/


























































































































































































































































































































































































































































Автор: И. Б. Пешков
Теги: электротехника электротехнические материалы и изделия электроника электрооборудование
Год: 1987




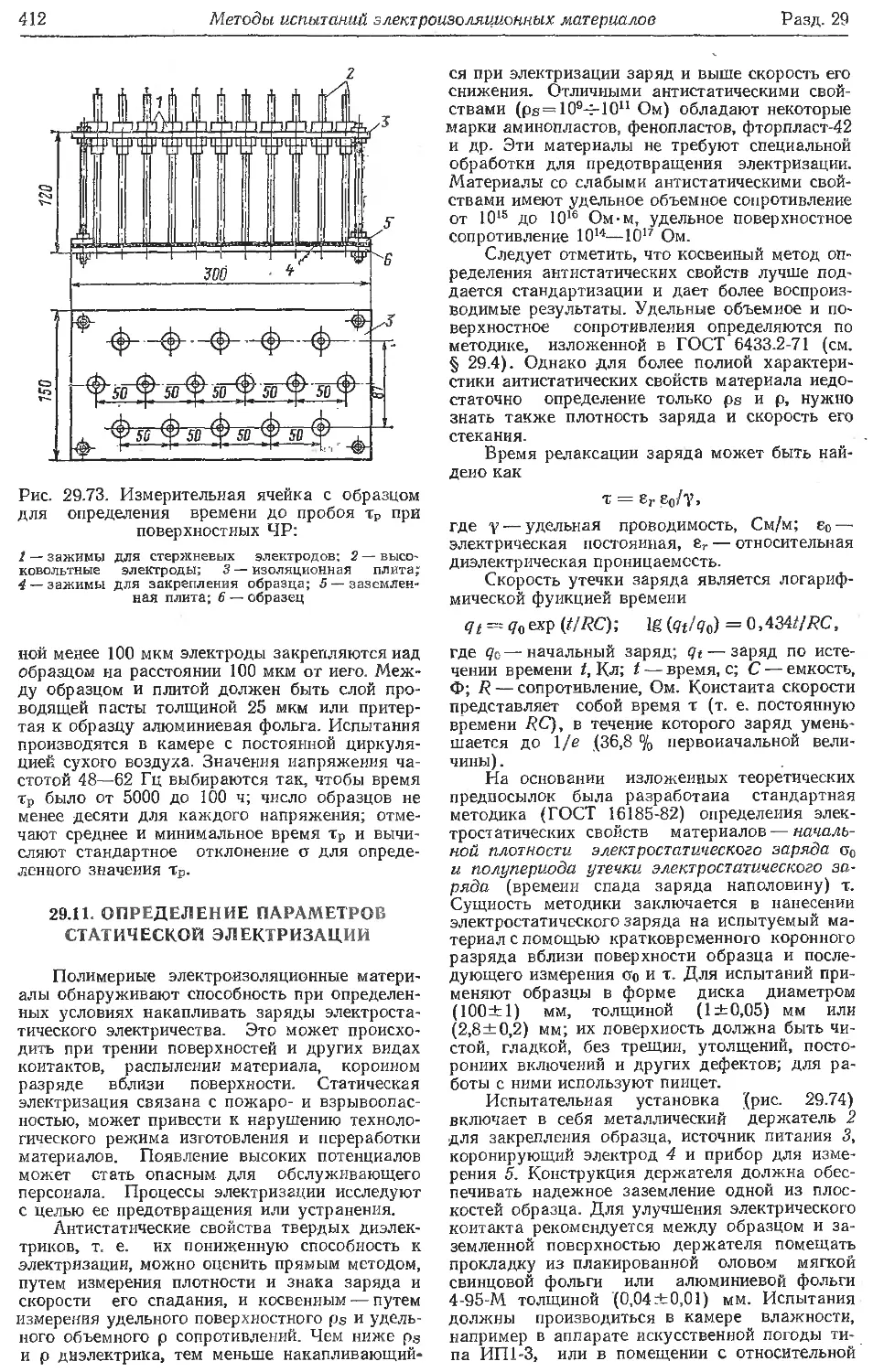
Текст
СПРАВОЧНИК
ЭЛЕКТРОТЕХНИЧЕСКИМ
МАТЕРИАЛАМ
В ТРЕХ ТОМАХ
ПОД РЕДАКЦИЕЙ
Ю. В. КОРИЦКОГО, В. В. ПАСЫНКОВА, Б. М. ТАРЕЕВА
Третье издание, переработанное
ТОМ 2
Согласовано с Государственной службой
стандартных справочных данных
МОСКВА ЭНЕРГОАТОМИЗДАТ 1987
ББК 31.23
С 74
УДК 621.315.61(035.5).
Рецензент доктор технических наук И. Б. Пешков
Справочник по электротехническим материалам:
С 74 В 3 т. Т. 2/Под редакцией Ю. В. Корицкого и др.—
3-е изд., перераб. — М.: Энергоатомиздат, 1987.—
464 с.: ил.
Во втором томе справочника помещены разделы, посвященные
описанию электроизоляционных пластмасс, пленок, резины, слюды и
слюдяных материалов, стекол, керамических материалов, новых высо-
конагревостойких материалов, а также тропике- и радиационностойких.
Даны новые разделы по композиционным электроизоляционным мате-
риалам и действию низких температур на электроизоляционные мате-
риалы. Второе издание вышло-в 1976 г. Т. 1 вышел в 1985 г.
Для инженерно-технических работников предприятий электротех-»
нической, радио- и электронной промышленности.
с
2302020000-338
051(01)-87
137-86
ББК 31.23
© Издательство «Энергия», 1974
© Энергоатомиздат, 1987
РАЗДЕЛ 15
ПЛАСТИЧЕСКИЕ МАССЫ
В. А. Шарковский, Ю. К. Есипов
15.1. ОСНОВНЫЕ СВЕДЕНИЯ
Пластические массы — материалы, пред-
ставляющие собой композиции полимеров или
реакционноспособных олигомеров с различны-
ми добавками, находящиеся при формовании
деталей в вязкотекучем или высокоэластиче-
ском состоянии, а при эксплуатации — в стек-
лообразном или кристаллическом.
По поведению при формовании полимер-
ные материалы подразделяются иа две груп-
пы — термопластичные (термопласты) и термо-
реактивные (реактопласты) (см. разд. 5). Фор-
мование термопластов не сопровождается изме-
нением химического состава полимеров. При
формовании реактопластов протекают химиче-
ские реакции отверждения олигомеров, и вслед-
ствие этого происходит изменение их структу-
ры и состава.
Термопласты состоят из высокополимеров
линейной или разветвленной структуры. Они
размягчаются с повышением температуры, пе-
реходят в вязкотекучее состояние и вновь за-
твердевают при охлаждении, при этом процесс
нагревания и охлаждения можно осуществлять
неоднократно.
Реактопласты состоят из реакционноспо-
собных олигомеров или их смесей (термореак-
тивных смол), которые в процессе отвержде-
ния при повышенных температурах (в ряде
случаев при комнатной температуре) образуют
неплавкие сетчатые, или пространственные, по-
лимеры. Реактопласты при нагревании сначала
переходят в вязкотекучее состояние, а затем в
результате химических превращений необрати-
мо переходят в неплавкое и нерастворимое со-
стояние.
Полимеры или олигомеры являются осно-
вой, связующим компонентом пластмасс, они
связывают в единое целое другие компоненты
и придают материалу характерные свойства.
В качестве связующих применяют синтетиче-
ские полимеры, смолы и их смеси, получаемые
реакцией полимеризации или поликонденсации
(реже — природные полимеры): полиолефины,
полиамиды, полиакрилаты, полиацетали, поли-
карбонаты и другие термопласты; аминоальде-
гидные, фенолоальдегидные, кремнийорганиче-
ские, эпоксидные и другие смолы. Из природ-
ных полимеров применяют простые и сложные
эфиры целлюлозы, привитые сополимеры цел-
люлозы.
Для придания пластмассам желаемых
свойств вводят наполнители, пластификаторы,
отвердители, смазывающие вещества, красите-
ли, пигменты, антипирены и другие специаль-
ные добавки.
Наполнители применяют для улучшения
прочностных и эксплуатационных свойств,
уменьшения усадки, повышения стойкости к
воздействию различных сред, а также для сни-
жения стоимости. Наполнители, в основном,
являются инертными веществами. По своей
природе они подразделяются на органические и
неорганические; каждая из этих групп подраз-
деляется на наполнители порошкообразные и
волокнистые. К органическим порошкообраз-
ным наполнителям относятся древесная мука,
лигнин, дисперсные полимеры, к органическим
волокнистым наполнителям — хлопковые и
льняные очесы, сульфитная целлюлоза, линтер,
текстильная и бумажная крошка, синтетиче-
ские волокна. К неорганическим порошкооб-
разным наполнителям относятся молотая слю-
да, кварцевая мука, асбест, молотые горные по-
роды, графит, железный порошок, тальк, као-
лин, кальцит, к неорганическим волокнистым —-
длинноволокнистый асбест, стекловолокно, ас-
бестовая крошка, базальтовое волокно.
Пластификаторы применяют для улучше-
ния технологических н эксплуатационных
свойств пластмасс. Они повышают пластич-
ность и расширяют интервал высокоэластиче-
ского состояния полимеров. Пластификаторы
также увеличивают стойкость к воздействию
ультрафиолетового излучения и холодостой-
кость пластмасс. В качестве пластификаторов
используют как индивидуальные органические
соединения (например, сложные эфиры), так и
разнообразные технические смеси. Содержание
пластификаторов варьируется в широких пре-
делах и достигает в ряде случаев 30—40 %.
Отвердители (сшивающие агенты) вводят
в композиции на определенной стадии перера-
ботки в целях создания поперечных связей
между молекулами олигомеров или полимеров.
В качестве отвердителей применяют различ-
ные полифункциональные соединения (поли-
функцнональные амины, кислоты и ангидриды,
изоцианаты и пр.), так и различные инициато-
ры полимеризации в сочетании с ускорителями
и активаторами.
Для получения окрашенных пластмасс при-
меняют красители различных классов и неорга-
нические пигменты; многие из них отличаются
высокой дисперсностью (размер частиц 1—•
2 мкм). Красители вводятся в состав компо-
зиций в виде порошков, паст, гранул.
Порообразователи — соединения, разла-
гающиеся при нагревании с выделением газо-
образных веществ. Их вводят в композиции
при получении легких газонаполненных пласт-
масс (поро- и пенопластов).
Смазывающие вещества применяют в це-
лях увеличения текучести и предотвращения
прилипания пластмасс к оборудованию в про-
цессе их изготовления и переработки в детали.
Смазками служат парафины, воск и стеараты
металлов, силиконовые жидкости и другие ве-
щества, склонные к миграции на поверхность
детали в процессе формования.
Стабилизаторы — химические соединения,
способствующие длительному сохранению
свойств пластмасс в процессе их переработки
и эксплуатации. Они повышают стойкость по-
лимеров к воздействию тепла, света, кислорода
4
Пластические массы
Разд. Г5
воздуха. По характеру действия стабилизато-
ры делятся на антиоксиданты (против термо-
окислительиой деструкции) и светостабилнза-
торы (против фотоокисления и фотолиза).
Стабилизаторами являются, например, сажа,
ароматические амины, фенолы.
Путем подбора соответствующих полиме-
ров, наполнителей, пластификаторов н других
добавок получают пластмассы с разнообразны-
ми свойствами. Пластмассы с небольшим со-
держанием добавок (смазок, стабилизаторов,
красителей) называют ненаполненными. На-
полненные пластмассы характеризуются до-
вольно высоким (до 65 %) содержанием на-
полнителей и других добавок.
Пластмассы с термореактивными связую-
щими и различными наполнителями часто на-
зывают пресс-материалами.
Выпускаемые пластмассы подразделяют на
сырьевые и поделочные. К сырьевым пластмас-
сам относят сыпучие материалы в виде гранул,
крошки, порошков, волокнитов, к поделочным —
листы, пластины, плиты, блоки, профильные де-
тали (стержни, трубки и др.).
15.2. ОСНОВНЫЕ СВОЙСТВА ПЛАСТМАСС
Благодаря большому разнообразию пласт-
массы отличаются широким диапазоном
свойств и областей применения и превосходят
многие другие материалы. Наиболее важными
преимуществами полимерных материалов яв-
ляются небольшая плотность, эластичность,
упругость, большая механическая прочность,
хорошие диэлектрические свойства, высокая
химическая стойкость, влагостойкость, легкость
переработки.
В электротехнической промышленности
пластмассы используют в основном в качестве
диэлектриков, что обусловлено достаточно вы-
соким уровнем их электроизоляционных
свойств, механической прочности, стойкостью к
воздействию высоких и низких температур, ат-
мосферостойкостью.
Весьма важные преимущества пластмасс —
простота и легкость переработки в детали раз-
личными методами. Трудоемкость изготовле-
ния самых сложных деталей из пластмасс нич-
тожна по сравнению с трудоемкостью изготов-
ления деталей из других материалов, например,
механической обработкой.
Прочностные свойства (изгиб, удар, рас-
тяжение) большинства пластмасс ниже, чем у
металлов; однако с учетом плотности условный
показатель прочности у армированных пласт-
масс (стекло- и углепластиков) оказывается
выше, чем у лучших марок сталей. Используя
различные полимеры и добавки, можно полу-
чать пластмассы с таким комплексом свойств,
который нельзя получить в других материалах.
В электротехнике пластмассы применяются
как материалы:
1) электроизоляционные, обычно в сочета-
нии с конструкционным назначением, например
для изготовления различных панелей, траверс,
разъемов, ручек управления, каркасов катушек,
пазовых клиньев, корпусов коллекторов элек-
трических машин, корпусов автоматических вы-
ключателей, для изоляции кабелей и проводов;
2) конструкционные, например для изготов-
ления корпусов приборов, вентиляторов, кожу-
хов электрических машин;
3) специальные, например магнитодиэлек-
трики, содержащие наполнители с магнитными
свойствами; проводящие пластмассы с графи-
том в качестве наполнителя; антифрикционные,
например с дисульфидом молибдена в качестве
наполнителя; коррозионно-стойкие, например
стойкие к действию элегаза; дугостойкие, на-
пример кремнийорганические и меламинофор-
мальдегидные.
Область применения пластмасс в электро-
технике в значительной степени определяется
их нагревостойкостыо.
Высокой нагревостойкостыо отличаются
пластмассы кремнийорганические, политетра-
фторэтиленовые, полиимидные.
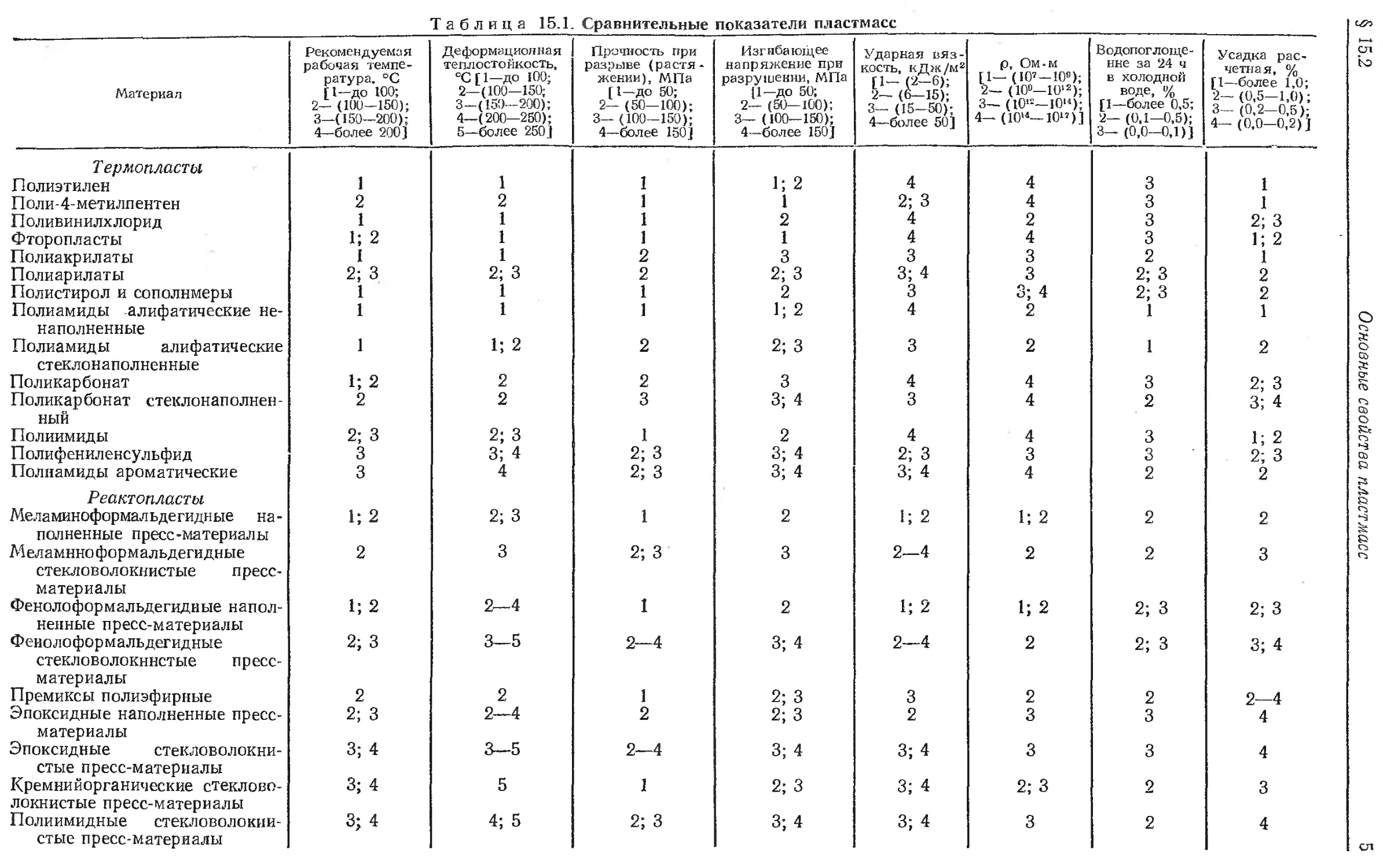
Сравнительные свойства отдельных групп
пластмасс приведены в табл. 15.1. В ней ори-
ентировочно сопоставлены свойства различных
пластмасс для первоначального их подбора.
После выбора пластмассы по этой таблице бо-
лее детально свойства пластмассы можно изу-
чить по ГОСТ илн ТУ, а затем эксперименталь-
но на деталях путем проверки на стенде и в
эксплуатационных условиях.
Весьма важное значение имеют технологи-
ческие свойства пластмасс. Точное знание тех-
нологических показателей материала необходи-
мо для наиболее рационального выбора техно-
логического режима переработки, обеспечи-
вающего получение качественных деталей.
Необходимо знание объемных характеристик
(плотности, насыпной плотности, удельного
объема), сыпучести и гранулометрического со-
става, с помощью которых рассчитывают за-
грузочные и бункерные устройства всех видов
перерабатывающего оборудования. Существен-
ными для большинства методов переработки
пластмасс являются содержание влаги и лету-
чих, а также температурные показатели и те-
кучесть. Сведения о содержании влаги и лету-
чих в сырье необходимы для предотвращения
появления дефектов в готовых деталях (короб-
ления, вздутий, серебристости, матовой поверх-
ности). Оптимальное содержание летучих и
влаги в фенопластах и аминопластах — 2—
4,5 %, в полиамидах — 0,2 %, в волокнитах —
1-3 %.
Знание температурных показателей (темпе-
ратуры деструкции, текучести, плавления, стек-
лования) служит для оценки пребывания мате-
риала в вязкотекучем состоянии в рабочих
органах оборудования и определения темпера-
турного режима переработки. Текучесть харак-
теризует способность расплава полимера к тече-
нию в оформляющем инструменте перерабаты-
вающего оборудования: пресс-формах, литье-
вых формах, формующих головках, каландрах.
Технологические показатели реактопластов,
определяемые на пластометре Канавца (интер-
вал пластично-вязкого состояния, коэффициент
вязкости и время отверждения при заданном
напряжении сдвига), дают наиболее исчерпы-
вающие данные о пригодности реактопластов к
переработке. Для реактопластов используют
показатель таблетируемости — способности
пресс материалов превращаться из сыпучего
или рыхлого материала в плотную таблетку
под воздействием определенного усилия в
пресс-форме.
Оценка усадочных свойств пластмасс (рас-
четной усадки) необходима для получения ка-
чественных деталей с заданной точностью, осо-
Т а блица 151. Сравнительные показатели пластмасс
Материал Рекомендуема я рабочая темпе- ратура. °C [1—до 100; 2— (100—150); 3—(150—200); 4—более 200] Деформациояна я теплостойкость, °C Г1—ДО 100; 2—(100—150; 3—<15Э—200); 4—(200—250); 5—более 250] Прочность при разрыве (растя- жении), МПа [1—до 50; 2— (50—100); 3— (ЮО—150); 4—более 150] Изгибающее напряжение при разрушении, МПа [1—до 50; 2— (5О—Ю0); 3— (Ю0—150); 4-—более 150] Ударная вяз- кость, кДж/м2 [1- (2-6); 2— (6-15); 3— (15—50); 4—более 50] р, Ом-м [1— (10’—10»); 2— (10°—10' = ); 3— (Ю1!—Ю1*); 4— (10й—101’)] Водопоглоще- нне за 24 ч в холодной воде, % [1—более 0,5; 2— (0,1—0,5); 3— (0,0—0,1)] Усадка рас- четная, % [1—более 1,0; 2— (0,5—1,0); 3— (0,2—0,5); 4— (0,0—0,2)]
Термопласты Полиэтилен 1 1 1 1; 2 4 4 3 1
Поли-4-метилпентен 2 2 1 1 2; 3 4 3 1
Поливинилхлорид 1 1 1 2 4 2 3 2; 3
Фторопласты 1; 2 1 1 1 4 4 3 1; 2
Полиакрилаты I 1 2 3 3 3 2 1
Полиарилаты 2; 3 2; 3 2 2; 3 3; 4 3 2; 3 2
Полистирол и сополимеры 1 1 1 2 3 3; 4 2 2; 3 2
Полиамиды -алифатические не- 1 1 1 1; 2 4 1 1
наполненные Полиамиды алифатические 1 1; 2 2 2; 3 3 2 1 2
стеклонаполненные Поликарбонат 1; 2 2 2 3 4 4 3 2; 3
Поликарбонат стеклонаполнен- 2 2 3 3; 4 3 4 2 3; 4
ный Полиимиды 2; 3 2; 3 1 2 4 4 3 1; 2
Полифениленсульфид 3 3; 4 2; 3 3; 4 2; 3 3 3 2; 3
Полиамиды ароматические 3 4 2; 3 3; 4 3; 4 4 2 2
Реактопласты Меламиноформальдегидные на- 1; 2 2; 3 1 2 1; 2 1; 2 2 2
полненные пресс-матер налы Меламиноформальдегидные 2 3 2; 3 3 2—4 2 2 3
стекловолокнистые пресс- материалы Фенолоформальдегидные напол- 1; 2 2—4 1 2 1; 2 1; 2 2; 3 2; 3
ненные пресс-материалы Фенолоформальдегидные 2; 3 3—5 2—4 3; 4 2—4 2 2; 3 3; 4
стекловолокннстые пресс- материалы Премиксы полиэфирные 2 2 1 2; 3 3 2 2 2—4
Эпоксидные наполненные пресс- 2; 3 2—4 2 2; 3 2 3 3 4
Эпоксидные стекловолокни- 3; 4 5-5 2—4 3; 4 3; 4 3 3 4
стые пресс-материалы Кремнийорганические стеклово- 3; 4 5 1 2; 3 3; 4 2; 3 2 3
локнистые пресс-материалы Полиимидные стекловолокни- 3; 4 4; 5 2; 3 3; 4 3; 4 3 2 4
стые пресс-материалы
сл
§ 15.2 Основные свойства пластмасс
6
Пластические массы
Разд. 15
Таблица 15.2. Стандарты на методы испытания пластмасс
Наименование метода испытания Стандарт Основное оборудование для изготовления и испытания
Изготовление образцов из реакто- пластов для испытания ГОСТ 12015-66 Гидравлический пресс, реакто- пластавтомат, пресс-форма с регу- лятором температуры
Изготовление образцов из термо- пластов для испытания ГОСТ 12019-66 Гидравлический пресс, термо- пластавтомат, пресс-форма с ре- гулятором температуры
Условия кондиционирования и ис- пытания образцов (проб) ГОСТ 12423-66 (СТ СЭВ 885-78) —
Технологические показатели
Метод определения пластично-вяз- ких свойств и кинетики отверждения ГОСТ 15882-84 Пластометр Канавца с комплек- том пресс-форм
реактопластов
Метод определения показателя те- кучести расплава термопластов ГОСТ 11645-73 Прибор ИИРТ типа экструзион- ного пластометра с регулятором температуры
Метод определения текучести ре- актопластов ГОСТ 5689-79 Гидравлический пресс, пресс- форма на конусный стержень ус- тановленного размера
Метод определения общего содер- ГОСТ 5689-79 Термостат, весы аналитические
жания влаги и летучих веществ в пресс-материал ах
Метод определения времени вы- держки (скорости отверждения) ре- актопластов ГОСТ 5689-79 Гидравлический пресс, пресс- форма на конусный стаканчик с регулятором температуры
Метод определения усадки ГОСТ 18616-80 (СТ СЭВ 890-78) Гидравлический пресс, пресс- форма на диск или брусок уста- новленного размера (в соответст- вии с ГОСТ или ТУ на материал)
Метод определения насыпной плот- ГОСТ 11035-64 Измерительный цилиндр с глад-
ности и удельного объема (СТ СЭВ 1691-79) кой полированной внутренней, по- верхностью вместимостью (1000± ±20) см3 и внутренним диамет- ром (90 ±2 ) мм
Метод определения плотности (объ- ГОСТ 15139-69 (СТ Схема и описание установок
емной массы) СЭВ 891—78) приведены в ГОСТе
Механические показатели
Методы механических испытаний. ГОСТ 14359-69 —
Общие требования
Метод испытания на статический ГОСТ 4648-71 (СТ Разрывная машина с максималь-
изгиб СЭВ 892-78) ным усилием 1,0—500 кН со ско- ростью движения зажимов 0,5— 50 мм/мин
Метод испытания на растяжение ГОСТ 11262-80 То же
Метод испытания на сжатие ГОСТ 4651-82 (СТ СЭВ 2896-81) » »
Метод определения ударной вязко- сти по Шарпи ГОСТ 4647-80 (СТ СЭВ 1491-79) Маятниковый копер
Методы определения модуля упру- гости ГОСТ 9550-81 (СТ СЭВ 2345-80) Разрывная машина
Метод определения твердости по ГОСТ 4670-77 Прибор ТП-1
Бринеллю
Метод определения ударной вязко- ГОСТ 14235-69 Прибор «Динстат»
стп на приборе типа «Динстат»
Метод испытания на абразивный износ ГОСТ 11012-69 Схема машины приведена в ГОСТ
Метод определения коэффициента ГОСТ 11629-75 Специальный стенд
трения Физико-химические и тепловые показатели
Метод определения показателей теплостойкости при изгибе ГОСТ 12021-75 Схема установки приведена в ГОСТ
Метод определения теплостойкости по Мартенсу ГОСТ 21341-75 Описание установки приведено в ГОСТ
§ 15.2
Основные свойства пластмасс
Продолжение табл. 15.2
Наименование метода испытания Стандарт Основное оборудование для изготовления и испытания
Метод определения температуры размягчения по Вика при испытании в воздушной среде ГОСТ 15065-69 Схема прибора Вика приведена в ГОСТ
, Метод определения температуры размягчения термопластов по Вика при испытании в жидкой среде ГОСТ 15088-83 Описание установки приведено в ГОСТ
Метод определения температуры хрупкости (морозостойкости) при из- гибе ГОСТ 16782-83 ГОСТ 16783 71 Прибор ПХП-1
Метод определения поведения ГОСТ 10456-80 Прибор Шрамма и Церебровско-
пластмасс при контакте с раскален- ным стержнем (жаростойкости) (СТ СЭВ 894-78) ГО
Метод определения горючести ГОСТ 17088-71 Описание установок приведено в ГОСТ
Метод определения среднего коэф- фициента линейного теплового рас- ширения ГОСТ 15173-70 Термостат со специальным уст- ройством для укладки и замера длины образца
Методы определения водопоглоше- ГОСТ 4650-80 Термостат, аналитические весы.
ния в холодной н кипящей воде (СТ СЭВ 1692-79) сосуд с дистиллированной водой
Методы определения стойкости к действию химических сред ГОСТ 12020-72 Испытательное оборудование приводится в соответствующем ГОСТ
ЕСЗКС. Методы испытаний на ста- рение под воздействием естественных и искусственных факторов ГОСТ 9.708-83 (СТ СЭВ 3758-82) Специальный стенд
ЕСЗКС. Пластмассы для изделий, предназначенных для эксплуатации в районах с тропическим климатом. Об- щие требования к выбору и методы испытаний ГОСТ 9.703-79 Испытательное оборудование приводится в соответствующем ГОСТ
Методы определения влагостойко- сти и водостойкости твердых электро- изоляционных материалов Электрические показатели ГОСТ 10315 75 Испытательные камеры, анали- тические весы
Условия окружающей среды при Нормализации, кондиционировании и испытании ГОСТ 6433.1-71 (СТ СЭВ 2121-80) —
Методы определения электрических ГОСТ 6433.2 71 Специальный стенд. Испытания
сопротивлений (удельного объемного, удельного поверхностного, внутрен- него) (СТ СЭВ 2411-80) проводят при постоянном напря- жении и частоте 50 Гц
Методы определения электрической прочности при переменном и посто- янном напряжениях ГОСТ 6433.3-71 Специальный стенд
Методы определения tg 6 н ег при 50 Гц ГОСТ 6433.4-71 То же
Метод определения tg 6 и ег при 106 Гц ГОСТ 22372-77 Прибор Е-9-4
Метод определения стойкости к воз- действию электрической дуги пере- менного напряжения свыше 1000 В (дугостойкости) ГОСТ 10345.1-78 Специальный стенд
Метод определения стойкости к воздействию электрической дуги по- стоянного напряжения до 1000 В ГОСТ 10345.2-78 То же
.Метод определения трекингостой- кости МЭК, Публикация 112-79 > 3>
8
Пластические массы
Разд. 15
бенио для армированных, а также для расчета
пресс-форм.
Стандарты на различные методы испыта-
ния пластмасс представлены в табл. 15.2.
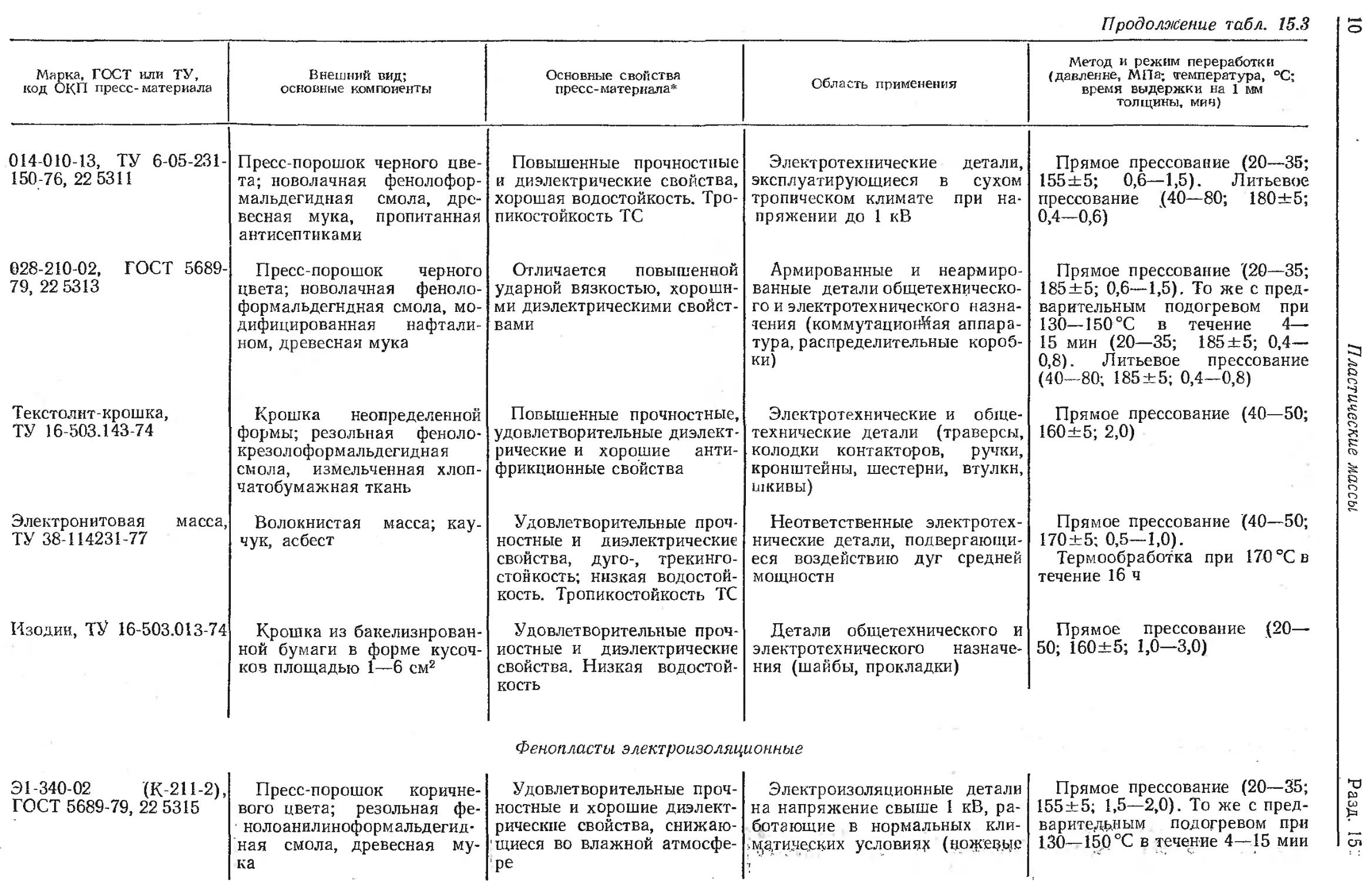
15.3. СВОЙСТВА РЕАКТОПЛАСТОВ
В табл. 15.3 даны основные свойства, ре-
комендуемые области применения и режимы
переработки реактопластов. В табл. 15.4 приве-
дены основные физические, а в табл. 15.5 — ос-
новные прочностные и диэлектрические показа-
тели реактопластов; в табл. 15.6 приведены
значения дугостойкости некоторых пластмасс.
Данные табл. 15.3—15.6 составлены по соответ-
ствующим ГОСТ, ТУ, литературным источ-
никам.
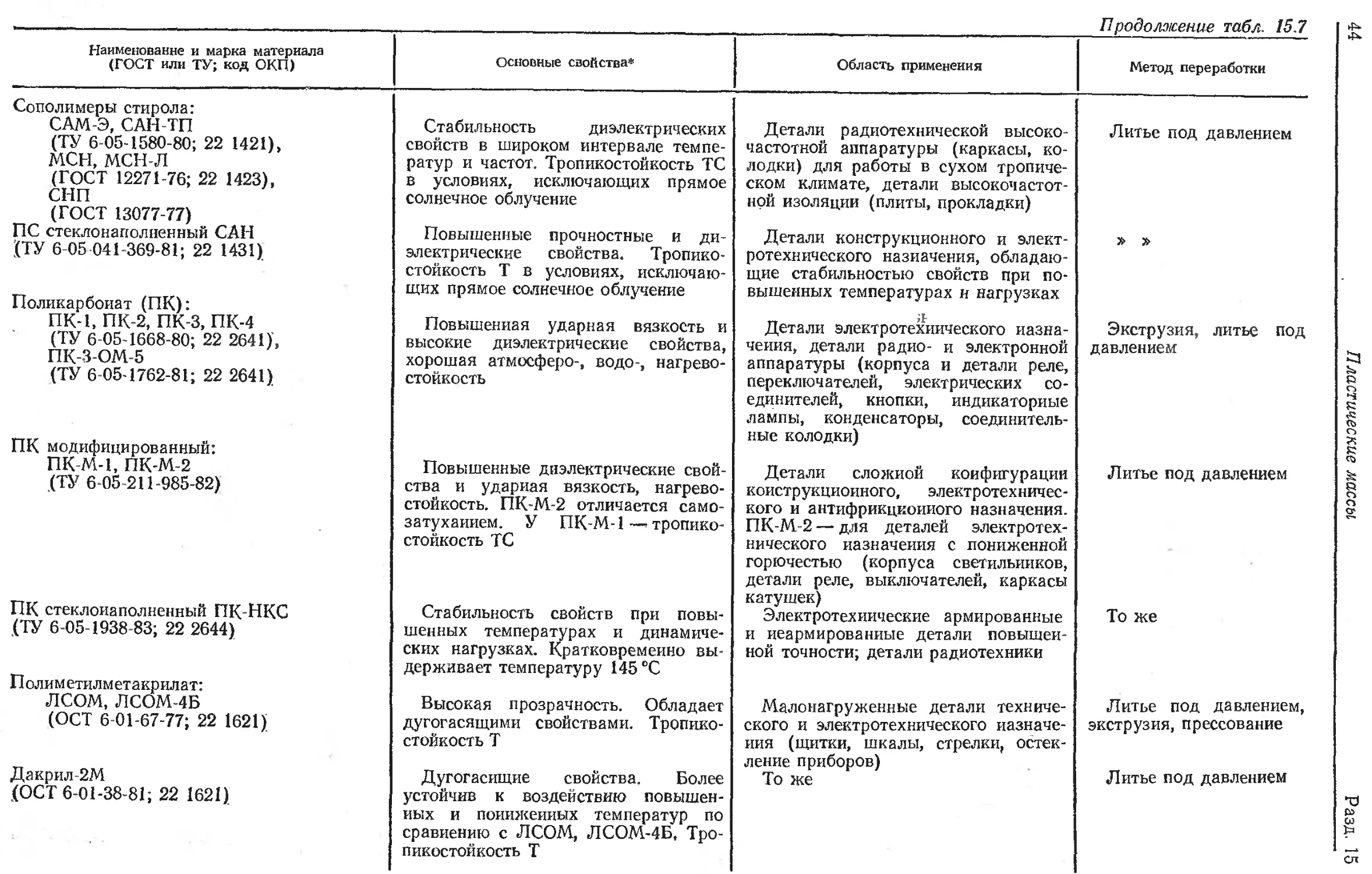
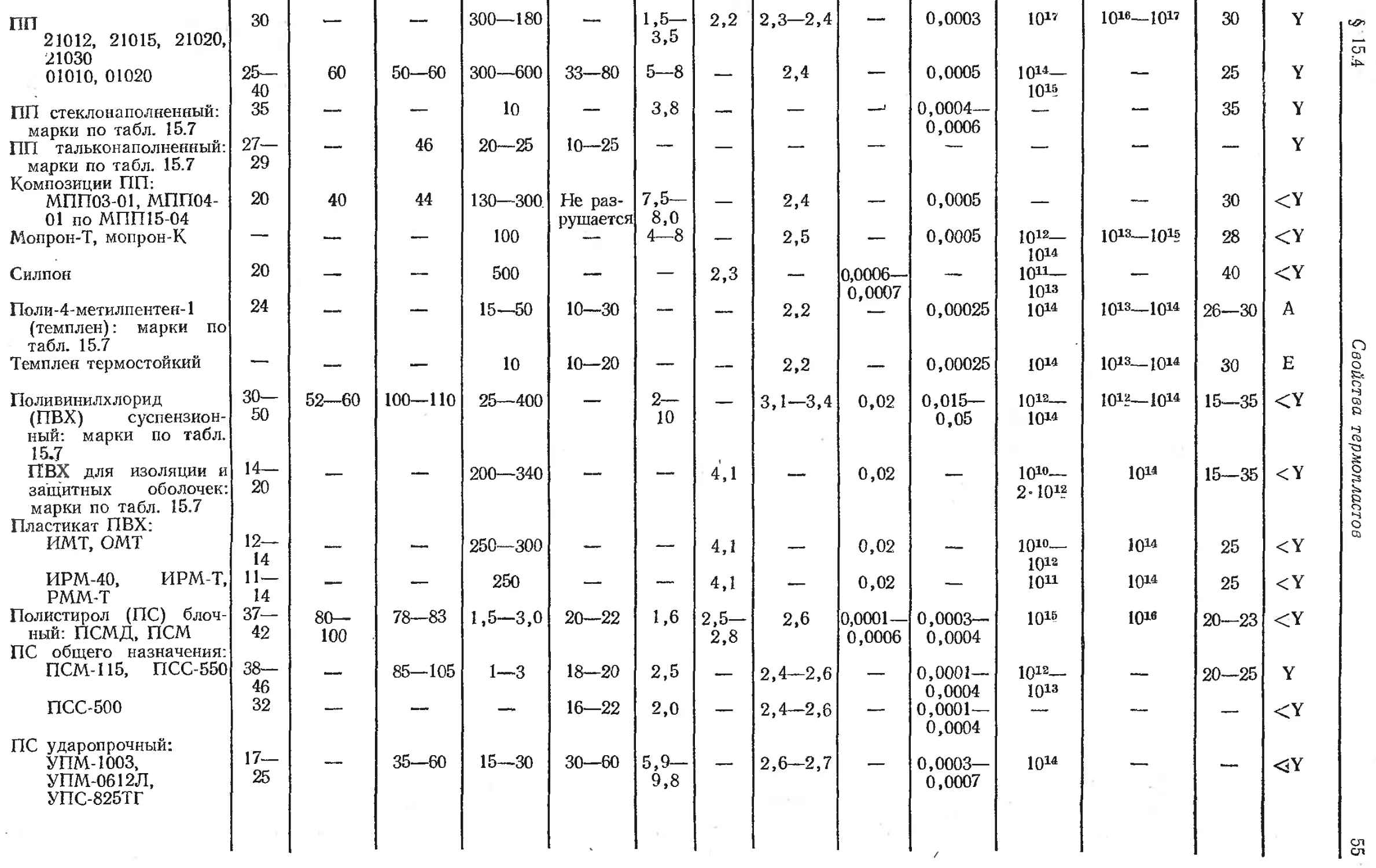
15.4. СВОЙСТВА ТЕРМОПЛАСТОВ
В табл. 15.7 даны основные свойства, ре-
комендуемые области применения и режимы
переработки термопластов. В табл. 15.8 приве-
дены основные физические, а в табл. 15.9 — ос-
новные прочностные и диэлектрические показа-
тели термопластов.
Данные табл. 15.7—15.9 составлены по со-
ответствующим ГОСТ, ТУ, литературным ис-
точникам.
15.5. ОБЩИЕ ТРЕБОВАНИЯ
К КОНСТРУКЦИИ ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС
К пластмассовым деталям предъявляются
особые требования конструктивного и техноло-
гического характера. Требования конструктив-
ного характера включают все, что способству-
ет повышению эксплуатационных свойств дета-
лей. К требованиям технологического характе-
ра относят все, что способствует повышению
производительности, экономии пластмассы,
упрощению и удешевлению деталей и оснастки.
Пластмассовая деталь по форме должна
быть, по возможности, наиболее простой, та-
кой, чтобы ее можно было изготовить в не-
сложной (с одной-двумя плоскостями разъема)
пресс-форме. Конфигурация детали не должна
препятствовать свободному течению массы при
заполнении формы. Это облегчает и удешевля-
ет изготовление оснастки, улучшает качество
детали, упрощает технологический процесс и
повышает производительность труда.
Наиболее ответственные и сопрягаемые
элементы детали не должны попадать в плос-
кость разъема формы, так как на точность де-
тали влияет толщина слоя облоя, которая не
должна быть более 0,3 мм; облой должен быть
расположен так, чтобы его удобно было уда-
лять. Следует предусматривать, чтобы плос-
кость образования облоя попадала на участки
простой конфигурации. При конструировании
деталей необходимо, по возможности, избегать
поднутрений в направлении, перпендикулярном
замыканию формы. Поднутрения вызывают не-
обходимость применения подвижных знаков в
пресс-формах, а это значительно усложняет
работу пресс-форм.
При изготовлении сложной детали в неко-
торых случаях целесообразнее выполнить ее из
отдельных простых элементов, соединяемых
сваркой, при помощи резьбы и другими спосо-
бами.
Точность размеров деталей из пластмасс,
изготавливаемых литьем под давлением и прес-
сованием, зависит от колебания расчетной
усадки материала, конфигурации и габаритных
размеров детали, способа подготовки сырья,
точности и конструкции пресс-формы, техноло-
гических уклонов н технологического режима.
Основным фактором, определяющим точность
деталей, является колебание усадки, изменяю-
щееся от 0,1 до 1 % и более.
Достигаемая степень точности для элемен-
тов деталей простой геометрической формы,
имеющих свободную усадку, приведена в СТ
СЭВ 144-75 и СТ СЭВ 179-75, а также ГОСТ
11710-66. Точность деталей характеризуется
квалитетом (IT) -— совокупностью допусков, со-
ответствующих одинаковой степени точности
для всех номинальных размеров. Обычно детали
из пластмасс изготавливают в пределах 12—
15-го квалитетов точности (5—8 классов точ-
ности по ГОСТ 11710-66).
Шероховатость поверхности деталей при
качественном пресс-материале определяется
состоянием оформляющих поверхностей пресс-
формы. Обычно допускаемая шероховатость
поверхности формующих элементов лежит в
пределах 9—10-го классов (Ra=0,080
-^-0,32 мкм) по ГОСТ 2789-73.
Технологические уклоны необходимы при
получении деталей методом прессования или
литьем под давлением. Они способствуют бес-
препятственному выталкиванию отформован-
ной детали из пресс-формы и облегчают запол-
нение формы расплавом материала. Технологи-
ческие уклоны внутренних поверхностей должны
быть больше уклона наружных поверхно-
стей. Технологические уклоны не назначают на
плоских монолитных деталях толщиной менее
6 мм или тонкостенных деталях высотой менее
10—15 мм. Угол уклона для внутренних по-
верхностей составляет 30'—2°, для наруж-
ных — 15'—1°.
При конструировании деталей необходимо
соблюдать условие равностенности, т. е. по
возможности во всех сечениях выдерживать
одинаковую толщину. Допускаемая разнотол-
щинность не должна превышать 2 : 1 для ре-
актопластов при прямом прессовании, 2,5 : 1 —
при литьевом прессовании; для термопластов
допускается разнотолщинность от 1,5:1 до
4 : 1 для малоответственных деталей.
Максимальная толщина стенок деталей из
реактопластов равна 8—14 мм, а из термоплас-
тов — 4—5 мм; минимальная толщина стенок
для термопластов и реактопластов — 0,3—
0,5 мм.
Для определения минимально допускаемой
толщины стенок h, мм, можно пользоваться
формулами:
для реактопластов
h = 2ll(L — 20)+ 1/lgc;
для термопластов
fc = 0,8(yT—2,1),
где I — высота стенки детали, мм; а — ударная
вязкость, кДж/мм2; L — текучесть по Рашн-
гу, мм.
