/











































































































































































































































































































































































Текст
Е.А.Коленко
СПРАВОЧНИК
тноп
ЛАБОРАТОРНОГО
ЭКСПЕРИМЕНТА
измерения,
конструкционные
материалы
и их обработка,
технохимия
и экспрессное
материаловедение,
микротехнология
ПОЛИТЕХНИКА
ИЗДАТЕЛЬСТВО
Санкт-Петербург 1994
* ББК 30.6я2
К60
УДК 658.51.002(076.5) (031)
Рецензент д-р техн, наук Ю. М. Вожжобижжжй
Колевко Е. А.
К60 Технология лабораторного эксперимента: Справочник.-
СПб.: Политехника, 1994. -751 с.: ил.
ISBN 5-7325-0025-1
В книге рассмотрены методы и средства измерений в лабораторной практике.
Дана классификация основных конструкционных материалов. Описаны различные
способы обработки материалов. Приведен широкий крут технологических процес-
сов, используемых в практике лабораторного эксперимента. Освещены вопросы
техники безопасности при проведении экспериментальных работ.
Книга предназначена для научных и инженерно-технических работников
прикладных лабораторий научно-исследовательских, опытно-конструкторских,
академических и учебных организаций.
2103000000 - 020
к-------------------Бб К 30.6я2
045(01)-94
ISBN 5-7325-0025-1
© Е. А. Коленко, 1994
ПРЕДИСЛОВИЕ
С самого начала своего развития человек подсознательно
задавался вопросами: зачем?, чем? и как? Действительно, когда
наш дальний предок, чтобы утолить голод (зачем?), взял палку
(чем?), бросил ее (как?) и сбил с дерева съедобный плод, он отве-
тил на эти вопросы.
В дальнейшем поиск ответов на них в значительной степени
стал движущей силой развития цивилизации. Сначала найти ответ
пытались натурфилософы, алхимики и естествоиспытатели, а
в нашем столетии благодаря бурному развитию науки и техники
произошла своеобразная «специализация»: вопросом «зачем?»
стала заниматься наука, ответ на вопрос «чем?» взяли на себя
инженеры и конструкторы, а на вопрос «как?» — технологи.
Академик А. И. Берг сказал: «Что общего между каменным
топором и современной термоядерной установкой? Оказывается,
при всей их гигантской разнице человек сталкивается с одним
и тем же вопросом: а как их сделать?». Для гармоничного разви-
тия науки и техники необходимо ответить на все три вопроса.
Если же ответа хотя бы на один из них нет, то прогресс остана-
вливается .
В последние годы научная и техническая мысль развивается
опережающими технологию темпами, что выдвигает технологи-
ческие работы на первый план. Именно поэтому в международной
патентной практике видное место заняло патентование «ноу-хау» —
«знаю, как сделать» — и технология как неотъемлемая часть
научно-технического прогресса заняла достойное место в его
развитии.
Однако существует обширная область научно-технической дея-
тельности, в которой на вопрос «как сделать?» можно получить
множество ответов, причем большинство из них будут неопти-
мальными, а подчас и просто неверными. Эта область — лабора-
торная экспериментальная практика, в основном сосредоточен-
ная в прикладных лабораториях высших учебных заведений,
академических институтов, а также других научно-исследова-
тельских и опытно-конструкторских организаций.
Действительно, в силу специфических условий прикладных
исследований работникам таких лабораторий присущ своеобраз-
1* 3
ный «универсализм». При постановке эксперимента или создании
нового изделия они — и разработчики, и конструкторы, и тех-
нологи, а подчас и непосредственные изготовители эксперимен-
тальной установки либо лабораторного образца изделия. Такая
многоплановость приводит к тому, что часто результаты экспери-
мента оказываются недостаточно достоверными, а при разработке
нового изделия не учитывается уровень современной технологии
и материаловедения, и в результате освоение их промышленностью
задерживается. Ограниченность технологических знаний у работ-
ников прикладных лабораторий в значительной степени обусло-
влена отсутствием курсов по технике и технологии лабораторного
эксперимента в высшей школе, призванной готовить специа-
листов для научно-исследовательских и опытно-конструкторских
лабораторий, а также отсутствием практических пособий по тех-
нологии лабораторного эксперимента. Даже такое словосочета-
ние, как «технология эксперимента», не встречается в литературе.
В мировой литературе можно насчитать около двух десятков
книг, полностью или частично' посвященных технике и отчасти
технологии лабораторного эксперимента. Однако все они были
изданы 20—50 лет назад и, естественно, в них отражен уровень
техники и технологии того времени. Публикации по технике
современного лабораторного эксперимента либо описание отдель-
ных технологических приемов, рецептов и процессов появляются
в многочисленных специальных журналах и сборниках, однако
их так много, что быстро найти требуемую информацию практи-
чески невозможно. И, наконец, многочисленные учебные, спра-
вочные и практические пособия по различным областям современ-
ной технологии предназначены для работников промышленности
и далеко не всегда могут быть использованы в практике работы
неспециализированной лаборатории.
•Предлагаемая книга призвана восполнить пробел в литера-
туре, посвященной одной из важнейших областей лабораторной
техники, определяющей уровень и темпы научно-технического
прогресса.
Хотя книга называется «Технология лабораторного экспери-
мента», она не может охватить все многообразие современных
технологических процессов, с которыми сталкиваются в лаборато-
риях различного профиля. Поэтому здесь не рассматривается
узкоспециальная технология. Дополнительные сведения, углуб-
ляющие изложенный материал, читатель сможет получить из
специальной литературы, перечень которой приведен в конце
каждой главы.
Для общей ориентации читателя в области современных кон-
струкционных материалов в книгу включена глава «Некоторые
конструкционные материалы, используемые в современном лабо-
раторном эксперименте», где приведены основные характери-
стики металлических и неметаллических материалов, использо-
вание которых в лабораторной практике повысит уровень экспе-
4
римента и разработки. В параграфе «Общие положения» в начале
главы дана краткая современная трактовка физических и хими-
ческих явлений, происходящих в описываемой группе техноло-
гических процессов.
Распространенное мнение, что «новое — это хорошо забытое
старое», в значительной степени относится к технологии. Действи-
тельно, многие старые технологические приемы и рецепты осно-
вательно забыты, хотя некоторые из них можно с большим успе-
хом использовать и в наше время. При описании этих рецептов
старые единицы мер переведены в современные, а вместо старых
названий материалов, веществ и реактивов даны их новые на-
именования.
При выборе материала и формы его изложения автор стре-
мился к максимальной простоте и наглядности, чтобы этот мате-
риал был доступен читателям, для которых он выходит за рамки
их профессиональных знаний.
Классификация, полнота изложения и характер приведенного
в книге материала могут вызвать различные оценки читателей.
Однако, если любой работник прикладной лаборатории найдет
в этой книге что-либо для себя полезное, автор будет считать свою
задачу выполненной.
Глава 1
ИЗМЕРЕНИЯ В ЛАБОРАТОРНОЙ ПРАКТИКЕ
1.1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Измерением называется процесс экспериментального сравне-
ния данной величины с другой, принятой за единицу измерения.
Практические средства для воспроизведения единицы измерения
либо ее кратного или дольного значения называются мерами,
например, мера длины — мерная линейка, мера массы — гиря,
мера объема — мерный стакан (мензурка), мера электродвижу-
щей силы — нормальный элемент и т. д. Само измерение произ-
водится измерительным прибором, выдающим информацию, до-
ступную для непосредственного восприятия или автоматической
записи.
1.1.1. Классификация методов измерений
В зависимости от природы измеряемой вели-
чины и характера ее изменения с течением вре-
мени все измерения подразделяются на два обширных класса:
статические (значение измеряемой величины не изменяется)
и динамические (значение измеряемой величины изменяемся).
К динамическим относятся измерения вибраций, потока жидкости
или газа и др.
По характеру приемов получения резуль-
татов измерения подразделяются на прямые и косвенные.
Прямым называют измерение, при котором значение искомой
величины находят сравнением с соответствующей образцовой
мерой непосредственно или с помощью отградуированного в тре-
буемых единицах измерительного прибора. Например, к прямым
измерениям относятся измерение массы (взвешивание) на равно-
плечных весах, температуры посредством термометра, линейного
размера масштабной линейкой и др. Прямые измерения произ-
водят посредством показывающих приборов: стрелочных (опре-
деляющих аналоговое значение измеряемой величины) и цифро-
вых (дающих дискретное значение измеряемой величины).
При косвенном измерении определяют не само искомое значе-
ние меры, а другую величину, функционально с ней связанную.
6
Косвенным измерением, например, является определение плот-
ности твердого тела прямыми измерениями его массы и объема,
нахождение удельного сопротивления электрического проводника
измерением его сопротивления, длины и площади поперечного
сечения.
Как прямые, так и косвенные измерения в свою очередь подраз-
деляются на абсолютные, при которых измеряемая величина
определяется как числовое значение соответствующей единицы
меры, и относительные измерения, при которых определяется
отношение двух величин одного вида. При этом одна из этих
величин может быть произвольной единицей. Примером относи-
тельных измерений может служить определение расстояния между
космическими объектами, скорости движения и массы этих объек-
тов, а также всех физических величин, Характеризующих пара-
метры элементарных частиц.
Все методы измерения можно подразделить на следующие:
метод непосредственного измерения показывающими прибо-
рами;
дифференциальный метод, при котором измеряют разность
между измеряемой и известной величинами;
компенсационный (нулевой) метод, при котором измеряемая
величина компенсируется известной величиной, например, изме-
рение электрических величин посредством мостовой схемы;
метод замещения, заключающийся в замене измеряемой вели-
чины равнозначной известной величиной, например, измерение
электросопротивления с помощью магазина сопротивлений;
метод совпадений, в котором равномерно расположенные
отметки совмещаются с равномерно чередующимися отметками
измеряемой величины, например, нониус на штангенциркуле.
1.1.2. Погрешности измерений
Тщательное проведение серии измерений на самых точных
приборах с соблюдением всех предусмотренных правил одним
наблюдателем не даст однозначного повторяющегося результата.
В большой степени это проявляется, если одну и ту же величину
измеряют разные лица на различных измерительных приборах,
разными методами. Ошибки, которые при этом получаются, назы-
ваются погрешностями измерения. Каждое изме-
рение имеет определенную достоверность только при условии
оценки погрешностей, с которыми это измерение было проведено.
Наличие погрешностей определяет точность измерения, оцени-
ваемую «вилкой» положительных и отрицательных пределов
наибольших значений погрешностей или их среднеквадратиче-
ским, среднеарифметическим или вероятностным значениями.
Причины возникновения погрешностей измерения весьма мно-
гообразны. Прежде всего можно выделить субъективные причины,
зависящие от наблюдателя и определяющиеся его вниматель-
7
ностью, опытом, состоянием органов чувств — зрения, слуха
и т. п. Субъективные погрешности, как правило, учитываются
только методами математической статистики.
Вторая категория — объективные погрешности, не зависящие
от субъективных особенностей наблюдателя и определяющиеся
неправильной градуировкой и неисправностью измерительного
прибора, влиянием различных внешних факторов и др.
В свою очередь, объективные погрешности подразделяются на
систематические, случайные и промахи.
Систематические погрешности. Систематическими называются
погрешности, которые не изменяются при многократном повто-
рении измерений и поэтому могут быть учтены введением в резуль-
тат измерения соответствующей поправки, если исключить при-
чину погрешности нельзя. Примером систематических погреш-
ностей может служить неправильная установка «нуля» прибора,
неточность используемых мер измерения, неправильное положе-
ние измерительного прибора и др.
Случайные погрешности. Случайными называются погреш-
ности, которые неопределенны как по природе причин их воз-
никновения, так и по значению. О причинах случайных погреш-
ностей практически ничего не известно. Можно только утвер-
ждать, что их очень много, в том числе это и флуктуации условий
внешней среды.
Случайные погрешности можно учесть методами теории веро-
ятности и математической статистики. Для того чтобы достаточно
эффективно использовать эти методы, необходим большой массив
данных, что требует специального подхода к технике измерений.
Однако значение погрешности измерения, обусловленной случай-
ной составляющей, довольно мало, так что в большинстве случаев
ею можно пренебречь.
Промахи. Промахами называют грубые ошибки измерений,
существенно искажающие предыдущие измерения. К промахам,
например, относятся неправильный отсчет по шкале прибора,
неверная запись отсчета, неисправность прибора или схемы его
включения и т. п.
Явно бросающиеся в глаза промахи, содержащие грубые
ошибки, выходящие за рамки совокупности измеряемых величин,
следует исключать из рассмотрения. Однако в отдельных случаях,
когда ход закономерности измеряемой величины неизвестен,
«выпавшую точку» надо внимательно проанализировать и только
после этого квалифицировать ее как «промах» или «эффект».
Естественно, что во всех сомнительных случаях измерения в дан-
ной точке (области) надо многократно повторить.
Статические и динамические погрешности. Статическими назы-
вают погрешности измерения, возникающие при постоянном во
времени значении измеряемой величины. Иными словами, этот
вид погрешности относится к случаю, когда измерительный
прибор и измеряемая величина находятся по времени в равновес-
8
иом состоянии. Примером такого состояния может служить до-
статочный «прогрев» электроизмерительного электронного при-
бора (лампового вольтметра, электрометра и т. п.) перед началом
измерений. К статическим погрешностям относятся все перечи-
сленные выше виды погрешностей, если при снятии каждой
экспериментальной точки было соблюдено условие равновесного
временного состояния между измерительным прибором и изме-
ряемой величиной.
Динамические погрешности возникают при измерении величин,
изменяющихся во времени. Кроме того, динамическая погреш-
ность может возникнуть в результате механической, тепловой или
электрической инерционности измерительного прибора, что не
позволяет точно отследить изменяющуюся по времени измеряе-
мую величину. Исключением является случай, когда для усред-
нения быстро изменяющейся, например электрической, величины
используется так называемый баллистический метод измерения.
В этом случае используются специальные инерционные приборы,
в частности баллистические гальваномеры.
Поправки на погрешность измерений. Погрешности обуслов-
ленные инструментальным несовершенством измерительного при-
бора (неправильной градуировкой, непараллельностью концевых
мер, «мертвым» ходом или «люфтом» у микрометра, отклонением
используемых мер от эталонного значения и т. п.), исключают
введением соответствующей поправки в результат измерений.
Погрешности, зависящие от неправильной установки или рас-
положения измерительного прибора, а также от изменения внеш-
них условий (температуры, давления, влажности и др.) устраняют
установкой прибора строго вертикально на горизонтальной пло-
скости, устранением параллакса при отсчете показаний на шкале
прибора, созданием относительно стабильного состояния окру-
жающей среды и др.
Случайные погрешности анализируют и учитывают математи-
ческими методами. Промахи измерений исключают из массива
полученных результатов либо тщательно анализируют.
Динамические погрешности исключают либо сводят к мини-
муму правильной эксплуатацией измерительного прибора и ис-
пользованием, как правило, малоинерционных электронных из-
мерительных приборов, например, электронных осциллогра-
фов и др.
1.1.3. Измеряемые величины и их единицы
Объектом любого измерения является реально существующая
физическая величина, характеризующая свойство, состояние либо
процесс, в котором эта величина присутствует. Качественно по
своим индивидуальным свойствам физические величины могут
быть однородными или разнородными. Количественно свойства
физической величины характеризуются ее размером. Как указы-
валось выше, определение размера величины — измерение —
9
Таблица 1.1
Множители и приставки для образования десятичных, кратных
и дольных единиц и их наименование
Множи- тель При- ставка Обозначение Множн- тель При- ставка Обозначение
русское междуна- родное русское междуна- родное
1018 экса э Е IO"1 Деци д d
10“ пета п Р 10-= сантн с С
101» тер а т Т 10-» милли м m
10» гига г G 10-« микро мк и
10е мега м М 10-» иано н п
10» кило к к 10-12 , ПИКО п р
10» гекто г h 10-1» фемто ф f
101 дека да da 10-1» атто а а
заключается в сравнении измеряемого размера с соответствующей
единицей измерения. Важно отметить, что иногда разность раз-
меров однородных физических величин может оказаться другой
физической величиной. Так, разность электрических потенциа-
лов — не потенциал, а электрическое напряжение, разность тем-
ператур — уже не температура, а температурный интервал и т. д.
Поскольку на практике приходится сталкиваться с разнообраз-
ными единицами измерения, которые, в свою очередь, имеют много
числовых градаций, была предложена так называемая метриче-
ская (или десятичная) система единиц измерения, достоинство
которой состоит в возможности выражения единицы в положи-
тельных или отрицательных целых числах степени десяти. В соот-
ветствии с этим для обозначения кратных и дольных единиц
измерения употребляют латинские приставки (табл. 1.1).
Естественно, что все многообразие единиц измерения должно
быть как-то систематизировано. Единицы, входящие в данную
систему и взаимно связанные друг с другом соответствующими
соотношениями, называются основными. Единицы, входящие
в систему, но не связанные с основными, называются дополни-
тельными. В 1960 г. с целью заменить многие существующие
системы основных и дополнительных единиц измерений, сложи-
вшиеся на основе метрической системы мер, была утверждена
Международная система единиц физических величин — СИ.
Достоинством СИ является ее универсальность. Кроме того,
эта система не требует введения коэффициента пропорциональ-
ности при образовании производных единиц из основных.
Система СИ образована из семи основных единиц и двух допол-
нительных. Механические величины выражаются единицами
длины, массы и времени. Для определения электрических и ма-
гнитных величин введена сила электрического тока. Круг тепло-
вых явлений охватывается введением термодинамической тем-
пературы, световых — силой света, явлений в области молеку-
10
лярной физики и физической химии — количеством вещества.
В качестве единиц перечисленных величин приняты: метр, кило-
грамм, секунда, ампер, кельвин, свеча и моль. Дополнительными
величинами в системе СИ служат радиан и стерадиан, что позво-
ляет образовывать производные единицы величин, зависящих от
плоского или телесного углов.
Производные единицы практически всех физических величин
могут быть образованы из основных и дополнительных единиц
системы СИ путем их
Таблица 1.2 сочетания, а также ум-
' Соотношение
некоторых английских единиц измерений
с системой СИ
Единица измерения Значение в системе СИ
Миля морская » сухопутная Кабельтов Узел морской Ярд Фут Дюйм Галлон (Великобрита- ния) Галлон для жидкостей (США) Баррель нефтяной (США) Кварта (Великобрита- ния) Кварта для жидкостей (США) Пинта (Великобрита- ния) Пинта для жидкостей (США) Бушель (Велнкобрита- Бушель (США) Тоииа длинная » короткая Центнер длинный » короткий Квартер (Великобри- тания) Стой Фунт торговый Унция торговая Драхма (Великобрита- ния) Гран 1,852 км = = 1,852-10» м 1609,344 м 185,2 м 0,515 м/с 0,9144 м 0,305 м 25,44 мм = = 2,54-10-» м 4,546-10» м» 3,785 л = = 3,785.10» м» 159 л = = 1,59-10-1 м» 1,136-10"» м» 0,946 л = = 946,353-10-’ м» 0,586 л = = 5,862-10 * м» 0,473 л = = 4,732-10 * м» 36,37 л = = 3,637-10-’ м» 35,24 л = = 3,524-10-’ м» 1016,047 кг 907,185 кг 50,802 кг 45,359 кг 12,70 кг 6,35 кг 0,454 кг 28,35-10-» кг 1,772-10-» кг 64,799-10-’ кг
ножения и деления.
Кроме основных и
производных единиц СИ
разрешены к употребле-
нию единицы, в нее не
входящие. Некоторые
страны (США, Англия
Таблица 1.3
Соотношения между старыми
русскими единицами
измерений и единицами
системы СИ
Единица измерений Значение в системе СИ
Пуд Фунт Лот Золотник Уиция ап- текарская Драхма Скрупул Карат Гран Доля Гамма Миля Верста Сажеиь Аршин Вершок Линия 16,38 кг 0,4095 кг 12,797 X X10"» кг 4,266 X X 10s кг 29,86 X X 10 » кг 3,732 X X 10-» кг 1,296 X X 10-» кг 2-10-4 кг 6,48-10-» кг 4,44-10-’ кг 1-10-» кг 7,488 X X 10» м 1,067 X X 10» м 2,134 м 0,711 м 4,445 X X 10-» м 2,54-10-» м
11
и др.) еще не полностью перешли на систему СИ и продол-
жают пользоваться своими классическими единицами измерений.
Перевод этих единиц приведен в табл. 1.2. В старой отечественной
технической литературе использовались русские меры, соответ-
ствие которых современным единицам дано в табл. 1.3.
1.1.4. Средства измерения
Для того чтобы определить значение измеряемой величины,
используют измерительные приборы. По методу отображения
измеряемой величины приборы подразделяются на аналоговые
и дискретные.
Аналоговые приборы позволяют производить непрерывный
визуальный отсчет измеряемой величины по шкале стрелочного
прибора или в виде записи на бумаге (самопишущие приборы).
Диаграмма записи производится в зависимости от другого пара-
метра, чаще всего от времени.
Приборы с дискретным отсчетом — цифровые, они выражают
измеряемую величину десятичными числами на специальном
приборном табло либо в виде цифропечати на бумаге. Такие при-
боры характеризуются высокой точностью измерения (до 0,1%),
в то время как точность аналоговых приборов не превышает
0,05%. Кроме того, для них характерны высокое быстродействие
(0,2—0,3 с) и отсутствие погрешностей, обусловленных субъек-
тивными отобенностями наблюдателя, который выполняет изме-
рения. Поэтому в последние годы в лабораторной практике почти
повсеместно используют измерительные приборы с цифровой
индикацией. В наибольшей степени это относится к приборам,
измеряющим как электрические, так и неэлектрические величины
(например, электронные весы и др.). Особый класс цифровых
приборов образуют так называемые интегрирующие приборы,
в которых измеряемая величина суммируется во времени (напри-
мер, электросчетчики, электрорасходомеры и др.).
Точность электроизмерительного прибора определяется сум-
мой допустимых приборных погрешностей. В соответствии с этим
для электроизмерительных приборов установлено девять классов
точности: 0,02; 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,5 и 4,0. Класс точности
определяет максимальный процент погрешности измерения при-
бора на максимальном значении шкалы. Погрешность измерения
в любом месте шкалы прибора можно определить по формуле
N изм
где АВ— искомая погрешность, %;' k — класс точности при-
бора; Ашк — максимальное значение шкалы прибора; Анзм —
значение измеряемой величины по шкале прибора.
Пример. Надо определить, с какой точностью будет измерено напряже-
ние 24 В вольтметром класса 1,5 с пределом шкалы 50 В.
12
Пользуясь приведенной формулой, получим
СП
Д5= 1,5-^ = 3,12, или 0,75 В.
Следует отметить, что из-за ряда трудно учитываемых факто-
ров, обусловленных механической системой прибора, наименьшая
погрешность при измерении будет в средней части шкалы (от 1/3
до 2/3). Таким образом, пользуясь измерительным прибором,
надо предел измерения или тип прибора выбирать соответственно
измеряемой величине.
На шкале и корпусе любого электроизмерительного прибора
имеются условные обозначения принципа действия прибора, точ-
Основные условные обозначения
на шкале н корпусе электроизмерительных приборов
Таблица 1.4
Эскиз Обозначение Эскиз Обозначение
Магнитоэлектриче- ский, защищенный от магнитных полей * Направление уста- новки по магнитному по- лю Земли
А
1 Электростатический, защищенный от элек- трических полей Прочность изоляции между системой и кор- пусом (например, 2 кВ)
к Тепловой Прибор ие обеспечи- вает прочность изоля- ции
Постоянного тока /?\ Внимание! Смотри указания по правиль-
ной эксплуатации
1,5 Переменного тока Постоянного и пере- менного тока Класс точности Горизонтальное рас- положение прибора •||||—* Общая клемма для многопредельных при- боров Клемма, соединенная с корпусом прибора за- земления Корректор установ- ки нуля
• Вертикальное распо- ложение прибора э Клемма, соединенная с экраном прибора
/ео° Наклонное располо- жение (например, 60°) Клемма соединения с корпусом
13
кости измерения, способа использования и др. Основные условные
обозначения, присвоенные электроизмерительным приборам, даны
в табл. 1.4.
При использовании измерительного прибора следует строго
придерживаться условных обозначений на его шкале, которые
предусматривают эксплуатацию прибора в нормальных условиях
(температура, давление, влажность и др.). При использовании
прибора в условиях, отличающихся от нормальных, необходимо
применять приборы специального назначения. Так, существуют
приборы, предназначенные для работы в условиях низких и вы-
соких температур, вибрационных и ударных нагрузок, повышен-
ной влажности, работающие в агрессивных средах, устойчивые
к воздействию плесени и грибков (тропикоустойчивые), а также
работающие при сильных электрических и магнитных полях.
Отступление от правильных условий эксплуатации вызывает
возникновение дополнительных погрешностей, существенно влия-
ющих на точность показания прибора. Например, при изменении
температуры воздуха на ±10 °C погрешность прибора класса 0,5
повышается на 0,3—0,5%. Прочность изоляции с повышением
влажности снижается на 0,5—1,5 кВ. Установка прибора на
стальной ферромагнитной панели или вблизи магнита ухудшает
показания на 1—3%.
1.2. ИЗМЕРЕНИЕ ТЕМПЕРАТУРЫ
Температура не является конкретной физической величиной,
а представляет собой характеристику среднестатистического зна-
чения кинетической энергии частиц реального тела, находящегося
в любом агрегатном состоянии (твердом, жидком, газообразном
и плазменном). В том случае, если среднее значение кинетической
энергии во всех частях энергетически изолированной системы
одинаково, температуру такой системы называют термодинамиче-
ской. Возможный в природе диапазон температур ограничен верх-
ним и нижним физическими пределами. Нижний предел темпера-
туры — абсолютный нуль — обусловлен законом Гей—Люссака,
гласящим, что в замкнутом объеме газ при изменении температуры
на один градус изменит свой объем на 1/273 часть. Так как при
понижении температуры ниже —273 °C в газе должно возникнуть
отрицательное давление, что физически недопустимо, за абсолют-
ный нуль была принята температура —273 °C (в дальнейшем
уточнена до —273,16 °C). Верхний предел возможной в природе
температуры обусловлен теорией относительности, исключающей
возможность движения материального тела со скоростью, превы-
шающей скорость света. Исходя из этого кинетическая энергия
материальных частиц движущихся со скоростью, приближа-
ющейся к скорости света, соответствует температуре 1012 К
(2,7316-1014 °C).
Существующие в настоящее время методы измерения темпе-
ратуры охватывают только начало этого гигантского температур-
14
Таблица 1.5
Некоторые термометрические свойства веществ
и измерители температуры на их основе
Термометрическое свойство Тип измерительного прибора
Тепловое расширение: газа жидкости твердого тела Изменение вязкости Изменение скорости звука Теплосодержание Фазовые переходы Изменение химической структуры Изменение псевдокристаллической структуры Изменение электрического сопро- тивления Термоэлектрический эффект Температурные эффекты в полу- проводниках Тепловое излучение Интегральная яркость Монохроматическая яркость Люминесценция Газовый термометр Жидкостной термометр Дилатометрический и биметалли- ческий термометры Вискозиметрический термометр Акустический » Калориметрический » Пироскоп Термохромиые краски и пленки Жидкокристаллический индика- тор Термометр сопротивления Термопара Термистор, термометр на р—л-пе- реходе Радиационный термометр Радиационный пирометр с нитью сравнения Оптический пирометр Люмииесцеитный термометр
ного интервала от 10"6 К (предельно достигнутого понижения
температуры) до 103 К (температуры, достигнутой и измеренной
в экспериментах по термоядерному синтезу). В повседневной ла-
бораторной практике диапазон измеряемых температур еще больше
сужается и составляет 10“2—3-103 К.
Методы измерения температуры. Поскольку собственно темпе-
ратура не является конкретной физической величиной, для того,
чтобы ее измерить, температуру преобразуют в другую измеряемую
физическую величину. Для этого используют различные веще-
ства, физические свойства которых зависят от температуры.
Чаще всего пользуются преобразованием температуры в элек-
трический сигнал, который можно точно зарегистрировать про-
стыми способами. Широко используют также свойство газов
и жидкостей изменять свой объем при изменении температуры,
лежащее в основе газовых и жидкостных термометров. Способ-
ность выбранного вещества реагировать на изменение темпера-
туры называется термометрическим свойством. В табл. 1.5 при-
ведены основные термометрические свойства веществ и термо-
метры, созданные на их основе.
Существуют два принципиальных метода измерения темпера-
туры: контактный, когда термочувствительный элемент находится
в непосредственном контакте со средой или телом, температуру
15
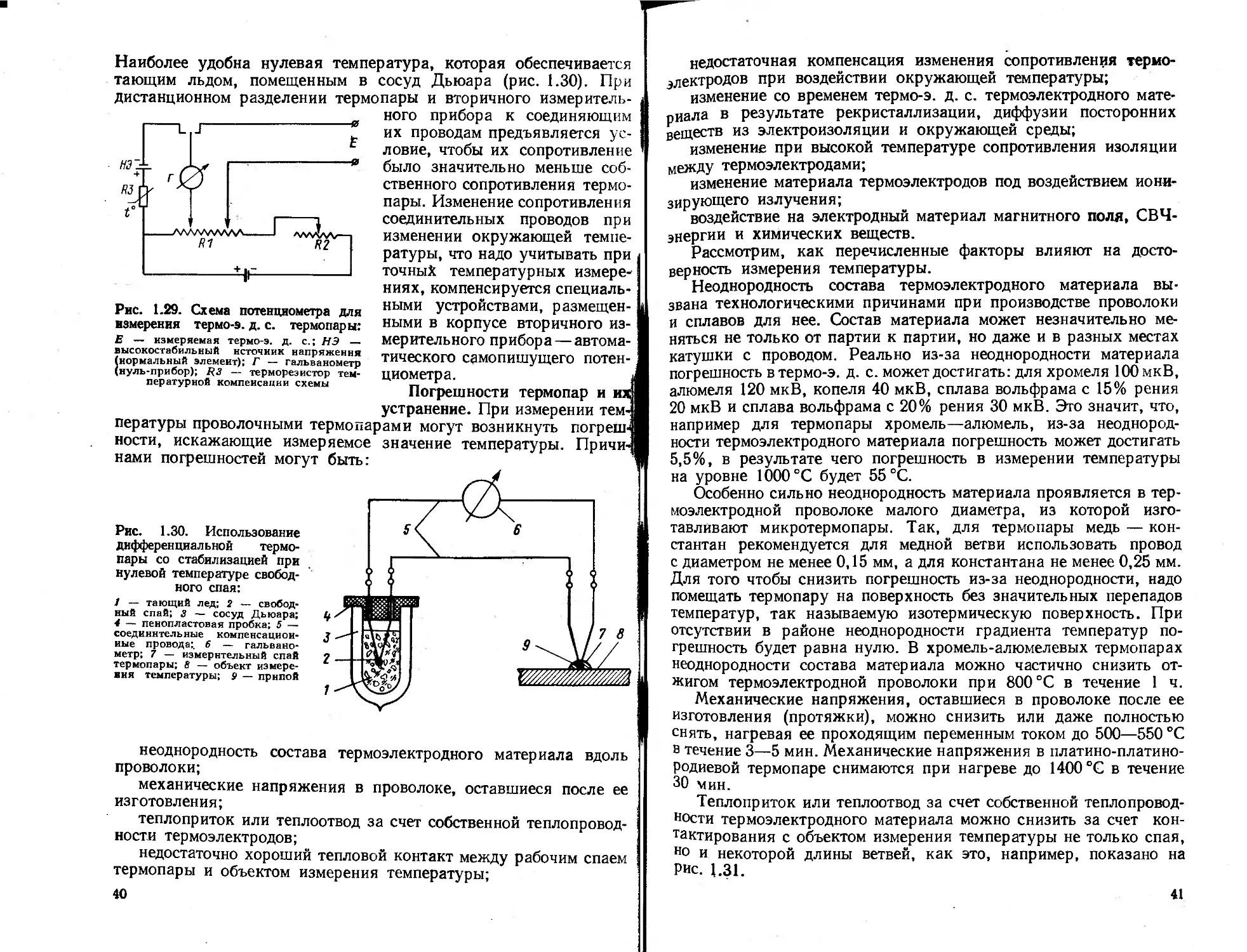
Рис. 1.1. Соотношение граду-
сов Цельсия, Фаренгейта и Рео-
мюра
метрических — от —60 до
которых надо измерить, и бесконтактный, при котором не тре-
буется непосредственного контакта измерителя с объектом изме-
рения температуры.
В общелабораторной практике используют далеко не все воз-
можные методы измерения температуры, так как многие из них
узкоспециальные. Наиболее простыми и достаточно точными
измерителями температуры являются термопары, термосопро-
тивления (металлические и полупроводниковые), полупроводни-
ковый р—п- переход, жидкостные термометры, а также жидко-
кристаллические, пироскопные и термохромные индикаторы тем-
пературы. В качестве измерителей высоких температур широко
используются оптические пиромет-
ры.
Рабочие интервалы температур
(°C) для измерителей с различными
термометрическими свойствами: для
. газовых — от —272,3 до 1500, тер-
моэлектрических— от —270 до 2550,
термометров сопротивления — от
—260 до 1100, термисторных—от
—260 до 600, жидкостных — от —200
до 1000, термометров на р—и-пере-
ходе— от —125 до 500, кварце-
вых — от —125 до 175, дилато-
1000, термохромных — от 35 до 860,
радиационных пирометров — от 50 до 4000, фотоэлектронных
пирометров — от 450 до 2500, пироскопов — от 500 до 2000,
индикаторов плавления — от 600 до 2000, пирометров с исче-
зающей нитью — от 800 до 6000, яркостных пирометров — от
900 до 10 000.
Температурные шкалы. Измеряющий температуру прибор —
термометр, как и любой показывающий прибор, должен иметь
шкалу для отсчета числовых значений той физической величины,
термометрические свойства которой заложены в метод измерения.
При построении температурной шкалы выбирают два реперных
значения температуры, интервал между которыми разбивают на
равные части. Каждую из этих частей принимают за единицу шкалы
и называют градусом. Таким образом, градус температуры яв-
ляется не единицей температуры, а только мерой масштаба тем-
пературной шкалы.
Так как выбор температурной шкалы может быть произволь-
ным, до настоящего времени употребляют несколько темпера-
турных шкал: Цельсия, Кельвина, Фаренгейта и Реомюра. Тем-
пературы из одной шкалы в другую пересчитывают по следующим
соотношениям:
1°С = 0,8°R = 1,8°F= 1 К; j
1 °R = 1,25 °C = 2,25 °F = 1,25 К;
16 I
1 °F = 0,55 °C = 0,445 °R = 0,556 К;
1 K= 1 °С = 0,8 °R = 1,8 °F.
На рис. 1.1 приведены графики для оценки соотношения гра-
дусов Цельсия, Фаренгейта и Реомюра.
Перечисленные температурные шкалы относятся к жидкостным
термометрам, работающим в температурном интервале от —200
до 1000 °C. Для измерений в более широком интервале и сокра-
щения числа температурных шкал в 1971 г. была введена Между-
народная практическая температурная шкала — МПТШ, тем-
пература в которой выражается только в градусах Цельсия.
1.2.1. Жидкостные термометры
В общелабораторной практике широко используют жидкост-
ные термометры. Термометрическое свойство, используемое в та-
ких термометрах, — объемное расширение рабочей жидкости при
нагревании. Выбор рабочего вещества определяет измеряемый
температурный интервал. Ртутные стеклянные термометры обес-
печивают измерение температуры от —35 до 350 °C. Ртутные тер-
мометры из кварцевого стекла с азотным заполнением измеряют
температуру до 650 °C. Кварцевым термометром с галлий-индий-
оловянной эвтектикой в качестве рабочего вещества можно изме-
рять температуру до 1000 °C. В стеклянных термометрах, пред-
назначенных для измерения низких температур, в качестве рабо-
чего вещества используются органические жидкости: изопентан
(от —195 до 35 °C), пентан (от —130 до 20 °C), этиловый спирт
(от —ПО до 210 °C), толуол (от —90 до 100 °C).
По конструктивному исполнению жидкостные термометры
подразделяются на шкальные (шкала в виде отдельной пластинки
размещается внутри термометра сзади капилляра), палочные
(в виде толстостенного стеклянного или кварцевого капилляра,
на внешней поверхности которого нанесена температурная шкала),
метастатические термометры Бекмана (для точного измерения тем-
пературы в узком интервале) и электроконтактные. Основные
типы лабораторных термометров изображены на рис. 1.2.
По назначению термометры подразделяются на лабораторные
и технические, а также общего и специального назначения. Ла-
бораторные термометры выпускают с ценой деления шкалы 0,01;
0,02; 0,05; 0,1 и 0,2 °C. Технические термометры имеют цену деле-
ния шкалы 0,5; 1; 2; 5 и 10 °C. Погрешность измерения у жид-
костных термометров зависит от цены деления шкалы и рабочего
температурного интервала.
В табл. 1.6 приведены допустимые погрешности показаний
Жидкостных термометров.
Чтобы получить достоверные данные при измерении темпе-
ратуры жидкостными термометрами, необходимо соблюдать сле-
дующие правила.
2 Е. Л. Коленко 17
При измерении температуры жидкости выше 100 °C или газа
выше 200 °C стеклянный термометр нельзя помещать в уже нагре-
тую среду. Из-за теплового удара стекло может лопнуть. Чтобы
избежать этого, термометр
Рис. 1.2. Основные типы лабораторных
жидкостных термометров: а — палоч-
ный; б — шкальный; в — метастатиче-
ский Векмана; г — электрический па-
лочный термокоитактор с неподвижным
контактом; д — электрический термо-
метр с подвижным контактом
надо нагревать вместе со сре-
дой. Если это невозможно, то
термометр надо предваритель-
но нагреть примерно до тем-
пературы измеряемой среды.
Разогретый до 100—150 °C
стеклянный термометр нель-
зя резко охлаждать, что так-
же может привести к рас-
трескиванию стекла.
Нельзя нагревать термо-
метр выше предельной тем-
пературы, указанной на его
шкале.
При измерении темпера-
туры жидкости палочным тер-
мометром его надо погружать
в жидкость до уровня изме-
ряемой температуры по шка-
ле. Шкальный термометр сле-
дует погружать в жидкость
на всю длину нижней (узкой)
части термометра или до спе-
циальной метки, которая ука-
зывает глубину погружения.
При отсчете значения тем-
пературы визирование дол-
жно производиться на уровне
конца столбика рабочей жид-
кости.
Отсчет показания термо-
метра надо производить толь-
ко после того, как столбик
рабочей жидкости полностью
остановится.
Нельзя класть термометр
на твердые предметы-(стекло,
металл и др.).
После измерения остывший термометр надо вытереть и поме-
стить в футляр для хранения. Все жидкостные термометры со сма-
чивающими жидкостями (кроме ртутных) необходимо хранить
в вертикальном положении.
При резком охлаждении разогретого ртутного термометра
ртутный столбик может разорваться. Восстановить такой термо-
1S
Таблица 1Л
Допустимая погрешность жидкостных термометров
в зависимости от цены деления шкалы и интервала температур
Интервал измеряемых температур, °C Допустимая погрешность при цеие деления шкалы. “С
0.01 0.02 0.05 0.1- 0.2 0,5 1 2 5 к 10
—30—0 0,05 0,08 0,1 0,3 1 2 —м
0—100 0,04 — 0,1 0,2 1 — — —
100—200 — 0,1 0,25 0,4 -i— 2 —- —
200—300 —— — 0,4 — 2 3 —- —
300—400 -— — — — 4 —
400—500 —— 3 5 5 10
500—600 — — —- — 6 6 15
600—650 — — — — — 6 6 15
метр можно осторожным нагревом до его максимальной темпе-
ратуры. Ртуть, дойдя до конца капилляра, соединится в месте
разрыва.
В процессе эксплуатации жидкостного термометра при высо-
кой температуре в течение длительного времени его нулевая от-
метка на шкале может сместиться вверх на отметку до 20 °C,
что приведет к занижению измеренной температуры относительно
истинной. При периодическом нагревании и охлаждении термо-
метра нулевая отметка также уходит. Это явление, вызванное
относительно медленным возвращением расширившегося объема
стекла к его первоначальному состоянию, называется термической
депрессией. Оно может вызвать ошибку в измерении до 1—1,5 °C.
Для того чтобы учитывать возникающие у жидкостных термоме-
тров погрешности, следует не реже одного раза в год поверять
термометры по двум реперным точкам — 0 и 100 °C.
В лабораторных условиях нулевую температуру можно полу-
чить следующим образом. Дьюаровский сосуд объемом 0,25—
0,5 л (можно использовать сосуд от термоса) заполнить крупно-
толченым льдом, полученным замораживанием дистиллирован-
ной воды в морозильнике холодильника или другим способом.
Затем в сосуд залить дистиллированную воду до образования
кашицеобразной водоледяной смеси. Так как лед всплывает на
поверхность воды, в сосуд надо опустить резиновую или стеклян-
ную трубку и отсосать находящуюся у дна воду. По мере таяния
льда в сосуд надо добавлять свежий лед и удалять воду. Подле-
жащий проверке термометр погрузить в тающий лед не менее чем
на 100 мм, что практически исключит теплоприток к резервуару
с рабочей жидкостью термометра по стеклу.
Равновесная температура фазового состояния лед — вода зави-
сит от атмосферного давления. При изменении давления на 3,59 X
X 103 Па (2,7 мм рт. ст.) температура изменится на 0,1 °C. Это
2* 19
обстоятельство надо учитывать при необходимости получить
точное значение температуры О °C.
Вторую реперную точку 100 °C получают при равновесном
фазовом состоянии воды и водяного пара. Практически поверка
в этой точке заключается в погружении термометра в кипящую
дистиллированную воду на глубину 100 мм. Этот способ позволяет
получить температуру 100 °C с точностью 0,5—1 °C, чего в боль-
шинстве случаев вполне достаточно. При более точных поверках
необходимо учитывать изменение температуры кипения воды
в зависимости от атмосферного давления. При понижении давле-
ния истинную температуру кипения можно определить по соот-
Рис. 1.3. Принципиальная схема включения термо-
контактора для поддержания температуры нагрузки
на фиксируемом уровне:
— электроконтактный термометр нлн термоконтактор;
L — индуктивность для гашения искры; Кл — перекидное
ртутное реле «свинка»; Н — нагрузка
ветствующим таблицам. Так, при понижении нормального атмо-
сферного давления с 103,3- 10s Па (760 мм рт. ст.) до 0,981-103 Па
(700 мм рт. ст.) температура кипения воды понижается со 100 до
99,09 °C.
В отличие от большинства жидкостных термометров, явля-
ющихся показывающими приборами, для дистанционного автома-
тического регулирования и стабилизации температуры или уста-
новления заданного интервала температур служат ртутные элек-
троконтактные термометры с неподвижными и подвижными кон-
тактами. Термометры с неподвижными контактами — термокон-
такторы (рис. 1—2, г) представляют собой короткий (от 50 мм)
бесшкальный палочный термометр с впаянными в стекло одним,
двумя или тремя электродами. Взаимное расположение элек-
тродов относительно друг друга и уровня ртути, соответству-
ющего 0 °C, определяет постоянный температурный интервал,
присущий данному термоконтактору.
Выпускаются свыше 50 вариантов термоконтакторов с раз-
личными интервалами контактирования в диапазоне температур
от —35 до 300 °C. Работа термоконтактора заключается в сле-
дующем. При достижении ртутью в капилляре первого контакта
электрическая схема включает нагрузку, а при достижении второго
20
контакта выключает ее. Точность поддержания температуры
термоконтактором зависит от интервала контактирования. В ин-
тервале температур от 23,5 до 69 °C погрешность составляет
±0,5 °C, от —5 до 100 °C — ±2 °C, от 100 до 200 °C — ±3 °C
и от 100 до 300 °C — ±5 °C.
В электроконтактном шкальном термометре с подвижным кон-
тактом (рис. 1.2, д) постоянным магнитом, находящимся сверху
Рис. 1.4. Рабочая схема включения
электроконтактного термометра с
подвижным контактом для поддер-
жания температуры нагрузки, по-
требляющей до 1000 Вт:
Д1—Д4 — диоды КЦ106А; Р — реле
МКУ-18 (РА4.509.013) 220 В; КЭТ —
электроконтактный термометр; Н —
нагрузка
на термометре, можно передвигать
вдоль температурной шкалы прово-
лочный электрод, контакт которо-
го со ртутью, находящейся в ка-
пилляре, фиксируется электриче-
ской схемой. Принципиальная схе-
ма включения электроконтактного
термометра, используемого в каче-
стве датчика в жидкостном термо-
стате, приведена на рис. 1.3. Ра-
бочая схема, которая позволяет
регулировать температуру нагре-
вателя, потребляющего до 1000 Вт,
с использованием электроконтак-
тного термометра в качестве дат-
чика, приведена на рис. 1.4. Есте-
ственно, что, изменив элементную
базу в приведенной схеме, можно
регулировать температуру нагруз-
ки любой мощности.
Промышленность выпускает
восемь типов электроконтактных
термометров с подвижным кон-
тактом на различные интервалы
температур регулирования от —30 до 300 °C с ценой деления
шкалы 1—2 °C. Следует особо отметить, что все типы электро-
контактных термометров работают в безыскровом режиме как на
постоянном, так и на переменном токах. Максимальный ток кон-
тактирования не должен превышать 0,5 мА при напряжении
0,3 В.
При измерении или регулировании температуры жидкостными
термометрами необходимо учитывать, что им присуща особенность:
увеличение чувствительности, связанное с увеличением объема
термометрической жидкости, неизменно увеличивает инерцион-
ность термометра. Поэтому малоинерционные жидкостные термо-
метры малочувствительны.
1.2.2. Термометры сопротивления
Как известно, электрическое сопротивление металлов строго
обратимо изменяется с температурой. На этом термометрическом
свойстве создан обширный класс приборов для измерения темпе-
21
ратуры — термометры сопротивления. Материал для металличе-
ского термометра сопротивления должен иметь высокий темпера-
турный коэффициент сопротивления, низкую электропроводность, j
стабильность состава, химическую устойчивость, высокую тем-
пературу плавления и ряд других свойств. В наибольшей степени
этим требованиям удовлетворяют платина и медь.
С достаточной степенью точности изменение электрического
сопротивления металла линейно зависит от температуры и может
быть определено из соотношения
Rt — Ro (1 а0>
где Rt — сопротивление при измеряемой температуре, °C; Ro —
сопротивление при О °C; а — температурный коэффициент сопро-
тивления металла, 1/°С, равный для платины 3,91-10-3 °C-1 и
меди 4,26-10-3 °C-1.
На рис. 1.5 приведена зависимость относительного изменения
электрического сопротивления платины и меди от температуры.
Из-за легкой окисляемости меди максимальная температура
использования медного термометра сопротивления не должна
превышать 180 °C. При работе в вакууме, нейтральной или вос-
становительной атмосфере медный тер-
мометр можно использовать до 500 °C.
В области отрицательных температур
медный термометр применяют до —50 °C.
Платиновый термометр сопротивления
имеет более широкий диапазон измеряе-
мых температур от —260 до 650 °C в воз-
душной атмосфере и до 1000 °C в ваку-
уме при кратковременном использова-
нии, исключающем заметное распыле-
ние платины. Следует отметить, что при
высоких температурах платина взаимо-
действует с углеродосодержашими ве-
ществами (СО, СО2 и др.) и с графитом. В результате науглерожи-
вания у платины изменяется температурный коэффициент сопро-
тивления, снижается механическая прочность, а также происхо-
дят другие изменения, влияющие на градуировку термометра.
Кроме того, в результате длительной работы платинового термо-
метра сопротивления в атмосфере кислорода, водорода или гало-
генов из-за частичного образования твердых растворов и химиче-
ских соединений калибровка термометра может измениться. По-
этому платиновые термометры сопротивления, работающие в ука-
занных газовых атмосферах, необходимо периодически поверять.
Серийно выпускаемые платиновые термометры сопротивления
(ТСП) имеют при 0 °C сопротивление 10, 46 и 100 Ом. Медные
термометры сопротивления (ТСМ) имеют сопротивление 53 и
100 Ом. Так как платиновые и медные термометры градуируются
таким образом, что при О °C они имеют одинаковое сопротивле-
22
Рис. 1.5. Относительное из-
менение электрического со-
противления платины и меди
в зависимости от темпера-
туры
ние, то в используемых электрических схемах измерения они
полностью взаимозаменяемы.
По инерционности промышленные термометры сопротивления
подразделяются на инерционные (4 мин), среднеинерционные
(1 мин 20 с) и малоинерционные (до 9 с).
При использовании металлических термометров сопротивления
в условиях воздействия радиационного излучения следует учи-
тывать изменение сопротивления материала термометра. Так,
при длительном облучении потоком нейтронов 1020 с-1/см-2 удель-
ное сопротивление меди увеличивается на
7,3%.
Для термометров сопротивления, рассчи-
танных на температуру, превышающую
1000 °C, в качестве термочувствительного ма-
териала можно использовать металлы с вы-
сокой температурой плавления, такие как
вольфрам, молибден, ниобий, рений, тан-
тал и др.
К недостаткам практически всех высоко-
температурных металлов следует отнести не-
высокий температурный коэффициент сопро-
тивления, высокую окисляемость, активное
взаимодействие с любой высокотемператур-
ной электроизоляцией и др.
При измерении криогенных температур
термометрами сопротивления в качестве чув-
ствительного элемента используют индий
(4,2—300 К), германий (1,5—13,8 К), пиро-
углерод (0,1—100 К).
Измерительные схемы к термометру со-
противления. Термометрическое качество тер-
мометра сопротивления — изменение соб-
Рис. 1.6. Схема двух-
проводного уравно-
вешенного моста:
мА — гальванометр
(нуль-прибор); Кл —
переключатель калиб-
ровка— измерение; ТС —
термометр сопротивле-
ния
ственного сопротивления под влиянием температуры — по своей
физической природе является аналоговым процессом. В связи
с этим наиболее удобно преобразовать изменение сопротивления
термометра в изменение напряжения. Самый простой прибор
для такого преобразования — электрический мост, а при необ-
ходимости проведения точных температурных измерений — по-
тенциометрические схемы.
Так как в подавляющем большинстве случаев в лабораторной
практике при измерении температуры вполне достаточна точность
в 0,1—0,5 °C, в качестве измерительного прибора можно исполь-
зовать двухпроводный уравновешенный электрический мост, схема
которого приведена на рис. 1.6.
Как известно, мостовые электрические схемы могут работать
по методу непосредственного отсчета и методу нулевого отсчета,
т- е. приведения к нулю отклонения прибора, включенного в диа-
гональ моста. Метод непосредственного отсчета наиболее удобен,
23
Рис. 1.7. Трехпроводная схе-
ма моста, исключающего со-
противление линии: а—б —
третий соединительный про-
вод; в — вершина измери-
тельного моста;
ТС — термометр сопротивле-
ния: #л — сопротивление со-
единительной линии; Г — галь-
ванометр
так как он позволяет градуировать шкалу прибора в градусах
любой температурной шкалы. При несистематических измерениях
температуры с использованием в качестве выходного прибора
электрического моста его можно предварительно проградуировать
по дискретным температурным точкам, на основании которых
должен быть построен пересчетный график.
При сборке схемы измерительного моста надо иметь в виду,
что для исключения нагрева обмотки термометра измерительным
током он не должен превышать 6—8 мА.
Такой ток у стандартного платинового
термометра сопротивления вызывает до-
полнительный нагрев на 0,2°, а у мед-
ного термометра на 0,4°. Мощность рас-
сеяния на активном элементе термометра
не должна превышать 10 МВт.
Так как термометр сопротивления
является электрическим прибором, его
показания можно непосредственно пере-
дать на значительное расстояние к ре-
гулирующей или измерительной аппа-
ратуре. Однако при этом следует учи-
тывать, что сопротивление чувствитель-
ного элемента термометра может быть
сравнимо с сопротивлением протяжен-
ной соединительной линии. В этом слу-
чае показания термометра станут невер-
ными. Для того чтобы исключить это
крайне нежелательное явление, необхо-
димо соединительную линию выполнить
из проводов большого сечения либо
включить термометр сопротивления в
трехпроводную мостовую схему, исклю-
чающую сопротивление линии при из-
мерении. Один из возможных вариан-
тов такой схемы приведен на рис. 1.7. Использование треть-
его соединительного провода (а—б) подключает вершину изме-
рительного моста (в) непосредственно к термометру. При равен-
стве сопротивлений R1 и R2, что соответствует схеме симмет-
ричного моста, сопротивление соединительной линии (/?л) будет
полностью исключено из измерительной цепи.
Если необходимо одновременно измерять разность температур
на одном или нескольких объектах, два термометра сопротивле-
ния включают в мостовую схему, приведенную на рис. 1.8. Эта
схема представляет собой дифференциальный неуравновешенный
мост, в соседние плечи которого включены термометры сопро-
тивления ТС-1 и ТС-2. У этих термометров температурные коэф-
фициенты при 0 °C должны быть по возможности равны. При
равенстве значений сопротивлений R1 и R2, а также температур,
24
Рис. 1.8. Мостовая
схема для измерения
разности температур
двумя термометрами
сопротивления
пленочного теомо-
измеряемых ТС-1 и ТС-2, мост будет сбалансирован. Изменение
сопротивления термометров вызовет разбаланс моста на величину,
соответствующую возникшей разности сопротивлений, а значит,
и разности температур.
Изготовление металлических термометров сопротивления в
лабораторных условиях. Выпускаемые промышленностью плати-
новые и медные термометры сопротивления
заключены в массивный трубчатый стальной
корпус, позволяющий монтировать их на
объект, температуру которого требуется из-
мерять. Такое конструктивное оформление
термометра значительно увеличивает его по-
стоянную времени, достигающую десятков
минут. Кроме того, промышленные термо-
метры сопротивления имеют значительные
размеры и массу.
В лабораторной практике от термометра
сопротивления требуются малая инерцион-
ность (несколько секунд) и соответственно
незначительные масса и размер. В связи
с этим для общелабораторного использова-
ния в зависимости от конкретного назна-
чения термометры сопротивления изготавли-
вают самостоятельно.
Технология изготовления проволочных и
метров сопротивления в условиях неспециализированной лабо-
ратории такова. В зависимости от температурной области и под-
лежащего измерению интервала температур, а также атмосферы,
в которой должен работать термометр, в качестве термочувстви-
тельного элемента можно использовать проволоку из различных,
металлов, обладающих большим температурным коэффициентом
сопротивления, высокой температурой плавления и (по возмож-
ности) линейной зависимостью изменения удельного сопротивле-
ния с температурой. В табл. 1.7 приведены основные характери-
стики металлических проволок, которые можно использовать
в качестве термочувствительного элемента в термометре сопро-
тивления.
Изготовить малоинерционный проволочный термометр сопро-
тивления можно следующим образом.
На пластинке слюды толщиной 50—100 мкм с двух противо-
положных сторон нарезают треугольные канавки для равномер-
ной плотной намотки проволоки. Канавки изготавливают на
оправке из латуни или алюминия (рис. 1.9), которая состоит из
двух полуцилиндров 4 и 6, скрепленных друг с другом винтами 1
и 3. Разъемную цилиндрическую оправку изготавливают фрезе-
рованием цилиндрической заготовки по диаметральной плоскости.
Диаметр оправки должен соответствовать требуемой ширине
слюдяной пластинки. На оправке с зажатой в ней слюдой 5 на
25
Таблица 1.7
Основные характеристики материалов
для проволочных термометров сопротивления
Металл Удельное сопротивле- ние при 20 °C. Ом- см-10~* Температур- ный коэффи- циент сопро- тивления при ос, °с-‘ Интервал измеряемых температур, °C Рабочая атмосфера
Платина 9,81 3,93 —2584-1000 Воздух
Медь 1,67 4,30 —2584-800 Воздух до 180 °C
Никель 6,84 4,30 —1824-500 Воздух
Железо 9,71 6,51 —2524-800 Нейтральная
Серебро 1,68 4,03 -2584-600 Воздух
Золото 2,07 4,5 —2584-800 То же
Вольфрам 2,78 7,5 До 3000 Нейтральная
Молибден 5,03 4,7 До 2000 То же
токарном станке нарезают резьбу 2, шаг которой будет определять
плотность намотки проволоки на слюду. Естественно, что при
нарезании резьбы на слюде образуются треугольные равномерно
расположенные выступы, между которыми укладывают прово-
локу при намотке. Концы проволоки закрепляют, пропуская их
сквозь два-три отверстия на концах слюдяной пластинки. Если
А~Б
Рис. 1.9. Способ намотки проволочного термометра
сопротивления на тонкую слюдяную пластинку
в качестве термочувствительного материала используют медный
провод, как правило, в эмалевой изоляции, последнюю следует
удалить с провода, так как при температуре выше 250 °C (фторо-
пластовая эмаль) эмалевое покрытие разрушается.
Таким термометром сопротивления можно измерять темпера-
туру плоских и криволинейных поверхностей, так как тонкая
слюда может изгибаться в широких пределах. При измерении
температуры металлических предметов термометр сопротивления
необходимо поместить между двумя тонкими пластинками слюды,
26
чтобы исключить замыкание витков термометра. Для обеспечения
падежного теплового контакта между термометром и объектом
измерения температуры между ними надо поместить тонкий слой
жидкости с высокой температурой испарения. При температуре
до 250 °C для этой цели можно использовать глицерин или крем-
ний органические жидкости, например кремний органическое масло
для паромасляных вакуумных насосов. Для более высоких тем-
ператур (до 500 °C) в качестве теплопроводящей жидкости можно
использовать галлий (температура плавления 29,78 °C) или индий-
галлиевый сплав эвтектического состава (температура плавления
8 °C). Оба материала имеют высокую температуру кипения (около
Рис. 1.10. Закрепление проволочного термометра со-
противления на объекте измерения температуры:
7 — объект измерения температуры; 2 — тонкие слюдяные
пластинки; 5 — термометр сопротивления: 4 — прижим-
ная накладка; 5 — крепежный вннт
2000 °C), что позволяет использовать их для создания теплового
контакта при высоких температурах и в вакууме.
Существует много способов закрепления термометра сопроти-
вления. На рис. 1.10 приведен один из возможных вариантов
механического крепления плоского термометра сопротивления,
намотанного на слюде. К поверхности /, температуру которой
надо измерить, через стеклотекстолитовую или металлическую
накладку 4 винтами 5 прижимается термометр сопротивления 3,
помещенный между двумя тонкими слюдяными пластинками 2.
Для лучшего теплового контакта термометр сопротивления поме-
щают на объект измерения через тонкий слой силиконового масла.
Естественно, что наличие прижимной пластинки увеличивает
инерционность термометра.
Для измерения температуры воздуха или любой другой газо-
вой атмосферы, а также жидкости используют термометр, кон-
струкция которого показана на рис. 1.11. В качестве основы
термометра использован корпус широко распространенного рези-
стора МЛТ. В зависимости от выбранных параметров термометра
можно использовать корпуса МЛТ разных размеров. Так, у
МЛТ-0,25 диаметр керамического цилиндра равен 2 мм, а длина
4 мм, у МЛТ-1 — 5,5 и 8 мм и у МЛТ-2 — 7,5 и 11 мм соответ-
ственно. Перед намоткой с резистора надо удалить эмалевое
покрытие и резистивный слой. Проще всего это можно сделать,
27
Рис. 1.11. Проволоч-
ный термометр сопро-
тивления, намотанный
на корпусе резистора
МЛТ
нагрев резистор до красного каления (550—600 °C) в пламени
газовой горелки. На освобожденный от эмали и резиста корпус
МЛТ наматывают один или несколько слоев проволоки, явля-
ющейся термочувствительным элементом.
В случае изготовления медного термометра
с верхним пределом измеряемой температуры
до 200 °C надо использовать проволоку с фто-
ропластовой изоляцией. Обычная эмалевая
изоляция проволоки выдерживает нагрев до
125°С. Концы обмотки следует припаять
к выводам корпуса резиста чистым оловом
(температура плавления 232 °C), а не так
называемым третником, плавящимся при
183 °C. Если термометр сопротивления ис-
пользуют для измерения более высоких тем-
ператур, концы термочувствительной про-
волоки необходимо припаять к выводам
корпуса МЛТ твердым припоем.
Для измерения быстроизменяющихся тем-
пературных процессов применяют малоинер-
ционные пленочные термометры сопротивления. Один из возмож-
ных конструктивных вариантов такого термометра изображен на
рис. 1.12. На тонкую слюдяную пластинку 2 толщиной 20—50 мкм
термическим испарением в ва-
кууме или другим способом че-
рез специальную маску нано-
сят тонкопленочный рисунок 6
из соответствующего термочув-
ствительного металла. Наиболее
пригодны для этой цели никель,
платина, бериллий, хром и др.
Предварительно перед нанесе-
нием рисунка на слюду напы-
ляют две контактные площадки
5, которые в случае необходи-
мости можно утолщить слоем
гальванической меди. К контакт-
ным площадкам после нанесения
рисунка припаивают или прива-
ривают выводы термометра 4.
Сверху тонкопленочный ри-
сунок закрывают пластинкой
слюды 3, которую скрепляют со
слюдой основы четырьмя кап-
лями эпоксидной смолы 1. Место присоединения выводов к контакт-
ным площадкам также укрепляют эпоксидной смолой 7. Такой ми-
кротермометр сопротивления имеет собственную инерционность
0,3—0,5 с при толщине слюды 20 мкм и размере 0,5X0,5 мм.
1
I
е
7
Рис.
малоинерционного пленочного термо-
метра сопротивления, напыленного на
слюде
%
г
6
1.12. Конструктивный вариант
Рис. 1.13. Зависимость
удельного сопротивления
от температуры металлов,
пригодных для изготов-
ления термометра со-
противления
На рис. 1.13 приведена зависимость изменения удельного
сопротивления с температурой для металлов, которые можно
использовать для пленочных термометров сопротивления. При
измерениях в области низких и криогенных температур описан-
ный выше пленочный термометр сопротивления работает на-
дежно. Однако при проведении измерений при температуре выше
200 °C эпоксидная смола размягчается. В этом случае для скре-
пления слюдяных пластинок надо использовать высокотемпера-
турные клеи на основе фосфатоцементов.
При дистанционном измерении температуры термометр сопро-
тивления следует соединить с показывающим прибором или регу-
лирующим устройством соединительной
линией, сопротивление которой должно
быть на два-три порядка меньше собствен-
ного сопротивления термометра. В про-
тивном случае возникнет погрешность в
истинном значении измеряемой темпера-
туры. Если термометром сопротивления
измеряют температуру электропроводя-
щей жидкости, выводы и термочувстви-
тельная часть термометра должны быть
от нее электроизолированы.
Полупроводниковые термометры сопро-
тивления — терморезисторы. В отличие от
металлических полупроводниковые термо-
метры сопротивления — терморезисторы
(термисторы) — обладают значительно бо-
лее высоким температурным коэффициентом сопротивления,
достигающим 3,5—8,5%/°C. У терморезисторов температурный
коэффициент сопротивления отрицательный, т. е. при повыше-
нии температуры сопротивление терморезистора уменьшается.
Наиболее распространенные терморезисторы промышленного
изготовления можно использовать для измерения температуры
от—60 до 125 °C. В качестве термочувствительного материала
в терморезисторах используют спрессованные и спеченные оксиды
марганца и меди (тип ММТ) и оксиды кобальта и меди (тип КМТ).
Температурная зависимость изменения сопротивления терморе-
зистора не является линейной (рис. 1.14). Сопротивление термо-
резистора при данной температуре можно определить по формуле
Ят = Roe т.т f.
где Ro — сопротивление при 293 К (20 °C); е — основание нату-
рального логарифма; В — коэффициент, характеризующий свой-
ства полупроводникового материала, из которого изготовлен
терморезистор, В = З-г-4-103; То — температура .293 К; Т —
температура, при которой измерено сопротивление.
29
Более просто, ио меиее точно (до ±20%) температуру, изме-
ренную терморезистором, можно определить, линеаризуя экспо-
ненциальную зависимость изменения сопротивления с темпера-
турой. В этом случае можно воспользоваться соотношением
t = a (Ro — RT), °C ± 20,
Рис. 1.14. Относительное изме-
нение сопротивления термо-
резисторов:
КМ Т — оксид кобальта -j- оксид
марганца; М МТ — оксид меди 4-
оксид марганца
где t — значение измеряемой температуры; а — температурный
коэффициент сопротивления терморезистора (паспортная вели-
чина); Ro — сопротивление при 20°С
(паспортная величина); RT — сопро-
тивление при измеряемой темпера-
туре.
Конструктивное оформление тер-
морезисторов промышленного изго-
товления весьма разнообразно. На
рис. 1.15 изображены основные типы
терморезисторов, которые можно ис-
пользовать в широкой лабораторной
практике. Цилиндрические терморе-
зисторы (рис. 1.15, а) предназначены
для работы в сухой воздушной или
нейтральной газовой атмосфере. Для
работы во влажной (до 98%) или
агрессивной атмосфере служат герметичные (защищенные) тер-
морезисторы, имеющие много конструктивных модификаций.
Один из таких вариантов приведен на рис 1.15, б. Шайбо-
вые терморезисторы (рис. 1.15, в) предназначены для изме-
Рис. 1.15. Конструктивное оформление промышленных терморезисто-
ров: а — цилиндрические; б — герметичные; в — шайбовые; г — бу-
синковые; д — микробусинковые
рения температуры поверхности твердого тела в атмосфере сухого
воздуха. Для измерения быстропротекающих температурных
процессов служат микротерморезисторы (рис. 1.15, г) и бусинко-
вые терморезисторы (рис. 1.15, д). Инерционность микротермо-
резистора равна 3—5 с, а бусинкового 0,5—1 с. Остальные типы
терморезистбров имеют инерционность от 1 до 2 мин. Номиналы
30
сопротивлений терморезисторов также достаточно широки —
оТ 1 Ом до 1 МОм. Технология изготовления терморезисторов,
к сожалению, не может обеспечить стабильность их параметров,
которые имеют разброс до 20%. Кроме того, параметры термо-
резисторов изменяются и в процессе их эксплуатации. Поэтому
этот класс измерителей температуры необходимо периодически
поверять и калибровать. Методом отбора и искусственного старе-
ния можно получить терморезисторы, устойчиво работающие в тем-
пературном интервале от
—100 до 350 °C.
Для измерения темпе-
ратур до 2500 °C исполь-
зуют терморезисторы, из-
Рис. 1.16. Зависимость
удельного сопротив-
ления некоторых высо-
котемпературных ок-
сидов металлов от тем-
пературы
Рис. 1.17. Высокотемпературный квар-
цевый термометр сопротивления
готовленные из высокотемпературных оксидов металлов: тория,
бериллия, циркония алюминия и кварца (оксида кремния).
Зависимость изменения удельного сопротивления этих материа-
лов от температуры приведена на рис. 1.16. Следует отметить, что
У высокотемпературных оксидов температурный коэффициент
сопротивления не превышает 1—1,5%.
Оригинальная конструкция так называемого кварцевого тер-
морезистора, позволяющего измерять температуру от 500 до
1600 °C, приведена на рис. 1.17. В дно пробирки из плавленного
кварца 5 на расстоянии 0,5—0,7 мм впаяны две тонкие (20—
50 мкм) вольфрамовые или молибденовые проволочки 6 и 8, при-
варенные к более толстым (0,5—0,8 мм) траверзам 1 и 2 из тех же
материалов, которые герметично заварены в гребешковую
ножку 3. Для того чтобы исключить окисление электродов при
работе термометра на воздухе, из пробирки откачивают воздух
31
Рис. 1.18. Зависимость отно-
сительного изменения удель-
ного сопротивления графита
разных марок от темпера-
туры
/ — графит из нефтяного кокса;
2 — графит из ламповой сажи;
3 — пнрографит
через штенгель 4 и отпаивают. При изготовлении термометра
следует исключить окисление торцов, вплавленных в кварц
электродов. В торцовой части 7 оболочку частично сошлифовы-
вают до обнажения электродов.
Температуру до 2400 °C в вакууме или нейтральной атмосфере
(гелий, аргоне и др.) можно измерить графитовым термометром,
в котором термометрическим свойством
является изменение электрического со-
противления графита в зависимости от
температуры. На рис. 1.18 приведена
эта зависимость для двух сортов обыч-
ного графита и пирографита. Пирогра-
фит в данном -случае удобен тем, что из
него изготавливаются тонкие прочные
волокна, из которых удобно и просто
сделать высокотемпературный и мало-
инерционный термометр.
Крепление терморезистора к объекту
измерения температуры. При измерении
температуры твердого тела немаловаж-
ную роль играет способ крепления тер-
морезистора к объекту измерения. Креп-
ление должно обеспечить достаточную механическую прочность
и не изменяющийся со временем хороший тепловой контакт.
В зависимости от используемого терморезистора существуют раз-
Рнс. 1.19. Способы закрепления терморезисторов
личные способы крепления. На рис. 1.19 показаны несколько
простых и надежных способов крепления терморезисторов основ-
ных типов. Для создания неразъемного контакта между термо-
резистором и объектом измерения температуры в качестве тепло-
проводящего цементирующего материала используют медную или
32
серебряную амальгамы, широко известные как пломбировочный
материал для зубов. Весьма эффективно для этой цели могут быть
использованы металлические клеи. Для разъемного соединения,
позволяющего легко извлечь терморезистор, например для за-
мены, кроме механического прижима через свинцовую прокладку
применяют заливку терморезистора низкотемпературным сплавом
с температурой плавления около 150 °C. Если толщина материала
объекта измерения температуры 5 (рис. 1.19, а) позволяет, то
в нем фрезеруют глухой паз 4, в который помещают терморези-
стор 2. Затем паз заполняют амальгамой или металлическим
клеем 1. При этом, чтобы исключить замыкание выводов термо-
резистора, на них надевают электроизоляционные трубки 3.
В случае крепления шарикового микротерморезистора вместо
паза высверливают глухое отверстие (рис. 1.19, в). Если толщина
стенки объекта измерения температуры не позволяет сделать в ней
паз или отверстие, поступают следующим образом: из меди или
латуни делают соответствующей формы чашечку или коробочку 6
(рис. 1.19, в), которую припаивают к объекту измерения 5. Затем
в нее помещают терморезистор 2 и закрепляют его амальгамой или
металлическим клеем 1. Терморезисторы цилиндрической формы
в этом случае удобно помещать в отрезок медной трубки соот-
ветствующего диаметра (рис. 1.19, г), которая припаяна к объекту
припоем 7. Терморезистор шайбовой конструкции обычно крепят
посредством винта с промежуточной шайбой (рис. 1.19, д). Для
создания хорошего теплового контакта все плоскости сопряжения
смазывают теплопроводящей пастой КПТ-8 или индий-галлиевой
эвтектикой. Независимо от способа крепления, чтобы уменьшить
теплообмен с окружающей средой, терморезистор необходимо
теплоизолировать материалом с соответствующей рабочей тем-
пературой (пенопластом, мипорой, асбестовой ватой и др.).
Так же, как и в случае использования металлических термо-
метров сопротивления, при измерении терморезистором темпе-
ратуры электропроводящей жидкости все электрообнаженные
места должны быть электроизолированы эпоксидной смолой
комнатного отверждения.
Схемы измерения с терморезисториым датчиком. Вторичные
приборы — схемы измерения с терморезисторным полупроводни-
ковым датчиком в основном аналогичны вторичным приборам,
предназначенным для работы с металлическими термометрами
сопротивления. Однако специфические особенности терморези-
сторов накладывают на известные схемы дополнительные требо-
вания. Большое значение температурного коэффициента сопро-
тивления ограничивает мощность, выделяющуюся в терморези-
сторе за счет протекающего измерительного тока. Как указыва-
лось выше, для массивных терморезисторов эта мощность не
Должна превышать 10 мВт, а для микротерморезисторов —
1—2 мкВт. При превышении этих значений собственное тепловы-
деление может внести погрешность в измерение температуры,
3 В. А. Колеико 33
Кл
1.20. Потенциометриче-
измерительная схема
использовании микро-
Рис,
ская
при
терморезистивных датчиков
достигающую 10% и более. В связи с этим наиболее в качестве
вторичного прибора подходят потенциометры. Простейшая по-
тенциометрическая схема приведена на рис. 1.20.
Поскольку полупроводниковые терморезисторы имеют боль-
шой номинал сопротивления, использование их для дистанцион-
ной передачи значения измеряемой тем-
пературы не предъявляет особых тре-
бований к собственному сопротивлению
линии, соединяющей терморезистор с
вторичным прибором.
О влиянии магнитного поля на полу-
проводниковый терморезистор имеется
мало данных: Однако можно предполо-
жить, что такое влияние существует на
приборах типа КМТ, содержащих в
своем составе ферромагнитный оксид
кобальта. Влияние ионизирующих излу-
чений на полупроводниковые термо-
резисторы также мало изучено. По всей
вероятности, такое влияние есть. Однако следует иметь в виду, что
полупроводниковые терморезисторы, как правило, не являются
прецизионными датчиками температуры и незначительные изме-
нения их параметров под влиянием магнитного поля или излуче-
ний не выходят за пределы их точностных характеристик.
1.2.3. Термоэлектрические термометры — термопары
В термопарах используется термометрическое свойство, за-
ключающееся в возникновении разности потенциалов в месте
контакта двух металлов или специальных полупроводниковых
материалов (так называемых полуметаллов), отличающихся друг
от друга числом свободных носителей заряда — контактной раз-
ностью потенциалов. Значение возникающего электрического
напряжения называется термоэлектродвижущей силой — термо-
э. д. с. Зная характеристику изменения термо-э. д. с. с темпера-
турой для данной пары материалов — так называемую градуи-
ровку, измеряя вторичным прибором возникшее напряжение,
можно определить значение температуры.
Термопары — наиболее распространенные термометрические
приборы, их широко используют в лабораторной практике. Основ-
ные преимущества термопар перед всеми остальными электриче-
скими измерителями температуры следующие: диапазон изме-
ряемых температур от —269 до 3000 °C, большой срок службы,
малая инерционность, высокая чувствительность, отсутствие по-
требности в постороннем источнике напряжения простота пере-
дачи показаний на расстояние и др.
Наибольшее распространение получила дифференциальная
термопара (рис. 1.21), состоящая из двух (обычно проволочных)
34
Рис. 1.21. Дифференци-
альная проволочная-тер-
мопара
специальных материалов 1 и 2, называемых ветвями термопары
(термоэлектродами), соединенными в точках А и Б — спаях
термопары. В разрыв одного из термоэлектродов через измери-
тельную линию Л, имеющую сопротивление Rn, включен вторич-
ный прибор ИП, измеряющий возникшую термо-э. д. с. Полезный
сигнал в измерительной цепи термопары возникнет лишь тогда,
когда спаи А и Б будут находиться при разных температурах.
При равенстве температур 7\ и 7\ термо-э. д. с. в термопаре не
возникает. Таким образом, соединив один из спаев термопары
с телом, температуру которого требуется определить, а другой
спай поддерживая при известной температуре, по значению
термо-э. д. с. можно определить темпера-
туру тела.
Зависимость термо-э. д. с. термопары
от температуры в общем случае не является
линейной, а описывается уравнением 3-й
степени. Однако при измерениях в отно-
сительно узком температурном интервале
кривую можно линеаризовать. Определяю-
щим параметром при выборе материала
для термоэлектродов служит коэффициент
термо-э. д. с., который принято отсчиты-
вать относительно платины. В соответствии
с этим некоторые термоэлектрические
материалы имеют коэффициент со знаком
«+», а некоторые со знаком «—». При
подборе материалов для термопары сум-
марный (по абсолютному значению) коэф-
фициент термо-э. д. с. должен быть макси-
мальным. В табл. 1.8 приведены значения
коэффициента термо-э. д. с. для некоторых
материалов, используемых в качестве тер-
моэлектродов термопар. Кроме значения
ный материал должен удовлетворять еще ряду технологических,
конструктивных и эксплуатационных требований.
Для измерения температур до 3000 °C в качестве термоэлек-
тродов кроме некоторых высокотемпературных металлов и спла-
вов употребляются углерод, карбиды, бориды и силициды неко-
торых тугоплавких металлов (рис. 1.22).
Наиболее распространенные термопары, перекрывающие тем-
пературный диапазон от 800 до 1800 °C, внесены в ГОСТ 6616—74
и рекомендованы к преимущественному применению. Такие тер-
мопары широко используют в лабораторной практике для изме-
рения температуры в печах. Основные характеристики этих
термопар приведены в табл. 1.9.
Специальные виды термопар. В лабораторной практике термо-
пары часто используются в специфических условиях, когда стан-
дартные проволочные термопары недостаточно удобны либо сов-
3* 36
нэ. Д. С.
Рис. 1.22. Градуировоч-
ные характеристики не-
металлических высоко-
температурных термопар
сем непригодны. Примером тому могут служить измерение усред-
ненной температуры твердого тела произвольной формы, локаль-
ное измерение температуры поверхности, измерение быстро меня-
ющихся со временем тепловых процессов,
измерение тонкой структуры теплового
поля, бесконтактное измерение энергии
светового, высокочастотного и теплового
излучения, измерение температуры пред-
метов, находящихся в высоком вакууме,
и многие другие. Подобные задачи можно
решить при помощи термопар специаль-
ной конструкции. Для измерения темпера-
туры поверхности твердого тела одновре-
менно во многих точках используют так
называемые шаговые термопары, представ-
ляющие собой систему параллельно соеди-
ненных тонких проволочных термопар
(рис. 1.23). Такая термопара своими сред-
ними спаями прижимается к измеряемому
объекту, а концевые спаи поддерживаются
при нулевой температуре, будучи помещенными в тающий лед.
Для измерения температуры небольших участков поверхности
твердого тела или жидкости служат ленточные термопары. Они
состоят из двух тонких металлических лент из соответствующих
термоэлектродных материалов, например меди и константана,
Таблица 1.8
Термоэлектрические характеристики некоторых металлов
(в паре с платиной при Тг = 100° С и Тй = 0)
Материал Термо-э. д. с., мВ/100 °C Допустимая температура нагрева, °C
длительная кратковре- менная
Платина 0 1300 1600
Хромель (90% Ni, 10% Сг) +2,95 1000 1250
Копель (56% Си, 44% Ni) —4,0 600 800
Алюмель (95% Ni, 5% Мп + А1) —1,2 1000 1250
Медь +0,75 350 500
Константан (60% Си, 40% Ni) —3,4 600 800
Платиноиридий (90% Pt, 10% 1г) --1,3 1000 1200
Платинородий (90% Pt, 10% Rh) - -0,64 1300 1600
Молибден --1,31 2000 2500
Вольфрам - -0,79 2000 2500
Палладий —0,57 1100 1400
Серебро +0.72 600 700
Железо + 1.8 600 800
Никель —1,52 1000 1100
Нихром +2,0 1000 1100
Золото +0,8 850 1000
36
Таблица LJf
Основные характеристики стандартных термопар
Тип Материал термо- электродов Измеряемая ° кратковре- менная температура. С длительная Термо- s. Д- с., мВ/100 °C Погреш- ность» °C
ПП-1 ПР-30/6 ХА ХК Платина—пла- тинородиий (10% Rh) Платинородий 30% — платино- родий 6% Хромель—алю- мель Хромель—ко- пель 0-1600 300—1800 (—200)— 1300 (—200)— 800 0-1300 300—1600 (—200)— 1000 (—200)— 600 1,04 0,90 4,03 8,30 ±1-3% ±3,5—5 ±4—9 ±2,5—6
железа и константана и других, спаянных или сваренных друг
с другом вдоль торцевой поверхности (рис. 1.24). Подготовленная
таким образом лента сворачивается .
вдоль своей длины в «сандвич»,
который плотно сжимается и
склеивается с электроизоляцион-
ной пленкой. Такая термопара,
будучи достаточно гибкой, позво-
ляет измерять температуру поверх-
ности твердого тела произвольной
формы.
Для измерения быстроменяю-
щихся тепловых процессов необ-
ходимы термопары с возможно
меньшей массой измерительного
спая, обеспечивающей малую их
инерционность. Такими термо-
Рис. 1.23. Шаговая термопара:
1 и 4 — первый и второй термоэлек-
электродные провода; 2 — места свар-
ки термоэлектродных проводов; 3 —
места присоединения измерительной
лнннн
парами являются пленочные и
Пленочная термопара (рис. 1.25)
кпистпнтпн Константан
Медь Медь Фторопласт Медь
Рис. 1.24. Ленточная термопара
проволочные микротермопары;
представляет собой две тонкие
Рис. 1.25. Пленочная термопара: а —
свободная; б — на подложке
пленки из термоэлектродного материала, напыленные друг на
Друга под углом 909. Пленочные термопары конструктивно могут
быть выполнены как на подложке, так и в виде «свободной пленки»
37
в области рабочего спая. При толщине термоэлектродных пленок
до 1 мкм инерционность пленочной термопары может быть дове-
дена до нескольких миллисекунд. Существенное преимущество
пленочных термопар перед проволочными состоит в возможности
использовать в качестве термоэлектродных материалов вещества,
из которых невозможно получить проволоку, а также высокоэф-
фективные материалы из полупроводников. При работе с пленоч-
ной термопарой необходимо иметь в виду, что тонкопленочные
структуры по своим физическим свойствам несколько отличаются
от массивных материалов. Поэтому пленочные термопары требуют
предварительной градуировки.
В качестве малоинерционной термопары можно использовать
термоэлектродные металлические материалы в виде так называе-
мой литой микропроволоки в стек-
лянной изоляции. В настоящее
время промышленность выпускает
микропровод с диаметром метал-
лической жилы 5—10 мкм из ма-
териалов, имеющих достаточно вы-
сокий коэффициент термо-э. д. с.
(меди, железа, никеля, серебра и
некоторых сплавов).
Для того чтобы увеличить
чувствительность, отдельные тер-
моэлементы можно соединить по-
следовательно, образуя термоба-
случае общая термо-э. д. с. термо-
1
2
2
термопа-
термоэлек-
термопар)
Рис. 1.26. Термобатарея с последо-
вательно соединенными
рами:
/ — спаи термопар; 2 —
жродные провода (ветви
тарею (рис. 1.26). В этом
батареи будет равна сумме термо-э. д. с. отдельных термоэлемен-
тов. При этом все свободные спаи термоэлементов должны нахо-
диться при одинаковой температуре.
При необходимости получить в термоэлектрической цепи
достаточное значение тока отдельные термоэлементы соединяют
параллельно (рис. 1.27). В этом случае напряжение на термо-
батарее будет равно термо-э. д. с. одного термоэлемента, но ток
в цепи будет равен сумме токов всех термоэлементов, образующих
термобатарею. Как и в случае последовательно соединенной термо-
батареи, все свободные спаи этой термобатареи должны находиться
при постоянной температуре.
Третья схема многоэлементной термобатареи, изображенная
на рис. 1.28, предназначена для создания протяженных по длине
измерителей температуры, например, в буровых скважинах,
при определении температуры на различных глубинах в водоемах
и др. Такая термобатарея подключается к вторичному измери-
тельному прибору коммутацией термоэлементов в любой после-
довательности. Такая система позволяет также измерять разность
температур между двумя любыми термопарами, входящими
в термобатарею. Как отдельные термоэлементы, так и протя-
женные термобатареи позволяют эффективно измерять темпера-
38
туру поверхности моря. В этом случае рабочие спаи термоэле-
ментов, образующих так называемую термопарную косу, погру-
жаются в воду на требуемую глубину при помощи специальных
поплавков, к которым прикреплены термопары.
Схемы измерения с термопарным датчиком. В отличие от
термометров сопротивления и терморезисторов, у которых соб-
ственное сопротивление относительно велико, сопротивление тер-
мопарного датчика температуры составляет десятые и сотые доли
ом. Соответственно полезный сигнал у этих датчиков лежит в пре-
делах от долей до единиц милливольт при изменении измеряемой
температуры на 100 °C. В связи
с этим вторичный измерительный
прибор, работающий совместно
с термопарой, должен обладать
Рис. 1.27. Термобатарея с парал-
лельно соединенными термопарами:
1,1 — термоэлектродные провода
1,3 — термоэлектродные про-
вода; 2 — коммутатор
высокой широкодиапазонной вольтовой чувствительностью. Таким
прибором является потенциометр, принципиальная схема кото-
рого приведена на рис. 1.29. Потенциометрический метод измере-
ния заключается в сравнении измеряемого напряжения с напря-
жением эталонного источника — нормального элемента, разви-
вающего при 20 °C напряжение 1,0186 В.
В лабораторных условиях в качестве универсального вторич-
ного измерительного прибора, работающего с любой термопарой,
можно использовать переносные потенциометры постоянного тока
типа ПП-63, ПП-70 с ручным управлением или РЗЗО и Р37-1
с полуавтоматическим управлением. При стационарном длитель-
ном использовании термопарного измерителя температуры с авто-
матическим поддержанием заданного значения температуры, на-
пример в электронагревательных приборах, применяются авто-
матические потенциометры, как показывающие, так и самопишу-
щие. Для лабораторных измерений температуры лучше всего под-
ходит одноточечный автоматический самопишущий потенциометр
типа КСП4, работающий с термопарами ХА, ХК и ПП-1.
При измерении температуры с помощью термопары ее свобод-
ные концы должны находиться при постоянной температуре.
39
Рис. 1.29. Схема потенциометра для
измерения термо-э. д. с. термопары:
Е — измеряемая термо-э. д. с.; НЭ —
высокостабильный источник напряжения
{нормальный элемент); Г — гальванометр
нуль-прибор); R3 — термореэистор тем-
пературной компенсации схемы
Наиболее удобна нулевая температура, которая обеспечивается
тающим льдом, помещенным в сосуд Дьюара (рис. 1.30). При
дистанционном разделении термопары и вторичного измеритель-
ного прибора к соединяющим
их проводам предъявляется ус-
ловие, чтобы их сопротивление
было значительно меньше соб-
ственного сопротивления термо-
пары. Изменение сопротивления
соединительных проводов при
изменении окружающей темпе-
ратуры, что надо учитывать при
точных температурных измере-
ниях, компенсируется специаль-
ными устройствами, размещен-
ными в корпусе вторичного из-
мерительного прибора — автома-
тического самопишущего потен-
циометра. 1
Погрешности термопар и их
устранение. При измерении тем-]
пературы проволочными термопарами могут возникнуть погреш-1
ности, искажающие измеряемое значение температуры. Причи-|
нами погрешностей могут
Рис. 1.30. Использование
дифференциальной термо-
пары со стабилизацией при
нулевой температуре свобод-
ного спая:
/ — тающий лед: 2 — свобод-
ный спай; 3 — сосуд Дьюара;
4 — пенопластовая пробка; 5 —
соединительные компенсацион-
ные провода;. 6 — гальвано-
метр; 7 — измерительный спай
термопары; 8 — объект измере-
ния температуры; 9 — припой
неоднородность состава термоэлектродного материала вдоль
проволоки;
механические напряжения в проволоке, оставшиеся после ее
изготовления;
теплоприток или теплоотвод за счет собственной теплопровод-
ности термоэлектродов;
недостаточно хороший тепловой контакт между рабочим спаем
термопары и объектом измерения температуры;
40
недостаточная компенсация изменения сопротивления термо-
электродов при воздействии окружающей температуры;
изменение со временем термо-э. д. с. термоэлектродного мате-
риала в результате рекристаллизации, диффузии посторонних
веществ из электроизоляции и окружающей среды;
изменение при высокой температуре сопротивления изоляции
между термоэлектродами;
изменение материала термоэлектродов под воздействием иони-
зирующего излучения;
воздействие на электродный материал магнитного поля, СВЧ-
энергии и химических веществ.
Рассмотрим, как перечисленные факторы влияют на досто-
верность измерения температуры.
Неоднородность состава термоэлектродного материала вы-
звана технологическими причинами при производстве проволоки
и сплавов для нее. Состав материала может незначительно ме-
няться не только от партии к партии, но даже и в разных местах
катушки с проводом. Реально из-за неоднородности материала
погрешность в термо-э. д. с. может достигать: для хромеля 100 мкВ,
алюмеля 120 мкВ, копеля 40 мкВ, сплава вольфрама с 15% рения
20 мкВ и сплава вольфрама с 20% рения 30 мкВ. Это значит, что,
например для термопары хромель—алюмель, из-за неоднород-
ности термоэлектродного материала погрешность может достигать
5,5%, в результате чего погрешность в измерении температуры
на уровне 1000 °C будет 55 °C.
Особенно сильно неоднородность материала проявляется в тер-
моэлектродной проволоке малого диаметра, из которой изго-
тавливают микротермопары. Так, для термопары медь — кон-
стантан рекомендуется для медной ветви использовать провод
с диаметром не менее 0,15 мм, а для константана не менее 0,25 мм.
Для того чтобы снизить погрешность из-за неоднородности, надо
помещать термопару на поверхность без значительных перепадов
температур, так называемую изотермическую поверхность. При
отсутствии в районе неоднородности градиента температур по-
грешность будет равна нулю. В хромель-алюмелевых термопарах
неоднородности состава материала можно частично снизить от-
жигом термоэлектродной проволоки при 800 °C в течение 1 ч.
Механические напряжения, оставшиеся в проволоке после ее
изготовления (протяжки), можно снизить или даже полностью
снять, нагревая ее проходящим переменным током до 500—550 °C
в течение 3—5 мин. Механические напряжения в платино-платино-
родиевой термопаре снимаются при нагреве до 1400 °C в течение
30 мин.
Теплоприток или теплоотвод за счет собственной теплопровод-
ности термоэлектродного материала можно снизить за счет кон-
тактирования с объектом измерения температуры не только спая,
во и некоторой длины ветвей, как это, например, показано на
Рис. 1.31.
41
Недостаточный тепловой контакт рабочего спая термопары
с объектом измерения иллюстрируется рис. 1.32. На рис. 1.33
приведены правильные способы контактирования термопары с объ-
ектом.
Рис. 1.31. Способ крепления термопары к объекту
измерении температуры, уменьшающий теплоприток
(теплоотвод) по термоэлектродам
В результате нагрева термоэлектродов от измеряемого объекта
и изменения температуры окружающей среды сопротивление
термопарной цепи меняется. Это приводит к рассогласованию
Рис. 1.32. Неправильное крепление измери-
тельного спая термопары к объекту измере-
ния температуры:
1 — точечный контакт; 2 — длинная скрутка
термоэлектродов; 3 — точечный контакт к вспо-
могательной накладке
сопротивления термопары
с внутренним сопротивле-
нием вторичного измери-
тельного прибора, а следо-
вательно, к возникновению
погрешности. В качестве
примера на рис. 1.34 при-
ведена зависимость измене-
ния отношений «горяче-
го» — Rt и «холодного» —
/?0 сопротивления хро-
мель-алюмелевой термопа-
ры от температуры. Для
Рис. 1.33. Правильное крепление измерительного спая термо-
пары к объекту измерения температуры:
1 — припаивание к вспомогательной накладке; 2 — припаивание
к вспомогательной накладке спая и частично ветвей термопары; 3 —
впаивание скрутки ветвей термопары со спаем в засверловку; 4 —
впаивание части ветвей термопары со спаем в выфрезерованный паэ
того чтобы снизить эту погрешность, в цепь термопары следует
включить согласующее сопротивление, значение которого опреде-
ляется из температурной зависимости изменения сопротивления
материала ветвей. При нагреве в материале термоэлектродов, со-
42
Rt/Ro
f,5
1,4
//
1,Z
1,1
fl 200 400 600 800 t,°C
Рис. 1.34. Изменение со-
противления хромель-
алюмелевой термопары
в зависимости от тем-
пературы
тояших из сплавов, происходят процессы рекристаллизации струк-
с ы Эти процессы чаще всего являются обратимыми, однако при
точных измерениях температуры их надо -
учитывать. В наибольшей степени рекри-
сталлизация свойственна хромелевому пле-
чу термопары. На рис. 1.35 приведено зна-
чение погрешности хромель-алюмелевой
термопары в зависимости от измеряемой
температуры. В меньшей степени показа-
ния термопары меняются из-за изменения
состава термоэлектродов в результате диф-
фузии в них при высокой температуре же-
леза, молибдена, меди и др. Эти металлы
могут диффундировать в термоэлектроды
из чехла, в который заключена термопара,
материала электроизоляции, а также из
окружающей термопару среды. Следует
отметить, что эффект диффузии заметно
сказывается при работе термопары при
высокой температуре в течение длитель-
ного времени. Это явление надо учитывать при периодических
поверках термопар. Во время измерения высоких температур
термопарами платиновой группы возникает погрешность, вызван-
ная так называемым каталитическим эффектом.
При измерении температуры газовой среды не-
которые горючие газы под влиянием платины
и палладия разлагаются с выделением тепла.
Это тепло, выделяющееся на поверхности тер-
моэлектродов, подогревает рабочий спай, иска-
жая тем самым истинное значение измеряемой
температуры. Избавиться от воздействия окру-
жающей среды на термопару можно, если за-
ключить термопару в герметичный корпус или
чехол.
Для электроизоляции термоэлектродов друг
от друга и от чехла, в который часто заклю-
чают термопары используют засыпку мелкого
порошка из оксида алюминия или оксида маг-
ния. Часто в качестве изоляции микротермопар
применяют одноканальную или двухканаль-
ную керамическую трубку «соломку» из оксида
использовании «соломки» расстояние между тер-
Рис. 1.35. Погреш-
ность измерения
хромель-алюмеле-
вой термопары в
зависимости
температуры
от
алюминия. При . --- ----------г
Мозлектродами оказывается 0,2—0,3 мм. При высокой темпера-
туре керамическая электроизоляция теряет свои свойства и со-
противление ее резко понижается. Возникает ток утечки, который
Шунтирует измерительный ток термопары. Термо-э. д. с. при этом
будет на 1 + Rt/R„ раз меньше, чем в случае неизменного со-
противления цепи.
43
Пример. Рассмотрим погрешность, возникшую в хромель-алюмелево!
термопаре при 1000 °C.
Допустим, что при этой температуре сопротивление термопары Rt = 100 Ом
а сопротивление изоляции между термоэлектродами R„ упало до 1500 Сад
Исходя из приведенного соотношения значение термо-э. д. с. при этом пондЯ
зится в 0,937 раза. Согласно градуировочной кривой хромель-алюмелеваЯ
термопара при 1000 °C генерирует напряжение 42 мВ. В действительности
термо-э. д. с. будет равна 39,35 мВ, что соответствует отклонению от истинЯ
ного значения температуры на 60 °C. К сожалению, эффективных способов!]
исключающих это явление, пока не существует.
Измерение температуры объектов, находящихся в поле гаммаЦ
или нейтронного излучения, связано с существенным изменением
материала термоэлектродов. Так, родий превращается в палладий!
вольфрам в осмий, рений в осмий, константан и копель также
претерпевают изменения. Влияние ионизирующего излучения на
термопары хромель—алюмель, ковар—молибден и никель—ни!
хром не установлено. Из высокотемпературных термопар, рабо4
тающих в полях излучения атомного реактора, предлагается исЦ
пользовать термоэлектроды из сплавов платины с молибденом!
Магнитное поле, в котором находится термопара, влияет на еЛ
показания из-за возникновения ряда термомагнитных и гальвано!
магнитных эффектов в термоэлектродном материале ветвей. Наия
большее влияние на точность показаний термопары оказываеи
эффект Нернста—Эттингаузена, заключающийся в возникновении
электрического потенциала в проводнике, вдоль которого имеется
градиент температуры, перпендикулярный к магнитному полю,
Для термоэлектродов, не содержащих в своем составе ферро
магнитных материалов, эффект Нернста—Эттингаузена незначи
телен и его можно не принимать во внимание. Однако для боль
шинства термоэлектродных материалов, содержащих железо
никель, кобальт, из-за этого эффекта возникает значительна»
погрешность. Например, при напряженности магнитного пол»
в 27 кЭ и градиенте температуры вдоль ветвей 27° для различны)
термопар погрешность составит: медь—константан — 0,01%, же
лезо—константан — 0,05%, хромель—алюмель—0,1%.
Значительные трудности возникают при измерении термопа
рами температуры объекта, находящегося в СВЧ-поле. Дополни
тельный нагрев термопары при этом вызывает значительные труд
неучитываемые погрешности.
Химического взаимодействия окружающей среды с материалом
термоэлектродов, как указывалось выше, можно избежать, за-1
ключая термопары в герметичный корпус или защищая поверх-
ность провода специальными термостойкими защитными мате-
риалами.
Технология изготовления термопар в лабораторных условиях.
Из нескольких десятков известных термоэлектродных материалов,
получены сотни термопар, удовлетворяющие специфическим усло|
виям использования как в лабораторной, так и промышленной
практике. Однако промышленностью выпускаются лишь четыре
44 I
Рис. 1.36. Порошковая графитовая печь для
сварки термопар:
/ — ветвн термопары; 2 — зажим ветвей в сва-
рочном штативе; 3 — металлическая чашка;
4 — графитовый порошок; 5 — электроизол и ров а и-
иое основание
типа термопар (см. табл. 1.9), предназначенных для стационар-
ного длительного использования. Эти обстоятельства обусловили
конструкцию термопар, заключенных в массивный металлический
чехол с присоединительным фланцем. Естественно, что в много-
плановой лабораторной практике такие термопары не всегда можно
использовать. Поэтому для конкретного случая измерения тем-
пературы в ходе постановки эксперимента часто приходится
самостоятельно изготавливать нужную термопару. Основные
технологические процессы изготовления некоторых термопар,
широко используемых в лабораторной практике, описаны ниже.
Подготовка термоэлектродной проволоки. Как указывалось
выше, одной из основных причин погрешности термопар являются
остаточные механические
напряжения в проволоке
после ее изготовления
(протяжки). Почти полно-
стью снять эти напряже-
ния можно отжигом нуж-
ного отрезка проволоки в
печи при температуре 500—
600°С в течение 5—10 мин.
Более просто можно на-
греть проволоку проходя-
щим переменным током по
тому же режиму. Из-за
высокой окисляемости от-
жиг вольфрамовой и мо-
либденовой проволоки на-
до проводить в защитной
атмосфере. Литой микропровод в стеклянной изоляции отжигать
не следует. Для стабилизации коэффициента термо-э. д. с. новой
платино-платинородиевой термопары перед использованием ее надо
отжечь на воздухе при температуре 1400 °C в течение 30 мин. При
выборе диаметра термоэлектродной проволоки надо руководство-
ваться правилом, что чем меньше диаметр, тем меньше дефектов
структуры и состава в небольшом отрезке проволоки.
Образование рабочего спая. Рабочий спай термоэлектродов
можно выполнить различными способами: сваркой, пайкой,
гальваническим сращиванием и др. Способ сварки в значительной
степени определяется диаметром термоэлектродной проволоки,
а также температурой плавления и устойчивостью к окислению.
Подавляющее большинство термопарных материалов для измере-
ния температур до 1500 °C проще всего сваривать в графитовой
порошковой печке или искровой и дуговой микросваркой в за-
щитной среде. Графитовая порошковая печь (рис. 1.36) предста-
вляет собой металлическую чашечку, в которой находится мелкий
графитовый порошок, изготовленный, например, из графитового
стержня любого сухого элемента. Скрученные вместе термопар-
45
Рис. 1.37. Электросварка термо-
пары в защитной жидкости:
/ — графитовый стержен*»; 2 — стек-
лянный сосуд; 3 — защитная жид-
кость (вода); 4 — ветви термопары;
5 — пинцет, подводящий к скрутке
ветвей сварочное напряжение
ные провода со стороны, подлежащей сварке, обрезают до одного
уровня и зажимают в оправку, позволяющую передвигать скрутку
проволоки в вертикальном направлении. К оправке и чашечке!
с графитовым порошком прикладывают напряжение переменного;
тока от автотрансформатора. Подлежащую сварке термопару}
погружают на 1—1,5 мм в порошок, после чего включают напря-!
жение. Из-за большого контактного сопротивления в месте кон-
такта проводов с порошком происходит значительный нагрев,
приводящий к плавлению материала термоэлектродов и их проч-
ному соединению друг с другом. Частичное горение графита;
в месте сварки препятствует оки-i
слению спая. В графитовой печи}
можно ’сваривать термопарные
проволоки диаметром до 0,5 мм.
Термопарные провода диамет-
ром до 0,3 мм могут быть сварены ;
искрой в защитной жидкости —I
воде (рис. 1.37). В ванночку!
с водой погружают скрученные;
термопарные провода, зажатые*
вблизи места сварки пинцетом.
К концу скрутки через пинцет
подают напряжение от автотранс-',
форматора в несколько вольт.!
Сварочный электрод — графито-1
вый электрод от сухого элемента
или грифель от карандаша «Та
с присоединенным от автотранв
форматора проводом — также пЛ
гружают в воду до соприкосновЛ
ния со скруткой проводов. Возникшая при этом искра мгновений
сваривает провода, образуя на конце блестящий «королек». В дан- i
ном случае при возникновении искры в зоне сварки образуется
пузырек водяного пара, препятствующий окислению проводов.
Значение тока, как в случае сварки в графитовой печи, так и в воде,
определяют опытным путем в зависимости от диаметра сваривае-
мых проволок. Следует иметь в виду, что при использовании
в качестве источника напряжения автотрансформатора типа
«ЛАТР» один из концов «нагрузки» находится при напряжении
сети. Поэтому для обеспечения электробезопасности лучше всего
дополнительно использовать разделительный трансформатор. И
наконец, искровую сварку термопар можно вести в атмосфере
защитного газа (проще всего — углекислого газа, полученного из
кусочка твердой углекислоты, помещенного в сосуд, где произ-
водится сварка).
Искровую сварку термопар в защитной атмосфере аргона,
азота или другого нейтрального газа производят на приспособле-
нии, схема которого приведена на рис. 1.38. Подлежащую сварке
46
Рис. 1.38. Приспособление для ис-
кровой сварки термопар в среде
защитного газа (аргона)
скрУтКУтеРмопаРных ПРОВ°Д°В помещают в металлическую трубку 1
соответствующего диаметра и через фторопластовую пробку 3 вво-
дят внутрь стеклянного сосуда. Графитовый электрод 4, свободно
перемещающийся в верхней пробке3, соприкасаютс торцом скрутки,
и возникшей при этом искрой сваривают провода. Защитный газ,
заполняя внутренний объем пробирки 5, выходит через отверстие^
в нижней пробке. Напряжение переменного тока прикладывается
к трубке с проводами и графи-
товому электроду.
Термопары из хромель-алюме-
левых и хромель-копелевых тер-
моэлектродов могут быть сварены
на обычном монтажном станке то-
чечной сварки. Для того чтобы
уменьшить окисление, место свар-
ки покрывают спиртом.
Сварка микротермопар, особен-
но из литого микропровода в стек-
лянной изоляции, обладает опре-
деленной спецификой. Для того
чтобы концы микропровода освобо-
дить от стекла, их на 5—10 с погру-
жают в расплав гидроксида нат-
рия — едкого натра (температура
плавления 322 °C). После тщатель-
ной промывки в воде и сушки в
ацетоне провода термопары укла-
дывают рядом и скрепляют друг с
другом несколькими каплями ни-
тролака (рис. 1.39, а). Затем осво-
божденные от стеклоизоляции
металлические жилы зажимают между двумя обильно залужен-
ными галлий-индиевой эвтектикой медными пластинками. Высту-
пающие концы проводов под микроскопом совмещают или скру-
чивают друг с другом (рис. 1.39, б). Подготовленную таким обра-
зом заготовку термопары жестко закрепляют на электронзоли-
рованном основании. Сверху на провода (до соприкосновения
с ними) плавно опускают графитовый сварочный электрод. Для
тонкой регулировки движения электрода его через металлическую
пластинку удобно закрепить на объективной головке микроскопа
С микрометрической подачей тубуса. Пластинку с электродом
следует закрепить при помощи объектива, в данном случае
выполняющего роль крепежного винта. Сварочное напряжение
прикладывают между сварочным электродом и зажимом с про-
водами. Электрический сварочный импульс образуется при раз-
ряде конденсатора, емкость и напряжение зарядки которого
определяются опытным путем в зависимости от диаметра свари-
ваемых проводов. После сварки и контроля качества образовав-
47
шегося сваренного «королька» термопару, если это необходимо,
освобождают от скрепляющего термоэлектроды нитролака, рас<
творяя его в ацетоне. Также ацетоном удаляют следы электро^
Рис. 1.39. Сварка термо-1
пары из литого микропро!
провода в стеклянной изо-1
ляции: j
/ — нитролак, скрепляю-
щий мнкропровода; 2 —
стеклоизоляция провода;
3 — жилы микропровода,
освобожденные от стекло-
иэоляцни; 4 — графитовый
электрод; 5 — металличе-
ский электрод-зажим, за-
луженный индий-галлие-
вой эвтектикой; 6 — ту-
бус микроскопа; 7 — сва-
ренная мнкротер мопара;
8 — конденсатор искровой
сварки; 9 — токоподводя-
щая шина
контактной галий-индие-
вой эвтектики, оставшейся
на проводах. Готовую мик-
ротермопару (рис. 1.39, в)
следует закрепить на дер-
жателе в соответствии с ее
дальнейшим использова-
нием.
Микротермопару из ли-
того микропровода в стек-
лянной изоляции более ка-
чественно можно сварить
в защитной атмосфере, на-
пример аргоне. Схема ап-
парата для такой сварки
изображена на рис. 1.40.
Ветви термопары с осво-
божденными от стекла кон-
цами продевают в инъек-
ционную иглу от медицин-
ского шприца. Диаметр
внутреннего канала иглы
должен быть таким, чтобы
оба провода входили в него
достаточно плотно. Перед
заправкой проводов косой
срез иглы надо «залудить»
галлий-индиевой эвтекти-
Рис. 1.40. Приспособление для сварки термо-
пары из литого микропровода в атмосфере
нейтрального газа (аргона):
1 — тубус микроскопа; 2 — длиннофокусная
Лупа; 3 — сваренная микротермопара; 4 —
капля индий-галл йеной эвтектики; 5, 9 — фторо-
пластовые пробки; 6 — медицинская инъекцион-
ная игла; 7 — графитовый электрод; 8 — стек-
лянная трубка; 10 — крепление графитового
электрода к тубусу микроскопа
кой, которая обеспечит электрический контакт проводов с кор-
пусом иглы. Подготовленную таким образом иглу с проводами
вставляют во фторопластовую пробку в торце стеклянной трубки.
48
С ДРУГОГО К0Н11а трубки через фторопластовую пробку свободно
входит остро отточенный графитовый электрод. Для тонкого
передвижения электрода его закрепляют на объективной головке
микроскопа, как это было описано выше. После центровки гра-
фитового электрода относительно торца термопарных проводов
внутренний объем продувают защитным газом и под контролем
микроскопа производят сварку. Сварочное напряжение подклю-
чают к графитовому электроду и игле. Источником сварочного
тока может быть конденсатор, параметры которого подбирают
опытным путем. Размер сваренного «королька», естественно,
должен быть таким, чтобы после сварки термопару можно было
извлечь из иглы.
Вместо сварки термоэлектродные ветви термопары можно
соединить пайкой. При этом технология пайки будет определяться
материалом термоэлектродов и максимальной измеряемой темпе-
ратурой. Наиболее широко распространенные в лабораторной
практике термопары медь—константан, хромель—алюмель и
хромель—конель можно просто спаять серебряно-медными при-
поями ПСр-50, ПСр-72, ПСр-92 и др. Температура плавления сере-
бряно-медных припоев находится в пределах 778—1000 °C. В ка-
честве флюса при пайке применяют тетраборнокислый натрий —
буру. Пайку термопары лучше всего вести, используя в качестве
тигля чайную ложку из коррозионно-стойкой стали. Вначале
расплавляют буру, что необходимо для удаления из нее кристал-
лизационной воды. Окончание обезвоживания происходит при
полном расплавлении буры. После некоторого перегрева (бура
плавится при 742 °C) в нее вводят небольшое количество припоя,
который, расплавившись, образует на дне ложки каплю разме-
ром 3—5 мм. Прошкуренные и обезжиренные ветви термопары
на конце скручивают вместе, выравнивают по торцу и погружают
в расплавленный припой сквозь слой жидкой буры. Через 5—20 с
(в зависимости от диаметра проводов и температуры перегрева
припоя) на конце «скрутки» образуется прочный паяный шов
с шариком припоя на конце. Чтобы припой не поднимался над
«скруткой» по зазору между ветвями, последние надо развести
на 1—2 мм. Тонкий слой остеклованной буры на месте пайки
можно оставить, так как он будет защищать спай термопары от
окисления в процессе измерений. В случае, если термопару в даль-
нейшем предполагается припаивать к объекту измерения, буру
надо удалить кипячением в слегка подкисленной воде. Кроме
меди, константана, хромеля, копеля и алюмеля серебряно-мед-
ными припоями можно паять термопарные ветви из платины и ее
сплавов, никеля, железа, ковара, серебра и некоторых других.
Вольфрам, молибден, тантал, нихром паять описанным способом
нельзя.
Для работы в области криогенных температур (до —200 °C)
тсрмопару, например медь-константановую, можно спаять оловом
или оловянно-свинцовыми припоями. В качестве флюса для пайки
Е. А. Колеико 49
низкотемпературных термопар можно использовать водный рас>)
твор хлористого цинка, флюс ЛТИ-120 и др. Пайкой можно не)
только изготавливать новые термопары, но и ремонтировать тер4
мопары, порванные при эксплуатации и ранее сваренные. *
Для того чтобы убедиться, что пайка ветвей проведена каче-
ственно, термопару надо проверить по двум опорным точкам 0 и
100 °C.
Соединение ветвей термопары гальваническим осаждением
металла. Качественный рабочий спай ветвей термопары можно
получить гальваническим осаждением на «скрутку» термоэлек-
тродных проводов никеля, железа, меди и других металлов.
Для создания хорошего электрического, теплового и механиче-
ского контакта между ветвями слой осажденного металла должен
быть не менее 200—500 мкм в зависимости от диаметра проводов.
Общим правилом, определяющим толщину слоя осажденного
металла, является частичное закрытие структуры «скрутки».
Для осаждения металла только на область «скрутки», которая
должна состоять из двух-трех витков, не подлежащие покрытию
участки проводов на длину 50—70 мм от места скрутки защищают
нитролаком, который после покрытия удаляют ацетоном. Есте-
ственно, что в случае использования термоэлектродных проводов
в эмалевой изоляции их защита не требуется. Осаждение металла
надо вести при малой плотности тока, чем обеспечивается покры-
тие высокой плотности и соответственно электропроводности.
Изготовление пленочной термопары. Для измерения темпера-
туры при импульсных тепловых процессах, например мощности
излучения инфракрасного ОКГ, нужна термопара с малой инер-
ционностью, что определяется массой ее рабочего спая. Этому
условию частично удовлетворяют термопары из литого микро-
провода. Однако эффективная поверхность, воспринимающая
тепловой поток, у них мала, вследствие чего микротермопары
обладают пониженной чувствительностью. От этого недостатка
свободны пленочные термопары, у которых при равной с микро-
термопарой массе рабочего спая эффективная площадь на три-
четыре порядка больше. Безусловное преимущество пленочных
термопар состоит в возможности использовать в качестве термо-
электродов высокоэффективные материалы, в том числе полупро-
водники, имеющие коэффициент термо-э. д. с. в десятки раз боль-
ший, чем материалы, из которых можно изготовить проволоку.
Технология изготовления пленочной термопары достаточно проста
и может быть осуществлена в любой лаборатории, располагающей
установкой вакуумного напыления. Конструктивное оформление
корпуса позволяет получать на нем пленочные термопарные ветви
из любых материалов.
Базовая конструкция пленочной термопары изображена на
рис. 1.41. Корпус 3, изготовленный из диэлектрического мате-
риала, например полиметилметакрилата (оргстекла) или эпоксид-
ной смолы, имеет прилив 6 для закрепления прибора в аппара-
50
туре. Две контактные втулки 4 закрепляют в корпусе при помощи
эпоксидной смолы 2. Со стороны торцевой поверхности корпус
протачивают на плоскость. Затем на корпус наклеивают пленку-
подложку 10, на которую через маску 1 напыляют термоэлек-
троды 8 и 9. Ширина прорези 11 в маске не должна быть больше
мм. С внешней стороны прорезь должна иметь частичное
расширение до 3—4 мм для осуществления надежного контакта
с втулкой. Общая длина порези в маске должна быть такой,
чтобы ее внутренний конец был на 0,5—0,75 мм дальше центра
Таблица 1.10
Материалы для изготовления
высокоэффективных пленочных
термопар
Материал Коэффи- циент термо- s. д. с., мкВ/° С
Антимонид цинка +200
Сурьма +43
Хромель +24
Железо + 15
Кадмий +4,6
Медь +3,2
Антимонид кобальта —200
Висмут —68
Константан —38
Копель —37
Никель —20,8
Алюмель —17,3
Рис. 1.41. Устройство пленочной тер-
мопары
подложки. После напыления первого термоэлектрода маску
поворачивают на 180° и напыляют второй термоэлектрод. При
указанной выше длине прорези в маске происходит перекрытие
ветвей на длине 1—1,5 мм, что и образует рабочий спай 7 термо-
пары. Для получения резкой границы у термоэлектродных пле-
нок расстояние от маски до подложки должно быть не более
0>2—0,5 мм. Термопару подключают через выводы 5.
В табл. 1.10 приведены коэффициенты термо-э. д. с. (относи-
тельно свинца) и диапазон рабочих температур для высокоэффек-
тивных и полупроводниковых материалов, которые можно
использовать для изготовления ветвей пленочных термопар. Заме-
тим, что наиболее просто изготовить пленочную термопару из
элементарных термоэлектрических материалов, так как получе-
ние тонких пленок из металлических сплавов и полупроводни-
ковых соединений сопряжено с определенными технологическими
сложностями.
4*
51
Из приведенного в табл. 1.10 перечня материалов предпочте-
ние надо отдать тем, у которых сумма абсолютных значений термо-
э. д. с. разных знаков будет максимальной. Кроме того, выбранные
материалы не должны заметно диффундировать друг в друга
и изменять свои параметры в процессе эксплуатации. В случае
негерметизированной конструкции термопары она не должна
взаимодействовать с окружающей средой. В наибольшей степени
перечисленным требованиям удовлетворяют пары медь — висмут
и железо — никель. Кроме высоких термоэлектрических пара-
метров достоинствами этих термопар являются простота техно-
логии их изготовления и надежность в работе.
Для того чтобы предохранить ветви термопары от взаимодей-
ствия с окружающей средой, чаще всего окисления, их надо по-
крыть тонким слоем термостойкого лака. В качестве подложки
для изготовления пленочной термопары лучше всего использовать
тонкую (10—20 мкм) слюду или тонкую полиамидную пленку.
Естественно, что выбор материала подложки зависит от предель-
ной рабочей температуры термопары. Толщина напыленных вет-
вей, как правило, лежит в пределах от 0,3 до 1 мкм. Важно отме-
тить, что при толщинах пленки меньше 0,05 мм термо-э. д. с.
термоэлектродного материала начинает значительно меняться.
1.2.4. Практическая работа с термопарами
Практическое использование термопар для измерения темпе-
ратуры в лабораторных условиях связано с рядом специфических
требований, которые надо соблюдать, чтобы результаты измере-
ний были достоверными. В первую очередь это относится к стаби-
лизации температуры свободных концов термопары, обычно на
уровне нулевой температуры, соответствующей фазовому равно-
весию воды со льдом. Как показано на рис. 1.22, свободный конец
(спай) наиболее удобной для измерений (дифференциальной) тер-
мопары погружается в сосуд Дьюара, который заполнен льдом,
полученным из дистиллированной воды, и частично залит дистил-
лированной водой до образования кашеобразного состояния.
Периодически по мере таяния льда необходимо удалять воду,
скапливающуюся у дна сосуда. Для того чтобы уменьшить тепло-
приток к свободному спаю термопары, последний надо погрузить
в тающий лед не менее чем на 100 мм. Удобно свободный спай
помещать в стеклянную пробирку диаметром 6—8 мм, в которую
заливают сплав Вуда. При соблюдении перечисленных правил
нулевая температура в сосуде Дьюара длительное время поддер-
живается с точностью ±1 °C.
Температурная точка 100 °C соответствует фазовому равнове-
сию между водой и ее паром. Для большинства случаев, встре-
чающихся в общелабораторной практике, эту температурную
точку можно отметить, поместив рабочий спай термопары в не-
бурно кипящую воду. В этом случае температура кипящей воды
52
будет отличаться от 100 °C на ±1—1,5°. В случае использования
дистиллированной воды или воды, полученной из чистого снега,
отклонение от 100 °C будет ±0,5—1°.
Как указывалось выше, на точность показаний термопары
влияют много причин, обусловленных изменением свойств термо-
электродных материалов со временем, воздействием на них внеш-
ней среды и, что наиболее важно, правильным подсоединением
термопары к объекту измерения температуры и вторичному изме-
рительному прибору. Учитывая многообразие использования
термопар в производственной и
лабораторной практике, рас-
смотрим несколько специфиче-
ских приемов измерения тем-
пературы с помощью термопар.
Измерение температуры дви-
жущихся объектов. При дина-
мических измерениях темпера-
туры вращающихся объектов
чаще всего для снятия сигнала
термопары используется щеточ-
ный механизм. Существенный
недостаток этого способа при
<5
Рис. 1.42. Схема устройства для сня-
тия сигнала термопары с вращающе-
гося устройства
измерениях на воздухе состоит
в окислении контактных колец
и щеток, что служит причиной
существенных погрешностей.
Серебрение, золочение и пла-
тинирование контактирующих
поверхностей только частично
уменьшает погрешность. Использование щеточного механизма
в вакууме или нейтральной атмосфере хотя и оправдано, но
связано с конструктивными усложнениями экспериментальных
установок. На рис. 1.42 изображена схема шарикоподшипни-
кового устройства, позволяющего снять термопарный сигнал
с вращающегося объекта без заметных погрешностей. Внут-
ренние кольца подшипников 1 соединены с ветвями термопары,
рабочий спай которой 8 жестко закреплен на объекте. Ветви
термопары соединены с шарикоподшипниками, напрессованными
или приклеенными к втулке 2 из электроизоляционного мате-
риала. Выбор материала втулки определяется максимальной
температурой, измеряемой термопарой. Лучше всего использо-
вать втулку из керамического материала, на которой подшипники
закрепляются керамическим цементом. Перед закреплением на
втулке подшипник необходимо тщательно очистить от смазы-
вающего материала многократной промывкой в бензине, а затем
в ацетоне или другом эффективном растворителе. После обезжи-
ривания шарики подшипника надо присыпать небольшим коли-
чеством коллоидного графита (так называемого аквадага). Аква-
53
даг можно заменить мелко растертым грифелем мягкого каран-
даша («М», «28» и др.).
Сигнал от термопары ко вторичному измерительному прибору
снимают с внешних колец подшипников 3, которые, естественно,
надо закрепить, чтобы они не вращались. Систему подшипников
закрепляют на вращающемся объекте 6 посредством фланца 5
и винтов 4. Керамическую втулку 2 так же, как и подшипники,
закрепляют на фланце керамическим цементом. Чтобы умень-
шить теплоотвод от объекта на систему подшипников, между
фланцем и объектом помещают несколько
крупинок кварца или обычного крупного
песка 7, что обеспечивает воздушный за-
зор между фланцем и объектом.
Описанное устройство можно исполь-
зовать для измерения температуры любой
термопарой на воздухе до 350 °C, а в ва-
кууме или нейтральной атмосфере до 500 °C
с точностью ±1—2 °C.
Довольно простое устройство для пере-
дачи электрического сигнала от вращаю-
щегося объекта к неподвижному изобра-
жено на рис. 1.43. Движущийся объект
на конце снабжен металлической иглой,
которая погружена в ртуть или в галлий-
индиевую эвтектику. Такая система может
работать при больших оборотах объекта,
в то время как предыдущая система —
до 300—500 об/мин.
Вакуумно-плотный и термически проч-
ный ввод термопары в стекло. В случае не-
обходимости измерить температуру объекта.
Рис. 1.43. Снятие элек-
трического сигнала с вра-
щающегося объекта:
1 — стальная чашка; 2 —
угугъ', 3 — стальная игла;
4 — подшипник
находящегося внутри откачиваемого или даже отпаянного стек-
лянного объема, можно воспользоваться термопарой с ветвями
из молибдена и сплава 29НК-ВИ (ковара). Оба этих термоэлек-
тродных материала впаиваются в стекла группы С-50 (ранее
именуемые ЗС-5, № 46, молибденовое). Как молибден, так и
ковар имеют коэффициент термического расширения, согласую-
щийся с этой группой стекол, что обеспечивает термостойкость
и вакуумную плотность спая до 450 °C. Градуировочная кривая
термопары молибден — ковар приведена на рис. 1.44. В вакуум-
ный объем можно ввести и другие термопары, например хро-
мель—копель, хромель—алюмель, медь—константан и др. Для
этого удобно воспользоваться плоской или гребешковой ножкой
радиолампы, освободив ее от баллона и арматуры. К внутренним
и внешним концам вваренных в стекло электродов присоединяют
разорванные в этом месте ветви термопары. В зависимости от
температуры, при которой будет находиться ножка, ветви термо-
пары можно припаять или приварить точечной сваркой к элек-
Рис. 1.44. Градуировочная кри-
вая термопары ковар—молиб-
ден
тродам. При этом следует иметь в виду, что медь, платину и неко-
торые другие термопарные материалы приварить к электродам
ножки радиолампы трудно. Ножка с присоединенными к ее элек-
родам ветвями термопары может быть
любым способом вакуумно-плотно со-
единена с объемом, внутри которого
требуется измерить температуру. На-
помним, что ножки с платинитовыми
электродами можно спаивать только
со стеклами группы С-80. Опреде-
лить материал электрода ножки мож-
но по цвету спая: платинит—крас-
ный, ковар—серый, молибден—ко-
ричневый.
Термопарный микрозонд. Для из-
мерения градиентных характеристик
как постоянного, так и изменяюще-
гося со временем температурного поля в газе или жидкости удобно
пользоваться термопарным зондом. При этом термопара не должна
вносить возмущений в измеряемое температурное поле, должна
Рис. 1.45. Термо-
парный микро-
зонд
иметь малую инерционность и высокую чувст-
вительность. Всеми этими качествами обладают
микротермопары, находящиеся в широко ис-
пользуемых в вакуумной технике термопарных
манометрических преобразователях ПМТ-2
(ЛТ-2) в стеклянном баллоне и ПМТ-4М (ЛМ-3)
в металлическом баллоне. В ПМТ-2 находится
платино-платинородиевая термопара с диамет-
ром ветвей 100 мкм и длиной каждой ветви
40 мм. В ПМТ-4М используется хромель-копе-
левая термопара с диаметром ветвей 50 мкм и
длиной 15 мм. Эти термопары можно исполь-
зовать для изготовления микрозонда. Для
этого термопару надо извлечь из баллона, об-
резать проволочную петлю подогревателя и за-
тем отсоединить термопару от ножки в месте ее
приварки к траверзам. Полученная микротер-
мопара имеет небольшой диаметр сваренного
шарика рабочего спая, что обеспечивает инер-
ционность термопары 100—200 мс.
Один из возможных конструктивных вари-
антов микрозонда приведен на рис. 1.45. Извле-
ченную из лампы термопару 2 распрямляют, и
ее ветви помещают в два тонкостенных стеклян-
ных капилляра 3 диаметром 0,3—0,5 мм таким
образом, чтобы рабочий спай термопары 1 рас-
полагался посредине между ними. Концы термопарных ветвей
спаивают или сваривают с удлиняющими проводами 7 из того же
55
Рис. 1.46. Градуировочная кри-
вая термопары молибден—же-
лезо
материала. Подготовленный термопарный узел вставляют в отве
стие детали 4, образующей верх стеклянного корпуса 6. Эпокси
ная смола 5 комнатного отверждения прочно скрепляет все эле-
' менты микрозонда. Для получения постоянного натяга термо-
пары перед заливкой эпоксидной смолой капилляры следует слегка
сжать, что после полимеризации смолы обеспечит требуемый натяг.
Работа с платино-платинородиевой термопарой при высокой
температуре. При измерении платино-платинородиевой термопарой
температуры 1200 °C на воздухе или выше 850 °C в вакууме и ней-
тральной атмосфере надо избегать контакта рабочего спая с мате-
. риалом, содержащим железо или кремний. Эти элементы интен-
сивно диффундируют в термоэлек-
тродные материалы, вызывая замет-
ную погрешность измерений. Железо
и кремний могут попасть в термопар-
ный материал при непосредственном
контакте рабочего спая с ними или
в результате восстановления оксидов
железа и кремния, содержащихся в
недостаточно чистом оксиде алюми-
ния, из которого изготовлены чехлы
и трубки, электроизолирующие вет-
ви термопары. При работе термопары
на воздухе при высокой температуре
происходит каталическое воздействие
платины на оксиды, сопровождаю-
щееся их восстановлением. Так, погрешность термопары, рабо-
тающей в течение 100 ч при 900 °C в водороде, достигает 5 °C.
Термопара, работающая в магнитном поле. На большинство
термоэлектродных материалов заметно воздействует сильное маг-
нитное поле. Поэтому для измерения температуры объекта,
находящегося в магнитном поле, следует использовать термопары,
в наименьшей степени подверженные такому воздействию. Для
интервала температур от —200 до 800 °C наиболее пригодна тер-
мопара хромель—константан. Градуировочную кривую этой тер-
мопары следует построить по реперным температурным точкам
в рабочем интервале. Термопара хромель—константан, кроме
того, обладает высокой коррозионной стойкостью по отношению
к ряду агрессивных химических веществ.
Термопара, не взаимодействующая со ртутью. При необходи-
мости измерить температуру объекта, находящегося в объеме,
заполненном парами ртути, или же непосредственно температуру
жидкой ртути следует использовать термопару, ветви которой не
амальгамируются. Практически не реагируют с ртутью при высо-
ки х^ температурах молибден и железо. Градуировочная кривая
этой термопары приведена на рис. 1.46. Термо-э. д. с. термопары
молибден—железо на линейном участке градуировочной кривой
от 400 до 1000 °C равен 15 мкВ/°С.
56
Защита термопары от высокочастотных наводок и переменного
тока. Наводки от высокочастотного поля и переменного тока,
попавшие в цепь термопары, могут вызвать существенные погреш-
ности в измерении температуры. Основной причиной наводки
переменного тока является снижение электроизоляционных
свойств керамики, разделяющей ветви термопары, при высокой
температуре. В результате этого в измерительную цепь вторич-
ного прибора проникает ток промышленной частоты. Наиболее
простой способ защиты термопары от наводки переменного тока
заключается в заземлении термопары. Однако этот способ не пол-
ностью исключает проникновение наводки в термоэлектрическую
цепь. Более надежно введение в термопару LC-фильтра, состоя-
Рис. 1.47. Схема защиты измери-
тельного спая термопары от вы-
сокочастотного электрического
поля:
/ — измерительный спай термо-
пары; 2, 3 — С-фильтр; 4 — метал-
лический экранный чулок; 5 —
металлическая спираль
щего из дросселя и емкости, включен-
ных, как показано на рис. 1.47, а.
Подбирая значения емкости и ин-
дуктивности, можно практически пол-
ностью устранить наводку перемен-
ного тока на вторичный измеритель-
ный прибор. Следует отметить, что
введение в термопарную цепь индук-
тивно-емкостного фильтра значитель-
но увеличивает постоянную времени
термопары.
Защитить рабочий спай термопары
от высокочастотных наводок можно
многими способами. Наиболее эффек-
тивно экранирование рабочего спая
металлической спиралью в случае из-
мерения температуры газа или жидко-
сти (рис. 1.47, б). При измерении
температуры твердого тела экрани-
рование рабочего спая можно прове-
сти, как это показано на рис. 1.47, б.
Во всех случаях экранирования от
высокочастотных наводок вся термопарная цепь до вторичного
прибора должна быть также заэкранирована.
Измерение термопарами разности температур. Существуют
несколько способов измерения разности температур двух или
большего числа объектов. Наиболее простым является использо-
вание дифференциальной термопары, оба спая которой присоеди-
нены к объектам. В этом случае одновременно измеряется раз-
ность температур, а не их значения. При необходимости опре-
делить истинное значение измеряемой разности температур к од-
ному из объектов надо присоединить дополнительную дифферен-
циальную термопару, свободный спай которой должен иметь
нулевую температуру. Схема измерения разности температур
Дифференциальной термопарой показана на рис. 1.48. Относи-
тельную разность температур можно измерить также двумя
57
обычными термопарами, включенными по схеме, которая изобра-
жена на рис. 1.49. Такое включение позволяет измерять разность
температур двух объектов, разнесенных друг от друга на зна-
чительное расстояние.
Особенности работы термопар из тугоплавких металлов при
высокой температуре. У используемых для измерения высокой
температуры термопар с ветвями из воль-
фрама, молибдена, тантала, рения и нио-
бия с течением времени изменяется коэф-
фициент термо-э. д. с. Причиной этого яв-
ляется взаимодействие тероэлектродного
материала с защитной металлической обо-
лочкой термопары и электроизоляцией
между ветвями. Так, практически все тер-
мопары из тугоплавких металлов при
температуре выше 1625 °C после пребы-
вания в атмосфере аргона в течение 150 ч
начинают активно взаимодействовать с ок-
Рис. 1.48. Схема измере-
ния дифференциальной
термопарой разности тем-
ператур:
/, 2 — ветви термопары
сидом алюминия. Наиболее активен при
этом тантал, восстановление которым окси-
да алюминия происходит всего за несколь-
ко часов. Наиболее стабильным оказался
рений. При длительном нагреве в атмо-
сфере аргона в рении не происходит ре-
кристаллизация, что характерно для мо-
либдена и особенно для вольфрама. При высокотемпературных
измерениях в вакууме, создаваемом паромасляным диффузион-
ным насосом, при температуре выше 1000 °C термоэлектродные
Рис. 1.49. Схема измерения разности температур двумя
обычными термопарами:
1 — термопары; 2 — компенсационные провода; 3 — мед-
ные провода для подключения вторичных приборов
материалы из тугоплавких металлов взаимодействуют с остаточ-
ными парами масла, образуя карбиды. Приведенные причины
могут внести погрешность до 100 °C в измерение температуры на
уровне 2000 °C. Наиболее стабильными термопарами при измере-
нии температуры до 2000 °C следует считать термопары вольфрам—
ниобий с термо-э. д. с. 26,5 мВ 100 °C и молибден—ниобий с тер*
мо-э. д. с. 20 мВ/100 °C.
58
3
Рис. 1.50. Присоединение термо-
пары платина — платинородий
к платиновому тиглю:
/ — платннородиевый термоэлект-
род; 2 — платиновый термоэлект-
род; 3 — стенка тигля
фольге из таких материа-
Присоединение платино-платинородиевои термопары к тонко-
стенному платиновому тиглю. При необходимости присоединить
члатино-платинородиевую термопару к тонкостенному платино-
вому тиглю или тонкой платиновой проволоке поступают следую-
щим образом. Платиновый предмет в месте присоединения термо-
пары в пламени горелки нагревают до светло-желтого каления
(около 1000 °C). Затем к нагретому месту прикладывают рабочий
спай термопары, который через несколько секунд прочно прива-
ривается к тиглю или проволоке. Другой способ присоединения
термопары аналогичен описанному, но заключается в присоеди-
нении и соответственно приварке не спая термопары, а ее отдель-
ных ветвей, как это указано на
рис. 1.50.
Присоединение платино-платино-
родиевой термопары к тонкометалли-
ческой фольге. Благодаря линейности
градуировочной характеристики пла-
тино-платинородиевой термопары
вплоть до 1700 °C ее часто используют
для измерений также и в среднем
интервале температур. Однако каче-
ственное присоединение рабочего
спая термопары к металлической
лов, как медь, сталь, титан и другие, из которой могут быть
изготовлены элементы экспериментальных приборов, представ-
ляет определенные трудности. В этом случае поступают следую-
щим образом. К накаленному на воздухе до светло-желтого кале-
ния кусочку платиновой фольги толщиной 0,05—0,1 мм диффу-
зионно приваривают торцы платинового и платинородиевого тер-
моэлектродов. Место размещения термопары на объекте изме-
рения зачищают тонкой («бархатной») шкуркой и тщательно
обезжиривают. Затем точечной сваркой к прошкуренному месту
приваривают платиновую фольгу с термопарными электродами.
Такая система крепления термопары обеспечивает надежный теп-
ловой контакт и малую инерционность системы.
Заделка спая термопары. Заделка рабочего спая термопары
в объекте измерения температуры должна обеспечить хороший
тепловой контакт, неизменность в рабочем интервале температур
и достаточную механическую прочность. Этим условиям удовле-
творяют многие способы заделки, основными из которых являются:
помещение рабочего спая в неглубокую засверловку в теле
объекта и закрепление его посредством пайки припоем с соответ-
ствующей температурой плавления;
закрепление рабочего спая в засверловке с помощью металли-
ческого клея или амальгамы;
закрепление спая в засверловке керамическими цементами;
наиболее простой цемент — порошкообразные оксид алюминия
нли оксид магния, замешанные на силикате натрия (жидком
59
стекле, канцелярском клее) до тестообразного состояния; дл
увеличения теплопроводности в состав цемента можно ввести д
40% мелкодисперсного медного порошка, цемент затвердевае
при комнатной температуре через 6—8 ч, после чего его следуе
прогреть в течение 1—2 ч при 100—120 °C; такой цемент выде|
живает многократные последующие нагревы до 800 °C;
Рис. 1.51. Нетрадиционные термопары без непосредствен-
ного спая ветвей: а — одноэлектродная; б — двухэлек-
тродная; в — пятачковая; г — двухэлектродная с тепло-
вым экраном
зачеканка спая в засверловке свинцом (до 300 °C), алюминием
(до 500 °C), отожженной медью (450 °C на воздухе и 900 °C в зашит-
ной атмосфере и вакууме);
механический прижим рабочего спая к объекту посредством
металлической или асбоцементной накладки с помощью винтов.
Как упоминалось выше, для образова-
ния термопары не обязательно непосред-
ственно соединять друг с другом термо-
электродные ветви. Между ними может на-
ходиться промежуточный металл. При
этом обязательным условием является ра-
венство температур всех звеньев спая.
На этом свойстве основаны так называе-
мая пятачковая термопара, а также одно-
Рис. 1.52. Двухэлектрод-
ная пятачковая термопара
для измерения темпера-
туры на криволинейной
поверхности:
/» 2 — термоэлектроды; 3 —
места пайки термоэлектро-
дов; 4 — пятачок, повто-
ряющий форму объекта изме-
рения температуры
термопара (рис. 1.51,
элементная и двухэлементная термопары
(рис. 1.51). Одноэлектродная термопара
(рис. 1.51, а) образована ветвями, одна из
которых — проволочный термоэлектрод,
а вторая — металлический элемент кон-
струкции прибора, температуру которого
требуется измерить. Наиболее простой
термопарой такого типа является термо-
пара медь—константан. Двухэлектродная
б) представляет собой два одиночны*
термоэлектрода, присоединенные друг к другу через металл объекта
измерения температуры. Пятачковая термопара (рис. 1.51, в) —
та же двухэлектродная термопара, но изготовленная на
60
1.53. Лучевая термо-
пара
отдельной пластинке — пятачке, который затем может контак-
тировать с объектом, как металлическим, так и изготовлен-
ным из любого другого материала. Для лучшего теплового
контакта между пятачковой термопарой
и объектом между ними надо поместить
теплопроводящий пластичный материал,
например пасту КПТ-8. Для того чтобы
уменьшить влияние внешних теплопри-
токов на рабочий спай, используют
тепловой экран, образованный метал-
лической трубкой, которая охватывает
термопару вблизи рабочего спая (рис.
1.51, г).
Один из вариантов использования
двухэлектродной термопары — измере-
ние температуры поверхности сложной
формы, как это изображено на рис. 1.52. Рис
Для измерения разности температур
в коаксиальных конструкциях исполь-
зуют многоспайную лучевую термопару (рис. 1.53). Все спаи
этой термопары являются рабочими и при измерении распола-
гаются на внешнем и внутреннем элементах
коаксиальной конструкции.
Высокотемпературную платино-плати-
нородиевую термопару можно использо-
вать одновременно и как резистивный на-
греватель печи. Схема такой печи приве-
дена на рис. 1.54. Обе ветви термопары
наматываются на керамическую или квар-
цевую трубу таким образом, чтобы рабо-
чий спай а находился в том месте, темпе-
ратуру которого требуется измерить. Пе-
реключателем П термопару можно под-
ключить ко вторичному прибору ИТ или
к источнику электропитания ИП, когда
она работает как нагреватель. Так как
температура измеряется довольно быстро,
отключение нагрева практически не влияет
на температуру печи. Такая печь может
обеспечить температуру на воздухе до
1300 °C.
Pt Pt/fih
Рис. 1.54. Резистивный
нагреватель-термопара:
° измерительный спай;
ИТ — измеритель темпера-
туры; ИП —- источник пи-
тания; П — переключатель
Измерение температуры поверхности жидкости. Благодаря
тому, что металлические термопары в отличие от полупроводни-
ковых термосопротивлений имеют малое электросопротивление,
их используют для измерения поверхностной или приповерх-
ностной температуры жидкости, например морской воды. Для
этого рабочий спай термопары закрепляют на уровне пластмассо-
вого поплавка из пенопласта, пенополиуретана или другого
материала, имеющего положительную плавучесть (рис. 1.55)}
Такой способ позволяет проводить дистанционные измерения от
многих датчиков, как закрепленных в определенном месте, та»
и дрейфующих, и передавать информацию по телеметрическому
каналу радиосвязи. Располагая спай термопары на различном
расстоянии от нижней по-
верхности поплавка, моя-
но измерять температуру
в приповерхностном слое
воды.
• 1.2.5. Оценка параметров
контактных измерителей
температуры в условиях
неспециализированной
лаборатории
Поверку и градуировку
как первичных, так и вто-
ричных средств измерения,
в том числе и контактных
датчиков температуры про-
мышленного изготовления,
Рис. 1.55. Градуировка термопары в жидко-
сти методом сравнения с показаниями термо-
метра:
1 — жидкостной термометр; 2 — измерительный
прибор; 3 — измерительный спай термопары;
4 — электронагреватель; 5 — нагреваемая жид-
кость
неответственных измерений, можно
градуировать самостоятельно.
производят исключительно
специализированные орга-
низации метрологической
службы. Однако самостоя-
тельно изготовленные сред-
ства измерения темпера-
туры, используемые для
оценочно поверить и про-
Наиболее распространены способы поверки и градуировки
по непрерывным реперным точкам. Поверка по непрерывным
реперным точкам заключается в сравнении поверяемого датчика
с образцовым или поверочным датчиком температуры, например
термометром. В стеклянный или металлический сосуд помещают
поверочный и поверяемый измерители температуры. Темпера-
турный интервал поверки определяется используемой рабочей
жидкостью. В табл. 1.11 приведены наиболее употребительные
жидкости, которые можно использовать в качестве среды для
поверки контактных измерителей в различных температурных
интервалах. При нагреве ванны производят по возможности одно-
временный отсчет показаний двух датчиков. После достижения
максимальной для данной ванны температуры нагрев выключают
и сравнительные измерения производят при остывании рабочей
жидкости. По полученным данным строят градуировочную кривую
62
Таблица 1.11
' Жидкие среды для поверки и градуирования
контактных температурных датчиков
Рабочая жидкость Интервал исполь- зуемых температур.
Калий хлористый, гидрат (143 г на 100 мл воды) Аммоний азотнокислый (74 г на 100 мл воды) Калий азотнокислый (11 г на 100 мл воды) Аммоний хлористый (19,5 г на 100 мл воды) Вода Парафин Цилиндровое масло-52 «Вапор» Трикризилфосфат Силиконовое масло Расплавы солей, массовые доли: натрий азотнокислый — 49, калий азотнокислый— 51 натрий азотистокислый — 40, натрий азотнокис- лый — 7, калий азотнокислый — 53 До —55 До —25 До —19,4 До -18 1—95 50—200 - До 240 До 290 (_Ю0)—356 230—500 150—525
и определяют погрешность поверяемого датчика в данном интер-
вале температур.
Для градуировки и поверки термопар и термисторов при более
высоких температурах (до 600 °C) можно воспользоваться схемой
поверки, изображенной на
рис. 1.56. Здесь в качестве
тела нагрева используется
блок из металла, лучше
из коррозионно-стойкой
стали, в котором высвер-
ливаются два отверстия
для помещения контроль-
ной и поверяемой термо-
пары. Для удобства от-
счета термопары следует
соединить по дифференци-
альной схеме с помещением
Рис. 1-56. Градуировка методом сравнения
термопар в металлическом блоке:
/ — измерительный прибор (схема); 2 — пере-
ключатель; 3 — измерительные спаи термопар;
4 — свободные спан термопар при 0° С; 5 — ме-
таллический блок; 6 — электронагреватель
свободных спаев в тающий
лед. Для того чтобы ис-
ключить погрешность, вно-
симую вторичным измери-
тельным прибором, обе
термопары подключают к
одному вторичному прибору посредством переключателя.
И наконец, для градуировки и поверки термопар до темпера-
туры 1000 °C можно воспользоваться нихромовой лентой или
лентой из сплава № 2, в изгиб которой помещают контрольную
и поверяемую термопары (рис. 1.57). Ленту нагревают проходя-
63
Рис. 1.57. Градуировка термо-
пары на нихромовой ленте:
1 — измерительный спай контроль-
ной термопары; 2 — измеритель-
ный спай поверяемой термопары;
3 — теплоизоляция; 4 — нихромо-
вая лента
щим через нее током, при этом температуру легко изменять
Поверку и градуировку первичных измерителей температур];
в области отрицательных температур можно проводить по метл
дам, описанным выше, но жидкость или металлический блок нам
не нагружать, а охладить. В зависимости от температурном
интервала в качестве охлаждающего агента могут быть исполь!
зованы жидкий азот или твердая углекислота для охлаждения
металлического блока или криогидратные жидкости. 1
Если известно, что зависимость термоэлектрического свойства
первичного измерителя от температуры линейна, то градуировку!
и поверку его можно провести по не!
скольким дискретным реперным точ!
кам. Наиболее просто получить ре-]
перные точки 0 и 100 °C, которые
обеспечиваются тающим льдом и ки]
пящей водой. С точностью до ±1 —
1,5 °C эти температуры получите
достаточно просто. Использование
реперных точек в других темпера-^
турных интервалах требует специ-
альной методики и описано в соот<
ветствующей литературе. ]
Напомним, что при измерении
температуры стеклянным термомет-
ром в процессе использования его
показаний при градуировке мето-
дом сравнения надо соблюдать несколько основных правил,
нарушение которых может привести к погрешности измерения
до 2—4 °C. В зависимости от того, используется ли термометр
полного или частичного погружения, что указано на оборот-
ной стороне шкалы, он должен быть погружен в измеряемую
среду до уровня поднятия термометрической жидкости в капил-
ляре (для термометров полного погружения) и до риски на кор-
пусе или на глубину, указанную на шкале, в случае использова-
ния термометра частичного погружения. I
1.2.6. Полупроводниковый р — «-переход |
как измеритель температуры 1
Большинство электрических параметров кремниевых и гермэт
ниевых сплавных диодов и транзисторов зависят от температуры.
В наибольшей степени эта зависимость проявляется в изменении
падения напряжения в прямом направлении между эмиттером
и базой при постоянном значении тока эмиттера. В таком режиме
напряжение изменяется линейно с коэффициентом 2,5 мВ/град.
У кремниевого диода падение напряжения в обратном направле-
нии изменяется на 2 мВ/град. Характер изменения тока и сопро-
тивления в обратном направлении в зависимости от температуры
64
я диода Д7Г приведен на рис. 1.58 и 1.59. В данном случае
наблюдается не линейная, а экспоненциальная зависимость.
Падение напряжения в прямом направлении у германиевого
диода строго линейно в области низких
Рис. 1.60. Изменение па-
дения напряжения в пря-
мом направлении у диода
Д7Е в области криоген-
ных температур
Рис. 1.58. Изменение
тока в обратном на-
правлении в диоде Д7Г
в зависимости от тем-
пературы
Рнс. 1.59. Изменение
сопротивления диода
Д7Г в обратном на-
правлении в зависи-
мости от температуры
В качестве высокочувствительного датчика температуры может
быть использован также и фотодиод, чувствительность которого
достигает ±0,003°. В этом случае используется большая темпера-
турная зависимость тока в обратном направлении.
Рис. 1.61. Схемы включения диода при измерении тем-
пературы при определении падения напряжения в пря-
мом направлении (а) и значения тока в обратном на-
правлении (б)
В зависимости от измеряемого термометрического параметра
Диода или транзистора используются различные схемы их соеди-
нения с вторичным измерительным прибором. На рис. 1.61 изо-
бражены схемы включения термочувствительного диода при изме-
рении падения напряжения в прямом направлении (рис. 1.61, а)
и измерении тока в обратном направлении (рис. 1.61, б). Для
Е. А. Коленко 65
измерения температуры с использованием транзистора в качестве
датчика наиболее удобна мостовая схема, показанная на рис. 1.62,
По этой схеме в плечо неуравновешенного моста включен переход
эмиттер—база, а на коллектор подано запирающее напряжение.
Использование мостовой схемы позволяет повысить точность
измерения температуры и скомпенсировать начальное сопроти-
вление р—п-перехода. Естественно что для обеспечения чувст-
вительности схемы в диагональ моста надо включить точный
прибор.
Способы осуществления теплового контакта диода или тран-
зистора с объектом измерения температуры аналогичны способам
Рис. 1.62. Схема измерения тем-
пературы с использованием
транзистора в качестве термо-
датчика
закрепления терморезисторов при по-
мощи амальгамы, металлического
клея или легкоплавкого сплава. Если
необходимо измерить температуру
нестационарных тепловых процессов,
следует использовать бескорпусные
диоды и транзисторы, у которых по-
стоянная времени не превышает 1—
2 с.
Как и большинство полупровод-
никовых приборов, диоды и транзи-
сторы имеют довольно большой раз-
брос по электрическим параметрам.
Поэтому каждый датчик с р—п-пе-
реходом, предназначенный для изме-
рения температуры, должен быть про-
градуирован по методике, описанной
в п. 1.2.4.
1.2.7. Индикаторы температуры
Несмотря на ряд бесспорных достоинств термометров сопро-
тивления и термопар, при измерении поверхностной температуры
твердых тел в некоторых случаях, встречающихся в лабораторной
практике, эти средства измерения температуры не могут выпол-
нить поставленной задачи, например, по следующим причинам:
при определении топологии температурного поля на поверх*
пости произвольной формы использование большого числа тер-
мопар или терморезисторов искажает температурное поле;
определение температуры движущихся объектов сопряжено
с трудностями, связанными с передачей без искажений сигнала от
датчика на вторичный измерительный прибор;
из-за электрического контакта между датчиком температуры 0
вторичным измерительным прибором весьма сложно измерять
температуру объекта, находящегося под высоким напряжением;
осуществление хорошего теплового контакта между датчиком
и объектом измерения сопряжено с определенными трудностями;
66
теплоотвод по ветвям термопары или проводам от терморези-
стора вносит в измерение некоторую погрешность.
Для того чтобы исключить перечисленные недостатки, прису-
щие термопарам и терморезисторам при температурных измере-
ниях, с успехом могут быть использованы индикаторы темпера-
туры — термоиндикаторы.
Термоиндикаторами, как правило, являются вещества, кото-
рые при температурном воздействии изменяют свой цвет или
форму. Пользуясь термоиндикаторами, можно не только оценить
значение температуры и характер ее распределения, но и провести
температурные измерения
с достаточной точностью.
Основное преимущество
термоиндикаторов перед
остальными контактными
измерителями температуры
заключается в визуальном
восприятии значения и
градаций температуры од-
новременно в широком диа-
пазоне. При этом исклю-
чается необходимость
иметь вторичный измери-
тельный прибор. Другими
словами, термоиндикаторы Рис. 1.63. Рабочие интервалы температур
позволяют превратить весь различных термоиндикаторов
нагретый объект в контакт-
ный температурный датчик. Паспортная точность измерения тем-
пературы термоиндикаторами достигает ±1—2°.
По физико-химическим процессам, происходящим в термоин-
дикаторах при воздействии температуры, они подразделяются
на следующие основные типы: термохимические, жидкокристал-
лические, люминесцентные и индикаторы плавления. По эксплуа-
тационным свойствам термоиндикаторы подразделяются на обра-
тимые и необратимые, т. е. многократного и одноразового исполь-
зования. Посредством термоиндикаторов можно измерять темпе-
ратуру в диапазоне от —200 до 1500 °C. На рис. 1.63 приведены
интервалы температур, измеряемые термоиндикаторами различ-
ных типов. Точность измерения температуры различных типов
термоиндикаторов неодинакова. Так, для термохимических она
составляет ±5—10°, для жидкокристаллических — 0,1—0,5%,
Для люминесцентных — 0,2—0,6% и для индикаторов плавле-
ния — о,5—1,5%.
Поскольку механизм работы термоиндикаторов связан со
сложными физико-химическими процессами, при их использова-
нии следует учитывать воздействие внешних факторов. На пока-
зания термохимических, жидкокристаллических и люминесцент-
ных термоиндикаторов практически не влияют материал, на кото-
5*
67
рый они наносятся, высокое напряжение до 12 кВ, СВЧ-поле
(до 13,5 МГц), повышенная влажность (до 98%) в течение 30 сут.
и нахождение в воде в течение 4 ч. Вредное влияние на термоин-
дикаторы могут оказать аммиак, оксиды серы, сероводород и
большие концентрации (свыше 50% по объему) углекислоты.
Гамма-облучение при дозах до 5—103 Кл/кг практически не влияет
на температуру перехода термоиндикатора. Однако при дозах
выше 2,58-104 Кл/кг температура перехода может изменится
на 5° и более. К воздействию внешних факторов и по диапазону
измеряемых температур наиболее устойчивы термоиндикаторы
плавления. Ими можно измерять температуру объекта, находя-
щегося под напряжением до 200 кВ, они не подвержены влиянию
солнечной радиации, даже при длительном использовании в кос-
мосе, доза гамма-облучения до 5,2-104 Кл/кг не влияет на темпе-
ратуру их перехода. Практическое использование жидкокристал-
лических термоиндикаторов ограничивается влиянием на их
свойства повышенного и пониженного давления, ультрафиоле-
тового излучения, жесткого гамма-излучения, ряда активных
химических веществ. Наиболее серьезный недостаток жидкокри-
сталлических термоиндикаторов заключается в их нестабильности
во времени — старении. Однако несмотря на все эти недостатки,
жидкокристаллические индикаторы широко используются в сред-
нетемпературной термографии.
Различные типы термоиндикаторов серийно выпускаются про-
мышленностью. В табл. 1.12, 1.13 и 1.14 приведены основные
характеристики промышленных термоиндикаторов.
Таблица 1.12
Жидкокристаллические термоиндикаторы холестерического ряда
Марка индикатора Химическое наименование Температура перехода, fcC
Х-19 Холестерилформиат 60—63
Х-28 Холестерилцентрадецилат 68—72
Х-17 X олестерилпеларгонат 77—79
Х-5 X олестерилкапринат 81—85
Х-4 X олестери лвалери ат 88—92
Х-10 X олестерилпропионат 93—97
Х-9 Холестерилбутират 97—100
Х-11 Холестерилкапронат 93—100
Х-23 Холестерил-о-бромбензоат 103—107
Х-40 X олестерил-л-бутилбензоат 125—129
Х-37 Холестерил-л-октилоксибензоат 133—137
Х-35 Холестерил-л-гексилоксибензоат 146—150
Х-25 X олестернл-л-х лорбензоат 166—170
Х-24 X олестерил-л-бромбензоат 174—178
Х-22 X олестер ил - л-метилбензоат 178—182
Х-14 X олестерил-л-нитробензоат 185—190
68
Таблица 1.19
Термохимические индикаторные краски (ТУ 133—67)
Марка краски Температура перехода, °C Исходный цвет Цвет индикатора после иагрева
1а 45 Светло-розовый Голубой
31 70 Розовый Зеленый
32 85 Светло-розовый Светло-синий
13 90 Светло-зеленый Светло-коричневый
50 НО Светло-розовый Светло-фиолетовый
4 120 Светло-зеленый Фиолетовый
30 130 Желтый Оранжевый
5 150 Фиолетовый Черный
6 180 Светло-зеленый Черный
230 200 Зеленый Беж
8 240 Светло-зеленый Коричневый
240 250 Бирюзовый Белый
10 280 Сиреневый Черно-синий
12 360 Синий Беж
66 410 Белый Коричневый
470 445 Сине-зеленый Светло-серый
15 470 Оранжевый Серый
480 485 Голубой Светло-серый
490 510 Сине-зеленый Оранжевый
528 555 Черный Темно-зеленый
14 570 Розовый Белый через беж
7 700 Бледно-зеленый Ярко-зеленый
100 800 Сиреневый Светло-фиолетовый
Таблица 1.14
Термоиндикаторные краски плавления (ТУ в-10-1131—71)
Марка краски Температура перехода, 6С Исходный цвет Цвет после иагрева
ТП-36 36 Светло-оранжевый Темно-оранжевый
ТП-44 44 Салатовый Зеленый
ТП-55 55 Светло- голубой Синий
ТП-60 60 Светло-розовый Красный
ТП-65 65 Кремовый Желтый
ТП-68 68 Светло-салатный Зеленый
ТП-79 79 Белый Зеленый
ТП-84 84 Светло-розовый Малиновый
ТП-90 90 Светло-голубой Синий
ТП-94 94 Светло-розовый Красный
ТП-102 102 Светло-розовый Малиновый
ТП-109 109 Белый Зеленый
ТП-111 Ill Белый Бесцветный
ТП-116 116 Светло-бирюзовый Темно-бирюзовый
ТП-122 122 Светло-розовый Красный
ТП-126 126 Светло-голубой Синий
ТП-130 130 Светло-салатный Зеленый
ТП-136 136 Розово-ор анжевый Красный
69
Продолжение табл. 1.14
Марка краски Температура перехода, *С Исходный цвет Цвет после нагрева
ТП-142 142 Светло-кофейный Коричневый
ТП-145 145 Светло-розовый Малиновый
ТП-150 150 Светло-салатный Зеленый
ТП-155 155 Абрикосовый Оранжевый
ТП-160 160 Светло-голубой Бирюзовый
ТП-172 172 Розовый Красный
ТП-177 177 Светло-голубой Синий
ТП-182 182 Светло-салатный Зеленый
ТП-193 193 Светло-желтый Оранжевый
ТП-199 199 Лимонный Зеленый
ТП-203 203 Кремовый Желтый
ТП-212 212 Кремовый Желтый прозрачный 1
ТП-218 218 Светло-салатный Зеленый I
ТП-223 223 Светло-розовый Красный 1
ТП-254 254 Белый Бесцветный 1
ТП-269 269 Светло- розовый Оранжевый 1
ТП-271 271 Светло-голубой Синий 1
ТП-284 284 Светло-салатный Зеленый j
ТП-302 302 Светло-желтый Оранжевый 1
ТП-322 322 Светло-серый Черный I
ТП-360 360 Светло-сал атный Зеленый 1
ТП-394 394 Светло-серый Черный 1
ТП-424 424 Абрикосовый Оранжевый г
ТП-500 500 Белый Бесцветный
При практическом использовании термоиндикаторов в лабо-
раторных условиях необходимо руководствоваться следующими
правилами:
для фиксирования измеряемой температуры кроме визуального
наблюдения цветную картину теплового поля надо сфотографи-
ровать на фотопленку;
если интервал измеряемой температуры не известен, на объект
надо поместить несколько термоиндикаторов с большим темпера-
турным интервалом и, определив температурную «вилку», исполь-
зовать более узкотемпературные индикаторы;
для количественной оценки фиксируемой термоиндикатором
температуры следует использовать заранее приготовленные эта-
лоны;
если требуется измерить температуру в месте, куда трудно
поместить термоиндикатор (либо трудно за ним наблюдать), надо
воспользоваться контрольной пластинкой из того же материала
с нанесенным на нее необратимым термоиндикатором;
при использовании индикаторов плавления можно фиксиро-
вать не только температуру плавления, но и температуру затвер-
девания;
если нет уверенности в марке индикатора и соответственно в его
рабочем температурном интервале, такой индикатор надо исклю-
70
чить из употребления или отградуировать его по другим датчикам
теМпературы;
при отсутствии стандартных индикаторов плавления можно
воспользоваться некоторыми металлами и сплавами с известной
температурой плавления, а также и другими материалами, тем-
пературу плавления которых можно четко зафиксировать;
для того чтобы предохранить термохимические индикаторы
от вредного воздействия контактирующих с ним веществ, пленку
термоиндикатора надо защитить тонким слоем прозрачного по-
кровного лака (например, ХСЛ, нитролака), эпоксидной смолой
«комнатного» отверждения и др.;
при использовании жидкокристаллических термоиндикаторов
предпочтение следует отдать однокомпонентным перед двухком-
понентными, так как последние менее устойчивы;
чтобы обеспечить контраст при использовании жидкокристал-
лического термоиндикатора, его следует наносить на черную
поверхность;
для того чтобы предохранить пленку жидкого кристалла от
химического воздействия внешней среды, ее необходимо покрыть
тонкой пленкой прозрачного материала, например, полиэтилен-
терфтолата (лавсана);
точность измерения температуры термоиндикаторами в значи-
тельной степени зависит от способа и качества нанесения пленки
индикатора на объект; в этом случае надо точно соблюдать пра-
вила использования индикатора, приведенные в паспорте.
В отличие от термохимических индикаторов температуры и ин-
дикаторов плавления, информация от которых имеет дискретный
характер, жидкокристаллические термоиндикаторы визуализи-
руют температурное поле в аналоговой форме. Это уникальное
свойство жидких кристаллов позволяет наблюдать за динамикой
изменения вектора градиента температуры, что невозможно осу-
ществить всеми другими способами регистрации температуры.
При всей их простоте и доступности работа с жидкокристалли-
ческими индикаторами температуры требует выполнения ряда
условий. Для лучшего контрастирования цветной гаммы, обра-
зующейся на слое жидкокристаллического индикатора, его надо
нанести на зачерненную поверхность. Толщина черного подслоя
Должна быть не более 0,05—0,1 мм. В противном случае между
слоем жидкого кристалла и поверхностью объекта измерения
возникнет заметный перепад температуры. В качестве черного
подслоя можно использовать черную тушь, водный раствор аква-
рельной краски, черную гуашь или специальную краску, имею-
щую следующий состав: газовая сажа — 35 г, поливиниловый
спирт — 33 г, стиральный порошок «Новость» — 0,15 г, дистил-
лированная вода — 100 мл. Эту краску используют для снятия
термограмм при диагностике заболеваний в медицине.
На поверхность объекта измерения термоиндикатор можно
нанести мягкой кистью или пульверизатором. В случае исполь-
71
зования так называемых термокарандашей термочувствительную
полоску наносят непосредственно на обезжиренную поверхность
объекта. На холодной гладкой поверхности след термокарандаша
получается недостаточно четким. В этом случае термоиндикатор
надо наносить на поверхность, нагретую до 50—75° С. Большин-
ство термохимических индикаторов и индикаторов плавления
выпускаются в виде суспензии, готовой к употреблению. Однако
непосредственно перед нанесением на объект термокраску надо
тщательно перемешать. После нанесения индикаторная краска
должна просохнуть в течение 25—60 мин при комнатной темпе-
ратуре. Загустевшую термокраску разжижают хлороформом или
петролейным эфиром. Для удаления термоиндикатора с объекта
пользуются следующими растворителями: для термохимических
индикаторов — ацетоном, бензином Б-70, этиловым спиртом;
для термоиндикаторов плавления — ацетоном, бензином Б-70,
скипидаром, бутилацетатом, ксилолом; для жидкокристалличе-
ских индикаторов — петролейным эфиром, мыльной водой.
1.3. ИЗМЕРЕНИЕ МАССЫ — ВЗВЕШИВАНИЕ
Взвешивание, на первый взгляд, простая, но весьма ответ-
ственная операция, широко используется в лабораторной прак-
тике. Подчас от правильного определения массы зависят выводы
и интерпретация результатов проведенного эксперимента. Сред-
ствами взвешивания служат весы, которые определяют массу
тела по действующей на него силе тяжести.
Все многообразие приемов взвешивания базируется на трех
основных методах: методе сравнения с мерой взвешивания —
гирей; методе непосредственной оценки, не требующем использо-
вания гирь, а заключающемся в фиксации измеряемой массы по
отсчетному устройству прибора, проградуированного по еди-
ницам массы; дифференциальном методе, являющемся комбина-
цией двух первых и заключающемся в приблизительном уравно-
вешивании объекта взвешивания гирями и точном отсчете массы
по углу отклонения коромысла весов.
1.3.1. Средства взвешивания — весы
Используемые в лабораторной практике весы в зависимости от
предельной нагрузки, погрешности измерения, диапазона изме-
рений по шкале (чувствительности), а также цены деления шкалы
подразделяются на следующие основные типы: общелабораторные
технические, аналитические, микроаналитические, ультрамикро-
весы и весы с предельными параметрами для специального исполь-
зования. Каждый из перечисленных типов весов, в свою очередь,
в зависимости от конструктивного оформления, предельной
нагрузки и ряда других параметров подразделяется на четыре
класса. Аналитические и другие высокоточные весы относятся
72 I
Таблица 1.15
Основные типы весов, используемых в лабораторной практике
Категория весов Марка Предель- ная на- грузка, г Диапа- зон изме- рений по шкале, мг Цена де- ления шкалы, мг Погреш- ность измере- ний, мг
Равноплечные двухчашечиые Технохимическне Квадрантные » » Аптечные » ручные > » > в Лабораторные рав- ноплечные Микроаналитиче- ские Микроаналитиче- ские Ультр амикровесы , Универсальные с ’ автоматической ре- гистрацией массы Электронные од- ночашечные с непре- рывной регистраци- ей Т е х н и ВЛТ-1 кг-1 ВЛТ-200 г ВЛКТ-100 г ВЛКТ-500 г ВЛКТ-2 кг ВА-4 ВР-1 ВР-20 ВР-100 А н а л н т ВЛР-200 г ВЛМ-1 г ВЛР-20 г ВЛУ-1 мг ВЛУ-5 мг Торен ВТ-20 ВТ-200 ВТ-500 ВТ-1000 А в т о м а ВЛА-УП-200 ЭМ-5-ЗМ ч е с к и е 1000 200 100 500 2000 - 100 1 20 100 и ч е с к и 200 20 20 10» 5.10-» о н н ы е 0,02 0,2 0,5 1,0 г н ч е с к 200 5 0—10 0—100 0—500 0,02—1 1—20 5—100 е 0—100 ±1 ±1 —0,05 0—0,5 0,03 0,1 1,0 2,0 и е 0—10 0,5—5,0 10 5 100 500 1000 1 0,01—0,1 0—10 5.10~« 5.10-8 0,05 0,2 1,0 1,0 0,1—100 5-50 60 25 50 20 50 50 0,07 0,093 0,1 0,4 1.0 2,0 0,1—10
к 1- и 2-му классам. Менее точные — технические и общелабора-
торные весы — к 3- и 4-му классам.
Современные лабораторные весы снабжены рядом устройств,
упрощающих взвешивание и отсчет показаний. Так, чтобы устра-
нить влияние потока воздуха в помещении, весы помещают в спе-
циальный шкаф с дверцами, успокоителем колебаний коромысла
(воздушным, жидкостным или магнитным). Для ускорения про-
цесса взвешивания миллиграммовые гири (рейтеры) устанавли-
вают на коромысло специальным механизмом. Для точного отсчета
73
показаний весы снабжаются проекционной шкалой и отсчетным
микроскопом.
По конструкции рабочего механизма весы подразделяются
на несколько типов, основными из которых являются равноплеч-
ные, квадрантные и торсионные. Наиболее распространены рав-
ноплечные двухчашечные весы. Одночашечные квадрантные весы
снабжены механизмом полуавтоматической установки гирь, нахо-
дящихся в корпусе весов. Отсчет результата измерения массы
выдается на шкале в цифровом виде. Квадрантные весы снаб-
жаются автоматическим устройством, исключающим массу тары,
в которой находится взвешиваемое тело. Торсионные весы предна-
значены для быстрого взвешивания небольшого количества груза.
Эти весы широко используются для получения большого числа
одинаковых навесок.
В табл. 1.15 приведены основные характеристики весов, ис-
пользуемых в лабораторной практике.
1.3.2. Меры взвешивания — гири
Гири служат мерой массы и предназначены для взвешивания
тела путем компенсации действующей на него силы тяжести.
Гири изготавливают пяти разрядов. 1- и 2-й разряды предназна-
чены для использования на весах высокой точности, 3- и 4-й
разряды — для взвешивания в общелабораторной практике, гири
5-го разряда наименее точные, их используют в технике.
Обычно гири комплектуют в виде набора (разновеса) различ-
ных номиналов. Наборы гирь подразделяются на три группы:
миллиграммовые, граммовые и килограммовые. В условном обо-
значении набора буквы указывают весовую группу (МГ — милли-
граммовый, Г — граммовый и КГ — килограммовый). Последую-
щие цифры обозначают разряд и суммарную массу гирь, входя-
щих в комплект набора. В миллиграммовом наборе, кроме того,
указывается вес рейтера (последняя цифра). Так, обозначение
МГ-3-1100-10 показывает, что набор миллиграммовый, 3-го раз-
ряда, с суммой гирь 1100 мг и массой рейтера 10 мг. Номиналы
массы гирь, входящих в набор, регламентируются и соответствуют
следующему ряду: 1, 2, 5, 10, 20, 50, 100, 200 и 500 (милли-
грамм и грамм). На всех гирях, входящих в набор, указывается
их масса. Миллиграммовые гири, кроме того, отличаются по
форме, что исключает ошибки при их использовании. Утвержден-
ные формы миллиграммовых гирь показаны на рис. 1.64.
В лабораторной практике приходится производить взвешива-
ние в широком диапазоне масс, поэтому удобно иметь комплект
гирь, в который входят килограммовый, граммовый и милли*
граммовый наборы соответствующих номиналов. Наиболее уни4
версален комплект гирь, имеющий обозначение Г-6111,10. В этов
комплект входят наборы гирь КГ-4-5, Г-4-1110 и МГ-4-1100-10J
Комплект серийно выпускается промышленностью. i
74
Необходимо отметить, что гири являются ответственным
лементом, от которого зависит правильная количественная
интерпретация результатов эксперимента. Поэтому в тех случаях,
когда ответственным параметром эксперимента служит масса,
должна быть полная уверенность в исправности средства измере-
ния и достоверности мер измерения. Поверка, регулировка и
„емонт любых средств измерения массы, а также поверка мер
измерения массы (гирь) являются обязанностью специальной
Рис. 1.64. Формы гирь стандартного миллиграммового набора
метрологической службы и не должны производиться в любой
неспециализированной лаборатории. При использовании анали-
тических весов необходимо строго соблюдать сроки их периоди-
ческой поверки. Надо постоянно помнить, что такая, на первый
взгляд, простая операция, как взвешивание при несоблюдении
основных правил может привести экспериментатора к ряду неожи-
данностей.
1.3.3. Техника взвешивания
Техника взвешивания связана с рядом специфических особен-
ностей, несоблюдение которых влияет на достоверность получен-
ных результатов. В зависимости от массы взвешиваемого тела,
его физического состояния (компактное, порошкообразное, жид-
кость), точности и состояния используемых весов и гирь, внеш-
них условий и некоторых других факторов кажущаяся несложной
операция взвешивания подчас превращается в длительный, ответ-
ственный процесс, например, взвешивание на микроаналитиче-
ских и ультрамикровесах. Поэтому нет главных и второстепенных
правил взвешивания. Все правила важны для выбранного метода
взвешивания.
Установка весов. Как общелабораторные технические, так
и аналитические весы требуют соблюдения определенных правил
их установки. Весы любого типа необходимо устанавливать на
постоянном месте. Основанием для технических общелаборатор-
ных весов может служить толстая мраморная, металлическая
или деревянная плита, помещенная на прочном столе. Металли-
ческая плита должна быть окрашена для предохранения от кор-
розии, а деревянная покрыта слоистым пластиком. Весы любого
типа должны быть установлены в строго горизонтальном поло-
жении по уровню или отвесу, которые вмонтированы в весы.
75.
Аналитические весы требуют более тщательной установки. Лучше
всего их устанавливать на мраморной столешнице, окантованной
стальным уголком и приваренной к консоли, которая заармиро.
вана в капитальную стену. Для того чтобы снизить влияние на
весы внешних механических воздействий (вибраций, толчков
и пр.), используют толстую мраморную плиту, лежащую на трех
равнорасположенных теннисных мячах, частично закрепленных
в мелких гнездах.
Вместо теннисных мячей в качестве амортизаторов можно
использовать листовую губчатую резину, пенопласт или неболь-
шие отрезки вакуумного резинового шланга. Хорошими аморти-
зационными свойствами обладает «пакет», состоящий из двух
полиэтиленовых дисков диаметром 40—50 мм и толщиной 5—6 мм
с зажатым между ними при помощи винтов свинцовым диском
такого же размера. Такие амортизаторы устанавливаются под
ножки весов и практически полностью гасят низкочастотные и
ударные колебания. Консольную полку для установки аналити-
ческих весов нельзя закреплять на наружной капитальной стене
здания, так как она в наибольшей степени подвержена воздей-
ствию движущегося снаружи транспорта и имеет различную тем-
пературу в зависимости от времени года. На весы не должен падать
прямой солнечный свет, так как это усложняет отсчет показаний
по шкале. Нельзя устанавливать аналитические весы вблизи
нагревательных приборов (печей, радиаторов отопления и др.).
Правила установки микроаналитических и ультрамикровесов
еще более строгие, они изложены в описании правил пользова-
ния, приложенном к весам. При работе с весами следует обеспе-
чить равномерное освещение как весов, так и всего рабочего
места, связанного с взвешиванием. Для того чтобы исключить
нагрев воздуха в шкафу весов, в качестве источника освещения
вместо ламп накаливания лучше использовать люминесцентные
лампы. Гири и разновесы надо располагать рядом с весами с пра-
вой стороны. Для избежания возможных ошибок периодически
надо проверять горизонтальное положение весов.
Погрешности взвешивания и их учет. Из большого числа
погрешностей, присущих процессу взвешивания, можно выделить
следующие основные.
Ошибки из-за неравенства плеч весов, о чем свидетельствует
неравномерное отклонение стрелки весов в обе стороны от нуле-
вого положения. Эту погрешность устраняют, подкручивая балан-
сировочные гайки на концах коромысла. Когда отклонение от
нуля в обе стороны будет одинаковым, считается, что весы «уста-
новлены на нуль». Можно провести довольно точное взвешивание
и на весах, не «установленных на нуль». Для этого сначала про-
изводят взвешивание, поместив гири на правую чашку весов,
а груз — на левую. Произведя отсчет, меняют местами гири и
груз. Из полученных двух значений массы груза вычисляют сред-
нее значение, свободное от погрешности из-за разноплечности
76
есов. При взвешивании навесок для приготовления смесей,
астворов или сплавов, в которых предусмотрена массовая доля
входящих веществ, погрешность в установке нуля также можно
не учитывать, так как все навески взвешивают с одной и той же
погрешностью и, следовательно, их процентное содержание
смеси остается неизменным.
При проведении точного взвешивания на аналитических весах
необходимо учитывать ряд дополнительных факторов, влияющих
на достоверность измерений. К таким факторам относится ошибка,
которая вызвана взвешиванием на воздухе. Она обусловлена тем,
что согласно закону Архимеда все тела на воздухе весят меньше,
чем в вакууме. Такая ошибка может достигать 0,05%. Поправку
на подъемную силу воздуха можно узнать из специальных
таблиц.
Ошибки при точном определении массы могут возникнуть
и в тех случаях, когда вещество в процессе взвешивания изменяет
свою массу, например, при взвешивании гигроскопических мате-
риалов, поглощающих воду из воздуха, легколетучих веществ
и др. В этих случаях взвешиваемое вещество надо поместить
в герметично закрываемый сосуд (бюксу), масса которой
известна.
Практика взвешивания. Для того чтобы получить максимально
достоверные результаты при определении массы на общелабора-
торных и аналитических весах, требуется безусловно выполнять
следующие основные правила. .
Взвешиваемый груз надо помещать на левую чашку весов,
а гири на правую.
При помещении на весы гирь аретир следует немного поднять,
чтобы по тому, в какую сторону отклоняется стрелка весов,
можно было судить о том, какую следующую гирю требуется поме-
стить на весы.
При взвешивании на аналитических весах нельзя открывать
переднюю дверцу весов. Надо пользоваться только боковыми
дверцами.
При помещении на весы груза и гирь весы необходимо зааре-
тировать.
Как взвешиваемый груз, так и гири надо по возможности поме-
щать на середину чашек весов.
Совершенно недопустимо возвешивать груз, масса которого
превышает значение паспортной нагрузки весов.
Если взвешиваемое вещество находится в таре, массу тары
надо определить заранее.
Мелкие гири разновеса можно брать только специальным
пинцетом, приложенным к разновесу.
Гири следует помещать на весы, начиная с крупных.
При взвешивании надо пользоваться минимальным числом
гирь разных номиналов. Например, лучше поставить гирю 10 г
вместо двух гирь по 5 г.
77
При взвешивании химических реактивов их нельзя помещать
непосредственно на чашку весов или, как это часто практикуется
на бумагу. Все химические вещества надо взвешивать в таре’
При точном взвешивании груз должен иметь ту же температуру
что и весы. Нельзя взвешивать сильно охлажденные в холо'
дильнике грузы, так как сконденсирующаяся влага изменит их
массу.
Прибавлять или убавлять взвешиваемое порошкообразное
или жидкое вещество надо вне шкафа весов.
Если взвешиваемое вещество просыпалось из чашки на осно-
вание весов, его сразу же нужно убрать.
Без соблюдения специальных мер предосторожности на обще-
лабораторных и особенно на аналитических весах нельзя взвеши-
вать вещества, пары которых могут вызвать коррозию металличе-
ских деталей весов.
При окончании взвешивания массу удобно подсчитать по но-
миналам гирь, гнезда которых в футляре оказались пустыми.
Контрольный подсчет суммы номиналов гирь проводят, когда
гири помещают в футляр. Такой способ практически исключает
ошибки при подсчете.
После каждого взвешивания надо проверить, не осталось ли
на чашках весов просыпанное взвешиваемое вещество, которое
следует сразу же убрать мягкой кистью. Нельзя протирать чашки
весов влажной тряпкой и менять их местами. Для чистки чашки,
весов обязательно надо снять с коромысла. я
1.4.ОБЪЕМНЫЕ ИЗМЕРЕНИЯ |
Измерение объема жидких н твердых веществ — одна из самых
распространенных операций в лабораторной практике. При при-
готовлении растворов жидкости в жидкости количество состав-
ляющих всегда выражается в объемном соотношении. При раство-
рении твердого тела количество растворителя также указывается
в объемных единицах. Объемные измерения используют при опре-
делении объема твердого тела произвольной геометрической формы
с целью определить его плотность. Определяя компактный объем
порошкообразного материала при определении его плотности,
также пользуются методом объемных измерений.
1.4.1. Меры объема
Для измерения объема жидкости используют так называемую
мерную посуду, которая по характеру измерений подразделяется
на наливную и выливную. Наливная мерная посуда предназна-
чена для заполнения ее до измеряемого объема. К этому типу
относится простая и градуированная мерная посуда. Простая
имеет на видном месте риску-указатель, до которой надо запол-
нить емкость, чтобы получить фиксированный объем. К ней отно-
78
Таблица 1.16
Основные данные стеклянной мерной посуды
Наимеиоваяве Рабочий объем, мл Цена деле- ния шкалы, мл Наименование Рабочий объем, мл Цена деле- ния шкалы, мл
Цилиндры из- мерительные 10 100 500 1000 2000 0,5 1,0 5,0 10,0 20,0 Пипетки с де- лениями 1 2 5 10 25 0,01 0,02 0,05 0,1 0,1
Мензурки 200 25,0
Пипетки про- стые с одной отметкой 0 5; 1; 2; 5; 10; 15; 25; 50; 100 —
Бюретки с двухходовым кра- ном 25 50 100 0,1 0,1 0,2
Колбы простые с одной отметкой 25; 50; 100; 200; 250; 500 —
Микробюретки 1 2 5 0,01 0,01 0,02
сятся простые пипетки и мерные колбы. Основные разновидности
градуированной мерной посуды представлены измерительными
цилиндрами, стаканами, мензурками и бюретками. Некоторую
разновидность бюретки представляет собой измерительная пипетка
с делениями, позволяющая отсчитывать сотые и десятые доли
Рис. 1.65. Основные виды стеклянной мерной посуды: а —
пипетка простая с одной меткой; б — колба простая с одной
меткой; в — пипетка градуированная; г — бюретка: д —
цилиндр измерительный; е — мензурка; ж — мерный стакан
Миллиметра. Основные типы простой и градуированной мерной
посуды изображены на рис. 1.65, а их метрологические данные
приведены в табл. 1.16.
79
1.4.2. Практика проведения объемных измерений
Объемные измерения, как и многие другие, надо выполнять
с соблюдением ряда правил, отклонение от которых может при-
вести к неверным результатам. Одно из основных правил — изме-
рения следует проводить при той температуре, которая указана
на мерной посуде. Калибровку мерной посуды производят при
20 °C дистиллированной водой, у которой коэффициент объемного
расширения равен 0,182-10-3 °C”1. Коэффициент объемного рас-
ширения некоторых жидкостей (при 1,01- 10s Па и 20 °C) приведен
ниже:
Азотная кислота 1,1
Амилацетат 1,16
Ацетои .................. 1,4
Бензол .................. 1,24
Бензин Б-70 .......... 1,5
Вода .................... 0,182
Глицерин ................ 0,51
Керосин Т-1 ....... 0,96
Ксилол .................. 0,95
Масла минеральные . . . 0,65—
0,82
Серная кислота ........... 0,58
Сероуглерод......... 1,2
Спирты:
бутиловый............. 0,95'
метиловый....... 1,2
пропиловый...... 0,96
изопропиловый ... 1,09
этиловый ......... 1,12
Этиленгликоль...... 0,64
Этиловый эфир ..... 1,66
Уксусная кислота .... 1,07
Фенол.............. 1,09
Хлороформ .............. 1,27
У подавляющего большинства жидкостей значение теплового1
объемного расширения в шесть-семь раз больше, чем у воды.
Это значит, что, если температура подлежащей измерению жид-
кости отличается от температуры калибровки средства объемного
измерения, погрешность в измерении может достигнуть несколь*
ких процентов. В том случае, когда значение температурной по-
грешности важно в проводимом эксперименте, в результат объем-
ного измерения надо ввести поправку (мл), определяемую выра-
жением
AV = АрД/,
где Ар — разность коэффициентов объемного расширения измен
ряемой жидкости и дистиллированной воды; А/ — разность тем-
ператур измеряемой жидкости и калибровки мерной посуды.
Для того чтобы свести к минимуму температурную погреш-
ность, необходимо температуру подлежащей измерению жидкости
выдерживать по возможности близкой к температуре калибровки
средства измерений. При проведении экспериментов, в которых
точность объемных измерений должна быть высокой, необходимо
учитывать также такие факторы, как вязкость измеряемой жид-
кости и коэффициент смачивания ею стенок стеклянной мерной
посуды. Эти свойства жидкости могут привести к тому, что часть
ее останется в мерной посуде и слитый объем не будет соответство-
вать измеренному. Так как влияние вязкости и смачивающей спо-
собности измеряемой жидкости трудно учитывать, наиболее
простым способом снижения таких погрешностей является покры-
80
гие внутренней поверхности мерной посуды тонким прозрачным
слоем гидрофобного (несмачивающегося) материала, обладающего
достаточной химической стойкостью. Такими свойствами обла-
дают кремнийорганические соединения — силиконы, а процесс
создания из них защитной пленки называется силиконированием.
Силиконовая пленка обладает гидрофобными свойствами по отно-
шению ко многим жидкостям, устойчива к кислотам, воде и мно-
гим другим химически активным жидкостям. Растворяется сили-
коновая пленка в кипящем водном растворе гидрооксида натрия
(едкого натра), Отличной гидрофобностью по отношению практи-
чески ко всем химически активным жидкостям обладает защитная
пленка, полученная из фторопластового лака.
Измерительные цилиндры, колбы, стаканы и мензурки яв-
ляются довольно грубыми средствами объемных измерений с наи-
меньшей ценой деления, равной 5—10% от номинальной вмести-
мости посуды. Для точных измерений объема жидкости служат
измерительные пипетки и бюретки, которыми можно отмерить
объем жидкости с точностью от 0,015 до 0,002 мл. Пипетку запол-
няют жидкостью, погружая ее нижний конец в жидкость, втяги-
вают ее в пипетку при помощи резиновой груши или, в крайнем
случае, если жидкость не токсична — ртом. Совершенно недопу-
стимо при заполнении пипетки вдыхать воздух в себя, нужно
совершенно свободно дышать через нос. При заполнении пипетки
надо внимательно следить, чтобы ее нижний конец все время нахо-
дился в жидкости. Заполнять пипетку надо на 2—3 см выше от-
метки или нулевого значения шкалы. После заполнения верхний
конец пипетки зажимают слегка смоченным пальцем правой
руки и, немного ослабляя нажим, сливают жидкость до риски
или нулевой отметки шкалы. При этом риска или штрих шкалы
должны находиться на уровне глаз. Пипетку вводят в приемный
сосуд, нижним ее концом прикасаются к стенке и, освобождая
палец, опорожняют пипетку до конца или до определенного
Уровня по шкале. Нельзя ускорять вытекание жидкости из пипетки
выдуванием, что не только загрязнит жидкость, но и изменит ее
объем. Токсичными, легкоиспаряющимися и едкими жидкостями
пипетку можно заполнять только с использованием специальных
приспособлений.
Методика работы с измерительной бюреткой такова. Бюретку
заполняют жидкостью сверху через воронку, конец которой не
Должен заходить за нулевую отметку. Затем, открывая кран или
освобождая зажим, заполняют жидкостью объем бюретки, рас-
положенный ниже крана или зажима. В некоторых случаях
бюретку можно заполнить жидкостью снизу, засасывая ее сверху
Резиновой грушей или ртом. Отмеривание жидкости бюреткой
Всегда надо начинать с нулевой отметки. Отмеряемый объем
прозрачной жидкости надо отсчитывать по верхнему краю ме-
Иска> который должен находиться на уровне глаза. Облегчают
т°чет простые приспособления, изображенные на рис. 1.66.
6 В. А. Коленко 81
Черная черта шириной 1,5—2 мм на белой бумаге, помещенная
с обратной стороны шкалы, дает изображение двух заостренных
линий, сходящихся точно на верхнем краю мениска. Экран из
белой бумаги с зачерненной горизонтальной полосой, помещенный
с обратной стороны шкалы, образует изображение перевернутого
сегмента, вершина которого касается черного поля. Точка каса-
ния находится точно на верхнем краю мениска.
В случае, если требуется проверить, соответствует ли вмести-
мость мерной посуды ее номинальному значению или требуется
определить вместимость сосуда произвольной формы, поступают
следующим образом. Взвешивают с требуемой точностью пустой
Рис. 1.66. Способы улуч-
шения отсчета по шкале
бюретки и пипетки: с по-
мощью темной полосы сза-
ди мениска (а) и двух за-
остренных темных полос
сзади мениска (б)
сосуд, заполняют его дистиллированной водой до определенной
отметки или целиком и вновь взвешивают. Разница в массе пустого
и заполненного сосуда в граммах будет равна вместимости в милли-
метрах. Существует много способов определения неизвестного
объема жидкости, однако если нет уверенности, что мерная посуда
соответствует своему номиналу, такой посудой пользоваться не
следует. При приготовлении растворов жидкостей надо иметь
в виду, что для некоторых веществ объем раствора может быть
меньше суммы объемов растворяемых жидкостей. Например,
при смешивании спирта с водой объем раствора уменьшается.
Мерную посуду градуируют в литрах или в дольных от литра
единицах — миллилитрах и соответствующих им кубических
сантиметрах.
1.4.3. Измерение объемного расхода газа
Для измерения расхода газообразных веществ существую!
десятки приборов, работающих на различных физических прин-
ципах. Эти приборы позволяют измерять расход газа, как пра-
вило, в объемном, а не массовом выражении от единиц кубически^
сантиметров в час до тысяч кубических метров в час. При прове*
дении лабораторного эксперимента расход газа обычно не превЫ'
шает 1—2 л/мин, и поэтому для измерения таких расходов могут
быть использованы достаточно точные расходомеры, которые
легко изготовить в лабораторных условиях. В основу этих расхо*
82 j
д0Меров положен принцип возникновения перепада давлений
при прохождении газа через капилляр или трубку с зауженным
сечением. Возникающая разность давлений до и после капилляра
или перетяжки измеряется обычным U-образным жидкостным
манометром. Простейшим прибо-
ром этого типа является объемный
газовый расходомер, изображен-
ный на рис. 1.67. Газ, поступаю-
щий в расходомер, проходя через
капилляр (сужение), за счет вяз-
костного трения в узком канале
выходит из него с пониженным дав-
лением. Разность этих давлений
регистрируется U-образным мано-
метром. Так как показания при-
боров этого типа зависят от вяз-
кости газа, которая, в свою оче-
редь, зависит от температуры, са-
Рис. 1.67. Расходомер газа с U-об-
разным жидкостным манометром:
/ — капиллярная перетяжка; 2 —
рабочая жидкость
мостоятельно изготовленные газо-
вые расходомеры должны быть отградуированы по паспортизо-
ванному расходомеру, например, ротационному.
Отсчет показаний в описанном расходомере производится
том случае, когда расход газа
должен поддерживаться на за-
данном уровне, либо требуются
запись исхода, а также под-
ключение расходомера к системе
сигнализации и аварийным уст-
ройствам, расходомер должен
выдавать показания в виде ана-
логовых электрических сигна-
лов.
В емкостном газовом расхо-
домере (рис. 1.68) на одно из
колен U-образного манометра
наклеена металлическая фольга
визуально по шкале прибора. В
Рис. 1.68. Электрический емкостной
U-образный расходомер газа:
2 ~ обкладки цилиндрического конден-
сатора; 2 — капиллярная перетяжка; 4 —
рабочая жидкость
в виде двух полуцилиндров
с вертикальным зазором в 1—2 мм, которые образуют цилиндри-
ческий конденсатор. В качестве рабочей жидкости в манометре
используются дибутилфталат — жидкость с малой вязкостью
и большой диэлектрической постоянной. Изменение уровня
жидкости в рабочем колене манометра приводит к изменению
емкости конденсатора, что регистрируется соответствующим вто-
ричным прибором.
Другой тип газового расходомера, переводящего значение
Расхода в аналоговый электрический сигнал, схематически изо-
Ражен на рис. 1.69. Тонкая вольфрамовая, молибденовая или
икелевая проволока (диаметром 10—20 мкм) помещается в U-об-
Рис. 1.69. Резистивный U-
образный расходомер газа:
1 — вход газа; 2 — капилляр-
ная перетяжка; 3 — выход газа;
4 — ртуть; 5 — проволочный
резистор; а, б, в — электроды
для подключения прибора к из-
мерительной мостовой схеме
разный жидкостный манометр и подсоединяется к внешним выво.
дам. В качестве рабочей жидкости используется ртуть, которая
шунтирует сопротивление проволоки в зависимости от разности
уровней ее в коленах манометра. Трех,
электродная система расходомера вклю-
чается в обычную мостовую схему, сиг-
нал от которой может быть подан на
любой исполнительный либо записываю-
щий прибор.
Также весьма простым и широкодиа-
пазонным газовым расходомером может
быть преобразователь давления — тер-
мопарный датчик вакуумного манометра
типа ПМТ-4М. Этот преобразователь
ранее назывался термопарной лампой
ЛТ-4. В металлическом корпусе датчика
на высоте 15—20 мм от цоколя просвер-
ливают отверстие диаметром 5—7 мм,
в которое мягким припоем припаивают
металлическую трубку. Газ проходит
через баллон лампы, внутри которого
находится микротермопара с косвенным,
подогревом. Проходящий газ охлаждает’|
нагреватель, что регистрируется термоЛ
парой. В качестве вторичного прибора]
такого расходомера можно использовать
вакуумметры типа ВИТ-2, ВИТ-3, ВИЦ-АБ, ВТ-2 и некоторые
другие. При этом шкала измерительного прибора должна
отградуирована по контрольному газовому расходомеру.
быть
Од-
Рис. 1.70. Электрический термоанемометр в качестве газо-
вого расходомера:
1, 6 — выводы для подключения к схеме измерения; 2 — фторо-
пластовая пробка; 3 — корпус; 4 — нагреваемая проволожа; 5 —.
металлическая трубка
нако, пожалуй, самым простым и универсальным газовым рас-
ходомером может быть электрический термоанемометр (рис. 1.70)-
В отрезок стеклянной или металлической трубки диаметром
15—20 мм и длиной 100—150 мм через фторопластовые тор-
цевые пробки помещают тонкие металлические трубки. Изну-
84 I
и к торцевым трубкам припаивают тонкую (10 — 15 мкм)
едную или никелевую проволоку. Снаружи торцевые трубки
оединяются с прибором, измеряющим сопротивление нити. От
стабилизированного источника тока нить нагревается до 50—
75 °C. Обтекающий нить газ, расход которого надо измерить,
охлаждает нить, в результате чего ее сопротивление умень-
шается. Вторичный прибор, измеряющий сопротивление, надо
откалибровать по эталонному расходомеру. Вместо металличе-
ской тонкой проволоки в приборе можно использовать бусинковый
микротерморезистор.
1.5. ЛИНЕЙНЫЕ И УГЛОВЫЕ ИЗМЕРЕНИЯ
Линейные и угловые измерения предназначены для определе-
ния численного значения расстояния между заданными точками,
линиями, площадями и объемами, а также суммы или разности
этих значений в любой комбинации. Линейные размеры обычно
выражаются в кратных или дольных частях эталона длины —
метра. Угловыми измерениями определяется численное значение
угла между двумя линиями или поверхностями, выраженное
в градусах или их дольных единицах — угловых минутах и
секундах. Приборы для измерения линейных и угловых величин
по принципу действия подразделяются на механические, электри-
ческие, магнитные, оптические и другие, по характеру измерений—•
на прямые и косвенные, контактные и бесконтактные, абсолютные
и относительные.
В практике лабораторных линейных и угловых измерений
практически все они являются прямыми. К косвенным измере-
ниям обращаются в тех случаях, когда размер либо форма изме-
ряемого предмета таковы, что их нельзя измерить имеющимися
средствами. В этом случае измеряют один или два размера, по
которым вычисляют требуемое значение. Примером тому может
служить определение длины окружности по измеренному диа-
метру. Измерения, в которых в качестве меры используются
физические константы, называются абсолютными. Если размеры
объекта измерения сравниваются с заранее прокалиброванной
мерой, измерения называются относительными. Контактными
являются измерения, при которых мерительный инструмент
(штангенциркуль, микрометр, мерная линейка и др.) механи-
чески контактирует с объектом измерения. При бесконтактном
измерения не касается измеряемого объекта,
являются практически все оптические, электри-
ческие, магнитные и другие способы угловых и линейных изме-
рений, которые в лабораторной практике используются редко.
В соответствии с назначением мерительный инструмент для
линейных и угловых измерений подразделяется на универсальный
и специальный. В повседневной лабораторной практике обычно
Используют только универсальный мерительный инструмент.
^чисоое средство
Бесконтактными
85
1.5.1. Средства линейных и угловых измерений
Современные технические средства линейных и угловых изме-
рений включают большое число разнообразных приборов и ин-
струмента, обеспечивающих измерение соответствующих величин
с погрешностью 10-2—10-1 мкм и долей угловых секунд. Техниче-
ские средства измерения подразделяются на калибры и скобы,
концевые и штриховые меры, а также универсальные средства
измерения. Калибры и скобы представляют собой мерительный
инструмент с фиксированным размером, предназначенным для
определения размера детали в пределах установленных допусков.
Концевые и штриховые меры служат для воспроизведения
длины заданного размера. Они предназначены в основном для
поверки и градуировки универсальных средств измерения. Кон-
цевые меры, ранее называемые «плитками Иогансона», предста-
вляют собой набор стальных брусков со строго постоянным зна-
чением размера между двумя взаимно параллельными измери-
тельными поверхностями. При перемещении одного бруска по
другому из-за молекулярных сил сцепления они слипаются, что
позволяет сделать любой набор мер длины от 0,5 до 150 мм с по-
грешностью 5-10-2—10-1 мм. В набор плоскопараллельных кон-
цевых мер обычно входят бруски следующих размеров: 0,001;
0,01; 0,1; 0,5; 1; 10; 25; 50 и 100 мм. Всего в нормальный набор
входят 87 брусков. При наборе брусков в пакет требуемого раз-
мера необходимо стремиться использовать минимальное их число.
Штриховые эталонные меры длины представляют собой сталь-
ную или стеклянную пластинку (брусок), на которой двумя
штрихами отмечено определенное расстояние с погрешностью
0,5—25 мкм для размера 100 мм и 1,5—80 мкм для размера
2000 мм. По значению погрешности определяют, к какому из
пяти классов точности относится штриховая мера.
Несколько условно к штриховым измерительным инструмен-
там относится обширный класс технических приборов повышен-
ной точности, широко использующихся в общетехнической и
лабораторной практике: штангенциркуль, штангенглубиномер
и штангенрейсмус. Наиболее часто применяют штангенциркуль
ШЦ-11 с точностью отсчета по нониусу 0,05 мм и базой 250 мм,
а также упрощенный штангенциркуль «колумбус» с базой 150 мм
и точностью отсчета 0,1 мм. Штангенглубиномер предназначен
для измерения внутренних размеров деталей (глубины отверстия,
паза и пр.) с точностью 0,05 мм. Штангенрейсмус — для измере-
ния высоты деталей и разметочных работ.
К универсальным штриховым приборам для линейных изме-
рений также относится класс измерительных инструментов с ми-
крометрическим винтом — микрометры, микрометрические ну-
тромеры и микрометрические глубиномеры. В отличие от штанген-
циркулей, у которых штриховая шкала нониуса линейна, у ми-
крометрических измерителей нониусная шкала расположена по
86
окружности. Цена деления нониуса, у наиболее распространенных
приборов — 20 мкм.
F Для высокоточных линейных измерений с точностью (1±
_^2)- Ю-8 мм и пРеДелах 0—10 мм предназначены универсальные
пычажно-механические измерительные приборы, к которым отно-
сятся часовые индикаторы, микроиндикаторы, микромоксы и др.
Наиболее распространен индикатор часового типа, позволяющий
измерять относительное отклонение размера или формы предмета
от требуемого значения. Если измеряемый размер находится
в пределах шкалы прибора, им можно проводить и абсолютные
измерения размера. Нормальные индикаторы часового типа
изготавливают с пределами измерения 0—5 и 0—10 мм, а мало-
габаритные индикаторы этого типа — с пределами 0—1 и 0—2 мм.
У всех индикаторных приборов цена деления циферблатной
шкалы 0,01 мм.
Для проведения угловых измерений служат угловые меры,
представляющие собой высокоточные стальные плитки, которые
воспроизводят углы заданных размеров. Угловые плитки яв-
ляются одноразмерными измерителями, аналогичными концевым
плиткам для измерения линейных размеров. Сочленяя их друг
с другом в определенной комбинации через 1°, Г и 15", можно
получить любое значение угла до 100° с погрешностью ±30".
Угловые измерения можно проводить также и посредством много-
размерных угловых мер в виде стальной многогранной призмы
с различными углами между гранями.
К универсальным средствам угловых измерений относятся
угломеры. Эти приборы снабжены шкалой с нониусом, что позво-
ляет достаточно просто измерять как внешние, так и внутренние
углы от 0 до 180° с погрешностью ±2'. Для относительно грубых
измерений углов в 90°, что часто необходимо при разметке и
установке деталей и приборов, пользуются угольниками, прямой
угол у которых в зависимости от класса выполнен с высокой
точностью.
Чтобы охватить весь круг инструментов для линейных и угло-
вых измерений, использующихся в общелабораторной практике,
следует упомянуть об измерительных линейках и рулетках,
а также шаблонах и щупах. Измерительные линейки и рулетки
относятся к средствам грубых линейных измерений. Линейки
изготавливают с длиной шкалы 150, 300, 500 и 1000 мм. Цена
шкалы линеек от 0,5 до 1 мм. Рулетки длиной 2,5; 5; 10; 20; 30
и 50 м имеют цену деления от 1 до 10 мм. Шаблоном служит про-
фильный калибр, при помощи которого проверяют контур пред-
мета. Шаблоны подразделяются на профильные и резьбовые.
Из профильных шаблонов чаще всего используются радиусные,
которые представляют собой набор тонких стальных пластинок
о выпуклыми или вогнутыми по различным радиусам концам.
ути шаблоны выпускаются в виде трех наборов с радиусами от
1 До 25 мм. Резьбовые шаблоны предназначены для определения
87
типа и шага резьбы. Два набора, в которые комплектуются резь-
бовые шаблоны, позволяют измерить шаг метрических резьб от
0,4 до 6 мм, а дюймовых и трубных резьб — от 28 до 4 ниток на
дюйм. И наконец, щупы используют для определения зазора
между двумя сопрягаемыми поверхностями. Щупы изготавливают1
из тонких стальных пластин откалиброванной толшины. Три
набора, в которые комплектуются щупы, перекрывают диапазон
размеров от 0,02 до 1 мм с погрешностью от 0,01 до 0,1 мм.
Следует отметить, что методика использования профильных.
и резьбовых шаблонов, лекальных линеек, угломеров и уголь-
ников заключается в визуальном наблюдении просвета между
деталью и прижатым к ней средством поверки или измерения.
При хорошем освещении визуально можно отчетливо определить^
зазор в 1—2 мкм. л
1.6. ИЗМЕРЕНИЕ РАЗМЕРА ЧАСТИЦ I
ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ 1
Вещества и материалы в порошкообразном (мелкодисперсном)
состоянии обладают рядом весьма ценных специфических свойств,
что делает их объектом широкого лабораторного исследования и
применения. Можно без преувеличения утверждать, что развитие
техники в ближайшие годы все в большей степени будет зависеть
от использования порошковых материалов. Так как свойства
порошкообразного материала в значительной степени зависят
от размеров отдельных частиц, определение этого размера пред-
ставляет собой самостоятельною задачу, являющуюся предметом
дисперсионного анализа.
Методы дисперсионного анализа подразделяются на прямые
и косвенные. Прямой метод измерения размера мелких частиц —
просев через калиброванные ячейки специальных сит — назы-
вается ситовым. Этот метод позволяет определить размер частиц
от 50 до 1000 мкм. Методы электронной и оптической микроскопии
дают возможность измерить частицы от 0,005 до 5 мкм (с помощью
электронного микроскопа) и от 0,8 до 1000 мкм (с помощью опти-
ческого микроскопа). Косвенные методы позволяют определить
размер микрочастиц по косвенным признакам, зависящим от
размера частиц, — скорости оседания частиц в жидкой или газо-
образной среде под действием естественной силы тяжести или при
центрифугировании. Метод, основанный на этом признаке, назы-
вается седиментометрией. Этим методом можно определить размер
частиц в интервале от 1 до 100 мкм. Другой распространенный
косвенный метод определения размера микрочастиц основан на
изменении электропроводности электролита при прохождении
микрочастицы через небольшое отверстие в стенке электролити-
ческого прибора. Этот метод, получивший название кондукто-
метрического, позволяет различать размеры частиц от 0,5 до
800 мкм.
88
Наиболее простым и распространенным в технологии лабора-
пного эксперимента методом анализа размеров частиц порошко-
Т6оазных материалов является ситовой метод. Суть этого метода
°аключается в просеивании определенной навески анализируемого
%рошка через набор сит и последующем определении массы
отдельных фракций, оставшихся на ситах. Процентное отношение
массы остатков порошка на соответствующих ситах к исходной
массе анализируемого порошка с учетом размера ячеек, через
которые не просеялся порошок, дает возможность оценить состав
исходного порошка по размерам входящих в него частиц. Обычно
стандартизованные сита изготавливают в виде короткого цилиндра
диаметром 200 мм и высотой 50 мм. Дно цилиндра затянуто сет-
кой, изготовленной, как правило, из тонкой металлической про-
волоки, образующей квадратные отверстия. Размер отверстия
определяется номером сита. Стандартные сита для дисперсного
анализа порошков имеют размеры отверстий от 0,04 до 2,5 мм
и образуют единый набор. Размер отверстий в сите обычно соот-
ветствует правилу Тейлора или приближается к нему. Согласно
этому правилу размер отверстия отличается от предыдущего
в/2 раз. В стандартном общелабораторном наборе содержатся
24 сита, номера которых соответствуют размеру отверстия в ми-
крометрах. В зарубежной практике сита характеризуются числом
отверстий на погонный дюйм (25,4 мм). Это число называется меш.
В табл. 1.17 приведена характеристика основных ситовых шкал.
Основные практические правила рассева порошка с целью
определить его состав по размеру частиц (гранулометрический
состав) заключаются в следующем.
При ручном рассеве, чаще всего используемом в лабораторной
практике, навеску или порцию порошка сначала помещают
в самое мелкое сито. Это способствует лучшему просеиванию
мелкой фракции за счет более крупных частиц.
Если требуется отсеять фракцию с определенным размером
частиц, следует пользоваться такими ситами, размер отверстий
которых ограничивает нужный размер.
Подлежащий просеиванию порошок должен быть предвари-
тельно просушен при ПО—120 °C в течение 20—30 мин.
Обычным методом нельзя просеивать гигроскопичные порош-
кообразные материалы и материалы, которые из-за низкой термо-
стойкости нельзя просушить.
Объем одной порции просеиваемого материала не должен
превышать 100 см3.
Ручной рассев можно производить одновременно на двух-трех
ситах, вставленных одно в другое.
При рассеве мелких порошков из твердых материалов в сито
следует поместить немного мелких (2-^-3 мм) стальных шариков
От шарикоподшипника, что ускорит просеивание.
При просеве с поддоном, в который собирается нужная фрак-
ция, сито с поддоном и крышкой берут в левую руку, и наклонив
89
I
Таблица 1.14
Основные характеристики сит для ситового анализа порошков f
Номер сита Меш Размер ячейки, мм Номер сита Меш Размер ячейки, мм Номер сита Меш Размер X X X т а К X
с 004 0045 005 0056 0063 0071 008 009 01 0125 015 02 025 0355 04 05 06 07 08 < 09 1 0 1,6 2,0 2,5 ССР 0,04 0,045 0,05 0,056 0,063 0,071 0,08 0,09 0,1 0,125 0,15 0,2 0,25 0,355 0,4 0,5 0,6 0,7 0,8 0,9 0,1 1,6 2,0 2,5 с Велик :ш а 400 325 270 230 200 170 150 120 115 100 80 65 60 45 35 25 18 14 10 5 2 обрит 350 0,037 0,046 0,05 0,063 0,071 0,90 0,1 0,125 0,12 0,15 0,18 0,2 0,25 0,355 0,5 0,71 1,0 1,4 2,0 4,0 и,з а н и я 0,045 Сита г 240 170 120 85 60 44 30 22 16 12 8 о Т е й 325 250 170 120 80 60 42 32 24 16 12 9 0,063 0,09 0,125 0,18 0,25 0,355 0,5 0,71 1,0 1,4 2,0 лору 0,045 0,063 0,09 0,125 0,18 0,25 0,355 0,5 0,71 1,0 1,4 2,0
его на 10—20°, правой рукой с частотой два-три раза в секунду
ударяют сбоку по ситу. Через 15—20 с сито располагают гори-
зонтально и сильно ударяют по нему сбоку.
При просеивании мелкодисперсных порошков через каждые
4—5 мин нижнюю поверхность сита обметают тонкой кисточкой.
При просеивании тонкодисперсных порошков через сита 004—
006 следует тонкой кисточкой «протирать» порошок через сито.
При просеивании мелкодисперсных порошков диэлектрических
материалов, которые обычно являются основным объектом сито-
вого рассева, из-за электризации при встряхивании отдельные
частицы образуют агрегаты — комки, которые, естественно, не
проходят через отверстия сита. В этом случае применяют мокрый
способ рассева, сущность которого заключается в том, что под-
лежащий рассеву материал слегка разбавляют хорошо смачива-
ющей его жидкостью и тщательно растирают в густую кашицу.
Затем эту кашицу небольшими порциями переносят на сито (самое
грубое) и слабой струей той же жидкости промывают через него
порошок. Этот процесс повторяют на ситах с уменьшающимися
размерами отверстий. Мокрый рассев можно считать закончен-
90 j
м когда промывочная жидкость, выходящая из сита, станет
Но0з’рачной. Фракционные остатки на ситах надо просушить при
температуре, соответствующей использованной промывочной жид-
кости. „ , , _ _
Как видно из табл. 1.17, минимальный размер частиц, который
можно определить посредством ситового анализа, равен 37 мкм.
Это обусловлено тем, что на более мелких ситах, которые совре-
менными методами можно изготовить с отверстием менее 1 мкм,
происходит агрегатизация частиц, исключающая прохождение
их сквозь сито. Таким образом, при необходимости определить
размер частиц менее 37 мкм следует пользоваться другими мето-
дами дисперсионного анализа, например сандиментационным.
1.7. НЕТРАДИЦИОННЫЕ СПОСОБЫ ИЗМЕРЕНИЙ
В повседневной лабораторной работе приходится сталкиваться
со случаями непосредственных или косвенных измерений, которые
выходят за рамки общепринятых методов измерений. Эти случаи
несистематизированы и подчас возникшую задачу решают исходя
из опыта и эрудиции экспериментатора. Ниже приведен ряд спо-
собов и приемов решения некоторых нетрадиционных измерений
и сопутствующих им операций.
Регулятор температуры термостата на принципе Гуи. Стабили-
зация температуры термостата контактным термометром сопро-
вождается относительно большим отклонением температуры от
среднего значения. Это обусловлено теплоемкостью всей системы,
а также инерционностью нагревателя, термостатируемого объекта
и датчика температуры. Суммарное отклонение среднего значе-
ния температуры термостата в результате этого может в четыре-
пять раз превышать чувствительность датчика. Принцип Гуи
заключается в том, что регулирующий электрод в контактном
термометре совершает возвратно-поступательные колебания от-
носительно установленного значения температуры. Эти колебания
с амплитудой в доли миллиметра создаются механической системой
с малооборотным электродвигателем. Частота колебаний электрода
зависит от конкретных условий и лежит в интервале 1—5 колеба-
ний в минуту.
По литературным данным использование принципа Гуи по-
зволяет улучшить стабилизацию температуры контактным термо-
метром в пять—семь раз.
Точное взвешивание без мелких гирь. При отсутствии в разно-
се дольных грамму гирь в качестве миллиграммовых гирь
можно воспользоваться каплями воды. Обычная капля из глазной
пипетки весит 0,03—0,04 г. При отсутствии граммового разно-
веса с достаточной степенью точности можно воспользоваться раз-
менной монетой. Вот их весовые номиналы: 1 коп. — 1 г; 2 коп. —
т г! 3 коп. — 3 г; 5 коп. — 5 г; 10 коп. — 1,7 г; 15 коп. — 2,5 г;
zu Коп. — 3,25 г: 50 коп. — 6,2 г.
91
Определение массы без взвешивания. При отсутствии весов’
массу тела из материала с известной плотностью можно определить
следующим образом. По методике, описанной ниже, определяют
объем тела. Затем, зная плотность и объем, определяют массу
по формуле
Р — V (см3) б (г/см3), г.
Объем тел правильной геометрической формы рассчитывают.
Определение объема тел произвольной формы. Объем тела
произвольной формы можно определить двумя простыми спосо-
бами: по объему вытесненной им жидкости и, при известной плот-
ности материала, из которого изготовлено тело, способом взвеши-
вания. Суть первого способа такова. -Тело помещают в соответ-
ствующего объема сосуд и заливают жидкостью, не взаимодей-
ствующей с телом. Уровень жидкости, до которого заполнен
сосуд, отмечают. Затем тело извлекают из сосуда и заливают
последний жидкостью из мерной емкости до первоначальной
отметки. Количество жидкости, израсходованной на это, и яв-
ляется объемом тела, выраженным в единицах градуировки мер-
ной емкости. Тело небольшого объема можно поместить в мерный
сосуд, частично заполненный соответствующей жидкостью. Раз-
ность уровней до и после погружения тела — его объем. Исполь-
зуя второй способ, тело произвольной формы, но с известной плот-
ностью материала, взвешивают и затем его объем определяют
по формуле
V = Р (г)/6 (г/см3), см3.
Измерение площади на плоскости. Подлежащую измерению
площадь плоского предмета или фигуры покрывают миллиметро-
вой бумагой, на которой обводят контур предмета или фигуры.
В последнем случае контур фигуры, выполненный на бумаге,
удобно перенести на миллиметровку через копировальную бу-
магу. Затем подсчитывают число квадратных сантиметров и мил-
лиметров, заключенных в обведенном контуре, что и будет соот-
ветствовать искомой площади.
Следует напомнить, что описанный способ измерения площади
довольно широко распространен и для его осуществления исполь-
зуют специальное приспособление, называемое полеткой. Полетку
изготавливают из прозрачной пластмассы, на поверхности которой
нанесена сетка линий, образующая квадраты известных размеров.
Подсчитав число квадратов, закрывающих искомую площадь, опре-
деляют ее значение. По своей сути полетка является простейшим
приспособлением для числового графического интегрирования.
На основе принципа механического интегрирования устроен
планиметр — математический прибор, которым определяют пло-
щадь, ограниченную произвольной замкнутой кривой по длине
периметра этой кривой.
Весьма любопытным, но малоизвестным способом измерений
площади является так называемое интегрирование взвешиванием-
92 .
суть этого способа заключается в следующем. На миллиметровую
бумагу (или лучше кальку) наносят контур площади, размер
-оторой требуется определить. По этому контуру бумагу вырезают
и взвешивают на аналитических весах. Затем из такой же бумаги
цырезают квадрат определенного размера и тоже взвешивают.
Очевидно, что соотношение площадей известного и искомого
образцов бумаги будет соответствовать отношению их масс. Этот
способ позволяет измерить площадь, ограниченную любой зам-
кнутой кривой с погрешностью не более 0,5—
1%- . г
Измерение линейных размеров. С нетради-
ционными способами измерения линейных раз-
меров чаще всего сталкиваются в тех случаях
лабораторной практики, когда универсальный
мерительный инструмент невозможно исполь-
зовать. Ниже приведен ряд практических прие-
мов и способов, позволяющих провести неко-
торые специфические измерения линейных раз-
меров, пользуясь простыми прикладными сред-
ствами.
Измерить диаметр канала стеклянного ка-
пилляра можно при помощи обычной швейной
иглы, поместив ее до упора в отверстие капил-
ляра. Отметив глубину вхождения иглы в канал
(например, сдвинув до торца капилляра канце-
лярскую резинку, предварительно проткнутую
иглой), иглу извлекают из канала и микро-
метром измеряют ее диаметр в месте отметки.
Этот размер будет равен диаметру канала.
Естественно, что этим способом можно изме-
рить диаметр любого другого сквозного отвер-
стия (рис. 1.71).
При необходимости точно измерить средний диаметр капилляра,
Рис. 1.71. Способ
измерения диамет-
ра отверстия ка-
пилляра при помо-
щи швейной иглы:
/ — игла; 2 — пласт-
массовый поясок;
3 — капилляр
изготовленного из диэлектрического материала, поступают сле-
дующим образом. Капилляр по всей длине заполняют ртутью,
что легко сделать при помощи форвакуумного насоса. В запол-
ненный ртутью капилляр с обоих торцов вводят тонкие проволоч-
ные электроды, которые присоединяют к прибору, измеряющему
электрическое сопротивление. Определив сопротивление ртути,
находящейся в канале, средний диаметр капилляра можно вычи-
слить по формуле
d = 2 /р£/(лЯ),
где d — среднее значение диаметра капилляра, см; р — удельное
электрическое сопротивление ртути при 20 °C, Ом-см; L — длина
капилляра, см; R — сопротивление ртути, находящейся в ка-
93
Другой способ измерения среднего значения диаметра капид.
ляра, изготовленного из любого материала, заключается в запоя-
нении канала ртутью и последующем взвешивании этой порциц
ртути на аналитических весах. Зная массу ртути, заполнявшей
капилляр, среднее значение диаметра капилляра можно вычислить
по формуле
d = 2-/M/(pnL),
нившеи его жидкости
Рис. 1.72. Способ измере-
ния внутреннего размера
стеклянного изделия с по-
мощью двух шариков:
1 — стеклянное изделие;
2 — магнит; ^3 — стальной
шарик
где М — масса ртути, извлеченной из канала, г; р — плотность
ртути при 20 °C, г/см3; L — длина капилляра, см.
Очевидно, что измерение диаметра канала взвешиванием запод-
можно вести и в обратной последователь-
ности. Сначала'определяют массу пустого
капилляра, затем — капилляра, запол-
ненного жидкостью (ртутью, водой и др.).
Разность масс будет равна массе жидко-
сти в капилляре. При использовании
вместо ртути других жидкостей в формулу
для расчета вместо плотности ртути под-
ставляют плотность используемой жидко-
сти.
Измерение внутреннего размера стек-
лянного изделия. Внутренний размер стек-
лянной трубки или любого стеклянного
сосуда произвольной формы в труднодо-
ступном для непосредственного измерения
месте можно измерить при помощи двух
шариков от шарикоподшипника диамет-
рами dj и d2, которые помещают в нужном
месте внутри изделия и удерживают друг
против друга при помощи двух постоян-
ных магнитов (рис. 1.72). Измерив под микроскопом или другим
способом расстояние между шариками D и прибавив к нему
сумму диаметров шариков, получим точное значение внутрен-
него размера в данном месте.
Внутренний диаметр стеклянной трубки можно также изме-
рить, окружив ее наполовину белым светорассеивающим экраном,
например из белой бумаги (рис. 1.73). Благодаря экрану вну-
тренняя стенка трубки получается резко ограниченной, что дает
возможность совместить с ней визирную линию измерительного
прибора.
Измерение диаметра тонкой проволоки взвешиванием. Даже
при наличии мерительного инструмента, например микрометра,
невозможно обеспечить высокую точность измерения среднего зна-
чения диаметра тонкой проволоки. С уменьшением диаметра по-
грешность измерения возрастает и ниже 10 мкм достигает 15—20% •
Для того чтобы уменьшить погрешность, пользуются весовым спо-
собом измерения малых диаметров проволоки. Суть способа
94 1
Рис. 1.73. Способ измерения внутреннего
диаметра стеклянной трубки:
/ — длиннофокусный микроскоп с окуляром-
микрометром; 2 — трубка; 3 — белый экран
ключается в точном взвешивании отрезка проволоки, обычно
длиной в 200 мм и вычислении диаметра по формуле
d = 2 /Р/(л£б),
д — среднее значение диаметра по длине отрезка, см; Р —
масса отрезка проволоки, г; L — длина отрезка проволоки, см;
§ - плотность материала проволоки, г/см3.
Описанный способ пригоден только для измерения диаметра
проволоки без изоляции. Диаметр проволоки с изоляцией, в том
числе и микропровода в стеклянной изоляции, можно достаточно
точно измерить по электрическому сопротивлению отрезка про-
вода определенной длины.
Средний диаметр провода оп-
ределяют по формуле
d = 2 /р£/(л/?),
где d~ средний диаметр про-
вода, мм; р — удельное элек-
трическое сопротивление ма-
териала, Ом-мм2/м; L — дли-
на измеряемого провода, м;
R — электрическое сопротив-
ление отрезка провода, Ом.
Измерение среднего диа-
метра метрической резьбы
методом «трех проволок».
Для более точного, чем резьбомером, измерения среднего
диаметра метрической резьбы на наружной поверхности детали
пользуются методом «трех проволок». На подлежащий изме-
рению участок резьбы (рис. 1.74) наматывают несколько вит-
ков провода из твердого материала. Диаметр провода должен быть
таким, чтобы витки выступали за профиль резьбы. Микрометром
или штангенрейсмасом измеряют расстояние между противопо-
ложными вершинами витков провода. Искомый средний диаметр
определяют по формуле
dcp = D — 3d 4- 0,866р,
где dcp — средний диаметр метрической резьбы, мм; D — рас-
стояние между противоположными витками провода, мм; d —
Диаметр провода, мм; р — шаг резьбы, мм.
При небольшом числе витков резьбы используют метод «двух
проволок», а для измерения крупных резьб можно воспользоваться
и одной проволокой.
Способ измерения угла внутреннего конуса. Внутренний угол
конуса в детали можно измерить способом «двух шариков». Берут
Два подшипниковых шарика с такими диаметрами, чтобы один из
них «заклинился» у нижнего отверстия конуса, а второй — неда-
леко от верха (рис. 1.75). Часовым индикатором или микроме-
95
трическим глубиномером измеряют расстояние от опорной поверх,
ности до вершины нижнего шарика, а затем, вставив второй
шарик, — расстояние до его вершины. Имея эти данные, угод!
конуса вычисляют по формуле J
0,5(0 —d)
s!na— , Л
где а — искомый угол, °; D и d — диаметры верхнего и ни жнет
шариков, мм; Huh — расстояние от опорной плоскости до ниж-
него и верхнего шариков соответственно, мм.
Графический способ деления окружности на равное число
частей. Для деления окружности на равное число частей исполь-
зуют следующий графический
прием. Проводят диаметральную
линию, которую делят на тре-
буемое число частей (рис. 1.76).
Рис. 1.75. Измерение вну- i
треинего угла конуса методом ‘
«двух шариков»
Рис. 1.74. Измерение среднего диа-
метра метрической резьбы Методом
«трех проволок»
Затем, считая эту линию основанием равностороннего треуголь-
ника, сверху и снизу диаметральной линии строят условные тре-
угольники АСВ и ADB. Условными треугольники называются
Таблица 1.18
Значение коэффициента К для вычисления длины хорды
при делении окружности на равное число частей
Число де- лений окруж- ности К Число де- лений окруж- ности К Число де- лений окруж- ности К Число Де- лений окруж- ности К
3 0,866 10 0,309 17 0,184 24 0,130
4 0,707 и 0,282 18 0,174 25 0,125
5 0,588 12 0,259 19 0,164 26 0,120
6 0,500 13 0,239 20 0,156 27 0,116
7 0,434 14 0,222 21 0,149 28 0,112
8 0,383 15 0,208 22 0,142 29 0,108
9 0,342 16 0,195 23 0,136 30 0,104'
96
потому. чт0 они нУжны только для определения их вершин С и D.
Опять же условной прямой линией соединяем вершины треуголь-
ников с отметками на диаметральной линии. Точки пересечения
этой прямой с окружностью будут отметкой длины отрезков,
на которые делят окружность (точки а, Ь
и т. Д-)- Аналитически вычисленный коэф-
фициент К равен числу, на которое надо
помножить диаметр окружности, чтобы
получить искомую длину хорды. Числен-
ные значения коэффициента К при деле-
нии окружности на 3—30 частей приведены
в табл. 1.18-
Графический способ нахождения центра
окружности. Центр окружности, выпол-
ненной на чертеже или на изделии диско-
образной и кольцеобразной формы, можно
найти, пользуясь простейшим геометриче-
ским построением. Угольник или шаблон
в виде прямоугольного равнобедренного
треугольника накладывают на окружность
таким образом, чтобы вершина прямого
угла касалась контура окружности (рис.
1.77, а. В точках пересечения катетов
с окружностью делают две отметки. Затем
треугольник поворачивают на 180° и вновь
в местах пересечения катетов с окруж-
ностью делают отметки (рис. 1.77, б). Точка пересечения пря-
мых, соединяющих первую и вторую пару отметок, и будет гео-
метрическим центром окружности (рис. 1.77, в).
Длинный уровень. Для установки на один горизонтальный
уровень находящихся на расстоянии друг от друга предметов
в)
1.76. Графический
Рис.
способ деления окружно-
сти на равное число частей
Рис. 1.77. Графический способ нахождения центра
окружности
пользуются так называемым длинным уровнем (рис. 1.78). Две
стеклянные трубки 1 с рисками-отметками на боковой поверхности
соединяют резиновым шлангом 5 и заполняют подкрашенной
водой 2. Система образует сообщающиеся сосуды, разнесенные
АРУг от друга на длину резинового шланга. Практически длинным
Уровнем пользуются следующим образом. Систему заполняют
пдкостью до тех пор, пока ее уровень не совпадет с рисками на
Е- А. Доленко 97
стеклянных трубках. Затем, закрепив обе трубки на нивелируемы^
предметах, поднимая либо опуская один из них относительно
другого, добиваются, чтобы уровень жидкости в трубках совпа,
дал с рисками на них. Это свидетельствует, что оба предмета
находятся в одной горизонтальной плоскости. Для количествен,
него измерения разности высот двух объектов, разнесенных друг
от друга, в качестве измерительных трубок можно воспользо.
ваться стеклянными химическими бюретками. Такой прибор
предварительно надо проградуировать по стандартному нивелиру.
Часы — курвиметр. Для измерения длины произвольно кривой
линии, например, маршрута по карте или линии на чертеже
в качестве курвиметра можно использовать обычные механические
ручные часы. Оттянув ключ завода пружины в положение «пере-
вод стрелок», устанавливают (для простоты отсчета) стрелки на
12 часов. Затем головкой ключа с нажимом проводят по милли-
метровой бумаге по отрезку, например 20 см. Пусть при этом
стрелки часов передвинулись на 10 часов. Это значит, что, рабо-
тая как курвиметр, данные часы будут иметь переводной коэф-
фициент 10/20 = 0,5 ч/см.
Высокочувствительный объемный газовый расходомер. Если
требуется измерить или поддерживать объемный расход газа
с высокой точностью, в качестве первичного датчика можно
использовать незначительно переделанный манометрический тер-
мопарный преобразователь (датчик термопарного вакууметра)
типа ПМТ-2. В металлическом баллоне преобразователя на рас-
стоянии 10—15 мм от цоколя сверлят отверстие диаметром 5-^
8 мм, в которое мягким припоем с бескислотным флюсом впаивают
трубку длиной 20—25 мм. При сверлении отверстия надо соблю-
дать осторожность, чтобы стружка не повредила находящуюся
внутри микротермопару. Газ, расход которого надо измерить
(с учетом его плотности), входит и выходит из верхнего и бокового
Рис. 1.79. Высокочувстви-
тельный газовый микро-
термоаиемометр:
/ — платиновая проволока (на-
греватель); 2 — измерительный
спай микротермопары; 3 — вет-
ви термопары; 4 — трубка для
выхода газа
]Туцер°в- Внутри баллона находится миниатюрная термопара
-косвенным подогревом. В зависимости от расхода газа, обте-
кающего термопару, ее температура будет меняться, что зафик-
сирует прибор, измеряющий термо-э. д. с., которую генерирует
термопара. В качестве вторичного при-
бора при малых расходах газа можно
использовать вакуумметры ВТ-3, ВТ-2А
или ВИТ-1 А. Перед использованием
датчик расходомера — лампа — должен
быть отградуирован по контрольному
расходомеру. На рис. 1.79 приведен схе-
матический разрез преобразователя
ПМТ-2, переделанного в датчик расхо-
домера.
Электрический нагреватель с изме-
няющейся вдоль его длины температу-
рой. Для калибровки термопар, термо-
сопротивлений и других контактных
средств измерения температуры, а также
определения температуры плавления не-
известных материалов может быть ис-
пользован электрический резистивный
нагреватель, изображенный на рис. 1.80.
Из нихромовой ленты толщиной 0,2—
0,5 мм вырезают удлиненный треуголь-
ник с контактными площадками у ос-
нования и у вершины. При подключе-
нии к такому нагревателю напряжения
вследствие монотонно меняющегося се-
чения температура его нагрева также
будет монотонно изменяться от наиболее высокой на узком конце
до более низкой на широком конце.
Измерение коэффициента объемного расширения порошкооб-
разных материалов. Для измерения коэффициента объемного
Рис. 1.80. Электрический
нагреватель с непрерывно
изменяющейся температу-
рой (а) и график измене-
ния температуры по длине
нагревателя (б)
температурного расширения порошкообразных материалов можно
^пользоваться простейшим объемным дилатометром (рис. 1.81).
