расположение заготовок
Одиноч- ное На рас- стоянии d На рас- стоянии d/2 Вплот- ную Одиноч- ное На рас- стоянии d На рас- стоя- нии d/2 Вплот- ную
10 20 30 40 50 80 100 2 3 5 6,5 8 13 18 2 3,5 5,5 8 10 15,5 21,5 3 5 7 10 12 19 27 4 7 10 13 16 26 36 2,5 4,5 6 8 10,5 17 23 3,5 6 8,5 11 14,5 23,5 32 4,5 8 11 14 17,5 28 40 8 13 19 25 32 52 72
* По данным ЦНИИТМаша.
В табл. 4.3 приведены данные о времени нагрева заготовок в стацио-
нарном горне, работающем на древесном угле.
4.3. Время нагрева заготовок в горне, мин
Диаметр (или сторона квадрата) d, мм Форма заготовки
Круглая Квадратная
10 . . 20 2,5 ... 4 3 ... 5
30 . .40 8 ... 15 9... 15
40 . .50 15 ... 25 15 ... 25
Цикл охлаждения зависит от химического состава металла и размеров
поковки и может длиться несколько суток.
4.2. НАГРЕВАТЕЛЬНЫЕ УСТРОЙСТВА
Классификация. От правильного выбора и работы нагревательных
устройств в значительной степени зависят производительность ковки
и качество изготовляемых поковок. В кузнечном производстве приме-
69
Рис. 4.2. Классификация нагревательных устройств
няют различные по конструкции и принципу действия нагревательные
устройства. При выборе нагревательных устройств руководствуются
различными факторами, главными из которых являются технологичес-
кие особенности ковки или штамповки, химический состав нагревае-
мого металла, размеры и форма заготовок, масштаб производства
поковок и условия труда. Нагревательные устройства классифици-
руют по способу нагрева заготовок и по конструктивным признакам,
определяющим режим загрузки заготовок.
По способу нагрева нагревательные устройства делят
на печи и электронагревательные устройства (рис. 4.2). В печах заго-
товки нагреваются до требуемой температуры за счет теплоты рабочего
пространства печи (источник теплоты находится вне заготовки), а в
электронагревательных устройствах теплота возникает внутри самой
заготовки. Печи, в свою очередь, подразделяют на пламенные и элект-
рические. В пламенных печах рабочее пространство нагревают сжига-
нием топлива (газа или мазута), в электрических — пропусканием
электрического тока через элементы сопротивления, установленные
внутри нагревательной камеры.
По конструктивным признакам нагревательные
устройства подразделяют на устройства с периодической и с непрерыв-
ной загрузкой и выгрузкой заготовок. В первых, называемых камер-
ными, заготовки загружаются и выгружаются из нагревательного уст-
ройства через одно и то же окно, а в процессе нагрева они остаются не-
подвижными. Второй тип нагревательных устройств, называемых мето-
дическими или проходными, характеризуется тем, что заготовки загру-
жаются через загрузочное окно, перемещаются в процессе нагрева и
выдаются для обработки через окно выгрузки.
Механизированные печи сложной конструкции и электронагрева-
тельные устройства рентабельны в крупносерийном производстве. В
условиях мелкосерийного производства из-за частых переналадок тех-
нологических процессов и неизбежных изменений темпа работы целе-
сообразно применять менее совершенные универсальные печи.
Несмотря на то что электрические печи и электронагревательные
устройства имеют ряд преимуществ перед пламенными печами, послед-
70
ние чаще применяют в кузнечном производстве, особенно в единичном
и мелкосерийном. Объясняется это тем, что стоимость и время нагре-
ва в электропечах выше, чем в газовых, а электронагревательные уст-
ройства нецелесообразно применять в единичном производстве вслед-
ствие их недостаточной универсальности.
Кузнечные горны. При ручной ковке для нагрева заготовок, как
правило, применяют кузнечные горны, в которых теплота образуется
за счет сжигания твердого топлива (угля, кокса), мазута или газа.
Кузнечные горны являются простейшими нагревательными устрой-
ствами. Несмотря на низкий КПД (до 10 %) и малую производитель-
ность, их широко используют для нагрева заготовок при ручной ковке.
Горны имеют простую конструкцию, занимают мало места и не требуют
сложной аппаратуры для управления. Кроме того, их легко ремонти-
ровать.
По конструкции различают кузнечные горны переносные и стацио-
нарные, открытого и закрытого типов, а по роду применяемого топли-
ва — работающие на твердом, газообразном и жидком топливе. Горны
закрытого типа имеют специальную камеру, в которой нагревают заго-
товки; в горнах открытого типа такая камера отсутствует.
Переносный горн — это легкое небольшое нагревательное
устройство открытого типа, работающее на твердом топливе. Его приме-
няют при выполнении ремонтных работ и изготовлении единичных
деталей малых размеров вдали от производственных зданий, на строи-
тельных площадках и др.
Переносный горн (рис. 4.3) имеет раму 5, на которой крепятся
очаг горения и нагревания 1 и небольшой вентилятор 6, приводимый
в действие от маховика 2 через ременную передачу 4. Маховик 2 вра-
щают ножной педалью 3 или рукояткой, либо используют небольшой
электродвигатель. Очаг горения выполнен в виде чугунной чаши с отвер-
стиями в дне для прохождения воздуха из вентилятора.
Стационарные горны устанавливают на одном из участ-
ков кузнечного цеха либо в отдельном помещении завода или мастер-
ской. Они бывают открытого и закрытого типов.
Стационарные горны открытого типа изготовляют или полностью
из кирпича, или из металла и кирпича. На рис. 4.4 показан стационарный
горн открытого типа, изготовленный из строительного кирпича. Рабо-
чая поверхность 4 очага 3 обкладывается огнеупорным шамотным
кирпичом. В горне имеются фурмы (сопла) 7 для подачи воздуха в
горновой очаг, вертикальный канал 5 для удаления из очага твердых
продуктов сгорания (золы и шлака), вытяжной зонт 2 и дымоход 1
для улавливания и отвода дымовых газов. Для охлаждения кузнеч-
ного инструмента, выполнения некоторых операций термической об-
работки и регулирования горения топлива в очаге служит бачок 6 сводой.
Более современными и удобными в изготовлении и ремонте явля-
ются стационарные горны открытого типа, изготовленные из металла
и кирпича (рис. 45). Чугунная горновая чаша 6 с чугунной решеткой
71
Рис. 4.3. Переносный кузнечный горн:
1 - очаг, 2 - маховик, 3 - педаль, 4 - ремен-
ная передача, 5 - рама, 6 - вентилятор
Рис. 4.4. Стационарный горн открытого типа
из кирпича:
1 - дымоход, 2 - вытяжной зонт, 3 — очаг,
4 - рабочая поверхность очага, 5 - канал
для удаления золы и шлака, 6 - бачок с водой,
7 — фурма
Рис. 4.5. Стационарный горн
открытого типа из металла
и кирпича:
1,2- внутренняя и наружная
трубы, 3 — зонт, 4 - топливо,
5 — решетка, 6 — чаша, 7 —
фурма, 8 - крышка, 9 - под-
ставка, 10 - трубопровод,
11 - заслонка
5 и фурма 7 с крышкой 8 крепятся на сварной металлической подстав-
ке 9. Воздух от вентилятора подается через фурму в очаг горна по трубо-
проводу 10 и регулируется заслонкой 11. Топливо (уголь) 4 заклады-
вают на чугунную решетку; при его сгорании основная часть продуктов
горения удаляется через внутреннюю трубу 1. Часть дыма улавлива-
ется зонтом 3 и удаляется через наружную трубу 2. При прохождении
дыма через последнюю внутренняя труба 1 нагревается, при этом тяга
в ней увеличивается, что улучшает удаление газов из горна. Твердые
продукты сгорания (зола и шлак) накапливаются на дне крышки 8;
по мере необходимости ее открывают и очищают от отходов. Для по-
вышения производительности горна иногда на подставке 9 устанавлива-
ют два или три очага, а воздух для них подают от одного более мощного
вентилятора. Такой горн называют многоместным.
В качестве топлива для горна целесообразно использовать мало-
72
сернистый уголь марки К или ПЖ (полужирный) . При этом необходимо
учитывать следующие особенности нагрева. Во-первых, при работе на
каменном угле, содержащем большое количество серы, последняя
при высокой температуре переходит в верхние слои металла нагрева-
емой заготовки и снижает его механические свойства. Во избежание
этого заготовку закладывают в горн только после того, как очаг раз-
горится, а содержащаяся в угле сера полностью выгорит. Во-вторых,
подаваемый из вентилятора воздух не весь усваивается при сгорании
топлива и вызывает интенсивное окисление нагреваемого металла (угар
в горнах достигает 5 ... 8 % за один нагрев) . В-третьих, заготовка в гор-
не нагревается неравномерно, поэтому ее приходится периодически
переворачивать и передвигать в очаге, нарушая установившийся процесс
горения топлива.
Горение угля в горне происходит следующим образом. Сверху в
чугунную чашу закладывают уголь, а снизу через отверстия в дне чаши
вентилятором подают воздух. При установившемся режиме горения
Надслойное
пламя______
СВежее
топлиВо____
раскаленный
кокс_______
Шлак и зола
Чугунная
решетка
Рис. 4.7. Стационарный горн закрытого типа,
работающий на угле:
1 - вытяжной зонт, 2 - камера нагрева, 3,11 —
окна, 4 - топочный люк, 5,10- трубы, 6 -
коробка, 7 — каркас, 8 — решетка, 9 — клад-
ка, 12 — дымоход
Воздук
Рис. 4.6. Схема горения угля
в горне
слой топлива разделяется на три зоны (рис. 4.6). В верхней зоне свежий
уголь подогревается под действием проходящих через него горячих
газов и здесь из него испаряется влага. Нагреваясь, топливо распадает-
ся на летучие горючие вещества и кокс. Летучие вещества сгорают, об-
разуя надслойное пламя, а кокс горит с образованием углекислого
газа (С + О2 = СО2) . В верхней зоне слоя топлива из углекислого газа
под действием высокой температуры восстанавливается оксид углерода-
73
угарный газ СО (СО2 + С = 2СО). Являясь горючим веществом,
угарный газ догорает в зоне над горящим слоем топлива (2СО + О2 =
= 2СО2).
Нагреваемую заготовку или ее часть помещают в горящие угли, а
сверху засыпают свежим углем. Спекаясь над заготовкой, он образует
свод, под которым развивается достаточно высокая температура. За-
готовку закладывают так, чтобы между ней и отверстиями в чаше,
предназначенными для подачи воздуха, был достаточный слой горящих
углей. Регулировкой дутья добиваются нужной температуры нагрева,
не допуская перегрева металла.
Холодный горн разжигают в такой последовательности: очищают
горновую чашу от остатков несгоревшего угля, золы и продувают ее
воздухом вентилятора; на дно чаши насыпают тонкий слой свежего
угля, укладывают на него древесную стружку или пропитанную керо-
сином ветошь и поджигают (вместо стружки или ветоши можно приме-
нять горящий уголь с соседнего работающего горна); сверху насыпают
новый тонкий слой угля и включают вентилятор, подавая в горн неболь-
шое количество воздуха; когда уголь разгорится, добавляют новый
слой топлива и увеличивают подачу воздуха, добиваясь стабильной
работы горна.
Более экономичными являются горны закрытого типа. Они могут
работать на твердом, жидком и газообразном топливе.
Стационарный горн закрытого типа, работающий на угле (рис. 4.7),
имеет камеру нагрева 2, выложенную изнутри огнеупорным кирпичом
9 и скрепленную сварным металлическим каркасом 7. Уголь засыпа-
ется на чугунную колосниковую решетку 8 через топочный люк 4, кото-
рый имеет окно 3 для шуровки топлива при его застревании в люке.
Воздух от вентилятора через трубу 5 подается в металлическую короб-
ку 6, а оттуда через отверстия в решетке 8 — в горновой очаг. Для дожи-
гания угарного газа сбоку через трубу 10 в камеру подают дополни-
тельный воздух. Газообразные продукты сгорания из камеры отводятся
через дымоход 12 в вытяжной зонт 1. Окно 11 служит для загрузки
заготовок в горн и регулирования горения угля в очаге.
Стационарный горн закрытого типа, работающий на жидком топ-
ливе, представляет собой компактное нагревательное устройство,
Рис. 4.8. Стационарный
горн закрытого типа, ра-
ботающий на мазуте:
1,3- камеры нагрева
и сгорания, 2 - канал,
4 - окно, 5 - воронка,
6 - воздухопровод, 7 -
наконечник, 8, 9 - отвер-
стия в наконечнике
74
состоящее из камеры нагрева 1 (рис. 4.8) и камеры сгорания 3, называ-
емой также топочной. Обе камеры изготовлены сваркой из листового
железа и выложены изнутри огнеупорным материалом. Воздух для го-
рения топлива подается в камеру 3 из воздухопровода 6 через конус-
ный чугунный наконечник 7 с отверстиями 8 и 9 на торце и в нижней
его части. Мазут или нефть подается в камеру через воронку 5. Топливо
стекает по наклонной наружной поверхности наконечника 7, подхваты-
вается струями воздуха, распыляется и сгорает.
Часть топлива стекает вниз, подхватывается струями воздуха, выхо-
дящими из нижнего отверстия 8, также распыляется и сгорает в камере.
Для розжига смеси в камере имеется закрывающееся плотной крышкой
окно 4. Газообразные продукты сгорания, нагретые до 1350 .. . 1400 ° С,
через канал 2 поступают в нагревательную камеру 1, в которую закла-
дывают заготовки для нагрева. В рассмотренном горне в качестве топ-
лива чаще всего используют мазут, так как он дешевле нефти и харак-
теризуется такой же удельной теплотой сгорания.
Подаваемый в камеру мазут должен быть достаточно жидким и
хорошо стекать из основного бака в воронку 5. В случае загустевания
мазут подогревают водяным паром, который пропускают через труб-
чатый змеевик, установленный в основном баке с топливом. Воздух
в камеру подают под давлением 4000 . . . 7000 Па (400 . . . 700 мм
вод. ст.), регулируя последнее заслонкой, установленной на воздухо-
проводе 6. Для розжига горна в окно 4 вводят горящий факел и, мед-
ленно открывая заслонку на воздухопроводе, подают слабую струю
воздуха, а затем небольшое количество мазута. По мере разогрева
камеры сгорания подачу воздуха и мазута постепенно увеличивают
и разогревают горн до нужной температуры. Соотношение количеств
подаваемого мазута и воздуха должно быть таким, чтобы мазут хорошо
распылялся и перемешивался с воздухом.
Стационарный горн закрытого типа, работающий на газе, приме-
няют для нагрева концов небольших заготовок при изготовлении
поковок гаек, болтов и других деталей типа стержней с головками.
В горне имеется цилиндрический или многоугольный металлический
сварной каркас 2 (рис. 4.9), выложенный изнутри огнеупорным кирпи-
чом 3. В боковых стенках выполнены круглые или квадратные отвер-
стия 7, куда вставляют нагреваемые концы заготовок. Сверху камеры
нагрева установлена инжекционная горелка 1, через которую подают
горючую газовую смесь. Под горна выложен огнеупорным материалом
в форме выступающего вверх конуса 6. Такая форма способствует быст-
рому нагреву горна при его пуске, лучшему перемешиванию газов
и уменьшению времени нагрева заготовок.
Газообразные отходы сгоревшего топлива выходят через отвер-
стия для заготовок и отводятся с помощью зонта в дымовую трубу.
Горны рассмотренной конструкции бывают неподвижными и вращаю-
щимися. В неподвижных горнах рабочая камера обычно имеет прямо-
угольную форму. На одной ее стенке устанавливается горелка для
75
Рис. 4.9. Стационарный вращающийся горн
закрытого типа, работающий на газе :
1 - горелка, 2 - каркас, 3 - кладка, 4 - по-
воротная платформа, 5 - шариковая олора,
6 — конус, 7 - отверстия
Рис. 4.10. Однокамерная переносная пламенная
печь с рекуператором:
1 - дымовая труба, 2 - рекуператор, 3, 4,
6, 15, 16, 18 - трубы, 5, 14, 22 - заслонки,
7, 12 - горелки, 8 - каркас, 9 .- под, 10 -
опоры, 11 - камера, 13 - свод, 17 - корпус
рекуператора, 19 - канал дымохода, 20,
21 - загрузочные площадка и окно, 23, 24 -
тросы, 25 - блок
подачи горючей смеси, на трех других имеются отверстия под нагре-
ваемые заготовки. Вращающийся горн (см. рис. 4.9) помещается на
поворотной платформе 4, имеющей шариковые опоры 5 и поворачивае-
мой вручную при установке в отверстия 7 холодных и удалении нагре-
тых заготовок.
Кузнечные печи по сравнению с кузнечными горнами имеют более
высокие производительность и КПД, удобны в эксплуатации и приме-
няются как в единичном, так и в массовом производстве для нагрева
76
мелких заготовок и крупных (массой до сотен тонн) слитков. Как
правило, печи применяют для нагрева заготовок при машинной ковке
и объемной штамповке. В качестве топлива для нагрева пламенных
печей используют газ, мазут, а для нагрева электрических печей — элек-
троэнергию.
Камерные печи в зависимости от габаритных размеров
делятся на переносные и стационарные, а в зависимости от формы окна
для загрузки и выгрузки заготовок — на печи с прямоугольным окном,
щелевые, очковые и шахтные. Камерные печи могут иметь одну или
две рабочие камеры, загружаемые периодически заготовками через
одно и то же окно.
Однокамерная переносная пламенная печь типовой конструкции
с двумя газовыми горелками (рис. 4.10) имеет каркас 8, изготовлен-
ный из листовой стали и прокатных профилей (уголков, швеллеров
и др.) и выложенный изнутри огнеупорным (как правило, шамотным)
кирпичом. В нижней части каркаса расположены опорные ножки 10
и загрузочная площадка 20. В рассматриваемой печи рабочая камера
11 объединена с топочным пространством, которое имеет отверстия
для установки в них горелок (либо форсунок) 7 и 12. Горелки служат
для сжигания газообразного топлива, а форсунки — жидкого - (мазута
или нефти). Заготовки для нагрева загружаются на под 9 печи через
окно 21, закрываемое массивной металлической заслонкой 22, выло-
женной со стороны рабочей камеры огнеупорным материалом. Для об-
легчения перемещения заслонки служит противовес, связанный с ней
металлическими тросами 23 и 24, переброшенными через блок 25.
В своде имеется отверстие, через которое в рабочее пространство для
измерения температуры печи помещают термопару. Топливо в горел-
ки (форсунки) подается через трубы 6, воздух от воздухопровода —
через трубы 4.
В верхней части свода смонтирован рекуператор 2, с помощью
которого воздух (или газ) перед сжиганием подогревается за счет теп-
лоты отходящих газов. Газообразные продукты сгорания из рабочей
камеры через каналы 19 в стенках печи отводятся в рекуператор 2,
а затем — в дымовую трубу 1. Рекуператор представляет собой гермети-
чески закрытую металлическую коробку 17, внутри которой располо-
жены трубы 18 из жаропрочного сплава, обогреваемые с наружной
стороны отходящими из печи горячими дымовыми газами. Через нагре-
тые трубы 18 пропускают холодный воздух, который в рекуператоре
подогревается до 300 ... 1000 °C, а затем поступает в горелки.
В одной половине рекуператора подогревается воздух для левой
горелки, в другой — для правой. Так, через трубу 3 в рекуператор по-
дают холодный воздух, а через трубу 15 из рекуператора в левую
горелку 12 поступает горячий воздух. Аналогично для правой горел-
ки 7 холодный воздух подают через трубу 16, а горячий поступает через
трубу 4. Подачу воздуха регулируют заслонками 5 и 14. Использование
рекуператора повышает КПД печи и улучшает процесс горения топлива
77
в камере. Благодаря подогреву воздуха расход топлива снижается
примерно на 30 %.
Пламенная печь работает в тяжелых условиях. Внутренние ее части,
особенно свод и под, подвергаются тепловому воздействию высоких
температур, а также химическому воздействию продуктов сгорания
и оксидов металла (окалины). Чтобы уменьшить это воздействие,
под 9 выкладывают несколькими рядами огнеупорного кирпича, причем
верхний слой выкладывается кирпичом на ребро. В качестве огнеупор-
ного материала применяют тальковый кирпич, более стойкий к воздей-
ствию окалины. В целях облегчения ремонта под выкладывают на пес-
чаной подушке, насыпанной на дно металлического каркаса. Для боль-
шей прочности и долговечности свод 13 печи и верхняя часть загрузоч-
ного окна 21 выкладываются в форме свода — арки из шамотного кли-
новидного кирпича, причем радиус кривизны внутренней поверхности
свода должен быть больше величины пролета между боковыми стенка-
ми печи, являющимися опорами для свода.
Некоторые детали печи подвергаются воздействию не только высо-
ких температур, но и больших механических нагрузок. Например, тяже-
лый арочный свод 13 (см. рис. 4.10) по краям опирается на несущие
балки. Под действием высокой температуры балка может прогнуться,
что приведет к образованию трещин в своде и его разрушению. Во из-
бежание этого опорные балки и другие подобные детали печи выпол-
няют трубчатыми; для охлаждения через них пропускается проточная
вода. Незначительно снижая КПД печей, водоохлаждаемые детали нам-
ного удлиняют срок их службы.
Кроме однокамерных в кузнечном производстве применяют двух-
камерные печи, отапливаемые газом или мазутом. На рис. 4.11 показа-
на двухкамерная печь, которая отапливается природным газом с по-
мощью плоскопламенных горелок 2, вмонтированных в ее свод. Горел-
ки создают широкое пламя, способствующее равномерному нагреву
металла. В каждую камеру поочередно через загрузочные окна 3 загру-
жают заготовки. Пока расходуются заготовки, нагретые до нужной
температуры в одной из камер, в другой камере греют новую партию
заготовок. Загрузочные окна закрываются заслонками 1, газообраз-
ные продукты сгорания удаляются из печи через дымоход 4. Примене-
ние двухкамерных печей позволяет избежать возможных при исполь-
зовании однокамерных печей простоев кузнечного оборудования (моло-
тов, прессов) из-за ожидания нагрева загруженного металла до ковоч-
ной температуры. Кроме того, в двухкамерных печах в одной из ка-
мер может быть установлена пониженная температура, и эту камеру
можно использовать для предварительного нагрева заготовок из леги-
рованной стали, имеющей низкую допустимую скорость нагрева. Пред-
варительно нагретые заготовки во второй камере окончательно нагре-
ваются до ковочной температуры.
Одним из основных направлений совершенствования процессов
нагрева заготовок перед обработкой давлением является уменьшение
78
Рис. 4.11. Двухкамерная печь:
1 - заслонка, 2 - горелки, 3 -
загрузочные окна, 4 - дымоход
Рис. 4.12. Камерная печь безокис-
лительного нагрева:
1 - горелка, 2, 3 - сопла, 4 -
рекуператор, 5 - камера дожи-
гания, 6 - промежуточный свод,
7 - рабочая камера
окисления их поверхности. Безокислительный нагрев заготовок осо-
бенно необходим перед точной безоблойной штамповкой. Уменьшение
окисления заготовок достигается разными способами, одним из кото-
рых является нагрев в печах с восстановительной атмосферой. Камер-
ная печь безокислительного нагрева показана на рис. 4.12. В рабочей
камере 7 печи на уровне металла создается зона с защитной атмосферой
за счет сжигания в горелке 1 газа с недостатком воздуха. При этом
происходит неполное сгорание топлива с образованием газов-восстано-
вителей СО и Н2, предотвращающих окисление нагреваемого металла.
Продукты неполного сгорания дожигаются под промежуточным сво-
дом 6 с подачей вторичного воздуха через сопла 2 и над промежуточ-
ным сводом в камере дожигания 5 с подачей в нее дополнительного
воздуха через сопла 3. После дожигания продукты сгорания уходят в
рекуператор 4 для подогрева воздуха, а затем — в дымоход.
Практически безокислительный и равномерный нагрев заготовок
с высокой скоростью достигается в электрических печах с соляной
ванной, а также в электролите. Для соляных ванн и в качестве
электролитов обычно используют растворы солей щелочных металлов —
ВаС12 и NaCl. В электрических печах, работающих на переменном токе
79
промышленной частоты (50 Гц), температура соляной ванны достигает
1300 °C. Нагрев заготовок происходит в контейнере, опускаемом
в ванну.
Нагрев в электролите осуществляется пропусканием постоянного
тока напряжением 200 . . . 250 В между заготовкой (катодом) и метал-
лической пластиной (анодом), опущенными в электролизную ванну
из винипласта. Вокруг нагреваемой части заготовки образуется газовая
оболочка, отделяющая ее от электролита, что способствует быстрому
нагреву заготовки. Нагрев в электролите осуществляется в 3 раза
быстрее, чем в пламенных печах.
Электронагрев в электролите и соляных ваннах применим как при
единичном, так и при массовом производстве. К основным его недос-
таткам относятся значительный расход электроэнергии и сравнитель-
но небольшие размеры нагреваемых заготовок.
Камерная пламенная печь с выдвижным подом (рис. 4.13), работаю-
щая на газе, применяется для нагрева крупных слитков и заготовок
в кузнечных цехах при машинной ковке на молотах и прессах. Печь
имеет рабочую камеру 1, совмещенную с топочным пространством.
Рис. 4.13. Камерная печь с выдвижным подом и реге-
нераторами:
1 - рабочая камера, 2, 11 - трубы, 3, 10 - горелки,
4 — под, 5,9- заслонки, 6 - колеса, 7, 8 — регене-
раторы
80
Горелки 3 и 10 расположены вдоль левой и правой стенок рабочей ка-
меры в шахматном порядке. Под 4 представляет собой прочную плат-
форму на колесах 6, выложенную сверху толстым слоем огнеупорного
кирпича. Для загрузки под печи выдвигается из рабочей камеры и на
него с помощью крана укладывают крупные слитки. Затем под зад-
вигается обратно в печь и в камеру подают газ и воздух для сжигания.
Для повышения КПД печи и лучшего усвоения кислорода воздух
предварительно подогревают в регенераторах 7 и 8, представляющих
собой многоканальные, выложенные огнеупорным кирпичом, ячеистые
блоки. В отличие от рекуператора, работающего в непрерывном цикле,
регенератор работает периодически.
Горелки печи действуют поочередно. Если работают горелки 10
с левой стороны, то дымовые газы пропускают через регенератор 7,
который в этот период нагревается. Одновременно через ранее нагре-
тый регенератор 8 в левые горелки пропускают воздух. Проходя через
регенератор, холодный воздух нагревается до 800 . . . 1000 °C. Через
некоторое время, когда регенератор 8 немного подстынет, заслонку
9 закрывают, открывают заслонку 5, перекрывают клапаны на воздухо-
проводах, дымовые газы направляют через регенератор 8, а холодный
воздух — через регенератор 7. Одновременно закрывают газопровод
горелок 10 и открывают заслонку газопровода горелок 3 — с этого
момента последние начнут работать. Газ к горелкам подводят по тру-
бам 2 и 77, переключение регенераторов происходит через 30 ... 40 мин.
В кузнечных цехах крупносерийного и массового производства
для нагрева заготовок под горячую объемную штамповку применяют
печи непрерывного действия — методические и п о л у ме-
тодические. Полуметодические пламенные печи применяют чаще.
Принципиально они не отличаются от методических, но имеют меньшую
длину, более высокую скорость нагрева и могут быть изготовлены в
переносном варианте.
Полуметодическая печь (рис. 4.14), имеющая вытянутую форму,
состоит из камер 7 и 3 соответственно предварительного и окончатель-
ного нагрева. Камеры нагреваются горелками 2 и б, причем в камере
3 их больше, чем в камере 7. Заготовки 5 укладываются на загрузоч-
ную площадку 9 и проталкиваются толкателем 10 через печь к окну
выгрузки 7. Нагреваемые заготовки движутся в направлении, противо-
положном движению газов. Скорость передвижения заготовок тако-
ва, что каждая из них находится в печи одинаковое время, необходи-
мое для нагрева до требуемой температуры. С целью увеличения срока
службы пода печи и уменьшения усилия проталкивания под заготов-
ками прокладывают водоохлаждаемые трубы 4. Экономичность ра-
боты печи повышают применением рекуператора, который устанавлива-
ют над печью в месте выхода газов, отходящих через дымоходы 8.
Поскольку время нагрева в такой печи одинаково для всех загото-
вок, то и размеры последних должны быть одинаковыми. Вследствие
этого методические и полуметодические печи не являются универсаль-
81
Рис. 4.14. Полуметодическая печь:
1 - окно выгрузки, 2, 6 - горелки, 3, 7 - камеры окончательного и
предварительного нагрева, 4 — водоохлаждаемые трубы, 5 — заготовки,
8 - дымоход, 9 - загрузочная площадка, 10 - толкатель
ними и их целесообразно использовать в условиях крупносерийного и
массового производства.
Карусельные печи (с вращающимся подом) применяют в
крупносерийном и массовом производстве для нагрева мелких и сред-
них заготовок, форма которых затрудняет их проталкивание в методи-
ческих и полу методических печах. Камера такой печи (рис. 4.15) выпол-
нена в виде кольца, ее под 1 вращается в направлении, противополож-
ном движению газов, образующихся при сгорании топлива. Через окно
Рис. 4.15. Печь с вращающимся подом:
1 - под, 2 - выступ, 3, 8 - зоны предварительного
и окончательного нагрева, 4 - дымоход, 5, 7 — окна
загрузки и выгрузки, 6 - перегородка, 9 - горелки
Рис. 4.16. Горелка низкого давления:
1 - патрубок, 2, 4, 5 - отверстия, 3, 7 - корпусы,
6 - камера, 8 - трубка
82
загрузки 5 заготовки укладывают на вращающийся под У, а после совер-
шения им одного оборота через окно выгрузки 7 нагретые заготовки
извлекают из печи. Частоту вращения пода подбирают такой, чтобы
время одного оборота равнялось времени нагрева заготовок. Зона 8
высоких температур, предназначенная для окончательного нагрева за-
готовок, обогревается горелками 9; зона 3 предварительного нагрева
находится за выступом 2. Окна загрузки и выгрузки разделены пере-
городкой 6 . Газообразные продукты сгорания отводятся через
дымоход 4.
Устройства для сжигания топлива в печах делятся на горелки (для
сжигания газообразного топлива) и форсунки (для сжигания жидкого
топлива). Одни и другие должны обеспечивать наиболее полное сгора-
ние топлива, определенные длину и форму факела, хорошее регулиро-
вание количества сжигаемого топлива, быть надежными в работе и
иметь достаточную долговечность. Горелки и форсунки бывают различ-
ных конструкций.
Ниже рассматриваются горелки и форсунки, применяемые в неболь-
ших кузнечных печах камерного типа.
Благодаря более полному горению и удобству в эксплуатации и
регулировании процесса горения в кузнечном производстве все шире
используют газообразное топливо.
Газовые горелки подразделяют на горелки низкого
и высокого давления.
Горелка низкого давления (рис. 4.16) работает следующим образом.
Газ под давлением 600 . . . 1000 Па поступает по патрубку 1 через коль-
цевую щель между трубкой 8 и корпусом 7 в футерованное огнеупор-
ным материалом отверстие 4 горелки. Воздух под давлением 1,2 .. .
... 1,5 кПа (120 . .. 150 мм вод. ст.) подают в камеру 6 по касательной к
ее корпусу 3, вследствие чего он, выходя из кольцевого отверстия
2, завихряется. На выходе из этого отверстия газ и воздух хорошо пере-
мешиваются и через отверстие 5 вбрасываются в печь. Пламя регули-
руют, изменяя давления газа и воздуха вентилями, установленными
на газо- и воздухопроводах. Эту горелку, обеспечивающую горение
топлива коротким факелом, широко применяют в небольших камер-
ных печах.
Рис. 4.17. Горелка вы-
сокого давления:
1 - регулировочная
шайба, 2 — инжектор,
3, 6 - насадки, 4 —
смеситель, 5 - уголь-
ник, 7 - печной тун-
нель, 8 - стенка
печи, 9 - щель, 10 -
камера, 11 - отвер-
стие
83
Горелка высокого давления (рис. 4.17) работает на газе, подаю-
щемся под давлением 0,03 . . . 0,15 МПа. Она состоит из инжектора 2,
смесителя 4 и насадки 6 с угольником 5. Через вентиль и отверстие
71 во фланце газ проходит через отверстие малого диаметра в насадке
3. При движении газа через насадку 3 его скорость резко увеличивает-
ся, что вызывает разрежение воздуха в камере 10 и подсос его в смеси-
тель 4 через отверстие в корпусе инжектора 2.
При движении через смеситель 4 газ и воздух перемешиваются и
готовая горючая смесь сгорает на выходе из насадки 6 в изготовленном
Рис. 4.18. Плоскопламенная горелка:
1 - корпус, 2 - газоподводящая труба, 3 -
направляющий винт, 4 - газовое сопло, 5 -
горелочный камень, 6 - кладка печи
Рис. 4.19. Форсунка низкого давления:
1 - воздухопровод, 2 - корпус, 3 - прорези,
4, 5 - насадки, 6 - пазы, 7 - регулировоч-
ная игла, 8 - канал, 9 - штурвал
84
из огнеупорного материала
печном туннеле 7. Пламя
регулируют вентилем на га-
зопроводе и шайбой 1,
от положения которой зави-
сит размер щели 9, через
которую происходит подсос
воздуха. Смесь от одной
горелки может подаваться
как к одной, так и к не-
скольким насадкам, распо-
ложенным в различных точ-
ках на стенке 8 печи. Рас-
смотренная горелка называ-
ется инжекционной, так как
ее работа основана на за-
сасывании (инжекции) воз-
духа из окружающей атмо-
сферы под действием быстро
движущейся струи газа.
Плоскопламенная горел-
ка показана на рис. 4.18.
Такие горелки устанавлива-
ют в своде пламенной печи.
Они равномерно разогрева-
ют свод, который является
основным источником излу-
чения теплоты. Высокая эф-
фективность горелок позво-
ляет сократить время нагре-
ва заготовок.
Применяют также ком-
бинированные газомазутные
горелки более сложной кон-
струкции, позволяющие отап-
ливать печь как мазутом,
так и газом в зависимости
от наличия и целесообразности использования того или иного топлива
в разных районах страны в различные периоды времени.
Форсунки, применяемые для сжигания мазута, должны обес-
печивать тщательное распыливание топлива и создание горючей смеси
его с воздухом в требуемом соотношении. Различают форсунки
низкого и высокого давления.
Форсунка низкого давления (рис. 4.19) работает на воздухе, сжа-
том под давлением 3 кПа и выше. Мазут из трубы по каналу 8 через
пазы 6 в регулировочной игле 7 и отверстие в насадке 5 поступает в
воздушную насадку 4. Здесь он подхватывается завихренными пото-
ками воздуха, выходящими из корпуса 2 воздушной насадки. Завих-
рение воздуха обеспечивают расположенные по касательной специаль-
ные прорези 3. Мазут распиливается воздухом, перемешивается с ним
и сгорает на выходе из форсунки. Пламя у форсунки широкое и ко-
роткое (до 0,6 м), что позволяет применять ее в небольших кузнеч-
ных печах. Регулируют пламя, изменяя кольцевую щель иглой 7 вра-
щением штурвала 9. Подачу воздуха изменяют с помощью заслонки
на воздухопроводе 7.
Рис. 4.20. Форсунка высокого давления:
1,2- насадки, 3 - канал, 4, 6 - трубо-
проводы, 5 - маховик
Рис. 4.21. Индукционное электро-
нагревательное устройство:
1 - шамотная труба, 2 - заготовки,
3 - индуктор, 4 - бункер, 5 - тол-
катель, 6 - труба, 7 - трансформатор
Форсунка высокого давления конструкции инженера В.Г. Шухова
(рис. 420) работает на воздухе, сжатом под давлением 50 кПа и бо-
лее. Мазут, поступающий из трубопровода 4 в канал 3, распыливается
на выходе из сопла сжатым воздухом, подающимся по трубопроводу
6. В этой форсунке воздух используется только для распыливания
мазута, остальной воздух, необходимый для горения, подсасывается
85
через форсуночные отверстия печи. Пламя регулируют, изменяя с по-
мощью вентиля на мазутопроводе количество подаваемого мазута,
а с помощью маховика 5 — количество воздуха (маховиком изменяют
размеры кольцевой щели между воздушной насадкой 1 и насадкой
2 мазутной трубки). Рассмотренная форсунка дает узкое и длинное
(до 4,5 м) пламя, имеет высокую производительность.
Электрические печи сопротивления сходны с
пламенными камерными и методическими печами, но вместо горелок
на стенках, своде и поде печей устанавливают нагревательные элементы
сопротивления, через которые пропускают электрический ток. Для нагре-
ва заготовок до 650 . . . 1150 °C применяют печи с металлическими
элементами сопротивления в виде проволочных спиралей либо ленты
из нихрома или стали Х23Н18. Печи доя нагрева до 1450 °C снабжа-
ют нагревательными элементами из вольфрамовой проволоки или
другого материала с высоким удельным электрическим сопротивлением.
Электрические печи отличаются от пламенных меньшим окислени-
ем нагреваемого металла, компактностью и лучшими условиями работы
за счет отсутствия печных газов; кроме того, в них легко автомати-
зировать регулировку температуры и создавать защитную атмосферу.
К недостаткам электрических печей относятся сравнительно боль-
шой расход электроэнергии и низкая стойкость нагревателей, вслед-
ствие чего в кузнечном производстве они имеют ограниченное приме-
нение. Используют их в тех случаях, когда к качеству нагрева предъ-
являются особо высокие требования.
Электронагревательные устройства отличаются от печей тем, что
в них нагрев заготовок происходит не с поверхности, а изнутри. Рас-
пространены два типа электронагревательных устройств — индукцион-
ные и контактные.
Индукционное электронагревательное уст-
ройство (рис. 4.21) представляет собой индуктор 3 — соленоид
из медной трубки, намотанной на огнеупорную шамотную трубу 1,
через которую с определенным интервалом проталкиваются заготовки
2. Соленоид подключают к генератору переменного тока или силовому
трансформатору 7. Чтобы витки соленоида не нагревались, через него
по трубам 6 пропускают охлажденную воду.
Индукционное электронагревательное устройство снабжается бун-
кером 4 для заготовок 2 и толкателем 5 (работающим, например, от
сжатого воздуха), который в автоматическом режиме с определенным
интервалом подает в индуктор заготовки.
При прохождении через соленоид переменного тока в индукторе
образуется переменное электромагнитное поле. По закону электромаг-
нитной индукции под действием этого поля в заготовке возникают
вихревые токи, что ведет к выделению теплоты и нагреву заготовки
до требуемой температуры. Частоту тока выбирают в зависимости от
диаметра заготовок (от 50 до 10 000 Гц). Чем больше диаметр заготов-
ки, тем меньше частота применяемого тока. Так, заготовки ф 15 . . .
86
... 40 мм нагревают током частотой 8000 Гц; если их диаметр превышает
200 мм, целесообразно пользоваться током промышленной частоты
50 Гц.
Для питания индукционных нагревательных устройств служат
машинные генераторы, а в последнее время все чаще применяют ти-
ристорные преобразователи частоты тока, имеющие ряд преимуществ
(более высокий КПД, надежность в работе, лучшие условия автомати-
зации, возможность установки без специального фундамента и др.),
но требующие более квалифицированного обслуживания.
Достоинствами индукционного электронагревательного устройства
являются малый угар металла (0,25 . . . 0,4 %), отсутствие загрязнения
атмосферы отходящими газами, легкость автоматизации загрузки и
выгрузки заготовок и высокая производительность. Применяют эти
нагревательные устройства в массовом производстве для нагрева корот-
ких и длинных заготовок круглого, квадратного либо прямоугольного
сечения, имеющих диаметр или сторону квадрата до 250 мм.
Особенно широко индукционные установки применяют для нагрева
заготовок при штамповке на кривошипных горячештамповочных прес-
сах, как обслуживаемых вручную, так и работающих в'автоматическом
режиме. Применение соответствующих средств автоматизации и про-
мышленных роботов позволяет создавать автоматические горячештам-
повочные комплексы, в состав которых обычно входят автоматизи-
рованные установки индукционного нагрева заготовок.
В контактных электронагревательных уст-
ройствах нагрев заготовок осуществляется методом сопротивления
за счет теплоты, выделяющейся при прохождении тока через заготовку,
включенную последовательно в электрическую цепь.
В устройстве (рис. 4.22) имеются неподвижные 3 и подвижные
2 медные водоохлаждаемые контакты,
между которыми с силой Р зажимает-
ся заготовка 1. Контакты соединены
с понижающим трансформатором 4 пере-
менного тока промышленной частоты
50 Гц. Электроконтактный нагрев харак-
теризуют токи большой силы (1... 40 кА),
пропускаемые через нагреваемые заго-
товки при малых напряжениях (2 . . .
. . . 20 В) . Проходя через заготовку, такой
ток быстро нагревает ее.
Существующие технологические схе-
мы нагрева обеспечивают нагрев заго-
товок по всей длине, концевых участ-
ков, а также одновременно одного или
нескольких участков в различных частях
заготовки. Кроме того, возможен не-
прерывный нагрев прутков при их
Рис. 4.22. Контактное электрона-
гревательное устройство:
1 - заготовка, 2, 3 - контак-
ты, 4 - изолятор, 5 - трансфор-
матор
87
движении между двумя парами роликов, которые являются вращаю-
щимися контактами. Контактным способом целесообразно нагревать
в условиях крупносерийного и массового производства длинные заго-
товки (Z > 1,5с?2, где Iwd — соответственно длина и диаметр заготов-
ки) с постоянным поперечным сечением по длине — прутки диаметром
до 100 мм и заготовки различных сечений. Кроме того, этот способ
применяют при штамповке на электровысадочных машинах.
Контактный нагрев по сравнению с индукционным обеспечивает
более равномерное распределение температуры по сечению нагревае-
мой заготовки, но при этом имеет место неравномерность нагрева заго-
товок по длине вследствие интенсивного теплоотвода водоохлаждае-
мых контактов, приводящего к понижению температуры заготовки
в зоне контактов на 100 . . . 300 °C. Недостатком контактных элек-
тронагревательных устройств является и низкая стойкость их контактов.
П рои зв о дительность нагревательного устройства опреде-
ляется массой металла, нагреваемого до требуемой температуры за
1 ч. Так, горн, показанный на рис. 4.5,имеет производительность 80 .. .
. . . 120кг/ч; производительность закрытого горна (см. рис. 4.7) составля-
ет 100 . . . 120 кг/ч, камерной печи (см. рис. 4.1, а) - 250 . . . 400 кг/ч,
индукционных электронагревательных устройств — до 2000 кг/ч, кон-
тактных электронагревательных устройств — до 600 кг/ч.
Приведенные показатели производительности зависят от размеров
пода печей. Чтобы исключить влияние последних на показатель производи-
тельности, для сравнения эффективности различных нагревательных
устройств используют относительный показатель производительности,
который называют напряженностью пода печи и опре-
деляют как отношение массы металла (кг), нагреваемого за 1 ч, к
площади пода (м2) , т. е. единицей напряженности пода печи является
кг/(м2 - ч). Чем больше напряженность пода печи, тем выше производи-
тельность последней. Напряженность пода, например, пламенных печей
составляет 120 .. . 600 кг/ (м2 • ч).
Коэффициент полезного действия (КПД) нагре-
вательного устройства определяется отношением количества тепловой
или электрической энергии, полученной заготовкой, к общему коли-
честву затраченной энергии, выраженным в процентах. Количество
затраченной энергии всегда больше количества энергии, полученной
заготовкой, так как часть теплоты теряется с отходящими газами,
а также через окна, щели и т.д. Кузнечные горны, работающие на твер-
дом топливе, имеют наименьший КПД (до 10 %); КПД камерных печей
без рекуператоров составляет 10 ... 15 %, с рекуператорами — до 30 %,
методических печей — до 40 ... 50 %. Высокоэкономичными являются
электронагревательные устройства, КПД которых достигает 70 ... 80%.
Чем ниже КПД нагревательного устройства, тем больше расходуется топ-
лива или электроэнергии на нагрев 1 кг металла. В связи с этим куз-
нечные горны, имеющие очень низкий КПД, стремятся заменить печами
и использовать в качестве топлива газ или мазут.
88
4.3. КОНТРОЛЬ ТЕМПЕРАТУРЫ НАГРЕВА ЗАГОТОВОК
И РЕГУЛИРОВАНИЕ ТЕПЛОВОГО РЕЖИМА
Контроль температуры и регулирование теплового режима нагре-
ва металла имеют большое значение для снижения угара и предотвра-
щения брака при нагреве заготовок. Автоматизация регулирования
теплового режима позволяет снизить расход топлива, способствует
повышению производительности и облегчению труда нагревальщиков.
Для измерения температуры применяют специальные
приборы — пирометры различного типа.
Термоэлектрический пирометр (термопара) представляет собой
закрытую с одной стороны трубку 5 (рис. 4.23) из жаропрочного спла-
ва, в которую вставлены изолированные друг от друга фарфоровы-
ми втулками 4 две проволочки 1 и 6 из разных сплавов. Рабочие концы
проволочек сваривают друг с другом, образуя ’’горячий спай” 7. Два
других конца подключают к чувствительному милливольтметру или
(при непрерывной регистрации температуры) самописцу.
Под действием нагрева в горячем спае возникает электродвижущая
сила, измеряемая милливольтметром 3. Для удобства использования
шкалу прибора градуируют не в вольтах, а в градусах. В пирометрах,
предназначенных для измерения температур до 900 ° С, термопара
изготовлена из хромель-алюмелевых проволочек; для измерения тем-
ператур до 1300 ... 1400 ° С используют платинородиево-платиновую
термопару. Пирометр, изготовленный нужной длины, вставляют горя-
чим спаем в рабочую зону печи через отверстие 2 в ее своде или поде.
Оптический пирометр (рис. 4.24) является переносным прибором
Рис. 4.23. Термоэлектрический пирометр:
1, 6 - проволочки, 2 - отверстие в своде
или поде печи, 3 - милливольтметр, 4 - фар-
форовые втулки, 5 - трубка, 7 - спай
Рис. 4.24. Оптический пирометр:
1 - объектив, 2 - лампочка, 3 - окуляр,
4 - миллиамперметр, 5 — реостат, 6 - матовое
стекло
89
и предназначен для периодической проверки температуры нагреваемого
металла. Принцип его действия основан на сравнении цветов нагретого
металла и нити лампочки накаливания. При наведении пирометра на
заготовку лучи от нагретого металла попадают в объектив 1 и прохо-
дят через матовое стекло 6 в окуляр 3 с красным светофильтром. Между
матовым стеклом и окуляром установлена лампочка накаливания 2,
яркость свечения которой регулируется реостатом 5. Яркость свече-
ния должна быть такой, чтобы цвет нити полностью совпадал с цветом по-
верхности заготовки, т. е. нить на фоне заготовки должна как бы ис-
чезать. В этот момент стрелка миллиамперметра 4, градуировка шкалы
которого выполнена в градусах, покажет температуру нити лампочки,
а следовательно,и металла заготовки.
Радиационный пирометр (ардометр) является наиболее современ-
ным прибором для измерения температуры. Конструкция его аналогич-
на конструкции оптического пирометра, но вместо лампочки устанав-
ливается микротермопара. На ней с помощью оптической системы,
состоящей из окуляра и объектива, фокусируют лучи от заготовки.
Электродвижущая сила, возникающая в горячем спае термопары, реги-
стрируется милливольтмером. Ардометры применяют для измерения
температуры от 900 до 1800 °C.
При ручной ковке конструкционных сталей, допускающих дефор-
мирование в широком интервале температур, кузнецы определяют сте-
пень нагрева металла приближенно на глаз по цвету каления. Для черных
металлов цвета каления соответствуют определенным температурам,
выраженным в градусах Цельсия (см. ниже); освещение дневное, в
тени.
Начало свечения. 530... 580
Темно-красный. 580 . .. 650
Темно-вишневый .... 650 ... 720
Вишневый....... 720 ... 780
Светло-вишневый. . . . 780. .. 830
Красный ....
Светло-красный
Желтый........
Светло-желтый.
Белый.........
830 .. . 900
900...1050
1050... 1150
1150... 1250
1250. .. 1300
и выше
Фотоэлектрическим пирометром (миллископом) измеряют темпера-
туру путем сравнения с помощью фотоэлемента интенсивностей излу-
чения нагретого металла и нити эталонной лампы накаливания. Фото-
электрические пирометры обладают высокими точностью и быстро-
действием, что позволяет эффективно применять их для контроля
температуры в быстропротекающих процессах электроконтактного
и индукционного нагрева.
Регулирование теплового режима осуществля-
ется с помощью различных автоматических устройств. Регулируемыми
параметрами при нагреве в печах являются следующие: температура
рабочей зоны печи и нагреваемого металла; расход топлива; соотноше-
ние подач топлива и воздуха; давление газов в рабочей зоне печи; тем-
пература воздуха в рекуператорах; температура дымовых газов при
90
входе в рекуператор и на выходе из него. Наилучшие условия автома-
тического регулирования теплового режима создаются при использо-
вании для нагрева заготовок электронагревательных устройств, так
как в них не образуются продукты сгорания, не требуется регулирова-
ние соотношения расходов воздуха и топлива и др., а подачу электро-
энергии для нагрева заготовок легко регулировать с помощью соот-
ветствующей электроаппаратуры.
Контрольные вопросы
1. Какое воздействие на металл оказывает его нагрев до ковочной темпе-
ратуры?
2. Каково вредное влияние окалины и как уменьшить ее образование при
нагреве металла?
3. Что такое перегрев и пережог и как предупредить их появление?
4. Почему крупные заготовки, а также заготовки из легированных сталей
следует нагревать постепенно, с малой скоростью?
5. В чем опасность быстрого охлаждения крупных заготовок из легирован-
ных сталей и как ее предотвращают?
6. Какие нагревательные устройства применяют при ручной ковке?
7. В чем принципиальная разница между электрическими печами и электро-
нагревательными устройствами?
8. Как определяют температуру нагрева заготовок?
9. Что такое КПД нагревательного устройства?
10. Каковы преимущества и недостатки электронагревательных устройств?
5. ИНСТРУМЕНТ ДЛЯ РУЧНОЙ КОВКИ
5.1. ОСНОВНОЙ ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ
Классификация кузнечного инструмента. Качественное, высоко-
производительное и безопасное выполнение работ по ручной ковке
возможно при наличии необходимого набора кузнечного инструмента
и приспособлений. По назначению кузнечный инструмент делят на три
группы: основной; вспомогательный; контрольно-измерительный.
Основной технологический инструмент (наковальни, кувал-
ды, гладилки и др.) служит для деформирования металла и придания
ему требуемых форм и размеров.
В спо мог а тел ь ным является инструмент (клещи различных
типов), с помощью которого заготовку фиксируют в нужном положе-
нии в процессе ковки, кантуют вокруг оси, укладывают в печь, извле-
кают из нее и транспортируют к наковальне.
Контрольно-измерительный инструмент применяют
для разметки заготовки, контроля формы и размеров поковки по пе-
реходам в процессе ковки и окончательного контроля ее геометричес-
ких размеров.
Основной инструмент подразделяют на опорный, ударный и подкла-
дной.
Опорный инструмент представляет собой массивную опору, на
которой выполняют практически все кузнечные операции. Опорным
инструментом для ручной ковки служит наковальня. В зави-
симости от конструкции различают наковальни пяти видов: безрогие,
однорогие, двурогие, консольные и носящие название шперак.
На рис. 5.1, я показана наиболее распространенная и удобная для
ручной ковки однорогая наковальня (ГОСТ 11397—75), рабочими
частями которой являются верхняя опорная часть 1 и рог 6. Опорная
часть, называемая наличником, гладко обработана и закалена до твер-
дости НВ 340 . . . 477. Рог представляет собой консольный конический
выступ, на котором выполняют операции гибки, раскатки, сварки коль-
цевых заготовок и др. Хвост 2 наковальни — небольшая консольная
часть с другой стороны рога — применяется для гибки заготовок на
90 ° . На опорной части наковальни выполнено три отверстия: круглые
0 15 мм служат для пробивки отверстий в поковках, квадратные (35 х
х 35 мм) — для установки в них подкладного инструмента и приспособ-
лений. Наковальня устанавливается на стуле или тумбе 3 на такой высоте
от пола, чтобы пальцы вытянутой руки кузнеца касались поверхности
наличника. Крепится наковальня на прочном, врытом в землю дере-
вянном чурбане хомутами 4 (или костылями), охватывающими ’’ноги”
5 наковальни.
Однорогие наковальни выпускают длиной L, равной 480 . .. 800 мм;
ширина В наличника составляет 170 . . . 240 мм. Отливают их из стали
45Л массой 70 . . . 210 кг (в зависимости от габаритных размеров) .
Перед началом работы наковальню следует проверить на отсутствие
трещин. Проверку осуществляют, легко ударяя молотком по налич-
нику; молоток при этом должен отскакивать, а наковальня — издавать
чистый и звонкий звук высокого тона (наковальня, имеющая трещину,
издает глухой звук).
Помимо однорогих бывают безрогие (рис. 5.1, б) и двурогие (рис.
5.1,в) наковальни (ГОСТ 11396—75 и 11398—75).В двурогих наковаль-
нях рог с одной стороны имеет вид цельного конуса, а с другой — вид
Рис. 5.1. Наковальни:
а - однорогая, б - безро1а>1*«
2 - хвост, 3 - стул (тумба». 4
двурогая, г - шперак; 1 — опорная часть,
хомут, 5 — ’’нога”, 6 - рог
92
конуса, усеченного вдоль оси симметрии плоскостью наличника. Усе-
ченный рог удобен для выполнения гибки плоских заготовок на углы,
меньшие 90 °. Двурогие наковальни выпускают общей длиной 670 . . .
1060 мм и массой 100 ... 270 кг.
Разновидностью наковален является шперак (рис. 5.1, г) — малень-
кая наковальня массой до 4 кг, применяемая при изготовлении мел-
ких поковок. Шперак устанавливается в квадратное отверстие накова-
лен, рассмотренных выше. Изготовляют его ковкой из стали 45 с закал-
кой поверхности наличника до твердости HRC3 40 . . . 45. Габаритные
размеры шперака должны соответствовать ГОСТ 11400—75 (см. рис.
5.1, г).
Ударный инструмент. К этому инструменту относятся кувалды
(боевые молоты) и ручники (кузнечные молотки). С помощью первых
выполняют основную работу деформации металла, вторые применяют
для нанесения слабых ударов и управления мощными ударами молото-
бойца.
При ковке используют три типа кувалд (рис. 5.2, а): тупо-
носые 1, остроносые продольные 2 и остроносые поперечные 3. В соот-
ветствии с ГОСТ 11401—75 и 11402—75 кувалды изготовляют ковкой
из стали 50; их рабочие поверхности обрабатывают на металлорежу-
щих станках до получения шероховатости Rz 800. Рабочие части кувалд
термически обрабатывают до твердости HRC3 48 ... 52 глубиной до
30 мм. Тупоносые кувалды имеют длину L, равную 128 . . . 205 мм, а
массу — 2 ... 16 кг; у остроносых длина/, составляет 168 . . . 212 мм,
а масса — 3 ... 8 кг.
Рукоятки для кувалд изготовляют длиной 750 . . . 900 мм из тонко-
слойной древесины граба, клена, кизила, рябины или комлевой
части березы с незначительным утолщением свободного конца.
Насадочное отверстие для рукоятки должно иметь расширение от сере-
дины к наружным поверхностям с уклоном не более 1:10. Такая форма
отверстия обеспечивает расклинивание рукоятки в кувалде и повыша-
ет надежность ее закрепления.
Ручники (рис. 5.2, б) служат кузнецу для указания молото-
бойцу места и силы удара, а также для подачи команд о начале и кон-
це ковки и темпе нанесения ударов. Поскольку ручники используют
также для выполнения мелких работ, они имеют несколько разновид-
ностей: молоток-ручник 4 с шарообразным задком, ручники с попереч-
ным 5 и продольным 6 задками. Изготовляют ручники из стали У7
массой 0,5 ... 1,5 кг. Рукоятки для них изготовляют длиной 350 . . .
... 600 мм из березы, клена, ясеня или рябины; они должны быть глад-
кими и без трещин.
Подкладной инструмент устанавливают либо на заготовку, либо
на наковальню под заготовку. В первом случае удары кувалдой наносят
по подкладному инструменту, с помощью которого получают поковку
требуемой формы. Во втором случае удары наносят по заготовке и
она деформируется под действием подкладного инструмента снизу.
93
Рис. 5.2. Ударный инструмент:
а -- кувалды тупоносые (2),
остроносые продольные (2) и
остроносые поперечные (5), б -
ручники с шарообразным (4),
поперечным (5) и продольным
(6) задками
Рис. 5.3. Подкладной инстру-
мент:
а, б — простые и фасонные зуби-
ла, в - подсечки
К подкладному инструменту относятся кузнечные зубила, подсечки,
подбойки, гладилки, раскатки, пережимки, обжимки, гвоздильни,
формы, прошивни и оправки.
Кузнечные зубила, предназначенные для выполнения раз-
делительных операций, состоят из трех основных частей: головки со
слегка выпуклой поверхностью, по которой наносят удары; средней
части с отверстием для насадки деревянной рукоятки; ножа, которым,
внедряясь в металл, разделяют заготовку на части. Применяют зубила
двух типов — простые (рис. 5.3, а), служащие для отрубки холодного
и горячего металла, и фасонные (рис. 5.3, б). В соответствии с ГОСТ
11418-75 простые зубила для холодной рубки имеют длину/,, равную
160 . . . 190 мм, для горячей — 180 . . . 240 мм. Угол заточки ножа у
94
зубила для холодной рубки составляет 60 °, для горячей — 30 °. Зу-
била изготовляют массой 0,9 ... 3,6 кг из стали 6ХС, причем рабочая
часть на длине 30 мм у зубил для холодной рубки имеет твердость
HRC3 54 . . . 58, для горячей рубки — HRC3 50 . . . 55. Головки зубил
термообрабатывают на длине 20 мм до твердости HRC3 30 . .. 40. Ножи
в простых зубилах имеют длину В, равную 30 ... 50 мм. Разновидностью
простых зубил является одностороннее зубило, у которого нож имеет
односторонний скос. Оно служит для отрубки концов поковок, у кото-
рых требуется получить торец без уклона.
Фасонные зубила (рис. 5.3, б) имеют скругленную форму ножа
и применяются для отрубки заготовок по криволинейному контуру.
Изготовляют их из стали 6ХС, термообрабатывая ножевую часть до твер-
дости HRC3 50 . . .55. Деревянную рукоятку насаживают без раскли-
нивания в отверстие, имеющее двусторонние уклоны 1:10.
Подсечки (рис. 5.3, в) являются инструментом, предназначен-
ным для выполнения разделительных операций. Подсечку хвостовой
частью вставляют в квадратное отверстие наковальни, на лезвие под-
сечки устанавливают заготовку и, нанося по ней удары, выполняют
отрубку. Применение подсечек облегчает и ускоряет работу кузнеца.
В соответствии с ГОСТ 11420—75 материалом для подсечек служит
сталь 50, рабочая часть на длине 30 мм имеет твердость HRC3 50 ... 55.
Длина В лезвия подсечек составляет 50 ... 70 мм, а высота h рабочей
части — 50 ... 65 мм. Форма заточки режущей кромки показана на
рис. 5.3, в.