Таблица 15.3. Основные свойства и рекомендуемые области применения реактопластов
Марка, ГОСТ или ТУ, код ОЦП пресс-материала Внешний ВИД; основные компоненты Основные свойства пресс- материала* Область применения Метод и режим переработки (давление, МПа; температура, ?С; время выдержки на 1 мм толщины, мин)
02-010-02 (К-18-2Ц)*2, Пресс-порошок различных Фенопласты общего назнач Хорошие прочностные ения Детали общетехнического на- Прямое прессование (20—35;
ГОСТ 5689-79, 22 5311 цветов; новолачная феноле- формальдегидиая смола, дре- весная мука Пресс-порошок черного свойства, низкие водостой- значения (корпуса приборов, 155 ±5; 1,0—1,5). То же с пред-
03-010-02 (К-18-2), ГОСТ кость и диэлектрические свойства во влажной атмос- фере Удовлетворительные проч- панели, колодки выводов, крыш- ки, ручки управления) Слабопагруженные электро- верительным подогревом при 130—150 °C в течение 4— 15 мин (15—45; 175+5; 0,6— 0,8). Литьевое прессование (40—80; 175+5; 0,4—0,6) Прямое прессование (20—
5689-79, 22 5311 цвета; новолачная феноло- костные и диэлектрические технические детали на напря- 35; 155+5; 1,0—1,5). То же с
04 010-12 (К-18-24), формальдегидная смола, древесная мука Пресс-порошок черного свойства. Стойкость к мине- ральным и растительным маслам, алифатическим угле- водородам Повышенные прочностные жение до 1 кВ в нормальных климатических условиях, дета- ли аппаратуры, не соприкаса- ющиеся с контактами из сереб- ра Детали электротехнического предварительным подогревом при 130—150 °C в течение 4— 15 мин (15—45; 175 + 5; 0,6— 0,8). Литьевое прессование (40—80; 180+10; 0,4—0,6) Прямое прессование (20—35;
ГОСТ 5689-79, 22 5311 цвета; новолачная феноло- и диэлектрические свойства, назначения, работающие в ус- 155+5; 1,0—1,5). То же, с пред-
08-010-72 (К-18-2Г), формальдегидная смола, древесная мука, пропитан- ная фенолоспнртами Пресс-порошок черного водостойкость, хороший внешний вид Хорошие прочностные и ловиях повышенной влажности при напряжении до 1 кВ (руч- ки управления, корпуса прибо- ров, кнопки, электрические со- единители) Детали электротехнического верительным подогревом при 130—150 °C в течение 4—15 мин (20—35; 185+5; 0,6—0,8). Литьевое прессование (40—80; 180+10; ,04—0,6) Прямое прессование (20—35;
ГОСТ 5689-79, 22 5311 цвета; новолачная феноло- формальдегндная смола, древесная мука, графит Волокнистая масса черно антифрикционные свойства и технического назначения, ра- 155+5; 1,0—1,5). То же, с пред-
010-200 07 (К 18-7), с удовлетворительными ди- электрическими свойствами Хорошие прочностные и ботающие в узлах трения без смазки Крупногабаритные детали об- варительиым подогревом при 130—150 °C в течение 4—15 мин (20—35; 185 + 5; 0,6—0,8). Литьевое прессование (40—80; 180+10; 0,4-0,6) Прямое прессование (20—35;
ГОСТ 5689-79, 22 5313 го цвета; новолачная феио- лоформальдегидная смола пластифицированная фур- фуролом, хлопковая целлю- лоза пониженные диэлектр ичес- щетехнпческого назначения, ра- 185+5, 0,6—1,0). То же с пред-
кие свойства. Тропикостой кость ТС ботающие при повышенных на- грузках и вибрации варительиым подогревом при 130—150 ГС в течение 4—15 мин (20—35; 185 + 5; 0,4—0,8). Лить- евое прессование (40—80; 180 + + 10,0,4-0,6)
Свойства реактопластов
Продолоюение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс-гмате риала* Область применения Метод и режим переработки (давление, МПа; тегмпература, °C; время выдержки на 1 мм толщины, мин)
014-010-13, ТУ 6-05-231- 150-76, 22 5311 Пресс-порошок черного цве- та; новолачная фенолофор- мальдегидная смола, дре- весная мука, пропитанная антисептиками Повышенные прочностные и диэлектрические свойства, хорошая водостойкость. Тро- пикостойкость ТС Электротехнические детали, эксплуатирующиеся в сухом тропическом климате при на- пряжении до 1 кВ Прямое прессование (20—35; 155±5; 0,6—1,5). Литьевое прессование (40—80; 180±5; 0,4—0,6)
028-210-02, ГОСТ 5689- 79, 22 5313 Пресс-порошок черного цвета; новолачная феноло- формальдегндная смола, мо- дифицированная нафтали- ном, древесная мука Отличается повышенной ударной вязкостью, хороши- ми диэлектрическими свойст- вами Армированные и неармиро- ванные детали общетехническо- го и электротехнического назна- чения (коммутационная аппара- тура, распределительные короб- ки) Прямое прессование (20—35; 185±5; 0,6—1,5). То же с пред- варительным подогревом при 130—150 °C в течение 4— 15 мин (20—35; 185±5; 0,4— 0,8). Литьевое прессование (40—80; 185 ±5; 0,4—0,8)
Текстолит-крошка, ТУ 16-503.143-74 Крошка неопределенной формы; резольная феноло- крезолоформальдегидная смола, измельченная хлоп- чатобумажная ткань Повышенные прочностные, удовлетворительные диэлект- рические и хорошие анти- фрикционные свойства Электротехнические и обще- технические детали (траверсы, колодки контакторов, ручки, кронштейны, шестерни, втулки, шкивы) Прямое прессование (40—50; 160±5; 2,0)
Электронитовая масса, ТУ 38-114231-77 Волокнистая масса; кау- чук, асбест Удовлетворительные проч- ностные и диэлектрические свойства, дуго-, трекинго- стонкость; низкая водостой- кость. Тропикостойкость ТС Неответственные электротех- нические детали, подвергающи- еся воздействию дуг средней мощности Прямое прессование (40—50; 170 ±5; 0,5—1,0). Термообработка при 170 °C в течение 16 ч
Изодин, TV 16-503.013-74 Крошка из бакелизнрован- ной бумаги в форме кусоч- ков площадью 1—6 см2 Удовлетворительные проч- ностные и диэлектрические свойства. Низкая водостой- кость Детали общетехнического и электротехнического назначе- ния (шайбы, прокладки) Прямое прессование (20— 50; 160 ±5; 1,0—3,0)
Фенопласты электроизоляц ионные
Э1-340-02 (К-211-2), ГОСТ 5689-79, 22 5315 Пресс-порошок коричне- вого цвета; резольная фе- нолоанилиноформальдегид- ная смола, древесная му- ка Удовлетворительные проч- ностные и хорошие диэлект- рические свойства, снижаю- 'щиеся во влажной атмосфе- ре Электроизоляционные детали на напряжение свыше 1 кВ, ра- ботающие в нормальных кли- .м^/ги.ческих условия? (ножевдс Прямое прессование (20—35; 155±5; 1,5—2,0). То же с пред- варительным подогревом при 130—15,0 °C в течение 4—15 мии
Пластические массы Разд. 15”
Э2-300-02, ГОСТ 5689-79, 22 5315 Пресс-порошок коричнево- го цвета; резольная феноло- формальдегидная смола, дре- весная мука, мумия, олеино- вая кислота Хорошие прочностные и высокие диэлектрические свойства, удовлетворитель- ная водостойкость
Э2-330-02 '(К-21-22), ГОСТ 5689-79, 22 5315 Пресс-порошок черного или коричневого цветов; ре- зольная эмульсионная фено- лоформальдегидная смола, древесная мука Пониженные диэлектри- ческие и удовлетворитель- ные прочностные свойства, склонен к растрескиванию в армированных деталях
ЭЗ-340-65 '(К-211-3), ЭЗ-340-61, ГОСТ 5689-79, 22 5316 Пресс-порошок от желто- го до темно-зеленого цветов; резольная фенолоанилино- формальдегидная смола и минеральные наполнители (для ЭЗ-340-65 — слюда молотая и кварцевая мука, для ЭЗ-340-61 — слюда мо- лотая и плавиковый шпат) Повышенные диэлектри- ческие свойства, водо- и на- тре востойкость; малые ди- электрические потери. Ста- бильность диэлектрических свойств при длительном воз- действии высокой влажно- сти. Тро пикостойкость Т. Не- достаток — повышенная хрупкость
Э4-100-30 '(К-114-35), ГОСТ 5689-79, 22 5314 Пресс-порошок от желто- го до темно-зеленого цветов; новолачная фенолоформаль- дегидная смола, модифици- рованная полиамидом, квар- цевая мука Повышенные прочностные и диэлектрические свойства, сохраняющиеся после дли- тельного увлажнения и на- гревания, малая усадка. Хо- лодостоек. Тропикостойкость ТС
Э5-101-30 (В-4-70), ГОСТ 5689-79, 22 5314 Пресс-порошок от желто- го до темно-зеленого цветов; новолачная фенолоформаль- дегидная смола, модифици- рованная полиамидом, квар- цевая мука Высокие диэлектрические свойства, малая усадка; на- грево-, влагостоек. Кратко- временно выдерживает тем- пературу 220 °C, Тропнко- стойкость ТС
разъемы, каркасы катушек,
платы печатных схем)
Армированные и неармиро-
ваиные детали электротехничес-
кого назначения (колодки по-
тенциометров, ламповые пане-
ли)
Детали электротехнического
назначения на напряжение свы-
ше 1 кВ, работающие в нор-
мальных климатических усло-
виях (панели, колодки выводов,
детали пускателей и осветитель-
ных щитков)
Слабонагруженные неарми-
рованные радио- и электротех-
нические детали повышенной
нагревостойкости, работающие
во влажных условиях при на-
пряжении свыше 1 кВ, детали
высокочастотных установок
Армированные и неармиро-
ванные детали электротехни-
ческого назначения,''детали вы-
сокочастотной радиоаппарату-
ры для напряжения свыше 1 кВ
при тропической влажности и
температуре
Высокочастотные детали по-
вышенного класса точности, ра-
ботающие во влажной среде
при повышенной температуре и
напряжении свыше 1 кВ (дета-
ли реле, платы печатных схем)
(20—35; 185 ±5; 0,4—0,8).
Литьевое прессование (60—150;
190+10; 0,1—0,7)
Прямое прессование (20—35;
155+5; 1,0—1,5). То же с пред-
варительным подогревом при
130—150 °C в течение 4—15 мин
(20—35; 185+5; 0,5—1,0)
Прямое прессование (20—35;
155+5; 1,5—2,0). То же с пред-
варительным подогревом при
130—150°С в течение 4—15 мин
(20—35; 185+5; 0,4—0,8).
Литьевое прессование (60—150;
190+10; 0,1—0,7)
Прямое прессование (20—35;
185+5; 1,5—2,5), То же с пред-
варительным подогревом при
130—150 °C до 20 мин (20—35;
185+5; 0,8—1,2). Литьевое
прессование с предварительным
подогревом (60—150; 190±10;
0,1—0,7)
Прямое прессование (30—40;
160+5; 2,0—2,5). То же с пред-
варительным подогревом при
130—150 °C до 20 мин (SO-
40; 170+5; 1,0—1,5). Литьевое
прессование (50—90; 170+5;
1.0—1,5)
Прямое прессование с обяза-
тельным подогревом при 130—
150 °C до 20 мин (20—35; 165 +
+ 5; 1,5—2,0). Литьевое прессо-
вание (50—80; 170+10; 1,0—
1,5). Термообработка при 125—
130 °C в течение 5—6 ч
Свойства реактопластов
Продолжение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс-материала* Область применения Метод и режим переработки (давление, МПа; температура, °C; время выдержки на 1 мм толщины, мин)
Э6-014-30 (К-124-38), ГОСТ 5689-79, 22 5312 Пресс-порошок от желто- го до темно-зеленого цветов; новолачная фенолоформаль- дегидная смола, кварцевая мука Повышенные диэлектричес- кие и прочностные свойства; нагрево-, холодостоек Вы- держивает температуру 250 °C в течение 5000 ч. Тро- пикостойкость Т Электротехнические детали, работающие в условиях повы- шенной влажности, токов высо- кой частоты и напряжения свы- ше 1 кВ (цоколи электронных ламп, электрические соедини- тели) Прямое прессование (20—35; 165 + 5; 1,5). То же с предвари- тельным подогревом при 130— 150 °C до 20 мнн (20—35; 165+5; 1,0—1,5). Литьевое прессование (80—100; 175 + 5; 0,8—1,0). Термообработка при 150 °C в течение 10 ч
Э8-361-63 (К-2-43Т), ГОСТ 5689-79, 22 5316 Пресс-порошок от желто- го до темно-зеленого цветов; резольная фенолокрезоло- анилиноформальдегидная смола, плавиковый шпат, древесная мука, пропитан ная фенолоспиртами Повышенные диэлектри- ческие свойства, водо-, на- гревостойкость, Тропикостой- кость ТС Детали автотракторного электрооборудования, детали электротехнического назначе- ния Прямое прессование с пред- варительным подогревом при ПО—150 °C в течение 4— 15 мнн (20—35; 185±5; 0,5— 0,8)
Э9-342-73 (К-214-43), Э10-342-63 (К-214-43Т), Э11-342-63 (К-214-43ТВ), ГОСТ 5689-79, 22 5316 Пресс-порошок от желто- го до черного цветов; ре- зольная фенолоанилинофор- мальдегидная смола, плави- ковый шпат и древесная му- ка, пропитанная фенолоспир- тами Повышенные диэлектри- ческие и хорошие прочност- ные свойства, водо-, нагре- востойкость. ЭЮ-342 63, Э11-342-63— тропикостой- кость ТС Детали автотракторного электрооборудования. Детали радиотехнического назначения (платы, колодки потенциомет- ров, втулки для работы в тран- сформаторном масле) Прямое прессование (20—35; 165+10; 1,5—2,0), То же с предварительным подогревом при 130—150 °C в течение 6— 8 мин (20—35; 170±10, 0,7— 1,2). Литьевое прессование (80—100; 170 + 5; 0,3—0,7)
Э14-130-69, ТУ 6-05-031- 515-75, 22 5313 Пресс-порошок коричнево ю цвета; новолачная фено- лоформальдегидная смола, модифицированная ангидро- формальдегиданилином, ка- олин, древесная мука, пропи- санная фенолоспиртами Удовлетворительная проч- ность, повышенная водо- стойкость, Тропикостон- кость ТС Армированные детали элект- ротехнического назначения, ра- ботающие в условиях повышен- ной влажности Прямое прессование с пред- варительным подогревом (25— 35; 185 + 5; 0,5—1,0)
Э15-121-02, ГОСТ 5689- 79, 22 5313 Пресс-порошок черного цвета; новолачная феноло- формальдегидная смола, мо- дифицированная фурфуро- Повышенные диэлектри- ческие и прочностные свой- ства Детали аппаратостроения на напряжение до 1 кВ, к которым предъявляются требования по- вышенной прочности Прямое прессование (20—35; 155+5; 1,0—1,5). То же с пред- варительным подогревом при 130—150°С в течение 6—8 мин
Пластические массы Разд. 15
лацетоновой смолой4 древес-
ная мука
(20—35; 180 + 5; 0,5—0,8).
Литьевое прессование (40—80;
180+5; 0,4—0,6)
Э21-450-44, ТУ 6-05-031-
441-75, Э22-451-44 (К-
255-51), ТУ 6-05-031-483-
77, 22 5318
Э25-014-17, ТУ 6-05-031-
490-77, 22 5313
Пресс-порошок коричне-
вого цвета; резольная фено-
лоанилино-формальдегидная
смола (Э21-450-44) или
смесь с новолачной фенолэ-
формальдегидной смолой
(Э22-451-44), модифициро-
ванные поливинилбутира-
лем, рубленное стекловолок-
но
Пресс-порошок от темно-
желтого до коричневого цве-
тов; новолачная фенолофор-
мальдегидная смола, орга-
нический наполнитель
Высокие диэлектрические
и прочностные свойства, во-
достойкость. Тропикостой-
кость ТС. Э21-450-44 — об-
ладает повышенной нагрево-
стойкостью
Высокие диэлектрические,
прочностные свойства, водо-
стойкость. Тропикостойкость
Т
Ударопрочные детали, рабо-
тающие при высоких частотах
и повышенной влажности.
Э21-450-44 — используется так-
же для деталей, обеспечиваю-
щих герметичность
Армированные и неармиро-
ванные детали электротехни-
ческого назначения для работы
в любых климатических усло-
виях
Прямое прессование (20—35;
175 ±5; 1,0—2,0)
Прямое прессование с предва
рнтельным подогревом (20—35;
160+5; 0,5—1,0)
\/ Фенопласты влагохимостойкие
Bxl-090-34 (К-18-36), ГОСТ 5689-79, .22 5314 Пресс-порошок от желто- го до коричневого цветов; новолачная феиолоформаль- дегидная смола, модифици- рованная суспензионным по- ливинилхлоридом, каолин Повышенные влаго-, на- грево-, холодо-, кислотостой- кость, диэлектрические и ан- тикоррозионные свойства, Тропикостойкость ТС Электротехнические детали с повышенной кислотостонко- стью на напряжение до 1 кВ (аккумуляторные баки, колпач- ки, крышки), детали общего на- значения Прямое прессование (20—35; 160 + 5; 1,0—1,5). То же с пред- варительным подогревом при 130—150 °C в течение 6—8 мин (20—35; 165 + 5; 0,5—1,0). Лить- евое прессование (50—80; 165+ +5; 0,5—0,8)
Вх2-090-68 (К-18-60), Вх2-090-69 (К-18-23), ГОСТ 5689-79, 22 5313 Пресс-порошок черного цвета, новолачная феноло- формальдегидная смола, мо- дифицированная поливинил- хлоридом, каолин (Вх2-090- 68), каолин и древесная му- ка, пропитанная фенолоспнр- тами (Вх2-090-69) Повышенные водо-, кнс- лото-, нагревостон кость и диэлектрические свойства. Вх2-090-68 — тропикостой- кость ТС Детали общего электро- и радиотехнического назначения с хорошим внешним видом Прямое прессование (20—35; 170+10; 1,0). То же с предва- рительным подогревом при 130—150 °C в течение 4—15 мин (20—35; 170+10; 0,5—0,8)
§15.3 Свойства реактопластов
Продолжение табл. 15.3
Марка, ГОСТ или ТУ. код ОКП пресс «материала Внешний вид; основные компоненты Основные свойства пресс-материал а* Область применения Метод и режим переработки (давление, МПа; температура, °C? время выдержки на 1 мм толщины, МИИ)
ВхЗ-090-14 (К-18-81), ГОСТ 5689-79, 22 5313 Пресс-порошок от темно- зеленого до черного цветов; новолачная фенолоформаль- дегидная смола, модифици- рованная поливинилхлори- дом, молотый кокс Отличается повышенными ударной вязкостью и кис- лото-, водостойкостью, Тро- пикостойкость ТС Детали общетехнического на- значения (кислото-, водостой- кие платы, крышки и пробки аккумуляторных баков) Прямое прессование (20—35; 170+10; 1,0). То же с предва- рительным подогревом при 130—150 °C в течение 4—15 мии (20—35; 170+10; 0,5—0,8)
Вх4-080-34 (ФКПМ-15Т), ГОСТ 5689-79, 22 5314 Пресс-порошок черного цвета; новолачная феноло- формальдегидная смола, мо- дифицированная каучуком, каолин Отличается высокими вла- гостойкостью, ударной вяз- костью, стоек к минераль- ным маслам, удовлетвори- тельные диэлектрические свойства. Тропикостойкость Т Армированные и неармиро- ваниые детали сложной конфи- гурации электротехнического назначения, работающие при напряжении до 1 кВ при тропи- ческой влажности. Детали, ра- ботающие в контакте с сереб- ряной арматурой Прямое прессование (30—40; 170+5; 1,0—1,5). То же с пред- варительным подогревом при 120—150 °C в течение 3— 15 мин (30—40; 175+5; 0,6— 0,7), Литьевое прессование (50—80; 175+5; 0,5—0,7)
Вх5-010-73 '(К-18-48), ГОСТ 5689-79, 22 5312 Пресс-порошок черного цвета; новолачная феноло- формальдегидная смола, плавиковый шпат, древесная мука Высокая влаго- и тропико- стойкость (Т). Удовлетвори- тельные прочностные и ди- электрические свойства, по- вышенная нагревостойкость Детали электротехнического назначения на напряжение до 1 кВ для работы во влажных условиях и свыше 1 кВ — при нормальных климатических ус- ловиях Прямое прессование (20—35; 165+5; 1,0—1,5). То же с пред- варительным подогревом при ПО—150°C в течение 4—15 мин (20—35; 165 + 5; 0,5—0,8). Литьевое прессование (50— 100; 170+10; 0,5—0,8)
Вхб-342-70 (К-214-71), ГОСТ 5689-79, 22 5315 Пресс-порошок от светло- до темно-коричневого цве- тов; фенолоанилинофор- мальдегидная смола, хлоп- ковая целлюлоза, древесная мука, пропитанная феноло- спиртами Повышенная водо-, кисло- тостойкость. Удовлетвори- тельные диэлектрические и прочностные свойства, Тро- пикостойкость ТС Детали общетехнического и электротехнического назначе- ния (детали аккумуляторных баков и др.) Прямое прессование с пред- варительным подогревом при 60—ПО °C в течение 4—20 мин (20—30; 170+10; 1,0—1,5), Литьевое прессование (50—80; 170+10; 0,5—0,7)
Вх7-350-42 (К-214-52), Вх8-350-42, ТУ 6-05-1297- 76, 22 5318 Пресс-материал от светло- желтого до темно-коричне- вого цветов; фенолоанилино- формальдегидная смола, мо- дифицированная поливинил- хлоридом, стекловолокно Отличаются водо-, кислото- стойкостыо. Повышенные прочностные, удовлетвори- тельные диэлектрические свойства, Тропикостойкость ТС Детали электротехнических приборов в тропическом испол- нении Прямое прессование (20—35; 175+5; 0,8—1,5)
Пластические массы. Разд.-15
Фенопласты специальные, безаммиачные
Сп1-342-02 (К-214-2), Сп2-342-02 (К-214-2), ГОСТ 5689-79, 22 5315 Пресс-порошок коричнево- го цвета; фенолоанилино- формальдегидная смола, древесная мука Удовлетворительные проч- ностные и диэлектрические свойства. Коррозионно-стой- ки к меди, серебру и их сплавам, Тропикостойкость ТС Детали слаботочной и радио- технической аппаратуры, рабо- тающие в контакте с цветными металлами (потенциометры, платы, колодки, втулки)
Сп3-342-О2 (К-214-22), ГОСТ 5689-79, 22 5315 Пресс-порошок коричнево- го и черного цветов; феноло- анилиноформальдегидная смола, древесная мука Повышенные диэлектрв ческие свойства, ударная вязкость, нагрево-, холодо- стойкость, Тропикостойкость ТС Детали слаботочной и радио- технической аппаратуры, сопри- касающиеся с серебряными кон- тактами, электротехнические детали (колодки, панели, платы печатных схем)
К-214-2, ТУ 6-05-1466-76, 22 5315 Пресс-порошок коричнево- го цвета; фенолоанилино- формальдегидная смола, дре- весная мука, минеральный наполнитель Повышенные диэлектри- ческие и хорошие прочност- ные свойства, пониженная водостойкость Детали электротехнического и радиотехнического назначения (детали приборов зажигания, втулки)
Прямое прессование (15—40;
180+ 10; 0,5—0,8). То же с пред-
варительным подогревом при
130—150 °C в течение 4—15 мин
(20—35; 180+10; 0,3—0,7).
Литьевое прессование (60—
120; 180+10; 0,4—0,6)
Прямое прессование (20—35;
185+5; 0,6—1,0). То же с пред-
варительным подогревом при
130—150 °C в течение 4—15 мин
(20—35; 180 + 10; 0,3—0,7).
Литьевое прессование (60—120;
180+10; 0,4—0,6)
Прямое прессование (20—35;
155+5; 1,0—3,0)
§ 15.3 Свойства реактопластов
Фенопласты жаростойкие
Ж1-010-40 Пресс-порошок черного Повышенные диэлектри- тт Детали электротехнического Прямое прессование (20—35;
;(К-13-53), ГОСТ 5689-79, 22 5312 цвета; новолачная феноло- формальдегидиая смола, ко- ротковолокнистый асбест ческие свойства, нагрево- стойкость, удовлетворитель- ные прочностные свойства, Тропикостойкость ТС назначения для работы в усло- виях тропического сухого кли- мата (детали реостатов, предо- хранителей, крышки реле, ко- лодки, основания) для напря- жения свыше 1 кВ 160+10; 0,8—1,0). То же с предварительным подогревом при 130—150 °C в течение 4— 15 мин (20—35; 165+5; 0,5— 0,8), Литьевое прессование (50—100; 165+5; 0,5—0,8)
Ж2-010-60 (К-18-56), ГОСТ 5689-79, 22 5312 Пресс-порошок черного цвета; новолачная феноло- формальдегидная смола, древесная мука, коротково- локнистый асбест Повышенные ударная вяз- кость, нагревостойкость, хо- рошие диэлектрические свой- ства, Тропикостойкость ТС Детали электроустановочных изделий (патроны, выключате- ли) для напряжения до 1 кВ Прямое прессование (20—35; 155+5; 1,5—2,0), То же с пред- варительным подогревом при 130—150 °C в течение 4—15 мин (20—35; 170+5; 0,5—0,8). Литьевое прессование (50—100; 170+5; 0,2—0,5)
Продолжение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс-материала* Область применения Метод и режим переработки (давление, МПа; температура, °C; время выдержки на 1 мм толщины, мин)
ЖЗ-010-62 (К-18-22), Пресс-порошок черного Повышенная водо-, нагре- Детали электро- и радиотех- Прямое прессование (20—35;
ГОСТ 5689-79, 22 5312 цвета; новолачная феноло- формальдегидная смола, ас- бест коротковолокнистый, слюда молотая востойкость. Удовлетвори- тельные диэлектрические свойства, Тропикостойкость Т нического назначения для райо- нов с тропическим сухим и влажным климатом (детали распределительных коробок, патроны, выключатели) 165 + 5; 1,0—1,5). То же с пред- варительным подогревом при НО—150°C в течение 4—15 мин (20—35; 165+5; 0,8—1,0). Литьевое прессование (50—80; 165 + 5; 0,2—0,7)
Жб-010-60, ГОСТ 5689- Пресс-порошок черного Повышенные диэлектрн- Армированные и неармиро- Прямое прессование с пред-
79, 22 5312 цвета; новолачная феноло- формальдегидная смола, дре- весная мука, асбест ческие и прочностные свой- ства, пониженная водостой- кость ванные детали электротехни- ческого назначения (патроны, выключатели) для напряжения до 1 кВ варительным подогревом при 130—150 °C в течение 4—15 мин (20—35; 170 + 5; 0,6—1,0). Литьевое прессование (50— 100; 165±5; 0,6—1,0)
Ж7-010-83, ГОСТ 5689- Пресс-порошок от темно- Отличается повышенной Армированные и неармиро- Прямое прессование с пред-
79, 22 5312 вишневого до коричневого цвета; новолачная феноло- формальдегидная смола, древесная мука, асбест, аэ- росил Феноплас нагревостойкостью, проч- ностными и диэлектрически- ми свойствами; пониженная водостойкость. Тропикостой- кость ТС ты электропроводящие и магн ванные радио- и электротехни- ческие детали повышенной на- гревостойкости. Детали аппа- ратостроения, к которым предъ- являются требования повышен- ной прочности итодиэлектрические варительным подогревом при 130—150 СС в течение 4—15 мин (20—35; 185+5; 0,6—1,5). Литьевое прессование (50—100; 185+5; 0,5—0,8)
013-011-72 (К-104-205), Пресс-порошок черного Полупроводящие свойст- Электро-, радиотехнические Прямое прессование (20—35;
ГУ 6-05-1057-78, 22 5311 цвета; новолачная феноло- формальдегидная смола, древесная мука, графит ва; хорошая бензо-, масло- стойкость детали, обладающие повышен- ной электропроводностью 170+10; 1,0—3,0)
МДПу-12, МДПу-14, Пресс-порошок; феноло- Отличается высоким уров- Специальные детали элект- Прямое прессование (60—90;
МДПу-18, ТУ 6-05-844-78 формальдегидная смола, дисперсные металлы нем магнитной проницаемо- сти, повышенными прочност- ными свойствами и нагрево- стойкостыо Фенопласты ударопрочь ротехннческого назначения ше IbUzfcb; 1,0—1,5)
У1-301-07 Волокнистая масса от Повышенные прочностные Конструкционные детали тех- Прямое прессование (30—50;
(Волокнит ВЛ-1), светло- до темно-коричнево- и антифрикционные свойст- нического и электротехническо- 155±5; 1,0—1,5). То же с пред-
У2-301-07 го цвета; резольная феноло- ва, хнмостойкость. Понн- го назначения для районов с варительным подогревом при
(Волокнит ВЛ 2), формальдегидная смола, жениые диэлектрические сухим тропическим климатом 60—ПО °C в течение 4—20 мин
ГОСТ 5689-79, 22 5315 хлопковая неотбеленная цел- люлоза, известь, тальк свойства и водостойкость. Тропикостойкость ТС (рукоятки, стойки, шкивы, ко- жухи, переключатели) на на- пряжение до 1 кВ (30—50; 1/0+5; 0,3—0,5). Литьевое прессование (80—120’’ 170+5; 0,3—0,5)
Пластические массы Разд. 15
У4-Р80-02 (ФКП-1),
ГОСТ 5689-79, 22 5313
У5-301-41 (К-6), ГОСТ
5689 79, 22 5316
У7-370-44 (К-253-59С),
У9-370-44 (К-253-59),
ТУ 6 05-031 503-74,
22 5318
Волокнпт,
ТУ 6 05-1466 76,
22 5315
АГ-4В, АГ-4В 10,
ГОСТ 20437-75, 22 5319
АГ-4С, АГ-4НС, ГОСТ
20437-75, 22 5319
Пресс-порошок черного
цвета; новолачная феноло-
ксиленолоформальдегидная
смола, модифицированная
нитрильным каучуком, дре-
весная мука
Волокнистая масса корич-
невого цвета; резольная фе-
нолоформальдегидпая смо-
ла, асбест длинноволокни-
стый, тальк
Пресс-материал коричне-
вого цвета; резольная фе-
нолоанилиноформальдегид-
ная смола, модифицирован-
ная хлорсульфнрованным
полиэтиленом, рубленное
стекловолокно, краситель
Волокнистая масса от
светло- до темно-коричнево-
го цвета; водно-эмульсион-
ная резольная феиолофор-
мальдегндная смола, хлоп-
ковая неотбеленная целлю-
лоза, тальк, олеиновая кис-
лота, известь, жженая маг-
незия
Стекловолокнит в виде от-
дельных пучков или брике-
тов спутанного стекловолок-
на желтого цвета; модифи-
цированная поливинилбути-
ралем резольная феноло-
формальдегидная смола,
стеклонить
Однонаправленная стек-
лолента, пропитанная моди-
фицированной фенолофор-
мальдегидной смолой; мате
риал желтого цвета различ
ных оттенков
Повышенные прочностные
и хорошие диэлектрические
свойства. Стоек к алифати-
ческим углеводородам, ми-
неральным и растительным
маслам. Тропикостойкость
ТС
Отличается повышенны-
ми нагревостойкостыо, удар-
ной вязкостью, хорошими
диэлектрическими свойства-
ми
Повышенные прочностные
и диэлектрические свойства,
масло-, водостойкость. Тро-
пикостойкость ТС
Повышенные прочностные
свойства; стоек к истиранию,
кручению; низкие водостой-
кость и диэлектрические
свойства
Высокие прочностные и
хорошие диэлектрические
свойства, пагрево-, химо-,
водостойкость. Тропикостой-
кость Т
Высокие прочностные и
хорошие диэлектрические
свойства, водо-, нагрево-
стонкость. Тропнкостойкость
Т
Конструкционные детали
электротехнического назначе-
ния, работающие при напряже-
нии до 1 кВ в районах с сухим
тропическим климатом (детали
реле и пускателей, пальцы щет-
кодержателей)
Детали электротехнического
назначения, детали аппарато-
строепия для работы в нор-
мальных климатических услови-
ях при напряжении до 1 кВ
(обмоткодержатели, электри-
ческие панели)
Детали электротехнического
назначения для работы в
трансформаторном масле
Детали электротехнического
назначения (футляры, крышки,
корпуса аппаратов)
Армированные и неармиро-
ванные детали конструкционно-
го и электротехнического на-
значения (каркасы катушек, ко-
лодки, изоляторы, кронштейны
щеткодержателей, корпуса ап-
паратов)
Высокопрочные детали обще-
технического и электротехниче-
ского назначения, подвергаю-
щиеся ударным нагрузкам
(кронштейны щеткодержателей,
пазовые клинья, каркасы кату-
шек, корпуса аппаратов)
Прямое прессование (20—40;
175±5; 1,0—2,0). То же с пред-
варительным подогревом при
120—150 °C в течение 3—15 мин
(20—40; 175+5; 0,5—1,5).
Литьевое прессование (70—80;
175+5; 0,3—0,5)
Прямое прессование с пред-
варительным подогревом при
80—100 °C в течение 4—20 мии
(30—5б; 175±5; 1,5). Литьевое
прессование (75—100; 180±5;
1,0—1,5)
Прямое прессование с пред-
варительным подогревом (25—
40; 165±5; 1,0—1,5). Литьевое
прессование (50—80; 170+5;
0,5—0,8)
Прямое прессование с пред-
варительным таблетированием
при 60—70 °C н давлении до
220 МПа (30—50; 155+5; 1,9)
§ 15.3 Свойства реактопластов
Прямое прессование с пред-
варительным таблетированием
при 60—80 °C (30—40; 155±5;
1,5—2,0). Литьевое прессование
(50—100; 175±5; 0,5—1,0).
Термообработка при 150 °C в
течение 5 ч
Прямое прессование с пред-
варительным таблетированием
при 60—80 °C (30—40; 155±5;
1,5—2,0). Литьевое прессование
(50—100; 175±5; 0,5—1,0).
Намотка с последующей опрес-
совкой. Термообработка при
150 °C в течение 5 ч
Продолжение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс*материала Внешний вид; основные компоненты Основные свойства пресс- материала* Область применения Метод и режим переработки (давление, МПа; температура, °C; время выдержки на 1 мм толщины, мин)
ГСП-8 марок О, П; Гранулы желтого цвета; Повышенные прочност- Детали конструкционного и Прямое прессование (30—40;
1 СП-32 марок О, 11; модифицированная феноло- ные и хорошие диэлектрнче- электротехнического назначе- 160±5; 1,5—3,0). Литьевое
ГСП-400 марки П, формальдегидная смола, ские свойства. Тропикостой- ния (щеки дугогасительных прессование (60—130; 160±5;
ТУ 6-11-263-77 стеклонить кость Т камер, траверсы к контакторам, корпуса аппаратов н реле) 1,0—2,0). Термообработка при 150 °C в течение 3 ч
ДСВ-2Р-2М марок О, П, Сыпучий игольчатый Отличается от пресс-мате- Детали сложной конфигура- Прямое прессование (20—35;
Л, ГОСТ 17478-72, пресс-материал (6—20 мм) риала ГСП повышенными ции конструкционного и элект- 145±Ь; 1,Ь—3,0). Литьевое
22 5319 желтого цвета; модифици- рованная фенолоформаль- дегидная смола, стеклонить водостойкостью, прочност- ными и диэлектрическими свойствами. Тропикостой- ротехнического назначения (ко- лодки выводов, щеткодержате- ли, основания корпуса реле) прессование (60—130; 150±10; 1,0). Термообработка при 150 °C в течение 3 ч
ДСВ-4Р-2М марок О, П, Л, ГОСТ 17478-72, 22 5319 То же кость Т То же То же То же
ДСВ-2Р-2М-76, ТУ 6-11-15-224-82 » » Отличается повышенной стабильностью свойств » » » »
СГ-160-Р-2Ц-2, Гранулы желтого цвета Высокие прочностные и Армированные и неармиро- Прямое прессование (20—35;
СГ-320-Р-2Ц-2, длиной 10—20 мм; резоль- хорошие диэлектрические ванные детали конструкционно- 160±5; 0,3—0,6). Литьевое
СГ-1280-Р-2Ц-2, ТУ 6-11-287-78 пая фенолоформальдегид- ная смола, модифицирован- ная эфирами целлюлозы, стеклонить свойства го и электротехнического на- значения (каркасы катушек, траверсы, корпуса аппаратов) прессование (60—80; 160±5; 0,3—0,6)
П-3-1, ТУ 84-571-75, Стекловолокнистая мае- Повышенные прочностные Армированные и неармиро- Прямое прессование (30—40;
22 5319 са; модифицированная фе- нолоформальдегидная смо- ла, стекловолокно, окенд титана и удовлетворительные ди- электрические свойства ванные детали конструкционно- го и электротехнического на- значения (каркасы катушек, траверсы) 150±5; 1,&—2,0). Термообра- ботка при 125 °C в течение 10 ч
П-5-1, ТУ 84-659-76, Волокнистая масса; ре- зольная фенолоформальде- гидная смола, стеклонить, минеральный иаполиитель Отличается высокой удар- Детали радио- и электротех- Прямое прессование (30—50;
22 5363 ной вязкостью, хорошими диэлектрическими свойства- ми нического назначения (комму- тационная аипаратура, распре- делительные коробки) 185±5; 2,0—5,0). Термообра- ботка при 160 или 200 °C в те- чение 6 ч
П-5-2, П-5-2А, Стекловолокнистая масса; Повышенные прочностные Детали радио- и электротех- Прямое прессование (20—35;
ТУ 6-05-5086-76, 22 5319 модифицированная феноло- формальдегидная смола, и хорошие диэлектрические свойства, низкая водо-, беи- нического назначения для рабо- чей температуры до 300 °C 155±5; 1,5—3,0). Термообра- ботка при 160 °C в течение 6 ч
П 75С, ТУ 84 81-75 кремнеземная стеклонить зо-, маслостойкость Высокопрочные детали кон- Прямое прессование (15—25;
Пресс-материал в виде стеклоленты; модифициро- ванная полиамидом феноло- формальдегидная смола, стеклонить Высокие прочностные и хорошие диэлектрические свойства струкционного назначения, подвергающиеся ударным на- грузкам и растяжению 145±5; 3,0—4,0). Термообра- ботка при ПО и 150 °C в тече- ние 10 ч
Пластические массы Разд. 15
Фенопласты литьевые
020-210-75, 020-210-75
марки СК, 021-210-75
ТУБ-05-1845-78, 22 5381
032-0118-02,
ТУ 6-05-071-269-80,
22 5381
Э24-122-02,
ТУ 6-05-1892 80
Э28-0118-81,
ТУ 6-05-231-130-81,
22 5382
ЭЗЗ-010-48,
ТУ 6-05-231-231 82
Ж9 010-60,
ТУ 6-05-231-194-79,
22 5382
ВГС-18,
ТУ 6-11-15 8-76
Пресс-порошок черного
цвета; новолачная феноло-
формальдегидная смола, мо-
дифицированная нафтали-
ном, древесная мука, тальк
Пресс-порошок черного
цвета; эмульсионная иово-
лачвая фенолоформальде-
гидная смола, древесная му-
ка
Пресс-порошок черного
цвета, новолачная феноло-
формальдегидная смола, мо-
дифицированная фурфуроло-
ацетоновой смолой и нафта-
лином, древесная мука
Пресс-порошок от голубо-
го до зеленого цвета; ново-
лачная фенолоформ альде-
гидная смола, асбест длин-
новолокнистый, измельчен-
ное стекловолокно
Пресс-порошок зеленого
цвета; новолачная феноло-
формальдегидная смола, из-
мельченное стекловолокно,
минеральный наполнитель
Пресс-порошок черного
цвета; новолачная феноло-
формальдегидная смола,
древесная мука, коротково-
локнистый асбест
Гранулированный стекло-
волокнит коричневого цве-
та; новолачная фенолофор-
мальдегидная смола, из-
мельченное стекловолокно
Повышенные диэлектриче-
ские свойства, нагревостой-
кость. 021-210-75 — тропи-
костойкость ТС
Удовлетворительные проч-
ностные, диэлектрические
свойства, водостойкость
Отличается высокими ди-
электрическими свойствами,
водостойкостью, устойчив к
вибрации и ударным нагруз-
кам
Высокая нагрево- и водо-
стойкость, повышенные
прочностные и диэлектриче-
ские свойства
Повышенные деформаци-
онная теплостойкость, ди-
электрические и прочност-
ные свойства, водостойкость
Удовлетворительные проч-
ностные и хорошие диэлек-
трические свойства и нагре-
востойкость
Повышенные прочностные
и диэлектрические свойства.
Тропикостойкость ТС
Детали технического н элект-
ротехнического назначения
То же
Детали технического н элект-
ротехнического назначения
(каркасы катушек, детали вы-
ключателей, основания)
Армированные и неармиро-
ванные электротехнические де-
тали, подвергающиеся цикличе-
ским температурным воздейст-
виям
То же
Литье под давлением (70—
80; 170+10; 1,0—1,5). Прямое
прессование с предварительным
подогревом при 130—150 °C в
течение 4—15 мин (20—35;
170 ±10; 1,5—2,0)
Литье под давлением (50—
60; 175+5; 1,0). Прямое прес-
сование с предварительным по-
догревом при 130—150 °C в те-
чение 4—15 мнн (20—35; 175+
±5; 1,5—2,0)
Литье под давлением (80—
120; 155±5; 1,0). Литьевое
прессование (35—55; 155 ±5;
1,0—1,5). Прямое прессование
(20—35; 155+5; 1,0—3,0)
Литье под давлением (50—
80; 175+5; 1,0—1,5)
Детали технического назна-
чения и электроустановочных
изделий
Литье под давление^) (50—
80; 175±5; 1,5) Термообработ-
ка при подъеме температуры от
120 до 240 °C в течение 16 ч и
выдержка при 240 °C в течение
16 ч.
Литье под давлением (70—80;
170+10, 0,8—1,0)
Детали электротехнического
н конструкционного назначения
(корпуса реле, катушек, осно-
вания аппаратов)
Литье под давлением (35—
70; 160±5; 1,0—1,5). Термооб-
работка при 155 °C в течение
2 ч. Прямое прессование (20—
35; 160+5; 1,0—2,0). Термооб-
работка при 155 °C в течение
2 ч
§ 15.3 Свойства реактопластов 19
Продолжение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс- материала* Область применения Метод и режим переработки (дав- ление, МПа; температура, ?С; время выдержки на 1 мм толщины, мин)
П-1-13, ТУ 84-977-83, 22 5319 ППМ-40, ППМ-3, ППМ- 1С-М, ППМ-40-0, ТУ 6- 11-587-84 ППМ-15С-Х, ТУ 6-11-587- 84 ПСК-5, ПСК-5Н, ПСК- 5Т, ПСК-5НТ, ПСК-5П, ТУ 6-11-96-84 ПСК-РВ, ТУ 6-11-554-83 ПСК-5РМ, ПСК-5РКМ, ТУ 6-11-544-82, 22 5353 Крошка неопределенной формы серовато-желтого цвета; резольная феноло- формальдегидная и эпок- синоволачная смолы, рубле- ная стеклонить Препрег на основе нена- сыщенной полиэфирной смо- лы, рубленой стеклонити и минерального дисперсного наполнителя Препрег на основе поли- эфирной смолы и рубленой стеклонити Тестообразная масса; не- насыщенная полиэфирная смола, рубленое (5 мм) стек- ловолокно, минеральный на- полнитель. ПСК-5Т, ПСК- 5НТ содержат антисептики Тестообразная масса светло-серого цвета; ненасы- щенная полиэфирная смола, рубленое стекловолокно, ми- неральный дисперсный на- полнитель Тестообразная масса; мо- дифицированная эпоксидной смолой ненасыщенная поли- эфирная смола, рубленое стекловолокно, минеральный дисперсный наполнитель Стабильность прочност- ных и диэлектрических свойств при эксплуатации Препреги полиэфирные Высокие прочностные и удовлетворительные диэлект- рические свойства, понижен- ная горючесть (ППМ-40-0) Повышенные прочностные свойства и химостойкость Премиксы полиэфирнь Хорошие прочностные н диэлектрические свойства. Для ПСК-5Т, ПСК-5НТ - тропикостойкость ТС Повышенные прочностные, диэлектрические свойства, масло-, бензостоек Хорошие прочностные и диэлектрические свойства, Трекингостойки Детали конструкционного и электротехнического назначе- ния сложной конфигурации *3 Крупногабаритные детали об- щетехнического назначения, уп- лотнение обмоток турбогенера- тора (ППМ-3) Детали общетехнического назначения {короба, емкости, фланцы) ее Тонкостенные детали слож- ной конфигурации электротех- нического назначения (опрес- совка обмоток втягивающих катушек электроаппаратов, крышки для трансформатора, детали телевизоров, перемен- ные резисторы, переключатели) Детали электротехнического назначения (траверсы, контак- торы электромагнитные) Детали конструкционного и электротехнического назна- чения (проходные изоляторы, камеры вакуумных контакто- ров, траверсы), опрессовка об- моток катушек Литье под давлением (100— 130; 200+5; 3,5). Литьевое прессование (100—130; 200±5; 3,0—3,5) Прямое прессование (для ППМ-40: 3—5; 140±3; 1,2—1,5; для ППМ-3: 7—8; 120+3; 1,5— 2,0; для ППМ-1С-М: 4—6; 135 + 3; 1,0—1,2; для ППМ-40- 0: 4—6; 145 + 3; 1,5—2,0) Прямое прессование (3—8; 140+5; 1,0—1,5) Прямое прессование (6—10; 130+5; 3,0). Термообработка при 80 °C в течение 6 ч. Для ПСК-5Н (6—10; 145+5; 2,ОД Термообработка при 80 °C в те- чение 6 ч Прямое прессование (7—9; 145+5; 0,5), Термообработка при 80 °C в течение 6 ч Прямое прессование (для ПСК-5РМ: 7—9; 145+5; 0,5; для ПСК-5РКМ: 2,9—4,9; 145 + +5; 0,3—0,5)
Пластические массы Разд. 15
Пресс-материалы диаллилфталатные и диаллилизофталатные
ДАФ-С-2, ТУ 11 ЫУО. 023.009ТУ-83 Гранулированный пресс- материал; форполимер диал- лилфталата, стекловолокно, порошкообразный минераль- ный наполнитель Хорошие прочностные, ди- электрические свойства, со- храняющиеся при длитель- ной эксплуатации. Тропико. стойкость Т Армированные и неармиро- ванные тонкостенные электро- технические детали, детали ра- диоаппаратуры (переключате- ли, разъемы) Прямое прессование (15—25; 150+5; 1,0—2,0). Термообра- ботка при 200 °C в течение 6 ч. Литьевое прессование (15—55; 150±5; 1,0—2,0). Термообра- ботка при 200 °C в течение 6 ч
ДАФ-СЛ, ТУ 11 ЫУО.023. 059ТУ-82 Гранулы произвольной формы зеленого или корич- невого цвета; форполимер диаллилфталата, стеклово- локно, порошкообразный ми- неральный наполнитель Высокие диэлектрические и хорошие прочностные свойства. Выдерживает воз- действие температуры 200°C в течение 1000 ч при сохра- нении свойств иа высоком уровне Электротехнические детали сложной конфигурации (осно- вания потенциометров, корпу- са катушек) Литье под давлением (80— 120; 170+10; 0,7—0,8). Лить- евое прессование (30—80; 170 + 10; 1,0—2,0). Термообра- ботка при 150 °C в течение 1 ч, далее пои 175 °C—1 ч и 200 °C —4 ч
ДАФ-ДЛ, ТУ 11 ЫУО. 023. 018ТУ-82 Гранулы произвольной формы от темно-коричневого до черного цвета; форполи- мер диаллилфталата, дре- весная мука, порошкообраз- ный минеральный наполни- тель Высокие диэлектрические свойства, хорошие прочно- стные свойства, повышен- ная стабильность размеров деталей при эксплуатации Детали высокочастотных ус- тановок телевизоров, детали электрических аппаратов (осно- вания реле, коммутаторы) Литье под давлением (80— 120; 170+10; 1,0). Литьевое прессование (30—100; 170+10; 1,0—2,0)
ДАИФ-С1, ДАИФ-С2А, ДАИФ-С2Г, ТУ 11 ЫУО 023.008ТУ-83 Жгуты или комки неопре- деленной формы оранжевого цвета; форполимер диалли- лизофталата, ровинг из стеклянных комплексных ни- тей, порошкообразный мине- ральный наполнитель Высокие прочностные и диэлектрические свойства в условиях теплового старе- ния, Тропикостойкость Т Детали радиоаппаратуры на рабочую температуру до 200 °C (изоляторы, сопротивления, по- тенциометры, выключатели, электрические соединители, ламповые панели) Прямое прессование (15—40; 150+5; 1,0—2,0). Термообра- ботка при 160 °C в течение 1 ч, 180°С— 1 ч, 210°С—1 ч, 230 °C — 6 ч. Литьевое прессо- вание (60—100; 140+10; 1,0— 2,0). Термообработка — как при прямом прессовании
ДАИФ-СЛ ТУ 11 Ы У0.023.071 ТУ-79 Гранулы неопределенной формы от темно-коричнево- го до черного цвета; форпо- лимер диаллилизофталата, стекловолокно (2—6 мм), минеральный дисперсный на- полнитель Повышенные прочностные, диэлектрические свойства, нагрево-, водостойкость, Тропикостойкость Т Детали электротехнического и радиоэлектронного назначе- ния, работающие в условиях повышенной влажности Литьевое прессование (70— 100; 150 ±5; 1,0—2,0). Термооб- работка при 125 °C в течение 1 ч, 150 °C —1 ч, 175 °C — 1 ч, 200 °C —6 ч, 230 °C —4 ч
ДФП ТУ 11 ЫУО.023.057ТУ-83 Пресс-порошок розового цвета; форполимер диалли- лизофталата, минеральный наполнитель Отличается от ДАИФ-А повышенными электрической прочностью, прочностными и технологическими свойст- вами Детали электротехнического и радиоэлектронного назначе- ния (корпуса микровыключате- лей, основания потенциометров) Прямое прессование (15—30; 150+5; 3,0-10,0)
§ 15.3 Свойства реактопластов
Продолжение табл. 15.3
Марка, ГОСТ или ТУ,
код ОКП пресс-материала
Внешний вид; основные
компоненты
Основные свойства пресс-
материала41
Область применения
Метод и режим переработки (дав-
ление, МПа; температура, СС;
время выдержки на 1 мм толщины,
мин)
Пресс-материалы эпоксидные
ЭФП-60,
ТУ 11 ЫУ0.023.001ТУ-80,
ЭФП-63
ТУ 11 ЫУ0.023.056ТУ-80,
ЭФП-С,
ТУ 11 ЫУ0.023.060ТУ-81,
ЭФП-СТ,
ТУ 11 ЫУ0.023.060ТУ-81
Пресс-порошок темно-се-
рого цвета; эпоксидная ди-
ановая смола, минеральный
дисперсный наполнитель
Высокая нагревостойкосгь,
повышенные диэлектричес-
кие свойства, Тропикостой-
кость ТС
Герметизация полупроводни-
ковых и гибридных микросхем,
диодов, транзисторов, тиристо-
ров
Прямое прессование (для
ЭФП-60 и ЭФП-63: 5,0;. 150±3;
1,0—1,5). Термообработка при
150 °C в течение 6 ч. Литьевое
прессование (для ЭФП-С и
ЭФП-СТ—1,2; 150±5; 1,0—
4,0). Термообработка при
150 °C в течение 6—7 ч
ЭКП-200
ТУ 11 ЫУО.023.048ТУ-82
КЭП-1, КЭП-2,
ТУ 11 ЮУ0.023.001ТУ-78
вгс-э,
ТУ 6-11-15-13-82
СП-30, СП-40, СП-40Г,
СП-40Л, СП-Т,
ТУ 40.2-029-81
Пресс-порошок от серого
до темно-серого цвета; эпок-
сикремнийорганическая смо-
ла, минеральный дисперсный
наполнитель
Пресс-порошок различных
цветов; эпоксидная и эпок-
сикремнийорганическая смо-
лы, минеральный дисперсный
наполнитель
Пресс-порошок синего цве-
та; эпоксиноволачная смола,
измельченное стекловолок-
но
Крошка или пресс-поро-
шок; модифицированная
эпоксидная смола, измель-
ченное стекловолокно
27-63С,
ТУ 84-499-83
Пресс-материал в виде
ленты; модифицированная
эпоксидная смола ЭД-20,
стеклонить однонаправлен-
ная
Повышенные диэлектри-
ческие свойства, нагрево-
стойкость
Повышенная стабильность
прочностных и диэлектри-
ческих свойств при эксплуа-
тации. Влаго-, химостой-
кость. Тропикостойкость Т
Повышенные прочностные,
диэлектрические свойства,
иагревостойкость. Тропико-
стойкость Т
Хорошие прочностные и
повышенные диэлектричес-
кие свойства, водостойкость
Высокие прочностные и
повышенные диэлектричес-
кие свойства, нагрево-, во-
до-, влагостойкость
Герметизация полупроводни-
ковых приборов и интегральных
схем
Детали радиоэлектроники, из-
готовление корпусов микросхем
Детали конструкционного и
электротехнического назначе-
ния (опрессовка обмоток кату-
шек, детали реле)
Герметизация электронных
приборов, изготовление микро-
модулей, микроблоков, защит-
ные оболочки катушек
Высокопрочные конструкци-
онные детали электротехничес-
кого и радиотехнического наз-
начения
Литьевое прессование (1,0—
1,5; 160±3; 4,0—6,0), Термооб-
работка при 200 °C в течение
8 ч
Литьевое прессование (1,5;
150±5; 3,0—5,0)
Литье под давлением (60—
120; 185+5; 1,0)
Прямое прессование (5—10;
170±5; 1,0—2,0). Литьевое
прессование (5—30; 190+10;
0,5—1,0). Литье под давлением
(для СП-40Л : 15—20; 185+5;
0,5—1,0)
Прямое прессование с после-
дующим охлаждением пресс-
формы до 80 °C (15—20; 180 +
±10; 1,5—3,0) допускаются
подпрессовки. Намотка с по-
следующей опрессовкой
Пластические массы Разд. 15
К-81-39, К-81-39А, Пресс-порошок; эпоксид- Повышенные влагостой- Опрессовка слюдяных кон- Прямое прессование (25—35;
ТУ 6-05-1651-78, 22 5371 ная днановая смола, ти-фе- нилендиамин, минеральный наполнитель кость, прочностные и ди- электрические свойства денсаторов и радиодеталей; применяются при работе с се- ребряными контактами 140±10; 2—3). Допускается подогрев при 120—130 °C в те- чение 5—20 мин
ПЭТ-Гр, ТУ 81, 22 5371 16-503.220- Гранулы длиной 10— 20 мм; эпоксиноволачная смола, ровинг из стеклян- ных комплексных нитей, каолин Высокие прочностные и диэлектрические свойства, сохраняющиеся на высоком уровне при эксплуатации при повышенных температу- ре и влажности Детали конструкционного и электротехнического назначения (опрессовка коллекторов тяго- вых электродвигателей, детали реле и пр.) Прямое прессование (25—45; 170±5; 2,0). Термообработка при 200 °C в течение 6—24 ч. Литьевое прессование (50—100; 180 ±5; 1,0—2,0). Термообра- ботка при 200 °C в течение 6— 24 ч
ДСВ-К-1, ТУ 6-11-308-74 Сыпучий игольчатый пресс-материал; эпоксидно- резольно-новолачиое связу- ющее, комплексная алюмо- боросиликатная стеклонить Высокие прочностные и хорошие диэлектрические свойства. Химостоек Детали конструкционного на- значения, работающие в серной кислоте (до 60 %-ной концент- рации) и температуре до +50 °C. Детали электротехни- ческого назначения Прямое прессование (15—25; 155 ±5; 2,0—3,0). Термообра- ботка при 140 °C в течение 4 ч
УП-264С, ТУ 6-05-02-22- Крупнодисперсный (6 мм) Высокие диэлектрические Детали конструкционного и Прямое прессование (10—30;
78, УП-284С, 62-78, 22 5371 ТУ 6-05-02- порошок; эпоксидная смола ЭД-8, диаминодифеиилме- тан, измельченное стекло- волокно и повышенные прочност- ные свойства, нагрево-, во- достойкость. Тропикостой- кость ТС электротехнического назначе- ния, герметизация деталей ра- дио- и электронной аппарату- ры 135 ±10; 4,0—6,0). Термообра- ботка при 160 °C в течение 3 ч. Литьевое прессование (20—30; 135±5; 1—3). Термообработка при 160 °C в течение 8 ч
Пресс-материалы кремнийорганические (кремнепласты)*4
ПКО-1-1-1 (КФ-9), ОСТ Крупнозернистый порошок Повышенные дуго-, нагре- Тонкостенные детали элект- Прямое прессование (25—35;
6-05-445-79, 22 5363 или кусочки от белого до кремового цвета; полиметил- силоксановая смола, моди- фицированная фторопла- стом-4, минеральный дис- персный наполнитель востойкость, стабильность диэлектрических свойств. Тропикостойкость Т ро- и радиотехнического назна- чения (каркасы катушек, элект- рические соединители), детали высокочастотных установок 150±5; 1,5—3,0). Допускаются подпрессовки. Предваритель- ный подогрев при 140—160 °C в течение 40 с. Термообработка при 160 °C в течение 5 ч и 200 °C в течение 3 ч. Литьевое прессование (70—80; 170±Ю; 1,0). Термообработка как при прямом прессовании
ПКО-1-1-2 (КФ-9П), Плоские кусочки неопре- Отличается от ПКО-1-1-1 Детали электро- и радиотех- Прямое прессование (25—35;
ОСТ 6-05-445-79, 22 5363 деленной формы белого или повышенной ударной вязко- нического назначения (каркасы 150±5; 1,5—3,0). Допускаются
кремового цвета; полиметил- силоксановая смола, мине- ральный наполнитель стью. Тропикостойкость Т катушек, корпуса миниатюрных приборов) подпрессовки. Предварительный подогрев при 160 °C в течение 40 с. Термообработка при 160 °C в течение 3 ч и при 200 °C в течение 3 ч. Литьевое прессование (70—80; 170=‘10; 1,0). Термообработка при 200 °C в течение 3 ч
§ 15.3 Свойства реактопластов
Продолжение табл. 15.3
Марка, ГОСТ или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс- материала* Область применения Метод и режим переработки (дав- ление, МПа; температура, °C; время выдержки на 1 мм толщины, мин)
ПКО-1-1-3 (КФ-Ю), ОСТ 6-05-445-79, 22 5363 Кусочки неопределенной формы светло-коричневого цвета; модифицированная фторопластом-4 полиме- тилсилоксановая смола, минеральный наполнитель Повышенные дуго-, на- гревостойкость, стабиль- ность диэлектрических свойств. Тропикостойкость Т Детали электро- н радиотех- нического назначения (карка- сы катушек, электрические соединители), детали высоко- частотных установок Прямое прессование (25— 35; 160 ±5; 2,0—4,5). Допуска- ются подпрессовки. Предвари- тельный подогрев при 130 °C в течение 5 мин. Литьевое прес- сование (70—80; 180±5; 2,0). Термообработка при прям.ом и литьевом прессовании при 200 °C — 12 ч
ПКО-1-2-4 (КМС-9), ОСТ 6-05-445-79, 22 5362 Волокнистые куски свет- ло-серого или светло-жел- того цвета; полнметилси- локсановая смола, реза- ное стекловолокно Повышенные дугостой- кость и прочностные свой- ства, стабильность диэлект- рических свойств при 300 °C. Тропикостойкость Т Дугостойкие детали электро- технического назначения для работы при напряжении до 1 кВ (корпуса микровыключа- телей, изоляторы электриче- ских соединителей) Прямое прессование (29— 31; 150 ±5; 1,0—1,5). Допуска- ются подпрессовки. Термооб- работка при 155 °C в течение 5 ч
ПКО-1-3-5 (КПЖ-9), ОСТ 6-05-445-79, 22 5361 Кусочки неопределенной формы от светло-желтого до темно-желтого цвета; полиметилсилоксановая смо- ла, длинноволокнистый ас- бест Высокие диэлектриче- ские свойства, повышенные нагрево-, дуго-, влагостой- кость. Склонен к трещино- образованию. Тропико- стойкость Т Детали ' электротехническо- го назначения, длительно ра- ботающие при 300 °C в усло- виях искровых разрядов и по- вышенной влажности Прямое прессование (29—31; 150 ±5; 1,0—1,5). Предвари- тельный подогрев подбирается опытным путем. Допускаются подпрессовки. Термообработка при 155 °C в течение 5 ч
ПКО-2-2-6 (ДВПМ-1П), ОСТ 6-05-445-79, 22 5362 Сыпучий волокнистый материал красного цвета; полиметилфен илсилоксано- вая смола, резаное алюмо- боросиликатное стеклово- локно Повышенные нагрево- стойкость, прочностные и диэлектрические свойства. Тропикостойкость Т Детали электротехнического назначения, работающие при температуре до 300 °C Прямое прессование (30—40; 195±5; 1,5—2,0). Допускаются подпрессовки. Предваритель- ный подогрев подбирается опытным путем. Термообработ- ка при 200 °C в течение 5 ч
ПКО-2-2-7 (ДВПМ-ЗП), ПКО-2-2-8 (ВПМ-1К), ПКО-2-2-9 (ВПМ-1В), ПКО-2-2-10 (ВПМ-ЗП), ОСТ 6-05-445-79, 22 5362 Гранулы или волокни- стый материал; полиметил- фенилсилоксанрвая смола, резаное стекловолокно и дисперсный минеральный наполнитель Повышенные диэлектри- ческие и прочностные свой- ства, нагревостойкость. Тро-, пикостойкость Т Детали технического и элект- ротехнического назначения для рабочих температур 300 и 350 °C (ПКО-2-2-10) Прямое прессование (30— 40; 195 ±5; 1,5—2,0). Допуска- ются подпрессовки. Предвари- тельный подогрев при 60 °C в течение 20 мин. Литьевое прес- сование (50—100; 195±5; 1,5). Термообработка при прямом и литьевом прессовании при 200 СС в течение 5 ч
Пластические массы Разд. 15'
ПКО-1-3-11 (КМК-218),
ПКО-1-3-12
(КМК-218Л),
ОСТ 6-05-445-79, 22 5361
Пластинки или куски се-
рого цвета; полиметилсилок-
сановая смола, асбест,
кварц молотый
ПКО-1-2-13 (ПК-9),
ПКО-1-2-15
(ТП-110рм),
ОСТ 6-05-445-79, 22 5362
ПКО-3-2-14 (ВЭП-1),
ОСТ 6-05-445-79, 22 5362
ПР-4С,
ТУ 6-05-101-54-79.