Этот прибор достаточно просто изготовить в лабораторных усло-
виях. В стеклянный или кварцевый сосуд через верхнюю горло-
вину заливают буферную жидкость, выбор которой определяется
требуемой температурой нагрева, известным коэффициентом объ-
емного расширения и отсутствием взаимодействия с материалом
7* 99
порошка. После заполнения сосуда жидкостью примерно наполз
вину в него засыпают подлежащий измерению порошок. Горлд,
вину закрывают пришлифованной конической стеклянной проб.1
кой с капиллярной трубкой на вершине. Для того чтобы получит*
достоверные результаты измерений, необходимо исключить пу.-
Рис. 1.81. Прибор для
измерения объемного тер-
мического расширения по-
рошкообразных веществ:
1 — стеклянный капилляр;
2 — шкала отсчета; 3 —
конический шлиф; 4 —
стеклянная бутыль; 5 —
буферная жидкость; б —
порошок; 7 — электронагре-
ватель; 8 — термопара
зырьки воздуха в приборе. Для этогй
жидкость должна хорошо смачивать матад
риал порошка, чему будет способствовав
небольшое количество поверхностно-актив-1
ного вещества, добавленное в жидкость.
Температуру нагрева порошка в сосуде
измеряют термопарой, введенной через
боковую горловину и резиновую или фто-
ропластовую пробку.
Методика измерения заключается в сле-
дующем. Заполнив рабочий объем при-
бора буферной жидкостью и исследуемым
порошком (в соотношении примерно 2 : 1),
плотно закрывают верхнюю пробку и через
пробку боковой горловины медицинским
шприцем с тонкой инъекционной иглой
в сосуд вводят дополнительное количество
буферной жидкости, чтобы ее уровень на-
ходился в начале капилляра. Нагревая
сосуд и регистрируя температуру порошка,
которая равна температуре жидкости по
шкале, расположенной сзади капилляра,
отмечают изменение объема с повышением
температуры. По аналогичной методике
определяют расширение буферной жидко-
сти без порошка в том же интервале тем-
ператур. Затем вычитая из значения рас-
ширения смеси жидкости и порошка зна-
чение расширения чистой жидкости и
учитывая ее объемный коэффициент, определяют искомое объем-
ное расширение порошка.
Список литературы
1. Абрамович Б. Г. Термоицдикаторы и их применение. — М.: Энергия,
1972. 224 с.
2. Абрамович Б. Г., Картавцев В. Ф. Цветные индикаторы температуры. —
М.: Энергия, 1978. — 214 с.
3. Богданов Г. Б., Бокринская А. А. Ферритовые термисторы. — Киев:
Гостехиздат, 1964. — 191 с.
4. Богуславский М. Г., Цейтлин Я. М. Приборы и методы измерения длинй
н углов. — М.: Стандартгиз, 1976. — 248 с.
5. Бычковский Р. В. Контактные датчики температуры. — М.: Энергия,
1974. — 238 с.
6. Ван Дейк X. Температура и ее измерение: Пер. с англ.—М.: Изд-в°
иностр, лит., 1960.— 666 с.
100
7 Гордое А. Н. Основы пирометрии.—М.: Металлургия, 1971. — 447 с.
я" Готра 3. Ю., Вистинь Л. К- Индикаторные устройства на жидких кри-
лях . — М.: Сов. радио, 1980.—240 с.
сТ g Данишевский С. К., Сведе-Швец Н. И. Высокотемпературные термо-
яоы -—М.: Металлургия, 1977.—231 с.
10 Дашевский 3. М„ Коломоец Н. В., Гольцман Б. М. Пленочные термо-
элементы- - М.: Наука 1985. - 232 с.
И. Задгинидзе Г. П. Измерение температуры вращающихся деталей ма-
нн _1м.: Машгиз, 1962. — 101 с.
Ш 12. Измерения в промышленности: Справочиик/Под ред. П. П. Про-
. 0 с а. — М.: Металлургия, 1980. — 648 с.
ф 13. Измерение температуры в объектах новой техники/Под ред. Ч. X е р -
пельфельда: Пер. с англ. — М.: Мир, 1965.—280 с.
14. Кривцов В. А., Харитонов Н. П. Микротермопары для точных измере-
ний температуры.—Л.: ЛДНТП, 1966. — 40 с.
15. Куинн Т. Температура: Пер. с аигл. — М.: Мир, 1985. — 448 с.
16. Кулаков М. В., Макаров Б. И. Измерение температуры поверхности
твердых тел. — М.: Энергия, 1979. — 96 с.
17. Лииевег Ф. Измерение температуры в технике: Пер с нем. —М.: Ме-
таллургия, 1983. — 543 с.
18. Мурин Г. А. Теплотехнические измерения.—М.: Энергия, 1979.—
424 с.
19. Мэклин Э. Д. Терморезисторы.—М.: Радио и связь, 1983. — 207 с.
20. Преображенский В. П. Теплотехнические измерения и приборы. —М.:
Энергия, 1978. — 703 с.
21. Рабинович Ф. М. Кондуктометрический метод дисперсионного анали-
за. — М.: Химия, 1970. — 176 с.
22. Рогельберг И. Л., Бейлин В. М. Сплавы для термопар. — М.: Металлур-
гия, 1983. — 360 с.
23. Рудо Н. М. Лабораторные весы и точное взвешивание. — М.: Строй-
издат, 1963. — 152 с.
24. Самсонов Г. В., Кислый П. С. Высокотемпературные неметаллические
термопары. — Киев: Наук, думка, 1965. — 181 с.
25. Сена Л. А. Единицы физических величии и их размерности. — М.:
Наука, 1988. — 430 с.
26. Сорочкнн Б. М., Тененбаум Ю. 3. Средства для линейных измерений. —
Л.: Машиностроение, 1978. — 263 с.
27. Температурные измерения: Справочиик/А. А. Геращенко,
А. Н. Гордое, А. К. Еремииаи др. — Киев: Наук, думка, 1989. — 702 с.
28. Точность контактных методов измерения температуры/А. Н. Гордое,
В. М о л к о в, Н. Н. Э р г а р д и др. — М.: Изд-во стандартов, 1976. —
231 с.
29. Турчин А. М., Новицкий П. В., Левшина Е. С. Электрические измерения
неэлектрических величии. — Л.: Энергия, 1975. — 576 с.
30. Удалов Н. П. Полупроводниковые датчики.—М.: Энергия, 1965.—
С.
199 3*’ *еоктистов В- Г. Лабораторные весы. — М.: Изд-во стандартов, 1979. —*•
19у232' *огельсон И. Б. Транзисторные термодатчики. — М.: Сов. радио,
и 33. Цидулько Ф. В., Иванов О. А. Лииейно-угловые измерения. — М.:
Д-во стандартов, 1977. — 80 с.
354 34’ ЩвДровский С. С. Техника измерения массы. — М.: Стацдартгиз, 1961. —
Глава 2
НЕКОТОРЫЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ,
ИСПОЛЬЗУЕМЫЕ В СОВРЕМЕННОМ ЛАБОРАТОРНОМ
ЭКСПЕРИМЕНТЕ
2.1. ОБЩИЕ ПОЛОЖЕНИЯ
При изготовлении лабораторного образца изделия либо пр;
разработке экспериментального прибора или установке в первую
очередь необходимо учитывать конструктивно-технологические
свойства используемых материалов. Несоблюдение этого оче-
видного правила может привести к ошибочным эксперименталь-
ным данным или выходу прибора из строя. Рабочие характери-
стики любого материала определяются его механическими, физи-
ческими, химическими, а подчас и биологическими свойствами.
Кроме того, при выборе конструкционного материала прини-
мают во внимание возможное взаимодействие его с другими
материалами и окружающей средой, а также технологические
особенности его обработки.
Все искусственные и естественные материалы и продукты под-
разделяются на металлические, неметаллические и композицион-
ные. Каждый из этих укрупненных классов включает в себя сотни
и тысячи материалов, обладающих индивидуальными специфиче-
скими свойствами. Непрерывно возрастающие требования и воз-
можности их осуществления привели к тому, что в течение года
во всем мире создается более 2000 пригодных для технического
использования конструкционных материалов, многие из которых
обладают поистине фантастическими свойствами, например, ме-
таллы с памятью формы, высокотемпературные сверхпроводники,
жаростойкие, сверхпрочные и особотвердые материалы, полупро-
водниковые материалы, содержащие не более 10-6% посторонних
примесей и др. Большинство новых и новейших материалов
являются продуктами полимерной химии — пластмассами, что
свидетельствует о вступлении человечества в эпоху полимеров-
Однако в последние годы возродился интерес к естественным прИ'
родным материалам, которые можно применять в качестве кой'
струкционных. Так, соответствующим образом обработанная ДРе’
весина не уступает современным искусственным конструкцией'
ным материалам, а по некоторым свойствам и превосходит и*-
Примером тому может служить использование древесины Д'1*
элементов специальных подшипников, шестерен и других детаЛе*
ящик и механизмов, работающих в условиях значительного
пения и нагрузок, меняющихся со временем. Древесину широко
используют в композиционных материалах — древесных пласти-
ках (волокнистых, слоистых и стружечных). Природный янтарь
является непревзойденным материалом по своим электроизоля-
ционным свойствам. Слоновая кость практически не меняет своих
механических и электрических свойств при криогенных темпе-
ратурах. Природный каучук (латекс) по своим свойствам превос-
ходит синтетический.
Все материалы конструкционного и общетехнического назна-
чения характеризуются рядом эксплуатационных свойств, в част-
ности:
прочностью — способностью сопротивляться воздействию
внешних сил при сжатии, растяжении и изгибе;
твердостью — способностью более твердого материала вне-
дряться в более мягкий под силовым воздействием;
пластичностью — изменением и последующим сохранением
формы под силовым воздействием;
упругостью — временным изменением формы под влиянием
нагрузки;
теплопроводностью — способностью передавать тепло от более
нагретых частей изделия к менее нагретым;
температурным расширением — способностью пропускать элек-
трический ток;
магнитными свойствами — способностью приобретать магнит-
ные свойства под воздействием внешних факторов;
радиационной стойкостью — способностью противостоять воз-
действию ионизирующих излучений;
оптическими свойствами — способностью пропускать и преоб-
разовывать электромагнитное излучение оптического диапазона;
высокочастотными свойствами — способностью работать в вы-
сокочастотных электромагнитных полях радиодиапазона;
биологической устойчивостью — устойчивостью к воздействию
биологически активной среды.
Перечисленные свойства не исчерпывают всех специфических
особенностей конкретного материала, которые необходимо учиты-
вать при его выборе, а также при выборе условий его эксплуатации
в реальных приборах и устройствах.
2.2. МЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Наиболее обширным классом конструкционных и общетехни-
ческих материалов, содержащим тысячи разновидностей, являются
металлы, используемые как в элементарном виде, так и в виде
^плавов практически со всеми элементами периодической системы.
Широкое использование металлических материалов во всех об-
Ластях науки, техники и лабораторной практики обусловлено
Их высокой электро- и теплопроводностью, хорошей пластич-
103
ностью, способностью работать при высоких и криогенных тем-
пературах, вакуумной плотностью, непроницаемостью некоторых
металлов для магнитных и электрических полей, химической
устойчивостью и крайне агрессивным средам, радиационной
стойкостью и рядом других замечательных свойств. В зависимости
от преобладающего свойства принята система наименования
металлических материалов, например: тугоплавкие, магнитные,
жаропрочные, коррозионно-стойкие и др. В отдельную группу
выделены монокристаллические металлические материалы с осо-
быми физическими свойствами (термическим расширением, упру,
гостью, теплопроводностью, радиационной стойкостью и др.).
Благодаря успехам металловедения из таких «хрупких» металлов,
как титан, бериллий и другие, изготавливают тонкую фольгу
и проволоку. Получены монокристаллические материалы, меха-
нические свойства которых приближаются к их теоретическому
значению. Из большого числа различных металлических конструк-
ционных материалов в лабораторной практике могут быть эф-
фективно использованы относительно малоизвестные металличе^
ские материалы, основные свойства которых описаны ниже. я|
2.2.1. Никелевые и медно-никелевые сплавы Я
Никель способен образовывать сплавы практически со всеми
элементарными металлами. Никелевые сплавы обладают сочета-
нием свойств, выделяющих их из всего многообразия металличе-
ских сплавов; высокой коррозионной стойкостью по отношению
к кислотам, щелочам и другим агрессивным химическим веще-
ствам, высокими механическими свойствами, в значительной сте-
пени сохраняющимися при высоких температурах (жаростой-
костью и жаропрочностью). Все конструкционные сплавы никеля
легко поддаются всем видам деформационной обработки и обра-
ботки резанием. Наибольшее практическое использование полу-
чили сплавы никеля с железом, медью, алюминием, хромом и
другими металлами.
Сплавы никеля с железом — ферроникель (торговое назва-
ние — фени) — обладают низкой теплопроводностью и замеча-
тельным свойством — плавным изменением коэффициента тер-
мического расширения при изменении содержания в сплаве ни-
келя от 36 до 60%. Это свойство ферроникеля позволяет исполь-
зовать его в разнообразных термически согласованных узлах
приборов и устройств, в частности, в качестве материала для
вакуумно-плотных и термически прочных спаев с различными
стеклами. Уникальным свойством обладает сплав железа с 36%
никеля. У этого материала предельно низкий коэффициент тер-
мического расширения.
Медно-никелевые сплавы образуют обширную группу материа-
лов, используемых и как конструкционные, и как общетехниче-
ские. Наиболее распространенными сплавами этой группы яв-
104 j
тСя нейзильбер, мельхиор, монель, куниаль, копель, кон-
гтантан, манганин и др.
Сплавы никеля с хромом — нихромы — обладают высокой
непрочностью и окалиноустойчивостью. Благодаря этим каче-
^вам в сочетании с высоким электросопротивлением нихром
Широко используют для изготовления высокотемпературных (до
1200 °C) нагревателей в электропечах, работающих без защиты
нагревателя от окисления.
Особое место занимают сплавы никеля, обладающие высоким
значением термоэлектродвижущей силы (термо-э. д. с.). В каче-
стве материала для ветвей термопар используют алюмель
(НМцАК2-2-1), хромель (НХ9,5 и НХ9), копель (МНМц43-0,5)
и некоторые другие.
Многие сплавы никеля немагнитны, и поэтому их используют
в приборах и устройствах, работающих в магнитном поле, не
опасаясь, что они внесут искажения в конфигурацию поля.
Сплавы никеля, железа, хрома, молибдена, марганца и крем-
ния образуют группу сплавов, обладающих повышенной магнит-
ной проницаемостью и очень высоким значением магнитной
индукции. Эти сплавы, получившие торговое наименование «пер-
малой», применяют для изготовления магнитных систем мало-
габаритных трансформаторов, дросселей, реле и многих других
узлов и деталей магнитных цепей, которые работают без предва-
рительного подмагничивания.
И наконец, сплавы никеля, хрома, железа, марганца и крем-
ния образуют группу термомагнитных сплавов, характеризу-
ющихся резким изменением магнитной проницаемости при изме-
нении температуры. Эти сплавы используют для компенсации
температурной погрешности в магнитных системах путем создания
из них термомагнитных шунтов. Многие из сплавов никеля обла-
дают специфическими свойствами при составе, выдержанном
с высокой точностью, т. е. относятся к категории прецизионных
сплавов.
Разнообразие физико-механических и химических свойств
прецизионных сплавов никеля и других металлов дает широкую
возможность использовать их в качестве конструкционных мате-
риалов во вновь разрабатываемых приборах и устройствах,
а также в лабораторной практике. Ниже приведены краткие
характеристики некоторых прецизионных сплавов, обладающих
особыми свойствами.
Нихром и ферронихром. Нихром и ферронихром — товарные
названия сплавов никеля с хромом, железом и легирующими
Рисадками кремния, алюминия или церия. Основными марками
ихрома и ферронихрома являются Х50Н50, Х20Н80 и Х13Ю4.
। и сплавы обладают высокой жаростойкостью (на воздухе до
I ЭД °C), высоким удельным электрическим сопротивлением (до
Л мкОм.м) и незначительным температурным коэффициентом
^противления [(3-?8) 10-ь °C-1].
105
Нихром, будучи немагнитным материалом, широко исполь.
зуется как конструкционный материал для изготовления раз лич.
ных деталей, работающих в магнитном поле. Следует иметь в виду
что нихром обладает невысокой жаропрочностью. Так, его проч!
Рис. 2.1. Прочность
на растяжение ни-
хрома марок Х15Н60
и Х20Н80 в эависи-
ность на растяжение значительно снижается
при повышении температуры (рис. 2.1). Из.
менение коэффициента термического расшц.
рения и удельного электрического сопротив.
ления для нихрома марки Х20Н80 в зави-
симости от изменения температуры, показано
на рис. 2.2 и 2.3. Нихром марки Х2ОН80
обладает малым газосодержанием, что позво-
ляет использовать для его изготовления на-
греваемых внутривакуумных деталей. Кор-
розионная стойкость нихрома при нагреве
на воздухе обусловлена образованием на его
поверхности тонкого слоя оксида хрома,
предохраняющего металл от дальнейшего
окисления. На рис. 2.4 приведена величина
окисления (привес) нихрома марки Х20Н80
мости от температуры в зависимости от температуры нагрева на
воздухе. Нихром марки Х50Н50 по своим
основным свойствам незначительно отличается от нихрома марки
Х20Н80. Однако увеличение количества хрома несколько сни-
жает предел прочности на растяжение и увеличивает хрупкость
материала. ,
Рис. 2.2. Температурная зави-
симость коэффициента термиче-
ского расширения нихрома мар-
ки Х20Н80
Рис. 2.3. Температурная зависи-
мость удельного сопротивления
нихрома марки Х20Н80
Для того чтобы улучшить механические свойства хромонике-’
левых сплавов, в частности прочности на растяжение, в состав
сплава вводят железо. Эти сплавы называются ферронихромом-
Наиболее распространен ферронихром марки Х15Н60. По всем
основным параметрам этот сплав не отличается от нихрома, но
его предел прочности на растяжение выше, а хрупкость ниже.
Так, для нихрома марки Х20Н80 предел прочности на растЯ-
106
Рис. 2.4. Привес за счет окис-
ления при нагреве на воз-
духе нихрома марки Н20Х80
в зависимости от темпера-
туры нагрева
ение равен 400 МПа, а для феррохрома марки X15Н60 — 640 МПа.
Ппнако с введением в состав нихрома железа жаропрочность
жаростойкость сплава ухудшаются. Значительное повышение
жаростойкости по сравнению с нихромом и ферронихромом
происходит при легировании феррохрома алюминием. Сплавы
такого типа выпускаются под марками Х13Ю44, 38Х2Ю (торго-
вые названия — кентал и мегапир). Феррохром, легированный
алюминием (ферхромаль), после платины является самым жаро-
стойким металлическим материалом, способным длительное время
работать на воздухе при температуре до 1300 °C. Это свойство
сплавов позволяет широко использовать
их в качестве резистивного материала
для нагревателей высокотемпературных
электропечей.
Нихром, ферронихром и ферхромаль
достаточно устойчивы к действию актив-
ных веществ. В атмосфере сухого водо-
рода нихром может долго работать при
1250 °C, ферронихром — до 1200 °C,
а ферхромаль — при 1400 °C. При на-
греве в атмосфере азота до 1200 °C
наиболее устойчивым оказывается ни-
хром, не содержащий карбидообразую-
щих элементов. Содержащие железо
ферронихром и ферхромель образуют
нитриды железа, и поэтому в азоте ра-
ботать не могут. При нагреве в углеро-
досодержащей атмосфере до 1000 °C
устойчивы ферронихром и ферхромаль.
В серосодержащей атмосфере при нагреве до 800 °C устойчив фер-
хромаль. Сплавы, содержащие более 30% никеля, в такой атмо-
сфере нестойки. В атмосфере аммиака устойчивы нихромы, со-
держащие более 50% никеля. В парах галогенов до 300 °C устой-
чивы нихромы. Сплавы, содержащие железо, нагревать в парах
галогенов или галогенносодержащих веществ нельзя, так как
они образуют химические соединения — галогениды железа.
При использовании хромосодержащих сплавов в качестве рези-
стивных нагревателей в высокотемпературных электрических
печах надо избегать непосредственного контакта асбеста, исполь-
зуемого для высокотемпературной теплоизоляции, с материалом
нагревателя, так как при высокой температуре образуются сили-
каты хрома, что приводит к быстрому разрушению нагревателя.
8 контакте с асбестом нихром устойчив только до 400 °C. Вместо
асбеста в высокотемпературных печах с хромосодержащим нагре-
вателем в качестве теплоизоляции надо использовать шамот,
глинозем и другие материалы, не содержащие силикатов.
Промышленность выпускает нихром, ферронихром и ферро-
хром в виде проволоки диаметром от 0,05 до 3 мм, ленты толщиной
107
р-10,в0м-м
51-------
50.5-----
50--------
49,5-------
49 ------
45,5-------
4в\ Г
О 200 400 000 t°C
Рис. 2.5. Температурная
зависимость удельного
сопротивления констан-
тана
от 0,05 до 2 мм, фольги толщиной от 0,005 до 0,1 мм, прутков
диаметром до 100 мм и профильного проката.
Из технологических особенностей нихромов следует отметить
их высокую вязкость, что позволяет изготавливать детали слож-
ной формы штамповкой, высадкой и давлением на оправках.
Обработку резанием производят с исполь-
зованием специальных смазок, в частности
с олеиновой кислотой. Нихромы хорошо
свариваются всеми видами сварки, вклю-
чая точечную и шовную. Пайка нихромо-
вых сплавов сопряжена со значительными
трудностями, так как поверхность металла
покрыта оксидной пленкой хрома. Однако
при использовании специальных флюсов,
припоев и защитной атмосферы или ваку-
ума можно получить механически проч-
ные и вакуумно-плотные соединения ни-
хрома со многими металлами.
Константан. Константан — медно-ни-
келевый сплав, обладающий высоким удель-
ным электрическим сопротивлением и ма-
лым температурным коэффициентом сопротивления, в интервале от
0 до 200 °C практически равным нулю (рис. 2.5). Наиболее распро-
странен константан марок МНМц40-1,5 и МН45. Предел проч-
ности на растяжение у константана в интервале температур от 0
Рис. 2.6. Прочность на растяже-
ние константана в зависимости от
температуры
а-Ю е°с
18
17
16
15
14____________________
20-100 20-300 20-500 20-700 t°C
Рис. 2.7. Температурная зависи-
мость коэффициента термичес-
кого расширения коистантаиа
в
два раза (рис. 2.6). Будучи пла-
до 600 °C изменяется менее чем
этичным материалом, константан выдерживает глубокую вытяжку
и отлично подвергается всем видам обработки резанием. При
нагреве на воздухе до 400 °C константан практически не оки-
сляется. Однако выше 400 °C он начинает окисляться за счет
меди, входящей в состав сплава. Коэффициент термического
расширения константана незначительно изменяется с темпера-
турой. В интервале от 20 до 1000 °C он возрастает на 20,2%
(рис. 2.7). Теплопроводность константана незначительна: почти
108 i
5-ltF
Ю'4
510 s
10~s
510~*
1О'е
400 500 600 700 600 900 t,°C
Рис. 2.8. Проницаемость водорода
через константан в зависимости от
температуры
пять раз меньше, чем у меди. Сквозь металл довольно хорошо
диффундирует водород (рис. 2.8), что исключает его использо-
вание в качестве оболочки водородсодержащих приборов.
Константан — немагнитный материал, поэтому его используют
оя изготовления внутренней арматуры приборов, работающих
в магнитном поле, в частности электронно-лучевых и фотоэлек-
тронных. Сплав МН45-ВП еще в большей степени подходит для
указанной цели. Константан хорошо поддается всем видам сварки,
включая точечную и шовную, отлично паяется мягкими и твер-
дыми припоями вплоть до чистой меди. Пайкой можно получать
вакуумно-плотные соединения константана со сталью, никелем,
вольфрамом, молибденом и дру-
гими металлами.
Промышленный выпуск кон-
стантана включает широкий ас-
сортимент изделий: проволоку диа-
метром от 0,02 до 5,0 мм; ленту
толщиной от 0,05 до 2,0 мм; фоль-
гу толщиной от 0,003 до 0,01 мм;
полосы, пластины и прутки различ-
ных профилей и размеров.
К группе медно-никелевых
сплавов типа константана отно-
сятся сплавы МНМцЖ40-1,4-0,45
и МНМцЖ40-1,4-0,55, имеющие
высокую тензочувствительность.
Эти сплавы используют для изготовления высокочувствитель-
ных малоинерционных тензодатчиков, в которых под воздей-
ствием механического напряжения изменяется омическое сопро-
тивление. Из тензорезистивного константана указанных марок
изготавливают фольгу толщиной 0,003; 0,005; 0,007 и 0,01 мм.
Все виды изделий из товарного константана могут постав-
ляться в отожженном или нагартованном виде. Проволоку выпу-
скают как в бумажной, шелковой или эмалевой изоляции, так
и без изоляции.
Из изолированной константановой проволоки обычно изго-
тавливают высокостабильные проволочные резисторы и другие
элементы, сопротивление которых должно быть стабильным при
изменении температуры до 200 °C.
Монель. Монель (монель-металл) — медно-никелевый сплав,
содержащий легирующие добавки железа и марганца. Наиболее
Распространенной маркой монеля является НМЖМц28-2,5-1,5.
Монель обладает высоким пределом прочности на растяжение,
который, однако, значительно зависит от температуры (рис. 2.9).
ысокая пластичность в холодном и горячем состояниях позво-
ляет подвергать его всем видам деформационной обработки и
обработке резанием. Монель обладает средним по значению
°эффициентом термического расширения, температурная зави-
109
симость которого приведена на рис. 2.10. Монель превосходит
все медные сплавы по прочности и жаростойкости при температура
до 500 °C. Совершенно ие корродирует в пресной и незначительно
Рис. 2.9. Прочность на ра-
стяжение монеля марки
НМЖМц28-2,5-1,5 в зависи-
мости от температуры
в морской воде. В атмосфере, содержа-
щей сернистые соединения и влагу, оц
покрывается тонкой, прочной пленкой
от зеленого до светло-коричневого цвета,
что часто используют для декорирова-
ния изделий из монеля.
При нагреве на воздухе до 500 °C
монель практически не окисляется. Ско-
рость коррозии монеля в сельской мест-
ности состайляет (54-13) 10~Б мм/год,
а в атмосфере промышленного района
до 3-10’3 мм/год. В морской воде кор-
розия монеля колеблется от 8-10~3 мм/год
до 25-10-3 мм/год. В паровом конденсате
монель окисляется менее 3-10~3 мм/год,
однако с присутствием воздуха и угле-
кислого газа скорость коррозии монеля
резко возрастает, достигая 1,5 мм/год. Веерной и соляной кисло-
тах монель корродирует незначительно. В азотной кислоте мо-
нель растворяется. В растворах щелочей и солей минеральных
Рис. 2.10. Температурная зави-
симость коэффициента термиче-
ского расширения монеля марки
НМЖМц28-2,5-1,5
Рис. 2.11. Температурная зави-
симость коэффициента тепло-
проводности моиеля марки
НМЖМц28-2,5-1,5
кислот монель не корродирует. Монель обладает незначительной
магнитной проницаемостью. Теплопроводность монеля в 1,7 раза
ниже, чем у мельхиора и в 5,5 раза ниже, чем у нейзильбера-
Температурная зависимость его теплопроводности приведена на
рис. 2.11.
Промышленный сортамент изделий из монеля включает ленту
толщиной от 0,5 до 10 мм, проволоку от 0,11 до 0,35 мм, пруткй
и профили различных размеров. |
Мельхиор. Группа медно-никелевых сплавов красивого сере-
бристого цвета с содержанием никеля от 18 до 30% получила тор-
овое название «мельхиор». Эти сплавы обладают высокой пла-
стичностью как в холодном, так и нагретом состоянии, что позво-
ляет производить их деформационную обработку и обработку
„езанием. Механические свойства мельхиора, в частности, предел
прочности на растяжение и твердость почти в 1,5 раза ниже,
чем у монеля. Однако основное преимущество мельхиора перед
всеми медно-никелевыми сплавами состоит в сочетании высокой
пластичности с отличной коррозионной стойкостью по отношению
к воздействию естественных природных факторов. Практически
полная нейтральность мельхиора к загрязненной промышлен-
ными выбросами атмосфере, пресной воде и ее перегретому пару,
холодной и горячей морской воде делают его незаменимым мате-
риалом для изготовления деталей погружаемых океанологических
приборов и приборов для аэрогидрометеорологических исследо-
ваний.
Существенное достоинство мельхиора, отличающее его от
множества других конструкционных материалов, — высокая стой-
кость к ударной (струйной) коррозии, т. е. к потоку быстро дви-
жущейся жидкости. Коррозионная стойкость к действию мине-
ральных и органических кислот, щелочей и растворов солей
у мельхиора также достаточно высокая. Так, коррозия мельхиора
в 20%-й уксусной кислоте при комнатной температуре соста-
вляет 0,025 мм/год, а у монеля — 0,45 мм/год. В 10%-й соляной
кислоте мельхиор корродирует со скоростью 0,8 мм/год, а мо-
нель— 2,2 мм/год. В серной 10%-й кислоте монель корродирует
со скоростью 1,3 мм/год, а мельхиор — 0,7 мм/год. В азотной
кислоте мельхиор, так же как и монель, корродирует очень быстро
(6,4 мм/сутки). Устойчивость мельхиора к действию холодной
морской воды такая же, как и монеля. Следует отметить, что
с увеличением содержания никеля в мельхиоре его коррозионная
стойкость повышается.
Температурная зависимость предела прочности на растяжение
У мельхиора значительно больше, чем у монеля (рис. 2.12). Если
У монеля предел прочности при изменении температуры от 0 до
800 °C уменьшается в 4,4 раза (от 570 до 120 МПа), то в том же
Диапазоне температур прочность на растяжение мельхиора по-
нижается в 10 раз (с 335 до 35 МПа). Теплопроводность мель-
Диора в 1,5 раза выше, чем монеля. Увеличение теплопроводности
с ростом температуры у мельхиора более значительное, чем у мо-
неля (рис. 2.13).
промышленность выпускает две марки мельхиора МН 19 и
М5рКМцЗО-1 -1, содержащие 19 и 30% никеля. Мельхиор марки
б*ЖМц30-1-1, легированный железом и марганцем, обладает
МнТ Высокой коррозионной стойкостью, чем мельхиор марки
По остальным физико-химическим свойствам эти марки
Дьхиора мало отличаются друг от друга. Наиболее распростра-
111
нен мельхиор марки МН 19, из которого, в частности, изготавлц.
вают разменную монету. Сортамент товарного мельхиора марк8
МН19 включает прутки, полосы и ленту толщиной от 0,2 до 10 мм
Из мельхиора марки МНЖМцЗО-1-1 изготавливают ленту tojt
щиной от 0,25 до 0,75 мм и тонкостенные трубки.
Из технологических особенностей мельхиора следует отметить
отсутствие у него магнитных свойств. Он поддается всем видам
сварки. Однако пайка мельхиора припоями, содержащими олово
свинец, цинк или алюминий, сопряжена с трудностями, так как
эти металлы образуют с мельхиором эвтектические сплавы и
другие соединения, разрушающие основной металл. Поэтом
Рис. 2.12. Прочность иа растяже-
ние мельхиора марки МН 19 в за-
висимости от температуры
Рис. 2.13. Температурная за-!
висимость коэффициента тепло-'-:
проводиости мельхиора марки
МН19
пайку мельхиора даже мягкими припоями, содержащими пере-
численные металлы, надо проводить по возможности быстро, без
перегрева. Особенно это касается пайки тонкого листового или
проволочного мельхиора. Вакуумно-плотные паяные швы мель-
хиора со сталью, молибденом, никелем и другими металлами
можно получить, используя в качестве припоя бескислородную
медь или серебряно-медные припои. Пайку надо производить
в атмосфере водорода, азота или аргона. Газосодержание мель-
хиора невелико, поэтому его можно использовать для изготовле-
ния прогреваемых внутривакуумных деталей.
Нейзильбер. Нейзильбер относится к группе тройных медно-
цинково-никелевых сплавов, содержащих медь, 5—35% никеля
и 15—45% цинка. Наиболее распространен сплав МНЦ15-20,
в который входят 13,5—16,5% никеля и 18—22% цинка. Этот
сплав обладает наилучшими свойствами из всей группы сплавов
меди с никелем и цинком. Он превосходит латунь по всем пара-
метрам механической прочности, кроме пластичности, обладает
высокой коррозионной стойкостью, имеет коэффициент теплового
расширения меньший, чем у алюминия и латуни. Механической
обработке резанием нейзильбер подвергается хорошо, однако
деформационной обработке — несколько хуже, чем латунь. Пре'
дел прочности на растяжение у нейзильбера марки МНЦ-20
112
начительно уменьшается с ростом температуры (рис. 2.14),
3 с1€ с тем коэффициент теплопроводности с ростом температуры
изменяется незначительно (рис. 2.15). Удельное электрическое
сопротивление нейзильбера этой марки примерно такое же, как
и у мельхиора, но в 1,8 раза меньше, чем у монеля. Из-за наличия
в составе нейзильбера значительного количества цинка этот
сплав нельзя использовать для изготовления деталей, находя-
щихся в вакууме при повышенных (до 200 °C) температурах.
По этой же причине детали из нейзильбера нельзя нагревать
в водороде.
Нейзильбер марки МНЦ15-20 обладает незначительной жаро-
стойкостью. При 150 °C он становится хрупким. Это обстоятельство
Рис. 2.14. Прочность на растяжение
нейзильбера марки МНЦ15-20 в за-
висимости от температуры
Рис. 2.15. Температурная зависи-
мость коэффициента теплопровод-
ности нейзильбера марки МНЦ15-20
надо иметь в виду при изготовлении из него деталей, находящихся
под нагрузкой при повышенной температуре. Химическая устой-
чивость сплава МНЦ15-20 довольно высока. На воздухе он прак-
тически не окисляется, устойчив в пресной и морской воде, а
также к перегретому водяному пару. Слабые растворы минераль-
ных и органических кислот и щелочей на нейзильбер не действуют.
Благодаря красивому цвету нейзильбера (серебристому с зе-
леноватым отливом) его широко используют для изготовления
декоративных изделий, посуды, украшений и др. В технике
и лабораторной практике нейзильбер применяют для изготовле-
ния узлов и деталей, работающих в агрессивной среде, морской
воде и загазованной атмосфере. Так как нейзильбер хорошо
Шлифуется и полируется, из него изготавливают различные отра-
жательные элементы. Длительное сохранение неокисленной по-
верхности позволяет изготавливать из нейзильбера контактные
элементы в электрокоммутационной аппаратуре.
...Промышленный сортамент изделий из нейзильбера марки
'НД15-20 содержит прутки диаметром от 6 до 50 мм, проволоку
°т 0»1 до 5 мм, ленту толщиной от 0,13 до 10 мм. Все полуфабри-
аты из нейзильбера могут поставляться в мягком (отожженном),
полутвердом, твердом и особотвердом состоянии.
Куниаль. Тройной сплав меди с 12—15% никеля и 2,3—3,0%
Юминия (торговое название — куниаль) выпускается под мар-
В- А. Коленжо ИЗ
кой МНА13-3. Этот сплав характеризуется высокими механиче-
скими и антикоррозионными свойствами. Так как по своей струк.
туре этот сплав дисперсионно твердеющий, то после нагрева д0
и последующего нагрева в течение
двух часов при 500 °C, его проч-
ность на растяжение, твердость
и предел упругости значительно
возрастают. Куниаль марки
МНА13-3 используют для изготов-
ления деталей, к которым предъ-
являются требования повышенной
прочности, а сплав марки
МНАб-1,5 (куниаль Б)—для
изготовления пружин и других
упругих элементов ответственного
назначения. Куниаль Б также
широко применяют в криогенной
технике благодаря его высокой
900 °C, охлаждения в воде
Рис. 2.16. Прочность на растяже-
ние куниаля марки МНАб-1,5 в
зависимости от температуры
морозостойкости. На рис. 2.16 показано изменение предела проч-
ности при растяжении сплавов МНА13-3 и МНАб-1,5 в области
низких температур. Химические свойства куниаля схожи с хими-
ческими свойствами мельхиора марки МН 19.
Промышленность выпускает сплавы МНА13-3 и МНАб-1,5
(торговые названия — куниаль А и куниаль Б) в виде полос
и прутков различных размеров.
2.2.2. Прецизионные сплавы с особыми физическими
свойствами
Прецизионными называют сплавы, обладающие специальными
физическими свойствами в условиях их реальной эксплуатации.
Эта цель достигается использованием особо чистых компонент,
входящих в состав сплава, точного их дозирования и применением
прецизионной технологии изготовления. Маркировка прецизи-
онных сплавов несколько отличается от обычной маркировки
сплавов черных и цветных металлов. Цифра слева в марке сплава
обозначает среднее процентное содержание следующего за ней
условного обозначения элемента. Буква А в конце марки обозна-
чает, что данный сплав изготовлен из предельно чистых компо-
нентов. Буквенное обозначение, стоящее после марки сплава через
дефис, характеризует технологию изготовления сплава: ВИ "
вакуумно-индукционная; ЭЛ — электронно-лучевая; П — плаз-
менная; Ш — электрошлаковая и ВД — вакуумно-дуговая. Если
в обозначении марки сплава в конце через дефис стоит буква Н.
это значит, что данный сплав предназначен для электронагрева-
тельного элемента. Детали, предназначенные для работы в высо-
ком вакууме, должны быть по возможности изготовлены из мате-
риала вакуумно-индукционной плавки, так как этот способ
114 111
хесПечивает минимальное количество растворенных в металле
зов и некоторых других легколетучих примесей. Прецизионные
га вЫ в зависимости от их основного свойства подразделяются на
сПлавы с заданным коэффициентом термического расширения,
- минимальной теплопроводностью, магнитно-мягкие и магнитно-
"вердые сплавы, сплавы с заданным электросопротивлением,
Т заданными упругими свойствами, сверхпроводящие сплавы.
С Сплавы с заданным коэффициентом термического расширения.
Эта группа материалов подразделяется на сплавы с минимальным
с заданным коэффициентами термического расширения. К спла-
вам с минимальным коэффициентом термического расширения
(КТР) относятся железонике-
левые сплавы 36Н (инвар) и
сплав на железоникелевой
Рис. 2.17. Температурная зависи-
мость коэффициентов термического
расширения инвара марки 36Н и
суперинвара марки 32НКД
Рис. 2.18. Прочность на ра-
стяжение инвара марки 36Н
в зависимости от темпера-
туры
основе, легированный кобальтом и медью — 32НКД (суперинвар).
Оба сплава в температурном интервале 20—100 °C имеют наи-
меньшие КТР из известных КТР металлов и сплавов. При из-
менении температуры выше указанного предела этот коэффициент
значительно возрастает (рис. 2.17). Все остальные физические,
механические и химические свойства этих двух сплавов незначи-
тельно отличаются друг от друга.
Сплав 36Н состоит из 35,0—37,0% никеля, 62,5—64,5% же-
леза и 0,3—0,6% марганца. В температурном интервале 20—80 °C
КТР сплава равен 1,5-10_® °C-1. Этот сплав— магнитно-мягкий
материал, его начальная магнитная проницаемость равна 650 Гс/Э,
а максимальная — 4450 Гс/Э. При температуре 220 °C (точка
Кюри) магнитные свойства у сплава теряются. Механические
Р°йства сплава 36Н примерно такие, как и у стали марки СтЗ.
ри использовании инвара в качестве конструкционного мате-
риала, работающего в широком интервале температур, следует
Учитывать изменение его предела прочности на растяжение в за-
Исим°сти от температуры (рис. 2.18).
нрд еханическая обработка инвара резанием несколько затруд-
а из-за высокой пластичности и вязкости материала, однако
8*
115
Рис. 2.19. Температурная
зависимость коэффициен-
та теплопроводности ин-
вара марки 36Н
при обильном охлаждении и небольших скоростях резания мозк^
получить высокую чистоту обрабатываемой поверхности. Детадц
из инвара хорошо полируются до зеркального блеска. Инвар
хорошо сваривается всеми видами сварки, в том числе точечной
и шовной. Аргонно-дуговой или атомно-водородной сваркой с при.
садочным электродом из инвара или коррозионно-стойкой стали
например Х18Н9Т, можно получить вакуумно-плотные свароч'
ные швы.
Инвар практически не взаимодействует с сухим и влажный
воздухом. Травится инвар в 25%-м растворе соляной кислоты
азотная кислота растворяет его, в серной
кислоте он пассивируется. Растворы и
расплавы щелочей на инвар практически
не действуют.
Промышленный сортамент изделий из
сплава 36Н включает полосы и листы тол-
щиной от 3 до 11 мм, ленту толщиной от
0,2 до 2 мм, проволоку диаметром от 0,1
до 3 мм и прутки диаметром до 100 мм.
Сплав 32НКД (торговое название —
суперинвар) имеет рекордно малый коэф-
фициент термического расширения, рав-
ный 1,0-10“® °C1 в интервале температур
20—100 °C. В состав сплава 32НКД -вхо-
дит 31,5—33,0% никеля, 63,0—64,7%
железа, 3,2—4,2% кобальта и 0,6—0,8%
меди. Так же, как и 36Н, сплав 32НКД
является магнитно-мягким материалом, его
начальная магнитная проницаемость равна 1300 Гс/Э, а максималь-
ная — 4100 Гс/Э. Температура точки Кюри равна 220 °C. Из-за фа-
зового превращения в сплаве при —60°C коэффициент термического
расширения понижается до 0,9- 10-®°С-1. При повышенных темпера-
турах КТР сплава сильно возрастает, превышая при 500°С исходное
значение почти в 10 раз (см. рис. 2.17). Остальные физико-меха-
нические и химические свойства сплава 32НКД аналогичны
свойствам сплава 36Н.
Как известно, тепловое расширение материала и его тепло-
проводность линейно зависимы, поэтому коэффициент теплопро-
водности сплавов 36Н и 32НКД также весьма мал. Так, он почти
в 6 раз ниже, чем у стали марки СтЗ. Низкая теплопроводность
сплавов с минимальным КТР позволяет широко их использовать
для создания узлов и деталей, замедляющих теплопередачу от
более нагретых к менее нагретым элементам конструкции прибо-
ров. Изменение коэффициента теплопроводности сплава ЗбН
в зависимости от температуры показано на рис. 2.19.
Сплавы 36Н и 32НКД широко используют для изготовления
деталей, узлов приборов и лабораторных .устройств, линейны®
размеры которых должны оставаться строго постоянными прЯ
116 й
420 °C. В
Основные
зменении внешней температуры, в частности так называемых
иоМпенсационных маятников, длина которых, а соответственно
К период колебаний, не зависят от температуры.
И Промышленный сортамент изделий из сплава 32НКД включает
яче. и холоднокатаные прутки различного диаметра.
^Группа сплавов с заданным коэффициентом термического рас-
ширения, кроме материалов с минимальным КТР, включает
большое число прецизионных сплавов, у которых КТР строго
задан как по значению, так и по характеру его изменения в широ-
ком интервале температур. Такие сплавы используют в точном
приборостроении Для изготовления деталей, размеры которых
должны быть строго постоянными при изменении температуры
в широких пределах и, что особенно важно, для получения ва-
куумно-плотных и термически прочных соединений со стеклом,
керамикой, слюдой и другими силикатными материалами. В на-
стоящее время только различных стекол и керамических материа-
лов с градацией значений КТР от 3,7- 10-в до 12-10_® °C-1 насчи-
тывается свыше 23 сортов. Таким образом, металлы, подлежащие
соединению с этими материалами, должны иметь столько же гра-
даций значений КТР. Основные свойства некоторых прецизион-
ных сплавов с заданным КТР приведены в табл. 2.20.
Особое место среди прецизионных сплавов с заданным КТР
занял сплав 29НК (Н29К18), торговое название — ковар. Этот
сплав, разработанный для узкоспециальной цели — спая со стек-
лами молибденовой группы, благодаря его замечательным свой-
ствам широко применяют как конструкционный материал в ла-
бораторной практике и промышленном приборостроении. Ковар
марки 29НК-ВИ имеет состав: никеля 28,5—29,5%; кобальта
17,0—18,0%; марганца до 0,45%; кремния до 0,3%; углерода
0,03%; серы 0,02%; фосфора 0,02%; железо — остальное. Содер-
жание газов в коваре вакуумной плавки составляет: кислорода —
0,008%; азота — 0,01 % и водорода — 0,001 %. Низкое содержа-
ние растворенных газов позволяет использовать ковар для изго-
товления деталей, работающих в высоком вакууме при темпера-
тУре до 500 °C. Поскольку назначение ковара — спаи со стеклом
и керамикой, основными его параметрами являются КТР и его
изменение в зависимости от температуры (рис. 2.20). Как и у всех
материалов с низким температурным расширением, коэффициент
теплопроводности ковара невелик. Так, при 20 °C он равен
*9,3 Вт/(м-°С), что в четыре раза ниже, чем у стали марки СтЗ
и в 20 раз ниже, чем у меди. Изменение коэффициента теплопро-
водности в зависимости от температуры показано на рис. 2.21.
является ферромагнитным материалом с точкой Кюри
районе точки Кюри КТР ковара несколько снижается,
физические свойства ковара монотонно изменяются
в изменением температуры. Однако при —80 °C из-за перестройки
Ристаллической решетки КТР резко повышается. Некоторое
возрастание этого коэффициента происходит и в точке перегиба
117
(440 °C), что также связано с перестройкой решетки. Одна^
оба скачка теплового расширения — обратимые явления. Ковас
обладает высокой пластичностью в отожженном состоянии. Upjj
нагреве до 1000 °C его прочность на растяжение изменяется всего
в семь раз (рис. 2.22).
Ковар хорошо обрабатывается всеми видами резания; инстру.
мент должен быть изготовлен из быстрорежущей стали или оснд.
Рис. 2.20. Температурная за-
висимость коэффициента терми-
ческого расширения ковара мар-
ки Н29К18
Рис. 2.21. Температурная за-
висимость коэффициента тепло-
проводности ковара марки
Н29К18
щен твердосплавными пластинками. Деформационная обработка
ковара связана с определенными трудностями, так как незначи-
тельное отклонение от требуемых режимов (степени деформации,
числа промежуточных отжигов, геометрии детали и др.) приводит
к образованию сквозных микротре-
щин, нарушающих вакуумную плот-
ность материала. Все виды деформа-
ционной обработки ковара необходи-
мо вести с частыми промежуточными
отжигами во влажном водороде при
1000—1100 °C в течение 15 мин. Сле-
дует отметить, что у нагартованного
в результате деформационной обра-
ботки ковара незначительно изме-
няется КТР, который возвращается
к первоначальному значению после
Рнс. 2.22. Прочность иа растя-
жение ковара марки Н29К18
в зависимости от температуры
отжига. Так как из ковара часто
изготавливают вакуумные оболочки приборов и устройств,
важным конструктивным параметром ковара является его газо-
проницаемость для различных газов. На рис. 2.23 приведено
зависимость проницаемости (диффузии) азота, кислорода и азотя
через ковар 29НК-ВИ из воздуха в зависимости от температуры-
По своей химической устойчивости ковар менее стоек, чем
коррозионно-стойкая сталь марки Х18Н9Т, но более стоек, чем
низкоуглеродистые качественные стали, например СТ-10. Пр*1
нагреве на воздухе, что неизбежно при сварке ковара со стеклом,
поверхность металла окисляется, в основном за счет образования
118
кСйда кобальта. Толщина слоя оксида при нагреве до 1000 °C
° зависимости от времени нагрева показана на рис. 2.24. При
ВаХОждении ковара в атмосфере влажного воздуха металл оки-
НлЯется. Пары ртути не амальгамируют ковар. Ковар растворяется
в соляной кислоте (концентрированной) и смеси азотной и соля-
ной кислот. Растворы и расплавы щелочей на ковар практически
Не действуют.
Ковар хорошо сваривается точечной и шовной сваркой на воз-
духе. Другие виды сварки ковара следует выполнять, придержи-
Рис. 2.23. Проницаемость
водорода, азота и кисло-
рода через ковар марки
Н29К18 в зависимости от
температуры
Рис. 2.24. Величина окисле-
ния (привес) ковара марки
Н29К18 при нагреве на воз-
духе до 1000 °C в зависимости
от времени нагрева
ваясь специальных правил, исключающих образование хрупких
иегерметичных сварных швов.
Промышленность выпускает сплавы 29НК и 29НК-ВИ в ши-
роком сортаменте изделий и размеров: ленту толщиной от 0,02
До 2,5 мм, полосу толщиной от 2,8 до 22 мм, проволоку диаметром
от 0,1 до 3,5 мм, пруток диаметром от 8,0 до ПО мм, капилляры
с наружным диаметром от 1 мм и толщиной стенки 0,2 мм и трубы
Диаметром до 70 мм и толщиной стенки до 5 мм.
Сплавы с высокими упругими свойствами. Эту группу сплавов
используют для изготовления упругих чувствительных элементов
измерительных приборов и ответственных деталей приборов,
работающих в широком диапазоне температур от —196 до 500 °C.
Кроме того, из этих материалов изготавливают ответственный
хирургический инструмент. Низкая упругость пара при высокой
температуре позволяет широко использовать сплавы с высокими
УпРугими свойствами для изготовления внутривакуумных деталей
электронной техники.
, К основным сплавам этой группы относятся 36НХТЮ,
6НХТЮМ, 40КХНМ и 42НХТЮ. Кроме того, в эту группу
119
материалов входят более сложные по составу и обладающие рядоц
специальных свойств сплавы: 40КНХМВТЮ, 36НХТЮ5М
36НХТЮ8М, 68НХВКТЮ, 17НХГТ, 42НХТЮА, 44НХТК)
43НКТЮ и 97НЛ.
Сплав 36НХТЮ (35,0—37,0% никеля, 11,5—13,0% хрома,
2,7—3,2% титана и 0,9—1,2% алюминия, остальное — железо)
является немагнитным материалом повышенной прочности с вы-
соким модулем нормальной упругости и низким значением тем-
пературного коэффициента модуля упругости. Сплав обладает
высокой пластичностью, что позволяет изготавливать из него
детали сложной конфигурации, и сохраняет постоянство упругих
свойств до 250 °C. Так как зависимость упругих свойств от тем-
пературы строго линейна, легко учитывать и компенсировать
возможные температурные погрешности. Коррозионная устой-
чивость этого сплава достаточно высока. Из сплава изготавливают
проволоку диаметром от 0,3 до 5,0 мм, прутки диаметром до
25 мм и холоднокатаную ленту толщиной от 0,1 мм.
Сплав 36НХТЮМ состоит из 35,0—37,0% никеля, 12,5—13,5%
хрома, 1,0—1,3% алюминия и 4,0—6,0% молибдена, остальное —
железо. Сплав немагнитный, коррозионно-стойкий, дисперсионно-
твердеющий, обладает повышенной механической прочностью
с высоким модулем нормальной упругости. Пластичность сплава
достаточна для того, чтобы изготавливать из него детали сложной
формы штамповкой и глубокой вытяжкой. Сплав 36НХТЮМ
применяют для изготовления упругих элементов, работающих как
на воздухе, так и в вакууме при температурах до 400 °C. Выпу-
скается в виде ленты.
В состав сплава 40 КН ХМ входят 39,0—41,0% кобальта,
19,0—21,0% хрома, 15,0—17,0% никеля и 6,4—7,4% молибдена,
остальное — железо. Сплав деформационно-твердеющий, нема-
гнитный, коррозионно-стойкий, обладает высокими твердостью
и прочностью. Упругие элементы из этого сплава долговечны.
Рабочая температура эксплуатации 400 °C.
Упругий сплав 42НХТЮ (41,5—43,5% никеля, 5,3—5,9% хро-
ма, 2,4—3,0% титана и 0,5—1,0% алюминия, остальное — же-
лезо) представляет собой дисперсионно-твердеющий ферромагнит-
ный материал, обладающий высокой пластичностью и прочностью,
что позволяет изготавливать из него упругие элементы сложной
формы штамповкой и глубокой вытяжкой. Отличительной осо-
бенностью сплава является малый температурный коэффициент
модуля упругости, который остается строго постоянным до 100 °C-
Это свойство используется для изготовления из сплава 42НХТЮ
особо ответственных упругих элементов в прецизионных прибо-
рах. Сплав выпускается под торговой маркой «•элинвар» в виДе
ленты толщиной от 0,02 до 2,0 мм, листов толщиной от 2,0 Д°
10 мм, проволоки диаметром от 0,3 до 5,0 мм. Основные физико-
механические свойства некоторых сплавов с высокими упругими
свойствами приведены в табл. 2.1.
120 i
Таблица t.l
Основные свойства некоторых прецизионных сплавов
высокой упругостью (после термической или деформационной обработки
с по паспортному режиму)
Свойство Дисперсионно-твердеющие Дефор мвцион но-твер- деющие
36НХТЮ 36НТЮ5М 55БТЮ 70НХБМЮ 14Х6Н4ГДМ 40КХНМВ 40КХНМИ
Предел упругос- ти при остаточной деформации 0,005%, МПа Твердость по Бри- 640 740 905 730 1250 1550 1900
340 410 440 530 675 605 750
неллю 13 15
Коэффициент теп- 13 13 8,7 15,5 14
левого термическо- го расширения ХЮ6. °C’1
Относительное уд- линение, % 16 9 2,5 9 4 Б —
Удельное элек- тросопротивление X 10е, Ом- м 0,95 1,05 1.0 1,05 0,8 1,0 1.0
Модуль упругос- ти, ГПа 180 200 203 200 195 200 208
Предел прочности при растяжении, МПа 1180 1285 1060 1295 2350 3050 3750
Прецизионные магнитные сплавы. Прецизионные магнитные
сплавы подразделяют на магнитно-мягкие, магнитно-твердые,
термомагнитные и магнитные материалы со специальными свой-
ствами.
Магнитно-мягкими называют материалы, у которых магнитные
свойства возникают в результате внешнего намагничивания и
практически полностью исчезают при его отсутствии. Основные
параметры, характеризующие магнитные свойства этих сплавов,
слеДующие: начальная и максимальная магнитная проницаемость;
коэрцитивная сила; техническое насыщение; удельное электри-
ческое сопротивление и температура точки Кюри.
В зависимости от области применения магнитные материалы
Разделяются на низкочастотные и высокочастотные. Своими
Ферромагнитными свойствами магнитные сплавы обязаны железу,
икелю и кобальту, которые в различных соотношениях присут-
твуют в сплаве в виде основного компонента. В качестве легиру-
^их добавок в сплавы вводят хром, титан, алюминий, молиб-
ден» медь и другие элементы. Из магнитно-мягких материалов
121
Таблица
Некоторые свойства магнитно-мягких сплавов группы пермаллоев
Марка сплава Плотность, г/см" Удельное элек- тросопротивле- ние х 10*. О м/м Магнитная про- ницаемость Г/м О о n к коэрцитивная сила, А/м Техническое насыщение, T । Коэффициент 1 прямоугольное- / ти гистерезиса ]
1емперагу] точки Кюр
началь- ная макси- мальная
45Н 8,2 0,45 1,7-3,0 16—35 440 16—32 1,5
50НП 8,2 0,45 0,6—1,2 44 500 18—20 1,5
79НМ 8,6 0,55 16—30 50—220 450 1.6—5.2 0,75 0,9
80НХС 8,5 0,62 16—35 50—220- 330 1.2 -5.2 0,65 0,9
Супер- 8,6 0,6 100 1500 450 0.3 0,8
маллой
изготавливают сердечники и магнитные системы трансформаторов,
дросселей, электромагнитных реле и разнообразные элементы
магнитных цепей.
Простейшим из магнитно-мягких материалов является чистое
железо, у которого остаточное намагничивание практически равно
нулю. Однако даже незначительные примеси, которые, как пра-
вило, присутствуют в железе, значительно ухудшают его магнит-
ные свойства. Магнитно-мягкие сплавы, значительно превыша-
ющие по своим характеристикам чистое железо, изготавливаются
методами прецизионной металлургии, что обеспечивает их весьма
критичный количественный состав. Из 62 марок магнитно-мягкм
сплавов, выпускаемых промышленностью, большинство предна-
значено для узкоспециальных целей. Материалами, обладающими
высокой магнитной проницаемостью и широко используемыми
в лабораторной практике для изготовления различных экспери-
ментальных приборов и устройств, является группа магнитно-
мягких материалов, носящих торговое название «пермаллой».
К этой группе, в первую очередь, относятся сплавы 45Н, 50НП|
79НМ и 80НХС.
Железоникелевый сплав 45Н содержит 45,0—46,5% никеля,
0,15—0,3% кремния, 0,6—1,1% марганца, остальное — железо.
Для сплава характерны высокая магнитная проницаемость Я
наивысшее значение индукции насыщения. Сплав 50НП состоит
из 49,0—50,5% никеля, 0,15—0,3% кремния и 0,3—0,6% мар-
ганца, имеет высокую максимальную проницаемость в слабы*
магнитных полях и прямоугольную петлю гистерезиса. Для этого
сплава характерна стабильность всех магнитных свойств в интер-
вале температур от —60 до ДбО°С. Сплавам 79НМ (78,5—80,0“
никеля, 0,3—0,5% кремния, 3,8—4,1% молибдена и 0,6—1,1% мар-
ганца) и 80НХС (79,0—81,0% никеля, 1,1—1,5% кремния, 2,6-'
3,0% хрома и 0,6-—1,1% марганца) присуща высокая магнитна*
проницаемость в слабых полях. Характерная особенность все®
122
Таблица 2.3
Сортамент выпускаемых промышленностью сплавов группы пермаллоев
Марк» сплава Вид изделия Размер, мм
Диаметр Толщина
45Н Пруток Проволока Лист Лента 8,0—100,0 0,1—2,0 3,0—22,0 0,02—2,5
БОНП Пруток Проволока Лист Лейта 8,0—100,0 0,1—2,5 0,02—0,1
79НМ Пруток Проволока Лента Полоса 8,0—100,0 0,02—3,0 0,02—3,0 1,0—10,0
80НХС Лента Проволока 0,02—3,0 0,005—3,0
группы пермаллоев состоит в больших значениях начальной и
максимальной магнитной проницаемости и высоком значении
удельного электрического сопротивления, что снижает потери
в сплаве на вихревые токи при использовании в высокочастотных
полях. Основные физические характеристики магнитно-мягких
сплавов 45Н, 50НП, 79НМ и 80НХС даны в табл. 2.2. Сортамент
выпускаемых промышленностью сплавов группы пермаллоев при-
веден в табл. 2.3.
Магнитно-твердыми называют материалы, у которых коэрци-
тивная сила и площадь гистерезисной петли значительно боль-
шие, чем у магнитно-мягких материалов. Другими словами,
после снятия первоначального намагничивания магнитно-твердый
материал отстается намагниченным, т. е. превращается в постоян-
ный магнит. Наиболее важной величиной, характеризующей ка-
чество магнитно-твердого материала, является максимальная
Удельная магнитная энергия, измеряемая в джоулях на кубиче-
ский метр.
Простые по составу магнитно-твердые* материалы — высоко-
Утлеродистые стали марок У8, У9 и У10. Из этих сталей после
соответствующей закалки изготавливают неответственные посто-
ннные магниты. Стали, содержащие от 1,5 до 3,2% хрома с добав-
ои кобальта, обладают более высокой удельной магнитной
НеРгией. Постоянные магниты ответственного назначения изго-
123
Таблица
Основные характеристики некоторых магнитно-твердых сплавов
Марка сплава Удельная магнитная энергия, кДж/м’ Коэрцитив- ная сила, кА/м Техническое насыщение Т
юнтс 4,0 58 0,43
ЮНДК12 (альнико) 5,5 40 0,6
ЮНДК18 9,7 55 0,9
ЮНДК24 (магннко) 15,0 40 1,10
ЮН14ДК24Т2 15,0 60 1,10
ЮН13ДК25А 28,0 44 1,40
ЮН13ДК25БА 28;о 44 1,40
ЮН14ДК25БА 28,0 58 1,30
ЮН15ДК25БА 28,0 62 1,25
ЮНДК31ТЗБА 32,0 92 1,15
ЮНДК34Т5 14,0 92 0,75
ЮНДК35Т5 18,0 НО 0,75
ЮНДК35Т5БА 36,0 ПО 1,02
ЮНДК35Т5АА 40,0 115 1,05
ЮНДК40Т8 18,0 145 0,70
ЮНДК40Т8АА 32,0 145 0,90
тавливают из высококачественных многокомпонентных сплавов
на основе железа с добавками никеля, кобальта, алюминия,
меди, кремния и других элементов.
У высококачественных магнитно-твердых сплавов коэрцитив-
ная сила и удельная магнитная энергия почти в 15 раз выше, чем
у углеродистых сталей, что позволяет почти в 20 раз уменьшить
массу магнита при равной магнитной энергии. Магнитно-твердые
сплавы с высоким значением коэрцитивной силы подразделяются
на литые и деформируемые. Из первых методом литья изготавли-
вают компактные постоянные магниты. Из деформируемых сплавов
прокатывают ленту толщиной до 0,003 мм, из которой делают
магнитные носители для записи информации. Основные характе-
ристики некоторых распространенных марок магнитно-твердых
сплавов приведены в табл. 2.4.
В марках магнитно-твердых сплавов принята своя система
обозначения входящих в него элементов: алюминий — Ю, ни-
кель — Н, медь — Д, кобальт — К, титан — Т, ниобий — Б>
кремний — С. Буква А в конце марки сплава свидетельствует
о столбчатой кристаллической текстуре сплава. Буквы АА в кони®
марки обозначают, что сплав монокристаллический.
В последнее время интенсивно разрабатываются новые ма*
гнитно-твердые материалы на основе сплавов кобальта с редко*
земельными элементами. Эти материалы в десятки раз эффек*
тивнее существующих сплавов. Так, сплавы кобальта с иттрием,
церием или самарием обладают удельной магнитной энергией
2000 кДж/м’ и коэрцитивной силой до 112 кА/м. «
124 Я
Таблица 2.5
Основные характеристики некоторых термомагннтных сплавов
Марка сплава Температур- ный интер- вал линейной зависимости. °C Темпера- турный коэффи- циент маг- нитной проницае- мости. %/’С 1емперату- ра точки Кюри, °C Удель ное сопротивле- инех 10*. Ом' м Предел проч- ности на растяжение, МПа Средний коэффициент термического расшире- ния Х10*. „С-1 (20—400 °C)
31НХЗГ2 —604-+70 0,6—1,1 90 89 205 15,6
31НХЗГ -604-4-90 0,6—1,0 110 86 218 15,3
32НХЗ —604-+U0 0,3—0,7 115 86 205 14,6
ЗЗНХЗ —60-^-4-160 0,3—0,7 165 88 201 13,3
32Н6ХЮ -604-4-162 — 60 100 — —
Термомагнитные сплавы. Термомагнитными называют группу
магнитно-мягких сплавов, у которых магнитная проницаемость
сильно зависит от температуры. Их используют в качестве ма-
гнитных шунтов постоянных магнитов для компенсации измене-
ния магнитного потока в зазоре при изменении температуры от
—60 до 4-160 °C. Как правило, термомагнитные сплавы состоят
из железа (основа), никеля, хрома и марганца. В рабочем интер-
вале температур магнитная проницаемость сплавов линейно
зависит от температуры. Температурный коэффициент магнитной
проницаемости у термомагнитных материалов лежит в пределах
0,3—1,0%/°С. Температура точки Кюри, вблизи которой изме-
няется значение магнитной проницаемости, для этих сплавов
находится в пределах от 60 до 165 °C. Термомагнитные сплавы
выпускаются под марками 31НХЗГ2, 31НХЗГ, 32HX3, ЗЗНХЗ,
32Н6ХЮ и др. Сортамент: прутки диаметром от 10 до 90 мм,
лента толщиной от 0,45 до 3,0 мм. В табл. 2.5 приведены основные
характеристики термомагнитных сплавов серийного выпуска.
Особо коррозионно-стойкие сплавы. В современной лаборатор-
ной и производственной практике особое место занимают металли-
ческие материалы, способные длительное время находиться в кон-
такте с химически агрессивными веществами при одновременном
воздействии высоких температур и давлений. Эта группа мате-
риалов содержит сложнолегированные сплавы на железоникеле-
вой и хромоникелевой основе. В качестве легирующих элементов
используются титан, вольфрам, молибден, алюминий, ниобий,
о°Р и др. Наиболее употребительным коррозионно-стойким спла-
вом, достаточно устойчивым в щелочных и кислотных средах
средней концентрации, является железохромоникелевый сплав,
легированный титаном, ХН32Т. Обладая высокой жаропроч-
ностью, сплав длительное время может работать в контакте с аг-
рессивной газовой средой при 850—900 °C и давлении 2—3 МПа.
Ри этом средняя относительная потеря массы в результате кор-
Р°3ии составляет 55—60 г/м2 за 1000 ч.
125
Для работы в сернокислотной среде необходимо использовать
сплавы, стойкость которых в значительной степени определяется
концентрацией кислоты в растворе. При концентрации до 50%
раствор обладает восстановительными свойствами, от 50 до 80%
окислительно-восстановительными и при 80—95% — окислитель
ними свойствами. В соответствии с этим для каждой концентра,
ции кислоты надо использовать сплавы, состав которых будет
оптимальным для данных условий эксплуатации. Так железо-
хромоникелевый сплав 06ХН28МДТ, легированный молибденом,
медью и титаном, в 78%-й серной кислоте при 100 °C корродирует
со скоростью 1 мм/год. Этот же сплав в кипящей 20%-ной кислоте
корродирует всего на 0,2 мм/год. Сплав 04Н40МДТЮ применяют
для работы в растворах серной и фосфорной кислот. В 70 %-м
растворе фосфорной кислоты при 80 °C скорость коррозии соста-
вляет 0,05 мм/год. Этот сплав также устойчив в горячих растворах
хлористых солей.
Высокопрочный особо коррозионно-стойкий материал марки
03НХ40МТЮБР представляет собой сплав на железоникелевой
основе, легированный хромом, молибденом, титаном, алюминием,
ниобием и бором. Этот сложнолегированный сплав способен
длительное время работать в пароводяных смесях как пресной,
так и морской воды при температуре до 350 °C и давлении до
5 МПа. При охлаждении до —269 °C и нагреве до 350 °C сплав
сохр няет свои стабильные немагнитные свойства, что позволяет
использовать его для изготовления особопрочных упругих дета-
лей, работающих в температурном интервале от —196 до 350 °C
в высокоагрессивных хлорсодержащих средах. После соответ-
ствующей термической обработки предел прочности на растяже-
ние у сплава 03НХ40ТЮБР достигает 1680 МПа.
Особо коррозио'нно-стойкие сплавы на хромоникелевой основе,
легированные молибденом, вольфрамом, ванадием, бором, церием
и другими элементами, могут длительное время работать при
высоких температурах в контакте с такими агрессивными веще-
ствами, как кипящая соляная кислота, 90%-я серная кислота,
100%-я фосфорная кислота, в растворах и газовых смесях, содер-
жащих до 80% галогенов, в 100%-х органических кислотах
(уксусной, муравьиной и др.). Хромоникелевые сплавы, содер-
жащие молибден, не стойки в азотной кислоте, хлоридах железа,
меди и других металлов, т. е. в средах, обладающих окислитель-
ными свойствами. Основные марки хромоникелевых особо кор-
розионно-стойких сплавов следующие: Н70МФВ-ВИ, Н65М-ВЙ,
ХН58В, ХН65МВ и ХН65МВУ. Все эти сплавы хорошо обраба-
тываются всеми видами резания, свариваются аргонно-дуговой
и электродуговой сварками. Промышленный сортамент выпускае-
мых высококоррозионно-стойких сплавов включает прутки, листы,
ленты и трубы различных размеров. Следует иметь в виду, что
все коррозионно-стойкие сплавы не подлежат никаким видам пайки.
Соединять эти материалы можно только механически или сваркой-
126 4
Металлические сплавы для работы при криогенных температу-
При выборе конструкционных материалов, предназначенных
я" работы в криогенной области температур, необходимо учиты-
1ЛТЬ существенное изменение всех физико-механических свойств
Зеталлов и сплавов, связанное с понижением температуры. В боль-
шинстве случаев к металлам и сплавам предъявляются особые
1 ебования по теплофизическим, электрическим, магнитным и
механическим характеристикам: теплопроводности, коэффициенту,
термического расширения, теплоемкости, удельному электриче-
скому сопротивлению, магнитным свойствам, пределу прочности
на растяжение, модулю нормальной упругости и некоторым дру-
гим. Многие из требований криогенной техники к используемым
материалам являются специфическими, а подчас и противоречи-
выми. Например, для сведения к минимуму тепловых потерь
некоторые конструктивные элементы аппаратуры должны иметь
малую теплопроводность и одновременно обладать высокой меха-
нической прочностью и пластичностью. При цикличной работе
криогенного устройства материалы некоторых узлов и деталей
должны иметь незначительную теплоемкость опять же при высо-
кой прочности. К сожалению, у всех металлических материалов
и сплавов с понижением температуры прочность увеличивается,
а пластичность понижается. Последнее крайне нежелательно,
так как за счет высокой пластичности в материале выравниваются
возникающие в результате больших градиентов температур меха-
нические напряжения, например в узлах сварки. Было устано-
влено, что для надежной длительной эксплуатации криогенных
устройств и приборов относительное удлинение металлических
материалов, находящихся при низких температурах, должно
быть не менее 15%.
Для выполнения требований криогенной техники было разра-
ботано большое число специальных сплавов, которые полностью
или частично удовлетворяют поставленным требованиям. В ин-
тервале температур от 20 до —60 °C можно использовать каче-
ственные углеродистые стали, бронзы, латуни и конструкционные
стали, содержащие от 2 до 3,5% никеля (ОН2 и ОНЗ). При тем-
пературах до —150 °C можно применять стали, содержащие от 4
До 6% никеля (ОН4 и ОН6), а при работе до —196 °C следует
использовать стали с содержанием от 6 до 9% никеля (ОН6 и
°Н9). При температурах от кипения жидкого азота (—196 °C)
До кипения жидкого гелия (—269 °C) необходимо использовать
специальные хромоникелевые коррозионно-стойкие стали, алю-
миниевые, медноникелевые и титановые сплавы, предназначен-
Ь1е для использования в низкотемпературном приборостроении.
^аиболее распространенными хромоникелевыми сплавами, устой-
Работающими при азотных температурах, являются ОХ18Н9Т
” °л18Н10Т. В этом же температурном интервале используют
д5Циальные никелевые стали марок 06НЗА, ОН6А и ОН9А.
сШя этих сталей характерны повышенные прочностные характе-
127
ристики в сочетании с высокими вязкостью и пластичностью
Они хорошо обрабатываются всеми видами резания, штампуются'
свариваются всеми видами сварки без последующей нормализа’.
ционной термической обработки. Однако никелевым сталЯ(4
присуща низкая коррозионная стойкость в естественных атмо,
сферных условиях.
Железоникелевый сплав инвар обладает высокой вязкостью
и пластичностью вплоть до гелиевых температур при высоких
Рис. 2.25. Изменение теплопро-
водности ковара марки Н29К18
в криогенной области темпера-
тур
Рис. 2.26. Изменение коэффи- \
циента теплопроводности ин-
вара в криогенной области тем-
ператур
прочностных характеристиках (рис. 2.25). Замечательная осо-
бенность инвара — чрезвычайно низкие значения коэффициен-
тов теплопроводности (рис. 2.26) и термического расширения
(рис. 2.27) — делает этот сплав незаменимым в криогенной тех-
нике. Несколько необычный ход температурной зависимости
Рис. 2.27. Измеиеиие коэффи-
циента термического расшире-
ния ковара марки Н29К18 в
криогенной области температур
-250 -200 -150 -100 -50 О 50 t,°C
Рис. 2.28. Прочность на растя-
жение некоторых конструк-
ционных алюминиевых сплавов
в криогенной области темпера-
тур
теплового расширения инвара объясняется обратимыми структур
ными и фазовыми изменениями в сплаве, которые вследствие и*
незначительности практически не влияют на конструктивные ос°-
бенности материала. Конструктивные элементы устройств, из-
готовленных из инвара, при понижении температуры практи-
чески не испытывают механических напряжений, так как тепл0'
вое расширение инвара почти в 15 раз меньше, чем у коррозионн°"
128
тойкой стали марки Х18Н10Т. Большое содержание никеля
Январе делает его недостаточно коррозионно-стойким в атмо-
сферном воздухе.
Алюминий и его сплавы широко используют в неответствен-
ой криогенной аппаратуре. Они обладают высокой теплопровод-
ностью и пластичностью при низких тем- 5,%
45
40
35
JO
25
Й?1 I I I I I I
0 50 100 150 200 250 T,K
Рис. 2.29. Предел проч-
ности при удлинении алю-
миниевых сплавов в крио-
генной области темпера-
тур
АМг5
ностью и пластичностью при низких тем-
пепатурах, хорошо обрабатываются и сва-
ливаются. До температуры —196°С можно
применять сплавы алюминия с марган-
цем (АМцМ и АМцС), а до —253 °C —
сплавы с магнием (АМг2—АМг5). Для
средних криогенных температур исполь-
зуют также дюралюмины (Д16Т, Д1Т
и др.), а также алюминиевые сплавы по-
вышенной прочности (В92, В95, В96). Алю-
миний высокой чистоты и технические мар-
ки алюминия (АДО, АД, АД1 и др.) из-за
их низких прочностных характеристик
используют для изготовления деталей, не
подверженных механическим нагрузкам.
На рис. 2.28 и 2.29 приведены прочност-
ные характеристики некоторых сплавов
алюминия, применяющихся в криогенной
технике.
Для длительной работы при температуре —269 °C и ниже были
разработаны специальные сложнолегированные стали на хромо-
никелемарганцевой основе с азотом. Эта
сталь марки 03Х20Н16АГ6 по сравне-
нию с коррозионно-стойкой сталью марки
12Х18Н10Т имеет более высокие пределы
прочности, пластичность, текучесть и удар-
ную вязкость. Для изготовления особо ответ-
ственных узлов и деталей, работающих при
гелиевых температурах с одновременным воз-
действием механических нагрузок, были соз-
даны дисперсионно-твердеющие сложнолеги-
рованные стали марок 07Х15Н27ТЗМР,
08Х15Н24В4Т и 10Т11H23T3MP. Эти стали
после соответствующей термической обра-
ботки приобретают высокие, длительное вре-
мя сохраняющиеся прочностные характери-
стики, основные из которых показаны на
рис. 2.30 и 2.31.
В лабораторной практике для изготовле-
ния деталей, работающих при криогенных
м температурах, можно использовать бронзы
Лбя°КтЛрБ-2, Бр1К, БрКМцЗ-1 и других, латуни марок Л59,
> ЛС59, а также титановые сплавы ВТ1, ВТ5, АТ2 и др. В
g
А. Колевко 129
Рис- 2.30. Прочность
а растяжение высоко-
егированных марок
уалеи и стали Ст20
криогенной области
температур:
12Xi1r5.I’H23T3MP; 2 —
zK18H10T; з - СтЗ
Рнс. 2.31. Относитель-
ное удлинение высоко-
легированных марок
сталей и стали Ст20
в криогеииой области
температур
ряде случаев низкотемпературный эксперимент должен прово.
диться в условиях высокого вакуума. Это условие налагает ца
материал камеры также требование вакуумной плотности. Длю.
бронзы этому требованию не удовлетворяют
поэтому в таких случаях их употреблять нё
рекомендуется.
Металлические сверхпроводящие сплавы.
Сверхпроводящими металлическими спла-
вами называют электропроводящие материа-
лы, у которых при определенных значениях
температуры, плотности тока и напряженно-
сти магнитного поля собственное электриче-
ское сопротивление становится равным нулю.
Значения температуры, плотности тока и маг-
нитного поля, ниже которых наступает со-
стояние сверхпроводимости, называются кри-
тическими. Из известных 83 элементарных
материалов периодической системы 25 —
сверхпроводники. Сверхпроводящие свойства
не обнаружены у золота, серебра, меди, пла-
тины, щелочных металлов (лития, калия,
натрия) и др. Кроме того, свойство сверхпроводимости при-
суще сотням специальных сплавов, химическим соединениям
и некоторым типам полупроводников. Основным параметром,
характеризующим сверхпроводящие свойства материала, яв-
ляется критическая температура, при которой он переходит
в сверхпроводящее состояние. В табл. 2.6 приведены значения
критической температуры для некоторых сверхпроводящих мате-
риалов.
В основной состав сверхпроводящих металлических сплавов
входят ниобий и титан. В качестве легирующих добавок исполь-
Таблица 2.6
Критическая температура
для некоторых сверхпроводящих соединений
Матерквл Обозначение Критиче- ская тем- пература, К
Ниобий—углерод NbC 11,0
Ниобий—азот NbN 15,7
Ниобий—углерод— азот Nb (Со.,, NC17) 17,4
Ниобий—олово NbsSn 18,0
Ниобий—алюминий NbgAl 18,7
Ниобий—галлий NbBGa 20.3
Ниобий—алюми- ний—германий Nbs (Al, Ge) 20,7
Ниобий—германий NbsGe 22,5
130
Таблица 2.1
Свойства сверхпроводящих сплавов промышленного выпуска
Марка сплава Критическая температу- ра. К Критический токХ 10~4 в поле 3,5*10’ А/м, А/см2 Критическое полеХ 10“8 при 4,2 К А/м Прочность на растяже- ние при 300 К» МПа Относи- тельное удлине- ние при 300 к. %
65БТ 9,7 5—10 75-90 1300—1500 18,7
50БТ 8,5 5-8 105—120 800—850 30,0
35БТ 8,0 4—10 100—110 700 40,0
70ТМ 4,4—4,6 — — 100 —
60ТБЛ 4,8-5,2 — — — ——
ЗОБТЦ 8,0 — — — —-
ЗОБТЮ 8,2 5 90 1000 —
70Б-МП 17,0 20-25 150 340 —
зуют алюминий, молибден, цирконий, гафний или олово. Как
видно из табл. 2.6, максимальная критическая температура у су-
ществующих сплавов равна 23 К- Однако сверхпроводящие сплавы,
выпускаемые промышленностью, имеют более низкую критиче-
скую температуру. В табл. 2.7 даны основные характеристики
сверхпроводящих сплавов промышленного выпуска.
Сплавы 70ТМ и 60ТБЛ обладают низким температурным коэф-
фициентом электросопротивления в нормальном (не сверхпроводя-
щем) состоянии, а также заданным значением критической тем-
пературы, равным 4,5 К. Этот параметр дает возможность исполь-
зовать сплав 70ТМ как чувствительный элемент в аппаратуре по
определению уровня жидкого гелия в дьюаровских емкостях.
Такими же свойствами обладает и сплав 60ТБЛ. Сплав ЗОТБЦ
имеет высокое электросопротивление в нормальном состоянии.
Его используют в качестве чувствительного элемента в тепловых
ключах, отключающих сверхпроводящие соленоиды после и^
запитки. Сортамент промышленных сверхпроводящих сплавов
включает проволоку диаметром 0,27 и 0,33 мм из сплавов 65БТ,
50БТ и 35БТ, диаметром от 0,2 до 0,01 мм из сплавов 70ТМ и
60ТБЛ и диаметром от 0,2 до 1,5 мм из сплава ЗОБТЦ. Все сверх-
проводящие провода заключены в медную рубашку с толщиной
стенки 0,04; 0,07 и 0,08 мм. Длина провода 2000 м.
Для сверхпроводящих устройств с высокой плотностью тока
используют многожильные сверхпроводящие кабели. Эти кабели
с°держат 19, 37 или 61 одиночную жилу из сплава 35БТ, каждая
из которых заключена в матрицу из меди марки МВ. Марка та-
ких кабелей — СКМС (сверхпроводящий композиционный ма-
скрученный). Другой тип сверхпроводящего кабеля —
КМДС (сверхпроводящий композиционный материал двойной
кРутки) состоит также из 19, 31 или 61 одиночной жилы из
плава 35БТ, скрученных сначала попарно, а затем в единый жгут.
сь жгут проводов также заключен в медную матрицу. Размеры
Диничных проводов, образующих кабель марок СКМС и СКМДС,
9‘ 131
следующие: диаметр 0,5—0,7 мм и длина конца 2000 м, диаметр
0,8—1,0 мм и длина конца 600 м и диаметр 1,1—1,5 мм и длина
конца 200 м. Критическая температура 8,2—8,3 К, критическое
поле (1004-110) 103 А/м, критический ток (34-6) 104 А/м, проч,
ность на растяжение 400—600 МПа. В настоящее время разраба.
тываются многожильные сверхпроводящие кабели с числом жил
до 1000 и диаметром провода жилы 0,007 мм.
Высокотемпературные сверхпроводники. С 1911 г., когда у
ртути при 4,2 К был обнаружен эффект, названный сверхпроводи-
мостью, до 1973 г., когда на интерметаллическом соединении
Nb3Ge была получена критическая температура (Тк) перехода
в сверхпроводящее состояние, равная 23 К, было создано свыше
1000 металлических и интерметаллических сплавов и соедине-
ний, обладающих сверхпроводимостью. Таким образом, в сред-
нем Тк повышалась со «скоростью» 0,3 К/год. При этом было оче-
видным, что для металлических и других сплавов температура
23 К практически является пределом перехода в сверхпроводя-
щее состояние. Однако 18 октября 1986 г. появилось сообщение,
что в керамическом материале, состоящем из смеси оксида лан-
тана, оксида меди и оксида бария, сверхпроводимость наступает
при 30 К. Интенсивное изучение этого материала и в дальнейшем
более эффективно — с оксидом иттрия вместо оксида лантана —
привело к фантастическим результатам: критическая темпера-
тура керамических сверхпроводников — 90—100—150—250 К.
И наконец, в начале 1988 г. появилось непроверенное сообще-
ние, что достигнута критическая температура 550 К (!). Пока
недостаточно известно, насколько стабильны параметры мате-
риалов со столь высокими значениями Тк. Однако керамические
высокотемпературные проводники с Тк — 93 К и плотностью
тока 105 А/сма уже стали объектом практического инженерного
использования. Из этого материала получены тонкие пленки
микронной толщины для приборов криогенной электроники и
микроэлектроники, вычислительной техники, изготовлены и ис-
пытаны сверхпроводящие провода для использования в линиях
электропередач, уже изготовлены сверхпроводящие высокотем-
пературные электромагниты для ускорительной техники, проек-
тируются транспортные системы на магнитной подвеске и многое
другое. Высокотемпературная сверхпроводимость особо важна
в технике лабораторного эксперимента.
Сплавы с эффектом памяти формы. Любой материал под воздей-
ствием механической нагрузки испытывает упругую или пласти-
ческую деформацию. Вначале в материале возникает упругая
деформация, пропорциональная приложенной нагрузке. ПрЯ
снятии нагрузки материал возвращается в исходное состояние,
т. е. приобретает первоначальную форму. При нагрузке, превы-
шающей предел упругости, наступает пластическая деформация»
которая полностью или частично остается после снятия нагрузки,
о чем свидетельствует изменение формы образца. Описанное ЯВ*
132
ение давно известно и полностью объяснено. Возвращение ра-
стянутой пружины в первоначальное состояние по сути и есть
память формы. Однако некоторые сплавы, например меди с цин-
ком, меди с алюминием и никелем, золота с кремнием и некоторые
другие, после снятия механической нагрузки остаются в деформи-
рованном напряженном состоянии, а в исходное состояние воз-
вращаются лишь при температурном воздействии. Иными сло-
вами, эти материалы, будучи деформированными при определен-
ной температуре, могут длительное время сохранять приданую
им форму, т. е. «запомнить» ее. Изделие может длительное время
сохранять произвольно измененную форму и принять первона-
чальную форму после нагрева до заданной температуры. Наи-
более сильно эффект памяти формы выражен в сплаве никеля с ти-
таном, получившем торговое наименование «нитинол». Эффект
памяти формы у нитинола в сотни раз больший, чем у других
сплавов, обусловлен происходящими в нем структурными аус-
тинитно-мартенситными превращениями. Основными рабочими
параметрами, характеризующими сплавы с памятью формы, яв-
ляются температурный интервал, в котором сплав сохраняет
способность запоминать форму, и температура, при которой ма-
териал возвращается в первоначальное состояние.
Сплавы с памятью формы довольно широко используются в экс-
периментальной технике, приборостроении и космической тех-
нике.
2.2.3. Композиционные металлические материалы
Современное развитие науки и техники требует создания
конструкционных материалов, сочетающих подчас совершенно
несовместимые требования. Например, как совместить в одном
материале твердость вольфрама и пластичность меди, электро-
проводность серебра с прочностью титана? Очевидно, что подоб-
ные материалы можно создать только искусственным путем. Та-
кие материалы получили название композиционных.
Композиционные материалы (КМ) состоят из двух или боль-
шего числа компонент, существенно различающихся по своим
физическо-механическим, химическим и другим свойствам и раз-
деленных друг от друга резкой границей. Входящие в КМ компо-
ненты могут быть неоднородны в микромасштабе и однородны
в макромасштабе. Непрерывный по всему объему КМ компонент
называется матрицей. Прерывистый, дискретно распределенный
по объему компонент называется арматурой. В зависимости от
геометрии арматурного материала (листа, нити, волокна или по-
рошка) КМ подразделяются на изотропные и анизотропные.
Как следует из названия, у изотропных КМ все свойства оди-
наковы во всех направлениях. В анизотропных КМ, к которым
относится подавляющее большинство КМ, практически все свой-
Ства изменяются с координатами их измерения. В армированных
Нитями или волокнами КМ анизотропия проявляется в механи-
133
ческих свойствах, которые в направлении укладки армирующие
элементов в десятки раз выше, чем в других направлениях.
В металлических КМ в качестве арматурных элементов ис-
пользуются тонкие вольфрамовая, титановая, стальная или дру.
гие механические прочные проволоки. Для получения особопроч-
ных анизотропных КМ используют арматуру из нитевидных моно-
кристаллов или непрерывных микроволокон из тугоплавких
элементов и соединений (SiC, А12О3, В4С, В, С, W, Mo, Ti и др.).
Так, предел прочности на растяжение у алюминиевых сплавов
равен 130—150 МПа, а у этих же сплавов, армированных волок-
ном из бора, прочность на растяжение возрастает до 500—520 МПа.
Чистый алюминий, армированный мелкодисперсным оксидом
алюминия, имеет прочность на растяжение 400 МПа, в то время
как алюминий А995 обладает прочностью всего 40—45 МПа.
К металлическим КМ относятся еще два вида двухкомпонент-
ных материалов: керметы и псевдосплавы. Керметы — спечен-
ные объемные КМ, состоящие из равномерно распределенных
мелкодисперсных металлических и керамических частиц. Псевдо-
сплавами называют КМ, состоящие их объемной мелкопористой
металлической матрицы, пропитанной другим, не реагирующим
с матрицей, металлом. Кроме металлических существует боль-
шая группа полимерных КМ, называемых композитами. Компо-
зит представляет собой матрицу из полимерного материала, ар-
мированную металлическими, металлооксидными материалами
в виде ткани, нитей, волокон, порошков или монокристалличе-
ских «усов» (см. п. 2.3.2).
Листовые биметаллы и триметаллы. Биметаллы и триметаллы
обычно используют в тех случаях, когда материал должен одно-
временно обладать высоким коэффициентом теплопроводности и
большой механической прочностью, высоким коэффициентом из-^
лучения (степенью черноты) или отражения и механической проч-1
ностью, возможностью точечной электросварки и высокой тепло-)
проводностью и т. д. Кроме того, материалы этого типа часто
должны удовлетворять и ряду специфических требований: воз-
можности длительной работы в высоком вакууме при высокой
температуре, малому газоотделению, устойчивости к электрон-
ной бомбардировке и др. Так как во многих случаях одно из
свойств материала определяется его поверхностью, наружный
слой или слои имеют незначительную толщину, а суммарную
толщину материала определяет основной слой. Многослойные
металлы изготавливают совместной прокаткой, при которой
одновременно происходит взаимная холодная сварка. Гальвани-
ческий способ получения многослойных металлов не обеспечи-;
вает возможности работы в вакууме (из-за большого газовыделе-.
ния, а также сложности деформационной обработки).
Основные характеристики наиболее распространенных би-
металлов и триметаллов, именуемых также плакированными,.!
или многослойными металлами, приведены в табл. 2.8. 11
134 1
Таблица 2.8
Многослойные металлы промышленного выпуска
- Марка Структура Отноше- ние тол- щины слоев к общей толщине. Сортамент толщин, ми
Основа Слои
АН АЖ МЖ АНА АЖН НЖН МЖА НМН ТЖА Никель Железо Железо Латунь Никель Железо » > Медь Железо Ковар Алюминий Медь Серебро Алюм ииий—алю- МИНИЙ Алюминий—ни- кель Никель—никель Медь—алюм иний Никель—никель Титан—никель Никель—никель 6—10 6—10 25—30 21 6—10 и 6—10 и 8—10 8—12 и 8—12 25—35 и 3—6 10—80 и 10—80 2—10 и 6—30 3—7 и 3—7 0,15-0,2—0,3 0,1—0,15—0.2— 0,3—0,35—0,4 0,1—0,15—0,2 0,8 0,15—0,2—0,3 0,15—0,2—0,3 0,1-0,15-0,2—0,3 0,1—0,15—0,2— 0,3—0,5 0.2—0,3—0,4—0,5 0,1—0,15—0,2— 0,3—0,5 0,3—0,5—0,6—0,7— 0,8—0,9—1,0— 1,1—1,2
Для специальных случаев разработаны четырех- и пятислой-
ные листовые материалы, как правило, на медной основе, плаки-
рованной с двух сторон железом и алюминием или железом и
никелем. Основным качеством этих многослойных материалов
является высокая теплопроводность в сочетании с большой излу-
чательной способностью. Из свойств многослойных металличе-
ских материалов следует также отметить незначительное коли-
чество содержащихся в них газов, чем обусловленно широкое их
использование в вакуумном электронном приборостроении. Так,
из алюминированного никеля при нагреве в высоком вакууме
выделяется газов (О2, На, СО, СО2 и др.) в 22—24 раза больше,
чем из титана при тех же условиях. Существенная особенность
алюминированных многослойных металлов заключается в обра-
зовании на поверхности при нагреве в вакууме или водороде до
'50°C в течение 3—5 мин интерметаллического соединения алю-
миния с никелем или железом черного цвета. Интегральный коэф-
фициент излучения почерневшего материала при 900 °C равен
0.83, а излучательная способность при 600 °C — 0,86. Несмотря
На тонкий плакирующий слой алюминия, материалы хорошо со-
чиняются точечной и шовной электросваркой.
Проволочный биметалл — платинит. Для вакуумно- и терми-
чески плотных впаев в широкий класс стекол с коэффициентом
13Б
термического расширения (864-91) 10"’ °C-1 (С87-1, С88-1, С88-2
С89-1, С89-2, С80-3, С89-4, С89-5 и некоторых других) был соз'
дан биметаллический проволочный материал, заменивший ис.
пользовавшуюся ранее платину и названный платинитом. Пла.
тинитовая проволока состоит из железоникелевого сплава Н42
и медной оболочки толщиной (в зависимости от диаметра прово.
локи) от 15 до 50 мкм. Для лучшего соединения со стеклом сна-
ружи на медную оболочку нанесен тонкий слой борнокислого
калия (буры). В том случае, когда платинит не предназначен ддя
впая в стекло, а используется в других целях, применяют мате-
риал, не покрытый бурой; В соответствии с этим борированный
платинит обозначают маркой П, а неборированный — маркой ПН.
Платинитовую проволоку выпускают’ следующих размеров: от
0,2 до 0,45 мм (через каждые 0,05 мм) и от 0,5 до 1,2 мм (через
каждые 0,1 мм). Коэффициент термического расширения плати-
нита различен в поперечном и продольном направлениях. В пас-
портных данных указывают коэффициент термического расши-
рения платинита для поперечного направления. В продольном
направлении этот коэффициент значительно меньше. Из этого
следует, что длина впая платинита в стекло не должна быть
большой. Ниже приведены основные свойства платинитовой
проволоки.
Материал сердечника............
» оболочки .................
Предел прочности на растяжение,
МПа............................
Относительное удлинение, % . .
Коэффициент термического расши-
рения X 107, °C-1:
поперечный ..............
продольный ..............
Теплопроводность, Вт/(м.°С) . .
Удельное электрическое сопроти-
вление X 10°, Ом.м.............
Максимальная рабочая температу-
ра, Х:
иа воздухе ..............
в вакууме ...............
Допустимая нагрузка по току:
диаметр, мм....................
ток, А ..................
Никеля — 42%, железа — 58%
Медь бескислородная марки МБ
400-600
15—25
86-91
60-75
16,8.10s
0,5-0,6
150
400
0,3 0,5 0,7 0,9 1,0
2 8,8 14 18,4 20
Термобиметаллы. Термобиметаллом называют
К0МП03ИПИ01
ную структуру, состоящую, как правило, из двух листовых ма-
териалов — металлов — с сильно разнящимися коэффициентами
термического расширения, прочно соединенных друг с другом по
всей поверхности соприкосновения. Металл с большим расшире-
нием называется активным, а с меньшим — пассивным. Иногда,
чтобы улучшить электропроводность термобиметалла, между ак-
тивным и пассивным слоями помещают слой металла с высокой
электропроводностью, чаще всего медь. При нагреве термоби-
металл из-за различных коэффициентов термического расшире-
136
активного и пассивного слоев изгибается, при этом изгиб
^появляется в сторону активного слоя, а при охлаждении —
НЭ торонУ пассивного. Для того чтобы провесе изгиба биметалли-
В кого элемента был строго обратим, необходимо, чтобы нагрев,
46соответственно и механические напряжения, вызывающие из-
2нб не превышали предел упругости используемых материалов.
Рис. 2.32. Температурная зависимость из-
гиба термобиметалла марки ТБ2013(а); марки
ТБ0621 (б); термобиметалла со знакопере-
менной чувствительностью (в); немагнит-
ного термобиметалла (г)
Иными словами, термобиметаллы на-
до использовать в температурных
интервалах, оговоренных в их пас-
портных данных.
Значение изгиба является одним из основных параметров
гермобиметалла, показывающим в сотых долях миллиметра на-
сколько переместится свободный конец термобиметаллической
пластинки длиной 100 мм и толщиной 1 мм при нагреве на 1 °C.
Этот параметр, имеющий значение от 0,06 до 0,20 °C-1, называ-
ется чувствительностью термобиметалла. Благодаря высоким
Упругим свойствам, приобретенным в процессе изготовления
(°р = 500^-600 МПа), в рабочем интервале температур тер-
м°биметалл сохраняет почти линейную зависимость изгиба от
температуры (рис. 2.32, а). Однако высокотемпературные термо-
иметаллы, например марки ТБ0621 имеют линейный участок
°лько в середине характеристики (рис. 2.32, б).
Применительно к условиям эксплуатации термобиметаллы
^разделяются на пять видов: со знакопеременной чувствитель-
чуСТЬЮ’ коррозионно-стойкие, немагнитные, высоко- и низко-
УКствительные. Типичная характеристика термобиметалла со
ТепКопеРеменн°й чувствительностью приведена на рис. 2.32, в.
Рмобиметалл этого вида образован из двух железоникелевых
137
сплавов 36Н и 42Н. Температурный ход коэффициентов тер^,
ческого расширения этих сплавов таков, что в интервале те^
ператур от 0 до 300 °C термобиметалл изгибается в одну сторону
а от 333 до 600 °C — в другую. Коррозионно-стойкий термоб^
металл образован материалами, не взаимодействующими с агр^.
сивными веществами (кислотами, щелочами, растворами содец
и др.). В качестве активного слоя использована одна из коррозионц).
стойких марок сталей, а пассивная часть изготовлена из цирко.
ния. Удельный изгиб у этого термобиметалла невелик и равея
0,1 °C-1. Это объясняется тем, что коэффициент чувствитедь.
ности равен (13-5-15) 10"® °C-1.
Термобиметаллы, образованные немагнитными сплавами 75НГ
и цирконием, а также латунью Л62 и цирконием, используются
в условиях магнитного поля, которое искажает работу термо
биметаллических элементов, изготовленных из магнитных мате-
риалов. Немагнитные термобиметаллы из сплава 75НД и цирко-
ния имеют чувствительность (21-5-27) 10"® °C-1, а состоящие из
Л62 и циркония — 17,5- 10"® °C-1. Рабочий диапазон использо-
вания немагнитных термобиметаллов от —4Одо 1150°C, в ко-
тором они имеют почти линейную зависимость удельного изгибз
от температуры (рис. 2.32, г).
Наивысшей чувствительностью из известных термобиметал-
лов обладает материал с активным слоем, изготовленным из
сплава марганца, меди, никеля и палладия, и пассивным слоем -
из сплава 36Н. Удельный изгиб у этого термобиметалла равев
0,23—0,26 °C"1, а коэффициент чувствительности (38-5-40) 10"®°C"1.
Рекомендуемый диапазон рабочих температур от —40 до +200 °C
И наконец, используемый в некоторой регулирующей аппаратуре
термобиметалл с пониженной чувствительностью имеет удельны!
изгиб 0,06 °C"1 и коэффициент чувствительности (9-5-11) Ю^С'1.
В этом материале активная составляющая состоит из сплава 20НХ,
а пассивная — из сплава 15Х. Этот материал используют, когда
при небольшом перемещении надо создать большое усилие на ис-
полнительный механизм. Термобиметаллы выпускают в виде
холоднокатаной ленты толщиной 0,1; 0,2; 0,4; 0,7; 0,9; 1,35;
1,75; 2,0 и 2,5 мм. Ширина ленты в зависимости от толщины лежит
в пределах от 10 до 250 мм.
Основные свойства термобиметаллов промышленного изготов-
ления приведены в табл. 2.9.
Керметы. Керметами называют дисперсионно-упрочненные м*
териалы, состоящие из равномерно распределенных по объем)'
мелкодисперсных металлических и керамических частиц, спр^'
сованных, а затем спеченных в восстановительной или нейтраль'
ной атмосфере в монолитный материал. В свойствах керм#4
сочетаются высокая твердость, износоустойчивость и тугопла8"
кость керамики с теплопроводностью, пластичностью и магнй''
ными свойствами, присущими металлу. Вначале в керметы в К*
честве упрочняющей части вводили высокотемпературные
138 Л
S S S
СЧ СЧ СЧ
00 СЧ
СЧ СЧ
счсчсчсчсчсчсчсч
счсчсчсчсчсчсчсч
СЧ 04 04
Основные свойства термобиметаллов промышленного изготовления
с
с «с
04 СЧ СЧ
6В и—LL 1 Z3‘I—81‘ 81‘1—80‘ ! а > с 5 S > с 1 . о ! S 2 > о с 1 1 и 5 > с 1 > а 1 ) 00 СО СО О О 00 О 1 °Ч о о о >00000000 1 1 1 1 1 1 1 1 •'**«***»>»*.е*
30—36 23—28 21—25 20—24 10 01 19—25 1Q ОЛ 18—22 18—22 1R Ю > о о со со сч а ,777771 3 «О СЧ сч О СО IZ
Модуль нор- мальной уп- ругости X X 10"1в, Па 8 2 S g £ § & | | S S § | Ь | । | ।
Предель- ная тем- пература нагрева, °C ОООООООООООООООООО СЧСЧ^т^т}«СЧ^^СЧМ<М’1О'чЗ*т$<СЧтГЧв'Ю
Удель- ный из- гиб X 10*. «с-1 ОООООООО’ОООООО ' О Q О
СЛОЯ пассивного x Ь х Н isiiiiiiiilslsilis
Марка активного 2 2 Е( К[ Н Ь £££Я°5ЕчЕ,^^^С)СО‘?''*,ГчОС»сс Г- Г- СЧ СЧ —! Н Н 04 CN 04 - СЧ X СЧ СЧ СЧ —* СЧ
терм л л а СО со со сч со СЧ со сч со ш S СО со LO сч СО сч со ю>
ь о ю со со сч СЧ О о о
И £ сч 9 , о о
* 31 (Д 1Д и 1Д ьа (Q to 2 и
S-5 Н* f—। 1- ь Ь н Ь ь н ь ь И Ь
из ш
S 3 S
СД СД СД
139
Таблиц^
Механические свойства некоторых керметных материалов
Составные частя Предел прочности на растяжение, МПа ОтНоС| тельвое Уллнв7 ?ие пв, 20 °C,
Металлическая Неметаллическая при 20 °C при разных температурах
Алюминий > Бериллий Железо » Кобальт Кобальт + + цирконий Магний Медь Никель Свинец Титан » •Хром Цирконий > Оксид алюминия Углерод Окснд бериллии » титана » алюминия » торня » магния > бериллия » алюминия » тория » свинца > алюминия » циркония » магния > тория > лантана 4 000 4 700 3 250 6 600 . 6 600 9 600 10 200 3 000 4 550 4 570 , 5 500 266 8 400 7 900 3 400 1300 (500°) 75 (500°) 2850 (600°) 3500 (650°) 3400 (650°) 850(1100°) 1400(1100°) 175 (500°) 2000 (800°) 2000 (800°) 1250 (1200°) 100 (150°) 3300 (400°) 2800 (400°) 330 (1400°) 190 (700°) 140 (700°) 4,2 3,5 1.0 3,5 5,0 8,0 13,0 8,0 20,5 21,0 22,0 9,5 7,5 20,0 35,0 39,0
сиды металлов, являющиеся составными компонентами керамики
чем и вызвано название материала — кермет. Однако в дальнй
шем в керметы стали вводить наравне с оксидами (алюминия
хрома, циркония, тория и титана) также карбиды (кремния, хром
и титана), бориды (хрома, титана и циркония), силициды (молиб
дена) и нитриды (титана). Керамическая часть составляет от II
до 85% (объемных) от всей массы кермета. В качестве металличе
ской части обычно применяют алюминий, магний, медь, железо
никель, кобальт, хром, цирконий, свинец, а также специальна
стали и сплавы.
Для того чтобы получить механически прочный материй
в чем состоит основное достоинство кермета, металлическую1
неметаллическую части необходимо прочно соединить друг с ДР)'
гом. Это условие выполняется в основном за счет химической
взаимодействия, которое наиболее активно происходит мея®
металлом и его химическим соединением с другими элементам’
Однако это не сужает круга материалов, образующих метал"0
керамические композиции, которых в настоящее время насчИ^
ваются уже сотни.
В современные керметы, состоящие из двух основных матер"’
лов, часто входят легирующие добавки, которые улучшают сн°’
ства материала. В табл. 2.10 приведены основные механичесг
свойства наиболее распространенных керметов. dV
140 9»
«роме перечисленных разработан ряд керметных материалов,
„дающих уникальными специфическими свойствами, приме-
° юШиХСЯ в электР0НН0М приборостроении, ядерной и космиче-
2 технике и др.
L псевдосплавы. Одной из разновидностей композиционных мате-
Лов являются псевдосплавы, которые представляют собой
икропористый каркас, как правило, из тугоплавкого металла,
моОпитанный по всему объему другим, более легкоплавким ме-
аллом. При этом должны быть выполнены два условия: металл
каркаса и металл пропитки не должны взаимодействовать друг
р другом и металл пропитки должен смачивать металл, образую-
щий каркас. Такая композиционная структура в микромасштабе
представляет собой два отдельных металла, а в макромасштабе —
своеобразный сплав, которому присущи свойства обоих металлов.
Таким образом, псевдосплав по сути — объемный биметалл.
Механические и физические свойства псевдосплавов в значи-
тельной степени определяются свойствами металла каркаса и
пропитки, их объемным соотношением в композиции и техноло-
гией изготовления. Для того чтобы улучшить качество смачива-
ния, что определяет равномерность и полноту заполнения пор
каркаса металлом пропитки, в последний вводят легирующие до-
бавки, а иногда и специальные флюсы. Иногда, чтобы получить
специальные свойства, каркас псевдосплава изготавливают не
из элементарного металла, а из многокомпонентных сплавов, об-
ладающих соответствующими свойствами. Так, псевдосплав, кар-
кас которого состоит из смеси порошков железа, никеля, молиб-
дена, марганца и углерода, пропитанный 15—25% меди, исполь-
зуют для изготовления особо ответственных деталей, подвержен-
ных ударным нагрузкам, и в узлах трения. Металл пропитки
также может быть многокомпонентным. В узлах сухого трения
применяют псевдосплав, каркас которого состоит из смеси же-
леза и углерода, а металл пропитки содержит медь, цинк и сви-
нец (свинцовую латунь).
Наиболее распространенные псевдосплавы на основе вольфрама
и молибдена, пропитанных медью или серебром, обладают высо-
кой твердостью и износоустойчивостью, присущими вольфраму
и молибдену, и высокой электропроводностью меди и серебра,
•эти свойства сделали их основным материалом для изготовления
электрических контактов, сварочных электродов станков контакт-
ной электросварки и др. Электрические контакты из псевдосплава
никель—серебро обладают высокой устойчивостью к искровой
эрозии и низким электрическим переходным сопротивлением,
Хорошей пластичностью, хорошо обрабатываются резанием.
севДосплав железо—свинец служит материалом для самосмазы-
ающихся подшипников трения и движущихся электродов для
°косъемников троллейбусов и электропоездов. Псевдосплав же-
30 магний используют для изготовления анодов в системе
тодной защиты газо- и нефтепроводов от коррозии. Титано-
141
в Таблица 2.11 Механические свойства екоторых псевдосплавов магниевый псевдоснА..! служит для изготовлен^ узлов сухого трения, дл оболочек урановых тецЛа выделяющих элементов ио пользуют жаропрочна
Материал К ₽• о - о се J5
каркаса пропитки Предел г ноети на жеиие, М Твердость, МП» псевдосплавы магний-, цирконий и магний—нио. бий. Механические свой, ства некоторых распро. страненных псевдосплавоь приведены в табл. 2.11. 2.3. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ Неметаллические мате- риалы составляют значи- тельную часть всех кон- струкционных материалов. К ним в первую очередь относятся пластмассы и полимерные материалы
Воль- фрам То же Молиб- ден То же Железо » » Тнтан Берил- лий Цирко- ний Ниобий Медь Серебро Медь Серебро Медь Свинец Магний » » » в 800 400 350 270 690 420 235 620 260 280 274 2800 1600 1300 1200 2020 725 2500 30 (при 500°C) 21 ( » 500 °C) 19 ( » 500 °C)
естественного и искус-
ственного происхождения, силикатные материалы (стекло, ке-
рамика, кварц, слюда), древесина и многочисленные компози-
ции их друг с другом. Самые разнообразные требования, предъ-
являемые к конструкционным материалам современной техникой
и технологией эксперимента, могут быть в значительной степени
удовлетворены неметаллическими материалами и их компози-
циями с металлами.
2.3.1. Пластмассы
Пластмассами (пластиками) принято называть материалы, ос-
нову которых составляют высокомолекулярные полимеры. Ис-
ходное состояние полимеров — жидкое или высокоэластичное,
а после химического или физического воздействия — твердо®
стеклообразное. Пластмассы обладают малой плотностью, высо-
кими механическими свойствами, низкой теплопроводностью,
высокой термостойкостью, коррозионной стойкостью ко всем
агрессивным веществам, высокими диэлектрическими свойствами
и возможностью непосредственного формирования изделий слоЖ-
ной конфигурации.
Все пластмассы разделяются на два вида: реактопласты и термо-
пласты. Реактопласты, исходное состояние которых — жидкое,
превращаются в твердый полуфабрикат или готовое изделие в Р®"
зультате химического взаимодействия (полимеризации) меЖДУ
142
новным полимером и так называемым отвердителем. Полимери-
°с я представляет собой необратимый процесс, и форма, при-
Збоетенная изделием, является окончательной и не подлежащей
°рпеделке. Для того чтобы придать реактопластам нужные меха-
пицеские свойства, тепло- и морозоустойчивость, а также деко-
ративную окраску, в состав исходного полимера вводят пласти-
фикаторы, стабилизаторы и красители. Механические свойства^
реактопластов можно изменять в широких пределах, вводя в них
наполнители в виде мелкодисперсных порошков, волокон, ткан-
ных и листовых материалов, древесных стружек и опилок и др.
В отдельных случаях количество наполнителя может достигать
75—80% массы полимера. Практически всеми свойствами пласт-
масс можно управлять, подбирая соответствующий наполнитель
и технологию изготовления. Так, введением наполнителя коэффи-
циент термического расширения эпоксидного компаунда можно
понизить с 60-10-в °C'1 до 30- Ю’6 °C'1.
Термопласты также представляют собой продукт реакции
полимера с соответствующим реагентом или результат воздейст-
вия на полимер физических факторов, например температуры.
Однако в отличие от реактопластов они не подвержены необрати-
мому отверждению и при нагреве могут переходить в пластиче-
ское состояние, что позволяет производить из них многократную
термическую формовку изделий. Следует отметить, что при рав-
ных условиях механические и термические свойства реактопла-
стов почти в два раза выше, чем у термопластов.
По характеру и структуре наполнителей реактопласты и не-
которые другие полимерные материалы подразделяются на газо-
наполненные (пенопласт, поропласт, стеклосферопласт), волокон-
ные (асбоволокнит, стекловолокнит, металловолокнит), листовые
(гетинакс, текстолит, слоистые пластики) и пластмассы со спе-
циальными наполнителями (монокристаллические материалы,
углеродные волокна и др.). Один из немногих, но существенных
недостатков пластмасс заключается в низкой термостойкости,
т- е. в слабой способности сохранять свое химическое строение и
соответственно свойства при повышении температуры.
Термостойкость пластмасс зависит от силы и времени тепло-
вого воздействия, состава окружающей среды и некоторых дру-
гих факторов. При температуре, превышающей термостойкость
материала, наступает деструкция полимера — необратимое хими-
ческое разложение. Так как термостойкость является признаком
полимера, на основе которого создана пластмасса, наличие лю-
°го наполнителя не влияет на этот параметр. При низкой термо-
стойкости пластмассы обладают большой скрытой теплотой испа-
Рения, что широко используется в одноразовых системах охлаж-
ения, например, в возвращающихся на Землю объектах косми-
вской техники (так называемое абляционное охлаждение).
на малые термостойкость и механическую прочность,
завоевали особое место среди конструкционных
<аеег
143
материалов благодаря ряду существенных преимуществ перед >,
таллическими материалами. Не случайно, что ежегодно с?
даются свыше тысячи новых видов пластмасс конструкционной
назначения. Естественно, что в лабораторной практике испол
зуют небольшое количество пластмассовых материалов, основщ.'
из которых описаны ниже, а их физико-механические свойств
приведены в табл. 2.12. 8
Термопластичные пластмассы — термопласты. В технологу
лабораторного эксперимента могут быть широко использован^
такие термопласты, как полистирол, поликарбонат, полиметид.
метакрилат, поликапроамид, политетрафторэтилен, полиэтилен-
терефталат, полиэтилен, полипропилен и поливинилхлорид.
Полистирол — материал, по внешнему виду похожи»
на оргстекло, обладающий высокими удельным обычным сопро-
тивлением и электрической прочностью, малыми диэлектриче-
скими потерями на СВЧ, довольно высокой механической проч-
ностью, небольшим водопоглощением и хорошей обрабатывае-
мостью резанием. Максимальная эксплуатационная температура
для полистирола равна 80 °C. Полистирол — один из основных
диэлектрических материалов, из которого изготавливают уста-
новочные узлы и детали в радиотехнической и СВЧ-аппаратуре.
Полистирол устойчив к действию радиоактивных излучений.
Щелочи, соляная, плавиковая и другие галогеноводородные кис-
лоты с полистиролом не взаимодействуют, азотная и ледяная ук-
сусная кислоты растворяют его. УФ-излучение приводит к по-
мутнению и пожелтению полистирола и увеличивает его хрупкость.
Заметная термическая и окислительная деструкция полистирола
начинается при 200—250 °C, что вызывает значительное изменение
всех свойств материала.
Механические свойства полистирола можно значительно улуч-
шить введением в его состав каучука. Образовавшаяся при этом
двухфазная композиционная система называется ударопрочным
полистиролом. По сравнению с обычным полистиролом у ударо-
прочного так называемая ударная вязкость в 8—10 раз выше-
Из ударопрочного полистирола изготавливают большинство пла-
стмассовых изделий бытового назначения, так как материал
абсолютно нетоксичен. Промышленный сортамент выпускаемого
полистирола включает ленту толщиной от 0,15 до 2,0 мм, листы
толщиной от 2,0 до 6,0 мм и плиты толщиной от 6,0 до 50,0 мм-.
Поликарбонат — термопластичный высокоплавкий по-
лимер белого цвета, который хорошо поддается окраске в раз-
личные цвета. Торговое название поликарбоната — дифлон. В за-
висимости от состава температура плавления поликарбоната №
жит в пределах 150—270 °C, а переход из кристаллического
в аморфное состояние (стеклование) происходит при 100—180 °0-
При нагреве до 300—330 °C начинается деструкция полимер3'
о чем свидетельствует изменение цвета от белого до светло-Kfij
ричневого. fl
144 I
Таблица 2.13
Основяые свойства широкораспространеииых конструкционных пластмасс
Механические Электрнчес к ие
техническое название * пластмассы Прочность при растя жен и и > МН/м* Твердость по Б рннеллю» МН/м* Относительное удлинение, % 1 Объемное | удельное сопро- тивление, Ом*м Диэлектриче- ская проницае- мость (при 1 МГц) Тангенс угла диэлектриче- ских потерь (при 1 МГц) Электрическая прочность, кВ/мм
Полистирол Дифлон Оргстекло Капрон Фторопласт-4 Лавсан (пленка) Полипропилен Винипласт Полиэтилен: низкой плот- ности высокой плот- ности Эпоксиднаи смола (отвержденная) 45 78 70 72 30 150 35 50 14 27 65 2,0 1,55 2,4 1,15 0,35 0,25 0,65 1,55 0,2 0,55 2,0 1,5 77 2,8 150 300 75 500 25 500 900 10й 1018 10“ 101' 101в 10” 10“ 10“ 10« 10“ 10“ 2,56 2,96 2,84 3,95 2,1 3,05 2,2 2,6 2,3 2,4 4,6 0,0004 0,0075 0,04 0,06 0,0002 0,008 0,0005 0,025 0,0005 0,0006 0,03 23 20 25 22 37 200 35 45 40 42 20
Теплофизнческве Прочие
Техническое название пластмассы Термическое расширение (объемное) X X 10е °C. Предельная температура работы, °C Морозостой- кость, — С | Теплопровод- ность, Вт/(м-° С) Радиационная стойкость, рад Водопоглощеине (за 24 ч), % • Плотность, кг/м*
Полистирол Дифлои Оргстекло Капрон фторопласт-4 Лавсан (пленка) Полипропилен Винипласт Полиэтилен: низкой плот- ности высокой плот- НОСТИ • (1Ъ_ПоксиДиая смола ,01верЖдеиная) 200 210 240 400 750 480 330 240 600 400 180 80 ПО 75 100 260 200 125 60 70 80 150 50 120 60 70 269 156 5 10 60 60 80 0,13 0,19 0,18 0,18 0,25 0,14 0,18 0,14 0,38 0,47 0,18 5- 10м 10» 107 5-10“ 5.10е 7.10» 2-107 10’ 10“ 10“ 10е 0 0,2 0,35 1,3 0 0,55 0,01 0,5 0 0 0,2 1050 1200 1300 ИЗО 2200 1380 920 1380 923 962 1400
А. Колен ко
145
Поликарбонат обладает высокими механическими свойствами
особенно при воздействии кратковременных повторяющихся На'
грузок. Относительное удлинение поликарбоната изменяется
с нагрузкой практически линейно, что обычно характерно ддя
металлов. Из-за малой склонности к кристаллизации изделия из
поликарбоната незначительно изменяются в температурном ин.
тервале от —120 до +200 °C. Так, пленка из поликарбоната при
нагреве до 140 °C теряет механическую прочность на растяжение
всего на 30—40%.
Электрические свойства поликарбоната достаточно высоки и
что весьма важно, незначительно изменяются в зависимости от
температуры. Поликарбонат устойчив, к действию проникающих
ионизирующих и УФ-излучений, обладает высокой устойчивостью
к микроорганизмам, плесени и другим биологическим воздейст-
виям. В сухой и влажной атмосфере не теряет высокую оптическую
прозрачность, с трудом загорается, физиологически безвреден.
Водостойкость поликарбоната во влажной атмосфере высокая,
однако водопоглощение за 24 ч составляет 0,35%. Последнее об-
стоятельство надо иметь в виду при переработке поликарбоната
из гранул в изделие. Предварительно полимер необходимо вы-
сушить до содержания влаги не более 0,01%, в противном слу-
чае влага будет содействовать развитию гидролитической де-
струкции полимера.
В большинстве органических растворителей поликарбонат
набухает и частично растворяется, а также растворяется в боль-
шинстве спиртов (кроме метилового), растительных и животных
маслах и жирах, в концентрированных щелочах. Основными рас-
творителями поликарбоната являются метиленхлорид и хлоро-
форм. Материал устойчив к действию водных растворов органи-
ческих и неорганических кислот и растворам солей.
Поликарбонат легко перерабатывается в изделия любой формы
всеми способами, используемыми при переработке пластмасс —
литьем под давлением, экструзией, поливом и др. Оптически
прозрачные пленки толщиной от 6 до 250 мкм легко приготавли-
ваются из раствора поликарбоната поливом на стекло. Поликар-
бонат и его многочисленные модификации широко используются
в электрорадиотехнической, приборостроительной и многих дрУ
гих отраслях промышленности, а также в медицине и пищевой
промышленности для изготовления протезов, посуды и пр. Пр0’
мышленность выпускает заготовки и изделия из поликарбонат®
в виде лент, листов, прутков и труб в широком ассортименте
размеров. Кроме того, выпускаются пресс-порошки и гранул^
из поликарбоната, окрашенного в различные цвета, преднази®'
ченные для дальнейшей переработки в изделия.
Полиметилметакрилат как вид конструкционного
материала получил техническое название оргстекло. Благодар®
совокупности высоких свойств и дешевизне он широко исполь"
зуется как конструкционный, поделочный и декоративный мате'
146
аЛ во многих отраслях техники и лабораторной практики.
R от термопластичный материал оптически прозрачный, легкий,
остаточно водо- и химически стойкий, обладает высокими элек-
я йЧескими свойствами, а также хорошо подвергается всем видам
механической и деформационной обработки.
По своим оптическим свойствам оргстекло занимает первое
место среди всех прозрачных пластмасс (полистирола, дифлона,
лавсана и др.). Благодаря высокой оптической прозрачности
и высокому показателю преломления оргстекла из него изготав-
ливают элементы оптических систем (линзы, призмы и др.). При
воздействии механической нагрузки в оргстекле возникает двой-
ное лучепреломление, что широко используется для визуализа-
ции механических напряжений методом фотоупругости. Оргстекло
достаточно прозрачно для рентгеновского и гамма-излучения,
а также для корпускулярного а- и 0-излучения. По радиацион-
ной стойкости оргстекло является материалом с удовлетвори-
тельными свойствами. Необратимые изменения в нем происходят
уже при дозах 3-10е рад. Под действием Ф-излучения на поверх-
ности * оргстекла появляется множество коротких микротрещин,
заметно ухудшающих оптические свойства материала. Поглоще-
ние УФ-излучения у оргстекла довольно высокое, что исполь-
зуется для создания парникового эффекта в теплицах и для за-
щиты художественных произведений от выгорания при солнеч-
ном освещении. При нагреве до 120—150 °C оргстекло настолько
размягчается, что из него можно формировать детали разной
формы, что особенно удобно в лабораторной практике.
Химическая стойкость оргстекла невелика. Оно неустойчиво
к действию концентрированных кислот и щелочей, ацетона, ами-
лацетата, эфира, бензола, толуола и др. В дихлорэтане оргстекло
растворяется в любых пропорциях, образуя так называемый орг-
стеклянный клей, который отлично склеивает детали из оргстекла.
Промышленность выпускает оргстекло в широком сортаменте
марок, изделий и размеров. Основными торговыми марками орг-
стекла являются СОЛ, СТ-1 и 2-55. Помимо этих марок выпус-
каются также марки со специальными свойствами. Оргстекло
марок СОЛ и СТ-1 предназначено для общетехнического исполь-
зования. Материал марки 2-55 обладает более высоким пределом
прочности на растяжение (на 30%) и имеет на 50% большую тем-
пературу размягчения. Листовое оргстекло выпускается толщи-
ной от 1,0 до 20 мм с градациями 0,5—2 мм и в виде блоков тол-
щиной от 20 до 350 мм. Кроме оптически прозрачного выпускаются
Также цветной и молочный материалы.
Поликапроамид (точнее — поли-е-капроамид) —
Широко известный материал капрон. В отличие от других термо-
ластов капрон имеет резко выраженную температуру плавле-
210 аВную °^’ а ег0 заметное размягчение начинается при
Иэ С. По этой причине при длительной эксплуатации деталей
Капрона температура не должна превышать 160 °C. При тем-
10* 147
пературе от —25 до —30 °C появляется хладоломкость капрона
что необходимо иметь в виду, используя его при низких темпера,
турах. При комнатной температуре практически не изменяем
своих свойств. Однако после длительного нагрева капрон испытц.
вает тепловое старение, что приводит к значительному ухудще,
нию его свойств. Так, после нагрева при 140 °C в течение 48 q
прочность на растяжение снижается более чем в два раза (с 76,2
до 37,9 МН/м2). Любопытно отметить, что термическое старение
в течение 48 ч при 100 °C приводит к улучшению механических
свойств капрона. Капрон принадлежит к так называемым само-
затухающим материалам, т. е. горящий капрон гаснет, когда
прекращается нагрев.
Капрон относится к одной из самых прочных пластмасс. На-
пример, у так называемого ориентированного материала предел
прочности на растяжение достигает 850 МН/ма, что превышает
прочность многих металлов. Относительное удлинение у капрона
тоже очень велико, до 400%. Высокая прочность и жесткость
капрона, а также низкая упругость пара позволяют использо-
вать его для изготовления ненагреваемых внутривакуумных
деталей.
Электрические и диэлектрические свойства капрона доста-
точно высоки. Однако из-за высокого значения тангенса угла
диэлектрических потерь использование капрона в высокочастот-
ных цепях недопустимо.
К недостаткам капрона следует отнести высокое влагопогло-
щение, достигающее 2,2% за 24 ч; максимальное же водопогло-
щение доходит до 12%. Даже при нормальной влажности и тем-
пературе капрон поглощает до 3% влаги.
По биологической активности капрон совершенно безвреден,
из него даже изготавливают хирургические нити. Капрон доста-
точно устойчив к химически активным веществам. Он не взаимо-
действует со щелочами любой концентрации, практически со всеми
органическими растворителями, а также с жирами и маслами
органического и минерального происхождения. В расплавлен-
ном состоянии капрон сильно окисляется кислородом воздуха
и быстро окрашивается в желтый, а затем в коричневый цвет.
Значительно медленнее капрон окисляется при длительном хра-
нении на воздухе. Радиационная стойкость капрона весьма ве-
лика. Пороговая доза, при которой в материале возникают не-
обратимые изменения, равна 4,5-1010 рад. При использований
капрона в качестве конструкционного материала надо иметь
в виду его большой коэффициент теплового расширения (Д°
140-10-в °C-1).
Промышленность выпускает капрон различных марок в виДе
волокон, пленок, лент и прутков, а также в гранулированно»1
виде с различными наполнителями (тальк, стекловолокно) ДлЯ
изготовления деталей литьем. Кроме того, выпускаются спирте'
растворимые марки капрона (548, 548/27, 54, 54/10, 54/21»
148
дК-60/40), предназначенные для использования в качестве по-
кровных изоляционных лаков.
Политетрафторэтилен, широко известный под
техническим и торговым названием фторопласт или фторлон,
представляет собой обширную группу материалов, обладающих
рядом замечательных свойств, которые выделяют их из всего мно-
гообразия конструкционных пластмасс. В первую очередь это
относится к уникальной химической инертности фторопласта.
Ни одно из известных химических веществ не взаимодействует
с фторопластом. Единственным исключением является так назы-
ваемый натрий-нафталиновый комплекс, представляющий собой
раствор металлического натрия и нафталина в тетрагидрофуране.
Рис. 2.34. Изменение коэффи-
циента термического расшире-
ния фторопласта-4 (/) и поли-
карбоната (2) в криогенной об-
ласти температур
Рис. 2.33. Температурная зави-
симость прочности иа растяже-
ние ор и относительное удлине-
ние 6 для фторопласта-4
Для фторопласта характерна высокая теплостойкость (260 °C)
рекордная среди пластмасс. Следует отметить, что до температуры
250 °C механические свойства фторопласта практически не ме-
няются. Фторопласт негигроскопичен (влагопоглощение равно
нулю) и практически не смачивается жидкостями. По своим элек-
троизоляционным и высокочастотным свойствам фторопласт также
один из лучших материалов среди пластмасс. В частности, его
Димеханические свойства мало изменяются в широком диапа-
зоне положительных и отрицательных температур (рис. 2.33).
Фторопласт имеет очень низкий коэффициент трения (0,04),
который до 250 °C почти не зависит от температуры. Особо сле-
дует отметить способность фторопласта после снятия деформирую-
щей его нагрузки возвращаться к первоначальному размеру. Это
свойство своеобразной упругой памяти присуще из всех пластмасс
только фторопласту. Коэффициент термического расширения
У фторопласта довольно высок и при 20 °C равен 110- 10~в °C-1.
Днако в узком интервале температур от 18,3 до 25 °C тепловое
Расц]ИреНие фторопласта резко возрастает до 415-10-в °C-1
1Рис. 2.34). Для сравнения на этом же рисунке показано измене-
вИе коэффициента термического расширения оргстекла, у которого
Диапазоне температур от —200 до 4-120 °C этот коэффициент
149
изменяется всего на 23%. Указанное изменение теплового расщи.
рения необходимо учитывать при конструировании узлов, содер.
жащих детали из фторопласта, которые в приведенном диапазоне
температур могут значительно изменять свои размеры.
При нагревании фторопласта на воздухе до температуры Bbime
427 °C происходит его полное разложение с выделением высоко-
токсичного газа фторфосгена. Весьма существенным качеством
фторопласта является низкое газоотделение в высоком вакууме
При 20 °C суммарное выделение газа составляет 5,7-10-6 Пах
хл/(см2-с). Также низки у фторопласта паро- и водопроницае-
мость. Фторопласт исключительно стоек к воздействию тропиче-
ских условий. Он не подвержен воздействию биологических фак-
торов (грибков, плесени и др.). Биологическая стойкость фторо- I
пласта распространяется также и на действие морской микро-
фауны и микрофлоры. В тонких слоях (толщиной в несколько
десятков микрометров) фторопласт прозрачен для видимого света.
Окно пропускания УФ-излучения находится в пределах 0,2—
0,4 мкм, а ИК-излучения — от 2 до 7,5 мкм. Радиационная стой-
кость фторопласта невелика. Начиная с дозы 5- 10е рад в мате-
риале начинают происходить необратимые изменения.
Промышленный выпуск фторопласта, иногда называемого
фторлоном, включает несколько марок компактного материала,
а также гранулированный фторопласт, из которого горячим
прессованием можно изготовить детали нужных формы и размера.
Кроме того, выпускается и так называемый суспензионный фторо-
пласт, представляющий собой взвесь мелкодисперсного фторо-
пласта-3 в спирте. Суспензия предназначена для нанесения на
металлические, керамические и другие материалы защитных по-
крытий от агрессивных веществ, создания электроизоляционных
покрытий и получения тонких фторопластовых пленок. Наиболее
распространенный компактный фторопласт марки 4 выпускается
в виде пленки толщиной от 125 до 200 мкм, ленты толщиной от
0,2 до 3,0 мм, листа толщиной от 3,0 до 20 мм, плит толщиной
от 10 до 25 мм, прутка диаметром от 5,0 до 150 мм и трубки с вну-
тренним диаметром от 0,3 до 10 мм и толщиной стенки от 0,2
до 1,5 мм. Из фторопласта изготавливают и некоторые компози-
ционные материалы, такие как фторопластовая стеклоткань —
стеклянная ткань, пропитанная фторопластом и подвергнутая
специальной температурной обработке. Эта стеклоткань обладает
отличными электроизоляционными свойствами в интервале тем-
ператур от —80 до +250 °C. Электрическая прочность ткани не
менее 50 кВ/мм, удельное объемное сопротивление 1017 Ом-м>
тангенс угла диэлектрических потерь 8-10-4 (при 10е Гц) и пре-
дел прочности на растяжение 70 МН/м2. Для изготовления пе-
чатных плат выпускают фольгированный фторопласт, состоящий
из фторопластостеклотканной основы, покрытой медью с дву*
сторон. Пластины из фольгированного фторопласта выпускак.^
толщиной от 1,5 до 3,0 мм. Я
150
Рис. 2.35. Температурные зависимо-
сти тангенса угла диэлектрических по-
терь (при 103 Гц), электрической проч-
ности Е и удельного объемного сопро-
тивления р для лавсановой пленки
Термопластичный полимер полиэтилентерефта-
т известный под торговым названием лавсан, является ма-
Л пиалом с очень высокими электрическими и механическими
ойствами. Как правило, из лавсана изготавливают только пленку
сВмИнимальной толщиной 4 мкм, которую широко используют
С электротехнической промышленности, приборостроении, радио-
петалестроении, технике лабораторного эксперимента и других
областях. Так как лавсан нерастворим в обычных растворителях,
пленку из него получают холодной вытяжкой с последующей
термической обработкой. Вытянутая в двух направлениях пленка
называется ориентированной. Заготовка для ориентированной
пленки называется аморфной пленкой, которая имеет толщину
от 0,12 до 0,8 мм. Ориентированная пленка имеет значительно
более высокие электрические и
механические свойства, чем
аморфная. Ориентированные
пленки совершенно прозрачны
для видимого света. Их коэффи-
циент пропускания равен 90%.
Пропускание в УФ-области огра-
ничено 0,315 мкм, после чего на-
ступает резкое поглощение. Под
влиянием УФ-излучения лавсан
практически не изменяет осталь-
ных своих свойств. Основные
электрические свойства лавсано-
вой пленки изменяются с повы-
шением температуры (рис. 2.35).
Обладая низкой упругостью
пара, пленка из лавсана легко
подвергается металлизации, как
термического испарения. Металлизированная пленка обладает
высоким коэффициентом отражения, благодаря чему ее исполь-
зуют в криогенной технике для создания высокоэффективной сло-
исто-вакуумной теплоизоляции. Металлизированную пленку ши-
роко используют также как материал для солнечных рефлекторов
и Других отражающих оптических элементов. Благодаря высо-
кой механической прочности и незначительному относительному
Удлинению лавсановой пленки ее применяют в качестве подложки
Для ленты магнитной записи, а также основы для кино-, фото-
и рентгеновской пленки. На специально обработанной лавсанб-
в°и пленке печатают долговечные карты, чертежи и др.
Химическая устойчивость лавсана довольно высока. Раз-
авленные кислоты, минеральные и растительные масла и жиры
а него практически не действуют. Концентрированные растворы
Щелочей, серная и азотная кислоты, горячий ацетон, фенол, кре- ' .
нитробензол растворяют лавсан. Пленки лавсана обладают
алыми газопроницаемостью и водопоглощением. Лавсан обла-
151
правило, алюминием, методом
дает низкой радиационной стойкостью. Уже при дозе проникаю,
щей радиации 2- 10е рад наступает полное разрушение полимера
Пленку из ориентированного лавсана выпускают толщиной 4
6, 8, 10, 12, 15, 20, 25, 35, 40, 50 мкм. Неориентированный пленоч’
ный лавсан выпускают толщиной от 120 до 800 мкм.
Полиэтилен — один из самых распространенных поли-
мерных материалов. Это обусловлено совокупностью его физико-
химических свойств, простотой получения, недефицитностью ис-
ходных материалов и соответственно дешевизной. Полиэтилен
используют в качестве как конструкционного материала, так и
исходного продукта для изготовления множества изделий техни-
ческого, научного и бытового назначения.
В зависимости от технологии изготовления полиэтилен под-
разделяется на два вида: низкой и высокой плотности. Основное
различие этих видов полиэтилена заключается в количестве кри-
сталлической фазы, которая у полиэтилена низкой плотности со-
ставляет 50—60%, а у полиэтилена высокой плотности — 70—
85%. Кроме того, эти виды полиэтилена обладают различными
механическими и теплофизическими свойствами: у полиэтилена
высокой плотности они в 2—2,5 раза выше, чем у полиэтилена
низкой плотности. Их физико-химические свойства практически
одинаковы. Полиэтилен сочетает высокую прочность при растя- I
жении с эластичностью, достигающей при удлинении 500—1200%.
Поскольку наиболее распространен полиэтилен высокой плот-
ности, ниже описаны только его свойства.
Благодаря высоким электроизоляционным свойствам, хорошей
обрабатываемости всеми видами обработки резанием, относи-
тельно высокой тепло- и морозостойкости полиэтилен широко ис-
пользуется для изготовления установочных электрорадиодеталей,
междуслойной изоляции в намоточных изделиях высоко- и низко-
частотной электротехники и радиотехники.
Полиэтилен обладает высокой химической стойкостью. При
нормальной температуре он не взаимодействует со щелочами лю-
бой концентрации, с растворами всех солей и сильных окисли-
телей, органическими кислотами и даже с концентрированными
соляной и плавиковой кислотами. Однако под воздействием кон-
центрированной серной кислоты при температурах выше 50 °C
свойства полиэтилена изменяются. Уже при комнатной темпера-
туре полиэтилен взаимодействует с азотной кислотой, особенно
активно при концентрациях выше 50%. В атмосфере, содержащей
хлор или фтор, полиэтилен разрушается. Органические раство-
рители не взаимодействуют с полиэтиленом при комнатной тем-
пературе, однако при длительном нахождении в бензоле, толуоле,
четыреххлористом углероде полиэтилен набухает тем сильнее,
чем выше температура. При длительном нахождении на воздухе
под действием влаги, углекислого газа и кислорода в изделия^
из полиэтилена, пребывающих под механическим напряжением,
появляются мелкие трещины, которые снижают прозрачность
152 А
йПИала (это можно заметить на полиэтиленовой пленке, за-
£вРаЮШей парники).
w Полиэтилен практически не поглощает воду и длительное
емя может находиться даже в морской воде, не подвергаясь
Обрастанию».
Особенно чувствителен полиэтилен к УФ-излучению с длиной
олны 0,28—0,33 мкм, которые он в наибольшей степени погло-
жет. Радиационная стойкость полиэтилена — одна из самых вы-
соких среди полимерных материалов. Начало полного радиацион-
н0Го разрушения наступает при дозах, превышающих 5-1010 рад.
Полиэтилен практически не токсичен, токсичными могут быть
только продукты его разложения. Упругость пара у полиэтилена
в высоком вакууме довольно низкая, при 25 °C она равна 4Х
Х10"’ Па, что позволяет использовать его для изготовления не-
нагреваемых внутривакуумных деталей (при наличии постоян-
ной откачки). В интервале температур от —60 до —269 °C поли-
этилен теряет эластичность и становится хрупким.
Промышленность выпускает полиэтилен в широком ассорти-
менте марок и конструкционных изделий. Так, полиэтилен низ-
кой плотности выпускается 13 различных марок, а высокой плот-
ности— 12 марок в виде пленки, листа, ленты, прутка, труб и
различной формы профильного проката с широким диапазоном
размеров.
Поливинилхлоридные пластмассы (техни-
ческое и торговое название — винипласт) относятся к одним из
самых распространенных полимерных материалов — более 27%
всех выпускаемых пластмасс. Строго говоря, винипласт является
сложным материалом, в поливинилхлоридную основу которого
введены стабилизаторы, модификаторы, наполнители, краси-
тели и другие вещества, придающие винипласту требуемые свой-
ства. Винипласт — негорючий термопластичный материал, об-
ладающий достаточно высокой твердостью, которая позволяет
обрабатывать его всеми видами резания, деформации, штампова-
ния и прессования. Он хорошо подвергается сварке и склейке.
Специальными клеями винипласт можно прочно приклеить к раз-
личным металлическим и неметаллическим материалам, при этом
прочность клеевых соединений достигает 90% от прочности склеи-
паемых материалов.
Подожженный винипласт гаснет, однако при высокой темпера-
тУРе он способен интенсивно гореть с выделением высокотоксич-
Ного хлористого водорода. Винипласт обладает высокой химиче-
ской стойкостью. Он не взаимодействует с концентрированными
серной, соляной, фосфорной, плавиковой (до 40%-й), уксусной
Wo 80%-й), азотной (до 60%-й) кислотами. Растворы щелочей
с°Лей всех видов на винипласт также не действуют. В бензоле,
силоле, хлороформе, дихлорэтане, четыреххлористом углероде,
„ ^Нитрированных азотной и плавиковой кислотах винипласт
бухает и частично растворяется. Обладает высокой устойчиво-
153
стью к солнечному свету. Из-за высокой летучести входяц^
в винипласт компонентов использование этого материала в
ком вакууме исключено.
Радиационная стойкость винипласта довольно высока. nOj]
ная потеря основных свойств наступает после дозы в 10s ра'
Винипласт выпускают двух основных видов: непластифицир^
ванный (твердый) и пластифицированный (мягкий). Твердый вищ.
пласт используют как конструкционный материал. Из него иЗГо.
тавливают пленку толщиной 0,4-—0,6 мм, ленту толщиной 0,5^
1,75 мм, лист толщиной 2,0—5,0 мм, трубы диаметром 1,0—40 цу
и с толщиной стенки 0,3—2,0 мм, а также с внутренним диаметру
6—150 мм с толщиной стенки 2,0—8,0 мм. По специальным зака-
зам из винипласта изготавливают и трубы большого диаметра
(до 2 м). Из пластифицированного винипласта производят различ-
ные гибкие ленты, эластичные трубки, пористые и пенистые пласт-
массы. В частности, широко распространен плиточный поливинил-
хлоридный пенопласт, который обладает высокими теплоизоля-
ционными и механическими свойствами в температурном диа-
пазоне от —60 до -}-60 °C.
Реактопластичные пластмассы — реактопласты. Реакто-
пласты — обширный класс полимерных материалов, которые в ре-
зультате химического взаимодействия с отвердителем переходят
в необратимое твердое состояние. Отверждение происходит одно-
временно по всему объему без выделения каких-либо побочных
продуктов реакции. Это весьма важное обстоятельство сущест-
венно отличает полимерные реактопласты от других смол и ком-
паундов, отверждение которых происходит за счет испарения
входящих в них легколетучих компонент — растворителей, либо
за счет окисления кислородом воздуха. Отвержденные реакто-
пласты, как правило, имеют более высокие, чем термопласты,
механические и электрические свойства, повышенную теплостой-
кость, более низкий коэффициент термического расширения и
т. д. Существенная технологическая особенность реактопластов
состоит в возможности изготовления из них изделий методом
холодного литья. Из большого числа полимерных реактопластов,
отличающихся друг от друга специфическими свойствами, для
использования в лабораторной практике наибольший интерес
представляют эпоксидная смола и различные компаунды на ее
основе.
Эпоксидная смола и компаунды на ее основе. Существуют две
вида эпоксидных смол: диановые и резорциновые. Наиболее рас‘
пространены диановые смолы (свыше 20 марок, до 90% всех эпоК'
сидных смол). Среди диановых смол наиболее универсальной сле-
дует признать эпоксидную смолу марки ЭД-6, а также мароЯ
ЭД-5, Э-20 и Э-37.
Эпоксидная смола представляет собой вязкую жидкость жел-
того цвета с молекулярной массой от 350 до 750 или твердое ве-
щество (желтого или коричневого цвета) с молекулярной массой
154
gOQ до 3500. Для того чтобы превратить смолу в твердое тело
°Т пебуемыми свойствами, в исходную смолу вводят отвердитель,
С стификатор, наполнитель и, если это необходимо, ускоритель
^димеризации и разбавитель для уменьшения вязкости смолы.
качестве отвердителя чаще всего используют полиэтилен-
р лйамин (ПЭПА), фталевый и малеиновый ангидриды, а также
П°иЭтаноламин (ТЭА). По температурному режиму полимериза-
йИ (отверждению) эпоксидные смолы подразделяются на поли-
меризующиеся без нагрева (от —15 °C до комнатной температуры)
Ь с нагревом (от 60 до 180 °C). Для смолы, полимеризующейся без
нагрева, в качестве отвердителя используют ПЭПА. Фталевый
малеиновый ангидриды и ТЭА используют для полимеризации
смолы при нагреве. В зависимости от состава, времени полимери-
зации, температуры и ряда других факторов при отверждении
смола претерпевает объемную усадку от 0,5 до 2,5%. Как правило,
при низкой температуре, но большом времени тепловой обработки
усадка меньше, чем при высокой температуре и малом времени.
Совокупность смолы, отвердителя, пластификатора, наполни-
теля и других вводимых в смолу веществ называют эпоксидным
компаундом. В качестве наполнителя в эпоксидных компаундах
используют всевозможные порошкообразные материалы: кварце-
вую пыль, алюминиевую пудру, оксиды магния, алюминия, ти-
тана и др. Введением в смолу мелкодисперсного порошка серебра
или меди можно получить электропроводящий эпоксидный ком-
паунд. Для компаундов, полимеризующихся без нагрева, требуется
10—12% отвердителя (ПЭПА) от массы смолы, а время полимери-
зации — от 6 до 12 ч. Эпоксидные компаунды, полимеризующиеся
при нагреве, содержат 48—61 массовых долей фталевого ангид-
рида или 32—41 массовые доли малеинового ангидрида; время
полимеризации 2—6 ч при 140—180 °C. Если в качестве отверди-
теля используют ТЭА, его требуется 10—15 массовых долей, а
время нагрева при 180—150 °C составляет 2—5 ч. В качестве
пластификатора чаще всего используют дибутилфталат, касто-
ровое масло и др. Количество пластификатора, вводимого в смолу,
колеблется от 10 до 25%. Если необходимо получить эластичный
компаунд, количество пластификатора необходимо увеличить.
Эпоксидные компаунды можно окрасить в любой цвет, вводя
в исходную композицию любой мелкодисперсный минеральный
краситель. При загустении смолы в результате длительного хра-
нения практически все свойства отвержденных эпоксидных ком-
паундов зависят от состава и температурно-временного режима
полимеризации.
В табл. 2.13 приведены свойства эпоксидных ненаполненных
омпаундов на основе смолы ЭД-6, отвержденных без нагрева
с нагревом.
и СпгИ использовании деталей из эпоксидных компаундов в ВЧ-
МатВ^'Цепях надо учитывать, что угол диэлектрических потерь
еРиала существенно зависит от температуры. Например, у ком-
155
Свойства эпоксидных компаундов, отвержденных без иагрева и с нагрев^
СаоАство Режим отверждения
без иагрева с нагревом
Плотность, кг/м* (г/см8) Коэффициент термического расши- рения X 10е, °C-1 Предел прочности, МН/м1: при сжатии » растяжении Теплопроводность, Вт/(м-°С) Пробивное напряжение, кВ/мм Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических по- терь при 10е Гц Предельная рабочая температура, °C Водопоглощеиие за 24 ч, % Коэффициент диффузии воды, см*/ч Твердость по Бринеллю, МН/м1 1190(1,19) 45—67 132 57 • 0,17 20 3,5—4,0 3-10"» 120 0,1 io-‘—io-» 80—100 1125 (1,25) 60—65 112 70 0,19 20 3,6 10~« 180 0,01 io-»— io-» 90—120
паунда на основе смолы ЭД-6, отвержденного фталевым ангидри-
дом при 140 °C в течение 16 ч при температуре эксплуатации выше
120 °C тангенс угла диэлектрических потерь резко возрастам
(рис. 2.36).
Введением наполнителя можно в широких пределах изменят!
коэффициент термического расширения эпоксидного компаунда.
На рис. 2.37 приведена зависимость тер-
мического расширения компаунда на ос-
нове смолы ЭД-6 от соотношения коли-
чества наполнителя (пылевидного квар-
ца) и количества смолы.
Эпоксидные компаунды, отвержден-
ные при нагреве, обладают значительно
более высокой теплостойкостью, чем от-
вержденные без нагрева. Количество от-
вердителя тоже влияет на теплостой-
кость компаунда. На рис. 2.38 показан#
зависимости теплостойкости компауй'
Рис. 2.36. Температурная за-
висимость тангенса угла ди-
электрических потерь запо-
димеризованного эпоксид- доВ отвержденных ПЭПА и ТЭА, от мао-
иого компаунда на основе и г oTT.fi
смолы ЭД-6, отвержденной совой доли отвердителя (%) в смоле ЭД »
фталиевым ангидридом При кратковременном (десятки
сов) нагреве до 200 °C и при
тельном охлаждении до —60 °C эпоксидные компаунды гор*'
чего отверждения практически не изменяют своих основнИ*
свойств. Эпоксидный компаунд с отвердителем ПЭПА можно 5i'
полимеризовать, нагрев его до 60—80 °C в течение 10—20 ми*1'
156
,ественно, что свойства такого компаунда будут отличаться от
„яспортных.
п ррИ введении в эпоксидную смолу отвердителя ПЭПА проис-
яит экзотермическая реакция, сопровождающаяся разогревом
Хцолы- При одноразовом введении большого количества отверди-
с я разогрев смолы может локально быть настолько большим,
что произойдет очень быстрая полимеризация с образованием
крупнопористой вспененной массы. Поэтому отвердитель надо
добавлять в смолу малыми порциями, тщательно перемешивая.
Теплостойкость, °C
вой доли отвердителя:
1 — полнэтиленполиамин;
2 — фталиевый ангидрид
может произойти и в случае,
Рис. 2.37. Температурная
зависимость коэффициен-
та термического расшире-
ния эпоксидного компаун-
да от массового соотноше-
ния наполнителя (Рц) —
пылевидного кварца и ком-
паунда (Рс)
Спонтанная полимеризация смолы
если отвердитель вводится в предварительно сильно разогретую
смолу. От самопроизвольной полимеризации может гарантировать
искусственное охлаждение смолы при смешивании.
Влагопоглощение эпоксидных компаундов невелико. При на-
хождении в воде в течение 120 ч увеличение массы смолы за счет
поглощения воды не превышает 0,3%. Влагопропускание отвер-
жденных компаундов также невелико и в среднем составляет
о-10-’ г/(см-ч-Па), что соответствует влагопоглощению таких
Здектроизоляционных и конструкционных материалов, как поли-
этилен и полистирол.
Эпоксидные компаунды относятся к категории радиационно
тонких полимерных материалов, необратимые изменения в них
Щупают ПрИ дОзаХ1 превышающих 7-1010 рад. Для более пол-
он характеристики физических свойств эпоксидных компаундов
еДует отметить низкую упругость пара компаунда, отвержден-
°Го с нагревом. Так, при 20 °C его упругость пара в высоком ва-
УУме равна 4- 10~в Н/ма. Чтобы использовать эпоксидный ком-
УНД во внутривакуумном объеме, его надо полимеризовать при
157
180 °C в течение 12—15 ч. Газопроницаемость компаундов то*
невелика, так что из них можно изготавливать вакуумные
лочки приборов, работающих при постоянной откачке.
Отвержденные эпоксидные смолы обладают высокой химич6
ской стойкостью. На них не действуют большинство органу
ских растворителей, кроме ацетона, в котором (при длительно,
контакте) они набухают. Серная и азотная кислоты также не дец.
ствуют на компаунды. Достаточно устойчивы эпоксидные коц.
паунды и к действию щелочей любых концентраций, раствора1(
солей и всем углеводородам. Благодаря высокой адгезии эпоксид,
ных компаундов ко многим материалам их широко используют
в качестве высокотемпературных клеев, а также для заливки н
пропитки радио- и электротехнических узлов и деталей с целью
повысить их электрическую прочность и герметизацию. Длитель-
ный контакт эпоксидных компаундов с проводами ПЭЛ, ПЭВ,
ПЭМ, ПБД, ПШО и других марок не влияет на электроизоляцию
провода. Эпоксидные компаунды не взаимодействуют с резиной
и полихлорвинилом. Однако при контакте с линоксиновыми труб-
ками и лакотканью поверхностный слой последних растворяется.
На основе вспененных эпоксидных компаундов изготавливают
термопрочные и термостойкие теплоизоляционные пенопласты.
Кремнийорганические полимеры — силоксаны (силиконы),
Кремннйорганические полимеры — высокомолекулярные соеди-
нения, в состав молекулы которых входят атомы углерода и крем-
ния. Из большого числа кремнийорганических полимеров наи-
более распространены полиорганосилоксаны. Эти полимеры ха-
рактеризуются высокой термической стойкостью, высокими ди-
электрическими свойствами, механической прочностью и химиче-
ской устойчивостью.
В исходном состоянии силоксаны представляют собой бес-
цветные жидкости различной вязкости, которая остается прак-
тически постоянной в широком интервале температур. Благодаря
этому свойству силиконовые жидкости широко используют в раз-
личных гидравлических системах. Незначительное изменение
вязкости при низких (до —60 °C) температурах позволяет исполь-
зовать силиконовые жидкости в качестве смазочных материалов
вместо минеральных масел. Если лучшие минеральные масла
в интервале температур от —50 до 70 °C изменяют свою кинемати-
ческую вязкость в 400 раз, то у силиконовых масел она меняется
всего в 30 раз.
Высокая сжимаемость позволяет использовать силиконовые
жидкости в качестве «жидких пружин», характеристики который
выше характеристик стальных пружин. Высоковязкие силико-
новые жидкости используют в качестве жидкостных демпферов'
эффективно гасящих механические колебания и вибрации, которые
возникают в системах.
Существенным достоинством силиконовых жидкостей являет^
высокая термоокислительная устойчивость. Так, полиметилфени^
158 4
оксановые жидкости не изменяют свойств при длительном
СЙ певе на воздухе до 250 °C и при непродолжительном нагрева-
н и д° 350 °C. Это свойство позволяет использовать их в качестве
^абочих жидкостей в высоковакуумных паромасляных насосах,
Р кОТорых минеральные масла окисляются (если в насос попадает
воздух) И приходят в негодность.
В Высокая термостойкость силиконовых жидкостей сочетается
низкой упругостью паров в высоком вакууме, достигающей
5.Ю'7 мм рт. ст. (0,07 МН/м2). Уникально высокая дугоустойчи-
вость силиконовых материалов связана с тем, что при возникно-
вении электрической дуги и связанного с этим термического раз-
ложения силикона образуется не уголь, проводящий электриче-
ский ток, а оксид кремния, являющийся диэлектриком. Высокие
диэлектрические характеристики силиконовых полимеров поз-
воляют широко использовать их в качестве жидких и пастообраз-
ных диэлектриков в высоковольтной радио- и электротехниче-
ской аппаратуре.
Полиорганосилоксаны с более высокой молекулярной массой
и, следовательно, вязкостью называются силиконовыми смолами.
Из них изготавливают литые и наполненные (композиционные)
кремнийорганические пластмассы. Отверждение силиконовой
смолы обычно происходит при нагреве либо под воздействием ката-
лизаторов отверждения, к которым относятся органические соли
металлов. Таким образом, по характеру процесса отверждения
силиконовые пластмассы обладают свойствами реактопласта. Из
литых силиконовых смол изготавливают тонкие электроизоля-
ционные пленки, обладающие очень высокой электрической проч-
ностью (до 1000 кВ/мм при толщине пленки 50 мкм). Отвержден-
ные полидиметилфенилсилоксановые пластмассы при 20 °C имеют
электрическую прочность (при 1 кГц) 3—3,5 кВ/мм, тангенс угла
диэлектрических потерь (при 10е Гц) (14-2) 10-3 и удельное объ-
емное сопротивление IO15 Ом-м.
Особо следует отметить замечательные свойства силиконо-
вых каучуков — резиноподобных материалов, свойства которых
значительно превосходят свойства обычных резин на натураль-
ной и синтетической основе (табл. 2.14). На основе силиконовых
каучуков изготавливают различные герметизирующие компози-
ции, обладающие хорошей адгезией практически ко всем материа-
лам и высокой эластичностью в температурном интервале от —100
До 370 °C. Силиконовые низкомолекулярные фенольные термостой-
кие каучуки СКТНФ, отвержденные оловоорганическим катали-
ат°ром К-21, сохраняют эластичность даже при температуре жид-
Ог° азота. Благодаря высокой прозрачности для видимого света
тих каучуков их можно использовать в качестве оптического
Лея, применяемого в широком интервале положительных и от-
рицательных температур.
На основе кремнийорганических полимеров выпускаются не-
°лько марок силиконовых клеев, обладающих чрезвычайно
159
Таблица 2,lf
Основные свойства
силиконовых, натуральных и синтетических каучуков
Свойство Каучук
силиконо- вый натуральный сиитети^ ский
Плотность, кг/м3 Теплопроводность, Вт/(м-9С) Теплостойкость, °C Морозоустойчивость, °C Водопоглощение за 24 ч, % Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических по- терь при 10е Гц Электрическая прочность, кВ/мм Удельное объемное электрическое сопротивление, Ом-м 0,970 150—370 —100 2^4 io-»—10-* 15—40 101* 0,913 0,13 220 —70 0 2,42 (14-3). ГО-3 10—12 2,2.10й 0,92 0,09 150—200 —40н—ед 0 2,25 (34-9). 1о-< 15-18 (24-7). Ю«
высокой теплостойкостью: они сохраняют прочность клеевого
соединения в температурном интервале от —60 до 1200 °C.
На кремнийорганической основе создано большое число сили-
коновых лаков и эмалей любого цвета. Покрытия из этих лаков
и эмалей могут длительное время находиться при температуре
200 °C, не теряя окраски и эластичности. К наиболее термостой-
ким относятся силиконовые лаки КО-946, КО-964 и К-57.
Резины из силиконовых каучуков (с наполнителем из кол-
лоидного оксида кремния — аэросила) неустойчивы к нагретым
растворам щелочей, толуолу, четырех хлор истому углероду.
Они устойчивы к 30%-й серной, 10%-й соляной и азотной кисло-
там и растворам солей. Ионизирующие излучения вызывают струк-
турные изменения полимера. С увеличением дозы радиации ин-
тенсивность радиационного разрушения изменяется незначи-
тельно.
2.3.2. Композиционные пластмассы — композиты
Композиционные пластмассы (композиты) представляют со-
бой обширную группу конструкционных материалов, в который
объемно сочетаются свойства полимерного материала — матрицы"
и разнообразных армирующих наполнителей в виде порошков,
волокон, нитей, монокристаллов и листовых материалов. Пря
этом в композите свойства материала матрицы и наполнителя
остаются неизменными.
Подбором полимера и армирующего материала можно в за-
данных пределах управлять свойствами композита. Полимерный
материал матрицы обычно обладает пластическими свойствам”*
что обеспечивает монолитность материала и соответственно пере'
160
чу напряжений равномерно на весь объем композита, опреде-
ляет практически все физические и механические свойства мате-
риала и технологию его обработки. В качестве матричного мате-
риала в композитах используются исключительно термореактив-
ные полимеры, обладающие соответствующими свойствами. В за-
висимости от армирующего материала композиты подразделяются
на стеклопластики (армированные стеклянной нитью или полот-
ном), боропластики (наполнитель — борные волокна, нити, ткани),
углеродопластики (наполнитель — углеродные волокна, жгуты,
ленты, ткани), органопластики (армированные синтетическими
волокнами и тканями), металлопластики (армированные тонкими
металлическими проволоками и мелкодисперсными металличе-
скими порошками), кремнепластики (армированные кварцевыми
нитями), монокристаллопластики (армированные нитевидными
монокристаллическими материалами — «усами») и др. В послед-
нее время созданы так называемые гибридные и полиматричные
полимерные композиционные материалы, состоящие из несколь-
ких матриц различных полимеров и нескольких слоев из различ-
ных армирующих материалов.
Технология получения композитов заключается в нанесении
жидкого матричного материала на предварительно ориентирован-
ный наполнитель или в смешивании матричного материала с по-
рошкообразным наполнителем, придании полуфабрикату нужной
формы с дальнейшим прессованием при повышенной температуре.
Стеклопластики. В зависимости от вида армирующего мате-
риала стеклопластики подразделяются на стекловолокниты (на-
полнитель — стеклянная нить, рубленое волокно или стекло-
ткань, а также гранулы, состоящие из смеси мелкоизмельченного
стекловолокна с асбестовым волокном и кварцевым песком),
стеклотекстолиты (наполнитель — стеклоткань с различной ориен-
тацией нитей) и стеклопластики с полыми стеклянными микро-
сферами. В качестве полимерной основы — связки — обычно
используют эпоксидную, фенолоформальдегидную или кремний-
органическую смолы. Стеклопластики на кремнийорганической
связке обладают повышенными диэлектрическими свойствами.
Механические свойства стекловолокнитов зависят от диаметра
используемых стеклонитей. Так, предел прочности на растяже-
ние стекловолокнита с нитью диаметром 10 мкм равен 1,7• 109 Н/м2,
нс волокном диаметром 100 мкм — 0,9-10® Н/м2. Специальные
°бо прочные марки стекловолокнитов имеют стекловолокно диа-
^Ром от 3,5 до 5 мкм.
На Стеклотекстолит изготавливают также с использованием связки
ни 0Снове эпоксидных, фенолоформальдегидных и кремнийорга-
ч Ческих смол. Диаметр нитей стеклоткани, используемой в ка-
с Тве аРмирующего наполнителя, от 10 до 50 мкм. Иногда (для
с бального применения) стеклоткань изготавливают не из
ЭТО°ШНЬ1Х нитей’ а из полых стекловолокон. Стеклотекстолиты
г° типа обладают высокими теплоизоляционными свойствами,
А. Коленко 161
Таблица
Свойства стеклотекстолитов, изготовленных на различных связках
Свойство Значение для материала на связке
фенолофор- мальдегид- ной ЭПОКСИДНОЙ кремний™, ганическод
Плотность, кг/м3 (г/см3) Прочность при растяжении, МН/м3 Теплопроводность, Вт/(м-°С) Температурный коэффициент ли- нейного расширения X 10е, °C-1 Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических по- терь при 10е Гц Удельное объемное электрическое сопротивление, Ом-м Электрическая прочность, кВ/мм Радиационная стойкость (начало изменения свойств), рад 1500—1800 (1,5—1,8) 300—500 0,26—0,41 6^-10 3,8—8,0 0,01—0,05 ц)1»— 1015 23 10х® 1600—1900 (1,6-1,9) 400—600 0,29—0,41 6—10 3,8—5,0 0,01—0,04 10х»—10х® 25 10хо 1600—1900 0.6-Ц 150—350 0,29—0 41 8—16 3,5-4,5 0,01-0,03 101*—10х’ 12
сочетающимися с хорошими механическими характеристиками.
Однако диэлектрические свойства стеклотекстолитов с полымя
волокнами значительно хуже, чем диэлектрические свойства
стеклотекстолитов со сплошной стеклонитью. При длительном
использовании стеклопластиков при температуре до 250 °C они
сохраняют свои диэлектрические свойства, а механические ха-
рактеристики изменяются незначительно.
Стеклопластики, наполненные мелкими полыми стеклянными
шариками, обладают низкой теплопроводностью и высокими ме-
ханическими свойствами, что позволяет использовать их как
теплоизоляционный материал. В табл. 2.15 приведены основные
свойства стеклотекстолитов, изготовленных на основе феноле-
формальдегидной, эпоксидной и кремнийорганической смол.
Интервал рабочих температур для изделий из стеклопласти-
ков обычно не отличается от режима эксплуатации полимера-
основы и лежит в пределах от —60 до 300 °C. Промышленность
выпускает стеклопластики различных марок преимущественно
в виде листового материала толщиной от 0,35 до 50 мм.
Боропластики. Боропластики — композиционные полимерий
материалы на основе эпоксидной, фенолоформальдегидной, крав'
нийоргаиической смол и армирующего наполнителя из волоков’
нитей или ткани, изготовленных из бора. Боропластики обладав
очень высокими механическими свойствами, что позволяет испоДв'
зовать их для изготовления ответственных узлов и деталей, поД'
вергающихся значительным статическим, периодическим и знак0'
переменным нагрузкам. Особенно широко боропластики при»’8'
162
2000—2100
(2,0—2,1)
1000—1400
1200-1800
900—1400
200—250
0,5—0,6
3,5
я10т в авиаракетной промышленности благодаря сочетанию проч-
исти легированной стали с плотностью, на 25% меньшей, чем
Н алюминия. Обладая высокой для полимерных материалов тепло-
проводностью, боропластики легко переносят резкие изменения
температуры — «тепловые удары». Некоторые определяющие свой-
^ва стеклопластиков как конструкционных материалов приве-
дены ниже:
Плотность, кг/м8 (г/см8).............
Прочность, МН/м8:
при растяжении.................
» изгибе .....................
» сжатии .....................
Модуль упругости, 10’ Па.............
Теплопроводность, Вт/(м-°С) ........
Коэффициент термического расширения X
X 10е, °C-1..........................
Углепластики. Углепластики, называемые также карбоплас-
сгами и углеродопластами, являются композиционными полимер-
ными материалами конструкционного назначения, используемыми
в особо нагруженных узлах и деталях, которые подвергаются
воздействию высоких температур. В качестве матрицы-связки
обычно применяют термостойкие полимерные реактопласти-
ческие смолы: ‘эпоксидную, фенолоформальдегидную, кремний-
органическую и др. Армирование углепластиков производят ни-
тями, жгутами, тканями из углеродных или пироуглеродных во-
локон толщиной от 5 до 50 мкм, имеющими прочность при растя-
жении 350—1050 МН/м2. В углепластиках сочетаются низкая
плотность с высокими прочностью, жесткостью, вибропрочностью,
теплопроводностью и радиационной стойкостью. Изделиям из
углепластиков присуща высокая стабильность размеров, что обус-
ловлено низким коэффициентом термического расширения. Для
однонаправленного углепластика со связкой из эпоксидной смолы
(58 объемных долей) коэффициент термического линейного расши-
рения имеет даже отрицательное значение (от —0,5 до —1,5х
Х10“воС-1). У углепластиков, армированных углеродной тканью,
коэффициент термического расширения равен (0,6 4-1,0) 10_® °C-1.
Ио статической и динамической выносливости и вибропрочности
Углепластики превосходят все остальные армированные пластики.
1епло- и электропроводность углепластиков выше, чем стекло-
пластиков, причем эти параметры можно изменять в широких
проделах.
Как и у всех армированных пластиков, их химическая устой-
Ивость, теплостойкость, морозостойкость и некоторые другие
воиства определяются свойствами полимерной смолы-связки,
образующей матрицу композита. Наиболее термостойки и хими-
Ски устойчивы углепластики на кремиийорганической и феноло-
^Рмальдегидной связке.
U*
163
Длительная эксплуатация изделий из углепластиков Воз_
можна до 250 °C, а кратковременная (до 100 ч) — до 350—500
Электрические свойства этих композитов невысоки. Основное
достоинство — механические свойства. Ниже приведены основ,
ные свойства углепластиков, армированных угольным волокном-
Плотность, кг/м3 (г/см3)...................
Прочность, МН/м3:
при растяжении.......................
» изгибе............................
» сжатии ...........................
Модуль упругости ХЮ'10, Па ................
Коэффициент теплового расширения X 1Q*, ’’С'1
Теплопроводность, Вт/(м-°С):
вдоль .....................................
поперек волокон .....................
Удельная теплоемкость, кДж/(жг-°С) ........
Удельное объемное сопротивление, Ом-м:
вдоль волокна .......................
поперек волокна .....................
Диэлектрическая проницаемость при 1010 Гц
Тангенс угла диэлектрических потерь при
1010 Гц . . .............................
Водопоглощение за 30 сут, % ............
Уменьшение механических свойств после облу-
чения гамма-лучами при дозе 2-10’ рад, % . .
1400—1600
(1.4—1,6)
1000—1500
900—1500
800—900
11—18
От —1,5 до 6,5
28-10'4
180
10
0,01
3—10
3—10
15,1
0,63
5,44
Органопластики. Органопласты — композиционные полимер-
ные конструкционные материалы на основе эпоксидных, феноло-
формальдегидных, кремнийорганических и других реактопласти-
ческих смол и компаундов, армированных высокопрочными кап-
роновыми полиимидными, акрилонитрильными и другими волок-
нами. Материал для армирования может быть в виде нитей
(органоволокнит), ткани из синтетических волокон (органотексто-
лит) и так называемой синтетической бумаги — бумагоподобной
пленки из полимерных материалов (органогетинакс).
Каждому из перечисленных типов органопластиков присущи
свои конструкционные, технологические и эксплуатационные осо-
бенности, которые в значительной мере определяются свойствами
материала смолы-связки и используемого для армирования мате-
риала. Основной особенностью органопластиков является прак-
тически полное отсутствие внутренних напряжений, что объяс-
няется близкими значениями коэффициентов термического расши-
рения связки и армирующего материала. Так, внутренние на-
пряжения в органопластиках в шесть раз ниже, чем в стекло-
пластиках.
Большинство органопластиков могут длительное время экс-
плуатироваться при 200—300 °C. Они обладают низкой пло?'
ностью, достаточно высокими механическими свойствами, хор0'
шей стойкостью к агрессивным средам и тропическому климату-
Органоволокнит используют как конструкционный материал
обладающий незначительной ползучестью под нагрузкой.
164
Таблица 2.16
Основные свойства органопластиков на фенолоформальдегидиой основе
Свойство Тип органопластика
Органово- локнит Органотек- столит Органогети- накс
Плотность, г/см* Прочность, МН/м2: при растяжении » изгибе » сжатии Модуль упругости, 10е Н/м2 Водопоглощение за 24 ч, % Теплопроводность, Вт/(м°С) Электрическая прочность, кВ/мм Тангенс угла диэлектрических по- терь при 10е Гц Диэлектрическая проницаемость при 10е Гц 1,3—1,5 2500 700 300 70—80 0,5 22—25 3-4 1,2—1,4 800 500 250 30—35 0,7 0,14—0,2 20—25 0,005 1,2—1,3 155 170 125 15—17 0,3—1,1 0,4—0,6 25—30 0,015 2,8
листовых органотекстолита и органогетинакса изготавливают
фольгированный материал для печатных плат. Некоторые свой-
ства органопластиков приведены в табл. 2.16.
Металлопластики. Металлопластиками называют композицион-
ные метал ло полимерные материалы, которые состоят из
полимерной связки и металлического наполнителя. В качестве
связующего используют термореактивные термостойкие смолы
(эпоксидную, фенолоформальдегидную, кремнийорганическую и
некоторые другие). Наполнителем служат металлы в виде мелко-
дисперсных порошков, волокон или тонких проволок.
Отдельную группу составляют металлослоистые материалы,
представляющие собой металлический лист, с одной или двух
сторон покрытый полимерным материалом. В качестве наполни-
теля в металлопластиках применяют порошки из железа, меди,
алюминия, никеля, серебра и др. Волоконные наполнители в виде
отрезков тонкой проволоки (диаметром от 0,01 до 0,2 мм и дли-
ной от 6 до 25 мм) при смешивании со связкой образуют материал
с произвольно расположенными волокнами, в результате чего
^аллопластики этого типа обладают анизотропными свойствами.
° качестве волоконного материала-наполнителя используют
м°либден, вольфрам, титан, бериллий и др.
Третий тип металлопластиков — ориентированные, представ-
ляющие собой правильно уложенную тонкую металлическую
проволоку-арматуру, связанную соответствующей полимерной
им°лой. Свойства ориентированных металлопластиков изотропны
сильно отличаются в зависимости от направления укладки арма-
Уры (вдоль или поперек нее). Прочностные свойства ориентиро-
пных и неориентированных металлопластиков в значительной
епени определяются адгезией металла-наполнителя к связке.
165
Металлопластики обладают значительно более высокими,
полимеры, служащие связкой, механическими свойствами, тепд0.
проводностью, теплостойкостью и меньшим, чем материал связку
коэффициентом термического расширения. Например, волоконный
металлопластик, содержащий 20 объемных долей тонких стальных
волокон со связкой из эпоксидной смолы, по отношению к послед,
ней имеет прочность при растяжении в шесть раз больше, модуЛь
упругости в 6,8 раз выше и теплопроводность в 6,5 раз болыце
При введении в эпоксидную смолу 10 объемных долей алюминие-
вого волокна прочность при растяжении увеличивается в два
раза, а теплопроводность — в 4,25 раза.
Металлопластики обладают металлической проводимостью
зависящей от количества и вида металла-наполнителя. При напол-
нении полимера, например, серебряным порошком с размером
частиц 2—6 мкм, можно достичь электропроводности 10е Ом_1-м-1.
Некоторые наполнители придают металлопластикам специфиче-
ские свойства. Так, композит, состоящий из эпоксидной смолы,
наполненный карбонильным железом (ферроэпоксид), и композит
на основе кремнийорганической смолы (ферросиликон) являются
эффективными поглотителями СВЧ-энергии. Металлопластики,
наполненные порошкообразным свинцом, кадмием или вольфра-
мом, используются для защиты от проникающих излучений высо-
ких энергий.
Монокристаллопластики. Как известно, монокристаллические
материалы, лишенные дефектов структуры, обладают уникально
высокими прочностными свойствами. Например, нитевидные моно-
кристаллические «усы» из углерода имеют прочность при растя-
жении до 25- 10е Н/м2, что более чем в 10 раз выше прочности
обычного углеродного волокна. Столь же высокими прочностными
характеристиками обладают монокристаллы металлов и других
материалов. Армирование монокристаллическими материалами
полимерных связующих позволило получить композиты с еще
недавно недостижимыми прочностными характеристиками. Диа-
метр монокристаллических «усов» достигает 3—5 мкм, а длина
2—3 мм. При их использовании в сочетании с высокопрочной
связкой удается реализовать до 75% их прочности.
Микросферопластики. Композиты на основе эпоксидных или
полиэфирных смол, наполненные полыми микросферами диаме-
тром от 20 до 70 мкм из стекла, керамики, металла, углерода,
фенолоформальдегидной смолы и других материалов, называют
микросферопластиками. Благодаря незначительной массе шари-
ков-наполнителей (толщина стенки 2—3 мкм) и значительному
объемному отношению к количеству связки (50—70%) плотность
микросферопластиков весьма мала и находится в пределах от 260
до 750 кг/м8 (0,26—0,75 г/см8). Низкая плотность за счет воздух3'
заключенного в микросферах, обеспечивает низкую теплопровод*
ность материала, сравнимую с теплопроводностью плиточного
пенополистирольного пенопласта [5,1-10~2 Вт/(м-°С)1. Низкая
166
,еПЛопроводностьI
что несвойственно
ыМ материалам,
изготовления
। сочетании с высокой механической прочностью,
всем остальным полимерным теплоизоляцион-
позволяют использовать микросферопластики
приборов, подверженных температурным и
Простатическим воздействиям. В частности, микросферопластик
щИроко используют в гидрофизике для изготовления погружаемых
океанологических приборов, глубоководных поплавков, плавучих
буев и др.
Электрические, теплофизические и химические свойства микро-
сферопластиков определяются свойствами используемой смолы-
связки. Основные механические свойства зависят от природы
и размеров микросфер, их объемных долей в композите, качества
адгезии связки с наполнителем и от некоторых других факторов.
Предельные значения механических свойств микросферопластиков
следующие: прочность при сжатии 6—100 МН/ма, прочность при
изгибе 3—42 МН/м2, модуль упругости при сжатии 150—
3000 МН/м2, ударная вязкость 1—7 кДж/м2.
2.3.3. Фольгированные и металлизированные пластмассы
Фольгированные и металлизированные пластмассы появились
в связи с развитием техники печатного монтажа, являющегося
одним из основных элементов современной электрорадиосхемотех-
ники. Фольгированные пластмассы состоят из листового слоистого
пластика, к которому с одной или обеих сторон приклеена тонкая
медная фольга. В зависимости от основы фольгированные мате-
риалы называются: гетинакс фольгированный (ГФ), текстолит
фольгированный (ТС) и стеклотекстолит фольгированный (СФ).
Наиболее распространен фольгированный стеклотекстолит, кото-
рый выпускается 32 товарных марок.
Многие марки этих материалов обладают специфическими
технологическими и эксплуатационными свойствами: термостой-
кие (СТФ), повышенной нагревостойкости (СФПН), гальвано-
стойкие (ФДГ) и др. Толщина медной фольги обычно 0,035 мм.
Промышленность выпускает фольгированные пластмассы толщи-
ной от 1,0 до 3,0 мм для марок ГФ, СФ, СФПН, ФДГ и от 0,1 до
2,5 мм для марок СТФ. Кроме того, для изготовления многослой-
ных печатных плат выпускается фольгированный стеклотексто-
лит марки ФТС (травящийся) толщиной от 0,08 до 0,5 мм. Основ-
ные свойства фольгированных слоистых пластиков приведены
в табл. 2.17.
„В схемотехнике, малогабаритной радиоэлектронике и в науч-
ной практике используются гибкие ленточные кабели и миниатюр-
ные печатные платы, которые изготавливаются на фольгированных
ли металлизированных пленочных полимерных основаниях. При
Q ДЬгиРовании используют медную фольгу толщиной 0,03 —
•05 мм, которую с нагревом прокатывают вместе с соответствую-
щей полимерной пленкой. При этом медь прочно соединяется
167
Таблица 2
Основные свойства фольгированных слоистых пластиков
Свойство Материал диэлектрика
Гетинакс Текстолит Стек л отек, столит
Плотность без фольги, кг/м’ Прочность при растяжении, МН/м2 Удельное объемное сопротивление, Ом-м Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических по- терь при 10е Гц, 10“2 Водопоглощение, %, не более Допустимая температура пайки, °C Интервал рабочих температур, ’С 1350 115—125 10Ю— Ю11 5—7 1,5—3 2554 -604-4-85 1400 130—150 Ю»_ 1010 6-7 3-5 20Q5 —604-4-70 1750 200-300 1010— ion 5-6 1—2 0,5-1 270 —604-4-100
с полимером и одновременно «пакет» утоньшается до требуемой
толщины.
В качестве основы для пленочных фольгируемых пластмасс
применяют стеклотекстолит, фторопласт, лавсан, полиимид и др.
Соответственно торговые марки этих материалов имеют бук-
венные обозначения: на стеклотекстолитовой основе — Ш и Щ,
на фторопластовой — Ф-ЧМБСФ и Ф-ЗМСФ, на лавсановой —
ЛФ, полиимидной — ПФ, ФДИ-АП и др. Номиналы толщин
выпускаемых промышленностью фольгированных пленочных
пластмасс следующие: стеклотекстолитовых — 0,065 и 0,085 мм,
фторопластовых — 0,15 и 0,2 мм, лавсановых — 0,115 и 0,18 мм,
полиимидных — 0,05 и 0,1 мм. Во всех случаях полимерная
пленка с одной стороны покрыта медью или алюминием толщиной
от 25 до 50 мкм.
В качестве примера приведем некоторые характеристики
широко распространенной фольгированной алюминием полиимид-
ной пленки марки ФДИ-АП-50-2. Толщина полимерной основы
25 мкм, толщина одностороннего слоя алюминия 25 мкм, полная
толщина пленки 50 мкм. Пленка устойчива к действию большин-
ства кислот (кроме соляной, которая растворяет алюминий) й
органических растворителей. Неустойчива к растворам щелочей-
Обладает высокими механическими свойствами (предел прочности
при растяжении достигает 120 МН/м2). Водопоглощение практи-
чески равно нулю. Существенным достоинством полиимидной
фольгированной пленки является ее высокая термическая стой-
кость. Так, при 250°C ее можно эксплуатировать в течение 10 лет<
а при 400 °C — в течение 150 ч. При криогенных температура^
вплоть до температуры жидкого гелия, пленка сохраняет эластич-
ность. Пленка ФДИ-АП-50-2 устойчива к действию УФ-излуч®*
168
Радиационная стойкость пленки наибольшая среди всех
п Идя схемотехнических целей в твердотельной электронике,
исто-вакуумной теплоизоляции в теплофизике, изготовления
с,л° аТивных концентраторов в солнечной энергетике и другого
Членения используют металлизированную полимерную пленку.
’’Р правило, для основы применяют пленочный лавсан толщи-
к й 5_Ю мкм, на который с одной стороны в вакууме напыляют
НпОй алюминия толщиной 1,0—0,5 мкм. Поверхность металлизи-
оованной пленки имеет отличный зеркальный вид, на качество
которого не влияет длительное нахождение на открытом воздухе.
Механические, диэлектрические, теплофизические и другие свой-
ства металлизированных пленочных материалов определяются
свойствами полимера, из которого изготовлена основа.
2.3.4. Газонаполненные пластмассы
Газонаполненными пластмассами называют двухфазные си-
стемы, образованные твердым полимером и заполняющим его
газом. В зависимости от полимерного каркаса газонаполненные
пластмассы подразделяются на жесткие, полужесткие и эластич-
ные. Материалы, содержащие преимущественно замкнутые поры
или ячейки, называются пенопластами, а сообщающиеся поры —
поропластами. Пенопласты образуют группу жестких и полужест-
ких материалов, в то время как поропласты обладают эластичными
свойствами. Как пенопласты, так и поропласты можно получить
практически из любого полимера методом его вспучивания.
Двухфазная структура материала придает ему специфические
свойства, такие как самые низкие среди известных твердых тел
плотность и теплопроводность, а также высокие диэлектрические
характеристики. Химические, биологические и радиационные
свойства пенопластов и поропластов определяются свойствами
образовавших их полимеров. К газонаполненным пластмассам
относятся также композиционные полимерные материалы стекло-
сферопласты и металлосферопласты, описанные в п. 2.3.2. Газо-
наполненные пластмассовые материалы выпускаются как готовые
Wh технического использования, так и в виде полуфабриката,
который превращается в нужный материал на месте использо-
Пенопласты. Из всех газонаполненных пластмасс наиболее
Распространены пенопласты. В зависимости от материала твердой
фазы пенопласты подразделяются на пенополиуретаны, пенополи-
ирол, пенофенопласты, пеновинилхлорид, пеноаминопласты,
сноэпоксиды и пеноорганосилоксаны. Каждый из этих сортов
ее,1°пластов отличается специфическими свойствами, присущими
л ° п°лимерной основе. Эти специфические особенности обуслов-
вают их использование в качестве теплоизоляционного мате-
ала для изготовления непотопляемых деталей и устройств,
169
Таблица 2,jj
Свойства пенопласта марки ПС-1 с различной объемной плотиостыо
Свойство Объемная плотность, г/см1
0.07 0.1 0,15 0.2
Предел прочности на сжатие, МН/м2 Линейная усадка при 60 ®С за 24 ч, % Водопоглощение за 24 ч, кг/м2 Теплопроводность, 10“* Вт/(м-°С) Удельное объемное сопротивление, Ом-м Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических по- терь при 10е Гц 0,3 0,4 0,3 34 101»’ 1.1 0,0012 0,8 0,4 0,3 38 Ю1» 1.14 0,0014 1,5 0,4 0,3 40 10м 1.2 0,023 здГ 0.4 0,3 51 Ю1’ 1.25 0,0026
для создания демпфирующих элементов, уменьшающих вибрацию,
для заливки силовых конструкций с целью увеличить их жест-
кость, для создания «радиопрозрачных» элементов радиоаппара-
туры и многого другого.
Для использования в широкой лабораторной практике наибо-
лее универсален плиточный пенопласт марки ПС-1 на полисти-
рольной основе. Этот материал отличается малой объемной плот-
ностью, высокими диэлектрическими свойствами, обладает высо-
кой влагостойкостью и устойчивостью к грибкам и плесени.
К недостаткам этого сорта пенопласта следует отнести его горю-
честь, растворимость в большинстве органических растворителей
и относительно низкую рабочую температуру, не превышающую
65 °C. Морозоустойчивость пенопласта марки ПС-1 всего —60 °C.
Материал хорошо обрабатывается всеми видами резания, его
можно прочно склеить со многими материалами. Основные сорта
пенопласта марки ПС-1 обладают различной пористостью и соот-
ветственно различными физико-механическими свойствами. Свой-
ства пенопласта марки ПС-1 с различной объемной плотностью
приведены в табл. 2.18.
Пенопласт ПС-1 выпускается в виде плит размером 1000Х
х500 мм, толщиной от 40 до 75 мм и объемной плотностью 0,07;
0,1; 0,15 и 0,2 г/см3. С увеличением объемной плотности значи-
тельно изменяются механические свойства материала и в меньше®
степени остальные свойства. Соответственно этому пенопласт^
в зависимости от объемной плотности (указанной в марке), а зна-
чит, от размера пор подразделяются на твердый, полутвердый'
полумягкий и мягкий, однако это деление чисто терминологи-
ческое.
Газонаполненные пластмассы с более высокой термостойкостью
изготавливают на основе кремнийорганических полимеров (пол*1'
170
Таблица 2.19
Физические свойства распространенных марок поролона
Свойство Марка
ППУ-Э ППУ-ЭТ ППУ-ЭМ-1
— Кажущаяся плотность, кг/м1 Прочность при растяжении, Относительное удлинение, 0/. Эластичность по отскоку, % Относительная остаточная деформация при 50%-м сжа- тии в течение 72 ч при 20 °C Напряжение сжатия при 40%-й деформации, МН/м® Интервал температур экс- плуатации, °C Коэффициент звукопогло- щения: при 250 Гц » 1000 Гц > 4000 Гц 25—60 0,12 150 15 10 Б-10-» —154-+100 0,35 0,80 0,75 30-40 0,1 100 15 15 з- io-3—ю-* —20-Г-+100 0,36 0,85 0,80 30—50 0,13 ‘ 160 30 ' 10 4-10-’—10"» -504-+100
срганосилоксанов) и маркируют как К-9 и К-40. Длительное
время эти пенопласты могут находиться при температуре 250 °C
н в течение нескольких часов — при 350 °C. При этом их основные
свойства не изменяются. Еще более термостойкими являются
пенопласты на основе вспененных фенолоформальдегидных смол,
выпускаемые под марками ФФ, ФК-20, ФК-40, ФС и др. После
предварительного нагрева по специальному температурно-вре-
менному режиму (карбонизации) в течение нескольких часов они
выдерживают нагрев до 1000 °C. Газонаполненные пластмассы
на основе эпоксидных смол — пеноэпоксиды — характеризуются
предельно низкой плотностью, равной 20—30 кг/м3 (0,02—
0.03 г/см3). Кроме того, пеноэпоксиды обладают высокими меха-
ническими свойствами и термостойкостью до 250—300 °C. Пено-
эпоксиды выпускаются под торговыми марками ПЭ-1, ПЭ-2,
11Э-2Т и ПЭ-3. Поставляются в виде плит разных размеров.
Поропласты. Особую группу представляют эластичные газо-
наполненные пластмассы с незамкнутыми сообщающимися по-
рами — поропласты. Наиболее распространенными материалами
этой группы являются эластичные пенополиуретаны (торговое
азвание — поролон). Поролон обладает высокой устойчивостью
воздействию окружающего воздуха и солнечного света, разру-
ается в ацетоне, 30%-й соляной и 10%-й серной кислотах, 15%-м
Детворе едкого натра. На поролон не действуют плесень и грибки,
также его не ест моль. Предельная температура кратковремен-
Го нагрева 200 °C. Охлаждение до криогенных температур
171
изДедщ
ухудшает механические свойства поролона, однако после 0.
грева они восстанавливаются. Поролон применяют в качес^
теплоизоляционного материала и эффективного звукопоглотитеде
а также для изготовления многочисленных хозяйственных я
Промышленность выпускает поролон трех марок: ППУ-Э,
и ППУ-ЭМ-1. Некоторые свойства этих марок поролона приведен^
в табл. 2.19. 4
Вспенивающийся суспензионный полистирол. Такой полц
стирол представляет собой термопластичный полимерный мат^
риал в виде гранул размером от 0,8 до 2,5 мм, предназначение
для получения беспрессовым методом (вспениванием) готовых
изделий любых размеров и конфигурации. Изделия из этого мать
риала можно получить в условиях любой неспециализированное
лаборатории, так как технология его обработки исключительно
проста и состоит из следующих операций: предварительного
вспенивания, заключающегося в помещении исходных гранул
в сетчатую корзинку (дуршлаг) и прогрева в воде, нагретой до
90—95 °C, в течение 5—8 мин. При этом гранулы набухают,
поглощая до 60% воды, и полностью заполняют форму.
2.3.5. Пластмассы со специальными свойствами
Большое число разнообразных полимерных материалов и воз-
можность создания из них многочисленных композиций как друг
с другом, так и с неполимерными материалами, позволили разра-
ботать пластмассы, обладающие уникальными специфическими
свойствами.
Фрикционные пластмассы. Фрикционными называют мате-
риалы, обладающие высоким значением коэффициента трения
при скольжении. Среди полимеров фрикционными являются
материалы, у которых коэффициент трения выше 0,2. Кроме того,
фрикционный материал должен обладать высокими теплопровод-
ностью, теплостойкостью и износоустойчивостью, отсутствием
склонности к заеданию и задирам, химической нейтральностью
ко второй паре трения и др. Обычно этим требованиям удовлет-
воряют композиционные полимерные материалы. Наиболее рас-
пространены асбестофрикционные. В их состав входит от 15 Д°
60% тонковолоконного асбеста — хризотила, основу которого
составляет силикат магния. Асбест обеспечивает теплостойкость
полимера. Для того чтобы повысить коэффициент трения, в ком-
позит вводят порошкообразный наполнитель, чаще всего неорга-
нического происхождения — свинец, свинцовый глет (оксиД
свинца), сурик (оксид железа), каолин, порошок железа, графи’
и др. Массовая доля порошкообразного наполнителя — от ™
до 60%.
В качестве связующего материала используют каучуки, Ф6’
нолоформальдегидные и эпоксидные смолы, а также смеси каГ
чука со смолой.
172
фрикционные пластмассы широко используются для изгото-
иЯ разнообразных деталей в узлах трения: тормозных систе-
вЛ муфтах сцепления и других фрикционных устройствах,
высокие эксплуатационные характеристики фрикционных поли-
пных материалов (стабильность во времени коэффициента тре-
Мйя малая подверженность атмосферному влиянию, высокая
н ’устойчивость и др.) позволяют заменять ими металлические
Иппмозиые материалы. Так, износоустойчивость тормозных коло-
лок из фрикционных пластмасс в два-три раза выше, чем чугун-
ных. Наиболее существенным недостатком фрикционных пласт-
масс является их низкая термостойкость.
Антифрикционные пластмассы. Антифрикционные полимерные
материалы в отличие от металлов такого же назначения обладают
рядом существенных преимуществ: им присущи значительные
упругие деформации, что исключает возникновение задиров
в паре трения; достаточно низкий коэффициент трения, что позво-
ляет использовать их без смазки; в них легко вводятся различные
твердые либо жидкие добавки, которые в широких пределах
могут изменять коэффициент трения и механические свойства
материала; они значительно более устойчивы к абразивному воз-
действию и могут работать в среде химически активных веществ.
Однако полимерным антифрикционным материалам присущ и ряд
недостатков, которые надо учитывать при их практическом исполь-
зовании. К этим недостаткам следует отнести: высокий коэффи-
циент термического расширения (в десятки раз больший, чем
у металлов), что может увеличить зазор в паре трения металл —
полимер и соответственно вызвать возникновение люфта; низкую
теплопроводность полимерного материала, которая вызывает
перегрев пары трения; недостаточные по сравнению с металлом
твердость и прочность; низкую эффективность дополнительной
смазки. Кроме того, будучи хорошим диэлектриком, полимерный
материал в процессе трения электризуется, что сопровождается
появлением искровых микроразрядов, которые значительно уве-
личивают коэффициент трения и недопустимы при работе во взры-
воопасной обстановке.
Антифрикционные свойства полимерных материалов можно
значительно улучшить, если ввести в их состав дисульфид молиб-
Лена или чешуйчатый графит, которые обладают исключительно
Малым коэффициентом трения.
Перечисленные достоинства и недостатки антифрикционных
полимерных материалов говорят о том, что их можно эффективно
сп°льзовать в узлах трения с невысокими скоростями скольже-
нпя и нагрузками. Наилучшим антифрикционным материалом
я условий сухого трения является фторопласт-4 как с наполни-
Лем (бронзовым порошком, стекловолокном, асбестом, графитом,
исульфидом молибдена и др.), так и без наполнителя. Хорошими
, ТиФрикционными свойствами обладают текстолиты на феноло-
^°РМальдегидной связке с иаполиителем, содержащим до 10%
173
графита. Такие текстолиты на хлопчатобумажной ткани ыСг.
работать при температуре до 120 °C, а на асбестовой ткани
до 175 °C. Текстолитовые подшипники лучше всего работают ц?
водяной смазке, что обеспечивает очень низкий коэффиц^
трения. ’,!i
В качестве антифрикционного и одновременно уплотняющег_
материала используют мягкие сорта резины, которые со смазки
водой обладают невысоким коэффициентом трения. Резиновц'
подшипники можно использовать при температурах до 110 “с
Существенный недостаток резиновых подшипников заключается
в том, что они не могут работать в паре со сталью углеродист^
марок из-за возникающей в месте контакта коррозии.
При наличии абразивного воздействия в качестве полимеру
антифрикционной пары можно использовать капрон как без напад.
нителя, так и с наполнителем в виде графита, дисульфида молиб-
дена и др. В качестве смазки при использовании ненаполненного
капрона применяют воду или масло. Капрон можно получить
в виде мелкопористой структуры, содержащей до 50% масла.
Такие маслонаполненные капроны можно использовать при боль-
ших нагрузках и высоких скоростях скольжения. При эток
коэффициент трения оказывается весьма низким.
Не столь давно, когда еще не существовали полимерные мате-
риалы, в качестве антифрикционного материала в парах трения
с успехом использовали натуральную древесину, предварительно
пропитанную смазочным маслом. Деревянные подшипники при
невысоких нагрузках обладают исключительно большим срокон
службы, исчисляющимся годами. В настоящее время в качестве
материала для подшипников используют древесные пластикв
с графитовым и масленным наполнением.
И наконец, следует упомянуть о созданном в последнее врем»
антифрикционном полимерном материале Аман (антифрикцион-
ный материал Академии наук), представляющем собой высоко-
наполненную композицию на основе полимерных связующих
Этот материал обладает исключительно низким коэффициентов
трения (0,008—0,13), высокими механическими свойствами, широ-
ким диапазоном температур эксплуатации (от —150 до 300 °Q
низкой упругостью пара при высокой температуре, что позволяй
использовать его в вакуумной аппаратуре, а также высокой радиа’
ционной стойкостью. Аман хорошо поддается всем видам механИ'
ческой обработки. Методом склейки им можно армировать металл^
и другие материалы (стекло, керамику и др.).
Электропроводящие пластмассы. Как известно, практически
все пластмассы конструкционного назначения являются хорошим»
диэлектриками. Для придания им электропроводности в исходим»
полимер вводят мелкодисперсные электропроводящие мате_
риалы: сажу или металлический порошок. Такие пластмасс*
представляют собой двухфазные композиционные структуры
соответственно называются графитопластами и металлопластам»'
174
каЧестве связующей основы чаще всего используют эпоксидную
° и фенолоформальдегидную смолу, а также полиамиды. В гра-
^топластах наполнителями служат так называемая ацетиленовая
ха или коллоидный графит (акводаг), вводимые в смолу в коли-
С«:тве 75—85%. Графитопласты обладают высокой электро про-
чностью, теплопроводностью, а также хорошими механическими
В антифрикционными свойствами. Химическая и радиационная
Стойкость графитопластов определяется свойствами используемой
смолы-связки. Электропроводность графитопласта можно изме-
нять в широких пределах количеством вводимого наполнителя.
Так, на рис. 2.39 приведена зависимость удельного объемного
сопротивления электропроводящей композиции на основе эпок-
сидной смолы в зависимости от количества введенной в нее сажи.
Рис. 2.39. Зависимость удель-
ного объемного сопротивле-
ния р электропроводящего
эпоксидного компаунда от со-
держания ацетиленовой
сажи Р
Рис. 2.40. Зависимость удель-
ного объемного сопротивления
электропроводящего эпоксид-
ного компаунда от содержания
никелевого порошкообразного
наполнителя
Низкоомные графитопласты с удельным объемным сопротивле-
нием от 0,12 до 0,6 Ом называются антегмитами и выпускаются
промышленностью под торговыми марками ATM-1, АТМ-10 и
АТМ-1Г. Свойства промышленных антегмитов приведены
втабл. 2.20. В качестве связки в антегмитах могут использоваться
как термореактивные полимерные смолы, так и термопластичные
полимерные материалы. Так, антегмиты марок АТМ-1, АТМ-1Г
изготовлены на фенолоформальдегидной основе. Антегмиты на
теРмопластичных смолах имеют другие торговые марки.
В электропроводящих электропластах в качестве наполни-
?еля используют мелкодисперсные порошки серебра, меди, никеля,
елеза и др. В качестве полимерной связки применяют эпоксидную
ли фенолоформальдегидную термореактивные смолы. Количество
^илла-наполнителя зависит от значения требуемого электро-
сопротивления и обычно составляет 50—75 объемных долей в со-
аве смолы. На рис. 2.40 приведена зависимость значения объем-
э го электрического сопротивления металлопласта на основе
°ксидной смолы от введенного в нее медного порошка.
175
Таблица
2-Jr,
Свойства основных марок антегмитов
Свойство Марка антегмита
АТМ-1 ATM-10 ATM-lp
Плотность, кг/м* Прочность, МН/м2: 1800 1740 1740
при растяжении 18—22 9—12 6—8
> сжатии 100—120 55 45
в статическом изгибе 45-50 26 20
Ударная вязкость, кДж/м2 Теплостойкость, °C: 2,7—3,5 1,7 1,6
на воздухе 170 400 600
в интертной среде 170 2000 2000
Теплопроводность, Вт/(м-°С) 49—57 135 До 195
Коэффициент термического расши- рения X 10е, °C-1 8,5 2,5 2,2
Удельное объемное сопротивление, Ом- м 0,6 0,16 0,12
Электропроводящие графито- и металлопласты на основе эпок-1
сидных смол холодного отверждения широко используют для ।
склеивания металлических деталей, являющихся элементами
одной электрической цепи. В отличие от электропроводящих
металлических паст — контактолов — электропроводящие поли-
мерные клеи обладают значительно лучшей адгезией к склеивае-
мым материалам и более высокими механическими свойствами.
Особую группу электропроводящих полимерных материалов
составляют синтетические каучуки с графитовым наполнением,
подвергшиеся вулканизации. Такие материалы называются элек-
тропроводящими резинами и чаще всего используются в качестве
низкотемпературных (до 100—150 °C) нагревателей. Как указы-
валось выше, количеством вводимого в полимерную основу элек-
тропроводящего наполнителя можно в широких пределах изме-
нять удельное электрическое сопротивление материала от Ю'1
до 1013 Ом-м, что определяет области его использования. Так,
материалы с удельным объемным сопротивлением от 10"* Д°
102 Ом-м применяют в технике печатного электрического мон-
тажа для изготовления проводящих элементов схемы. Материалы
с сопротивлением от 102 до 106 Ом-м используют для изготовления
различных гибких электродов, в частности — для медицины,
гибких электрических экранов, точных копий изделий для после-
дующего изготовления оригиналов гальваническим путем и разно'
образных нагревательных элементов, создающих равномерно*
температурное поле. И наконец, материалы с объемным сопр0’
тивлением от 10® до 108 Ом-м используют для изготовления ра3'
нообразных изделий, в которых ие должно накапливаться статИ'
176
11'1
Таблица 2.21
Система оценки химической стойкости
полимерных материалов
Оценка стойкости Изменение, %, не более
(условное обозначение) массы проч- ности
Вполне стойкие (В) Стойкие (С) Относительно стой- кие (О) Нестойкие (Н) ±2 ±10 ±15 Разруш ±5 ±10—15 ±15—20 аются
сКОе электричество. Тех-
ническое название этих ма-
териалов — антистатики.
т F Химически стойкие пла-
тМассы. Химическая стой-
кость конструкционных .
пластмасс определяется
как их полимерной осно-
вой, так и материалом на-
полнителя и пластифика-
тора, входящих в состав
пластмассы. Практически
все пластмассы обладают
избирательной устойчиво-
стью по отношению к внеш-
нему химическому воздей-
ствию, за исключением фторопласта, который обладает высо-
кой устойчивостью ко всем известным химическим веществам.
Поэтому при выборе пластмассы для изготовления узлов или дета-
лей лабораторной аппаратуры либо приборов необходимо учи-
тывать, в контакте с какой средой будет находиться полимерный
материал. Кроме того, необходимо учитывать и температурный
режим работы, так как степень химического взаимодействия поли-
мера с окружающей средой резко возрастает с повышением тем-
пературы. При выборе пластмассы по критерию ее химической
стойкости надо иметь в виду, что, кроме фторопласта, все извест-
ные полимерные материалы в разной степени все же подвержены
воздействию окружающей среды, которое зависит от времени
этого воздействия. Поэтому для оценки химической стойкости
полимерных материалов пользуются различными системами.
Наиболее удобна четырехбалльная система оценки, приведенная
в табл. 2.21.
В композиционных пластмассах на химическую стойкость
существенно влияет материал наполнителя. Такие наполнители,
как кварц и некоторые сорта асбеста, увеличивают стойкость
к действию кислот. Графитовый наполнитель повышает стойкость
к щелочам. Устойчивость ко многим агрессивным химическим
средам придает пластмассам стеклянный наполнитель.
Химическое воздействие внешней среды вызывает изменение
механических свойств пластмассы. Некоторые химические среды
ВЫзывают набухание материала и соответственно значительное
изменение всех его свойств. Если в качестве критерия химической
т°йкости пластмассы взять изменение прочности при растяжении,
0 химическая стойкость конструкционных пластмасс будет соот-
^ствовать оценкам, данным в табл. 2.22.
Химическая стойкость некоторых термореактивных полимер-
1х смол и соответственно композиционных конструкционных
ТеРиалов на их основе приведена в табл. 2.23.
12 р .
А. Коленко
ITT
Таблица i
Оценка химической стойкости некоторых пластмасс
Химическая среда (концентрация) Поли- этилен Поли- стирол g U 0.0 О ч Фторо- пласт Капрон Днфлон Поли- / про ПИ- / лен ]
Кислоты: азотная (90%) серная (95%) соляная (37%) плавиковая (60%) фосфорная (95%) муравьиная (100%) уксусная (80%) винная (до 60%) Щелочи Органические раствори- тели Другие среды; бензин ацетон спирт этиловый фреоны н с/н с/с н с/о с/с с/с с/с с/с с/с с/о о/н о/н с/о н с/н с/с н с/о с/с н/н с/с с/с н/н о/н о/н с/о н н н/н с/с н С/О н/н н/н с с/с н/н с/н н/н о/н н с с/с с/с с/с с/с с/с с/с с/с с/с с/с с/с с/с с/с с/с н н н н н н н с/с с/с н/н с/с о/н с/с с/о н с н н с/с н н с с/с н/н с/о н/н с/с н/н н с/с С/С С/н с/с с/с с/с с/с с/с о/о н/н о/н с/н
Примечание. Б числителе при 20—26 °C. в знаменателе — при указана химическая стойкость 55-60 °C пластмассы
Теплостойкие пластмассы. При изготовлении из пластмассы
конструктивных элементов, подверженных силовому воздействию
при повышенных температурах, весьма существенным является
минимальное изменение механических свойств материала. Это
условие может быть удовлетворено при использовании компози-
ционного полимерного материала на основе термостойкой смолы
и механически прочного армирующего наполнителя. Наиболее
теплостойкими полимерными смолами являются фенолоформаль-
дегидные и кремнийорганические. В качестве термостойких и
механически прочных наполнителей используют углеродные
волокна или ткани, асбестовые, кремнеземные и кварцевые нити
и волокна, а также нитевидные кристаллы из оксидов, нитридов
и карбидов некоторых металлов.
Наиболее теплостойки пластмассы, армированные углеродный
волокном. При этом углеродонаполненные пластмассы подра3'
деляются на огнестойкие (200—300 °C), карбонизированные (выйе
800 °C), и графитированные (выше 2500 °C). Эти материалы соче-
тают высокие механические свойства с устойчивостью к термиче-
ской деструкции (разложению) и способностью переносить тем-
пературные удары. Указанные температуры, которые могу1
выдержать углеродонаполненные пластмассы, относятся к случа10
их нагрева в вакууме или среде инертного газа. При нагреве в*
воздухе или в кислородосодержащей газовой среде предельна’
178
Таблица 2.23
Оценка химической стойкости
некоторых заполимеризованных термореактивных смол
Химическая среда (концентрация) Термореактнвная смола
феноло- формаль- дегидная кремннй- органн- ческая поли- эфирная эпок- сидная
Кислоты: азотная (90%) н н н н
серная (95%) н н н н
соляная (37%) с/с с/о с/н н
плавиковая (60%) с/с — н/н о
фосфорная (95%) о/н — с/с с/о
муравьиная (95%) с/с — с/н с/с
уксусная (80%) с/с н с/с с/с
винная (до 60%) с/с — с/с с/с
Щелочи н н О с/о
Органические растворители с о с с/с
Другие среды: бензии с/с н о
ацетон н н о
спирт этиловый с/с О с/с с/с
фреоны с/с —— с/с
четыреххлористый углерод с/с н С/О с/о
этиловый эфир с/с —— н с/о
глицерин с/с — О/Н н
Примечание. В числителе указана химическая стойкость смолы при
20—25 °C. в знаменателе — при 55—60 °C.
температура длительной эксплуатации материала не должна
превышать 500 °C. Поскольку теплостойкие пластмассы пред-
ставляют собой композиции двух совершенно разнородных мате-
риалов — полимерной смолы и неорганического армирующего
материала, характер температурных зависимостей механических,
теплофизических и других свойств пластмассы довольно сложен.
Эти особенности изменения свойств необходимо иметь в виду при
использовании материала в реальных конструкциях.
Промышленность выпускает теплостойкие пластмассы с раз-
личными свойствами в виде пресс-порошков для изготовления
изделий горячим прессованием, а также в виде конструкционных
материалов разнообразного профиля. Некоторые свойства товар-
ных теплостойких пластмасс приведены в табл. 2.24.
„Радиационно стойкие пластмассы. Под действием гамма-
еитронного, рентгеновского, ультрафиолетового и других видов
ысокоэнергетических излучений в полимерных материалах про-
водят химические, структурные и физические изменения, суще-
Венно влияющие на свойства материала. В результате поглоще-
я либо торможения излучения в полимере нарушается струк-
уРэ или разрывается макромолекула, это явление называют
,2‘ 179
Таблица j
Некоторые свойства товарных теплостойких пластмасс
Марка пластмассы
Свойство Е и гс ©
Ч сч «о С4
*о МО 1Л МО 1О 1О Ё
Ё Ё Ё Ё Ё Ё О,
Предел прочности, МН/м2:
при растяжении : 45 35 155 25 35 280 41
» изгибе 143 171 183 82 87 181 112
» сжатии 133 126 ПО 154 185 116 105
Теплопроводность, Вт/(м°С) 0,4 0,6 0,4 0,7 0,5 0,5 0,6
Коэффициент термине- 5,4 4,0 5,4 13,0 18,9 15,0 6,3
ского расширениях 10е, °C-1 Прочность на растяже- ние при 400 °C 18 21 111 8 26 105 26
Температура, °C:
длительной эксплуа- тации иа воздухе 400 500 600 500 400 400 350
кратковременного иагрева в вакууме или нейтральной сре- де 700 700 850 800 650 2200 800
Тангенс угла диэлектри- ческих потерь при 10е Гц 0,01 0,01 — — — — 0,013
Диэлектрическая про- ницаемость при 10* Гц 4,1 4,2 — — — — 3,88 6,4
Электрическая проч- ность, кВ/мм 10 11 10 — — —
радиационной деструкцией. Проникающее излучение может
вызвать и обратный эффект — радиационное сшивание, заключаю-
щееся в образовании поперечных химических связей между макро-
молекулами. Эти связи обусловливают образование в полимере
пространственной сетчатой структуры, что существенным образом
улучшает некоторые свойства материала. Под влиянием радиации
в полимерном материале термореактивного типа может значи-
тельно ускориться полимеризация. Этот процесс получил название
радиационной полимеризации. Радиационное сшивание и радиа-
ционная полимеризация широко используются в полимерной
химии для улучшения свойств промышленных полимерных мате-
риалов. Однако радиационное воздействие проникающего излуч®
ния вызывает и ряд физических эффектов, изменяющих свойства
полимера. Излучение приводит к появлению в кристаллической
структуре полимера аморфной фазы и нарушений кристаллик®’
ской решетки, существенно влияющих на механические свойств3
материала. Однако в отдельных случаях облучение полиМ®Ра
180
— несущественные изменения;
водящее к изменению свойств конструкцион-
ных пластмасс:
ожет улучшить его механические свойства, что используется
м практике. Прочность при растяжении при дозах до 5-109 рад
вменяется незначительно. Полное разрушение полимера как
конструкционного матери-
ала наступает для различ-
ных материалов при раз-
ных дозах (рис. 2.41).
Облучение вызывает и
изменение электрических
свойств полимерных мате-
риалов. Так, удельное
объемное сопротивление у
одних полимеров может
увеличиваться, а у дру-
гих — уменьшаться. Ди-
электрические потери, на-
пример у полиэтилена вы-
сокой плотности, в поверх-
ностном слое толщиной
0,5 мм после облучения в
течение 100 ч дозой 10® рад
увеличились в 10 раз. Теп-
лопроводность и теплоем-
кость облученных полиме-
ров уменьшаются. Так, у
полиэтилена высокой плот-
ности при облучении дозой
до 3-108 рад теплопровод-
ность понизилась до 80%
от первоначального значе-
ния. Под влиянием облу-
чения изменяются оптиче-
ская прозрачность и цвет
полимерного материала,
скорость диффузии газов
в полимерах сильно умень-
шается.
2.4. СИЛИКАТНЫЕ
МАТЕРИАЛЫ
ухудшение до 25%: — сильное ухудше-
ние, вплоть до разрушения;
1 — полиэтилен; 2 — полипропилен; 3 — поли-
стирол; 4 — АБС-пластик; 5 — поливинилхло-
рид (винипласт); 6 — полиметилметакрилат (орг-
стекло); 7 — полиуретаны; 8 — полиамиды (кап-
рон); 9 — поликарбонаты (дифлон); 10 — поли-
тетрафторэтилен (фторопласт); И — фенолофор-
мальдегидный стеклопластик (стеклотекстолит);
12 — полиэтилентерефталат (лавсан); 13 — от-
вержденная фенолоформальдегидная смола; 14 —
полиэфирный стеклопластик; 15 — фенолоформаль-
дегидный асбоцемент; 16 — феиолоформальдегид-
ный текстолит; 17 — отвержденная эпоксидная
смола; 18 — эпоксидный стеклопластик; 19 —
отвержденная полиэфирная смола; 20 — поли-
эфирный стеклопластик; 21 — каучук натураль-
ный; 22 — каучук бутадиен-стирольный; 23 —
каучуки бутадиеи-нитрильный и хлоропреновый
Силикатные материалы
(силикаты) — соли крем-
ниевых кислот — обра-
зуют обширный класс конструкционных материалов как при-
родного происхождения (слюда, асбест), так и сотни синтети-
ческих материалов на силикатной основе (стекло, некоторые
ВиДы керамики, ситалл и др.). В последнее время понятие «сили-
181
катный материал» теряет свое четкое определение, так как бодь,
шинство синтетических неорганических материалов, имеющИ][
в своем составе силикаты, представляют собой многокомпонецт.
ные системы, содержащие много других компонентов.
2.4.1. Стекло
С физической точки зрения стекло представляет собой переох-
лажденную жидкость, при затвердевании которой в процессе
охлаждения не произошла кристаллизация, так как этому пре.
пятствовал быстрый рост вязкости расплава с понижением темпе-
ратуры. Таким образом, при затвердевании стекла образуется
аморфная масса, в которой молекулы «не успели» сгруппироваться
в кристаллическую решетку, а остались в тех местах, которые они
занимали в расплаве.
По химической природе, обусловленной составом, стекла клас-
сифицируют на силикатные, алюмосиликатные, боросиликатные,
бороалюмосиликатные, борофтороалюмосиликатные, алюмофос-
фатные, алюмосиликофосфатные, силикотитановые, силикоцир-
кониевые, силикоредкоземельные и др.
Существует дополнительная градация по значениям коэффи-
циента термического расширения, что определяет возможность
вакуумно-плотного и термически прочного соединения стекла
с соответствующим металлом. По этому признаку стекла подраз-
деляются на следующие группы: кварцевые, вольфрамовые,
молибденовые, платинитовые, титановые, железные и переходные.
Стекла классифицируются также в зависимости от эксплуата-
ционных особенностей. Здесь различают следующие группы сте-
кол: химически, термически и радиационно стойкие, оптические,
электропроводящие (в том числе и полупроводниковые), лазерные,
механически прочные, световодные и др.
И наконец, в зависимости от химической природы входящих
в состав стекла оксидов существует еще общее разделение стекол
на три обширных класса: бесщелочные, низкощелочные и высоко-
щелочные. В бесщелочных стеклах полностью отсутствуют оксиды
натрия и калия. К этим стеклам относятся плавленый кварц и
некоторые композиции на его основе. Бесщелочные стекла обла-
дают высокими электрическими свойствами, однако они трудно
подвергаются огневой обработке из-за высокой температуры раз-
мягчения. Низкощелочные стекла представляют собой наиболее
распространенную группу стекол, обладающих достаточно высо-
кими физическими свойствами и средними температурами огне-
вой обработки. Эти стекла также подразделяются на натриевые
и калиевые. Щелочные стекла с высоким содержанием тяжелы*
оксидов свинца и бария обладают относительно низкой температу-
рой обработки и высокими электрическими свойствами при нор-
мальной температуре. Однако при огневой обработке этих стеке*
наблюдается частичное восстановление оксидов тяжелых металлов)
182
Таблица 2.25
Некоторые свойства стекол, применяемых в лабораторной практике
Марк* стекла Коэффициент тер- мического расшире- ния ХЮ’, °с-* хемпература нача- ла обработки. °C Температурная зо- на отжига, °C а id S О э SS Теплопроводность, Вт/(м-°С) Тангенс угла ди- электрических по- терь (при 10—• Гц) Диэлектрическая проницаемость (при 10“® Гц) Гидролитический класс
но»*я старая
С5-1 С37-1 С38-1 С39-1 С47-1 С48-1 С49-1 С50-1 С54-1 С82-2 С87-1 С89-1 С89-2 С90-1 С120-1 Квар- цевое № 40 ЗС-9 № 17 № 46 ЗС-8 ЗС-5 Ns 35 № 36 ЗС-4 Ns 2 Ns 23 БД-1 5,0 37,5 38,0 39,5 47,0 48,0 49,0 50,0 54,0 82,0 87,0 89,0 89,0 90,0 120,0 1250 800 575 630 590 555 580 620 575 600 500 560 580 550 445 750—580 480—390 540—410 555—420 500—360 540—410 575—430 555—440 545—425 450—360 520—410 530—410 505—400 405—285 600 185 240 230 200 200 180 150 170 130 100 105 115 НО 90 0,138 9,2 10,3 8,8 8,2 10-* 45 18 20 55 32 85 10 63 62 20 80 46 45 4,4 4,2 4,8 5,3 6,5 6,5 1 1 5 5 1 5 5 2 5 3 3 5 2 4 4
что резко ухудшает электрические и оптические свойства стекла.
В табл. 2.25 приведены основные свойства стекол перечисленных
трех классов.
Из выпускаемых промышленностью более чем двухсот марок
стекол большинство предназначено для технических либо узко-
научных целей. В лабораторной практике стекло необходимо
как конструкционный материал для изготовления узлов и деталей
аппаратуры и экспериментальных приборов, а также эксперимен-
тальных химических, физических, вакуумных и других установок.
Чтобы оптимально решить каждую из перечисленных задач, надо
использовать стекло с соответствующими свойствами.
Механические свойства стекол различных марок незначительно
отличаются друг от друга. Так, предел прочности при растяжении
Для большинства стекол 80—90 МН/м2, а предел прочности при
сжатии 1000—1100 МН/м2. Механические свойства стекла могут
оыть значительно (до 10 раз) улучшены за счет термической
и химической обработки поверхности стеклянного изделия. Терми-
Ческий метод упрочнения (закалка) позволяет увеличить ударную
пР°чность стекла в три—пять раз. Так, если лист отожженного
^Текла разрушается от удара стального шара массой 0,8 кг при
г° падении с высоты 0,4 м, то такой же лист закаленного стекла
Одерживает удар того же шара, падающего с высоты 2 м. Зака-
183
ленное стекло (торговая марка — сталинит) широко испо».
зуют в различных областях техники.
Химический метод упрочнения сводится к улучшению качеств
поверхности стеклянного изделия за счет химического удаления
(стравливания) поверхностного слоя на глубину 50—100 мкм
Обычно для этой цели используют плавиковую (фтористоводоро/
ную) кислоту или ее смеси с азотной, фосфорной или серной кисл0'
тами. В результате химического «облагораживания» поверхности
стекло существенно упрочняется. Так, при падении стального
шара массой в 1,5 кг с высоты 0,15 м образец необработанного
Рис. 2.42. Зависимость предела проч-
ности при изгибе и термостойкости
стекла С49-2 в виде штабика диамет-
ром 3,5 мм от времени обработки в рас-
творе сериой и плавиковой кислот
стекла толщиной 3 мм разру.
шалея. После химической обра-
ботки такой же образец стекла
выдерживал падение шара с вы-
соты 3 м. Следует отметить, что
термическому упрочнению хо-
рошо подвергаются стеклянные
изделия толщиной не меньше
3—4 мм и с высоким коэффици-
ентом термического расширения
(от 50-10-’ °C-1 и выше). В каче-
стве иллюстрации эффективно-
сти химического упрочнения
стекла на рис. 2.42 приведена
зависимость предела прочности
при изгибе и термостойкости
стекла С49-2 в виде штабика (полочки) диаметром 3,5 мм от вре-
мени обработки в растворе плавиковой и серной кислот.
Стекло представляет собой уникальный конструкционный мате-
риал, в котором сочетаются: высокие диэлектрические свойства
в широком диапазоне частот и температур; относительно низкая
температура размягчения, что позволяет производить разнооб-
разные изделия методом пластической деформации; оптическая
прозрачность и регулируемый показатель преломления, которые
делают стекло основным материалом в оптическом приборострое-
нии; возможность получить заданный коэффициент термического
расширения, позволяющая осуществлять термически прочные
спаи стекла с металлами; высокая химическая стойкость и многие
другие свойства.
Основные электрические свойства стекла включают объемное
сопротивление, удельное значение которого лежит в пределах
10е—101Б Ом-м, диэлектрическую постоянную, изменяющуюся
от 3,5 до 16, электрическую прочность, достигающую 600 кВ/мМ,
которая существенно зависит от толщины стекла (рис. 2.43)-
Термические свойства стекла являются определяющими при его
оптимальном использовании в качестве конструкционного мате-
риала. По сравнению с теплопроводностью большинства неорга-
нических твердых материалов теплопроводность стекла достаточно
184
Е,
квАгм
250
200
150
100 -
50 .
О
60 100 h.MKM
Рис. 2.43. Зависимость электриче-
ской прочности стеклянной пленки
от ее толщины
аЯ (6,72—13,44 Вт/(м-°С)1. Наибольшей теплопроводностью
Задают кварцевые и боросиликатные стекла марок С5-1—С54-1.
г иНЦ°ВЬ1е стекла имеют самую низкую теплопроводность. При
рушении температуры теплопроводность стекла увеличивается
' 2.44). В зависимости от со-
“ аВа стекла коэффициент его тер-
СиЧеского расширения изменяется
В широких пределах (от 5,5-10"7
, кварцевого стекла марки С5-1
д0 120- Ю"’ у стекла марки С120-1).
Температурная зависимость тер-
мического расширения стекла име-
ет три фазы (рис. 2.45). На участ-
ке ОА расширение увеличивается
постоянно с ростом температуры,
на участке А Б оно возрастает бо-
лее резко. Точка А, соответствую-
щая температуре /тр, называется
температурой трансформации стекла. Значение
трансформации важно знать 1
прочных спаев стекла с другими
температуры
при. изготовлении термических
[ материалами. Особенность по-
Рис. 2.44. Зависимость теплопро-
водности стекол разных групп от
температуры:
Квирцеаое стекло; 2 — боросиликат-
06 стекло; 3 — свинцовое стекло
Рис. 2.45. Температурная зависи-
мость термического расширения
стекла:
А — начало трансформации; Б — на-
чало размягчения; fTp — температура
трансформации
веД5ния стекла на участке А Б заключается в том, что выше
^емпературы трансформации стекло размягчается. На участке
осле точки Б стекло становится жидкотекучим и его тепловое
Расщцрение резко уменьшается.
и качение коэффициента термического расширения определяет
важный эксплУатаЦИ0ННый параметр стекла, как его
кОс бойкость. На рис. 2.46 приведена зависимость термостой-
ЧенТи отекла при резком охлаждении («тепловом ударе») от зна-
титьЯ коэФФиЦиента термического расширения. Интересно отме-
• что стекло лучше выдерживает резкое нагревание, чем рез-
185
кости стекла от значении коэффи-
циента термического расширения
кое охлаждение. Объясняется это тем, что при резком нагрева(.
из-за недостаточной теплопроводности в поверхностном
стекла возникают напряжения сжатия, а в случае охлаждения1*
напряжения растяжения. Прочность же на сжатие у стекла Э1?
чительно выше прочности на растяжение. Термостойкость стек»
в значительной степени зависит и от конструктивных фактор?
стеклянного изделия, в частности от размеров, толщины стенкц
формы и др. Специальные термопрочные марки стекол, напрцме'
пироксил, мазда, № 31 и 13-в, имеют термостойкость 100°с
при толщине образца 13 мм. Особо высокими термическими свой,
ствами обладают искусственно закристаллизованные стекла — cg.
таллы.
Стекло обладает высокой химической устойчивостью к де{.
ствию воды и различных химических веществ. По устойчивости
к воде стекла делятся на пять гид.
ролитических классов. К 1-му
классу относят стекла, наиболее
устойчивые к действию воды, к 5-му
классу — наименее устойчивые.
В зависимости от характера
взаимодействия со стеклом хими-
ческие реагенты подразделяются
на вступающие в реакцию с сили-
катами, содержащимися в стекле,
и на взаимодействующие с диок-
сидом кремния, образующим «кар-
кас» стекла. К первой группе
веществ относятся растворы кислот, нейтральных и кислых соле!
и вода. Влияние этих веществ проявляется в образовании на по-
верхности стекла тонкого слоя прореагировавшего материала,
.который защищает глубинные слои стекла от дальнейшего разру-
шения. Происходит своеобразная «пассивация» поверхности
стекла. Реагенты второй группы образуют растворы или расплавь
гидрооксидов натрия и калия, карбонаты (сода, поташ), соли
фосфорной кислоты (фосфаты). Наиболее активно растворяй
стекло фтористоводородная (плавиковая) кислота. В отличие О’
реагентов первой группы реагенты второй группы могут пол-
ностью растворить стекло. По разрушающему действию на стекло
химические вещества можно расположить в следующей послеМ
вательности: фтористоводородная кислота, фосфорная кислой
и растворы ее солей, растворы щелочей, растворы карбонатов
остальные кислоты и вода.
Взаимодействие стекла с активными химическими вещества***
значительно усиливается с повышением температуры. В пр^
лах до 100 °C повышение температуры на каждые 10 °C увелич*1'
вает активность реагента в 1,5—2 раза. Как правило, закален^
стекло или стекло с внутренними напряжениями оказывав
менее химически стойким, чем отожженное.
186
Спениальные сорта стекол обладают рядом ценных специфи-
их особенностей. Так, стекла, содержащие ионы переходных
ЧеСепоземельных металлов, урана и других, используются в ка-
и ве активного тела в оптических квантовых генераторах, обла-
фотохромным эффектом, светочувствительностью, эффек-
но поглощают нейтроны, отличаются высокой прозрачностью
Tliq рентгеновского излучения, обладают высокой жаропроч-
ьЮ (до 820 °C для стекла «Пирекс»). Стекла, содержащие ионы
блочных и щелочно-земельных металлов, обладают высокой
авиационной устойчивостью, не растворяются в плавиковой
Рцслоте, прозрачны в УФ-области спектра и имеют предельно
влзкий’для стекол показатель преломления (1,3—1,4). Особый
класс представляют стекла, имеющие в своем составе ионы серы,
селена или теллура. Эти стекла, получившие название халькоге-
нидных, обладают полупроводниковыми свойствами и иногда
именуются стеклообразными полупроводниками. Этим стеклам
также присущи высокая фоточувствительность и хорошее про-
пускание в ПК-области (от 1 до 20 мкм).
По физическим особенностям стекло можно уподобить твер-
дому электролиту. В связи с этим стекло, находящееся в электри-
ческом поле, ведет себя как электролит с ионной проводимостью.
В результате электролиза существенно изменяются электрические
свойства стекла, следствием чего является электрический пробой.
Электролиз стекла возрастает при повышении температуры. Сте-
кол, совершенно не подверженных электролизу, пока не суще-
ствует. Поэтому, когда стекло работает в электрическом поле при
повышенной температуре, это явление необходимо учитывать.
Если напряженность поля, приложенного к стеклу, уменьшить
нельзя, вместо стекла следует использовать керамику.
Стекло многих товарных марок выпускается промышленностью
в виде листа толщиной от 2,5 до 15 мм, пленки толщиной от
5 мкм, трубки с наружным диаметром от 2 до 45 мм и
толщиной стенки 0,6 — 2,5 мм, штабика диаметром от 1,5 до
мм и цилиндров диаметром от 28 до 250 мм и толщиной
стенки от 1,3 до 5,0 мм. Кроме того, специальные марки стекол
изготавливают по частным техническим условиям, предусматри-
вающим другой сортамент.
2.4.2. Кварцевое стекло
В отличие от кристаллического кварца кварцевое стекло яв-
•яется практически чистым (99,9%) переплавленным диоксидом
РеМния, находящимся в стеклообразном состоянии. Это стекло
Всладает совокупностью ценнейших свойств, недостижимых для
ех Других конструкционных материалов. Кварцевое стекло
р еет наименьший из всех твердых тел коэффициент термического •
Паз^нрення. который незначительно изменяется в широком диа-
°Не температур (рис. 2.47). Низкий коэффициент термического
187
расширения обусловливает чрезвычайно высокую термостойка
материала, достигающую 1200 °C для образца толщиной з?11
Диэлектрические свойства кварцевого стекла, особенно в1"1'
ласти высоких частот, значительно лучше, чем у остальных
стекол. Замечательно практическое постоянство тангенса
У * JI3
Рис. 2.47. Температурная зависи-
мость коэффициента термического
расширения кварцевого стекла
Рис. 2.48. Температурная зависи-
мость тангенса угла диэлектриче-
ских потерь и диэлектрической
постоянной (при 1010 Гц) для квар-
цевого стекла
диэлектрических потерь и диэлектрической проницаемости в ши-
роком диапазоне температур (рис. 2.48).
Удельное объемное сопротивление этого сорта стекла остается
достаточно высоким вплоть до 1000 °C (рис. 2.49), что позволяй
использовать его для изготовления
высокотемпературных электрических
изоляторов.
Теплопроводность кварцевого сте-
кла более высокая, чем у остальных
марок стекол, причем коэффициент
теплопроводности в зависимости ся
температуры изменяется весьма не-
значительно.
В отличие от обычных стекол по-
Рис. 2.49. Температурная зави-
симость объемного сопротивле-
ния кварцевого стекла
верхностное сопротивление кварце-
вого стекла существенно зависит о1
влажности. Так, при изменении отно-
сительной влажности окружающей
воздуха от 10 до 95% поверхностное сопротивление понижается
на восемь порядков. Это свойство используется при изготовления
из кварцевого стекла высокочувствительных датчиков вла*
ности.
Кварцевое стекло обладает высокими оптическими свойствам11
Даже в области жесткого УФ-излучения его пропускание дос1,11'
гает 50—60%. В ИК-области спектра пропускание в диапазон
• от 0,9 до 4 мкм достигает 70—90%.
Механические свойства кварцевого стекла также особенна
Прочность его при растяжении возрастает с повышением тем1*
188
ы. При нагреве до 1200 °C она на 50—60% превышает проч-
ть при комнатной температуре. Естественно, что при дальней-
и°с. повышении температуры прочность уменьшается. Газопро-
^паемость кварцевого стекла при высоких температурах зна-
ни,еЛьно выше, чем у обычных технических стекол, и становится
чИметной уже при 200 °C. Наибольшей проницаемостью сквозь
за ц обладает гелий. Затем в порядке уменьшения следуют
КдДород, неон, азот, кислород и аргон. С повышением температуры
азопроницаемость увеличивается по экспоненциальному закону.
Большую газопроницаемость гелия сквозь кварц используют при
создании устройств для дозированного заполнения гелием замкну-
то вакуумного объема. Высокие диффузию и соответственно
растворимость газов в кварцевом стекле надо учитывать при
использовании этого материала в качестве оболочки высокова-
куумных приборов, подвергающихся в процессе эксплуатации
нагреву.
По своей химической стойкости кварцевое стекло инертно
по отношению к большинству активных химических реагентов.
Особенно устойчиво оно к действию практически всех минераль-
ных и органических кислот как при нормальной, так и повышен-
ных температурах. Исключением являются только плавиковая и
фосфорная кислоты, которые заметно растворяют кварц, плави-
ковая — при комнатной температуре, а фосфорная — при темпе-
ратуре выше 300 °C. Из остальных минеральных кислот с кварце-
вым стеклом взаимодействует соляная кислота. По устойчивости
к действию щелочей кварцевое стекло уступает обычным стеклам.
Используя кварцевые тигли для плавки некоторых металлов, сле-
дует иметь в виду, что расплавленные олово, свинец, цинк, кад-
мий и их сплавы с кварцем не взаимодействуют. Однако расплав-
ленные серебро, медь и алюминий его активно разрушают. В связи
с этим при использовании кварцевых тиглей и лодочек для испаре-
ния различных материалов в вакууме необходимо учитывать сте-
пень их взаимодействия. С оксидами кальция, магния, цинка,
алюминия, железа, меди и некоторых других кварцевое стекло
при температурах до 900 °C не взаимодействует.