По дбойки (верхние и нижние) применяют для интенсификации
операций протяжки — увеличения длины заготовки за счет уменьшения
площади поперечного сечения. Верхние подбойки (подбойкг -верхники)
(рис. 5.4, а, б) состоят из головки (затылка), по которой наносят уда-
ры кувалдой, средней части, имеющей отверстие для насадки без рас-
клинивания деревянной рукоятки, и нижней рабочей части, которая
деформирует заготовку. Форма нижней части может быть плоской
(рис. 5.4, я) и полукруглой (рис. 5.4, б) в соответствии с ГОСТ
11406—75 и 11408—75. В зависимости от типоразмеров у плоских под-
боек рабочая поверхность может иметь размеры от 40x40 до 55x55 мм,
радиус г скругления рабочей поверхности у полукруглых подбоек
равен 8 ... 30 мм.
Рис. 5.4. Верхние (а, б) и нижние (в, г) подбойки
95
Рис. 5.5. Подкладной инструмент,-
а, б - верхние и нижние обжимки, в, г - плоские и полукруглые гладилки
Нижние подбойки (подбойки-нижники) аналогично подсечкам
вставляют хвостовиками в квадратное отверстие наковальни; они
бывают прямоугольными (рис. 5.4, в) и полукруглыми (рис. 5.4, г).
Размеры и форма рабочих частей нижних и верхних подбоек аналогич-
ны между собой. Подбойки изготовляют из стали 45, их рабочие по-
верхности на длине 30 мм термически обрабатывают до твердости HRC3
40 ... 45, а головки — до твердости HRC3 30 ... 40.
О б ж и м к и применяют для сглаживания поверхности круглых,
квадратных и других фасонных поковок и повышения точности их фор-
мы и размеров. Верхние (рис. 5.5, а) и нижние (рис. 5.5, б) обжимки
по конструкции аналогичны подбойкам, но отличаются от них формой
рабочей части. Диаметр D рабочих частей обжимок (ГОСТ 11403—75)
выбирают в пределах от 20 до 70 мм. Изготовляют этот инструмент
из стали 50, ударная часть имеет твердость HRC3 30 . . . 40, рабочая —
HRC3 44 . . .52. Помимо обжимок с круглой рабочей поверхностью
иногда применяют также обжимки, рабочие поверхности которых имеют
квадратную или фасонную форму.
Гл адилки имеют гладкую рабочую поверхность и применяют-
ся для сглаживания неровностей, образовавшихся на поверхности поков-
ки от ударов кувалдой. При нанесении ударов они удерживаются на
поковках с помощью деревянной рукоятки, насаженной без раскли-
нивания в отверстие в средней части. Различают плоские (рис. 5.5, в)
и полукруглые (рис. 5.5, г) гладилки. Этот инструмент изготовляют
ковкой из стали 45; их рабочая поверхность должна иметь твердость
HRC3 40 . . . 45. В соответствии с требованиями ГОСТ 11412—75
и 11413—75 размер В рабочей части у плоских гладилок составляв-
50 . . . 100 мм, у полукруглых гладилок В = 80 . . . 90 мм, Bt = 60 . . .
... 70 мм.
Пробойники (рис. 5.6) применяют для изготовления в поков-
ках круглых и фасонных отверстий. Они имеют головку, по которой
наносят удары, среднюю часть с отверстием для деревянной рукоятки
и рабочую часть. Форма поперечного сечения рабочей части пробойни
ка зависит от формы пробиваемого отверстия, поэтому пробойники-
96
С шера г
Рис. 5.6. Пробойники:
а - круглые, б - овальные, в - квадратные, г - прямоугольные
(рис. 5.6, а ... г) бывают круглыми (ГОСТ 11414—75), овальными,
(ГОСТ 11415-75), квадратными (ГОСТ 11416-75) и прямоугольными
(ГОСТ 11415—75). Рабочую часть пробойников выполняют конусной
для того, чтобы облегчить выемку инструмента из пробитого отвер-
стия и иметь возможность в широких пределах получать отверстия
различных размеров. Пробойники изготовляют из стали 6ХС с твердос-
тью рабочей части HRC3 45 ... 50 на длине 30 мм и твердостью голов-
ки HRC3 30 ... 40 на длине 20 мм.
Гвоздильня — это приспособление для изготовления утол-
щенных головок у поковок типа стержней (болты, заклепки и др.).
Кузнецы применяют простые и многорядные гвоздильни. Простая гвоз-
дильня (рис. 5.7, а) представляет собой корпус, в мотором имеются
полость специальной формы, сквозное отверстие и ручка. Заготовку
вставляют в отверстие, а ее выступающую часть деформируют так,
чтобы металл заполнил полость (см. рис. 6.4, в). Форма полости со-
Рис. 5.7. Подкладной инструмент:
а - простые гвоздильни, б - форма
ответствует форме изготовляемой головки детали, а ее вертикальные
стенки имеют наклон, равный 3 ... 5 °, что облегчает удаление поковки
после высадки головки.
В корпусе многорядной гвоздильни имеется большое число отвер-
стий с разными по форме полостями. При ковке гвоздильню устанавли-
вают на наличник наковальни, а после ковки переворачивают и выбивают
4 - 232 97
из нее поковку. Гвоздильни изготовляют ковкой из стали 45 или сталей
У7 и У7А, обеспечивая термообработкой твердость HRC3 44 .. . 50.
Форма (рис. 5.7, б) представляет собой массивную плиту, в
которой имеются различные по конфигурации и размерам отверстия,
а на боковых гранях выполнены разнообразные ручьи. Первые служат
для пробивки в поковках отверстий соответствующей формы; ручьи,
аналогично обжимкам, используются при протяжке заготовок и отдел-
ке поковок круглого, квадратного, шестигранного и других сечений.
Формы изготовляют литьем из сталей 35 Л и 40Л с последующей меха-
нической обработкой ддя получения гладкой поверхности ручьев.
52. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
К вспомогательному кузнечному инструменту относится поддер-
живающий инструмент — клещи различных типов, подразделяющие-
ся на основные и вспомогательные. Основные клещи используют для
удерживания заготовки во время обработки, поворота ее на наковаль-
не и кантовки вокруг своей оси, вспомогательные —для транспортиров-
ки заготовок по цеху, подачи их от печи к рабочему месту и обратно,
а также при выполнении вспомогательных работ.
Клещи состоят из двух подвиж-
ных стержней (клещевин), соеди-
ненных между собой заклепкой. Пе-
редняя, короткая часть, предназна-
ченная для захвата заготовки, назы-
вается губкой, задняя — рукояткой.
Клещевины основных клещей изго-
товляют ковкой из стали 25, вспомо-
гательных — из стали 40, заклепки ддя
всех клещей — из стали 15.
Поскольку кузнецам приходится
обрабатывать заготовки различной
формы, а захват их должен быть
надежным, в каждом отдельном слу-
чае применяют клещи, губки которых
соответствуют форме обрабатываемой
заготовки. Конструкция и размеры
наиболее часто применяемых клещей
унифицированы в соответствии с
ГОСТ 11384-75 . . . 11395-75 (табл.
5.1).
Помимо приведенных в таблице
Рис. 5.8. Поддерживающий инстру-
мент:
а - специальные клещи, б - клещи
со шпандырем
98
унифицированных клещей кузнецы
пользуются набором специальных кле-
щей (рис. 5.8, а), необходимых при
обработке поковок сложной формы.
5.1. ВИДЫ УНИФИЦИРОВАННЫХ КЛЕЩЕЙ
Клещи Эскиз Размеры, мм Назначение
Продольно- поперечные плоские е 1 Я = 12.. .32 7 = 70... 160 L = 630 ... 800 Для захвата плоских заготовок вдоль и по- перек оси и плоских заготовок с утолще- ниями
С плоскими губками Н=3 ...90 1 =40 .. . ПО L =340... 710 Для захвата плос- ких заготовок
;— L _
Поперечные с круглыми губками (кронцир- кульные) 0 y^/ftSL/******^ х L Н =25 ... 125 Z> = 50. . . 250 L =110... 950 Для удерживания круглых заготовок поперек оси и раз- ворота плоских заго- товок
Поперечные с полукруглы- ми губками Z? 1 Я 1 Н =6 ... 16 £>=10...25 L =320. . . 560 Для удерживания круглых заготовок малого сечения по- перек оси
I ’'J* *\\/
L
Поперечные с квадратными губками Я =40... 100 В =10... 180 L =800 . .. 1250 Для удерживания квадратных загото- вок поперек оси
х'— L
Выгнутые _ D Я =50. .. 160 D=15 ... 250 Для удерживания заготовок сложной формы
Продольные с круглыми губками £> = 10... 140 1 =70... 180 L =530 ... 900 Для удерживания круглых заготовок вдоль оси
tr L.J
99
Клещи
Эскиз
Размеры, мм
Продолжение табл. 5.1
Назначение
Продольные с
квадратными
губками
В =25... 150
I =80... 200
L =630... 1000
Для удерживания
квадратных загото-
вок вдоль оси
Продольные с
прямоуголь-
ными губка-
ми
В =25 ... 150 Для удерживания
I = 80 .. . 220 прямоугольных за-
L = 560 ... 1000 готовок вдоль оси
Вспомога-
тельные для
цилиндричес-
ких заготовок
£>=100. .. 300
/ =100... 125
£=630... 750
Вспомога-
тельные для
прямоуголь-
ных загото-
вок
Вспомога-
тельные
В = 120... 300
Я = 100... 170
£ =800... 1120
£>=30.. . 100
I =80... 150
£ =630... 850
выполнения
Для
вспомогательных опе-
раций
В тех случаях, когда имеющиеся в наборе клещи не подходят для надеж-
ного захвата заготовки, кузнецы ковкой подгоняют форму губок кле-
щей к форме заготовки. Для этого губки клещей нагревают в печи
100
или горне и куют на заготовке, которую используют как оправку.
После подгонки губки клещей должны плотно прилегать всей поверх-
ностью к зажимаемой части заготовки.
В некоторых случаях рациональнее не клещи подгонять под форму
заготовки, а наоборот, зажимаемый конец заготовки ковкой подгонять
по форме и размерам к форме и размерам губок имеющихся в наборе
клещей.
Очевидно, что при ковке мелких заготовок целесообразно приме-
нять легкие клещи с пружинящими рукоятками, чтобы руки кузнеца
не уставали во время продолжительной работы. При ковке крупных
заготовок используют клещи с более толстыми рукоятками, а чтобы
руки не уставали, на рукоятки клещей надевают шпандырь — либо в
виде кольца (рис.5.8,6),либо в виде скобы.
Пользование неправильно подобранными клещами или клещами
с плохо подогнанными по заготовке губками не только снижает произ-
водительность труда, усложняет работу кузнеца и требует затраты боль-
шей энергии, но и может оказаться причиной травматизма.
5.3. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ
Контрольно-измерительный кузнечный инструмент, применяемый
при выполнении работ ручной и машинной ковкой, подразделяют на
универсальный и специальный. И тот, и другой используют для про-
верки размеров исходных заготовок, а также габаритных размеров
поковок в процессе ковки, после их окончательной обработки и охлаж-
дения. Если специальный измерительный инструмент предназначается,
как правило, для измерительных операций при ковке, то универсаль-
ный может использоваться как при ковке, так и при выполнении других
видов металлообработки.
К универсальному измерительному инстру-
менту относятся стальная линейка, складной металлический метр,
штангенциркуль, микрометр, кронциркуль, нутромер, угольники и др.
Стальная линейка является наиболее простым инструментом и
применяется для измерения линейных размеров. В зависимости от
размеров поковки пользуются линейками длиной 250, 500 и 1000 мм.
Стальная линейка позволяет измерять детали с точностью 1 ... 0,5 мм.
Складной металлический метр состоит из отдельных, последователь-
но и шарнирно соединенных друг с другом звеньев — линеек с делени-
ями ценой 1 мм — и обеспечивает точность измерения такую же, как и
линейка.
Штангенциркуль (рис. 5.9, а) — универсальный инструмент, пред-
назначенный для измерения наружных и внутренних размеров, а также
глубины впадин и высоты выступов в поковках и деталях. Его основ-
ная деталь — штанга 6 — представляет собой линейку со шкалой 8, на
которую нанесены деления ценой 1 мм, и неподвижными губками 1
и 12. По штанге 6 перемещается рамка 4, состоящая из подвижных гу-
101
бок 2 и 11 и глубиномера 7. Плотное прижатие рамки к штанге и от-
сутствие люфта обеспечивает плоская стальная пружинка 5. Для удоб-
ства перемещения рамки предусмотрен выступ 9 для пальца, а ее фик-
сация на штанге осуществляется с помощью стопорного винта 3.
На рамке нанесена шкала 10 нониуса, состоящая из 10 делений
на длине 9 мм. Следовательно, расстояние между рисками на шкале
нониуса составляет 0,9 мм. При сомкнутых губках нулевые риски на
двух шкалах совпадут (рис. 5.9, б), а расстояния между следующими
рисками составят 0,1; 0,2; 0,3 мм и т.д. Таким образом, если сдвинуть
рамку 4 вправо так, чтобы совпали первые риски обеих шкал, то рас-
стояние между губками будет равно 0,1 мм, а глубиномер выступит
Рис. 5.9. Штангенциркуль;
а - устройство, б - шкала нониуса при сомкнутых губках,
в - пример отсчета при размере детали 29,7 мм; 1, 12 - непод-
вижные губки, 2,11— подвижные губки, 3 - стопорный винт,
4 - рамка, 5 - пружинка, 6 - штанга, 7 - глубиномер, 8 -
шкала, 9 - выступ, 10 - шкала нониуса
из штанги тоже на 0,1 мм. Если при дальнейшем движении совпадут
две, три, четыре (и т.д.) риски на шкалах, то губки разойдутся соответ-
ственно на 0^2; 0,3; 0,4 (и тд.) мм. Итак, чтобы определить измеряе-
мый штангенциркулем размер, надо к количеству целых миллиметров,
отсчитанных по основной шкале до нулевого деления по нониусу, приба-
вить количество десятых долей миллиметра, отсчитанных по нониу-
су, и определить, какая риска нониуса совпадает с риской на основной
шкале. На рис. 5.9, в показан пример отсчета при размере детали 29,7 мм.
Штангенрейсмас 5 (см. рис. 9.5) предназначен для работы на плите
6 при выполнении разметочных и измерительных работ. Он состоит
из основания, штанги с нормальной шкалой, а также подвижной рамки
с нониусной шкалой, губкой и фиксатором рамки.
102
Микрометр (рис. 5.10, а) является инструментом, позволяющим
измерять линейные размеры деталей с высокой точностью (до 0,01 . . .
.. . 0,005 мм). Он представляет собой скобу 1 с неподвижно запрессован-
ными в ней пяткой 2 и стеблем 4. В последнем выполнено отверстие
с винтовой резьбой, имеющей шаг 0,5 мм. В это отверстие вставлен мик-
рометрический винт 3 с жестко закрепленным в нем барабаном 6. На
конце барабана имеется трещотка 7, ограничивающая прикладываемый
к винту крутящий момент. На стебле 4 нанесена шкала с ценой деления
0,5 мм, а на левом торце барабана — круговая шкала 5 с 50 делениями.
Поворот барабана на один оборот, т. е. на 50 делений, вызывает осевое
перемещение винта на 0,5 мм; при повороте барабана на одно деление
винт перемещается на 0,01 мм. На рис. 5.10, б показан пример отсчета
при размере измеряемой детали 8,38 мм.
Рис. 5.10. Микрометр:
а - устройство, б - пример отсчета при размере измеряемой
детали 8,38 мм; 1 — скоба, 2 — пятка, 3 — микрометрический
винт, 4 - стебель, 5 - круговая шкала, 6 — барабан, 7 - тре-
щотка
Микрометры выпускают с диапазоном измерений от 25 до 600 мм.
С их помощью измеряют наружные и внутренние размеры деталей,
а также глубину впадин и высоту выступов.
Угломер, служащий для измерения углов (рис. 5.11), состоит из
корпуса 2 со шкалой 6, неподвижной линейки 1, подвижного сектора
5 с нониусной шкалой 4 и подвижной линейкой 8. Подвижный сектор
может поворачиваться на оси 7 относительно корпуса и фиксироваться
винтом 3.
Кронциркуль предназначен для измерения наружных линейных
размеров, диаметров заготовок и поковок. Он состоит из двух шар-
нирно соединенных друг с другом ножек (рис. 5.12, а). При работе
ножки кронциркуля сдвигают до плотного соприкосновения с поверх-
ностью измеряемой поковки или заготовки, а затем, прикладывая
кронциркуль к линейке, определяют измеряемый размер. Разновид-
ностью этого инструмента является кронциркуль с секторной шкалой
(рис. 5.12, б), позволяющий непосредственно без использования до-
103
Рис. 5.11. Угломер:
1,8- неподвижная и подвижная линей-
ки, 2 - корпус, 3 - винт, 4 - шкала
нониуса, 5 - подвижный сектор, 6 -
шкала, 7 - ось
Рис. 5.12. Измерительный инструмент:
а, б - кронциркули (обычный и с сек-
торной шкалой), в, г - нутромеры
(обычный и с регулировочным винтом),
д - кузнечные кронциркули
полнительной линейки определять измеряемые размеры поковок по
шкале.
Нутромеры по конструкции аналогичны кронциркулям, но концы
их ножек развернуты наружу и служат они для измерения размеров
отверстия, а также внутренних размеров пазов и углублений в поков-
ках (рис. 5.12, в). Нутромер с регулировочным винтом (рис. 5.12, г)
позволяет более точно определять размеры поковок.
К специальному измерительному инстру-
менту относятся металлические усадочные линейки, кузнечные
кронциркули, нутромеры и шаблоны, предельные калибры (скобы)
и угольники.
Усадочная линейка в отличие от универсальной имеет шкалу с ценой
деления 1,01 . . . 1,015 мм. Такая шкала учитывает усадку металла
при остывании заготовки после ковки и освобождает кузнецов от вы-
104
полнения расчетов размеров по соответствующим формулам. При-
меняют усадочные линейки для установки кронциркулей, нутромеров
и прутковых шаблонов при контроле размеров горячих заготовок
и поковок.
Кузнечные кронциркули (рис. 5.12, д) могут быть одинарными,
двойными, тройными, много размерными. Они служат для определения
одного или нескольких размеров изготовляемой поковки. Кузнец
заранее устанавливает ножки кронциркуля на нужный размер и затем
контролирует размеры поковки в процессе ее ковки. Ножки неболь-
ших кронциркулей изготовляют из стали 35 или 45; крупные кронцир-
кули с целью уменьшения их массы выполняют из дюралюминия.
Кузнечные нутромеры по конструкции практически не отличаются
от обычных нутромеров.
Рис. 5.13. Шаблоны:
а - прутковые, б - профиль-
ный, в - контурный
Рис. 5.14. Калибры:
а — предельная скоба, б —
регулируемая скоба, в - ка-
либр-гребенка; 1 - скоба,
2 - державка
Кузнечные шаблоны применяют для контроля размеров поковки
путем наложения на нее по длине, ширине, внешнему или внутреннему
контуру, уступам и впадинам. Прутковыми шаблонами (рис. 5.13, а)
контролируют длину и ширину поковки, профильными (рис. 5.13, б) —
расстояния между уступами в поперечном и продольном направлениях,
а также размер скоса выступа от продольной оси поковки; контурные
шаблоны (рис. 5.13, в) используют для контроля формы и размеров
поковок сложной формы. В отличие от кронциркулей и нутромеров,
являющихся универсальным кузнечным инструментом, шаблонами
105
проверяют только те поковки, для контроля которых они предназна-
чены. На шаблонах имеются специальные выточки, определяющие но-
минальный размер поковки и предельные припуски на механическую
обработку (см. рис. 5.13,а) .
Калибры применяют для контроля толщины как готовых поковок,
так и заготовок в процессе их ковки. К разновидностям калибров
относят: сменные предельные скобы 1 (рис. 5.14, а), закрепленные
в державке 2; регулируемые скобы (рис. 5.14, б) с выточкой, опре-
деляющей допуск (Д) на размер; калибры-гребенки (рис. 5.14, в),
которыми контролируют в процессе ковки ширину длинных квадрат-
ных и прямоугольных в сечении поковок.
Рис. 5.15. Универсальный угольник (а), шаблон (б) и малки (в, г)
Для контроля углов между различными поверхностями поковки
применяют либо угольники с постоянными углами, равными 30, 45
и 90 ° (рис. 5.15, а), либо шаблоны с определенными углами между
сторонами угольника (рис. 5.15, б).
Наряду с угольниками для контроля взаимного расположения кон-
цов поковок и углов используют малки (рис. 5.15, в, г). Угол между
сторонами этого инструмента можно изменять, так как они имеют
шарнирные соединения и фиксируются установочным винтом. (Угол
у малков выставляется по универсальному угломеру.)
Контрольные вопрос ы
1. Какой инструмент относится к опорному, ударному и подкладному?
2. С помощью какого инструмента повышают интенсивность протяжки за-
готовки?
3. В каких случаях пользуются гвоздильнями и формами?
4. Из какого материала изготовляют зубила?
5. Каким должен быть угол заточки у зубил для холодной и горячей рубки?
6. Почему у кузнечной металлической линейки расстояние между рисками
вместо 1 мм составляет 1,015 мм?
106
7. Каким инструментом измеряют диаметр горячей поковки большого раз-
мера?
8. Когда применяют шаблоны и калибры?
9. Каким инструментом измеряют углы между поверхностями поковки?
6. ОПЕРАЦИИ РУЧНОЙ КОВКИ
6.1. ОБЩИЕ СВЕДЕНИЯ
Технологический процесс ковки включает в себя выполнение одной
или нескольких (в определенной последовательности) ковочных опе-
раций. Число операций и продолжительность их выполнения зависят
от степени сложности формы поковки, размеров последней и типа
обрабатываемого сплава. Все операции ковки подразделяют на четыре
группы: предварительные, основные,вспомогательные и отделочные.
К предварительным операциям, объединенным
под общим названием отрубка, относятся надрубка, наметка, разруб-
ка и вырубка. Эти операции применяют для отделения одной части
заготовки от другой по незамкнутому или замкнутому контуру.
Основные операции (осадка, протяжка, гибка, прошив-
ка отверстий и др.) характеризуются тем,ч,то при их выполнении заго-
товка подвергается пластической деформации. С помощью этих операций
получают поковки требуемых формы и размеров.
Вспомогательной операцией является кузнечная
сварка, применяемая для соединения различных частей одной заготов-
ки или различных заготовок друг с другом.
К отделочной операции относят правку, выполняе-
мую для устранения искажений формы поковки и повышения точности
размеров последней. Нагретую в печи или горне заготовку кузнец кладет
на наковальню и удерживает ее находящимися в левой руке клещами.
Нанося правой рукой легкие удары ручником, он указывает место и
силу удара, который должен наносить молотобоец кувалдой. В процес-
се работы кузнец пользуется различным подкладным инструментом,
держа его за рукоятку. По этому инструменту молотобоец кувалдой
наносит необходимой силы удары.
6.2. ОТРУБКА
Общие сведения. Отрубкой называется кузнечная операция
отделения по незамкнутому контуру части заготовки путем внедрения
в последнюю деформирующего инструмента. Эту операцию применяют
для отделения от сортового проката заготовок нужной длины в процес-
се изготовления сложных фасонных поковок, а также для удаления
концевых излишков готовой поковки и дефектов с поверхности заго-
товки или поковки.
107
Разновидностями отрубки являются операции надрубки, наметки,
разрубки и вырубки.
При надрубке деформирующий инструмент внедряют в
заготовку на неполную ее толщину. Неглубокая надрубка называется
наметкой.
Разрубкой осуществляют разделение заготовки (или поковки)
на части по незамкнутому контуру путем внедрения в нее деформирую-
щего инструмента.
Операция вырубки в отличие от отрубки и разрубки заклю-
чается в полном отделении заготовки или поковки от листовой заготов-
ки либо профильного материала по замкнутому контуру.
Рассмотрим приемы выполнения перечисленных выше операций,
их назначение и характерные особенности.
Рис. 6.1. Углы заточки кузнечного зубила для холодной (а)
и горячей (б) отрубки
Отрубка, как правило, выполняется в горячем состоянии заготов-
ки (горячая отрубка), однако отрубку тонких и узких полос, а также
толстых полос и прутков небольшого сечения из мягкой стали можно
выполнять и в холодном состоянии (холодная отрубка). Режущую
кромку кузнечного зубила для холодной отрубки затачивают под
углом 45 ... 60 ° (рис. 6.1, а), а для горячей — под углом 80 ... 85 °
(рис. 6.1, б).
Отрубка в холодном состоянии. Перед отрубкой заготовки кузнец
мелом отмечает место отрубки, левой рукой берет заготовку и ровно
кладет ее на наковальню, а правой рукой устанавливает на заготовку
кузнечное зубило (для увеличения стойкости кузнечного зубила лез-
вие последнего при холодной отрубке смазывают машинным маслом).
Молотобоец ударом кувалды внедряет зубило в заготовку примерно
на половину ее толщины, выполняя операцию надрубки (рис. 6.2, а).
Затем кузнец кантует заготовку на 180 ° и устанавливает зубило над
местом надруба. Несколькими ударами по зубилу молотобоец отрубает
подлежащую отделению часть заготовки, однако перед последним уда-
ром кузнец передвигает заготовку к краю наковальни (рис. 6.2, б)
108
так, чтобы линия отрубки совпадала с боковой кромкой наковальни.
Желательно не полностью отрубать часть заготовки действием удара,
а оставлять возможно тонкую перемычку и отламывать конец на краю
наковальни.
При большой толщине заготовки, а также при повышенной твердос-
ти обрабатываемого металла делают не один надруб, а четыре, кантуя
заготовку каждый раз на 90°. При отрубке полосовой заготовки под
нее на наковальню кладут лист из мягкой стали, что предохраняет по-
верхность наковальни и режущую кромку зубила от повреждений.
Отрубка толстых полос в холодном состоянии — операция дли-
тельная и трудоемкая, инструмент часто выходит из строя и его надо
регулярно восстанавливать. Отрубка же заготовок из легированных
сталей в холодном состоянии недопустима, так как в них в местах
внедрения инструмента образуются трещины, в дальнейшем приводя-
щие к браку.
Рис. 6.2. Отрубка квадратного прутка на наковальне (а, б) и с
помощью подсечки (в)
Отрубка в горячем состоянии. Толстые и широкие полосы и прутки,
а также заготовки из легированных сталей отрубают в горячем состоя-
нии. Заготовки из углеродистых сталей перед отрубкой нагревают до
температуры 700°С (до светло-вишневого цвета каления), легиро-
ванные и специальные сплавы — не ниже чем до 800 0 С. При более низ-
кой температуре в процессе отрубки в торцах заготовки в месте внедре-
ния зубила возникают значительные напряжения, которые могут привес-
ти к образованию трещин. При дальнейшей обработке эти трещины
могут перейти в тело детали, приводя к браку, а возможно, и к полом-
ке детали в процессе ее эксплуатации.
При горячей отрубке нагретую заготовку клещами укладывают
на наличник наковальни (см. рис. 6.2,а), а зубило устанавливают строго
вертикально на место отрубки. Молотобоец несколькими ударами
выполняет операцию надрубки, внедряя кузнечное зубило на 3/4 тол-
109
щины заготовки. Затем заготовку кантуют на 180 °, зубило устанав-
ливают вертикально против надруба и ударами кувалды отделяют от
заготовки часть нужной длины. Перед последним ударом заготовку
следует переместить на край наковальни (см. рис. 62, б). Отрубку
заготовок больших сечений ведут равномерно со всех сторон; после
необходимого количества ударов кувалдой заготовку поворачивают.
Производительность труда при отрубке можно повысить, применяя
при работе подсечку (рис. 62, в). Кузнец на нагретой заготовке наме-
чает место отрубки, затем кладет заготовку на подсечку напротив отмет-
ки для отрубки, а сверху как можно точнее над лезвием подсечки уста-
навливает кузнечное зубило. Несколькими ударами молотобоец внед-
ряет зубило в заготовку. Одновременно в заготовку снизу внедряется
и лезвие подсечки. Количество и сила ударов должны быть такими,
чтобы между зубилом и подсечкой оставалась небольшая перемычка.
Отрубку заканчивают на краю наковальни, нанося несильный удар
по зубилу, вставленному в надруб заготовки. В процессе работы с под-
сечкой кузнец должен направлять зубило так, чтобы оно находилось
все время напротив лезвия подсечки.
При изготовлении одновременно двух или трех деталей в конце
обработки выполняют операцию разрубки заготовки на части. После
разрубки на концах (торцах) поковок, как правило, остаются усту-
пы, которые удаляют отрубкой. Для этого поковку переворачивают,
ставят на уступ под некоторым углом зубило, осторожно ударами
молотком делают надруб, а затем зубило устанавливают в месте над-
руба вертикально и отрубают выступ окончательно. Таким образом
удается получить поковку с ровным торцом.
В процессе отрубки, надрубки и разрубки под действием зубила
при его внедрении нижняя часть заготовки пластически деформирует-
ся, что ведет к искажению формы ее торца. Деформация чаще всего
наблюдается при горячей отрубке, а также при холодной отрубке заго-
товок из пластичных металлов. Вследствие этого после отрубки нужно
производить правку торца заготовки.
Безопасность труда. Отрубка, особенно холодная, является опас-
ной операцией вследствие возможного травматизма, поэтому при ее
выполнении следует строго соблюдать следующие требования безо-
пасности:
рабочее место должно иметь соответствующее ограждение, напри-
мер мелкоячеистую металлическую сетку;
при отрубке рабочие должны стоять так, чтобы в них не мог попасть
отскочивший кусок отрубаемого металла; категорически запрещает-
ся стоять против торца отрубаемой заготовки;
углы заточки режущей кромки зубила должны соответствовать
виду отрубки (см. рис. 6.1);
поверхность ударной части зубила должна быть чистой, без забоин
и расклепа (от расклепанной части зубила могут отлететь кусочки
металла и вызвать травму);
110
заготовку при отрубке следует плотно укладывать на поверхность
наковальни, а зубило ставить на заготовку строго вертикально; послед-
ние удары по зубилу нужно наносить слабо и особо осторожно.
63.ОСАДКА
Общие сведения. Осадка — это кузнечная операция, в резуль-
тате которой увеличивается площадь поперечного сечения всей или
части заготовки за счет уменьшения ее длины. Осадка является одной
из наиболее распространенных операций ковки, которую применяют:
для увеличения диаметра или площади поперечного сечения ис-
ходной заготовки (при отсутствии заготовки нужного сечения) круг-
лой, прямоугольной либо фасонной формы;
для увеличения диаметра или площади поперечного сечения кон-
цевой либо серединной части заготовки, например при изготовлении
детали типа болта с фасонной головкой;
для подготовки заготовки к последующей прошивке в ней от-
верстий;
для получения поковок с требуемой микроструктурой и с опреде-
ленным направлением волокон;
для ликвидации анизотропии механических свойств и получения
равномерной по всему объему заготовки структуры металла.
Осаживаемые заготовки перед обработкой следует нагреть до мак-
симально допустимой для обрабатываемого металла температуры.
Это значительно снижает трудоемкость изготовления поковки, сокра-
щает число нагревов и время обработки.
Различают два вида осадки — полную и неполную. К последней, в
свою очередь, относят осадку концевую и серединную, которую называ-
ют также высадкой. Для вы-
полнения осадки применяют
наковальню, кувалды, клещи,
ручники, гвоздильни; правку и
отделку осаженной поковки
осуществляют с помощью гла-
дилок, обжимок и др.
Полная осадка выполня-
ется для увеличения сечения
заготовки по всей ее длине.
Равномерно нагретую заготов-
ку устанавливают вертикально
на наковальню (рис. 6.3, а)
и, поддерживая клещами за
середину, наносят по ее торцу
несколько слабых ударов ку-
валдой. Затем силу ударов
увеличивают, а для обеспече-
а)
е)
Рис. 6.3. Полная осадка:
а - прием выполнения, б, в - направле-
ния волокон в заготовке-прокате до и после
осадки
б)
111
иия равномерной осадки заготовку периодически поворачивают вокруг
вертикальной оси. (Напомним, что в соответствии с законом наимень-
шего сопротивления при осадке квадратная форма заготовки будет
стремиться к круглой.) С каждым ударом высота заготовки уменьша-
ется, а ее сечение увеличивается — заготовка приобретает бочкообраз-
ную форму. Если бочкообразность не допускается, то в конце осадки
поковку правят.
В процессе ковки следят за тем, чтобы заготовка не изгибалась и
не было перекоса. Для успешного выполнения осадки необходимо,
чтобы высота исходной заготовки составляла не более 2,5 ее диаметра
или стороны (если заготовка в сечении имеет форму квадрата). При
высоте заготовки более 2,5 ее диаметра выполнить правильную пол-
ную осадку трудно. В этом случае под ударами кувалды заготовка те-
ряет продольную устойчивость и изгибается. Если заготовка начала ис-
кривляться, ее тут же правят. В противном случае на боковой поверх-
ности образуются складки, а затем — зажим (закованная складка).
Складки могут образовываться также при неравномерном нагреве
заготовки перед осадкой.
При обработке сплавов, обладающих низкой пластичностью, высо-
та заготовки при осадке не должна превышать двух ее диаметров, а сте-
пень деформации — допустимую величину, ограниченную пластичностью
сплава. При больших степенях деформации возможно расслоение метал-
ла по волокнам и образование трещин.
Если осадке подвергается заготовка из проката, то волокна, имею-
щие продольное направление (рис. 6.3, б), искривляются и принимают
радиальное направление (рис. 6.3, в). Такая микроструктура повышает
прочность деталей типа зубчатых колес.
Осадку заканчивают правкой, которую выполняют с помощью
гладилки.
Высадка конца заготовки. Для изготовления детали типа стержня,
например болта, требуется утолщенная на одном конце поковка, кото-
рую получают высадкой. Осаживаемый конец заготовки нужной длины
нагревают в горне или щелевой печи до ковочной температуры. Кузнец
устанавливает заготовку на наковальню нагретым концом вверх
(рис. 6.4, а) и ручником показывает молотобойцу места ударов и их
силу. Если требуется высадить небольшой участок заготовки, а нагре-
лась большая ее часть, то участок, не подвергаемый высадке,охлаждают,
окуная его в воду. Под ударами кувалды нагретая часть заготовки де-
формируется, увеличиваясь по диаметру и уменьшаясь по длине. Хо-
лодная часть заготовки, имеющая в десятки раз большее сопротивле-
ние деформированию, сохраняет свою первоначальную форму. Так как
течение металла нагретой части заготовки по периметру ничем не огра-
ничено, под действием ударов конец заготовки принимает бочкообраз-
ную форму, плавно переходящую в нижнюю цилиндрическую неде-
формированную часть.
Если заготовку поставить нагретым концом на наковальню и нано-
112
сить удары по холодному концу, то высаженная часть будет выше, а
диаметр меньше, чем в первом случае. Очевидно, что рассмотренным
способом высадку конца у длинной стержневой заготовки осущест-
вить не удастся, так как заготовка под действием ударов потеряет
устойчивость и согнется. Поэтому концевую высадку на относительно
длинных заготовках выполняют с помощью плоской гвоздильни. Гвоз-
дильню 2 устанавливают над отверстием в хвостовой части наковальни
3 (рис. 6.4, б), а заготовку 1 пропускают через отверстие гвоздильни.
Под действием ударов кувалды выступающая часть заготовки подвер-
гается осадке. При изготовлении, например, болтов с квадратными
головками применяют гвоздильню, имеющую соответствующее углуб-
ление (рис. 6.4, в). При осадке заготовки сечение ее торцовой части
Рис. 6.4. Высадка конца заготовки:
а — обычным способом, б, в — с применением гвоздильни,
г - направление волокон в заготовке после высадки; 1 -
заготовка, 2 - гвоздильня, 3 - наковальня
г;
увеличивается, а металл заполняет полость гвоздильни. Очевидно, что
волокнистое строение недеформированной части заготовки остается пос-
ле высадки без изменения, тогда как волокна высаженной части будут
как бы повторять форму головки (рис. 6.4, г) .
Высадка середины заготовки также является разновидностью осад-
ки. Среднюю осаживаемую часть заготовки нагревают до ковочной
температуры в горне, ставят заготовку вертикально на наковальню
и, поддерживая ее клещами в этом положении, наносят по торцу удары
кувалдой (рис. 6.5) . Эти удары через холодную часть заготовки переда-
ются ее средней части и она, как наиболее нагретая, деформируется,
приобретая бочкообразную форму. Если при нагревании нагрелись
и концы заготовки, то перед высадкой их охлаждают водой на требуе-
мой длине.
Дефекты при осадке и высадке. Нарушение технологических режимов
113
Рис. 6.5. Прием выпол-
нения высадки середи-
ны заготовки
Рис. 6.6. Виды дефектов при осадке:
а - продольный изгиб, б — косогранность,
в - зажим, г - рюмкообразность
обработки и приемов деформирования ведет к появлению следующих
дефектов: изгиб заготовки; косогранность; двойная бочкообразность
формы; рюмкообразность; складки; зажимы; трещины.
Дефект в виде продольного изгиба (рис. 6.6, а) появ-
ляется чаще всего в том случае,если длина осаживаемой части заготовки
превышала 2,5 ее диаметра и при осадке заготовку не поворачивали
вокруг продольной оси. Заготовка может изгибаться также в том слу-
чае, когда она неравномерно прогрета по сечению и когда ее не правят
при появлении изгиба, а продолжают осаживать.
Ко согранность (рис. 6.6, б) является результатом интен-
сивной осадки чрезмерно высокой заготовки (высота более 2,5 диамет-
ра), когда удары кувалдой наносились не по центру торца, а заготовка
в процессе осадки не поворачивалась вокруг продольной оси и не пра-
вилась при появлении изгиба.
При невнимательной работе на поковке могут появиться такие
дефекты, как зажимы, представляющие собой складки на боковой
стороне поковки (рис. 6.6, в). Зажимы образуются при продольном
изгибе заготовки, если запаздывают с правкой ее изогнутой части. Обра-
зовавшийся зажим ликвидировать очень трудно, а в некоторых случаях
это сделать вообще не удается.
Дефект в виде рюмкообразности (рис. 6.6, г) появляется
при неравномерном нагреве по длине и сечению осаживаемой заготовки,
а также при слабых ударах по торцу последней.
Продольные трещины возникают из-за расслоения волокон,
которое происходит при недостаточном нагреве заготовки и неравно-
мерном распределении температуры по ее объему. Трещины являются
наиболее опасным дефектом, поскольку они не во всех случаях могут
быть обнаружены на поковке. Поэтому (особенно при ковке легирован-
ных сталей) необходимо строго следить за правильностью нагрева заго-
товки, т. е. за температурой и равномерностью ее распределения по
объему заготовки.
114
Безопасность труда. При вы-
полнении операции осадки следует
быть особенно осторожным при
первых ударах кувалдой по заго-
товке, так как исходная заготовка,
имеющая большую высоту, а иног-
да и неровные торцы, может вы-
лететь из-под кувалды и нанести
травму работающим (особенно это
возможно при осадке недогретой
заготовки). Кроме того, во время
осадки по заготовке наносят наи-
более сильные удары кувалдой и
при недостаточно устойчивой за-
готовке инструмент, как ударный,
так и подкладной, может вылететь
в произвольном направлении. Это
следует иметь в виду и быть ос-
торожным.
6.4. ПРОТЯЖКА
Про тяжкой называют
кузнечную операцию, при которой
увеличивают длину всей заготовки
или ее части за счет уменьшения
площади поперечного сечения. Про-
тяжку применяют наиболее часто --
и как формообразующую опера-
цию, и как метод заварки внут-
ренних дефектов в слитке и улуч-
шения механических свойств ме-
талла.
Выполняют протяжку ударами
молотка, кувалды или бойка моло-
та с подачей заготовки вдоль
продольной оси (рис. 6.7). После
каждого удара или серии ударов
заготовку поворачивают вокруг
оси и снова деформируют по вы-
соте, что ведет к ее дальнейшему удлинению. Поворот заготовки вокруг
оси называется кантовкой, продольное перемещение — п о да-
че й, а два последовательных обжатия с промежуточной кантовкой —
переходом.
При протяжке заготовка подвергается сложной деформации: ее
высота (толщина) в месте удара уменьшается, а длина и ширина увели-
115
Рис. 6.7. Способы протяжки:
а ... в — с использованием соответ-
ственно подбойки, гладилки и об-
жимки
чиваются (последняя незначительно). Увеличение длины и уменьшение
площади поперечного сечения заготовки при протяжке называется
вытяжкой, а увеличение ширины — уширением. Количест-
венно формоизменение заготовки при протяжке определяют несколь-
кими показателями.
Деформацию по высоте называют относительной дефор-
мацией (%) : ен = [(Яо - Н^Нц] 100, где Но tiHi - высота
(толщина) заготовки соответственно до и после деформации.
Увеличение ширины заготовки характеризуют о тноснтель-
ным уширением (%): ев = [ (В2 - В0)1В0] 100, где Во и
jBj — ширина заготовки соответственно до и после деформации.
Увеличение длины заготовки при протяжке определяется отно-
сительным удлинением (%): eL = [ (Z, г — Zo)/Zo] 100,
где Lo и— длина заготовки соответственно до и после деформации.
Общую деформацию металла при протяжке характеризует коэф-
фициент вытяжки: ц = (Fo - F^/Fq, где Fo и F; - площади
поперечного сечения заготовки соответственно до и после деформации.
В качестве показателя формоизменения металла при протяжке ши-
роко применяют у к о в, являющийся величиной, характеризующей
уменьшение площади поперечного сечения заготовки: У = F0/FK, где
Fo и FK — площади поперечного сечения соответственно исходной заго-
товки и заготовки после окончательной ковки. Значение укова за один
п-й переход определяется по формуле Yn=Fn __ ^Рп, а общий уков
за и-е количество переходов — по формуле У = ^— =
^-=У1У2У3...Уп.
Исходя из условия постоянства объема металла при обработке
давлением, устанавливаем, что чем меньше уширение при протяжке,
тем больше вытяжка, эффективнее осуществляется операция ковки
и меньшее количество переходов потребуется для получения заготовки
нужной длины.
Протяжку прутка без использования дополнительного протяжного
инструмента выполняют на наковальне за несколько переходов. После
каждого удара деформируемый участок прутка осаживается по высоте,
уширяется и одновременно удлиняется. Пруток кантуют на 90 ° и нано-
сят удар с целью ликвидации уширения, возникшего при предыдущем
ударе. Таким образом, нанося после каждой кантовки удары по заго-
товке и осуществляя нужную подачу, уменьшают и ширину, и толщину
заготовки, при этом удлинение с каждым ударом увеличивается. Рас-
смотренный способ протяжки неэффективен, так как полученное при
каждом переходе удлинение является незначительным вследствие боль-
шого уширения.
В целях интенсификации операцию протяжки выполняют с исполь-
зованием протяжного инструмента — подбоек, раскаток, гладилок и
обжимок (см. рис. 5.4, 5.5). Нагретый до ковочной температуры де-
формируемый пруток или полоса укладывается на наковальню
116
(рис. 6.7, а), на заготовку ставят полукруглую ручную подбойку и,
нанося по ней удары кувалдой, выполняют местную деформацию по
высоте. Переставляя последовательно подбойку вдоль оси заготовки,
деформируют требуемую часть последней. Внедрение подбойки в ме-
талл сопровождается интенсивным течением металла вдоль заготов-
ки с незначительным уширением. Чем уже подбойка и меньше диаметр
скругления ее рабочей части, тем меньше уширение и больше вытяжка.
После обработки подбойкой поверхность заготовки имеет волнистую
форму, поэтому по окончании протяжки ее обычно проглаживают
плоской гладилкой (рис. 6.7,6) до нужной толщины. Вместо специаль-
ной подбойки можно пользоваться задком остроносой кувалды или
ручника. Подбойками пользуются также при изготовлении желобов,
вогнутых поверхностей и канавок.
При протяжке круглых заготовок и изготовлении длинных поко-
вок круглого сечения пользуются обжимками (рис. 6.7, в). Обжимку-
нижник хвостовиком вставляют в квадратное отверстие наковальни,
а обжимку-верхник устанавливают сверху на деформируемую заготов-
ку. Нанося удары кувалдой по обжимке, кантуя заготовку и переме-
щая ее вдоль оси, выполняют операцию протяжки. Использование об-
жимок при протяжке увеличивает точность поковок и повышает про-
изводительность труда.
Если в цехе отсутствуют заготовки нужного сечения, их получают
протяжкой имеющихся на складе заготовок большего сечения. При
выполнении операции протяжки необходимо соблюдать основное пра-
вило: независимо от формы конечной заготовки исходную заготовку
сначала куют на квадрат, затем полученный квадрат протягивают в
квадрат наименьшего сечения и только в конце ковки из квадрата
получают требуемую форму сечения, например круг. Протягивать не-
посредственно круглую заготовку в круг нельзя, поскольку при такой
ковке в центральной зоне заготовки возникают внутренние напряже-
ния, которые могут привести к образованию скрытых трещин в металле.
На рис. 6.8 показана последовательность переходов при протяжке
заготовок в поковки меньшего сечения (последовательность полу-
чения квадратного прутка из круглой заготовки большего сечения
показана на рис. 6.8, а, из квадратной заготовки большего сечения —
на рис. 6.8, б). При ковке круглого прутка из круглой заготовки боль-
шего сечения (рис. 6.8, в) последнюю сначала перековывают на квад-
рат, затем полученный квадрат последовательно протягивают в квад-
рат со стороной, немного меньшей диаметра требуемой круглой по-
ковки, этот квадрат куют на восьмигранный пруток, который с исполь-
зованием круглых зажимок протягивают в круглый пруток нужного
диаметра. В процессе ковки после каждого подогрева следует очищать
заготовку от образующейся окалины.
При ковке круглого прутка из квадратной заготовки (рис. 6.8, г)
последнюю сначала протягивают в квадрат меньшего сечения, затем
этот квадрат — в восьмигранник и в конце ковки -- восьмигранник
в круг нужного диаметра. 117
Рис. 6.8. Последовательность переходов
при различных вариантах протяжки за-
готовок на меньшие сечения:
а, б - получение квадратного прутка
из круглой и квадратной заготовок
больших сечений, в, г - получение круг-
лого прутка из круглой и квадратной
заготовок больших сечений
Рис. 6.9. Последовательность переходов
при ковке различных поковок типа
стержней с головкой:
а ... в - изготовление прямоугольных
и квадратной поковок соответственно
с односторонним, двусторонним и четы-
рехсторонним уступами, г — изготовление
поковки удлиненной формы с квадрат-
ной головкой и круглой стержневой
частью
Операцию протяжки применяют не только для уменьшения сечения
заготовки, но и при изготовлении заготовок деталей типа стержней с
одной или двумя головками, симметричных и несимметричных круг-
лых и плоских поковок. Рассмотрим некоторые примеры изготовления
поковок, когда протяжка является основной операцией ковки.
Пример 1. Изготовление прямоугольной (или квадратной) поковки с одно-
сторонним уступом (рис. 6.9, а).
Нагретую до ковочной температуры заготовку укладывают на наковальню,
с помощью металлической линейки или кронциркуля отмеряют размер, равный
длине головки. Удерживая заготовку клещами, кузнец на отмеченное место уста-
навливает перебивку, а молотобоец наносит удары кувалдой по перебивке и внед-
118
ряет ее в металл на глубину будущего уступа. После очистки наковальни от ока-
лины кузнец устанавливает на протягиваемую часть заготовки подбойку, которую
молотобоец ударами кувалдой внедряет на нужную глубину. В процессе работы
кузнец постепенно переставляет подбойку от места начального пережима заготовки
к ее концу. Заготовка удлиняется за счет уменьшения поперечного сечения. При
каждом внедрении подбойки заготовка на участке деформации уширяется и не-
сколько искривляется, поэтому через каждые два-три удара ее следует кантовать
о
на 90 и, поставив на ребро, легкими ударами исправлять дефекты. После протяж-
ки волнистую поверхность выравнивают плоской гладилкой и придают ей оконча-
тельные размеры. Если на какой-либо стадии ковки заготовка подстынет, ее подо-
гревают и заканчивают обработку, не забывая каждый раз удалять окалину с за-
готовки и наличника наковальни. Так как утолщенная часть заготовки (головка)
при протяжке не деформируется, то ее размеры должны быть обеспечены размера-
ми исходной заготовки. В случае отсутствия на складе полосы нужного размера
исходную заготовку предварительно изготовляют из имеющегося прутка боль-
шего сечения ковкой с применением основных операций протяжки, осадки и
отрубки.
Пример 2. Изготовление прямоугольной (или квадратной) поковки типа
стержня с головкой с двусторонним уступом (рис. 6.9, б).
На поверхности нагретой заготовки на нужном месте делают отметку, опреде-
ляющую размер головки. Исходная заготовка должна иметь сечение, соответству-
ющее размерам головки будущей поковки. Заготовку устанавливают по размет-
ке на перебивку-нижник, вставленный в квадратное отверстие наковальни. Свер-
ху строго вертикально на заготовку над перебивкой ставят перебивку-верхник.
Кузнец левой рукой клещами удерживает заготовку, а правой фиксирует на нуж-
ном месте перебивку-верхник. Молотобоец слабыми ударами кувалдой внедря-
ет перебивки в заготовку на глубину будущих уступов. Очистив наковальню от
осыпавшейся окалины, с помощью подбойки выполняют протяжку, деформируя
заготовку сначала с одной стороны, а затем, перевернув ее на 180 , - с другой,
о
Через каждые два-три удара заготовку поворачивают на 90 и легкими ударами
правят, ликвидируя возникающие при протяжке уширение и изгиб. После допол-
нительного подогрева и очистки от окалины поковку подвергают окончательной
ковке - проглаживают волнистую поверхность и боковые поверхности гладилкой,
придают поковке окончательные размеры.
Пример 3. Изготовление квадратной (или прямоугольной) поковки типа
стержня столовкой с четырехсторонним уступом (рис. 6.9, в).
Исходная заготовка имеет сечение, соответствующее сечению головки. Анало-
гично предыдущему примеру, на противоположных сторонах заготовки изготов-
ляют два уступа, затем заготовку кантуют на 90 и на двух ее других сторонах
выполняют еще два уступа. С помощью подбойки заготовку протягивают, повора-
чивая ее после каждого удара кувалдой на 90 . После подогрева и тщательной
очистки от окалины протянутую часть поковки выглаживают плоской гладил-
кой и придают ей окончательные размеры. При выглаживании поковку кантуют
на 90 ° через каждые два-три удара.
Пример 4. Изготовление поковки удлиненной формы с квадратной головкой
и круглой стержневой частью (рис. 6.9, г).
119
Исходной для данной поковки является заготовка квадратного сечения с
размерами головки будущей поковки. При отсутствии готового проката нужного
сечения заготовку изготовляют протяжкой из имеющегося в наличии проката
большего сечения. После нагрева до требуемой температуры и очистки от ока-
лины, отмерив нужную длину для головки, стержневую часть поковки протягивают
на квадрат со стороной d, где d - диаметр будущей поковки. После подогрева
и очистки от окалины поковку ставят ребром на наковальню и частыми удара-
ми кувалдой перековывают на восьмигранник с размерами d. Окончательной опе-
рацией является подкатка восьмигранника в обжимках круглой формы на круг
диаметром d. Подкатку выполняют легкими ударами по обжимке-верхнику
кувалдой, при каждом ударе поворачивая заготовку вокруг ее продольной оси
и постепенно продвигая вперед до тех пор, пока поковка не будет обработана
на длину стержневой части.
Разновидностью операции протяжки является разгонка, при-
меняющаяся для увеличения ширины заготовки или ее части за счет
уменьшения толщины. Нагретую заготовку кладут на наковальню
(рис. 6. 10, а), а на середину обрабатываемой ее части устанавливают
деформирующий инструмент — раскатку (рис. 6.10, б... г), по которой
кувалдой наносят удары такой силы, чтобы она внедрялась в заготов-
ку на нужную глубину. При внедрении раскатка выжимает металл в
стороны и обеспечивает уширение заготовки. Последовательно пере-
ставляя раскатку влево и вправо от середины на нужное расстояние,
кувалдой разгоняют металл заготовки в ширину. Образовавшуюся
Рис. 6.11. Последовательность (а . . .
г) изготовления поковки с широким
тонким концом
Рис. 6.10. Прием выполнения операции
разгонки (о) и типы раскаток (б. . . г)
120
волнистую поверхность выглаживают плоской гладилкой, по которой
молотобоец наносит частые и достаточной силы удары. Таким образом
получают поковку нужныхширины и толщины.
Рассмотрим пример изготовления поковки с широким тонким кон-
цом (рис. 6.11). Заготовку прямоугольного сечения с размерами, соот-
ветствующими необрабатываемой ее части, нагревают до ковочной
температуры, очищают от окалины, кладут на наковальню и с помощью
перебивки выполняют пережим в том месте, откуда хотят начать разгон-
ку металла (рис. 6.11, а). Очевидно, что если заготовка имеет большую
длину, то целесообразно нагревать только ее обрабатываемую часть.
Затем под углом 90° к сделанному пережиму посередине заготовки
устанавливают раскатку и ударами кувалдой внедряют ее в заготовку,
которая начинает расширяться за счет уменьшения толщины в месте
внедрения раскатки (рис. 6.11,6). Переставляя раскатку влево и вправо
от середины заготовки к краям и внедряя ее каждый раз на нужную
глубину, постепенно разгоняют металл в ширину (рис. 6.11, в). Обра-
зовавшуюся от внедрения раскатки волнообразную поверхность вы-
глаживают плоской гладилкой до требуемой толщины (рис. 6.11, г).
Помимо рассмотренных выше операций при изготовлении труб-
чатых кольцевых поковок кузнецы пользуются протяжкой на оправ-
ке и раскаткой.
Рис. 6.12. Приемы выполнения операций протяжки на оправке (а) и раскатки
кольца (б)
Протяжка на оправке заключается в уменьшении
толщины стенки трубчатой заготовки и увеличении ее длины. Исход-
ную толстостенную кольцевую или трубчатую заготовку (рис. 6.12, а)
надевают на оправку и подвергают ковке либо на поверхности налич-
ника наковальни, либо на угловом нижнике, вставленном в квадратное
отверстие наковальни. Под действием ударов кувалдой и при постоян-
ной кантовке вокруг оси толщина стенок заготовки уменьшается,
а общая ее длина увеличивается. В конце ковки поверхность поковки
проглаживают в круглых обжимках до получения нужного диаметра.
Протяжку на оправке применяют не только для изготовления кольце-
121
вой или трубчатой поковки с нужной толщиной стенки, но и для полу-
чения поковок с достаточно высокой точностью диаметра отверстия.
В качестве исходной заготовки используют либо короткую, полученную
прокаткой трубу, либо заготовку с отверстием, изготовленную осадкой
и прошивкой (см. ниже) .
Раскатка — это операция увеличения диаметра кольцевой заго-
товки за счет уменьшения толщины ее стенок. Раскатку выполняют
путем нанесения ударов кувалдой или ручником по кольцевой заго-
товке, надетой на рог наковальни (рис. 6.12, б). При каждом ударе
толщина стенок кольца уменьшается, а периметр увеличивается, что
ведет к увеличению диаметра поковки. Для ускорения процесса протяж-
ки часто используют подбойки-верхники. Прокованное таким образом
кольцо выглаживают гладилкой с полукруглой рабочей поверхностью.
Слабыми ударами кувалдой по гладилке доводят размеры поковки
до требуемых чертежом. Раскатку применяют для изготовления цельно-
кованых бесшовных колец, венцов, обечаек и др.
Дефекты при протяжке и способы их предотвращения. Перере-
зание волокон металла (рис. 6.13, а), снижающее меха-
нические свойства последнего, возникает при чрезмерно глубоком,
выполненном за один прием внедрении перебивки в металл. Вследствие
этого при ковке с большим уковом рекомендуется сначала сделать
неглубокие разметочные углубления, выполнить круглыми раскатками
промежуточную протяжку, затем окончательно изготовить уступ, внед-
ряя перебивку на требуемую глубину, и провести окончательную протяж-
ку. При такой технологии ковки волокна металла будут плавно перехо-
дить с утолщенной части поковки в более тонкую (рис. 6.13, б).
Этот же дефект возникает и при протяжке с чрезмерно глубокими
Рис. 6.13. Виды дефектов при протяжке:
а - перерезание волокон металла, б - расположение волокон в металле в слу-
чае принятия мер, предотвращающих перерезание, в - положение гладилки,
при котором может появиться дефект, г - зажим и трещина, д - воронкообразная
вогнутость и осевая трещина
122
пережимами металла. Для предотвращения указанного дефекта в стер-
жневой части поковки раскатку или подбойку следует переставлять
по вытягиваемой части заготовки так, чтобы последующая деформа-
ция перекрывала предыдущую.
Коробление (изгиб) поковки при протяжке проис-
ходит из-за неравномерной деформации заготовки по высоте и нерав-
номерного ее нагрева по толщине. Изгиб поковки в плоскости наковаль-
ни (саблеобразный) возникает в том случае, если раскатка или под-
бойка под ударами кувалды внедряется в металл с перекосом, т. е.
один край внедряется глубже, чем другой. В месте более глубокого
внедрения раскатки заготовка удлиняется больше, поковка искривля-
ется в сторону меньшего внедрения раскатки. Во избежание изгиба
поковки заготовку нужно хорошо прогревать по сечению, а во время
протяжки чаще кантовать поковку на 180° и исправлять возникающий
во время ковки изгиб.
При выполнении операции разгонки поковка также укладывается
сверху на наковальню, поэтому по мере разгонки металла и появления
изгиба поковку необходимо переворачивать на 180° и распрямлять
слабыми ударами кувалдой либо править ее поверхность гладил-
кой.
Изгиб поковки в плоскости, перпендикулярной ее продольной оси,
возникает при ликвидации уширения правкой боковых торцов. Такой
дефект особенно сильно проявляется при правке боковых сторон широ-
кой поковки. Ликвидируют его правкой изогнутой поковки на налич-
нике наковальни слабыми ударами кувалдой. Сильные удары наносить
нельзя, так как изменится толщина поковки и снизится точность размера
по высоте. Для того чтобы при ковке на ребро заготовка не искривля-
лась, отношение высоты прутка к ширине должно быть меньше 2 ... 2,5.
Зажим появляется при неправильной установке инструмента
на заготовку. Например, если гладилку установить близко к краю
высокого крутого уступа (рис. 6.13, в), то в процессе отделки поверх-
ности в местах уступа возникает недопустимый дефект в виде зажима
и трещины (рис. 6.13, г) .
Воронкообразная вогнутость и осевая тре-
щина на конце поковки (рис. 6.13, d) образуются при
протяжке круглой заготовки непосредственно на круг. Такой дефект
не возникает, если круглую заготовку сначала перековывают на квад-
рат и только в конце обработки протягивают с образованием круглой
поковки нужного диаметра.
Осевая рыхлость и трещины образуются в поков-
ке также в том случае, когда при ее изготовлении из круглой заготовки
протяжка выполняется слабыми ударами. При слабых ударах металл
проковывается не на всю толщину, больше деформируются наружные
слои поковки, во внутренних же слоях возникают растягивающие напря-
жения, которые и являются причиной появления разрывов и трещин
в металле.
123
Поверхностные и внутренние трещины могут
возникнуть также в результате наклепа металла и снижения пластичности
вследствие пониженной температуры заготовки, поэтому перед про-
тяжкой заготовку следует нагреть до температуры начала ковки (Уц), а
процесс ковки необходимо вести быстро частыми и сильными ударами,
причем квадратные и толстые прямоугольные заготовки все время
кантовать на 180 °. Если в процессе протяжки заготовка остынет, ее
обязательно нужно подогреть снова до ковочной температуры.
Безопасность труда. Требования безопасности при выполнении
операций протяжки включают в себя общие требования, которые необ-
ходимо выполнять при работе с горячим металлом и кузнечным инстру-
ментом, и имеют некоторые особенности, связанные с формоизменением
заготовки при протяжке. Так, при протяжке металла заготовка искрив-
ляется и при нанесении по ней ударов кувалдой может подскочить
и нанести травму работающим. Во избежание этого заготовку следует
регулярно править. Покоробленную (например, при разгонке) поковку
нужно устанавливать на наковальню так, чтобы при работе она не имела
возможности поворачиваться вокруг продольной оси и не могла выбить
клещи из рук кузнеца. При пользовании подбойками, перебивками,
обжимками перечисленный инструмент следует ставить строго верти-
кально, чтобы во время удара он не мог отскочить и нанести травму.
