/


























































































Теги: ремонт
Год: 1973



Текст
ПОЛУАВТОМАТ ЗАТОЧНОЙ ДО ЗАДНИХ ПОВЕРХНОСТЕЙ СВЕРЛ, ЗЕНКЕРОВ И МЕТЧИКОВ 0 3-32 1Ш
ЗГ653
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Каунасский завод специальных станков "ПЕШЛАС" г. Каунас, 1973г.
С О Д Я А Н И £ . г
... '^Г*~ V-’t' • i ' "' : ‘
‘ I. ТВХНИЧЗСКОЕ ОПИСАНИЕ ' .3
! .: > Назначение и область применения 7.3
.Состав станка /^5
1.3. Устройство и работа станка и его состадаых <awc 7-г 40
.4. Электр о об ору дование > 5/
"TjS; Система смазки $2+54
> ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ 55--
Й.1. Указание мер безопасности 55
. Порядок установки 55-58
?.3, Настройка, валалка и режимы работы 53+64
>.4. Регулирование • ~ . - г- 64+66
2.5. Особенности разборки и сборки при рёйоите
.6. Схема расположения полит ников AA-AQ
3. ПАСПОРТ
•3.U Обчие сведения *‘/X
Основные технические данные и характеристики И-т78
3.3 . Сведении о ремонте уд
Сведения об изменениях в отжиге у qq
З.^ Л'комплект поставки 87+87
»е.*к видетедьство v приемке дд^. у^/
3.S \ Свидетельство о консервации уо^
3.6 . Свидетельство об упаковке /^3
ПРОМЙЩЕ: Цате риалы по быстр оиз на зиваемьел лет • 705 ~ 743
*3а исключением лйсткУ^/подраблела 3.6 исподьзуптея
разделы руководства по экоплуаиааии Т653»ООр’Х^Р?
С Т65Э.00.ОЗОРУ
--и
Цодуавтомат заточной ад-’ за ми а покорностей овеол ебняеро» и .метеков
;..W-»:!SCSOB "AWE.
• ** Ху . :< •-: ' *5. <•• jfc * '.• I
Навааченчо и облает ъ применения«/<;
Пелуавтоу&т^яредчазианек до •деретрчжи difcp л, зенкер о> и Летчиков # Зт?? мм по задней поверхности н?. г- фвзйржчти?:-•?<
итопижямегаллообрабогкой.
4а станке можно затачивать.инструмент о ••правим-и левым направлением винтовей канавки. а таи^е ступенчатые сверла, сверле я зенкера осчааеиные твердым сплавом, моя-оллиные ^вёрдоенканиь’е сверла и эеикеря м Позточяу перемни» у. сверу;
авт очка инструмента произподжтов^'е охла-лениСм, ж Ti ахтий яереу^ки у сверл всухую.
йаким и разжим затачиваемого инструмента п ©изболится вручную. J
Кв ‘ J ‘ • е__ *Ь . .**!_ —\Л S3S. . -'А' - '• L, ' -Л" т. У '_-_*••.
,П>« дапрльвовЛиии етапка W- „иер^иоЯ ». ;
тэляых маомах; е»а«* ксж««и«<и i^aw* тяш^л ' I •.акиад 5а отаедьн?» и«т? и *Ж«ОТ»«
w 'затонкц сверл,зенкеров _ и метлик оз / >--V мм . . ••_
^б^о’О^О’-'СРр
Т&бЛхяз Т
К* имен звание
Станика
Т65 3.
T653.5C.0G0
сверл
ВТ653Л2гб00
-** ч
%й<$ правдеда
Т65 3.51. ОСО
ЗГ65 3.53. 000
• Г65 3.60. 000
Т65 3.80. 000
Эр. ОСО
№ З.Х.ОЭО
> ... метчх
чих 'ежтв
s £таш
t Onозначение
Упимбчанг.
Редуктор
КШ^овальшя -головка о механизмом. сражи. ДХ ^ктор осштда
дни
МтнизмщйЫчя
^зхаийзм винтовой
XV--
Механизм подточки
перемычки г
Патроы да .сверл И) 3-14мм>У' V’F;4
Патрон для сверл
Й I3-24MM
Патрон да А 22-32 ш
Патрон да rob -
Охлаждение
Электр ыб ору лова ш ?асТ1 сложение элек тр оаппаратоз на
PiK.t Распо/ттк составных частей станка ’‘ - <
МК.- ^Г-Т ,- ! * >j ~ ***- "» •’ -* •' * ’ ............................
ЗГ653. 00. ООО. РЭ
~~~ —L, ., /, ">г. ' .- • 1 ; ’ '
X Устройство и работа ответа и ег& составных частей»'
. \ /. . .У ' , 1 *’ }•’*•<• г**- wr*-Л4*'"* *, s *r
Общий вил с обозначением органов управлений (рио.'З?
' " > ' ""' $• *" '’>’ * ji.:
. Перечень органов управления ' таол..?
рган-а управления и и>- назначение ,
КИОДКВ
Кнопка
регулирование шкалы Б _
для регулирования аяпн &♦ '{цопкя регулирования места затёски.
Ш'Хрвик' зажюж и ра?жима ияструмеата,
Рукоятка за мш механизма Винтовой заточки посла настройки на угол при вершкяе ниструмента, <8адрвт по», клвч для стклгчения йкалк Б* J ' •; днопна * Пуск" шлифовального круга.
'Хиопкв йастройкм величины подачи.
Тумблер переключения чисел оберегов ялк^рвальисго круг-Тумблер включения Кнопка Изикл".
и быклечения охлаждения
направления враяеяия инструмента.
Тумблер изменения
'йопка " В^ё OTon11.'
Кнопка для настройки реле времени выхвкивания* ч
Лимб перемещения: стерла на величину снимаемогб Припуска ^вховик настройки вёлнчиня снимаемого припуска за с.w pao'PS/й цикл. л *гТ ' . *
Мнхор/к перемещения шли*ов-тчой головки'вручную.
Кнопка зажима сверла при це дточня. перемычки.
Рукоятка правки дли ^овального круга. :: т рукоятка отключения оецмжля.пии ®л»5овчльиого круга.
Лимб перемещения алмаза на вели иму съема при- правке шлифовального юу га.,
жо игв. .
Й*»,ш ,|Д»тй
T653oQ0j)0GP3.- .
4
Рис.з Расположение органов управления и табличек с символами ййКйшХн ' «ч ..'«Ил-
Л.л
№ добудь '
Ка*!Г5И>»<: Ксппнина
' ЗГ653.00.000РЗ
_л
bit
—-*т» —
$ wi-fW
«ЦсЬ OtWH^'VKC^ ti,Qbotfap6 s^oiih
Tpr>-Jbi&/ i?iL.V£ jJtjTIi
Л Ч
ж е й я и с
•Ho*8qj ,
ниио кихо
JteXhMrbBb ’EfcH.Qdoir
feuH 0wbfi'I3VS©$M£© J&JT1 if ией£к?хЖ‘оа
Г/ЭЙЙ
Д ^jAMaiusiz о*жг /<&£ГЗМП£ €| йГг:(Х1?Л)Т?И Elrt2)4R.4
еиНеиа^'
он< о захой^У
3XJ
941№М/Д&бяи
ii^wedhea эинЬвэя^
кэьсть я©£
рийзсЬнапие^
юъ
IHtltlHUli
Г И/
[inii'.i
> . -
' “• ‘Ля- - '• * - • • л‘: 1 ; ч*’ .V X.V7 .' /• * * ’ * '?• '*^*32 • -г S ?--
..... ,- •. •' . . О' - ’<->
•".^ЛсХ ?:5-л.-,з..:-.-. „• \ ... . :.^,да-’цдг.ожг j
-:л нд>я,обс^цт. ядзеачш ч*:хта, ;т
-г ^схазпзма'пожчЕ,. через йулаХ^?2^1.ж, ••.зезся ’’ГТ'-о&и... .? головка на врезание;':' ;•';££••' > '' ^%-v- '"?%- ♦'
;-' J’ ис^лэ' сьед«а'н5аз?рс$янсго йркгуе*»-se^eHsaxдзот. команду на рея^й?ср- прадеда вдетрумзита для ;п*резлхяе8я» кв менгяае оСшрет
'?дл выхзжлванй^ Время рыжа такая Езс^явается но реле времени Г:-еле выдаадшя вращение гаифузвт оотакагливаатск, здв*-ог *
нэя головка oTcsaimtasr на величину ояятсго припуска* Зато* чеаад инстру?^ыт раэпимшп ^ставлягл фугсц осриентл
резанный инструмент и затаит де/овкязд, подвожт вди^эда&я^ .’ФУГ до искры и вклвчэпт вазпау
l»3.5. Схеиа гатздгсчедеаг ( рк&Л).
< • г,. ’ • . 'гк. :. -. - ; . • •. ' Д’'8' ' л'"-.-, <'. - >. ; .’-'
з ;11ч станне произволен sat очаа 2-х, З^х, 4-х йнмру-.:- -
тг на задней поверхности, яю обесяенявается следув^нмж ieneav-u.-;
I. Вращеаиэ.'ЮТ^оз$и&ногр’»р7г&* •
2. Врэцение ввезруяеата.
3. хачатгяьно движение-лсизрзл сси-осцилжиаа ,
4. Возвратно-поступательное-2ай22из5 w*^^уумв’-г...
-дз.2^‘сза- затцздзанке ( при зазечка lisnasos ого ’движе^г
л о^^дотается'). <v ;
Вращение елз^овзльного круга озущастздяетоя с? ‘Siieiitpuw^ -теж I (о,7/0,9 квт< A02-2I-4/2), через ллсскорэ^зну» пербгмп 3 з -ждее на вад 1,<аа котором ^а^шлвж-.Шфовялькзй^йруг^
Осцилляция йдйЬевальнсго круга вдоль оси осуществляется о» г^птродвигателя I,через клиноременнуо передачу 3 на шкив ;4 радук-
' д осцилляция, и далее через червяк 5, червячиез колесо '£ввде-л гз Передаётся на вал П, на котором неподвижно закрепдеж кулак Ъ
вращении кулак 7 упирается в подшипник 8, который закреплен н оепгллируюцей частя шлифовальной головка я отталкивает его вместе
с головкой , а пружина все время прижмет шш*сзальну<? головку . поДззпяиком 8 к кулаку,
Зрашепне инструмента происходят ст двухскоростпого электрод ?ел 10, расположенного в станинечерез червячную пару II-I2.
труыепт
л-
" 4^.
&ЗЙГ- ДОХУМ.
Пчдп» -
'. '47 4' ч .;л
2Гг.к М подл. Пслз.
—
#•«« внл. ,8' йлк N Зл.
Под», и Ж>т*
'
«
* *
ч 3
ч
к
Ц
i¥-
в
ОбознаМэяие * j - ’ * 'jf^ /й . Чаэденованке ш.
згбэзло.гЖ T653.to*^ . .-^'Л? '-'*у57. "7. '< .< Т65Э^О.245А T65X4t\25pz &)двао зубчатое Й,; лиле&о зубчатое Колесо зубчатое , Холее© зубчатое Холеео зубчатое ® • I w г
ЗГ653.ЧС-.253Л ' \. T655.*0.S5A. T655.W.26M ; .. . Т®З.ВД.?«!( 3T653. к:.40? \ \ флак Колесо зубчатое Wee'eo зубчатое -'г*;.' 1 -•• i> ' W глллзд» пвроат » , ” ' V •* . 1 ‘ - ' * Зхля5Ш передний ЭтуджаЙ-; t-Ч H <-t>: »-< ьй /" >-ч
77 • '-у'/Л' ' 'А •'. ''.у.и'/'и у. jfryabi zv ''>-.. ’ .: 'V
7; Предожжение табй
—
. Материал
Примечайке
Н,7дм входит
МОЖмизм. эк нт owoi затемни
Та же
То же
>*>*
ТО же
то
же
То
То
; <
То же
Сталь ад Г0СТ454%7Т
Сталь 4Сл
Г0СТ4*НЗ-71
Сталь 40Х
ГОСТЫ 3-71
'*•
£
Сталь <*О.Х ГаЖ54>.Л
Сталь ад
-ГОС,.^54 3-71 -.г;
Йталь ад ГС^4543к7Х
Стаяа^^х Г(£Т^54.3-71
• t • хг £3>: - у,- чс* •/«
г' ' «ь Г^Д \ *'-
(Сталь ад
ГОСТЫ 'W, ;:
Биметалл
&
Тр же V
Те ж-
L' '-^*£
2/, . Т :Т^'.
.'.«металл, ?рФо:Щ5-54® 0CT6I %®
,ЙС5-5-5
>-3
са
*ч»-Л*л
7?-^
*V* г> ж лм?
рягс
d -Ж '< даю
./..^ый/Ёес^ера^: к^-’$Шрнх>етЪй$Ш^^^
' при .S3-V •'З^Ж.^е^^^<й.&атата^'^и^&^ёч7'Ш^.т.еРЧк Ж-Ж •’ '= ••'-
’Жуетрумеят., при |Й^йй 4-х перогс инструмеятэ' подавить. тгЖ -;у •терпи; 4£х перый пиструмент.
Зозвратдочтвотупательное движенже , затчива^мый инструмгпт; t вдоль оси получает от кулака 23 и рычажную систему 24, назад * г вращается пружиной <& через рычаг 2б.
Качателы:ое движение поперек оси, затачиваемый инструмент, у-; получает от кулана 27 и рычажные системы 2'8-29 ,качеяне передает 1‘ ся на корпусе с инструментом, корпус к кулаку прижимается пружи- И ней 30. на станке заточки, происходите автоматической подачей н • J । врезание и настройкой на величину с*дмметалла. Величина подачи настраивается лимбом 31, который через вал У1 лп-МЯ рачивает кенжчки 32-33, а перенрышна % открывает количество' зуббёв храпового колеса 35, поворачиваемого собачкой 36 гт деь.^ трина 37, который получает вращение от шестерни 38, дзнжензе ‘ ,;
гередсетег ка тягу 39, и далее, на вад Ш, на котором иепеавйжно сидит черви 40, последяча.,поворачивает червячное колеса-41 . валу УШ/Ляд;вращение передается черев элежтрсму^ту J-2, в^тсьу»» пару 43-44/..HS Вал Ш На валу неродвижйо бкдчт ~-i. подачи 45, ркй перемещает линт 46 и-через гайку 4? заксег:---деннуа на Овальной головйе перемещает 'поелоиною на зрезднв^
Шде септь.1? настроенного припуска с эзтчквэемойо ж.стху:л?и-- та йаийхвётзя‘жхйечннй выключатель 43, который дает кгяаиг^ нг-. перепдЕченпе, &лсктршигателя 10 привода инструмента на мёйьиев число оборстов я г.р оме ходит выхаживание затачиваемого . ияетрумечта без подачи, Так как в это время на кулане гддагй полоиел постечншл участи кулака без дальнейпего подъема.
В конце, цикла выха^изгккя срабагквает реле времени п откпхпц/р ет злантромуед'42., Пру очи 52 i сворачивает Вал УШ и через w;t: ЛС ву« пару' 43-44 п0зор?чу ?р..‘тзя вал- Г/ с кулаком похчи С5,
?<ужк пофчл гсвсрачигаетп-i на величину снятого припуска и.