Промышленность выпускает кварцевое стекло двух видов:
прозрачное и непрозрачное. Непрозрачное стекло содержит боль-
шое число микропузырьков и капилляров, образующихся при
парке стекла. Прозрачное, более качественное, стекло изготавли-
ают по специальной технологии из более чистого диоксида крем-
бИя (синтетического и аморфного кремнезема). При огневой обра-
°Тке кварцевого стекла в пламени кислородно-водородной горелки
Р°нсходит частичное «просветление» непрозрачного кварца, од-
ко не настолько, чтобы считать его прозрачным. Сортамент
И пУскаемого кварцевого стекла включает трубку, цилиндры
Ката^ИКИ Разных размеров, служащих, как правило, полуфабри-
ами для последующей обработки их в изделие нужных формы
Размера.
189
2.4.3. Ситалл
Механические и теплофизические свойства стекла можно Эв
чительно улучшить, превратив его аморфную структуру в по/
кристаллическую, что можно сделать, введя в расплавленн/‘
стекломассу мелкодисперсные порошки с размером зерна в Доу
микрометров, служащие центрами, вокруг которых происходи"
стимулированная кристаллизация стекла. Превращение стек/
в микрополикристаллическую структуру происходит равномерно
по всему объему. Полученный таким образом материал называют
ситаллом или стеклокерамикой.
В отличие от стекла, одним их основных свойств которого
является оптическая прозрачность, скталл — непрозрачный мате-
риал белого или светло-коричневого цвета. В зависимости от спо-
Рис. 2.50. Температурная зависи-
мость высокочастотных диэлектри-
ческих свойств ситалла
соба кристаллизации стекла ситал-
лы подразделяются на термоси-
таллы, кристаллизация которых
происходит при специальной тем-
пературной обработке, и фотоси-
таллы, кристаллизующиеся под
воздействием УФ- или рентгенов-
ского излучения. В зарубежной
терминологии термоситалл назы-
вают пирокерам, а фотоситалл-
фотокерам.
Ситалл по сравнению со стек-
лом имеет более высокие механи-
ческие и термические свойства.
Коэффициент термического расши-
рения у ситаллов может меняться в широких пределах, что обеспе-
чивает высокую термостойкость материала. Механические свой-
ства ситалла в диапазоне температур от 20 до 800 °C меняются
незначительно. Диэлектрические высокочастотные свойства
ситалла выше, чем у стекла. На рис. 2.50 приведены зависимости
тангенса угла диэлектрических потерь и диэлектрической про-
ницаемости ситалла от частоты, в которой работает материал. Ниже
приведены основные свойства ситалла промышленного выпуска.
Плотность, кг/м®................................. 2300—2800
Предел прочности, МН/м1:
при растяжении ..................................... 110—350
» изгибе ................................. 50—250
Коэффициент термического расширения X 107, X"1 12—120
Теплопроводность, Вт/(м-°С) .............. . . 0,8—2,5
Удельное объемное сопротивление, Ом-м ........... 10е—101*
Электрическая прочность, кВ/мм .................. 25—55
Водопоглощеиие за 24 ч, % ..........'......... 0,01
Для подложек гибридных интегральных схем и других высоко1
частотных узлов и деталей используют ситаллы марок СТ-32-*>
190
Таблица 2.36
Некоторые свойства высокочастотных ситаллов
Свойство Марка ситалла
СТ-32-1 СТ-38-1 СТ-50-1
" Плотность, кг/м» Коэффициент термического расши- ^Теплопров’одность, Вт/(м-°С) Диэлектрическая проницаемость при 1010 Гц и 20 °C Тангенс угла диэлектрических по- терь при 101» Гц и 20 X 3190 32 1,05 10 4-10~* 2900 38 1,31 7,37 6-10-* 2650 50 8,2 5-10"»
СТ-38-1 и СТ-50-1, основные свойства которых приведены в
табл. 2.26.
2.4.4. Слюда
Под понятием «слюда» понимают как природные алюмосили-
катные минералы слоистой структуры, так и синтетический
материал, по своим свойствам не уступающий натуральной слюде,
а в ряде случаев и превышающий ее.
Из большого числа различных сортов природной слюды тех-
ническое применение получили мусковит (алюмосиликат калйя)
и флогопит (двойной алюмосиликат калия и магния). Иногда
мусковит называют калильной слюдой, а флогопит — магнезиаль-
ной слюдой. По сравнению с мусковитом флогопит имеет лучшие
механические свойства, а по диэлектрическим параметрам он
является одним из лучших электроизоляционных материалов.
Существенный недостаток природной слюды состоит в ее слоистой
структуре, чем обусловлена сильная изотропность материала
вдоль и поперек плоскостей кристаллической спайности. Кроме
того, натуральная слюда при нагреве начинает терять входящую
в ее состав кристаллизационную воду (мусковит — 5%, флого-
пит —з%), в результате чего все свойства слюды резко ухуд-
шаются. В мусковите заметная дегидрация начинается при 540 °C,
а в флогопите — при 760 °C.
С целью улучшить некоторые свойства натуральной слюды,
в частности ее термостойкость, была разработана технология полу-
чения синтетической слюды — фторфлогопита. Фторфлогопит
представляет собой кристаллическую структуру на основе калий-
агииевого алюмосиликата, к которой присоединены две моле-
Улы фтора. Основным достоинством синтетической слюды яв-
нется более высокая термостойкость, которая на 600 °C выше,
Фм У мусковита, и на 300 °C выше, чем у флогопита. Основные
^иввко-механические свойства натуральных и синтетической
*°ДЬ1 приведены в табл. 2.27.
191
Основные свойства натуральной и синтетической слюды
Свойство Мусковит Флогопит фт°РФл^? пит
Плотность, кг/м® Прочность, МН/м*: при растяжении » сжатии Модуль упругости, МН/м* Термостойкость, °C Коэффициент термического расши- рения X 10е, °C"1 (в интервале 20— 600 °C) Теплопроводность, Вт/(м-°С) Удельное объемное сопротивле- ние, Ом-м Предел пропускания УФ-излуче- ния, нм 2700 2,75 1,77 1860 550 26,7 4,8 10й—1017 250 2750 1,2 10,8 1575 850 34,3 10й— 10» 300 2700 1100 IO16— 1QH
Слюду как конструкционный материал широко используют для
изготовления деталей, работающих при высоких и сверхвысоких
частотах, при повышенных температурах и в вакууме. Тангенс
угла диэлектрических потерь мусковита в диапазоне частот от 50
до 1010 Гц практически не изменяется и остается равным 1,75-10"*.
Также не изменяется угол диэлектрических потерь фторфлого-
пита при изменении температуры
от 0 до 120 °C. Изменение тем-
пературы в пределах 0—120 °C
незначительно влияет на диэлек-
Рис. 2.51. Температурная зависи-
мость электрической прочности
слюды
Рис. 2.52. Температурная зави-
симость удельного объемного со-
противления слюды (мусковита)
трическую проницаемость слюды, которая в зависимости от час-
тоты изменяется от 4 до 10. Повышение температуры до 120
увеличивает диэлектрическую проницаемость на 0,5—1,5%. Элек-
трическая прочность слюды зависит от температуры (рис. 2.51)>
оставаясь при этом достаточно высокой. Удельное объемное
сопротивление слюды существенно зависит от температур11
(рис. 2.52). При повышении температуры от 20 до 700 °C сопр0"
тивление мусковита снижается на девять порядков. Следует иметь
192
вйДУ> что из-за изотропности свойств слюды омическое сопро-
8 вдение вдоль плоскости скола и поперек ее может разниться
Тйя четыре-пять порядков. Теплопроводность слюды несколько
ниже> чем стекла. Изменение коэффициента теплопроводности
н зависимости от температуры для различных сортов слюды
незначительно.
Природная слюда обладает высокой химической стойкостью,
мусковит неустойчив только к плавиковой кислоте, а флогопит
менее устойчив и к другим кислотам. Так, в горячей серной кислоте
флогопит полностью растворяется. Масла хорошо смачивают
слюду, и поэтому могут проникать в нее вдоль слоев, вызывая
расслоение. Слюда обладает даже в очень тонких слоях отличной
вакуумной плотностью. Проницаемость гелия сквозь слюду почти
на порядок ниже, чем у лучших сортов стекол. Слюда отлично
дегазируется в вакууме путем нагрева до 350—400 °C, что позво-
ляет использовать ее внутри отпаянного прибора. В процессе
дегазации из слюды выделяются пары воды и адсорбированные
поверхностью азот, кислород, диоксид углерода и др. Все выде-
ляющиеся из слюды газы не вызывают отравления находящегося
в приборе оксидного катода.
Промышленность выпускает соответствующим образом обрабо-
танную натуральную и синтетическую слюду разных марок в ши-
роком сортаменте размеров. В зависимости от преимущественного
применения слюда подразделяется на конденсаторную низко-
частотную (СНЧ), конденсаторную высокочастотную (СВЧ) и кон-
денсаторную защитную (СЗ). Толщина отдельных пластин слюды
этой группы от 20 до 300 мкм. Прокладочная слюда, предназна-
ченная для изготовления различных электроизоляционных прокла-
док, выпускается четырех марок: СПМ-1, СПМ-2, СПФ-1 и СПФ-2
толщиной от 100 до 650 мкм. Особо качественная оптически без-
дефектная слюда называется телевизионной, так как применяется
Для изготовления деталей передающих телевизионных трубок.
Слюду этой группы маркируют СТА и СТ. Пластины длиной
и шириной от 20 до 125 мм имеют толщину от 5 до 300 мкм. Для
использования в вакуумных приборах обычно применяют муско-
вит, который лучше дегазируется.
2.5. КЕРАМИЧЕСКИЕ МАТЕРИАЛЫ
Керамическими материалами (керамикой) называют обширный
класс конструкционных материалов, получаемых путем высоко-
емпературного спекания мелкодисперсных порошков оксидов,
аРбидов, нитридов, силицидов, боридов и других соединений
Кнерального и синтетического происхождения. Если раньше
Рамикой называли исключительно электроизоляционные мате-
алы> то сейчас это понятие значительно расширено. К керамике
Ричисляют все материалы, изготовленные по керамической (по-
лковой) технологии. Из всего разнообразия керамических
А. Коленко 193
материалов, насчитывающего тысячи технических марок,наибов,
распространена электроизоляционная оксидная керамика, К0]?
рая подразделяется на алюмосиликатную, алюмооксидную, ф0 '
стеритовую, стеатитовую и др. Особое место занимает оксиднд
специальная керамика, состоящая, как правило, из высоко?^
пературных оксидов металлов и обладающая рядом уникальных
свойств. По применяемости керамические материалы условно
подразделяются на установочные (общетехнические), радиотех.
нические (низкочастотные и высокочастотные), конденсаторные
Рис. 2.53. Изменение тан-
генса угла диэлектрических
потерь керамических мате-
риалов в зависимости от тем-
пературы:
1 — радиофарфор; 2 — ультра-
фарфор; 3 — стеатит: 4 — шпи-
нелевая керамика; 5 — алюмо-
силикатная керамика; 6 — цель-
зиановая керамика
Рис. 2.54. Термостойкость
различных керамических ма-
териалов в зависимости от
термического расширения и
температуры:
1 — форстерит; 2 — стеатит;
3 — алюмосиликат; 4 — цир-
кониевый фарфор; 5 — корде-
рит; 6 — кварц
вакуумно-плотные, высокотемпературные, пьезоэлектрические и
многие другие. Оксидная керамика имеет высокие диэлектри-
ческие свойства в широком диапазоне частот. Однако такой важ-
ный параметр, как тангенс угла диэлектрических потерь, суШе'
ственно изменяется с ростом температуры (рис. 2.53).
Важный конструкционный параметр — термическое расши-
рение — у различных видов керамики варьируется в широки*
пределах, что позволяет термически и механически прочно соеди-
нять керамику с другими материалами. Существенным преимуШе"
ством керамики перед другими электроизоляционными матери3’
лами является высокая термостойкость, которая определяет^
теплопроводностью и термическим расширением материала.
рис. 2.54 приведен характер изменения термостойкости кераМй’
ческих образцов (диаметром 10 мм и длиной 120 мм), имеющих Р3®’
личные коэффициенты термического расширения. Ширина полос*
194
ii
Таблица 2.28
Основные свойства некоторых сортов технической керамики
Сорт Марка Предел прочности при статическом изгибе, МН/м1 Коэффициент термиче- ского расширения X X ю», «с-1 Диэлектрическая про- ницаемость при 10е Гц Тангенс угла диэлек- трических потерь X X Ю4 прн 10е Гц Электрическая проч- ность. кВ/мм Удельное объемное со- противление, Ом’М Водопоглощенне, % Теплопроводность, Вт/(м-°С)
форстери- товая ЛФ-П Ф-17 КВФ-4 140 170 170 8,5 8,3 8,0 7,1 6,9 6,7 5 5 5 16 101в 101» 101’ 0,02 0,02 0,02 3,3 3,3 3,6
Стеати- товая К-1 С-55 С-4 С-4А 130 180 145 НО 9,2 6,7 6,5 7,0 6,5 6,5 6,0 6,2 4 4,5 6,5 6,8 20 20 20 22 1015 1016 1014 ю14 0,02 0,02 0,02 0,02 3,0 3,0 3,0 4,5
Алюмоси- ликатная УФ-46 УФ-53 КМ-1 225 275 180 5,25 5,25 3,5 8,1 8,3 7,1 9,0 4,0 16 23 28 33 1014 1014 1015 0,02 0,02 0,02 5,44 8,7
Алюмоок- сидная 22ХС М-7 22Х А-994 ВГ-IV Поликор 320 300 300 360 310 290 6,1 5,8 6,1 6,0 5,8 5,7 10,3 9,4 10,0 9,7 10,0 9,8 6,0 8,0 5,0 0,7 5,0 0,3 30 50 54 50 50 50 1016 ю16 1016 101в 10м 101’ 0,05 0,02 0,0 0,0 0,0 0,0 13,4 10,1 10,8 10,9 18,9 27,3
Оксидио- бериллие- вая Броке' рит 175 5,6 6,75 1,5 — 1015 0,01 157
обусловлена разбросом значений термического расширения образ-
цов. Основные свойства наиболее распространенных сортов кера-
мики приведены в табл. 2.28.
2.5.1. Установочная керамика
Установочная керамика — наиболее распространенный элек-
троизоляционный материал общетехнического назначения. Как
Правило, к установочной керамике не предъявляются особые тре-
бования. Основной состав этой группы материалов образуют алю-
осиликаты, что и определяет их название — алюмосиликатная
J-рамика. К алюмосиликатной керамике относятся изоляторный
£"Рфор, ультрафарфор и радиофарфор. Диэлектрические свой-
Ва изоляторного фарфора, особенно в области высоких частот,
13* 195
недостаточные. Например, тангенс угла диэлектрических потеп
при 10е Гц достигает 10-2. Кроме того, все электрические параметр
этой керамики существенно зависят от температуры. За счет вВе
дения в состав изоляторного фарфора оксида бария его электри"
ческие свойства в области высоких частот значительно улучщ^
лись. Для работы в области сверхвысоких частот предназначен
ультрафарфор, в состав которого входит до 80% оксида алюми.
ния. Существенное достоинство ультрафарфора состоит в низких
значениях тангенса угла диэлектрических потерь.
Наилучшими вакуумными свойствами обладают алюмосили-
катные и алюмооксидные керамические материалы. В них соче-
таются высокие диэлектрические, теплофизические и механиче-
ские свойства с вакуумной плотностью и низким газовыделением
при высоких температурах. Однако получить герметичность у этих
материалов при толщине менее 1,5—2 мм трудно. Форстеритовая
и стеаритовая керамика остается герметичной до толщины 0,4—
0,6 мм, что объясняется наличием в них стекловидной фазы,
прочно соединяющей частицы кристаллической фазы. При нагреве
из стекловидной фазы выделяется значительное количество газов,
уменьшающееся со временем. Алюмосиликатная и алюмооксидная
керамика, которая спекается при более высокой температуре,
содержит значительно меньше стекловидной фазы, что облегчает
их дегазацию.
Вакуумная керамика имеет свою особую маркировку. Ниже
даны старые названия и обозначения керамики общетехнического
назначения и соответствующие им новые марки вакуумной кера-
мики (справа):
Поликор — В К 100-1
Сапферит-16 — В К 98-1
22ХС — В К 94-1
М-7—В К 94-2
Брокерит-9Н—ВБ 97-1
ЛФ-П—ВФ 52-42-1
КВФ-4—ВФ 46-43-1
С-20 — Кварцель
Стеатит—С-4А
В приборостроении, радио- и электронной технике и, естест-
венно, в лабораторной практике используются девять видов кера-
мических материалов, которые в полной мере удовлетворяют тре-
бованиям, предъявляемым к вакуумной керамике. В зависимости
от конструктивного использования вакуумная керамика, в свою
очередь, подразделяется на вакуумно-плотную и внутривакуум‘
ную. Первая предназначена для изготовления конструктивны*
элементов высоковакуумных и газонаполненных приборов, оТДе‘
ляющих внутренний объем прибора от наружной атмосферы rip**
низких и высоких температурах. Из второй — внутривакууми°г
керамики — изготавливают различные установочные и электр0'
изоляционные детали, предназначенные для работы внутри вакуУ11'
196
Таблица 2.29
Классификация вакуумно-плотной керамики
—— Класс Вид Химическая формула
' Название Обозна- чение Название Обозна- чение
—
Вакуумно- в Корундовая к AlgOg
плотная То же в Брокеритовая Б ВеО
» в Форстеритовая Ф 2MgO-SiO,
» в Клиноэистати- Кл MgO-SiO,
товая
» в Иттриевая И YSO3
» в Периклазовая П MgO
» в Шпинелевая ш AlgOg -MgO
> в Форстерито- ФШ 2MgO-SiOa—
шпинелевая AljA-MgO
» в Нитридная НМе N — металл
Пример. Керамика ВФ 46-43-1 (вакуумно-плотная, форстеритовая, 46%
MgO, 43% SiO2, 1-я разработка).
ного объема. Внутривакуумная керамика, как правило, не яв-
ляется вакуумно-плотной, а представляет собой спеченную мелко-
пористую структуру, что облегчает ее дегазацию. Из вакуумно-
плотных наиболее распространена керамика марки В К 94-1
(22ХС), из которой изготавливают колбы, окна и детали внутри-
вакуумной арматуры высоковакуумных отпаянных электронных,
газоразрядных и твердотельных приборов. В табл. 2.29 даны клас-
сификация и расшифровка маркировки вакуумно-плотной кера-
мики.
2.5.2. Высокотемпературная керамика
Высокотемпературной керамикой, или керамикой высокой огне-
упорности, называют, как правило, однокомпонентные конструк-
ционные материалы, обладающие высокими механическими, тепло-
физическими и диэлектрическими свойствами, а также радиацион-
ной стойкостью при высоких температурах. Этим, подчас проти-
воречивым условиям, удовлетворяют керамические материалы из
высокотемпературных оксидов, карбидов, нитридов и боридов
некоторых металлов.
Технология изготовления высокотемпературной керамики
акая же, как и обычной керамики: прессование исходного мелко-
JHCiitpCH0r0 материала и последующее спекание при высокой тем-
еРатуре в соответствующей атмосфере. Как правило, высокотем-
н РатУрные материалы содержат очень мало, а подчас и совсем
содержат, стекловидной фазы. В последнем случае из отдельных
Ной^°Частиц монолитный материал образуется в результате взаим-
и Диффузии в процессе спекания при высокой температуре,
197
достигающей 75—80% температуры плавления исходного мэтр
риала. Несмотря на большое число веществ, из которых мод^
изготовить высокотемпературную керамику, практически исподь
зуют оксиды алюминия, бериллия, циркония, магния и некоторый
другие. Существенными конструктивными особенностями высоко.
температурной керамики являются ее теплопроводность и электро,
сопротивление в интервале рабочих температур. Наивысшую теп-
лопроводность имеет оксидно-бериллиевая керамика марки
ВБ-100-1. Ее теплопроводность при 20 °C в 10—20 раз превышает
теплопроводность всех остальных керамических материалов
на основе оксидов металлов. На
рис. 2.55 приведена зависимость
теплопроводности некоторых рас-
пространенных марок оксидной ке-
Рис. 2.55. Температурная за-
висимость коэффициента тепло-
проводности некоторых марок
оксидной высокотемпературной
керамики
Рис. 2.56. Характер изменения
значения и знака коэффициента
термического расширения оксидио-
циркоииевой керамики при измене-
нии температуры
рамики от температуры. Удельное объемное сопротивление высо-
котемпературной оксидной керамики существенно повышается
с ростом температуры.
При создании конструктивного узла, где находятся деталь
из керамики и контактирующая с ней металлическая деталь, необ-
ходимо учитывать взаимодействие металла с керамикой при высо-
кой температуре. Особенно это относится к электрическим высоко-
температурным печам, в которых материал нагревателя находится
в непосредственном контакте с электроизолирующей или тепло-
изолирующей керамикой. Механизм взаимодействия керамики
с металлом в основном сводится к восстановлению металлом оксида,
образующего керамику, с последующим испарением вновь образо-
ванного оксида. Таким образом, возникает своеобразная «транс-
портная реакция», в результате которой разрушаются как кера-
мика, так и металл. В табл. 2.30 приведены значения максимальной
температуры, при которой длительное время в вакууме може1,
находиться керамика в контакте с нагревателем из вольфрама,
молибдена, тантала, а также углерода (графита).
При изготовлении из оксидно-циркониевой керамики устано-
вочных узлов и деталей, работающих при высокой температура
следует иметь в виду, что из-за полиморфных превращений в крИ'
198
Таблица 2.30
Максимальная рабочая температура оксидной керамики,
находящейся в контакте с некоторыми материалами (в вакууме)
Вид керамики Температура, °C, при контакте
с воль- фрамом с моли- бденом с танта- лом с графи- том
Оксидио-алюмиииевая 1900 1900 I960 2000
Оксидно-магииевая 2000 1800 1800 1800
Оксидио-цир кониевая 1600 1900 1600 1600
Оксидно- бериллиевая 2000 1900 1600 2300
Оксидно-ториевая 2200 1900 1900 2000
Таблица 2.31
Основные свойства беспримесной оксидной керамики
Образующий оксид
SiO, А1,О, ВеО ZrO, MgO ThO,
Свойство Техническое название керамики
Кварце- вая К № h Броке- ритовая I Цирко- ниевая Пери- клазовая Ториевая
Плотность, кг/м* Прочность, МН/м’: 2100 3800 2850 5400 3580 9800
при растяжении 32 265 97 47 22 92
» сжатии 750 3000 800 200 780 1500
» статическом из- гибе 85 330 140 — — 125
Максимальная рабочая температура, °C: 2700
на воздухе 1300 1950 2200 2575 2400
в вакууме — 1800 2000 1700 1600 2300
Температура размягчения под нагрузкой 2 кг/см2 Теплопроводность, Мм.°C): 1500 1800 2000 1950 2000 2100
при 100 1,63 28 157 1,75 36 8,5
» 1000 °C 5,0 79 24 .1,98 6,7 2,6
п Коэффициент термического 14,2 85 98 70 29,7 10
1лл!?РРения X 10е (при 25— 1000 °C), °C-1 Удельное объемное сопро- тивление, Ом-м:
при 1000 °C 10е 3-10’ 108 104 108 10е
» 1500 °C 104 106 10е 5.102 10s 104
199
сталлической решетке существенно изменяются значение и зНа
коэффициента термического расширения материала (рис. 2.56]
При этом изменяются также плотность (от 5560 до 6100 кг/^3)
объем (на 6,9%). Существенное изменение объема приводит к обра.
зованию микротрещин, что снижает механическую прочность
материала. Переход диоксида циркония из одной кристаллической
модификации в другую — строго обратимый процесс.
Важные для практического использования свойства наиболее
распространенных высокотемпературных беспримесных оксид,
ных керамик приведены г -------
в табл. 2.31. Поскольку высокотемпера-
турная керамика предназначена рабо-
тать в широком диапазоне температур,
ее свойства частично изменяются. Так^
температурная зависимость коэффиод'
ента термического расширения этой
группы керамики показана на рис. 2.57.
Рнс. 2.57. Температурная
зависимость коэффициента
термического расширения
высокотемпературной ок-
сидной керамики
2.5.3. Нитридная керамика
В последние годы были разрабо-
таны новые бескислородные высокотем-
пературные керамические материалы,
состоящие из чистых нитрида бора и
нитрида алюминия. В этих материалах
сочетаются высокая теплопроводность
и термоударостойкость с низкими зна-
чениями диэлектрических потерь и про-
ницаемости на высоких и сверхвысо-
ких частотах. Существенным достоин-
ством нитридной керамики является также низкое значение коэф-
фициента вторичной электронной эмиссии. В отличие от высоко-
токсичной оксидно-бериллиевой керамики нитридная керамика
биологически нейтральна.
Нитридно-борная керамика выпускается трех марок: пироли-
тическая— ПНБ, горячепрессованная — ГНБ-1 и спеченная —
НБ-1. Нитридно-алюминиевая керамика выпускается под назва-
нием НИТАЛ-17. Температурная зависимость теплопроводности
всех марок нитридной керамики при 500—600 °C совпадает.
Исключительно высока теплопроводность нитридной керамики,
немного уступающая только оксидно-бериллиевой, но прибли-
жающаяся к теплопроводности таких металлов, как сталь. НитриД'
но-борная керамика марок ПНБ и ГНБ-1 отличается от всех дрУ'
гих керамических материалов высокой стабильностью диэлектри'
ческих свойств в широком интервале температур. Так, до 400 °б
диэлектрическая проницаемость и тангенс угла диэлектрически*
потерь при частоте 10е Гц практически не изменяются. По электри'
ческой прочности и удельному объемному электрическому сопр0'
тивлению нитридная керамика находится на уровне оксидной кера'
200
Таблица 2.32
Основные свойства нитридной керамики
Свойство Марка керамики
ПНБ ГНБ-1 НБ-1 НИТАЛ-17
Содержание основного мате- 100 97 100 96
рИПлотность( кг/м1 1950 2140 1025 3250
Кажущаяся плотность, % 0,01 0,5 35—45 0,1—1,0
Предел прочности при стати- ческом нагибе, МН/м1 120 170 45 225
Коэффициент термического
расширения X 10е, °C-1: Р при 20-200 °C 15—20 — 30—38
» 20—600 °C 23—28 60 4 30—50
» 20—900 °C 27—36 — —— 48—55
Теплопроводность, Вт/(м-°С) 45-55 28—41 — 80-120
(при 20 °C) Разрушающий перепад темпе- 1250 600— 600 300—400
ратур при охлаждении в воде, °C 800 8,6—9,5
Диэлектрическая проницае- мость при 10е Гц 4,4 5,0 —
Тангенс угла диэлектрических потерь X 10^ при 10е Гц 0,7 2—3 1—4 1—6 30-45
Электрическая прочность, кВ/мм Удельное объемное электриче- 50—60 45
ское сопротивление, Ом-м: I017 10й 1016
при 100 °C 1016
» 500 °C 1014 — 1 цую— 10й
мики, однако по механическим свойствам уступает ей. Пиролити-
ческая и горячепрессованная керамика обладает значительной
анизотропией практически всех основных свойств, разнящихся
Друг от друга до 10 раз. Анизотропность механических свойств
нитридной керамики затрудняет их механическую обработку
и формирование (прессование) деталей сложной формы. Термиче-
ский коэффициент линейного расширения пиролитического нитри-
ла бора из-за изотропии отличается от термического коэффициента
ГоРячепрессованного нитрида бора в зависимости от температуры
Л° 9 раз. В табл. 2.32 приведены основные свойства нитридной
КеРамики.
Существенной особенностью керамики из пиролитического
”ИтРида бора и нитрида алюминия является полное отсутствие
Допоглощения. После выдержки в течение 24 ч в 100%-й влаж-
и атмосфере диэлектрические характеристики материалов совер-
УППННО Не изменились. Нитридную керамику, обладающую низкой
Для Г°СТЬЮ паРа> можно использовать в качестве материала
изготовления нагреваемых внутривакуумных деталей. Бла-
• 201
годаря высокой теплопроводности и хорошим диэлектричеСк
свойствам нитридная керамика широко применяется при h,’*’1
товлении плат для микроэлектронных тонкопленочных y3j]ro'
2.5.4. Кварцевая керамика
В отличие от кварцевого стекла, получаемого плавлением дц01г
сида кремния, кварцевую керамику изготавливают порощКо
вой технологией путем прессования мелкодисперсного кварцевог
порошка и последующего спекания (обжига) его в готовое издедИе°
Для изготовления изделий полой формы или сложной конфщу
рации изделие формуют шликерным литьем. у
Все основные свойства кварцевой'керамики практически пол-
ностью совпадают со свойствами кварцевого стекла. Однако пре-
имущество кварцевой керамики состоит в простоте изготовления
из нее изделий сложной конфигурации и большого размера
Такой существенный конструкционный параметр, как теплопро-
водность, у кварцевой керамики значительно ниже, чем у кварце-
вого стекла. Объясняется это тем, что при порошковой технология
изготовления можно в широких пределах изменять пористость
готового материала, которая в значительной степени определяет
теплопроводность. Важно отметить, что в отличие от кварцевого
стекла теплопроводность кварцевой керамики до 1000 °C практи-
чески не меняется и соответствует 20% теплопроводности квар-
цевого стекла при 500 °C. При температуре выше 1100 °C тепло-
проводность кварцевой керамики быстро возрастает, что объяс-
няется структурными изменениями кристаллической решетки.
В зависимости от зернистости исходного материала, давления
прессования и температуры спекания можно получить керамику
Таблица 2-33
Основные свойства кварцевой и пенокварцевой керамики
Свойство Кварцевая Пеноквар- цевая
Плотность, кг/м1 Пористость, % «. Прочность, МН/м1: при растяжении » сжатии » изгибе Теплопроводность, Вт/(м-°С): при 20 °C » 1200 °C Термическое расширение X 10~®, °C-1 Температура начала размягчения, °C Диэлектрическая проницаемость при 10* Гц Диэлектрические потери при 10® Гц 1820-2150 1—20 14—21 250—500 20-60 0,58 1,0 0,54 1520 3,4 2.10-* 350—700 20—90 50-70 1,4-3,5 0,П 0,56 0,54 1520
202
левой, средней (от 20 до 30%) и высокой (от 30 до 90%) порис-
ьЮ- Кварцевая керамика с пористостью до 90% называется
т0СдКБарцевой керамикой. Образование столь большого числа
пей ^условлено введением в исходную шихту специального вспе-
п даТеля, выделяющего при высокой температуре углекислый газ.
плопроводность пенокварцевой керамики в 15 раз ниже, чем
еарцев°г0 стекла, и в 5 раз ниже, чем кварцевой керамики. Сред-
ня плотность кварцевой пенокерамики 330—400 кг/м3, а предель-
Ная рабочая температура на воздухе 1300 °C. Коэффициент терми-
ческого расширения кварцевой керамики не зависит от пористости
материала и соответствует значению коэффициента для плавле-
ниЯ кварца (кварцевого стекла). Основные свойства кварцевой
и пенокварцевой керамики приведены в табл. 2.33.
Ла, %
О
-0,6
-1,2
-18
-2,4
О 100 200 300 400 500 600 t,°C
Рис. 2.58. Температурная за-
висимость коэффициента линей-
ного расширения термоударо-
прочной керамики Э-1
2.5.5. Термоударопрочная керамика
В условиях реальной эксплуатации керамические детали могут
подвергаться одноразовым или периодически повторяющимся
кратковременным тепловым нагруз-
кам — тепловому удару. Для боль-
шинства керамических материалов
последствием термоудара является
появление во всем объеме микротре-
щин, значительно снижающих меха-
ническую прочность материала, а под-
час приводящих к его полному раз-
рушению. Как указывалось выше,
стойкость к термоудару обусловли-
вается малым коэффициентом терми-
ческого расширения и высокой тепло-
проводностью материала. Большин-
ство высокотемпературных оксидных
керамик из-за большого термиче-
ского расширения и высокой теплопроводности не устойчивы
к термоударам. В связи . с этим были разработаны специаль-
ные сорта керамики, хорошо переносящие термоудары с пере-
падом температур до 2000 °C. В достаточной степени устойчива
к термоудару кварцевая и пенокварцевая керамика. Однако суще-
ственным ее недостатком оказывается низкая механическая проч-
ность. Специально для работы в условиях быстропеременных
тепловых нагрузок были разработаны керамические материалы
основе многокомпонентных систем: алюмосиликатов лития и
Рия. ортосиликата цинка и др. Особенно высокой стойкостью
к Термоудару обладает литийсодержащая керамика, изготовленная
л к И3 минерального сырья, так и синтетическим путем. Все виды
тиисодержащей керамики имеют низкий коэффициент термиче-
в Г° Расширения, высокую теплопроводность и соответственно
с°кую термоударопрочность. Особенность литийсодержащей
203
керамики заключается в возможности изготавливать матерИа
с отрицательным или знакопеременным значением коэффицИе1} 4
термического расширения. Так, на рис. 2.58 приведена темп?
ратурная зависимость линейного расширения керамики Э-1 8'
основе эвкриптита (Li2O-А1гО3-4 SiO2). Керамика С-1 на основ!
Рис. 2.59. Знакоперемен-
ная температурная зави-
симость коэффициента тер-
мического расширения
термоударопрочной ке-
рамики С-1
сподумена (Ы2-А1гО3-2 SiO2) имеет знаке
переменный ход температурной зависимо,
сти термического расширения (рис. 2.59)
2.5.6. Оптическая керамика
Обычно плотно обожженная керамика
при толщине до 1 мм обладает некоторой
прозрачностью в видимом участке спектра,
Однако из-за рассеивания света на микроб
частицах, образующих кристаллическую
фазу, оптической прозрачностью керамика
не обладает. Непрозрачность обычных ке-
рамических материалов для видимого све-
та исключает возможность использования
поляризационного метода определения
внутренних напряжений в керамических
изделиях. Правда, в последнее время
для определения механических напря-
непрозрачных материалах применяют
СВЧ-поляризационный метод, при котором длина волны из-
лучения значительно больше размеров кристаллитов керамики.
Высокие оптические свойства монокристаллических материа-
жений в оптически
лов из-за сложности изготовления из них изделий большого
размера и сложной формы не всегда могут быть реализованы на
практике. В связи с этим была разработана технология прессо-
вания и спекания мелкораздробленного монокристаллического
материала с получением готового изделия требуемых формы и
размера. Такой материал получил название оптической керамики.
Оптическую керамику изготавливают прессованием мелкодис-
персного поликристаллического порошка в вакууме при высоких
давлении и температуре. Средний размер зерна кристаллита кера-
мики 650 нм. В отличие от монокристаллического материала опти-
ческая керамика изотропна, чем объясняется ее повышенная меха-
ническая прочность. Однако из-за относительно большого размера
кристаллитов и соответственно рассеяния на них света коротко-
волновая граница прозрачности оптической керамики значи-
тельно смещена в длинноволновую часть спектра. Поэтому опти-
ческую керамику широко используют в оптико-механическом при‘
боростроении. Наиболее распространена оптическая керамика,
известная под маркой «Иртран» (ранее выпускаемая под маркам^
КО-1—КО-6). Некоторые свойства оптической керамики прйЕ₽'
дены в табл. 2.34.
204
Таблица 2.34
Некоторые свойства оптической керамики
Мар- ка Основа Диапазон прозрачно- сти (прн толщине 2 мм), мкм О X О.- Температу- ра плавле- ния, °C
Иртран-1 Иртраи-51 Иртран-2 Иртран-3 Иртран-4 Иртраи-5 Иртран-6 КО-1 КО-2 КО-5 КО-6 Фтористый магний Сульфид цинка Фтористый каль- ций Селеиид циика Оксид магния Теллурид кадмия 0,5-9 1—8 1—14 0,3—12 0,5—21 0,4—9,5 1,5—28 107 НО 69 200 77 120 59 1263 1775 1419 1575 2825 1088
К оптической керамике относятся стеклокерамические мате-
риалы—ситаллы. Оптические ситаллы отличаются от диэлектри-
ческих размерами кристаллов, распределенных равномерно по
всему объему материала. В обычных электроизоляционных ситал-
лах микрокристаллическую структуру образуют частицы разме-
ром 1—2 мкм, следствием чего является непрозрачность этого
вида ситаллов для видимого света. Оптические ситаллы имеют
размеры микрокристаллов, не превышающие длину полуволны
видимого света. При этом показатель преломления стекловидной
фазы ситалла близок к показателю преломления кристаллической
фазы, что исключает светорассеяние на границе раздела фаз.
Промышленность выпускает оптические прозрачные ситаллы
трех основных марок: СО-115М, СО-156 и СО-21. Оптический си-
талл СО-115М, называемый астроситаллом, применяется для изго-
товления оптических и других деталей и изделий, у которых недо-
пустимо изменение размеров в широком диапазоне температур.
Таблица 2.3S
Свойства оптически прозрачных ситаллов
Свойство I Техническая марка ситалла
СО-115М СО-156 СО-21
Показатель преломления 1,535 1,545 1,553
•ермостойкость, °C фн,ДМпеРатУра, при которой коэф- 550 400 700
25±20 25±20 220±50
РавенНо;£,^еРмиче7СКоГС'1 РасшиРения m Решительная твердость по со- Лнфовыванию 1,78 1,56 1.9
205
Это требрвание удовлетворяется за счет близкого к нулю коэфл
циента термического расширения материала. Термическая с-?1’.'
кость и прочность к тепловым ударам у ситалла этой марки очр
высоки. Ситалл марки СО-156 обладает повышенной прозп®1
ностью в видимом участке спектра и более однороден по свойства4
Коэффициент термического расширения его также очень
однако термостойкость несколько ниже, чем у марки CO-1 S'
Оптический ситалл СО-21 имеет отрицательный коэффициент ш
мического расширения в температурном диапазоне от 0 до 350 т
что обеспечивает его высокую термоударопрочность. Основные
свойства оптических ситаллов приведены в табл. 2.35.
2.5.7. Алмазная 'керамика
Свойства алмаза во многих отношениях уникальны. Он обла-
дает максимальной твердостью из всех известных твердых веществ’
наивысшей из всех диэлектрических материалов теплопровод-
ностью, достигающей 837,4 Вт/(м-°С) при 127 °C; температурой
плавления выше 3500 °C; чрезвычайно высокой химической стой-
костью. Алмаз растворяется только в расплавленной селитре и
соде. Диэлектрические свойства алмаза приближаются к свойствам
высокотемпературной оксидной керамики. Однако большая ред-
кость и соответственно стоимость естественного алмаза исключают
его использование в качестве конструкционного материала.
Выход из положения был найден, когда была создана технология
получения алмазной керамики, заключающаяся в прессовании
мелкодисперсного (5—7 мкм) синтетического алмазного порошка
под давлением 77-102 МН/ма при температуре 1800 °C в течение
5 с. Образовавшийся материал сохраняет многие свойства моно-
кристаллического естественного алмаза и, в частности, его высо-
кую теплопроводность. Алмазную керамику используют в качестве
диэлектрического высокотемпературного теплопередающего эле-
мента очень высокой эффективности. Отработана технология меха-
нически прочного соединения алмазной керамики с различными
металлами, исключающая тепловые потери в месте их контакта.
В отличие от практически всех диэлектрических материалов тан-
генс угла диэлектрических потерь у алмазной керамики с повыше’
нием частоты уменьшается. Удельное объемное сопротивление с по-
вышением температуры понижается с 10й Ом-м (при 20 °C) ДО
1010 Ом-м (при 350 °C). Ниже приведены некоторые физически^
свойства теплопроводной алмазной керамики:
Плотность, кг/м3 ..................................... 3300
Теплопроводность при 20 °C, Bt/(m-°Q ............. 480—500
Коэффициент термического расширения X 10е, °C*1 3,2
Удельная теплоемкость, Дж/(кг-°С)...................... 628
Диэлектрическая проницаемость при 10е Гц .... 5—7 1л
Тангенс угла диэлектрических потерь при 10е Гц. . 10~3 3|
Удельное объемное сопротивление, Ом.м ............ 1014—101^И
Предел прочности при изгибе, МН/м* ........ 28- 10s тй
Открытая пористость, %............................ 3
206 В
Г
2.5.8. Влияние ионизирующего излучения на керамику
Под действием ионизирующих излучений (гамма-излучения,
кронного, протонного, рентгеновского и др.) в кристаллической
не1Петке керамики могут возникнуть дефекты, приводящие к изме-
^нйю физических свойств материала. На радиационную стой-
н сть существенно влияет температура: чем она выше, тем быстрее
кодируются возникшие в кристаллической решетке дефекты
и соответственно возвращаются свойства материала к первона-
чальным значениям. Однако для полной ликвидации последствий
радиационного воздействия на керамику необходим длительный
прогрев ее при высокой температуре.
По своей химической и кристаллографической структуре почти
все керамические материалы являются радиационно стойкими.
Так, под действием гамма-излучения с дозой 1011 рад оксидные
(22ХС, М-7, УФ-46 и др.), стеатитовые (К-1, С-55, С-4А и др.),
форстеритовые (Ф-17, КВФ-4, ЛФ-11 и др.) виды керамики прак-
тически не меняют свои свойства. При действии на керамику по-
тока нейтронов 2-1013 нейтр./(сма-с) наблюдается некоторое изме-
нение свойств материала. Наиболее устойчивой к нейтронному
излучению оказалась высокотемпературная оксидная керамика,
содержащая небольшое количество стеклофазы. Стеатитовые и
форстеритовые виды керамики при интегральном нейтронном
потоке до 101в нейтр./сма своих свойств не изменяют. При боль-
ших потоках начинают возникать дефекты в стекловидной фазе.
В результате облучения керамики протонами высоких энергий
(650—680 МэВ) алюмооксидные виды керамики марок 22ХС и
А-994 претерпевают некоторые изменения. Предел прочности при
растяжении с 340 МН/ма возрастает до 380 МН/м2. Тангенс угла
диэлектрических потерь увеличивается на 1,5—2,0, диэлектриче-
ская проницаемость — на 0,2—0,3, а удельное электрическое
объемное сопротивление не изменяется. Однако при 500 °C после
облучения протонами высоких энергий удельное объемное сопро-
тивление уменьшается на один порядок.
2.6. АЛЮМООКСИДНЫЕ МОНОКРИСТАЛЛИЧЕСКИЕ
МАТЕРИАЛЫ
Устойчивые формы оксида алюминия представлены двумя кри-
сталлическими и одной аморфной. Наиболее устойчива а-форма,
которая повсеместно используется в технике (корунд). Вторая
Ристаллическая форма оксида алюминия у-оксид при нагреве
ьдие 900 °C переходит в a-форму. Аморфный оксид алюминия —
и 1СОкопористый материал (техническое название — алюмогель),
спользуемый как эффективный адсорбент паров и газов. Поли-
металлический а-оксид алюминия служит основным материа-
м при изготовлении высокотемпературных керамических мате-
207
В расплавленном состоянии корунд легко окрашивается в п
личные цвета введением небольших количеств примесей в ц/'
оксидов металлов IV, V, VI и VIII групп. Например, красцЛ
рубин обязан своим цветом оксиду хрома, синий сапфир — Ок^
дам титана и железа, оранжевый сапфир — оксидам никеля •-
Рис. 2.60. Температурная за-
висимость коэффициента терми-
ческого расширения лейкосап-
фира:
/ — вдоль оптической оси; 2 —
поперек оптической оси
хрома, зеленый сапфир — °ксидаи
хрома и ванадия, темно-красный сапМ
фир — оксидам хрома, титана и ж«'
леза, фиолетовый сапфир — оксидам
титана, железа и хрома. Цвет алек-
сандрита придает корунду оксид ва-
надия.
Корунд естественного происхо».
дения встречается в природе доволь-
но редко, и поэтому он считается по-
лудрагоценным камнем и использу-
ется в основном ювелирами. Откры-
тие лазерного эффекта, которое было
сделано на кристалле природного
рубина, привело к более полному
изучению этого материала. Одновременно была разработана тех-
нология получения искусственных монокристаллических корун-
довых материалов: рубина, сапфира и лейкосапфира. Если рубин
используют при изготовлении активного тела оптических кван-
товых генераторов и часовых механиз-
мов, то сапфир, и особенно лейкосапфир,
применяют более широко: в микроэлек-
тронике, оптике, электровакуумном
приборостроении и других областях
техники и в научной практике.
Бесцветные, оптически прозрачные
в видимой области спектра, наиболее
Рис. 2.61. Температурная
зависимость коэффициента
теплопроводности лейко-
сапфира
совершенные монокристаллы корунда,
получаемые искусственным путем, по-
лучили название лейкосапфир. Как и
подавляющее большинство монокри-
сталлических материалов, лейкосапфир
анизотропен, и его свойства вдоль и поперек направления вы-
ращивания существенно отличаются. Так, коэффициент терми-
ческого расширения в диапазоне температур 20—800 °C соот-
ветственно равен: 8,1-10~® °C-1 (а,ц) и 7,3-10"® °C-1 (а±). С из-
менением температуры коэффициент термического расширени
возрастает также неодинаково (рис. 2.60).
Теплопроводность лейкосапфира довольно высока и неодин3'
кова из-за анизотропии кристалла. Однако в результате того-
что большинство изделий из лейкосапфира вырезается в направл
нии, перпендикулярном к оси роста кристалла, теплопроводное^
да и большинство других параметров, относятся преимуществен
208
Рис. 2.62. Температурная
зависимость удельного
объемного сопротивления
лейкосапфира в области
высоких температур
этому направлению. Существенной особенностью теплопровод-
к сТИ лейкосапфира является относительное постоянство в широ-
«°м диапазоне температур (рис. 2.61). В отличие от тепловых
К°ойств электрические свойства лейкосапфира существенно раз-
даются в разных кристаллографиче-
кИх направлениях. Например, удельное
Съемное сопротивление в направлении,
перпендикулярном к грани [00011, равно
5.10го Ом-м, а в направлении, перпенди-
кулярном к грани [ООН], 24- 10ао Ом-м.
' По характеру электропроводности в об-
ласти криогенных и высоких температур
лейкосапфир проявляет свойства полупро-
водника. Так, в низкотемпературной обла-
сти он обладает дырочной проводимостью,
а в высокотемпературной — электронной.
На рис. 2.62 показана электропроводность
лейкосапфира в области высоких темпе-
ратур.
Оптические свойства лейкосапфира оп-
ределяют основную область его использо-
вания — оптическое приборостроение. По
оптической прозрачности в широкой области спектра он превосхо-
дит все остальные оптические материалы. Прозрачность от 50 до
85% охватывает диапазон- длин волн 0,155—6,2 мкм (рис. 2.63).
Показатель преломления
0,120,140,160,240,32 2fi 3,5 5,0 7,0крш
Рис. 2.63. Оптическая прозрач-
ность лейкосапфира
лейкосапфира выше, чем у остальных
оптических стекол, и возрастает с
уменьшением длины волны, достигая
значения 2,5 при длине волн 0,143 мкм.
Большое значение показателя прело-
мления в сочетании со стойкостью к
лазерному излучению позволяют ис-
пользовать лейкосапфир для изготов-
ления высокоэффективных отражате-
лей оптических квантовых генера-
торов.
Химическая стойкость лейкосап-
фира весьма высока. Он практиче-
ски не растворяется в кислотах
(кроме серной) и растворах солей,
иадако интенсивно растворяется в расплавах солей щелочных
р Щелочно-земельных металлов, буре и бисульфате калия,
растворимость монокристалла лейкосапфира в воде при 30 °C
«а 9>8-10“6 г/100 см8 воды. Радиационная стойкость лейко-
эЛе Ра при воздействии у-излучения и высокоэнергетических
НосКтР°НОв высока- Заметных изменений оптической прозрач-
6 2Т?о1°СЛе Т_°блУчения дозой 3-10® рад и электронным потоком
‘ *0 4 е/сма практически не наблюдалось.
14 в .
А. Колевко
209
Промышленность выпускает товарный лейкосапфир в Ви
оптических отполированных дисков различных диаметра и tq
щины, а также буль-монокристаллов для их последующей обпа'
ботки в нужные изделия. Физико-механические свойства лейко
сапфира приведены ниже:
Плотность, кг/м3 ..................................... 3980
Прочность, МН/м3:
при изгибе....................................... 570
» сжатии .......................................1200
Удельная теплоемкость, Дж/(кг-°С).......................756
Теплопроводность, Вт/(м °C):
перпендикулярно к оптической оси........... 28
параллельно » 25,2
Коэффициент термического расширения "X 10е» °C'1:
перпендикулярно к оптической осн...........5,0
параллельно » 6,7
Диэлектрическая проницаемость при 10е Гц:
перпендикулярно к оптической оси.......... 9,4
параллельно » 11,6
Тангенс угла диэлектрических потерь при 10’ Гц:
перпендикулярно к оптической оси...........104
параллельно » 10-4
2.7. ОКСИДНО-ЦИРКОНИЕВЫЕ МОНОКРИСТАЛЛЫ — ФИАНИТЫ
Фианиты (название образовано от аббревиатуры Физического
института Академии наук, где был создан этот материал) пред-
ставляют собой монокристаллы диоксида циркония с 10% оксида
иттрия. Введение в состав исходной шихты некоторых солей ред-
коземельных элементов, а также ко-
бальта, ванадия, хрома, марганца и
меди приводит к объемной окраске
монокристалла в любой цвет.
Введение в кристалл методом ле-
гирования контролируемого количе-
ства примесей позволяет создавать
монокристаллы с плавно изменяющи-
мися свойствами. Высокая темпера-
тура плавления, низкая упругость
пара в вакууме и высокие механиче-
ские, оптические и электрические
свойства фианитов позволяют исполь-
зовать их для изготовления опти-
Рис. 2.64. Температурная зави-
симость удельного объемного
сопротивления фианита
ческих элементов для широкого ин-
тервала длин волн, в СВЧ-технике в качестве материала Д-1*1
особо надежных установочных элементов, работающих в широко*1
диапазоне температур, в микро- и оптоэлектронике и многий
других областях техники и лабораторной практике. БлагоДаР’
кубической кристаллической решетке монокристаллы облада10
изотропией свойств, что выгодно отличает их от многих Кристал
лических материалов.
210
q повышением температуры удельное объемное сопротивление
лианита значительно изменяется (рис. 2.64). Высокий коэффи-
^'еНт термического расширения и низкая теплопроводность не
%спечивают фианиту высокой термоударостойкости, поэтому
0 гревать и охлаждать детали из фианита надо медленно. Высокая
имическая стойкость фианита позволяет нагревать его на воз-
хе до 2000 °C без заметных явлений термической диссоциации,
фианит устойчив к действию расплавленных металлов и кислых
оксидов (за исключением расплавленных силикатов), но взаимо-
действует с расплавами щелочей. При высокой температуре
в контакте с углеродом образует карбиды циркония. В воде не
растворяется. Ниже приведены основные свойства фианита:
Плотность, кг/м3 .................................... 5950
Температура, °C:
плавления.................................... 2700
кипения............................... 4300
Теплопроводность, Вт/(м.°С) .......................... 3,0
Коэффициент температурного расширения X 10е, °С"Х 10,7
Удельное объемное сопротивление, Ом.м ............... 1014
Диэлектрическая проницаемость при 10е Гц .... 4,0
Тангенс угла диэлектрических потерь при 10е Гц 5-10"4
Спектральная область пропускания, мкм ...... 0,26—7,5
Показатель преломления............................ 2,22
Коэффициент отражения, % ..................... 11—14
Угол полного внутреннего отражения . ............. 27° 6'
2.8. ГРАФИТ
Химический элемент углерод имеет три кристаллические и
одну аморфную модификации. Кристаллическими являются ал-
маз, графит и недавно обнаруженная третья модификация, полу-
чившая название лонсдейлит, свойства которого еще недостаточно
изучены из-за исключительно малой распространенности его
в природе. Аморфная модификация углерода представлена в ка-
менном угле и некоторых сортах нефтяных битумов. Все аллотро-
пические виды углерода имеют природное происхождение, однако
кристаллические модификации с заданными свойствами получают
искусственным путем.
Наиболее широкое техническое применение получил графит.
“ зависимости от технологии изготовления конструкционные
марки графита подразделяются на электрографит, получаемый
Из предельно чистого угля — антрацита — путем его электро-
кагрева до 1500 °C без доступа воздуха, и пирографит, получае-
мый в результате пиролиза (термического разложения) газооб-
Разных углеводородов, чаще всего — метана. Большинство марок
Называемой газовой сажи получают пиролизом. Кроме того,
сгорания угля
таким способом
можно получить в результате неполного
Лн Углеродосодержащих продуктов. Полученная
называется ламповой.
14*
211
Благодаря комплексу свойств, присущих графиту, его с ц0
ным основанием можно отнести к уникальным материалам.
дучи поликристаллическим материалом, компактный графит име^
свойства, определяемые технологией изготовления, в частное?
размером образующих его кристаллитов, давлением при прессо*1
вании, температурой обжига и др. В зависимости от размере»
кристаллитов графит подразделяется на плотный (в средне^
от 5 до 1 мкм), чешуйчатый (от 1 до 0,1 мкм) и сажу [кристаллиты
шарообразной формы (14-4) 10'3 мкм].
Механические свойства электрографита в значительной сте-
пени определяются его плотностью. В качестве конструкционного
материала широкого назначения используют электрографит вы.
Рис. 2.65. Прочность гра-
фита иа разрыв в зависи-
мости от температуры
Рис. 2.66. Зависимость прочно-
сти графита при сжатии от его
плотности
сокой плотности (нулевой пористости). Ни один из существующих
конструкционных материалов не обладает механическими свой-
ствами, присущими графиту. С одной стороны, он характеризуется
высокой хрупкостью, низкой твердостью и прочностью. С другой
стороны, тонкие графитовые нити гибки, как капроновая нить,
а чешуйчатый графит выдерживает даже ковку. Прочностные
характеристики графита особенно проявляются при высоких
температурах, при которых прочность всех остальных конструк-
ционных материалов резко падает, прочность же графита при
повышении температуры увеличивается (рис. 2.65), однако при
2700 °C его прочность резко снижается. Также с ростом темпера-
туры возрастают и остальные прочностные характеристики гра-
фита. Механические свойства графита тем выше, чем больше
плотность. Так, прочность при сжатии по отношению к плотности
графита значительно возрастает с ростом плотности (рис. 2.66)-
Механические свойства графита можно существенно повысить,
пропитывая пористую структуру различными смачивающими его
материалами. Таким образом был получен новый класс констрУк'
ционных композиционных материалов на графитовой основе
с высокими механическими и теплофизическими свойствами. Гра'
фит, пропитанный расплавленным кремнием или сплавом кремн^
с бором (силицированный графит, выпускаемый под торговЫ^
марками СГМ и БСГ), имеет более высокую способность к сопР0'
212 «
влению окислению и термоударам,
графит, пропитанный некоторыми по-
имеризующимися высокомолекуляр-
ными смолами, называется антегми-
® Этот материал обладает анти-
ррозионными и антифрикционны-
ми свойствами, сочетающимися с вы-
шкой теплопроводностью. Так, для
антегмитов марок ATM-10 (ТАТЭМ-0)
и АТМ-1 (ТАТЭМ-1) предельная ра-
бочая температура на воздухе 400—
600 °C, а в нейтральной атмосфере
2000 °C.
Композиции, состоящие из мелко-
дисперсного графита и полимерной
смазки, предназначенные для изго-
товления графитовых изделий мето-
дом литья, называются графитоли-
тами. Иногда графитолиты армируют-
Таблица 2.36
Содержание примесей
в особо чистом графите
Примесь Содержа ине, 10-‘%. не более
По классу чистоты
ОС4-6-4 ОС4-7-4
Железо Алюминий Магний Медь Бор Марганец Кремний Кальций 3 3 3 1 1 1 30 30 1 1 ; 1 1 1 1 3
ся углеродными волокнами, что суще-
ственно повышает их прочность. Если прочность при сжатии
и растяжении обычного графитолита 350 МН/ма и 70 МН/ма со-
ответственно, то у армированного графитолита эти значения воз-
растают до 800 МН/ма и 320 МН/ма. Благодаря высокой теплопро-
водности графитолиты можно использовать до 250—300 °C в кон-
такте со многими агрессивными веществами.
Совершенствование технологии получения графита пиролити-
ческим способом позволило создать обширную группу углегра-
фитовых конструкционных материалов, получивших названия
пироуглерод, пирографит, стеклоуглерод, нитевидный графит и др.
Особый интерес представляет нитевидный графит, из которого
изготавливают графитовую ткань, графитовый войлок и другие
тканые и нетканые материалы. Графитовый войлок, в частности,
используется в качестве теплоизоляции, работающей на воздухе
№ 600 °C, а в нейтральной неокисляющей атмосфере — до 2700 °C.
Из пирографита изготавливают тонкие углеродные пленки, ши-
роко используемые в радиодеталестроении, микроэлектронике,
электронной микроскопии и др. В качестве исходного материала
Для получения тонких пленок, как правило, методом термического
испарения используют особо чистые сорта пиролитического гра-
фита или углерода с зольностью менее 10-3% и содержанием при-
месей, приведенным в табл. 2.36.
Пленочные структуры можно получить посредством пиролиза
Различных углеродсодержащих веществ в двух температурных
Итервалах: 1000—1200 и 2100—2300 °C. Материал, полученный
Ри более низких температурах, обычно называют пироуглеро-
и°м> а при высоких температурах — пирографитом. Пироуглерод
иирографит по основным физическим свойствам приближаются
213
к свойствам монокристаллического углерода. В частности, Пл
ность пирографитных пленок приближается к теоретическое
значению (2250 кг/м3). Свойства нитевидного пирографита так»?
приближаются к теоретическим значениям. е
Своеобразным углеродным материалом является стеклоугЛе
род, изготавливаемый из целлюлозы, подвергнутой специальной
термической обработке. Существенное достоинство стеклоугде
рода состоит в возможности формования требуемого изделия из
целлюлозы с получением готового изделия уже из стеклоугле.
рода. Стеклоуглерод в отличие от большинства углеродных и
графитовых материалов — изотропный материал с весьма малой
газопроницаемостью. Стеклоуглерод представляет собой высоко-
пористый материал, чем обусловлена его малая плотность
(1470 кг/м3), однако чрезвычайно малый размер замкнутых пор
(2- 10~3 мкм) обеспечивает монолитность материала и его высокие
механические свойства при высоких температурах.
Как указывалось выше, графит — своеобразный и в значи-
тельной степени уникальный конструкционный материал. В связи
с этим промышленностью выпускается свыше 30 марок графита,
основные из которых приведены в табл. 2.37.
Таблица 2.37
Технические марки и краткая характеристика
графита промышленного выпуска
Техническая марка Краткая характеристика
гмз ппг гтм мг АРВ АГ-1500 ПГ ВК МГ-1 МПГ-6 АТМ-1 АТМ-1Г СУ-2500 ПУС-1 АО-1500-С05 АФГ АГ-1500 Малозольный, широкого назначения (нагреватели, тигли) Плотный, широкого назначения для ответственных де- талей Особо плотный графит, термомеханически обработанный Мелкозернистый, изотропный Графит для вакуумных приборов Антифрикционный графит. Индекс — давление прессова- ния Пористый графит, используется в качестве фильтров Теплоизоляционный пористый материал Особо чистый материал, предназначен для изделий полу- проводниковой техники (тиглей, лодочек, подставок) Высокопрочный, малозольный, очищенный в вакууме Графитопласт-антегмит. Теплоизоляционный материал Графитопласт-антегмит. Высокотемпературная изоляций Стеклоуглерод. Предельная рабочая температура 2500 ь Высокотемпературный пироуглерод. Особо прочный Графит, пропитанный сплавом свинца с оловом. Анти- фрикционный материал Графитофторопластовый материал с высокими антифрии- ционными свойствами Антифрикционный материал с рабочей температурой А 2500 С
214
Рис. 2.67. Зависимость удель-
ного объемного сопротивления
графита ППГ от температуры:
1 — перпендикулярно к направле-
нию прессования; 2 — в направле-
нии прессования
водности графита ППГ
правлении). Для обычных
Основные области использования графита различных сортов
марок следующие: изготовление установочных деталей, подвер-
женных действию высоких температур и механических нагрузок
* нормальной и агрессивной средах; электронагревателей для
выс0Котемпературных печей, работающих в вакууме и защитной
атмосфере; высокочастотных индук-
ционных нагревателей; электродов
лЯ интенсивных дуговых источни-
ков света; тиглей, лодочек и другой
посуды для плавления металлов и
агрессивных веществ; в качестве за-
медлителя нейтронов в атомной энер-
гетике и многие другие.
Для правильного использования
графита соответствующей марки не-
обходимо учитывать его специфиче-
ские свойства и, в частности, зависи-
мость физических свойств от темпера-
туры, а также анизотропию большин-
ства сортов графита. Так, удельное
объемное электросопротивление графита марки ППГ в зависимости
от температуры имеет минимум около 600 °C (рис. 2.67), что связано
с изменениями в кристаллической решетке графита. Из рис. 2.67
видно, что электрическое сопротивление в направлении прессовки
и в перпендикулярном к ней направлении отличается почти на
10%. Температурная зависимость
теплопроводности графита (рис. 2.68)
аналогична этой зависимости у ме-
таллов. Коэффициент термического
расширения графита существенно из-
меняется из-за анизотропии материа-
ла, причем эти изменения тем боль-
ше, чем совершеннее структура гра-
фита. В монокристаллическом гра-
фите анизотропия термического рас-
ширения изменяется от —20- 10“® °C"1
(вдоль направления роста) до +28х
X 10“® °C'1 (в перпендикулярном на-
,. г, .... марок поликристаллического графита
коэффициент термического расширения в широком интервале
температур изменяется незначительно (рис. 2.69).
Особую группу материалов представляют графитовые волокна,
ткани и войлок. Графитовое волокно, изготавливаемое пиролити-
ческим способом, имеет диаметр от 5 до 10 мкм и прочность при
Растяжении от 1500 до 2100 МН/м2, что приближается к теоре-
тическому значению прочности монокристаллического углерода,
лагодаря своим прочностным характеристикам графитовое во-
°кно широко используется как армирующий материал, особенно
215
в конструкционных композиционных пластмассах. Углероду
(графитовые) ткани представляют собой полотно, сотканное ие
нитей, каждая из которых содержит до 1500 отдельных графИт3
вых или угольных волокон диаметром от 5 до 10 мкм. Толщи/
Рис. 2.69. Зависимость коэффи-
циента термического расшире-
ния графита различных марок от
температуры:
/ — графит крупнозернистый ВПП;
2 — графит силицированный СМГ;
3 — графит мелкозернистый МГ
углеродной ткани 0,65—0,85 М11
Масса 1 м2 ткани от 200 до 400 г. '
Промышленность выпускает ткани
следующих основных марок: углерод
ные УТМ-Б, УТМ-8, УТВ-3 и УТВ-7
графитизированные ТГ-1, ТГ-2 й
ТГН-2М, а также ткани с поверхност-
ным пироуглеродным покрытием
ТМП-1 и ТМП-2. Нетканый материал,
изготовленный из углерода либо гра'
фитовых волокон и нитей, получил
название углеродного войлока. Этот
материал с плотностью 80 кг/м3 имеет
низкий коэффициент теплопроводно-
сти, равный в зависимости от марки
использованного волокна от 3,6 до
30-10-2 Вт/(м-°С). Углеродный вой-
лок широко используется в каче-
стве эффективного теплоизоляционного материала, работающего
до 2500 °C.
Промышленный выпуск графита включает следующий сорта-
мент изделий: прутки диаметром от 20 до 700 мм, пластины раз-
мером от 100x100 до 400x400 мм, разнообразный профильный
прокат, тигли, чашки и много других изделий.
Список литературы
1. Аскаров М. А., Банк А. С. Химическая стабильность полимеров. —Таш-
кент, 1974. — 143 с.
2. Астров Е. И. Плакированные многослойные металлы. —М.: Металлур-
гия, 1965. — 239 с.
3. Бовей Ф. А. Действие ионизирующих излучений на природные н син-
тетические полимеры: Пер. с англ. — Л.; М.: Изд. иностр, лит-ры, 1959. — 295 с.
4. Богородицкий Н. П., Пасынков В. В., Тареев Б. И. Электротехнические
материалы. — Л.: Энергоатомиздат, 1985.—304 с.
5. Бочкарев Б. А., Бочкарева В. А. Керметные пленки.—Л.: Энергия,
1975. — 152 с.
6. Василевский В. М., Гуняев Г. М., Кобец Л. П. Термоустойчивость пла-
стиков коиструкциониого назначения. — М.: Химия, 1980. — 240 с.
7. Вигли Д. А. Механические свойства материалов при низких температУ’
рах: Пер. с англ. — М.: Мир, 1974. — 373 с.
8. Воробьева Г. А. Химическая стойкость полимерных материалов. — Л-
Химия, 1981.—355 с.
9. Воронкова Е. М. Оптические материалы для инфракрасной техники.'*
М.: Наука, 1965. — 357 с. м.
10. Вульф Б. К.» Борщевский С. М. Титан в электронной технике. —
Энергия, 1975. — 184 с.
11. Гудимов М. М., Перов Б. В. Органическое стекло. — М.: Химия, 1981."
215 с.
216
,9 гуль В. Е. Структура и прочность полимерных материалов. — М.:
. „ня, I978- ~ 327 с’
S1,q’ ГульВ. Е., Царский Л. Н. Электропроводящие полимерные материалы. —
1„мия, 1968. - 240 с.
' |4. Еременко В. Н. Титан н его сплавы. — Киев: Изд-во АН УССР, 1960. —
2^ Зарубежные промышленные полимерные материалы и их композиции:
ковый словарь-справочиик: Пер. с аигл. — М., 1963.—430 с.
ТоЛ 16. Захаров А. М. Диаграммы состояния двойных и тройных систем. —
м. Металлургия, 1978. — 245 с.
if. Зеликман А. Н. Вольфрам. — М.: Металлургия, 1978. — 270 с.
18. Зелнкман А. Н. Молибден.—М.: Металлургия, 1970. — 272 с.
19. Каменев Е. И., Мясников Г. Д., Платонов М. П. Применение пластмасс:
Справочник — Л.: Химия, 1985. — 448 с.
UF20. Кашпар Ф. Термобиметаллы в электротехнике: Пер. с чешек. М.: Гос-
-иергоиздат, 1961. —448 с.
*21 Киффер Р., Браун X. Ванадий, ниобий, титан: Пер. с нем. — М.: Метал-
лургия, 1968.-312 с.
22. Композиционные материалы: Справочннк/Сост. Л. Р. Вишняков,
Т. В. Г р у Д и н а, В. К. Кадыров и др. — Киев: Наук, думка, 1985. —
592 с.
23. Космическая технология: Сб. статей: Пер. с аигл. — М.: Мир, 1980. —
418 с.
24. Кошелев П. Ф., Гальперин М. Я., Степанычев Е. И. Конструкционные
свойства пластмасс.—М.: Машиностроение, 1968. — 212 с.
25. Курносов А. И. Материалы для полупроводниковых приборов н интег-
ральных микросхем.—М.: Высш. шк., 1980. — 327 с.
26. Лариков Л. Н., Юрченко Ю. Ф. Тепловые свойства металлов и сплавов. —
Киев: Наук, думка, 1985. — 437 с.
27. Мармер Э. Н. Углеграфитовые материалы. — М.: Металлургия, 1973. —.
135 с.
28. Мартин М., Маер Н. Дж., Корб Л. Дж. Композиционные материалы:
Пер. с англ. —М.: Мир, 1978. — 510 с.
29. Миснар А. Теплопроводность твердых тел, жидкостей, газов и их комби-
наций: Пер. с франц. — М.: Мир, 1968. — 464 с.
30. Назаров Г. И., Сушков В. В. Теплостойкие пластмассы: Справочник. —
М.: Машиностроение, 1980. — 208 с.
31. Оптические материалы для инфракрасной техники: Справочник/Сост.
Е-М. Воронков, Б. И. Гречушииков, И. П. Дистлер и др. —
М-: Наука, 1965. — 335 с.
32. Пасынков В. В., Сорокин В. С. Материалы электронной техники. — М.:
Высш, шк., 1986. —367 с.
33. Перепелица И. В., Башнне Ю. А., Улановский Ф. Б. Термобнметаллы:
Композиции, обработка, свойства.—М.: Машиностроение, 1986.— 134 с.
34. Писаренко Г. С., Руденко В. Н. Прочность материалов при высоких тем-
пературах. — Киев: Наук, думка, 1966. — 796 с.
35. Преображенский А. А. Магнитные материалы и элементы. — М.: Высш,
и*.. 1976.-361 с.
36. Прецизионные сплавы: Справочник/Г. 3. К л евипка я, В. Н. Ве-
е л к о в а, А. И. 3 у с м а н и др. — М.: Наука, 1983. — 438 с.
5 87- Пятин Ю. М., Чернявская А. М., Владимирский Р. А. Материалы в при-
Ч?°ении и автоматике: Справочник. — М.: Машиностроение, 1982. — 631 с.
364 с Роус Б. Стекло в электронике: Пер. с чешек. — М.: Сов. радио, 1969. —
ги39-Самсонов Г. В. Тугоплавкие соединения: Справочник. —М.: Металлур-
’Д978- — 558 с.
нце,и- Смирягин А. П„ Смирягина Н. А., Белова А. В. Промышленные цвет-
Металлы и сплавы. — М.: Металлургия, 1974. — 488 с.
М. У.1- Соболев В. М., Бородина И. В. Промышленные синтетические каучуки. —
‘ лимия, 1977. — 392 с.
217
42. Уайэтт О., Дью-Хьюз Д. Металлы, керамика, полимеры: Пер. с яиг
М.: Атомиздат, 1979. — 578 с. ЧГв,'«
43. Ульянин Е. А., Свистунов Т. В., Левин Ф. П. Высоколегированны»
розиоино-стойкие сплавы. — М.: Металлургия, 1987. — 88 с. *°₽-
44. Самсонов Г. В., Бурыкина А. Л., Горячева Ю. М. Физике-химичес
свойства элементов: Справочник. — Киев: Наук, думка, 1965. — 80 с.
45. Хансен М., Андерко К- Структуры двойных сплавов: Справочник
2-х т. — М.: Металлургиздат, 1962. — Т. 1. — 609 с.; Т. 2. — 879 с. * 8
46. Харитонов Н. П., Кротиков В. А., Островский В. В. Органо-силик
ные композиции: — Каталог-справочник. Л.: Наука, 1980. — 90 с. Ит'
47. Хвойка И. Цветные металлы и сплавы: Пер. с чешек. — М.: Метал™,
гия, 1973.-399 с.
48. Цветные металлы. Свойства, сортамент, применение/Сост. М. ф. g.
женов, С. Г. Байчмаи, С. М. Мнллер и др. — Т. 1. — М.: Металл™,
гия, 1973. - 216 с. - Ур'
49. Чегодаев Д. Д., Наумова 3. К., Дунаевская Ц. С. Фторопласты. — д,
Госхимиздат, 1960. — 192 с.
50. Черняк К. И. Неметаллические материалы в судовой электро- н радио-
аппаратуре: Справочник. — Л.: Судостроение, 1970. — 599 с.
51. Черняк К. И. Эпоксидные смолы и их применение. —Л.: Судостроение
1967. — 399 с.
52. Чиркни В. С. Теплофизические свойства материалов. — М.: Физматгиз
1959. — 556 с.
53. Энциклопедия полимеров. М.: Сов. энциклопедия, Т. 1. 1972. — 1224 с.
Т. 2. 1974. — 1082 с.; Т. 3. 1977. — 1150 с.
54. Эспе В. Технология электровакуумных материалов: Пер. с нем. — М.:
Энергия, 1969. — Т. 1. — 631 с.; Т. 2. — 438 с.; Т. 3. — 368 с.
Глава 3
РАЗМЕРНАЯ ОБРАБОТКА МАТЕРИАЛОВ
3.1. ОБЩИЕ ПОЛОЖЕНИЯ
Под размерной обработкой понимают изготовление изделий
требуемых формы и размера с соответствующей шероховатостью
(чистотой) поверхности. Современная технология размерной об-
работки материалов, позволяющая изменять размеры от десят-
ков миллиметров (поковка) до 10"» мм (нанотехнология), включает
большое число методов формообразования, основанных на ис-
пользовании разнообразных физических, химических и других
явлений.
При любом виде обработки параметры изделия должны соот-
ветствовать требованиям чертежа. Однако в процессе изготовления
из-за ряда обстоятельств (состояния оборудования, соблюдения
режимов обработки, износа инструмента, отклонения свойств
материала от паспортных значений и др.) даже однотипные об-
рабатываемые изделия могут различаться по размерам и чистоте
поверхности. Такие технологические отклонения регламенти-
руются допусками, проставляемыми в чертеже. В связи с непре-
рывным уменьшением допусков на разброс размеров, который
в микроэлектронике достигает миллиардных долей миллиметра,
особую проблему составляет проверка размеров на соответствие
чертежу.
Современные контрольно-измерительные оборудование и при-
оры представляют собой сложные, управляемые ЭВМ комплексы,
водчас автоматизированные, в которых используются новейшие
Достижения оптики, электроники, ядерной и молекулярной фи-
ЭИки и др. Современная контрольно-измерительная техника позво-
ляет даже в заводских условиях измерять шероховатость обра-
°танной поверхности с точностью до долей длины волны и линей-
ные размеры — до нанометров.
3.2. КЛАССИФИКАЦИЯ МЕТОДОВ РАЗМЕРНОЙ ОБРАБОТКИ
В настоящее время известны десятки методов и способов раз-
еРной обработки всех природных и искусственных твердых
атеРиалов. Эти методы основаны на использовании физических,
219
химических и других принципов, а также их комбинации ь
методы размерной обработки в зависимости от способа в0'эВс6
ствия на материал можно подразделить следующим образом
Механические методы заключаются в сидов
воздействии на обрабатываемый материал более твердого Ма011
риала — инструмента — со снятием стружки. Сюда относя^
различные способы обработки резанием (точение, фрезерована
сверление, развертка, протяжка). е>
Шлифование — механическая обработка с использованием мно
голезвийного инструмента (шлифовальных кругов или свобод
ного абразива). *
Полирование — операция, аналогичная шлифованию, но в ос-
новном предназначенная для придания поверхности изделия
декоративных или других специальных свойств.
Другая, весьма обширная группа механических методов раз.
мерной обработки — деформационная обработка — включает
в себя прессование, прокатку, волочение, прошивку, вытяжку,
штамповку и ковку.
Перечисленные методы и способы механической обработки
известны давно и широко используются в промышленной прак-
тике. Однако с появлением новых конструкционных материалов
и технологии их использования в промышленной и научной прак-
тике возникла необходимость создания новых прецизионных ме-
тодов их размерной обработки. Действительно, как правило, но-
вые конструкционные материалы обладают высокими твердостью
и прочностью, что затрудняет их обработку резанием из-за малой
стойкости режущего инструмента и низкой производительности
оборудования. Кроме того, весьма трудно с высокой точностью
производить размерную обработку высоковязких материалов,
таких как медь, никель, некоторых марок коррозионно-стойки
и высокомарганцовистых сталей и других материалов. Развитие
планарной микроэлектроники потребовало создания технологии
микрообработки твердых и хрупких полупроводниковых моно-
кристаллических и других материалов со специальными свой-
ствами, размерная обработка которых старыми методами была
затруднена либо невозможна.
Основное место среди новых технологий размерной обработки
занимают электрофизические, электрохимические и химические
методы контролируемого удаления либо наращивания металла
и других материалов. Электрофизические и электрохимические
методы размерной обработки, а также их многочисленные взаим-
ные комбинации получили обобщенное название электр0"
технология.
Четкого разграничения отдельных электротехнологически*
методов по их воздействию на обрабатываемый материал не с?
шествует, так как ожидаемого результата можно достичь Ра3^
ными методами. Однако на практике принята следующая класс11'
фикация электротехнологических методов. '
220
К электрофизическим методам обработки относят электро-
зионную (ЭЭО), анодно-механическую (АМО), магнитно-абра-
нУ10 (МАО)» электрогидравлическую (ЭГО), электронно-луче-
зЯ® (ЭЛО), ультразвуковую (УЗО), магнитно-импульсную
$ы0), электро контактную (ЭКО), светолучевую (лазерную) об-
аботку (СЛО) и плазменную обработку (ПЗО).
Р к электрохимическим методам размерной обработки относят
лектрохимическое травление (ЭХТ), электролитическое осажде-
’ие металла (ЭХОМ), алмазно-электрохимическую обработку
/ДЛЭХО), абразивно-электрохимическую обработку (АБЭХО),
электрохимическое шлифование (ЭХШ), электрохимическое поли-
рование (ЭХП), электрохимическое глянцевание (ЭХГ) и элек-
трохимическую зачистку (ЭХЗ).
К химическим методам относят химическое травление, ло-
кальное (струйное) травление, химическое нанесение металла,
удаление металла путем окислительно-восстановительного цикла,
удаление металла посредством окислительного цикла.
Для высококачественной размерной обработки ряда материа-
лов со специфическими свойствами используют комбинированные
методы электрофизической и электрохимической обработки. К та-
ким комбинированным методам, в частности, относятся: электро-
эрозионно-ультразвуковая (ЭЭУЗ), электроэрозионно-химическая-
электроабразивная (ЭЭХАБ), электроэрозионно-химическая-ал-
мазная (ЭЭХАЛ), электроэрозионно-электрохимическая (ЭЭХО),
электрохимико-абразивно-электроэрозионная (ЭХАЭО) и др.
Выбор оптимального метода электротехнологической обра-
ботки зависит от обрабатываемого материала, возможного вза-
имодействия его с рабочей средой, в которой происходит процесс
(диэлектрическая жидкость, электролит), требуемой производи-
тельности процесса и других технологических и экономических
факторов. При всем многообразии электротехнологических ме-
тодов размерной обработки необходимо знать присущие им до-
стоинства и недостатки.
К бесспорным достоинствам следует отнести возможность
обработки материала независимо от его твердости, вязкости и
хрупкости. Процесс происходит без силового воздействия ин-
струмента на обрабатываемый материал, что необходимо при
технологии резания. В большинстве случаев вообще не требуется
механического контакта инструмента с изделием. Если при об-
работке резанием инструмент должен обладать большими проч-
°стью и твердостью, чем материал заготовки, в электротехноло*
ГИческих методах, строго говоря, обрабатывающий инструмент
отсутствует, а его функции выполняют электрод из мягкого
лектропроводящего материала, поток электронов, плазма или
отовой луч высокой энергии.
топЛ ет°Дами электротехнологии можно выполнять операции, ко-
^РЫе не могут быть выполнены методами резания или давления.
апРимер, сделать сквозное или глухое отверстие диаметром 1 мм
221
вдоль вала длиной 5 м или в массивной детали «просверлить» Ktl
вол иней ное отверстие с любой формой сечения. Станки и устп ь
ства для электротехнологической обработки обладают в десятку
сотни раз меньшей металлоемкостью, чем оборудование для cun'1
вой обработки резанием или давлением. При обработке круцн°‘
габаритных изделий метод электротехнологии позволяет дег®'
использовать принцип «станок на изделие», в то время как пп°
обработке резанием и давлением используется принцип «издед?
на станок». 6
Несмотря на столь существенные достоинства электротехно
логических методов размерной обработки, им присущи некоторый
недостатки, ограничивающие их широкое использование. К основ,
ным недостаткам можно отнести повышенную энергоемкость при
обработке изделий простой формы из мягких материалов по
сравнению с энергоемкостью процесса резания; значительно мень-
шую универсальность технологического оборудования, требую-
щую для каждого метода, как правило, своего станка, и некоторые
другие.
3.3. ОБРАБОТКА РЕЗАНИЕМ
Механическая размерная обработка методом резания пред-
ставляет собой силовое воздействие инструмента на обрабатывае-
мую заготовку с удалением лишнего материала в виде стружки.
Для того чтобы осуществить процесс резания, необходимо соблю-
сти основное условие — режущий инструмент должен быть зна-
чительно тверже обрабатываемого материала и иметь специальную
режущую форму (заточку) применительно к обрабатываемому
материалу.
Основные виды обработки резанием включают точение, фре-
зерование, строгание, опиливание, сверление, развертывание,
шлифование и др.
Любой вид обработки резанием характеризуется режимом ре-
зания, включающим скорость резания (скорость движения за-
готовки или инструмента в направлении снятия стружки), по-
дачу (скорость в направлении движения инструмента) и глубину
резания (толщину снимаемого слоя материала заготовки за один
проход).
В результате сопротивления материала резанию и трения ре-
жущего инструмента о заготовку режущий инструмент нагре-
вается, в результате чего ухудшаются его свойства резания,
шероховатость поверхности и точность размеров обрабатывае-
мой детали. Чтобы уменьшить тепловое воздействие, широко ис-
пользуют смазочно-охлаждающие жидкости (СОЖ), которые эф-
фективно отводят тепло от инструмента и детали. ,
В зависимости от режима резания, заточки инструмента и об-
рабатываемого материала может образовываться стружка ра3’
личных видов: сливная, надломная, ступенчатая и элементна”-
На рис. 3.1 показаны формы стружки, образующейся при механ”'
222
кой обработке материала точением. Сливная стружка обра-
чеСсй при токарной обработке с высокой скоростью резания
3Уе х пластичных материалов, как малоуглеродистые стали,
та\ свинец и др. При обработке малопластичных материалов
ме?гуна, бронзы, некоторых марок латуни) образуется надломная
ружка, представляющая собой мелкие частицы металла. Сту-
рйС 3.1. Формы стружки, образующейся при механической обработке точе-
а — скалывания; б — элементная; в — сливиая; г — ступенчатая; д—
'' иадломная
Рис. 3.2. Элементы геомет-
рии токарного резца:
а — главный задний угол; fl —
угол заострения; у — передний
угол; о — угол резания
пенчатая стружка появляется при обработке со средними скоро-
стями резания алюминия и его сплавов, углеродистых сталей
средней твердости и др. Эта форма стружки представляет собой
тонкую ленту, у которой со стороны резца поверхность гладкая,
а со стороны, обращенной к заготовке, — с мелкими поперечными
зазубринами. При обработке маловяз-
ких и твердых материалов типа высоко-
углеродистых и легированных сталей
с малыми скоростями резания обра-
зуется элементная стружка, у которой
отдельные части, слабо связанные друг
с другом, в процессе образования рас-
сыпаются на отдельные куски.
Форма образующейся при обработке
резанием стружки характеризует режим
Резания, который в значительной сте-
пени определяется геометрией режу-
щей части резца или фрезы. Основные
элементы геометрии токарного резца
показаны на рис. 3.2. При обработке
твердых и хрупких материалов надо применять резец с углом
заострения 70—75°, углеродистой стали — 60—65°, а алюми-
КИя. меди и других мягких металлов — 55—60°. Передний
Угол резания определяет степень деформации материала при
пвятии стружки. Увеличивая передний угол, можно уменьшать
аклеп материала и нагрев резца. С увеличением твердости обра-
этынаемого материала передний угол резца следует уменьшить,
ачение заднего угла важно только для расточных резцов и
РабКТИЧески остается постоянным независимо от твердости об-
катываемого материала. Более точные значения основных углов
КаРного резца при обработке различных металлов приведены
Табл. 3.1.
223
Таблиц
Оптимальные значения основных углов резца
при токарной обработке некоторых металлов
Обрабатываемый материал Основные углы резщ «
передний заостре- ния заДвВ8
Малоуглеродистая сталь 25 57 8
Легированная » 20 62 8
Высоколегированная » 15 67 8
Чугун обычный (серый) 15 67 8
» серый ковкий высокопрочный 10 72 8
Бронза оловяииая 10 . 72 8
» безоловянная (твердая) 5 77 8
Медь, алюминий 25 57 10
Определяющим условием нормальной токарной обработки
является правильная установка резца относительно обрабатывае-
мой детали. Самое главное условие — режущая кромка резца
должна находиться на высоте центра обрабатываемой детали,
совпадающего с осью вращения. Для чистовой обработки детали
последний проход резцом надо производить на больших оборотах
с малыми подачей и глубиной резания. Для чистовой обработки
используют резцы с закругленной режущей частью. Чистовую
обработку можно производить и так называемым проходным рез-
цом с соблюдением приведенных режимов резания и с использова-
нием соответствующей обрабатываемому материалу смазывающей
жидкости. Смазывающие жидкости не употребляются при токар-
ной и фрезерной обработке твердых и хрупких материалов, об-
разующих стружку надлома (бронзы, чугуна и др.). Работа по
отрезанию части заготовки или детали часто вызывает «дробление»
резца, что приводит к нарушению режима резания и даже к по-
ломке резца. Чтобы уменьшить дробление, режущую кромку от-
резного резца надо заточить с небольшим скосом (10—15°) от-
носительно направления реза.
Если токарная обработка позволяет изготавливать детали по
форме тел вращения, то фрезерование предусматривает обработку
плоскостей, пазов, уступов, скосов и различных фигурных про-
филей. Так же как и токарная, фрезерная обработка основана «8
удалении лишнего материала заготовки чаще всего многолезвий-
ным режущим инструментом различной формы — фрезами. Су-
щественное различие токарной и фрезерной обработки закл»'
чается в кинематике движения заготовки и режущего инструмент8-
При токарной обработке заготовка вращается, а резец мо#еТ
передвигаться в горизонтальной плоскости. Фрезерование пройС’
ходит при вращении режущего инструмента (фрезы) и перемен!6'
нии заготовки в вертикальной, горизонтальной или наклонно
плоскостях, а также с поворотом вокруг своей оси. Режим фРе3
224
аНия определяется скоростью резания, зависящей от скорости
ашения фрезы, а также подачей и глубиной резания. Качество
BLa6oTKH поверхности при фрезеровании кроме режима резания
ределяется правильностью выбора инструмента и свойствами
Срабатываемого материала. Частным случаем фрезерования яв-
°яется операция сверления круглых отверстий, включающая
л себя калибровку просверленного отверстия — зенкерование и
развертывание.
Е Для механического сверления используют спиральные сверла
диаметром от 0,2 до 100 мм. В зависимости от обрабатываемого
материала используют спиральные сверла с разными углами за-
точки при вершине и углом наклона винтовой канавки. Так, для
сверления отверстий в чугуне, коррозионно-стойкой стали и дру-
гих материалах средней и высокой твердости используют сверла
с углом заточки 135° и наклоном канавки 20°. Для сверления
алюминия и его сплавов, латуни, бронзы и других легких сплавов
сверло должно иметь угол заточки 90° и наклон канавки 30°.
Пластмассы обрабатывают сверлами с углами заточки от 30 до
120° (в зависимости от вида пластмассы), а также наклоном
канавки 20°.
Несмотря на подбор оптимального режима сверления и исполь-
зование смазочно-охлаждающих жидкостей, отверстие получается
на уровне 10—14-го квалитета и 3-го класса шероховатости по-
верхности. Качество просверленного отверстия ухудшается по
мере увеличения его длины и уменьшения диаметра. Для того
чтобы улучшить качество поверхности отверстия, используют
доводочные многолезвийные размерные режущие инструменты —
зенкера и развертки. После зенкерования отверстия, просверлен-
ного с припуском от 0,5 до 1,0 мм (в зависимости от диаметра
отверстия), точность диаметра достигает 4-го квалитета, а качество
обработки поверхности — 5-го класса.
Более высокого качества обработки можно достичь, используя
развертки. Основная разница между зенкером и разверткой за-
ключается в том, что у зенкера режущая часть расположена по
опирали, а у развертки — параллельно оси. После обработки
разверткой точность размера отверстия повышается до 9-го ква-
литета, а шероховатость поверхности — до 8-го класса.
Один из самостоятельных способов обработки материала со
снятием стружки — опиливание. В качестве рабочего инструмента
пРи опиливании используют различные напильники, шабера и
нритиры. Основным опиловочным инструментом являются на-
пильники, изготовляемые из высокоуглеродистой (У 13) или вы-
соколегированной шарикоподшипниковой (Ш15) стали. По форме
сечения рабочей части производят напильники общего назначе-
Ия восьми типов: плоские (тупоносые и остроносые), квадрат-
ые, трехгранные, ромбические, полукруглые, круглые и ножо-
вые. Длина насечки у этих напильников от 100 до 400 мм.
Л4Ля опиливания сложных криволинейных и фасонных поверх-
А. Колен ко 225
ностей, а также пазов используют специальные слесарные н.
пильники с криволинейной рабочей поверхностью.
Число основных насечек на 10 мм рабочей длины определяй
группу (класс) напильника и соответственно его назначенце
Для слесарных напильников общего назначения установлено
шесть основных групп: 0, 1, 2, 3, 4 и 5. Насечка напильника
может быть одинарной и двойной (перекрестной). Для обработки
меди, латуни и других мягких материалов, а также пластмасс н
древесины используют напильники с одинарной насечкой, дЛя
обработки металлов повышенной твердости (стали, чугуна и др.) _
с двойной насечкой.
Напильники нулевой группы с 5—8 насечками называют
брусовками и используют для грубого обдирочного опиливания.
Напильники первой группы (9—14 насечек) — драчевые — пред,
назначены для грубого опиливания, когда за один проход можно
удалить до 0,3 мм мягкой стали. Драчевую обработку производят,
когда припуск на опиливание не превышает 1 мм.
Для более чистовой обработки, когда требуется снять припуск
до 0,5 мм, используют личные напильники второй (12—20 насе-
чек) и третьей (17—28 насечек) групп насечек. Личным напиль-
ником за один проход можно снять слой металла толщиной от
0,05 до 0,08 мм. При этом качество шероховатости поверхности
будет соответствовать 7—8-му классу.
Напильники четвертой (24—40 насечек) и пятой (34—56 на-
сечек) групп насечек называют бархатными и применяют для
чистового (окончательного) опиливания детали. Обработка ме-
таллов бархатным напильником позволяет за один проход уда-
лить слой толщиной от 0,03 до 0,01 мм при шероховатости поверх-
ности, соответствующей 9—10-му классу.
Особую группу напильников составляют рашпили, имеющие
заостренную штифтообразную насечку и предназначенные для
грубого опиливания мягких, как правило неметаллических, ма-
териалов (древесины, кожи, рога, пластмасс и др.). Благодаря
форме и расположению острых штифтов насечки рашпиль не за-
бивается обрабатываемым материалом.
Для того чтобы выполнить относительно точные доводочные
операции по опиливанию и распиливанию фигурных отверстий,
криволинейных или малых поверхностей, узких пазов, когда
использовать слесарные напильники общего назначения неудобно
или невозможно, применяют мелкие напильники — надфиле
По форме сечения рабочей части надфили подразделяют на пло-
ские, тупоносые и остроносые, квадратные, трехгранные, трех-
гранные односторонние, круглые, полукруглые, овальные, РоМ'
бичёские, ножовочные и пазовые. Кроме того, для специальных
целей выпускают надфили с криволинейной рабочей поверх'
ностью. Градация насечек надфилей содержит пять номеров с чис
лом насечек от 22 до 112 на 10 мм рабочей длины. Чем боль#6
номер насечки надфиля, тем больше его «бархатистость». НоР'
226
пьная толщина надфиля 1,9—2,0 мм при полной длине 80, 120
M3|g0 мм. В том случае, если пропил надо выполнить в щели
11 ньшей, чем толщина надфиля, плоский надфиль с одной стороны
^тлифовывают до 0,5—0,8 мм. Таким же образом можно сошли-
ловать плоский надфиль по ширине. Иногда насечку плоского
Ф фиЛя с одной или двух сторон сошлифовывают, чтобы предохра-
нить от опиливания другие поверхности паза. Сошлифовать на-
ечку на надфиле можно на обычном абразивном круге (точиле).
С Кроме стальных надфилей промышленность выпускает над-
ели С режущей частью из порошкообразных синтетических
аЛМазов различной зернистости, закрепленных специальным клеем
на стальной державке. Основные типоразмеры алмазных над-
филей такие же, как и стальных. Достоинство алмазных надфилей
состоит в возможности обработки ими стекла, керамики и других
твердых материалов. Обязательное условие при работе с алмаз-
ным надфилем — обильное смачивание его водой.
В зависимости от обрабатываемого материала, толщины опи-
ливаемого слоя и требуемой шероховатости обрабатываемой по-
верхности необходимо использовать напильники соответствую-
щих группы и формы.
Совершенно недопустимо производить опиливание первым
попавшим под руку напильником, ибо это ухудшает качество и
точность обработки. Использование не подходящего к данному
материалу напильника приводит к его «засаливанию» — плот-
ному заполнению обрабатываемым материалом пространства
между насечками. «Засаленный» напильник требует длительной,
кропотливой механической либо химической очистки, без которой
он практически полностью теряет свои режущие свойства. Для
того чтобы исключить или уменьшить засаливание напильника,
следует придерживаться следующих правил опиливания:
размер насечки используемого напильника зависит от твер-
дости обрабатываемого материала: чем тверже материал, тем
мельче должна быть насечка; соответственно мягкие материалы
ьельзя опиливать напильником с мелкой насечкой, за исключе-
нием случаев, когда требуется чистовая обработка со снятием
тонкого слоя металла (0,05—0,1 мм);
при опиливании мягких материалов через 5—10 проходов
необходимо очистить напильник от опилок легким постукиванием
° нетвердый предмет;
прочно забившиеся в насечку опилки надо убрать при помощи
еДной латунной или алюминиевой пластинки, проводя ею под
>глом насечки по засаленной поверхности напильника;
пРи чистовой обработке бархатным напильником его следует
Рипудрить» тальком, мелом или зубным порошком; иногда
Масл°В°е опиливание производят, смазав напильник машинным
Ни °Пиливание мягких материалов (свинца, цинка, меди, алюми-
я и др.) личным или бархатным напильником производят,
15* 227
помощи
увлажняя напильник водой, что облегчает удаление матерцал
забившегося в насечку; естественно, что после мокрого опилцва'
ния напильник надо тщательно протереть.
Одной из финишных доводочных операций при механическое
обработке металлов является шабрение, заключающееся в ручш
обработке плоских и криволинейных поверхностей путем соскаб*
ливания очень тонкого слоя материала с локальных неровностей
Основная задача шабрения состоит в создании хорошего прцде'
гания деталей, движущихся относительно друг друга. Как npai
вило, шабрение производят в том случае, когда доводка поверх-
ности другими способами обработки невозможна. Например
шлифованием можно получить требуемое качество обработки по-
верхности, однако из-за внедрения в обрабатываемый материал
Рнс. 3.3. Оптимальные углы заточки шаберов: а — для чугуна и бронзы;
б — для стали; в — для мягких металлов
мелких зерен абразива (шаржирования) происходит повышенное
изнашивание сопряженных трущихся поверхностей.
Шабрению подвергают поверхности, предварительно обра-
ботанные опиливанием, резанием или шлифованием. В качестве
режущего инструмента при шабрении используют специальный
ручной резец из закаленной стали или твердого сплава, называе-
мый шабером. Для того чтобы при снятии стружки шабер не вре-
зался в материал или не скользил по нему, в зависимости от об-
рабатываемого материала режущую кромку шабера затачивают
соответствующим образом. Кроме того, не менее важным является
угол между шабером и обрабатываемой поверхностью. На рис. 3.3
приведены углы заточки и наклона шабера при обработке различ-
ных материалов.
После заточки на требуемый угол, чтобы удалить образовав-
шиеся заусенцы, режущую кромку шабера надо довести оселком
зернистью М14 или мельче. Доводку шабера можно производить
и на мелком абразивном порошке из карбида кремния или на
алмазной пасте. В случае использования порошкообразных абрЗ"
зивов их следует смешивать с жидким машинным маслом. В ка"
честве притира можно использовать чугунную или стекляииУ10
плоскую пластинку. В лабораторных условиях шабер можно лег*®
изготовить из старого плоского напильника соответствуют®1;
размера или из прутка инструментальной стали У10—У13, 33
каленной с рабочего конца до твердости 55—65 HRC. При изг°"
228
влении шабера его торцевую режущую сторону следует слегка
заКрУгЛИТЬ’ А
Собственно технология шабрения заключается в следующем.
иа подлежащую шабрению поверхность тампоном из безворсной
кани наносят тонкий слой шабровочной краски, которая состоит
т3 просеянной сажи или синьки, замешанных на машинном масле
и консистенции жидкой сметаны. Покрытую краской деталь по-
мещают на плоскую поверочную (притирочную) плиту и медленно
передвигают по всей поверхности плиты круговыми движениями
в разных направлениях. Крупные предметы покрывают краской,
после чего по ним передвигают поверочную плиту. Сняв деталь
с плиты или плиту с детали, проверяют состояние поверхности
детали. Если на ней в некоторых местах образовались светлые
пятна, это свидетельствует о том, что в этом месте есть впадина и
краска туда не попала. Серые и темные пятна краски образуются
на сильно и слабо выступающих местах поверхности.
Шабрение сводится к удалению (сцарапыванию) металла в се-
рых и темных окрашенных участках поверхности. Шабер берут
за рукоятку в правую руку, а левой рукой прижимают режущую
часть к поверхности металла. Рабочим ходом при шабрении яв-
ляется движение вперед. При движении назад шабер приподни-
мают. При чистовом шабрении за один проход шабера удаляется
от 0,003 до 0,01 мм металла. После первого шабрения краску с де-
тали удаляют, наносят новый слой краски и процесс повторяется.
После того как на обрабатываемой поверхности будут образо-
вываться 25—30 пятен краски на площади 25x25 мм, шабрение
можно закончить, так как при этом шероховатость поверхности
будет отвечать 10-му классу. Шабрением можно получить прямо-
линейность и плоскостность поверхности на длине 1000 мм с точ-
ностью до 0,002 мм.
Некоторые детали приборов требуют весьма высокой точности
шабрения. Для этого после обычного шабрения с использованием
Шабера окончательную доводку поверхности проводят с использо-
ванием абразивной пасты ГОИ. Разведенную в керосине или ми-
неральном масле до консистенции густой сметаны пасту наносят
тонким слоем на деталь. Затем деталь притирают на заведомо
плоской поверхности, например пластине толстого «зеркального»
стекла. Притирку проводят до тех пор, пока паста не приобретет
черный цвет. Протерев бензином или керосином притертую по-
верхность, на ней обнаруживают отдельные блестящие пятна.
*°сле удаления шабером с материала блестящего пятна операцию
"Ритирки повторяют. Через три-четыре раза пятна с детали
счезают, и вся поверхность после удаления пасты приобретает
Равномерный темный цвет. Такая шабровочно-притирочная опе-
рация обеспечивает плоскостность обработанной поверхности до
2 мкм.
Поверку качества шабрения в лабораторных условиях проще
ег° провести при помощи поверочной (лекальной) линейки
229
1- или 2-го класса соответствующей длины. Приложив линейи
к поверяемой поверхности и осветив место прилегания сзад^
по просвету можно легко обнаружить неравномерность повел»'
ности в 1—2 мкм.
3.3.1. Обработка вольфрама, молибдена, тантала,
ниобия и титана
Вольфрам, молибден, тантал и ниобий относятся к группе ту.
гоплавких металлов и, следовательно, в основном обрабатываются
не плавкой, а методом порошковой металлургии. Метод обработки
определяет и некоторые свойства материала, в частности его
Рис. 3.4. Зависимость твердо-
сти вольфрама от темпера-
туры
макроструктуру, которая у компакт-
ного материала (ленты, жести, прово-
локи) является волоконнообразной.
Такая анизотропная структура опреде-
ляет некоторые особенности их меха-
нической обработки резанием.
Вольфрам. Высокая твердость воль-
фрама требует при его точении ис-
пользовать твердосплавный режущий
инструмент из вольфрамокобальтовых
сплавов ВК.60М и ВК100М. Критерием
эффективности режущего инструмента
при обработке тугоплавких металлов
служит площадь обработанной детали до затупления режу-
щей кромки инструмента (/? > 0,6 мм). Так, при обработке
вольфрама резцом из сплава ВК60М эта площадь равна 2,2х
х10-4 мм2. Через 2—4 мин из-за затупления резца площадь
обработки уменьшается до 0,4-104 мм2, т. е. более чем в 5 раз.
Наибольшая износоустойчивость режущего инструмента дости-
гается при скоростях резания 40—60 м/мин при подаче не более
0,4 мм/об. При малых скоростях резания (до 20 м/мин) стружка
образуется в виде мелких частиц, которые вызывают повышенный
износ режущего инструмента и значительную шероховатость об-
рабатываемой поверхности. При больших скоростях резания об-
разуется сливная стружка, что объясняется нагревом металла и
соответственно увеличением его пластичности. Так, при обработке
вольфрама резцом из сплава ВК8 в зоне резания температура по-
вышается до 700 °C. Изменение твердости вольфрама в зависимости
от температуры нагрева показано на рис. 3.4. Оптимальной тем-
пературой нагрева вольфрама внешним источником тепла, на’
пример газовой горелкой, считается 350—420 °C. При более вы-
соких температурах в вольфраме возникают структурные изме-
нения.
Токарная и фрезерная обработка вольфрама может обеспечить
точность не выше 0,02—0,05 мм и шероховатость поверхно^
4—5-го класса. Более точной обработки вольфрама достигают п°
230
Рис. 3.5. Приспособление для сверления
отверстий в вольфрамовой жести и фольг.е:
/ — стальная илн латунная пластинка; 2 —
стальной кондуктор; 3 — вольфрамовая жесть
или фольга; 4 — стяжные вннты; 5 — сталь-
ное основание
„дуюшим шлифованием или электрофизическими методами.
гледУет °™етить> что ПРИ малых скоростях резания для обра-
ботки вольфрама можно использовать резцы из быстрорежущей
тали Р18. При этом передний угол заточки резца должен быть
с веН 20° и задний угол — 15°. Резцы из стали Р18 сохраняют свои
Рвущие свойства при нагреве в процессе работы до 650 °C,
Р е при обработке вольфрама со скоростью резания не более
10 м/мин.
фрезерование вольфрама сопряжено с рядом особенностей.
ТаК как процесс фрезерования представляет собой прерывистое
резание, в котором периодически чередуются рабочий и холостой
ход, на заготовку и фрезу действуют переменные силовые и тепло-
вые нагрузки. Следствием
этого является преждевре-
менное затупление инстру-
мента и микровырывание ма-
териала, что приводит к об-
разованию микротрещин и
высокой шероховатости обра-
батываемой поверхности.
При торцевом фрезеровании
вольфрама оптимальным счи-
тается следующий режим
обработки; скорость резания
24 м/мин, подача 0,1 мм/зуб.
При использовании режу-
щего инструмента из сплава
фрезы должен быть в пределах от 0 до 5°, при 5° стойкость инстру-
мента выше, но образуется больше сколов на обрабатываемой по-
верхности. Задний угол должен быть равен 5°.
Сверлить вольфрам можно сверлами из стали Р18 при нагреве
детали до 160—180 °C. При использовании твердосплавных сверл
из сплавов ВКЮМ или ВК15М рекомендуется следующий режим
сверления: скорость резания 2—8 м/мин, подача 0,03—0,08 мм/об.
Угол заточки сверла 110°. При использовании твердосплавных
сверл обрабатываемую деталь следует нагреть до 400—450 °C.
Особо сложно просверлить отверстие в тонкой вольфрамовой же-
сти. Уже при накернивании места отверстия возникают трещины
в металле. При сверлении на выходе сверла образуются рваные
3аУсенцы, от которых отходят трещины вдоль волокон вольфрама.
Для удобства разметки и получения ровного, не вызывающего
Дефекта материала отверстия в тонкой вольфрамовой жести или
Фольге поступают следующим образом. Подлежащую сверлению
^есть зажимают между двумя пластинами из латуни или мало-
углеродистой стали толщиной 3—5 мм (рис. 3.5). Образовавшийся
пакет надо стянуть струбцинами или винтами. Проведя нужную
Разметку на наружной пластине, производят сверление со сквоз-
ЫМ проходом верхней пластины, вольфрама и частично нижней
231
ВК8 передний угол резания зуба
Рис. 3.6. Сверление вольфрамовой
жести с локальным электроиагре-
вом:
1 — патрон сверлильного станка; 2 —
электрический контакт к станку; 3 —
сверло; 4 — электрический контакт
к подкладке; 5 — электроизоляцион-
ное основание; 6 — вольфрамовая
жесть; 7 — латунная подкладка
пластины. Если требуется сделать отверстие большого диаметр»
сверление надо производить несколькими сверлами, увеличив,3'
диаметр. Следует заметить, что бездефектная обработка вольфр^
и других хрупких материалов с анизотропной макроструктур0?
пакетным методом возможна на токарном и расточном станку
Естественно, что сверление пакетным способом с успехом мощНо
использовать и для получения отверстий в других тонких метад.
лических и неметаллических материалах.
Отверстия малого диаметра в тонком листовом вольфрам
можно получить и способом локального электроподогрева
(рис. 3.6). Суть метода заключает-
ся в том, что между подлежащей
сверлению вольфрамовой деталью
расположенной на термостойкой
электроизоляционной пластине
(например, из асбоцемента), и
сверлом (корпусом станка) при-
кладывают напряжение перемен-
ного тока 2—10 В. При соприкос-
новении сверла с вольфрамом из-
за резистивного нагрева темпера-
тура вольфрама повышается, а его
пластичность увеличивается. Зна-
чение тока в цепи сверло—деталь
подбирают опытным путем, чтобы
нагрев зоны сверления был 150—
250 °C.
Существенной операцией ме-
ханической обработки вольфрама
является так называемая бесстружковая резка листового и про-
волочного материала. Для резки даже тонкой вольфрамовой
жести надо предварительно нагревать материал (до 400—600 °C).
В качестве режущего инструмента можно использовать остро
заточенные ножницы, не имеющие зазора между лезвиями. По-
пытки разрезать тонкую вольфрамовую ленту без нагрева при-
водят к расслоению материала вдоль волокон. Иногда можно
отрезать ненагретую вольфрамовую жесть остро заточенными
ножницами с припуском 0,8—1,0 мм, после чего припуск надо
сошлифовать абразивным инструментом. Прутки и штабики воль-
фрама разрезают тонкими карборундовыми дисками на вулкани-
товой связке (например, КЗ 8/ГБ) или алмазными дисками ни
металлической связке (типа А16 75-0,25-12-5). Абразивную
резку вольфрама следует производить при обильном водяном
охлаждении режущего инструмента. Откусывать или разрубать
вольфрамовую проволоку на куски нужной длины совершенно
недопустимо, так как при этом происходит сильное расслоение
материала. Резку проволоки необходимо производить тоЛьК0
абразивным инструментом. Однако в лабораторных условия*»
232
~220В
Рис. 3.7. Устройство для без-
дефектного разрезания вольф-
рамовой проволоки с использо-
ванием электроподогрева:
/ — высокооборотный электродви-
гатель; 2 — стальной тонкий диск;
3 — ограничительное сопротивле-
ние; 4 — вольфрамовая проволока
абразивных дисков нет, вольфрамовую проволоку диа-
ооМ Д° 1 мм можно разрезать без расслоения следующим спо-
На ось электродвигателя закрепляют тонкий (0,5—1,0 мм)
льйой диск диаметром 200—250 мм, который приводят во вра-
ие с частотой до 2500 об/мин (обычная частота вращения
ЙиНхРоННОГО электродвигателя). Между диском и подлежащей
аС ке проволокой прикладывают напряжение переменного тока
1L10 В. При соприкосновении проволоки с вращающимся диском
месте их контакта возникает ток силой 15—50 А. Например,
везание проволоки диаметром 0,8 мм происходит наиболее эффек-
тивно при токе 20 А. Благодаря мест-
ному резистивному нагреву резание
происходит быстро и без следов рас-
слоения. Схема устройства для реза-
ния вольфрамовой проволоки сталь-
ным диском приведена на рис. 3.7.
Молибден. Молибден, как и воль-
фрам, в основном производят мето-
дом порошковой металлургии. После
прокатывания в лист или волочения
в проволоку он приобретает воло-
конную макроструктуру. Однако он
в 1,5 раза менее твердый, чем воль-
фрам, поэтому его обрабатывать ре-
занием намного проще.
Токарную, фрезерную обработку,
сверление и нарезание резьбы можно
производить инструментом из быст-
рорежущей стали Р18, а также
твердосплавным инструментом. При токарной обработке перед-
ний угол заточки резца должен быть 20—25°, а задний угол
6—10°. Скорость резания не должна превышать 35 м/мин. Доста-
точно чистую поверхность молибдена (5—6-й классы шерохова-
тости) можно получить при продольной подаче режущего ин-
струмента 0,05—0,5 мм/об и глубине резания 0,2—0,5 мм. В ка-
честве смазки при обработке молибдена резанием используют
Четь1реххлористый углерод, касторовое или минеральное масло
добавкой мелкодисперсной серы (так называемого серного
Сверлить молибден можно сверлами из стали Р18 или твердо-
главными с углом заточки 100—110°. В качестве смазки при
сверлении применяют четыреххлористый углерод или минераль-
°е масло с серой.
Нарезать резьбу в молибдене, особенно в глухих отверстиях,
аДо с использованием в качестве смазки минерального масла
СеР°й или без нее. При нарезании резьбы на молибдене с помощью
а Карного станка скорость подачи не должна превышать 10 м/мин,
глубина подачи 0,05—0,1 мм. Глубина резьбы, выполненной
233
на молибдене, должна составлять 70—80% от нормализован
значения.
Ногс
пРУтков
ибо а,]
Так же как и вольфрам, молибден в виде штабиков,
листа и проволоки нельзя резать обычными способами,
приводит к расслоению материала вдоль волокна. Все операщ?
резки необходимо производить способами, применительных?
к резке вольфрама. н
Так же как и вольфрам, молибден кроме метода порошковой
металлургии изготавливают электродуговой плавкой и вытяги-
ванием из расплава монокристаллических заготовок. Литые и
монокристаллические материалы обладают повышенной пластич-
ностью, и их обработка резанием не представляет никаких труд,
ностей.
Тантал и ниобий. Тантал и ниобий относятся к группе туго-
плавких металлов, изготавливаемых методом порошковой метал-
лургии и в особых случаях электродуговой плавкой и вытягива-
нием из расплава монокристаллической заготовки. Твердость
отожженного тантала, изготовленного по порошковой технологии,
в три раза меньше, чем молибдена, и в семь раз меньше, чем
вольфрама. Ниобий в 1,5 раза тверже тантала.
Тантал и ниобий легко подвергаются механической обработке
резанием при комнатной температуре. Они мало нагартовываются
при обработке, а нагрев не увеличивает их пластичности. По уси-
лиям резания эти материалы аналогичны малоуглеродистой стали.
Обработку тантала и ниобия на токарном станке производят рез-
цами из стали Р18 с передним углом резания 2—5°. При малых
скоростях резания на поверхности обрабатываемой детали обра-
зуются задиры. Таким образом, минимальная скорость резания
тантала и ниобия должна быть не меньше 30 м/мин. В качестве
смазки при резании применяют трихлорэтилен или четырех-
хлористый углерод.
Титан. Титан обрабатывают резцами и фрезами такими же,
как и при обработке коррозионно-стойких сталей, т. е. изготов-
ленными из стали Р18 или с наплавными пластинками твердых
сплавов. Передний угол резания резца должен быть острым
(3—8°). При обработке титана надо внимательно следить за со-
стоянием резца: когда резец затупляется, происходит интенсивная
нагартовка титана, что затрудняет его обработку. Чтобы полУ"
чить шероховатость обрабатываемой поверхности по 5—6-му клао
сам, скорость резания при подаче 0,1—0^2 мм/об не должна пре'
вышать 25—30 м/мин, а при продольной подаче 0,05—0,1 мм/об^
30—35 м/мин. При обработке титана справедливо общее условие-
для получения низкой шероховатости обрабатываемой поверх'
ности скорость подачи и глубина резания при данной скорост
резания должны быть небольшими. При фрезеровании титан
скорость резания не должна превышать 15—20 м/мин пР
продольной подаче 0,1—0,15 мм/об и глубине резания О,”''
0,3 мм.
234
рри сверлении титана сверло из быстрорежущей стали должно
еТЬ угол заточки 80° с малым углом подъема. Сверлить отвер-
11М я в тонкой титановой жести следует способом пакетного свер-
сТ! иЯ. Резать титан любым режущим инструментом несложно,
качестве смазки при точении, фрезеровании и сверлении титана
применяют костное масло.
3.3.2. Обработка пластмасс
физические свойства пластмасс существенно отличаются от
физических свойств металлов: пластмассы имеют низкую меха-
ническую прочность, незначительные теплопроводность и тепло-
стойкость, а также существенную анизотропию свойств, что осо-
бенно проявляется в композиционных материалах. В связи с этим
способы их обработки резанием существенно отличаются от спо-
собов обработки металлов. В частности, образование стружки свя-
зано не с пластической деформацией, как у металлов, а с упругой
деформацией. Образование сливной непрерывной стружки при
токарной обработке термопластов (оргстекла, капрона, вини-
пласта, полистирола, фторопласта и др.) практически не зависит
от скорости резания. При обработке резанием реактопластичных
материалов (эпоксида, пенопласта, текстолита, гетинакса, стекло-
пластика и других армированных материалов) образуется раз-
дробленная стружка, в результате чего шероховатость обраба-
тываемой поверхности получается высокой. Из-за большой ани-
зотропии свойств обработка армированной пластмассы вдоль
армирующего материала происходит значительно лучше, чем
обработка под углом к нему. Для пластмасс вследствие упругой
деформации материала снятие стружки на установленный размер
обрабатываемой детали не обеспечивает этого размера после об-
работки. Если образуется непрерывная сливная стружка, точ-
ность сохранения размера при обработке детали ниже, чем в слу-
чае образования прерывистой, раздробленной стружки.
Большое значение при обработке пластмасс имеют правильная
заточка режущего инструмента и степень его износа. Когда ин-
струмент затупляется, характер образующейся стружки резко
изменяется: при остром резце стружка будет сливной, а при за-
тупленном резце (на том же материале) — ломаной, что может
служить сигналом о затуплении режущего инструмента.
Значения скорости резания пластмасс существенно отличаются
°т таковых для металлов. Низкая теплопроводность и незначи-
ельная теплостойкость пластмасс приводят к тому, что при боль-
ших скоростях резания происходит локальный нагрев в зоне ре-
ания, вследствие чего материал размягчается и пластмасса
а^пает на режущий инструмент. Например, при токарной об-
работке термопластов из общего количества выделяющегося в зоне
Ржания тепла 24% уходит на нагрев инструмента, при обработке
Р актопластов — 90%, в результате чего при резании термопла-
235
Таблица j,
Режимы токарной обработки некоторых пластмасс
твердосплавным инструментом
Пластмасса Режим обработки
Скорость резания, м/мнн Подача, м/об ГлУбнИа РезаВия Мм
Фторопласт 60—500 0,1—0,25 0,1—2,0
Полиэтилен 90—360 0,1—0,5 0,5—5,0
Винипласт 100—280 0.1—0,5 0.5—5,6
Полипропилен 100—400 0,05—0,4 0,5—1,0
'Капрон 250—800 0,05-0,45 0,5—1,6
Оргстекло 60—300- 0,07—0,25 0,2—2,2
Пенопласт 150—300 0,05—0,2 0,5-1,0
Фенопласт 100—200 0,1—0,4 0,5—4,0
Гетииакс 150—300 0,1—0,5 0,5—3,0
Текстолит 200—400 0,1—0,5 1,0—3,0
Стеклотекстолит 150—200 0,1—0,4 1,0—4,0
Стеклопластик 15—65 0,1—0,4 0,5—4,0
Органопластик 110—160 0,1—0,4 0,5-4,0
стов температура резца может повыситься до 250—300 °C, а при
обработке реактопластов — до 600—650 °C. Заметим, что для
многих пластмасс (полиэтилена, оргстекла, полистирола, вини-
пласта и др.) даже опиливание напильником может вызвать раз-
мягчение материала и «намазывание» его на напильник, причем
тем больше, чем мельче насечка напильника.
Охлаждение обрабатываемой пластмассовой детали в процессе
резания можно использовать в редких случаях, так как для мно-
гих пластмасс контакт с водой или другими охлаждающими
жидкостями недопустим. Например, обработка оргстекла с исполь-
зованием водяного охлаждения приводит к появлению на поверх-
ности обрабатываемой детали мелких трещин, охлаждение водой
пластмасс, армированных бумагой (гетинакса) или тканью (тексто-
лита), — к набуханию обнаженного армирующего материала, что
затрудняет получение требуемого размера и заданной шерохо-
ватости поверхности. Также недопустимо применять воду или
эмульсол при обработке резанием эпоксидов, аминопластов,
фенопластов.
Таким образом, очевидно, что режим обработки пластмасс
значительно более критичен, чем режим обработки металлов-
В табл. 3.2 приведены режимы обработки резанием некоторый
пластмасс. Следует напомнить, что приведенные режимы отно-
сятся к незатупленному, правильно заточенному режущему йН'
струменту. Углы заточки резцов при токарной обработке пласт-
масс приведены в табл. 3.3.
Качество чистовой обработки пластмасс кроме инструмента "
режима обработки в значительной степени определяет и приро®
пластмассы. Так как пластмассы по сравнению с металлами 0е'
236
Таблица 3.3
Углы заточки резцов из твердого сплава (ВК)
к быстрорежущей стали (Р6М5) для токарной обработки пластмасс
Пластмасса Материал резца Углы заточки, ° Радиус прнту- пления, мм
передний задний
Оргстекло Р6М5 10—20 15—20 0,5
Полиэтилен Р6М5 0—15 15—25 —
Винипласт Р6М5 15—20 20—25 0,5-2,0
фторопласт ВК8 0—10 20 0,5
Полипропилен ВК8 10 10 1,0—3,0
Капрон вкз 3 ; 16 0,5-2,0
Пенопласт Р6М5 40—50 8—12 —
Фенопласт вкз 10 20 1.0
Аминопласт ВК8 20- 20 1,0
Текстолит ВК8, Р6М5 10—12 20—25 0,5-2,0
Гетннакс ВК8, Р6М5 10 25—30 2,0—4,0
Стеклотекстолит ВК2, вкзм 5 25 0,5—2,0
Стеклопластик ВК2, ВК4 10 20 1,0-2,0
ладают низкой твердостью, получить низкую шероховатость по-
верхности при их обработке резанием достаточно трудно. По ше-
роховатости обработанной поверхности при токарной обработке,
обеспечивающей образование непрерывной сливной стружки, наи-
более употребляемые пластмассы можно подразделить на следую-
щие группы:
Качество обработки
Пластмасса
Отличное .............
Хорошее...............
Удовлетворительное . .
Плохое................
Фторопласт, капрон, полиэтилен (в. д.),
поликарбонат
Винипласт, полиакрил, полиэтилен (и. д.),
оргстекло, полипропилен, полистирол
Гетинакс, текстолит
Эпоксид, полиэфирная смола, стекло—тек-
столит
Заметим, что чистота
зависит от направления
армированных пластмасс существенно
движения режущего инструмента отно-
сительно армирующего материала. Всегда надо стремиться, чтобы
направление резания было вдоль армирующего волокна, а не
поперек его. Такой способ обработки называется «попутным».
В отличие от точения и сверления, при которых режущий ин-
струмент непрерывно воздействует на обрабатываемый материал,
® процессе фрезерования это воздействие прерывисто-ударное.
Ври фрезеровании пластмасс такой режим резания приводит к об-
разованию сколов, раковин и других дефектов на обрабатываемой
Поверхности. Для подавляющего большинства пластмасс фрезер-
ая обработка не может обеспечить шероховатость поверхности
Ыше 6—7-го класса. Следует заметить, что при фрезеровании не-
От°рых видов пластмасс (винипласта, фторопласта, капрона и др.)
237
Таблица 3.4
Оптимальные режимы резання прн фрезеровании пластмасс
Пластмасса Подача, мм/зуб Скорость резання. м/с Кла« Ше₽оХо. ватости обрабатываемой поверхности
Оргстекло 0,05—0,4 2,5-3,3 6—7
Фторопласт 0,05-0,4 2,5-3,3 5—6
Капрон 0,05—0,4 2,5-3,3 4—5
Полиэтилен 0,05—0,4 2,5—3,3
Винипласт 0,05—0,4 2,5—3,3 3—4
Пенопласт 0,1—1,0 3,3—8,3
Поропласт 0,1—1,0 • 3,3—8,3
Стекловолокини 0,08—0,4 3,3—4,2 2—3
Стеклотекстолит 0,08—0,6 0,5—4,0 3—4
Стеклопластики 0,08—0,4 0,7—1,0 2—3
Гетинакс 0,07—0,4 0,8-1,7 5—6
Текстолит 0,05—0,5 1,3—3,0 4—5
Оргаиопластик 0,25—0,6 3,3—4,2 2—3
Боропластик 0,5—0,8 3,0-4,0 2—3
цилиндрическими фрезами со спиральной режущей частью может
образовываться непрерывная сливная стружка, что повышает
качество обработки. Чистота обработки поверхности пластмасс
при фрезеровании зависит от многих факторов, основной из кото-
рых — значение подачи (табл. 3.4).
В связи с широким диапазоном свойств, присущих конструк-
ционным пластмассам, их фрезерование следует производить ин-
струментом из различных марок материалов — от углеродистой
стали У8, быстрорежущей стали Р6М5, твердосплавного ВК до
инструмента, оснащенного синтетическими алмазами АСП и
АСПК. Материал фрез для обработки пластмассы соответствует
материалам резцов для токарной обработки (см. табл. 3.3). Для
того чтобы получить высокую точность обработки и хорошее
качество обрабатываемой поверхности, при фрезеровании пласт-
масс необходимо соблюдать следующие условия:
направление вращения фрезы должно совпадать с направле-
нием движения заготовки, т. е. надо производить попутное фре'
зерование; совершенно недопустимо встречное фрезерование слои-
стых и волоконно-армированных материалов;
материал инструмента, а также режим фрезерования надлежит
выбирать в соответствии с видом обрабатываемой пластмассы;
углы заточки инструмента должны соответствовать обрабаты-
ваемому материалу.
Обработка пластмасс кольцевыми и торцевыми фрезами имеет
отличительные особенности. Так, при фрезеровании фторопла-
ста, капрона, полиэтилена, винипласта и других термопластов
кольцевыми и торцевыми фрезами с числом режущих зубьев
14—18, углом заточки 20° и остротой заточки 0,02—0,03 мм глУ'
235
,а фрезерования может достигать 2—3 мм при обдирке и 0,4—
мм ПРИ чистовой обработке. Кольцевые и цилиндрические
I езЫ из матеРиалов Р6М5 или ВК4 можно использовать без
лаЖДения при скоростях резания до 4,2 м/с. При больших ско-
оХстЯх пластмасса «намазывается» на режущий инструмент. При
Р;работке реактопластов (гетинакса, текстолита и аминопласта)
ожно использовать цилиндрические фрезы из быстрорежущей
м ли Р6М5 с числом зубьев 5—8 и углом наклона 55°. Армирован-
ие пластмассы с высокими абразивными свойствами (стекло-
волокнит, стеклотекстолит, боропластик и др.) следует обраба-
тывать фрезами из твердых сплавов ВК4, ВК.6 или ВК8.
Сверлить пластмассы трудно из-за их незначительной твер-
дости, высокой упругости и низкой теплопроводности. Незначи-
тельная твердость приводит к увеличению контакта между пласт-
массой и сверлом. Вследствие низкой теплопроводности материал
нагревается и «намазывается» на сверло, в результате чего оно
может сломаться. В связи с высокой упругостью просверленное
отверстие в пластмассе претерпевает усадку и его диаметр ока-
зывается меньше диаметра сверла.
Таким образом, при сверлении пластмассы необходимо особое
внимание обращать на правильную заточку сверла и режим свер-
ления. Оргстекло, фторопласт, полиэтилен, винипласт и капрон
можно сверлить обычными спиральными сверлами из быстроре-
жущей стали Р12 или Р6М5. Аминопласт, гетинакс, текстолит
и некоторые другие — сверлами из Р6М5 и ВК8. Стекловолокнит,
стеклотекстолит, стеклопластик и боропластик — только свер-
лами из твердого сплава ВК8. Для глубокого сверления отверстий
в пластмассовых материалах используют сверла, армированные
синтетическим алмазом. При сверлении пластмасс угол заточки
сверла должен соответствовать обрабатываемому материалу. Пра-
вильная заточка обеспечивает вывод стружки, чистоту поверх-
ности отверстия и уменьшает изнашивание сверла. В табл. 3.5
приведены значения полного угла заточки сверла и подачи при
сверлении пластмасс инструментом из быстрорежущей стали и
твердых сплавов. От правильности выбора подачи сверла зависит
качество отверстия — размер, шероховатость поверхности и от-
сутствие сколов на входе и выходе. Чем меньше подача, тем ниже
шероховатость просверленного отверстия. При большей подаче
Сверло интенсивно нагревается, что приводит к оплавлению
Сериала, «намазыванию» его на сверло и изнашиванию или
поломке сверла.
Зависимость качества отверстия от режима сверления иллю-
минуется рис. 3.8, из которого видно, что при большой подаче
атериал растрескивается, при малой подаче и большой частоте
Ращение сверла — нагревается и размягчается. Оптимальный
ппЖим обработки оргстекла сверлением лежит в довольно узких
РеДелах подачи и частоты вращения сверла. В равной степени
кие три состояния материала в зависимости от режима механи-
239
_ - Таблиц^ ,
Полны* угол заточки сверла и подача при сверлении
некоторых пластмасс
Пластмасса Полный угол за- точки, ° Подача, мм/об, для получений > класса шероховатости
6-5 5-4 4-3 3-2
Оргстекло Фторопласт Капрон Полиэтилен Винипласт 118—120 70—130 120 70-110 90—130 0,1— 0,3 0,2— 0,3 0,2— 0,4 0,2— 0,5 0,3- ОД
Аминопласт Фенопласт Эпоксид Волокнит Стеклотекстолит Стеклопластик Боропластик 70—80 30—35 50—80 80—100 70-90 100 105 0,1— 0,3 0,3— 0,4 0,3— 0,5 0,4— 0,6 0,6- 0,7
Ofi~
юоо 2000 то woo то то л,off/мин
Рис. 3.8. Качество обработки отвер-
стия в зависимости от режима свер-
ления оргстекла (п — частота враще-
ния сверла; 6 — подача сверла на один
оборот)
ческой обработки присущи всем термопластам, и в частности
фторопласту, полиэтилену, винипласту, капрону и др.
Получение отверстий малого диаметра (от 0,1 до 1—2 мм)
в пластмассах, а также в композиционных порошковых и слоистых
пластиках сопряжено с опреде-
ленными трудностями, основ-
ными из которых являются ско-
лы на входе и выходе сверла,
недостаточный отвод образовав-
шейся стружки через спираль-
ные канавки сверла, что приво-
дит к уплотнению стружки в
сверле и к его перегреву со все-
ми связанными с этим последст-
виями. При сверлении малых
отверстий в слоистых пласти-
ках спиральными сверлами ма-
териал расслаивается. Для свер-
ления фольгированного стекл°'
текстолита, широко используе-
мого при изготовлении печатных плат, применяют перовые свер^а
со специально заточенной плоской режущей поверхностью. Т°н’
кие сверла от 0,2 до 0,8 мм снабжены цилиндрическим хвостови
ком диаметром 1,2 мм, что позволяет зажать сверло в обычно
сверлильный патрон. Из твердого сплава ВК6 изготавливают спи
ральные сверла диаметром от 0,6 мм, в основном предназя
ченные для сверления отверстий в фольгированном стеклотекс1*
240
иге толщиной от 1 до 2 мм. Скорость сверления малых отвер-
стий в оргстекле, фторопласте, полистироле и полиэтилене должна
с жаТь в пределах от 0,2 до 1,3 м/с, полистирол сверлят при
лйВИмальных скоростях резания (0,2 м/с), оргстекло — не более
лй м/с, фторопласт и полиэтилен можно сверлить при скоро-
стях ДО 1,3-1,4 м/с.
Особенность сверления малых отверстий в пластмассе состоит
тОм, что диаметр отверстия меньше диаметра использованного
сверла: сразу после сверления — на 0,03—0,1 мм, через сутки
отверстие уменьшается еще на 0,01—0,05 мм. Усадка отверстия
зависит от марки обрабатываемого материала, режима сверления,
качества заточки сверла, а в основном определяется упругими
свойствами пластмассы и остаточными механическими напряже-
ниями в ней.
При сверлении отверстий в слоистых пластиках существенным
является направление сверления относительно расположения
материала, армирующего пластик. Так, при сверлении гетинакса,
текстолита, стеклотекстолита и других слоистых материалов
сверло должно быть заточено под углом 60°, если направление
сверления перпендикулярно к слою армирующего материала, и
под углом ПО—120°, если отверстие сверлят вдоль наполнителя.
При несоблюдении этого условия пластик будет расслаиваться.
Если необходимо получить достаточно точное по диаметру от-
верстие, сверление следует производить несколькими сверлами,
постепенно увеличивая их диаметры. Для того чтобы исключить
выкрашивание материала на выходе сверла при сквозных отвер-
стиях (что наблюдается при сверлении «на весу»), под заготовку
в месте выхода сверла надо подложить металлическую прокладку.
Когда сверло дойдет до прокладки, сверление «на проход» надо
продолжить с противоположной стороны.
При сверлении отверстий небольшого диаметра в тонком ли-
стовом полимерном материале заготовку из него надо поместить
между двумя более толстыми пластинами из того же материала или
оргстекла. Плотно стянув образовавшийся пакет, можно сверлить,
но опасаясь, что отверстие в тонком материале будет рваным.
Если требуется получить отверстие большого диаметра (до
$0 мм и более) в листовом материале, используют простое при-
способление, получившее название «балеринка» (рис. 3.9). На
стержне 2 с центрирующим штифтом 6 закрепляют металличе-
скУю планку 1 с продольной несквозной прорезью 3. Тонкий ре-
зеЦ4, изготовленный из метчика М4 или М5, винтом 5 закрепляется
а внешнем конце пластины. Установив расстояние между цен-
Р°м штифта и резцом, равное радиусу будущего отверстия, в
аготовке просверливают центрирующее отверстие 7. Зажав стер-
ень в патрон сверлильного станка и поместив штифт в центри-
РУвЩее отверстие, балеринку приводят во вращение с минималь-
и частотой. Прорезав материал заготовки до половины его тол-
ЩИны, заготовку переворачивают и доводят сверление до конца.
Е. д. Колеико 241
в пластмассе
Рис. 3.9. Приспособление для вырезания
на сверлильном станке отверстий боль-
шого диаметра в листовом материале
нарезать резьбу диаметром до 3 мм,
Детали и узлы из пластмассы как широко используемого к0
струкционного материала можно соединять друг с другом, а тац^'
с другими материалами посредством резьбовых соединений, q®
ществуют два способа получения наружной и внутренней резьба
на пластмассовой детали. Один из них — формообразование про?
филя резьбы без снятия стружки при литье, прессовании и др/
гих способах изготовления изделий из пластмасс. Этот способ
широко используют при массовом изготовлении пластмассовых
изделий, и, естественно, его нельзя применять при изготовлении
единичных деталей в лабораторных условиях. Второй способ фОр.
' ' заключается в использовании
метчиков (для внутренней
резьбы) и плашек (для внеш-
ней резьбы).
Метчики и плашки обыч-
но применяют для нарезания
резьбы до диаметра 10—12мм.
При большем диаметре резьбу
нарезают резцом на токарном
станке. Для нарезания резь-
бы в пластмассовых деталях
применяют обычный инстру-
мент, предназначенный для
обработки металлов. Чтобы
используют комплект из двух
метчиков (чернового и чистового), а при диаметре свыше 3 мм —
комплект из трех метчиков (чернового, среднего и чистового).
Полный профиль резьбы имеет только чистовой метчик. Черновой
и средний метчики имеют наружный диаметр резьбы, меныний
номинала.
Для нарезания наружной резьбы на пластмассовой детали
используют обычные плашки, которые подразделяются на круг-
лые (лерки) и призматические. Некоторые лерки снабжены про-
резью, что позволяет изменять диаметр резьбы в пределах 0,1—
0,2 мм. Призматические плашки тоже позволяют регулировать
диаметр резьбы посредством изменения расстояния между двумя
частями плашки. Диаметр резьбы в разрезных лерках и призма-
тических плашках регулируют винтами на лерко- и плашкодер"
жателях.
Нарезание резьбы на деталях из пластмассы требует соблюДе"
ния некоторых специфических условий. Из-за упругости боль-
шинства пластмассовых материалов после нарезания резьбы мет-
чиком диаметр резьбы несколько уменьшается, поэтому резьбу
надо нарезать одним черновым или средним метчиком, а не всеми
метчиками комплекта. Особое внимание следует обращать на т°'
чтобы при входе метчика в отверстие под резьбу метчик не nep®"
кашивался. Выкрашивание первых витков резьбы уменьШ3^
прочность резьбового соединения, особенно в слоистых пласт*1
242 И
х у которых армирующий материал и смола-связка существенно
Сличаются по твердости. Из-за концентрации напряжений и
Другой деформации в оргстекле, фторопласте, капроне, поли-
этилене, винипласте и других термопластах нельзя нарезать
-езьбу с шагом меньше 0,5 мм. Нарезать резьбу в слоистых пла-
стиках (гетинаксе, текстолите, стеклотекстолите и др.) трудно
в связи со значительной анизотропией материала, поэтому в этой
группе пластмасс резьбовые отверстия выполняют только в на-
правлении, перпендикулярном к плоскости наполнителя. Пол-
нопрофильную резьбу на слоистых пластиках получить очень
трудно, даже при использовании всех метчиков комплекта. На вер-
шинах профиля резьбы материал выкрашивается, поэтому на
этих пластиках нельзя нарезать прецизионную резьбу. В случае
резьбового сочленения стеклопластиковой детали с деталью из
металла точную подгонку резьбы следует вести за счет металличе-
ской детали. Существенным обстоятельством при осуществлении
резьбового соединения деталей из слоистых пластиков является
необходимость «прослабить» резьбу, так как при тугой резьбе
из-за значительного сухого трения происходит «задир» материала,
который практически не устраняется. При нарезании резьбы,
особенно в глухих отверстиях, необходимо через два—четыре
оборота метчика осторожно, чтобы не «разбить» нарезаемое от-
верстие, извлекать метчик из отверстия и удалять стружку. При
нарезании внутренней резьбы важно правильно выбрать размер
отверстия, просверленного под резьбу, так как этим в значитель-
ной степени определяется качество профиля резьбы. С достаточной
степенью точности диаметр отверстия можно определить из про-
стого соотношения
D = d — р.
где D — диаметр сверла; d — наружный диаметр резьбы гайки;
р — шаг резьбы метчика.
Глухие отверстия под резьбу надо сверлить глубже заданного
размера резьбы, припуск на глубину должен быть не менее шести
шагов резьбы.
Нарезать резьбу в пластмассовых деталях легче, если исполь-
зовать смазочные материалы, учитывая, однако, их влияние на
°брабатываемый материал. Так, при нарезании резьбы в гетинаксе,
текстолите и других слоистых и волокнистых пластиках нельзя
применять воду и некоторые другие жидкие материалы, которые
вызывают набухание пластмассы и соответственно изменяют раз-
МеР резьбы. Даже длительная просушка не обеспечивает сохране-
Вие размера, обусловленного метчиком. Ниже приведены смазоч-
НЬ1е материалы, используемые при обработке пластмасс.
Пластмасса Используемый сма-
зочный материал
Оргстекло .... Вода, минеральное масло
Полиэтилен . . . Вода
Фторопласт . . . Касторовое и минеральное масла
16»
243
Винипласт. . . . Вода
Капрон................. Минеральное масло g
Полистирол . . . Вода ’
Фенопласт . . . Касторовое и минеральное масла |
Стекловолокиит . Минеральное масло ;;
Текстолит .... Спирт, воск, сало К
Гетинакс .... То же
Стеклотекстолит . Вода
Перечисленные смазочные материалы можно использовать и
при других способах обработки пластмасс резанием, в частности
при нарезании внешней резьбы. Следует особо отметить, что
при обработке текстолита, асботекстолита, асбовинила, гети-
накса и других слоистых и волоконных пластиков использование
смазочно-охлаждающих жидкостей крайне нежелательно.
3.3.3. Размерная обработка резины
В силу механических и термических свойств резины ее размер-
ная обработка обладает специфическими особенностями. В этом
параграфе рассмотрены некоторые технологические приемы ме-
ханической и тепловой обработки резиновой заготовки, позволяю-
щие получать детали, как правило, в виде тел вращения с требуе-
мыми размерами и чистотой обработки. Естественно, что к размер-
ной обработке резины следует обращаться только в тех случаях,
когда надо изготовить единичные детали, с чем чаще всего встре-
чаются в лабораторной практике.
Для того чтобы получить из листовой резины бесшовное кольцо
прямоугольного сечения, заготовку резины толщиной, соответ-
ствующей высоте будущего кольца, наклеивают на плоскую круг-
лую планшайбу из текстолита или гетинакса толщиной 5—10 мм
с металлическим хвостовиком по центру. Хвостовик из стали,
дюралюминия или других поделочных металлов, прикрепляют
к планшайбе винтами или приклеивают эпоксидной смолой, от-
вержденной при комнатной температуре. Резину наклеивают па-
рафином или воском, которые наносят тонким слоем на предвари-
тельно нагретую до 60—70 °C планшайбу. Чтобы резина хорошо
прилегала к планшайбе, ее надо прижать тяжелым плоским пред-
метом. После затвердевания парафина (воска) хвостовик план-
шайбы зажимают в патрон токарного станка и специальным
лезвийным резцом, зажатым в резцедержатель станка, вырезают
кольцо требуемого размера. Как правило, сначала вырезают
внешнюю окружность, а затем внутреннюю. Чем меньше диаметр
вырезаемой окружности, тем уже должна быть режущая часть
резца. Обычно ширина резца не должна превышать 4—6 мм.
Резец простейшей конструкции (рис. 3.10) можно изготовить
из тонкого токарного расточного резца путем заточки режупте®
части или из любой углеродистой стали. В качестве обязательного
смазывающего материала можно использовать воду, мыльны»
раствор или глицерин. Кольца удобнее всего вырезать на 400-"
244
fiOO об/мин. За один прием из наклеенной на планшайбу резины
«оЖнО ВЬ1Резать несколько колец с уменьшающимися диаметрами.
цтОбы полученное кольцо было качественным, резец необходимо
станавливать перпендикулярно к плоскости планшайбы с ре-
зиной. Кроме того, надо внимательно следить, чтобы резец пол-
ностью прорезал резину, но не углублялся в материал план-
шайбы, иначе резец может сломаться, а планшайба будет испор-
qeHa. Вырезанные кольца легко снимаются с планшайбы без
повторного нагрева. Остатки материала наклейки можно удалить
леханнческим путем или тампоном, слегка смоченным в бензине.
Если нет специального резца, можно воспользоваться остро за-
точенным скальпелем.
Токарная обработка резины со снятием стружки возможна
только при охлаждении резиновой заготовки жидким азотом..
Рис. 3.10. Резец для вырезания колец из листовой резины
иа токариом станке
Главное при этом — быстро обработать заготовку, пока она не
успела отогреться. Для этого заготовка должна иметь небольшие
припуски на обработку. В том случае, если в подлежащей обра-
ботке заготовке есть внутреннее отверстие, для сохранения «хо-
лода» ее следует поместить на стержень из меди или стали и охла-
дить в жидком азоте вместе с ним. За счет большой теплоемкости
металла время отогрева резины существенно увеличится. С этой же
целью необходимо уменьшить теплоотвод от охлажденной заго-
товки на патрон токарного станка. Для этого между кулачками
патрона и заготовкой надо поместить прокладки из толстого кар-
тона или другого жесткого материала с низкой теплопровод-
ностью.
При обработке резиновой заготовки в оправке без внутреннего
сеРдечника охлаждение надо вести с оправкой и по возможности
теплоизолировать ее от патрона. Когда заготовка отогревается,
° чем свидетельствует прекращение стружкообразования, цикл
охлаждения надо повторить. При токарной обработке охлажден-
ии резины можно использовать обычные токарные резцы, пред-
азначенные для обработки металла.
Токарную обработку резины без снятия стружки и соответ-
Твенно без охлаждения можно произвести методом «горячего
Р зца». Суть этого метода заключается в нагреве рабочей части
“НстРумента, который в контакте с резиной вызывает ее деструк-
10 и плавление. Этот процесс происходит непрерывно по мере •
РеДвижения области плавления. Глубина удаляемого слоя ре-
245
вины за один проход определяется частотой вращения заготовки
ее диаметром, значением подачи «горячего резца» и его темпера'
турой, а также маркой резины. Естественно, что в каждом код
кретном случае оптимальные значения перечисленных факторов
приходится определять опытным путем. Однако самым важным
фактором является температура резца, которая должна одно,
временно быть достаточной для быстрого разогрева резины д0
плавления и ниже температуры воспламенения резины. Обычно
рабочую часть инструмента нагревают до 600—700 °C, что соот-
ветствует цвету каления от темно-красного до темно-вишневого
Необходимую температуру можно обеспечить электронагрева-
телем или (что при одноразовых работах проще) непрерывным
нагревом резца на газовой горелке.
«Горячий резец» можно изготовить из любого вспомогательного
металла, например стали, меди, латуни и др. Рабочую часть резца
следует запилить в соответствии с профилем обрабатываемой
детали.
Для того чтобы обеспечить достаточную скорость нагрева
резины, ширина непрерывного контакта инструмента с заготовкой
должна быть не менее 3—5 мм. После одного прохода резца по
заготовке ее надо очистить от слоя жидкой дестругированной
резины, что можно сделать тампоном из ткани, смоченным ацето-
ном или бензином. После каждого прохода необходимо также
удалить с рабочей части резца слой наполнителя (глины), нахо-
дящийся в резине. После окончания обработки полученную ре-
зиновую деталь надо еще раз протереть ацетоном или бензином
и дать ей просохнуть на воздухе в течение нескольких часов.
Если обработанная поверхность осталась слегка липкой, ее
следует присыпать тальком.
Следует заметить, что метод размерной обработки резины го-
рячим инструментом успешно применяют для получения сквоз-
ных или глухих отверстий в листовой и блочной резине. Для этого
стальной пруток, трубку или иглу с диаметром несколько мень-
шим, чем диаметр требуемого отверстия в резине, нагревают до
светло-вишневого цвета каления (780—830 °C) и проплавляют им
резину в нужном месте. Естественно, что после термической про-
шивки из полученного отверстия надо удалить подплавленную
резину. Горячей прошивкой можно получать не только круглые
отверстия малого диаметра, но и сквозные и глухие отверстия
любой конфигурации, определяемой формой сечения прошивоч-
ного инструмента. Сквозные отверстия в резине можно прорезать
так называемым пробочным сверлом. Выпускаемый промышлен-
ностью набор пробочных сверл марки НПС содержит трубчатые
сверла с хорпевой режущей кромкой диаметрами 4, 6, 8, 10,
и 14 мм. Прорезать отверстия в резине пробочным сверлом наД°
с водяной или мыльно-водяной смазкой.
Резиновые шайбы можно легко изготовить из толстостенное0
резинового шланга (форвакуумного) с соответствующими внеШ’
246
м и внутренним диаметрами. Отрезок шланга надо натянуть на
0гержень и на токарном или сверлильном станке остро заточенным
с ^ом или резцом с водяной смазкой нарезать кольца-шайбы
ружной толщины.
3 Плоская, круглая и фигурная размерная обработка резины
возможна также посредством шлифования абразивными кругами.
Абразивная обработка резины может обеспечить высокую точ-
ность размеров и низкую шероховатость поверхности. Кроме того;
шлифование значительно проще всех остальных способов обра-
ботки резины по нужным размеру и форме. Его можно произво-
дить на обычном станочном оборудовании, предназначенном для
обработки металлов, а также стандартным шлифовальным ин-
струментом.
Однако шлифование резины связано со специфическими осо-
бенностями. Из-за мягкости резины шлифовальный круг быстро
засаливается и теряет свои абразивные свойства. Кроме того,
наполнители, входящие в состав резины в большом количестве,
являются твердыми материалами, способствующими повышенному
изнашиванию абразивного инструмента. Поэтому качественное
шлифование резины должно производиться инструментом со
средними размерами абразивного зерна — от 100 до 250 мкм (т. е.
от № 10 до № 25) из белого электрокорунда, черного или зеленого
карбида кремния. Так как резиновая стружка интенсивно сли-
пается со связкой шлифовального круга, предпочтение надо от*
давать шлифовальным кругам на керамической связке, у которых
налипание резины значительно меньше, чем на кругах с другими
связками.
Чистота обработки резины зависит кроме размера зерна также
и от окружной скорости шлифовального круга. Так, у наиболее
употребительных шлифовальных кругов диаметром 150 мм окруж-
ная скорость должна быть 1000—1500 м/мин, что соответствует
500—750 об/мин.
Следует заметить, что оптимальные режимы шлифования ре-
зины зависят от ее марки, вида наполнителя, материала, зерни-
стости и связки шлифовального круга, а также от режима обра-
ботки и применяемой смазочно-охлаждающей жидкости. Естествен-
но, что в лабораторных условиях режимы обработки резины шли-
фованием могут существенно отличаться от оптимальных, что
незначительно влияет на качество поверхности. Практически при
Шлифовании резины со снятием до 0,3—0,5 мм за один проход
Чожет быть обеспечена шероховатость обрабатываемой поверх-
ности до 8—9-го классов. Шлифовальную обработку резины
можно вести как без смазки, так и с использованием воды или
обычной эмульсии. Любой вид механического шлифования резины
Должен проводиться при взаимном встречном движении резиновой
заготовки и шлифовального круга, в противном случае при по-
Утном шлифовании круг захватывает часть стружки и вдавли-
ает ее в материал заготовки, чем ухудшается чистота обработки.
247
3.3.4. Механическая обработка
твердых неметаллических материалов
Механическая обработка стекла, кварца, ситалла, керамиче
ских и других оксидных, силикатных и карбидных материалов"
из-за их значительной твердости и хрупкости возможна только
абразивным инструментом со связанным абразивным зерном или
инструментом, оснащенным режущим элементом из сверхтвердого
материала — нитрида бора, поликристаллического алмаза или
карбида вольфрама (победита). Грубую размерную обработку
перечисленных конструкционных материалов в лабораторных
условиях можно производить на обычном станочном металло-
режущем оборудовании с использованием резцов, фрез и сверл,
оснащенных лезвийными режущими элементами из сверхтвердых
материалов, и шлифовальных кругов со связанным абразивным,
чаще всего синтетическим или натуральным алмазным, зерном.
Тонкую размерную и доводочно-финишную обработку твердых
неметаллических материалов (включая полирование) производят
на свободном абразивном зерне, от размера которого в значи-
тельной степени зависит шероховатость обрабатываемой поверх-
ности.
Токарные, фрезерные и сверловочные операции по обработке
твердых неметаллических материалов лезвийно-режущим инстру-
ментом из синтетических материалов практически не отличаются
от обычных приемов металлообработки. Отличие состоит лишь
в том, что необходимо обильно охлаждать зону резания (чаще
всего водой) и строго соблюдать специфические для каждого ма-
териала режимы обработки. Несоблюдение этих условий может
привести к непоправимой порче инструмента, например сгора-
нию алмаза, а также к порче обрабатываемой заготовки. При
правильно выбранных режущем инструменте и режиме обработки
из стекла, ситалла, керамических и минеральных твердых мате-
риалов можно изготавливать детали, по конфигурации не отли-
чающиеся от деталей, изготовленных из обычных металлов. Так,
в стекле и керамике можно сверлить и растачивать отверстия
любого диаметра, как глухие, так и сквозные. Из стекла и кера-
мики можно изготавливать резьбовые детали и хорошо сопря-
женные с ними гайки.
Промышленность выпускает режущий инструмент, оснащен-
ный сверхтвердыми материалами, в широком ассортименте. Сюда
входят различные резцы и фрезы с напаянными или механически
закрепленными режущими элементами из поликристаллического
алмаза, нитрида бора (эльбора), карбида вольфрама и др. ДлЯ
сверления отверстий используют спиральные сверла из карбида
вольфрама или кольцевые сверла с алмазоносным слоем диаметром
от 3,5 до 100 мм. Отверстия диаметром от 100 до 250 мм могут
быть просверлены алмазными сегментными сверлами различных
размеров.
248
£ак известно, механи-
ка я обработка любого
Сериала возможна толь-
случае, если твердость
’'ежущего инструмента
£очьше твердости обраба-
тываемого материала. По-
тому размерная механи-
’ Кая обработка таких.
,вердых материалов, как
Ытекло, керамика и мно-
гие другие поликристал-
лические материалы, воз-
можна инструментом, осна-
щенным сверхтвердым аб-
разивным материалом есте-
ственного или искусствен-
ного происхождения. Чаще
всего сверхтвердый абра- -
зивный инструмент осна-
Таблица 3.6
Свойства некоторых твердых
сверхтвердых абразивных материалов
Материал Твердость по Моосу Относитель- ная шлифующая способность
Алмаз Кубический нитрид бора (эль- бор-Р) Карбид бора » крем- ния Монокорунд Электрокорунд Наждак Кварцевый пе- сок Стекло 10 9,97 9,7—9,8 9,5—9,7 9,0—9,2 9,0 8,0—9,0 7,0 6,0-7,0 1 0,58—0,6 0,5—0,6 0,25—0,45 0,15—0,25 0,14—0,16 0,03—0,08 0,02—0,03 0,01
щают природным или синтетическим алмазом или незначительно
уступающими им по твердости абразивами, основные из которых
приведены в табл. 3.6.
Естественными абразивными материалами являются алмаз,
корунд, наждак и кварцевый песок. Все остальные абразивные
материалы — искусственные.
Шлифовальный абразивный инструмент изготавливают в виде
тел вращения (кругов) различных формы и размеров, обуслов-
ленных конфигурацией обрабатываемой детали, ее размерами,
требуемым качеством обработки, типом используемого оборудо-
вания, технологическими особенностями обрабатываемой заго-
товки и др. Чаще всего абразивные шлифовальные круги изго-
тавливают из карбида кремния и электрокорунда различных марок
и сортов. В качестве связующего материала, соединяющего абразив-
ные зерна в монолитное изделие, применяют специальные марки
керамики, бакелита, вулканита и некоторых других материалов.
Существенное влияние на работу шлифовального круга ока-
зывает его пористость. Большинство кругов общего назначения
и^еют пористость от 30 до 45%. На рис. 3.11 показана структура
~лифовального круга со связанным абразивным зерном. Коли-
ЛСтвенно структура круга характеризуется объемной долей (%)
Разивного материала в инструменте. Этот параметр обозначается
к Рядковыми номерами от 1 до 12. Номера от 1 до 4 относятся
спрЛ°ТНЬ1м структурам с содержанием абразива 60, 58, 56 и 54%;
Дняя структура с номерами от 4 до 8 соответствует содержа-
де абразива 52, 50, 48 и 46%; наиболее «рыхлые» круги с со-
Р^Днием абразива 44, 42, 40 и 38% обозначаются соответ-
Нн° номерами 9, 10, 11 и 12.
249
Структура, пористость и материал связки определяют экспл
тационные характеристики шлифовального круга, в частно^'
такой важный параметр, как механическая прочность, кото^*1
ограничивает так называемую рабочую (окружную) скорЛ?"
круга. На этот параметр необходимо обращать особое внимави
так как превышение окружной скорости (числа оборотов, пом»е’
женного на длину внешней окружности шлифовального круг i
может привести к разрыву круга с тяжелыми последствиям
для работающего.
Твердость круга в отличие от твердости его абразива харак.
теризует способность связки удерживать зерна абразива от ву'
Рис. 3.11. Структура шлифоваль-
ного круга со связанным абра-
зивным зерном:
/ — шлифовальный круг; 2 —
связка; 3 — обрабатываемая де-
таль; 4 — абразивное зерно; 5 —
пора
Таблица 3.7
Зернистость абразивных шлнфзерен
и шлифпорошков (кроме алмаза н эльбора)
Номер зернистости Размер зерна основной фракции» мкм Зернистость по времени осаждения в воде, мин
Шлифзерно
25 315—250
20 250- 200 —
16 200—160 —
Шлифпорошки
12 160—125 0,25
10 125—100 0,5
8 100—80 1
6 80-63 3
5 63—50 5
4 50—40 7
3 40-28 10 J
рывания с поверхности круга в процессе шлифования. По твер-
дости шлифовальные круги подразделяются на следующие группа
мягкие — Ml, М2 и М3; среднемягкие — СМ1 и СМ2; средние —
С1 и С2; среднетвердые — СТ1, СТ2 и СТЗ; твердые — Т1 и Т2.
Цифры 1, 2, 3 характеризуют твердость шлифовального кРУга
в порядке ее возрастания. Вид абразивного материала, исполь-
зованного в круге, обозначается следующим образом: электро-
корунд нормальный — 1А; электрокорунд белый — 2А; карбиД
кремния черный — 5С; карбид кремния зеленый — 6С.
Зернистость шлифовального круга обозначается по номеру а0‘
разивного порошка, входящего в состав круга. В табл. 3.7 лРй'
ведены номера абразивных порошков и соответствующие им Ра3'
меры зерна основной фракции. Для обдирочного шлифований
применяют круги с зернистостью от № 12 до № 32, а для тонког
шлифования — от № 3 до № 8. (
250
рабочие профили шлифовальных кругов весьма многообразны.
абораторной практике чаще всего используют круги прямо-
В Л„ьцого профиля (ПП) и дисковые (Д). В паспортных данных
Рисовальных кругов указывают также диаметр круга, его тол-
и диаметр внутреннего отверстия для закрепления круга
^соответствующем оборудовании. Так, обозначение на шлифо-
"Lhom круге 12АСМ1К ПП 150x4x32 говорит о том, что дан-
в* круг изготовлен из электрокорунда с зерном № 12 на кера-
ниЧеской связке, твердость круга — среднемягкая; круг прямо-
сольного профиля диаметром 150 мм, толщиной 4 мм, с внутрен-
!йМ отверстием 32 мм. Иногда на обозначении круга проставляют
максимальную рабочую скорость в метрах в секунду.
Особое место среди абразивного инструмента занимают тонкие
отрезные круги, предназначенные для разрезания металлических
л неметаллических материалов. Эти круги выпускаются в широ-
ком ассортименте как по размерам, так и по используемому
абразивному материалу. Диаметр наиболее употребительных для
общетехнических целей кругов от 50 до 100 мм при толщине круга
от 0,3 до 1 мм и более. Большинство отрезных кругов изготовлены
на вулканитовой связке, что ограничивает их предельную тем-
пературу нагрева, которая в зоне реза должна быть не выше
150—170 °C. В связи с этим при резке необходимо применять
обильное охлаждение зоны реза водой или специальными сма-
зочно-охлаждающими жидкостями.
В процессе работы в результате изнашивания изменяются раз-
мер и профиль абразивного инструмента. Кроме того, со временем
круг «засаливается» обрабатываемым материалом. В этих случаях
требуется правка инструмента, чтобы придать ему первоначаль-
ные режущие свойства. Правку шлифовального круга обычно
производят правильным инструментом высокой твердости. Как
правило, для правки шлифовальных кругов из любого абразив-
ного материала используют алмазно-металлические карандаши,
в которых в определенном порядке расположены зерна синтети-
ческих алмазов, соединенные специальным металлическим спла-
вом. Правку обычно осуществляют вручную или обтачиванием,
обкатыванием, шлифованием на станках.
Несмотря на значительную твердость абразивных зерен, слу-
жащих режущим материалом в большинстве шлифовальных ин-
сврументов, наиболее эффективны инструменты, оснащенные при-
родным или синтетическими алмазами, а также нитридом бора.
° настоящее время инструментальная промышленность выпускает
свыше 2000 типоразмеров разнообразных абразивных инструмен-
ов* оснащенных этими сверхтвердыми материалами. Однако
ДМазный инструмент в 1,5—2 раза уступает обычным абразивам
° теплостойкости и проявляет химическую активность по отно-
ению к ряду обрабатываемых материалов. Так, при высоких
°Нтактных температурах и давлениях, существующих в зоне
3аНия, алмаз активно взаимодействует с материалами, содер-
251
жащими железо и углерод (чугуном, сталью). Поэтому алмази
инструмент надо использовать при обработке твердых цвети
металлов и их сплавов, а также неметаллических материа
(керамики, стекла, феррита, твердых сплавов и др.). Из-за низк°В
теплостойкости алмаза для улучшения теплоотвода от зоны п₽°®
ния алмазный инструмент изготавливают только на металлическ^
основе. В лабораторной практике широко применяют различный
алмазный инструмент, в настоящее время недорогой и доступный
Для резки твердых неметаллических материалов, в частности
стекла, кварца, поликора, керамики, стеклотекстолита и других
Рис. 3.12. Алмазные шлифовальные головки для стоматологии:
а — шаровидные; б — цилиндрические; в — планевидные; г —
дисковые; д — обратнокоиические; е — мечевидные
используют отрезные круги с наружной режущей кромкой, осна-
щенные синтетическими алмазами с зернистостью от 630/500
до 50/40. При скорости вращения круга 25—40 м/с глубина реза
стекла составляет 30 мм/мин, феррита — 10 мм/мин, керамики —
15 мм/мин.
Обязательным условием успешного использования алмазного
инструмента является обильная подача в зону резания смазочно-
охлаждающей жидкости. При обработке керамики и феррита
используют 3%-й раствор гидрокарбоната натрия (питьевой содн)-
Алмазную резку стекла производят с эмульсолом ЭМУС. Следуй
заметить, что все операции с использованием алмазного инстрУ'
мента достаточно эффективны и при употреблении в качестве
охлаждающей жидкости обычной воды.
Выпускаемые промышленностью алмазные отрезные крУги
имеют диаметр от 50 до 800 мм при толщине от 0,1 до 6 мм сооТ'
ветственно. Слой синтетических алмазов зернистостью 40/2°
у 50-миллиметрового круга имеет ширину 1,5 мм. Круги маКс11'
мального диаметра обладают шириной алмазного слоя до Ю й>|
при зернистости 315/250.
252
0 соответствующих каталогах приведены несколько сотен
„размеров алмазного инструмента, широко используемого
•и азличных областях техники. Особенно полезным в лаборатор-
в Е практике может быть мелкий алмазный инструмент, выпу-
скаемый в широком ассортименте типоразмеров, к которому отно-
с сЯ и цилиндрические шлифовальные головки, армированные
бальным хвостовиком. Диаметр режущей части головки от 3
л 20 мм, длина тоже 3—20 мм. Шлифовальной головкой можно
Увеличить размер круглого отверстия либо придать отверстию
эллиптическую форму, форму прорези и др.
Самый мелкий алмазный инструмент — стоматологические шли-
фовальные головки и круги.
Этим инструментом удобно пользе-
а)
S) .
И
...........
-
D______ ~ ‘
ИЖ
2_
Рис. 3.13. Плоские алмазные шли-
фовальные круги для стоматоло-
гии: с односторонним (а), двусто-
ронним (б) и трехсторонним (в) по-
крытием
ваться при выполнении мелких работ по обработке стекла и кера-
мики на обычном сверлильном станке. На рис. 3.12 изображены
основные профили стоматологических алмазных шлифовальных
головок, выпускаемых промышленностью. Для разрезания мел-
ких тонких стеклянных и керамических заготовок, односторон-
него шлифования узких пазов и фигурной обработки используют
стоматологические алмазные круги (рис. 3.13). Типоразмеры сто-
матологического алмазного инструмента приведены в табл. 3.8.
Для того чтобы предотвратить порчу инструмента и растрески-
вания (сколы) обрабатываемого материала, область реза необхо-
димо обильно охлаждать водой. Частота вращения инструмента
Должна быть не менее 500 об/мин. Значение подачи зависит от
обрабатываемого материала и характера выполняемой операции.
ак> при сверлении в стекле отверстия шаровидной алмазной
^этологической головкой диаметром 2 мм на глубину 10 мм
Ребуется около 5 мин.
Для ручной слесарной обработки стекла, керамики, феррита
других твердых неметаллических и металлических материалов
Успехом могут быть использованы алмазные надфили, ручные
1^Уски и шкурки. Так, опиливание стекла и керамики алмазным
Нам Лем так же эффективно, как и обработка металла стальным
Иди Илем- Алмазный слой надфиля состоит из природного (А)
синтетического (АСР и АСВ) алмазов зернистостью от 125/100
253
Таблица3
Типоразмеры алмазного стоматологического инструмента
Форма режущей части Условное обозначение Размер режущей части, мм Зернистое “лиаза"1
Диаметр Высота
Головки
Шаровидная АГШ-1.5П 1,5 — А 100/80
» АГШ-2.0П 2,0 А 100/80
Цилиндрическая АГЦ-0.8П 0,8 7 А 63/50
> АГЦ-1П 1,0 5,5 А 80/63
» АГЦ-1.4П • 1,4 7,0 А 80/63
» АГЦ-2П 2,0 3,0 А 80/63
» АГЦ-2.5П 2,5 7,0 А 100/80
Пламевидная АГП-1.2П 1,2 7,0 А 63/50
Дисковая АГД-4П 4,0 0,8 А 100/80
» АГД-8П 8,0 0,8 А 125/ЮО
Обратноконнческая АГКО-ЗП 3,0 3,0 А 100/80
Чечевидная АГЧ-4П 4,0 1,0 А 100/80
» АГЧ-6П 6,0 1,2 А 100/80
Круги
Плоские с односторонним покрытием — 16,0 0,2 А 125/100
То же —— 20,0 0,2 А 125/100
Плоские с двусторонним по- крытием — 16,0 0,25 А 100/80
То же 20,0 0,25 А 100/80
Плоские с трехсторонним покрытием 12,0 3,0 А 125/100
до 50/40. Выпускаются и бархатные надфили, алмазный слой
которых состоит из алмазов зернистостью М60 и М40. При помощи
алмазных надфилей можно достичь 9—10-го класса шерохова-
тости поверхности. Основные типоразмеры алмазных надфилей
приведены в табл. 3.9.
Для опиливания и зачистки материала в тонких зазорах пред-
назначены так называемые автомобильные надфили. Этот инстру-
мент представляет собой отрезок стальной ленты длиной 60 мм,
толщиной 0,2 и 0,4 мм и шириной 5 мм. Алмазное двусторонне6
покрытие нанесено с одного кбнца ленты на длине 20 мм. Автомо-
бильным надфиль назван по его прямому назначению — зачистке
контактов прерывателя двигателей внутреннего сгорания. ОдЯаК°
этот инструмент оказался весьма полезным в лабораторной прзК'
тике.
К алмазному слесарному инструменту относятся также РУЧ1\В
бруски, изготовленные из природных и синтетических алма3
различной зернистости. Этим инструментом удобно пользовать
при ручной обработке на токарном станке твердых неметалл*1
ских или твердосплавных материалов. По своему назначен11
254 К
Таблица 3.9
Основные типоразмеры алмазных надфилей
1 форма сечения надфиля Условное обозначение Алмазное покрытие
Марка Зернистость
— Плоская: тупоносая АПлТ АСР 63/50
остроносая АПлО А 63/50
Квадратная АКв AM 60/40
Трехграииая: равносторонняя А1Т AM - 60/40
равнобокая А2Т А 125/100
Круглая АКр АСР 100/80
Полукруглая АПк А 60/40
Ромбическая АР А 63/50
Ножовочная АН А 63/50
Овальная АО АСМ 60/40
алмазные бруски являются аналогами бархатных стальных на-
пильников, поэтому и способы обращения с ними аналогичны.
Обычно общая длина алмазного бруска (вместе с рукояткой)
равна 160 мм. Длина рабочей части с нанесенным слоем природ-
ного или синтетического алмаза для большинства брусков —
40 мм. Только плоский двусторонний брусок имеет рабочую
часть длиной 80 мм. Алмазоносный слой у всех алмазных брусков
нанесен на органической связке, что накладывает определенные
ограничения на теплостойкость инструмента. Широкий диапазон
зернистости алмазного зерна позволяет производить брусками как
шлифование, так и тонкую финишную обработку материала вплоть
До 10-го класса шероховатости поверхности. В табл. 3.10 приве-
дены основные данные серийных алмазных брусков.
Таблица 3.10
Основные данные алмазных шлифовальных брусков
Форма сечения бруска Условное обозначение Алмазное покрытие
Марка Зернистость
Плоская односторонняя АБП АСО 63/50
» двусторонняя „ ,®диУсиая односторонняя (/? = 6; 10 мм) АБД АБР АСМ АСО 40/28 63/50
Круглая (D = 6; 8; 10 мм) АБК АСМ 40/28
Угловая (а = 45; 60°) АБУ АСМ 40/28
.9гРехгранная равносторонняя (10, 15 мм АБТ АСМ 60/40
2S5
Кроме шлифовальных алмазных брусков различного сеч
выпускаются плоские алмазные полировочно-доводочные бп
с односторонним алмазным покрытием из природных или сЛСки
тических алмазов с размером зерна менее 3 мкм (3/0). ЭтотНТе’
брусков представляет собой плоскую пластинку длиной 12о
шириной 35 мм и толщиной 10 мм. Толщина алмазоносного сл^'
нанесенного с одной стороны вдоль всей пластинки, равна 1
Алмазное зерно на брусок нанесено на органической связи
При помощи полировочно-доводочного бруска МОЖНО ДОСТйч
шероховатости, соответствующей 12—14-му классам.
Несколько условно к алмазному слесарному инструмент^
можно отнести алмазную шкурку. Абразивные свойства шкур^
определяются зернистостью используемого в ней алмаза. Для чер.
новой обработки применяют шкурку зернистостью от 100/80
до 63/50 из алмаза АСО. Чистовая обработка достигается шкуркой
с алмазным зерном 50/40 (АСО) или 40/28 (АСМ). Микронные
шлифовальные шкурки с зерном 7/5 и 5/3 обеспечивают шерохо-
ватость закаленной шарикоподшипниковой стали ШХ15 до И-
и 12-го классов соответственно. Алмазная шкурка выпускается
на водостойкой основе в виде полос шириной 20, 40, 50, 80 и
100 мм.
Напомним, что работа с любым алмазным слесарным инстру-
ментом требует обильного смачивания водой места обработки.
В противном случае из-за местного перегрева может разрушиться
органическая связка, крепящая алмазное зерно.
3.3.5. Обработка материалов свободным абразивом
В отличие от обработки шлифовальным инструментом, в кото-
ром зерна абразива закреплены различными связующими соста-
вами, при шлифовании свободным абразивом отдельные зерна
не закреплены относительно друг друга и взаимодействуют с об-
рабатываемым материалом неупорядоченно. Это обстоятельство
придает процессу шлифования свободным абразивом ряд каче-
ственных особенностей, наиболее существенны из которых следу-
ющие: нет необходимости использовать специальные шлифоваль-
ные станки и абразивный инструмент, что в лабораторных усло-
виях весьма существенно; возможность легко обеспечивать тре-
буемые параметры шероховатости обрабатываемой поверхности,
заменяя абразивный порошок; шлифовальные операции на сво-
бодном абразиве в условиях неспециализированной лаборатории
может довольно качественно выполнить любой лаборант.
Шлифование свободным абразивом в основном применяют ДЛ
обработки плоских поверхностей, однако при изготовлении спе
циального инструмента («грибка» или «чашки») можно обрабаты
вать выпуклые или вогнутые поверхности вращения. В лаборз
торных условиях чаще всего производят плоское шлифованИ
твердых материалов, чтобы получить нужные размеры, паРа
256 с и
^.рЫ шероховатости, взаимное сопряжение деталей, нужную
1 рмУ изделия и т. д.
4 Плоские поверхности обрабатывают на металлическом или
Рис. 3.14. Механизм удале-
ния материала свободным
абразивным зерном
теклянном вспомогательном инструменте — притирах или план-
шайбах. При полностью ручной работе
пользуются неподвижным притиром, по
которому вручную передвигают обраба-
тываемую деталь или заготовку. В слу-
qae использования планшайбы послед-
уя, находясь в горизонтальном или
вертикальном положении, вращается,
а обрабатываемую деталь вручную удер-
живают или передвигают по ней. В ка-
честве материала для притира или план-
шайбы чаще всего используют чугун
или медь. Выбор этих материалов обус-
ловлен тем, что абразивное зерно частично задерживается (внед-
ряется) в поверхности инструмента, тем самым обеспечивая равно-
мерное распределение
Рис. 3.15. Зависимость
прочности синтетических
алмазов различных марок
01 размеров зерен
абразивной суспензии по всей поверхно-
сти притирочного инструмента. Для удоб-
ства работы планшайба должна двигаться
против часовой стрелки.
Механизм удаления материала заго-
товки при шлифовании свободным абра-
зивом иллюстрируется рис. 3.14. Абра-
зивное зерно 3, перекатывающееся между
поверхностями обрабатываемой заготовки
2 и притиром 4, своими острыми углами
оказывает столь большое давление на хруп
кий материал заготовки, что в последнем
возникают трещины и раковинообразные
изломы 1. Так, в процессе ручного шли-
фования при давлении на заготовку в 0,5 кг
острый угол абразивного зерна площадью
10“4 мм2 (10 х 10 мкм) окажет в месте кон-
такта давление 5-104 МН/м2 (5-103кг/мм2).
Количество выкрашиваемого из заготовки
материала и шероховатость поверхности
обрабатываемой заготовки зависят от раз-
мера зерна абразива.
В процессе шлифования вместе с материалом заготовки раз-
рушаются и зерна абразива. На рис. 3.15 приведена зависимость
их°зе°СТИ Различных марок синтетических алмазов от размеров
Абразивные материалы, используемые при шлифовании сво-
^Дным зерном, подразделяются на шлифзерно, шлифпорошки,
кропорошки, субмикропорошки и полировальные пасты. Раз-
Р абразивного зерна (зернистость) устанавливают после про-
17 £ ,
А. Холенко
257
Таблица 3.11
Зернистость алмазных шлифпорошков,
выпускаемых промышленностью
сева порошкообразного исходного материала сквозь стандартный
набор сит.
В абразивной промышленности приняты следующие обозна-
чения зернистости абразивных материалов. Для шлифзерна и
шлифпорошков из всех абразивных материалов, кроме алмазов
и эльбора, цифровое обозначение соответствует номеру сита,
сквозь которое уже не проходит зерно. Номер сита указывает
на линейный размер квадратной ячейки (на просвет) в десятых
и сотых долях миллиметра. Например, шлифзерно Ха 20 имеет
основную фракцию зерен размером 200 мкм. Шлифпорошок Хе ’
имеет размер зерна основной фракции 40 мкм. Зернистость микро-
порошков (кроме алмазных и эльборовых) обозначается бук-
вой «М» и следующей за ней цифрой, означающей средний размер
зерна в микрометрах. Например, микропорошок М20 имеет ра3'
мер зерна основной фракции 20 мкм. Алмазные и эльборовы
микропорошки обозначаются дробью, числитель которой пока-
зывает в микрометрах максимальный, а знаменатель — минималь-
ный размер зерен, входящих в данный номер зернистости. Та .
алмазный шлифпорошок зернистости 125/100 содержит зерна
с максимальным размером 125 мкм и минимальным 100 мк •
Диапазоны размеров зерен, входящих в номер зернистости, ПОД
разделяются на широкий и узкий. В табл. 3.11 приведены зеР
нистости алмазных шлифпорошков серийного выпуска из ПР
258
й
Таблица 3.12
а»пяиС'г0СТЬ алмазных микропорошков,
^"упускаемых промышленностью
Зерни- стость Размер зерна i основной фрак- 1 цин, мкм Марка микропорошка
АН AM АСН АСМ
60/40 60—40 + + +
40/28 40—28 + + +
28/20 28—20 + + +
20/14 20—14 + + +
14/10 14—10 + + +
10/7 10—7 + + +
7/5 7—5 + + +
5/3 5-3 + + +
3/2 3—3 — — +
2/1 2—1 — — +
1/0 1—0,7 — — +
Таблица 3.13
Основные характеристики
алмазных паст
Зерни- стость алмаза пасты Концентрация алмазного порошка, % Цвет пасты н этикетки
нор- мальная (Н) повы- шенная (П)
60/40 10 20 Крас-
40/28 7 14 ный
28/20 7 14
20/14 5 10 Голубой
14/10 5 10
10/7 3 6
7/5 3 6 Зеленый
5/3 2 4
3/2 2 4
2/1 1 2 Желтый
1/0 1 2
родного алмаза (А) и синтетических алмазов АСО, АСР, АСВ,
АСК и АСС, отличающихся физико-механическими свойствами.
Стекло, керамику, феррит лучше всего обрабатывать шлиф-
порошком марки АСС, зерно которого наиболее прочно. Особо
прочные и закаленные металлы следует шлифовать шлифпорош-
ком марки АСК. Однако следует заметить, что при проведении
шлифовальных работ в лабораторных условиях пригодны алмаз-
ные шлифпорошки любой марки. Для тонких доводочных работ
с твердыми материалами, обеспечивающими низкую шерохова-
тость поверхности, используют микропорошки из природных
(АН и AM) и синтетических (АСН и АСМ) алмазов. Зернистость
алмазных микропорошков, так же как и шлифпорошков, обозна-
чается дробью, числитель и знаменатель которой показывают
размеры зерна в микрометрах, соответственно наибольший и
наименьший в основной фракции. В табл. 3.12 даны зернистость
и размеры зерна алмазных микропорошков, выпускаемых про-
мышленностью.
Из микропорошка марки АСМ с зернистостью менее 0,7 мкм
наготавливают алмазные субмикропорошки, используемые для
д Работки полупроводниковых монокристаллических материалов,
разные субмикропорошки выпускаются трех номеров зерни-
ли с размером зерен основной фракции от 0,7 до 0,1 мкм:
Марка порошка Размер зерна основ-
ной фракции, мкм
АСМ 0,7/10............. 0,7—0,3
АСМ 0,5/0.............. 0,5—0,1
АСМ 0,3/0.............. До 0,3
17*
259
Из микро- и субмикропорошковых зерен природного и си»
тических алмазов изготавливают алмазную пасту — матери?5'
обладающий высокой доводочной и полирующей способностям
В зависимости от консистенции алмазные пасты подразделяют11'
на мезообразные (М) и твердые (Т), омываемые водой (В) и5я
органическими растворителями (О), а также водой и органио11
скими растворителями (ВО). В качестве растворителей можи
использовать бензин, спирт, маловязкие минеральные масла и дп
По концентрации входящего в пасту алмазного порошка пасты
подразделяются на содержащие нормальное (Н) и повышенное (Ц)
количество алмаза.
Все эти характеристики входят в .торговую марку алмазной
пасты. Например, алмазная паста АСМ 7/5 НВОМ содержит
синтетический алмазный порошок марки АСМ зернистостью от 7
до 5 мкм с нормальной концентрацией, замешанный на связке
до мезообразной консистенции, растворимой в воде или в орга-
нических растворителях. Водоразбавляемые алмазные пасты ис-
пользуют для обработки неметаллических материалов. Универ-
сальные пасты, растворимые в воде и органических растворите-
лях (ВО), пригодны для обработки как неметаллических, так и
металлических материалов. Алмазные пасты выпускаются рас-
фасованными в тубы по 5, 10, 20, 40 и 80 г. В зависимости от
зернистости находящегося в пасте алмазного порошка туба с па-
стой окрашена в различные цвета. В табл. 3.13 приведены основ-
ные характеристики алмазных паст.
Выбор марки алмазной пасты определяется обрабатываемым
материалом и требуемым качеством поверхности. Перед обработ-
кой алмазной пастой самой крупной зернистости (60/40) метал-
лическая или неметаллическая деталь должна иметь 6—7-й классы
шероховатости. Последовательным использованием паст с умень-
шающейся зернистостью можно легко получить шероховатость
отполированной поверхности, соответствующую 12—14-му клас-
сам. В табл. 3.14 приведены рекомендации по выбору алмазной
пасты для обеспечения требуемых параметров шероховатости.
Таблица З.М
Рекомендации по выбору алмазной пасты
Зернистость алмаза в пасте 60/40—40/28 28/20-14/10 10/7—5/3 3/2—1/0 Обеспечиваемый класс шероховатостн поверхности 8-9 9-11 11—12 12-14 Вид обработки — Грубая предварительная доводка Предварительная доводка Точная доводка, предварительное в лированне е Окончательная доводка и полировав®
260
Один из основных приемов шлифования свободным абрази-
м — притирание, т. е. придание поверхности изделия или части
в° требуемой геометрической формы с высокой степенью точ-
еГсТи. Притирание бывает двух видов: одиночное и взаимное.
Пои одиночном деталь обрабатывают инструментом, подчас спе-
иальной формы, называемым притиром. При взаимном прити-
иаНии, которое производят, как правило, после одиночного,
одновременно обрабатывают две детали в месте их взаимного
соПряжения. Таким образом, при взаимном притирании обе детали
яВляются одновременно и притирами, и объектами обработки.
Качество и эффективность шлифования и притирания свобод-
ам абразивом в значительной степени зависят от материала,
й3 которого изготовлен шлифовальный и притирочный инстру-
мент. При работе со свободным абразивом лучше обрабатывается
(т. е. выкрашивается зерном абразива) твердый и хрупкий мате-
риал, например стекло, керамика, другие, которые сошлифовы-
ваются свободным абразивом значительно быстрее, чем более
мягкие и вязкие материалы (медь, латунь, мягкая сталь). Это
вызвано тем, что абразивное зерно не выкрашивает материал
инструмента, а внедряется в его поверхность, превращаясь тем
самым в связанный абразив. Наличие на инструменте-шлифоваль-
нике тонкого слоя связанного с ним абразива не исключает уча-
стия в шлифовании основной массы свободных абразивных зерен.
В качестве материала для изготовления шлифовальников наи-
более пригодны медь, латунь и чугун. В лабораторных условиях
в качестве шлифовальника можно использовать обычную пове-
рочную плиту, изготовленную из чугуна.
Отношение толщины к диаметру планшайб, приводимых во вра-
щение электродвигателем, должно быть 1 : 10—1 : 15. Такое соот-
ношение обеспечивает планшайбе диаметром не более 300 мм
достаточную механическую жесткость и длительный срок экс-
плуатации. Планшайба из чугуна на 80% более устойчива к абра-
зивному изнашиванию, чем планшайба из латуни. При шлифова-
нии свободным абразивом в зависимости от конфигурации изделия
и расположения обрабатываемой поверхности изделие можно
прочно закрепить, а шлифовальник вручную или механически
приводом передвигать по обрабатываемой поверхности. В зави-
симости от расположения шлифовальника (снизу или сверху)
слой абразивной суспензии оказывается различным. Так, при
обработке стекла абразивными порошками разной зернистости
толщина слоя абразивной суспензии при верхнем и нижнем поло-
жениях шлифовальника различается на 2—6 мкм.
Верхнее и нижнее расположение инструмента в основном от-
носится к случаям шлифования сферических поверхностей вы-
пуклой или вогнутой формы, когда шлифовальник выполнен
виде гриба или чашки. При плоском шлифовании или притирке
инструмент располагают, как правило, внизу. Форму поверх-
Ости плоского шлифовальника или притира, изготовленного
261
протачиванием, фрезерованием или плоским шлифованием, Ко
тролируют при помощи лекальной линейки 1- или 2-го класс '
прикладывая ее к контролируемой поверхности и наблюдая мест’
контакта «на просвет» при освещении спереди. Таким метод0к(
визуально можно зафиксировать дефект по плоскостности в 2~~.
3 мкм. Если поверхность инструмента недостаточно плоская, его
пришлифовывают (притирают) на выверенной притирочной плите
При шлифовании свободным абразивом одновременно с удалей
нием материала заготовки происходит и сошлифовывание инстру.
мента, в результате чего он изменяет свою первоначальную форму.
Хотя этот процесс происходит довольно медленно, форму инстру^
Рис. 3.16. Ход движения образца при
ручном шлифовании с использованием
свободного абразива: а — на вращаю-
щейся планшайбе; б — на притироч-
ной плите
мента периодически надо про-
верять. Для того чтобы умень-
шить изнашивание притирочной
плиты, планшайбы, необходимо
соблюдать определенный поря-
док передвижения заготовки по
шлифовальнику. При работе на
горизонтальной планшайбе она
должна вращаться против часо-
вой стрелки, а заготовку надо
поворачивать вручную по часо-
вой стрелке. При вращении план-
шайбы по мере удаления ее от
центра линейная скорость пере-
мещения элементов ее поверхности будет возрастать, вследствие
чего на периферии планшайбы шлифование будет происходить более
интенсивно, чем в центральной области. Это приводит к искажению
формы обрабатываемой поверхности, поэтому движение обраба-
тываемой заготовки по планшайбе должно быть таким, чтобы
снятие материала происходило равномерно по всей ее поверх-
ности (рис. 3.16).
Если условие непрерывного движения заготовки по поверх-
ности вращающейся планшайбы или неподвижного притира не
соблюдено, то на заготовке появляются «бугор», «яма» или другие
дефекты. Проще всего их можно обнаружить следующим образом.
Вытерев абразив с поверхности заготовки, в двух направлениях
по шлифованной поверхности проводят лекальной линейкой
вдоль ее длины. На матовой поверхности заготовки появляются
блестящие линии, оставленные движущейся линейкой (рис. 3.17).
Линии в центральной части заготовки свидетельствуют, что
в центральной части имеется бугор, линии на периферии, прерЫ-
вающиеся в центральной части, — о том, что в центральной
части имеется яма. Бездефектная плоская поверхность образует
непрерывный след от линейки. Для того чтобы выровнять яму>
при дальнейшем шлифовании заготовку надо приблизить к пери*
ферии планшайбы, если же обнаружен бугор, заготовку следует
расположить ближе к центру планшайбы.
262
фовывание
.гт.’к'Я. что
или деталей неоольших раз-
шлифпорошков. Шлифуемую
Рис. 3.17. Дефекты неплоскостно-
стн на шлифованном образце, об-
наруженные по следу лекальной
линейки: а — в центре «яма»; б —
в центре «бугор»; в — поверхность
без дефектов
Часто из-за отсутствия в лаборатории притирочной плиты или
пениальной планшайбы единичные заготовки и детали шлифуют
с „лоском толстом стекле, используя абразивы различной зер-
йиСтости. Хорошего качества отшлифованной поверхности здесь
ожидать нельзя- При обработке на стеклянном шлифовальнике,
наПример стеклянной заготовки, происходит равномерное сошли-
как материала заготовки, так и материала шлифоваль-
очень быстро приведет к существенному изменению
плоскостности инструмента, а следовательно, и заготовки. Стек-
лянными или керамическими пластинами можно пользоваться
для шлифования на них заготовок
леров с использованием мелких
деталь надо передвигать по всей
поверхности шлифовальника, что
обеспечит более равномерное его
изнашивание. Естественно, что по-
верхность стеклянного или кера-
мического шлифовальника необхо-
димо контролировать на плоскост-
ность и при наличии дефектов
пришлифовывать его на притироч-
ной плите.
После шлифования свободным
абразивом образуется много от-
ходов, в основном состоящих из воды и раздробленного абразив-
ного зерна. Кроме того, в абразивной суспензии содержатся
мелкие частицы сошлифованного материала, случайные загряз-
нения и др. Эти отходы легко регенерировать, чтобы получить
шлифпорошки для повторного использования. В лабораторных
условиях абразивное зерно проще всего регенерировать методом
отмучивания. В мерный цилиндр (мензурку) вместимостью 1 или
2 л помешают абразивные отходы слоем толщиной 20—25 мм.
Затем цилиндр заполняют водой до предельной отметки и его
содержимое тщательно взбалтывают. Через 10—15 с после того,
как наиболее крупные зерна осядут на дно, жидкость с взвешен-
ным в ней более мелким абразивом осторожно сливают или отса-
сывают сифоном в другой мерный цилиндр. Вторичное отстаива-
ние длится тоже 10—15 с. Вновь слитую взвесь отстаивают в те-
чение 1 мин. При последующих осаждениях в течение 3, 5, 7
и Ю мин в осадок выпадают все более мелкие фракции абразив-
ных зерен. В зависимости от времени осаждения эти регенери-
рованные фракции называют «минутником», «трехминутником»,
*пятиминутником» и т. д. Осевший на дно цилиндра порошок
просушивают, растирают до исчезновения комков и смешивают
с Равным количеством хорошо промытого талька. Тальк в абра-
зивном порошке уменьшает его комкование и снижает прилипа-
ние инструмента к обрабатываемой поверхности. Естественно,
Чт° в первую очередь регенерировать из отработанной суспензии
263
следует алмазные шлифпорошки. Истинный размер зерна рег
нерированного абразивного порошка, осажденного в течени"
15 с—10 мин, приведен в табл. 3.8. е
При шлифовании свободным абразивом заготовки с неровной
или сильно шероховатой поверхностью используют абразивные
порошки с последовательно уменьшающимся размером зерна
(шлифзерно, шлифпорошок, микропорошок и субмикропорошок)
При переходе от одной зернистости к другой, более мелкой
необходимо тщательно промыть шлифовальный инструмент и за-
готовку от более крупного абразива. Это требование является
строго обязательным. Если хотя бы одно зерно абразива предыду.
щей, более крупной, фракции останется в зоне шлифования
оно создаст глубокую царапину, для выведения которой потре-
буется значительное время, а в худшем случае из-за изменения
размера заготовка или деталь могут быть окончательно испор-
чены. Обычно, если абразивное зерно замешивают в суспензию
на воде, что практикуется чаще всего, в качестве межоперацион-
ной промывающей жидкости используют также воду. Заготовку
и шлифовальник надо многократно промывать проточной водой,
используя волосяную щетку. Естественно, что после каждой
смены зернистости абразива необходимо тщательно вымыть руки.
Общая обстановка в помещении, где производят шлифование
свободным абразивом, должна быть такой, чтобы полностью
исключить попадание в зону шлифования крупных абразивных
зерен.
Абразивное полирование. Строго говоря, полирование пред-
ставляет собой нечто среднее между шлифованием связанным и
шлифованием свободным абразивом. Положение мельчайших зерен
полировочного абразива полужестко фиксируется в полировочном
материале — специальной полировочной смоле, шерстяной ткани,
фетре, войлоке или некоторых синтетических материалах требуе-
мой консистенции и структуры. В отличие от механизма шлифо-
вания свободным абразивом, при котором движущееся зерно,
выкрашивает обрабатываемый материал, при полировании зерна
абразива вязнут в полировочном материале, оставаясь на по-
верхности полировального инструмента — полировальника. При
движении обрабатываемого изделия по полировальнику микро-
шероховатости, оставленные после шлифования, соскабливаются
и размазываются. Иными словами, полирование можно сравнить
с процессом шабрения, в котором роль микрошаберов выполняют
острые грани абразивных зерен. За счет вдавливания в полиро-
вальный материал притупившихся зерен абразива в работу
включаются новые зерна.
В зависимости от требуемых параметров шероховатости по-
верхности полирование подразделяется на грубое и точное. ГрУ'
бое полирование, осуществляемое тонкими и сверхтонкими абрЗ"
зивными порошками и алмазными пастами, обеспечивает шерО'
ховатость поверхности до 12-го класса. Точное полирование поли-
264
юдими порошками на стекле, керамике, кварце и других
^Металлических твердых материалах доводит шероховатость по-
Мрхности до 13—14-го классов.
р Ь качестве материала для грубого полировальника исполь-
юТ толстое сукно, фетр и некоторые полимерные пенс- и поро-
кастовые материалы. Собственно полировальный инструмент
Представляет собой металлическую основу в виде планшайбы
мри механическом полировании) или плоской плиты (при ручном
Жировании), изготовленную из дюралюминия, латуни или стали,
рабочая площадь полировальника для обработки деталей неболь-
ших размеров (до 100 см8) должна быть не меньше 1000 см8. Сукно,
фетр или другой материал на металлическую основу полироваль-
ника наклеивают хвойным пеком — обыкновенной черной смолой.
На нагретое до 70—80 °C металлическое основание полироваль-
ника наносят тонкий слой пека, после чего сверху помещают
кусок сукна (или другого материала). Полировальник с наклеен-
ным сукном прижимают к плоской поверхности до полного за-
твердевания пека.
Полирование микроабразивным зерном ведут со смачивающей
жидкостью — водой или минеральным маслом. Так же как и при
шлифовании, смачивающая жидкость благоприятствует равномер-
ному распределению абразивных зерен по шлифовальнику и по-
лировальнику, удаляет из рабочей зоны отходы и поглощает
выделяющееся в процессе работы тепло. Кроме того, жидкость
капиллярными силами проникает в микротрещины, возникающие
на обрабатываемой поверхности, и создает в них расклинивающие
усилия. При обработке стекла и аналогичных ему материалов
в качестве смачивающей жидкости следует употреблять воду,
с которой шлифование и полирование стекла происходит в 2,5 раза
более эффективно, чем с керосином или маслом.
Количество материала заготовки, удаляемого в результате
шлифования или полирования, зависит от усилия давления, кото-
рое заготовка оказывает на шлифовальник или полировальник.
Оптимальное давление при шлифовании стекла, кварца, сапфира,
Рубина, керамики от 2 до 5 кН/м8 (20—50 г/см8). При полиро-
вании этих же материалов давление заготовки на инструмент
Не Должно превышать 0,5 кН/м8 (5 г/см2). Эта цифра говорит
0 том, что при полировании нельзя «давить» на заготовку, так
Как это ухудшает качество полирования.
Точное полирование оптических материалов и керамики су-
щественно отличается от полирования свободным абразивом. Это
’’личие касается как полировочного материала, так и материала
°лировальника. В качестве полировального материала исполь-
.У’от оксиды хрома, железа, тория и редкоземельных элементов
' основном оксид церия) в виде порошков с микронным и сув-
еренным размером зерен.
. ° табл. 3.15 приведены основные полировочные материалы
я точного полирования.
265
Таблица 3.15
Материалы для точного полирования
Материал полировального порошка Техни- ческое названне Полирующая способность» отн. ед.
Оксид церия » тория » железа (щаве- левокислый) Оксид железа (угле- кислый) Оксид железа (суль- фатный) Оксид хрома Полирит Крокус » » Паста ГОИ 2,0 1,8 1.5 1.2 1.0 0,9
Полирит как наибов
эффективный материал я
пользуют для точного Цо
лирования элементов оцТ11
ческих систем, квантовой
электроники, а также для
финишного полирования
материалов твердотельной
электроники (кремния, гер-
мания, арсендида галлия
и др.).
Различные марки кро-
куса отличаются химиче-
ским способом получения
оксида железа. Крокус ши-
роко используют для поли-
рования технического сте-
кла и других материалов
в тех случаях, когда про-
изводительность процесса
не является определяющей.
Оксид хрома, называемый иногда зеленым крокусом, в основ-
ном применяют для полирования технических и полудрагоценных
камней и минералов, а также металлов самой различной твер-
дости, включая медь, серебро, алюминий и др. Оксид хрома
используют в виде порошка или полутвердой пасты, получившей
название «паста ГОИ».
Описанные выше приемы и способы полирования свободными
микронным и субмикронным зернами абразива предусматривают
проведение процесса на полировальнике, рабочая поверхность
которого выполнена из волоконного материала. Полировальники
такого типа предназначены для выполнения не очень ответствен-
ных работ (работы «на сукне»).
Полировальник диаметром до 20 см изготавливают следующим
образом. Латунную или дюралюминиевую основу планшайбы по
образующей оборачивают несколькими слоями кальки или по-
крытой резиновым клеем плотной бумаги. Затем планшайбу на’
гревают до 50—60 °C и заливают расплавленной смолой слоем
высотой 8—10 мм. После остывания смолы бумажное кольцо
снимают и к рабочей поверхности прижимают смоченную водо®
плоскую стеклянную или металлическую пластину, которая от‘
формовывает поверхность смолы на плоскость. |
Окончательное суперфинишное полирование оптических по-
верхностей производят на полировочной смоле. Полировочну1® I
смолу изготавливают, сплавляя сосновый пек (черную смолУ'
и канифоль. Массовое соотношение пека и канифоли в смол,
определяет ее твердость и рабочую температуру в процессе полИ'
рования. В табл. 3.16 приведены составы и рабочие температура
266 Л
1.
Таблица 3.16
Марки и составы полировальных смол
промышленного выпуска
Массовая доля
компонента %
Марка смолы Рабочая темпера- тура. °C я ч о •е 5 Я cd М пека других ком- понентов
СП-2 15—20 20 80
СП-3 20—23 30 70 —•
СП-4 23—25 40 60
СП-5 25—30 50 45 5
СП-6 30—35 60 35 &
СП-7 35—40 70 25 5
в расплав вводят пек, наполнитель
«более употребительных
Провальных смол про-
дленного выпуска.
^аклеечную смолу при-
готавливают следующим
бразом. Отвешивают нуж-
° е компоненты, расплав-
ляют их, тщательно пере-
вешивают вместе с напол-
нителем и другими компо-
нентами (парафином, ед-
ким кали и др.). Вначале
расплавляют канифоль и
вводят омылитель — едкое
кали в количестве 1—2%.
Процесс омыления проте-
кает с обильным выделени-
ем пены и длится около 2 ч.
После исчезновения пены
и другие компоненты, продолжая варку в течение 20—30 мин.
Полировочную смолу без опилок фильтруют через два-три слоя,
марли.
Для полирования на смоле в лабораторных условиях с успехом
можно использовать полировочную смолу следующего состава:
пек — 907 г, воск — 31 г, скипидар — 2 см®, канифоль — 35 г.
Еще более простыми, но обладающими достаточно хорошим ка-
чеством являются пеко-канифольные полировочные смолы, со-
держащие от 4 до 9 масс. ч. пека и 5 масс. ч. канифоли. При этом
твердость смолы определяется количеством входящей в смесь
канифоли. Для крупных полируемых деталей и заготовок при-
годна мягкая смола. Мелкие детали надо полировать на более
твердой смоле. При ручном полировании с обильным увлажнением
водой применяют мягкую смолу.
Полировочная смола окончательно затвердевает только через
^0—25 ч, однако даже после отверждения она склонна к медлен-
ной текучести, поэтому плоский полировальник необходимо хра-
иить только в горизонтальном положении.
Р Мелкие предметы полируют на сплошной поверхности смолы.
с?и размере обрабатываемой детали или заготовки, сравнимом
Размером полировальника, на поверхность смолы наносят си-
ему квадратных просечек, что обеспечивает равномерное рас-
пределение полирующей суспензии по поверхности смолы. Про-
иЧки выполняют ножом толщиной 1—1,5 мм, шириной 25—30 мм
Длиной 350—400 мм. Для этой цели можно использовать кухон-
й и нож соответствующего размера. Поверхность смолы увлаж-
Ван Т вод°й и прорезают ее нагретым до 40—50 °C ножом до осно-
ъ ия планшайбы на квадраты размером 20x20 или 25x25 мм.
Тественно, что размер и искажение формы квадрата не являются
267
критичными. После формирования квадратной сетки смолу Сно
увлажняют и очищенным ножом с легким поперечным поворот?9
квадратам придают вид слегка усеченной пирамиды. Полировал
ник со смолой, разделенной на шашки со стороной 20—25 мь
предназначен для полирования стекла, рубина, сапфира, кварц
и других оптических материалов, а также керамики и тверди?
минералов. Для полирования металлов размер отдельных щаЦ1 *
из смолы должен быть от 2x25 до 4x30 мм (размеры не кри.
тичны). F '
Так как смола критична к температуре, для сохранения ее
твердости необходимо следить за количеством воды в суспензии
полирующего порошка. При высушивании суспензии смола в ре.
зультате увеличения трения может нагреться. Чтобы смоляной
слой не менял своей твердости при изменении внешней темпера-
туры, можно изменять размер отформированных шашек. При
пониженной температуре размер шашек должен быть меньше.
Например, если при 20 °C поперечник шашки 25 мм, то при 15° С
он должен быть 12—17 мм. При полировании меди, алюминия
и других мягких металлов надо использовать более твердую
смолу и шашки размером от 0,8X18 до 1,5X18 мм.
Чтобы предотвратить прилипание смолы к различным пред-
метам или полируемому изделию, их смазывают раствором мыла
в 25%-м растворе глицерина. В частности, этим анти адгезионным
раствором пользуются при формовании поверхности смолы для
полирования неплоскостных изделий. На разогретое в горячей
(30—40 °C) воде металлическое основание полировальника с на-
несенным на него слоем смолы соответствующей толщины поме-
щают полируемое изделие, поверхность которого смазана анта-
адгезионным мыло-глицериновым раствором. Прочно прижав изде-
лие к поверхности размягченной смолы, его оставляют под на-
грузкой 10—15 кг в течение 1—2 мин до полного остывания
смолы. При необходимости отформованную поверхность смолы
разрезают на отдельные шашки по методике, описанной выше.
Собственно полирование можно проводить на вращающейся
планшайбе с механическим приводом либо вручную на неподвиж-
ном полировальнике. Естественно, что ручное полирование менее
производительно, чем механическое. В условиях неспециализи-
рованной лаборатории, где детали или изделия полируют эпизо-
дически, приходится пользоваться неподвижным полировальни-
ком. Движение изделия по поверхности полировальника должн®
быть таким же, как и при тонком шлифовании (см. рис. 3.1W-
Если поверхность смоляного полировальника сильно запол-
нена полирующим порошком, она становится блестящей и твер-
дой, при этом эффективность полирования значительно пони
жается и, кроме того, на поверхности полируемого изделия обра
зуются мазки. Для того чтобы предупредить и устранить так0^
дефект, необходимо, чтобы перед помещением на полировальн -
очередной порции полировального порошка инструмент был по4
268
иМ. Мягкие металлы следует полировать, периодически по-
дувая поверхность полировальника тонким слоем расплавлен-
пчелиного воска. Слой воска наносят марлевым тампоном,
?°е5кую порцию полировального порошка — на слой воска тон-
иМ равномерным слоем и втирают в него чистым пальцем. Чтобы
Колучить бездефектную полированную поверхность, все операции-
"еобходимо проводить, соблюдая максимальную чистоту.
В Тонкое шлифование и полирование керамики связаны со спе-
цифическими особенностями. После шлифования крупным абра-
зивным зерном на поверхности керамики образуются микротре-
щины, поверхностный слой (в зависимости от сорта керамики)
«разрыхляется» на глубину от 1 до 5 мкм. Последующее шлифо-
вание тонким свободным абразивным зерном из алмаза, нитрида
бора или карбида бора с последующим полированием алмазной
пастой доводит шероховатость поверхности до 12—14-го классов.
Для полирования керамики используют водорастворимую
алмазную пасту (марки «В») с повышенной массовой долей алмаз-
ного порошка (марки «П»). Притиры для доводки и грубого по-
лирования керамики изготавливают из латуни, меди, алюминия,
олова и других мягких металлов и сплавов. Кроме того, доводку
керамических изделий можно производить на стекле, полировоч-
ной смоле, фторопласте, фетре, замше и др. Было установлено,
что при доводке керамики алмазными пастами лучшие резуль-
таты для пасты с зернистостью от 28/20 до 5/3 получают на при-
тирах из меди, для зернистости от 5/3 до 3/2 — на оловянных
притирах, а для зернистости 1/0 — на тканевых и полимерных
(гетинаксовых) притирах.
В зависимости от пластифицирующей составляющей алмазной
пасты в качестве смазочно-охлаждающей жидкости при доводке
керамики алмазными пастами используют воду (для водораство-
римых паст) и бензин или керосин (для паст, замешанных на жи-
ровой, масляной или органической основах). Количество жидко-
сти, подаваемой в зону обработки, играет существенную роль
в процессе доводки и полирования керамики. Так, при исполь-
зовании водорастворимой алмазной пасты увеличение расхода
воды в три раза снижает эффективность мелкого шлифования
керамики в два раза. Обычно количество охлаждающей жидкости
Должно быть в пределах от 50 до 100 капель/мин. При доводке
и полировании заготовок из поликора применяют чугунные и
текстолитовые притиры и полировальники, рабочая поверхность
которых предварительно должна быть проточена или прошлифо-
вана на плоскость до 4—5-го классов шероховатости поверхности.
Доводка и полирование пластмасс существенно отличаются
Gt подобных операций с металлами и неметаллическими твердыми
Материалами. Эго обусловлено, в первую очередь, низкой твер-
достью пластмассы. С операцией доводки пластмассовых деталей
Встречаются довольно редко, поскольку физические свойства
ЭТого класса конструкционных материалов не позволяют добиться
269
Таблица 3J?
Пасты для полирования пластмасс
Состав пасты Содержание компонен- тов, % Тип обраба- тываемого пластика Состав пасты Содержание компонен- тов, % —. Тип обра6 таваемого пластика
Парафин (стеа- рин) Оксид хрома Олеиновая ки- слота Сода Керосин 20 76 1,8 0,2 2 Оргстекло, полисти- рол» полиэтилен, полипропи- лен, кап- рон, фторо- пласт, винипласт, лавсан Церезин Оксид хрома Олеиновая ки- слота Парафин Церезин (воск) Оксид хрома Литопон Оксид алюми- ния 20 62 18 42 5 20 23 10 Отвержден, ные эпок- сидные и фенолофор- м альдегид- ные смолы
Парафин Оксид хрома 65 35
стабильных, сохраняющихся со временем, точных размеров.
Кроме того, доводка размера шлифованием на свободном абразиве
приводит к интенсивному внедрению абразивного зерна в материал
детали, что исключает использование этих деталей в парах трения.
Полированием пластмассы можно достичь в зависимости от
типа пластмассы 13—14-го классов шероховатости поверхности.
Однако в качестве полирующего элемента используют не твердое
абразивное микрозерно, а совсем другие материалы, такие как
древесные опилки твердых пород, обрезки сукна и фланели,
пропитанные полировальными композициями, и другие материалы.
Используют два способа полирования пластмасс: сухой и мокрый.
Сухое полирование выполняют за одну операцию на полиро-
вальных кругах с использованием специальных полировальных
паст (табл. 3.17). Для предварительного, чернового полирования
применяют полировальные круги из байки, сукна. Окончательное
(чистовое) полирование производят на кругах из мадеполама,
бязи или муслина. Матерчатые полировальные круги набирают
из вырезанных кругов диаметром 200—400 мм и толщиной 50—
80 мм. Для того чтобы придать полировальным кругам жесткость,
составляющие их матерчатые круги прошивают по спирали.
По мере изнашивания полировальных кругов их надо подрезать
на 5—10 мм. Рабочие поверхности кругов покрывают смешанным
с водой мелкодисперсным порошком пемзы для устранения следов
предыдущей обработки (рисок, царапин). Окончательную обра-
ботку, придающую изделию блеск, производят полировальными
пастами на свежем круге. В процессе полирования пластмасс
надо избегать сильного прижима изделия к кругу, что мож61-
привести к перегреву пластмассы, прижогам и изменению цвета
поверхности. Остатки пасты с детали снимают ватным тампоном,
смоченным в бензине.
270
Сравнительно более редко употребляемый мокрый способ по-
рования пластмасс заключается в использовании водной сус-
ензии пемзы тонкого помола, просеянной через сито № 004
11 й № 0045 (размер зерна 40—45 мкм). Полировальную суспен-
'иЮ приготовляют из расчета 100—150 г пемзы на 10—15 л воды.
1аже ПРИ столь малой концентрации пемзы в суспензии полиро-
вание происходит значительно интенсивнее, чем при сухом спо-
собе. В качестве полировальника при мокром полировании ис-
пользуют планшайбы с наклеенным слоем бязи, сукна, фетра,
цастота вращения планшайбы зависит от
тиПа пластмассы и лежит в пределах от
15 ДО 35 об/мин. Меньшая частота враще-
ния требуется при полировании термопла-
стов, большая — при обработке реакто-
пластов.
Групповое шлифование и полирование.
При ручном шлифовании или полировании
заготовок и деталей, с чем чаще всего стал-
киваются в лабораторных условиях, осо-
бые трудности возникают при обработке
мелких образцов. Строго параллельно шли-
фовальнику или полировальнику удержать
их в руке невозможно, поэтому деталь «ви-
ляет» и обработанная поверхность полу-
чается с заваленными краями. В таких слу-
чаях используют метод групповой обработ-
ки, суть которого заключается в том, что
на вспомогательное приспособление—тол-
стую плоскую пластину — приклеивают
подлежащую обработке деталь или заго-
товку, а вокруг нее (на максимальном от
обрабатываемого изделия расстоянии) при-
клеивают вспомогательные (технологические) куски того же ма-
териала несколько большего размера (рис. 3.18).
Рабочие и технологические детали прочно закрепляют на по-
верхности вспомогательной пластины специальными наклеенными
смолами, которые должны обладать определенными температурой
Размягчения, твердостью, растворимостью при удалении и др.
Промышленность выпускает несколько • марок наклеенных смол,
состав и свойства которых приведены в табл. 3.18. Под понятием
другие компоненты» подразумевают вещества, обусловливающие
Дополнительные свойства смолы. Так, воск и парафин вводят
® Смолу для увеличения пластичности, а канифоль —для твердости.
^ел> сажа и древесные опилки служат наполнителем. В лаборатор-
ных условиях с успехом можно использовать наклеенные смолы,
^стоящие только из пека и канифоли (типа СП-2, СП-3 и СП-4).
Технология наклеивания заключается в нанесении на вспомо-
ательную пластину слоя смолы толщиной 2—5 мм (в зависимости
271
Рис. 3.18. Групповое шли-
фование и полирование
деталей на свободном аб-
разиве:
I — технологическая пла-
стина с плоской поверх-
ностью; 2 — вспомогатель-
ные опорные образцы мате-
риала; 3 — деталь (заго-
товка)
Таблица 3 j{
Марки и составы иаклеечных смол промышленного выпуска
Марка смолы Рабочая температу- ра. °C Массовая доля компонента. % *
канифоли пека наполни- теля Других компов.» тов
СН-6 15-25 50 25 20 5
СН-6-11 20—25 70 12 10 8
СН-10 25—30 37 18 40 5
СН-12 30—35 45 10 45
от толщины обрабатываемых деталей), в которую погружаются
нагретые до температуры плавления смолы детали. Особое вни-
мание при этом надо обратить на то, чтобы смола не поднималась
выше уровня наклеиваемых деталей. Если необходимо шлифовать
небольшой образец заданной толщины с плоскопараллельными
сторонами, используют так называемые свидетели. Сначала опи-
санным выше способом пришлифовывают одну сторону детали.
Затем деталь извлекают из смолы и наклеивают ее на вспомога-
тельную пластину пришлифованной стороной. Одновременно на
небольшом расстоянии вокруг детали наклеивают три-четыре
небольшие пластинки, толщина которых должна соответствовать
требуемой толщине обрабатываемой детали. Эти вспомогательные
пластинки — свидетели — должны быть изготовлены из металла
(стали, меди, алюминия) и иметь блестящую наружную поверх-
ность. Шлифование производят обычным способом, но внимательно
следят за поверхностью свидетелей. Как только их поверхность
начнет становиться матовой, что свидетельствует о том, что они
достигли поверхности шлифовальника, шлифование надо прекра-
тить, так как рабочая деталь прошлифована до толщины свидете-
лей. Естественно, что при этом поверхности всех свидетелей
должны становиться матовыми одновременно, т. е. не должно
быть перекосов. В качестве свидетеля можно использовать метал-
лическое кольцо, наклеенное на вспомогательную пластину,
внутри которой надо поместить обрабатываемую деталь. Размер
кольца при этом должен быть значительно большим, чем размер
обрабатываемой детали.
Механическая обработка монокристаллических материалов. Мо-
нокристаллические материалы получают все большее распростра-
нение в различных областях научной и технической практики.
Из-за специфических свойств этого класса материалов их меха-
ническая обработка существенно отличается от обработки поли-
кристаллических и аморфных материалов. В основном это обус'
ловлено анизотропностью механических свойств монокристалл55'
ческих материалов, их хрупкостью, твердостью, подчас недоста’
точной химической стойкостью и растворимостью в воде. ЕсЛ55
к этому добавить, что обработка монокристаллических матери*
272
Рис. 3.19. Структурные дефекты,
возникающие в монокристалличе-
ском материале после шлифования
свободным абразивом: а — поверх-
ностный слой; б — приповерхност-
ный слой с микротрещинами; в —
слой с возникшими дислокациями;
г — неповрежденная структура
как правило, требует низкой шероховатости поверхности,
'тствия остаточных механических напряжений в приповерх-
°Тстном слое, вызывающих возникновение структурных наруше-
в л кристаллической решетки (дислокаций), то станет ясно, что
в ифование и полирование этого класса материалов требуют
воих, отличных от обработки других материалов, приемов.
С Особенно высокие требования к качеству и режиму обработки
поверхности предъявляются к материалам твердотельной полу-
проводниковой электроники. Это обусловлено тем, что толщина
рабочей зоны полупроводника, в которой образуют р—п-переход,
обычно не превышает десятых до-
лей микрометра, в то время как
механическая обработка кристал-
ла вызывает значительно большие
п0 глубине структурные наруше-
ния (рис. 3.19). Остаточные струк-
турные дефекты в монокристалле
практически невозможно обнару-
жить, они проявляются в пара-
метрах готового полупроводнико-
вого прибора.
Анизотропия физических
свойств монокристаллов сущест-
венно влияет на условия их меха-
нической обработки. Так, для ис-
пользования в полупроводниковой
технике, оптике, квантовой элек-
тронике и других областях рабо-
чий образец должен быть вырезан
из монокристаллического слитка в определенном кристаллогра-
фическом направлении. Соответственно по этому же направлению
следует производить и всю последующую механическую обра-
ботку. Технологические особенности механической обработки мо-
нокристаллических материалов описаны ниже.
Большинство используемых в лабораторной и технической
практике монокристаллических материалов обладают высокой
твердостью [(4-4-12) 1010 Па], что облегчает их шлифование и
полирование свободным абразивным зерном. В то же время мате-
риалы полупроводниковой электроники (кремний, германий, арсе-
нид и фосфид галлия, антимонид индия и арсенид индия) обладают
значительной хрупкостью. Это обстоятельство, а также требо-
вание минимального нарушения структуры кристаллической ре-
^втки накладывают жесткие условия на их механическую обра-
Разрезать монокристаллический слиток на требуемые заготовки
ЛеДует тонкими отрезными алмазными дисками на металлической
внове. Слитки диаметром до 40 мм можно резать кругами с на-
₽УЖной режущей кромкой типа САМ. Слитки большего диаметра
В- А. Коленко 273
разрезают алмазными дисками с внутренней режущей кроМк
марки АКВР. Эти диски имеют толщину до 0,1 мм, что обеспец
вает толщину реза 0,25 мм. При этом даже разрезание слцтИ'
диаметром 100 мм и более не приводит к «уводу» диска. Если
алмазного диска, разрезать монокристаллические материалы в д
бораторных условиях можно тонким (0,2—0,3 мм) стальным
диском с водной суспензией карбида кремния зернистостью to)
или М28. Частота вращения диска должна быть в пределах от 80
до 100 об/мин. Вместо стального диска монокристалл можно раз.
резать, используя абразивную суспензию, тонкой стальной про-
волокой, туго натянутой в станке обычного ручного лобзика
При резке некоторых монокристаллов алмазным или стальным
дисками, а также проволокой в качестве смазочно-охлаждающей
жидкости или жидкой среды в абразивной суспензии вместо
воды можно использовать более эффективные жидкости. ДлЯ
сапфира и кварца — керосин с небольшой (5—10%) добавкой ми-
нерального масла, для германия и титаната стронция — 2%-й рас-
твор соды в воде.
При механической и ручной резке и последующих механиче-
ских обработках монокристаллов надо учитывать их твердость.
Так, кремний, германий, сапфир, рубин обрабатываются быстрее,
чем более мягкие соединения А8В5.
Абразивная обработка монокристаллических материалов не-
избежно вызывает нарушения структуры кристаллической ре-
шетки в приповерхностном слое материала. Для того чтобы свести
к минимуму это крайне нежелательное явление, необходимо учи-
тывать, что толщина удаляемого слоя материала в два-три раза
больше, чем размер зерна используемого абразива. Поэтому для
получения поверхности с требуемой шероховатостью и минималь-
ным числом дефектов решетки необходимо пользоваться абрази-
вами с постепенно уменьшающимся размером зерна. Для этого
абразивное зерно промышленного выпуска подвергают операции
отмучивания. Исходную фракцию абразивного порошка смеши-
вают с водой или маслом, в частности с оливковым, в массовом
соотношении 1 : 2,5—1 : 4,0 и заливают в мерный стакан или
аналогичный высокий стеклянный сосуд вместимостью 1000—
2000 мл. С течением времени взвешенные в жидкости абразивные
зерна будут оседать на дно сосуда, причем время оседания буд61
зависеть от массы, а значит, и от размера зерна. Через опреде‘
ленные интервалы времени суспензию с еще не осевшим абразив-
ным зерном посредством сифона сливают в такой же сосуд, и
операция отмучивания продолжается. Отмучиванием можно полу-
чить сверхтонкие абразивные порошки с практически не отли-
чающимися размерами зерен. Ниже приведены время осажден11
порошка из суспензии в оливковом масле и получаемые при это
размеры осевших зерен абразива.
Время отмучивания, ч . . 1,5 4,0 8,0 24,0 72,0 120,0
Размер осевших зерен, мкм 48 35 20 10 5 2
274
Следует отметить, что отмучивание абразивного порошка в воде
за ее меньшей вязкости по сравнению с маслом происходит быст-
рее, но ПРИ этом Раз^Р0С осевших зерен по размеру увеличивается.
Р Нарушенный абразивной обработкой поверхностный слой мо-
нокристалла полностью удаляют при суперфинишной обработке
аМорФным диоксидом кремния (торговое название — аэросил и
упер аэросил). Эти материалы позволяют получать на поверх-
ности таких твердых монокристаллических материалов, как крем-
ний, германий, арсенид галлия и другие, практически бездисло-
кационную поверхность с шероховатостью 14-го класса.
Распространенный способ абразивной обработки с одновремен-
ным приложением УЗ-колебаний существенно увеличивает ско-
рость резки и шлифования с использованием абразивного инстру-
мента и свободного абразива. Однако для обработки монокристал-
лических материалов этот способ применяют редко, так как струк-
тура материала нарушается на глубину нескольких миллиметров,
что во многих случаях совершенно недопустимо. Кроме того,
этим способом нельзя резать монокристаллы мягких материалов,
таких как теллуриды висмута и селена, широко использующиеся
в качестве высокоэффективных термоэлектрических материалов.,
В связи с развитием твердотельной электроники разработано
много новых способов бездислокационной обработки поверхности
монокристаллических материалов: химический, механохимиче-
ский, электрохимический, бесконтактное полирование и др. По-
дробно с этими способами можно познакомиться в специальной
литературе, частично приведенной в конце главы.
При финишном полировании монокристаллических материалов
существенное значение имеет правильный выбор материала поли-
ровальника и смазочно-охлаждающей жидкости. В табл. 3.19
приведены эти данные для
случая полирования тон-
кой алмазной пастой зер-
нистостью 1/0 (1—0 мкм)
некоторых распространен-
ных в лабораторной прак-
тике монокристаллических
материалов.
Абразивная обработка
мягких и гигроскопичных
монокристаллических ма-
териалов существенно от-
личается от обработки твер-
дых кристаллов. Из-за мяг-
кости обрабатываемого ма-
териала происходит «заса-
ливание» инструмента со
Связанным абразивом, а
пРи обработке свободным
Таблица 3.19
Материал полировальника и СОЖ
при полировании монокристаллов
Обрабатываемый материал Полиро- вальник СОЖ
Сапфир Рубин Кремний Германий Титанат строн- ция Арсенид гал- лия Теллурид кад- мия Сукно Сукно, фетр Замша Шел, капрон Замша » Масло часовое То же Спирт » Вода Спирт »
18*
275
абразивом зерна абразива внедряются в монокристалл. Как nD
вило, мягкие монокристаллы обрабатывают вручную, так к
механическое шлифование и полирование не обеспечивают тпК
буемых параметров шероховатости и формы поверхности я
делия. Даже при ручной обработке мягких монокристалле'
весьма трудно получить плоскостность обрабатывамой поверх
ности: из-за мягкости материала образуются краевые «завалы»
искажающие плоскость. В этом случае шлифовальнику ИЛя
полировальнику надо придать несколько выпуклую форму. дЛя
полировальника диаметром 250 мм радиус кривизны должен
быть около 10 м. Разрезать мягкие монокристаллические мате-
риалы в лабораторных условиях можно тонкой лобзиковой пил-
кой, зажатой в стандартном станке. Распиловку гигроскопических
кристаллов производят с небольшим увлажнением режущей
пилки водой.
Монокристаллы каменной соли, кальцита (исландского шпата),
сегнетовой соли, бромистого калия, бромистого цезия, йодистого
цезия, КДР и АДР, используемые в качестве оптических окон
в ПК-технике, являются не только гироскопичными, но и хорошо
растворимыми в воде. В связи с этим все виды их абразивной
обработки следует производить без воды. В качестве смазочно-
охлаждающих жидкостей при разрезании и обработке водорас-
творимых монокристаллических и поликристаллических матер иа-
лов, как правило, используют этиловый спирт или часовое масло.
Естественно, что при смене зернистости абразивного порошка
промежуточные промывки надлежит проводить также в безводных
жидкостях.
Высокая растворимость некоторых моно- и поликристалличе-
ских материалов в воде и других жидкостях была положена
в основу соответствующих способов обработки этого класса мате-
риалов, использующих растворение, абразивную и химическую
обработку. Так, химико-механический способ полирования моно-
кристаллических материалов с полупроводниковыми свойствами
обеспечивает малую шероховатость поверхности и незначительную
глубину поврежденного приповерхностного слоя. Механизм этого
способа заключается в химическом растворении обрабатываемого
материала с одновременным механическим удалением продуктов
реакции абразивным зерном. В качестве абразивной составля-
ющей используют микро- и субмикропорошки диоксида кремния
(аэросил и супераэросил), а также мелкодисперсные алмазные
полировальные пасты. .
При использовании диоксида кремния жидкой составляющей
служит раствор, состоящий из 40% молочной и 60% азотной кис-
лоты с добавками этиленгликоля или глицерина. При обработке
сульфида кадмия аэросилом и супераэросилом применяют раствор
йода. При химико-механической обработке полупроводниковый
монокристаллов алмазными пастами последние доводят до состоя-
ния жидкой суспензии, разбавляя их этиловым спиртом, выпоЛ"
276
Таблица 3.20
растворы, используемые при механической обработке полупроводников
Материал Компоненты раствора (пропорции) Скорость Травления, мг/см2-мин
Кремний Азотная и плавиковая кислоты Л П 84
Германий Азотная и плавиковая кислоты и перекись водорода (3:3: 1) 98
Арсенид галлня Серная кислота и перекись водо- рода (1 : 1) 40
Арсенид нндия Азотная и соляная кислоты (1:1) 6
Антимонид галлия То же 40
Антимонид нндия Азотная, плавиковая н уксусная кислоты (5:3:3) 20
Фосфид галлия Азотная и соляная кислоты (1 : 1) 35
Фосфид индия То же 5
няющим роль смазочно-охлаждающей жидкости. В качестве
химической составляющей при химико-алмазном полировании мо-
нокристаллов кремния используют раствор нитрата меди и фтори-
стого аммония в воде. Количество входящих в раствор компонен-
тов должно быть таково, чтобы водородный показатель (pH)
раствора был равен 7,0. Следует отметить, что при химико-меха-
нической обработке монокристаллов и других материалов можно
использовать растворы веществ (в соответствующей концентра-
ции), химически взаимодействующие с обрабатываемым мате-
риалом. В табл. 3.20 приведены некоторые распространенные
травильные растворы, применяемые при химическом и химико-
механическом шлифовании и полировании полупроводниковых
монокристаллических материалов.
К технологическим особенностям абразивной обработки моно-
кристаллических материалов относится способ закрепления обра-
батываемого образца к ручному вспомогательному инструменту.
Наиболее простым и распространенным является приклеивание
образца к инструменту. Однако в данном случае наклеечные
мастики отличаются от мастик, предназначенных для закрепления
образцов из стекла и металла, которые обычно обрабатывают на
специализированных станках. Наклеечные мастики для моно-
кристаллов должны растворяться в нейтральных растворителях
и полностью удаляться при последующей отмывке. В табл. 3.21
приведены составы наклеенных мастик, удовлетворяющих этим
требованиям.
Наклеечные мастики изготавливают сплавлением исходных
компонентов. При этом сначала расплавляют твердое вещество
(фталевый ангидрид, канифоль), а затем, тщательно перемешивая,
Б Расплав вводят остальные составляющие.
Однако полностью отмыть обработанные монокристаллы даже
°т специальных наклеенных мастик очень трудно, поэтому в лабо-
277
Таблица 3^
Наклеенные мастики для монокристаллических материалов
Мастика Компоненты Массовая ДОЛЯ, % Температура размягче- ния, °C Средство отмыв КН Примечание
Глифталевая Фталевый ан- гидрид Этиленгликоль 80 20 70—80 Ацетон Образцы более 3X3 мм
Шеллачная Шеллак 100 100— 130 Спирт этило- вый Образцы от 1X1 до 3X3 мм
Эпоксидная Эпоксидная смола ЭД-6 Канифоль л Сернокислый барий 28 12 60 100— 120 Вода Все виды обра- ботки германия, кремния, арсени- да галлия
раторных условиях можно воспользоваться способами безнаклееч-
ного крепления.
Наиболее простой безнакле-
ечный способ — способ вакуум-
ного прижима образца к руч-
Рис. 3.21. Вакуумный держа-
тель плоского образца, из-
готовленный нз стеклянной
фнльтруюшей воронки:
/ — оттяжка под шланг для
откачки; 2 — пористая стеклян-
ная перегородка; 3 — закреп-
ляемая пластина; 4 — притир
Рис. 3.20. Вакуумный дер-
жатель плоского образца при
шлифовании на свободном
абразиве:
1 — штуцер для присоедине-
ния к насосу; 2 — плоская пла-
стина-вкладыш с системой сквоз-
ных отверстий; 3 — пластина,
подвергающаяся шлифованию;
4 — притирочная плита
ному держателю (рис. 3.20). К латунному воронкообразному
корпусу снизу припаивают латунный диск толщиной 4—5 мм
с просверленными сквозными отверстиями диаметром 1—3 М1Л"
278
После припаивания внешнюю поверхность диска пришлифовы-
ают и притирают на плоскость. Штуцер присоединяют через
Вибкий толстостенный резиновый шланг к форвакуумному насосу
или к обычному пылесосу. Из-за перепада давлений на осно-
вании держателя возникнет усилие, прочно удерживающее при-
ложенную к нему пластину.
В качестве вакуумного прижима можно использовать воронку
Фильтрующую с пористым стеклянным дном так называемого
обратного типа, выпускаемую промышленностью под маркой ВФО
(рис. 3.21). Перед использованием в качестве вакуумного прижима
дно воронки надо притереть на плоскость. При достаточно хо-
рошем (без «подсоса») прилегании обраба-
тываемой детали к поверхности держателя
прочность крепления будет значительно боль-
шей, чем при использовании наклеечной
мастики.
Существенное достоинство вакуумного
прижима состоит в возможности работать при
повышенной температуре, возникающей в про-
цессе полирования, из-за которой мастика
«плывет». Вакуумный прижим позволяет с
большей точностью выдерживать толщину об-
рабатываемого предмета, так как исключается
погрешность по толщине слоя наклеечной ма-
стики. При хорошем прилегании обрабаты-
ваемой детали к держателю их контакт можно
осуществить «всухую». В случае неплотного
прилегания поверхность детали нужно смо-
чить водой. Засорившийся стеклянный фильтр
периодически очищают, пропуская через него
воду под давлением.
Рис. 3.22. Приспособ-
ление для получения
плоскопараллел ьн ых
пластин шлифованием
на свободном абразиве:
1 — притир; 2 — техно-
логический зазор; 3 —
поршень; 4 — установоч-
ные вннты; б — корпус;
6 — канал для деком-
прессии; 7 — шлифуемая
Получение ТОНКИХ пластин методом ШЛИ- пластина
фования. Пластины, преимущественно круг-
лой формы, из металлических и неметаллических материалов
толщиной до нескольких десятков микрометров можно полу-
чить шлифованием на свободном абразиве в приспособлении,
изображенном на рис. 3.22. Работают с приспособлением сле-
дующим образом. Сначала устанавливают требуемую разность
высот между неподвижной матрицей и подвижным пуансо-
ном, которая должна соответствовать требуемой толщине об-
рабатываемой пластины. Для этого между пуансоном и при-
тиром помешают прокладки из металлической фольги, поли-
черной пленки или слюды толщиной, равной требуемой толщине
обрабатываемой пластины. Затем регулировочными винтами ма-
трицу, притир и пуансон плотно соприкасают. После извлечения
Установочных прокладок в отверстие матрицы помещают шли-
фуемую заготовку с соответствующим припуском на обработку
(0,2—о,5 мм), при этом одна сторона заготовки должна быть уже
279
обработана на плоскость. Для того чтобы закрепить заготовку
в приспособлении и исключить попадание абразива на внутр^
нюю поверхность заготовки, последнюю закрепляют на пуансонё
тонким слоем масла. В начале шлифования из-за того, что толщина
заготовки больше требуемого размера детали после шлифования
установочные винты приподнимутся над матрицей на толщину
удаляемого слоя заготовки. В процессе шлифования по мере
утончения заготовки установочные винты будут приближаться
к верхней плоскости матрицы и, когда они ее коснутся, толщина
обрабатываемой заготовки будет соответствовать толщине уСта.
новочной прокладки, т. е. требуемой толщине обрабатываемой
пластины.