22 5362
ПЦТ-Гр-К, ПДТ-Гр-Р,
ТУ 16-503.194-80,
22 5362
РТП-170,РТП-200,
ОСТ Б84-481-80, 22 5362
Куски неопределенной
формы светло-серого цвета;
полиметилсилоксановая смо-
ла, кремнеземная стекло-
нить, порошкообразный ми-
неральный наполнитель
Стекловолокнистая мас-
са от светло- до краснова-
то-желтого цвета; феноль-
но-кремнийорганическая
смола, кварцевое волокно
Стекловолокнит светло-
желтого цвета; полиметнл-
фенилсилоксановая смола,
рубленое алюмоборосили-
катное стекловолокно дли-
ной 5—7 мм
Сыпучий волокнистый
пресс-материал от светло-
до темно-кремового цвета;
олигометилсилсесквиоксан,
кремнеземная нить и као-
лин (ПДТ-Гр-К), ровинг из
стеклянных нитей и каолин
(ПДТ-Гр-Р)
Спутанная волокнистая
масса; полиметилсилокса-
новая смола, кремнеземное
стекловолокно, минеральный
дисперсный наполнитель
Повышенные диэлектри-
ческие свойства, высокая
дугостойкость, понижен-
ная влагостойкость. Тропи-
костойкость ТС
Повышенная стабильность
диэлектрических свойств
при температурах до 350 °C,
дугостойкость. Тропико-
стойкость Т
Высокие нагревостой-
кость и прочностные свой-
ства. Кратковременно вы-
держивает температу-
ру 600 °C
Повышенные диэлектри-
ческие и хорошие прочно-
стные свойства. Не вызыва-
ет коррозии арматуры из
серебра, меди
Повышенные прочностные
и диэлектрические свойства.
Высокая нагрево-, дугостой-
кость. Влагостойки, не вы-
зывают коррозии арматуры
из серебра, меди
Стабильность диэлектри-
ческих, прочностных свойств
и линейных размеров дета-
лей
Электротехнические детали,
работающие в условиях воз-
действия мощных дуг и темпе-
ратуры до 300 °C в тропическом
сухом климате (дугогаситель-
ные камеры, каркасы)
Детали электро-, радиотех-
нического назначения, стойкие
к действию мощных электриче-
ских дуг (дугогасительные ка-
меры, микровыключатели,
электрические соединители)
Детали конструкционного,
радио- и электротехнического
назначения
Детали радио- и электротех-
нического назначения для дли-
тельной работы при высоких
температурах
Детали радио- и электротех-
нического назначения, дли-
тельно работающие при темпе-
ратуре до 200 °C и воздействии
мощных электрических дут
(дугогасительные камеры,
электрические соединители, кор-
пуса выключателей)
Высокочастотные радиотех-
нические и электроизоляцион-
ные детали, работающие при
температуре до 250 °C (корпу-
са микровыключателей, кар-
касы сопротивлений, изолято-
ры электрических соедините-
лей)
Прямое прессование (30—50;
160±5; 1—2). Допускаются
подпрессовки. Предваритель-
ный подогрев при 100——110 °C
в течение 10 мин. Термообра-
ботка при 160 °C в течение 5 ч
Прямое прессование (30—50;
150±5; 1,5—3,0). Литьевое
прессование (60—70; 160±5;
1,5). Термообработка при пря-
мом и литьевом прессовании
при 160 °C в течение 10 ч
Прямое прессование с пред-
варительным подогревом в
пресс-форме при 150 °C в тече-
ние 3 мин (35—45; 200±5; 2—
7). Термообработка при 200 °C
в течение 4 ч
Прямое прессование (40—50;
170±5; 5—8). Термообработка
при 160 °C в течение 10 ч.
Литьевое прессование (80—
100; 190±10; 4—7). Термообра-
ботка при 160 °C в течение 10 ч
и при 290 °C в течение 50 ч
Прямое прессование (30—50;
200±5; 2,0). Допускаются 1—
3 подпрессовки. Литьевое прес-
сование (70—100; 200±5; 1,5—
2,0). Термообработка при пря-
мом и литьевом прессовании
при 180—200 °C в течение 6—
24 ч
Прямое прессование с пред-
варительным подогревом при
100 °C до 30 мин (для РТП-170:
30—40; 160±5; 5—6; для
РТП-200: 30—40; 160±5; 1,5—
2,0). Термообработка РТП-170
при 100 °C в течение 18—20 ч
и РТП-200 при 160 °C в тече-
ние 6—10 ч
§ 15.3 Свойства реактопластов
77родолжение табл. 15.3
Марка, ГОСТ, ТУ, код ОКП пресс-материала Внешний вид; основные компо- ненты Основные свойства пресс- материала* Область применения Метод и режим переработки (дав- ление, МПа; температура, °C; время выдержки на I мм толщины, мин)
ДСВ-Н, ТУ 6-11-571-83 РТМ-6, ТУ 6-05-101-51 -78, 22 5362 Сыпучий пресс-матсриал; кремнийорганическая и но- волачная фенолоформаль- дегидная смолы, поливинил- бутираль, стекловолокно Спутаиная волокнистая масса от желтого до жел- то-зеленого цвета; полиме- тилсилоксановая смола, кварцевая нить, минераль- ным дисперсный наполни- тель Повышенные прочностные п диэлектрические свойства. Высокая нагревостойкость Повышенные прочностные и диэлектрические свойства, нагрево-, дугостойкость Электроизоляционные дета- ли в трансформаторах ручной дуговой сварки Детали радиотехнического назначения, работающие при температуре до 350 °C Прямое прессование (30—40; 155+5; 1,5—3,0). Термообра- ботка при 120 °C в течение 5 ч Прямое прессование (30—50; 175+5; 1,0—1,5). Предвари- тельный подогрев при 100— ПО °C до 30 мин. Термообра- ботка при 160—180 СС в тече- ние 10 ч
П ресс-материалы мочееино- и меламиноформальдегидные (аминопласты)
КФА1 (А,), КФА2 (А2),
КМФАЗ
(КМ-68), ГОСТ 9359-80,
22 5331
МФБ1 (К-79-79),
ГОСТ 9359-80, 22 5332
Тонкодисперсный порошок
различных цветов, мочгни-
ноформальдегидная смола,
сульфитная целлюлоза
(КФА1, КФА2); мочевино-
меламиноформальдегидная
смола, сульфитная целлю-
лоза (КМФАЗ)
Мелковолокнистая масса;
меламииоформальдегидная
смола, сульфитная целлю-
лоза
МФВ1 (К-78-51),
МФВ2 (К-78-51),
МФВЗ (К-78-51),
МФВ4 (К-78-51 литье-
вой), МФВ5 (К-77-51),
ГООТ 9359-80, 22 5332
Тонкодисперсный поро-
шок; меламиноформальде-
гидная смола, хлопковая
целлюлоза, асбест хризоти-
ловый, тальк, специальные
добавки, красители
Удовлетворительные
прочностные и диэлектриче-
ские свойства, химостой-
кость. Пониженная водо-,
нагревостойкость, непло-
хая дугостойкость
Удовлетворительные
прочностные и диэлектри-
ческие свойства, химостой-
кость. Повышенная водо-,
дуто- и нагревостойкость
по сравнению с КФА1 и
КФА2
Хорошие диэлектрические
и прочностные свойства, во-
достойкость, повышенная
нагрево-, дугостойкость.
Тропикостойкость Т
Неармированныс, слабона-
груженные детали техническо-
го и электротехнического на
значения для работы при на-
пряжении до I кВ в нормаль-
ных климатических условиях
(ручки управления, кнопки,
детали осветительной армату-
ры, шкалы)
Слабонагруженные электро-
технические детали, к которым
предъявляются повышенные
требования по дугостойкости
Дугостойкне детали элект-
ротехнического назначения
(дугогасптельные камеры, де-
тали реле, проходные изоля-
торы к электродвигателям, ко-
лодки, детали приборов зажи
гания)
Прямое прессование (30—50;
145+5; 1,0—1,5). То же с
предварительным подогревом
при 105 °C в течение 5—10 мин
(30—50; 160+5; 0,4—0,6)
Прямое прессование с пред-
варительным подогревом при
105 °C в течение 5—10 мин
(30—50; 160+5; 1,0—2,0)
Прямое прессование с пред-
варительным подогревом при
105 °C в течение 5—10 мин
(20—40; 165 + 5; 1,5—2,5). Ли-
тьевое прессование (60—100;
170+5; 1,5-2,0)
Пластические массы Разд. 15
МФД1 (МФК-20),
ГОСТ 9359-80, 22 5332
МФЕ1 (ДО-2),
ГОСТ 9359-80, 22 5332
КФА-2ЛГ литьевой,
ТУ 6-05-211-1319-82
Крошка серого цвета;
меламиноформальдегидная
смола, модифицированная
кремнийорганической смо-
лой, волокнистый асбест
Рыхлые пучки серого цве-
та из отрезков алюмоборо-
силикатного стекложгута,
пропитанного меламино-
формальдегидной смолой,
тальк
Гранулы неправильной
формы; модифицированная
мочевиноформальдегидная
смола, сульфитная целлю-
лоза
ПМ-67, ПМ-67-ДМ-3,
ПМ-69, ПМ-69-ДМ-3,
ТУ 6-05-211-1049-80
Имилои С,
ТУ 6 11-183-81
Пресс-порошок от бежево-
го до темно-коричневого
цвета; полиимидная смола,
дисульфид молибдена
Гранулированный стекло-
волокнит, полибисмалеини-
мидамин, измельченное
стекловолокно длиной 0,05—
0,15 мм
ПАИС-104С,
ТУ 6 05-231-219 80
Пресс-порошок светло-
коричневого цвета; поли-
амнноимидный олигомер
ПАИС, измельченное алю-
моборосиликатное стекло-
волокно СПА-0
Повышенные нагрево-,
дугостойкость, прочност-
ные свойства; удовлетвори-
тельные диэлектрические
свойства
Повышенные ударная
вязкость, дуго , водостой-
кость. Хорошие прочностные
и диэлектрические свойства,
нагревостойкость. Тропико-
стойкость Т
Удовлетворительные проч-
ностные свойства, низкая
водостойкость
Пресс-материалы полиимидные
Высокие диэлектрические
и прочностные свойства, на-
гревостойкость. Стойки к
истиранию, окислению, дей-
ствию кислот и щелочей
Высокие диэлектрические
и прочностные свойства,
нагревостойкость, радиаци-
онная стойкость. Стоек к
исгирашпо и окислению
Удовлетворительные проч-
ностные и высокие диэлек-
трические свойства, сохра-
няющиеся в широком диа-
пазоне частот при темпера-
турах до 200 °C
Электротехнические детали,!
к которым предъявляются по-
вышенные требования по дуго-)
стойкости (дугогасительиые'|
камеры, детали автоматичес-/
ких выключателей)
Армированные и неармиро -
ванные детали для аппарате-1
строения на напряжение до
1 кВ (контакторы, колодки,
платы, изоляторы, дугогаси-
тельные камеры, валы к шахт-
ным разъединителям)
Малонагруженные детали
общетехпического назначения
(детали корпусов приборов,1
кнопки, колпачки)
Детали электротехническо-
го, конструкционного и анти-
фрикционного назначения на
рабочую температуру до 250 °C
Детали сложной конфигура-
ции электротехнического на-
значения, работающие в кон-
такте с цветными металлами
при температуре до 250 °C
Высокочастотные детали в
радиоэлектронике и приборо-
строении
Прямое прессование с пред-
варительным подогревом при
105 °C в течение 5—10 мйи
(25—40; 150+10; 1—3). Тер-
мообработка прн 150 °C в те-
чение 5—6 ч
Прямое прессование (30—50;
150±5; 1,5—2,0). Допускается
предварительный подогрев при
80—90 °C в течение 10—15 мин.
Литьевое прессование (50—-
100; 150+5; 1,0—2,0)
Прямое прессование с пред-
варительным подогревом при
105 °C в течение 5—10 мин
(20—40; 137 + 5; 1,5—3,0). Ли-
I тье под давлением (100—120;
' 137+5; 1,0—2,0)
Прямое прессование (2—12;
400 +20; 1,0—2,0)
Прямое прессование с пред-
варительным подогревом при
170 °C в течение 5—10 мин
(35 50; 250+5; 2—3). Лить-
евое прессование (50—80;
250+10; 1,5—3,0). Термообра-
ботка при прямом и литьевом
прессовании при 200 °C в тече-
ние 8 ч и прн 250 °C — 8 ч
Прямое прессование с пред-
варительным подогревом при
170—180 °C в течение 1—2 мин
(24—35; 230+5, 2—3). Литье-
вое прессование (50—80; 230±
+5; 2—3). Термообработка
при прямом и литьевом прес-
совании: подъем температуры
в течение 5 ч до 250 °C и вы-
держка при 250 °C 15 ч
§ 15.3 Свойства реактопластов
Продолжение табл. 15.3
Марка, ГОСТ, или ТУ, код ОКП пресс-материала Внешний вид; основные компоненты Основные свойства пресс- материала* Область применения Метод и режим переработки (дав- ление, МПа, температура, °C; время выдержки на I мм толщины. мин)
ПАИС-125С, ТУ 6-05-231 219 80 Пресс-порошок светло-ко- ричневого цвета; полиами- нонмидный олигомер ПАИС, измельченное алюмобороги- ликатнос стекловолокно СПА-0 Удовлетворительные проч- ностные и высокие диэлект- рические свойства, сохра- няющиеся в широком диапа- зоне частот при температу- рах до 200 °C Высокочастотные детали в радиоэлектронике и прибо- ростроении Литье под давлением (70— 120; 230±5; 2—3). Термообра- ботка как для ПАИС-104С
* Расшифровку обозначений тропнкостойкости см. в разд. 26 и ГОСТ 15150-69.
* В скобках приведены марки пресс-материалов по ранее действующим ГОСТ и ТУ.
Характеристики препрегов марок ПО, ПЭ иа основе эпоксидных смол приведены в разд. 13.
4 Дополнительные сведения о кремнепластах приведены в разд. 25.
Таблица 15.4, Основные физические показатели реактопластов
Марка пресс-материала Плотность, кг/м3 Температур- ный коэффи- циент длины, Ю~- °C-1 Насыпная плотность, кг/м3 Тепло- стойкость по Мар- тенсу, °C Водопогло- щение, % (мг) Бензопогло- щение, % Маслопогло- щение, % Усадка рас- четная, % Текучесть по Ращигу, мм Интервал рабочих тем- ператур, °C
Фенопласты, общего назначения
02 010-02 1450 4,5—5,3 500 125 (55). 0,05 0,03 0,4—0,8 120—19Э —60-5-+60
03-010-02 1400 4,6—5,3 500—800 130 (55) 0,05 0,03 0,4—0,8 110—190 -504-+100
04-010-12 1400 4,5—7,0 500 140 (30) —- —. 0,4—0,8 100—180 —504-+105
08-010-72 1400 — 500 135 (45) —*. 0,5—0,7 120—190 —504-+100
010-200-07 1400 2,3—3,1 500 130 (40) 0,02 0,03 0,5—0,8 140—200 —504-+100
014-010-13 1400 4,5—7,0 — 130 (30) — —> 0,4—0,8 — —504-+100
028-210-02 1400 4,5—7,0 500 —- 0,03 0,05 0,5—0,7 150—190 —604-+100
Текстолит-крошка 1300—1400 3-5 — 115 0,2—0,5 — — 0,6—0,8 >5 —504-1-90
Электроиитовая масса 1900—2000 — — 200 0,1—0,2 0,4 0,02—0,03 1,1 >60 —504-+90
Изодин 1350—1450 —• — 120 0,2—0,1 —. — — —604- +60
Фенопласты электроизоляционные
Э1-340-02 1400 4,3—5,3 500 125 (55) 0,05 0,03 0,5—0,9 100—180 —604-+110
Э2-300-02 1400 4,5—7,0 300 125 (43) 0,05 0,03 0,4—0,8 100—180 —604-+110
Э2-330-02 1400 4,5—5,3 300 125 (45) 0,05 0,03 0,4—0,8 100—180 —604-+110
ЭЗ 340-65 1950 2,0—5,0 900 150 0) 0,01—0,03 0,02 0,4—0,7 100—190 —604-+U5
Пластические массы Разд 15
ЭЗ-340-61 1950 2,0—5,0 900 150 (9) 0,01—0,02 0,01 0,4—0,7 100—190 —60-7-4-115
Э4-100-30 1900 2,0—5,0 500 125 (Ю) 0,015—0,016 0,01—0,02 0,4—0,7 120—190 —50 4 4-115
Э5-101-30 2000 2,0—5,0 500 140 (Ю) 0,003 0,005—0,05 0,3—0,5 120—190 —504- 4-120
Э6-014-30 1850 1,9—3,6 750 250 (25) 0,005—0,01 0,01—0,02 0,2—0,3 130—200 —604-4-250
Э8-361-63 1850 3,8 800 140 (20) 0,01 0,03 0,4—0,7 120—180 —604-4-120
Э9-342-73 1850 5,0—7,0 800 135 (35) 0,04 0,03 0,4—0,8 100—180 -504-4-125
Э10-342-63 1850 2,5 800 135 (20) 0,04 0,03 0,4—0,8 100—180 —504-4-125
Э11 342-63 1850 2,5 800 140 (20) 0,04 0,03 0,5—0,7 120—160 -504-4'125
Э14-130-69 1400 4,5—7,0 500 120 (40) 0,05 0,03 0,4—0,8 — -504-4-110
Э15-121-02 1400 4,5—7,0 500 140 (45) 0,05 0,03 0,4—0,8 120—195 -604-4-110
Э21-450-44 1650 — — 150 (15) — — 0,4—0,7 100—180 -604-4-125
Э22-451-44 1500—1650 — — 135 (13) —. II 0,4—0,7 100—180 -604-4-110
Э25-014-17 1650 — — (Ю) — — 0,2—0,4 130—180 -604-4-110
Фенопласты влагохимостойкие
Вх 1-090-34 1600 2,0—3,4 750 125 (15) 0,03 0,03 0,4—0,8 100—190 -404-4-110
Вх2-090-68 1600 3,1—3,6 650 125 (20) 0,02 0,03 0,4—0,8 100—190 -404-4-110
Вх2-090-69 1600 3,3—5,8 650 125 (20) 0,01 0,02 0,4—0,8 100—190 —404-4'110
ВхЗ-090-14 1500 1,7—3,5 750 125 (15) 0,03 0,03 0,4—0,8 90—180 —504-4-110
Вх4-080-34 1750 3,0—6,0 800 120 (20) 0,05 0,012 0,3—0,9 130—195 -404-4-110
Вх5-010-73 1750 2,0—5,0 800 140 (25) 0,05 0,02 0,3—0,7 110—190 -404-4-120
Вхб-342-70 1400 4,5—7,0 300 130 (20) 0,02 0,6—1,0 110—190 -404-4-ПО
Вх7-350-42, Вх8-350-42 1600—1650 2,5 — 130 (15) 0,04 0,04 0,5—0,8 120—170 -404-4-110
Фенопласты, специальные, безаммиачные
Сп 1-342-02 1400 3,5—4,0 500 130 (55) 0,05 0,03 0,4—0,8 100—190 —604-4-115
С п2-342-02 1400 5,0—7,0 500 130 (55) 0,05 0,03 0,4—0,8 100—190 -604-4-115
СпЗ-342-02 1400 2,0—5,0 500 130 (55) 0,05 0,03 0,5—0,9 90—190 -504-4'110
К-214-2 1400 2,0—5,0 500 125 (60) 0,05 0,03 0,6—0,8 90—190 -504-4-110
Фенопласты жаростойкие
/К1-010-40 1900 2,5—4,0 800 145 (20) 0,02—0,04 0,015—0,03 0,2—0,8 100—190 —40-7-4-120
Ж2-010-60 1750 1,5—4,0 700—1000 150 (25) 0,02 0,02 0,2—0,5 130—200 —404-4-130
/КЗ-010-62 1850 1,5—4,0 800 140 (10) 0,007—0,01 0,01 0,2—0,7 160—200 -404 4-120
Ж6-010-60 1750 1,5—4,0 620 140 (05) (40) 0,02 0,02 0,2—0,7 0,4—0,8 130—200 120—190 МЧИ
Ж7-010-83 1700 1,5—4,0 700 180 -4044-130
Фенопласты электропроводящие и магнитодиэлектрические
013-011-72 1400 — 500 120 (40) 0,02 0,01 0,5—0,7 120—190 -6044-110
МДПу-12, МДПу-14 4500 — 170—175 (10) — — 0,3 100—190 -5044-130
МДПу-18 4000 — 200 (15) — — 0,3 100—190 —5044-130
§ 15.3 Свойства реактопластов
Продолжение табл. 15.4
Марка пресс-материала Плотность, КГ/М3 Температур- ный коэффи- циент длины io~?t °C-1 Насыпная плотность, кг/м3 Тепло- стойкость по Мар- тенсу, °C Водопоглэ- щение, % (мг) Бензопогло- щение, % Маслопогло- щение, % Усадка рас- четная, % Текучесть по Рашнгу, мм Интервал ра- бочих темпе- ратур, °C
Фенопласты ударопрочные
У1-301-07, У2-301 07 У4-080-02 1450 1500 3,0—3,5 3,3 100—400 600 140—160 130 (70) (65) 0,025 0,05—0,1 0,11 0,03—0,07 0,3—0,6 0,4—0,8 40—140 130—190 —40-5-4-110 -404-4-110
У5-301-41 1950 2,5—2,8 200—500 200 (200) — —. 0,1—0,3 ПО —40-5—|-130
У7-370-44, У9-370-44 1500 3,0—3,5 3,0—3,5 — 140 (20) -— —- 0,4—0,8 -404-4-120
Волокнит 1450 100—400 140 (90) 0,025 0,11 0,3—0,6 40—140 —40-5-4-120
АГ-4В, АГ-4В-10 1700—1900 1,0—1,5 150—250 280 0,2 0,05 0,05 0,15 100—190 —196-? 4-200
АГ-4С, АГ-4НС 1700—1900 0,5—1,2 —- 280 0,2 0,05 0,05 0,15 —1964-4-200
ГСП-8, ГСП-32 1800—1820 1,0—1,5 150—500 240—280 0,2 0,05 0,05 0,15 - 100—190 -604-4-200
ГСП-400 1870 1,0—1,5 700—800 280 0,2 — — 0,15 100—190 -604-4-200
ДСВ-2Р-2М, 1700—1850 0,9—1,2 100—250 280 0,2 0,05 0,05 0,15 100—190 -604-4-200
ДСВ-4Р-2М ДСВ-2Р-2М-76 1700—1850 0,9—1,2 100—250 280 0,2 0,15 100—190 —1964—1-200
СГ-160-Р-2Ц-2, 1700—1850 1,0—1,5 150—500 280 0,2 0,05 0,05 0,15 100—190 —604-4-200
СГ-320-Р-2Ц-2, СГ-1280-Р-2Ц-2 П-3-1 2200 200 0,4 0,2 120—190 —60-5-4-130
П-5-1 1600—1800 — .— —- —— — -—- —— — -604-4-150
П-5-2, П-5-2А 1700—1800 0,25—0,6 — -— 2,0 1,0—1,25 1,12—1,24 —- 140 -604-4-130
П-75С 2000 — — 120 0,5 — — 0,2 — -604-4-90
020-210-75, (350—1420 4,5—7,0 500 Фено/и 125 госты литьевь (45) е 0,4—0,8 140—190 -604-4-100
020-210-75 «СК» 021-210-75 1400 4,5—7,0 500 130 (40) — — 0,4—0,8 120—190 -604-4-110
032-0118-02 1360—1450 4,5—7,0 500 125 (55) —— — 0,4—0,9 110—190 -604-4-110
Э24-122-02 1300—1400 4,5—7,0 500 120 (40) —- — 0,4—0,8 130—200 -60-5-4-100
Э28-0118-81 1900 2,5—4,0 600 250 (25) -— — 0,3—0,7 170 —604-4-200
ЭЗЗ-010-48 1700 — — 280 (25) — — 0,3—1,0 — —60-5-4-200
Ж9-010-60 1700 — 140 (40) —. — 0,3—0,6 120—200 —604-4-120
ВГС-18. 1400—1560 1,5—4,0 700—800 170—190 0,05—0,15 — — 0,3—0,5 500—800 -604-4-200
П-1-13 — .— 125—140 — —— — — (по спирали) 150—200 —604-4-180
Пластические массы Разд. 13
Препреги полиэфирные
ППМ-40, ППМ-3, ППМ-1С-М, ППМ-40-0 ППМ-15С-Х 1750 1750 — — 150—200 Премикс 1,0—1,5 0,4 ы полиэфирн ые — 0,1—0,4 0,2—0,4 — —604-J-130 -60-е—1-130
ПСК-5, ПСК-5Н, ПСК-5Т, ПСК-5НТ, ПСК-5П 1750—1800 — — 120—130 0,4—0,5 — — 0,4—0,5 — —604-+130
пск-рв 1700—1900 — — 150 0,5 -—• — •—- •— —60-Н-130
ПСК-5РМ 1720—1770 — — 155 0,5 — —— 0,1—0,25 -— -604-4-130
ПСК-5РКМ 1750—1760 Пресс- материалъ 80 диаллшц 0,5 палатные и с иаллилизофтс платные 0,1—0,25 — -60-4—1-130
ДАФ-С2 1800—2000 1,5—2,2 — 150—250 0,05 0,05 0,05 0,2—0,4 150—200 —604—]-180
ДАФ-СЛ 1800—2000 — — 200 0,2 ,—. — 0,4—0,6 170—190 —60-4—1- 200
ДАФ-ДЛ 1400—1600 — — — 0,3 — —- 1,0 170—190 -60-4-4-170
ДАИФ-С1 2200—2400 — — 250 (15) .— 0,2—0,4 100—150 —60-4-4-200
ДАИФ-С2А, ДАИФ-С2Г 2150—2350 2,2 — 250 (15) 0,05 0,05 0,4—0,6 130—200 —604—|- 200
ДАИФ-СЛ 1900—2400 2,2 — 200—220 — — — 0,6—0,8 150—190 —604—|- 200
ДФП — — Тресс-мате риалы эпокси дные — 0,8 180 -604-1-125
ЭФП-60, ЭФП-63 1700—2000 3,5—3,8 — 138 — — — 0,6—1,0 500—1200 (по спирали) —604-4-125
ЭФП-С, ЭФП-СТ — 3,5 — — — — — 1,0 800—1400 (по спирали) -604-4-155
ЭКП-200 — 3,0 — — — — — 1,0 600—1500 (по спирали) -604-4-155
КЭП-1, КЭП-2 1300—1800 2,6—2,7 —• — — — — 0,8 350—400 (по спирали) -604-4-200
ВГС-Э 1850 2,5 — 160—180 — — — 0,3—0,5 >500 (по спирали) -604-4-180
СП-30, СП-40, СП-40Г, СП-40Л — 2,5—4,0 — 105—115 0,04—0,1 — — 0,2—0,4 200—1000 (по спирали) —60-4-1-100
СП-Т 27-63С 1800 2100 0,6—0,7 270 (по Вика) 280 0,1 0,02 0,003 0,002 0,6 0,15 800—1300 (по спирали) 1 1 g g •I- 4- + о о
К-81-39, К-81-39А 1950 — — 160 (12) — 0,6 200 —604—|-120
ПЭТ-Гр 1750—1850 0,8—1,1 250—450 >250 0,1 _—. 0,15 150—190 -604-4-200
ДСВ-К-1 1600—1700 — 150 150—180 0,05—0,15 —. 0,15 -— -604-4-100
УП-264С 1670 — — 115 0,03 — — 0,05 300—450 (по спирали) -604-4-150
УП-284С 1670—1710 — — 110 0,02 — 0,05 200 (по спирали) -604-4-180
§ 15.3 Свойства реактопластов
Продолжение табл. 15.4
Марка пресс-материала Плотность, кг/м3 Температур- ный коэффи- циент ДЛИНЫ |0—5,°С~1 Насыпная ПЛОТНОСТЬ, кг/м9 Тепло- стойкость по Мар- тенсу, °C Водопогло- щение. % (мг) Беизогюгло- щение, % Маслопогло- щение, % Усадка рас» четная, % ‘ Текучесть по Рашнгу, мм 4Интервэл ра- бочих темпе- ратур, °C
Пресс-материалы кремнийорганические (кремнепласты)
ПКО-1-1-1, ПКО-1-1-2 пко-ы-з 1500—1650 1800—2000 — — 200 (по Вика) 200 (по Вика) 0,1—0,2 0,15 — — 2,5—3,0 1,0—1,5 165—190 165—190 —604-4-250 —604—1-250
ПКО-1-2-4 1600—1900 2,3 — >250 0,3—0,5 — — 0,2—0,5 >100 -604-4 (-300
ПКО-1-3-5 1700—2000 — >250 0,3 —— 0,3—0,7 120—190 —604— -300
П КО-2-2-6 1800—2000 — — 0,3 — — 0,25 >150 —604— -300
ПКО-2-2-7 1800—2000 — — — 0,3 — — 0,25 >150 —604- -350
ПКО-2-2-8, ПКО-2-2-9 1700—2000 1,6 — 320 0,13 1,55 0,85—0,87 0,13—0,25 — —504— -350
ПКО-2-2-10 1700—1850 1,15 — —- 0,12 — — 3,3 — —504— -350
ПКО-1-3-11 1800—2000 3,0—4,0 300—400 250—300' 10—20 0,13 0,025 0,3—0,6 120—170 —604— -300
ПКО-1-3-12 1700—2000 3,0—4,0 300—400 250—300 0,3 — — 0?3—0,5 150—190 —604— -250
ПКО-1-2-13, ПКО-1-2-15 1650—1850 1,0—2,0 200—400 >300 0,3—0,5 — — 0,3—0,5 70—150 -1004- 4-350
ПКО-3-2-14 1700—1800 2,0 ~— >350 0,5 — 0,36 <0,2 — -1004- 4-350
ПР-4С 1850—1950 2,8 — >300 0,2 — — 0,2 100—190 -604-4 (-300
ПДТ-Гр-К, ПДТ-Гр-Р 1700—1950 1,2—1,7 20С—4Э0 >300 0,1 — — 0,1—0,3 100—190 —604— -300
РТП-170, РТП-200 1700—1850 0,5—2,0 ——. 220—280 0,5—1,0 0,8 1,0 0? 1—0,4 — —504— -250
ДСВ-Н 1700—1900 — -— — — — — —— 100—190 —604— -180
РТМ-6 1600—1800 — — 300 0,5 — — 0,3—0,4 >70 -504- -350
Пресс-материалы мочевина- и меламиноформальдегидные (аминопласты)
КФА1, КФА2 1400—1550 2,5—5,3 300 100 (200) — — 0,7 70—160 -604-4 (-60
КМФАЗ 1400—1550 3,0—5,3 300 120 (200) — —— 0,8 80—180 —60-=- -80
МФБ1 1500 2,5—5,3 250 120 1,5 — 0,8 80—180 —604— -120
МФВ1, МФВ2, МФВЗ 1600—1900 3,0 600 130—140 (150) 0,03 0,03 0,5 140—195 —604— -130
МФВ4, МФВ5 1600—1850 3,0 600 130—140 (150) 0,03 0,03 0,5 100—200 —604— -130
МФД1 1700—1900 1,0 600 200 (150) — — 0,7 = 0—150 —604— -150
МФЕ1 1950—2050 0,6—1,2 300—350 180 (80) '—- — 0,2—0,4 123—190 —604— -140
КФА-2ЛГ литьевой — 300 — (200) — — — 150—190 —604— -60
Пресс-материалы полиимидные
ПМ-67, ПМ-67-ДМ-3 1390—1420 — — 280 0,18—0,3 — 0,7—0,9 — -1804- 4-260
(по Вика)
ПМ-69, ПМ-69-ДМ-3 1380—1850 — — 280 0,18—0,3 — 0,7—1,0 — -1804- 4-250
(по Вика)
Имилон-С 1810—1830 3,9—7,5 — >300 — — 0,25—0,35 — -604-4-250
Пластические массы Разд. 15
^ПАИС-104С
§ПАИС-125С
1900
1900
750 270 (45)
850 190 (45)
0,2—0,4
300—400
(по спирали)
-604-1-260
-604-4-260
Таблица 15.5. Основные механические и диэлектрические показатели реактопластов, нагревостойкость
Марка пресс-материала Разрушающее на- пряжение при растяжении, МПа Разрушающее напряжение при сжатии, МПа Изгибающее на- пряжение при разрушении, МПа Ударная вяз- кость, кДж/м2 е при частоте, Гц tg 6 при частоте, Гц р. Ом • м Ps, Ом ЕГ1р’ МВ/м Класс нагрево- стойкости по ГОСТ 8865-70
50 10» 50 10»
Фенопласты общего назначения
02-010-02 34 157 63 4,9 6,0—9,0 5,0—6,0 0,1—0,7 0,03—0,05 10» 1012 10 А
03-010-02 37 157 69 5,9 6,0—9,0 4,5—8,0 0,1—0,7 0,2—0,3 10» 1012 13 А
04-010-12 30— 45 — 69 5,9 — — — — 5-10» 101? 14,5 11- А
08-010-72 46— 51 235—255 69 5,9 6,0—7,0 4,0—5,0 0,01—0,07 0,03—0,04 (7—13)-10“ (4-15)-1013 lS А
010-200-07 24— 186—196 63 4,9 7,0—9,0 4,0—5,0 0,1—0,5 0,05—0,06 5,6-10» 8,6-101? 16,2 А
014-010-13 оо — 69 4,9 — __ — Ю1» 1013 12 А
028-210-02 22— 39 109—186 69 6,4 5,0—6,0 4,0—5,0 0,05—0,07 0,02—0,04 1010—10“ 1013—1014 16— 20 А
Текстолит-крошка 40 200 60 13 4,0—5,0 — — 0,02—0,04 10’ 101» 7,0 А
Электронитовая масса — 150—180 60 9,5 0,34 — — — 1,4-10» — 3,6 В
Изодин — — 59 6,8 — — — 0,05—0,06 10’ 10» 6,0 А
§ 15.3 Свойства реактопластов
Фенопласты электроизоляционные
Э1-340-02 27 147 59 4,9 7,5—9,5 4,5—5,5 0,08 0,01 5-101» 5-1013 13 А
Э2-300-02 — 66 4,9 —. — 0,08 5-1010 5- IO’3 16 А
Э2-330-02 29— 52 147 64 4,9 7,5—9,6 5,4 0,08 0,04 5-Ю10 5-101® 16 А
ЭЗ-340-65 23 113 49 3,4 7,0 6,0 0,015 0,01 1012 10м 15 в
ЭЗ-340-61 23— 47 109 49 3,4 5,0—8,0 6,0 0,01—0,03 0,01 1012 1014 15 В
Э4-100-30 39— 44 176—196 88 5,4 4,0—8,0 4,8 0,03 0,01 1012 2-1014 16 А со
Продолжение табл. 15.5
Марка пресс-материала Разрушающее напряжение при растяжении, МПа разрушающее напряжение при сжатии, МПа »е на- при и, Ударная вяз- кость, кДж/м2 ег при частоте, Гц lg С при частоте, Гц р. Ом . м Р5. Ом ^Пр’ МВ/м Класс нагрево- стойкости по ГОСТ 8865-70
Изгибающ* пряжение разрушеии МПа Б0 10« 50 101
Э5-101-30 39— 44 59 167—196 9! 5,9 6,0—7,0 5,0 0,02 0,01 10й юн 16 в
Э6 014-30 176—284 9, 1 5,4 4,0—5,0 3,0—4,0 0,03—0,05 0,012 1011 IO*4 18 в
Э8-361-63 29 147—167 5' 1 4,4 5,0—6,0 4,0—5,0 0,09 0,01—0,03 10й 5-1013 15 в
Э9-342-73 29 147 5' 4,4 8,2—8,9 5,4—5,5 0,08 0,02—0,03 5-1010 1013 14 А
ЭЮ-342-63 29 147 5' 1 4,4 8,0—8,9 5,4—5,5 0,09 0,02—0,03 5-1010 10га 14 А
Э11-342-63 29 147 S' 4,9 8,0—8,9 5,4—5,5 0,08 0,02—0,03 5-Ю10 Ю13 14 В
Э14-130 68 — — 5< 4,4 —, — 0,08 —- 1011 1013 14 А
Э15-121-02 -— — 61 5,4 — —— 0,08 ' 1 2-Ю10 5-1013 15 А
Э21-450-44 — — 85 7,0 — 6,0 — 0,05 IO*2 1012 11— 14 А
Э22 451 44 — — 91 9,8 4,0—5,0 — 0,01 104 юн 15 А
Э25 014-17 — — 7.' 6,9 Ф енопласть 5,5 влагохимост ойкие 0,02 101° 1013 18 А
Вх1 090-34 27 147 59,8 4,4 6,0 6,0 0,01 0,01—0,03 10м 1013 13 А
Вх2-090-68 27 147—157 б2 1 4,4 5,0—6,0 4,0—5,0 0,04 0,01—0,02 101° 1012 12 А
Вх2 090-69 33— 39 118—147 5' 4,4 5,0—6,0 3,0—5,0 0,07—0,1 0,02—0,04 1010 2-1012 13— 17 А
ВхЗ-090-14 34— 40 110—170 5! 5,9 — — 0,04—0,05 0,04—0,05 108 1012 — А
Вх4-080-34 20— 24 118—147 3' 1 7,8 6,0—8,0 5,0—6,0 0,05—0,07 0,09—0,1 10» 1012 13 А
Вх5-010-73 33— 42 147 б2 4,4 5,0—6,0 4,0—5,0 0,04—0,06 0,008— 0,02 10» 1012 15 А
Вхб-342-70 24— 39 196—216 51 4,9 5,0—6,0 4,0—5,0 0,01—0,02 0,02—0,03 1011 юч 13— 16 А
Вх7-350-42, Вх8-350 42 — 140—170 6, 1 5,9 Феноп лас ты cnet 5,0—6,0 цшльные безе гммиачные 0,03 1012 1016 11 А
Сп 1-342-02 27 137 51 4,9 10,2— 10,8 5,0—6,0 0,016— 0,028 0,04—0,06 5-10Ю 1013 12,5 А
Сп2-342-02 137 51 4,9 10,2— 10,8 5,0—6,0 0,02—0,03 0,04—0,06 (3—5). 104 (0,2—3,0)Х X 10х5 А
СпЗ 342-02 25—44 157 5< 5,4 5,0—6,0 4,0—5,0 0,08 0,04—0,05 5-1010 5-1013 13 А
К-214-2 — — 5! 5,4 5,0—6,0 — 0,06 101° 1013 13 А
Пластические массы Разд, 15
Фенопласты жаростойкие
Ж1 -010-40 22— 147—196 44 2,9 8,0—9,0 4,0—5,0 0,1—0,2 0,05—0,06 5-10® 1012 13 Е
Ж2-010-60 29 27 103 54 3,9 10—11,0 6,2 0,24 0,08—0,1 10» 10« 10 В
ЖЗ-010-62 27 103 54 3,4 5,5—5,7 2,0 0,2—0,25 0,5 10» 1012 11 Е
Ж6-0Ю-60 27 103 49 3,4 10—11 6,2 0,24 0,08—0,1 10® 1012 10— Е
Ж7-010-83 — — 70 4,9 — — — — 10® 1012 12 10 В
013-011-72 40— 140—160 Фенопл 54 асты эле 3,9 ктропрово дящие и магн итодиэлектри ческие 105* А
МДПу-12, МДПу-14, МДПу-18 43 140—150 — 15—30 — (6—8). 1012 - — — — — — А
У1-301-07, У2-301-07 29 98,0 78 8,8 Феноплас 8,0—10,0 ты ударопроч ные 0,4—0,9 1,0 10’ ЮЮ 5 А
У4-080-02 23 157 39 8,8 7,5—9,0 4,0—7,0 0,02—0,03 0,2—0,3 10» 1012 10 А
У5-301-41 20— 78,0 83 19,6 10—15 — 0,8—1,0 .—. 10е ЮЮ 2 В
У7-370-44, У9-370-44 25 — 59 9,8 8,0 6,0 0,06 1012 1014 15 В
Волокнит 30— 103 78 8,8 10,0 — 0,4—0,9 — 10’ ЮЮ 4 А
АГ-4В 60 60— 127—157 168— 69—88 10,0 7,0 0,12 0,04—0,05 1010 1012 13— В
АГ-4В-10 80 60— 127—137 176 118— 49—69 10,0 7,0 0,12 0,05 101° 1012 17 13— В
АГ-4С, АГ-4НС 80 400— 196—255*3 147 441— 245— 10,0 7,0 0,12 0,05 101° 1012 15 13 в
ГСП-8, ГСП-32 540 .49—78 130 549 150— 274 50 8,0 0,05 10Ю—1012 1012-3- 1014 13 в
ГСП-400 100—140 170 60— 25—40 8,0 0,05 1010—1012 101?—1014 13 в
ДСВ-2Р-2М' 75— 130 100 160— 45—80 — 7,0—8,0 0,04—0,05 101° 101? 14 в
ДСВ-4Р-2М 100 60— 130 300 120— 35—90 7,0—8,0 0,035 101° 1012 14 в
ДСВ-2Р-2М-76 95 137 270 255 70 — 7,0 0,035 5.10Ю 5-1012 14 в
СГ-160-Р-2Ц-2, — 130 170— 50—70 8,0 —. 0,04—0,05 ЮЮ 1012 15 в
СГ-320-Р-2Ц-2 СГ-1280-Р-2Ц-2 — 130 200 150 45 — 8,0 — 0,04—0,05 101° 1012 15 в
§ 15,3 Свойства реактопластов
Продолжение табл. 15.S
i,ee ’ прн а, МПа re К OJ К m <v ct 52 e на- при и, МПа w co S R'.'V ег при частоте, Гц 1g б прн частоте, Гц >ево- по -70
Марка пресс-материала 3 s s s 9 S к S 3 g ж p S <t> £ n гая в кДж р. Ом • м Р5. Ом *пр’ МВ/м £ кЙ
к 'O ¥ >> ? К Ct 50 10» 50 10»
« Е О cd cd к1 ct к ct co К s Ct с о 22 CtCQ E c ex «8 ч 20 ot-
П-3-I П-5-1 П-5-2, П-5-2А 219—245 50 3,5 12,5 0,04 ю8 10“ —. В
__ 95 190 100 — 4,5 .—. 0,015 101? 10“ 15 в
45— 61 130 200 30—50 4,5—4,7 4,0-4,1 0,02 0,014 (3,7-4,1)Х Х10Ч 7,3-10“ lo- ll в
П-75С 600 100—150 150 500 — 7,0 0,2 — — 15 А
Фенопласты литьевые
020-210-75, — 69 4,9 — —— — — 10» 10“ 14 А
020-210-75«СК» 021-210-75 032-0118-02 — — 69 69 5,8 4,9 — — — 10» 10» 10“ 10“ 14 12 А А
Э24-122-02 — —. 69 4,9 — 0,08 —. 5-Ю10 5-Ю13 15 А
Э28-0118-81 — —. 83 4,5 — •— — 0,015 5- 10“ 5-Ю13 15 в
ЭЗЗ-010-48 .—- —. 90 4,5 — — 0,05 —— 10й 10“ 13 В
Ж9-010-60 — —. 59 3,9 — — — 10» 10“ 10 Е
В ГС-18 30— 200—250 80— 7—10 — 5—6 — 0,02— (3—5)-1010 (1—3)-10“ 15— В
50 120 0,035 20
П-1-13 147 98 5—15 — 4,8 *— 0,012 1010 10“ 20 В
Препреги полиэфирные
ППМ-40, ППМ-3, 70— — 150— 50—70 — — — —. — — —— в
ППМ-1С-М, ППМ-40-0 90 180
ППС-15С-Х 70— — 170— 70—90 — —. •— — — — —- в
80 180
Премиксы полиэфирные
ПСК-5, ПСК-5Н, — — 70—75 15—20 — — — —— (1-5)-10“ (1-5)-10й 10— в
ПСК-5Т, ПСК-5НТ, ПСК-5П 10“ 12
ПСК-РВ — 120 30 — — —- — юн 10 в
ПСК-5РМ, ПСК-5РКМ — — 50—80 10—20 — — — 10“ 10“ 10 в
Пластические массы Разд. 15
Пресс-материалы диаллилфталатные и диаллилизофталатные
ДАФ-С2 1 ДАФ-СЛ ДАФ-ДЛ ДАИФ-С1 ДАИФ-С2А, ДАИФ-С2Г ДАИФ-СЛ ДФП 20— 40 80 80 40—55 ПО 40 90 50 60 49 6,0 6,0 2,0 18 6,0 6,0 1 1 1 1 1 1 1 6,0 4,5 6,0 6,0 6,0 0,18 0,03 0,02 0,02 0,02 0,03 10ls 1013 Ю12 1012 1012 1012 1012 2,8-10й 1,3-101® юн юн 10м 10й 20 20 13 18 18 15 20 F F F F F F В
П ресс-материалы эпоксидные
ЭФП-60, ЭФП-63 60 60—90 5,0 — 5,0—6,0 0,03 1012 ЮН 20 В
ЭФП-С, ЭФП-СТ 41 — 60 5,5 —« 6,0 —• 0,03 1012 — 20 В
ЭКП-200 26 — 60 8,0 — 4,2 —- 0,03 1012 — 20 F
КЭП-1, КЭП-2 — 75—77 5—7 -—. 4,4—5,0 — 0,02—0,027 1012 — 20 F
вгс-э 66— 85 183—204 102— 112 7—9 — 4,1—4,5 — 0,025 1012 ЮН 13— 16 F
СП-30, СП-40, СП-40Г, СП-40Л — 63— 130 8—12 — 6,0 — 0,01 101® 101® — А
СП-Т 80 -—. — 3,6 — 0,004 4-Ю13 1014 —- А
27-63С 900— 1053 340—430 800 670— 700 — 5,0—5,5 — 0,011— 0,015 5,2-101® 9-101® го- 24 В
К-81-39, К-81-39А —- — 50—55 4,5 — 4,0 — 0,03 1012 10м 15 В
ПЭТ-Гр — 140 150— 200 60 5,5 — 0,02 — 1012 1014 14 F
ДСВ-К-1 80— 120 150—200 250— 280 120 — 6,0 — 0,02—0,03 Ю10 1012 14— 16 А
УП-264С 90 — 127 15 —. 5,0 —- 0,02 Ю13 —• 30 В
УП-284С ПО —— 147 Пресс 20 -матерш 1лы кремы 5,0 лйорганичесм ie (кремнепла 0,02 сты) 101® 30 В
ПКО-Ы-1 30 13 3,0 — 2,8—3,3 — 0,0065 101® ю1®. 13 н
ПКО-1-1-2 — 30 25 7 3—3,5 2,8—3,3 0,004 0,0065 10х® 101® 13 н
ПКО-1-1-3 — — 25 7 5,0 5,0 0,005 0,005 1012 101® 14 н
ПКО-1-2-4 15 80 50 17 4,7 4,1—5,2 — 0,01 10“ 10хз 4,0 н
ПКО-1-3-5 15— 1 Й 110—140 30 14 5—7 4,5—7,0 — 0,3 10® 101° 3,5 н
ПКО-2-2-6 1о —— 120 90—95 5,0 — 0,02 2,1-Ю12 101® 7,9 н
ПКО-2-2-7 — 120 90—97 —. 5,0 — 0,02 2,3-101? 101® 6,7 н
ПКО-2-2-8 10 80 50—60 20 — 6,0 — 0,004 Ю12 101® 3,2—5 н
ПКО-2-2-9 26 83 120 80 — 6,0 -— 0,004 1012 101® 3,2—5 н
ПКО-2-2-Ю 30 70 70 70 5,6—6,0 5,7—5,9 0,02—0,04 0,006—0,008 юн 101® 2—7 н
ПКО-1-3-11 10— 15 110—140 30 7,0 4,5—5,8 4,5—6,0 0,3 0,015 10е 101° 5,0 н
§ 15.3 Свойства реактопластов
Продолжение табл. 15.5
Марка пресс-материала Разрушающее напряжение при растяжении. МПа Разрушающее напряжение при сжатии, МПа па- ри МПа Ударная вяз- кость, кДж/м2 ег при частите, Гц tg б при частоте, Гц р. Ом • м р^. См £Пр’ МВ/м Класс нагрево- стойкости по ГОСТ 8865 - 70
пзгииающее пряжение п| Я 0 ।
50 № 50 10“
ПКО-1-3-12 10— 110—140 30 7,0 5—7 4,5—7,0 0,3 108 10“ 3,0 н
15
ПКО-1-2-13 16 40—60 70— 90 70—80 — 5,0 — 0,01 1012 10ы 4—7 н
ПКО-1-2-15 20 78 70 30 — 3,5—5,0 — 0,045 1012 101« 3 н
ПКО-3-2-14 — 100—105 140 250 — 3,5—4,8 — 0,005—0,009 104— 1012 104 4—7 н
ПР-4С — 60 40 12 — 5,0 — 0,005 1013 104 5 н
ПДТ-Гр-К, ПДТ-Гр-Р — 40—100 60— 40—80 — 3,5—4,0 — 0,01—0,03 1012 IO1* 5,0— н
120 10,0
РТП-170 12— 39 69 59 — 4,5—5,5 — 0,025 1010 1012 3,0 н
15
РТП-200 —. 59 69 80 -—. 3,6—4,4 — 0,015 1012 IO14 6,0 н
ДСВ-Н -— —. 120 30 —_ —. —— -— — •—- 10 н
РТМ-6 —• — 40 34 — 4,5 — 0,02 Ю12 IO14 3,5 н
Пресс-мате риалы мочевино- и м гламиноформ альдегидные (аминопласты)
КФА1 37— 100—190 70 6,0 5,9 7,9 0,025 0,02 10° 1012 10— V
50 16
КФА2 37— 100—190 81— 86 7,0 5,9 7,9 0,025 0,02 109 1012 10— Y
50 16
КМФАЗ — — 70 7,0 -— — 0,5 ю9 1012 12 Y
МФБ1 35 200 81 7,0 13,1 — 0,5 —. 109 ю12 12 А
МФВ1 35— 140 65 4,0 9,8 6—6,5 0,5 0,03 1010—1011 1012 12 В
40 13—
МФВ2, МФВЗ — 140 61,0 5,0 9,8 6—6,5 0,3 0,03 101»—ю11 ю13 14 В
МФВ4 — 140 65 4,0 9,8 6—6,5 0,5 0,03 ю1» ю12 12 В
МФВ5 — 140 65 4,0 9,8 6,0—6,5 0,3 — 109 1012 12 в
МФД1 — 120 40 8,0 — 6,2 0,8 — 101° 1012 5,0 F
МФЕ1 70—110 80- 30— 6,0—7,0 8,0—9,0 0,02—0,03 — 101° 1012 10— В
150 60 15
КФА-2ЛГ литьевой — — 69 7,0 — — —. — — —. •— Y
П ластические массы Разд. 15
Пресс-материалы полиимидные
ПМ-67 120— 140 200—230 180— 240 60— 120 — 3,2—3,5 — (4—7) • 10—3 (0,2—2,0)Х ХЮ14 (0,2—2,0)Х ХЮ14 22— 29 н
ПМ-67-ДМ-3 90— 130 210—230 160— 220 20—80 — 3,2—3,5 — (4-7)- 10—3 (0,7—1,3)Х Х1014 (0,2—2,0)Х ХЮ14 22— 29 н
ПМ-69 95— 125 210—240 180— 230 60— 100 — 3,5 — (15—35) X Х10-4 1013—1014 (4,3—6,4)Х X Ю16 20— 28 Н
ПМ-69-ДМ-3 85— 120 230—250 160— 220 30—50 — 3,5 — (15—35) X Х10-4 1013—1014 (4,3—6,4)Х ХЮ46 20— 28 н
Имилон-С 235 100 8,0 —. 4,2 — 0,003 1,1-1014 7,2-1016 25 Н
ПАИС-104С 65 3,5 —— 4,2 0,002 0,005 101?—1014 1014—10« 13 н
ПАПС-125С — —• 79 5,5 —- 4,2 0,002 0,005 1012_10М 1014—1016 13 н
* Внутреннее электрическое сопротивление, Ом.