Нанося удары кувалдой, молотобоец обязан следить за тем, чтобы
не задеть губок клещей. Кузнец всегда должен держать клещи сбоку
от себя; при большой длительности операции рекомендуется надевать
на рукоятки клещей зажимные кольца (шпандыри), чтобы не уставали
руки.
6.5. ПРОШИВКА И ПРОБИВКА ОТВЕРСТИЙ
Общие сведения. Прошивка и пробивка являются кузнечными опе-
рациями, применяемыми для изготовления в поковках сквозных отвер-
стий, глухих углублений и пазов.
Пробивкой называют операцию выполнения в заготовке сквоз-
ного круглого или фасонного отверстия либо паза с удалением металла
в отход путем сдвига отделяемой части заготовки относительно те-
ла поковки.
Прошивка заключается в изготовлении в поковке глухой по-
лости за счет вытеснения металла формующим инструментом. Глу-
хие полости или пазы в заготовках получают, во-первых, при производ-
стве фасонных, сложных по форме поковок с углублениями и, во-
вторых, перед пробивкой сквозных отверстий.
Таким образом, отверстия в поковках изготовляют двумя спосо-
бами: первый состоит в пробивке отверстий прошивнем или пробой-
ником на подкладном кольце за один переход, второй — в предвари-
тельной прошивке наметки под отверстие и в последующей пробивке
отверстия в местах прошивки. Трудоемкость изготовления отверстий
124
прошивкой и пробивкой значительно меньше, чем при их сверлении
на металлорежущем оборудовании.
Пробивка. Изготовление отверстия пробивкой осуществляется
следующим образом. На очищенную поверхность наличника наковаль-
ни 5 (рис. 6.14, а) помещают подкладное кольцо 4. Исходную заго-
товку нагревают до температуры, несколько превышающей темпера-
туру конца ковки (Тк); например, заготовки из углеродистых кон-
струкционных сталей нагревают до 900 . . . 1000 °C. Нагретую заготов-
ку 3 кладут на подкладное кольцо 4 так, чтобы место будущего отвер-
стия совпало с отверстием в кольце. Сверху на заготовку устанавливают
основной рабочий инструмент — прошивень или пробойник. Размеры
отверстия в кольце должны немного превышать размеры пробиваемого
отверстия. Под действием первых слабых ударов прошивень пластичес-
Рис. 6.14. Схемы пробивки (о), открытой (б) и закрытой (в) прошивки:
1 - отход, 2 - прошивень, 3 - заготовка, 4 - кольцо, 5 — наковальня,
6 - прошиваемая заготовка
ки внедряется в тело заготовки. Из-под прошивня металл незначитель-
но продавливается вниз - в отверстие подкладного кольца. При после-
дующих ударах в металле по периметру отверстия возникают большие
сдвигающие напряжения, под действием которых происходит сдвиг
отделяемой части заготовки от тела поковки. Образовавшийся отход
(выдра) проталкивается в полость кольца. Качество поверхности от-
верстия зависит от качества режущих кромок прошивня и кольца, а
также от внутреннего зазора между кольцом и прошивнем, т. е. от
разности диаметров отверстий кольца и прошивня. Увеличенный зазор
приводит к короблению поковки и образованию рваного заусенца
на нижней кромке отверстия.
При пробивке отверстий малого диаметра (до 25 ... 30 мм) приме-
няют не прошивни, а пробойники (рис. 6.14, б) . В зависимости от тре-
буемой формы пробиваемого отверстия применяют пробойники с круг-
лым, квадратным или овальным сечением рабочей части. Хорошая
125
заточка кромок пробойника обеспечивает высокое качество поверх-
ности пробитого отверстия. Пользоваться пробойниками удобно, так
как они имеют деревянную рукоятку. За нее пробойник надежно удер-
живают в процессе пробивки, вследствие чего обеспечивается безопас-
ность работы.
При пробивке отверстия рабочий инструмент зажимается метал-
лом. Для облегчения извлечения прошивня из заготовки его хвостовик
изготовляют в форме конуса, поэтому после пробивки прошивень
свободно проваливается вниз вслед за выдрой. С аналогичной целью
рабочую часть бородка также выполняют конусной. Кроме того, такая
форма бородка позволяет получать отверстия разных размеров путем
внедрения его на разную глубину.
Вместо подкладного кольца при пробивке отверстий удобно поль-
зоваться гвоздильней или кузнечной формой (см. рис. 5.7), в которой
имеются отверстия разных диаметров и сечений. Подобрав подходящее
из них, гвоздильню помещают на наковальню, на гвоздильню кладут
заготовку и пробойником пробивают нужное отверстие. После выполне-
ния операции заготовку правят либо легкими ударами кувалдой, либо
гладилкой, так как в момент внедрения прошивня или пробойника
металл немного раздается в стороны и форма поковки искажается.
Прошивку чаще всего применяют для подготовки заготовки к про-
бивке в ней отверстий путем выполнения углублений перед окончатель-
ной пробивкой. Используют прошивку при изготовлении отверстий
диаметром более 25 мм в заготовках толщиной более 15 мм.
Рассмотрим формоизменение заготовки при прошивке. Эту опера-
цию подразделяют на открытую (рис. 6.14, б) и закрытую (рис. 6.14, в).
При открытой прошивке прошивень внедряют в заготовку
со свободными боковыми поверхностями. Одновременно с внедрением
прошивня в металл изменяется исходная форма заготовки: высота
уменьшается с величины Но до Нх, наружный диаметр неравномерно
увеличивается по высоте, вследствие чего заготовка приобретает боч-
кообразную форму. Искажение формы заготовки тем больше, чем
меньше отношение наружного диаметра к диаметру прошиваемого от-
верстия (D/d). Установлено, что при D/d > 5 форма заготовки практи-
чески не искажается. Следовательно, wpw,D/d < 5 после прошивки по-
ковки необходимо править. Чем массивнее кольцевая часть заготовки
и меньше высота h, тем большим должно быть усилие прошивки и
сильнее удары кувалдой или бойком молота. При отношении D/d > 6
прошивку можно рассматривать как процесс внедрения пуансона в тело
бесконечных размеров. Очевидно, что при рассмотренной схеме прошить
сквозное отверстие практически невозможно, так как полностью выда-
вить металл из-под прошивня не удается. Поэтому при изготовлении
отверстия заготовку прошивают на глубину, равную 2/3 ее высоты
/71 (рис. 6.15), затем заготовку кантуют на 180°, прошивень
устанавливают над наметкой под отверстие и легкими ударами кувалдой
осуществляют окончательную пробивку отверстия. Под действием
126
усилия прошивня металл путем сдвига продавливается в отверстие.
Таким образом, в отход уйдет только 1 /3 объема металла (т. е. объема
отверстия), а 2/3 перераспределятся при прошивке в тело поковки.
Этот объем соответствует объему сэкономленного металла. Экономия
металла особенно ощутима при прошивке отверстий большого диаметра
у крупных поковок в процессе машинной ковки.
При закрытой прошивке рабочий инструмент внедряют в за-
готовку, помещенную в специальное углубление в подкладном штампе.
Закрытая прошивка (см. рис. 6.14, в) требует больших усилий, чем
открытая, и, кроме того, дополнительного инструмента (подкладного
штампа) , но позволяет получать поковки с достаточно точными внутрен-
ними и наружными размерами. Нагретую заготовку цилиндрической
или другой формы вкладывают в полость подкладного штампа и в нее
Рис. 6.15. Схема прошивки при ручной и машин-
ной ковке
ударами молота внедряют прошивень или пробойник. При внедрении
инструмента в заготовку металл выжимается из-под него вверх в направ-
лении увеличения высоты исходной заготовки. Усилие прошивки уве-
личивается по мере уменьшения высоты. Аналогично открытой прошив-
ке, при закрытой также невозможно получить сквозное отверстие.
Для его изготовления поковку извлекают из подкладного штампа,
переворачивают на 180 ° и с помощью прошивня или пробойника выпол-
няют операцию пробивки. Для облегчения извлечения поковки из
полости подкладного штампа стенки последнего изготовляют с неболь-
шим уклоном или на дне штампа предусматривают вставку, используе-
мую после прошивки в качестве выталкивателя.
На рис. 6.16, а ... в показаны переходы прошивки ручной ковкой
отверстия небольшого размера. Нагретую заготовку кладут на нако-
вальню так, чтобы место отверстия совпадало с отверстием в нако-
вальне. Сверху устанавливают пробойник и легкими ударами кувалдой
внедряют его в заготовку примерно на половину ее толщины
(рис. 6.16, а). При этом на противоположной стороне заготовки обра-
зуется сферическая выпуклость. Вынув бородок из заготовки, пос-
леднюю поворачивают и несколькими ударами кувалды придают сфери-
ческой выпуклости плоскую форму (рис. 6.16, б). Снова центрируют
127
Рис. 6.16. Переходы (а. ..
в) при прошивке отвер-
стия в полосовой заго-
товке
Рис. 6.17. Формы отвер-
стия при пробивке (а),
заготовку прошитым местом над отверстием наковальни и пробойни-
ком пробивают отверстие. Отход в виде небольшой выдры провалива-
ется вниз в отверстие наковальни (рис. 6.16, в).
Поскольку при прошивке и пробивке заготовка изменяет свои
размеры и форму, эти операции выполняют в начале работы, т. е. до
окончательной отделки поковки. Пробивку можно выполнять и в конце
работы, но только в том случае, если заготовка имеет небольшую тол-
щину и удается подобрать подходящее отверстие в гвоздильне или
соответствующее подкладное кольцо.
Для выполнения пробивки и особенно прошивки рекомендуется
после каждого удара покачивать пробойник, чтобы его не заклинивало
в поковке. При прошивке глубокого отверстия рабочий инструмент
следует периодически охлаждать в воде, чтобы он сам не деформиро-
128
вался в процессе работы. Для того чтобы облегчить извлечение пробой-
ника из металла, в образовавшуюся полость в заготовке рекомендуется
подсыпать древесный уголь в виде порошка. Под действием высокой
температуры уголь горит и образовавшиеся газы предохраняют инстру-
мент от схватывания с деформируемым металлом. Кроме того, порош-
ковый уголь играет роль смазки и уменьшает износ инструмента.
После пробивки форма отверстия в поковках имеет отклонения
от цилиндричности. Так, при пробивке пробойником отверстие имеет
коническую форму (рис. 6.17, а), а после пробивки с использованием
прошивня — форму, показанную на рис. 6.17, б. Для придания отвер-
стию цилиндрической формы через него проталкивают бочкообразную
оправку нужного диаметра (рис. 6.17, в). Такой способ также приме-
няют для увеличения диаметра ранее пробитого отверстия. Увеличе-
ние диаметра поковки происходит за счет уменьшения толщины ее
стенок. Следовательно, при изготовлении поковок заранее следует
пробивать отверстие такого размера, чтобы после его расширения полу-
чить нужную толщину стенки, а также и нужный внутренний диаметр
поковки. При изготовлении тонкостенного кольца большого диаметра
исходную заготовку сначала осаживают, затем в ней выполняют прошив-
ку и пробивку. Полученное отверстие с помощью оправок расширяют
до диаметра, достаточного, чтобы заготовку надеть на рог наковальни.
Окончательные размеры поковки получают раскаткой (см. рис. 6.12, б).
При изготовлении прямоугольной поковки с овальным отверстием
первым переходом является прошивка овальной наметки в прутке
прямоугольного сечения овальным пробойником (см. рис. 5.6, б).
Перевернув заготовку на 180 °, этим же пробойником пробивают оваль-
ное отверстие. Отделка отверстия и окончательной формы поковки
выполняется на овальной оправке после отрубки от прутка поковки
требуемых размеров.
На рис. 6.18, а ... д показаны переходы изготовления отверстия
в прямоугольной узкой заготовке с неустойчивой опорной поверх-
ностью. С помощью зубила в нагретой заготовке прошивают наметку
глубиной, равной половине высоты заготовки (рис. 6.18,а). Перевернув
заготовку на 180 °, прошитой наметкой ее ставят на подсечку
(рис. 6.18, б), зубилом прошивают насквозь и с помощью пробойника
выполняют отверстие (рис. 6.18, в). Во время следующей операции
раздают отверстие оправкой (рис. 6.18, г) и, наконец, поставив в отвер-
стие оправку требуемого размера (рис. 6.18, д), окончательно проковы-
вают заготовку до нужных размеров.
Дефекты при прошивке и пробивке. Наиболее часто встречающим-
ся дефектом при изготовлении отверстия является смещение
осей отверстий с одной или с другой стороны заготовки, возни-
кающее при выполнении отверстий в два приема (прошивкой и пробив-
кой) из-за неправильной установки пробойника или прошивня после
прошивки и кантовки заготовки на 180 °.
Сильно затянутые в месте входа прошивня
5 -232 129
Рис. 6.18. Последовательность (а . . . д) изготовления отверстия в узкой прямо-
угольной заготовке
края отверстия получаются при прошивке толстой заготовки
за недостаточное число переходов, когда прошивают отверстие без
дополнительных кантовок на 180 °.
Заусенцы на кромках отверстия со стороны выхода прошивня
или пробойника появляются вследствие того, что диаметр отверстия в
подкладном кольце или гвоздильне подобран неправильно: слишком
велика разница между ним и диаметром прошивня, т. е. превышен
зазор между прошивнем и внутренней поверхностью кольца. Заусенцы
появляются также в случае некачественной заточки рабочих частей
прошивня и пробойника.
Дефект в виде глубоких борозд на поверхности отвер-
стия вдоль его оси возникает, если на боковой поверхности прошивня
или пробойника имеются глубокие вмятины либо выступы. Инструмент
должен иметь острые кромки и гладкие поверхности.
Трещины на кромках пробиваемых отверстий появля-
ются при прошивке последних либо в подстывших, либо в тонких заго-
товках, ширина которых близка к диаметру изготовляемого отверстия.
В последнем случае возможно не только образование трещин, но и раз-
рыв заготовки в наиболее узком месте.
Безопасность труда при выполнении операций прошивки и пробив-
ки требует выполнения следующих требований: заготовка перед про-
шивкой должна быть нагрета до требуемой температуры; используе-
мый рабочий инструмент (прошивень, пробойник, зубило) должен
устанавливаться строго вертикально в надлежащем месте; первые
удары по рабочему инструменту должны быть слабыми, чтобы в началь-
ный момент инструмент пластически внедрялся в металл и фиксиро-
вался в этом положении.
6.6. ГИБКА
Общие сведения. Гибкой называется кузнечная операция обра-
зования или изменения углов между отдельными частями поковки.
Рассмотрим процесс формирования заготовки и течение металла
при гибке. Прямоугольный или круглый пруток изгибается в пласти-
ческом состоянии на некоторый угол а (рис. 6.19, а). Под действием
внешних сил в различных частях заготовки возникают разные напря-
жения: во внешних слоях — напряжения растяжения, во внутренних —
сжатия. Эти напряжения, в свою очередь, вызывают во внешних слоях
деформацию растяжения, а во внутренних — сжатия. В результате длина
слоев металла, прилегающих к внешней зоне, увеличивается, к внутрен-
ней — уменьшается. Между внутренними и внешними слоями распола-
гается так называемый нейтральный слой/-I, который не
деформируется. Чем дальше слои металла расположены от нейтраль-
ного слоя, тем большим деформациям подвергается металл этих слоев
в процессе гибки. Поскольку деформация растяжения сопровождается
уменьшением площади поперечного сечения заготовки, а деформация
сжатия — ее увеличением, то при гибке наблюдается сложное изменение
формы. Так, при гибке квадратного или прямоугольного прутка растя-
жение внешних слоев вызывает уменьшение верхней стороны сечения,
а сжатие внутренних — увеличение его нижней стороны (рис. 6.19, б).
Если изгибается круглый пруток, то его поперечное сечение приоб-
ретает овальную форму (рис. 6.19, в). Так как длина нейтрального слоя
не изменяется, то и ширина заготовки в этом сечении остается без изме-
нения. В зоне изгиба уменьшается площадь поперечного сечения заго-
товки, уменьшается также ее толщина на величину Ла ~а0 - - а}, называе-
мую утяжиной (см.рис.6.19,а).
Технологический процесс гибки должен быть построен так, чтобы
во внешних слоях заготовки не появлялись трещины, а во внутренних —
грубьге складки.
Рис. 6.19. Деформация
заготовки (а ... в)
и напряжения в металле
(г) при гибке:
I ... 3 - соответствен-
но наружный, нейтраль-
ный и внутренний слои
заготовки
131
На практике кузнецам часто приходится подвергать гибке тонкие
полосы в холодном состоянии. Этот процесс в отличие от гибки тол-
стых полос в нагретом состоянии имеет следующие особенности: упру-
гие деформации заготовки соизмеримы с пластическими; деформи-
руемый металл имеет пониженную пластичность и упрочняется в про-
цессе изгиба. На рис. 6.19, г дана эпюра напряжений при гибке тонкой
холодной полосы. Под действием внешних сил во внутренних сло-
ях 3 заготовки возникают напряжения сжатия ( — а), в наружных 1 —
напряжения растяжения (+о). В слоях 1 и 3 напряжения превышают
предел текучести металла (ат), поэтому металл в них деформируется
пластически. Внутренний слой 2 находится в упругом состоянии, так
как в нем напряжения не превышают предела текучести металла. Под
действием указанных напряжений внутренние слои 3 сжимаются, наруж-
ные 1 растягиваются, а в слое 2 металл деформируется упруго.
Напряжения растяжения (наиболее опасные) во внешнем слое
заготовки тем больше, чем меньше радиус изгиба г. При чрезмерно
малом радиусе изгиба напряжения и деформации увеличиваются на-
столько, что вызывают разрушение в виде трещин на наружной поверх-
ности изгибаемой полосы. Для того чтобы металл при гибке не разру-
шался, необходимо выполнять два следующих условия: 1) радиус
изгиба г должен быть больше минимально допустимого для данного
металла (rmjn); 2) заготовку следует гнуть в таком направлении, чтобы
волокна были направлены поперек ребра гибки. Минимально допустимый
радиус изгиба rmin зависит от пластичности металла, толщины 5 заго-
товки, угла гибки а и направления волокон. Ниже приведены значения
минимально допустимых радиусов изгиба при холодной гибке неко-
торых металлов и сплавов.
Алюминий, медь, латунь Л68 . . 0,45 S
Сталь 15 . . . сталь 30 . 0,65 S
Сталь 35 ... сталь 50 ... 0,85 S
Сталь 55 . . . сталь 70 . 1,35 S
Дюралюминий Д16М......... 1,55 5
Дюралюминий Д16Т.........3 5
Как отмечалось выше, холодная гибка полос сопровождается зна-
чительной упругой или обратимой деформацией. Упругая деформация
проявляется в пружинении заготовки, ее распрямлении после гибки и
снятия нагрузки. Угол пружинения зависит от упругих свойств
металла, толщины изгибаемой полосы, радиуса изгиба и других фак-
торов. Поскольку расчетным способом учитывать пружинение весьма
сложно, при ковке неточность поковки, вызванная пружинением, кор-
ректируется гибкой заготовки на угол, немногим больший требуемого,
и окончательной правкой.
Учет угла пружинения необходим при изготовлении приспособлений
(подкладного штампа, например), так как переделка приспособлений —
132
процесс трудоемкий и дорогостоящий. В подобных случаях угол пру-
жинения определяют путем предварительных расчетов.
Способы гибки. В зависимости от форм исходной заготовки (пру-
ток, полоса, лист) и изготовляемой поковки пользуются различными
приемами гибки, которые должны обеспечивать получение поковок без
трещин, а также без искажения формы поперечного сечения и утяжины в
месте изгиба. Перед гибкой заготовку нагревают до ковочной темпе-
ратуры, причем если есть возможность, то нагрев осуществляют только в
месте изгиба.
Для того чтобы заготовка в месте изгиба не имела утяжину, учас-
ток, подвергаемый гибке, с внешней стороны должен иметь утолще-
ние (рис. 6.20, а). Оно может быть получено высадкой средней части
заготовки или путем протяжки ее концов и сохранения первоначаль-
ного сечения в месте изгиба. Заготовку 3 с утолщением кладут на налич-
ник наковальни 1, сверху на нее ставят кувалду 2 и ударами ручником
изгибают на нужный угол.
Для местной высадки длинной заготовки участок гибки нагревают
до ковочной температуры, затем одним концом заготовки ударяют
по толстой металлической плите (направление удара должно быть
перпендикулярно плите). Под действием инерционных сил верхнего
конца нагретое место осаживается. Подобную высадку можно выпол-
нить, оперев заготовку о наковальню и сбоку нанося удары по торцу
второго конца.
Если нужно изогнуть короткую заготовку, целесообразно сначала
выполнить гибку, а затем путем последующей высадки в месте изгиба
осуществить набор металла (рис. 6.20, б), нанося удары по торцу изог-
Рис. 6.20. Способы (а ... в) ликвидации утяжины:
1 — наковальня, 2 - кувалда, 3,5 — заготовки, 4,6- поковки
133
нутой части заготовки. После высадки деформированную часть заго-
товки правят.
Чаще всего при ручной ковке гибку осуществляют методом попе-
ременной высадки и гибки. После изгиба заготовки на небольшой угол
одну из ее сторон подвергают такой высадке, чтобы ликвидировать
образовавшуюся утяжину. Чередуя гибку на небольшой угол с осадкой,
изгибают заготовку на нужный угол, ликвидируя после каждого пере-
хода утяжину.
Изготовление изогнутой поковки с острым углом (рис. 6.20, в)
осуществляется в четыре перехода. Сначала высаживают утолщение
в месте изгиба, затем (например, вставив заготовку в отверстие нако-
вальни) ударами кувалдой или ручником изгибают заготовку на нуж-
ный угол. Третий переход, называемый ’’протяжкой угла”, осуществля-
ют с целью перемещения предварительно набранного металла в направ-
лении вершины острого угла. Протяжку выполняют на наковальне
ударами ручником или кувалдой так, как показано стрелками на приве-
денном рисунке. Такие удары обеспечивают течение металла в направ-
лении острого угла заготовки. Для облегчения окончательной отделки
угла рекомендуется: при гибке поковки 4 с закругленной внешней
поверхностью (см. рис. 620, а) исходную заготовку 3 высаживать с
закругленным утолщением; при гибке поковки 6 с острой внешней
кромкой заготовку высаживать по форме 5.
Рассмотренными способами изготовляют поковки с различными
углами — прямоугольными, тупыми и острыми. В своей практике куз-
нецы применяют разнообразные способы гибки. Выбор способа гибки
и используемого инструмента зависит от формы изготовляемой поковки.
Гибку полосовой заготовки можно осуществлять
как на наковальне без дополнительного инструмента, так и пользуясь
специальными приспособлениями и инструментом. При гибке полосы
на наличнике наковальни (рис. 6.21) применяют и кувалду, и ручник,
а при гибке на роге наковальни — либо ручник, либо кувалду. При
гибке полосы с использованием углового нижника (рис. 6.21, а) по-
следний хвостовиком вставляют в квадратное отверстие наковальни,
кладут на него заготовку, а на заготовку посередине паза нижника
устанавливают соответствующую подбойку. Затем несильными удара-
ми кувалдой производят гибку полосы. При гибке полосы с закруг-
ленным внешним углом изгиба пользуются нижником с полукруглым
пазом.
При выполнении предварительной гибки заготовок часто пользу-
ются универсальными приспособлениями. На рис. 6.21, б показан прием
гибки на подкладной скобе, которую крепят изогнутым концом в
квадратном отверстии наковальни. Изгибаемую полосу кладут перпен-
дикулярно ребрам скобы и с помощью подбойки кувалдой осущест-
вляют предварительную гибку.
При изготовлении небольших гнутых поковок из полосового мате-
риала, например П-образной поковки, пользуются оправками в форме
134
Рис. 6.21. Приемы гибки (а ... г)
с использованием дополнительного ин-
струмента и приспособлений
Рис. 6.22. Последовательность изготов-
ления круглого ушка (а ... г) и гиб-
ка уголка на колодке (д)
брусков прямоугольного сечения (рис. 6.21, в). Оправку с зажатой
клещами заготовкой устанавливают на край наковальни и, используя
как опору, ручником выполняют гибку.
Предварительную гибку круглого или квадрат-
ного прутка осуществляют либо в вилке (рис. 6.21 ,г), вставлен-
ной хвостовиком в квадратное отверстие наковальни, либо на плите
с помощью переставных шпилек и рычага. Переставляя шпильки и под-
бирая для них соответствующие места на плите, пруток можно изог-
нуть практически на любой угол.
Для гибки пруткового металла часто пользуются носком наковаль-
ни. На рис. 622, а . . . г показаны переходы ковки небольшого ушка
на конце круглого прутка. Нагретый конец заготовки ставят поперек
носка наковальни на участке, диаметр которого близок к диаметру
отверстия ушка (рис. 6.22, а). Нагретый конец изгибают, нанося удары
ручником или кувалдой. Перевернув заготовку на 180 °, ставят ее на
135
ребро наковальни с вылетом, равным развернутой длине ушка
(рис. 622, б) . Слабыми ударами изгибают выдвинутую часть на 45 . . .
... 60 °. Снова перевернув заготовку на 180 °, догибают ушко, поставив
поковку на носок наковальни (рис. 622, в). После очередной кантовки
заготовки на 180 ° ушко надевают на носок наковальни (рис. 6.22, г)
и легкими ударами ручником заканчивают ковку.
Гибку фасонных профилей, например угольника,
выполняют на наковальне, изгибая заготовку вокруг колодки, встав-
ленной хвостовиком в квадратное отверстие наковальни (рис. 6.22, д).
В колодке сверху имеется отверстие, в которое вставляют П-образную
скобу, прижимающую одну сторону уголка к скобе. В зависимости
от формы изгибаемого угла используют острый, прямоугольный или
закругленный угол колодки. Перед гибкой уголка под прямым углом
необходимо в месте изгиба вырубить часть той полки уголка, которая
при гибке сложилась бы в складку.
Гибку трубы производят, вставив ее в подходящее отвер-
стие кузнечной формы (см. рис. 5.7, б). Для того чтобы в месте изгиба
труба не сплющивалась и не образовывались складки, ее предваритель-
но наполняют песком, а в концы забивают пробки.
Дефекты при гибке. При изучении различных приемов гибки рас-
сматривались причины возможного появления дефектов в поковках.
К основным дефектам, возникающим в процессе гибки, относятся:
утяжина в месте изгиба, трещины, складки, неточности размеров и
формы.
Образование у т я ж и н ы, подробно рассмотренное ранее, приводит
не только к искажению формы поковки, но и к уменьшению прочности
детали. Утяжину ликвидируют как предварительным набором метал-
ла в месте изгиба, так и высадкой заготовки в процессе гибки.
Появление трещин на внешней поверхности заготовки на участ-
ке гибки чаще всего возможно, если изгибают металл с низкой
пластичностью, т. е. в холодном или подстывшем состоянии. Гиб-
ка, например, заготовки из дюралюминия в холодном состоянии сопро-
вождается не только образованием трещин, но и полным разрушением
металла. Высокие требования к режиму гибки предъявляются при
обработке высокоуглеродистых и легированных сталей и других спла-
вов (см. гл. 10). Выбор рационального режима гибки заключается в
правильном выборе температуры обработки, схемы гибки, оптималь-
ного минимального радиуса изгиба, последовательности переходов и др.
При гибке заготовок на большие углы необходимо, чтобы с внут-
ренней стороны угла поковки не образовывались складки, так
как они являются концентраторами напряжений и снижают прочность
детали.
Дефект в виде неточности размеров появляется чаще
всего при неточном определении длины (объема) исходной заготовки.
Если при расчете допущена ошибка, поковка получается либо длин-
нее требуемой, либо короче.
136
Неточность формы является следствием неправильно
выбранных переходов гибки, некачественной подготовки исходной за-
готовки, неправильного подбора необходимого инструмента или спосо-
ба гибки, а также недостаточного опыта кузнеца.
Безопасность труда. Требования безопасности, которые следует
выполнять при гибке, связаны с некоторыми ее особенностями. В случае
гибки заготовок с последующей высадкой (см. рис. 6.20, б) обра-
батываемая поковка имеет низкую устойчивость. При неточном ударе
она может вылететь из-под ударного инструмента и нанести травму ра-
бочему. Сказанное относится также к гибке с переменной высадкой.
Горячая ковка поковок с протяжкой острого угла (см. рис. 6.20, в)
также характеризуется слабой фиксацией заготовки клещами. При ков-
ке необходимо чувствовать силу удара и правильно выбирать его направ-
ление. Изгибая пруток в вилке (см. рис. 6.21, г). следует проверить
качество отверстия в наковальне, а также хвостовика вилки: хвосто-
вик должен плотно, но свободно входить в фиксирующее квадратное
отверстие в наковальне.
6.7. СКРУЧИВАНИЕ
Изготовление поковок для деталей типа коленчатых валов, спи-
ральных перьевых сверл и других осуществляется с использованием
операции скручивания, которая заключается в повороте одной
части заготовки относительно другой вокруг продольной оси. Использо-
вание скручивания во многих случаях позволяет ковать отдельные
участки поковки в одной плоскости, что весьма удобно, а затем развора-
чивать эти части на разные углы.
Основные приемы выполнения операции скручивания при ручной
ковке. Скручивание заготовок в форме тонких
полос осуществляют вручную, зажав концы нагретой заготовки
клещами (рис. 623, а). Де-
формируемая заготовка дол-
жна иметь одинаковое сечение
по длине и равномерное рас-
пределение температуры. Скру-
чивая полосу несколько раз,
получают поковку — заготов-
ку, например, будущего спи-
рального сверла. Полосу мож-
но скручивать и с одного
конца, тогда второй конец
закрепляют в слесарных тис-
ках.
Скручивание поло-
сы или прутка не-
круглой формы удоб-
Рис. 6.23. Различные приемы (а ... в)
выполнения скручивания
137
но выполнять с помощью воротка с двумя рукоятками (рис. 6.23, б),
имеющего в центральной части отверстие, по форме и размерам соот-
ветствующее профилю заготовки. Более универсальным является воро-
ток со специальной планкой, с помощью которой заготовка болтами за-
жимается в корпусе воротка.
Изготовление поковок типа передаточно-
го вала с развилинами (рис. 6.23, в) осуществляется в
две стадии. Сначала изготовляют поковку вала с развилинами в одной
плоскости. Затем один конец поковки зажимают в тисках, а второй
с помощью вилки или воротка скручивают так, чтобы развилины развер-
нулись друг относительно друга на требуемый угол. При скручивании
заготовки большого сечения на вилку надевают надставку в виде трубы.
Скручивание на большой угол сопровождается заметным уменьшением
длины заготовки в зоне скручивания и, кроме того, возможно появле-
ние продольных трещин на металле (последнее особенно характерно
для заготовок из низкопластичных сплавов) .
Участок, подвергаемый скручиванию, должен иметь одинаковые
поперечные размеры на всей длине. Поверхность деформируемого
участка должна быть гладкой, без складок, трещин, глубоких цара-
пин. Так, при изготовлении деталей ответственного назначения скручи-
ваемый участок заготовки должен быть предварительно обработан на
токарном станке. Подготовленную для скручивания заготовку или
только ее деформируемую часть нагревают равномерно по сечению и
длине до температуры максимальной пластичности (как правило, до
температуры начала ковки Тн). Для того чтобы после скручивания
поковку при остывании не коробило, а также для снижения остаточных
напряжений поковку следует охлаждать медленно, а еще лучше подверг-
нуть ее дополнительному отжигу.
С увеличением площади поперечного сечения заготовки необходи-
мый для скручивания крутящий момент увеличивается. Определить
ориентировочное значение необходимого момента скручива-
ния можно с помощью следующих формул: для заготовки круглого
сечения М - 0,8 г3 g~ для заготовки прямоугольного сечения М =
= 0,08 аъа b х/а2 + Zr, где г — радиус круглого стержня; ав — предел
прочности деформируемого металла при температуре скручивания;
а и b — размеры сторон прямоугольного стержня.
Скручивание заготовок большого сечения выполняют машинной
ковкой.
Дефекты при скручивании. Операция скручивания в отличие от
других операций основана на деформации одних слоев металла под
действием других, расположенных на значительном расстоянии от пер-
вых. Например, металл в серединной части заготовки деформируется
под действием крутящего момента, приложенного на расстоянии I от
места деформации (рис. 6.23, в). Такая особенность операции может
привести к дефекту в виде неравномерности деформа-
ции металла по длине. Чтобы металл деформировался одинаково
138
на всех участках, необходимо отковать исходную заготовку, имеющую
на всей длине одинаковое поперечное сечение. Аналогичный дефект
может возникнуть в случае подстывания отдельных участков заготовки.
Неточность расстояния L между развили-
нами (см. рис. 623, в) возникает в том случае, если заготовку пред-
варительно отковали без учета уменьшения длины скручиваемого
участка.
Отклонение от параллельности развилин
может быть вызвано искривлением продольной оси поковки в процес-
се скручивания, поэтому при выполнении операции следует следить
за прямолинейностью поковки по длине. Лучшие результаты достигают-
ся при скручивании заготовки бородком с двумя симметричными
рукоятками.
Трещины на поверхности поковки могут образовываться и
при достаточно высокой пластичности металла, если качество поверх-
ности было низким. Имеющиеся дефекты, например волосовины, неза-
метные трещины, при скручивании раскрываются и приводят к браку.
Во избежание этого исходные заготовки для скручивания должны иметь
высокое качество поверхности и быть предварительно прокованными
с достаточной степенью деформации.
6.8. КУЗНЕЧНАЯ СВАРКА
Общие сведения. Операцию получения неразъемного соединения
ручной или машинной ковкой называют кузнечной сваркой.
Этот метод относится к сварке давлением в твердом состоянии и заклю-
чается в сближении соединяемых поверхностей путем пластического
деформирования на расстояние (2 ... 4) • 10~8 см, при котором воз-
никают межатомные силы притяжения. Получить качественное неразъ-
емное соединение можно только при условии удаления с соединяемых
поверхностей оксидных и других загрязняющих пленок. При сварке
давлением это достигается приложением к свариваемым поверхнос-
тям давлений, достаточных для разрушения и удаления загрязняющих
пленок и ликвидации всех неровностей на поверхностях заготовок.
Таким образом, для осуществления кузнечной сварки металл заготов-
ки должен обладать высокой пластичностью и низким сопротивлением
деформированию, а соединяемые поверхности должны быть тщательно
очищенными в момент пластического деформирования.
Кузнечная сварка не обеспечивает высокой надежности сварного
соединения, малопроизводительна, пригодна лишь для ограниченно-
го числа сплавов, требует высокой квалификации рабочего и редко
применяется на заводах, где пользуются другими, более современными
методами сварки (электродуговая, газовая, контактная и др.) . Однако
в полевых условиях, при ремонте неответственных деталей машин,
при ковке сложных поковок ручной ковкой часто применяют кузнеч-
ную сварку.
139
Процесс получения неразъемного соединения кузнечной сваркой
состоит из следующих основных элементов: подготовки заготовок
к сварке; нагревания свариваемых частей заготовок; сварки заготовок
пластическим деформированием; отделки заготовки в месте сварки
и правки. Для качественного соединения требуется выполнение на всех
этапах сварки определенных приемов и технологических режимов.
Сплавы для кузнечной сварки. Чаще всего кузнечной сварке под-
вергают низкоуглеродистые конструкционные стали. Свариваемость
сталей зависит от количества и вида примесей. С увеличением содер-
жания углерода, серы, фосфора и других элементов свариваемость ухуд-
шается. Марганец в пределах 0,5 .. . 0,8 % улучшает свариваемость
стали. Для кузнечной сварки рекомендуют стали с содержанием: угле-
рода — до 0,3 %; кремния — не более 0,2 %; марганца — 0,6 . . . 0,8 %;
серы — не более 0,05 %. При необходимости сварки сталей с повышен-
ным содержанием углерода (больше 0,3 %) рекомендуют добавлять
к сварочному флюсу опилки из мягкой стали, в которой очень мало
углерода. При обработке нагретой под сварку части заготовки такими
опилками металл обезуглероживается, что повышает свариваемость
поверхностного слоя заготовки.
Поскольку хром, вольфрам, медь и другие элементы снижают
свариваемость сталей, не рекомендуется проводить кузнечную сварку
легированных сталей и других сплавов. Сварка этих сплавов требует
выполнения строгих технологических режимов, что практически не-
выполнимо при ручной ковке. К тому же дефекты сварки трудно обна-
ружить визуально, а их присутствие совершенно недопустимо в дета-
лях большинства машин и механизмов.
Подготовка заготовок к сварке состоит в придании соединяемым
концам определенной формы, которая зависит от способа сварки (см.
рис. 6.24). Подготовленные концы, как правило, подвергают высадке.
Увеличение сечения свариваемых концов необходимо для выполнения
их пластической деформации при сварке и придания сварочной части
поковки требуемой формы.
Нагрев заготовок под сварку. Температура нагрева сталей под
сварку зависит от содержания в них углерода: чем больше углерода
в стали, тем ниже должна быть температура нагрева. Мягкую низко-
углеродистую сталь нагревают до 1350 . . . 1370 °C (при этой темпера-
туре свариваемые концы приобретают ослепительно белый цвет). При
сварке стали с повышенным содержанием углерода (например, при
сварке лезвия топора из стали У7) заготовку нагревают до 1150 °C.
(При такой температуре заготовка имеет цвет белого каления с желто-
ватым оттенком.) Более точно температуру заготовки определяют не
на глаз, а с помощью оптического пирометра.
Хорошее качество сварки возможно, если при выполнении пласти-
ческой деформации температура металла не понижается, поэтому сварку
следует вести быстро. Свариваемые концы должны быть тщательно
очищены от окалины и шлака.
140
Следует заметить, что температура нагрева заготовок под сварку
выше температуры начала ковки . Как известно, при температуре,
превышающей Тн, происходит не только интенсивное образование
окалины, но и возможен пережог металла. Для уменьшения образования
окалины и ее удаления с поверхности перед сваркой, а также с целью
предохранения металла от пережога заготовки присыпают флюсом.
В качестве флюса используют кварцевый песок, смешанный с бурой
(Na2B4O7) или поваренной солью. Так как марганец повышает свари-
ваемость стали, то иногда его в небольшом количестве добавляют к
флюсу. Флюс посыпают на заготовку в период нагрева, когда ее темпе-
ратура достигает 950 . . . 1050 °C. Под действием высокой температу-
ры флюс соединяется с окалиной, образуя жидкотекучий шлак, кото-
рый обволакивает заготовку и защищает ее поверхность от окисления
при дальнейшем нагреве. Перед сваркой шлак удаляется, а при дефор-
мации он выжимается из места сварки.
Для нагрева свариваемых концов используют горны и сварочные
печи. Камерные печи, предназначенные для нагрева заготовок под ков-
ку, в данном случае неприменимы, так как не обеспечивают нагрева
до высоких сварочных температур. При нагреве под сварку требуется,
чтобы пламя в горне или печи не было окислительным, т. е. чтобы сго-
рание топлива происходило при максимальном усвоении кислорода и
в очаге не было его излишка. Наилучшим топливом для горна при нагре-
ве заготовок под кузнечную сварку является древесный уголь. Коли-
чество серы в кузнечном угле допускается до 1 %, при большем ее
содержании получить качественное соединение не удается. Кроме того,
кузнечный уголь не должен содержать более 7 % золы, так как в ней
также содержится сера. В случае использования в качестве топлива
кокса следует выбирать те его сорта, в которых содержится минималь-
ное количество серы.
Нагретые заготовки извлекают из горна, ударами о наковальню
или молотком сбивают образовавшийся шлак и окалину либо счища-
ют их металлической щеткой. Затем, быстро сложив вместе сваривае-
мые концы заготовок, наносят слабые, но частые удары по месту свар-
ки. При слабых ударах остатки шлака выдавливаются наружу и по-
верхности стыка плотно прижимаются друг к другу, что защищает
их от окисления. Сварку заканчивают сильными ударами, подвергая
место сварки достаточно большим деформациям и придавая заготовке
требуемую окончательную форму поковки. В этот момент структура
металла измельчается и ликвидируется его крупнозернистость, обра-
зование которой было возможным при нагреве заготовки до высокой
сварочной температуры. При проковке места соединения отдельные
слои металла соединяемых концов внедряются друг в друга, перепле-
таются, что дополнительно увеличивает прочность соединения. В зави-
симости от окончательной формы места сварки поковку правят, исполь-
зуя гладилки, обжимки, подбойки и другой кузнечный инструмент.
Основные способы сварки. В зависимости от формы и размеров
141
свариваемой поковки, а также вида металла кузнецы используют сле-
дующие основные способы сварки: внахлестку; вразруб (в замок,в об-
хват); встык; врасщеп; с помощью шашек.
Сварка в нахлестку является одним из самых распростра-
ненных способов кузнечной сварки, обеспечивающим наибольшую
прочность сварного стыка. Повышенное качество сварного соединения
объясняется увеличенной поверхностью соприкосновения свариваемых
частей и возможностью подвергать большим деформациям участок,
на котором они соединяются. Перед сваркой концы заготовок высажи-
вают и придают им форму загнутых утолщений (рис. 6.24, а), повер-
нутых относительно продольной оси на угол ~ 30 °. Подготовленные
концы, предварительно подогрев до 960 . . . 1000 °C и покрыв флю-
сом, нагревают до сварочной температуры.
Нагретые и очищенные от шлака и окалины концы накладывают
друг на друга и легкими, но частыми ударами прижимают друг к другу,
а затем сильными ударами тщательно проковывают место соединения.
Одновременно выполняют операцию протяжки для восстановления
первоначальных размеров участка сварки. По окончании операций по-
ковке придают требуемую форму. Достоинством сварки внахлестку
является также то, что форма исходных свариваемых поверхностей
обеспечивает хорошее удаление остатков шлака с соединяемых участ-
ков. Заготовки толщиной или диаметром до 30 мм сваривают за один
прием и с одного нагрева. При толщине свариваемых концов более
30 мм операцию осуществляют в два приема: 1) с первого нагрева
сваривают тонкие участки утолщений; 2) со второго нагрева выпол-
няют окончательную сварку. При диаметре заготовок 50 . . .60 мм и
свыше осуществить сварку ручной ковкой не удается — ее выполняют
на молоте.
Рис. 6.24. Подготовка свариваемых концов и основные способы
кузнечной сварки (а ...<)) :
7, 3 — свариваемые концы, 2 — вспомогательные шашки
142
Сварка в р а з р у б требует более сложной подготовки сваривае-
мых концов. Конец одной заготовки высаживают и разрубают вдоль
ее продольной оси (рис. 6.24, б), а образовавшиеся ’’лепестки” раздви-
гают. Конец второй заготовки также высаживают и заостряют так,
чтобы он входил в разруб первой заготовки. Нагретые до сварочной
температуры и очищенные от шлака концы вставляют друг в друга
и энергичными ударами, формируя металл, осуществляют сварку,
а затем окончательную отделку заготовки. Рассмотренный способ при-
меняют при сварке заготовок из сталей различных марок.
Сварку встык применяют в тех случаях, когда конструкция
будущей поковки или малые размеры заготовки не дают возможности
подготовить соединяемые концы подобно их подготовке при сварке
внахлестку. В одних случаях концы заготовок просто закругляют
(рис. 624, в), нагревают до сварочной температуры, стыкуют друг с
другом и ударами вдоль оси с двух сторон сваривают. Под действием
ударов нагретое место стыка осаживается, увеличиваясь в диаметре,
поэтому после сварки его протягивают до нужного диаметра. Сварка
встык без предварительной высадки соединяемых концов по прочности
соединения уступает сварке встык с предварительным утолщением
концов заготовок. При этом способе нагретые концы высаживают,
а торцы скругляют. Затем подготовленные концы стыкуют и, нанося
вдоль оси заготовок по их холодным концам удары, выполняют сварку,
а после этого — окончательную отделку поковки.
Сварку полосовых заготовок осуществляют способом в р а с щ е п
(рис. 624, г). Концы заготовок надрезают вдоль продольной оси и
разводят, как показано на рисунке. После нагрева до сварочной темпе-
ратуры их стыкуют и проковывают до получения прочного соедане-
ния и исходных размеров.
При сварке концов поковок типа колец или их ремонте применяют
способ, выполняемый с помощью шашек (рис. 6.24, д). Сва-
риваемые концы 1 и 3 перед нагревом под сварку подвергают высадке
и ковке до получения формы, показанной на рисунке. Из металла заго-
товки подготавливают вспомогательные шашки 2. При температуре
сварки шашки 2 укладывают между концами 1 и 3 закрепленных заго-
товок и сильными ударами подвергают совместной пластической де-
формации. Сварной участок затем правят. Рассмотренный способ свар-
ки чаще всего выполняют на молоте.
Дефекты при сварке и контроль сварного соединения. Дефекты,
возникающие при кузнечной сварке, можно разделить на два основ-
ных вида: 1) низкое качество сварного соедине-
ния^) несоответствие формы поковки требуе-
мой. Если дефекты второго вида обнаруживаются визуально или с
помощью простейшего измерительного инструмента, то прочность свар-
ного соединения визуально установить практически невозможно. Свар-
ку считают выполненной качественно, если прочность сварного соеди-
нения не ниже 80 ... 85 % прочности металла свариваемых заготовок.
143
Прочность шва может быть проверена изгибом прутка в месте
сварки. Если качество сварки высокое, шов не расходится и не появля-
ются трещины на поверхности металла. Следует, однако, отметить, что
не всегда поковку после сварки можно изогнуть, а приборами для конт-
ролирования качества сварных соединений участки ручной ковки не
оснащаются. Следовательно, даже при всех благоприятных условиях
не рекомендуется применять кузнечную сварку для изготовления поко-
вок ответственных деталей, а в случаях ее применения необходимо
строго выдерживать технологические режимы. Нарушение режимов и
приемов ковки при сварке может привести к дефектам, описанным
ниже.
Не провар появляется при некачественной очистке соединяе-
мых поверхностей перед сваркой: стыкуемые поверхности плохо очис-
тили от окалины; после зачистки поверхностей нагретых заготовок куз-
нецы задержались с началом ковки и на соединяемых поверхностях
образовалась вторичная окалина; свариваемые поверхности недобро-
качественно обработали флюсом; при сварке встык концы заготовок
плохо закруглили, в середине стыка остался шлак, препятствующий
качественной сварке концов.
Пережог — неисправимый дефект (брак), который возникает
в случае нагрева концов заготовок до температуры, превышающей
сварочную. Этот дефект очень вероятен при выполнении кузнечной
сварки, так как сварочная температура весьма близка к температуре
пережога и при недостаточно внимательном нагреве легко ошибиться
и пережечь металл.
Низкая прочность сварного шва объясняется
следующим: нагрев заготовки до сварочной температуры сопровожда-
ется ростом зерен; в случае малого набора металла при высадке свари-
ваемых концов степень деформации металла при сварке будет недос-
таточной, зерна не раздробятся, вследствие чего металл шва будет иметь
крупнозернистую структуру и пониженную прочность.
Понижение прочности околошовной зоны
наблюдается при нагреве концов заготовки перед сваркой на большую
длину. Крупнозернистая структура металла в месте стыка прорабатыва-
ется (измельчается) в процессе ковки утолщений, а зоны, прилегающие
к концам и не имеющие утолщений, такой деформации не подвергают-
ся и сохраняют мелкозернистую структуру. Поэтому при сварке следует
нагревать только утолщенные концы соединяемых заготовок.
Неточность размеров сечения поковки после
сварки возникает при недостаточном наборе металла на свариваемых
концах. При проковке таких концов сечение поковки уменьшится и
окончательные размеры окажутся меньше исходных, требуемых чер-
тежом.
Дефекты кузнечной сварки, как правило, невозможно или трудно
устранить по окончании ковки. Анализируя причины рассмотренных
дефектов, можно сделать вывод, что качество сварки зависит от квали-
144
фикации кузнеца. Сварка должна выполняться быстро, с соблюдением
всех требований к режиму нагрева и выполнению приемов ковки.
Безопасность труда. Особенности требований безопасности при
выполнении кузнечной сварки связаны с высокой температурой нагрева
металла и применением флюсов. В случае перегрева металл начинает
искриться, а на поверхности заготовки образуется жидкий шлак. При
работе с такими заготовками в момент зачистки и ковки брызги шлака
и искры могут нанести травмы работающим в виде ожогов и вызвать
возгорание легковоспламеняющихся материалов и одежды, поэтому
при кузнечной сварке поковки после нагрева следует аккуратно и
тщательно очищать от окалины и шлака.
Кроме того, рабочее место должно отвечать всем требованиям
пожарной безопасности.
6.9. ОРГАНИЗАЦИЯ УЧАСТКА РУЧНОЙ КОВКИ
От правильной организации рабочего места, рационального распо-
ложения оборудования и инструмента, степени освещенности, наличия
оградительных сеток и щитов, чистоты и порядка на участке во многом
зависит не только производительность труда, но также безопасность ра-
боты и высокое качество поковок.
Планировка рабочего участка. Оборудование и инструмент на рабо-
чем участке должны быть расположены так, чтобы рабочие во время
работы не делали лишних движений и не теряли времени на поиски
Рис. 6.25. Схемы планировки малого (а) и большого (б) рабочих участков
ручной ковки:
1, 22 - горны, 2 - вентилятор, 3, 11 - наковальни, 4, 21 - бачки с водой, 5,
12 - столики, 6 - шкаф, 7, 24 - точила, 8 - верстак, 9, 16 - тиски, 10, 20 -
ящики для угля, 13 - пневматический молот, 14 - ручные ножницы, 15 - чугун-
ная плита, 17 — стеллаж для заготовок, 18, 79 стойки для инструмента, 23 -
вешалки-скобы
145
требуемого инструмента. Планировка рабочего участка зависит от
формы и размеров изготовляемых поковок, серийности производства
и выполняемых наиболее часто операций.
В качестве примера рассмотрим планировку малого участ-
к а ручной ковки (рис. 625, а) . На площади 6200 х 6700 мм у даль-
ней от входа стенки расположен горн 7 с вентилятором 2. На расстоянии
1,5 . . . 2 м от горна установлена однороговая наковальня 3, которую
располагают так, чтобы ее рог находился слева от кузнеца, когда он
стоит спиной к горну (вокруг наковальни должно быть достаточно
места, чтобы молотобоец мог размахнуться). Рядом с наковальней рас-
положен бачок 4 с водой, необходимой для охлаждения кузнечного
инструмента и выполнения простых закалочных работ. Кузнечный
инструмент размещают на металлическом столике 5, имеющем две пол-
ки: верхняя предназначена для часто используемого инструмента (мо-
лотки, зубила, клещи и др.), нижняя — для инструмента, используемо-
го редко. Инструмент на столик следует постоянно класть так, чтобы
рукоятки его выступали за край столика.
Запасной инструмент и инструмент, используемый очень редко,
хранят в шкафу 6, в котором имеются специальные полки и крючки
для фиксации инструмента. Для заточки инструмента и других работ
используют точило 7. В другой половине участка, в углу около горна
находится ящик 10 для хранения угля. У стенки размещают стуловые
кузнечные тиски 9 для выполнения кузнечных операций, например
гибки и скручивания, а рядом с ними — жесткий кузнечный верстак
8. В удобном месте хранят сухой песок и обтирочные концы. Песок
используют для засыпки мокрых мест на полу участка, концы — для
обтирки инструмента и других целей.
Схема расположения основного и вспомогательного оборудования
и инструмента на более крупном участке ручной ковки
показана на рис. 6.25, б. У дальней стенки установлен двухместный горн
22 (на ’’два огня”). Для размещения более часто используемых клещей
на горне имеются вешалки 23. Они представляют собой приваренные
к горновому столу стальные скобы, на которые вешают кузнечные
клещи, что очень удобно для работы. Слева и справа от горна ставят
бачки 27 с водой емкостью 30 ... 40 л каждый. Уголь хранят в ящике
20. Для размещения кузнечного инструмента используют специальные
стойки 18 и 19 (см. рис. 6.26,0).
На расстоянии 1,5 . . . 2 м от горна устанавливают две наковальни
77, а между ними - столики 72, на которые кладут кузнечный инстру-
мент. Расстояние между наковальнями должно быть не менее 2,5 ... 3 м.
Наждачное точило 24 располагают у стенки на достаточно большом
расстоянии от наковален. Современные участки ковки снабжают неболь-
шим пневматическим молотом 75, например ПМ-50 с массой ударных
частей 50 кг. Устройство этих молотов и работы, выполняемые на них,
рассматриваются далее (см. гл. 10). В отдаленном от наковален месте
устанавливают стеллаж 7 7 для размещения заготовок, а иногда и
146
механическую ножовку для отрезки мерных заготовок от пруткового
металла,,
К дополнительному оборудованию участка относятся: передвижные
ручные ножницы 14 для разделки листового металла; правильная чу-
гунная плита 15 размером 1500 х 1000 мм, используемая для контроля
поверхностей поковок; стуловые тиски 16. Ремонтные мастерские,
кроме того, дополнительно снабжают слесарным верстаком, настоль-
ным сверлильным станком и сборочным столом, предназначенным для
сборки различных узлов машин с габаритными размерами 1200 х
х 700 х 600 мм.
Рис. 6.26. Вспомогательный инструмент для поддержания огня в горне (а . . .
г), стойка для кузнечного инструмента (<)) и вытяжной зонт (е)
Огонь в горне поддерживают с помощью вспомогательного инстру-
мента. Для удаления шпака и перемешивания угля в горне пользуются
кочережкой (рис. 6.26, а), пикой (рис. 6.26, б) пробивают и разрых-
ляют спекшийся в горне уголь, лопаткой (рис. 6.26, в) подбрасывают
уголь в горн, а для смачивания угля водой используют брызгалку из
мочала (рис. 626, г). Кузнечный инструмент хранят в стойках
(рис. 626, д).
Рассмотренный участок должен быть обеспечен приточно-вытяж-
ной вентиляцией. Над горнами устанавливают вытяжные зонты
(рис. 6.26, е).
Перед началом работы кузнецы должны проверить исправность
оборудования и инструмента, привести в порядок не только рабочее
147
место, но и весь участок. Рабочее место следует поддерживать в чисто-
те и порядке, не допускать скопления отходов, поковок и заготовок
у наковален, горна и другого оборудования. Необходимо, чтобы нако-
вальни были чистыми, без следов масла, воды и окалины. Каждый
предмет должен иметь свое определенное место и всегда находиться
на нем.
Рабочий участок должен быть обеспечен всеми необходимыми
средствами противопожарной безопасности, безопасности труда, а
также средствами первой помощи при травмах, включая аптечку. Куз-
нецы должны работать в спецодежде, а во избежание ожогов пользоваться
рукавицами и кожаным передником.
После работы кузнецы должны привести в порядок инструмент
(вытереть, восстановить и отремонтировать вышедший из строя), раз-
ложить его по установленным местам, сложить отходы и готовые по-
ковки. В конце смены необходимо также произвести уборку рабочего
участка. Каждый рабочий следующей смены перед началом работы
должен принять рабочее место чистым и в полном порядке.
Контрольные вопросы
1. Назовите операции, являющиеся разновидностями отрубки.
2. В каких случаях не рекомендуется применять холодную отрубку?
3. Под какими углами следует затачивать режущую кромку кузнечного зуби-
ла для холодной и горячей отрубки?
4. Перечислите разновидности осадки. Каково их назначение?
5. К какой форме поперечного сечения стремится при осадке квадратная
заготовка?
6. Какие требования безопасности необходимо выполнять При отрубке и
осадке?
7. Какой величиной определяется общая деформация при протяжке?
8. Как подсчитывают уков за п переходов?
9. Перечислите виды дефектов при протяжке и способы их предупреждения.
10. В чем разница между операциями прошивки и пробивки отверстий?
11. Каким способом увеличивают точность пробитого отверстия?
12. Как изменяется форма поперечного сечения заготовки в месте изгиба?
13. Как ликвидируют утяжину на заготовке на участке гибки?
14. Изменяется ли длина заготовки при ее скручивании?
15. Какие сплавы подвергаются кузнечной сварке?
16. Каковы особенности нагрева перед кузнечной сваркой?
7. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КОВКИ
7.1. ОСНОВНЫЕ ПОНЯТИЯ И ПОСЛЕДОВАТЕЛЬНОСТЬ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА КОВКИ
Технологический процесс изготовления поковок
представляет собой совокупность всех действий, направленных на полу-
чение поковок требуемых формы, размеров и качества металла. Он
состоит из ряда выполняемых в определенной последовательности
операций, начиная с подготовки поступающего на завод металла, пред-
назначенного для ковки, и кончая отделочными операциями и конт-
ролем качества готовых поковок.
Операция — это часть технологического процесса, которая
выполняется на одном рабочем месте с использованием определенной
группы инструмента и включает в себя ряд последовательных действий
над заготовкой с целью получения поковки требуемой формы (проме-
жуточной или окончательной) и заданных свойств. В свою очередь,
операция состоит из серии переходов.
Переход — это часть операции, в процессе которой обра-
батывается один участок заго-
товки одним и тем же инстру-
ментом на одном рабочем месте.
Типовая маршрутная схема
технологического процесса изго-
товления поковок ручной ков-
кой показана на рис. 7.1. От-
делочные операции заключаются
в исправлении мелких дефектов
поковок, термической обработ-
ке, очистке от окалины и др.
Завершающей частью технологи-
ческого процесса является конт-
роль качества готовых поковок
и при необходимости их клей-
мение. В ряде случаев конт-
роль качества осуществляется и
на промежуточных операциях
технологического процесса ков-
ки, чтобы гарантировать полу-
чение поковок в соответствии
с техническими требованиями.
При разработке технологи-
ческого процесса ковки необ-
ходимо руководствоваться неко-
торыми исходными данными,
перечисленными далее.
Рис. 7.1. Маршрутная схема технологи-
ческого процесса изготовления поковок
149
1. Требования, предъявляемые к готовой
поковке. Прежде всего они определяются чертежом готовой детали
с указанием материала и технических условий, что необходимо техно-
логу для разработки чертежа поковки, выбора вида и размеров исход-
ной заготовки, назначения последовательности операций ковки, а также
термической обработки и метода контроля. Важно также знать условия
работы детали в машине, чтобы технологический процесс обеспечил
оптимальное расположение волокон металла в детали.
2. Условия и возможности п р о и з в о д с т в а. Эти
данные устанавливают в соответствии с перечнем и техническими харак-
теристиками (масса ударных частей молота, усилие пресса и др.) имею-
щегося на участке ковки деформирующего и нагревательного оборудо-
вания, кузнечного и измерительного инструмента, контрольных приспо-
соблений, а также в соответствии с квалификационными характерис-
тиками рабочих.
3. Программа производства, или количество изготов-
ляемых деталей в партии. Эти сведения необходимы для выбора обору-
дования, инструмента и приспособлений.
Если количество изготовляемых поковок превышает многие сот-
ни штук, масса поковок допускает их изготовление объемной штам-
повкой и в цехе имеется соответствующее по мощности оборудование
и инструмент, то данную партию поковок следует изготовлять именно
этим способом. Если количество поковок в партии исчисляется десят-
ками, то их изготовление целесообразно осуществлять ручной или
машинной ковкой. При необходимости получения крупных поковок
(массой свыше 500 кг) единственным способом обработки заготовок
давлением (независимо от серийности производства) является машин-
ная ковка на молотах или прессах.
Если требуется изготовить партию из небольшого количества поко-
вок и в дальнейшем повторение этого заказа не ожидается, то в этом
случае разрабатывают наиболее простой и короткий технологический
процесс, включающий использование универсального инструмента.