®да>свальяактоловей .отход?!г vr зя>ачквре4ого инструмента на вел- ^р-
; чину/ оттого г.рлпусна., ... \ . ‘ ’
у Шянмвадьдя? грлогка до искры подгС.тцтоя вручную в нч ?рср: {t
’ ;?уние ибаЭ~"Ес.«дь*тЬу1 5ручкг». -?*»е чатомнТи^сксй' -подача ch? d''•
.’ '^>~4ГиС:::. 49 'neper mWefnn &-5I *пе • к -.-
' -. ~ Т» - . г> '“' * Ь>->С. 'г'" ' к 7L* ’* • с »• л У *
V—. . л. -. xv- .?•’• A :s*-W '• J? • k%.v^--.<-.•••»•- .<' /-re?-
------;------------------• -, . . . .- - ' J ?
_____ ..\_t..: -' - •'.,-• .. .y
-,
Я5Д0 (Я
* :'Л'..
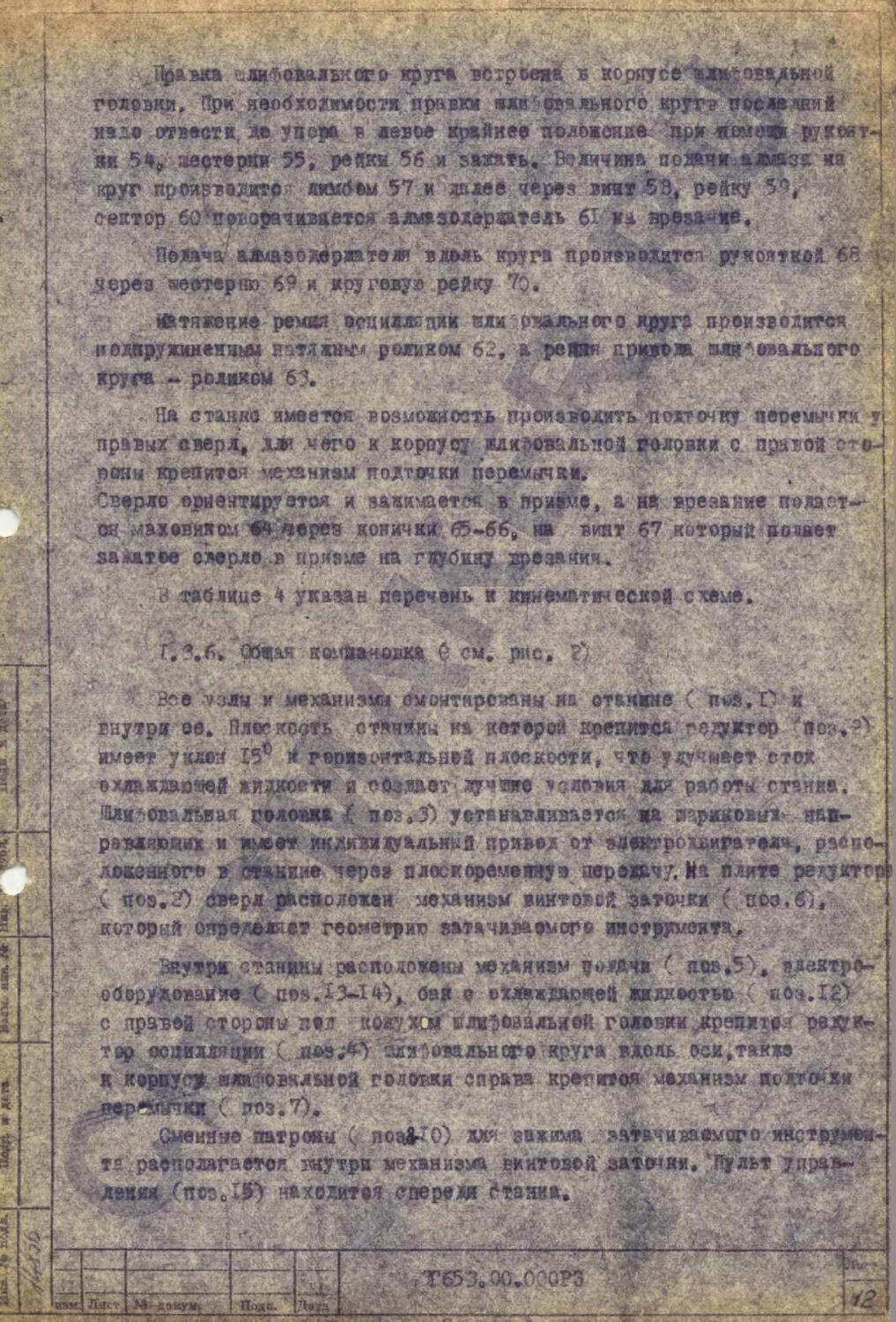
.овм^ж» круг* встроена ж норй» Ш&М0Й2
сестер 60-прьа \ ПоЛяча ал уерез пестер® ...................
. »мтм ремня осиилда пик вям ряеяьжго подпружиненным натяжным роликом 62, а ре'пя у
у W ’ '< ’- ' -ели вдоль круга йр
правых сверл, хг чего к корпусу » ны крепится мехвмквм подточки ориентиру стоя и нажимает Жконичвх в пр.каме на гДО
--j-B 4Йвлдце Л укатан
ЗДач 1
Зое 'voiu м w Ьн^ри 09. ПЛ«№ имеет учло:' 15е *
.;.Г?ЧГ -X*.
НВ БИНТ
очку перемычки у ней с правой ги-е-
Г^>Ж'Л- лЖ:
»еэаяие подает-*
!речеиь к кинематической схеме.
Ш Осм. рис. 3 |/ - л,
омойярсвана на от&ммне ( nwft.l) к <Чиы на которой крепят< rwca плоскости, что i облает ^чвдге v-довия. ж поз.З) уетеиавливаэтся. индивидуальный привод от в лСряэ п ос и р и ялуэ JWpw] _ положен механизм «иитоией • яет геометрию затачиваемого ии<
> ., Знутри стан»на ресяодожина механизм
ово₽7МваЯИв | 003.13-14), баи о омжжвадей 1 вей стороны пол коад.хси шлифовальной го. ейллйн ( «оз ^я^вальи-го-ткруга | вус» ИЯИФОВКЛЬИОЙ головки епрада крегит гЙст’.Споэ.р. •' /-' /'' ::(CV7
Яменйые патроны ( ao«F0) м- зажима я еполдгаетол зад три механизма зиатозой з
-~. . I J ---—--------
который
11
'Л-:5
>Р <во-,.?)
стой ’•
л
----------—
.•Х*ЪТв53.0С>000*3 < Х 4
weW '<<?;<Ci4-' ••'
— £-----Г!—Г г-г-ЧГ® 7— ---
H*v. № дубя.
<еадле<
-п~
входит
Нидл. дет* I Ваедь иил. М
• -
г
62
3d
до
235
АО
угу и
Годов^д о ме^аниьммй аразии*
То же
5 !
Станина
?е^тср,
гречей* к кийматичеЪтай? рхеме
Т& 5 ЛИ lift
НМ
>6
59
60
W
Числе зубьев, зубчатых колее или звдФдев чер^ веков,ходовых винтов f
или пвг^
ЕйринЖ оболж луб ч&тпгс колеса,wm
/ ШтерЖй
Показатэли (тройств уаторижлов
14
5С
8
46
15
15.
Сталь 45!
«мгза а*
,1ЭСТ'1О50-вО
HD24T
Сталь
Сталь
Сталь
rpr^tO^G-^O
'ТВ 2^1*.
rcC*J0i-.V6S; - ,w«... 2Я5
яцж...г
пи
___________ ga?ooo*oo*€$9<r
Сталь 4СХ-Т0СТ454>-71
Сталь 4СХ '
ГОСТ <6.43-71
Сталь 4С.Л •Г0СТ45 43-71;
твчА. о,в. ..ж <& /;
ТВ-4 0Л\..-ЖС4г;.5б
ТВЧА. 0^8. ..ШГЛС.Лб
Сталь 45 roQTIC50~6^
Сталь 4> гсст^о-бо
HB34i;..r:45
НЭЭ1...Ж
’ ’ ч. ' \
/ 7• (О^ектро^г^гспЬ прясла sir ’Ц^ i •; 1<...7Й^‘:'.. f-V -, <.
--;..;£«. Электрой ег^тель привела *йс гза^л&и глгсгт / .
3. Цу'-<Вл: jut>J?Zvn^ ’ 3.
л, Еак охаджлеляя. с электронасосом..
Спереди отанины сделана ллл размещения этедтробборудо ’-. •* С левой стороны стяните распслсжедй кнопка %,длх пэреюаэдйжя вёл • чини подай.
‘.З.С. Ред/ктср <рю?.;6,7)
Ректор ':. шштой крепится r й-прёжазнаЧёх д?я зфаденяя инструмента и привода мвЪйкЗЙа<автоматической подачи. Привод реактора осррсоняетсч,,/йт даШ’^бсткего ’ате^дадвйгсге ли, расположенного в .';тандге;через.клпнсрсменнуг едау.-ца йеиь й ядлее через червячцуо пару-г-тЗ^ЕВ 1 я* nj ?я ял -
п&Звиззд кснячка.5, от. которой лэ иох^нгй
ейтовай заточки.
' • - - . 4^=:. '.
От редуктора взят приводка мойея-ш г;:•/•. .
С,.девой стороны редуктора расйййэяа о^-^ЭДЙЙ^етройе*?: Прл ориентации, инструмента. нёЬЙбйямо *с.:'г;гл 5, гз
*|£аана в зависимости ’ от диаметра инотр.;лП1т. какой-поехцгл
ДЙЖЭН НАХОДИТЬСЯ - ЛИМб 7.
При ориентации инструмент доводятся до у пера 3, .тотордй .слуяат ок- ! яевремеяно и для угловой, ориентации, Др13^ надо, п.ологнт' \
ls шмтину и смотреть на показание индикатора, отклонение стр^ индикатора не додано быть более 0,1 мм.
При не о'о ходим ости изменения угла наклона перемнчки необходимо i лимб 7 повернуть по часовой иж против часовой стрелки в завис и-постя от того нугцо уменьшить или увеличить угол.нагшона попереч-
ной кройки. При уменьшении угла поперечной кромки спад увеличивает ея , а при увеличений- уменьшается.
При заточке левого инструмента необходимо лимб 7 повернуть на IX-G.
Прп затыловке метчиков надо поставить вряентарузяЙо планку 10 жеетз 8,.а упором будет служзть/вян? II которй неебХодимб ввер-' зуть до торца лимба7. . -• •- ~ •-*- ** **'
•Яг
f V V-
г-
Elz:
"«
Угол при вфш»,котер>1й необходимо поучить п настраивается круговой шкале 12.
1.3.9, Шлифовальная головка о механизйом правки (рис,3-10).
Шлифовальная головка представляет собой отлитый корпус о тированным покупным шпинделем I для заточки инструмента и ши н.п ел
да подточки перемычки. Шлифовальная головка Ж врезание перемещает ся на шариковых направляющих 3,
• Вращение щлизовального круга 4 происходит ст эд кокор ости ст о электродвигателя, рассоложенного в станине через цлоокоременнуо передачу 5. • % •
От зтеге же электро двигателя через клин временную передачу б получает вращение шпиндель 2 пдя подточки перемычки.
Щди фввалмай круг 4 во время осцилляции перемещается на яариповых направляющих 7 t мазал возвращается пружиной 8, ^оли иеобходлАо произвести заточку сверл о заострением поперечной кромки ,то осцилляция должна быть отключена. Для этого необходимо рукояткой 9 ввести в зацепление шестерню 10 с рейкой Tl и повернуть рукоятку 9 влево, до упорами зажать кнопкой 12, Выход сверли за крема? круга-регулируете н иода ом механизма винтовой заточки. Механизм правка встроен в корпусе шлифовальной головки. Зри правке «лифовального округа необходимо отключить осцилляций рукояткой 9 и задать кнопкой
12« Затем Хетаяазливается величина съема гю лимбу 13, при повороте, которого поворачивается винт 14 и ткнет гайку ^5 о валам 16, рейкой 17, а сектор, 18 я сворачивается вместе о валом 19, алмаз одержат© леи $0 на круг 4, на величину сжама, а затем рукояткой 2Г медленно ведут алмаз по периферии круга.
К 3.10. Редуктор осцилляции ( рис.II).
4 Редуктор осцилляции крепится с правой стороны шлифовальной головки, под кожухом и служит для осцилляции ИЛИWSЛЬиого круга во зремя заточки с. целью равномерного износа его.
фащояне редуктор осцилляции подучает от тог© же электро-двигШла.что и «линовальная головка, через клииоремекнув передачу *а адЭ I, который неподвижно силит на валу е червяком 2 и далее вращение передается на червячное колесо 1, на валу которого' иа-'хоДитоя кулак 4, при вращении кулак 4 тотет вли •овальную гслов-ку.аккудаку ока прижимается пружиной» Шкив 5 через плоек оремеииую передачу приводах во врщщенже шпиндель полтвчки реремычКи.
Hljflrn. [,Д/| ?д
м .jyxjM,, ,
------------------------------------.---------------------
*•*-------------~
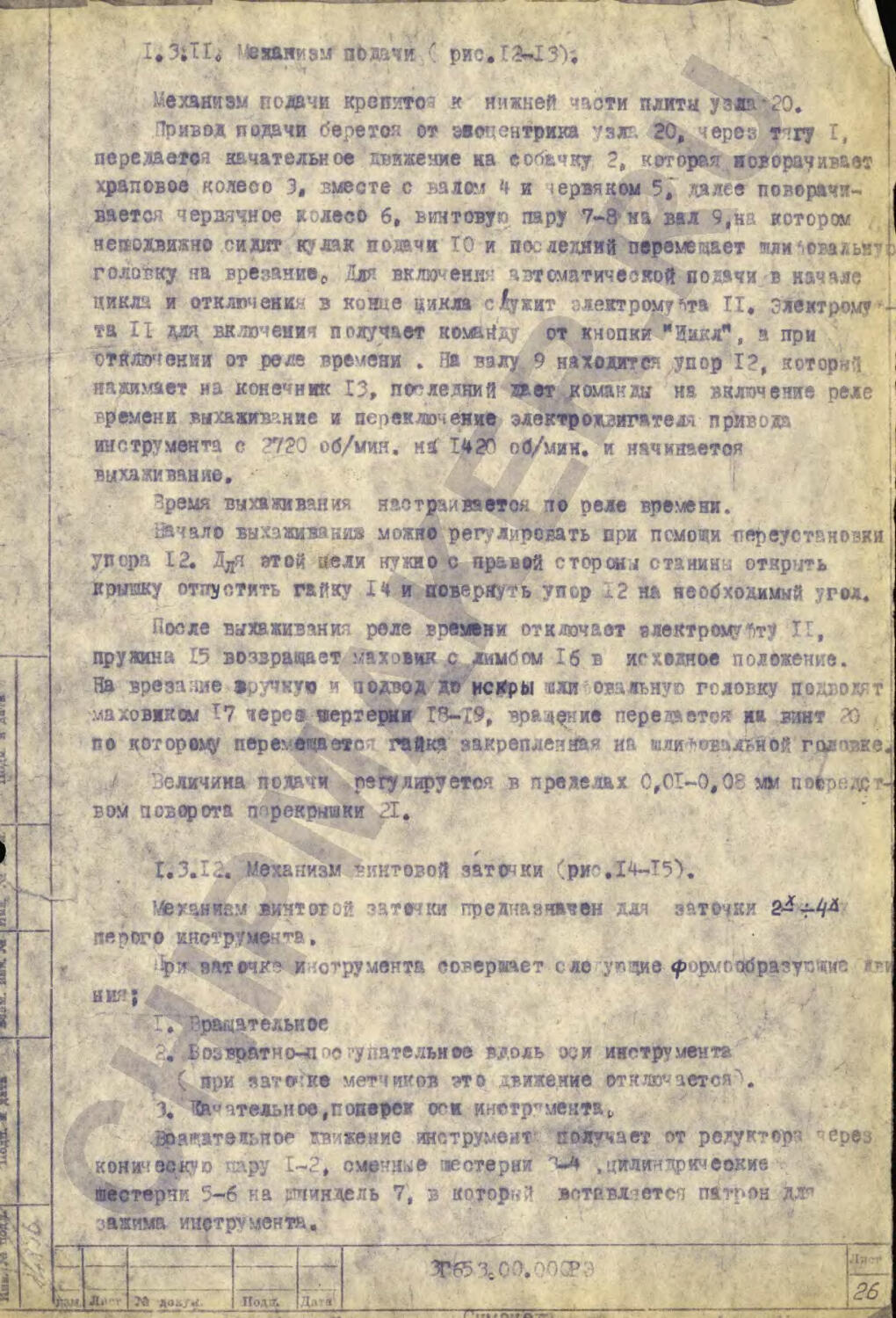
Мвлнизм подачй / рис.12~1 1
Механизм иодачи крепится к нижней части плиты узла 720.