*2 Магнитная проницаемость при Н=600 А/м.
*s Числитель — в направлении ориентации стеклонитей, знаменатель —
в направлении, перпендикулярном ориентации стеклонитей.
Таблица 15.6. Дугостойкость некоторых пластмасс
Ду го стойкость Дугостойкость Дугостойкость
Марка материала при токе 10 мА по ГОСТ 10345- Марка материала при токе 10 мА по-ГОСТ 10345- Марка материала при токе 10 мА по ГОСТ 10345-
66, метод Ш, с -66. метод III, с -66, метод III, с
Реактопласты Премиксы полиэфирные: Термопласты (ненаполненные)
Фенопласты: ПСК-5Н 59
ПСК-5Т 20—40 Полиэтилен (ПЭНД и ПЭВД) 5—10, загорается
Пресс-порошки Z—4 ПСК-5НТ 85
Ж1-010-40 13 ПСК-5РМ 15—24 По л и м ети л мета крил ат 1—2, загорается
Стекловолокииты (АГ-4В, 1—5 ПСК-5РКМ 22—25 Поли-4-метилпентеи-1 10—30, Загорается
ГСП, ДСВ) Пресс-материалы кремнийор- ганические (кремнепласты):
Пресс-материалы эпоксидные: ПЭТ-Гр П-5-2 ПКО-1-1-1 >180 Поликарбонаты 1—2, загораются
ПКО-1-2-4 >180
Z О ПКО-1-2-13 >189 Полиамиды 20—40
Пресс-материалы мочевино- и ПКО-1-2-15 >180 Фторопласт-4, 4МБ-2 >180
меламииоформальдегидные: ПКО-1-3-11 >180
МФВ1 30—60(184— ПКО-1-3-12 >180
196) ПКО-2-2-10 >20 Фторопласт-3 >180
МФВ2, МФВЗ, МФВ5 30—60 ПР-4С пдт-гр-к 180 >180(>420) Фторопласт-ЗМ >60
МФЕ1 120 (189—245) ПДТ-Гр-Р >180(>300)
МФД1 >180 Электронитовая масса 60—120 Фторопласт-2М 40
Примечание. В скобках приведена дугостойкость по ГОСТ 10345.1-78, по которому испытания проводят в менее жестком режиме; по ряду при чин на прак-
тике чаще используется старый ГОСТ 10345-66.
§ 15.3 Свойства реактопластов
Таблица 15.7. Основные свойства, область применения и методы переработки термопластов
Наименование и марка материала (ГОСТ или ТУ; код ОКП) Основные свойства* Область применения Метод переработки
Полиэтилен высокого давления (ПЭВД) (низков плотности). 11304-040, 11503-070, 11603 070, 11803-070, 12003-200, 12103 200, 15303-003, 17403-200, 17504-006, 18003-030, 18003-035, 18203-055, 18404-200, 18705-200 (ГОСТ 16337-77Е; 22 1111) ПЭВД кабельный: 102-01К, 153-01К, 178-01К, 107-01К, 180-01 К, 102-02К по 102-99К, 153-99К, 178-99К, 107-99К (ГОСТ 16336 77; 22 4312) 102-10К, 153-10К, 178-10К, 107-10К, 102-97К, 153-97К, 178-97К, Ю7-97К, 102-100К, 153-100К, 178-100К, 107-100К (ГОСТ 16336-77; 22 4312) Композиции ПЭВД; 102-15, 102-16, 102-17, 102-21, 102-23, 107-18, 107-19, 107-20, 107-22 (ТУ 6-05-1168-75; 22 4319) ККБ-5 (ТУ 6-05-1705-80; 22 4319) Композиции полупроводящего и проводя- щего ПЭВД: 107-31, 107-42, 178-42 (ТУ 6-05-1779-82; 22 4319) Полиэтилен низкого давления (ПЭНД) (высокой плотности): 20408-007, 20608-012; 20708-016, 20808-024, 20908-040, 21008-075 (ГОСТ 16338-77; 22 1112) Высокие диэлектрические свойства, ударная вязкость, водо-, химостой кость. Повышенные холодостойкость и стойкость к растрескиванию. Тро- пикостойкость Т* в условиях, исклю- чающих прямое солнечное облуче- ние Высокие диэлектрические свойст- ва; стоек к тепловому и световому старению; марки 107-61К, 107-62К, 107-63К — самозатухающие Высокие диэлектрические свойства, повышенные холодостойкость и стой- кость к тепловому и световому ста- рению Повышенные прочностные и ди- электрические свойства, стойкость к растрескиванию, тепловому и свето- вому старению. Тропикостойкость Т в условиях, исключающих прямое солнечное облучение То же Повышенные электрическая прово- димость и эластичность, понижен- ная электризуемость. Тропикостой- кость Т в условиях, исключающих прямое солнечное облучение Высокие диэлектрические свойст- ва. Отличается более высокими проч- ностными свойствами, жесткостью и нагревостойкостыо, чем ПЭВД. Тро- пикостойкость Т в условиях, исклю- чающих прямое солнечное облучение Детали электро- и радиотехничес- кого назначения, электроизоляцион ные пленки, профильные детали; изо- ляция силовых проводов, радиочас- тотных кабелей Изоляция проводов и кабелей, под- водных кабелей связи, изоляция ра- диочастотных кабелей; детали высо- кочастотной аппаратуры Защитные оболочки силовых кабе- лей Детали высокочастотных устано- вок, защитные оболочки кабелей, де- тали телевизионных установок, гальванических ванн Изоляция кабелей связи Экранирующие оболочки специ- альных кабелей, неэлектризующиеся пленки, детали электротехнического назначения Детали электротехнического на- значения, герметизация катушек вы- ходных трансформаторов, детали вы- сокочастотной аппаратуры Литье под давлени- ем, экструзия Экструзия » » » Литье под давлением, экструзия
Пластические массы Разд. 15
ПЭНД кабельный:
204-07К, 206-07К, 207-07К, с 208-07К
по 204-11К; 206-11К (ГОСТ 16336-77;
22 4312)
204-12К, 206-12К (ГОСТ 16336-77;
224 312)
ПЭНД высокопрочный:
21708-007, 21808-012, 21908-024,
22008-040, 22108-060, 22008-090,
22308-120, 22408-190 (ТУ 6-05-1721-75;
22 4319)
Композиции ПЭНД:
209-15, 210-15 (ТУ 6-05-1500-77;
22 4319), 277-73, 279-73, 279-75 (ТУ
6-05-1870-84; 22 4319)
Композиции ПЭНД с минеральными на-
полнителями:
с 209-25 по 209-60, с 210-25 по 210-60
.(ТУ 6-05-1145-83; 22 4313)
Композиция ПЭНД самозатухающая мар-
ки 210-63 (ТУ 6-05-05-184-81; 22 4319)
Полиэтилен среднего давления:
30109-010, 30209-020, 30309-040,
30409-060, 30509-100 (ТУ 38.10258-81;
22 1113)
Композиции этилена с бутеном-1:
237-07, 252-07, 253-07, 253-11
(ТУ 6-05-1743-82; 22 1121, 22 4315)
Сополимеры этилена с пропиленом:
22007, 22015, 22030 (ТУ 6-05-1756-78;
22 1131)
Высокие диэлектрические свойства,
водостойкость, стойкость к теплово-
му и световому старению
То же
Изоляция кабелей управления,
монтажных кабелей, проводов кабе-
лей для лифтов
Оболочки кабелей
Повышенные прочностные и ди-
электрические свойства; стоек к рас-
трескиванию. Тропикостойкость Т в
условиях, исключающих прямое сол-
нечное облучение
Сохраняют высокие уровни элект-
рического сопротивления в процессе
эксплуатации, стойки к световому и
тепловому старению
Повышенные деформационная теп-
лостойкость, прочностные свойства;
хорошие диэлектрические свойства,
водо-, химо-, маслостойкость
Высокопрочные электроизоляцион-
ные пленки; детали с малой усадкой
для высокочастотных установок и
радиоаппаратуры, работающие под
механической нагрузкой
Детали электротехнического назна-
чения, изоляция кабелей, проводов,
детали высокочастотной аппаратуры
Изготавливается на основе ПЭНД
марки 21008-75; самозатухает
§ 15.4 Свойства термопластов
Повышенные по сравнению с ПЭВД
и ПЭНД прочностные и диэлектри-
ческие свойства, водо-, химостой-
кость
Высокие диэлектрические свойст-
ва, стойкость к растрескиванию и
световому старению
Повышенная ударная вязкость, вы-
сокие диэлектрические свойства, во-
до-, химостойки
Детали технического и электро-
технического назначения неответст-
венного исполнения (ручки управле-
ния, щитки), подвергающиеся воз-
действию повышенной температуры
и механических нагрузок
Применяется для изготовления
конструкционных деталей, герметиза-
ции катушек выходных трансформа-
торов
Радио-, электротехнические дета-
ли, изоляция кабелей, детали высо-
кочастотных установок и радиоаппа-
ратуры
Детали электротехнического на-
значения, изоляция проводов, кабе-
лей, детали технического назначения
Детали общетехнического и элект-
ротехнического назначения, стойкие к
термоокислительному и световому
старению
Экструзия
Литье под давлением,
экструзия
Литье под давлением
То же
» »
Прессование, экстру-
зия, литье под давлени-
ем
Экструзия, литье под
давлением
То же
rf*.
Продолжение табл. 15.7
Наименование и марка материала (ГОСТ или ТУ; код ОКП) Основные свойства* Область применения Метод переработки
Полипропилен (ПП): 21012, 21015, 21020, 21030 (ТУ 6-05-1756-78; 22 1131), 01010, 01020 (ТУ 6-05-1105-78, 22 4316) ПП стеклонаполненный: 21060-16-С25, 21060-29-С25 (ТУ 6-05-1912-81; 22 4391) ПП талькоиаполиеииый: 21060-16-Т20, 21060-16-Т40, 21060-29-Т20, 21060-29-Т40 (ТУ 6-05-1913-81; 22 4391) Композиции ПП: МПП03-01, с МПП04-01 по МПП15-04 (ТУ 6-05-1931-82; 22 4391), мопрон-Т, мопрон-К, силпон (ТУ 6-05-1862-78; 22 4391) Лоли-4-метилпентеи-1 (темплен): 201 02, 202-01, 202-08, 202-04, 203 07 по 208 01, 208-02, 208-04, 208-07 (ТУ 6-05-041-589-80) Темплен термостойкий (ТУ 6-05-041-637-80) Поливинилхлорид (ПВХ) суспензионный: ПВХ-С-7459М, ПВХ-С-7058М, с ПВХ-С-7058У по ПВХ-С-8939М (ГОСТ 14332-78Е; 22 1211) Более высокий уровень прочност- ных и диэлектрических свойств, чем у полиэтилена. Повышенные дефор- мационная теплостойкость, водо , хи- мостойкость. Склонен к образова- нию усталостного растрескивания Тропикостойкость Т в условиях, исключающих прямое солнечное об- лучение Высокие прочностные и диэлектри- ческие свойства. Повышенная дефор- мационная теплостойкость, жесткость и стабильность размеров деталей Хорошие прочностные и диэлектри- ческие свойства, высокая водостой- кость; имеет повышенную жесткость От ПП отличаются повышенными холодо- и водостойкостью, диэлект- рическими свойствами Высокие диэлектрические и хоро шие прочностные свойства, водо-, све- тостойкость; удовлетворительная ду- гостойкость. Имеет повышенную жесткость Изготавливается на основе тем- плеиа марки 203-07. Отличается по- вышенной нагревостойкостыо Высокие эластичность, химостой- кость; хорошие диэлектрические свой- ства; хрупкость при низких темпера- турах. Тропикостойкость ТС Изготовление электроизоляционных пленок, деталей реле, деталей шахт- ного электрооборудования, высоко- частотных установок и радиоаппара- туры, корпусов приборов; изоляция кабелей Детали электротехнического и кон- струкционного назначения, к которым предъявляются повышенные требова- ния по механической прочности (блок контактора): высокочастотная изоля- ция Детали общетехнического и элект- ротехнического назначения, работаю- щие во влажной среде и под механи- ческой нагрузкой Изготовление моноблоков аккуму- ляторных батарей; радиотехнические детали, узлы СВЧ, изоляция прово дов, кабелей Изоляция и оболочки кабелей; ра диотехнические детали, работающие при сверхвысоких частотах, печат- ные платы, детали шахтного электро- оборудования То же Изоляция проводов, кабелей, плен- ки мягкие и жесткие; детали обще- технического и электротехнического назначения; высокопрочные трубки Экструзия, литье под давлением То же Литье под давлением, экструзия, прессование Прессование, экстру- зия, литье под давлени- ем То же Литье под давлением, экструзия
Пластические массы. Разд. 15
Пластикат ПВХ для изоляции и защитных
оболочек:
И40-13, И50-13, И40-14, И50-14,
И60-12, ИТ-105 (ГОСТ 5960-72; 22 4623)
ИО45-12, ИО-13А
(ГОСТ 5960-72; 22 4623)
0-40, 0-50, 0-55, ОМБ-60, ОНБ-50,
ОНЗ-40
(ГОСТ 5960-72; 22 4623)
Пластикат ПВХ:
ИМТ, ОМТ,
(ГОСТ 19478-74; 22 4623),
ИРМ-40, ИРМ-Т, РММ-Т
(ТУ 6-01-1153-78; 22 4623)
Полистирол (ПС) блочный:
ПСМД, ПСМ
(ГОСТ 20282-74; 22 1411)
ПС общего назначения:
ПСМ-115
(ТУ 6-05-1871-79Е; 22 1413),
ПСС-550, ПСС-500
(ТУ 6-05-1901-81; 22 1413)
ПС ударопрочный:
УПМ-1003, УПМ-0612Л
(ОСТ 6-05-406-80; 22 1415),
УПС-825 ТГ
(ТУ 6-05-1901-81)
Акрилонитрилбутадиеистирольиые (АБС)
пластмассы:
АБС-2020, АБС-0809Т, АБС-1002Т,
АБС-1106 ЗАО
(ТУ 6-05-1587-84; 22 1425)
Повышенные диэлектрические свой-
ства, эластичность; холодостоек. Ин-
тервал рабочих температур для мар-
ки ИТ-105 -40-4-4-105 °C. Тропико-
стойкость Т
То же
Пониженные по сравнению с изо-
ляционным пластикатом диэлектриче-
ские свойства, ио повышенная бен-
зо-, масло-, свето-, холодостойкость.
Тропикостойкость ТС
Удовлетворительные диэлектриче-
ские и прочностные свойства. Повы-
шенная нагревостойкость. При тем-
пературе ниже —15 °C становится
хрупким. Тропикостойкость ТС
Высокие диэлектрические свойства,
водо-, химостойкость. Низкие нагре-
востойкость, ударная вязкость. Тро-
пикостойкость Т. Склонен к растрес-
киванию в процессе старения, мутне-
ет
Повышенные ударная вязкость и
диэлектрические свойства, влаго- и
нагревостойкость (ПСМ-115, ПСС-
550). Тропикостойкость Т
Высокие ударная вязкость н ди-
электрические свойства. Тропико-
стойкость Т. УПС-825 ТГ самозату-
хающий
Высокие ударная вязкость (АБС-
2020), жесткость (АБС-0809Т, АБС-
1002Т); высокие диэлектрические
свойства; антистатические свойства
(АБС-1106 ЗАО). Тропнкостон-
кость Т
Для изоляции проводов и жил спе-
циальных кабелей, установочных и
монтажных проводов, гибких шну-
ров
Для изоляции особо гибких быто-
вых шнуров и оболочек кабелей
Шланговый пластикат для защит-
ных оболочек кабелей, работающих
в среде бензина, масла
То же
» »
» »
Изоляция и защитные оболочки
холодостойких телефонных шнуров,
изоляция нагревостойких проводов и
кабелей (ИРМ-Т, РММ-Т), вывод-
ных проводов электродвигателей; де-
тали аккумуляторных батарей
Детали электротехники и приборо-
строения, детали установочных ав-
томатов, переключателей, реле, кор-
пуса батарей, приемников, телевизо-
ров, каркасы катушек; изоляционные
пленки
Детали радио- и электротехниче-
ского назначения (микровыключате-
ли, розетки), детали систем управле-
ния; тонкостенные детали техничес-
кого назначения
Армированные детали радиотехни-
ческого высокочастотного оборудова-
ния, корпуса приемников, телевизо-
ров
Вальцевание, экстру-
зия
Литье под давлением,
экструзия
То же
Литье под давлением
Свойства термопластов
Высокопрочные детали электротех-
ники, радио-, приборостроения, рабо-
тающие при повышенных температу-
рах (корпуса реле, цоколи), детали
светотехнического назначения
То же
te табл. 15 7
Наименование и марка материала (ГОСТ или ТУ; код ОКП) Основные свойства* Область применения Метод переработки
Сополимеры стирола: САМ-Э, САН-ТП (ТУ 6-05-1580-80; 22 1421), МСН, МСН-Л (ГОСТ 12271-76; 22 1423), СНП (ГОСТ 13077-77) ПС стеклонаполненный САИ (ТУ 6-05 041-369-81; 22 1431) Поликарбонат (ПК); ПК-1, ПК-2, ПК-3, ПК-4 (ТУ 6-05-1668-80; 22 2641)', ПК-З-ОМ-5 (ТУ 6-05-1762-81; 22 2641) ПК модифицированный: ПК-М-1, ПК-М-2 (ТУ 6 05-211 985-82) ПК стеклоиаполненный ПК-НКС (ТУ 6-05-1938-83; 22 2644) Полиметилметакрилат: ЛСОМ, ЛСОМ-4Б (ОСТ 6-01-67-77; 22 1621) Дакрил-2М (ОСТ 6-01-38-81; 22 1621) Стабильность диэлектрических свойств в широком интервале темпе- ратур и частот. Тропикостойкость ТС в условиях, исключающих прямое солнечное облучение Повышенные прочностные и ди- электрические свойства. Тропико- стойкость Т в условиях, исключаю- щих прямое солнечное облучение Повышенная ударная вязкость и высокие диэлектрические свойства, хорошая атмосфере-, водо-, нагрево- стойкость Повышенные диэлектрические свой- ства и ударная вязкость, нагрево- стойкость. ПК-М-2 отличается само- затухаиием. У ПК-М-1 — тропико- стойкость ТС Стабильность свойств при повы- шенных температурах и динамиче- ских нагрузках. Кратковременно вы- держивает температуру 145 °C Высокая прозрачность. Обладает дугогасящими свойствами. Тропико- стойкость Т Дугогасищие свойства. Более устойчив к воздействию повышен- ных и пониженных температур по сравнению с ЛСОМ, ЛСОМ-4Б, Тро- пикостойкость Т Детали радиотехнической высоко- частотной аппаратуры (каркасы, ко- лодки) для работы в сухом тропиче- ском климате, детали высокочастот- ной изоляции (плиты, прокладки) Детали конструкционного и элект- ротехнического назначения, обладаю- щие стабильностью свойств при по- вышенных температурах и нагрузках Детали электротехнического назна- чения, детали радио- и электронной аппаратуры (корпуса и детали реле, переключателей, электрических со- единителей, кнопки, индикаторные лампы, конденсаторы, соединитель- ные колодки) Детали сложной конфигурации конструкционного, электротехничес- кого и антифрикционного назначения. ПК-М-2 — для деталей электротех- нического назначения с пониженной горючестью (корпуса светильников, детали реле, выключателей, каркасы катушек) Электротехнические армированные и иеармированиые детали повышен- ной точности; детали радиотехники Малонагруженные детали техниче- ского и электротехнического назначе- ния (щитки, шкалы, стрелки, остек- ление приборов) То же Литье под давлением » » Экструзия, литье под давлением Литье под давлением То же Литье под давлением, экструзия, прессование Литье под давлением
Пластияеские массы Разд. 15
Полиэтилентерефталат литьевой:
ПЭТФ-КМ, ПЭТФ-ОМ
(ТУ 6-05-1984-85)
Полибутилентерефталат:
НВ, СВ, вв
(ТУ 6-05-211-1951-83)
Полибутилентерефталат стеклонаполнеи-
нын:
ПБТ-СН-1, ПБТ-СН-2, ПБТ-ДСН
(ТУ 6-05-211-1353-83)
Пентапласт:
БП, БГ-1, БГ-2
(ТУ 6-05-1422-79; 22 2644)
Композиции пентапласта:
И-О, Ш-О, И-1, Ш-1, И-2, Ш-2, И-3
(ТУ 6-05-1422-79; 22 2644)
Сополимеры формальдегида:
СФД, СТД
(ТУ 6-05-1543-79; 22 2643),
СФД-А-БС, СФД-ВМ-БС
(ТУ 6-05-1932-82; 22 2643)
Сополимер формальдегида стеклонаполнеи-
ный СФД-30СП
(ТУ 6-05-211-899-82; 22 2643)
Этрол ацетилцеллюлозиый:
АЦЭ-43А, АЦЭ-40Э, АЦЭ-52А,
АЦЭ-50Э по АЦЭ-61Э
(ТУ 6-05-1528-78; 22 6311)
Хорошие прочностные и диэлектри-
ческие свойства, жесткость, износо-
стойкость. Тропикостойкость ТС
Повышенные диэлектрические свой-
ства и ударная вязкость, жесткость,
хорошие износо- и химостойкость
Повышенные прочностные свойст-
ва при динамических нагрузках, хо-
рошие диэлектрические свойства, по-
вышенная нагревостойкость. Химо-
стоек
Удовлетворительные прочностные
и диэлектрические свойства, хорошая
водо-, химо-, маслостойкость. Само-
затухает
Хорошие водо-, химо-, масло-, на-
гревостойкость, диэлектрические и
прочностные свойства. Самозатухают
Хорошие прочностные, диэлектри-
ческие и антифрикционные свойства,
масло-, бензостойкость: щелочестой-
ки, ие стойки к окислителям. Тро-
пикостойкость ТС
Повышенные по сравнению с СФД
и СТД прочностные свойства, нагре-
востойкость
Удовлетворительные прочностные
и диэлектрические свойства, водо-,
холодостойкость
Конструкционные детали для ра-
дио-, электротехники и детали обще-
технического назначения (шестерни,
корпуса выключателей, электрические
соединители, кнопки управления)
Детали конструкционного, электро-
технического и антифрикционного
назначения
То же
Литье под давлением,
экструзия
Конструкционные детали для
электротехники, машиностроения, от-
личающиеся стабильностью размеров
при повышенных температурах
Детали конструкционного и элект-
ротехнического назначения, к кото-
рым предъявляются повышенные
требования по огнестойкости; про-
фильные детали, трубы, листы
Изоляция проводов, кабелей, за-
щитные оболочки кабелей; детали точ-
ных приборов и коррозионно-стойкой
радиоаппаратуры
Детали технического и электро-
технического назначения, стойкие к
истиранию (рычаги, шестерни, за-
щелки), детали электрических счет-
ных машин и радио- и телеаппара-
туры, электрических аппаратов, кар-
касы катушек и детали реле
Конструкционные детали для
электротехники и приборостроения,
подвергающиеся воздействию повы-
шенной температуры и механических
нагрузок
Слабонагружеиные детали техни-
ческого и электротехнического на-
значения неответственного исполне-
ния (колпачки, ручки управления,
кнопки, щитки)
Литье под давлением
Литье под давлением,
прессование, экструзия
Экструзия
Литье под давлением
То же
Литье под давлением,
экструзия
§ 15.4 Свойства термопластов
Продолжение табл. 15.7
Наименование и марка материала (ГОСТ илн ТУ; код ОКП) Основные свойства* Область применения Метод переработки
Этрол ацетобутиратцеллюлозный: АБЦЭ-Т, АБЦЭ-15-5, АБЦЭ-С, АБЦЭ-15ДСМ, АБЦЭ-М, АБЦЭ-2М (ТУ 6-05-1418-78; 22 6312) АБЦЭ-15-15у (ТУ 6-05-221-425-78) Фторопласт-2М: А, Ж (ТУ 6-05-1781-84; 22 1319) Фторопласт-3: А, Б, В (ГОСТ 13744-76; 22 1311) Фторопласт-ЗМ: А, Б, (ТУ 6-05-1812-77; 22 1311) Фторопласт-4: П, ПН (ГОСТ 10007-80Е, 22 1312) Фторопласт-4Д: Ш, Э (ГОСТ 14906-77; 22 1312) Фторопласт-4ДМ (ТУ 6-05-041-212-81; 22 1312) Фторопласт-4МБ: А, Б, ВО, П (ОСТ 6-05-400-78; 22 1321) Фторопласт-4МБ-2: 1, 2 (ТУ 6-05-041-622-76; 22 1321) Фторопласт-40 (ОСТ 6-05-402-80; 22 1314) Повышенная свето-, нагрево-, хо- лоде-, водостойкость. Тропикостой- кость ТС. У АБЦЭ-Т повышенные прочностные свойства Высокие диэлектрические свойства, эластичность, атмосферостойкость; тропикостойкость Т Высокие диэлектрические свойст- ва, химо-, водо-, дуго- и трекииго- стойкость. Тропикостойкость Т. Не- хладотекуч, негорюч. При переработ- ке необходимо быстрое охлаждение деталей Высокие диэлектрические свойства, дуго-, трекингостойкость; негорюч, тропикостойкость Т Высокие диэлектрические свойства при различных частотах. Химо-, во- до-, дуго-, трекингостойкость; тропи- костойкость Т. Высокая иагревостой- кость. Негорюч Отличается от фторопласта-4 по- вышенной текучестью; тропикостой- кость Т, негорюч Высокие диэлектрические свойства. Тропикостойкость Т Высокие диэлектрические свойства, ударная вязкость, водо-, дуго-, химо- стойкость; негорюч. Тропикостой- кость Т Высокие диэлектрические свойства и ударная вязкость. Дугостоек, него- рюч, тропикостойкость Т Повышенные диэлектрические и прочностные свойства, нагрево-, хи- Неответственные детали систем управления; радио-, электротехниче- ские детали. АБЦЭ-15-15у — для де- талей повышенной огнестойкости Детали электротехнического назна- чения; изоляция проводов, кабелей Электротехнические детали, рабо- тающие в условиях повышенной влажности, токов низкой частоты (детали переменных резисторов, ка- тушки, панели) Электротехнические детали, рабо- тающие при высоких давлениях в условиях повышенной влажности и токов низкой частоты Изготовление электроизоляционной и конденсаторной пленок (марка П); электротехнические детали повышен- ной надежности,- эксплуатируемые в жестких условиях (радиодетали, гиб- кие печатные платы, высокочастотные детали) Изоляция проводов, кабелей; элект- роизоляционные трубки То же Изоляция высокочастотных коакси- альных кабелей; детали электротех- нического назначения для работы в условиях воздействия электрических дуг Изоляция проводов, кабелей; дета- ли электротехнического назначения Изоляция проводов, кабелей; элект- роизоляционные конструкционные Литье под давлением Литье под давлением, экструзия, прессование Прессование, литье под давлением, экструзия То же Прессование, спекание под давлением, механи- ческая обработка Экструзией с последу- ющим спеканием Экструзия Литье под давлением, экструзия Литье под давлением, экструзия, прессование То же
Пластические массы Разд. 15
Алифатические полиамиды (ПА):
ПА6 блочный (Капролон В)
(ТУ 6-05-988-83; 22 2422)
ПА6-Л-Г10
(ОСТ 6-05-408-85; 22 5342),
ПА66/6: ПА66/6-ЛО, ПА66/6-ЛМ
.(ОСТ 6-05-408-85; 22 2412, 22 2413)
Композиции полиамида ПА12:
ПА12-10, ПА12-20, ПА12-11-1,
ПА12-11-2, ПА12-11-4, ПА12-11-5,
ПА12-11-3, ПА12-21-3
(ОСТ 6-05-408-85; 22 2412)
ПА610: ПА610-ЛО, ПА610-ЛТ
(ОСТ 6-05-408-85; 22 2412),
ПА610-ЛМ, ПА610-Л-ДМ
(ОСТ 6-05-408-85; 22 5345)
мо-, холодо-, дуго-, трекинго- и ра-
диационная стойкость. Тропикостой-
кость Т
Повышенные ударная вязкость, из-
носостойкость. Стойкость к воздейст-
вию масла, бензина, щелочей, слабых
кислот. Самозатухают. Тропикостой-
кость ТС в условиях, исключающих
прямое солнечное облучение
Повышенные деформационная теп-
лостойкость, ударная вязкость, изно-
состойкость. Стойкость к воздейст-
вию масла, бензина, щелочей.
ПА66/6-ЛО и ПА66/6-ЛМ обладают
пониженной водостойкостью
От других полиамидов (ПА6 и
ПА66/6) отличаются повышенными
водо-, холодостойкостью, стабиль-
ностью свойств и размеров, эластич-
ностью и ударной вязкостью (ПА 12-
11-1), нагревостойкостью (ПА 12-11-5,
ПА12-11-4). Стойкость к воздейст-
вию масел, жиров, бензина, кетонов.
Тропикостойкость ТС в условиях, ис-
ключающих прямое солнечное облу-
чение
Повышенные прочностные свойст-
ва, нагревостойкость, стабильность
размеров, масло-, бензо-, щелоче-
стойкость
детали (втулки, прокладки)
Толстостенные детали конструкци-
онного, электротехнического и анти-
фрикционного назначения (электро-
изоляционные втулки, кольца, про-
кладки)
Конструкционные детали электро-
технического и антифрикционного на-
значения (каркасы катушек, электри-
ческие соединители, траверсы, колод-
ки, детали реле, детали выключате-
лей) для работы в тропическом су-
хом климате
Детали конструкционного, электро-
технического и антифрикционного на-
значения, работающие под нагрузкой
(детали высоковольтных аппаратов,
магнитных пускателей, реле, крыш-
ки)
Механическая обра-
ботка блоков
Литье под давлением
Литье под давлением,
экструзия
§ 15.4 Свойства термопластов
ПА610: ПА610-Л-Г5, ПА610-Л-Г10
(ОСТ 6-05-408-85; 22 5342)
ПА610: ПА610-Л-Т10, ПА610-Л-Т20,
ПА610-Л-Т40
(ОСТ 6-05-408-85; 22 5343)
Хорошие прочностные и удовлет-
ворительные диэлектрические свойст-
ва, химо-, износостойкость. Тропико-
стойкость ТС в условиях, исключаю-
щих прямое солнечное облучение
Повышенные прочностные свойст-
ва, жесткость, износостойкость, де-
формационная теплостойкость, водо-,
масло-, бензо-, щелочестойкость
Электротехническиен детали, рабо-
тающие при повышенных температу-
рах, к которым предъявляются требо-
вания стабильности размеров и по-
вышенного уровня диэлектрических
свойств; защитные оболочки прово-
дов, кабелей
Детали электротехнического и ан-
тифрикционного назначения, работа-
ющие без смазки
Детали электротехнического и ан-
тифрикционного назначения, работа-
ющие при повышенных температурах
(упоры, детали реле, корпуса прибо-
ров, каркасы катушек)
Литье под давлением,
экструзия
Литье под давлением
Литье под давлением
Продолжение табл. 15.7
Наименование и марка материала (ГОСТ ИЛИ ТУ; код ОКП) Основные свойства* Область применения Метод переработки
ПА610 литьевой (ГОСТ 10589-73; 22 2412) Хорошие прочностные и диэлектри- ческие свойства, химо- и износостоек Электротехнические детали, рабо- тающие при низких частотах Литье под давлением
Сополимеры полиамида литьевые: АК-80/20, АК 85/15, АК-93/7 (ГОСТ 19459-74; 22 2413, 22 2513) Высокая ударная вязкость, повы- шенная нагревостойкость; химостой- ки. Для АК-80/20 — тропикостойкость ТС Детали приборов; конструкционные детали электротехнического назначе- ния для работы в тропическом сухом климате (экранированные электриче- ские соединители, детали выключате- лей) Литье под давлением, экструзия
Полиамид стеклонаполненный: ПА6 210-ДС, ПА6-211-ДС, ПА66-ДС, ПА610-ДС (ГОСТ 17648-83; 22 5344), ПА610-Л-СВ30 (ОСТ 6-05-408-85; 22 2412) Повышенные прочностные и ди- электрические свойства, нагревостой- кость Детали конструкционного и элект- ротехнического назначения, к кото- рым предъявляются повышенные тре- бования по жесткости, прочности и точности размеров (каркасы кату- шек, детали реле, детали выключате- лей, контакторов) Литье под давлением, экструзия
ПА6-1-108, ПА6-1-108.1, ПА6-1-109.1, ПА6-1-208.1 (ТУ 6-05-211-1264-82) То же Детали конструкционного, электро- изоляционного и антифрикционного назначения (кабельные вводы, со- единительные муфты, детали пере- ключателей, ламповые панели для печатных плат) То же
ПА66 КС-ТГМ, ПА6-130КС-ТГМ, ПА6 210КС-ТГМ (ТУ 6-05-211-1368-84) Повышенные прочностные и ди- электрические свойства, низкая водо- стойкость; самозатухают То же » »
Ароматический полиамид: фенилон С-1, фенилов С-2 (ТУ 6-05-221-365-76) Высокие прочностные, диэлектриче- ские свойства, нагрево-, износе-, хи- мостойкость Электротехнические детали, рабо- тающие при высоких температурах. Тонкостенные детали с высокой точ- ностью размеров Прямое прессование с предварительным подо- гревом
Композиции полифеииленоксида: арилокс 100 (ТУ 6-05-231 319-82), арилокс 101 (ТУ 6-05-231-323-83), Хорошие прочностные и высокие диэлектрические свойства, нагрево- стойкость. Арилокс 2115 самозатуха- ет Детали электронной техники (пе- чатные платы, корпуса и обоймы вы- ключателей, электрические соедини тели, потенциометры, ротационные Литье под давлением, экструзия
Пластические массы Разд. 15
арилокс 2101
(ТУ 6-05-231-321-83),
арилокс 2102Э, арилокс 2102К
(ТУ 6 05-231-307-85, 22 4393)
арилокс 2103
(ТУ 6 05-231-322 83),
арилокс 2114
(ТУ 6-05-231-320-83),
арилокс 2115
(ТУ 6-05-231-317-83)
Полисульфои ПС-Н, ПС ТП
(ТУ 6-05-1969-84; 22 2659)
переключатели, распределители, кор-
пуса конденсаторов)
Высокие нагревостойкость, ударная
вязкость и диэлектрические свойства
Полиалканимид АИ-1Г
(ТУ 6-05-211-1330-83)
Полиалканимид стеклонаполнеиный
АИ-ЭК-1
(ТУ 6-05-211-1158-81; 22 2433)
Полиарилат:
ДВ-101
(ТУ 6 05 221-369-76),
ДВ-105, ДВ-106
(ТУ 6-05-221-422-80)
Полиоксадиазол: ииплон-1/1
(ТУ 6-05-211-1208-79),
полибензоксазол: ииплон 2/4
(ТУ 6-05-211 1346-83)
Полиуретаны:
витур Т-1413-85, витур Т-0333-95,
витур Т-0433-85
(ТУ 6-05-221-526-82)
вилад А-13 1
(ТУ 6-05 221-607-81)
Повышенные нагревостойкость, ди-
электрические свойства, водо-, химо-
стойкость
Повышенные по сравнению с АИ-
1Г прочность при растяжении, нагре-
во-, износостойкость
Высокие диэлектрические свойства,
ударная вязкость, нагрево-, химо-
стойкость
Электро- и радиотехнические де-
тали, подвергающиеся воздействию
повышенных механических и тепло-
вых нагрузок (коитактодержатели,
основания печатных плат, цоколи,
изоляция проводов)
Детали конструкционного и элект-
ротехнического назначения, работаю-
щие при повышенных температурах
Тонкостенные армированные дета-
ли сложной конфигурации электро-
технического и конструкционного на-
значения, работающие при темпера-
турах до 150 °C
Детали конструкционного и элект-
ротехнического назначения (детали
реле, разъемы, вводы)
То же
Литье под давлением,
экструзия
§ 15.4 Свойства термопластов
Повышенные прочностные и ди-
электрические свойства, нагрево-, хи-
мо-, водостойкость
Повышенные прочностные свойст-
ва, холодо-, водостойкость, хорошие
диэлектрические свойства
Хорошие диэлектрические свойства,
адгезия к различным материалам,
вибростойкость. Тропикостойкость Т
Расшифровку обозначений тропикостойкости см. в разд. 26 и ГОСТ 15150-69.
Детали конструкционного и элект-
ротехнического назначения, работаю-
щие в жестких условиях (высокие
температуры, влажность, радиация)
Наружная оболочка кабелей, гер-
метизация деталей электротехниче-
ского назначения
Герметизация обмоток трансфор-
маторов и катушек, аппаратов, голо-
вок 'генераторов
Прямое я литьевое
прессование
Литье под давлением
То же
Таблица 15.8. Основные физические показатели термопластов
Наименование и марка материала Плотность, кг/м3 Температурный коэффициент дли- ны, 10~ 5, °C—1 Теплостойкость, °C Интервал рабо- чих температур, °C Водопоглощеиие, % Расчетная усадка, % Показатель текучести расплава, г/10 мин
по Мартенсу по Вика
Полиэтилен высокого давле- ния (ПЭВД): марки по табл. 15.7 900—939 22—55 — 80—90 - 504-+70 0,02 за 30 сут 2—3 0,5—2,0
ПЭВД кабельный: марки по табл. 15.7 916—980 22—55 — — —604—1-60 0,02 за 30 сут 1—2,5 0,6—3,0
Композиции ПЭВД: марки по табл. 15.7 917—930 22—55 — — -504-+60 0,01—0,02 — 0,3—2,0
Композиции полупроводящего и проводящего ПЭВД: мар- ки по табл. 15.7 —~ — — —504-+60 —
Полиэтилен низкого давления (ПЭНД): марки по табл. 15.7 949—955 17—20 — 120—125 —60-Н-100 0,03—0,04 за 30 сут 1—4 0,1—10
ПЭНД кабельный: марки по табл. 15.7 949—954 20 — — —60-4+80 0,03—0,04 за 30 сут — 0,6—3,0
ПЭНД высокопрочный: марки по табл. 15.7 Композиции ПЭНД: 953—957 125—140 —60 4-+80 0,02—0,04 — 0,6—2,2
209-15, 210 15 949—965 — — —504-+80 — — 1,2—17
277-73, 279-73, 279 75 960—965 — -— — —604-+80 — 3,0 5—17
Композиции ПЭНД с мине- ральными наполнителями: марки по табл. 15.7 1020—1200 — — 33—90 —504-+100 — — 1,5—9,0
Композиция ПЭНД самозату- хающая марки 210-63 1250 — — 110 —604-+80 — 3,0 7—10
Полиэтилен среднего давле- ния: марки по табл. 15.7 960—970 40 100—110 — —130^+85 0,01 за 30 сут 2,5—3,0 0,6—12
Композиции этилена с буте- ном-1: марки по табл. 15.7 945—954 — — — —604-+70 •— — 0,9—1,5
Сополимеры этилена с пропи- леном: марки по табл. 15.7 Полипропилен (ПП): 910 11 — 140—145 —254-+80 0,01—0,09 1—3 0,4—4,0
21012, 21015, 21020, 21030 910 11 150—155 —254-+85 0,01—0,03 1,0—3,0 0,7—3,5
01010, 01020 910 11 — 95—100 —104-+90 0,04 за 30 сут 1,0—2,5 0,7—3,5
ПП стеклоиаполнеиный: марки по табл. 15.7 1000—1015 1,9 — 116 —204-+90 — 1,0—2,0 2—4
ПП тальконаполненный: марки по табл- ,15.7 1080—1280 — — 95—100 —204-+90 0,01 0,9—1,8 2—6
Пластические массы Разд 15
Композиции ПП:
МПП03-01, МПП04-01 по
МПП15-04
Мопрон-Т, мопрон-К
Силпон
Полн-4-метилпентен-1 (тем-
плен): марки по табл. 15.7
Темплен термостойкий
Поливинилхлорид (ПВХ) сус-
пензионный: марки по табл.
15.7
ПВХ для изоляции и защит-
ных оболочек: марки по
табл. 15.7
Пластикат ПВХ:
ИМТ, ОМТ
ИРМ-40, ИРМ-Т, РММ-Т
Полистирол (ПС) блочный:
ПСМД, ПСМ
ПС общего назначения:
ПСМ-115, ПСС-550
ПСС-500
ПС ударопрочный:
УПМ-1003, УПМ-0612Л,
УПС-825ТГ
Акрилонитрилбутадиенсти-
рольные (АБС) пластмассы:
АБС-2020
АБС-0809Т, АБС-1002Т
АБС-1Ю6ЭАО
Сополимеры стирола:
САМ-Э
САН-ТП
МСН, МСН-Л
СНП
ПС стеклонаполненный САН
Поликарбонат (ПК):
ПК-1, ПК-2, ПК-3, ПК-4
ПК-З-ОМ-5
ПК модифицированный: марки
по табл. 15.7
ПК стеклонаполненный
пк-нкс
Полиметилметакрилат: ЛСОМ,
ЛСОМ-4Б
Дакрил-2М
— — 50*
1000—1070 55*
890—920 — 55*
830—834 11,7 —
— — —
1390—1400 — —
1250—1340 — —
6—7
-—. 6—7 —
1050—1080 6—8 78
1050—1080 5 у 75—90
1060—1080 8 75—80
1040—1060 8 75—80*
1040 8 76
1050 8 76—95
1030 — —
1050—1070 7,5 95
1040 8-9,5
1120 6-8 75
1140 8,3 74
1280—1320 3—4 •—
1190—1200 5—6 104—109
1200 5—7 120—130
— —
1300—1400 3—4 146—150
1190 8—9 85—90
1190 8 1 -
— -404-4-70 0,03 1,5—2,8 0,2—3,5
120—135 —404-4-80 0,02—0,05 — 0,4—1,2
130—145 —504-4-80 — 1 11 0,4—3,5
150-200 —504-4-110 0,01 1,2—2,2 0,2—4,0
170—180 —504-4-125 -154-4-60 0,01 1,2—2,2 5—15
175—190 —304-4-60 0,1 — —
173—178 —504-4-70 0,6—2,5
—, -304-4-70 0,6—2,5 — 50
82 —304-4-65 0,2 0,4—0,8 2—8
96—103 —304-4-80 0,4—0,8 1,5—4,0
90 —304-4-70 — 0,4—0,8 8—13
75 -304-4-65 0,05 0,4—1,2 3—10
97 —404-4-70 0,2 0,3—0,7 20
106—109 —604-4-90 0,2—0,3 0,3-0,7 2—9
80 —504-4-80 "— —
100 -504-4-90 0,2 0,4—0,8
88 -504-4-90 0,2 0,4—0,8 1,2—2,4
88—90 —404-4-60 0,3 0,4—0,6 0,7—2,0
103 -404-4-70 0,08 0,8—1,0 9—14
115—120 -404-4-90 0,45 0,2—0,4 —
144—151 -1004-4-135 0,2 0,7—0,8 1,0—12
150—160 —1004-4-140 0,2—0,4 0,6—0,8 2—10
— —1004-4-140 — — 1,7—11
155 —604-4-140 0,09 0,2—0,6 3—12
107—109 -404- 4-90 0,3 0,2—0,6 0,4—15
НО -504-4-90 0,3 0,2—0,6 0,5—1,9
§ 15.4 Свойства термопластов
Наименование и марка материала Плотность, кг/м8 Температурный коэффициент дли- ны, 10—2, «с—1 Теплосто!