При шлифовании металлических пластин и пластин из полу-
проводниковых материалов до толщин в десятки микрометров
пластина искривляется за счет возникающих в ней механических
напряжений. Чтобы свести к минимуму это явление на последних
операциях шлифования тонким абразивным зерном, следует
периодически менять местами обрабатываемые стороны заготовки.
3.4. ДЕФОРМАЦИОННЫЕ СПОСОБЫ ФОРМООБРАЗОВАНИЯ
МАТЕРИАЛОВ
Деформационная обработка позволяет получить детали или
изделия требуемой формы за счет пластических свойств мате-
риала. При этом не образуется отходов материала в виде стружки,
так как заготовка практически полностью уходит на образование
изготавливаемого изделия. Пластичные по своей природе мате-
риалы подвергают деформационной обработке в холодном состоя-
нии. Малопластичные материалы обрабатывают в горячем виде.
При пластическом деформировании материала изменяются его
физические и механические свойства, в частности, повышаются
прочность, твердость и хрупкость, возникает так называемая на-
гартованность. Если продолжить обработку нагартованного мате-
риала, то в нем возникают трещины, приводящие к деформацион-
ному разрушению. Нагартованному материалу можно вернуть
пластические свойства термической обработкой — отжигом. Для
большинства металлов температура отжига составляет 20—80%
температуры плавления, при этом существенную роль играет
и время отжига: чем выше температура, тем меньше времени можно
вести отжиг. В табл. 3.22 приведены значения оптимальной тем-
пературы и времени отжига распространенных в лабораторной
практике металлов.
Для того чтобы избежать возникновения внутренних микро-
трещин в материале при его деформационной обработке, в зави-
симости от вида материала и конфигурации изделия промежут°4'
ных отжигов может быть несколько.
Деформационная формообразующая обработка (как горячаЯ’
так и холодная) подразделяется на ковку, прокатку, протяЖКУ»
280
Таблица 3.22
Температура отжига некоторых металлов в сплавов
Отжиг
Материал Температура, °C Время, мни Среда
'"’’золото Серебро Платина Палладий Алюминий Железо Не нагартовывается
400—600 30—60 Воздух
800—1200 800 200—450 600—900 750—900 30-60 5 10—30 120 10-30 » Водород »
Никель Титан Цирконий Ниобий Тантал Молибден 600—1000 10—30 Вакуум
900—1100 1100 1300 1200 10—30 30—60 30 25 » » Водород
Вольфрам Ковар Константан Нихром Иивар Сталь 08 (армко) 1300 800—900 60 30 »
550-750 870—1040 10—30 10—30 » Воздух
850—1000 10—30 Водород
600—700 10—30 »
Сталь 1Х18Н9Т 1100—1150 10—30 »
600—650 10—20 »
Медь Ml—М3 600—650 10—20 Воздух
600—750 . 90 Водород
Латунь 425—700 10—30 Воздух
Бронза (фосфористая) 475—675 10—30
Цинк не нагартовывается
гибку, правку, высадку, чеканку и вытяжку. В лабораторной
практике чаще всего сталкиваются с операциями гибки, правки,
протяжки и вытяжки. Так как все операции по деформационной
обработке материалов широко используются в промышленной
технологии, их, как правило, выполняют на узкоспециализиро-
ванном автоматическом и полуавтоматическом оборудовании.
В лабораторных условиях эти операции можно выполнить по упро-
щенной технологии, обеспечивающей высокое качество изделия.
Атмосфера, в которой нагревают и охлаждают материал в про-
| Чессе отжига, должна предохранять материал от чрезмерного
окисления. В некоторых случаях водород можно заменить дру-
гими газами, например азотом или аргоном. Однако, используя
Другие газы в качестве защитной среды, необходимо учитывать
Их возможное взаимодействие с нагреваемым материалом. В ва-
кУУме можно отжигать материалы, которые (или их составля-
вшие) не обладают высокой упругостью пара (легкой испаряе-
мостью).
При снятии нагартованности отжигом следует иметь в виду,
кт° многие металлы, и особенно металлические сплавы, склонны
так называемому дисперсионному затвердеванию, т. е. к само-
281
произвольному повышению твердости материала при нормадь
температуре. Величина и время протекания дисперсионного
твердевания обусловлены процессами упорядочения, происхо^
щими в структуре кристаллической решетки. Последеформаци^'
ный отжиг особенно необходим для упругих материалов, котопо'
сразу же после снятия деформационных усилий изменяют сЕ.1е
форму. Это особенно относится к навиванию спиралей и npy^J0
с заданными геометрическими размерами. Так, навивание спи"
ралей из вольфрама, молибдена и других тугоплавких металлов
без последующего отжига было бы просто невозможно. Ниже
будут рассмотрены некоторые способы деформационной обработки
металлических материалов, воспроизводимых в условиях неспе-
циализированной технической лаборатории.
3.4.1. Бесштамповая обработка давлением
Существующие способы массового изготовления полых объем-
ных деталей и изделий из листового материала включают вытяжку
и выдавливание. Вытяжку производят на многопозиционных вы-
тяжных штампах с механическим или гидравлическим приводом.
Выдавливание — процесс, обратный вытяжке, заключающийся
в истечении материала в зазор между матрицей и пуансоном.
При этом весь процесс формообразования происходит за один
удар пуансона по заготовке в виде цилиндрической таблетки
из исходного материала. Как правило, выдавливанием изготавли-
вают изделия из высокопластичных материалов: чистого алюми-
ния, специальных мягких металлических сплавов на основе свинца
и некоторых пластмасс. В качестве примера отметим, что тара
(тюбики) для зубной пасты, различных кремов и других наполни-
телей изготовлена способом выдавливания.
Единичные полые тонкостенные изделия изготавливать вытяж-
кой или выдавливанием нецелесообразно из-за сложности исполь-
зуемого для этого инструмента — штампов. В этом случае широко
используют бесштамповую обработку давлением, которую при-
нято также называть давлением на оправке или ротационной
вытяжкой. Бесштамповый способ формообразования давлением
заключается в следующем. В патроне или на планшайбе обыч-
ного токарного станка закрепляют оправку (модель) будуШег0
изделия, изготовленную из металла, прочной пластмассы или
дерева. Наружные размеры оправки должны соответствовать
внутренним размерам изготавливаемой детали или изделия-
К внешней торцевой части оправки посредством вращающегося
центра, помещенного в заднюю бабку станка, прочно прижимают
листовую заготовку металла круглой формы, из которой требуется
изготовить деталь. Включив станок, приведя во вращение оправкУ
с заготовкой, при помощи давильника (стального прочного стерся
с шарообразным концом) через упоры на суппорте, образую®11
из давильника рычаг, от торца с усилием прижимают заготовку
282
и
правке. При передвижении давильника вдоль оправки за счет
ь ястической деформации материала заготовки образуется деталь,
^ответствующая оправке. Этим способом можно получить тела
;°аШенИЯ с отношением длины к диаметру 3 : 1—5 : 1.
рлубина вытяжки зависит от пластичности обрабатываемого
аТериала и числа промежуточных отжигов заготовки на разных
Мтадиях ее деформации. Кроме того, большую глубину вытяжки
нельзя получить при небольшом
диаметре изделия, так как даже
стальная оправка при этом будет
прогибаться. В связи с тем что при
бесштамповой обработке давлением
материал заготовки утончается, ее
первоначальную толщину следует
выбирать с учетом требуемой тол-
щины готового изделия. Если необ-
ходимо получить точный наруж-
ный размер изделия и низкую ше-
роховатость обрабатываемой по-
верхности, непосредственно на оп-
равке изделие можно проточить
резцом и обработать другими спо-
собами. В зависимости от формы
профиля обрабатываемой детали
или изделия кроме жесткого да-
вильника с шарообразной рабочей
частью используют давиль ники
другой формы, а также с вращаю-
щейся рабочей поверхностью в
виде роликового или шарикового
подшипника.
На рис. 3.23 приведена схема
процесса давления на оправке. При давлении на оправке особое
значение придается смазывающему материалу, так как значитель-
ные усилия расходуются на преодоление треиия между заготов-
кой и давильником. Кроме того, смазка улучшает качество обра-
батываемой поверхности. В зависимости от материала заготовки
используют различные
Рис.
3.23. Процесс давления на
оправке:
круглая листовая заготовка;
вращающийся центр; 3 — го-
давильиика; 4 — рукоятка да-
2 —
ловка ________
вильника; 5 — система упоров; б —
давильная оправка;
ная деталь; 8
7 — выдавлен-
стадни давления
смазывающие материалы.
Материал заготовки
Алюминий ..............
Медь, латунь...........
Малоуглеродистая сталь
Коррозионно-стойкая
сталь, титан и его спла-
вы
Состав смазывающего материала
Воск 30—50%, скипидар 70—50%, вазелин тех-
нический, солидол с графитом
Хозяйственное мыло 100 г, вода 500 мл, зеленое
мыло 20%, вода 80%
Минеральное масло 43%, рыбий жир 8%, графит
15%, олеиновая кислота 8%, сера 5%, зеленое
мыло 6%, вода 15%
Хлорвиниловый лак ХВЛ 21
283
3.4.2. Гибка конструкционных материалов и изделий
Гибкой называют процесс холодной или горячей деформаци
ной обработки материала, применяемой с целью получить требЛ
мую форму за счет изменения кривизны поверхности. Гибке мог
быть подвергнуты материал в виде листа, проволоки или готов^
объемное изделие, например труба. В отличие от других Вид°е
деформационного формообразования гибка происходит в резул?
тате пластической деформации не всего материала, а только
определенных участков его поверхности. Существенным пара
метром при гибке материала является радиус изгиба. Минималь
ный радиус зависит от механических- свойств материала, уГЛа
изгиба, линии изгиба относительно направления прокатки или
протяжки материала и толщины материала. Перечисленные фак-
торы учитывают следующим образом:
в месте изгиба материал испытывает различные механические
напряжения: внутри — сжатие, снаружи — растяжение; при не-
достаточной пластичности материала наружные волокна начнут
разрушаться, что приведет к образованию трещин;
появление деформационных трещин зависит от толщины мате-
риала: чем толще изгибаемый материал, тем больше должен быть
радиус изгиба;
изгибать материал всегда предпочтительно в направлении,
перпендикулярном к направлению прокатки (протяжки) мате-
риала;
в том случае, если без нагрева пластичность материала недо-
статочна, для изгиба по требуемому радиусу материал надо отжечь
или изгибать его в нагретом состоянии; при этом надо иметь
в виду, что некоторым материалам свойственна так называемая
красноломкость — повышенная хрупкость в узком интервале
температур (латунь в зависимости от марки — 300—600 °C, оло-
во — 210 °C, цинк — 200 °C).
Некоторые твердые и упругие материалы с трудом поддаются
размерной гибке, из-за чего из них трудно навить пружину или
спираль требуемого размера. В этом случае диаметр керна, иа
который производят навивку, должен быть несколько меньшим,
чтобы после снятия с него пружины или спирали их размер соот-
ветствовал заданному. Особую сложность представляет навивка
проволочных би- и триспиралей, представляющих собой дважды
или трижды навитую спираль из находящейся на керне уже нави-
той спирали.
Примером биспирали служит тело накала в обычных электро-
лампах мощностью свыше 60 Вт. Первичную и вторичную на'
вивку спирали из вольфрамовой проволоки проводят на желез"
ном или молибденовом проволочном керне, который с закреа'
ленной на нем спиралью с целью зафиксировать форму отЖ
гают в водороде (на железном керне — при 800—1100 °C, а н
молибденовом — при 1600 °C). Время отжига зависит от марк
284
пользованного В0ЛЬФРама и находится в пределах от 5 до
*смйн. После отжига керн вытравливают в кипящей соляной
™ пОте, которая не взаимодействует с вольфрамом. Способом
вивки спиралей, пружин и других объемных изделий сложной
на вытравляемом керне можно широко пользоваться
лабораторной практике.
Б Наиболее часто способ гибки используют для изменения формы
олых металлических изделий, в частности труб. Качество изгиба
„бы зависит от материала и диаметра трубы, толщины стенки,
радиуса изгиба, угла изгиба, требований к сохранению формы
сечения в области изгиба и др. В соответствии с этим гибку трубы
производят в холодном или нагретом состоянии, с наполнителем
йЛи без него, на специальном приспособлении (трубогибе) или
на простой цилиндрической оправке. В области изгиба трубу
по возможности следует отжечь. Трубы из алюминия и алюминие-
вых сплавов (Д16-М, АМг-М и др.), меди, латуни, железа, кор-
розионно-стойкой стали (например, 1Х18Н9Т) и других мате-
риалов можно изгибать без наполнителя по минимальному
радиусу 15—20 мм при диаметре до 10 мм и толщине стенки
до 1,5 мм.
Следует отметить, что толстостенные трубы изгибать легче,
чем тонкостенные. Трубы с большим диаметром необходимо
гнуть с наполнителем.
В качестве наполнителя можно использовать просеянный и
просушенный песок, которым плотно заполняют всю трубу.
С обоих концов трубу закрывают деревянными пробками или
сплющивают ее концы. В качестве наполнителя при гибке тонко-
стенных трубок диаметром от 5 до 15 мм используют легкоплавкий
сплав, состоящий из 50% висмута, 25% олова, 12,5% свинца
и 12,5% кадмия. Этот сплав, выпускаемый промышленностью
под маркой Л68, имеет температуру плавления 68 °C и обладает
хорошими механическими свойствами. На 60—80 мм ниже места
изгиба в трубу помещают плотный тампон из асбестового шнура
или хлопчатобумажной ткани (марли). Сверху в трубу заливают
расплавленный сплав до высоты на 60—80 мм выше места изгиба.
Таким образом, внутри трубы образуется металлическая пробка
Длиной 120—160 мм, которая исключит деформацию сечения
тРУбы при гибке. В качестве наполнителя при гибке металли-
ческих тонкостенных труб с успехом можно использовать чи-
свинец. После изгиба металлический наполнитель надо вы-
давить.
Для формовочной гибки полых металлических изделий, на-
пример труб прямоугольного сечения, в качестве наполнителя
епользуют набор тонких металлических пластин, помещенных
яЛРУбу параллельно плоскости изгиба. Такой прием исключает
Деформацию сечения трубы. Толстостенные трубы из малопластич-
материалов обычно изгибают с песочным наполнителем
нагретом состоянии.
285
3.4.3. Волочение проволоки и калибровка отверстий
Рнс. 3.24. Волочение проволоки через
волоку:
1 — исходная проволока; 2 — волока; 3 —
протянутая проволока; 4 — конец проволоки
для заправки в волоку
Волочением называют пластическую деформацию заготов
в виде проволоки или трубки путем протягивания через отверСтКи
с целью уменьшить поперечное сечение, изменить форму сечен^
или обеспечить точный размер и низкую шероховатость повепИЯ
ности. Основным инструментом при волочении служит одиночна"
волока (фильера) (рис. 3.24). Деформация материала в воло/
происходит за счет того, что ее выходное отверстие меньше цд?
щади сечения подлежащей волочению заготовки. В зависимости
от формы отверстия волоки волочением можно получать прово
локу или трубку любой формы сечения. Однако наиболее часто
волочению подвергается про-
волока круглого и прямо-
угольного сечений. Так как
при волочении объем мате-
риала не изменяется, умень-
шение сечения приводит к
увеличению длины обрабаты-
ваемого изделия.
В зависимости от материа-
ла заготовки и требуемой пло-
щади сечения используют во-
локи из высоколегированных
сталей (до диаметра 5 мм),
мм) и из натуральных или
волочения проволоки круглого
твердых сплавов (от 5 до 0,1
синтетических алмазов — для
сечения из особотвердых и тугоплавких материалов (вольфрама,
молибдена и др.) до диаметра 6 мкм. В лабораторных условиях
к волочению прибегают при необходимости получить небольшие
отрезки проволоки нужного сечения, уменьшить размер сечения
тонкостенных трубок из никеля, стали, меди, константана и
других пластичных материалов. Степень деформации протяги-
ваемого через волоку материала зависит от его твердости и меха-
нической прочности, поэтому волоки обычно используют в наборе,
содержащем несколько десятков отдельных волок с постепенно
уменьшающимися размерами отверстий. Так, распространенный
набор твердосплавных (победитовых) волок с размером отверстии
от 3,0 до 0,5 мм содержит 26 размеров: 3,0; 2,75; 2,6; 2,5; 2,4;
2,3; 2,2; 2,1; 2,0; 1,9; 1,8; 1,75; 1,6; 1,5; 1,4; 1,3; 1,25; 1,2; 1.И
1,0; 0,9; 0,8; 0,75; 0,6; 0,55; 0,5. Переход от одного размера фильеры
к другому зависит от материала и состояния пластичности про-
волоки.
Все материалы после волочения через один-два перехода на'
столько нагартовываются, что для последующего волочения и*
необходимо отжигать. Без промежуточного отжига процесс вол°'
чения затрудняется и может привести к обрыву проволоки. Вол°"
чение начинают с заострения конца провода или сминания кони
286
v6kH, чтобы их можно было заправить в отверстие волоки,
«тем, зажав плоскогубцами выступающую часть проволоки,
потягивают весь отрезок проволоки или трубки через волоку,
при волочении через следующую волоку заправку надо повторить.
Так как при волочении происходит всестороннее обжатие мате-
иала, то, чтобы уменьшить возникающее трение, необходимо
использовать смазку.
Тонкий слой смазывающего материала наносят на подлежащий
волочению материал, а входное отверстие волоки заполняют сма-
зывающим материалом полностью, что исключает сухое трение
при волочении и образование задиров. Ниже приведены составы
смазывающих материалов, использующихся при волочении раз-
личных металлов.
Материал
Смазывающий материал, массовая
доля
Медь..................Говяжье сало— 4, мыло— 1, вода —100
Алюминий ............................. То же
Латунь........................... Льняное масло
Тонкая латунная про-
волока ...............Хлебный квас — 75, 25%-й раствор сер-
ной кислоты — 25
Никель.................... Раствор хозяйственного мыла
Никелин................. Льняное масло, мыльный раствор
Константан........................... Тоже
Мельхиор............................... »
Нейзильбер............................. »
Волочение тонкостенных трубок с целью уменьшить наружный
диаметр можно проводить с сохранением толщины стенки или
с ее утончением. В первом случае волочение трубки производят
как волочение проволоки. Во втором случае внутрь трубки вводят
проволоку с диаметром, соответствующим диаметру трубки после
волочения. Для того чтобы проволоку-керн было легко удалить
из трубки, ее надо предварительно смазать маслом.
Для успешного волочения необходимо строго соблюдать после-
довательность уменьшения диаметра обрабатываемого материала.
При волочении недостаточно отожженного металла через волоки
со значительным перепадом диаметров неизбежен обрыв провода
(трубки).
При отсутствии волок диаметр отдельных отрезков проволоки
из пластичных металлов (меди, латуни, алюминия) можно умень-
шить на 25—30% растягиванием. Отрезок проволоки диаметром
от 0,3 до 2,0 мм с одного конца зажимают в тиски или прочно
прикрепляют к неподвижному предмету. За другой конец плоско-
губцами или другим захватом провод медленно растягивают, при
Эт°м явно ощущается удлинение проволоки. При приложении
примерно одинакового усилия растяжения удлинение проволоки
Уменьшается, что свидетельствует об упрочнении (нагартовке)
Материала. В случаях, когда за одну растяжку диаметр не умень-
шился на нужную величину, проволоку необходимо отжечь и
°Перацию растягивания повторить. Если не проводить промежу-
точный отжиг, проволока при увеличении усилия растяжек
наверняка оборвется. Ия
Отжиг проволоки надо проводить на воздухе по следуЮщ
режимам: медь — 500—550 °C в течение 30—40 мин; латунь М
450—500 °C, 30—40 мин; алюминий — 250—300 °C, 5—20 мин"
Длину отрезка проволоки выбирают в зависимости от ее диаметпя
При диаметре 0,3—0,8 мм — 1,5—2,5 м, от 0,8 до 1,5 мм 2 5—
3 м и свыше 1,5 мм — 3—5 м.
Рнс. 3.25. Приспособ-
ление для изготовле-
,иия проволоки из вы-
сокопластичных метал-
лов методом экструзии
через волоку:
1 — поршень; 2 — . ци-
линдр; 3 — исходный
металл; 4 — волока; 5 —
проволока
Рис. 3.26. Приспособ-
ление для изготовле-
ния методом экстру-
зии трубок нз пластич-
ных материалов:
/ — поршень; 2 — ци-
линдр; 3 — формообра-
зующий вкладыш; 4 —
стержень вкладыша; 5 —
выходная дюза; 6 —
опорная плита; 7 — го-
товая трубка
Рнс. 3.27. Способ ка-
либровки отверстия
шариком:
/ — толкатель; 2 — ша-
рик; 3 — деталь с отвер-
стием; 4 — опорная
плита
Особенность процесса растягивания проволоки заключается
в уменьшении усилия при увеличении длины растягиваемого
отрезка.
Для удобства контроля диаметра растягиваемой проволоки
измерение микрометром должен вести второй человек.
Естественно, что способ растягивания неприменим для про-
водов с полимерной изоляцией, ибо она в этом случае порвется.
Некоторые высокопластичные металлы (свинец, индий и ДР-)
нельзя вытянуть в проволоку, так как из-за низкой прочности
при входе из фильеры проволока рвется. Проволоку из таких
материалов можно получить методом экструзии через дюзУ>
которая является обычной фильерой соответствующего размер3-
Заготовку металла помещают в цилиндр (рис. 3.25), в оснований
которого находится фильера. При давлении на поршень материзЛ
вытекает через отверстие фильеры, формируясь на выходе в пр°"
288
оЛоку нужного диаметра. Из-за большой вязкости при истечении
Методом экструзии в лабораторных условиях можно получить
проволоку из свинца и индия диаметром до 0,8—1 мм. При этом
понадобятся гидравлический или обычный винтовой прессы уси-
лием в 1 2 т.
Методом экструзии можно получить не только проволоку,
но И трубку, в частности из свинца. Экструзия трубки в прин-
ципе не отличается от формирования проволоки. Отличие заклю-
чается лишь в том, что коаксиально в отверстие фильеры помещен
стальной стержень, прочно закрепленный на центрирующей
оправке (рис. 3.26). При истечении металла через кольцевой зазор
на выходе будет формироваться трубка, внешний диаметр которой
будет определяться отверстием фильеры, а внутренний — диа-
метром стержня.
Способ пластической деформации металла позволяет произво-
дить точную калибровку диаметра сквозного отверстия с одновре-
менным уплотнением материала и получением требуемых параме-
тров шероховатости поверхности. Сущность этого способа за-
ключается в проталкивании через отверстие шарика от подшип-
ника с неповрежденной поверхностью (рис. 3.27). Естественно,
что калибровку шариком можно применять для отверстий, пред-
варительно с нужным припуском обработанных протяжкой или
разверткой. Припуск на калибровку зависит от материала обра-
батываемого изделия и диаметра отверстия. На алюминии, дюр-
алюминии, меди, латуни, никеле, малоуглеродистой стали и дру-
гих материалах при диаметре отверстия от 5 до 15 мм припуск
на сторону должен быть 0,05—0,03 мм. Калибровку надо прово-
дить, смазав шарик жидким машинным маслом. Размер кали-
бруемого отверстия не может быть произвольным и должен соот-
ветствовать нормализованным размерам шарика для подшип-
ников.
3.5. ЭЛЕКТРИЧЕСКИЕ СПОСОБЫ РАЗМЕРНОЙ ОБРАБОТКИ
Большинство способов размерной обработки основаны на про-
цессах резания или пластической деформации материала. При
резании инструмент или абразивное зерно должны быть тверже
обрабатываемого материала, поэтому обработка резанием многих
конструкционных материалов связана со значительными трудно-
стями, а многие виды фигурной обработки вообще невозможны.
Примером тому служат выполнение криволинейного отверстия
в металле, сверление отверстия диаметром менее миллиметра на
глубину десятков сантиметров, прорезание криволинейных щеле-
вых отверстий, извлечение из металла сломанного сверла или
Метчика и многое другое.
Для решения перечисленных и других задач размерной обра-
зки металлов был создан принципиально новый способ, полу-
ЧИвщий название «электротехнология», объединяющий разно-
19 В. Д. Колеико . 289
образные технологические процессы, которые основаны на цс
пользовании электрической энергии для требуемых преобраз0~
ваний материала и, в частности, его размерной обработки, в По"
нятие электротехнологии входят два раздела, основанные На
электрофизических и электрохимических принципах удаления
материала. В настоящее время известны и широко используютСя
в технике 66 электрофизических и электрохимических техноло-
гических процессов, а также их многочисленные комбинации. 3^
процессы позволяют производить все виды механической обработки
металлов с любыми свойствами, включая шлифование и полиро-
вание до минимальной шероховатости поверхности.
В общелабораторной практике из электрофизических способов
используют электроискровую обработку, а из электрохимиче-
ских — электрополирование. При электроискровой обработке ра.
. бочий инструмент взаимодействует с обрабатываемым материалом
не за счет силового воздействия, а в результате возникновения
электрической искры, которая приводит к локальному плавлению
обрабатываемого материала без непосредственного его контакта
с инструментом. Электроискровым способом можно обрабатывать
самые тугоплавкие матер'иалы, так как при возникновении искры
за несколько миллисекунд в малом объеме искрового канала
возникает температура до 40 000 °C. При этом плавление мате-
риала носит микровзрывной характер. Скорость удаления металла
определяется плотностью тока и временем обработки и достигает
1 мм/мин [или 100—200 мм®/(А-ч)].
Электрохимическая размерная обработка заключается в из-
менении формы обрабатываемого металлического изделия или
в улучшении качества его поверхности за счет растворения мате-
риала в электролите под воздействием электрического тока.
3.5.1. Электроискровая обработка металлов
Электроискровой обработкой можно производить разрезание,
протачивание и фрезерование металлов, однако в лабораторной
практике наиболее используют электроискровой способ прошивки
отверстий. В отличие от сверления, при котором образуется круг-
лое отверстие, и фрезерования, которым с трудом можно выпол-
нить прямоугольное и овальное отверстия относительно неболь-
шой глубины, электроискровым способом можно легко получить
глухое или сквозное отверстие практически любой глубины и
формы сечения.
В качестве материала для изготовления рабочего инструмента
обычно используют латунь марки ЛС59-1 или медь марок Ml—М3-
В качестве материала для обработки любых материалов исполь-
зуют углеграфит. Сечение инструмента-электрода и его размер
должны соответствовать размеру и форме прошиваемого отвер"
стия. При прошивке сквозных отверстий диаметром более 5—7 мм
вместо сплошного электрода используют полый, изготовленный
290
И
3
4
Рис. 3.28. Приспособ-
ление для электроиск-
ровой прошивки кри-
волинейного отвер-
стия:
1 — заготовка; 2 — сто-
порный внит, закреп-
ляющий электрод; 3 —
держатель электрода с
регулируемой длиной;
4 — ось вращения дер-
жателя; 5 — проволоч-
ный электрод
„ листовой латуни толщиной 0,3—0,5 мм. Глухие отверстия надо
прошивать сплошным электродом. Если необходимо изготовить
.руглое или фигурное сквозное или глухое отверстие малого диэ-
дра, в качестве электрода используют серийно выпускаемую
круглую латунную проволоку диаметром от 0,1 мм. Отверстия
праметром 10—50 мкм прошивают электродом из медного микро-
провода в стеклянной изоляции. По мере изнашивания медной
жилы конец провода надо освобождать от стеклоизоляции.
При электроискровой прошивке из-за возникновения боковой
эрозии размер прошитого отверстия оказывается несколько боль-
шим, чем размер электрода. В связи с этим
размер электрода должен быть меньше на раз-
мер зазора, образующегося при обработке.
В свою очередь, зазор зависит от обрабаты-
ваемого материала и электрического режима
работы. Например, при прошивании отвер-
стия в стали латунным электродом в зависи-
мости от режима скорости съема металла об-
разующийся зазор на одну сторону будет:
при жестком режиме (500—900'мм3/мин) —
0,15—0,5 мм, при среднем режиме (20—
200 мм3/мин) —0,1—0,15 мм и при мягком
режиме (0,1—20 мм3/мин) — 0,05—0,02 мм.
Естественно, что чем меньше диаметр проши-
ваемого отверстия, тем «мягче» должен быть
режим обработки, определяемый значениями
рабочего тока и напряжения.
При прошивке отверстия из-за износа элек-
трода оно получается немного конусным.
Чтобы исправить конусность, надо пропустить
электрод через отверстие на глубину, боль-
шую толщины прошитого материала.
Электроискровой прошивкой легко полу-
чить щелевые отвестия шириной от 0,05 мм, используя в качестве
электрода латунную фольгу требуемой толщины. Электроискро-
вая обработка позволяет выполнить технологические операции,
которые никакими другими способами осуществить невозможно,
например прошивку криволинейного радиусного отверстия лю-
бого диаметра, длины и формы сечения как в мягких (меди,
алюминии), так и в твердых (закаленной стали, твердом
сплаве В К — победите) материалах (рис. 3.28). Только с помощью
электроискровой обработки удается извлечь из массивной детали
сломанный метчик путем прошивки в его торце технологического
квадратного отверстия (рис. 3.29).
Для электроискровой обработки промышленность выпускает
специализированные станки, на которых можно выполнять прак-
тически все технологические операции размерной металлообра-
^тки. В лабораторных условиях при единичном эпизодическом
19* 291
выполнении электроискровых работ можно воспользоваться поц
митивным устройством, на котором выполняют ряд несложна'
работ, в основном по прошивке отверстий (рис. 3.30). КорПу*
Рнс. 3.29. Способ извлечения поломанного метчика из де-
тали:
/ — обломок метчика; 2 — электрод квадратного сечения; 3 — ке-
росин; 4 — корпус детали; 5 — прошитое глухое отверстие; 6 —
вороток; 7 — стальной квадратный стержень
Рис. 3.30. Устройство простого элек-
троискрового станка:
/ — установочный штатив; 2 — держатель
головки; 3 — головка держателя элек-
трода; 4 — соленоидный регулятор; 5 —
упор, регулирующий верхний ход элек-
трода; 6 — подшипники, направляющие
передвижение электрода; 7 — ваииа; 8 —
опорная плита; 9 — диэлектрическая
жидкость (керосин); 10 — обрабатываемая
деталь; 11 — электрод-ниструмент
устройства состоит из металлической плиты с жестко закреплен-
ной массивной металлической стойкой, по которой может пере-
двигаться держатель электрода.
В качестве корпуса можно ис-
пользовать станину настольного
сверлильного станка. Рабочий
электрод жестко закрепляют в
держателе через электроизоля-
ционную прокладку, изолирую-
щую его от корпуса. В качестве
изоляции лучше всего использо-
вать текстолит. Обрабатываемую
деталь помещают в металличе-
скую ванну, заполненную ди-
электрической жидкостью. Эта
жидкость выполняет весьма от-
ветственную роль в процессе иск-
ровой обработки: она предохра-
няет электрод и деталь от окисле-
ния атмосферным воздухом в про-
цессе работы, стабилизирует
искровой разряд от изменения
внешних атмосферных условий,
увеличивает механическое воз-
действие на обрабатываемый ма-
териал за счет электрогидроД**'
намического эффекта, способствует удалению продуктов эрозий из
области разряда и т. д. Обычно в качестве диэлектрической жидко*
сти используют керосин или жидкое минеральное масло. Ванну.
292
находящуюся в ней обрабатываемую деталь и корпус необходимо
надежно заземлить.
h Для нормального процесса электроискровой обработки необ-
ходим постоянный искровый зазор между электродом и деталью,
сохранить который можно с помощью так называемого соленоид-
ного регулятора. Этот простейший, но надежно работающий регу-
лятор зазора представляет собой соленоид, внутри которого
расположен сердечник из мягкой стали, жестко связанный с дер-
жателем электрода. Механизм работы регулятора заключается
в следующем. Соленоид включают в цепь электропитания парал-
лельно искровому промежутку, как это показано на рис. 3.30.
При соприкосновении электрода с деталью электрическая цепь,
питающая искровой промежуток, замыкается и источник питания
оказывается подключенным к соленоиду. Сердечник втягивается
в катушку, поднимает электрод и разрывает контакт между элек-
тродом и деталью. Ток в цепи прекращается, магнитное поле
соленоида исчезает, и под воздействием собственной массы дер-
жатель вместе с электродом начинает опускаться на деталь. Когда
размер зазора соответствует пробивному напряжению, начинают
возникать искровые импульсы, которые прекращаются при кон-
такте электрода с деталью. Соленоид поднимает электрод, и про-
цесс продолжается до полной прошивки отверстия.
Источник постоянного тока для питания электроискровой
установки должен обеспечивать ток 1—10 А при напряжении 25—
80 В. При работе в «мягком» режиме, которым чаще всего поль-
зуются для выполнения «тонких» работ, значение тока должно
быть 0,1—1,0 А при напряжении 25—40 В. В схему питания
электроискровой установки должны входить выпрямитель или
генератор постоянного тока и устройство формирования импульс-
ного напряжения, как правило, прямоугольной формы. Необхо-
димая частота посылки импульсов (сотни килогерц) обычно обес-
Таблица 3.23
Особенности электроискровой обработки некоторых материалов
Обрабатываемый , материал Материал электрода Коэффициент обрабаты- ваемости Полярность Удельный съем металла. мм’/(А- мин)
Углеродистые, леги- Медь 1,05—1,15 •Обратная 8—10
роваиные, коррозионно- стойкие стали н магнит- ные сплавы Алюминиевые сплавы 2,5—3,0 18—20
Титановые сплавы » 0,9—1,0 в 5—20
п т/веРдые сплавы тнпа Медь, 0,25-0,35 Прямая 1,5—3,0
о К Молибден н вольфрам латунь То же 0,25—0,35 1,3—2,0
Медь н ее сплавы 0,5—0,7 3,0—7,0
293
Рнс. 3.31. Структурная схема
электропитания электроискро-
вой установки:
'/ — рабочая жидкость; 2 — элек-
трод* инструмент; 3 — обрабаты-
ваемая заготовка; 4 — генератор
импульсов; К и С — элементы
регулировки режима
печивается RC-цепочкой, входящей в устройство формировали
импульсов. Емкость конденсатора при среднем режиме обработка
должна быть 100—300 мкФ, а при мягком режиме — 10—15 Мкф
Так как режим обработки зависит от материалов электрода и
обрабатываемой детали, схема питания должна позволять изме-
некие питающего напряжения и частоты посылки импульсов тока
Схемы питания электроискровых установок описаны в соответ-
ствующей литературе. На рис. 3.31 дана структурная схема элек-
тропитания искровой установки. В зависимости от материала
обработка может происходить при прямой (анод—деталь, катод-
электрод) или обратной (анод—электрод, катод—деталь) поляр-
ности питающего напряжения. В табл.. 3.23 приведены техноло-
гические особенности электроискро-
вой обработки некоторых материалов.
Одним из применений электро-
искровой обработки является полу-
чение металлических мелкодисперс-
ных порошков. В отличие от получен-
ных другими способами частицы элек-
троискровых порошков имеют строго
шаровидную форму и малый разброс
по размерам. Технология получения
порошка электроискровым способом
заключается в обработке соответст-
вующего материала по мягкому ре-
жиму. При этом материал электрода
должен быть таким же, как и мате-
риал, из которого получают порошок.
Возникающие в результате эрозии частицы металла из-за своего
малого размера образуют в диэлектрической жидкости взвесь,
из которой порошок можно в дальнейшем извлечь фильтрацией,
центрифугированием или другими методами. Чтобы увеличить
выход порошка, в процессе его получения следует периодически
изменять полярность.
3.5.2. Электрохимическая обработка металлов
Размерная электрохимическая обработка металлов основана на
физических и химических процессах, возникающих при прохожде-
нии постоянного тока через электропроводящую жидкость (элек-
тролит). При этом происходит растворение металла, присоеди-
ненного к положительному полюсу источника питания (аноду)*
с образованием переходящих в электролит химических соединений
и выделением свободного кислорода. Таким образом, с любого
металлического предмета, являющегося анодом, будет происхо-
дить съем материала. Этот процесс называют анодным раствор6'
нием металла, а в технической терминологии — анодно-механиче-
ской обработкой (АМО). Одна из разновидностей АМО — электр0'
294
Таблица 3.24
Состав электролита и режим ЭХРО некоторых материалов
Материал Массовая доля электролита, % (вода — до 100%) Режим обработки
Плотность тока, А/сма Напряже- ние, В Съем ме- талла, мм3/(А* мин) Температу- ра, °C
Углеродистая сталь Хлорид калня — 15 Э-10 5—10 2—3 20—35
Нитрат натрия — 15 а-ю 6—20 2—4 20—50
Коррозионно- стойкая сталь Х18Н9Т Титановые сплавы Нитрат натрии — 15 65 18 1,5 20—35
Хлорид натрия — 15 8—20 9—12 2,2 20—25,
Алюминиевые сплавы Хлорид натрия — 10 30-70 8—16 2,5 25—30
Медные сплавы Нитрат натрия (се- литра) — 10 30-60 6—10 — 25—30
Нитрат натрия — 30-60 6-10 — 25—30
Твердые спла- вы вк Едкий натр — 5— 20 50-100 10—20 0,5 20—30
Едкий натр — 5— 15 50-100 10—20 0,5 20—30
Вольфрам Ортофосфат на- трия — 10—15 15—25 8—18 — 20—35
Карбонат натрия— 5-7 15—25 8—18 — 20—35
химическая размерная обработка (ЭХРО), позволяющая произ-
водить как формообразующие, так и отделочные операции. Ско-
рость съема металла при ЭХРО в основном определяется элек-
трическими параметрами процесса и температурой. В среднем она
может достигать 1 мм/мин. В зависимости от значения тока и вре-
мени обработки съем металла может достигать [мм3/(А ч)1: вы-
соколегированных сталей — 140, малоуглеродистых сталей — 120,
никеля — 130, вольфрама — 58, титана — 100, алюминия и его
сплавов — 190.
Строго говоря, при ЭХРО для каждого металла следует ис-
пользовать свой электролит и оптимальный электрический и
временной режимы обработки. Однако в лабораторной практике
можно допустить не столь критичное отношение к составам элек-
тролита и режимам обработки. В табл. 3.24 приведены составы
электролитов и режимы ЭХРО наиболее часто встречающихся
конструкционных материалов. В отличие от электроискровой
•обработки, при которой изнашийается инструмент-электрод, ЭХРО
Не воздействует на электрод, так как удаляемый с детали металл
296
растворяется или образует взвесь в электролите, а не оседает ца
электроде. Шероховатость поверхности после ЭХРО зависит как
от состава электролита, так и от токового, временного и темпера.
турного режимов. Общим правилом является следующее: Че^
меньше плотность тока, больше время обработки и ниже темпе-
ратура электролита, тем меньше шероховатость обработанной
поверхности.
Электроды для ЭХРО можно изготовить из любого металла
химически нейтрального к электролиту. Лучше всего для этого
использовать сталь Х18Н9Т или любую коррозионно-стойкую
сталь. При прошивке отверстий, чтобы исключить эрозию мате-
риала детали с боковой поверхности, используют способ торцевой
обработки. Электрод в виде толстостенной трубки соответству-
ющего прошиваемому отверстию диаметра покрывают снаружи
тонким слоем электроизоляционного лака, например ХСЛ, ни-
тролака или эпоксидной смолы. Торцевую часть электрода лаком
не покрывают. Для интенсивного обновления электролита его
прокачивают через внутренний канал электрода.
В качестве источника постоянного тока для ЭХРО можно
использовать любой выпрямитель или генератор постоянного
тока, обеспечивающий ток до 100 А и напряжение до 25 В, в част-
ности, выпускаемые промышленностью сильноточные стабилизи-
рованные двухполупериодные выпрямители ВАК-100-12У4 (100 А,
12 В), ВАК-Ю0-24У4 (100 А, 24 В) или ВАК-100-36У4 (100 А,
36 В). Эти сильноточные выпрямители можно применять и для
других целей — для гальванических операций, питания термо-
электрических охлаждающих устройств и т. д., когда требуется
постоянный ток большой силы и низкого напряжения.
В отличие от процессов механической обработки, при которых
режущий инструмент оказывает силовое воздействие на обраба-
тываемый материал, что приводит к возникновению в поверхност-
ном слое деформационных напряжений, при ЭХРО остаточные
напряжения не возникают. Это обстоятельство следует иметь
в виду при механической обработке тонких образцов свободным
или связанным абразивом. После обработки такие образцы обычно
значительно искривляются.
Так же как и при электроискровой обработке, ЭХРО требует
сохранения размера зазора между электродом и обрабатываемым
изделием. Для этого можно использовать соленоидный регулятор
либо механический привод.
Для того чтобы достичь низкой шероховатости поверхности
металла, используют электрохимическое и электрохимическо-
абразивное полирование. Преимущество электрохимического поли-
рования как без абразива, так и с ним состоит в возможности тон-
кой обработки поверхности металла любой формы с наличием
мелких выступов и впадин. При обычном механическом абразив-
ном полировании равномерная обработка таких поверхностей
связана со значительными трудностями. При электрохимическом
296
1йровании деталь присоединяют к положительному полюсу
Сочника питания, а электрод — к отрицательному. Электро-
нС оМ) как правило, служат растворы, используемые при электро-
^мйч'еской размерной обработке (см. табл. 3.24). Электрохими-
хИское полирование происходит за счет преимущественного рас-
4 прения металла на выступах микрорельефа поверхности, на
тоТорых плотность тока значительно больше, чем у впадин.
В результате такого избирательного растворения выступы рельефа
поверхности детали удаляются и она приобретает малую шерохо-
ватость. Однако глубокие забоины и царапины электрохимическим
полированием удалить невозможно.
Разновидностью электрохимической обработки является элек-
трохимическо-абразивное полирование. В этом процессе анодное
растворение микрошероховатостей поверхности сочетается с ме-
| ханическим воздействием на них свободным абразивным зерном.
Практически такое полирование осуществляют следующим обра-
1 зом: на толстую ровную пластину с притертой или прошлифован-
ной поверхностью наклеивают несколько небольших (10x10 мм)
тонких (0,3—0,8 мм) пластин из диэлектрического материала
(дерева, текстолита, резины и др.), которые представляют собой
собственно притиры и одновременно фиксируют расстояние между
электродом и обрабатываемой деталью. В зазор помещают жидкую
суспензию из полирующего абразива и электролита в соотноше-
нии 1:10—1:25. Электрод, который передвигают по детали,
присоединяют к отрицательному полюсу источника питания гиб-
ким проводом соответствующего сечения.
3.5.3. Элионная и фотонная размерная обработка
В последние годы в технологии прецизионной размерной обра-
ботки металлических и диэлектрических материалов получили
распространение новые способы физического воздействия на
обрабатываемый материал высокоэнергетическими электронами
и ионами, а также фотонами высокой концентрации. Обработка
пучком ускоренных электронов или ионов получила название
ЭДионной технологии, а обработка мощным сконцентрированным
пучком фотонов—фотонной технологии. Как при элионной,
так и при фотонной технологиях наблюдаются большие локаль-
ные концентрации энергии, вызывающие испарение и распыление
обрабатываемого материала.
Для осуществления элионной размерной обработки необходимо
получить «рабочий инструмент» — пучок остросфокусированных
’Нектронов или ионов, ускоренных до десятков и сотен киловольт
с Плотностью тока до 1 А/см2. Такие пучки получают в так назы-
Ваемых электронных или ионных пушках, являющихся неотъем-
лемой частью электронно-лучевых и ионно-лучевых технологи-
еских установок размерной обработки и сварки. В этих установ-
ах источником первичных электронов обычно служит прямо-
297
накальный вольфрамовый катод, обеспечивающий плотность То
эмиссии 0,1—1,0 А/см2. При помощи магнитной линзы электрКа
ный пучок можно сфокусировать до пятна диметром 0,1
а ионный пучок — до 1—3 мкм. Следует заметить, что теоретМ’
чески диаметр сфокусированного пятна электронов можно дОвИ’
сти до 10~6 мкм, а диаметр ионного пятна — до 10-3 мкм. Минн
мальный размер сфокусированного электронного или ионног
пятна определяется ускоряющим напряжением, фокусным рас°
стоянием и размером выходной диафрагмы фокусирующей линзы"
исходным тепловым разбросом скоростей электронов и ионов’
а также сферической и хроматической аберрациями. При падении
на поверхность обрабатываемого материала из-за резкого тормо-
жения кинетическая энергия электронов (до 90%) переходит
в тепловую, что приводит к интенсивному испарению материала
Для того чтобы пучок ускоренных электронов максимально
взаимодействовал с обрабатываемым материалом, необходимо под-
бирать параметры пучка — энергию, размер сфокусированного
пятна, время обработки и др. Весьма существенным параметром,
определяющим количество и равномерность удаления материала
с обрабатываемой детали, служит удельная мощность электрон-
ного пучка. Обычно электронно-лучевые установки для размер-
ной обработки работают при удельной мощности электронного
пучка 103—10® Вт/см2. При электронном пятне, сфокусированном
на площади 10—20 мкм, мощность пучка может достигнуть 10й—
1012 Вт/мкм2. Этой энергии вполне достаточно, чтобы расплавить
и испарить такие тугоплавкие материалы, как вольфрам, моли-
бден, графит, высокотемпературные оксиды и др. При удельной
мощности электронного луча менее 10® Вт/см2 и «большом» вре-
мени контакта луча с обрабатываемым материалом (миллисе-
кунды) образуется расплавленная зона материала без его за-
метного испарения. Такой режим используют при электронно-
лучевой сварке и плавке. При удельной мощности луча 10’—
10® Вт/см2 и малых значениях времени обработки (микросекунды)
область термического воздействия луча оказывается малой и
материал успевает интенсивно испариться, что необходимо при
размерной обработке. Существенным параметром, определяющим
эффективность электронно-лучевой обработки, является тепло-
проводность материала: чем она ниже, тем интенсивнее идет
испарение материала.
При ионно-лучевой размерной обработке на поверхность
материала воздействует высокоэнергетический пучок ионов, как
“правило, аргона. Из-за того что масса иона значительно больШе
массы электрона (при равных значениях ускоряющего напряЖе‘
ния и плотности тока луча), значение объемного заряда ионного
пучка будет значительно больше, чем электронного (для ион°®
аргона в 270 раз). Благодаря этому при контакте иона с образа-
тываемой поверхностью энергия взаимодействия оказывается столь
большой, что термическое испарение при воздействии электроН'
298
го луча заменяется нетермическим, чисто кинетическим, рас-
тением материала.
*** вследствие большого объемного заряда ионного пучка его-
„уднее сфокусировать в небольшое пятно. Так, ионное пятно
называется на два порядка больше электронного пятна, т. е.
° равно 10—15 мкм. Сферическая и хроматическая аберрации
° иного пучка также значительно больше, чем у пучка электронов.
Элионная технология позволяет проводить размерную обра-
ботку особотвердых, хрупких, тугоплавких материалов, обраба-
тывать которые другими способами очень трудно или невозможно.
Например, она позволяет снимать тонкие слои материала со слож-
ных профильных поверхностей, прошивать отверстия любой
формы сечения и круглые отверстия диаметром в десятки микро-
метров и т. д. При прошивке сквозных отверстий электронным
лучом отношение глубины отверстия к его диаметру для металлов
достигает 20, а для диэлектриков — 200. Для того чтобы исклю-
чить образование пространственного заряда на поверхности
обрабатываемого диэлектрика, вызывающего расфокусировку
луча, поверхность необходимо покрыть тонким слоем электро-
проводящего материала, например коллоидного графита.
К недостаткам элионной технологии размерной обработки
следует отнести необходимость работать в высоком вакууме,
чтобы исключить возникновение электрического разряда, и отно-
сительно продолжительное время подготовки к работе. Однако
эти недостатки с лихвой компенсируются достоинствами и воз-
можностями этого способа обработки.
Фотонная (лазерная) размерная обработка использует в каче-
стве «рабочего инструмента» остросфокусированный луч когерент-
ного излучения оптического квантового генератора. Высокая
концентрация мощности в луче позволяет исключительно эф-
фективно использовать его для проведения ряда прецизионных
технологических операций, которые встречаются в лабораторной
практике. В частности, фотонная обработка позволяет прошивать
круглые отверстия в особотвердых материалах (карбиде, воль-
фраме, алмазе, эльборе и др.) диаметром до десятков микро-
метров.
Для технологических целей обычно используют излучение
твердотельных и реже газовых оптических квантовых генераторов
(ОКГ). В настоящее время наиболее эффективными для целей
размерной обработки являются ОКГ на стекле с неодимом, гене-
рирующие излучение с длиной волны 1,06 мкм, и с КПД до 2%.
Однако использование таких ОКГ ограничено низкой теплопро-
водностью активного материала, что не позволяет им долго рабо-
тать в непрерывном режиме при больших уровнях генерируемой
Мощности. По той же причине эти ОКГ в импульсном режиме могут
Работать с частотой посылок не более 1—5 Гц.
Перспективным активным материалом для технологических
ТВеРдотельных ОКГ служит алюмоиттриевый гранат (АИГ),
299
теплопроводность которого в 10 раз выше, чем у стекла с неол
мом. Это обстоятельство позволяет АИГ выдерживать более выс
кие рабочие тепловые нагрузки, т. е. работать в непрерывно
режиме генерапии при мощности до 100 Вт, а в режиме модул?
рованной добротности при частоте повторения импульсов
40 кГц пиковая мощность излучения может достигать 5 кВтн
средняя — 50 Вт. Такие излучательные характеристики позво-
ляют эффективно использовать ОКГ с активным телом из АИГ
для технологических задач по разрезанию, сверлению, сварке
и другим операциям размерной обработки труднообрабатываемых
и тонкопленочных материалов.
Обычной оптической системой, например объективом от микро-
скопа, луч ОКГ можно сфокусировать до пятна диаметром 3 мкм.
При мощности излучения ОКГ до 1013 Вт/см2 температура в точке
его контакта с обрабатываемой поверхностью достигает 9-10s °с.
Существенным параметром для использования фотонной размер-
ной и других видов обработки является поглощающая способность
материала к падающему излучению. При обработке материалов
с высокой отражательной способностью и прозрачностью, а также
большой теплопроводностью требуется высокая мощность излу-
чения. При фотонной обработке материала на воздухе происходит
незначительное окисление материала, при этом зона окисления
из-за интенсивности и кратковременности процесса нагрева
не превышает нескольких миллиметров.
Фотонная обработка позволяет проводить различные техно-
логические операции, основные из которых — размерная обра-
ботка и сварка. Размерная обработка, механизм которой связан
с удалением материала, определяется минимальной удельной
энергией, разрушающей единицу объема материала, сопрово-
ждающейся выбросом его из зоны обработки. Удельная энергия
разрушения существенно зависит от обрабатываемого материала;
некоторые ее значения приведены ниже.
Обрабатываемый Удельная энергия разрушения. Обрабатываемый Удельная энергия разрушения.
материал кДж/см’ материал кДж/см*
Алюминий .... Висмут Железо Кадмий 14,5 12,0 52,0 12,5 Свинец Магний Хром Цинк 13,5 13,0 70,0 15,0
Медь 35Д Сталь инструмеи- 62,0 13,5 42,0
Молибден .... Никель Олово ' 65,0 59,0 8,0 тальная Дюралюминий . . Бронза
Латунь 38,0
Как видно из приведенных данных, удельная энергия разрУ'
шения металла при его фотонной размерной обработке в значи'
тельной мере определяется теплопроводностью обрабатываемого
материала.
300
Таблица 3.25
Рабочие режимы при получении малых отверстий
способом фотонной обработки
Материал Размеры отверстия Режим обработки
Диаметр, мкм Глубина, мм Удельная мощность, Вт/смг Время вмпульса X х ю-« Число импульсов
Керамика 200 3,2 4.10е 5,0 40
Феррит 200 1.0 5-10* 10 1
» 50 1,0 6-107 0,9 10
Рубин 50 0,45 2-10’ 2,0 5
Ситалл 50 0,6 5-10’ 1.0 4
Наиболее широко фотонную размерную обработку исполь-
зуют для получения отверстий малого диаметра в твердых мате-
риалах, когда другие способы непригодны. В табл. 3.25 даны рабо-
чие режимы фотонной обработки при получении отверстий малого
диаметра в твердых неметаллических материалах.
Многоимпульсный режим фотонной размерной обработки зна-
чительно более эффективен, чем непрерывный. Основное его
преимущество состоит в существенно
меньшем нагреве области обработки,
несмотря на гораздо большую удель-
ную мощность импульса, что значи-
тельно расширяет возможности фотон-
ной обработки. В настоящее время
технология многоимпульсной фотон-
ной размерной обработки позволяет
получать отверстия в особотвердых
Рнс. 3.32. Зависимость диаме-
тра отверстия, полученного в
ферритовой пластинке толщи-
ной 0,8 мм после обработки пя-
и хрупких металлических и неметал-
лических материалах (включая алмаз)
Диаметром от 5 до 1000 мкм при отно-
шении глубины отверстия к его диа-
метРУ до 30. Изменяя энергетический тью импульсами, от их энергии
и временной режимы обработки, мож-
но получить «черновую» и «чистовую» точность отверстия. При чи-
стовой обработке размер полученного отверстия может соответство-
вать 2-му квалитету. Так, отверстие диаметром 50 мкм в рубине
Можно получить с точностью 5 мкм, а отверстие в феррите диамет-
ром 200 мкм—с точностью 30 мкм. Заметим, что точность обработки
сУЩественно зависит от материала, в котором образуют отвер-
стие. В качестве иллюстрации на рис. 3.32 показана зависимость
Диаметра отверстия, полученного в ферритовой пластинке тол-
щиной 0,8 мм после обработки пятью импульсами различной
Энергии.
Фотонную размерную обработку широко используют для под-
енки номинала металлопленочных резисторов путем испарения
30!
Таблица 3.26 части пленки, а также и
Режимы термонапряженной фотонной резки устранения дефектов в т0(/ некоторых материалов копленочных стр у кт vn я»
Материм Толщина образца, мм Мощ- ность ОКГ, Вт Скорость передви- жения образца, м/мин микроэлектронных Л ’ ройств. Возможность получат. световой луч с высокой плотностью энергии откры. ла новую область исполь- зования фотонной размер, ной обработки — лучевое разделение (резку) стекла, монокристаллических ма- териалов полупроводнике-
Стекло Сапфир Кварц Феррит Керамика 1.0 1.3 0,8 0,2 1.0 3,0 12,0 3,0 2,5 14,0 0,3 0,07 0,6 1.2 0,07
вой техники и других хруп-
ких и твердых материалов, В отличие от других способов луче-
вое разделение происходит в результате испарения материала
из зоны реза либо за счет создания локальных термических напря-
жений в зоне взаимодействия луча с материалом с последующим
раскалыванием материала по образующейся трещине. Способ
испарения используют при разделении металлов и керамических
материалов, причем одновременно с воздействием фотонного луча
в зону реза поступает химически активный или нейтральный газ,
обеспечивающий удаление отходов. Создание локальных термо-
напряжений используют для разделения стекла и монокристалли-
ческих материалов.
Лучевое терморазделение стекла и других прозрачных в види-
мой части спектра материалов лучше всего производить длинновол-
новым излучением, которое эти материалы хорошо поглощают.
Для этой цели наиболее пригоден ОКГ на углекислом газе, гене-
рирующий излучение с длиной волны 10,6 мкм. Для термонапря-
женного разделения материала можно применять ОКГ, работа-
ющие как в непрерывном, так и в многоимпульсном режимах.
В лабораторных условиях вполне пригодны отпаянные ОКГ на
углекислом газе мощностью в 25—50 Вт (типа ЛГ-25 или ГЛ-50).
Передвигая луч ОКГ либо, что проще, объект обработки отно-
сительно луча, можно вырезать материал по любому замкнутому
контуру. В табл. 3.26 приведены режимы термонапряжеинои
фотонной резки некоторых материалов.
Заметим, что фотонной термонапряженной обработкой можно
изготовить круглые стеклянные пружины с прямоугольным сече-
нием витка, шаг и диаметр которых определяются размерами
исходной стеклянной трубки.
При фотонной обработке отверстий и других операциях, свя-
занных с плавлением и испарением материала, необходимо преД^
хранить короткофокусную оптическую систему, формируюШУ10
световой луч, от жидких и парообразных продуктов эрозйй'
Наиболее просто этого можно достичь, покрыв наружную повер*
302
_ь обрабатываемого материала тонкой пленкой жидкости
й°^алым коэффициентом поверхностного натяжения и низкой
С паряемостью при комнатной температуре, например нефтью
Или кремнийорганическим (силиконовым) маслом. Жидкостная
ленка не только 'защищает оптику, но и при сверлении отверстий
^еньшает наплывы у входа и выхода материала, а также конус-
£Ть отверстия.
Получение глубоких отверстий требует периодической пере-
фокусировки светового луча на дно отверстия, что достигается
опусканием фокусирующей системы либо подъемом обрабатывае-
мой детали. При необходимости изготовить отверстие малого диа-
меТра с высокой точностью и качеством обработки в таких труд-
нообрабатываемых материалах, ка^ алмаз, керамика, ситалл,
поликор, твердые сплавы и других, применяют фотонно-абразив-
ную обработку, заключающуюся в том, что «черновое» отверстие
делают по фотонной технологии, а его чистовую доводку — тонкой
абразивной притиркой.
Для выполнения размерной фотонной обработки промышлен-
ность выпускает большое число установок как универсального,
так и специализированного назначения. Наиболее универсальной
широкопрофильной установкой для использования в неспециали-
зированной лаборатории является «Кристалл-6», краткая тех-
ническая характеристика которой приведена ниже:
Энергия импульса излучения, Дж............ 0,5—4,0
Частота повторения импульсов, Гц 0,5—20
Длительность импульса, мс................. 0,2
Диаметр обрабатываемых отверстий, мм . . . 0,1—0,6
Глубина обработки, мм..................... До 3
Потребляемая мощность, кВт................ 4,5
3.5.4. Ультразвуковая размерная обработка
Ультразвуком (УЗ) принято называть механические колебания
в Диапазоне частот от 20 до сотен килогерц. Ультразвуковые
Колебания возникают и распространяются только в материальной
среде. Для целей размерной обработки используют УЗ-колебания
частотой 20—50 кГц. Источником УЗ обычно служат УЗ-генера-
Т°РЫ, которые непосредственно преобразуют электрические колеба-
Ния в УЗ-колебания той же частоты. В качестве преобразователей
используют пьезоэлектрические материалы или магнитострикци-
вяьге металлы и сплавы.
Как пьезоэлектрический, так магнитострикционный эффекты
аключаются в изменении линейных размеров преобразователя,
умещенного в переменное электрическое (пьезоэлектрик) или
сагнитное (магнитостриктор) поля. Генерируемые УЗ-колебания
малыми потерями передаются в область обработки, где они при-
сймГ в движение рабочий режущий инструмент (как правило,
Годное абразивное зерно). В качестве материала для пьезо-
303
электрических акустических преобразователей чаще всего исц0
зуют цирконат свинца, у которого эффективность преобразованЬ
достигает 95% и удельная мощность УЗ-колебаний до 100 Вт/с
Магнитострикционные акустические преобразователи из желе*
кобальтоникелевого сплава имеют коэффициент преобразован °
до 80%. Мощность излучения магнитострикционных УЗ-генеоЯ
торов промышленного использования может достигать десятк
киловатт. в
Ультразвуковую размерную обработку в основном исполь
зуют для получения сквозных либо глухих отверстий любой
формы сечения. В отличие от электроискровой обработки, Позво-
ляющей получать отверстия только в электропроводящих мате-
риалах, ультразвуковой обработке можно подвергать как элек-
тропроводящие, так и диэлектрические материалы. Эффектив-
ность УЗ-обработки, как и любого вида обработки, существенно
зависит от обрабатываемого материала. УЗ-обработке лучше
поддаются твердые и хрупкие материалы. Вязкие и мягкие мате-
риалы, в том числе и пластмассы, ультразвуком не обрабатыва-
ются. Так, если эффективность обработки стекла принять за 100%,
то при прочих равных условиях скорость обработки твердого
сплава будет 2,6%, а углеродистой стали всего. 0,13%.
Всякая обрабатывающая УЗ-установка должна содержать
генератор тока повышенной частоты, акустический преобразова-
тель (как правило, магнитострикционный), концентратор УЗ-коле-
баний (акустический трансформатор амплитуды колебаний), рабо-
чий инструмент и ванну с водной суспензией абразивного порошка.
Рабочий инструмент изготавливают из стали марок У8А, 45,
Х18Н9Т и др. Инструмент жестко крепят или припаивают твер-
дым припоем к концентратору. Эффективность работы УЗ-уста-
новки существенно зависит от правильного выбора массы инстру-
мента. Суммарная масса концентратора и инструмента должна
иметь собственную резонансную частоту, равную частоте гене-
рируемого УЗ. Обычно массу инструмента, необходимую для
соблюдения условия резонанса, указывают в паспорте установки.
Если используют самостоятельно изготовленную УЗ-установку.
то резонансную массу концентратора и инструмента следует
рассчитать.
В процессе работы инструмент изнашивается и его масса умень-
шается, что снижает эффективность обработки, поэтому периоди-
чески надо взвешивать инструмент и при его существенном износе
(а это легко определить визуально) увеличивать его массу ДО
исходной. Это проще всего сделать, припаяв к нему груз требуемо
массы.
Размерную УЗ-обработку используют в основном при изгото
влении отверстий любой формы сечения в твердых неметаллич
ских материалах, для обработки которых другие способы, в ча
ности электроэрозионные, непригодны. В зависимости от разм^
и формы требуемого отверстия инструмент может быть сплоШнЫ
304
к полым. Для УЗ-сверления мелких отверстий круглого сече-
й J удобно использовать обычные спиральные стальные сверла
пнаметром от 0,2 до 1,0 мм. При этом рабочим концом могут
лужить как спиральная, так и хвостовая части сверла. Отверстия
диаметром от 1,0 до 10 мм и более изготавливают трубчатым ин-
^рументом из круглой или фигурной рабочей коронки соответ-
ствующего диаметра, выточенной или согнутой из стали У8А, 45,
Х18Н9Т и др. Для сверления мелких отверстий в керамических
материалах, рубине, сапфире, поликоре, монокристаллических
полупроводниковых и других материалах в качестве инструмента
удобно использовать хирургические инъекционные иглы, острый
конец которых надо сошлифовать.
Точность диаметра просверленного отверстия и шероховатость
обработанной поверхности канала в основном зависят от обраба-
тываемого материала, режима обработки и зернистости исполь-
зуемого абразива. При проходе отверстия инструмент удаляет
материал не только своей торцевой частью, но и по боковой сто-
роне. Это несколько увеличивает диаметр отверстия относительно
исходного размера инструмента. Чтобы уменьшить этот эффект,
следует использовать мелкое абразивное зерно. При изготовлении
особо точных отверстий диаметр инструмента должен быть меньше
требуемого диаметра отверстия на величину, равную двойному
размеру зерна абразива. С другой стороны, скорость удаления
материала при УЗ-обработке существенно повышается с увели-
чением размера зерна абразива. И, наконец, шероховатость обра-
ботанной поверхности тем меньше, чем мельче абразив. Размерная
УЗ-обработка происходит в суспензии мелкого абразивного зерна
и жидкости, поэтому необходимо следить, чтобы место обработки
было постоянно обильно смочено суспензией. Особых требований
к жидкости, образующей суспензию абразивом, не предъявляют,
чаще всего это вода. Однако при обработке водорастворимых либо
химически взаимодействующих с водой материалов необходимо
использовать другие маловязкие жидкости, нейтральные как
к обрабатываемому материалу, так и к материалу рабочего ин-
струмента. Естественно, что жидкость должна быть безвредной
н безопасной.
При длительной обработке, например сверлении глубоких
отверстий, инструмент надо периодически извлекать из отверстия
и струей проточной воды удалять отработанный абразив, а после
заполнения отверстия свежей абразивной суспензией продолжать
сверление. При использовании трубчатого сверла суспензию
Удобно подавать в зону обработки через внутренний канал, для
чего в стенке трубки делают вспомогательное отверстие. Без
постоянной либо периодической подачи свежего абразива ско-
рость обработки резко снижается и может упасть до нуля.
_ Форма рабочего инструмента с соответствующим припуском на
“ОДовую обработку должна соответствовать обращенной (зеркаль-
°и) форме поверхности обрабатываемой детали. В результате
В. А. Колеико 305
ударного воздействия абразивного зерна на поверхность обрас
тываемого материала в приповерхностном слое образуется зоа'
с нарушенной структурой, глубина которой зависит от размер
абразивного зерна и пропорциональна ему. Коэффициент Пр
порциональности в зависимости от материала абразива и обраба
тываемой детали равен 0,7—2 размерам зерна.
В качестве абразива в лабораторных условиях лучше всего
использовать широко распространенный карбид бора, алмазное
и эльборовое абразивные зерна применяют только в особых слу-
чаях обработки.
Промышленность выпускает большое число как универсаль-
ных, так и специализированных станков для размерной УЗ-обра-
ботки. В лабораторных условиях наиболее удобен универсальный
станок модели 4770. Этот станок с магнитострикционным акусти-
ческим преобразователем имеет мощность 400 Вт и рабочую частоту
колебательной системы 18 кГц. На нем можно сверлить отверстия
диаметром от 0,5 до 10 мм и выполнять ряд других операций по
размерной обработке. Точность выполнения размерных работ на
станке 0,01 мм. Станок модели 4770 можно использовать также
для УЗ-сварки и УЗ-очистки.
3.6. НЕТРАДИЦИОННАЯ ТЕХНОЛОГИЯ РАЗМЕРНОЙ ОБРАБОТКИ
Нетрадиционными можно назвать технологические процессы,
приемы, методы и рецепты, которые не используются в производ-
ственной практике, но полезны при выполнении эпизодических
работ, характерных для лабораторных исследований.
3.6.1. Сверление отверстий
Если надо просверлить отверстие под углом к плоскости де-
тали, используют вспомогательную деталь из того же материала
в виде прямоугольной призмы, которую припаивают или прочно
закрепляют другим способом, чтобы одна из ее граней проходила
через центр будущего отверстия (через место кернения), как это
изображено на рис. 3.33. Такой упор исключает соскальзывание
сверла относительно места кернения.
При сверлении сквозного либо глухого отверстия в хрупких
кристаллических материалах (хлористом натрии, сегнетовой соли,
триглицеринсульфате и др.) спиральным сверлом необходимо
соблюдать следующие правила:
частота вращения сверла должна быть 25—30 об/мин;
скорость подачи сверла (в зависимости от диаметра) — 5—
10 мм/мин;
через каждые 1,5—2,0 мм углубления сверло надо извлекать
из отверстия и очищать его от стружки;
чтобы избежать сколов на выходе сверла при сверлении сквоз-
ного отверстия, кристалл надо наклеить на стеклянную или
таллическую пластинку.
306
Рис. 3.33. Способ сверления от-
верстия под углом к плоскости:
1 — технологическая накладка;
2 — деталь; 3 — стол стайка; 4 —
установочный штатив
Отверстия диаметром 0,3—1,0 мм в хрупких кристаллических
материалах удобно сверлить инъекционной иглой, освободив ее
от верхнего наконечника.
При сверлении сквозных отверстий в прозрачных кристаллах,
чтобы исключить сколы на выходе сверла, кристалл следует
наклеить на цветное стекло или проложить снизу цветную фольгу
лИбо цветную кальку.
Для того чтобы получить отверстия диаметром более 5—8 мм,
сначала надо просверлить отверстие диаметром 2—4 мм, а затем —
окончательного размера. При сверлении отверстий большого диа-
метра (свыше 10 мм) в относительно
мягких материалах (оргстекле, вини-
пласте, меди, алюминии и др.), а так-
же в инструментальных и легирован-
ных сталях повышенной твердости
число промежуточных сверловок сле-
дует увеличить. Это условие относит-
ся и к сверлению вязких металлов,
таких как никель и коррозионностой-
кая сталь.
При сверлении отверстий в метал-
лах, чтобы исключить образование
«задиров», необходимо использовать
смазочные материалы: для мягких
сортов сталей — вазелин, солидол
или машинное масло, для алюми-
ния — мыльную воду, для твердого
дюралюминия (Д16Т) — хозяйствен-
ное мыло, для меди — керосин, для коррозионно-стойких сталей
(1Х18Н9Т и др.)—олеиновую кислоту.
Отверстия в армированных пластмассах, в частности стекло-
текстолите, надо сверлить твердосплавными сверлами.
В древесине отверстия сверлят вдоль волокна обычным спи-
ральным сверлом, а поперек волокна — специальным центровым
сверлом, называемым «перкой». Чтобы древесина на выходе сверла
не раскалывалась, сначала следует пройти сквозное отверстие
сверлом меньшего диаметра, а затем с двух сторон рассверлить
его до требуемого диаметра.
В плоском стекле толщиной 1—5 мм отверстие диаметром 3—
5 мм можно довольно быстро просверлить сверлом, изготовлен-
ным из трехгранного напильника или надфиля, у которых сна-
нала надо остро заточить переднюю часть. Затем заостренную
пасть закаляют, нагрев ее до 700—800 °C и резко охладив в ртути,
закалку необходимо проводить в вытяжном шкафу, чтобы защи-
титься от образующихся паров ртути! Сверление производят на
Сверлильном станке при 50—150 об/мин, В качестве среды, бла-
г°приятствующей сверлению, используют скипидар с небольшим
Количеством камфоры.
20* 307
Наиболее простым лабораторным способом получения сквоз
ных и глухих отверстий в стекле и других твердых и хрупки»
материалах является сверление со свободным абразивом. Этим
способом можно получать отверстия с отношением диаметра к глу.
бине до 1 : 10. Правильный выбор вида и зернистости абразива
режима сверления и смазочно-охлаждающей жидкости примени-
тельно к обрабатываемому материалу обеспечивают выполнение
отверстий с малой шероховатостью поверхности и 4—5 квалитетом
точности размера. В качестве рабочего инструмента в зависимости
от диаметра отверстия можно использовать отрезки тонкостенной
трубки из меди, латуни, малоуглеродистой стали$ никеля или
Рис. 3.34. Способы сверления отверстия в стекле
трубчатым сверлом: а — навесной; б — с мягким
упором; в — с жестким упором; г — с кондукто-
ром; д — двустороннее сверление с фиксацией од-
ной стороны;
/ — жесткое основание; 2 — прокладка; 3 — трубчатое
сверло; 4 — обрабатываемая деталь; 5 — центрирующий
кондуктор
чугуна. Отверстия диаметром до 1—1,5 мм удобно сверлить от-
резком медицинской инъекционной иглы или обычной швейной
иголки, заточенным на плоскость в торцевой части. Режущим
инструментом в данном способе служит водная суспензия абразив-
ного порошка соответствующей зернистости. При использовании
трубчатого сверла можно выполнять одностороннее либо двусто-
роннее сверление (рис. 3.34).
Каждый из приведенных на рис. 3.34 приемов сверления обла-
дает технологическими особенностями, которые надо учитывать
исходя из требований, предъявляемых к готовому отверстию.
Краткая характеристика таких приемов сверления сквозных
отверстий свободным абразивом приведена в табл. 3.27.
Из множества различных абразивных материалов при обработке
твердых и хрупких материалов свободным абразивным зерном
наиболее эффективными являются алмаз (синтетический и нату-
ральный), эльбор и карбид бора. Абразивные порошки различной
зернистости из этих материалов недефицитны и недороги, а по-
этому их можно широко использовать в лабораторной практике-
Размерная обработка свободным абразивным зерном проис-
ходит, когда зерно образует суспензию с жидкостью. В качестве
жидкости, выполняющей также роль смазочно-охлаждающей
308
Таблица 3.27
Приемы сверления сквозных отверстий свободным абразивом
— Схема обработки (по рис. 3.34) Вид детали Способ обработки Возможные дефекты обработки
а) иа планках б) на жесткой плите с эластичной подложкой в) с односторонней блокировкой стеклян- ной пластиной г) с двусторонней блокировкой стеклян- ными пластинами д') центрирование на съемном кольце Пластина толщиной не менее 8 мм Пластина » Пластина толщиной менее 2 мм Толстая пластина Односто- ронняя То же > » Двусто- ронняя Сколы иа выходе до 5 мм, на входе 0,1— 0,3 мм Сколы на выходе до 1 мм, на входе 0,1— 0,3 мм Сколы на выходе ие более 0,1 мм, на входе 0,1—0,3 мм Сколы на выходе и входе не более 0,1 мм Сколы на выходе и входе не более 0,1— 0,3 мм
среды, чаще всего используют воду. Однако небольшие добавки
некоторых веществ делают процесс обработки более эффективным.
В табл. 3.28 приведены некоторые составы жидкостей, исполь-
зуемых для образования абразивной суспензии.
Скорость прохода отверстия зависит от числа оборотов инстру-
мента, материала абразива и значения подачи. При использова-
нии алмазного зерна (при прочих равных условиях) скорость
обработки существенно зависит от обрабатываемого материала.
Общее правило состоит в снижении частоты вращения инстру-
мента (сверла) при увеличении диаметра обрабатываемого от-
верстия. Ниже приведены интервалы числа оборотов инструмента
Таблица 3.28
Жидкости, используемые для образования абразивной суспензии
Обрабатываемый материал Состав жидкости Массовая доля, %
Стекло, ситалл, феррит, ке- рамика Триэтаноламин Нитрид натрия Поверхностно-активная до- бавка (ОП-7, ОП-Ю или сти- ральный порошок) Вода 0,7 0,9 0,1 98,3
Кварц, кварцевое стекло. Феррит, ситалл, поликор, ке- рамика Эмульсол Вода 5—10 95-90
309
в зависимости от диаметра отверстия при сверлении стекла ал
мазным зерном:
Диаметр отверстия, мм . . 1,5—3 3—6 6—10 10—15 15—20
Частота вращения сверла,
тыс. об/мин ....... 10—15 8—10 5—8 3^-5 2—3
Предельная скорость проходки отверстия в различных мате-
риалах трубчатым алмазным сверлом при обильном поливе сма-
зочно-охлаждающей ----------- ----------- — —
для стекла —
жидкостью составляет:
Рис. 3.35. Другие способы сверления отверстий свободным абразивом:
а — со сплошным коническим инструментом; б — трубчатым сверлом
с торцевыми прорезями; в — сплошным инструментом с прорезями;
/ — обрабатываемая деталь; 2 — абразив; 3 — рабочий инструмент; 4 — под-
кладка
40 мм/мин, феррита — 32 мм/мин, ситалла — 18 мм/мин, кварца —
8 мм/мин и керамики — 7 мм/мин.
На рис. 3.35 приведены схемы обработки и сверления отвер-
стий свободным абразивом. Прорези в инструменте улучшают
распределение абразивной суспензии в зоне резания.
При сверлении свободным абразивом сквозных отверстий диа-
метром более 10 мм в стекле, кварце, керамике и других твердых
и хрупких материалах удобно пользоваться кондуктором, кото-
рый фиксирует точное расположение будущего отверстия и обес-
печивает равномерное поступление абразивной суспензии в зону
резания. Кондуктор изготавливают из текстолита, оргстекла,
дюралюминия или твердых пород древесины в форме диска или
пластинки толщиной 10—15 мм. Посредине заготовки кондуктора
надо просверлить отверстие, диаметр которого должен быть на
0,2—0,4 мм больше требуемого диаметра отверстия в обрабаты-
ваемом материале. Готовый кондуктор наклеивают на подлежа-
щую сверлению пластину наклеечной смолой, состоящей из кани-
фоли и воска (или черной смолы — пека) в соотношении 1 : *•
При наклеивании кондуктора надо следить, чтобы центры отвер'
310
Рис. 3.36. Способ сверления
трубчатым сверлом со свобод-
ным абразивом, находящимся
внутри сверла:
/ — трубчатое сверло; 2 — сус-
пензия абразива; 3 — кондуктор-
ное кольцо; 4 — обрабатываемая
деталь; 5 — жесткое основание
и более сложной. Форма
I стия в кондукторе и требуемого отверстия совпали. На рабочем
I торие свеРла из медной трубки трехгранным напильником делают
I насечку, в которой накапливается абразив. Абразивную суспензию
заливают в отверстие кондуктора при поднятом сверле. На рис. 3.36
приведена схема сверления свобод-
ным абразивом с использованием кон-
дуктора. После окончания сверления
наклеечную смолу размягчают в го-
рячей воде и кондуктор снимают.
н В пластичных тонких листовых
материалах отверстие небольшого
диаметра (до 2 мм) можно выполнить
методом спиливания пуклевки. В ме-
сте требуемого отверстия делают ко-
ническое углубление, для чего обра-
батываемый материал помещают на
пластину из мягкого материала (меди,
алюминия или свинца) и в нужном
месте притупленным керном делают
углубление, образующее с противо-
положной стороны конический вы-
ступ (пуклевку). При спиливании
пуклевки на ней появляется отвер-
стие, размер которого будет зависеть
от глубины опиливания. Этот метод
незаменим, если необходимо выпол-
нить отверстие не круглой формы,
а например, квадратной, овальной
полученного отверстия будет определяться формой инструмента,
которым производят пуклевку.
Одним из способов образования в
стекле отверстий большого диаметра яв-
ляется термомеханическая резка (рис.
3.37). На стекло по контуру будущего
отверстия укладывают валик из сырой
глины. Затем без промедления углубле-
ние в глине заливают расплавленным
свинцом. Из-за термических напряже-
ний по контуру глиняного валика об-
разуется кольцевая трещина. Осторож-
но разбив внутренний диск, получаем
в стекле круглое отверстие.
рис. 3.37. Способ термомеха-
иического вырезания боль-
ших отверстий в стекле:
~ Расплав свинца; 2 — ва-
ик аз влажной глины; 3 —
стеклянная пластина
3.6.2. Разрезание и фрезерование
Для разрезания тонких пластин из стекла, сапфира, керамики,
Полупроводников и других материалов удобно использовать
Корундовую иглу для воспроизведения звукоизоляции. В нужном
Месте иглой проводят риску, а затем, положив пластину по риске
311
на край металлической линейки, легким нажимом разделяй-
материал.
Быстро и качественно хрупкие кристаллы можно разрезать ца
приспособлении, изображенном на рис. 3.38. В качестве рабочего
инструмента использовано лезвие безопасной бритвы с приту.
пленной режущей частью. Эпоксидной смолой (либо другим
способом) лезвие закрепляют на электрической зубной щетке
которая придает ему возвратно-поступательное движение. Разре*.
заемый кристалл воском или парафином закрепляют на массивной
металлической плите. С двух торцевых противоположных сторон
к плите прикрепляют ще.
левые направляющие. Кри-
сталл должен быть наклеен
таким образом, чтобы ли-
ния реза совпадала с ли-
нией, соединяющей щели
направляющих. Размах
возвратно-поступательного
движения лезвия, передви-
Рис. 3.38. Разрезание хрупких кристалли-
ческих материалов с помощью электрической
зубной щетки:
/ — направляющие режущего инструмента; 2 —
основание для приклеивания обрабатываемого
материала; 3 — жесткое основание; 4 — электри-
ческая зубная щетка; 5 — ограничители хода
лезвия; 6 — притупленное лезвие безопасной
бритвы
гающегося в прорезях, ог-
раничивают два упора,
прикрепленные к краям
лезвия. Кристалл разре-
зают с помощью суспензии
мелкого абразивного по-
рошка в воде. Гигроско-
пичные кристаллы разре-
зают с абразивной суспензией на спирте, ацетоне или другой
жидкости, не взаимодействующей с кристаллом.
В качестве примера укажем, что на описанном приспособлении
с микропорошком корунда зернистостью М28 монокристалл арсе-
нида галлия толщиной 1 мм и длиной 10 мм был разрезан за
2,5 мин.
Растворимые в воде хрупкие материалы, например хлористый
натрий, бромистый калий, бромистый цезий, йодистый цезий,
сегнетову соль, кристаллы КДР и АДР, можно разрезать влаж-
ной хлопчатобумажной нитью, непрерывно смачиваемой водой.
Если стекло погрузить в воду, а затем алмазом либо другим
материалом (тверже стекла) провести линию реза, стекло разде-
лится на части значительно лучше, чем при разрезании на воз-
духе. Это объясняется тем, что вода, проникая в свежую трещину,
активно взаимодействует со стеклом, образуя кремниевую ки-
слоту. При этом прочность стекла снижается, и капиллярными
силами стекло раскалывается.
По всей вероятности, такой же процесс происходит при ра3'
резании стекла в воде обычными ножницами. Этим способом моЖН°
получить из стекла толщиной 1—3 мм круглые и овальные заГО'
Товки для последующей доводки «в размерэ шлифованием сВ°'
312
Продольная подача
Рис. 3.39. Способ фрезерования
эллиптической канавки:
/ — торцевая фреза; 2 — заго-
товка; 3 — эллиптическая канавка;
ф — угол наклона фрезы, опреде-
ляющий параметры канавки
кляным или связанным абразивом. Важным условием при разре-
нии стекла в воде является необходимость погружать стекло
заножницы в воду полностью. Если даже часть ножниц не будет
^ходиться в воде, разрезание зна-
чительно ухудшится.
Круглый или овальный диск из
„истового стекла толщиной 1—4 мм
можно получить способом скалыва-
ния. На стекло наклеивают вырезан-
ный из бумаги круг или овал, слу-
жащий шаблоном. Затем круглогуб-
цами обламывают стекло по бумаж-
ному контуру. Чтобы избежать появ-
ления трещин, стекло надо обламы-
вать, а не раздавливать. Дальнейшую
обработку заготовки под требуемый
размер проводят на абразиве.
Для фрезерования эллиптических
канавок торцевую фрезу следует уста-
навливать под углом к направлению
движения детали (рис. 3.39). Угол
наклона фрезы, ее диаметр и глубина
фрезерования определяют геометри-
ческие размеры образующейся овальной канавки. Взаимное рас-
положение фрезы и заготовки под требуемым углом можно осу-
ществить, установив фрезу
вращения детали от ее диаметра
Ори обработке древесины на то-
карном станке:
1 твердые породы; 2 — мягкие
породы
на поворотную шпиндельную головку
вертикально- или универсально- фре-
зерного станка. Профрезеровав эллип-
тические канавки в двух плоских за-
готовках и затем скрепив их вместе,
получим эллиптическое отверстие лю-
бой глубины, что даже электрофизи-
ческими способами обработки выпол-
нить чрезвычайно трудно.
Качество токарной обработки дре-
весины различных пород при одина-
ковых подаче и глубине резания су-
щественно зависит от скорости реза-
ния. На рис. 3.40 приведена зависи-
мость частоты вращения обрабаты-
ваемой детали от ее диаметра, при
к°торых обеспечивается низкая шероховатость обрабатываемой по-
Верхности для твердых (дуба, каштана, вяза, ореха, бука, ясеня,
гРаба, груши, вишни, самшита и др.) и мягких (сосны, ели, пихты,
лиственницы, кедра, осины, ольхи, березы и др.) пород древе-
сины. Отметим, что из всех пород деловой древесины хуже всех
механической обработке, шлифованию и полированию подвер-
313
Для разрезания листового оргстекла, полистирола, Ви
пласта и других полимерных материалов толщиной от 0,5 д0 б”11'
по прямой линии обычно используют резец, изготовленный Мк|
части ножовочного полотна с серповидной заточкой на кони*3
Разрезание ведут по металлической линейке. При толщине мат
риала до 1—1,5 мм резку ведут с одной стороны на глубину в О
0,8 толщины листа. ’ ~~
После прорезания канавки лист кладут местом рези на край
стола и изгибают его. Более толстое оргстекло и другие материалу
надрезают с двух сторон, оставляя перемычку в 0,5—1 мм. Изги-
бом по месту реза лист разъединяют.
Рис. 3.41. Приспособле-
ние для фигурного выре-
зання листовых термопла-
стичных полимерных мате-
риалов:
/ — электронаолнрованный
от корпуса контакт; 2 —
нихромовая проволока; 3 —
станок от пнлы «лобзик»
Фигурное разрезание оргстекла и других листовых термопла-
стичных полимерных материалов толщиной до 4 мм проводят мето-
дом «горячей нити» Инструментом в данном случае служит про-
волока (нить), разогреваемая проходящим током. На рис. 3.41
изображено простое приспособление для осуществления этого
способа разрезания. В качестве основы использован обычный
лобзиковый станок, в котором вместо пилки закрепляют нихро-
мовую проволоку диаметром 0,5—0,8 мм. Для электроизоляции
одного конца проволоки от корпуса служат две накладки из
асбоцемента, конструкция которых в разрезе и сборе показана на
рисунке.
Проволоку нагревают от низковольтного источника (3—36 В)
до температуры, при которой материал плавится, и проволока
входит в материал, разрезая его. Питающее напряжение подводят
к двум гибким шинам, одна из которых присоединена к корпусу
ножовочного станка, а другая — к электроизолированному 07
корпуса концу нагревателя.
Методом «горячей нити» можно разрезать блочные полимер'
ные пено- и поропласты (пенопласт, пенополиуретан, порол°й
и др.), однако для этого конструкция держателя нагретой пр°
волоки должна быть иной.
314
3.6.3. Шлифование и полирование
Лри шлифовании свободным абразивным зерном стекла, кварца,
талда, поликора, керамики и других твердых и хрупких неме-
сИ лических материалов важную роль играет правильный выбор
атериала притира. На притирах из чугуна и стали абразивные
МерНа раздрабливаются, в результате чего эффективность шлифо-
ання снижается. На притирах из мягких материалов — меди,
^юминия, латуни — дробления абразивного зерна практически
яе происходит, абразив внедряется в материал притира, образуя
своеобразную поверхность. Абразивные зерна внедряются в пере-
численные материалы притира при давлении на шлифуемую деталь.
006 —0,1 МН/м2 (0,6—1 кг/см2). Применять притиры из более
мягких материалов (оргстекла, винипласта) не рекомендуется,
Так как шлифовальное зерно глубоко вдавливается в такой притир
и теряет свою абразивную способность. Так, при шлифовании
ситалла на притире из оргстекла скорость шлифования в два раза
ниже, чем на медном притире.
При шлифовании круглых конических и цилиндрических по-
верхностей с успехом можно использовать притиры из твердых
пород древесины (дуба, бука, вяза, каштана и др.), а также из
мягких пород (ольхи, березы).
Шлифование оксидно-бериллиевой керамики. Из-за высокой
токсичности пыли оксида бериллия керамику из этого материала
необходимо шлифовать мокрым способом. В качестве жидкости,
на которой образуется абразивная суспензия, используют гли-
церин. После шлифования глицерин легко удаляется промывкой
детали в воде.
Фторопластовый притир. При тонком шлифовании и полирова-
нии стекла, керамики и неметаллических кристаллических мате-
риалов в качестве материала для изготовления притира можно
использовать фторопласт. Шлифование на фторопластовом при-
оре, строго говоря, не является абразивной обработкой на сво-
бодном абразивном зерне, это также и обработка связанным абра-
зивным зерном, ибо абразив частично внедряется в поверхность
Фторопласта. Это надо учитывать при смене зернистости абразива.
° этом случае поверхность притира надо проточить до полного
Удаления слоя внедрившегося абразива. В отличие от полироваль-
ников из полировальных смол, мастик, оргстекла и полихлорви-
нила фторопласт можно использовать при любых полирующих
материалах (полирите, крокусе, оксиде хрома, тонких алмазных
настах и др.). Рабочую поверхность фторопласта надо сделать
Шероховатой, что проще всего можно осуществить проточкой на
т°карном станке проходным резцом с большой поперечной пода-
;ей. Образующаяся при этом мелкая спиральная канавка отлично
Удерживает полировальный материал. Фторопластовый полиро-
®альник легко отмывается, так как из-за низкой адгезии его
вязь со всеми материалами весьма мала.
315
Рис. 3.42. Изготовление круг-
лого стержня из стекла и кри-
сталлических материалов руч-
ным шлифованием:
/ — шлифуемый образец; 2 — руч-
ной притир; 3 — трубка для креп-
ления образца; 4 — шпиндель
станка
Полирование эпоксидной смолы. Эпоксидная смола хоро
полируется мелким (5—2 мкм) порошком оксида алюминия 100
мешанным на глицерине. Зеркальную поверхность на эпоксидв8
смоле можно получить полированием смесью просеянного р
отмученного зубного порошка с глицерином. В качестве полип*1
вальника используют обычные полировальные материалы (смоль
фетр, шелк и др.).
Полирование растворимых в воде кристаллических материалов
Его проще всего осуществлять на увлажненной, так называемой
микронной, шлифовальной шкурке на бумажной основе, положен-
ной на ровную поверхность. Абра.
зивный слой шкурки смачивают во-
дой, а затем излишек воды убираю?
фильтровальной бумагой. Полирова-
ние описанным способом занимает
несколько минут.
Изготовление круглого стержня
ручным шлифованием. В лаборатор-
ных условиях при отсутствии соот-
ветствующего станочного оборудова-
ния цилиндрический стержень круг-
лого сечения можно изготовить руч-
ным шлифованием. Для этого из пла-
стины или другой формы исходного
материала вырезают заготовку стерж-
ня примерно квадратного сечения,
в которую с припуском 0,6—0,8 мм
должен вписываться диаметр оконча-
тельно обработанного стержня. На
оба торца заготовки наклеивают рези-
новым клеем или нитроклеем диски из тонкой жести диаметром, на
0,4—0,5 мм превышающим требуемый диаметр стержня. Затем на
притире с суспензией свободного абразива проводят огранку заго-
товки с максимальным приближением ее сечения к кругу. Чтобы
закруглить заготовку, ее через резиновую трубку (развязку) и
металлический стержень зажимают в патрон или цангу токарного
станка. При наличии двигателя постоянного тока с регулируемым
числом оборотов подлежащую круглению заготовку можно непо-
средственно соединить резиновой трубкой с осью двигателя-
В качестве притира при грубом шлифовании используют стальной
П-образный зажим, который держат и сжимают двумя пальцами
(рис. 3.42). По мере кругления заготовку поворачивают дрУгйМ
концом. После придания заготовке круглой формы, о чем сви-
детельствуют закрепленные по торцам размерные диски, посте*
пенно переходят к более мелкому абразивному зерну. В качеств^
жидкости для образования абразивной суспензии употребляв*
воду. При круглении водорастворимых материалов вместо воД1*
используют спирт, ацетон, глицерин.
316
Ари переходе к шлифованию микропорошками стальной при-
заменяют медным, а при окончательной доводке — фторо-
ястовым или из оргстекла. При окончательной доводке размера
пЛаМетра стержня используют винт, которым фиксируют сжатие
Китира- В некоторых случаях для кругления граненого стержня
Пдобно пользоваться обычной бельевой прищепкой, приклеив
ее передней части соответствующие металлические вкладыши.
Б При некотором навыке описанным способом шлифования можно
получить стержни круглого сечения из стекла, керамики и других
твёрдых неметаллических материалов с высокой степенью точности.
Изготовление сферических образцов способом шлифования
свободным абразивом. Существует много лабораторных способов
изготовления сферических об-
разцов из стекла, керамики
и твердых кристаллических
материалов посредством шли-
фования и полирования сво-
бодным и связанным абрази-
вами. Большинство способов
основано на беспорядочном
передвижении заготовки по
поверхности со связанным
абразивным зерном. Беспоря-
дочное движение заготовки
обеспечивается вынужденным
перемещением по движущейся
абразивной поверхности либо
передвижением заготовки
вдоль неподвижной абразив-
ной поверхности.В последнем
случае заготовка движется за
счет тангенциально направ-
ленной струи сжатого воз-
духа. На этих двух основных
технологических принципах
Рис. 3.43. Приспособление для изготов-
ления шариков из минеральных мате-
риалов, стекла и кристаллических мате-
риалов методом обкатки по абразивной
поверхности:
Z — трубчатый держатель; 2 — заготовка ша-
рика; 3 — абразивная поверхность; 4 — вра-
щающаяся планшайба
реализуются следующие способы
абразивного изготовления сферических изделий:
вращающимся абразивным диском, над которым расположен
Полый цилиндр со свободно перемещающейся в нем заготовкой;
Движением заготовки струей воздуха по внутренней поверх-
ности полого цилиндра с абразивным покрытием;
помещением заготовки во вращающийся сосуд, заполненный
абразивной суспензией.
Сферические изделия из металлов изготавливают электроэрози-
°нным способом с использованием трубчатого электрода и вра-
щением заготовки.
Наиболее простым для лабораторного исполнения является
способ обкатки примерно сферической формы заготовки по дви-
жущейся абразивной поверхности (рис. 3.43). На штативе закре-
317
пляют цилиндрический полый держатель, в котором может г
бодно передвигаться подлежащая круглению заготовка. На DB°’
стоянии 2—5 мм (в зависимости от диаметра сферы) наход^с‘
горизонтально расположенный вращающийся металлический ДиСя
с абразивным покрытием или сплошной абразивный диск с зерн^
соответствующего размера из необходимого материала. При щЛ
щении диска свободно катающаяся по нему заготовка через нек
торое время приобретет строго сферическую форму. По такому
принципу можно осуществить и полирование.
Шлифование и полирование пластмасс. Пластмассы можно
шлифовать только связанным абразивным зерном. Для этой
цели пригодны шлифовальные круги с номерами зерна от 4Q
до 63 (0,5—0,8 мм) на керамической или бакелитовой связке
Материал абразивного зерна в данном случае не играет особей
роли. Чтобы материал не нагревался, скорость обработки должна
быть большой, а глубина шлифования — малой. При шлифовании
термопластов (полиэтилена, полистирола, оргстекла, винипласта
фторопласта, капрона и др.) желательно водяное охлаждение.
Композиционные пластмассы, содержащие неводостойкие ком-
поненты (гетинакс, текстолит и др.), обрабатывать с водой
нельзя.
Полируют изделия из пластмасс на войлочных либо фетровых
полировальных кругах, используя в качестве полирующего мате-
риала пасту ГОИ, крокус или полирит. При полировании пласт-
масс нельзя сильно прижимать изделие к полировальному кругу,
так как это приводит к перегреву материала, его размягчению
и налипанию на полировальник.
Приготовление крокуса. Крокус представляет собой один из
распространенных материалов для полирования стекла, кварца,
сапфира и многих других твердых материалов. Его можно легко
приготовить несколькими способами в лабораторных условиях.
1. В кипящий раствор сернокислого железа (железного купо-
роса) небольшими порциями добавляют щавелевую кислоту.
Выпавший осадок оксида железа (III) надо промыть, просушить
нагревом до 50—60 °C и затем прокалить на воздухе при 200 °C.
После прокаливания образуется чистейший мелкодисперсный
крокус (оксид железа).
2. Раствор хлорного железа осаждают добавлением водного
раствора аммиака. Выпавший в осадок гидрат оксида железа
промывают и прокаливают. Полученный после прокаливання
крокус размалывают и просеивают.
3. Крокус образуется также в результате прокаливания Д°
200—250 °C на воздухе азотнокислого оксида железа.
При отсутствии абразивного зерна требуемой зернистости ДлЯ
шлифования и грубого полирования различных материалов среД'
ней твердости можно использовать мелкоразмолотую и просеяв'
ную пемзу, замешанную в суспензию на минеральном масл
(индустриальном, часовом и др.).
318
Материал для наклеивания хрупких кристаллов. Чтобы наклеи-
ть на инструмент заготовки из хрупких кристаллических
еатериалов для последующего шлифования или полирования,
**уЧше всего использовать твердое органическое соединение фенил-
алнцилат (С13Н10О3), известное под торговыми названиями «Са-
лол» и «Мусол». Этот материал, будучи совершенно химически
веЙтральным, плавится при 41,9 °C, не растворяется в воде, но
хорошо растворяется в этиловом спирте, эфире, ацетоне, бензоле.
Бесклеевое закрепление заготовки на инструменте. В ряде
случаев наклеивать заготовку на вспомогательный инструмент
для последующего шлифования или полирования нежелательно,
а иногда и недопустимо. Это связано с тем, что тонкие заготовки
и образцы из хрупких материалов при наклеивании, расклеивании
и отмывке от клеющего материала можно сломать. Поэтому при
механической обработке таких образцов используют бесклеевые
способы крепления.
Одним из таких способов является примораживание заготовки
к инструменту водяным льдом. В качестве источника низкой
температуры можно применять твердую углекислоту, смесь твер-
дой углекислоты с ацетоном, жидкий азот и другие периодически
действующие хладагенты. Значительно удобнее для приморажи-
вания использовать постоянно действующие источники, такие как
термоэлектрические охлаждающие батареи или компрессионные
фреоновые устройства, используемые в бытовых холодильниках.
Если для закрепления заготовки или образца применять дистил-
лированную воду, то все затруднения, присущие методу наклеи-
вания, полностью отпадают. В некоторых особых случаях обра-
ботки хрупких материалов их закрепляют на инструменте, при-
жимая к магниту вспомогательную стальную деталь, располо-
женную на заготовке.
Химическое сверление. Существует много способов получения
сквозных и глухих отверстий в твердых и хрупких металлических
и неметаллических материалах, основанных на механических
и электрических принципах разрушения материала. Однако при
сверлении этими способами отверстий в монокристаллических
и некоторых других материалах, обладающих специфическими
свойствами (например, сильной анизотропией), поверхность отвер-
стия получается некачественной и в ней на значительную глубину
образуются микродефекты. В наибольшей степени это присуще
Монокристаллам.
Химический способ размерной обработки, заключающийся
в травлении материала селективным травителем, исключает воз-
никновение каких-либо дефектов в обрабатываемом материале.
Химическое сверление основано на непрерывной локальной
п°даче травителя данного материала в зону сверления. Для осу-
ществления этого процесса служит изготовленное из химически
стойкого стекла (например, К8) или кварца так называемое хими-
ческое сверло (рис. 3.44). Материал, из которого изготавливают
319
сверло, не должен взаимодействовать с травителем. ГеометрИч
ские размеры сверла (диаметр и длина) определяются размера46,
требуемого отверстия. Механизм работы химического сверла а*1
ключается в следующем. Травитель поступает в торцевую bxq3'
ную часть трубки, внутри которой впаян капилляр диаметр^'
0,2—0,5 мм. Наружный диаметр капилляра должен быть таким*
чтобы между ним и внутренним диаметром наружной трубк’
остался зазор 0,5—0,7 мм. На конце капилляр оплавляют (со.
храняя отверстие) до образования шарика, диаметр которого
должен соответствовать требуемому диаметру отверстия. ДЛя
обеспечения циркуляции травителя служит боковая трубка, при-
Рис. 3.44. Химическое сверло для образования отверстия
способом локального травлевня:
/ — подача травителя: 2 — выход капилляра; 3 — протравлен-
ная поверхность оплавленной сферической части капилляра;
4 — пропилы для облегчения циркуляции травителя; 5 — внеш-
няя трубка для отсоса травителя; 6 — внутренний капилляр;
7 — штуцер для присоединения водоструйного иасоса
соединенная к водоструйному насосу. Чтобы травитель равно-
мерно распределялся по рабочей сферической части капилляра,
ее следует до половины протравить в плавиковой кислоте. Лучшие
результаты получаются при горизонтальном расположении сверла
и образца, подлежащего сверлению. Травитель из зоны сверле-
ния отсасывается через треугольные прорези в торце наружной
трубки. Для того чтобы получить гладкую поверхность отверстия,
расход травителя должен быть малым.
3.6.4. Деформационная обработка
Изгибание листового дюралюминия марки Д16, и особенно
Д16Т, сопряжено с некоторыми трудностями, так как эти сплавы
обладают хрупкостью и при изгибе более чем на 45° с малым
радиусом склонны к образованию трещин и поломке. Поэтому
при гибке листового материала под малым радиусом и (чаще всего)
под углом 90° в области изгиба металл надо отжечь. Температура
отжига сплава Д16Т около 450 °C. Чтобы оценить температуру
нагрева, можно воспользоваться таким практическим приемом-
в области изгиба на металл надо натиранием нанести тонкий слои
хозяйственного мыла; при температуре около 400 °C слой мыла
почернеет. Остудив на воздухе металл, можно безбоязненно
производить его гибку. Необходимо заметить, что через 6—8 4
320
результате дисперсионного твердения металл приобретет свои
® „^начальные свойства.
П изгибать листовые оргстекло, полистирол, винипласт и дру-
ие термопластики можно только в нагретом состоянии. Для этого
удобно воспользоваться простым приспособлением, изображеннным
на рис. 3.45. Подлежащий изгибу лист пластика помещают на две
вейки таким образом, чтобы линия изгиба находилась на высоте
3—5 мм над натянутой нихромовой проволокой диаметром 0,8—
1 о мм. От низковольтного источника проволоку нагревают до
начала слабого свечения (500—530 °C). После того как материал
Рис. 3.45. Приспособление для изгибания листового оргстекла:
/ — деревянное основание; 2 — текстолитовые прокладки; 3 — оргстекло;
4 — клемма прнсоедииеиия нагревателя; 5 — текстолитовая прокладка;
6 — проволочный электронагреватель; 7 — изгиб размягченного оргстекла;
а—б — линия изгиба
размягчится, о чем можно судить по легкому нажиму иголкой,
нагреватель выключают, пластик по линии изгиба помещают на
ровный край доски и изгибают его под нужным углом.
Для формирования (чаще всего из листового оргстекла) полых
изделий, например заготовок для сферических или параболиче-
ских зеркал, в лабораторных условиях можно использовать спо-
соб вакуумного формования. Суть способа заключается в следу-
ющем. По периферии полой металлической (алюминиевой) формы
требуемой конфигурации металлическим фланцем плотно закре-
пляют подлежащий формованию лист оргстекла (рис. 3.46).
Плоскости взаимного прилегания листа оргстекла и формы не
Должны иметь заметных механических дефектов, которые могут
нарушить относительную герметичность места их контакта. Под-
г°товленный таким образом узел помещают в печь, где его нагре-
вают до 150—175 °C, чтобы придать оргстеклу достаточную пла-
стичность. Сама форма, обладающая большой теплоемкостью,
°Удет иметь более низкую температуру. Для равномерного нагрева
°Ргстекла по всей поверхности служит металлический диск тол-
щиной 2—4 мм. По достижении рабочей температуры и после
ВЬ1Держки при ней в течение 10—20 мин форму извлекают из
21 В. А. Коленко 321
печи и, быстро охладив боковой штуцер, присоединяют к нем
шланг от форвакуумного насоса. Под давлением внешней атк^
сферы оргстекло деформируется и плотно ложится на внутренне '
поверхность формы, точно повторяя ее конфигурацию. В том сл\°
чае, если за один цикл не удастся полностью отформовать ор^
Рис. 3.46. Приспособление для вакуумного формования
объемных изделий из оргстекла:
/ — металлический экран для выравнивания температуры
нагрева заготовки оргстекла; 2 — прижимное кольцо; 3 —
оргстекло; 4 — вакуум-форма; 5 — штуцер откачки
стекло, операции нагрева и формования следует повторить не-
сколько раз. Обрезав по периферии технологический борт на
оргстекле, заготовку зеркала шлифуют, полируют и наносят на
нее отражающее покрытие.
„1
Рис. 3.47. Формообразование объемных деталей из пласти-
ческих металлических материалов эластичной резиновой
матрицей:
1 — корпус резиновой матрицы; 2 — резина; 3 — металличе-
ская листовая заготовка; 4 — металлический пуаисои; 5 —
отформованная деталь
Описанный способ изготовления заготовки зеркала из орг-
стекла значительно проще, быстрее и экономичнее, чем изгото-
вление не очень ответственных зеркал из стекла шлифованием.
Формообразование единичных деталей при неглубокой вы-
тяжке из хорошо отожженных пластичных листовых материалов
возможно при деформационной обработке на жестком (металлич6"
ском) пуансоне посредством эластичной матрицы. Заготовку
помещают на пуансон (рис. 3.47) и сверху деталью, содержа®,
эластичный материал (свинец, резину или другие эластомеры)*
322
поД гидравлическими винтовым прессом либо в больших слесар-
ных тисках формуют деталь. Таким же безматричным способом
можно формовать мелкие детали на открытой поверхности пластич-
ного материала (свинца, меди, твердой резины), на которую
помещают заготовку материала. В этом случае изделие формуют
ударом по стальному пуансону.
у Бездефектная гибка полых изделий. В процессе гибки наблю-
даются деформации сжатия (внутри изгиба) и растяжения (сна-
ружи изгиба). Распределение механических напряжений при
этом будет таким, что первоначальная форма сечения нарушается.
На внутренней части изгиба появятся «морщины», а на внешней
материал утончится. Кроме того, при гибке полого изделия оно
неизменно сплющивается. Размеры этих дефектов зависят от
пластичности материала, толщины стенки изгибаемого изделия
и радиуса кривизны изгиба.
В лабораторной практике чаще всего сталкиваются с необхо-
димостью изгибать трубы круглого сечения из различных метал-
лов (стали, меди, латуни, свинца и др.), а также из жестких
полимерных материалов (капрона, винипласта, оргстекла и т. д.).
Наибольшие трудности возникают при гибке тонкостенных труб.
Если в производственных условиях бездефектную гибку полых
изделий любой формы сечения производят на специализирован-
ных гибочных станках, то в лабораторных условиях эту операцию
проводят по более простой технологии.
Одним из основных условий обеспечения качественного изгиба
круглой металлической трубы является пластичность ее мате-
риала. Для этого трубу в месте изгиба надо отжечь. Медь отжи-
гают нагревом до красного каления (830—900 °C) с последующим
охлаждением в воде, латунь — до темно-красного каления (580—
650 °C) с естественным охлаждением на воздухе, алюминий и дюр-
алюминий — до 400—450 °C с охлаждением на воздухе. Низколе-
гированные, коррозионно-стойкие и высоколегированные стали
отжигу не подвергают, трубы из них изгибают на специальных
приспособлениях.
Простейшее приспособление, облегчающее качественную гибку
труб под разными радиусами изгиба, изображено на рис. 3.48.
Приспособление, изготовленное из стали, напоминает многосту-
пенчатый шкив с полукруглыми канавками диаметрами 8, 12,
16 и 20 мм. Эти размеры соответствуют диаметрам наиболее упо-
требляемых в лабораторных условиях труб. Приспособление,
зажимаемое хвостовиком в тиски, позволяет произвести без-
дефектный изгиб относительно толстостенной трубы в одной пло-
скости под любым углом и заданным инструментом радиусом
изгиба.
Однако качественная гибка тонкостенных труб, особенно под
Небольшим радиусом изгиба, даже на описанном приспособлении
не всегда оказывается возможной. В таком случае гибку тонко-
стенной трубы проводят с наполнителем, что в значительной
21* 323
степени превращает механизм изгиба трубы в механизм изгиб
прутка. В качестве наполнителя можно использовать твердую
сплошные и сыпучие материалы, а также жидкости, не взаимодед.
ствующие с материалом трубы. Самый простой и распространен
ный способ гибки с наполнителем — заполнение трубы сухиу
просеянным мелким песком, плотная набивка которого фикси-
руется двумя деревянными пробками по торцам трубы. Недоста-
тке. 3. 48. Роликовое прис-
пособление для гибки метал-
лических труб под разными
радиусами изгиба
ток использования песка в качестве наполнителя состоит в том
что полностью удалить его остатки, которые прочно «впиваются»
в стенки трубы, достаточно сложно. От
этого недостатка свободны заполнения
тонкостенных труб малого диаметра лег-
коплавкими металлами и сплавами, в
частности свинцом или специальным
сплавом, состоящим из 25% олова,
12,5% свинца, 50% висмута и 12,5%
кадмия. Температура плавления этого
сплава 70 °C. Иногда трубу заливают
расплавленной канифолью. Однако внут-
реннюю поверхность трубы, особенно
при ее малом диаметре, трудно тща-
тельно очистить от остатков материала
заливки, что особенно недопустимо,
если трубка предназначена для работы
в вакууме. В этом случае в качестве
материала для заливки используют воду
или бензол, которые после заполнения
ими трубы замораживают внешним ох-
льда. Изгибать трубу надо быстро, пока
лаждением до состояния
лед не растает. Однако надо иметь в виду, что при изгибании тру-
бок с толщиной стенки до 0,2—0,3 мм следует использовать бен-
зол, замерзающий при —5,5 °C. Это связано с тем, что вода при
замерзании увеличивается в объеме, а это может повредить
стенки трубки, а значит, нарушить ее вакуумную плотность идаже
герметичность. Если требуется произвести бездеформационный
изгиб (чаще всего тонкостенной свинцовой трубы), поступают сле-
дующим образом. Трубу помещают в плотно намотанную спи-
раль (пружину) из любой упругой проволоки диаметром 1.0--
1,5 мм, а затем производят гибку на любом круглом предмете
требуемого радиуса. Естественно, что радиус изгиба свинцо-
вой трубы должен быть достаточно большим.
Выдавливание и протягивание. При выдавливании на оправке
полых изделий, у которых диаметр верхней части меньше диаме-
тра нижней части, например конусного сосуда, используют одно-
разовые выплавляемые, вытравливаемые или выжигаемые Да'
вильные оправки. Выбор материала для давильной оправки в зна-
чительной степени определяется конфигурацией, размерами и
материалом выдавливаемой детали.
324
Выплавляемые оправки изготавливают из легкоплавких спла-
вов, обладающих достаточной механической прочностью и не
взаимодействующих с обрабатываемым на них материалом. Луч-
шим сплавом для этой цели является типографский сплав «гарт»,
состоящий из 85% свинца, 8% сурьмы и 7% олова. Температура
плавления этого сплава 250 °C. Сплав можно приготовить в ла-
бораторных условиях, расплавив в железном тигле свинец,
затем — олово. В полученный расплав добавляют сурьму до полного
ее растворения. Кроме высокой твердости и низкой температуры
плавления типографский сплав обладает низкой усадкой при
затвердевании, это дает возможность изготавливать из него
одноразовые оправки для давления методом литья в форму.
Для того чтобы получить достаточно высокий допуск на размер
отливки, усадку надо принимать за 0,7%.
На выплавляемых оправках из типографского сплава и других
легкоплавких материалов, вплоть до сплава Вуда, можно выда-
вливать мелкие детали из пластичных тонких листовых материа-
лов (меди, алюминия, латуни, никеля и др.) толщиной до 0,5—
1,0 мм. Выдавливание более жестких и толстых материалов может
деформировать оправку.
При изготовлении единичных деталей, форма которых не
позволяет снять их с оправки, можно использовать вытравляемые
давильные оправки. Эти оправки надо изготавливать из материала,
обладающего достаточной механической прочностью и хорошо
растворяющегося в соответствующем химическом травителе, ко-
торый должен быть нейтральным к обрабатываемому материалу.
Последнее обстоятельство существенно ограничивает круг мате-
риалов для оправки. Так, при выдавливании деталей из меди,
серебра, латуни, малоуглеродистой стали, никеля, тантала можно
использовать оправки из алюминия или дюралюминия (Д16Т) —
материалов, хорошо растворимых в растворах едкого натра и ед-
кого кали. Детали из алюминия и дуктильных алюминиевых спла-
вов можно изготовить на оправке из цинка, которую вытравливают
в серной кислоте.
Наиболее простыми и доступными одноразовыми оправками
Для выдавливания относительно крупных изделий из листового
материала толщиной до 2,5 мм являются давильные оправки
из древесины. Для их изготовления пригодны твердые породы —
Дуб, бук, граб, орех, ясень и др. Оправку вытачивают на токар-
ном станке, и, не снимая ее со станка, производят выдавливание
изделия. Затем оправку нагревают снаружи, например паяльной
лампой, до полного выжигания древесины. При давлении на
Деревянной оправке деталей из алюминия и его сплавов надо
внимательно следить, чтобы при выжигании оправки из-за пере-
грева не расплавилось находящееся на ней изделие.
Особый интерес в лабораторной практике представляет изго-
товление методом давления на оправке полых изделий из тонких
(0,05—0,2 мм) или маловязких (вольфрама, молибдена, тантала
325
и др.) материалов. При локальном воздействии давильного ин
струмента на обрабатываемый материал в последнем возникают
значительные механические напряжения, которые приводят к об-
разованию в материале складок и трещин. Избежать этого можно
проводя давление «пакетом». Обрабатываемый материал поме’
щают между более толстыми листами пластичного материала
(меди, никеля, малоуглеродистой стали, алюминия и др.) и про.
изводят давление всего пакета как единого материала. При этом
напряжения от давильника распределяются в материале более
равномерно и, что самое главное, плотно прилегающие с обеих
сторон к обрабатываемому материалу другие материалы не по-
зволяют образовываться складкам и трещинам. Естественно, что
вспомогательные (технологические) материалы в пакете и их
толщину выбирают в каждом конкретном случае опытным путем.
Иногда используют односторонний пакет: внутри (со стороны
оправки) — обрабатываемый материал, а снаружи — технологи-
ческий материал.
При вытяжке деталей на оправке, чтобы исключить «задиры»
материала, необходима смазка. При непосредственной вытяжке
детали из алюминия и его сплавов, никеля, малоуглеродистой
стали, константана, монель-металла, мельхиора и других в ка-
честве смазочного материала используют трансформаторное масло
или водную мыльную эмульсию. Медь и латунь хорошо обрабаты-
ваются со смазкой тавотом или хозяйственным мылом, при дав-
лении деталей из тантала используют водную эмульсию из мыла
и талька, деталей из цинка — растительное масло, из относительно
малопластичных металлов (коррозионно-стойкой стали 1Х18Н9Т,
Ст8, СтЮ и др.) — дисульфид молибдена или суспензию колло-
идного графита (аквадага) с 10—50% мыла, из легких металлов
(магния, цинка, титана и др.) — раствор мыла в оливковом масле.
Лабораторная технология перетяжки (волочения) проволоки
связана с некоторыми специфическими сообенностями, основные
из которых изложены ниже.
Перетяжку проволоки надо вести через все без исключения
волоки, размеры которых находятся в интервале между исходным
и конечным диаметрами проволоки.
Процесс перетяжки подразделяют на грубое волочение (3,0—
0,9 мм), волочение (0,9—0,2 мм), среднее (0,2—0,06 мм) и тонкое
волочение (0,06—0,01 мм). Тонкое волочение возможно только
на материалах с высоким значением прочности на растяжение
(вольфраме, молибдене, тантале, титане и др.). Например, алю-
миний нельзя протянуть в проволоку тоньше 0,5 мм.
Алюминиевую проволоку диаметром до 0,02 мм изготавливают
по специальной технологии. Для того чтобы заправить проволоку
в волоку, один ее конец надо заострить под малым углом и ввести
его в отверстие волоки так, чтобы конец проволоки выходил на-
ружу на 4—6 мм. Размер первой волоки должен быть ближайшим
«непроходным» для исходного размера проволоки.
326
С помощью плоскогубцев выступающий из волоки конец про-
волоки протягивают на 10—15 мм. Затем волоку помещают в дер-
жатель, чаще всего — стальную пластинку толщиной 5—6 мм
с отверстием 3—5 мм, которую зажимают в настольные тиски.
Перед волочением на проволоку и во входное отверстие волоки
помещают смазочный материал, пригодный для волочения данного
материала, и без рывков и заметного отклонения от оси протяги-
вают проволоку через волоку. При большом числе переходов пере-
тягиваемая проволока нагартовывается. Если степень нагартовки
существенно затрудняет волочение, проволоку надо очистить от
смазочного материала и отжечь при соответствующей температуре.
После окончания волочения волоки надо тщательно промыть
и поместить каждую в индивидуальный пакет с указанием ее
размера. Надо иметь в виду, что волоки легко спутать по разме-
рам, а восстановить их истинный размер довольно сложно.
В том случае, если нет набора волок, а диаметр проволоки
надо уменьшить на 10—15% от номинала, поступают следующим
образом. Отрезок проволоки длиной 2—5 м одним концом за-
крепляют в тисках. Затем, зажав свободный конец плоскогуб-
цами, растягивают проволоку на 5—10 см. Усилия растягивания,
естественно, зависят от материала проволоки, ее диаметра и длины.
Чем длиннее отрезок проволоки, тем меньших усилий требуется
для его растягивания. Растягивание проволоки до диаметра ме-
нее 75% от первоначального значения приводит к возникновению
вдоль проволоки локальных неравномерностей толщины, причи-
ной чего служит неоднородность состава по длине, и соответст-
венно к разбросу механических свойств. Растяжению легко под-
даются проволоки из меди, латуни, малоуглеродистой стали диа-
метром до 1,5—2,0 мм. С большой осторожностью на 5—10%
можно уменьшить диаметр алюминиевой проволоки, предвари-
тельно хорошо отожженной. Естественно, что уменьшать диа-
метр проволоки способом растяжения необходимо, постоянно
контролируя степень утончения.
Способом растяжения можно производить также рихтовку
(выпрямление) отрезков проволоки длиной от 1 до 2 м. Однако
надо иметь в виду, что при такой рихтовке диаметр проволоки
немного уменьшается. Рихтовку небольших (до 500 мм) отрезков
проволоки диаметром до 3—4 мм, а также отрезков трубок из
мВДи, латуни, стали таких же размеров можно произвести, зажав
один конец прутка или трубки в патрон токарного или сверлиль-
ного станка. На оборотах, сжимая пруток между двумя деревян-
ными или текстолитовыми пластинками, с небольшим изгибом
несколько раз проводят ими вдоль вращающегося прутка (трубки).
Рихтовку можно производить и отрезком металлической трубки,
Надетой на рихтуемый объект, передвигая ее на оборотах под не-
большим углом.
Гидростатическое прессование. Одним из способов формообра-
зования единичных деталей в виде тел вращения из исходного
327
металлического или керамического порошка является гидрост
тическое прессование. Этот процесс доступен каждой неспециаЛ"
зированной лаборатории, так как не требует изготовления спе"
циальных трудоемких и дорогостоящих пресс-форм.
Сущность способа гидростатического прессования заключается
в следующем. Подлежащий прессованию порошок с соответствую,
щими связующими компонентами помещают в отрезок резинового
рукава или трубки с толщиной стенки 0,2—0,6 мм, который после
засыпки порошка герметично закрывают заглушками из стали
или латуни. Диаметр и высота сосуда с резиновой стенкой должны
Рис. 3.49. Способ гидро,
статического прессования
изделий объемной формы
из металлических порош-
ков: а — изготовление ад-
ливдрической детали; б —
изготовление трубчатой
детали;
1 — поршень; 2 — гидро-
статический цилиндр; 3 —
место герметизации объема
порошка; 4 — металлические
заглушки; б — резиновый
рукав; 6 — металлический
порошок; 7 — рабочая жид»
кость; 8 — поршень; 9 —
гидростатический цилиндр;
10 — отверстие в верхней
заглушке; 11 и 12 — внеш-
ний и внутренний резино-
вые рукава; 13 — металличе-
ский порошок; 14 — место
герметизации рукавов с за-
глушками
быть на 20—25% больше требуемого размера спрессованного из-
делия, так как при прессовании происходит существенная усадка.
Подготовленный таким образом резиновый объем помещают в ги-
дравлический цилиндр, заполненный глицерином или касторовым
маслом (рис. 3.49). Гидравлическим прессом в цилиндре создают
нужное давление на жидкость, которая передает его на прессуе-
мый порошок. После необходимой выдержки под давлением спрес-
сованный образец извлекают и подвергают соответствующему
обжигу, в результате которого получают деталь из практически
компактного материала, хорошо подвергающегося механической
обработке.
Гидростатическим прессованием можно получать и изделия
трубчатой формы. Для этого исходный порошок помещают в про-
странство между двумя коаксиально расположенными резиновыми
рукавами (трубками), как показано на рис. 3.49, б. Верхняя за-
глушка имеет отверстие, через которое внутрь поступает жидкость.
Тем самым создаются условия для двустороннего прессования-
Чтобы получить после прессования механически прочную заго-
товку, исходный порошок смешивают с 5—10 объемными долями
парафина, растворенного в чистом бензине, четырех хлористом
углероде или растворе камфоры в серном эфире. После тщатель-
328
г0 перемешивания порошка с раствором связки полученную
В°есь наД° выдержать в теплом месте до полного испарения раство-
Сителя. При последующем обжиге связка (парафин или кам-
ера) полностью выгорает, а порошок спекается.
Список литературы
1. Абразивная и алмазная обработка материалов: Справочник/Под ред.
. ^.Резникова. — М.: Машиностроение, 1977. — 391 с.
А' 2. Алмазный инструмент: Каталог. — М.: НИИмаш, 1974. — 168 с.
3. Ардаматский А. Л. Алмазная обработка оптических деталей. — М.,
1955. — 231 с.
4. Григорьянц А. Г., Соколов А. А. Лазерная обработка неметаллических
материалов. — М.: Высш, шк., 1988. — 187 с.
б. Запорожский В. П., Лапшинов Б. А. Обработка полупроводниковых ма-
териалов. — М.: Высш, шк., 1988. — 1984 с.
6. Карбань В. И., Борзаков Ю. И. Обработка монокристаллов в микро-
электронике. — М.: Радио и связь, 1988. — 103 с.
7. Лазеры в технологии/Под ред. М. Ф. Стельмаха. — М.: Энергия,
1975. — 216 с.
8. Левиисои Е. М. Отверстия малого размера. — Л.: Машиностроение,
1977. — 151 с.
9. Лурье Г. Б. Шлифование металлов.—М.: Машиностроение, 1969. —151 с.
10. Малиновский Г. Т. Масляные смазочно-охлаждающие жидкости для
обработки металлов резанием. — М.: Химия, 1988. — 186 с.
11. Мачулка Г. А. Лазерная обработка стекла. —М.: Сов. радио, 1979. —
134 с.
12. Московкии Л. Н., Ошарин В. И. Фотохимическое фрезерование. —
М.: Машиностроение, 1978. — 93 с.
13. Новые технологические процессы в точном приборостроении: Пер.
с ием./Под ред. И. Б. Л и т и и и.ц к о г о. — М.: Энергия, 1973. — 439 с.
14. Обработка металлов резанием: Справочник технолога/Под ред. А. А. П о -
нова. — М.: Машиностроение, 1988. — 736 с.
15. Основы лазерной и электронно-лучевой обработки материалов/Н. Н. Р ы -
калин, А. А. Углов, В. И. Зуев и др.—М.: Машиностроение, 1976.—339 с.
16. Попилов Л. Я. Электрические и ультразвуковые методы обработки мате-
риалов. — Л.: Машиностроение, 1971. — 195 с.
17. Попилов Л. Я- Электрофизическая и электрохимическая обработка ме-
таллов.— М.: Машиностроение, 1982.—399 с.
18. Размерная электрическая обработка металлов/Под ред. А. В. Глаз-
кова. — М.: Высш, шк., 1978. — 336 с.
19. Резание труднообрабатываемых материалов/Под ред. П. Г. Пет-
Рухи.—М.: Машиностроение, 1972. — 176 с.
20. СемкоМ. Ф., Грабченко А. И., Ходаревский М. Г. Алмазное шлифование
синтетических сверхтвердых материалов. — Харьков: Выща школа, 1980. — 191 с.
1980^’" СМИ15НОВ А- Обработка оптического стекла.—Л.: Машиностроение,
22. Справочник по технологии лазерной обработки/Под ред. В. С. Кова-
ленко. — Киев: Техника, 1985. — 167 с.
м 23. Справочник технолога-оптика/Под ред. С. М. Кузнецова,
А. Окатова. — Л.: Машиностроение, 1983. — 414 с.
24. СулимА. В. Производство оптических деталей. —М.: Высш, шк., 1975. —
о15 с.
25. Трембовецкий А. Н., Муковоз Ю. А. Алмазная обработка неметалличе-
"Ких материалов. — Киев: Знание, 1980. — 20 с.
26. Фотеев Н. К. Технология электроэрозионной обработки. — М.: Маши-
^строение, 1980. — 184 с.
_ 27. Штучный Б. П. Механическая обработка пластмасс. — М.: Машино-
'фоение, 1987. — 149 с.
Глава 4
ТЕРМИЧЕСКАЯ ОБРАБОТКА МАТЕРИАЛОВ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
Воздействие температуры практически на любой материал
приводит к изменению его механических, физических и химиче-
ских свойств. В наибольшей степени это относится к сплавам, со-
держащим несколько компонентов. При термической обработке
как при повышенных, так и при пониженных температурах в спла-
ве происходят различные фазовые и структурные изменения, ко-
торые остаются для многих материалов постоянными.
Термическая обработка подразделяется на собственно тепло-
вую, заключающуюся только в тепловом воздействии на материал,
термохимическую, при которой происходит одновременное воз-
действие как термического, так и химического факторов, а также
используемую только в производственных условиях термомеха-
ническую обработку, предусматривающую одновременное воз-
действие на материал (металл) температуры и давления.
Если в результате обычной тепловой обработки происходит
объемное изменение температуры, а соответственно и свойств ма-
териала, то при термохимической обработке свойства существенно
изменяются в тонком приповерхностном слое материала. Высоко-
частотный нагрев сталей различных марок, чаще всего высоколе-
гированных, так же, как и термохимическая обработка, по-
зволяет получить поверхностное изменение свойств металла. Это
явление получило название высокочастотной закалки.
В лабораторных условиях наиболее распространена и доступна
собственно тепловая обработка металлов и некоторых полимерных
материалов (пластмасс). В зависимости от того, какими свойст-
вами должен обладать материал, различают следующие виды
тепловой (термической) обработки: отжиг, нормализацию, за'
калку, отпуск и старение.
Отжигом называют процесс нагрева, выдержки и ох-
лаждения с целью получить структурное и фазовое равновесие
в материале. В результате отжига размер зерна уменьшается,
твердость снижается, увеличивается пластичность и снимаются
внутренние напряжения, возникшие на предыдущих технологи-
ческих обработках. Из множества различных видов отжига ме'
330
Рнс. 4.1. Температурный
интервал закалкн углеро-
дистой стали в зависимо-
сти от содержания в ней
углерода
яллов и сплавов в лабораторной технологии обычно используют
^кристаллизационный отжиг и отжиг для снятия «наклепа»,
Рузванный деформационной обработкой (давлением на оправке,
Водочением, протягиванием, прессованием и др.). Температура
в„чала рекристаллизации обычно связана с температурой плав-
пения отжигаемого материала и его чистотой. Для чистых бес-
примесных металлов она составляет 0,1—0,2 значения абсолют-
ной температуры плавления, для технических металлов и спла-
в0В — 0,3—0,4, для сплавов на основе твердых растворов —
q5—0,8 температуры их плавления. Остальные параметры ре-
жима отжига (время выдержки и скорость
охлаждения) зависят от материала и массы
отжигаемой детали. При промежуточных
технологических отжигах металла в про-
цессе деформационной обработки детали
могут быть нагреты до более высокой тем-
пературы, что увеличивает скорость снятия
напряжений. Медь и некоторые марки
латуни после отжига можно охладить в
воде.
Термическую обработку стали, приво-
дящую к образованию мелкокристалличе-
ской структуры в литых или горячепрес-
сованных заготовках, называют норма-
лизацией. От отжига она отличается
более быстрым (почти в два раза) временем
охлаждения. Как правило, после нагрева
и выдержки, определяемых сортом стали,
горячую заготовку извлекают из печи и
дают ей остыть на воздухе. Обычно нормализации подвергают
сталь, чтобы улучшить обрабатываемость резанием, а также перед
закалкой; нормализации не подвергают сталь, содержащую свыше
0,4% углерода, а малоуглеродистые стали подвергают нормали-
зации вместо отжига; для среднеуглеродистых сталей нормали-
зацию используют вместо закалки.
Закалкой называют процесс объемного или поверхност-
ного термического упрочнения материала, заключающегося в на-
греве детали до требуемой температуры, выдержке при этой тем-
пературе и быстром охлаждении в специальных закалочных сре-
дах, которые могут быть твердыми, жидкими или газообразными
(табл. 4.1).
При закалке в стали происходят структурные изменения
(аустенит переходит в мартенсит), которые определяются составом
стали, и в первую очередь содержанием в ней углерода. В зависи-
мости от этого выбирают оптимальную температуру нагрева.
рис. 4.1 приведены температурные интервалы (заштрихован-
ная область) закалки углеродистых сталей в зависимости от коли-
Чества содержащегося в них углерода.
331
Таблица 4.1
Закалочные среды
и скорость охлаждения в них стали
Среда закаливания Скорость охлаждения, °С/с. в интервале температур
650—550 С° 300— 200 °C
Вода водопровод- ная Вода дистиллиро- ванная 10% -ный раствор: поваренной соли едкого натра соды Индустриальное масло Водомасляная эмульсия Трансформаторное масло Медные плиты Железные » Воздух: спокойный под давлением 600 250 1100 1200 800 150 70 120 60 35 3 30 270 200 300 300 270 30 200 25 30 15 1 10
Время выдержки стальных изделий при температуре закалки
ависит от массы детали, химического состава стали, способа
нагрева и вида окружающей среды (воздух, азот, водород, соля-
ной расплав и др.)- В лабораторных условиях следует избегать
закалки относительно больших по массе изделий, так как в этом
случае необходимо тщательно выполнять ряд дополнительных ус-
ловий. Скорость охлаждения при закалке также зависит от хими-
ческого состава стали и может находиться в пределах от 2 до
1200 °С/с. Практически у всех углеродистых сталей скорость за-
калки находится в пределах 500—1200 °С/с. Для того чтобы ис-
ключить образование паровой рубашки вокруг разогретой Дв-
тали при погружении ее в охлаждающую жидкость, деталь сле-
дует интенсивно передвигать в жидкость. Углеродистые стали.
Как правило, надо закаливать в воде, а большинство легировав'
ных сталей — в масле.
Чтобы снять внутренние напряжения, возникшие в стальной
детали после ее закалки, и получить равновесную структуру °гг’
дельных фазовых составляющих, деталь подвергают термиче-
скому отпуску. Напряжения в закаленных изделиях сни-
жаются тем полнее, чем выше температура отпуска. Различии^
три вида отпуска: низкотемпературный (низкий), охватываю^1®
интервал температур от 80 до 200 °C, среднетемпературный (сре^
332
1 я] — от 350 до 500 °C и высокотемпературный (высокий) —
1^00 До 650 °C.
При низком отпуске твердость стали остается неизменной.
Р У подвергают мерительный инструмент и конструктивные эле-
еиты из закаленной стали, размеры которых со временем не
оджны изменяться. Низкий отпуск стальных изделий удобно
производить в расплаве, состоящем из 50% нитрата калия (KNO3)
и"б0% нитрита натрия (NaNO2). Еще проще проводить низкий
отпуск в расплаве припоя ПОС-40 (третнике) или чистого олова.
Низкий отпуск обычно проводят в течение 1—2,5 ч.
Средний отпуск используют, чтобы придать стали твердость
40—50 HRCg, а также достичь максимального значения упругости
материала. Среднему отпуску подвергают рессоры, пружины и
другие упругие элементы, изготовленные из углеродистых ма-
рок сталей.
При высоком отпуске термические напряжения, возникшие
в материале при закалке, практически полностью снимаются.
В результате высокого отпуска углеродистых и конструкционных
сталей повышаются пластичность и ударная вязкость. Однако
твердость и прочность материала снижаются в 1,5—2 раза. Высо-
кий отпуск можно производить в расплаве солей или в печах с воз-
душной атмосферой. Температуру отпуска можно легко опреде-
лить по цветам побежалости, возникающим на поверхности под-
лежащего отпуску изделия.
Старением называют самопроизвольное изменение
свойств и размеров стальных изделий с течением времени без
изменения микроструктуры. В результате старения твердость и
прочность материала повышаются, а вязкость и пластичность по-
нижаются. Для того чтобы стабилизировать свойства материала,
применяют естественное и искусственное старение.
Естественное старение происходит при нормальных температур-
ных условиях. Примером тому служат крупные стальные отливки
(станины станков), которые после литья подвергают старению
на открытом воздухе в течение двух-трех лет. Естественное ста-
рение сплавов черных и цветных металлов в результате частич-
ного распада пересыщенного раствора входящих в сплав компо-
нентов называют дисперсионным твердением. Так, твердость угле-
родистой стали в результате такого твердения через 12—15 суток
естественного хранения может увеличиться на 30—50%.
Дисперсионное твердение присуще и сплавам цветных метал-
Лов, у которых взаимное растворение структурных составляющих
зависит от температуры. Отожженные дюралюминий, латунь и
Другие сплавы через несколько суток становятся вновь твердыми.
Старение при повышенной температуре называют искусствен-
ным. Так как при повышенной температуре значительно увеличи-
вается скорость диффузионных процессов, искусственное старе-
ИИе происходит в течение десятков минут или нескольких часов
в зависимости от обрабатываемого материала.
333
Кроме объемного изменения, в основном механических свойСт
сталей и некоторых других сплавов, посредством собственно те
ловой обработки существует ряд способов, позволяющих сущ1'
ственно изменить как механические, так и функциональные свой
ства металлов и сплавов только в поверхностном слое полностью
механически обработанного изделия. Эти способы основаны на
совместном термическом и химическом воздействии на обрабаты.
ваемую деталь. Основными видами такой обработки являются-
цементация (карбидирование), цианирование, азотироваие й
нитроцементация. Кроме того, поверхностные свойства металла
в частности стали, можно существенно изменить диффузионный
насыщением поверхности детали некоторыми металлами: алюми-
нием — алитирование, хромом — хромирование, титаном — ти-
танирование и цинком — цинкование. В последнее время диффу.
зионное упрочнение поверхности производят также кремнием —
силицирование и бором — борирование. Как химико-термические
(термо-химические), так и диффузионные способы поверхностного
упрочнения стали и некоторых других конструкционных мате-
риалов могут проводиться при контакте обрабатываемой детали
с твердой, жидкой или газообразной фазой внедряемого материала.
Влияние термической обработки на механические свойства
некоторых конструкционных металлов и сплавов в количествен-
ном отношении можно охарактеризовать следующим образом.
Рекристаллизационный отжиг холоднокатаной меди снижает
предел прочности материала с 400 до 220 МН/м2, при этом относи-
тельное удлинение увеличивается с 3 до 50%. Отожженная сталь
У8 имеет твердость по Бриннелю 186 единиц, а после закалки —
свыше 650 единиц. Предел прочности дюралюминия Д16 после от-
жига, закалки и старения соответственно равен 200, 300 и
450 МН/м2. У бериллиевой бронзы БрБ2 предел упругости после
закалки 120 МН/м2, а после старения 680 МН/м2.
В результате термической обработки полимерных материалов
и изделий из них можно изменять структуру полимера, в резуль-
тате чего уменьшаются внутренние механические напряжения и
повышается твердость материала.
4.2. ТЕХНОЛОГИЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
НЕКОТОРЫХ МЕТАЛЛОВ,
ИСПОЛЬЗУЕМЫХ В ЛАБОРАТОРНОЙ ПРАКТИКЕ
Число металлических материалов как конструкционного, так
и узкофункционального назначения исчисляется десятками ты-
сяч. Однако из всего их многообразия можно выделить основные
группы материалов, которые по своим усредненным свойствам
наиболее часто используют в практике работы неспециализир0’
ванной прикладной лаборатории.
Для того чтобы более полно использовать возможности выбран*
ного материала, необходимо знать способы улучшения и стабилИ'
334
цИи его свойств, что обычно достигается соответствующей тер-
9 ческой обработкой. В равной степени термическая обработка
применима и к полимерным материалам, она существенно улуч-
шает их отдельные свойства.
4.2.1. Лабораторная технология термической обработки
черных металлов и их сплавов
Из черных металлов и их сплавов в лабораторной практике
наиболее часто используют чистое железо (так называемое армко-
железо), малоуглеродистую сталь (Ст1кп, Ст2кп, Ст4кп),
углеродистую конструкционную сталь (08кп, 10, 20, 40), угле-
родистую инструментальную сталь (У7, У8, У10), коррозионно
стойкую сталь (12Х18Н10Т, 08Х18Н10Т) и в особых случа
ях — специальные легированные стали. Достаточно широк
применяют чистый никель и сплавы его
с железом (фени, инвар), с хромом (ни-
хром), с медью (монель), с железом и
кобальтом (ковар) и др. Из пруткового сор-
тамента перечисленных материалов обычно
изготавливают детали приборов и лаборатор-
ных установок. Тонколистовой материал слу-
жит для изготовления полых тонкостенных
деталей методом давления на оправке либо
другими способами формообразования. При
механической (и особенно при деформацион-
ной) обработке материал сильно нагартовы-
вается, теряет пластичность и становится
непригодным для дальнейшей обработки и
использования. Чтобы снять механические
Рис. 4.2. Режимы тер-
мического отжига
армко-железа:
1 — используемого при
напряженностях маг-
нитного поля выше
104 А/м; 2 — ниже
10* А/м
напряжения и придать материалу первона-
чальные механические свойства, его подвер-
гают отжигу.
Нагартованное в результате механиче-
ской обработки армко-железо отжигают на
воздухе или в защитной атмосфере при 550—
600 °C в течение 30 мин. Полная рекристаллизация структуры про-
исходит при нагреве до 800 °C. Благодаря высокой магнитной про-
ницаемости (до 4500—4800) армко-железа его широко используют
Для изготовления элементов магнитных цепей. Однако механиче-
ская (и особенно деформационная) обработка существенно снижает
Магнитную проницаемость. Для того чтобы восстановить магнит-
ные свойства армко-железа, его следует отжечь по режиму,
показанному на рис. 4.2. По температурному циклу 1 проводят
отжиг материала, работающего при высоких напряженностях
Магнитного поля, материал, предназначенный работать в широ-
ком диапазоне напряженностей магнитных полей, отжигают
По циклу 2.
335
Таблица
Режимы термического отжига магнитных сплавов пермаллой
Марка сплава Время выдержки, ч Режим охлаждения
45Н, 79Н 50НП 80ХНС 3—6 ч в зависимости от массы детали 1 ч 3—6 ч в зависимости от массы детали До 600 °C со скоростью 100—200°С/о с 600 до 200 °C—400 °С/ч 1 То же Охлаждение до 400 °C со скоростью 100°С/ч, далее охлаждение на воз- духе
Примечание. Температура иагрева сплавов 1100—1150 °C, скорость иагрева 400— 500 °С/ч.
Специальные магнитно-мягкие железоникелевые сплавы, легиро-
ванные хромом, медью и кобальтом, известные под общим назва-
нием пермаллои, марок 45Н, 50НП, 79НМ и 80НХС, в значительно
большей степени, чем армко-железо, чувствительны к деформа-
ционной обработке, которая сильно ухудшает их первоначаль-
ные магнитные свойства. Термический отжиг устраняет эти де-
фекты. В табл. 4.2 приведены режимы отжига магнитно-мягких
сплавов пермаллой. Чтобы получить максимальные магнитные
характеристики, отжиг пермаллоя следует вести в вакууме не
выше 10"1 Па (10~3 мм рт. ст.).
Наиболее распространенным для вакуумно-плотного спая со
стеклом и керамикой является железоникелевокобальтовый сплав
29НК — ковар. Основной технологический параметр ковара —
коэффициент термического расширения. Однако при пластиче-
ской деформации, что чаще всего связано с изготовлением деталей
из листового материала давлением на оправке, ковар сильно на-
гартовывается, кроме того, в нем могут образовываться микротре-
щины, нарушающие вакуумную плотность материала, происхо-
дят структурные изменения в кристаллической решетке и соответ-
ственно изменяется коэффициент термического расширения. Поэ-
тому при деформационной обработке ковара его следует подвер-
гать межоперационному и послеоперационному отжигу. Меж-
операционный отжиг ковара производят в водороде или вакууме
(10-1—10~2 Па) при 850—900 °C в течение 15—20 мин. Окончатель-
ный (препарационный) отжиг коваровой детали перед спаем со
стеклом проводят в атмосфере влажного водорода при 1000—
1100 °C в течение 30 мин.
Железоникелевый сплав 36Н (инвар) имеет минимальный из
всех металлов коэффициент термического расширения. После
деформационной обработки материал нагартовывается, причем
это состояние является неустойчивым. Для того чтобы стабилизи-
ровать свойства инвара, после обработки его нагревают до 315"
370 °C в течение 1 ч с последующим охлаждением на воздухе'
336
тем — До температуры на 5—10 °C ниже, а после этого — на
L10°C выше возможной температуры эксплуатации. Такая
ногостадийная термическая обработка инвара стабилизирует
мр0 свойства и особенно термическое расширение в рабочем ин-
тервале температур.
^Келезоникелевый сплав 42Н (фени) в процессе и после дефор-
мационной обработки подлежит отжигу по следующему режиму:
нагрев в водородной атмосфере до 900 °C с выдержкой 1—1,5 ч
и медленное охлаждение до комнатной температуры. Все виды
термической обработки (нагрева) железоникелевых сплавов при
температурах выше 400 °C необходимо производить в нейтральной
(азоте, аргоне) или восстановительной (водороде) атмосфере, что
обусловлено возникновением в материале межкристаллитной кор-
розии при длительном нагреве на воздухе. Для упрочнения сплава
42Н его подвергают закалке, которая состоит из нагрева до 830—
850 °C в течение 30 мин с последующим охлаждением в воде.
Нормализация структуры достигается отпуском при 315 °C в те-
чение 1 ч и старением при 95°С в течение 48 ч. Естественно, что от-
пуску и старению подвергают детали из фени-42, к которым предъ-
являют высокие требования по стабильности свойств во времени.
Из большого числа различных марок хромоникелевых сплавов
и сталей в лабораторной практике чаще всего используют нихром
(Х20Н80) и коррозионно-стойкие стали (Х18Н9Т и Х18Н10Т-ВИ).
Чтобы снять механические напряжения, нихром отжигают при
850—900 °C в течение 30—40 мин, а коррозионно-стойкие стали
Х18Н9Т и Х18Н1 ОТ-ВИ при 800—850 °C в течение 25—30 мин.
Следует учесть, что при отжиге на воздухе хромсодержащих
сплавов и сталей на поверхности детали образуется прочная пленка
оксида хрома серо-зеленого цвета, удалять которую очень трудно.
Для того чтобы хромосодержащие сплавы не окислялись, их надо
отжигать в вакууме (10~2—10~3 Па) или в водороде с точкой росы
не выше —60 °C.
В отличие от закалки углеродистых сталей закалка корро-
зионно-стойких сталей увеличивает их пластичность. Так, чтобы
получить максимальную пластичность этой группы сталей, их
необходимо нагревать до 1100 °C с последующим охлаждением
в воде или на воздухе. Закалку нагартованной коррозионно-
стойкой стали, предназначенной для изготовления пружин, еле-,
Дует производить при нагреве не выше 550—600 °C.
Высокими механическими и антикоррозионными свойствами
обладает хромистая сталь марки 4X13, однако эти свойства она
приобретает после соответствующей термической обработки.
Чтобы снять наклеп, возникающий при деформационной об-
работке, межоперационный отжиг проводят при 150—370 °C
в течение 1—2 ч с последующим охлаждением на воздухе или в воде;
Для того чтобы облегчить механическую обработку резанием,
сталь нагревают до 600—700 °C в течение 2—4 ч с охлаждением
На воздухе;
22 Е. А. Коленко 337
для высокого отпуска применяют нагрев до 750—800 °C в т.
чение 2—-6 ч с охлаждением на воздухе или в воде;
для полного отжига — нагрев до 900 °C с последующим мед
ленным охлаждением в печи (15—25°С/ч до 550—650 °C) и затем
Рис. 4.3. Зависимость предела проч-
ности на растяжение (<тв) и относи-
тельного удлинения (б) меднонике-
левого сплава — монель-металла —
от температуры отжига
охлаждение на воздухе или в
воде.
Сплав никеля с медью____Мо>
нель — при деформационной 0&
работке подвергают межопераци.
онному отжигу в защитной либо
восстановительной (сухом водо-
роде) атмосфере при 425 °C в те-
чение 0,5—1 ч. Полный рекри-
сталлизационный отжиг монеля
проводят в три стадии: нагрева-
ют до 980 °C, выдерживают 25—
30 мин, затем понижают темпера-
туру до 540 °C и выдерживают при
этой температуре 3—4 ч, послед-
няя фаза обработки — медленное
охлаждение (со скоростью 15°С/ч) до 480 °C. Термическая обра-
ботка при 540 и 480 °C предназначена для отпуска материала.
На рис. 4.3 приведена зависимость предела прочности на растя-
жение и относительного удлинения монеля от температуры от-
жига (при выдержке 1 ч). Если для того, чтобы предохранить мо-
нель от окисления при рекристаллизационном отжиге, нагрев
надо проводить в водороде, аргоне или вакууме (10~2—10'3 Па),
Таблица 4.3
Режимы закалки и отпуска некоторых марок сталей
Марка стали Закалка Отпуск Твердость после за- калки и отпуска, HRC
Температу- ра, °C Выдержка, мин Температу- ра, °C Выдержка, МИИ
10, 20 800—820 15 250—300 90 41-46
30 870 20 250 90 42—48
45 840—880 20 180—270 90—120 45—50
У8А 780—800 20 250—300 120 57-61
300—380 120 51-56
380—420 120 46—51
420—450 120 35—40
У10А 760-780 20 270—350 90 50—55
400—500 90 35—40
У12 770—790 20 200 90 61-63
300 90 54—58
400 90 48—52__
Примечания: 1. Сталь марки У12 закаляют в масле, остальные — в
щелочи. 2. Температура закалочной среды для стали марки 30 — 150 °C, маркй
У12 — 20 °C, остальных — 180 °C.
338
межоперационный отжиг невнутривакуумных деталей можно
проводить на воздухе. Однако при нагреве на воздухе на металле
^разуется оксидная пленка, удалить которую достаточно трудно.
Закалка, отпуск, отжиг, нормализация и старение углероди-
сть1х сталей позволяют изменять их механические свойства в ши-
пределах. При этом существенную роль играют температур-
временные режимы, а также технологические среды, в ко-
^рых проводят термическую обработку.
В табл. 4.3 приведены технологические режимы закалки и
отпуска распространенных низкоуглеродистых конструкцион-
ных и инструментальных сталей.
роких
иые и
4.2.2. Лабораторная технология термической обработки
цветных металлов и их сплавов
В отличие от черных металлов и их сплавов воздействие терми-
ческой обработки на механические свойства цветных металлов
и сплавов более ограничено. Это связано с тем, что большинство
конструкционных цветных металлов структурно и химически не
взаимодействуют с углеродом. Это в значительной степени опре-
деляет механические свойства черных металлов. На механические
свойства цветных металлов й их сплавов существенно влияют
только два вида термической обработки — отжиг и закалка. За-
метим, что рекристаллизационный отжиг всех беспримесных
(химически чистых) металлов происходит при температуре, при-
мерно соответствующей 50% от температуры плавления. В табл .4.4
приведены температуры отжига некоторых технических цветных
металлов для придания им первоначальной пластичности после
наклепа, полученного в результате деформационной обработки.
При нагреве для отжига перечисленных в таблице металлов
необходимо учитывать возможное их взаимодействие с окружаю-
щей атмосферой. Медь, серебро, платину, алюминий можно на-
гревать на воздухе. Титан
и цирконий при нагреве на воздухе выше 700 °C в течение нескольких часов заметно взаимодействуют с кислородом и азотом воз- духа, что вызывает хруп- кость металла. Как титан, так и цирконий нельзя нагревать в водородной атмосфере. При темпера- тУре выше 300 °C эти ме- таллы начинают в боль- ших количествах (до 35— ’0 объемных долей) по- тощать водород с обра- Таблица 4.4 Температуры отжига аекоторых нагартованных цветных металлов
Металл Режим отжига
Температу- ра, °C Время выдержки, мни
Медь Серебро Платина Алюминий Бериллий Титан Цирконий 500—550 200—220 800—900 250—300 750—850 750—800 750—800 30—40 20—30 20—30 5—20 60—120 20—30 20—30
22*
339
зованием гидридов, что полностью лишает металлы актив
ности. Если титан или цирконий необходимо нагревать до высо*
кой температуры, нагрев надо проводить в вакууме (10-3—Ю~4 Па)
Надо иметь в виду, что термическая обработка цветных металлов
в основном сводится к отжигу для придания материалу пластич
ности после деформационного воздействия (наклепа). Упрочив
нию в результате закалки можно подвергать лишь немногие цвет,
ные металлы.
Из многих сотен сплавов цветных металлов в лабораторной
практике чаще всего используют сплавы меди с цинком (латунь)
с оловом (бронзу), с никелем (константан, мельхиор), с никелем
и цинком (нейзильбер), с марганцем и н.икелем (манганин) и не-
которые другие.
Столь же, как и медные, распространены сплавы алюминия
которые подразделяют на деформируемые и литейные. К дефор-
мируемым относятся сплавы алюминия с марганцем (АМц) и
с магнием (АМг). Эти сплавы не принимают закалку, и поэтому
их называют неупрочняемыми. Деформируемые упрочняемые тер-
мической обработкой (закалкой) сплавы алюминия с медью, крем-
нием и некоторыми другими компонентами получили название
дюралюминов. Наиболее употребителен из них сплав Д16. Этот
сплав выпускается в нагартованном виде (Д16Т) или отожженным
(Д16М). Для первичной деформационной обработки используют
Д16М. При нагартовке дюралюминию Д16М можно вернуть пла-
стичность отжигом. После изготовления из него требуемой де-
тали, чтобы придать ей твердость, деталь закаляют. При закалке
материал нельзя нагревать выше 520 °C, так как при этом из-за
межкристаллитного окисления прочность резко снижается. Для
того чтобы стабилизировать свойства закаленного дюралюминия,
его подвергают старению при 150—180 °C в течение 2—4 ч. Ста-
билизацию твердости закаленного дюралюминия можно провести
и при комнатной температуре (за счет дисперсионного отверде-
ния) в течение 3—5 суток.
Чистый магний — один из самых легких цветных металлов —
в качестве конструкционного материала не используют, так как
он обладает недостаточной механической прочностью и твердостью.
Кроме того, чистый магний активно корродирует во влажной атмо-
сфере, химически неустойчив к действию минеральных и органи-
ческих кислот, склонен к самовоспламенению. Всех этих недостат-
ков лишены сплавы магния с алюминием и цинком, которые под-
разделяются на деформируемые (МА) и литейные (МЛ). Нагарто-
ванные в результате деформационной обработки магниевые сплавы
подвергают межоперационному отжигу на воздухе, возвращаю-
щему материалу первоначальную пластичность. Упрочнению
закалкой деформируемые магниевые сплавы не подвергают. СИ1'
ливки из литейных магниевых сплавов для снятия внутренних
напряжений отжигают, а в целях упрочнения подвергают закалке
и старению.
340
Таблица 4.5
режимы термической обработки некоторых сплавов цветных металлов
Сплав, марка Операция Температу- ра иагре- ва. °C Среда иагрева Выдерж- ка, ч Среда охлаждения
дюралюминий Д1, Д16 Закалка 490—510 Воздух 0,5—0,7 Вода
Отжиг 390—430 » 0,7—1 Воздух
Старение 150—180 » 2—2,5 »
Старение (естествен- 20 » 96 »
Силумин АЛ1 Закалка 510—520 » 2—4 Вода,
Отжиг 300—350 » 1—2 100 °C Воздух
Латунь ЛС59 Старение 210—230 » 2—4 »
Отжиг 300—400 » 2—3 »
Латунь Л63 » 600—650 > 1—2 »
Бронза фос- > 350—550 » 2-5 »
фористая БрОФ 6,5—0,15
Бронза бе- Закалка 760—780 Защитная 0,3—0,5 Защитная
риллиевая атмосфера атмосфера
БрБ2 Отжиг 310—330 Воздух 2—3 Воздух
Мельхиор МН19 Нейзильбер » 650—750 » 0,2—0,5 »
» 700—750 » 0,2—0,5 »
МНЦ15-20 Константан » 750—850 Защитная 0,2—0,5 »
МН45 атмосфера 0,3—0,5
Копель НМ56.5 Отжиг 800—850 То же »
Магниевые сплавы ли- тейные Мл1, » 200—250 Воздух . 3—5 »
Мл2
Магниеиые сплавы де- » 150—200 » 1 »
формируемые МА1 и МА2
Титановый » 600—650 Защитная 0,5—1 Защитная
сплав ВТ6 атмосфера, атмосфера,
вакуум 0,5—1 вакуум
Закалка 900—960 То же То же
— - .... Старение 450-550 » 2—4 »
Склонность чистого титана к значительному г азопоглощению
при повышенных температурах ухудшает его механические и тех-
нологические свойства, в частности, существенно увеличивается
хрупкость. Однако в результате введения в титан ряда легирую-
щих присадок (алюминия, молибдена, ванадия, марганца, хрома,
Циркония и др.) удалось получить титановые сплавы, обладаю-
щие хорошей дуктильностью и высокими прочностными характе-
ристиками. Наибольшее распространение в лабораторной прак-
тике при изготовлении деталей и приборов получили титановые
341
сплавы ВТЗ-1, ВТ9 и ВТ22 (основные легирующие присадки
алюминий и молибден), а также ВТ5 (легированный алюминием?
Для того чтобы снять наклеп, возникший при первичной механи
ческой обработке заготовок из титановых сплавов, их подвел
тают отжигу с естественным охлаждением на воздухе. Межопера
ционные отжиги при деформационной обработке титановых спла
вов позволяют практически полностью снять внутренние напря-
жения в материале. Титановые сплавы ВТЗ-1, ВТ9 и ВТ22 можно
упрочнить закалкой с последующим старением. Температурно-
временные режимы термической обработки распространенных
сплавов цветных металлов конструкционного назначения приве-
дены в табл. 4.5.
4.2.3. Термическая обработка тугоплавких металлов
К тугоплавким относят все металлы и их сплавы, температура
плавления которых превышает 1700 °C. Наиболее распространен-
ными металлами этой группы являются вольфрам, рений, молиб-
ден, тантал, ниобий и цирконий. Из-за большой химической ак-
тивности к кислороду и значительному газопоглощению при вы-
соких температурах тугоплавких металлов их термическую обра-
ботку следует производить в специальных условиях. При нагреве
на воздухе до температур, значительно более низких, чем темпера-
тура отжига, металл начинает интенсивно окисляться. Толщина
слоя оксида тем больше, чем выше температура и время выдержки.
Ниже приведены допустимые значения нагрева (°C) металла на
воздухе в течение 30 мин, при котором толщина образовавшегося
слоя оксида не влияет на физические и технологические свойства
поверхности материала:
Вольфрам .... 550—600 Рений ......... 900—1000
Молибден .... 250—300 Титан ......... 500—600
Тантал......... 550—650 Цирконий .... 200—250
Ниобий......... 700—750
В связи с этим тугоплавкие металлы при их термической обра-
ботке надо нагревать в нейтральной или восстановительной атмо-
сфере, а лучше всего в вакууме не выше 10-3 Па. В качестве ней-
тральной среды используют аргон марки А (99,99%) или Б
(99,96%). Наиболее доступная газовая восстановительная атмо-
сфера, в которой можно нагревать до высоких температур вольф-
рам, молибден и рений, — материалы, не образующие гидридов.
В качестве невзрывоопасной восстановительной среды исполь-
зуют так называемый формиргаз, состоящий из 25% водорода
и 75% азота.
В лабораторных условиях, когда эпизодической термической
обработке подвергаются единичные детали из тугоплавких метал-
лов, нагреваемое изделие можно предохранить от окисления воз-
духом посредством специальных герметизируемых обмазок. Со-
ставы простейших обмазок приведены в табл. 4.6. Обмазку в вйДе
342
Таблица 4.6
Состав герметизирующих обмазок,
используемых при термической обработке тугоплавких металлов
Металл Обмазка
( Компоненты Массовая доля, %
№ 1 № 2 № 3
Титан, молибден, цир- коний Диоксид кремния » титана 60 40 — —
Тантал, ниобий Оксид алюминия > кальция > натрия Борный ангидрид Оксид свинца * магния 1 1 1 1 1 1 40 15 25 5 10 •• 5 1 11 1 11
Титановые сплавы Жидкое стекло Вода 15 85 15 85 59 41
Примечания: 1. Наполнитель всех обмазок — тальк (№ 1 и 2 —
по 15 массовых долей. № 3—36 массовых долей). 2. Температура плавления, °C,
для обмазок № 1 — 700—1000. № 2 — 1200—1300, № 3 — 900 —1100.
водной суспензии мелко размолотого порошка исходных компо-
нентов тонким слоем наносят на нагреваемое изделие окунанием,
пульверизацией или с помощью мягкой кисти. Нанесенную об-
мазку сушат на воздухе в термостате при 40—50 °C в течение
2—3 ч или при комнатной температуре в течение суток. При по-
следующем нагреве обмазка плавится, покрывая изделие тонким
газонепроницаемым слоем вязкого, относительно легкоплавкого
стекла — эмали. После термической обработки эмаль можно
Удалить, погрузив деталь на 0,5—1 мин в расплав, состоящий из
41,7 массовых долей едкого натра и 58,3 массовых долей едкого
кали. Температура плавления расплава 170 °C.
В том случае, если коэффициенты термического расширения оп-
лавленной обмазки и металла существенно отличаются друг от
Друга, слой обмазки при остывании растрескивается, что облег-
чает его удаление механическим путем. Коэффициент термиче-
ского расширения обмазки можно изменять в широких пределах
Добавками некоторых оксидов. Так, введение в состав обмазки
избыточных 12—15 массовых долей оксида бора существенно по-
нижает коэффициент термического расширения, а избыточное
количество оксидов натрия и калия, наоборот, увеличивает тер-
мическое расширение. Естественно, что входящие в состав об-
мазки компоненты при высоких температурах не должны взаимо-
действовать с обрабатываемым металлом. В качестве жидкости
Для образования суспензии из компонентов обмазки используют
343
10—12%-й раствор силиката натрия (жидкого стекла) в Вол
Несмотря на защитные свойства обмазки, препятствующей
окислению нагреваемого материала кислородом воздуха, в лабо
раторных условиях для рекристаллизации металла лучше ппи"
менять отжиг в вакууме при давлении 10~2—10~3 Па. В вакууМе
компактную деталь можно нагреть высокой частотой, поместив
ее в тонкостенный танталовый цилиндр. Отжиг проволочных из-
делий, например спиралей, проводят, нагревая их проходящим
током. Если для получения вакуума используют паромасляный
насос, между откачиваемым объемом и насосом должна быть ох-
лаждаемая жидким азотом ловушка, так как пары масла на по-
верхности нагретой детали подвергаются крекингу и образую-
щиеся продукты вызывают хрупкость металла.
По своим механическим свойствам при высоких температурах
вольфрам является наиболее термостойким конструкционным ма-
териалом. Однако при высоких температурах обычный вольфрам,
полученный металлокерамическим методом, склонен к «прови-
санию», т. е. к изменению первоначальной формы под влиянием
собственного веса. Это происходит из-за сдвига отдельных кри-
сталлитов относительно друг друга, причиной чего служат пре-
вышение температуры рекристаллизационного отжига и связан-
ный с этим рост кристаллитов. Кроме того, «провисание» наблю-
дается и при длительном нагреве вольфрама выше температуры
рекристаллизации в процессе его эксплуатации. «Провисание»
проволоки из монокристаллического вольфрама существенно
меньше, чем из металлокерамического, однако из-за дефицит-
ности его редко используют в лабораторной и даже производствен-
ной практике. Замедлить процесс рекристаллизации и соответ-
ственно уменьшить эффект «провисания» можно, введя в вольф-
рам трудно испаряющиеся оксиды, в частности оксид тория.
Вольфрам с присадкой оксида тория в количестве 0,7—2% назы-
вают «непровисающим». Изделия из торированного металлокера-
мического и особенно монокристаллического вольфрама не только
сохраняют первоначальную форму при высоких температурах
нагрева, но и обладают существенно более высокими механиче-
скими свойствами при высоких температурах, чем изделия из
обычного чистого вольфрама.
Из-за высокой упругости вольфрамовой и молибденовой про-
волоки изготовление из нее спиралей и других изделий с заданным
шагом, диаметром и другими геометрическими параметрами свя-
зано с большими трудностями. Для того чтобы фиксировать форму
изделия, в частности спирали, из вольфрамовой проволоки диа-
метром до 1 мм, поступают следующим образом. Спираль навивают
на керн из малоуглеродистой стали (мелкие спирали — из мо-
либдена). Если необходимо получить спираль с заданным 1Иа'
гом, ее наматывают на керн с соответствующей резьбой. После за-
крепления концов спирали на керне последний подвергают тай
называемому препарировочному отжигу. Заготовку на стальном
344
оНе отжигают в водороде или влажном формиргазе при 800—
^оо°С, на молибденовом керне — при 1500—1600 °C. При от-
«тствии печи на указанную температуру отжиг молибденового
ерна со спиралью можно провести в вакууме с высо кочастотным
Кагревом. После препарировочного отжига спираль с зафиксиро-
НаНной формой снимают с керна. Если форма спирали или другого
проволочного изделия такова, что снять их с керна невозможно,
керн растворяют в соответствующем травителе, нейтральном
к вольфраму. Железный керн удаляют в нагретом 50%-м растворе
соляной кислоты, молибденовый — в смеси, состоящей из 200 см8
дистиллированной воды, 500 см8 азотной кислоты и 400 см3 сер-
ной кислоты. Температура травильного раствора комнатная или
g0 °C, время травления—до полного удаления керна. Естест-
венно, что в ряде случаев травление можно прекратить после того,
как спираль легко будет сниматься с керна.
Для того чтобы зафиксировать размеры и форму спиралей,
пружин и других изделий из проволочного молибдена, их следует
намотать на керн из малоуглеродистой стали, закрепить и отжечь
в водороде, формиргазе или вакууме при 700—800 °C в течение
10—15 мин. Изделие освобождают от керна по методике обработки
изделий из вольфрама.
В результате волочения и прокатки металлокерамических
марок вольфрама и молибдена макроструктура этих материалов
приобретает волоконный характер, что в значительной степени
определяет анизотропию механических свойств проволоки и же-
сти из этих металлов. Наиболее сильно анизотропия проявляется
в направлениях вдоль и поперек волокна структуры материала.
Если, например, молибденовую жесть толщиной до
на керне диаметром, равным толщине жести, поперек
0,5 мм
направ-
Таблица 4.7
Режимы рекристаллизационного отжига
некоторых конструкционных металлов
Металл Температура отжига, °C Бремя отжига, мин
Вольфрам 1300—1400 60
Молибден 1100—1200 20—30
Тантал 1000—1200 60
Ниобий 1100—1200 30—40
Ванадий 1000—1100 30—40
Платина 1000 40
Никель 850 20
Цирконий 700—800 30—45
Титан 600—750 40—60
Медь 550-650 20
Серебро 400—500 30
Алюминий 350—400 20
345
Рис. 4.4. Зависимость пре-
дела прочности на растя-
жение от температуры:
1 — для вольфрама: 2 —
для сплава вольфрама с
рением ВР-20
Рис. 4.5. Зависимость изменения
предела прочности на растяжение
(ов) и относительного удлинения (6)
для молибдена от времени отжига:
I — при 1200 °C; 2 — при 1300 °C
Рис. 4.6. Зависимость изменения предела прочности на растяжение (ов) и от-
носительного удлинения (6) от температуры отжига для тантала (а); ннобиЯ (о)
в течение 60 мин; иодидного титана (в); циркония (г)
346
I
ения прокатки можно изогнуть на 180° в холодном состоянии, то
д т же изгиб вдоль прокатки требует нагрева до 200—250 °C.
Более толстую молибденовую жесть при изгибе надо нагревать до
450 —' 550 °C. Вольфрамовую жесть и проволоку надо изгибать
при 300—600 °C в зависимости от толщины жести и диаметра
проволоки.
Температурно-временные режимы рекристаллизационного от-
жига тугоплавких металлов, при которых полностью снимаются
напряжения, возникшие в результате предыдущей механической
обработки и термических воздействий, приведены в табл. 4.7.
Все виды термической обработки в различной степени могут
быть применены и к тугоплавким металлам и их сплавам, однако
в лабораторных условиях используют только рекристаллизацион-
ный отжиг.
При нагреве до высокой температуры во всех тугоплавких ме-
таллах происходит рекристаллизация —- превращение макро-
кристаллической структуры в микрокристаллическую, что при-
водит к возникновению хрупкости металла. Для того чтобы воз-
вратить материал к пластичному состоянию, его подвергают от-
жигу, при котором рост кристаллитов обеспечивает снижение
хрупкости.
Количественные характеристики изменения механических
свойств вольфрама, молибдена, тантала, ниобия, титана и цирко-
ния в зависимости от температуры рекристаллизационного отжига
приведены на рис. 4.4—4.6.
4.2.4. Высокочастотная и химико-термическая обработка
металлов
Часто к конструкционным малоуглеродистым сталям предъ-
являют требования высокой твердости, износоустойчивости, кор-
розионной стойкости, ударной и усталостной прочности в относи-
тельно тонком поверхностном слое при сохранении вязкости и
меньшей твердости внутри материала детали. Такое сочетание
поверхностных и глубинных свойств стали можно получить вы-
сокочастотной закалкой или химико-термической обработкой.
Высокочастотная закалка в отличие от обычной позволяет
быстро нагреть металл в тонком приповерхностном слое, причем
глубина этого слоя будет определяться частотой электромагнит-
ного поля, и столь же быстро охладить его. Этот процесс из-за
неглубокого проникновения высокочастотного электромагнит-
ного поля в металл и относительно низкой теплопроводности мало-
углеродистой стали позволяет в течение небольшого времени соз-
дать существенный градиент температуры по глубине металла и
тем самым после охлаждения придать более нагретому поверхност-
ному слою свойства, отличные от свойств внутренней области.
Высокочастотную поверхностную закалку стали как специфи-
ческую термическую операцию редко используют в лабораторной
347
Таблица
Составы гранулированных карбюризаторов
для цементации стали
Компоненты состава Массовая ДОЛЯ, % Компоненты состава Массовая Доля, %
Углекислый барий Углекислый кальций Древесный уголь 20—25 3,5—5,0 Остальное Углекислый барий Древесный уголь То " 90
Углекислый натрий Древесный уголь 10 90 Углекислый натрий Древесные опилкн 5—8 95—92
практике. При необходимости о технологических режимах этого
процесса можно узнать из литературы.
Более простой и доступной, чем высокочастотная закалка
является химико-термическая обработка малоуглеродистой и не-
которых других марок сталей, позволяющая существенно изме-
нять поверхностные свойства материала. Сущность химико-тер-
мической обработки стали заключается в насыщении поверхности
детали веществами, проникающими в металл, в результате чего
в поверхностном слое образуются химические соединения, ко-
торые обладают требуемыми свойствами. Глубина проникновения
диффундирующего вещества в обрабатываемую деталь зависит от
природы взаимодействующих материалов — коэффициента диф-
фузии, температуры, времени и концентрации диффундирующего
вещества. В качестве веществ, используемых для изменения
свойств поверхности стали, чаще всего применяют углерод (це-
ментация), азот (азотирование), алюминий (алитирование), хром
(хромирование), бор (борирование), серу (сульфидирование) и
некоторые другие элементы. Иногда при химико-технологической
обработке поверхности используют два и более различных эле-
ментов, например углерод и азот (цианирование), серу, углерод и
азот (сульфоцианирование) и др. Вещества, в среде которых про-
исходит процесс диффузии необходимых элементов, называются
карбюризаторами; они бывают твердыми, жидкими и газообраз-
ными.
Из всего многообразия способов химико-термической обрЭ'
ботки в лабораторной практике проще всего использовать цемен-
тацию малоуглеродистой стали в твердом гранулированном или
пастообразном карбюризаторе (табл. 4.8).
Подлежащие цементации детали помещают в чугунный или
стальной сосуд, для чего можно использовать бытовой чугунок
или кастрюлю из нержавеющей стали, на дно которого насыпают
слой карбюризатора толщиной 30—40 мм. Слегка утрамбовав
порошок, на карбюризатор помещают подлежащую цементации
деталь, которую засыпают слоем карбюризатора такой же тол-
щины. Деталь должна быть тщательно очищена от загрязнений
и обезжирена. Цементацию проводят при 900—950 °C в обычной
лектропечи. Время выдержки по достижении рабочей темпера-
9выбирают из условия, что науглероживание происходит
п скоростью 0,15 мм/ч при глубине слоя до 1 мм и 0,1 мм/ч при
Шубине более 1 мм. Таким образом, чтобы получить науглеро-
«енный поверхностный слой толщиной 0,8—1,0 мм, требуется
наГревать деталь в течение 5—7 ч. При этом количество углерода,
перешедшего в сталь, будет равно 0,8—1,0%. Остывшие после
цементации детали должны иметь поверхность светло-серого цвета.
В том случае, если требуется упрочнить не всю поверхность
детали, а только отдельные ее части, используют пастообразные
карбюризаторы, которые наносят только на места, подлежащие
цементации. Пастообразный карбюризатор наносят кистью, как
правило, в три—пять слоев. После полной просушки пасты де-
таль помещают в стальной или чугунный сосуд, закрывают крыш-
кой и тщательно замазывают все щели смесью глины с песком.
Деталь с пастообразным карбюразатором после достижения ра-
бочей температуры 880—920 °C необходимо нагревать в течение
3—4 ч, что обеспечит толщину науглероженного слоя 1,0—1,5 мм.
Составы карбюризаторов приведены ниже.
Исходные компоненты Массовая доля, %
Углекислый натрий или барий . . 20—40
Желтая кровяная соль ............ 10—15
Щавелевокислый натрий............. 5—10
Сажа................................ Остальное
С помощью жидкого стекла (канцелярского клея) карбюриза-
тор доводят до сметанообразного состояния.
Если при использовании гранулированного карбюризатора
требуется защитить отдельные участки поверхности детали от
науглероживания, эти места покрывают гальваническим слоем
меди (не менее 10—15 мкм) или медной пасты, состоящей из мелко-
дисперсного порошка меди (марки ПМ-2), замешанного на жидком
стекле. В промышленности для защиты отдельных участков по-
верхности детали от цементации используют защитные обмазки,
которые наносят кистью или окуная в них деталь. Состав некото-
рых защитных обмазок при цементации гранулированным кар-
бюризатором приведен в табл. 4.9.
Из других способов химико-термической обработки стальных
изделий в практике неспециализированной лаборатории можно
использовать цианирование и алитирование.
Цианирование заключается в обогащении поверхности детали
из малоуглеродистой или конструкционной стали углеродом и азо-
том с образованием соответствующих карбидов и нитридов же-
леза. Технологически наиболее простым является цианирование
в твердом карбюризаторе, которое иногда называют нитроцемен-
тацией. В результате цианирования существенно повышается
Поверхностная твердость у всех сталей с содержанием 0,3—0,4%
Углерода. Например, после цианирования поверхностная твер-
дость быстрорежущей стали возрастает до 59—62 HRC.
349
Таблица i 9
Состав обмазок для защиты от цементации
Исходные компоненты Массовая доля, % Связующее
Тальк Белая глина Вода 50 25 25 — «м В смесь добавляют жидкое стекло до консистенции сметаны
Однохлористая медь Свинцовый сурик 70 30 Смесь замешивают на спиртовом канифольном лаке
Тальк Оксид алюминия Свинцовый сурик 58 28 14 Одну часть смеси замешать на трех частях жидкого стекла
Глина Песок мелкий Бура Нитрит натрия 40 45 12 3 Смесь разводят на жидком стекле н наносят в один слой
Большинство составов для цианирования стали содержат вы-
сокотоксичные цианистый натрий или цианистый калий, что ис-
ключает их использование в обычных лабораторных условиях.
Однако цианирование в твердом карбюризаторе не требует ис-
пользования этих ядовитых веществ. Твердый нетоксичный кар-
бюризатор для цианирования состоит из 60—80% порошка дре-
весного угля и 20—40% желтой кровяной соли — широко распро-
страненного фотореактива. Другой состав карбюризатора содер-
жит 60—80% древесного угля, 20—25% карбоната кальция и
20—40% костяной муки.
Очищенные и обезжиренные детали, подлежащие цианирова-
нию, загружают в чугунный или железный (стальной) сосуд и
равномерно засыпают порошкообразным карбюризатором. Со-
суд закрывают крышкой, помещают в печь и держат в ней 2—3 ч
при 540—560 °C. Остуженный в печи до 200—100 °C сосуд извле-
кают из нее и достают из него детали. Остывание до более низкой
температуры нежелательно, так как карбюризатор спекается и
плохо снимается с деталей. После обработки по приведенному ре'
жиму на поверхности детали образуется насыщенный углеродом
и азотом слой толщиной до 0,06 мм, обладающий высокой твер-
достью .
Цианирование можно проводить и с помощью пастообразного
карбюризатора, например, следующего состава (массовые доли,
%): сажа — 45, карбонат натрия (сода) — 20, желтая кровяная
соль — 20 и щавелевокислый натрий — 15. Пасту замешивают
на жидком стекле до консистенции сметаны и наносят на деталь
в два-три слоя. Термическая обработка пастообразного карбюрй"
350
тОра заключается в нагреве до 920—950 °C в течение 1—2 ч.
ггри этом толщина упрочненного слоя будет равна 1—1,5 мм.
Повышение температуры обработки приводит к увеличению со-
держания углерода, а понижение — к увеличению содержания
азота.
Для того чтобы повысить жаропрочность изделии, в частности
из коррозионно-стойкой стали марки Х18Н9Т, работающих при
высоких температурах, поверхность изделия подвергают алити-
рованию. Проще всего алитирование можно провести, покрыв всю
поверхность изделия (детали) или часть ее обычной алюминиевой
краской в два-три слоя, нагрев до 950 °C и выдержав при этой
температуре 5—6 ч.
Чтобы достичь максимальной эффективности любого способа
химико-термической обработки деталей из стали 10, после обра-
ботки деталь следует закалить, нагрев ее до 760—780 °C и охла-
див в масле. После закалки провести старение при 150—170 °C.
В результате таких дополнительных операций поверхностная
твердость стали будет равна 55—60 HRC.
4.3. ТЕРМИЧЕСКАЯ И РАДИАЦИОННАЯ ОБРАБОТКА
ПЛАСТМАСС И РЕЗИНЫ
Термическая обработка — один из эффективных способов ре-
гулирования свойств полимерных конструкционных материалов,
заключающийся в нагревании полимерного изделия, выдержке и
нормированном охлаждении. В результате термической обработки
улучшаются механические свойства материала, снижаются оста-
точные механические напряжения, возникшие при изготовлении
изделия, стабилизируются размеры, обычно изменяющиеся со
временем, уменьшается количество летучих веществ, что осо-
бенно важно при использовании полимерных изделий в вакууме,
понижается старение полимера, вследствие чего стабилизируются
механические, электрические и другие свойства.
Термическую обработку полимеров проводят на воздухе,
в минеральных маслах, парафине, глицерине, воде и некоторых
расплавах солей. Обработка в жидких средах предотвращает окис-
ление материала кислородом воздуха в процессе нагрева. Кроме
того, нагрев в жидкостной среде существенно улучшает некоторые
эксплуатационные свойства полимера. Так, нагрев полиамида
в кремнийорганической жидкости уменьшает его водопогло-
Щение.
Основные параметры процесса термической обработки полимер-
ных материалов следующие: температура и характер ее подъема
и снижения, время выдержки при температуре обработки, ско-
рость подъема и снижения температуры, среда, в которой нагре-
вают и охлаждают полимер. Предельная температура нагрева
Должна быть на 7—10 °C ниже значения тепло- и термостойкости
обрабатываемого полимера. Подъем и снижение температуры мо-
351
гут быть непрерывными и ступенчатыми, что определяется обо
батываемым материалом. Из-за низкой теплопроводности пол
мерных материалов скорость нагрева должна быть такой, чтобы
весь материал детали равномерно прогрелся до заданной темпер^
туры; практически скорость нагрева не должна превышать 1Q-J
15 °C на 1 мм толщины изделия. Скорость охлаждения должна
исключать возникновение в материале остаточных механических
напряжений.
В зависимости от скорости охлаждения нагретой детали раз.
личают три степени термической обработки кристаллических
(капрона, фторопласта и др.) и аморфных (оргстекла, полисти-
рола, АБС-пластиков, винипласта, эпоксидов и т. д.) полимерных
материалов: закалку, отжиг и нормализацию. Хотя операции
термической обработки полимерных материалов и металлов имеют
одинаковые названия, результаты их воздействия на материал
прямо противоположны. Если закалка металла повышает твер-
дость и уменьшает пластичность, закалка полимера приводит
к снижению твердости и увеличению эластичности. Отжиг поли-
меров в отличие от отжига металлов приводит к повышению твер-
дости, прочности и износостойкости материала. Только нормали-
зация применительно к металлам и полимерам стабилизирует
свойства материала после предыдущих механических и термиче-
ских воздействий.
Поскольку как закалка, так и отжиг полимерных материалов
обусловлены охлаждением предварительно нагретого в соответ-
ствующей среде изделия, эти способы характеризуются скоростью
охлаждения. При закалке скорость охлаждения должна быть боль-
шой (1—2 °C/с). При отжиге, наоборот, скорость охлаждения
должна быть небольшой (0,5—0,8 °С/с).
При нагревании на воздухе либо в другой кислородосодержа-
щей атмосфере большинство полимерных материалов подвержены
термоокислительной деструкции — разрушению макромолекул
кислородом воздуха под воздействием температуры. В результате
термоокислительной деструкции изменяются практически все
свойства полимера. В значительно меньшей степени окислитель-
ная деструкция происходит и при нормальной температуре экс-
плуатации полимерного изделия и называется старением полимера.
Поэтому технологическое и эксплуатационное время нахождения
полимера при повышенной температуре на воздухе должно быть
минимальным. Это подтверждает необходимость проведения тер-
мической обработки полимерных материалов не на воздухе, а
в жидких средах нагрева. Основные параметры термической об-
работки некоторых конструкционных полимерных материалов и
изделий из них приведены в табл. 4.10.
Эксплуатационные возможности резиновых изделий на основе
полимерных эластомеров в значительной степени определяются
не только составом и маркой эластомера, но и температурно-вре‘
менными режимами их изготовления. В частности, такой ответ-
352
Таблица 4.10
Основные параметры режимов термической обработки
некоторых конструкционных полимерных материалов
— Полимер Режим нагрева Скорость охла- ждения, °С/мин Свойства полимера до и после обработки
Темпера- тура, °C Время, ч Прочность при растяже- нии, МН/м* Твердость по Бринеллю, МН/м*
До после ДО после
.1 Капрой Полистирол фторопласт-4 Полиэтилен НП Полиэтилен ВП Полипропилен Поликарбонат Оргстекло Полиформальдегид Стеклотекстолит 155 75 180 105 115 95 135 86 175 165 2-3 4 1,2 2 2 0.5 1.5 3-4 0,5 5-8 1 — 2 8 — 10 1-1.5 1-2 1-2 40 2-3 1 — 2 1 — 2 2—4 55—65 26 22—25 12—16 22—32 30—35 56-78 70 50 300—600 70—73 32 20 — 23 15—18 20—28 41 84 75—80 65 800 1,0—1.2 1,4—4,8 0,3—0,4 0,14—0,25 0,45—0,58 0,65 1,5—1,6 0,9 —1,0 1.5—1,7 1.3—1,4 1.5—2,0 0,25—0.3 0.1—0.15 0,3—0.4 0,8—1.0 1,4—1,45 1.2—1.4 1,8—1.9
Примечания: 1. Полиэтилен НП н ВП и оргстекло нагревают на воздухе, остальные — в масле. 2. Винипласт термической обработке не подвер- гают.
Таблица 4.11
Режимы термической обработки изделий
из эластомеров
ственный процесс, как вулканизация, не всегда проходит до конца,
в результате чего свойства готовой резины оказываются неопти-
мальными. В связи с этим дополнительная обработка резинового
изделия может существенно улучшить его свойства. Например,
остаточная деформация резины на основе силоксанового и фтор-
каучука после термической обработки снижается в четыре раза.
Термообработка маслостойких резин на основе нитрильных кау-
чуков снижает остаточную деформацию в семь-восемь раз, что со-
ответственно увеличивает срок службы этих резин, работающих
в среде углеводородного
топлива и масел. Терми-
ческая обработка полиуре-
тановых эластомеров по-
нижает остаточное удли-
нение (деформацию) в
1,5 раза, а разрушающее
Напряжение при растяже-
нии увеличивает на 8%.
Режимы термической об-
работки изделий из резин
8а основе полимерных эла-
стомеров приведены в
табл. 4.11.
Большинство резин на
°снове полимерных эла-
стомеров под воздействием
пРоникающей ионизирую-
Резина иа основе каучука Температурный режим
Нагрев, °C Выдерж- ка, ч
Силоксанового Нитрильного Фтористого Уретановый эла- стомер 250 150 260 120 24 24—48 24 24
Примечание. Резину на основе нитрильного каучука нагревают в кероси- не, остальные — на воздухе.
Е. А. Колен ко
353
щей радиации высокоэнергетических корпускулярных частиц
(электронов, протонов, нейтронов и др.), а также жесткого элек-
тромагнитного излучения (гамма и рентгеновского) существенно
изменяют свои физико-механические свойства. Нормированное
воздействие проникающей радиации на полимерные материалы и
в частности, на эластомеры и резины на их основе называют
радиационной вулканизацией.
Список литературы
1. АрендарчукА. В., Астафьев А. А., Бащнин Ю. А. Термическая обработка
в машиностроении: Справочник. — М.: Машиностроение, 1980. — 783 с.
2. Зуев В. М. Термическая обработка металлов. — М.: Высш, шк., 1976
344 с.
3. Кестельман Н. Я- Термическая обработка полимерных материалов в ма-
шиностроении. — М.: Машиностроение, 1968. — 261 с.
4. Колачев Б. А. Технология термической обработки цветных металлов. —
М.: Металлургия, 1980. — 480 с.
5. Мальцев М. В. Термическая обработка тугоплавких и редких металлов
и их сплавов. — М.: Металлургия, 1974. — 343 с.
6. Москатов К. А. Термическая обработка пластмассовых и резиновых де-
талей машин.—М.: Машиностроение, 1976. — 199 с.
7. Новиков И. И., Захаров М. В. Термическая обработка металлов и спла-
вов.— М.: Металлургиздат, 1962. — 429 с.
8. Самохоцкий А. И. Технология термической обработки металлов. М.:
Машиностроение, 1976. — 311 с.
9. Термическая обработка изделий нз полимерных материалов/А. М. А р ь -
ев, Ю. В. 3 е л е н о в, Г. Ш. К е й д и я и др. — М.: НИИТЭхим, 1989. —
68 с.
10. Термическая обработка титановых и алюминиевых сплавов в вакууме
и нейтральных средах/В. Н. Фидерко, Г. Г. Максимович, А. Т. Спек-
тор и др. — Киев: Наукова думка, 1987. — 181 с.
11. Ф и р г ер И. В. Термическая обработка сплавов: Справочник. —Л.:
Машиностроение, 1982. —304 с.
Глава 5
ТЕХНОЛОГИЯ
ТЕРМОПЛАСТИЧНОЙ ОБРАБОТКИ СТЕКЛА
И СОЕДИНЕНИЕ ЕГО С ДРУГИМИ МАТЕРИАЛАМИ
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
Стекло является распространенным конструкционным мате-
риалом, по широте использования уступающим только метал-
лам. Благодаря совмещению в этом материале высоких механиче-
ских, термических, оптических, электрических, химических и
других свойств с простотой формообразования стекло применяют
и в разнообразной лабораторной практике. Замечательные свой-
ства стекла позволяют использовать его в узлах, содержащих
и другие материалы, чаще всего металлы и керамику. При этом
к таким узлам предъявляют жесткие требования по термопроч-
ности и термостойкости, механической прочности, герметичности
и вакуумной плотности. Соединение стекла со стеклом или дру-
гими материалами в результате нагрева называют пайкой, хотя
более правильно было бы назвать этот процесс сваркой. Но по-
скольку термин «пайка стекла» прочно вошел в техническую тер-
минологию, в дальнейшем мы будем пользоваться им.
По своей физической природе стекло представляет собой квази-
аморфный материал, вязкость расплава которого столь быстро
возрастает при остывании, что кристаллическая фаза не успе-
вает образоваться. В этом отношении стекло подобно переохлаж-
денному раствору, например соли в воде, в котором не образуются
кристаллы.
Однако как в переохлажденном растворе можно искусственно
вызвать кристаллизацию, поместив в него «затравку», так и стекло
можно закристаллизовать, введя в его расплав «центры кристал-
лизации». Такое стекло с макрокристаллической структурой назы-
вается ситалл. По сравнению со стеклом ситаллы обладают более
высокими механической прочностью, термостойкостью, диэлектри-
ческими свойствами, водоустойчивостью и др. Однако в отличие
от стекла ситаллы оптически непрозрачны в видимой части спек-
тра. Ситаллы, так же как и стекло, можно соединять с другими
материалами.
Б.2. ВЛИЯНИЕ ТЕМПЕРАТУРНОЙ ОБРАБОТКИ
НА СВОЙСТВА СТЕКЛА
Замечательная особенность стекла состоит в плавном измене-
нии его вязкости с повышением температуры, причем этот процесс
является полностью обратимым при остывании стекла. Даже
23* 355
многократные циклы нагревание — охлаждение практически Не
изменяют свойства стекла. Если при комнатной температуре стекло
имеет вязкость 101а—1014 Па-с, то при нагреве до 800—1200°C
в зависимости от марки стекла вязкость понижается до 10з__
10а Па-с. При такой вязкости стекло настолько размягчается
что из него можно изготавливать изделия любой формы, а также
спаивать его со стеклами других марок, металлом, керамикой и
другими материалами.
Основным и наиболее универсальным способом формообразо-
вания деталей из стекла в условиях неспециализированной лабо-
ратории является нагрев стекла в пламени газовой горелки и об-
разование изделия или заготовки требуемой формы механической
деформацией размягченной стекломассы растягиванием, осажи-
ванием, изгибом и раздуванием. Раздувание размягченного стек-
ла — одна из основных операций горячей стеклообработки. Не
случайно мастеров по ручной обработке нагретого стекла называют
стеклодувами.
Из многих свойств, характеризующих технологические и экс-
плуатационные особенности стекла, наиболее важны коэффициент
термического расширения (КТР) и температура размягчения.
Следует отметить, что в основном при увеличении КТР темпера-
тура размягчения стекла уменьшается. Если температура раз-
мягчения определяет технологические процессы тепловой обра-
ботки стекла, то значение КТР является определяющим при спаи-
вании стекла с другими марками стекол, а также с керамикой и
металлом. Чем в большем диапазоне температур должен работать
спай стекла, тем точней должны совпадать КТР соединяемых
материалов.
На практике для надежной работы металлостеклянного и стек-
локерамического спаев, эксплуатируемых при температуре от
—40 до +60 °C, КТР входящих в спай материалов должны сов-
падать с точностью до двух-трех единиц во всем рабочем диапа-
зоне температур. В противном случае из-за больших внутренних
механических напряжений в спае он может разрушиться. Меха-
нические напряжения в спае могут возникнуть не только из-за
разных КТР стекла и соединяемого с ним материала, но и в ре-
зультате быстрого охлаждения стекла после спаивания. Как
в первом, так и во втором случаях необходимо снять либо значи-
тельно уменьшить напряжения в стекле. Обычно это достигается
отжигом стекла или спаянного с ним материала по специальному
для каждой марки стекла температурно-временному режиму-
Режим отжига состоит из трех этапов: подъема температуры,
выдержки и охлаждения (рис. 5.1). Характеристики отдельных
этапов отжига стекла определяются следующими процессами-
Скорость подъема температуры должна быть такой, чтобы в стекле
не возникли дополнительные напряжения. Пределом нагрева
служит температура отжига, строго определенная для каждой
марки стекла. Отжиг стекла наступает тогда, когда вязкость
356
й
гтекла уменьшается настолько, что отдельные части стекла могут
Перемещаться относительно друг друга, но свою форму стеклянное
йзделие еще не изменяет. Чем меньше вязкость стекла, тем бы-
стрее снимаются напряжения. Так, при вязкости 1012—3-1012 Па-с
напряжения снимаются за 10—45 мин, а при 5-1018 Па - с — за 4 ч.
Время подъема температуры зависит от массы и толщины стенок
стекла и должно быть таким, чтобы в стекле не возникли новые
напряжения. Максимальная температура нагрева должна соответ-
ствовать верхней температуре отжига. Время выдержки при верх-
ней температуре отжи-
га определяется массой
стекла. Охлаждение
производят в две стадии:
с большой скоростью —
от верхней до нижней
температуры отжига
(участок БВ на рис. 5.1)
Таблица 5.1
Соотношения для определения значений
стадий отжига стеклянных изделий
Стадия отжига Обозначение на рис. 5.1 Формула для расчета
Нагрев до верхней температуры отжига, °С/мнн Выдержка, мин Охлаждение, °С/мин: в первой зоне отжига во второй зоне отжига ОА АБ БВ ВГ (0,3/d2) Д/ 10—1(М2 (0,075/d3) Д/ (0,1 б/d’) Д/
Примечание. В формулах d — тол- щина стенки изделия; А/ — термостойкость стекла, °C.
Рис. 5.1. Температурно-вре-
менные стадии отжига стекла
для снятия механических на-
пряжений
и несколько медленнее — от нижней температуры отжига до пол-
ного остывания (участков ВГ). Например, верхняя и нижняя тем-
пературы отжига широко распространенного стекла марки С50-1
равны 575 и 430 °C соответственно. Так как верхняя температура
отжига близка к температуре размягчения стекла (для С50-1 она
равна 620 ± 15 °C), необходимо точно выдерживать температур-
ный режим отжига.
Режимы отжига разных марок стекол (кроме кварцевого)
с достаточной степенью точности можно определить исходя из
характеристик обрабатываемых изделий. В табл. 5.1 приведены
соотношения, позволяющие определять минимально необходимые
значения для отдельных стадий отжига стекла.
Для контроля качества отжига стекла используют поляриза-
ционный метод, позволяющий визуализировать распределение
напряжений в спае и тем самым оценить качество отжига. В зависи-
мости от согласованности КТР спаиваемых материалов и кон-
структивного выполнения узла, а также в случае некачественного
357
отжига в стекле могут возникнуть остаточные напряжения сжа-
тия и растяжения. Особенно опасны напряжения растяжения
которые могут привести к разрушению стекла в месте спая либо
вблизи него. Так, однородный по всему полю цвет спая стекла
свидетельствует о полном отсутствии остаточных напряжений
По расположению, интенсивности и взаимной градации цвета
спая, наблюдаемого в поляризованном свете, можно оценить ка-
чество отжига. Однородное цветовое поле (чаще всего — светло-
голубое) свидетельствует о качественном отжиге. Резкая града-
ция цветных областей, особенно расположенных рядом желтой
и красной (со всеми их оттенками), говорит о наличии больших
напряжений, которые не были сняты отжигом. Следует заметить,
что напряжения, возникшие в спае, например стекла с металлом,
из-за большой разности коэффициентов расширения не снимаются.
В этом случае, например, при спае стеклянного и металлического
цилиндров на некотором расстоянии от торца металла в стекле
будет видна довольно резко ограниченная кольцевая цветная
полоса, по которой чаще всего разрушается спай. При визуаль-
ном наблюдении стекла в поляризованном свете надо выбирать
участки стекла без наплывов, так как резкое изменение толщины
стекла приводит к изменению цвета, не связанному с наличием
напряжений.
Количественную характеристику остаточных напряжений
можно получить сложным расчетным путем или, что существенно
проще, по номограммам, построенным О. А. Любич (рис. 5.2),
которые позволяют по цвету напряженной области и толщине
стекла определить значения усилий сжатия или растяжения, воз-
никших в спае. Для пользования номограммами цвет напряжен-
ной области и значение толщины стекла в месте измерения надо
соединить прямой линией. Пересечение этой линии со средней
отсчетной прямой покажет значения напряжений растяжения
(или сжатия) для молибденовой группы стекол с КТР (50 ± 2) X
X 10“7 °C-1 (С48, С49 и С50). Номограммы позволяют определить
предельные напряжения на растяжение, которые могут привести
к разрыву стекла. Напомним, что предел прочности на растяже-
ние для молибденовой группы стекол 30—50 МН/м8. Для того
чтобы определить напряжения в стекле, можно воспользоваться
выпускаемым промышленностью полярископом ПКС-500 или лю-
бым самодельным устройством, состоящим из поляризатора и
анализатора, между которыми помещают исследуемое изделие,
и расположенного снизу поляризатора — источника света.
Кроме свойств, характеризующих физические и химические
свойства стекла как конструкционного материала, не менее важны
его технологические свойства, обеспечивающие простоту термиче-
ской обработки и формообразования, возможность вакуумно-
плотного и термически прочного соединения с различными мате-
риалами и др. Возможность нагрева стекла в пламени газовой
горелки либо другим способом определяется его теплостойкостью,
358
359
которая, в свою очередь, зависит от термического расширения
материала: чем больше КТР стекла, тем меньшей теплостойко-
стью оно обладает. Не менее важной технологической характе-
ристикой стекла является температура его размягчения, при ко-
торой возможно формообразование. По этому свойству стекла
подразделяются на «короткие» и «длинные». У «коротких» стекол
вязкость при изменении температуры обработки изменяется
в относительно узком диапазоне температур. Вязкость «длинных»
стекол незначительно изменяется в широком диапазоне темпера-
тур, что существенно облегчает их обработку в пламени газовой
горелки. К «коротким» стеклам относят тугоплавкие стекла с КТР
(37-4-41) 10“’ °C"1 (от С37-1 до С41-1). Самые «короткие» стекла —
плавленый кварц и стекло С5-1. Относительно легкоплавкие
стекла, такие как С47-1—С52-1, С89-4, С93-1, С94-1 и С120-1
с КТР (47-4-120) 10“’°C-1, представляют собой «длинные» стекла.
В отличие от металлов и керамики, у которых КТР остается
практически постоянным в широком диапазоне температур (до
600—650 °C у металлов и до 1000 °C у керамики), КТР стекол из-
меняется с ростом температуры. При вязкости стекла около
1012 Па-с, что для каждой марки стекла соответствует определен-
ной температуре — точке трансформации, КТР возрастает. Поэ-
тому известные данные значений КТР у различных марок стекол
являются усредненными обычно в диапазоне температур 20—
300 °C. В принятом обозначении стекла указан средний КТР
данной марки. Так, С50-1 означает, что стекло имеет среднее зна-
чение КТР 50-10“’°C-1. Последняя цифра — номер заводской
разработки.
Как известно, остывшее стекло представляет собой твердый,
хрупкий материал. Поэтому при спаивании стекол различных ма-
рок их КТР должны быть строго согласованы. Не менее важен и
характер изменения КТР в зависимости от температуры. Для
обеспечения термопрочности спая в широком диапазоне рабочих
температур (обычно от —40 до +60 °C) КТР соединяемых стекол
не должны отличаться более чем на две-три единицы. Практически
это условие удовлетворяется благодаря использованию переход-
ных стекол. Число переходных стекол определяют по разности
КТР «концевых» стекол, и, что не менее важно, оно зависит от ква-
лификации стеклодува. Дело в том, что при газопламенной руч-
ной обработке в зоне размягчения происходит частичное взаимное
перемешивание стекла с образованием составов с промежуточными
КТР. Поэтому, например для термопрочного спаивания кварце-
вого стекла С5-1 со стеклом С50-1, обычно требуется использо-
вать шесть—восемь переходных стекол, в то время как квалифи-
цированный стеклодув-кварцедув выполнит этот спай с тремя-
четырьмя переходами.
При непосредственном термопрочном соединении стекла с ме-
таллом, керамикой и некоторыми другими материалами (сапфи-
ром, слюдой) к требованию согласования КТР добавляется усло-
360
е смачивания расплавленным стеклом поверхности спаиваемого
вйтериала. В настоящее время получение качественного спая
маеКла с металлом объясняют наличием на поверхности металла
Сдоя оксида, который растворяется в стекле и тем самым обуслов-
сйВает прочное соединение, поэтому после остывания спай стекла
Лметаллом имеет характерный цвет: для ковара — серый, молиб-
дена — коричневый, вольфрама — желтый, меди и платинита —
красный, платина не окрашивается. Даже в так называемых без-
обидных спаях, при которых стекло с металлом соединяют не
на воздухе, а в вакууме или в среде нейтрального газа, из-за на-
личия на металле мономолекулярного слоя оксида механизм спая
остается оксидным.
По цвету спая можно довольно точно судить о соблюдении
температурного режима спаивания и соответственно о качестве
спая. При недогреве или недостаточном времени процесса цвет
спая получается темным. Такой спай механически недостаточно
прочный и может быть не вакуумно-плотным. Непрогретые спаи
могут быстро разрушаться в воде и даже во влажной атмосфере,
Перегрев или длительное время нагрева приводят к интенсивному
растворению оксидов металла в стекле. В этом случае цвет спая
бледнеет и спай даже может приобрести цвет неокисленного ме-
талла, что, однако, существенно не влияет на качество спая.
Непосредственно спаивать стекло с керамикой на воздухе
можно только при точном согласовании их КТР и кривых изме-
нения КТР в зависимости от температуры. При этом оксидная
природа стекла и керамики позволяет получить между ними ме-
ханически прочное, термостойкое, герметичное и даже вакуумно-
плотное соединение. Отметим, что для улучшения электрических
и водостойких свойств поверхности керамических изделий их
глазуруют, т. е. покрывают тонким слоем оплавленного стекла.
Из других технологических особенностей, связанных с терми-
ческой обработкой стекла, следует отметить следующие:
стекло нельзя доводить до размягчения в восстановительной
среде или в вакууме; при нагреве в водороде или другой восстано-
вительной среде поверхностный слой стекла восстанавливается
До чистого металла, что вызывает потемнение стекла и сущест-
венно ухудшает поверхностные электрические свойства;
нагрев стекла до температуры размягчения или до близкой
к ней температуры в вакууме приводит к термической диссоциа-
ции оксидов, составляющих стекло, что вызывает потемнение по-
Верхностного слоя и ухудшение электрических свойств.
Естественно, что глубина восстановленного или диссоцииро-
ванного слоя стекла зависит от времени температурного воздей-
Обычно товарное стекло, используемое в лаборатории, посту-
ает в виде заготовок: трубок (дротов), палочек (штабиков),
апилляров и цилиндров (выдувных изделий диаметром от 28
0 250 мм). Перечисленные заготовки выпускают практически
361
из всех марок стекол в широком сортаменте размеров. Стеклянны
заготовкам свойственны некоторые производственные дефект?1
основными из которых являются: пузырь — растянутый вдод
трубки воздушный канал; свиль — видимая оптическая неоднф
родность стекла, возникшая в процессе стекловарения Из-з=
недостаточного перемешивания стекломассы; пена (мошка)
участки стекла с большим числом мелких воздушных пузырьков-
крупка — включение мелких частиц нерастворившегося кварце’
вого песка и др. К дефектам стеклянных заготовок относят также
разностейность, конусность, эллиптичность и т. д. При изготов-
лении из заготовки стеклянной детали или изделия дефектные
участки в стекле следует исключить из обработки.
Стекло со стеклом и другими материалами можно надежно
соединить и без термического размягчения стекла пайкой легко-
плавкими стеклами (эмалями и глазурями), стеклокристалличе-
скими цементами, хлористым серебром, специальными полимер-
ными клеями и смолами, запрессовкой через индий и термодиф-
фузией при «оптическом контакте».
Если стекло и соединяемый с ним металл имеют сильно отли-
чающиеся КТР, можно осуществить так называемый несогласован-
ный спай. В этом случае металлической детали в области спая при-
дают форму, позволяющую металлу легко пластически деформиро-
ваться под воздействием возникающих механических напряже-
ний. Примером такого несогласованного соединения может слу-
жить рантовый (цилиндрический торцевой) спай стекла с медной
деталью, называемый лезвийным спаем. При этом части медной
трубчатой детали со стороны спая придают форму узкого конуса
с толщиной стенки на конце до 0,02—0,03 мм. Длина конусной
части зависит от диаметра медной детали. Лезвийный медный
спай используют для соединения стекла с массивными металли-
ческими деталями из материалов, неспаиваемых со стеклом (ле-
гированных сталей, латуни, бронзы и др.). В этом случае медный
конус предварительно впаивают в соответствующую деталь, а
затем к нему припаивают стекло. В связи с созданием согласован-
ного со стеклом марки С50 сплава 29НК (ковара) лезвийные спаи
применяют при использовании стекол других марок.
Методом двустороннего лезвийного спая можно получить
термически прочное соединение двух стекол с сильно отличаю-
щимися КТР. При этом отпадает трудоемкая и не всегда надеЖ*
ная операция по использованию переходных стекол.
Довольно просто несогласованный спай стекла со стеклом или
металлом можно осуществить предварительной металлизацией
стекла в месте сочленения с последующей пайкой с металлом или
стеклом другой марки низкотемпературным мягким припоем-
В этом случае пластический припой принимает на себя дефорМ3'
ции, возникающие из-за разных КТР соединяемых материале3-
К недостаткам этого вида соединения следует отнести ни3'
кую термопрочность, определяемую температурой плавлении
362
«
ипоя, недостаточную механическую прочности, а подчас и гер-
Ьячность.
и Высоконадежные вакуумные соединения стекла с сильно раз-
ящимися по КТР материалами (металлом, керамикой, кварцем,
НаПфир°м, слюдой и др.) осуществляют запрессовкой через высоко-
частичный металл индий. Однако и этому способу присущи низ-
шая термопрочность, обусловленная температурой плавления ин-
дия (156,4 °C), и недостаточная механическая прочность места со-
чинения. Несмотря на это создание высоковакуумных индиевых
уплотнений стекла со стеклом и стекла с керамикой широко ис-
пользуют в промышленной практике при изготовлении некоторых
тйпов вакуумных электронных приборов.
Абсолютное значение механических напряжений, возникших
в несогласованном спае стекла с металлом (кроме разницы КТР),
зависит и от размерных параметров спаиваемых материалов.
Естественно, что чем тоньше материал, тем меньшие усилия воз-
никнут в спае. Это обстоятельство является определяющим при
впаивании в стекло проволочных или тонких листовых металлов.
Так, в стекло С50 можно легко впаять никелевую, железную и
медную проволоку диаметром 0,2—0,4 мм, несмотря на то, что
КТР у этих материалов разнятся на 200—300%. Молибденовую
фольгу толщиной 20 мкм можно надежно впаять в кварц, хотя их
КТР разнятся более чем на 1000%.
6.3. ТЕРМОПЛАСТИЧНОЕ ФОРМОВАНИЕ СТЕКЛА
Общеупотребительным способом формообразования изделий
из стекла является нагрев его до температуры размягчения с по-
следующим выдуванием (в форме или без нее) требуемого изделия.
Непосредственное соединение стекла со стеклом, с металлом или
керамикой также производят на размягченном стекле. Наиболее
простой и доступный способ размягчения стекла — нагрев в пла-
мени газовой горелки.
В зависимости от характера выполняемых стеклодувных ра-
бот газовые горелки подразделяются на ручные и настольные —
‘пушки». Ручные горелки различной конструкции используют
при спаивании стеклянных лабораторных установок, напайке
приборов на стеклянные откачные посты и во всех других случаях,
когда требуется локальный нагрев. На стационарных газовых
[орел к ах «пушках» производят все остальные стеклодувные ра-
°01'Ы. связанные с изготовлением относительно крупных стеклян-
ных изделий или отдельных узлов и деталей, предназначенных
Дальнейшем для напайки на установку. Обычно в качестве горю-
его газа в стеклодувной горелке используют пары бензина или
природный газ, которые смешиваются с принудительно подавае-
Ым воздухом у выходного отверстия горелки.
Температура пламени зависит от теплотворной способности
РЮчего газа и степени его обогащения воздухом. Для того чтобы
Умственно повысить температуру пламени, в горелку подают
363
Рис. 5.3. Распределе-
ние температуры в пла-
мени (факеле) стекло-
дувной горелки:
1 — зона иагрева газа
до температуры вспыш-
ки; 2 — восстановитель-
ная зона; 3 — окисли-
тельная зона
кислород. Пламя горелки, работающей на парах бензина, бол
«горячее», чем пламя природного газа (теплота сгорания 15 000^
18 000 ккал/кг и 10 000 ккал/кг соответственно). ~~
Существенным свойством горючего газа, используемог
в стеклодувной горелке, является скорость распространения пда°
мени. У паров бензина она равна 2,5—3 м/с, а у природного газ
всего 0,8 м/с. Это приводит к тому, что пламя природного газа
«отрывается» от горелки и гаснет. Поэтому
стеклодувные горелки, предназначенные ра-
ботать на парах бензина или других горючих
газах, не могут работать на природном газе
без соответствующей переделки. На специа-
лизированных предприятиях в качестве горю-
чего газа для стеклодувных горелок исполь-
зуют так называемый водяной газ, изготав-
ливаемый в специальных газогенераторах и
имеющий состав: водорода — 50%, оксида
углерода — 40%, диоксида углерода — 5%,
азота — 4% и метана —1 %. Для полного
сгорания горючего газа, что обеспечивает
максимальную температуру пламени, необхо-
димо определенное количество воздуха. Для
паров бензина — 6—7 м3 на 1 м3 газа, а для
природного газа — 10,4 м3. При газопламен-
ной обработке кварца требуется температура
пламени до 2000 °C. Такую температуру обыч-
но получают в кварцедувных горелках, рабо-
тающих на водородно-кислородной смеси.
Распределение температуры в пламени
(факеле) стеклодувной горелки весьма не-
однородно. Обычно в факеле даже визуально
можно заметить три зоны (рис. 5.3). Первая зона, непосредственно
примыкающая к срезу выходного отверстия горелки, не светится,
так как она самая холодная. В ней газ нагревается до темпера-
туры вспышки (550—650 °C). Во второй зоне горючий газ сгорает
не полностью, так как для его полного сгорания кислорода недо-
статочно. В результате образуются газообразные продукты раС'
пада (пиролиза) газа, которые, будучи химически активными, .
обладают восстановительными свойствами. Поэтому эту зону пла-
мени называют восстановительной. В верхней части второй зоны !
факела достигается максимальная температура пламени. В тре-
тьей зоне из-за избытка кислорода газ сгорает полностью и у веР'
шины факела температура также остается высокой. Отсутствие
в этой зоне восстанавливающих газов и узость зоны придают ей
сильно окислительный характер. Эту зону факела пламени го-
релки называют окислительной.
Практически все марки стекол, кроме тех, которые содер^501
оксид свинца, обрабатывают во второй зоне факела. Квалифнпир0'
364
ниый стеклодув хорошо чувствует температурные и химические
Ценности факела пламени горелки, что позволяет вести работу
наиболее благоприятном для обрабатываемой марки стекла ре-
жиме-
регулируя количество газа, воздуха и кислорода, поступаю-
щих в горелку, можно в широких пределах изменять форму,
размер и температуру пламени (рис. 5.4). «Мягким» называют
пламя с достаточно большим содержанием газа и кислорода.
Количеством воздуха поддерживают только форму факела. «Мяг-
кое» пламя не образует явно выраженных температурных зон.
Рис. 5.4. Форма пламени стеклодувной горелки в зависимости от подачи воздуха
и кислорода: а — «мягкое» пламя, образуемое газом и кислородом; б — «жест-
кое» пламя с воздухом и кислородом, в котором проводят все основные стекло-
дувные операции; в — «кинжальное» пламя, в котором производят местный на-
грев стекла
Его температура достаточно высока по всей длине. Цвет пламени
в зависимости от содержания кислорода изменяется от бледно-
розового до бледно-голубого. «Мягкое» пламя — окислительное,
некоптящее, в нем производят все стеклодувные работы, связан-
ные с нагревом заготовки стекла до температуры обработки. При
обработке в этом пламени размягченное стекло не «мнется»,
так как давление пламени на него невелико.
Подача в пламя большого количества воздуха и кислорода
Делает его «жестким». Такое пламя можно сформировать в тонкий
Факел, называемый «кинжальным пламенем». Размягченное стекло
под давлением «жесткого» пламени может сильно проминаться.
Обычно на таком пламени производят не разогрев заготовки, а
местную проварку стекла при взаимном соединении стеклянных
Деталей. Практически при полном прекращении подачи в горелку
Воздуха и кислорода образуется «коптящее» пламя. Это пламя
с неопределенной формой факела из-за неполного сгорания газа
содержит много копоти и имеет невысокую температуру, явно
недостаточную для размягчения даже свинцовых стекол. Обычно
на «коптящем» пламени производят первичный отжиг еще не остыв-
ших после изготовления стеклянных изделий. Копоть, которой
365
покрывается отжигаемое изделие, должна оставаться на нем п
полного остывания. До
Время отжига в пламени горелки определяется массой стек
лянного изделия и маркой стекла, в частности, характером изце'.
нения его вязкости при остывании. Так, для «длинных» стекол
(от С84 до С120), у которых при остывании вязкость меняется
медленно, время отжига в пламени горелки должно быть в два.
три раза больше, чем для «коротких» стекол (от С37 до С52)
у которых при остывании вязкость увеличивается значительно
быстрее.
Квалифицированный стеклодув хорошо чувствует температур,
ные и химические особенности факела пламени горелки, что поз-
воляет обрабатывать стекло в наиболее благоприятном для каж-
дой марки режиме. Однако и любой работник лаборатории, обра-
батывающий стекло в пламени стеклодувной горелки, должен
знать о возможном взаимодействии стекла с пламенем. Так, при
длительном нагреве в восстановительной части факела пламени
горелки натрийсодержащих марок стекол (в основном от С84
до С96) стекло мутнеет за счет обеднения натрием. Восстановить
прозрачность стекла можно, «посолив» пламя — посыпав его по-
варенной солью. Стекла, содержащие оксид свинца, так называв--
мые свинцовые стекла (С25-1, С49-3, С54-1, С93-1, С94-1 и С120-1),
при относительно продолжительном нагреве в восстановительном
пламени темнеют. Для того чтобы стеклу придать прозрачность,
его надо прогреть в окислительной части факела пламени. Нагре-
вать потемневшее свинцовое стекло надо весьма осторожно, так
как эти стекла «мягкие» и при нагреве они могут деформироваться.
Лучше всего потемневшее стекло «просветлять» в муфельной печи
при температуре на 25—50 °C ниже температуры размягчения
стекла в течение нескольких часов.
Несмотря на доступность и простоту газопламенного формо-
образования стекла, использование этого метода в ряде случаев
ограничено или даже исключено. Это вызвано сложностью вос-
произведения и стабилизации газопламенного режима, поверх-
ностным, а не объемным нагревом стекла, что увеличивает время
обработки, особенно толстостенных заготовок, химическим взаимо-
действием пламени со стеклом и т. д. В связи с этим получили
распространение беспламенные способы нагрева стекла до термо-
пластичного состояния, основанные на радиационном, высоко-
частотном, омическом, плазменном и фотонном энергетическом
воздействии на область спая стекла.
В газовой радиационной беспламенной горелке газ сгорает на
поверхности керамической полуэллиптической детали, которая
выполняет роль излучателя и катализатора, обеспечивающего
высокоэффективное сгорание газа. За счет тепла, выделяющегося
при сгорании газа, поверхность керамики нагревается до 1000 °C-
Радиационным излучением тепло передается находящейся вблизи
стеклянной заготовке, нагревая ее до температуры обработки-
366
№
чествуют и другие конструктивные варианты беспламенных га-
овых горелок. Однако следует отметить, что беспламенные го-
Эедки имеют недостаточную температуру для обработки твердых
Р рОк стекол. Кроме того, из-за невозможности сконцентриро-
ть тепловую энергию в локальном месте беспламенный нагрев
используют в основном для предварительного обогрева стекла
перед газопламенной обработкой, а также при отжиге стеклянных
изделий.
Радиационный нагрев излучением позволяет создать и локаль-
ные высокотемпературные зоны, в которых стекло можно довести
до размягчения, во-первых, при использовании промежуточных
технологических деталей из графита, силита, окалиноустойчивых
и жаропрочных сталей, нагреваемых токами высокой частоты,
либо расположенного вблизи места спая омического электро-
нагревателя; во-вторых, при радиационном нагреве от мощных
источников ИК-излучения (йодных кварцевых ламп, дуговых
источников); в-третьих, при фотонном нагреве, источником кото-
рого в основном являются ИК-лазеры.
Лазерная обработка стекла основана на большой концентрации
энергии в локальной области, исчисляемой микрометрами. Эти
свойства лазерного луча, особенно ИК-лазеров на стекле с неоди-
мом и СО-лазеров, широко используются в лабораторной и про-
мышленной практике для осуществления различных микросварок
и других технологических операций, связанных с большой кон-
центрацией энергии. Работы последних лет показали, что излуче-
ние ИК-лазеров можно успешно использовать для прецизионных
процессов термопластичной обработки стекла и, в частности, для
бездеформационной сварки, особенно стеклянных пленок, а также
прошивания мелких отверстий любой формы в стекле. Тепловое
воздействие лазерного луча успешно используют для тонкого
скрайбирования (разламывания) стекла.
Бездеформационное соединение стеклянных заготовок или
Деталей (в основном торцевое) с незначительной зоной нагрева
можно произвести электронагревом места спая. В данном случае
используют существенное снижение объемного электрического
сопротивления стекла при повышенной температуре. Так, если
при комнатной температуре объемное электросопротивление стекла
С49-2 равно 10“ Ом-м, то при нагреве до 600 °C оно понижается
До 10’ Ом-м, т. е. на 12 порядков (рис. 5.5).
Напомним, что электропроводность стекла определяется ион-
ной проводимостью. Поскольку заметная электропроводность
У стекла появляется при высоких температурах, его необходимо
предварительно нагреть в месте спая до температуры, несколько
Меньшей температуры размягчения (для «твердых» марок стекол —
500—600 °C). Нагрев места спая, по возможности локальный,
производят «кинжальным» пламенем газовой горелки. Через
же пламя в зону спая с двух противоположных сторон подают
Напряжение промышленной (50 Гц) или более высокой (до 100—
367
500 кГц) частоты. При использовании напряжения высокой
частоты эффективность нагрева стекла возрастает за счет уВел ®
чения диэлектрических потерь. Электрическое напряжение в зон
спая подводят бесконтактно через пламя газовых горелок, которы₽
желательно расположить в диаметрально противоположных ча.
стях шва пайки, что обеспечивает более равномерное прохождение
тока между электродами-горелками, а значит, и по периметру
спаиваемых стеклянных заготовок. Естественно, что горелки
одновременно выполняющие роль электродов, должны быть изо-
лированы от земли и друг от друга.
Количественно эффективность газоэлектрической спайки стек-
ла, например С49-1, можно оценить следующим образом. При на-
греве до 600 °C объемное сопротивление
стекла уменьшится до 10’ Ом-м. Если до-
пустить, что ширина зоны предварительного
нагрева, имеющая эту температуру, будет
5 мм, ее сопротивление окажется около 5х
XЮ4 Ом. При напряжении 5-103 В при
600 °C в месте спая выделится 500 Вт джоу-
левого тепла, чего вполне достаточно для
дальнейшего нагрева и размягчения стекла.
Рис. 5.5. Зависимость
электросопротивления
стекла С49-2 от тем-
пературы
5.4. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ СТЕКЛА
С МЕТАЛЛОМ
В зависимости от условий работы стекло-
металлическое соединение должно частично
или полностью удовлетворять требованиям
механической прочности, герметичности, ва-
куумной плотности и термопрочности. Совре-
менные технологические методы и приемы
позволяют полностью удовлетворить их. Однако для этого соеди-
няемые стекло и металл должны иметь КТР, согласованные до
двух-трех единиц во всем рабочем диапазоне температур, вплоть
до температуры трансформации (начала размягчения) стекла.
Это необходимо, чтобы образующиеся в спае механические напря-
жения не превышали прочность стекла. Согласование КТР обес-
печивает механическую и термическую прочность спая стекла
с металлом. Однако герметичность и вакуумная плотность спая
требуют наличия на поверхности металла тонкой пленки
оксида, хорошо смачиваемой и растворяющейся в размягченной
стекле.
Техника спая стекла с металлом развивалась двумя путями:
создавались стекла под определенный металл и металлы под опре-
деленное стекло. Примером того может служить стекло С120-Е
которое было разработано специально для спая с малоуглероди-
стой сталью. С другой стороны, сплав 29НК (ковар) был создан
под существующие стекла С49-1 и С49-2 (ЗС-5Н и ЗС-5К).
368
Таблица 5.2
Стекла и металлы, образующие согласованный спай
Группа стекла Диапа- зон КТР-10’. °C-1 Марка стекла Металл или сплав
— Кварцевая 3—7 С5-1 .
Вольфрамовая 32-45 С37-1 (Ns 40), С37-2, С38-1 (ЗС-9), С38-2, С39-1 (Ns 17), С39-2, С40-1 (ЗС-11), С41-1 Вольфрам
Молибденовая 46—55 С47-1 (Ns 46), С48-1 (ЗС-8), С48-2, С48-3, С49-1 (ЗС-5Н), С50-1, С50-2, С50-3, С50-4, С50-5, С50-6, С50-7, С52-1 Молибден, ко- вар
Титановая 68—80 С72-4, С76-1 Титан
Платинитовая 81—95 С84-1, С86-1, С88-2, С89-1 (№ 2), С89-3, С89-4, С89-5, С89-6, С90-1 (БД-1), С93-1, С94-1, С95-2 Платинит, Н47ХР, Н47Д5, Н47ХЗ
Железная 110—130 С120-1 Малоуглероди- стая сталь
Переходная 3—130 С25-1, С54-1 (Ns 35), С82-1 (№ 36) —
Удовлетворение всем перечисленным условиям позволяет об-
разовать согласованный спай стекла с металлом. Поскольку число
металлов, способных образовывать спаи со стеклом, довольно
обширно, согласованные с ними по КТР стекла подразделяют на
группы. Основные группы стекол и образующие с ними согласо-
ванные спаи металлы приведены в табл. 5.2. Особо обширную
группу образуют переходные стекла, у которых КТР достаточно
плавно (через 5—8 единиц) изменяется в пределах от 3 до 120 X
X10"7 °C-1. Эти стекла используют как промежуточные, когда
необходимо соединить стекло со стеклом или с другим материалом
с сильно различающимися КТР, например «вари со стеклом.
Все конструктивные варианты согласованных спаев стекла
с металлом в зависимости от их формы и взаимного расположения
подразделяют на стержневые (бусинковые) и трубчатые. Труб-
чатые спаи, в свою очередь, подразделяются на рантовые, гильзо-
вые, коаксиальные и дисковые (рис. 5.6).
В стержневых спаях металлическая деталь имеет форму про-
волоки, прутка, стержня или тонкой ленты. Эти спаи чаще всего
используют для ввода сквозь стекло слаботочных, низкопотен-
Чиальных электродов в металлические либо стеклянные вакуум-
ные приборы. Однако стержневой спай позволяет изготовить и
сильноточные электроды, а также высоковольтные вводы в ва-
кУумный металлический объем (рис. 5.7).
К трубчатым, значительно более распространенным, относят
Спаи, в которых металлическая деталь имеет полую форму (трубка,
24 Е. А. Коленко 369
кольцо и др.). Посредством рантового спая производится торце.
вое соединение стеклянной и металлической трубчатых деталей"
Гильзовым спаем соединяют коаксиально расположенные метад-
лические трубки (гильзы), число которых может быть любым*
Рис. 5.6. Основные конструктивные варианты согласован-
ных спаев стекла с металлом: а, в — бусинковые; б — ко-
аксиальный; г — рантовый; д — дисковый; е — торцевой
Рис. 5.7. Конструктивные варианты спаев стекла с метал-
лом: а — высоковольтный ввод; б — токовый ввод, рабо-
тающий на сжатие; в — токовый рантовый ввод
(Заметим, что гильзовый спай производят не в пламени газовой
горелки, а способом спекания стеклянного порошка, который
будет описан ниже.) Для передачи ВЧ- и СВЧ-энергии в рабочий
металлический объем, чаще всего находящийся под вакуумом,
служит коаксиальный спай, который представляет собой метаЛ'
лический стержень или трубку, расположенные по оси друг0®
370
металлической трубки. Дисковый спай позволяет соединить торец
сТеклянной трубки с плоской металлической деталью произволь-
ной формы. При этом число стеклянно-металлических звеньев
может быть произвольным. К дисковым относят бездеформацион-
Йый спай стеклянного диска (планшайбы) с торцом стеклянной
трубки. В этом случае между торцом трубки и планшайбой по-
мещают тонкое, например коваровое, кольцо, которое при высо-
кочастотном нагреве размягчает стекло и образует термопрочное
и вакуумно-плотное соединение. Этот вид торцевого спая благо-
даря локальности нагрева практически не деформирует стеклян-
ную планшайбу даже вблизи области размягчения стекла.
На практике в зависимости от конструктивно-технологиче-
ской компоновки узла или прибора часто используют перечис-
ленные виды спаев в различных комбинациях друг с другом.
В лабораторной технике и технологии при изготовлении
единичных экспериментальных приборов и устройств возникают
специфические требования к спаю стекла с металлом. Наиболее
часто эти требования связаны с работой в магнитном поле, когда
все детали, входящие в прибор, должны быть изготовлены из
немагнитных материалов. Эти требования в полной мере отно-
сятся и к спаям стекла с металлом, входящим в состав прибора.
Однако практически все металлы, используемые в согласованных
спаях (ковар, платинит, сплавы Н47ХР, Н47Д5, Н47Х5 и др.),
представляют собой ферромагнетики, и поэтому их нельзя ис-
пользовать в магниточувствительной аппаратуре. Немагнитны
лишь вольфрам и молибден, но их используют только в стержне-
вых спаях. Обычно в таких случаях применяют спай стекла
с медью, КТР которых различаются на 330%.
Существуют и другие случаи, когда необходимо получить на-
дежный спай стекла с металлом, КТР которых очень различны.
Такие спаи получили название несогласованных. Несогласован-
ный спай можно выполнить, если металлическая деталь изготов-
лена из пластичного материала или является тонкой проволокой
либо фольгой. В первом случае для изготовления рантового тор-
цевого спая повсеместно используют медь. Чтобы металл мог
легко деформироваться при напряжениях, существенно меньших
предела прочности стекла, медную деталь в области спая прота-
чивают в виде узкого лезвия (это послужило основанием называть
такие спаи лезвийными). При напаивании стекла на медное лез-
вие медь отжигается и становится настолько мягкой, что легко
Деформируется при спаивании с любой маркой стекла. Однако
тонкий отожженный конус на меди делает спаянный узел недо-
статочно механически прочным, что надо иметь в виду при его
эксплуатации. Один из вариантов конструктивного исполнения
несогласованного лезвийного спая стекла с медной трубкой, пред-
Варительно спаянной со стальным фланцем, приведен на рис. 5.8.
Лезвийные спаи стекла с металлом более термопрочны, чем
согласованные спаи. Например, спай стекла С49-1 с коваром 29НК
24* 371
при охлаждении ниже 80 °C из-за структурных изменений в кри,
сталлической решетке ковара и связанного с этим изменения
КТР растрескивается. Такое явление не наблюдается при лезвий-
ном спае стекла с медью, которое сохра.
няет вакуумную плотность в интервале
температур от 450 до—269 °C. Посред.
ством двустороннего лезвийного спая
можно получить термически прочное и
вакуумно-плотное соединение стекол
с сильно различающимися значениями
КТР, например С37-1 и С120-1, у кото-
рых различие .КТР достигает 93 единиц.
Пример такого спая приведен на рис. 5.9.
Как указывалось выше, герметич-
ность соединения стекла с металлом
обеспечиваетсй частичным растворением
размягченного стекла в оксидах, обра-
зующихся при нагреве на поверхности
спаиваемого металла. Слишком толстый
и соответственно рыхлый слой оксидов,
образующихся при длительном нагреве
или перегреве металла, не образует со
Рис. 5.8. Несогласованный
спай стекла с металлом:
1 — стекло; 2 — металлическое
лезвие; 3 — основание лезвия,
спаянное с фланцем
стеклом вакумно-плотного соединения.
Слишком тонкий оксидный слой, не совсем точно образующий
«безоксидный спай», может обеспечить вакуумную плотность,
однако практическое выполнение такого спая
сопряжено с определенными эксперименталь-
ными трудностями. Для того чтобы создать
на поверхности металла слой оксидов требуе-
мой толщины в пламени горелки в процессе
спаивания стекла с металлом, требуется до-
статочно высокая квалификация стеклодува.
Значительно более проста операция предва-
рительного остекловывания металла в обла-
сти спая со стеклом. В результате остекло-
вывания на металлической детали, равно-
мерно нагретой до требуемой температуры,
образуется нужной толщины слой оксида,
покрытый сверху тонким слоем стекла.
Технология предварительного остекловы-
вания металла зависит от формы детали.
При бусинковом спае металлический стер-
жень предварительно остекловывают, обма-
тывая размягченым в пламени горелки стек-
Рис. 5.9. Двусторон-
ний лезвийный спай:
Z. 3 — стекла с сильво
различающимися К*г»
2 — двухлезвийная ме*
таллическая трубк*
лянным штабиком или оплавляя короткую
тонкостенную стеклянную трубку, надетую в нужном месте
на предварительно окисленный стержень. Перед остекловы-
ванием металл следует обезжирить, а молибден и вольфраМ
372
полностью освободить от аквадага электролитическим травле-
нием (см. гл. 6).
Обмотку штабиком надо проводить по винтовой линии, зажав
стержень в соответствующий держатель, в окислительной зоне
пламени горелки с последовательным полным оплавлением стекла.
При этом надо избегать пропусков и разрывов стеклянного «шну-
ра», так как это приводит к образованию в спае пузырей. После
остекловывания штабиком при толщине стекла 0,8—1,5 мм стер-
жень можно непосредственно впаять в стекло прибора. В случае
необходимости на месте остекловывания можно сформировать
бусину или тарелочку нужных формы и размера, после чего с ними
выполняют последующие работы.
Более простая и не столь квалифицированная операция остек-
ловывания стержня — оплавление на нем стеклянной трубки.