Привод подачи берется от эвопентрнка узда 20, через1т.'гу I, передается качательное движение на еобь^ку 2t которой новорачивает храповое колесо зв вместе с валом 4 и червяком 5, далее поворачиваете червячное колесо 6, винтовую пару 7*8 на вал 9,на котором [ неподвижно сидит кулак пожчи ТО и последний перемещает яли*>тльн-4 головку на врезаяиее Для включения чютоматичебкой подачи в начале цикла и отключения в конце цикла служит плектром? м** II, Электрому -та II для включения получает ко^Нду от кнопки "Иикл”, а при отключении от реле времени . ЯР валу 9 находится упор 12, который нажимает на конечник 13, последний дает команды ня. включение реле времени выхаживание и переключение электродвигателя привода ин струмента е 2720 об/мин. на 1420 об/мин. и начинается выхаживание, •
Зремя выхаживания настраивается по реле времени.
Начало выхаживание можно регулировать ври помощи -переустановки упора 12. Лля этой пели нужно с правой стороны станина открыть крышку отпустить гайку 14 и повернуть упор 12 на необходимый угол.
После выхаживания реле темени отключает влектрому *ту II, пружина 15 возвращает маховик е .лимбом 16 в исходное положение. На врезание ару^кув ч подвод до искры шли овальную головку по диода т! маховиком 17 иерее «ертерки Т8*Г9, арадские передаете» ня винт 20 , | по которому пере?, вдается гайка закрепленная на шлифовальной го^п^ие^
Величина подачи регулируется в пределах 0,01*0,08 мм по4редст-вом поворота шрекрншки 21.
1,3.12. Механизм винтовой заточки (рис,14-15).
Механизм винтовой заточки предназдачен для заточки 2-^4* перого инструмента.
|^ртг заточке инструмента совершает еле уюдие <р >рмс образуг/йис m н1г;
Г^уращатедьное
2.‘ Бо&вратно-посрупательнее вдоль оси инструмента ( при затопке метчиков это движение отключается'.
3, Дрательное,поперек оси инструмента
Вращательное движение инструмент получает от редуктора через коническую пару 1-2» сменные яестерни .цилиндрические шестерни 5*6 на рчиндель 7, в который вставляете'-] патрон длп зажима инструмента.
-» " *
Сменные шестерни меняются > завис ю/оетп от, количества затачиваемого инструмента. Все сме чые ееотерки '-лмг^шм Ж. > ' У • : i
Возвратно-поступательное движение «дель оси инлтпумея происходят от гсулака 8, рычаги Э-Юинвбур* Й.
W на шпинделе 7, назад шпиндель 7 возвращаете прутоЙфИ
Изменяя плечи pjvагов %IQ кнопкой 13 мойте рОДвф^Йй чипу осевых перемешепий цля получения различных пярймепЖ
Хачательное движение корпуса 14 поперек оси б^зМжЯ инструменте* происходит от кулака 15через пшзд Гб ' ре| 17-13 на рычаг 19. X кулаку 15 корпус гфяхимаешг npyajeu • Изменяя плечо рычага 19, кнопкой 21 можно рвгу «кровать ЙД качан Мп . ,ч
П£и уточке инструмента настрейкз шкал "А* в '*7* Ю\®| водиться на о.^ту величину.
Место качания затачиваемого инструмента ₽ei^HH#(|fij® кнопкой 23.
Для зап оч к и инструмента с правым нчправйпнем "прав" на кулаке 15 должна бить совмещена со с грелке». $
При заточке инструмента с левым направлением ?интеэвй риску "лев" ня кулане необходимо^ совместить о о отрелвИ^^ разжим инструмента произвехится маховиком 23.
1.3.13. Механизм ропт rim передачкк.
( плс.16-(Г». ,
Мвхнлиам поДтикв перемотки крепвтоп с гфавей.охпоойи : пуоу глу ов -льмой головки.
Сверло для подточки дожитая в призму I ориентируете* п; затез?« имеется кнопкой 3.
11в врезание сверло в прхзме подается лимбом 4. -лубмз^ контролируется по лимбу 4. После подточки поперечной. ФА°-« стороны, сверло разжимают поворачивают hi* 18}° и окераийя^ ся. В прецег се по точки необходимо столик 5 пзрвмещвшг» до вкм я*лфевляюшм за рукоятку б. Длину перемещения дагулН
винтами 7. Подточку поперечной кромки возможно прояевол-у правых сверл и с мм. Короткие сверла тхжиикюТоя to* оправкой С см. рйо Лб).
д .у.:
ж 3' * ' ...f. . .
-А-
га* <Пысг
?а
ЗГ65'ЗГС.З/)ОСГЭ. :
п
Г;3*14. 1&трО£ для снег-; ( риов 18).
Для зажима с жерл 0 Зт32 лм имеется три сменных патрона, КИТфыв вставляются в механизм винтовой заточки.
Ж торте нитронов имеются по 2 за,куда вставляется м ориентирующей втулки, в зависимости от диаметра затачиваемого с верка. В глубокий паз позиция I, вставляется шип ориентирующей втулки, когда затачиваются сверла и зенкера 0 3-8, 0 12-18мм, 0 22-27 мм, в более мелкий паз ( позиция 2)0 8-14 мм, 0 18-24мм к 0 27-32 ум. Все диаметры метчиков затачиваются в позиции i( смв таблицу на ориентирующем устройстве).
Патроны имеют по шесть кулачков .
В процессе закпма кулачки I снимаются при вращении маховика,которой расположен на механизме мировой заточгси. Удерживаются кулачки I пружинами 2, Конструкция всех патронов для зажима сверл аналогична.
И alfcllt LatuZ/ «ли
ХОЗЛ5. Патрон для метчиков ( рис Л 9).
Патрон для метчиков состоит из оправки I ж сменных цанг 2.
Гильза 3 вставляется в механизм винтовой заточки вместо патронов для зажима сверл.
^Сориентированный метчик вместе с оправкой вставляется в механизм винтовой заточки , в котором находится гильза 3. 1й<п орие тирующей втулки должен быть заведен в паз гильзы 3.
I.9.I6. Вариант заточки сверл во втулке (риса20)
Этот вариант может быть применен при централизованной заточка сверх. Он очень прост по конструкции. Вместо зажимных патронов приме кяются сменные втулки I, которые меняются на каждый диаметр сверла.
Сверло зажимается в сменной цанге 2, которая крепится в оправке 3, Зажим оправки производится маховиком через постоянную цангу 4„
»
1.3.17. Охлаждение.йа станке предусмотрена работа с охлаждением. Бак охлаждения с электронасоса установлены внутри станины.
Ie3.I8. Принадлежности о
Патрон дли зажима сверл с цилиндрическим хвотовиком (рис..21 ).
.К стенку придается по два патрона для зажима сверл с цилиндрическим хвостовиком. Один зажимает сверла 0 3-14 мм, а второй 0 14-20 мм. Он состоит их справки I, в которой находятся два кулач-
ка 2, когда сверло вставлено между кулачками 2, последние зажимаются при вращении конуса 3- Кулачки разжимаются пружиной 4*____
Т653,00Л00гЭ i гмтгггг***-•! — * - ‘ 1 " ’ ,l ’ ад
кам. Лжет Э* докуж. По: гт. Д»т»
г.«гч •••Л ;-
аску, устанавливаете^ разйоро
Приспособление для правки торца яруга Срмо^г)^ X' ?
Оно служи» для правки торца нового круга чтобы нобиля'кромка шлипс валька? о кягга.в также ей можно снимать можу с круга 3-5 мм для звгочки о туже патах сверл. *) Угол под которым необходимо снята там механизма винтовой затжки.
Правка вставляете^ в механизм винтовой заточки вмедто патронов > и зажимается маховиком. Алмазннй карандаш I* перемецаетоя маховиком На врезание правка жолветоя вместе с корпусом механизма винтовой звтоякж й кнопки ?2 (рис.15)|
К принадлежиостам относятся оправки Для установки сверл, съемник слтжя фланцев с кругами с конуса жпикделя .набор различных ключей, которые необходимы при ремонте и эксплуатации станка.
Все эти принадлежности не требуют описания# так как их назиаче ние ясно без описания.
I.3.I9. Тумбочка для^ принадлежиоотёй и инструмента.
Тумбочка предназначена для хранения принадлежиостей поставляемых со станком.
9. . ?’<:.
1ДГ
и
---
Лмм<
Д*™
М лопух.
Яодп.
ЖЙЖ'
.* Ч
ЗГб5г бадфРЭ '
' ЧТТ'Ч ./
~~. |”*иЛ ж/лгМ " ” '"ч"* ’ ’ j...
'< -----------------------------------_
'
* я
Ш^-
ЛЙЙ&.4. '•
а и*<•
г Д.4. Электрооборудование. ь. * f
| 1.4,1. Общие сведения, 9.’
EL станке установлены три трехздеиых короткозамкнутых воин хрея-
I ных электродвигателя’ ( рис. 23 и 24) t
Электродвигатели привода шлифовального круга MI, электродвигатель привала насоса охлаждения М2, элеитрооигатель привода изделия М3 расположены в-бтдниие станка. \
р.' - С правой стороны станка в станине расн^адодед конечный выклю*
гатеЛуВК! - контроль снятия припуска. В ста нике также расположен^ электрздагнитиае муфта подачи Эм1.
Пульт управления расположен о лицевой стороны на станине. •>..
ЯД пульте расположены елецуодие с ртами управления:
wKhgqsb управлении "Все ст ев* - Ии1«/
* кнопка управления "Пуок влм?овальвого круга* - Кн2.
» Киоска управления "Пуск цикла" « КиЗ
* перси доч ат ель "Ррдщенне влмЛ овального круга быстр о-меллечво
* переключатель "Охлаждение млвчено-откм'чеме"-Вб.
- переключатель ^Вращение изделия влево-откличейо-врадеиме it
ДУЛ»» enpolM»ti' Мена мех/нрич. . аыинкий
М663. 82.00ПМ
г
ЗГ65500. ОООРЭ
wl
fyttnpOHjvQ,
Сманим упрощения Схема злектр еовдин. iCffi.UOMM
Кл2
а в в в ай
SShfaia,
»
Y <»W3-W
у° гр. номер пообода. [мр/шюм аепи. кпаятт Оримечйх.
к^гагя
? s^wshim^. J Синий от /г»р 2^.0 1x15 (кпох. рп. pj-a-i-a
2 /2.22,25 кроен. 5x1,0
3 35 Шг 1,5 Кйберь
4 га L7**. М' от 1x1,0 ixtO «м.ря.
5 лаз«г«,жм/7/ а 5U10 МО пап. /их Р^1-/5
6 п МО нет. рк P3-4‘i-if
7 JIM, я т 3*10 МО нем. ре f
5 ш 4tfH. МО
9 МММ чем ЗхЮ
JO 5W5 п МО МО
Рас. 2# Схема электрическая соединений.
/ 1.4*2. Первоначальный нуск. >
.J'-'" ’’’ 3£ife '’• •’ « v .;V J L J : - --* • •*
/>.4JT.Wf-jSt ifi? » ’••< a V; ' • a $’Xv Vjfrч. Лс. ’.
/ Проверка электрооборудования и первоначальны)! пуск станка f должны ^производиться квалифицированным электриком, J
При внешнем'осмотре электрооборудования станка перед пуском
необходимо проверить: .£ ’.j '£. . ". 1 '
а) чтобы вводной автомат BI был у «тагсвлен в положении
WOTK/Дйеко” . *£ ; л / •/1 .'’уЯ ' ‘
.£-'*. б) надежность выполненного звзем линия станка, а также
отдельно стоящих агрегатов и узлов; <Л>
соответствие нагревателей тепловых реле и уставок автоматических выключателей их заданным значениям (рис.?5'), г) надежность монтажа электрооборудования и качество электро
Жг£&г проводки; ' . ' ’/ -Ж/ ’F,' ЯЛЯ? ч£М$
)ДО'Фовтоян$е и исходное положение плектр о оборудования
> и механизмов. таКя
; Ж?;- й"7 Ш’^л ’ •' ' '/ • 4W?:
|Вводной автомат ВТ установить в положение я Включено**. При § 'этом на пульте управлении должна зажечься белая сигнальная лампа ЛГ ” ток включен**,
/ Проверить исправность работы электро об орудования на хоцсютем ^1’0
Проверить раб от ос пос оби ооть и надежность срабатывания аппаратуры аварийного отключения ( кнопка ** Все стоп"- КИГ).
проверить местное. освещение. >
л Я? 1,4,3. Описание работы ( рис,.27*287. " л ^.4'
ч / t ’ Принципиальная схема станка обеспечивает полу автоматикеоку о заточку сверл и наладку. <;
Последовательность операций при подготовке станка м работе и вслуавтомятической эатечке,х/у. .
а) кнопкой Кн! включить электродвигатель привода••шлифовально го круга ,МГ (пЛ)»
i б) переключатель 96 установить в положение ** Охлаждение вклеенои. * .г/'
переключатель В7 установить в положение П.
При этом включается электродвигатель привода изделия М3 Сй.7 ^происходит вращение свёрла вправо ( Э-я скорость МТ). ..
iC (.и on кой КйЗ зклггить‘цикл ваточк/.
При этом вклопается реле ?9 ^ц.19)t которое свонм контактом
млючкт электроунгигтиую мутту псличи ЭмТ ( ц.2С> - «дет заточил.
И© ожсичаияш съемь зазянного припуска вкжэч*т конечный выключатель Ж и отключжет пускатель Р¥ 'ц,9«\ С . же эре!'* вгие^* явй внключчтель BKI включит пускатель Р6 (п#9) пр-, к' -одит пер клю-чемке электродвигателя М3 яь 1-ю скорость С идет .выхаживание .онтжктом Р8 подается питание на реле времен! PEI (ц,21)
Пе истечении времена выхижквяни ср*Оет чваг реле - р? н?. -3? н включает промежуточное реле РЮ (ц. 24), которое i '?-о рч.гмдь отключает реле Рч- ( и,1?) к разрк- лет цепь пил-.-.. >. -ск5*^ая Р7.