по Мартенсу
Полиэтилентерефталат литье- вой: марки по табл. 15.7 1300—1330 — —
Полибутилентерефталат: марки по табл. 15.7 Полибутилентерефталат стек- лонаполненный: 1270—1310 50—55*
ПБТ-СН-1, ПБТ-СН-2 1520 — 190—200*
ПБТ-ДСН 2000 — 190—200*
Пентапласт: марки по табл. 15.7 1390—1410 — —
Композиции пентапласта: мар- ки по табл. 15.7 Сополимеры Формальдегида: 1320—1330 — —'
СФД, СТД 1410—1420 13—14 80*
СФД-А-БС, СФД-ВМ-БС 1420 — 75—95*
Сополимер формальдегида стеклонаполненный СФД-ЗОСП 1500—1540 — 150—155*
Этрол ацетилцеллюлозный: мар- ки по табл. 15.7 1270—1340 10-12 40
Этрол ацетобутиратцеллюлоз- ный: марки по табл. 15.7 Фторопласт: 1160—1250 11,9—14,9 40—45
2М 1750—1800 8—12 70
3; ЗМ 2020—2160 6—12 65
4; 4Д; 4ДМ 2190—2260 8—25
4МБ; 4МБ-2 2140—2230 9 — 1 -
40 Алифатические полиамиды (ПА): 1650—1700 6—9 46
ПА6 блочный (капролои 1150—1160 9,8 75—76
ПА6-Л-Г10
ПА66/6: марки по табл. 15.7 1130—1150 10—12 45—55*
Композиции ПА12: марки по табл. 15.7 Полиамид 610: 1010—1030 11,9 40—42*
ПА6Ю-ЛО, ПА610-ЛТ 1110—1130 14,0 46*
ПА610-ЛМ — — 46—50*
Продолжение табл. 15.8
Шесть, °C Интервал рабо- чих температур, °C Водопоглощение, % Расчетная усадка, % Показатель текучести расплава, г/10 мнн
по В нк а
— —50 4- 4-90 — 1,2—1,5 —
— -504-4-105 — — —
-504-4-110 0,2 0,4—0,8 10—17
— -504-4-110 0,2 0,2—0,7 ь—/
155—165 —404-4-120 0,01 0,4—0,6 0,4—3,9
123—127 —254-4-105 0,1—0,15 0,4—0,6 40
140—145 —604-4-100 0,2—0,8 1,5—3,5 2—3
140—145 -604-4-100 0,2—0,8 1,8—2,5 7,5—16
“— -604-4-120 0,2—0,8 — 5—14
55—60 -504-4-60 2,0—2,3 0,2—0,9 1—15
53—80 —504-4-65 1,5—2,0 0,9—1,0 1-35
120—145 -604-4-145 0 — 2—8
130 —1954-4-130 0 4—7 0,3—4,5
100—110 -2694-4-260 0 3—7 —
— -604-4-200 0 —
140—143 —1004-4-200 0 —
220 —504-4-70 1,5—2,0 —
200—210 —504-4-70 -804-4-60 10—11** 1,4 6—22
135—140 -804-4-60 0,18—0,22 0,7—1,5 0,5—15
190—210 -504-4-70 3,3** 0,8—1,4 5—18
180—200 —504-4-70 — — 8—И
Пластические массы Разд. 15
ПА610-Л-ДМ ПА610-Л-Г5, ПА610-Л-Г10 ПА610-Л-Т10, 1150 1140—1150 1160—1360 5,5—8,0 4,5—7,5 47—50* 55—90*
ПА610-Л-Т20, ПА610-Л-Т40 1090—1110 11,7
ПА610 литьевой Сополимеры полиамида литье- вые: 55—60
АК-80/20, АК-85/15 ИЗО 10—12 50—60
АК-93/7 Полиамид стеклонаполненный: 1140 10—12 55—60
ПА6-210-ДС 1270—1340 — 190
ПА6-211-ДС 1380—1410 — 190
ПА66-ДС 1390—1410 — 230
ПА610-ДС 1330 — 190
ПА610-Л-СВ30 1340—1350 — 125
ПА6-1-108, ПА6-1-108.1, ПА6-1-109.1, ПА6-1-208.1 •— 185—190*
ПА66-КС-ТГМ ПА6-130КС-ТГМ, — — 180*
ПА6-210КС-ТГМ — — 160*
Ароматический полиамид: мар- ки по табл. 15.7 Композиции полифениленоксида: 1320—1330 3,1 —
арилокс 100, арилокс 101 арилокс 2101, арилокс 1060—1130 *— —
2102Э, арилокс 2102К, арилокс 2103 1060 — —
арилокс 2114 1060 — —
арилокс 2115 1085 — ——
Полисульфон: ПС-Н, ПС-ТП 1250 —— .—
Полналкаиимид АИ-1Г 1200—1250 6,3 85
Полиалканимид стеклонапол- иенный АИ-ЭК-1 Полиарилат: 1390—1395 1,5—2,0 200—204
ДВ-101 1270 6,0 —-
ДВ-105, ДВ-106 1270 — —
Полиоксадиазол ниплон-1 /1 1310—1340 5,0 —
Полибензоксазол ниплон-2/4 Полиуретаны: 1300 5,0 —
витур Т-1413-85 1160 .—. —
витур Т-0333-95 1110 — —
витур Т-0433-85 1080 — •—
вилад А-13-1 — — —
* Температура размягчения при изгибе по ГОСТ ** Водопоглощеиие максимальное. 12021-75 при о =1,85 МПа.
200—220 180—220 200-220 1 1 1 Щ СП сл ООО •I- +++ 888 2 9** 2,9—3,5** 1,2—1,5 1,2—1,5 0,8—1,5 5—10 3—15
— -604-4-70 3,3** 0,8—1,5 4—7
200—220 —504-4-70 2,5—2,6 1,4—1,8 —
220—230 —504-4-80 2,1—2,2 1,4—1,8 —
—50 -5-Ь120 1,14—1,38 0,45
-—, -504-4-120 1,0—1,2 —
250 —504-4-150 0,6—0,9 0,4—о»6
— -504-4-150 0,25—0,35 0,4—0,5 -—.
200—220 -504-4-120 2,5 0,2—0,6 2—15
— -504-1-105 — — —
— -504-4-110 — — —
.—. -504-4-100 —
275—290 -1004-4-200 0,5 0,5—0,6 —
180 —604-4-120 — — 1—10
170—180 —604-4-120 0,1 — 3—15
148 —604-М00 0,1 —. >20
— —604-4-100 0,1 — 5—10
180—200 —604-4-150 0,22 —- 1,5—7,0
200 —604-430 0,05 2,8 .
260—270 —604-М 50 0,03—0.07 0,9 —
170—200 —1004-4-150 0,2 - -
200—268 —1004-4-165 — — —
240—330 —2004-4-300 1,2 0,5 —
1— -2004-4-300 — — —
—_ —304-4-80 —. 2,0 1—15
-—. —604-4-80 — 1,0 I—17
—- -604-4-80 . — 2,0 1—15
— —604-4-Ю0 — — —
§ 15.4 Свойства термопластов
Таблица 15.9. Основные механические и диэлектрические показатели термопластов, нагревостойкость
Наименование и марка ма- териала Разрушающее напряжение при растяжении, МПа Разрушающее напряжение при сжатии, МПа Изгибающее на- пряжение при разрушении, МПа Относительное удлинение при разрыве, % Ударная вя зкость, кДж/м2 ег при частоте. Гц tg б при частоте, Гц р, Ом.м Ps- Ом £ПР- МВ/м Класс нагрево- стойкости по ГОСТ 8865-70
исходная с над- резом 50 10° 50 10fi
Полиэтилен высокого давления (ПЭВД): марки по табл. 15.7 ПЭВД кабельный; мар- ки по табл. 15.7 Композиции ПЭВД: марки по табл. 15.7 Композиции полупрово- дящего и проводяще- го ПЭВД: марки по табл. 15.8 Полиэтилен низкого дав- ления (ПЭНД): мар- ки по табл. 15.7 ПЭНД кабельный: мар- ки по табл. 15.7 ПЭНД высокопрочный: марки по табл. 15.7 Композиции ПЭНД: мар- ки по табл. 15.7 Композиции ПЭНД с ми- неральными наполни- телями: марки по табл. 15.7 Композиция ПЭНД са- мозатухающая марки 210-63 Полиэтилен среднего давления: марки по табл. 15.7 Композиции этилена с бутеном-1: марки по табл. 15.7 Сополимеры этилена с пропиленом: марки по табл. 15.7 10— 16 Il- ls 11— 12 7,0 20— 30 25— 40 20— 22 15 26— 28 22— 24 12 20—36 42—66 60 11—20 7,5 20—38 20—38 20—38 39—40 25—40 400—600 500—600 500—550 80—100 700—200 150—600 500—900 200—450 5—200 200—800 600 Не раз- рушается Не раз- рушается 50 Не раз- рушается 20— 140 2,3 2,3 2,3 2,3—2,4 2,3—2,6 2,4 2,32— 2,36 2,4 2,4 2,4 3,0 2,4 2,4 — 0,0003— 0,0006 0,0006— 0,003 0,0006— 0,0007 0,0002— 0,0004 0,0005— 0,0007 0,0002— 0,0005 0,0002— 0,0005 0,005— 0,007 0,02 0,0003 0,0005— 0,0007 10“— 1015 1014— 104 50—100 ЮМ- 104 10 м— 104 10И— 1015 10м 1013— 10м 104 104 104 104 10м 10м 10м 104 Ю1в 40 35—40 40 40 40 40—50 35—40 40—58 30 40 40 ЛАЛА А Л А А Л АЛЛА
Пластические массы Разд. 15
пп 21012, 21015, 21020, 21030 01010, 01020 30 25— 40 60 50—60 300—180 300—600 33—80
ПП стеклонаполненный: 35 — — 10 —
марки по табл. 15.7 ПП тальконаполненный: 27— 46 20—25 10—25
марки по табл. 15.7 Композиции ПП: 29
МПП03-01, МПП04- 20 40 44 130—300 Не раз-
01 по МПП15-04 рушается
Мопрон-Т, мопрон-К — — •— 100 —
Силпон 20 — — 500 —
Поли-4-метилпентен-1 24 — 15—50 10—30
(темплен): марки по табл. 15.7
Темплен термостойкий — — — 10 10—20
Поливинилхлорид 30— 52—60 100—110 25—400 —
(ПВХ) суспензион- ный: марки по табл. 50
15.7 ПВХ для изоляции и 14— 200—340
защитных оболочек: марки по табл. 15.7 20
Пластикат ПВХ:
ИМТ, ОМТ 12— 14 — — 250—300 —
ИРМ-40, ИРМ-Т, 11— 250
РММ-Т 14
Полистирол (ПС) блоч- 37— 80— 78—83 1,5—3,0 20—22
ный: ПСМД, ПСМ ПС общего назначения: 42 100
ПСМ-115, ПСС-550 38— 85—105 1—3 18—20
46
ПСС-500 32 — — — 16—22
ПС ударопрочный: 15—30
УПМ-1003, 17— — 35—60 30—60
УПМ-0612Л, УПС-825ТГ 25
1,5— 2,2 2,3—2,4 — 0,0003 101’ 1010—101’ 30 Y
3,5
5—8 2,4 .— 0,0005 10й- — 25 Y
104
3,8 — — 0,0004— — — 35 Y
— — — — 0,0006 — — — Y
7,5— 2,4 0,0005 30 <^Y
8,0
4—8 — 2,5 .— 0,0005 1012— 1013—104 28 <Y
1014
— 2,3 — 0,0006— —- Ю11— — 40 <^Y
0,0007 Ю13
— — 2.2 — 0,00025 10м 101S—1014 26—30 А
— — 2,2 — 0,00025 10м 1013—1014 30 Е
2— — 3,1—3,4 0,02 0,015— 1012— 104—Ю14 15—35 <Y
10 0,05 10м
— 4,1 — 0,02 — 1010— 2-Ю1? 1014 15—35 <Y
— 4,1 0,02 ЮЮ— 1014 25 < Y
1012
— 4,1 — 0,02 — юн 1014 25 < Y
1,6 2,5— 2,6 0,0001— 0,0003— 10“ 10й 20—23 <Y
2,8 0,0006 0,0004
2,5 .— 2,4—2,6 — 0,0001— 1012— — 20—25 Y
0,0004 Ю13
2,0 — 2,4—2,6 -—- 0,0001— — — —. <^Y
0,0004
5,9— — 2,6—2,7 — 0,0003— 1014 — — <^Y
9,8 0,0007
§ 15.4 Свойства термопластов
Наименование и марка материала СЗ с г из ру шадлд сс напряжение при сжатии, МПа е на- при и, МПа Vi носительное удлинение при разрыве, % Ударная вяз- кость, кДж/м2
Разрушающее напряжение пр растяжении, М
Изгибающе пряжение X исходна я с над- резом
Акрилонитрилбута- диенстирольные (АБС) пластмассы: АБС-2020 АБС-0809Т АБС-1002Т АБС-1106ЭАО Сополимеры стирола: САМ-Э САН-ТП МСН, МСН-Л СНП ПС стеклонаполненный САН 34— 38 42 40 25 26 50— 60 49 39 85 85 100—115 98 85—110 69—75 90 120 15—20 12 20 1—2 1—2 2,5 18 0—5 70 16 20—24 22—24 57 16—18 20— 25 9 7 8 1,7 2,8— 3,0
Поликарбонат (ПК): ПК-1, ПК-2, пк-з, ПК-4 50- 69 85 !—95 77—7 9 5( 3—55 100—120 20— 25
ПК-З-ОМ-5 60- 70 90—95 100—110 50 120—140 20
ПК модифицирован- ный: марки по табл. 15.7 ПК стсклонаполненный ПК-НКС Полиметилметакрилат: ЛСОМ, ЛСОМ-4Б Дакрил-2М Полиэтилентерефталат литьевой: марки по табл. 15.7 Полибутилентерефта- лат: марки по табл. . 15.7 . 60- 70 95 65- 66 65- 70 34- 45 80—100 98—100 110—133 70—80 160 120 117 30—70 2( 5( 3—60 5 3,5 3,5 3—200 101—135 35 18 15—30 Не раз- рушается 20— 56 18 2,5— 4,5
ел
Продолжение табл. 15.9
ег при частоте, Гц tg б при частоте, Гц р, Ом-м Ps, Ом £пр- МВ/м Класс нагрево- стойкости по ГОСТ 8865-70
50 10я 50 10»
2,9 — 0,008 4- 10гЭ .— — <Y
-— 2,9 0,008 — — — Y
— 2,9 — 0,008 1044 — — Y
•— — — — —' 104 — Y
2,5 0,0004 2-10м 104 20—24 Y
— 2,8 — 0,005—’ 0,007 1044 •— 25
2,9—3,2 — 0,02 1043 1044 — < Y
—— 3,3—3,5 — 0,03 1013 — 20 V
‘— 3;5 0,006 2-Ю44 8-1046 16—18 Y
3,0— 3,1 2,6—3,1 0,001— 0,003 0,01 (5- ю)-ю44 (0,5—10) X ХЮ19 20—25 E
— 2,5—3,1 — 0,01 5-Ю14 — 20 E
3,0 2,7—3,5 0,001— 0,003 0,007— 0,009 1044 1016—1047 19 E
3,0 3,0—3,2 0,001— 0,003 0,007— 0,009 (1-7) X Х1014 1045 20 E
— — — — — — Y
2,5 — — 0,018 1044 — 22 Y
— — — 0,02 1044 — 12 <Y
— 3,1—3,2 — 0,01— 0,015 1044— 104 1015—ю16 15—17 A
Пластические массы Разд. 15
Полибутилентерефталат стеклонаполненный: ПБТ-СН-1, ПБТ-СН-2 ПБТ-ДСН 100— 120 — 170—180 80—100 4 4 20-30 15
Пентапласт: марки по табл. 15.7 38 60—85 140 10 10—140
Композиции пентапла- ста: марки по табл. 15.7 Сополимеры формаль- 20 200 50—70
СФД, СТД 65 105—145 100—125 15—20 55—80
СФД-А-БС, СФД-ВМ-БС 60— 70 — 80—87 10—15 —
Сополимер формальде- гида стеклонаполнен- ный СФД-ЗОСП 90— 120 100 140—160 — 17
Этрол ацетилцеллюлоз- пый: марки по табл. 15.7 30— 50 50—51 22—42 10 35—60
Этрол ацетобутнратцел- люлозный: марки по табл. 15.7 Фторопласт: 20— 37 22—45 20—30 50
2М 45— 55 — 55—85 375 150—215
3; ЗМ 23— 35 55—60 35—80 70— 250 20—160
4; 4Д; 4ДМ 13- 24 10—12 10—14 100— 350 10—100
4МБ; 4МБ-2 16— 26 — 20—30 300— 400 125
40 27— 50 — 33—34 150— 300 125
Алифатические поли- амиды (ПА): ПА6 блочный (Капролон В) 64— 70 100—110 120—130 15—30 100—160
ПА6-Л-Г10 — —— —“ 29,4
ПА66/6; марки по табл. 15.7 60— 70 80—120 45—77 200— 300 29,4
4—5 3,5 0,02 1013 1015 15 Е
4—6 3,2 0,02 1013 101® 15 Е
— 3,0—3,1 — 0,012 10й 1015—10й 25 А
— 0,035 .— 10е— — 20 А
1012
5—6 3,4—3,7 0,005— (1-6) X 1013—юи 21—27 А
0,01 Х1012
6—7 3,5—3,7 0,006— 101? Юм—Ю1® 14—26 А
0,01
— — 3,5—3,7 — 0,001 — (1-5) X — —- Е
0,01 Х№
5—7 4—5 0,07— 0,04— 108— ЮН—1013 24—32 <CY
0,09 0,06 1011
— 3,5— 3,2—3,6 0,005— 0,02— 101»— —. 31—36 << Y
4,1 0,07 0,03 10м
— — 9—10 — 0,02 1010 — 18 в
- 3,0 2,3—2,8 0,015 0,01— 10й— 101е—101’ 23—25 в
0,02 1013 25—27
1,9— 1,9—2,1 0,0002— 0,0003 10М— 101’ с
2,2 0,0003 10*5
— 1,9—2,1 — 0,0002— Ю15. 101’ 25—35 с
0,0003
— — 2,5—2,6 — 0,005— ю13 101®. 20—25 с
0,007
4—6 .— 3,4—4,1 — 0,02— 1011— 1012 20-21
0,03 1012
3,4 — — 0,05— 1010— 1014—ю1® 21—23 >> VV
0,06 1011
§ 15,4 Свойства термопластов
Наименование и марка материала при МПа Разрушающее , напряжение при сжатии, МПа Изгибающее на- пряжение прн разрушении, МПа итиосшельние удлинение при разрыве, % Ударная вяз- кость, кДж/м2
газрушающе напряжение растяжении,
исходная с над- резом
Композиции полиамида ПА12: марки по табл. 39— 53 60—80 35—53 5С —250 __ 4— 65
15.7 Полиамид 610:
ПА6Ю-ЛО, ПА610-ЛТ 17- 58 80—120 45—60 15С —200 73,5 3,9
ПА610-ЛМ, ПА610-Л-ДМ 1 >0— 80 60—80 45—65 — 73—78 —
ПА610-Л-Г5, ПА610-Л-Г10 >0- 90 90—100 50—65 —- 28—44 —
ПА610-Л-Т10, ПА610-Л-Т20, >0- 70 65—85 50—75 £ 1—10 29—14 —
ПА610-Л-Т40
ПА610 литьевой г >0- 60 — 45 100—150 100 5,0
Сополимеры полиамида литьевые:
АК-80/20, АК-85/15 4 5- 70 70—90 45 200—300 100 3,0
АК-93/7 ( 0- 70 100—120 60 8С — 120 ПО 3,0
Полиамид стеклонапол- ненный:
ПА6-210-ДС 118— 137 — 176—196 2,0—2,8 24,5— 39,0 —
ПА6-211-ДС 147- 152 — 196—205 2,5—2,8 44,0 —
ПА66-ДС 128- 152 176—205 2,0—2,8 19,6— 29,4 —
ПА610-ДС 1 OS- 128 — 172—176 2—3 24,5— 26,5 —
ПА61О-Л-.СВ30 100- 140 . 90—120 160—220 е >—9 29 —•
Продолжение табл. 15.9 с2
е при частоте, Гц tg б при частоте. Гн р, Ом -м Ps, Ом F ПР’ МВ/м Класс иагрево- стойкости по ГОСТ 8865-70
50 10“ 50 юв
— — — 0,03 1012 Ю12—1015 18—21 <Y
—• 3,4—4,0 — 0,017— 0,03 1012— 1018 1014—104 20—25 <Y
— 3,1 — 0,03— 0,04 1012— 1018 1014—104 20—23 <CY
— 3,0—3,5 — 0,03— 0,04 1011— 1013 — 20—23 <CY s
— 3,0—3,5 •— 0,015— 0,03 1012— 1018 1014—1016 20—30 <C Y ?? ss
— 4,0—5,0 —— 0,06 104 5-1012—1013 20 Й Ci c*
— 3,5—4,0 0,05— 0,06 0,03— 0,1 10™— 1012 ЮМ— Ю15 20 <Y
— 4,6 0,04— 0,05 0,03— 0,1 1010— 10™ Ю™—10™ 22
— 3,3 — 0,03 — — — A
— — — — — — — A
— 3,3 — 0,02 10й— 104 1013—1014 17—20 E
— 3,3 — 0,02 104 IO» 21—22 A Pi Й
— 3,5—4,0 — 0,03 10й— 1018 Ю14—104 20—25 A СЛ
ПА6-1-108, 100— —. 180 — 25—35 —
ПА6-1-108.1, ПА6-1-109.1, ПА6-1-208.1 130 22—27
ПА66-КС-ТГМ 120— —- 170—179 — —
130
ПА6-130КС-ТГМ, ПА6-210КС-ТГМ 115 —- 160 — 22 —
Ароматический поли- 120 220—240 130 — 35 —
амид: марки по табл. 15.7
Композиции полифени-
леноксида:
арилокс 100, 20— — 45 3—8 20—40 —
арилокс 101 40
арилокс 2101, 50— —- 50—60 10—30 30—50 -—•
арилокс 2102Э, 60
арилокс 2102К, арилокс 2103 35
арилокс 2114 50 —- —— 30 —
арилокс 2115 53 -—, -— 12 30 ——
Полисульфон: ПС-Н, 70— — 125 5—10 Не раз- —
ПС-ТП 80 рушается
Полиалканимид АИ-1Г 45 —• —. 10—50 80 .—
Полиалканимид стекло- 80— —. — 5 31—43 —
наполненный АИ-ЭК-1 124
Полиарилат:
ДВ-101 70 90 80—100 10—20 — 10—
ДВ-105, ДВ-106 70 — 20 — 15 10
Полиоксадиазол ни- 60— 190 60—80 2—4 10—12 «—
плон-1/1 80
Полибензоксазол ни- 70 220 80—120 5 — «—
плон-2/4
Полиуретаны:
витур Т-1413-85 20 — — 250 — —.
витур Т-0333-95 19 -— 200 —• —
витур Т-0433-85 15 —. — 250 --— —
вилад А-13-1 20 37 35 18 12
1— — — — — — А
— — — — I012 — 18 А
— — — •— 1011 — 17 А
— — — — 10“ 10й 19 С
— 2,6—2,8 — 0,0009 1014 1013 18 А
. 2,5—2,7 0,0008— 1014 18—20 А
0,005
— А
— 2,6—2,8 —- 0,002 — — — А
— 3,2 —- 0,003 2-1014 3- 104 19 F
2,3—2,8 — 0,004 1013 104 20 Е
.—- 2,7—3,1 —. 0,003— 1013— .—_ 17—23 F
0,005 1014
— 3,5 — 0,02 5-1012 — 16 F
3,5 — 0,02 5-1012 16 F
' • 3,6—4,0 —- 0,01 1013— 10Ч—Ю16 18—19 С
1014
— 3,5 — 0,002— 1013 104 —- С
0,02
6,5—7,5 _ 0,03 —_ 30—46 Y
— 5,5—6,5 ——*. 0,02 -—. —. 38—48 <^Y
-—. 6,5—7,5 — 0,02 — 44—58 У
-—. 3,6 — 0,013 1012— — 25—35 Y
1013
Свойства термопластов
60
Пластические массы
Разд. 15
Переходы от большого сечения стенки к
меньшему выполняют при помощи радиусов
закруглений или уклонов, а в цилиндрических
элементах — при помощи конусности.
Для увеличения прочности и жесткости
торцов деталей из пластмасс следует преду-
сматривать на них буртики, толщина которых
не должна превышать удвоенной толщины
стенки.
Для этих же целей предусматривают так-
же ребра жесткости. Оптимальная толщина
ребер жесткости составляет 0,6—0,8 толщины
сопрягаемой стенкн. Желательно, чтобы они
плавно примыкали к опорной поверхности и не
доходили до опорной поверхности детали на
0,5—1,0 мм. Сечение ребра должно быть по-
стоянным по всей длине и иметь технологиче-
ский уклон. У тонкостенных полых изделий
ребра делают мелкие, небольшой высоты или
применяют рифления (для плоских днищ и
крышек).
Нежелательно применение острых граней и
краев. Закругления необходимы для лучшего
заполнения формы и уменьшения ломкости де-
талей. Радиусы закруглений зависят от мате-
риала детали, толщины стенки. Минимальный
радиус закругления для реактопластов —
0,8 мм, для термопластов— 1—1,5 мм.
В деталях применяют отверстия различ-
ного назначения (технологические, для облег-
де
Рис. 15.1. Конфигурации от-
верстий
чения изделия и придания равностенности;
установочные базы для арматуры, для крепле-
ния и т. д.). Отверстия могут быть сквозными,
ступенчатыми, глухими, иметь различную кон-
фигурацию (круглые, овальные, квадратные).
В пластмассовых деталях следует применять
отверстия наиболее простых форм (рис. 15.1).
Цилиндрические отверстия наиболее просты в
изготовлении, овальные — наиболее трудоемки.
Диаметр отверстий выбирают по ГОСТ
6636-69 (Нормальные линейные размеры).
Максимальная высота вертикальных отвер-
стий (d — диаметр отверстия) составляет:
Прямое прессование
Литьевое прессова-
ние . . , , ,
Глухие
отверстия
2,5d
4,(И
Сквозные
отверстия
3,75d
5,0d
Глубину отверстий, расположенных иа бо-
ковых поверхностях деталей, принимают не
более 50 % глубины центральных отверстий.
Если глубина отверстия должна быть большей
г)
Рис. 15.2. Оформление края детали:
а, б — технологичные конструкции; е, г — нетехноло-
гичные конструкции
или требуется повышенная его точность, необ-
ходимо выполнять отверстие ступенчатым. От-
верстия диаметром менее 1,5 мм следует вы-
полнять сверлением. Форма края детали долж-
на соответствовать форме примыкающего к
нему отверстия, как показано на рис. 15.2.
Для выравнивания толщины стенок и
уменьшения массы детали применяют углубле-
ния. Внутренние углы и кромки их должны
быть закруглены. Деталь по возможности не
должна иметь выступов или приливов значи-
тельной длины. Технологические выступы вы-
полняют во избежание резкого выделения сле-
дов от выталкивателей. Выступы и приливы
должны иметь плавное очертание; высота их не
должна превышать 1/3 высоты основной стен-
ки. Для устранения влияния коробления, усад-
ки и неровностей больших площадей, повыше-
ния жесткости и точности сопрягаемых элемен-
тов деталей применяют выступающие над по-
верхностями опорные плоскости в виде
выступов, бобышек, платиков и буртиков.
Сплошные опорные поверхности или опоры на
две точки заменяют отдельными опорами.
Накатку и рифления выполняют обычно на
наружных поверхностях для удобства враще-
ния от руки, с декоративной целью, а в неко-
торых случаях по технологическим причинам,
например для фиксации. Накатку и рифление
выполняют прямыми ребрами, параллельными
направлению выталкивания детали из формы.
Ширина ребер должна быть не менее 0,3 мм,
а высота не должна превышать их ширины.
Рифление плоских наружных поверхностей це-
лесообразно осуществлять так, чтобы ребра
были заподлицо или несколько ниже плоскости
детали.
Для обеспечения быстрой сборки пласт-
массовых деталей проектируются защелки, поз-
воляющие собирать детали путем сцепления
отлитого поднутрения и ответного выступа,
расположенного на удерживаемой детали. За-
щелка выполняется в виде консольной балки.
Защелки, как правило, применяют для термо-
пластов.
Резьбы в пластмассовых деталях получа-
ют тремя основными способами: непосредствен-
но при формовании детали; механической об-
работкой отдельных элементов детали; встав-
§ 15.6
Изготовление деталей из пластмасс
61
кой металлических элементов, имеющих резь-
бы, в прессованные детали.
На деталях можно получать наружную и
внутреннюю резьбу различного профиля (тре-
угольную, прямоугольную, трапецеидальную,
упорную, круглую). Можно применять резьбу
метрическую, дюймовую, трубную цилиндриче-
скую, коническую дюймовую. Метрическая
резьба на деталях диаметром 1-—180 мм регла-
ментирована ГОСТ 11700-80Е. Для реакто-
пластов с дисперсным наполнителем наиболее
прочной является резьба с шагом 1,5 мм. Резь-
бы с шагом менее 1,5 мм вследствие обогаще-
ния смолой имеют меньшую прочность на
срез.
Из термопластов можно получать резьбу
с любым шагом. Допуски резьб нормированы
степенями точности 6—10. Предусмотрено два
типа посадок резьб: скользящие и с гарантиро-
ванным зазором.
Следует избегать сквозных внутренних
резьб. Глубина формования резьбового отвер-
стия не должна превышать двойного диаметра
резьбы. В деталях, имеющих несколько резьб,
шаг резьбы должен быть одинаковым.
Для всех профилей формуемых резьб не-
обходимо наличие фаски или кольцевой выточ-
ки. Размер фаски выбирают по ГОСТ 10549-80
(Выход резьбы). Размер выточки составляет
0,5—1,0 шага резьбы. Чаще всего резьбу по-
лучают методами прессования и литья под дав-
лением. Наружные резьбы диаметром менее
12 мм и внутренние менее 4 мм рекомендуется
получать механической обработкой.
Для свинчивания резьбовых деталей со
знака предусматривают шлицы, рифы, отвер-
стия и т. п. В тех случаях, когда требуется
высокая прочность резьбы или предполагается
частая разборка резьбовых соединений, необхо-
димо применять резьбосодержащую арматуру,
запрессованную в деталь.
В качестве арматуры применяют детали из
металлов, керамики и стекла. Чаще использу-
ют металлическую арматуру из стали, латуни,
бронзы. Назначение арматуры — обеспечение
наилучших условий монтирования на детали
различных элементов, крепление самой детали,
придание конструкции детали жесткости, уве-
личение ее прочности и т. п. По расположению
в изделии различают арматуру глухую, одно-
стороннюю, угловую, сквозную. Арматуру сле-
дует располагать равномерно по полю детали.
Применяют следующие способы закрепления
арматуры: опрессование в процессе изготовле-
ния детали, запрессовка в отформованную де-
таль, постановка на резьбе, укрепление с помо-
щью заклепок.
Конструкция арматуры должна обеспечи-
вать надежную фиксацию, прочность сцепле-
ния с пластмассой, содержать элементы (на-
катку, рифления, шестигранники, канавки),
предотвращающие проворачивание. Минималь-
ная толщина слоя пластмассы вокруг армату-
ры диаметром 6—20 мм для деталей из пресс-
порошков составляет 4—6 мм, для деталей из
стекловолокнитов — 0,5—2,0 мм. Для крупных
металлических вставок целесообразно примене-
ние метода запрессовки их в готовые детали.
Надписи на поверхностях деталей можно полу-
чать во время формования, печатанием, тисне-
нием через фольгу, металлизацией в вакууме.
15.6. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ
ИЗ ПЛАСТМАСС
Переработка пластмасс — комплекс процес-
сов, обеспечивающих получение деталей или
полуфабрикатов из пластмасс на специальном
оборудовании.
Процессы переработки подразделяются на
подготовительные, основные, завершающие и
вспомогательные. К подготовительным процес-
сам относятся смешение, вальцевание, таблети-
рование, предварительный нагрев, сушка, гра-
нулирование. К завершающим процессам от-
носятся механическая обработка, сварка, склеи-
вание, окрашивание, металлизация.
Основные процессы переработки включа-
ют в себя процессы непосредственного формо-
вания деталей или полуфабрикатов путем фи-
зико-химического и механического воздействия
на материал, находящийся в вязкотекучем или
высокоэластическом состоянии.
Реактопласты перерабатывают прямым,
литьевым прессованием и литьем под давлени-
ем. Обрабатывают их механическим путем,
склеиванием и, в ряде случаев, химической
сваркой.
Термопласты перерабатывают литьем под
давлением, прямым прессованием, термофор-
мованием, экструзией, каландрованием. Обра-
батывают их путем сварки, склеивания, окра-
шивания, механическими способами.
Прессование реактопластов осуществляют
в пресс-формах двумя основными способами —
прямым (или компрессионным) и литьевым
(трансферным). При прямом прессовании (рис.
15.3) материал в виде таблеток, порошка или
Рис. 15.3. Схема прямого
(компрессионного) прессо-
вания:
1 — пуансон; 2 — матрица; 3 —
оформляющая полость (деталь);
4 — выталкиватель
Рис. 15.4 Схема литьевого
прессования:
1 — пуансон; 2 — загрузочная
камера; 3 — таблетка; 4— лит-
ник; 5 — оформляющая полость
(деталь); 6—матрица; 7 — вы-
талкиватель
волокнистой массы закладывают в нагретую
загрузочную камеру матрицы 2. С помощью
пуансона 1 к нему прикладывают давление,
материал размягчается и пластицируется за
счет тепла формы, уплотняется, заполняет всю
оформляющую полость 3 и затем отверждается.
При литьевом прессовании (рис. 15.4) ма-
териал в виде таблеток или гранул закладыва-
ют в нагретую загрузочную камеру 2, отделен-
ную от оформляющей полости 5 одним или
62
Пластические массы
Разд. 15
несколькими узкими литниковыми каналами 4.
Материал из загрузочной камеры после разо-
грева и пластикации под давлением пуансо-
на 1 поступает в оформляющую полость 5 че-
рез литниковые каналы 4. Там он уплотняется
и через определенное время отверждается.
Литьевым прессованием перерабатывают, в ос-
новном, реактопласты с дисперсным наполни-
телем.
Прямому прессованию отдают предпочте-
ние при изготовлении несложных деталей, при
переработке волокнистых и высоконаполнен-
ных материалов, при получении деталей мас-
сой от 0,5 кг и более. Литьевое прессование
применяют для получения небольших деталей
сложной конфигурации, с тонкими стенками, с
тонкой арматурой и деталей, к которым предъ-
являют повышенные требования по точности
размеров.
По конструкции пресс-формы подразделя-
ют на открытые, закрытые (поршневые) и по-
лузакрытые (рис. 15.5).
Рис. 15.5. Основные конструкции пресс-форм:
а — открытая; б — закрытая; в — полузакрытая (1 —
пресс-матернал; 2 — пуансон; 3 — деталь; 4 — матри-
ца; 5 — выталкиватель)
Наиболее распространены пресс-формы по-
лузакрытого типа с загрузочной камерой и
опорной поверхностью между пуансоном и
матрицей (рис. 15.5, в). Они отличаются от за-
крытой наличием отжимного ранта с лысками
для перетекания материала. Пресс-формы прос-
ты в обслуживании, имеют большой срок служ-
бы и позволяют получать точные детали.
По эксплуатационному признаку пресс-
формы подразделяют на съемные и стационар-
ные. Съемные формы применяют для получе-
ния деталей различной конфигурации с пони-
женными требованиями по точности. Стацио-
нарные формы неподвижно закрепляются на
плитах пресса. Предназначаются для формо-
вания деталей различной конфигурации и раз-
меров с повышенными требованиями по точ-
ности.
По числу одновременно формуемых дета-
лей формы подразделяют на одногнездные и
многогнездные. Многогнездные пресс-формы
намного сложнее и дороже одногнездных.
По положению плоскости разъема формы
бывают с одной, двумя или несколькими гори-
зонтальными плоскостями разъема (галетные),
а также с одной или двумя вертикальными
плоскостями разъема и с комбинированным
разъемом.
Детали, из которых состоит пресс-форма,
подразделяют на технологические (матрица,
пуансон и др.) и конструктивные (обогрев, де-
тали для фиксации формы и др.). К материалу
матриц и пуансонов предъявляют повышенные
требования по износо- и теплостойкости, проч-
ности, коррозионной стойкости. Для изготовле-
ния технологических деталей формы применя-
ют легированные стали 4X13, ХВГ, углеродис-
тые стали У8А, У10А и др. Твердость поверх-
ности деталей формы достигает HRC 48—55.
Матрицу и пуансон изготавливают по 8—12
квалитетам точности. Поверхность формующих
деталей (матрицы, пуансона) улучшают за
счет хромирования или никелирования. Пресс-
формы обычно обогревают с помощью элек-
трических (омических или индукционных) на-
гревателей.
Формование деталей происходит при оп-
ределенном значении удельного давления, тем-
пературы и времени выдержки в форме. Эти
параметры определяют конфигурация детали
и свойства пресс-материала.
Для каждой марки пресс-материала режим
прессования следует подбирать пластометриче-
скими испытаниями по ГОСТ 15882-84 и уточ-
нять опытным путем.
Температура прессования фенолоформаль-
дегидных пресс-материалов составляет 140—
210 °C, меламиноформальдегидных — 130—
180 °C, кремнийорганических — 150—250 °C.
Таблетирование и предварительный подогрев
дают возможность повысить температуру прес-
сования на 5—15 %. Прессование при повы-
шенных температурах позволяет сократить вы-
держку и улучшить, во многих случаях, каче-
ство деталей. Удельное давление прессования
зависит от текучести материала, его типа, при-
менения предварительного подогрева, для
пресс-порошков оно ниже, чем для волокнитов.
Для прямого прессования удельное давление
обычно составляет 15,0—35,0 МПа. При литье-
вом прессовании давление в загрузочной каме-
ре обычно составляет 50—150 МПа.
Время выдержки под давлением (основ-
ная часть цикла прессования) зависит от при-
роды материала, конфигурации детали (глав-
ным образом, наибольшей толщины стенок),
температуры прессования.
Выдержка сокращается за счет применения
таблетированного материала, предваритель-
ного подогрева и применения высоких тем-
ператур переработки. Таблетирование осуще-
ствляют на гидравлических прессах, специаль-
ных таблеточных машинах. Применение табле-
ток позволяет сократить цикл прессования,
повысить качество деталей, уменьшить потери
сырья. Предварительный нагрев осуществляв
ют в термостатах или генераторами тока высо-
кой частоты; он необходим ввиду низкой теп-
лопроводности пластмасс. Предварительный
подогрев позволяет увеличить на 20—30 °C тем-
пературу прессования, сократить время вы-
держки под давлением в 2—3 раза, понизить,
в среднем на 50 %, удельное давление прессо-
вания. . .
В целях удаления летучих продуктов,
обычно выделяемых при прессовании, и снижен
ния времени выдержки применяют подпрессов-
ки. Подпрессовки бывают высокие и низкие,
быстрые и поздние. Продолжительность под-
прессовки составляет 3—10 с, количество —
1—3. Для армированных деталей, как правило,.,
пбдпрессовки не применяют.
Среднее время отверждения определяют
на пластометре Канавца (прибор ППР-1 и др.)..
Для расчета времени выдержки реактопласте®
§ 15.6.
Изготовление деталей из пластмасс
63
можно применять номограммы [15.18]. Режим
формования стандартных образцов реакто-
пластов приведен в табл. 15.3. Для конкрет-
ной детали режим переработки устанавливают
опытным путем, в процессе технологической
отработки.
Совершенствование метода прессования и
повышение производительности труда связаны
со следующими мероприятиями: увеличением
гиездности пресс-форм, использованием пресс-
форм с автоматическим удалением облоя, ис-
пользованием универсальных блоков и группо-
вых блоков, применением поточных и автома-
тических линий, использованием роторных
автоматических линий, применением специали-
зированных автоматических установок, робото-
технологических комплексов.
Литье под давлением реактопластов име-
ет существенные преимущества перед прямым
прессованием: в несколько раз уменьшается
цикл формования, сокращаются на 25—50 %
затраты на изготовление деталей, повышаются
качество и точность размеров деталей, появля-
ется возможность автоматизации процесса.
Литье под давлением осуществляется тре-
мя способами: плунжерным, червячно-плун-
жерным и червячно-плунжерным с впрыском
пластицированной массы в промежуточный ци-
линдр. Последний способ предпочтительнее при
изготовлении деталей с арматурой. При литье
под давлением реактопластов происходят сле-
дующие основные процессы: пластикация ма-
териала, заполнение формы, выдержка под
давлением и отверждение. На рис. 15.6 приве-
Рис. 15.6. Схема литья под давлением пласт-
масс с использованием червячной пластика-
ции:
Г —форма; 2 — нагревательные элементы; 3 — червяк
(дозатор-пластнкатор); 4 — загрузочный бункер; 5 —
материальный цилиндр; 6 — сопло; 7 — деталь
дена принципиальная схема литьевой машины
с червячной (шнековой) пластикацией.
Реактопласт в виде порошка или гранул
поступает из бункера 4 в материальный ци-
линдр 5, стенки которого обогреваются (до
50—100 СС) жидким теплоносителем или элек-
трическими нагревателями 2. После пластика-
ции материал перемещается червяком 3 впе-
ред, где накапливается определенная доза ма-
териала, и затем при поступательном движении
червяка впрыскивается через сопло 6 в фор-
му 1, нагретую до 130—250 °C. По окончании
отверждения материала форма раскрывается и
готовая деталь 7 выталкивается толкателем.
На ряде литьевых машин предусмотрен ре-
жим литья под давлением с подпрессовкой,
когда впрыск материала осуществляется в со-
мкнутую, но не поджатую форму. После окон-
чания впрыска форма запирается полным уси-
лием смыкания. Такой способ способствует
лучшему удалению летучих продуктов, улуч-
шает качество наружной поверхности детали и
снижает степень ориентации наполнителя.
Основные технологические показатели
литьевых пресс-материалов — текучесть, сыпу-
честь, гранулометрический состав, содержание
влаги и летучих продуктов, насыпная плот-
ность и усадка. Пресс-материалы должны
иметь определенный гранулометрический со-
став, оптимальный размер гранул составляет
0,10—2,0 мм. Сыпучесть в значительной степе-
ни зависит от размера гранул и составляет
13—15 с. Наиболее полно можно оценить тех-
нологические свойства на пластометре Канав-
ца. Определяют продолжительность пластичио-
вязкого состояния и коэффициент вязкости при
120 °C при скорости сдвига у 0,015 и 15 с-1
[15.18].
Технологические свойства некоторых лить-
евых пресс-материалов даны в табл. 15.10.
Литьевая машина состоит из двух основ-
ных частей — инжекционной и прессовой. Ин-
жекционная часть служит для дозирования ма-
териала, его пластикации и впрыска в форму.
Прессовая часть предназначена для крепления
литьевой формы, ее перемещения и удержания
в сомкнутом состоянии.
Литьевые машины для переработки реак-
топластов и термопластов практически анало-
гичны и различаются, в основном, конструкци-
ей червяков (шнеков), способом обогрева ма-
териальных цилиндров и литьевых форм. Дли-
на червяка у машин для реактопластов, как
правило, короче длины червяка машин для тер-
мопластов и составляет 12—16 диаметров чер-
вяка. Кроме того, литьевая машина для реак-
топластов имеет две-три зоны обогрева, регу-
лируемые с высокой степенью точности.
Литьевые машины классифицируют по уси-
лию запирания (смыкания) формы и по объ-
ему впрыска. Выпускают отечественные маши-
ны усилием запирания 500—6300 кН и объе-
мом впрыска 48—2000 смэ. Основные техниче-
ские данные реактопластавтоматов приведены
в ГОСТ 16767-71. Из зарубежных в СССР наи-
более распространены реактопластавтоматы
серии KuASY (ГДР).
Формование деталей происходит в литье-
вой форме, конструкция и размеры которой оп-
ределяются конфигурацией детали и свойством
применяемого материала. Конструирование
литьевой формы для реактопластов производят
по правилам, принятым для термопластов, ио
есть ряд особенностей.
Вязкость реактопластов при температуре
формования значительно ниже, чем у термо-
пластов, поэтому большие требования предъ-
являются к точности изготовления формы. Не-
параллельпость плит пакета не должна превы-
шать 0,03 мм.
Для получения деталей с минимальным
облоем применяют закрытые формы, но их экс-
плуатация трудоемка. Число литниковых кана-
лов и их длина должны быть минимальными.
Центральный литник имеет форму усеченного
конуса с углом при вершине 4—6°. Диаметр
отверстия центрального литника составляет
обычно 5—6 мм, у разводящих литников —
3—5 мм, у впускных литников — 0,2—1,0 мм.
Впускной канал располагают в месте наиболь-
шей толщины изделия. Общая масса литнико-
64
Пластические массы
Разд. 15
Таблица 15.10. Технологические показатели литьевых пресс-материалов
Показатель Марка реактопласта
011-200-02 (ТУ 6-05-03- 491-77) 015-010-75 (ТУ 6-05-231- 51 74) 021-210-75 (ТУ 6-05-1845- 78) 323-121-74 (ТУ 6-05- 231-59-74) 324-122-02 (ТУ 6-05- 1892-80) ВГС-18 (ТУ 6-11- 15-8-76) СП-40Л (ТУ 40.2- 029-81)
Продолжитель- ность пластично- вязкого состоя- ния, с, при 120 °C:
у=0,015 с-1 200—360 200—400 220—300 200—400 200—300 370 700*4
у=15 с-’ 32—76 50—80 65 60—80 60—80 240 180*4
при 170 °C* (у= =0,015 с-1) Коэффициент вяз- кости, Па-с: 16—30 16—32 30 20—40 20—40 36 40
у=0,015 с-1 (1,4—2,7)Х Х10’ (0,4—1,4) X хЮ’ (0,2—1)Х ХЮ’ 10’ 10’ 7-10’ 3-1О8.*«
у =15 с-1 (0,8—1,8)Х Х104 (0,5-1,2)Х Х10* 7-Ю3 8-Ю3 8-Ю3 2-Ю3 7.102*4
Продолжитель- ность отвержде- ния,* с Температура раз- мягчения, °C 50—80 60 60 80—100 80—100 100 210
— 60—80 60—80 60—80 60—80 60—80 50—60
Усадка расчет- ная*2, % 0,4—0,8 0,4—0,8 0,4—0,8 0,4—0,8 0,4—0,8 0,3—0,5 0,3—0,4
Насыпная плот- ность, кг/м3, не менее 400 500 500 '500 500 780 —
Сыпучесть, с, не более 15 15 15 15 15 3,4*3 —
* Испытания по ГОСТ 15882-84.
*2 Испытания по ГОСТ 18616-80.
*3 Сыпучесть на воронке с отверстием 21,8 мм.
*• Испытания при 100 °C.
вой системы не должна превышать 15% мас-
сы отливаемых деталей.
Технологический режим переработки зави-
сит от объема отливки (детали), конструкции
машины и свойств материала.
В качестве примера ниже представлен ре-
комендуемый режим переработки литьевых фе-
нопластов и аминопластов:
Температура формы, °C ... 140—210
Температура материального ци-
линдра, °C:
I зона............. 70—95
II зона ............. 60—80
III зона ............. 35—65
Частота вращения червяка, 50—120
об/мин.......................
Давление впрыска, МПа . . . 120—170
Давление пластикации,- МПа , , 10—20
Скорость впрыска, мм/с . . . 20—30
Удельная выдержка, с/мм . . . 4—10
Время выдержки при толщине
стенки 2—10 мм:
для фенопластов . . . . , 10—50 с
для аминопластов .... 15—45 с
Литье под давлением термопластов в прин-
ципе соответствует литью реактопластов, но в
период формования термопластов литьевая
форма охлаждается. Литьевая машина с чер-
вячной пластикацией соответствует показанной
на рис. 15.6. Некоторые особенности отмечены
выше, при рассмотрении литья под давлением
реактопластов.
По расположению основных частей маши-
ны бывают четырех типов: горизонтальные
(наиболее распространены), вертикальные, уг-
ловые (у которых инжекционный узел и узел
замыкания расположены под углом 90°) с
вертикальным углом смыкания и угловые с го-
ризонтальным узлом смыкания. Вертикальные
машины удобны при получении армированных
деталей; угловые машины применяют, как пра-
вило, при литье крупногабаритных деталей.
Отечественные машины для литья под давле-
нием термопластов выпускают с усилием за-
пирания 63—16 000 кН, объемом впрыска 8—
10 600 см3, при этом один узел смыкания мо-
жет сочетаться с несколькими узлами впрыска.
Марки отечественных литьевых машин обозна-
чают двумя буквами и четырьмя цифрами. На-
пример, литьевая машина модели ДВ 3127
расшифровывается следующим образом: Д
обозначает, что эта машина для пластмасс, В —
поколение машин, 31 — серия машины, 27 —
условное усилие запирания, равное 500 кН.
Основные технические данные литьевых машин
для термопластов приведены в ГОСТ 10767-71.
В промышленности применяется многопозици-
онное литьевое оборудование (ротационное,
роторное и роторно-конвейерное), которое в
несколько раз повышает производительность
труда.
§ 15.6
Изготовление деталей из пластмасс
65
Литьевые формы, устанавливаемые на ма-
шины, как правило, бывают стационарными.
Стационарная литьевая форма (рис. 15.7) со-
стоит из подвижной 1 и неподвижной 2 полу-
форм. На неподвижной расположена матрица,
на подвижной — пуансон. Из сопла 5 литье-
Рис. 15.7. Схематическое
устройство формы для
литья под давлением:
1 — подвижная полуформа
(пуансон); 2 — неподвиж-
ная полуформа (матрица);
3 — впускной литник;, 4 —•
разводящий литник; 5 — соп-
ло: б — нагреватель; 7 —•
центральный литник; 8 —
оформляющая полость (де-
таль); 9— выталкиватель
вой машины расплав поступает в литниковую
систему — центральный литник 7, разводящие
литники 4 и далее во впускные литники 3. Се-
чение литниковых каналов — круглое или тра-
пецеидальное. Длина литниковой системы
должна быть, по возможности, минимальной,
а сами каналы не должны иметь резких пово-
ротов, острых углов и тупиков. Применяют хо-
лодные и горячие литники. В целях уменьшения
вторичных отходов применяют точечные и пле-
ночные литники, а также безлитниковые систе-
мы. Литьевая форма охлаждается обычно во-
дой; применяют канальную или полостную
системы охлаждения. Литьевые машины укомп-
лектованы двумя мундштуками, один из кото-
рых самозапирающийся, он предназначен для
впрыска низковязких композиций (например, на
основе полиамидов); второй мундштук служит
для впрыска вязких композиций (например,
полнарилатов).