Надетую на стержень, предварительно окисленный в пламени
горелки, стеклянную трубку острым окислительным пламенем
оплавляют, начиная с одной стороны либо с середины. Оплавление
трубки надо вести без пропусков, приводящих к образованию
пузырей. После оплавления стержень со стеклом надо тщательно
прогреть в жестком и мягком пламени горелки. Следует заметить,
что стеклянная трубка должна быть несколько длиннее участка
стержня, подлежащего остекловыванию. Это связано с тем, что
при оплавлении длина трубки уменьшается. Трубкой остекло-
вывают отрезки проволоки и стержни диаметром от 0,005 до
0,5 мм. Для того чтобы избежать растрескивания стеклянной
трубки при начале нагрева, ее внутренний диаметр надо делать
на 0,2—0,5 мм больше диаметра проволоки или стержня, под-
лежащих остекловыванию.
Термопрочность согласованного спая стекла с металлом в зна-
чительной степени зависит от размеров спаиваемых деталей и
заготовок: чем они больше, тем в большей степени необходимо
согласовывать КТР стекла и металла, а также любой другой пары
материалов. Это связано с тем, что размеры материала в резуль-
тате нагрева увеличиваются пропорционально размеру тела.
Таким образом, при изготовлении согласованного спая стекла
с металлом относительного большого размера (для рантовых
спаев — диаметром выше 25—30 мм) точность согласования КТР
стекла и металла выходит за рамки допусков на эти материалы,
предусмотренных Техническими условиями при их изготовлении.
Вследствие этого пара материалов стекло—металл, взятых из
одних партий, при малом размере заготовок образует термически
прочный согласованный спай, а при их большом размере спай раз-
рушается. Следовательно, при больших размерах спаиваемых
заготовок или деталей строго согласованные сггаи стекла с метал-
лом осуществить практически невозможно. В этом случае для
Разгрузки спая от возникающих в нем механических напряжений
Металлическая деталь должна иметь деформирующуюся проточку,
что фактически превращает спай в несогласованный.
373
При малых диаметрах спаиваемых деталей либо в случае бу.
синковых и ленточных спаев даже значительная разница КТр
стекла и металла не приводит к разрушению спая при значитель-
ном изменении температур. Примером может служить получение
вакуумно-плотного и термически прочного спая стекла С49-1
с тонкой медной проволокой толщиной до 0,2 мм. Термопрочные
и вакуумно-плотные вводы в кварц осуществляют посредством
тонкой (20 мкм) молибденовой фольги, что позволяет ввести в квар-
цевый объем соответствующие электроды. Однако выполнить спай
кварца с молибденовой фольгой так же, как и вообще осуще-
ствить термопластическую обработку кварца, можно при нали-
чии кислородно-водородной горелки, обеспечивающей темпера-
туру 1800—2000 °C. Кроме того, работа с кварцем требует высо-
кой квалификации кварцедува.
Если термическую прочность согласованного спая определяет
совпадение КТР стекла и металла, а несогласованного спая —
пластическая деформация части металлической детали, то ва-
куумная плотность как при согласованном, так и при несогласо-
ванном спаях обусловлена оксидной пленкой, образующейся на
поверхности металла. От характера и толщины оксидной пленки
зависят смачиваемость металла размягченным стеклом и адгези-
онное взаимодействие материалов в спае. Обычно металл окис-
ляется в пламени горелки в процессе спаивания металла со стек-
лом либо предварительно в муфельной печи или при ВЧ-нагреве.
При окислении в пламени горелки надо руководствоваться сле-
дующими правилами.
1. Деталь должна быть обезжирена.
2. Для того чтобы избежать образования в спае пузырей,
возникающих из-за выхода растворенных газов, коваровую деталь
надо нагреть во влажном водороде при 1000—1100 °C в течение
12—15 мин.
3. В зависимости от спаиваемого металла его окисление про-
водят в различных зонах пламени горелки; окисление ковара —
у вершины восстановительной зоны факела (см. рис. 5.3). Нагрев
ведут до тех пор, пока оксид не приобретет ровный серый цвет.
Нагрев в других зонах факела приводит к образованию черной
толстой оксидной пленки, что свидетельствует о переокислении
металла. Такой ковар не образует со стеклом вакуумно-плот-
ного спая.
4. Окисление молибдена надо проводить в зоне полного сгора-
ния при температуре не выше 700 °C, при которой на поверхности
молибдена образуется диоксид молибдена, имеющий темно-ко-
ричневый цвет. Перегрев молибдена приводит к образованию
триоксида — бледно-зеленых кристаллов, которые легко воз-
гоняются и хуже смачиваются размягченным стеклом.
5. Вольфрам окисляют при 1000—1200 °C в пламени кисло-
родно-водородной горелки. При этом на поверхности металла
образуются диоксид бурого цвета, триоксид желто-зеленого цвета
1;
1
374
й промежуточный оксид вольфрама (W2O6) синего цвета. При на-
греве на воздухе до 900 °C вольфрам практически не окисляется.
Сначала на поверхности образуется диоксид вольфрама, при
1500—1600 °C переходящий в триоксид, который обеспечивает
герметичность спая вольфрама со стеклом.
6. При лезвийном спае стекла с медью связующим звеном
служит тонкий слой Си2О (красного цвета), образующийся на
поверхности меди при нагреве в мягком широком пламени газо-
вой горелки с небольшим поддувом воздуха или кислорода. При
окислении меди в пламени горелки в узком интервале температур
(1025—1060 °C) сначала образуется Си2О, который, разлагаясь,
переходит в СиО. Ввиду того что температура окисления близка
к температуре плавления меди (1084,5 °C), процесс окисления
надо вести очень осторожно, избегая перегрева. О наличии на
поверхности металла нерналожившегося оксида меди можно
судить по цвету пламени. В процессе превращения СиО в Си2О
пламя окрашивается в зеленый цвет. Более просто окислить медь
до образования Си2О можно, нагревая деталь в муфельной печи
до 900—1000 °C в атмосфере, обедненной кислородом. Для этого
во время нагрева в печь подают небольшое количество азота.
Уменьшить количество кислорода при нагреве медной детали
в муфельной печи в целях образования Си2О можно, поместив
деталь в металлический или керамический закрытый сосуд.
В лабораторных условиях, если у. сотрудников нет профессио-
нальных навыков, качественный спай стекла с металлом можно
получить при предварительном остекловывании места спая стек-
лянным порошком. Технология этого процесса состоит из следую-
щих операций:
бой стекла нужной марки размельчают в фарфоровой ступке
в мелкий порошок, который просеивают сквозь сито № 004—0063
с ячейками 40—63 мкм; если таких сит нет, можно воспользоваться
капроновым чулком;
просеянный стеклянный порошок замешивают на воде в суспен-
зию до консистенции жидкой сметаны;
обезжиренную стеклянную деталь окунанием, пульверизацией
или с помощью мягкой кисти в месте спая покрывают тонким
(0,1—0,2 мм) без наплывов слоем суспензии;
после просушивания суспензии до полного удаления воды
покрытое пастой место осторожно прогревают в пламени газовой
горелки или ВЧ-нагревом до полного оплавления порошка;
при начале оплавления поверхности доступ кислорода к металлу
Уменьшается, что благоприятствует образованию равномерного
тонкого слоя нужного оксида;
после оплавления стеклянного порошка металлическую де-
таль спаивают со стеклом в пламени газовой горелки или другим
способом нагрева.
Правильность соблюдения температурного и временного режи-
мов при спаивании стекла с металлом можно определить по цвету
375
Таблица 5.3
Цвет нормально окисленного спая стекла
с металлом
Материал Цвет спая под стеклом
Вольфрам Молибден Медь Платинит Феррохром Ковар Меднениая сталь Титан Тантал Никель Железо От светло- до темно-соло- менного От светло- до темно-ко- ричневого От красного до золоти- стого От красного до малино- вого Зеленое ато-серый Серый От красного до золоти- стого Темно-синий Серый От молочно-белого до зе- леного Практически черный
оксида металла под остывшим стеклом, свидетельствующему о ка-
честве спая. В табл. 5.3 приведены цвета правильно выполненных
спаев стекла с различными металлами, обеспечивающих вакуум-
ную плотность места спая. Следует отметить, что из-за длительного
процесса спаивания цвет оксида под стеклом может изменить от-
тенок в результате растворения большого количества оксида
в стекле.
Если требуется изготовить единичные детали сложной формы
из сплошного стекла, вакуумно-плотные многоэлектродные элек-
троизолированные вводы сквозь стекло и многоэлементные ци-
линдрические спаи стекла с металлом, используют простой и на-
дежный способ — термопластическое прессование порошкообраз-
ного стекла. Исходный порошок получают дроблением стекла нуЖ'
ной марки в стальной ступке. Дробить стекло надо в сухом виде,
так как дробление в воде приводит к гидролизации стекла, что
ухудшает его спекание. Не следует дробить стекло в фарфоровой
ступке, так как стекло загрязняется фарфором. Раздробленное
стекло просеивают сквозь сито с размером ячейки «на просвет»
от 0,2 до 0,8 мм. При использовании стандартных сит эти размеры
соответствуют номерам от 02 до 08. При запрессовке в стекло
стержневых электродов надо использовать стеклянный порошок
с размерами зерен от 0,2 до 0,4 мм (сита от № 02 до № 04). Для
прессования стеклянных заготовок или деталей либо выполнения
гильзовых спаев стекла с металлом употребляют более крупный
порошок с размерами зерен от 0,3 до 0,8 мм (сита от № 03 до № 08)<
376 ц
После просеивания порошок промывают в воде (лучше дистилли-
ованной) и высушивают в сушильном шкафу при 80—120 °C.
Определенную опытным путем (исходя из размера спрессованного
зделия) навеску еще теплого стеклянного порошка засыпают
Й пресс-форму, в которую уже помещены предварительно остекло-
ванные металлические детали (рис. 5.10).
Обычно при использовании порошка с размером зерна 0,3—
рЙ мм усилие нагрузки должно быть (6-Е-10) 10-4 МН/м2
(6—10 Г/см2). Более мелкий стеклянный порошок прессуют при
нагрузке (2-?5) 10~4 МН/м2 (2—5 Г/см2). Заполненную стеклянным
Рис. 5.10. Получение спая стекла с металлом термопластич-
ным прессованием стеклянного порошка: а — пресс-форма;
б — спрессованное изделие:
1 — усилие прессования; 2 — пуансои из жаропрочной стали;
9 — металлические электроды; 4 — графитовая матрица; 5 —
стеклянный порошок; 6 — установочные прокладки
порошком, равномерно распределенным среди электродов, с со-
ответствующим грузом сверху пресс-форму помещают в замкну-
тый объем, продуваемый нейтральным газом, проще всего — тех-
ническим баллонным азотом. Чтобы разогреть пресс-форму до
температуры размягчения стекла (650—800 °C), удобно восполь-
зоваться ВЧ-нагревом. В этом случае пресс-форму помещают
под кварцевый или стеклянный колпак с индуктором, располо-
женным снаружи или внутри колпака. Температуру и время на-
грева устанавливают опытным путем, руководствуясь размером
и формой прессуемой детали, а также маркой стекла. Для того
чтобы пресс-форму можно было использовать многократно и чтобы
сохранить ее размеры, ее следует изготавливать из плотного гра-
фита марки ППГ или ГТМ.
При спекании стеклянного порошка происходит вертикальная
Усадка, достигающая 15—35% от насыпной высоты, причем мел-
кий порошок испытывает большую усадку, чем крупный. В ка-
честве примера укажем, что для нагрева графитовой пресс-формы
Диаметром 60—70 мм требуется генератор ВЧ мощностью 2—
‘>5 кВт, работающий на частоте 3—5 кГц. При отсутствии
377
ВЧ-генератора пресс-форму можно нагреть в обычной муфельное
печи. Для этого пресс-форму помещают в стальной или керами
ческий сосуд, крышку которого для герметичности надо замазать
шамотной или другой огнеупорной глиной.
Технологические этапы спекания порошкообразного стекла
заключаются в помещении пресс-формы в холодную печь, посте-
пенном (1—1,5 ч) подъеме температуры до требуемого значения
выдержке при достигнутой температуре в течение 5—10 мин’
выключении печи и естественном ее остывании до комнатной тем-
пературы. Извлеченное из пресс-формы остывшее стекло имеет
светло-молочный цвет, обусловленный большим количеством мел-
ких воздушных пузырьков, которые заполняют весь объем стекла.
При размере зерен исходного стеклянного порошка 50—100 мкм
число пузырьков в 1 мм3 может достигать 5—6 тыс.
Пористая структура прессованного стекла придает ему суще-
ственные особенности. Благодаря ей этот вид стекла не столь
критичен к согласованию КТР стекла и спаиваемого с ним ме-
талла. Практически разность КТР в 20—25 единиц вполне до-
пустима. Это значит, что, например, стекло С72-1 можно терми-
чески прочно и вакуумно-плотно соединить со стеклом С49-1
и соответственно с коваром. В спаях пористого стекла с металлом
не возникают внутренние термические напряжения, которые мо-
гут разрушить спай. Изделия из пористого стекла не требуют
отжига по специальному режиму, благодаря чему они высоко
термопрочны. Прессованное стекло можно спаивать с обычными
стеклами, имеющими соответствующий КТР.
Физические свойства прессованного стекла не уступают свой-
ствам обычного, а по некоторым параметрам даже превосходят
их. Электрическая прочность прессованного спеченного стекла
не отличается от таковой у плавленого стекла, а диэлектрические
потери в некоторых частотных диапазонах даже меньше, чем
у обычного. КТР спеченного стекла практически не отличается
от КТР исходного плавленого стекла, из которого изготовлен
порошок. Температура термоудара у прессованного стекла выше,
чем у обычного. И наконец, прессованное стекло вакуумно-
плотно.
В прессованное стекло можно также вакуумно-плотно впаять
металлическую ленту, трубку, спираль и детали другой формы.
Запрессованная в стекло металлическая резьбовая деталь после
вытравливания в соответствующем травителе оставляет в стекле
резьбовое отверстие, которое получить другим путем чрезвы-
чайно сложно. Методом вытравливаемого металлического керна
в пористом прессованном стекле можно получить сквозные, глу*
хие и криволинейные отверстия с любой формой сечения. Прее*
сованное стекло легко обрабатывать алмазным инструментом с°
связанным зерном. Однако обрабатывать это стекло свободны#
абразивом нежелательно, так как абразив забивается в пор#
стекла.
378 Ч
5.6. НЕТРАДИЦИОННЫЕ И ЛАБОРАТОРНЫЕ
сПОСОБЫ СОЕДИНЕНИЯ СТЕКЛА С РАЗЛИЧНЫМИ МАТЕРИАЛАМИ
При конструировании и изготовлении лабораторных приборов
„ установок, а также при проведении экспериментов в приклад-
ах лабораториях технического направления основным кон-
струкционным материалом после металла является стекло. Однако
цельностеклянные узлы и приборы, как правило, используются
редко. Обычно детали из стекла служат в качестве конструктив-
ах или технологических промежуточных элементов при электро-
изолированном, термопрочном и вакуумно-плотном соединении
различных не соединяемых непосредственно материалов. При этом
конструктивное оформление узла стекло—материал может быть
самым различным. Как один из многочисленных примеров таких
узлов можно назвать спай стекла с полупроводниковыми мате-
риалами (кремнием, германием, арсенидом галлия и др.). Кроме-
того, лабораторная технология позволяет осуществить такие
операции со стеклом, которые в производственной практике пока
не используют.
5.5.1. Непосредственный спай стекла с керамикой
Основные теплофизические и химические свойства керамиче-
ских материалов позволяют непосредственно соединять их с тер-
мически размягченным стеклом. Термическое расширение боль-
шинства сортов конструкционной керамики строго линейно воз-
растает с температурой, а среднее значение КТР в интервале тем-
ператур 25—400 °C позволяет согласовать их с соответствующей
маркой стекла. Будучи по своей природе оксидным материалом,
керамика хорошо смачивается размягченным стеклом. Эти об-
стоятельства вполне достаточны для осуществления термопроч-
ного и вакуумно-плотного спая стекла с керамикой. Поскольку
стекло и керамика — твердые и хрупкие материалы, их взаимное
соединение возможно только в виде строго согласованного спая,
так как даже незначительное несоответствие КТР во всем ра-
бочем интервале температур может привести к разрушению спая.
В том случае, когда КТР стекла и керамики совпадают с достаточ-
ной точностью, спай можно осуществить в пламени газовой го-
релки. Так как любая керамика обладает значительно большей
термостойкостью, чем стекло, сначала нагревают керамику до
температуры, на 100—200 °C превышающей температуру размяг-
чения спаиваемого стекла. Затем стекло, предварительно разогре-
тое в том же пламени, соединяют с керамикой и тщательно про-
бривают шов в окислительной части пламени, желательно обо-
бщенной кислородом. При этом в основном надо прогревать ке-
рамику, а не стекло. Для того чтобы уменьшить возникающие
в спае напряжения, его следует отжечь в пламени горелки с по-
степенно уменьшающейся температурой, вплоть до полного пере-
379
и
Т'абмца g
Керамика и стекло, пригодные для непосредственного спаивания
Керамика Марка стбкла
Основа Марка КТРХ (20—200 °C) 10*, °C-1
Алюмосиликатная Алюмооксидная Оксиднобериллневая Форстеритовая Стеатитовая УФ-46 УФ-53 Поликор Брокерит-9Н ЛФ-11 Ф-17 КВФ-4 К-1 С-4А 52,5 52,5 57 53 85 83 80 92 70 С50-1 С50-1 С54-1 С54-1 С84-1 С84-1 С82-2 С89-1 С72-4
крытия кислорода и воздуха. Чтобы упростить операцию спаива-
ния стекла с керамикой, последнюю в месте спая предварительно
покрывают тонким (0,1—0,3 мм) слоем основного стекла — гла-
зуруют водной суспензией порошкообразного стекла с оплавле-
нием в муфельной печи при 700—900 гС в зависимости от марки
Рис. 5.11. Возможные конструктивные варианты спаев керамики со стеклом и
через стекло с металлом: а — бусинковый проволочный спай металла с керами-
кой через стекло; б — непосредственный согласованный спай стекла с керами-
кой; в — коаксиальный спай металла с керамикой через стекло
стекла. Приготовление суспензии порошкообразного стекла, ее
нанесение, сушка и оплавление аналогичны операции остекло-
вывания металла перед спаиванием со стеклом. Так как полного
совпадения КТР спаиваемых стекла и керамики во всем рабочем
интервале температур добиться практически невозможно, то
следует отдать предпочтение спаям, в которых на стекло дей-
ствуют напряжения сжатия, а не растяжения. Этим требованием
надо руководствоваться при выборе конструкции стеклокерамИ'
ческого спая. Естественно, что чем меньше размеры спаиваемы'
заготовок или деталей, тем менее на спай будет влиять несогласо-
ванность КТР. В табл. 5.4 приведены некоторые марки керамики
стекол, которые можно непосредственно спаять друг с другом
Возможные конструктивные варианты спаев стекла с керамикой
р стекла с керамикой и металлом приведены на рис. 5.11.
5.5.2. Несогласованный спай стекла с керамикой
Рис. 5.12. Несогласо-
ванный двухсторон-
ний спай стекла с ке-
рамическим диском:
/ — стекло; 2 — метал-
лическое лезвие; 3 — ос-
новная металлическая
трубка; 4 — тонкая про-
точка для спая с керами-
кой; 5 — «пуклевкаэ для
фиксации керамики; 6 —
керамика; 7 — место
спая керамики с металлом
На практике при изготовлении согласованного спая стекла
с керамикой подобрать материалы с требуемым КТР очень трудно-
^го вызвано тем, что по паспортным данным
значения КТР стекла и керамики могут отли-
чаться от номинала на ±(1,54-2,5) 10-7 °C-1.
Таким образом, если керамика будет иметь
КТР на верхнем пределе допуска, а стекло —
на нижнем пределе, при разности КТР в пять
единиц спай может разрушиться. Выйти из
этого положения можно, соединив стекло с
керамикой посредством несогласованного
спая с использованием промежуточной де-
тали, имеющей легко деформируемый уча-
сток. В качестве примера несогласованного
спая стекла любой марки с керамикой лю-
бой марки на рис. 5.12 приведена конструк-
ция узла, соединяющего стеклянную трубку
с керамическим диском через медную де-
таль, имеющую с одной стороны лезвийный
спай со стеклом и тонкую, легко деформи-
руемую стенку со стороны припаянного твер-
дым припоем керамического диска. По та-
кому принципу можно создать термопрочные
и вакуумно-плотные соединения стекла с ке-
рамикой любой другой формы.
5.5.3. Способы получения малооксидных спаев
стекла с металлом
Как указывалось выше, герметичный спай стекла с металлом
образуется за счет растворения поверхностного слоя стекла в ок-
сиде металла. Однако такие спаи разрушаются при контакте
с парами щелочных металлов (лития, натрия, калия, рубидия,
Цезия и франция) из-за взаимодействия этих паров с оксидами.
Это обстоятельство надо учитывать при изготовлении газораз-
рядных приборов, заполненных парами щелочных металлов,
особенно цезия. В этом случае спай должен содержать минималь-
ное количество оксида металла. Такие спаи не совсем правильно
называют безоксидными. Более точно их следует называть мало-
оксидными, так как на спаиваемом металле остается тончайший
слой оксида, благодаря которому и осуществляется спай.
Обычно малооксидные спаи стекла с металлом изготавливают
в атмосфере водорода, а в случае взаимодействия металла с водо-
381
родом (например, титана) в качестве рабочей среды использую
азот или аргон. В лабораторных условиях при изготовлении едцТ
ничных спаев можно воспользоваться простыми приспособле
ниями, позволяющими осуществить малооксидный спай в пЛа'
мени стеклодувной горелки.
На рис. 5.13 изображено приспособление для изготовления
стержневого спая путем предварительного остекловывания ме-
талла с последующим впаем его в стекло на воздухе. Приспособле-
ние цилиндрической формы изготавливают из прозрачного кварца
В широкую часть его через фторопластовую пробку пропускают
стержневой зажим, который закрепляет подлежащий остекловц-
k
Рис. 5.13. Приспособление для малооксидного остекловыва-
ния металла в среде водорода:
/ — фторопластовая пробка; 2 — цанговый зажим; 3 — стеклянная
трубка; 4 — металлический стержень; 5 — факел горящего водо-
рода; 6 — пламя горелки с кислородным поддувом; 7 — кварце-
вый корпус; 8 — подача водорода
ванию отрезок металлической проволоки. Если длина этого от-
резка велика, то его свободный конец для центровки пропускают
через выходное отверстие наружу. Обезжиренный и протравлен-
ный отрезок рабочей проволоки помещают в приспособление и
внешним пламенем газовой горелки с поддувом кислорода на-
гревают его в месте дальнейшего спая до 600—700 °C (темно-
красное каление) в течение нескольких минут. Затем проволоку
извлекают из приспособления и на окисленный участок, подле-
жащий остекловыванию, надевают короткий отрезок трубки
из стекла требуемой марки. Внутренний диаметр трубки должен
немного превышать диаметр проволоки, но не болтаться на ней.
После этого проволоку со стеклом снова помещают в приспособ-
ление, через которое пропускают в течение 30—45 с водород
(или аргон).
Время «продувки» водорода зависит от емкости приспособле-
ния и должно быть таким, чтобы весь воздух был вытеснен во-
дородом. В противном случае из-за образования «гремучей смеси»
водорода с воздухом может произойти взрыв. Для того чтобы эту
возможность полностью исключить, необходимо строго соблюдать
правила техники безопасности при работе с водородом. Особое
внимание надо обратить на плотность прилегания фторопласто-
382
* пробки к корпусу приспособления и отсутствие большой
®еЛИ между пробкой и держателем, что может привести к под-
соСу воздуха. Кроме того, совершенно недопустимо сокращать
ремя продувки водорода с целью его сэкономить. После про-
пувки на выходе водород поджигают, оставляя факел высотой
2_3 см. •
Кварцевую трубку в месте расположения стекла нагревают
газово-кислородным пламенем стационарной или ручной стекло-
дувной горелки. Для равномерного разогрева стекла после его
<Прихватки» к проволоке проволоку со стеклом надо периоди-
чески поворачивать за выступающий конец держателя. После
полного оплавления стекла на проволоке, чему в значительной
Рис. 5.14. Приспособление для получения малооксидного рантового
спая стекла с металлом:
1 — фторопластовая пробка; 2 — держатель трубки; 3 — металлическая
трубка; 4 — место спая; 5 — стеклянная трубка; 6 — трубка из плавле-
ного кварца; 7 — факел горящего водорода
степени благоприятствует высокая теплопроводность водорода,
нагрев кварца постепенно уменьшают до образования коптящего
пламени. При температуре кварца ниже 100 °C подачу водорода
прекращают, и готовую остеклованную деталь можно извлекать
из приспособления.
Малооксидный спай в отличие от оксидного под стеклом имеет
цвет чистого металла. Естественно, что при изготовлении мало-
оксидного спая в атмосфере азота или аргона все предостереже-
ния, относящиеся к использованию водорода, исключаются.
Рантовый малооксидный спай стекла с металлом выполняют опи-
санным способом на приспособлении, изображенном на рис. 5.14.
5.5.4. Электроизолированное соединение
металлических деталей
Электроизолированное механически и термически прочное
Уединение металлических деталей из одной марки металла можно
осуществить при помощи стекла. Принцип такого соединения на
Примере соединения двух труб иллюстрируется рис. 5.15. В одной
Из торцевых частей каждой трубы делают конические проточки
Под углом 5—10°. Значение угла и длина конусной части зависят
383
от толщины стенки сопрягаемых труб. Необходимо, чтобы Bhv
тренняя и внешняя конусные части деталей были выполнены по
одним углом. 14
Относительно тонкостенные трубы можно протачивать пол
Рис. 5.15. Электроизолирован-
иое высокотемпературное ваку-
умно-плотное соединение труб-
чатых металлических деталей
стеклом с наполнителем:
1, 4 ~ соединяемые металлические
детали; 2 — наполнитель (алунд.
корракс);<7 — стекло
конус без уступа, как показано На
рис. 5.16. После обезжиривания
травления и желательно отжига »
водороде при 1100 °C (в случае ис-
пользования ковара) в течение 15 мин
на обе детали в месте конических
проточек равномерным слоем нано-
сят стеклянную пасту, в которую
введено небольшое количество (3—
5 массовых долей) не растворяющегося
в размягченном стекле порошка из
диэлектрического материала, напри-
мер оксида алюминия (алунда или
корракса). Зернистость вводимого
в стеклянный порошок диэлектрика
должна быть такой же, как зерни-
стость стекла, или несколько крупнее ее. После предварительного
оплавления слоя стекла в муфельной печи или пламени газовой
горелки обе детали по коническим частям сочле-
няют друг с другом и в пламени горелки, высоко-
частотным нагревом или в муфельной печи разо-
гревают до температуры размягчения стекла. Не
прекращая нагрева, детали сжимают и слегка
проворачивают одну относительно другой. При
спаивании металлических труб их удобнее распо-
лагать вертикально. После совмещения область
спая надо постепенно остудить в пламени горелки
или другим способом до 100—50 °C. Для того
чтобы контролировать электроизоляцию, в про-
цессе спаивания к обеим деталям надо подклю-
чить прибор, фиксирующий отсутствие короткого
замыкания между ними. Кроме труб описанным
способом можно соединять и детали другой формы.
Описанное соединение обеспечивает не только ме-
ханическую и термическую прочность, но и ваку-
умную плотность спая.
Рис. 5.16. Элек-
троизолирован-
ное соединение
стеклом тонко-
стенных метал-
лических
бок:
1,3 — металле*;
ские трубки; *
стекло
5.5.5. Спай стекла с коррозионно-стойкой сталью
Вакуумно-плотный и термически прочный не-
согласованный спай стекла С49-1 с коррози-
онно-стойкой сталью Х18Н9Т, Х18Н10Т и не-
которыми другими можно выполнить как лезвийный, в кото*
ром металлическая деталь имеет легкодеформируемый участок-
384
трУ'
Коррозионно-стойкая сталь даже в отожженном состоянии су-
щественно более жесткая, чем медь, поэтому для того чтобы
обеспечить термопрочность спая, одновременно значительно утон-
чают деформирующуюся область металлической детали и исполь-
зуют стекло С49-1, которое создает в спае напряжения сжатия.
Если медное лезвие имеет равномерное утончение, лезвие из кор-
розионно-стойкой стали в области вблизи спая имеет ступеньку а
(рис. 5.17), которая позволяет относительно безопасно для лез-
вия остекловать и спаять его с
трубчатым стеклом.
г Основные технологические эта-
пы выполнения спая стекла с кор-
розионно-стойкой сталью заклю-
чаются в следующем. Заготовку
стальной трубы обезжиривают и
отжигают в водороде при 1000—
1100 °C в течение 15 мин. Отож-
женную заготовку протачивают
на лезвие согласно рис. 5.17. Сна-
чала протачивают внутреннюю по-
верхность трубы, затем заготовку
плотно насаживают на медную оп-
равку, на которой производят даль-
нейшую обработку. Обработка на
оправке вызвана тем, что отожжен-
ная коррозионно-стойкая сталь об-
ладает высокой вязкостью и поэто-
му трудно обрабатывается. Особое
внимание надо обратить на проточ-
Рис. 5.17. Несогласованный спай
стекла с коррозионно-стойкой
сталью:
Ку, уТОНЧаЮЩуЮ часть лезвия на / _ стекло; ? — лезвнйияая проточ-
0,03—0,05 ММ, ЧТО придает ему ка: 5 ~ ступенчатая часть лезвия;
„ г г-, J 4 — присоединительный фланец; 5 —
Достаточную гибкость. Проточен- место аргонно-дуговой сварки
ную деталь обезжиривают и окис-
ляют нагревом во влажном водороде при 800—850 °C в течение
Ю—15 мин. Если это необходимо, после проточки деталь с гото-
вым лезвием ар гонно-дуговой или микроплазменной сваркой
соединяют с соответствующим соединительным фланцем или дру-
гой деталью.
Подготовленную описанным способом металлическую де-
таль отрезком стеклянной трубки остекловывают в пламени га-
зовой горелки с поддувом кислорода. При этом, чтобы предохра-
нить тонкую часть лезвия от переокисления, пламя горелки сле-
ДУет направлять на стекло, по возможности избегая непосредствен-
ного контакта пламени с металлом. К остеклованной части лез-
вия приваривают стеклянную трубку из соответствующей марки
Стекла, в частности С49-1.
В. А. Коленко
5.5.6. Впаивание в стекло проволоки
из сверхпроводящих сплавов
Вакуумно-плотный ввод сквозь стекло проволоки из сверх.
проводящих металлических сплавов на основе ниобия можно
выполнить следующим образом:
медную рубашку сверхпроводящего провода в месте будущего
спая обезжиривают и слегка протравливают в смеси, состоящей
из 250 мл серной кислоты, 100 мл азотной кислоты и 2—5 г/л
хлористого натрия;
на проволоку надевают отрезок капилляра из свинцового
стекла С87-1 длиной 8—10 мм, который узким пламенем газовой
горелки оплавляют на проводе;
на остеклованную часть наваривают некоторое количество
стекла той же марки, из которого формуют бусину или тарелочку,
и затем впаивают ее в торец стеклянной трубки или в отверстие
стеклянного сосуда.
Описанный спай при гелиевых температурах испытывает
сильные напряжения сжатия, что придает ему достаточную тер-
мопрочность. Кроме того, небольшой диаметр сверхпроводящего
провода (0,1—0,25 мм) тоже благоприятно влияет на термопроч-
ность спая.
5.5.7. Остекловывание металла с помощью вакуумного обжима
Остекловывание металла при помощи вакуумного обжима
заключается в создании вакуума в стеклянном сосуде, внутри
которого помещен подлежащий остекловыванию металл. При на-
ружном нагреве стекла газовой горелкой или любым другим спо-
собом стекло размягчается и под атмосферным давлением плотно
облегает находящийся внутри металл.
Вакуумным обжимом можно остекловать проволочные и прут-
ковые металлические заготовки для дальнейшего изготовления
бусинковых или стержневых спаев. Кроме того, посредством ва-
куумного обжима можно осуществить ряд операций, выполнить
которые другими способами весьма трудно или невозможно:
вакуумную точную калибровку внутреннего диаметра стеклянных
заготовок, покрытие слоем стекла металлических деталей как по
наружной, так и по внутренней поверхностям и др.
В отличие от остекловывания металла оплавлением стеклян-
ным порошком, нанесенным на внешнюю поверхность детали,
остекловывание с использованием вакуумного обжима позволяет
получить на поверхности металла относительно толстый (до 2 мН
и более) равномерный по толщине слой стекла на поверхности пр0'
извольной формы. Так как процесс остекловывания происходи1,
в вакууме, который не превышает 1—10-1 Па (10-1—10-3 мм рт. стФ
заметного окисления металла при рабочей температуре не пр°иС'
386
опйт. Образующийся спай является малооксидным, поэтому цвет
* аЯ под стеклом представляет собой цвет чистого металла.
Некоторая сложность осуществления способа вакуумного об-
лима заключается в том, что сила атмосферного давления, воздей-
^вующего на размягченное стекло, является функцией размера
площади и, как известно, составляет 1 кг/сма. В связи с этим об-
ЖйМ Для больших участков размягченного стекла будет выше, чем
прИ остекловывании, например, тонкой проволоки. Это обстоя-
тельство надо учитывать, наблюдая за динамикой процесса и регу-
лируя его нагревом, т. е. степенью размягчения стекла.
Практическое осуществление способа остекловывания металла
с использованием вакуумного обжима заключается в следующем.
Рис. 5.18. Остекловывание металла посредством вакуум-
ного обжима:
/ — шланг для прнсоедииеиия вакуумного насоса; 2 — стеклян-
ная трубка; 3 — капиллярная оттяжка; 4 — металлическая де-
таль; 5 — пламя горелки
Подлежащий остекловыванию отрезок проволоки или стержня
из ковара, молибдена, вольфрама и других материалов обезжири-
вают, а покрытые аквадагом вольфрам и молибден протравляют
в электролите, состоящем из 20 %-го раствора в воде едкого натра
или едкого кали при напряжении переменного тока 5—10 В.
В качестве второго электрода используют графитовый стержень.
Очищенный отрезок металла помещают в оттянутый участок труб-
ки, изготовленной из стекла соответствующей марки, конец ко-
торой запаян (рис. 5.18). Длина оттяжки должна быть в два-три
раза большей, чем подлежащий остекловыванию участок ме-
талла. Внутренний диаметр оттянутого участка трубки должен
быть таковым, чтобы между стержнем и стеклом был зазор
в 0,3—0,5 мм, так как это облегчает откачку воздуха из зазора.
Толщина стенки стекла оттяжки в зависимости от конкретных
Условий остекловывания должна составлять 0,2—0,8 мм. Воздух
Укачивают обычным механическим форвакуумным насосом, со-
чиненным со стеклянной трубкой резиновым вакуумным шлангом.
Во время откачки стекло со стороны оттянутого конца надо
пРогреть «пушистым» пламенем газовой горелки до 120—150 °C,
чтобы удалить пары воды. В начале откачки надо убедиться, что
откачиваемая система герметична, для чего проще всего восполь-
зоваться искровым течеискателем. Если средств контроля вакуума
Нет, судить о степени откачки можно по стуку работающего на-
25* 387
coca: если объем не откачивается из-за наличия течи, насос «будь.
кает», а при нормальной откачке насос «стучит». Через несколько
минут откачки с прогревом (не прекращая откачки) можно при„
ступить к оплавлению стекла. Для того чтобы эту основную
операцию было удобно выполнять, трубку следует устанавливать
в вертикальном положении.
Начиная снизу, острым пламенем газовой горелки разогре.
вают стекло до размягчения и обжатия им расположенного внутри
металла. Оплавление надо вести
Рис. 5.19. Устройство для остекловы-
вания металлического тигля способом
вакуумного обжима: а — устройство;
б — остеклованный тигель:
равномерно со всех сторон, ц0.
степенно передвигая зону оплав-
ления вверх по стержню. Несо-
блюдение этого правила приво-
дит к появлению в спае пузырь-
ков и отлипанию стекла. После
остекловывания заданного участ-
ка металлической прутковой
заготовки мягким газовым пла-
менем отжигают остеклованный
участок. Лишнее, неоплавлен-
ное стекло удаляют с металла
механическим путем или раство-
рением в расплаве гидрооксида
натрия (см. гл. 6).
По своим свойствам вакуум-
но-обжатый спай стекла с метал-
лом не отличается от малооксид-
ных спаев, полученных в водо-
роде или в нейтральных газах.
Остекловывание относитель-
но крупных металлических де-
талей ведется по технологии,
практически не отличающейся от
описанной выше. Однако в этом
/ — штуцер откачки; 2 — фланец; 3 —
резиновое уплотнение; 4 — стеклянный
цилиндр; 5 — асбест; 6 тигель; 7 —-
теплоизоляция трубчатой печи; 8 — про-
волочный электронагреватель
случае деталь помещают в стек-
лянную трубку с запаянным
дном, внутренний диаметр кото-
рой должен образовывать с Де'
талью зазор в 1—1,5 мм. При
этом толщина стенки стекла в области остекловывания должна быть
0,8—1 мм. Нагреть стекло до размягчения можно в пламени газовой
горелки или, что значительно лучше, в вертикальной трубчатой,
тигельной или шахтной электрической печи. Остеклованную
деталь надо предварительно отжечь в мягком и коптящем пламени
газовой горелки либо остудить вместе с печью. Для того чтобы
полностью снять напряжения в стекле, если КТР металла И
стекла достаточно близки, окончательный отжиг производят
в печи по режиму, соответствующему использованной марке
338
стекла. Для обеспечения термопрочности остеклованного изделия
необходимо, чтобы КТР стекла был большим, чем КТР металла.
обеспечит возникновение в спае напряжений сжатия, более
благоприятных, чем напряжения растяжения. Как и во всех
случаях спая стекла с металлом, для того чтобы возникающие
s спае напряжения распределялись равномерно, металлическая
деталь должна иметь в плоскости спая круговую симметрию.
В любых выступах и углах возникают столь большие напряже-
ния, что стекло разрушается. На рис. 5.19 приведена схема осу-
ществления остекловывания цилиндрического тигля с использо-
ванием вакуумного обжима.
5.5.8. Вакуумное калибрование стеклянных трубок
Выпускаемые промышленностью в широкой номенклатуре
стеклянные трубки (дрот) имеют большие допуски на внутренний
диаметр и овальность, достигающие в зависимости от диаметра
0,6—1 мм. Доведение внутреннего диаметра трубки до заданного
размера с минимальным допуском по всей ее длине называют ка-
либрованием, или моллированием. В лабораторных условиях
калибрование небольших по длине (до 200 мм) и диаметру (до
30 мм) отрезков стеклянной трубки можно провести способом
термопластичного вакуумного обжима.
Сущность способа вакуумного калибрования заключается
в плотном облегании размягченным стеклом цилиндрической
металлической оправки (свечи), диаметр которой по всей рабо-
чей длине выдержан с большой точностью (поле допуска до
2 мкм).
Весьма существенным является соотношение КТР стекла и ма-
териала оправки: КТР материала оправки должен быть суще-
ственно большим, чем стекла. Это необходимо, чтобы после того,
как стекло затвердеет, его можно было легко снять с оправки.
Кроме того, металл оправки должен быть жаропрочным и окалино-
стойким. Для изготовления оправок используют термостойкие
стали 1Х18Н9Т (коррозионно-стойкую сталь), легированные стали
4Х14Н14В2М, 12Х1МФ, 15X5, 15Х5М и др. Для достаточно тон-
кого определения исходного (холодного) диаметра оправки можно
воспользоваться следующим соотношением:
До — Дн
1+ан<
1 +
где Do — диаметр оправки в холодном состоянии; Дн — внутрен-
ний диаметр калибруемого стекла; ан — КТР обрабатываемого
Стекла; t — температура размягчения используемого стекла, °C;
ао — КТР металла оправки.
Температура размягчения (начала пластической деформации)
Ровных марок стекол приведена в табл. 5.4.
389
После охлаждения между наружной поверхностью оправки
и внутренней поверхностью стекла образуется зазор, размел
которого можно определить из соотношения р
d = DBM (а0 — ан),
где А/ — разность между температурой затвердевания стекла и
температурой, при которой определяется зазор.
Из приведенного соотношения следует, что чем меньше дда.
метр оправки и разность между КТР стекла и оправки, тем меньше
Рис. 5.20. Устройство для получения калиброванного стеклянного капилляра
вакуумным термопластичным обжимом проволоки:
/ — вакуумная головка; 2 — трубчатая электропечь; 3 — трубка на прозрачного кварца:
4 — калибруемая стеклянная трубка; 5 — проволока-керн; 6 — резиновая пробка;
7 — шкив; в — груз натяга проволоки-керна; 9 — прижимное кольцо; 10 — накидная
гайка; 11 — резиновое уплотнение; 12 — штуцер откачки; 13 — корпус; 14 — опорное
кольцо; 15 — резина; 15 — накидная гайка; 17 — прижимное кольцо
будет зазор и соответственно будет труднее снять изделие с оправки
после остывания.
Без затруднений вакуумной калибровке можно подвергать
стеклянные трубки, начиная с диаметра 15—20 мм. При меныиих
диаметрах, чтобы стекло было легче снять с оправки, последнюю
надо делать с небольшой конусностью (1:1000 и меньше).
Вакуумную калибровку стеклянных заготовок малого диа-
метра и большой длины проводят на оправке, представляющей
собой туго натянутую прямолинейную проволоку из материала,
КТР которого близок к КТР обрабатываемого стекла. Стекло на-
гревают передвигающейся вдоль заготовки кольцевой электро-
печью (рис. 5.20). После калибровки проволочную оправку уДа'
ляют, растворяя ее в соответствующем химическом травителе-
Надо отметить, что вытравливание тонкой проволоки занимает
длительное время, уменьшить которое можно, проводя травление
в ультразвуковой ванне.
390 II
Существует и другой способ удаления из стекла проволочной
правки. В качестве материала оправки используют медную
проволоку, которую после калибровки растягивают за выходящие
из стекла свободные концы. При этом диаметр проволоки умень-
шается и она легко удаляется из стекла.
Следует отметить, что посредством вакуумного калибрования
на вытравляемой оправке на внутренней поверхности стеклянной
трубки можно образовать полости и уступы любой конфигурации,
g частности, при использовании оправки с винтовой нарезкой
после калибровки и удаления оправки травлением на внутренней
поверхности стекла образуется точно выполненная винтовая
спираль, которую на трубках малого диаметра никакими другими
способами получить невозможно. Создавая в стекле внутреннюю
«резьбу», можно осуществить простое механическое винтовое со-
единение стекла с ответной деталью из другого материала.
Из практических рекомендаций по осуществлению вакуумного
калибрования стеклянных заготовок можно привести следующие:
оправку следует обрабатывать до шероховатости поверхности
не ниже 9—10-го класса;
размер диаметра оправки должен быть выполнен по всей ра-
бочей длине с полем допуска 2—5 мкм (в зависимости от размера
оправки);
перед помещением в стекло оправку надлежит тщательно обез-
жирить и покрыть тонким равномерным слоем акводага или мяг-
ким графитом, что исключает «прилипание» стекла к оправке при
нагреве;
для того чтобы создать разряжение в зазоре между стеклом и
оправкой, можно использовать любой механический форвакуум-
ный насос, который резиновым шлангом присоединяют к одному
нз концов заготовки (второй конец заготовки должен быть за-
паян); при калибровке стекла на оправке в виде проволоки уплот-
нение между стеклом и оправкой, а также стеклом и устройством
Для присоединения к насосу можно произвести любым вакуумным
герметиком, в частности, эпоксидной смолой комнатного отвер-
ждения (места герметизации надо удалить от зоны нагрева);
в случае разгерметизации зазора или ухудшения вакуума при
нагреве процесс следует прекратить и остывшую оправку тща-
тельно очистить от тонкого слоя образовавшегося оксида.
5.5.9. Спай пленочного стекла с металлом
При изготовлении некоторых экспериментальных приборов
и установок сталкиваются с необходимостью создать плоские
°Кошечные спаи металла с пленочным стеклом — стеклянной
«фольгой». В частности, такие металлостеклянные узлы исполь-
зуют в электронном приборостроении. Зная технологию изготов-
ления такого стеклопленочного спая, лабораторный исследова-
тель может найти ему различные применения. Это оказывается
391
вполне возможным, так как стеклянную пленку толщиной
4 до 10 мкм серийно выпускает промышленность. Кроме того
стеклянную пленку микронной толщины можно изготовить в ла’
бораторных условиях, о чем будет сказано ниже.
Основным условием получения стеклопленочного спая является
существенная разность КТР металла и стекла пленки: КТР стекла
должен на (104-12) 10~’ °C-1 превышать КТР металла, чтообеспе-
Рис. 5.21. Подготовка металла под дисковый (в) и колпачко-
вый (б) спай с пленочным стеклом:
1 — пленочное стекло; 2 — предварительно остеклованное место ме-
таллической детали; 3 — металлическая деталь
чивает растягивание пленки при остывании спая до практически
идеальной плоскости. Столь существенная разность КТР не влияет
на механическую и термическую прочность спая, так как из-за
незначительной толщины стекла возникающие в спае напряжения
оказываются небольшими.
Металлическую деталь в форме плоского кольца, чашки или
в другой соответствующей форме после обезжиривания и жела-
тельно отжига в водороде
(ковар) или в вакууме (тан-
тал) в месте будущего спая
покрывают тонким слоем
оплавленного стекла (рис.
5.21). Затем на деталь кла-
дут кусок стеклянной плен-
ки и подготовленный таким
образом узел помещают
между двумя цилиндриче-
скими графитовыми элек-
тродами, которые должны
контактировать с металлом
вне зоны, покрытой стек-
лом (рис. 5.22). При пропу-
скании через электроды то-
ка низкого напряжения от
понижающего трансформа-
тора графит и находящаяся
Рис. 5.22. Резистивная графитовая электро-
печь для спаивания пленочного стекла с ме-
таллом:
/ — асбоцементное основание; 2, 8—медные элек-
троды; 3 — пленочное стекло; 4, 7 — графитовые
электроды; 5 — металлический диск, спаивае-
мый со стеклом; 6 — проточка иа электродах;
Р — груз
с ним в тепловом контакте металлическая деталь нагреваются (стек-
лянная пленка нагревается только в местах остеклованного метал-
ла). Как только слой стекла на металле размягчится, силы смачи-
вания прижмут стеклянную пленку к остеклованному металлу-
После сплавления пленки с кольцом, о чем можно судить, наблю-
392
аЯ за процессом через отверстие в верхнем графитовом электроде,
деЛают выдержку в 2—3 мин, после чего, выключив нагрев, дают
денке и электродам остыть до комнатной температуры.
л Некоторой особенностью отличается спаивание пленки стекол
становой группы (С73-2, С75-1, С76-3 и С77-2) с диском из тан-
тала, КТР которого равен 65-10"’ °C"1. На отожженный в вакууме
писк'наносят порошок из стекла С49-1 или С50-1 и оплавляют его.
Затем, положив на него стеклянную пленку, нагревают металл
током высокой частоты с использованием плоского или кольце-
вого индуктора. Такой спай выдерживает многократный нагрев
до 400 °C.
При отсутствии промышленного пленочного стекла нужной
марки тонкую пленку стекла для напаивания на металл можно
получить, резко раздувая сильно разогретый запаянный конец
стеклянной трубки. Из образовавшегося тонкостенного пузыря
выбирают относительно плоский участок и используют его для
спая. После остывания все неровности на исходной пленке вырав-
ниваются и пленка оказывается совершенно плоской.
Кроме нагрева металла при его спаивании с пленочным стеклом
графитовыми электродами или токами высокой частоты, при кото-
рых нагревается металл, а стекло практически не греется, нагрев
можно провести в обычной муфельной печи. В этом случае металл
и стекло будут нагреваться практически до одинаковой темпе-
ратуры, что может вызвать провисание стекла. Для того чтобы это
исключить, снизу надо поместить массивный стальной цилиндр
диаметром, на 1—2 мм меньшим отверстия спаиваемого диска.
Торец цилиндра должен быть обработан до 5—6-го класса шерохо-
ватости. Расположить опорный цилиндр надо таким образом,
чтобы его торец находился на уровне плоскости спая стекла с ди-
ском. При размягчении стекла его провисание будет ограничено
плоскостью торца цилиндра. Большие масса и соответственно
теплоемкость вспомогательного цилиндра не позволят ему на-
греться одновременно со спаиваемыми стеклом и металлом, а «при-
липание» к нему размягченного стекла пленки будет исключено.
5.5.10. Изготовление коаксиального провода
При необходимости изготовить тонкий коаксиальный провод
ИЛИ заэкранировать провод от внешних электрических и магнит-
ных полей на остеклованную описанным выше способом прово-
локу наносят внешний металлический слой. Этот слой можно по-
лучить термическим испарением соответствующего металла в ва-
кууме, катодным распылением, пиролизом металлоорганических
^единений или другими методами. Однако наиболее простым
является способ химической металлизации. В случае, если провод
НаДо покрыть магнитным экраном, используют ферромагнитные
^еталлы — железо или никель. Для того чтобы предохранить
онкий металлический слой от механических повреждений и
393
окисления на воздухе, его следует покрыть защитным лакощ
устойчивым в условиях эксплуатации провода. Вместо защитно/
лака металлическое покрытие можно усилить гальванически^
осаждением металла, в том числе и ферромагнитного. Описанным
способом можно получить короткие либо длинные образцы коак-
сиального провода с диаметром внутренней жилы 0,8—1,0 мм
В качестве заготовки для изготовления коаксиального провод^
можно использовать готовый микропровод в стеклянной изоляции
с диаметром медной жилы 5—20 мкм.
Оригинален и легко осуществим способ изготовления не-
больших по длине (до 50 см) отрезков коаксиального провода
металлическими элементами которого служит свинец. Технология
изготовления такого провода заключается в следующем. Две
стеклянные трубки длиной 25—30 см, одна из которых должна
иметь внешний диаметр 6—7 мм и внутренний диаметр 4—5 мм,
а вторая — внутренний диаметр 8—9 мм, вставляют друг в друга'
В образовавшийся кольцевой зазор между трубками помещают
свернутую тщательно очищенную свинцовую ленту соответствую-
щей толщины, а в канал внутренней трубки — очищенный свин-
цовый пруток. Подготовленный таким образом узел стекло—сви-
нец в средней части нагревают в пламени газовой горелки до раз-
мягчения стекла внешней и внутренней трубок. Нагрев надо
вести медленно в относительно мягком пламени, чтобы внешнее
и внутреннее стекла разогревались равномерно, внешнее — от
пламени горелки, а внутреннее — от расплавленного и перегре-
того свинца. После размягчения стекла трубки растягивают в об-
ласти максимального нагрева. Диаметр образующегося коакси-
ального участка прямолинейной формы будет зависеть от длины
«растяжки» и степени нагрева. Для того чтобы успешно изгото-
вить качественный стеклосвинцовый коаксиал, надо придержи-
ваться следующих технологических приемов:
соосное расположение стекла и металла можно обеспечить
предварительной центровкой внутренней и внешней трубок (уже
заполненных свинцом), поместить в зазор с двух торцевых сторон
кусочки свинца или другого материала; центровку можно осу-
ществить также путем уплотнения свинца в зазоре;
для того чтобы исключить образование в расплавленном
свинце пузырей воздуха, свинец надо до плавления нагревать
постепенно с одной стороны, чтобы воздух из рабочей зоны вы-
теснялся плавящимся свинцом;
толщина образующихся после растяжки стеклянных трубок
зависит от их исходной толщины; если, например, необходимо
получить толщину внешнего слоя стекла большую, чем внутрен-
него слоя, исходная толщина стенки внешней трубки должна быть
больше, чем внутренней.
Для изготовления стеклосвинцового коаксиала следует ис-
пользовать мягкие марки стекол (от С84-2 до С88-1), которое
имеют относительно низкую температуру размягчения (500--'
394
1,50 °C)- Кроме того, стекло С88-1 содержит оксид свинца, что улуч-
шает сцепление этого стекла со свинцом. Согласовывать КТР
еКЛа внешней и внутренней трубок не требуется, так как свинец,
будучи высокопластичным металлом, демпфирует все механиче-
ские напряжения, возникающие в системе.
Отметим, что стеклосвиниовый коаксиал можно использовать
нри гелиевой температуре как сверхпроводящий элемент.
5.5.11. Глазурование керамики стеклом
Керамическая деталь после изготовления (и при необходи-
мости — механической обработки) имеет микрошероховатую
структуру поверхности, в сотни раз превышающую площадь
детали. В результате этого поверхность керамики адсорбирует
большое количество газа, который, если деталь помещена в ва-
куум, существенно увеличивает время дегазации. По этой же при-
чине на воздухе внешняя поверхность керамики имеет более низ-
кое поверхностное сопротивление, что существенно влияет на
поверхностную электрическую прочность керамической детали.
Чтобы исключить это явление, поверхность керамики глазу-
руют — покрывают тонким слоем оплавленного стекла. Толщина
слоя стекла на керамических деталях, используемых в лаборатор-
ной практике, обычно не превышает 0,05—0,1 мм, в то время как
на больших высоковольтных изоляторах она достигает 0,5—
0,8 мм. При толщине стекла 0,05—0,1 мм КТР стекла и керамики
могут существенно отличаться друг от друга. Поэтому в данном
случае точно подбирать КТР не требуется.
Основным требованием, предъявляемым к стеклу, является
его влагоустойчивость, т. е. принадлежность к низкому гидро-
литическому классу. Это условие ограничивает круг марок сте-
кол, которые можно использовать для глазурования. В табл. 5.3
приведены марки стекол, которые желательно применять для
приготовления глазуровочной суспензии (шликера). Немаловаж-
ное качество стекла при использовании его в качестве глазури —
температура размягчения до такой вязкости, когда толщину стек-
лянной пленки определяют силы смачивания, возникающие между
керамикой и расплавленным стеклом. Хотя КТР стекла и кера-
мики не определяют качество глазурования, в керамических
Деталях, испытывающих резкие изменения температуры (термо-
УДар), КТР стекла и керамики не должны сильно различаться.
Основные этапы технологии глазурования керамики состоят
Из приготовления шликера, нанесения его на керамику, оплав-
ления стекла и постепенного охлаждения до комнатной темпе-
ратуры.
Бой стекла соответствующей марки размельчают в фарфоро-
вой ступке в мелкий порошок, который просеивают через сита
JVs 04—№ 063 (размер просеянных частиц от 40 до 63 мкм). Если
снт нет, порошок можно просеять через капроновый чулок.
395
Шликер приготавливают на воде, доведя консистенцию Cv
спензии до вязкости жидкой сметаны, и наносят на керамическу
деталь окунанием, пульверизацией или мягкой кистью. Если тре
буется глазуровать не всю поверхность керамики, а только часть
ее, пользуются трафаретом. Консистенция шликера должна
быть такой, чтобы при его нанесении на вертикальной поверхности
детали не образовывались подтеки и наплывы.
После нанесения слой порошкообразного стекла сушат на
воздухе в течение 3—5 ч, а затем — в сушильном шкафу при 100—
120 °C в течение 0,5—2 ч в зависимости от массы керамической
детали.
Стекла оплавляют в муфельной печи при 800—900 °C в зави-
симости от марки стекла. Время нагрева определяется массой
детали. При максимальной температуре деталь надо выдержать
10—15 мин, после чего дать ей остыть вместе с печью. В случае,
если глазуровка получилась с дефектом, после вторичного на-
несения шликера на дефектные места керамику надо вновь на-
греть.
5.5.12. Остекловывание тонкой проволоки
Для термопрочной электроизоляции тонкой металлической
проволоки или защиты ее от действия агрессивной химической
среды проволоку можно покрыть тонким слоем стекла. Про-
цесс остекловывания включает следующие технологические опе-
рации.
Проволоку покрывают шликером, состоящим из порошкооб-
разного стекла с КТР, примерно совпадающим с КТР материала
проволоки. Чтобы придать шликеру лучшую кроющую способ-
ность, его приготавливают не на воде, а на слабом растворе нитро-
клетчатки в ацетоне или амилацетате. В качестве биндера можно
использовать обычный бесцветный нитроцеллюлозный лак
НЦ-224, который надо разбавить до нужной консистенции аце-
тоном или амилацетатом. Количество стеклянного порошка и
биндера зависит от диаметра покрываемой проволоки и устанав-
ливается опытным путем. При этом надо руководствоваться тем,
что покрытие должно быть равномерным, без наплывов и под-
теков. Толщина покрытия шликером определяет толщину оплав-
ленного слоя стекла на проволоке.
Обезжиренную, а при необходимости и протравленную, про-
волоку покрывают стеклянным шликером окунанием или протя-
гиванием: короткие отрезки — окунанием, а длинные — протя-
гиванием через сосуд, наполненный шликером.
Подсушенную на воздухе проволоку, покрытую порошком
стекла, помещают в печь, чтобы оплавить покрытие. Короткие
отрезки проволоки нагревают в муфельной печи, для чего прово-
локу за концы закрепляют на двух стойках из коррозионнО'
стойкой стали. Длинные отрезки остекловывают в трубчатой
печи, протягивая через нее проволоку со скоростью, достаточной
396
полного плавления стекла. Относительно длинные отрезки
поволоки (до 5 м) можно нагреть до нужной температуры элек-
?ТйЧеским током. Тонкую проволоку из легко окисляющихся
металлов следует нагревать в атмосфере технического азота,
коТорый надо продувать через печь все время нахождения про-
волоки при высокой температуре.
Описанным способом на проволоке диаметром до 1 мм можно
получить прочное покрытие, предохраняющее проволоку от агрес-
сивного химического воздействия, в том числе окисления, при
нагреве до 400—500 °C. Заметим, что при этих температурах
стекло остается еще хорошим электроизолятором. Так, при 500 °C
объемное удельное сопротивление стекол различных марок на-
ходится в пределах от 103 до 10е Ом-см. При незначительной тол-
щине стеклянного покрытия оно выдерживает перепады тем-
ператур— термоудар в 150—300 °C (в зависимости от диаметра
проволоки и марки стекла).
5.5.13. Изготовление стеклянных капилляров
с заданной формой сечения канала
Стеклянный капилляр с заданной формой и размером сечения
канала можно изготовить, используя свойство размягченного
стекла при растягивании сохранять первоначальную форму своего
сечения. Это свойство называют «принципом подобия». Основным
условием выполнения этого принципа является равномерный на-
грев исходной стеклянной заготовки. Температура нагрева стекла
и скорость растягивания определяют диаметр вытянутого капил-
ляра, длина же его определяется шириной участка размягченного
стекла. В силу принципа подобия размер внутреннего канала и
его форма будут строго масштабно изменяться по размеру, не
меняя при этом своей первоначальной формы.
Изготовление капилляра с заданной формой сечения канала
сводится к следующему. Для первоначального формирования
в заготовке стекла канала требуемой формы исходную толсто-
стенную трубку способом вакуумного обжима (см. п. 5.5.7) дефор-
мируют на металлической оправке, изготовленной таким образом,
чтобы ее наружная поверхность соответствовала форме канала
будущего капилляра, но по размерам значительно превышала его.
Длина рабочей части оправки должна определяться шириной
зоны нагрева заготовки. После вакуумного обжатия и отжига
оправку растворяют в соответствующем химическом травителе.
Другой способ формования отверстия в заготовке заклю-
чается в ультразвуковой прошивке инструментом с соответствую-
щей формой сечения. Поскольку ультразвуковая обработка про-
исходит в суспензии свободного абразива, то, чтобы уменьшить
Шероховатость отверстия, следует использовать абразивное зерно
Малого размера (М28—М14). Вакуумный обжим при изготовлении
заготовки следует применять в том случае, когда форма требуе-
397
мого отверстия не имеет острых углов и впадин, которые не буду,
полностью заполнены размягченным стеклом из-за его больщ^л
вязкости. Ультразвуковой прошивкой в стекле можно получить
отверстия, форма которых определяется конфигурацией инстру.
мента. у'
Наружный диаметр стеклянной заготовки надо выбирать
исходя из требуемой толщины стенки готового капилляра и раз.
мера внутренней оправки или ультразвукового прошивочного
инструмента. Для удобства изготовления и дальнейшей обработки
диаметр заготовки должен быть 8—10 мм. Чтобы соблюсти усло-
вия принципа подобия, стекло заготовки следует равномерно на-
греть, что в значительной степени определяется его толщиной и
размещением исходного фигурного канала по оси заготовки.
После размягчения стекла его растягивают на длину, обеспечиваю-
щую требуемый диаметр капилляра. О размере внутреннего
канала можно судить по уменьшению внешнего диаметра капил-
ляра, так как внутренний канал будет уменьшаться от исходного
его размера в такой же степени.
Естественно, что для получения внутреннего канала заданного
размера необходимо провести несколько пробных растяжек.
Чтобы облегчить операцию ультразвуковой прошивки отверстия
на всю длину заготовки, что сопряжено со значительными труд-
ностями, прошить отверстие можно в небольшом отрезке стеклян-
ного штабика длиной 25—30 мм с последующим приплавлением
к его торцам для удобства обработки двух соосных штабиков или
трубок. Заготовку перед растяжением проще всего нагревать
в пламени газовой горелки с кислородным поддувом.
Описанным способом можно изготовить стеклянные капилляры
с каналом заданной формы и размером в десятки микрометров.
5.5.14. Изготовление
тонкостенных калиброванных стеклянных трубок
В отличие от способа калибрования относительно толстостен-
ных трубок посредством вакуумного обжима для получения стек-
лянных трубок с толщиной стенки 0,2—0,3 мм пользуются спосо-
бом продавливания калиброванного пуансона через размягчен-
ное стекло. Способом продавливания можно изготовить тонко-
стенные трубки из стекла любой марки длиной до 100 мм и диа-
метром от 3 до 10 мм. Получить трубки больших размеров, сохра-
няя принцип изготовления, можно на механизированных при-
способлениях. В качестве заготовки используют стеклянную
трубку длиной 150—200 мм, диаметром 40—50 мм с толщиной
стенки 2—4 мм. В пламени газовой горелки один конец трубки
запаивают и, прогревая это место, создают наплыв стекла тол-
щиной 4—5 мм. В центральной части наплыва штабиком или пла-
менем с поддувом изнутри добиваются образования площадки
диаметром 15—20 мм с толщиной стекла 1—1,5 мм. Разогрев
398
0 трубки до температуры, при которой оно начинает изменять
вою формУ> заготовку плавно и быстро надевают на укрепленную
вертикально стальную оправку (пуансон) и, следя, чтобы пуансон
й трубка были соосны, как бы надевают заготовку на него. Раз-
мягченное стекло плотно облегает пуансон, быстро на нем затвер-
девает. По мере продвижения пуансона на него поступают новые
порЦии размягченного стекла, образуя на нем тонкостенную
трубку. Толщина образовавшейся трубки зависит от температуры
разогрева стекла и скорости продавливания пуансона в заготовку.
Рис. 5.23. Последовательность изготовления тонкостенной калиброванной стек-
лянной трубки: а — образование наплыва стекла на заготовке; б —формирова-
ние плоского дна; в — центровка заготовки относительно пуансона; г — натяги-
вание размягченного стекла на пуансон:
/ — образовавшаяся на пуансоне тонкостенная стеклянная пробирка
Разностенности образовавшейся трубки можно избежать, рав-
номерно нагревая всю массу стекла двух заготовок. После за-
твердевания стекла и полного его остывания лишнее стекло за-
готовки отрезают и образовавшийся на пуансоне стеклянный
стаканчик снимают. Для того чтобы стаканчик легко снялся,
необходимо, чтобы КТР материала пуансона был значительно
большим, чем у стекла. Поэтому пуансон надо изготавливать из
Жаропрочных или коррозионно-стойких сталей, перечень которых
Приведен в п. 5.5.8. Трубки малого диаметра из-за плотного об-
легания пуансона и вызванной этим компрессии надо обрезать
со стороны ее дна. Если трубки малой длины (20—30 мм) можно
Получить на холодном пуансоне, то для вытягивания более длин-
ных трубок пуансон следует нагреть до 400—450 °C. При нагреве
Пуансона надо следить, чтобы его поверхность не сильно окисля-
лась, ибо к окисленной поверхности может прилипнуть размяг-
ченное стекло. Для гарантии от прилипания рабочую поверхность
Пуансона можно покрыть тонким слоем коллоидного графита или
399
закоптить в пламени газовой горелки. Естественно, что
наличии графитового покрытия нагревать пуансон надо в свобод
ной от графита зоне.
Описанным способом можно изготовить тонкостенные стеклян
ные трубки со строго фиксированным внутренним размером нё
только круглого, но и овального, треугольного, прямоугольного
и любого другого сечения, используя пуансон с соответствующе^
формой сечения. На рис. 5.23 показаны отдельные этапы техноло-
гии изготовления тонкостенной стеклянной трубки способом про-
давливания пуансона.
5.5.15. Получение круглых и фигурных отверстий в стекле
способом прокалывания
Отверстия диаметром не менее 5—6 мм в стенке замкнутого
стеклянного объема можно получить локальным нагревом с по-
следующим выдуванием тонкого стеклянного пузыря, а отверстия
меньшего размера не только круглой, но и любой другой формы
получают способом прокалывания. Локальным нагревом места
прокола стекло размягчают и затем прокалывают остроконечным
коническим инструментом, который имеет сечение, соответствую-
щее требуемым форме и размеру отверстия. Мелкие отверстия
(до 2 мм) прокалывают вольфрамовой иглой, изготовленной из
проволоки соответствующего диаметра.
Перед прокалыванием в пламени горелки, разогревающей
стекло, вольфрамовую иглу нагревают до вишневого каления
(720—780 °C) и затем быстро прокалывают ею размягченное
стекло. При получении отверстия прокалыванием необходимо
строго следить за степенью размягчения стекла и нагрева иглы.
При недостаточном нагреве стекла вокруг отверстия появляются
мелкие трещины, при перегреве отверстие получается конической
формы с затяжкой стекла внутрь. Существенным является и раз-
мер размягченной области стекла: она должна быть минимальной
для каждой толщины стенки сосуда, в котором прокалывают
отверстие.
Прокалыванием можно получить отверстия любой формы, для
чего инструмент должен иметь соответствующие размер и форму
сечения. Для прокалывания отверстий более 2 мм инструмент
можно изготовить не только из вольфрама, но и из жаропрочной
формоустойчивой стали любой марки. Заметим, что отверстия на
криволинейной поверхности стекла можно получить только спо-
собом прокалывания.
5.5.16. Спаи с использованием переходных стекол
В оптическом приборостроении и экспериментальной лабора"
торной практике сталкиваются с необходимостью осуществлять
вакуумно-плотные и термически прочные соединения металли-
400
i
1
веских и неметаллических ма-
териалов со значительно раз-
личающимися КТР. Приме-
ром тому может служить со-
чинение кремния, оптиче-
ской керамики, лейкосапфи-
оа и прочих материалов со
стеклом и металлом. В отдель-
ных случаях такие соедине-
ния можно получить посред-
ством несогласованного лез-
вийного спая, например, лей-
косапфира с медью. Однако
такой вид соединения требует
выполнения сложных техно-
логических операций по ме-
таллизации, которые не всег-
да можно осуществить в ус-
ловиях неспециализирован-
ной лаборатории. Более про-
стой является технология со-
единения материалов с раз-
личными КТР посредством
переходных стекол с незначи-
тельной разницей в КТР. Ос-
новные свойства стекол, ко-
торые можно использовать в
качестве переходных, приве-
дены в табл. 5.5.
Следует заметить, что тер-
мин «переходное стекло» в
значительной степени усло-
вен. К этой группе можно
причислить любые стекла с
Различающимися значениями
КТР. По сути, этот термин ха-
рактеризует не само стекло,
а технологический прием его
использования. Таким обра-
3°м, к нормализованной груп-
пе переходных стекол про-
мышленного выпуска отно-
сят все стекла с КТР от 3 до
’30. К)-?°C'1. В табл. 5.5 при-
ВеДены только те стекла, КТР
и свойства которых не вхо-
Дят в нормализованный ряд
Стекол широкого промышлен-
«о
<3
з-
3
i
§
t
и
3
I
Й
&
Z-S69 I. СП оош о со о — о — ш
919Я 81—83 (20— 120 °C) ш от о ь-m сч сч чк со m
SI-d 61—63 540 450 200 610
в 18-ЭН 1 SS ОО Ш Tf СО
W6-69O 57-59 (20— 120 °C) ю сч со
а стекла 79-V 1ю ♦spo Ю Ш СЧ СЧ m оою №
и о. се £ ЛХ 38-40 рооо СЧ СП ь. со СО Т-" со
WO-2-бЮ 51—53 оо ро г-< обо Ю Ш
1-В9Э 51—53 ю о ою СО — СОСО tn — vO
Z-H J । । 1 1
9-U d Illi
СО
91-Ц 33,4 560 515 575
Свойство КТР-10’, °C-*, (20—300 °C) Границы отжига, °C, ±10%: верхняя ннжняя Термостойкость, РС Температура размягчения, °C, ±10%
401
3
и
X
и
3
и
2® Е. А. Коленко
ного использования. Так, стекло Не-81а не только обладает не вх0
дящим в нормализованный ряд значением КТР, но и являет^
гелийнепроницаемым. Его используют для изготовления вакуум
ных оболочек отпаянных приборов, срок службы которых ра(/
считан на сотни тысяч часов, так как диффузия сквозь стекло
содержащегося в атмосферном воздухе гелия может ухудщИть
вакуум в приборе.
Спаивание стекла с кремнием. Благодаря высокому коэффи.
циенту пропускания в длинноволновой части спектра кремний ис-
Рнс. 5.24. Последователь-
ность вакуумно-плотного н
термически прочного спаи-
вания кремния с металлом че-
рез переходные стекла:
/ — кремний; 2 — стекло марки
ТУ; 5 — стекло П-7; 4 — стекло
С52-1; 5 — ковар; 6 — сталь-
ной фланец
пользуют в качестве материала для вход,
ного окна в спектральных и электрон-
ных вакуумных приборах, работающих
в ИК-Диапазоне. В большинстве случаев
кремниевое окно должно быть соеди-
нено со стеклянным или металлическим
корпусом прибора. К месту соединения
предъявляют жесткие требования в от-
ношении вакуумной плотности и тер-
мической стойкости вплоть до криоген-
ных температур. Из-за механических
и химических свойств кремния его нельзя
непосредственно спаять с металлом, по-
этому для получения спая используют
такое свойство кремния, как хорошая
смачиваемость стеклом, что позволяет
выполнить согласованный спай кремния
с металлом посредством переходных сте-
кол, соседние КТР которых незначи-
тельно отличаются друг от друга. В ка-
честве первого переходного стекла используют стекло марки ТУ,
которое, хорошо смачивая кремний, образует с ним вакуумно-
плотное соединение.
Следующий переход делают из стекла П-7, а для последнего
перехода применяют стекло С52-1, которое хорошо согласуется
и спаивается с коваром (рис. 5.24).
Технология получения торцевого окошечного спая диска из
моно- или поликристаллического кремния с коваром заключается
в выполнении следующих основных операций. Сначала в требуе-
мом порядке спаивают вместе все три переходных стекла, образую-
щих трубку. Диаметр трубки из стекла ТУ должен быть равен
диаметру спаиваемого кремниевого диска или быть несколько
большим его. Длина одиночного участка трубки переходного
стекла должна быть больше ее диаметра. При спаивании переход-
ных стекол в пламени газовой горелки зона размягченного стекл2
со стороны торцов спаиваемых трубок должна быть не менее
5—8 мм (в зависимости от диаметра трубок). При этом место спая
надо несколько раз осадить, раздуть и снова осадить, чтобы луч!Де
перемешать стекла разных марок. После спаивания двух переход*
402
йЬ1х стекол места их соединения не должно быть видно. Диаметр
тРубки из стекла С52-1 должен соответствовать диаметру ковара,
с которым надо спаять трубку. Стеклянный переход с напаянным
на него металлом (коваром) обезжиривают, после чего стекло
ру по возможности ровно обрезают с помощью термораскалывания
на расстоянии 10—15 мм от места спая с другим стеклом. Затем
стекло располагают вертикально (коваром вниз), сверху точно по
оси трубки помещают на ее торец кремниевый диск. Равномерным
нагревом сначала мягким, а потом узким пламенем с одновремен-
ным нагревом кремния стекло доводят до размягчения и слегка
осаживают кремниевый диск на стекло, чтобы в месте спая об-
разовалась двусторонняя гантель (наплыв). После равномерного
понижения температуры спая в пламени горелки еще горячий
узел помещают в предварительно нагретую до 150—200 °C печь
отжига.
Отжиг кремнийстеклометаллического спая надо вести по
следующему режиму: нагрев до 500—525 °C в течение 0,5—1 ч;
выдержка при температуре отжига продолжительностью в 1,5—
2 ч; охлаждение вместе с выключенной печью.
В том случае, если диаметр кремниевого диска превышает
25 мм, для выравнивания температуры между центром и краем
диска на него следует положить керамическую или кварцевую
пластинку толщиной 5—6 мм.
Вакуумно-плотное соединение плоского кремниевого диска
с металлом можно получить и посредством несогласованного лез-
вийного спая через тонкий слой стекла. Металлическую заготовку
в виде отрезка трубы из меди марки МО или, что лучше, МБ
с одной стороны протачивают на тонкое лезвие. После обезжири-
вания на ширину 4—6 мм к внешней поверхности лезвия припаи-
вают трубку из стекла марки ТУ. Затем на расстоянии 5—6 мм
от края лезвия стекло отрезают термораскалыванием, а затем,
разогрев его до размягчения, заворачивают и припаивают к вну-
тренней поверхности лезвия. При остекловании необходимо, чтобы
над концом лезвия был наплыв стекла не менее 1,5—2 мм. К осте-
клованному лезвию припаивают кремниевый диск, диаметр кото-
рого должен быть на 2—3 мм больше диаметра лезвия у вершины.
Диск соосно лезвию помещают на остеклованную поверхность
и в муфельной печи нагревают до 800—850 °C. При этой темпе-
ратуре кремниевый диск смачивается размягченным стеклом и
образует с ним вакуумно-плотное соединение. После спаивания
Узел следует охладить вместе с выключенной печью. Спаивание
кремниевого диска с остеклованным лезвием можно выполнить
и при высокочастотном нагреве, однако для нагрева кремния на
диск надо положить небольшой стальной предмет.
Вариант выполнения несогласованного спая кремния с метал-
лом приведен на рис. 5.25. Нормально выполненный спай кремния
Со стеклом должен иметь ровный серый цвет. Для того чтобы закре-
Пить лезвийный спай кремния с металлом, на корпусе прибора
26* 403
медную заготовку до проточки лезвия припаивают твердым при.
поем к соответствующему стальному фланцу. Мягким припое^
в корпус прибора можно припаять уже готовый спай.
Спаивание стекла с германием. Кроме ценных полупроводни.
ковых свойств германий, так же как и кремний, обладает высоким
значением коэффициента пропускания в ИК-области спектра
что позволяет широко использовать его для изготовления входных
окон различных приборов ИК-техники. В связи с этим важной
технологической проблемой является вакуумно-плотное и термо-
Рис. 5.25. Несогласованный спай крем-
ния с металлом:
1 — кремний; 2 — поверхность креминя,
смоченная стеклом марки ТУ; 3 — лез-
вие металла, покрытое стеклом марки ТУ;
4 — металлическое лезвие, проточенное
на трубке; 5 — присоединительный фла-
нец
его спаивание со стеклом надо
стойкое соединение германия с
различными конструкционными
материалами. Общепринятый
способ такого соединения заклю-
чается в спаивании германия со
стеклом и последующем соедине-
нии стекла с металлом или дру.
гими конструкционными мате-
риалами. В отличие от кремния,
который при температуре спаи-
вания со стеклом незначительно
окисляется кислородом воздуха,
германий начинает заметно оки-
сляться на воздухе уже при
600—650 °C. Кроме того, темпе-
ратура плавления германия
(937 °C) ограничивает круг сте-
кол, которые могут быть с ним
спаяны.
Из-за окисляемости германия
производить в защитной атмос-
фере аргона или гелия. Использовать азот в качестве защит-
ного газа недопустимо, так как уже при 700—750 °C германий
начинает взаимодействовать с азотом с образованием нитридов,
которые не позволяют получить герметичный спай германия со
стеклом. Наиболее приемлемое стекло для спаивания с герма-
нием — А-54, ибо оно хорошо смачивает германий, образуя ва-
куумно-плотное соединение. Если необходимо закончить спай
германий — стекло коваром для последующего соединения с ме-
таллическим корпусом прибора, стекло А-54 надо предварительно
спаять с переходным стеклом С52-1, которое согласуется с коваром-
В лабораторных условиях надежный вакуумно-плотный спай
германия со стеклом можно выполнить и на воздухе, предвари-
тельно остекловав в защитной среде германиевый диск. Размоло-
тый и просеянный порошок стекла А-54 замешивают на маловяз-
ком нитробиндере в суспензию, которую наносят на диск в обла-
сти спая.
Стеклянный порошок оплавляют в защитной атмосфер®’
поместив диск в сосуд из коррозионно- или окалиностойк0®
404
стали, сквозь который продувают аргон или гелий. Сосуд, а соот-
ветственно и диск до температуры остекловывания нагревают
в муфельной печи или, что технологичнее, резистивным токовым
нагревом с использованием графитовых электродов (рис. 5.26).
Температура нагрева германия при остекловывании должна
быть 800—850 °C. Режим остекловывания при единичных спаях
определяют по предварительным контрольным нагревам на тех-
нологических образцах германия. Остеклованный германиевый
диск спаивают со стеклянной трубкой соответствующего диаметра
марки А-54 индукционно-кос-
венным нагревом. Этот способ й -------------1--- __ t
заключается в индукционном
ВЧ-нагреве стальной или гра-
фитовой детали в виде колпака,
внутри которого помещают труб-
ку из стекла А-54, соосно с ко-
торой располагают остеклован-
ный германиевый диск (рис.5.27).
Стекло и диск нагреваются за
счет излучения и конвекции от
нагретой поверхности колпака.
Для преимущественного равно-
мерного нагрева германия и по-
догрева стекла до температуры
Рис. 5.26. Резистивная графитовая
печь для остекловывания германия в
защитной атмосфере:
/ — груз; 2 — медные охлаждаемые пла-
стины; 3,7 — графитовые электроды; 4 —
крышка рабочего объема печи; 5 — отвер-
стие для выхода защитного газа; 6 — ра-
бочий объем печи; 8 — каналы для охлаж-
дающей воды; 9 — германиевый диск; 10 —
вход защитного газа; 11 — оплавляемый
стеклянный порошок
ниже размягчения торцевая
стенка нагреваемого колпака
должна иметь толщину 5—7 мм,
толщина боковой стенки не дол-
жна быть более 1 мм. Колпак
нагревают плоским спиральным
индуктором, расположенным над
колпаком. За процессом спаива-
ния можно следить с помощью
зеркала, направленного на область спая. После размягчения
стекла (в основном от нагретого германиевого диска) и обра-
зования на нем двухсторонней гантели индукционный на-
грев плавно снижают до 100—150 °C, после чего спаянный
Узел помещают в муфельную печь и отжигают при 550—620 °C
в течение 30 мин с последующим плавным охлаждением вместе
с печью.
После отжига стекло марки А-54 спаивают с переходным
стеклом марки С52-1, которое затем спаивают с коваром. Порядок
спаивания узла германий—ковар можно изменить. Сначала ковар
спаивают со стеклом С52-1, затем стекло С52-1 — со стеклом А-54,
к которому припаивают остеклованный германиевый диск путем
индукционно-косвенного нагрева.
Германиевый диск можно надежно соединить с металлом по-
средством несогласованного лезвийного спая с медью через тон-
405
кий слой переходного стекла А-54. Медное лезвие покрывают
стеклом А-54 по технологии, описанной выше. Остеклованный
в защитной атмосфере германиевый диск соосно помещают на
лезвие и в муфельной печи или индукционным ВЧ-нагревом спаи-
вают их. Соединение такого
вида изображено на рис. 5.28.
Спаивание стекла с лейкой
сапфиром. В отличие от крем-
©О©© ©©©©"''
Рис. 5.27. Способ косвенного индук-
ционного нагрева при спаивании герма-
Рис. 5.28. Несогласованный
лезвийный спай германия
с металлом:
1 — германий; 2 — стекло мар-
ки А-54; 3 — металлическое
лезвие
ния со стеклом:
/ — высокочастотный индуктор; 2 — сталь-
ной нлн графитовый колпак; 3 — герма-
ний; 4 — предварительно остеклованная
поверхность германия; 5 — трубка нэ
стекла марки А-54; 6 — зеркало для кон-
троля процесса спаивания
ния и германия, которые совершенно непрозрачны в видимой части
спектра, но обладают высоким коэффициентом пропускания
в ИК-области, лейкосапфир достаточно прозрачен в видимой УФ-,
и ИК-областях (рис. 5.29). Лейкосапфиру как монокристалличе-
скому материалу, выращенному из расплава оксида алюминия,
Рис. 5.29. Зависимость
пропускания лейкосап-
фира от длины волны
Рис. 5.30. Зависимость
КТР лейкосапфнра от
температуры
свойственна анизотропия многих физико-механических свойств*
В частности, значение КТР лейкосапфирового диска, вырезанного
параллельно оптической оси (направлению вытягивания из рас-
плава), больше, чем у диска, вырезанного перпендикулярно
к оптической оси. Кроме того, значение КТР лейкосапфнра cynie-
406
твенно возрастает с ростом температуры (рис. 5.30). Для осуще-
ствления вакуумно-плотного и термостойкого соединения лейко-
саПфира со стеклом, а также с металлом используют переходные
сТекла С59-ЗМ или А-54. Из-за различного температурного хода
gTP лейкосапфнра и стекла в спае возникают напряжения как
сжатия, так и растяжения (рис. 5.31).
При нагревании спаянного узла по периметру спая сначала
создаются напряжения сжатия, которые с ростом температуры
ченне механических напря-
жений, возникающих в спае
лейкосапфнра со стеклом
С59-ЗМ или А-54 в зависи-
мости от температуры:
1 — образец, вырезанный вдоль
оптической оси; 2 — образец,
вырезанный перпендикулярно
к оптической оси
уменьшаются и при 360 °C становятся
равными нулю. При дальнейшем нагреве
в спае возникают напряжения растяже-
ния, которые при 500°С начинают умень-
шаться и при 570 °C исчезают. Послед-
нее обстоятельство вызвано тем, что при
570 °C начинается заметное размягчение
стекла.
Соединение стекла с лейкосапфиром,
а в дальнейшем и с металлом может
быть выполнено в виде как согласован-
ного, так и несогласованного спаев. Со-
гласованный дисковый торцевой спай
выполняют следующим образом. На по-
верхность лейкосапфирового диска в об-
ласти спая наносят эмаль — тонкий слой
стекла А-54, полученный оплавлением
при 850—900 °C порошкообразной сус-
пензии этого стекла в муфельной печи.
Затем к остеклованному месту припаи-
вают трубку из стекла С52-1, кото-
рую, если это необходимо, пред-
варительно можно спаять с коваром. Спаивание диска с труб-
кой лучше всего проводить индукционно-косвенным нагревом
на приспособлении, изображенном на рис. 5.27. Спаянный узел
следует отжечь при 570—590 °C в течение 20 мин. Если диаметр
лейкосапфнра менее 30 мм, ориентация плоскости диска относи-
тельно оптической оси не является сушественной. Согласно литера-
турным данным согласованные спаи лейкосапфнра со стеклом
или коваром через стеклянную эмаль остаются вакуумно-плот-
ными в интервале температур от 350 до —196 °C.
Несогласованный лезвийный спай лейкосапфирового диска
с медью выполняют по технологии получения несогласованного
спая германия со стеклом.
Спаивание стекла с оптической керамикой. Оптическая кера-
мика (КО) — спрессованный и спеченный поликристаллический
мнтериал, обладающий высоким коэффициентом пропускания
в средне- и длинноволновой частях ИК-спектра.
Поскольку оптическая керамика представляет собой поликри-
сталлический материал, она не обладает анизотропией свойств и,
407
в частности, ее КТР одинаков во всех направлениях. Наиболее
пригодной для спаивания со стеклом оказывается оптическая
керамика КО-6, самая широкополосная в ИК-спектре, а максц.
мально подходящим для спаивания с КО-6 оказывается стекл0
С59-ЗМ, КТР которого хорошо согласуется с КТР керамика
Технология спаивания КО-6 со стеклом С59-ЗМ аналогична технсь I
логии спаивания стекла с германием. Отличие состоит в том, что
остекловывать КО-6 надо в муфельной печи на воздухе стеклянным
порошком, полученным из С59-ЗМ. Собственно спаивание остекло-
ванного керамического диска производят на приспособлении с ин-
дукционно-косвенным нагревом, изображенном на рис. 5.27. Если
необходимо соединить стекло с коваром, в качестве переходного
стекла используют С52-1. Выполнить спаи других марок опти-
ческой керамики со стеклом можно по описанной технологической
схеме с использованием основного и переходных стекол соответ-
ствующих марок.
Описанные способы соединения стекла с кремнием, германием,
лейкосапфиром и оптической керамикой позволяют получить не
только вакуумно-плотные, но и термически стойкие спаи, выдер-
живающие нагрев до 400—450 °C. Если место соединения должно
нагреваться не выше 140 °C, вакуумно-плотное соединение стекла
с указанными материалами можно осуществить прессованием через
металлический индий. В этом случае согласовывать КТР соединяе-
мых материалов не надо, так как возникающие в спае механиче-
ские напряжения демпфируются индием за счет его высокой пла-
стичности. Соединение через индий, обладающий высокой адгезией
во многих материалах, требует выполнения ряда относительно
сложных технологических операций, в частности, доведения по-
верхности сопрягаемых деталей до 12—14-го классов шерохова-
тости, а также тщательной очистки деталей перед запрессовкой,
включая обработку в газовом разряде.
Спаивание стекла с ситаллом. Ситаллы (пирокерам, стекло-
керамика) — материалы, полученные объемной кристаллизацией
стекла, структура которых содержит до 95% кристаллов стекла
размером до 1 мкм, скрепленных незакристаллизованной стекло-
фазой и распределенных по всей массе пор субмикронных разме-
ров. Такая структура ситалла определяет присущие ему уникаль-
ные свойства. Ситаллы, у которых кристаллическая фаза доходит
до 95%, оптически прозрачны. КТР ситалла обусловлен входя-
щими в его состав оксидами металлов и близок к нулю, а для не-
которых марок имеет отрицательное значение. Будучи поликрИ-
сталлическим материалом, ситалл изотропен, т. е. его свойства
одинаковы во всех направлениях. Теплофизические свойства си-
талла значительно затрудняют его термостойкое соединение
со стеклом. Согласованный спай исключается, так как стекла квар-
цевой группы с малым КТР имеют слишком высокую температуРУ
размягчения, существенно превышающую температуру размягче-
ния ситалла. Единственно возможным способом выполнения
408
II
рМостойкого соединения является несогласованный лезвийный
ситалла с медью. В качестве соединительной эмали можно
Сгпользовать стекла марок С38-1 и С48-1 с температурами размяг-
й нйя 575 и 555 °C соответственно. Лезвийный спай ситалла
4 меДьЮ можно выполнить и при использовании легкоплавких
С.теклоэмалей с температурой плавления около 400 °C.
L Технология осуществления лезвийного спая ситалла с медью
заключается в предварительном остекловывании ситалла и лез-
вия порошкообразным стеклом или эмалью с последующим опла-
влением в муфельной печи на воздухе. Окончательное спаивание
производят посредством индукционно-косвенного нагрева, опи-
санного выше. Однако наиболее качественное вакуумно-плотное
соединение ситалла со стеклом, кварцем, керамикой и другими
материалами можно получить только посредством индиевого уп-
лотнения, термостойкость которого, однако, не превышает 140 °C.
5.5.17. Обеспечение внутреннего размера
в спаиваемом замкнутом объеме
При спаивании стекла со стеклом или другими материалами
(металлом, керамикой и др.) сталкиваются с необходимостью точно
выдержать расстояние между деталями, расположенными внутри
объема. Обычно для этого используют специальные размерные
приспособления (оправки), которыми измеряют заранее выбран-
ный наружный базовый размер на спаиваемом узле. Этот внешний
размер определяют в соответствии с требуемым не измеряемым
внутренним размером. Использование внешней оправки не позво-
ляет обеспечить высокую точность внутреннего размера. Это обу-
словлено тем, что внутренний размер устанавливают не непосред-
ственно, а косвенно. Кроме того, внешняя оправка затрудняет
равномерный нагрев стекла, а нагрев самой оправки практически
определить невозможно. Последнее обстоятельство вызывает теп-
ловое расширение оправки и соответственно изменение контроль-
ного размера. В том случае, когда внутренний размер надо уста-
новить с высокой точностью, вместо наружных оправок исполь-
зуют легко удаляемые калиброванные по размерам вспомогатель-
ные детали, которые после спаивания узла или прибора раство-
ряют водой. Кроме того, материал внутренней оправки должен
выдерживать нагрев до 800—850 °C и не оставлять после удаления
Сдедов, затрудняющих высоковакуумную откачку прибора.
В наибольшей степени этим требованиям удовлетворяет пиро-
фосфат натрия (тетранатрийпирофосфат Na4P2O7-10 Н2О), кото-
рый после соответствующей технологической обработки можно
пРевратить в твердый монолитный материал, получивший назва-
ние растворимой керамики. Существенная особенность раствори-
мой керамики состоит в высокой термостойкости (800—900 °C),
•^сходный материал квалификации «Ч» или «ЧДА», являющийся
Рйсталлогидратом, нагревают до 500—600 °C в течение 10—
409
Рис. 5.32. Использование рас-
творимой керамики для точной
фиксации внутреннего зазора
при изготовлении металлостек-
лянного замкнутого прибора:
1,4 — металлические части при-
бора; 2 — стекло; 3 — раствори-
мая керамика; б — штенгель от-
качки, через который вымывают
керамику
15 мин, чтобы удалить кристаллизационную воду. ПолученНЬ),
частично спеченный порошок размалывают в фарфоровой ступк
или шаровой мельнице с муллитовыми шарами, просеивают через
сито № 005—№ 007 (или капроновый чулок) и прессуют при да&,
лении 2—3 т/см2 в заготовку требуемого размера. Спрессованную
заготовку обжигают на воздухе при 900—920 °C. После обжИГа
заготовка приобретает значительную прочность и твердость, и ее
можно подвергнуть любому виду механической обработки до тре.
буемого размера. Тонкую доводку По
толщине обычно проводят шлифова-
нием на свободном абразивном зерне.
Так как полученная керамика хоро-
шо растворяется в воде, все операции
по ее механической обработке надо
проводить в безводной среде. Если
это необходимо, при шлифовании в
качестве смазочно-охлаждающей
жидкости можно использовать глице-
рин, керосин или спирт.
Для того чтобы сохранить точный
размер, готовую оправку из раство-
римой керамики надо предохранять
от контакта с влагой, содержащейся
в окружающем воздухе, поместив ее
в эксикатор с осушителем. Оконча-
тельную очистку оправки перед ее
использованием следует производить
спиртом. После спаивания стекла
прибора через изготовленное заранее технологическое отверстие
или откачной штенгель (если прибор вакуумный) оправку из
керамики растворяют струей холодной или, что лучше, горя-
чей воды.
На рис. 5.32 приведен пример использования растворимой кера-
мики для точной фиксации зазора между электродами в газораз-
рядном приборе.
В том случае, если финишную сборку прибора производят пай-
кой мягким припоем или склеивают эпоксидным компаундом, в ка-
честве материала для растворимой в воде оправки, фиксируют611
внутренний размер, можно использовать кристаллическую камен-
ную соль (хлористый натрий) или плавленый сахар, спрессован-
ный хлористый аммоний (нашатырь) и другие легко растворимы6
в воде вещества. Однако в приборах с оксидным катодом использ^
вание в качестве растворимой оправки материалов, содержали*
хлор (каменной соли, нашатыря), недопустимо, так как Да?ке
ничтожные следы хлора отравляют оксидный катод. Использ\й
нашатырь, следует иметь в виду, что он при 335 °C сублимируй'
покрывая всю внутреннюю поверхность прибора прочным на’
летом.
410
5.5.18. Токовые вводы в стекло
Рис. 5.33. Зависимость до-
пустимого значения тока
через проволочный ввод
сквозь стекло от диаметра
проволоки
Электрические вводы в стекло подразделяются на потенциаль-
е и токовые. Если потенциальный ввод можно выполнить из
11 кТропроводящего материала практически любого сечения,
’ к токовому вводу предъявляют ряд требований. При прохо-
ждении электрического тока ввод нагревается, причем нагрев
ределяется значением тока, удельным сопротивлением мате-
риала ввода, а также его длиной и сече-
нием. Нагрев ввода увеличивает его раз-
меры, в результате чего в спае возникают
механические напряжения. В том слу-
ча61 если в исходном состоянии (без
рока) в спае были напряжения сжа-
тия, нагрев ввода приведет к появлению
напряжений растяжения, что не опасно
для спая. Однако, если в спае уже были
напряжения растяжения, дополнительные
напряжения из-за нагрева ввода могут
разрушить спай.
Аналитический расчет теплового режи-
ма токового ввода в стекло зависит от мно-
гих параметров и очень сложен. На прак-
тике максимально допустимое значение
тока через ввод в стекло можно определить
по графикам, приведенным на рис. 5.33.
Для токов больше 25 А вводы, как правило, непосредственно
в стекло не впаивают. Для больших токов используют кол-
пачковые впаи, в которых диаметр ввода неограничен. Естест-
венно, что при непосредственном впае ввода в стекло их КТР
Должны быть максимально согласованы.
5.5.19. Некоторые приемы стеклодувных работ,
полезные в лабораторной практике
Перечень операций и приемов, связанных с тепловой обработ-
кой стекла, практически безграничен. В зависимости от опыта
и квалификации стеклодува одна и та же операция может быть
Бйполнена различными путями, поэтому стеклодувное мастерство
Приобретается не в результате изучения литературы, а кропотли-
работой за горелкой. Однако некоторые простейшие приемы
Работы по термической обработке стекла, с которыми прихо-
7ГГСяя сталкиваться в лабораторной практике, может выполнить
’обой лабораторный работник после небольшой тренировки.
Основным процессом разрезания стекла является так называе-
те термораскалывание. Процесс термораскалывания заключается
Издании локального нагрева, приводящего к возникновению
Панических напряжений, превышающих прочность стекла.
411
Рис. 5.34. Проволочная электро-
резка для термораскалывания
стекла:
/ — нихромовая проволока; 2 — ме-
таллические стойки с токоподводом
снизу; 3 — электроизоляционное ос-
вованне (асбоцемент); 4 — линия термо-
раскола; 5 — разрезаемая стеклянная
трубка
Температурный градиент, обусловливающий термор аскалываць
определяется величиной и временем нагрева, а также теплоц?'
водностью стекла. В современной технологии лучше всего тер?1
раскалывание происходит при воздействии на стекло импульсц^
излучения СО8-лазера. В лаборатории при единичных операцИя°
пользуются более простыми, но достаточно эффективными метода?
термораскалывания стеклянных трубок диаметром более 15 ?
и стеклянных баллонов любого размера. Следует отметить, 4Tt)
стеклянные изделия с толщиной стенки менее 1 мм разрезать теп.
мораскалыванием очень трудно. р
Наиболее простой способ термораскалывания заключается
в нанесении на стекло алмазом или твердосплавным ножом цара.
пины' (риски), в направлении ко-
торой спереди на расстоянии 2-
3 мм к стеклу прикасаются концом
сильно разогретого стеклянного
штабика. Как только от риски до
штабика образуется трещина, шта- |
бик передвигают дальше и таким
образом ведут за ним трещину до
ее замыкания с риской. Способ
«горячего штабика» требует час-
того его нагрева, а место реза бы-
вает недостаточно ровным.
Этому способу аналогично тер-
мораскалывание посредством по-
лукруглого «крючка», изготовлен-
ного из проволоки диаметром 5-
6 мм и изогнутого по радиусу, чуть
большему, чем разрезаемая стек-
лянная трубка. После нанесения в нужном месте риски к ней
прикасаются раскаленным до темно-красного цвета крючком и,
держа его неподвижно, вращают трубку в плоскости реза. Если
при этом не возникнет кольцевой трещины, на место реза надо
подуть или прижать к нему маленькую ватку, смоченную водой.
Резку стекла крючком следует производить быстро, чтобы ин-
струмент не остыл, а стекло сильно не разогрелось вблизи об-
ласти реза.
Для термораскалывания стеклянных трубок большого Диа"
метра значительно удобнее использовать проволочные электр0"
стеклорезки. При разрезании отдельных стеклянных труб°*
диаметром свыше 15 мм пользуются электрорезкой, схема котороИ
изображена на рис. 5.34. На основании, изготовленном из теги10"
стойкого электроизоляционного материала, например асбоДе‘
мента, закрепляют две металлические стойки, к которым npHc°ej
диняют нихромовую проволоку диаметром 1—1,5 мм со стреД°
провиса 100—150 мм. К стойкам подводят напряжение 5—8
которым проволока должна быть нагрета до 700—800 °C (иБ
412
11
еНия — вишневый). На стеклянной трубке в месте реза нано-
j риску, в плоскости которой медленно вращают трубку, поло-
^и/ее на нагретую проволоку. Как только у риски появится
’’'едина, ее ведут вокруг трубки до полного смыкания. В том
'L4ae, если трещина не образуется, следует три-четыре раза
повернуть трубку по проволоке, а затем приложить к риске
амоченную водой ватку или капнуть на риску водой. При этом
„азу же должна образоваться кольцевая трещина.
Р Если требуется разрезать трубку в собранной установке.
впаять в стеклянную арматуру новое звено, например стеклян-
ный кран, а также разрезать трубку небольшого диаметра, поль-
зуются ручной электростеклорезкой (рис. 5.35). В отрезок тол-
Рис. 5.35. Ручная проволочная электростеклорезка:
/ — разрезаемая трубка из стекла; 2 — нихромовая проволока;
9 — зажимы; 4 — толстостенный резиновый шланг; 5 — стальные
стержни; 6 — токоподводящие шины
стостенной резиновой трубки (например, форвакуумного шланга
5x4) на глубину 40—50 мм вставляют два стальных стержня диа-
метром 5—6 мм и длиной 90—100 мм. Предварительно к торцу
стержней, входящих в трубку, припаивают гибкий провод ГИЦ
сечением 3—5 мма, который продевают в отверстие шланга, про-
жигая его раскаленным гвоздем. В отверстия, просверленные во
внешних торцах стержней, закрепляют нихромовую проволоку
Диаметром 0,3—0,5 мм.
При необходимости разрезать стекло в собранной арматуре
(установке) один конец проволоки освобождают, обносят его
вокруг трубки и вновь закрепляют в стеклорезе. За счет элас-
тичности резинового шланга проволока почти полностью обхва-
тывает стеклянную трубку; затем проволока накаляется до крас-
ного каления, и на трубке по предварительно сделанной риске
образуется ровная трещина.
Ровно обрезать бутыль или другой стеклянный сосуд боль-
шого диаметра можно следующими способами.
Зажав сосуд в патроне токарного станка, в месте реза делают
Р«ску, в плоскости которой при вращении сосуда проводят нагрев
°Стрым кинжальным пламенем газовой горелки. При неизмен-
ном расположении горелки относительно сосуда на последнем
образуется трещина, разъединяющая сосуд на две части.
413
На стеклянный сосуд в плоскости реза наматывают в два.т
слоя хлопчатобумажную нить, смоченную бензином. Нить no₽li
жигают, и в месте ее соприкосновения со стеклом образует?
кольцевая ровная трещина. я
Широкогорлую бутыль или другой формы цилиндрически
сосуд большого диаметра можно ровно обрезать, заполнив его
минеральным маслом до уровня реза. В масло на глубину 2(и
25 мм погружают конец разогретого до светло-красного каления
железного стержня диаметром 40—50 мм. По уровню масла в со.
суде образуется ровная кольцевая трещина. Если масло загс-
рается, сосуд надо закрыть сверху, чтобы прекратить доступ
кислорода.
При необходимости разрезать по любому контуру пленочное
стекло толщиной 0,02—0,05 мм пользоваться методом терморас-
Рис. 5.36. «Горячий нож» для резки пленочного стекла:
/ — токоподводящие гибкие шниы; 2 — пайка токоподводов к стальным электродам;
3 — обмотка нитью, крепящая электроды; 4 — полиэтиленовые трубки, надетые на элек-
троды; б — электроды; 6 — зачеканка в электроды нагревателя; 7 — отформованный
проволочный вольфрамовый нагреватель
калывания нельзя, так как из-за малой толщины стекла возни-
кающие в нем термомеханические напряжения недостаточны,
чтобы разрушить стекло. Механические способы разрезания
с использованием свободного или связанного абразива трудно-
осуществимы и малоэффективны. В этом случае применяют спо-
соб «горячего ножа», суть которого заключается в локальном
плавлении стеклянной пленки по требуемому контуру. Осуще-
ствляют этот способ «горячим ножом» в виде остро изогнутой
петли из вольфрамовой проволоки диаметром 0,2—0,3 мм, нагре-
ваемой электрическим током до 800—900 °C (красное каление).
Вольфрам как материал для «ножа» выбран потому, что он при
рабочей температуре сохраняет достаточную упругость и мало
окисляется.
Для того чтобы избежать расслоения вольфрамовой прово-
локи, ее надо изгибать в петлю на стальном керне (швейной игле)
диаметром 0,4—0,5 мм. Один из возможных конструктивны*
вариантов «горячего ножа» приведен на рис. 5.36. На двух сталь-
ных стержнях диаметром 5—6 мм и длиной 90 мм (изготовленных-
например, из 100-миллиметровых гвоздей, у которых отпиливаю
шляпки и заостренную часть) пропиливают площадки, к которы1*
припаивают мягким припоем токоведущие изолированные гибки
414
11
повода сечением 1,5—2 мм2. С противоположной стороны каж-
оГо из стержней по оси делают тонкий пропил или высверли-
я ]от отверстие диаметром 0,5—0,8 мм на глубину 5—7 мм. После
в кой подготовки на стержни надевают полимерные изоляцион-
ые трубки соответствующего диаметра, оставив спереди стержня
незакрытый участок в 10—15 мм. Последняя операция по изго-
товлению «горячего ножа» заключается в зачеканивании в шлиц
йЛи отверстие стержней предварительно очищенной от акводага
вольфрамовой петли. Для удобства зачеканки петли изолирован-
ные стержни надо прочно соединить друг с другом, например,
туго связав их крепкой нитью. Вершина вольфрамовой петли
должна находиться на расстоянии 10—45 мм от торца стержня.
В качестве «горячего ножа» можно с успехом использовать
детский прибор для выжигания рисунков на дереве. В этом при-
боре, снабженном соответствующим регулируемым источником
питания, необходимо только заменить толстую нихромовую петлю
ва тонкую вольфрамовую.
При резке стеклянной пленки «горячим ножом» надо избегать
длительного контакта нагретой петли со стеклом, ибо в против-
ном случае стекло может прилипнуть к вольфраму.
Как указывалось выше, для спаивания стекол с сильно раз-
личающимися КТР необходимо использовать переходные стекла,
работа с которыми требует высокой квалификации стеклодува
и комплекта соответствующих переходных стекол. В том случае,
если разница КТР стекол не превышает (30ч-40) 10-7 °C-1, можно
воспользоваться следующим простым приемом спаивания таких
стекол без использования специальных переходных. В трубке
с меньшим КТР затягивают дно и в образовавшуюся пробирку
помещают сплошной шарик, изготовленный из стекла с большим
КТР. Нагревая в пламени газовой горелки дно пробирки, доби-
ваются полного сплавления шарика с пробиркой. Для этого
несколько раз раздувают и осаживают стекло пробирки. Затем
посредине слегка раздутого стекла у дна пробирки выдувают
пузырь и, удалив его, оплавляют торец до толщины стенки 0,5—
0.6 мм. Таким же образом на конце трубки из стекла с большим
КТР образуют небольшой раструб с такой же толщиной стенки,
который должен входить на 3—4 мм в первую трубку. После тща-
тельного прогрева с осаждением и раздутием в месте соединения
образуется ряд стекол переменного состава, что обеспечивает
термостойкость спая. Основные этапы выполнения описанного
С[,ая приведены на рис. 5.37.
При спаивании толстостенных стеклянных капилляров необ-
ходимо иметь в виду, что при размягчении стекла канал капил-
ЛяРа уменьшается и даже может полностью заплавиться. Поэтому
сильно размягчать стекло капилляра нельзя. С другой стороны,
^Достаточно размягченный капилляр очень трудно раздуть
Ртом, чтобы избежать его заплавления в процессе спаивания
с Другим капилляром. Поэтому при спаивании толстостенных
415
капилляров для поддува следует пользоваться компрессор0
или любой воздуходувкой, степень поддува которых можно ре3
лировать обычным перепускным отверстием в шланге, соединяй
щем компрессор с капилляром.
При спаивании двух одинаково калиброванных стеклянных
трубок, чтобы исключить образование внутри наплыва стекда
поступают следующим образом. Из плотного графита вытачивав
стержень длиной 80—100 мм и диаметром, соответствующе
внутреннему диаметру трубок. Затем стержень помещают в одну
из трубок на половину его длины. Вторую трубку надевают щ
О)
Рис. 5.37. Способ спаивания стеклянных
трубок с различными КТР без использо-
вания переходных стекол: а — пробирка
из первого стекла с помещенным шариком
из второго стекла; б — расплавление
с раздутием нижней части пробирки;
в — формование двух трубок в «раструб»
я «конус»; г — проварка места соедине-
ния трубок
выступающий конец стержня
оставив между трубками не-
большой зазор. Разогрев ме-
сто спая до размягчения стек-
ла, трубки осаживают до со-
единения торцов и, проварив
место спая, обкатывают стек-
ло между двумя плоскими
графитовыми пластинами.
Остывать спай должен вместе
с графитовым стержнем, пос-
ле чего стержень извлекают
или механически разрушают,
например, высверливают по
оси.
Как отмечалось выше,
стеклянные трубки диамет-
ром более 15 мм и другие
изделия, имеющие круговую
симметрию сечения, успешно
разрезают способом терморас-
калывания, однако изделия,
не имеющие круговой формы сечения, разрезать этим способом
очень трудно. Это обусловлено несимметричным распределе-
нием напряжений по контуру сечения некруглого стеклянного
изделия. Примером тому может служить стеклянный сосуд
прямоугольного сечения, качественно разрезать который термо-
раскалыванием невозможно из-за значительной концентрации
напряжений в углах. Единственным эффективным способом раз-
резания стеклянных изделий с произвольной формой сечения
является лазерная резка.
В отличие от термораскалывания лазерная резка происходи1,
за счет плавления и возгонки стекла под воздействием высоко-
энергетического ИК-излучения, хорошо поглощаемого оптически
прозрачным стеклом. Узкосфокусированный луч углекислотного
лазера непрерывного действия, генерирующий излучение с ДлИ'
ной волны 10,6 мкм, эффективно разрезает листовое стекло тоД’
щиной до 4,5 мм. В какой-то степени лазерная резка стекла анЗ'
416
гИчна другим методам разделения материала — автогену, где
Ле3ка металла происходит за счет высокой температуры ацетиле-
? кислородного пламени, или электронно-лучевой резке туго-
давких материалов высокоэнергетическим электронным лучом.
Лазерная резка стекла в отличие от других методов происходит
без образования жидкой фазы стекла, наличие которой затруд-
4яет образование сквозного ровного реза. Под лучом лазера
стеКло практически не плавится, а возгоняется в виде отдельных
компонент, образующих стекло.
Особенно хорошо лазерной резке подвергается кварцевое
стекло (плавленый кварц). Этот материал содержит только один
компонент — диоксид кремния, который сразу же после плавле-
ния (1756 °C) возгоняется, не образуя в зоне реза жидкой фазы,
затрудняющей разъем по линии реза. Кроме того, из-за исклю-
чительно малого КТР кварца в процессе локального нагрева
в материале не возникает существенных механических напряже-
ний. При лазерной резке кварцевого стекла возможна самопро-
извольная подфокусировка луча (автоканализация), благодаря
чему можно разрезать толстые пластины кварца с большой точ-
ностью, существенно не увеличивая мощности излучения. По ряду
причин лазерная резка стекла требует мощности излучения, почти
на два порядка большей, чем мощность, необходимая для резки
кварца. Из-за отсутствия жидкой фазы скорость резки кварца
существенно выше, чем скорость резки обычного стекла. Так,
при мощности излучения СО2-лазера в 200 В скорость резки квар-
цевой пластины толщиной 3,5 мм составляет 2,5 см/мин, а при
тех же условиях скорость резки обычного стекла — 0,8 см/мин.
Замечательная особенность лазерной резки стекла, кварца и
многих других тугоплавких оксидных материалов заключается
В возможности разрезать изделие по любому контуру как пло-
ской, так и объемной формы.
При близком взаимном расположении электрических вводов
в стекло, между которыми приложено высокое постоянное напря?
жение, при повышенной температуре может произойти так назы-
ваемый электролиз стекла, в результате чего существенно изме-
няются физические характеристики стекла. В частности, изме-
нение КТР приводит к растрескиванию спая, а снижение электри-
ческой прочности — к пробою. Первопричина электролиза стекла
состоит в снижении объемного электросопротивления с ростом
Температуры. В среднем при повышении температуры на 100°
сопротивление стекла уменьшается на один порядок. В резуль-
тате увеличения электропроводности под влиянием высокого
потенциала происходит диссоциация силикатов натрия и калия,
^Держащихся в значительных количествах в платинитовой и
Полезной группах стекол (от С84-1 до С120-1). Силикаты других
’’Сталлов, входящие в состав некоторых марок стекол в незна-
ительных количествах, несущественно влияют на развитие
“Роцесса электролиза. Под воздействием электрического поля,
А. Коленко ^17
приложенного к вводам в стекло, положительно заряженные ион
натрия или калия передвигаются в область катода, образуя в це
ток утечки. Из-за обогащения прикатодной области натрием 11
калием и соответственно обеднения этими элементами прианоп11
ной области изменяется электропроводность стекла в район
вводов и возникают большие градиенты потенциала, в результат6
чего наступает пробой стекла. 6
О начале электролиза можно судить по изменению цвета
стекла вблизи вводов. На развитие электролиза стекла сущест.
венно влияет температура. Например, в стекле С49-1 (ЗС-5Н)
за счет диссоциации оксида натрия при 300 °C заметный электро,
лиз, приводящий к разрушению спая, наступает при градиенте
потенциала в 3—4 В/мм. Разрушение Спая вследствие электролиза
выражается в появлении трещин в стекле вблизи ввода с отри,
цательным потенциалом. Разрушению спая стекла с металлом
в результате электролиза, как указывалось выше, предшествует
изменение цвета спая под стеклом. Цвет спая молибденового
ввода в стекло С49-2 вместо светло-коричневого становится голу-
бым, светло- и темно-синим и, наконец, черным, после чего воз-
никают заметные трещины в стекле.
Особенно сильно явление электролиза проявляется в газораз-
рядных приборах, в которых оно происходит при более низких,
чем в вакуумных приборах, температурах. Электролиз может
происходить и вокруг единичного ввода в стекло. Это обусловлено
возникновением заряда на стекле в результате облучения элек-
тронами, например, в электронно-лучевых приборах или в газо-
разрядных приборах при воздействии на стекло плазмы. Отри-
цательный заряд, образующийся на стекле в районе ввода с поло-
жительным зарядом, служит причиной электролиза. Кроме элек-
трического пробоя и разрушения спая, что является окончатель-
ным следствием электролиза, в процессе его развития ухуд-
шается вакуум в приборе. Это происходит в результате выделения
газообразных продуктов (Н2, О2, N2, Н2О, СО2 и СО), обра-
зующихся при диссоциации компонентов, входящих в состав
стекла.
При переменном токе также наблюдается электролиз стекла,
в значительно меньшей степени, чем при постоянном токе.
Для того чтобы снизить вредные последствия, вызванные элек-
тролизом стекла, надо учитывать следующие рекомендации:
разнополюсные вводы следует располагать по возможности
дальше друг от друга;
высоковольтные вводы в газоразрядных и газонаполненный
приборах надлежит выполнять с максимально развитой поверх
ностью стекла, соблюдая специальные конструктивные требования-
так как количественные параметры электролиза стекла в основ
ном определяются значением тока и временем его протекаяи
через стекло, необходимо использовать стекла с большим зй
чением температуры ТК-100 (ТК.-Ю0 — температура, при к°т
418
пой удельное объемное электрическое сопротивление равно
|00 МОм/см);
в наибольшей степени электролизу подвергаются стекла пла-
тинитовой группы (от С84-1 до С95-2), а в наименьшей степени —
0.15, С39-1, С49-3, С93-1, С94-1 и С120-1, т. е. стекла, содержащие
оксид свинца.
Вакуумно-плотные и термостойкие до 350 °C электрические
вводы в стекло можно достаточно легко выполнить, если в качестве
ввода использовать биметаллический проволочный материал —
платинит. Этот материал представляет собой сердечник из сплава,
содержащего 42±0,5% никеля и 58±0,5% железа, покрытый
тонким слоем бескислородной меди толщиной от 15 до 50 мкм
(в зависимости от диаметра проволоки). Обычно толщину медной
рубашки платинита выражают в процентах от общей массы про-
волоки. Допустимая нагрузка по току для платинитовой прово-
локи разных диаметров приведена на рис. 5.33.
Биметаллическая структура платинита обеспечивает два суще-
ственных для спая со стеклом свойства. Материал сердечника
в основном определяет КТР проволоки, а слой меди — спаивае-
мость со стеклом. Для того чтобы упростить технологический
режим спаивания платинита со стеклом, поверхность меди оки-
сляют до образования на ней слоя Си2О, что придает платиниту
красный цвет. Чтобы защитить закисный слой от атмосферного
воздействия, при хранении его покрывают тонким (10 мкм) слоем
оплавленной буры, что также благоприятствует образованию
промежуточного стекла, обеспечивающего вакуумную плотность
спая. Вследствие биметаллической структуры КТР платинита
является анизотропной величиной. В поперечном (радиальном)
направлении, что наиболее важно для получения термостойкого
спая со стеклом, он равен (804-86) 10-7 °C-1. Разброс в значении
КТР зависит от толщины медной рубашки. Чем больше диаметр
платинитовой проволоки, тем больше ее КТР. В продольном на-
правлении КТР платинита равен (60ч-70) 10~7 °C-1. На практике
зависимость КТР от диаметра проволоки необходимо учитывать.
Термостойкие и вакуумно-плотные спаи платинита можно выпол-
нить с обширной группой так называемых платинитовых стекол,
включающей марки от С86-1 до 95-2.
Осуществление впая платинитовой проволоки в стекло техноло-
пически значительно проще, чем любого другого металла. Объяс-
няется это тем, что поверхность платинита уже полностью подго-
товлена для спаивания. Следует отметить, что наибольшей термо-
бойкостью обладают спаи с проволокой малого диаметра. В лабо-
раторных условиях платинитовые вводы проще всего выполнить
в виде заштамповки в трубку — «гребешок». Для этого трубку
с внутренним диаметром не более 8—10 мм из стекла платинито-
°й группы разогревают у торца и на металлической или графи-
кой пластинке, помещенной внутрь трубки, производят формо-
ание стекла в виде расположенной в диаметральной плоскости
27* 419
Рис. 5.38. Последовательность изготовления
«гребешкового» проволочного ввода в стекло:
1 — стеклянная трубка; 2 — обрезанная оттяж-
ка яа конце трубки; 3 — отформованный эллипти-
ческий торец оттяжки; 4 — губки стального
штамповочного пинцета; б — платинитовый элек-
трод; 6 — запаянная в стекло проволока
щели шириной 1—1,5 мм. В образованную щель помещают обез
жиренный отрезок платинитовой проволоки с выходящим нару^'
концом нужной длины. Разогрев стекло под платинитом,
ваются его «прилипания» к стеклу посредине щели вдоль трубци
Затем, равномерно нагревая до размягчения стекло в области
заштамповки, пинцетом или другим инструментом с плоскопа-
раллельными губками плотно сжимают его до полного соедине-
ния стенок щели друг с другом. При этом платинитовая проволока
. окажется прочно заварен-
ной в стекло. После отжи-
га и остывания цвет спая
под стеклом должен быть
светло- или темно-крас-
ным. Схематично отдель-
ные операции впаивания
платинита в стеклянную
трубку представлены на
рис. 5.38.
По описанной техноло-
гии в стекло можно за-
прессовать несколько пла-
тинитовых электродов,для
чего их надо предвари-
тельно жестко соединить
друг с другом. Заметим,
что двухэлектродный ва-
куумный ввод платинита
в стекло может быть из-
влечен из обычной элек-
трической лампы накали-
вания.
Если в лаборатории
нет специально оборудо-
ванного стеклодувного стола с подведенными к нему горючим га-
зом, сжатым воздухом и кислородом, можно воспользоваться вы-
пускаемой промышленностью зуботехнической горелкой, работаю-
щей на парах бензина. Сжатый воздух поступает в горелку от нож-
ного меха. При обработке стекла мех надо заменить на старый фор-
вакуумный насос или компрессор от холодильника, которые
могут обеспечить горелку воздухом. На рис. 5.39 показано УсТ"
ройство парогенератора зуботехнической бензиновой горелки,
который можно самостоятельно изготовить в лабораторных усл°'
виях. Чтобы улучшить парообразование, в сосуд с бензином поме-
щают деревянную мелкую стружку. Обязательное условие бе3'
опасной работы с бензиновой горелкой состоит в полном исклю
чении возможности опрокидывания сосуда с бензином.
Выполнение несложных стеклодувных, а также других ра^оТ’
связанных с использованием газовой горелки, требует нали411
420
Таблица 5.6
Лабораторные воздушные компрессоры промышленного изготовления
и* Наименование Тип Подача, м’/ч Давление, кгс/см* Масса, кг
Компрессор: 0,2—2,0 30
универсальный УК-1 0,3—0,66
стоматологический ПК-1 0,66 5,0 35
поршиево й ПК-2 0,66 4,0 16
для стоматологиче- ских работ мембран- ный КМСР 0,4—0,8 1,6—4,0 27
Установка компрессор- ная лабораторная УК-2,5/1,6 0,4—0,45 1,6 32
горючего газа и воздуха повышенного давления. В обычной обще-
технической экспериментальной лаборатории в качестве горю-
чего газа можно использовать магистральный газ или практи-
Рис. 5.39. Бензиновый парогенератор
Для зуботехнической газовой горелки:
1 — патрубок заливки бензина; 2 — крышка
иатрубка заливки бензина; 3 — выход паро-
воздушной смеси; 4 — вход воздуха от ком-
прессора; 5 — прокладка из бензостойкой
Резины; 6 — крышка корпуса; 7 — перфори-
рованная парообразующая трубка; 8 — отвер-
гни в парообразующей трубке для выхода
°здуха; 9 — корпус парогенератора; 10 —
бензин; 11 — пары бензина
Рис. 5.40. Использование стан-
дартного водоструйного насоса
в качестве небольшого воздуш-
ного компрессора для стекло-
дувной горелки:
1 — забор воздуха; 2 — водяное
сопло; 3 — водоструйный насос;
4 — выход сжатого воздуха; 5 —
ресивер; 6 — вода; 7 — сифонная
трубка
Чески тот же газ, находящийся в сжиженном состоянии в баллоне.
Если же газа нет, можно применять описанный выше бензиновый
Парогенератор. Для подачи в газовую горелку воздуха с из-
421
быточным давлением кроме магистральной разводки сжатог
воздуха, имеющейся далеко не в каждой лаборатории, можно Ис°
пользовать другие источники сжатого воздуха. Промышленно"
стью выпускаются воздушные компрессоры в широком диапазоне
производительности и давления сжатого воздуха. Пригодные ддя
лабораторных целей воздушные компрессоры серийного выпуска
приведены в табл. 5.6.
Воздушный компрессор вполне может заменить старый меха-
нический вакуумный насос с масляным уплотнением. Для этого
из насоса надо слить масло и присоединить воздушный шланг
от газовой горелки к выхлопному патрубку насоса. В наиболь-
шей степени пригодны насосы с малой-скооостью откачки (0,25—
1,0 л/с) типов ВН-0,25-2, ВН-0,5-1, ВН-0,5-2, ВН-1-1 и ВН-494.
Для небольшой ручной или настольной газовой горелки воз-
дух повышенного давления можно получить с помощью обычного
водоструйного насоса, включив его, как показано на рис. 5.40.
Водоструйный насос можно изготовить самостоятельно, обратив
особое внимание на точное центрование деталей, соблюдение раз-
меров сопла и трубки, а также кольцевого зазора между ними.
С успехом можно использовать водоструйный пластмассовый
насос, выпускаемый промышленностью под маркой КМ-1230,
который обеспечивает давление сверх атмосферного до 3325 Па
(25 мм рт. ст.).
Наиболее простым источником воздуха повышенного давле-
ния служит ножной мех, который, например, входит в комплект
зуботехнической бензиновой горелки. Однако количество воз-
духа, поступающего из меха в горелку, неравномерно, что влияет
на форму и температуру пламени, а значит, и на качество выпол-
няемой стеклодувной работы.
Список литературы
I. Ангерер Э. Техника физического экспернмента/Под ред. К. П. Яков-
лева. — М.: Физматгиз, 1962. — 452 с.
2. Бережной А. И. Ситаллы и фотоситаллы. — М.: Машиностроение, 1966. —
348 с.
3. Веселовский С. Ф. Стеклодувное дело. — М.: Изд-во АН СССР, 1952. —
252 с.
4. Голь М. М. Руководство по основам стеклодувного дела. — Л.: Химия,
1974,— 119 с.
5. Дуброво С. К. Стекло для лабораторных изделий и химической аппара-
туры- — М,—Л.: Наука, 1965. — 107 с.
6. Зимин В. С. Стеклодувное дело и стеклянная аппаратура для физико-
химического эксперимента.—М.: Химия, 1974. — 327 с.
7. Леко В. К., Мазурин О. В. Свойства кварцевого стекла. — Л.: Наука»
1985. — 166 с.
8. Любимов М. Л. Спаи стекла с металлом. — М.—Л.: Энергия, 1969."
280 с.
9. Роус Б. Стекло в электронике: Пер. с англ, под ред. Г. А. Степа-
нова. — М.: Сов. радио, 1969. — 356 с.
10. Саркисов П. Д., Казаков В. Д. Технология стекла и стеклодувных Ра"
бот. — М.: Высш, шк., 1973. — 222 с.
422
ц. Спан стекла с металлом: Пер. с англ, под ред. Р. А. Нилендера. —
м . Сов. радио, 1951. — 312 с.
]2. Стронг Д. Техника физического эксперимента: Пер. с англ, под ред.
Д. Остроумова. — Л.: Леииздат, 1948. — 662 с.
* 13- Черняк М. И. Калиброванные стеклянные оболочки. — М.: Энергия,
1<)73. — с-
3 14. Юрков Л. Ф., Леко В. К. Переходные стекла н спаи в электровакуумной
Пр0мышленностн.—М.: Энергия, 1979. — 126 с.
Глава 6
ЛАБОРАТОРНАЯ ТЕХНОЛОГИЧЕСКАЯ ХИМИЯ
4
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
технологической химией (технохимией)
многообразных химических и физико-
обеспечивающих обработку в основном
В общем виде под
понимают совокупность
химических процессов,
поверхности твердых материалов с целью очистить ее от загряз-
нений либо придать ей требуемые свойства. Под поверхностными
загрязнениями понимают любые вещества, по своему химическому
составу отличающиеся от материала, на котором они находятся.
Поверхность загрязняется в результате технологических опера-
ций в процессе изготовления детали либо при ее хранении без
соблюдения специальных условий. При выполнении особых тре-
бований к шероховатости поверхности необходимо учитывать
диффузию газов и твердых веществ из глубинных областей основ-
ного материала к поверхности, образующую на ней загрязнение.
В современной технической и лабораторной практике во мно-
гих случаях допустимое количество поверхностных загрязнений
чрезвычайно мало. Так, для деталей, предназначенных для раз-
мещения в отпаянном высоковакуумном объеме, оно не должно
превышать 10“9—10“8 г/см2. Несравненно более высокие требова-
ния к шероховатости поверхности предъявляют к активным эле-
ментам полупроводниковой электроники. При планарной техно-
логии количество поверхностных загрязнений не должно превы-
шать I0"12—10-10 г/см2. Даже в практике гальванических покры-
тий загрязнение поверхности органическими веществами слоем
толщиной в 10“’ см резко снижает прочность сцепления покрытия
с основой. В вакуумной технике, электровакуумном производ-
стве, тонкопленочной технологии и других областях использова-
ние недостаточно чистых деталей снижает электрическую проч-
ность, приводит к длительному газовыделению, затрудняют61*^
откачку, ухудшает адгезию тонких пленок к подложке, отравляет
термоэмиссионные оксидные катоды и фотокатоды, в электрони0'
лучевых приборах ухудшает люминесцентные характеристики
люминофоров и служит причиной возникновения обратных иои
ных токов, разрушающих экран. Перечень вредных последствии,
возникающих при использовании загрязненных деталей, моЖй
424
бцло бы
.«СКОЛЬКО
продолжить, но и из приведенных примеров видно,
актуальна проблема очистки поверхности деталей от
“'юронних веществ.
в Все многообразие веществ, загрязняющих поверхность, можно
«одразделить на две основные группы. К первой относят неорга-
Я«ческие вещества, химически взаимодействующие с поверх-
ностью основного материала и образующие с ним химические
сВязи в виде оксидов, нитридов, сульфидов, продуктов выщела-
чивания стекла и кварца при воздействии влажной атмосферы,
окалины, образующейся при термической обработке и др. Загряз-
нениями второй группы являются, как правило, органические
вещества в виде жиров, масел, следов полировальных и наклееч-
ных паст и смол, прикосновения рук, копоти и т. д. К этой же
группе относят механические загрязнения (металлическую и мине-
ральную пыль, волокна, ворсинки, частицы абразива и др.).
Материалы загрязнений второй группы взаимодействуют с основ-
ным материалом посредством адгезионных связей, не образуя
с ним химических соединений.
Загрязнения первой группы удаляют травлением, при кото-
ром нарушаются их химические связи с основой. Загрязнения
второй группы удаляют обезжириванием, что разрушает адгезион-
ные связи.
На реальной загрязненной поверхности часто присутствуют
загрязнения многих видов, что надо иметь в виду при проведении
операций очистки. Как было указано выше, основные техноло-
гические процессы очистки поверхности от загрязнения — обез-
жиривание и травление, которые в зависимости от степени и харак-
тера загрязнений, в свою очередь, включают ряд способов.
Очистку от жировых загрязнений минерального происхождения
(полировальных и наклеечных смол, различных смазочных мате-
риалов, минеральных масел и др.) производят в органических
растворителях. Органические жировые загрязнения (раститель-
ного и животного происхождения) удаляют в водных растворах
Щелочей или солей щелочных металлов. При этом образуются
Растворимые в воде соединения (мыло). В щелочные водные рас-
творы обычно вводят 1—3 г/л поверхностно-активного вещества
(ПАВ). При воздействии горячего раствора на жировую пленку
понижается поверхностное натяжение пленки и она рвется на
мелкие капли масла, которые отрываются от загрязненной поверх-
ности и всплывают наверх. Одновременно отделяются и механи-
ческие загрязнения. Эффективность удаления загрязнений зави-
сит от возможности их извлечения из раствора; лучше всего она
У силикатных и фосфатных растворов, хуже всего — у растворов
едкого натра и карбоната натрия (кальцинированной соды).
Обезжиривающие растворы силиката натрия (жидкого стекла)
обладают ингибиторными свойствами, образуя на поверхности
безжириваемого металла (особенно алюминия и цинка) пленку,
защищающую металл от коррозирующего воздействия раствора.
425
Эффективность обезжиривания в щелочных растворах завис
от соотношения размера обезжириваемой поверхности и кол^
чества раствора. Обычно обезжиривание проводят в нескольки'
(двух—четырех) ваннах со свежими растворами. х
Органические жировые загрязнения удаляют в несколько
ваннах, заполненных соответствующим органическим или уГл*
водородным растворителем: бензином Б-70, бензином «Калоща>
уайт-спиритом, толуолом или бензолом. В последнее время вес
более широко распространяются хлорированные углеводороду,
трихлорэтилен, тетрахлорэтилен, а также полифторуглерод-J.
фреон-113.
Наиболее распространенный растворитель — трихлорэти-
лен, в котором можно обезжиривать детали из стали, николя
меди и их многочисленных сплавов. В трихлорэтилене категори-
чески запрещается обрабатывать алюминий, магний и их сплавы.
Это обусловлено тем, что в нагретом трихлорэтилене, находящемся
в контакте с перечисленными металлами и сплавами, происходят
химические реакции, которые сопровождаются сильным само-
нагревом и выделением газообразных высокотоксичных продук-
тов, в частности соляной кислоты и фосгена. Поэтому же нагре-
вать трихлорэтилен до 60—70 °C в алюминиевой посуде также
недопустимо.
Тетрахлорэтилен по сравнению с трихлорэтиленом суще-
ственно более устойчив к нагреву и контакту с влагой, поэтому
его можно использовать для горячего обезжиривания всех метал-
лов, включая алюминий, магний и их сплавы. Однако если с упо-
мянутыми растворителями работают не химики, то из-за того,
что написание и произношение названий этих различных веществ
похоже, возможна их путаница, а это может привести к печаль-
ным последствиям. Поэтому в неспециализированной лаборато-
рии, где нет специалиста-химика, лучше избегать использования
трихлорэтилена и тетрахлорэтилена, а пользоваться, например,
совершенно безвредным негорючим фреоном-113.
Как указывалось выше, обширная группа загрязнений иа
поверхности металлов и некоторых других материалов обуслов-
лена их химическим взаимодействием с поверхностью основного
материала. В отличие от адгезионных связей, присущих в основ-
ном загрязнениям органического происхождения, химические
связи, удерживающие неорганические (минеральные) загрязнения
на поверхности основного материала, существенно сильнее, и и*
нельзя нарушить контактом с растворителем. Поэтому, чтобы уДа'
лить неорганические загрязнения, чаще всего собственные оксиДй
металлов, используют химическое травление, при котором пр0'
исходит химическое взаимодействие травильного раствора с
новным металлом. Образовавшиеся при этом газообразные пр°
дукты механически разрыхляют и разрушают пленку загрязн6
ния (рис. 6.1). Надо иметь в виду, что пленка оксида на металД
и некоторых других материалах имеет различный состав. НарУ’1'
426
/
е.
2
Рис. 6.1. Механизм химического трав-
ления металла:
/ — водород, выделяющийся в процессе
травления; 2 — травильный раствор; 3 —
поверхностные загрязнения; 4 — слой ок-
сида металла; 5 — основной металл
. сЛой образован высшими оксидами, а нижний слой, примы-
'^щий к металлу, — низшими оксидами. Так, оксидный слой
внешней поверхности малоуглеродистой стали состоит из оксида
^«еза, находящийся под ним — из закиси-окиси, а слой, при-
*,каюший к поверхности металла, — из закиси железа.
’в связи с тем что различные оксиды одного и того же металла
ме10т различную реакционную способность по отношению к тра-
ййщему раствору, скорость их травления может существенно
Сличаться. На скорость травления существенно влияют кон-
центрация травильного раствора и его температура. При повыше-
нйИ температуры 10%-го рас-
твора серной кислоты с 15 до
6О°С скорость травления окси-
дов железа возрастает в 15 раз.
Травление любого металла с
целью очистить его от оксидов
неизебжно сопровождается вы-
делением водорода в атомарном
состоянии, что придает ему
весьма высокую реакционную
способность. Как в атомарном,
так и (после рекомбинации) в
молекулярном состоянии водо-
род интенсивно растворяется в
основном металле, а это суще-
ственно ухудшает его механиче-
ские свойства.
Для того чтобы удалить водород из металла, очищенную деталь
надо нагреть на воздухе в течение 2—3 ч при 200—250 °C. Ответ-
ственные детали, предназначенные для использования в высоко-
накуумных отпаянных приборах, после травления следует дега-
зировать в вакууме в течение 45—60 мин при температуре, на
250—400 °C ниже температуры плавления данного металла.
Существуют способы, замедляющие наводораживание металла
8 процессе его травления. Так, при травлении стали в серной
Кислоте добавление в раствор хлористого натрия в количестве
"Ю г/л (в зависимости от обрабатываемого металла) существенно
нижает выделение водорода. Одним из основных условий сни-
еНия растворения водорода в металле является продолжитель-
сть процесса травления. Состав травильного раствора дол-
иметь такую концентрацию, чтобы время травления было
^Иимальным. Несколько парадоксальным выглядит то, что тон-
слои оксидов удаляются травлением медленнее, чем толстые.
зат объясняется более плотной структурой тонких слоев оксида,
Роняющей проникновение травителя к металлу. Толстые же
капи °КСида имеют рыхлую структуру, сквозь которую благодаря
>ЛЛляРному эффекту травильный раствор проникает к поверх-
и металла.
427
Довольно интенсивное выделение водорода во время кисл
него травления оксидов металла надо учитывать при травлеи°Т’
полых деталей, в которых скапливающийся водород замедЛяИ|*
и даже полностью прекращает процесс травления. Поэтому
того чтобы водород мог свободно выходить, полые детали цЛя
располагать в растворе отверстием кверху. Детали сложвд
формы с карманами надо располагать в растворе отверстий
кверху. Детали сложной формы с карманами надо в процесс
травления периодически перемещать в растворе.
Для интенсификации процессов обезжиривания и травления
а также улучшения качества обработки существуют достаточно
распространенные комбинированные методы очистки поверх-
ности, заключающиеся в сочетании обезжиривания и травления
с ультразвуковым и электрическим полями. Соответствующие
процессы получили название ультразвукового обезжиривания
и электрохимического травления.
Ультразвуковое обезжиривание в среде растворителя основано
на дополнительном механическом воздействии ультразвуковых
колебаний, которые вызывают в растворителе кавитационный
эффект — мощные гидравлические микроудары, повторяющиеся
с частотой ультразвуковых колебаний. Обезжиривание в ультра-
звуковом поле дает возможность удалить с поверхности не только
жировые, но и различные механические загрязнения. Ультра-
звуковая очистка позволяет довести количество остаточных загряз-
нений до 10-9 г/см2, что. в подавляющем большинстве, случаев
считается вполне достаточным. Эффективность ультразвуковой
очистки определяется акустической мощностью и частотой ультра-
звуковых колебаний, а также используемым растворителем.
Для ультразвукового обезжиривания в лабораторных условиях
при обработке единичных деталей оптимальной частотой колеба-
ний следует считать 20—40 кГц, что обеспечивает высокий кави-
тационный эффект на расстоянии до 150 мм от излучателя. №
менее важной является удельная акустическая мощность колеба-
ний, которая должна быть не ниже 1—3 Вт/см2.
Ультразвуковую очистку деталей сложной формы с узкими
щелями, а также малыми сквозными и глухими отверстиями
следует производить на частоте 250—500 кГц при удельной мой'
ности колебаний до 5—10 Вт/см2. Это обусловлено тем, что длин"
волны генерируемого ультразвука должна быть меньше размер2
щели или отверстия. Однако при низких частотах эффективность
очистки повышается за счет частичной вибрации считаем011
детали. Поскольку ультразвуковые колебания легко экран11
руются, подлежащие очистке мелкие детали надо располага^
таким образом, чтобы их экранирующее действие друг на ДРУГ
было минимальным. В этом случае лучше всего ультразвуков)^
ванну с мелкими деталями привести во вращение. f
Для того чтобы уменьшить расход растворителя при обработ
малогабаритной детали, ее помещают в небольшой сосуд с расТВ
428
.^едем, который, в свою очередь, опускают в большой сосуд,
.-1' оЛненный водой с погруженным в нее излучателем. Ультра-
йvK практически без потерь проходит сквозь стекло, создавая
дебания в сосуде с очищаемой деталью.
К° Некоторые виды органических загрязнений, находящихся на
оБерхности в виде тонкой пленки, невозможно удалить органи-
ческими или щелочными растворителями. В этом случае исполь-
зуют метод электрохимического обезжиривания, при котором
загрязнение удаляется не в результате химического взаимодей-
ствия, например со щелочью, а благодаря изменению электри-
ческого заряда металлической поверхности, возникновению элек-
тролиза и механическому воздействию выделяющихся пузырьков
газа на жировой слой. Практически метод электрохимического
обезжиривания реализуется заполнением ванны щелочным раст-
вором, погружением в ванну металлического электрода и образо-
ванием электрической цепи постоянного тока между электродом
и очищаемой деталью. Под влиянием электрического заряда
металл подложки поляризуется, в результате чего жировая пленка
рвется на отдельные капли, которые всплывают на поверхность
электролита. Обезжириваемая деталь может быть присоединена
к положительному или отрицательному полюсу источника. При
использовании любого жидкостного способа очистки поверх-
ности удаляемые вещества переходят в растворитель, загрязняя
его. В этом случае обычно используют несколько ванн с раство-
рителем, последовательная обработка в которых понижает коли-
чество загрязнений в них. Однако даже последовательная очистка
в пяти—семи ваннах не всегда удовлетворяет требованиям к коли-
честву остаточных загрязнений на детали. Особенно это относится
к активным элементам полупроводниковой электроники и внут-
ривакуумным деталям.
Более качественную очистку, существенно уменьшающую
количество остаточных загрязнений, можно осуществить при
непрерывной безвозвратной смене растворителя, что происходит
при обработке детали струей растворителя. Высокое качество
очистки (до IO"8—10-в г/см2) достигается при очистке в парах
растворителя. В этом случае пары кипящего растворителя кон-
денсируются на очищаемой поверхности и вместе с растворимыми
н механическими загрязнениями падают в испаритель с каплями
Конденсата. При дальнейшем непрерывном испарении раствори-
Теля загрязнения, имеющие более высокую температуру испаре-
ния, в цикле испарение — конденсация не участвуют. В качестве
Рабочей жидкости при очистке в парах растворителя обычно
Попользуют фреон-ПЗ или изопропиловый спирт, которые имеют
невысокую температуру испарения и пары с достаточно высокой
плотностью.
Наивысшая степень очистки поверхности, при которой ос-
таются мономолекулярные слои загрязнений (10-10—10-1а г/см2),
достигается финишной очисткой в плазменном разряде и после-
429
дующим нагревом в высоком вакуме. Однако эти процессы суПе
очистки требуют специального оборудования и высокой ква^'
фикации обслуживающего персонала.
В отличие от удаления загрязнений с поверхности твердОг
тела для деталей, предназначенных работать в отпаянных выс°
ковакуумных приборах, и для экспериментальных целей требует?
произвести очистку материала от газов, растворенных в е?
объеме, — объемную газовую очистку. Наиболее эффективны»,
способом объемной газовой очистки является нагрев детали в высо.
ком вакууме (не хуже 5-10"4 Па) при постоянной откачке. Такая
предварительная дегазация существенно снижает газоотделение
материала при последующей эксплуатации прибора. Естественно
что вакуумная объемная дегазация возможна только для материа’
лов с достаточно высокой температурой плавления и низкой упру,
гостью пара в вакууме. В том случае, когда объемной дегазации
подлежит не готовая деталь, а исходный конструкционный мате-
риал, процесс можно производить и при расплавленном металле.
Некоторые металлы, не образующие при высокой температуре
гидридов, в целях очистки от растворенных газов подвергают
«водородной промывке». Эта операция заключается в нагреве
металла до температуры на 250—300 °C ниже температуры плавле-
ния в атмосфере водорода. При этом водород интенсивно диффун-
дирует в металл, вытесняя из него растворенные газы. Растворен-
ный водород удаляют, нагревая материал в вакууме.
После технохимических операций удаления поверхностных
загрязнений остатки моющих растворов обрабатывают в водопро-
водной проточной воде, а затем в двух-трех ваннах с дистиллиро-
ванной или деионизированной водой, нагретой до 50—60 °C.
Последнюю ванну промывки следует заполнять водой, удельное
сопротивление которой не ниже 106 Ом-см. Промытые влажные
детали нельзя хранить на воздухе более 10—15 мин даже в эксика-
торе, так как это может привести к появлению следов коррозии.
Сушить очищенные детали надо сначала в ацетоне при этаноле
(этиловом спирте), а затем — в сушильном шкафу при 100—150 °C.
Детали сложной формы с узкими щелями и отверстиями лучше
подвергать вакуумной сушке при разряжении 102—103 Па.
Хранить хорошо очищенные детали надлежит в стеклянной
таре, предохраненной от попадания пыли. При хранении наиболее
ответственных деталей стеклянная тара должна быть очищена
до степени чистоты хранящихся деталей. Для хранения актив-
ных элементов полупроводниковой техники нельзя использовать
вакуумные эксикаторы, так как пары масла из запорного крана
могут загрязнить находящиеся внутри детали. Лучше всего хра’
нить очищенные детали в так называемом азотном шкафу — геР’
метичном объеме, заполненном осушенным азотом. Особое вни-
мание при хранении надо обращать на предохранение от пыли,
что особенно важно для полупроводниковых структур, размера
активного элемента которых равны нескольким микрометрам. Если
430
ие элементы хранятся в контейнерах из стекла или оргстекла,
\до предусмотреть полную герметизацию внутреннего объема
Н0средством закрепленной на крышке прокладки из вакуумной
пезины и соответствующих винтовых зажимов. Дело в том, что
Р и изменении окружающей температуры даже на несколько
градусов недостаточно герметичная тара работает как насос,
создавая внутри то избыток, то недостаток воздуха. При повыше-
иИ температуры воздух внутри тары расширяется и выходит
чепез неплотность в крышке наружу. Когда температура пони-
жается (например, ночью), окружающий воздух вместе с содер-
жащейся в нем пылью проникает внутрь контейнера, в котором
из-за охлаждения понизилось давление. Этот процесс может
повторяться многократно, в результате чего через несколько дней
в контейнере скапливается много пыли. Пример работы такого
«насоса» можно наблюдать на обильном скоплении пыли между
рамами окна.
В помещениях, где работают с особо чистыми деталями, надо
избегать использования различных пластиков, особенно поли-
мерных пленок, которые, к сожалению, часто используют для
защиты от пыли. В действительности из-за электризации пленки
потоками движущегося воздуха пленка притягивает к себе пыль,
которая, накапливаясь на ней, затем падает на «защищаемый» ею
предмет. Чтобы исключить этот парадоксальный эффект, для за-
щиты от пыли следует использовать металлизированную поли-
мерную пленку, например алюминированный лавсан, металли-
зированную сторону которого надо заземлить. Свойство концен-
трации пыли на полимерных пленках надо иметь в виду и при
изготовлении защитных чехлов для оптических и других приборов.
К технохимическим операциям относятся и процессы тонкой
обработки поверхности — полирование, назначением которого
является уменьшение шероховатости поверхности, как правило,
металлических и полупроводниковых материалов, образовав-
шихся после механической, химической или электрофизической
обработки. В отличие от декоративного полирования, основная
Цель которого — придать поверхности красивый блестящий вид,
что чаще всего достигается механическим путем с использованием
эбразивных полирующих материалов, технохимическое полиро-
вание преследует другие цели. Основные из них — возможность
Улучшить очистку поверхности от загрязнений, которые скапли-
ваются в микронеровностях рельефа; возможность полировать
Летали любой конфигурации, что практически невозможно при
Ме*аническом полировании; исключение возникновения механи-
ческих напряжений в приповерхностном слое, что неизбежно
Связано с использованием абразивных полирующих материалов,
” Ряд других.
Неоспоримое преимущество технохимического полирования
аключается в возможности суперфинишной обработки поверх-
ности тонких пластин из металлических, полупроводниковых и
431
других материалов, что при других способах тонкой доводки
представляется возможным из-за коробления пластины остато^
ними механическими напряжениями. Поверхностная бездефоРм4'
ционная обработка технохимическими методами позволяет у?
лить приповерхностный слой материала толщиной в нескодьк"
микрометров, тем самым обнажив лишенную дефектов структур0
материала. ™
К технохимической тонкой обработке поверхности относят
также плазменное травление и полирование в основном полупро.
водниковых материалов. Этот процесс обусловлен химически^
и физическим взаимодействием газовой плазмы с поверхностью
твердого тела.
Технохимическое полирование подразделяют на химическое ц
электрохимическое. Химическое полирование основано на преиму-
щественном растворении выступов на микрорельефе поверхности
и, следовательно, ее сглаживании. Электрохимическое полирова-
ние заключается в анодном травлении металла, при котором из-за
большой плотности тока на выступах микрорельефа металл в ре-
зультате электролиза удаляется более интенсивно, чем во впа-
динах. В результате такого процесса поверхность материала
сглаживается. Так как электрохимическое полирование проис-|
ходит в агрессивных электролитах, одновременно с удалением^
материала происходит его оксидирование. Образование пассиви-|
рующей оксидной пленки приводит к электрохимической одно-
родности обрабатываемой поверхности из-за преимущественного
окисления металла во впадинах рельефа и соответственно травле-
ния выступов.
8.2. ОБЕЗЖИРИВАНИЕ
При любых способах очистки поверхности обезжириванием
в первую очередь надо учитывать возможное взаимодействие
рабочего раствора с материалом детали. При обработке металлов
обезжиривающий раствор должен быть по отношению к ним пол-
ностью нейтральным. Например, бензин, совершенно нейтраль-
ный практически ко всем металлам, недопустим при обработке
резины и других каучукосодержащих материалов. Водораство-
римые кристаллические и другие материалы нельзя обезжиривать
в среде, содержащей воду. Если это условие не соблюдать, т0
одновременно с очисткой поверхности будет происходить химиче-
ская реакция с основным материалом и образующиеся при этом
продукты окажутся новым загрязнением. Поэтому рецептуру
рабочих растворов рекомендуется соблюдать применительно
только к указанным материалам.
6.2.1. Обезжиривание в растворителе
Для удаления жировых и других загрязнений органической0
происхождения с поверхности конструкционных металлов, стекл •
керамики, полимерных материалов, сапфира, рубина, а так#
432
Таблица 6.1
Растворители для очистки деталей от органических загрязнений
Название Основные свойства
Температу- ра. °C Растворимость в воде. % Плотность, г/см3
— Четыреххлористый углерод 76,75 0,08 1,60
Трихлорэтилен 87,0 0,08 1.47
Тетрахлорэтилен 121,0 Разлагается 1,63
Анетон 56,24 100 1,34
Фреон-113 47,7 0 1,58
Бензин <Калоша> 80—120 0 0,73
Бензол 80,1 0,08 1,18
Толуол 110,6 0,014 0.87
Спирт: этиловый 78,39 100 0,79
изопропиловый 82,4 100 0,79
трет-бутиловый 82,9 100 1,39
Эфир: петролейный 40—100 0 0,74
диэтиловый (серный) 34—48 100 0,71
Уайт-спирит 165—200 0 0,79
основных полупроводниковых материалов используют органиче-
ские растворители и чистую воду. В зависимости от степени загряз-
нения обработку проводят в нескольких ваннах. В табл. 6.1
приведены основные физические и технологические параметры
некоторых распространенных органических растворителей.
Обезжиривание полимерных материалов. В отличие от практи-
чески любых конструкционных металлов, которые можно обез-
жиривать в органических и неорганических растворителях, поли-
мерные материалы (пластмассы) из-за химической и термической
неустойчивости, кроме фторопласта, можно обезжиривать только
в определенных, нейтральных к данному полимеру растворите-
лях. В табл. 6.2 приведена устойчивость полимерных материа-
лов к воздействию обезжиривающих материалов.
Взаимодействие полимерных материалов с веществами, исполь-
3Уемыми для их очистки, — химическое, вследствие которого
приповерхностный слой полимера набухает. Набухший слой имеет
другой состав и соответственно другие свойства. Кроме того,
У набухшего полимера изменяются его геометрические размеры.
‘°этому для очистки поверхности полимерного материала необ-
°Димо использовать совместимые с ним вещества. При обработке
Химерных материалов различными химическими материалами,
^ищающими поверхность, время обезжиривания нельзя затя-
м Оцецить качество обезжиривания полимерных материалов
дР^но следующим экспресс-методом. На поверхность очищенной
талд из пластического материала наносят каплю дистиллиро-
В- А. Коленко 433
Таблица 6.3
Растворители для отмывки деталей от наклеенных мастик
Таблица s.2
Устойчивость полимерных материалов
к воздействию обезжиривающих материалов
Полимер УСТОЙЧИВОСТЬ
к кислотам к щелочам к органический растворителя^
Полиэтилен Винипласт Целлофан Полипропилен Полистирол Фторопласт Капрон Лавсан Поливиниловый спирт Синтетический каучук Оргстекло Эпоксидный компаунд Поликарбонаты Отличная » Плохая Отличная - Хорошая Отличная Очень плохая Хорошая Очень плохая Удовлетвори- тельная Плохая Хорошая Удовлетвори- тельная Отличная » Плохая Отличная » » » Хорошая Очень плохая Хорошая Плохая Хорошая Удовлетвори- тельная —. Хорошая » Удовлетвори- тельиая Отличная Плохая Отличная » » » Плохая » Хорошая »
ванной воды и наклоняют деталь с каплей на 30—45° от горизон-
тального положения. Если капля скатывается, поверхность
обезжирена плохо.
Обезжиривание оптических и монокристаллических материалов
от наклеенных мастик. Кроме освобождения от жировых и других
загрязнений очистка поверхности включает также удаление раз-
личных веществ, используемых в качестве вспомогательных техно-
логических материалов. Чаще всего это отмывка наклеечкой мас-
тики, оставшейся на деталях из оптических и монокристалличе-
ских материалов после шлифования и полирования. Во избежание
механического воздействия на очищаемую деталь ее обработку
нежелательно проводить в растворителе с одновременным воздей-
ствием ультразвука. В наибольшей степени это условие относится
к очистке материалов полупроводниковой твердотельной элек-
троники. Наиболее приемлем способ растворения остатков накл6'
ечной мастики в соответствующем химически полностью нейтраль-
ном веществе. В табл. 6.3 перечислены основные растворители
для отмывки деталей из стекла, кварца, лейкосапфнра, керамику
поликора, полупроводниковых монокристаллов и других мат
риалов точного приборостроения и твердотельной керамик -
Следует отметить, что приведенными растворителями, кроме воД ’
можно удалять наклеенные мастики с гигроскопичных и водор2
творимых материалов. 0
Обезжиривание стекла, керамики и слюды. Стекло мо^ .
чистить от органических и минеральных жировых загрязняй
434
Мастика Компоненты состава Растворитель
Канифольио-восковая Глифталевая Шеллачная Эпоксидная Канифоль, воск Этиленгликоль, фта- левый ангидрид Шеллак Эпоксидная смола, канифоль, сернокислый барий Бензин, четыреххло- ристый углерод Ацетон, 50% ацето- на + 50% этилового спирта Этиловый спирт Вода
как в обычных органических растворителях, так и в составах,
содержащих щелочи и кислотные окислители. Керамику очищают
от загрязнений в тех же растворах, что и стекло. Однако очистке
в жидкости можно подвергать только полностью спеченную кера-
мику, которая обладает нулевой пористостью. В противном слу-
чае очистку в жидкости производить нельзя, так как под воздей-
ствием капиллярных сил жидкость проникнет в керамику и суще-
ственно ухудшит ее механические, электрические и вакуумные
свойства. Очистить пористую керамику от проникшего в нее
раствора практически невозможно. Для того чтобы очистить
полуспеченную керамику от органических и минеральных загряз-
нений, детали из нее следует нагреть в муфельной печи до 900—
1000 °C. При этом все загрязнения будут выжжены и керамика
окажется совершенно чистой. Кварцевые детали можно очистить
как в растворах для очистки стекла, так и прокаливанием в печи
или пламени газовой горелки с кислородным поддувом.
Слюда является уникальным природным материалом, в кото-
ром сочетаются высокие механические и диэлектрические свой-
ства, вакуумная плотность и низкая упругость пара в вакууме,
прозрачность в оптической и ультракороткой частях спектра,
термопрочность и термостойкость, возможность получения образ-
цов толщиной в доли микрометра и др. Благодаря этим свойствам
природной слюды ее широко используют для изготовления внут-
Ривакуумных высоковольтных изоляторов и многих других дета-
лей лабораторных приборов. Кроме того, слюда обладает высокой
химической стойкостью: она практически не взаимодействует
с °Ртаническими и минеральными кислотами (кроме плавиковой),
Растворами щелочей, органическими растворителями и водой,
^еобратимые изменения наступают в слюде после прогрева до
°C из-за потери кристаллизационной воды. Длительный нагрев
1л,0Ды в высоком вакууме возможен до 450 °C.
Слюда по своей природе имеет слоистую структуру, что услож-
Яет ее механическую обработку и очистку поверхности в жидких
28* 435
растворах. В частности, после механической обработки по краю
пластины материал расслаивается, что способствует проникно.
вению раствора за счет капиллярных сил в образовавшиеся микро-
расслоения. Это обстоятельство играет существенную роль в отн0.
сительно толстой слюде (0,1—0,5 мм). В тонких слоях слюду
боковое расслоение незначительно.
Ультразвуковая обработка слюды в жидких растворах неже-
лательна, так как из-за механического воздействия ультразвука
слюда может расслоиться. Естественно, что проникший в мед.
слойное пространство раствор очень трудно полностью отмыть.
Если слюдяная деталь должна находиться в высоковакуумном
отпаянном приборе, то для того, чтобы существенно уменьшить
расслоение материала по толщине и соответственно снизить уро-
вень остаточных загрязнений, производят не механическую, а га-
зопламенную размерную обработку слюды. Суть этого способа
можно проиллюстрировать на примере обработки слюдяного
диска. Между двумя деталями из коррозионно-стойкой стали
с внешним контуром, соответствующим контуру слюдяной детали,
помещают пластинку слюды. Затем острым пламенем газовой
горелки с подачей кислорода нагревают слюду, выступающую из
оправки. После нагрева до красного каления слюда, потерявшая
кристаллизационную воду, становится хрупкой и легко удаляется.
Обработанная описанным способом слюда слегка подплавляется
по торцу и теряет склонность к расслаиванию.
Ниже приведены составы и правила их использования для хи-
мической очистки стекла, керамики, слюды и других материалов.
1. Хромовая смесь — высокоэффективное средство химической
очистки от органических и минеральных жировых загрязнений,
а также незначительных металлических загрязнений стекла, кера-
мики, кварца, лейкосапфира, слюды и некоторых других неметал-
лических материалов, в том числе фторопласта. Она состоит из
насыщенного раствора триоксида хрома (хромового ангидрида)
в концентрированной серной кислоте. Процесс очистки в хромовой
смеси состоит из следующих операций:
очищаемые детали помещают в стеклянный или кварцевый
сосуд с хромовой смесью и нагревают до 80—90 °C в течение 3—
5 мин, после чего раствору с деталями дают остыть до комнатной
температуры 5—10 мин;
сливают раствор и промывают детали горячей проточной
водой в течение 10—12 мин;
детали промывают в нескольких сменах деионизированной
воды или, если они не предназначены к использованию в вакууме’
в проточной холодной воде;
очищенные детали сушат в сушильном шкафу при 70—80
металлические детали, чтобы исключить коррозию, лучше суи1И'гь
в ацетоне или метиловом спирте.
Как указывалось выше, в хромовой смеси можно успеШй
очищать керамические детали с нулевой пористостью. ОДНаК
436
эТ0Т способ очистки совершенно недопустим для деталей из нитрида
бора, так как последний гидролизуется в воде, что ухудшает его
электрические свойства.
В хромовой смеси надо очищать детали, с которых уже удален
основной грубый слой загрязнений в виде жиров и масел. Предва-
рительную очистку надо вести бензином, трихлорэтиленом или
другими органическими растворителями. Сильно загрязненный
или разбавленный водой раствор принимает зеленую окраску,
что свидетельствует о потере его активности.
2. Столь же эффективной, как и очистка в хромовой смеси,
является очистка стекла от органических, минеральных и механи-
ческих загрязнений в растворе, содержащем плавиковую кислоту,
которая растворяет тонкий поверхностный слой стекла вместе
с находящимися на нем загрязнениями. Кроме того, под воздей-
ствием плавиковой кислоты удаляются поверхностные дефекты
(микротрещины, царапины и др.), в результате чего механическая
прочность стекла существенно улучшается. Поверхность стекла,
обработанная в растворах, содержащих плавиковую кислоту,
адсорбирует в 5—10 раз меньше паров и газов, чем необработан-
ная, что существенно улучшает ее дегазацию в высоком вакууме.
При превышении концентрации плавиковой кислоты в растворе
повышается скорость очистки, но одновременно увеличиваются
шероховатость поверхности, а также ее разъедание и расстекло-
вывание. Совокупность всех этих процессов принято называть
перетравливанием стекла. На 'поверхности перетравленного
стекла осаждаются трудноудаляемые фтористые соединения, обра-
зующиеся при взаимодействии плавиковой кислоты с компонен-
тами стекла. В растворах с повышенной концентрацией плавико-
вой кислоты не рекомендуется обрабатывать стекло, спаянное
с металлом, из-за возможных коррозии металла и нарушения
вакуумной плотности спая.
3. Смесь (массовые доли, %) плавиковой кислоты (концентри-
рованной) — 2—4, азотной кислоты (концентрированной) — 34,
поверхностно-активного вещества ОП-7, ОП-Ю, Синтанола — 2
и 60—62% воды.
4. Смесь бифторида аммония — 5—10%-го водного раствора
И[5—10% поверхностно-активного вещества Синтанола или
5. Перекись водорода (пергидроль) — 6%-ный водный рас-
твор. Детали кипятят в течение 25—30 мин, а затем промывают
в Деионизированной воде и сушат на воздухе при 100—120 °C.
6. Довольно эффективная очистка стеклянных и керамических
Деталей достигается кипячением в водном растворе хозяйствен-
ное мыла (50—60 г/л) с последующей промывкой в горячей водо-
проводной воде и сушкой на воздухе в течение 20—30 мин при
100—120 °C.
7. Высокой степени очистки стекла, керамики, кварца, лейко-
езпфира и других поликристаллических и стеклообразных мате-
437
риалов достигают в результате ультразвуковой обработки в ще
лочном растворе следующего состава: тринатрийфосфата — 20 г/л
карбоната натрия (кальцинированной соды) — 25 г/л, поверх’
ностно-активного вещества ОП-Ю — 3 г/л. После ультразвуковой
обработки детали надо промыть в проточной водопроводной воде
а затем в дистиллированной или деионизованной воде.
8. Очистка деталей из ситалла имеет специфические особен-
ности, так как структура ситалла содержит кристаллическую и
аморфную фазы, действие растворителей на которые различно
Если это обстоятельство не учитывать, то образуется шерохова-
тая поверхность, удалить загрязнения с которой очень трудно
Поэтому ситалл следует обрабатывать .не в щелочных, а в кислот-
ных или нейтральных растворах. Распространенным процессом
очистки поверхности ситалла является следующий. Поверхность
обрабатывают в кипящем растворе, состоящем из пергидроля,
нашатырного спирта и дистиллированной воды в соотношении
1:1:1, затем кипятят в перекисно-аммиачном растворе в течение
20—25 мин, промывают в проточной дистиллированной или деио-
низованной воде, кипятят в дистиллированной воде в течение
5—10 мин и сушат в изопропиловом спирте, нагретом до 50—60 °C.
9. В некоторых случаях, когда количество жировых или
минеральных загрязнений на поверхности детали незначительно
и к качеству очистки не предъявляют высоких требований, уда-
лить загрязнения можно кипячением в дистиллированной или
деионизованной воде. Так, достаточно хорошо можно очистить
слюду, прокипятив ее в деионизованной воде в течение 3—5 мин
с последующим обезвоживанием в метаноле (метиловом спирте)
и просушив ее в сушильном шкафу при 80—100 °C в течение
3—5 ч.
10. Как известно, устойчивость стекол к воздействию различ-
ных химических веществ не одинакова. Так, стекла марокС49-1,
С49-2 и С89-1 неустойчивы к кислотам и щелочам и относятся
к классу химической стойкости. Эти стекла нельзя обрабатывать
в растворах, содержащих плавиковую кислоту. Очищать хими-
чески малостойкие стекла лучше всего в хромовой смеси, которая
совершенно не взаимодействует с поверхностью стекла. При невы-
соких требованиях к качеству очистки химически нестойких
стекол их можно очистить следующим упрощенным способом:
промыть в дистиллированной воде, нагретой до 70—80 °C, погру-
зить на 1—2 мин в 5%-й раствор уксусной кислоты, промыть и
погрузить на 1—2 мин в 3—5%-й раствор едкого натра, промыть
в проточной горячей воде и сполоснуть дистиллированной илИ
деионизованной водой.
В качестве нейтрального финишного обезжиривающего сред-
ства, не взаимодействующего практически со всеми материалами,
можно использовать водную или спиртовую кашицу из смеси
оксида магния и оксида кальция (1 : 1), известную под названием
«венская известь».
438
финишная очистка заготовок из полупроводниковых мате-
алОв. Очистку заготовок из полупроводниковых материалов
кремния, германия, арсенида галлия и др.) можно условно под-
аз делить на предварительную, чистую и атомарно-чистую. Пред-
варительную очистку проводят после механической обработки
заготовки: отрезки от монокристаллического слитка, шлифования
и полирования. Заготовку очищают от абразивных зерен, частиц
ррлупроводникового материала, пыли и ворса, натуральных и син-
тетических смол и восков, масляных и жировых загрязнений
и т. д. После предварительной очистки на поверхности заготовки
должно оставаться не более 10“6—Ю-8 г/см2 посторонних веществ.
Предварительную очистку проводят в органических растворите-
лях, которые хорошо удаляют большинство из перечисленных
загрязнений. Для того чтобы исключить обратное загрязнение
очищаемой поверхности перешедшими в растворитель веществами,
очистку надо вести последовательно в четырех-пяти ваннах с боль-
шим количеством растворителя. Нагрев растворителя существенно
улучшает эффективность очистки. Последнюю стадию предвари-
тельной очистки следует проводить в фреоне-113.
Чистая обработка поверхности предусматривает удаление оста-
точных загрязнений и доведение их количества до требуемого
значения (10-7—10-8 г/см2). Этот этап обработки включает хими-
ческое обезжиривание, при котором минеральные и органические
жировые загрязнения химически связываются с растворителем
и повторно не загрязняют поверхность заготовки. Чаще всего
химическую чистую очистку проводят в щелочных растворах, в ко-
торых происходит омыливание жиров с последующим удалением
образовавшегося мыла промывкой в воде. В качестве наиболее
употребляемого щелочного раствора при чистой химической
обработке монокристаллических полупроводниковых заготовок
используют «универсальный» перекисно-аммиачный раствор,
состоящий, как упоминалось выше, из 25%-й пергидроли (пере-
киси водорода), 25%-го аммиака (нашатырного спирта) и дистил-
лированной воды в объемном соотношении 1:1:1. В процессе
обезжиривания пергидроль разлагается с выделением химически
высокоактивного атомарного кислорода, который окисляет как
органические, так и неорганические загрязнения. Аммиак благо-
приятствует разложению пергидроли и, будучи щелочью, омыли-
вает жировые загрязнения. Обработку заготовок в щелочных рас-
творах обычно проводят при 70—90 °C в течение 5—10 мин.
Тончайшие пленки жировых загрязнений придают поверх-
ности заготовки гидрофобные свойства, что затрудняет смачива-
ние ее жидкостью. Поэтому обезжиривание по своей сути является
процессом превращения гидрофобной поверхности в гидрофиль-
НУ10, т. е. смачиваемую жидкостью. Этот процесс существенно
Ускоряется, если в растворитель вводят поверхностно-активное
вещество. При использовании в качестве растворителя трихлор-
Этилена. тетрахлорэтилена, четыреххлористого углерода, хлори-
439
стого метилена и других хлорированных углеводородов необх0
димо избегать их контакта с водой, так как при этом растворите/
разлагается с образованием соляной кислоты. Характерный заца»
соляной кислоты, исходящий от растворителя, свидетельству^
о том, что в него попала вода. Такой растворитель использовав
нельзя. Для того чтобы нейтрализовать соляную кислоту, обра.
зовавшуюся в растворителе, добавляют небольшое количество
органического основания, такого как уротропин, диэтиламин
и др. В процессе обработки в щелочных растворах концентрация
щелочи уменьшается, поэтому для корректировки щелочности
в раствор вводят соль щелочного металла, например хлористый
натрий.
Монокристаллические заготовки из полупроводниковых мате-
риалов, предназначенные для изготовления на них различных
структур изделий твердотельной электроники, требуют предельно
возможной очистки поверхности. Такую поверхность принято
называть атомарно-чистой. В результате атомарно-чистой обра-
ботки с поверхности должны быть удалены ионные и атомарные
загрязнения.
Под ионными загрязнениями понимают соли, кислоты и осно-
вания, оставшиеся на поверхности после предшествующих опе-
раций очистки. Имея толщину несколько молекулярных слоев,
эти загрязнения существуют в виде ионов и прочно удерживаются
на поверхности электрическими и химическими связями. Под
влиянием электрических полей, приложенных к элементам полу-
проводниковой структуры, ионы загрязнений передвигаются по
поверхности, нарушая нормальную работу прибора.
К атомарным загрязнениям относят отдельные конгломераты
атомов меди, серебра, кадмия, хрома и других, которые попали на
поверхность из растворов предыдущей обработки. Этот вид загряз-
нений существенно влияет на некоторые электрофизические пара-
метры готового полупроводникового прибора.
При атомарно-чистой обработке количество остаточных загряз-
нений на поверхности не должно превышать 10"10 г/сма. Достичь
указанного уровня остаточных загрязнений невозможно обработ-
кой в растворителях или даже в чистейшей воде. Так, на кремние-
вой пластине, предварительно очищенной в растворителях, после
промывки в кипящей деионизованной воде в течение 30 мин остав-
шиеся на пластине загрязнения составили 98% их первоначаль-
ного количества. При ультразвуковой обработке в дионизованной
воде на пластине осталось, до 80% примесей в ионном или атомар-
ном состоянии.
Удалить ионные и атомарные загрязнения с поверхности полу-
проводникового материала можно только при использовании
физических, электрохимических и химических процессов обрЗ'
ботки, а также их комбинаций.
Способы атомарно-чистой обработки полупроводниковых мат6'
риалов направлены также на обеспечение чистоты поверхност*1
440
Й
,ечение некоторого времени между технологическими опера-
' яМИ. Сущность атомарно-чистой обработки состоит в образова-
ли на поверхности материала тонкой плотной пленки вещества,
f торое при последующем нагреве или химическом травлении
Шляется, увлекая с собой практически все остаточные загрязне-
Iй с поверхности материала. К наиболее распространенным и
биологически простым способам атомарно-чистой обработки
тен0Сят иодидную очистку, а также химическое и электрохимиче-
бе окисление материала с последующим удалением оксидной
пленки.
Йодидная обработка заключается во временной пассивации
поверхности полупроводниковой заготовки от взаимодействия
с внешней средой. Это достигается немедленным (не более чем
через 2—3 с) погружением извлеченной из травильного раствора
пластины (без дополнительной промывки) в концентрированный
раствор иода, в обезвоженный метанол, четыреххлористый угле-
род, трихлорэтилен или некоторые другие. Через 30—40 с пла-
стину извлекают из раствора и просушивают на воздухе при ком-
натной температуре. Образовавшаяся на поверхности тонкая
пленка иода надежно защищает заготовку от внешних загрязне-
ний в течение 2,5—3 ч. Перед последующей технологической опе-
рацией, например покрытием фоторезистом, заготовку нагревают
в вакууме (10-1—10"а Па) или в нейтральной среде (азоте, аргоне
к др.) до 450—550 °C, в результате чего пленка иода сублими-
руется, обнажая совершенно чистую поверхность. Недопустим
нагрев заготовки до температуры, превышающей 600 °C, так как
выше этой температуры образуются химические соединения иода
с полупроводниковыми материалами.
Отметим, что в случае необходимости полупроводниковая
заготовка может находиться в растворе иода до 70—80 ч. Осо-
бенно эффективна иодидная обработка при очистке поверхности
от фторсодержащих загрязнений, остающихся после воздействия
иа поверхность плавиковой кислоты. Иодидная обработка делает
п°верхность гидрофильной, что облегчает ее дальнейшее исполь-
зование.
К химическим способам атомарно-чистой обработки полупро-
в°Дниковых материалов относят химическое травление, заключаю-
тся в создании на поверхности заготовки тонкого слоя оксида
Сн°вного материала с последующим его растворением в соответ-
ствующем химическом травителе. При этом механизм удаления
°верхностных загрязнений аналогичен иодидной обработке. Как
Равидо, в используемых для химического травления полупровод-
Ковых материалов растворах происходят как оксидирование
ВеРхности, так и растворение оксидного слоя. При этом оба
₽°Uecca происходят одновременно.
Ols в состав химического травителя входят оксидант, вызывающий
и^иР°вание поверхности; комплексообразователь для создания
Мнений, растворяющих оксидный слой; вещества, регулиру-
441
ющие скорость оксидирования и растворения оксида, — заме»
тели и ускорители, а также специальные добавки, определяет?11'
специфическими свойствами обрабатываемых материалов,
перечисленные компоненты травильно-оксидировочного раство^
разбавляют специальными растворителями. Для равномерНо^
травления всей поверхности полупроводниковой заготовки
стины) процесс проводят при взаимном движении заготовь'
(наклеенной лаком ХСЛ на фторопластовое основание) и траВд
щего раствора относительно друг друга. Для этого подлежащую
травлению заготовку помещают во вращающийся с небольно
частотой (10—15 об/мин) фторопластовый стакан, частично запод.
ненный травильным раствором и наклоненный на 20—30° от вер.
тикали. Такой метод травления называют химико-динамическим
Разновидностью химико-динамического травления является
так называемое рельефное травление, которое позволяет произ-
водить травление отдельных фрагментов на полупроводниковой
пластине в соответствии с требуемой структурой изделия. Необ-
ходимую конфигурацию участков, подлежащих травлению, полу,
чают нанесением на поверхность защитной пленки (оксидной,
фоторезисторной, из химически стойких лаков и др.) через соот-
ветствующую маску. Процесс рельефного травления прекращают
последовательным разбавлением травителя порциями деионизи-
рованной или дистиллированной воды.
Одну из разновидностей атомарно-чистой обработки поверх-
ности полупроводникового материала представляет собой электро-
химическая очистка. От химической она отличается тем, что ок-
сидная пленка образуется не в результате химической реакции,
а благодаря электрохимическому процессу, происходящему в тра-
вильном растворе (электролите) при прохождении через него
электрического тока. В состав электролита должны входить ве-
щество, вызывающее окисление поверхности, — оксидант, веще-
ства, растворяющие пленку образовавшегося оксида, а также
ускоряющие и замедляющие ход процесса, — комплексообразо-
ватель, ускоритель, замедлитель. Все основные компоненты элек-
тролита должны быть растворены в веществе, не вступающем в хи-
мические рекции как с ними, так и с обрабатываемым материалом-
В зависимости от того, под потенциалом какого знака нахо-
дится окисляемая деталь, электрохимическую очистку поДРазде
ляют на анодную и катодную. Строго говоря, химическая очистка
тоже является электрохимическим процессом, так как компонент
химического раствора находятся в нем в ионизированном состоя
нии, а значит, и процессы, происходящие в растворе, являют
электролитическими. Однако при приложении внешнего поте
циала электролитические процессы происходят более интенсивно ’
что особенно важно, позволяют тонко регулировать ход проПеС
При химической и электрохимической обработке монокрис1^.
лических материалов весьма существенно селективное возД ,
ствие на материал в зависимости от кристаллографического
442
ления. В соответствии с этим состав химических и электро-
'^ческих травителей выбирают в зависимости от ориентации
^сталлической решетки обрабатываемой поверхности. Кроме
состав травителя определяется также и обрабатываемым
^риалом. Травитель для одной кристаллографической пло-
обеспечивающий образование зеркальной поверхности,
-1® другой кристаллографической плоскости вызывает образова-
матовой поверхности, что при изготовлении полупроводнико-
ых электронных структур совершенно недопустимо.
6 р!з большого числа растворов для финишной химической
чистки поверхности кремния, германия, арсенида галлия и дру-
их полупроводниковых материалов наиболее распространены
-оставы, содержащие в качестве оксиданта азотную кислоту или
^пекись водорода (пергидроль), комплексообразователя, рас-
творяющего оксидный слой, — плавиковую кислоту, замедли-
теля — уксусную кислоту, ускорителя — гидроксид натрия или
калия, а также йод и бром.
Электрохимическое травление кремния и германия чаще всего
проводят в анодном режиме, т. е. очищаемый образец должен
находиться под положительным потенциалом источника питания.
Плотность постоянного тока при электролитическом травлении
должна находиться в пределах 10—100 мА/см2. При плотности
ниже 10 мА/см2 на поверхности образуется рыхлый слой оксида
кремния, при плотности тока свыше 100 мА/см2 существует опас-
ность электрического пробоя оксидной пленки и возникновения
на этом месте дефекта структуры. Следует также отметить, что
скорость травления полупроводниковых заготовок зависит от
характера их электрической проводимости. Так, материалы с ды-
рочной проводимостью травятся быстрее, чем с электронной.
Эго необходимо учитывать при электрохимической обработке
материалов с уже сформированными электронно-дырочными пе-
риодами.
Существенной спецификой обладает процесс химической и
электрохимической очистки полупроводниковых материалов типа
АВ5, которые характеризуются наличием в кристаллической
Решетке атомов разных веществ. Если на физической кристалло-
графической плоскости этих соединений располагаются атомы
или 5-й групп, то на реальной кристаллографической пло-
скости присутствуют атомы вещества обеих групп. Это обстоя-
®льство затрудняет выбор эффективного травителя для обра-
тки этого класса материалов. Практически все растворы для
'кической очистки материалов, состоящих из атомов 3- и 5-й
₽Упп (арсенида галлия, арсенида индия, антимонида галлия,
тимонида индия, фосфида галлия и фосфида индия), получены
п СпеРиментальным путем и хорошо зарекомендовали себя на
тактике.
щ^скольку атомарно-чистая обработка является окончатель-
Технологической операцией по очистке поверхности полупро-
443
водникового материала, заключительную отмывку от химиче
веществ, содержащихся в предыдущих растворах, необхо?11*
проводить в дионизованной воде с удельным сопротивление?.116’'1
менее 10 МОм-см. Качество отмывки надо проверять по значер
удельного сопротивления воды после отмывки. Совпадение s'110
чений удельного сопротивления воды до и после отмывки св?3
тельствует о том, что деталь отмыта полностью.
В табл. 6.4—6.8 приведены стандартные составы и режимы
использования для химической и электрохимической атомарн*
чистой обработки наиболее распространенных полупроводник
вых материалов, используемых в твердотельной электронике
Приведенные в табл. 6.4—6,8 реагенты имеют следующие концев
трации: азотная кислота — 70%, плавиковая кислота —490/
перекись водорода (пергидроль) — 30% и уксусная кислой
(ледяная).
Естественно, что все химикаты, используемые при финишной
обработке поверхности полупроводниковых материалов, должны
иметь квалификацию чистоты ОСЧ (особо чистые) или ЧДА (чи-
стые для анализа). Менее чистые вещества (квалификаций ХЧ
и Ч) использовать для финишной очистки полупроводников
нельзя. В равной степени требования к чистоте исходных химиче-
ских продуктов необходимо соблюдать и при использовании
других веществ, участвующих в технологическом цикле обработки
полупроводниковых материалов.
Как в полупроводниковой, так и в общелабораторной техно-
химии широко используют промежуточные и финишные промывки
в чистой воде. Однако современная технология конкретизирует
понятие «чистая вода». Однократно или дважды дистиллирован-
ная вода (дистиллат и двойной дистиллат) для обработки деталей
полупроводниковой и вакуумной техники уже не может считаться
чистой из-за наличия в ней нерастворенных коллоидных и взве-
шенных частиц органического и неорганического происхождения,
растворимых минеральных солей, газовых включений и биологи-
ческих загрязнений. Количество примесей в технологической
воде контролируют по ее удельному электрическому сопротивле-
нию, которое и служит критерием чистоты.
Однако удельное сопротивление свидетельствует только о ко-
личестве растворенных в воде минеральных солей. Содержав
остальных примесей, которые не влияют на электропроводное1'*’
(биологические загрязнения, растворенные газы, микрочастиц
и др.), можно определить биологическими, химико-аналитичесКИЦ
и микроскопическими методами. Несмотря на это, основным кр
терием чистоты воды считают ее удельное сопротивление.
Высокую степень очистки воды от минеральных веществ
минерализацию), находящихся в растворе в виде ионов, полу42
на так называемых ионно-обменных смолах — ионитах,
очищенную на ионитах, называют деионизованной. МетЦ^
дистилляции получают воду, существенно менее чистую,
444
Таблица 6.4
Растворы для химического травления кремния
Травитель и его компоненты Содержание, мл Режим травления
Время» с Температу- ра, °C
СР-8 дзотная кислота Плавиковая ж 30 15 30—40
"" СР-4А Азотная кислота Плавиковая » Уксусная » 50 30 30 60—90 20
СР-8А Азотная кислота Плавиковая » Уксусная ж 30 10 10 20—30 20
Иодный-А Азотная кислота Плавиковая » Уксусная » Йод 10 5 11 0,1 Ч'-” 60—120 20
Таблица 6.5
Растворы для химического травления германия
Травитель и его компоненты Содержание, мл Режим травления
Время, с Температу- ра, °C
СР-4 Азотная кислота Плавиковая » Уксусная в Раствор брома 25 15 15 0,3 30—60 20
СР-4А Азотная кислота Плавиковая > ^Уксусная » 50 30 30 60-90 70
Иодный-А Азотн ая кислота Плавиковая » Уксусная » Раствор йода 10 5 11 0,3 60—120 20
Травитель Ns 2 (супероксоль) Перекись водорода Плавиковая кислота ^gofla 10 10 40 60—90 50—70
445
Продолжение табл
Травитель и его компоненты Содержание, мл Режим травления^
Время, с Ра,
Ферроцианидный Калия гидрооксид Красная кровяная соль Вода 6 г 4 г 50 мл 60—90 20
«Серебряный» Азотная кислота Плавиковая » Азотнокислое серебро (5%-й рас- твор) 10 20 ' 20 60 1— 20
Щелочной Натрия гидрооксид Вода 10 30 60—600 30
Т аблица 6.6
Растворы для химического травления соединений типа А3В6
Компоненты раствора Соотношение компонентов Примечание
Азотная кислота Плавиковая кислота Для арсениде 3:1 галлия
Азотная кислота Плавиковая » Вода 2:1:4 Полирующий мягкий травитель
Азотная кислота Соляная » 1 :5 Употреблять В' горячем виде (50-60 °C)
Перекись водорода Серная кислота Вода 1:3:1 Полирующий травитель; с*0’ рость травления 5 мкм/мин Г 1
Перекись водорода Серная кислота Вода Азотная кислота Соляная » 1 : 18 : 1 Для арсенид 1 : 1 ь! Полирующий травитель; рость травления 2 мкм/мин ) , 1 2 индия ; Полирующий травитель; с*° рость растворения 40 мг/см1****11
Перекись водорода Плавиковая кислота Вода 1:1:4 Селективный травитель
446
Продолжение табл. 6.6
Компоненты раствора Соотношение компонентов Примечание
Для антимонида галлия
Азотная кислота Плавиковая » 1 : 1 Грубое травление; скорость рас- творения 40 мг/см’-мин
Азотная кислота Соляная » 1 : 1 Полирующий травитель; ско- рость растворения 2 мг/см2-мии
Для антимонида индия
Азотная кислота Плавиковая » Уксусная » 5:3:3 Полирующий травитель
1 Азотная кислота Плавиковая » Вода 5:5:2 Травление плоскостей (НО) и (100)
Азотная кислота Плавиковая » Вода 1:1:4 Травление плоскости (111)
Для фосфида галлия
Азотная кислота Соляная » 1: 1 Мягкое травление; скорость рас- творения 0,6 мг/см2-мин
Азотная кислота Плавиковая » 1 : 1 Мягкое травление; скорость рас- творения 0,2 мг/сма-мин
Натрия гидрооксид Насыщен- ный раствор Селективное травление при 95 °C
Для фосфида индия
Соляная кислота (кон- центрированная) — Селективный травитель
Азотная кислота Соляная » 1 : 1 Полирующий травитель; ско- рость растворения 6 мг/сма-мин
Деионизованная. При этом существенное значение имеет материал
Дитиллятора. Даже вода, подвергнутая 23-кратной перегонке
®. специальном дистилляторе из кварца (так называемая вода
^ольрауша), уступает по чистоте деонизованной воде.
В зависимости от технологии очистки деионизованная вода
^разделяется на марки А, Б и В. Воду марки А как наиболее
Истую используют в полупроводниковой технологии, а марок Б
н В — в менее ответственных технохимических операциях.
табл. 6.9 приведены значения удельного электрического сопро-
Пвления воды, очищенной разными методами. Контрольное
3Мерение сопротивления воды надо производить на переменном
447
токе с помощью обычного термометра или потенциометра
менного тока, схема которого приведена на рис. 6.2. е^’
Приведенные значения удельного сопротивления воды От
сятся к температуре 20 °C. При другом значении температуры ?0‘
чение сопротивления заметно изменяется (рис. 6.3). Это связан
Кк
Рис. 6.2. Схема подои
циометра переМе8н *
тока для измерения уде»,
него сопротивления ВОд£
Лк - ячейка с контрОДя
руемой по чистоте вопп.’
Д1-Д4 - измернтедХ’
мостовая схема; __ ’
либровка моста; R2 _ ’’
грузочное сопротивление'
П — переключатель «изне'
рение — калибровка»
с увеличением подвижности ионов, растворенных в виде мине-
ральных солей. Значение сопротивления воды при наличии в ней
диссоциирующих при растворении примесей менее 10“’% (что
соответствует удельному сопротивлению 22 МОм-см) уже не
может быть критерием чистоты воды, так как это сопротивление
приближается к значению собственной проводимости чистейшей
воды и начинает превалировать над ионной проводимостью.
Компоненты окружающего воздуха, в частности кислород и
азот, растворяются в воде, что в незначительной степени изме-
няет ее свойства. За счет окисления содержащихся в виде примеси
железа (0,002—0,01 мг/л) и
меди (0,003 мг/л) изменяется Таблица 6.7
проводимость ВОДЫ. Состав электролитов
я режимы анодного травления кремния
Р'МОмсм ------------------------------ ‘
0 20 W 60 во t°C Рис. 6.3. Зависимость удель- ного сопротивления предель- но чистой воды от темпера- туры Азотная кислота, 50 мл Вода, 200 мл 10 1,5-2
10% -я фосфорная кислота 10 1-2
1:
448
Таблица 6. 8
Состав электролитов и режимы анодного травления германия
Состав электролита Режим травления
Плотность тока. мА/см1 Время, мин
Плавиковая кислота, 10 мл Этанол или глицерин, 100 мл 50 2—3
—-— Плавиковая кислота (10%-й раствор в этаноле) Вода, до 20% 10—100 2—10
фтористый иатрий, 0,3 нормальный раствор Плавиковая кислота, до рН-3 50—150 5—20
Таблица 6.9
Основные параметры воды различной степени очистки
Вода Удельное сопротивле- ние, МОм-см Примеси
Органи- ческие, мг/мл Микро- частицы, шт./мл Микро- организ- мы, ко- лон нй/мл
Идеально чистая (теоретически) 25 0 0 0
Деионизироваииая: марка А 18 0,2 2 1...
» Б 10 0,6 20 2
» В 5 1.0 50 10
Вода Кольрауша 4,4 — — ——
Двойной дистилляции 0,3—0,6 —- —
Водопроводная (3-7-6) 10-» —— — —-
6.2.2. Химическое обезжиривание металлов
в щелочных растворах
Как указывалось выше, щелочи с жировыми загрязнениями
образуют мыла, которые растворяются в воде и удаляются после-
дующей промывкой. Щелочному обезжириванию можно подвер-
нуть большинство металлов и сплавов, кроме алюминия, цинка
и их сплавов с другими металлами, которые реагируют с едким
“атром и едким кали, входящими в состав некоторых щелочных
Растворов. Повышение концентрации щелочи в растворе ускоряет
^Роцесс омыления жировых загрязнений, однако образовавшиеся
ныла трудно растворяются в жидкостях с высоким содержанием
^Лочей. Кроме того, растворы, содержащие едкую щелочь,
^зывают коррозию многих цветных и легких металлов. В связи
этим в растворах для обезжиривания цветных и легких метал-
°в содержание едкой щелочи не должно превышать 30 г/л. Обра-
В- А. Колеико 449
ботку черных металлов и их сплавов можно проводить при содеГ|
жании в растворе едкой щелочи до 100 г/л. На практике высоЛ
щелочные растворы используют для чернового обезжириванц
сильно загрязненных стальных деталей. я
По степени щелочности обезжиривающие растворы подразде
ляются на слабощелочные (pH = 8-=-10), среднещелочные (pH
— Ю-г-12) и сильнощелочные (pH = 12-J-14). Слабощелочное
растворы предназначены для обезжиривания цветных и легких
металлов, среднещелочные — для очистки деталей из черных
и цветных металлов перед гальваническими покрытиями и сильно-
щелочные — для очистки черных металлов. В лабораторной
практике используют слабощелочные л среднещелочные растворы,
содержащие, как правило, вместо едкой щелочи соли щелочных
металлов, в частности кальцинированную соду. Содержащийся
в растворе метасиликат натрия (жидкое стекло) способствует
лучшему диспергированию загрязнений и, соответственно, более
эффективному удалению их из раствора. Чтобы оторвать жировое
загрязнение от поверхности детали и образовать в растворе
эмульсию, используют поверхностно-активные вещества, снижа-
ющие поверхностное натяжение между жировой пленкой и рас-
твором. В качестве таких веществ в раствор вводят мыло, препа-
раты ОП-7 и ОП-Ю, синтанол ДС-10 и др. Оптимальным содер-
жанием поверхностно-активного вещества в растворе является
4—8 г/л.
На эффективность процесса обезжиривания существенно
влияет температура раствора. С повышением температуры умень-
шается вязкость жирового загрязнения, увеличивается скорость
омыления, улучшаются удаление твердых загрязнений и цирку-
ляция раствора вдоль очищаемой поверхности. Однако при
повышенной температуре снижается устойчивость эмульсионного
состояния перешедших в раствор загрязнений, которые вновь
оседают на поверхность детали. Поэтому щелочные обезжирива-
ющие растворы нельзя нагревать выше 70 °C.
Для того чтобы повысить качество обезжиривания, желательно
непрерывно перемешивать раствор или барботировать его чистым
воздухом. В противном случае на поверхности образуется жиро-
вая пленка, которая при извлечении детали из раствора вновь
загрязнит ее. Видимую жировую пленку с поверхности раствор?
необходимо периодически удалять.
Щелочные растворы надо изготавливать только на дистилли-
рованной или деионизованной воде, так как содержащиеся в
допроводной воде минеральные соли образуют с жирами труДн'
растворимые соединения. Даже слегка окисленная поверхнос
металла обезжиривается значительно труднее, чем неокисленна >
так как оксиды металлов образуют с жиром не растворимы6
воде мыла. g.
Существенными операциями в технологическом процессе №
лочного обезжиривания являются качественная отмывка детали
450
аСтвора и последующая сушка. Сложность полной отмывки
Ручного раствора служит причиной ограниченного использова-
ния щелочного обезжиривания в производственных условиях.
о0 всех случаях щелочные растворы следует смывать горячей
одой- Чтобы улучшить промывку, горячую воду надо направлять
йа деталь в виде струи, а если деталь промывают в ванне, воду
сЛедУет барботировать отфильтрованным чистым воздухом. Неже-
лательно промывать детали в кипящей воде, так как при темпе-
ратуре кипения остатки солевых загрязнений превращаются
а не растворимые в воде гидраты оксидов.
Деионизованная вода в отличие от дистиллированной со-
держит большое количество органических и биологических за-
грязнений, которые даже после тщательной промывки могут
остаться на поверхности детали и ухудшить, например, качество
гальванического покрытия. Поэтому в деионизованной воде
следует промывать детали, которые после обезжиривания подвер-
гают высокотемпературному отжигу, обеспечивающему полное
удаление органических загрязнений.
После качественной промывки обезжиренные детали надо
немедленно просушить. В противном случае влажные детали,
оставшиеся на воздухе, быстро корродируют. Процесс сушки
начинается с предварительного обезвоживания детали в этаноле
или ацетоне. Бледно-желтый налет на детали после обезвожива-
ния в ацетоне свидетельствует о том, что он был недостаточно
чистым. Без предварительного обезвоживания при высокотемпе-
ратурной сушке вода может вступить в химическую реакцию
с материалом детали. Окончательную сушку производят в су-
шильном шкафу при 100—150 °C. Для того чтобы на детали обра-
зовалась тонкая пассивирующая пленка, защищающая деталь от
окисления, температуру в сушильном шкафу надо поднимать
быстро (до 25—30 °С/мин). Детали сложной формы с глухими
отверстиями и карманами следует подвергать вакуумной сушке
При разряжении 10"2—10-1 Па.
Из технологических особенностей щелочного обезжиривания
следует отметить ту, что процесс обезжиривания надо вести в не-
скольких ваннах в зависимости от степени загрязнения детали.
*фи большом количестве жира деталь сначала надо обезжирить
Б бензине или другом органическом растворителе. Основная масса
загрязнений удаляется в первой и второй ваннах, а в третьей и
особенно в четвертой производится тонкое обезжиривание. При
оработке деталей из легких и цветных металлов следует избегать
х контакта со стальными деталями. Возникающая при таком
°нтакте гальваническая разность потенциалов вызывает пови-
нную коррозию контактирующих материалов.
Ме “^бще, при щелочном обезжиривании надо избегать одновре-
ц. пиой обработки различных металлов. Иногда пользуются упро-
Сннным режимом обезжиривания в двух щелочных растворах.
ачала деталь обрабатывают в растворе метасиликата натрия
451
Таблица 6,l0
Составы растворов для щелочного обезжиривания металлов и сплавов
Обрабатываемый материал Состав раствора, г/л
Едкий иатр Углекислый натрий (сода) Тринатрийфос- фат Метасиликат натрия (жидкое стекло) Препарат ОП-7 или ОП-10 Жидкое мыло / HH9Oda>f 7* / / 3
Цинк и его спла- вы — 30—40 50-60 30—50 25—30 2—3 2—3
Магниевые сплавы — 50—60 40—50 20—30 — —
Алюминий и его сплавы 5-8 10—20 15—20 5—10 40—50 25—30 3-5 5—10 — —
Медь и ее сплавы — 20—30 80—90 50—70 50—60 10—15 10—12 8—10 — —
Черные металлы 25—30 10—15 25—30 30—40 35—40 40—50 50—70 40—45 1—2 2—3 1—2 3-5 — —
Ковар, инвар 10—20 50—60 50—60 3—5 — — —
Коррозионно-стой- кая сталь, алюми- ний, медь и латунь 20—25 — 12—15 20—25 2—3 2—3 2—3 — —
Примечание. Для очистки металлов и сплавов от минеральных масел
используют следующие растворы (г/л): жидкое стекло — 12—17 и препарат ОП-7
или ОП-Ю — 1 — 2; сода — 10—12 и препарат ОП-7 или ОП-Ю — 2—3; три-
иатрийфосфат — 45—55 и препарат ОП-7 или ОП-10 — 4—6.
или калия (жидкого стекла) с концентрацией 60—70 г/л. Вторые
раствором, в который погружают деталь, является смесь раство-
ров едкого натра (25—30 г/л) и тринатрийфосфата (25—30 г/л)-
В табл. 6.10 приведены некоторые составы для щелочного обез-
жиривания черных и цветных металлов, а также их сплавов;
Эти растворы следует использовать в нагретом до 60—80
состоянии. Время обработки зависит от степени загрязнения ДО"
тали и обычно для предварительно очищенных деталей составлю
5—15 мин.
Если обезжиренную в щелочном растворе стальную Де^а
используют не сразу, то ее надо предохранить от коррозии, обр
452
/отав в одном из следующих растворов (г/л): триэтаноламин —
7,6, азотистокислый натрий — 1—2, температура раствора —
о0^-9О °C; двуххромовокислый калий — 20—30, едкий натр —
5--10, температура раствора — 80—90 °C; тринатрийфосфат —
|5—20, температура раствора — 20—30 °C.
6.2.3. Химическое обезжиривание металлов
в моющих препаратах
Для обезжиривания черных и цветных металлов, а также их
сплавов перед покраской, склеиванием, гальваническим и хими-
ческим покрытиями качественную очистку поверхности от расти-
тельных и минеральных
жировых загрязнений мож-
но провести в водных рас-
творах моющих препара-
тов. Моющие препараты
представляют собой пасто-
образной консистенции ве-
щества, в состав которых
в концентрированном виде
входят основные компо-
ненты, составляющие хи-
мические обезжиривающие
растворы (углекислый нат-
рий, тринатрийфосфат, ме-
тасиликат натрия, поверх-
ностно-активные вещества
и др.). Для того чтобы
Таблица 6.11
Концентрация моющего препарата
в растворе для обезжиривания
Торговая марка препара- та Концен- трация водного раство- ра, г/л Примечание
ТМС-31 50—80 Температура рабо- чего раствора 65— 75 °C
МЛ-51 15—20 —
МЛ-52 30—50 Время обработки 10—30 мин
МЛ-2 2—30 pH = 84-10
МС-8 10—20 —
моющий препарат можно было использовать, из него надо при-
готовить водный раствор. Оптимальная концентрация выпускае-
мых промышленностью моющих препаратов в растворе приведена
в табл. 6.11.
В растворе ТМС-31 хорошо удаляются остатки полировочных
смол, мастик, паст с черных и цветных металлов. В растворе
МЛ-2 обрабатывают преимущественно алюминий и его сплавы.
Минеральные масла и жировые загрязнения лучше всего уда-
ляются растворами МЛ-51 и МЛ-52. Наиболее универсальными
Для обработки черных и цветных металлов являются растворы
ТМС-31 и МС-8.
6.2.4. Электрохимическая очистка поверхности металла
Электрохимическая очистка сочетает как обезжиривание, так
11 травление поверхности металла. Входящие в рабочий раствор
Кислоты, щелочи или соли находятся в нем в виде ионов, которые
П°Д воздействием электрического поля движутся в соответствии
с° своим зарядом к положительному или отрицательному элек-
Р°ДУ. Ионы водорода и кислорода из раствора попадают на
453
лица 6.12 01-по И1ГИ Z-no xedeuadn ю со е 1
I 4? U сЗ ь сигни эом'о'и^ ею vo им ьвнбофэофохбо 20—25 —
металлоа № Ч О S ф ч т вийхвн xbmhvhobxoiv
очистки Состав хвф -эоф^нйхвний^ 20—30
электрохимической Г яидхвн упгэимэглд dXB И JHXtfjJ 10—15 23—25 15—20 20—30
режимы Вии 'bwadg 5—10 5-10
X ! | S 3 Режим Эо ‘BdAiBdainoj, Н ‘аииэжийивн С S с J С J е 5 § [
S 1 ,HV/Y ‘вм -ОХ «Ц.ЭОИХО1ГЦ с J > с V э i
Обрабат ываемый материал Стали углеродистые Коррозионно-стойкая сталь
3—5 1 11 1 1
10—20 1 | 1—3 1—3
10—15 1 1 11
8—10 8—10 О СЧЮ ю 44'4 ’4 -—«— 1
иу—V3 05—01 09—0S । 5SS >44 20—30 30—40 20—30 — ю см
30—40 § § 1 1 ООО 4^4 ю О)
Л 12—15 1 1 1
ID 4 ООО •—Ч •—< •—-Ч 444 СО — СОСЧ 1414 о О ^О 1/[> J) о I
50—60 I 70—90 60—80 70 ОО > 70—80 70—90 70—90 60—70 70—90 70—90 70—90 90—95
о J D 1 О СЧ О •—< •—ч •—« 444 О ООО 4444 ООО cici d О 4
CD 4 о оо •—< оо 444 mm юс* 444с сою оо со ci cl сч 1 »-*
Никель и ковар 1 Медь и ее сплавы 1 цинк и его сплавы Алюминий и его спла- вы < 1 г з U
454
11
дектроДы в атомарном, весьма химически активном, состоянии,
иа детали, присоединенной к катоду (катодная очистка), выде-
ляется водород, который восстанавливает оксиды на поверхности
металла. Одновременно за счет газообразных продуктов электро-
лиза они увлекают за собой жировые загрязнения к поверхности
аСтвора..Если очищаемая деталь присоединена к аноду (анодная
очистка), на ней выделяется кислород, который, очищая поверх-
ность от жировых загрязнений, одновременно ее пассивирует.
Основное достоинство катодной очистки заключается в эффек-
тивности процесса, так как на катоде выделяется в два раза
больше водорода, чем кислорода на аноде. В то же время выде-
ляющийся на детали водород проникает в металл (наводорожи-
вает его), вызывая его хрупкость, что особенно заметно на тонких
образцах. Поэтому катодная очистка должна проводиться при
больших плотностях тока в течение 2—4 мин.
• При анодной очистке поверхности в результате электролиза
происходят незначительный съем металла и перенос его на катод.
Кроме того, деталь частично растворяется в электролите. Это
особенно заметно при анодной очистке меди, латуни, цинка и
никеля. В результате электрохимического съема металла и хими-
ческого растворения поверхность детали становится слегка шеро-
ховатой, что в ряде случаев желательно. Выделяющийся на аноде
кислород окисляет материал детали и находящиеся на поверхности
жировые загрязнения, затрудняя тем самым их удаление. По-
этому детали из легкоокисляющихся металлов (меди и ее сплавов)
не рекомендуется подвергать анодной очистке. При введении
в состав электролита поверхностно-активного вещества реверси-
рование напряжения можно вести с повышенной частотой, т. е.
работать на переменном напряжении промышленной частоты.
При этом плотность тока увеличивают до 8—10 А/дма, а время
очистки—до 10—15 мин. В табл. 6.12 приведены некоторые
составы электролитов и режимы электрохимической очистки по-
верхности распространенных конструктивных металлов.
6.2.5. Ультразвуковое обезжиривание
Обезжиривание в ультразвуковом поле включает в себя как
обычные процессы химического удаления загрязнений соответ-
ствующим растворителем или щелочным раствором, так и интен-
сивное механическое воздействие раствора на очищаемую поверх-
ность благодаря эффекту кавитации. Ультразвуковая очистка
Ве только позволяет интенсифицировать процесс удаления орга-
нических и минеральных жировых загрязнений, но и обеспечивает
низкое содержание загрязнений на поверхности, достигающее
Ю'в_10-9 Г/СМ2
При ультразвуковой очистке удается качественно обезжирить
Поверхность глухих и малого диаметра отверстий, а также узких
^елей и деталей сложной формы. Практически только ультра-
455
звуковым обезжириванием удается очистить поверхность микрОн
ной толщины металлической проволоки и фольги. Основными ра^'
чими параметрами, характеризующими эффективность этого спо
Рис. 6.4. Качество обезжиривания поверхности металлов
различными методами
20-
ID-
S'
2
W
0,5-
0.2
50
•0=10к05кГц
О 50 100 150 200 250т,с
Рис. 6.5. Количество
оставшихся поверх-
ностных загрязнений
(Р, %) в зависимости
от частоты колебаний
ультразвукового ге-
нератора (v) и времени
обработки (т)
V-ЧОО кГц
соба обезжиривания, являются удельная
мощность ультразвукового поля у поверх-
ности обрабатываемой детали и частота ко-
лебаний. Обычно для чистового обезжири-
вания в органических растворителях удель-
ная мощность должна быть 1,5—2 Вт/см’,
а в щелочных растворах — 2—3 Вт/см*. При-
веденные данные относятся к частоте ультра-
звука 20—40 кГц. При таких параметрах
ультразвукового поля качественная очистка
поверхности детали возможна на расстоянии
до 7—8 см от преобразователя (излучателя).
Если обрабатываемая деталь имеет малые
размеры или узкие щели или отверстия не-
большого диаметра (0,5—2 мм), более эффек’
тивна очистка на частоте 200—500 кГп. ^а
рис. 6.4 показана количественная оценка ка-
чества ультразвуковой очистки деталей из
различных металлов по сравнению с обезжи-
риванием в органических растворителях й
щелочных растворах. При повышении те*1'
раствора качество ультразвуковой очисти
па
пературы рабочего
существенно улучшается, а время обработки снижается.
456
1
250
18
300
380X360X210
200Х 168Х 158
450
30
6.5 приведена зависимость качества ультразвуковой очистки
^времени обработки при низких и высоких частотах ультразвука.
°Т Для очистки единичных деталей небольшого размера, с чем
я1це всего встречаются в лабораторной практике, лучше всего
'-пользовать выпускаемую промышленностью ультразвуковую
*становку типа УЗУ-0,25, паспортные данные которой приве-
тны ниже.
Выходная мощность, Вт.........
Частота колебаний, кГц........
Потребляемая мощность, Вт ....
Габаритные размеры (ширинах дли-
нах высота), мм:
генератора ...................
ваииы ...................
Потребляемая мощность по сети 220 В,
50 Гц, Вт.....................
Масса установки, кг...........
Если очищаемая деталь имеет сложную форму, ее в процессе
обработки следует поворачивать относительно источника ультра-
звука, чтобы вся поверхность облучалась равномерно. Для каче-
ственной очистки узких глубоких каналов и отверстий, а также
длинных трубок с внутренним диаметром до 0,3 мм используют
концентраторы ультразвуковой энергии — акустические транс-
форматоры. Концентратор в виде тонкого конуса или лезвия,
изготовленный из никеля или твердой стали, своим основанием
закрепляется на акустическом преобразователе. Сконцентриро-
ванный на свободном конце концентратора ультразвук с большой
удельной мощностью эффективно очищает глубинные места де-
тали. Внутренние полости очищают посредством контакта кон-
центратора с деталью, стенка которой практически без потерь
передает колебания рабочему раствору, находящемуся во вну-
тренней полости.
При ультразвуковой обработке нескольких деталей распо-
лагать их в ванне надо таким образом, чтобы они не экранировали
Друг друга. В противном случае деталь, находящаяся в «тени»
Фугой детали, не очистится.
При обработке мелких деталей с отверстием или трубчатой
формы используют групповой концентратор в виде радиально
Расположенных иголок, закрепленных на концентраторе, на сво-
°°Дный конец которых надевают подлежащие очистке детали.
Другой способ ультразвуковой очистки мелких деталей про-
дольной формы заключается в следующем. Стеклянный сосуд
Рабочим раствором и очищаемыми деталями помещают в другой
°СУД, заполненный выше уровня рабочего раствора водой. Аку-
ический концентратор погружают в воду. Возникшие в воде
ьтразвуковые колебания свободно проходят сквозь стекло
3СУДа с деталями, вызывая в рабочем растворе кавитацию.
метим, что стекло пропускает ультразвуковые колебания зна-
Тельно лучше, чем металл и особенно пластмасса. В качестве
457
рабочей среды при ультразвуковой очистке можно использоп
органические растворители, ацетон, трихлорэтилен, четыреХхаТь
ристый углерод, фреон-113 и др. Щелочные растворы та?0'
широко применяют при ультразвуковой очистке, однако их сост^
отличается от растворов для просто щелочной очистки. Это связ/6
с тем, что кавитационное воздействие позволяет в три—пять г?0
снизить концентрацию раствора. Основные составы для ультв
звуковой очистки различных металлов приведены в табл. 6.13₽а
Для ультразвуковой очистки поверхности деталей, выполнен
ных с высокой точностью, при которой даже незначительное уд^
ление металла может изменить размер детали, используют ней',
тральный раствор, состоящий из 100 мл этилового спирта, 40 мл
водного раствора аммиака (25%-го), 30 г жидкого или хозяйствен-
ного мыла, 4 г щавелевой кислоты и 3 мл дистиллированной
воды. Для того чтобы удалить с поверхности очищаемой детали
остатки рабочего раствора, ее следует подвергнуть ультразву.
ковой отмывке в дистиллированной или деминерализованной
воде.
Для успешного осуществления обезжиривания и других видов
очистки поверхности металлических и неметаллических мате-
риалов в ультразвуковом поле необходимо учитывать следующие
факторы, определяющие эффективность процесса очистки:
при низких частотах (20—25 кГц) интенсивность возникнове-
ния кавитации в рабочей жидкости выше, чем при частота!
200 кГц — 10 МГц;
число актов кавитации, возникающих в единичном объеме
в единицу времени, зависит от мощности и амплитуды звуковой
волны; эффективность очистки с увеличением мощности имеет
максимум в районе 1,5—2 Вт/сма при частоте 20—50 кГц;
при обработке мелких деталей в контейнерах, чтобы уменьшить
рассеяние ультразвуковой энергии и улучшить циркуляцию
жидкости, контейнеры надо делать из проволочной сетки;
эффективность очистки увеличивается при уменьшении ДО'
верхностного натяжения жидкости на поверхности очищаемой
детали и вязкости рабочего раствора; существенной является и
упругость пара жидкости раствора при рабочей температур6'
жидкости с высокой упругостью пара обладают низкими кавита-
ционными свойствами;
на качество ультразвуковой обработки существенно влиЯ"
температура рабочего раствора; в воде и водных растворах Ра3
личных веществ, а также в фреоне-113 максимальная кавитаДО
происходит при 40—60 °C.
Независимо от природы очищаемого материала время ультР
звуковой обработки не должно превышать 2 мин. ^.я
В том случае, если ультразвуковой очистке подвергали
узлы, содержащие различные материалы, на которые Р3®0,^
раствор действует неодинаково, например спаи стали с '
стекла и керамики с металлом, очистку производят в раст®0" ’
458
Таблица 6.13
Щелочные и моющие растворы для ультразвуковой очистки
металлов и сплавов
Состав раствора Содер- жание, г/л Удаляемые загрязнения Очищаемый материал Тем- пера- тура, °C
Трииатри йфосфат Жидкое стекло ОП-7 или ОП-Ю 3—20 5 3—5 Минеральные масла, эмульсол, паста ГОИ Сталь, медь, алюминий 60—80
Тринатрийфосфат Жидкое стекло Моющее средство «Прогресс» 5—15 5 15—20 Жировые за- грязнения жи- вотного и расти- тельного проис- хождения
Жидкое стекло ОП-7 или ОП-Ю 5 3 Цинк, медь, алюминий 40—60
"~0П-7 3 Флюсы: хлори- стый цинк, на- шатырь Медь 60
Фреои-113 — Минеральные и растительные масла и жиры Сталь, медь, алюминий и их сплавы 20
Едкий иатр Углекислый на- трий Тринатрийфосфат 5—10 15—25 40—60 Органические и минеральные масла Черные и цвет- ные металлы 50—70
Едкий натр Жидкое стекло Азотнокислый на- трий 25—30 20—25 10—12 Органические и минеральные загрязнения
Углекислый на- трий Т ринатри йфосфат _ Жидкое стекло 5—6 6—8 10—12 Медь, циик, алюминий и его сплавы
Едкий иатр __Калия бихромат 15—20 1—5 Черные метал- лы и их сплавы 50-60
Углекислый на- трий Гринатрийфосфат Калия бихромат ^ОП-7 или ОП-Ю 30—40 0.6 Медь и ее сплавы 30—40
^Кидкое стекло Углекислый на- трий '-Лринатрийфосфат 5—10 15—30 30—60 Медь, циик, алюминий 50—70
трийЛеКИСЛЫЙ иа‘ Трин атрийфосфат ^7 ИЛИ ОП-Ю 5 5 3 Магний 40—50
459
содержащем 30 мл пергидроля, 50 мл муравьиной кислоты
20 мл дистиллированной воды. Стеклянные детали, загрязненн И
жирами, плохо удаляемыми в хромовой смеси, либо тонкие г*46
клянные капилляры, в которые хромовая смесь проникает с п?'
дом, можно очистить в ультразвуковой ванне с 0,5%-м водщ£
раствором ОП-7 или ОП-Ю. Затем стеклянные детали в течени
15—20 мин надо прокипятить в 5%-м растворе пергидрол?
Промежуточную и окончательную промывки надо проводив
в дистиллированной или деионизованной воде.
Металлокерамические узлы, длительное время находящиеся
на воздухе, перед использованием в вакуумных или высоковольт-
ных устройствах следует очистить от'оксидов на металле и загряз,
нений на керамике. Такую очистку проводят в ультразвуковой
ванне, содержащей (объемные доли, %): муравьиную кислоту-
5, пергидроль — 2 и дистиллированную воду — 93. Время обра-
ботки 1—2 мин. В этом же растворе очистку без ультразвука
можно провести в течение 3—5 мин при температуре раствора
65—70 °C.
Керамические детали очищают от механических, органических
и минеральных загрязнений в ультразвуковой ванне с раствором,
содержащим (г/л) ортофосфорную кислоту — 20, углекислый
натрий — 25 и ОП-7 или ОП-10 — 3. Для предельно чистой обра-
ботки керамики после очистки в ультразвуковом поле ее следует
нагреть на воздухе до 900—1000 °C в течение 15—20 мин.
Металлические, стеклянные и керамические детали, предна-
значенные для использования в высоком вакууме либо в преци-
зионных приборах, после ультразвуковой обработки надо про-
мыть в растворе, содержащем (мл): этилового спирта —100,
аммиака (25%-го) — 40, щавелевой кислоты — 4 и воды — 3.
6.2.6. Контроль качества очистки поверхности
от загрязнений
В зависимости от дальнейшего использования очищенной Де‘
тали применяют различные методы контроля чистоты ее поверх-
ности. Если для гальванического покрытия или склеивания чисто»
считают поверхность, на которой находится 10-8—10'* г/см
всех видов загрязнений, то для поверхности деталей, испол»'
зуемых в высоковакуумных приборах, — 10-6—10-’ г/см2, а
поверхности заготовки для приборов полупроводниковой
тропики количество загрязнений не должно превышать W "
10-8 г/см2. ть
Естественно, что одним методом контроля нельзя охват11
столь широкий интервал измеряемой величины, поэтому
контроля загрязнений используют методы, основанные на Р
личных физических принципах. Кроме того, каждому из МвтоЛ
присуща возможность проведения прямых или косвенных °^лее
измеряемой величины с требуемой чувствительностью. Наио°
460
оСтыми и соответственно
^устраненными явля-
1^ся прямые методы, за-
дючающиеся в качествен-
ен определении наличия
“грЯзнения непосредст-
Lhho на поверхности де-
тали. Косвенные методы
п₽ед усматривают экстра-
гирование (удаление) за-
Грязнений с контролируе-
мой поверхности с после-
дующей их количествен-
ной оценкой и отождест-
влением. В табл. 6.14 при-
ведены методы определе-
Таблица 6.14
Общедоступные методы контроля
чистоты поверхности после обезжиривания
Метод Чувствитель иость при загрязнениях, г/см1
мине- ральных органи- ческих
Запотевание Конденсация Распыление воды Разрыв водной пленки Люминесцентный з.10-е 2-10-8 3.10** 6.10-8 10-« 2.10-’ 4.1О-» 2-Ю-8 2.10-*
ния загрязнений на поверхности детали, которые можно осуще-
ствить в неспециализированной лаборатории.
Методы качественной оценки наличия остаточных жировых
загрязнений на поверхности детали основаны на характере сма-
чивания ее дистиллированной водой. В подавляющем большинстве
случаев контролируемые этим методом материалы (металлы,
стекло, керамика, кварц, лейкосапфир, полупроводниковые мате-
риалы и др.) гидрофильные, т. е. в чистом виде хорошо смачи-
ваются водой. Из конструкционных материалов не смачивается
водой большинство полимерных материалов (гидрофобные), к ко-
торым методы контроля чистоты поверхности по оценке смачива-
ния непригодны. Следует заметить, что при наличии на контро-
лируемой поверхности остатков поверхностно-активных веществ,
используемых при обезжиривании и недостаточно хорошо отмы-
тых, делают поверхность детали гидрофильной, что искажает
результаты контроля. Поэтому перед контролем качества очистки
Для нейтрализации поверхностно-активного вещества деталь надо
промыть 2—3%-м раствором серной кислоты.
Косвенные методы контроля чистоты поверхности (радиохими-
ческий, радиоактивационный, фотоколометрический, спектраль-
ный и др.) обладают чувствительностью до 10-10 г/см2, однако тре-
буют специальной аппаратуры.
Наиболее просты и достаточно точны методы, основанные на
Характере смачивания контролируемой поверхности водой. Эта
гРуппа методов отличается способами нанесения воды на по-
верхность.
При использовании метода запотевания деталь держат над
Кипящей водой. Если на поверхности нет гидрофобных загрязне-
ий, то образуется тонкая пленка конденсата, равномерно рас-
Ределенная по всей поверхности.
По методу конденсации деталь охлаждают над жидким азотом
Ли твердой углекислотой. Извлеченная из дьюара деталь покры-
461
вается инеем, который начинает быстро таять. Скопление вда
в отдельные капли свидетельствует о наличии в этом месте загпя 11
нения гидрофобными веществами. 3‘
Контроль чистоты поверхности методом распыления заКл
чается в пульверизации на контролируемую поверхность чистой
или подкрашенной воды. На чистой поверхности мельчайщ^
капельки воды смыкаются, образуя сплошную водяную пленку
На недостаточно чистой поверхности капельки остаются разроз
ненными. Чистая деионизованная вода, подкрашенная любцм
анилиновым красителем или фуксином, за счет лучшей контраст.
ности капель на поверхности детали значительно повышает чув-
ствительность метода. Для того чтобы снизить -кинетическую
энергию водяных капель, вылетающих из пульверизатора, опрц.
скиваемую поверхность следует располагать на расстоянии 50—
60 см от сопла. В противном случае при ударе о поверхность капли
сольются, что исказит результаты контроля. В качестве распыли-
теля можно использовать обычный парикмахерский пульвериза-
тор. Недостаток метода распыления состоит в том, что вода в со-
суде пульверизатора может загрязниться гидрофобными орга-
ническими веществами, а кроме того, размер и форму струи
распыленной воды поддерживать трудно.
Метод разрыва водяной пленки заключается в погружении
контролируемой детали в сосуд с деионизованной или дистилли-
рованной водой, которая должна переливаться через край сосуда
(чтобы удалить возможные поверхностные загрязнения). Выни-
мать деталь из воды надо в вертикальном положении. На свобод-
ной от минеральных и органических загрязнений детали водяная
пленка равномерно покроет всю поверхность. По мере испарения
и утончения водяной пленки она должна оставаться сплошной.
На загрязненной поверхности пленка воды разорвется. При этом
время между извлечением детали из сосуда с водой и моментом
разрыва пленки характеризует степень загрязнения поверхности
детали. Если количество органических загрязнений превышает
10-6 г/см2, водяная пленка разрывается мгновенно, при
5-10“® г/см2 — через 5—7 с и при 10-® г/см2 — через 60 с. Д-пя
того чтобы было удобно фиксировать момент разрыва водяной
пленки, ее наблюдают в отраженном свете, наклонив деталь на 45
Экспрессное определение остаточных минеральных загрязнений
на поверхности детали после ее обезжиривания дает люмине-
сцентный метод контроля. Сущность этого метода заключается
в освещении контролируемой поверхности ультрафиолетовым
светом любой ртутно-кварцевой лампы (ПРК-2, ПРК-4 и ДР-'1
в результате чего минеральные масла начинают флюоресцировать
и становятся видимыми. Несмотря на относительно низкую ЧУБ'
ствительность этого метода контроля, он благодаря своей простот
получил широкое распространение. Так как органические жиры
и масла не флюоресцируют при ультрафиолетовом облучени11’
к этим загрязнениям метод не применим.
462
Таблица 6.15
Растворы для пассивирования очищенной поверхности металла
Пассивирующий раствор Концентра- ция Металл Температу- ра, °C Время, мни
Нитрит натрия Углекислый натрий 4-6% 0,5—1% Сталь 70—80 1—2
Триэтаноламин Нитрит натрия. 1% 0,2% Сталь 70—80 2—3
Хромпик калиевый Серная кислота 150 г/л 1,5 г/л Бронза 20 1—2
—— Азотная кислота 20% Сталь Х18Н9Т 45—50 1—2
Азотная кислота Концентри- рованная Алюминий 20 1—2
После обезжиривания чистая поверхность металла корроди-
рует на воздухе. Для того чтобы это предотвратить, металл под-
вергают пассивированию в растворах, приведенных в табл. 6.15.
6.3. ТРАВЛЕНИЕ
В отличие от обезжиривания травление предназначено для
очистки поверхности металла от солевых, оксидных и других
химических загрязнений, образующихся в результате химиче-
ского взаимодействия металла с окружающей средой. При этом
вместе с загрязнением удаляется тонкий приповерхностный слой
металла. Глубоким травлением (матированием) не только очи-
щают поверхность, но и придают ей требуемую степень шерохо-
ватости, что необходимо для увеличения излучательной способ-
ности, улучшения сцепления гальванических и других видов
покрытий. Кроме того, глубокое травление используют для се-
лективного растворения одного материала в Присутствии другого.
Тонкое травление со снятием незначительной толщины слоя ме-
няла с целью придать поверхности высокую отражательную
сПособность называют химическим полированием.
По механизму воздействия на металл процессы травления под-
разделяют на химические и электрохимические. При химическом
Давлении раствор взаимодействует с загрязнениями, в резуль-
тате чего они переходят в раствор в виде новых химических соеди-
нений, в том числе и газообразных. При электрохимическом тра-
лении восстанавливаются поверхностные оксиды (катодное тра-
ление) либо разрыхляется оксидный или солевой поверхностный
под воздействием газообразных продуктов, образующихся
® Результате электролитического взаимодействия травителя с ме-
ллом (анодное травление).
463
В качестве травильной среды для химического или элект
химического травления обычно используют растворы кисл^
щелочей, солей и расплавы щелочей и солей. Кроме основнп*’
компонента, определяющего характер процесса травления, в ТпГ°
вильные растворы входят и другие вещества, в частности инг
биторы, ограничивающие процесс перетравливания металла И
также вещества, уменьшающие наводороживание металла — в’03а
действие на него (растворение) водорода, который выделяется по
химических и электрохимических реакциях и вызывает поверх,
ностную хрупкость металла.
Физическая сущность процессов, существенно уменьшающих
перетравливание металла и соответственно его наводороживание
заключается в том, что ингибитор в'травильном растворе выпол'
няет двойную роль — он не препятствует травлению оксидной
пленки, так как не осаждается на ней, и в то же время осаждается
на уже очищенных от оксидов участках металла, защищая его от
травления. Присутствие ингибитора в травильном растворе не
влияет на его химическую активность. В зависимости от обраба-
тываемого металла используются различные ингибиторы травле-
ния, в частности катапин, БА-6, уротропин, ПБ-5, КС, МН-10,
ПКУ, КПИ и др. Так, введение в сернокислотный травильный
раствор 1 г/л ингибитора катапина уменьшает растворимость
стали в три раза.
Кроме основной травильной среды — серной и соляной ки-
слоты — в некоторые травильные растворы также вводят фосфор-
ную, азотную и плавиковую кислоты. Для травления черных
и цветных металлов и сплавов на их основе часто используют вод-
ные растворы и расплавы щелочей. Так, расплав едкого натрг
с добавкой 1—2% гидрида натрия хорошо удаляет оксидные
пленки со стали, никеля и кобальта. При этом основной металл
в расплаве совершенно не растворяется. В таких расплавах
можно обрабатывать детали, у которых требуется сохранить точ-
ные размеры.
Широко используемые методы химического травления в жидких
растворах применяют для обработки, как правило, поликри-
сталлических конструкционных металлов, свойства которых изо-
тропны, т. е. одинаковы в любом направлении. Поэтому травление
изотропных материалов как в компактном, так и в тонкопленочном
виде происходит равномерно по всему объему. В твердотельной
электронике используют полупроводниковые монокристалличе-
ские тонкопленочные структуры, которые являются анизотро11'
ными, т. е. их свойства неодинаковы в разных направления^
Поэтому равномерный процесс травления анизотропной плеик
осуществить методами жидкостного травления не представляете
возможным. Например, на пленке кремния толщиной 1 М1\
при жидкостном травлении вместо требуемого разрешения в 1
из-за бокового растравливания получается разрешение 2,2 мК й
Кроме того, при жидкостном травлении как компактных, таК
464
йкопленочных материалов и структур активных элементов
Г°ерДотельн°й электроники поверхность материала должна быть
Сдельно очищена от остатков травильного раствора, что пред-
ъявляет значительные трудности.
:Т От недостатков, присущих жидкостному травлению, особенно
0 обработке тонкопленочных полупроводниковых структур,
Ърободны прецизионные «сухие» методы травления, объединенные
1 « общим названием «Вакуумно-плазменное травление». В этих
меТодах для того, чтобы удалить с поверхности микронные и сув-
еренные слои материала (микротравление), используют обра-
зку поверхности высокоэнергетическими и химически актив-
ными ионами, возникающими в газовой плазме низкого давления.
По физическим и химическим процессам, происходящим при
взаимодействии ионов плазмы с обрабатываемой поверхностью,
вакуумно-плазменное травление подразделяют на ионное, плазмо-
химическое и ионно-химическое. При ионном травлении материал
распыляется в результате столкновения с поверхностью высоко-
энергетических ионов и связанного с этим локального микро-
нагрева. В зависимости от способа получения ионов этот метод
травления подразделяется на ионно-плазменное и ионно-лучевое
травление. В первом случае ионы образуются в плазме газового
разряда, а во втором — при ударной ионизации газа электронами
в высоком вакууме. При плазмохимическом травлении происходит
поверхностное химическое взаимодействие обрабатываемого ма-
териала с атомами, ионами и радикалами химически активных
веществ, образующихся в газовой плазме. Если материал обра-
батывают в плазменном разряде, травление называют плазмо-
химическим. Если же материал находится в вакууме и облучается
искусственно полученными химически активными радикалами,
процесс называют плазморадикальным.
И, наконец, ионно-химическое травление предусматривает
как физическое распыление ионами, так и химическое взаимодей-
ствие с ионами.
6.3.1. Химическое травление углеродистых сталей
В зависимости от степени окисления для травления углероди-
стых сталей используют кислотные растворы. При толстом слое
оксида (окалине) травление производят в растворах на основе
соляной кислоты при комнатной температуре. Незначительно
окисленные детали из углеродистых сталей травят в растворах на
основе серной кислоты при 50—60 °C. Продолжительность травле-
зависит от характера удаляемого оксида. Для полного уда-
ения окалины иногда требуется 3—5 ч. Финишное (тонкое)
Равдение малоокисленных деталей либо деталей, предварительно
одвергнутых грубому (черновому) травлению, не превышает
и Мин.
. При травлении стальных деталей на их поверхности задержи-
^ся продукты химического взаимодействия оксидов с тра-
Q И- А. Колеико 465
Таблица fijj
Растворы для химического травления углеродистых сталей
Номер раствора Компоненты растворе Содержание, г/л Технологический режим
Темпера- тура. °C Время. Мии
1 Серная кислота Ингибитор катапин К-И-1 350—380 3—5 30—35 15—25
- 2 Серная кислота Уротропин 150—200 40—50 50—60 — 30—60
3 Соляная кислота Серная » Ингибитор катапин К-И-1 150—200 70—100 4—6 50—60 —— " — 30—45
4 Серная кислота Хлористый натрий Ингибитор катапин К-И-1 80—100 150—200 50—60 10-25
5 Серная кислота Ингибитор БА-6 80—100 10—15 50-60 10-20
6 Соляная кислота Иоднстый калий Уротропин 350—380 0,5—1,0 8—10 20—30 10-25
Примечания: 1. Технологическое назначение растворов: травление
толстого слоя оксида (окалины) — 1» 2, 3; травление незначительно окисленных
деталей — 4, 5; травление с ультразвуком, исключающее перетравливание ме-
талла — 6. 2. Травление чугуна проводят в растворе соляной (150 г/л) и фос-
форной кислот (100 г/л) при 50—55 °C в течение 10 — 20 мин.
вильным раствором. Эти налеты можно удалить обработкой в рас-
творе, содержащем (г/л): серной кислоты — 30—40, хромового
ангидрида — 70—80 и хлористого натрия 2—4. Для того чтобы
после травления получить светлую поверхность, после тонкого
травления стальную деталь надо последовательно, с промежу"
точной промывкой, обработать в двух растворах, содержащих
(г/л): хлорного железа — 165, соляной кислоты — 145, поверх-
ностно-активного вещества ОП-7 или ОП-Ю — 2—3. Второй
раствор состоит из 47 г/л фтористого аммония, 47 г/л мочевины
и 360 мл/л пергидроля (30%-й перекиси водорода).
Травильные растворы, содержащие соляную или серну10
кислоту, являются химически высокоактивными, вызывающими
интенсивное травление стали. Более мягкие — растворы, соД°Р‘
жащие фосфорную (ортофосфорную) кислоту. В такие раствора
не надо вводить ингибиторы, так как в них перетравливания стали
не наблюдается. Для удаления тонкого слоя оксида достаточН0
466
эффективен фосфорнокислый раствор, содержащий (г/л): фосфор-
ной кислоты — 50, хромового ангидрида — 200. Обработку надо
вести при 80—90 °C. Если после травления в растворе фосфорной
кислоты деталь не промыть, на ее поверхности останется тонкий
слой фосфатов, который предохраняет деталь от коррозии. Основ-
ные составы растворов для травления углеродистых сталей при-
ведены в табл. 6.16.