Реле Р9 о’влюч 1ет му ту подача ЭМ 1.( ц/?5? Прж стключейии му^ть подача ЭМТ освобождается конечный выключатель 5KI Чоятактоу Вл! отключается пускатель Р8 (ц.Г и соответственно эт&аг»^ чает-я электродвигатель привода излфяжя М3,
д) пегеклгчктель В7 установить в п?) ложек <-? о при этом ебеспе- \ чквается реле РЮ (ц*2Я^
Схема станка подготовлена ж сглдуюъеьг* _кклу зд.з^течкд
Лрж заточке сверл с левым кяпразденкем спирали управление циклов затеки а на логг нс епк-^зйночу ss hckwichksm пункта * *
Переключатель В7 до лкеи. о..’ть ^тановлек в пслсзе-кие
Останов станка прои-зведглоя 1г‘?гпкс< Чяг ' г;ов стоп“<Д/- _
i.4.4. Влокировкк.
Злектросхемой отанк.- преЬсл.отрекь' с --ту .-.i- г.’ойиЬс?ч;;. L-
I. Невозможность ’вклреак. электролв^т-тел н:.оо?а сх;.гз^денил -1 пэа нежключенно^ электродвигателе тлх•овального кр;^ .
2. Яевсзможв5р?Й вялхнен.ия зле кт о с двигателя привет дел: и' яри не bl ла^еынп'л эдектрог.? игателе тли пов^льнс.- - ко;':--
1. ь.р. Система гскгнз ли.эацик ? защиты.
Схемой гтанкз предусмотрена следуещзч сигндгис.-н. ЛЗ
.’змаз • тр« велпчс:!*1 белого цвета, расположена ка пульте }пгйъдения
^тдав ст токов коротки* ествл етс электримзг^
1ыми □асц-спител.’.ми аключ
. а^йто ст ттеоегрузок ст ^езтьл- ется тепловыми реле nTI/ автоматическим выключателем <
-клевую защиту ооуг.ествл эт кдгупки магнитных п: скгт₽яе> /'
f----- — ..........—(------ iJt J
;___________________— L_____i T653.CG.OO( г.
i.lR.— I >4 M>№fc . I Плдх |Д«Т» t J -i
1*4»бв Укжзлнля пс эксплуатации.
При пр,>-,иляктимеских ремонтах должна производиться разбор#? эжеггрохаигагеля к замен» смазки политип ников. Смняу смазки подтип «коя при нормальных условиях работы следует производить яерез аСОО часе» $жооты, к при работе электродвигателя в пыльной и Мвж-ч нуй Сред© ее слезует производить чаще» по мере необходимость.
Перед набивкой свежей смазка подшипники должны быть тшатель-ас промыты бензнвом. 1£ямеру заполнить смазксй Ршгом««лувизя смазка подйигтйияоъ приведена в
не ?/Э ее об- емь TS б£.
Рекомендуемые смазки подтипииков
зл.вктродвягат«ле^.
HBveriRP
'’ТОМЕ
маркк оммзочи ого материала
Прянеч уняг
ООСР
Смазка Т-13 кироввя
Смазка ЦИАТИМ-20?
Температур& п одакпажио* от 0е до * 8С°С.
Для тр опич ес ки х у с ловя й емпернт^оа п с лггитт ников ст 50 до 120°C.
Ют
□ осте.льном при эксплуатации станка необходимо руковож-.твпз^тьн ся положениями действ техня еейой эвсплувтвт»
электроустановок потребителе*'' и *" Прчви/. устройств1 одектр от ставов ок".
: Похп.
Tf5 3.00.00CP
Ч*о»
1.4.7» Ужазажнв мер безопасности.
При осмотре идя ремонте электрообору кия вводной автоматический энк-w«»4те.ял В£ должая быть об^ат* чо выключен.
П»)Ж устжноаке стачгж ;оджеж быть нал? <о заземлен, т.е. винт заземлеидя, установленный на станине станка, должен быть соединен с цахсвым контуром заземления.
Звсдяы* поовода ( кабеля) должны иметь надежную защитную Об 5.10*1 КУ ( Я ОДЧ цив) ,
При устам вже, первоначальном пуске и жинузтзции станка- аеаб холимо р’-’ксвозствоваться действующими ’•Правилами техники безопасности при экспжуатацхж эяектробстановок потребителей*.
1,4.8« Указания по монтажу и эксплуатации (
Поя уходе за здектрообэпу даванием необходимо перлодичеом лроверпеь состояние пусковой и ретейнй аг.пар^туры ;ри осмотре ред^йяо>< аппаратуры особое выманив следует обращать на надежное за.мыкаямз и размыкание контактов*1,.
Зо время эксплуятацни эдектэсдьиглтглей систематически производить их ехнические осмотры и профилактические ремонты. Периолачность ^хссмятлоз убтанаадиаается з 'зависимости от производственных условий, но не реже одного разя в два месяца.
Ихь М аед* I Пвд»> » ***• I В*»**- *** '* 1И»в. >* ду$-> | ^иодв
«*«. Гиг-Т м Л*»»уж- ; П.Ц.-
ЗГГ57. •
тэ
»С111|4ЛкМЫ ? *
:хамж вмазки показала на с-ас, -••
Э таз<.v:t* 5 утазвч перечень элементов системы “Чне$ смдвки, стайке предам ст рема сма-.-.са --Юльш^стпа тэудихся flaesхвостеЯ •жвячяая пара реэдкгсра имеет резервная и омаза»аеття сагилм--/•.тноание^., ‘ас л о заливается «еоез сарлонии^ з ^ег^и стороны • ТЗЯКЗ. ДЛЯ ЭТОГО 42 30 СПЯТЬ ЯрцЯКП , уровень П JC6HTD ОЛЯСУЙТ •я по чао юу чазатадп. Слав масла производится чеЖз натру о ок. ля лзго деелхоздмо эывгрн‘-’Т s лооСсС/»
дпчпель или->ова тьной тсло-=кч лзчэ.ъэтгя ч£п*з две отзезс^л.4 з хорптсо для этого наоб: ио г.-::- -дрхнг " - -Л хзпэдь ^"лазкн. Иапоазл'аЕиа ча -ення. гушзизаются :_ИАГ.Т'/^ поры скольжения лаазлва^тся ' лрбо ла о ле яку . з ’лестах,. -ле леей-сй .^о с?.’2зывчть опоои :тспт еииэолШ,
•?17>^П0 ПЛИВНИ ОСЦ.’ЛЛ;- ч’‘Х Т.Г:8'" .'7 ‘ - ^ ' -•Д.' ’ *'.' Т 30
j.a * излизать, по уровни ^«рез тообпу з верхаЭ’Л xptuas, глаз <а . ;а пэокз оо.злт^п ?н»!3'’, для чего иэ':п .<? пигло 'тп^онутэ псоэ"*;.
‘Лехаяизм зинтезец заг^и ззоЗ pesepss'sp я ?ру 'Лиея з^аз'оэ’.стая при с оме -и плу ндва-ито лас оса.
Змэяяа опор скольле*ия посиз вмазка мехая-змч пер
гэдитс;1 ппи ыомс/ли ‘ласле; .,
:• ички ПЭ СИ ВВОЗИ ГОЯ "Эй
1ЛН1Т
2в ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ.
Указания мер без©пасмост»,
^ХЛо Необходимо соблюдать все общие правила техники безопас-жфсяж при работе на металлорежущих станках.
2,1.2. Периодически проверять работу блокирующих устройстве
2.1.3. Не допускать к работе на станке рабочего нс усвоившего технику упоявления станком.
2Л.Ч Не приступать к работе на станке, не убедившись что шли»> овальный круг надежно эакпеплен ,при этом перед началом работы он должен б.ть подвергнут кратковременному вращению в холостую на рабочей скорости, не менее 5 минут.
2.1.5. Проверить работу кожухов и работать только с закрытыми кожухами,
2.1.6. Строго соблюдать режимы обработки установленные для данного станка.
2,2. Псрядоч установки.
2О2.1. Распаковка.
При распаковке сначала снимается верхний щит упаковочного ящик* ;атем боковые. Необхотлмо следить за тем, чтобы не повредить станок упаковочных* инструментом.
После распаковки станка необходимо проверить наружное состояние узлов и деталей, наличие всех принадлежностей, и других материалов согласно комплекта поставки, приведенного в разделе 3.
2.2,2, Транспортирование (рисЛб).
Для транспортирования распакованного станка5 используют два
кьката с крюками на концах. Трюки захватываются за крюки на станке. При захвате станка канатами необходимо следлть, за тем чтобы не повредить детали станка.
При транспортиров."лии к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
Д^я транспортировки рекомендуется припенять пеньковые канаты, по прочности обеспечив'^юцие поднятие веса, указанного на рисунке J0.
2.2.3. Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенные на открытые, а также закрыть
ОО.ОЭОРЭ
кожухами, читками обработанные поверхнос . станка и во избежание коррозии покрыть тонким слоем масла '• Иь •; сериальное 30” ГОСТ га7-5Т.
Очистка. сначала производится леревячний лопаткой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 ГОСТ 511-66.
2.2.4. Монтаж, схема установки приведена отдегдьно в разделе 3
’•Паспорта" ( см.рис. 40 )
2.2.5. Станок устанавливается на фундамент? или бетонной подушке. Глубина залегания ^ундамен|а зависит от грунта,но не должна быть менее 1.50 мм. Станок коепится к фундаменту четырьмя Фундаментными болтами диаметром / 16 мм.
' 2.2.6. Томность работы станка зависит от правильности его
установки
Станок устанавливается на фундаменте и выверяется в обоих плоскостях при помощи уровня. Отклоненкз не должно превысить 0,04/1000 мм в обоих плоскостях.
2.2.7. Подготовка к первоначальному пуску и первоначальный
пуск.
Заземлять станок подключением к общзй цеховой системе зазем
ления.
2.2.8. Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудование станка,
2.2.9. Ознакомившись со значением рукояток управления по схеме ( см. рис.З), следует проверить от руки работу всех механизмов станка.
2.2.Ю. Выполнить указание в разделах "Система смазки" Электрооборудование" относящееся к пуску«
il
VC
Т653.00.00(;РЭ
Лист
М i чум.
2.2.1I. После полключеияя станка к се двигателя без включения раб:, тяв особое внимание на работу (си. рис. 20).
Опробовать на холостом ходу работу i
‘обходимо опробовать фганов станка, обрезочной системы
х механизмов станка.
2.2.12. Бак охлаждения заполнить охлакдмощей жидкое?ью.
2.2.13. Убедившись в нормальной работе, всех механизмов станка мигме приступить к настройке станка ддч работы,
2.3. Настройка; наладка и режиму работы.
2.3.1. Заточка сверл ( рис.З),
Перед заточкой сверл необходимо установить:
&"> сменные шестерни, гте замаркировано 2-х серый инструмент'’.
б) необходимую величину .снимаемого припуска по лимбу подачи 16.
в) величину подачи кнопкой 8.
г) яеобходимый угол при вершине -разворотом механизма винтов й
заточка.
Проверить нуаь.о ли поправка '/г лэ лри вершине в зависимости от величины получения заднего угла. __________
д) необходимый задний угол по шкале "V* кнопкой & , по скале " кнопкой./. .
в) реле времени выхаживания .
к) установить упором начало переключения н" выхаживание (Для выхаживания достаточно 2-4 оборота инструмента}.
з) настроить неодолим*? угол перемычки по шкале
и) произвести ориентацию сверла в приспособлении.
и) сверло в патрон и зажать.
я) подвести шли 5 овальны И кру-’ до искры и начать кнопку
^"ЦИКЛ* .
За станке можно затачивать сверла с заострением поперечной кромки. Для этого вершину сверла необходимо вывести за торец или 0 вал ьн or о круга кнопкой 3. Осцилляция пинтовая-чего круга при этом должна быть отключена.
Заостренный участок может охватывать от Ji_ до_£ ж вс поперечной кромки.
I г I 1 I IЛ кет
• М до к ум. Подл. Д*Г« ?Г653,0 ^3 «« J7
Кепиоо.ал: Я .мат: 1!
л
W
$
. •&'
Ж;”
ВКа
к' .у
ответственно атому различают'полное нормальное и чрезмерное ©стрение ..( рйе<Ж ; ) Сверла е ;неполным заострением поперечной омни вызывают относительные большие усилия при сверлении всегда подтачиваются. ' '. й...
Чрезмерное заострение понижает стойкость поперечной кромки. Чем меньше величина выхода вершины сверла за угловую кромку шлифовального круга» тем меньше заостряется поперечная кромка сверла.
ПрК тоодше сердцевины не превышающей 0,18.2ц Сверла с нормаль-нде'эдострением поперечной кромки не подтачивается. Они хороео работают по материалам низкой и средней твердости.
Для обработки высокопрочных материале» поперечную кромку сверла либо совсем не эжостртют, либо лают неполное заострение о
1
обязательной подточкой.
Ваданй угол сверла завиоит от величины настройки акал WA’M’*S П© нкалам * А* и *Б* устанавливается величина,равная диаметру сверла. Оперла £ 348 мм затачиваются при настройке на шкалах "А” и •Б* на йиЬру 8» С увеличением значения настройки задний угол увеличивается, © уменьшением наоборот. При ориентации инструмента необходимо пользоваться таблицей, закрепленной на приспособлении, где указан© в зависимости от диаметра не какой позиции должна находитьсязадняя опорная втулка с 2_вя пазами, ^Ориентация инструмента производится вместе с оправкой ,на оправке ивходится втулка с шипом. В зависимости от длины сверла втулку передвигает на справке и после ориентации зажимают кнопкой на оправке.
При ориентации необходимо стремиться ,что<ы вся"режупая кромка ии стру мента легла на у порку ( рис. 3£). ПЮла ориентирующего устройства имеет 5 делений, четыре ( 70°, 90°, пеР.ИСР) используются при заточке сверл и зенкеров, деленре H3"-w дведа ой заточки.
В .здйсимостк от диаметр® инструмента к толцииы сердцевины зриеитирувдую у порку кеобходиио передвигать. у
При; правильной ориентации станок обеепечмвает спад задаем . поверхности (0,0д-0#05 мм от диаметра сверла.
Bejunwy спада можно увеличить поворотом шкалы, одна к о при ^^етом снижается угол н&клсяа поперечной кромки. Величина спада в уКажЙ&ых нределжх гпрантируеи отсутствие затирания при любых т?р11М1«чймых «^практике подачах при сверлении.
-
S
ЭЛ J
! По
и*
нэк. Лист M докум.
ЗГ65Э. 00. 000 РЭ
Рис. 52 УелоВая ориентация сВерла а) С прямолинейной кромкой 6) С Выпуклой кромкой В] с вогнутой кромкой
ЗГ 553. 00. 000 РЭ
Лист
Лив*
JA докум.
Подо. .
Дата.
Двойная ват очка свеол С
После затонам в автоматжчеоком цинке угла при вершне 1ЙГ, головка шли*,овального круга несколько отвожтоя назад, а механизм винтовой заточки иеносредетвенно в рабочей позиции поворачивается до совмещения стрелки с цифрой 70°. на шкале.
&•> Ч/ W
2.3.3, Знтбчка
'/v -• .1 быть
У. ’ . : ЛэдМГ.
..V •- Я^рвая с заточке второй винт/вывернуть ступени^ Лмьн сверл. • На шли?овальш 3-4 мм ( этом случ точки перзы съема при кока ЗДДО довойгтся до ленточки первой ступени вручную.
5 ряде случаев необходимо, чтобы кромки второй ступени на чинмиоь из меньшем диаметре, чем ленточки первой жгу пени. Тогда включают X работу шкалу *А", подает минимальную величину хода.