После определения способа изготовления поковок технолог при-
ступает к разработке конкретного технологичес-
кого процесса. В наиболее общем случае его разрабатывают в
последовательности, показанной ниже.
Составление чертежа поковки производят по чертежу готовой дета-
ли с назначением по соответствующим таблицам припусков, допусков
и (при необходимости) напусков. По чертежу поковки, разбивая его
на части простых форм, определяют ее объем, а затем, помножив объем
на плотность металла, рассчитывают массу поковки. Имея чертеж поков-
ки и зная ее массу, технолог выбирает вид исходной заготовки (слиток
или прокат) и с учетом отходов и необходимого укова определяет ее
массу и размеры. Затем производят выбор основных, вспомогатель-
ных, отделочных операций и их последовательности, а также основного
и вспомогательного инструмента и приспособлений. По размерам заго-
150
товки и схеме переходов при ковке выбирают молот с необходимой
массой ударных частей или пресс требуемого усилия.
Следующим этапом разработки технологического процесса явля-
ется установление режимов нагрева заготовки и охлаждения поковки,
выбор типов и размеров нагревательных устройств. Затем определяют
состав рабочей бригады и нормы времени на ковку. По данным оконча-
тельно установленного технологического процесса определяют себестои-
мости поковок и получаемых из них деталей.
В заключение устанавливают методы контроля, разрабатывают
мероприятия по организации рабочего места, охране труда и окружаю-
щей среды.
При производстве поковок ручной ковкой решающее значение
имеют знания, опыт и квалификация кузнецов, поэтому при ручной
ковке технологическая документация часто имеет сокращенный объем,
т. е. носит общий характер, а способ изготовления, виды операций и
переходов, а также последовательность их выполнения выбирает сам
кузнец.
В некоторых случаях с целью установления наиболее рациональ-
ного технологического процесса технологи разрабатывают одновремен-
но несколько вариантов технологических процессов изготовления од-
ной и той же детали. Разработанные процессы подвергают тщательному
технико-экономическому анализу и выбирают из них оптимальный
вариант.
Одним из методов повышения производительности труда и сниже-
ния себестоимости изготовления поковок является разработка
групповых технологических п р о ц е с со в. Этот ме-
тод состоит в том, что вся номенклатура поковок предварительно клас-
сифицируется, подразделяется на однотипные группы и для каждой
группы разрабатывается свой типовой технологический процесс. Ти-
повые технологические процессы экономически выгодно и легче меха-
низировать и автоматизировать, кроме того, возможно программиро-
вание технологических операций.
Разработанный технологический процесс оформляется в виде доку-
мента, называемого технологической картой и являющего-
ся основным производственным документом кузнечного цеха, дающим
представление обо всех элементах технологического процесса и поряд-
ке его исполнения. Содержания технологических карт, применяющихся
на различных заводах, несколько отличаются друг от друга. Одну из
наиболее часто встречающихся форм технологической карты можно
представить в виде табл. 7.1. Технологическая карта, утвержденная руко-
водством цеха и завода, является основным документом, в соответствии
с которым должна изготовляться продукция (строго по указанной в
карте технологии).
При выполнении технологического процесса, состоящего из слож-
ных и многопереходных операций, руководящим документом является
операционная карта. В ней подробно описываются все пере-
151
7.1. Примерная форма технологической карты
Цех Технологическая карта № Инструкция №
Типовой процесс №
Материал Наименование детали
Марка Профиль Объем Масса Заказ №
Изделие
Деталь
Чертеж №
Эскиз поковки
Технические условия № Масса поковки Время на 1 поковку
Разряд работы Отход Расценка
Количество поковок в партии Угар Цеховая стоимость
Количество поковок в заготовке Масса детали Обозначение по классифи- кации
№ операции № перехода Наименование операции, пе- рехода Обору- дова- ние Инструмент Температур- ный интервал, °C Норма време- ни Рас- ценка
1 2 3 4 Отрезка заго- товки Ковка заго- товки Прошивка от- верстия Раскатка кольца Механи- ческая пила Молот 0,5 т >9 Плоские бойки Прошивень, кольцо Оправка > 1250 ... 850 - -
152
Продолжение табл. 7.1
| № операции № перехода Наименование операции, пе- рехода Обору- дова- ние Инструмент Температур- ный интервал, °C Норма време- ни Рас- ценка
5 Отделка кольца Молот 0,5 т Плоские бойки 1250 ... 850 - -
Разработал Проверил Утвердил Дата
ходы и приемы работы, дается перечень инструмента и приводятся
эскизы, необходимые для правильного выполнения перечисленных
переходов и всей операции в целом.
Для более простых технологических процессов ковки рядовых
сталей составляют упрощенные маршрутные карты. В них
отсутствуют подробные сведения о химическом составе и механичес-
ких свойствах стали (указывается лишь ее марка), вместо эскизов пе-
реходов даются их названия,применяются также и другие сокращения.
Строгое выполнение правил разработки, оформления, внесения
изменений и утверждения технологической документации определя-
ет технологическую дисциплину. Ответственными за соблюдение тех-
нологической дисциплины являются прежде всего рабочие, бригади-
ры и мастера участков. Как правило, изменения в технологические
процессы вносятся только после тщательного изучения какого-либо
предложения, производственного опробования последнего и проведе-
ния необходимых испытаний.
С развитием технического прогресса для облегчения трудоемкой
работы по составлению большого числа технологических разработок
(на ряде заводов они исчисляются тысячами в год) начали применять
машинное проектирование на базе ЭВМ. В автоматизированную систему
проектирования технологии ковки вводят исходную информацию
об изготовляемой детали и по программе технологических расчетов
получают необходимую технологическую документацию (технологи-
ческие карты).
7.2. ОБЩИЕ ПОНЯТИЯ О ДОПУСКАХ НА ОБРАБОТКУ ДЕТАЛЕЙ
В современном машиностроении и приборостроении огромную роль
играют вопросы обеспечения необходимой точности Изготовляемых
деталей и их взаимозаменяемости.
Под точностью изготовления понимают степень при-
ближения действительных значений геометрических, физических и
других параметров изделий к заданным (расчетным) значениям.
153
Взаимозаменяемость — это свойство изделий, изготов-
ленных независимо друг от друга, позволяющее заменять их аналогич-
ными изделиями без дополнительной слесарной пригонки и регулиров-
ки с соблюдением эксплуатационных требований к работе механизмов.
Детали должны быть взаимозаменяемы не только по геометрическим
размерам, но также по физическим и другим параметрам качества.
К физическим параметрам относятся, например, твердость и пластич-
ность материала, электрические и магнитные свойства и др. Но полу-
чить у всех деталей в данной партии одинаковые значения параметров,
равные заданным, практически невозможно из-за производственных
погрешностей, возникающих вследствие упругих деформаций, износа
оборудования и инструмента, неоднородности материала обрабатывае-
мых заготовок, а также различных внешних условий, квалификации
рабочих и т. п. Погрешности возникают и в процессе самих измере-
ний.
При ручной ковке основными источниками появления отклонений
от заданных размеров и формы у поковок являются: неточность тем-
пературы нагрева заготовки; охлаждение последней (подстывание);
изношенность измерительного и контрольного инструмента; неточность
температуры окончания ковки и др. В связи с этим на рабочих черте-
жах указывают допустимые отклонения (допуски) размеров, формы,
взаимного расположения поверхностей, а в технических условиях —
допустимые отклонения других параметров качества.
Понятие о допусках и посадках рассмотрим на примере цилиндри-
ческих деталей. В соединении двух входящих друг в друга деталей
различают охватывающую и охватываемую по-
верхности. Например, в случае соединения двух цилиндрических
деталей (рис. 7.2, а) охватывающая поверхность детали 2 называется
отверстием, охватываемая 1 — валом. Если соединяются две детали
по плоским поверхностям (рис. 7.2, б), название ’’отверстие”относится
к детали 2, в которую вставлена деталь 1, называемая условно ’’валом”.
Разрабатывая сборочную единицу машины, конструктор устанав-
ливает размеры входящих в эту сборочную единицу деталей. Напри-
мер, исходя из условий работы вала, он определяет его диаметр. Этот
Рис. 7.2. Соединение по цилиндрическим (а) и плоским (б) поверхностям,
примеры обозначения допусков (в, г)
154
размер (диаметр), общий для вала и отверстия, называется номи-
нальным и является основным размером, проставляемым на чер-
теже. Поскольку при изготовлении детали вследствие погрешностей
обработки невозможно получить в точности указанный размер, уста-
навливают не одно значение размера, а два — наибольшее и наимень-
шее, называемые предельными размерами. Разность между
наибольшим и наименьшим предельными размерами называется допус-
ком на обработку или сокращенно — допуском; этой величиной
определяется заранее разрешенная погрешность обработки. При конт-
роле продукции все детали, размеры которых лежат в поле допуска,
будут считаться годными.
Контроль размеров деталей выполняют, измеряя последние с по-
мощью контрольно-измерительных приборов и инструмента. При изме-
рениях также возможны погрешности, называемые погрешнос-
тями измерения. Причинами этих погрешностей являются
неточность самого измерительного инструмента, его изношенность,
колебания температуры инструмента, низкая квалификация рабочего
и др. Очевидно, что погрешность измерения должна быть значительно
меньше погрешности обработки. Размер детали, определенный в резуль-
тате измерения с допустимой погрешностью, называется действи-
тельным.
Чтобы установить годность и взаимозаменяемость детали, необ-
ходимо ее изготовить с заданными допусками, а для контроля нужно
правильно выбрать измерительное средство (например, при допуске
0,01 мм нельзя применять штангенциркуль с точностью измерения
0,1 мм) .
Допуски на обработку указываются на чертеже детали в виде двух
отклонений от номинального размера, являющегося началом отсчета.
Верхнее отклонение (ВО) — это разность между наиболь-
шим предельным и номинальным размерами, нижнее отклонение
(НО) — разность между наименьшим предельным и номинальным
размерами.
На рис. 7.2, в, г показаны размеры деталей с отклонениями; номи-
нальный размер деталей равен 60 мм. Для отверстия (рис. 7.2, в) : ВО =
= + 0,03 мм, НО - 0 (на чертеже не указывается) ; Лнб =60,00 + 0,03 =
= 60,03 мм, Лнм равен номинальному, т. е. Лнм = 60 , 00 мм; допуск
на размер отверстия 8А = Янб - Лнм = 60,03 — 60,00 = 0,03 мм или
6Я=ВО-НО =0,03 -0=0,03 мм.
Аналогично, для вала (рис. 7.2, г) : ВО = - 0,03 мм, НО = — 006 мм;
Янб = 60,00 — 0,03 = 59,97 мм, Янм = 60,00 — 0,06 = 59,94 мм; допуск
на размер вала 8В - Лнб - Лнм = 59 07 — 5904 = 0,03 мм или 8В =
= ВО-НО =-0,03 - (-0,06) =0,03 мм.
При разработке машины конструктор стремится к тому, чтобы
допуски на размеры деталей были наименьшими, так как чем точнее
детали, тем выше надежность функционирования машины, ее произ-
водительность и долговечность. Однако практика изготовления взаимо-
155
Стоимость обработки
Рис. 7.3. График зависимости стоимости
обработки от допуска
Рис. 7.4. Схемы посадок:
а - подвижной, б - неподвижной, в -
переходной
а)
156
заменяемых деталей показывает, что чем меньше допуск, тем слож-
нее и дороже процесс обработки и контроля (на рис. 7.3 показан график
зависимости стоимости обработки от допуска). Производственники
стремятся увеличить допуски, так как изготовление деталей с большими
допусками не требует точного оборудования и оснастки, дорогих и
сложных средств контроля, а также высокой квалификации обслужи-
вающего персонала. В связи с вышеизложенным назначение допусков
должно быть строго обосновано с технической и экономической точек
зрения.
Если размер отверстия больше соединяемого с ним размера вала,
то в соединении образуется зазор, если меньше — натяг. Харак-
тер соединения двух деталей, зависящий от наличия зазора или натяга,
полученных при сборке сборочной единицы (узла) , называется посад-
кой. Посадки бывают трех видов: подвижная, характеризующаяся
наличием гарантированного зазора между деталями, неподвижная,
обеспечивающая определенный натяг в соединении, и переходная.
При переходной посадке детали имеют такие размеры, что только
в процессе сборки выясняется вид соединения — с зазором или с натя-
гом. Объясняется это тем., что при таком виде посадки отклонения
размеров отверстия и вала перекрывают друг друга.
Детали, изготовленные по подвижной посадке (см. рис. 7.2, в, г),
образуют при сборке зазор: если вал имеет наибольший предельный
размер 5нб = 59,97 мм, а отверстие — наименьший предельный размер
Лнм = 60,00 мм, соединение получится с наименьшим зазором, равным
0,03 мм; если же взять деталь с отверстием, имеющим размер Ан5 =
= 60,03 мм, а вал с размером5нм = 59,94 мм, то соединение будет иметь
максимальный зазор, равный 0,09 мм.
На рис. 7.4, а . .. в показаны эскизы соединений и схемы трех видов
посадок. На этих схемах нулевая линия 0—0 соответствует номиналь-
ному размеру. От нулевой линии вверх откладывают положительные
отклонения, вниз — отрицательные. Поля допусков для рассматривае-
мых посадок изображены на рисунке в виде прямоугольников.
Посадки, в которых зазоры и натяги образуются при соединении
различных валов с основным отверстием, называются посадками
в системе о т в е р с т и я. И наоборот, при соединении различных
отверстий с основным валом получаются посадки в систе-
ме вала. Чаще применяют систему отверстия, так как в этом случае
для образования нескольких различных посадок одного и того же но-
минального размера требуется меньше размерных инструментов, чем
в системе вала. Систему вала применяют при необходимости получения
на гладком валу нескольких различных посадок, при изготовлении
валов из пруткового материала без дополнительной обработки, для
посадки наружных колец подшипников качения, штифтов и других
стандартных изделий с охватываемыми соединительными размерами.
7.3. ПРИПУСКИ, НАПУСКИ И ДОПУСКИ НА поковки
Ковкой практически невозможно получать детали такой точности
и с такой шероховатостью поверхности, чтобы их можно было без до-
полнительной обработки резанием отправлять на сборку. Вследствие
этого подавляющее большинство поковок подвергают обработке реза-
нием, для чего в поковках предусматривают соответствующий при-
пуск на обработку.
Припуском (рис. 7.5) называют слой металла, имеющийся
в поковке и удаляемый обработкой резанием для получения требуемых
размеров и шероховатости поверхности в соответствии с чертежом
готовой детали. У некоторых поковок обработке резанием подвергают
всю поверхность, у других — только ее часть. При удалении припуска
ликвидируются возможные поверхностные дефекты поковок в виде
зажимов, неровностей, поверхностных трещин, обезуглероженного слоя,
окалины и др. Размер припуска зависит от формы и габаритных раз-
меров поковки, обрабатываемого сплава, применяемых оборудования,
инструмента и др. Размеры поковок превышают размеры деталей на
величину, равную припуску.
Кроме того, поковки сложной формы в ряде случаев получают с
напуском — дополнительным объемом металла, добавляемым к
поковке для упрощения ее формы и облегчения процесса ковки. Сле-
дует отметить, что некоторые типы поковок практически невозможно
изготовить без напусков. На рис. 7.5 двойной штриховкой показаны
напуски 2 на участках впадин зубьев и отверстия.
Рис. 7.5. Припуски и напуски на
поковке шестерни:
1 - контур поковки, 2 - напуск,
3 - контур готовой детали; а —
припуск на обработку резанием
Рис. 7.6. Припуски и напуски на
поковке ступенчатого вала:
1 - уступ, 2, 3 - контуры поков-
ки и готовой детали, 4 - бурт,
5 - выемка, 6 - фланец, 7 ... 10 -
напуски на фланец, выемку и
бурт
158
Изготовление ковкой поковки шестерни с зубьями и отверстием
(см. рис. 7.5) является процессом нерентабельным и практически не-
реальным. Эту поковку целесообразно ковать цилиндрической формы
(по контуру У) без отверстия с указанными напусками и припусками,
а зубья изготовить механической обработкой, например на зубофре-
зерном станке. Напуски 2 назначают также вместо отверстий, если
отношение H'/d^ > 3, где Н' - высота поковки, с?пр - диаметр отвер-
стия.
При ковке цилиндрических поковок, имеющих отношение диамет-
ра к высоте более 6, допускается бочкообразность (сферичность) их
боковых поверхностей.
При ковке поковок типа ступенчатых валов (рис. 7.6) напуски
назначают в зависимости от размеров выемок, выступов, уступов,
буртов* и фланцев. Изготовление уступов 1 возможно только при
определенных значениях их длины и разности диаметров. Если разность
диаметров соседних уступов мала или они имеют малую длину, то усту-
пы не изготовляют, а вместо них куют гладкий участок, предусматривая
напуск 8. Ковка бурта 4 малой ширины является весьма трудной зада-
чей для кузнецов, поэтому на участке бурта назначают напуск 10 в
сторону увеличения ширины бурта. Аналогично поступают и при ковке
тонких фланцев 6, изготовляя их с напуском 7. Выемку 5 не изготовля-
ют, если разность между ее диаметром и диаметром прилегающего к
ней участка меньше определенной, указанной в ГОСТе, величины, а так-
же в том случае, когда ее длина мала. Вал на этом участке куют глад-
ким, а вместо выемки назначают напуск 9.
Если к номинальному размеру Н готовой детали
(рис. 7.7) прибавить номинальный припуск 5 на
обработку резанием, то получим номинальный раз-
мер Н' поковки. С какой бы тщательностью ни
работали кузнецы, они не смогут отковать поков-
ку точно по этому размеру. Действительный размер
поковки, который получается в результате ковки,
всегда отличается от номинального. Чтобы ограни-
чить неточность размеров поковки, отклонения
’Выемка - участок поковки, диаметр или сторона
которого меньше размеров поперечного сечения двух смеж-
ных с ним участков.
Выступ - участок с большим поперечным сечением,
Рис. 7.7. Схема рас-
положения припус-
ков (6) и предель-
ные отклонения
(Д) от номиналь-
ных размеров по-
ковки
чем смежные с ним участки.
У ступ- участок поковки, имеющий больший диа-
метр, чем один из прилегающих участков.
Бурт- участок, имеющий размеры сечения большие,
чем прилегающие участки, а длину, не превышающую 0,3D,
где D - диаметр или большая сторона бурта прямоугольного
сечения.
159
от номинального размера ограничиваются полем предельных отклонений
Д, называемым также полем допуска.
Допуски откладываются по обе стороны от номинального размера
поковки, причем отклонение в большую сторону обозначается знаком
плюс, в меньшую — минус. Предельные отклонения Д зависят от марки
обрабатываемого материала, формы и номинальных размеров поковок
(ГОСТ 7829—70 и 7062—79) . Допуски могут быть симметричными и
асимметричными: у симметричного допуска верхнее и нижнее предель-
ные отклонения размера одинаковы, например 50 ± 1; симметричный
допуск имеет неодинаковые верхнее и нижнее отклонения, например
50л
Для поковок, изготовленных ковкой на молотах и прессах, исполь-
Рис. 7.8. Типы поковок (ГОСТ 7829 - 70)
160
зуют системы симметричных допусков (±Д/2). Максимальный допус-
тимый размер поковки Е^ах =Н' + Д/2; минимальный ее размер =
= Н' — Д/2. Максимальный припуск на механическую обработку 8тах =
= 3 + Д/2, минимальный припуск на обработку 3min = 3 — Д/2, т. е.
меньше номинального припуска на половину значения допуска. При
ковке поковок глубина поверхностных дефектов не должна превышать
при двусторонней обработке половинную величину минимального при-
пуска на обработку 3min, т.е. 0,53 — Д/4.
Правила назначения припусков и допусков на поковки установле-
ны ГОСТ 7829—70 (для молотовых поковок) и ГОСТ 7062-79 (для
прессовых поковок). На рис. 7.8 показаны типы поковок в соответ-
ствии с классификацией (ГОСТ 7829—70) . Если форма и размеры
изготовляемой поковки не могут быть отнесены ни к одному из типов
классификации, то при определении допусков, припусков и напусков
на эти поковки пользуются отраслевыми или заводскими нормалями
либо другими документами, утвержденными администрацией предпри-
ятий.
Номинальный припуск 8 на механическую обработку определяется
по номинальному размеру детали (Н), а допуски на размеры поковки —
по номинальным размерам поковки (Н'). Чем сложнее форма поковки
и хуже технологические свойства деформируемого сплава, тем больше
значения припусков, напусков и допусков.
В соответствии с требованиями ГОСТ 7829—70 припуски следует
назначать по номинальному размеру детали из расчета механической
обработки поковки с двух сторон. Если поковка в дальнейшем не будет
обрабатываться на станках, то припуск на обработку не назначают,
а предельные отклонения размеров определяют по таблицам ГОСТа
в зависимости от типа и размера поковки. Для поковок, обрабатывае-
мых только с одной стороны, припуск на обработку берут равным
половине табличного значения, а допуск — равным табличному.
Передовые и опытные кузнецы ведут ковку по ’’минусовым допус-
кам”, т. е. в пределах нижнего допустимого отклонения. Такая работа
позволяет экономить металл и снижает трудоемкость последующей меха-
нической обработки.
Ниже приведены примеры назначения припусков, напусков и допу-
сков на поковки, изготовляемые ковкой на молотах (ГОСТ 7829—70) .
Пример 1. Поковка - кольцо с отверстием (рис. 7.9, а). Размеры готовой
детали даны в круглых скобах. По форме и соотношениям размеров рассматри-
ваемая деталь в соответствии с классификацией относится к поковкам типа ’’диск
с отверстием” при высоте и диаметре отверстия, меньшем половины диаметра по-
ковки (тип XI, см. рис. 7.8). По табл. 7 ГОСТ 7829-70 находят припуски на об-
работку и предельные отклонения от номинальных размеров: на наружный диа-
метр D = 500 мм припуск 6 = 19 мм, допуск Д/2 = ±7 мм; на диаметр отверстия
с?пр ~ 150 мм 6 = 25 мм, Д/2 = ± 7 мм; на высоту Н = 170 мм 6=16 мм. Тогда
размеры поковки будут следующими: наружный диаметр D' = 519 + 7 мм; диаметр
6 - 232 161
отверстия =125 ± 7 мм; высота //' = 186 ±5 мм. Поскольку отношение Н'/с1п^ =
= 186/125 = 1,49 < 3, отверстие в поковке должно прошиваться. Бочкообразность
поковки в данном случае не допускается, так как отношение D'/H' = 519/186 =
= 2,78 << 6. Если бы высота рассматриваемой поковки Н' была меньше 83 мм,
отношение D'/H' было бы больше 6 и на боковой поверхности поковки допуска-
лись бы сферичность и, следовательно, дополнительный напуск и припуск по наруж-
ному диаметру.
Рис. 7.9. Чертежи поковок кольца с отверстием
(а) и втулки с уступом и отверстием (б)
Пример 2. Поковка - втулка с уступом и отверстием, изготовляемая в под-
кладном кольце (рис. 7.9, б). Размеры готовой детали приведены в круглых
скобках. Поковка в соответствии с классификацией ГОСТ 7829-70 относится к
поковкам типа втулок с уступами, сплошных и с отверстием, изготовляемых
в подкладных кольцах (тип XVII, см. рис. 7.8).
По табл. 12 ГОСТа определяют припуски и предельные отклонения: на диа-
метр фланца Р; = 450 мм припуск 6 = 20 мм, допуск Д/2 = ± 8 мм; на диаметр
ступицы D2 = 300 мм 6 = 14 мм, Д/2 = *мм; на внутренний диаметр </=130 мм
6 = 26 мм, Д/2 = ± 8 мм; на общую высоту Н = 220 мм 6=18 мм, Д/2 = ± 6 мм;
на высоту фланца h - 100 мм 6 = 18 мм, Д/2 = ± 6 мм. Тогда размеры поковки
будут следующими: наружный диаметр Ц = 470 ± 8 мм; диаметр ступнцы Д' =
= 314 *^2 мм; диаметр отверстия сГ = 104 ± 8 мм; общая высота поковки Н' =
= 238 ± 6 мм; высота ступицы h' = 118 ± 6 мм. Отверстие в поковке выполнимо,
так как отношениеH'ld' =238/104 =2,29 < 2,5.
Так как при прошивке отверстия возникает отклонение от соосности осей
отверстия и поковки по наружному контуру, назначают дополнительный припуск
на это отклонение. По методике, изложенной в ГОСТе, определяют дополнитель-
ный припуск на диаметр ступицы, так как выполняется условие D[/h' > D2 (Н‘ -
- h'), т. е. 470- 118 > 314 (238 - 118). Дополнительный припуск составляет
8 мм и, диаметр ступицы поковки будет не D2 =314 , как указано выше, а
Д' = 322 *^2> что и значится на чертеже (см. рис. 7.9, б).
162
Поковка рассмотренного типа может изготовляться также и в подкладном
штампе, который экономически выгодно применять при изготовлении поковок
более 100 . ., 200 шт.
7.4. РАЗРАБОТКА ЧЕРТЕЖА ПОКОВКИ И ОПРЕДЕЛЕНИЕ
РАЗМЕРОВ ИСХОДНОЙ ЗАГОТОВКИ
Наряду с технологической картой чертеж поковки является важ-
нейшим производственным документом. После того как предваритель-
но выбрали способ обработки (ковка или штамповка), тип оборудо-
вания, определили в основных чертах технологическую последователь-
ность ковки, приступают к разработке чертежа поковки. Его разраба-
тывают на основе чертежа готовой детали, технических условий на нее
в соответствии с указаниями ГОСТа на допуски, припуски и напуски
на поковки различной формы, изготовляемые из углеродистой и леги-
рованной сталей. Припуски на обработку, допуски на размеры поковок,
а также условия образования уступов, выемок, фланцев, буртов регла-
ментированы ГОСТ 7829—70 для поковок, изготовляемых на моло-
тах, и ГОСТ 7062—79 — для поковок массой до 100 т, изготовляемых
на прессах. В ГОСТах приведены наибольшие значения припусков и до-
пусков, превышение которых не допускается, но возможность их умень-
шения при условии получения годной детали после обработки резанием
нужно учитывать при разработке технологического процесса.
В соответствии с чертежом готовой детали, т. е. детали после окон-
чательной механической обработки, тонкими линиями вычерчивают
ее контур и основные участки. Припуски и допуски определяют в зави-
симости от типа поковки и соотношения ее размеров. Зная форму и
размеры напусков, значения припусков и допусков, вокруг контура
готовой детали наносят чертеж поковки. Номинальные размеры поковки
проставляют с допусками на точность изготовления (см. рис. 7.9, а, б).
Под размерными линиями ниже номинального размера поковки в круг-
лых скобках указывают номинальный размер готовой детали. Простав-
ляемые на чертежах размерные числа округляют в соответствии с ука-
заниями ГОСТа.
На листе, где изображен чертеж поковки, обычно в его правой
части записывают технические условия на изготовление последней.
В зависимости от требований, предъявляемых к поковке, технические
условия могут содержать следующие предписания:
возможность замены марки металла с указанием заменителей;
вид термообработки с указанием ее результатов в отношении твер-
дости или структуры;
способ очистки и отделки поверхностей (химическое травление,
очистка во вращающемся барабане или дробеструйной установке, ка-
либровка и др.);
допустимые наружные и внутренние дефекты (вмятины и окалина,
риски от инструмента и др.);
163
методы и объем испытаний и контроля;
условия приемки, маркировки и порядок сдачи заказчику.
Пример составления чертежа поковки вала-шестерни показан на
рис. 7.10. На рис. 7.10, а представлен чертеж готовой детали. Материал
Рис. 7.10. Чертеж готовой детали (а), поковки с основными
(б) и суммарными (в) припусками, окончательный чертеж
поковки (г):
1 ... 3 - участки поковки
164
вала — сталь 40Х; масса — 75,7 кг. При массе 75 . . . 100 кг поковку
рекомендуется ковать на молоте, поэтому припуски, напуски и пре-
дельные отклонения определяют по ГОСТ 7829—70.
По форме и соотношениям размеров эта поковка относится ко
II типу (см. рис. 7.8) , так как она имеет один выступ посередине,/, >
>1,57) (945 >1,5 -173) и/>0,37) (190>03 -173).
На листе в масштабе вычерчивают тонкими линиями контур готовой
детали (рис. 7.10, б). Вместо впадин зубьев шестерни и шпоночной
канавки предусматривают напуски. По ГОСТ 7829—70 находят сначала
основные припуски и допуски на диаметры ступеней: на диаметры 75,85
и 90 мм 6 = 10 ± 3 мм; на диаметр 105 мм 6 = 11 ±3 мм; на диаметр
172,64 мм 5 = 13 ± 4 мм.
Для облегчения рассуждений на рис. 7.10, б дан контур поковки
с основными припусками и допусками на диаметры ступеней. Кроме
основных припусков в соответствии с ГОСТом назначают дополнитель-
ные припуски, учитывающие эксцентриситет. Их назначают на диаметры
всех ступеней, кроме основного сечения, которым в данном случае
является сечение с наибольшим диаметром, равным 186 ± 4 мм. В соот-
ветствии с табл. 3 ГОСТа на диаметры 75, 85 и 90 мм дополнительный
припуск S - 5 мм, а на диаметр 105 мм5=4 мм. На рис. 7.10,в показа-
на поковка с суммарными припусками на диаметры ступеней.
Далее по табл. 4 ГОСТа определяют возможность изготовления
уступов в процессе ковки. В нашем случае размеры уступов поковки
меньше минимальных по ГОСТу, поэтому уступы не выполняются.
Вместо них назначают напуски на участки 1 и 3 поковки (рис. 7.10, г) ,
а уступы на детали будут получены при последующей обработке реза-
нием.
Припуск на общую длину поковки в соответствии с ГОСТом состав-
ляет 2,5 припуска на размер выступа наибольшего сечения, т. е. (13 ±
± 4) • 2,5 = 33 ± 10 мм. Припуск на длину выступа равен 1,5 припускам
на диаметр, т. е. (13 ± 4) 1,5 = 20 ± 6 мм.Угол скоса торцов поковки
и уступов должен составлять 10 °.
Окончательный чертеж поковки представлен на рис. 7.10, г. Черте-
жи, показанные на рис. 7.10, б, в, являются вспомогательными, на черте-
же поковки они не приводятся. На окончательном чертеже поковки
вала-шестерни записывают, например, следующие технические условия:
1) допускается пологая вырубка поверхностных дефектов на глуби-
ну до 0,5 припуска на механическую обработку;
2) поковку клеймить: номер заказа, номер чертежа, номер плавки.
После составления чертежа поковки определяют размеры и форму
исходной заготовки. Масса исходной заготовки шисх должна быть
равна сумме масс — поковки шпок и всех отходов шотх, т. е. шисх =
~тпок + WOTX.
Массу (кг) поковки вычисляют по формуле шпок = Гпокр 10 ,
где Ипок — объем поковки, см3; р — плотность металла, г/см3 (для
стали р = 7,850 г/см3).
165
Объем поковки определяют по чертежу последней, для чего поков-
ку разбивают на ряд простейших по форме составных частей, таких,
как цилиндр, шар, конус, призма или их части. Объемы указанных
элементарных частей определяют по известным формулам и суммиру-
ют: ^пок = + ^2 + • • + Vn- Расчеты объемов ведут по номиналь-
ным размерам поковки.
Общая масса отходов зависит от того, что является исходной за-
готовкой — слиток или прокат (при использовании слитков отходов
будет больше, чем при использовании проката). Основным признаком
для выбора проката или слитка в качестве исходной заготовки явля-
ется масса поковки и марка сплава. Для поковок из углеродистой
стали, имеющих массу до 700 . . . 800 кг, в качестве исходных исполь-
зуют заготовки из проката; при большей массе исходной заготовкой
будет являться слиток. Если поковка предназначена для изготовления
ответственной детали, ее куют из отдельного слитка. При изготовлении
рядовых поковок массу слитка выбирают такой, чтобы из него можно
было отковать кратное число поковок. Кратность устанавливают в
зависимости от условий работы, экономичности процесса, с учетом сни-
жения количества потерь, а также обеспечения требований, предъявляе-
мых к качеству поковки.
Масса исходного слитка слагается из массы поковки тпок и массы
отходов слитка тотх сл. Масса отходов слитка представляет собой
сумму потерь металла, т. е. тотхсл = тпр + тдон + тут + тоб + тв +
+ wocT + wxB’r«e:
тПр — потери на прибыльную часть слитка; для легированной кон-
струкционной стали они составляют 20 ... 25 %; при ковке полых поко-
вок из бесприбыльных слитков потери с верхней части слитка состав-
ляют 8 ... 12 %;
Щдон — потери из донной части слитка, составляющие для слит-
ков из углеродистой стали 5 ... 7 %, из легированной конструкционной
стали — 7 ... 10 % от массы слитка;
щуг — потери на угар; при нагреве углеродистых и среднелегиро-
ванных сталей в пламенных печах от цеховой до ковочной температуры
угар составит 2 ... 2,5 % массы слитка; при подогреве слитков
от 500 ° С до ковочной температуры на угар теряется ~ 1,5 % металла,
при подогреве от 900 ° С потери составляют ~ 0,5 %; при нагреве слит-
ков из высоколегированных сталей потери на угар в 2 ... 3 раза меньше
указанных выше;
тоб — потери на обрубку; при ковке на молотах с уковом более
двух (У > 2) и на прессах с уковом более трех (У > 3) потери на об-
рубку определяют рекомендованным способом (для круглых
сечений, имеющих диаметр D, то5 = 0,23Л3р — при ковке на мо-
лотах, то5 = 0,21Z)3p — при ковке на прессах; для прямоуголь-
ных сечений, имеющих ширину В и высоту Н, то5 =0,352 /Н р —
при ковке на молотах, то5 = 0,28В2 Нр — при ковке на прессах); если
значение укова меньше указанного, потери на обрубку могут быть
166
уменьшены на 20 ... 30 %; потери на угар и обрубку зависят также от
конфигурации изготовляемой поковки (например, при ковке куби-
ков они составляют всего 1,5 ... 2,5 %, гладких валов —
5...7 %, шатунов и гаечных ключей — 15 ...18%,
коленчатых валов — 25...30 %);
тв — потери на образующуюся при прошивке отверстий выдру,
зависящие от способа прошивки; при прошивке сплошным
прошивнем на подкладном кольце массу выдры
(кг) определяют по формуле тв = (0,55 . . . 0,6) d2Нр 10“3, где d —
диаметр прошивня, см; Н — высота поковки, см; р — плотность, г/см3;
прошивка сплошным прошивнем без подклад-
ного кольца сопровождается потерей металла на выдру (кг),
определяемой по формуле тв = (0,15 ... 0,2) d2H • 10“3;
теост ~ потеРи металла на остатки, учитывающиеся в том случае,
когда масса стандартного слитка больше необходимой, а отрубленный
избыток заготовки не может быть использован для изготовления дру-
гой поковки;
тхв — потери на хвостовик; их учитывают только тогда, когда
объем прибыльной или донной части слитка недостаточен для изготов-
ления хвостовика и приходится использовать дополнительный объем
металла из тела слитка, а также при условии, что этот избыток отру-
бается и в дальнейшем не используется.
Так как размеры и масса слитков нормализованы, требуемый
слиток подбирают по таблицам справочников или соответствующему
ГОСТу.
На выбор размеров заготовки влияет также вид основной формо-
изменяющей операции (протяжка или осадка). Если поковку изготов-
ляют протяжкой, площадь поперечного сечения исходного слитка выби-
рают из условия обеспечения необходимого укова У, т. е. FCJ1 = У^ПОК
(для углеродистых и среднелегированных сталей У = 2 . .. 3). Для поко-
вок, изготовляемых осадкой, отношение высоты исходной заготовки
к ее диаметруЯисх/Т>исх= 1,25 ... 2,5.
Если размеры выбранного слитка не обеспечивают получение тре-
буемого укова, то слиток берут большего сечения, а следовательно,
большей массы. В этом случае подбирают такой слиток, чтобы из него
можно было изготовить, например, две поковки или остаток был год-
ным для другой поковки. Требуемый уков получают также предваритель-
ной осадкой слитка с целью увеличения площади его сечения. При этом
уков подсчитывают, исходя из полученного таким образом слитка
увеличенного диаметра.
Массу исходной заготовки из проката круглого, квадратного или
прямоугольного сечения определяют как сумму масс поковки и отхо-
дов. WHcx.np — тепок + теотх.пр’ ГДе теотх.пр ~ тоб + тв + туГ’ Поте-
ри металла на обрубку (тоб), выдру (лгв) и угар (лгуг) определяют
так же, как и для ковки слитка.
Приближенно массу исходной заготовки можно определить также
167
по формуле тисх = ЛГртП0К , где /Ср - расходный коэффи-
циент, показывающий, во сколько раз масса исходной заготовки
должна превышать массу поковки, чтобы обеспечить ее доброкачест-
венное изготовление. Значение расходного коэффициента выбирают
в зависимости от способа изготовления поковок. Например, при изго-
товлении поковок протяжкой с последующей гибкой (скобы, вилки)
Кр = 1,03; если поковки изготовляют осадкой с последующей прошив-
кой, раскаткой, протяжкой на оправке (кольца, втулки), К =
= 1,1 ...1,12.
В случае изготовления поковки протяжкой
площадь поперечного сечения исходной заготовки из проката опреде-
ляют, пользуясь соотношением FHCX = У7гпок тах, где Fa0K тах -
максимальная площадь поперечного сечения поковки; У — уков. Для
заготовок из блюма У = 1,3 . . . 1,5, из пруткового проката — 1,1 . . .
... 1,3. Назначение указанных значений укова деформированного при
прокатке металла необходимо для устранения крупнозернистой струк-
туры, возникающей при нагреве металла перед ковкой.
По известной площади поперечного сечения исходной заготовки
определяют ее диаметр (из соотношения£>исх =^4FHCXln = 1,13\/УИСХ)
или размер стороны заготовки Лигх, если заготовка квадратная (из со-
отношениях^ =х/^ЙГх)-
По сортаменту ГОСТа подбирают заготовку расчетного диаметра;
если нужный диаметр в ГОСТе отсутствует, выбирают ближайшее боль-
шее значение. После установления окончательного диаметра опреде-
ляют исходную длину заготовки: = VvrlFur.. гпгт, где -
объем исходной заготовки; FHCX рост ~ площадь сечения исходной,
выбранной по ГОСТу заготовки.
При изготовлении поковок осадкой размеры
исходной заготовки из проката определяют следующим образом. Из
условия устойчивости заготовки при осадке, а также из удобства отрез-
ки заготовок на ножницах или рубки отношение длины заготовки к
ее диаметру должно быть следующим: L /Оясх =1,25 ... 2,5. При
этом объем исходной заготовки Гисх = тт£) ^сх/4£исх =тт£)2исх/4(1,25 . . .
. . . 2,5)£)исх = (0,98 . .. 1,96)£>пок, откуда диаметр исходной заготовки
£>исх = (0’8 • • • 1) а сторона квадратной заготовки Хисх =
= (0,75 ...оя
После окончательного выбора исходной заготовки и определения
ее массы вычисляют коэффициент выхода годного, %:
т? = (отпок/тисх) ’ ЮО. Этот коэффициент определяет экономичность
процесса и показывает, какая часть массы исходной заготовки (%)
имеет полезное использование, т. е. составляет массу поковки. Срав-
нивая рассчитанный коэффициент выхода годного С производственными
данными для подобных поковок, можно судить о качестве и эффектив-
ности разработанного технологического процесса и при необходимости
скорректировать его по опыту наиболее передовых коллективов. По
значению т? оценивают расход металла в кузнечно-прессовых цехах.
168
Учитывая, что стоимость металла поковки составляет значительную
часть себестоимости последней, рабочие и инженерно-технические работ-
ники должны вести систематическую работу по уменьшению потерь
металла на отходы и увеличению коэффициента т?.
Другим показателем расхода металла является коэффици-
ент использования м е т а л л а, %: КИМ = (шдет/шпок) х
х 100, где шдет — масса готовой детали; шпок — масса поковки. КИМ
учитывает потери металла при обработке поковок в механических це-
хах. Если коэффициент выхода годного т? увеличивают снижением
потерь металла в процессе ковки, а также уменьшением отходов на
обрубку, выдру, угар и напуски, то КИМ повышают уменьшением
припусков и допусков на поковки. Последнее достигается применением
прогрессивных технологических процессов не только на стадии изготов-
ления поковки, но и на стадии ее механической обработки.
К основным мерам по улучшению исполь-
зования металла относят следующие: применение экономич-
ных по форме и массе слитков; использование отходов от концевых
обрубков с донной и прибыльной частей слитка; применение малоокис-
лительного и безокислительного нагрева металла; сокращение числа
подогревов за счет применения термостатов и ускоренного выполне-
ния операций ковки; использование теплоты не остывших после крис-
таллизации слитков; проведение термической обработки сразу после
ковки без дополнительного нагрева; повышение точности расчетов
масс исходных заготовок и др.
Разработка оптимальных технологических процессов и прогрессив-
ная организация труда являются также эффективными средствами улуч-
шения использования металла.
Ниже приведен конкретный пример расчета массы и размеров ис-
ходной заготовки, а также анализа расхода металла при изготовлении
поковки.
Пример. Поковку вала-шестерни (см. рис. 7.10, г) условно разобьем натри
простейших по форме части - цилиндры 1, 2 и 3. Тогда объем поковки Кдок =
= К, + V2 + К3 = р'120* (616 - 210) + — 210 + я412°2 (978 - 616)] X
X 10~3 = 14 400 см3.
Масса поковки mI[0K = ^пок Р = 14 400 • 7,8 =112 000 г = 112 кг. Поскольку
масса поковки не превышает 700 кг, исходной заготовкой берем прокат в виде
штанги.
Тогда масса исходной заготовки тисх = тпок + "’об +
+ шуг. Масса отхода на обрубку mQQ = 0,23D3og р = 0,23 • 123 • 7,8 10“3 =3,1 кг,
где Dqq - диаметр участка обрубки, см (в расчете учли отход на обрубку только
с одной стороны). Потери на угар принимаем равными 3 % от массы нагреваемого
металла, т. е. шуг = 0,03 • (mI[0K + m0Q> = 0,03 (112 + 3,1) = 3,5 кг. Следователь-
но, шисх = 112 + 3,1 + 3,5 = 118,6 кг.
Объем исходной заготовки Кисх = шисх/р = 118 600/7,7 =
= 15 205 см3.
169
Поскольку основной операцией при изготовлении поковки является протяж-
ка, размеры сечения заготовки определяем из условия обеспечения укова: У=
= 1,3 . . . 1,8. Принимая У = 1,5, определяем диаметр исходной заго-
т о в к и из соотношения У = ^исх/^пок = ^исх^пок- т- е- ^исх = ^пок^
= х/1,5 18,62 = 22,8 см = 228 мм. Проверяем наличие заготовки требуемого
диаметра в сортаменте. В соответствии с ГОСТ 2590-71 принимаем диаметр заго-
товки с?исх = 230 мм.
По известным значениям Кисх и с?исх определяем длину исходной
заготовки /исх. Так как Кисх = (ттсР^/4) /исх, то /исх =4 Гисх/ (wd2HCX) =
= 4 15 205/(3,14 232) =36,6 см = 366 мм.
Итак, для изготовления поковки вала-шестерни необходимо взять круглую
заготовку й 230 мм, длиной 366 мм и массой 118,6 кг.
Молот выбираем в зависимости от массы поковки и ее наибольшего сече-
ния (см. табл. 10.1). Поковку массой 118,6 кг с максимальным диаметром 186 мм
рекомендуется обрабатывать на паровоздушном ковочном молоте с массой удар-
ных частей 2 т.
Проведем анализ расхода металла при изготовлении поковки. Коэффи-
циент выхода годного ц= (лгпок/лгисх) • 100 = (112/118,6) • 100 =
= 94,4 %. Коэффициент' использования металла (%), учитыва-
ющий потери при механической обработке, определяем по формуле КИМ =
= (тдет/тпок) • ЮО. Массу детали рассчитываем по чертежу готового вала-шестер-
ни в соответствии с рис. 7.10, д: лгдет = рКдет = (тт/4)р (7,5 • 15 + 8,52 • 10 +
+ 92 • 12,5 + 10,52 . 2,5 + 17,32 19 + 10,52 • 29,5 + 92 • 7) = (7Г/4) • 7,8 • 12 363 =
= 75 700 г = 75,7 кг; КИМ = (75,7/112) • 100 =67,6 %.
Помимо полученного коэффициента использования металла пользуются
общим коэффициентом использования металла (%)
по заводу, учитывающим все потери исходного материала поковки в процессе
изготовления детали, включая потери в кузнечных, механических и вспомогатель-
ных цехах предприятия: КИМобщ = (таат/тКСх^ ‘ Ю0. В нашем случае КИМобщ =
= (75,7/118,6) • 100 =63,8 %.
Сравнивая между собой полученные значения КИМ и КИМобщ, устанавлива-
ем, что при изготовлении поковки вала-шестерни основными потерями металла
являются потери на припуски и допуски на поковки, так как в кузнечном цехе
Л = 94,4 %, а КИМобщ = 63,8 %. Следовательно, при разработке мероприятий по
увеличению КИМобщ в первую очередь следует искать пути уменьшения потерь
на припуски и допуски на поковку.
Контрольные вопросы
1. Что называется технологическими процессом, операцией, переходом?
2. Перечислите этапы технологического процесса изготовления поковки.
3. Какие сведения необходимо знать при разработке технологического про-
цесса ковки?
4. Как определяют припуски, допуски и напуски на поковки?
5. Каков порядок разработки чертежа поковки и определения массы и раз-
меров исходной заготовки?
170
6. Перечислите потери металла при изготовлении поковок из слитка и из
проката.
7. Какими коэффициентами определяют экономичность расхода металла
при ковке?
8. Почему выгодно ковать поковки по ’’минусовым допускам”?
8. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ПОКОВОК
РУЧНОЙ ковкой
8.1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ КОВКИ СЛЕСАРНОГО
И КУЗНЕЧНОГО ИНСТРУМЕНТА
И ЗАГОТОВОК ДЕТАЛЕЙ МАШИН
Технологические процессы изготовления некоторых поковок при-
водятся ниже в форме упрощенных технологических карт (табл. 8.1 ...
821). Указанные в картах работы выполняются в соответствии с ра-
нее изложенным материалом. Операции ручной ковки, требующие
больших усилий, рекомендуется выполнять на пневматическом мо-
лоте.
При отсутствии молота изготовление поковок может потребовать
дополнительного нагрева обрабатываемой заготовки. Вместо горнов,
работающих на твердом топливе, по возможности следует использовать
для нагрева горны, работающие на газообразном или жидком топливе,
а также небольшие камерные печи.
Эскизы некоторых поковок приводятся в картах без указания
размеров. Для изготовления подобных поковок, но с конкретными
размерами, необходимо проставить последние на чертеже поковки и
провести расчет размеров исходной заготовки. При отсутствии исходной
заготовки нужных сечений и размеров ее получают из круглого проката
протяжкой на пневматическом молоте.
В условиях мелкосерийного и единичного производства многие
виды слесарного и кузнечного инструмента изготовляют ковкой с
незначительной механической обработкой некоторых поверхностей.
К этим видам инструмента относятся слесарные зубила, молотки, плос-
когубцы, кузнечные ручники, кувалды, гладилки, клещи и др.
Следует отметить, что инструмент должен быть изготовлен строго
по ГОСТу, в котором указаны его форма и размеры, материал, шерохо-
ватость рабочих поверхностей, результаты термической обработки,
как правило, твердость и другие технические требования. Например,
технические требования, методы испытаний, маркировка кузнечного
инструмента (клещей, кувалд, наковален и др.) оговорены в ГОСТ
11435-75.
171
8.1. Технологический процесс ковки слесарного зубила
№ Операция,
п/п переход
1 Нагрев до
Тн = 1150° С
(Тк=850 ° С)
Протяжка на поло-
су 16 х 25 мм
Протяжка боковых
граней рабочей (ру-
бящей) части
Эскиз перехода
Оборудование,
инструмент
Камерная печь (горн),
клещи
Пневматический
молот, плоские
бойки, кронцир-
куль, клещи
Плоские бойки,
клиновая подкла-
дка
4 Протяжка ударяе-
мой части
Наковальня, кувал-
да, клещи, обжимка
5 Отделка поковки
Наковальня, кувал-
да, гладилка, руч-
ник
172
8.2. Технологический процесс ковки слесарного крейцмейсаля
Заготовка
Эскиз поковки
Круглый прокат
(пруток ф 22 мм)
Материал: сталь УТ, У8
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
1
Нагрев до Гн =
= 1150° С (Тк =
= 850 ° С)
Камерная печь
(горн), клещи
2 Протяжка на поло-
су 16 х 25 мм
Пневматический
молот, плоские бой-
ки, клещи, крон-
циркуль
3 Пережим с двух сто- рон в месте перехода с суженной части ра- бочего (рубящего) участка Наковальня, кувал- да, подбойка- верхник
4 Протяжка пережатого конца на размер 10 мм, спуск боковых гра- ней рабочей части до окончательных раз- меров г i £ .J 1 Наковальня, кувал- да, гладилка, руч- ник
5 Отрубка поковки от прутка - Наковальня, кувал- да, зубило
6 Протяжка и скругле- ние ударяемой час- ти и боковых граней Наковальня, кувал- да, клещи, гла- дилка
173
Продолжение табл. 8.2
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
7 Отделка и правка по- Наковальня, кувалда, кле-
ковки щи, гладилка
8.3. Технологический процесс ковки плоскогубцев (одной рукоятки)
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Тн = = 1200° С (Тк = = 800 ° С) - Камерная печь (горн). клещи
2 Протяжка заготовки на полосу 25 х 12 мм Пневматический молот, плоские бой- ки, клещи
12
3 Наметка, пережим, протяжка губки и спуск торца на раз- мер 8 мм Наковальня, клещи, кувалда, подсечка, гладилка, кронцир- куль
«о! 1
Т 38 _
4 Наметка, пережим и предварительная про- тяжка рукоятки на прямоугольное сече- ние с уклоном с 10 на 5 мм 62 Наковальня, клещи, зубило, подбойки, гладилка, крон- циркуль
Z2 Ш 3J.
174
Продолжение табл. 8.3
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
5 Протяжка рукоятки со скруглением об- хватных граней и > Наковальня, клещи, обжимка-нижник, кувалда
6 Отдельна фасок нак- лонных граней и скругление шарнир- ного участка по ра- диусу Л12 Наковальня, клещи, кувалда, гладил- ка, ручник
S' -^\
7 Загиб криволиней- ного участка руко- ятки по радиусам R 270 и R 85 1 rti А «Jr 1 / И Наковальня, клещи, кувалда, ручник, шаблоны
8 Отрубка концов ру- коятки в размер, от- делка поковки по чертежу - Наковальня, руч- ник, зубило, кувал- да, гладилка
8.4. Технологический процесс ковки гаечного ключа
Эскиз поковки Эскиз заготовки
г S0 1 а
Материал: сталь 45
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Тн = = 1200° С (Тк = = 850° С) - Горн, клещи
2 Отрубка мерной за- готовки длиной L3 - Наковальня, кувал- да, зубило, линей- ка, кронциркуль, клещи 175
Продолжение табл. 8.4
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
3 Пережим заготовки под последующую протяжку Наковальня, кувал- да, пережимка, клещи, линейка, кронциркуль
4 Протяжка рукоятки ключа Наковальня, кувал- да, кронциркуль, клещи
5 Подогрев до Тн = = 1200° С - Горн, клещи
6 Скругление головок ключа
7 Прошивка отверстий в головках ключа То же и прошивень (бородок)
8 Вырубка зева Горн, клещи, зубило
9 Подогрев до 7"н = = 1200° С - Горн, клещи
10 Оформление головок ключа Кувалда, ручник, гладилка, скоба, клещи
11 Отделка головок ключа (\5) <, Наковальня, кувал- да, гладилка, руч- ник, клещи, крон- циркуль
12 Правка и отделка руко- ятки ключа
Эскиз поковки
Заготовка
8.5. Технологический процесс изготовления плоских
продольно-поперечных клещей
Круглый прокат:
диаметр - 30 мм;
длина - 145 мм
Материал: сталь 20
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Тн - = 1250° С (Тк = = 750° С) - Камерная печь (горн), клещи
2 Пережим конца заго- товки, протяжка губ- ки на размер 20 х Ю мм длиной 80 мм J । й/ j Наковальня, кувал- да, пережимка, кронциркуль
3 Кантовка заготовки на 90 °, протяжка первой половины оставшейся цилиндрической части заготовки на полосу 30 х Ю мм Наковальня, кувал- да, клещи, пере- жимка, гладилка, кронциркуль
4 Наметка шарнирной части клещевины, пе- режим по наметке, предварительная протяжка рукоятки на сечение 18^10 мм, протяжка конца ру- коятки на сечение 10 х ю мм Vs! * -210 _
5 Отделка мест перехо- дов от губки к шар- - Наковальня, клещи, кувалда, гладилка,
177
Продолжение табл. 8.5
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
пиру и от шарнира к рукоятке, подкатка рукоятки на диаметр 10 мм подбойки, ручник, обжимки
6 Наметка и пробивка отверстия под ось шарнира - Наковальня, клещи, кувалда, пробой- ник (бородок)
7 Подгиб губок, шарнир- ной части и рукоятки по размерам поковки - Наковальня, клещи, кувалда, подбойки, гладилка, шаблон
8 Отделка рукоятки и отрубка концов в размер - Наковальня, клещи, кувалда, зубило, ли- нейка
9 Посадка обеих клеще- вин на шарнирную ось и расклепка ее до плотного прилега- ния со свободным движе- нием в шарнире - Наковальня, руч- ник, оправка
10 Подогрев губок клещей и окончательный их под- гиб (в паре) с доводкой захватной части до треб.уе- мых форм и размеров - Горн, клещи, нако- вальня, ручник, оп- равка
Эскиз поковки
Заготовка
8.6. Технологический процесс изготовления продольных
клещей с круглыми губками (под заготовку ф 40 мм)
Круглый прокат:
диаметр - 30 мм;
длина - 200 мм
Материал: сталь 25
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
1 Нагрев до Тн =
= 1250 ° С (Тк =
= 750° С)
Камерная печь
(горн), клещи
2 Протяжка и расп-
лющивание конца
заготовки
Наковальня, клещи,
кувалда, раскатка,
кронциркуль
4
5
Кантовка на 90°,
пережим и протяж-
ка конца на полосу
38 х 12 мм
Пережим полосы
на длине 120 мм
от торца губок и
протяжка рукоят-
ки на размер 20 х
х 12 мм по всей
длине
Предварительная
протяжка рукоят-
Наковальня, клещи,
кувалда, пережимка,
кронциркуль
То же и гладилка
72
Наковальня, клещи,
кувалда, гладилка,
179
Продолжение табл. 8.6
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
ки на прямоугольное сечение с размера 20 х 12 на размер 12x12 мм на участке А - линейка
6 Скругление рукоятки на длине А - Наковальня, клещи, кувалда, обжимки
7 Наметка и пробивка отверстия под ось шарнира - Наковальня, клещи, пробойник (боро- док), кувалда
8 Отделка шарнирной части клещевины по диаметру 38 мм и из- гибы согласно черте- жу поковки - Наковальня, клещи, кувалда, подбойки, ручник, кронцир- куль, шаблон
9 Подгиб захватной части губок клеще- вин под диаметр 40 мм - Наковальня, руч- ник, кувалда, оп- равка, шаблон
10 Посадка обеих кле- щевин на шарнирную ось и расклепка ее с обеспечением плот- ного и свободного движения клещевин в шарнирном соеди- нении - Наковальня, руч- ник, оправка
11 180 Подогрев концов кле- щей со стороны губок и окончательный под- гиб клещевин в паре с доводкой захватной части до требуемых форм и размеров, обеспечивающих на- - Горн, клещи, нако- вальня, ручник, оправка, шаблон, подбойка
Продолжение табл. 8.6
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
дежное зажатие заготов- ки ф 40 мм
8.7. Технологический процесс ковки ручника с квадратным бойком
Эскиз поковки
Заготовка
Прокат:
квадрат сечением 50 х 50 мм
Материал: сталь 50
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Гн = = 1150° С (Гк = = 800° С) - Камерная печь (горн), клещи
2 Протяжка конца прут- ка на квадратное сече- ние 40 х 40 мм Пневматический мо- лот, плоские бойки, продольные клещи
3 Наметка и пробивка отверстия под руко- ятку размером 18 х 32 мм Плоские бойки, кле- щи, пробойники
4 Протяжка задка руч- ника и его отделка Наковальня, клещи, кувалда, откос, гладилка
5 Ковка грани ручни- ка по размерам ННен- + Наковальня, кувал- да, гладилка
6 Отрубка поковки от прутка с четырех сто- рон - Пневматический мо- лот, плоские бойки, топор
181
Продолжение табл. 8.7
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
7 Ковка квадратного бой- Наковальня, кувал-
ка ручника и отделка — да, гладилка, оправ-
фасок на нем ка
8.8. Технологический процесс ковки плоской гладилки
Эскиз поковки
Заготовка
35 35
Круглый прокат:
диаметр - 65 мм;
длина -79 мм
Материал: сталь 50
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
Нагрев до Тп =
= 1150° С (Тк =
= 800° С)
Камерная печь
(горн), клещи
2 Осадка заготовки
Ковочный
плоские
клещи
молот,
бойки,
Протяжка заготовки
на квадратное сечение
60 х 60 мм
Плоские бойки,
клещи, кронциркуль
Пережим заготовки с
четырех сторон и про-
тяжка ее на квадрат-
ное сечение 40x40 мм
22
Плоские бойки, кле-
щи, равносторон-
няя пережимка
1
3
182
Продолжение табл. 8.8
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
5 Подогрев заготовки - Горн (камерная печь), клещи
6 Правка пятки гладилки в местах перехода - Наковальня, клещи, подбойка, гладилка, кувалда
7 Пробивка отверстия 18 х 32 мм Плоские бойки, кле- щи, пробойник
8 Протяжка граней гладил- ки на конус с 40 х 40 до 35 х 35 мм по всей вы- соте - Плоские бойки, про- дольные клещи, кронциркуль, откос
9 Отделка фасок на уда- ряемой части и граней пятки гладилки - Плоские бойки, про- дольные клещи
8.9. Технологический процесс изготовления поковки шестерни
Эскиз поковки
Заготовка
Блюм квадратного сечения
300 х 300 мм
Материал: сталь 45
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Гн = = 1200° С (Гк = = 800 ° С) - Камерная печь
183
Продолжение табл. 8.9
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
2 Отрубка заготовки длиной 650 мм - Паровоздушный мо- лот 3 т, плоские бойки, топор, на- кладки
3 Скругление заготовки Молот, плоские бойки
L-j—
4 Осадка на высоту 250 мм __
5 Обкатка по диаметру
L 1
6 Прошивка отверстия ф 145 мм То же и прошивень
в
7 Обкатка заготовки вмес- те с прошивнем
8 Правка поковки - Молот, плоские бойки
184
8.10. Технологический процесс изготовления поковки
шестерни с уступом
Эскиз поковки
Заготовка
Блюм круглого сечения
ф 250 мм
Материал: сталь 45
№ п/п Операция, переход Эскиз перехода Оборудование, инстр умент
1 Нагрев до Тп = = 1200° С (Тк = = 800° С) Камерная печь
2 Отрубка заготовки
длиной 400 мм
Паровоздушный ко-
вочный молот 3 т,
плоские бойки, то-
пор
3 Протяжка уступа 1 на
конус до диаметра 220 мм
на длине 120 мм
Молот, плоские бой-
ки, клиновые под-
кладки
4 Осадка участка 2 на
высоту 98 мм
Молот, плоские бой-
ки, подкладное
кольцо
185
Продолжение табл. 8.10
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
5 Прошивка и пробивка
отверстия
6 Обкатка заготовки по
диаметру и правка по
торцу
Молот, плоские бой-
ки, подкладное коль-
цо и прошивень
7 Удаление прошивня из
кольца
8.11. Технологический процесс изготовления поковки болта
(протяжкой стержня)
Эскиз поковки
Заготовка
Прокат круглого
сечения
Материал: сталь СтЗ
№ п/п 1 Операция, переход Нагрев до Гн = = 1200° С (Тк = = 850 ° С) Эскиз перехода Оборудование, инструмент Горн (камерная печь), клещи
2 Пережим заготовки -1— i Н ] i —i— Наковальня, кувал- да, клещи, шаблон, пережимка
186
Продолжение табл. 8.11
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
Протяжка стержневой
части болта
Кувалда, обжимка,
клещи, шаблон
4 Подогрев заготовки до
Тн = 1200°С
5 Отрубка поковки от
прутка
Горн (камерная
печь), клещи
Кувалда, зубило,
клещи, шаблон
6 Осадка головки
Гвоздильня, кувал-
да, гладилка, кле-
щи, шаблон
7 Ковка граней шести-
гранной головки
Гладилка, кувалда,
клещи, шаблон
8 Изготовление фасок на
головке болта
Кувалда, вершник*,
гвоздильня, клещи
9 Правка граней
Кувалда, гладилка,
клещи, шаблон
* Подкладной инструмент типа гладилки, но со специальным углублением
на рабочей поверхности.