6.3.2. Химическое травление легированных сталей
Химическая стойкость к окислению у легированных сталей
значительно выше, чем у углеродистых. В наибольшей степени
это относится к химически-, коррозионно-, теплостойким, ока-
линоустойчивым и некоторым другим маркам сталей. Входящие
в состав стали легирующие присадки (хром, ванадий, титан,
кобальт и др.) при нагреве детали на воздухе или в другой окисли-
тельной атмосфере образуют на поверхности тонкий слой различ-
ных оксидов, удалить которые можно только в смесях кислот
с добавками некоторых солей и других веществ. При толстом слое
оксида (окалине), возникшем на поверхности в результате дли-
тельного нагрева, травление производят в две стадии. Сначала
в соляной или серной кислоте (20—25% -м растворе) разрыхляют
слой оксида, а затем в азотной кислоте (20—40%-м растворе)
удаляют его остатки.
Основными процессами, происходящими при очистке поверх-
ности металла химическим травлением, являются растворение
поверхностного слоя металла и механическое удаление загрязне-
ний любого происхождения газообразными продуктами, обра-
зующимися при растворении металла (рис. 6.1). Однако в ряде
случаев существенную роль при очистке поверхности играют
и внешние факторы, такие как электрическое и ультразвуковое
поле. При одном и том же травящем растворе обработка детали
в ультразвуковом поле происходит в три—пять раз быстрее и
качественнее, чем травление без ультразвука. Из большого числа
используемых растворов для химического травления легирован-
ных сталей в табл. 6.17 приведены составы, которые можно ис-
пользовать в лабораторных условиях для чистого травления
некоторых конструкционных легированных сталей.
Обычно травящие составы, содержащие азотную кислоту,
используют при комнатной температуре. Время травления зави-
сит от материала детали и от степени ее окисления. Черновое
травление окалины происходит в течение 30—60 мин, чистовое
Химическое травление легированных сталей продолжается 3—
10 мин.
Растворы, приведенные в табл. 6.17, в основном предназна-
чены для травления легированных сталей следующих классов: 1,
’ 3, 5 и 8 — для чернового (1, 4, 5) и чистового (2, 3, 8) травле-
НИЯ хромоникелевых и коррозионно-стойких сталей, в частности
30*
467
Таблица 6jj
Растворы для химического травления легированных сталей
Номер раствора Компоненты раствора Содержание, г/л Темпера- тура, °C Время, Мин
1 Соляная кислота Серная » Ингибитор катапин 250—300 400—500 3—5 30—40 10—60
2 t Соляная кислота Азотная » 350—380 80—90 20 30—40
3 Серная кислота Азотная » Плавиковая » ’ 90—100 130—150 50—60 20-30 5—10
4 Азотная кислота Фтористый натрий Хлористый » 80—100 40—50 10—12 20-30 30—40
5 Серная кислота Фтористый натрий Азотно-кислый » 180—200 20—25 25—30 50-60 30-40
6 Азотная кислота Серная » Соляная » 90—100 40—50 120—130 70—80 10—30
7 Азотная кислота Соляная » Ингибитор КС 70—80 500—550 1—2 40—50 3—5
8 Серная кислота Соляная » Ингибитор КС 400—420 250—300 1.5-2,2 40—60 30-60
9 Азотная кислота Хлористый натрий Фтористый » 200—300 20—30 20—30 30—50 20—30
Х18Н9Т и Х18Н10Т. Кроме того, в растворе 5 можно травить
жаростойкие и хромомолибденовые стали, а также титановый
сплав ВТ-1; 4 и 7 — для хромистых сталей; 9 — для жаропроч-
ных и окалиноустойчивых сталей; 6 — для термообработанных
коррозионно-стойких сталей.
6.3.3. Травление металлов в тройных смесях
При химическом травлении металлов в растворах, содержащих
минеральные кислоты, на поверхности детали даже после тщатель-
ной отмывки остаются следы травящего раствора либо слеДЫ
468
редеете, образующихся в результате взаимодействия раствора
с металлом и загрязнениями на поверхности детали. В том случае,
если деталь после травления должна использоваться в высоко-
ракуумной аппаратуре или отпаянном приборе с термооксидным
или фотоэлектронным катодом, даже ничтожные количества
остатков минеральных кислот в виде ионов хлора и фтора, а
также радикалов оксидов серы, фосфора и азота отравляют как
фото-катод, так и оксидный. В связи с этим металлические детали
электронно-лучевых и электронных вакуумных приборов с фото-
и термоэмиссионными катодами травят в так называемых тройных
смесях, содержащих в различных соотношениях муравьиную
(органическую) кислоту, пергидроль и 25%-й водный раствор
аммиака. В зависимости от подлежащего травлению металла
в тройную смесь вместо одного из компонентов входит дистилли-
рованная вода. Практически во всех тройных смесях присутствует
муравьиная кислота, которая активно взаимодействует почти
со всеми конструкционными металлами и сплавами, образуя
с ними легко растворимые в воде соли, остатки которых при
незначительном нагреве в вакууме разлагаются на оксиды ме-
талла, диоксид углерода и пары воды. Эти продукты разложения
совершенно безвредны для фото- и термоэлектронных катодов.
Пергидроль (обязательный компонент всех тройных смесей) при
контакте с металлом разлагается с образованием весьма химиче-
ски активного атомарного кислорода, который окисляет поверх-
ностные органические загрязнения, переводя их в легко раствори-
мые в воде вещества. Одновременно с этим газообразные продукты,
которые образуются в результате реакций, происходящих в про-
цессе травления, механически удаляют все остальные поверхност-
ные загрязнения. В табл. 6.18 приведены широко используемые
тройные смеси для травления материалов вакуумного и прецизи-
онного приборостроения.
После травления в тройной смеси деталь надо промыть в про-
точной, а затем в дистиллированной или деионизованной воде,
просушить в атмосфере чистого азота или аргона при температуре
не выше 200 °C и хранить до использования в вакуумном экси-
каторе или азотном (аргоновом) шкафу. Следует заметить, что
финишное травление внутривакуумных деталей надо проводить
незадолго до помещения детали в вакуум. Длительное хранение
протравленных деталей ухудшает качество очистки.
Тройные смеси успешно используют для финишной очистки
внутривакуумных деталей из стекла, кварца, керамики, лейко-
сапфира и многих других неметаллических материалов. Бинар-
ная смесь муравьиной кислоты и пергидроля обладает свойством
Избирательного травления молибдена в присутствии вольфрама.
Это необходимо при изготовлении вольфрамовых моно- и биспи-
Ралей и других изделий из тонкой вольфрамовой проволоки либо
Ф°льги, наматывают или формуют которые на молибденовом керне
Или оправке такой формы, что снять с них отформованное изделие
469
Таблица 6,js
Состав тройных смесей н режимы травления
некоторых металлов и сплавов
Состав смеси, объемные доли. % — Режим травления
Металл или сплав cd Д й о & В В
3 & д р. SC се Я Я а « Р., в фО Е» Я - S
ё ж < й ф а Н Р. р. СП
— — - — — / —
Медь 80 10 10 60 2
Никель 45 45 10 70 0,5
Сталь малоуглеродистая 45 45 10 70 2
Ковар 5 35 60 70 2
Титан — 50 45 5 20 15-30
Вольфрам 10 45 —- 45 80 3-5
Вольфрам (очистка от ак- вадага) 30 65 — 5 80 1—5
Молибден — 80 10 10 20 0,5-1
» —- 20 5 75 70 1—2
Молибден (интенсивное 65 35 — — 70 10
травление в присутствии вольфрама) -
нельзя. Эта операция значительно чище, чем вытравливание
молибденового керна в смеси азотной и плавиковой кислот,
которое требует соблюдения жестких требований техники безопас-
ности. Существенным является и то обстоятельство, что регенера-
ция молибдена из муравьино-пергидрольного раствора суще-
ственно проще и эффективнее, чем’ из кислотного раствора.
6.3.4. Химическое травление цветных металлов и их сплавов
По существующей, далеко не совершенной, классификации
все конструкционные металлы подразделяют на черные и цветные.
К черным относят железо и сплавы на его основе — стали. Пода-
вляющее большинство остальных конструкционных металлов,
насчитывающее тысячи марок, условно причисляют к цветным.
Из многообразия цветных металлов в лабораторной практике
используют довольно ограниченное их число. Поэтому приведен-
ная ниже рецептура растворов и технология их использования
относятся к химическому травлению наиболее употребительных
цветных металлов и сплавов на их основе.
Поскольку любой процесс химического травления протекает
по схеме окисление — удаление оксидов, основным компонентом
травильного раствора служит кислота. Правда, некоторые цвеТ"
ные металлы и сплавы можно травить и в щелочных растворах
(медь, алюминий и некоторые другие), однако такое травление
470
Таблица 6.19
Растворы для химического травления некоторых металлов и сплавов
Состав раствора, г/л Режим травления Примечание
Темпера- тура, °C Время, МИИ
1. Азотная кислота — 450 Медь 20 0,5—1 Травление меди
Серная > — 850 Хлористый натрий — 7 2. Азотная кислота — 750 20 1—2 на латуни Матовое травле-
Плавиковая кислота — 950 Хлористый натрий — 18 3. Фосфорная кислота — 825 20 0,1-0,5 ине Травление дета-
Укусная » —230 Пергидроль — 95 4. Серная кислота — 35 20 5—10 лей, паянных мяг- кими припоями Матовое травле-
Хромовый ангидрид — 175 5. Бихромат калия — 50 20 5—10 нне То же
Серная кислота — 160 6. Серная кислота — 35 20 0,1—0,2 Осветление после
Хромовый ангидрид — 35 7. Азотная кислота — 1000 мл 20 0,1—0,2 травления Предварительное
Соляная » — 10 мл 8. Серная кислота — 1000 мл 20 0,05—0,1 блестящее травле- ние медн и латуни Окончательное
Азотная » — 1000 мл Хлористый натрий — 15 Голландская сажа — 15 Бронза фосфо ристая и бериллиевс блестящее травле- ние медн и латуни ш
9. Едкий натр — 400—500 140 20-40
Азотнокислый натрий — 150 Алюмин 10. Едкий натр — 50—150 ий и его с 50—80 'плавы До 1,5
И. Серная кислота — 265 70—80 2—3 Для деталей с точ-
12. Едкий натр — 150 60 0,3—0,4 нымн размерами Серебристое трав-
Натрий хлористый — 30 13. Едкий натр — 210 20 1—2 ление Светлая мелкозер-
Натрий азотнокислый — 210 Натрий азотистокислый — 140 Фосфорная кислота — 65 Декстрин — 0,5—1 Глюконат натрия — 45 *4. Едкий натр — 50 50 1—2 ннстая поверхность, похожая на сатини- рованную Серебристое мел-
Углекислый натрий — 25 ^5. Фосфорная кислота — 750 мл 90 0,5-5 козерннстое травле- ние Травление перед
Пергидроль — 35 мл Вода — 215 мл анодированием
471
Продолжение табл. 6 |g
Состав раствора, г/л Режим травления Примечание
Темпера- тура» °C Время, МИИ
16. Фосфорная кислота — 890 мл Азотная > —35 мл Вода — 75 мл 20 2—10 Блестящее тонкое травление, толщина удаляемого металла 5—50 мкм
17» Азотная кислота — 300—400 20 г • 0,1—1 Осветление дефор. мнруемых алюми- ниевых сплавов (Д16 АМг, АМц и др.)
18. Азотная кислота — 750 мл Плавиковая » —25 мл 20 0,1-0,5 Осветление литей- ных алюминиевых сплавов (АД2, АЛ9 и др.)
Никель и монель
19. Фосфорная кислота — 600 мл Серная » — 200 мл Азотная » — 200 мл 80 1—3 Пол у матовое трав- ление, толщина уда- ляемого материала 2,5—5 мкм
1 20. Серная кислота — 50 мл Фосфорная » — 750 мл Хромовый ангидрид — 190 г Вода — 150 мл Зериллий 50 2-3 Толщина удаляе- мого слоя 2,5—7 мкм
21. Азотная кислота — 25 мл/л Плавиковая кислота — 7,4 мл/л Хромовый ангидрид — 280 г/л Магний 20—30 0,5—2 —
22. Уксусная кислота (ледя- ная) — 330 Пергидроль — 50 23. Хлорное железо — 620 Свинец 20 55 0,5—2 1-3 — * 1 t i
24. Соляная кислота — 400 Азотная » —150 Глицерин — 200 25. Азотная кислота — 220 26. Хлорное железо — 620 Соляная кислота — 30 27. Соляная кислота — 500 Золото 60 Хром 60—80 50 20 0,5—1 1—3 Внимание! Снача- ла смешать соляную и азотную кислоту 1 а затем добавить глицерин
472
Продолжение табл. 6.19
Состав раствора, г/л Режим травления Примечание
Темпера- тура, °C Время, мин
Молибден
28. Азотная кислота — 250 Соляная » — 250 50 0,5—1 —
29. Азотная кислота — 200 Серная » — 200 60 0,1—0,3 —
30. Муравьиная кислота — 45 объемных долей Пергидроль — 45 объемных долей Вода — 10 объемных долей 80 2
31. Азотная кислота — 500 мл Серная » — 500 мл Хлористый натрий — 7— 10 г/л 20 0,1
32. Пергидроль — 250 мл Едкий натр — 10 г/л Вода — 750 мл 40 1—2 —
33. Серная кислота — 17 г Плавиковая » — 5 г Вода — 878 мл £ 20 вольфрам 5—10 Травление перед гальваническим по- крытием
34. Едкое кали — 5 г Красная кровяная соль — 25 г Вода — 70 мл Тан 20 тал, ниоб 300—600 ий Травление очень тонкое
35. Серная кислота — 550 мл Азотная » — 200 мл Плавиковая кислота — 200 мл 30—40 Титан 0,2-0,3
36. Плавиковая кислота — 10— 50 40—50 Цинк 0,5—2 г -
37. Азотная кислота — 125 40—50 0,5—1 —
38. Едкий натр — 150 Кипя- щий 0,2—0,5 —
39. Серная кислота — 50% Хромовая » — 50% 20 Ковар 1—2
40. Хлорное железо — 580 50 1—3 —
41. Двухромовокислый калий — 100 Серная кислота — 80 50 0,5—1 —
473
Продолжение табл. 6 ig
Состав раствор*, г/л Режим травления Примечание
Темпера- тура, °C Время, мии
42. Хромовая кислота — 225 Серная * — 12 43. Соляная кислота — 400 мл Двухромовокислый калий — 25 г/л Вода — 600 мл К< 44. Азотная кислота —500 мл Серная » — 500 мл Хлористый натрий — 7 г/л Латунь 60 Нихром 65 жстаятая 20 1—2 0,5—2 0,2—0,3
45. Азотная кислота — 500 мл Инвар 46. Соляная кислота — 250 Вода — 750 47. Соляная кислота — 1000 Уротропин — 45 48. Соляная кислота — 30 Серная » — 10 Пермаллой 49. Хлорное железо — 600 | Маги 50. Азотная кислота — 15—30 | Сплавы а 51. Азотная кислота — 100 Плавиковая » — 400 Вода — 500 60 и сиперш 70 55 20 и магнит 50—60 иевые сплс 20 | иобий и г 20 0,1—0,2 <вар 1—2 10—15 15—30 <ые сплавы 5-10 | 1вЫ 3—5 | питан 1—2 III 1111
используют в специальных случаях, когда в подлежащем травле-
нию узле находятся материалы, контакт которых с кислотой не-
допустим. Подбором соответствующего раствора поверхности цвет-
ного металла можно придать матовый или блестящий вид.
Если при травлении элементарных металлов раствор одно-
значно действует на данный металл, то при травлении сплавов
цветных металлов, в состав которых входят материалы, разлиЧ’
ным образом взаимодействующие с раствором, поверхность детали
темнеет. Примером тому может служить травление алюминиевого
сплава Д16 (дюралюминия) в щелочном растворе едкого натр®’
474
. За химического взаимодействия щелочи с компонентами сплава
едью. кремнией и др.) после травления поверхность металла
знобится темной. Чтобы придать ей светлый вид, производят
Сработку в осветляющем кислотном растворе.
° На скорость процесса травления существенно влияет темпе-
j йтура травящего раствора. Средняя скорость травления цветных
металлов составляет 10 мкм/мин. В табл. 6.19 приведены составы
оастворов для химического травления некоторых цветных ме-
таллов.
6.3.5. Рельефное травление металлов
Если на поверхности металла, стекла или другого материала
^ебуется получить локальное вытравливание по заданному кон-
дгру на любую глубину, используют способ рельефного (контур-
ного) травления. Этот способ можно реализовать посредством
химического и электрохимического травления (металлы). Рель-
ефное травление заключается в нанесении на обезжиренную по-
верхность защитной маски по требуемому контуру и последующем
травлении не покрытых маской участков материала.
В зависимости от требуемой точности воспроизведения кон-
турного рисунка используют различные способы нанесения за-
щитного покрытия — ручное нанесение кистью, пульверизация*
либо накатка через трафарет, фотолитография, обеспечивающая
воспроизведение рисунка с точностью до долей микрометров
(в твердотельной электронике).
Поскольку большинство химических травильных растворов
эффективно работают при повышенных температурах, в качестве
материала защитной маски можно использовать химически стой-
кий лак ХСЛ, широко распространенный нитроцеллюлозный
лак НЦ-224, клей БФ-4, 88 и др. В особых случаях в качестве
защитного покрытия можно использовать эпоксидную смолу,
полимеризующуюся при комнатной температуре, наносимую через
трафарет. После травления смолу можно удалить нагревом до
300—400 °C или механическим путем.
I При рельефном травлении алюминия и его сплавов в щелочных
I Растворах в качестве защитного покрытия используют компози-
цию, состоящую из 100 г резинового клея или клея 88 и 90 г
мелкозернистого наполнителя (сажи, оксида магния, зубного
Ворошка и др.). До требуемой консистенции смесь доводят рас-
творителем из метил- или этилацетата бензина Б-70 или «Калоша»,
Взятых в соотношении 2:1. После окончания травления защит-
НУЮ маску из этой композиции легко удалить бензином. При
Рельефном травлении наблюдается боковое растравливание, кото-
рое в зависимости от материала достигает 10—15% от глубины
Фавления. Интенсивность химического травления зависит от
Концентрации травящего раствора и продолжительности процесса.
Температура раствора также ускоряет травление. В отличие от
Омического электрохимическое травление металла позволяет
475
Таблица б
Растворы для химического рельефного травления металлов
Материал Компоненты раствора Содер- жание, г/л Темпе- Рато£>«.
Соляная кислота Серная » 45 550
Сталь Хлорное железо Азотная кислота Соляная » 70 650 300 20—4Q
Медь Хлорное железо Соляная кислота 75 8 20—30
Цинк Соляная кислота 75 20-40
Алюминий и сплавы Д16, АМг, АМц и др. Едкий натр 150 70-80
Магний и сплавы МА2, МА8, МЛ5 и др. Серная кислота Ингибитор ПБ-5 125 5—10 20—40
Титан Серная кислота Плавиковая » 110 120 20-60
за счет изменения плотности тока точно регулировать ход про-
цесса и тем самым обеспечивает более высокое качество процесса.
Однако при электрохимическом рельефном травлении нельзя
получать узкие глубокие отверстия или щели из-за ограничений,
связанных с рассеивающей способностью электролита. В табл. 6.20
и 6.21 приведены составы растворов для химического и электро-
химического рельефного травления конструкционных металлов.
Химическое и электрохимическое травление позволяет полу-
чить в металле сквозные отверстия любой формы и достаточно
большой площади, что выполнить обычными способами механиче-
ской обработки, особенно в тонком листовом материале или фольге,
практически невозможно. Кроме того, способами химической
и электрохимической размерной обработки можно легко изгото-
вить единичные образцы металлических шкал, шильдиков, ие'
большие цифровые и буквенные тексты. Особенно широко хими-
ческую размерную обработку используют в микротехнологии И>
в частности, при обработке кремния, германия и других полу-
проводниковых материалов твердотельной электроники.
При приведенных режимах обработки в среднем удаляется
1—3 мкм металла. Стекло, кварц, керамику, лейкосапфир и ДрУ'
гие неметаллические детали внутривакуумной арматуры очиП1а1°
кипячением в 5%-м растворе пергидроля в течение 30—40 мин-
Для травления впаянного в стекло платинита в присутствй
476
М
Таблица 6.21
Растворы для влеггрохимвчесжого рельефного травления металлов
Материал Компоненты раствора Содер- жаиие, г/л Темпе- ратура, °C Плот- ность тока, А/дм*
и***"' Сталь Хлористый натрий 200 20-40 5—10
Хлорное железо 75 20—25 15—20
Медь Хромовый ангидрид Сернокислый аммо- ний 350 10 20—25 3—5
Латунь Хлористый аммоний в натрий 200 150 20-25 3—5
Алюминий в спла- вы Д16, АМг, АМц и др. Соляная кислота Хлористый аммоний » кальций 175 200 200 20—25 5—10
Алюминий и спла- вы Д16 АМг, АМц и др. Фосфорная кислота Хлористый натрий 500 80 20—25 10—20
никеля используют смесь, содержащую 60% уксусной кислоты,
10% пергидроля и 30% воды. Время обработки при 20 °C —
Ю—20 мин.
6.3.6. Очистка поверхности металлов в расплавах солей
Очистка поверхности металла от оксидов и других загрязнений
в кислотных растворах обусловлена химическим взаимодействием
кислоты с металлом, в результате чего не только удаляются
п°верхностные загрязнения, но и происходит травление основного
Сталла. Однако травлению в кислотных растворах часто подвер-
гают детали с точно выполненными размерами либо тонкую про-
року и фольгу, размеры которых в результате очистки могут
вмениться. Для того чтобы исключить подтравливание металла,
Давление таких деталей ведут в бескислотных расплавах солей,
этих расплавах оксиды восстанавливаются водородом, выделя-
емся при взаимодействии их с расплавом. Основной металл
Ри этом с расплавом не взаимодействует.
В состав расплава обычно входят соли с относительно низкой
Дгпературой плавления и соответствующей химической актив-
°Стью. Иногда, чтобы максимально снизить рабочую температуру
Расплава, входящие в его состав компоненты находятся в эвтек-
477
Таблица 6.22
Время, МИИ О tn *1^ ’Ф СЧ *-• о с iJs’sJJU О о С 10—30 к ял i й S £ ю На
Температура расплава, °C 5 U 380—400 ллл—ялл 09S О' ?§ г 360—380 49П—4ЯП 300 400-470 450—500 ЛОЛ 4 Ял 400—470 49П—4.ЯП 1 5 СИ !? О' — 1 370—390 1
Компоненты расплава, массовые доли, % ИИ1ГВМ угчь’ -эимоихосу 1 001 1 1
(кеииажоя -еэро) BdXg S 1 § 20—30 20—30 9П—ЯП « 1 1
уибхвн У1Ч1Г -эимоихосу 1 001 20—25 20—30 20 1
вИоэ 1 1 1 1
И1Г&М эомяд 50—60 S 5 ’SS 1 о с Ш 1Г SS§ 1 1 1
(Тхеи уимУд 5 5 98,6 40—ЯП о с Ю 1Г 1 1 1 50 47,5 100 70—75 «Я 7Я СО Q 00 00 ОО О СР
-ей tfHdtfHj * 1 1 4 сч сч •-
цибхЕН VKxoHdoifX 1 1 1Г с* , 1 1
ИИПЯ1ГЕЯ VMxoHdoirx 1 1 1 сч 1 1
Обрабатываемый материал , ± S з «2 я я 5 я к О я =: й ей 5 t 5 Ь £ ° * х я 5“ * ' _ О е( . 5 К ' X Ь-А 0*0 А О 2 z я « о. м « ! ° л £ га <и „ о О Я ° 5 г га °< 5 ч ® ч Й 5 § S 5 § В я = Л >, их О > I В X < X Ь4й £ h Ь О
478
йческом соотношении. Во многие рецепты расплавов входит ги-
рйд натрия, который активно восстанавливает оксиды железа,
никеля, кобальта, меди и некоторых других металлов.
После очистки деталь извлекают из расплава, который, за-
тВердев, образует на поверхности защитный слой, предохраня-
ющий металл от окисления на воздухе. После полного остывания
остатки затвердевшего расплава удаляют промывкой в проточной
вОде. Отмывка от остатков расплава происходит довольно эф-
фективно, так как все соли, входящие в состав расплава, хорошо
растворяются в воде. После очистки расплава, отмывки в воде
й сушки в ацетоне или спирте деталь следует запустить в дальней-
шую работу. Пребывание на воздухе в течение 1—2 ч приводит
к образованию на поверхности металла тонкой пленки оксидов.
Это вызвано тем, что после травления поверхность металла,
будучи совершенно чистой, активно взаимодействует с кислородом
воздуха. Длительное хранение протравленных в расплаве деталей
возможно в вакуумном эксикаторе или в емкостях, заполненных
азотом или аргоном. В табл. 6.22 приведены некоторые составы
солевых расплавов, доступных для использования в лабора-
тории.
6.3.7. Избирательное химическое травление металлов
Избирательным называют процесс травления одного металла
в присутствии других, которые при этом не подвергаются травле-
нию. Примером того может служить необходимость разъединения
неразъемного узла, металлические детали которого соединены
пайкой, сваркой, склейкой или другими способами. Избиратель-
ным травлением можно разъединить узлы, состоящие не только из
различных металлов, но и из металлов и неметаллов. Особенно
широко избирательное травление используют для удаления
различных пленочных покрытий (химических и гальванических)
с поверхности основного металла, из которого изготовлена деталь.
Строго говоря, раствор при избирательном травлении частично
взаимодействует с поверхностью основного металла, образуя на
вей пленки оксидов, либо других химических соединений. Это
обстоятельство надо учитывать при избирательном травлении
Узлов и деталей, размеры которых выполнены с высокой тон-
костью.
Ход процесса травления контролируют визуально. По мере
стРавливания пленочного покрытия равной толщины металл
°сновы оголяется равномерно по всей площади. Однако пленка
Металла, полученная гальваническим путем, на рельефной по-
Верхности детали имеет разброс по толщине: на выступах она
1'°лще, а в углублениях — тоньше. Это обстоятельство вызывает
НеРавномерное освобождение поверхности от покрытия, что при-
в°Дит к появлению на основном металле отдельных мест, свобод-
ах от покрытия.
479
Таблица 6.23
Растворы для избирательного химического травления металлов
Стравливае- мый металл Металл основы Состав раствора, г/л Темпе- ратура раство- ра, 6с
Медь Сталь Железо хлорное — 150, сурьма трех- хлористая — 31 20
Хромовый ангидрид — 480, серная кислота — 65 ’I 70
Хромовый ангидрид — 50, серная кис- лота — 50 20
Медь, латунь Цинк Хромовый ангидрид — 230, серная кислота — 2,3 20-40
Латунь Сталь Персульфат аммония — 75, .раствор аммиака (25% -й) — 375 20
Медь Алюминий Азотная кислота — 70 массовых долей 20
Циик Сталь Аммоний азотнокислый — 70,1, сер- ная кислота — 70, медь сернокислая — 7 20
Циик, кадмий Все металлы Соляная кислота — 1000 мл, сурьма треххлористая — 20 г, вода — 100 мл 20
Никель Сталь, медь Железо хлорное — 150, медь серно- кислая — 100, уксусная кислота (ледя- ная) — 250 мл 20 ——•
Никель Алюминий Азотная кислота (техническая) — 100% 50 ——*
Олово, саинец Все металлы Железо хлористое —- 90, медь серно- кислая — 146, уксусная, кислота (ледя- ная) — 20 мл 20 '
Серебро Медь Азотная кислота — 50 мл, серная кислота — 950 мл 80
i
480
После удаления всего покрытия, о чем легко судить визуально
, 0 цвету поверхности основного металла), деталь вынимают из
аствора и тщательно отмывают. Избирательное вытравливание
Цельных металлических частей из механически неразъемного
зЛа проводят до полного растворения соответствующего металла,
^которые составы доступных для лабораторного использования
растворов для избирательного химического травления металлов
в присутствии других приведены в табл. 6.23.
Приведенные в табл. 6.23 растворы специфичны для конкрет-
нОй пары металлов. Поэтому их в основном используют в произ-
водственной практике. При проведении лабораторных работ необ-
ходимость стравить один металл с другого возникает «незапла-
нИрованно», в результате какого-либо упущения в работе. Осо-
бенно часто приходится стравливать некачественные гальваниче-
ские покрытия. Для выполнения таких эпизодических работ,
не требующих особо высокого качества травления, можно исполь-
зовать универсальные растворы, в которых стравливаются медь,
латунь, никель, олово, свинец, цинк, хром, кадмий, серебро и
золото с поверхности любого другого, непарного, металла.
Ниже приведены составы универсальных растворов для химиче-
ского и электрохимического избирательного травления одного
металла в присутствии другого.
1. Аммоний азотнокислый — 200 г/л, фенол — 2 см3, уксусно-
кислый натрий — 100 г/л. Если материал основы — сталь с со-
держанием углерода менее 0,1%, уксуснокислый натрий в раствор
добавлять не надо, а содержание фенола следует увеличить до
5 см8.
2. Алюминий азотно-кислый — 100—400 г/л, уксуснокислый
или лимоннокислый натрий — 100—200 г/л, фенол — 5—20 см8.
Способ электрохимический. Деталь присоединяют к положитель-
ному полюсу источника постоянного тока. Катод — коррозионно-
стойкая сталь. Плотность тока (минимальная) 8 А/дм2, тем-
пература 40—60 °C.
3. Аммоний роданистый — 50—300 г/л, фенол — 5—80 г/л.
Способ электрохимический. Плотность тока 8—10 А/дм2, темпе-
ратура 20—60 °C.
6.3.8. Электрохимическое травление металлов
Электрохимическим травлением называют процесс растворе-
ния металла в электролите под действием электрического тока.
Подлежащую травлению деталь присоединяют к положительному
п°люсу источника постоянного тока, поэтому процесс называют
Годным травлением. В качестве катода в электролитической
Ванце обычно используют свинец, графит и некоторые другие
^таллы, не взаимодействующие с электролитом. В результате
/петрохимического травления с поверхности удаляются меха-
’Ические, минеральные, органические загрязнения и оксиды,
31 Е. Д . Коленко 481
Таблица б.2<
Растворы для электрохимического травления черных металлов и сплавов
(сталей, феррохрома, никеля, нихрома, ковара и др.)
Компоненты раствора Содер- жание, г/л Плот- ность тока, А/дм1 Темпе- ратура, °C Время обра- ботки, мни Примечание
Серная кислота Азотная » 35—40 25—30 5—20 15-20 5—10 На переменном токе
Серная кислота Хлористый натрий 150 20 5—10 20—25 0,5—5 При перемен, ной полярности
Серная кислота Хлористый натрий Хромовый ангидрид 200—250 20—30 10—15 150— 200 20—60 0,5-2 Анодное трав- ление
Серная кислота Хлористый натрий Уротропин ОП-7 или ОП-Ю 140 60 3—4 16—18 2,4 70—80 0,5—5 Совмещение обезжиривания и травления
Серная кислота 500—700 40— 180 15—25 0,1—0,6 Анодное трав- ление
а также одновременно удаляется поверхностный слой металла.
После травления микрошероховатость поверхности не улучшается,
а в ряде случаев даже ухудшается. Относительно высокий удель-
ный съем металла (до 200 мкм/мин) позволяет использовать про-
цесс для глубокого рельефного травления металла, что иногда
называют электрохимической размерной обработкой и электро-
химическим шлифованием.
Электрохимическое травление обычно ведут в растворах сер-
ной кислоты с добавками азотной кислоты, едкого натра, хлори-
стого натрия и др. Иногда процесс травления ведут в растворе
щелочей. Удельный съем металла зависит от состава электролита
и анодной плотности тока (от 2 до 200 А/дм2).
В случае травления детали рельефной формы для равномерного
стравливания металла катод должен иметь такую же форму-
В случае травления стали и никеля деталь подсоединяют к токо-
ведущему проводу зажимом, изготовленным из алюминия. При
анодном травлении обрабатываемая деталь взаимодействует с сер-
ной кислотой, что служит причиной возникновения шероховатости
поверхности. Для того чтобы уменьшить это воздействие, травле"
ние надо вести при больших плотностях тока и высокой концеИ'
трации серной кислоты. При таких условиях выделяющийся
аноде кислород создает на детали пассивирующую защитную
оксидную пленку. В некоторых случаях травление производят!1
482
еверсивном постоянном или переменном токе. В табл. 6.24 при-
едены некоторые рецепты растворов для электрохимического
давления сталей, никеля, ковара и др.
6.3.9. Избирательное электрохимическое травление металлов
Так же как и избирательное химическое травление, электро-
химическое избирательное травление позволяет растворять опре-
деленный металл в присутствии другого, который не подвергается
давлению. Основным условием избирательного химического
травления является способность удаляемого металла вступать
в химическую реакцию с рабочим раствором. При этом металл
основы не должен обладать такими химическими свойствами.
Это условие для многих пар металлов не может быть выполнено.
Примером того служит удаление никеля с железа и стали, се-
ребра с меди и латуни, меди с латуни и бронзы и др. Процессы,
происходящие при химическом и электрохимическом травлении,
существенно различаются. Если при химическом травлении рас-
твор в одинаковой степени реагирует как с удаляемым металлом,
так и с металлом основы, то при электрохимическом травлении
этого не происходит. Объясняется это тем, что при анодном тра-
влении на поверхности одновременно с удалением металла про-
исходит образование пассивирующей оксидной пленки, которая
уменьшает действие электролита на металл основы. Регулируя
Таблица 6.25
Растворы для избирательного электрохимического травления металлов
Стравливаемый материал и материал основы Состав раствора, г/л Плот- ность тока, А/дм1 Темпе- ратура, °C Время, мни
Медь со стали *--— Натрий азотнокис- лый — 90 Калия бихромат — 6 1—2 18—25 5-10
Хромовый ангидрид — 125 Серная кислота — 1—1,5 5—10 18—25 5—10
Фосфорная кисло- та — 90 объемных долей Сульфат меди — 1 20 65 3—8
Медь с латуни Нитрат калия — 225 2 20—25 5—10
Медь с алюми- ния Серная кислота — 5 массовых долей 5—7 40—45 5—8
31*
483
Продолжение
Стравлнв аемый материал ж материал основы Состав раствора, г/л Плот- ность тока, А/дм1 Темпе- ратура. °C 22 O.Z5 Время. MBg
Никель со ста- ли Фосфорная кисло- та — 1000 мл Сульфат никеля — 1 20 65 —•— 5—10
Натрий азотнокис- лый — 540 10 90—95 Ч
Бориая кислота — 30 ^Хромовый ангидрид — 1 85 5—10
Нитрит натрия — 203 Хромовый ангидрид — _106 8—30 15—60 5—8
Никель с меди и латуни Натрий родани- стый — 100 Натрий кислый сер- нокислый — 100 2 20—25 5—10
Никель с алю- миния и цинка Серная кислота — 60 объемных долей Глицерин — 30 Сульфат меди — 30 7-10 20—25 120 мкм/ч
Никель с алю- миния Серная кислота — 5 массовых долей 5—7 20—40 5-15
Золото с меди и латуни Калий железисто-си- неродистый — 30 Калий цианистый — 20 10 30—90 1—2 1
Серебро со ста- ли Натрий цианистый — 30 1—2 20 5—10
токовый режим процесса, можно изменять скорости травления
и образования оксидной пленки, а следовательно, избежать рас*
творения металла основы. Некоторые растворы для избиратель-
ного электрохимического травления приведены в табл. 6.25.
6.3.10. Травление графитовой смазки с поверхности металла
Довольно часто в практике работы лабораторий физико-те*'
нического направления сталкиваются с необходимостью очистит1’
поверхность проволоки или жести из вольфрама, мблибдена, тан-
тала от аквадага (коллоидного графита), который использу10*
484
f качестве смазывающего материала при протягивании и про-
каТке металла. Химические способы удаления с поверхности этих
металлов оксидов, минеральных и органических загрязнений
деэффективны при очистке от графита. Напомним, что из воль-
фрама, молибдена и тантала изготавливают работающие при
высоких температурах в вакууме или нейтральной среде термо-
вдектронные прямонакальные катоды (вольфрам); подогреватели
оксидных термоэмиссионных катодов (вольфрам, тантал); электро-
вдгревательные элементы для вакуумных высокотемпературных
речей и испарители для вакуумных напылительных установок
(вольфрам, молибден, тантал), пружины, работающие в вакууме
при высоких температурах, и т. д. Однако известно, что при на-
греве графит образует с металлами карбиды, существенно ухуд-
шающие электрические и механические свойства металла. Эффек-
тивная очистка проволоки и жести, в основном из вольфрама
и молибдена, от аквадага, толстого слоя оксидов, возникающих
при заварке металла в стекло, а заодно и других загрязнений,
возможна при химическом или электрохимическом травлении
поверхности металла в специальных растворах и расплавах,
некоторые из которых приведены ниже.
Травление вольфрама производят:
в расплаве азотистокислого натрия при температуре 300 °C
в течение 3—5 с;
в расплаве, состоящем из 50 массовых долей азотистокислого
натрия и 50 массовых долей азотнокислого натрия; температура
расплава 340 °C, время обработки 2—5 с; используется для умень-
шения диаметра проволоки или утончения жести;
в 25—50%-м растворе в воде азотистокислого натрия (анодное
травление при плотности тока 2—10 А/дм8 в течение 1—2 мин);
анодной обработкой в растворе, содержащем 250 г едкого кали
и 0,25 г сернокислой меди (медного купороса) на 1000 мл воды;
температура раствора 20—25 °C, плотность тока 1—5 А/дм8
(слабое протравливание);
в растворе 30,5 г красной кровяной соли (железосинеродистого
калия), 4,5 г едкого натра и 100 мл воды;
окислением на воздухе при 500—600 °C в течение 3—5 мин
с последующим травлением в водном растворе едкого натра
(800 г/л), нагретом до 70—80 °C (этим способом хорошо удаляется
толстый слой аквадага);
анодным травлением в насыщенном растворе сернокислого
натрия при плотности тока 2—5 А/дм8; образовавшийся на про-
волоке коричневый налет удаляют в кипящем концентрирован-
ном растворе углекислого кальция;
в смеси плавиковой и азотной кислот (1 : 1) в течение 3—5 с
(затем немедленно промыть в проточной воде);
в 35%-м кипящем растворе пергидроля (перекиси водорода).
Травление молибдена производят следующими
способами:
485
погружением на 3—5 с в расплав едкого кали с добавкой
10 массовых долей азотистокислого натрия; ”
обработкой в нагретой до 90 °C хромовой смеси, состоящей и
равных долей серной кислоты и двухромовокислого калия;
в присутствии вольфрама в течение 5 мин в смеси 50 объемных
долей азотной и 5 объемных долей соляной кислоты при 60
70 °C.
Травление тантала производят:
в кипящей плавиковой кислоте в течение 5—6 с;
в расплаве едкого кали в течение 3—5 с;
в щавелевой кислоте, нагретой до 40—50 °C, в течение 2—
4 мин.
6.3.11. Химическое травление стекла и кварца
В лабораторной и производственной практике широко исполь-
зуют химическое травление технического и кварцевого стекла.
При этом практически единственным веществом, активно взаимо-
действующим со стеклом и кварцем, является плавиковая (фто-
ристоводородная) кислота. При травлении основная химическая
реакция происходит между кислотой и диоксидом кремния,
из которого образована структурная сетка стекла и кварца. Про-
дукт реакции — газообразный фторид кремния, удаляющийся
из зоны реакции. Кроме основного компонента травящего рас-
твора (плавиковой кислоты) в него в зависимости от характера
обработки входят и некоторые другие компоненты. Если плавико-
вой кислоты нет, водный раствор фтористого водорода можно
приготовить, воздействуя 50—70%-й серной кислотой на фтори-
стый кальций (плавиковый шпат). Продуктами реакции будут
фтористый водород и гипс (сернокислый кальций).
В состав многих рецептов растворов для травления стекла
входит ряд веществ, ускоряющих и стабилизирующих процессы
травления. Следует отметить, что все работы с плавиковой ки-
слотой из-за ее высокой химической активности надо проводить
только во фторопластовой или свинцовой посуде.
Характер взаимодействия плавиковой кислоты со стеклом
таков, что при обработке жидкой кислотой происходит блестящее
травление, а обработка в парах кислоты приводит к матовому
травлению. Интенсивность травления стекла возрастает с повы-
шением концентрации и температуры травящего раствора. Хими-
ческое травление представляет собой наиболее простой и эффек"
тивный способ выполнения следующих операций по обработке
поверхности стекла:
матирования — создания на поверхности микрошероховатой
структуры, придающей стеклу светорассеивающие свойства;
рельефного травления — получения на поверхности контурны*
рельефных и штриховых рельефных изображений, в частности
шкал, сеток, фотомасок, фотошаблонов и других конструктивны*
и технологических стеклянных изделий;
486
гравирования — получения на поверхности стекла несмывае-
надписей и рисунков;
штемпелевания — нанесения надписей и рисунков при помощи
резинового штемпеля;
химического полирования — удаления тонкого (доли микро-
метров) поверхностного слоя стекла травлением в жидкой плави-
ковой кислоте, в результате чего в несколько раз повышается
ударная прочность стекла; такое химическое упрочнение является
следствием удаления микротрещин, неизбежно присутствующих
в поверхностном слое и служащих источником механических
напряжений, приводящих к разрушению стекла под нагрузкой.
Практически во всех случаях химического травления стекла
на обрабатываемую поверхность наносят тонкий слой не взаимо-
действующего с кислотой защитного покрытия, в котором раз-
личными способами делают сквозные «окна», по форме соответ-
ствующие требуемому рисунку травления. В качестве защитного
покрытия можно использовать композиции на основе воска,
парафина, пековой смолы и др. Для этой цели также вполне
пригодны вакуумный уплотнитель пицеин и наклеечные смолы,
применяемые при механической обработке стекла (см. табл. 3.19).
Составы травителя и режимы обработки приведены в табл. 6.26.
Матирование. Внешние поверхности стеклянных изделий мати-
руют в парах плавиковой кислоты, поместив стекло над поверх-
ностью кислоты в закрытом фторопластовом сосуде. При исполь-
зовании свинцового сосуда, чтобы ускорить процесс, кислоту
можно нагреть до 50—60 °C. Время выдержки стекла в парах
кислоты определяет величину образующейся микрошероховато-
сти поверхности стекла. При работе с нагретой кислотой, если
используется защитное покрытие, оно должно выдерживать тем-
пературу нагрева. В этом случае лучше всего использовать на-
клеечные смолы. Отматированную поверхность надо тщательно
очистить от защитного покрытия.
Рельефное травление. Рельефным травлением в стекле получать
Углубление, соответствующее по форме контуру окна в защитной
часке. От времени травления и температуры травящего раствора
зависят количество стравливаемого стекла и соответственно раз-
мер углубления. Барботирование раствора существенно ускоряет
процесс, так как непрерывно удаляется прореагировавшая со
стеклом кислота. Трубка, через которую в раствор подается
воздух, должна быть изготовлена из материала, не взаимодей-
ствующего с плавиковой кислотой. Таким материалом являются
Фторопласт, поливинилхлорид (ПВХ) или свинец. Удобнее всего
Для этой цели использовать тонкую свинцовую трубку, служащую
внешней оболочкой двух-тр.ехжильного телефонного кабеля. В ка-
честве насоса, подающего воздух в раствор плавиковой кислоты,
Можно использовать любой малогабаритный нагнетательный на-
с°с, например мембранного типа, используемый для подачи воз-
ДУха в аквариум. Для этой цели вполне пригоден водоструйный
487
Таблица 6.26
Состав растворов и режимы химического травления стекла
Операции травления Состав травителя Содержание Режи> Время, МИИ травления Температу- ра. °C Примечание
Матирование Пары плавиковой кислоты 100% 20—60 50—60 Обработка внешней по- верхности
Фтористый аммоний Натрий углекислый Плавиковая кислота 75 массовых долей 6 массовых долей 50 массовых долей 1-2 20—40
Фтористый аммоний Барий сернокислый Натрий сернокислый (кис- лый) Декстрин Вода 42% 20% 3,5% 7% 20% 10-20 20 Обработка внутренней по- верхности
Рельефное травление Плавиковая кислота Концентрированная 1—120 40 При барботировании кис- лоты воздухом скорость травления составляет 0,3— 0,5 мм/мии
Гравирование Плавиковая кислота 1 Концентрироваииая 2—3 20—40 Желательно перемешива- I ине кислоты /
ТЛроДолжлтУке таСхл. С> -’2Л>
Операция травления Состав травителя Содержание Режим Время, мин травления Температу- ра, °C Примечание
Травление над- писей Раствор А Фтористый натрий Вода Сульфат калия 36 Г 500 г 7 г 1—3 20 Перед употреблением оба раствора смешать (1 : 1). После травления, не про- мывая, стекло высушить при 20 °C £
Раствор Б Хлористый циик Вода Соляная кислота 14 г 500 г 65 г
Штемпелевание Фтористый аммоний Хлористый натрий Углекислый > 10 г 2 г 1 г 1—2 500—600 Из мелкоразмельчеиных солей на масле замешать пасту и нанести ее на стекло резиновым штемпелем, пос- ле чего обжечь
Полирование Плавиковая кислота Вода Серная кислота 100 см» 100 см» 3—5 см» 0,5—1 60 Скорость травления 40— 50 мг/см2-мин
насос. При травлении в стекле углублений до 4—5 мм наблюдает-
небольшое подтравливание стекла, что надо иметь в виду п я
выполнении точного контурного рельефного травления.
Гравирование. При химическом гравировании на поверхности
стекла образуются углубления в виде рисок, прямых и кривых
линий и в любом другом виде, определяемом формой окна в за.
щитной маске. Чаще всего гравированием в плавиковой кислоте
на стекле можно получить отчетливо видимые линии толщиной
5—10 мкм с расстоянием между ними 10—20 мкм. В производ-
ственных условиях при использовании специальных делительных
и микрогравировальных машин как ширину штриха, так и раз-
решение между ними можно существенно уменьшить.
Основным критерием, определяющим качественные характе-
ристики химического гравирования стекла, выступают свойства
материала, из которого изготавливается защитная маска. Этот
материал должен обладать хорошей адгезией к стеклу, быть до-
статочно эластичным, но не «намазываться» на резец, выдержи-
вать нагрев до 40—50 °C без размягчения, полностью растворяться
в обычных растворителях. Этими свойствами в значительной сте-
пени обладает обычный пчелиный воск после некоторой дополни-
тельной обработки, которая заключается в расплавлении воска
в воде, нагретой до 80—90 °C в течение 10—15 мин. При этом из
воска удаляются растворимые в воде посторонние вещества и,
что самое главное, содержащийся в нем воздух. После указанного
времени обработки в воде воск, плавающий на поверхности,
собирают и, просушив, используют для нанесения маски.
Технология нанесения маскирующего слоя на стекло заклю-
чается в следующем. Стеклянную деталь, чтобы удалить адсорби-
рованную на поверхности влагу, нагревают до 300—400 °C в те-
чение 10—15 мин. Когда (при остывании) температура детали сни-
зится до ПО—120 °C, на нее наносят слой воска, который должен
образовать на стекле тонкую, равномерную по толщине, пленку.
Существует эмпирическое правило, что толщина маскирующей
пленки должна быть равна требуемой ширине штриха на стекле
после травления. При малой ширине штрихов и близком их
взаимном расположении еще не охладившийся слой воска надо
равномерно и быстро охладить, что обеспечивает получение мел-
козернистой структуры затвердевшего воска. После этого в маски-
рующем слое воска процарапывают необходимый рисунок, линии,
штрихи и т. п. Это можно сделать вручную, обычной иглой, или
специальным стальным резцом на столе вертикально-фрезерного
станка, пантографа, а в особых случаях изготовления мелкострУк”
турных шкал и сеток — на делительной машине.
В лабораторной практике химическое гравирование стекли
чаще всего используют для изготовления достаточно крупны,
шкал, сеток, а также отсчетных знаков и рисок на плоском и и”
линдрическом стекле. В этих случаях ширина протравление
линии должна быть 0,1—0,3 мм при глубине 0,05—0,1 мм. ТакУ
490
дубину можно обеспечить травлением стекла в плавиковой ки-
воте в течение 60—120 мин. Для хорошей визуализации в про-
-павленные элементы затирают цветную краску, которая должна
иметь хорошее сцепление со стеклом, быть влаго- и химически
устойчивой и механически прочной. Удовлетворяющие этим усло-
виям краски обычно состоят из жидкого стекла (силикатного клея)
и соответствующего цвета дисперсного неорганического пигмента.
Так, чтобы получить молочно-белый цвет, в качестве пигмента
используют оксид цинка, черный — перекись марганца, крас-
ный — свинцовый сурик (оксид свинца), зеленый — оксид хрома.
Пигмент тщательно смешивают с жидким стеклом до получения
консистенции жидкой сметаны и пальцем с надетым резиновым
напальчником втирают краску в углубления гравировки до пол-
ного их заполнения. Остальную поверхность стекла очищают от
попавшей на нее краски слегка увлажненным тампоном из без-
ворсной ткани.
Химическим гравированием можно «вырезать» из тонкого ли-
стового или пленочного стекла детали и элементы любого размера
и формы. В частности, заготовку диаметром 3—4 мм и толщиной
0,2—0,3 мм для зеркальца гальванометра можно легко изготовить
из покровного стекла, используемого при микроскопических
исследованиях. Для этого покровное стекло окунают в расплав-
ленный воск (или воск, сплавленный с парафином в соотноше-
нии 1 : 1). Вынув стекло из воска, под электролампой равномерно
распределяют воск по всей пластинке. После того как воск за-
твердеет, к одной стороне пластинки прикладывают требуемого
диаметра тонкий металлический диск, который по периметру
обводят тонкой иглой до обнажения под воском стекла.
Убрав диск-шаблон, производят травление стекла в плави-
ковой кислоте, нагретой до 30—40 °C. При использовании воско-
парафиновой маски травление можно вести при 20—30 °C. Про-
цесс барботирования кислоты существенно ускоряет травление.
Стеклянный диск, полученный после сквозного протравливания
стекла, тщательно отмывают от воска и после соответствующей
Дополнительной очистки на диск наносят зеркально отражающий
слой серебра или алюминия. Таким же способом, но без исполь-
3°вания жесткого шаблона, можно изготовить сферические и ква-
Зиэллептические зеркала из тонкопленочного стеклянного шара,
ДЫдутого из размягченной на конце стеклянной трубки.
Нанесение надписей. Технология нанесения надписей на
стекло посредством химического травления почти не отличается
°т Процесса гравирования. Однако если гравирование предусма-
тривает изготовление технологически законченных узлов и дета-
лей (шкал, сеток и др.), выполненных механической разметкой,
0 операции нанесения надписей производят вручную на единич-
ных деталях произвольной формы. Второе отличие состоит в воз-
можности выполнить надпись в локальной небольшой области,
е обрабатывая в плавиковой кислоте или ее парах всю деталь.
491
Технология нанесения надписи на стекло заключается в с
дующем. На область стекла, в которой должна быть выполи^
надпись, наносят слой маскирующего материала (воска, спда8а
воска с парафином, асфальтового лака, соснового пека — обГ®а
ной черной смолы). На маскирующем материале остро отточе**"
ным инструментом (стальной иглой, шабером) вручную процаЛ
пывают до стекла надпись. Затем покрывают ее тонким слое
плавиковой кислоты. Через несколько минут кислоту можн*
смыть водой или дать ей полностью высохнуть на детали, а потом
деталь промыть от продуктов реакции кислоты со стеклом. Пои
необходимости образовавшуюся рельефную надпись можно зате-
реть краской соответствующего цвета.
При нанесении на стекло относительно крупных цифровых
или буквенных обозначений операцию можно упростить. Приго-
тавливают так называемые травильные чернила, состоящие из
двух растворов. Первый раствор состоит из 12 г фтористого на-
трия, 2 г фтористого калия, растворенных в 100 г воды. Второй
раствор содержит 20 г соляной кислоты, 5 г хлористого цинка и
100 г воды. Перед употреблением оба раствора смешивают и тон-
кой кисточкой наносят надпись на стекло. Через 10—15 мин на
стекле образуется матовая надпись, так как при смешивании
растворов образуются фтористый водород и его раствор в воде -
плавиковая кислота. Указанный раствор можно использовать
не только как «чернила», но и как обычный травящий раствор,
наносимый на стекло через защитную маску.
Штемпелевание. Штемпелеванием называют способ получения
на поверхности стекла матовой надписи или рисунка путем нане-
сения травящего состава резиновым штемпелем. Способ штемпе-
левания можно использовать при нанесении одинакового рисунка
или надписи на большое число стеклянных деталей. Матирующая
краска состоит из 10 массовых долей фтористого аммония, 2 мас-
совых долей хлористого натрия и 1 массовой доли углекислого
натрия (соды). Перечисленные компоненты всухую тщательно
растирают в фарфоровой ступке или шаровой мельнице с фар-
форовыми шарами до получения мелкого порошка, который после
помола следует просеять сквозь сито № 005 или № 004. Если ука-
занных сит нет, порошок можно просеять через капроновый чулок-
Технология штемпелевания состоит из следующих операций:
на плоскую стеклянную пластину наносят тонкий слой вяз-
кого масла, вазелина, тавота или другого минерального густого
смазочного материала;
резиновый штемпель (печать) с нужным рисунком или над-
писью прижимают к намасленной поверхности и тем самым пере-
носят тонкий слой масла на штемпель;
намасленный штемпель прикладывают к стеклу, на которо111
требуется получить рисунок или надпись;
масленое изображение, перенесенное на стекло, посына,оТ
тонким слоем травящего порошка, который закрепляется в местаХ’
492
14
оКрьггых маслом; удобно наносить порошок через мелкое сито
из баночки типа солонки или перечницы;
й после удаления (сдувания) порошка с не покрытых маслом
ugCT стеклянную деталь нагревают в печи или в мягком пламени
газовой горелки до 500—600 °C.
В результате происходящих химических реакций в местах
нахождения порошка стекло травится и становится матовым.
Излишки масла и травящего порошка удаляют с остывшей детали
мЯгкой тканью, смоченной в бензине, ацетоне или другом раство-
рителе минеральных масел.
Р Полирование. Как указывалось выше, химическое полирование
стекла предназначено для удаления тонкого (доли микрометров)
поверхностного слоя, в котором неизбежно присутствуют мно-
жество микротрещин и других дефектов, снижающих механиче-
скую прочность стекла. Раствор для полирования состоит из
140 см3 плавиковой кислоты и 60 см3 воды. Для того чтобы стаби-
лизировать процесс травления, в раствор вводят небольшое ко-
личество серной кислоты. Травление производят при комнатной
температуре, однако при нагревании его до 60 °C полирование
происходит значительно быстрее. Количество растворяющегося
стекла пропорционально времени полирования. Химическому
полированию надо подвергать только те стеклянные детали, ко-
торые при работе испытывают статические или знакопеременные
механические нагрузки. После химического полирования стекло
остается прозрачным.
Количество удаляемого при химическом травлении и полиро-
вании стекла зависит от его состава и соответственно марки. Ско-
рость травления можно качественно оценить по классу химиче-
ской стойкости стекла. Так, стекла С39-1, С49-3, С87-1 и С120-1,
содержащие оксид свинца (свинцовые стекла), травятся очень
хорошо. Несколько хуже травятся боратные стекла (содержащие
значительное количество оксида бора) марок С37-2, С38-1, С38-2,
С48-1 и С87-1. Перечисленные стекла по своей гидролитической
стойкости относятся к IV и V классам. Высокой стойкостью к трав-
лению в плавиковой кислоте обладает плавленый кварц (стекло
С5-1).
Как указывалось выше, при отсутствии плавиковой кислоты
фтористый водород можно получить действием серной кислоты на
измельченный плавиковый шпат (фтористый кальций).
Избирательное травление стекла. Если спай стекла с коваром,
медью или другими металлами и сплавами с КТР, соответствую-
щими КТР стекла, из-за поломки, нарушения вакуумной плот-
ности или по другим причинам оказался непригодным для исполь-.
зования, его обычно выбрасывают. При этом повторно использо-
вать металлические детали не представляется возможным.
В этих случаях стеклометаллические узлы подвергают изби-
рательному травлению в расплаве, состоящем из 41,7 массовой
Д°ли едкого натра и 58,3 массовой доли едкого кали. При ука-
493
занном соотношении между компонентами расплава образуете
эвтектическая смесь с температурой плавления 170 °C. ЗамечаЯ
тельная особенность этого расплава состоит в интенсивном раство'
рении в нем стекла практически всех марок. При этом расплав"
совершенно не взаимодействует с металлами и сплавами, спаян-
ными со стеклом. Существенной является возможность удалять
стекло с лезвийных несогласованных спаев, в которых металл
в области спая имеет малую толщину. Растворением стекла можно
регенерировать даже медные лезвийные детали.
После полного растворения стекла металлическая деталь
извлеченная из расплава, оказывается покрытой тонким слоем
затвердевшего вещества, предохраняющего нагретый металл от
окисления. Остатки затвердевшего расплава удаляют с детали
промывкой в проточной воде. Перед повторной напайкой стекла
регенерированные металлические детали желательно подвергнуть
препарировочному отжигу. Медные детали отжигают в вакууме
или водороде при 800—850 °C в течение 10—15 мин. Ковар (29НК)
отжигают во влажном водороде при 1000—1050 °C в течение
15 мин.
Скорость травления в расплаве практически не зависит от
марки стекла, однако определяется температурой расплава. Так,
стекло марки С50-2, спаиваемое с коваром, растворяется при тем-
пературе расплава 180—220 °C со скоростью 0,8 мм за 10 мин.
При повышении температуры расплава до 250—300 °C указанное
стекло растворяется со скоростью 1—1,2 мм за 10 мин. Надо за-
метить, что плавленый кварц (стекло С5-1) травится в расплаве
щелочей также достаточно активно.
Описанный процесс избирательного травления стекла в при-
сутствии металла (меди, ковара, платинита, вольфрама, молиб-
дена, железа, сплавов 47НХР, ЗОНКД, фени-42, нихрома и др.)
надо проводить в ванне из коррозионно-стойкой или обычной
малоуглеродистой стали любой марки. Недопустимо использо-
вать для этой цели сосуды из алюминия и его сплавов, которые
интенсивно растворяются в расплаве щелочей.
6.3.12. Химическое травление пластмасс
Широкое распространение пластмасс как конструкционного
материала ограничивается рядом присущих им специфических
особенностей. Так, практически все пластмассы имеют низку#
износоустойчивость, плохие декоративные качества, недостаточ-
ную устойчивость к световому воздействию, низкую адгезионну#
.способность при склеивании, невозможность пайки низкотем-
пературными припоями и соединения цементами и ряд других-
В значительной степени перечисленные недостатки можно устра"
нить, покрыв поверхность пластмассы тонким слоем металл3
посредством распыления, напыления в вакууме, химической ме-
таллизации и др.
494
Таблица 6.W.
Составы щелочных растворов для обезжиривания пластмасс
х Номер раствора Компоиеиты раствора Содер- жаиие. г/л Режим обезжиривания
Темпера- тура, °C Время, мин
1 Т ринатрийфосфат Поверхностно-активное вещество ОП-7 или ОП-10 20 15 35 15
2 Углекислый натрий ОП-7 или ОП-10 10 3 65 10
3 Т ринатрийфосфат Углекислый иатрнй ОП-7 или ОП-10 20 20 3 60 15
4 Поверхиостно-активное вещество ОП-7 или ОП-10 10 20 1^-10
5 Т ринатрийфосфат ОП-7 или ОП-10 19 25 20 2-3
6 Углекислый натрий 2 2 85 25
7 ОП-7 или ОП-10 2 75 45
8 Аммиак 25%-й Хозяйственное мыло 1 2 65 10
Примечание. В растворе Б лучше всего обрабатывать поливинил-
хлорид (ПХВ, винипласт), в растворе 6 — полиамиды (капрон), в растворе 7 —
полиолефины (полиэтилен, полипропилен), в растворе 8 — полиэфиры (лавсан).
Таблица 6.28
Составы растворов и режимы травления пластмасс
Пластмасса Компоненты раствора Содержание Темпера- тура. °C Время, мин
Полиэтилен Серная кислота Хромовый анги- дрид 1460 г/л 80 г/л 80—85 15—20
Серная кислота Калия перманга- нат Хромовый анги- дрид Вода ОП-7 или ОП-10 90 массовых долей 0,1 массовой доли 2 массовые доли 8 массовых долей 1 массовая доля
495
Продолжение табл. б.2в
Пластмасса Компоненты раствора Содержание Темпера- тура. °C Врем,. Мин
Полистирол Серная кислота Персульфат ка- лия Азотнокислое се- ребро 950 мл 3 г 3 г 20-40 °’2-О,5 |
Серная Кислота Бихромат калия Вода 46 мл 29 г 144 мл 50—60 0,3-5
Сериая кислота Хромовый анги- дрид Вода 125 мл 70 г ТОО мл 60—70 — 5
Полипропилеи Сериая кислота Хромовый анги- дрид 795 мл 80 г 80—90 20-30
Серная кислота Бихромат натрия 508 мл 65 г 20 5
Лавсаи Сериая кислота Бихромат натрия Вода 770 мл 41 г 210 мл 85-95 5-10 с
Едкий иатр Пропилеи гли- коль 200 г/л 150 мл/л 80 — 85 3
АВС-сополнмеры Сериая кислота Хромовый анги- дрид 400 г/л 370 г/л 65—70 10-15
Сериая кислота Фосфорная кис- лота Бихромат калия Вода 500 г/л 175 г/л 5-20 г/л 375 г/л 60 10—20
Поликарбонат Едкий иатр 300 г/л 100—105 20—30
ПВХ, винипласт Гидрохинон Пирокатехин Ацетон 100 г 25 г 1000 мл 20 3
Фенопласт Сериая кислота Хромовый анги- дрид 32 г/л 10 г/л 20 5—10
Сериая кислота Азотиая » Соляная » Вода 1000 мл 500 мл 3 мл 120 мл 20-40 5-15
Триацетат цел- люлозы Соляная кислота Серная » 300 мл 100 мл 20 10-20-
Эпоксидный стек- лопластик Сериая кислота Плавиковая кис- лота Вода 35 мл 8—18 мл 16—40 мл 50—70 Ю-20
Сериая кислота Плавиковая кис- лота 200 мл 100 мл 55-60 15-90
Эпоксидный ком- паунд (заполиме- ризованный) Фторсульфоио- вая кислота Сериая кислота Плавиковая кис- лота 40—65 объемных долей 14—24 объемные ДОЛИ 25—31 объемная доля 40—65 15-90
flta
496
Во всех перечисленных случаях, чтобы увеличить адгезионную
способность, поверхности пластмассы необходимо придать микро-
^ероховатую структуру, что достигается химическим травлением
5 растворах, содержащих сильные окислители. При взаимодей-
ствии травящего раствора с пластмассой происходит частичное
избирательное разрушение поверхностного слоя с образованием
ликрошероховатостей. Как правило, из-за образования в про-
цессе травления полярных групп поверхность пластмассы при-
обретает гидрофильные свойства, что благоприятствует ее сма-
ниванию травящим раствором.
Перед травлением пластмассовую деталь или заготовку необ-
ходимо обезжирить и очистить от других поверхностных загряз-
нений. Для этого можно использовать растворители, которые
принято называть органическими, несмотря на то, что многие
из них представляют собой неорганические вещества. Строго
говоря, неорганическим растворителем является только вода.
Для обезжиривания большинства конструкционных пластмасс
наиболее пригодны ацетон, метанол, этанол, трихлорэтилен,
четыреххлористый углерод, фреон-113 и другие, которые не вза-
имодействуют с амилопластом, полиамидом (капроном), поли-
карбонатом (дифлоном), полиметилметакрилатом (оргстеклом),
поливинилхлоридом (ПВХ, винипластом), фенопластом (тексто-
литом, гетинаксом), полиэтилентом, полипропиленом, фторопла-
стом, заполиризованной эпоксидной смолой и др. Однако в аце-
тоне нельзя обезжиривать ацетат целлюлозы, гидроацетат цел-
люлозы (целлофан), полистирол. В метаноле нельзя обрабатывать
заполимеризованную эпоксидную смолу и полиэтилентерефталат
(лавсан). Для наиболее качественного обезжиривания практи-
чески всех конструкционных пластмасс используют щелочные
растворы, составы которых приведены в табл. 6.27.
После обезжиривания пластмассу можно подвергнуть травле-
нию. Растворы для химического травления имеют состав приме-
нительно к конкретной марке пластмассы. Составы некоторых
растворов для травления даны в табл. 6.28.
6.4. ХИМИЧЕСКОЕ И ЭЛЕКТРОХИМИЧЕСКОЕ ПОЛИРОВАНИЕ
МЕТАЛЛОВ
Химическое и электрохимическое полирование металлов пред-
назначено для сглаживания микрорельефа поверхности до бле-
стящего состояния. В результате полирования микрошерохова-
т°сть поверхности в зависимости от обрабатываемого металла
к>ожет быть улучшена с 10—15 мкм до 0,04—0,025 мкм. Еще более
Улучшить блеск поверхности, не уменьшая микрошероховатость,
Чожно дополнительной операцией — глянцеванием, заключаю-
щейся в электрохимической анодной обработке отполированного
Сталла. Однако операцию глянцевания используют довольно
Редко. Полирование не только придает поверхности металла
32 Е. А. Колеико 497
высокую отражательную способность, но и улучшает мнор
физические и механические свойства поверхности: уменьшаю/6
приповерхностные механические напряжения, вызванные пред/
дущей механической обработкой (приводящие к изгибу тонки
образцов); в результате удаления приповерхностного слоя металла
существенно улучшаются ударная прочность, упругость и ре
лаксационная стойкость материала; улучшаются высокочастот'
ные характеристики специальных электротехнических сталей ц
сплавов пермалой; благодаря уменьшению микрошероховатости
поверхности существенно понижается коэффициент трения, осо-
бенно в случаях использования медно-стальных или серебряно-
стальных пар трения. Кроме того, при полировании на поверх-
ности металла образуется тончайшая пленка оксида, повышаю-
щего стойкость металла к химической коррозии. Наиболее широко
химическое, и особенно электрохимическое, полирование исполь-
зуют для обработки внутренних поверхностей высоковакуумной
аппаратуры, чаще всего изготовленной из коррозионно-стойкой
стали. На полированной поверхности скапливается значительно
меньше различных загрязнений, чем на неполированной, а уда-
лить возможные загрязнения с нее существенно проще.
Процессы химического и электрохимического полирования
по характеру воздействия на металл имеют много общего. Хотя
химическое полирование происходит без внешнего источника
тока, при контакте полируемого металла с рабочим раствором
возникают микрогальванические пары, которые вызывают обра-
зование тонкого пассивирующего оксидного слоя. Однако из-за
существенно более низкого напряжения и соответственно незна-
чительного электрического тока оксидная пленка оказывается
очень тонкой, а время ее образования весьма большим. Поэтому
металл после химического полирования не столь блестящий,
как после электрохимического. Влияние оксидной пленки на
процесс полирования заключается в том, что она преимуще-
ственно образуется во впадинах микрорельефа и соответственно
пассивирует в этих местах металл. На гребнях микрорельефа
из-за относительно большой напряженности электрического поля
происходит электрохимическое удаление металла. Таким образом,
процесс электрополирования самопрекращается, когда микро-
рельеф поверхности выравнивается и поверхность оказывается
сплошь покрытой тонким слоем оксида.
Рабочие растворы как для химического, так и электрохими-
ческого полирования должны удовлетворять следующим основным
требованиям:
хорошо смачивать полируемый металл;
не быть агрессивными к обрабатываемому металлу при отсут-
ствии тока;
иметь достаточно высокую электропроводность;
обладать высокой рассеивающей способностью, чтобы мо#и
было равномерно обработать деталь с неплоской поверхность*0,
498
позволять обработку нескольких, близких по составу ме-
таллов.
Перечисленным условиям удовлетворяют сотни химических
растворов и электролитов, каждый из которых обладает специфи-
ческими свойствами по отношению к обрабатываемому металлу.
Многие из известных полирующих химических растворов и элек-
тролитов предназначены для обработки специальных сплавов
черных и цветных металлов, используемых в производственной
практике. В табл. 6.29 и 6.30 приведены составы химических
растворов и электролитов для полирования основных конструк-
ционных металлов, которые можно использовать в лабораторных
условиях.
Если необходимо получить зеркальную поверхность металла,
что соответствует 11—13-му классам шероховатости, деталь сна-
чала надо подвергнуть механическому полированию свободным
абразивом (алмазом, полиритом, оксидом хрома, крокусом),
а затем после тщательной промывки провести химическое или элек-
трохимическое полирование, в результате чего шероховатость
обрабатываемой поверхности улучшается на два-три класса.
Следует отметить, что финишное химическое или электрохими-
ческое полирование позволяет получить зеркальную поверх-
ность на относительно мягких металлах (медь, алюминий, маг-
ний и др.), при механическом полировании достичь этого очень
сложно.
Для того чтобы качественно провести процесс электрохимиче-
ского полирования, необходим соответствующий материал для
катода электролитической ванны. Чаще всего используют свинец
или графит. В некоторых случаях катод можно изготовить из
коррозионно-стойкой стали, платины и других металлов. Основ-
ным условием, которому должен удовлетворять материал ка-
тода, являются отсутствие взаимодействия с электролитом и про-
дуктами, выделяющимися в процессе электролиза, в частности
водородом, который выделяется на катоде. При электрополирова-
нии изделий из чистой меди (марок МБ и МВ) в качестве катода
лучше использовать пластину из чистого никеля. При полировании
бронзы и латуни катод может быть изготовлен из алюминия
или коррозионно-стойкой стали. Для полирования титана лучше
использовать катод из графита, тантала — из платины или гра-
фита, кобальта и бериллия — коррозионно-стойкой стали,
°смия — из тантала, ниобия — из платины. Как правило, от-
ношение площади полируемого изделия к поверхности катода
Должно быть от 1 : 3 до 1 : 2. Для полного сглаживания микро-
шероховатости поверхности полируемого изделия толщина уда-
ляемого металла должна быть в три—пять раз большей, чем сред-
няя высота дефектов поверхности.
Некачественное электрополирование может произойти из-за
Недостаточной предварительной подготовки поверхности (цара-
пин, вмятин, следов грубой механической обработки и др.),
32* 499
Таблица б,29
Растворы для химического полирования металлов и сплавов
Материал Компоненты раствора Содержание — Режим обработки
Темпера- тура. “С Время, мин
Сталь: углероди- стая коррозиои- ио-стобкая малоугле- родистая Фосфорная кислота Соляная » Азотная » 20 объемных долей 2—5 объемных долей 2—4 объемные доли 70—80 1-10
Серная кислота Уксусная » Пергидроль 0,1 объемной доли 25 объемных долей 13 объемных долей 20—30 30—60
Азотная кислота Серная » Соляная » Фосфорная » 150 мл 400 мл 25 мл 400 мл 80—120 0,15
Фосфорная кислота Хромовый ангидрид Жидкое стекло 1000 мл 10 г 2 г 20 5 — 10
Азотная кислота Соляная » Фосфорная » Красная кровяная соль 28—90 мл/л 50—110 мл/л 50—280 мл/л 2—15 г 20 10—15
Азотная кислота Серная » Соляная » Вода 4,5 массовой доли 34 массовые доли 6,5 массовой доли 54 массовые доли 20—40 5-15
Щавелевая кислота Пергидроль Вода 50 г/л , 100 мл До 1000 мл 50-60 0.3-2
Щавелевая кислота Сериая » Пергидроль Вода 25 г/л 0.1 г/л 13 г/л До 1000 мл 20 0.5-1
Медь Азотная кислота Сериая » Соляная » Хромовый ангидрид 20 мл 80 мл 1 мл 50—60 Г 13-18 1-2
Фосфорная кислота Азотиая » Уксусная » Тиомочевниа 550 мл 200 мл 250 мл 0.2—0,3 г/л 18-25 3-5
Латунь Фосфорная кислота Калий азотнокислый 78 массовых долей 22 масовые доли 20 О.5-"3
600
Продолжение табл. 6.29
Материал Компоненты раствора Содержание Режим обработки
Темпера- тура, °C Время, мин
Латунь Азотная кислота Соляная > Спирт этиловый Вода 250 мл 150 мл 100 мл 500 мл 20 0,2—0.5
Азотная кислота Соляная » Уксусная » Фосфорная > 20 мл 0,01 мл 40 мл 40 мл 25—30 0,3—1
Бронза Азотная кислота Сериая » Натрий хлористый 500 г/л 250 г/л 10 г/л 10—15 0,5—2 .
Фосфорная кислота Азотная » Уксусная » 60—65 мл 10—12 мл 23—25 мл 65-75 0.2—2
Нейзильбер, мельхиор Азотная кислота Уксусная » Фосфорная » 20 массовых долей 40 массовых долей 40 массовых долей 20 2
Никель « Азотиая кислота Соляная » Уксусная » 300 мл 5 мл 700 мл 70-80 о.з—0.6
Ааотиая кислота Фосфориая » 150 мл 850 мл 100 2-8
Никелевые Сплавы Азотная кислота Уксусная (ледяная) кислота д0 объемных долей 70 объемных долей 70—80 2-3 с
Тантал Серная кислота Азотиая » Плавиковая » 60 объемных долей 20 объемных долей 20 объемных долей 25 5—10 в
Титан Азотиая кислота Сериая » Плавиковая » 400 мл 400 мл 200 мл 50 1-3
Сериая кислота Фосфорная » Фтористый аммоний Вода 20 объемных долей 43 объемные доли 2,5—5 г 44 объемные доли 40—60 1-5
Цинк Азотиая кислота Серная > Хромовый ангидрид 130—150 г/л 15—20 г/л 150—200 г/л 15-25 2-3
Соляная кислота 200 г/л 20 1-2
501
Продолжение табл, б^д
Материал 1 Компонента распора Содержание Режим обработки
Темпера- тура, °C Время, мнв
Кадмий Фосфорная кислота Калий азотнокислый 78 массовых долей 22 массовые доли 13—18 0,5-3
Едкий иатр 400 г/л 60 1-2
Ковар Азотиая кислота Уксусная » Соляная » 300 мл • 700 мл 5 мл 70—80 0,3—0,6
Нихром' Фосфорнаи кислота Серная » Соляная » Азотиая » Фурфурол Вода 160 массовых долей 60 массовых долей 60 массовых долей 20 массовых долей 10 г 10 мл 80 3
Цирконий Азотиая кислота Плавиковая » Вода 450 мл 450 мл 100 мл 20 0.6-1
Алюминий: чистейший чистый технический Азотиая кислота Медь азотнокислая Уксусная кислота Фосфорная » Вода 71 мл 2 г/л 139 мл 630 мл 159 мл 80—86 2-4
» Пергидроль Фосфорная кислота 50 мл 1000 мл 18—26 0.25
Азотиая кислота Фосфорная » Вода 2—5 объемных долей 72—83 объемные доли 14—29 объемных долей 90 0.5—15
Сплав АМг Азотиая кислота Бифторид аммония Свинец азотнокис- лый 13—14 массовых долей 16 массовых долей 0.02 массовой доли 66—76 .0,3—0.4
Сплав АМц Азотиая кислота Медь азотнокислая Серная кислота Фосфорная » 100 мл 1 г 200 мл 700 мл 105 0.6-4
Сплав П1. Д16 Фосфорная кислота Медь азотнокислая Натрий азотнокве- лый 90 массовых долей 0,9 массовой доли 9,1 массовой доли 90—100 0,6—*
502
Таблица 6.30
Растворы для электрохимического полирования металлов и сплавов
Режим обработки
Материал Состав раствора, массовые долн. % Плот- ность тока, А/дм2 Темпе- ратура, °C Время, мин
Сталь: углеродистая Серная кислота—14—18 Фосфорная » — 72—76 Хромовый ангидрид — 8—10 50—75 70—90 5-15
Фосфорная кислота — 88—90 Хромовый ангидрид— 10—12 70—90 60—70 5-10
коррозионно- стойкая 1Х18Н9Т Серная кислота—130 г/л Фосфорная » — 605 г/л Хромовый ангидрид — 200 г/л Вода — 122 мл 15—20 90 2
коррозионно- стойкая Серная кислота — 15 Фосфорная » — 43 Вода — 42 б 25-70 5-10
Фосфорная кислота — 550 мл Сернан » — 280 мл Вода — 170 мл 10—15 20—25 1—2'
Серная кислота—15—20 Лимонная » — 55—60 Вода — 20—30 8—16 90 6-ф
высоколеги- рованная Серная кислота — 19—21 Фосфорная » — 79—81 30—40 40—50 3—5
быстро- режущая Азотная кислота— 100 мл/л Плавиковая » —200 мл/л Щавелевая » — 30 г/л 150 20—50 0,2—0.5
Жаропрочная Серная кислота — 300 мл Фосфорная » .— 700 мл Щавелевая » — 75 мл 10—50 100 2—5
хромоникеле- вая Фосфорная кислота — 42 Глицерин — 47 Вода — 11 20—80 90—140 8-15
Магнитные сплавы (магни- *°> пермалой, Ч^альнико) Серная кислота — 10—25 Фосфорная > — 25—40 Изопропиловый спирт— 30—40 650 60—80 1—2
503
Продолжение табл. 6.3q
Материал Состав раствора, массовые доля. % г Режим обработки
Плот- ность тока, .А/дм* Темпе- ратура, °C —-. Время, мив
Алюминий: чистейший чистый Уксусная кислота — 500 мл Фосфорная ». — 500 мл 3-6 50—80 5—15
Серная кислота — 300. Фосфорная > — 700 70—120 40—130 0,2-5
Фосфорная кислота — 400 Спирт этиловый — 380 Вода — 220 мл 15—35 30—40 4—6
Сплавы АМг, АМц Фосфорная кислота — 40 Глицерин — 35 Вода — 25 3,5—4 66—68 3-5
Фосфорная кислота — 80 Хромовый ангидрид— 12 Вода — 8 4 85 1-3
Силумин Плавиковая кислота — 13 Глицерин — 54 Вода — 33 20 25 10
Медь (бескис- лородная) Фосфорная кислота — 700 мл Глицерин — 300 мл 2-5 20-30 1-2
Медь Фосфорная кислота — 74 Хромовый ангидрид — 6 Вода — 20 10-25 20—40 1-3
Фосфорная кислота — 80 Вода — 20 5,4—27 38 10-15
Латунь Плавиковая кислота — 4 г/л Хромовый ангидрид— 150 г/л 10—30 18—25 2-4
Серная кислота — 50 мл Фосфорная » — 950 мл 22—66 60—65 10-15 . -—'
Бронза Фосфорная кислота — 1000 мл Щаьелевая » — 25 г Вода — 40 мл 30 20 10—15
Нейзильбер Фосфорная кислота — 1000 мл Хромовый ангидрид — 80 г/л 50-80 20-40 10-15
504
Продолжение табл. 6.30
Материал Состав раствора, массовка доли. % Режим обработки
Плот- ность тока. А/Дм» Темпе- ратура. °C Время, МНВ
и-—- Никель Фосфорная кислота — 33 Глицерин — 33 Вода — 34 10—12 20-25 0,5-1
Серная кислота — 500 мл Вода — 500 мл 90 20 3—5
Серная кислота — 50 . Уксусная » — 10 Глицерин — 30 Вода — 10 10-15 30-40 20—30
Кобальт Фосфорная кислота — 100 1—2 20—25 5-10
Ковар Серная кислота — 500 мл Вода — 500 мл 90 20 0,5
Серная кислота — 1000 мл Глицерин — 1370 мл Вода — 370 мл 50—70 20-40 5-15
Свинец Фторборная кислота — 40 Вода — 60 50—100 20 5—10
Магний Фосфорная кислота — 675 мл Этиловый спирт — 325 мл 0,5 20 60
Индий Азотная кислота — 100 Спирт метиловый — 200 30 15—20 5—10
Олово Серная кислота — 20 мл Фторборная > — 200 мл 400—700 20—40 3-5
Цннк - Серная кислота — 150 мл Хромовый ангидрид — 4 г Вода — до 1000 мл 40 25 1—2
Цирконий Азотная кислота — 10 мл Плавиковая » — 20 мл Вода — 200 мл 15-50 24 5—10
Иттрий Азотная кислота — 45 Щавелевая » — 30 Глицерин — до 100 1,5—3 15—20 3—8
505
Продолжение табл. 6,
Материал Состав раствора, массовке доли. % Режим обработки ~~
Плот- ность тока, А/дм1 Темпе- ратура, °C ——— вРемя. мин
Ниобий Плавиковая кислота — 150 мл Серная » — 850 мл 4 25—60 5—Ю
Тантал Серная кислота — 94 Плавиковая в — 6 10—20 35—45 10
Вольфрам Едкий натр — 10—20%-й вод- ный раствор 40—50 15-20 0,1-1
Серебро Бифталат калия — 40—60 г/л Полиэтиленполиамин — 50 г/л 1—5 18—25 2-8
Кадмий Фосфорная кислота — 200 мл Глицерин — 200 мл Вода — 100 мл 40—42 20—25 5-10
Уран Фосфорная кислота — 25 Спирт этиловый — 50 Этиленгликоль — 25 10-20 20-50 5—20
Хром Серная кислота—18 Фосфорная » — 65 Вода — 17 150 20—120 5-10
Висмут Серная кислота — 200 мл Фосфорная » — 100 мл Вода — 200 мл 100 30—40 2-8
Марганец Фосфорная кислота — 100 мл Спирт этиловый — 200 мл Глицерин — 100 мл 30—50 20 15
Бериллий Серная кислота — 16 Фосфорная » — 52 Спирт этиловый — 16 Глицерин — 16 20-40 30—50 1-2
Фосфорная кислота — 47 Соляная в — 1 Вода — 52 1,5-7,5 20—40 5--Ю
Торий Уксусная кислота — 500 мл Спирт этиловый — 500 мл 16 20 5-Ю
Титан Плавиковая кислота — 6 Этиленгликоль — 88 Вода — 6 8—11 40 5—6
Молибден Серная кислота — 500 Вода — 500 90 20 3-5 -*
606
Таблица 6Л1
Причины дефектов при электрополировании стали и алюминия
и способы их устранения
Дефекты полирования Основные причины Способы устранения
. 1 Белые полосы на де- тали Отсутствие блеска, светло-желтые пятна То же, темно-коричне- вые пятна Волнистость блеска у краев детали Коричневые пятна после извлечения дета- ли из ванны Сталь Высокая плотность электролита Низкая плотность электролита Высокая температура электролита Высокая плотность тока Превышение времени полирования Малая продолжи- тельность полирования Разбавить электролит водой до плотности ис- ходного состава Выпарить электролит до плотности исходного состава Понизить до нормы » » » Уменьшить продол- жительность полирова- ния Увеличить время по- лирования
(в фосфорв Точечное травление поверхности Алюминий госернохромовокислых эле Не полностью рас- творен хромовый ан- гидрид Высокая плотность электролита Низкая плотность электролита Местный перегрев электролита Плохой контакт де- тали с контактным приспособлением ктролитах) Прогреть электролит до полного растворения
Белесые пятна и по- лосы Отсутствие блеска Матовые места на от- дельных частях поверх- ности металла Разбавить электролит водой до плотности ис- ходного состава Выпарить электролит до плотности исходного состава Снизить температуру электролита Улучшить контакт
Цвета побежалости на Детали при извлечении Из электролита Цвета побежалости на Детали после промывки И сушки Слабый блеск поверх- ности " Алюминий в щелочных электролитах Низкая плотность тока Плохая промывка Низкая плотность тока Низкая температура электролита ) Повысить плотность тока Повторно промыть. Снять радужную плен- ку в 10%-й азотной кислоте Повысить плотность тока до 4 А/дм’ Повысить температу- ру электролита до 90 °C
507
несоблюдения состава электролита и режима полирования (Пл
ности тока, температуры, времени обработки). Основные дефек
и способы их устранения при полировании стали и алюмит?1
приведены в табл. 6.31. Н1*я
По сравнению с механическим полированием, которое мож
обеспечить более высокий класс шероховатости обрабатываем
поверхности, химическое и электрохимическое полирование об**
ладает рядом других существенных преимуществ, таких как не"
зависимость от механических свойств обрабатываемого мате
риала, возможность обработки изделий сложной конфигурации
улучшение пластичности поверхностного слоя за счет удаления
нагартовки после механической обработки и др.
8.6. ЗАЩИТНО-ДЕКОРАТИВНОЕ ОКСИДИРОВАНИЕ МЕТАЛЛОВ
Подавляющее большинство элементарных металлов (кроме
самородных) находятся в природе в виде стабильных химических
соединений, существующих миллионы лет. Наиболее устойчивой
формой химического соединения металла является его оксид,
поэтому чистые металлы, полученные, как правило, из оксидов,
находясь в естественных условиях, переходят в оксидную
форму — окисляются. Однако естественно образовавшаяся на
поверхности металла оксидная пленка не защищает металл от
дальнейшего окисления — коррозии, в результате чего весь
металл превращается в оксид. Причинами этого выступают ма-
лая толщина естественной оксидной пленки и большая пори-
стость, что позволяет кислороду воздуха и другим газам свободно
проникать сквозь нее до неокисленного металла. Таким образом,
чтобы оксидная пленка защищала металл от объемной коррозии,
она должна быть плотной и беспористой, равномерной по тол-
щине, однородной по химическому составу, одновременно обра-
зовываться на всей оксидируемой поверхности и т. д. Такими
свойствами может обладать только пленка, полученная искус-
ственным путем. Процесс получения таких пленок называют окси-
дированием. Следует отметить, что кроме своего основного назна-
чения — защиты металла от коррозии — оксидная пленка часто
выполняет роль декоративного покрытия. Специальные методы<
составы и режимы обработки позволяют оксидировать практи-
чески все элементарные металлы и их сплавы. При этом толщина
плотной бездефектной оксидной пленки может варьироваться
в широких пределах от 10-6 до 10-1 мм.
С целью придать поверхности металла красивый вид ее поД-
вергают пористому оксидированию — поры металла заполняют
жидким красителем. Довольно часто оксидирование используют
для того, чтобы упрочить поверхность некоторых мягких металлов
(алюминия, магния и др.), а также снизить коэффициент трения
и исключить задиры в парах трения, образованных мягкими
металлами.
6.6.1. Химическое оксидирование
Сущность химического оксидирования заключается в образо-
вании на поверхности металла оксидной пленки за счет взаимо-
действия его с газообразной или жидкой средой, содержащей
свободный или связанный кислород. Поскольку химическая реак-
ция окисления металла значительно быстрее протекает при по-
вышенной температуре, этот способ называют термическим окси-
дированием. Для того чтобы придать поверхности металла бле-
стящий вид, ее перед оксидированием полируют и тщательно
обезжиривают.
Цвет тонкой оксидной пленки на поверхности металла опреде-
ляется ее толщиной, маркой металла, температурой нагрева и
способом оксидирования. Например, на стали, меди, никеле,
латуни и других металлах и сплавах можно получить прочные
оксидные пленки от черного до любого цвета радуги. Образование
на поверхности металла разноцветных оксидных покрытий назы-
вают декоративным оксидированием.
Поскольку практически все оксидные пленки являются ди-
электриками с высокими электрическими характеристиками, их
широко используют в твердотельной полупроводниковой микро-
электронике в качестве межслойной электроизоляции. Ультра-
тонкие оксидные пленки, полученные термическим оксидирова-
нием, толщиной (14-2)10-6 мм представляют собой основной
элемент, сквозь который происходит туннелирование в сверх-
проводящем переходе Джозефсона. Плотные оксидные пленки
толщиной до 10 мкм, полученные высокотемпературным оксиди-
рованием на поверхности тонкой танталовой ленты, создают хо-
рошую электроизоляцию в высоковольтных малогабаритных тан-
таловых конденсаторах. Химическое оксидирование алюминия
придает поверхности металла высокую износоустойчивость.
Особая область химического оксидирования — получение
плотных свободных оксидных пленок толщиной 0,1—5 мкм. Такие
пленки используют в электронной технике и при проведении ла-
бораторных исследований. Тонкие пленки оксида алюминия про-
зрачны в оптической части спектра и вакуумно-плотны, что позво-
ляет применять их в качестве оптических окон в высоковакуумном
°бъеме.
Термическое оксидирование стали и других материалов. При
Нагреве на воздухе на поверхности стали образуются три оксида
Железа: FeO, FeaO3 и Fe3O4. Наиболее химически прочен магнит-
ный оксид железа, который образуется при искусственном окси-
дировании.
Чаще всего термическое оксидирование предназначено для
с°3Дания на поверхности стали антикоррозионных и декоратив-
аЫх покрытий — воронения и синения. В результате воронения
йа поверхности стали образуется тонкая, прочно сцепленная
с Металлом пленка от коричнево-черного до глубоко-черного цвета,
509
состоящая из оксидов железа и некоторых других соединений
Для воронения хорошо отполированную деталь покрывают то»
ким слоем минерального масла, слегка подсушивают при комнат
ной температуре, помещают в муфельную печь и выдерживаю
в течение 15—20 мин при 350—450 °C. Еще горячую деталь вьцц/
мают из печи и охлаждают в минеральном масле. Защитная пленка
на детали состоит из оксидов железа и осмоленного масла.
Другие способы воронения стали заключаются в обработке
детали в расплаве нитрата натрия (70—80%) и диоксида марганца
(20—30%), нагретом до 350—400 °C. Стальную деталь погружают
в расплав на 5—10 с, в течение которых на ней образуется черная
защитная пленка.
Воронение стали можно провести в растворе мелкодисперсной
серы — серного цвета в скипидаре в пропорции 1 : 10. Раствор
осторожно нагревают (желательно в песочной бане) до 120—140 °C.
После того как сера полностью растворится, раствором покрывают
деталь и слегка нагревают до образования на ней черной пленки.
Операцию чернения можно повторить до получения глубокого
черного цвета.
Наиболее простой способ воронения стали заключается в на-
греве детали до 350—400 °C и резком охлаждении ее в минираль-
ном масле. Для того чтобы получить равномерный темный цвет,
деталь необходимо интенсивно перемещать в ванне с маслом до
полного охлаждения. Этим способом можно получить на детали
защитную пленку темно-коричневого цвета.
Простой и отличный по качеству старинный способ воронения
стали заключается в нагреве детали до 450—470 °C и резком охла-
ждении ее в растительном масле (льняном или в олифе). Повторяя
операции нагрева и охлаждения несколько раз, добиваются об-
разования на поверхности детали совершенно черной пленки,
которая состоит из оксидов железа, пропитанных осмоленным
маслом. Эта пленка обладает высокими антикоррозионными
свойствами.
С целью создать на стальной детали механически и термически
прочный электроизоляционный слой деталь нагревают на воздухе
до 650—700 °C и выдерживают при этой температуре в течение
12—15 мин, после чего деталь естественно остывает. Образовав-
шаяся на поверхности пленка Fe3O4 толщиной 3—5 мкм при 300—^
350 °C имеет пробивное напряжение 2—3 В. По другому режиму
деталь нагревают до 800 °C в течение 2 ч, а затем в течение 4 я
температуру понижают до 500 °C с последующим естественным
охлаждением до комнатной температуры. Пробивное напряжение
образовавшейся оксидной пленки достигает при тех же темпера-
турах 3—5 В.
Небольшие партии мелких стальных деталей, например кре"
пеж, оксидируют в черный цвет в расплаве нитрата натрия (на‘
триевой селитры) при температуре расплава 310—320 °C в теме
ние 8—10 мин.
510
Одним из способов термического оксидирования стали яв-
ляется синение. Этот процесс позволяет получить на поверхности
углеродистых сталей антикоррозионное покрытие синего цвета,
одновременно придающее изделию красивый декоративный вид.
Синий цвет оксидной пленки обусловлен ее толщиной и образо-
вавшимися на поверхности металла оксидами и некоторыми хими-
ческими соединениями. Синение можно производить нагреванием
на воздухе, а также в растворах и расплавах солей. Необходимо
отметить, что термическому синению можно подвергать детали
только из всех марок углеродистых сталей и некоторых марок
легированных сталей.
Ниже приведены несколько технологических рецептов синения
стальных деталей, среди которых имеются забытые, но исклю-
чительно качественные старинные рецепты.
1. Нагрев стальной детали до определенной температуры в
течение заданного времени приводит к образованию оксидной
пленки определенной толщины и соответственно к окрашиванию
поверхности в различные цвета, получившие название цветов
побежалости. Сначала при 220 °C поверхность приобретает светло-
желтый цвет, при 255 °C — бурый, который при 288 °C сменяется
голубым, переходящим при 295 °C в сочный синий цвет. Для
равномерного окрашивания всей поверхности деталь должна быть
нагрета до строго определенной температуры, что проще всего
осуществить, погружая ее в расплав, состоящий из свинца и олова
в пропорции 25 : 1. Начало плавления этого сплава соответствует
295 °C, т. е. температуре образования синего цвета. Принявшую
температуру расплава деталь извлекают из него, и она, окисляясь
на воздухе, принимает синюю окраску. Для качественного про-
ведения этой операции деталь надлежит хорошо отполировать и
обезжирить. Поверхность расплава должна быть очищена от
пленки оксидов, которые могут остаться на детали, когда ее из-
влекали из расплава (старинный рецепт).
2. Растворяют 28 массовых долей гипосульфита (тиосульфата
натрия) в 200 массовых долях воды. Отдельно приготавливают
раствор, содержащий свинцовый сахар (уксуснокислый свинец)
и воду в соотношении 7 : 200. Оба раствора смешивают и нагре-
вают до кипения. Деталь погружают в раствор и держат в нем
(поддерживая кипение) до образования на поверхности синего
Цвета нужного оттенка (старинный рецепт).
3. Приготовить расплав, содержащий 55 массовых долей
Цитрата натрия (натриевой селитры) и 45 массовых долей нитрита
ЦЦтрия. В расплав, образующийся при 290 °C и перегретый до
310—350 °C, погружают деталь до образования на ее поверхности
синего цвета. После извлечения из расплава деталь необходимо
Цромыть в проточной воде и просушить в древесных опилках
(или ацетоне).
Для того чтобы придать поверхности стали цвет бронзы, деталь
Сгружают в раствор, состоящий из хромпика (двухромовокислого
511
IJ
калия) воды в пропорции I : 5. После естественного высушивали
на воздухе деталь нагревают до появления на ее поверхнос/
оксидной пленки бронзового цвета. В дальнейшем остывщую
деталь надо промыть от остатков раствора в проточной воде и
просушить.
При термическом окидировании легированных сталей оксид,
ные пленки имеют сложный состав, образованный оксидами вхо-
дящих в сталь компонентов (хрома, кремния, марганца, ванадия
кобальта и др.). Так, при нагреве на воздухе стали, содержащей
17% хрома, легированной кремнием, на ее поверхности образуется
оксидная пленка, содержащая 70% оксида хрома, 23% оксида
железа и 2% диоксида кремния. По толщине пленки отдельные
оксиды распределены неравномерно. На поверхности сосредо-
точено 80—90% оксида хрома, другие оксиды металлов, включая
оксид железа, расположены в глубинных слоях пленки. Поэтому
оксидированная при высоких температурах хромосодержащая
сталь имеет зеленоватую поверхность — цвет, характерный для
оксида хрома.
Термическое оксидирование цветных металлов и их сплавов не
практикуется, так как образовавшиеся на поверхности оксиды
имеют рыхлую структуру и механически непрочны. Однако в не-
которых случаях нагревом на воздухе хорошо отполированной
медной или латунной детали на поверхности можно получить
очень тонкий слой оксида, придающий металлу красивый вид и
хорошую устойчивость к атмосферному воздействию. Если мед-
ную деталь отполировать оксидом хрома с керосином, а затем,
протерев мягкой тканью, нагреть ее до 50—75 °C, медь окрасится
в сочный зеленый цвет. Отполированная латунь при нагреве до
100—200 °C оксидируется «под цвет соломки». Однако для дли-
тельного сохранения этого цвета деталь надо покрыть прозрач-
ным лаком. Под цвет соломы окрашены латунные части старинных
оптических и физических приборов, причем этот цвет не меняется
на протяжении десятков лет.
Если на поверхности вороненой или синеной стальной де-
тали необходимо сделать штриховой рисунок, поверхность покры-
вают тонким слоем воска или парафина, наносят на него рисунок,
а затем деталь погружают в раствор 3—9%-й уксусной кислоты,
который растворяет слой оксида до металла. Для того чтобы предо-
хранить свободные от оксида участки металла от коррозии, после
удаления воска деталь покрывают прозрачным лаком.
Особую группу процессов термического оксидирования преД'
ставляет оксидирование в среде чистого кислорода или химических
веществ, при термическом разложении которых (пиролизе) вы-
деляется кислород. Эти процессы позволяют получить на поверх'
ности металла или полупроводникового материала, чаще всего
кремния, тонкие (0,1—1 мкм) бездефектные оксидные пленки>
используемые для создания маскирующих электроизоляционных
слоев в планарной микроэлектронной технологии.
512
Термическое оксидирование кремния производят в атмосфере
детого кислорода при 850—1350 °C. В производственной прак-
тйке используют более эффективный процесс — термическое окси-
дирование кремния в атмосфере увлажненного кислорода. Для
строгого дозирования водяного пара в кислороде служит специ-
альный дозатор, наполненный определенной порцией деионизо-
ванной воды. Кислород, пропущенный сквозь воду, насыщается
ее парами и поступает в реакционную зону печи. Эффективность
оксидирования во влажном кислороде обусловлена тем, что в про-
цессе образования диоксида кремния участвует не только пер-
вичный кислород в молекулярном виде, но и атомарный кисло-
род, образовавшийся при термическом разложении воды.
Оксидирование кремния при более низких температурах (300—
400 °C) производят с использованием кремневодорода — моноси-
лана (SiH4). В этом случае происходит химическая реакция между
моносилином и содержащимся в смеси с ним кислородом, в ре-
зультате чего образуются диоксид кремния, прочно соединяю-
щийся с кремнием, и пары воды, которые удаляются из реактив-
ной зоны.
В технологии производства микроэлектронных полупровод-
никовых устройств используют и другие способы термического
оксидирования кремния, германия и других материалов полу-
проводниковой техники. При оксидировании оксидная пленка
образуется за счет основного материала. Если при оксидировании
компактных металлов уменьшение их размера на толщину оксида
не имеет значения, то при оксидировании тонких, особенно полу-
проводниковых, пленок это обстоятельство надо иметь в виду.
Химическое оксидирование. Общепринятый термин «химиче-
ское оксидирование» в отличие от термина «термическое окси-
дирование» не совсем правомочен, так как оксидирование при
нагреве металла на воздухе или в другой окислительной атмосфере
является химическим процессом. Поэтому в дальнейшем под
химическим оксидированием будут подразумеваться процессы
оксидирования металлов, происходящие не в газовой среде, а
в растворах, содержащих щелочи либо кислоты.
Выбор способа химического оксидирования определяется об-
рабатываемым металлом, толщиной оксидной пленки, ее назна-
цвнием и другими требованиями. Наиболее распространено хи-
мическое оксидирование сталей практически всех марок, сплавов
Никеля, меди и ее сплавов и др.
Оксидирование в щелочных растворах с добавкой окислителей
п°зволяет получить на поверхности практически всех металлов
и сплавов оксидную пленку толщиной до 1 мкм. Процесс хими-
ческого оксидирования в ряде случаев оказывается более про-
стым, чем термическое оксидирование.
Для того чтобы получить равномерную плотную оксидную
'’ленку, подлежащую оксидированию деталь следует тщательно
°безжирить и промыть в горячей воде. Чтобы удалить естествен-
Е. А. Коленко 513
таблица б.з2
Составы щелочных растворов для оксидирования сталей
и температуры обработки
Номер рецепта Компоненты раствора Содержание, г/л Температура, ©^
1 Едкий натр Нитрат натрия 600—650 100—200 138—142
2 Едкий натр Нитрит натрия 550—600 150—200 135—145
3 Едкий натр Нитрит натрия Нитрат » 700—800 50—70 200—250 140—145
4 Едкий натр Ннтрйт натрия Нитрат » Хлорид калия 600—700. 40—50 120—150 8—10 138-142
5 Едкое кали Нитрат калия 800—900 25—50 140—155
ные оксиды, образовавшиеся на поверхности, деталь подвергают
декапированию. Если деталь изготовлена из стали, используют
5—10%-й раствор серной кислоты, время декапирования в рас-
творе 0,5—1 мин. После тщательной промывки от кислоты деталь
погружают в оксидировочный раствор, основные составы кото-
рого приведены в табл. 6.32. Время обработки стальных деталей
зависит от марки стали и количества содержащегося в ней угле-
рода. Так, время обработки углеродистой стали, содержащей
0,7—0,4% углерода, составляет 20—40 мин, а при содержании
углерода 0,4—0,1%—40—60 мин. Конструкционные хромони-
келевые и легированные стали оксидируют в течение нескольких
часов.
При щелочном оксидировании углеродистых сталей образуются
пленки черного цвета с синеватым отливом. Цвета оксидных пле-
нок на кремнистых и хромоникелевых сталях в зависимости от
времени обработки и марки стали могут изменяться от соломенно-
желтого (у кремнистой стали) до фиолетового, переходящее0
в синевато-черный (у хромоникелевой стали).
Оксидные пленки, полученные в приведенных раствора^
состоят из магнитного оксида железа. При оксидировании
магнитных сталей, например коррозионно-стойкой стали 1Х18Н" •
предназначенных работать в магнитном поле, это обстоятельств
необходимо иметь в виду. Если после оксидирования дета «
в щелочном растворе поверхность стали окажется покрыт0
красным налетом (гидратированным оксидом железа), его лег
514
1
моЖно убрать, обработав деталь, смоченную в минеральном
.)асле, волосяной щеткой. Оксидирование в черный цвет мелких
стальных деталей производят в корзинах, изготовленных из
сильной проволоки.
Химическое оксидирование цветных металлов и сплавов ис-
пользуют, чтобы придать поверхности антикоррозионные и опти-
ческие свойства, а также чтобы создать грунт для дальнейшей
оКраски металла в различные цвета анилиновыми красителями.
Оксидирование меди и ее сплавов (латуни и томпака) в черный
цвет позволяет получить антикоррозионное светопоглощающее
покрытие, исключающее блики на поверхностях оптико-механи-
ческих приборов. Образующиеся в результате химического окси-
дирования тонкие пленки толщиной 0,1—1 мкм состоят не только
из оксидов металла, но и из более сложных соединений, например
оксидно-фосфатных и др. Химический состав и толщина оксидной
пленки в значительной степени определяют цвет оксидируемой
поверхности цветного металла. Чаще всего химическому оксиди-
рованию подвергают алюминий, медь, цинк, серебро и некоторые
их сплавы. Рецептура растворов и технология их использования
в лабораторных условиях для химического оксидирования неко-
торых цветных металлов приведены ниже.
Оксидирование алюминия проводят в растворе, состоя-
щем из 200 г/л двухромовокислого натрия (или калия) и 1—2 мл/л
плавиковой кислоты. Температура раствора 15—25 °C, время
обработки 5—10 мин. На поверхности образуется оксидно-хро-
матная пленка радужного цвета толщиной до 1—1,5 мкм. Способ
пригоден и для оксидирования алюминиевых сплавов АМг и АМц.
Для оксидирования внутренних поверхностей полых алюминие-
вых деталей, в частности тонких трубок, используют состав,
содержащий 3—5 г/л хромового ангидрида и 3—5 г/л фторо-
силиката калия. Температура раствора 15—25 СС, время обра-
ботки 8—10 мин. В результате обработки на поверхности обра-
зуется оранжевая пленка оксида.
Химическое оксидирование мелких алюминиевых деталей и
крепежа производят в растворе, состоящем из 50 г/л углекислого
кальция, 15 г/л хромовокислого натрия (или калия) и 2,5 г/л
ЭДкого натра. Температура раствора 80—85 °C, время обработки —
3—5 мин.
Защитно-декоративное оксидное покрытие на силумине полу-
чают в растворе 40—50 г/л фосфорной кислоты, 3—5 г/л фторн-
ого калия (кислого) и 5—7 г/л хромового ангидрида. Темпе-
ратура раствора 15—25 °C, время обработки 5—7 мин. В этом
Растворе можно оксидировать также детали из чистого алюминия
и сплавов АМг, АМц и др. Оксидная пленка имеет салатно-зе-
1ьный цвет и обладает хорошими электроизоляционными свой-
. Ствами.
; Химическое оксидирование меди и ее сплавов обычно
Р°изводят для того, чтобы получить на поверхности предохра-
33* 515
Bi
няющую от атмосферной коррозии охсидно-фосфатную пленк
глубокого черного цвета. В растворах для оксидирования ме/
можно обрабатывать и другие металлы, в частности сталь, покрцв
их гальваническим слоем меди толщиной 2—5 мкм.
Чистую медь оксидируют в растворе, содержащем 15 г,
персульфата калия и 50 г/л едкого натра. Температура раствори
60—70 °C, время обработки 5—7 мин.
Оксидирование в черный цвет латуни и томпака производят
в персульфатом растворе, состоящем из 7,5 г/л персульфата ка-
лия и 52 г/л едкого натра. Температура раствора 60—65 °C
время обработки 15—20 мин.
В растворе, содержащем 100—200 мл/л аммиака (25 %-й вод-
ный раствор) и 40—100 г/л углекислой меди (температура раствора
15—30 °C, время обработки 25—30 мин), на поверхности латуни
образуется прочная синевато-черная пленка оксида с металли-
ческим оттенком.
Химическое оксидирование и пассивирование цинка пред-
назначено для предохранения цинковых или оцинкованных де-
талей от атмосферной коррозии. Наиболее распространены хромо-
вые растворы, которые образуют на поверхности оксидно-хро-
матную пленку: двухромовокислый калий — 80—100 г/л, серная
и азотная кислоты по 10—20 г/л, температура раствора 15—25 °C,
время обработки 3—5 с. Коррозионная стойкость деталей, обра-
ботанных в таком растворе, повышается в шесть-семь раз. Обра-
зующаяся оксидная пленка имеет толщину до 0,5 мкм и красивый
радужный цвет.
Однотонное оксидирование цинка с образованием тонкой оксид-
ной пленки золотистого цвета проводят в растворе, содержащем
80—120 г/л хромового ангидрида и 20—30 г/л хлористого натрия.
Температура раствора 15—25 °C, время обработки 5—7 с. Толщина
образовавшейся оксидной пленки 0,1—0,2 мкм. Оксидно-фосфат-
ную пленку темно-серого цвета получают в растворе из 75 г/л
азотно-кислого кальция и 1—2 г/л фосфорной кислоты (темпера-
тура раствора 65—70 °C, время обработки 30—40 мин). Такая
пленка обладает высокой механической прочностью и антикорро-
зионными свойствами.
Для того чтобы предохранить серебро или детали ссерв-
бряным покрытием от атмосферного воздействия, в ос-
новном сернистых соединений, деталь погружают на 20—25 мин
в раствор, содержащий 10—12 г/л двухромовокислого калия,
при 15—25 °C. Образующаяся на поверхности тонкая (0,1"
0,2 мкм) бесцветная пленка, состоящая из оксидов серебра 11
хрома, защищает серебро от контакта с атмосферой.
6.5.2. Электрохимическое оксидирование
Электрохимическое оксидирование в отличие от химического
производят в электропроводящем химическом растворе — эле
тролите, в который погружают оксидируемую деталь. При эт°
516
.41
цеЖДУ деталью и вспомогательным электродом прикладывают
постоянный или переменный по знаку электрический потенциал.
0ри оксидировании на постоянном напряжении оксидируемую
деталь присоединяют к положительному полюсу источника тока,
поэтому этот процесс называют анодным оксидированием. Окси-
дированием на переменном токе, когда обрабатываемые детали
подвешивают на катоде и аноде электролитической ванны и по-
переменно подвергают анодированию, пользуются только в ред-
ких случаях производственной практики. Практически все ме-
таллы и сплавы электрохимически оксидируют способом аноди-
рования.
Качество процесса оксидирования определяет плотность анод-
ного тока (тока в анодной цепи), которая выражается в амперах
на дециметр квадратный. Качество и толщина оксидных пленок, по-
лученных способом анодирования, существенно превосходят каче-
ство и толщину пленок, полученных химическим аксидированием.
Физическая сущность процесса электрохимического оксиди-
рования заключается в электролитическом разложении рабочего
раствора и окислении выделившимся при этом кислородом по-
верхности оксидируемой детали. Существенным моментом при
этом является высокая химическая активность кислорода, кото-
рый выделяется из электролита в атомарном состоянии.
Из многочисленных составов электролитов и режимов их ис-
пользования в условиях неспециализированной лаборатории
можно использовать самые простые, но достаточно эффективные
способы оксидирования наиболее употребляемых конструкцион-
ных материалов. Некоторые из этих составов приведены ниже.
Электрооксидирование стали. Электрооксидирование стали
предназначено для создания на поверхности детали антикорро-
зионной, декоративной или износоустойчивой оксидной пленки,
более качественной, чем при химическом оксидировании. После
обезжиривания и в ряде случаев декопирования стальную деталь
подвергают электролитической анодной обработке в следующих
электролитах: хромовом ангидриде — 150—250 г/л, борфтористо-
водородной кислоте — 0,7—1 г/л; плотность тока 50—55 А/дма,
температура электролита 40—45 °C, время обработки 10—12 мин.
В результате обработки на поверхности углеродистых сталей
образуется прочная антикоррозионная оксидная пленка, имеющая
кРасивый черный цвет. Кроме того, оксидная пленка обладает
высокой механической прочностью на истирание, что важно при
использовании оксидированной детали в парах трения.
Кислотоупорные и коррозионно-стойкие стали, в частности
сталь 1Х18Н9Т, оксидируют в электролите, состоящем из 400 г/л
еДкого натра и 75 г/л сернокислого натрия; анодная плотность
тока 2—5 А/дма, температура электролита 120 °C, время обра-
ботки 60 мин.
Образующаяся на поверхности детали в основном сульфидная
^Денка обладает очень высокими износоустойчивыми свойствами.
517
Наличие пленки позволяет использовать деталь в парах треНи
без периодической смазки в течение 500 ч. Уменьшение размео”
оксидируемой детали достигает 3 мкм, что необходимо учитывать
при конструировании.
Электрооксидирование алюминия и его сплавов. Алюминий —
легко окисляющийся на воздухе металл, поэтому его поверх,
ность покрыта плотной газонепроницаемой пленкой оксида тол-
щиной в сотые доли микрометров. Однако столь малая толщина
естественной оксидной пленки не может полностью предохранить
алюминий и его сплавы от коррозии на воздухе и в некоторых
химически активных средах. Существенно увеличить толщину
оксидной пленки и придать ей новые качества позволяет способ
электрохимического оксидирования — анодирования. Если при
химическом оксидировании алюминия толщина образующейся
оксидной пленки не превышает 1—1,5 мкм, то при электрохими-
ческом оксидировании она может достигать 300 мкм.
По химическому составу оксидная пленка, полученная спо-
собом анодирования, состоит из плотного слоя оксида алюминия
толщиной 0,05—0,1 мкм, прилегающего к металлу, и значительно
более толстого слоя, который состоит из гидратов оксида алю-
миния, имеющих пористую структуру. Анодирование не только
придает поверхности алюминия высокие антикоррозионные свой-
ства, но и позволяет создать поверхностный электроизоляцион-
ный слой, обладающий высокой теплопроводностью, что широко
используют для электроизолированных тепло переходов при созда-
нии термоэлектрических охлаждающих и электрогенерирующих
приборов.
Пористая структура внешнего слоя оксидной пленки способ-
ствует хорошей адсорбции органических красителей и минераль-
ных пигментов, что позволяет имитировать поверхность под
золото, слоновую кость, мрамор и др. Кроме того, при нанесении
на анодированную поверхность алюминия светочувствительной
эмульсии можно получить стойкие фотоизображения на металле.
Чернение внутренних поверхностей оптических приборов практи-
чески полностью исключает светорассеяние. Из-за особенностей
механизма образования оксидной пленки размеры анодируемой
детали увеличиваются на половину толщины пленки (на сторону),
что надо иметь в виду при оксидировании деталей, выполненных
в точных допусках. Анодированные оксидные пленки на алюминии
при толщине 5—20 мкм имеют удельное электрическое сопротив-
ление до 1014 Ом-см и электрическую прочность до 30 В/мкм-
При электролитическом оксидировании алюминия и его спла-
вов существенное значение имеет качество предварительной об-
работка поверхности. Для деталей, не имеющих точных размеров,
требуются обезжиривание и легкое травление поверхности. Пр0®®
всего это можно осуществить в растворе едкого натра (80—120 г/л1
при 60—75 °C. Время нахождения детали в растворе не Д°л®”
превышать 2—3 мин. Детали с точными размерами после обе
518
^иривания в органических растворителях подвергают тонкому
травлению в растворе, содержащем 40—50 г/л углекислого каль-
ция, 40—50 г/л тринатрийфосфата и 25—30 г/л жидкого стекла.
Р растворе, нагретом до 50—70 °C, деталь надо выдержать в те-
чение 3—5 мин.
При травлении алюминиевых сплавов на поверхности остается
темный налет, образованный компонентами легирующих добавок
(железа, кремния, цинка, меди и др.). Перед оксидированием этот
налет надо удалить погружением в 10—15%-й раствор азотной
кислоты. Осветлять силумин следует в растворе, состоящем из
90—92 массовых долей серной кислоты, 5—6 массовых долей азот-
ной кислоты, 3—4 массовых долей плавиковой кислоты и 0,5 мас-
совой доли фтористого калия при 15—25 °C в течение 1—2 мин.
Сплавы алюминия, содержащие кремний и цинк (АМг, АМц,
В95 и др.), осветляют перед анодированием в растворе, содержа-
щем 450 г/л азотной кислоты, 250 г/л серной кислоты и 110 г/л
фтористого аммония. Температура раствора комнатная, время
обработки 10—15 с.
Для того чтобы получить качественное декоративное покрытие,
поверхность детали надлежит отполировать, лучше всего — элек-
тролитически, например, в электролите следующего состава:
40% фосфорной кислоты, 40% серной кислоты, 5% хромового
ангидрида и 15% воды. Электрополирование надо производить
при плотности анодного тока 15 А/дм2 в течение 3—5 мин при тем-
пературе электролита 80—90 °C. Перед электрополированием
алюминиевую деталь надо осветлить в 25—30%-м растворе азот-
ной кислоты. Электрополирование алюминия перед оксидирова-
нием можно провести и в щелочном электролите, состоящем из
150 г/л тринатрийфосфата, 50 г/л алюминиевых квасцов и 10—
12 г/л едкого натра. Анодная плотность тока 4—5 А/дм2, напряже-
ние 12 В, температура электролита 75 °C, время обработки 10—
15 мин. После анодирования деталь надо промыть в холодной
проточной воде и просушить при 50—70 °C. Подлежащую аноди-
рованию деталь надо подвесить в ванну на проволоке из дюралюми-
ния с жестким контактом. На осуществление надежного электри-
ческого контакта между подвеской и деталью надо обратить
особое внимание, так как при недостаточно хорошем контакте
из-за оксидирования электрическая цепь может быть нарушена.
Как правило, оксидирование алюминия и его сплавов произ-
водят в кислотных электролитах, содержащих серную, хромовую
или щавелевую кислоты. Наиболее просты по составу и режиму
Работы сернокислотные электролиты, обеспечивающие высокое
качество оксидной пленки, кратковременность процесса, низкое
Спряжение питания ванны. Кроме того, с помощью таких элек-
тролитов можно качественно оксидировать большое число алюми-
ниевых сплавов. Наиболее простым является электролит, содер-
жащий 15—20%-й раствор серной кислоты. Анодирование произ-
в°Дят при анодной плотности тока 1—2 А/дм2 в течение 40—60 мин.
519
Температура электролита должна быть не ниже 15 °C, чтобы оксид
ная пленка не была хрупкой, и не выше 23 °C, чтобы оксиднай
пленка не растворилась в электролите. В названном сернокислот
ном электролите оксидирование можно производить и на пере'
менном токе. При этом концентрация серной кислоты не должна
превышать 15%, а плотность тока должна быть 2,5—3 А/дща*
При оксидировании на переменном токе в качестве катода ис-
пользуют алюминиевую пластину или вторую деталь, подлежа-
щую оксидированию.
Хромовокислые электролиты используют для оксидирования
алюминиевых сплавов АМг и АМц. Наиболее прост и достаточно
качественен электролит, состоящий из 30—40 г/л хромового ан-
гидрида, анодная плотность тока 0,2—0,3 А/дм2, температура
электролита 38—42 °C. Технологические особенности оксидиро-
вания в этом электролите заключаются в следующем: деталь по-
мещают в ванну при включенном токе, в течение первых 10 мин
напряжение постепенно повышают от 0 до 40 В и выдерживают его
в течение 35 мин, затем за 5 мин напряжение повышают от 40 до
50 В и продолжают оксидирование еще 5 мин. Ускоренный про-
цесс анодирования можно провести в электролите с концентра-
цией хромового ангидрида 95 г/л, анодной плотностью тока 0,3—
0,4 А/дм2 и временем обработки 30 мин. При этом в течение 5 мин
напряжение повышают от 0 до 40 В и выдерживают его 25 мин.
В отличие от оксидных пленок, полученных в сернокислотных
электролитах, пленки, полученные в хромовокислых электроли-
тах, имеют толщину 3—4 мкм, прозрачны и сохраняют цвет поли-
рованного алюминия. При необходимости пленку можно окрасить
органическими красителями в любой цвет.
Оксидные пленки с высокими электрическими свойствами —
удельным сопротивлением до 10w Ом-см и пробивным напряже-
нием до 5 В/мкм — получают оксидированием алюминия в ща-
велевой кислоте. При работе на постоянном токе употребляют
электролит, содержащий 30—50 г/л щавелевой кислоты. Анодная
плотность тока 1—1,5 А/дм2, напряжение 40—60 В. При темпе-
ратуре 20—23 °C для получения оксидной пленки толщиной
100 мкм необходимо 2,5 ч. При оксидировании на переменном токе
используют щавелево-лимонный электролит, состоящий из 23—
25 г/л щавелевой кислоты и 1,8—2 г/л лимонной кислоты; плот-
ность переменного тока 0,6—0,7 А/дм2, напряжение ПО—220 В,
температура электролита 8—10 °C. В щавелевокислых электро-
литах можно оксидировать только детали из чистого алюминия.
Во всех случаях электрохимического оксидирования алюминия
и его сплавов на постоянном токе в качестве катода употребляют
пластину из свинца.
Для того чтобы повысить поверхностную износоустойчивость
деталей из алюминия и его сплавов, работающих в парах трениЯ|
используют способ глубокого анодирования. Оксидные пленки,
полученные этим способом, имеют толщину до 100 мкм, отличаются
520
высокой твердостью, превышающей твердость основного металла
в четыре—шесть раз, обладают высокой химической стойкостью.
В качестве электролита для глубокого анодирования исполь-
зуют раствор, содержащий 170—200 г/л серной кислоты и 10—
20 г/л сернокислого алюминия. Токовый и температурный режимы
при глубоком анодировании зависят от температуры электролита
и материала, подлежащего анодированию. При обработке чистого
алюминия температура электролита должна быть от 0 до —5 °C,
при этом плотность тока может изменяться в пределах 2—2,5 А/дм2,
время оксидирования 1,5 ч. Алюминиевые сплавы АМг, АМц и
другие анодируют по такому же режиму, однако напряжение на
ванне в начале и конце процесса должно изменяться от 15—20
до 40—120 В, в то время как при анодировании чистого алюминия
это изменение должно быть от 15—20 до 50—80 В. Напряжение
на ванне по мере увеличения толщины оксидной пленки посте-
пенно возрастает. Однако при прекращении возрастания напря-
жения и даже начале его спада процесс прекращается, так как
пленка достигает своей максимальной толщины.
В процессе анодирования электролит следует интенсивно пе-
ремешивать механической мешалкой либо сжатым воздухом. Для
глубокого анодирования используют винипластовую ванну. В нее
погружают свинцовый трубчатый змеевик, по которому про-
пускают охлаждающий ванну раствор. Чтобы уменьшить тепло-
потери, снаружи ванну необходимо теплоизолировать стекло-
ватой.
Разновидностью анодирования алюминия и некоторых его
сплавов является процесс эматалирования, заключающийся в по-
лучении на поверхности непрозрачной пленки оксида алюминия
светло-серого цвета, по внешнему виду напоминающей эмаль.
Толщина пленки в зависимости от ее назначения может достигать
100 мкм и более. Эматалиевое покрытие прочно держится на основ-
ном металле, не отслаиваясь при любой его деформации, обладает
высокими механическими, электрическими и теплофизическими
свойствами. Слабые органические кислоты, а также пищевые
продукты с покрытием не взаимодействуют. Все эти свойства
позволяют использовать эматалиевое покрытие для эматалирова-
ния алюминиевых изделий, чего достичь другими способами не- iifj1
возможно. Из деформируемых алюминиевых сплавов эматалиро- Ж
ванию подвергаются АМг, АМц, Д16 и другие сплавы, содержа- Рщ.
Щие не более 2% меди.
В промышленности для эматалирования используют электро-
литы, в которые входят соли титана, циркония или тория. Однако
из-за дефицитности этих материалов такие электролиты не полу-
чили широкого распространения. В лабораторных условиях можно JAg
Использовать хромово-борные электролиты. Качество эматалие- i;jif
вой пленки, полученной в них, не уступает качеству пленки, по-
лученной, например, в титанощавелевокислом электролите. Ниже
Приведены составы и режимы работы двух хромово-борных элек-
521
тролитов, в которых образуются высококачественные эматалиевы
пленки. е
Первый электролит состоит из 28—32 г/л хромового ангидрИл
и 1—2 г/л борной кислоты; температура электролита 40—45 °q
время обработки 70 мин, плотность анодного тока 0,3—1 А/д^а’
Напряжение в течение первых 10 мин плавно увеличивают от
0 до 30 В. По достижении 30 В делают выдержку 30 мин. Затем
ступенчато, через каждые 2—3 мин, напряжение повышают д0
80 В и делают вторую выдержку 30 мин. По такому режиму обра-
зуется оксидная пленка толщиной 7—10 мкм.
Второй электролит содержит 100 г хромового ангидрида
3—4 г борной кислоты и до 1 л воды; его температура 40—45 °C
время обработки 30—40 мин, плотность анодного тока 1—1,2 А/дм1’
Рассчитанное количество хромового ангидрида растворяют в хо-
лодной дистиллированной воде. Отдельно в горячей дистиллиро-
ванной воде растворяют борную кислоту. Затем все сливают
в ванну и добавляют воду до общего объема 1 л. Для эматалиро-
вания применяют стальную ванну с электроподогревом и свинцо-
вым или стальным трубчатым змеевиком для поддержания тем-
пературы электролита в нужных пределах пропусканием через
него холодной воды.
Для того чтобы получить качественную эматалиевую пленку,
обрабатываемые детали следует механически отполировать, тща-
тельно обезжирить и осветлить (если деталь изготовлена из спла-
вов алюминия) в 50%-м растворе азотной кислоты. Недоброкаче-
ственную оксидную пленку, чтобы избежать растравливания
металла и изменения размеров детали, удаляют в растворе такого
состава: 160 г хромового ангидрида, 320 мл фосфорной кислоты
и 1 л воды. Температура раствора 60—65 °C, время обработки
1—2 мин.
Для декоративного эматалирования неответственных деталей
из алюминиевых сплавов АМц, АМг, АД1, Д16 и других можно
воспользоваться чисто хромовым электролитом, содержащим хро-
мовый ангидрид в количестве 100 г на 1 л воды. Режим работы
с этим электролитом следующий: напряжение повышают на 10 В
каждые 2 мин до 30 В, выдерживают 10—15 мин и затем повы-
шают напряжение до 40 В с выдержкой при этом значении в те-
чение 40—45 мин. Плотность тока при этом должна находиться
в пределах 0,6—1,3 А/дм2. При эматалировании алюминия и его
сплавов в качестве катода электролитической ванны используют
коррозионно-стойкую сталь.
Декоративное окрашивание надо производить сразу после
эматалирования в водных растворах органических (анилиновых)
красителей нужного цвета. Режимы окрашивания эматалирован-
ных деталей в разные цвета приведены в табл. 6.33.
Температура ванны окрашивания для всех красителей должна
быть 50—60 °C. Интенсивность цвета окраски можно изменять
количеством вводимого в раствор красителя. После окраски деталь
522
Таблица 6.33
Режимы окрашивания эматалироваиных деталей
Краситель Содер- жание, г/л Время обработ- ки, мин pH раствора Цвет детали
Прямой бирюзовый све- топрочный Кислотный: 2 5-10 7—8 Интенсивно го- лубой
красный ализарино- вый 3 10 5-5,5 Терракот
красный 2СМ 2 10 5,5-6 Кирпичный
фиолетовый 2КМ для кожи 2 5—10 7—8 Фиолетовый
зеленый 2НМ 5 15 7—7,5 Зеленый
алый 4 5 7—7,5 Красный
ярко-синий 2 15 7 Синий
КМ для шубной овчины 100% -й — — — —
Оранжевый 2Ж для алю- миния 1 3-5 5—6 Темно-желтый
Золотисто-желтый для алюминия 2 15 7—8 Светло-желтый
следует промыть в проточной воде и подвергнуть операции уплот-
нения покрытия, которую проводят в растворе из 5 г уксусно-
кислого никеля, 5 г борной кислоты с добавлением воды до 1 л;
температура раствора 60—70 °C, время обработки 20—30 мин.
После уплотнения покрытия деталь следует промыть в горя-
чей воде и высушить. Для того чтобы придать окрашенной по-
верхности блестящий вид, ее надо отглянцевать чистым бязевым
кругом без каких-либо полировальных средств. Некачественную
окраску удаляют в 30%-м растворе азотной кислоты, после чего
Деталь тщательно промывают и вновь окрашивают.
Электрооксидирование меди и ее сплавов. Электрооксидирова-
ние меди, латуни, фосфористой бронзы и других сплавов на основе
меди в отличие от химического оксидирования позволяет доста-
точно тонко регулировать ход процесса, электроосажденные
°ксидные пленки более плотны и прочнее соединены с поверх-
ностью металла. Кроме того, электрооксидирование обладает
Рядом других достоинств.
Наиболее простым электролитом является раствор едкого натра
с концентрацией 80—120 г/л. К обрабатываемой детали при-
соединяют положительный полюс источника постоянного тока.
Отрицательным электродом служит стальная пластина. Соотноше-
ние площади оксидируемой детали к площади катодной пластины
Должно быть не менее 1 : (2,5-т-З). После приготовления электро-
лит надо проработать без детали под током до получения в растворе
г°лубого оттенка. Электрооксидирование меди в едком натре
523
Таблица 6.34
Цвет пленки при цветном меднении
в зависимости от времени обработки
и плотности тока
Цвет пленки Время обработки, мин, при плотности тока. А/дм*
0.01 0.02
Фиолетовый Синий Желтый Оранжевый Красно-лило- вый Зеленый 2,0—3,5 3,5—5,3 8,5—12,0 12,0—13,0 13,0—15,5 17,0—21,6 0,7—1,3 1,3—1,7 3,3—5,5 5,5—6,3 6,3—7,5 8,3—10,7
производят при анодц0д
плотности тока от 0,5 До
2 А/дм8 в течение *20-^
30 мин. Температуру ЭЛе^
тролита необходимо выдер'
живать в пределах 80-,
90 °C. Нормальный цв^
оксидной пленки бархатно-
черный. При недостаточ-
ной плотности тока пленка
получается красновато-
коричневой.
Эффективную декора-
тивную обработку медных,
стальных, никелевых, а
также медненных и нике-
лированных деталей из
других материалов можно
осуществить, используя способ цветного электрооксидирова-
ния меди. По этому способу на поверхность обрабатываемой
детали электролитически осаждается медь, которая одновре-
менно окисляется до закиси меди. Толщина пленки закиси
определяет цвет поверхности. Особенность процесса цветного
меднения состоит в оксидировании при малых плотностях
тока. Цвет закисной пленки представляет собой функцию времени
обработки. В состав электролита цветного меднения входят сер-
нокислая медь, из которой происходит электролитическое осажде-
ние меди, и едкий натр, который обеспечивает окисление меди
до закиси.
Обрабатываемую деталь присоединяют к отрицательному по-
люсу источника постоянного тока. Так как плотность тока в дан-
ном процессе очень мала, в качестве источника можно использо-
вать любую малогабаритную гальваническую батарею или акку-
мулятор. Для электропитания ванны оксидирования можно ис-
пользовать контактную (гальваническую) разность потенциалов,
возникающую в электролите при подвешивании к обрабатываемой
детали нескольких отрезков алюминиевой проволоки. В качестве
электролита для цветного меднения можно использовать следук>"
щие растворы: 50—60 г/л сернокислой меди, 80—90 г/л рафини-
рованного сахара, 40—45 г/л едкого натра (температура раствора
30—40 °C, плотность тока 0,01—0,02 А/дм8), 20—25 г/л серно-
кислой меди, 80—90 г/л глицерина, 60—80 г/л едкого натра (тем-
пература обработки 40—50 °C, плотность тока 0,01—0,02 А/дм)-
Процесс цветного электрооксидирования меди ведут в стеклян-
ной или керамической ванне с электроподогревом и холодильником
для поддержания температуры электролита на требуемом уровне-
В табл. 6.34 приведены временные режимы электрооксидн
рующего меднения, обеспечивающие окраску деталей в различны
524
цВета. Для того чтобы повысить устойчивость покрытия к атмо-
сферному воздействию, после цветного оксидирования деталь сле-
дует покрыть тонким слоем покровного лака (масляного или на
цйтрооснове).
Для защиты деталей из фосфористой бронзы от атмосферной
коррозии и придания поверхности глубокого черного цвета ис-
пользуют электрооксидирование в щелочном растворе, содержа-
щем 400 г/л едкого натра, 50 г/л двухромовокислого калия и
Ю г/л молибденовокислого аммония. Температура обработки
90 °C, плотность тока 3 А/дм2, время обработки 30 мин. Обраба-
тываемая деталь является анодом, катодом служит лист стали.
Соотношение площадей детали и катодной пластины 1:1.
Подготовка детали перед оксидированием заключается в ще-
лочном обезжиривании и декапировании в 10%-м растворе сер-
ной кислоты. После промывки деталь погружают в электролит
под током.
Электрооксидирование цинка, серебра, хрома, титана и никеля.
Электрооксидирование деталей из цинка либо оцинкованных
стальных деталей предназначено для создания на поверхности
защитной пленки, хорошо противостоящей коррозионному воз-
действию атмосферы. Коррозионная устойчивость электроокси-
дированных цинковых деталей в пять—семь раз выше, чем у не-
оксидированных. Электролитом для оксидирования является
раствор, в который входят 20 г/л молибденовокислого аммония
и 10 г/л уксуснокислого натрия. Температура обработки 15—25 °C,
плотность тока (катодная) 0,05 А/дм2, время обработки 5—7 мин.
Обрабатываемую деталь присоединяют к отрицательному полюсу
источника питания, в качестве анода используют пластину из ни-
келя. Образовавшаяся оксидная пленка имеет черный цвет, кото-
рый становится более глубоким после того, как поверхность про-
тирают веретенным или любым другим минеральным маслом.
Цинк также хорошо подвергается анодному оксидированию
в растворе, содержащем 50—60 г/л хромовокислого калия (хро-
мата калия). Анодная плотность тока 0,5 А/дм2, температура элек-
тролита 15—25 °C, время обработки 10 мин. Образующаяся оксид-
ная пленка имеет светло-зеленый цвет.
Несмотря на то что чистое серебро причислено к кате-
г»рии благородных металлов, оно взаимодействует с окружающей
атмосферой, особенно если в ней содержатся сернистые соедине-
ния, что приводит к потемнению поверхности серебра и ухудшает
отражательную способность посеребренных зеркал. Электро-
оксидирование серебра позволяет создать на поверхности детали
тонкую, оптически прозрачную бесцветную пленку, надежно
Защищающую ее от внешнего воздействия. Наиболее простыми
способами являются следующие.
Нанесение защитной пленки из оксида бериллия в электро-
лите, содержащем раствор сернокислого бериллия (2,5—3,0 г/л).
Деталь присоединяют к катоду. В качестве анода используют
525
пластину из коррозионно-стойкой стали. Оксидирование Ве»
при плотности тока 0,005—0,01 А/дм2 в течение 30 мин при тем
пературе электролита 15—25 °C. Исходная кислотность электро
лита должна быть 5,6—5,8. Образовавшаяся на поверхности д/
тали или посеребренного изделия тонкая (0,1—0,5 мкм) пленка
оксида бериллия бесцветна, не электропроводка и надежно защи-
щает серебро от потемнения при нахождении в атмосферной
воздухе.
В приборостроительной практике используют пассивирование
поверхности массивного или пленочного серебра с целью зацщ.
тить его от потемнения. Пассивирование проводят в электролите
содержащем 30 г/л сернистого натрия, 20 г/л гипосульфита (тио-
сульфита) натрия, 5 мл/л серной кислоты и 3—5 мл/л ацетона.
Температура обработки 15—25 °C, плотность тока (анодная)
0,1 А/дм2, время обработки 5—10 мин.
Подлежащую пассивированию деталь помещают на аноде элек-
тролитической ванны. В качестве катода используют пластину
из свинца. Образующаяся пассивная пленка сложного оксидного
состава имеет светло-синий цвет.
Пассивирование поверхности серебра можно провести и в сле-
дующих электролитах: 125 г/л хромата калия и хромового ан-
гидрида (до pH раствора 8—9) или 40 г/л хромата калия и 40 г/л
едкого натра (или едкого кали). При использовании обоих элек-
тролитов режим обработки одинаков. Температура электролита
20—22 °C, плотность тока (катодная) 1—5 А/дм2, время обработки
5—10 мин. Пассивируемую деталь помещают на катоде. В ка-
честве анода используют свинцовую пластину.
Электрооксидирование хрома используют преимущественно
для декоративной отделки поверхности хромированных деталей.
В результате образования довольно сложной по составу оксидной
пленки поверхность хрома окрашивается в различные цвета.
Составы электролитов и режим обработки в них для полу-
чения прочно сцепленных с основой цветных поверхностных
пленок на хромированных деталях из любых металлов приве-
дены ниже.
Для получения покрытия темно-синего цвета с голубыми про-
жилками: 300—400 г/л хромового ангидрида, 5—10 г/л уксусно-
кислого бария, 4—6 г/л уксуснокислого кальция, 2—5 г/л ук-
суснокислого цинка. Температура электролита 25—40 °C, плот-
ность тока 75—100 А/дм2, время обработки 10—20 мин. Оксиди-
руемую деталь помещают на катоде электролитической ванны.
В качестве анода используют пластину из свинца. Для длительного
сохранения окраски деталь покрывают тонким слоем бесцвет-
ного лака.
Темно-голубое дымчатое покрытие получают в электролите из
250—300 г/л хромового ангидрида и 1—3 г/л красной кровяной
соли (железосинеродистого калия). Температура электролита
15—25 °C, плотность тока 25—50 А/дм®, время обработки до 60 мин-
526
деталь присоединяют к катоду. Анодом служит пластина из
никеля.
Оксидную пленку золотистого оттенка получают в электро-
дите, включающем хромовый ангидрид (200—250 г/л) и гидрат
оксида бария (1—2 г/л). Температура электролита 40—50 °C,
плотность тока 20—25 А/дм2, время обработки 5—15 мин. Деталь
помещают на катоде. Анод—никель.
Наиболее часто оксидирование хрома используют для получе-
ния на хромированной поверхности черного светопоглощающего
слоя, что особенно важно при изготовлении оптических приборов.
Черную пленку оксидов хрома получают в следующих электро-
литах.
Первый содержит 200 г/л хромового ангидрида, 2 г/л гидрата
оксида бария и 0,7 г/л борфтористоводородной кислоты. Темпера-
тура электролита 45—55 °C, плотность тока 20—25 А/дм2, время
обработки 20—30 мин. Деталь присоединяют к катоду. Анод—
никель.
Второй распространенный электролит для чернения хрома
включает хромовый ангидрид (150—250 г/л), борную кислоту
(15—20 г/л), азотнокислый натрий (3—5 г/л) и гидрат оксида
бария (1—2 г/л). Температура электролита 15—25 °C, плотность
тока 40—50 А/дм2, время обработки 15—20 мин. Деталь присоеди-
няют к катоду. Анод—никель.
После электроокодированного чернения детали следует про-
тереть минеральным маслом, лучше всего веретенным.
Перед электрооксидированием титана и титановых
сплавов детали из них необходимо освободить от естественной
оксидной пленки, образовавшейся на поверхности под воздей-
ствием кислорода воздуха. Для этого деталь обезжиривают в обыч-
ном щелочном растворе и декапируют (травят) в растворе, содер-
жащем 20%-ю азотную кислоту, в которую добавляют плавико-
вую кислоту в количестве 20—30 г/л. После промывки в проточной
воде детали оксидируют в одном из электролитов, предназначен-
ных для электрооксидирования алюминия. Оксидированная по-
верхность титана приобретает цветную окраску.
Электрооксидирование никеля позволяет получить на по-
верхности детали прочное коррозионно-стойкое покрытие глу-
бокого черного цвета, что иногда называют гальваническим
чернением никеля. Этот процесс применим в равной степени к изде-
лиям как из компактного никеля, так и из любых других метал-
лов, имеющих гальваническое или химическое никелевое покры-
тие. Электролит для получения черной оксидной пленки имеет
состав: двойная соль никеля — 60 г/л, сернокислый никель —
8 г/л, роданистый натрий или аммоний — 15 г/л. Температура
электролита 15—25 °C, плотность тока 0,1 А/дм2, время обработки
20—30 мин. Оксидируемую деталь присоединяют к катоду. В ка-
честве анода используют никель или графит. После чернения
Деталь протирают минеральным маслом.
527
в.6. ТЕХНОХИМИЧЕСКАЯ ОЧИСТКА ПОВЕРХНОСТИ
ТВЕРДЫХ ТЕЛ ОТ ОКСИДОВ
Технологическая химия в ее современном понимании нсполь
зуется на протяжении десятков веков. Очистка поверхности и при*
дание ей декоративного вида, растворение твердых жидких й
газообразных веществ в любых комбинациях, предохранение от
воздействия агрессивных веществ и многие другие процессы по
существу являются технохимическими. Многие технохимические
приемы и рецепты многолетней давности описаны в литературе
не доступной широкому кругу читателей, однако некоторые из них
представляют интерес и в настоящее время. Старинные рецепты
которые могут быть полезны в лабораторной практике, приведены
здесь с соответствующим переводом ранее употребляемых единиц
массы и объема в общеизвестные единицы системы СИ. Кроме того,
многие современные технохимические приемы из-за своей относи-
тельной технологической несовершенности не получили распро-
странения в промышленности, в то время как в лабораторных
условиях их можно использовать с большим эффектом. Примером
того может служить технология химической окраски многих ме-
таллов практически во все цвета, что просто осуществить в ла-
боратории. Так как даже кратко охватить все области применения
технохимии не представляется возможным, ниже приведены тех-
нохимические операции по очистке поверхности от различных
загрязнений с металлов, полупроводников, стекла, керамики,
слюды и многих нетрадиционных материалов. Напомним, что при
технохимической очистке поверхности от любых загрязнений
химического взаимодействия реагентов с основным материалом
не должно происходить.
6.6.1. Растворы для удаления ржавчины со стали
1. Концентрированный раствор двухлористого олова. (Старин-
ный рецепт.)
2. С полированных стальных изделий тонкий слой ржавчины
удаляют в растворе 200—400 г/л кислого сернокислого натрия или
калия. (Старинный рецепт.)
3. Для осветления поверхности стали ее травят в концентри-
рованной азотной кислоте, к которой добавляют 15—25 г/л сажи.
(Старинный рецепт.)
4. Фосфорной кислоты 15 г, бутилового спирта 4 г, воды
1000 мл. Раствор нанести на места, покрытые ржавчиной, и оста-
вить до полного высыхания при комнатной температуре. Остав-
шийся сухой налет счистить волосяной щеткой.
5. Фосфорной кислоты 280 г, винной кислоты 15 г, водь*
1000 мл. Деталь держать в растворе до полного удаления ржаВ'
чины.
6. Фосфорной кислоты 280 г, бутилового спирта 30 г, этил0'
вого спирта (денатурированного) 120 мл, гидрохинона 1 г.
528
7. Фосфорной кислоты 30 объемных долей, бутилового спирта
2 объемные доли, воды 68 объемных долей.
8. Растворы для удаления ржавчины с напильников (хими-
чеСкое восстановление):
в течение 10 мин обработать в 20%-м растворе серной кислоты;
после промывки в проточной воде погрузить на 10 мин в 10%-й
раствор кальцинированной соды, нагретый до 80—90 °C;
не промывая после содового раствора, на 3—5 мин напильник
поместить в травильный раствор, состоящий из 55 мл азотной
кислоты, 35 мл серной кислоты и 910 мл воды; после травления на-
пильник, чтобы нейтрализовать кислоту, погрузить в 10%-й
раствор соды, нагретой до 80—90 °C, промыть, просушить и про-
греть в течение 20 мин в минеральном масле при 120 °C.
9. Фосфорной кислоты 240 мл, ацетона 250 мл, гидрохинона
|0 г, воды 1000 мл. Деталь, в зависимости от степени ржавления,
выдержать в растворе от нескольких минут до 2 ч. После удаления
ржавчины деталь промыть в проточной воде и погрузить на
3—5 мин в раствор, содержащий 1,5—2,5 г/л кальцинированной
соды и 0,5—1 г/л двухромовокислого калия или натрия.
10. Уксус 3—5%-й, в котором предмет должен пролежать
сутки (старинный рецепт).
11. Толстый слой ржавчины удаляют в 20%-м растворе соля-
ной кислоты с добавкой 3—7 г/л уротропина.
12. Приготовить пасту из 300 мл фосфорной кислоты, 300 мл
глицерина, 30—60 г талька и 20 мл воды. Пасту нанести на покры-
тую ржавчиной поверхность и через 3—5 ч стереть.
13. Приготовить пасту из 300 мл фосфорной кислоты, 50 мл
антифриза и 30—60 г талька. Пасту удалить с детали через 1—2 ч.
14. Крахмал замешать на воде до образования молочно-белой
массы без сгустков. К образовавшейся массе добавить кислоту и
воду в следующих количествах: 100 мл соляной кислоты, 5—20 г
крахмала, 40—50 мл воды; 100 мл фосфорной кислоты, 10—20 г
крахмала, 5—20 мл воды; 100 мл азотной кислоты, 10—20 г крах-
мала, 8—20 мл воды.
Состав нанести на ржавую поверхность кистью или поролоновой
губкой и через 1—3 мин удалить. Очищенное место промыть проточ-
ной водой и нейтрализовать в 3 % -м растворе кальцинированной соды.
15. Удалить ржавчину с полированного стального изделия, не
повредив полировку, можно смесью, содержащей 10 г железо-
синеродистого калия (желтой кровяной соли), 10 г мыла и 20 г
Мелкого отмученного мела. Сначала проржавевшие места промыть
Раствором, состоящим из 10 г желтой кровяной соли и 20 мл воды,
Затем протереть мягкой тканью первой смесью.
6.6.2. Очистка поверхности цветных металлов и сплавов
1. Медные, латунные и бронзовые предметы очищают от окси-
де кашицей из мелкой поваренной соли, замешанной на
Уксусе.
34 Е. А. Колевко
529
2. Для очистки поверхности меди, латуни, бронзы н мел
хиора используют два раствора. Первый содержит 200 г 90% д
азотной кислоты, 1—2 г мелко толченного и просеянного графи?
и 1—2 г поваренной соли. Второй — 75 г азотной кислоты, Юо Э
серной кислоты и 1 г поваренной соли. В первом растворе предке?
должен находиться до получения чистой поверхности. Затем, про-
мыв предмет в кипящей воде, его помещают во второй раствоп
в котором поверхность становится совершенно чистой и блестя-
щей. (Старинный рецепт.)
3. Поверхность меди хорошо очищается в растворе, состоящем
из 1000 мл воды, 24 мл щавелевой кислоты, 68 мл этилового спирта
и 45 мл скипидара. Раствором смачивают окисленное изделие
а затем насухо протирают полотняной ветошью. (Старинный
рецепт.)
4. Потускневшие бронзовые предметы можно хорошо очистить
волосяной щеткой, смоченной водой, в которой варились горох,
фасоль или чечевица. Сильно окисленные предметы очищают
следующим образом: варят горох и толкут его в кашицу, которую
наносят на очищаемый предмет. Через несколько часов горох
снимают и предмет промывают горячей водой и протирают ве-
тошью. (Старинный рецепт.)
5. Слегка потускневшие латунные предметы приобретают бле-
стящий вид после того, как их протирают 50%-м раствором щаве-
левой кислоты.
6. Потемневшую поверхность мельхиора можно очистить,
погрузив изделие на 3—5 мин в 20—30%-й раствор поваренной
соли. На дно сосуда с раствором надо поместить обрезки или
гранулы чистого цинка из расчета 10—20 г на 100 мл соляного
раствора.
7. Окисленные латунные детали хорошо очищаются, не меняя
размера, в смеси, содержащей (массовые доли) оксида железа
(крокуса) — 6, скипидара — 24, олеиновой кислоты — 2, на-
шатырного спирта — 1 и этилового спирта — 2. Раствор наносят
на металл и после полного высыхания при комнатной температуре
сухой остаток удаляют мягкой тканью. (Старинный рецепт.)
8. Бронзовую фольгу травят в смеси 300 г/л хромового ан-
гидрида и 30 г/л серной кислоты.
9. Для травления меди на печатной плате покрытием из олова
или сплавов олова со свинцом используют растворы, содержащие
персульфат аммония: 300 г/л персульфата аммония, 5 г/л серно-
кислой меди и 1 г/л сернокислого железа, оксидного гидрата*.
300 г/л персульфата аммония, 30 г/л серной кислоты и 1 мл/л
азотнокислой ртути, оксидной, гидрата.
10. Травление меди в присутствии оловянно-свинцового при-
поя ПОС-60 проводят в растворе, содержащем 250 г/л хромового
ангидрида, 100—180 г/л серной кислоты и 20—40 г/л сернокислого
натрия. При травлении температура раствора должна быть 45-^
50 °C.
530
II. Травление меди, обеспечивающее образование красивой
матовой поверхности, проводят в растворе, состоящем из 71 мл
а3отной кислоты, 25 мл серной кислоты, 0,5—1 г поваренной соли
й 1 г сернокислого цинка. После приготовления раствору надо
дать отстояться в течение 24 ч. Время травления при 15—25 °C —
5—20 мин, после чего изделие надо кратковременно погрузить
в раствор грубого травления, содержащий 150 мл азотной кис-
лоты, 1 г поваренной соли и 2 г сажи.
12. Сверхтонкое травление медной фольги толщиной от 15
20 мкм можно провести в хромовой смеси из насыщенного раствора
гриоксида хрома (хромового ангидрида) в водном растворе серной
кислоты в следующем соотношении: 274 г триоксида хрома,
15 мл серной кислоты и 1000 мл воды. Время травления зависит
от толщины фольги и обычно равно 2—10 мин при температуре
раствора 40—50 °C. Во время травления надо внимательно следить
за степенью утончения фольги.
13. Изделия из алюминия после термообработки или длитель-
ного нагрева в процессе работы очищают в растворе 1% плави-
ковой кислоты, 1% азотной кислоты и 98% воды. Рабочая темпе-
ратура раствора 15—25 °C, время обработки 1—1,5 мин. При
очистке алюминиевых сплавов (Д16, АМг, АМц и др.) материал
может потемнеть. Чтобы придать ему блеск, деталь осветляют
в растворе из 750 мл серной кислоты, 380 мл азотной кислоты,
0,2 мл соляной кислоты и 95 мл воды. Время обработки 3—5 мин.
14. Алюминиевую фольгу и тонкую проволоку очищают
в 25%-м растворе плавиковой кислоты, смешанном в равных
количествах с метиловым спиртом и водой. Время тонкого травле-
ния 10—25 с.
15. Травление алюминия в присутствии хрома проводят в рас-
творе, содержащем 100 мл фосфорной кислоты, 50 мл уксусной
кислоты и 20 мл азотной кислоты.
16. Естественную или полученную анодированием оксидную
пленку на поверхности алюминия можно удалить, погрузив де-
таль в 25—50%-й раствор хлористой ртути (сулемы). Ртуть амаль-
гамирует алюминий, в результате чего оксидный слой любой
толщины отслаивается.
17. Матовое травление алюминия, придающее поверхности
красивый вид, проводят в 10%-м растворе едкого натра, в кото-
ром растворена до насыщения поваренная соль. Температура
Раствора 35—50 °C, время обработки 15—20 с. Потемневшие в
Растворе детали из алюминиевых сплавов осветляют азотной
кислотой.
18. Травление алюминия без заметного изменения размеров
Детали проводят в растворе, состоящем из 10—30 г/л едкого натра,
'0—50 г/л фтористого натрия, 40—50 г тринатрийфосфата и
*~~-6 г/л жидкого стекла. Температура раствора 15—25 °C, время
Сработки 1—3 мин. Потемневшие детали из алюминиевых спла-
й°в осветляют в 30%-й азотной кислоте. При приготовлении тра-
34* 531
вильного раствора сначала надо растворить в воде едкий цат
а затем жидкое стекло и остальные компоненты. *’»
19. В технологии микропленочного монтажа сталкиваютс
с необходимостью травления алюминиевой фольги толщиной 2оЛ
100 мкм сквозь окна в фоторезисторной маске или маске из лак~
ХСЛ. При этом единичное окно размером 50—100 мкм должно
быть выполнено с точностью 10 мкм, а неровность края не должна
превышать 5 мкм. Такой процесс травления проводят в растворе
содержащем (объемные доли) водного раствора хлорного железа
(плотностью 1,20 г/см3) — 1—3, соляной кислоты — 2—5, азот-
ной кислоты — 1—2, фосфорной кислоты — 2—6 и уксусной
кислоты — 4—12. Температура раствора 18—20 °C. Время сквоз-
ного протравливания фольги зависит от ее толщины и для фольги
толщиной 30 мкм составляет 15 мин, для диапазона толщин от 20
до 100 мкм скорость травления составляет 0,5 мкм/мин. Существен-
ное достоинство раствора состоит в равномерности стравливания
алюминия по всей площади обрабатываемой заготовки.
20. Очистку поверхности и рихтовку деформированной алю-
миниевой фольги производят следующим образом. Фольгу обез-
жиривают в 20%-м растворе едкого натра. После промывки в про-
точной воде нейтрализуют щелочь в 5%-й соляной кислоте,
а после промывки от кислоты еще мокрую фольгу помещают между
двумя листами плотной бумаги и на ровной поверхности прогла-
живают утюгом, нагретым до 70—80 °C.
21. Незначительно окисленный алюминий можно протравить
до получения блестящей белой поверхности в растворе, содержа-
щем (массовые доли): этилового спирта — 10, уксусной кислоты —
15, треххлористой сурьмы — 10 и воды — 100. Температура
раствора 15—25 °C. (Старинный рецепт.)
22. Для химического травления свинца используют раствор,
содержащий (массовые доли): этилового спирта — 8, двухлори-
стого олова — 5 и воды — 80. Температура раствора комнатная.
(Старинный рецепт.)
23. Окисленную поверхность никеля очищают в травителе I
следующего состава: 400—420 г/л соляной кислоты, 270—300 г/л
серной кислоты, 10—12 г/л уайт-спирита, 11—12 г/л поверхностно- I
активного вещества ОП-Ю или ОП-7. Рабочая температура рас-
твора 70—80 °C, время обработки 1,5—5 мин. После травления
изделия декапируют в растворе соляной кислоты (25—50 г/л)
в течение 10—20 с. Обработкой в приведенном растворе поль-
зуются для подготовки никеля к гальваническому покрытию
медью, золотом и другими металлами.
24. Травление бериллиевой бронзы с целью очистить поверх-
ность или изменить размер производят в растворе 75 объемных
долей фосфорной кислоты и 25 объемных долей азотной кислоты-
Температура раствора 15—20 °C, время травления для очисти
поверхности 1 мин, для травления под нужный размер — в за'
висимости от размера.
532
25. «Мягкое» травление хрома или хромового покрытия дру-
грГо металла, а также тонких пленочных структур из хрома про-
водят в растворе, состоящем из трех объемных долей соляной
1!(1слоты и семи объемных долей воды. Температура раствора ком-
натная. Время обработки зависит от конкретных условий.
26. Многие химические свойства меди и серебра не обличаются
друг от друга. Это, в частности, вызывает трудности при химиче-
ском травлении меди в присутствии серебра. Один из немного-
численных растворов для селективного травления меди в присут-
ствии серебра имеет состав (объемные доли): пергидроль (пере-
кись водорода 30%-я) — 1, соляная кислота—1 и вода — 3.
При травлении раствор нагревается. За температурой раствора
надо следить, не допуская ее подъема выше 65 °C. Следует отве-
тить, что в этом же растворе можно производить травление тон-
ких пленок серебра, нанесенных на металлические либо диэлек-
трические подложки. В частности, используя фоторезистивные
маски, методом химического травления можно получить на
серебряной пленке различные микроструктуры с разрешением
10 мкм.
27. При нагреве на воздухе выше 450—500 °C большинство
коррозионно-стойких сталей, в частности 1Х18Н9Т, начинают
заметно окисляться. Чтобы очистить окисленную поверхность
изделия из коррозионно-стойкой стали, используют много раство-
ров и технологий их использования. Одним из простых, но эф-
фективных является раствор для травления коррозионно-стойких
сталей многих марок, состоящий из 200 мл азотной кислоты,
250 мл соляной кислоты и 750 мл воды. Температура раствора
18—20 °С,_ время обработки 30—45 с.
28. Пассивирование протравленной поверхности коррозионно-
стойкой стали ведут в растворе 200 мл азотной кислоты и 800 мл
воды. Температура раствора комнатная, время пассивирования
5—10 мин.
29. Пленки хрома толщиной до 1—2 мкм, полученные терми-
ческим испарением в вакууме на диэлектрической подложке,
травят через фотолитографическую маску в растворе (массовые
Доли) едкого кали — 9,1, калия железосинеродистого (красной
кровяной соли) — 18,2, воды — 58,2. При комнатной темпера-
туре скорость травления хрома 0,1 мкм за 2 мин.
30. Оловянно-свинцовые припои можно стравить с поверх-
иости меди, латуни, стали и других металлов и сплавов в растворе,
содержащем: 340 г/л фтористого аммония, 240 г/л пергидроля
$0%-го), 45 г/л уксусной кислоты (ледяной) и до 1000 мл воды.
Температура раствора 20—25 °C, время обработки 2—5 мин.
31. Удалить оксиды с ковара, спаянного со стеклом, можно
бедующим способом. После спаивания ковара со стеклом поверх-
н°сть металла сильно окисляется, что исключает последующую
Пайку металлостеклянного узла мягкими припоями и существенно
Ухудшает вакуумную откачку прибора. Чтобы удалить толстые
533
слои оксидов с ковара, а также сплавов ЗОНК, ЗЗНК, 42Н и nDv
гих, металлостеклянный .узел надо прокипятить в концентрип
ванной соляной кислоте. Время травления зависит от степей
окисления металла и обычно колеблется от 3 до 5 мин. Поел”
того как металл полностью освободится от оксидов, его следуЛ
промыть в горячей, а затем в холодной воде и просушить, Спо_
лоснув в ацетоне.
32. В технике лабораторного эксперимента широко исполь-
зуют спаи стекла с металлом, которые, как правило, должны
быть термостойкими и обладать вакуумной плотностью. Стержне-
вые вводы в стекло изготавливают из ковара, вольфрама, молиб-
дена и других металлов и сплавов, коэффициент термического
расширения которых совпадает со стеклом. Кроме стержневых
вводов со стеклом спаивают металлические детали цилиндриче-
ской формы, подчас довольно сложной конфигурации. Стекло-
металлические узлы выходят из строя по разным причинам, чаще
всего из-за нарушения вакуумной плотности или механической
поломки. Для регенерации с целью повторно использовать метал-
лические детали, спаянные со стеклом, их можно полностью
освободить от стекла посредством его стравливания. Стекло, на-
ходящееся на металле, растворяют в расплаве едкого натра и
едкого кали, смешанных в массовом эвтектическом соотношении:
41,7% едкого натра и 58,3% едкого кали. Температура плавления
этой смеси 170 °C. Скорость растворения стекла практически
любой марки при температуре расплава 200—250 °C составляет
0,8 мм за 10 мин, а при температуре 300—350 °C— 1—1,2 мм
за 10 мин. Используемый расплав совершенно не реагирует
со спаянными со стеклом металлами. Легкий темный налет на
коваре и хромосодержащих сплавах не изменяет размера деталей.
Перед повторным использованием освобожденные от стекла де-
тали желательно подвергнуть легкому химическому травлению
либо препаративному отжигу во влажном водороде. Заметим,
что хромосодержащие материалы, из которых изготовлены вводы
в стекло, отжигать в водороде не рекомендуется. Сосуд, в котором
производят травление стекла, должен быть изготовлен из железа
или любой марки стали, с которыми расплав щелочей совершенно
не взаимодействует. Нагрев исходной смеси компонент до плавле-
ния может быть электрическим или газовым. После полного уда‘
ления стекла металлические детали надо промыть в проточной
воде и высушить при 60—70 °C. Если регенерации подвергаются
узлы, в которых имеются паянные с другими металлами швы,
герметичность пайки после травления не нарушается.
33. Окалину, образующуюся на поверхности титановой детали
после нагрева на воздухе, можно удалить в растворе 450—550 мл/л
азотной кислоты, 200—300 мл/л плавиковой кислоты и до 1
воды. Скорость травления 0,4 мм/ч. После травления поверхность
титана становится светлой и блестящей. В отличие от обшепри
нятого способа травления титана в соляной кислоте, в котороИ
происходит наводороживание титана, в приведенном растворе
этого явления не наблюдается.
34. Изделия из ниобия очищают от оксидов в растворе, содер-
жащем (объемные доли) азотной кислоты — 20, плавиковой кис-
лоты — 10 и воды — 70.
35. Интенсивное химическое травление молибдена в присут-
ствии вольфрама, с чем часто встречаются при освобождении
вольфрамовой спирали, навитой на молибденовом керне, произво-
дят в растворе (объемные доли): азотной кислоты — 5, серной
кислоты — 3, воды — 2. Рабочая температура раствора 70—80 °C.
Травление производят в посуде из фторопласта. О конце травления
можно судить по прекращению выделения пузырьков оксидов
азота. Так как раствор совершенно не взаимодействует с воль-
фрамом любых марок, операцию вытравливания молибденового
керна можно проводить при спирали, намотанной из тонкой
вольфрамовой проволоки.
36. При тонком слое олова на луженой металлической поверх-
ности со временем образуются желтые пятна. Луженая поверх-
ность вновь приобретает блестящий вид после кипячения в рас-
творе винных дрожжей или пиве. (Старинный рецепт.)
37. Олово со стали, в частности с белой жести, можно удалить
в растворе 137 г/л едкого натра и 22,4 г/л гипохлорита натрия.
Рабочая температура раствора 15—25 °C, время обработки — до
полного удаления олова.
38. Оловянную полуду с меди или латуни можно удалить
в растворе 75—105 г/л хлорного железа, 135—160 г/л сульфата
меди, 170—260 г/л уксусной кислоты (ледяной). Температура
раствора комнатная, время обработки — до полного удале-
ния олова.
39. Мелкие медные детали можно качественно очистить от
минеральных и органических поверхностных загрязнений, нагрев
их на воздухе до 450—500 °C и окунув в этиловый или метиловый
спирт.
40. Если требуется очистить от оксидов внутреннюю поверх-
ность замкнутой медной или латунной детали с небольшими.вход-
ным и выходным отверстиями, затрудняющими заливку травиль-
ного раствора, поступают следующим образом. В небольшом ме-
таллическом сосуде нагревают до 50—60 °C 25—50 мл метилового
или этилового спирта. Образовавшийся спиртовый пар продувают
через очищаемый объем детали, которую снаружи нагревают
пламенем газовой горелки до 450—500 °C. При этой температуре
Пары спирта хорошо восстанавливают поверхность меди и латуни.
Этот способ успешно используют для очистки от оксидов канала
бедного капилляра. Вместо паров спирта можно использовать
водород, полученный действием соляной кислоты на цинк в аппа-
рате Киппа.
41. В лабораторной практике сталкиваются с необходимостью
°безжирить и протравить внутренний канал металлической ка-
535
пиллярной трубки или стеклянного капилляра. Наиболее простой
способ — прокачка сквозь канал соответствующей рабочей
жидкости посредством резиновой груши или медицинского
шприца, которые соединяют с капилляром резиновой или поли-
мерной трубкой. Капилляры из коррозионно-стойкой стали маркй
1Х18Н9Т, которые используют в качестве чехлов для термопар
работающих в агрессивной среде, травят описанным способом рас’
твором, состоящим из 4,5% соляной кислоты, 2,6% серной кислоты
5,5% азотной кислоты и 87,4% воды. Температура травильного
раствора 60—65 °C, время травления 40—50 мин. После травле-
ния капилляр промывают водой и содовым раствором, а затем —
снова водой. Аналогично очищают канал в стеклянном капилляре.
При выборе «насосного» устройства следует учитывать возмож-
ность взаимодействия вспомогательных материалов с рабочим
раствором.
42. Антикоррозионное покрытие деталей из алюминия и его
сплавов (В95, АМг, АМц, Д16 и др.) предохраняет металл не только
от чрезмерного окисления, но и от образования на поверхности
гидратов оксида алюминия, что может привести к глубокой кор-
розии металла. Наиболее простой антикоррозионной обработкой
является создание на поверхности алюминия оксидно-фторидной
пленки, которая образуется в растворе 1,5—2 г/л фтористого
алюминия, 4—6 г/л хромового ангидрида и 0,5—1 г/л железо-
синеродистого калия (красной кровяной соли). Обработку ведут
при 15—35 °C в течение 0,5—3 мин. Цвет образовавшегося покры-
тия — от золотисто-желтого до коричневого.
43. Гальванические, химические и напыленные в вакууме
пленки серебра на металлических и диэлектрических подложках
при длительном нахождении на воздухе тускнеют, что суще-
ственно ухудшает свойства серебра как отражающего покрытия.
Химическое пассивирование поверхности серебра в растворе хро-
мового ангидрида (0,5—1 г/л) и поверхностно-активного веще-
ства ОП-7 или ОП-10 (3—5 г/л) в течение 10—15 мин при темпе-
ратуре раствора 95—100 °C позволяет сохранить первоначальный
вид серебра в течение 5—6 месяцев нахождения на воздухе.
Электрохимическое пассивирование поверхности серебра в 2,5—
3 раза более эффективно, чем химическое. Электролитом для
пассивирования серебра служит раствор из 30—50 г/л хромово-
кислого калия (хромата калия) и 30—50 г/л едкого натра. Плот-
ность тока 1—6 А/дм2, температура электролита 15—25 °C, время
обработки 5—10 мин. Деталь должна быть соединена с катодом.
Анод — коррозионно-стойкая сталь.
44. Сохранить блеск химически, электрохимически или меха-
нически отполированной поверхности алюминия позволяет хими-
ческое пассивирование в 20%-м растворе азотной кислоты. Время
обработки 1—3 мин, температура раствора 15—25 °C. После
обработки в кислоте деталь надо промыть в проточной воде и
просушить в ацетоне.
536
<1
'Таблица 6.35
Состав растворов для травления тугоплавких металлов
— Металл Состав раствора, объемные доли Время травления, мни
Тантал, ниобий, ванадий Вольфрам, молибден, ре- ний Титан, цирконий Плавиковая кислота — 1, азот- ная кислота — 1, вода — 1 Расплав натриевой или калий- ной селитры Плавиковая кислота — 10, во- да — 90 10-15 0,1—0,5 5—10
45. Узлы, содержащие коваровые и медные детали, спаянные
серебряно-медным припоем, очищают от оксидов в следующем
растворе (объемные доли): соляной кислоты — 40, серной кис-
лоты — 20, воды — 40. Рабочая температура раствора 50—60 °C.
После травления узел надо осветлить в 30%-й азотной кислоте.
46. Узлы, содержащие сталь, ковар и медь, очищают от окси-
дов в 20%-м растворе серной кислоты. Осветление производят
в растворе хромового ангидрида (150—200 г/л) в серной кислоте
(2—5 г/л).
47. Тонкую пленку напыленного на стекло или кварц воль-
фрама можно удалить горячим раствором (100—120 г/л) гипо-
хлорита натрия или калия (отбеливателя для белья).
48. Активные травители для удаления поверхностных оксидов
с тугоплавких металлов приведены в табл. 6.35.
49. Химическую отпайку твердосплавных пластин от корпуса
режущего инструмента производят в концентрированной азотной
кислоте при 40—60 °C в течение 5—6 ч. Столь длительное время
для отделения пластины от корпуса вызвано тем, что кислота
Должна растворить всю медь или латунь, которыми припаяна
пластина. После травления корпус надо нейтрализовать в 10—
15%-м растворе кальцинированной соды.
6.6.3. Технохимическая обработка
полупроводниковых материалов
При изготовлении образца полупроводникового материала для
лабораторного исследования или использования его в качестве >\
конструкционного элемента прибора после механической обра-
ботки заготовку материала подвергают ряду технохимических
операций, основной из которых является травление. В результате
тРавления удаляют поверхностный слой материала с микроде-
Фектами, возникшими в результате механической обработки, до-
водят размер образца до требуемого, очищают поверхность от
оксидов и других загрязнений, а. также получают требуемый
Рельеф на поверхности заготовки. В полупроводниковом производ-
537
Таблица б.з6
Составы растворов для химической обработки полупроводников
Материал Состав травителя, объемные доли Примечание
Германий р-типа Азотная кислота — 8 Плавиковая » — 1 Тонкое травление
Германий п-типа Азотная кислота — 3 Плавиковая > — 1 — Химическая очистка поверх- ности
Германий Азотная кислота — 5 Плавиковая > — 3 Уксусная » — 3 — —,— • Медленное полирование и очистка поверхности
Пергидроль — 1 Плавиковая кислота — 1 Вода — 4 Энергичное травление
Пергидроль (30%-й) Выявление р—л-перехода
Едкий натр — 8 Пергидроль (3%-й) — 100 мл Уменьшение толщины
Кремний Азотная кислота — 2 Плавиковая > — 1 Глубокое травление
Азотная кислота — 3 Плавиковая » — 1 Уксусная » — 1 Мягкое травление
Азотная кислота — 10 Плавиковая » — 1 Рельефное травление
Азотная кислота — 5 Плавиковая » — 2 Уксусная » — 2 Скорость травления по всем кристаллографическим на- правлениям 25 мкм/мии
10—30%-й раствор едкого кали или едкого натра Травление при 50—100 °C в течение 1—5 мин
Кремний в присут- ствии оксида кремния г Азотная кислота — 4 Плавиковая > — 1 Азотнокислое серебро — 4 Травит кремний в 70 Раз быстрее, чем оксид кремния
Индий— сурьма Азотная кислота — 3 Плавиковая » — 1 Травление поверхности
538
Продолжение табл. 6.36
Материал Состав травителя, объемные доли Примечание
Арсенид галлия Серная кислота — 3 Пергидроль — 1 Вода — 1 Травление поверхности
Серная кислота — 3 Пергидроль — 1 Скорость травления поверх- ности 4 мкм/мин
Теллурид кадмия Азотная кислота — 3 Плавиковая » — 1 Травление поверхности
Азотная кислота концен- трированная Плавиковая кислота — 3— Б капель
стве используют технохимические процессы, воспроизвести кото-
рые в лабораторных условиях невозможно. Поэтому в табл. 6.36
приведены составы не стандартных растворов, но пригодных для
качественной очистки поверхности основных полупроводниковых
материалов в лабораторных условиях.
6.6.4. Очистка неметаллических материалов
от поверхностных загрязнений
Детали, изготовленные из разнообразных конструкционных
материалов, используемых в лабораторной практике, перед даль-
нейшей обработкой физическими методами, помещением в прибор
либо другим использованием должны быть очищены от поверх-
ностных загрязнений, возникших из-за воздействия окружающей
среды или в результате предыдущей обработки. Очистка поверх-
ности неметаллических материалов, как правило, исключает хи-
мическое взаимодействие очищаемого материала и его растворение
в очищаемой среде. Собственно очистка происходит за счет взаимо-
действия загрязнения с соответствующей жидкой, газо- или паро-
образной средой с последующим удалением чистой или чистейшей
водой продуктов этого взаимодействия. Напомним, что диапазон
требований к качеству очистки поверхности весьма широк: от
Ю'з—ю-a Г/См2 для очистки под пайку и до 10-12—10“10 г/см2
при обработке материалов твердотельной электроники.
Чаще всего поверхность неметаллических материалов, в том
числе и полимерных, очищают в органических растворителях:
ацетоне, бензоле, бензине «Калоша», толуоле, этиловом спирте,
Уайт-спирите, циклогексане и фреоне-113. В последние годы
8 качестве универсального обезжиривающего материала широкое
639
распространение получил фреон-113, достоинства которого кроме
высокой эффективности состоят в его негорючести и нетоксич
ности. Недостатки фреона-113 — высокая стоимость и невозмо^
ность очистки им металлов. В связи с этим был разработан уН11'
версальный обезжиривающий состав, состоящий из 400—450 г
хлористого метилена (метиленхлорида), 40—45 г фенола и 3_5 г
моющего средства «Прогресс». Все компоненты растворяют в
1000 мл дистиллированной воды. В этом растворе проводят фи.
нишную очистку стекла, керамики, ситалла, поликора, многих
полимерных материалов и практически всех металлов, кроме
магния. Режим финишной очистки материалов перед вакуумным
напылением следующий: обработка в растворе при 18—25 °C
в течение 1—5 мин, промывка от раствора в дистиллированной
воде в течение 1—2 мин при 55—70 °C, повторная промывка в ди-
стиллированной воде при 18—25 °C в течение 0,5—1 мин и кипя-
чение в дистиллированной или деионизованной воде в течение
1 мин. Воду с обезжиренной детали удаляют в этиловом спирте
или чистом ацетоне. Обезжиривание металлов можно проводить
по приведенному режиму, исключив кипячение в воде. Следует
заметить, что приведенный состав, строго говоря, представляет
собой не раствор, а эмульсию, и поэтому при использовании его
надо постоянно перемешивать.
Ниже приведены составы и способы их использования для
очистки различных неметаллических материалов, в основном
от поверхностных загрязнений. Многие из рецептов старинные,
но при выборочной проверке они оказались весьма эффективными.
1. Стекло и керамику можно достаточно хорошо очистить
от механических, органических, минеральных и других загрязне-
ний в следующих составах:
в нагретой до 40—50 °C дистиллированной воде растворяют
3,3 г/л препарата «Синтанол ДС-10»; время обработки в горячем
растворе 5—10 мин в зависимости от степени загрязнения; для
высококачественной очистки деталь следует обработать в трех-
четырех свежих порциях раствора;
в нагретом до 30—50 °C растворе синтетического моющего
средства «Новость», растворенном в дистиллированной воде в ко-
личестве 10—30 г/л;
налет со стеклянных или хрустальных (кварцевых) сосудов,
в которых длительное время находилась вода, удаляют 10—
15%-м раствором соляной кислоты с помощью ватного или по-
лотняного тампона (старинный рецепт);
стеклянную химическую посуду от органических, минераль-
ных и других загрязнений очищают в растворе хромого ангидрид3
(65 г/л) в серной кислоте (630 г/л); время обработки стекла в за-
висимости от степени загрязнения 5—10 мин, температура раС’
твора комнатная. .
2. Более качественную очистку стекла, особенно химической
посуды, от различных загрязнений производят в хромовой смеси
540
на основе натриевых солей хромовой и двухромовой кислот,
обладающими большей растворимостью в воде, чем калиевые
соли. Ниже приведены составы специальных хромовых смесей,
более эффективных, чем обычная хромовая смесь:
в 458 мл дистиллированной воды растворяют 92 г мелкоизмель-
ченного хромовокислого натрия, гидрата. К раствору, непрерывно
перемешивая, небольшими порциями добавляют 800 мл серной
кислоты; полученную смесь можно использовать многократно,
до перехода цвета жидкости от красно-коричневого в зеленый;
к 100 мл серной кислоты, непрерывно перемешивая, посте-
пенно добавляют 9,9 г тонкоизмельченного двухромовокислого
калия;
к 100 мл серной кислоты при энергичном перемешивании по-
степенно добавляют 7 мл 50%-го водного раствора хромовокис-
лого натрия;
15 г тонкоизмельченного двухромовокислого калия растворяют
в 100 мл горячей воды; раствор охлаждают до комнатной темпе-
ратуры и, непрерывно перемешивая, по каплям добавляют 100 мл
серной кислоты;
200 г тонкоизмельченного двухромовокислого калия раство-
ряют в 1000 мл концентрированной азотной кислоты; азотно-
кислая хромовая смесь более стойкая, чем обычные серно-
кислотные хромовые смеси, и обладает лучшими моющими свой-
ствами.
3. Химическую посуду, сильно загрязненную смолистыми, жи-
ровыми и органическими веществами, до обработки хромовой
смесью следует предварительно очистить органическими раство-
рителями, моющими синтетическими средствами либо сильными
окислителями: перекисью водорода (пергидролем), азотной или
серной кислотами, «царской водкой» или растворами хромовой
или марганцовистой кислот. Загрязнения щелочного происхожде-
ния удаляют разбавленными кислотами, а кислотные — водными
растворами аммиака, углекислого натрия (кальцинированной
соды) или растворами щелочей. После предварительной очистки
и промывки водой стеклянную посуду или детали заливают хро-
мовой смесью на 15—30 мин. При очистке стекла хромовой смесью,
нагретой до 50—60 °C, время очистки сокращается до 10—15 мин.
После окончания обработки хромовой смесью ее сливают в стек-
лянный сосуд для хранения и дальнейшего использования.
4. При очистке стекла в кислотной среде пользуются 4%-м рас-
твором марганцевокислого калия (перманганата калия). Предва-
рительно вымытый сосуд или стеклянную деталь заливают раство-
ром марганцевокислого калия и небольшими порциями добав-
ляют серную кислоту из расчета 3—5 мл кислоты на 100 мл рас-
твора. При этом жидкость разогревается, что благоприятствует
более интенсивному окислению загрязнений.
Для кислотной очистки стекла также используют раствор, со-
стоящий из равных объемов насыщенных (при комнатной темпе-
541
ратуре) растворов марганцевокислого калия и едкого натпа
Стекло обрабатывают в этой смеси в течение 10—15 мнн.
Налет, образующийся в некоторых случаях на стекле посде
очистки в марганцовисто-сернокислотных растворах, легко уДа.
ляют 5%-м раствором щавелевой кислоты или гидросульфит^
натрия.
5. Эффективным средством очистки стекла является смесь
стирального порошка (для хлопчатобумажных и льняных тканей}
с нашатырным спиртом.
6. Стекла, загрязненные нефтепродуктами, очищают водным
раствором едкого натра или едкого кали.
7. Стекло со следами металлических, загрязнений очищают
в растворе, содержащем (объемные доли): плавиковой кисло-
ты — 4, азотной кислоты — 33, поверхностно-активного веще-
ства — 2 и воды — 60. Температура обработки комнатная. Этот
раствор более эффективен при удалении жировых и углеродо-
содержащих загрязнений, чем хромовая смесь.
8. Для очистки стекла перед спаем с металлом, чтобы полу-
чить качественное вакуумно-плотное соединение, стекло обраба-
тывают в 5%-м растворе медицинской перекиси водорода (30%-й).
Добавлением в раствор нашатырного спирта доводят pH до 11,0.
Температура обработки комнатная.
9. Изделия из пожелтевшей слоновой кости можно отбелить
одним из следующих растворов: 3—5 массовых долей нашатыр-
ного спирта и 100 массовых долей перекиси водорода; 1 массовая
доля хлорной извести и 4 массовые доли воды.
Использовать оба раствора надо следующим образом. Подле-
жащую отбеливанию слоновую кость обезжиривают любым орга-
ническим растворителем или в нагретом до 30—50 °C водном рас-
творе стирального порошка, после чего ее погружают в один
из приведенных выше растворов. Время выдержки кости в рас-
творе — до полного исчезновения желтизны. Для того чтобы
получить совершенно белый цвет, после отбеливания слоновую
кость следует поместить в водный раствор (100—200 г/л) любого
отбеливателя для белья.
10. Шеллак — природная смола, образовавшаяся в резуль-
тате жизнедеятельности паразитирующих на деревьях живых
организмов. Шеллак представляет собой чешуйчатый материал
темно-коричневого цвета. Благодаря отличным электроизоляцион-
ным, свето- и износоустойчивым свойствам шеллака его широко
используют в лабораторной практике. Кроме того, шеллак обла-
дает высокими пленкообразующими свойствами, что обеспечивает
ему применение для получения высококачественных лаков, в част-
ности, для вакуумных уплотнений. Во многих случаях шеллак
перед применением необходимо очистить — отбелить, что дости-
гается одним из следующих способов:
в 800 мл воды растворяют 20 г хлорной извести; в раствор
вводят 100 г тонкоизмельченного шеллака и выдерживают при
542
крмнатной температуре в течение 20—25 ч; после выдержки
0 смесь добавляют раствор, содержащий 2 г серной кислоты
й 1000 мл воды; после тщательного перемешивания в образовав-
шуюся смесь добавляют 60 мл кипящей воды; на поверхности
жидкости появится слой совершенно белого шеллака, который
надо собрать и просушить;
в раствор 4 г карбоната натрия (кальцинированной соды)
в 120—150 мл воды добавляют 10 г неочищенного шеллака в виде
мелкого порошка; образовавшийся раствор фиолетового цвета
отфильтровывают через полотняный фильтр; второй раствор,
состоящий из 10 г хлорной извести, раствора 10—12 г карбоната
натрия в 200 мл воды, смешивают с первым и, когда смесь охла-
дится, в нее небольшими порциями добавляют соляную кислоту
до начала образования на поверхности бляшек шеллака белого
цвета; через два-три дня весь отбеленный шеллак соберется на
поверхности; его собирают, сушат и переплавляют при 120—
130 °C. (Старинный рецепт.)
11. Тугоплавкие стекла марок П-15, С37, С39, С48, С52—2
после очистки от загрязнений, чтобы улучшить их механические
свойства, перед огневой обработкой следует погрузить на 3—5 мин
в 5%-й раствор плавиковой кислоты. При этом удаляются микро-
дефекты поверхности, что улучшает термическую и механическую
прочность стекла.
12. Деревянные или металлические предметы и детали, по-
крытые защитным нитролаком, можно очистить минеральным
маслом, в которое добавлено небольшое количество мелкоизмель-
ченного и просеянного мела или зубного порошка. Очистку
проводят мягкой тканью, смоченной в масле. (Старинный ре-
цепт.)
13. Потемневшие масляные картины можно очистить следу-
ющими способами (рецепты старинные):
на вынутую из рамы картину кладут полотенце, которое в те-
чение нескольких дней держат влажным;
масляную картину, запачканую мухами, протирают мягкой
губкой с раствором, содержащим 1 столовую ложку хлорной
извести на стакан воды;
вынутую из рамы картину с помощью губки промывают теп-
лой водой и дают ей просохнуть при комнатной температуре;
затем срезанной сверху (до половины) луковицей, смоченной
насыщенным раствором поваренной соли, осторожно протирают
картину, пока не проступит свежая краска; после этого картину
надо осторожно протереть ровно срезанной картофелиной, затем —
мягкой губкой, смоченной чистой водой, и после высыхания воды
покрыть тонким слоем прозрачного нитролака;
незначительно потемневшие картины, выполненные масля-
ными красками, можно очистить составом, содержащим 150—
*?0 мл водки, в которой растворяют один яичный желток и 4 гса-
харного песка; состав тщательно перемешивают и наносят тонким
543
слоем на предварительно вымытую мягкой губкой с водой картину
этот прием освежения картины можно использовать несколько раз
14. Поверхность резины перед склеиванием или использовав
нием в качестве вакуумного уплотнения можно очистить разными
органическими растворителями в зависимости от каучука, На
основе которого изготовлена резина. Резины на основе натурадь.
ного или синтетических каучуков нежелательно очищать раство-
рителями на углеводородной основе (бензином «Калоша», уайт-
спиритом, этиловым спиртом и др.). При длительном контакте
особенно при повышенной температуре, эти растворители ча-
стично взаимодействуют с резиной, вызывая ее набухание. Эти
сорта резины очищают ацетоном, трихлорэтиленом, фреоном-113
и некоторыми другими. Наиболее просто и достаточно качественно
натуральную и синтетическую резину можно очистить в нагретом
до 60—70 °C водном 5—10%-м растворе любого синтетического
моющего средства, например «Прогресс». Широко используемые
в вакуумной технике резины на основе силиконового и фторугле-
родного каучуков можно очищать во всех органических и неорга-
нических растворителях. Одновременно заметим, что резина на
основе натурального каучука взаимодействует с концентрирован-
ными серной, азотной и соляной кислотами.
15. При очистке поверхности полимерных материалов — пласт-
масс — необходимо учитывать их взаимодействие со многими рас-
пространенными органическими и неорганическими растворите-
лями жировых и некоторых других поверхностных загрязнений.
Взаимодействие растворителя с пластмассой может иметь как
обратимый, так и необратимый характер. При обратимом взаимо-
действии за счет проникновения растворителя в приповерхностный
слой материала происходит его частичное набухание, из-за чего
материал теряет свои первоначальные свойства. Однако со вре-
менем растворитель из приповерхностного слоя испаряется, и
материал приобретает первоначальные свойства. Таков, напри-
мер, характер взаимодействия ацетона с пластифицированным
поливинилхлоридом (ПВХ), из которого изготавливают большин-
ство электроизоляционных трубок. Примером необратимого вза-
имодействия растворителя с пластмассой может служить образо-
вание белого, прочного налета на поверхности оргстекла при
взаимодействии его с ацетоном. Ниже приведены данные о стой-
кости некоторых конструкционных пластмасс при воздействии
на них органических растворителей.
Полиэтилен:
низкой плотности ................... Высокая до 60 °C
высокой » ............. » »80°С
Поливи них лор нд:
винипласт . . . ...................... Высокая
пластифицированный (ПВХ) . . . Удовлетворительная
Целлофан........................................ »
Этилцеллюлоза................................. Плохая
Полипропилен......................... Очень высокая
544
Полистирол ............ 4 .
Триацетат целлюлозы..............
Фторопласт.......................
Капрон...........................
Лавсан...........................
Поликарбонат (дифлон) ..........
Оргстекло........................
Целлулоид .......................
Эпоксидный компаунд..............
Плохая
»
Очень высокая
> »
> >
Хорошая
Удовлетворительная
Очень плохая
Удовлетворительная
16. Полиэтилен низкого давления — один из самых распро-
страненных полимерных конструкционных материалов. Часто
изделия из полиэтилена различными способами покрывают тон-
ким слоем металла, по которому можно осуществить механически
прочное соединение полиэтилена с металлом или другими метал-
лизированными материалами пайкой мягкими припоями. Для
того чтобы получить хорошее сцепление слоя металлизации с по-
лиэтиленом, необходимо тщательно очистить поверхность и создать
на ней микрошероховатость. Используемую для этой цели песко-
струйную обработку нельзя применить к деталям сложной кон-
фигурации. В таких случаях используют способ химической
очистки поверхности с одновременным тонким травлением, созда-
ющим микрошероховатость поверхности независимо от ее формы.
Состав для очистки содержит 770 мл серной кислоты, 75 г дву-
хромовокислого калия или хромового ангидрида, 155 мл дистил-
лированной воды. Температура раствора 85—90 °C, время обра-
ботки 20—25 мин.
Другой способ очистки и тонкого травления поверхности поли-
этилена заключается в обработке раствором, содержащем 150 г/л
серной кислоты и 29 г/л двухромовокислого калия. Обработку
проводят при температуре 60—80 °C в течение 25—50 мин. После
обработки микрошероховатость поверхности не превышает 2—
3 мкм.
6.7. ЛАБОРАТОРНАЯ ТЕХНОХИМИЧЕСКАЯ ОБРАБОТКА СТЕКЛА,
КЕРАМИКИ И СЛЮДЫ
Стекло и керамика являются наиболее распространенными ма-
териалами, используемыми в лабораторной практике как в виде
посуды, так и в качестве конструкционного материала для изго-
товления различной лабораторной аппаратуры и деталей. Часто
стекло используют как декоративный материал, подвергая его
травлению и окраске и нанося на него специальными методами
поверхностные рисунки. Керамические детали, как правило,
используют в качестве высоковольтных изоляторов, работающих
Как на воздухе, так и в высоком вакууме при высокой темпе-
ратуре.
Электрические и вакуумные свойства керамических деталей
8 значительной степени зависят от чистоты их поверхности, что
тРебует специальных способов обработки.
35 Е. А. Коленко Б45
в. 7.1. Обработка стекла
Очистку стекла от поверхностных загрязнений подразделяют
на обычную и сверхчистую. Обычная очистка предназначена дЛя
химической посуды и для деталей, работающих как на воздуХе
так и в вакууме. Сверхчистую обработку производят в тех слу-
чаях, когда стекло (кварц) используют в качестве подложки для
напыления на нее тонких пленок различных материалов. Наи-
более часто для обычной очистки стекла используют хромовую
смесь, которая, будучи сильным окислителем, очищает стекло от
органических и минеральных жировых и других загрязнений
Основной состав хромовой смеси содержит 100 мл концентриро-
ванной серной кислоты, 6 г двухромовокислого калия или натрия
и 100 мл дистиллированной воды. Приготавливают хромовую
смесь в следующей последовательности. Мелкоизмельченный дву-
хромовокислый калий (натрий) растворяют в воде, а затем в рас-
твор, тщательно перемешивая, небольшими порциями добавляют
серную кислоту.
6.7.2. Обработка керамики
В отличие от очистки стекла очистка поверхности полностью
обожженной керамики представляет значительные трудности. Это
вызвано тем, что после механической обработки (шлифования
связанным или свободным абразивом) поверхность керамики ока-
зывается сильно загрязненной остатками абразивных зерен и
смазочно-охлаждающими материалами, используемыми при шли-
фовании. Керамические детали с остатками загрязнений обладают
значительным газоотделением в вакууме, особенно при высокой
температуре. Кроме того, поверхностные загрязнения смазочно-
охлаждающими жидкостями при нагреве в вакууме обугливаются,
что существенно ухудшает электрические свойства керамики.
Достаточно качественную очистку керамических деталей неза-
висимо от их состава можно осуществить следующими способами:
от значительных загрязнений деталь можно очистить в три-
хлорэтилене при 50—65 °C, обработать в кипящем растворе хо-
зяйственного мыла в воде (50—60 г мыла на 1 л воды), промыть
в горячей водопроводной и дистиллированной воде, обезвожить
в этиловом спирте или ацетоне, просушить на воздухе при 100—
120 °C в течение 20—25 мин; этот способ не обеспечивает полную
очистку поверхности от органических загрязнений и поэтому
неприменим для очистки внутривакуумной керамики;
более качественно удалить органические загрязнения можно,
если дополнительно прокипятить керамические детали в 10%-м рас-
творе пергидроля (перекиси водорода) в течение 20—25 миН1
значительно более эффективная очистка поверхности кера-
мики происходит при обработке в ультразвуковой ванне с исполь-
зованием щелочного раствора, состоящего из 20 г/л трехзамеще8'
546
ного фосфорнокислого натрия, 25 г/л углекислого натрия и 3—
5 г/л поверхностно-активного вещества ОП-7 или ОП-Ю; после
ультразвуковой обработки в течение 10—15 мин детали промы-
вают в водопроводной, а затем в дистиллированной или деионизо-
ванной воде, сушат в спирте и в сушильном шкафу при 100 °C;
наиболее качественная очистка поверхности керамических де-
талей после удаления остатков абразива и следов смазочно-охла-
ждающей жидкости заключается в нагреве на воздухе при 1000—
1100 °C в течение 30—40 мин.
Прокаливанием на воздухе при 500—550 °C в течение 20—
30 мин можно удалить монослойные органические загрязнения
на поверхности кварца и стекла, оставшиеся после химической
очистки в жидких составах.
Следует упомянуть и о широко распространенном в полупро-
водниковой технике способе финишной очистки поверхности за-
готовок в парах органических растворителей (четыреххлористого
углерода, бензола, толуола, изопропилового спирта и др.).
6.7.3. Обработка слюды
Несмотря на специфические свойства слюды, существенно от>
личающиеся от свойств стекла и керамики (состав, слоистую струк-
туру, наличие кристаллизационной воды и др.), при поверхност-
ной очистке слюды можно использовать большинство способов-
предназначенных для очистки стекла. Однако существуют и спе-
циальные способы очистки слюды, приведенные ниже.
Слюду обезжиривают, погружая в несколько ванн с органи-
ческими растворителями при комнатной температуре. В первой
ванне находятся ацетон, трихлорэтилен, во второй — трихлор-
этилен, в третьей — метанол, ацетон. Органические растворители
во всех ваннах должны быть химически чистыми веществами.
После обработки в третьей ванне слюду сушат при 80 °C. Обезжи-
ренную слюду кипятят 2—5 мин в дистиллированной или деиони-
зованной воде, промывают в химически чистом метаноле, а затем
сушат при 80 °C.
Другой способ поверхностной очистки слюды заключается
в следующем: после обезжиривания описанным выше способом
слюду в течение 10—15 мин кипятят в 5%-м растворе 30%-й пере-
киси водорода, доводя раствор до pH = 11,0 водным раствором
аммиака (нашатырного спирта).
6.8. ХИМИЧЕСКОЕ ОКРАШИВАНИЕ ПОВЕРХНОСТИ МЕТАЛЛОВ
Обработкой металлического изделия различными химическими
веществами металл можно окрасить в любой цвет, что обусловлено
образованием на поверхности слоя химических соединений раз-
личной толщины. Ниже приведен ряд рецептов, позволяющих
35* 547
окрасить различные металлы. Часть рецептов окраски исполь-
зуют в промышленной практике, а многие являются старинными
но весьма эффективными. *
6.8.1. Окрашивание железа, стали и чугуна в черный цвет — 4
химическое воронение 1
1. Готовят два раствора: в 250 мл воды растворяют 10 г серно-
кислой меди и в 20 г соляной кислоты и 100 мл воды растворяют
15 г двухлористого олова. Оба раствора смешивают и добавляют
воду до 1 л. Обезжиренные предметы опускают в раствор до обра-
зования черной окраски.
2. В 1 л воды, нагретой до 75—90 °C, растворяют 1500 г тио-
сульфата натрия (гипосульфита). В остывший раствор добавляют
90 мл соляной кислоты. Подлежащий чернению предмет погру-
жают в раствор на 2—3 мин. Получившийся черный налет обла-
дает хорошими антикоррозионными свойствами.
3. Чернение железных и стальных предметов, создающее кор-
розионно-стойкий поверхностный слой, производят в кипящем
растворе 30 г мелких железных опилок в 120 г фосфорной кислоты,
разбавленной 4,5 л воды. (Старинный рецепт.)
4. Для декоративного чернения используют раствор (массовые
доли): азотной кислоты — 14, сернокислой меди — 54, мелких
железных опилок — 3, воды — 200 мл.
5. Отполированные стальные детали покрывают тонким слоем
касторового, льняного или хлопкового масла и нагревают в печи
до 200—400 °C до появления черного цвета требуемой густоты.
(Старинный рецепт.)
6. Подлежащий чернению предмет погружают в расплав 4 мас-
совых долей едкого натра и 1 массовой доли азотнокислого калия
(калиевой селитры). После чернения предмет остужают и остаток
солей смывают в проточной воде. (Старинный рецепт.)
7. Растворяют 10 г серы в 35 мл скипидара. Чтобы сера лучше
растворялась, скипидар надо нагреть до 80—120 °C. Подлежащие
чернению детали погружают в горячий раствор на 1—2 мин-
Затем детали с пленкой раствора просушивают над электроплит-
кой до появления черной окраски. (Старинный рецепт.)
8. Предмет погружают в 10%-й раствор двухромовокислого
калия и сушат над электроплиткой. (Старинный рецепт.)
9. Предмет погружают в раствор, состоящий из 1 г хлористого
аммония (нашатыря), 10 г сернокислого железа (железного купо-
роса) и 100 мл воды.
10. Деталь погружают в расплав азотнокислого натрия (на-
триевой селитры).
11. Химическое чернение чугуна производят следующим спо-
собом. Очищенный чугунный предмет сначала контактным спосо-
бом покрывают тонким слоем меди, погружая его в раствор,
состоящий из 5—10 г сернокислой меди, 5—10 г серной кислот^
548
и 1 л воды. После промывания в проточной воде омедненный пред-
мет погружают в раствор 6 г сернистого калия и 20 г хлористого
аммония (нашатыря) в 1 л воды. После того как чугун окрасится
в черный цвет нужного оттенка, его надо просушить и покрыть
тонким слоем прозрачного лака.
6.8.2. Окрашивание железа и стали в различные цвета
Окрасить железо и сталь в синий цвет различных
оттенков можно следующими способами.
1. Предмет погружают в ванну, заполненную расплавленной
натриевой селитрой (нитратом натрия), и оставляют в ней до
образования синего цвета нужного оттенка. Затем окрашенный
предмет вынимают из ванны, остужают и промывают проточной
водой до полного удаления селитры. После просушки окрашен-
ный предмет желательно покрыть прозрачным лаком.
2. Стальную деталь или другое изделие погружают в кипящий
раствор, состоящий из 124 г серноватистокислого натрия (гипо-
сульфита), 38 г уксуснокислого свинца (свинцового сахара) и 1 л
воды. Через 15—20 с деталь, подвешенная на железной проволоке,
окрасится в сочный синий цвет. Температуру раствора надо под-
держивать на уровне 60—80 °C, что замедляет ход процесса и
позволяет «уловить» нужный оттенок окраски. Промыв и высушив
окрашенную деталь, ее покрывают прозрачным лаком. (Старин-
ный рецепт.)
Для того чтобы придать поверхности железного или стального
изделия цвет бронзы, можно воспользоваться следующими
способами химического окрашивания.
1. Хорошо отполированное и обезжиренное изделие в течение
2—5 мин держат в парах нагретой до 50—70 °C смеси из равных
объемных долей азотной и соляной кислот. Обработанное кислот-
ными парами изделие нагревают на воздухе до 300—350 °C до
получения на поверхности бронзового цвета нужного оттенка.
По охлаждении окрашенное изделие протирают минеральным
маслом и снова нагревают до начала разложения масла. Закреп-
ленную таким образом цветную поверхностную пленку следует
смазать тонким слоем вазелина или покрыть прозрачным лаком.
Добавка к смеси азотной и соляной кислот небольшого количества
(5—10% от общего объема) уксусной кислоты окрашивает поверх-
ность стали в желтый цвет. (Старинный рецепт.)
2. Очищенный от жира и масла стальной предмет погружают
на 0,5—1 мин в расплавленную серу. После остывания оставшийся
на стали слой серы удаляют растворением в сероуглероде или
бензоле. Остатки серы можно убрать с металла и мягкой льняной
тряпочкой, пока сера не затвердела. Окраска металла в бронзовый
Цвет происходит из-за образования на стали при температуре
плавления серы оксидной пленки. Описанным способом бронзо-
вую окраску можно получить и на поверхности чугуна. (Старин-
ный рецепт.)
549
3. Стальной предмет покрывают раствором, состоящим из 1 мас-
совой доли двухромовокислого калия (хромпика) и 5 мл воды.
После высушивания предмет прокаливают над электроплиткой
до появления на поверхности бронзовой окраски. Остывший пред,
мет промывают водой, сушат и покрывают прозрачным лаком.
(Старинный рецепт.)
6.8.3. Окрашивание цветных металлов и сплавов
в различные цвета
Химическое окрашивание цветных металлов и их сплавов по-
зволяет получить на поверхности изделия тончайшие пленки
химических соединений, окрашенных в любой цвет. Кроме деко-
ративного вида химическое окрашивание придает металлу высо-
кие антикоррозионные свойства. Этот вид поверхностной обра-
ботки практически не используют, поэтому приведенные ре-
цепты — старинные.
Окрашивание меди
Окрасить медные изделия в черный цвет можно сле|
дующими способами. )
1. Приготовить насыщенный раствор сернокислой меди и до-
бавлять к нему водный раствор аммиака (нашатырный спирт)
до окраски раствора в прозрачный синий цвет. Медный предмет
опустить в раствор на 3—5 мин, после чего высушить при ком-
натной температуре и затем нагреть в печи до 50—75 °C, пока
поверхность меди не станет совершенно черной.
2. Погрузить медный предмет в насыщенный раствор азотно-
кислой меди, просушить и нагреть в печи до получения черного
цвета нужного оттенка.
3. Погрузить медный предмет в раствор хлорного железа и
воды в соотношении 1:1.
4. Растворить 600 г азотнокислой меди в 200 мл дистиллиро-
ванной воды, после чего добавить 2 г азотнокислого серебра.
После извлечения из раствора, не промывая, предмет нагреть
до 50—100 °C.
5. Серовато-черный (аспидный) цвет меди можно получить
в растворе 12 г сернокислой меди и 1,5 г марганцевокислого калия
в 100 мл воды. Подлежащий окраске предмет держать в растворе,
нагретом до 100 °C, в течение 5—10 мин (непрерывно передвигая,
чтобы удалить пузырьки газа). После промывки и сушки предмет
смазать минеральным маслом.
6. Растворить 10 г сернистого калия в 1 л воды. Раствор
нагреть до 80 °C и погрузить в него медный предмет. Через 1—
2 мин появится бурая окраска, а через 4—5 мин — черная с синим
отливом.
Изделия из меди в коричневый цвет окрашивают
любым из нижеприведенных способов. - '
550
1. Растворить 500 г сернокислой меди и 500 г хлористого
цинка в 1 л воды, нагретой до 80—90 °C. Полученным раствором
с помощью кисти или ватного тампона смазать медный предмет,
просушить и промыть проточной водой.
2. Растворить 12 г сернокислого кальция и 40 г хлористого
аммония в 1 л воды. Полученным раствором протереть поверх-
ность меди.
3. При погружении медного предмета в кипящий раствор,
содержащий 200 г хлорноватистокислого калия (гипохлорита ка-
лия), 100 г азотнокислого аммония и 1 л воды, поверхность меди
окрашивается в желтовато-коричневый цвет.
Для окрашивания меди в красный цвет применяют
два способа.
1. В железном тигле расплавить азотнокислый натрий (на-
триевую селитру) и погрузить в расплав медный предмет на
10—30 с. После появления красной окраски нужного оттенка
предмет промыть в воде и просушить при 40—50 °C.
2. Тщательно смешать 1 массовую долю оксида железа (кро-
куса) с мелкоразмолотым графитом. Добавкой воды смесь довести
до кашеобразного состояния и нанести тонким слоем на медный
предмет. Затем предмет с просушенным покрытием нагреть до
75—150 °C, в результате чего поверхность меди окрасится от
светло- до темно-красного цвета. •
Под старинную бронзу медные предметы окраши-
вают следующим способом:
приготовить раствор из 2 массовых долей углекислого аммо-
ния, 1 массовой доли хлористого аммония (нашатыря) и 20 мас-
совых долей воды. Мягкой кисточкой или матерчатым тампоном
на поверхность окрашиваемого медного предмета нанести тонкий
слой раствора, который следует высушить при комнатной тем-
пературе. Затем вновь нанести раствор. Процесс повторить три-
четыре раза до получения окраски нужного оттенка. По оконча-
нии окраски предмет надо промыть в проточной воде и просушить
при 40—50 °C.
В зеленовато-синий цвет окрашивается поверх-
ность меди, обработанная раствором, содержащим (массовые доли)
хлористого аммония — 1, углекислого аммония — 3 и воды — 100.
Раствор наносят мягкой кистью на медный предмет, нагретый
до 60—70 °C.
Окрашивание латуни
В черный цвет изделия из латуни можно окрасить
следующими способами.
1. Растворить 200 г углекислой меди в 1 л нашатырного спирта.
Образовавшимся раствором ярко-синего цвета обработать под-
лежащую окраске латунную деталь. После чернения деталь надо
промыть, просушить и смазать минеральным маслом или про-
зрачным лаком. Если при комнатной температуре полное почер-
551
нение происходит в течение 1—4 мин, то в растворе1, нагретом
до 30—35 °C, процесс протекает за 25—30 с.
2. Латунную деталь погрузить в нагретый до 40—60 °C рас-
твор 1 массовой доли азотнокислого серебра (ляписа) в 4 массо-
вых долях воды.
Фиолетовый цвет на латунных предметах можно
получить несколькими способами.
I. Погрузить предмет в кипящий раствор, содержащий 124 г
серноватистокислого натрия (гипосульфита) и 38 г уксуснокис-
лого свинца («свинцового сахара») на 1 л воды. В зависимости
от времени нахождения в растворе латунь окрашивается в фиоле-
товый, зеленый, красный и ярко-синий, цвет. Для того чтобы
более четко определить цвет окраски, температуру раствора надо
понизить до 60—70 °C. Окраска обусловлена тонким слоем обра-
зовавшегося на поверхности латуни сернистого свинца. В этом же
растворе сталь приобретает синюю окраску, а цинк — темно-
золотистую.
2. Нагретую латунную деталь протереть раствором, состоящим
из 100 г хлористого аммония и 900—1000 мл соляной кислоты
(20%-й) или раствором 100 г хлористого аммония в 900 мл этило-
вого денатурированного спирта. После протирки спиртовым рас-
твором деталь следует прогреть до 350—500 °C.
Для окрашивания латуни в зеленый цвет используют
такой способ. В 30 массовых долях азотной кислоты растворить
12 массовых долей меди. К полученному раствору добавить (мас-
совых долей): 3%-ю уксусную кислоту — 300, хлористый аммо-
ний — 6, 25%-й раствор аммиака (нашатырный спирт) — 12.
Раствор выдержать в течение 3—5 суток при 25—30 °C. При
натирании латунного предмета раствором или погружении в
него после высыхания поверхность окрасится в изумрудно-зеле-
ный цвет.
Синий цвет латунного предмета получают в растворе
(массовые доли) серноватистокислого натрия (гипосульфита) — 2
и воды — 100, нагретом до 40—50 °C.
В красный цвет латунь окрашивают в растворе (мас-
совые доли) серноватистокислого натрия — 20, азотной кис-
лоты — 1 и воды — 300. Температура раствора 30—50 °C, время
обработки — до получения окраски требуемого оттенка.
Для получения серого цвета приготавливают раствор
из 0,5 массовой доли концентрированной соляной кислоты в 1 л
воды, к которому добавляют 150 массовых долей оксида железа
(мелкоразмолотой железной окалины) и 150 массовых долей по-
рошкообразной сернистой сурьмы. При температуре раствора
20—40 °C через несколько минут латунь окрасится в серый цвет.
В этом растворе можно окрасить в серый цвет и предмет из
бронзы.
Золотист ый и оранжевый цвета получаю1"
следующими способами.
552
1. В 100 массовых долях воды растворить по 4 массовые доли
едкого натра, лактозы (молочного сахара) и концентрированного
раствора сернокислой меди (медного купороса). Латунный пред-
ает погрузить в раствор, нагретый до кипения. Через 12—15 мин
латунь приобретает цвет золота. При дальнейшем нахождении
в растворе золотистый цвет получит голубоватый оттенок, кото-
рый в дальнейшем перейдет в красивый радужный цвет. После
окраски и просушивания деталь следует покрыть прозрачным
лаком.
2. В растворе 65 г едкого натра и 130 г основной углекислой
меди в 650 мл воды латунь окрашивается в золотисто-оранжевый
цвет. Температура раствора должна быть 40—50 °C. Окрашива-
ние начинается через несколько минут после того, как деталь
примет температуру раствора.
3. Насыщенный золотистый цвет на поверхности латуни можно
получить, поместив ее в раствор, состоящий из двух частей:
10 г треххлористой сурьмы, растворенной в 2 л воды, нагретой
до 30—40 °C, и раствора 20 г едкого натра в 1 л воды. Второй
раствор постепенно смешивают с раствором треххлористой
сурьмы до исчезновения красной окраски жидкости. При темпера-
туре суммарного раствора 40—60 °C в него помещают латунный
предмет до получения на нем золотистой окраски нужного
тона.
4. Гамму цветов на поверхности латуни и бронзы можно полу-
чить, поместив их в раствор, содержащий (массовые доли): основ-
ной углекислой меди — 1, едкого натра — 3 и воды — 20.
Когда углекислая медь полностью растворится, раствор надо
слегка подогреть (до 30—40 °C) и погрузить в него латунный
предмет. Сначала поверхность окрасится в темно-золотистый цвет,
который перейдет в желто-красный, красный, бурый и, наконец,
В бурый с зеленым оттенком. Предмет вынимают из раствора,
когда он получит желаемую окраску.
Окрашивание латуни под старинную бронзу воз-
можно такими способами.
1. Подлежащую окрашиванию латунную деталь поместить
в кипящий раствор 4 массовых долей сернокислого железа (же-
лезного купороса), 5 массовых долей сернокислой меди (медиого
купороса) и 1 массовой доли хлористого аммония (нашатыря)
в 40 массовых долях воды.
2. Латунный предмет, погруженный на сутки в раствор, со-
стоящий из (массовые доли): уксусной кислоты — 100, гидро-
тартрата калия («винного камня») — 10, углекислого аммония —
10, хлористого натрия — 10 и уксуснокислой меди — 5, приобре-
тает цвет старинной бронзы (патины).
3. Под старинную бронзу латунную деталь можно окрасить
в растворе, содержащем (массовые доли): едкого натра — 5, лак-
тозы (молочного сахара) — 4 и воды — 200, который доводят
кипения, и добавляют к нему 1 массовую долю мелкоразмель-
553
ченной сернокислой меди. Окрашивание производят после ост
вания раствора до комнатной температуры.
4. В растворе, содержащем (массовые доли): азотнокислой
меди — 20, хлорной ртути (сулемы) — 30, сернокислого цинка Л
30 и воды — 920, латунный предмет окрашивается в красивый
серо-зеленый цвет.
Латунный предмет приобретает цвет стали после обра.
ботки (смачивания тампоном) следующим раствором: азотной кис-
лоты — 165 г, соляной кислоты — 1200 г, мышьяковистой кис-
лоты — 32,5 г, мелких железных опилок — 42,5 г. Температура
раствора комнатная, время обработки — до получения нужного
цвета.
Окрашивание бронзы
Обработка бронзы в растворе, содержащем (массовые доли):
уксусной кислоты — 100, углекислого аммония — 30, хлори-
стого натрия — 10, гидротартрата калия — 10 и уксуснокислой
меди — 5, приводит к окрашиванию поверхности в сочный
зеленый цвет. Температура раствора 20—25 °C, время пол-
ной обработки 20—25 ч.
Для окрашивания поверхности бронзы в слабо-голу-
боватый цвет ее надо смазать 10—25 %-м раствором наша-
тырного спирта.
Серо-зеленая окраска поверхности бронзы по-
лучается в растворе, состоящем из (массовые доли): азотнокислой
меди — 20, двуххлористой ртути (сулемы) — 30, сернокислого
цинка (цинкового купороса) — 30 и воды — 920. Бронзовое из-
делие погружают в раствор на 30—40 мин. Температура ком-
натная.
Для окрашивания поверхности бронзового изделия в корич-
невый цвет приготавливают кашицеобразную смесь из
1 массовой доли мелкоизмельченного графита и 3 массовых долей
оксида железа (крокуса) в этиловом спирте. Этой смесью покры-
вают предмет и через сутки ее удаляют. Под высохшей массой
бронза приобретает глубокий коричневый цвет. Тональность
окраски можно изменять временем нахождения смеси на металле.
Химическое окрашивание бронзы, полностью имитирующее
так называемую античную бронзу, производят следу-
ющим образом. Окрашиваемый предмет помещают в металличе-
ский или деревянный ящик, на дно которого ставят стеклянный
сосуд с мелом, залитым соляной кислотой. Выделяющийся при
реакции углекислый газ должен в течение 3—4 ч воздействовать
на бронзу, для чего ящик следует закрыть крышкой. Затем пред-
мет несколько раз погружают в раствор, состоящий из 100 мас-
совых долей уксусной кислоты и 500 массовых долей воды. Не смы-
вая раствора, предмет держат на воздухе в течение нескольки*
дней до появления на поверхности настоящей патины, не отли-
чающейся по окраске от античных бронзовых изделий.
Б54 .,Н-.
Л
Окрашивание цинка
Изделия из цинка и гальванически оцинкованных других ме-
таллов можно химически окрасить во все основные цвета. При этом
окрашенная поверхность приобретает не только декоративные
качества, но и высокие антикоррозионные свойства. Рецептура
к технология химического окрашивания цинка, приведенные
ниже, в подавляющем большинстве старинные, но полностью
проверенные на практике.
Черный цвет изделий из цинка можно получить такими
способами.
1. Приготовить раствор чернения из 2 г сернокислой меди,
3 г хлористой меди, 6,7 мл соляной кислоты и 6,5 мл воды. Окра-
шиваемый предмет кратковременно окунуть в 50—60%-й раствор
соляной кислоты и, не промывая, опустить в раствор чернения.
2. Раствор, содержащий (массовые доли):, азотнокислой ме-
ди — 20, оксида меди — 30, соляной кислоты — 80 и воды — 640.
Время выдержки предмета в растворе определяется желаемой
степенью почернения металла.
3. Серной кислоты — 33 мл, нашатырного спирта (25 %-го) —
60 г, хлористого аммония — 27 г, воды — 1000 мл. Окрашенный
предмет на 2—3 мин опустить в кипящее льняное или подсолнеч-
ное масло.
4. Протереть металл щеткой, фмоченной в растворе 125 г
сернокислой меди и 60 г хлорноватокислого калия (бертолетовой
соли). Через 2—3 мин окрашиваемый предмет вынуть из раствора
и высушить на воздухе при комнатной температуре. Образовав-
шийся на поверхности бурый налет через несколько часов пребы-
вания на свету чернеет.
5. Азотнокислой меди — 10 г, азотнокислого аммония — 100 г,
хлорноватокислого натрия — 100 г, воды — 1000 мл. Время
обработки — до образования черного цвета требуемого тона.
Окрасить цинк в зеленый цвет можно следующими
растворами.
1. В 500 массовых долях воды растворить 50 массовых долей
серноватистокислого натрия (гипосульфита), затем к раствору
Добавить 14 мл серной кислоты. Раствор отфильтровать от выде-
лившейся серы и нагреть до 65—85 °C. Отполированную и обез-
жиренную деталь погрузить в раствор. С течением времени по-
верхность детали окрасится в зеленый цвет различных оттенков.
Некачественное покрытие можно удалить в соляной кислоте.
2. Приготовить раствор, содержащий (массовые доли): серно-
кислой меди — Ю, гидротартрата калия («винного камня») — 10,
*0%-го раствора едкого натра — 24 и воды — 12. Мягкой кистью
Раствор нанести на поверхность. При передержке детали в рас-
творе сочно-зеленая окраска переходит в буро-зеленую. При до-
стижении требуемого тона окраски деталь надо вынуть из рас-
пора и быстро промыть проточной водой.
555
Окрашивание под цвет бронзы проводят таким
способами. и
1. Золотисто-бронзовый цвет получается, если предмет по
крыть смесью, состоящей из раствора (массовые доли) углекислого
кальция (кальцинированной соды) — 20, гидротартрата калия и
воды — по 10, замешанного с глиной в кашеобразную массу
которую наносят тонким слоем на металл. После полного высц’
хания обмазку отмыть водой.
2. Приготовить раствор, состоящий из (массовые доли) серно-
кислой меди — 1 и сернокислого цинка — 1 в 20 долях воды
Этим раствором смазать деталь. После высыхания раствора де-
таль смазать другим раствором, содержащим 4 массовые доли
уксуснокислой меди и 11 массовых долей столового уксуса.
В нижеприведенных растворах можно производить химическое
окрашивание цинка в различные цвета. Когда находящийся в рас-
творе предмет принял нужную окраску, его быстро извлекают
из раствора и промывают водой.
1. В 500 массовых долях воды сначала растворяют 18 массо-
вых долей сернокислой меди и 15 массовых долей гидротартрата
калия. Затем в раствор вводят 75 массовых долей едкого натра.
На помещенном в раствор предмете из цинка одновременно (в раз-
ных местах) образуются цветные переливы преимущественно
зеленого, красного, фиолетового и корич-
невого цветов.
2. Готовят раствор из 215 г тартрата калия-натрия (сегнето-
вой соли), 125 г сернокислой меди, 128 г глицерина, 255 г едкого
натра и 2 л воды. В нагретый до 40—50 °C раствор помещают
предварительно отполированный и обезжиренный цинковый пред-
мет, который в зависимости от времени нахождения в растворе
последовательно окрашивается в различные цвета.
3. В растворе, содержащем (массовые доли): сернокислой
меди — 1, тростникового сахара — 1,5, раствора едкого натра
(450 г/л) — 30 и воды — 5, цинк окрашивается последовательно
в красный, желтый, зеленый, синий и фиоле-
товый цвета.
Окрашивание серебра
Черный цвет получают кипячением серебряного изде-
лия в растворе 200 г серноватистокислого натрия в 1000 мл воды-
В фиолетовый цвет серебро окрашивают в раство-
рах сернокислого бария (безводного) — 25 г, углекислого на-
трия — 10 г, воды — 1000 мл (температура раствора 75—85 О,
время обработки 3—5 с) или сернистого аммония — 4 г, хлорИ'
стого аммония — 8 г, воды — 1000 мл (температура раствор»
комнатная, время обработки — до получения нужного оттенка)-
Окрашивание под «старинное серебро» ведут в РаСГ
творе 1 массовой доли полисульфида калия (серной печени/
556
в 100 массовых долях воды. Окраску с выпуклых мест следует
стереть.
Окраску под «старинное французское серебро» получают таким
способом. Серебряный предмет погружают на 5—7 с в раствор
|2 массовых долей хлорного железа в 10 массовых долях воды,
прополаскивают в воде и опускают в раствор 1 массовой доли
едкого натра в 50 массовых долях воды. Серебро покроется корич-
нево-серым слоем, придающим предмету красивый вид.
Стальной цвет серебряных изделий получают в насы-
щенном растворе треххлористой сурьмы. Перед использованием
раствор надо выдержать в открытом сосуде несколько дней.
Для получения серого цвета приготавливают раствор
из 5 г полисульфида калия («серной печени»), 10 г углекислого
аммония в 1000 мл воды. В раствор, нагретый до 75—80 °C, по-
гружают серебряный предмет, который окрасится в серый, а затем
в синий и черно-синий цвет.
Окрашивание золота
В красный цвет золото можно окрасить двумя спо-
собами.
1. Приготовить расплав, содержащий 600 г кислого винокис-
лого калия, 250 г хлористого натрия, 100 г уксуснокислой меди.
Золотое изделие продержать в расплаве 1—3 мин, после чего
медленно остудить и погрузить в 25—30% -й раствор серной кис-
лоты. Тщательно промыть в проточной воде и просушить.
2. Приготовить расплав, содержащий 200 г алюмокалиевых
квасцов, 200 г азотнокислого натрия, 200 г закиси-окиси железа
и 100 г сернокислого цинка. Золотой предмет погрузить в расплав
солей на 1—2 мин. После остывания предмет промыть водой,
чтобы удалить остатки расплава.
Зеленый цвет получают, приготовив расплав солей,
содержащий 600 г азотнокислого натрия, 200 г сернокислого
железа (закисного), 100 г алюмокалиевых квасцов и 100 г серно-
кислого цинка. Золотой предмет надо выдержать в расплаве
1—3 мин, вынуть и охладить на воздухе. Остаток расплава уда-
лить с предмета промывкой в воде. Этим способом золото окра-
шивается в изумрудно-зеленый цвет.
Оранжевая окраска золота получается при погружении изде-
лия в водный раствор, содержащий (массовые доли): сернокислого
натрия — 50 и уксусного свинца — 50. Окрашивание надо вести
пРи температуре раствора 80—90 °C. После промывки изделие
обработать мягкой щеткой.
Химическое и электрохимическое окрашивание алюминия
Для того чтобы получить черный цвет, чисто обрабо-
танную поверхность алюминия покрывают тонким слоем оливко-
вого (прованского) масла и нагревают на электроплитке или
557
в печи до температуры, при которой вся поверхность алюминия
становится равномерно черной. После остывания почерненные
места протирают мягким тряпичным тампоном.
Электрохимический способ позволяет получить на поверх,
ности алюминия цветные оксидные пленки, не требующие даль'
нейшей окраски красителями.
В черный цвет алюминий окрашивают в электролите следу,
ющего состава: 35 г/л сернокислой меди, 20 г/л сернокислого
магния, 5,5 г/л серной кислоты. Процесс анодирования ведут на
переменном токе. Второй электрод — графит. Напряжение на
ванне 10—15 В. Температура электролита 17—23 °C, время
оксидирования 12—15 мин.
Бронзовый цвет можно получить при анодировании
в электролите, содержащем: 25 г/л сернокислого никеля, 25 г/л
сернокислого магния, 25 г/л борной кислоты, 25 г/л сернокислого
аммония. Ток переменный. Второй электрод — графит или ни-
кель. Напряжение на ванне 10 В. Температура электролита
17—23 °C, время оксидирования 30 с.
Оттенок окраски можно изменять следующим образом: после
первого этапа окраски напряжение на ванне повышают до 15 В,
время оксидирования при этом режиме повышается от 1 до 12 мин.
Окрашивание под цвет латуни ведут в электролите,
состоящем из 12 г/л марганцевокислого калия и 5 г/л серной кис-
лоты. Второй электрод — графит. Температура 15—25 СС, напря-
жение 7—9 В, время 3—5 мин.
6.0. ХИМИЧЕСКОЕ ОКРАШИВАНИЕ ПЛАСТМАСС
Пластмассы промышленного изготовления, как правило, вы-
пускаются белого цвета или бесцветные (прозрачные), за исключе-
нием окрашенного по объему листового оргстекла (полиметил-
метакрилата). Однако в лабораторной практике довольно часто
встречаются с необходимостью окрашивать различные полимер-
ные материалы в разные цвета. Это позволяет придать пластмас-
совой детали красивый внешний вид, защитить ее от некоторых
внешних воздействий, сделать незаметными мелкие дефекты по-
верхности и механической обработки.
Большинство конструкционных пластмасс (оргстекло, поли-
стирол, капрон, поливинилхлорид и др.) можно окрашивать мел-
кодисперсными кислотными и основными красителями, металло-
содержащими красителями, спирторастворимыми красителями и
красителями для ацетатного шелка. Перед окрашиванием поверх-
ность пластмассы необходимо обезжирить в составе, не взаимодей-
ствующем с окрашиваемым материалом. Исключением являются
красильные растворы, содержащие дихлорэтан, который раство-
ряет поверхностный слой оргстекла. По отношению ко всем пласт-
массам нейтрален обезжиривающий раствор, содержащий 1—3 г
поверхностно-активного вещества ОП-Ю (или ОП-7) на 1000 МЛ
558
воды. С успехом для раствора можно использовать моющее сред-
ство «Универсаль», взятое в таких же количествах. Предвари-
тельно очищенные бензином детали надо обезжиривать при тем-
пературе раствора 50—60 °C в течение 10—15 мин. После обез-
жиривания детали надо промыть в проточной воде и сразу, не про-
сушивая, опустить в красильный раствор. Наиболее простые спо-
собы окрашивания поверхности пластмасс приведены ниже.
6.9.1. Окрашивание изделий из оргстекла
Приготавливают раствор, содержащий 5—12 г анилинового
красителя для тканей, 2—3 г стирального порошка для шелковых
тканей в 20—30 мл этилового спирта. Раствор разбавляют горя-
чей водой до 1000 мл. Сначала твердые компоненты надо раство-
рить в спирте, а затем в воде. Окрашивание проводят при тем-
пературе красителя 75—80 °C. Время выдержки детали в краси-
теле определяется желаемым оттенком окраски (для получения
сочного цвета оно должно быть 15—18 мин). Для того чтобы
получить окраску слабого оттенка, красильный раствор можно
частично разбавить водой. После окрашивания детали надо
промыть проточной водой и высушить при 30—40 °C.
Наиболее простым способом окрашивания оргстекла является
обработка его в спиртовом растворе пасты для шариковых ручек.
Пасту соответствующего цвета растворяют в этиловом спирте
до нужной степени окраски. Окрашивание проводят в растворе,
нагретом до 40—50 °C. Время окрашивания зависит от требуемой
густоты цвета.
Другой способ окрашивания оргстекла в спиртовом красиль-
ном растворе заключается в растворении в этиловом спирте соот-
ветствующего количества спирторастворимого красителя (2 г/л
метилового красного, 6 г/л метилового голубого или 10 г/л рода-
мина С). Обезжиренные детали выдерживают в растворе при ком-
натной температуре в течение 18—24 ч. После окрашивания детали
Надо промыть и высушить. <
Очень прочная цветная пленка образуется на поверхности орг-
стекла при использовании специальной краски, взаимодейству-
ющей с ним. Соответствующего цвета краситель (из набора для
раскрашивания фотографий) растворяют в уксусной кислоте (ле-
дяной) до получения требуемого оттенка. После фильтрации его
смешивают в соотношении 1:1с раствором, содержащим 70 объем-
ных долей толуола и 30 объемных долей дихлорэтана. Получен-
ную смесь растворов опять фильтруют и затем в ней растворяют
небольшое (20—25 г/л) количество мелких опилок оргстекла.
Аналогичную по свойствам краску можно приготовить, смешав
спиртовой раствор фотокраски с раствором, состоящим из (объем-
ные доли) бензола — 60, дихлорэтана — 30 и уксусной кис-
лоты — 10. Краситель наносят на окрашиваемую поверхность
в Два-три слоя, просушивая каждый по 10—15 мин.
559
Таблица 6.37
Цвета растворов, образующихся при смешивании дисперсных красителей-
Получаемый цвет Исходные компоненты, г/л
Синий Желтый Коричневый Черный
Зеленый 2,2 2,8
Синий 5 — -
Коричневый — — 5 —
Дымчато-зеленый 1.8 2,6 — 0,6
Примечание. К каждому раствору надо добавить 1,5 г/л ОП-7 нли
ОП-10 и 10 мл/л уксусной кислоты (ледяной).
В том случае, если нет дисперсного красителя нужного цвета,
требуемый цвет можно получить смешиванием других красителей
в соотношениях, приведенных в табл. 6.37.
Белую матовую окраску оргстекла можно получить, погрузив
его в концентрированную кислоту на несколько минут, а затем
промыв в воде. При выдержке в кислоте в течение 1—3 мин по-
верхность материала окрашивается в молочный цвет, но не теряет
глянца. При более длительной выдержке поверхность становится
белой и слегка матовой, а после пребывания в кислоте 20—30 мин
и высыхания сморщивается и приобретает такой вид, будто она
покрыта белым лаком «муар». Механическая прочность обрабо-
танной кислотой поверхности понижается, особенно пока деталь
еще не просохла. Окраска в серной кислоте позволяет оставить
участки поверхности прозрачными, если их предварительно по-
крыть тонким слоем воска. Кроме того, детали можно придать
любой цветной оттенок, если сразу после промывания и сушки
опустить ее в раствор анилинового красителя в ацетоне. Окраши-
вание оргстекла в кислоте надо проводить с большой осторож-
ностью, так как при попадании в нее воды кислота разбрызги-
вается!
6.9.2.
Окрашивание изделий из полиамида
Для окрашивания изделий из полиамидных пластмасс, в част-
ности из капрона, используют кислотные красители для шерсти
и натурального шелка. Чтобы приготовить красильный раствор,
порошкообразный краситель растворяют в нагретой до 50—60 °C
воде в соотношении 1 : 100. Количество красильного раствора
должно быть согласовано с массой окрашиваемых деталей. Опти-
мальным отношением считают 10 мл красильного раствора на 1 г
массы детали. Перед использованием в красильный раствор вводят
нагретую до 50 °C 30%-ю уксусную кислоту (ледяную). На 1000 мл
красильного раствора добавляют 1—4 мл раствора уксусной
кислоты. Повторим, что уксусную кислоту надо добавлять в кра"
ситель только перед его использованием, а не загодя. Поместив
560
в красильный раствор окрашиваемую деталь, раствор, постоянно
перемешивая, нагревают до кипения. Время окрашивания до по-
лучения сочного цвета 15—25 мин. После окрашивания деталь
промывают в холодной проточной воде и сушат.
6.9.3. Окрашивание целлулоида, ацетатных пленок и тканей
Детали из целлулоида, пленок и тканей, изготовленных из аце-
татов целлюлозы, можно окрашивать дисперсными анилиновыми
красителями для тканей. Окрашиваемое изделие после обезжи-
ривания в растворе поверхностно-активного вещества, например
стирального порошка для шелковых тканей (из расчета 2 массовые
доли порошка на 100 массовых долей воды), промывают в теплой
воде и погружают в красильный раствор, нагретый до 40—50 °C.
Количество красителя в растворе несколько меняется в зависи-
мости от его цвета, но не превышает 5—12 г на 1 л воды.
Порядок приготовления красильного раствора следующий.
Порошок красителя замешивают с небольшим количеством горя-
чей воды в равномерную пасту до консистенции жидкой сметаны.
Затем пасту разбавляют остальным количеством горячей воды и
в полученный раствор добавляют 50 мл/л уксусной кислоты (ледя-
ной) или 550 мл столового уксуса (9%-го) на 450 мл красильного
раствора. Время окрашивания — до получения требуемого от-
тенка. После окрашивания изделие промывают в проточной воде
и сушат при комнатной температуре.