Станг#^обеспечивают заточку длины пергой ступени де 7о мм.
2.3.4. /чтеикя твердосплавных сверл. .
Твердосплаэиыт^ерла рекомендуется затачивать без выхода вершины сверла за у роевую кромку шли* овальною t> ipyra. ,, Монолитные твердосплавные сверла затачиваФКятак жо, как и быстроражу’див. Прк этом используется алмазный аж’*овальный круг на бакелитовой мли металлической связке. . •> Д
Шпайные -*твердосплавные сверла предварительно ватачива*-бида крмиия зеленого
ступенчатых сверх ( шкала "А" должна
отключена'). '--М’ ' г- -4 -4Л*
затачивается также, как и обычных сверл. При ми надо сменить ориентирующую обходимую длину взавиолмостм от длины 1-й ориентация произведите* ’так
унорку
упорный
КВ К И ОбЫЧНМХ
руге необходимо заправить эдску под углом
начале заточки заёяа тупени
не должна доходить до лен-во лич ину '• приду екв.
с задней поверхности второй ступени
стоя абразивным кругом из
по корпусу ifi по пластинке л> удаления следов ивмооа п-гН
U
2кады "А**
и ЗД-я «калу угла при вершине ю . меньше заданного 2V :!кма Г должна быть поставлена на
>ю риску в сторону, увеличений. ?гЛ;.-ж
то&допри этом на £ ?
и
4
УМжвы шпиилЬлн злиовального Яруга должны работать на -низшей «тупени.
После заточки кругом №5 отавит-•необходимые по икала:’ парам метры получения после заточки и сковуателъну<о заточку производят
Рис. ЪЗ Заточка ступенчатых сберл.
№ПГ. Лист
М хокум.
П<1Д!Г.
Дат*
-i ЭГ653 .РО. ООО РЭ -------------—---
Kor.irrirtU» Т‘
г?
Фппыптл И
63
алмазным кругом, .•.. •. ;Й Ча-’-.-, ** •’ • ' < >й *?'; 1
Цри заточке иапжйных твердо оплаты х сверх мокко исключить/ операцию заточки кругом КЗ, воли заточку вести алмазными кругами со ввязкой МО-13 или кругами из эдьбора.
2,3,5. Затека веиквроз,
Заточка и ориентация зенкеров ./произвол т©я аналогично .Й сверлам. Сменные яестерни должны заменимы быть другими , у который маркировка соответствовали бы числу зубьев зенкера, ' Зенкера, у которых утолщенная сердцевина, ориентируются яо ^уп орке ><•'как ж вторая ступень ступенчатых сверл. ‘.Г^. й Упорный винт при этом должен быть ввернут де торпа втулки,
2.3*6. Заточка метчиков.
Метчики затачжваэт в оправке 'е цанговым зажимом, вместе патрона ставвтся специальная втулка. Жй
.П^ала *Б*должка быть отключена. Сменные вестерня должны быть, поставлены с маркировко^ еоответствую «ей количеству перьев метчика. - к
Ориентация метчика производится так жчк и зепяеров с утолщенной сердцевиной» с мЙ<^' I
* л п; л ’ h
;/• А 2.3.7. Подточка перетачки. ' - -’//Ч/' мX тт I 1
На станке можно Производить подточку перемычки у правых сверхj /5 б>32 мм.
Сверло ложится в призму, ориентируется во упорке, затем зажимается кнопкой. >3 /'W
Ча приспособлении имеется две оси поворота, в гор и амта ли ей г Л/вертикалысой плоскостях, для получения различных углов подточки. г';
Зажатое сверло перемещают на врезание маховиком, а яч длину подточки перелеадют стежек за рукоятку, • I
На рисунке. Л^. показаны уетановочяне перемещения сверла относительно шлифовального круга при выполнении подточки перемычки.
2.4. Регулирование ' ।
2.4.1, R процессе эксплуатации етанкя возникает необходимость в регулировании отдельных составных частей франка с целью восстж- [ новлезия их нормальной работы.^ -- . г-
АЛХ Z • ' Z-'V-zVx. Ж £‘'б£' .• г’Л
PiK.M
г установка сЗерра с горизонтальном расположением глабных режу ср и* хронон.
- поборот § призме сЗерлол-на угол. Л п
* лоЗорот сЗерла лимбом на угол. % пр К
* поборот сберла лимбом на угол. Щук
i i
!
Регулирование натяжения ремней главного привода.
*-4’ 7 :лРЗ| -.-^ •7~ r. jrl*-' ’ ?'W:i 3iL.- г'ч -гмУ' '.'^к ’ ~Ж : ’ У :
Если с течением времени наблюхаетея уменьшение крутявере момента шпимяед, ?тует проверить натякенНе ремия; qpirнеобходимости их надо подтянуть«7;Дм. этого сзади станины нужно через вин т п о д^я нута пру жняу7дай^
2.4.3, регулирование ремней редуктора привода инструмента.
Для этого с левой стороны станка имеется щель. через которую вращением винта необходимо опустить двигатель»
2.4.4» Регулирование в направляющих. шлифовальной головки и ме?<айлймлкаодточки перемычки. V '
} : .’V У.''*,*'; ! ' '-'’ ' ’ 7 л *^{Св*’?Д&ЙрЧЛ’>Л-'- ’ . .&' - ., ?«{.’ и'21. '••' *> <1 '-Г ’ ; ' ’ ’’ -• ’•
Регулирование зазора рронзвохлтея за счет нодюлифовкм компенсачи-ониого кольца и подтяжки кляишИ
2.5. Особенности разборки и сборки при ремонте.
2.5.1. В случае разборки станка необходимо в первую Очередь отключить станок от электросети при вомощи вводного выключателя.
• „<'•'•? t > 7^7 >>71/27[Я;.,. •;-Ч- . ’5;( • •'*'’• 1 ’'•• -*?' 7 ’* 1
Л ^2.5.2, Разборка шдифоиадьней ^одовки. 'X-
Перед разборкой шлифовалЙЙЙ головки ее необходимо сиять с напр равляощих t для чего я" . . тить.нлн.
2.5,3. Разборка механизма битовой заточки.
й Перед разборкой механизма винтовой заточки зге нужно снять со станины, для этиго необходимо сиять кожух,который закрывает коммчки, отпустить стопорный винт с боку поворотной плиты и сиять узел.
2.5.4. Разборка редуктора и механизма подачи.
Для разборки этих узлов нужно снята плиту еестамияы, а затем ^произвести разборку.- . V ^rV.5.., ’ ' ''%"/ * / |
2.5,5. Разборка механизма подточки перемычки. /" ।
Для разборки этого узла его снимают со шлифовальной головки, ал только затем произвести разборку 7. <4
Перед нос ле дующей сборкой вое узлы и механизмы с^&мжа, для -7 л которых кет специальных указаний по смазке ( см."Смазка етанка!Ф) должны быть смазаны тугоплавкой смазкой НИАТИМ 202 ГСО? ttLIO-64.
2. Схема расположения подшипников ( рис.З^ ).
2.6.1. Перечень подшипников качения ( таол>€.)
ПЕРЕЧЕНЬ ПОДШИПНИКОВ <А’ СНИЯ
Таблиц в 6
Наименование ЧдЗСС ТОЧНОСТИ Куан э’’0?лт Поз. см.рис. Кол.
“*Т“
Подаипнкд 2'1 ГОСТ £ИТ*-57 6 ГоЛОВКВ »ЛИ "'СТИЛЬ-паи с механизмом правки 41 8
Механизм винтовок 1,2,7.11
за то-пи
1 Подшипник 8105 Мс ' зм винтовой ^,5.6.81
ГССТ6874-54 0 зв г < 5
। Pt эр 9 J
• Подлипши: 73'4 0 'Pt,/- Ф 12,13, j <
• 1 -1 и Л & 'О Mez зм додачи 22,23,25/ о
Подпит ник 7305 0 рр.л< - ор 12 1 3
Г0СТ53^-59 Mtxp вм подачи 17,18 J -
Подеиг.няк 7206 ГОСТ333-59 0 Редук ор 10,14 2
Подзлиния 9^2/2$ Г0СТ4060-6С 0 Щлифе&ашная Головка с мехзнизн И 2
MOM
Яодяилник 18 ° м св» е=* 16} 2
ГОСТ5338-62 Мехьаизм потзчж
Подшипник 202 0 Редуктор 39,40 4
Г0СТв339-б2 Станина 37,38 J
”И1ЯЯЯЯ0КК 100 ГОСТиЗЗЗ-62 0 Механизм подачи 19 I
Полиипник 36205 ГОСТ 331-62 0 20,24 2
53.00.00023
Копировал: Симонова
ч Пр о ар^^вегяже <ябл. 6.
Наименование Класс точност» Куда входит^' Г.. / ЧПоз. см.р»с
Подшипник 36204 ГОСТ 831-62 • 1 . 'J- \/ ‘-V. -- Е«ЧвмйВ5й5Ж55й®ЕИ^ЗВЙйяК^./.• 1 Подшипник IOI 1 ГОСТ «338-62 1 - т I ? -!/?'•.. ‘ . :'J..'• ', - ,-J ! Подшипник 36203 ГОСТ взх-62 Подшипник 46108 ГОСТ 831-62 I 1 ’ ' . < , . 1 <7 I * > • ' .< ’ 1 / да. ’Ч Ч‘ ’• - - 1 > 1 'Л* >-.- Л •• 1 1. I < 1 • 1 ч • . »* . *> ? •1 1 *. > *** • • Л 0 к 0 _.^о 0 Шлифовальная головка с механизма правки Редуктор осцилляции Шлифовальная голо; ка с MOxaHRSMW правки Механизм подточки перемычки «я» «• •' - / 27/28 Vi 29,30, <t233j- ^'я.эг э*.А ’ .7г г . • зз^збУ . 'xi ' _• •'
и ж •И
Л—
S
й
ЛжЛ- № докуй.
а 8 ж
3, П А С П OP Т
Общие введения
Инвентарный номер
^яавод
'Цех
Дата жуеиа станка в эксплуатацию
3,2+Оояознне технические данные и даракт
З.ЗЛо- ТвВД$ескгы дарактдаот.
размеры согллаь ............
>* J.T'‘'а ’'• чк-? Z'*yS
i-5-.A>A
50+325
70+150
ЙЕНна затачиваемого ииструйФт хи при вершине у зверя и зенкере* град.
\ -I
Z £ X ШКАЛЬ/ 60 70 90 118 HO 160
А 6 /* 6 /z 30 3S 45 59 10 80
1 f 2 0.52 Orf 7 -J 2?‘ задний yrcu? 5 град -2*
— —— -- — — 12 70 6 8
1.02 iOS 2F — -— 41— — 16 1^ 12 10 1O
2.02 too 2Г — — —w — 28 76 ft 14
li >><u а 2 €52 — Cm HI — *— — * — 12 w £ 3 8
Ю2 — _ —- «М. MM — 16 /4 12 10 1O
а t 3 > Q5i) 552 2F — — — — 12 10 * 8
1.02 1.02 zr — — — — -M 16 14 12 1O 10
4 0.5]) 0.52 2Г — — — 12 10 9 & 8
103 MS 2Г — — - Ml — 16 11 8 8
метчики 3 0,52 — — 4. 6 8 —— — — — k' ‘
1.02 —- — 6 r^| —— - — — ...
4 052 — — 67 2? fO », —— — — — - M—
1.02 —•• — •—• 8 X 12 — —- — —
<<4/яа
ЭГ653.ОО.ООО РЭ
КЫГчроЫл :^1ЧОи1>ьл -.
—ь-------------------7—-------»;
.
Угол наклона поперечной кромки грЖл у 'сверл 'ft
.. - ' ‘ •/ *' ', -/‘У фпрзвдеяае матовых канавок ватачиваемого инструмента. \
Ц^терная затачяваеиого инструмента
Круги клн зональные Ч/. -< ; - .
а) Абразивные по ГОСТ 242^67J г" *!ормз я размеры (риа. 3?, 3&)
I
H3*t Лги-?
I
6} Акмаэдые no ГССТ16167-7С
45+5
•N»5*,
сума.’ fpL/e. ЗфЗ&)
Ч^надужжый диаметрриа Вцсстя,М1й: ' .;’ж
Атметр ярда дсп мото отверстия,мм
Число оборотов вник деля Ж\ или-Овального круга/ сб/мин. Скорость ялифвваяьного g?yra, м/сек
П5
200
W1
Ж
Правое левое
51 .
U62
Быстрорежущая сталь,твердая сплав.
5125x3x32 ПП125x6x32 ПП200Х 20x32 ПП200X32X32
и: де обор от оз впинявляполтдаки перемычки, об/мин, 4366 ,**2 /*, -у•'тг "!*4 5 л \- -. ' *-- < **’ '
Скорость шлифовального яруга нолточки ки, м/сек, :до об ср от ов инстру'/ента при заточке об/мда
a) ?2*к перст о ..•
22
при выхаживании:
гЧ5
W
£.>jr W стер ого '
Чйбл© О^ероаав инструмента
QjSpOTO
/' бУ 3~Х пороге * .
в 4-х перогс -•
лр качать явных длиьений патрона дв.ход/мии,
и) при< заточке 1 •
61 яри выхакидамии
возвратно-поступательных
mиский патрона вдоль оси 'дв*ход/мим ТГа) при заточке Г-' ’ ’ t$*V:
. ^.L ЯДЛ. ДЗШДалаВйИ______________
33
WO
i
Пичи.
Наибольшее перемощение шлифовального круга (вручную)Ш
Наибольшая величина отачивания при автоматической заточке за один рабочий цикл хы
<?
Подача затачиваемого инструмента на врезание.
ручваяШиф маглч.
Величина автоматической подачи на один оборот затачиваемого инструмента,мм
в) наибольшая 1\
б) наименьшая
s
Холичеетво ступеней подач
Интервал нодач,!иал
Внутр и или $ овальная головка У 32^ 2 .’
О лев ©г в вращения) (рис. 36)
Метод заточки
Продольное перемещение алмазного кярандакж мм Величина осцилляции шлифовального круга Чцс^в осциллирующих перемещений шлифовального круга, дв.хел/мин.
Разворот механизма подточки перемычки в горизонтальной плоскости против часовой Равворот механизма подточки перемычки в вертикальной, плоскости,град. Габаритные размеры отанка , ' < . а) длина б), ширина в) высота
Х2<?. Шсоа станка, кг с
а) без принадлежностей и тумбочки Ж?‘ч, -б) с принадлежи сетями и тумбочкой зЛ. Установка станка ( рис, Уб )
. 3»2>% ^хаиика станка Механизм главного движения ( таб
0, 08 ’ •* < о.сг
С 8;Шл1
Д »?50 винтовой
я*
вдоль
yvif- у.:<
ОСИ мм
40 J
Го
•X«r я ’«Я К'ии ч*»вв **•* 'bJ*0£t iTftfce W
ОЙО*
стрелки,град.
-‘.4/ JkS“4
.......
J> t^piu. » Подх Д^та
1490
1250
1410
ОХ Техническая характеристика электрооборудования Э Количество электродвигателей и^. станке ( t электронасосом)
Электр сдвиги толь главного движем
Тип ' ' ' • '-ШЙЭ
Мод сеть, квт.. J-
' Числе оборотов , об/мин.