Примечание. Пережим заготовки, отрубка мерной длины, а также изме-
рительные операции при изготовлении партии болтов выполняются с помощью шаб-
лона.
187
8.12. Технологический процесс ковки болта с шестигранной
головкой (высадкой)
Эскиз ПОКОВКИ
Заготовка
Прокат круглого сечения:
диаметр - 26 мм;
длина - 180 мм
Материал: сталь СгЗ
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
1 Нагрев конца заготов-
ки длиной 70 мм до
7^ = 1200° С (Тк =
= 800° С)
Горн, клещи
2 Высадка головки бол-
та и придание ей при-
мерно шестигранной
формы
Наковальня, гвоз-
дильня, кувалда,
клещи
3 Оформление формы го-
повки
8.13. Технологический процесс ковки болта с ушком
Эскиз поковки
Заготовка
То же и подкладной
штамп
Пруток из проката квадратного
сечения 16 х 16 мм
Материал: сталь СтЗ
№
п/п
Операция,
переход
Эскиз перехода
Оборудование,
инструмент
1
Нагрев до Тн =
= 1200° С (Тк =
= 800 ° С)
Горн, клещи
188
Продолжение табл. 8.13
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
2 Отрубка заготовки длиной 150 мм - Наковальня, кувал- да, топор (зубило), клещи
3 Пробивка отверстия в ушке г—5 5i То же и пробойник (бородок)
t ±
4 Раздача отверстия до нужного диаметра (18 мм)
5 Ковка ушка по чертежу
6 Подогрев заготовки - Горн, клещи
7 Ковка квадратной части в восьмигран- ник Наковальня, кувал- да, гладилка
8 Ковка стержневой части болта на диаметр 15 мм VIA То же и пружин- ная обжимка
Примечание. Болт может быть изготовлен из прокатного прутка ф 15 мм
путем расплющивания конца и пробивки отверстия под ушко.
8.14. Технологический процесс изготовления поковки для гайки
Эскиз поковки
Заготовка
Прокат круглого сечения.
Диаметр заготовки меньше
диаметра тайки на 3 . . . 5%
Материал: сталь СтЗ, Сг4
N» п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев конца заготов- ки до Тн = 1200°С (Т'к=750°С) - Камерная печь (горн), клещи
2 Отрубка мерной за- готовки Наковальня, кувал- да, клещи, зубило (топор), шаблон
3 Осадка Наковальня, кувал- да, гладилка, шаб- лон
4 Нагрев до Тн = = 1200 ° С Камерная печь (горн), клещи
5 Прошивка отверстия Наковальня, кувал- да, клещи, проши- вень (бородок)
Ж ж 1^
6 Ковка граней Наковальня, кувал- да, клещи, гладил- ка, оправка, шаблон
190
Продолжение табл. 8.14
№ Операция,
п/п переход
7 Подогрев до Тн =
= 1250° С
Эскиз перехода
Оборудование,
инструмент
Камерная печь
(горн), клещи
8 Формирование фаски
Правка граней и ковка
в размер
Наковальня, клещи,
вершник, кувалда
Наковальня, кувал-
да, гладилка, оправ-
ка, клещи, шаблон
Примечания: 1. Перед отрубкой (операция 2) нагревают только отде-
ляемый конец заготовки. 2. Диаметр исходной заготовки d3 должен быть на 3 ...
5% меньше диаметра гайки, для того чтобы после осадки (операция 3) можно
было выполнить ковку граней и получить поковку нужных размеров.
191
Продолжение табл. 8.15
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Тн = = 1200° С (Гк = = 750° С) - Горн (камерная печь)
2 Гибка головки fol -ч j— д — Наковальня, клещи, кувалда, ручник, шаблон
3 Ковка головки в раз- мер, уменьшение ра- диуса
4 Отрубка мерной за- готовки - То же и зубило
5 Протяжка конца кос- тыля на конус Наковальня, клещи, кувалда, гладилка, шаблон
Эскиз шаблона
Примечание. При изготовлении партии костылей удобно пользоваться
шаблоном, эскиз которого помещен в конце таблицы. Размеры на шаблоне соот-
ветствуют следующим частям поковки: а - высота головки и сечение стержня,
б - длина прутка с головкой на образование стебля, в - общая длина костыля,
г - длина и ширина головки.
8.16. Технологический процесс ковки угольника
Эскиз поковки
Эскиз заготовки
Материал: стальСт2, СтЗ
п/п
Операция,
переход
Нагрев до Тн =
= 1200° С (Тк =
= 750° С)
Эскиз перехода
Оборудование,
инструмент
Горн (камерная
печь), клещи
Отрубка заготовки
Наковальня (пнев-
матический молот),
топор, клещи,
кувалда, шаблон
в месте изгиба
Пережим заготовки
Наковальня, кувал-
да, пережим ка, кле-
щи, шаблон
4 Протяжка концов
Наковальня, кувал-
да, гладилка, кле-
щи, шаблон
7 - 232
193
Продолжение табл. 8.16
8.17. Технологический процесс ковки топора
Эскиз поковки
Заготовка
Полосовой прокат сечением 60 х 35 мм
Материал: тело топора - сталь СтЗ,
лезвие - сталь У7
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до Тн = = 1200° С (Тк = = 800° С) - Горн (камерная печь), клещи
2 Разметка и отрубка за- готовки требуемой дли- ны - Кронциркуль, на- ковальня, кувалда, топор, клещи
3 Пережим заготовки под протяжку Наковальня (пнев- матический молот), кувалда, пережимка
194
Продолжение табл. 8.17
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
4 Протяжка концов Наковальня, кувал- да, раскатка, гла- дилка, клещи
5 Разгонка концов
6 Изгиб заготовки по обушку топора Наковальня, кувал- да, клещи
7 Изготовление клина для лезвия -
8 Сборка и подгонка клина по топору
9 Нагрев до температу- ры сварки, сварка то- пора в сборе -
10 Ковка топора по чер- тежу поковки -
Примечание. Для повышения свариваемости лезвия из инструментальной
стали на свариваемые поверхности вместе с флюсом подают железные опилки
или сетку из тонкой низкоуглеродистой проволоки.
8.18. Технологический процесс изготовления соединительной тяги
Продолжение табл. 8.18
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
2 Пережим заготовки Наковальня, под- бойки, кувалда, кле- щи
3 Изготовление уступа в месте перехода головки к стержню
4 Пробивка отверстия, разрубка головки и разведение половин Наковальня, под- бойки, кувалда, клещи, бородок, узкий топор
5 Протяжка половин по форме чертежа поковки 4— Наковальня, кувал- да, гладилка, кле- щи
6 Протяжка стержневой части до нужного диа- метра - То же и обжимка
7 Правка и калибровка зева тяги Наковальня, кувал- да, гладилка, кле- щи, оправка
8.19. Технологический процесс изготовления шарнира
Эскиз поковки
Заготовка
Пруток прямоугольного сечения
Материал: сталь СтЗ
№ Операция, Эскиз перехода Оборудование,
п/п переход инструмент
1 Нагрев до 7"н = = 1200° С (Гк = = 800° С) - Горн, клещи
196
Продолжение табл. 8.19
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
2 Пережим на длине, обес- печивающей получение шарнирной части Наковальня, кувал- да, пережимка
3 Протяжка лепестка шар- нира, отрубка нужной длины и предваритель- ное оформление утол- щения (по пунктиру) То же и топор
4 Вырубка средней части в утолщении, шарнира, правка
5 Изготовление второй части шарнира (ана- логично п. 1 ... 4) См. п. 4
6 Вырубка крайних час- тей по пунктиру ]
7 Оформление формы и правка
8 Подгонка двух изготов- ленных половин шарни- ра, сверление отверстия, вставка оси См. чертеж поковки То же и сверлиль- ный станок, сверло
8.20. Технологический процесс ковки рычага с вилкой
Эскиз поковки
Заготовка
Прокат прямоугольного
сечения
Материал: сталь СтЗ
197
Продолжение табл. 8.20
№ п/п Операция, переход Эскиз перехода Оборудование, инструмент
1 Нагрев до ТИ - = 1250° С (Тк = = 850° С) - Камерная печь (горн), клещи
2 Пережим заготовки (в середине оставить ме- талл для стержня ры- чага и головки) Наковальня, кувал- да, пережимка, кле- щи
3 Протяжка концов и дополнительный пе- режим То же и гладилка
4 Протяжка вилок, скруг- ление головки Q=/i==^
5 Пережим рычажной части поковки Наковальня, кувал- да, пережимка, кле- щи
6 Протяжка рычага и оформление головки Наковальня, кувал- да, раскатка, клещи
8.21. Технологический процесс ковки коленчатого рычага
198
Продолжение табл. 8.21
№ Операция,
п/п переход
Эскиз перехода
Оборудование,
инструмент
2 Протяжка конца
Наковальня, кувал-
да, клещи
То же и обжимка-ни-
жник
Протяжка в размер пер-
вого рычага
Наковальня, кувал-
да, гладилка, клещи
5 Изгиб со сдвигом вто-
рого конца (оставить
круглую часть между
концами для шейки)
Наковальня, кувал-
да, обжимка-нижник,
клещи
6 Протяжка в размер
второго колена
Наковальня, кувал-
да, гладилка, клещи
7 Скручивание концов
под углом 90 °
То же и рычаг
8.2. ОСОБЕННОСТИ КОВКИ ПОКОВОК
ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ
К труднодеформируемым относят те металлы и сплавы, которые
имеют низкую технологическую пластичность, высокое сопротивление
деформированию, узкий температурный интервал обработки давлением,
боятся перегрева и активно взаимодействуют с окружающей атмосфе-
рой. К таким сплавам относят высоколегированные стали, сплавы
на никелевой основе, титановые, а также многие современные сплавы
цветных и тугоплавких металлов.
199
Технологические процессы ковки этих материалов должны разра-
батываться в соответствии с перечисленными особенностями их свойств
и с учетом дополнительных требований, обеспечивающих высокое ка-
чество поковок. При разработке технологического процесса ковки
конкретного сплава следует пользоваться специальной литературой
и справочниками.
Рассмотрим требования к ковке, наиболее общие для большинства
трудно деформируемых сплавов.
На стадии подготовки заготовок к ковке работы по уда-
лению поверхностных дефектов должны выпол-
няться тщательнейшим образом (особенно это относится к слиткам).
Трещины, литейные плены, подкорковые пузыри, закаты и риски на про-
кате из труднодеформируемых сплавов не допускаются, так как при
ковке этих сплавов они могут стать причиной явного брака.
При выборе температурного режима нагрева
и нагревательного устройства следует учитывать активность металла
к взаимодействию с атмосферой. Так, титановые, алюминиевые, магни-
евые и другие сплавы необходимо нагревать в установках безокисли-
тельного и малоокислительного нагрева, например в электропечах с
нейтральной атмосферой.
Трудно деформируемые стали и сплавы, как правило, имеют узкий
температурный интервал обработки давлением. Поэтому , во-первых,
при определении температуры нагрева необходимо применять более
точные измерительные приборы, во-вторых, нагревательные устройства
должны иметь автоматические системы регулирования температуры
в рабочей зоне, в-третьих, время передачи нагретой заготовки из нагре-
вательного устройства на ковку и время ее обработки должны быть
такими, чтобы температуры начала деформирования (Гн) и его окон-
чания (Тк) соответствовали температурному интервалу обрабатываемо-
го сплава.
Скорость нагрева также должна быть выбрана правильно.
Заготовки большого сечения, а также заготовки из высокоуглеродистых
и высоколегированных сталей следует нагревать с допустимой ско-
ростью, превышение которой приводит к образованию трещин или пол-
ному разрушению.
Высоколегированные и углеродистые инструментальные стали име-
ют пониженную пластичность, поэтому при назначении режима дефор-
мирования значения деформаций по операциям и переходам не долж-
ны превышать допустимых для обрабатываемого сплава. Следует также
иметь в виду, что литая структура менее пластична, чем предваритель-
но деформированная. В связи с этим при ковке слитков первые обжа-
тия необходимо выполнять с получением небольших деформаций, а
после ковки последние можно значительно увеличить. Степень дефор-
мации слитков должна обеспечивать такой уков, который позволит
получить требуемые структуру металла и прочностные свойства.
Для предупреждения возможного образования на поковках поверх-
200
ностных трещин рекомендуется вести ковку быстро и с кантовкой
после двух-трех ударов, не допуская возникновения острых кромок
и углов, а так как они быстро остывают и являются причиной появле-
ния трещин. Вследствие этого все острые углы, кромки и радиусные
переходы необходимо немедленно скруглять, а появившиеся трещины
вырубать.
Повышения пластичности труднодеформируемых
сплавов можно добиться путем деформирования их в условиях неравно-
мерного всестороннего сжатия. Например, при ковке следует применять
бойки не гладкие, а вырезные, причем радиус выреза должен быть либо
равным, либо близким к радиусу сечения заготовки. В случае осадки
цилиндрической заготовки следует применять толстое наружное кольцо
(бандаж) из мягкой стали, которое надевается на заготовку и осажи-
вается вместе с ней. Надетый бандаж увеличивает боковые напряжения
подпора на стенки заготовки, обеспечивая повышение пластичности
деформируемого сплава.
Уменьшение пластичности некоторых сплавов при увеличении ско-
рости деформации требует правильного выбора деформирующего обо-
рудования: вместо молотов следует применять ковочные гидравличес-
кие прессы, обеспечивающие малую скорость деформирования.
Особо важным этапом в технологическом процессе изготовления
поковок из высокоуглеродистых и высоколегированных сталей и мно-
гих специальных сплавов является охлаждение поковок
по окончании ковки. Эти сплавы при охлаждении на воздухе могут
самозакаливаться и, что весьма опасно, растрескиваться. Повышение
твердости в результате закалки резко затрудняет дальнейшую механи-
ческую обработку. При ковке инструментальных углеродистых сталей
готовые поковки охлаждают на воздухе до 700 ° С, а затем укладывают
их в ящики с сухим песком для медленного охлаждения до темпера-
туры цеха.
Правильно выбранные технологические режимы ковки и контроля
всех технологических параметров — залог изготовления поковок вы-
сокого качества.
Контрольные вопросы
1. В табл. 8.4, 8.11, 8.14, 8.16 вместо буквенных обозначений проставьте
по вашему выбору размеры; рассчитайте размеры исходных заготовок.
2. Какие меры предосторожности необходимо предусмотреть при изготов-
лении поковки из труднодеформируемого сплава на стадиях подготовки заго-
товки, нагрева, ковки и охлаждения?
9. ЗАВЕРШАЮЩИЕ ОПЕРАЦИИ ПРОИЗВОДСТВА
ПОКОВОК
9.1. ВИДЫ ДЕФЕКТОВ ПОКОВОК. СПОСОБЫ УСТРАНЕНИЯ
ВНЕШНИХ ДЕФЕКТОВ
Виды дефектов поковок. В процессе нагрева, ковки и отделочных
операций вследствие случайного нарушения технологических режимов,
возможного наличия в заготовках скрытых дефектов, а также неудач-
ного выбора последовательности выполнения операций и неправиль-
ного подбора используемого инструмента в поковках могут появить-
ся дефекты. Одни из них являются неисправимыми, а другие можно
устранить с помощью дополнительных завершающих операций.
К неисправимым дефектам относятся глубокие
трещины, расслоения, неметаллические включения, глубокие зажимы,
пустоты и трещины в центральной части поковок, пережог.
Исправимыми дефектами являются мелкие неглубо-
кие поверхностные трещины и зажимы, волосовины, плены, окалина,
вмятины, крупнозернистая структура, низкая или, наоборот, повышен-
ная твердость металла.
Мелкие и глубокие продольные и попереч-
ные трещины могут появляться в поковках по многим причи-
нам, например из-за наличия трещин и глубоких рисок внутри и на по-
верхности исходных слитков или проката, при неправильном режиме
нагрева и охлаждения. Последнее особенно характерно для обработ-
ки заготовок больших сечений из легированных сталей. Трещины могут
также возникать при деформировании подстывших заготовок, при
ковке с деформациями, превышающими пластичность металла.
Трешины на поверхности поковок наблюдаются
в виде темных прямых или искривленных полос, видимых невоору-
женным глазом. Внутренние трещины могут быть обна-
ружены рентгеновским или ультразвуковым методом контроля (см.
§9.3).
Такой неисправимый дефект, как пустоты (’’свищи”, ”скво-
решники”) в центре поковок (рис. 9.1, а), появляется при неправиль-
ном выполнении протяжки.
Пл е н ы обнаруживаются в виде закованных в тело поковки
тонких поверхностных пленок (рис. 9.1, б). Края плен похожи на тре-
щины, но при попытке раскрыть такую ’’трещину” острым предметом
обнаруживается, что это тонкий слой металла. В виде плен также зако-
вываются в поковку не удаленные вовремя тонкие заусенцы. При вы-
полнении гибки на изгибаемом участке поковки плены раскрываются,
приобретая вид чешуек, и легко обнаруживаются визуально невоору-
женным глазом.
Зажимы (рис. 9.1, в) часто появляются в случае осадки кромок
или уступов поковки при малой подаче а. Под инструментом при ударе
202
Рис. 9.1. Дефекты поковок:
а - пустоты, б - плены, в - зажимы, г - глубокие дефекты;
1 - топор, 2 - трещина, 3 - заготовка
или нажатии сначала образуются складки, которые при дальнейшей
деформации заковываются и приводят к образованию зажима — дефек-
та, похожего на трещину.
Вмятины чаще всего возникают при неаккуратной работе куз-
нецов. Окалина с поверхностей наковальни и заготовки при дефор-
мации внедряется в тело поковки. После очистки от окалины на поков-
ке появляются вмятины. Этот дефект в виде местного углубления
также возникает при ударе углом кувалды или молотка по гладкой
поверхности нагретой поковки. Вмятины увеличивают припуск на меха-
ническую обработку, а также трудоемкость изготовления деталей.
Ок а л и н а, как известно, образуется не только при нагревании
заготовки в печи или горне, но возникает вновь и при остывании поков-
ки по окончании ковки. Такая окалина, называемая вторичной, не яв-
ляется дефектом и удаляется различными методами перед отправкой
поковок для дальнейшей обработки в механический цех.
Расслоение возникает чащего всего при низком качестве
исходного металла (вследствие недостаточного прогрева заготовки
и ее ковки с повышенными степенями деформаций). Этот дефект,
как правило, охватывает большой объем металла и имеет значительную
глубину. Исправить такую поковку практически невозможно.
Дефекты, обнаруженные при ковке, по возможности должны быть
сразу же ликвидированы изложенными ниже способами, поскольку
ковка дефектной заготовки может привести к получению поковки
с неисправимыми дефектами. Такие поковки являются негодными,
их бракуют и отправляют на переплавку. Поковки, имеющие дефекты,
которые можно устранить, подвергают дополнительным завершающим
операциям, с тем чтобы поковки стали годными для дальнейшей обра-
ботки. Выбор операции зависит от вида дефекта, который необходимо
ликвидировать.
203
Дефекты структурного характера (перегрев
и пережог) возникают, как известно, при неправильном режиме нагре-
ва. Если пережженный металл является окончательным браком, то круп-
нозернистая структура перегретого металла относится к исправимому
дефекту. Получение требуемой структуры и определенной твердости
готовых поковок обеспечивается их термической обработкой на за-
ключительной стадии изготовления.
Способы устранения внешних дефектов могут быть разделены
на три группы. К первой группе относятся способы устранения дефектов
путем снятия значительного внешнего слоя с поверхности поковки,
ко второй — способы устранения дефектов дополнительным пластичес-
ким деформированием, к третьей — способы устранения окалины путем
удаления либо только окисленного слоя, либо окисленного слоя и
незначительного поверхностного слоя поковки.
С помощью способов первой группы, к которым отно-
сятся вырезка, вырубка и зачистка, удаляют такие дефекты, как тре-
щины, плены, складки, зажимы и др. Если указанные дефекты обна-
ружены в процессе ковки, их устраняют в горячем состоянии поковки,
не дожидаясь конца ковки и охлаждения поковки, поскольку продол-
жение ковки может увеличить дефект или скрыть его.
Глубокие дефекты удаляют в горячем состоянии заготовки в ы-
рубкой специальным топором (рис. 9.1, г) . Топор
1 внедряют в заготовку 3 так, чтобы вырубить дефектный участок
вместе с трещиной 2. Форма выемки, ее кромки должны иметь плавные
переходы во избежание возникновения при дальнейшей ковке новых
трещин или зажимов. В связи с этим режущая кромка топора должна
быть гладкой, скругленной и хорошо заточенной.
Удаление внешних дефектов на охлажденной поковке выполняют
вырубкой пневматическим зубилом, зачисткой абразивными кругами,
огневой зачисткой. Прежде чем начать удаление дефекта на готовой по-
ковке, следует установить следующее: допустима ли выемка,образую-
щаяся при удалении дефекта, требованиями к поковке; не будет ли
глубина выемки превышать припуск на механическую обработку;
допустима ли заварка выемки конструктивными требованиями к буду-
щей детали. Если технические требования допускают намечаемое удале-
ние дефекта, то его выполняют одним из перечисленных ниже способов.
Дефекты на крупных поковках удаляют вырубкой пнев-
матическими зубилами. Лезвие зубил затачивают с закруг-
лением; углы заточки для обработки мягких сталей должны быть рав-
ны 45 ... 50 °, для обработки более твердых сталей — 60 ... 75 °.
Пневматические зубила с указанной заточкой лезвия особенно удобны
для вырубки волосовин, плен, трещин несложной конфигурации.
Зачистка абразивными кругами рекомендует-
ся для удаления на мелких и средних по массе поковках (до 30 кг)
разнообразных дефектов — трещин, плен, зажимов, заусенцев, образо-
вавшихся при отрубке или пробивке отверстий, ненужных выступающих
204
частей и др. Этот метод зачистки
иногда также применяют для пре-
дварительной обработки базовых
поверхностей на поковках. Круп-
ные поковки зачищают с по-
мощью переносных пневматичес-
ких или электрических наждач-
ных станков.
На участке ручной ковки
пользуются стационарным стан-
ком с двумя наждачными кру-
гами (рис. 9.2). При применении
наждачного станка следует строго
соблюдать правила работы на
нем, так как шлифовальные
круги 1 вращаются с большой
частотой, не выдерживают резких
Рис. 9.2. Стационарный наждачный ста-
нок :
1 - шлифовальные круги, 2 - станина
и ударных нагрузок, поскольку изготовлены хотя и из очень твердого,
но хрупкого искусственного корунда. Требования к кругам для об-
дирки поковок (их форме, окружной скорости и др.), сведения о за-
щитных устройствах, правила эксплуатации изложены в соответствую-
щих ГОСТах (2424-83, 2270-78).
Огневую зачистку применяют для устранения дефектов
крупных поковок. Этот способ заключается в нагревании дефектного
поверхностного слоя поковки до температуры горения металла в кис-
лороде и последующем его сжигании в струе кислорода. Огневая за-
чистка осуществляется специальными газокислородными резаками;
горючий газ подают для нагревания поверхности металла, а кислород —
для сжигания газа и огневой зачистки поверхности. Рассмотренным
способом несложно зачищать поверхности поковок из низкоуглеродис-
тых сталей. Зачистка же легированных сталей требует предваритель-
ного нагрева поковки до 200 . . . 250 ° С, применения специальных
флюсов и др.
К дефектам, ликвидируемым способами второй группы,
т. е. дополнительной пластической деформацией, относятся отклонения
формы и размеров поковок от требуемых чертежом: искривление
осей поковок; отклонения поверхностей от перпендикулярности и па-
раллельности; неточность размеров; отклонение от соосности отвер-
стий и др. Перечисленные дефекты могут возникнуть при охлаждении
поковок, после сварки, в результате износа измерительного инстру-
мента, из-за невнимательности рабочего.
Дефекты в зависимости от их величины, а также от прочности,
жесткости и габаритных размеров поковки могут быть устранены в
холодном или горячем состоянии, на наковальне, в тисках, а при нали-
чии на участке соответствующего оборудования — с помощью правиль-
ного ручного или небольшого гидравлического рихтовочного пресса.
205
Искривление поковки типа стержня устраняют допол-
нительной гибкой и правкой на наковальне, а также на гидравлическом
или ручном прессе. Неточность размера по диаметру или
высоте исправляют либо дополнительной осадкой и протяжкой, либо
дополнительной протяжкой и последующей осадкой. В тех случаях,
когда металл поковки, имеющей небольшие размеры, обладает высо-
кой пластичностью, дополнительную осадку можно выполнить и в холод-
ном состоянии. В серийном и массовом производстве рассмотренные
дефекты устраняют на прессах или молотах с использованием штампов
либо специальных механизированных машин и приспособлений. При
ликвидации дефектов способами второй группы практически никаких
изменений в качестве металла не происходит, и если дефекты удалось
устранить, поковки без дополнительного контроля могут быть отправ-
лены заказчику.
К третьей группе относятся различные способы очистки
от окалины. Наибольшее распространение в кузнечном производстве
получили галтовка в барабанах, дробеметная и дробеструйная очистки,
травление в ваннах, а также очистка вручную металлической щеткой.
Выбор способа очистки зависит от требований, предъявляемых к поверх-
ности, серийности производства, а также формы и размеров поковок.
Рис. 9.3. Барабан для очис-
тки поковок от окалины:
1 - трубы, 2 - подшип-
ники, 3 — запоры, 4 -
крышка, 5 - редуктор,
6 - электродвигатель, 7 -
поковки, 8 - корпус
Окалина с поверхности поковок должна быть удалена перед отправ-
кой в механический цех или заказчику по нижеследующим причинам.
Так как она является очень твердым веществом, при механической
обработке поковок режущий инструмент быстро изнашивается; кроме
того, из окалины образуется вредная для здоровья пыль. Окалина,
имеющая большую толщину, оказывает влияние на точность установки
поковки на станках и точность деталей. Слой окалины затрудняет также
обнаружение возможных поверхностных дефектов. Не очищенные от
окалины поковки нельзя красить и наносить на них какие-либо покры-
тия, так как в последующем любые покрытия отлетают вместе с ока-
линой.
Галтовка в специальных металлических
барабанах (рис. 9.3) является наиболее дешевым способом очист-
ки от окалины небольших по размерам и простых по форме поковок.
В цилиндрический корпус 8 барабана загружают поковки 7 с чугунными
206
помещении, а пыль удаляют
Рис. 9.4. Установка для дробе-
метной очистки поковок от ока-
лины:
1 - бункер, 2 - колесо с лопат-
ками, 3 - вентиляционная труба,
4 - колесо-стол, 5 - шнек,
6 - поток дроби, 7 - элеватор
’’звездочками”, гравием и другими, смягчающими удары, материалами.
Крышку 4 плотно закрывают и фиксируют запорами 3. Барабан, уста-
новленный на подшипниках 2, приводится во вращение от привода,
состоящего из электродвигателя 6 и редуктора 5. При вращении бараба-
на окалина вследствие взаимного трения и соударения поковок удаля-
ется с поверхности последних. Частота вращения галтовочных бараба-
нов составляет 20 ... 40 об/мин, производительность — 0,4 . . . 2 т/ч
при продолжительности очистки от 20 мин до нескольких часов в зави-
симости от толщины слоя окалины и формы поковок. Недостатком
галтовки в металлическом барабане является то, что от окалины не
очищаются поверхности отверстий; кроме того, если поковки имеют
тонкие ребра и острые грани, то при обработке грани подвергаются
скруглению, а тонкие ребра могут деформироваться. Вследствие этого
в галтовочных барабанах рекомендуется подвергать очистке поковки
прямолинейной обтекаемой формы без тонких ребер и отверстий. Один
галтовочный барабан используют для обслуживания нескольких участ-
ков ручной и машинной ковки. Поскольку при работе рассматривае-
мой установки возникает большой шум и в барабане образуется много
пыли, установку располагают в отдельном
через трубы 1. Некоторые типы галто-
вочных барабанов устанавливают с нак-
лоном оси вращения на угол до 30 °,
что способствует лучшему перемещению
поковок и облегчает их выгрузку.
Наиболее современным и универ-
сальным способом удаления окалины
является дробеметная очис-
тка в специальных установках
(рис. 9.4). Сущность этой очистки состо-
ит в обработке поковок потоком сталь-
ной или чугунной дроби ф 1,5 ... 2 мм.
Вращающееся колесо 2 с лопатками
выбрасывает поток дроби 6 на решет-
чатое колесо-стол 4 с находящимися
на нем очищаемыми поковками. Ис-
пользованная дробь ссыпается в сбороч-
ный шнек 5, который передает ее на
элеватор 7; последний поднимает дробь
в бункер 1. Вся установка находится
в камере, из которой образовавшаяся
при очистке пыль отсасывается венти-
лятором по трубе 3 через специальные
фильтры. Дробеметная установка с вра-
щающимся столом может применяться
как в условиях мелкосерийного, так
и в условиях единичного производства,
207
включая обслуживание участков ручной ковки. Форма поковок в данном
случае может быть любой, однако плохо очищаются поверхности глубо-
ких отверстий малого диаметра. Помимо рассмотренной дробеметной
установки с вращающимся столом на различных производствах исполь-
зуют установки с ленточными барабанами, камерные и др.
В отличие от дробеметных установок в дробеструйных аппаратах
поток дроби разгоняется с помощью специальной головки сжатым воз-
духом. Такая установка позволяет очищать поковки любой формы
с тонкими стенками и высокими ребрами, а также стенки отверстий.
В результате воздействия дроби поверхностный слой поковки упроч-
няется: твердость металла увеличивается на 20 . . . 40 % на глубине
~ 0,3 мм. Однако очистка в дробеструйных аппаратах в 5 ... 7 раз
дороже, чем в дробеметных.
Очистку поковок сложной формы с глубокими отверстиями, а
также особо ответственного назначения осуществляют химичес-
ким травлением. Последнее хорошо выявляет даже мельчай-
шие трещины и неметаллические включения на поверхности поковок,
тогда как дробеметная обработка забивает их и затрудняет контроль
качества поверхности. Поковки для травления поступают сначала в
ванну с водным раствором нагретой до 50 ... 60 ° С серной или соляной
кислоты, а затем - в ванну с горячей проточной водой для промывки.
Иногда процесс заканчивают в горячем известковом растворе для нейт-
рализации остатков кислоты. Время травления зависит от толщины окис-
ленного слоя, а также толщины основного металла, стравливаемого
кислотой.
Травильные установки размещают в отдельных, изолированных
от остальных участков помещениях с мощными отсасывающими устрой-
ствами, обеспечивающими удаление вредных паров кислоты.
Очистка поковок от окалины химическим травлением в несколько
раз дороже дробеметной и ~ на 50 % — дробеструйной; кроме того,
она требует значительных капитальных вложений, отдельных помеще-
ний и систем очистки воздуха. Поэтому этот метод очистки применяют
значительно реже, чем рассмотренные выше.
9.2. ТЕРМИЧЕСКАЯ ОБРАБОТКА ПОКОВОК
Общие сведения. Термической обработкой называют
операцию целенаправленного изменения структуры металла и его
свойств путем нагрева до определенной температуры, выдержкой при
этой температуре и его последующего охлаждения с заданной скоростью.
Эта операция очень важна в технологическом цикле изготовления поко-
вок и от правильности ее выполнения во многом зависят эксплуатаци-
онные качества деталей, а также их надежность.
Термическую обработку заготовок и поковок выполняют с целью
увеличения механической прочности и твердости деталей, повышения
обрабатываемости поковок на металлорежущих станках, получения
208
необходимой структуры под окончательную термическую обработку,
ликвидации внутренних напряжений в поковках, повышения пластич-
ности металла при многократной его обработке давлением в холод-
ном состоянии и др.
Вид термической обработки, режимы нагрева и охлаждения зави-
сят от типа сплава, требований, предъявляемых к поковкам, а также
целей термической обработки.
Термическая обработка стальных поковок. В кузнечном производ-
стве при изготовлении стальных поковок используют в основном один
или два из четырех видов термической обработки, к которым относят-
ся отжиг, нормализация, закалка и отпуск. Следует отметить, что различ-
ные стали имеют свои определенные режимы термической обработки.
Отжиг выполняют путем нагрева металла до температуры фазо-
вых превращений и последующего медленного охлаждения. После
отжига структуры стали соответствуют диаграмме железо — углерод:
доэвтектоидные стали (С < 0,8 %) будут иметь структуру феррит +
перлит, эвтектоидные (С = 0,8 %) — перлит, заэвтектоидные (С >
> 0,8 %) — перлит + цементит. Фазовая перекристаллизация при от-
жиге измельчает зерно, снимает внутренние напряжения, возникшие
при ковке, и уменьшает структурную неоднородность. В результате
отжига снижаются прочность и твердость металла, увеличивается его
пластичность, повышается обрабатываемость резанием. Отжиг обычно
применяют при обработке поковок из сталей с высоким содержанием
углерода и легирующих элементов. При многопереходной холодной
пластической деформации с помощью отжига снимают упрочнение,
полученное металлом в процессе промежуточных операций, и восста-
навливают пластичность металла перед последующей холодной обработ-
кой давлением.
Полный отжиг заключается в нагреве доэвтектоидных ста-
лей до температуры, на 30 ... 50 ° С превышающей температуру пере-
хода стали в аустенитное состояние, выдержке при этой температуре
до полного прогрева заготовки и в последующем медленном охлаж-
дении в печи. Время нагрева и выдержки зависит от марки стали, формы
и размеров сечения поковок или заготовок, типа печи и способа уклад-
ки заготовок в ней. Поковки из углеродистых сталей охлаждают со
скоростью 50 . . . 150 град/ч, а поковки из легированных сталей — зна-
чительно медленнее (20 ... 60 град/ч). Полному отжигу подвергают
поковки для максимального уменьшения твердости и прочности метал-
ла и повышения его пластичности. Если полный отжиг выполняют для
снятия напряжений в поковках сложной формы, то медленное охлаж-
дение ведут почти до температуры цеха. В других случаях поковки
медленно охлаждают в печах до 500 . . . 600 ° С с последующим охлаж-
дением на воздухе.
Неполный отжиг (в отличие от полного) осуществляют
путем нагрева поковок до температуры несколько выше 723 ° С. Для
доэвтектоидных сталей неполный отжиг выполняют для снятия напря-
209
жений и улучшения обрабатываемости резанием поковок, ковка кото-
рых была выполнена в установленном температурном интервале без
образования крупнозернистой структуры. Заэвтектоидные стали, как
правило, подвергают неполному отжигу, при котором происходит пол-
ная перекристаллизация, пластинчатый перлит принимает зернистую
структуру, а сталь становится пластичной и имеет низкую твердость.
Нормализацию применяют, как правило, для устранения в
поковках крунозернистой структуры,, образовавшейся в результате
вынужденного или случайного увеличения времени нахождения заго-
товок в печи или в случае окончания ковки при слишком высокой тем-
пературе .
Нормализация заключается в нагреве сталей до температуры, на
50 ... 60 ° С превышающей температуру перехода стали в аустенитное
состояние, непродолжительной выдержке и охлаждении на воздухе.
Нормализация низкоуглеродистых сталей обеспечивает получение
более чистой поверхности при резании. Для среднеуглеродистых сталей
она заменяет закалку с высоким отпуском и снижением коробления
формы поковки. Для исправления структуры легированных сталей
часто вместо отжига применяют нормализацию с последующим высо-
ким отпуском при 600 ... 650 ° С.
3 акалкой называют операцию нагрева до температуры, на
30 ... 70 ° С превышающей температуру перехода стали в аустенитное
состояние, и охлаждения в воде, масле или другой среде с соответствую-
щей ддя данной стали скоростью. Время выдержки при температуре
закалки должно быть достаточным для завершения полного фазового
превращения в металле.
Кузнецы часто выполняют закалку сразу по окончании ковки без
дополнительного нагрева. Очевидно, что зто возможно лишь в том
случае, если температура поковки по окончании ковки не ниже темпе-
ратуры закалки.
Закалка не является окончательной термической обработкой, так
как сталь становится не только прочной, но и очень хрупкой, а в поков-
ке возникают большие закалочные напряжения. Они достигают такого
значения, что из-за низкой пластичности металла приводят либо к обра-
зованию в поковках трещин, либо к разрушению детали в самом нача-
ле ее эксплуатации. Кузнечный инструмент, например молоток, подверг-
нутый только закалке, не может быть использован по своему назначе-
нию, так кяк при выполнении удара от него будут откалываться кусоч-
ки твердого металла.
Вследствие этого для снижения закалочной хрупкости и внутрен-
них напряжений, а также для приобретения требуемых высоких проч-
ностных свойств поковки после закалки подвергают отпуску.
Конструкционные стали закаливают и подвергают отпуску для повыше-
ния предела прочности, твердости при достаточных показателях пластич-
ности и ударной вязкости, а инструментальные стали — для придания
инструменту высоких твердости и изностостойкости.
210
Отпуск является окончательным видом термической обработки.
Он заключается в нагреве закаленной стали до некоторой температуры,
выдержке при этой температуре и охлаждении, как правило, на возду-
хе. В процессе отпуска структурных превращений в металле не проис-
ходит, но снижаются закалочные напряжения, несколько уменьшаются
твердость и прочность, повышаются пластичность и ударная вязкость.
Чем выше температура отпуска, тем больше снижается твердость зака-
ленной стали и повышается ее вязкость.
В зависимости от марки стали и требований, предъявляемых к
твердости и прочности детали, применяют три вида отпуска: высоко»,
средне- и низкотемпературный (сокращенно их называют соответственно
высоким, средним и низким).
Низкий отпуск проводят с нагревом до 150 . . . 250 ° С с целью
снижения внутренних напряжений без уменьшения твердости закален-
ной стали (до HRC3 59 . . . 65). Однако после такого отпуска детали
не воспринимают динамических нагрузок, поэтому низкий отпуск ис-
пользуют для обработки режущего и измерительного инструмента
из углеродистых и низкоуглеродистых сталей.
Средний отпуск выполняют при 350 .. . 500 ° С и применяют для
пружин и рессор, так как он обеспечивает получение стали с неболь-
шим пределом упругости и повышенной вязкостью при твердости HRC3
41 ...51.
Высокий отпуск, осуществляемый при 500 . . . 680 ° С, почти пол-
ностью ликвидирует закалочные напряжения, повышает пластичность
и ударную вязкость, однако заметно снижает прочность и твердость
стали. Закалка с высоким отпуском по сравнению с отжигом одновре-
менно повышает пределы прочности и текучести, относительное суже-
ние и ударную вязкость*.
Термообработку, состоящую из закалки и высокого отпуска, назы-
вают улучшением; она создает наилучшее соотношение между
прочностью и вязкостью стали. Улучшению подвергают, как прави-
ло, конструкционные стали с содержанием углерода 0,3 ... 0,5 %.
Кузнецы ручной ковки при изготовлении слесарного, кузнечного
или измерительного инструмента часто применяют закалку и отпуск с
одного нагрева. Такую операцию, называемую также закалкой
с самоотпуском, выполняют следующим образом. Нагре-
тую под закалку поковку охлаждают в воде или масле не полностью,
а до температуры, несколько превышающей температуру отпуска.
Извлеченную из закалочной среды поковку выдерживают на воздухе
до появления на ее поверхности, предварительно обработанной на наж-
дачном камне, соответствующего цвета побежалости. После этого поков-
ку окончательно охлаждают в масле или воде. Определить примерную
температуру поковки можно по цвету побежалости, пользуясь их сле-
* Ударная вязкость - механическая характеристика, оцениваю-
щая способность металла сопротивляться воздействию ударных нагрузок.
211
дующим соответствием: 350 . . . 330 ° С — светлосерый; 320 ° С — си-
не-васильковый; 250 ° С — красно-коричневый; 240 0 С — коричневый;
280 ° С — фиолетовый; 260 ° С — пурпуровый; 230 ° С — золотистый;
220 ° С — светло-желтый.
В табл. 9.1 ... 9.3 приведены режимы термической обработки наи-
более часто встречающихся марок сталей и получаемые в результате
механические свойства.
Термическая обработка поковок из алюминиевых сплавов. В зави-
симости от действия термической обработки деформируемые алюмини-
евые сплавы делят на две группы: сплавы, не упрочняемые термичес-
кой обработкой, и сплавы, упрочняемые термической обработкой.
К первой группе относятся сплавы алюминия в основном с марганцем
и магнием (МАц, АМг и др.), ко второй — сплавы алюминия с медью,
магнием, марганцем, цинком (Д1, Д16, В95, АК6 и др.) . Сплавы первой
группы являются пластичными, упрочняются при холодной деформации
и, поскольку обладают сравнительно невысокой прочностью, применя-
ются для изготовления слабонагруженных деталей. Алюминиевые спла-
вы второй группы после термической обработки приобретают высокие
механические свойства. Термическая обработка упрочняемых сплавов
состоит из закалки и старения. При закалке сплав нагревают до опре-
деленной температуры и охлаждают в воде. Старение осуществляют,
выдерживая сплав при комнатной температуре в течение нескольких
суток (естественное старение) или при повышенной температуре — в
течение нескольких часов (искусственное старение). Рассмотрим ре-
жимы термической обработки некоторых наиболее широко распростра-
ненных алюминиевых сплавов.
Алюминиевые сплавы (АК6, АК8), обладающие высо-
кими пластическими свойствами при ковочной температуре 400 . . .
470 ° С, используют для изготовления ковкой и штамповкой сложных
по форме, прочных и легких поковок. С целью повышения механичес-
ких свойств эти сплавы подвергают закалке в воде с температуры
500 . . . 515 ° С (АК6) или 490 . . . 505 ° С (АК8) и последующему
старению при 150 ... 165 ° С в течение 5 ... 15 ч.
Дюралюминий (Д1, Д16) также хорошо деформируется в
горячем состоянии, но при холодной деформации требует промежуточ-
ного отжига при 350 . . . 470 ° С. Сплав Д1 закаливают в воде с темпе-
ратуры 495 . . . 510 ° С, а сплав Д16 — с 495 . .. 505 ° С- После закалки
в течение некоторого времени рассматриваемые сплавы имеют высо-
кую пластичность, поэтому в этот период их пластически деформиру-
ют. Для получения наиболее высоких прочности и коррозионной стой-
кости сплавы Д1 и Д16 подвергают естественному старению в течение
4 ... 5 сут.
Высокопрочные алюминиевые сплавы кроме
меди и магния содержат 5 ... 7 % цинка. Например, сплав В95, имеющий
предел прочности до 580 МН/м2, обладает,однако, небольшой пластич-
ностью (8 %) . Для получения высокой прочности этот сплав закаливают
212
9.1. Режимы термической обработки конструкционных и инструментальных сталей
с целью улучшения их обрабатываемости при резании
Марка стали Вид термической обработки Температура о нагрева, С Способ охлаждения 7 ' " Диаметр отпе- чатка по Бри- неллю, мм
20 Нормализация 890 . ..920 4,8 . . 5,4
Высокий отпуск 680 . ..700 -
40 Нормализация 830 . .. 860 На воздухе 4. . 4,5
Высокий отпуск 680 . ..700 3,9 . . 4,2
15Г Нормализация 900 . . 930 4,2 .. 4,7
Высокий отпуск 680 . .700
Нормализация 820 . . 850 3,7 .. 4,2
50Г2 Высокий отпуск 680 . . 700 -
Отжиг 810 . . 830 С печью 3,9 ..4,2
15Х Нормализация 870. . 900 На воздухе 4,7 .. 5,2
Высокий отпуск 680 . . 700 4. . 4,4
Отжиг 860 . . 870 С печью 4,8 .. 5,2
40Х Нормализация 850 . .860 На воздухе 4 . • 4,4
Высокий отпуск 620 . . 680 3,9 ..4,3
Отжиг 830 . . 850 С печью 4,2 ..4,6
40ХН Нормализация 840 . . 860 На воздухе 3,8 . .4,2
Отжиг 800 .. . 830 С печью 3,9. . . 4,4
ЗОХГС Закалка 860 . .880 В масле -
Высокий отпуск 640 .. . 670 3,9. . .4,1
18ХГТ Нормализация 900 . ,930 На воздухе 4 . . 4,4
213
Продолжение табл. 9.1
Марка стали Вид термической обработки Температура Способ охлаждения Диаметр отпе- чатка по Бри- неллю, мм
нагрева “ С
Высокий отпуск 670 .. . 700 -
60С2 740 ... 760 С печью до 600 °C 4... 4,3
1X13, 2X13 С печью до 4,2 ... 4,4
4X13 760 .. . 800 - на воздухе
ШХ15 780 .. . 800 С печью со скоростью 40° С/ч до 300 °C и да- лее - на возду- хе 4,2. .. 4,6
У7, У7А, У8А, У9, У9А Отжиг 750 ... 780 С печью со скоростью 50 С/ч д0 500° С 4,4
У10, У10А, У10Г 4,3
У12, У12А, 4,2
У13, У13А 4,1
9Х 780 .. . 800 4,1... 4,5
ХВГ С печью со скоростью 30 ° С/ч до 400 °C 3,8. ..4,2
XI2М 850 .. . 870
4ХВ2С 800 ... 820 4,1 .. . 4,4
5ХНМ 830.. . 860 3,9... 4,3
ЗХ2В8 840 ... 860 3,8... 4,2
9.2. Режимы термической обработки деталей и поковок из конструкционных
сталей
Группа стали Марка стали Вид термической обработки Предел проч- ности, МН/м2 Отно- сите- льное удли- не- ние, % Диа- метр, (сто- рона квад- рата) заготов- ки, мм
Закалка Отпуск
Температура нагрева, С Охлаждающая среда 1 Температура О _ нагрева, С Охлаждающая среда
Углеро- дистая 40 840 Вода 250 Воздух 1300 4 30
45 830 450 550 10
350 1100 6
250 1150 3
160 1800 2
Хромистая ЗОХ 860 Масло 500 Вода или масло 900 12 25
40Х 1000 10
Хромомар- ганцевая 18ХГ 880 200 Воздух или мас- ло 900 10 15
Хромокрем- нистая 40ХС 900 540 Масло 1250 12 25
Хромомо- либденовая 20ХМ 880 Вода или масло 500 Воздух 800 12 15
Хромони- келевая 40ХН 820 Вода или масло 1000 11 25
Хромокрем- немарган- цевая 30ХГСА 880 Масло 540 1100 10 5
215
9.3. Режимы термической обработки пружинно-рессорной стали
Марка стали Температура нагрева под о _ закалку, С Охлаждающая среда Температура отпуска, °C Твердость HRC,
55 785 . . 820 Вода 420. . 450 37. . . 43,5
65 785 . . 810 400 46,5
75 780. . 820 Масло 375 41,5 . .. 47,5
60С2 840 . . 870 400. . 475 44. ..49
в воде с 495 ... 475 °C и подвергают искусственному старению при
135 ... 145 °C в течение 16 ч.
Жаропрочные алюминиевые сплавы, содержащие
дополнительно такие легирующие элементы, как никель и титан, сохра-
няют высокую прочность при температурах до 300 °C. Высокой жаро-
прочностью обладает сплав Д20; его термическая обработка заключа-
ется в закалке с 535 °C в воде и старении при 160 ... 175 °C в течение
10 ... 16 ч. Жаропрочный сплав АК4-1 закаливают в воде с температуры
510 . . . 515 °C и, аналогично сплаву Д20, подвергают старению при
160 .. . 175°С.
Термическая обработка поковок из медных сплавов. К наиболее
широко применяемым сплавам меди относятся латунь и бронза.
Латунь в процессе холодной пластической деформации интенсив-
но упрочняется. Так, предел прочности латуни марки Л80 увеличивается
при наклепе с 320 до 640 МН/м2, но при этом резко снижается ее плас-
тичность, а относительное удлинение уменьшается с 55 до 3 %. Для
снятия наклепа эту латунь подвергают рекристаллизационному отжигу
при 500 ... 700 ° С в течение 2 ... 3 ч.
Латуни, пластически деформированные в холодном состоянии,
при продолжительном нахождении во влажной среде под действием
внутренних напряжений могут растрескиваться. Это явление, называе-
мое сезонным растрескиванием, предупреждают отжигом при 200 . . .
300° С.
Оловянистые бронз ы, применяемые для обработки дав-
лением, содержат не более 4 . . . 6 % олова. Их подвергают рекристал-
лизационному отжигу при 600 . . . 650 С в течение 2 ... 4 ч как про-
межуточной операции при холодной обработке давлением и как окон-
чательной операции — для придания сплаву требуемых свойств.
Алюминиевые бронзы, например БрАЖ9-4, термически
обрабатывают для повышения прочности: их подвергают либо нормали-
зации с нагревом до 650 °C ,либо закалке в воде с температуры 950 °C.
Бериллиевые бронзы относятся к медным сплавам,
216
которые в наибольшей степени упрочняются термической обработкой.
Их подвергают закалке в воде с температуры 760 . .. 780 °C и старению
при 320 ° С в течение 2 ч. В процессе старения предел прочности берил-
лиевой бронзы увеличивается до 1300 . .. 1350МН/м2, а твердость -
до 400 НВ; относительное удлинение снижается до ОД ... 1,5 %.
Термическая обработка поковок из титановых сплавов. Титановые
сплавы подвергают отжигу, закалке и старению. Отжиг применяют для
снятия упрочнения после пластической деформации и повышения терми-
ческой стабильности — способности сохранять неизменными механичес-
кие свойства при повышенных температурах. Закалку и отжиг титано-
вых сплавов выполняют для повышения механических свойств дета-
лей. Режимы отжига поковок из некоторых титановых сплавов приве-
дены в табл. 9.4, режимы упрочняющей термической обработки —
в табл .95.
9.4. Режимы полного отжига поковок из некоторых
титановых сплавов
Марка Температура отжига, Марка Температура
О
сплава с сплава отжига, С
ВТ1-0 670...690 ВТ6 750...800
ВТ4 740 .. . 760 ВТЗ-1 850
ВТ5 800 .. . 850
ВТ18 900 .. . 980 ВТ15 890. .. 910
9.5. Режимы упрс жняющей термической обработки поковок и: некоторых
титановых сплавов
Марка Температура Старение
сплава закалки, С •
Температура Выдержка, ч
нагрева, °C
ВТ6 900 .. . 950 450...550 2. ..4
ВТ8 920 .. . 940 500 . ..600 1 .. .6
ВТ14 870 . . .910 480... 560 8 ... 16
ВТ 16 820 .. . 840 570...590 8 ... 10
ВТЗ 860 .. . 920 500...620 1 . ..6
ВТ15 780 .. . 900 480 .. . 500 15 ... 25
550...570 0,25
Выполняя термическую обработку титановых сплавов, следует
помнить, что при высоких температурах они активно взаимодействуют
с кислородом, азотом., водородом и другими газами. Вследствие этого
поковки из титановых сплавов нужно нагревать в вакуумных печах
217
или среде инертных газов (применение газовых или электрических
печей с воздушной атмосферой не рекомендуется).
Нагревательные устройства. Для осуществления основных видов
термической обработки в кузнечных цехах используют различные нагре-
вательные устройства, закалочные баки, печи, ванны и др. Тип нагре-
вательного устройства выбирают в зависимости от вида выполняемой
термической обработки (закалка, отжиг, отпуск), серийности произ-
водства, обрабатываемого сплава и используемого источника теплоты
(газ, мазут, электричество).
При отсутствии газа и электричества на участках ручной ковки
для выполнения термической обработки заготовки и поковки нагревают
в горнах. Очевидно, что вследствие невозможности осуществления
точного контроля температуры нагрева, а также отсутствия защитной
атмосферы в горне на участке ручной ковки нельзя обеспечить качест-
венную термическую обработку высоколегированных сталей, титановых
и других сплавов. Однако многие углеродистые (как конструкционные,
так и инструментальные) стали могут быть подвергнуты закалке,
отпуску или отжигу и в условиях участка ручной ковки.
Термические газовые и электрические
печи по своей конструкции напоминают кузнечные. В мелкосерий-
ном и единичном производстве применяют печи камерного типа, в
массовом — методического. В термических печах количество горелок
или форсунок должно быть большим, чем в кузнечных, что необходи-
мо для более равномерного распределения теплоты в рабочей камере.
Кроме того, для нагрева металла под термообработку используют
печи косвенного нагрева, в которых нагреваемый металл не соприкаса-
ется с продуктами горения и пламенем. Широко применяют также
в настоящее время электрические термические печи. Регулирование
температурного режима в этих печах легко автоматизируется, в них
можно создавать контролируемую атмосферу или вакуум. Именно в
таких печах подвергают термической обработке титановые, высоко-
прочные алюминиевые и другие сплавы, интенсивно окисляющиеся
на воздухе.
Материалы о режимах термообработки, средах, применяемых для
нагрева и охлаждения, типах нагревательных устройств в зависимости
от обрабатываемого сплава можно найти в соответствующей справоч-
ной литературе.
9.3. КОНТРОЛЬ КАЧЕСТВА ПОКОВОК
Общие сведения. Качество машины зависит от качества ее узлов
и деталей. Большинство ответственных деталей машин изготовляют
из поковок, поэтому задачей кузнечного цеха или участка является
не только выпуск определенного количества поковок, но и обеспече-
ние их высокого качества. Эта задача может быть решена только при
успешной организации технического контроля в цехе, на участке и ра-
бочем месте.
218
Контроль качества продукции заключается в проверке соответ-
ствия показателей качества требованиям, установленным Государствен-
ными стандартами (ГОСТами), техническими условиями (ТУ) и дру-
гими документами.
Важными критериями высокого качества являются такие техноло-
гические признаки последнего, как отсутствие недопустимых дефектов
в исходном материале, а также соответствие механических свойств,
структуры металла, геометрических размеров и шероховатости поверх-
ности деталей значениям, требуемым технической документацией.
Организация технического контроля на предприятии и ее виды.
Контроль качества продукции на заводе осуществляют два отдела —
технического контроля и государственного контроля. Изготовленная
заводом продукция может быть отправлена заказчикам только после
ее приемки представителями отдела госконтроля.
Разница между отделом технического контроля (ОТК) завода и
отделом госконтроля заключается в следующем. ОТК, являясь одним
из подразделений предприятия, не только контролирует качество про-
дукции, но и выясняет также причины брака и активно воздействует
на службы завода с целью его предотвращения на всех этапах производ-
ства деталей, узлов и машин в целом. Отдел госконтроля, представляю-
щий интересы заказчика, проверяет, как правило, качество окончатель-
ной продукции (трактора, автомобиля, телевизора и т.д.); он является
особым подразделением Госстандарта СССР на предприятии и не подчи-
няется руководству последнего.
Организационная структура ОТК на предприятии зависит от харак-
тера производства, объема и типа выпускаемой продукции. На большин-
стве предприятий в состав ОТК входят следующие подразделения:
группа входного контроля, осуществляющая контроль и приемку
поступающих на завод с других предприятий металл,отливки,поковки,
комплектующие изделия и др.;
центральная заводская измерительная лаборатория, которая сов-
местно с цеховыми лабораториями осуществляет контроль за состоя-
нием и правильностью использования контрольно-измерительного ин-
струмента, приборов,приспособлений;
группа учета и анализа брака;
бюро технического контроля (БКТ), выполняющее контроль про-
дукции в цехах завода.
Перечисленные подразделения подчиняются ОТК завода; 'В их штат
входят старшие контролеры, контрольные мастера и контролеры.
Перед службой технического контроля в кузнечно-штамповочном
цехе стоят следующие задачи:
предупреждение появления массового брака, что достигается
своевременным обнаружением отклонений от технологических и тех-
нических условий и изъятием из производства изношенных штампов,
неисправного инструмента, контрольных приборов и др.;
обнаружение бракованных поковок, изъятие их из основной мас-
219
сы годных поковок, оформление соответствующей документации с ука-
занием годных и бракованных поковок и конкретных виновников
брака;
контроль за соблюдением установленных припусков, контроль
качества термической обработки, качества поверхности и др.;
систематический учет брака, анализ причин его появления, осу-
ществляемый на основе долгосрочного сбора данных в цехе и у по-
требителя.
Служба ОТК обеспечивает круглосуточный контроль кузнечного
производства на основных операциях, к которым относятся: раздел-
ка исходного металла на мерные заготовки, нагрев, ковка или штампов-
ка, термическая обработка, отделочные операции, окончательная при-
емка поковок.
Эффективность технического контроля зависит от правильности
выбора его вида. В зависимости от исполнителя различают технический
контроль сотрудниками ОТК и контроль са-
мими рабочими (самоконтроль) . Самоконтроль, например,
при ковке заключается в проверке качества изготовленной поковки
самим кузнецом. Те рабочие, которым доверен самоконтроль, имеют
личное клеймо качества.
Технологический процесс изготовления сложных поковок может
состоять из большого количества операций. В этом случае, чтобы преду-
предить возникновение окончательного брака, технический контроль
осуществляют поэтапно. Предварительный контроль
проводят с целью проверки качества исходного материала для предо-
твращения его обработки в случае обнаружения дефектов. Проме-
жуточный межоперационный контроль выпол-
няется чаще всего контролером ОТК, но иногда и персоналом цеха.
Например, отбраковка поковок с явными дефектами может выпол-
няться самими рабочими. Окончательный контроль яв-
ляется обязательной операцией при сдаче готовой продукции из цеха
в цех или потребителю. Принятую или забракованную продукцию клей-
мят соответствующими клеймами и оформляют на нее необходимую
документацию.
В зависимости от типа производства и его характера (массовое,
серийное, опытное и др.) применяют различные средства контроля —
механизированные и автоматизированные. В единичном же производст-
ве, например, на участке ковки детали чаще всего изготовляют на уни-
версальном оборудовании универсальным инструментом без исполь-
зования специальной оснастки. В условиях такого производства при-
меняют ручной контроль, который выполняют универсаль-
ными методами с использованием универсального контрольно-изме-
рительного инструмента. Оснащение единичного производства специ-
альными контролирующими устройствами экономически нецелесооб-
разно, к тому же квалификация контролеров должна быть высокой.
Непрерывное усовершенствование организации контроля ведет
220
к возникновению новых его форм. К одной из них относится система
бездефектного изготовления изделий и сдача их службе контроля с
первого предъявления. При бездефектной системе контролируют не
только качество изделий, но и качество труда рабочих, их квалифика-
цию, условия труда. Эта система позволяет разрабатывать комплекс
организационных, технических и воспитательных мероприятий, обес-
печивающих бездефектную работу всех подразделений производства.
Бездефектная система труда может быть внедрена на любом предприя-
тии и любом участке производства.