6.9.4. Окрашивание изделий из винипласта
Изделия из поливинилхлорида белого цвета, в частности элек-
троизоляцию монтажных проводов (МГВ, ПМВ, МГШВ и др.) и
электроизоляционные гибкие трубки (230Т, ТВ, ТВГ и др.),
можно окрасить любого цвета красителем для капрона, шерсти
или хлопчатобумажной ткани. Выбирая краситель, надо иметь
в виду, что при использовании красителей для шерсти и хлопчато-
бумажной ткани цвет окрашенного изделия будет отличаться
от цвета красителя: в черном красителе поливинилхлорид окра-
сится в оранжевый цвет, в синем или васильковом — в желтый.
К капроновому красителю это замечание не относится. Красящий
раствор готовят из расчета 10—12 г/л красителя для капрона
и шерсти или 10—20 г/л красителя для ацетатного шелка. Перед
использованием раствор красителя нагревают до 85—95 °C и по-
мещают в него окрашиваемое изделие на 5—10 мин. По окончании
крашения изделие промывают в холодной проточной воде, а затем
в горячей.
6.9.5. Объемное окрашивание эпоксидного компаунда
Эпоксидному компаунду, приготовленному на эпоксидной
смоле, полимеризующейся при комнатной температуре, можно
Придать любой цвет, вводя в него мелкодисперсный порошок
36 В. А. Коленко
561
соответствующего цвета. Для этой цели можно использовать свин-
цовый сурик (красный цвет), оксид хрома (зеленый цвет), синьку
(синий цвет), оксид магния, зубной порошок (белый цвет), любого
цвета анилиновые красители и т. д.
Технология окрашивания эпоксидного компаунда заключается
в следующем. В нагретую до 40—50 °C эпоксидную смолу ЭД-5
или ЭД-6 (можно и других марок) тщательно замешивают соответ-
ствующий краситель до образования равномерно окрашенной
массы. Затем смоле дают остыть до 25—30 °C и в нее вводят 10—
12% отвердителя — полиэтилен поли амин а.
6.10. НЕСИСТЕМАТИЗИРОВАННЫЕ ТЕХНОХИМИЧЕСКИЕ ,1
РЕЦЕПТЫ И ПРИЕМЫ, ПОЛЕЗНЫЕ В ЛАБОРАТОРНОЙ ПРАКТИКЕ g
Как упоминалось выше, круг вопросов, охватываемых техно-'
логической химией, весьма обширен. Со многими из них сталки-
ваются в повседневной работе прикладной лаборатории практи-
чески любого профиля. Поэтому приведенные ниже технохимиче-
ские рецепты и приемы, многие из которых являются старинными,
столь различны, что строго систематизировать их трудно.
Предохранение стального инструмента и деталей
от атмосферной коррозии
1. Обработка расплавом, содержащим (массовые доли): све-
жего свиного сала — 50, камфоры — 5 и мелкоизмельченного
графита — 0,2—0,3. (Старинный рецепт.)
2. Смазывание раствором 1 массовой доли парафина в 3 мас-
совых долях керосина.
3. Покрытие раствором воска в бензине.
4. От действия морской воды и морских гидрозолей стальные
детали защищает покрытие из мелкого цинкового порошка (цин-
ковой пудры), замешанного на олифе с небольшой добавкой сика-
тива. (Старинный рецепт.)
5. Резьбовые соединения предохраняет от коррозии мелко-
дисперсный графит (или аквадаг), замешанный на минеральном
масле.
6. Стальные полированные детали медицинских и оптических
приборов покрывают тонким слоем серой ртутной мази, состоящей
из 35 массовых долей металлической ртути и 65 массовых долей
свиного жира, тщательно перемешанных друг с другом. Для
этой цели можно использовать ртутную серую мазь, продаваемую
в аптеках. (Старинный рецепт.)
Очистка драгоценных камней и металлов
1. Драгоценные камни и ювелирные изделия, содержащие дрЭ"
гоценные металлы и камни, очищают от любых загрязнении,
помещая их на несколько часов в жидкий отвар гороха или кар-
тофеля. (Старинный рецепт.)
562
2. Потемневшие серебряные изделия очищают кипячением
в отваре чесночной шелухи.
3. Изделия из матового золота очищают в растворе, состоящем
из 250 мл воды, 25 г углекислого натрия (соды), 13 г хлорной из-
вести и 13 г хлористого натрия (поваренной соли). Загрязненную
поверхность несколько секунд чистят при помощи зубной щетки
полученным раствором, после чего промывают в проточной воде
и кладут на несколько часов в сухие древесные опилки. (Старин-
ный рецепт.)
4. Изделия из матового золота также можно очистить в смеси,
содержащей (массовые доли): хлорной извести — 80, соды — 70
и поваренной соли — 20. Смесь разбавляют водой до кашицеоб-
разного состояния. Загрязненные матовые золотые или позоло-
ченные изделия помещают на несколько часов в полученную
смесь, после чего тщательно промывают водой, протирают
и сушат.
5. Потускневшую позолоту на деревянных рамах или других
предметах чистят свежеразрезанной луковицей, смоченной этило-
вым спиртом. (Старинный рецепт.)
6. Сухую чистку золотых предметов производят порошком,
состоящим из (массовые доли) мелкого просеянного мела — 16,
мелкой просеянной глины — 6,5, основного углекислого свинца
(свинцовых белил) — 4, оксида магния — 1,5, крокуса (оксида
железа) — 1,5 и нашатыря — 30. Полученной смесью потемнев-
шие места протирают зубной щеткой. (Старинный рецепт.)
7. Для того чтобы очистить изделия из низкопробного золота,
их следует прокипятить в водном растворе нашатыря — 25—35 г
на 100 мл воды. (Старинный рецепт.)
8. Для придания потемневшему золоту первоначального блеска
его следует погрузить в раствор, содержащий 6—10 капель на-
шатырного спирта на стакан воды, затем сполоснуть водой и
протереть сухой фланелью.
9. Пятна от йода на золоте удаляют раствором 1 чайной ложки
фотогипосульфита на стакан воды. Через 15—20 мин предмет
извлекают из раствора, промывают водой и протирают фланелью.
(Старинный рецепт.)
10. Следы пайки оловом на золоте удаляют 30—50%-м рас-
твором соляной кислоты.
И. Потемневшую поверхность компактного или пленочного
(гальванического) серебра очищают в растворе роданида аммония
(150 г/л).
12. Серебряные или посеребренные изделия с окислившейся
поверхностью можно очистить, погрузив их в воду, в которой
Кипятился очищенный картофель, а также в постоявшей не-
сколько дней прокисшей воде, в которой варился картофель.
(Старинный рецепт.)
13. Серебряные и посеребренные изделия также можно очи-
стить, протерев их листьями щавеля. (Старинный рецепт.)
36» 563
14. Потемневшее изделие из мельхиора можно очистить, По.
грузив его в сосуд с цинковой стружкой или опилками, залитыми
подсоленной водой.
15. Любого вида загрязнения на поверхности серебра можно
удалить «мягким» травлением в водном растворе серной кислоты
в соотношении 10 : 1 в течение 7—10 мин. После травления изде-
лие погружают на 10—15 мин в 25^40%-й раствор гидрооксида
алюминия, а затем промывают водой и сушат в спирте или аце-
тоне. Следует отметить, что серебряная деталь, очищенная этим
способом, практически не изменяет размеров.
16. Изделия из никеля (либо никелированные) очищают от
загрязнений поверхности погружением на 5—10 с в смесь 50 объем-
ных долей этилового спирта с 1 объемной долей серной кислоты.
(Старинный рецепт.)
Удаление чернильных пятен с ткани, бумаги и резины
1. В расплавленный стеарин опустить ткань с чернильным
пятном. Через 10—20 мин пребывания в стеарине ткань надо вы-
стирать с мылом или синтетическим моющим средством, после
чего чернильное пятно бесследно исчезнет. (Старинный ре-
цепт.)
2. Смочить пятно на ткани раствором (массовые доли) из ли-
монной кислоты — 5, буры — 10 в воде — 100, высушить филь-
тровальной бумагой, а затем смочить раствором, содержащим
(массовые доли) хлористого кальция — 10 и буры — 5 в воде —
100. Ткань вновь смочить первым раствором и промыть в воде.
(Старинный рецепт.)
3. С льняной, хлопчатобумажной и шерстяной тканей чер-
нильное пятно можно полностью удалить растворами, содержа-
щими по 10 массовых долей щавелевой и молочной кислот и
100 массовых долей воды или по 20 массовых долей хлористого
калия, хлористого кальция и хлористого натрия в 100 массовых
долях воды. Первый раствор наносят на чернильное пятно кис-
точкой, после чего ткань промывают водой. Второй раствор
наносят на пятно и через 3—5 мин смачивают раствором, содер-
жащим по 33 массовые доли соляной кислоты и хлористого натрия
в 100 массовых долях воды. После удаления пятна ткань промы-
вают в воде и проглаживают утюгом через фильтровальную бу-
магу. (Старинный рецепт.)
4. Чернильное пятно на бумаге удаляют кисточкой, смоченной
в растворе 30—50 %-й щавелевой кислоты. Пятно смывают до тех
пор, пока оно не исчезнет и под ним появится первоначальный
текст. (Старинный рецепт.)
5. Чтобы уничтожить чернильное пятно на поверхности ре‘
зины, можно использовать сильные окислители, обесцвечивающие
краситель чернил, например, протереть чернильное пятно голов-
кой спички, смоченной в воде, или увлажненным отбеливающий
564
средством «Персоль», а затем протереть тампоном, смоченным
перекисью водорода с небольшой (5—10%) добавкой уксусной
кислоты.
6. Чернильное пятно с резины можно удалить тампоном, смо-
ченным соком лимона или лимонной кислотой. После удаления
пятна обработанное место протирают содовым раствором (50—
100 г/л), чтобы нейтрализовать кислоту. (Старинный рецепт.)
7. Достаточно хорошо чернильное пятно с резины удаляется
тампоном, смоченным раствором этилового и нашатырного спир-
тов в соотношении 1:1.
Удаление накипи
Накипь — осадок не растворимых в воде карбонатов кальция
и магния, образующихся при кипении воды на стенках сосуда, —
удаляют следующими способами.
1. В сосуд, покрывшийся накипью, заливают раствор уксус-
ной или соляной кислоты с концентрацией 5—10% и держат
в нем до полного разрыхления и удаления накипи. Для алюминия
предпочтительно использовать раствор уксусной кислоты, так как
соляная кислота при длительном контакте взаимодействует с алю-
минием.
2. Накипь с алюминиевых и эмалированных сосудов удаляют
5—10%-м раствором азотной кислоты, которую держат в сосуде
до полного прекращения выделения пузырьков газа.
3. Для того чтобы удалить накипь в медных трубопроводах
и жидкостных радиаторных системах охлаждения, в нагретую
до 70—80 °C систему пропускают горячий (50—60 °C) насыщенный
раствор фосфорнокислого натрия (однозамещенного). Через 60—
90 мин освобожденную от накипи систему промывают проточной
водой. Прокачать раствор через радиаторную систему можно
циркуляцией жидкости насосом в замкнутом контуре.
4. Толстые слои накипи в тонких медных трубопроводах уда-
ляют прокачкой раствора 20%-й соляной кислоты с водой в соот-
ношении 2 : 8, приготовленного непосредственно перед употреб-
лением.
5. Разрыхлить накипь на сосудах из любого материала можно,
залив сосуд на несколько дней чистым глицерином. (Старинный
рецепт.)
6. Сосуд, на стенках которого образовалась накипь, зали-
вают отстоявшейся молочной сывороткой. В зависимости от тол-
щины слоя накипи сыворотку надо держать в сосуде от нескольких
Дней до месяца до тех пор, пока накипь полностью не удалится
со стенок сосуда. Затем, чтобы нейтрализовать отстатки сыво-
ротки, сосуд надо промыть водой. Достоинство этого способа
состоит в том, что сыворотка совершенно не взаимодействует
с любыми металлами, а только разрыхляет накипь. (Старинный
Рецепт.)
565
Выведение пятен ржавчины с ткани
1. Смешать 60 г чистой отмученной глины, 30 г куриного
помета и 15 г стружки светлого туалетного мыла со 150—175 мл
винного уксуса, к которому добавить сок двух луковиц. Смесь
тщательно перемешать и нанести на пятно ржавчины. Дать пол-
ностью высохнуть и промыть ткань в теплой воде. (Старинный
рецепт.)
2. С хлопчатобумажной ткани ржавое пятно можно удалить
лимонным соком или соком белой смородины. (Старинный рецепт.)
3. Пятно ржавчины с полотна можно удалить, смочив его
5—10%-м раствором серной кислоты и посыпав небольшим коли-
чеством синьки. Через 15—20 мин ткань следует тщательно про-
мыть в теплой мыльной воде.
4. Чтобы удалить пятна ржавчины с любой ткани, можно вос-
пользоваться раствором, состоящим (объемные доли) из плави-
ковой кислоты—14, щавелевой кислоты — 1 и воды — 85.
Раствором, нанесенным на тампон, протирают пятно до полного
его удаления.
5. Раствором, содержащим (объемные доли) винной кислоты —
10, лимонной кислоты — 1 и горячей (50—60 °C) воды — 20,
можно удалить пятно ржавчины с любой ткани. (Старинный ре-
цепт.)
Выведение других загрязнений с различных материалов
1. Пятно от кофе со сливками на ткани удаляют тампоном,-
смоченным в глицерине.
2. Пятно бриллиантовой зелени («зеленки») с любой ткани
можно удалить водным раствором (100—200 г/л) хлорной
извести.
3. Загрязненной замше можно придать первоначальный вши
обработав ее в растворе (массовые доли) из щавелевой кислоты —
15, кристаллической соли — 8, углекислого калия (поташа) —
2 в 500 массовых долях воды. По другому рецепту замшу надо
замочить на сутки в 5—10%-м растворе винной (виннокаменной)
кислоты, а затем промыть в теплой воде с одним-двумя яичными
желтками. (Старинные рецепты.)
4. С шерстяной ткани жировые пятна можно удалить в рас-
творе, содержащем (массовые доли) 96%-го этилового спирта-^-
100 и буры — 10. Затем к раствору добавляют 30 массовых долей
нашатырного спирта и 4 доли бензина. Очищаемую шерстяную
ткань замачивают в этом растворе в течение 1—2 ч и прополас-
кивают в теплой воде.
5. Очистить шелковую ткань от многих загрязнений можно
в растворе, состоящем из 150—180 мл водки, 2,2 г белого мыла
и 2,2 г натурального пчелиного меда. Все компоненты тщательно
перемешивают. Загрязненную шелковую ткань р обеих сторон
566
Л
покрывают приготовленной смесью с помощью мягкой кисти.
Когда материал полностью пропитается, его кладут в сосуд с во-
дой и тщательно прополаскивают. (Старинный рецепт.)
6. Загрязненные перья очищают следующим способом.
К 1 масовой доле сахара добавляют по 0,5 массовой доли поварен-
ной соли и мелкодисперсной серы (серного цвета). Смесь кладут
на чистую сковороду и подогревают на слабом огне. Подлежащие
очистке перья держат над сковородой в течение 30—40 мин.
(Старинный рецепт.)
7. Масляные пятна с ткани удаляют воздействием продуктов
горения серы, для чего очищаемую ткань держат над горящей
серой. (Старинный рецепт.)
8. Изделия из слоновой кости очищают скипидаром или ли-
монной кислотой, для чего изделие надо продержать в них в те-
чение 3—4 дней и затем выставить на солнце до приобретения
натуральной окраски. (Старинный рецепт.)
9. Пятно казеинового клея с ткани удаляют, смачивая его
горячим (40—50 °С) глицерином. Через 1,5—2 ч глицерин смы-
вают теплой водой, к которой добавляют небольшое количество
нашатырного спирта (3—4 чайные ложки на стакан воды). Затем
ткань промывают в чистой воде.
10. Высохшую масляную краску с металлического или стек-
лянного предмета можно легко удалить, подержав краску в те-
чение 3—5 мин в растворе, содержащим (массовые доли) едкого
натра — 20, глюконата натрия — 0,5, этиленгликоля — 8 и
воды — 71,5. Раствор надо использовать при 100 °C.
11. Высохшие клей или краску, замешанные на мучном клей-
стере, можно легко удалить, смачивая их 5%-м раствором соля-
ной или уксусной кислоты.
12. Высохшую масляную краску с металла, древесины и дру-
гих материалов можно удалить следующим способом. Окрашенную
поверхность покрывают смесью из 1,3 массовой доли негашеной
извести и 0,45 массовой доли углекислого калия (поташа), заме-
шанной на воде до консистенции жидкой сметаны. Через 10—12 ч
краска отслаивается.
13. Затвердевший тонкий слой цемента на метлахской или ка-
фельной плитке удаляют смоченными в 3%-м растворе соляной
кислоты древесными опилками, которые надо положить на по-
верхность цемента. Через 10—30 мин цемент можно легко счи-
стить. После удаления цемента и опилок поверхность плитки,
чтобы нейтрализовать остатки кислоты, надо промыть водой.
14. Образовавшиеся на стекле лед и иней удаляют тампоном,
смоченным в растворе поваренной соли (100 г соли на 500 мл воды),
либо, что более эффективно, раствором хлористого кальция в той
же пропорции.
15. Чтобы предохранить стекло, например очки, от запотева-
ния, его смазывают тонким слоем мыла или глицерина. (Старин-
ный рецепт.)
567
16. Свежий яичный желток уничтожает большинство жировых
пятен. Его следует использовать для очистки цветных тканей
так как при этом не изменяется их окраска. (Старинный рецепт.)
17. Очистку и «мягкое» травление поверхности коррозионно-
стойкой стали (без изменения размеров детали) проводят в рас-
творе, содержащем (объемные доли) воды — 25, азотной кислоты —
10 и плавиковой кислоты — 15. Смешивать компоненты раствора
надо в порядке их перечисления. Раствор следует использовать
сразу после приготовления. Время обработки — не более 20 мин
при температуре раствора 55—60 °C. Из-за наличия в растворе
плавиковой кислоты его нельзя хранить в стеклянной посуде.
После обработки детали промывают в проточной воде и сушат при
60—75 °C.
18. Для удаления заполимеризованного эпоксидного компа-
унда в зависимости от расположения клеевого шва достаточно
эффективны кипячение в течение 20—30 мин в медицинской пере-
киси водорода (для открытой поверхности компаунда), нагрев
до 100—150 °C (для закрытой поверхности), выжигание на воз-
духе при 450—500 °C (на стекле, кварце, керамике), обработка
в нагретой до 40—50 °C муравьиной кислоте или метиловом спирте,
а также при 20 °C в хлороформе.
19. Электрические контакты (серебряные или твердосплавные)
можно очистить от копоти и нагара растворами 250 мл 25%-го
аммиака в 750 мл денатурированного этилового спирта (денату-
рата) или 25—50 мл медицинского вазелинового масла в 950 мл
уайт-спирита. Эти растворы лучше всего наносить на контакты
кусочком чистой кожи.
20. Поверхность хорошо обработанного алюминия или алюми-
ниевых сплавов от оксидных и других загрязнений очищают чи-
стой сухой мелкой поваренной солью «Экстра» при помощи там-
пона из полотняной или фланелевой ткани.
21. Высококачественную очистку небольших предметов из
меди и латуни от поверхностных оксидов и других загрязнений
можно провести, нагрев их до 600—700 °C и быстро окунув в эти-
ловый или денатурированный спирт. После полного остывания
в спирте деталь оказывается отлично очищенной, так как все ор-
ганические и минеральные масляные загрязнения дестругировали,
а оксиды восстановились парами спирта.
22. При недостаточно аккуратной пайке металлов оловом или
свинцово-оловянными припоями, как правило, следы припоя уда-
ляют механическим путем, что неизбежно ухудшает качество об-
работки поверхности. Нижеприведенные растворы позволяют
удалить следы олова и его сплавы со свинцом чисто химическим
путем, не повреждая основную поверхность.
Оловянное покрытие со стали удаляют в водном растворе ед-
кого натра (137 г/л) и гипохлорита натрия (22,4 г/л). С меди, ла-
туни и бронзы — в растворе, содержащем 75—105 г/л хлорного
железа, 135—160 г/л сернокислой меди (медного купороса) и
568
170—260 мл/л уксусной кислоты. Оловянно-свинцовые припои
растворяются в смеси азотной и плавиковой кислот в объемном со-
отношении 5 : 1 или в смеси азотной и плавиковой кислот с водой
в соотношении 30 : 1 : 4.
Финишная очистка деталей точных оптических приборов
Сухая протирка оптических поверхностей точных приборов
нежелательна, так как пыль (основной компонент загрязнения)
может поцарапать рабочую поверхность и существенно повредить
просветляющее тонкопленочное покрытие. Кроме того, при исполь-
зовании тонковорсистой беличьей или колонковой кисточки за
счет электризации при трении кисти о диэлектрическую поверх-
ность количество пыли не уменьшается. Поэтому качественную
очистку оптических поверхностей можно осуществить технохими-
ческими методами.
Для большинства оптических материалов (стекла, кварца,
лейкосапфира, рубина, железо-иттриевого граната и др.) предвари-
тельную очистку сильно загрязненных деталей производят фрео-
ном-113, бензином «Галоша», уайт-спиритом, спиртом-ректифика-
том (этанолом). Детали и узлы, покрытые лаком, можно промы-
вать только фреоном-113, так как все углеводородные раствори-
тели растворяют оптические лаки. Для регенерации первые порции
растворителей можно, отфильтровав через двойной слой замши,
вновь использовать для очистки. Отверстия малого размера
в металлических деталях, крепящих оптические элементы, глу-
хие и резьбовые отверстия, а также узкие щели и каналы очи-
щают струей жидкости при помощи медицинского шприца. При
промывании открытых поверхностей можно пользоваться мягкими
тонковолокнистыми кистями. После промывки в последней (са-
мой чистой) порции растворителя детали сушат электрофеном или
в сушильном шкафу при 50—60 °C.
Естественно, что все операции по очистке узлов и элементов
точных оптических приборов надо вести в чистом помещении,
употребляя во время работы только безворсные капроновые пер-
чатки. Желательно сразу же после очистки произвести сборку
прибора.
Некоторые приемы и способы финишной очистки узлов и де-
талей оптических приборов технохимическими методами приве-
дены ниже.
1. Оптические детали с нанесенным просветляющим покрытием
надо очищать тампоном из хирургической ваты, смоченным в чи-
стом этиловом спирте или серном эфире. Линзы и криволинейные
зеркала следует чистить от центра к периферии.
2. Стеклянные и металлические дифракционные решетки сле-
дует чистить, проводя тампоном вдоль штрихов, а не поперек их.
3. Очистку оптических деталей или подложек для нанесения
тонкопленочных структур производят по следующей технологиче-
ской схеме:
569
промыть в 50%-м растворе азотной кислоты, нагретом Лг.
50 °C, в течение 2—3 мин; д
промыть проточной дистиллированной или деионизованной
водой;
погрузить на 3—4 мин в 70%-й раствор гидрооксида калия
(едкого кали), нагретого до 50 °C;
промыть холодной, а затем теплой дистиллированной водой
и сполоснуть деионизованной водой;
сушить в обеспыленном сушильном шкафу при 40—60 °C или
при комнатной температуре после погружения в серный эфир
4. Очистка оптических деталей из специальных кристалличе-
ких материалов представляет собой весьма специфическую опе-
рацию, при выполнении которой необходимо учитывать возмож-
ное взаимодействие очищаемого материала с веществами, которыми
производят очистку. Так, хлористый натрий и хлористый калий,
а также бромистые и иодистые соли щелочных металлов очень
гигроскопичны и мутнеют даже под воздействием паров воды воз-
духа. Фтористый литий, плохо растворимый в воде, мутнеет при
длительном пребывании в атмосферном воздухе, что объясняется
проявлением микроцарапин, образующихся при полировании
кристалла. Хлористый натрий, хлористый калий, бромистый ка-
лий и иодистый цезий в небольшой степени растворяются в эти-
ловом спирте и нерастворимы в петролейном и серном эфире, аце-
тоне. Бромистый калий и иодистый цезий взаимодействуют с аце-
тоном. Фтористый кальций, фтористый литий, синтетические моно-
кристаллы KDP, ADP, КР наиболее устойчивы к большинству
органических растворителей. Бескислородные стекла ИКС-23
Таблица 6.38
Растворимость некоторых оптических кристаллических материалов
Материал Растворитель
я ь о» ы Я я Е О О «5 Эфир ч о ч о Я g ST < я ф Д’ СО Ч Я Ж Четыреххло- ристый уг- лерод я я р. о ч м Я я & я я ч <4 ** О д
«С 3 и ф «С оЗ Р.Я ф ф Е Ч
Хлористый натрий Хлористый калий Бромистый калий Фтористый литий Иодистый цезий ADP KDP KRS-5 и KRS-6 Флюорит 2 2 3 2 3 2 2 2 2 0 0 2 0 0 0 0 2 1 0 0 2 0 0 0 0 2 1 0 0 0 0 2 0 0 2 0 0 2 2 0 3 0 0 0 1 0 2 0 0 0 0 0 0 0 2 2 0 0 0 2 0 0 3 0 0 0 0 2 0 0 2 3 3 3 2 3 3 3 3 2 3 3 3 1 2
Примечание. 0 — нерастворим, 1 — слабые следы, 2 — слабо рас- творим, 3 — растворим. .
570
Л ИКС-30, содержащие мышьяк, селен и другие элементы, не
растворимы в воде и не взаимодействуют с растворами кислот,
спиртом, эфиром и ацетоном. Однако эти стекла легко разрушаются
р щелочах. В табл. 6.38 приведена растворимость некоторых оп-
тических кристаллических материалов в воде и органических
растворителях.
Технохимические способы обработки поверхности стекла
Стекло в значительной степени благодаря своей оптической
прозрачности является одним из самых распространенных кон-
струкционных материалов. Однако обработка стекла из-за спе-
цифических свойств полированной поверхности представляет
определенные трудности. Технохимические способы поверхност-
ной обработки стекла позволяют в значительной степени решить
эту проблему.
1. Стекло, покрытое с одной стороны тонким слоем силиката
натрия (жидким стеклом), с небольшим количеством мела при на-
ложении на текст или рисунок прозрачно с покрытой стороны и
непрозрачно с непокрытой стороны.
2. Тонкое матирование поверхности стекла производят смесью
жидкого стекла с нейтральным наполнителем (мелом, зубным по-
рошком, оксидом магния и др.). После высыхания стекло нагре-
вают до 150—200 °C в течение 5—10 мин, а затем (после остыва-
ния) промывают водой. Таким способом на стекло можно нано-
сить рисунок или надпись.
3. Прозрачный рисунок на матированном стекле можно полу-
чить, используя раствор (насыщенный) борной кислоты в воде.
После высыхания раствора стекло надо нагреть до температуры
плавления кислоты (250—270 °C), после чего остудить и промыть
водой от остатка борной кислоты. Стекло в местах нанесения ри-
сунка станет прозрачным. Для удобства нанесения рисунка в рас-
твор можно добавить небольшое количество анилинового краси-
теля. (Старинный рецепт.)
4. Несмываемые рисунки и надписи на прозрачном стекле
можно получить несколькими способами. На нагретое до 80—
90 °C стекло наносят тонкий слой воска, стеарина или парафина.
В том случае, если стеклянный предмет нельзя нагреть, его по-
крывают раствором воска (стеарина, парафина) в бензине. После
испарения бензина на стекле образуется тонкий слой воска. По
восковому покрытию тонкой иглой выполняют рисунок или над-
пись, после чего стекло помещают в герметический сосуд, на дне
Которого находится блюдце или ванночка с плавиковой кисло-
той. Через 10—12 ч в процарапанных на воске местах под дей-
ствием паров кислоты стекло частично растворится и на стекле
образуются матовые надпись или рисунок, точно соответствую-
щие рисунку на воске. После экспозиции в парах кислоты воск
Удаляют тампоном, смоченным в бензине, а стекло промывают
в проточной воде. Описанным способом на стекле можно получить
571
рисунок с разрешением между двумя соседними линиями
100 мкм, что важно при выполнении на стекле различных измепи
тельных шкал. F
Цветные несмываемые надписи и рисунки на стекле можно
получить следующим образом. Жидкое стекло (силикатный кан-
целярский клей) смешивают с водорастворимой краской (гуашью!
в объемном соотношении 1:1. Добавляя воду, смесь доводят до
удобной для работы консистенции. С помощью тонкой кисточки
полученным составом наносят на стекло соответствующие надпись
или рисунок. После естественной просушки стекло помещают
в муфельную печь, в которой нагревают его до 250—300 °C в те-
чение 20—30 мин. После охлаждения остатки спекшегося с гуашью
жидкого стекла смывают горячей водой либо счищают лезвием
безопасной бритвы. Остатки спекшейся смеси также можно уб-
рать, поместив стекло в сосуд с холодной водой на 2—3 ч, а затем
протерев стекло матерчатым тампоном. В результате химического
взаимодействия жидкого стекла со стеклом на последнем об-
разуются четкая матовая надпись или рисунок. В данном
случае гуашь используют в качестве контрастирующего мате-
риала.
Цветной несмываемый рисунок или надпись на стекле также
можно выполнить краской, замешивая на жидком стекле мине-
ральный оксидный мелкодисперсный краситель соответствующего
цвета. Белый цвет образует оксид цинка, черный — перекись мар-
ганца, зеленый — оксид хрома и красный — оксид свинца.
Надпись надо наносить на обезжиренную поверхность стекла
тонкой кисточкой. (Старинный рецепт.)
Механически прочные водо-, кислото- и щелочеустойчивые
надписи на стекле можно выполнить краской, состоящей из
жидкого стекла, замешанного до сметанообразной консистенции
с алюминиевой или бронзовой пудрой, а также с мелкодисперс-
ными минеральными красителями (оксидом цинка, свинцовым
суриком и др.). Таким составом выполняют на стекле надпись или
рисунок и обжигают при 200—300 °C в течение 10—15 мин.
5. Красивые декоративные «морозные» узоры на стекле можно
получить следующими способами. В растворе сернокислого маг-
ния (аптекарской английской соли) концентрации 250—300 г/л
добавляют 25—30 г декстрина и полученный раствор фильтруют.
Затем горизонтально расположенное стекло поливают раствором и
дают ему высохнуть при комнатной температуре. По мере испаре-
ния раствора на стекле образуются узоры, подобные морозному
инею, из закристаллизованного сернокислого магния. Для при-
дания образовавшемуся рисунку водостойкости его надо покрыть
прозрачным масляным лаком. Вместо декстрина в качестве
связующего можно использовать обычное пиво, растворив в нем
сернокислый магний. Если в смесь добавить хинной кислоты
(10—25 г/л), образующиеся узоры приобретают радужную ок-
раску. С равным успехом вместо сернокислого магния можно
672
использовать сернокислый натрий (глауберовую соль), который
образует столь же красивые узоры. (Старинный рецепт.)
6. Для окрашивания поверхности стекла, глазурованного
фарфора и кварца используют покровные лаки, которые состоят
цз анилинового красителя, замешанного на этиловом спирте.
К этому раствору добавляют небольшое количество бесцвет-
ного лака из натуральных смол (пихтового, домарного, кедрового),
используемых художниками для покрытия масляных картин.
Перед нанесением лака стекло надлежит нагреть до 40—45 °C.
(Старинный рецепт.)
7. Для поверхностного окрашивания стекла можно использо-
вать лак, состоящий из 100 массовых долей воска, который рас-
творяют в 800 массовых долях скипидара. Затем в раствор добав-
ляют 100 массовых долей сикатива и сухой мелкодисперсной ани-
линовой краски соответствующего цвета. Лак наносят на стекло
кистью или через трафарет пульверизатором.
8. При необходимости «просветлить» поверхность матирован-
ного оптически прозрачного материала его надо покрыть слоем
прозрачного масла, например вазелинового. (Старинный рецепт.)
9. Предохранить стекло и гигроскопичные кристаллы от дей-
ствия щелочей (выщелачивания) и воды (гидролиза стекла) можно
раствором фторорганического полимера на основе фторопласта-3,
выпускаемого под маркой Ф32Л. Пленка полимера толщиной
10 мкм на поверхности высокогигроскопичного кристалла из
фтористого лития защищает кристалл от воздействия тропиче-
ской влажности при 98% и температуре 40 °C в течение 20 суток.
Этим лаком можно успешно защищать поверхность химически
нестойких стекол III—V гидролитических классов.
10. Красивое матовое металлическое покрытие на стекле,
кварце, эмалированных изделиях можно получить при осажде-
нии металла, испарением в вакууме или химическим способом
на предварительно отматированную поверхность стекла или дру-
гого материала.
Лабораторные приемы технологической химии
Из большого числа практических приемов технологической
химии ниже приведены некоторые общие и часто встречающиеся
в лабораторной практике.
1. Смачиваемость ртутью любого металла обеспечивается сле-
дующим образом. Как правило, ртуть не смачивает металлы,
с которыми она при нормальной температуре не образует сплавы
(амальгамы). Практически совершенно не смачиваются ртутью
Никель, железо, кобальт и их многочисленные сплавы. Для того
чтобы обеспечить смачивание этих и других металлов и сплавов
ртутью, существуют два способа. Первый способ состоит в том,
Что в ртуть добавляют небольшое количество порошка магния
(около 0,1 массовой доли). Второй способ заключается в предва-
рительном нанесении на поверхность детали гальваническим,
573
химическим или контактным способом (из раствора сернокислой
меди) тонкого слоя меди. По этому слою ртуть отлично растека-
ется, смачивая его полностью. Через некоторое время (Ю______
30 мин в зависимости от толщины слоя меди) медное покрытие
растворяется в ртути и последняя хорошо смачивает поверхность
детали.
2. Этиловый спирт (ректификат) 96° содержит 4% воды. ДЛя
его дальнейшего обезвоживания поступают следующим образом.
Готовят безводный медный купорос, нагревая его на железном
противне или в неглазурованной фарфоровой чашке до 200—
225 °C. Критерием окончания обезвоживания купороса служит
изменение его цвета от голубого до совершенно белого. Обезво-
женный купорос смешивают со спиртом в количестве 50—100 г/л,
сосуд периодически встряхивают. Когда купорос станет голу-
бым, что свидетельствует о поглощении им воды, спирт сливают
и заливают в другой сосуд со свежим купоросом. Процесс повто-
ряют до тех пор, пока купорос, находящийся в спирте, не оста-
нется белым после пребывания в спирте в течение 7—8 ч. Такое
обезвоживание обеспечивает остаточное содержание воды ме-
нее 1%.
3. Травление меди в азотной кислоте наиболее активно проис-
ходит при концентрации кислоты 25%, что соответствует плот-
ности 1,14 г/см3. При больших концентрациях травление меди
замедляется и начинается пассивирование ее поверхности.
4. Чтобы предотвратить резину от высыхания и растрески-
вания, ее следует погрузить на 1—2 мин в парафин, нагретый до
100 °C. Затем резиновое изделие вынимают из расплава пара-
фина и прогревают в сушильном шкафу при 100 °C в течение 15—
20 мин. Слой парафина растворяется в резине, что предохраняет
ее от высыхания и делает вновь эластичной.
5. При использовании платиновых тиглей и другой платино-
вой посуды для нагрева различных химических веществ следует
руководствоваться следующими правилами:
платиновая посуда разрушается при плавлении в ней на воз-
духе гидрооксидов щелочных металлов, серы и фосфора;
из-за образования сплавов с низкой температурой плавления
в платиновой посуде нельзя нагревать и плавить свинец, олово,
медь, золото, кремний, цинк, кадмий, алюминий, железо, ртуть,
селен, теллур, мышьяк, сурьму, висмут и некоторые другие;
углерод также разрушающе действует на платину, поэтому
нельзя нагревать платиновую посуду в коптящем пламени газо-
вой горелки; как правило, нагревать платину надо в электриче-
ских печах;
нагревать растворы щелочей лучше всего в посуде из никеля,
а плавить гидрооксиды щелочных металлов — в тиглях из цир'
кония.
6. Большинство бутылей с твердыми и жидкими химическими
веществами закрывают корковыми, резиновыми, пластмассовыми,
574
стеклянными и иногда деревянными пробками. Со временем пробки
усыхают, что нарушает герметичность сосуда. В значительной
степени это относится к корковым и резиновым пробкам. Кроме
того, пробки могут разрушиться в результате взаимодействия
с содержащимся в сосуде веществом. Ниже приведены несколько
практических приемов обработки пробок.
Старые, загрязненные различными веществами корковые проб-
ки очищают следующим образом. Пробки заливают водой и вы-
держивают под грузом 3—5 ч. Затем намокшие пробки погружают
в раствор серной кислоты, содержащий 0,5 объемной доли кис-
лоты и 20 объемных долей воды. Через 24 ч кислоту сливают, а
пробки тщательно промывают проточной водой и сушат при 30—
40 °C. После такой обработки пробки становятся совершенно
чистыми. (Старинный рецепт.)
Кислотоустойчивости корковых пробок можно достичь од-
ним из следующих способов. Пробки нагревают в течение 2—
3 ч в растворе жидкого стекла и воды в масовом соотношении
1 : 3, затем сушат при 50—60 °C и покрывают смесью мелкого
стеклянного порошка (стеклянной пудры) в жидком стекле. После
высыхания пробки в течение 2—5 мин обрабатывают раствором
хлористого калия (40—60%-м).
Пробки кладут в нагретую смесь вазелина и парафина в мас-
совом соотношении 2 : 7. После выдержки в расплаве в течение
20—30 мин пробки совершенно не взаимодействуют с кислотами
и щелочами.
Непроницаемой для паров кислот, щелочей, воды и воздуха
пробка становится после прогрева при 60—70 °C и погружения
в расплавленный парафин на 5—10 мин. (Старинный рецепт.)
Корковые пробки, не пропускающие воздуха, получаются
после обработки в растворах 15 массовых долей желатина в 500 мл
воды или жидкого столярного клея с 24 массовыми долями глице-
рина. Температура растворов 45—50 °C.
Пробки из дерева становятся кислото- и водоупорными после
покрытия составом, содержащим (массовые доли) столярного
клея — 2, глицерина — 1 и воды — 3. (Старинный рецепт.)
7. «Заевшую» в горловине бутыли стеклянную пробку можно
легко извлечь, если в щель между пробкой и горловиной капнуть
несколько капель глицерина или оливкового масла. Через 1—2 ч
пробка легко выйдет. (Старинный рецепт.)
8. Различные свойства омагниченной воды достаточно полно
освещены в литературе. В частности, имеются достоверные дан-
ные о том, что омагниченная вода по химической активности пре-
восходит нормальную воду. Получить в лабораторных условиях
омагниченную воду можно при помощи простого устройства, изоб-
раженного на рис. 6.6. В качестве кольцевого магнита можно
использовать постоянный магнит от радиотрансляционного элек-
тродинамического репродуктора. Магнит помещают в водонепро-
ницаемый корпус, изготовленный из немагнитного материала
575
Рис. 6.6. Лаборатор-
ное устройство для по-
лучения омагииченной
воды:
1 — обрезанная верхняя
часть полиэтиленовой
бутылки; 2 — нижняя
часть полиэтиленовой
бутылки: 3 — постоян-
ный кольцевой магнит;
4 — упоры, фиксирую-
щие зазор; 5 — выход-
ной штуцер
(оргстекла, латуни, алюминия и др.). Эффективность омагничи-
вания воды зависит от ее расхода через отверстие магнита, а также
от напряженности поля магнита. При использовании кольцевого
магнита от громкоговорителя расход воды через него не должен
превышать 1—1,5 л/мин. Естественно, что при другом конструк-
тивном исполнении можно использовать магниты другой формы.
9. Асбестовую сетку, используемую для предохранения на-
греваемой стеклянной посуды от растрескивания, можно легко
изготовить следующим образом. Листовой
или шнуровой асбест надо мелко распушить
и залить на 1 ч горячей водой, чтобы он
хорошо размок. Затем отжатую от воды ас-
бестовую массу смешивают с жидким стеклом
(силикатным канцелярским клеем) и серно-
кислым барием (бариевой «кашей», исполь-
зуемой при рентгеноскопии в массовом соот-
ношении 1:2:3.) Все тщательно переме-
шивают и полученную массу втирают с двух
сторон в железную проволочную сетку с раз-
мерами ячейки 2x2 или 3x3 мм. Готовую
асбестовую сетку надо высушить при ком-
натной температуре в течение суток или при
50—60 °C в течение 2—3 ч.
10. Стеарин в лабораторных условиях
можно приготовить следующим образом. Хо-
зяйственное мыло натирают на терке в мел-
кую стружку, которую помещают в сосуд
и заливают холодной водой. Затем, переме-
шивая, воду нагревают до 75—85 °C, но не
доводят до кипения. Соотношение мыла и
воды должно быть таким, чтобы в процессе
нагрева образовался насыщенный раствор,
т. е. на дне сосуда осталось некоторое ко-
личество нерастворенного мыла. Насыщен-
ный раствор сквозь марлю переливают в другой сосуд и
небольшими порциями, перемешивая, добавляют 20—25%-й
раствор уксусной или серной кислоты в таком количестве,
чтобы образовавшийся раствор по лакмусовой индикаторной
бумаге имел слабо кислую реакцию. При добавлении кислоты
на поверхности жидкости образуется белая масса стеарина. После
остывания раствора стеарин собирают ложкой и промывают водой
от остатков кислоты. Остывший стеарин можно переплавить, что
дополнительно очистит его от примесей. При необходимости стеа-
рин (первоначально белого цвета) можно окрасить жирораство-
римыми красками любого цвета, а также нигрозиновыми краси-
телями.
И. Оптически прозрачный покровный лак из спиртового рас"
твора поливинилбутираля используют для предохранения оТ
576
атмосферного воздействия оптоэлектронной и фотоэлектронной
твердотельной структуры. Образующаяся при высыхании лака
прочная, плотная, оптически прозрачная бесцветная пленка об-
ладает высокой влагостойкостью, не меняет своих свойств при
воздействии солнечного света, кислорода и озона. Пленка обла-
дает высокой адгезией к стеклу, керамике, полупроводниковым
материалам и некоторым пластмассам. Водопоглощение поливинйл-
бутерильной пленки не превышает 1—2%. В отличие от эпо-
ксидных компаундов поливинилбутираль химически нейтрален
к жидкокристаллическим материалам, что позволяет непосред-
ственно наносить его на пленку из жидкого кристалла. Толщина
образующейся пленки зависит от количества поливинилбутираля
в растворе, обычно равного 10—20%. Методом полива или центри-
фугирования на фторопластовой подложке при 750—1500 об/мин
можно получить свободную поливинилбутиралевую пленку тол-
щиной от 1 до 50 мкм.
Работа с гипсом
В лабораторной практике гипс (в основном состоящий из серно-
кислого кальция) широко распространен. Из него изготавливают
формы для литья небольших партий объемных изделий из легко-
плавких металлов, восковых моделей, пластмассовых отливок,
оттисков. Кроме того, его используют для жесткого скрепления
отдельных деталей в единый узел. Ниже приведены основные
приемы правильной работы с гипсом.
Недостаточная прочность затвердевшего гипса обычно вызвана
тем, что при его приготовлении было взято слишком много воды,
которая, испаряясь, разрыхляет структуру гипса. Чаще всего
оптимальным соотношением массовых долей гипса и воды яв-
ляется 1:1. Один из способов точного увлажнения сухого гипса
заключается в том, что его помещают в отдельном сосуде, в замкну-
тый объем с кипящей водой. При этом гипс свяжет точно требуемое
количество воды. Отформованные или отлитые из увлажненного
паром гипса изделия получаются значительно прочнее изделий
из гипса, замешанного на воде.
Прочность гипса повышается, если его замешать не на воде,
а на водной суспензии гашеной извести «пушенки» — известковом
молоке. Еще большую твердость гипс приобретает, если его за-
мешать на насыщенном растворе квасцов. Затвердевший гипс
нагревают до 500—600 °C, размалывают, просеивают и вторично
замешивают на 12%-м растворе квасцов. Вместо квасцов можно
использовать буру (тетраборнокислый натрий). Затвердевший
гипс по твердости приближается к мрамору и может быть отполи-
рован.
Особо твердый гипс — супергипс — приготавливают из мелко-
размолотого и просеянного мрамора, прокаленного при 500—
600 °C в течение 10—15 мин. Замешивать «мраморный супергипс»
Надо так же, как и обычный.
37 в» А. Коленко 677
Ускорить время затвердевания гипса можно, добавляя в воду
3—4%-й раствор хлористого натрия, хлористого калия, сернокис-
лого натрия или азотнокислого калия. Однако надо иметь в виду
что ускорители затвердевания делают гипс более хрупким. ’
Замедлить время затвердевания гипса до 60 мин вместо 6____
8 мин можно, замешав его на водном растворе воды и насыщенного
раствора буры в объемном соотношении 4:1. Сопротивление раз-
рыву гипса, приготовленного по замедленному режиму отвержде-
ния, значительно выше, чем у гипса, замешанного на воде
(55 кг/см2 и 16 кг/см2 соответственно). Кроме того, такой гипс
имеет почти в 10 раз меньшую усадку, чем обычный гипс (0,2%
и 1,9% соответственно).
Для того чтобы увеличить огнеупорность, в порошок гипса
надо ввести 10 массовых долей обожженного при 700 °C кремне-
зема (диоксида кремния).
Отформованное или отлитое гипсовое изделие можно поверх-
ностно упрочнить одним из следующих способов. Изделие поло-
жить в насыщенный раствор квасцов на 30—60 мин. Затем вы-
нуть и просушить при 50—60 °C. После такой обработки поверх-
ность гипса приобретает твердость мрамора. Второй способ за-
ключается в том, что порошкообразный гипс замешивают на
насыщенном растворе квасцов и полученной смесью (кистью или
окунанием) покрывают поверхность гипсового предмета. Сущест-
венно упрочнить поверхность гипса можно кипячением в тече-
ние 10—15 мин в 20—30%-м растворе буры или смазыванием этим
раствором поверхности гипсового изделия.
Изделия из гипса можно окрасить в любые цвета, вводя в воду,
на которой замешивают гипс, небольшое количество (до 10 объ-
емных долей) жидкого стекла. Затем в эту воду добавляют краси-
тели любого цвета (анилиновые или минеральные). Черный гипс
получают, если его смешать с сажей, разведенной на небольшом
количестве уксуса.
Чтобы получить гипсовую отливку в гипсовую форму, после
затвердения отливки форму помещают на 15—20 мин в холодную
воду. При этом гипс формы, пропитанный водой, легко удаляется,
а отливка остается неизменной.
Для склеивания гипса поступают следующим образом: на
поверхностях, подлежащих склеиванию, делают мелкую насечку
(царапины), затем это место смазывают спиртовым раствором
шеллака, после высыхания которого поверх него наносят тонкий
слой жидкого гипса и детали сжимают до его полного отвержде-
ния. Более просто, но менее прочно гипсовые детали можно скле-
ить любым нитролаком.
Силиконирование стекла
Электроизоляционные свойства стекла и глазурованной кера-
мики в значительной степени определяются поверхностным сопро-
тивлением. Из-за конденсации паров воды из воздуха на поверх-
578
ности стекла образуется электролитическая пленка, существенно
понижающая поверхностное сопротивление стекла и глазури.
Для того чтобы исключить это явление, особенно при использо-
вании стекла и глазурованной керамики в качестве высоковольт-
ных изоляторов, производят силиконирование стекла, что при-
дает поверхности гидрофобные свойства и тем самым существенно
увеличивает поверхностное сопротивление стекла. Так, при отно-
сительной влажности воздуха 60—70% поверхностное сопротив-
ление стекла равно 109 Ом, а после силиконирования — 7-1013 Ом.
Для силиконирования хорошо обезжиренную поверхность
стекла покрывают 2%-м раствором диметилхлорсилана в диэтило-
вом (серном) эфире. При небольшой поверхности деталь можно
покрыть окунанием, при большой — кистью или пульвериза-
цией. После выдержки в растворе в течение 1—1,5 мин деталь вы-
нимают из раствора и сушат на воздухе при комнатной темпера-
туре до исчезновения запаха эфира. После этого высушивание
продолжают в сушильном шкафу при 120—140 °C в течение 1—
1,5 ч. При силиконировании диметилхлорсиланом надо соблюдать
осторожность, так как это вещество токсично.
Более простой процесс силиконирования стекла — с использо-
ванием вместо диметилхлорсилоксана нетоксичного полиметил-
силоксана марок ПМс-200 или ПМс-300. 3%-й раствор полиметил-
силоксана приготавливают на хлороформе. Подлежащую покры-
тию деталь или изделие окунают в раствор на 1—2 мин, сушат на
воздухе, а затем в сушильном шкафу при 180—210 °C в течение
2 ч. Образующаяся поверхностная пленка обладает высокими ги-
дрофобными свойствами. Она не взаимодействует с большинством
кислот, органическими растворителями, маслами и жирами. Уда-
ляют силиконовую пленку кипячением в 10—15%-м растворе
едкого натра.
Нетрадиционные травители
Химическое травление некоторых используемых в лаборатор-
ной практике материалов можно проводить в следующих раство-
рах либо расплавах.
1. Химическое травление кварца проводят в растворе плави-
ковой и азотной кислот в объемном соотношении 2 : 1 (темпера-
тура раствора комнатная) либо в 10—20%-м растворе едкого
натра или углекислого натрия (соды) при 50—70 °C.
2. Пленки сурьмы на стекле удаляют 25%-м раствором соля-
ной кислоты при комнатной температуре.
3. Заполимеризованный эпоксидный компаунд в тонких слоях
можно удалить растворами плавиковой и серной кислот в объ-
емном соотношении 1 : 5 при 18—30 °C.
4. Затвердевшую пленку фенолоформальдегидных клеев (БФ-2,
Бф-4 и БФ-6) можно растворить в ацетоне.
5. Электропроводящую оптически прозрачную пленку триок-
сида индия на стекле, кварце, лейкосапфире удаляют 25—50%-м
37* 579
раствором соляной кислоты или 10—15%-м раствором хлористого
железа в соляной кислоте.
6. Поверхность слюды травят в 20%-й плавиковой кислоте.
Скорость травления 0,3—0,4 мкм/ч.
7. Оплавленная бура (тетраборнокислый натрий) растворяется
в глицерине или 10—20%-м растворе серной кислоты, нагретых
до 60—70 °C.
8. Титан активно растворяется в смеси, содержащей 150_
250 г/л аммония уксуснокислого и 40—50 г/л аммония фтористого
кислого (бифторида аммония).
9. Хлористое серебро растворяется в водном растворе аммиака
(нашатырном спирте), в 50—75%-м растворе гипосульфита (тио-
сульфата натрия), а также в концентрированной азотной кислоте,
красной кровяной соли и роданистом калии.
10. Остатки полирита с поверхности отполированного стекла,
кварца, лейкосапфнра удаляют травлением в растворе равных
объемов азотной кислоты, пергидроля (30 %-м водном растворе
перекиси водорода) и воды. До травления деталь следует обез-
жирить в трихлорэтилене и, что весьма желательно, в ультра-
звуковой ванне с изопропиловым спиртом.
11. Натуральный и минеральный воск растворяют в скипи-
даре, бензине, уайт-спирите, перхлорэтане или серном эфире.
Раствор воска используют в качестве защитного покрытия раз-
личных материалов, находящихся во влажной либо агрессивной
атмосфере. После испарения растворителя на поверхности ос-
тается тонкая, равномерная по толщине пленка. Естественно,
что пленку воска надо оберегать от механических повреждений.
12. Единственный травитель, в котором растворяется пла-
тина, — царская водка, состоящая из азотной и соляной кислот
в объемном соотношении 1 : 3.
13. Большинство пластмасс (кроме фторопласта) можно с раз-
личной эффективностью протравить в универсальном травящем
растворе, имеющем состав (г/л): серной кислоты — 350, фосфор-
ной кислоты — 200, хромового ангидрида (триоксида хрома) — 5,
воды — 150. Рабочая температура раствора 100 °C, время обра-
ботки 15—30 мин.
14. Природный мрамор хорошо растворяется в азотной кис-
лоте.
15. Кость животного происхождения растворяется в серной
и соляной кислотах, а также в концентрированном растворе ед-
кого натра.
16. Натуральный янтарь растворяется в концентрированной
серной кислоте. Это его свойство используют, чтобы отличить
янтарь от его имитации — эпоксидного компаунда.
17. При высоких температурах пары и расплав серы, селена
и теллура интенсивно растворяют коррозионно-стойкую сталь
многих марок. В связи с этим для измерения температуры распла-
вов этих элементов нельзя пользоваться термопарами в чехлах
580
из коррозионно-стойкой стали. Лучше всего использовать термо-
пару из вольфрама и вольфрам-рениевого сплава (25% рения).
Вольфрам-рениевая термопара в контакте с этими веществами
стабильно работает до 1200 °C.
Технохимические способы клеймения материалов
Для того чтобы нанести на поверхность материала прочные
несмываемые надпись или рисунок, используют растворы, всту-
пающие в химическую реакцию с материалом. Обычно основой
раствора для клеймения, особенно металлов, служат вещества,
вызывающие травление материала по контуру нанесенной над-
писи или рисунка. На предварительно обезжиренную поверх-
ность травильный раствор наносят резиновым штемпелем, сталь-
ным пером, стеклянным капилляром и в некоторых случаях кис-
точкой из тонкого капронового волокна. При клеймении партии
одинаковых изделий можно использовать трафарет, через который
раствор наносят пульверизатором. Ниже приведены составы рас-
творов, не совсем правильно называемые чернилами, для клейме-
ния металлических и неметаллических материалов.
Для стали любых марок:
30 мл селенистой кислоты, 180 г лимонной кислоты и 100 г
медного купороса (сернокислой меди) растворить в 550 мл воды;
к полученному раствору добавить небольшими порциями 360 мл
соляной кислоты; перед использованием раствор следует про-
фильтровать;
30 г/л медного купороса растворить в слабом растворе (3—
5 г/л) серной кислоты; после нанесения резиновым клеймом со-
ответствующих надписи или рисунка поверхность изделия следует
тщательно промыть водой, чтобы удалить остатки кислоты.
Для меди, латуни и цинка:
250 г/л селенитной (селенистой) кислоты, 160 г/л хлористой
меди и 10 г/л нашатыря (хлористого аммония) растворить в 650 мл
воды;
350 г/л селенитной кислоты растворить в 625 мл воды; затем,
тщательно перемешивая, небольшими порциями в раствор доба-
вить 250 мл соляной кислоты; перед использованием раствор сле-
дует профильтровать;
50 мл соляной кислоты растворить в 800 мл воды, затем ввести
в раствор 100 г медного купороса, 90 г нашатыря и 40 г гуммиара-
бика, который можно заменить агар-агаром; чтобы придать со-
ставу требуемый цвет, в него вводят небольшое количество дис-
персного красителя.
Только для цинка:
80 г хлористого калия и 160 г медного купороса растворить
в 1000 мл воды; перед использованием раствор следует профиль-
тровать; на поверхности цинка образуется прочная, водостойкая
надпись черного цвета;
581
50 г хлористого кальция и 50 г медного купороса растворить
в 1000 мл воды и добавить 75—100 мл 50 %-го раствора агар,
агара. 5
Для олова и белой жести:
приготовить два раствора: первый — из 60 г медного купороса
30 г бертолетовой соли (хлорноватистокислого калия) в 700 мл
воды; второй содержит 50 мл столового уксуса (5%-го) и 0,3_
0,5 г анилинового красителя соответствующего цвета, разведен-
ных в 200 мл воды; перед употреблением оба раствора смешать
в равных количествах; поверхность обрабатываемой детали или
изделия в месте нанесения надписи протереть матерчатым тампо-
ном, смоченным раствором хлористого цинка (50—70%-м).
Только для коррозионно-стойкой стали:
580 г треххлористого железа растворить в 410 мл воды, нагре-
той до 40—50 °C, после полного растворения добавить 10 мл соля-
ной кислоты; чтобы получить надпись темного цвета, к раствору
следует добавить 15 мл молочной кислоты.
Для нанесения надписей на любой металл:
50 г хлористого натрия, 50 г медного купороса, 75 г хлористой
меди, 25 г гуммиарабика (или агар-агара), 20 г сажи или черной
аналиновой краски; все компоненты растворить в 900 мл воды,
нагретой до 75—85 °C, и затем смешать с 500 мл соляной кислоты;
перед использованием раствор профильтровать.
Для получения нестираемой и несмываемой
надписи на стекле:
приготовить два раствора: первый — 36 г фтористого натрия,
7 г сернокислого калия в 500 мл воды; второй — из 56—60 мл
соляной кислоты, 14 г хлористого цинка, растворенных в 500 мл
воды; перед использованием равные объемы обоих растворов
смешать; чтобы придать раствору нужный цвет, к нему добав-
ляют соответствующего цвета тушь.
Белую надпись на стекле можно получить со-
ставом, содержащим 200 г белого мелкодисперсного порошка
(оксида магния, зубного порошка, каолина), тщательно разме-
шанного с 500—600 мл жидкого стекла. Готовую смесь желательно
хранить в пластмассовой посуде, например полиэтиленовой.
Прочную несмываемую надпись на целлюлоз-
ной фотокинопленке можно получить, используя сле-
дующий состав: в раствор 6 г метилоранжа в 100 мл воды добав-
ляют 1000 мл 25%-й уксусной кислоты. Надпись наносят обычным
стальным пером.
Нестираемая и несмываемая краска для клеймения
ткани и кожи состоит из двух растворов. Первый содержит
120 г ляписа (азотнокислого серебра), 250 мл 10%-го водного рас-
твора аммиака (50%-го раствора медицинского нашатырного спири-
та), 160 г кристаллической соды (углекислого натрия). Второй
раствор составляют из 100 г гуммиарабика (или агар-агара),
растворенного в 360 мл воды. Перед использованием оба раствора
582
смешивают в равных объемах и нагревают до 50—60 °C, пока
состав полностью не почернеет. Наносить состав на ткань или кожу
надо при помощи резинового штемпеля, кистью или пером.
Штемпельная краска для нанесения рисунка
на древесину содержит 10 г столярного клея, 16 г дек-
стрина, 8 г сахара, 15 г черного красителя (нигрозина), предвари-
тельно растворенного в воде, и 500 мл воды. Все компоненты сме-
шивают в водяной бане при 50—70 °C. Затем полученный раствор
замешивают с сажей до получения насыщенного черного цвета.
Полученной смесью, нагретой до 70—80 °C, наносят надпись на
деревянный предмет.
Надписи на стекле, как правило на стеклянных бутылях
с химикатами, должны быть выполнены настолько надежно, чтобы
при случайном контакте с водой, кислотами, щелочами надпись
не нарушалась. В противном случае, руководствуясь правилом,
что вызывающий сомнение химический реактив должен быть выб-
рошен, многими ценными и дефицитными веществами нельзя будет
воспользоваться. Поэтому прочная надпись или этикетка на стек-
лянной бутыли — необходимое условие проведения технохимиче-
ского лабораторного эксперимента.
Наиболее простым способом выполнения надписи на стекле
является использование воскового карандаша, который изготав-
ливают следующим способом. Расплавляют 10 массовых долей
пчелиного воска, 35 массовых долей сала и 30—50 массовых долей
мелкодисперсного пигмента требуемого цвета. После тщательного
перемешивания расплав разливают в бумажные трубочки диа-
метром 6—8 мм и длиной 80—100 мм. Бумажную трубку — обо-
лочку карандаша — можно изготовить, обмотав два слоя писчей
бумаги с клеем, вокруг стеклянной трубки. Перед заливкой
массы один конец бумажной трубки закрывают корковой или
деревянной пробочкой. Вместо воска и сала можно использовать
парафин или стеарин с добавкой 10 массовых долей свинцового
глета. В последнем случае надпись, сделанная карандашем, вы-
держивает повышенную температуру.
По одному из старинных рецептов восковый карандаш для
стекла изготавливают из пчелиного воска, свиного сала и скипи-
дара в массовом сотоношении 3:1:2. В расплавленную смесь
добавляют 1 массовую долю сажи или другого пигмента нужного
цвета. После тщательного перемешивания расплав разливают
по бумажным трубочкам.
Трудносмываемую надпись на стекле можно выполнить сле-
дующим составом: 2,5 г шеллака растворяют в 20—30 мл спирта
(этилового). Затем к этому раствору небольшими порциями до-
бавляют раствор 4,5 г буры в 30 мл воды. В качестве красителя
используют 0,1 г анилинового порошка требуемого цвета. Все
компоненты надо тщательно перемешать.
В связи с появлением тонкой прозрачной полимерной липкой
пленки надпись на стекле можно выполнить обычным способом
583
на бумаге, которую прочно закрепляют на стекле липкой плен-
кой. При этом пленку надо обернуть вокруг бутыли, чтобы концы
пленки склеились друг с другом. Надежно защитить бумажную
этикетку, наклеенную на стекло, можно, покрыв ее химически стой-
ким лаком ХСЛ или столь же эффективным лаком X В-784. Оба
лака устойчивы к действию влаги, кислот, щелочей и многих ор-
ганических растворителей. Высокими защитными свойствами об-
ладают и следующие покровные лаки:
-1—2%-й раствор канифоли или шеллака в этиловом спирте;
водный раствор яичного белка или клея ПВА;
сыворотка от свернувшегося молока, водный раствор квасцов
и др.
6.11. ОСОБЕННОСТИ ДИСТИЛЛЯЦИИ (ПЕРЕГОНКИ) ЖИДКОСТЕЙ
Дистилляцией, или перегонкой, называют процесс разделения
растворов или смесей жидкостей на составляющие их компоненты,
различающиеся температурой кипения при данном внешнем дав-
лении. Таким образом, если исходную многокомпонентную
жидкость нагреть до строго определенной температуры, в составе
ее пара будет существенно преобладать пар жидкости с наиболее
низкой температурой кипения. Образовавшийся пар поступает
в холодильник, где он конденсируется в жидкость. Образую-
щийся дистиллят будет обладать теми же свойствами, что и образо-
вавший его пар, т. е. произойдет выделение их исходной, более
легкокипящей жидкости. Постепенно повышая температуру испа-
рения, можно отдельно сконденсировать все составляющие смесь
или раствор жидкие компоненты. Для того чтобы получить более
чистые фракции дистиллята, процесс перегонки многократно пов-
торяют.
Практически процесс дистилляции происходит значительно
сложнее. Одна из причин, влияющих на качество процесса дистил-
ляции, заключается в том, что поток пара, поступающего в холо-
дильник, не является монотемпературным. В основном это проис-
ходит в результате увлечения микрокапель исходной жидкости
потоком пара, скорость которого достигает сотен метров в се-
кунду. Чтобы уменьшить это крайне вредное явление, в кипятиль-
ник с исходной жидкостью помещают нейтральный к ней гранули-
рованный материал в виде кусочков оксида алюминия, получен-
ных из пришедших в негодность алундовых тиглей, или фарфо-
ровой неглазурованной посуды, битого кварца и других мате-
риалов. Эти материалы, называемые «кипелками», затрудняют
попадание пузырьков газа и пара на поверхность жидкости и со-
ответственно увлечение капель жидкости струей пара. Создание
шероховатой поверхности на внутренней стенке испарителя также
уменьшает проникновение жидкости в пар. Система различных
диффузоров на пути движения пара (дифлегматоров) достаточно
эффективно очищает пар от жидкости. Однако наиболее действен-
584
ное средство — точное поддержание температуры испарения ис-
ходной жидкости.
Некоторые компоненты раствора или смеси взаимно не раство-
ряющихся жидкостей могут разлагаться при температуре ниже
начала кипения. В этом случае используют дистилляцию при по-
ниженном давлении — вакуум-перегонку, что значительно пони-
жает температуру кипения жидкости. Так, при понижении давле-
ния пара с 101 кПа (760 мм рт. ст.) до 1,33 кПа (10 мм рт. ст.)
температура кипения понижается почти в два раза. Вода при дав-
лении 1,33 Па (10-2 мм рт. ст.) кипит уже при комнатной темпера-
туре. Многие жидкости при понижении давления резко вспени-
ваются, что нарушает процесс испарения. В этом случае в испаряе-
мую жидкость надо поместить «кипелки» — отрезки или мелкие
куски стеклянной трубки, стеклянную вату либо другой гранули-
рованный материал, не взаимодействующий с испаряемой жидко-
стью. В качестве источника разряжения в лабораторных условиях
удобно использовать водоструйный насос, обеспечивающий раз-
ряжение до 1,9 кПа (15 мм рт. ст.).
6.12. ТЕХНОХИМИЧЕСКИЕ РАСТВОРЫ
Раствором называют гомогенную (равномерную) смесь пере-
менного состава твердых, жидких и газообразных веществ. При
растворении жидкостей наблюдается частичное или полное раство-
рение.
При частичном растворении одна из жидкостей растворяется
в другой лишь в определенном количестве, образуя двухфазную
систему насыщенных растворов жидкость — растворитель и рас-
творитель — жидкость. Примером тому может служить раствор
серный эфир—вода. При 20 °C в 100 мл воды предельно раство-
ряется 8,11 мл эфира, в то время как при тех же условиях (тем-
пературе, давлении) в 100 мл эфира может раствориться всего
2,93 мм воды.
При полном растворении одна жидкость растворяется в другой
в неограниченном количестве. Примером служат водные растворы
спирта и т. д. Следует отметить, что при взаимном растворении
некоторых жидкостей при равных условиях объем раствора ока-
зывается меньшим, чем сумма объемов растворяющихся жидко-
стей. Так, при растворении 200 мл этилового спирта в 200 мл воды
объем раствора будет не 400 мл, а 385,2 мл.
Основной характеристикой любого раствора является его кон-
центрация, которая численно выражает количество растворенного
вещества в определенном количестве раствора. Концентрация
твердых тел, содержащихся в растворе, в технологической химии
выражается массой вещества (в граммах), растворенного в опреде-
ленном объеме жидкости, чаще всего в 1 л (грамм на литр). В рас-
творах, состоящих из двух жидкостей, концентрация выражается
в объемных долях.
585
При растворении твердого вещества в жидкости существует
предел его количества, выше которого при данной температуре
растворение прекращается. Этот предел называют насыщением
а образующийся раствор — насыщенным. Количество твердого
вещества, образовавшего насыщенный раствор, называют раство-
римостью в данном растворителе. Как правило, с повышением
температуры растворимость веществ повышается, а при пониже-
нии температуры — понижается. Если насыщенный при данной
температуре раствор охладить, то часть растворенного в нем твер-
дого вещества выделится в осадок. В растворе же остается такое
количество вещества, которое образует насыщенный раствор при
изменившейся температуре. При медленном понижении темпера-
туры и отсутствии внешних воздействий излишек вещества из
насыщенного раствора может не выделиться в осадок. В таком
случае говорят о пересыщенном или переохлажденном растворе.
Такие растворы, как правило, нестабильны. Резкое изменение
температуры, введение в раствор кристаллика растворенного ве-
щества либо другого дисперсного вещества, частицы которого
являются центрами кристаллизации, механическое воздействие
и другие факторы выводят насыщенный раствор из метастабиль-
ного состояния и приводят к резкому выделению излишне раство-
ренного вещества с образованием стабильного насыщенного рас-
твора.
По характеру растворения твердых веществ в растворителе
их можно подразделить на две группы. В первую входят вещества,
имеющие кристаллическую структуру, сразу же взаимодействую-
щие с растворителем — растворяющиеся. Вторую составляют
полимерные и органические высокомолекулярные вещества, ко-
торые в растворителе сначала набухают, а затем переходят в рас-
твор.
Концентрированные растворы высокомолекулярных материа-
лов, как правило, являются двухфазными в отличие от однофаз-
ных, которые образуют низкомолекулярные вещества.
Технология приготовления технохимических растворов в от-
личие от технологии приготовления растворов, используемых
в аналитической и органической химии, обладает рядом специфи-
ческих особенностей.
Растворение порошков. При растворении мелкодисперсных
порошков они плохо смачиваются растворителем и остаются на
поверхности в виде тонкой пленки. В этом случае навеску раство-
ряемого порошка помещают в ступку и растирают с небольшим
количеством растворителя в пасту консистенции жидкой сме-
таны, которую затем смешивают с остальной массой растворителя.
При необходимости составить раствор порошка в объемном соотно-
шении с растворителем надлежит учитывать насыпную массу
порошка. Насыпную массу определяют взвешиванием определен-
ного объема порошка, свободно (без встряхивания) насыпанного
в мерный сосуд — мензурку.
586
Приготовление раствора жидкость — жидкость. Во всех слу-
чаях приготовления растворов жидкость — жидкость, кроме особо
оговоренных, растворителем считается вода.
При смешивании большинства жидкостей, образующих одно-
фазные растворы, порядок их смешивания может быть любым,
например, все равно — наливать воду в спирт или спирт в воду.
Однако для некоторых жидкостей порядок их соединения должен
быть строго определенным. Это относится к тем жидкостям, раство-
рение которых сопровождается нагревом. Примером тому служит
растворение концентрированной серной кислоты в воде. Отсюда
обязательное правило — нельзя приливать воду в кислоту, а
следует приливать кислоту в воду. В противном случае при пер-
вом контакте с водой происходит интенсивный локальный нагрев,
сопровождающийся разбрызгиванием кислоты и возможными серь-
езными ожогами. Общим правилом приготовления растворов
жидкостей является смешивание их небольшими порциями при
непрерывном перемешивании.
При необходимости концентрацию раствора кислот проверяют
измерением плотности раствора ареометром и сравнением получен-
ных данных с соответствующими табличными значениями.
Приготовление раствора жидкость — твердое тело. При при-
готовлении раствора жидкость — твердое тело растворителем
независимо от концентрации раствора считается жидкость. Наи-
более просто приготовить раствор, в котором твердотельная со-
ставляющая отмеряется в граммах на литр растворителя. Однако
при этом надо учитывать, что высокогигроскопичные вещества,
длительное время находящиеся в негерметичном сосуде, погло-
щают значительное количество воды из воздуха. В наибольшей
степени это относится к таким распространенным веществам,
как едкий натр и едкое кали. При приготовлении их навесок не-
обходимо учитывать массу поглощенной ими воды. Наиболее
просто это можно сделать, измеряя плотность полученного рас-
твора и сравнивая ее с табличными данными. Практически рас-
творы гигроскопичных веществ надо готовить с меныпим, чем по
рецепту, количеством воды, добавляя ее в раствор до нужной
плотности.
Для того чтобы ускорить процесс растворения твердого ве-
щества в жидкости, его следует размельчить и в процессе раство-
рения периодически перемешивать. Повышение температуры рас-
творителя также существенно сокращает время растворения.
Наряду с широко распространенными водными растворами
твердых веществ существуют неводные растворы, растворителем
в которых являются органические вещества — спирты, эфиры,
углеводороды, трихлорэтилен, четыреххлористый углерод, ди-
хлорэтан и др. Как правило, в неводных растворителях раство-
ряют органические и полимерные материалы, жиры, масла, смолы
и т. д. Кроме того, некоторые неорганические вещества также рас-
творяются в неводных растворителях. Если растворы в неводных
587
растворителях предназначены для технохимического использо-
вания, концентрацию растворенного вещества можно выражать
так же, как и для водных растворов, в граммах на литр и в массо-
вых долях. При приготовлении растворов на неводных раствори-
телях надо иметь в виду, что они (практически все) огнеопасны и
токсичны, что требует при работе с ними соблюдения соответ-
ствующих правил.
Если требуется приготовить водный раствор твердого вещества
нужной концентрации, можно воспользоваться табл. 6.39, где
приведены расчетные данные по требуемой массе вещества, ко-
торую надо растворить в 100 мл воды для получения раствора
заданной концентрации. Однако следует заметить, что данные,
приведенные в таблице, недостаточно точны для использования
в аналитической химии, но вполне удовлетворяют требованиям
технологической химии. Приведенной таблицей можно воспользо-
ваться и для получения водного раствора жидкого вещества нуж-
ной концентрации. Для этого объемное содержание его в милли-
метрах надо перевести в массовое — в граммах.
Разбавление растворов. При необходимости уменьшить кон-
центрацию исходного водного раствора его разбавляют водой.
Разбавление проводят по массе или объему раствора. Удобнее
проводить разбавление по объему, так как объем жидкости проще
отмерить, чем взвесить. При разбавлении раствора нельзя вли-
вать в него сразу все требуемое количество воды. Воду следует
немного недолить и измерить плотность раствора. Затем, подли-
вая воду малыми порциями, добиваются нужной плотности рас-
твора, которой соответствует требуемая концентрация. Однако
для большинства технохимических процессов небольшие отклоне-
ния от рецептурной концентрации не имеют значения. По табл. 6.40
можно определить количество воды, которым надо разбавить рас-
твор для получения требуемой концентрации.
При смешивании двух растворов с разными концентрациями
или разбавлении раствора водой, чтобы получить раствор требуе-
мой концентрации, удобно пользоваться графическим построе-
нием, называемым «правилом креста». Сущность этого правила
заключается в следующем. В месте пересечения двух прямых
линий проставляют значение концентрации раствора, которую
требуется получить, а слева (по концам линий) записывают кон-
центрации исходных растворов в массовых долях или процентах
(рис. 6.7, а). При этом большую концентрацию записывают на-
верху, а меньшую — внизу. Затем на каждой линии вычитают
из большего числа меньшее и разность записывают у конца пря-
мой справа. Ту же операцию вычитания производят на второй
прямой. Полученные числа на концах прямых справа показывают,
сколько массовых долей каждого исходного раствора надо взять,
чтобы получить раствор требуемой концентрации. Описанное
правило смешивания растворов проиллюстрируем примером. Из
йсходных растворов, имеющих концентрации 70 и 50%, требуется
588
Таблица 6.39
Количество граммов вещества В, которое надо растворить в 100 мл воды для получения А%-го раствора
589
I
I
I
Таблица 6.40
Объем (мл) раствора концентрации А (%), который надо растворить в 100мл воды для получения концентрации В (%)
и 1Л о 105,3
о о ПИ 9‘S0I
ю СО 105,9 111,8 117,7
о 00 со 10 оО о g СЧ оо «0
ю Г* СО О Ь- СО * СО со о СО со О —« СЧ СЧ СО
о ’ —СО тГ <0 10 СП гГ ~ оо ь? сч О — СЧ СЧ СО тГ
•о о V* со ю сч сп Г~- 10 со о со <0 СО . о —* сч со со -е ю —<
о со Г- О СО Г- 10 СО г- Й Ф Ю СО Д О ОЗ (П О’— СЧСО-^ЮЮ<0 —’ •—< »— •—* »—м —м •—«
ю ю ^СЧ^сО^ьОМ* С0 Г"- СО ОООГ'-ОЮтГсОсЧ’— О —« СЧ СО М< 10 <0 оО •— —< •—« »—< —« v—M •—t
о ю OOOOOOOOQO ’^СЧСО'^ЮОГ-оООО
1.0 —СЧ СО 10 Г* 00 СГ> о •— сч — счсо^цро^ооо-— сч — СЧСО-^ьООЬ-СОО — сч
о LOOi0omoi0oi0omo СЧ Л S 6 (N Ю N о (N ID S 6 — СЧСОЮСОГ^СОО — счсоиб — — счсчсчсчсч
ю со СООО — Г- О СО <0 О — -^ь- ’^’ООСЧгГ—ГцОО-^ГоОСЧ*^—" ю — СЧ х? ю S СО 0 -« СЧ ТГ ю ь- СО — счсчсчсчсчсчсч
о со Г'^СООЬ-СООГ'-СООГ'-СООЬ-сО <OCOOCDCOO<0COOCOCOO<0CO — СО10С0ООО—‘COlOcOqOO’— СО — — — — — СЧСЧСЧСЧСЧСЧсОСОСО
ю сч СЧхГ<0ОООСЧтГСООООСЧхГ<0оОО ’“"^’-’’“'СЧСЧСЧСЧСЧСОсОСОСОСО’ч^
о СЧ СЧЮЬ-ОСЧ10Ь-ОСЧ10Г^©СЧЮЬ-О СЧ СЧ СЧ сч СО СО СО СО М* хГ sf LO
ю ^^д^сог-осог-осог-осог-осог*
о 8§SS8gSSSgS§S8Sg38 — СЧ СЧ CO CO xf 1,0 i0 C00Sr>COcOC30C
1Л 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000
% ‘V Oi^OtOOi0ovOOi0Ol0Oi0©L0Oi0O — — СЧСЧСООЭ^ТГ»010СО©Г*Г*-ОООО©©О
Примечание. Для того чтобы определить, каким количеством воды (мл) надо разбавить 45%-й раствор для получения
500 мл 20%-го раствора, следует найти цифру на пересечении строки «45» и графы «20»; получаем 225 мл/100 мл. Так как надо получить
500 мл раствора, то (500/225\ 100 - 222, т. е. 222 мл 45%-го раствора надо разбавить водой до 500 мл.
590
получить раствор с концентрацией 40%; 70—40 = 30; эту раз-
ность проставляем в нижнем правом конце линии; 50—40 = 10;
эту разность проставляем на верхнем конце линии справа. По-
лученные справа значения показывают, что для получения 40%-го
раствора надо смешать 30 массовых долей 70%-го раствора
и 10 массовых долей 50%-го раствора (рис. 6.7, б). Этой же схемой
пользуются при разбавлении раствора водой до требуемой кон-
центрации. При этом значение концентрации воды принимают
Концентрация первого
растбора
Требуемая концентрация
растВора
Требуемое количество
Второго раотбора
Концентрация Второго
pacmiopa
Требиемое количество
первого растбора
Рис. 6.7. «Правило креста» для приготовления растворов (а) и при-
меры его использования при разбавлении раствора водой до нужной
концентрации (б) и при разбавлении раствора известной концен-
трации (в)
за нуль. Например, из рис. 6.7, в следует, что для разбавления
водой 50%-го раствора до концентрации 20% надо 30 массовых
долей исходного раствора разбавить 20 массовыми долями воды.
Правилом креста можно пользоваться при смешивании и раз-
бавлении растворов не по их концентрации, а по их плотности.
При этом порядок записи и вычитания остается таким же, как и
в случае использования значений концентрации.
Выпаривание растворов. На практике часто сталкиваются
с необходимостью повысить концентрацию раствора или выделить
из него растворенное твердое вещество. Обе эти задачи решают
выпариванием раствора. Будучи процессом чисто физическим,
выпаривание основано на разделении растворителя и растворимого
в нем твердого вещества благодаря тому, что в большинстве слу-
чаев растворитель имеет температуру испарения более низкую,
чем растворенное в нем вещество. Если при дистилляции (пере-
591
гонке) жидкости образующийся пар участвует в рабочем цикле
поступая в холодильник для конденсации, то при выпаривании
пар растворителя не участвует в процессе и удаляется.
Выпаривание с целью повысить концентрацию раствора про-
водят при комнатной, повышенной температуре или при кипении.
В том случае, когда температура кипения растворителя столь вы-
сока, что может привести к изменению свойств находящегося
в растворе вещества, выпаривание ведут при пониженном давле-
нии. При этом в зависимости от степени разряжения температура
кипения раствора понижается. Следует напомнить, что во всех
случаях температура кипения раствора твердого вещества выше
Рис. 6.8. Изменение темпера-
туры криогидратного рас-
твора нитрата аммония (ам-
миачной селитры) со време-
нем
температуры кипения растворителя.
В отличие от растворов твердых тел
(сплавов) эвтектических температурных
точек для жидкостных растворов не су-
ществует. Выпаривание при понижен-
ном давлении надо вести в замкнутом
герметичном сосуде, соединенном с во-
доструйным или механическим вакуум-
ным насосом. Чаще всего выпаривание
раствора, не содержащего токсических
веществ, проводят в открытых сосудах
в вытяжном шкафу.
Для того чтобы предотвратить пере-
грев жидкости и внезапное ее вскипание,
на дно сосуда с выпариваемым раствором
помещают мелкие стеклянные или керамические осколки — «кипел-
ки». В качестве сосуда для выпаривания используют керамические,
кварцевые, стеклянные и, в особых случаях, платиновые чашки
плоской формы с большой площадью испарения. При выпаривании
водных растворов большинства неорганических веществ наблю-
дается явление «ползучести», при котором твердое вещество из
раствора ползет по стенке выпарительной чашки наружу. Причи-
ной этого является неравномерное распределение температуры по
поверхности чашки, при котором дно оказывается более нагретым,
чем стенка. Для того чтобы исключить это нежелательное явление,
выпаривание проводят из двух чашек, помещенных одна в дру-
гую. При этом раствор наливают только во внутреннюю чашку,
а нагревают внешнюю чашку.
Криогидратные растворы. При растворении в воде некоторых
солей происходит поглощение тепла, вследствие чего понижается
температура раствора. В предельном случае при растворении
в воде хлористого кальция температура раствора понижается
на 72,9 °C. Если соответствующую соль не растворять в воде, а
образовать механическую смесь со снегом, температура смеси
понизится еще в большей степени за счет дополнительного погло-
щения тепла при плавлении льда, у которого весьма значитель-
ная вскрытая теплота плавления. При выборе соли для образова-
592
Таблица 6.41
Криогидратная температура растворен» некоторых сохе!
в воде и снеге
Солевая смесь Количество солв. г Охлаждение. *С
На 100 г воды при 18 °C
Хлористый аммоний 30 —5,1
Азотнокислый натрий 75 —5,3
Хлористый кальций (кристалличе- 250 — 12,4
ский)
Азотнокислый аммоний 100 —15
Сернокислый натрий 160 — 17
Роданистый аммоний 133 —18
Роданистый калий 150 —23,7
На 100 г снега при 0 °C
Хлористый калий 30 —11
Азотнокислый аммоний 60 —11,5
Хлористый аммоний 25 —15,4
Азотнокислый натрий 59 —18,5
Хлористый натрий 33 —21,3
Хлористый калий:
кристаллический 81 —21,5
гидрат 125 —40,3
» 143 —55
ния криогидратного раствора необходимо учитывать скрытую
теплоту растворения соли, которая должна быть незначительной,
растворимость соли в воде и (желательно) нетоксичность как са-
мой соли, так и ее раствора. Следует заметить, что криогидратное
охлаждение — одноразовый процесс, который прекращается после
полного растворения соли. За счет теплоемкости раствора, его
массы, качества теплоизоляции сосуда с раствором и минималь-
ного тепловыделения охлаждаемого объекта температура раствора
может оставаться достаточно стабильной в течение нескольких
часов. На рис. 6.8 показано изменение температуры раствора азот-
нокислого аммония со временем для объема 400 мл, в котором вы-
деляется тепловая мощность 3,5 Вт. Периодическая засыпка оче-
редных порций соли производилась каждый час. При этом масса
отдельных порций была такой, чтобы в сумме они не превысили
растворимость в данном объеме жидкости. В табл. 6.41 приведены
наиболее распространенные солевые криогидратные растворы,
легко воспроизводимые в лаборатории.
Список литературы
1. Воскресенский П. И. Техника лабораторных работ. — М.: Химия, 1973. —
532 с.
2. Гороновский И. Т., Юзаренко Ю. П., Некряч Е. ♦. Краткий справочник
по химии. — Киев: Наукова думка, 1987. — 829 с.
38 е. А. Колеико
593
3. Захаров Л. Н. Начала лабораторных работ. —Л.: Химия, 1981. — 191 с
4. Иванов-Есипович Н. К. Физико-химические основы производства радио-
электронной аппаратуры. — М.: Высш, шк., 1979. — 205 с.
5. Карякин Ю. В., Ангелов И. И. Чистые химические реактивы.__м.
Химия, 1974.—407 с.
6. Козлов Ю. С., Кузнецов О. К., Тельнов А. Ф. Очистка изделий в машино-
строении. — М.: Машиностроение, 1982. — 261 с.
7. Луфт Б. Д., Шустина А. Л. Очистка деталей электронных приборов_
М.: Энергия, 1968. — 320 с.
8. Мусакин А. П., Рачннскнй Ф. Ю., Суглобова К- Д- Оборудование химиче-
ских лабораторий: Справочник. — Л.: Химия, 1978. — 480 с.
9. Правдин П. В. Лабораторные приборы и оборудование из стекла и фар.
фора. — М.: Химия, 1988. — 332 с.
10. Пугашевич П. П. Техника работы со ртутью в лабораторных и производ-
ственных условиях. — М.: Химия, 1972. — 320 с. ’
11. Попилов Л. Я. Советы заводскому технологу. — Л.: Лениздат, 1975. —
267 с.
12. Пивоваров Г. Я. Технохимические процессы электровакуумного произ-
водства. — М.: Энергия, 1975. — 297 с.
13. Рабинович В. А., Хавин 3. Я. Краткий химический справочник. — Л.:
Химия, 1978. — 392 с.
14. Рачинский Ф. Ю., Рачинская М. Ф. Техника лабораторных работ. —
Л.: Химия, 1982. — 431 с.
15. Спринг О. Очистка поверхности металлов: —Пер. с англ. —М.: Мир,
1966. — 349 с.
16. Трагер Ю. А., Кришталь Н. Ф., Карташов Л. М. Основные хлороргани-
ческие растворители. — М.: Химия, 1984. — 223 с.
17. Файнштейн С. М. Обработка поверхности полупроводниковых прибо-
ров. — М.: Энергия, 1966. — 256 с.
18. Францевич И. Н., Пилянкевич А. Н., Вольсон А. И. Анодные оксидные
покрытия на металлах и анодная защита. — Киев: Наук, думка, 1985. — 278 с.
19. Химический энциклопедический словарь/Под ред. И. Л.Кнунянц а.—
М.: Советская энциклопедия, 1983. — 790 с.
20. Чистяков Ю. Д., Ройнове Ю. П. Физико-химические основы техноло-
гии микроэлектроники. — М.: Металлургия, 1979. — 408 с.
21. Черепии В. Т., Васильев М. А. Методы и приборы для анализа поверх-
ности материала. — Киев: Наук, думка, 1982. — 399 с.
22. Черепнин Н. В. Основы очистки, обезжиривания и откачки электронных
приборов, — М.: Советское радио, 1967.—408 с.
23. Шехмейстер Е. И. Общая технология электровакуумного производства. —
М.: Высшая школа, 1984. — 288 с.
24. Шехмейстер Е. И. Технохимические работы в электровакуумном произ-
водстве.— М.: Высшая школа, 19/8. — 287 с.
25. Эспе В. Технология электровакуумных материалов: Пер. с нем. под
ред. Р. А. Нилендера. — М.: Энергия, 1969. — Т. 1. — 631 с.; — Т. 2. —
448 с.;—Т. 3. — 368 с.
26. Юдин К. А. Техника безопасности при работе с химическими вещест-
вами.— М.: Профнздат, 1964. — 143 с.
27. Ямпольский А. М. Технология оксидирования и фосфотирования ме-
таллов. — Л.: Лениздат, 1960. — 106 с.
28. Ямпольский А. М. Травление рассеянных, благородных и редких ме-
таллов. — Л.: ЛДНТП, 1972. — 32 с.
Глава 7
РАБОТА С ГАЗАМИ, ПАРАМИ И ЖИДКОСТЯМИ
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Вещества в газообразном, парообразном и жидком состоянии
используются в качестве рабочих сред, имеющих различное тех-
нологическое назначение:
защита детали от окисления при нагреве;
восстановление оксидов, т. е. очистка поверхности детали;
создание поверхностного слоя вещества, обладающего требуе-
мыми свойствами, в результате химического взаимодействия среды
с материалом детали (азотирование, фосфатирование, карбидиро-
вание, окисление и др.);
осуществление электролитических и химических процессов
по получению поверхностных покрытий из различных металлов;
создание электропроводящих газовых и парообразных сред
для источников излучения (газоразрядных источников света,
оптических квантовых генераторов).
В перечисленных случаях газы, пары и жидкости должны обла-
дать очень высокой чистотой, подчас значительно превышающей
чистоту выпускаемых, продуктов. Как правило, используемые
в лабораторной практике баллонные газы (азот, водород, кисло-
род, гелий, аргон и др.) не являются достаточно чистыми и тре-
буют дополнительной местной очистки от кислорода и паров воды.
Высокие требования к чистоте предъявляются к многочисленным
технологическим жидкостям, которые применяются для обезжи-
ривания, травления и промывки различных образцов, подлежа-
щих исследованию, а также узлов и деталей, предназначенных
работать в высоком вакууме. Например, обезжиривающие и про-
мывочные жидкости, включая воду, должны быть значительно
чище обрабатываемой ими поверхности. Особенно низким содер-
жанием примесей должны обладать промывочные жидкости для
финишной промывки рабочей поверхности кристаллов, используе-
мых в твердотельной полупроводниковой электронике.
Технологические газы, особенно нейтральные и благородные
(азот, гелий, аргон), применяемые в качестве защитной среды, на-
пример при пайке легированных (коррозионно-стойких) сталей,
38* 595
должны содержать существенно меньше примесей кислорода и
паров воды, чем их содержится в баллонных газах.
В настоящей главе описаны технологические процессы и спо-
собы очистки в лабораторных условиях некоторых газов и жидко-
стей от примесей.
7.2. ОЧИСТКА ГАЗОВ
Необходимо особо подчеркнуть, что технологический газ
должен использоваться сразу после очистки. В связи с этим в тех-
нологических линиях, использующих очищенный газ, установки
очистки являются неотъемлемой частью технологического обору-
дования. Предварительная очистка и последующее хранение газа
в газгольдере бесполезны, так как газ вновь загрязняется парами
воды, кислородом, азотом и другими компонентами окружающей
атмосферы.
В число операций по очистке технологического газа входит
удаление механических загрязнений — пыли. Это особенно важно
в твердотельной полупроводниковой электронике, где при совре-
менной степени интеграции, достигающей 10е отдельных функцио-
нальных элементов на 1 см2 площади кристалла, электроизоляцион-
ное расстояние между отдельными элементами равно 0,5—1 мкм,
т. е. сравнимо со средним размером частицы пыли. Даже попада-
ние одной частицы пыли на поверхность кристалла может при-
вести к выходу всей структуры из строя.
7.2.1. Сжатые технологические газы
в металлических баллонах
Согласно Государственному стандарту все металлические бал-
лоны, содержащие технологические газы под повышенным давле-
нием, имеют строго определенную маркировку для обозначения
характеристики газа. Элементами маркировки являются цвет
баллона, цвет надписи названия газа и цвет полосы под над-
писью (табл. 7.1). При отсутствии какого-либо элемента марки-
ровки газ из баллона использовать нельзя.
Допустимое объемное содержание примесей в баллонных тех-
нологических газах приведено в табл. 7.2. В среднем содержа-
ние газовых примесей в баллонных газах достигает 1%: основ-
ную долю составляют пары воды — 80% от общего объема газо-
вых примесей.
Особенно большое количество паров воды и даже сконденсиро-
ванной воды находится в баллонах с кислородом. Иногда количе-
ство конденсата может достигать 0,2—0,5 л. Это обусловлено
тем, что из-за несовместимости с маслом компрессоры, накачи-
вающие кислород в баллон, смазываются водой.
При оценке содержания паров воды в газе следует учитывать,
что оно зависит от давления газа в баллоне, т. е. 150 а™
596
Таблица 7Л
Маркировка баллонов с газами
Газ Цвет баллона Цвет надписи названия газа Цвет полосы под надписью Началь- ное давление в балло- не. атм
Азот Черный Желтый Коричневый 150
Аммиак Желтый Черный — 30
Аргон сырой Черный Белый Белый 150
Аргон техниче- ский » Зеленый Зеленый 150
Аргон чистый Серый Синий Белый 150
Ацетилен Белый Красный — 30
Водород Зеленый » —. 150
Кислород Голубой Черный — 150
Воздух сжатый Черный Белый 150
Гелий Коричневый » — 150
Метан Красный » — 150
Сернистый анги- дрид * Черный » Желтый 6
Сероводород * Белый Красный Красный 30
Углекислота * Черный Желтый — 125
Хлор * Серый Красный Зеленый 6
Хладон (фреон)-* Серебристо- серый Черный Синий 30
Примечанн с белой надписью. е. Баллоны с другими горючими газами — красного цвета
• Газ находится в баллоне в сжиженном состоянии.
Таблица 7Л
Объемный состав технологических баллонных газов (%)
Баллонный газ Водород Кисло- род Азот Угле- кислота Пары воды
Водород:
высший сорт А 99,98 0,01 — — 0,2
> > Б 99,95 0,05 — 0,2
> > В 98,5 1,5 —— 0,2 1,0
первый сорт 97,5 2,5 — 0,2 1,0
Кислород:
первый сорт 0,3 99,7 — — 0,007
второй > 0,5 99,5 — — 0,007
третий » 0,7 99,2 — — 0,007
Азот:
высший сорт — 0,005 99,99 0,005
первый > — 0,4 99,6 — 0,005
второй > — 1,0 99,0 — 0,07
597
Таблица 7.9 Соотношение показателей влажности газа (1,52-10’ Па). При дроссе- лировании до 1 атм (1,01 х X 106 Па) содержание вла- ги в газе уменьшится в 150 раз. Количество содержа-
Темп ер ату- ра точки росы, °C Содержание паров воды
концентра- ционное, мг/л объемное, %
щихся в газе паров воды
0 4,88 0,602 обычно выражается темпе-
— 10 2,35 , 0,282 ратурой точки росы. Эта
—/и —30 0,46 0,053 температура соответствует
—40 0,177 0,019 началу конденсации водя-
—50 0,063 0,0063 ного пара, сопровождаю-
—60 2,5.10-» 2,6.10-з щейся появлением на кон-
—70 —80 5.10"» 10~3 5.10-4 10“4 трольной зеркальной по-
—90 4.10“* 4.10"ь верхности водяного кон-
—100 2.10-6 2.10-° денсата — росы.
В технических паспор-
тах количество влаги в
баллонных технологических газах указывается в объемных про-
центах или миллиграммах на метр (килограммах на кубический
метр). В табл. 7.3 приведены соотношения между температурой
точки росы и объемной и массовой концентрацией водяных па-
ров, содержащихся в газе.
При нагреве (отжиге, пайке, плавлении) металлов или других
материалов не должно быть никакого взаимодействия их с газо-
вой средой, поскольку в кислороде, например, может произойти
окисление, в водороде могут образоваться гидриды, в азоте —
нитриды. Идеальной средой, химически не взаимодействующей
ни с какими материалами, является вакуум. Однако нагрев в ва-
кууме, особенно до высоких температур, сопровождается интен-
сивным испарением и термической диссоциацией, что сущест-
венно усложняет (а подчас и исключает) использование нагрева
в вакууме. От перечисленных недостатков свободен нагрев в атмо-
сфере благородных газов высокой чистоты. В табл. 7.4 приведено
содержание примесей в благородных газах технологического на-
значения и высокой степени очистки, выпускаемых промышлен-
ностью.
Естественно, что для работы с чистым газом аппаратура должна
быть изготовлена из материала, не взаимодействующего с ним и,
следовательно, не загрязняющего его, например, пылевидными
микрочастицами. В связи с этим газовый тракт нельзя изготавли-
вать из алюминия или его сплавов, так как микрочастицы оксида
алюминия, всегда присутствующие на поверхности, могут попасть
в газ. Лучше всего газовый тракт изготавливать из коррозионно-
стойкой стали, стекла или кварца.
Газовая магистраль чистого газа должна быть полностью гер-
метичной, чтобы исключить контакт газа с окружающей средой.
Ошибочным является укоренившееся понятие о том, что не-
598
Таблица 7.4
Объемное содержание примесей
в чистых технологических благородных газах (%)
Марка газа Водород Кислород Азот Неон Аргон и кислород
Гелий особой чисто- ты Аргон высокой чи- стоты Аргон особо высокой чистоты 0,0001 0,0005 0,0007 0,0003 0,0005 0,006 0,002 0,004 0,0001
Марка газа Оксид н диоксид углерода Угле- водороды Пары ВОДЫ Чистый газ
Гелий особой чисто- ты Аргон высокой чи- стоты Аргон особо высокой чистоты 0,0002 0,0005 0,0001 0,0001 0,0004 0,0005 0,007 0,005 99,995 99,992 99,995
плотности в газовом тракте можно исключить, создав внутри дав-
ление газа выше окружающего. При наличии в магистрали неплот-
ности размером в доли микрометра (даже при повышенном внутрен-
нем давлении) образуется молекулярный поток газа, в результате
чего газ из окружающей атмосферы (воздуха) будет проникать
в область повышенного давления. Примером может служить про-
никновение молекулярного потока кислорода из атмосферы в ва-
куум через отверстие диаметром 0,1 мкм, достигающее 5-10"4 лХ
хмк/с. Диффузия кислорода и паров воды из воздуха через стенки
трубопровода возрастает для различных материалов в следующей
последовательности: медь, фторопласт, полиэтилен, капрон.
Степень чистоты газов определяется видом технологического
процесса, в котором газ будет использоваться. Так, для создания
восстановительной атмосферы при пайке можно использовать
водород технической чистоты, содержащий пары воды, кислород,
пыль, гидрозоли и другие примеси в значительных количествах.
В то же время для нагрева в атмосфере в нейтральных газах
не должно быть ни кислорода, ни паров воды, а для создания
нейтральной атмосферы в технологических операциях полу-
проводниковой электроники требуется предельная чистота газа.
7.2.2. Осушка газов
Одной из основных операций очистки воздуха и технологиче-
ских газов является очистка от паров воды. Наиболее простой и
эффективный способ осушки — поглощение водяного пара твер-
599
Таблица 7$
Водопоглощающие вещества, используемые для осушки газов
Водопоглощающее вещество Содержание па- ров воды, остав- шихся в 1 дм* газа, при 25 °C, мг Водоп оглощающее вещество Содержание па- ров воды, остав- шихся в I дм’ газа, при 25 °C, мг
Жидкий азот (—196 °C) Фосфорный ангидрид Хлорнокислый магний (безводный) Силикагель Едкое кали (плавленое) Хлорнокислый магний, гидрат Окись магния Едкий натр (плавле- ный) 1,6-1020 2,5.10-6 5. IO’1 1. io-» 2.10-» 2.10-» 8.10-» 14.10-» Оксид кальция Хлористый кальций (гранулированный) Хлористый кальций (плавленый) Хлористый цинк Бромистый ЦИНК Медный купорос (серно- кислая медь) 2.10-» 2,5.10-1 3,3. ю-1 8-10-1 1,1 1,4
дыми мелкопористыми веществами-адсорбентами, которые обла-
дают большой активной поверхностью, исчисляемой тысячами
квадратных метров в одном кубическом сантиметре. К таким
адсорбентам относятся алюмогель, силикагель, активированный
уголь и др.
Наиболее эффективный адсорбент — это силикагель, который
понижает содержание паров воды в воздухе или молекулярном
газе, не вступающих в химическую реакцию с адсорбентом, до
10-8 мг/дм*. При нагреве адсорбент теряет поглощенную воду и
может быть многократно использован.
Более обширную группу высушивающих материалов пред-
ставляют вещества, химически связывающие пары воды. Наи-
более активным химическим осушителем является фосфорный ан-
гидрид, который высушивает воздух либо молекулярный газ, не
образующий с ним нежелательных побочных химических соеди-
нений, до остаточного содержания влаги 5 10-4 мг/дм8. Процесс
поглощения влаги химическими поглотителями, как правило,
необратим. В табл. 7.5 перечислены вещества, используемые для
осушки газов.
Водопоглощающие твердые вещества помещают в одну или
несколько последовательно соединенных U-образных или прямых
стеклянных трубок суммарной длиной не менее 1 м. Для того
чтобы в порошкообразном осушителе не образовались комки,
его следует равномерно перемешать со стеклянной ватой, мелкими
стеклянными бусами или мелким битым стеклом.
Для жидких осушителей используют стандартные склянки
Дрекселя или Тищенко. Серную кислоту в склянку Дрекселя
наливают не более чем на 2/3 высоты сосуда, а в склянку Ти-
600
Твблмча 7£
Характеристики установок для очистки
баллонных технологических газов
Модель Назначение Произво- дитель- ность, м*/ч Остаточное содержание паров воды, мг/дм’ Остаточное содержание кислорода, о/
УОГВ-0,5 Очистка водорода от па- ров воды и кислорода 0,5 2,7.10-» 1.10-*
ОДВ-4 Острая очистка водорода от паров воды и кислорода 4 2.10"» 1.10~*
УОГА-0,5 Очистка азота и аргона от паров воды и кислорода 0,5 2,7.10-» 1.10-*
щенко — не более 1/4 ее объема, — тогда при большом расходе
газа кислота не выплеснется из сосуда.
Как видно из табл. 7.5, полное удаление водяного пара из
газа происходит в результате его вымораживания при низкой тем-
пературе. В случае использования жидкого азота, испаряющегося
при температуре —196 °C, применяют обычную стеклянную или
металлическую ловушку для вымораживания остатков паров
масла или ртути в высоковакуумных системах. Также весьма
эффективным является вымораживание паров воды, содержащихся
в технологическом газе, путем охлаждения твердой углекислотой
или смесью твердой углекислоты с ацетоном (температура субли-
мации —78 °C). Содержание остаточных паров воды после вымо-
раживания твердой углекислоты составляет 10“8—10-9 мг/дм8.
Для очистки баллонных газов можно использовать выпускае-
мые промышленностью установки небольшой производитель-
ности, характеристики которых приведены в табл. 7.6.
При осушке технологического газа или воздуха в лаборатор-
ной установке остаточное содержание паров воды существенно
зависит от расхода газа, проходящего через осушитель. При
большом расходе пары воды в газе не успевают вступить в реак-
цию с поглотителем, что ухудшает осушку. Для степени осушки,
приведенной в табл. 7.5, расход газа не должен превышать 3—
4 дм8/ч, что вполне достаточно для проведения большинства лабо-
раторных экспериментов.
Для получения обезвоженного газа в большем количестве не-
сколько лабораторных осушительных установок соединяют парал-
лельно. Для острой осушки газа установка должна состоять из
нескольких последовательно соединенных секций, каждая из
которых по ходу прохождения газа содержит более эффективный
осушитель.
Не менее важным в процессе осушки газа является контроль
остаточной влажности. Для этой цели используют серийно вы-
пускаемые промышленностью влагомеры типа «Кулон», «Бай-
601
кал-4», «Волна-2» и др., а также термовлагомеры и датчики влаж-
ности ТВ-2 и ДИВ-3. Однако при отсутствии серийных приборов
можно воспользоваться простым кулонометрическим датчиком
влажности, который обладает высокой чувствительностью; его
можно изготовить в условиях неспециализированной лабора-
тории.
Принцип действия кулонометрического датчика заключается
в абсорбции влаги, содержащейся в газе, гигроскопическим веще-
ством, помещенным в узком
зазоре между двумя электро-
дами, к которым приложено
напряжение от источника по-
стоянного тока. При погло-
щении влаги в гигроскопич-
ном материале датчика начи-
нается электролиз, и по силе
тока в цепи можно измерить
влажность газа в диапазоне
от 1 • КГ4 до 1 10"х%, что со-
ответствует точке росы от
—75 до —20 °C. Погрешность
измерения влажности при
этом не превышает 3—5%.
Кулонометрический метод из-
мерения влажности газов
(в отличие от всех других)
Рис. 7.1. Кулонометрический датчик
влажности газа:
1 — металлический манжет; 2 — стеклян-
ный корпус; 3 — нить с вл а почувствитель-
ней пропиткой; 4 — фторопластовый стер-
жень; Б — измерительная мостовая схема
позволяет с помощью про-
стых средств осуществлять непрерывный контроль влажности
с фиксацией результатов на самописце или в памяти машины.
Так как выход по току при электролизе воды равен 100%
при постоянном расходе газа v (дм8/ч), измеряемом ротаметром
или другим способом, сила тока в цепи I (мА) будет связана с аб-
солютной (концентрационной) влажностью газа С (г/м8) следую-
щим соотношением:
С = 7/(2,98о).
Кулонометрический датчик влажности газа можно изготовить
следующим образом. На фторопластовом стержне диаметром 5-—
7 мм и длиной 50 мм посередине на отрезке 25 мм нарезают двух-
заходную нормальную метрическую резьбу с шагом 1 мм. По канав-
кам резьбы наматывают платиновую проволоку диаметром 0,5—
0,6 мм. При этом один конец каждой проволоки с противополож-
ных сторон закрепляют на стержне, а свободные концы выводят
через фторопластовые крышки наружу. Стержень с проволокой
покрывают несколькими слоями метафосфатной (метафосфорной)
кислоты, растворенной в этиловом спирте. Необходимо внима-
тельно следить, чтобы при нанесении кислоты не образовывались
разрывы ее пленки между витками проволочной намотки.
602
Вместо платиновой проволоки можно использовать хлопчато-
бумажную нитку № 00 (диаметром 0,7 мм). Предварительно нитку
кипятят в слабом (10—20%-м) растворе двууглекислого натрия
(питьевой соды), промывают в горячей и холодной воде, высуши-
вают, пропитывают раствором метафосфатной кислоты в спирте,
опять высушивают. Затем нитку с помощью бифиляра по канав-
кам резьбы наматывают на фторопластовый стержень. Электри-
ческий контакт на концах нитки обеспечивается посредством коль-
цевых манжет с проволочными выводами. Схема включения кулоно-
метрического датчика влажности газа приведена на рис. 7.1.
Точность определения влажности кулонометрическим способом
зависит от содержания в газе пыли, паров масла, спирта и других
веществ, взаимодействующих с фосфорной кислотой.
7.2.3. Химическая очистка газов от примесей
Различные технологические газы, полученные как в лабора-
ториях, так и на промышленных предприятиях, содержат механи-
ческие (аэрозольные) и химические примеси, а также небольшое
количество воды и сопутствующих газов. В баллонных газах вы-
сокой степени очистки объемное содержание примесей достигает
1%, в технических баллонных газах — 5% (табл. 7.7).
Наличие случайных примесей в технологическом газе может
повлиять на достоверность результатов лабораторного экспери-
мента либо на качество технологического процесса, проводимого
в газовой атмосфере. В наибольшей степени чистоту технологиче-
ского газа необходимо соблюдать в твердотельной полупроводни-
ковой электронике, в которой даже мономолекулярные слои
постороннего вещества на поверхности полупроводникового ма-
териала могут ухудшить параметры твердотельной электронной
структуры.
Таблица 7.7
Основные газообразные примеси,
содержащиеся в технических баллонных газах
Газ Основные примеси
Азот Кислород Водород Хлор Аргон Диоксид углерода Диоксид серы Аммиак Кислород, инертные газы, диоксид углерода, во- дород, пары воды Азот, диоксид углерода, водород, пары воды Кислород, мышьяковистый водород, фосфористый водород, пары воды Водород, хлористый водород, азот и оксид угле- рода, пары воды Азот, кислород, диоксид углерода Кислород, азот, пары воды Диоксид углерода Азот, водород, диоксид углерода, пары воды, амины (анилин, дифениламин, метиламин и др.)
603
«’ Таблица 7 Л
Химические вещества, используемые для очистки воздуха от примесей
* Поглощающий реагент Поглощаемые нз воздуха вещества
Хлористый кальций Натронная известь Гранулированная пемза, пропитан- ная насыщенным раствором едкого натра или едкого кали Силикагель (зерна размером 1— 3 мм) Активированный уголь Дистиллированная вода Органические растворители Пары воды Диоксид углерода Пары кислот Пары углеводородов » » Твердые аэрозоли, растворимые в воде Органические аэрозоли, не раство- римые в воде
Таблица 75
Химические реагенты и последовательность их использования
при очистке технологических газов
Очищаемый газ Содержащиеся примеси Очищающие реагенты н последовательность их использования
Азот Аргон Водород Кислород Диоксид углерода Хлор Кислород, ДИОКСИД углерода, пары воды Азот, кислород, диок- сид углерода Кислород, мышьяко- вистый водород, фосфо- ристый водород Пары воды, азот, ди- оксид углерода, водород Кислород, азот, пары воды Пары воды, водород, хлористый водород, азот, диоксид углерода 1. Медная стружка (при темпера- туре 700 °C) или щелочной раствор пирогаллола 2. Серная кислота 3. Хлористый кальций 4. Фосфорный ангидрид 1. Расплав магния нли кальция 2. Фосфорный ангидрид 1. Насыщенный раствор марган- цевокислого калия в щелочи 2. Хлористый кальций 3. Серная кислота 4. Фосфорный ангидрид 1. Едкое кали 2. Хлористый кальций 3. Серная кислота 4. Фосфорный ангидрид 1. Медная стружка (при темпера- туре 700 °C) 2. Хлористый кальций 3. Серная кислота 1. Хлористый кальций 2. Насыщенный раствор марган- цевокислого калия 3. Серная кислота 4. Фосфорный ангидрид
604
Несмотря на то что водород обладает высокой восстанавливаю-
щей способностью, наличие в нем незначительного количества
(0,1—0,3%) кислорода может привести не к восстановлению,
а к окислению материала. В наибольшей степени это относится
к некоторым металлам (бронзе, нихрому, коррозионно-стойким
сталям и др.).
Однако чистый водород в некоторых случаях специально
увлажняют, например для высококачественной очистки некоторых
металлических деталей при нагреве в водороде — препаративном
отжиге. Увлажнение производят путем пропускания водорода
через дистиллированную воду, нагретую до температуры 40—
80 °C. При этом влажность водорода оказывается в пределах
15—25 °C (14—23 г/м8). Механизм очистки путем нагрева во
влажном водороде заключается в восстановлении оксидов на
поверхности металла либо термическом разложении органиче-
ских и других поверхностных загрязнений и последующем свя-
зывании газообразных продуктов в результате разложения ки-
слородом, образовавшимся при пиролизе воды.
При очистке от примесей воздуха и технологических газов
химическим методом используют способность некоторых активных
реагентов вступать в химические реакции с веществами примесей,
образуя с ними стабильные соединения. В табл. 7.8 и 7.9 приве-
дены основные химические реагенты, которые применяются для
очистки воздуха и баллонных технологических газов от некоторых
превалирующих примесей.
7.2.4. Очистка газов от примесей на молекулярных ситах
Адсорбционная очистка газов от примесей основана на физи-
ческом явлении — селективном извлечении примесей твердыми
веществами. В качестве таких веществ — адсорбентов — исполь-
зуют микропористые вещества, размер пор которых сравним с раз-
мером молекул вещества примеси. Отсюда и название этих ве-
ществ — молекулярные сита. К ним относятся природные угли,
графиты, специально обработанные оксиды некоторых металлов
и щелочные стекла, продукты карбонизации полимеров, а также
обширная группа природных и синтетических алюмосиликатов
щелочных и щелочно-земельных металлов, получивших название
«цеолитов».
Замечательной особенностью цеолитов является содержание
в микропорах «цеолитовой» воды, количество которой непостоянно
и зависит от температуры и влажности окружающей среды.
В отличие от кристаллизационной воды, выделяющейся скачком
при определенной температуре, цеолитовая вода выделяется при
нагревании постепенно, без нарушения кристаллической решетки
твердого тела.
Обезвоженный цеолит обладает высокой поглощающей способ-
ностью, относящейся к парам воды, аммиаку, диоксиду углерода,
сероводороду и многим другим газам.
605
Таблица 7 JO
Эффективность поглощения воздуха
микропористыми адсорбентами
в зависимости от температуры
Адсорбент Эффективность адсорбции
прн темпера- туре 77 к и давлении 1 — 10“* Па при темпера- туре 293 К и давлении 10—10"1 Па
Силикагель КСМ-6 Цеолит NaX Цеолит СаА Активирован- ный уголь скт 10" 3.10е 4.10» 8.10е 2.10s 2.10s 5.101
Размеры пор цеолита
и узких каналов, соеди-
няющих поры, сопостави-
мы с размерами молекул.
Благодаря этому цеолиты
разных марок, имеющие
поры разных размеров,
способны избирательно ад!
сорбировать (задерживать)
крупные молекулы, пропу-
ская молекулы размером
меньше поры. Такая сепа-
рация молекул по размеру
дает полное основание на-
зывать цеолиты «молеку-
лярными ситами».
Так как адсорбционные
свойства твердого вещества
зависят от энергии активации, с понижением температуры эффек-
тивность цеолитов существенно возрастает. В табл. 7.10 приведена
эффективность адсорбции газов различными микропористыми газо-
поглотителями, включая цеолиты, при комнатной температуре и
температуре жидкого азота.
Напомним, что эти свойства адсорбентов, в частности активи-
рованного угля, используются в металлических дьюаровских сосу-
дах при хранении жидкого азота и других криогенных жидкостей
для создания качественной вакуумной теплоизоляции. Активи-
рованный гранулированный уголь помещают в пространство
между внутренней емкостью и наружным корпусом, в котором
создают давление до 1 —101 Па (1СГ2—10“® мм рт. ст.). Когда
в сосуд заливают криогенную жидкость, адсорбционная способ-
ность активированного угля существенно возрастает, вакуум
улучшается, а значит, улучшается и теплоизоляция рабочей
емкости.
Со временем цеолит насыщается газом и его активность умень-
шается. В этом случае производят регенерацию цеолита, его
нагревают до 400—500 °C и «промывают» нейтральным газом (чи-
стым аргоном или азотом). Цеолиты всех марок являются термо-
стойкими и не теряют своих адсорбционных свойств при темпера-
туре до 800 °C. Размеры единичных кристаллов цеолитов исчи-
сляются микрометрами, поэтому после мелкого помола цеолит
гранулируют либо прессуют в таблетки.
Основные характеристики микропористых адсорбентов газов
приведены в табл. 7.11.
При поглощении относительно большого количества паров воды
из влажного газа, объема с осушаемым твердым веществом или
внутреннего объема герметизированного прибора селикагель насы-
щается водой и перестает быть активным. Свидетельством потери
606
Таблица 7.11
Некоторые характеристики микропористых адсорбентов газов
Адсорбент н его марка Средний диаметр пор, мм Удельная активная поверхность. м*/г Объем микропор, м’/к г
Цеолит КА 0,3 1600 2,8-10*4
Цеолит NaA 0,4 1400 2,8.10-*
Цеолит СаА < 0,5 600 2,8-10*
Цеолит СаХ 0,7 — 3,0-10*
Цеолит NaX 0,8—0,9 850 3,2.10~4
Активированный уголь СКТ 0,1—50 До 2000 (2+6) 10-*
Силикагель КСМ-6 4-8 500 5,0.10-*
осушающей активности является изменение цвета кристаллов
силикагеля. В активном состоянии силикагель имеет светло-
желтый цвет с розовым оттенком, при потере активности он окра-
шивается в синий цвет. Регенерацию силикагеля производят при
нагреве в сушильном шкафу при температуре 220—240 °C до тех
пор, пока он не восстановит свой первоначальный цвет.
Иногда свежеполученный силикагель не обработан цветовым
индикаторным составом, что затрудняет его использование.
В этом случае исходный силикагель пропитывают 20—30%-м
раствором хлористого кобальта и затем сушат. Если обычный сили-
кагель пропитать 40%-м раствором хлорнокислого магния, его
влагопоглощение существенно увеличится, особенно при низких
значениях относительной влажности (ниже 10%).
7.2.5. Острая очистка технологических газов от кислорода
Из всех возможных газообразных примесей, содержащихся
в технологических газах, наиболее вредной является кислород.
При обычной (грубой) очистке газа посредством твердых и жидких
химических реагентов количество кислорода удается снизить
до 101—1СГ8 мг/л. Однако в нейтральных газах (азоте, аргоне,
гелие и др.) с таким содержанием кислорода проводить большин-
ство технологических операций нельзя. В частности, пайка ме-
талла в атмосфере нейтрального газа требует, чтобы количество
кислорода в нем не превышало 10-8—10-4 мг/л. Более острая
очистка газа от кислорода возможна благодаря химическому
взаимодействию кислорода с активно окисляющимся нагретым
металлом. Наиболее активно связывают кислород металлы, име-
ющие высокое сродство с кислородом: титан, цирконий, медь и др.
Для повышения эффективности очистки металл должен иметь
большую поверхность контакта с очищаемым газом и быть нагре-
тым до температуры, при которой он наиболее активен. Поверх-
ность металла можно увеличить, используя металлические опилки,
стружку, скомканную тонкую проволоку — «путанку» или, что
607
самое лучшее, губчатый металл. Температура нагрева титана и
циркония должна быть 350—400 °C. Губчатая медь требует на-
грева до 270—300 °C. Существенными преимуществами губчатой
меди перед титаном и цирконием, которые более активно погло-
щают кислород, являются недефицитность и простота регене-
рации.
Губчатую медь легко приготовить в лабораторных условиях.
В качестве исходного материала используют углекислую медь
(основную), которую нагревают в проточном водороде до 500—
650 °C в течение 30—40 мин. В результате восстановительной реак-
Рис. 7.2. Система очистки газа от паров воды и кислорода:
/ — стеклянная вата; 2 — силикагель; 3 — губчатая медь; 4 — элек-
тронагреватель; 5 — теплоизоляция; 6 — водяной холодильник
ции образуются чистая металлическая медь с большим количе-
ством сообщающихся пор (губчатая медь), диоксид углерода и
пары воды. Газообразные продукты реакции удаляются с потоком
водорода.
По такой же технологии губчатую медь можно получить путем
восстановления оксида меди (гранулированной). Об окончании
реакции разложения углекислой меди или восстановления оксида
меди можно судить по цвету оставшегося продукта — он должен
быть светло-красным. После остывания до комнатной температуры
в потоке водорода гранулы губчатой меди извлекают из реакцион-
ного сосуда и хранят до использования в эксикаторе с силика-
гелем.
Собственно установка по 'очистке технологического газа от
кислорода на губчатой меди представляет собой последовательно
соединенные стеклянные или металлические трубки диаметром
30—50 мм (в зависимости от требуемого расхода очищаемого газа)
и длиной 500—600 мм. Первые (входные) две (или одну) колонки
заполняют силикагелем, помещаемым между фильтрами из сте-
кловаты на входе и выходе колонки. Губчатую медь помещают в две
608
6
и
ОС°0Г
V)
н
w
«в о 8
3
-4
5
7
8
(или одну) колонки аналогичного размера из тугоплавкого стекла
либо, что лучше, из кварца или керамики. Реакционные колонки
с губчатой медью нагревают электронагревателем из нихромовой
проволоки диаметром 0,6—0,8 мм, которая
намотана на трубку колонки с асбестовым
шнуром, исключающим замыкание витков
между собой. Реакционную колонку с на-
гревателем помещают в металлическую
трубу-кожух, свернутый из жести. Диаметр
кожуха должен быть таким, чтобы коль-
цевой зазор между ним и расположенной
внутри реакторной колонкой составлял
25—35 мм. Зазор заполняют теплоизоля-
ционным материалом (стеклянной или асбес-
товой ватой, крошкой из легковесного шамот-
ного кирпича, пемзой, древесным углем и др.).
Реакционная колонка с губчатой медью
изображена на рис. 7.2.
После окисления губчатой меди в резуль-
тате поглощения кислорода ее можно регене-
рировать, пропуская через нагретую реак-
ционную колонку водород. Если выходящий
после очистки газ требуется охладить, его
пропускают через стеклянный спиральный
холодильник с наружным водяным охлаж-
дением (типа ХСН-КШ) или, что лучше, че-
рез стеклянный спиральный холодильник
с внутренним водяным охлаждением (типа
ХСВ-КШ).
Одиночная колонка острой очистки
технологических газов от кислорода схема-
тично изображена на рис. 7.3.
Степень очистки газа от кислорода за-
висит от его расхода. Так, описанная выше
система обеспечивает очистку нейтрального
газа до содержания кислорода 10"4—5х
Х10"6мг/л при расходе газа 1—2 л/мин.
9
10 11
12
Рис. 7.3. Одиночная
колонка острой очист-
ки газа от кислорода:
1 — вход газа; 2 — вход
регенерационного газа
(водорода); 3 — вентиль;
4, 9 — стекловата; 5 —
шлиф; 6 — губчатая медь;
7 — электронагреватель;
8 — теплоизоляция; 10 —
вентиль системы регене-
рации; 11 — выход ре-
генерационного газа;
12 — выход очищенного
газа
7.2.6. Особо острая очистка технологических газов
от кислорода
Для особо острой очистки азота и благородных газов с доведе-
нием содержания кислорода до 10"®—10~7 мг/л газ продувают над
зеркалом расплавленного щелочного металла: лития (температура
плавления 186 °C), рубидия (температура плавления 39 °C),
калия (температура плавления 63,5 °C) или натрия (температура
плавления 97,7 °C).
Плавление металла лучше производить в стальной плоской
чашке, что обеспечит большую реакционную площадь расплава.
39 Е. А. Коленко 609
Очищаемый газ продувают в зазоре между верхней стенкой реак-
торного сосуда и зеркалом расплава. Размер этого зазорадолжен
быть не более 2—3 мм. Для турбулизации ламинарного потока
газа в зазоре, обеспечивающей лучший контакт всей массы газа
с расплавом, на верхней стенке делают несколько поперечных
ребер, почти касающихся поверхности зеркала расплава.
Описанная технология очистки газа требует соблюдения пра-
вил безопасности работы с легко воспламеняющимися веществами,
которыми являются расплавы щелочных металлов. В частности,
нагрев металла до плавления необходимо начинать в атмосфере
нейтрального газа.
7.2.7. Предельная очистка гелия
Предельно чистый гелий, полностью свободный от газообраз-
ных и любых других примесей, можно получить путем криоген-
ной очистки. Этот способ основан на испарении жидкого гелия,
помещенного в герметичный объем.
Физическая сущность такой очистки обусловлена тем, что при
температуре жидкого гелия (4,2 К) все известные вещества нахо-
дятся в твердом состоянии, при котором упругость их пара ока-
зывается равной 10-18—10~20 Па. При незначительном нагреве
благодаря внешнему теплопритоку, как правило, испаряется
только предельно чистый гелий, а все возможные примеси оста-
ются твердыми в его жидкой фазе. Чистый гелий будет испаряться
только до тех пор, пока существует его жидкая фаза. Как только
весь гелий испарится, в объем начнут поступать примесные газы,
температура кипения которых выше, чем у гелия. Примесные газы
в рабочий объем будут поступать в следующей последовательно-
сти: водород, неон, азот, аргон, кислород, криптон, озон, ксенон,
диоксид углерода и др.
При работе с предельно чистым гелием следует полностью ис-
ключить возможность выделения в рабочий объем адсорбирован-
ных на стенках объема газов и транспортной магистрали. Для
этого рабочий объем, в котором производят работы с предельно
чистым гелием, должен быть изготовлен из коррозионно-стойкой
стали марки 1Х18Н9Т или аналогичной ей.
Внутренняя поверхность рабочего объема должна быть под-
вергнута электрополировке. Для исключения проникновения
в воздух и других газов через возможные неплотности следует
обеспечить небольшое противодавление гелия.
7.2.8. Диффузионная очистка газов от примесей
Если предельно чистый гелий можно получить при кипении
жидкой фазы, то водород, полученный этим методом, уже будет
загрязнен гелием, кислород — гелием, водородом, неоном, азо-
том и аргоном (в порядке возрастания их температур кипения)-
610
Некоторые спектрально чистые газы можно получить методом
селективной диффузии газа через тонкие металлические мембраны.
Строго говоря, все газы могут диффундировать через любые ме-
таллы. Однако количество продиффундированного газа зависит
от металла и газа, температуры мембраны, перепада давлений по
обе стороны мембраны, толщины и площади мембраны и других
факторов. Так как диффузия является атомарным процессом,
количество очищенного газа, полу-
ченного этим методом, мало. Оно мо-
жет быть увеличено при использова-
нии соответствующего металла, у ко-
торого коэффициент диффузии дан-
ного газа имеет максимальное значе-
ние. Кроме того, количество очищен-
ного газа можно повысить, увеличив
площадь металлической мембраны и
уменьшив ее толщину, увеличив раз-
ность давлений по обе стороны мем-
браны, а также нагрев мембрану до
высокой температуры.
Наибольшим коэффициентом диф-
фузии водорода обладают палладий,
никель и железо, кислорода — сере-
бро. Например, при площади мембра-
ны 1 см2, толщине 10-2 см и темпера-
туре нагрева 500 °C количество про-
диффундировавшего газа составит: во-
дорода через палладий—6-10~8 нсм8/с;
водорода через никель — 10-4 нсм8/с;
кислорода через серебро—10-в нсм8/с.
На рис. 7.4 приведены графические
зависимости количества диффунди-
рующего через мембрану газа от тем-
пературы мембраны.
Рис. 7.4. Зависимости количе-
ства различных газов, диффунди-
рующих через мембраны из раз-
ных материалов, от температуры
t, Т при перепаде давлений,
равном 1,01-10Б Па
(760 мм рт. ст.)
Практически очистить водород и кислород диффузионным мето-
дом можно на устройстве, изображенном на рис. 7.5. В стальной
корпус через фланцевое соединение помещают рабочую камеру,
изготовленную из чистой бескислородной меди марки МОб либо
меди вакуумной плавки марок МВ или МОО.
Все соединения выполняют пайкой высокотемпературным при-
поем в водородной печи. В торцевой части рабочей камеры тол-
щиной 3—4 мм просверливают большое количество сквозных
отверстий диаметром 3—4 мм. Мембрану из соответствующего
металла припаивают в вакууме высокотемпературным припоем
(например, ПСр-72) к перфорированному торцу рабочей камеры.
Пайку производят по внешнему периметру мембраны.
На боковой стороне рабочей камеры располагают нихромовый
проволочный электронагреватель, обеспечивающий благодаря теп-
39*
611
лопроводности меди требуемую температуру мембраны. Подле-
жащий диффузионной очистке водород поступает в устройство под
атмосферным давлением и сгорает на выходе из основного корпуса.
Очищенный водород поступает в вакуумированный объем, в ре-
зультате чего создается необходимый для диффузии перепад
давлений. Для очистки достаточного количества водорода диа-
метр мембраны должен быть равен 20—50 мм. На основе этого
размера определяются и остальные конструктивные размеры
устройства.
На описанном устройстве можно получить спектрально чистый
кислород, использовав мембрану из серебра, которое обладает
1 г з ь s 6 7 в 9 ю 11
Рис. 7.5. Устройство для диффузионной острой очистки водорода и
кислорода от примесных газов:
/ — штуцер входа очищаемого газа; 2 — металлическая мембрана; 3 — ра-
бочая камера; 4 — электронагреватель; 5 — внешний корпус; 6 — уплотне-
ние; 7 — фланцевое соединение; 8 — выводы электронагревателя; 9 — коваро-
вая трубка, спаянная со стеклом; 10 — стекло; 11 — выход очищенного газа
большим коэффициентом диффузии кислорода. Оптимальной тем-
пературой нагрева мембраны при очистке водорода следует счи-
тать 500—600 °C, а при очистке кислорода — 700—800 °C. Для
обеспечения требуемой температуры нагрева мембраны корпус
должен быть теплоизолирован, для чего используют, например,
асбест.
При очистке кислорода следует иметь в виду, что в течение
первого часа работы со «свежей» серебряной мембраной из нее
выделяются растворенные в серебре сероводород, сернистый 7
ангидрид, оксид и диоксид углерода. Через очищенную от соб- *
ственных примесей мембрану начинает проходить чистый кислород.
7.2.9. Жидкостный способ очистки газов от кислорода
Содержание кислорода в водороде, азоте, аргоне и других
нейтральных и восстановительных газах можно уменьшить в 20— J
30 раз, используя для его поглощения некоторые активные |
612
жидкостные реагенты. Одним из наиболее активных является
раствор 120 г едкого кали в 100 мл воды в котором затем раство-
ряют 5 г пирогалловой кислоты. Готовый раствор фильтруют и
помещают в склянку Дрекселя или Тищенко. Подлежащий очистке
газ пропускают через склянку и затем сушат.
7.3. ЛАБОРАТОРНЫЕ СПОСОБЫ ПОЛУЧЕНИЯ НЕКОТОРЫХ ГАЗОВ
Чистые газы можно получить различными способами: химиче-
ским, электролитическим, криогенной дробной перегонкой, пиро-
лизом и др. В условиях неспециализированной лаборатории не-
большое количество чистого газа можно получить химическим
способом, а чистый кислород и водород — электролитическим при
электролизе воды.
7.3.1. Химический способ
Практически все газы, получаемые химическим способом,
образуются в результате химического взаимодействия жидкого и
твердого реагентов. В лабораторных условиях для этой цели ис-
Таблица 7.12
Реагенты для получения газов химическим способом
Реагенты Получаемый газ Примечание
твердый ЖИДКИЙ
Цинк Перманганат калия Пероксид ба- рия Диоксид мар- ганца Перманганат калия Сульфид на- трия Медь Сульфат на- трия Оксид кальция Хлористый ам- моний Г идрокарбонат калия Карбид каль- ция Серная кислота Соляная кислота » » » » Серная > » » 50% -й раствор хлористого аммония 50%-й раствор едкого натра Серная кислота Вода Водород Кислород > Хлор » Сероводо- род Диоксид серы То же Аммиак » Диоксид углерода Ацетилен Нагрев до 250 °C Нагрев до 900 °C При нагреве Без нагрева При нагреве Кислота подается по каплям При нагреве > >
613
пользуют выпускаемый промышленностью простой стеклянный
аппарат Киппа марок АКТ и АК с диаметрами жидкостного шара
100, 135 и 170 мм и общей высотой соответственно 370, 440 и
510 мм.
Газы, полученные в аппарате Киппа, частично загрязнены
жидкого реагента. В табл. 7.12 приведены реа-
генты для получения в аппарате Киппа
некоторых распространенных газов.
При отсутствии стандартного аппарата
Киппа его упрощенный вариант можно из-
готовить самостоятельно. На рис. 7.6 при-
ведено его устройство. Жидкий реагент
заливают в верхнюю часть воронки, а в
колбу помещают твердый реагент. Обра-
Газ зующийся в колбе газ по трубке в гор-
-*- ловине поступает к потребителю, а через
присоединенную сбоку трубку часть газа
оказывает давление на жидкость в ворон-
ке, исключая подсос в аппарат воздуха.
воздухом и парами
Рис. 7.6. Упрощенный ва-
риант аппарата Киппа
для получения газов хи-
мическим способом:
/ — жидкий реагент; 2 —
выделяющийся газ; 3 —
твердый реагент
7.3.2. Электролитический способ
Кислород и водород в количестве, не-
обходимом для лабораторного экспери-
мента, можно получить путем электролиза
воды. Для придания воде электропровод-
ности в нее вводят 20—25% едкого кали
или едкого натра. Наиболее простой ва-
риант электролизера приведен на рис. 7.7.
В изогнутую стеклянную трубку либо
две прямые трубки, соединенные снизу
гибким полиэтиленовым или фторопласто-
вым шлангом, через шлифы или резиновые пробки вводят никелевые
или стальные проволоки, к которым присоединяют две пластинки
или трубки из никеля, служащие электродами. Сбоку одного из
колен электролизера герметично вводят никелевый или стальной
дополнительный электрод, изготовленный из никелевой или сталь-
ной сетки. Назначение дополнительного электрода — полностью
исключить даже незначительное смещение кислорода с водородом.
На дополнительный электрод подается отрицательное напряже-
ние, позволяющее обеспечить силу тока во вспомогательной цепи
в 20—25 раз меньшую, чем в основной цепи. Обычно напряжение
в основной цепи должно составлять 10—20 В, что определяется
конструктивно-размерными характеристиками электролизера. Ос-
новные электроды должны быть погружены в электролит на глу-
бину не более чем на 2/3 длины прямого участка трубок. Произ-
водительность описанного электролизера по объему получаемого
кислорода и водорода не превышает 50—100 см8/мин.
614
Лабораторный электролизер, обладающий большей произво-
дительностью (до 200—250 см3/мин), изображен на рис. 7.8. Этот
вариант электролизера позволяет получить кислород и водород
без каких-либо взаимных примесей. Он может быть изготовлен из
стекла или пластмассы (винипласта, оргстекла и др.). Анодом
является стальной или никеле-
вый электрод, состоящий из двух
полуцилиндров, окружающих
стеклянную трубку, внутри ко-
торой расположен цилиндриче
4 © © —
Рис. 7.7. Простейший кон-
структивный вариант электро-
лизера воды:
/ — вспомогательный электрод; 2 —
никелевые электроды; 3 —токопод-
водящие шины; 4 — фторопласто-
вые пробки; 5 — стеклянный со-
суд; 6 — электролит
Рис. 7.8. Лабораторный электро-
лизер воды с повышенной про-
изводительностью:
/ — фильтр со стеклянной ватой;
2 — отверстие для выхода кисло-
рода; 3 — стеклянный сосуд; 4 —
электролит; 5 — цилиндрический
разрезанный никелевый аиод; 6 —
стеклянный коллектор водорода;
7 — цилиндрический никелевый ка-
тод
ский стальной или никелевый катод. Такое расположение элек-
тродов сводит к минимуму смешение газов. Оптимальные размеры
электролизера следующие: длина 500 мм и диаметр — 100—120 мм.
7.4. ОЧИСТКА ЖИДКОСТЕЙ
Обычно под очисткой жидкости понимают удаление следующих
загрязнений:
посторонних не растворимых в данной жидкости механических
примесей;
растворимых веществ, образующихся в насыщенном растворе;
воды, находящейся в жидкости в виде вредной примеси;
растворимой в жидкости другой примесной жидкости;
растворенных веществ из растворителей.
615
Основными способами очистки жидкости от перечисленных
загрязнений, применяемыми в условиях неспециализированной
лаборатории, являются фильтрование, высушивание и дистил-
ляция.
7.4.1. Фильтрование
Фильтрование — это процесс очистки жидкости посредством
пористой структуры (фильтра). Отверстия фильтра, через которые
пропускается фильтрат, столь малы, что способны задерживать
содержащиеся в жидкости твердые частицы.
При фильтровании на фильтре остается осадок, «уменьша-
ющий» размер пор и, следовательно, снижающий скорость филь-
трования. Существуют различные способы ускорения фильтро-
вания. Для эффективной очистки жидкости от механических
загрязнений из масла требуется снизить ее вязкость, для чего ее
нагревают. Ускорению фильтрования способствует повышение
давления на жидкость.
Фильтруемая жидкость, находящаяся в обычной воронке не-
большой высоты, практически не оказывает никакого давления на
фильтр. В этом случае воронку герметично закрепляют в горло-
вине склянки для сбора фильтрата и водоструйным насосом
в склянке создают разряжение. В результате в несколько раз
увеличивается скорость фильтрования.
Если размер частиц превышает размер пор фильтра, фильтро-
вание происходит быстро. Если размер частиц приближается
к размеру пор, процесс фильтрования замедляется и даже может
прекратиться из-за закупорки пор. Жидкость с частицами, размер
которых меньше размера пор, практически не фильтруется. Для
полной очистки жидкости от твердых примесей, в которых со-
держатся частицы разных размеров, используют несколько
фильтров — сначала фильтры с крупными порами, затем — с
мелкими.
Для обычного фильтрования используют бумажные фильтры
марки ФН в виде кругов различных диаметров или рулонов. По
фильтрующей способности бумажные фильтры подразделяют на
быстрофильтрующие (с крупными порами), обозначаемые бук-
вой Б, среднефильтрующие (с порами среднего размера), обозна-
чаемые буквой С, и медленнофильтрующие с мелкими по-
рами), обозначаемые буквой М. Для исключения путаницы в мар-
ках бумажных фильтров, не отличимых по внешнему виду, они
дополнительно маркируются цветной лентой крупнопористые —
красной, среднепористые — белой и желтой, мелкопористые —
синей и зеленой.
В качестве фильтровальных материалов для жидких и газо-
образных сред используют также ткань фильтровальную ТСф(Б) 7с,
ТСФР(Б) 7с и других марок шириной 700—1115 мм и толщиной
0,27—0,65 мм; пленки из фторопласта пористые размерами 200 X
Х200 мм марок ФМВП-0,001 (для тонкого фильтрования) и
616
ФМВП-0,01 (для грубого фильтрования) с размером пор 1 и 10 мкм
соответственно; пластины из фторопласта пористые размерами
200 x 200 мм марок ФМВП-0,015 и ФМВП-0,06 с размером пор
15 и 60 мкм для предварительного отфильтровывания крупных
частиц.
Для фильтрования химически агрессивных и радиоактивных
веществ используют фильтры из стекловолокнистой бумаги и ко-
ротковолокнистого асбеста.
Кроме фильтрующих материалов в лабораторной практике
широко используют стеклянные изделия различных форм, снаб-
женные пластинками из пористого, химически стойкого стекла
с размером пор от 1 мкм (ПОР 1,0) до 500 мкм (ПОР 500). Филь-
тры помещают в соответствующую обойму, не пропускающую
жидкость в месте соединения.
Весьма удобны стеклянные фильтры с вплавленной пластинкой
из прессованного пористого стекла, так называемые «нутч-филь-
тры». Такие фильтры выпускаются в виде тиглей марки ТФ,
газопромывателей марок ГФП и ГФИ, а также в виде стеклянных
воронок. С помощью нутч-фильтров можно фильтровать концен-
трированные кислоты и разбавленные щелочи. Концентрирован-
ные растворы щелочей вызывают растворение стекла.
Для фильтрования жидкостей с частицами размером от 10*1
до 10-8 мкм используют фильтры из ультрапористых материалов —
мембранные, целлафильные и ультратонкие фильтры, изготовлен-
ные из специально обработанной нитроцеллюлозы и ацетил-
целлюлозы (целлофана).
При фильтровании жидкостей от твердых примесей необходимо
придерживаться общих правил.
1. Размеры фильтра должны быть соразмерны с количеством
осадка: чем меньше осадка, тем меньше должен быть фильтр.
2. Фильтр в воронке всегда должен быть расположен ниже
края воронки.
3. Жидкость следует сливать на фильтр при помощи стеклян-
ной палочки.
4. Для ускорения фильтрования следует нагреть жидкость
либо произвести разряжение с помощью водяного насоса.
5. Бумажный фильтр должен плотно прилегать к стенке во-
ронки, а конец воронки должен касаться стенки приемного стакана.
6. Перед началом фильтрования фильтр в воронке следует
смочить той же жидкостью, которая будет фильтроваться, но чистой.
7. Необходимо следить, чтобы фильтры из пористого стекла
сильно не загрязнялись — это облегчит их последующее про-
мывание.
7.4.2. Обезвоживание
Обезвоживание жидкости можно произвести путем химического
связывания воды, поглощения воды гигроскопическими веще-
ствами, а также вымораживания и испарения воды. Наиболее
617
Таблица 7.13
Химические реагенты для предварительного обезвоживания
некоторых органических жидкостей
Обезвож нв ающий реагент Образующиеся с водой продукты Обезвоживаемая органическая жидкость
Металлический натрий Гидрид каль- ция Алюмогидрнд лития Оксид бария, оксид кальция Фосфорный ан- гидрид Едкий иатр, во- дород Г и дроокси д каль- ция, водород Гидрооксид ли- тия, гидрооксид алюминия, водород Гидрооксид ба- рия, гидрооксид кальция Все фосфорные кислоты Насыщенные углеводороды и простые эфиры (не используются для галогеиосодержащих соедине- ний) Инертные растворители Углеводородные растворители и простые эфиры (не используются для галогенов, карбонильных групп и иитрогрупп) Спирты и амины (не используют- ся для веществ, чувствительных к действию сильных оснований) Инертные органические веще- ства: углеводороды, простые эфи- ры, галогеносодержащие углеводо- роды, кислоты и ангидриды (при использовании требуется предва- рительное обезвоживание)
распространенными способами являются химическое связывание
воды и гигроскопического поглощения. Используемые в этих
процессах реагенты должны быстро и необратимо взаимодейство-
вать с водой и не вступать во взаимодействие как с самой обез-
воживаемой жидкостью, так и с растворенными в ней веществами.
В общетехнологической лабораторной практике, как правило,
обезвоживают различные органические растворители, присут-
ствие (даже незначительного количества) влаги в которых суще-
ственно изменяет их свойства.
Органические жидкости, в частности растворители, со значи-
тельным содержанием воды должны быть подвергнуты предвари-
тельному химическому обезвоживанию с помощью реагентов,
приведенных в табл. 7.13. После предварительного обезвожива-
ния, при котором химически связывается основное количество
воды, растворитель подвергают более тонкому абсорбционному
или адсорбционному обезвоживанию, в результате чего количе-
ство воды в жидкости понижается до значения, предельного для
используемого осушителя.
Самым распространенным абсорбционным обезвоживающим
средством для органических жидкостей, содержащих небольшое
количество воды, является свежепрокаленный хлористый каль-
ций. Это вещество в обычном состоянии содержит шесть молекул
кристаллизационной воды, что полностью исключает его гигро-
скопичность. Однако, если соль прокалить на железной сковороде,
618
она теряет кристаллизаци-
онную воду и становится
высокогигроскопичной.
Хлористый кальций на-
сыпают на сковороду сло-
ем 10—15 мм и подогре-
вают на электроплитке.
Вначале соль плавится с
обильным выделением кри-
сталлизационной воды, ко-
торая испаряется. Нагре-
вать следует постепенно,
чтобы движение паров во-
ды не вызвало разбрызги-
вания соли. Когда вода
испарится, прокаливание
надо продолжить в тече-
ние 10—15 мин. Спекшу-
юся соль разбивают на
мелкие куски, которые по-
мещают в герметичную
тару.
Хлористый кальций,
лишенный кристаллизаци-
онной воды, используется
для обезвоживания относи-
тельно узкого круга ор-
ганических жидкостей, с
которыми он не вступает
в химическое взаимодей-
ствие. В табл. 7.14 приве-
дены реагенты, применяе-
мые для обезвоживания
Таблица 7.14
Адсорбирующие и абсорбирующие реагенты
для обезвоживания органических жидкостей
Обезвоживаемая органическая жидкость Обезвож нв ающнй реагент
Альдегиды Амины Галогенизиро- ванные углево- дороды Гидрозины Кетоны Кислоты Нитриды Нитросоедине- ния Основания Сероуглерод Спирты Углеводороды Фенолы Эфиры простые Эфиры слож- ные Хлористый каль- ций Едкий натр, едкое кали, карбонат калия Хлористый каль- ций Карбонат калия Карбонат калия, хлористый калий Сульфат натрия Карбонат калия Сульфат натрия, хлористый кальций Едкое калн, карбо- нат калия, оксид ба- рия Хлористый каль- ций Карбонат калия, сульфат меди, оксид кальция Хлористый каль- ций, металлический натрий Сульфат натрия Хлористый каль- ций, металлический натрий Сульфат натрия, хлористый кальций
практически всех органи-
ческих жидкостей.
Высокоэффективным способом обезвоживания как органиче-
ских, так и неорганических жидкостей, включая концентриро-
ванные кислоты и щелочи, является адсорбция воды микропори-
стыми структурами — специально обработанными оксидом алю-
миния (алюмогелем) или оксидом кремния (силикагелем). При
обезвоживании органических жидкостей, в частности раствори-
телей, гранулированный алюмогель или силикагель помещают
в стеклянную колонку длиной 600—800 мм и диаметром 25—40 мм.
Через колонку пропускают подлежащую обезвоживанию жидкость
с расходом 100—150 мл/мин.
При одинаковом водосодержании эффективность обезвожива-
ния органических растворителей уменьшается в следующей по-
следовательности: бензол, хлороформ, диэтиловый эфир, уксусно-
619
этиловый эфир, ацетон, этиловый спирт. Последний может быть
обезвожен до 99,5%. Кроме воды эти поглотители адсорбируют
и другие загрязнения. В лабораторных условиях алюмогель и
силикагель регенерации не подлежат, их заменяют свежими.
Цеолиты (молекулярные сита) хорошо обезвоживают органи-
ческие жидкости, что объясняется значительной разницей раз-
меров молекулы воды и молекулы органической жидкости. Кроме
воды цеолиты адсорбируют и некоторые газообразные примеси,
содержащиеся в жидкости. Так, цеолит КА (размер пор 0,3 нм)
поглощает воду, аммиак, цеолит NaA (размер пор 0,4 нм) погло-
щает воду, сероводород, диоксид углерода, оксид серы, этан,
этилен, цеолит NaX поглощает ароматические соединения, а
также используется для очистки и обезвоживания растворителей
и газов органического происхождения.
Следует отметить, что цеолиты, которые используются для
очистки от газообразных и жидких примесей, содержащихся в ор-
ганических жидкостях и газах, в лабораторных условиях регене-
рации не подлежат. В ответственных случаях органические и не-
органические жидкости после очистки должны быть подвергнуты
контролю в специализированной аналитической лаборатории.
7.4.3. Перегонка
Перегонкой (дистилляцией) называют процесс разделения
двойной или многокомпонентной физической смеси жидкостей,
не вступающих друг с другом в химическое взаимодействие.
Физическая сущность процесса перегонки заключается в сле-
дующем.
Свободно испаряющаяся жидкость (без изменения давления над
ней) имеет строго определенную для данной жидкости температуру
кипения и соответственно температуру начала конденсации.
В соответствии с этим любая аппаратура для перегонки содержит
испаритель (кипятильник) и конденсатор (холодильник).
Перегонку жидкости необходимо вести при температуре ниже
возможной температуры химического разложения хотя бы одной
из компонент, входящих в состав смеси, и при пониженном давле-
нии, обеспечивающем более низкую температуру кипения. Тре-
буемые значения давления и соответствующей температуры кипе-
ния жидкости можно узнать из химических справочников.
Важно отметить, что температура кипения жидкости сущест-
венно зависит от количества растворенного в ней воздуха или дру-
гого газа. Это вызвано тем, что пузырьки кипящей жидкости
в основном образуются на микропузырьках газа, растворенного
в жидкости. Например, обезгаженная вода при атмосферном да-
влении закипает при температуре 130 °C, дистиллированная вода
также закипает при температуре, превышающей 100 °C. Однако,
если дистиллированную воду перед нагревом взболтать, она заки-
пит при более низкой температуре. Чтобы температура кипения
620
t
жидкости не повышалась из-за отсутствия растворенного в ней
газа, в жидкость вводят мелкопористые вещества (пемзу, негла-
зурованный фарфор, полуобожженную керамику), называемые
«кипелками», в которых содержится большое количество абсорби-
рованного воздуха. Такой же эффект вызывает и введение
в жидкость несмачивающихся материалов, например кусочков
фторопласта.
Для предотвращения перегрева жидкости до начала кипения
на плоское дно сосуда помещают часовое стекло выпуклой сто-
роной вверх. При использовании для нагрева круглодонной
колбы на дно помещают стеклянный диск или часовое стекло
выпуклостью вниз.
Исключение либо значительное уменьшение перегрева имеют
весьма существенное значение при перегонке смеси жидких ве-
ществ, температуры кипения которых незначительно отличаются
друг от друга. В этом случае из-за перегрева температурные фрак-
ции будут сильно загрязнены. Общим правилом перегонки яв-
ляется следующее: чем температурный интервал кипения входя-
щих в смесь жидких компонентов больше, тем чище будут продукты
перегонки.
Образующиеся при кипении пары пропускают через охлаждае-
мый, как правило, водой спиральный холодильник, в котором пар
конденсируется, образуя конденсат. Для повышения чистоты
конденсата перегонку производят два-три раза. Полученные при
этом более чистые дистилляты называют бидистиллятами и три-
дистиллятами. В зависимости от свойств перегоняемой жидкости
и требований к чистоте дистиллята в лабораторных условиях
производят перегонку при нормальном давлении, при понижен-
ном давлении (вакуум-перегонку) и в редких случаях фракцион-
ную (дробную) перегонку, при которой получают узкотемператур-
ные чистые фракции дистиллята, содержащегося в исходной
жидкой смеси.
Очистить жидкость, чаще всего воду, от растворенных в ней
солей и некоторых других веществ можно путем частичного замо-
раживания исходного раствора. Образующийся лед содержит
значительно меньше солей, чем исходный раствор. Повторяя опе-
рации замораживания -— оттаивания многократно, можно полу-
чить чистый лед. Естественно, что при каждом цикле незамерзшую
часть раствора с повышенной концентрацией солей необходимо
сливать, а следующий цикл проводить с жидкостью, полученной
от тающего льда.
Примером криоочистки может служить получение пресного
льда из морской воды.
В лабораторных условиях для дистилляции воды и перегонки
некоторых жидкостей можно использовать серийно выпускаемые
перегонные аппараты следующих моделей: Д-4 — с газовым подо-
гревом производительностью 4 л/ч; ДП-3 — портативный с элек-
троподогревом производительностью 1—1,2 л/ч; ДП-2 — порта-
621
L
тивный с газовым подогревом производительностью 1—1,2 л/ч; 11
БД-2 для получения бидистиллированной воды с электроподогре-
вом производительностью 1,5—2 л/ч. Я
7.6. ОЧИСТКА РТУТИ 1
В зависимости от вида примесей, загрязняющих ртуть, исполь-
зуют различные способы их удаления и устройства — от непре-
рывно действующих автоматизированных установок до простей-
ших очистных устройств для обработки небольших порций ртути.
Основные загрязнения в ртути подразделяются на механические,
химические, органические, следы посторонних металлов как
в свободном виде, так и амальгам, а также воды. Каждую из пере-
численных примесей удаляют из ртути определенным способом.
7.5.1. Очистка ртути от механических загрязнений
Для очистки ртути от механических загрязнений, чаще всего
пыли, мелких частиц стекла, металла и др., как правило, ис-
пользуют фильтрование через замшу или фильтровальную
бумагу.
Для фильтрации через замшу последнюю прочно закрепляют на
торце стальной трубки диаметром 15—20 мм. Если количество
подлежащей очистке ртути превышает 100—150 см3, торец трубки
закрывают двумя-тремя слоями замши. Ртуть под давлением про-
давливается через замшу и очищается от всех механических
примесей.
При фильтровании через бумажный фильтр производится менее
качественная очистка ртути от механических загрязнений. В сте-
клянную воронку с оттянутым на 1—2 мм концом помещают два
слоя фильтровальной бумаги, сложенной в виде конуса. В вер-
шине конуса тонкой иглой прокалывают отверстие диаметром
0,2—0,4 мм. Закрыв отверстие стеклянным штабиком с оплавлен-
ным концом, в воронку наливают ртуть. Немного приподняв
штабик, ртути дают пройти сквозь отверстие в фильтре. Когда
в воронке останется 1/4—1/3 первоначального количества ртути,
отверстие закрывают, оставшуюся ртуть разбавляют новой пор-
цией, и процесс фильтрации продолжают.
От механических загрязнений ртуть можно очистить промы- i
ванием сильной струей воды. Для этого ртуть наливают в высокий i;
мерный стакан (250—500 мл), погружают в нее шланг со стеклян- |
ным наконечником, пускают струю водопроводной воды, которая, *
барбатируя ртуть, вымывает из нее все механические загрязне- £
ния. После промывания оставшуюся в стакане воду при помощи 1
шприца или сифона удаляют, а в сосуд наливают дистиллирован-
ную воду, промывание в которой производят встряхиванием
сосуда. Затем ртуть сушат, пропуская тонкой струей через сосуд
с этиловым спиртом или ацетоном.
622
7.5.2. Химическая очистка ртути
от органических и металлических загрязнений
Для очистки ртути от органических и металлических загрязне-
ний из неамальгамированных металлов удобно воспользоваться
простым приспособлением, изображенным на рис. 7.9. В бюретку
или стеклянную трубку длиной 750—1000 мм, имеющую оття-
нутый конец с закрытым выходным отверстием, наливают обез-
жиривающий растворитель или соответствующий химический
раствор. Затем в бюретку порционно наливают подлежащую
Рис. 7.9. Устройства для очистки ртути: а — с прямой
бюреткой; б — с сифонным сливом;
1 — воронка с оттянутым концом; 2 — бюретка млн длинная
стеклянная трубка; 3 — химический раствор очистки; 4 — ртут-
ная пробка для раствора; 5 — очищенная ртуть
очистке ртуть и периодически открывают сливное отверстие.
Ртуть заливают через стеклянную воронку с оттянутым тонким
концом. Разбиваясь на мелкие капли и приобретая большую
реакционную поверхность, ртуть активно взаимодействует
с жидкостью, через которую она проходит.
На рис. 7.9, а изображена простейшая схема очистки с пря-
мой бюреткой. На рис. 7.9, б схема имеет сифонный слив, исклю-
чающий полное вытекание ртути и соответственно жидкости из
бюретки.
Для очистки ртути от органических загрязнений, в частности
жиров и масел, в бюретку наливают соответствующий раствори-
тель, например ацетон, четыреххлористый углерод, трихлорэтан,
этиловый спирт и др. После обезжиривания ртуть промывают в ди-
стиллированной воде, налитой вместе с ртутью в стеклянную
колбу.
Химическая очистка ртути предназначена для удаления раство-
ренных в ней металлов (олова, свинца, цинка, кадмия и др.).
623
Наличие этих металлов в ртути снижает ее поверхностное натя-
жение, что благоприятствует диффузии примесей к поверхности,
где они окисляются, образуя помутнение поверхности. Заметим,
что поверхность ртути, свободной от примеси металлов, при дли-
тельном хранении на воздухе и даже в чистом кислороде не оки-
сляется и остается зеркальной.
При механическом удалении оксидной пленки с поверхности
ртути в результате продолжающейся диффузии примесных метал-
лов на поверхности ртути вновь образуется оксидная пленка.
Очистку ртути от перечисленных металлов проводят в бюретке,
изображенной на рис. 7.9. Вначале в бюретку наливают неболь-
шое количество ртути, образующей пробку, которая препятствует
выливанию заполняющего бюретку раствора. Заливаемый раствор
должен состоять из 5 %-го раствора нитрата ртути (/) (азотноки-
слая закисная, гидрат) в 10%-м растворе азотной кислоты.
Кроме приведенного раствора для очистки ртути от металли-
ческих загрязнений можно использовать 10%-й раствор азотной
кислоты, а затем 10%-й раствор двухромовокислого калия в 30%-й
серной кислоте.
После химической очистки ртуть промывают в проточной и
дистиллированной воде, а затем сушат, используя этиловый спирт
или ацетон.
Ртуть, загрязненную жиром и маслами животного происхожде-
ния, перед очисткой 2—3 раза пропускают через бюретку с 10%-м
раствором едкого натра. Для получения ртути, свободной от ме-
таллов, образующих амальгамы (медь, серебро, золото, платина),
ее подвергают перегонке при разряжении 3—4 кПа (20—
30 мм рт. ст.) или в атмосфере сухого азота, аргона или воздуха
при температуре 200—250 °C.
7.6. НЕКОТОРЫЕ НЕТРАДИЦИОННЫЕ ПРИЕМЫ РАБОТЫ
С ГАЗАМИ, ПАРАМИ И ЖИДКОСТЯМИ
Если твердые тела, как правило, используют в качестве кон-
струкционных материалов, то газы, пары и жидкости в основном
применяют в качестве технологической среды. Существует мно-
жество технологических приемов получения и использования
этих сред, совершенствования новых и восстановления старых,
однако они известны лишь узкому кругу специалистов. Ниже
описаны некоторые технологические способы получения и приемы
работы с газами, парами и жидкостями, которые могут быть
использованы в общелабораторной практике.
7.6.1. Использование гидрида титана
как генератора чистейшего водорода
Как известно, титан при нагреве в водороде превращается
в серый порошок — гидрид титана (на 1 г металла поглощается
до 450 см3 водорода). Замечательной особенностью образования
624
гидрида титана является практически полная обратимость про-
цесса, т. е. выделение водорода при нагреве в вакууме и образова-
ние чистого титана. Если для образования гидрида титана метал-
лический титан можно нагреть в атмосфере водорода с большим
количеством газообразных примесей (техническом водороде), то
при разложении гидрида титана из него выделяется чистейший
водород. Практически при нагреве в вакууме 1 г гидрида титана
выделяется 407 см3 водорода.
Важно отметить, что температурный процесс образования ги-
дрида титана и его разложения в вакууме строго обратим. Это
обстоятельство позволяет с высокой точностью дозировать коли-
чество поступающего в вакуумный объем водорода посредством
изменения температуры нагрева гидрида титана. Существенно
большей, чем гидрид титана, «водородоемкостью» обладает гидрид
ванадия. Однако из-за дефицитности и дороговизны этот материал
широко не используется.
7.6.2. Создание высокого давления
разложением гидрида ванадия
Ванадий обладает замечательной особенностью поглощать
в значительных количествах водород с образованием гидрида
ванадия. Этот процесс происходит при существенно более низкой
температуре и в более узком интервале температур, чем образова-
ние гидрида титана. Кроме того, выделившийся из гидрида вана-
дия водород может создать значительное давление. Например,
в замкнутом объеме при температуре 50 °C создается давление
водорода 2,35-106 Па (24 атм). При уменьшении температуры до
18 °C водород поглощается ванадием и давление снижается до
6,9-104 Па (7 атм). Этот газодинамический процесс может повто-
ряться на протяжении многих тысяч циклов. В частных случаях
он используется для создания диафрагментных насосов.
В лабораторных условиях гидрид ванадия можно приготовить
следующим образом. Порошок ванадия просеивают через сито
№ 04—№ 06 (размер зерна 0,3—0,5 мм) и в кварцевом или кера-
мическом тигле, помещенном в стальном герметичном сосуде,
нагревают в среде водорода в течение 1 ч при температуре 450 °C
и давлении водорода 5.Ы04 Па (5,3 атм).
7.6.3. Получение особо чистого гелия
Практически свободный от газообразных примесей гелий
можно получить, испаряя в герметичном объеме жидкий гелий.
При испарении из жидкой фазы вначале будет испаряться только
гелий, поскольку он имеет самую низкую температуру конденси-
рованного состояния (4,2 К), а все остальные газы, обладающие
более высокой температурой кипения, останутся в жидком кон-
денсированном состоянии. Только когда температура повысится
40 Е. А. Колен ко 625
до 20,5 К, начнет испаряться водород, затем — благородные газы,
азот, кислород и др.
Этот способ, являющийся по своей сути криогенной ректифика-
цией, позволяет получить газообразный гелий, в котором содер-
жатся остаточные газовые примеси с упругостью составляющих
пара: воды — КГ16 Па, азота — 10-10 Па, кислорода — 10-8 Па
и водорода — 8 -10-1 Па.
Чтобы избежать загрязнения гелия испаряющимися газами
примесей, температуру жидкого гелия необходимо поддерживать
на ее естественном уровне, что обеспечит испарение только бла-
годаря внешним теплопритокам. Как только гелий испарится
до 2/3 первоначального объема, следует прервать процесс и долить
в сосуд Дьюара новую порцию жидкого гелия. Это необходимо
j, для того, чтобы температура в со-
суде Дьюара не повысилась и не на-
чалось испарение примесных газов.
Рис. .7.10. Устройство для ост-
рой очистки благородных га-
зов в электрическом разряде:
1 — крышка корпуса; 2, 3, 4 н 10 —
электроизоляцня (фторопласт); 5 —
магниевый цилиндрический элек-
трод; 6 — область газового раз-
ряда; 7 — стальной или латунный
стаканообразный электрод; 8 —
вода, охлаждающая внутренний
электрод; 9 — токоподводящая
шина; 11 — электронэоляция токо-
подводящнх шин от корпуса; 12 —
выход очищенного газа; 13 — вход
газа
7.6.4. Очистка благородных газов
в электрическом разряде
В тлеющем электрическом раз-
ряде с холодным катодом химически
активные газы: водород, кислород,
азот, оксид углерода и др. — иони-
зируются и поглощаются электрода-
ми (в отличие от благородных газов,
которые с электродами не взаимодей-
ствуют). На этом явлении основана
очистка благородных газов от сопут-
ствующих.
На рис. 7.10 приведена схема
устройства очистки благородных га-
зов в электрическом разряде. В зазор
между двумя цилиндрическими ко-
аксиально расположенными электро-
дами из магния поступает подлежа-
щий очистке благородный газ. При
приложенном между электродами
напряжении переменного тока 380 В
и разрядном токе 0,5—1 А благород-
ный газ, содержащий до 75% примеси
воздуха, через 10—15 мин очищается
до степени «спектрально чистый».
Все сопутствующие газы связаны магниевыми электродами. На
таком же устройстве из обычного природного газа в. течение
нескольких минут можно получить спектрально чистый водород.
Естественно, что в лабораторном исполнении производитель-
ность установки невелика.
626 jj
7.6.5. Введение особо чистого водорода и кислорода
в вакуум
Введение в вакуумный объем строго дозированного количества
особо чистого водорода или кислорода возможно путем диффузии
газа через мембрану из соответствующей металлической фольги
или ленты. Водород хорошо диффундирует через платину и пал-
ладий, а кислород — через серебро.
Важно отметить, что через указанные
металлы селективно диффундируют
только определенные газы. Все осталь-
ные примесные газы сквозь мембрану
не проходят. Таким образом, в резуль-
тате этого процесса образуется газ вы-
сокой степени очистки. Количествен-
ная характеристика процесса опреде-
ляется температурой мембраны. Суще-
ственным является и перепад давле-
ний по обе стороны мембраны.
Для напуска водорода или кислоро-
да, полученных диффузией через метал-
лическую мембрану, можно воспользо-
ваться устройством, схема которого
приведена на рис. 7.5, или более про-
стым устройством, схематично изобра-
женным на рис. 7.11. Устройство, изго-
товленное из стекла С49 или С50, пред-
ставляет собой колбу, через которую
продувают подлежащий введению газ.
Внутри колбы через коваровый пере-
ход припаивают твердым припоем пла-
тиновый или палладиевый стаканчик,
выдавленный из жести толщиной 0,2—
0,3 мм. Для кислорода стаканчик из-
готавливают из серебра. Вокруг ста-
канчика располагают нихромовую спи-
раль для его нагрева до требуемой температуры. По нижнему отро-
стку устройство припаивают к объекту введения газа. Для избежа-
ния деформации стаканчика под воздействием атмосферного давле-
ния газа снаружи температура нагрева не должна превышать: для
платины и палладия — 600—700 °C, для серебра — 550—600 °C.
Необходимо учитывать, что в серебре растворены некоторые при-
месные газы, от которых его следует очистить. Для этого при
нагреве (под откачкой) в течение часа из серебра полностью уда-
ляются сероводород, диоксид серы (сернистый газ), оксид и диок-
сид углерода и другие газы, после чего в систему напуска будет
поступать спектрально чистый кислород.
Рис. 7.11. Устройство для
введения чистого водорода и
кислорода в высокий вакуум:
1 — гребешковая ножка с за-
штампованными электродами
нагревателя; 2 — вход газа;
3 — электронагреватель; 4 —
палладиевый нли серебряный
стаканчик, спаянный с коваром;
5 — коваровый переход; 6 —
стекло; 7 — выход очищенного
газа
40*
627
7.6.6. Создание постоянной влажности газа
Через последовательно соединенные склянки для промывания
жидкостей марки СПЖ (склянки Тищенко) объемом 250 мл,
заполненные насыщенным раствором с избытком твердой фазы,
пропускают подлежащий увлажнению газ с расходом 50—
Рис. 7.12. Установка для получения газа постоянной влаж-
ности:
/ — загрузочное отверстие для раствора; 2 — склянка Тищенко;
3 — соединительные трубки
75 мл/мин (рис. 7.12). Газ со строго постоянной влажностью об-
разуется в сосуде над раствором и является химически нейтраль-
ным нему. Через систему из пяти склянок газ с расходом 50 мл/мин
увлажняется без смены раствора в течение двух недель.
Таблица 7.15
Твердые вещества, создающие в насыщенном растворе
постоянную влажность газа
Вещество Относитель- ная влаж- ность, % Вещество Относитель- ная влаж- ность, %
Нитрат калия 42—46 Хлорид натрия 72—80
Роданит калия 45—51 Хлорат натрия 73-77
Нитрат магния, гек- 53—58 Нитрат натрия 73—80
са гидрат Сульфат аммония 77—85
Бромид натрия, ди- 57—62 Хлорид аммония 78—82
гидрат Бромид калия 80—84
Нитрит натрия 63—66 Гидросульфат калия 82—90
Нитрат аммония 63—71 Хлорид калия 83—89
Иодид калия 69—74 Нитрат калия 89—94
В табл. 7.15 приведены твердые вещества, создающие в насы-
щенном водном растворе постоянную относительную влажность.
7.6.7. Растворение газов в жидкости
Практически все технологические газы растворяются
в жидкости, образуя с ней физический раствор, в котором сохра-
няются индивидуальные свойства как жидкости, так и раство-
ренного в ней газа. В некоторых случаях происходит химическое
взаимодействие жидкости и газа с необратимым образованием
628
Таблица 7.16
Растворимость газов в воде
(объем газа, приведенного к О °C и 760 мм рт. ст.,
растворенного в единице объема воды, cmVcm3)
Газ Максимальная растворимость при температуре, °C
0 10 15 20 25 30 50 100
Кислород 0.049 0,038 0,034 0,031 0,028 0,026 0,021 0.017
Водород 0,021 0,020 0,019 0,018 0,018 0.017 0,016 0,016
Азот 0,024 0,020 0.018 0,016 0.015 0.014 0,011 0,010
Окснд 0,035 0,028 0,025 0,023 0,021 0,020 0.016 0.014
Углекислый 1,713 1,194 1,019 0,878 0,759 0.655 0.044 —,
газ
Сероводород 4,686 3,520 3,056 2,672 -и. — —.
Аммиак 1298,400 910,400 802,400 710,600 634,600 ——
Сернистый 79,789 56,650 47,280 39,370 32.790 27.160 — —
ангидрид
Метан 0,056 0,042 0.037 0,033 0,030 0,028 0.021 0,017
Этилен 0,226 0,162 0,139 0,122 0.108 0.098
Пропилен — 0.218 0,237 0,221 —
Ацетилен 1,370 1,310 1,150 1,030 0,930 0,840
Воздух 0,029 0,023 0,020 0,019 0.017 0,016 0.013 0.011
Хлор — 3.095 2,635 2,260 1.985 1.769 1,204 0,000
нового вещества. Особенностями физического раствора газа
в жидкости являются прямая пропорциональность количества
растворенного газа температуре и давлению, а также полная
обратимость процесса.
В лабораторной практике чаще всего приходится сталкиваться
с растворением различных газов в воде. В табл. 7.16 приведена
предельная растворимость некоторых газов при давлении 101,3 кПа
(760 мм рт. ст.) и разных температурах.
Поскольку растворение газа в жидкости является равновесным
обратимым процессом, то при нагреве жидкости концентрация
растворенного газа может существенно понизиться. Примером
аномально высокой растворимости газа в воде может служить
аммиак, образующий при растворении так называемый нашатыр-
ный спирт.
7.6.8. Объемное испарение жидкостей
с помощью электрического нагревателя
Для быстрого получения большого количества пара жидкости,
кипящей при температуре до 200 °C, можно воспользоваться объ-
емным электронагревателем, который представляет собой произ-
вольно деформированную (скомканную) тонкую (0,2—0,5 мм)
проволоку из меди или константана с изоляцией из термостойкой
эмали или фторопласта.
Сечение, длина и сопротивление проволоки нагревателя должны
быть такими, чтобы при полном его погружении в испаряемую
жидкость температура проволоки не превышала температуру кипе-
ния жидкости более чем на 30—50 °C. В противном случае вокруг
629
проволоки образуется паровая рубашка, обладающая малой
теплопроводностью, что приведет к перегреву проволоки и нару-
шению ее изоляции. Подводящие к нагревателю провода должны
иметь сечение, исключающее их нагрев. При использовании объ-
емного нагревателя надо внимательно следить, чтобы вся прово-
лока была погружена в жидкость, что исключит перегрев непо-
груженного участка проволоки.
7.6.9. Получение металлической жидкости
с низкой упругостью пара
Эвтектический сплав, состоящий (по массе)1 из 76% галлия и
24% индия, имеет температуру плавления 15,6 °C и температуру
кипения 2024 °C. Это значит, что даже при температуре 500 °C
упругость пара сплава равна 10~в Па. Уникальное свойство индий-
галлиевой эвтектики — способность находиться в жидком со-
стоянии в широком интервале температур, обладая при этом
низкой упругостью пара, — позволило использовать его в про-
греваемых высоковакуумных системах для уплотнения широко-
проходных высоковакуумных затворов. Заметим, что тройной
сплав индий—галлий—олово, обладающий столь же низкой
упругостью пара, имеет температуру плавления 5,4 °C и остается
жидким вплоть до 2100 °C.
Сплав индия с галлием приготавливают следующим образом.
Слитком галлия прикасаются к слитку индия. Сразу же в месте
касания образуется капля жидкого сплава. Через 30—45 мин
таким образом можно получить 40—50 г сплава.
По другому способу два куска индия и галлия помещают во
фторопластовую чашку таким образом, чтобы они касались друг
друга. Через 10—20 ч оба куска превратятся в жидкость. При хра-
нении галлия и индия необходимо учитывать их способность само-
произвольно при взаимном контакте образовывать сплав с широ-
ким диапазоном значения массового состава. Даже при касании
в одной точке через некоторое время оба слитка превратиться
в жидкость. В связи с этим галлий и индий следует хранить от-
дельно.
7.6.10. Очистка поверхности жидкости от пыли
Для очистки поверхности жидкости от осевшей на нее пыли
поступают следующим образом. Жидкость наливают в сосуд из
не смачиваемого ею материала, например фторопласта. У стенки
сосуда образуется выпуклый мениск. Пылинки, находящиеся на
поверхности, «мигрируют» к стенке, где уровень жидкости ниже,
чем в центральной области поверхности. Таким образом, в цен-
тральной области поверхность жидкости будет обеспыленной.
Эффективность «миграции» частиц пыли к периферии тем выше,
чем меньше диаметр сосуда и, соответственно, круче мениск.
630
\
7.6.11. Применение лабораторной гидродинамической мешалки
Гидродинамический эффект заключается в том, что при враще-
нии трубки, опущенной одним концом в жидкость, последняя под-
нимется внутри трубки на некоторую высоту, а затем центробеж-
ной силой будет выталкиваться из нее, производя энергичное
перемешивание. Так, 500 мл
жидкости полностью перемеши-
вается в течение 1—2 с. С по-
мощью гидродинамической ме-
шалки можно не только эффек-
тивно перемешивать жидкости,
но и приготавливать эмульсии
и суспензии. Принципиальная
схема устройства гидродинами-
ческой мешалки приведена на
рис. 7.13.
7.6.12. Очистка поверхности
ртути
Для удаления с поверхности
очищенной от примесей ртути
механических загрязнений и, в
частности, пыли поступают сле-
дующим образом. Поверхность
ртути, находящейся в стеклян-
ном или металлическом сосуде,
заливают коллодием или чис-
Рис. 7.13. Гидродинамическая ме-
шалка:
/ — приемная трубка; 2 н 6 — смешивае-
мая жидкость; 3 — шкив; 4 — вращающая-
ся трубка; 5 — стеклянный стакан; 7 —
привод мотора; 8 — электромотор
тым нитролаком. Толщина слоя заливаемой жидкости должна
быть около 1—2 мм. Этот слой должен сохнуть несколько ча-
сов при комнатной температуре или при нагреве до 40 °C. Обра-
зовавшаяся пленка сморщится и оторвется от стенки сосуда,
кроме одной точки касания. Пленку осторожно снимают с по-
верхности ртути, которая станет зеркальной.
7.6.13. Собирание разлитой ртути
Ниже приведены несколько простых способов эффективного
собирания разлитой ртути и раздробленной на мелкие капли.
1. Один тубус склянки Тищенко соединяют с резиновым шлан-
гом, на конце которого закрепляют стеклянную трубку с оттяну-
тым концом. Второй тубус склянки присоединяют к водоструй-
ному насосу или пылесосу с дросселированием слишком сильного
разряжения.
2. Медную пластинку погружают в азотную кислоту, а затем
в ртуть. После промывания в воде такая амальгамированная пла-
стинка хорошо собирает при касании мелкие капли ртути.
631
3. Кисточку из тонкой медной проволоки амальгамируют и
пользуются ею для сбора ртути.
4. Пластинку из белой жести амальгамируют и ею собирают
ртуть. Приставшие к амальгамированной поверхности капельки
ртути стряхивают в сосуд с перманганатом калия (марганцов-
кой), подкисленным соляной кислотой.
Список литературы
1. Альперие В. 3., Конник Э. И., Кузьмин А. Л. Современные электрохими-
ческие методы и аппаратура для анализа газов в жидкостях и газовых смесях. —
М.: Химия, 1975. — 183 с.
2. Анализаторы газов и жидкостей/Под ред. О. С. Арутюнова. М.:
Энергия, 1970. — 552 с.
3. Ангерер Э. Техника физического эксперимента: Пер. с нем.—М.: Физ-
матиздат, 1962. — 451 с.
4. Варил М. А., Самойликов В. К. Газовые системы оборудования произ-
водства полупроводниковых приборов и интегральных схем. — М.: Энергия,
1978. — 112 с.
5. Блажеиова А. Н., Ильинская А. А., Раппопорт Ф. М. Анализ газов в хи-
мической промышленности. — М.: Госхимиздат, 1954. — 528 с.
6. Брек Д. Цеолитовые молекулярные сита.—М.: Мир, 1976. — 781 с.
7. Бретшнайдер С. Свойства жидкостей и газов. — М.—Л.: Химия, 1966,—
553 с.
8. Варгафтик Н. Б. Справочник по теплофизическим свойствам газов
и жидкостей. — М.: Наука, 1968. — 720 с.
9. Власенко В. М. Каталитическая очистка газов. —' Киев: Техн1ка, 1973. —
199 с.
10. Воскресенский П. И. Техника лабораторных работ. — М.: Химия,
1973. — 533 с.
11. Гордой А., Форд Р. Спутник химика: Пер. с англ. — М.: Мир, 1976. —
541 с.
12. Грановский М. Г. Электрообработка жидкостей. — Л.: Химия, 1976. —
216 с.
13. Зайцев В. А., Ледохович А. А., Никандрова Г. Т. Влажность воздуха и
ее измерение.—Л.: Гидрометиоиздат, 1974. — 112 с.
14. Захаров Л. Н. Начала техники лабораторных работ. — Л.: Химия,
1981. - 191 с.
15. Колачев Б. А. Константы взаимодействия металла с газами.—М.:
Металлургия, 1987. — 367 с.
16. Коростелев П. П. Лабораторная техника химического анализа. — М.:
Химия, 1981. — 311 с.
17. Крель Э. Руководство по лабораторной ректификации. — М.: Изд-во
иностр, лит., I960. — 519 с.
18. Лохматое В. М. Контрольно-измерительные приборы в газовом хозяй-
стве. — М.: Недра, 1974. — 366 с.
19. Луфт Б. Д., Шусгина А. Л. Очистка деталей электронных приборов. —
М.: Энергия, 1968. — 320 с.
20. Мюллер Г., Гнаук Г. Газы высокой чистоты. — М.: Мир, 1968. — 236 с.
21. Павлов В. П., Макевин М. П. Стеклянная аппаратура для производства
чистых веществ. — М.: Машиностроение, 1972. — 335 с.
22. Павленко В. А. Газоанализаторы. — М.—Л.: Машиностроение, 1965.—
296 с.
23. Пугачевич П. П. Техника работы со ртутью в лабораторных условиях. —
М.: Химия, 1972. — 320 с.
24. Рамм В. М. Абсорбция газов. — М.: Химия, 1976. — 655 с.
25. Раппопорт Ф. М., Ильинская А. А. Лабораторные методы получения
чистых газов.—М.: ГНТИ хим. лит., 1963. — 419 с.
632
\
26. Рид Р., Шервуд Т. Свойства газов и жидкостей. — Л.: Химия. 1982. —
692 с.
27. Розбери Ф. Справочник по вакуумной технике и технологии: Пер.
с англ. — М.: Энергия, 1972. — 455 с.
28. Фастовский В. Г., Ровенский А. В., Петровский Ю. В. Инертные газы. — .
М.: Атомиздат, 1972. — 352 с.
29. Финкельштейн Д. Н. Инертные газы. — М.: Наука, 1979. — 200 с.
30. Черепнин Н. В. Сорбционные явления в вакуумной технике. — М.:
Сов. радио, 1973. — 283 с.
31. Чиркин В.ЧС. Теплофизические свойства материалов ядерной техники. —
М.: Атомиздат, 1968. — 484 с.
32. Эспе В. Технология электровакуумных материалов. — М.: Энергия,
1969. — Т. 3. — 368 с.
Глава 8
МИКРОТЕХНОЛОГИЯ
8.1. ОБЩИЕ ПОЛОЖЕНИЯ
Под микротехнологией понимают совокупность различных
технологических процессов, осуществляемых при обработке объ-
ектов с размерами от долей до десятков микрометров. Интенсив-
ное развитие микрорадиоэлектроники, твердотельной полупро-
водниковой интегральной техники, высокоточного малоинерци-
онного измерительного приборостроения и других областей,
связанных с использованием функциональных элементов микро-
скопических размеров, способствовало становлению микротех-
нологии как самостоятельной области в технике и эксперимен-
тальной лабораторной практике.
Одновременно возникла необходимость создания разнообраз-
ных микроинструмента и приспособлений для осуществления раз-
личных микропроцессов: от механической обработки тонких
пленок до проведения хирургических операций на живой клетке.
Для производственных целей созданы многочисленные узкоспе-
циализированные установки, приборы и приспособления, выпол-
няющие отдельные микротехнологические операции, например
микросоединения, микрогальваническую и микротехнологическую
обработку материалов при изготовлении фотошаблонов, образо-
вание требуемой структуры на поверхности полупроводников
в интегральной твердотельной электронике и многое другое.
Содержать такое дорогостоящее оборудование для выполнения
отдельных микротехнологических операций в лабораторных усло-
виях экономически нецелесообразно. В настоящей главе описаны
некоторые основные приемы микротехнологии, осуществимые
в условиях неспециализированной технической или физической
лаборатории. Использована условная классификация всех много-
численных приемов и способов, применяемых в микротехнологии:
микроманипуляция, применение микроинструмента, микротех-
нохимия, микрогальваника и микрообработка (поверхностная и
объемная).
8.2. МИКРОМАНИПУЛЯЦИЯ
Микроманипуляция — совокупность приемов перемещения ми-
крообъектов на небольшие расстояния посредством специальных
приспособлений и приборов, называемых микроманипуляторами.
634
Таблица 8.1
Микроманипуляторы промышленного выпуск*
Марка мнкромаии- пулятора Принцип перемещения Характеристика
СТ-12 Микрометрический Двухкоординатный, отсчет — 10 мкм
ММ-1 Двух координатный, отсчет—5— 10 мкм
КМ-1 Комплект. Перемещение в трех пло- скостях до 8 мм с точностью 10—15 мкм и поворотом столика в вертикальной плоскости на 90°, в горизонтальной — 360е
Пьезоэлектриче- ский Перемещение в горизонтальной пло- скости 0,5—1 мм, в вертикальной — 0,3—0,7 мм с точностью 2—10 мкм
Пневматически й Перемещение в трех плоскостях до 2 мм с точностью 2—10 мкм
СКВ БП АН СССР Механический Перемещение в двух плоскостях до 2 мм с точностью 2 мкм (предназначен для биологических исследований)
Микроманипуляторы обычно используют при выполнении тех-
нологических операций под микроскопом или с помощью других
оптических приборов. Требуемый диапазон перемещения микро-
объектов весьма широк — от долей до десятков микрометров.
Промышленность выпускает универсальные микроманипуля-
торы (микропозиционеры) — механические устройства, в которых
жестко закрепленный микрообъект можно перемещать в одной
плоскости или в плоскостях трех измерений с точностью 2—
15 мкм.
По принципу осуществления перемещения промышленные
микроманипуляторы подразделяют на микрометрические, пьезо-
электрические, пневматические и механические. В табл. 8.1
приведены краткие характеристики микроманипуляторов про-
мышленного выпуска.
В лабораторных условиях можно изготовить простые микро-
манипуляторы, основанные на других принципах: термическом
расширении твердых тел (дилатометрические), деформации биме-
таллической пластины (биметаллические), изменении линейных
размеров ферромагнетиков в магнитном поле (магнитострикци-
онные) и др.
635
Особую группу манипуляторов, широко используемых в ми-
кротехнологии, представляют различные устройства и инстру-
мент, позволяющие захватить, перенести, установить и удержать
микрообъект при выполнении технологической обработки.
Кроме промышленных микроманипуляторов в лабораторных
условиях используют значительно более точные манипуляторы,
позволяющие перемещать микрообъекты на десятые и сотые доли
микрометра. Принцип действия биметаллических манипуляторов
основан на использовании
термического расширения ме-
таллических толкателей, би-
металлического искривления
двух металлов с разными ко-
эффициентами термического
расширения. Магнитострик-
ционные манипуляторы осно-
ваны на изменении размера
стержня из никеля (или не-
которых других магнито-
стрикционных металлов) в
магнитном поле. Все выше-
упомянутые микроманипуля-
торы просты по конструкции
и могут быть изготовлены в
лабораторных условиях.
На рис. 8.1 приведена
конструкция одного из вари-
антов одноплоскостного мик-
романипулятора, основанно-
го на принципе теплового
расширения толкателей из
меди. Достоинствами такого
манипулятора кроме просто-
ты изготовления являются
широкий диапазон переме-
щений объекта, зависящий
от длины толкателей и тем-
пературы их нагрева, а так-
же возможность использова-
Рис. 8.1. Одноплоскостной микромаии-
пулятор, основанный на принципе тепло-
вого расширения толкателей из меди;
/ — вывод электронагревателей; 2 — электро-
изоляция выводов от корпуса; 3 — спай; 4 —
стойка; 5 — зажим; 6 — спираль нагревателя;
7 — толкатель; 8 — объект манипуляции;
9 — основание манипулятора
ния в высоком вакууме, в частности для перемещения объекта
в электронном микроскопе.
Следует отметить, что прецизионный манипулятор можно
использовать совместно с обычным микроманипулятором, напри-
мер микрометрическим. В этом случае прецизионная приставка
выполняет роль своеобразного «нониуса», обеспечивающего высо-
кую точность перемещения на десятые и сотые доли микрометра.
Если перемещение микрообъекта с требуемой точностью можно
осуществить микроманипулятором, то перенос объекта осуществ-
636
ляется разными микропинцетами, действующими на основе раз-
личных физических принципов: вакуумными присосами, электро^
статическими, магнитными и другими микропинцетами.
8.2.1. Электростатический пинцет
Рис. 8.2. Электростатический пин-
цет:
I — рабочий конец пинцета: 2 — об-
ласть металлизации; 3
стержень; 4 — область
тролизацин
— кварцевый
зарядной элек-
Одной из технологических проблем твердотельной электро
ники и лабораторной микротехнологии является обеспечение без-
дефектного захвата малых образцов произвольной формы из
хрупких материалов, особенно полупроводниковых и диэлектри-
ческих. В этих целях наиболее приемлемым является использо-
вание электростатического пинцета, захват образца которым
происходит в результате электро-
статического притяжения. На
рис. 8.2 приведен один из кон-
структивных вариантов такого
пинцета. Для его изготовления
необходим цилиндрический стер-
жень из плавленого кварца дли-
ной 90—100 мм и диаметром 6—
8 мм. Один конец стержня дол-
жен быть круто оттянут до диа-
метра 200—500 мкм. В том месте,
где оттяжка имеет нужный диаметр, ее отрезают. Плоскость
среза шлифуют и полируют. Для концентрации электрического
поля на рабочем торце и исключения возможности захвата мик-
рообъекта боковой поверхностью конец стержня длиной 20—25 мм
металлизируют путем химического серебрения или напыления
в вакууме металлического либо оксидно-оловянного электро-
проводящего пленочного покрытия.
После образования электростатического экрана торец стержня
очищают от электропроводящего пленочного покрытия. Для пре-
дохранения тонкого конца стержня от поломки при шлифовании
и полировании ее торцевую часть заливают парафином, который
после механической обработки удаляют путем нагрева и после-
дующей тщательной промывки в бензине или четыреххлористом
углероде.
Электростатический пинцет заряжают кратковременным тре-
нием его торца о чистую поверхность кремнийорганической (си-
ликоновой) резины. После электролизации рабочий конец пин-
цета подносят к подлежащему перемещению микрообъекту из
диэлектрического или полупроводникового материала.
Недостатком электростатического пинцета является сложность
отделения объекта от торца пинцета. Если поверхность, на кото-
рую переносят объект, не обладает адгезионными свойствами,
то следует подождать, пока электрический заряд «стечет» с ост-
рия пинцета. Время «стекания» заряда зависит от влажности
воздуха.
637
На рис. 8.3 приведена зависимость времени уменьшения заряда
в 2 раза от диаметра торца пинцета при относительной влаж-
ности воздуха 20%. Ускорить стекание заряда можно, поставив
рядом сосуд с кипящей водой. При средней степени начальной
электризации рабочий конец пинцета диаметром 250 мкм удер-
живает образец массой (54-7) 10-4 г. Важно отметить, что образец,
Рис. 8.3. Зависимость вре-
мени «стекания» заряда т
с острия электростатиче-
ского пинцета от его диа-
метра d
удерживающийся пинцетом, можно подвер-
гать обезжириванию и промывке в ди-
электрических жидкостях, а также сушке
на воздухе или в вакууме в течение того
времени, пока заряженный пинцет дер-
жит объект обработки.
Аналогичный описанному пинцет мож-
но изготовить из оргстекла, полистирола,
фторопласта, эбонита и других высоко-
электроизоляционных материалов. Однако
при этом возникают большие трудности
с их металлизацией.
Электростатическим пинцетом нельзя
пользоваться для перемещения объектов
из полупроводниковых материалов, на которых уже сформиро-
ваны «электронно-дырочные» переходы. Под влиянием высокого
потенциала, создаваемого пинцетом, может произойти электри-
ческий пробой перехода либо изоляционных элементов струк-
туры.
8.2.2. Электромагнитный пинцет
Электростатический пинцет неспособен переносить мелкие
металлические объекты, а также манипулировать ими. Для этих
операций используют магнитный пинцет, однако он пригоден
только для объектов из ферромагнитных материалов. Таким
пинцетом удобно устанавливать в труднодоступное место полу-
проводниковые приборы, заключенные в корпус из малоуглероди-
стой стали или ковара.
Конструктивно-электрическая схема магнитного пинцета при-
ведена на рис. 8.4. Все элементы пинцета смонтированы на пласт-
массовой детали — крышке из оргстекла, текстолита или другого
диэлектрического материала. Цилиндрический корпус диаметром
15—18 мм и длиной 75—80 мм, изготовленный из алюминия или
алюминиевого сплава Д16, позволяет удобно манипулировать
пинцетом. В качестве основного элемента пинцета — электро-
магнита — может быть использована магнитная система от рас-
пространенного электромагнитного реле типа РЭС-10. При отсут-
ствии реле электромагнит можно изготовить самостоятельно.
На пластмассовый каркас диаметром 12—15 мм с окном 4 мм на-
матываются 2000—2500 витков эмалированного провода диаме-
тром 0,08—0,1 мм. Сердечник электромагнита, изготовленный
из мягкой стали, должен выступать из корпуса пинцета на 2—
638
3 мм. К сердечнику через резьбовое отверстие присоединяют рабо-
чий наконечник требуемой формы, изготовленный из малоуглеро-
дистой стали или железа армко. Пинцет включают нажатием
кнопки на корпусе, при котором замыкается цепь питания. Для
питания пинцета можно использовать источник постоянного или
Рис. 8.4. Электромагнитный пинцет:
/ — вывод электропитания; 2 и 9 — эпоксидный компаунд; 3 — место сколь-
зящей посадки; 4 — корпус; 5 — электроизоляционное крепление; 6 — пружина
контакта; 7 — кнопка включения; 8 — заливка корпуса реле; 10 — рабочий
наконечник; 11 и 18 — крышка из оргстекла; 12 — реле РЭС-10; 13 — выводы
реле; 14 и 16 — диоды Д223; 15 —электролитический конденсатор 33X15 В;
17 — металлические монтажные стержни
переменного тока напряжением 6—12 В. Питающее напряжение
устанавливают в зависимости от требуемой прочности захвата
пинцетом объекта манипулирования.
8.2.3. Вакуумный пинцет
Если электростатический пинцет можно использовать для
захвата объектов только из диэлектрических и полупроводниковых
материалов, а электромагнитный — из ферромагнитных, то ва-
куумный микропинцет способен захватывать объекты из любого
материала. При этом масса объекта может изменяться от единиц
до десятков миллиграмм. Единственным недостатком вакуумного
пинцета является необходимость наличия на поверхности объекта
небольшой плоской площадки размером не менее (Зч-5) 10“2 мм*
для присоса к пинцету.
Для создания требуемого разряжения можно использовать как
стационарную, так и нестационарную периодически действующую
откачку. Стационарным источником разряжения может служить
любой механический (форвакуумный) или водоструйный насос,
соединенный с пинцетом полиэтиленовой или резиновой тонкой
трубкой. Толщина стенки резиновой трубки должна быть не
менее 1—1,5 мм при внутреннем диаметре 5—6 мм. Для умень-
шения сопротивления откачки длина трубки должна быть не более
1—1,5 м. В качестве периодически действующего источника раз-
ряжения можно использовать обычную резиновую грушу неболь-
639
того размера, к которой присоединена стеклянная трубка диа-
метром 3—5 мм. Конец трубки должен быть оттянут до диаметра
0,8—1 мм и изогнут на 30—45°.
Для предохранения от повреждения стеклом пинцета подлежа-
щего переносу объекта, а также для присоса без образования не-
плотностей на конец стеклянной трубки надевают отрезок поли-
этиленовой или поливинилхлоридной тонкой трубки длиной
3—4 мм. Тонкую трубку диаметром 0,5—0,8 мм легко можно
получить, нагрев в кипящей воде
а. более толстую трубку и растянув
ее до требуемого диаметра. Можно
—---------------Д также воспользоваться отрезком
\ J многожильного тонкого медного
\ \ провода диаметром 0,5 мм с по-
1 2 3 лимерной изоляцией марок ММП,
Г1МВ или ПМП. С отрезка про-
Рис. 8.5. Вакуумный пинцет: вода ддИНОй 30—40 ММ изоляци-
I - насадка на полимерной трубки: пнный мят АП ПЯЛ ЛРГКП Стяги-
2 — стеклянная трубка; 3 — резиновая ОННЫИ материал Ле! КО СТИ1И-
груша вается. Для получения заданного
отверстия при растягивании по-
лимерной трубки внутрь помещают небольшой отрезок голой
проволоки соответствующего диаметра. После растягивания
трубку погружают в холодную воду, не ослабевая растягиваю-
щих усилий. Вакуумный пинцет удобен также и тем, что для
освобождения переносимого объекта достаточно, нажать на ре-
зиновую грушу. Общий вид одного из вариантов вакуумного
пинцета приведен на рис. 8.5.
8.3. ДЕРЖАТЕЛИ ПЛОСКИХ ТОНКИХ ОБРАЗЦОВ
При механической, химической, физической и других видах
обработки плоских тонких образцов из хрупких материалов за-
крепление их на технологическом приспособлении представляет
определенные трудности. При наклеивании растворимыми смолами
и мастикой требуется последующая тщательная очистка поверх-
ности образцов от остаточных загрязнений, при которой возможны
механические повреждения объектов. Свободными от этих недо-
статков являются бездеформационное закрепление плоских об-
разцов на держателях, основанное на вакуумном присосе, или
закрепление, основанное на электростатическом взаимодействии.
В обоих случаях закрепление объекта обработки не требует ис-
пользования посторонних материалов, что полностью исключает
его загрязнение.
8.3.1. Вакуумный держатель
Наиболее простым и надежным держателем объекта произ-
вольной формы, имеющего хотя бы одну плоскую поверхность,
из металлического, диэлектрического, полупроводникового и по-
640
лимерного материалов является вакуумный плоскостной держа-
тель, на котором объект закрепляется в результате перепада да-
влений снаружи и внутри держателя. Прочность закрепления на
отрыв при этом достигает почти 106 Па (1 кг/см2). Кроме того,
прочному закреплению способствует большой коэффициент тре-
ния между поверхностями объекта и держателя. Таким образом,
держатель выдерживает и механическую обработку объекта —
резание, шлифование и полирование.
Вакуумный держатель представляет собой стандартную стек-
лянную фильтрующую обратную воронку типа ВФО, содержащую
стеклянную пористую пластину
с размером пор до 1 мкм и диа-
метром 20, 32 и 40 мм. Такие
фильтрующие обратные воронки
широко используют в химических
лабораториях. К плоскости во-
ронки притирают наружную по-
верхность пористой пластины, смы-
вают с нее остатки абразива и
сушат в сушильном шкафу при
температуре 70—80 °C. Подготов-
ленный таким образом держатель
присоединяют к механическому
(форвакуумному) насосу, и на
притертую поверхность помещают
подлежащий закреплению объект.
При откачке наличие частично
не закрытой объектом поверхно-
сти пористой пластины практиче-
ски не влияет на усилие при-
жима, так как производитель-
ность насоса значительно выше,
Рис. 8.6. Вакуумный держатель тон-
ких плоских объектов:
/ — закрепляемый объект; 2 — по-
ристая стеклянная пластина; 3 —
эпоксидный компаунд; 4 — держатель
из листового оргстекла; 5 — корпус
фильтрующей обратной вороикн ВФО;
6 — штуцер откачки
чем количество воздуха, поступающего через открытые участки
пластины. Для уменьшения загрязнения открытых участков по-
ристого стекла, например, абразивными зернами при шлифовании
объекта эти участки следует закрыть тонкой полимерной пленкой.
Мелкие объекты, закрепленные на держателе, можно обрабаты-
вать одновременно групповым способом, что обеспечивает иден-
тичность размеров всей партии одновременно обрабатываемых
деталей. Общий вид вакуумного держателя приведен на рис. 8.6.
8.3.2. Электростатический держатель
Электростатический держатель в основном предназначен для
прецизионной обработки закрепленного на нем объекта из полу-
проводниковых или диэлектрических материалов. Прижим об-
разца к поверхности держателя происходит в результате электро-
статического взаимодействия образца с диэлектрической поверх-
ностью держателя, заряженной до высокого потенциала.
41 Е. А. Колеико 641
Схема конструкции одного из электростатических держателей
приведена на рис. 8.7. В заземленном металлическом корпусе по-
мещен плоский электрод, присоединенный к высоковольтному
низкочастотному источнику питания. Электроизоляцией электрода
от корпуса служит блок фторопласта толщиной не менее 15 мм на
сторону. Подлежащий закреплению на держателе предмет из полу-
проводникового или диэлектрического материала помещают на
высоковольтный электрод через тонкую (50—100 мкм) листовую
слюду. Электростатический
Рнс. 8.7. Электростатический держатель:
1 — металлический корпус; 2 — высоковольт-
ный электрод; 3 — закрепляемый объект; 4 —
прокладка из слюды; 5 — электроизоляция
(фторопласт); 6 — высоковольтный ввод
держатель, изображенный на
рисунке, при диаметре высо-
ковольтного электрода 55 мм
и приложенном к нему напря-
жении 10 кВ, частоте 0,1 Гц
обеспечивает прочность за-
крепления образца на дер-
жателе 200 г/см2.
В отличие от вакуумного
электростатический держа-
тель можно использовать в
высоковакуумном объеме при
давлении, исключающем воз-
никновение газового разряда.
Напомним, что полупроводниковые структуры с сформирован-
ными «электронно-дырочными» переходами нельзя закреплять на
электростатическом держателе, так как в высоковольтном элек-
тростатическом поле может произойти пробой перехода.
Естественно, что размеры электростатического держателя мо-
гут быть изменены в широких пределах. Однако при этом следует
выдерживать параметры электроизоляции, исключающей элек-
трический пробой.
8.3.3. Магнитный держатель
По сравнению с вакуумным и электростатическим держателями
малоразмерных объектов магнитный держатель является более
простым по конструкции и обеспечивает более простое крепление
объектов из металлических, диэлектрических, полупроводниковых
и полимерных материалов любой формы и конфигурации.
Собственно держатель представляет собой плоский постоян-
ный магнит, на который непосредственно или через тонкую про-
кладку из любого материала помещают подлежащий закреплению
объект.
На объект кладут произвольной формы прижимное уст-
ройство из малоуглеродистой стали или железа армко. В резуль-
тате притяжения прижимного устройства к магниту предмет,
помещенный между ними, оказывается прочно закрепленным.
Достоинством магнитного держателя является возможность
642
его использования в вакууме и любой газовой среде при пони-
женном и повышенном давлении с одновременным нагревом до
температуры, не превышающей точку Кюри — температуры
магнитного превращения. Для постоянных магнитов из специаль-
ных сплавов (альнико, магнико и др.) эта температура не превы-
шает 400—450 °C.
Прочность закрепления образца на магнитном держателе зави-
сит от напряженности магнитного поля, вида используемого по-
стоянного магнита, массы и кон-
фигурации прижимного устрой-
ства и толщины закрепляемого
объекта, т. е. магнитного зазора.
Во всех случаях желательно, что-
бы площадь прижимного устрой-
ства существенно превышала его
высоту. Плоский постоянный маг-
нит с достаточно большой напря-
женностью магнитного поля можно
Рис. 8.8. Магнитный держатель:
использовать ОТ магнитной СИ- ^р~ойПР°п™Ха; 2 — Ю*з^крепляемый
стемы магнитных электроразряд- объект; 3 — постоянный магнит
ных насосов НМД-01—3 или
НМД-0,25—3, в которых применяются магниты из феррита
бария (2БА, ЗБА) размерами 120X80X15 мм. В отличие от по-
стоянных магнитов из алюминий-никель-кобальтовых сплавов
(альнико) предельная температура длительного нагрева магни-
тов из феррита бария не превышает 150 °C.
На рис. 8.8 показано использование постоянного магнита
в качестве держателя образца.
8.4. СРЕДСТВА ВЫПОЛНЕНИЯ
МИКРОТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Фактически технологические операции над микрообъектами по
принципам, лежащим в их основе, не отличаются от технологии
обработки деталей более крупных размеров. Специфика микротех-
нологии заключается в необходимости использования специальных
устройств и приспособлений, а также режимов обработки.
8.4.1. Устройство локального косвенного нагрева
при микропайке
Нагрев под пайку легкоплавкими и высокотемпературными при-
поями металлических деталей малого размера удобно производить
на устройстве, изображенном на рис. 8.9. В диске из графита лю-
бой марки диаметром 45—50 мм и толщиной 6—8 мм делают вы-
точку диаметром 20—25 мм на такую глубину, чтобы толщина
оставшегося графита не превышала 0,5—0,7 мм. Обработанный
графитовый диск помещают в стальную или латунную обойму,
41* 643
которая крепится к стержню-держателю, закрепленному на тек-
столитовом основании. В центр канавки, выточенной в графито-
вом диске, на плоской пружине помещают графитовый стержень
с заостренной вершиной. Для этой цели удобно использовать
Рис. 8.9. Устройство для локального резистивного косвенного на-
грева:
1 — графитовая мембрана; 2 — нагреваемая деталь; 3 — контактное кольцо-
держатель; 4 — спай; 5 — стойка; 6 — диэлектрическое основание; 7 — ре-
гулировочный винт; 8 — графитовый электрод; 9 — пружинная контактная
планка
графитовый электрод от любого сухого элемента на 1,5 В (напри-
мер, 373) или батареи сухих элементов на 4,5 В (например, 3336 —
«Планета»). Графитовый стержень армируют металлическим кол-
пачком, который припаивают
к пружине легкоплавким при-
поем. Затем пружину изгибают
настолько, чтобы острие стерж-
ня с небольшим усилием было
прижато к графитовой мембра-
не. Включив ток напряжением
2—6 В при помощи реостата или
автотрансформатора ЛАТР, до-
биваются локального нагрева
графитовой мембраны до нуж-
ной температуры. Подлежащую
Рис. 8.10. Графитовый локальный на- пайке Деталь помещают на на-
греватель: гретое место и после приобре-
1 — прижимный винт; 2 — графитовый ТСНИЯ НужНОЙ ТеМПерЭТурЫ ПрО-
стержеиь; 3 - нагреваемая деталь; 4 — ЫЧПППЯТ пайки
тонкая перемычка; 5 — стойка; 6 — токо- повидл! иаилу.
подводящий лепесток J-Ja ОПИСЭННОМ устройстве НЭ-
гретая деталь может длительное
время сохранять температуру до 600 °C и малое время — до
850 °C. Поэтому нагрев следует проводить таким образом, чтобы
графит находился при высокой температуре, по возможности,
короткое время.
644
Другой конструктивный вариант устройства для локального
нагрева микродеталей под пайку приведен на рис. 8.10. В графи-
товом стержне диаметром 6 мм и длиной 50 мм (электроде от су-
хого элемента) посередине делают пропил с двух сторон таким
образом, чтобы образовалась площадка толщиной 0,5—0,6 мм
и длиной 10 мм. К концам стержня подводят регулируемое пита-
ющее напряжение переменного тока, который определяется тре-
буемой температурой нагрева.
Мелкие детали можно легко спаять высокотемпературными при-
поями в восстановительной (водород) или нейтральной (азот,
аргон) атмосфере на простейшем
приспособлении, приведенном на
рис. 8.11. В трубку диаметром
15—20 мм и длиной 120—150 мм
из плавленого прозрачного квар-
ца помещают подлежащие спаи-
ванию детали с припоем, располо-
женным в нужном месте. После
продувки защитного газа для
полного вытеснения воздуха сна-
ружи, в месте расположения пая-
емой детали, нагревают кварце-
вую трубку до температуры плав-
ления используемого припоя.
Лучше всего такую пайку про-
изводить в атмосфере водорода,
который восстанавливает все ок-
сиды на поверхности детали, что
обеспечивает высококачественную
пайку. Водород для продувки
можно получить с помошью аппарата Киппа. Его 20—30 с про-
дувают сквозь холодную трубку и затем поджигают на выходе.
Только после этого приступают к внешнему нагреву трубки.
Как только деталь расплавится, внешний нагрев прекращают,
а деталь остужают в потоке газа. При пайке детали должны быть
прочно соединены друг с другом тонкой нихромовой проволокой,
не смачиваемой припоями. При использовании в качестве защит-
ной среды нейтральных газов их предварительно сушат от паров
воды и чистят от примеси кислорода. Особенно это относится к сжа-
тым газам, находящимся в металлических баллонах.
Рис. 8.11. Приспособление для вы-
сокотемпературной пайки в среде
защитного газа:
1 — фторопластовая пробка; 2 — паяе-
мая деталь; 3 — припой; 4 — факел
(при использовании водорода); 5 —
оттяжка иа кварцевой трубке; 6 —
газовая горелка; 7 — штуцер для
подвода газа
8.4.2. Кислородно-водородная микрогорелка
Для местного нагрева до высокой температуры при высокотем-
пературной пайке, сварке или для других целей удобно пользо-
ваться кислородно-водородной микрогорелкой, обеспечивающей
температуру на конце факела до 2000 °C. Конструкция горелки
настолько проста, что ее изготовление доступно в лабораторных
645
условиях. Схематично общий вид горелки изображен на рис. 8.12.
Корпусом горелки служит алюминиевая (или из другого металла)
трубка диаметром 10—15 мм и длиной 100 мм. Трубку заполняют
Рис. 8.12. Кнслородио-водородная микрогорелка:
1 — медицинская инъекционная игла; 2 — наконечник; 3 — спай; 4 — угло-
вая трубка гасителя пламени; 5 — резиновый баллончик от медицинской
пипетки; 6 — вода; 7 — микровыключатель; 8 — металлический корпус; 9 —
задняя втулка; 10 — газовый штуцер; 11 н 13 — крепление иа эпоксидном
клее; 12 — тонкая металлическая проволока («путанка»); 14 — передняя
втулка
«путанкой» из проволоки диаметром 0,2—0,5 мм без изоляции,
затем эпоксидной смолой с обоих концов закрепляют металличе-
ский штуцер для подачи кислородно-водородной горючей смеси
и наконечник, к которому присоединяют медицинскую инъекци-
онную иглу с каналом 0,15—0,2 мм,
служащую соплом горелки. На на-
конечнике расположено устройство
на
во-
^2*^2
ре-
пи-
~ 220/3
Рис. 8.13. Кислородно-водород-
ный электролизер для питания
микрогорелки:
1 — водяной затвор, препятствую-
щий проникновению пламени в
электролизер; 2 — электролизер;
3 — блок питания; 4 — регулятор
тока питания; 5 — выход газовой
смеси; 6 — микровыключатель го-
релки для прекращения подачи га-
зовой смеси
гашения пламени, основанное
создании в канале подачи газа
дяной пробки.
Вода находится в небольшом
зиновом мешочке от медицинской
петки. При необходимости прекра-
тить доступ газа в сопло нажимают
на мешочек, и вода перекрывает ка-
нал сопла. Водяная пробка вместе с
«путанкой», заполняющей ручку го-
релки, препятствует «проскоку» пла-
мени в газовую магистраль, что де-
лает горелку совершенно безопасной.
Кислородно-водородная смесь мо-
жет быть приготовлена в обычном
малогабаритном электролизере, пред-
ставляющем собой металлический
сосуд — корпус, почти полностью
заполненный подкисленной или под-
соленной водой. Два стальных или свинцовых электрода, рас-
положенные внутри корпуса, соединяют через герметичные
вводы с источником постоянного или переменного тока. Микро-
выключателем на ручке горелки можно включить или выклю-
646
чить источник питания электролизера и тем самым подать или
прекратить подачу газа в горелку. Для полного исключения воз-
можности проникновения пламени в электролизер в газовой маги-
страли между электролизером и горелкой располагают склянку
с водой, через которую пропускают газ. Размер пламени горелки
зависит от силы тока, проходящего через электролизер. На
рис. 8.13 приведена общая схема электролизера.
8.4.3. Шлифовально-полировальное приспособление
для обработки тонких пластин
При тонком шлифовании или полировании тонких плоскопа-
раллельных пластин из металлических, полупроводниковых,
силикатных и керамических материалов обычно подлежащую
обработке заготовку наклеивают на
Рис. 8.14. Шлифовально-поли-
ровальное приспособление для
обработки тонких пластин:
1 — стопорное кольцо; 2 — регули-
ровочное кольцо; 3 — корпус; 4 —
пуансон; 6 — обрабатываемая пла-
стина; 6 — основание
соответствующую металлическую оп-
равку. Этот способ закрепления об-
ладает двумя существенными недо-
статками: сложностью получения
требуемой толщины обрабатываемой
пластины из-за неопределенности
толщины слоя наклеечкой смолы и
сложностью съема с оправки тонкой
пластины после обработки из-за ее
хрупкости. Кроме того, значитель-
ные трудности возникают при очист-
ке пластины от наклеечкой смолы,
что особенно важно при обработке
полупроводниковых материалов.
Избавиться от перечисленных не-
достатков можно, использовав про-
стое приспособление, изобцаженное
на рис. 8.14. В цилиндрическую ма-
трицу, изготовленную из меди, лату-
ни или чугуна, диаметром 40—50 мм и высотой 50—-60 мм на
скользящей посадке помещают стальной пуансон диаметром 15—
20 мм, на верхнюю часть которого нанесена резьба с шагом 1 мм.
Матрицу с пуансоном притирают на плоскость. Затем двумя резь-
бовыми кольцами (верхнее служит контргайкой) пуансон под-
нимают относительно нижней плоскости матрицы на высоту, со-
ответствующую толщине обрабатываемой пластины.
Для удобства определения высоты подъема пуансона приспо-
собление помещают на плоскую поверхность, положив под пуан-
сон кусочек фольги или несколько равных отрезков проволоки,
толщина которых должна соответствовать конечному размеру
толщины пластины, т. е. заглублению пуансона в матрице. Уста-
новив нужное положение пуансона в матрице, его жестко фикси-
руют гайкой и контргайкой.
647
Подлежащую обработке пластину помещают в углубление
матрицы и притирают на плоскость. Для образования припуска
на шлифование и полирование второй стороны пластины между
нижним установочным кольцом и матрицей помещают тонкую
(15—20 мкм) фольгу или отрезки проволоки такого же диаметра.
При этом, из-за того что заготовка пластины имеет большую тол-
щину, пуансон при шлифовании поднимают на размер припуска.
После того как одна сторона заготовки будет выведена на плос-
кость, ее переворачивают и шлифуют другую сторону, предва-
рительно удалив ограничитель, положенный под установочное
Рис. 8.15. Держатель термо-
пары из микропровода:
1 — рабочий спай термопары; 2 —
ветви термопары; 3 — стеклянные
капиллярные оттяжки; 4 — эпок-
сидный компаунд; 5 — технологи-
ческий припуск на длину термо-
парных ветвей; 6 — соединение с
внешними шинами; 7 — эпоксид-
ный компаунд; 8 — внешняя шииа
КОЛЬЦО.
При шлифовании и полировании
необходимо оказывать давление на
пуансон для предотвращения образо-
вания люфта. В качестве притира
можно -использовать медную или
стальную отшлифованную или при-
тертую на плоскость пластину. Для
того чтобы зерна абразива не закли-
нивали пуансон в матрице, на нем
делают проточку, в которую поме-
щают резиновую или кожаную ман-
жету.
8.4.4. Держатель термопары
из микропровода
При использовании малоинерци-
онных металлических термопар из
микропровода со стеклянной изоля-
цией либо неизолированной проволо-
ки малого диаметра важным является
обеспечение жесткости ветвей термо-
пары. Обычно для этой цели исполь-
зуют двухканальные керамические
трубки с внешним диаметром 0,8—
1 мм и диаметром каналов 0,2—
0,25 мм. Однако при тонких ветвях
термопары близко подходяшая к из-
мерительному спаю керамическая
трубка, обладающая высокой тепло-
проводностью, вносит существенные
погрешности в измерения темпера-
туры.
На рис. 8.15 изображен простой в изготовлении держатель
микротермопары, обладающий малым теплоотводом. У двух стек-
лянных трубок диаметром 8—10 мм на длину 40—50 мм оттяги-
вают концы таким образом, чтобы в самом узком месте диаметр
канала был равен 0,2—0,25 мм. В мягком пламени горелки концы
648
капилляров слегка загибают так, как показано на рисунке. Обе
трубки в недеформированной части эпоксидным компаундом
соединяют вместе таким образом, чтобы их изгибы были напра-
влены друг к другу и лежали в одной плоскости. В оттянутые
концы трубок осторожно вводят ветви сварен-
ной термопары — спай должен находиться
между ними. К концам ветвей термопары, вы-
ходящим из широких концов трубок, припаи-
вают гибкие провода-выводы, которые закреп-
ляют внутри трубок эпоксидным компаундом.
Существенным достоинством описанного дер-
жателя является практически полное отсут-
ствие возможности разрыва ветвей или спая
термопары, так как ветви, имея «слабину», при
небольшой деформации оттянутых концов тру-
бок будут удлиняться, исключая тем самым
разрыв. Из-за незначительной толщины стекла
в месте входа ветви, а также относительно
большого расстояния (4—5 мм) от места спая
до трубки теплоотвода от спая к стеклу не
будет.
8.4.5. Микроконтакт из золота или серебра
При измерении небольших значений элек-
трического напряжения из-за незначительного
окисления конца измерительного щупа могут
возникнуть погрешности. Чтобы этого избежать,
контакт щупа должен быть изготовлен из не-
окисляющихся металлов — золота или серебра.
Конструкция такого микроконтакта приведена
на рис. 8.16.
Изготавливают микроконтакт следующим
образом. В небольшой лунке на сухом куске
древесного угля узким пламенем газовой го-
релки расплавляют небольшую навеску золота
или серебра высокой пробы. Для образования
при плавлении шарика диаметром 0,5 мм необ-
ходимо взять навеску золота массой 1,13 мг, а
серебра — 0,63 мг. К образовавшемуся шарику
осторожно, без наплыва, припаивают чистым оловом предваритель-
но залуженную медную проволоку диаметром 0,4—0,5 мм. Наплыв
припоя на противоположную от припаянной проволоки поверх-
ность шарика удаляют под микроскопом механическим путем. Кор-
пус микрощупа можно изготовить из оргстекла. Внешний диаметр
корпуса должен быть равен 10—12 мм, длина — 90—100 мм.
Канал в передней части оттяжки корпуса должен быть равен диа-
метру проволоки, несущей шарик. Медную проволоку с припаян-
Рис. 8.16. Мнкро-
контакт нз золота
или серебра:
/ — вывод к измери-
тельному прибору;
2 — эпоксидный ком-
паунд; 3 — припай-
иа к медной прово-
локе; 4 — пенопла-
стовая или фторопла-
стовая шайба; 5 —
медная проволока;
6 — корпус; 7 — зо-
лотой или серебря-
ный шарик
649
ным шариком спаивают с изолированной многожильной проволоч-
ной шиной и вводят в корпус так, чтобы шарик выступал из кор-
пуса на 1—2 мм. С противоположной стороны каждую шину
закрепляют в корпусе эпоксидным компаундом. Хранить щуп
с микроконтактом следует в стеклянной пробирке для предохра-
нения его от пыли и органических загрязнений. Перед исполь-
зованием контактный шарик протирают спиртом.
8.4.6. Микроконтакт из ртути
Для электрических измерений объектов малых размеров из
хрупких или тонкопленочных материалов обычно используют
игольчатые электроды — зонды и щупы, соединяемые с измери-
тельной аппаратурой. Однако жесткий контакт электрода с объек-
Рнс. 8.17. Ртутный мнкроконтакт:
1 — капелька ртути; 2 — эпоксидный компаунд; 3 — медный
провод; 4 — припайка к выходной гибкой шине; 5 — корпус; 6 —
выходная шина; 7 — фторопластовая пробка; 8 — эпоксидный
компаунд
том часто приводит к разрушению хрупкого микрообъекта или
проколу тонкой пленки. Этих недостатков лишен щуп (зонд), элек-
трический контакт которого осуществляется посредством неболь-
шой капельки ртути.
Конструктивно щуп с ртутным микроконтактом представляет
собой трубку из оргстекла (рис. 8.17) с остроконическим концом,
в вершине которого просверлено сквозное отверстие диаметром
0,2—0,3 мм. Рабочий электрод образует 30—40-миллиметоовый
отрезок медного провода, к которому припаяна многожильная
медная шина. Диаметр медного отрезка провода должен соответ-
ствовать диаметру отверстия, просверленного в корпусе. Элек-
трод помещают в корпус; провод должен быть выведен из вершины
конусной части на 0,2—0,3 мм. После закрепления электрода
в корпусе эпоксидным компаундом выступающий конец провода
зачищают и покрывают тонким слоем ртути, т. е. амальгамируют.
Из раздробленной на капли ртути выбирают каплю размером
0,2—0,3 мм и прикасаются к ней амальгированным концом щупа.
Приставшая и прочно держащаяся капля ртути и является ртут-
ным микроконтактом. Естественно, что щуп с микроконтактом
можно использовать только для материалов, не амальгамирую-
щихся ртутью. При необходимости ртутный контакт легко восста-
650
новить, для этого с торца проволоки удаляют старую, возможно
окислившуюся, ртуть и наносят свежую. Естественно, что при
работе с щупом с ртутным микроконтактом, а также его хранении
должны строго соблюдаться правила безопасного обращения с от-
крытой ртутью.
8.4.7. Химическая микропила
Как известно, химическая размерная обработка монокристал-
лических материалов осуществляется без образования дефектов.
Химическая обработка внешней поверхности монокристалла
широко распространена, а разрезание
монокристалла химическим путем
производят чрезвычайно редко из-за
отсутствия простого и надежного
устройства для осуществления этой
ответственной технологической опе-
рации. Ниже приводится описание
химической микропилы, позволяю-
щей производить бездефектное раз-
резание небольших образцов моно-
кристаллических материалов. Кон-
струкция микропилы столь проста,
что ее можно изготовить в условиях
неспециализированной лаборатории.
Два толстостенных стеклянных ка-
пилляра длиной 75—80 мм и кана-
лом 0,6—0,8 мм изгибают так, как
показано на рис. 8.18. При этом рас-
стояние между изогнутыми концами
капилляров при их расположении в
одной плоскости должно быть 10—
15 мм. Капилляры изгибают в «мяг-
ком» пламени газовой горелки по
плавному радиусу без резких пере-
гибов. Изогнутые капилляры поме-
щают рядом и обрезают — размер
их должен быть одинаковым. Затем
их укладывают на фторопластовую
пластину либо другую ровную пло-
скую поверхность, покрытую фторопластовой пленкой или сма-
занную тонким слоем любого масла, и склеивают по прямо-
линейным участкам эпоксидным компаундом. После полимери-
зации компаунда на расстоянии 15—20 мм от нижнего среза
капилляров наносят 2—2,5-миллиметровый слой компаунда
в виде пояска шириной 6—8 мм. После полимеризации поясок
припиливают по окружности или эллипсу для герметичного сое-
динения капилляров с резиновым сосудом, содержащим химиче-
ский травитель. Через скрепленные вместе капилляры проде-
651
Рис. 8.18. Химическая микро-
пила:
1 — хлопчатобумажная нить; 2 —
стеклянный капилляр; 3 — эпок-
сидный компаунд; 4 — резиновая
груша; б — травильный раствор
вают предварительно прокипяченную и высушенную хлопчато-
бумажную нить толщиной 0,2—0,5 мм (№ 50—№ 10), которая
и является «режущим» элементом микропилы.
Продеть нить в канал капилляров можно следующим образом.
В капилляр пропускают тонкую (толщиной 0,1—0,2 мм) никеле-
вую, нихромовую (или из другого жесткого металла) проволоку,
к концу которой без наплыва приклеивают нить, и протягивают
в канал. Применяют и другой способ. Нить приклеивают к обло-
манной на 2—3 мм тонкой швейной игле, которую вместе с нитью
протягивают по капилляру с помощью постоянного магнита,
передвигаемого снаружи. Протянув нить через оба капилляра, ее
свободные концы с небольшим натягом завязывают узлом.
Технология работы с микропилой в общих чертах заключается
в следующем. В небольшую резиновую грушу объемом 25—50 мл
наливают раствор, предназначенный для травления подлежащего
разрезанию материала. Капиллярный узел помещают в грушу
таким образом, чтобы концы капилляров не доходили до дна на
5—10 мм. Горловина груши должна плотно облегать пойсок из
эпоксидного компаунда на капиллярах. Затем, слегка нажав
на грушу, поднимают травильный раствор до верхнего <реза ка-
пилляров. При этом раствором должен пропитаться и выходящий
из капилляров участок нити. Когда это произойдет, микропилу
подносят к подлежащему разрезанию объекту. Дальнейшее непре-
рывное поступление травителя в зону реза будет происходить
за счет действия капиллярных сил, поднимающих травитель по
нити. Если поступление раствора замедляется либо прекраща-
ется, следует вновь нажать на грушу. Объект и микропилу необ-
ходимо таким образом расположить друг относительно друга,
чтобы была обеспечена возможность их взаимного передвижения.
Иногда микропилу удобно расположить вертикально, грушей
вверх, чтобы травитель стекал по капиллярам под силой тяжести.
Для улучшения капиллярных свойств используемой швейной
нити в воду при ее кипячении следует добавить немного стираль-
ного порошка.
8.5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МИКРООБЪЕКТОВ
Технология изготовления микрообъектов весьма разнообразна
и определяется размером, материалом, условиями использования
и рядом других требований. Изготовление микрообъектов воз-
можно при использовании как обычных приемов макротехноло-
гии, так и специальных приемов и способов, применимых толь-
ко для изготовления микрообъектов. Ниже описаны универ-
сальные приемы изготовления некоторых микрообъектов.
8.5.1. Изготовление острийных микроэлектродов
В холодных электронных эмиттерах, микроинструменте и
в других случаях, встречающихся в лабораторной практике,
используют острийные электроды, изготовленные, как правило,
652
из вольфрама. Размер острия на конце таких электродов соста-
вляет десятые и сотые доли микрометров. Иногда в качестве
ультратонких острий из углерода используют выращенные в спе-
циальных условиях монокристаллические углеродные «усы».
В зависимости от материала для изготовления острийных
деталей используют различные методы травления: электрохими-
ческое, химическое, в газовом разряде и некоторые другие.
Электрохимическое травление острий. Наиболее простым и эф-
фективным способом получения ультратонких острий, в частности,
для микроэмиссионных электродов является электрохимическое
травление. В качестве заготов-
ки чаще всего используют отре-
зок поликристаллической или
монокристаллической вольфра-
мовой проволоки длиной 50—
60 мм и диаметром 0,1—0,15 мм.
Естественно, что в каждом кон-
кретном случае размер заготовки
может изменяться.
Ультратонкое вольфрамовое
острие с радиусом закругления
на конце 0,03—0,05 мм можно
получить на устройстве, изобра-
женном на рис. 8.19. Во фторо-
пластовый стакан диаметром
20—22 мм, высотой 15—20 мм и
толщиной дна 3—4 мм помещают
тонкий цилиндр из коррозион-
но-стойкой стали. Затем с внеш-
ней стороны в дне фторопласто-
Рис. 8.19. Устройство для электро-
химического травления мнкроострнй:
1 — металлический пинцет; 2 — технологи-
ческая рамка; 3 — вольфрамовая прово-
лока; 4 — катод; 5 — фторопластовая
ванна; 6 — электролит; 7 — отверстие в
дие ваииы; 8 — готовое острие; 9 — фторо-
пластовый приемный стакан
вого стакана делают коническую
проточку диаметром 6—8 мм со
сквозным отверстием в центре
диаметром 1,5—2 мм под таким
углом, чтобы у отверстия тол-
щина дна стакана составила
0,1—0,15 мм.
Изготовленную таким образом электролитическую ванну гори-
зонтально закрепляют на штативе. Затем строго по центру
отверстия пропускают вольфрамовую проволоку диаметром 0,1—
0,2 мм, приваренную точечной сваркой к никелевой или стальной
проволочной рамке. При этом свободный конец проволоки дол-
жен выходить из отверстия на 15—17 мм. Предварительно воль-
фрамовую проволоку протравливают для очистки от аквадага
в 20—25%-м растворе едкого натра при напряжении переменного
тока 2—4 В. В ванну наливают электролит, состоящий из 15—
20%-го раствора едкого натра квалификации ЧДА или ХЧ в дис-
тиллированной воде. Электролит не будет вытекать через отвер-
653
стие в дне, так как он не смачивает фторопласт и удерживается
над отверстием силами поверхностного натяжения.
Большое значение имеет толщина слоя электролита, от кото-
рой зависят угол образующегося острия и соответственно радиус
закругления на его конце. Обычно толщина слоя электролита
составляет 0,5—1 мм. При меньшей толщине из-за несмачивае-
мости фторопласта слой электролита может разорваться. В этом
случае добавляют небольшое количество электролита до образова-
ния сплошного слоя, а затем пипеткой удаляют жидкость до слоя
нужной толщины. Разрывы в слое электролита приводят к нерав-
номерности травления проволоки.
Электрическая цепь, образованная через электролит между
металлическим цилиндром и проволокой, закрепленной зажимом
«крокодил», запитывается от переменного или постоянного тока
напряжением 5—10 В. Рабочий ток травления не должен превы-
шать 5—15 мА. При работе на постоянном токе проволоку соеди-
няют с положительным полюсом источника питания.
Возможность получения ультратонкого вольфрамового острия
зависит от степени насыщения электролита химическими продук-
тами, образующимися в процессе электрохимических реакций.
В малом количестве электролита происходит его насыщение и
соответственно изменение свойств, о чем можно судить по умень-
шению тока в цепи. При толщине слоя электролита менее 0,5—
0,6 мм, не прерывая процесса травления, его осторожно заменяют
свежим или создают непрерывный поток электролита через ванну
в нужном количестве.
Ультратонкое острие будет готово, когда вольфрамовая про-
волока полностью перетравится и нижняя ее часть упадет в
подставленный фторопластовый стаканчик, диагональ внутрен-
него объема которого должна быть на 2—3 мм меньше длины упав-
шего в него кусочка заостренной проволоки. Для указанного
выше исходного размера выступающей из ванны проволоки ди-
аметр приемного стаканчика должен быть 7—8 мм, а высота —
8 мм.
Дальнейшую обработку острия (промывание, сушку и др.)
проводят, не вынимая из приемного стаканчика, чтобы предо-
хранить его от повреждения. Для удобства переноски стаканчик
должен иметь по бокам две лыски.
При получении предельно тонкого острия необходимо учиты-
вать ряд факторов, которые могут ухудшить его качество. В про-
цессе электрохимического травления, несмотря на незначитель-
ный ток, на проволочной заготовке осаждается водород, мельчай-
шие пузырьки которого нарушают геометрию острия. Это явле-
ние особенно заметно при работе на постоянном токе. Кроме того,
в процессе травления необходимо максимально уменьшить внеш-
ние механические воздействия на электрохимическую ванну,
вызывающие колебания обрабатываемой проволоки и приводящие
к искажению формы острия.
654
Существенное уменьшение выделения водорода на острие дости-
гается частичным экранированием второго электрода от заготовки
острия. Для этого между ними помещают металлическую коро-
бочку прямоугольной формы, размеры которой таким образом
позволяют вставить ее в электрохимическую ванну, чтобы ее
дно находилось на расстоянии 10—15 мм от дна ванны (рис. 8.20).
При таком экранировании электрода водород, выделяющийся
на отрицательном электроде и в объеме электролита, не попадает
на острие.
Для демпфирования электрохимической ванны от внешних
механических воздействий ее помещают на мраморную или метал-
Рис. 8.20. Устройство ванны
для электрохимическоготрав-
ления, исключающего по-
падание пузырьков водорода
на микроострне:
1 — ваииа из диэлектрического
материала; 2 — электролит;
3 — заготовка острия; 4 — тех-
нологическая рамка-держа-
тель; 5 — источник постоян-
ного тока; 6 — прибор контроля
силы тока; 7 — катод; 8 — эк-
ранирующий коробчатый сосуд
лическую плиту массой 5—10 кг, которую кладут на три теннис-
ных мяча, расположенных под углом 120° и закрепленных в лун-
ках на деревянной доске. Столь же эффективно демпфирует меха-
нические колебания тяжелая плита, положенная на не полностью
надутую воздухом кислородную медицинскую подушку или обыч-
ную резиновую подушку.