"Электродвигатель привода инструмента
А 02-21-4/2
1<12Ь/2770
Мф 3 Че Ol
A02-2I-4/2 0,7/09' 1420/2770
\’-v Мощность,квт. \
Число оборотов, об/мин
Электродвигатель охлаждения ( электронасосы)
' ". Т« ;Ч ч, ЖЖф Мерность,квт. Числе оборотов об/мин.
3.2.5. Техническая характеристика'ёиетод
ЗВй:. охлаждения.
2м к сеть бака охлаждав ней жидкости, л
26
а
Lc. 38 Шпиндель шли фокального подточки перемычки
5^yaz
Ппв. № подо; | Пода, я дата I Взаи. шм. М «Иаа. М ду£д Под*, ж ди*
ИМ.
, Лиге
л ' ‘ ' ’ ' <z•.^ЭйуК;-г«jh' t
Рис Крепление шлифовальных кругов.
№ докум. г_
ЗГ653. 00. ООО. РЭ
Лйс>,
Косаэоаал: /'Л»о>/Л¥Л©
3.5. Комплак! 1 ? дрсТавки ( табл. 10) Таблиц] 1 10 1
П'"' Обозначение _ л < Наимен8вание fS'^7’;. Кол. И ’ Прим?чаь
| Т653.00.000 у Станок а сборе , - i X ул В *"»< j/.
I : г v . .' / й}и$ ‘ 4.-’ -,*-л.' , 'л к" А, • v " * - ’ *ж£ Г' 4 • г.г ; жС?-<.1г* '-’1 £•-'-’-Z ’ - / Входит в комплект и стоимость ста яка • -.,Й; /;' Запасные части Ремень приводной клиновой ГОСТ I28W8 4
Д IV > Ц- -/ А1600Ш V аУ^2| ai Ремень плоский бесконечный из синтетических материалов МРШ7645-.68 4'ХУ р с.
ч^^У^ЗЖс: ^«f^^srSvIfl 'Ik ;1' г V 5С0Х20 1600x44'U- Лампа ГОСТИ 82*6*feuz^ • 1 V
- / -;•6 Г-*Х • /<• ‘'ЛАТ*--. • ’• «% . ух J 4 М0Э6-40 -Ж Ш
SP553.40^504 X/ 1 Избрана Омейвде частя • • . > - U • ’• '-- "'4гз> U’ ’
1зГ653ЛО.ОО0€К?. Патрон njxst сверл Ц 3*14 мм X
!3T653.5I.C •< Гетрон дж сверл T2^v6Ay^ я
Jt653»52<00(X$1 ^Патрон для сверл 0 22*32 ^‘<1
ЖЙ'зЖиОЖ'Ш -Патр он для метчиков /5 3-32 /•I
Колесо зубчатое I Установлено на станке % Дж-' : *» ^V“ 'Лi . • •*
~ згб53.4й.гз&1 Колесо зубчатое т \ I
ЗГ653.40.239А ^ Колесо зубчатое ''W;
Т653.40.245А 'Щи 1 Колесо зубчатое U ; й-1
_ЗГб53.40.2бЦ Колесо зубчатое А. Установлено на станке
ЗГ65 3.40.265 Колесо зубчатое I
ЗГбЗ3.53.209 к; .Цанга•':. < ':
: Т65З.5З4Л4 Цанга ^..
'#653.5 3.£20 цанга $, <z
Нгау.2й.212Б УПОрКб 1
-|3TW 3.20*216А * V"порке 'За£^:«£Й I * ; Усмановле
J ЗГв53.20Г23еА Ш Птгеякв / .. IЖ СТВЕКе
табл.10
Обозначение
Т65 3.30. 268
. - <11*0-
В
в
•'г
&
l&j
Наименование • Кол. Приу^аиие
Круг винтовальный . ! ; ГОСТ 2424-67 ’ Л г" ? ’ ’ **' '*
ПП 200x20x32 2U25CMI5K РланецУ. Зланец подвижный У31-3, 1У31-Я2 /’ Гайка,;’ . •' * & узг-з.гузг-з-йл '•> Прокладка У 31-3, 1У 31-3-6 Груз МЖ У 31-3, ГУЗГ-З-З Винт ГОСТ 1476-64 M6x8.66.05 Круг ми1>оаальянй ГОСТ 2424-67 №200x32x32 24125 CMI5K Сланец Шяец подвижный У 31-^ 1У 31-3-2 Гайка Уя-з; 1У31-%4;. -1 I । : > I 2 б 6 I I I I в сборе 1 • л ук - ' - <''','<'1- '••,-> ‘‘W- V.4 >. .У в сборе установлен на станке к
Прокладка ,, -?- У 31-3, ГУ 31-3-6 РРУ« / У31т3, ГУ 31-33 2 6
г Винт ГОСТ Г476-64 /U6x8.66.05 -Sb ! U .*4; Г "'i ' "Г— -
Фопмат; 11
КОЛЯ0О»«Л1
—4^.
Дата
‘ Тб53.оЬ.ОООРЭ '
^имокова “5
вг
___С—
Яродрлжение табл
с
£
I
й
а
К я с*
J м
а
Обозначение > .. Наименование Кол.
| --' 1 ' ' * . ' '• * , ' ЗГ65 3.30.268 Г '•.'•• .v аГ653,30.229 ; ЗГ653130.2694 Т65 3.30.271 Т65 3.30.504 T653.90-.0f» . Круг шлифовальный Г0СТ2424-67 ПП200х20х32 К325СМ15К ^М' ^7?.. $$ Шнец Шиец подвижный У31-3. ТУ 31-3-2 (/ Гайка :.• У 31-3, 1У31-3-4Л ''.Прокладка ::ч;. У31-3, 1У 31-3-6 V груз у 31-3. 1У31-3-3 Винт Г0СТ1U76-64 М^сВ. 66.05 Круг «линовальный алмазный '. 2720-106 Г0СТ16Т67-70 лев Iоо/во M0I3-100% '-^у Сланец ; fC Шнец груз . -; , ’4 . - Прокладка Винт ГОСТ 1Г76-64 'Й . Ш Ч U6X8.66.05Г'-'4**>-;< Ы> Круг si линовальный £ .• ГОСТ2424-67 • Д£ 25x3x32 / •'•' * ПП125*6x32 2t£ 25CUI5K J -ft Ключ Карандаш алмазшм/еталиипео* кий гост 607-63 < 115 I 1 Ш- I / I 2 6 6 " 21 IV ' Г ' • 6 ' 2 ' '4 Ш 6 Г I ; т
в сборе
В сборе
Лист
T‘3,L
I1MWAU А
М хокум. I Подо.
Продолжение табл. ГО*
ПркмгГанне
Кол.
Наименование
Ключ к замку эдектрежжа^а
Лжет
ухуж-
Ключи гаечные двухсторонние
ГОСТ2839-71 78П-0003Д2 X им. Оке. пр м 7811-0004Д2 Хим.Оке.при
Ключи
ГОСТ 11737—66
Ключи мя' кршых гаек
ГОСТ 6984-71
7811-0 312-2 Хим. Оке. прм.
Ключи рожковые
*4ГОСТ 6394-52
38
Обозначение
•5 -
8 2
Отвертка слесарная
Г0СТХ7199-71
7810-0308 •
Гр.З Хим.Окс.прм
Ииж. >• подл-1 Поди, я д*«* I Ваш. ягаи. М |К«*. М дЯГI Пода, г дм*
3T653.92.00 а
ЭГ653.90.010
3T653. 90.011
Т65 3.90.01 г
для пе^течки пере-б-14мм
для сверл 0 6-14мм
Тумбочка для арииадлёжнЬсте к инструмента
Оправка мычки 0
Оправка
Оправка
31’65 3.90.013
для сверл
Оправка для удлиненных сверл
Ооозначение
i
Т65 3.90.014
Наименование
Кол.
< анис
Т65 3.90. 015
• лб53#9СЛб
:Тб53.90Ж?
Оправка для сверл 0 23,2.5-31,5мм
Оправка для сверл
'-1а?рон для зажима сверл
с цидкядрг зским ХВОСТОВИДО}
)6 3-1
П -4
Патоон для зажима сверл с цяанчдркчеосим
хвое тори к os*
} X653.90.0I8
Приспособление торца круга
Съе^иик
ддя правки
»
Т653.90.232
ЬТуЛХ?
&I рвК SffJOKOBbfl ГОС 2 364W
ДЛЯ
к л Л
дои^мен
j Гь'?.'’,ОО.ООСГЗ
ч
Пылез ос
Полуавтомат заточной хл;
лажих поверхностей сверл зенкеров и метчиног
Руководство пи эксплуатации
Входит в комплект,но поста?--лпетсйзз отдельную плат’
1рЯСТВВП ОС Обор?ЕОТ>аЯИ1
1
ЗГ55 З.ОО.ООПРЗ
<3й
Обозначение
табл. К
Наименование Кол.
Поставляют по особому заказу за отдельную плату.
СМенные части / VV 1 •
X: г < " 'Л -ч ’' “ Цанга V VV
Цанга V г 4»
Цанга VI
Цанга V: I
Цанга У г..г,ц
Цанга 1 •’
Цанга I
Цанга уу- I
Цанга - -
Цанга I
Цанга : 1 Ж
. Цангаа г
Заточка сжрл во втулке Втулка
5 ;
..Инструменту Круг али^овальный ГОСТ 17123-71 2720-0359-5 Б ; Сланец подвижный •'< узх-з, ху|изг5^Ой^;| • Ч . . _ . » • - '34Л • 1 UM
Гадка r3E-3. 1УЗГ-3-4Л а ЧГ: I
Диаметра втулок поставляются по требованию зеказчина
Т65 3.30.268
Примечание 1 - к J__. t
tf.
й
S о К
X
3T653.00.00GP3'
Л *5tJ Лк
№ до-гуж.
Псдп
^653.53.206
Т653.53.207
ЗГ65 3.53. 208
Т65 3.53. 210
ЗГ653.53.2П
2Г653.5 3.212
; - 3T653.53.2I3
.4Т65 3.5 3.215
3T653.5 3.216
ЗГ653.5 3.217
T653.53.2I8
“ T653.53.2I9
Тб53.54.00<Х I
Т653.54
А
I
'iiBwnaivitiJw—«—n. ' Htinwt.ii > "«в»
Жиайоваяие ’
Прокла дка' .. ' ' < ?
У31-3, КУЯ-З-б 2
Груз
У31-3, 1УЗГ-3-3
Винт Г0СТ1476-64
M6x8.6&$;
Круг гадальный алзлаз-ный
ГОСТ 16160-70 " :
2729-0015
ACPI60/I25 ЯЩ^З
б
б
I
Зеб. Свидетельство о приемке». л
Полуавтомат заточной для задних поверхностей свёрл,зенкеров
я метчиков # 3-32 мм Т65Э .класс точности П,заводской номер 5
3.6,1» Испытания станка на соответствие норкдам точности по
ГОСТ 599-6*7 и по ТУ 2-024 (т&&). //)
'• ’* ' i/r? ъ- 'Vk *•£*№ • ‘ ,7-* ».У*‘ ' ; f ЧчЛ:*'’>»? • -I
Ж ’ «г, ‘ I
V
-X /' • •• :;- a ''Таблица П / '" . '-• ; ;
Схема проверки
яуск
етод проверки
что проверяется
Фактическое! откл.мкм
ipow ?Ьр-
Лисг I М дякук
Дега
ЛЧМ.
Радиальное бие ние базкруэщей конической поверхности шлифовального «пин деля
На нойодзяжной части станка устанавливают индикатор Т так.что-Он его измерительный наколенник касался проверяемой поверх нести йпннделя 2 в середине образуйтеi конусами я был напра) лен к ее оси перщея-ли ку ля оййУрбраэуоще st ин дель приводите,а-во врдиенче» Проводит , не менее чем в двух взаимио п ерпвн лику ля рвш в ДОС костя х» Отклонение определя В» как наибомьеук) вел^ану результатов немереняй
Продолжение табл. Tr
'« к ’м !< i? s- I 1 ii*; *v F
Змм. М г^*
, . .... .X .. Подах. « ж«та
I А
я
Я
-Ж пр верни ? что .'7'"' проверяется f - ‘ <•' ''г. • ' Схема проверим? Методпроверки fco«r lyCK мкм За1ти* ч Мко£ СТЛи мк м \ ,-
к Г- '.-7 Л. -1 ?>jf < - .'4 Осевое биение идифовального шожнкеля . W 7" -; ' *5 А» ' ** — о? > - • • - • , »•*_•'• " ° , Ла -w# ’ WmJ f На onиндеже 4 закрепляют ковТрольнуо сйравжу 3-с центре-WM отверстием, по л п варив 2. : Я^непсмежной части Лтанйа устанавдияаит . яцДиматор I так,что-бн его измерительный изд очечник касался иоэерхности йржка, вставленного в отверстие оиравки. ’ Ш ин дель приводит во вращение. Проверку посвободят после выборки осевого рабочего зазора. й * '• ч / * > ' п 1 • 1 1 . j 1
Л1 " /Ж Радиальное биение странно {зажатой в сверло держателе: а) У тьрцд , Д) »5 расстоянии' L : джч j&Sttpa TIP для длауетра свы^е 5 до .^Диаметра св^ие £2 до '32-ММ. / т ' • 7wA’/ д*‘* \r,‘ '** цМ > /к ^2) 7 7<| **" Ж ч\ У 1 Г;- | 1 |!Ъ В свердодерштеде I заврекдЕот и ксентрир; ют с торца контрольную оправку 3 с пк-линдркчоской раооче частью На яйодж&жной одэтж ипатке/ у стана мозюг' дн кз тор с. так9чг(?бы его измерительный нако-нечянк писался рабочей повархиости оправки и был направлен к ее оси перпендикулярно образующей .Сверло держатель пр я водят во краевое . Проверку црово^лт в каждом. с ам„адки .не ® (б-. 8 Я / Ю 9 S Ш- 1 v ' о ii г-- и ! Л ХЭ -»J <35 о jrt <с ->□ 1 ’ 1 ] IM (net:
I
Л* Дэивй.
ИЗ’/
ЧТО' проверяется
Осевое биение алиидели сверлу держателя аУЗ-iaii б) / £2-н2сММ^ в) 0 22-ЗЭса
Продолжение табд. TI
Схема проверки Мето.?; проверки Допуск мкм ^KTPt ческе) стклД мкм J
менее,чем в двух взая но перпендикулярных плоскостях, Диаметр зажатой оправки должен быть равен среднему диаметру сверла. Склонение определяет кая наибольшую величину результатов измерений в каждом сечении. г/. <\ <- ; 1 Ч ; * 1 )
/ \ В сверлодержателе зажимает контрольную оправку 3 с центров» отверстием над иарик у
а)1б f k /
> • Цг в ‘7’- на неподвижной части станка устанавливают индикатор I так, чтобы его изумительный наконечник касался поверхности парика '2, вставленного? в отверстие оправки. Сперло держатель ирш* водится во вращение. Проверку производит после выборки осевого рабочего запора. АО. гг Г“ 5
Схема проверки
* _ - ТЙО
верк! проверится
Постоянство крайних положений Лверлодер-жателм’.С Климова ль ноге вдмн-
ниях ,офа?уо^их яорму задних поверхностей сверла. •, '
---------"Г"'—*" ' . ’ ---------’ Ял л
Метод&рроверки
. .. - -———
В сверлодержа («линовальном деле) закрелл трольнуо опрй цилиндричеако повой рабачи частями.
1^ри проверке3 _ положений сэерлодер-жателя ^»липовального шпинделя) в движения х,п8^пеидик?лярии]; оси вяравки.индикзтиб 3 устанавливают на станке со стороны шли5овального вдин-
До-
пурк ческб
в мкм ОТКЛ.