При изготовлении поковок ручной ковкой важнейшими видами
технического контроля являются промежуточный и окончательный.
Технический контроль в кузнечном производстве. Для выявления
и предупреждения брака в кузнечном производстве в общем случае
применяют следующие виды контроля поковок (заготовок, деталей):
наружный осмотр; контроль геометрических размеров; контроль хи-
мического состава; контроль с помощью неразрушающих физических
методов; металлографический анализ; механические испытания. Пе-
речисленные виды контроля могут использоваться и как промежуточ-
ные^ как окончательные.
Наружный осмотр (визуальный контроль) чаще всего при-
меняют в качестве промежуточного контроля, осуществляя его у моло-
та, пресса или наковальни для отбраковки поковок с явными дефек-
тами. После сглаживания и очистки от окалины наружный осмотр прово-
дят как окончательный контроль для выявления видимых невооружен-
ным глазом поверхностных дефектов. Очистку от окалины осуществ-
ляют либо в галтовочных барабанах, либо дробью на дробеметных ус-
тановках. Обдувку песком применяют крайне редко и только для
очистки поковок из дорогостоящих сплавов, например титановых.
Более мелкие и так называемые скрытые дефекты выявляют, подвер-
гая поковки травлению и осматривая их с помощью лупы.
Наружным осмотром определяют и такие виды брака, как короб-
ление, недопустимые заусенцы, а также брак, вызванный не до конца
выполненными операциями по прошивке отверстий, обрезке облоя
и др.
Контроль геометрических размеров поковок
производится универсальным и специальным инструментом. Поковки,
полученные ручной ковкой, чаще всего контролируют универсальным
инструментом — штангенциркулем, кронциркулем и нутромером с
секторной шкалой. При изготовлении большой серии поковок эконо-
мичнее и удобнее пользоваться специальным контрольным инструмен-
том — скобами, шаблонами и другими контрольными приспособлени-
ями.
Геометрические размеры сложных по форме и крупных поковок
из дорогостоящих сплавов контролируют на разметочных плитах с
помощью рейсмаса и разметочной линейки, а для повышенной точности
измерений пользуются штангенрейсмасом (рис. 9.5). Разметка на плите
221
является кропотливой и трудоемкой операцией, однако более эконо-
мично заранее установить пригодность поковки для механической
обработки, нежели получить брак после многочисленных и дорогостоя-
щих операций окончательной обработки.
При контроле геометрических размеров необходимо, чтобы базой
для измерения служили такие точки поверхности поковки, которые в
дальнейшем будут использованы в качестве баз для закрепления по-
ковки на станке при ее механической обработке. Данное условие назы-
вают ’’правилом единства базы”. Поковку 4 (см. рис. 9.5) крепят на
подставке 1 планкой с помощью болта 3. Плита 6 является общей по-
верхностью для штангенрейсмаса 5 и подставки с поковкой 4. Послед-
няя крепится на подставке своей базовой поверхностью 2, являющей-
ся также базовой поверхностью при обработке поковки на металло-
режущем станке.
Рис. 9.5. Контроль гео-
метрических размеров
на разметочной плите
с помощью штангенрей-
смаса:
1 - подставка, 2 -
базовая поверхность,
3 - болт, 4 - поковка,
5 - штангенрейсмас,
6 - плита
Высоту, ширину, длину, а также диаметр поковки измеряют ли-
нейкой, штангенциркулем, обычным кронциркулем или кронциркулем
с секторной шкалой. Выбор измерительного инструмента зависит от
габаритных размеров поковки и требуемой точности измерения. Конт-
роль указанных размеров выполняют предельными скобами, прутко-
выми шаблонами и гребенками. Для измерения толщины стенок поко-
вок используют кронциркули с секторной шкалой (см. рис. 5.12, б),
штангенциркули, а для контроля годности детали — предельные
скобы и предельные кронциркули.
Диаметры отверстий измеряют штангенциркулями и нутромерами.
Годность поковок определяют по отверстиям с помощью предельных
калибров и шаблонов. Контроль поковок на изгиб (кривизну) и короб-
ление поверхностей осуществляют на плите путем измерения расстоя-
ния от контрольных поверхностей поковки до поверхности плиты.
Коробление круглой поковки определяют, перекатывая ее по плите
и измеряя прогиб. Контроль коробления выполняют с помощью
профильных шаблонов.
Угловые размеры определяют универсальными угломерами, малка-
ми и контрольными шаблонами. Радиусы закруглений между соседни-
222
ми поверхностями поковки проверяют набором универсальных радиус-
ных шаблонов (от 1 до 15 мм) , а также предельными шаблонами
для измерения наружных и внутренних радиусов закруглений. Правиль-
ность взаимного расположения выступов и впадин на поковке опреде-
ляют либо на плите, либо с помощью штангенрейсмаса, либо профиль-
ными и контурными шаблонами.
Поковки с отклонениями размеров, превышающими допустимые,
являются дефектными. Те из них, которые можно исправить дополни-
тельной ковкой, отправляют на устранение дефектов, остальные бра-
куют.
Контроль химического состава металла
заготовок и поковок выполняют вследствие того, что химический состав
влияет не только на эксплуатационные качества деталей, но и на режим
их обработки. Поэтому несоответствие химического состава металла
заготовки установленным требованиям, а также ошибочный выбор
марки сплава являются недопустимыми. Контроль химического соста-
ва сплава выполняют при приемке поступающего на завод металла,
при приемке поковок для наиболее ответственных деталей, при иссле-
довании причин брака, а также в том случае, когда приготовленные
для ковки заготовки одинакового размера перемещались или на них
отсутствует клеймо либо бирка.
В кузнечном производстве для определения химического состава
металла широко применяют химический анализ в лаборатории и спект-
ральный анализ, а для определения марки сплава — искровой метод.
Для проведения химического анализа от используемых заготовок
или поковок отбирают определенное количество стружки или малень-
кие кусочки металла и отправляют в лабораторию, где методами коли-
чественного анализа с высокой точностью определяют химический сос-
тав сплава. Точность определения наличия серы и фосфора, например,
достигает 0,004 . . . 0,005 %, вольфрама и никеля — 0,04 . . . 0,06 %,
остальных элементов — 0,02 . . . 0,04 %. К недостаткам химического
анализа относятся большая продолжительность и трудоемкость его прове-
дения. Так, для определения количества углерода требуется 5 мин,
серы или фосфора — 1ч, алюминия — 2 ч, а титана — 3 ... 4 ч. Недос-
татком рассмотренного метода является также необходимость отбора
стружки, а следовательно, порчи поковок. Вследствие этого химичес-
кий анализ используют при выборочном контроле, анализе брака, точ-
ной перепроверке (например, в случае преждевременной поломки
детали при эксплуатации).
По сравнению с химическим спектральный анализ является более
удобным, экономичным и быстрым. Этот метод менее точен, чем хими-
ческий анализ, но позволяет с достаточным приближением отделить
одни марки сплавов от других, причем контроль выполняется очень
быстро и без порчи готовой поковки. Точность определения элементов
достигает 0$ ... 1 %, а затраты времени составляют от 1 до 3 мин на
один анализ.
223
Рис. 9.6. Переносный сти-
лоскоп:
1 - окуляр, 2, 8,10 - лин-
зы, 3, 4, 7, 11, 12 - приз-
мы, 5 - электрод, 6 -
образец, 9 - рукоятка
Спектральный анализ основан на разло-
жении и исследовании спектра электричес-
кой дуги или искры, возбуждаемой искусст-
венно между медным электродом и исследуе-
мым сплавом. Для выполнения спектрально-
го анализа применяют стационарный или наи-
более удобный в условиях производства пере-
носный стилоскоп (рис. 9.6). Электрическая
дуга возникает между проверяемым образ-
цом 6 и дисковым электродом 5. Луч света
от дуги через призмы 7, 11 и 12, линзы 8, 10 и
2, а также преломляющие призмы 3 я 4 попа-
дает в окуляр 1, через который наблюдают
и анализируют спектр. Цвет и концентрация
линий последнего позволяют с помощью при-
лагаемого к прибору атласа определить присут-
ствие элемента и приближенное процентное
его содержание в сплаве. Стилоскоп массой
3 кг легко переносить за рукоятку 9; его
производительность достигает 60 . . . 100 анали-
зов в час. Стилоскоп позволяет проводить
контрольные анализы как мелких, так и круп-
ных поковок, а также контролировать детали
непосредственно на машинах без их разборки.
Эффективным способом определения марки сплава является искро-
вой метод. При его применении марку сплава устанавливают визуаль-
но по виду искр, образующихся во время абразивной обработки по-
ковки шлифовальным кругом или бормашинкой (см. рис. 3.4). Нес-
мотря на то что этот метод является весьма приближенным, опытные
контролеры в течение 1 ч определяют марку сплава 600 ... 1000 об-
разцов.
Неразрушающие м етоды контроля позволя-
ют проверять качество поковок и деталей (на отсутствие наружных и
внутренних дефектов) без нарушения их целостности и могут быть ис-
пользованы в сплошном контроле. К таким методам контроля относят-
ся рентгено- и гамма-дефектоскопия, а также ультразвуковая, магнит-
ная, капиллярная и другие виды дефектоскопии.
Рентгенодефектоскопия основана на способности рентгеновского
излучения проходить через толщу материала и поглощаться послед-
ним в различной степени в зависимости от его плотности. Излучение,
источником которого является рентгеновская трубка, направляют
через контролируемую поковку на чувствительную фотопластинку
или светящийся экран. Если в поковке имеется дефектное место (на-
пример, трещина), излучение, проходящее через него, поглощается
слабее, а фотопленка засвечивается сильнее. Регулируя интенсивность
рентгеновского излучения, получают изображение в виде ровного свет-
224
лого фона в бездефектных местах поковки и отличительного темного
участка — в месте нахождения дефекта.
Выпускаемые промышленностью рентгеновские установки позво-
ляют просвечивать стальные поковки толщиной до 120 мм, а поковки
из легких сплавов — до 250 мм.
Контроль поковок гамма-дефектоскопией аналогичен контролю рент-
генодефектоскопией. На определенном расстоянии от исследуемого объ-
екта устанавливают источник гамма-излучения, например капсулу с
радиоактивным кобальтом-60, а с противоположной стороны объекта —
устройство для регистрации интенсивности излучения. На индикаторе
интенсивности (фотопленке) проявляются дефектные участки, имею-
щиеся внутри заготовки или поковки. Толщина контролируемых заго-
товок (поковок, деталей) достигает 300 .. .500 мм.
Во избежание облучения при использовании в качестве методов
контроля рентгено- и гамма-г дефектоскопии необходимо строго соблю-
дать требования безопасности и быть предельно осторожным.
Рис. 9.7. Установка для ультразукового контроля металла:
1 - осциллограф, 2, 3, 4 - световые импульсы, 5 - блок, б -
головка, 7 - поковка, 8 - дефект
Ультразвуковая дефектоскопия является наиболее распространен-
ным методом контроля, позволяющим проверять поковки толщиной
до 1 м. Установка для ультразвукового контроля эхо-методом (рис.
9.7) состоит из искательной головки 6 и блока 5, в котором размеще-
ны генератор ультразвуковых электрических колебаний (частота свыше
20 кГц) и осциллограф 1. Головка 6 представляет собой пьезоэлек-
трический преобразователь электрических колебаний в механичес-
кие.
8 - 232
225
С помощью искательной головки на исследуемый участок поковки
7 направляют импульс ультразвуковых колебаний, который отразит-
ся сначала от поверхности поковки, затем ( с некоторым опозданием) —
от дефекта 8 и еще позже — от донной поверхности объекта. Отражен-
ный импульс (эхо) вызывает колебание пьезокристалла искательной
головки, который преобразует механические колебания в электричес-
кие.
Электрический сигнал усиливается в приемнике и регистрируется
на экране осциллографа 7: расстояние между импульсами 2,3 и 4 опре-
деляет глубину нахождения дефекта, а форма кривых — величину и
характер последнего.
Наиболее распространенным видом магнитной дефектоскопии
является магнитно-порошковый метод, применяемый для контроля
магнитных сплавов железа, никеля и кобальта. Стальную деталь намаг-
ничивают электромагнитом, а затем покрывают суспензией из кероси-
на и магнитного порошка. В местах наличия дефекта частицы магнит-
ного порошка скапливаются, копируя форму и размеры не только по-
верхностных трещин, но и дефектов, расположенных на глубине до
6 мм.
Магнитно-порошковый метод позволяет выявить крупные и
очень мелкие дефекты шириной 0,001 ...0,03 и глубиной до 0,01 ...
... 0,04 мм.
Капиллярная дефектоскопия основана на свойстве жидкостей под
действием капиллярных сил заполнять полости поверхностных дефек-
тов (трещин). Используемые для контроля жидкости либо обладают
способностью люминесцировать под действием ультрафиолетового
излучения (люминесцентная дефектоскопия), либо имеют окраску,
четко выделяющуюся на общем фоне поверхности. Например, при лю-
минесцентной дефектоскопии поковки погружают в раствор минераль-
ного масла в керосине, промывают, просушивают, а затем опыляют
порошком оксида магния. Если осматривать невооруженным глазом
такую поверхность при свете ртутной лампы, на фоне темно-фиолето-
вой поверхности поковки ясно видны ярко-белые трещины. Ме-
тод позволяет определять наличие трещин шириной от 1 до
400 мкм.
Металлографический анализ разделяют на два вида —
макро- и микроанализ. Макроанализ применяют при выборочном конт-
роле для выявления дендритного строения заготовок (слитков), опре-
деления направления волокон в поковках, выявления трещин, лик-
ваций серы, фосфора и др. Перед анализом контролируемую поверх-
ность обрабатывают на фрезерных и шлифовальных станках, полируют,
а затем подвергают травлению. Макроструктуру исследуют визуально
либо невооруженным глазом, либо с помощью лупы при увеличении
в 10 ... 30 раз.
Для микроанализа используют небольшие образцы (например,
12x12x10 мм). Контролируемую поверхность обрабатывают до зер-
226
кального блеска, подвергают травлению и исследуют с помощью метал-
лографических микроскопов при увеличении в 50 . . . 2000 раз. Целью
микроанализа являются определение формы и размеров зерен, изуче-
ние влияния режимов обработки на внутреннее строение сплава, выяв-
ление микродефектов и неметаллических включений.
Механические испытания позволяют непосредствен-
но и окончательно проконтролировать качество металла поковки, харак-
теризующееся его способностью сопротивляться различным силовым
нагрузкам, действующим на детали в процессе их работы в машинах.
К основным механическим испытаниям относятся испытания на растя-
жение, ударную вязкость и твердость. Первые два из них являются
разрушающими, а третий — неразрушающим методом контроля.
Испытание на растяжение, сущность которого была рассмотрена
в гл. 2, проводят на специальных разрывных машинах — прессах, ос-
нащенных самопишущим прибором, вычерчивающим диаграмму растя-
жения. Пользуясь последней, по соответствующим формулам опреде-
ляют основные механические свойства металла (пределы прочности,
текучести и др.). Испытанию подвергают специальные образцы, их
вырезают из контролируемых участков поковки или заготовки, а затем
на металлорежущих станках придают им требуемую форму. Испыты-
вают образцы до предельного состояния (разрушения), пользуясь соот-
ветствующей методикой (ГОСТ 1497—84).
Испытание на ударную вязкость выполняют на машине, называе-
мой маятниковым копром (рис. 9.8, а). Образец 2, изготовленный в
соответствии с ГОСТ 9454—78 (рис. 9.8, б), устанавливают надрезом
227
посередине между опорами. Маятник 1 поднимают на строго определен-
ную высоту, а затем, поворачивая защелку, освобождают его. Опуска-
ясь, маятник к моменту встречи с образцом накапливает определен-
ную кинетическую энергию. Под действием удара маятника образец
деформируется (изгибается) и разрушается, на что затрачивается часть
накопленной копром энергии. Стрелка на шкале 3 фиксирует угол
подъема маятника после испытания. Шкала проградуирована так, что
по ней определяют работу Ан (МДж), затраченную на разрушение об-
разца. Ударную вязкость испытуемого металла (МДж/м2) определяют
по формуле a = An/F, где F - площадь поперечного сечения исходного
образца, м2.
Как и при испытании на растяжение, при испытании на удар-
ную вязкость требуется образец, вырезанный из готовой поковки,
т. е. этот метод испытаний является разрушающим и проводится выбо-
рочно, так как ведет к потере поковки.
Испытание на твердость не только позволяет определить способ-
ность металла сопротивляться внедрению в него твердого тела, но и
по специальным формулам приближенно оценить его механическую
прочность. В зависимости от твердости контролируемого металла и
цели испытаний для проведения последних применяют несколько ме-
тодов, к которым относятся методы Бринелля, Роквелла, измерения
твердости тарированными напильниками и др.
Рис. 9.9. Определение твердости по Бринеллю:
а - схема внедрения шарика, б - переносный микро-
скоп МПБ-2
Определение твердости по Бринеллю производится вдавливанием
в испытуемый металл стального закаленного шарика определенного
диаметра под действием заданной силы Р в течение определенного вре-
мени (рис. 9.9, а). На поверхности образца образуется сферическая
лунка диаметром d и глубиной h. Твердость в единицах Бринелля (НВ)
определяют по формуле НВ = P/F, где F — площадь поверхности шаро-
вого сегмента (F=itdti).
228
Так как глубину отпечатка измерить трудно, то с помощью спе-
циального переносного микроскопа МПБ-2 (рис. 9.9, б), в окуляре
которого имеется шкала, измеряют диаметр d отпечатка. Шкала поз-
воляет определить диаметр с точностью до десятых долей миллимет-
ра. Зная диаметр D шарика и диаметр отпечатка, определяют твердость
по формуле НВ = 2Р/л£) (D - \/D2 — cr).
В соответствии с ГОСТ 9012-59 и в зависимости от толщины и твер-
дости испытуемого материала выбирают диаметр D шарика и усилие
Р (например, используют шарики ф 2,5; 5; 10 мм, усилия — 30 000,
10 000, 7500 Н и тд.). Так как в формуле для определения твердости
величины PhD являются постоянными, то пользуются специальными
таблицами твердости, в которых значения НВ заранее рассчитаны в за-
висимости от диаметра d отпечатка. Для получения отпечатка исполь-
зуют специальный пресс, называемый часто твердомером Бринелля.
Метод Бринелля применяют для определения твердости черных и
цветных сплавов, не превышающей 450 НВ, так как при большей твер-
дости деформируется сам шарик. Участок поковки, на котором дела-
ется отпечаток, должен быть предварительно зачищен на абразивном
круге.
Твердость по Роквеллу определяют путем внедрения в образец ал-
мазного конуса (рис. 9.10, а) с углом при вершине, равным 120 °,
или стального каленого шарика ф 1,587 мм: первый используют при
контроле сплавов высокой твердости, второй — при твердости по Бри-
неллю, не превышающей 200 НВ. Испытание по Роквеллу выполняют
на специальном приборе (рис. 9.10, б). В испытуемый образец в авто-
матическом режиме внедряется наконечник 7. Сначала с предваритель-
ным усилием Ро, равным 100 Н (см. рис. 9.10, а), а затем в течение
5 ... 8 с — с основным усилием Ро + Pt, равным 600, 1000 или 1500 Н.
После снятия основной нагрузки Рг глубина внедрения наконечника
фиксируется индикатором 2 прибора,
на шкале которого стрелка
Рис. 9.10. Определение твердости
по Роквеллу:
а - схема внедрения алмазного
конуса, б - прибор Роквел-
ла; 1 - наконечник, 2 - шкала
индикатора
229
показывает твердость металла. Разность глубин h=h01 - h0 проникно-
вения в образец конуса или шарика при двух нагрузках характеризует
твердость металла в единицах Роквелла (HR). За единицу твердости
принята величина, равная внедрению на 0,002 мм.
На приборе имеются разных цветов шкалы: черная служит для
испытаний алмазным конусом при нагрузках 600 и 1500 Н (твердость
обозначают соответственно HRA nHRC3),ano красной определяют
твердость при внедрении стального шарика с усилием 1000 Н и обозна-
чают ее буквами HRB. Образцы для испытаний на приборе Роквелла
должны быть хорошо зачищены на участке внедрения и иметь ровную
опорную поверхность. Метод Роквелла нашел широкое применение
в машиностроении, так как отпечатки очень малы и не ухудшают ка-
чества поверхности поковок и деталей; кроме того, нет необходимости
определять размеры отпечатка и пользоваться специальными таблицами.
При необходимости значения твердости по Роквеллу легко пере-
водятся в соответствующие им значения по Бринеллю (табл. 9.6) . Кроме
того, в этой таблице приведены значения твердости в единицах Бринел-
ля в зависимости от диаметра отпечатка. Таблица составлена для случая
испытаний шариком 010 мм при нагрузке, равной 30 000 Н.
Окончательный контроль и правила приемки поковок. Готовые
поковки после окончательной обработки (очистки от окалины, правки,
термической обработки и др.) поступают на контрольную площадку
для окончательной проверки их качества в соответствии с ГОСТ
8479—70, который определяет вид и объем контроля, устанавливает
технические требования к приемке поковок и их поставке заказчику —
механическим цехам того же завода или другим предприятиям.
В зависимости от назначения поковок и условий работы изготов-
ляемых из них деталей поковки подразделяют на пять групп, каждая
из которых подвергается обязательным установленным для них кон-
кретным видам и объему контроля. Наименее ответственные поковки
входят в 1 группу; их контроль заключается только во внешнем ос-
мотре. Наиболее ответственные поковки, относящиеся к V группе,
должны подвергаться не только внешнему осмотру, но и испытаниям
на растяжение, ударную вязкость, твердость. Номер группы поковок
устанавливает заказчик, который может по особому соглашению потре-
бовать проведения дополнительных видов контроля. Объем контроля
и количество подвергаемых ему поковок также зависят от того, к
какой группе поковки относятся. Так, поковки II группы должны
подвергаться 5 %-ному контролю, т. е. контролируют выборочно пять
поковок, если количество их в партии составляет 100 шт. Поковки
V группы подвергаются 100 %-ному контролю.
При проведении контроля геометрических размеров и формы поко-
вок должны учитываться требования к припускам на механическую
обработку, технологическим напускам и др. Для кованых поковок
указанные требования установлены ГОСТ 7829-70 и 7062-79, для
штампованных — ГОСТ 7505—74.
230
9.6. Соотношение чисел твердости по Бринеллю и Роквеллу
Твердость по Бринеллю Твердость по Роквеллу Твердость по Бринеллю Твердость по Роквеллу
Диаметр отпечат- ка, мм НВ HRC3 HRB HRA Диаметр отпечатка, мм НВ HRC3 HRB HRA
2,2 7800 72 — 84 4 2290 20 100 61
2,3 7120 68 - 82 4,1 2117 17 98 60
2,4 6530 64 - SO 4,2 2070 14 95 59
2,5 О010 60 - 78 4,3 1970 12 93 58
2,6 5550 56 - 77 4,4 1870 9 91 57
2,7 5140 52 - 75 4,5 1790 7 90 56
2,8 4770 49 - 74 4,6 1700 4 88 55
2,9 4440 46 73 4,7 1630 2 86 53
3 4150 43 - 72 4,8 1560 0 84 52
3,1 3880 41 - 71 4,9 1490 - 82 -
3,2 3630 39 - 70 5 1430 - 80 —
3,3 3410 36 - 68 5,1 1370 - 78 -
3,4 3210 33 67 5,2 1310 - 76 -
3,5 3020 31 - 66 5,3 1260 - 74 —
3,6 2850 29 - 65 5,4 1210 - 72 -
3,7 2690 27 — 64 5,5 1160 70 -
3,8 2550 25 — 63 5,6 1110 67 —
3,9 2410 23 - 62 5,7 1070 - 65 -
В зависимости от механических свойств поковки относятся к раз-
личным категориям прочности (КП): КП20, . . ., КП80 (цифры в мар-
кировке указывают на минимальное значение предела текучести ме-
талла — ат). В свою очередь, каждая категория в зависимости от габа-
ритных размеров заготовки должна соответствовать определенным
требованиям по значениям удлинения (3), относительного сужения
(i//B) и ударной вязкости («н). Испытания на растяжение следует выпол-
нять, руководствуясь ГОСТ 1497-84, на твердость - ГОСТ 9021-78,
на ударную вязкость — ГОСТ 9454—78. Химический состав сталей дол-
жен соответствовать требованиям ГОСТ 380—71, 1050—74, 4543—71
и др.
После контроля следует заполнить необходимые документы. При
отправке поковок заказчикам на другие предприятия на каждую пар-
тию составляют документ, называемый сертификатом. В нем должны
быть указаны следующие сведения: наименование и товарный знак
завода-изготовителя; номер заказа; количество поковок в партии;
номер чертежа; марка металла и ГОСТ; номер группы поковок и кате-
гория прочности и др.
231
Контрольные вопросы
1. Перечислите возможные дефекты поковок и причины их возникновения.
2. Какие виды дефектов устраняют пневматическими зубилами или огневой
зачисткой?
3. Перечислите способы удаления окалины с поверхности поковок.
4. Расскажите об основных видах термической обработки сталей.
5. Каковы особенности термической обработки алюминиевых и титановых
сплавов?
6. Какие подразделения входят в состав ОТК предприятия?
7. Каковы функции органов государственного контроля?
8. Каковы функции контролера?
9. Перечислите задачи, которые стоят перед службой ОТК кузнечного цеха.
10. Как устроен стилоскоп и как им пользоваться?
11. Как проводится металлографический анализ н для чего его применяют?
12. Какие свойства металла относятся к механическим и как их определяют?
13. В каких случаях твердость определяют методом Бринелля и в каких -
методом Роквелла?
10. МАШИННАЯ КОВКА
10.1. ОПЕРАЦИИ МАШИННОЙ КОВКИ
В отличие от ручной машинная ковка характеризуется тем, что де-
формация металла осуществляется с помощью ковочного оборудова-
ния — пневматических и паровоздушных молотов, гидравлических
прессов, на которых смонтированы бойки и другой необходимый ин-
струмент.
Операции машинной ковки во многом аналогичны операциям руч-
ной ковки с точки зрения течения металла, характера формоизменения
заготовки и приложения усилия деформирования. В этой главе опера-
ции рассматриваются применительно к их выполнению на машинах.
Отрубка является обычно предварительной операцией. Ее приме-
няют для отделения от слитка негодных донной и прибыльной частей
или для разделки заготовки на части при изготовлении из нее двух
либо нескольких поковок. Кроме того, отрубку выполняют и как
промежуточную операцию, например для отделения поковки от годной
части заготовки. Отрубка является менее точной и совершенной опера-
цией, чем разделка заготовок. В зависимости от формы и размеров
заготовки и применяемого оборудования эту операцию выполняют
различными способами.
Отрубка на молотах. Отрубку двумя квадратами
(рис. 10.1) применяют для отделения одной части полосовой заготовки
от другой. Первый квадрат 4 укладывают на нижний боек 5, на него —
нагретую полосу 3. На заготовку устанавливают второй квадрат 2 па-
232
Рис. 10.1. Схема отрубки двумя
квадратами:
1,5 - верхний и нижний бойки,
2, 4 - квадраты, 3 - заготовка
Рис. 10.2. Схема отрубки двусторонним
топором с одной стороны на молоте
без применения (а) и с применени-
ем (б) квадрата
раллельно первому так, чтобы между режущими кромками квадратов
был небольшой зазор. Нанося по верхнему квадрату удар бойком 1,
разрубают полосы на части. Способ похож на отрезку заготовок ножами.
Отрубку с одной стороны выполняют двусторонним топором (рис.
102, а). Слабым ударом бойка топор слегка вдавливают в заготовку,
затем более сильными ударами его внедряют настолько, чтобы оста-
лась перемычка, имеющая толщину, примерно равную толщине обуха
топора (16 ... 25 мм). Внедрение топора на большую глубину приводит
к смятию его режущей кромки. Удалив топор, приподнимают заготов-
ку и под место надруба на боек устанавливают квадрат (рис. 10.2, б).
Ударом бойка по заготовке последнюю разрубают. Отрубка сопровож-
дается образованием отхода, толщина которого равна толщине перемыч-
ки, а ширина — ширине квадрата. Рассмотренный способ применяют
для отрубки заготовок небольшого и среднего сечения.
Отрубку с двух сторон применяют для отделения заготовок боль-
ших сечений, когда высота топора оказывается недостаточной. Нагретую
заготовку ставят на нижний боек и ударами верхнего бойка внедря-
ют топор примерно на половину высоты заготовки (рис. 10.3, а). По-
скольку при внедрении топора заготовка в зоне рубки несколько сми-
нается, ее необходимо выровнять по сечению ударами бойка.
После кантовки заготовки на 180 ° топор устанавливают над надру-
бом (рис. 10.3, б) и ударами бойка окончательно отрубают заготовку.
Так как попасть топором точно в место надруба трудно, при отрубке
образуется заусенец. В тех случаях, когда последний не допускается,
его удаляют с помощью обсечки (квадрата), кузнечного зубила или
одностороннего топора (рис. 10.3, в, г). Оставленные заусенцы опас-
ны тем, что при дальнейшей ковке они могут быть причиной образова-
ния зажимов, складок и плен.
Отрубку с двух сторон с перемычкой выполняют в три приема.
Сначала внедряют топор с одной стороны, затем (после кантовки заго-
товки) — с другой, настолько, чтобы осталась небольшая перемычка.
233
Рис. 10.3. Схемы отрубки с двух сторон
(а, б) и удаления заусенца (в, г)
Рис. 10.4. Схема отрубки с трех сто-
рон на прессе:
а ... в - первый, второй и третий
ходы пресса
Топор переворачивают обушком вниз, вводят сверху в надруб и слабы-
ми ударами бойка по лезвию топора внедряют последний до отделения
одной части заготовки от другой.
Отрубка на прессах. Круглые и многогранные заготов-
ки (слитки) рубят одним из нижеследующих способов.
Отрубку с трех сторон осуществляют на вырезном нижнем бойке,
имеющем полукруглую выемку во избежание смятия заготовки (рис.
10.4, а). Заготовку ставят на боек так, чтобы место рубки располага-
лось на продольной оси бойка. При первом ходе ползуна пресса одно-
или двусторонний топор внедряют в заготовку на глубину, примерно
равную 0,4 ее диаметра. Посте кантовки заготовки на 120 ° делают
второй надруб на такую же глубину (рис. 10.4, б). После поворота
заготовки еще на 120 ° при третьем ходе ползуна с помощью трапецеи-
дального топора осуществляют окончательную отрубку (рис. 10.4, в).
Отрубка концевых частей заготовок, например донной части слитка,
может выполняться за один прием по схеме односторонней отрубки
(рис. 105). На заготовке в месте рубки по ее периметру на вырез-
ном бойке выполняют предварительно круговую наметку круглым прут-
ком. Заготовку и боек совмещают так, чтобы наметка совпадала с тор-
цом нижнего бойка, располагающимся симметрично верхнему бойку.
На наметку ставят топор, который при движении ползуна пресса вниз
отрубает заготовку по всему сечению. Углубление наметки в данном
случае играет роль направляющих для топора и устраняет возможность
его отклонения от диаметральной плоскости заготовки. В случае обработ-
ки заготовок большого диаметра рассмотренный способ отрубки может
выполняться с одной, двух и трех сторон.
Отрубка на прессах заготовок прямоугольного сечения во многом
234
Рис. 10.6. Схема отрубки с
одной стороны:
а - внедрение топора, б -
отсечка квадратом
Рис. 10.5. Схема одно-
сторонней отрубки на
прессе
Рис. 10.7. Схема отруб-
ки заготовки большо-
го сечения с четырех
сторон
схожа с отрубкой на молотах. Отрубку с одной стороны выполняют
внедрением топора в заготовку аналогично этой операции на молоте,
с кантовкой заготовки на 180 ° и окончательной отрубкой с отсечкой
квадратом, установленным сверху на заготовку над местом надруба
(рис. 10.6, а, б). При этом способе отрубки также образуется отход
в виде небольшой обсечки.
Отрубку с двух сторон выполняют так же, как и на молотах; при
этом способе операция является тоже безотходной.
В тех случаях, когда не должно быть заусенцев или заготовка имеет
большое поперечное сечение, применяют отрубку с четырех сторон
(рис. 10.7). Последовательно с кантовкой на 90 ° с четырех сторон в
заготовку внедряют топор так, что в середине заготовки остается пере-
мычка. Затем с помощью квадрата или топора, поставленного в надруб
обухом вниз, разрубают заготовку на части. При отрубке крупных
заготовок на прессах рекомендуется применять топоры с противо-
весом.
Протяжка, несмотря на продолжительность, является наиболее
распространенной операцией машинной ковки, использующейся при
изготовлении подавляющего числа поковок. Она является основной
формоизменяющей операцией при изготовлении гладких, ступенчатых
и коленчатых валов, шатунов, цилиндров, колец большого диаметра
и других деталей. На протяжку уходит до 70 % всего времени ковочных
работ.
Схема протяжки на плоских бойках показана
на рис. 10.8. При обжатии по высоте (Д/7) заготовка удлиняется и од-
новременно подвергается уширению (см. § 6.3). Чем меньше подача
а заготовки и относительная подача а/В, тем меньше тормозящее дей-
ствие сил контактного трения вдоль заготовки, больше вытяжка, мень-
ше уширение и выше эффективность операции протяжки.
235
Рис. 10.8. Схема протяжки на плоских бойках
Для протяжки используют три вида бойков: плоские универсаль-
ные широкие (см. рис. 10.33, а); специальные для протяжки — плоские
узкие; вырезные (см. рис. 10.33, б) . Успешно применяют также обжим-
ки с различной формой рабочих частей (см. рис. 10.40, а, б).
Протяжку поковок прямоугольного или квадратного сечения на
плоских бойках выполняют несколькими способами. Па плоских универ-
сальных (широких) бойках заготовку обжимают последовательно на
всю длину в одном направлении без кантовки (рис. 10.9, а). Затем
ее кантуют на 90 ° и выполняют операцию вторично снова на всю длину
с подачей в обратном направлении также без кантовки.
Такой способ протяжки на плоских, но узких бойках приводит
к изгибу заготовки. Поэтому протяжку на узких бойках ведут с по-
очередной кантовкой заготовки на 90 ° то влево, то вправо (рис.
Рис. 10.9. Способы протяжки на плоских
бойках:
а - без кантовки, б - с поочередной кан-
товкой, в - с непрерывной кантовкой
Рис. 10.10. Схема протяжки с использова-
нием раскатки (а) и комбинированные
бойки (б)
236
10.9, б), причем кантовку можно производить как после каждого,
так и после нескольких обжатий и подач. Этот способ часто применяют
при ковке крупных заготовок и слитков.
Протяжку на плоских бойках заготовок из легированных сталей
и сплавов с пониженной пластичностью осуществляют с непрерывной
кантовкой заготовки на 90 ° и подачей вдоль оси на необходимую
длину. При этом способе протяжка ведется по винтовой линии (рис.
10.9, в).
Вытяжку заготовки при протяжке на универсальных бойках можно
увеличить, применяя подкладной инструмент — раскатку (рис. 10.10,а),
которая действует как узкий боек и обеспечивает деформацию заготов-
ки в сторону увеличения ее длины. Учитывая неудобство работы с рас-
каткой и увеличение объема прогладочных работ после протяжки,
этот способ применяют лишь при отсутствии в цехе молота достаточной
мощности.
Наибольшая производительность при протяжке на молотах дости-
гается при ковке узкими бойками. Проглаживают поковки на другом
молоте, имеющем универсальные (широкие) бойки.В небольших кузни-
цах на молотах малой мощности устанавливают бойки, имеющие
с одного края закругленную форму, а с другого — плоскую (рис.
10.10, б). Закругленную часть бойков используют для протяжки заго-
товки, плоскую — для проглаживания ее поверхности и других работ.
На плоских бойках протяжкой получают поковки не только прямо-
угольного, но и круглого сечения. Исходную заготовку круглого сече-
ния сначала протягивают на квадрат со стороной, на 2 ... 3 % меньшей
диаметра требуемой круглой поковки. Этот квадрат, деформируя по
диагоналям, превращают в восьмигранник, а последний, обкатывая
по ребрам и граням, — вкруг.
Описанный способ ковки круглых поковок на плоских бойках
опасен тем, что в осевой части заготовки возникают большие растя-
гивающие напряжения, вызывающие образован
ти в сердцевине поковки. Из-за этого явления
не допускается протяжка круглых заготовок
на круг методом непрерывной кантовки по
схеме ’’круг на круг”. В связи с изложенным
протяжка круглых поковок на плоских бой-
ках возможна только для высокопластичных
металлов, например для низкоуглеродистой
стали.
Круглые поковки следует изготовлять с при-
менением вырезных бойков (рис. 10.11, а),
обжимок (см. рис. 10.40) или комбинирован-
ных бойков (нижний — вырезной, верхний —
плоский). Использование вырезных бойков поз-
воляет получать круглые поковки более точной
цилиндрической формы и выполнять протяжку
трещин и рыхлос-
Рис. 10.11. Схемы дей-
ствия сил на заготовку
при протяжке в вырез-
ных (а) и плоских
(б) бойках
237
с большей скоростью, вследствие чего уменьшается вероятность появ-
ления трещин в поковках из высоколегированных сталей и сплавов.
Последнее объясняется тем, что при протяжке в вырезных бойках дефор-
мирующие силы воздействуют на заготовку не с двух сторон, как при
протяжке в плоских бойках (рис. 10.11, (У), а с четырех (см.
рис. 10.11, а). Такая схема действия сил увеличивает интенсивность
вытяжки, способствует более равномерному течению металла и значи-
тельному уменьшению растягивающих напряжений в сердцевине поков-
ки. Производительность протяжки в вырезных бойках на 20 ... 30 %
больше, чем на плоских. Вырезные бойки бывают полукруглого (ради-
ального) профиля разных радиусов и ромбического профиля с различ-
ными углами охвата заготовки в зависимости от пластичности металла.
Особенности выполнения протяжки на ма-
шинах. На молотах короткие заготовки протягивают ”на себя”:
кузнец ведет обжатие заготовки от конца к ее середине, как бы оттал-
кивает заготовку и приближает к себе участок, по которому нано-
сится удар. Длинные заготовки для облегчения уравновешивания на
бойке протягивают ”от себя”, обжимая заготовку в направлении от
ее середины к концу, как бы удаляя деформируемый участок от себя.
После протяжки одного конца заготовку перехватывают клещами,
переворачивают и протягивают второй конец.
Протяжку слитков на прессах ведут с середины ”от себя” так,
чтобы зона усадочной раковины была вытеснена в сторону, ближе к
концу поковки, т. е. к ее прибыльной части, которая отрубается и от-
правляется на переплавку.
При первоначальной протяжке слитков, в отличие от других слу-
чаев, рекомендуются небольшие обжатия в пределах 20 ... 60 мм.
При больших обжатиях в слитке могут вскрыться подкорковые пузыри,
в результате чего на поковке появятся поверхностные дефекты и
возможно образование трещин. При последующих обжатиях после за-
варки пустот степень деформации должна быть значительно большей для
обеспечения равномерной деформации по сечению слитков и получения
мелкозернистой и однородной структуры металла поковки.
Протяжка характерна тем, что заготовка быстрее охлаждается со
стороны нижнего бойка, так как при протяжке она соприкасается с
верхним бойком только в момент деформирования, а с нижним —
значительно дольше, в течение всего времени протяжки. Неравномер-
ное охлаждение заготовки по сечению ведет к ее искривлению. Исправ-
ление такой заготовки достигается ее обжимом с кантовкой на 180 °
и правкой боковой стороны с кантовкой на 90 °.
После каждой кантовки на 90 ° необходимо следить за тем, чтобы
боковые поверхности заготовки были перпендикулярны поверхности
бойков. В противном случае квадратная или прямоугольная форма
сечения заготовки искажается и становится ромбической, образуются
острые кромки с трещинами, возникает брак поковки по форме, раз-
мерам и целостности металла.
238
Рис. 10.12. Схема образования зажима
при протяжке
Рис. 10.13, Схема образования за-
жима при обжатии заготовки на ребро:
а - начало протяжки, б — продоль-
ный изгиб, в - зажим
Стремление повысить эффективность протяжки увеличением об-
жатия по высоте (А//) опасно возникновением зажима (рис. 10.12).
На рисунке показаны стадии образования зажима на поковке. Такой
дефект появляется при >а, где а — подача за один обжим.
При протяжке узких поковок прямоугольного профиля с обжимом
по высоте сечения (рис. 10.13, а) возможен дефект в виде продольно-
го изгиба (рис. 10.13, б). Такой изгиб появляется при обжатии заготов-
ки на ребро, когда ее ширина b в 2,5 раза превышает толщину h. Если
заготовка изогнулась, ее следует тут же поправить кантовкой на 90 °,
так как дальнейшая ее деформация без правки приведет к образованию
неисправимого брака — зажима (рис. 10.13,е).
Рис. 10.14. Способ уменьшения неравномер-
ности деформации боковой стороны заго-
товки
Рис. 10.15. Протяжка слитка:
а - с помощью кантователя, б — с помощью
манипулятора; 1 - бойки, 2 - слиток,
3 - цепь кантователя, 4 — патрон, 5 - про-
тивовес, 6 - клещи манипулятора, 7 - ма-
нипулятор
239
Для уменьшения неравномерности деформации при ковке боковой
стороны заготовки после кантовки рекомендуется подачу а увеличить
до расстояния L между впадинами, а заготовку на бойки ставить так,
как показано на рис. 10.14.
Вспомогательные операции при протяжке использу-
ются в основном как подготовительные для последующей протяжки,
а также как отделочные после протяжки. К ним относятся оттяжка
цапфы слитка, биллетировка слитка, выполнение наметок, пережим,
передача, проглаживание и правка.
Оттяжка цапфы круглого сечения производится из прибыльной
части слитка. На цапфу надевают патрон (рис. 10.15, а), с помощью
которого кантователь через цепь 3 вращает слиток 2 в зоне пресса,
или за нее удерживают и перемещают слиток клещами 6 манипулятора
7 (рис. 10.15, б) в процессе ковки бойками 1. Диаметр цапфы равен
примерно половине диаметра слитка, а длина 1,5 ... 2 ее диаметрам.
При оттяжке цапфы необходимо обеспечить совпадение ее оси с осью
слитка.
Рис. 10.16. Схемы пережима:
а - круглой раскаткой, б, в - двусторонней и односторонней треуголь-
ными пережимками, г - фасонной пережимкой, д - раскаткой с выре-
зом; 1 - обжимка, 2 - раскатка
Биллетировка (обжим граней) слитка выполняется после оттяжки
цапфы под патрон и представляет собой предварительную протяжку
с малыми обжатиями для получения корпуса слитка цилиндрической
формы. Вначале производят легкие обжатия по ребрам слитка, а затем
и по граням для проработки некачественной поверхности. По окон-
чании биллетировки, как правило, отрубают донную часть слитка,
а полученная заготовка (биллет) поступает на подогрев.
При изготовлении фасонных поковок типа валов с уступами и
выемками, а также поковок ступенчатой формы и других исходную
заготовку сначала размечают с помощью измерительного инструмента
240
и шаблонов. Затем для повышения точности распределения металла
между отдельными частями поковки по размеченным местам делают
наметки (засечки). Наметки выполняют круглыми или угловыми
раскатками небольшого размера, внедряя их в металл слабыми удара-
ми молота или нажатиями пресса.
Пережим (перебивку) применяют для увеличения размеров намет-
ки до высоты уступа, выступа или выемки на поковке. Операцию выпол-
няют с помощью раскаток и пережимок (рис. 10.16, а ... г), форму
которых выбирают в соответствии с формой изготовляемых уступов.
Для компенсации утяжины металла около места пережима размеры
поперечного сечения заготовки должны быть на 25 ... 50 мм больше
номинальных. Для выравнивания утяжин металл разгоняют полукруг-
лыми раскатками. Круглые заготовки пережимают в полукруглой об-
жимке 1 с помощью раскатки 2 с вырезом (рис. 10.16, д).
На рис. 10.17, а . . . г представлены схемы получения уступов и
выемок различных видов. Односторонний уступ (рис. 10.17, а) изго-
товляют пережимом заготовки на требуемую высоту уступа (ДЯ)
и последующей протяжкой правой части заготовки до необходимого
сечения. Чтобы нижняя часть заготовки не деформировалась, протяжку
выполняют узким верхним бойком на широком нижнем. Аналогично
изготовляют двусторонний уступ (рис. 10.17, б), но в этом случае необ-
ходимо заготовку деформировать бойками одинаковой ширины.
Рис. 10.17. Схемы ковки уступов (а, б) и выемок (в, г)
Изготовление поковки с односторонней выемкой (рис. 10.17, в)
состоит в пережиме заготовки в двух местах на заранее рассчитанном
расстоянии / и последующем обжатии выделенного участка узким верх-
ним бойком или раскаткой на широком нижнем бойке. Расстояние
I рассчитывают с таким условием, чтобы после ковки получить требуе-
мые высоту и длину поковки в месте выемки. Аналогично, но с по-
мощью одинаковых бойков или раскаток изготовляют поковки с дву-
сторонней выемкой (рис. 10.17, г). Комбинируя рассмотренные схе-
мы изготовления уступов и выемок, получают поковки с несколькими
выемками и уступами сложной формы.
Передача является операцией смещения одной части заготовки
9- 232 241
относительно другой сдви-
Рис. 10.18. Схемы выполнения передачи
гом в направлении, перпен-
дикулярном продольной оси
поковки, и применяется при
изготовлении ступенчатых
поковок, например коленча-
тых валов.
Передачу в одной плос-
кости (рис. 10.18, а, б)
выполняют на сдвинутых
друг относительно друга
бойках пресса или специаль-
ных подкладках. На заго-
товке предварительно дела-
ют пережим, затем верх-
ним бойком сдвигают верх-
нюю правую часть вниз от-
носительно левой. Сдвиг од-
ной части заготовки относи-
тельно другой происходит
одной (а, б) и двух (в, г) плоскостях
верхности бойков. Передачу по
( за счет деформации металла
в узкой зоне, прилегающей
к плоскости I — I, с кото-
рой совпадают торцовые no-
рассмотренной схеме при-
меняют в тех случаях, когда расстояние между сдвинутыми частями
поковки незначительно, например у вала с короткой центральной
шейкой.
Передачу в двух плоскостях (рис. 10.18, в, г) применяют при изго-
товлении, например, коленчатого вала с длинной промежуточной шей-
кой. На заготовке на расстоянии а друг от друга выполняют два пере-
жима. Бойки сдвигают, но оставляют такое перекрытие между ними,
чтобы торцовые поверхности бойков совпадали с крайними вертикаль-
ными поверхностями пережимов. Деформируя заготовку верхним
бойком, сдвигают ее правую часть относительно левой. Это смеще-
ние происходит за счет деформации металла в зоне между поверхнос-
тями I - I и II - II.
При выполнении рассмотренных операций длинный конец
заготовки необходимо поддерживать краном или с помощью подкла-
док, чтобы предотвратить изгиб поковки.
Во избежание перерезания волокон металла в месте сдвига дефор-
мирующий инструмент должен иметь большой радиус скругления кро-
мок. При передаче в двух плоскостях, как правило, перерезания воло-
кон не происходит. Особенностью передачи является образование утя-
жины в зоне сдвига между плоскостями I -1 и II - II (в этой плоскости
уменьшается площадь поперечного сечения заготовки).
242
К крану
Рис. 10.19. Способы правки поковок:
а - с помощью крана, б - в подкладках
Рис. 10.20. Схемы раскатки на оправке (а) и протяжки с оправкой (б):
1,6- заготовки, 2 - боек, 3,1- оправки, 4 - кольцо после раскатки,
5 - опора, 8 - бурт
Проглаживание применяют как отделочную операцию после протяж-
ки для получения гладкой поверхности поковки и доведения ее раз-
меров до установленных допусками. Проглаживание представляет
собой протяжку с небольшой степенью деформации при больших пода-
чах. При этом длинные стороны бойков устанавливают вдоль оси поко-
вок, т. е. в направлении, перпендикулярном обычному положению
при протяжке. Для проглаживания используют также прямоугольные
раскатки.
Правку применяют для выпрямления изогнутых поковок. Она
по существу является операцией гибки, которую выполняют с помощью
крана (рис. 10.19,а) или подкладок и бойков (рис. 10.19,6) .
Разновидности операций протяжки. Кроме
протяжки на плоских и в вырезных бойках, применяемой при изготов-
лении поковок типа гладких и ступенчатых валов и брусьев, поковки
типа колец и толстостенных труб изготовляют с помощью раскатки
на оправке и протяжки с оправкой. Разновидностью протяжки является
также разгонка.
Раскатку на оправке выполняют, используя вместо нижнего бойка
специальный инструмент, состоящий из двух опор 5 и цилиндрической
оправки 3 (рис. 10.20, а). Нагретую и предварительно прошитую заго-
товку 1 деформируют верхним плоским узким бойком 2 на оправке
3, играющей в данном случае роль нижнего бойка. После каждого удара
молота или нажатия пресса заготовку поворачивают на некоторый угол.
В результате такой деформации толщина кольца 4 уменьшается, шири-
на незначительно увеличивается, сечение также уменьшается и, следова-
тельно, увеличивается его диаметр. В начале раскатки используют оправ-
ку, диаметр которой равен примерно 0,9 диаметра отверстия в заготов-
ке, затем применяют оправки большего диаметра. После получения ос-
новных необходимых размеров образовавшиеся неровности сглажи-
вают, придавая поковке требуемые окончательные размеры.
Раскатку на оправке применяют при изготовлении различных колец,
обечаек, зубчатых венцов, бандажей и других подобных деталей.
Протяжку с оправкой применяют при изготовлении пустотелых уд-
линенных поковок для деталей типа толстостенных цилиндров, ору-
дийных стволов, направляющих колонн и др. Изделия могут быть глад-
кими или с уступами. Предварительно прошитую и нагретую заготовку
6 (рис. 10.20, б) надевают на коническую оправку 7 и деформируют
на молоте или прессе с использованием вырезных, комбинированных
или плоских бойков. При каждом ударе или нажатии поковку повора-
чивают и после одного или нескольких поворотов перемещают вдоль
ее оси на величину а. Чтобы диаметр заготовки не увеличивался, а проис-
ходило только ее удлинение и уменьшение толщины, ковку-ведут узки-
ми бойками с небольшой продольной подачей.
В процессе ковки заготовка плотно охватывает оправку. Чтобы
облегчить съем поковки, применяют оправки конической формы с
буртом 8} конусность оправки составляет 1 : 100 . . . 1 : 150. Съем
244
поковки с оправки облегчается также при правильном направлении про-
дольной подачи. Исходную заготовку надевают на оправку к ее бурту
и куют, начиная с края заготовки, противоположного бурту. В процес-
се обжатия заготовка зажимает оправку на этом участке. При деформа-
ции следующего участка металл под бойками стремится течь в разные
стороны, но из-за наличия бурта слева он течет только вправо. В резуль-
тате зажатый ранее участок заготовки сталкивается вправо на коничес-
кую часть оправки меньшего диаметра, что и обеспечивает съем по-
ковки с оправки.
Оправка при протяжке работает в очень тяжелых температурных
и силовых условиях. Для охлаждения оправки в ее центральной части
выполняют отверстие, через которое пропускают воду. Чтобы умень-
шить силы трения между деформируемым металлом и оправкой, поверх-
ность последней покрывают термостойкой смазкой. Кроме того, сис-
тематически проверяют поверхность оправки, с тем чтобы на ней не
было забоин, трещин и других дефектов. Оправку необходимо извле-
кать из поковки сразу же по окончании ковки.
Рис. 10.21. Схема формоизменения при Рис. 10.22. Схема исправления изги-
разгонке (а) и выполнение разгонки полу- ба заготовки при осадке
круглой раскаткой (б)
При протяжке заготовок на молоте или прессе особенно следят
за тем, чтобы заготовка лежала на зеркале (рабочей поверхности) ниж-
него бойка всей своей плоскостью. Перед началом выполнения протяж-
ки легким ударом молота или нажатием пресса заготовку необходимо
выправить, чтобы обеспечить ее надежное прилегание к бойку.
Разгонку (рис. 10.21, а) применяют для уширения всей поковки
или ее части, как правило, концевой. Операцию можно выполнять как
протяжку широкими бойками при больших подачах заготовки либо
с помощью полукруглых раскаток при поэтапном деформировании
(рис. 10.21,6).
Осадка при машинной ковке производится на молотах или прессах
по той же схеме, тем же правилам и с теми же целями, что и при ручной
245
ковке (см. § 6.3). На молотах осадку выполняют с помощью плос-
ких бойков ударами верхнего из них по торцу заготовки, которую после
каждого удара поворачивают на некоторый угол вокруг вертикаль-
ной оси. На прессах небольшие заготовки осаживают также плоскими
бойками за один ход ползуна и без поворотов заготовки вокруг оси.
Слитки с подкорковыми дефектами надо предварительно подвергать
обжиму (биллетировке), чтобы предотвратить вскрытие дефектов в
процессе осадки.
Во избежание продольного изгиба в процессе осадки исходная
высота заготовки не должна превышать 2 ... 2,5 ее диаметра. Изгиб
высоких заготовок при осадке объясняется отклонением от параллель-
ности торцовых поверхностей заготовки и рабочих поверхностей бой-
ков, а также возможным неравномерным нагревом по сечению и высоте
заготовки. Эти факторы способствуют потере устойчивости высоких
заготовок.
Появившееся после начала осадки искривление заготовки немед-
ленно ликвидируют, так как продолжение операции приведет к образова-
нию глубокой поперечной складки. Начавшийся изгиб устра-
няют осадкой части заготовки со стороны выпуклости с последующей
осадкой по всему торцу (рис. 10.22) .
Для уменьшения бочкообразности поковки при осадке снижают
трение на поверхности контакта металла с бойками путем повышения
качества обработки поверхности бойков (шлифование, полирование)
и применения смазок при осадке на прессах. В качестве смазочных
материалов применяют графит с машинным маслом, водный раствор
коллоидного графита (5 ... 10 %) и жидкого стекла (15 . . . 20 %),
сухие древесные опилки и др. Для лучшего удерживания смазки в
процессе осадки на торцах заготовки выполняют круговые выточки
глубиной 1 ... 8 мм при ширине 1 ... 2 мм. Проверяют также подогрев
бойков или осадочных плит, позволяющий уменьшить подстывание
торцов заготовок, которое затрудняет боковое течение металла в при-
контактных слоях заготовки и способствует бочкообразованию. Хоро-
шие результаты дает применение нагретых прокладок толщиной 12 . . .
... 20 мм из более пластичного материала, чем материал заготовки; уста-
навливают их на торцы заготовки.
Для предотвращения увода в сторону осевой части слитка при
осадке, искривления оси заготовки и уменьшения неоднородности
деформации заготовку необходимо нагревать равномерно и до макси-
мально допустимой для данного материала температуры (в целях сниже-
ния усилия деформирования). Чтобы торцы заготовки были гладкими
и перпендикулярными ее оси, перед выполнением осадки их
выравнивают легкими ударами молота или нажатиями пресса.
При осадке под молотом высоту заготовки выбирают, исходя из
следующего условия: ход бабы к началу деформирования должен быть
более 0,25 номинального хода. В противном случае из-за недостаточ-
ного разгона бабы значительно уменьшается энергия удара молота,
246
что недопустимо, так как осадка является самой энергоемкой из всех
кузнечных операций.
Интенсифицировать осадку можно разгонкой металла полукруг-
лыми или овальными раскатками аналогично разгонке при протяжке.
Раскатка при ударе бойком внедряется в заготовку и раздает ее в сторо-
ну увеличения диаметра. Рассмотренный способ целесообразно приме-
нять при небольшой высоте заготовки или при недостатке мощности
оборудования. После осадки с использованием раскаток торцовые
поверхности поковки выравнивают плоскими бойками. Разгонку выпол-
няют также узкими бойками.
Разновидности операций осадки. Кроме рассмот-
ренных операций осадки плоскими бойками и разгонки применяют
осадку с хвостовиком, в подкладных кольцах и высадку.
Осадку с хвостовиком используют в основном при изготовлении
крупных поковок из слитков, когда после осадки следует протяжка.
Осадку слитка или заготовки 3 с хвостовиком (рис. 10.23, а) осущес-
твляют на прессах с использованием осадочных плит со сферической
рабочей поверхностью: глухая верхняя плита 2 крепится на ползуне
1 пресса, нижняя 4 с отверстием для хвостовика — на столе 5 пресса.
Сферическая форма поверхности плит обеспечивает хорошее центрова-
ние заготовки при осадке и получение поковки с выпуклыми торцами.
Последние гарантируют изготовление высококачественной поковки
при последующей протяжке.
Рис. 10.23. Осадка с
хвостовиком (а) и в
подкладных кольцах
(б)-.
1 — ползун пресса,
2, 4 - верхняя и ниж-
няя осадочные плиты,
3 - заготовка, 5 - стол
пресса
Осадку (высадку) в подкладных кольцах (рис. 10.23, б) применя-
ют при изготовлении поковок типа шестерен, фланцев и дисков с одним
или двумя выступами. Выполнить эту операцию можно, пользуясь
двумя способами: либо с затеканием металла заготовки в отверстия
для образования бобышек, либо с предварительной оттяжкой бобышек,
которые перед осадкой помещают в отверстия колец. В результате осад-
ки общая высота Нг поковки, как правило, больше высоты Но заготов-
ки, хотя в отдельных случаях при определенных соотношениях размеров
поковки она может быть равна или меньше высоты заготовки. Отвер-
стия в кольцах бывают сквозными (для получения поковок с высоки-
ми бобышками) и глухими (для получения поковок с бобышками
247
небольшой высоты). Уклон стенок отверстия составляет 1°30 . . . 7°.
Наружный диаметр кольца целесообразно выбирать равным конечному
диаметру фланца в поковке, чтобы иметь возможность использовать
кольца как ограничители при операции обкатки, которую выполняют
после осадки с целью устранения бочкообразное™. Для получения
изделий с одной бобышкой в качестве инструмента применяют одно
подкладное кольцо в комбинации с плоской плитой (бойком).
На ковочных прессах изготовляют большое количество поковок
дисков турбин и воздуходувок. Для получения поковок крупных дис-
ков по обычной технологии требуются уникальные прессы усилиями,
составляющими десятки тысяч тонн. Крупные диски можно получать
при значительно меньших усилиях деформирования, применяя метод
секционной штамповки. На секционном штампе заготовку деформиру-
ют последовательно по отдельным кольцевым участкам за несколько
Рис. 10.24. Осадка в двухсекционном штампе:
а — начальное положение инструмента, б, в — осадка центральной и наруж-
ной секциями; 1, 2 - центральная и наружная секции, 3 - заготовка, 4 -
нижний боек
ходов пресса (рис. 10.24). Чаще всего как наиболее простые приме-
няют двухсекционные штампы, состоящие из центральной 1 и наружной
2 секций. Нагретую заготовку 3 устанавливают на нижний боек 4 и
вначале осаживают центральной секцией, а затем — наружной до высоты
Нк. Диаметр Do исходной заготовки должен быть на 10 ... 20 % боль-
ше диаметра d центральной секции. Для получения качественных поко-
вок необходимо установить по соответствующим рекомендациям пра-
вильное соотношение размеров заготовки (Do и Но) и диаметров внут-
ренней (d) и наружной (D) секций штампа. Принцип секционной штам-
повки используют при получении не только круглых поковок, но и
таких, как крупные коленчатые валы.