О качестве термопластов судят на основа-
нии данных о влажности, сыпучести, насыпной
плотности и текучести.
В целях уменьшения влажности пластмас-
сы перед литьем подсушивают. Обычно под-
сушку проводят при температурах 70—90 °C в
течение нескольких часов (так подсушивают
полиамиды, полистирол); реже применяют вы-
сокие (до 140 °C) температуры, например для
поликарбоната.
Предварительный подогрев материала пре-
следует цель увеличения производительности
оборудования и осуществляется в обогревае-
мых бункерах или установках. В этом случае
материалы нагревают до невысоких темпера-
тур, например полистирол до 50—70 °C.
К технологическим показателям литья де-
талей под давлением относятся температура
материального цилиндра 7М,ц, температура
формы 7Ф, удельное давление литья РУД и
продолжительность цикла ta. Температура ма-
териального цилиндра 7м,ц в зависимости от
типа пластмассы составляет 150—300 °C. Тем-
пература формы влияет на производительность
оборудования, усадку материала и качество
деталей. Обычно 7Ф ниже 7М,Ц на 100—150 °C,
например для полипропилена 7Ф составляет
70—90 °C. Удельное давление литья в зависи-
мости от типа пластмассы составляет 80—
150 МПа, однако в ряде случаев, например для
фторопласта-3, достигает 300 МПа. Большие
удельные давления применяют для наполнен-
5—560
ных термопластов. Продолжительность цикла
литья складывается из времени смыкания фор-
мы, впрыска, выдержки под давлением и рас-
крытия формы. Для различных термопластов
длительность впрыска колеблется от 2—3 с
(для полистирола) до 40—60 с на 1 мм тол-
щины детали. Чем выше текучесть материала,
давление и температура расплава, тем меньше
время впрыска.
Особенности технологии литья под давле-
нием некоторых термопластов приведены в
табл. 15.11.
Экструзия — способ формования деталей или
полуфабрикатов путем непрерывного выдавли-
вания материала, находящегося в вязкотекучем
состоянии, через отверстия определенного се-
чения. Выдавливаемые заготовки проходят
через калибрующие, охлаждающие и приемные
устройства. Экструзией перерабатывают боль-
шинство термопластов, из которых получают
трубы, профильные изделия, пленки, листы, ка-
бельную изоляцию, полые детали.
Переработка термопластов экструзией
осуществляется на специальных машинах —
экструдерах (червячных прессах). В зависимо-
сти от вида продукции экструдеры комплекту-
ются вспомогательным оборудованием: фор-
мующими головками, выдувными, охлаждаю-
щими, тянущими, наматывающими и другими
устройствами. Такие комплекты оборудования
представляют собой экструзионные агрегаты.
Выпускают экструдеры с червяками диа-
метром (d) 12—500 мм, длиной (/) 4—50 d и
производительностью до 3000 кг/ч. По назна-
чению экструдеры бывают общего и специаль-
ного назначения, по агрегатному состоянию
исходного материала — пластицирующие и не-
пластицирующне, по числу червяков — одночер-
вячныё и многочервячные, по частоте вращения
червяков — низкоскоростные, высокоскорост-
ные, по положению рабочего органа — горизон-
тальные, вертикальные и каскадные, по конст-
рукции рабочего органа — червячные цилиндри-
ческие, червячные конические, дисковые и дис-
ково-червячные.
Одночервячные экструдеры применяют,
главным образом, при получении труб, пленок,
листов. Многочервячные экструдеры использу-
ют, прежде всего, в грануляционных уста-
новках.
Отечественная промышленность выпускает
одно- и двухчервячные экструдеры.
В соответствии с многообразием изделий
имеются различные типы формующих головок:
прутковые (гранулирующие), профильные,
трубные, кабельные, плоскощелевые (листовые,
ленточные), пленочные (кольцевые и плоскоще-
левые). По конструкционным признакам голов-
ки бывают прямоточные и поперечные (угловые
и др.).
Агрегаты для производства труб из грану-
лированных материалов создают на базе одно-
червячных экструдеров, а из порошкообраз-
ных — на базе двухчервячных. Трубы получают
диаметром от 1 до 3000 мм, толщиной сте-
нок— до 12 мм. Чаще всего размер трубы ка-
либруется по наружному диаметру, иногда—
по внутреннему. При получении труб исполь-
зуют полиэтилен, поливинилхлорид, полиамиды,
фторопласты, полиформальдегид, сополимеры
стирола, поликарбонат. При экструзии труб из
полиэтилена ВД температуры по зонам экстру-
66
Пластические массы
Разд, 15
Таблица 15.11. Режим переработки термопластов литьем под давлением
Термопласт
Особенности технологии переработки
Полиэтилен
Полистирол
Акрилонитрилбута-
диенстирольные (АБС)
пластмассы
вые
Фторопласты литье-
Полиамиды
Полиформальдегид
Поливинилхлорид
Поликарбонат
Полиакрилаты
Температура материального цилиндра Ты,ц= 150<-280 °C, давление
литья РуД = 50<-120 МПа, температура формы 7ф = 50-е-100°С. Пред-
варительная сушка не требуется. Детали должны быть с большими
радиусами закругления в местах переходов с упрочненными верхни-
ми кромками, ребрами и утолщениями. Разводящие литниковые ка-
налы — круглой или трапецеидальной формы. Точечные литники
должны быть диаметром 1—1,5 мм при длине 2 мм
Тм,ц=150<-250°С, РуД=80-1-200 МПа, 7ф=40<-70°С. Сополимеры
сушат при 70—90 °C в течение 2—3 ч. Для снижения уровня оста-
точных напряжений детали следует подвергать термообработке при
65—85 °C в течение 1—3 ч с последующим постепенным охлажде-
нием
7м,ц= 180^260°C, Руд=504-160 МПа, Тф=70-т-80°С. Требуется
предварительная сушка материала при 80—100 °C в течение 1—2 ч
до содержания влаги не более 0,1 % Текучесть АБС пластмасс мень-
ше, чем у полистирола. Литниковые каналы круглые, полукруглые,
трапецеидальные. Диаметр центрального литника 5—10 мм в зависи-
мости от размеров получаемой детали. Точечные литники диаметром
1,2—1,5 мм. Применяют туннельные и пленочные литники
Тм,ц=250<-370 °C, РуД =1004-300 МПа, 7Ф= 100<-280 °C. Предва-
рительная сушка материала не требуется. Литьевые формы изготов-
ляют из специальной коррозионно-стойкой нержавеющей стали. Лит-
ники должны быть широкими и короткими
7м,ц=200<-280°С, Руд=80-М50 МПа, 7ф=60-:-120 °C. Требуется
предварительная сушка материала при 60—105 °C под вакуумом в
течение 4—24 ч. Для снятия остаточных напряжений детали подвер-
гают термообработке в различных средах (масле, азоте, воде) при
95—200 °C продолжительностью до 6 ч. Ввиду низкой вязкости рас-
плава применяют специальные конструкции запирающих сопл. Обыч-
но применяют игольчатые сопла с наружной пружиной. Литниковые
каналы круглые или трапецеидальные имеют угол наклона до 10°.
Применяют также точечные литники диаметром и длиной 0,5—
0,75 мм
7Ы|Ц = 150<-225°С, РуД=804-150 МПа, 7ф=60-> 120°С. Предвари-
тельная сушка материала при 70—80 °C до остаточного содержания
влаги не более 0,2 %. Термообработка деталей происходит в очищен-
ном минеральном масле при 120—160 °C в течение 10->-30 мин. При
конструировании форм следует избегать разнотолщинности и острых
углов. Диаметр впускного литника не менее 2 мм и должен состав-
лять 0,5—0,7 толщины детали. Литниковые и разводящие каналы
должны быть широкими и короткими
Тм,ц=150<-200°С, 7’уд=504-150 МПа, 7ф=40<-60°С. Форма дол-
жна иметь вентиляционные каналы. Поверхность формы хромируют
для защиты от выделяющегося хлористого водорода. Литники долж-
ны быть короткими и с широкими круглыми каналами, точечные
литники не рекомендуются. Предварительная сушка материала не
требуется
Тм,ц=260<-320°С, 7’уд=80<-140 МПа, 7ф=604-120°С. Требуется
предварительная сушка материала под вакуумом при 80—120 °C в
течение 6—10 ч до содержания влаги не более 0,05 %. Термообра-
ботку готовых деталей осуществляют при 120—130 °C в течение 8—•
24 ч. Следует применять короткие стержневые литники большого
диаметра. Диаметр центрального литника не менее 5 мм, при этом
он должен иметь, конус 3—5°. Диаметр впускного литника составля-
ет 0,6—0,7 толщины стенки детали. Минимальный диаметр точечного
литника — 0,8 мм. Пленочные литники применяют для плоских тон-
костенных деталей
7М,Ц= 180<-250 °C, PyH=80<-150 МПа, Гф=504-80°С. Требуется
предварительная сушка материала при 60—90 °C в течение 3—5 ч.
Термообработка готовых деталей при 70—90 °C в течение 2 ч. Цент-
ральный и разводящие литниковые каналы должны быть широкими
и короткими, диаметром до 5—7 мм, точечные литники — диаметром
не менее 1,5-мм. Для тонкостенных деталей применяют пленочные
литники
§ 157
Обработка и отделка деталей
67
Продолжение табл. 15.11
Термопласт
Особенности технологии переработки
Термопласты напол-
ненные (порошкообраз-
ный минеральный на-
полнитель и стеклово-
локно)
Вследствие повышенной вязкости расплава переработку осущест-
вляют при повышенных (на 10—30 °C) температурах и повышенных
(на 15—30%) давлениях литья. Т$ на 15—30 °C выше, чем для не-
наполненных полимеров. Литники должны быть более короткими и
иметь более широкие каналы
дера составляют 120—180 °C, полиэтилена
НД — 170—280 °C, фторопласта-ЗМ — 190—
300 °C, полиамидов — 180—250 °C.
Экструзию широко используют для нане-
сения кабельной изоляции с применением спе-
циальной формующей головки и устройства для
подачи провода или кабеля в головку. Ка-
бельные агрегаты создают на базе одночервяч-
ных экструдеров, работающих на гранулиро-
ванных термопластах.
На агрегатах для получения листов послед-
ние могут быть получены толщиной 0,2—25 мм.
Чаще получают листы толщиной 3—6 мм. Лис-
ты получают на червячных прессах с использо-
ванием плоскощелевой головки. Для снятия
напряжений в толстых листах применяют тер-
мокамеры. Агрегаты имеют устройства для
разрезания листов и их укладки. Листы полу-
чают из ударопрочного полистирола, сополи-
мера АБС, полиэтилена ВД, ПВХ, поликарбо-
ната, полиметилметакрилата.
Экструзия фторопластов имеет свои осо-
бенности. Фторопласты условно подразделяют
на две группы: плавкие и неплавкие. Плавкие
фторопласты (Ф-2, Ф-2М, Ф-ЗМ, Ф-30, Ф-42,
Ф-4МБ) переходят в вязкотекучее состояние;
неплавкие фторопласты (Ф-4 и Ф-4Д) перехо-
дят только в высокоэластическое состояние.
Плавкие фторопласты перерабатывают в
трубы и пленку на одночервячных экструдерах
подобно большинству термопластов, но с не-
которыми отличиями:
X) основные элементы экструдеров выпол-
няют из коррозионно-стойких сталей;
2) привод экструдеров должен обладать
повышенной мощностью;
3) система обогрева должна обеспечить ре-
гулирование температуры от 80 до 400 °C.
Неплавкие фторопласты (Ф-4 и Ф-4Д) экс-
трудируют в трубы на специальных поршневых
экструдерах. Фторопласт Ф-4Д применяют для
получения тонкостенных труб. При получении
труб из неплавких фторопластов необходима
операция спекания материала при 400—500 °C.
Методом экструзионно-раздувного формо-
вания получают полые (объемные) детали
объемом от нескольких см3 до нескольких м3
(емкости, тару и пр.). Для этих целей приме-
няют полиэтилен, полипропилен, полиамиды,
поликарбонат, полистирол, полиметилметакри-
лат.
15.7. ОБРАБОТКА И ОТДЕЛКА ДЕТАЛЕЙ
Под обработкой деталей из пластмасс
понимают комплекс завершающих технологиче-
ских операций, в результате выполнения кото-
рых отформованные детали приобретают окон-
5*
нательную форму и внешний вид, предусмот-
ренные нормативно-технической документаци-
ей. Детали в зависимости от предъявляемых к
ним требований подвергают зачистке, механи-
ческой обработке и отделке.
Зачистка — технологический процесс, в ре-
зультате которого с поверхности деталей уда-
ляют излишек материала (грат, облой), неиз-
бежно образующийся в процессе переработки
пластмасс вследствие особенностей технологии,
конструкции, состояния оборудования и ос-
настки. К излишкам материала относятся так-
же литники. Ниже приведены допускаемые мак-
симальные значения толщины, мм, излишков
материала для пластмасс:
Пресспо- Волоки:™
рошки
Грат , , . с . 0,5 1,0
Пленка (грат в отвер-
стиях) ................ 0,5 1,0
Наплывы на металличе-
ской арматуре . , . 0,03 0,05
Литники................ 0,5 1,5
Самый экономичный способ зачистки —
галтовка. Она производится в специальных
вращающихся барабанах. Используют круглые,
граненые и галтовочные барабаны со смещен-
ной осью вращения. При галтовке во вращаю-
щемся барабане детали, загруженные в него,
ударяются друг о друга или о специальный
наполнитель (стальные шарики, кубики, вой-
лочные обрезки), сбивая грат.
При галтовке крупных (размером свыше
50 мм) или непрочных деталей частота вра-
щения барабана выбирается равной 20—30
об/мин, для прочих деталей — 40—80 об/мин.
Галтовка дает хорошие результаты при тол-
щине грата не более 0,3 мм. Продолжитель-
ность галтовки при толщине грата до 0,05 мм
составляет 2—5 мин, для 0,15 мм — 1,3 ч, для
грата толщиной до 0,3 мм — 3—7 ч.
Вибрационная зачистка является новым
технологическим процессом и производится на
специальных вибрационных установках. Дета-
ли загружают в камеру, предварительно за-
полненную рабочей средой (гетинаксовыми
призмами, стальными шариками, морским крем-
нем), и подвергают ее вибрации от инерционно-
го вибратора. За счет непрерывного контакта
деталей и рабочей среды происходит равномер-
ное удаление грата, скругление острых кромок,
полирование. При виброзачистке не происходит
заметного ухудшения свойств пластмасс, и- по-
этому этот способ применяется для обработки
ответственных деталей. Вибрационная зачистка
деталей из реактопластов производится по сле-
дующему режиму: при толщине грата до 0,2 мм
68
Пластические массы
Разд. 15
Таблица 15.12. Ориентировочный режим точения пластмассовых деталей
Глубина Подача, мм/об Скорость Охлаждающая Период СТОЙКОСТИ Класс ше- рохова-
Пластмассы резания, мм резания, м/мин среда инстру- мента, мин тости (по ГОСТ
2789-73)
Реактопласты
1,5—3,0 400—600
Фенопласты 0,5—1,5 0,05—0,25 600—800 Сжатый воздух 60—180 4—5
1,5—3,0 0,05—0,15 200—400 60—180
Аминопласты 0,5—1,0 500—600 То же 5
Волокнит 3,0—5,0 0,1—0,2 300—400 » » 90—180 5
1,0—2,5 0,05—0,1 500—600
2,0—4,0 0,1—0,2 20—100
Стекло волок- 0,05—0,1 - - » » 30—60 4—5
ниты 0,5—2,0 40—200
Термопласты
2,0—4,0 0,2—0,5 100—200
Полиамид 1,0—2,0 0,1—0,2 200—250 Сжатый воздух, эмульсии 30—90 7а—7в
3,0—5,0 0,5—1,0 500—700
Полиэтилен 0,5—3,0 0,1—0,2 700—1000 Сжатый воздух 60—120 6а—6в
1,5—4,0 0,1—0,2 500—100
Полистирол 0,5—1,5 0,02—0,08 100—200 5 % -ный раствор эмульсола 90—180 7а—7в
Полиметилме- такрилат 1,5—3,0 0,1—0,2 75—100 Сжатый воздух, вода, эмульсии 60-120 6а—6в
0,5—1,5 0,05—0,1 100—150
Винипласт 2,0—5,0 0,4—0,5 100—250 Сжатый воздух, 60—120 6а—6в
0,5—1,0 0,1—0,2 250—350
5 %-ный раствор
1,0—2,0 0,05—0,15 100—120 эмульсола
Фторопласт-4 0,2—0,5 0,05 100—120 Воздух — 6а—6в
Примечали е. В числителе приведен режим чернового фрезерования, в знаменателе — чистового.
рекомендуются гетинаксовые призмы, при
толщине грата до 0,3 мм — стальные шарики
диаметром 7—10 мм; число колебаний 2500—
3000 об/мин, амплитуда 3—4 мм, продолжи-
тельность обработки — 45—120 мин.
Дробеструйную зачистку применяют для
удаления грата путем обдувки деталей дро-
бинками из неабразивных материалов (пласт-
массовые шарики, дробленая ореховая и абри-
косовая скорлупа). Этим способом удаляют
грат толщиной до 0,2 мм.
Слесарную зачистку деталей применяют в
тех случаях, когда детали нельзя обработать
другим способом, или в условиях мелкосерий-
ного производства. В этом случае применяют
напильники, скальпели, надфили, кусачки, мо-
лотки, латунные ножи, ножницы. Надфили при-
меняют для мелких слесарных работ, для за-
чистки отдельных участков, которые вследствие
их недоступности не могут быть обработаны
напильниками.
Кулачками и ножницами удаляют литники
с деталей из термопластов, а острогубцами —
из реактопластов. Молоток применяют для уда-
ления толстого грата (свыше 0,3 мм).
Для реактопластов широко применяют за-
чистку на универсальных станках с помощью
специального режущего инструмента, а также
зачистку абразивными кругами и лентами.
В условиях крупносерийного производства для
зачистки используют специализированные стан-
ки — автоматы и полуавтоматы.
Механическая обработка пластмасс резани-
ем включает процессы точения, фрезерования,
сверления и развертывания, разрезки, резьбо-
иарезания, строгания. Станки для механиче-
ской обработки пластмасс должны быть осна-
щены устройствами для отсоса и улавливания
пыли и стружки.
Точение деталей производят специально за-
точенными резцами на быстроходных токар-
ных металлорежущих или деревообрабатываю-
щих станках.
Для токарной обработки термопластов
применяют резцы из инструментальной углеро-
дистой и быстрорежущей стали (Р9, Р18 и др.).
Геометрия резца: передний угол у = 10-4-20°,
задний угол сс= 15-4-20°, угол в плане <р=45°,
угол наклона главной режущей кромки Х=
= 0-4-—5° [15.4, 15.19].
При обработке реактопластов применяют
резцы из быстрорежущей стали и с пластинка-
ми из твердых сплавов (сплавы группы В К),
а также резцы с алмазными зернами. Геомет-
§ 15.7
Обработка и отделка деталей
69
рия резца: передний угол у = 0+10°, задний
угол а= 15 + 25°, угол в плане <р = 45°, угол
наклона главной режущей кромки Z=0°.
Для охлаждения резцов при точении тер-
мопластов можно использовать воду или 5 %-
ный раствор эмульсола в воде. Ввиду измене-
ния диэлектрических свойств реактопластов
под действием воды при их точении охлаждать
резцы можно лишь сжатым воздухом. Ориен-
тировочный режим точения некоторых пласт-
масс приведен в табл. 15.12.
Фрезерование, как правило, производят на
быстроходных фрезерных станках, применяе-
мых в металло- или деревообработке (6Н82Г,
6Н8Г, фуговочные станки и др.). В массовом
производстве однотипных деталей используют
специальные фрезерные операционные станки.
Фрезерование пластмасс цилиндрическими
и конусными фрезами со спиральным зубом
применяют при обработке деталей, при зачист-
ке, при изготовлении деталей из заготовок.
Червячные фрезы применяют для нарезания
зубчатых колес, дисковые — для разрезания
пластмасс, фрезерования пазов и канавок. Де-
тали из термопластов обрабатывают фрезами,
изготовленными из инструментальных (У8ГА,
Х6ВФ и др.) и быстрорежущих сталей (Р9,
Р18); для обработки деталей из реактопластов
применяют фрезы из быстрорежущих сталей
или с пластинками из твердых сплавов (ВД4,
ВК6М). Особенно эффективны твердосплавные
фрезы и фрезы с алмазными зернами при об-
работке стеклопластиков [15.19].
Обработку деталей из термопластов прово- •
дят фрезами со следующей геометрией: перед-
ний угол у=10+15°, задний угол «=10+25°,
угол наклона главных режущих кромок <о=
=20 + 50°. Фрезы для реактопластов имеют
следующую геометрию: передний угол у=
=0+10°, задний угол а= 10+25°, угол ш=_
= 20+ 40°. Скорость резания термопластов со-
ставляет 300—600 м/мин, реактопластов —
120—200 м/мин. Ориентировочный режим фре-
зерования пластмасс приведен в табл. 15.13.
Сверление пластмассовых деталей и заго-
товок проводят на сверлильных, универсаль-
ных и специальных станках (например,
НС-12А, 2Н118, 2Н125 и др.). При сверлении
пластмасс применяют сверла различной конст-
рукции, при этом скорость сверления должна
быть высокой. Наибольшее распространение
получили спиральные быстрорежущие сверла с
более глубокими канавками для лучшего уда-
ления стружки и несколько иной геометрии,
чем для металлов.
Для термопластов применяют сверла, из-
готовленные из быстрорежущих сталей (Р9,
Р18 и др.), для реактопластов — из быстроре-
жущих сталей и с пластинками из твердых
сплавов (ВК8, ВК6М). Заточка спиральных
сверл может быть конической, винтовой, одпо-
плоскостной и двухплоскостной.
Для термопластов применяют сверла сле-
дующей геометрии: угол при вершине 2<р=
=70+110°, угол наклона винтовой канавки
ш= 10+20 °C, передний угол у=0°, задний
Таблица 15.13. Ориентировочный режим фрезерования пластмассовых деталей
Пластмассы Глубина резания, мм Подача, мм/зубец Скорость реза- ния, м/мин Период стой- кости инстру- мента, мин Класс шеро- ховатости (по ГОСТ 2789-73)
Реактопласты
Фенопласты, аминопла- сты Волокнит Стекловолокниты 5—7 2—4 5—7 2—4 3—5 1—2 0,4—0,8 150—250 30—60 6а—6в 5—6а 5—6в
0,1—0,25 0,2—0,3 250—350 150—200 200—350 200—300 60—150 60—120 120—150 30—90
0,08—0,15 0,1—0,15
0,05—0,10 350—500 90—120
Полиамид 3—5 Термопласты 0,2—0,25 100—140 60—120 6а—7в
1—2 0,05—0,15 150—180 120—150
Полиэтилен 3—5 0,25—0,3 400—600 60—120 6а—6в
1—2 0,08—0,2 700—1000 120—180
Полистирол 3—5 0,25—0,3 150—200 60—120 5—6в
1—2 0,08—0,2 250—400 120—180
Полиметилметакрилат 3—5 0,25—0,3 160—200 60—120 5—6в
1—2 0,1—0,2 200—1000 120—180
Винипласт 6—10 1,0—2,0 300—550 60—120 5—6в
3—5 0,1—0,25 600—300 120—150
п р и м еч а ни я: В числителе приведен режим чернового фрезерования, в знаменателе — чистового.
2. Для всех пластмасс в качестве охлаждающей среды применяют воздух; для полистирола может быть
также применен раствор эмульсола.
70
Пластические массы
Разд. 15
Таблица 15.14. Режим резания при сверлении отверстий в пластмассовых деталях
Пластмасса Подача, мм/об Скорость сверле- ния, м/мии Охлаждающая среда Период СТОЙКОСТИ, мин
Термопласты
Полиметилметакрилат 0,1—0,15 25—50 Сжатый воздух, жид- 12—30
КОСТЬ
Винипласт 0,4 12—50 То же 12—9.0
Полиэтилен 0,2—0,3 50—100 Сжатый воздух 6—60
Полистирол 0,4 15—50 5 %-ный раствор эмуль- 20
Фторопласт-4 0,05—0,15 сола
Полиамид 0,1—0,15 15—50 Воздух 10
Поликарбонат 0,1—0,25 15—45 Сжатый воздух 20
12—100 То же —
Реактопласты
Фенопласты 0,05—0,25 20—60 » » 30—90
Аминопласты 0,05—0,10 10—50 » » 6—60
АГ-4В 0,06—0,2 30—80 » » —
Примечание. Для термопластов применены резцы из быстрорежущей стали, для реактопластов—
из твердых сплавов.
угол «=8 -:-20°; для реактопластов — угол при
вершине 2ф=70-ь80°, угол наклона винтовой
канавки <в=10ч-20°, передний угол у = 8-И 5°,
задний угол а =15-:-25°.
Условия качественного сверления — высо-
кая скорость вращения, небольшие подачи и
частый подъем сверла. Прн обработке отвер-
стий необходимо применять сверла несколько
большего (на 0,04—0,1 мм) диаметра, чем диа-
метр отверстия. Это позволяет получать отвер-
стия требуемых размеров с учетом отклонений
в результате упругой деформации материала,
а также усадочных и релаксационных явлений
в нем при повышении температуры за счет
трения.
С целью получения отверстий более точ-
ных размеров после сверления производят раз-
вертывание, для чего применяют конусные раз-
вертки в плавающих патронах. Скорость реза-
ния при этом достигает 100 м/мин при очень
быстрой подаче (0,1—0,6 мм/об).
Ориентировочный режим сверления пласт-
масс приведен в табл. 15.14.
Разрезке подвергают листовые заготовки
из термопластов, трубы, профили, блочные за-
готовки, а также неровные края деталей. В на-
стоящее время для этих целей применяют но-
жовки, дисковые пилы (фрезы), ленточные пи-
лы, гильотинные ножницы, абразивные диски,
нагретый инструмент (раскаленная проволока).
В серийном и массовом производствах вме-
сто ручной применяют механическую резку с
помощью ленточных, дисковых или циркуль-
ных пил, а также фрезерные, шлифовальные и
специальные станки. Качество поверхности
пластмасс при разрезке дисковой пилой не-
сколько лучше, чем ленточной, поверхность
разреза более гладкая.
Разрезка абразивными кругами позволяет
получать поверхности исключительно высокого
качества (6а—6в классов шероховатости).
Внедрение алмазных кругов (из материала
АСБ) увеличивает производительность в 1,5—
2,0 раза по сравнению с твердосплавными фре-
зами; особенно эффективны алмазные круги
при разрезке стеклопластиковых заготовок.
Для разрезания листовых термопластов ис-
пользуют цельные мелкозубые фрезы (пилы)
толщиной 3,0—3,5 мм, изготовленные из сталей
85ХФ, УГ8А, Х6ВФ, а также из быстрорежу-
щей стали Р-18. Для реактопластов применяют
мелкозубые фрезы (шаг 3,5—6,0 мм) из быст-
рорежущих сталей, а также фрезы с пластин-
ками из твердых сплавов.
Ленточные пилы для обработки реакто-
пластов и термопластов изготавливают из уг-
леродистых и быстрорежущих сталей. Ленточ-
ные пилы могут работать с более высокими
скоростями и разрезать более толстые заготов-
ки, чем дисковые пилы. На этих пилах рекомен-
дуется следующая скорость резания пласт-
масс, м/мин:
Реактопласты
Аминопласты, фенопласты , 1200—1800
Стекловолокниты........... 300—600
Термопласты
Полиэтилен, винипласт . . 400—600
Полистирол................ 1200—1400
Полиметилметакрилат . . . 750—1100
При разрезке реактопластов абразивными
кругами из карборунда и электрокорунда при-
нимают скорость резания 40—50 м/с, скорость
подачи — 0,4—0,6 м/мин; при разрезке алмаз-
ными кругами скорость резаиия 50—70 м/с,
скорость подачи 1,5—5 мм/мин.
Разрезку заготовок из полиметилметакри-
лата, полиэтилена, полиамидов проводят с
охлаждением сжатым воздухом, полистирола
и винипласта — 5 %-ным раствором эмульсола
в воде. Реактопласты разрезают при воздуш-
ном охлаждении.
Для улучшения качества резки пилы и фре-
зы следует периодически очищать, погружая
их в органический растворитель (толуол и др.).
Наружная резьба на пластмассовых дета-
лях нарезается резцами, плашками, фрезами,
абразивными кругами, внутренняя резьба —
метчиками и резцами. Метрические резьбы на-
резаются гребенчатыми фрезами, трапецеи-
§ 15.7
Обработка и отделка деталей
71
дальние и прямоугольные — дисковыми фреза-
ми на резьбофрезерных станках. Большие внут-
ренние и наружные резьбы рекомендуется
нарезать резцами па токарно-впнторезных
станках, при этом глубина резания за один
проход не должна превышать 0,2 мм во избе-
жание выкрашивания и появления трещин на
деталях малой толщины. Скорость нарезания
резьбы для реактопластов на станках с руч-
ной подачей бывает до 100 м/мин, на резьбона-
резных автоматах — до 300 м/мин. Для реак-
топластов, как правило, применяют резцы из
твердых сплавов ВК и алмазные резцы. В де-
талях из термопластов резьбу обычно нареза-
ют быстрорежущими резцами со скоростью ре-
зания 10—20 м/мин.
Резьбонарезание метчиками связано с оп-
ределенными трудностями. Средний диаметр
метчиков должен быть больше заданного диа-
метра резьбы для деталей нз пресс-порошков
на 0,04—0,05 мм и на 0,05—0,1 мм для волок-
нитов в целях компенсации упругих деформа-
ций материала. Метчики из быстрорежущей
стали рекомендуются только для термопластов,
для реактопластов применяют метчики из твер-
дых сплавов группы ВК. Скорость нарезания
резьбы для деталей из фенопластов составляет
18—67 м/мин, для стекловолокнита АГ-4В —
2—67 м/мин в зависимости от применяемой
смазочно-охлаждающей жидкости.
Строгание пластмассовых заготовок и де-
талей проводится на поперечно-строгальных н
продольно-строгальных станках. Технологиче-
ский процесс строгания в основном, не отлича-
ется от аналогичного процесса в металлообра-
ботке. Геометрия строгальных резцов соответ-
ствует геометрии резцов, применяемых для об-
работки цветных металлических сплавов. Лис-
товые термопласты строгают со скоростью 15—
25 м/мин при глубине резания до 6 мм. В ряде
случаев некоторые пластмассы, например, ви-
нипласт, строгают ручными или электрически-
ми рубанками или фуганками с углом заточки
ножей 60—65° и выступом режущей кромки
ножа на 0,8—1,0 мм.
Штамповка — вырубка применяется для
получения отверстий в листовых пластмассах,
изготовления нз них заготовок, радио- и элек-
тротехнических деталей, отделения технологи-
ческих кромок и других операций. Технологи-
ческий процесс вырубки мало отличается от
штампования металлов и выполняется на ана-
логичном прессовом оборудовании с номиналь-
ным усилием 30—1000 кН и числом ходов
40—140 в минуту.
В зависимости от природы материала, его
толщины и качества готовых деталей вырубку
проводят с подогревом и без подогрева мате-
риала и штампа.
Для изготовления деталей из трудно пере-
рабатываемых материалов применяют штам-
пы — пресс-формы. Заготовки, имеющие прос-
тую конфигурацию, вырезают из пластин, плит,
блоков. Штамповка обычно осуществляется
при температурах выше температуры стеклова-
ния Тполимера и давлениях 10—70 МПа.
Отформованную деталь выдерживают в штам-
пе под давлением при охлаждении ниже Тс.
Для гравирования пластмассовых деталей
используют, в основном, гравировальные стан-
ки с пантографами, в которых режущий инст-
румент — коническая фреза — приводится во
вращение приводом от электродвигателя. Эти
станки подразделяются на индивидуальные и
промышленные. Станки применяют для грави-
рования разнообразных деталей технического
назначения: панелей, шкал для приборов, фир-
менных табличек. Реже гравирование осуще-
ствляют вручную специальными инструмен-
тами.
Отделка (или абразивная обработка)
пластмассовых деталей производится шлифо-
ванием и полированием. Шлифование — это
точная чистовая обработка поверхности дета-
лей кругами или лентами, полирование — отде-
лочная обработка поверхности полировальны-
ми кругами и пастами. При шлифовании дета-
лей из пластмасс достигается точность 12—13
квалитетов точности (по СТ 179-65), шерохо-
ватость поверхности 6а—7в классов (по ГОСТ
2789-73).
Для шлифования наиболее эффективны
высокопористые круги (номера структур
13—18). Крупнозернистые круги употребляют
для грубого шлифования, мелкозернистые (зер-
нистостью 16 и 25) —для чистовой обработки.
Для шлифования стекловолокнитов рекомен-
дуют алмазные круги 100 % концентрации
(АСП) на бакелитовой связке зернистостью 16.
Для шлифования термопластов применяют мяг-
кие электрокорундовые круги зернистостью
25—50 на керамической или бакелитовой связ-
ках, абразивные ленты на основе карбида
кремния зернистостью 2,5—3,0.
При шлифовании пластмасс применяют
универсальные металлорежущие станки (круг-
лошлифовальные, плоскошлифовальные, лен-
точно-шлифовальные и др.). Производитель-
ность при шлифовании зависит от скорости ре-
зания, которая назначается исходя нз стойко-
сти и прочности шлифовального круга. Однако
при шлифовании термопластов скорость не-
сколько ограничивают (до 20—25 м/с) из-за
низкой теплостойкости этих материалов.
При обработке тел вращения на кругло-
шлифовальных станках абразивными кругами
рекомендуется следующий режим резания:
Глубина резания, мм:
при черновой обработке . 0,07—0,2
при чистовой обработке . .0,01—0,05
Продольная подача, м/мии:
реактопластов . « . « 3,0—5,0
термопластов............. 1,0—3,0
Круговая подача (скорость
вращения детали), м/мин . 2,0—5,0
Скорость резания (скорость
вращения круга), м/с:
реактопластов . ... 30—35
термопластов ..... 20—25
При шлифовании стекловолокнитов алмаз-
ными кругами скорость резания около 40 м/с.
Для охлаждения термопластов при шли-
фовании необходимо применять воду, а при
шлифовании реактопластов — сжатый воздух
или 2—5 %-ный раствор эмульсола. Шлифова-
ние алмазными кругами на бакелитовой связ-
ке можно проводить без охлаждения.
Полирование проводят для устранения с
поверхности деталей следов предыдущих опе-
раций зачистки или механической обработки
(рисок, штрихов, царапин и пр.) и, в ряде слу-
чаев, для создания гладкой глянцевой поверх-
ности. Выполняют полирование в три этапа:
72
Пластические массы
Разд. ГБ
предварительное полирование, окончательное и
глянцевание (протирка). Полирование выпол-
няют хлопчатобумажными и шерстяными кру-
гами диаметром 60—250 мм, толщиной 40 мм,
с окружной скоростью 15—35 м/с, при частоте
вращения 1000—2000 об/мин. Для предвари-
тельного полирования применяют пасты (окись
хрома с воском, паста ГОИ, ВИАМ-2 и др.).
Окончательное полирование ведут сухими по-
лировальными кругами при малых окружных
скоростях. Мелкие детали полируют в галто-
вочных барабанах с облицовкой из дерева,
резины или пластмассы.
После проведения отделочных операций
детали проверяют на соответствие требованиям
чертежа и технических условий визуально и с
помощью шаблонов или универсального изме-
рительного инструмента.
Металлизация деталей из пластмасс прово-
дится для улучшения декоративного вида, при-
дания поверхности специфических свойств ме-
таллов (электро- и теплопроводности, отража-
тельной способности), предохранения их от
воздействия окружающей среды. Металлизиро-
ванные пластмассы широко используются в
электротехнике и машиностроении. Их приме-
няют для изготовления электрообогреваемых,
антистатических и антимагнитных детален,
а также для электролюминесцирующих пане-
лей и различных указателей.
Для металлических покрытий применяют
медь, алюминий, никель, хром, серебро, золото,
цинк и другие металлы и сплавы. В промыш-
ленности применяют следующие методы метал-
лизации пластмасс: термическое испарение ме-
таллов в вакууме, катодное распыление метал-
лов в вакууме, электролитическое осаждение
металлов, пневмораспыление расплавленного
металла.
Металлизация пневмораспылением расплав-
ленного металла заключается в нанесении на
поверхность детали тонкого слоя металла пу-
тем распыления его в расплавленном виде спе-
циальными аппаратами с помощью сжатого
воздуха. Металлизация напылением в вакууме
основана на испарении нагреваемых металлов
в вакууме и конденсации их паров на поверх-
ности деталей. Наиболее пригодны для метал-
лизации в вакууме АБС-пластмассы, полиме-
тилметакрилат и полистирол.
Электролитический способ дает возмож-
ность получать большой ассортимент покрытий
по виду и толщине, обеспечивая равномер-
ность покрытий по толщине и хорошее сцепле-
ние с пластмассой. Лучше всего данный способ
применяется для металлизации АБС-пластмасс,
полисульфона, полипропилена, фторопластов и
ряда других пластмасс медью, никелем и хро-
мом. Этот метод высокопроизводителен и не
требует сложного оборудования.
Применяют также способ механической
металлизации, заключающийся в приклеива-
нии листов металлической фольги к пластмас-
совой детали с последующим формованием.
Покрытия из пластмасс широко применя-
ют для защиты конструкционных материалов
от коррозии.
Пластмассовые покрытия условно подраз-
деляют на пять групп: покрытия из жидких
компаундов, замазок и мастик; из суспензий;
из порошков; из расплавов; из готовых пли-
ток, листов и пленок (футеровка).
Покрывные компаунды приготавливают на
основе термореактивных смол (фенолоформаль-
дегидных, эпоксидных и полиэфирных). За-
мазка по составу аналогична компаунду, но
содержит большее количество наполнителя.
Мастики, пластизоли и органозоли приго-
тавливают из поливинилхлоридных полимеров
путем растирания их в пластификаторах с до-
бавлением светотермостабилизаторов и краси-
телей. В мастики добавляют порошкообразные
наполнители (литопон, каолин).
Покрытия из суспензий на металлах полу-
чают методом спекания и электрохимическим
способом. Методом спекания чаще всего полу-
чают покрытия на основе суспензий фтороплас-
тов-3, -ЗМ, -4Д и др. На металлическую по-
верхность пульверизатором или окунанием на-
носят слой полимера. Затем слон подсушивают
при 50—60 °C и оплавляют при температуре
плавления полимера в - течение 10—20 мин.
Толщина одного слоя 10 мкм. Обычное покры-
тие состоит из 10 слоев. Процесс этот доволь-
но трудоемкий. Электрохимический способ за-
ключается в электроосаждении на поверхность
детален смол (с пигментами или без них) из
водных растворов суспензий или эмульсий.
Этот способ обеспечивает высокое качество по-
крытия, высокую производительность процесса.
Для нанесения покрытий на металлы и
другие материалы применяют термопласты, вы-
пускаемые в виде порошков и гранул. Покры-
тия из порошков получают следующими спосо-
бами: вихревым (пневмовихревым, вибрових-
ревым), струйным (струйно-холодным, газопла-
менным) , электростатическим (роторным,
пневмоэлектростатическим, струйным).
Прн вихревом способе металлическая де-
таль, нагретая несколько выше температуры
плавления полимера, погружается в ванну с
порошком полимера, находящимся в псевдо-
ожиженном состоянии. Соприкасаясь с горячей
деталью, полимер оплавляется и растекается по
поверхности, образуя сплошной равномерный
слой покрытия толщиной 0,2—0,8 мм в зави-
симости от времени погружения (5—10 с).
Возможно также напыление порошкооб-
разных компаундов на основе термореактивных
смол (см. разд. 6). В частности, для получения
пазовой изоляции якорных и статорных магни-
топроводов большой интерес представляет
вихревое напыление эпоксидных порошкообраз-
ных компаундов.
Покрытия из расплавов получают экстру-
зионным и центробежным способами. Экстру-
зионный способ широко применяется для нане-
сения изоляции на электропровода и кабели.
Этим способом можно получать покрытия на
различных погонажных заготовках (трубах и
различного сечения профилях) из металла,
стеклопластика и других материалов.
Покрытия из листов, пленок, плиток осу-
ществляются футеровкой (обкладкой) на кле-
ях и замазках, плакировкой, намоткой или
прикаткой на горячую поверхность.
Реактопласты при этом способе использу-
ются реже, чем термопласты, из-за технологи-
ческих трудностей при получении таких покры-
тий (ступенчатый режим нагревания, выделе-
ние летучих продуктов).
§ 15.8
Неразъемные соединения пластмассовых деталей
73
15.8. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ
ПЛАССТМАССОВЫХ ДЕТАЛЕЙ
Неразъемные соединения пластмассовых
деталей выполняют, в основном, сваркой и
склеиванием. Реже применяют механические
соединения с помощью болтов, винтов и закле-
пок, прессовую посадку и соединение типа
«защелка». Сваркой соединяют лишь детали из
однородных пластмасс. Склеиванием соединя-
ют термопласты и реактопласты (однородные
и неоднородные) между собой и с другими ма-
териалами (металлами, деревом, бетоном, тка-
нью и пр.).
Сварка пластмасс — способ получения не-
разъемного соединения из пластмассовых дета-
лей, основанный на тепловом движении (диф-
фузионная сварка) или химическом взаимодей-
ствии (химическая сварка) макромолекул
полимера, в результате которых между соеди-
няемыми поверхностями исчезает граница раз-
дела.
Диффузионная сварка включает следую-
щие виды: сварка горячим газом, контактным
нагревом, термоимпульсная, ультразвуковая,
высокочастотная, лазерная сварки, сварка тре-
нием, с применением инфракрасного излучения,
с применением растворителей.
Сварка горячим газом производится с по-
мощью сварочных горелок. Соединяемые по-
верхности нагревают струей разогретого газа и
механическим путем приводят в контакт с на-
гретым той же струей присадочным материа-
лом или друг с другом. В качестве теплоноси-
теля используют воздух или инертный газ (азот,
аргон). Последние применяют для сварки по-
лиэтилена, полиамидов и других термопластов,
легко окисляющихся при нагревании на возду-
хе. Воздух в горелку подается от компрессора
(давление 0,15—0,25 МПа), а инертный газ —
непосредственно из баллона. В электрической
горелке теплоноситель нагревается электриче-
скими спиралями, в газовой горелке — за счет
сгорания газа в полости горелки.
Сварка контактным нагревом осуществля-
ется как вручную, так и на механизированных
установках с использованием в качестве нагре-
вателей различных инструментов и электродов.
В качестве нагревателей используются паяль-
ники, стержни, пластины и наконечники раз-
личной формы, нихромовая проволока или лен-
та. Нагреваемые детали спрессовывают и затем
охлаждают. Данным способом сваривают плен-
ки, листы, трубы и стержни.
Термоимпульсная сварка основана на по-
даче коротких импульсов электрического тока
к электронагревательному сварочному элемен-
ту. Этим способом сваривают, например, тру-
бы, соединяемые враструб.
В ряде случаев сварка осуществляется
предварительно нагретым присадочным мате-
риалом (расплавом). Присадочный материал в
виде расплава подается в зону соединения, где
сваривается с контактирующими с ним поверх-
ностями. Для подачи присадочного материала
применяют свободное литье, устройство типа
литьевых машин и экструдеры. При получении
коротких стыковочных швов применяют порта-
тивное переносное оборудование типа экстру-
зионного пистолета.
Высокочастотная сварка применяется для
полярных термопластов (поливинилхлорида.
полиамидов, полиметилметакрилата, эфиров
целлюлозы) и основана на разогреве этих ма-
териалов за счет внутреннего трения полярных
молекул полимеров под воздействием электри-
ческого высокочастотного поля. Разогрев ма-
териала в этом случае не зависит от его тепло-
проводности и происходит одновременно по
всей толщине сварочного соединения; швы по-
лучаются равномерно прогретыми и равными
по прочности исходному материалу. Высоко-
частотная сварка осуществляется на машинах
типа прессов или роликового типа, напоминаю-
щих швейные машины.
Для выполнения ручной сварки в разнооб-
разных условиях применяют переносные уста-
новки типов ВЧС-0,2 и ЛС2-0,3. Для прессовой
сварки шаговым швом применяют машины
ВЧС-0,4; ЛГС-1,5; ЛГС-0,6 и др.
Ультразвуковой способ сварки основан на
нагреве соединяемых поверхностей в результа-
те превращения энергии механических ультра-
звуковых колебаний с частотой 15—50 кГц в
тепловую [15.13]. Этим способом можно свари-
вать толстостенные детали, при этом качество
шва весьма высокое. В зависимости от способа
подвода энергии к зоне шва ультразвуковая
сварка разделяется на контактную и дистанци-
онную, при которой место ввода ультразвука
удалено от соединяемых поверхностей более
чем на 5 мм. Точечную и шаговую сварку мож-
но выполнять на специализированных ультра-
звуковых установках УЗСП-1, ПУМ-9. Кольце-
вые сварные швы выполняют по всему пери-
метру соединения на установках УПК-15,
УЗАП-З. Продолжительность точечной сварки
листов толщиной 0,2—1,0 мм составляет I—9 с,
давление 1—4 МПа для жестких пластмасс и
0,5—2,0 МПа для мягких.
При сварке трением соединяемые детали
нагреваются в результате выделения теплоты
от трения отдельных частей детали друг о дру-
га. В зависимости от способа создания трения
различают сварку вращением, инерционную
сварку и сварку вибротрением. Высокой произ-
водительностью отличается сварка вибротрени-
ем, при которой длительность сварки не зави-
сит от толщины детали и составляет несколько
секунд.
Способ сварки с применением инфракрас-
ного излучения основан на нагреве соединяе-
мых поверхностей за счет передачи полимерно-
му материалу энергии от источника ИК-излу-
чения. В качестве такого источника применяют
кварцевые излучатели, силитовые стержни и
никель-хромовые сплавы. Отечественный аппа-
рат «Пилад-220» оборудован кварцевыми лам-
пами. Средняя скорость сварки встык листов
термопластов толщиной 0,2—0,4 мм этим аппа-
ратом составляет 40—150 м/ч [15.13].
Для сварки лазерным лучом пригодны ла-
зеры на двуокиси углерода, создающие практи-
чески непрерывное излучение, которое хорошо
поглощается полимерами, при этом обеспечи-
вается непрерывный процесс сваркй. С помо-
щью мощных лазеров можно сваривать листы
толщиной до 250 мм [15.13].
Химическая сварка применяется для со-
единения деталей из однородных реактоплас-
тов на основе фенолоформальдегидных, крем-
иийорганических, эпоксидных, полиэфирных и
других термореактивных смол с использовани-
ем аппаратов высокочастотной или ультразву-
74
Пластические массы
Разд. 15
Таблица 15.15. Режим сварки пластмасс
Материал
Применяемые способы и режим сварки
Полиэтилен
Полипропилен
Фторопласт-4
Поликарбонат
Полиамиды
Поливинилхлорид
Полиакрилаты
Полистирол
Полиэтилентерефталат
Полиформальдегид
Наполненные пласт-
массы
Газовая (азотом, углекислым газом, реже—воздухом), лазерная,
термоконтактная сварки, сварка ИК-излучением, ультразвуком, paci
плавом, трением. Температура газового теплоносителя (7"г) для
ПЭВД 220—300 °C, для ПЭНД 190—230 °C. Температиура сварива-
емых поверхностей (7П0В) 190—240 °C. Давление прижима 0,1 —
0,4 МПа
Сваривается теми же способами, что и полиэтилен. Режим сварки
более жесткий, чем для ПЭВД. 7^=2304-300 °C, Тпов=2204-265 °C.
Давление прижима 0,1—0,5 МПа
Термоконтактная, термоимпульсная и газовая сварки. Пленку
можно сваривать токами высокой частоты (ТВЧ). 7^ = 3804-400 °C,
давление прижима 0,25—0,5 МПа. Свариваемые поверхности обма-
зывают флюсом, содержащим фторуглеродное масло; давление сни-
мают после остывания шва до 90 °C
Газовая (азотом, углекислым газом, воздухом), термоконтактная
и ультразвуковая сварки, сварка ИК-излучением, расплавом, трени-
ем. 7^ = 350-5-400 °C, 7’ПОВ=270 4-300 °C. Перед сваркой детали высу-
шивают при 100 °C в вакууме или при 120—130 °C в течение 12 ч
Газовая (азотом, углекислым газом), термоконтактная и ультра-
звуковая сварки, сварка ТВЧ и трением. Сварные соединения отлича-
ются хрупкостью. 7^=2804-360 СС, 7^=220-5-300 °C. Перед сваркой
детали высушивают при 80—90 °C в течение 10—12 ч
Сваривается всеми способами, в том числе ТВЧ. При газовой
сварке применяют инертный теплоноситель. Для жесткого ПВХ 7’г=
=220-5-270 °C, для пластифицированного ПВХ 7Г= 1804-210 °C,
7’пов= 180-5-230 °C. Давление прижима 0,1—0,5 МПа. Нагревание
должно быть кратковременным из-за деструкции ПВХ
Газовая, термоконтактная и ультразвуковая сварки, сварка ИК-
излучением и ТВЧ. 77-=300-5-350 °C, 7’1ГОЕ= 1704-200 °C; давление
прижима 0,1—0,5 МПа. Для лучшей сварки присадочный материал и
поверхности протирают ацетоном или дихлорэтаном
Газовая, термоконтактная и ультразвуковая сварки, сварка ИК-
излучением, расплавом, трением. 77-=200 4-280 °C, Тпов= 1504-250 °C.
Давление 0,1—0,5 МПа
Сварка ТВЧ и ультразвуком
Газовая (азотом, аргоном), ультразвуковая сварки, сварка ИК-из-
лучением, расплавом, трением. 7Г = 230-5-280 °C, 7’„01|= 1804-220 °C.
Перед сваркой деталь высушивают в вакууме при 100 “С
Свариваются теми же способами, что и ненаполненные пластмас-
сы. Давление прижима на 20—30 % выше, а температура теплоноси-
теля-на 30—90 °C больше, чем для ненаполненных пластмасс
ковой сварки и отверждающихся присадок.
В качестве присадок применяют пленки на ос-
нове термореактивных смол (на основе клея
БФ-4). С увеличением степени отверждения
деталей свариваемость ухудшается.
Химическая сварка применима и для тер-
мопластов, у которых на поверхности можно
искусственно создать реакционноспособные
группы (например, у полиэтилена при обра-
ботке в электрическом поле токов высокой
частоты появляются ненасыщенные связи).
Сшивающим агентом могут служить инициато-
ры полимеризации (перекись бензоила и др.).
Режим сварки некоторых пластмасс при-
веден в табл. 15.15.
Для контроля качества сварных швов при-
меняются следующие способы:
1) контроль наружных в внутренних де-
фектов в сварных швах и околошовной зоне,
проводимый путем внешнего осмотра, измере-
ния, исследования макроструктуры и рентгено-
графирования;
2) контроль герметичности- сварных швов
осуществляют сжатыми газами (воздухом, ам-
миаком) и жидкостями (водой, маслом);
3) контроль прочностных свойств сварного
соединения.
Склеивание — метод создания неразъемных
соединений деталей при помощи клеев. С их
помощью можно склеивать различные пласт-
массы между собой, а также пластмассы с ме-
таллом, тканью, стеклом, деревом, керамикой и
другими материалами. Клеевые соединения
прочны, легки, отличаются герметичностью и
стойкостью к вибрационным нагрузкам. Недо-
статок метода — многооперационность и дли-
тельность процессов.