-^КИ
2 с
ля) тая,чтоба его измерительный нкконе* -нив был направлен по Н касательной к траектория движения, касался цилиндрической ри -боя ей повер вюстй х оправки я б;я направ-цен к ее оси яериен-дикудяряо Лразуюдей. При проверке крайни с положений сверлохерват теля I ( влн^оваль- ' ного ащинделя в дви женмех, параллельных оси оправки ^индикатор 3 устанавливают на станке со сторовы или Повального шпинделя (оверлодеркателя)
Kouuoo
Г1МП11 Г1ТИ*
ф.»иМ4т: 11
Продолжение табл JI
1Я InpOBI 1КИ ’ '-.ro ip проверяется Схема проверки Метод проверки s-Э-пуск В МК'. Шти-1 ч еское! ОТКЖ ! МКМ 1
. у .' •'• 1' * < ‘ •- v *.••> <• •. •; ;.‘t Равенство углов наклона режущих > иельный наконечник * был перпендикулярен торцу оправки. Угломером измеряют углы каждой из 1 0,5’ * V' 1 1.1 1 о,г°: s < > {' 11 1 / Af J Sr"" —ч -* -Г • 1
7. > '£ &• кромок заточен*-него с веря» ♦ Соответствие ^гла при верия-не заточен* кого сверля ПС* [{азаниям аналч поворота сверло держатедн при-значении заднего угла сверля, на который рас-читана впала стан га). СимметричноетЬ ипложеихн неверен ной кротки заточенного сверла относительно оси с вед да режущих промой зато-» чениого сверла. > ’ -\.Л ^'v ' *4^ * “ f''^г\ Угломером измеряют угол между режущими кромками заточенного сверла Проверка производит* он на инструментальном микроскопе. Для сверл диаметр ом свыше 32 шл допускается применими$ измерительной дупы.
J . —А М /\ J *' • 1
SjM л »,•¥•- г -‘*;w> ,-v4 ,ы -» V / ‘ •_ '- Т .' . л/'-'!
j ff jgr
lii’JK
Продолжение табл. И
|нрО
'£2__
Что проверяется
Схема проверки
Метод проверки
пуск мкм
1 — —.
WTMh чесмоё
ОТ К Л»; МКМ—,
Сверло I располагает оя в призме ?. о fop-ЧОВДО упором.ИндЙКзТ<'3 3 устанавливается та5 «мь/ чтобы его изйеритель4 *1а|м ный наконечник ка« салон в середине ре куцей кромки сверна зенкере и его ось бчла параллельна оси сверла зенкера Сверлу зегг/гер п сворачивают,поижи-м&я к призме и к то ueBiw упору
□
Зжбмм
5С
32мм
«ю
io нова
Осевое биение режущих кромок затембиного а) сверла
б) зенкера
Оекдоаенйе ойрем ляетсн по pasиости показаний индикатора на вей* реющих кромках. 1 ’
Примечание:
Отклонение окружных едлрв с ТРУ хечаы х * наяавок инструмента во передним граням при делении на ВЙр0 не должно
превышать 0/Омм
•-* w • И j
•. -• <
Лкг.< доку Ви Под». Ду1» |
Предо лжешее табл.Ч ’
?. ’ Что проверяется
----------—-----
Схема проверки
'Лет од проверки
В Шы
Радиальное биение заборно го конуса метчика а) / 3*24мм б$0 24гЗЗ©1
Стабчльнорть полукезлия.вад-» него угла еС ДЛ ’ одного И'-того же сверла при определен» ной настройки.
- — ——.. .
Метчик I вставляется в центра Индикатор 3 устанавливают на неподвижной плите таклтобы его измерительным на4б)50 конвчник касался проверяемой поверхности в ВёредиЖГ образующей конуса и был направлен к ее оси.
Кэтчия поворачивается в центрах.
Инструмента явным Макрос кояом.
Г 65 З.ОО.ОООРЭ
•i ист
Под >а
3)30
&КТИ-tec-кое эткл.
й'
f
Продолжение табл.II
ауск
Схема проверки
^етод проверки
12,
^4
?789
9
по
?789->9
Шероховатость эаточе иной поверхности
га мг не хода
Фактическое в мкА откл. _______ж..
S I Зто
f проверяется
} лада.
&
а)затачивается вбраэ пв? 8 нам кругом из быотрор^р режущей стали.
Кач ест во з аточ еин от о инструмента сверяется с образцом шероховатости.
б) затачивается алма н» янм кругом инструмент оснааенинй твердым 9 сплавом.
Качество заточенного сверла сверяется с образцом шероховатости.
Параллельность оси шлифовального ининделя
первые
На шпхндель I закрепляют цидин зрячее кую контрольную оправку 2 На неподвижной частя станка устанавливают индикатор 3. йпшдель приводят & движение без вращения .
Г:
f л
~Г“ i ip о*. верки
.f
л Продолжение табл.П
' Что проверяется Схема проверяй Метод проверки Допуск в мкм $акти4 чаек ое отклонение
Параллельность направления алмаза оси
шлифовального шпинделя
X653<OQipO€-P3
ДЛИН1 !
ходе
На шпиндель I закрепляют цилинлри ческу» оправку 2. На вал з йллзодер-
жателя устанавливает индикатор 4. а Вал з алмаз одержите ля перемечает на длину ходе.
радельное биение базирующей поверх*» «ости адиФобвального шпинделя механизма j п одеочкя пе-
На неподвижно! час* ти устанавливают индикатор х так.чТО* би его измерительна! наконечник касался проверяемой поверхности шпинделя 2 в середине образую* щей конуса ж был направлен к ее оби перпендикулярно об-разую щей.
Шпиндель приводится во вращение .
Проверяют не менее чем в двух взаимно перпендикулярных плоскостях. . , i Отклонение определяют как наибольшую величину результатов измерений. 4
’.р одолжение табл.П
ЧТО ';. ' > проверяется 4
хема проверки
Метод проверки
зуск
4КМ
Осевое биение алий овального
шпинделя мехв«?
Шпиндель шли рояльной голооки
Относительное
перемещение ап
озерлоае^
данного в меха яизме винтовой затолки. т;
деля вдооваль-ной головки и И патрон: жителя.установ
На базирующую поверхность ипни дели устанавливается контрольная оправка с ц«игровым отверстием под Шарик.
Иид*катер устанавливается uh станке так, чтобы его мерительный йГтиЪт касался поверхности шарика,вставленного в Центровое отвертиs контрольной оправки ^Ьиндель приводится во вращение На конус шпинделя «линовальной головки одевается специальны 5С оправка $ 40 мм, а в патроне сверлодержа-теле зажимается специальная оправк 0 20 мм со скосом под углом 59°.
Механизм винтовой заточки поворачивается на угол соответствующей заточке оверла с углом при в ер'чине (2 равный
ГТЙ°
Яв расстоянии 15 мм от основания конуса впинделя алиАоваль« кой головки приклады» вазтоя рзспорная
Т &КТЖ-1 i чес к op I отклши1 мкм-
I 1
j .4 I | I
<*/Ч
Ljxrr
&
Продолжение табл.II
Схема проверки
Метод проверки
ьз
=—--------
про- ». Что
чеокои I откл, У км.
ТббЗ.йО.ОООР
М жакум.
Да st
ф К<«!нрайа..ч> . •Симонова
♦ сира Р, равная- Юкг •Производятся три измерения относи тельного перемещения оправок, поворачивая япиндель шлифовального круга примерно на 120°. х Величия» отяооитель кого прремедения берется как среднее зрифметическое из результатов двух испытаний
&
i
лектрооборудование
завод-изготовитель
электронка^ ( п
Питающая сеть
' _______________________Фаворской номер________!
г- Напряжение 380в, род тока-перемен нечаст ста! йг-...................—---------------£ОГц.----1
Напряжение Т (Юн,род тока- переменяя#
ввдадряжение 24в,род тока - постоянный
местное оо веНйгс
Напряжение Збв
\ , ^Электрооборудование выполнено по
" ? з . • Принципиальной схеме Т65|Ж
С хема электрик некая еоединенил Т£>3*8£.0
Схема злектрическй соединений
I
Электродвигатели
Обозначь* ние на с хеме Жз качение Тип Модность квт Коми-нальни? ток, •'а Ток, а
Xonootoi г%од : Нагрузка
Тл 5’7': "" J 'l J Привода шлифовального круга и редуктора осцил A02-2I-. -4/2 07/09 о гл (2^ f . 1ХЗГ ;)
ч,^2Д. я, Привода насоса охлаждения ' Ж *2 ^7; 0,12 0,3 - 1
3/ /' Привода изделия и механизма подачи ' А02-21- -*/г 0.7/0,9 3,0
. 1
!/• При недогруженном станке
При максимальной нагрузке
/
j
Испытание поваленным напряжением промьяиенкой частоты проведено напряжение в. 1л90<?
----------------------;--------------------------------- _
Максимальное сопротивление изоляции проводов * W относительно земли г ~г ~ - -г '"• - • —— • — —~~—-—. - • - — .... 1 '- —
Силовые цепи Л 0t о * Мон, Пели управления ной.
»—.......,..........................—....................., — , , ,
Электрическое сопротивление мекду винтсм заземления и металлическими частями,которое может сказаться под напряжением 5С в,ж выше не превышает 0,1 ома.
Вывода:Электрооборудование выполнено в соответствии с установленными требованиями и выдержало испытание согласно РТМ,....*Инструкция по проектирование и изготовления электрооборудования металлорежущих станков”.
Дата iL /у?Г
3.6w*4.' Общее заключение. На основании осмотра и проведенных испытаний станок признан годным для э’кеплуатапип.
< -Д f
Свидетельетво © консервации
Полуавтомат ваточной для задних поверхностей евврл, зеякерев и метчиков 0 >32 мм, 3T653* класс точности П# завеюкой номер* ЗЛЗ>.. .♦
подвергнут консервации согласно установленным требованиям
t
Дит» коисермат 5(' gfc-ллХ^
Срок консервации
Консервацию произвел
3»8. Свидетельство об упаковке.
Полуавтомат точной для задних поверхностей сверл, зенкеров метчиков 4 3-72 мм, ЗГ653, класс wane pi П, заводской иомер......tyP-'
и
упакован согласно установленном требованиям
Модуль____________________
Число зуБъей____________
Исходный контур
Коэффициент смещения искан-
Г’ нога контура_______
Степень точности по ГОСТ 1Б№'56 Длина о2ицеи нормали______
Рспчсмна юолеКанив Нлинь/ общей нормали
tytlaHue11мг За о5Ьрот колеса
#у оСном зуДе Допуск на направление зр& Диаметр основной окружности РаНиис криЗиЗны лЗмьЬехтыС нячаре рабойего участка npopw
г ' 5/ В МГИ3755&
О В
Ст 7-хЭ
В г? ж# о.ог^у 0.011 I 5$2Ъ I 21b I
1НВ гм.. 285
г.Пргдгльнм отклонения размеров ы&атыйшицих по
axbambi^eHbiy по 81, прочих - СЩ
з. фаски 1^5°
4. Масса - & 38кг
Рис. 2 Колесо зубчатое
Jtatx
— ±~7Г- ~
>4, Лп-ЗЙ»
-ДИ
Пидгь ;
ЗГ653. 00. 000 РЭ
____.ii
UlUHL/n
^1
т I «4751Л к*
X7W J
МоЗулъ octSoti тз z
^исло захр^ 2 |
Тип чер — i Архимедов
Угол подъем дотка Id d^O'BZ^
Уолрс/ёление Йитка ледое ;
М Ii/hpioSou линии ti 6xZ8 |
flaparteni-рй моаш' м Шюь Угол просриля di го’ I
Высота Ситка h 4; 4-
Степень точности по ГХТ3675'5Ь Cm8'X\
Толщина turn к а Snf гтзр7&
Измерительная высота hni 2.000b
Сред откл.осевого шага a3t &Ht -0.018 \
пред, накопленная погрешность осеооео шага A«tg 0,026 '
Допуск ли ' прориль чердяна V 0,026
Дописана paffuanbjioe iutnue биткоб чёрбЯка £S 0.028
6Аз
$22 А
1.HRC If-a... 50 \
I. Неполные Sum ни снять Зс топищнь/ ёершкны полных оиткоо ~
яЛ,СДёДд3внн1"е ^^ej,fbHbiep отклонения разнероё;
Ч^РаскСТ^ёз^' 0>(°am^aef"’fX'т 3Ъ прочих -СМ?
5. Масса - а 25кг
. I4 _/> -л ? •*г’>21г4? -^»^,'5^1 Л*- v *5* ' »а> ’ ?4 **-'. * i ''!
J
X
—
Рис. 3 Черёяк
Уоаяуоанл ЧЛЬЦШх
ЗГ653. 00. 000 РЗ л . Лрило^нив
фэдрат:
V •*
Ф5г- Q.OZO
ZEZ2IZ
UJ
. чооу ль т / i
Число зу6ье£ г 50
НсхоЗный контур Si r0CT959PS8.
Козахрициент Смещения исхаб-Г кого контуру
Степень точности по ГОСТ 9170-59. ^0^
Размер по роли кап 52,1/2-
Диаметр измерительных dp 1.7ZS i
До писк на на г on сенную погрет пост окружного?шагаГ 0,026 j
Предельные отклонения оснсб нога шага *-0,00?
Допуск на разно оргь оК^жннз 6iL
Допуск на направлена? зуба S3o 0.030'
Толщина Зуба по хор Ре Sx
Узнерителеная высота бо хорбы hx 0.75
Диаметр основной окружности do
Радиус кривизны зЫлЛеннгы 3 начале рабочего участка прюиъ ? 5,801
г 0,05 А -
SAX
1. нвггз.. гев
ЗубьЯ Т8ЧЬ0,8... 1км; НЕС (+8-.. 56
г. Раски 0,5' Н5°,
3. Неуказанные предельные отклонения размеров: охГатыЬаю-ufux по Л7, охсатыьаемых по В7, прочих - См?
< ‘(.Масса - 0,1/5 кг
Рис.? Колесо зубчатое
Под я. 1дАта
ЗГ653. (70.000 РЭ
_____ Прут:мени?__
-----«йчг »£"' * Л?/V-*a -J< -^^,^-^.^t,-. ^-'^2- ,„ ______________________
•* ’ ’ л .-.. -. *’ ' Ч. : ‘ Л' '. •*. •;,'• '• Д’. ' '••</ ' *... <-$ . -%* .• V* >*£•*?•, г -г':' ,.<* ? ••-“
<> W М
У- ' ‘-1.У- iJt ' Jv-V' • v/..L>lt*
Модуль г
Нсмдный контур — ГОСТЮЙ
Степень точнестц по гост wftz- ее СтЪ-х |
Тдлтииа зуда 3,1^-9ар10
Измерительная Высота h 2 |
Допуск на направление зуда 0,021
Шаг t б,гв
Число зудьеё
f. H<f... 285; Зу5ья HRC ^8... 58
t. Покрытие: Yun. Оке. прм
з. Пре Земные отклонения размеров па Н31-2
Ь.Фасхи А ^5°
3 Наоса - ОЛ 7кг
Рис. /£ Ре и ха
ЗГб53~00.000РЗ __проложение _
V4 W
Модуль т 2
Число зубьеТ Z . го j
Исходный контур ПСТ13755-6Д
Коэффициент смешении исходного контура о !