Высадкой называют местную осадку, т. е осадку концевой или
средней часта заготовки. При изготовлении низких поковок с одним
248
выступом высадку производят в нижнике - кольце с отверстием, раз-
меры которого соответствуют размерам ступицы будущей поковки
(рис. 10.25, а). Диаметр заготовки должен быть несколько меньшим диа-
метра отверстия в кольце, чтобы заготовка опиралась торцом на нижний
боек. Для облегчения удаления поковки из кольца полость в последнем
выполняют с уклонами а стенок от 3 до 7 °. Если высадку ведут в
кольце 3 без уклонов, то поковку 1 из него удаляют с помощью круг-
лой подкладки 4 (рис. 10.25, б) и надставки 2. После высадки поков-
ку с кольцом 3 приподнимают, под них по центру на нижней боек уста-
навливают невысокую подкладку 4 диаметром, немного меньшим диамет-
ра отверстия в кольце, а сверху помещают надставку 2, по которой
наносят слабые удары верхним бойком.
Рис. 10.25. Схемы вы-
садки в кольце (а),
удаления поковки из
кольца (б), высадки
в двух кольцах (в)
и высадки длинных за-
готовок (г) :
1 - поковка, 2 - над-
ставка, 3,5,7- коль-
ца, 4 - подкладка,
6 - заготовки, 8 —
бойки, 9 — болванка,
10 - цепь
Поковки с двусторонними выступами, например некоторые типы
валков прокатных станов, изготовляют аналогичным образом между
двумя кольцами. Нагретую заготовку одним концом вставляют в ниж-
нее кольцо 7 (рис. 10.25, в), на другой ее конец надевают верхнее коль-
цо 5, а затем наносят по нему удары. При этом деформируется средняя
часть заготовки 6 — ее диаметр увеличивается за счет уменьшения высо-
ты. Для получения нужных размеров поковки необходимо правильно
выбирать объем деформируемого участка и всей заготовки.
Высадку концов длинных заготовок, которые невозможно устано-
вить вертикально на нижний боек, производят ”романением” - с по-
мощью подвешенной болванки. При этом нагревают только деформиру-
емый участок заготовки. Затем заготовку 6 (рис. 10.25, г) зажимают
между бойками 8 молота или пресса и по ее нагретому торцу наносят
сильные удары тяжелой кованой стальной болванкой 9, подвешенной
цепью 10 к крану. Болванка, часто называемая ’’романом” или ’’соко-
лом”, иногда представляет собой обрезок блюма.
249
Пробивку и прошивку отверстий выполняют с помощью молотов
и прессов в средних (массой до сотен килограммов) и крупных (мас-
сой до десятков тонн и более) поковках.
Пробивку отверстия в низких поковках (Н <0,30) осу-
ществляют на подкладном кольце 3 с подставкой 4 (рис. 10.26, а).
Прошивень 1 ударами молота или нажатиями пресса внедряют в заго-
товку 2 до образования отверстия и полного отделения выдры (отхода
5) от поковки. Для пробивки применяют сплошные прошивни кони-
ческой формы, которые устанавливают на заготовку по центру кольца
большим основанием вниз.
Получать отверстия в поковках небольшой высоты можно без
подкладного кольца, комбинируя прошивку с последующей пробивкой.
Нагретую заготовку укладывают на нижний боек молота (рис. 10.26, б),
на нее по шаблону ставят прошивень и ударами верхнего бойка внедря-
Рис. 10.26. Схемы пробивки (а) и прошивки (б, в)
отверстий:
1 - прошивень, 2 - заготовка, 3 - подкладное кольцо,
4 - подставка, 5 - отход
ют в заготовку на 2/3 ее высоты. В процессе внедрения прошивня металл
из-под него течет в радиальных направлениях, что ведет к увеличению
диаметра поковки и ее изгибу. После прошивки углубления поковку
переворачивают, на потемневшее место устанавливают прошивень (рис.
10.26, в) и ударами верхнего бойка пробивают отверстие.
Прошивка и пробивка отверстий сопровождаются заклиниванием
прошивня в поковке. Дтя облегчения удаления прошивня из поковки
пользуются несколькими способами. После первого легкого удара по
прошивню его приподнимают и в образовавшееся углубление насы-
пают немного угольной пыли. При дальнейшем внедрении прошивня
уголь сгорает, образовавшиеся газы стремятся вытолкнуть проши-
вень из углубления, что облегчает его последующее извлечение из по-
ковки. Другой способ состоит в правке поковки кольцом (рис.
10.27, а), в результате чего она разгибается и освобождает прошивень.
Если поковка имеет малую высоту, то зажатый прошивень освобож-
дают небольшой обкаткой в диаметральном направлении с периоди-
ческой кантовкой поковки (рис. 10.27, б).
250
Рис. 10.28. Прошивка отверстий сплош-
ным прошивнем с надставками:
а, б - начало и завершение прошивки,
в - окончательная пробивка отверстия
Рис. 10.27. Схемы удаления прошивня
из заготовки:
а - нажатием кольца, б - обкаткой
но диаметру
При получении в высоких поковках отверстий диамет-
ром до 400 мм пользуются одной или двумя надставками (рис. 10.28).
На этом рисунке показана последовательность выполнения прошивки
(а, б) и схема окончательной пробивки отверстия в заготовке (б).
Отверстия больших диаметров (свыше 400 мм) прошивают пустоте-
лым кольцевым прошивнем У (рис. 10.29, а). Дня прошивки отверстий
в заготовках большой высоты используют надставке 2 в виде обрез-
ков толстостенной трубы. Диаметр отверстия в надставке должен на
15 ... 30 мм превышать диаметр отверстия в прошивне, а наружный диа-
метр надставки — быть на 10... 15 мм меньше наружного диаметра про-
шивня во избежание контакта надставки с горячим металлом заготовки.
После того как толщина перемычки под торцом прошивня будет
составлять 100 . . . 150 мм, заготовку вместе с прошивнем и надстав-
Рис. 10.29. Схемы прошивки отверстий пус-
тотелым прошивнем с надставками (а), уста-
новки на кольцо (б) и отделения отхода (в):
1 - прошивень, 2 - надставки, 3 - кольцо,
4 - подставка, 5 - отход
Рис. 10.30. Схемы правки (пос-
ле прошивки):
а - наружной поверхности, б -
отверстия; / - цилиндрическая
оправка, 2 - заготовка, 3 - ка-
либровочная оправка
251
ками устанавливают на кольцо 3 с подставкой 4 (рис. 10.29, б) и затем
срезают грибообразный отход 5 (рис. 10.29, в). Усилие, необходимое
для прошивки пустотелым прошивнем, значительно меньше, чем для
прошивки сплошным. Кроме того, при прошивке слитков пустотелым
прошивнем удаляется в отход центральная некачественная зона сли-
тка.
После прошивки и пробивки поковки правят: обкаткой заготовки
2 (рис. 10.30, а) на цилиндрической оправке 1 ликвидируют бочкооб-
разность, а форму отверстия исправляют, продавливая через него калиб-
ровочную оправку 3 (рис. 10.30, б) .
При выполнении рассмотренных операций необходимо соблюдать
следующие правила: перед прошивкой заготовки всегда следует осажи-
вать со степенью деформации, равной 25 ... 35 %, для выравнивания
торцов и уменьшения высоты заготовок с целью облегчения их прошив-
ки; прошивни и надставки должны иметь строго параллельные торцы
и устанавливать их на заготовку следует строго вертикально; внедре-
ние прошивней в заготовку необходимо начинать слабыми ударами
молота или нажатиями пресса, и только после того, как прошивень
примет устойчивое положение, продолжать его дальнейшее внедрение
на требуемую глубину; крупные прошивни перед прошивкой нужно
нагревать до 150 ° С для предотвращения их растрескивания при внедре-
нии в горячий металл.
Гибку на молотах и прессах применяют как самостоятельную опе-
рацию или в сочетании с другими операциями для получения изогнутых
изделий типа различных крюков, угольников, кронштейнов, хомутов
и др. Операция гибки не требует больших усилий, поэтому стальные
заготовки изгибают при пониженных температурах (порядка 850 . . .
950 ° С) . Применяют различные способы гибки, выбор которых зависит
от габаритных размеров и сложности конфигурации изготовляемой
поковки. Крупные заготовки большой толщины изгибают с помощью
крана. На свободный конец зажатой в бойках усилием Рп заготовки
Рис. 10.31. Способы гибки:
а - с помощью крана, б - с подкладками, в-в приспособлении; РПр -
усилие прижима заготовки, Ризг - усилие изгиба заготовки
252
(рис. 10.31, а) надевают цепь с захватом и с помощью подъемного меха-
низма крана поднимают вверх захват, в результате чего заготовка изги-
бается усилием Ризг- Заготовку небольшой толщины при гибке также
зажимают бойками, но изгибают на требуемый угол ударами кувалды.
Для гибки заготовок по более сложному контуру пользуются различ-
ными подкладными опорами и штампами (рис. 10.31, б), а также быст-
ропереналаживаемыми приспособлениями (рис. 10.31,п).
При машинной гибке необходимо учитывать явления, а также при-
чины возникновения и способы предотвращения дефектов, рассмотрен-
ные ранее при изучении ручной гибки (см. § 6.5).
Скручивание применяют при машинной ковке многоколенных ко-
ленчатых валов, крупных сверл, бурильных инструментов и других
подобных деталей. Заготовку небольшого сечения при скручивании
зажимают между бойками молота и с помощью вилки или клещей
поворачивают ее вокруг продольной оси. При ковке крупных заготовок,
например коленчатых валов, крупного бурильного инструмента, скру-
чивание выполняют с помощью крана и вилки с шарниром (рис. 10.32)
или ключом-трещоткой. Корпус 1 вилки надевают на конец заготовки,
зажатой в бойках усилием , и с помощью крана вращают рычаг
3 вверх. При большом угле скручивания из вилки вытаскивают фик-
сирующий палец 2, рычаг 3 опускают в исходное положение, с помощью
пальца фиксируют его и снова с помощью крана, поднимая рычаг, докру-
чивают заготовку на нужный угол. Пластичность металла в условиях
скручивания (деформация сдвига) минимальна, поэтому скручиванию
подвергают заготовки только из высокопластичных сплавов (низко-
углеродистых, углеродистых и низколегированных сталей с небольшим
содержанием углерода).
Высокое качество скручивания возможно
ленных требований. Под действием усилия
может изогнуться. Чтобы предотвратить
изгиб, конец заготовки либо закрепляют
в люнетах, либо фиксируют хомутом
4 на столе пресса, как показано на рис.
10.32. Подвергаемый скручиванию учас-
ток заготовки должен быть тщательно
обработан (желательно на токарном стан-
ке) для удаления поверхностных дефек-
тов металла, являющихся концентраторами
напряжений. Исходную заготовку необхо-
димо нагревать до максимальной ковоч-
ной температуры только на деформиру-
емом участке равномерно по всему се-
чению.
при выполнении опреде-
инструмента заготовка
скручива-
крана и
Рис. 10.32. Схема
ния с помощью
вилки:
1 - корпус вилки, 2 - фик-
сирующий палец, 3 - рычаг,
4 - хомут; Рп - усилие
прижима заготовки
fii
10.2. ИНСТРУМЕНТ ДЛЯ МАШИННОЙ КОВКИ
Инструмент для машинной ковки подразделяют на три группы:
основной технологический; поддерживающий (вспомогательный); из-
мерительный .
К основному технологическому инструменту относятся различные
типы бойков, закрепляемых на прессах или молотах, и подкладной инст-
румент (кузнечные топоры, обсечки, раскатки, пережимки, прошивни,
оправочные кольца и кольца для осадки, оправки, обжимки, подклад-
ные штампы и др.) , который в процессе ковки не закрепляют.
Бойки, используемые на молотах и прессах, бывают трех видов —
плоскими, вырезными и комбинированными.
Рис. 10.33. Бойки плоские (а), вырезные (б), комбинированные
(в) и их крепление на молоте (г):
1 - гнезда,2 - пазытипа ’’ласточкин хвост’’, 3 - клинья, 4 - баба моло-
та, 5,6- верхний и нижний бойки, 7 - щаботная вставка
Плоские бойки (рис. 10.33, а) применяют для ковки поковок квад-
ратного и прямоугольного сечений, выполнения большинства основных
операций ковки, а также для правки, сглаживания поверхностей и
т.д. Плоские бойки являются универсальным инструментом, их раз-
меры зависят от типа и мощности ковочного оборудования. Например,
размеры зеркала бойков пневматических молотов с массой ударных
частей 75 и 250 кг равны соответственно 145x65 и 225x90 мм, а паро-
воздушных молотов с массой ударных частей 1000 и 2000 кг — соот-
ветственно 400x240 и 530x300 мм.
Вырезные бойки (рис. 10.33, б), применяющиеся для ковки круг-
лых поковок типа осей и валов, имеют ограниченное применение и
относятся к специализированному инструменту.
Более широкое применение получили универсальные комбиниро-
ванные бойки (рис. 10.33, б): плоский верхний и вырезной нижний.
Эти бойки, как и вырезные, применяют при ковке поковок круглого
сечения, но они более универсальны, так как одна пара комбиниро-
254
ванных бойков позволяет изготовлять круглые поковки более ши-
рокого диапазона по диаметру.
На молотах бойки прочно закрепляют с помощью паза 2 типа ’’лас-
точкин хвост” и клиньев 3 (рис. 10.33, г): верхний боек 5 — на бабе
4 молота, нижний 6 — в его шаботной вставке 7. В поперечном и верти-
кальном направлениях бойки фиксируются клиньями, а в продольном
удерживаются с помощью сухаря, вставляемого в гнездо 7.
На ковочных прессах нижний боек (рис. 10.34, а), как правило,
состоит из двух частей: основания 3, закрепленного болтами на непод-
вижной поперечине пресса, и рабочей надставки 2 с клиновым креплени-
ем 7 в основании. Верхний боек крепят к подвижной поперечине прес-
са или с помощью клиньев, или специальными болтами и шпонками.
При работе на комбинированных бойках целесообразно нижний
боек заменить на составной (рис. 10.34, б), состоящий из основания
4 и рабочей накладки 5, имеющей форму вырезного бойка. Рабочая
накладка фиксируется в основании 4 с помощью запрессо-
ванных в нем штырей 6. Когда отпадает надобность в
вырезном бойке, рабочую накладку снимают и работают на нижнем
плоском бойке. Для удаления окалины, попадающей в штыревое от-
верстие в основании, это отверстие соединяют каналом с транспорт-
ным отверстием 7.
Бойки, рабочие сменные накладки и вкладыши к бойкам изготов-
ляют из сталей 50, 50Г, 40ХН, 5ХНВ, 5ХГМ и подвергают термической
обработке до твердости HRC3 40 ... 45. Кромки бойков по периметру
рабочей поверхности должны быть скруглены для предотвращения ост-
рых нажимов (уступов) на поковках, которые могут затем перейти
в дефекты (трещины, плены). Скругление кромок выполняют также
в соответствии с требованиями безопасности труда.
Подвергаемые ударным нагрузкам бойки рекомендуется перед
работой подогревать до 150 . . . 200 ° С для обеспечения их высокой
стойкости. Технологический инструмент и приспособления, нагревае-
мые при эксплуатации, следует периодически контролировать на твер-
дость и при необходимости подвергать повторной термической
обработке.
На рис. 1035 показаны топоры для отрубки. В большинстве
случаев, когда к качеству торцов заготовок не предъявляют повышен-
ных требований, для отрубки используют двусторонний топор (рис.
Рис. 10.34. Составные бой-
ки:
а - плоский для прес-
са, б - вырезной для мо-
лота; 1 — клиновое креп-
ление, 2 - надставка, 3,
4 - основания, 5 - на-
кладка, 6 - штырь, 7 -
транспортное отверстие
255
Рис. 10.35. Кузнечные топоры для машинной ковки:
а — двусторонний, б — односторонний, в - трапецеи-
дальный, г - фасонный
10.35,а). Односторонний топор (рис. 10.35, б) применяют для отрубки
поковки с ровными без уклонов торцами, трапецеидальный (рис.
10.35, в) - для отрубки круглых поковок в вырезном бойке, фасон-
ный (рис. 10.35, г) - для отрубки поковок сложной конфигура-
ции.
Крупные топоры устанавливают на заготовку краном или с помо-
щью монорельса, мелкие — вручную за рукоятку. При отрубке обух
топора следует устанавливать строго параллельно верхнему бойку.
Ширина В и длина L обуха, ширина Вх лезвия и высота Я топора опреде-
ляются соответствующими ГОСТами и выбираются в зависимости от
размеров отрубаемой заготовки.
Например, ГОСТ 11.429—75 на топоры двусторонние устанав-
ливает следующие размеры: В = 18 ... 50 мм; L = 100 . .. 360 мм; Вг =
= 6 ... 18 мм; Н = 36 . . . 200 мм.
Материалом для топоров служит сталь марки 35ХМ, термически
обработанная до твердости HRC3 42 ... 46. Отрубку небольших заго-
товок из углеродистой стали можно выполнять топорами из того же
материала с термической обработкой во избежание быстрого оплывания
кромок и выхода топора из строя. Для отрубки заготовок из легиро-
ванной стали применяют топоры, изготовленные из инструментальной
стали, например 5ХНВ.
О б с е ч к и (рис. 10.36) используют в качестве надставок к топо-
Рис. 10.36. Разновидности обсечек
256
Рис. 10.37. Разновидности раскаток
Рис. 10.38. Прошивни:
а - конические, б, в - цилиндрические
сплошные и пустотелые, г - бочко-
образные
рам соответствующих типов, а также для удаления заусенцев, появив-
шихся при отрубке на торцах поковок. Этот инструмент изготовляют
из сталей тех же марок,что и топоры.
Раскатки (рис. 10.37), применяющиеся для интенсификации
протяжки и осадки, могут быть круглыми, полукруглыми или плоскими.
Использование раскаток позволяет локализовать деформацию, т. е.
сосредоточить ее на небольшом участке и обрабатывать поверхность
поковки не всю одновременно, а поэтапно. При этом требуются значи-
тельно меньшие усилия деформирования и достигается интенсивная
деформация металла под раскатками, хотя время обработки увеличи-
вается.
Пережимки, применяющиеся для образования пережимов
при ковке уступов, выемок и выступов на валах, позволяют произ-
вести предварительную разметку заготовок и повысить точность обра-
ботки. В зависимости от формы пережимов применяют пережимки тре-
угольные равносторонние и разносторонние, а также круглые и фасон-
ные. По конструкции и материалу пережимки аналогичны раскаткам,
но имеют меньшие размеры.
Прошивни, использующиеся для получения отверстий и углуб-
лений в поковках, бывают коническими (рпсЛО.38, а), цилиндрически-
ми сплошными (рис. 10.38, б) и цилиндрическими пустотелыми (рис.
10.38, в). Изготовляют их из сталей марок 40Х, 50Х, 5ХНВ, 15ХГМ,
а затем подвергают закалке и отпуску до твердости HRC3 39 . . . 44.
Из аналогичных материалов изготовляют и бочкообразные прошивни
(рис. 10.38, г) для калибровки прошитых отверстий и увеличения
их диаметра.
При ковке пользуются также оправочными кольца-
м и (рис. 10.39, а) , имеющими коническую форму и изготовляемыми
из стали марки 50.
Кольцо для осадки (рис. 10.39, б) имеет стенку большой
толщины, что вызвано значительными нагрузками, которым подвер-
гается инструмент при ковке поковок с отростками. Материалом для
изготовления этих колец являются стали марок 35 ... 50 или 5ХГМ.
257
Рис. 10.39. Подкладное оправочное
кольцо (а) и кольцо для осадки
(б)
Рис. 10.40. Обжимки:
а - пружинные, б - разъемные
Оправки применяют для протяжки полых и раскатки кольце-
вых заготовок. В первом случае используют оправки нормальной длины
(до 3350 мм) и удлиненные (до 8500 мм). Для облегчения съема по-
ковок наружную рабочую поверхность оправок выполняют с уклоном.
С целью охлаждения оправки имеют вдоль оси отверстие ф 90 . . .
140 мм, по которому пропускают воду. Оправки для раскатки кольце-
вых заготовок выполняют в форме сплошного цилиндра ф 200 . . .
1000 мм и длиной 1250 . . . 8000 мм.
Обжимки бывают двух типов: пружинными, имеющими об-
щую ручку для двух половин (рис. 10.40, а) , и разъемными (рис.
10.40, б). Этим инструментом пользуются при ковке круглых, квадрат-
ных и шестигранных поковок с повышенной точностью размеров и
формы. Пружинные обжимки применяют для поковок диаметром до
70 мм, разъемные — до 200 мм. Изготовляют обжимки из стали марки
50 с последующей термообработкой до твердости HRC3 40 ... 45.
Рис. 10.41. Подкладные штампы из одной (а) и двух (б) частей:
1, 3 - верхняя и нижняя части штампа, 2 направляющая колонка,
4 - рукоятка
258
Подкладные штампы целесообразно применять для
изготовления одинаковых поковок небольшими партиями. Они отли-
чаются простотой конструкции и тем, что не закрепляются на прессе
или молоте. На рис. 10.41, а показан подкладной штамп, состоящий
только из одной нижней половины. Последнюю укладывают на нижний
боек и, поместив в нее нагретую заготовку, ударами верхнего бойка
осуществляют формоизменение в полости штампа. Этот штамп прост и
дешев в изготовлении.
На рис. 10.41, б показан более сложный штамп, состоящий из верх-
ней 1 и нижней 3 частей, центрирующихся друг относительно друга
с помощью направляющих колонок 2. Нижнюю часть штампа помещают
на плоский боек с помощью рукояток 4 и укладывают в ее полость
нагретую заготовку. Затем по колонкам устанавливают верхнюю часть
штампа и нажатием верхнего бойка пресса или ударами молота дефор-
мируют заготовку. После того как металл заполнит полость штампа,
снимают верхнюю часть последнего и вынимают поковку из нижней
части. Применение подкладных штампов позволяет уменьшить отходы
металла, повысить точность поковок и производительность труда.
Металлические рукоятки для подкладного кузнечного инструмента
изготовляют из стали марки 30 ф 6 ... 25 мм в зависимости от разме-
ров и типа инструмента. Концы рукояток закрепляют в отверстиях
в инструменте либо заковкой в горячем состоянии, либо с помощью
сварки.
Поддерживающий инструмент. К этому инструменту относятся
клещи, захваты, патроны и другие приспособления. Типы и конструк-
ции клещей, а также применяемые для их изготовления материа-
лы были рассмотрены в § 5.2. Размеры клещей установлены соответ-
ствующими ГОСТами.
На крупных молотах и прессах обрабатывают заготовки такой
массы, что для их перемещения в процессе ковки приходится пользо-
ваться различными механизированными захватными приспособлениями,
специальными патронами, кантователями, ковочными манипуляторами,
кран-балками и др.
На рис. 10.42 показано приспособление для кан-
товки и перемещения заготовки в процессе ков-
ки с помощью ваг 2 и цепи 1, подвешенной к крану у молота.
Для удерживания и кантовки крупных квадратных заготовок ис-
пользуют ручной кантователь, называемый воротяжкой (рис
10.43). Она состоит из полухомутов 7, скрепленных болтами 4. Руко-
ятки 3 и уголки 2 со шпандырем 1 служат для кантовки и перемещения
заготовки 6, подвешенной на цепи 5.
Для захвата и перемещения крупного слитка при ковке на прес-
сах используют подвешенный на цепи крана патрон в виде длин-
ной круглой штанги с головкой. При применении обыкновенного пат-
рона (рис. 10.44, а) на прибыльной части слитка оттягивают хвостовик,
которым слиток вставляют в отверстие головки патрона. На проти-
259
Рис. 10.42. Приспособление для
кантовки заготовки на нижнем
бойке с помощью ваги:
1 - цепь, 2 - вага
Рис. 10.43. Ручной кантователь (воро-
тяжка) :
1 - шпандырь, 2 - уголок, 3 - рукоят-
ки, 4 - болт 5 - цепь, 6 - заготовка,
7 - полухомут
воположном конце штанги для равновесия всего приспособления раз-
мещают противовес. Общая длина патрона с противовесом достигает
11 500 мм, длина головки патрона — 2000 . . . 2800 мм, внутренний
диаметр головки - 300 . . . 800 мм.
Захват слитков, у которых хвостовик предварительно не оття-
нут, осуществляют за прибыльную часть клещевым патроном (рис.
10.44, б). Верхняя подвижная губка 1 патрона может поворачиваться
вокруг оси 6. Нижняя губка 7 неподвижно закреплена на штанге-про-
тивовесе 5. На последнем имеется выступ 5, под который закладывают
планку 2 при закрытии клещей. Открывают клещи патрона рыча-
гом 4.
На участках машинной ковки крупных поковок около ковочного
оборудования устанавливают консольные поворотные
к р а н ы. Крупные краны полностью механизированы, все их движения
осуществляются с помощью электродвигателей. Консольные краны при-
Рис. 10.44. Патроны для захвата слитков:
а - обыкновенный, б клещевой; 1, 7 - верхняя и нижняя губки, 2 -
планка, 3 выступ, 4 - рычаг, 5 - штанга-противовес, 6 - ось
260
меняют для перемещения заготовок от печей к ковочному оборудова-
нию, а также поддерживания, кантовки и подачи заготовок в процессе
ковки. Около молотов малой мощности с массой ударных частей до 1 т
устанавливают консольные краны с ручным поворотным механизмом.
На цепь крана подвешивают ’’сокол”, с помощью которого забивают
и выбивают клинья для крепления бойков, а также производят высад-
ку длинных заготовок.
Прогрессивным вспомогательным оборудованием является к о-
вочный манипулятор, предназначенный для загрузки печей
заготовками и выгрузки их, а также подачи заготовок от печи к ковоч-
ному оборудованию и манипулирования ими в процессе ковки. Разли-
чают ковочные манипуляторы разных типов и грузоподъемности —
мостовые, напольные рельсовые и безрельсовые, подвесные и др.
Безрельсовый напольный манипулятор (рис. 10.45) предназначен
для работы со слитками массой до Ют. Все механизмы и системы
управления манипулятора установлены на раме 6 четырехколесной
тележки с ведущими поворотными задними колесами 5. На этой же
раме установлен хобот 3 с приводным механизмом 2. Хобот с помощью
клещей 4 может перемещать заготовку в вертикальном направлении
и поворачивать ее вокруг продольной оси. Перемещение заготовки
вперед - назад и ее поворот в горизонтальной плоскости выполняют,
поворачивая всю машину. Привод колес и механизма хобота осущест-
вляется электродвигателями. Управляет манипулятором оператор с
пульта 7, установленного на тележке. Подобные манипуляторы, рабо-
тающие синхронно с ковочными агрегатами, повышают не только произ-
водительность труда, но и точность поковок.
Рис. 10.45. Ковочный напольный безрельсовый манипулятор:
1 - пульт, 2 - приводной механизм, 3 — хобот, 4 — клещи, 5 - колеса, 6 -
рама
261
Контрольно-измерительный инструмент. При машинной ковке
используют такой же измерительный инструмент, как и при ручной.
Кроме того, применяют инструмент и приспособления для определения
больших размеров, например линейки длиной до 2 м с ценой де-
ления 5 мм. Вместо малка удобнее пользоваться набором
угольников с углами 5, 10, 15 , 30 , 45 , 60 и 90 °. Для провер-
ки линейных размеров кузнецы пользуются длинными линейками,
изготовленными из уголков № 20. На линейке в соответствующем необ-
ходимому размеру месте наносят мелом метку или риску и приклады-
вают линейку к горячей поковке, контролируя таким образом раз-
мер последней.
Высоту поковок можно измерять с помощью линеек, установленных
на станине пресса, и стрелки, закрепленной на его подвижной траверсе
(поперечине). По перемещению ползуна определяют размеры поковки
в процессе ее деформирования.
Все более широкое применение находят бесконтактные методы
измерения, позволяющие не только улучшить условия труда рабочих,
но также повысить точность измерений и сократить время их испол-
нения. Так, автоматическое измерительное уст-
ройство с радиоактивными .датчиками (рис. 10.46) определяет
основные размеры поковки в процессе ковки и по достижении требуе-
мых размеров подает электрические импульсы в блок автоматического
управления ковочным прессом, работающим по заранее разработанной
программе. На подвижной поперечине пресса смонтирован источник
Рис. 10.46. Принципиальная схема автоматического радиоизо-
топного устройства для измерения поковок и управления ковоч-
ными прессами
262
|3-излучения типа БИ-1. Рядом с прессом на стойке расположен механизм
перемещения каретки; на нем имеются два газоразрядных счетчика,
разделенных металлическим козырьком. Перед началом ковки карет-
ку устанавливают в положение, соответствующее заданному размеру
поковки. Осуществляют это с помощью электродвигателя Д, который
через редуктор вращает ходовой винт для вертикального перемещения
каретки. Включение и выключение электродвигателя каретки выпол-
няет оператор с пульта управления. Положение каретки непрерывно
фиксируется на стрелочном указателе с помощью сельсинной связи
СД-СП.
Во время рабочего хода при приближении поперечины к заданному
положению смонтированный на ней источник |3-излучения сначала облу-
чает верхний газоразрядный счетчик каретки, от которого электри-
ческий импульс после усиления в электронно-релейном блоке подает-
ся в блок управления и используется для подачи сигнала ’’Внимание!”
Затем, когда подвижная поперечина достигнет положения, соответ-
ствующего заданному размеру поковки, происходит облучение нижне-
го газоразрядного счетчика. Подающийся от него электрический импульс
используется для автоматической остановки и подъема поперечины прес-
са в верхнее положение и подачи оператору светового сигнала ’’Стоп”.
На основе автоматического определения размеров поковок с по-
мощью радиоактивного датчика разработан ряд схем автоматизации
управления ковочными прессами.
10.3. ОБОРУДОВАНИЕ ДЛЯ МАШИННОЙ КОВКИ
Основным оборудованием кузнечных цехов и участков для машин-
ной ковки являются различные типы молотов и гидравлических прессов.
Ковочные молоты. К молотам относят машины, деформирующие
заготовку ударом за счет кинетической энергии поступательно дви-
жущихся рабочих частей — штока, бабы и верхнего подвижного бойка.
При деформировании скорость бойка изменяется от наибольшего зна-
чения до нуля. Скорость движения бойка в момент удара составля-
ет 3 ... 8 м/с, время деформирования — сотые доли секунды. Основ-
ной характеристикой молота является масса его ударных частей.
В зависимости от типа привода молоты бывают пневматическими,
паровоздушными, механическими, гидравлическими, газовыми и др.
По принципу действия молоты подразделяют на две группы — прос-
того и двойного действия. У молотов простого действия ударные части
движутся вниз под действием силы тяжести, а привод служит только
для их подъема. Привод молотов двойного действия служит как для
подъема ударных частей, так и для их движения вниз. Вследствие этого
кинетическая энергия ударных частей молотов двойного действия боль-
ше , чем молотов простого действия, при одинаковых их массах, поэтому
наиболее широко применяют молоты двойного действия.
По технологическому назначению молоты разделяют на ковочные
263
(для ковки), штамповочные (для объемной штамповки) и листоштам-
повочные (для штамповки листовых заготовок) .
У пневматических ковочных молотов масса
ударных частей составляет 50 . . . 1000 кг, а число ударов — соответ-
ственно 225 . . . 95 в минуту. Эти молоты предназначены для изготовле-
ния небольших поковок (0,5 ... 20 кг) из прокатных заготовок и
допускают ковку в подкладных штампах.
На рис. 10.47, а показан пневматический молот наиболее распрост-
раненной конструкции. Его основными частями (рис. 10.47, б) явля-
ются рабочий цилиндр 8 с поршнем 7, штоком 6 и верхним бойком 5,
а также компрессорный цилиндр 13 с поршнем 12. Привод компрессор-
ного цилиндра состоит из электродвигателя 18, ременной передачи
17, редуктора 16, кривошипного вала 15 и шатуна 14. Рабочий и комп-
рессорный цилиндры соединены друг с другом верхним и нижним воз-
душными каналами с кранами управления 9, 10 и 11. Краны поворачи-
ваются с помощью рукоятки ручного управления. На молотах с массой
ударных частей до 250 кг дополнительно устанавливают педаль ножного
управления. Нижний боек 4 крепится на шаботе 2, установленном на
фундаменте на деревянных брусьях 1. Детали молота расположены в
литой чугунной станине 19, а шабот фиксируется в окне станины с
помощью деревянных клиньев 3.
В исходном положении поршень 7 рабочего цилиндра занимает
крайнее нижнее положение, а поршень 12 компрессорного цилиндра -
крайнее верхнее. Верхний боек 5 лежит на нижнем 4 или на заготовке.
При включении электродвигателя 18 кривошипный вал 15 начинает
вращаться и перемещает поршень 12 компрессорного цилиндра вниз.
Под поршнем 12 воздух сжимается, через канал в нижнем кране 9 попа-
дает в нижнюю часть рабочего цилиндра и давит снизу вверх на поршень
последнего - в этот момент верхняя полость рабочего цилиндра через
краны 10 и 11 соединяется с атмосферой. Вследствие того что в этой
полости нет избыточного давления, поршень рабочего цилиндра начи-
нает подниматься.
Когда поршень компрессорного цилиндра займет крайнее нижнее
положение, поршень рабочего будет по инерции продолжать свое движе-
ние вверх. По пути к верхней крайней точке он перекроет верхний канал,
связывающий полость с атмосферой, сожмет остатки воздуха и достиг-
нет верхнего положения. После этого под действием сжатого воздуха
в верхней полости рабочего цилиндра поршень последнего начнет дви-
гаться вниз. Эта стадия совпадает с началом движения поршня компрес-
сорного цилиндра вверх и возникновения высокого давления в верхней
полости этого цилиндра.
При движении вниз поршня рабочего цилиндра откроется воздуш-
ный верхний канал и сжатый воздух поступит из компрессорного цилин-
дра в верхнюю полость рабочего. Под действием силы тяжести и давле-
ния воздуха подвижные (ударные) части молота с ускорением движут-
ся вниз и наносят удар по заготовке.
264
Рис. 10.47. Пневматический ковочный молот:
а - общий вид, б устройство, в - кинематическая схема; 1 - брусья, 2 - шабот, 3 - клинья, 4, 5 - нижний и верхний бойки,
6 - шток, 7, 12 - поршни, 8, 13 - рабочий и компрессорный цилиндры, 9 ... 11 - краны управления, 14 - шатун, 15 - криво-
шипный вал, 16 - редуктор, 1 7 - ременная передача, 18 - электродвигатель, /9 - станина, 20, 21 рукоятки управления
При каждом обороте кривошипного вала поршень компрессорного
цилиндра совершает один ход (вверх—вниз), а поршень рабочего —
один рабочий ход. Таким образом, число ходов бойка пневматического
молота равно числу оборотов кривошипного вала или числу оборотов
электродвигателя, деленному на общее передаточное число редуктора
и ременной передачи.
Три воздухораспределительных крана — верхний 11, средний 10
и нижний 9 (рис. 10.47, в) — расположены в станине между цилиндрами;
в зависимости от положения рукояток 20 и 21 они открывают или
закрывают воздушные каналы, обеспечивая требуемый режим работы
молота. Пневматический молот может работать в следующих режимах:
удерживание бойка в верхнем положении; единичный удар; прижим
заготовки к нижнему бойку; автоматические удары; холостой ход.
Для удерживания бойка в верхнем положении рукоятку 21 ставят
в положение I, а рукоятку 20 — в положение II. При этом верхние полос-
ти обоих цилиндров соединяются с атмосферой, а нижние — друг с дру-
гом. Сжатый воздух из нижней полости компрессорного цилиндра
постоянно поступает в нижнюю полость рабочего, что и удерживает под-
вижные части молота в верхнем положении.
Для единичного удара рукоятку 20 ставят в положение I или II,
а рукоятку 21 из положения I быстро переводят в положение II и сразу
же возвращают обратно. После удара боек снова перемещается вверх
и остается в этом положении, пока рукоятка 21 находится в по-
ложении I.
Для прижима заготовки к нижнему бойку рукоятку 20 ставят
в положение /, а рукоятку 21 — в положение III. При этом верхняя
полость компрессорного и нижняя полость рабочего цилиндров соеди-
няются с атмосферой, а сжатый воздух из нижней полости компрес-
сорного цилиндра через специальные каналы постоянно подается в
верхнюю полость рабочего цилиндра, что и обеспечивает прижим заго-
товки к нижнему бойку. Избыточный сжатый воздух выбрасывается
в атмосферу через предохранительный клапан, установленный в верхней
полости рабочего цилиндра.
Для автоматических ударов рукоятку 20 ставят в положение /
или II, а рукоятку 21 — в положение II. При этом положении рукояток
средний кран закрывает выход воздуха в атмосферу, верхний соединя-
ет верхние полости цилиндров, а нижний — нижние. При работе двига-
теля поршень рабочего цилиндра будет перемещаться вверх и вниз
в соответствии с движением поршня компрессорного цилиндра вниз
и вверх. Упругая связь между поршнями обоих цилиндров осуществ-
ляется воздухом. Силу ударов бойка при этом режиме работы регули-
руют рукояткой 21: чем ближе рукоятка к положению II, тем сильнее
удары.
Для холостого хода рукоятки 20 и 21 ставят в положение /. При
этом верхняя и нижняя полости компрессорного цилиндра соединяют-
ся с атмосферой и воздух из этого цилиндра без сопротивления пос-
266
тоянно выбрасывается наружу. Такой режим работы молота предохра-
няет компрессорный цилиндр от перегрева во время длительных пауз
в работе. При холостом ходе верхний боек под действием силы тяжести
опускается вниз и лежит на нижнем бойке.
Перед включением электродвигателя рукоятки обязательно следу-
ет установить на режим холостого хода, а перед выключением -- на ре-
жим удерживания бойка в верхнем положении. После остановки дви-
гателя подвижные части молота под действием силы тяжести медленно
опустятся вниз на нижний боек.
Пневматические молоты нашли широкое применение в кузницах
небольших заводов, мастерских, на участках ручной ковки. Объяс-
няется это их низкой стоимостью, простотой обслуживания и высокой
надежностью; кроме того, они не требуют больших капитальных зат-
рат на установку или перестановку. Важным достоинством пневмати-
ческих молотов является использование электрической энергии, а не
пара или сжатого воздуха, применение которых дороже и слож-
нее.
У паровоздушных ковочных молотов двой-
ного действия* масса ударных частей составляет 1000 . ..
8000 кг, а число ударов — соответственно 71 ... 34 в минуту. Эти моло-
ты предназначены для изготовления ковкой поковок средних размеров
примущественно из прокатных заготовок, а также для ковки в подклад-
ных штампах. По типу станины паровоздушные молоты бывают одно-
и двухстоечными. Отечественная промышленность выпускает двухсто-
ечные молоты арочного и мостового типов.
Двухстоечный паровоздушный ковочный молот арочного типа
(рис. 10.48, а) имеет станину, составленную из двух стоек 21 (рис.
10.48, б), соединенных вверху цилиндровой плитой 23, а внизу притя-
нутых к фундаменту анкерными болтами 13 через брусья 14. В верхней
части станины находится рабочий цилиндр 25 с каналом 4 и паровоздухо-
распределительной коробкой б, в которой установлены дроссель и
золотник системы управления молотом. В цилиндре 25 перемещается
поршень 24 со штоком 22, на котором закреплена баба 19 с бойком 18.
Баба молота движется в .направляющих 20 станины. В верхней
части цилиндра установлен паровоздушный предохранитель, состоя-
щий из корпуса 1 и поршня 3. В корпус по трубе 2 подается рабочий
пар или воздух. Такой предохранитель исключает жесткий удар поршня
рабочего цилиндра по крышке последнего, так как в момент удара по
поршню 3 предохранителя пар (воздух) под давлением устремляется
навстречу поршню рабочего цилиндра и останавливает его.
Движение ударных частей (поршня, штока, бабы и бойка) осу-
ществляется под действием сжатого пара (воздуха), поступающего
сначала в паровоздухораспределительную коробку по трубе 5. Управ-
Паровоздушные ковочные молоты простого действия сняты с производства.
267
Рис. 10.48. Паровоздушный ковочный молот:
а - общий вид, б - устройство; 1 - корпус, 2,5,7- трубы, 3 - поршень,
4 -• канал, 6 - паровоздухораспределительная коробка, 8 - рычаг, 9 -
сабля, 10 - рукоятки, 11, 14 - брусья, 12 - фундамент, 13 - болт,
75 - шабот, 16 - подушка, 17, 18 - нижний и верхний бойки, 19 - баба,
20 - направляющие, 21 -- стойка станины, 22 - шток, 23 - плита, 24 -
поршень, 25 - рабочий цилиндр
ляют работой молота с помощью рукояток 10 при автоматической от-
сечке впуска и выпуска пара из рабочего цилиндра.
Автоматические впуск и выпуск пара осуществляются под действи-
ем сабли 9 через систему рычагов 8 на паровоздухораспределительное
устройство. При движении бабы сабля скользит по специальному, выпол-
ненному на бабе скосу, и, поворачиваясь на определенный угол, в нуж-
ный момент впускает или выпускает пар из цилиндра. Сжатый пар
(воздух) через золотник и дроссель паровоздухораспределителя по-
падает по специальным каналам в рабочий цилиндр, заставляя бабу
молота совершать возвратно-поступательное движение.
268
Если молот работает на сжатом воздухе, то отработанный воздух
через трубу 7 выбрасывается в атмосферу. Для уменьшения утечек
пара (воздуха) в днище рабочего цилиндра помещают сальниковое уп-
лотнение для штока 22. Уплотнение поршня 24 в цилиндре 25 обеспе-
чивается пружинными разрезными кольцами.
Шабот 15 молота, имеющий массу, в 15 раз превосходящую массу
подвижных частей, устанавливают в железобетонном фундаменте 12
на деревянных (из дуба или бука) брусьях 11. Иногда вместо брусьев
используют прокладки из тканевой прорезиненной ленты. На шаботе
с помощью сухаря и клина крепят подушку 16, в которую устанавли-
вают нижний боек 17.
Рис. 10.49. Паровоздушный ковочный
молот мостового типа:
1 - рабочий цилиндр, 2 - паровоздухо-
распределительное устройство, 3 -
шток, 4 - направляющие, 5 - баба.
6 - станина, 7 - бойки, 8 - шабот
Ковочные молоты арочного типа применяют для ковки поковок
массой до 1,5 т. Стойки станины молота специально раздвинуты, чтобы
удобно было изготовлять поковки больших габаритных размеров.
Для обработки заготовок массой свыше 1,5 т, больших габаритных
размеров и сложной формы используют ковочные паровоздушные мо-
лоты мостового типа (рис. 10.49). Они удобны в работе, так как имеют
свободный подход к нижнему бойку со всех сторон из-за большого
расстояния между стойками (до 4,6 м) и применяются для ковки поко-
вок массой до 2,5 т. По принципу действия эти молоты аналогичны мо-
лотам арочного типа.
Рассмотренные паровоздушные молоты могут работать в ручном
и автоматическом режимах. В
зависимости от положения руко-
ятки управления молотом можно
производить либо единичный
удар, либо серию автоматических
ударов определенной силы (такое
управление называется смешан-
ным) . Созданы специальные ав-
томатические устройства, кото-
рые, будучи связанными с сис-
темой паровоздухораспределения
молота, позволяют осуществить
работу последнего по програм-
ме, предварительно составленной
в зависимости от типа, размеров
и формы поковки. Заранее за-
несенные в память ЭВМ, эти
программы по мере надобности
подаются в исполнительные уст-
ройства молота.
Ковочные молоты выбирают в
зависимости от массы, габаритных
размеров и сложности формы из-
готовляемых поковок (табл. 10.1).
269
10.1. Ориентировочные данные для выбора ковочных молотов
Масса ударных частей молота, т Масса поковок, кг Наибольший размер сечения (сторона квад- рата) , мм
фасонных для гладких валов (наиболь- шая)
Средняя Наибольшая
Пнев « итиче ск ис молоты
0,075 0,3 1,2 7,5 45
0,15 1,5 4 15 60
0,25 2,5 8 35 75
0,4 6 18 60 100
0,56 9 28 110 120
0,75 12 40 140 135
1 20 70 250 160
П а р о воздушные МОЛОТЫ
1 20 70 250 160
2 60 180 500 225
3,15 100 320 750 275
5 200 700 1500 350
8 350 1300 2500 400
Каждый молот снабжают паспортом, в котором завод-изготовитель
указывает основные данные, необходимые для его монтажа в цехе,
установки на нем бойков и правильной эксплуатации. В паспорте указы-
вают также год выпуска, массу, габаритные размеры, техническую
характеристику молота, приводят эскизы и размеры бойков и деталей,
которые необходимо заменять при износе или поломках. К основным
данным характеристики молота относятся давление пара, диаметр што-
ка, площадь поршня, расстояние между направляющими, скорость
бабы и др.
Гидравлические ковочные прессы. На гидравлических ковочных
прессах деформирование осуществляется под действием давления жид-
кости на плунжер, соединенный с подвижной поперечиной, к которой
крепится верхний боек пресса. Скорость движения бойка возрастает
от нуля до некоторого значения, а затем к концу деформирования
снова падает.
Гидравлические прессы работают со значительно меньшими скорос-
тями, чем молоты. Максимальная скорость деформирования обычно
не превышает 0,3 м/с,, а время одного обжатия длится несколько де-
сятков секунд. Основной характеристикой пресса является развивае-
мое усилие.
Гидравлические ковочные прессы изготовляют усилием 2 . . .
. .. 31,5 МН; усилие уникальных мощных прессов достигает 150 МН. Эти
прессы предназначены для изготовления ковкой крупных поковок преи-
270
мущественно из слитков, а также для ковки в подкладных штампах;
отечественная промышленность изготовляет их колонной и рамной
конструкций с верхним и нижним приводом.
Гидравлические прессы обычно устанавливают в крупных кузнеч-
ных цехах. Совместно с агрегатами, обеспечивающими их работу, они
образуют гидропрессовые установки, которые, таким образом, состоят
из собственно пресса, привода (источника жидкости высокого давле-
ния, питающего пресс), приемников для жидкости (баков), органов
управления (распределителей, клапанов) и трубопроводов.
При работе гидравлического пресса его подвижная поперечина
с закрепленным на ней верхним бойком осуществляет прямой (опуска-
ние) и обратный (подъем) ходы. Прямой ход имеет два участка: уча-
сток, называемый ходом приближения, на котором рабочий инструмент
подводится к заготовке, и участок, называемый рабочим ходом, на
котором заготовка деформируется. Остановки подвижной поперечины
для выполнения вспомогательных операций (смены инструмента, пере-
мещения заготовки и др.) называют технологическими паузами.
Жидкость высокого давления расходуется только во время пря-
мого рабочего и обратного ходов, а ход приближения осуществляется
за счет жидкости низкого давления. Вследствие этого в гидроприводе
прессов часто используют специальные устройства — аккумуляторы,
позволяющие накапливать жидкость высокого давления во время
технологических пауз и хода приближения, что разрешает снижать ус-
тановочную мощность привода.
В зависимости от типа привода различают следующие прессы: с
насосно-аккумуляторным приводом (рабочая жидкость при рабочем
ходе подается одновременно от аккумулятора и насоса); с насосным
безаккумуляторным приводом (рабочая жидкость под высоким дав-
лением подается непосредственно от насоса в рабочий цилиндр); с
мультипликаторным приводом (рабочая жидкость подается в рабочий
цилиндр определенными порциями от мультипликатора). В ковочных
прессах наиболее широко используют водяной насосно-аккумуляторный
привод.
На рис. 10.50 показан гидравлический ковочный
пресс с насосно-аккумуляторным приводом.
Жидкость (обычно водная эмульсия) под высоким давлением (32 МПа
и более) от насосной станции 75 по трубе 12 через систему управления
(дистрибутор) 11 и далее по трубе 8 подается в рабочий цилиндр 7
пресса, закрепленный в неподвижной верхней поперечине 6. Под дав-
лением жидкости плунжер 5 перемещает вниз подвижную поперечину
(траверсу) 3, на которой закреплен верхний боек.
Траверса перемещается по направляющим колоннам 4, которые стя-
гивают между собой верхнюю 6 и нижнюю 16 неподвижные поперечины.
Так как траверса с прикрепленными к ней деталями и бойком имеет
большую массу, то для ее подъема при обратном ходе используются
возвратные цилиндры 1 с плунжерами 2, соединенными с траверсой 3.
271
Рис. 10.50. Гидравлический ковочный пресс с насосно-аккумуляторным
приводом:
1 - возвратный цилиндр, 2, 5 - плунжеры, 3 - подвижная поперечина,
4 - направляющая колонна, 6, 16 - верхняя и нижняя неподвижные попе-
речины, 7 - рабочий цилиндр, 8, 10, 12, 17 - трубы, 9 - бак, 11 - система
управления, 13, 14 - водяной и воздушные аккумуляторы, 75 - насосная
станция
При рабочем ходе пресс потребляет большое количество эмульсии
высокого давления.
Для того чтобы не устанавливать насос сверхвысокой подачи,
к главной трубе 12 подключают воздушный беспоршневой аккумулятор,
состоящий из одного водяного аккумулятора 13 и двух воздушных
аккумуляторов 14. Во время пауз между рабочими ходами, когда не
требуется большого количества эмульсии, насос продолжает работать
и в аккумуляторах накапливается запас жидкости высокого давления.
Чем больше давление жидкости в трубе 12, тем больше ее собирается
в баллоне 13 и сильнее сжимается воздух в баллонах 14. При рабочем
ходе аккумулятор за короткое время отдает в сеть накопленную жид-
кость высокого давления, компенсируя тем самым недостаточную пода-
чу насоса в период ковки. При этом обеспечиваются достаточная скорость
поперечины и требуемое усилие пресса. Кроме того, нагрузка насоса
и электродвигателя становится более равномерной, вследствие чего
можно использовать насосы, имеющие меньшую подачу, чем при без-
аккумуляторном приводе.
В гидропрессовых установках кроме воздушных беспоршневых
иногда применяют грузовые аккумуляторы. Давление рабочей жид-
кости в них создается в цилиндре плунжером, на котором размещают
соответствующий груз (чугунные плиты либо ящики с ломом или ру-
дой) . Эти аккумуляторы громоздки и применяются редко.
Необходимый цикл работы гидропрессовой установки обеспечива-
ется системой управления 11 (см. рис. 10.50). Рабочая жидкость высо-
кого давления из аккумулятора подается по трубе 12 к главному гид-
равлическому распределителю (дистрибутору), клапаны К1 ... К4
которого срабатывают от рычагов управления прессом (на рисунке
рычаги не показаны) .
При рабочем ходе клапаны К1 и КЗ открываются, а К2 иК4 закры-
ваются. Жидкость высокого давления поступает по трубам 12 и 8 в
рабочий цилиндр пресса. Из возвратных цилиндров по трубам 17 и
10 она вытесняется в наполнительный бак 9, питающий насос станции
15. При обратном ходе клапаны К1 и КЗ закрываются, а К2 и К4 от-
крываются. Жидкость из рабочего цилиндра сливается через трубы
8 и 10 в бак 9, а жидкость высокого давления по трубам 12 м. 17 посту-
пает в возвратные цилиндры, оказывая давление на плунжеры 2, кото-
рые поднимают траверсу 3 в исходное положение. Удерживание попере-
чины пресса на весу осуществляется при установке рычага управления
в нейтральное положение (’’Стоп”), при котором все клапаны распреде-
лителя закрываются и слив жидкости из рабочего цилиндра пресса пре-
кращается.
К недостаткам насосно-аккумуляторного привода относятся его
низкий КПД, значительная длина трубопроводов и более сложное, чем
при насосном приводе, устройство органов управления.
Насосный безаккумуляторный привод имеет
высокий КПД (0,6 . . . 0,8), компактен и может быть размещен на ста-
нине пресса; он обеспечивает гибкое управление прессами и облегчает
их эксплуатацию. Однако вследствие того, что мощность насосов и
двигателей следует выбирать в зависимости от максимальной мощности
пресса, для этого привода насосы и двигатели должны быть мощнее,
чем для насосно-аккумуляторного. Индивидуальный привод применяют
в основном для гидравлических прессов усилием до 30 МН.
В целях обеспечения высокого качества поковок, уменьшения чис-
ла нагревов слитков и повышения производительности ковочные прес-
сы должны быть быстроходнее* штамповочных. Чтобы облегчить заме-
ну инструмента и манипулирование заготовкой в процессе ковки, ковоч-
ные прессы больших усилий снабжают выдвижным столом, перемещае-
мым с помощью горизонтальных гидравлических цилиндров. Для быст-
рого крепления верхнего бойка на подвижной поперечине устанавливают
пневматический зажим клинового типа. Конструкция ковочного пресса
должна допускать возможность ковки с эксцентрическим приложением
нагрузки, поэтому подвижные поперечины имеют дополнительное на-
правление в верхней неподвижной поперечине.
Система управления обеспечивает работу ковочного пресса в руч-
ном, полуавтоматическом и автоматическом режимах. Точность авто-
* Быстроходность прессов определяется числом их ходов в минуту и ско-
ростью подвижной поперечины.
273
10 - 232
матической ковки составляет ± (1,5 ... 2) мм. Комплексная автомати-
зация гидравлических ковочных прессов с применением манипуляторов
позволяет существенно улучшить условия труда кузнецов и повысить
его производительность на 10 ... 15 %.
Организация рабочего места на участке машинной ковки должна
обеспечить безопасность и удобство выполнения работ, а также высо-
кие производительность труда и качество продукции.
Расположение основного и вспомогательного оборудования на участ-
ке 5-тонного ковочного молота показано на рис. 10.51. Около молота
4 установлен консольный кран 13, используемый для передачи заготовок
из печи 10 к молоту, перемещения их во время ковки, а также для
транспортирования изготовленных поковок на контрольную площадку
8 и площадку для охлаждения 9. Рядом с молотом расположен венти-
лятор 6, служащий для уменьшения количества теплоты, излучаемой
горячими заготовками и ухудшающей условия работы машиниста моло-
та и других рабочих.
Стол 7 для измерительного инструмента в целях удобства распола-
гают на небольшом расстоянии от молота. Кузнечный инструмент раз-
мещают на стеллажах 1 и 72: легкий 1 находится дальше от молота,
тяжелый 12 — ближе к нему. Бак 3 с водой, используемой в основном
для охлаждения инструмента, располагают рядом с молотом. За ним
устанавливают тару 2 для обрубков металла, а с другой стороны —
тару 11, в которую ссыпают накапливающуюся в течение смены окалину.
В отличие от ручной при машинной ковке кузнецы работают бри-
гадами, состоящими из трех человек и более. Состав бригады зависит
от вида оборудования и ха-
рактера выполняемых работ.
Руководит кузнецами брига-
дир, в обязанности которого
входят такие функции, как
расстановка членов бригады
по рабочим местам, контроль
за подготовкой и состоянием
всего оборудования и инст-
румента на участке, обеспече-
ние выпуска продукции тре-
буемого качества, контроль за
выполнением всеми членами
Рис. 10.51 Планировка рабочего участка
ковочного молота:
1,12 — стеллажи, 2, 11 - тары, 3 - бак
с водой, 4 - молот, 5 - машинист молота,
6 - вентилятор, 7 стол, 8, 9 — площадки
для контроля и охлаждения поковок, 10 -
печь, 13 - кран
бригады требований безопас-
ности труда.
Автоматизированные ко-
вочные комплексы. В послед-
нее время уделяется большое
внимание внедрению на участ-
ках машинной ковки автома-
тизированных ковочных ком-
274
плексов (АКК) . В состав типового АКК входят ковочный пресс, мани-
пулятор, устройства для нагрева и контроля температуры заготовок,
вспомогательные механизмы для транспортирования. и ориентации
заготовок, смены инструмента, уборки отходов и т.д. Комплекс в целом
или (при необходимости) его отдельные агрегаты управляются интег-
рированной системой управления. Она позволяет вести автоматическую
работу комплекса по составленной программе, в том числе — работу
по режиму, заложенному ранее в память ЭВМ в процессе ковки с руч-
ным управлением. Кроме того, возможны различные сочетания ручно-
го и автоматического управления агрегатами АКК и их функциями
в процессе ковки.
Контрольные вопросы
1. Назовите область применения машинной ковки.
2. Перечислите основные операции машинной ковки.
3. Как устраняют заусенец при отрубке заготовок?
4. Перечислите способы протяжки заготовок на молоте.
5. С какой целью при протяжке используют вырезные бойки?
6. Как предотвратить изгиб и уменьшить бочкообразность заготовок при
осадке?
7. В чем сущность секционной штамповки?
8. Как производят высадку заготовок?
9. Почему при прошивке отверстий оставляют перемычку под прошивнем?
10. В каких случаях используют сплошные и пустотелые прошивни?
11. Когда целесообразно применять подкладные штампы?
12. Каков принцип действия пневматического молота?
13. Назовите область применения гидравлических ковочных прессов.
11. ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
11.1. СПОСОБЫ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ
Горячую объемную штамповку применяют для изготовления разно-
образных поковок в кузнечных цехах с серийным и особенно массовым
производством. Чем выше серийность производства, трудоемкость ков-
ки и сложность поковок, тем целесообразнее переход от ковки к штам-
повке .
Технологический процесс изготовления штампованных поковок
в общем случае состоит из следующих операций: разделки прутка на
заготовки; нагрева заготовок; штамповки; прошивки и обрезки об-
лоя (заусенцев); термической обработки и контроля твердости; очист-
ки от окалины; правки; калибровки; контроля качества (рис. 11.1).
Разнообразие форм и размеров штампованных поковок, а также
материалов, применяемых для их изготовления (углеродистая и низ-
275
Рис. 11.1. Общая схема технологического процесса горячей штамповки
поковок в открытых штампах
колегированная стали, цветные металлы и сплавы), привело к возник-
новению разных способов штамповки и соответственно различных
типов штампов и штамповочного оборудования.
В зависимости от типа штампов различают
следующие способы горячей объемной штам-
повки: в открытых штампах (открытая штам-
повка) ; в закрытых штампах (закрытая штам-
повка) ; штамповка выдавливанием; штамповка
прошивкой; штамповка в разъемных матри-
цах. Классификацию по этому признаку следует
считать основной, так как тип штампа опреде-
ляет характер течения металла при формообра-
зовании поковки.
Штамповка в открытых штам-
пах отличается тем, что полость штампа в
процессе деформирования заготовки остается
открытой (рис. 115) и штамповка сопровожда-
ется образованием облоя вокруг поковки.
Процесс штамповки можно разделить на несколь-
ко стадий. На первой стадии (рис. 11.2, а) при
опускании верхнего штампа 1 заготовка 2 под-
вергается осадке между штампами 1 и 3 до
соприкосновения металла с боковыми стенками
полости штампа (рис. 11.2, б). С этого момента
начинается вторая стадия штамповки (рис.
11.2, в), которая характеризуется одновремен-
ным течением металла в полость штампа и в
боковой зазор между штампами с образованием
облоя. При дальнейшем опускании верхнего
штампа боковой зазор уменьшается и сопротив-
ление течению металла в облой возрастает. В
это время облой как бы закрывает попость штам-
па и металл затекает в еще не заполненные углы
и другие труднозаполнимые участки штампа
(рис. 11.2, г). На третьей стадии происходит
доштамповка — вытеснение из заполненной
полости штампа некоторого излишка металла
в облой (рис. 11.2, д).
При открытой штамповке облой выполняет
технологическую функцию — закрывает выход
из полости штампа и заставляет металл запол-
нять ее; кроме того, он компенсирует неточ-
ности объема заготовки, возникающие в процес-
се отрезки последней, вследствие неравномер-
ного угара металла при нагреве и др. Колебания
объема заготовки отражаются лишь на размерах
Рис. 11.2. Схема запол-
нения полости штампа
металлом:
а — начальная стадия,
б - стадия осадки,
в - одновременное те-
чение металла в по-
лость штампа и облой,
г - заполнение углов,
д — доштамповка; 1,
3 - верхний и ниж-
ний штампы, 2 - заго-
товка
277
облоя, а поковки являются отпечатками, идентичными полости штампа.