Применяются клеи на основе термореак-
тивных смол и термопластичных полимеров,
эластомеров. По консистенции клеи могут быть
твердыми (кусочки, гранулы, порошок, пленки,
прутки), жидкими (растворы, расплавы, дис-
персии) или пастообразными. Для обеспечения
полноты контакта клея и детали надо стремить-
ся к улучшению смачиваемости склеиваемых
поверхностей. Следует учитывать, что поляр-
§ 15.8
Неразъемные соединения пластмассовых деталей
75
Таблица 15.16. Клеи, рекомендуемые для склеивания пластмасс
Пластмассы Рекомендуемые клеи*1 Пластмассы Рекомендуемые клеи*4
Реактопласты Пластмассы на основе фенолоформальдегид- ных смол (температу- ра эксплуатации до + 125 °C) 1, 3, 4, 6, 7, 8, 31 Термопласты Легко склеиваемые*: полиакрилаты поливинилхлорид непластифициро- ванный 3,7, 10, 17, 19 8—11; 18, 20,23
Пластмассы на основе фенолоформальдегид- иых смол (температу- ра эксплуатации до +300 °C) Пластмассы на основе: 2, 4,5, 13, 16,17 полистирол и сопо- лимеры стирола поликарбонат полиуретаны Условно легко склеивае- мые*2: 3; 9—11; 19—21; 23 2, 3,11,23 2, 3, 7,20, 22, 27
амииоформальде- гидных смол эпоксидных смол 1, 3, 4, 9, 23, 31 1,2—4; 6—9; 10, 13 поливинилхлорид пластифицирован- ный 3, 10,12, 22, 24, 25, 26
полиэфирных смол кремнийорганиче- ских смол полиимидов 6—9, 11, 12, 17 2,4,5, 13, 16 5, 14, 15, 16 полиэтилентерефта- лат полиэтилентерефта- лат с химически очи- щенной поверхно- стью пентапласт Трудно склеиваемые*8: полиэтилен полипропилен фторопласты полиформальдегид полиамиды 8,30 3, 10, 23, 26 3, 6, 10, 11 3, 9, 10, 22, 28, 29 3, 7, 10,22,23 2, 3, 5,8,20,23 2,3, 6, 11 3, 10, 17,20, 26, 27
* Не требуется специальная подготовка поверх-
ности.
*2 Требуется несложная подготовка поверхности.
*3 Требуется специальная сложная подготовка
поверхности.
*4 Цифры обозначают клей: 1 — фенолополиви-
нилацетальный; 2 — фенолокаучуковый; 3—полиуре-
тановый;, 4 — эпоксидно-фенольный; 5 — кремнийорга-
нический; 6 — эпоксидно-полисульфидный; 7 — эпок-
сидно-полиамидный; 8 — полиакриловый; 9 — поли-
винилацетатный; ’ 10 — полихлоропреновый; 11 — по-
лиэфирный; 12 — пол иэфирио- полиизоциан атный; 13—
эпоксидно-кремиийорганический; 14 — полиимидный;
15 — полибензимидазол ьный; 16 — циклоалифатиче-
ский эпоксидный; 17 — фенолоформальдегидный; 18 —
перхлорвиниловый; 19 — цианакрилатный; 20 — рези-
новый (на основе бутадиен-нитрильного каучука;
21 — полисульфидный; 22 — полиизоцианатный; 23 —
эпоксидный холодного отверждения; 24 — на основе
сополимера винилацетата с винилхлоридом; 25 — на
основе сополимера винилиденхлорида с акрилонит-
рилом; 26 — на основе сополимера винилацетата, ви-
нилхлорида и эфира малеиновой кислоты; 27 — ме-
тилолполиамидный; 28 — резиновый (на основе ком-
позиции полибутадиена или полихлоропрена с поли-
изоцианатами); 29 — на основе сополимера этилена
с винилацетатом; 30 — на основе сополимера тере-
фталевой, себациновой кислоты и этиленгликоля;
31 — аминоформальдегидный.
ные материалы хорошо склеиваются полярны-
ми клеями, а неполярные — неполярными клея-
ми. По возможности надо стремиться к созда-
нию химической связи между молекулами клея
и склеиваемого материала, так как эта связь
наиболее стабильна.
Детали из реактопластов склеивают, в ос-
новном, термореактивными клеями. Термоплас-
ты рекомендуется склеивать с помощью рас-
творителей или растворов склеиваемых полиме-
ров. В табл. 15.16 представлены основные
клеи, рекомендуемые для склеивания пласт-
масс.
Прочность склеенных деталей во многом
зависит от типа клеевого соединения. Конст-
рукции клеевых соединений бывают как сплош-
ными, так и сотовыми. Среди сплошных наи-
более распространены соединения внахлестку
и стыковое соединение «на ус». Соединение
внахлестку хорошо работает прн сжатии и
сдвиге. Соединение «на ус» применяют только
при больших площадях клеевого соединения;
для увеличения прочности его сочетают с со-
единениями внахлестку.
Для увеличения прочности соединения
можно выполнить комбинированным спосо-
бом — при помощи заклепок и клея. Такое со-
единение отличается более высокой прочностью
и надежностью.
Процесс получения клеевого соединения
состоит из следующих основных этапов: под-
готовки склеиваемых поверхностей (склеивае-
мые поверхности должны быть чистыми и су-
хими), нанесения клея на подготовленные по-
верхности, просушки клеевых пленок перед
соединением н выдержки клеевого соединения
под давлением (при комнатной или повышен-
ной температуре).
Подготовка поверхности заключается, в
большинстве случаев, в обезжиривании. Одна-
ко для соединения инертных пластмасс (поли-
этилена, фторопластов и др.) необходима спе-
циальная химическая обработка. При соедине-
нии деталей следует предусмотреть определен
ный зазор между склеиваемыми поверхностями.
Этот зазор может составлять 0,1—0,2 мм
(при толщйне слоя клея 0,05—0,15 мм). Кле-
евые соединения должны быть такими, чтобы
76
Электроизоляционные полимерные пленки
Разд. 16
при нагрузке в клеевом слое возникали лишь
напряжения сдвига. Склеиваемые детали при-
жимают друг к другу под давлением 0,01—
1,0 МПа, которое подбирается в каждом кон-
кретном случае опытным путем.
Прочность клеевых соединений металла с
пластмассами и пластмасс между собой дости-
гает 20,0—40,0 МПа.
Качество склеивания оценивается визуаль-
но, а также разрушающими и неразрушающи-
ми способами. Среди неразрушающих в настоя-
щее время широко используется ультразвуко-
вой метод. В этом случае применяют приборы
ДУК-66, УКБ-1М, УК-10.
Список литературы
15.1. Энциклопедия полимеров. М,.: Советская
Энциклопедия, т. 1. 1972. 1224 с.
15.2. Там же, т. 2, 1974. 1032 с.
15.3. Там же, т. 3, 1977. 1150 с.
15.4. Справочник по электротехническим мате-
риалам/Под ред. Ю. В. Корицкого, В. В. Пасынко-
ва, Б. М. Тареева. Т. 2. М.: Энергия, 1974. 616 с.
15.5. Справочник по пластическим массам/Под
ред. В. М. Катаева, В. А. Попова, Б. И. Сажина,
Т. 1, М.: Химия, 1975. 448 с.
15.6. Там же, т. 2, 1975. 568 с.
15.7. Яковлев А. Д. Технология изготовления
изделий из пластмасс. Л.: Химия, 1977. 360 с.
15.8. Варденбург А. К. Пластические массы в
электротехнической промышленности. М. — «Л.: Гос-
энергоизд ат, 1963. 285 с.
15.9. Кацнельсон М. Ю., Балаев Г. А. Пласти-
ческие массы. Справочник. <П.: Химия, 1978. 354 с.
15.10. Кацнельсон М. Ю., Балаев Г. А. Поли-
мерные материалы: Справочник. Л.: Химия, 1982.
316 с.
15.11. Альшиц И. Я-, Благов Б. Н. Проектиро-
вание деталей из пластмасс. М.: Машиностроение,
1977. 215 с.
15.12. Демин Е. И. Справочник по пресс-фор-
мам. Л.: Лениздат, 1967. 376 с.
15.13. Оборудование для переработки пластмасс:
Справочное пособие/Под ред. В. К. Завгороднева.
М.: Машиностроение, 1976. 407 с.
15.14. Гурова Т. А. Технический анализ и конт-
роль производства пластмасс. М.: Высшая школа,
1980. 200 с.
15.15. Брагинский В. А. Точное литье изделий
из пластмасс. Л.: Химия, 1980. 112 с.
15.16. Филатов В. И. Пластмассы в приборах и
механизмах. Л.: Машиностроение, 1983. 270 с.
15.17. Соколов А. Д., Швец М. М., Артемов В. С.
Производство электротехнических деталей из реак-
топластов литьем под давлением. М.: Энергия, 1979.
183 с.
15.18. Ставров В. П„ Дедюхин В. Г., Соко-
лов А. Д. Технологические испытания реактопла-
стов. М.: Химия, 1981. 248 с.
15.19. Осиновский Э. И., Суворов В. Д. Механи-
ческая обработка и отделка изделий из пластмасс.
Л.: Химия, 1976. 92 с.
15.20. Техника переработки пластмасс: Пер с
нем.: Под ред. Н. И. Басова и В. Броя. М.: Химия,
1985. 528 ст
РАЗДЕЛ 16
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ
Д. С. Варшавский, В. В. Скипетров
16.1. ОБЩИЕ СВЕДЕНИЯ
Электроизоляционные органические поли-
мерные пленки — тонкие и гибкие материалы,
которые могут быть намотаны в рулоны раз-
личной ширины. Благодаря высоким электриче-
ским и механическим свойствам при малой тол-
щине пленки нашли широкое применение в про-
изводстве конденсаторов, электрических ма-
шин, аппаратов и кабельных изделий. Для
электроизоляционных полимерных пленок важ-
ны чистота исходного полимера, отсутствие
следов катализатора и других загрязнений, ко-
торые могут содержаться в исходном полиме-
ре, чистота при изготовлении пленки и ряд дру-
гих специфических требований. Чтобы отличить
электроизоляционные пленки от пленок других
назначений, изготовляемых из полимера такого
же типа, им присваиваются специальные марки.
Основные методы изготовления полимер-
ных пленок — экструзия, выдувание и отлив.
При экструзии гранулы полимера расплавляют
и продавливают его через фильеру, получая
толстую, почти неориентированную пленку с
определенной структурой, которую повторно
нагревают почти до размягчения и производят
ее ориентацию. При температуре ниже точки
размягчения пленку растягивают в продольном
направлении в 5—6 раз, затем в специальной
печи — в поперечном направлении. Остаточные
напряжения снимают с помощью термофикса-
ции путем термообработки растянутой пленки,
затем ее разрезают по ширине и наматывают
в рулоны.
При выдувании на первой стадии расплав-
ленные гранулы выдавливают через кольцевую
Таблица 16.1. Сравнение свойств
неориентированной и ориентированной пленок
Показатель Тип и вид пленки
Полистироль- иая Полипропиле- новая
Неориен- тирован* на я Ориенти- рованная Неориен- тирован- ная Ориенти- рованная
Разрушающее напряжение при растя- жении в про- дольном на- правлении, МПа 25— 28 60—70 35 200
Относительное удлинение при разрыве, % 1 5 500 100
Число двойных перегибов 1 1000— 2000 — —
Температура хрупкости, °C — — +8 Ниже —40
Электрическая прочность, МВ/м 150 300 400 700
§16.1
Общие сведения
77
Таблица 16.2. Некоторые методы испытания электроизоляционных пленок
Показатель Отечественный стандарт Иностранные стандарты, публикации МЭК
Внешний вид ГОСТ 12998-73, Отсутствует
ГОСТ 24222-80, ГОСТ 24234-80
Цвет ГОСТ 24234-80 Отсутствует
Толщина ГОСТ 17035-71, ASTM D374,
ГОСТ 12998-73, ANSI С50.92,
ГОСТ 24222-80, ГОСТ 24234-80 VDE 0345
Плотность ГОСТ 15139-69 ASTM D1505
Разрушающее напряжение при рас- ГОСТ 14236-81,
тяжении ГОСТ 11262-80, ASTM D882,
ГОСТ 12998-73, ГОСТ 24222-80, ГОСТ 24234-80 DIN 53455, VDE 0345
Относительное удлинение при разры- ве То же д .е To же
Стойкость к надрыву ГОСТ 21555-76, DIN 53363
ГОСТ 24234-80 DIN 40634, VDE 0345
Число двойных перегибов ГОСТ 13525.2-80, ASTM D2176
ГОСТ 12998-73 DIN 53448
Жесткость при изгибе ГОСТ 25922-83 VDE 0345
Разрушающее усилие при сжатии ГОСТ 25922-83, Отсутствует
кольца ГОСТ 24234-80
Усадка ГОСТ 12998-73, ASTM DI204
ГОСТ 24234-80 DIN 40634 VDE 0345
Влагопоглощение ГОСТ 10315-75 ASTM D570 DIN 53472
Удельное объемное и поверхностное ГОСТ 6433.2-71, МЭК 93
электрическое сопротивление ГОСТ 12998-73, ASTM D257
ГОСТ 24222-80, ANSI C59.92
ГОСТ 24234-80 DIN 40634 VDE 0345
tg 6, ег ГОСТ 6433.4-71, МЭК 250
ГОСТ 22372-77, ASTM DI50
ГОСТ 24222-80, ANSI C59.92
ГОСТ 24234-80 DIN 40634 VDE 0345
Электрическая прочность ГОСТ 6433.3-71, МЭК 243
ГОСТ 12998-73, ASTM D149
ГОСТ 24222-80, ANSI C59.92
ГОСТ 24234-80 DIN 40634 VDE 0345
Нагревостойкость Отсутствует МЭК 216 VDF 0540
Радиационная стойкость Отсутствует МЭК 544
Горючесть Отсутствует DIN 4102 DIN 40634
Коэффициент трения Отсутствует МЭК 648 ASTM DI894 DIN 53375
Шероховатость ГОСТ 2789-73 ASTM DI003 DIN 4763
Примечание. Иностранные стандарты ASTM и ANSI — США; DIN и VDE — ФРГ.
фильеру и получают пленку трубчатой формы,
которую раздувают в нагретом состоянии сжа-
тым воздухом. Таким образом, происходит
двухосная ориентация пленки. Полученный ру-
кав пропускают через валки. Образующуюся
при этом двухслойную пленку разрезают по
всей длине с двух сторон, и каждый слой на-
матывают в рулоны.
При изготовлении пленки методом отлива
раствор полимера отливают на гладкую, чаще
металлическую формующую поверхность. В от-
дельных случаях применяются механические
(деформационные) методы изготовления пле-
нок, например путем строгания с последующей
прокаткой~(пленка фторопласт-4) и путем ка-
ландрирования (некоторые поливинилхлорид-
ные пленки).
Ориентация пленки, т. е. ее вытягивание в
нагретом состоянии с последующим охлажде-
нием, приводит к значительному увеличению ее
78
Электроизоляционные полимерные пленки
Разд.' 16
электрической и механической прочности
(табл. 16.1).
Ориентация в продольном и поперечном
направлениях дает двухосно-ориентированную
пленку (например, полиэфирные, полистироль-
иые и полипропиленовые пленки).
Органические полимерные плеикн могут
быть разделены на две большие группы, раз-
личающиеся по электрофизическим свойствам:
неполярные пленки и полярные пленки. Непо-
лярные пленки характеризуются низким значе-
нием в, (2,0—2,5) и малыми значениями угла
потерь (tg б ~ 10-4), в связи с чем они могут
применяться в высокочастотной технике, хотя
достаточно широко используются и при посто-
янном и переменном напряжениях промышлен-
ной частоты. Полярные пленки имеют повы-
шенные значения е, (от 3 до 10—15) и tg б
(10-3—10-2). Они применяются как прн пере-
менном напряжении промышленной частоты,
так и при постоянном напряжении. Области
применения полимерных пленок определяют по
совокупности их электрических, механических
и физико-химических свойств. В табл. 16.2 при-
ведены основные показатели электроизоляци-
онных полимерных пленок и стандарты иа ме-
тоды их испытания. Сведения о полимерах,
применяемых для изготовления пленок, даны в
разд. 5.
Полимерные пленки с повышенной нагрево-
стойкостью являются важным элементом изо-
ляции обмоток низковольтных электрических
машин. Благодаря высоким значениям элек-
трической и механической прочности при ма-
лой толщине они обеспечивают наряду с уве-
личением надежности существенное улучшение
их технико-экономических показателей. Приме-
нение пленок толщиной 0,2—0,35 мм позволяет
механизировать обмоточно-изолировочные ра-
боты. Использование полимерных пленок в
высоковольтном электрооборудовании ограни-
чивается их невысокой короностойкостью.
Весьма эффективно полимерные пленки ис-
пользуются в качестве диэлектрика конденсато-
ров, применяемых в различных отраслях техни-
ки и, в частности, силовых конденсаторов.
В кабельной технике применение полимерных
пленок обусловило возможность создания но-
вых типов проводов, а также силовых кабелей
с высокими механическими и электрическими
характеристиками при относительно малых
толщинах изоляции.
Прогресс в области химии высокомолеку-
лярных соединений стимулирует дальнейшее
расширение применения полимерных пленок в
производстве электротехнического и радиотех-
нического оборудования.
16.2. НЕПОЛЯРНЫЕ ПЛЕНКИ
Неполярные пленки наиболее широко ис-
пользуют в конденсаторах, они обеспечивают
высокие значения постоянной времени и удель-
ных характеристик наряду с низким коэффици-
ентом диэлектрической абсорбции. Неполярные
пленки имеют высокую электрическую проч-
ность при пониженном по сравнению с бумагой
количестве слабых мест. Это позволяет обеспе-
чивать высокие значения Ераб (до 40—
60 МВ/м). С применением неполярных пленок
изготовляют мощные силовые конденсаторы на
частоту 500—20 000 Гц без воздушного охлаж-
дения, которое необходимо для бумажных.
В табл. 16.3 даны для сопоставления усреднен-
ные основные показатели неполярных пленок.
Полистнрольную пленку (ПС) изготовля-
ют экструзией с последующей ориентацией из
блочного полистирола с теплостойкостью по
Вика 95—100 °C (по Мартенсу 78 °C) с содер-
жанием мономера 0,6—0,8 %. Конденсаторы из
ПС высокостабильны, но недостаточно нагре-
востойки и мало устойчивы к воздействию
обычных кислот. Пленка ПС вытесняется поли-
пропиленовой пленкой.
Отечественную пленку ПС изготовляют по
ГОСТ 12998-73 следующих марок и сортов:
ППС-А 1 го сорта и 2-го сорта (бывший
ПСА) — для конденсаторов работающих в ин-
тервале температур от —60 до +85 °C; ППС-А
3-го сорта (бывший ПСВ) — для изделий об-
щепромышленного (не электроизоляционного)
назначения; ППС-Б 1-го и 2-го сорта (бывший
ПСБ) — для изоляции электрических кабелей,
работающих в интервале температур от —50 до
+ 70 "С. Пленка выпускается в рулонах и ро-
ликах шириной до 120 мм. Номинальные тол-
щины и показатели ПС приведены в табл. 16.4
и 16.5. Пленка влагостойка, водопоглощение за
24 ч не превышает 0,01 %.
Улучшение чистоты исходного полистиро-
ла и повышение его нагревостойкости, завися-
щей от его молекулярной массы, позволяют
поднять верхний предел рабочей температуры
полистирольного конденсатора до +85 СС. По-
листирольная пленка легко металлизируется,
при этом в конденсаторах можно повышать
Араб до 12—20 МВ/м (вместо обычных 6—
12 МВ/м).
Полистирольная пленка выпускается в ФРГ
фирмой Norddeutsche Seekabelwerke под на-
званием стирофлекс (Styroflex). Эта пленка
имеет нижний предел толщины 4 мкм.
Полиэтиленовая пленка (ПЭ) изготовляет-
ся методом экструзии из полиэтилена высокого
давления (низкой плотности) и его композиций.
Пленка широко используется в качестве упако-
вочного материала, в сельском хозяйстве, в про-
изводстве товаров народного потребления и
ограниченно в качестве диэлектрика конденса-
торов, в частности мелкосерийных импульсных
конденсаторов высокого напряжения. Для не-
пропитанных конденсаторов из пленки ПЭ до-
пускается рабочая температура 85 °C. Нагре-
востойкость пленки может быть повышена до
110—120 °C путем облучения частицами высо-
кой энергии, в результате чего в полиэтилене
образуются поперечные сшивки молекул, уве-
личивающие его жесткость. Облученные плен-
ки ПЭ для электрической изоляции выпускают-
ся за рубежом (например, в США — ирратен).
Пленка ПЭ стойка к действию кислот (за ис-
ключением концентрированной азотной и сер-
ной) и щелочей, нерастворима в органических
растворителях, но частично набухает в арома-
тических и хлорированных углеводородах.
Пленка набухает, а при повышенных темпера-
турах растворяется в нефтяных маслах.
В СССР пленка ПЭ выпускается по ГОСТ
10354-82. В электроизоляционной технике на-
ходит применение пленка ПЭ следующих ма-
рок: М — для изготовления транспортных
мешков и других изделий, к которым предъяв-
ляются требования высокой механической
прочности; Т — для изготовления изделий тех-
§ 16.2
Неполярные пленки
79
Таблица 16.3. Основные показатели неполярных полимерных пленок (при толщине
25—50 мкм)
Показатель Сокращенное обозначение пленки
ПС ПЭ ПП ПТФЭ ФЭП ПФО
Плотность, кг/м3 1050 919—929 900—910 2100—2200 2150 1060
Максимальная ра- бочая темпера- тура, °C 70—85 85—120* 90—110 260 200 120
Разрушающее на- пряжение при растяжении (в продольном на- правлении) , МПа 60—70 14—16 100—200 10—50 19,6 46
Относительное удлинение при разрыве (в про- дольном на- правлении), % 3—15 100—450 60—230 45—160 150 20
Влагопоглоще- ние, % 0,01 0,01 0,01 0,01 — —
£г при частоте 1 кГц 2,1—2,6 2,2 2,2—2,5 2,0 2,2 2,64
tg б при частоте 1 кГц 0,0003— 0,0004 0,0003** 0,0002 0,0003** 0,0012 0,0004
р, Ом-м £пр, МВ/м: 1015—1016 1014—1015 1015—101’ 1011—1015 1015 Ю15
при постоян- ном напряже- нии 280—300 300 250—700 45—225 — 220
при частоте 50 Гц 110—190 200 250 45—100 100—130 —
* Для облученной пленки.
** При частоте 106 Гц.
Принятые обозначения: ПС — полистирол;. ПЭ — полиэтилен; ПП — полипропилен; ПТФЭ — политетра-
фторэтилен; ФЭП — сополимер тетрафторэтилена с гексафторпропиленом;' ПФО — полифениленоксид (мо-
дифицированный) .
Таблица 16.4. Линейные размеры электроизоляционной полистирольиой пленки
по ГОСТ 12998-73
Показатель Нормы для марок и сортов
ППС-А ППС-Б
1-й 2-й 1-й 2-й
Код ОКП 2245140101—22 45140106 22 4514 0201—22 4514 0204
Толщина, мкм 20+2 30±3 40±4 50±5 60±6 100+10 20+3 30±5 40+8 50±10 60± 12 100±20 45±7 50±7 60±8 100+20 45±11 50±11 60±12 100+20
Ширина, мм (8, 10, 15)+ 0,2; (20, 25, 30) ±0,3; (35, 40)+0,4; 50 ±0,5; 70 + 0,7; (95, 100, 105, НО, 120) ±1,0 (8, 10, 15) ±0,2; (20, 25) ±0,3; 50 ± 0,5; (95, 100) ± 1,0
Длина, м, не менее, для пленки тол- щиной: 20—30 мкм 40—50 мкм 60—100 мкм 400 300 150 400 150 '
so
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.5. Показатели электроизоляционной полистирольной пленки
по ГОСТ 12998-73
Показатель Нормы для марок в сортов
ППС-А ППС-Б
1-й 2-й 1-й 2-й
Разрушающее напряжение при растяжении, МПа, ие менее, для пленки толщиной:
45—50 мкм 58 >8 67,6 65,7
60—100 мкм 58,8 58,8 54,0
Относительное удлинение при разрыве, %, не менее 3 ,1 3,1-15 3,0—15
р, Ом-м, ие менее 101?
tg б при частоте 106 Гц, не более 0,0003 0,0004 0,0004
ег при частоте 103 Гц £пр, МВ/м, не менее: при переменном напряжении 50 Гц для пленки толщиной: 2,3—2,6 2,1—2,6 2,1- -2,6
20 мкм 190 170
30—60 мкм 130 ПО ПО
100 мкм 130 110 100
при постоянном напряжении для пленки толщиной 20 мкм 300 280
минимальное значение Свободная усадка пленки, %, при выдержке в течение 10 мин при 105 сС:. в продольном направлении: 70 50
в пределах 20—30 — Не определяется
не менее — 40 Не определяется
в поперечном направлении не более 10 35 Не определяется
Число двойных перегибов в поперечном на- правлении, не менее Плотность*, кг/м3 Водопоглощение за 24 ч, %, не более Не определяется 1( 0. 1 )50 01 50
* Показатели являются справочными.
нического назначения, упаковки, защитных
укрытий и др.; Н — для изготовления изделий
народного потребления. Пленка выпускается в
рулонах шириной до 3000 мм. Номинальные
толщины пленки ПЭ марок М, Т и Н согласно
ГОСТ приведены в табл. 16.6, показатели—в
табл. 16.7.
Полипропиленовую пленку (ПП) изготов-
ляют из изотактического полипропилена. Бла-
годаря сочетанию высокого £пр, низкого tg б,
малого содержания слабых мест, дешевизне и
возможности широкой модификации технологи-
ческих свойств пленка ПП производится и ис-
пользуется наиболее широко. Научно-техниче-
ская революция в конденсаторостроенин, вы-
звавшая резкое увеличение мощности в едини-
це, автоматизацию производства и снижение
стоимости намотанных конденсаторов, связана
с использованием ПП, как это видно из табл.
16.8 на примере фольговых конденсаторов вы-
сокого напряжения.
Свойства пленки ПП зависят от способа
изготовления, содержания изотактической и
атактической фаз, чистоты исходного полимера
и физического состояния поверхности пленки.
Пленку ПП изготовляют двумя методами: экс-
трузией и выдуванием. В США и Финляндии
применяют выдувание, во Франции, СССР
(опытное производство) и ФРГ — экструзию,
в Японии •— оба метода. Для улучшения
свойств пленки ПП ее подвергают двухосной
ориентации (см. табл. 16.1).
Методом выдувания изготовляется пленка
ПП более мягкая с большей неравномерностью
по толщине, а методом экструзии — более тон-
кая, более жесткая и с меньшим разбросом по
толщине. Для пленки ПП толщиной 12 мкм,
изготовленной методом экструзии, различие по
толщине в продольном и поперечном направле-
ниях составляет примерно 5 %, а изготовлен-
ной методом выдувания — соответственно 10 и
7 %. При толщинах, меньших 10 мкм, обычно
используют пленку ПП, изготовленную мето-
дом экструзии, а при толщине 12 мкм и вы-
ше — выдуванием. Пленка, изготовленная ме-
тодом выдувания, по состоянию поверхности
непригодна под металлизацию.
Современная пленка ПП содержит 95—
§ 16.2
Неполярные пленки
81
Таблица 16.6. Номинальные толщины полиэтиленовой пленки марок М, Т, Н
по ГОСТ 10354-82
Ширина , мм Номинальная толщина, мм Предельные отклонения, мм
Высший сорт 1-й сорт
До 800 0,015; 0,020 ±0,004 ±0,006
0,030 ±0,006 ±0,008
0,040; 0,050; 1 0,060 / ±0,010 ±0,010
0,070; 0,080 ±0,012 ±0,014
0,100; 0,120 ±0,014 ±0,016
0,150; 0,200; 1 0,220 J ±0,020 ±0,024
0,250; 0,300 ±0,030 ±0,035
0,350; 0,400; 1 0,500 f ±0,035 ±0,040
От 800 до 1500 0,015 ±0,004 ±0,006
0,020 ±0,004 ±0,008
0,030 ±0,008 ±0,010
0,040; 0,050; 0,060 ±0,010 ±0,012
0,070; 0,080 ±0,012 ±0,014
0,100; 0,120 ±0,016 ±0,018
0,150; 0,200; 0,220 ±0,024 ±0,030
0.250; 0,300 ±0,030 ±0,040
0,350; 0,400 ±0,035 ±0,060
0,500 ±0,040 ±0,080
От 1500 до 3000 0,02 ±0,006 ±0,008
0,03 ±0,010 ±0,012
0,04; 0,05; 0,06; ±0,012 ±0,014
0,07; 0,08 ±0,014 ±0,016
0,100; 0,120 ±0,018 ±0,020
0,150; 0,200 ±0,032 ±0,035
0,250; 0,300 ±0,036 ±0,040
0,350; 0,400 ±0,066 ±0,070
0,500; 0,800 ±0,080 ±0,090
Код ОКП: для марки М 22 4511; для марки Т 22 4518; для марки Н 22 4511,22 4518,
98 % изотактического полимера, который при-
мерно на 80 % кристаллизован. Поверхность
пленки ПП может иметь естественную или ис-
кусственно созданную одностороннюю или
двухстороннюю шероховатость. Визуально
пленку ПП разделяют на прозрачную — повы-
шенной гладкости и шероховатую — мати-
рованную. Шероховатость влияет на процесс
металлизации, на стабильность слоя металли-
зации и поведение металлизированных кон-
денсаторов в эксплуатации. Шероховатость
улучшает пропитку пленочных и бумажно-пле-
ночных конденсаторов, а также их намотку,
снижая проскальзывание и слипание слоев.
Выдуванием обычно изготовляют пленку
ПП с предельной естественной шероховатостью
0,25—0,50 мкм, а экструзией — 0,02 мкм. Нор-
мируемая шероховатость при этом различна:
во Франции порядка 0,05 мкм, в Японии —
0,02 до 1,2 мкм в зависимости от способа из-
готовления и марки, в Финляндии — 0,25—
0,50 мкм. Наилучшими электроизоляционными
свойствами и наибольшей £пр обладает глад-
кая пленка ПП. Металлизированные конден-
саторы на основе такой пленки обладают боль-
шей стабильностью. Однако гладкая пленка
6--560
затрудняет намотку и пропитку конденсаторов.
Для изготовления пропитанных конденсаторов
гладкую пленку применяют только в сочетании
с бумагой, а в пленочных пропитанных кон-
денсаторах используют только шероховатую
пленку.
Важна совместимость пленки ПП с пропи-
тывающим веществом. Ионные примеси в ис-
ходном полимере легко вымываются пропиты-
вающим, особенно полярным, веществом, уве-
личивают его проводимость и tg б (рис. 16.1),
ухудшают характеристики конденсатора, что
требует применения особо чистого полипропи-
лена. При использовании такого полимера под
совместимостью пленки ПП с пропитывающим
веществом понимают взаимную растворимость
и набухаемость в аспекте обеспечения качест-
венной пропитки. При пропитке часть полиме-
ра, главным образом атактического (нестерео-
регулярного), вымывается из пленки и раство-
ряется в пропитывающем веществе, а часть
пропитывающего вещества растворяется в
пленке, вызывая ее разбухание. Этот процесс
зависит от особенностей пленки ПП, вида про-
питывающего вещества и режима пропитки.
Растворепие пленки ПП в пропитывающем ве-
82
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.7. Показатели полиэтиленовой пленки по ГОСТ 10354-82
Показатель Нормы для марки
М Т при толщине, мм Н при толщине, мм
до 0,03 свыше 0,03 до 0,03 свыше 0,03
Плотность*, кг/м3 Разрушающее напряжение при растяжении, МПа, не менее: 919—929 919- -929 919- -929
в продольном направлении 16,1 16,1 14,7 14,7 13,7
в поперечном направлении Относительное удлинение прн разрыве, %, не менее: 14,7 13,7 12,7 11,8 11,8
в продольном направлении 450 120 250 100 200
в поперечном направлении Линейная усадка при 100 °C, %* Водопоглощение за 24 ч, %, не более* е- при частоте 103, Гц tg 6 при частоте 10е, Гц* р, Ом-м* 450 150 350 Меиее 3 0,01 2,2 0,0003 1014—1013 130 300
ps, Ом, не более Электрическая прочность, МВ/м, не менее*: при переменном напряже- нии при постоянном напряже- нии 101е — 101е 200 300 1 10”
* Показатели являются справочными.
Таблица 16.8. Технический прогресс в силовых фольговых конденсаторах высокого
напряжения частотой 50 Гц, связанный с использованием пленки ПП
Показатель Вид изоляции
Бумажная, пропитанная хлордифени- лом Бумажно - полипро- пиленовая, пропи- танная хлордифени- лом Чисто пленочная (полипро- пиленовая), пропитанная синтетическим ароматичес- ким маслом, например феннлксилилэтаном
Средняя номинальная напряжен- ность электрического поля, МВ/м 18 >38 >48
Диэлектрическая проницаемость 6 2,8 2,2
Удельная мощность, квар/дм3 3,6 7,4 8,7
Удельные потери, Вт/квар 2,4 0,8 0,4
Температура, °C
ществе нежелательно. При 100 °C, например,
в трихлордифениле за сутки растворяется 2 %
(по массе) пленки ПП фирмы Bollore, а при
60 °C — пренебрежительно мало. При пропит-
ке пленка ПП поглощает до 10 % (по массе)
хлсрдифеннла, что улучшает характеристики
частичных разрядов, кратковременную и дли-
тельную ЕПр.
При нагреве пленка ПП дает усадку в про-
дольном и поперечном направлениях. Для сни-
жения термсусадки пленки при ее использова-
нии производят ее термоусажнвание в процессе
изготовления. Типичные значения термоусадки
товарной пленки ПП, изготовленной методом
экструзии, приведены ниже.
100 120 135
Усадка, %:
в продоль-
ном на-
правлении
в попереч-
ном на-
правлении
2—3 3—4 4—5
0—0,5 0,5—1,0 1,0—3,0
Нагревсстойкость пленки ПП 90—ПО °C,
температура плавления 165—170 °C. В зависи-
мости ст нагревсстсйкости пленка допускает
§ 16.2
Неполярные пленки
83
Рис. 16.1. Влияние
содержания хлора
1 и золы 2 в ис-
ходном полипро-
пилене на tg 6
при 90 °C трихлор-
дифенила после
24 ч контактиро-
вания при 90 °C с
полипропиленовой
пленкой
термсвакуумную обработку при температурах
от 105 до 130 °C. В соответствии с назначе-
нием конденсаторная пленка ПП выпускается
за рубежом различных марок, типов и сортов:
моплефан (Mcplefan, Италия), хсстален (Но-
stalen, ФРГ), профакс (Profax, США), РР,
РРТ, PPTS, PPCI и PPR (Франция, фирмы
Bollore, Safidien), терфильм (Terfilm, Финлян-
дия, фирма Tervakcsky), УК-37, торэйфан
(Torayfan, Япония, фирма Тегау) и др. Для
сухих (непропитанных) металлизированных
конденсаторов выпускают гладкую или поверх-
ностно обработанную электрическим разрядом
(короной) пленку ПП, изготовленную методом
экструзии, с увеличенной термоусадкой, тол-
щиной 4—15 мкм. Для пропитанных металли-
зированных конденсаторов выпускают несколь-
ко типов гладкой или слегка шероховатой
пленки с хорошими технологическими свойст-
вами по намотке. Для бумажно-пленочных
фольговых пропитанных конденсаторов выпу-
скают гладкую или незначительно шероховатую
пленку ПП, например типов РР и тер-
фильм, а также заданного химического соста-
ва и с особо низким зслосодержаннем, напри-
мер типа PPCI. Для чисто пленочных пропи-
танных фольговых конденсаторов выпускают
пленку с повышенной шероховатостью, высо-
кой чистотой, заданной совместимостью с про-
питывающим веществом, например типов PPR,
терфильм, УК-37.
В СССР производство пленки ПП нахо-
дится в стадии освоения. В настоящее время
выпускаются опытно-промышленные партии
пленки ПП марки К —для конденсаторов и
марки О — общего назначения (по ТУ 6-19-
051-481-83), а также конденсаторной пленки,
стойкой к трихлор дифенилу (по ТУ 6-19-051-
533-84). Названные технические условия рас-
пространяются на пленку ПП двухсснсориен-
тированную, изготовленную методом экструзии
расплава на поверхность валка с после-
дующей ориентацией, термофиксацией и охлаж-
дением полотна. Рекомендуемый температур-
ный диапазон эксплуатации пленок от —60
до +100 °C. Для пленки ПП марки К (код
ОКП 22 4511 0701) предусмотрены толщины
6—20 мкм, для пленки марки О (код ОКП
22 4511 0702)—от 10 до 20 мкм, для пленки
ПП, стойкой к трихлсрдифенилу, — ст 10 до
12,5 мкм при ширине рулонов до 600, 1200 и
600 мм соответственно. Показатели пленки
16.2. Зависимость ег и tg 6 от темпера-
Рис.
туры конденсаторной пленки ПП при частоте
Рис. 16.3.
электрика
стоянием
О — 8 мкм;
Влияние суммарной толщины ди-
из пленки ПП на его ЕПр на по-
напряжении (электроды 2+2 м2).
Толщина
В— 10
одного слоя пленки:
мкм; □ — 12,5 мкм; А — 15 мкм
указанных марок согласно ТУ приведены в
табл. 16.9, где они сопоставлены с типичными
показателями пленки ПП зарубежных фирм.
Некоторые свойства пленки ПП представлены
в табл. 16.3, а также на рис. 16.2 и 16.3.
Обращает на себя внимание весьма высо-
кое значение Епр (при постоянном напряже-
нии) пленок ПП зарубежных фирм, которое
гарантировано при толщинах от 6 до 15 мкм
на уровне 600 МВ/м, а фактически превышает
700 МВ/м. Для отечественной пленки указан-
ный уровень Е„р=600ч-700 МВ/м еще не до-
стигнут.
Политетрафторэтиленовая пленка (ПТФЭ)
(пленка из фтсрспласта-4) наиболее нагрево-
стойкая из неполярных синтетических пленок.
Для получения пленки из порошка ПТФЭ в
пресс-форме на холоде прессуют цилиндричес-
кую заготовку, которую спекают в монолитное
тело, а затем на станке резцом срезают струж-
ку в виде непрерывной толстой пленки; путем
вальцевания толщину пленки снижают до тре-
буемых малых значений, при этом осуществля-
ется и ориентация пленки. Пленки из ПТФЭ из-
готовляют также осаждением из суспензии на
металлическую подложку с последующим запе-
канием. При этом можно получить многослой-
ную пленку с повышенной электрической проч-
ностью, нс сна сказывается неориентированной,
что ограничивает ее применение. Пленки из
ПТФЭ представ/яют значительный интерес
84
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.9. Основные показатели пленки ПП
Показатель Тип пленки н метод изготовления
Марка К* (экструзия) Марка О* (экстру- зия) Стойкая к трихлорбен- золу* (экструзия) Марка РР, фирма Во Ноге (экстру- зия) Терфильм, фирма Tervakosky (выдувание)
Разрушающее напряжение при рас- тяжении, МПа, не менее:
в продольном направлении 98 98 98 130 160
в поперечном направлении Относительное удлинение при раз- рыве, %, не белее: 98 98 196 200 200
в продольном направлении 100 230 180 60—100 120
в поперечном направлении Усадка в продельном и поперечном направлениях, %, не более; 100 100 70 25—50 80
при 100 °C 4 3 3 .— .—
при 120 °C р, Ом-м, не менее: — — 7 — —
в комнатной среде 104 — — 1017 1017
при температуре 100 °C tg 6 при частоте 103—106 Гц, не бо- лее: 1018 —- — 104 104
при комнатной температуре — — 2-Ю-4 (при 10s Гц) 2-Ю-4 2-Ю-4
при 100 °C Епр, МВ/м, не менее: 10-10—4 — •— — —'
при постоянном напряжении 250 (100)** — — —- —,
при переменном напряжении — 250 (140)** — —
Изменение tg 6 трихлердифенила при контакте с пленкой, не белее * Нормы по техническим условиям. * * В скобках — минимальное вначение^ 0,01
для электроизоляционной техники, несмотря
на высокую стоимость. Они используются в
конденсаторах, кабелях, электрических маши-
нах и аппаратах.
Согласно ГОСТ 24222-80 пленка ПТФЭ
изготовляется механическим способом и пред-
назначается для электрической изоляции с ра-
бочей температурой от —269 до +260 °C.
В зависимости от назначения пленку ПТФЭ
выпускают следующих марок: КО —конденса-
торная ориентированная для изготовления кон-
денсаторов; ЭО — электроизоляционная ори-
ентированная и ЭН — электроизоляционная
неориентированная, предназначенные для изо-
лирования проводов и кабелей, выпускаются
1-го и 2-го сорта; ИО—изоляционная ориен-
тированная и ИН — изоляционная неориенти-
рованная, предназначенные для междуслсйной
электрической изоляции в аппаратах; ПН —
лента прокладочная неориентированная для
изготовления прокладочного, уплотнительного
и изоляционного материалов. Пленки выпуска-
ют в рулонах и роликах шириной до 120 мм.
По толщинам и показателям качества пленки
и ленты должны соответствовать данным в
табл. 16.10 и 16.11.
Пленка из фтсропласта-4 в интервале
температур от —269 до +260 °C невзрывсопас-
на, негорюча, при непосредственном контакте
не оказывает влияния на организм человека.
При нагревании пленки свыше 260 °C из фто-
ропласта-4 выделяются токсичные легкслету-
чие фтористые соединения — фтористый водо-
род, перфторизобутилен и окись углерода. При
превышении допустимых концентраций фтори-
стый водород, перфторизсбутилен раздража-
ют слизистые оболочки дыхательных путей,
вызывают воспалительные процессы органов
дыхания, а при высоких концентрациях — отек
легких. Предельно допустимые концентрации
в воздухе рабочей зоны производственных
помещений приведены в табл. 16.12.
Из-за наличия дырок в пленках малых
толщин в конденсаторах применяют пленки
толщиной 10—20 мкм. При использовании
этих пленок в несколько слоев £раб при по-
стоянном напряжении достигает 20—25 МВ/м.
Для конденсаторов низкого напряжения из
пленки ПТФЭ обычный верхний предел рабо-
чей температуры 200 °C, а для конденсаторов
высокого напряжения — до 150 °C. Фторопла-
стовые конденсаторы превосходят полистироль-
ные по рабочей температуре и имеют несколь-
ко меньшие значения tg 6 и коэффициента аб-
сорбции, но несколько уступают нм по ста-
бильности емкости. Обычно нормируемый ТКС
равен —гОО+О-^С-3.
Обычная пленка ПТФЭ не металлизиру-
ется из-за низкой адгезии металлов к ее по-
верхности. Химическая обработка поверхности
пленки ПТФЭ позволяет осуществлять метал-
лизацию, нс сна ухудшает электрические свой-
ства. При обработке пленки газовым разрядом
на поверхности образуются привитые радика-
лы из продуктов разряда, обеспечивающие хо-
рошее сцепление металлического елся с по-
верхностью пленки. Конденсаторы из металли-
зированной пленки ПТФЭ по свойствам близки
Таблица 16.10. Линейные размеры пленки ПТФЭ по ГОСТ 24222-80
Показатель Норма для марки
ко эо эн но ин пн
Код ОКП 22 4513 0501 — 22 45130201— 22 45130101— 22 4513 0401— 22 4513 0301— 22 4523 0401 —
22 4513 0511 22 45130210 22 45130114 22 4513 0409 22 4513 0315 22 4523 0418
Толщина, мкм Предельные отклонения, мкм, при толщине, мкм: 5; 6; 8; 10; 12; 15; 20; 25; 30; 35; 40 10—100 20—150 20—100 60—200 200—3000
5 ±1,0 — — — — —
6 ±1,2 —— — — — —
8—10 ±1,5 ±2,0 — — — —
12 ±1,8 —— — — — —
15 ±2,3 — — — — —
20—30 ±3,0 —— — — — —
35 ±3,5 — —- — — —
40 ±4,0 — — — — —
от 20 до 40 — ±4,0 — — — —
от 40 до 100 — ±5,0 — — — —
от 20 до 100 — — ±5,0 ±5,0 ±5,0 —
от 100 до 200 — — ±10,0 — ±15,0 ±20,0
от 300 до 3000 Ширина, мм, при тол- щине, мкм: от 5 до 8 — — — —. — ±ю%
10—60 30—90 40—90 40—120 40—100
от 10 до 15 10—90; 120 10—90 — — — —
от 20 до 40 10—120 10—120 — — — —
свыше 40 — 10—90 — — — —
§ 16.2 И аполярные пленки
Таблица 16.11, Показатели пленки ПТФЭ по ГОСТ 24222-80
Показатель Нормы для марок и сортов
ко эо эн но ин пн
1-й сорт 2-й сорт 1-й сорт 2-сорт
Плотность, кг/м3* 2100—2200
Разрушающее напряжение при растяжении в продольном направлении, МПа, не менее 42,1 50,0 40,2 15,6 9,8 42,1 12,7 18,6
Относительное удлинение при разрыве, %, не менее: в продольном направлении 51 50 45 160 100 45 120 180
в поперечном направлении
при толщине пленки, мкм:
10 —. 50 35 — — — — —
от 20 до 40 — 75 50 — — — — ——
от 40 до 60 — 100 75 — — — —
от 60 до 80 — 125 100 — — — — —
свыше 80 — 175 150 — — — — —
р, Ом-м, не менее 8-104 104 — 104 — 104 104 1014
tgfi при частоте 106 Гц, не бо- 0,00025 0,0003 0,0003 0,0003 — — — —
лее
ег при частоте 106 Гц ЕПр, МВ/м, не менее: 2+о,1 0,2 2+°,1 0,2 24-0.1 0,2 9-НМ < 0,2 — — —
при постоянном напряже- нии 225 160 120 60 45 65 45 60
при переменном напряже- нии частотой 50 Гц* — 100 100 45 45 — — 40
Примечания: 1. Показатели, отмеченные знаком*, являются справочными.
2. Электрические показатели в зависимости от толщины пленки определяют при
толщин.
дырок в пленках малых
разном количестве
слоев, что вызвано наличием
'лектроизоляцион/ше полимерные пленки Разд. 16
§ 16.3
Полярные пленки
87
Таблица 16.12. Предельно допустимые
концентрации в воздухе рабочей зоны
производственных помещений аэрозоля
фторопласта-4 и продуктов его термической
деструкции
Наименование вещества Предельно допустимая концентра- ция, мГ /м* Класс опас- ности
Фтористый водород 0,5 2
Перфторизобутилен 0,1 1
Окись углерода 20,0 4
Аэрозоль фторопласта-4 10,0 3
к обычным, в них используется пленка в один
слой и уменьшен удельный объем конденсато-
ра, но они обладают несколько пониженной
стабильностью емкости, ТКС равен —350 X
Х10—6°С—В США пленка из ПТФЭ известна
под названием тефлон (Teflon TFE).
Пленка ПТФЭ в виде ленты используется
в кабельной технике при изготовлении мон-
тажных проводов марок ТМ-250, ПМФ и дру-
гих, предназначенных для работы при темпе-
ратурах до 250 °C, а также в условиях
высокой влажности и агрессивных сред. Способ-
ность неориентированных пленок фтсропласта-4
спекаться при нагревании до 400 °C исполь-
зована для создания обмоточных проводов с
герметичной изоляцией марки ППФ для мас-
лозаполненных электродвигателей, работающих
при температурах до 180 °C.
Одной из особенностей пленки ПТФЭ яв-
ляются ее антиадгезионные свойства. При не-
обходимости применения в конструкциях, со-
держащих пленку ПТФЭ, связующих или по-
крывных составов, адгезия последних к по-
верхности пленки может быть повышена путем
специальной ее обработки. Пленка ПТФЭ с
обработанной для повышения адгезии поверх-
ностью выпускается в Японии фирмами Nitto
Electric, Nippon Valqua Ind.
В производстве кабельных изделий (в ча-
стности, ленточных кабелей) нашла примене-
ние сырая каландрированная пленка, изготов-
ленная экструзионно-каландровым методом из
порошка ПТФЭ с коллоидными размерами ча-
стиц, смешанного с жидкими углеводородами.
После удаления связующего пленка, представ-
ляющая собой мягкий пластичный материал
толщиной 45—100 мкм, наносится путем об-
мотки на кабельное изделие и подвергается
термообработке. В СССР указанная пленка
изготовляется нз фтсрспласта-4Д согласно
ОСТ 6-05-405-80.
.Пленка из фторопласта 4МБ (сополимера
тетрафторэтилена и гексафторпрспилена) от-
личается от пленки ПТФЭ более низкой на-
гревостойкостыо (рабочая температура до
200°C), но имеет ряд технологических преиму-
ществ, допускает сварку при 280—320 °C, лег-
ко металлизируется. Пленка выпускается по
ТУ 6-05-1873-79 толщинами 40—И 50 мкм, ее
показатели качества приведены в табл. 16.3.
Пленка применяется в конденсаторах, а также
в изоляции обмоток электрических машин, к
которой предъявляются требования герметич-
ности и высокой водостойкости, чаще всего в
сочетании с полиимидно-фторопластовой плен-
кой. В США такая пленка выпускается под
названием тефлон FEP.
За рубежом известны пленки некоторых
других сополимеров тетрафторэтилена. В Япо-
нии фирмой Nitto Electric разработаны плен-
ки сополимера тетрафторэтилена с этиленом —
нитсфлсн 450 (Nitcflcn 450), с перфтсралкил-
винилсвыми эфирами — нитофлон 460 (в
США — тефлон PFD), а также на основе
сополимера трифторхлорэтилена с этиле-
ном — нитсфлсн 480.
Пленка из полифенилеиоксида (ПФО) со-
четает достаточно высокую механическую
прочность с хорошими электрическими свойст-
вами в широком диапазоне температур (от
—184 до 182 °C) и частот, однако обладает
высокой жесткостью вплоть до 200 °C. Поли-
мер устойчив к действию кислот и щелочей,
растворим в ароматических и хлорированных
углеводородах. В конденсаторостроении нахо-
дит применение разработанная фирмой Gene-
ral Electric пленка из модифицированного
ПФО, получившая название норил (Noryl).
При температурах выше 100 °C жесткость это-
го полимера резке снижается. Свойства плен-
ки в интервале температур от —40 до 120 °C
стабильны. Некоторые показатели пленки мо-
дифицированного ПФО приведены в табл.
16.3. Конденсаторы с диэлектриком из пленки
этого типа при температурах ниже нуля име-
ют ТКС, равный —(150—300) • 10-6 °C-1, но в
области температур от -J-10 до 125 °C ТКС
очень мал и лежит в пределах ±35-10_6°С_1.-
Пленки этого типа в СССР не выпускают.
16.3. ПОЛЯРНЫЕ ПЛЕНКИ
В отличие ст неполярных полярные плен-
ки обладают повышенной ег, однако она обыч-
но тоже невелика (за исключением пленок из
цианэтилированной целлюлозы), в пределах
3—4. Если для неполярных пленок наблюдает-
ся близкое к линейному снижение ег с темпе-
ратурой, тс для полярных ег возрастает с тем-
пературой, причем обычно нелинейно, tg 6 по-
лярных пленок в связи с наличием в них ре-
лаксационных видов поляризации не только
заметно выше, чем у неполярных пленок, но
и резко зависит от температуры и частоты.