Степень точности погист/54 3S6 — Prtl-X
Длина общей нормали Д wf-Sgl
Допуск на колебание Зли мн * общей нормали 0.017 >
Чмиск на ко-межцектрЛ го расс.-яобнил За оборот колеса SoG 0.070 '
На обком зубе о. ого .
Допуск на направление зуба 8во 0,017
Диаметр основной о крине нос тц do 37,6
MH/ус криьи8нм ЭьольМкт/ 9 начале рабочего уча с тка грорилР J^o ''—
2. Торец зу£ье$„ В ''закруглить 39*0 05 nn
j. Неуказанные предельные отклонения размеров: ох&сгты-оающих - по /?7, ох&атыйаемых-поЗ?^ прочих - С Mi
Д Масса -0.17 кг
ДОКТИ.
Рис./9 колесо зубчатое
Шла, ЯДлгл
ЗГ653. 00. ОООРЭ _ Приложение
Г?л; * *> 'iy. Му * ’’•.»•/5 ’<- * - к v’/ V5 Н
Модуль нормальный Шп 5:5
Число зудьеЬ Z го ।
Угол наклона зу2а вз 45’ I
Направление зуда —• npaloe j
Исходный контур Г0СТ13755-6&
коуфриаиент смещения исходного контура cl
Степень точности по ГМТ1БСЗ-5& Om7^X
Длит обшей нортоли S нормальной сечении Z о ^я/а
Допуск ни накопленную погрешность онруокндго шага 0.01)0
“”’!Т Допуек^нар^еос^ь окруж- St aort
предельные отклонения осюБ-ного шага Допуск на направление зуда SSo солю a on
/ад динтодой линии ts 13H
Диаметр основной окружности do 29,8 .[
Радиус каидизны одольоенты 8 начал? рабочего участка просри ля J^o J
1.Р8г^...г85
предельные отклонение размеров • ох&аты&аио аеих- по А?, охМыЬаемых-no В7, проник- СМЧ OXDami"eabO
3. тde ки 1* И °
‘е. Meet а - 0.2 ке •';
Рис. 46 Колесо зубчатое
Л.ял
ЗГБ53.00. ОООРЗ Приложение
г
/ 0,036 А
Модуль
т
7
доходный Контур__________
Ко9тюици?нт с Мщения иС‘ хоОнаеа контора__________
Степень точности по ГОСТЮ'чЗ’56
Длина о&щей нормали
Д опием на колебание Пл инь/
J орщеЛ нормали________
м^нии/знА За оборот колеса рцтельнок —----<---------
обном зубе
Доду с к на направление зуба Диаметр основной окружности 7с/&инс коибизны эболь^Снтмб I мание раббУегоучастка лрориля
Z8
готтмгю
Soa
$3о до Фо
Ст7~х ?/М8-ж 0,02^ 0,080 0,026 0,017
6Аз
jaos IА
fiQ,16*M9
1-
jt о.ог5 л
1 .НВ2У...285Ъ .
2 .Неуказанные предельные отклонения размеров: охватывающих - по Ад ох&аты&аемых - по 37, прочих - СМ 7
\ з. Фаски /*05°
6-. [face а - 0,57ке
Рис. /8 Поле с о зубчатое
w Л>
М *"нум.
Подп.
згезз. оо. ооо рэ ЛрилржениР
Нодуль__________________
Часло зубь?8__________
Походный контур
Коэффициент смещения исход. ного контора
Степень точности по O3C7f6№5&
мст/з?&п
Длина общей нормали
Допуск jia колебание Олыннг рощей нормали______________
За оборот молеоа йерительм-------<----------
одном in де Допуск на напрабление зуба Диаметр основной окружности ^Оцчс кривизны з^лььРнты Sначале рсеВочого участка продамл
^ЙЙ| Л
г* O.QS А
0.030 0,080 ,
QOZlt
0,011 .
218,03
ЯЛ ! f
ffO,16fMS ;
8Аз -----
swxsXa
1. НВ гм... 285 . -Чл:
г. Неуказанные предельные отклонения размеров ах$атыёаю utux-до А?, охоатыьаепых-по Вт прочих - СМт
з. Раск и 1>д5‘ !
*. Масса - 2. Зкг
Рис. 19Колесо зубчатое
Чш^ М докум.
ЗГ&53. 00. 000 РЭ
Приложение
— Нодуль /77
Число ЗуЗьёк 3 42 ]
Исходный Контур Г0СТ958Нв
Коэффициент с неимения ucfoti' НОЮ контура ?' 0
Степень точнос/тти яс Гост 3(73-53 Crhd-X
Раз пер по роли Канг Мр Wi:&,
Цианеспр измерительных ралиноб dp ir7Z8
Допуск на накопленную погрешность окружного шага 0,023
Предельные отклонения ос~ норного шага &Ht« 20.008 '
Допуск на разность'ОКруж-ных ииогов Sf 0,009
Запуск на нсшрабление зуба 0,050
Толщина Зуба по корде 5х ma'O'OtB I i,59-o.o4i
Измерительная высота до хорды hx 0.75
Диаметр осноркои окружности do 89. 467
Радиус кривизны зСольвгнты Т начале рабочего участка профиля 5о 4,478
Развертка кулачков по $38
Число Кулачкой Z-50
t Н8.225..285
Зубья Т,ВЧ 50,8... fun. ИКС 48...56.
2. Фаски 0.5*45°
3. Неуказанные предельные отклонения разнероё: ох6аты бающих по Ау, охйатыйаемых по в?, прочих -СНу.
4. Маркировать: дбухперый инструмент
т, / Масса - 0.230 кг.
ллъ у* -v 5;'' ' ^'v -7 A Sr
Jpc.S^Koneco зубчатое
A’fSi '. w* i;t * • . 1 • y- zTl л A . . Л *Л&’ 5*ц. ‘L U - < к ’^•'*9\3
i... згб53оо.ооарэ
•т:.7?1>Гяй-г*~1 r. ;7. ~fch I ' Ориптнение r :'
Развертка, кулачкой по $38
80,3
ЗГ653. 00. ООО РЭ Приложение
1. НВ-223..285.
Зубья Т8Ч h 0.8... 1мм, ИКС48.,. 56.
2. Фаски 0,5х45е
3. Неуказанные предельные отклонения размеров: Охватывающих по Ау ' Охватываемых по By; прочих С Му
4. Маркировать, трехперый инструмент.
б. Масса - 0.360 кг.
Нодуль т /
Число зубьев Z 5^
Исходный контур — штззгмА
Коэффициент снеиценир исходного контура 0
Степень точности по ГОСТ 3178 ~59 Cm. 6~x
Размер по раки Кам Ир
Диаметр измерительных рола Ко& др 1,728
| Допуск ня накопленную пог -решньсть окружного шага Sti 0,026
Предельные отклонения ленов-кого шага ^gta &Hta ±0,008
Допуск на разность охриж-нык шагов 2t 0,009
Допуск На направление зуда вЗо 0,050
:Талисина зуда по хорде . 6k 1»o-0.oko -о,оч8
Измерительная высота дохорды hx 0,75
Дианетр основной окружности de 50.745
Радиус кривизны эвольвенты & начале рабочего участка пробил у 2o 6,561
ЗПНаЖШГП<]ц~ £d000W‘£S9J9
aowohgfc oowoy дг dig
2'08
F
v auro /
4
1
*» Q
<1
<х»
wg/Z'O - омхщ 8
ШНмМшЗНП y\14d.dUX3d^LUSh ;qUIDQodr\ndo^ f-ЫЭ -№&du fLg du 'l/ou
xnfooiBWuuMfo iqodwewипнзношо MHwagadu MHHntiuffyffi
99 "‘S'? Jdd u^“'8'2^91 *Wl£ ^зг-бзг g/p
9'08
SSB '9 V Wi’tiodu вишэл^ oaihO.oodjifM DHgwda^ifo^t rtftgn^ndi 3hr\£0d
JOZ'SS °p nwaoHMt.hcfao гшиданм dujsunnfr
гю'о °£К d^s gnNdirgoduM а>/ Jdofiuaff
\SO)-0'0 7T qttrcbodu он Mofwafi
QZO'Oz joaom 02 -oh^ohoo Бгнаноамюо а^н^адаоц
: 210'0 w /тот <aoH3Kf\d>to ^шоой n madaou wnM^ivsnoM он xofiuaff
^fo°:80g'02 7 niroi-jdoH паУндо nHMtf
\X'8 ш2 is^jg^aoj ounLuooHhouj HHauauij
L ° T DdfcuHD* огон, . , ‘Soxon ипнамаш шнапЬлЛсь^
№KlULM ' у uos&h ood/iuiHoyi niwgoxofl
7^ z.; \- oifd^
r—"—; 0/ gif fig й^
<31
Г
•к-
*>
<\i
Г> «S
'•-. -*«<и
4 0,025 А
36
4 \0,0/б И
У5--^ГП=
J
Нодуль т f
Число зудел 8 2 8l>
Исходный ХОН тур 5ci3Skf-6B\
коэффициент смещения исходного Нонтура ? 0
Степень точности по rocrSf7S~59 Стб-Х
Размер ло роли Хам Нр 85,47
Ди а петр измерительных ром. др 1,72B
Допуск на накопленную погрешность окружного шага 6tz 0.032 ;
Предельные отХланенир основного шага &8to &Hta 10,008 |
Допуск на разность окружных LuaeoS 81 0,010
Допуск На напрабленив Зу5а Зйо 0,050
Толщина Зуба по хорде Sx J vq~ C.023'
нзнерителснар бысота до hx 0.75 ,
Диаметр основной онруж -Ности. do 74. 93‘
Равиус при (измы зкапьбенты б на. Чале рабочего участка просрал ft За 17,69 :
Вертка кулачкаВ по <р4о
R0.3 go9
ео.2
/4
22
Число Кулачкой 7=30
/ НВ. 22$...285
3ydt>fi ТвЧ hB8...<fin HRC48...56.
2. Фаски 0,5*45° 7
5. Неуказанные предельные ат клане нир разнероВ;
ОХ во ты Воющих па *7 охбатыбаень/х ПО 87t'проча*-С/17.
4. НоркироВатЬ: дбухперыи инструпентг.
5. tfacca - 0,540 *г.~
Рис. 27 Ко ре с о Зу5чатое
ЗГ653. 00. ОООРЭ Приложение
— ---
с
•п
—— — Нодуль ^ислоздЗоев т Z г /3
Исходный Контур со срезом - Г0СТ13755Ы
Козсрсрициеят с неимения исходного нонтурч f 0
Степень точности но ГОСТН^б г a V * Cm. 6~X
Длина оЗщей нормали 4 15,26^11
Допуск на накоплением логреш-ность окружного шага ft: 0,025
Предельные отклонения основного иисга. Afto A.Vte tO, 016
Допуск на просри ль /X 0,010
Допуск на направление зуди (fa 0,0ц 1
Диаметр основной окружносди do 33.824 fl
Радиус Кривизны Здольквнть/ 8начале рабочего ичастка лроеризя. Sb 0,808
г И 4
Оо
бб з
КО, 16 +0‘09
I
Я
=
£
х к
f. нв.ггз...28з.
Зубья твч h 0,8...fun HRC И)...56
£ фаски 0,5^5°
3. Неуказанные превельные отклонения размеров Охватывающих по 47/ охвать^ваеыь/х по 87 прочих *Сfl7.
4. Масса -O,fb-Ok?.
г
Иик-л М
<?
S'
ПС
т
Рис. 28 Колеси зубчатое
3 Г653.ОО.ОООРЭ приложение
HLA. /' .
-7\ом~\а
%2L
Модуль
Исходный контур Коэфсриииент слизейи9 ио годного контура
Степень точности по ГОСТ 9178-S9_________
Размер по роликам____
Диаметр? измеритель ных До пи с к на. накоплен нит лаг-рейчность окружного щага
"Предельные отклонения о сноб Рои
Г него шдеа__________л ни
ухурШж °№Ж-
Допуск на направление зуда То лизина зуда оо хорде ^мерительная быеота до Хорды Диаметр основной окружности Pobuvc Кривизны оЗольйенты 2
наиаЛВ pat
Г»*", / \ ,7 - ''*••* ___________________________________
—
pQrfjTb.OS
НВ 229:285
7 у ---------
send Л».тт
птв7-б$\
О !| Стб'Х'У тм'ом! । 2,728
0,026
i8mo8 [ аор9_ 0,050 --оргд\
Z J<y. р( airf 0,75 67,658
ft, 987
221
л Раз^ртнс( куланteefпоф^0\ 60°
HQ,Z 8q,3
Число кулачкоЪ 2 630
ЗиЛ Я ТВЧШ- 1мм НИС 4-8... 56
г.Фаски0,5 *^5°
з. Неуказанна рреИгльные отклонения размерорлад ^Иир*иросатьгтрехперый инструмент
-Ж-'. ’ V'
х-ЗЯИ^ ’>! /
Рис. 30 Колесо зубчатое
’ .ЗГ653. Об. ООО. рэ"~'
__________/Зрилаэкение£
ь,—’
Иадк- Дяа
7»
апнажаипсГу £d ООО 00 'QG9d£
aouiDhgfc ooaifoy ontf
'., "i . < , *i., ', • г ?•' ’
Miufidyj&n pndavxadnuiah
JM - trthodu 'Lg od\)^2o^ujdQH0 ou w?n -oiBgiwityo yod&wd ипнано^шо anumgadu aidHH^^Rs^g
oGt'S'O es'-аъмн ml 582''ъггш
0£-1 QOMvu-fy o^nh
,09 h-ги
£‘0И
оуф ou goHMwfy DjjujdaqsDd
£0'0 t-^USlL £V9
698'9 °cT wn&ociu DXUVDhfi 033^0 oodjUDh -odff^u/Hagwogo HHsn<jnw ofrpod
\ H)2'S<S °P nuodoK^dno ooh^qhoo diudHonff
i wo °ff2 oy/fc азнзо^о^им он nafii/off
i SOIL'D f£ qirrobodu он xoftuotf
; OW'D; 0^v ^Sv ОЗОГП 09 оудоноо б'пнаноияи/о а^нчоаваои
' ZCO'O ^is , oaorrt oiaHHChdMQ фшд» •та оз ou пшмиолон он Mono off
^WQ2 у nt/oHdoH ffafngo oHwff
! -*--f — tf-ttfyLWJ w тшммш OHauauiQ
‘ 0 odduiHOH оз . •Mffoxan ынатано uJHsnfindcbeoji
iMSl&dtoj uoeado do d/Иинон пннрощ
2<T j z gaqgfc oiroo^
. g> Ш id
-gK-
««1»
v am /
Жх-
«
1Меукаышнь1е предельные отклонений' разУрро^ёохваты- .
ёакщиХ. no Ar охоатыБсхемых по 87. прочих • CM 7
г. Биение лоЬерхн.А и конуса пооерхн. Б отнрц и только
^Ьси в не Более о.о^м '
3. Наоса - 0.2Вкг
‘ .' • , ;/>< . V .-у-- vV-. . ’’Ц- г МН
Рис.ЗН 3тулка
Л J- ' .
'Лк
ЗГ553.00. 000^3 /fc
Приложение 2L2— __Hi
пил.
1
<*
МУ'/’ •
5.Л,
ч!
. . -1 л
•“а >•-'х-
*
>
Z Неуказанные предельные отклонения размеров охё'алЛн оающих по Аг, охЪатыоаемых по В?, прочих - С Мп
г Масса - 0,25 к г Г
РисЛ>5 втулка
к
д______. г~ —
tnxl Jbiv.f
ПуаиЛ- ;Дкч«
* 1 Ко
З Г653, Q0, ООО РЭ Приложение
._ ________