Таким образом, требования к точности исходных заготовок для от-
крытой штамповки могут быть снижены,что позволяет применять более
дешевые и высокопроизводительные способы их отрезки на пресс-
ножницах. С другой стороны, образование облоя приводит к потерям
металла, составляющим до 20 ... 25 % объема заготовки (а в некоторых
случаях и более); кроме того, возникает необходимость в дополнитель-
ной операции обрезки облоя в специальных обрезных штампах на обрез-
ных прессах. Несмотря на указанные недостатки, штамповка в откры-
тых штампах в настоящее время является наиболее распространенной.
Рис. 11.3. Схемы объемной штамповки:
а - закрытой (в закрытых штампах!, б - выдавливанием, в - про-
шивкой; 1 - пуансон, 2 — матрица, 3 - заготовка, 4 - выталкиватель
Штамповка в закрытых штампах (рис. 11.3,л)
характеризуется тем, что в процессе сближения частей 1 и 2 штампа
деформируемый металл заготовки 3 полностью заполняет их полость,
не имея возможности вытекать в зазор между ними. Часть 2 закрытого
штампа, имеющую полость, называют матрицей, а другую, входящую
в матрицу часть 7, — пуансоном. Зазор z между матрицей и пуансоном
должен обеспечивать только возможность их взаимного перемещения
без образования облоя.
Образование при штамповке на поковке торцового заусенца указы-
вает на избыток металла в исходной заготовке. Это явление приводит
к повышенному износу инструмента и возможной его поломке. Следо-
вательно, для закрытой штамповки объем исходной заготовки должен
быть точно равным объему поковки. Поэтому вместо высокопроизводи-
тельной отрезки заготовок на пресс-ножницах приходится применять
отрезку на механических пилах, отрезных станках и др.
Безоблойная штамповка позволяет экономить металл и, кроме
того, не требует специального оборудования, штампов и рабочей силы
для обрезки облоя. Вследствие этого она является более прогрессивным
278
способом получения поковок, чем открытая штамповка. Широкое при-
менение этого способа в настоящее время ограничивается менее высокой
стойкостью штампов по сравнению со штампами, использующимися
при открытой штамповке, повышенными требованиями к точности
размеров заготовок, а также их центрированию при установке в штам-
пы и др.
Штамповка выдавливанием (рис. 11.3,б) заключает-
ся в том, что металл заготовки продавливается пуансоном 1 через отвер-
стие в матрице 2 на определенную величину аналогично процессу прессо-
вания, но оставшийся в матрице металл заготовки 3 является частью
будущей поковки. Отштампованная поковка удаляется из штампа
выталкивателем 4. Выдавливанием изготовляют поковки типа стерж-
ней с головками, например клапаны двигателей внутреннего сгорания.
Кроме того, выдавливают поковки с несколькими отростками, сплош-
ные или полые, а также с боковыми отростками (типа крестовин, трой-
ников и др.). В последнем случае применяют штампы с двумя плос-
костями разъема для обеспечения удаления поковок из штампа.
Штамповка прошивкой (рис. 11.3, в) представляет
собой процесс вдавливания пуансона 1 в заготовку 3, помещенную в
матрицу 2. При этом металл течет в зазор между пуансоном и матрицей
навстречу движению пуансона (обратное выдавливание). Прошивкой
изготовляют поковки с углублениями (полостями) различной формы
типа снарядных стаканов, гильз, толстостенных баллонов, втулок с
фланцами и др.
Штамповка в разъемных матрицах является
разновидностью закрытой штамповки. Типичным примером штамповки
в разъемных матрицах является широко применяемая в кузнечно-штам-
повочном производстве штамповка на горизонтально-ковочных машинах
(ГКМ).
Штампы ГКМ, состоящие из неподвижной 3 (рис. 11.4,а) и подвиж-
ной 5 матриц, а также пуансона 1, имеют соответственно две взаимно
перпендикулярные плоскости разъема: между матрицами вдоль оси
и между пуансоном и матрицами перпендикулярно оси пуансона. На-
гретый пруток 4 круглого сечения (нагревают только часть прутка,
подлежащую деформированию) подают до упора 2, который впослед-
ствии при рабочем ходе машины отводится в сторону, а заготовка зажи-
мается между матрицами 3 и 5 (рис. 11.4, б). Затем пуансон деформи-
рует выступающую часть заготовки (рис. 11.4, в), отходит назад, матрицы
раскрываются и освобождают заготовку (рис. 11.4, г). В соседнем
отрезном ручье штампа поковка отделяется от заготовки при следую-
щем ходе машины.
Штампы ГКМ обычно бывают многоручьевыми. В зависимости от
сложности поковок матрицы могут иметь до шести ручьев. Каждому
ручью матрицы соответствует свой пуансон. Чтобы заготовка в процессе
деформирования была надежно зажата в матрицах, необходимо для
штамповки на ГКМ применять калиброванный пруток с диаметром
279
г)
Рис. 11.4. Схемы штамповки
повышенной точности, так как при умень-
шенном диаметре пруток под давлением
пуансона будет выскальзывать из матриц,
а при увеличенном диаметре прутка из-за
неполного смыкания матриц металл будет
затекать в зазор между ними, образуя
продольный заусенец. На ГКМ изготов-
ляют поковки типа стержней с головками,
колец, втулок, гильз и другие, как правило,
осесимметричные поковки. Полые длин-
ные изделия высаживают из труб.
При одноручьевой штам-
повке штамп имеет одну полость (ру-
чей) для деформирования заготовки. В
одном ручье можно отштамповать поков-
ки только простой формы, обычно осе-
симметричной, когда не требуется значи-
тельного формоизменения заготовки. Более
сложные, изогнутые поковки несимметрич-
ной формы в одном ручье отштамповать
не удается, так как в таких случаях требу-
ется значительное формоизменение исход-
ной заготовки и металл не может полностью
заполнить ручей сложной конфигурации.
Например, поковку изогнутого рычага
(см. рис. 11.5) нельзя отштамповать из
отрезанного от проката прутка постоян-
на ГКМ:
а - подача заготовки, б -
смыкание матриц, в — штам-
повка, г — размыкание мат-
риц; 1 - пуансон, 2 - упор,
3, 5 - неподвижная и под-
вижная матрицы, 4 - заго-
товка
ного сечения, так как при штамповке или
не хватит металла для заполнения боль-
шой головки рычага, или им перепол-
нится малая головка, а на участке между
головками будет такой избыток металла,
что продеформировать это место составит
трудность, не говоря уже о значительной
потере металла в облой. Поэтому исходную
заготовку перед окончательной штампов-
кой предварительно подготавливают, приближая ее форму к форме
окончательного ручья. Такую подготовку выполняют или многоручь-
евой штамповкой, или штамповкой на горизонтально-ковочной машине
либо на ковочных вальцах.
При многоручьевой штамповке штамп имеет не-
сколько ручьев постепенно усложняющейся формы. В каждом из них
осуществляется необходимое формоизменение заготовки с постепен-
ным приближением к окончательной форме и размерам поковки.
Ручьи в штампах по назначению делятся на штамповочные, загото-
вительные и отрубные.
280
Штамповочный окончательный ручей служит для придания поковке
окончательной формы. Его форма с учетом усадки металла при осты-
вании в точности соответствует форме поковки. С целью уменьшения
износа окончательного штамповочного ручья применяют штамповоч-
ный предварительный ручей, форма которого также в основном повто-
ряет форму поковки. Этот ручей не имеет облойной канавки, поэтому
металл при штамповке может вытекать в полость между штампами.
Заготовительные ручьи применяют с тем, чтобы придать заготов-
ке форму, благоприятную для штамповки в окончательном ручье с
минимальным отходом металла в облой.
Отрубные ручьи служат для отделения отштампованной поковки
от прутка при последовательной штамповке нескольких поковок от
одной заготовки или отделения клещевины от поковки при штучной
штамповке.
Пример многоручьевой штамповки на молоте поковки рычага из
прокатанного прутка круглого сечения показан на рис. 11.5. Нагре-
Рис. 11.5. Пример многоручьевой штамповки на молоте:
I . . . VI - протяжной, подкатной, гибочный, предварительный, окончательный
и отрубной ручьи
281
тая заготовка на длине I деформируется сначала в заготовительном про-
тяжном ручье I, служащем для уменьшения площади поперечного сече-
ния на нужном участке заготовки и увеличения ее длины. Протяжку
выполняют аналогично ее выполнению при ковке на узких бойках с
кантовкой после одного-двух ударов.
Протянутую заготовку перекладывают и деформируют затем в под-
катном ручье II, увеличивая размеры сечения на нужных участках и
перераспределяя объем металла вдоль оси заготовки в соответствии
с распределением его в поковке. В этом ручье после каждого удара
заготовку кантуют на 90 °.
Из подкатного заготовку передают в гибочный ручей III, где за
один удар ей придают форму, соответствующую форме поковки в пло-
скости разъема. После гибки заготовку деформируют в предваритель-
ном штамповочном ручье IV для максимального приближения ее формы
к форме поковки. В этом ручье отсутствует облойная канавка, но не-
большой облой может образовываться в плоскости разъема между по-
верхностями верхнего и нижнего штампов.
Штамповку заканчивают в окончательном (чистовом) штамповоч-
ном ручье V, в котором поковке придают окончательную форму, а из-
лишек металла выдавливается в облойную канавку. Полученную поков-
ку с облоем отделяют от прутка в отрубном ручье VI. В рассмотренном
примере все ручьи расположены в одном штампе. Но они также могут
быть размещены в разных штампах, установленных на рядом стоящем
оборудовании.
11.2. ОТДЕЛОЧНЫЕ ОПЕРАЦИИ ПОСЛЕ ОБЪЕМНОЙ ШТАМПОВКИ
К отделочным операциям после выполнения объемной штамповки
относятся обрезка облоя, пробивка отверстий, термическая обработка,
очистка от окалины, правка и калибровка.
Обрезка облоя после открытой объемной штамповки про-
изводится на кривошипных прессах с помощью обрезного штампа
(рис. 11.6, а). Поковку 4 с облоем укладывают на обрезную матрицу
5 и продавливают пуансоном 2, закрепленным на ползуне 1 пресса.
Облой при движении поковки вниз срезается режущими кромками
матрицы, а поковка падает в паз нижней плиты 6 и выталкивается в
металлический короб или на конвейер. Съемник 3 служит для сброса
заклинившегося на пуансоне облоя. Чаще всего облой обрезают сразу
после штамповки, когда поковка имеет еще достаточно высокую тем-
пературу (700 . . . 950 ° С). В этом случае обрезной пресс входит в
состав штамповочного агрегата. Мелкие поковки с тонким облоем
обрезают в холодном состоянии на прессах, устанавливаемых на отдель-
ном участке.
Пробивка отверстий необходима в связи с тем, что
при объемной штамповке поковок сквозные отверстия получить нельзя
282
(вместо них штампуют наметки под отверстия). В результате в поков-
ке остается тонкая пленка толщиной в несколько миллиметров. Ее
перерезают в пробивном штампе (рис. 11.6, б), состоящем из нижней
плиты 6 с закрепленной на ней матрицей 5 и жестким съемником 3,
а также пуансона 2.
Поковку 4 укладывают в матрицу 5. При движении ползуна 1 прес-
са вниз пуансон 2 пробивает в поковке отверстие. Отход (выдра) прова-
ливается вниз на склиз и удаляется оттуда вручную или с помощью
специального механизма. Поковка после прошивки застревает на пу-
ансоне, но при движении последнего вверх снимается с него съемником
3. Пробивка отверстий часто производится одновременно с обрезкой
облоя в комбинированных штампах.
Рис. 11.6. Схемы обрезки облоя (а) и пробивки отверстий (б) .
1 - ползуны, 2 - пуансоны, 3 - съемники, 4 - поковки, 5 - матрицы,
6 - нижние плиты
Термическую обработку поковок осуществляют после
обрезки облоя и пробивки отверстий для устранения возникших при
штамповке неоднородности структуры металла и остаточных напря-
жений, а также для улучшения обрабатываемости резанием. В данном
случае применяют те же виды термической обработки, что и для поко-
вок, полученных ковкой (см. § 9.2) .
О чистка поковок от окалины производится в галтовочных
барабанах, дробеструйных или дробеметных установках, травлением
в растворах кислот и другими способами.
Правку поковок выполняют, если они искривляются при извле-
чении из ручья по окончании штамповки, при обрезке облоя, прошивке,
а иногда и при транспортировании. Если поковка деформирована на-
столько, что ее размеры выходят за пределы допуска, то правка явля-
ется обязательной. Эту операцию чаще всего осуществляют в холодном
283
Рис. 11.7. Схемы плоскостной (а) и
объемной (б) калибровки
состоянии, но иногда выполняют и
в горячем (сразу после обрезки
облоя и пробивки отверстий, пока
поковка не охладилась).
Правку можно производить
либо в окончательном штампо-
вочном ручье, либо на отдельном
оборудовании в специальном пра-
вочном штампе, имеющем один
ручей, аналогичный окончатель-
ному штамповочному, но без
облойной канавки и упрощенной
формы.
Калибровку осущест-
вляют ддя повышения точности
размеров и уменьшения шероховатости поверхности поковок.
Ее выполняют после термической обработки поковок и очистки их от
окалины, как правило, в холодном состоянии в специальных штампах.
Применяют плоскостную и объемную калибровку.
Плоскостную калибровку (рис. 11.7, а) осуществляют плоскими
плитами или в специальном штампе, если поковка имеет многосту-
пенчатую форму. При этом виде калибровки отдельные части поковки
обжимаются по высоте с небольшой степенью пластической деформации
и обеспечивается допуск по толщине от ± 0,25 до ± 0,025 мм. Плоскост-
ную калибровку можно применять вместо фрезерования и строгания.
Объемную калибровку (рис. 11.7, б) выполняют с целью повыше-
ния точности всех или большинства размеров поковки. Для объемной
калибровки применяют штампы с ручьями, форма которых соответ-
ствует форме готовых поковок с учетом усадки металла при охлажде-
нии. Размеры калибровочного ручья должны быть скорректированы с
учетом уменьшения высоты и увеличения ширины поковки при осадке
в процессе калибровки. При объемной калибровке может образовать-
ся небольшой облой, ддя размещения которого в штампе предназначена
облойная канавка.
11.3. ИНСТРУМЕНТ И ОБОРУДОВАНИЕ
ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ
Инструмент. Основным рабочим инструментом для горячей объем-
ной штамповки являются специальные штампы, предназначенные для
изготовления только заданной детали. В некоторых случаях применяют
штампы, конструкция которых позволяет осуществлять их переналад-
ку (путем замены отдельных частей и блоков) для выполнения одно-
именных операций при изготовлении различных деталей. Конструкция
штампа должна обеспечивать необходимое формоизменение заготовки,
284
а также прочное закрепление штампа на оборудовании, сохранение точ-
ности его установки и удобство транспортирования.
Штампы для горячей объемной штамповки испытывают большие
механические и термические нагрузки, поэтому для их изготовления
используют высококачественную легированную сталь. В целях экономии
дорогостоящей легированной инструментальной стали штампы часто
изготовляют не цельными, а со вставками из менее дефицитных метал-
лов. В процессе штамповки штампы обдувают сжатым воздухом для
охлаждения и сдува окалины, а также наносят на них смазывающе-
охлаждающие жидкости (СОЖ) разных составов. Смазка уменьшает
износ штампов, облегчает их заполнение металлом. Изношенные ручьи
можно возобновлять неоднократно путем наплавки с последующей
обработкой. Стойкость штампов определяется количеством получен-
ных в них поковок. Это количество до первого возобновления ручьев
может достигать, например, при штамповке поворотных кулаков
5000 шт., шестерен — 15 000 шт.
Стойкость штампов обеспечивается правильным выбором марки
штамповой стали в зависимости от штампуемых поковок, соблюдением
технологии изготовления и правил эксплуатации штампов. В последнее
время для повышения стойкости штампов применяют наплавку твер-
дыми сплавами их быстроизнашивающихся частей, химико-термичес-
кую обработку и лазерное упрочнение.
Условия работы штампов, их стойкость и конструктивные особен-
ности зависят от оборудования, на котором производится штамповка.
По видам кузнечных машин штампы подразделяют на молотовые, прес-
совые, штампы горизонтально-ковочных машин и др.
Конструкция молотового штампа показана на рис. 11.8.
Точную установку штампа на молоте осуществляют по обработанным
граням 4 и 5, относительно которых изготовлена гравюра рабочей полос-
ти штампа. Крепление последнего и его фиксирование выполняют с
помощью шпонки, вставляемой в паз 1, и клина, забиваемого между
хвостовиком 2 штампа и соответствующей присоединительной поверх-
ностью молота. Отверстие 3 является транспортным.
Прессовые штамп ы, использующиеся на кривошипных и
гидравлических прессах, имеют более сложную конструкцию. Штамп,
показанный на рис. 11.9, состоит из двух пакетов. В верхнем пакете
2 с помощью болтов 3 закрепляют ручьевые вставки: 7 — гибочный
ручей, 5 — черновой ручей, 6 — чистовой ручей. Нижний пакет 9 имеет
направляющие колонки 8, а верхний — втулки 4. Нижний и верхний
пакеты через отверстия 1 крепятся соответственно на столе и на пол-
зуне кривошипного пресса. Наличие направляющих колонок, во-пер-
вых, увеличивает точность совпадения верхнего и нижнего ручьев при
смыкании половин штампа, во-вторых, дает возможность собирать
и налаживать штампы вне оборудования, что уменьшает его простои.
Штампы ГКМ (рис. 11.10) в отличие от рассмотренных ранее
имеют две плоскости разъема: первую вертикальную, перпендикуляр-
285
Рис. 11.8. Молотовый штамп:
1 - паз, 2 - хвостовик, 3 - транспорт-
ное отверстие, 4, 5 - обработанные
грани
Рис. 11.9. Сборный штамп кривошип-
ного пресса:
1 — крепежные отверстия, 2, 9 - верх-
ний и нижний пакеты, 3 - болты, 4 -
втулки, 5, 6, 7 - ручьевые вставки,
8 - направляющие колонки
ную осям пуансонов 2, и вторую вертикальную, проходящую через их
оси и являющуюся плоскостью разъема между неподвижной 3 и под-
вижной 4 матрицами. При смыкании матриц их ручьи 5 и 6 образуют
рабочие полости, в которых под действием пуансонов 2 заготовка
приобретает требуемую форму. Пуансоны крепятся в блоке 1 централь-
ного ползуна, неподвижная матрица —
в его боковом ползуне.
Рис. 11.10. Трехручьевой штамп ГКМ:
1 - блок центрального ползуна, 2 - пу-
ансоны, 3, 4 - неподвижная и подвижная
матрицы, 5, 6 - ручьи
в станине ГКМ, а подвижная —
Оборудование. Для горя-
чей объемной штамповки при-
меняют штамповочные молоты,
прессы, горизонтально-ковоч-
ные и другие машины.
Из штамповочных
молотов наиболее широ-
ко используют паровоздуш-
ные штамповочные молоты
двойного действия с массой
ударных частей 0,63 ... 25 т
(рис. 11.11). Принципы дей-
ствия паровоздушных штам-
повочных и ковочных молотов
286
идентичны, отдельные узлы и
детали сходны между собой.
Паровоздушные молоты прос-
ты по конструкции, удобны в
эксплуатации, надежны и широ-
ко используются для много-
ручьевой и одноручьевой от-
крытой штамповки (реже —
для закрытой штамповки).
Особенностями конструк-
ции штамповочного молота яв-
ляются следующие: более жест-
кая конструкция станины (ее
стойки 13 жестко крепятся
непосредственно на шаботе 12,
что обеспечивает более точное
совпадение верхнего и нижне-
го штампов); масса шабота в
20 ... 25 раз превышает массу
ударных частей. Указанные
особенности конструкции штам-
повочного молота повышают
точность получаемых на нем
поковок.
Из штамповочных
п р е с с о в для объемной
штамповки применяют криво-
шипные горячештамповочные
прессы (КГШП), а также гид-
равлические .
Кривошипные горячештам-
повочные прессы выпускают
усилием до 125 МН. Кинема-
тическая схема КГШП дана на
рис. 11.12. Нижний штамп 14
крепится на клиновидной плите
15, верхний штамп 13 — к
ползуну 12 пресса. Клиновид-
ная плита 75 служит для регу-
лирования положения нижнего
штампа по вертикали. Ползун
12 пресса приводится в дви-
Рис. 11.11. Паровоздушный штамповочный
мопот двойного действия:
1 - предохранительный амортизатор,
2 — рабочий цилиндр, 3 — парораспредели-
тельное устройство, 4 - шток, 5 - сабле-
видный рычаг, 6 — баба, 7, 9 - верхний
и нижний штампы, 8 - тяги системы управ-
ления, 10 - подштамповая подушка, 11 -
педаль, 12 - шабот, 13 - стойки
жение через шатун 11 от кривошипного вала 10. Последний вращается
электродвигателем 4 через клиноременную передачу 3, шкив 2, проме-
жуточный вал 6 и шестерни 7 и 8. Шестерня-маховик 8 может свободно
вращаться на валу 10.
287
5
Рис. 11.12. Кинематическая схема
кривошипного горячештамповочно-
го пресса:
1 - тормоз, 2 шкив, 3 - клино-
ременная передача, 4 - электродви-
гатель, 5 - станина, 6, 10 - про-
межуточный и кривошипный валы,
7, 8 - шестерни, 9 пневматичес-
кая муфта, 11 - шатун, 12 - пол-
зун, 13, 14 - верхний и нижний
штампы, 15 - плита
Рис. 11.13. Кинематическая схема го-
ризонтально-ковочной машины:
1 - рычаги, 2, 11, 17 - боковой, глав-
ный и зажимный ползуны, 3 - кула-
чок, 4 - коленчатый вал, 5 - шатун,
6 - тормоз, 7 - шестерни, 8 - электро-
двигатель, 9 - клиноременная переда-
ча, 10 - муфта, 12 - пуансон, 13 -
упор, 14, 16 - неподвижная и подвиж-
ная матрицы, 15 - заготовка
В момент включения пресса на рабочий ход пневматическая муф-
та 9 соединяет шестерню-маховик 8 с валом 10. Вал совершает один
оборот, муфта выключается, а тормоз 1 останавливает вал в верхней
мертвой точке. За один оборот вала ползун совершает один рабочий
ход, опускаясь и поднимаясь по направляющим в станине 5. В столе
и ползуне пресса имеются выталкиватели для удаления поковок из
штампов. Они позволяют уменьшить штамповочные уклоны на поков-
ках, а также широко применять штамповку выдавливанием и штам-
повку в закрытых штампах.
Для изготовления крупных деталей сложной формы служат штам-
повочные гидравлические прессы усилием до 750 МН. Принцип их дей-
ствия не отличается от принципа действия ковочных гидравлических
прессов, но штамповочные гидравлические прессы имеют более жест-
288
кую конструкцию, снабжены выталкивателями, механизмами для уста-
новки и смены штампов и др.
На горизонтально-ковочных машинах произво-
дят штамповку в разъемных матрицах поковок без облоя и штамповоч-
ных уклонов. При штамповке от прутка отпадает необходимость в
предварительной разделке последнего на мерные заготовки, так как
штампы ГКМ имеют отрезной ручей. Машина имеет жесткую конструк-
цию, что увеличивает точность поковок.
Привод ГКМ осуществляется от электродвигателя 8 (рис. 11.13).
Через клиноременную передачу 9 разгоняется маховик с фрикционной
муфтой 10. При включении муфты движение через шестерни 7 переда-
ется коленчатому валу 4, который через шатун 5 обеспечивает возврат-
но-поступательное движение главного ползуна 11с пуансоном 12.
В момент отключения муфты 10 включается тормоз 6, останавли-
вающий коленчатый вал в нужном положении. Немногим раньше глав-
ного ползуна срабатывает механизм сжатия заготовки. Осуществля-
ется это следующим образом. Боковой ползун 2 приводится в воз-
вратно-поступательное движение кулачком 3, закрепленным на валу
4. При перемещении ползуна 2 система ломающихся рычагов 1 приводит
в движение зажимный ползун 17 с подвижной матрицей 16, которая
прижимает заготовку 15 к неподвижной матрице 14 на период высадки
пуансоном 12. Исходная заготовка продвигается перед штамповкой
до убирающегося упора 13, чем обеспечивается точное дозирование
металла на одну поковку.
ГКМ выпускают усилием до 31,5 МН; на них можно штамповать
поковки из круглых прутков ф 20 .. . 270 мм.
Кроме рассмотренных универсальных кузнечно-штамповочных ма-
шин применяют специальные машины узкого технологического наз-
начения — ковочные вальцы, горячештамповочные автоматы, электро-
высадочные машины и др.
В ковочных вальцах деформирование заготовки 1 (рис.
11.14, а) осуществляется во вращающихся секторных штампах 4 и 6,
закрепленных на валках 3 и 7. В момент расхождения секторных штам-
пов заготовку 1 подают до упора 2 клещами 5. При вращении валков
заготовка обжимается в соответствии с профилем штампов и выдается
из вальцов в сторону вальцовщика. Вальцовка по такой схеме называ-
ется формовочной и служит для предварительного профилирования
заготовок удлиненной формы — шатунов, рычагов, гаечных ключей
и др. (рис. 11.14, б) перед последующей штамповкой на другом обо-
рудовании. Достигаемое при этом перераспределение металла по длине
заготовки с учетом формы и сечений поковки позволяет существенно
снизить отходы металла и повысить производительность труда при
штамповке. Профилирование заготовок на вальцах и их штамповку
производят с одного нагрева.
Кроме того, вальцовку применяют для изготовления поковок
простой формы (рис. 11.14, в); такую вальцовку называют штамповоч-
289
Рис. 11.14. Схема вальцовки (а) и примеры получаемых заготовок
(6) и поковок (в):
1 - заготовка, 2 - упор, 3, 7 - валки, 4, 6 - секторные штампы,
5 - клещи
ной. В этом случае ручьи располагают по всей окружности валков и за-
готовка движется от вальцовщика. За один оборот валков можно по-
лучить цепочку из четырех-пяти поковок и более. Производительность
штамповочной вальцовки достигает нескольких тысяч поковок в смену.
Горячештамповочные автоматы по принципу
действия сходны с ГКМ; они отличаются высокой производительно-
стью и точностью размеров поковок при малых отходах металла.
Особенностью электровы садочных машин являет-
ся наличие высадочного механизма, совмещенного с нагревательным
устройством в зоне деформации.
Контрольные вопросы
1. Каковы преимущества и недостатки горячей объемной штамповки?
2. Перечислите основные способы горячей объемной штамповки.
3. Какова роль облоя при открытой объемной штамповке?
4. В чем заключается недостаток закрытой объемной штамповки?
5. Какова сущность многоручьевой штамповки?
6. Перечислите отделочные операции после объемной штамповки.
7. От чего зависит стойкость штампов и как ее можно увеличить?
8. Назовите основное оборудование, применяемое для объемной штамповки.
9. Каковы достоинства КГШП и ГКМ по сравнению с молотами?
12. ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ КУЗНЕЧНОГО
ПРОИЗВОДСТВА
12.1. ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
И ЭКОНОМИЯ МЕТАЛЛА
Современный стратегический курс КПСС направлен на ускорение
социально-экономического развития страны. Решение этой наиваж-
нейшей задачи требует принципиально нового подхода к формам, сред-
ствам и источникам роста общественного производства, поскольку
суть ускорения состоит не только в повышении темпов развития, а
и в новом качестве экономического роста, главный смысл которого
заключается в переводе народного хозяйства страны на рельсы интен-
сивного развития и в повышении на этой основе эффективности произ-
водства.
Задача повышения эффективности производства касается всех
отраслей народного хозяйства, и в настоящее время для всех без ис-
ключения отраслей решающее значение приобрела проблема обеспече-
ния наибольших конечных результатов производства при наименьших
затратах и полном использовании имеющегося производственного по-
тенциала. Предстоит поднять на качественно новую ступень производи-
тельные силы и производственные отношения, кардинально ускорить
научно-технический прогресс.
Для решения поставленных задач необходимо обеспечить опережаю-
щее развитие машиностроительного комплекса, коренное повышение
технического уровня выпускаемой продукции, создание и освоение
производства техники новых поколений, позволяющей многократно
повысить производительность труда, улучшить его условия.
В решении проблем, связанных с повышением производительности
труда в машиностроении, все большее значение приобретает кузнечно-
штамповочное производство, поскольку без обеспечения его высокого
уровня невозможно повышение эффективности изготовления продук-
ции на машиностроительных и металлообрабатывающих предприятиях.
Многосторонние резервы повышения производительности труда в куз-
нечно-штамповочном производстве в основном могут быть реализова-
ны за счет внедрения прогрессивных способов ковки и штамповки,
безокислительного и малоокислительного нагрева заготовок, механи-
зации и автоматизации процессов, совершенствования штамповой ос-
настки и ускоренного развития кузнечно-прессового машиностроения.
В первую очередь необходимо работать над вопросами дальнейшего
сокращения отхода металла, приближения формы и размеров загото-
вок к готовым изделиям, а также развития поточных методов штампов-
ки и непрерывных технологических процессов. При сочетании высокой
производительности процесса с повышенной точностью поковок увели-
чивается коэффициент использования металла и обеспечивается мак-
симальный технико-экономический эффект.
291
Главным решающим фактором повышения производительности
труда является научно-технический прогресс; прежде всего необходимо
техническое перевооружение производства на базе новой техники и
прогрессивных технологий. В двенадцатой пятилетке предполагается
значительно увеличить выпуск кузнечно-штамповочных автоматов,
прессового оборудования, оснащенного средствами механизации и
автоматизации, машин, снабженных системами числового програм-
много управления, и автоматических линий. Кузнечно-прессовые маши-
ны с программным управлением позволяют значительно повысить
производительность труда и точность изделий. Кроме того, их примене-
ние почти полностью исключает ручной труд, сводя роль оператора
к наблюдению за процессом, установке и съему материала и изделия.
Автоматизированные ковочные комплексы с управлением от ЭВМ
позволяют снизить припуски на последующую обработку поковок реза-
нием в среднем на 25 % по сравнению с обычной ковкой.
При внедрении новой техники значительная роль отводится про-
мышленным роботам, которые совместно с другим современным обо-
рудованием открывают путь к применению гибких производственных
систем, позволяющих оперативно перестраивать производство на вы-
пуск новой, более совершенной продукции. Переналадка таких систем
сводится лишь к замене управляющих программ. В современных кузнеч-
ных цехах уже нашли применение роботизированные комплексы для
изготовления поковок, позволяющие существенно улучшить условия
труда, повысить производительность и качество поковок.
Производительность труда и экономия металла в кузнечно-штам-
повочном производстве тесно взаимосвязаны, так как с уменьшением
припусков на поковках уменьшается объем их последующей обработ-
ки. Вследствие этого необходимо шире внедрять малоотходные и без-
отходные технологические процессы, которые резко повышают эффек-
тивность производства. Например, изготовление цельнокованых рото-
ров паровых турбин вместо сварных позволяет уменьшить расход ме-
талла в 3 ... 4 раза и сократить цикл их изготовления с 21 до 9 мес.
Большой эффект может дать комплексная технология, в которой соче-
таются различные технологические методы (например, ковка с лазер-
ной и электронно-лучевой сваркой), позволяющие рационально изго-
товлять крупногабаритные конструкции сложной конфигурации.
12.2. УЛУЧШЕНИЕ ИСПОЛЬЗОВАНИЯ ОБОРУДОВАНИЯ
Огромные возможности дальнейшего углубления процессов интен-
сификации промышленного производства и повышения его эффектив-
ности заключаются в интенсивном использовании основных производ-
ственных фондов, к которым относятся здания, сооружения, маши-
ны и оборудование, а также транспортные средства, применяемые при
изготовлении продукции. Обновление и улучшение использования
действующих производственных фондов обеспечивают как экономичес-
292
кий, так и социальный эффект, облегчая условия труда и обогащая
его творческое содержание. Простой или неполная загрузка современ-
ного высокоэффективного оборудования оборачивается большими
потерями, в предотвращении которых важную роль играют повышение
ответственности, трудовой и технологической дисциплины, улучшение
организации производства и труда. Для более эффективного использо-
вания современного производственного оборудования целесообразен
переход на многосменный режим работы. Внедрение автоматического
оборудования открывает возможность для двух- и трехсменного без-
людного режима работы, что способствует интенсификации использо-
вания производственных фондов.
Чтобы быстрее реализовать новейшие достижения науки, внедрить
в производство прогрессивные базовые технологии, ускорить примене-
ние новых поколений высокоэффективной техники, производственные
и научные коллективы должны активно сотрудничать; кроме того,
важно развивать инициативу самих работников предприятий в практи-
ческой реализации научно-технических идей. Широкое использование
новейших техники и технологии должно стать основой решения проблем
повышения производительности труда, качества продукции и ресурсо-
сбережения.
Вывод из эксплуатации устаревшего оборудования, нарастающие
темпы обновления техники требуют постоянного повышения квали-
фикации, развития способностей, мастерства и знаний работников.
Установлено, что каждая третья поломка оборудования на машино-
строительных предприятиях случается из-за низкой квалификации
работников. В связи с усложнением новой техники особое значение
приобретает ее правильная эксплуатация.
Состояние оборудования и уровень затрат, связанных с его эксплу-
атацией, решающим образом влияют на уровень технико-экономических
показателей производства. В связи с этим поддержание оборудования
в состоянии постоянной эксплуатационной готовности при максималь-
ном сокращении его простоев в ремонте и минимальных затратах на
эксплуатацию является одним из важнейших направлений повышения
эффективности кузнечного производства. Всякое увеличение простоев
оборудования в ремонте вызывает соответствующее сокращение выпус-
ка поковок (затраты, связанные с ремонтом оборудования, составляют
8 ... 15 % от себестоимости поковок). Таким образом, усовершенст-
вование ремонтных работ также является существенным резервом
повышения эффективности кузнечного производства.
12.3. СТАНДАРТИЗАЦИЯ И ПОВЫШЕНИЕ КАЧЕСТВА ПРОДУКЦИИ
Под стандартизацией понимают установление и примене-
ние правил с целью упорядочения деятельности в определенной области
на пользу и при участии всех заинтересованных сторон, в частности,
для достижения всеобщей оптимальной экономии при соблюдении
293
условий эксплуатации (использования) и требований безопасности.
Стандартизация основывается на объединенных достижениях науки,
техники и передового опыта и определяет основу не только настоя-
щего, но и будущего развития; она должна осуществляться непрерыв-
но с прогрессом. Стандартизация непосредственно влияет на общест-
венное производство, создает условия для лучшего использования
машин, оборудования и технологической оснастки, дает значительный
экономический эффект.
Основными целями стандартизации являются следующие: ускоре-
ние технического прогресса; повышение эффективности производ-
ства и производительности труда; улучшение качества продукции;
совершенствование организации управления народным хозяйством;
развитие специализации в области проектирования и производства
продукции; экономия материальных ресурсов; обеспечение охраны
здоровья и безопасности труда и др. Для достижения этих целей с по-
мощью стандартизации должны быть решены такие задачи, как установ-
ление требований к качеству продукции, установление норм, требова-
ний и методов в области проектирования и производства продукции,
развитие унификации и агрегатирования продукции, установление
единой системы показателей качества продукции, методов ее испыта-
ния и контроля, установление единых терминов, обозначений и вели-
чин, обеспечение единства измерений и др.
Очень важным направлением стандартизации является комп-
лексная стандартизация, которая вводится на всех этапах
производства, начиная от сырья, комплектующих деталей и кончая
готовым изделием.
Руководство всеми работами по стандартизации в нашей стране
осуществляет центральный государственный орган — Госстандарт СССР.
Он определяет основные направления развития стандартизации, разраба-
тывает перспективные и годовые планы работ, утверждает разработан-
ные государственные стандарты, осуществляет государственный над-
зор за внедрением и соблюдением всех видов стандартов, принимает
меры к запрещению выпуска продукции, не отвечающей требованиям
стандартов.
На предприятиях работы по стандартизации проводит соответст-
вующий отдел (бюро, лаборатория), подчиняющийся главному инже-
неру. В функции этого отдела входят планирование работ, стандарти-
зация и унификация продукции, технологической оснастки, определе-
ние технико-экономической эффективности внедрения стандартов,
систематический контроль за внедрением и соблюдением стандартов
и технических условий, разработка стандартов предприятия и др.
Технический прогресс, производство надежных и долговечных
машин и приборов, обеспечение взаимозаменяемости и коопериро-
вания производства невозможны без развития метрологии.
Метрология — наука об измерениях физических величин, мето-
дах и средствах обеспечения их единства и требуемой точности. Важней-
294
шая роль в решении проблем метрологии отводится государственной
метрологической службе, включающей отраслевые научно-исследова-
тельские институты и разветвленную сеть лабораторий государствен-
ного надзора.
Метрологическая служба осуществляет стандартизацию единиц
физических величин, их воспроизведение с помощью эталонов, испыта-
ние всех новых образцов средств измерений, надзор и контроль за
находящимися в эксплуатации средствами измерений, проведение ре-
визий, надзор за соблюдением стандартов и качеством выпускаемой
продукции и, таким образом, обеспечивает единство измерений в стране.
Под системой единиц понимают совокупность единиц
физических величин, образованную в соответствии с принятымй прин-
ципами для некоторой системы физических величин.
В целях унификации единиц физических величин в 1960 г. Между-
народным комитетом мер и весов была принята Международная систе-
ма единиц (сокращенное наименование SI, в русской транскрипции
СИ). Потребность в практической системе единиц, единой для всего
мира, была настолько велика, что за относительно короткое время она
получила широкое распространение, в том числе и в нашей стране.
Метрологическая служба в СССР подчиняется Госстандарту СССР.
В каждом министерстве имеются ведомственные метрологические
службы, а на каждом предприятии — заводские центральные измеритель-
ные лаборатории, которые выполняют функции метрологической служ-
бы непосредственно на заводе, в цехах, производственных участках.
Большую роль стандартизация играет в повышении качества про-
дукции. Качество продукции — это совокупность ее свойств,
обусловливающих пригодность продукции удовлетворять определенные
потребности в соответствии с ее назначением. Качество выпускаемой
продукции оценивается обобщающими, единичными и комплексными
показателями. К обобщающим показателям относят,
например, объем производства отдельных видов наиболее прогрессив-
ных, высокоэффективных изделий в общем выпуске продукции данной
группы. Единичные показатели качества продукции
относятся к одному из его свойств. В соответствии с методикой, ут-
вержденной Госстандартом СССР, имеется восемь групп единичных
показателей, например показатели надежности, долговечности, техно-
логичности, стандартизации и др. В отличие от единичных комп-
лексные показатели качества характеризуют изделие одно-
временно по нескольким его свойствам. Например, качество оборудо-
вания, детали можно оценивать величиной, равной отношению срока
службы (ч) к себестоимости их изготовления (руб.). Вопросы качест-
ва продукции, формы и методы контроля качества в кузнечном про-
изводстве были рассмотрены в гл. 9.
295
12.4. СОВЕРШЕНСТВОВАНИЕ ОРГАНИЗАЦИИ ТРУДА
Одним из основных условий повышения эффективности производ-
ства в кузнечных цехах является внедрение научной организации труда
(НОТ). К основным направлениям работ в области НОТ относятся
следующие: наиболее целесообразные расчленение производственного
процесса и расстановка рабочих; совершенствование приемов и методов
труда; улучшение организации и оснащения рабочих мест; организация
наиболее рационального обслуживания рабочих мест; обеспечение безо-
пасности труда; повышение квалификации рабочих; совершенствование
нормирования труда и организации заработной платы.
Одним из условий высокопроизводительного и качественного
труда является рационализация трудовых операций, использование
новаторских приемов работы. Практически доказано, что массовое
применение передовых приемов труда, выработанных новаторами про-
изводства, позволяет без каких-либо дополнительных затрат повы-
сить производительность на 20 ... 30 %.
Передовые кузнецы-новаторы прежде всего поддерживают в ис-
правном эксплуатационном состоянии кузнечный инструмент и ковоч-
ный молот; необходимо, чтобы они всегда были чистыми, вовремя про-
водились их смазывание, набивка сальников, подтягивание болтов
крепления, которые расслабляются от ударов молота, и др. От выпол-
нения этих элементарных правил во многом зависят бесперебойность
и качество работы кузнецов. Высокое качество продукции, обеспечи-
ваемое передовыми рабочими, — результат не только их опыта и мас-
терства, но и тщательной подготовки к каждому трудовому дню и
каждому производственному заданию.
В результате изучения передового производственного опыта можно
сформулировать некоторые общие правила организации и рациональ-
ного выполнения работы:
прежде чем браться за работу, следует продумать порядок трудо-
вых приемов и последовательность выполнения технологических опе-
раций; при этом необходимо установить возможность совмещения
операций, применения различных приспособлений, подкладных штам-
пов и др.;
не следует начинать работу, пока не приготовлены нужные инстру-
мент, приспособления и заготовки; все необходимое должно быть раз-
мещено на строго определенных местах;
работать нужно с интересом и в определенном ритме во избежание
появления равнодушия и усталости;
во время работы не следует отвлекаться и заниматься посторон-
ними делами;
по окончании работы нужно тщательно привести в порядок свое
рабочее место.
Профессиональное мастерство, собранность, умение правильно
использовать рабочее время позволяют значительно повысить произ-
296
водительность труда. Устранение потерь рабочего времени является
одним из резервов повышения эффективности производства, так как
на некоторых предприятиях внутрисменные потери рабочего времени
достигают 15 . . . 20 % продолжительности смены. Основное средство
борьбы с потерями рабочего времени — укрепление трудовой дисцип-
лины и порядка на производстве. С увеличением масштабов производ-
ства и ускорением научно-технического прогресса значение этого фак-
тора повышается.
Контрольные вопросы
1. Перечислите основные резервы повышения производительности труда
в кузнечных цехах.
2. Как достигается экономия металла в кузнечных цехах?
3. Какой эффект дает автоматизация процессов ковки и штамповки?
4. Расскажите о задачах стандартизации и метрологической службы.
5. Какова роль стандартизации в повышении качества продукции?
6. Перечислите основные правила организации и рационального выполнения
кузнечных работ.
13. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ.
БЕЗОПАСНОСТЬ ТРУДА НА ПРЕДПРИЯТИИ
13.1. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
В условиях роста промышленного производства и бурного разви-
тия научно-технического прогресса охрана окружающей природной
среды является одной из важнейших задач нашей партии, общества
и государства — задачей большой экономической и социальной значи-
мости. К ее решению нужно подходить комплексно и значительно улуч-
шить всю систему управления и контроля за состоянием окружающей
среды.
Поскольку наиболее сильное воздействие на природную среду
происходит в процессе материального производства, все предприятия
обязаны строго соблюдать правила ее охраны, внедрять наиболее совер-
шенную технологию, машины, приборы и другое оборудование, исклю-
чающее загрязнение природной среды, устраняющее шумы, вибрации,
вредные излучения.
Советское государство обеспечивает финансирование и материаль-
ное снабжение научных исследований и практических мер, направленных
на решение проблемы охраны окружающей человека природной среды,
а также организует дальнейшее развитие системы экономических мер
и законодательных требований, государственного управления и юриди-
ческой ответственности в данной области отношений.
Мероприятия по охране окружающей среды, проводимые в кузнеч-
297
но-штамповочном производстве, определяются его спецификой: цехи
этого производства относятся к объектам, оказывающим активное
влияние на окружающую среду. Работа оборудования и выполнение
технологических процессов ковки и штамповки сопровождаются выде-
лением большого количества теплоты, газов, шумом и вибрациями.
Теплоту выделяют печи, горячие заготовки, поковки, нагретая при
охлаждении оборудования вода; молоты при деформировании метал-
ла создают большой шум и вызывают вибрацию почвы. Работа пла-
менных печей неизбежно связана с выбросом в атмосферу продук-
тов сгорания. Вместе с отработанными газами и водой в атмосферу
и сточные воды попадают вредные отходы, к которым относятся угар-
ный газ СО, углекислый газ СО2, пыль, сажа, минеральные масла и др.
В соответствии с существующими требованиями по охране природы
современные заводы оснащаются средствами очистки от вредных при-
месей в сточных водах и отходящих газах. Отработанная в кузнечном
цехе вода после обработки в цеховых первичных отстойниках по кана-
лизации направляется на очистные сооружения завода. Очистку
осуществляют различными способами — механическим, химическим,
физико-химическим и биологическим.
Очистка механическим способом производится с помощью реше-
ток, фильтров, отстойников, центрифуг и др. Отстойники служат для
осаждения механических частиц, находящихся в сточной воде. Для уда-
ления из воды загрязнений в виде нефтепродуктов устанавливают нефте-
ловушки с фильтрационными камерами.
Химический способ применяют для обработки воды из стоков
травильных отделений; он заключается в нейтрализации щелочей и
кислот, используемых при очистке поковок.
Физико-химический способ очистки основан на таких процессах,
как выпаривание, кристаллизация, адсорбция и др.
Биологический способ очистки заключается в фильтрации, обработ-
ке в биологических прудах и биологических фильтрах.
Выбор способа очистки и мощность очистных сооружений зависят
от технологических процессов, вида и количества отходов, концентра-
ции в них примесей. Очистку сточных вод следует совмещать с системой
водоснабжения по замкнутому циклу. Очистка отходящих газов дол-
жна предотвращать загрязнение воздушного бассейна. Для уменьшения
содержания вредных примесей в отходящих газах и пыли у молотов
и прессов используют установки местной вентиляции, герметизацию
печей и т.д. Для сбора пыли применяют пылеосадительные камеры,
фильтры разных конструкций и пылеотделители (центробежные, инер-
ционные, электростатические и др.).
При разработке средств защиты природы от вредных отходов произ-
водства одновременно решаются вопросы утилизации и использования
уловленной пыли, нефтепродуктов, газов, а также использования теп-
лоты отходящих газов и горячей воды для отопления бытовок, админи-
стративных зданий и т.д.
298
Так как земля, ее недра, воды, леса и животный мир как элементы
природной среды на территории СССР являются всенародным достоя-
нием, в борьбе за их охрану обязан участвовать каждый советский
человек.
13.2. БЕЗОПАСНОСТЬ ТРУДА НА ПРЕДПРИЯТИИ
Важнейшей социальной задачей Советского государства является
охрана здоровья трудящихся, обеспечение безопасных и безвредных
условий труда, предупреждение профессиональных заболеваний и произ-
водственного травматизма. Все предприятия должны выполнять требо-
вания охраны труда, производственной и бытовой санитарии.
Нормами производственной санитарии и ги-
гиены труда предусматриваются правила устройства производ-
ственных и бытовых помещений, устанавливаются предельное содер-
жание в воздухе пыли, газов и пара, номинальные значения температу-
ры и влажности воздуха, освещенности, а также вменяется в обязан-
ность соответствующим службам установка оборудования для создания
нормальных условий работы.
При проектировании производственных и вспомогательных (са-
нитарно-бытовых, административных) помещений их размеры уста-
навливают с учетом соответствующих санитарных норм. (К санитарно-
бытовым помещениям относятся гардеробные, душевые, уборные, ку-
рительные комнаты, помещения с устройствами питьевого водоснаб-
жения, к административным — помещения здравоохранения, общест-
венного питания, культурного обслуживания, управления, конструк-
торские и технологические бюро, а также помещения для учебных за-
нятий и общественных организаций.) Например, объем производствен-
ного помещения на каждого работающего в кузнечно-штамповочных
цехах должен составлять не менее 15 м3, а площадь — не менее 4,5 м2.
Установлены также нормы высоты помещений, ширины пешеходных
переходов, транспортных проездов и др.
Большое значение для создания здоровых и безопасных условий
труда имеют правильная планировка цеха и размещение оборудования
в соответствии с принятыми нормами. Схемы размещения оборудования
должны предусматривать возможность необходимого удаления рабо-
чих от нагревательных устройств и установленные нормами расстоя-
ния между отдельными единицами оборудования, а также их расстоя-
ния от стен и проездов. Например, при установке пневматических ковоч-
ных молотов с массой ударных частей 50 и 75 кг их расстояние от стен
должно составлять не менее 3 м, от проездов — не менее 2 м; расстоя-
ние между молотом и печью должно быть не менее 0,8 м, а между моло-
том и смежным оборудованием — не менее 1,5 м.
Общее санитарно-гигиеническое состояние цеха и оздоровление
условий труда в нем зависят от выполнения соответствующих меро-
приятий, к которым относятся борьба с шумом, газами и задымлен-
299
ностью, создание необходимых температуры и влажности воздуха,
обеспечение нормального освещения рабочей зоны и рабочих мест,
правильная организация бытовых устройств.
Производственный шум и вибрация в кузнечном цехе возникают
при работе молотов, прессов, вспомогательного оборудования и транс-
портных средств. Шум оказывает вредное влияние на нервную систему
человека. Нормы санитарной гигиены устанавливают допустимый уро-
вень шума для различных условий работы. Шумовое воздействие снижа-
ют применением звукоизолирующих кожухов, своевременными регу-
лированием и смазыванием оборудования, установкой перегородок.
Такое оборудование, как, например, вращающиеся барабаны для очист-
ки от окалины, станции машинных генераторов для питания индукци-
онных нагревателей, устанавливают в отдельных помещениях. Источ-
никами вибрации в кузнечном цехе являются работающие молоты,
поэтому при монтаже последних в фундаментах устанавливают современ-
ные виброгасящие устройства.
Воздушная среда цеха создается естественной аэрацией, а при необ-
ходимости пользуются искусственной вентиляцией. В холодный период
года температура воздуха в цехе для легких работ должна составлять
19 ... 25 ° С, ддя работ средней тяжести — 17 ... 23 ° С, для тяжелых —
13 . . . 19 ° С. В теплый период года указанные температуры могут быть
на 25 % выше. В помещении для работ всех категорий относительная
влажность воздуха должна составлять 40 ... 60 %, скорость движения
воздуха - 0,2 . .. 0,5 м/с.
Основными источниками теплового излучения в кузнечном произ-
водстве являются печи, нагретые заготовки и паротрубопроводы. Защи-
ту от воздействия теплового излучения осуществляют установкой экра-
нов, водяных завес, а также с помощью вентиляции и кондиционирова-
ния воздуха. Воздействие теплового излучения уменьшают, пользуясь
индивидуальными средствами защиты — спецодеждой, спецобувью. В го-
рячих цехах должен быть налажен рациональный питьевой режим рабочих.
Планировку печей следует выполнять с учетом наименьшего об-
лучения рабочих, мест. Температура поверхностей печей должна быть
ниже 60 ° С, что обеспечивается соответствующей теплоизоляцией их
стен и окон.
В кузнечных цехах применяют естественное и искусственное ос-
вещение. Естественное освещение бывает трех видов: боковое (через
остекление наружных стен); верхнее (через светоаэрационные фона-
ри) ; комбинированное, представляющее собой сочетание первых двух
видов освещения. Для улучшения естественного освещения стены поме-
щения и технологическое оборудование следует окрашивать в светлые
тона, которые хорошо отражают свет. Необходимо регулярно очищать
остекление стен, световые проемы и фонари.
Искусственное освещение должно обеспечивать нормальную работу
в любое время суток. Наименьшая освещенность цеха составляет 300 лк,
а в зоне установки и наладки штампов - 400 лк. Искусственное осве-
300
щение подразделяют на рабочее и аварийное. Последнее включают при
внезапном отключении рабочего освещения.
Безопасность труда обеспечивается комплексом меро-
приятий, направленных на предотвращение несчастных случаев и про-
фессиональных заболеваний. Работа с горячим металлом в кузнечно-
штамповочных цехах сопряжена с определенной опасностью на рабочем
участке. Интенсивное транспортное движение на территории завода,
использование электроэнергии высокого напряжения, сжатого воздуха,
высокотемпературного горячего пара — все это также создает дополни-
тельную опасность для здоровья и жизни работающих. Служба безопас-
ности и охраны труда на предприятии следит за тем, чтобы все рабочие
места и условия труда отвечали соответствующим санитарным и техни-
ческим нормам. При этом большое значение имеет пропаганда знаний
правил, обеспечивающих безопасность труда. Эти правила, излагаемые
в соответствующих инструкциях, определяют порядок и условия выпол-
нения работающими соответствующих операций. Вновь поступающего
на предприятие допускают в цех только после прохождения им инструк-
тажа и ознакомления с требованиями и приемами безопасной работы.
Перед тем как приступить к своим обязанностям, работник должен
пройти инструктаж на рабочем месте. Этот инструктаж проводит мас-
тер, который обязан также контролировать выполнение требований
безопасности.
Для борьбы с травматизмом в кузнечно-штамповочном производ-
стве необходимо проводить следующие мероприятия:
применять совершенные предохранительные приспособления и
ограждения опасных зон, в том числе токоведущих частей оборудова-
ния и пусковой аппаратуры; обеспечивать их надежное заземление;
систематически контролировать состояние оборудования и штам-
пов, содержать в исправности вспомогательный кузнечный инструмент
и своевременно выполнять планово-предупредительный ремонт;
обеспечивать рациональную организацию рабочих мест, содержать
в надлежащем порядке проходы и проезды;
рационально выполнять все операции технологического процесса,
контролировать приемы и методы ведения работ;
следить за правильным использованием спецодежды и индивидуаль-
ных защитных средств, своевременным их ремонтом и заменой;
принимать меры для защиты от взрыва при работе газовых печей
и горнов путем установки автоматической блокировки для отключе-
ния подачи природного газа при понижении его давления в сети, в ре-
зультате чего образуется взрывоопасная смесь;
строго выполнять правила пожарной безопасности.
Различные устройства, применяемые в кузнечно-штамповочном
производстве для механизации и автоматизации труда, облегчают по-
следний и повышают его безопасность, так как функции рабочего при
этом сводятся к контролю за работой машин и он может находиться
вне опасной зоны. Однако при этом следует учитывать и то, что сами
301
эти устройства, например промышленные роботы, могут быть источни-
ками опасности для работающего.
При ковке на молотах необходимо следить за надежностью креп-
ления и состоянием бойков, предупреждать образование в них трещин,
раковин и выбоин. Необходим повседневный контроль за состоянием
молотов, особенно систем управления. Сальники молотов не должны
пропускать пара, конденсата. Отработанные пар и конденсат отводят
за пределы цеха. Паровоздушные и пневматические молоты снабжа-
ют указателями предельного опускания бабы, допускаемого самым
нижним положением поршня в цилиндре. Поршень должен быть так
насажен на шток, чтобы исключалась возможность их разъединения в
процессе работы.
Для профилактики травматизма и несчастных случаев обязательно
строгое соблюдение дисциплины и правил поведения на предприятии.
В необходимых случаях работники предприятий должны уметь оказать
первую помощь пострадавшим.
Контрольные вопросы
1. Почему кузнечно-штамповочное производство относят к объектам, актив-
но влияющим на окружающую среду?
2. Какими способами очищают сточные воды и отходящие газы?
3. Какие факторы определяют санитарно-гигиеническое состояние кузнеч-
ного цеха?
4. Какими средствами защиты от тепловых излучений, вредных газов и пыли,
шума, вибрации и электрического тока пользуются в кузнечных цехах?
5. Какие меры принимают для предотвращения травматизма в кузнечных
цехах?
РЕКОМЕНДУЕМАЯ ЛИТЕРАТУРА
Бойцов В.В., Трофимов И.Д. Горячая объемная штамповка. М.,
1988.
3 о р ч е в С.Н., Кузьминцев В.Н. Общая технология кузнечно-штам-
повочного производства. М., 1986.
Интенсификация производства / Под ред. В.А. Белянова и Ю.П. Чаплыгина.
М., 1986.
Ковка и штамповка. Т. 1, 2 / Под ред. Е.И. Семенова. М., 1985, 1986.
Кузьминцев В.Н. Ковка на молотах и прессах. М., 1985.
Линц В.П., М аксимов Л.Ю. Кузнечно-прессовое оборудование и
его наладка. М., 1982.
Р а с к и н д В.Л. Справочник молодого кузнеца-штамповщика. М., 1985.
Семенов Е.И,( Кондратенко В.Г., Ляпунов Н.И. Технология
и оборудование ковки и объемной штамповки. М., 1978.
ОГЛАВЛЕНИЕ
Предисловие........................................................3
Введение .......................................................... 4
1. Кузнечное производство н перспективы его развития..............6
1.1. История развития кузнечного производства................6
1.2. Виды обработки металлов давлением и их сущность.........8
1.3. Роль кузнечного производства в народном хозяйстве и перспек-
тивы его развития............................................11
2. Основы теории обработки металлов давлением.................... ]4
2.1. Строение металлов и их пластическая деформация..........14
2.2. Силы, напряжения и деформации при обработке давлением 19
2.3. Влияние различных факторов на пластичность и сопротивле-
ние деформированию...........................................24
2.4. Влияние обработки давлением на свойства металлов........27
2.5. Основные условия и принципы пластической деформации.....29
3. Исходные материалы и их подготовка к конке.....................31
•3.1 . Основные свойства Металлон и сплавов..................Л
3.2. Основные марки сталей н сплавов, обрабатываемых в кузнеч-
ных цехах....................................................33
3.3. Виды и размеры исходных заготовок.......................40
3.4. Приемка и хранение металла..............................44
3.5. Зачистка поверхности металла............................47
3.6. Разделка металла на заготовки...........................50
4. Нагрев металла перед обработкой давлением......................63
4.1. Явления, происходящие в металле при нагреве, н режимы
нагрева.................................................63
4.2. Нагревательные устройства...............................69
4.3. Контроль температуры нагрева заготовок н регулирование теп-
лового режима................................................89
5. Инструмент для ручной ковки....................................91
5.1. Основной технологический инструмент.....................91
5.2. Вспомогательный инструмент..............................98
5.3. Контрольно-измерительный инструмент.....................101
6. Операции ручной ковки..........................................107
6.1. Общие сведения..........................................107
6.2. Озрубка.................................................107
6.3. Осадка..................................................111
6.4. Протяжка................................................115
6.5. Прошивка и пробивка отверстий...........................124
303
6.6. Гибка...................................................131
6.7. Скручивание.............................................137
6.8. Кузнечная сварка........................................139
6.9. Организация участка ручной ковки........................145
7. Разработка технологического процесса ковки.....................149
7.1. Основные понятия и последовательность разработки техноло-
гического процесса ковки 149
7.2. Общие понятия о допусках на обработку деталей...........153
7.3. Припуски, напуски и допуски на поковки..................158
7.4. Разработка чертежа поковки и определение размеров исходной
заготовки.....................................................163
8. Технологические процессы изготонления поковок ручной ковкой....171
8.1. Технологические процессы ковки слесарного и кузнечного ин-
струмента и заготовок деталей машин ..........................171
8.2. Особенности ковки поковок из труднодеформируемых сплавов 199
9. Завершающие операции произнодства поконок......................202
9.1. Виды дефектов поковок. Способы устранения внешних дефек-
тов ..........................................................202
9.2. Термическая обработка поковок...........................208
9.3. Контроль качества поковок...............................218
10. Машинная ковка................................................232
10.1. Операции машинной ковки ................................232
10.2. Инструмент для машинной ковки...........................254
10.3. Оборудование для машинной ковки....................... 263
11. Горячая объемная штамповка....................................275
11.1. Способы горячей объемной штамповки......................275
11.2. Отделочные операции после объемной штамповки............282
11.3. Инструмент и оборудование для горячей объемной штамповки 284
12. Понышение эффективности кузнечного произнодства...............291
12.1. Повышение производительности труда и экономия металла 291
12.2. Улучшение использования оборудования....................292
12.3. Стандартизация и повышение качества продукции...........293
12.4. Совершенствование организации труда.....................296
13. Охрана окружающей среды. Безопасность труда на предприятии....297
13.1. Охрана окружающей среды.................................297
13.2. Безопасность труда на предприятии.......................299
Рекомендуемая литература...........................................302
З.И.Юсипов, Н.И.Ляпунов
РУЧНАЯ
КОВКА
Издание второе,
переработанное и дополненное
Допущено Государственным комитетом СССР
по народному образованию в качестве учебника
для профессионально-технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1990