Достаточно тонкое вольфрамовое острие с радиусом на конце
в десятые доли микрометра можно получить электрохимическим
травлением двумя описанными ниже способами.
Отрезок освобожденной от аквадага вольфрамовой проволоки
диаметром 0,1—0,15 мм и длиной 10—15 мм приваривают точеч-
ной сваркой к никелевой рамке — державке (см. рис. 8.20).
Подготовленную таким образом вольфрамовую заготовку погру-
жают в ванну, содержащую 15—20%-й раствор гидрооксида нат-
рия в дистиллированной воде. Глубина погружения проволоки
в раствор не должна превышать 1,5—2 мм. Травление производят
при напряжении 10—12 В постоянного тока. Положительный
полюс источника питания присоединяют к вольфрамовой прово-
локе, а отрицательный — к пластине из коррозионно-стойкой
стали или графита. Для избежания осаждения пузырьков водо-
рода на образующееся острие между катодом и анодом помещают
655
описанный выше коробчатый экран. Кроме того, для предохране-
ния от внешних механических воздействий (вибраций) электро-
химическую ванну устанавливают на демпфер. При указанном
значении напряжения время травления не превышает 3—3,5 мин.
После того как погруженная в раствор проволока раство-
рится, произойдет резкое уменьшение тока в цепи. При этом в
приповерхностном конце находящегося снаружи отрезка про-
волоки образуется тонкое острие, форма которого приведена
на рис. 8.20.
Второй способ получения микроострия на вольфрамовой про-
волоке отличается от описанного выше конструкцией электро-
~6В
$
химической ванны (рис. 8.21).
В стаканчик из фторопласта
объемом 50—60 мл и толщи-
ной дна 5 мм с «натягом»
вставляют графитовый стер-
жень от электробатареи на-
пряжением 4,5 В. Концу
стержня, противоположному
контактному колпачку, при-
дают форму полусферы. Глу-
бина входа стержня внутрь
стаканчика должна быть 20—
30 мм. Убедившись в герме-
, тичности посадки графитово-
Рис. 8.21. Простейшая электрохимияе- _______
ская ванна для нзготовлення вольфрамо- го стержня, в стаканчик НЭ-
вого острия: ливают электролит, состоя-
1 — графитовый электрод; 2 — электролит; ЩИИ ИЗ 70%-ГО рЭСТВОра
3 — фторопластовая ваииа; 4 — крышка из /ДНО г/пЪ тпопиетотп НЯТПЙЯ
оргстекла; 5 — вольфрамовая проволока; Г/Л) ХЛОрИСТОГО НИТрИЯ
« - пинцет и 30%-го раствора (200 г/л)
едкого натра. Уровень элек-
тролита должен быть на 5—7 мм ниже края стаканчика. Отре-
зок проволоки из монокристаллического или плавленого
вольфрама диаметром 0,1—-0,15 мм и длиной 50 мм, пред-
варительно очищенной от аквадага, закрепляют в зажиме и спус-
кают в электролит сквозь отверстие в крышке из оргстекла соосно
с графитовым стержнем таким образом, чтобы расстояние между
ними было 8—10 мм. Травление ведут на переменном токе при
напряжении 6 В.
Вначале процесс травления сопровождается появлением
пузырьков водорода, что свидетельствует о начале растворения
вольфрама. Через 3—4 мин выделение водорода резко прекра-
щается, а ток в цепи уменьшается почти до нуля, что вызвано
полным растворением вольфрамовой проволоки, погруженной
в электролит. Сразу после этого напряжение на ванне снижают
до 0,8 В и поддерживают его в течение 15—20 с. При пониженном
напряжении происходят электрополирование и доводка острия,
которое еще слегка контактирует с электролитом.
656
После окончания электрополирования заостренный отрезок
проволоки, не вынимая из зажима, последовательно прополас-
кивают в насыщенном растворе углекислого натрия (питьевой
соды), 10%-м растворе уксусной кислоты, 96%-м этиловом спирте.
Естественно, что после каждой операции следует промывка в дис-
тиллированной воде. По такой технологии на конце вольфрамо-
вой проволоки образуется острие с радиусом закругления 0,5—
1 мкм. Как и при предыдущих способах, электрохимическую
ванну травления необходимо защитить от воздействия внешних
вибраций.
Химическое изготовление острий. Химическое травление в
отличие от электрохимического проще, но оно исключает воз-
можность тонкого регулирования скорости процесса, что при элек-
трохимическом травлении осуществляется простым изменением
силы тока в цепи. Однако химическое травление можно успешно
использовать для получения острий с радиусом закругления
на конце 1—2 мкм.
Заготовку вольфрамовой (или из другого металла) проволоки
диаметром 0,1—0,2 мм и длиной 20—30 мм предварительно очи-
щают от аквадага путем анодной обработки в 20—25%-м растворе
едкого натра или кипячения на водяной бане в течение 1,5—2 ч
в 10%-м растворе едкого натра. Легкое протравливание поверхности
вольфрамовой проволоки в целях очистки от аквадага можно
произвести в кипящем 3%-м растворе пергидроля (перекиси
водорода).
Очищенную и промытую заготовку закрепляют на штативе
и погружают на глубину 8—10 мм в соответствующий травитель.
После полного травления верхнюю часть заготовки с образовав-
шимся острием погружают в более слабый раствор травителя,
в котором происходит «тонкая» доводка острия. Наиболее про-
стым и весьма активным химическим травителем вольфрама
является смесь равных объемов плавиковой и азотной кислот,
время травления в которой исчисляется несколькими секундами.
Разбавив этот травитель дистиллированной водой, время травле-
ния можно увеличить.
Эффективные травильные растворы, которые можно использо-
вать для получения тонких острий на проволоках из различных
металлов, приведены в табл. 8.2.
Для получения более тонкого и совершенного по форме острия
после первичного травления острие подвергают «тонкому» травле-
нию в том же травителе, но разбавленном до 75, 50 и 25%-й кон-
центрации от основного раствора. Важным требованием, опреде-
ляющим качество острия, является немедленная промывка после
выполнения каждой операции травления. Даже незначительные
остатки травильного раствора могут испортить образовавшееся
острие.
Изготовление углеродных острий травлением в газовом разряде.
В некоторых случаях в качестве автоэлектронного эмиттера и для
42 Е. А. Колеико 657
Таблица 8.2
Растворы для химического травления острий на некоторых металлах
Объемный состав раствора, % Толщина удаляемого слоя металла^ мкм (при времени травления 2 мин и температуре раствора 80 °C)
Пергидроль Муравьиная кислота Вода Медь Сталь Ковар Никель И к ю а ч о £ Я со О. •е- JQ ч о СП Коррозион- но-стойкая сталь
80 45 45 33 10 10 10 10 45 10 33 80 45 10 10 10 45 33 10 45 80 15 132 104 203 33 63 66 2,5 70 2,5 68 94 58 2,5 2,5 60 5 2,5 20 60 7,5 2,5 5 2 7,5 18 33 5 7,5 25 10 12,5 5 5 5 3 7,5 2,5 3 2 2,5 2 2 2 2 2 2 2 2
других целей используют тонко заостренные углеродные волокна.
Так как химическое и электрохимическое травление углерода
практически невозможно, заострение углеродного волокна про-
изводят в коронном газовом разряде. Между волокном, присоеди-
ненным к заземленному электроду, и находящимся на расстоянии
2—5 мм от него плоским дискообразным металлическим электро-
дом прикладывают постоянное напряжение 1—5 кВ. При этом
положительный потенциал подается на металлический электрод.
Возникший в воздушной атмосфере при нормальном давлении
коронный разряд вызывает разрушение углеродного волокна
с образованием на его конце ультратонкого острия. Форма и
радиус закругления на конце острия зависят от отношения напря-
жения к расстоянию между электродами. Так, при отношении
этих величин, равном 1 кВ/мм, на конце углеродного волокна
образуется 15—17-градусное острие с радиусом закругления 0,2—
0,5 мкм.
Для исключения бросков тока и перехода коронного разряда
в искровой в электрическую цепь последовательно включают со-
противление, равное 10—15 МОм. Угол образующегося конуса
и радиус закругления острия тем меньше, чем больше отношение
напряжения к расстоянию между электродами.
В качестве заготовки для изготовления острия лучше всего
использовать выпускаемое промышленностью графитированное
волокно диаметром 7—8 мкм из полиакрилонитрила, обработан-
ного при температуре 3000 °C.
Для создания электрического контакта между отрезком волокна
длиной 5—7 мм и заземленным электродом проще всего восполь-
зоваться индий-галлиевой эвтектикой или небольшой каплей
низкотемпературного припоя.
658
8.5.2. Изготовление металлических микросфер
Металлические сферы диаметром 50—500 мкм в лабораторных
условиях можно получить путем фонтанирования расплавленного
металла, оплавления отрезков тонкой проволоки или специальной
тонкопленочной структуры, а также оплавления металлического
порошка, смешанного с порошком оксида металла.
Фонтанирование расплавленного металла. Для получения
металлических сфер размером 0,1—1 мм путем фонтанирования
расплавленного металла можно
воспользоваться установкой, изо-
браженной на рис. 8.22.
Цилиндрический сосуд из плав-
леного кварца длиной 250 мм и
диаметром 20 мм, являющийся
плавильным тиглем, снизу имеет
оттяжку с каналом на выходе,
примерно равным размеру сферы.
Сверху по бокам в цилиндр впаи-
вают два штуцера, которые через
толстостенные (2—3 мм) резино-
вые шланги соединяют с баллоном
с чистым аргоном и механическим
(форвакуумным) насосом. В оба
шланга помещают стеклянные
двухходовые краны. В верхней ча-
сти сосуда должен быть кониче-
ский шлиф, через который вводят
подлежащий обработке металл.
Для получения шариков из ме-
талла с температурой плавления
до 700 °C можно использовать элек-
тронагреватель из ленточного ни-
хрома или сплава № 2, намотан-
ный непосредственно на кварце-
вую трубку. Плавление металлов
с более высокой температурой
Рис. 8.22. Устройство для изготов-
ления мелких металлических сфер
путем фонтанирования:
/ — загрузочное отверстие с кониче-
ским пробочным шлифом; 2 — шту-
цер откачки; 3 — запорный кран;
4 — высокочастотный индуктор; 5 —
расплавленный металл; 6 — капил-
лярная оттяжка; 7 — охлаждающая
жидкость; 8 — готовые шарики; 9 —
штуцер иапуска нейтрального газа;
10 — запорный кран; 11 — кварце-
вый сосуд
плавления производят при высо-
кочастотном нагреве. Низкотемпературные металлы можно дово-
дить до плавления внешним нагревом газовой горелкой.
Для предохранения металла от окисления в процессе нагрева
до плавления из сосуда откачивают воздух механическим вакуум-
ным насосом до давления (5-г-1) Ю"1 Па (5-10“3—1 • 10~3 мм рт. ст.).
Из-за избыточного давления внутри .сосуда расплавленный металл
тонкой струей выдавливается наружу и в свободном падении раз-
бивается на отдельные капли, которые под воздействием силы
поверхностного натяжения приобретают строго шаровую форму.
Затвердевшие шарики падают в сосуд с охлаждающей жидкостью.
42*
659
Технологическая последовательность работы на установке
(см. рис. 8.22) следующая.
1. Через верхний шлиф в сосуд помещают металлические гра-
нулы или стружку.
2. Закрыв кран 10 и приложив к выходному отверстию в от-
тяжке плоский кусочек шлифованной резины, механическим насо-
сом откачивают воздух из сосуда до получения предельного вакума.
3. С помощью электронагревателя нагревают металл до пол-
ного расплавления (если металл в оттяжке не расплавится, ее
следует прогреть ручной горелкой).
4. Закрыв кран 3, откачку прекращают, сосуд заполняют ней-
тральным газом (аргоном, гелием, чистым- азотом) под давле-
нием, несколько превосходящим атмосферное.
5. Когда металл станет жидким, давление газа в сосуде повы-
шают до тех пор, пока из отверстия оттяжки не начнет литься струя
металла. Капли, образующиеся при дроблении струи, должны
падать в сосуд с водой, силиконовым маслом или спиртом, распо-
ложенным под оттяжкой на расстоянии 150—200 мм. При охла-
ждении в спирте горячие шарики приобретают блестящую поверх-
ность. Давление внутри сосуда, при котором образуется струя,
разбивающаяся на шарики требуемого размера, регулируется
с помощью кранов газа и откачки.
Чтобы давление в сосуде не было слишком высоким, длина
оттяжки должна быть не более 8—10 мм, а утончение (до требуе-
мого размера) выходного отверстия должно быть в самом конце.
Пробка загрузочного шлифа является своеобразным предохра-
нительным клапаном, не допускающим чрезмерного повышения
давления внутри сосуда. Если такое произойдет, пробка припод-
нимется и «стравит» давление. Несмотря на это, работать на уста-
новке необходимо при строгом соблюдении техники безопасности.
Для точной калибровки шариков по диаметру их просеивают
через плоское сито с калиброванными отверстиями.
Описанный процесс изготовления металлических мелких шари-
ков можно существенно упростить, если при нагреве, плавлении
и фонтанировании струи расплавленного металла использовать
нейтральный газ без «заметных» примесей кислорода и паров воды,
например аргон «высокой» или «особо высокой» чистоты. При
этом отпадает необходимость предварительной (до плавления
металла) вакуумной откачки.
Одним из обязательных условий технологического процесса
является полное удаление из сосуда расплавленного металла,
даже не использованного для изготовления шариков. Это необ-
ходимо для того, чтобы кварцевый сосуд при повторном нагреве
металла из-за большой разницы их коэффициентов термического
расширения не растрескался.
Путем фонтанирования расплавленного металла можно полу-
чать шарики с минимальным диаметром 50—60 мкм. Правильную
шаровидную форму имеют шарики диаметром до 0,8—1 мм.
660
Оплавление отрезков тонкой проволоки. Микросферы из золота,
серебра, меди и некоторых других слабоокисляющихся на воз-
духе металлов с температурой плавления до 1100 °C можно полу-
чить путем оплавления отрезков тонкой проволоки на поверх-
ности, не смачиваемой расплавленным металлом. Расплавленный
отрезок провода под воздействием силы поверхностного натяже-
ния приобретает сферическую форму. Естественно, что чем меньше
масса расплавленного металла, тем более совершенную форму
будет иметь сфера. Однако при очень малом количестве металла
сила поверхностного натяжения настолько мала, что ее недоста-
точно для образования сферы из расплава металла, имеюшего
большую вязкость. Поэтому минимальный размер сферы, полу-
ченной таким способом, определяют опытным путем.
Технологический процесс получения мелких металлических
сфер путем оплавления отрезков проволоки заключается в сле-
дующем.
1. На плоскую гладкую графитовую, кварцевую или керами-
ческую поверхность помещают короткие отрезки проволоки (без
изоляции), длина и диаметр которых зависят от требуемых объе-
мов сфер. Пересчет объема цилиндра (отрезка проволоки) в объем
шара удобно вести по массе. Подсчитывают массу сферы требуемого
размера, исходя из которой определяют длину отрезка прово-
локи для выбранного диаметра. При этом длина отрезка прово-
локи не должна более чем в 2,5—3 раза превышать ее диаметр.
В противном случае силы поверхностного натяжения не соберут
расплавленный металл в сферу.
2. Нагрев отрезков проволоки до плавления удобно вести на
«кинжальном» пламени ручной газовой горелки с кислородным
поддувом, что позволяет визуально контролировать процесс сфе-
рообразования. Групповое оплавление отрезков производят в му-
фельной печи, температура в которой должна на 25—50 ?С пре-
вышать температуру плавления металла. При использовании
легко окисляющихся металлов процесс оплавления следует вести
в атмосфере водорода либо нейтрального газа (азота, аргона).
Оплавление тонкопленочной дискретной структуры. Микро-
сферы размером 10—15 мм достаточно правильной формы можно
получить путем оплавления тонкопленочной дискретной струк-
туры, образованной из соответствующего металла, на подложке,
не смачиваемой этим металлом и нагретой в защитной или восста-
новительной атмосфере либо в вакууме.
На хорошо отполированной поверхности плоской керамиче-
ской или кварцевой пластины различными способами (химическим
осаждением, термическим испарением в вакууме, гальваническим
способом и др.) получают тонкую металлическую пленку требуемой
толщины. Дискретная структура пленки в виде отдельно распо-
ложенных круглых пятен образуется при напылении металла на
подложку через маску либо при фотолитографической обработке
сплошной пленки, полученной путем химического осаждения или
661
гальваническим способом с использованием электропроводящего
подслоя, например, из оксида олова или оксида индия.
Толщина и диаметр металлического пятна на подложке опре-
деляют размеры микросферы, образующейся после его плавления.
Эти величины устанавливают опытным путем. Однако общим пра-
вилом является соблюдение соотношения между диаметром метал-
лического пятна и его толщиной (3-?5) : 1. При большем отно-
шении сфера может не образоваться.
Оплавление металла пленки производят в муфельной печи при
температуре, на 25—50 °C превышающей температуру плавления
самого металла. Оплавление на воздухе возможно только для
золота, серебра и некоторых других неокисляющихся металлов.
Все остальные металлы должны быть нагреты до плавления в атмо-
сфере, нейтральной к данному металлу. Металлы, не образующие
гидридов, оплавляют в водородной атмосфере. Другие металлы
могут быть оплавлены в чистом аргоне или азоте. Для проведения
процесса в защитной атмосфере подложку с пленкой помещают
в продуваемый газом сосуд или в наполненную газом ампулу.
Описанный способ позволяет получить микросферы, идентичные
по размеру.
Оплавление металлического порошка. Простой способ получе-
ния микросфер размером 50—100 мкм из металла заключается
в оплавлении металлического порошка определенной зернистости,
смешанного с порошком мелкодисперсного высокотемпературного
металлического оксида. Практически этот способ реализуется
следующим образом.
Порошок или опилки из соответствующего металла просеи-
вают через сито № 0056—№ 0012 (с размером ячейки 56—
112 мкм). Просеянный металлический порошок тщательно пере-
мешивают с просеянным через сито № 004 (с размером ячейки
40 мкм) порошком оксида алюминия. Смесь порошков помещают
в кварцевый или керамический (не глазурованный) тигель либо
лодочку и нагревают в атмосфере водорода или чистого аргона
до температуры, на 25—50 °C превышающей температуру плав-
ления порошка металла. Из расплавленных частиц металла
образуются шарики строго сферической формы. Наличие ок-
сидного порошка не позволяет микросферам слипнуться друг
с другом.
Если будет использоваться водород, то до начала нагрева его
следует пропускать в течение 10—15 мин сквозь смесь порош-
ков для полного вытеснения из них воздуха. Продувку защит-
ного газа проводят с периодическим встряхиванием сосуда с по-
рошком.
Микросферы, полученные путем оплавления металлического
порошка, при диаметре до 50 мкм имеют отклонение от сферич-
ности не более 1%. Микросферы из золотого или серебряного
порошка можно изготавливать описанным способом без приме-
нения защитного газа.
662
При использовании вакуумной установки с высокочастотным
нагревом изготовление микросфер значительно упрощается. Од-
нако при этом время проведения процесса существенно увеличи-
вается из-за необходимости поддержания требуемого вакуума
(не выше 10“3 Па) при обильном газовыделении из порошка.
Для контроля температуры нагрева можно пользоваться оптиче-
ским пирометром либо соответствующей термопарой, измеритель-
ный спай которой помещен в порошок.
Более совершенный способ оплавления металлического по-
рошка до сфероидального состояния заключается в использова-
Рис. 8.23. Устройство для получения металлических ми-
кросфер путем оплавления порошка:
/ — металлическая пробка; 2 — графитовый или снлитовый
электронагреватель; 3 — оплавленные шарики; 4 — оксидно-
алюминиевый порошок; 5 — стеклянная вата; б — факел
(в случае использования водорода)
нии силитового трубчатого нагревателя, подключаемого к обыч-
ной высокотемпературной силитовой печи. В средней части
отрезка нагревателя (длиной 120—150 мм и диаметром 15 мм со
сквозным отверстием диаметром 5 мм) прошлифовывают продоль-
ный поясок шириной 50—60 мм и глубиной (на сторону) 3,5—
4 мм. Независимо от геометрических размеров используемого
силитового стержня толщина стенки прошлифованного участка
не должна превышать 1—1,2 мм. Это обусловлено заданным зна-
чением электросопротивления перемычки для локализации места
ее нагрева.
Внутрь канала силитового стержня помещают неплотную
пробку из шнурового асбеста или стеклянной ваты. Затем в канал
насыпают смесь металлического и оксидно-алюминиевого порош-
ков таким образом, чтобы основное ее количество находилось
в месте перетяжки. Порошок насыпают без трамбовки, чтобы
защитный газ свободно проходил сквозь порошок.
663
После продувки защитного газа через порошок в течение 10—
12 мин стержень нагревают, для чего включают переменный ток
с регулируемым напряжением (при использовании водорода
порошок поджигают). В качестве источника питания можно
использовать токовый трансформатор от станка точечной сварки.
Из-за большого омического сопротивления основной нагрев будет
происходить в утонченной области трубки. После остывания
в струе защитного газа порошок высыпают из канала и под микро-
скопом отбирают металлические сферы требуемого диаметра.
При отсутствии силитового стержня можно воспользоваться
графитовым стержнем; предварительно в нем следует просверлить
канал и проточить перетяжку. Однако если силитовый стержень
выдерживает длительный нагрев на воздухе до температуры 1500—
1600 °C, то графитовый уже при температуре 800—1000 °C начи-
нает окисляться. Кроме того, при высоких температурах графит
активно взаимодействует с пропускаемым через канал защитным
газом, образуя с водородом углеводороды, с азотом — цианиды.
Поэтому при использовании графитового нагревателя лучше при-
менять в качестве защитного газа чистый аргон.
На рис. 8.23 приведена схема устройства для получения метал-
лических микросфер порошка.
8.5.3. Изготовление микроотверстий
С необходимостью изготовить микроотверстия диаметром 10—
100 мкм в стекле или металле в лабораторной практике встре-
чаются довольно часто. Микроотверстия в тонких металлических
дисках толщиной 150—200 мкм используют в качестве диафрагм
в различных электронно-оптических и электронно-лучевых систе-
мах. Такие же диафрагмы применяют для получения перепада
давлений между областью высокого вакуума и окружающей
атмосферой, необходимого, в частности, для вывода наружу элек-
тронного пучка из электронной пушки. Микроотверстия исполь-
зуют и в качестве элементов дозаторов для точного напуска газа
или пара в аналитические приборы, например в масс-спектро-
метры.
Ниже описаны несколько технологических способов получения
единичных отверстий диаметром от 10 до 200 мкм. Отверстия могут
быть получены как в металле, так и в стекле с использованием обыч-
ного лабораторного оборудования.
Изготовление макроотверстий в металлической фольге. Полу-
чение сквозного отверстия диаметром от 10 до 100 мкм в металли-
ческой фольге толщиной 50—150 мкм является трудновыполни-
мой задачей. Сверлением можно получить отверстия размером
не меньше 200 мкм, использовав спиральные сверла минимального
диаметра. Однако, даже применяя специальные приемы (сверле-
ние «пакетом», при больших оборотах сверла и др.), получить
строго круглое отверстие без рваных краев в тонкой фольге весьма
сложно.
664
Специальные способы — электроэрозионный, ультразвуко-
вой и лазерный — позволяют получить отверстия с «наплывом»
диаметром не менее 50 мкм в фольге не толще 100 мкм. Относи-
тельно простой способ получения отверстий диаметром более
100 мкм заключается в проколе фольги не толще 200 мкм тонкой
остроотточенной стальной иглой. Однако при этом с обратной
стороны фольги образуется «затяжка» материала, что не всегда
допустимо. Кроме того, путем прокола можно получить отверстия
только в высокопластичных металлах (медь, никель и др.).
Остросфокусированным специальной оптической системой
лучом ИК-лазера в тонкой металлической фольге можно полу-
чить отверстие диаметром до 10 мкм. Однако этот способ тре-
бует использования специальной аппаратуры, не доступной
неспециализированной лаборатории. Кроме того, при лазерной
«прошивке» по краям отверстия образуются «выплески» расплав-
ленного металла, искажающие форму отверстия.
Простым способом получения круглого отверстия диаметром
20—100 мкм в фольге из меди или отожженного никеля толщиной
50—100 мкм является «пуклевка» фольги с последующим шлифова-
нием образовавшейся выпуклости до получения отверстия требуе-
мого диаметра. Конец хорошо закаленного стального керна тон-
ким шлифованием или электрохимической обработкой доводят
до радиуса 10—15 мкм, чего достигнуть довольно просто. Фольгу-
заготовку кладут на ровную поверхность толстой (6—8 мм) пла-
стины из меди, алюминия или малоуглеродистой стали. Выбор
материала пластины определяется толщиной и материалом
фольги, в которой требуется получить микроотверстие. Чем
тверже материал фольги, тем тверже должен быть металл пла-
стины, на которой производят пуклевку. Однако во всех случаях
материал пластины должен быть мягче материала фольги.
В нужном месте на фольге-заготовке соразмерным ударом
молотка по керну делают одиночную пуклевку, глубина которой
определяется силой удара молотка. Эта операция должна быть
отработана заранее, поскольку для получения пуклевки необхо-
димого размера требуется определенный навык. С обратной
стороны фольги осторожно сошлифовывают вершину выпуклости
пуклевки до появления сквозного отверстия. По мере дальней-
шего шлифования размер отверстия будет увеличиваться, так как
пуклевка изнутри имеет конусную форму. Следует отметить, что
если заточить рабочий конец керна по сечению любой формы,
то и микроотверстие будет иметь такую же форму. Для удобства
шлифования фольгу наклеивают на оправку.
Изготовление микроотверстий в тонкой металлической пластине.
Сквозное отверстие диаметром 8—10 мкм в пластине из меди, алю-
миния, серебра и других пластичных металлов толщиной 0,5—
0,8 мм можно получить следующим способом.
В металлической заготовке из предварительно отожженного
материала просверливают сквозное отверстие диаметром 0,4 —
665
0,6 мм. Затем в отверстие помещают отрезок вольфрамовой про-
волоки, диаметр которой должен соответствовать размеру буду-
щего микроотверстия. Проволоку закрепляют в отверстии каплей
вязкого масла или густого мыльного раствора.
Подготовленную таким образом заготовку помещают между
двумя стальными пуансонами со сквозным отверстием диаметром
2,5—3 мм (рис. 8.24, а). Рабочие торцы пуансонов протачивают
так, как показано на рис. 8.24.
Для взаимной центровки пуансонов используют цилиндриче-
скую втулку. Для двустороннего прессования под нижний торец
Рис. 8.24. Устройство для обжима вольфрамовой про-
волоки (а) и профиль зуба пуансона (б):
/ — верхняя опорная плита; 2 и 6 — пуансоны; 3 — ка-
пелька масла, держащая проволоку; 4 — пластина; 5 —
проволока; 7 — центрирующая втулкв; 8 — резиновое кольцо;
9 — нижняя опорная плита
втулки, центрирующей пуансоны, вставляют кольцо из листовой
резины тощиной 3—5 мм. Подготовленное приспособление поме-
щают под ручной винтовой или гидравлический пресс и сжимают
пуансоны до тех пор, пока деформируемый металл заготовки не
обожмет вольфрамовую проволоку. После прессования проволоку
удаляют — на ее месте остается калиброванное отверстие.
Для успешного извлечения проволоки ее концы предварительно
протравливают электролитическим способом в 20—25%-м растворе
едкого натра или едкого кали при напряжении переменного тока
2—4 В. Эта операция необходима, чтобы удалить заусенцы на
концах проволоки, которые при ее извлечении могут повредить
профиль отверстия. Для более легкого извлечения проволоки ее
не следует очищать от аквадага.
Описанным способом можно получать отверстия диаметром от
8—10 мкм, что определяется диаметром выпускаемой промышлен-
ностью вольфрамовой проволоки. Получение качественного ми-
кроотверстия в значительной степени зависит от правильно вы-
бранного усилия обжима проволоки.
Изготовление субмикронных отверстий в тонких пленках.
Круглые отверстия диаметром 0,1—1 мкм в тонкой (до 1 мкм)
666
металлической или полупроводниковой пленке (как свободной,
так и на подложке из нитроклетчатки) можно получить электро-
эрозионным способом, используя в качестве рабочего электрода
ультратонкое вольфрамовое острие или нитевидный монокри-
сталл — ус. В последнем случае могут быть применены нитевид-
ные монокристаллы железа, меди, олова или кремния. Нитевид-
ный кристалл к проволочному держателю-электроду прикрепляют
контактолом или, что значительно проще, с помощью капли ин-
дий-галлиевой эвтектики, закрепленной на плоском торце медной
проволоки диаметром 0,8—1 мм. В качестве рабочей среды исполь-
зуют каплю чистого (медицинского) керосина.
Источником питания электроэрозионной цепи является им-
пульсный генератор напряжением в импульсе 15—50 В (при дли-
тельности импульса 5—200 мкс) и частотой посылок 1—10 кГц.
Порядок выполнения работы по электроэрозионной прошивке
субмикронного отверстия следующий.
1. На предметный столик микроскопа помещают подлежащую
обработке пленку, изолировав ее от микроскопа диэлектрической
прокладкой.
2. Посредством индий-галлиевой эвтектики осуществляют элек-
трический контакт пленки с проволочным электродом схемы
питания.
3. Второй проволочный электрод с нитевидным монокристал-
лом на конце прочно закрепляют на тубусе микроскопа.
4. Определяют взаимное расположение микроэлектрода и
места будущего отверстия; передвигая предметный столик микро-
скопа с помощью микрометрического винта вертикального пере-
движения тубуса, микроэлектрод погружают в каплю керосина,
нанесенную на пленку в месте обработки. О начале процесса
электроэрозии можно судить по появлению тока в цепи.
5. При образовании сквозного отверстия источник питания
отключают.
Описанным способом можно получать отверстия во всех ме-
таллах и полупроводниках.
Изготовление микроотверстий и микрокапилляров в стекле.
Для напуска агрессивных паров и газов в масс-спектрометриче-
скую аппаратуру, создания калиброванных микронатекателей,
диафрагм для беспрепятственного соединения объемов с разной
степенью газового разряжения используют плоские (пленочные)
микродиафрагмы, капиллярные и длиннокапиллярные стеклян-
ные и кварцевые детали. Для получения микроотверстий и микро-
каналов в стекле и кварце используют различные способы. Не-
которые из них описаны ниже.
Изготовление пленочной стеклянной диафрагмы с микронным
отверстием. На стеклянной трубке диаметром 10—15 мм марки
С50-2 или «пирекс» делают перетяжку до наружного диаметра
2—2,5 мм. В месте перетяжки трубку обрезают, торец шлифуют
на плоскость и полируют. Очищенный от следов абразивной об-
667
работки торец перетяжки напревают в «мягком» пламени газовой
горелки до начала размягчения стекла, о чем можно судить по
желтому цвету пламени. При разогреве торца нельзя доводить
стекло до сильного размягчения и деформации.
Разогретым торцом прикасаются к поверхности стеклянной
пленки толщиной 20—30 мкм, полученной методом «выдувания
пузыря» из стекла той же марки, что и трубка. Трубка плотно,
без деформации приваривается к пленке. Затем осторожно уда-
ляют пленку, выступающую за периметр трубки. Оставшуюся
на торце пленку покрывают тонким слоем парафина. После
полного остывания в месте будущего микроотверстия в слое пара-
фина до поверхности стеклянной пленки нагретой иглой проплав-
Рис. 8.25. Схема изготовления пленоч-
ной стеклянной диафрагмы с микронным
отверстием:
1 — заостренный металлический пруток (элек-
трод): 2 — стеклянная трубка; 3 — стеклян-
ная пленка; 4 — слой парафина; 5 — искра;
6 — трансформатор Тесла
ляют отверстие диаметром,
равным долям миллиметра.
Затем йнутрь оттяжки вводят
заземленный остроконечный
электрод (между ним и плен-
кой должно оставаться рас-
стояние 1—1,5 мм). Снаружи
к отверстию в слое парафина
подводят электрод, соединен-
ный с высокочастотным транс-
форматором Тесла, который
используется в вакуумнойтех-
нике под торговым названием
«искровой течеискатель».
Для получения единично-
го искрового разряда первич-
ную цепь трансформатора Тес Да запитывают от конденсатора емко-
стью 150—250 мкф и рабочим напряжением не ниже 250 В. При
разряде конденсатора возникает единичная высокочастотная и вы-
соковольтная искра, которая пробивает (проплавляет) стеклян-
ную пленку. Таким образом образуется круглое отверстие диа-
метром, соответствующим толщине стеклянной пленки. Диаметр
отверстия может быть увеличен несколькими повторными искро-
выми разрядами до 100 мкм.
Для увеличения диаметра отверстия до 600 мкм отверстие тра-
вят плавиковой кислотой. Для этого широкий конец стеклянной
трубки плотно закрывают резиновой пробкой, а оттянутый конец
с пленкой опускают в плавиковую кислоту. При этом нельзя
допустить проникновения кислоты внутрь трубки. После травле-
ния отверстия до нужного диаметра парафин с пленки удаляют
чистым бензином, четыреххлористым углеродом или другим рас-
творителем. После осторожного тщательного промывания и сушки
трубку широким концом припаивают к соответствующей аппа-
ратуре.
По описанной методике можно изготовить и пленочную диа-
фрагму из кварца. Однако более простым будет присоединение
668
стеклянной диафрагмы к кварцевой аппаратуре через соответ-
ствующие переходные стекла.
Описанный способ получения пленочной диафрагмы иллю-
стрируется рис. 8.25.
Изготовление микроотверстий в стеклянной пластине. В стек-
лянном диске либо пластине любой формы толщиной 3—4 мм с по-
мощью свободного абразива или алмаз-
ной торцевой фрезы делают углубление
диаметром 4—5 мм. Глубина его должна
быть такова, чтобы толщина оставше-
гося стекла не превышала 0,2—0,3 мм.
Затем с противоположной стороны стек-
ло шлифуют до образования стеклян-
ной перемычки толщиной 0,05—0,07 мм.
Толщину перемычки измеряют микро-
метрическим глубиномером или верти-
кальным оптиметром. Для дополнитель-
ного утончения перемычки стекло тра-
вят плавиковой кислотой, которую
наливают в углубление на 2—4 ч. В ре-
зультате травления толщина перемычки
уменьшается до 0,03—0,05 мм.
Затем стекло осторожно промывают
от остатков кислоты, отверстие проши-
вают. Для этого, как и в предыдущем
случае, используют искровой разряд
трансформатора Тесла. Остроконечный
заземленный электрод устанавливают
на расстоянии 1—2 мм от нижней по-
верхности стеклянной пленки. Рабочий
искровой электрод подносят к пленке
на расстоянии 5—7 мм. Единичная ис-
кра, образовавшаяся в результате раз-
ряда конденсатора в схеме питания
трансформатора, пробивает в стекле
круглое отверстие с оплавленными
краями диаметром 6—10 мкм. При большой толщине стекла пере-
мычки стеклянную пластину нагревают до температуры 300—
350 °C. В результате ухудшаются диэлектрические свойства
стекла, что благоприятствует его электрическому пробою. При
необходимости диаметр отверстия можно увеличить до 500 мкм
травлением в плавиковой кислоте.
На рис. 8.26 показаны отдельные этапы получения микроотвер-
стия в стеклянной пластине.
Изготовление микрокапиллярных отверстий в стекле. Основ-
ным способом получения микрокапилляров с отношением диа-
метра к длине 1 : (3004-500) является впаивание в стекло прово-
локи соответствующего диаметра и ее последующее вытравлива-
669
7
Рис. 8.26. Получение микро-
отверстия в стеклянной пла-
стине:
1 — прошлифованное углубле-
ние; 2 — стеклянная пластина;
3 — слой сошлифоваииого стек-
ла; 4 — утонченная часть пла-
стины; 5 — трансформатор Тес-
ла; 6 — металлическое острие;
7 — микроотверстие
ние. При диаметре отверстия от 10 до 100 мкм в качестве вытрав-
ливаемого керна используют молибденовую или вольфрамовую
проволоку. При диаметре отверстия от 1 до 10 мкм в стекло впаи-
вают микропровод в стеклянной изоляции.
Важно отметить, что при впаивании в стекло проволоки (голой
или в стеклянной изоляции) не требуется согласования коэффи-
циентов термического расширения металла и стекла. Это объяс-
няется тем, что при малом диаметре изменение размеров прово-
Рис. 8.27. Получение микрокапиллярного отверстия в стекле:
1 — отрезок провода в стеклянной бусине; 2 — оплавленная бусина;
3 — бусина с отформованной тарелочкой; 4 — стеклянная трубка
с отверстием; 5 — впаянная в трубку бусина; 6 — отверстие в трубке
после прошлифовки бусины и вытравливания керна
локи столь незначительно, что возникающие в спае механические
напряжения не в состоянии его разрушить.
Методом впаивания и последующего вытравливания металли-
ческого проволочного керна можно получить микрокапилляр как
в плоском стекле, так и в боковой поверхности стеклянной трубки
с внутренним диаметром не менее 8—10 мм. Последовательность
технологических операций получения микрокапилляров (рис. 8.27)
в стекле следующая.
1. Очищенный электрохимическим способом отрезок молибде-
новой проволоки соответствующего диаметра вставляют в стек-
лянный толстостенный (1—1,5 мм) капилляр и запаивают его на
длине 5—7 мм (в зависимости от толщины стекла). Марка стекла
капилляра должна быть такой же, как и стекло, в которое его
впаивают. При использовании молибденовой проволоки коэффи-
циент термического расширения стекла должен составлять
(484-50) 10-7 °C-1, что соответствует маркам группы С48-1—С50-7.
После оплавления стекла вокруг проволоки на капилляре в сред-
ней части проволоки формируют тарелочку или бусинку диа-
метром 4—6 мм.
670
2. В соответствующем месте на стеклянной трубке выдувают
пузырь и формируют отверстие, в которое впаивают капилляр
с проволокой.
3. После проверки спая и выравнивания расположения про-
волоки относительно стенки трубки спай отжигают в печи или
в «коптящем» пламени газовой горелки.
4. Выступающий снаружи трубки капилляр с проволокой
шлифуют до уровня стенки трубки (либо в этом месте делают пло-
скую лыску).
5. Выступающую внутрь трубки часть капилляра шлифуют
алмазным надфилем или медным цилиндрическим притиром со
свободным абразивом.
6. Трубку помещают в соответствующий активный травитель
для химического растворения находящегося в стекле молибдено-
вого керна.
Наиболее быстро молибден вытравливается в одном из сле-
дующих растворов (объемное содержание в процентах):
соляная кислота — 50, азотная кислота — 50 (при темпе-
ратуре 60—70 °C);
азотная кислота — 50, серная кислота — 25, вода — 25 (при
температуре 80 °C);
азотная кислота — 50, серная кислота — 50, хлористый на-
трий — 10 г/л (при температуре 20 °C).
При вытравливании тонких молибденовых кернов для удаления
из образовавшегося канала продуктов химической реакции не-
обходимо барботировать травильный раствор сжатым воздухом
либо создать в растворе ультразвуковое поле. Напомним, что
с использованием молибденового керна можно получать микро-
капиллярные отверстия в стекле диаметром не менее 15 мкм. Это
обусловлено тем, что молибденовая проволока меньшего диаметра
промышленностью не выпускается.
По описанной технологической схеме можно изготовить микро-
капиллярный канал в плоском стекле, как это показано на
рис. 8.27. В данном случае сквозное отверстие требуемого диа-
метра в стекле-заготовке получают методом «горячего прокола».
Изготовление протяженных микрокапилляров в стекле. Про-
тяженные стеклянные микрокапилляры очень просты в изготов-
лении: их широко используют в лабораторных экспериментах
в качестве стабильных (во времени) натекателей газа или пара со
строго фиксированной пропускной характеристикой. Ниже опи-
саны способы изготовления трех видов протяженных стеклянных
микрокапилляров.
Стеклянную трубку диаметром 6—8 мм и толщиной стенки
1—1,5 мм разогревают полужестким пламенем газовой горелки до
размягчения участка шириной 15—20 мм. Затем трубку растяги-
вают до образования в середине капилляра с внешним диаметром
0,2—0,5 мм. В таком капилляре образуется узкоконический канал
с диаметром в самом узком месте 10—15 мкм (рис. 8.28, а). Ка-
671
пилляр обрезают по исходному диаметру стеклянной трубки-за-
готовки и присоединяют к соответствующей аппаратуре.
Диаметры капилляра по длине неодинаковые, поэтому его
пропускную способность рассчитать практически невозможно.
Для увеличения пропускной способности капилляра-натекателя
его конец обламывают по малым частям, в результате уменьшается
длина и увеличивается диаметр капилляра. При необходимости
уменьшить пропускную способность конец капилляра нагревают
газовой горелкой и оттягивают с помощью стеклянного штабика.
Следует отметить, что чем резче растягивают размягченное
стекло, тем с меньшим диаметром образуется капилляр. Для
а)
Рис. 8.28. Виды протяженных стеклянных микро-
капилляров: а — оттянутый; б — оплавленный; в —
осаженный
предохранения от механического повреждения капилляр защи-
щают стеклянной трубкой — чехлом.
Второй вид протяженного микрокапилляра в стекле представ-
ляет собой канал с равномерным диаметром более 10 мкм и длиной
5—15 мм на конце стеклянной трубки (рис. 8.28, б). Такой микро-
капилляр образуется при размягчении торца стеклянной трубки
диаметром 6—8 мм в жестком пламени газовой горелки. Размяг-
ченное стекло под воздействием силы поверхностного натяжения
стягивается, образуя капилляр. В таком торцевом микрокапил-
лярном натекателе изменить количество проходящего газа не-
возможно.
Третий вид протяженного микрокапиллярного натекателя
представляет собой прямолинейный канал диаметром более 10 мкм
и длиной 25—50 мм, образованный в средней части стеклянной
трубки диаметром 10—12 мм (рис. 8.28, в) путем «осаживания»
размягченного стекла в жестком пламени газовой горелки. При
этом толщина стекла в месте его «осадки» будет увеличиваться,
672
а диаметр внутреннего канала — уменьшаться. Для получения
равномерного по длине диаметра капиллярного канала после
«осадки» стекла его следует немного растянуть.
Все три вида протяженных микрокапиллярных стеклянных
изделий, используемых в качестве микронатекателей газа в вы-
соковакуумный объем, имеют пропускную способность 10~3—
10-2 Па-л/с (10-6—10-4 мм рт. ст. X л/с).
Натекатель, предназначенный для работы при высокой тем-
пературе, можно изготовить описанными методами из кварца.
8.6. ТЕХНОЛОГИЯ СОЕДИНЕНИЯ МИКРООБЪЕКТОВ
Технология соединения микрообъектов как друг с другом,
так и с массивными деталями основана на использовании элек-
тросварки и пайки. При этом операции над микрообъектами осу-
ществляются специфическими инструментом и приспособлениями.
Развитие современной твердотельной и пленочной микроэлек-
троники в значительной степени обусловлено совершенствованием
технологии микросоединений.
Большая номенклатура выпускаемых промышленностью ми-
кросварочных устройств позволяет выполнить- надежную сварку
тончайших проводов схемной разводки (толщиной 20—30 мкм)
из алюминия, золота или серебра и твердотельных полупровод-
никовых и тонкопленочных металлических элементов устройств.
При этом используется лазерная, ультразвуковая, электрокон-
тактная, термокомпрессионная сварка.
Как правило, в неспециализированных лабораториях микро-
сварочное оборудование отсутствует, поэтому опишем несколько
простых способов осуществления механически прочных электри-
ческих соединений микрообъектов, в частности микропровода
в стеклянной изоляции.
8.6.1. Сварка термопары из микропровода
Основными достоинствами термопары из микропровода в стек-
лянной изоляции являются незначительная масса измерительного
спая и малый теплоотвод по ветвям (что позволяет измерять крат-
ковременные тепловые процессы и исследовать стратифицирован-
ные температурные поля). Так, термопара из литого микропро-
вода в стеклянной изоляции с диаметром жилы 1—3 мкм имеет
инерционность 50—75 мс. Наиболее ответственная операция —
сварка ветвей — выполняется по следующей технологии.
Для работы берут отрезки микропровода длиной 50—100 мм из
материала, образующего ветви термопары. С обоих концов про-
вода на длину 5—7 мм удаляют стеклоизоляцию растворения ее
в расплаве едкого натра (температура плавления 328 °C) или ед-
кого кали (температура плавления 360 °C).
Расплав удобно приготовить в глухом отверстии глубиной
10—12 мм и диаметром 5—8 мм, высверленном в стальной или
43 Е. А. Колеи ко 673
медной пластине. Нагревать пластину до плавления гидрооксида
можно на обычной электроплитке. Подлежащий очистке конец
микропровода на 2—3 с погружают в расплав и тщательно про-
мывают в проточной воде.
Освобожденные от стекла концы микропровода перед сваркой
скручивают. Эту операцию производят на приспособлении, изо-
браженном на рис. 8.29. Вначале к ушку швейной иглы среднего
размера капелькой эпоксидного компаунда, полимеризующегося
при комнатной температуре, приклеивают расположенные рядом
оголенные концы ветвей термопары. После затвердевания ком-
паунда (что под электролампой в 75—100 Вт произойдет через
15—20 мин) иглу с ветвями
Рис. 8.29. Приспособление для скручивания
ветвей термопары из микропровода:
1 — металлическое основание; 2 — гибкий вы-
вод; 3 и 5 — места закрепления ветвей парафи-
ном или канифолью; 4 — место припайки гибкого
вывода; 6 — «скрутка»; 7 — луика в основании;
8 — плоская пружина; 9 — игла
помещают в пропил, вы-
полненный в латунной
плитке, и прижимают пло-
ской пружинкой. Место
склейки микропроводов с
иглой должно находиться
над неглубокой лункой в
плитке. Свободные концы
ветвей разводят на 60—75°
и закрепляют на плитке
каплями расплавленного
парафина или канифоли.
Собственно скручива-
ние ветвей производят
осторожным поворотом
иглы за ее выступающий конец. Эту операцию выполняют
под микроскопом. Как только плотная «скрутка» выйдет за пре-
делы лунки на 1—2 мм, скручивание прекращают и острым лез-
вием бритвы отрезают скрутку от иглы в месте, на 0,2—0,3 мм
отстоящем от места развода ветвей. К противоположным концам
ветвей микропровода легкоплавким припоем с нейтральным флю-
сом припаивают тонкие гибкие проводники, являющиеся выводами
термопары.
Сварку рабочего спая термопары производят на устройстве,
схематично изображенном на рис. 8.30. В стеклянный колпак
диаметром 15—20 мм через верхнее отверстие диаметром 1—2 мм
вводят зажатую в микропинцет скрутку ветвей термопары, осво-
божденных от стеклоизоляции. Глубина ввода скрутки в трубку
3—-5 мм. Через резиновую или фторопластовую пробку, вставлен-
ную в нижнее отверстие трубки, пропускают ровный отрезок
вольфрамовой проволоки диаметром 1,5—2 мм с острозаточенным
концом.
Графитовый электрод и скрутка должны находиться на
одной оси на расстоянии друг от друга 10—12 мм. Сквозь
трубку, впаянную сбоку, внутрь напускают технический аргон
или гелий.
674
Электрическая схема, обеспечивающая образование единичных
импульсов искрового разряда, состоит из генератора переменного
напряжения ОСПЗ—2М, конденсаторов и дросселя (Д), формирую-
щих высокочастотный единичный импульс сварочного тока, кото-
рый образует на конце скрутки микропроводов шарообразный
«королек». Силу тока сварочного импульса можно регулировать
изменением напряжения, генерируемого источником ОСПЗ—2М,
а также емкости конденсаторов. Сварочный импульс тока подается
при включении тумблера, замыкающего цепь.
Рис. 8.30. Схема устройства для сварки микротермопары
в защитной атмосфере:
/ — пинцет; 2 — ветви термопары; 3 — стеклянный колпак;
4 — графитовый электрод; 5 — кран напуска аргона; 6 — фторо-
пластовая пробка
Термоэлектрическая гомогенность материала ветвей термопары,
необходимая при прецизионных измерениях, достигается путем
отжига в вакууме или нейтральном газе в течение 5—8 ч при тем-
пературе 550—600 °C.
По описанной технологии можно сваривать измерительный
спай термопары, ветви которой состоят не только из микропровода
в стеклянной изоляции, но и из тонких проводов диаметром до
75 мкм.
8.6,2. Получение электрического контакта микропровода
с токоподводом
Простой способ получения надежного электрического контакта
микропровода в стеклянной изоляции с массивным токоподводом
без удаления изоляции микропровода заключается в следующем.
На диэлектрическом основании (рис. 8.31) механическим спо-
собом или с помощью эпоксидного компаунда закрепляют два
токоподвода, торцевые шляпки которых залуживают любым
низкотемпературным припоем. На залуженные поверхности по-
мещают отрезок микропровода в стеклянной изоляции, а сверху
кладут припой таким образом, чтобы микропровод оказался вну-
три него. Противоположные концы токоподводов заземляют.
43* 675
Затем к каждому токоподводу подносят электрод от высоко-
вольтно-высокочастотного трансформатора Тесла. При отсут-
ствии трансформатора Тесла можно, соблюдая осторожность,
использовать высокое напряжение, подаваемое на анод телеви-
зионного кинескопа (для этого нужно снять колпачок высоко-
вольтного провода с анодного гнезда кинескопа). Высоковольт-
ный разряд пробивает стеклоизоляцию микропровода микрон-
ной толщины; возникающие при этом микровыплески металла
Рис. 8.31. Способ получе-
,ния электрического кон-
такта микропровода с то-
коподводом:
/ — эпоксидный компаунд;
2 — низкотемпературный
припой; 3 — мнкропровод;
4 — электрод; 5 — транс-
форматор Тесла; 6 — ди-
электрик; 7 — токоподводы;
8 — прибор, регистрирую-
щий наличие электриче-
ского контакта
создают надежный электрический контакт между жилой микро-
провода и токоподводом. Образование электрического контакта
проверяется обычным авометром — если цепь не окажется замкну-
той, пробой стеклоизоляции следует повторить.
8.6.3. Пайка микропровода низкотемпературными припоями
Качество пайки микропровода низкотемпературным припоем
определяется степенью смачивания жилы провода припоем и мар-
кой используемого при пайке флюса. Полностью перевести спо-
собы пайки крупных деталей на пайку микродеталей из того же
материала нельзя. Это связано с возможностью очистки поверх-
ности под пайку, уменьшения адгезии расплавленного припоя
к металлу с малой площадью контакта, силы поверхностного на-
тяжения, удерживающей расплавленный припой на паяемом
металле.
Используемые при пайке флюсы должны быть жидкими и пол-
ностью нейтральными к паяемому металлу. Кроме того, флюс
должен легко удаляться с места пайки, а его следы со временем
не должны вызывать коррозию.
Основным требованием, предъявляемым к низкотемператур-
ному припою, является полное отсутствие какого-либо химиче-
ского и физического взаимодействия используемого припоя с ма-
териалом жилы микропровода. Образование эвтектических спла-
вов, интерметаллических и химических соединений между при-
поем и жилой совершенно недопустимо. Поэтому из большого
676
Таблица 8Л
Жидкие флюсы для пайжя микропровода низкотемпературными припоями
Марка флюса Компонента флюса Массовое содержа- ние ком- поиен- тов, % Интервал активности. °C Материал жилы мнкропровода
ФКСп Канифоль Этиловый спирт 50 50 160—300 Медь и ее спла- вы
ФКЭт Канифоль Этилацетат 50 50 160—300
Без марки Молочная кислота Вода 15 85 180—280
ФПЭт Полиэфирная смо- ла ПН-9 (ПН-56) Этилацетат 30 70 130—350
Без марки Тетрафторборат аммония Эпоксидная смола 5 95 160—320 Алюминий
Ф38Н Фосфорная кисло- та Диэтиламин, хлор- гидрат Глицерин 25 25 50 300—350 Нихром, кон- стантан, корро- зионно-стойкая сталь, бериллие- вая бронза
ЛМ-1 Канифоль Фосфорная кисло- та Этиловый спирт 6 32 52 200—240 Хромоникеле- вые стали
ФРСп Трифенилгидра- зин, хлоргидрат Глицерин Вода 3 40 57 250—350 Медные спла- вы, никель, угле- родистые стали
ЛТИ-120 Триэтаноламин Диэтнламин, хлоргидрат Канифоль Этиловый спирт 2 4 24 70 160—350 Медные спла- вы, цинк
Без марки Хлористый цинк Хлористый аммо- ний Вода 8—58 5-31 32—71 60—170 Медь, латунь, бронза, никель, золото, серебро
677
количества низкотемпературных припоев для пайки микропрово-
дов могут быть использованы свинцово-оловянные припои марок
ПОС 61М и ПОС 90 (с температурами плавления 192 и 220 °C),
свинцовые припои с висмутом, кадмием и оловом (с температурами
плавления 92, 150, 210 и 253 °C).
Однако лучшими припоями для пайки микропроводов являются
многокомпонентные индиевые припои, обладающие широким диа-
пазоном температур плавления, высокой пластичностью, хорошей
электро- и теплопроводностью, высокой коррозионной стойкостью
и отличной адгезией ко многим металлам. Помимо индия в состав
припоя в небольшом количестве могут входить кадмий, свинец,
олово, цинк и др. Эвтектический припой, содержащий 74% индия
и 26% кадмия, с температурой плавления 123 °C кроме многих
металлов отлично смачивает германий, кремний и другие полу-
проводниковые материалы.
Качественную пайку микропровода обеспечивает использова-
ние висмутовых низкотемпературных припоев (сплавы Вуда,
Арсенваля, Розе и Липовица) с температурами плавления от 60
до 105 °C.
Весьма существенным при пайке микропровода низкотемпе-
ратурными припоями является правильный выбор флюса, кото-
рый должен очистить поверхность металла от оксидов и некоторых
загрязнений, оставшихся на поверхности после растворения стек-
лянной изоляции в месте пайки. Составы наиболее подходящих
для этой цели жидких флюсов приведены в табл. 8.3.
Технология припаивания жилы микропровода к более мас-
сивным деталям (контактам, лепесткам и др.) следующая.
1. К предварительно залуженному предмету прикладывают
микропровод, смоченный флюсом.
2. Микропаяльником или другим нагретым предметом на
жилу наносят каплю припоя.
3. Для «проплавления» спая припой вновь доводят до плав-
ления.
8.6.4. Пайка микропровода высокотемпературными припоями
Присоединение микропровода, предназначенного для при-
бора, работающего при температуре более 450 °C (например,
датчика термометра сопротивления), к элементам схемы должно
быть осуществлено пайкой высокотемпературным припоем.
К высокотемпературным припоям, используемым для пайки
микропроводов, предъявляется еще большее количество требо-
ваний, чем к низкотемпературным. Естественно, что при высоко-
температурной пайке необходимо использовать и соответствующие
высокотемпературные флюсы. Согласно принятой классификации
к высокотемпературным (ранее называемым «твердыми») при-
поям относят металлы, сплавы или интерметаллические соедине-
ния с температурой плавления выше 450 °C, не образующие
678
Таблица 8.4
Высокотемпературные припои, используемые для микропайки
Марка припоя Компоненты припоя Массовое содержание компонентов, % Температура, °C
начала плавления ПОЛНОГО растекания
Без марки Серебро Кадмий Цинк 20 20 60 460 580
Без марки Серебро Медь Олово 46 32 22 500 560
ПСр-40 Серебро Кадмий Медь Цинк 40 27 16,5 16,5 590 610
ПСр-50Кд Серебро Кадмий Медь Цинк 50 18 16 16 625 640
ПСр-Ф15-5 Серебро Медь Фосфор 15 80 5 640 810
ПФО-7 Медь Фосфор Олово Цинк 89 6 3 2 680 700
ПСр-25Ф Серебро Медь Фосфор 24 71 5 645 725
ПСр-45 Серебро Медь Цинк 45 30 25 665 730
ПСр-72 Серебро Медь г 72 28 779 779
679
Таблица 8.5
Флюсы, используемые при высокотемпературной микропайке
Марка флюса Компоненты флюса Массовое содержа- ние ком- понен- тов, % Интервал активности. °C Материал жилы микропровода
№ 284 Фторборат калия Борный ангидрид Фтористый калий 40 25 35 500—850 Медь и ее спла- вы, сталь, ни- кель при пайке серебряными припоями
№ 209 Фторборат калия Борный ангидрид Фтористый калий 23 35 42 600—«50
№ 200 Борный ангидрид Плавленая бура Фтористый каль- ций 66 19 15 850-1150 Легированные стали, никель при пайке при- поями иа основе меди, серебра
№ 18В Фтористый калий Борная кислота 40 60 650—850 Стали, никеле- вые и медные сплавы
№ 7 Плавленая бура Бориая кислота 80 20 850—1150 Медь и ее спла- вы, стали при- поями иа основе серебра
Без марки Плавленая бура 100 800—1150
№ 380 Хлористый калий Хлористый литий Фтористый натрий Хлористый цинк 47 38 5 10 560—620 Пайка алюми- ния и его спла- вов в соляных ваннах
Без марки Борный ангидрид 100 580—750 Медь, никель, железо, кон- стантан, ковар серебряио-медны- мн припоями
соединений с паяемым материалом. Наиболее важным требова-
нием к припою является обеспечение хорошего качества смачи-
вания паяемого материала. Кроме того, температура плавления
припоя должна быть не менее чем на 150—200 °C ниже температуры
плавления основного металла.
Флюс, используемый при высокотемпературной пайке, в ис-
ходном состоянии — это твердое вещество. Только в расплавлен-
ном виде флюс выполняет свои функции. Поэтому температура
плавления флюса должна быть минимальной, но флюсирующее
действие расплава должно сохраниться до температуры плавле-
680
ния и полного растекания припоя. Перечисленные (далеко не все)
требования, которым должны удовлетворять высокотемператур-
ные припои и флюсы, в полной мере относятся и к микропайкам.
Высокотемпературные припои и флюсы, используемые для
микропайки, приведены в табл. 8.4 и 8.5.
8.6.5. Технология приготовления припоев и флюсов
для микропайки
Для микропайки в лабораторных условиях припои и флюсы
можно изготовить самостоятельно. Для этого необходимо руко-
водствоваться следующими технологическими правилами.
При изготовлении легкоплавких и особолегкоплавких при-
поев вначале следует расплавить самый легкоплавкий компонент
припоя, а затем добавить в расплав более тугоплавкие компо-
ненты. При этом необходимо добиваться полного расплавления
очередной компоненты припоя. При наличии в составе припоя
легко окисляющихся металлов их следует расплавлять под слоем
флюса. Для низкотемпературного припоя флюсом могут служить
стеарин, канифоль, силиконовое масло.
При изготовлении остальных припоев вначале следует распла-
вить самый легкоплавкий компонент, а затем добавить в расплав
более тугоплавкие составляющие. В качестве защитного флюса
используют метафосфат натрия с температурой плавления
626,7 °C либо обезвоженную буру с температурой плавления
741 °C. Плавку припоев можно вести на воздухе в металлургиче-
ских, керамических или кварцевых тиглях.
Ниже приведены некоторые правила приготовления флюсов
для низкотемпературной пайки металлов.
1. Мелкотолченую канифоль растворяют в слегка подогретом
этиловом спирте, а затем в раствор добавляют остальные ком-
поненты.
2. Глицерин добавляют в раствор в последнюю очередь.
3. Последовательность приготовления флюса на основе фос-
форной кислоты, этилового спирта и воды следующая: сначала
растворяют спирт в воде, а затем добавляют к раствору фосфор-
ную кислоту.
4. Последовательность приготовления флюса на основе ка-
нифоли, хлористого цинка, хлористого аммония и спирта следую-
щая: вначале растворяют канифоль в спирте, затем в раствор
вводят хлористый цинк и хлористый аммоний. Через сутки
жидкость над осадком сливают и используют в качестве флюса.
При приготовлении флюсов для высокотемпературной пайки
необходимо придерживаться следующих правил.
1. Входящие в состав большинства флюсов буру (тетраборно-
кислый натрий), борную кислоту, борный ангидрид необходимо
предварительно освободить от содержащейся в них кристаллиза-
ционной воды. Для этого каждое из этих веществ расплавляют
681
в графитовом или стальном тигле, а расплав выливают на лист из
коррозионно-стойкой стали.
2. Остывший расплав размельчают и растирают в мелкий
порошок.
3. Исходные порошки тщательно перемешивают друг с другом
и помещают в герметичную склянку.
4. Для удобного нанесения флюса на шов пайки порошкооб-
разную смесь замешивают в пасту на глицерине, или вакуумном
масле для диффузионных насосов, или этиленгликоли.
8.6.6. Технологические особенности выполнения
микросоединений
Технология соединения мало- и микроразмерных деталей
отличается от способов соединения деталей обычных размеров.
В основном различия сводятся к следующему.
Электросварка микропровода или тонкой фольги с массивной
деталью практически неосуществима из-за большой разницы
Рис. 8.32. Припаивание одного (о)
и
спаивание двух (б) микропроводов
с помощью вспомогательной проволоки;
/ и 7 — мнкропровод со стеклоизоляцией; 2 н 6 — жилы, освобожденные от
изоляции; 3 — «марка» из тонкого медного провода без изоляции, закрепляю-
щая мнкропровод; 4 — припой; б — массивная вспомогательная проволока
толщин. Поэтому микросварка возможна только между деталями
примерно одного диаметра либо толщины. В связи с этим механи-
ческое и электрическое соединение микродеталей как друг с дру-
гом, так и с массивными деталями проще всего производить
пайкой.
Микропайку низкотемпературными и высокотемпературными
припоями, в частности, микропровода, производят путем погру-
жения в расплавленный припой. Однако погрузить скрутку из
двух микропроводов в расплавленный припой невозможно из-за
большой вязкости расплава. Поэтому при спаивании двух (или
более) микропроводов используют вспомогательную технологи-
ческую деталь — отрезок проволоки диаметром 0,5—0,8 мм,
к которой прикрепляют освобожденные от стеклоизоляции концы
микропроводов. Весь узел покрывают флюсом и погружают
в расплавленный припой. Таким же способом припаивают микро-
привод к массивному проводу. Описанный прием пайки микро-
проводов иллюстрирует рис. 8.32.
682
После пайки необходимо удалить следы флюса, особенно низ-
котемпературного, остатки которого со временем могут вызвать
коррозию и разрушение спая. Низкотемпературные флюсы уда-
ляют длительной промывкой в горячей воде. Высокотемператур-
ные флюсы на основе буры после пайки образуют стеклообразное
покрытие. Его удаляют в растворе 10%-й серной кислоты, в ко-
торую добавляют 200 г/л хромовой кислоты. Время обработки
спая 10—15 мин при температуре раствора 45—60 °C. Естественно,
что время обработки зависит от толщины слоя оплавленной
буры.
Полное удаление паяльного флюса особенно важно для узлов
и деталей, предназначенных для работы в высоком вакууме,
так как все низкотемпературные флюсы обладают высокой упру-
гостью пара в вакууме.
Высокотемпературные флюсы, содержащие фтористый калий
и борный ангидрид (№ 209 и № 284), после плавления не образуют
стекловидных остатков и легко удаляются кипячением в воде
или 10%-м растворе лимонной кислоты.
Наличие остатков канийюльных низкотемпературных флюсов
на месте пайки можно легко определить следующим экспресс-
методом. Спай освещают ультрафиолетовой кварцевой лампой
ПРК с фильтром УФС-6, пропускающим излучение с длиной
волны 365 нм. Остатки флюса (в количестве до 10"4 г/см2) ярко
люминеспируют голубым или желтым цветом.
Высокотемпературные флюсы, содержащие буру или борный
ангидрид, в расплавленном состоянии растворяют стекло. Эта
особенность флюса позволяет проводить высокотемпературную
пайку микропровода без предварительного удаления стеклоизо-
ляции с места пайки. Практически это реализуется следующим
образом. На поверхность расплавленного серебряно-медного при-
поя, например ПСр-72, кладут переплавленную буру. В резуль-
тате на поверхности припоя образуется слой расплавленного
флюса толщиной 1—1,5 мм. Подготовленный к пайке микропровод
вместе с вспомогательной проволокой погружают в припой. При
этом стеклоизоляпия, проходя через слой расплавленного флюса,
растворяется. Если после однократного погружения стекло пол-
ностью не растворится и припой не смочит провод, операцию
следует повторить.
Для механически прочного бездеформационного соединения
тонкой металлической проволоки или фольги с диэлектрическими
нитями из стекла, кварца, сапфира можно использовать капельку
эпоксидного компаунда, полимеризующегося при комнатной тем-
пературе. Такое соединение является одноразовым, т. е. неразъ-
емным. Менее прочным, но разъемным (при нагреве) является
соединение посредством капельки расплавленного или растворен-
ного в спирте шеллака. Таким образом можно избавить от меха-
нических воздействий место электрического либо механического
соединения микро- и миниатюрных объектов.
683
В тонкопленочной технологии для осуществления механически
прочного электрического контакта электродом используют тон-
кую металлическую или полупроводниковую пленку, нанесенную
на диэлектрическую подковку из стекла, керамики, сапфира
и др. Простой способ осуществления такого контакта схематично
показан на рис. 8.33.
В соответствующих местах диэлектрической подложки ал-
мазным сверлом или трубчатым сверлом со свободным абразивом
просверливают сквозные отверстия диаметром 1,5—2 мм. В от-
Рис. 8.33. Механически прочный
электрический контакт массивного
электрода с тонкой металлической
или полупроводниковой пленкой:
/ — тонкая пленка; 2 — электрод;
3 — диэлектрическая плата; 4 — эпок-
сидный компаунд; б — шниа вывода
верстия на эпоксидном компаунде, полимеризующимся при ком-
натной температуре либо при на-
греве, помещают коваровые втул-
ки-электроды, диаметр которых
должен быть на 0,1—0,15 мм мень-
ше диаметра отверстий в подложке.
Длина втулки должна быть такой,
чтобы с одной стороны подложки —
лицевой — торцы втулок были на
уровне плоскости подложки, а с
противоположной стороны — вы-
ступали на 0,3—0,5 мм. Устанав-
ливать втулки ровно по высоте
удобно на фторопластовой пласти-
не, к которой не прилипает эпо-
ксидный компаунд.
После полимеризации компа-
унда лицевую сторону подложки
притирают свободным абразивом до такой степени, чтобы все.
торцы втулок находились в плоскости подложки. При этом не-
обходимо сошлифовать на 0,05—0,1 мм торцы втулок, чтобы пол-
ностью удалить наплывы компаунда.
С противоположной стороны подложки к выступающим торцам
втулок точечной электросваркой приваривают тонкие (0,1 —
0,15 мм) узкие полоски никелевой фольги, необходимые для при-
соединения пленочной стуктуры к схеме. После определенной
технохимической подготовки на подложку через маску напыляют
тонкую пленку таким образом, чтобы соответствующие элементы
ее структуры были нанесены на контактные площадки втулок.
Заметного газоотделения из эпоксидного компаунда в про-
цессе откачки подложки и напыления пленки не наблюдается,
так как поверхность компаунда, открытая в вакууме, чрезвы-
чайно мала.
Описанный механически прочный электрический контакт к тон-
кой пленке выдерживает нагрев в процессе напыления до 150—
200 °C при использовании компаунда, полимеризующегося при
нагреве, и охлаждение до геллиевой температуры в ходе экспе-
римента. Ковар в качестве материала втулок выбран исходя
из того, что его коэффициент термического расширения доста-
684
точно близок к таковому у стекла, керамики и сапфира (лейко-
сапфира).
Если необходимо получить высокотемпературный контакт
пленки с выводом, то вместо эпоксидного компаунда используют
цинк-фосфатный цемент, выдерживающий температуру нагрева
до 600 °C.
При обрыве тонкого медного провода диаметром до 0,15 мм
соединить место обрыва пайкой из-за трудности удаления изоля-
ции весьма сложно. В этом случае наиболее простым способом
соединения, не требующим удаления эмали, является сварка
пламенем спички. Концы провода на длине 2—3 мм плотно скру-
чивают друг с другом и к скрутке подносят пламя горящей спички.
Расплавленная медь образует на конце скрутки шарик, прочно
соединяющий оба конца провода.
8.7. МИКРОТЕХНОХИМИЯ
Микротехнохимия — это совокупность методов и приемов,
позволяющих осуществить основные технохимические процессы
применительно к объектам малых размеров. Если не так давно
микротехнохимия была «экзотической» областью лабораторной
техники, то сейчас бурное развитие интегральной твердотельной
микроэлектроники обязано развитию и совершенствованию ме-
тодов микротехнохимии, которые являются основой микроэлек-
тронной технологии. Поскольку большинство методов и приемов
микротехнохимии нормализованы и описаны в специальной ли-
тературе, в данном параграфе рассмотрены некоторые частные
технохимические приемы, применяемые в лабораторной микро-
технологии.
8.7.1. Удаление стеклоизоляции с микропровода
Для удаления стеклянной изоляции с микропровода можно
воспользоваться следующими эффективными способами химиче-
ского растворения стекла.
Первый способ заключается в растворении стекла в плавико-
вой кислоте. При этом можно использовать приспособление,
изображенное на рис. 8.34, а. Цилиндрический сосуд изготавли-
вают из отрезка фторопластовой или полиэтиленовой трубки
диаметром 10—15 мм и длиной 80—100 мм; в верхнюю часть сосуда
вставляют опорное фторопластовое кольцо. В дне сосуда из фто-
ропластового диска делают отверстие диаметром 0,5—0,8 мм.
Подлежащий обработке микропровод с помощью вспомога-
тельной проволоки вводят в это отверстие и частично выводят
из сосуда. Затем в сосуд наливают 8—10 мл плавиковой кислоты.
Из-за несмачиваемости материала сосуда кислота через отверстие
в дне выливаться не будет. Залив кислоту, микропровод протяги-
вают снизу вверх. Скорость протягивания провода зависит от
685
толщины стеклоизоляции и определяется опытным путем. Сразу же
после травления освобожденную от изоляции металлическую
жилу тщательно промывают в проточной горячей и холодной
воде.
Второй способ заключается в растворении стеклянной изоляции
на микропроводе в расплаве едкого натра, едкого кали или их
эвтектической смеси (42% едкого натра и 58% едкого кали),
плавящейся при температуре 170 °C. Из нихромовой проволоки
диаметром 0,3—0,4 мм сгибают разомкнутое кольцо диаметром
2,5—3 мм (рис. 8.34, б). В кольцо кладут каплю предварительно
расплавленного в чайной ложке
из коррозионно-стойкой стали
едкого натра (едкого кали или
эвтектической смеси). Регулируя
Рнс. 8.34. Способы удаления стеклоизоляции с микропровода:
а — в плавиковой кислоте: 1 — держатель микропровода; 2 — эпоксидный компаунд
(канифоль, парафин); 3 — фторопластовое кольцо; 4 — мнкропровод; 5 — плавиковая
кислота; 6 — полиэтиленовая трубка; 7 — фторопластовый диск с входным отверстием;
б — в расплаве щелочи: / — микропровод; 2 — нихромовая кольцевая печь; 3 — рас-
плав щелочи
током нагрев кольца, добиваются, чтобы едкий натр оставался
в расплавленном состоянии. Конец микропровода, присоединенный
К тонкой швейной игле, пропускают через расплав и плавно
протягивают сквозь кольцо. Протягивание микропровода про-
изводят снизу вверх со скоростью 1—2 мм за 10—15 с. Этого
времени пребывания в расплаве достаточно, чтобы растворить
стеклоизоляцию толщиной 20 мкм.
Описанными способами можно удалять стеклоизоляцию с ми-
кропровода любой длины, для этого необходимо снабдить травиль-
ный узел соответствующим перемоточным приспособлением. Про-
травленная в расплаве едкой щелочи микропроволока покрывается
тонким слоем затвердевшего расплава, что предохраняет металли-
ческую жилу от окисления кислородом. После полного остывания
остатки щелочи на проволоке удаляют промывкой в горячей про-
точной воде с последующей сушкой в ацетоне или спирте. При
удалении стеклоизоляции с длинных отрезков микропровода
периодически (после травления участка длиной 0,5—0,7 м) рас-
плав щелочи заменяют свежим.
686
8.7.2. Травление пленочного стекла
Выпускаемая промышленностью тонкая пленка (до 5 мкм) из
различных марок стекла имеет поверхностные микродефекты,
вызывающие в стекле механические напряжения. Для их умень-
шения и стабилизации поверхностных свойств необходимо уда-
лить поверхностный слой стекла, что осуществляется травлением
концентрированной (48%-й) плавиковой кислотой в течение
8—10 мин. В результате травления улучшаются механические
свойства стеклянной пленки, а также повышается поверхностное
электрическое сопротивление. В равной степени механические и
электрические свойства поверхности улучшаются и при травлении
монолитного стекла.
Протравленная стеклянная поверхность обладает лучшей адге-
зией при металлизации ее напылением, вжиганием или химическим
осаждением. Более длительным травлением стеклянной пленки
можно существенно уменьшить ее толщину. При селективном
травлении поверхности стекла не подлежащие обработке участки
закрывают парафиновой маской. Напомним, что после травления
в жидкой плавиковой кислоте образуется блестящая поверхность,
в то время как после травления в парах плавиковой кислоты про-
травленная поверхность оказывается мелкошероховатой.
8.7.3. Травление пленочных слоев серебра
Для «мягкого» травления пленочных слоев серебра на стеклян-
ной, кварцевой, сапфировой либо другой минеральной диэлек-
трической подложке, которые получены конденсацией в вакууме,
химическим осаждением и иными способами, используют трави-
тель, состоящий из смеси 10%-го раствора железосинеродистого
калия (красной кровяной соли) и 15%-го раствора серноватисто-
кислого натрия (гипосульфата натрия) в соотношении 1 : 10.
С помощью этого раствора можно проводить контурное травление
серебряной пленки через парафиновую маску, в которой прочер-
чен требуемый рисунок.
8.7.4. Изготовление тонких пленок и проволок
методом травления
Пленки микронной и субмикронной толщины из металличе-
ских, полупроводниковых и минеральных монокристаллических
материалов, как правило, изготавливают методом химического
травления. Для травления используют разные травители либо
травители разной концентрации, химическая активность которых
должна понижаться по мере утончения пленки. Обычно финиш-
ная фаза получения тонкой пленки является уже не травлением,
а химическим полированием. Естественно, что каждому мате-
риалу соответствуют определенный травитель и определенный
порядок его использования.
687
Утончение вольфрамовой фольги. Выпускаемая промышлен-
ностью вольфрамовая фольга имеет минимальную толщину 10 мкм
(при ширине 5 мм). Однако в ряде случаев, например для изготов-
лениия слаботочных прямонакальных ленточных электронных
эмиттеров (катодов), требуется вольфрамовая фольга меньшей
толщины. Для этого исходную фольгу толщиной 10—20 мкм под-
вергают электрохимическому травлению с одновременным при-
данием поверхности зеркального блеска в 3%-м водном растворе
едкого натра. Предварительно обезжиренную фольгу присоеди-
няют к положительному полюсу источника питания (аноду). В ка-
честве катода используют пластину из коррозионно-стойкой
стали.
Для исключения оседания пузырьков водорода, образующегося
при электролизе, на поверхность фольги электролит барботируют
Рнс. 8.35. Утончение тон-
кой проволоки:
/ — катод; 2 — электролит;
3 — рабочая капля элек-
тролита; 4 — утончаемая
проволока; 5 — технологи-
ческая рамка; 6 — трубка,
поддерживающая уровень
электролита
слабой струей чистого гелия. Для предотвращения интенсивного
растворения краев фольги их закрывают рамочной маской из
той же фольги, имеющей с обрабатываемой фольгой электрический
контакт.
Электрическим режимом травления и электрополирования яв-
ляется плотность тока 0,3 А/см2 при напряжении на ванне 4 В.
При этом режиме интенсивность травления вольфрама равна
0,5—0,75 мкм/мин. На финишной стадии процесса — электропо-
лировании — плотность тока следует уменьшить до 0,1—0,15 А/см*.
Особое внимание необходимо обращать на режим барботиро-
вания гелия, так как интенсивно выделяющиеся пузырьки газа
могут порвать пленку. Дальнейшую обработку пленки (промы-
вание. сушку и др.) следует проводить с особой осторожностью.
Утончение тонкой проволоки. Уменьшить диаметр проволоки
из любого металла с 10—100 мкм до 1—3 мкм на участке длиной
50—100 мм можно путем динамического локального травления
в электролите, образующем свободную каплю (рис. 8.35).
Подлежащую утончению проволоку закрепляют с хорошим
электрическим контактом на металлической рамке, которой лю-
бым способом придают возможность совершать возвратно-посту-
пательное перемещение в направлении закрепленной на ней про-
волоки.
688 л
Корпус электрохимической ванны, изготовленный из фторо-
пласта, в верхней остроконической крышке имеет отверстие диа-
метром 0,5—0,8 мм. В дно корпуса вставлены стержневой электрод,
являющийся катодом, и изогнутая стеклянная трубка, через ко-
торую в корпус наливают электролит до строго определенного
уровня. Этот уровень должен быть таким, чтобы по правилу сооб-
щающихся сосудов на конце конуса крышки образовалась капля
электролита. Из-за несмачиваемости фторопласта капля будет
иметь почти шарообразную форму.
Рамку с подлежащей травлению проволокой устанавливают
строго горизонтально, таким образом, чтобы провод был погружен
в каплю электролита и находился в ней при передвижении рамки
на длину обрабатываемого участка проволоки.
Положительный полюс источника питания присоединяют
в рамке через гибкий провод. Электрический режим питания
устройства зависит от многих факторов, в частности от материала
проволоки, используемого электролита, требуемой интенсивности
травления и др. Оптимальный режим травления в каждом кон-
кретном случае устанавливают опытным путем.
Заметим, что, заполнив корпус не электролитом, а плавиковой
кислотой, на установке можно проводить химическое травление
тонких стеклянных нитей, например, для получения нитей пере-
менного диаметра либо с перетяжками в требуемых местах.
Травление монокристаллов германия и кремния до микронной
и субмикронной толщины. Для получения бесподложечных свобод-
ных пленок из полупроводниковых монокристаллических мате-
риалов, в частности из германия и кремния, толщиной от несколь-
ких микрометров до десятых долей микрометра используют метод
химического травления. Таким методом можно получать пленки
указанных толщин на образцах с жестким ободком площадью
до десяти квадратных сантиметров. Пластину-заготовку, предва-
рительно механически отшлифованную свободным абразивом до
толщины 100—150 мкм, полируют алмазной микронной пастой
и затем подвергают травлению.
Монокристаллы германия травят в двух растворах: резко ак-
тивном и слабоактивном. В первый травитель входят (объемные
части): 65%-я азотная кислота — 5,26%-я плавиковая кислота —
0,5 и уксусная (ледяная) кислота — 5,5. В этом травителе тол-
щина заготовки уменьшается с 70—80 мкм до 5—7 мкм. Во второй
травитель входят (объемные части): 65%-я азотная кислота —
5,26%-я плавиковая кислота — 0,5 и уксусная кислота— 16,5.
В этом травителе производят тонкое травление до толщины 1 мкм
и менее. Для придания тонкому образцу жесткости заготовку
перед травлением покрывают химически стойким лаком ХЛС,
оставив непокрытым участок, подлежащий травлению.
По аналогичной технологической схеме получают микронные
и субмикронные свободные пленки из кремния. Исходную пла-
стину-заготовку вырезают из монокристаллического слитка крем-
44 Е. А. Колеико 689
ния определенной кристаллической ориентации. После шлифо-
вания свободным зерном карбида кремния и полирования ал-
мазной пастой, пастой ГОИ или полиритом до толщины заго-
товки 25—30 мкм лаком ХСЛ ограничивают место травления
пластины.
Химическое утончение пластины производят в травильном рас-
творе, в состав которого входят (объемные части): азотная кис-
лота — 50, плавиковая кислота — 10 и уксусная кислота — 15.
В этой смеси толщина кремниевой пленки может быть уменьшена
до 1—2 мкм. О толщине пластины в процессе травления можно
судить по цвету пленки в проходящем свете. При толщине 7—
10 мкм пленка будет красной. При утончении она становится
светло-красной, розовой, оранжевой, а при толщине 1—3 мкм —
светло-желтой.
Изготовление тонкой пленки из водорастворимых монокристал-
лических материалов. Особые технологические трудности возни-
кают при изготовлении тонких образцов из водорастворимых,
а также недостаточно твердых монокристаллических материалов.
Наиболее распространенными веществами этого вида являются
галогениды натрия, калия и цезия, используемые в качестве
специфических оптических материалов. Основным недостатком
этих веществ является гигроскопичность, осложняющая их об-
работку. Кроме того, использование этих материалов в оптиче-
ских системах, часто в виде тонких пленок, требует высокой
степени чистоты обработанной поверхности, микрошероховатость
которой не должна превышать длины волны рабочей области
спектра.
Распиловку и шлифование водорастворимых кристаллов осу-
ществляют с использованием в качестве смазочно-охлаждающей
жидкости (СОЖ) чистого скипидара. Для полирования этих ма-
териалов применяют в качестве абразива мелкодисперсный оксид
хрома. В качестве жидкости для образования полировальной
суспензии применяют глицерин.
Механической обработкой кристаллическую заготовку можно
довести до толщины 100—150 мкм. Для дальнейшего утончения
используют химическое травление, благодаря которому толщину
кристалла можно уменьшить до 1—3 мкм.
Состав раствора и режим травления являются специфичными
для каждого обрабатываемого материала. В качестве примера
приведем технологическую схему процесса химического утонь-
шения плоского кристалла хлористого натрия, вырезанного
в плоскости (100) и предварительно механически обработанного
до толщины 150 мкм.
Сначала пластинку обрабатывают в смеси воды и метилового
спирта в объемном отношении 1 : 1 до достижения толщины 40—
50 мкм, затем — в смеси для тонкого травления из соляной кис-
лоты и воды (3 : 1). В этом растворе толщина образца может быть
уменьшена до 1—3 мкм.
690
Так же как и при утончении образцов из германия и кремния,
для придания тонкой пленки жесткости она должна быть образо-
вана на небольшом участке более толстого материала, защищен-
ного от травления слоем лака ХСЛ.
При выполнении таких прецизионных технологических опе-
раций необходимо соблюдать определенные условия. К основным
из них относятся: использование реактивов квалификации ЧДА
или ХЧ, дистиллированной или деионизованной воды; использо-
вание в качестве реакционных сосудов измерительных цилиндров
(мензурок) вместимостью 200—250 мл. В таком сосуде можно
создать вертикальное конвекционное движение травителя путем
слабого нагрева его снизу, например, небольшой электролампой.
При конвекции раствора удаляются с поверхности пленки про-
дукты травления.
После травления образец в вертикальном положении осто-
рожно извлекают из травителя и с соблюдением особой осторож-
ности промывают в жидкости, не взаимодействующей с материа-
лом образца. Естественно, что тонкие пленки водорастворимых
кристаллических веществ следует хранить в вакуумном экси-
каторе.
Получение пленок из твердых материалов микронной и суб-
микронной толщины возможно и путем химического травления
в парах соответствующего растворителя. При этом процесс утон-
чения идет более равномерно, так как активная среда — пар —
непрерывно обновляется.
8.8. МИКРОГАЛЬВАНИКА
Микрогальваника — совокупность способов и средств их реа-
лизации для получения гальванических покрытий на объектах
малого размера. При этом как состав электролитов, так и режимы
микрогальванических процессов в основном остаются такими же,
как и в обычной гальванотехнике.
8.8.1. Гальваническое покрытие жилы микропровода
Для присоединения микропровода со стеклянной изоляцией
к токоподводам (либо для других целей) конец жилы микропро-
вода покрывают тонким слоем металла, смачиваемого припоем.
В основном это касается микропроводов с жилой из железа,
константана, нихрома и других металлов, плохо смачивающихся
легкоплавкими припоями. Конец жилы освобождают от стекло-
изоляции и гальваническим способом покрывают медью, никелем
или любым другим металлом.
На рис. 8.36 показана схема одного из устройств для гальва-
нического покрытия жилы микропровода и других микрообъек-
тов. На диэлектрическое основание (из текстолита, гетинакса,
стекла) эпоксидным компаундом, полимеризующимся при ком-
44* 691
натной температуре, наклеивают две медные или никелевые пла-
стины и разделяют их диэлектрической перегородкой. Предва-
рительно к каждой из пластин припаивают проволочные токопро-
воды. В одной из пластин просверливают глухое отверстие диа-
метром 8—10 мм и глубиной 6—8 мм, которое будет служить
гальванической ванной. Конец микропровода освобождают от
стеклоизоляции и вводят в толстостенный стеклянный капилляр,
Рнс. 8.36. Устройство для гальванического покрытия жилы микро*
провода:
1 — анодная пластина; 2 и // — выводы для присоединения к схеме пи-
тания; 3 — электролит; 4 — стеклянный капилляр; 5 — держатель
капилляра; 6 — парафин; 7 — микропровод; 8 — зажим штатива; 9 —
стойка штатива; 10 — спайка второго конца микропровода; 12 —
катодная пластина; 13 — диэлектрическое основание; 14 — электро-
изоляция; 15 — жила мнкропровода
I
сверху микропровод закрепляют каплей расплавленного пара-
фина. Стеклянный капилляр закрепляют зажимом на штативе
таким образом, чтобы оголенный конец микропровода вошел
в центр ванны на нужную глубину. Второй оголенный конец
микропровода индий-галлиевой эвтектикой, контактолом или ка-
пелькой ртути (если она не амальгамирует с материалом жилы)
закрепляют на второй контактной пластине устройства. При этом Е
длина отрезка микропровода может быть произвольной. Ванну j
заливают соответствующим электролитом и образовавшуюся элек-
трическую цепь присоединяют к источнику постоянного тока,
лучше всего к сухой электрической батарее необходимого напря- <
жен ия.
Источник напряжения должен обеспечить требуемую плот-
ность тока, соответствующую большому омическому сопротив-
лению микропровода. Аналогичным способом покрывают и вто-
рой конец микропровода, поменяв их местами.
Из большого количества различных электролитов для микро-
гальванических покрытий можно воспользоваться составами,
приведенными в табл. 8.6.
692
Таблица 8.6
Электролиты и режимы работы при микрогальваническом покрытии
Состав электролита Режим работы
Компоненты Количество, г/л Плотность тока, мА/мм® Температура электролита, °C
Меднение
Сернокислая медь Серная кислота 200—250 50—70 (14-3) 10» 15—25
Сернокислая медь Пирофосфат калия Водный аммиак (25%-й) Лимонная кислота 30—38 400—450 12—15 10-15 (14-5) 10-1 45-60
Никелирование
Сернокислый никель Сернокислый натрий Сернокислый магний Борная кислота Хлористый натрий 140—150 40—50 25—30 20—25 5—10 (0,84-2) 10-1 25-30
Лужение
Сернокислое олово Сернокислый натрий Серная кислота Фенол или крезол Столярный клей 40—55 30—50 35—50 3—8 2—3 (14-2) 10-1 18—25
8.8.2. Капельная микрогальваника
Для получения гальванического покрытия на отдельных участ-
ках микрообъекта в целях создания электрического контакта или
для последующей пайки используют капельную микрогальва-
нику. Суть этого способа заключается в следующем.
В электролит, находящийся на не смачиваемой им поверхности
в виде свободной капли, вводят микроанод и подлежащий покры-
тию микрообъект — катод. При приложении между микроанодом
и микрокатодом электрического напряжения в капле электролита
начнется процесс гальванического покрытия катода металлом,
содержащимся в электролите.
Для двустороннего покрытия концов линейного микрообъекта
можно воспользоваться приспособлением, изображенным на
рис. 8.37. На тонкую слюдяную пластину кладут нить из непо-
лимеризованного эпоксидного компаунда. Сверху и поперек
нити помещают микрообъект, например, монокристаллический
«ус». После полимеризации компаунда объект оказывается прочно
скрепленным со слюдяной пластинкой и может быть вместе с ней
693
подвергнут предварительным технохимическим операциям обез-
жиривания и очистки. Толщина компаундной нити должна быть
0,5—0,8 мм, а свисающих с нее концов монокристалла — не
менее 0,2—0,4 мм.
Слюдяную пластину с обезжиренным и, если потребуется,:
протравленным и декапированным микрообъектом помещают на;
ровную стеклянную пластину, на которой каплей шеллака или
нитролака закреплен отрезок тонкой проволоки диаметром 0,1—
0,15 мм, являющийся катодом в гальванической цепи. (К внешнему
концу проволоки-катода предварительно припаивают тонкий
гибкий провод для присоединения к источнику питания.) С про-
Рис. 8.37. Устройство для двустороннего гальванического покрытия линейного
Кч+
микрообъекта:
/ — стеклянная пластина; 2 — соединение гибкого провода с источником питания; 3
и 10 — капли шеллака; 4 — проволока-аиод; б — капля электролита; 6 — покрывае-
мый микрообъект; 7 — нить нэ эпоксидного компаунда; 8 — капля ртути; 9 — слюдя-
ная пластинка; 11 •— проволока-катод; 12 — гальванический элемент 1,6 В
тивоположной стороны по одной прямой аналогичным способом
закрепляют такой же толщины проволоку из меди, служащую
анодом. Катод и анод, а также монокристалл располагают соосно
так, чтобы между ними оставался зазор 0,5—0,8 мм. Зазор между
монокристаллом и катодом заполняют каплей ртути, которая
должна обеспечить электрический контакт между катодной про-
волокой и микрообъектом. Для лучшего смачивания ртутью на
конец проволоки-анода каплю ртути можно нанести заранее.
Зазор между противоположным концом .микрообъекта и анодом
заполняют каплей соответствующего электролита (см. табл. 8.6).
Для того чтобы капля не растекалась, слюдяную пластинку покры-
вают тонким слоем гидрофобного вещества, например, пленкой
парафина, растворенного в четыреххлористом углероде или чистом
бензине. Капля электролита должна покрыть монокристалл на
размер требуемого покрытия.
Проверив наличие электрической цепи, устанавливают ток
около 1 мкА при напряжении 10—40 В. Отрицательный полюс
источника питания присоединяют к объекту гальванического по-
крытия. Толщину осажденного слоя металла можно рассчитать
исходя из плотности тока и выхода металла по току для исполь-
зуемого электролита.
694
Когда один торец монокристалла будет покрыт металлом,
процесс повторяют для второго торца. Для этого слюдяную пла-
стинку поворачивают на 180°. После покрытия обоих торцов моно-
кристалл вместе со слюдяной пластинкой промывают и сушат
спиртом.
Если к металлизированным концам монокристалла или дру-
гого микрообъекта требуется припаять тонкие проволочные токо-
подводы, поступают следующим образом. Сразу после микро-
гальваники и между торцами монокристалла и тонкой (0,1—
0,15 мм) медной проволоки помещают капли особо легкоплавкого
припоя размером 0,3—0,5 мм с температурой плавления 65—
100 °C. Положение проволоки фиксируют каплей расплавленного
шеллака или шеллачного клея — раствора шеллака в этиловом
спирте. Место спая смачивают каплей флюса (см. табл. 8.3),
к нему сверху на расстоянии 1—2 мм подносят остроизогнутую
нихромовую проволоку диаметром 0,2—0,3 мм, нагреваемую
проходящим током. Припой плавится и прочно соединяет концы
монокристалла с токоподводами. Закрепление токоподводов шел-,
лаком к слюдяной пластинке разгружает места спая от механи-
ческих воздействий. После пайки спаи промывают для удаления
остатков флюса. Канифольно-спиртовой флюс можно не удалять,
так как он не вызывает коррозии спая.
Используя капельную микрогальванику, можно покрывать
металлом любые участки проволочных микрообъектов. Устано-
вочные операции должны проводиться под микроскопом.
8.8.3. Струйная микрогальваника
Для гальванического покрытия небольшого локального уча-
стка на поверхности крупного изделия при невозможности за-
щиты остальной части поверхности (например, лаком) используют
Рис. 8.38. Устройство для
локального микрогальвани-
ческого покрытия:
1 — сливная ваина; 2 — источ-
ник питания; 3 — измеритель-
ный прибор; 4 — регулятор силы
тока; 5 — обрабатываемый объ-
ект; 6 — медицинская инъек-
ционная игла; 7 — микроструя
электролита; 8 — трубка для
подачи электролита; 9 — труб-
ка для подачи газа, вытесняю-
щего электролит; 10 — сосуд
с электролитом
струйную микрогальванику. Суть этого способа заключается
в следующем. .Электролит подается на подлежащее покрытию
место в виде тонкой струи, замыкающей электрическую гальва-
ническую цепь.
695
Схема струйной установки для локального гальванического
покрытия приведена на рис. 8.38. Находящийся в сосуде элек-
тролит под давлением воздуха через резиновый, полиэтиленовый
или фторопластовый шланг поступает в инъекционную иглу от
медицинского шприца с каналом 0,15—0,2 мм. Иглу жестко уста-
навливают над подлежащей покрытию поверхностью на расстоя-
нии 2—3 мм.
Источник питания — сухую батарею, а также элемент регу-
лирования и измерения силы тока — помещают между иглой,
служащей анодом, и покрываемой металлической поверхностью,
служащей катодом. Режим процесса покрытия зависит от расстоя-
ния между анодом и катодом.
Растекающийся вокруг покрываемого места электролит из-за
существенно большего омического сопротивления, чем у струи,
в процессе электролитического покрытия не участвует. В ряде
случаев для лучшей локализации осажденного пятна металла
струю электролита подают снизу вверх.
В качестве электролита при струйном способе гальванопокры-
тия используют обычные электрогальванические электролиты.
8.8.4. Использование микроэлектрохимической ванны
В микрованне, схема которой приведена на рис. 8.39, осуще-
ствляют различные электрохимические операции над электро-
проводящими микрообъектами: гальваническое покрытие, элек-
трохимическое оксидирование,
электрохимическое травление и
др. Микроэлектрохимическая
ванна представляет собой упро-
щенный конструктивный вари-
ант реализации способа каналь-
ной микрогальваники.
На металлическое основание-
пластину толщиной 1—2 мм из
соответствующего материала
приклеивают эпоксидным ком-
паундом полиэтиленовую шайбу
или, что лучше, приваривают ее,
прижимая к пластине-основа-
нию, нагретой до температуры
120—150 °C. Шайба должна
быть толщиной 1—1,5 мм с внеш-
ним диаметром 10—12 мм и иметь
Рис. 8.39. Микроэлектрохимическая
ванна:
/ — металлическая пластина-анод; 2 —
полиэтиленовая шайба или слой пара-
фина; 3 — капля электролита; 4 — обра-
батываемая микродеталь; 5 — регулятор
силы тока; 6 — измерительный прибор;
7 — источник питания
отверстие диаметром 3—4 мм.
Отверстие шайбы заливают некоторым количеством электролита,
который, не смачивая полиэтилен, образует сверху шарообразный
мениск. В электролит на требуемую глубину погружают подле-
жащий обработке микрообъект, закрепленный на штативе с ми-
696
кроманипулятором. Электрическую цепь подключают к сухой
батарее, напряжение которой должно обеспечить плотность тока
до 1 мА/мм2.
Если устройство используют для гальванического покрытия
микрообъектов, пластина-анод должна быть изготовлена из ма-
териала, соответствующего виду покрытия: из меди — при мед-
нении, из никеля — при никелировании, из свинца — при хро-
мировании. Вообще, при любых микроэлектрохимических про-
цессах используемые электролиты, материалы анода и катода
должны быть такими, как и в обычной гальванотехнике.
Кроме микрогальванического покрытия на описанном устрой-
стве можно осуществлять электрохимическое оксидирование ме-
таллов (алюминия, титана и др.), а также электрохимическое
травление металлических и углеродных волокон для получения
микроострийных автоэлектронных эмиттеров.
Так как количество электролита в микрованне небольшое,
он довольно быстро насыщается продуктами реакций и становится
малоактивным. В этом случае электролит периодически заменяют
свежим.
8.9. НЕСИСТЕМАТИЗИРОВАННЫЕ ПРИЕМЫ МИКРОТЕХНОЛОГИИ
Сейчас микротехнология стала одной из доминирующих об-
ластей в общелабораторном эксперименте, однако пока не си-
стематизировано, даже по общим признакам, все многообразие
технологических приемов обработки малоразмерных объектов.
Ниже описаны некоторые из таких приемов.
8.9.1. Бездефектная обработка монокристаллических материалов
методом центрифугирования
В твердотельной полупроводниковой электронике одной из
ответственных технологических операций является механическая
обработка монокристаллических материалов. Однако любая ме-
ханическая обработка (разрезание, шлифование, полирование)
сопровождается образованием в приповерхностном слое механи-
ческих микродефектов — дислокаций, которые существенно ухуд-
шают электрические свойства кристалла и соответственно пара-
метры изготовленного из него полупроводникового прибора.
Бездефектной обработкой монокристаллических материалов яв-
ляется химическая обработка в искусственном гравитационном
поле.
Гравитационное поле создается центрифугированием на уст-
ройстве, изображенном на рис. 8.40. В металлический стакан
помещают стеклянную пробирку, на дне которой во фторопласто-
вом вкладыше закрепляют металлический держатель с подлежа-
щим обработке монокристаллом.
697
В пробирку осторожно (чтобы не запачкать кристалл) меди-
цинским шприцем наливают жидкость с большой плотностью и
вязкостью, например фреон (плотность 1,54—1,78 г/см8, кинема-
тическая вязкость до 3,9-10-’ м2/с или 3,9-10“2 Ст) или силиконо-
вое масло (плотность 0,9 г/см8 и кинематическая вязкость 3,2 X
X 10"® м2/с или 3,2-10-2 Ст). Сверху (тоже осторожно) в пробирку
наливают соответствующий обрабатываемому материалу тра-
витель.
Основными условиями успешного осуществления процесса
являются: использование установочной жидкости и травящего
раствора с различными плотностями, полное отсутствие их хими-
ческого взаимодействия и взаимного растворения. Количество
Рис. 8.40. Бездефектная обработка монокристаллов методом центрифугирова-
ния:
/ — металлический стакан; 2 — фторопластовый вкладыш; 3 — держатель образца;
4 — жидкость с большой плотностью; 5 — обрабатываемый монокристалл; 6 — химиче-
ский жидкий травитель; 7 — стеклянная пробирка; 8 — место закрепления на цент-
рифуге; 9 — фторопластовая пробка; 10 — трос; 11 — ось вращения; / — граница об-
работанной поверхности кристалла; R — радиус окружности вращения
установочной жидкости (фреона или силиковового масла), зали-
ваемой в пробирку, должно быть таково, чтобы ее уровень соот-
ветствовал плоскости окончательной обработки образца моно-
кристалла. Рабочий раствор должен быть залит в пробирку в ко-
личестве, достаточном для травления нужного количества ма-
териала образца.
Отверстие пробирки закрывают фторопластовой пробкой, про-
бирку помещают в металлический стакан центрифуги, которую
приводят во вращение. При этом стакан с пробиркой по мере
увеличения оборотов переходят из вертикального положения
в горизонтальное. Под воздействием центробежной силы между
жидкостями из-за различных плотностей образуется четкая гра-
ница, по которой произойдет обработка кристалла.
Существенным достоинством обработки центрифугированием
является полное отсутствие газовых пузырьков на поверхности
травящего раствора, что существенно улучшает качество обраба-
тываемой поверхности, которая приобретает зеркальный блеск.
698
Таблица 81
Лабораторные центрифуги, выпускаемые промышленностью
Марка Частота вращения, об/мин Объем пробирки, мл Количество пробирок, шт. Потреб- ляемая мощность, Вт Масса, кг
ЦЛН-2 3 000—6 000 10 6 125 8
ЦУМ-1 2 800—8 000 24 4 150 16
ЦЛП-1 10 000—14 000 25 4 450 16
ОПИ-8У4.2 До 8 000 25 6 350 18
При обработке плоских образцов отклонение от плоскостности
будет равно радиусу окружности вращения от центра до плоскости
образца.
Для реализации описанного способа бездислокационной обра-
ботки монокристаллических материалов могут быть использо-
ваны выпускаемые промышленностью лабораторные центрифуги
марок ЦЛН-2, ЦУМ-1, ОПя-8У4.2, ЦЛП-1 или ЦЛС-3, основные
параметры которых приведены в табл. 8.7.
8.9.2. Жесткое закрепление тонкой фольги или пленки
на кольцевой оправке
Для прочного и ровного закрепления на кольцевой оправке
свободной пленки из металла, полимера, стекла либо тонкой плен-
ки, напыленной на нитроподложке, можно применить следующий
технологический прием.
Гладкую пленку (или фольгу) толщиной 1—20 мкм кладут на
ровное чистое стекло (пленку на подложке кладут подложкой
к стеклу). Кольцевую оправку из металла, стекла или керамики,
отшлифованную с одной стороны, смазывают тонким равномерным
слоем эпоксидного компаунда с полиэтиленполиамином в качестве
отвердителя и приклеивают к пленке (фольге). Склеянный узел
помещают в термостат, температуру в котором повышают до
60—75 °C и сохраняют ее такой в течение 2—3 ч. После остывания
термостата склейку вынимают. Пленка (фольга) оказывается
прочно и ровно натянутой на кольце.
Для ровного натяжения пленки на кольцо необходимо, чтобы
коэффициент термического расширения материала кольца был
на 10—20 единиц меньше этого коэффициента материала пленки
(фольги). Это положение обусловлено следующим обстоятельством.
Материал пленки (фольги), имеющий больший коэффициент рас-
ширения, чем материал кольца, при нагреве увеличивается в боль-
шей степени, чем кольцо. После полимеризации эпоксидного
компаунда в нагретом состоянии кольцо и пленка (фольга) ока-
зываются жестко связанными. По мере остывания пленка (фольга)
сокращается в большей степени, чем кольцо, поэтому она оказы-
699
вается плосконатянутой. Естественно, что чем больше диаметр
кольца, тем с большим усилием будет натянута на нем пленка.
Описанным способом можно изготовить чрезвычайно легкое
зеркало диаметром 50—75 мм, для этого следует натянуть на
дуралюминовое кольцо толщиной 0,2—0,25 мм тонкую (5—7 мкм)
лавсановую (полиэтилентерефталатную) пленку, покрытую зер-
кальным слоем алюминия.
8.9.3. Крепление тонкой фольги или пленки
при испытании на разрыв
Для качественных либо количественных испытаний прочности
крепления (пайки, сварки, склейки) тонких проволочных или
пленочных образцов как друг с другом, так и с более массивными
предметами используют следующий способ.
Небольшую каплю пицеина (вакуумного герметика) или шел-
лака наносят на острозаточенный конец тонкой (0,1—0,15 мм)
бериллиевой проволоки. На предметный столик бинокулярного
стереоскопического микроскопа, например марки МБС-2, поме-
щают тонкую пластинку слюды, а на нее кладут бериллиевую про-
волоку и подлежащий скреплению с ней микрообъект, который
должен касаться капельки пицеина. Электромикронагревателем
иЗ остроизогнутой нихромовой или константановой проволоки
диаметром 0,1—0,15 мм, поднесенным на расстоянии 1—1,5 мм
к бериллиевой проволоке, добиваются расплавления пицеина,
который прочно соединит проволоку с объектом испытаний.
Для того чтобы расплавленный пицеин не склеился ее слюдой,
место расположения пицеина предварительно посыпают тонким
мелкодисперсным порошком, например зубным.
После испытания на разрыв или отрыв бронзовая проволока
освобождается от пицеина и остатков микрообъекта и может быть
многократно использована.
8.9.4. Отделение углеродной реплики
Обычно углеродные реплики для просвечивающей электронной
микроскопии легко отделяются от поверхности объекта в дистил-
лированной воде. Однако снятие углеродной реплики с травленой
поверхности некоторых кристаллических материалов (алмаза,
карбида кремния, фтористого кальция и др.) сопряжено с боль-
шими трудностями. В этом случае на поверхность кристалла
напыляют тонкий слой хлористого натрия (5—8 нм), на который
затем напыляют углеродную пленку. При таком подслое угле-
родная реплика легко отделяется в воде.
8.9.5. Электролитическое микрогравирование стекла
Как известно, гравирование стекла проводят в жидкой или
парообразной плавиковой кислоте. Этому процессу предшествует
700
довольно трудоемкая подготовительная операция — нанесение на
стекло защитной маски с требуемым рисунком. Однако для микро-
гравировки на поверхности стекла способ химического травления
стекла неприменим.
Линейный штриховой микрорисунок на стекле, например
шкалу, выполняют гравированием тонким алмазным резцом на
сложных делительных машинах.
Микрорисунок произвольной формы на стекле можно выпол-
нить только методом электрогравирования. Подлежащую гра-
вированию стеклянную пластинку, либо деталь другой формы
помещают в керамическую или стеклянную ванну (рис. 8.41),
заполненную насыщенным
раствором нитрата калия
(калийной селитры). В каче-
стве гравировального инстру-
мента используют острозато-
ченный отрезок платиновой
проволоки диаметром 0,3—
0,5 мм и длиной 5—7 мм.
С противоположного за-
точке конца проволоку при-
паивают к гибкой токоведу-
щей медной проволоке, за-
крепленной в керамической
трубке эпоксидным компа-
ундом. Трубку — держатель
Рис. 8.41. Устройство для электролити-
ческого микрогравирования стекла:
/ — обрабатываемая стеклянная пластинка;
2 — держатель электрода; 3 — платиновая
игл а-катод; 4 — раствор нитрата калня; 5 —
анод; 6 — плоский стеклянный сосуд
электрода — закрепляют в
пантографе, который обеспечивает передвижение электрода по
контуру требуемого рисунка, уменьшенного в требуемом мас-
штабе. Платиновый электрод присоединяют к отрицательному
полюсу источника питания, обеспечивающего ток до 1 А при
напряжении ПО В. В качестве анода используют пластину
из листового свинца, опущенную в электролит. Платиновый
электрод опускают на стекло перпендикулярно к его поверх-
ности до легкого касания. При этом между движущимся по
контуру рисунка электродом и стеклом возникает слабый дуго-
вой разряд, обусловленный движением положительных ионов
натрия от стекла к электроду под воздействием электрического
поля. Обедненные натрием участки стекла становятся матовыми,
а в результате микролокального нагрева под электродом откалы-
ваются мельчайшие частички стекла, придающие рисунку рель-
ефность.
При остановке движения платинового электрода по стеклу
микродуговой разряд прекращается, что связано с обеднением
участка стекла под электродом ионами натрия. Через некоторое
время после прекращения микроискрового разряда начинается
электролиз электролита, сопровождающийся резким увеличением
силы тока в цепи и бурным газовыделением.
701
Ширина и глубина гравируемой на стекле линии зависят от
остроты заточки электрода и режима питания.
Следует отметить, что при микроэлектрогравировании в стекле
практически не возникают механические напряжения. При повы-
шении напряжения до 150—160 В электрогравирование можно
вести и на переменном токе.
Поскольку процесс электрогравирования сопровождается обед-
нением стекла ионами щелочных металлов, этот метод неприменим
к кварцевому стеклу.
8.9.6. Получение мелкоструктурной сетки
из полимерного материала
Во многих полимерных материалах под воздействием УФ-
излучения в диапазоне ПО—200 нм (так называемого «вакуумного
ультрафиолета») происходит фотодиструкция — разложение ма-
териала с образованием газообразных продуктов. Это явление
используют для получения мелкоструктурных сеток из тонко-
пленочных полимерных материалов: лавсана (полиэтилентерефта-
лата), оргстекла (полиметилметакрилата), формвара (поливинил-
формаля), полипропилена и др.
Толщина пленок, в которых может быть получена сетчатая
структура, находится в широком интервале от 4 до 20 мкм. Раз-
меры и форма сквозного отверстия сетки определяются металлом
используемой маски. Так, медная или никелевая сетка, получен-
ная гальваническим способом, имеет минимальное квадратное
отверстие размерами 10x10 мкм и площадью 15—20 см®. Кроме
того, размеры и форма отверстий определяются технологией из-
готовления металлической пленочной маски. При фотолитографи-
ческой технологии форма отверстия может быть любой, а размеры
отверстия — субмикронными.
Технология изготовления полимерных мелкоструктурных пле-
ночных сеток заключается в следующем. На плоское стеклянное
зеркало кладут полимерную пленку, на которую помещают
металлическую сетку — маску. Для успешного проведения про-
цесса пленка и маска должны быть ровными, хорошо прилегаю-
щими друг к другу.
Сверху, с расстояния 50—60 см, производят «засветку» поли-
мерной пленки через маску. В качестве источника требуемой длины
волны излучения используют водородную или дейтериевую уль-
трафиолетовую лампу с окном из фтористого магния, «вырезаю-
щим» участок спектра ПО—200 нм. Под влиянием УФ-излучения,
проникающего на пленку через отверстия в маске, происходят
радиационное разрушение полимера в слое глубиной до 0,1 мкм
и удаление образующихся при этом газообразных продуктов.
При использовании источника «вакуумного ультрафиолета» —
водородной лампы ВМФ-25 с окном из фтористого магния, рас-
положенной на расстоянии 50—60 см от пленки, скорость фото-
702
травления полимерных пленок из различных материалов соста-
вила от 10-2 до 5-10"1 нм/с. Наибольшая скорость фототравле-
ния — в воздушной среде.
8.9.7. Изготовление отверстий атомных размеров
При проникновении осколков ядерного деления тяжелых эле-
ментов в некоторые материалы образуется область радиационного
повреждения — трек. В результате радиа-
ционного воздействия материал вдоль тре-
ка приобретает новые химические свойства
и в отличие от основного материала может
быть растворен соответствующим химиче-
ским травителем. При этом вдоль трека
образуется канал диаметром 2—2,5 нм,
что в несколько раз больше размера атома.
Сквозные отверстия указанного размера
легче всего получить в слюде, как синте-
тической, так и природной (мусковит, фло-
гопит) толщиной до 15 мкм. Диаметр обра-
зовавшихся отверстий можно увеличить,
продлив время травления. При облучении
слюды в течение 10 мин осколками деле-
ния урана-235 количество образовавшихся
отверстий достигает 1011—1012 см2. Отвер-
стия имеют одинаковый диаметр вдоль
всей длины канала. Технология получения
отверстий атомного размера в слюде за-
ключается в следующем.
Из чистого алюминия марок А999, А995
или А99 изготавливают цилиндр высотой
100—-120 мм, диаметром 40—50 мм с тол-
щиной стенки 2—2,5 мм. Дно и крышку
изготавливают из того же алюминия. При
этом дно имеет приспособление, позво-
ляющее закрепить на ней подлежащую
облучению слюду.
Верхняя крышка имеет продолжение в
виде тонкой алюминиевой трубки длиной
60 мм, диаметром 4 мм с толщиной стенки
2—2,5 мм. Через эту трубку — штенгель —
в дальнейшем холодной сваркой произво-
дят откачку и герметизацию внутреннего
объема. На верхней крышке закрепляют
диск толщиной 10—12 мм из чистого (без-
борного) графита. На внутреннем торце
Рис. 8.42. Контейнер для
радиационного облучения
слюды в целях получения
отверстий атомных разме-
ров:
I — место герметизации
металлического штеигеля;
2 — металлический штен-
гель; 3 — алюминиевый ци-
линдр; 4 — алюминиевая
пластинка; 5 — пленка
урана-238; 6 — цилиндр из
безборного графита; 7 —
слюда; 8 — герметизация
эпоксидным компаундом;
9 — алюминиевое толстое
Дио
графитового диска
прикрепляют алюминиевую пластинку, -на которую испарением
в вакууме нанесена пленка урана-238 толщиной 3—5 мкм.
Перед окончательной сборкой внутрь алюминиевого цилиндра
703
Рис. 8.43. Герме-
тичное соединение
полимерной трубки
С инъекционной
иглой:
/ — полимерная труб-
ка; 2 — стальная
пружина; 3 — игла
вставляют цилиндр из того же графита о толщиной стенки
12—15 мм.
После описанной подготовки все детали, предварительно обез-
жиренные, соединяют друг с другом эпоксидным компаундом,
полимеризующимся при комнатной температуре. Общий вид
контейнера в сборе приведен на рис. 8.42.
После полимеризации эпоксидного компаунда внутренний
объем контейнера откачивают механическим насосом до давления
1—10"1 Па (10~а—10"3 мм рт. ст.) и герметизируют холодной свар-
кой по металлическому штенгелю. Затем контейнер помещают
в канал экспериментального исследовательского ядерного реак-
тора, где его подвергают нейтронному облучению в течение 12—
48 ч (в зависимости от плотности потока нейтронов). Так, при
потоке 103/с время экспозиции — около 24 ч. Графит внутри
контейнера служит замедлителем движения нейтронов, поступаю-
щих из реактора, для их захвата ядрами урана и образования
осколков деления, создающих в слюде треки.
После экспозиции в реакторе контейнер разрезают и слюду
подвергают травлению 20%-й плавиковой кислотой в течение
20—30 с при температуре 20 °C. Как концентрация кислоты, так
и время экспозиции в реакторе уточняются в
процессе эксперимента. После травления в кис-
лоте слюду промывают и сушат в вакууме.
8.9.8. Изготовление
герметичного разборного соединения
металлической и полимерной трубок,
находящихся под внутренним давлением
В лабораторной практике иногда возникает
необходимость изготовить герметичное разбор-
ное соединение тонкой металлической трубки,
например инъекционной иглы медицинского
шприца, с тонкой трубкой из полиэтилена фто-
ропласта или другого полимерного материала
с повышенным внутренним давлением. Для этого
на конец полимерной трубки плотно надевают
(накручивают) несколько растянутую стальную
пружину из проволоки диаметром 0,6—0,8 мм
и длиной 8—10 мм. Внутренний диаметр пру-
жины должен быть на 0,2—0,25 мм меньше
внешнего диаметра полимерной трубки. Затем
в полимерную трубку со стороны пружины
вставляют металлическую трубку на глубину
длины пружины. Под воздействием внутрен-
него давления полимерная трубка растяги-
вается, вместе с ней растягивается и пружина, диаметр ее
уменьшается и усилия обжима увеличиваются. Таким образом,
704
чем больше давление внутри, тем прочнее соединение трубок.
При снятии давления трубки могут быть легко разъединены.
Описанное соединение изображено на рис. 8.43. Такой способ
может быть использован и при соединении трубок большего диа-
метра, в частности металлических и резиновых.
8.9.9. Плющение эмалированного провода малого диаметра
Как известно, при ограниченном размере окна каркаса, на
который наматывают провод, необходимо учитывать коэффициент
заполнения окна обмоткой. При использовании круглого провода
коэффициент заполнения оказывается на 15—20% ниже, чем при
использовании провода такого же сечения, но плоской формы.
В наибольшей степени это относится к тонким проводам. В лабо-
раторных условиях можно довольно просто превратить тонкий
медный эмалированный провод круглого сечения в «плющенку»
толщиной в два раза меньшей, чем диаметр исходного провода.
При этом как качество эмалиевого покрытия, так и его элек-
трические свойства не изменяются. Плющению могут быть под-
вергнуты провода диаметром до 0,2 мм марок ПЭВ-1, ПЭВ-2,
ПЭВТЛ-1, ПЭВТЛ-2, ПЭЛ, ПЭЛР-1, ПЭЛР-2, ПЭЛУ, ПЭМ-1,
ПЭМ-2, ПЭМ-3, ПЭТВ и ПЭТК.
Плющение провода можно проводить на любом лабораторном
настольном прокатном станке с валками диаметром 20—30 мм,
вращающимися навстречу друг другу. Зазор между валками дол-
жен быть регулируемым, чтобы обжатие провода до требуемой
толщины можно было провести за 2—3 перехода.
Плющение можно провести и на токарном станке. Для этого
в патроне зажимают без биения стальной полированный стер-
жень диаметром 40—50 мм, являющийся ведущим валком. В ка-
честве второго — ведомого — валка можно использовать под-
шипник качения с внешним диаметром 40—50 мм, прочно закреп-
ленный в суппорте станка. Исходный круглый провод должен
поступать к валкам со свободно вращающейся катушки. Про-
тягивание провода осуществляется самими валками. Вращение
намоточной катушки должно обеспечивать некоторый провис
провода. Удобно согласовать обороты зажатого в патроне валка
с оборотами приемной катушки одним приводом.
В качестве примера укажем, что провод ПЭВ-2 диаметром
0,12 мм без повреждения изоляции за один проход был сплющен
до толщины 0,05 мм. Перед прокаткой партии проводов необхо-
димо вначале прокатать небольшой отрезок и после его проверки
прокатать всю партию.
8.9.10. Изготовление стеклянных капилляров
с плоской формой сечения
Стеклянный капилляр с плоской формой сечения можно полу-
чить, растягивая размягченную стеклянную трубку не в горизон-
тальном, как обычно принято, а в вертикальном направлении
45 Е. А. Колеико 705
(рис. 8.44). При этом величина «сплющивания» образовавшегося
капилляра будет зависеть от того, насколько сдвинуты друг от
друга растягиваемые участки трубки. Чем меньше они смещены
от вертикали, тем более плоским образуется капилляр между
ними. При отсутствии взаимного смещения, т. е. при растягивании
вдоль прямой, сечение образовав-
шегося капилляра будет круглым. |
Получить стеклянный капил-
ляр растягиванием предварительно J
сплющенной трубки значительно
сложнее, так как под воздействием
сил поверхностного натяжения
размягченное стекло стремится
приобрести круглую форму. Опи-
санным способом вертикального
вытягивания можно получить плос-
кие капилляры также из кварца.
8.9.11. Вытягивание
тонких нитей
из кварца и стекла
Тонкие нити из кварца и стекла
можно получить путем резкого
растяжения кварцевого или стек-
лянного штабика. При этом из
кварца можно получить нить, зна-
чительно более тонкую, чем из
стекла (2 и 10 мкм соответствен-
Рис. 8.44. Растягивание стеклян-
ной трубки для получения капилля-
ра плоской формы сечения
но). Это связано с тем, что
почти в 3,5 раза выше, чем стекла, а теплопроводность — мень-
ше. Поэтому в процессе вытягивания кварцевая нить дольше
остается в размягченном состоянии и соответственно затвердевает
при меньшем, чем у стекла, диаметре.
Резкое растягивание кварцевого штабика диаметром 2—3 мм,
локально размягченного кислородно-водородной ручной горел-
кой, проще всего осуществить с помощью спортивного или само-
дельного лука или арбалета, закрепленного на краю стола. Один
конец кварцевого штабика жестко закрепляют на столе или дуге
лука, а второй конец — прикрепляют к стреле. Натянув тетиву
лука, размягчают кварц и затем тетиву отпускают. Вылетевшая
стрела потянет за собой кварцевый штабик, образуя тонкую
нить длиной до 15 м и диаметром до 2 мкм. Диаметр образовав-
шейся кварцевой нити зависит от многих факторов, в частности
от исходного диаметра штабика, степени его размягчения, ско-
рости движения стрелы и некоторых других.
Для того чтобы можно было легко обнаружить вытянутую
нить, на пол вдоль траектории полета стрелы кладут черный бар-
706
хат или черную бумагу. При боковом освещении нить хорошо
видна.
Нити из стекла толщиной до 10 мкм получают растягиванием
вручную стекла, локально разогретого до размягчения. При этом
требуется определенный навык, так как при очень резком растя-
гивании образующаяся нить может порваться.
8.9.12. Изготовление тонких полимерных пленок
Выпускаемые промышленностью пленки из полимерных ма-
териалов имеют минимальную толщину 5—10 мкм. Наиболее
тонкими являются пленки из лавсана (полиэтилентерефталата)
и формвара (поливинилформаля). Однако в лабораторной прак-
тике часто требуются полимерные пленки площадью в единицы
и десятки квадратных сантиметров при толщине 100—1500 нм.
Свободные пленки такой толщины из нитроцеллюлозы (пиро-
ксилина, колоксилина) или ацетилцеллюлозы легко получить
в лабораторных условиях.
Для этого приготовляют раствор нитроклетчатки в амилаце-
тате с добавкой 25—50% ацетона. Удобнее воспользоваться гото-
вым раствором нитроклетчатки — цапонлаком или нитролаком.
До требуемой консистенции готовые нитролаки можно довести,
разбавив амилацетатом, или ацетоном, или толуолом, или кси-
лолом.
Очень качественные пленки получаются при использовании
медицинского коллодия. На обеспыленную поверхность воды,
налитой в широкий неглубокий сосуд типа тарелки, помещают
2—3 капли 1—3%-го раствора одного из перечисленных выше
нитролаков в амилацетате. Раствор под воздействием поверх-
ностного натяжения немедленно растечется по поверхности воды,
образуя на ней тончайшую пленку. По мере высыхания раствори-
теля пленка затвердевает, и через несколько минут ее можно
извлечь из ванны. Для этого сифоном сливают воду, пленка опу-
скается на предварительно положенное на дно сосуда проволочное
кольцо, к которому она очень прочно прикрепляется. При окон-
чательном высыхании на кольце пленка претерпевает значитель-
ную усадку, в результате чего ее поверхность становится совер-
шенно ровной.
В зависимости от толщины пленка имеет различную интер-
ференционную окраску: при толщине 220—250 нм — соломенно-
желтую, 300—1000 нм — оранжевую, красную, фиолетовую, си-
нюю и зеленую, 1000—1500 нм — бледно-персиковую. При тол-
щине менее 100 и более 1500 нм пленки интерференционной окраски
не имеют.
Для уменьшения толщины пленки, обеспечения равномерности
пленки по толщине и уменьшения количества микроотверстий
в пленке, «проколотых» частицами пыли, процесс получения
пленки проводят на волнообразной поверхности жидкости. Стоя-
45* 707
Рис. 8.45. Получение тонкой полимерной
пленки на поверхности жидкости:
/ — стеклянная пластинка для возбуждения
волны; 2 — вода; 3 — пленка; 4 — фотогра-
фическая кювета
чую волну на поверхности создают медленным покачиванием
кюветы или, что удобнее, медленным колебанием стеклянной пла-
стинки, погруженной в жидкость у края кюветы, как показано
на рис. 8.45.
При просвечивающей электронной микроскопии в качестве
подложки для объекта лучше всего использовать формваровую
пленку, так как она обладает более высокой устойчивостью к воз-
действию высокоэнергетиче-
ских электронов, чем пленки
из других полимерных мате-
риалов. Формваровую плен-
ку изготавливают по следую-
щей технологии.
Тщательно очищенную
полированную стеклянную
пластинку поливают тонким
равномерным слоем 0,1 —
0,3 %-м раствором формвара
в диоксане 1,4-Д или три-
хлорэтилене. После высыхания в строго горизонтальном положе-
нии пленка формвара легко отделяется при погружении пластин-
ки в воду. По такой технологии можно получить формваровые
свободные пленки толщиной до 10 мкм.
Более тонкие формваровые пленки толщиной 1—3 мкм можно
получить методом центрифугирования раствора. Формваровые
пленки субмикронной толщины (100—2000 нм) получают на обес-
пыленной поверхности дистиллированной воды из раствора форм-
вара в 1,2-дихлорэтане (этилендихлорэтане). Для получения
предельно тонкой пленки используют 1—2%-й раствор. Так как
молекула формвара содержит 56% атомов углерода, по ряду
свойств этот материал аналогичен углероду.
8.9.13. Вытягивание тонких пленок из полимерных материалов
Метод изготовления тонких пленок из полимерных материалов
путем механического вытягивания широко используется в про-
мышленности для получения пленок толщиной до 10 мкм. В лабо-
раторных условиях метод вытягивания можно применить для*
уточнения пленок из таких полимерных материалов, которые не
образуют гомогенных растворов, а поэтому для них неприемлемы
методы растекания на поверхности воды (либо другой жидкости)
или полива на стекло.
Схема простого лабораторного устройства для вытягивания
полимерной пленки из всех пленочных полимерных материалов
приведена на рис. 8.46. В металлическом сосуде диаметром 100—
120 мм посредством фланцевого резинового уплотнения зажимают
подлежащую вытягиванию полимерную пленку. Через штуцер,
соединенный с игольчатым вакуумным вентилем, механическим
708
(форвакуумным) насосом производят постепенную откачку воз-
духа из цилиндра. При этом под воздействием атмосферного
давления (1 кгс/см2) пленка прогнется и толщина ее умень-
шится.
Толщину пленки при вытягивании оценивают по интерферен-
ционной окраске пленки, подсвечиваемой малогабаритной электро-
лампочкой (2,5—6,3 В), которая находится внутри сосуда на
достаточной глубине.
Процесс вытягивания обычно ведут при комнатной температуре.
Откачку выполняют плавно и медленно, чтобы деформация пленки
происходила, по возможности, равномерно. Для более плавной
Рис. 8.46. Устройство
для термовытягивания
полимерной пленки:
1 — стяжные болты; 2 —
стяжное кольцо; 3 — ва-
куумное уплотнение; 4 —
корпус; 5 — пленка; 6 —
штеигель откачки; 7 — лам-
па подсветки; 8 — электро-
нзоляцня вводов лампы
откачки и исключения случайных толчков, которые могут разор-
вать пленку, в вакуумную магистраль перед вентилем помещают
элемент, уменьшающий скорость откачки, — вакуумное сопро-
тивление. Таким элементом может быть стеклянный толстостен-
ный капилляр с диаметром канала 0,2—0,5 мм и длиной 120—
150 мм.
Для постепенного напуска воздуха в сосуд после окончания
вытяжки служит другой игольчатый вентиль; при резком напуске
может произойти разрыв пленки. При глубокой вытяжке пленка
может вытянуться до сосуда. Этого допускать нельзя, поэтому
сосуд должен быть глубоким.
Если за один цикл вытягивания требуемая толщина пленки
не получена, процесс повторяют, считая вытянутую пленку ис-
ходной.
8.9.14. Изготовление тонких плоских образцов материалов
методом струйного травления
Для проведения исследований материала с помощью просвечи-
вающего электронного микроскопа необходимы образцы, способ-
ные поглощать небольшое количество проходящих электронов.
Этого можно добиться, сделав его достаточно тонким.
709
Если образцы из металлов можно изготовить в виде тонких
пленок толщиной в сотни и тысячи нанометров, то изготовление
столь же тонких образцов из монокристаллических полупровод-
никовых и диэлектрических материалов методами обычной тонко-
пленочной технологии не представляется возможным. В этом слу-
чае обращаются к нетрадиционным методам микротехнологиче-
ской обработки, в частности к струйному травлению, которое за-
ключается в следующем.
На обрабатываемый образец снизу под небольшим давлением
направляется тонкая струя жидкого или парообразного травя-
щего химического раствора.
Если температура раствора
близка к температуре кипе-
ния, травление жидкостью и
ее паром происходит одно-
временно.
На рис. 8.47 приведена
схема устройства, предназна-
ченного для струйно-паро-
вого травления, в котором
струя жидкости и пара обра-
зуется в результате конвек-
тивного движения жидкости,
нагреваемой в стеклянном
сосуде специальной формы.
На металлический тепло-
Рис. 8.47. Устройство для получения
тонких плоских образцов методом струй-
ного травления:
/ — объектив микроскопа; 2 — покровное
стекло; 3 — держатель образца; 4 — травиль-
ный сосуд; 5 — боковые трубки для обеспече-
ния турбулентного движения травильного рас-
твора; 6 — электронагреватель; 7 — теплоизо-
ляция; в — теплопровод; 9 — стержень, на-
гревающий травитель; 10 — травильный рас-
твор; 11 — струя травителя; 12 — подложка
для образца; 13 — обрабатываемый образец;
14 — прижимное кольцо
нагретым стержнем и остальной
провод, находящийся на теп-
лоизоляторе, помещают элек-
тронагреватель. С другой
стороны основания припаи-
вают медный стержень, на-
греваемый за счет теплопро-
водности и передающий
тепло травильному раствору,
находящемуся в сосуде. В ре-
зультате возникающего гра-
диента температур между
жидкостью, находящейся в со-
суде, появляются вертикальные конвекционные потоки, которые
поднимают к выходу через тонкое отверстие — сопло — слабую
струю. Поскольку жидкость нагрета, в ней присутствует и паро-
вая фаза. Попадая на образец, частично охлажденная жидкость
стекает на верхнюю наклонную стенку сосуда и через две боковые
трубки поступает в нижнюю часть сосуда.
За ходом травления объекта, помещенного между двумя
фторопластовыми центрирующими кольцами, наблюдают в мик-
роскоп. Паровая фаза травильного раствора конденсируется
и стекает в основной сосуд, а неконденсированная часть вы-
710
ходит через неплотности между сосудом и верхним покров-
ным стеклом.
Более простое устройство для получения тонких пленок струй-
ным травлением приведено на рис. 8.48. Подлежащий травлению
образец кристалла по периметру приклеивают нитролаком, ла-
ком ХСЛ или шеллачным лаком к металлическому электроду-
держателю из меди, латуни, коррозионно-стойкой стали. Под
образцом помещают сливную воронку, изготовленную из косо-
обрезанной (относительно носика) небольшой медицинской рези-
новой груши. Травильный раствор, находящийся в стеклянном
сосуде, по гибкому шлангу из полимерного материала подается
в медицинскую инъекционную иглу, продетую сквозь резину
сливной воронки. Расход травильного раствора регулируют, из-
меняя высоту подъема сосуда с трави-
телем относительно выходного отвер-
стия иглы. Кроме того, расход рас-
твора определяется и диаметром ка-
нала иглы.
Толщину образующейся пленки
определяют по силе тока в цепи элек-
трод—игла. Если посередине пленки
протравится сквозное отверстие, элек-
троизмерительный прибор покажет
«скачок» тока. Края протравленного
сквозного отверстия имеют субми-
кронную толщину, исчисляемую сот-
нями нанометров.
Рис. 8.48. Схема устройства
для электрохимического струй-
8.9.15. Изготовление
свободных пленок оксида алюминия
Тонкие пленки микронной и суб-
микронной толщины из оксида алю-
миния являются вакуумно-плотны-
ми, оптически прозрачными и, что
особенно важно, незначительно по-
ного травления:
1 — полимерный шланг; 2 — слив
электролита; 3 — инъекционная
игла; 4 — обрабатываемый кри-
сталл; 5 — металлический электрод;
6 — сливная воронка; 7 —• сосуд
с травильным электролитом
глощающими электроны. Эти уникальные свойства оксидно-
алюминиевых пленок широко используются в оптофотоэлектро-
нике и, в частности, в качестве «прострельной пленки» в микро-
канальных электронных усилителях.
Ниже приводится лабораторная технология изготовления сво-
бодных пленок из оксида алюминия толщиной от десятков до
единиц микрометров.
В качестве первичной основы используют ленту из чистого
алюминия марок А999 или А995 толщиной 0,1—0,2 мм. Для сня-
тия остаточных напряжений после прокатки предварительно
обезжиренную фольгу отжигают на воздухе при температуре
350 °C в течение 3—4 мин. Так как качество оксидной пленки
711
в значительной степени определяется классом чистоты поверх-
ности фольги, после отжига ее подвергают химическому полиро-
ванию в растворе, содержащем (по объему): ортофосфорную кис-
лоту (1,71 г/см8) — 70%, серную кислоту (1,81 г/см8) — 25%,
азотную кислоту (1,50 г/см8) — 5% и сернокислую медь (медный
купорос) — 1—2 г/л. Все химикалии должны иметь квалифика-
цию Ч или ЧДА. В результате химического полирования поверх-
ность фольги приобретает 11—12-й класс шероховатости. Одну
сторону поверхности фольги покрывают тонким слоем раствора
парафина в бензине или четыреххлористом углероде.
После того как пленка раствора парафина высохнет, фольгу
подвергают электрохимическому оксидированию. Этот процесс
проводят в ванне с электролитом из 5%-го раствора щавелевой
кислоты при плотности тока 1,5 А/дм2. Некоторые авторы реко-
мендуют вводить в состав электролита для оксидирования 2—
3 г/л 0,5—1 %-го раствора триоксида хрома. В качестве раство-
рителя при приготовлении электролита следует употреблять
дистиллированную или деионизованную воду.
При оксидировании фольгу присоединяют к положительному
полюсу источника постоянного тока (аноду). В качестве катода
используют пластину из свинца или кислотоупорной стали. Время
оксидирования определяется требуемой толщиной оксидной плен-
ки. Для пленок толщиной 5—15 мкм оно равно 15—45 мин. При
температуре электролита 20—40 °C pH = 0,5—1.
Для получения вакуумно-плотных оксидных пленок после ок-
сидирования в щавелево-кислом электролите фольгу промывают
и подвергают вторичному оксидированию в электролите, состоя-
щем из 3%-го раствора лимонной кислоты. Режим оксидирования
такой же, как и для предыдущего электролита, однако время ок-
сидирования должно быть уменьшено до 5—7 мин.
Следует заметить, что в процессе оксидирования алюминия
при постоянном электрическом режиме на его поверхности появ-
ляется так называемая «барьерная пленка», свидетельствующая
об образовании плотного оксидного слоя определенной толщины.
Образование барьерной пленки характеризуется резким умень-
шением падения напряжения на ванне. При вторичном анодиро-
вании фольги толщина барьерной пленки может составить до 5%
от толщины первоначальной оксидной пленки.
После оксидирования фольгу с пленкой промывают, а с об-
ратной стороны фольги удаляют слой парафина. Эту операцию
следует проводить очень осторожно, чтобы остатками парафина
не запачкать пленку. Затем оксидную пленку отделяют от фольги,
т. е. растворяют ее в 32 %-м растворе соляной кислоты с неболь-
шой (1—3 г/л) добавкой хлористой меди. Фольга толщиной 0,2 мм
при температуре 20—25 °C полностью растворяется в течение
20 мин.
Для удобства манипулирования свободной пленкой оксида
алюминия ее наклеивают эпоксидным клеем на тонкую проволоч-
712
ную рамку. Пленка оксида алюминия толщиной до 1—2 мкм
достаточно прочная и гибкая. Описанным методом можно полу-
чать свободные пленки оксида алюминия площадью несколько
квадратных сантиметров.
Для получения свободной пленки из оксида алюминия суб-
микронной толщины пользуются другой технологией. На под-
ложку из нитроклетчатки (нитроцеллюлозы) толщиной около
1 мкм, натянутой на проволочное кольцо, испарением в вакууме
наносят пленку алюминия, толщина которой должна соответство-
вать толщине оксидной пленки. Затем в ацетоне или амилацетате
подложку растворяют, а свободную алюминиевую пленку подвер-
гают окислению.
Из большого количества способов окисления пленочного алю-
миния наиболее эффективным, обеспечивающим получение опти-
чески прозрачных вакуумно-плотных оксидных пленок, является
окисление в плазменном кислородном газовом разряде. Практи-
чески это осуществляется следующим образом.
Под стеклянным колпаком, заполненным кислородом при дав-
лении 10—1 Па (10-1—10-2 мм рт. ст.), зажигают тлеющий раз-
ряд. В положительный столб разряда, представляющий примы-
кающую к аноду основную (плазменную) часть разрядного про-
межутка, помещают подлежащую оксидированию алюминиевую
пленку. В результате бомбардировки пленки отрицательными
ионами кислорода и свободными электронами, концентрация кото-
рых достигает Ю10/см8, происходит интенсивное окисление алю-
миния до превращения его в сплошную оксидную пленку. Для
ускорения процесса образования оксидной пленки на алюми-
ниевую пленку подают положительный по отношению к плазме
потенциал, равный 50—100 В. Этот потенциал называют фор-
мовочным. Оптимальным считается такое значение формовоч-
ного потенциала, при котором плотность тока в цепи находится
в пределах 0,2—45 мА/см2.
Конкретные режимы процесса плазменного окисления алюми-
ния зависят от исходных данных, а оценочными режимами яв-
ляются следующие:
Разрядный промежуток, мм..................... 200—400
Напряжение на разрядном промежутке, кВ . . . 3—5
Ток разряда, мА.............................. 0,1—0,05
Скорость образования оксидной пленки, им/мнн. . 5—10
Катод ................................ Алюминиевое
кольцо
Замечательной особенностью плазменного оксидирования яв-
ляется полное разложение в разряде полимерной подложки
алюминиевой пленки. Это обстоятельство особенно важно при по-
лучении оксидных пленок толщиной сотни и тысячи нанометров,
так как при таких толщинах химически растворить полимерную
подложку алюминиевой пленки невозможно без ее разрыва.
В том случае, если оксидную пленку необходимо нанести на
713
какой-либо объект, например на входную поверхность микрокан
нального электронного усилителя, вначале на нее наносят нитро-
пленку с напыленным слоем алюминия нужной толщины. Затем
при обработке в плазме пленка превращается в оксидную, а под-
ложка при этом разлагается.
8.9.16. Визуализация микроотверстий
в тонких диэлектрических пленках
Независимо от способа получения тонкие пленки могут иметь
дефекты в виде микроскопических сквозных отверстий, посторон-
них электропроводящих включений, появления аморфной и кри-
сталлической фаз и др. Если эти дефекты в металлических плен-
ках в большинстве случаев не ухудшают ее свойства, то в диэлек-
трических пленках они совершенно недопустимы.
Так, наличие даже субмикронного сквозного отверстия в ди-
электрической пленке приводит к электрическому пробою электро-
изоляции и, следовательно, к выходу из строя прибора, в котором
эта пленка использовалась. Особенно недопустимы подобные
дефекты в многослойных твердотельных полупроводниковых
структурах, в которых тонкие диэлектрические пленки выполняют
роль электроизоляции.
Известны несколько методов обнаружения в диэлектриче-
ских тонких пленках сквозных микроотверстий: контроль сво-
бодной пленки по газопроницаемости, контроль пленки по про-
бивному напряжению и др. Основным недостатком этих методов
является их разрушающий характер. После проверки пленка уже
непригодна для дальнейшего использования, что особенно неже-
лательно, если она нанесена на сложную структуру, выполненную
на полупроводниковой или металлической пластине.
В 1971 г. был предложен неразрушающий метод контроля тон-
ких диэлектрических пленок на наличие в них микроэлектропро-
водящих дефектов (сквозных отверстий, пор, посторонних частиц,
дефектов структуры и др.). При этом исследуемая пленка может
быть свободной либо нанесенной в качестве электроизоляции на
полупроводниковую структуру. Кроме того, этим методом можно
обнаружить микроотверстия (проколы) в полимерных пленках
толщиной до 200 мкм.
Сущность метода заключается в электрофоретическом действии
электрического тока на фотоэмульсию обычной фотобумаги, смо-
ченной в слабом водном растворе гидрохинона или серноватисто-
кислого натрия. В результате электрохимической реакции про-
исходит восстановление ионов серебра из его галоидных соедине-
ний, находящихся в эмульсии фотобумаги, и в месте расположе-
ния дефекта на пленке появляется точечное почернение.
Практически технология реализации электрофоритического
метода визуализации микроотверстий и других электропроводя-
щих дефектов в диэлектрических тонкид пленках, нанесенных
714
на металлические или полупроводниковые основания, заклю-
чается в следующем. На диэлектрическую пленку кладут фото-
бумагу, желательно контрастную, смоченную в растворе гидро-
хинона (10 г/л) или растворе серноватистокислого натрия (300 г/л).
Растворы должны быть приготовлены на дистиллированной или
деионизованной воде. Сверху на фотобумагу кладут ровную ме-
таллическую пластинку, соединенную с положительным полюсом
источника напряжения. Отрицательный полюс присоединяют
к подложке, на которую нанесена диэлектрическая пленка, или
к металлической пластинке (при контроле свободной пленки)
(рис. 8.49).
Напряжение, приложенное к «пакету», должно составлять
0,5—0,7-х части от пробивного напряжения обследуемой пленки.
Рис. 8.49. Визуализация ми-
кроотверстий в тонких ди-
электрических пленках:
1 н 4 — металлические плоские
электроды; 2 — фотобумага;
3 — обследуемая пленка; 5 —
регулятор напряжения; 6 —
измеритель напряжения иа «па-
кете»
Время экспозиции зависит от толщины пленки и может состав-
лять от единиц до сотен секунд. При длительной экспозиции изоб
ражение дефектов в виде отчетливых черных точек появляется на
фотобумаге без какой-либо дополнительной обработки. При не-
продолжительной экспозиции либо при очень незначительных
дефектах (отверстиях) для получения отчетливого изображения
фотобумагу подвергают обычным процессам проявления и фикси-
рования. Размеры изображения на бумаге при размере дефекта
(отверстия) 1—100 мкм оказываются равными 0,2—0,5 мм. Недо-
статочная четкость, изображения на фотобумаге зависит от сте-
пени увлажнения бумаги раствором, плотности прилегания бу-
маги к пленке и ряда других трудноконтролируемых факторов.
Исходя из этого по размеру изображения на бумаге нельзя судить
об истинном размере дефекта (отверстия). Также нельзя иденти-
фицировать изображение с местом нахождения дефекта на пленке.
8.9.17. Контроль качества стеклянной изоляции микропровода
Для обнаружения трещин на стеклянной изоляции микропро-
вода поступают следующим образом. Подлежащий проверке от-
резок микропровода с одного, освобожденного от изоляции конца,
присоединяют к отрицательному полюсу сухой электробатареи
напряжением 4,5 В. Положительный полюс батарей соединяют
с медным электродом, опущенным в плоскую ванну с водным рас-
715
твором химического индикатора — фенолфталеина. Микропровод
погружают в ванну таким образом, чтобы его оголенные концы
не были погружены в раствор. В этом месте, где на стеклянной
изоляции имеются микротрещины, раствор фенолфталеина окра-
сится в розовый цвет.
8.9.18. Обнаружение микроотверстий в полимерных пленках
Пленки толщиной от 10 до 500 мкм из различных полимерных
материалов часто имеют сквозные микроотверстия — проколы.
Пленки с таким дефектом не могут быть использованы в качестве
электроизоляции. Обнаружить даже единичные микроотверстия
размером в несколько микрометров, оценить их размер, а также
зафиксировать их расположение на пленке можно следующим
простым способом.
Обследуемый образец пленки кладут на светокопировальную
бумагу и закрепляют по периметру липкой полимерной лентой.
Можно прижать пленку к бумаге массивным стальным кольцом
с соответствующим внутренним диаметром, один торец которого
должен быть заточен под углом 45—60° или иметь невысокий зуб
с такой заточкой. Прижим кольцом к мягкой листовой резине
толщиной 3—5 мм обеспечивает не только уплотнение по пери-
метру, но и плотное прилегание пленки к бумаге, что весьма
важно.
Подготовленный таким образом «пакет» по обычной светокопи-
ровальной технологии засвечивают УФ-светом и обрабатывают
газообразным аммиаком. Все имеющиеся дефекты пленки будут
отмечены на бумаге в виде четких точек разных размеров.
8.9.19. Измерение толщины тонкой стеклянной пленки
Для измерения толщины тонкой пленки из стекла и других
оптически прозрачных материалов предназначены специальные
приборы — эллипсометры. При отсутствии эллипсометра толщину
пленки из твердого прозрачного материала толщиной от 3 до
100 мкм можно измерить следующим простым способом.
На обе стороны пленки наносят метки в виде небольших точеч-
ных капель черных чернил или туши на расстоянии 0,5—1 мм.
После того как жидкость меток высохнет, пленку помещают на
предметный столик биологического микроскопа с микрометриче-
ским перемещением тубуса. Наведя на резкость край одной, а
затем другой метки, по разности делений на лимбе микрометриче-
ского винта определяют толщину пленки с точностью до 1 мкм.
Если цена деления лимба микроскопа не указана в его паспорте,
ее можно определить, измеряя описанным способом толщину тон-
кой стеклянной пластинки (например, покровного стекла для
микроскопических исследований), которая предварительно была
измерена на вертикальном оптиметре или индикаторным микро-
метром. Обычно покровные стекла имеют толщину около 200 мкм.
716
8.9.20. Измерение глубины залегания р — «-перехода
Для определения глубины залегания р—n-перехода, образо-
ванного, например, в пластине кремния, поступают следующим
образом. Хорошо отполированным металлическим шаром диа-
метром 30—35 мм, например, от соот-
ветствующего шарикоподшипника, в
пластине кремния прошлифовывают
шаровую лунку, глубина которой долж-
на превышать предполагаемую вели-
чину залегания. Эту глубину легко
определить визуально, так как на гра-
нице перехода возникает резко огра-
ниченная кольцевая область более тем-
ного цвета. В случае если граница бо-
лее темной области видна недостаточно
резко, прошлифованную тонким абра-
зивным зерном лунку полируют алмаз-
ной пастой или пастой ГОИ.
В дальнейшем измерение проводят
под микроскопом, снабженным окуляр-
микрометром. Измеряют следующие
геометрические величины (рис. 8.50):
диаметр прошлифованной лунки О, диа-
метр окружности границы перехода d
Рис. 8.50. Определение глу-
бины залегания р—л-пере-
хода
и длину хорды лунки в месте касания
с границей перехода I. Глубину залегания р—п-перехода 6
определяют из соотношения
6 = /ad2/(4D).
8.9.21. Снижение механических напряжений
в тонкопленочных структурах
В пленке и подложке тонкопленочных однослойных и много-
слойных структур из-за различия линейных коэффициентов тепло-
вого расширения используемых пленочных материалов и под-
ложки возникают механические напряжения. Эти напряжения
могут деформировать поверхность структуры на тонкой подложке
либо привести к образованию дефектов в виде дислокаций в мас-
сивной подложке полупроводниковой многослойной структуры,
а также искажений структуры решетки.
Как правило, механические напряжения не снимаются при
термической обработке, а иногда даже увеличиваются. Поэтому
при изготовлении однослойных и многослойных полупроводнико-
вых пленочных структур необходимо использовать материалы
с близкими коэффициентами линейного теплового расширения.
717
8.9.22. Изготовление тонкой пленки из металлической фольги
Для получения утонченного локального места на фольге из
пластического металла, например платины, тантала и др., в це-
лях изготовления микродиафрагмы или газодиффузионного эле-
Рис. 8.51. Изготовление тон-
кой пленки из металличе-
ской фольги:
1 — стальной шарнк от шарико-
подшипника; 2 — платиновая
фольга; 3 — слой гальваниче-
ской меди; 4 — стальная пла-
стина; 5 — форма образующей-
ся пленки
мента можно воспользоваться следую-
щим способом.
На плоскоотшлифованную стальную
пластину (рис. 8.51) гальваническим
способом наносят слой меди толщи-
ной 100—120 мкм. На слой меди кладут
платиновую фольгу- толщиной 30—
50 мкм. В нужном месте на фольгу
кладут стальной шарик от подшипника
диаметром 1,5—2 мм. Подготовленную
таким образом систему помещают под
гидравлический или ручной пресс и
вдавливают шарик в фольгу. Усилие
прессования зависит от материала фоль-
ги, который должен быть хорошо отож-
жен. При резком увеличении давления
на манометре гидравлического пресса,
что свидетельствует о разделении ша-
рика и стальной пластины тончайшей
пленкой фольги, прессование заканчи-
вается.
Для предотвращения холодной свар-
ки между шариком, фольгой и медным
слоем перед прессованием их поверх-
ности покрывают тонким слоем чис-
того машинного или вакуумного масла.
Описанным способом на танталовой фольге была отформована
лунка с вершиной толщиной 3—4 мкм.
8.9.23. Способ получения суспензии микропорошков
Получить гомогенную суспензию мелкодисперсных частиц
в воде или другой маловязкой жидкости без комков довольно
сложно. Для этого вначале порошок растирают в ступке с неболь-
шим количеством требуемой жидкости до получения пасты сме-
таннообразной консистенции, а затем разбавляют необходимым
количеством жидкости.
Можно воспользоваться другим способом. Сосуд с порошком
откачивают механическим или водоструйным насосом й заливают
жидкостью при разряжении. После того как порошок равномерно
пропитается жидкостью, его дальнейшее разбавление проводят
на воздухе.
718
8.9.24. Отмучивание
мелкодисперсных порошков
Таблица 8.8
Размер частиц,
отмученных из суспензии
в оливковом масле
Время отмучивания Средний размер частиц, выпавших в осадок, мкм
ч МНИ
0 3 125
0 10 95
0 30 70
1 30 48
4 00 35
8 00 20
24 оо. 10
72 00 5
100 00 2,5
Если из порошкообразного веще-
ства, содержащего частицы разных
размеров, необходимо выделить оп-
ределенную фракцию, пользуются
методом отмучивания. В его основе
лежит принцип зависимости скоро-
сти осаждения мелких частиц из
очень разбавленной пульпы (суспен-
зии) в воде или слабовязкой жидко-
сти от размера и массы частицы.
Естественно, что используемая
жидкость не должна взаимодей-
ствовать с осаждаемым материалом.
Для отмучивания обычно исполь-
зуют узкий высокий стеклянный
сосуд, в который наливают суспензию порошка, подлежащего
отмучиванию. Для этой цели можно использовать обычный измери-
тельный цилиндр объемом 2000 мл либо специально изготовлен-
ный из стеклянной трубки высокий стакан диаметром 40—45 мм
и высотой 500—750 мм. Суспензию тщательно взбалтывают и на-
ливают в вертикально установленный сосуд. При этом сразу же
фиксируют время начала отмучивания. В качестве примера
в табл. 8.8 приведен режим отмучивания абразивного порошка.
Вместо оливкового масла можно использовать легко отмывающийся
в воде водный или спиртовой раствор глицерина требуемой вяз-
кости.
Черед определенные интервалы времени суспензию с фракцией
частиц, не осевшей на дно сосуда, переливают при помощи сифона
в другой сосуд, в котором за соответствующий интервал времени
производят осаждение следующей фракции.
Для отбора крупных фракций частиц удобно пользоваться
суспензией на вязкой жидкости, для отбора мелких фракций —
суспензией на воде или спирте.
8.9.25. Обнаружение некоторых микрозагрязнений
При работе с высоким вакуумом особое значение приобретает
предварительная тщательная очистка поверхности внутривакуум-
ных деталей. Среди большого числа физических методов, позво-
ляющих качественно определить наличие любых поверхностных
микрозагрязнений, своей простотой выгодно отличается метод
люминесцентного контроля, заключающийся в свечении загрязне-
ния при освещении УФ-излучением. Этот метод заключается
в следующем.
719
Таблица 8.9
Цвет люминесцирующих
поверхностны* микрозагрязнений
при освещении УФ-источииком
Загрязнение Цвет люми- несценции
Спирто- канифольный флюс Флюс ЛТИ-120 Ворсинки из капрона Микроворсинки из фторо- пласта-4 Голубой Желтый Молочно- голубой Светло- голубой
Подлежащую контролю
деталь освещают УФ-све-
том от ртутно-кварцевой
лампы ПР К-2 или ПР К-4
и поверхность детали про-
сматривают при помощи
бинокулярного стереомик-
роскопа МБС-1 или МБС-2
при увеличении 25х. Име-
ющиеся на поверхности
загрязнения люминесци-
руют различными цвета-
ми, по которым опреде-
ляют природу загрязне-
ния (табл. 8.9).
8.9.26. Использование микродемпфирующего элемента
Для уменьшения поперечных колебаний тонкой нити, исполь-
зуемой в качестве различных подвесов либо для других целей,
ее пропускают через микродемпфирующий элемент, который пред-
ставляет собой диск диаметром 20—30 мм и толщиной 1,5—2 мм
из фторопласта, полиэтилена или полипропилена. В центре диска
просверливают сквозное отверстие диаметром 1—1,5 мм. Сверху
отверстие зенкуют до диаметра 3 мм и
в него помещают каплю глицерина, ка-
сторового масла или силиконового мас-
ла для вакуумных диффузионных на-
сосов. Подлежащую демпфированию
нить пропускают через один или два
жестко закрепленных демпфера, распо-
ложенных на расстоянии 5—10 мм. Схе-
матично микродемпфирующий элемент
изображен на рис. 8.52.
8.9.27. Получение пластинок слюды
микронной толщины
Природная слюда (в отличие от
синтетической) имеет слоистую струк- Рис. 8.52. Микродемпфирую-
туру и легко расслаивается на пла- щий элемент: _
СТИНКИ ТОЛЩИНОЙ ДО 1 МКМ. Отдельные домпфирующа^жвдкостьГ’з -
небольшие участки расслоенной слюды опорный диск
могут иметь толщину в десятые доли
микрометра. Из двух наиболее распространенных сортов природ-
ной слюды — флогопита (калийной слюды) и мускавита (маг-
незиальной слюды) — лучше расслаивается мусковит.
720
Подлежащую расслоению пластинку слюды погружают в воду
и лезвием безопасной бритвы, или острием хирургической инъ-
екционной иглы, расщепляют слюду с торца.
Расслоение слюды можно провести и методом «водяной капли»,
заключающимся в следующем. В образовавшуюся на торце слюды
щель помещают каплю воды. Под действием капиллярных сил
вода расклинивает слюду, образуя тонкую, равномерную по тол-
щине, слюдяную пластинку.
8.9.28. Пластическая обработка твердых и хрупких материалов
Всегда считалось, что чем тверже материал, тем он менее
пластичен и, соответственно, более хрупок. Однако в последнее
время было экспериментально доказано и теоретически объяснено,
что все материалы, независимо от их твердости и хрупкости, яв-
ляются пластичными. При этом переход из хрупкого в пластичное
состояние зависит от давления, оказываемого на материал. Так,
при давлении в десятки килобар (примерно один атмосфер) даже
такие сверхтвердые материалы, как нитрид бора, эльбор и даже
алмаз, становятся пластичными. В равной степени это относится
и к стеклу, керамике, всем полупроводниковым материалам.
На практике такое давление может быть при локальном воздей-
ствии на твердый хрупкий материал режущим микроинструмен-
том, т. е. когда незначительное внешнее давление действует на
чрезвычайно малую площадь острия инструмента.
Например, при разрезании (скрайбировании) кремниевой или
германиевой пластины ультратонким алмазным резцом материал
под резцом не крошится, а образует витую микростружку. Появ-
ление пластичности при большом удельном локальном давлении
объясняет и факт существования предела размера зерна механи-
чески размалываемого хрупкого материала. При некотором кри-
тическом для данного материала размере зерна материал стано-
вится пластичным и дальнейшее разрушение зерна прекращается.
Список литературы
1. Берри Р. Тонкопленочная технология: Пер. с англ.—М.: Энергия,
1972. — 336 с.
2. Бер А. Ю., Минскер Ф. Е. Сборка полупроводниковых приборов и ин-
тегральных микросхем.—М.: Высш, шк., 1981. — 287 с.
3. Бреполь Э. Теория и практика ювелирного дела: Пер. с нем. — Л.: Ма-
шиностроение, 1977. — 383 с.
4. Волков В. А. Сборка и герметизация микроэлектронных устройств. —
М.: Радио и связь, 1982. — 144 с.
5. Даиилии В. С., Киреев Ю. В. Ионное травление микроструктур.—М.:
Сов. радио, 1979. — 103 с.
6. Красулнн Ю. Л., Назаров Г. В. Микросварка давлением. — М.: Метал-
лургия, 1976. — 159 с.
7. Кэй Д. Техника электронной микроскопии: Пер. с англ. — М.: Мир,
1965. — 406 с.
46 Е. А. Коленко
721
8. Пермяков А. И. Микротехиика.—М.: Изд-во МГУ, 1988.—66 с.
9. Перфильев Б. В., Габе Д. Р. Капиллярные методы изучении микроорга-
низмов. — М.—Л.: АН СССР, 1961.—534 с.
10. Практические методы в электронной микроскопии/Под ред. О. М. Г л о •
эра. — Л.: Машиностроение, 1980. — 375 с.
11. Сувойская Н. В. Химические методы получения тонких прозрачных
пленок. —Л.: Химия, 1971. — 199 с.
12. Технология тонких пленок: Справ.: Пер. с аигл. — В 2 т. — М.: Сов.
радио, 1977. — Т. 1: 662 с.; Т. 2: 764 с.
13. Чистяков Ю. Д., Райнов Ю. П. Физико-технические основы технологии
микроэлектроники.—М.: Высш, шк., 1981. — 480 с.
Глава 9
ЭКСПРЕССНОЕ МАТЕРИАЛОВЕДЕНИЕ
9.1. ОБЩИЕ ПОЛОЖЕНИЯ
В отличие от производства, где все используемые материалы
строго контролируются и маркируются, в лабораторных усло-
виях, когда материал применяют одноразово и в небольшом коли-
честве, паспортные данные и сертификаты на них часто отсут-
ствуют. Вследствие этого употребляются материалы неизвестной
марки либо химические реактивы недостаточной чистоты, что мо-
жет привести к порче узла, прибора или лабораторной установки,
а также к получению недостоверных результатов эксперимента.
Как правило, не имея контрольной материаловедческой аппара-
туры и приборов, лабораторные работники должны полагаться
на тех, кто предоставил им материал или, что значительно хуже,
выбирать материал «на глазок».
В практическом непрофессиональном материаловедении су-
ществует много проверенных на практике способов, позволяю-
щих без специальных приборов идентифицировать используемый
материал или вещество. Когда результаты лабораторного экспери-
мента либо параметры разрабатываемого прибора или устройства
могут зависеть от примененного конструкционного материала,
его марка должна быть определена более точными способами.
В таких случаях необходимо использовать материал с достовер-
ными паспортными данными.
Если использование конструкционного материала неизвест-
ной марки в большинстве случаев не приводит к серьезным послед-
ствиям, то химические вещества и реактивы, в чистоте и составе
которых имеются сомнения, употреблять не следует. В этом слу-
чае следует руководствоваться правилом, принятым у химиков:
«Если есть сомнение в реактиве, его надо выбросить».
Ниже приводятся простые способы качественной оценки физи-
ческих и химических свойств неизвестного конструкционного
материала по результатам сравнения с известным материалом.
9.2. ИДЕНТИФИКАЦИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Идентификация металлических материалов заключается в оп-
ределении некоторых специфических для данного материала
свойств: коэффициента термического расширения, теплопровод-
46* 723
ности, температуры плавления, плотности, электросопротивле-
ния, магнитных свойств, окисляемости на воздухе, характера
взаимодействия с химическими реагентами и др.
9.2.1. Идентификация листового металла
по коэффициенту термического расширения
Для сравнения коэффициентов термического расширения (КТР)
неизвестного и известного металлов необходимы две плоские пла-
стинки из этих металлов длиной 75—100 мм, шириной 5—10 мм
и толщиной, не превышающей 1 мм. По концам обе пластинки сва-
ривают точечной сваркой или прочно соединяют двумя болтами.
Образцы из более тонкого металла (0,1—0,3 мм) могут иметь длину
40—50 мм и ширину 2—4 мм. Соединение тонких пластин возможно
точечной сваркой по всей длине или, если металл не сваривается,
пайкой низкотемпературным свинцово-оловянистым припоем.
Подготовленную одним из приведенных способов биметалличе-
скую пластинку выпрямляют и затем нагревают любым способом
до температуры 100—150 °C. При нагреве биметаллический па-
кет изогнется таким образом, что пластинка с большим КТР
окажется с внешней стороны изгиба, с а меньшим — с внутренней
стороны. Зная, из какого металла изготовлена контрольная пла-
стинка, можно оценить КТР второй пластинки из неизвестного
металла. Если при нагреве не происходит искривления биметал-
лической пластинки, то КТР обоих металлов одинаковы. Жела-
тельно, чтобы контрольная пластинка была изготовлена из ме-
талла, КТР которого был бы близок к КТР испытываемого мате-
риала.
Описанным методом можно идентифицировать и листовые поли-
мерные материалы, соединенные механическим путем и нагревае-
мые до 75 °C.
9.2.2. Определение марки стали по виду искры
Для определения марки стали по количеству содержащегося
в ней углерода и легирующих элементов образец стали подвер-
гают «пробе на искру». Для этого образец прижимают к быстро-
вращаещемуся шлифовальному кругу средней зернистости. По
выходящему из-под круга пучку искр можно судить о марке стали.
Образующиеся искры отличаются друг от друга длиной, цветом и
формой образующихся на сплошных искровых линиях отдельных
звездочек. Некоторые марки коррозионно-стойких сталей, а также
мягкие металлы и сплавы (медь, алюминий, латунь, бронза, сплавы
алюминия и др.) искру не образуют.
Характер искры для некоторых конструкционных сталей при-
веден на рис. 9.1.
Заметим, что возникновение искры обусловлено сгоранием
углерода, содержащегося в стали, а характер звездочек на кон-
724
т
цах искры — наличием легирующих элементов. Поэтому чистые
металлы и их сплавы искры не образуют. Также не образуют
искру легирующие элементы, которые слабо окисляются при на-
греве на воздухе. Это относится к коррозионно-стойкой стали
марки 1Х18Н9Т и хром-никель-титановым сталям.
Рис. 9.1. Вид искры, возникающей при быстром шлифовании стали: а — угле-
родистой качественной конструкционной марки 10; б — автоматной марки А12;
в — углеродистой качественной конструкционной марок 40 и 45; г — инстру-
ментальной углеродистой марок У8 и У10; д — коррозионно-стойкой азотирую-
щейся марки 12ХНЗА; е — жаропрочной химически стойкой марок 40ХНМ
И 5ХНМ; ж — шарикоподшипниковой марок ШХ15 и ШХ9; з — инструменталь-
ной ударопрочной марки ХВГ
9.2.3. Как отличить высоколегированную сталь
от углеродистой
Высоколегированные стали, в частности марок 1Х18Н9Т и
1Х18Н10Т, можно легко отличить от высокоуглеродистых сталей,
в состав которых не входят хром и титан, по смачиваемости их
расплавленным свинцово-оловянным припоем, например марки
ПОС-40 (третник). В качестве флюса можно использовать насыщен-
ный водный раствор хлористого цинка. Углеродистые стали лю-
бой марки и степени термической обработки хорошо смачиваются
припоем. Высоколегированные стали, содержащие в качестве
легирующих добавок хром, титан, вольфрам, алюминий, берил-
лий и другие металлы, расплавленным припоем с флюсом из
хлористого цинка не смачиваются.
725
9.2.4. Как отличить инвар и суперинвар от ковара и стали
Замечательной особенностью сплавов инвар и суперинвар
является низкое значение теплового расширения, находящегося
в интервале температур от —80 до +100 °C. Эта особенность поз-
воляет легко отличить инвар и суперинвар от ковара и стали,
которые по внешнему виду, механическим и магнитным свойст-
вам очень похожи. Сущность проверки предположительно ин-
вара или суперинвара заключается в следующем.
Небольшой брусок или пруток сечением около 10 мм2 и дли-
ной 50—60 мм по торцам зажимают между губками слесарных или
машинных тисков. Затем газовой горелкой (или другим нагрева-
телем) нагревают зажатый образец посередине до температуры
200—250 °C. Из-за низкой теплопроводности сплава теплоотвод
на губки тисков будет незначительным. Образец из стали заметно
изогнется. Из ковара — меньше, но вполне заметно. Из инвара
или суперинвара нагретый образец останется прямым либо изо-
гнется совсем незначительно.
9.2.5. Как отличить ковар от стали
Сплав ковар марки Н29К18 по внешнему виду и магнитным
свойствам легко спутать с большинством углеродистых сталей.
Такая ошибка чревата большими неприятностями, так как ковар
является специальным прецизионным сплавом, предназначен-
ным для вакуумно-плотных и термически прочных спаев со мно-
гими марками стекол. Сталь же этими свойствами не обладает.
Отличить ковар от стали можно одним из следующих способов.
Теплопроводность ковара значительно меньше теплопровод-
ности любой марки углеродистой стали. Поэтому, держа за концы
одинаковых прутков из ковара и стали, легко убедиться, что у
стали тепло от нагретого конца распространится значительно
быстрее, чем у ковара.
Отсутствие изгиба биметаллической пластинки, образованной
из соединенных вместе пластинок из ковара и неизвестного ме-
талла, свидетельствует о том, что вторая пластинка тоже из
ковара.
Наиболее достоверным является способ локального нанесе-
ния на исследуемый металл капли расплавленного стекла (от
С49—1 до С50—7), предназначенного для спаивания с коваром.
Капля стекла на листовом образце или обмотка на стержне и про-
волоке после остывания на коваре остается целой, а на стали —
растрескивается.
9.2.6. Как отличить вольфрам от молибдена
Вольфрам и молибден, являясь материалами с волоконной
структурой, по внешнему виду различить довольно трудно, в то
время как их физические и химические свойства существенно
726
различаются. Экспрессно отличить вольфрам от молибдена можно
одним из следующих способов.
В пламени газовой горелки нагревают конец тонкой проволоки
или жести до светло-желтого каления. Молибден окрасит пламя
в желто-зеленоватый цвет, вольфрам — в светло-розовый.
При выводе из пламени горелки молибден будет «дымить»
в результате образования триоксида молибдена. Вольфрам —
практически «не дымит».
В растворе, содержащем 100 мл азотной кислоты, 100 мл сер-
ной кислоты и 100 мл воды, молибден интенсивно растворяется,
а вольфрам — нет.
Молибденовую проволоку можно круто изогнуть под прямым
углом. Вольфрамовая проволока в месте изгиба расслоится на
волокна.
Плотность вольфрама почти в два раза больше плотности мо-
либдена. Взвесив отрезки проволоки или жести и определив их
объем, можно легко и точно отличить вольфрам от молибдена.
9.2.7. Идентификация металлов по электросопротивлению
Проволоку из неизвестного металла диаметром не более 1 мм
можно идентифицировать по ее удельному электросопротивле-
нию. Для этого к отрезку проволоки подключают источник по-
стоянного напряжения и измеряют ток в цепи. Зная диаметр
проволоки и, соответственно, ее сечение, а также длину прово-
локи и ее сопротивление, можно получить значение электросо-
противления, отнесенное к единице сечения (мм2) и единице длины
(м). Затем по таблице удельного сопротивления металлов опреде-
ляют, какому металлу соответствует измеренное значение сопро-
тивления. Для достоверного измерения электросопротивления
проволока должна быть длинной, а ее диаметр — малым. Этот спо-
соб особенно рекомендуется для отличия медного провода от ман-
ганинового, которые из-за одинакового цвета часто путают.
9.2.8. Идентификация металлов по магнитным свойствам
Многие используемые конструкционные материалы по внеш-
нему виду, плотности и механическим свойствам похожи друг
на друга. В наибольшей степени это относится к углеродистым
и высоколегированным сталям, никелю, ковару, инвару, нихрому,
константану и др.
Однако некоторые из них различаются по магнитным свойст-
вам. Так, коррозионно-стойкие стали марок Х18Н9Т и Х18Н10Т,
жаропрочные стали и стали, легированные хромом, титаном, мар-
ганцем и другими элементами, являются немагнитными материа-
лами, в чем легко убедиться, поднеся к ним постоянный магнит.
Практически все марки нихрома, феррохрома, константана яв-
ляются немагнитными.
727
9.2.9. Как отличить алюминий от алюминиевых сплавов
Чистый алюминий проще всего можно отличить от алюминие-
вого сплава (дуралюмина, силумина, баббита и др.) следующим
способом. На обезжиренное место неизвестного металла наносят
1—2 капли концентрированного раствора едкого натра или едкого
кали. Через 10—20 с щелочь смывают. Светлое матовое пятно на
месте щелочи свидетельствует, что металл является чистым алю-
минием. На любых сплавах алюминия (с кремнием — силуми-
нах, с медью — дуралюминах, с сурьмой и оловом — баббитах
и др.) пятно под щелочью будет темным.
9.2.10. Идентификация металлов по плотности
С высокой степенью достоверности металлы можно идентифи-
цировать по плотности. Для этого образец неизвестного металла
произвольной формы взвешивают, а затем методом вытеснения
жидкости определяют его объем (см. п. 1.7). По объему и массе
определяют плотность металла (в г/см3) и по соответствующим таб-
лицам устанавливают, какому металлу соответствует полученное
значение плотности. Таким способом можно идентифицировать
не только металлы, но и другие твердые вещества как в компакт-
ном, так и порошкообразном виде.
При определении объема необходимо использовать жидкость,
не взаимодействующую с материалом образца. Так, гигроскопич-
ные материалы погружают в спирт, ацетон, глицерин или другие
жидкости с небольшой вязкостью. При определении фактического
объема порошкообразных материалов для полного их смачивания
в жидкость (воду) добавляют 3—5% поверхностно-активного ве-
щества ОП-7, ОП-Ю или стирального порошка. Порошок тща-
тельно перемешивают с жидкостью для удаления мелких пузырь-
ков воздуха.
Точность измерения объема и массы образца из неизвестного
материала обеспечивает точность определения его плотности.
Поэтому объем измеряемого образца должен быть не меньше
25—50 см3.
9.2.11. Идентификация металлов по температуре плавления
Идентификацию металлических материалов с температурой
плавления 350—600 °C можно произвести, измеряя температуру
затвердевания металла. Для этого небольшое количество испытуе-
мого материала помещают в керамический или кварцевый тигель
объемом в несколько кубических сантиметров и нагревают до
плавления. Несколько перегрев расплав, нагрев прекращают и
в него вводят измерительный спай хромель-копелевой, хромель-
алюмелевой или платино-платинородиевой термопары. Ветви
термопары должны быть освобождены от защитного металличе-
ского или керамического кожуха. По мере охлаждения расплава
728
спай термопары медленно перемещают в вертикальном направле-
нии. Когда расплав начнет затвердевать, что обнаружится при
перемещении термопары, необходимо внимательно следить за
напряжением, генерируемым термопарой. Как только передвиже-
ние термопары станет невозможным, что свидетельствует о за-
твердевании расплава, отсчитывают термо-ЭДС момент затверде-
вания, который для элементарных металлов соответствует тем-
пературе плавления. Затем по справочнику определяют металл,
имеющий такую же (или близкую к ней) температуру плавления.
При реализации описанного способа не учитываются явления
переохлаждения расплава, наличие нескольких жидких и твердых
фаз в многокомпонентных сплавах и ряд других факторов, оп-
ределяющих температуру затвердевания расплава.
9.2.12. Идентификация низкотемпературных припоев
по температуре плавления
Для экспрессного определения температуры плавления низко-
температурных и легкоплавких припоев и, соответственно, при-
мерной оценки их состава пользуются следующим приемом.
В пластине или бруске меди, латуни либо алюминия толщи-
ной 10—15 мм сверлят глухое отверстие диаметром 5—6 мм на
глубину 7—8 мм. Рядом с отверстием закрепляют измерительный
спай медно-константановой термопары с ветвями диаметром 0,2—
0,4 мм. Для этой цели можно также использовать хромель-копеле-
вую или хромель-алюмелевую термопару. Подлежащий опреде-
лению припой расплавляют на пластине, нагреваемой на электро-
плитке, до образования на его поверхности выпуклого мениска.
В момент образования мениска измеряют температуру. По тем-
пературе плавления в соответствующих таблицах определяют со-
став припоя.
Этот же метод можно упростить, поместив на предварительно
окисленную металлическую поверхность небольшой кусочек (раз-
мером несколько кубических миллиметров) испытуемого припоя.
При достижении температуры плавления кусочек припоя примет
шарообразную форму. Этот момент фиксируют термопарой.
Естественно, чем точнее будет зафиксирована температура
плавления припоя, тем достовернее будет определен его состав.
Поэтому температуру плавления одного и того же образца опреде-
ляют 5—10 раз, а полученные результаты усредняют.
Уменьшить теплообмен с окружающей средой через открытое
отверстие, заполненное расплавом, можно, закрыв его кусоч-
ком тонкой слюды или стекла, через которое легко наблюдать
момент образования мениска.
9.2.13. Визуализация поверхностной структуры стали
Определить марку стали можно по кристаллической структуре
ее поверхности. Для этого структуру необходимо визуализиро-
вать следующим образом.
729
Участок поверхности стальной детали или образца металла
шлифуют и полируют методом, используемым для изготовления
металлографических шлифов. Обработанное место обезжиривают
и травят в растворе, содержащем (по объему): пергидроля (пере-
киси водорода) — 10%, муравьиной кислоты — 45% и воды —
45%. Кроме того, для этой цели могут быть использованы стан-
дартные травители для металлографических шлифов на стали.
В результате происходит протравливание по границам зерен ме-
талла.
После промывки от травителя металл погружают (либо поли-
вают) в насыщенный раствор сернокислой меди в воде. Сразу же
образующуюся тонкую пленку химически высажденной меди
стирают с поверхности стали мягкой тканью. На канавках, про-
травленных вдоль границ зерен, медь остается, в результате чего
кристаллическая структура будет отчетливо видна. Этот экспресс-
метод позволяет не только определить марку стали, но и проверить
качество поверхностной термической или термохимической обра-
ботки.
9.2.14. Как отличить бронзу от латуни
Бронзу от латуни любых марок можно отличить по следующим
признакам. После нагрева на воздухе до температуры 600—650 °C
(темно-красное каление) поверхность латуни покрывается тонким
пепельным налетом оксида цинка. На бронзе такого налета не
образуется.
Латунь после нагрева отжигается и становится более плас-
тичной. Бронза после нагрева механические свойства не изме-
няет.
При остром изгибе на 90° даже нагартованный образец из ла-
туни не разрушится. Образец из бронзы сломается; на месте
излома будет крупнокристаллическая структура.
При обработке резанием бронза образует мелкосыпучую
стружку.
Специальные легированные марки бронзы (бериллиевая, фос-
фористая и др.) отличаются от латуни высокими упругими свой-
ствами.
9.2.15. Идентификация серебра в изделии
Чтобы определить, изготовлено ли изделие из чистого серебра
или сплава, внешне похожего на серебро, приготавливают так
называемую «пробирную жидкость», состоящую из равных мас-
совых частей азотной кислоты и двухромовокислого калия (хром-
пика). Раствор в течение нескольких часов отстаивают и периоди-
чески взбалтывают. Образовавшуюся красную жидкость сливают,
отделяя от осадка нерастворившегося двухромово-кислого калия,
в бутыль с притертой пробкой. Каплю пробирной жидкости по-
мещают иа обезжиренное место обследуемого металла и через
730
1—2 мин смывают ее. На чистом серебре образуется пятно ярко-
красного цвета. На нейзильбере под каплей будет пятно бесцвет-
ное, но отматированное. На имитаторе серебра — британском
металле — под каплей образуется черное пятно. На амальгамиро-
ванной поверхности появится красный, легко смываемый осадок.
На имитаторах серебра, содержащих висмут, образуется пятно
желтого цвета. На платине пробирная жидкость следов не остав-
ляет.
9.2.16. Определение чистоты серебра
Для определения чистоты компактного серебра существует
несколько экспресс-методов. Во всех случаях в качестве индика-
торного раствора используют реактив, оставляющий на проверяе-
мом металле пятно, по цвету и интенсивности которого можно
судить о чистоте серебра.
Качественную оценку чистоты серебра производят следую-
щими простыми способами.
1. Приготавливают индикаторный раствор, содержащий 3 мл
серной кислоты (1,84 г/см3), растворенной в 32 мл дистиллирован-
ной воды. К раствору кислоты добавляют 3 г двухромовокислого
калия до полного его растворения. Каплю образовавшегося рас-
твора наносят на обезжиренное место проверяемого серебра.
Если проба серебра ниже 250 (содержание чистого серебра менее
25%), цвет металла под каплей не изменится. При содержании
в сплаве более 25% серебра его поверхность окрашивается в крас-
ный цвет. По интенсивности окраски можно судить о пробе. Чем
выше проба, тем краснее образовавшееся под каплей пятно. След
от пятна промывают водой и протирают фланелью с зубным по-
рошком.
2. Согласно старинному рецепту чистоту серебра можно про-
верить при помощи индикаторной (пробирной) кислоты, состоя-
щей из 13 г сернокислого железа (железного купороса) и 10 г
хлористого натрия (поваренной соли), растворенных в 52 г ди-
стиллированной воды. Испытуемым металлом наносят черту на
так называемом «пробирном камне» (черном кремне), одна сторона
которого пришлифована на плоскость мелким абразивным зер-
ном. Светлая черта на пробирном камне, нанесенная чистым се-
ребром, при помещении на нее капли пробирной кислоты остается
без изменений. Серебро низкой пробы растворяется, и черта на
пробирном камне исчезает.
9.2.17. Как отличить позолоту от ее имитации
В настоящее время имитация предметов «под золото» достигла
большого совершенства. Анодированный и окрашенный алюми-
ний, сплавы, имеющие, цвет золота, термически и химически об-
работанные поверхности золотистого цвета по внешнему виду
трудно отличить от золота или позолоты.
731
Ниже приведены несколько простых старинных способов,
позволяющих отличить натуральное золото от его имитации.
При всех способах небольшую часть поверхности обследуемого
предмета тщательно протирают этиловым спиртом или чистым
бензином. Это необходимо, поскольку старинные подделки «под
золото» покрывали прозрачными растительными лаками (копало-
вым, пихтовым, янтарным, кедровым и др.). В качестве индикатор-
ного реактива используют ряд веществ, которые, вступая в хими-
ческую реакцию с материалом, имитирующим золото, окрашивают
поверхность проверяемого предмета.
1. Приготавливают один из следующих водных растворов,
являющихся химическими индикаторами: хлористой меди, гид-
рата; азотнокислой оксидной ртути, гидрата; хлорного золота,
гидрата. Соотношение воды и соответствующей соли — (1ч-3) : 1.
На очищенное от лака или загрязнения место проверяемого пред-
мета наносят каплю одного из растворов. Через 0,5—1 мин каплю
осторожно удаляют пипеткой или фильтровальной бумагой.
Затем к еще не просохшему пятну плотно прикладывают кусочек
белой писчей бумаги. У предметов, имитирующих золото, цвет
отпечатка на бумаге зависит от применяемого раствора. При ис-
пользовании раствора хлористой меди отпечаток будет коричне-
вого цвета различных оттенков, раствора хлористой серы — чер-
ного цвета, азотнокислой оксидной ртути — светло-серого цвета.
На чистом золоте при использовании любого раствора отпечаток
не окрашивается.
2. Окрашенный в золотистый цвет анодированный алюминий
можно отличить от золота, капнув на его поверхность раствор
едкого натра или едкого кали. Под каплей оксидный слой раство-
рится и обнажит металлический алюминий. Кроме того, окрашен-
ный «под золото» алюминий можно легко установить по массе
предмета, так как алюминий почти в 7 раз легче золота.
9.2.18. Экспресс-идентификация щелочных металлов
Таблица 9.1
Температура плавления
щелочных металлов
Металл Температура плавления, °C
Франций 19,5
Цезий 28,4
Рубидий 39,5
Калнй 63,6
Натрий 97,8
Литий 180,5
Если необходимо определить, какой из щелочных металлов
находится в запаянной стеклянной ампуле, поступают следую-
щим образом. Ампулу помещают в ме-
таллический, открытый сверху сосуд
(например, эмалированную кастрю-
лю), заполненный относительно про-
зрачным минеральным маслом. На
электроплитке, запитанной через
ЛАТР, масло медленно нагревают.
При этом температуру масла непре-
рывно регистрируют ртутным термо-
метром, термопарой или микротер-
мистором. Датчик температуры рас-
полагают в непосредственной бли-
зости к ампуле. В момент расплав-
732
ления металла температуру масла фиксируют и по ее значе-
нию идентифицируют металл (табл. 9.1), находящийся в запаян-
ной ампуле.
Недопустимо нагревать ампулу в сосуде с водой, так как
в случае поломки ампулы щелочной металл, активно взаимодей-
ствующий с водой, загорится.
9.2.19. Как отличить бескислородную медь от обычной
Как известно, медь обычных технических марок (Ml—М3 и др.)
содержит кислород (в виде оксидов меди) до 0,08%. При нагреве
в водороде или в восстановительной части пламени газовой го-
релки оксиды восстанавливаются, а медь существенно изменяет
ряд свойств, в частности — становится относительно хрупкой.
Чистая медь (бескислородная) специальных марок МООб, МОб,
М1б и медь вакуумной плавки марки МВ содержат 0,001—0,002%
кислорода и не подвержены так называемой «водородной бо-
лезни».
Прием экспрессного отличия технической меди от специаль-
ной, получивший название «гиб-перегиб», основан па оценке пла-
стичности меди, предварительно нагретой в водороде. Полоску
меди неизвестной марки толщиной 0,5—0,8 мм, шириной 4—8 мм
и длиной 50—60 мм нагревают при температуре 650—750 °C
в течение 10—15 мин в водородной печи. Затем медную пластинку
зажимают с одного конца слесарными тисками и сгибают на 90°
в обе стороны до тех пор, пока пластинка не поломается у губок
тисков. Бескислородная медь выдерживает в 5—7 раз больше цик-
лов «гиб-перегиб», чем медь обычных технических марок.
Данному испытанию подвергают только медь, детали из ко-
торой при последующих технологических операциях будут нагре-
ваться в водороде, например, в целях пайки. Если проверке под-
лежит не листовая медь, а пруток, испытанию на «гиб-перегиб»
может быть подвергнута стружка.
9.2.20. Определение возможности взаимодействия металла
с газом или жидкостью
Возможность химического взаимодействия газа или жидкости
с металлом определяют следующим способом. Образец металла
с отполированным и обезжиренным участком поверхности поме-
щают в атмосферу газа или погружают в жидкость, влияние ко-
торых на металл требуется определить. Если после продолжитель-
ного пребывания (несколько часов) в газовой или жидкой среде
полировка поверхности не потускнеет и не изменится ее цвет, то
это свидетельствует о том, что находящиеся в контакте с метал-
лом газ или жидкость на него не действуют.
По степени потускнения полировки либо интенсивности ок-
раски можно судить об активности взаимодействия между метал-
733
лом и окружающей его средой. Активизировать процесс взаимо-
действия можно повышением температуры металла или жидкости,
в которой он находится, а также увеличением времени взаимодей-
ствия. Описанным способом можно оценить степень взаимодейст-
вия с окружающей средой также многих неметаллических мате-
риалов.
9.2.21. Определение наличия свинца в олове
Для качественного экспрессного определения наличия свинца
в олове можно воспользоваться старинным рецептом. В стеклян-
ную пробирку помещают кусочек подлежащего обследованию
олова и заливают его концентрированной соляной кислотой. За-
тем туда же добавляют несколько капель азотной кислоты. Через
некоторое время, которое можно сократить нагревом пробирки,
олово растворится. В образовавшийся прозрачный раствор ка-
пают несколько капель серной кислоты. При отсутствии в олове
свинца жидкость в пробирке останется прозрачной, при неболь-
шом количестве — помутнеет, а при большом количестве —
в жидкости образуются хлопья.
9.3. ИДЕНТИФИКАЦИЯ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Как и при экспрессной идентификации металлических материа-
лов, твердые неметаллические материалы (пластмассы, стекла,
керамика и др.) определяют, оценивая специфические для данного
материала свойства.
9.3.1. Экспресс-метод определения материала пластмассы
Материал неизвестной пластмассы можно определить по ха-
рактеру пламени и запаху при ее сгорании (табл. 9.2).
Для достоверности экспресс-идентификации пластмасс кроме
характеристики горения следует, по возможности, проверить и
такие физические параметры, как плотность, цвет, механические
свойства. Химические свойства пластмасс не могут быть использо-
ваны при экспресс-идентификации.
9.3.2. Как отличить оргстекло от полистирола
Как по внешнему виду, так и по механическим свойствам орг-
стекло и полистирол трудно отличить друг от друга. В то же
время они существенно различаются по электрическим свойствам.
Если экспресс-идентификация по характеру горения не позволяет
точно установить материал, можно воспользоваться тестом на
растворение.
Наиболее простым растворителем является ацетон. На обез-
жиренную, желательно полированную, поверхность испытуемого
образца помещают несколько капель ацетона. После того как аце-
734
Таблица 9.3
Характер горения на воздухе некоторых пластмасс
Пластмасса Характеристика пламени Запах при горении
Полистирол Полиэтилен в по- липропилен Винипласт Оргстекло Капрой и нейлон Полиакрилат Целлулоид , Нитроцеллюлоза Фторопласт Поливинилхлорид Эпоксидный ком- паунд Желто-белое, с каплеобразо- ванием, сильно коптящее Светло-желтое, самогорящее, с каплеобразованием Зеленое (вне пламени не го- рит) Желтое, самогорящее, без копоти Голубоватое, самогорящее, с каплеобразованием Синеватое, самогорящее, с по- трескиванием Белое, яркое, без копотн (за- горается мгновенно) То же Светло-желтое, самогасящее- ся, сильно коптящее Желтое, самогасящееся (об- разец обугливается и коптит) Желтое, самогорящее, силь- но коптящее Цветочный Расплавленного парафина Хлора Герани Жженого волоса Фруктово-сладко- ватый Камфоры Без запаха То же Фруктово-сладко- ватый Жженой резины
тон высохнет, на поверхности оргстекла следа от него не оста-
нется, что свидетельствует об отсутствии растворения. На поверх-
ности полистирола, который растворяется в ацетоне, останется
матовое пятно.
В том случае если поверхность испытуемого материала не по-
лированная, а матовая, что затрудняет обнаружение пятна трав-
ления, поступают следующим образом. Вату, смоченную раство-
рителем, прикладывают к поверхности материала и после высы-
хания удаляют. Если на поверхности остались волоски от ваты,
то это свидетельствует о том, что материал растворяется. Тест
на растворение можно использовать и при идентификации других
полимерных материалов, определив соответствующий раствори-
тель по справочной литературе.
9.3.3. Качественная идентификация
химических соединений металлов по цвету пламени
Все химические соединения металлов (соли и основания) при
введении в газовое пламя окрашивают его в характерный для каж-
дого металла цвет. Это явление используют для ориентировочной
оценки неизвестного химического соединения металла. Следует
особо подчеркнуть, что данный метод идентификации является
сугубо оценочным и для дальнейшего использования вещества
735
Таблица 9.3
Цвет пламени при горении соединений, содержащих металлы
Металл, входящий в соединение Цвет пламеян Металл, входящий в соединение Цвет пламени
Стронций Литий Кальций Натрий Молибден Барий Медь Бор Темно-красный Малиновый Кирпичио-красный Желтый Желто-зел еиоватый Желтовато-зеленый Ярко-зеленый Бледно-зеленый Теллур Т аллий Селен Мышьяк Индий Цезий Рубидий Калий Зеленый Изумрудный Голубой Бледно-снний Сине-фиолетовый Розово-фиолетовый Кр асно-фиолетовый .Фиолетовый
необходимо провести дополнительное, более достоверное, анали-
тическое уточнение.
Методика оценочной идентификации химического вещества
по цвету пламени заключается в следующем. Небольшое коли-
чество подлежащего определению вещества вводят в пламя спир-
товки или газовой горелки до устойчивой окраски пламени в со-
ответствующий цвет (табл. 9.3).
Для более точного определения вещества, окрашивающего
пламя, сравнивают цвета пламени у горящих известного и опреде-
ляемого соединений.
9.3.4. Качественная идентификация
солей и оксидов металлов по цвету перлов
Соли и оксиды многих металлов при сплавлении с бурой или
другими бесцветными стеклообразными материалами образуют
так называемые «перлы» — окрашенные легкоплавкие стекла и
эмали. Цвет перла определяется металлом, входящим в состав
соли или оксида. Однако цвет перла зависит и от того, в какой
части пламени (оксилительной или восстановительной) проводи-
лось плавление перла; кроме того, цвета горячего и остывшего
перлов тоже различны. Приведенная ниже технология предусма-
тривает изготовление перлов в окислительной атмосфере и опре-
деление цвета в горячем состоянии и после его полного осты-
вания.
На керамической пластинке из неглазурованного фарфора
или оксида алюминия в печи или окислительным (верхней частью)
пламенем газовой горелки (с воздушным или кислородным под-
дувом) расплавляют смесь переплавленной порошкообразной
буры (тетраборно-кислого натрия) с порошком исследуемого ве-
щества в соотношении 10 :(1ч-3). Количество смеси — 0,2—0,5 г.
Следует отметить, что обычная бура содержит большое коли-
чество кристаллизационной воды, которая, выделяясь при нагреве,
сильно «пузырит» буру. Поэтому необходимо вначале буру распла-
вить, вылить на чистый металлический лист, размолоть, просеять
и уже потом смешать с подлежащим идентификации порошком.
Таблица 9.4
Идентификация металлов
по цвету перлов из буры
Металл, образу- ющий соль или оксид Цвет перла
горячего остывшего
Хром От желтого до светло- коричнево- го Зеленый
Железо То же Цвет не меняется
Церий » То же
Ванадий » »
Уран »
Медь Зеленый Синий
Кобальт Синий »
Марганец Фиолето- вый Фиолето- вый
Никель То же Бурый
Таблица 9.S
Идентификация металлов
по цвету перлов
из фосфорио-кислой
натрий-аммониевой соли
Металл, образу- ющий соль илн оксид Цвет перла
горячего остывшего
Железо Церий Урай Ванадий Медь Молибден Кобальт Марганец Церий Никель Хром От желтого до светло- коричнево- го То же » » Зеленый » Синий Фиолето- вый Кр асный Цвет не меняется То же Желтый Цвет не меняется То же » Синий Цвет не меняется Сиинй Фиолето- вый Цвет не меняется Бурый Зеленый
Доведя смесь до плавления
(741 °C) и перегрев ее в течение
3—5 мин при температуре 800—
850 °C, пробу вынимают из печи
(или прекращают нагрев горел-
кой) и фиксируют цвет образо-
йавшегося сплавленного перла как в горячем состоянии, так и пол-
ностью остывшего (табл. 9.4). Для повышения достоверности про-
цесс следует проводить одновременно на 3—5 образцах.
Недостатком способа идентификации металлов по цвету буры
является необходимость нагрева буры до высокой температуры,
ее переплавления, размола и просеивания. С использованием в ка-
честве основы перла фосфорнокислой натрий-аммониевой соли
(натрий-аммоний фосфорнокислый, гидрат) приготовление перла
существенно упрощается. Эта соль содержит значительно меньше
кристаллизационной воды, чем бура, и поэтому она не требует
переплавления. Кроме того, температура ее плавления сущест-
венно ниже, чем буры. В остальном порядок подготовки смеси
порошков, их плавления в окислительной атмосфере и оценка
цвета перла в горячем и остывшем состоянии (табл. 9.5) те же,
что и для буры.
9.3.5. Определение состава тканевого материала
Для определения наличия в ткани волокон либо нитей рас-
тительного (хлопок, лен, конопля) или животного (шерсть,
шелк) происхождения можно воспользоваться старинными ре-
цептами.
736
47 Е. А. Колеико
737
Определение шелка в шерсти. 1. В 100 мл воды, нагретой до
50—70 °C, растворить 10—20 г углекислого калия (поташа)
и 10—15 г уксуснокислого свинца (свинцового сахара). При по-
гружении в раствор ткани шерстяные нити почернеют, а шелко-
вые — останутся без изменений. Вместо поташа можно использо-
вать едкий натр или едкое кали. 2. Шелковая нить имеет одинако-
вую толщину по всей длине и блестящую ровную поверхность,
а поверхность шерстяной нити покрыта множеством шероховато-
стей и ее диаметр всегда больше диаметра шелковой нити.
Определение хлопка в шерсти. 1. В 100 мл воды, нагретой до
50—70 °C, растворить 5 г хлорной (белильной) извести и 15 г
кристаллической соды (углекислый натрий, гидрат). Перед исполь-
зованием в раствор добавить несколько капель соляной кислоты
до слабой окраски лакмусовой бумаги. Хлопчатобумажная нить,
будучи окрашенной, обесцвечивается либо остается белой, а
шерстяная — желтеет. 2. Образец ткани опустить в раствор
20—30 г хлористого олова, нагретого до 60—75 °C. Хлопчатобу-
мажная нить почернеет, а шерстяная — цвета не изменит.
3. В концентрированном растворе едкого натра, нагретого до
50 — 70 °C, все нити растительного происхождения останутся не-
изменными, а шерсть почернеет и растворится.
Определение хлопчатобумажных нитей в льняной ткани.
1. Образец ткани после кипячения в воде в течение 15—20 мин
опустить в концентрированную серную кислоту на 25—30 с,
промыть в воде и нейтрализовать в растворе поташа или кристал-
лической соды. Хлопчатобумажная нить растворится, а льня-
ная — останется без изменений. 2. Образец ткани на 6—8 мин
опустить в раствор, содержащий 3 массовые части серной кислоты
и 2 массовые части сернокислого калия, а затем в раствор из
1 объемной части этилового спирта и 6 объемных частей серного
эфира. Хлопчатобумажная нить растворится, а льняная — нет.
Тканевые нити животного происхождения при воздействии на
них раствора едкой щелочи (едкого натра, поташа и др.) выделяют
аммиак, что легко определить по запаху, такому же, как и запах
нашатырного спирта. Нити растительного происхождения этим
свойством не обладают.
При горении шерстяной нити образуется запах жженного во-
лоса или горелого мяса. При горении хлопчатобумажной ткани
образуется запах горящей ваты.
Подожженная хлопчатобумажная нить сгорает быстро и пол-
ностью. Шерстяная нить при выводе из пламени быстро гаснет.
Современные ткани, частично содержащие нити из полимер-
ных материалов, также могут быть подвергнуты описанным ис-
пытаниям на содержание в них шерсти, хлопчатобумажной нити
или льна. При этом полимерные нити, как правило, не изменяются.
Единственным тестом на содержание в ткани полимерной нити
является введение ее в пламя спички или спиртовки. Полимерная
нить не сгорит, а расплавится.
738
9.4. ЭКСПРЕСС-МЕТОДЫ КОНТРОЛЯ
НЕКОТОРЫХ СВОЙСТВ СТЕКЛА И КЕРАМИКИ
Физические свойства стекла и керамики зависят от техноло-
гии их изготовления. Например, такое важное свойство стекла,
как его термическое расширение определяется составом входя-
щих в него компонентов, а газопроницаемость керамики — тем-
пературой ее спекания. Поэтому использование стекла или кера-
мики неизвестной марки (особенно в лабораторном эксперименте)
может привести к серьезным последствиям. Ниже приведены экс-
пресс-методы, позволяющие просто и точно определить термиче-
ское расширение стекла неизвестной марки и наличие пористости
у керамики.
9.4.1. Определение термического расширения стекла
методом «двойной нити»
Методом «двойной нити» можно установить коэффициент тер-
мического расширения (КТР) стекла неизвестной марки с точно-
стью (14-3) 10“’°C-1. Суть метода заключается в обнаружении
изгиба стеклянной нити, спаянной из двух стекол с известным и
неизвестным КТР. Если при остывании двойная нить изогнется,
то это свидетельствует о том, что КТР стекол, из которых вытя-
нута нить, различны. При отсутствии изгиба КТР известного и
неизвестного стекла равны.
Практически метод «двойной нити» реализуют следующим об-
разом. Штабик (палочку) длиной 50—60 мм и толщиной 3—5 мм
из стекла с известным КТР нагревают в пламени газовой горелки
и на одном конце расплющивают в «лопаточку» толщиной 2—
2,5 мм. То же самое проделывают со штабиком из стекла с неиз-
вестным КТР. Сложив оба штабика лопаточками друг на друга,
разогревают их до полного сплавления.
При этом следует избегать перекручивания штабиков относи-
тельно друг друга и длительного нагрева стекла, что вызывает
взаимодиффузию стекла штабиков и может привести к искажению
результатов определения КТР.
Размягченное в области лопаточек стекло растягивают до об-
разования нити диаметром 0,5—0,8 мм. Из средней части растяжки
отрезают участок нити длиной 200—250 мм и кладут его на ров-
ную поверхность плоского стекла или белой чертежной бумаги.
Свободно лежащий отрезок бистеклянной нити изогнется, образуя
плавную дугу. По радиусу кривизны изгиба и направлению из-
гиба относительно штабика с известным КТР можно не только
качественно, но и количественно определить КТР неизвестного
стекла.
Если бисгеклянная нить изогнулась таким образом, что стекло
с известным КТР оказалось с внешней стороны дуги, то у неизвест-
ного стекла КТР меньше. При изгибе в другую сторону, относи-
тельно известного стекла, КТР неизвестного будет больше. Если
47* 739
при остывании бистеклянная нить не прогнется, а останется пря-
мой, то КТР известного и неизвестного стекол будут равны.
Й~ ____СчЧч ч~~V
Естественно, что чем длинее
отрезок бистеклянной нити, тем
более явно проявляется эффект
изгиба и, соответственно, повы-
шается точность определения
КТР.
П Последовательность опера-
ций по изготовлению стеклян-
ной двойной нити иллюстрирует-
ся рис. 9.2. .
Количественное определение
№ КТР неизвестного стекла мето-
дом «двойной нити» заключается
v
Рис. 9.2. Изготовление бистеклянной
нити для определения КТР неизвест-
ного стекла:
/ — плющение торцов штабиков у извест-
ного н неизвестного стекла; II — соедине-
ние штабиков сплющенными торцами;
III — проварка места соединения в пла-
мени горелки; /V — растягивание штаби-
ков в бистекляииую нить и обрезка интн
по штриховой линии; V — готовая бн-
стеклянная нить
в следующем: измеряют макси-
мальную высоту прогиба дуги Л
в ее средней части на длине
200 мм и диаметр бистеклянной
нити d (рис. 9.3). Исходя из из-
вестного значения КТР авом од-
ного из стекол, образующих
нить, по графику, приведенно-
му на рис. 9.4, определяют ко-
эффициент k, учитывающий ряд
дополнительных факторов. Раз-
ность значений КТР известного
и неизвестного стекол определя-
ют по формуле
Да = khd 10-’.
В зависимости от того, в ка-
кую сторону от известного стекла прогнулась бистеклянная нить,
вычисленную разность КТР прибавляют (либо вычитают) к
известному КТР.
Изложенное проиллю-
стрируем на следующем
примере. Известное стекло
имеет авом = 90-10-7ОС_1,
бистеклянная нить вытя-
нута до диаметра 0,2 мм,
а стрела прогиба НИТИ пос- Рис. 9.3. Измеряемые геометрические раз-
ле остывания равна 10 мм. ме₽ы изогнувшейся бистеклянной нити
По графику определяем
значение k, которое равно 2,8. Подставив все эти данные в фор-
мулу, получим:
Да = 2,8-0,2-10 = -5,6-10"7 °C-1. >
740
Таким образом, КТР неизвестного стекла будет равен 90—
—5,6 = 84,4-10"’ °C-1. Изгиб бистеклянной нити считают положи-
тельным, если он направлен в сторону проверяемого (неизвестного)
стекла, и отрицательным — если на-
правлен в сторону контрольного (из-
вестного) стекла.
Для повышения достоверности из-
мерения КТР неизвестного стекла ме-
тодом двойной нити необходимо прове-
сти измерения на нескольких образцах
и вычислить среднее арифметическое
значение.
Рис. 9.4. Численное значе-
ние коэффициента k для оп-
ределения КТР неизвест-
Чтобы не ошибиться при измерении
КТР, необходимо особо внимательно
следить за расположением стеклянных
штабиков при их сплавлении и распо- иого стекла
ложением стекол в вытянутой нити.
Для этого можно промаркировать стекло с известным КТР, введя
в его размягченный конец немного оксида меди или хрома, кото-
рые, сплавившись со стеклом, окрасят его соответственно в синий
или зеленый цвет.
9.4.2. Определение марки стекла по цвету излома торца
Сорт стекла неизвестной марки можно определить визуально
по цвету излома торца трубки или штабика. Излом должен быть
свежим и незашлифованным. Изломы торцов тугоплавких вольфра-
мовых стекол марок С37—1 (№ 40), С38—1 (ЗС-9), С39—1 (№ 17)
и С40—1 (ЗС-11) имеют различные оттенки светло-желтого цвета,
а марки П-15 (пирекс) — вообще бесцветные.
Изломы торцов среднеплавких молибденовых стекол марок
от С47—1 (№ 46) до С50—7 (УТ-1) имеют желтый цвет.
Изломы торцов легкоплавких свинцовых стекол марок С87—1
(ЗС-4), С89—4, С120—1 и др. имеют светло-синий цвет.
Изломы торцов химико-лабораторных (боросиликатных) сор-
тов стекол марок № 23, 23—М (ХУ-1), № 29 и АМ-К имеют зеле-
ный и светло-синие цвета.
Отчетливо определить цвет излома торца можно при длине
трубки или штабика стекла не менее 20 см. Желательно, чтобы и
второй торец стекла имел излом.
9.4.3. Как отличить свинцовое стекло от других стекол
Так называемые свинцовые стекла (марок С87—1, С39—1,
С49—3 и С120—1) содержат до 30% оксида свинпа. Их легко от-
личить от всех остальных стекол, нагрев до размягчения в вос-
становительной части пламени газовой горелки. В результате вос-
741
становления оксида до металлического свинца стекло потемнеет.
Прежнюю прозрачность и бесцветность можно придать стеклу,
нагрев его в оксилительном пламени.
9.4.4. Как отличить натриевое стекло от других стекол
Стекла марок С82 (№ 36), С84—1, С86—1 (СНД-5), С88—2,
С89—1 (№ 2), С89—3 (№ 82), С89—4 (55Э), С89—5 (55У), С89—6,
С89—10, С89—11, С90—1 (БД-1) и С90—2 (215) содержат от 11
до 17% оксида натрия. Поэтому эту группу стекол называют на-
триевыми.
При обработке натриевых стекол в восстановительной части
пламени газовой горелки происходят восстановление оксида на-
трия и испарение металлического натрия из стекла. В результате
этого область стекла с недостатком натрия помутнеет. Помутне-
ние — это признак принадлежности данного стекла к натриевой
группе. Восстановить прозрачность стекла можно, «посолив»
пламя, т. е. посыпав на пламя во время обработки стекла немного
хлористого натрия (поваренной соли). Пламя окрасится в желтый
цвет, что свидетельствует о наличии в нем ионов натрия, которые,
проникая в поверхностный слой стекла, осветляют его.
9.4.5. Качественная оценка степени обжига керамики
Как правило, керамическая заготовка или изделие после прес-
сования или литья из жидкого шликера подвергается двухстадий-
ному обжигу. Первый обжиг — утильный — предназначен для
удаления связки, позволяющей сформировать изделие. Обычно
связкой является парафин и его удаляют при температуре 400—
600 °C. После утильного обжига керамика остается высокопо-
ристой.
При последующем — высокотемпературном — обжиге проис-
ходит полное спекание керамики; во многих случаях в результате
образования стеклофазы керамическая деталь становится ваку-
умно-плотной. Определить степень обжига керамики и наличие
в ней остаточной пористости можно следующими экспресс-спо-
соб ами.
1. Кончиком языка прикасаются к керамике. Если язык
слегка «липнет» к керамике, то она недостаточно обожжена.
2. Керамику опускают в раствор синьки, фуксина или лю-
бого водорастворимого красителя и оставляют в нем на несколько
часов. После тщательной промывки с хорошо обожженной бес-
пористой керамики краска полностью удалится, а на недостаточно
обожженной керамике следы краски останутся.
3. Керамическую деталь слегка прижимают к щеке. Если по-
чувствуется «холод», то керамика обожжена полностью. В про-
тивном случае керамика обожжена недостаточно. Это объясняется
тем, что теплопроводность у обожженной керамики значительно
выше, чем у необожженной.
742
Достоверным экспресс-способом определения степени обжига
керамики по ее пористости является способ вакуумного ис-
пытания.
1. Керамический образец, как правило диск, на резиновом
присосе откачивают механическим вакуумным насосом до давле-
ния (1-7-5) 10ч Па (10~2—5- КГ8 мм рт. ст.). Вакуум оценивают
искровым течеискателем или вакуумметром. При этом рекомен-
дуется на 2—3 мин пережать резиновый шланг, соединяющий ке-
рамический диск с насосом, и проверить изменение вакуума
в отсоединенном от насоса объеме. Для этого в шланг помещают
стеклянную трубку или термопарный датчик давления (в случае,
использования вакуумметра). При большом натекании, о чем сви-
детельствует красный цвет разряда, к керамическому диску
прикладывают ватку, смоченную ацетоном. При натекании сквозь
керамику свечение разряда должно сразу прекратиться.
2. Если на предыдущем испытании натекания не произойдет,
керамический образец подвергают испытанию на вакуумную вы-
держку. Его присоединяют с помощью твердого вакуумного уп-
лотнителя (пицеина, шеллака и др.) к стеклянной трубке, через
которую производят форвакуумную откачку, а затем отпайку ис-
пытуемого узла. Периодически, в течение 2—3 суток, проверяют
вакуум при помощи искрового течеискателя. При отсутствии за-
метного изменения цвета свечения разряда считается, что керами-
ческий образец обожжен полностью и является вакуумно-плотным.
3. Керамику, прошедшую проверку, на гелиевом масс-спек-
трометрическом течеискателе, можно использовать в сверх-высо-
ковакуумных лабораторных установках и отпаянных ваку-
умных или газонаполненных приборах.
Список литературы
1. Аигерер Э. Техника физического эксперимента: Пер. с ием. — М.: Физ-
матиздат, 1962. — 451 с.
2. Верховцев О. Г., Лютов К. П. Практические советы мастеру-любителю. —
Л.: Энергоатомиздат, 1987. — 202 с.
3. Воскресенский П. И. Техника лабораторных работ. —М.: Химия, 1973. —
532 с.
4. Гордой А., Форд Ф. Спутник химика: Пер. с аигл. — М.: Мир, 1976. —
541 с.
5. Захаров Л. Н. Начала техники лабораторных работ. — Л.: Химия,
1981. — 191 с.
6. Луфт Б. Д., Шустина А. Л. Очистка деталей электронных приборов. —
М.: Энергия, 1968. — 320 с.
7. Перельман В. И. Краткий справочник химика.—М.: ГНТИ хим. лит.,
1954. — 559 с.
8. Рачинский Ф. Ю„ Рачинская М. Ф. Техника лабораторных работ. —
Л.: Химия, 1982. —431 с.
9. Розбери Ф. Справочник по вакуумной технике и технологии: Пер. с англ. —
М.: Энергия, 1972. — 455 с.
10. Селиванкии С. А., Власов И. И. Технология ювелирного производства. —
Л.: Машиностроение, 1978. — 200 с.
11. Эспе В. Технология электровакуумных материалов: Пер. с нем.—М.:
Энергия, 1969. — 1247 с.
ОГЛАВЛЕНИЕ
Предисловие......................................................... 3
Глава 1. Измерения в лабораторной практике ......................... 6
1.1. Основные понятия и определения ....................... —
1.1.1. Классификация методов измерений ......... —
1.1.2. Погрешности измерений......................... 7
1.1.3. Измеряемые величины и их единицы ............... 9
1.1.4. Средства измерения.............. ....... 12
1.2. Измерение температуры................................ 14
1.2.1. Жидкостные термометры ......................... 17
1.2.2. Термометры сопротивления ...................... 21
1.2.3. Термоэлектрические термометры — термопары. . . 34
1.2.4. Практическая работа с термопарами.............. 52
1.2.5. Оценка параметров контактных измерителей тем-
пературы в условиях неспециализированной лабо-
ратории ............................................... 62
1.2.6. Полупроводниковый р—л-переход как измеритель
температуры ........................................... 64
1.2.7. Индикаторы температуры ........................ 66
1.3. Измерение массы — взвешивание........................ 72
1.3.1. Средства взвешивания — весы..................... —
1.3.2. Меры взвешивания — гири'....................... 74
1.3.3. Техника взвешивания............................ 75
1.4. Объемные измерения ................................ 78
1.4.1. Меры объема..................................... —
1.4.2. Практика проведения объемных измерений. ... 80
1.4.3. Измерение объемного расхода газа............... 82
1.5. Линейные и угловые измерения......................... 85
1.5.1. Средства линейных и угловых измерений.......... 86
1.6. Измерение размера частиц порошкообразных материа-
лов ...................................................... 88
1.7. Нетрадиционные способы измерений..................... 91
Список литературы................................................. 100
Глава 2. Некоторые конструкционные материалы, используемые в сов-
ременном лабораторном эксперименте................................. 102
2.1. Общие положения........................................ —
2.2. Металлические материалы.............................. 103
2.2.1. Никелевые и медно-никелевые сплавы............ 104
2.2.2. Прецизионные сплавы с особыми физическими свой-
ствами ........................................ 114
2.2.3. Композиционные металлические материалы. . . . • 133
2.3. Неметаллические материалы............................ 142
2.3.1. Пластмассы....................................... —
744
2.3.2. Композиционные пластмассы — композиты............ 160
2.3.3. Фольгированные и металлизированные пластмассы. 167
2.3.4. Газонаполненные пластмассы....................... 169
2.3.5. Пластмассы со специальными свойствами............ 172
2.4, Силикатные материалы ................................. 181
2.4.1. Стекло........................................... 182
2.4.2. Кварцевое стекло................................. 187
2.4.3. Снталл................................ь . . . 190
2.4.4. Слюда ........................................... 191
2.5. Керамические материалы ............................... 193
2.5.1. Установочная керамика............................ 195
2.5.2. Высокотемпературная керамика .................... 197
2.5.3. Нитридная керамика .............................. 200
2.5.4. Кварцевая керамика............................... 202
2.5.5. Термоударопрочная керамика ...................... 203
2.5.6. Оптическая керамика.............................. 204
2.5.7. Алмазная керамика................................ 206
2.5.8. Влияние ионизирующего излучения на керамику. . 207
2.6. Алюмооксидные монокристаллические материалы............. —
2.7. Оксидно-циркониевые монокристаллы — фианиты.... 210
2.8. Графит................................................ 211
Список литературы................................................... 216
Глава 3. Размерная обработка материалов ........................... 219
3.1. Общие положения................................... —
3.2. Классификация методов размерной обработки......... —
3.3. Обработка резанием................................... 222
3.3.1. Обработка вольфрама, молибдена, тантала, ниобия
и титана.......................................... 230
3.3.2. Обработка пластмасс ........................... 235
3.3.3. Размерная обработка резины................. 244
3.3.4. Механическая обработка твердых неметаллических
материалов....................................... 248
3.3.5. Обработка материалов свободным абразивом. . . . 256
3.4. Деформационные способы формообразования материалов . . 280
3.4.1. Бесштамповая обработка давлением......... . 282
3.4.2. Гибка конструкционных материалов и изделий. . . 284
3.4.3. Волочение проволоки и калибровка отверстий. . . . 286
3.5. Электрические способы размерной обработки............ 289
3.5.1. Электроискровая обработка металлов............. 290
3.5.2. Электрохимическая обработка металлов............ 294
3.5.3. Элионная и фотонная размерная обработка, . . . 297
3.5.4. Ультразвуковая размерная обработка ...........• 303
3.6. Нетрадиционная технология размерной обработки.... 306
3.6.1. Сверление отверстий......................... . —
3.6.2. Разрезание и фрезерование ................... 311
3.6.3. Шлифование и полирование 315
3.6.4. Деформационная обработка ....................... 320
Список литературы................................................... 329
Глава 4. Термическая обработка материалов.......................... 330
4.1. Общие положения......................................... —
4.2. Технология термической обработки некоторых металлов,
используемых в лабораторной практике....................... 334
4.2.1. Лабораторная технология термической обработки
черных металлов и их сплавов........................ 335
4.2.2. Лабораторная технология термической обработки
цветных металлов и их сплавов....................... 339
745
4.2.3. Термическая обработка тугоплавких металлов. . . 342
4.2.4. Высокочастотная и химико-термическая обработка
металлов.............................................. 347
4.3. Термическая и радиационная обработка пластмасс и ре-
зины ..................................................... 351
Список литературы..................................................... 354
Глава 5. Технология термопластичной обработки стекла и соединение
его с другими материалами.......................................... 355
5.1. Общие положения........................................... —
5.2. Влияние температурной обработки на свойства стекла . . . 355
5.3. Термопластичное формование стекла....................... 363
5.4. Технология соединения стекла с металлом................. 368
5.5. Нетрадиционные и лабораторные способы соединении
стекла с различными материалами........................... 379
5.5.1. Непосредственный спай стекла с керамикой . ... —
5.5.2. Несогласованный спай стекла с керамикой .... 381
5.5.3. Способы получения малооксидных спаев стекла
с металлом.............................................. —
5.5.4. Электроизолированное соединение металлических
деталей ............................................. 383
5.5.5. Спай стекла с коррозионно-стойкой сталью.... 384
5.5.6. Впаивание в стекло проволоки из сверхпроводя-
щих сплавов........................................... 386
5.5.7. Остекловывание металла с помощью вакуумного
обжима ............................................ —
5.5.8. Вакуумное калибрование стеклянных трубок . . . 389
5.5.9. Спай пленочного стекла с металлом................. 391
5.5.10. Изготовление коаксиального провода............... 393
5.5.11. Глазурование керамики стеклом.................... 395
5.5.12. Остекловывание тонкой проволоки ................. 396
5.5.13. Изготовление стеклянных капилляров с заданной
формой сечения канала................................. 397
5.5.14. Изготовление тонкостенных калиброванных стек-
лянных трубок......................................... 398
5.5.15. Получение круглых и фигурных отверстий в стекле
способом прокалывания................................. 400
5.5.16. Спаи с использованием переходных стекол. ... —
5.5.17. Обеспечение внутреннего размера в спаиваемом
замкнутом объеме ..................................... 409
5.5.18. Токовые вводы в стекло........................... 411
5.5.19. Некоторые приемы стеклодувных работ, полез-
ные в лабораторной практике................... . . . . —
Список литературы.......................................,' ... . 422
Глава 6. Лабораторная технологическая химия........................... 424
6.1. Общие положения......................................... —
6.2. Обезжиривание.......................................... 432
6.2.1. Обезжиривание в растворителе........................ —
6.2.2. Химическое обезжиривание металлов в щелочных
растворах............................................. 449
6.2.3. Химическое обезжиривание металлов в моющих
препаратах.......................................... 453
6.2.4. Электрохимическая очистка поверхности металла . . —
6.2.5. Ультразвуковое обезжиривание ..................... 455
6.2.6. Контроль качества очистки поверхности от загряз-
нений ............................................... 460
6.3. Травление .............................................. 463
6.3.1. Химическое травление углеродистых сталей. . . 465
746
6.3.2. Химическое травление легированных сталей. . . 467
6.3.3. Травление металлов в тройных смесях.......... 468
6.3.4. Химическое травление цветных металлов и их
сплавов....................................... 470
6.3.5. Рельефное травление металлов ..................... 475
6.3.6. Очистка поверхности металлов в расплавах солей . . 477
6.3.7. Избирательное химическое травление металлов. . 479
6.3.8. Электрохимическое травление металлов......... 481
6.3.9. Избирательное электрохимическое травление ме-
таллов .............................................. 483
6.3.10. Травление графитовой смазки с поверхности ме-
талла ............................................... 484
6.3.11. Химическое травление стекла и кварца........ 486
6.3.12. Химическое травление пластмасс................... 494
6.4. Химическое и электрохимическое полирование металлов. . 497
6.5. Защитно-декоративное оксидирование металлов............ 508
6.5.1. Химическое оксидирование.......................... 509
6.5.2. Электрохимическое оксидирование................... 516
6.6. Технологическая очистка поверхности твердых тел от ок-
сидов ....................................................... 528
6.6.1. Растворы для удаления ржавчины со стали. ... —
6.6.2. Очистка поверхности цветных металлов и сплавов . . 529
6.6.3. Технохимическая обработка полупроводниковых
материалов............................................... 537
6.6.4. Очистка неметаллических материалов от поверхност-
ных загрязнений ..................................... 539
6.7. Лабораторная технохимическая обработка стекла, кера-
мики и слюды ...................................... 545
6.7.1. Обработка стекла.................................. 546
6.7.2. Обработка керамики................................. —
6.7.3. Обработка слюды................................... 547
6.?. Химическое окрашивание поверхности металлов.............. —
6.8.1. Окрашивание железа, стали и чугуна в черный
цвет — химическое воронение ......................... 548
6.8.2. Окрашивание железа и стали в различные цвета . . . 549
6.8.3. Окрашивание цветных металлов и сплавов в различ-
ные цвета....................................... . 550
6.9. Химическое окрашивание пластмасс ...................... 558
6.9.1. Окрашивание изделий из оргстекла................. 559
6.9.2. Окрашивание изделий из полиамида. ............... 560
6.9.3. Окрашивание целлулоида, ацетатных пленок и
тканей.................................................. 561
6.9.4. Окрашивание изделий из винипласта.................. —
6.9.5. Объемное окрашивание эпоксидного компаунда. . —
6.10. Несистематизированные технологические рецепты и
приемы, полезные в лабораторной практике.................. 562
6.11. Особенности дистилляции (перегонки) жидкостей. . . . 584
6.12. Технохимические растворы............................. 585
Список литературы.................................................. 593
Глава 7. Работа с газами, парами и жидкостями................... 595
7.1. Общие положения....................................... —
7.2. Очистка газов....................................... 596
7.2.1. Сжатые технологические газы в металлических
баллонах ............................................... —
7.2.2. Осушка газов.................................. 599
7.2.3. Химическая очистка газов от примесей.......... 603
7.2.4. Очистка газов от примесей на молекулярных си-
тах .................................................. 605
747
7.2.5. Острая очистка технологических газов от кисло-
рода ................................................. 607
7.2.6. Особо острая очистка технологических газов от
кислорода......................................... 609
7.2.7. Предельная очистка гелия...................... 610
7.2.8. Диффузионная очистка газов от примесей........ —
7.2.9. Жидкостный способ очистки газов от кислорода. . . 612
7.3. Лабораторные способы получения некоторых газов. . . . 613
7.3.1. Химический способ.................................. —
7.3.2. Электролитический способ......................... 614
7.4. Очистка жидкостей..................................... 615
7.4.1. Фильтрование....................................... —
7.4.2. Обезвоживание.................................... 617
7.4.3. Перегонка ....................................... 620
7.5. Очистка ртути ........................’................ 622
7.5.1. Очистка ртути от механических загрязнений. ... —
7.5.2. Химическая очистка ртути от органических и ме-
таллических загрязнений .............................. 623
7.6. Некоторые нетрадиционные приемы работы с газами,
парами н жидкостями......................................... 624
7.6.1. Использование гидрида титана как генератора чи-
стейшего водорода ................................ —
7.6.2. Создание высокого давления разложением гидрида
ванадия........................................ 625
7.6.3. Получение особо чистого гелия.............. —
7.6.4. Очистка благородных газов в электрическом раз-
ряде ................................................. 626
7.6.5. Введение особо чистого водорода и кислорода в
вакуум .......................................... 627
7.6.6. Создание постоянной влажности газа... 628
7.6.7. Растворение газов в жидкости............... —
7.6.8. Объемное испарение жидкостей с.помощью элек-
трического нагревателя 629
7.6.9. Получение металлической жидкости с низкой уп-
ругостью пара................................... 630
7.6.10. Очистка поверхности жидкости от пыли......... —
7.6.11. Применение лабораторной гидродинамической ме-
шалки ................................................ 631
7.6.12. Очистка поверхности ртути......................... —
7.6.13. Собирание разлитой ртути ......................... —
Список литературы................................................... 632
Глава 8. Микротехнология ........................................... 634
8.1. Общие положения.......................................... —
8.2. Микроманипуляция......................................... —
8.2.1. Электростатический пинцет ....................... 637
8.2.2. Электромагнитный пинцет........................ 638
8.2.3. Вакуумный пинцет .....................-. . . . 639
8.3. Держатели плоских тонких образцов...................... 640
8.3.1. Вакуумный держатель................................ —
8.3.2. Электростатический держатель..................... 641
8.3.3. Магнитный держатель.............................. 642
8.4. Средства выполнения микротехнологических операций. . 643
8.4.1. Устройство локального косвенного нагрева при
микропайке ............................................. —
8.4.2. Кислородно-водородная микрогорелка .............. 645
8.4.3. Шлифовально-полировальное приспособление для
обработки тонких пластин...........................' 647
8.4.4. Держатель термопары из микропровода.............. 648
748
8.4.5. Микроконтакт из золота или серебра............. 649
8.4.6. Микроконтакт из ртути.......................... 650
8.4.7. Химическая микропила........................... 651
8.6. Технология изготовления микрообъектов................ 652
8.5.1. Изготовление острийных микроэлектродов....... —
8.5.2. Изготовление металлических микросфер........... 659
8.5.3. Изготовление микроотверстий................ . 664
8.6. Технология соединения микрообъектов................. 673
8.6.1. Сварка термопары из микропровода. ....... —
8.6.2. Получение электрического контакта микропровода
с токоподводом ........................................ 675
8.6.3. Пайка микропровода низкотемпературными при-
поями ................................................. 676
8.6.4. Пайка микропровода высокотемпературными при-
поями ................................................. 678
8.6.5. Технология приготовления припоев и флюсов для
микропайкн............................................. 681
8.6.6. Технологические особенности выполнения микро-
соединений ............................................ 682
8.7. Микротехнохимия...................................... 685
8.7.1. Удаление стеклоизоляцин с микропровода....... —
8.7.2. Травление пленочного стекла ................... 687
8.7.3. Травление пленочных слоев серебра................ —
8.7.4. Изготовление тонких пленок и проволок методом
травления ............................................... —
8.8. Микрогальваника................................ 691
8.8.1. Гальваническое покрытие жилы микропровода. . . —
8.8.2. Капельная микрогальваника................ 693
8.8.3. Струйная микрогальваника ...................... 695
8.8.4. Использование микроэлектрохимической ванны. . 696
8.9. Несистематизированные приемы микротехнологии .... 697
8.9.1. Бездефектная обработка монокристаллических ма-
териалов методом центрифугирования................ —
8.9.2. Жесткое закрепление тонкой фольги или пленки
на кольцевой оправке .................................. 699
8.9.3. Крепление тонкой фольги или пленки при испыта-
нии на разрыв................................... 700
8.9.4. Отделение углеродной реплики............... —
8.9.5. Электролитическое микрогравирование стекла. . —
8.9.6. Получение мелкоструктурной сетки из полимер-
ного материала.................................. 702
8.9.7. Изготовление отверстий атомных размеров.... 703
8.9.8. Изготовление герметичного разборного соединения
металлической и полимерной трубок, находящихся
под внутренним давлением............................... 704
8.9.9. Плющение эмалированного провода малого диа-
метра ................................................ 705
8.9.10. Изготовление стеклянных капилляров с плоской
формой сечения .............................•............ —
8.9.11. Вытягивание тонких нитей из кварца и стекла . . . 706
8.9.12. Изготовление тонких полимерных пленок....... 707
8.9.13. Вытягивание тонких пленок из полимерных ма-
териалов .............................................. 708
8.9.14. Изготовление тонких плоских образцов материа-
лов методом струйного травления........................ 709
8.9.15. Изготовление свободных пленок оксида алюми-
ния ................................................... 711
8.9.16. Визуализация микроотверстий в тонких диэлек-
трических пленках...................................... 714
749
8.9.17. Контроль качества стеклянной изоляции микро-
провода ................................................. 715
8.9.18. Обнаружение микроотверстий в полимерных плен-
ках ................................................. 716
8.9.19. Измерение толщины тонкой стеклянной пленки . . —
8.9.20. Измерение глубины залегания р—п-перехода . . . 717
8.9.21. Снижение механических напряжений в тонко-
пленочных структурах .................................. —
8.9.22. Изготовление тонкой пленки из металлической
фольги........................................... 718
8.9.23. Способ получения суспензии микропорошков. . . —
8.9.24. Отмучивание мелкодисперсных порошков..... 719
8.9.25. Обнаружение некоторых микрозагрязнений.... —
8.9.26. Использование микродемпфирующего элемента. . 720
8.9.27. Получение пластинок слюды микронной тол-
щины ...................................................... —
8.9.28. Пластическая обработка твердых и хрупких ма-
териалов ............................................ 721
Список литературы...................................................... —
Глава 9. Экспрессное материаловедение ............................. 723
9.1. Общие положения........................................... —
9.2. Идентификация металлических материалов.................... —
9.2.1. Идентификация листового металла по коэффи-
циенту термического расширения.................... 724
9.2.2. Определение марки стали по виду искры............... —
9.2.3. Как отличить высоколегированную сталь от угле-
родистой ............................................ 725
9.2.4. Как отличить инвар и суперинвар от ковара и
стали............................................. 726
9.2.5. Как отличить ковар от стали.................. —
9.2.6. Как отличить вольфрам от молибдена......... —-
9.2.7. Идентификация металлов по электросопротивле-
нию.................................................. 727
9.2.8. Идентификация металлов по магнитным свойст-
вам ................................................... —
9.2.9. Как отличить алюминий от алюминиевых спла-
вов ................................................. 728
9.2.10. Идентификация металлов по плотности............... —
9.2.11. Идентификация металлов по температуре плав-
ления ................................................. —
9.2.12. Идентификация низкотемпературных припоев по
температуре плавления ................................... 729
9.2.13. Визуализация поверхностной структуры стали . . . —
9.2.14. Как отличить бронзу от латуни................. 730
9.2.15. Идентификация серебра в изделии............... —
9.2.16. Определение чистоты серебра................... 731
9.2.17. Как -отличить позолоту от ее имитации......... —
9.2.18. Экспресс-идентификация щелочных металлов. . . 732
9.2.19. Как отличить бескислородную медь от обычной . . . 733
9.2.20. Определение возможности взаимодействия металла
с газом или жидкостью.................................. —
9.2.21. Определение наличия свинца в олове............... 734
9.3. Идентификация неметаллических материалов.................. —
9.3.1. Экспресс-метод определения материала пластмассы —
9.3.2. Как отличить оргстекло от полистирола............... —
9.3.3. Качественная идентификация химических соедине-
ний металлов по цвету пламени............................ 735
750
9.3.4. Качественная идентификация солей и оксидов ме-
< таллов по цвету перлов................................................. 736
I 9.3.5. Определение состава тканевого материала............................... 737
9.4. Экспресс-методы контроля некоторых свойств стекла и
керамики.......................................................................... 739
9.4.1. Определение термического расширения стекла ме-
| тодом «двойной нити» ................................................... —
9.4.2. Определение марки стекла по цвету излома торца. . 741
9.4.3. Как отличить свинцовое стекло от других стекол . . —
9.4.4. Как отличить натриевое стекло от других стекол . . . 742
9.4.5. Качественная оценка степени обжига керамики ... —
Список литературы........................................................................ 743
I
I