Для ряда полярных пленок на температурной
зависимости tg 6 появляются даже два макси-
мума; низкотемпературный обусловлен релак-
сацией звеньев макромолекул. Электрическая
прочность полярных пленок, как правило, вы-
ше, чем у неполярных, но более резко зависит
от температуры. По механической прочности
и нагревостсйкссти полярные пленки могут
быть как лучше, так и хуже отдельных видов
неполярных пленок в зависимости от типа
полимера и ст метода получения пленки. По
значениям р и коэффициента абсорбции поляр-
ные пленки обычно уступают неполярным.
Гигроскопичность полярных пленок выше, чем
неполярных. В табл. 16.13 даны для сопостав-
ления усредненные основные показатели по-
лярных пленок.
Поливинилхлоридная пленка (ПВХ) не-
больших толщин обычно изготовляется из хло-
Таблица 16.13. Основные показатели полярных полимерных пленок (при толщине 25—50 мкм)
Показатель Обозначение пленки
ПВХ* ТАЦ’ ПЭТ ПК ПАР ПАал ПАар ПИ ПИФ ПАИ ПСФ ПОД
Плотность, кг/м® 1200—1500 1300 1390—1410 1200—1210 1200—1300 1040—1100 1200—1320 1420—1428 1670—1790 1360 1240 1400
Максимальная рабо- чая температура, °C 70—80 105—120 120—130 130—140 150—190 60-100 200-235 200—240 200 155—180 170 200
Разрушающее напря- жение при растяжении в продольном ! направле- нии. МПа 80—120 70-80 140—180 80—240 50-70 50-150 140-240 100—175 60—120 150—160 70 140
Относительное удли- нение при разрыве в продольном направле- ния, % 200—400 25—30 60—100 30—120 20—30 150—400 20—90 20—70 35—90 14-120 50—100 100
Влагопоглощение, % 0,5—1,0 2,5 0,5—0,6 0,35 0,8 — 6—12 2,9 — 3,8 0,22 7
s , при частоте 1 кГц 4,5—5,0 4,1 2,95—3,25 2,8—3,0 3,3—3,5 3,7 4-5 3,5 2,7—3,0 3,7—4,2 3,1 . 3,1—3,2
tg б при частоте I кГц 0,009— 0,016 0,02—0,03 0,005— 0,014 0,0009— 0,002 0,004— 0,008 0,01—0,05 0,01-0,05 0,003 0,001- 0,0014 0,009- 0,012 0,0011 0,002
р, Ом-м 109—10<2 10'» ю14—101С 1011—1019 1011 1010—10» Ю‘3_ ton IO£1— 10Ifi 10“—10'" Ю15—10,(5 10“ 10й
при частоте 50 Гц, МВ/м 10-30 110 140—180 170—180 70—100 15-45 100-190 130-280 130—180 160—200 230 210
* Пленка пластифицированного полимера.
* * При частоте 50 Гц.
Принятые сокращенные обозначения пленок: ПВХ — поливинилхлорид; ТАЦ — триацетат целлюлозы;; ПЭТ — полиэтилентерефталат; ПК — поликарбонат; ПАР—
полнарилат; ПАал — полиамид алифатический; ПАар — полиамид ароматический; ПИ — полиимид; ПИФ — полиимид с фторполимерным покрытием; ПАИ —- иолиамиди-
Мид; Г1СФ — полисульфон; ПОД >— полиоксадназол.
Электроизоляционные полимерные пленки Разд. 16
§ 16.3
Полярные пленки
89
рирсванного поливинилхлорида. При толщинах
0,02—0,08 мм пленка обладает достаточной
механической прочностью, однако ее элек-
трические характеристики невысоки. Плен-
ка имеет нагревостойкость 70—80 °C и
отличается хорошей влагостойкостью. По-
казатели пленки приведены в табл. 16.13.
Пленка применяется, в основном, в ка-
бельной технике. Для защиты металлических
кабельных оболочек используется пленка ПВХ
толщиной 0,23 мм, изготовляемая по
ТУ 6-05-1254-75 методом каландрирования (код
ОКП 22 4512 1700). Интервал рабочих темпе-
ратур пленки от —25 до -J-50°C, разрушающее
напряжение при растяжении не менее 12,2 МПа,
относительное удлинение при разрыве не ме-
нее 120 %. Пленка выпускается в рулонах
шириной 640 и 1200 мм.
Пленки из эфиров целлюлозы получают
толщиной от 30 до 300 мкм отливом на глад-
кую поверхность и сушкой для удаления рас-
творителя. В основном изготовляют пленку из
триацетата целлюлозы (ТАЦ), редко из аце-
тобутирата и трипрспионата целлюлозы, ко-
торые существенно не различаются между со-
бой. Пленка из ТАЦ обладает хорошими ди-
электрическими свойствами, малой степенью
образования электростатических зарядов, дли-
тельной нагревостойкостью до 120 °C. В СССР
пленки из эфиров целлюлозы для электротех-
нических целей в настоящее время не приме-
няются. Пленка ТАЦ, изготовленная по ОСТ
6-17-451-83, используется в качестве основы
при производстве пленок для фотокинотехники.
Новым типом эфира целлюлозы, представ-
ляющим интерес для конденсаторов вследствие
резко увеличенной ег (10—12 при частоте
1 кГц), является цианэтилцеллюлоза, в США
получившая название цианосель. ег этой плен-
ки резко зависит от частоты и заметно снижа-
ется в области низких температур; сна имеет
большой fg 6 и низкое р даже при комнатной
температуре, что пока не позволило использо-
вать ее в конденсаторах.
Полиэтилентерефталатная пленка (ПЭТ)
изготовляется экструзией расплава на поверх-
ность вала с последующей двухосной ориен-
тацией, термофиксацией и охлаждением по-
лотна и имеет рабочую температуру от —65
до + 155 °C '(с учетом назначения пленки).
Пленка ПЭТ относится к классу Е, но в соче-
тании с более нагревостойкими материалами
и пропиточными составами может применяться
в системах изоляции классов В и F. В конден-
саторах верхним пределом температуры явля-
ется -}-125ьС, а при пониженных напряженно-
стях электрического поля и сроках службы
+ 155 °C. Пленка не содержит присадок, устой-
чива к воздействию масел, кипящей воды,
минеральных кислот, органических жидкостей,
солнечному свету; среднеустсйчива к щелочам,
ультрафиолетовым лучам, растворяется в фе-
нолах и серной кислоте. Пленка морозостойка,
сохраняет эластичность' при температурах до
—70 °C.
Сочетание высокой механической и элек-
трической прочности, хороших электрических
показателей, повышенной нагревостойкости и
влагостойкости, хорошей способности к метал-
лизации обусловило широкое применение плен-
ки ПЭТ в электротехнике. В СССР она извест-
на под названием лавсан, в США — майлар
(Mylar), в Англии — мелинекс (Melinex), в
ФРГ—хостафан (Hostaphan), в Японии — лу-
миррор (Lumirror), во Франции — терфан (Тег-
phane). В зарубежной литературе пленку ПЭТ
обычно называют полиэфирной пленкой, по-
скольку полиэтилентерефталат получают кон-
денсацией терефталевой кислоты с этиленгли-
колем.
По ГОСТ 24234-80 пленку ПЭТ выпускают
следующих марок; Э — для изоляции проводов
и кабелей, обметок электрических машин и ап-
паратов (при толщине пленки свыше 20 мкм);
КЭ — для конденсаторов и изоляции обметок
электрических машин и аппаратов; М — для ос-
новы при получении металлизированной плен-
ки; О — для товаров культурно-бытового и хо-
зяйственного назначения.
Пленку марок Э и КЭ выпускают высше-
го и 1 -го сортов, по цвету — неокрашенную, бе-
лую и голубую. Пленку изготовляют толщиной
от 3 до 250 мкм в рулонах шириной до 1500 мм
(пленка толщиной 175 мкм может выпускать-
ся шириной 1800—1900 мм). Номинальные раз-
меры пленок марок Э, КЭ и М согласно ГОСТ
приведены в табл. 16.14, показатели пленок
марок Э и КЭ — в табл. 16.15.
Для пленки марки М нормируется разру-
шающее напряжение при растяжении не менее
98 МПа при толщине 3 мкм и 118 МПа для
прочих толщин, а также относительное удли-
нение при разрыве не менее 50 %. Зависимость
механических свойств пленки ПЭТ от продол-
жительности старения при 150 °C представлена
на рис. 16.4, частотная и температурная зави-
симость tg 6 и е,— на рис. 16.5 и 16.6.
Рис. 16.4. Зависимость разрушающего напря-
жения при растяжении 1 и относительного
удлинения при разрыве 2 полиэтилентерефта-
латной пленки от продолжительности старения
при 150 °C
Рис. 16.5. Зависимость ег и tg 6 полиэтилен-
терефталатной пленки от частоты
90
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.14. Линейные размеры пленки ПЭТ по ГОСТ 24234-80
Показатель Нормы для марки
э КЭ м
Высший Сорт 1-й сорт Высший сорт 1-сорт 1 Высший сорт
Код ОКП 22 5513 2801 09- -22 5513 4458 07 22 5513 4501 10 — 22 5513 5222 10 22 5513 530 1 01— 22 5513 5324 05
Толщина, мкм (6, 8, 10) ± 1; (12, 15, 20, 25, 35, 50, 70), ±10 %; 100±8;125±10 175 ± 14; 190 ± ± 15; 250 ± 20 6± 1,5; (8, 10) ± 2; 12 ± ±2,5; 15 ±3,0; 20 ±4,0; 25 ± ±4,5; 35 ±5,0, 50 ±8,0; 70 ± ±10,0; 100 ± 12,0; 125 ± 15,0; 175 ± 19,0; 190± ±20,0; 250 ± 30,0 (3, 4, 5, 6, 8, 10, 12, -15, 20) ± ±10% (3, 4, 5)± ±0,5; 6 ± ± 1,0; 8± ± 1,2; 10 ± ±1,5; 12 =Ь 2,0; 15 ±2,0; 20±| 3±0,7; 5± 1,0; 8± 1,5; 12 ± ±3,0; 20 ±3,0; 50 ± 10,0
Ширина, мм (6, 8, 10, 12, 14, 15, 16, 18, 20) ±0,3; (25, 30 , 35 , 40 , 45) ± ± 1,0; (50, 60, 70, 80, 90, 100, 250, 300) ±2,0; (500, 600, 900, 1000, 1150, 1350, 1500) ± 3,0 (6, 8, 10, 12, 14, 15, 16, 18, 20) ± ±0,3; (25 , 30, 35, 40, 45) ± 1,0; (50, 60, 70, 80, 90, 100, 250, 300) ±2,0; (500, 600 900, 1000, 1150, 1350, 1500) ±5,0 (8—30) (с интервалом 2 мм) ±0,3; (35, 37, 40—70 , 74 , 75—240) (с интервалом 5 мм) ± ±0,3; (245—600) (с интервалом 5 мм) ± ±0,5; (650—1500) (с интервалом 50 мм) ± ±50 (580, 600) ±3,0; (1500, 2300) ±5,0 Для пленов тол- щиной 5, 8, 12, 20, 50 мкм уста- новлены поля до- пуска по ширине
Примечания: 1. По согласованию с потре-
бителем плеика может поставляться других разме-
ров, а марки. КЭ толщиной 3—20 мкм — с минусовым
допуском.
2. Пленка марки Э поставляется шириной 6—
20 мм только толщиной до 35 мкм.
Рис. 16.6. Зависимость ег и tg6 полиэтилен-
терефталатной пленки от температуры
Для изоляции обмоток электрических ма-
шин используется, в основном, пленка ПЭТ
толщиной 190, 250 и 350 мкм, обеспечивающая
возможность механизации обмоточно-изолиро-
вочных работ. Пленка толщиной 350 мкм в на-
стоящее время отечественной промышленно-
стью не выпускается. По данным зарубежных
фирм пленка этой толщины имеет следующие
показатели:
Разрушающее напряжение
при растяжении, не ме-
нее ......................
Относительное удлинение
при разрыве...............
Усадка при нагревании до
150 °C....................
£*пр .............* « •
160 МПа
Более 100 %
Менее 2 %
Выше 54 МВ/м
3. Плеика марки Э толщиной 190 и 250 мкм по-
ставляется шириной от 50 до 1150 мм.
4. Плеика марки Э толщиной 175—250 мкм, ши-
риной 900 мм должна изготовляться без склеек, дли-
ной не менее 150 м,
5. Пленка толщиной 175 мкм может выпускать-
ся шириной 1800—1900 мм.
(Разрушающее напряжение и удлинение даны
для обоих направлений)
Пленка ПЭТ используется также в качест-
ве основы многих разновидностей композици-
онных материалов аналогичного назначения
(см. разд. 20). В сильноточных конденсаторах
пленка ПЭТ применяется при изготовлении им-
пульсных силовых конденсаторов и конденса-
торов постоянного тока, обычно в сочетании с
конденсаторной бумагой, которая выполняет
роль фитиля, впитывающего пропиточную жид-
кость. В кабельной технике пленка ПЭТ исполь-
зуется в качестве изоляции некоторых типов
обмоточных проводов (марок ППЛБО,
ПЭТВПДЛ).
В производстве ленточных проводов марки
ЛППЛ, предназначенных для монтажа радио-
аппаратуры и контрольно-измерительных при-
боров, применяется ламинированная пленка
НЛ-1, представляющая собой пленку ПЭТ с
нанесенным на нее слоем полиэтилена. Пленка
НЛ-1 толщиной 110 мкм выпускается по ТУ
6-05-1831-77 и рассчитана на рабочую темпера-
туру до 60 °C.
Поликарбонатная пленка (ПК) изготовля-
ется толщиной 0,002—0,8 мм из поли-6-диокси-
дифенил-2,2-пропана без пластификаторов фир-
мой Bayer (ФРГ) под названием макрофол
(Makrofol) следующих типов: N — изотропная,
получаемая поливом, желтого цвета; Е — полу-
чаемая экструзией, бесцветная; G — ориенти-
рованная в продольном направлении, получае-
мая поливом, желтого цвета; KG — кристалл»-
§ 16.3
Полярные пленки
9]
Таблица 16.15. Показатели пленки ПЭТ по ГОСТ 24234-80
ч Показатель Марка пленки
Э КЗ
Высший сорт 1-й сорт Высший сорт 1-й сорт
Цвет пленки толщиной, мкм:
3—100 125 Неокрашенная Неокрашенная
175 Белая, неокрашенная
190, 250 Плотность, кг/м3* Температура плавления,“С* Коэффициент теплопроводности, Вт/(м-К)* Удельная теплоемкость, Дж/(кг-К)* Модуль упругости, МПа* Водопоглощение при 25 °C в течение 7 сут*, % Разрушающее напряжение при растяжении, МПа, не менее, для пленки толщиной, мкм: Голубая, неокрашенная
Белая, неокрашенная 1390- 2 0, 13 3500- 0 -1400 60 19 20 -4000 ,5
з — — 167 157
4—6 172 147 167 157
8—25 172 147 172 157
35—175 177 157 — —
190, 250 Относительное удлинение при разрыве, %, 157 137
не менее, для пленки толщиной, мкм: з — — 40 40
4—35 70 60 50 50
50—70 80 70 — —
100—250 Стойкость к надрыву в продольном и попе- речном направлениях, Н, не менее, для пленки толщиной, мкм: 100 90
50 245 177 —1 —~~
70 294 245 — —
100 392 294 — —
125 490 343 .—-
175 687 588 — —
190 в продольном направлении 785 687 — —
190 в поперечном направлении 250 932 ООО
в продольном направлении 883 785 — —
в поперечном направлении Разрушающее усилие при сжатии кольца, Н, не менее, для пленки толщиной, мкм: 981 981 .
100 49 39 — —
125 147 127 — —-
175 294 245 — —-
190 372 363 •—- —
250 Усадка пленки при 155 °C, 10 мин, %, не более, для пленки толщиной, мкм: 637 580 — —
3 —— •—- 3 4
4—250 3 3 3 3
ег при частотах 60 и 1000 Гц* р, Ом-м, не менее: 3,1—3,2 3,1—3,2 3,1—3,2 3,1—3,2
в комнатной среде 10м 10м 10м 10м
для пленки толщиной 3—50 мкм при 155 °C 10й 101° 1011 5-101°
в комнатной среде после выдержки при 1012 1012 — —
относительной влажности 95±2 % и 20 ±2 °C в течение 24 ч для пленки толщиной 50 мкм 101S 1012 —
tg 6 при частоте 103 Гц, не более, для пле- 4,8-10й 4,8-1019 4,8- 1019 4,8-1019
нок толщиной 3—35 мкм £пр, МВ/м, не менее, при постоянном на- пряжении для пленок толщиной, мкм: 0,005 0,005 0,005 0,005
3—6 — —- 160 160
8—20 — — 280 250
92
Электроизоляционные- полимерные пленки
Разд. 16
Продолжение табл. 16.15
Показатель Марка пленки
э КЭ
Высший сорт 1-й сорт Высший сорт 1-й сорт
при переменном напряжении частотой 50 Гц, не менее, в комнатной среде для пленки толщиной, мкм:
6—25 220 220 220 220
35, 50 170 170 —- —
70, 100 140 140 — —.
125 120 120 — —
175, 190 90 90 —
250 80 80 -— -—>
при 155 °C для пленки толщиной 6—25 мкм 150 150 150 150
в комнатной среде после выдержки при относительной влажности 95±2 % и 20± ±2 °C в течение 24 ч для пленки толщи- ной 50 мкм 120 120
Примечания: 1. Показатели, отмеченные знаком*, являются справочными.
2. Разрушающее напряжение при растяжении и удлинение при разрыве определяют отдельно в про-
дольном и поперечном направлениях, а нормы для обоих направлений одинаковые.
3. Разрушающее усилие при сжатии кольца Для пленок толщиной 100, 125 и 175 мкм является
факультативным.
зированная, ориентированная в продольном на-
правлении, получаемая поливом, зеленая. Пу-
тем введения ароматически связанного брома
достигается трудновоспламенимость пленок ти-
пов S, SN, SG, SKG. Пленки всех типов с од-
ной стороны имеют шероховатую (матирован-
ную) поверхность, что улучшает их техноло-
гичность. Наилучшими электрическими и меха-
ническими свойствами обладают конденсатор-
ные пленки KG и SKG (табл. 16.16).
Все типы пленок стойки к разбавленным
кислотам, насыщенным алифатическим и цик-
лоалифатическим углеводородам, спиртам, неф-
тяному маслу; пленки разрушаются под воз-
действием щелочей, аммиака и аминов, раство-
ряются в метиленхлориде, набухают в арома-
тических углеводородах. Наиболее стойки к
растворителям пленки KG и SKG. Усадка пле-
нок наблюдается практически только в продоль-
ном направлении. Производство поликарбонат-
ной пленки имеется также в США. Благодаря
высокой короностойкости пленка этого типа
представляет интерес для высоковольтной изо-
ляции. В частности, за рубежом она нашла
применение в производстве кабелей на рабочее
напряжение 500—1000 кВ. В СССР поликарбо-
натная пленка не производится.
Полиарилатные пленки (ПАР) получают
из полимеров, представляющих собой сложные
гетероцепные полиэфиры на основе двухатом-
ных фенолов и ароматических дикарбоновых
кислот. Пленки ПАР могут быть получены ли-
бо методом полива из раствора (например, в
метиленхлориде), либо методом экструзии с
последующей ориентацией, однако последний
метод представляет известные трудности вслед-
ствие высокой температуры плавления полиме-
ров (от 210 до 300 °C в зависимости от хими-
ческой структуры). Пленки ПАР с высокой
молекулярной массой имеют относительно вы-
сокую нагревостойкость. Они способны выдер-
живать нагрев до 150 °C в течение 5000 ч и до
190 °C в течение 1100 ч при сохранении меха-
нической прочности на уровне 50 % исходного
значения. Электрические показатели пленок от-
носительно мало изменяются в интервале тем-
ператур от —60 до +200 °C. В СССР разра-
ботана пленка ПАР из полимера «артид», по-
лучаемая методом полива (ТУ 6-05-221-738-84).
Согласно ТУ пленку изготовляют толщиной 40>
Таблица 16.16. Некоторые данные о свойствах пленки макрофоль фирмы Bayer
Показатель Тип пленки
NE SN G | SG KG | SKG
Плотность, кг/м3 1200 1280 1200 | 1280 1210 | 1290
Разрушающее напряжение при растяже- нии, МПа 80- -90 130—140 220—240
Относительное удлинение при разрыве, % 100- -120 50—60 30—40
Нагревостойкость, °C 130 130 140
Водопоглощение за 24 ч, % 0,35 0,35 0,35
£Пр при толщине 20 мкм, МВ/м 170 170 180
р после выдержки при относительной влаж- ности 80 %, Ом’М 4-Ю14 9- 10м 1 • Ю13
ег в сухом состоянии при 50—1000 Гц tg б в сухом состоянии: 3,0 2,9 2,8
при 50 Гц 0,0025 0,0025 0,0025
при 1 кГц 0,002 0,0011 0,0009
§ 16.3
Полярные пленки
93
80 и 150 мкм при ширине рулона 600 мм, ее
показатели приведены в табл. 16.17. Пленка
ПАР находит применение в качестве компонен-
та композиционных материалов на основе по-
лиэтилентерефталатной пленки, предназначен-
ных для изоляции обмоток электрических ма-
шин на рабочие температуры до 155 °C
(см. разд. 20), а также в производстве кон-
денсаторов и кабельных изделий.
Таблица 16.17. Показатели полиарилатной
пленки согласно ТУ 6-05-221-738-84
Показатель Норма по ТУ
Разрушающее напряжение при растяжении, МПа, ие менее 50
Относительное удлинение при разрыве, %, не менее 20
Усадка при 155 °C, 10 мин, %, не более ЕПр, МВ/м, не менее: 2
в комнатной среде 70
в сухой среде при 155 °C 60
после выдержки в течение 24 ч при относительной влажности 95±2 % н тем- пературе 20 ±2 °C р, Ом • м, не менее: 60
в комнатной среде 1011
в сухой среде при 155 °C 1012
после выдержки в течение 24 ч при относительной влажности 95±2 % и тем- пературе 20 ±2 °C 1015
Остаточное содержание рас- творителя, %, не более 3
Пленки алифатических полиамидов имеют
ограниченное применение в электроизоляцион-
ной технике в силу недостаточно высокой на-
гревостойкости. Заметное снижение их механи-
ческих показателей наблюдается при продол-
жительном прогреве при 80—100 °C, а также
под воздействием солнечного света и влажно-
сти. Показатели полиамидных пленок этого ти-
па приведены в табл. 16.13. Пленки имеют не-
высокие электрические показатели, которые
существенно снижаются при нагревании и воз-
действии влажности. Их отличительной особен-
ностью являются высокая эластичность — ориен-
тированные пленки имеют удлинение до 150 %,
а неориентированные — 250—400 %. Пленки
негорючи, не растворяются в бензине, бензоле,
спирте, ацетоне, хлороформе. Основная область
их применения — изоляция обмоточных про-
водов, однако ввиду недостаточной стойкости к
продавливанию при повышенных температурах
изоляция из полиамидной пленки часто усили-
вается наружным покрытием из поливинилхло-
рида или полиэтилена. В СССР пленки этого
типа выпускают неэлектротехнического назна-
чения.
Пленки ароматических полиамидов отли-
чаются от пленок алифатических полиамидов
значительно более высокой нагревостойкостью,
обусловленной жесткостью цепей молекул и
стойкостью ароматических структур к термиче-
ской и термоокислительной деструкции. В свя-
зи с тем, что ароматические полиамиды имеют
высокие температуры плавления (250—500 °C),
пленки этого полимера формуют, как правило,
методом полива растворов на соответствующие
подложки, используя растворители амидного
типа (диметилацетамид, диметилформамид
и др.). Выполненные в СССР исследования на-
гревостойкости опытных пленок ароматическо-
го полиамида показали, что они сохраняют
свою работоспособность при старении до
20 000 ч и при 235 °C. Электрические показа-
тели пленок относительно мало изменяются в
интервале температур от —60 до +200 °C. Од-
ной из особенностей ароматических полиамидов
является их относительно высокое водопогло-
щение, однако электрические показатели увлаж-
ненных пленок остаются на достаточно высо-
ком уровне. За рубежом разработки пленок
ароматических полиамидов выполнены в Япо-
нии фирмами Unitika, Nitto Electric. Промыш-
ленный выпуск пленок не организован. Показа-
тели опытных пленок приведены в табл. 16.13.
Полиимидная пленка изготовляется путем
полива раствора полипиромеллитамидокисло-
ты в диметилформамиде (или диметилацетами-
де) на бесконечную ленту с последующей тер-
моимидизацией. Особенностью этой пленки яв-
ляется весьма высокая нагревостойкость. По
данным фирмы Du Pont срок службы поли-
имидной пленки при старении на воздухе (до
достижения удлинения прн разрыве, равного
1 %) составляет 8 лет при 250 °C, 1 год при
275 °C, 3 Мес при 300 °C, 12 ч при 400 °C. За-
висимость механических свойств полиимидной
пленки от продолжительности старения при
300 °C представлена на рис. 16.7. Наряду с
этим пленка весьма стойка к воздействию от-
рицательных температур — ее механические
свойства практически не меняются вплоть до
температуры —260 °C. Полиимидная пленка не-
плавка, негорюча и нерастворима, стойка к воз-
действию кислот, масел и органических рас-
творителей, но недостаточно противостоит воз-
действию щелочей. Влагостойкость пленки ха-
рактеризуется следующими данными. При
выдержке в атмосфере с относительной влаж-
ностью 50 % пленка поглощает при насыще-
нии 1,3 % воды, в атмосфере с относительной
влажностью 100 % —до 2,9 %, при этом элек-
трические характеристики пленки несколько
ухудшаются. После продолжительной (до
70 сут) выдержки в кипящей воде разрушаю-
щее напряжение при растяжении пленки сни-
Рис. 16.7. Зависимость разрушающего напря-
жения при растяжении 1 и относительного
удлинения при разрыве 2 полиимидной плен-
ки от продолжительности старения при 300 °C
94
Электроизоляционные полимерные пленки
Разд. 16
жается до 65%, а удлинение — до 30 % пер-
воначального значения. Полиимидная пленка
подвержена гидролитической деструкции в про-
цессе продолжительного пребывания при повы-
шенных температуре и влажности в условиях,
когда удаление влаги затруднено.
Полиимидная пленка имеет цвет от темно-
желтого до светло-коричневого. Она обладает
высокими механическими и электрическими
свойствами, мало изменяющимися в широком
интервале температур. Отличительной особен-
ностью пленки является высокая радиационная
стойкость. Пленка сохраняет достаточную элас-
тичность после воздействия гамма-излучения
4,16-107 Гр и 50 % первоначального удлинения
после облучения потоком электронов 6-10’ Гр.
В СССР полиимидную пленку с обозначе-
нием ПМ выпускают толщиной 30—60 мкм по
ТУ 6-19-121-85 в рулонах шириной до 1000 мм
и 100, 130 мкм по ТУ 6-19-102-78 в рулонах
шириной 300—500 мм. Согласно ТУ пленка
предназначена для длительной эксплуатации
при 220 °C и для кратковременной при темпе-
ратуре до 300 °C, минимальная температура экс-
плуатации — 60 °C. Пленку изготовляют двух
марок: А и Б. Пленка марки А предназначается
для применения в качестве электрической изо-
ляции машин и аппаратов, выпускаемых пред-
приятиями электротехнической промышленно
сти. Пленка марки Б используется для электри
ческой изоляции машин и аппаратов, изготов
ляемых другими отраслями промышленности, и
для иных целей. Марки и номинальные тол-
щины пленки ПМ приведены в табл. 16.18. По-
казатели согласно нормам ТУ даны в
табл. 16.19.
Минимальная длина отрезков пленки тол-
щиной 30—60 мкм между технологическими
швами для марки ПМ-А составляет 100 м
Рис. 16.8. Зависимость электрической прочно-
сти ленточной изоляции от толщины (при раз-
личном числе слоев).
I — полиимидная пленка За мкм; !! — полиимидная
пленка 55 мкм; 111— микалента ЛФК-ТТ 0,1 мм;
1—4 — число слоев ленты
прп ширине пленки свыше 200 мм, для марки
ПМ-Б — 6 м.
Наиболее широкое применение полиимид-
ная пленка нашла при изготовлении изоляции
обмоток электрических машин, предназначен-
ных для тяжелых условий эксплуатации (тяго-
вых, металлургических и др.). Благодаря отно-
сительно малой толщине и высокой нагрево-
стойкости изоляция на основе полиимидной
пленки обеспечивает существенное увеличение
мощности электрических машин в прежних га-
баритных размерах или уменьшение их при со-
Таблица 16.18. Марки и номинальные толщины пленки ПМ
Марка Технические условия Номи- нальная толщина, мкм Допускаемое отклонение по толщине, мкм Код ОКП
среднее при шири- не пленки, мм в отдельных точках
до 550 свыше 550 до 550 свыше 550
ПМ-А ТУ 6-19-121-85 30 22 5512 0501—
22 5512 0505
40 ±4 ±5 ±8 ±8 22 5512 0506—
22 5512 0510
50 22 5512 0511—
22 5512 0515
60 ±6 ±7 ±10 ±11 22 5512 0516—
22 5512 0520
ПМ-Б То же 30 22 5512 0601—
22 5512 0605
40 ±8 Не нор- Не нор- ±10 22 5512 0606—
мпруечся мируется 22 5512 0610
50 22 5512 0611—
22 5512 0615
60 ±10 То же То же ±12 22 5512 0616—
22 5512 0620
ПМ ТУ 6-19-102-78 100 130 ±20 ±20 — — 22 22 5512 1001— 5512 1004
§ 16.3
Полярные пленки
95
Таблица 16.19. Показатели пленки ПМ
Показатель Пленка ПМ толщиной 30—60 мкм (ТУ 6-I9-I21-85) марки ; Пленка ПхМ тол- щиной 100—130 мкм (ТУ 6-19-102-78)
ПМ-А* ПМ-Б
Разрушающее напряжение при растяжении, МПа, не менее: при 15—35 °C: в продольном направлении 137 98 88
в поперечном направлении 127 98 78
при 15—35 °C после выдержки в тече- ние 48 ч при 300 °C: в продольном направлении 88 78 —
в поперечном направлении 88 78 —
Относительное удлинение при разрыве, %, не менее: при 15—35 °C: в продольном направлении 50 25 20
в поперечном направлении 50 20 15
при 15—35 °C после выдержки в тече- ние 48 ч при 300 °C: в продольном направлении 40 20 —
для пленки толщиной 40, 50, 60 мкм для пленки толщиной 30 мкм 30 20 —
в поперечном направлении для пленки толщиной 40, 50, 60 мкм 40 12 —
для пленки толщиной 30 мкм 25 12 —
р, Ом-м, не менее: при 15—35 °C 1-ЮИ 1-1013 5-1013
при 250 °C 1-10и 1 • 101° —
при 15—35 °C после выдержки 24 ч при I • 1013 1 • 1012 1 • 104*
относительной влажности 93 % и 23. °C ЕПр, МВ/м, не менее: при 15—35 °C: среднее значение 190 130 70
минимальное значение 125 70 —
при 15—35 °C после выдержки 24 ч при относительной влажности 93 % и 23 °C: среднее значение 140 80
минимальное значение 80 60 —
w После выдержки 24 ч при относительной влажности 95%, 40 'С.
хранении мощности по сравнению с машинами
на основе стеклослюдяных материалов. Как
следует из рис. 16.8, толщина изоляции кату-
шек якорной обмотки при применении поли-
имидной пленки может быть уменьшена при-
мерно в 2 раза по сравнению с микалентной
изоляцией. Полиимидная пленка используется
также в качестве основы композиционных ма-
териалов (см. разд. 20). Для применения в спе-
циальных изделиях, изоляция которых подвер-
гается воздействию агрессивных синтетических
масел, применяется пленка ПМ, выпускаемая
по ТУ 6-19-107-79. В конденсаторостроении по-
лиимидная пленка находит применение в каче-
стве диэлектрика специальных конденсаторов,
работающих в интервале температур от —80
• до +200 °C.
За рубежом полиимидная пленка выпуска-
ется в США фирмой Du Pont под торговым
названием кэптон Н (Kapton Н), а также в
Японии фирмами Kaneka—Kanegafuchi Chemi-
cal Industry, Nitto Electric, Sumitomo Bak. По-
лиимидные пленки, разработанные в Японии,
имеют иную химическую структуру, чем пленки
фирмы Du Pont. Номенклатура пленок кэп-
тон Н и их параметры согласно фирменным
данным приведены в табл. 16.20 и 16.21. На
рис. 16.9 представлена зависимость механиче-
Рис. 16.9. Зависимость разрушающего напря-
жения при растяжении (1) и относительного
удлинения при разрыве (2) полиимидной плен-
ки от температуры
96
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.20. Номенклатура пленок
кэптон
Тип пленки Обоз на- чел ие Номинальная толщина, мкм Конструкция и тол- щина слоев, мкм
Теф- лон FEP Кэптон Н Теф- лон FEP
Кэптон Н 30-Н 7,5 7,5
50-Н 12,5 — 12,5 —
100-Н 25 — 25 —
200-Н 50 50 —
300-Н 75 —- 75 —
500-Н 125 — 125
100F099 25 — 12,5 12,5
Кэптон F 120F616 30 2,5 25 2,5
150F019 37,5, — 25 12,5
150F999 37,5' 12,5 12,5 12,5
200F919 50 12,5 25 12,5
200F011 50 — 25 25
250F029 62,5 — 50 12,5
300F929 75 12,5 50 12,5
300F021 75 —— 50 25
400F022 100 50 50
400F031 100 .—- 75 25
500F131 125 25 75 25
600F051 150 — 125 25
Таблица 16.21. Показатели пленок кэптон
Н и кэптон F
Показатель Кэптон Н ТОЛ- ЩИНОЙ 25 МКМ Кэптон F*
с односто- ронним по- крытием, тол- щина 87,5 мкм «5 2 g* . S .2 е so 5 2 s" К- Е К „ СО 2; ЙЗ о О.5£ а
Плотность при 25 °C, кг/м3 1420 1670 1790
Разрушающее на- пряжение при растяжении, МПа** 175 120 98
Модуль упругости при растяжении, МПа 3000 2240 1750
Относительное удлинение при разрыве, %** 70 75 90
Усадка при 250 °C, % 0,3 — —
Fnp при частоте 60 Гц, МВ/м 280 168 180
tg 6 при частоте 1000 Гц 0,003 0,0014 0,0011
Ег при частоте 1000 Гц 3,5 3,0 2,7
р, Ом-м 10“ 10“ 10“
Коэффициент теп- лопроводности, Вт/(м-°С) 15,6-10-2 —
* На базе пленки кэптон Н толщиной 25 мкм
при толщине покрытия из тефлона ГЕР 12,5 мкм.
•* В продольном направлении.
ских свойств пленки кэптон Н от температуры,
на рве. 16.10—16.12 — зависимости электриче-
ских свойств от температуры и частоты.
В США фирмой Du Pont выпускается ма-
лоусадочная полиимидная пленка марки кэп-
тои V толщиной 50, 75 и 125 мкм, по основным
свойствам соответствующая пленке кэптон Н.
Пленка кэптон V имеет усадку, не превышаю-
щую 0,05 % при 200 °C. Фирмой разработаны
также новые разновидности полиимидной плен-
ки: повышенной теплопроводности (марка XT),
термоусаживаемая (марка XHS), а также с
повышенной короностойкостью за счет добав-
ления слюды (марка ХМ).
Рис. 16.10. Зависимость ег и tg6 полиимид-
иой пленки от температуры:
T — при частоте 103 Гц; 2 —при частоте 105 Гц
Рис. 16.11 Зависимость ег и tg6 полиимидной
пленки от частоты:
1 — при 23 °C; 2 — при 200 °C
§ 16.;
Полярные пленки
97,
Рис. 16.12. Зависимость электрической проч-
ности полиимидной пленки от температуры:
1 — толщина 25 мкм; 2 — толщина 125 мкм
Полиимидная пленка с фторполимерным
покрытием используется преимущественно в
кабельной технике. Покрытие из термопластич-
ного фторполимера (сополимера тетрафторэти-
лена и гексафторпропилена) обеспечивает спе-
кание слоев пленки, наложенных на проводник
или друг на друга при нагревании до 280—
320 °C. Изоляция обмоточных проводов из по-
лиимидной пленки с фторполимерным покрыти-
ем образует надежный герметичный барьер с
повышенной химо- и влагостойкостью. Наличие
покрытия из фторполимера значительно повы-
шает гидролитическую стойкость полиимидной
пленки.
В СССР пленочный материал этого типа
выпускается по ТУ 6-19-226-83 иа основе поли-
имидной пленки ПМ марки А с покрытием сус-
пензией фторопласта-4МД толщиной 5 или
Таблица 16.22. Марки и номинальные толщины плеики ПМФ
Марка пленки Толщина, мкм Допуски по тол- щине, мкм Код ОКП
покрытия ОСНОВЫ общая
ПМФ-А-351 10 30 40 ±8
10 40 50 + 10
10 50 60 + 10
10 60 70 + 12
"5 30 Не иормир; /ется ±8 22 5512 0201— 22 5512 0210
ПМФ-А-352 10 30 50
10 40 60 ±10
10 50 70 ±10
10 60 80 + 12
5 30 Не иормир^ /стся
ПМФ-Б-351 10 30 40 + 12
10 40 50 + 12
10 50 60 ±13
10 60 70 ±15
5 30 Не нормируется 22 5512 0301—
22 5512 0310
ПМФ-Б-352 10 30 50 + 14
10 40 60 ±15
10 50 70 + 15
10 60 80 ±15
5 30 Не нормир1 /ется
ПМФ-С-351 10 30 40 ±6
10 40 50 ±6
10 50 60 ±7
10 60 70 ±9
5 30 35 ±6 22 5512 0401 —
ПМФ-С-352 10 30 50 +6 22 5512 0410
10 40 60 ±7
10 50 70 ±9
10 60 80 + 10
5 30 40 ±6
98
Электроизоляционные полимерные пленки
Разд. 16
Таблица 16.23. Показатели пленок ПМФ согласно ТУ 6-19-226-83
Показатель Нормы для пленки марок*
ПМФ-А ПМФ-Б ПМФ-С
351 352 351 352 351 | 352
Разрушающее напряжение при
растяжении, МПа, не менее:
при 15—35 °C:
в продольном направле- 78 69 69 59 88 78
НИН в поперечном направле- 78 69 69 69 88 78
НИИ
при 200 °C:
в продольном направле- 59 44 Не нормируется 64 49
НИИ в поперечном направле- 59 44 Не нормируется 64 49
НИИ
Относительное удлинение при
разрыве, %, не менее:
при 15—35 °C:
в продольном направле- 45 45 35 35 70 75
НИИ в поперечном направле- 35 35 30 30 60 65
НИИ
при 200 °C:
в продольном направле- 40 40 30 30 60 60
НИИ 35
в поперечном направле- 35 25 25 60 60
НИИ
р, Ом-м, не менее:
при 15—35 °C 10м 10м 1018 IO43 10м 101*
при 200 °C 1012 1012 104 юн IO42 10х2
при 15—35 °C после вы- держки 48 ч при относи- 1013 Юм 101? IQi? 1018 1018
тельной влажности 95 % и 40 °C
£пр, МВ/м, не менее:
при 15—35 °C 150(100) 150 (80) 130(60) 130 (60) 160 (120) 160(120)
при 200 °C ПО 100 80 80 120 120
при 15—35 °C после вы- 120 120 Не нормируется 130 130
держки 48 ч при относи- тельной влажности 95 % и
40 °C
• Даны средние значения, в скобках — минимальные значения.
или 10 мкм. Пленка применяется для изоляции
проводов и изделий, длительно работающих в
интервале температур от —60 до +200 "С и
атмосферном давлении от 1000 гПа (760 мм
рт. ст.) до остаточного давления 660 Па
(5 мм рт. ст.). Пленку выпускают в рулонах
шириной до 550 мм трех марок: ПМФ-А,
ПМФ-Б и ПМФ-С двух типов каждой марки —
с односторонним фторопластовым покрытием
(индекс 351) и с двухсторонним фторопласто-
вым покрытием (индекс 352). Марки и номи-
нальные толщины пленки ПМФ приведены в
табл. 16.22, показатели согласно нормам ТУ —
в табл. 16.23.
За рубежом полиимидная пленка с фтор-
полимерным покрытием из тефлона FEP выпу-
скается в США фирмой Du Pont под названи-
ем кэптон F. Номенклатура и показатели пле-
нок этого типа приведены в табл. 16.20 и 16.21.
Этой же фирмой разработана полиимидная
пленка с покрытием из тефлона PFA (сополи-
мера тетрафторэтилена с перфторалкилвинило-
выми эфирами), отличающаяся более высокой
прочностью связи слоев при температуре до
300 °C.
Полиамидимидиая пленка характеризуется
высокой нагревостойкостыо, хотя уступает в этом
отношении полиимидной пленке. По данным
фирмы Hitachi Chemical (Япония), выпускаю-
щей полиамидимидную пленку под торговым
названием пэйфрон-6 (Paifron-б или РА-6), она
относится к классу нагревостойкости F. Пока-
затели пленки согласно фирменным данным
приведены в табл. 16.13. Разрушающее напря-
жение при растяжении пленки РА-6 резко сни-
жается прн повышении температуры до 230 °C,
§ 17..1
Каучуки
99
ег и tg б мало изменяются в интервале темпе-
ратур от 20 до 200 °C. Пленка устойчива к
воздействию органических растворителей, от-
личается стойкостью к воздействию радиации,
а также химостойкостью и превосходит в отно-
шении стойкости к едкому натру полиимидную
пленку. Полиамидимидная пленка выпускается
в Японии также фирмой Chugoku Marine Paints
под торговым названием пиродик (Pirodic). По
данным фирмы пленка имеет рабочую темпе-
ратуру 180 °C, но может использоваться при
температуре до 250 °C. Производство поли-
амидимидной пленки имеется также в США.
В СССР пленка не выпускается. Основная об-
ласть ее применения — электрооборудование с
тяжелыми условиями эксплуатации.
Полисульфоновая пленка (ПСФ) изготов-
ляется из ароматического полисульфона. Бла-
годаря наличию в структуре молекул фенилен-
сульфоновых и фениленоксидных групп поли-
мер имеет высокую нагревостойкость. Механи-
ческие свойства ПСФ стабильны в интервале
температур от —100 до +150 °C, электрические
показатели не претерпевают существенных из-
менений до 170 °C. Пленка ПСФ стойка к воз-
действию кислот, щелочей, алифатических уг-
леводородов, обладает хорошей маслостойко-
стью. Впервые пленки ПСФ были получены
фирмой Union Carbide (США) методом поли-
ва раствора полимера в хлороформе. Пара-
метры пленки приведены в табл. 16.13. Воз-
можные области их применения — производст-
во конденсаторов на рабочие температуры до
170 °C, а также обмоточных проводов и кабе-
лей высокого напряжения.
Фирмой Bayer (ФРГ) разработана элек-
троизоляционная пленка из модифицированно-
го полисульфона марки VPKL3-1006, предна-
значенная для продолжительной работы при
155 °C. Пленка стойка к воздействию аромати-
ческих растворителей, но растворима (или на-
бухает) в хлорированных углеводородах.
В СССР пленка ПСФ не выпускается.
Пленка полиоксадиазола (ПОД) обладает
высокой нагревостойкостью и достаточно вы-
сокими механическими и электрическими свой-
ствами в интервале температур от —60 до
250 °C. По механической прочности пленка
ПОД несколько уступает полиимидной пленке,
по сохраняет 50 % начального значения раз-
рушающего напряжения при растяжении после
старения 20 000 ч при 200 °C. Она не плавится
до температуры разложения (440°C).
Пленка ПОД толщиной 25—50 мкм разра-
ботана в Японии фирмой Furucava Electric,
однако конкретные данные об ее промышлен-
ном выпуске в 1985 г. отсутствовали. Соглас-
но фирменным данным проведены с положи-
тельным результатом работы по применению
пленки ПОД для изоляции обмоточных прово-
дов в сочетании с обмоткой из стекловолокна.
Параметры пленки ПОД даны в табл. 16.13.
В СССР пленка ПОД не производится.
Список литературы
16.1. Варшавский Д. С. Электрическая прочность
и срок службы силовых конденсаторов переменного
тока. М.: Информэлектро, 1975. 80 с.
16.2. Силовые электрические конденсаторы/
Г. С. Кучинский, Н. И. Назаров, Г. Т. Назарова,
И. Ф. Переселенцев. М.: Энергия, 1975. 248 с.
16.3. Физико-химические свойства пленочных ма-
териалов. Каталог. М.: НИИТЭХИМ, НПО «Пла-
стик», 1978. 34 с.
16.4. Варшавский Д. С. Силовые конденсаторы
(Итоги науки и техники. Электротехнические мате-
риалы, электрические конденсаторы, провода и ка-
бели. Т. 7). М.: ВИНИТИ, 1980. 128 с.
16.5. Электротехнические материалы/В. Б. Бере-
зин, И. С. Прохоров. Г. А. Рыков, А. М. Хайкин.
М.: Энергоатомиздат, 1983, с. 101—184.
16.6. Полимерные пленочные матерналы/Под ред.
В. Е. Гуля. М.: Химия, 1976. 248 с.
16.7. Петрашко А. И. Синтетические полимеры в
электрической изоляции. — В кн.: Итоги науки и
техники. Электротехнические материалы, электриче-
ские конденсаторы, провода и кабели. 1966—1967 гг.
М.: ВИНИТИ, 1968. 182 с.
16.8. Шагалов С. Б. Системы изоляции классов
нагревостойкости F, Н и С на основе новых мате-
риалов для электрических машин с тяжелыми усло-
виями эксплуатации. М.: Информэлектро, 1975. 80 с.
16.9. Термостойкие пленочные материалы на ос-
нове ароматических полиэфиров и полиамидов/
/В. И. Логунова, И. С. Беляев, В. С. Наумов и др.
Пластические массы, 1982, № 5, с. 21—25.
16.10. Гуль В. Е., Дьяконова В. П. Физико-хи-
мические основы производства полимерных пленок.
М.: Высшая школа, 1978. 280 с.
16.11. Диккерман Д. И., Кунегин В. С. Провода
и кабели с фторопластовой изоляцией. М.: Энерго-
издат, 1982. 144 с.
РАЗДЕЛ 17
КАУЧУКИ И РЕЗИНЫ
А. Е. Саакян
17.1. КАУЧУКИ, ПРИМЕНЯЕМЫЕ
В ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЯХ
Резина представляет собой вулканизован-
ную многокомпонентную смесь на основе кау-
чуков, обладающую целым рядом ценных тех-
нических свойств, в том числе электроизоляци-
онными. Поэтому она с успехом применяется в
электротехнике и прежде всего в кабельных
изделиях.
Резиновая смесь изготавливается путем
введения в каучуки минеральных или углерод-
ных порошкообразных наполнителей (мел,
тальк, каолин, техуглерод), вулканизующих
7*
агентов, ускорителей вулканизации, мягчителей
и других ингредиентов. На токопроводящие жи-
лы резиновая смесь накладывается методом
экструзии в виде трубки определенной толщи-
ны и в таком виде вулканизируется. Различные
конструкционные диэлектрические изделия вул-
канизуют в прессах с помощью пресс-форм.
Преимуществом применения резины в ка-
честве изоляции и защитной оболочки кабель-
ных изделий в современных условиях является
возможность получения заданных высоких
электрических и физико-механических характе-
ристик и придания нужной гибкости и изгибо-
стойкости, влагостойкости, маслонефтестойко-
100
Каучуки и резины
Разд. 17
сти, способности не распространять горение и
других технических свойств путем применения
в резиновых смесях соответствующих совре-
менных каучуков и ингредиентов.
Каучуки подразделяются на следующие
группы:
Группы каучуков
I. Натуральные кау-
чуки
II. Синтетические кау-
чуки нормальной
иагревостойкости
Ш. Синтетические кау-
чуки повышенной
иагревостойкости
IV. Синтетические кау-
чуки маслобензи-
ностойкие
Наименование
1. Смокед-шитс высшего
качества с промыш-
ленных плантаций,
NIX RSS
2. Смокед-шитс стан-
дартного качества с
местных плантаций
N RSS
1. Изопреновый
2. Стереорегулярные бу-
тадиеновые
3. Бутадиен-стирольные
I. Бутилкаучук
2. Этилен-пропилено-
вые
3. Кремнийорганиче-
ские
1. Хлоропреновые
2. Бутадиен-нитр иль-
ные ..J
В табл. 17.1 приводятся основные показа-
тели каучуков.
Натуральный каучук (НК) является есте-
ственным продуктом коагуляции частиц каучу-
ка — глобул, содержащихся в млечном соке
(латексе), который извлекают из стволов кау-
чуковых деревьев, растущих в странах с тро-
пическим климатом.
В зависимости от способа дальнейшей об-
работки получают каучуки, известные под на-
званием смокед-шитс и светлый креп.
Натуральный каучук представляет собой
углеводород и содержит в незначительных ко-
личествах влагу, золу, азотсодержащие (бел-
ковые) вещества и органические кислоты (оле-
иновую, стеариновую, линоленовую), извлекае-
мые ацетоном.
Молекулы углеводорода состоят из боль-
шого количества изопентеновых групп, содер-
жащих двойные связи. Это обусловливает по-
вышенную активность НК к действию ряда хи-
мических веществ. Под влиянием кислорода
происходит деструкция полимерной цепи, сни-
жение молекулярной массы, потеря эластично-
сти и возрастание пластичности каучука. НК
является кристаллизующимся полимером. Не-
полярность натурального каучука обусловли-
вает его высокие электроизоляционные свойст-
ва. Он применяется в основном в электроизо-
ляционных резинах.
Изопреновый каучук (СКИ-3) является
продуктом полимеризации изопрена с помощью
ионных (ще л очно-металлических) и комплекс-
ных катализаторов, причем полимеризация про-
изводится в растворе. В качестве растворите-
лей используют изопентан, циклогексан или
другой алифатический растворитель.
Аналогами отечественного каучука СКИ-3
служат Ameripol SN и Natsyn (США).
Изопреновый каучук СКИ-3 при смешении
способен совмещаться с натуральным, буталие-
новым, бутадиен-стирольным и бутадиен-нит-
рильными каучуками. По скорости экструзии
каучук СКИ-3 несколько уступает НК, но по
кинетике вулканизации они одинаковы.
Прочностные характеристики резин на ос-
нове НК и СКИ-3 почти одинаковы, а показа-
тели эластичности и температуры стеклования
СКИ-3 приближаются к НК. Невулканизован-
ная смесь на основе СКИ-3 имеет более низ-
кую прочность при разрыве.
В связи с присутствием в основном типе
изопренового каучука водорастворимых мине-
ральных солей электрические свойства (удель-
ное сопротивление) вулканизата с его приме-
нением в процессе увлажнения значительно
снижаются. Поэтому каучук СКИ-3 для изоля-
ционных резин не применяется. Для этой цели
применяют особую разновидность диэлектриче-
ского каучука — СКИ-3Д, аналогом которого
является каучук Natsyn (США).
Стереорегулярный бутадиеновый каучук
(СКД) получают в результате полимеризации
1,3-бутадиена (дивинила). Полимеризация ве-
дется с помощью комплексных катализаторов.
Полимер содержит до 95 % звеньев цис-1-4 и
имеет регулярную структуру.
За рубежом каучуки, аналогичные СКД,
называются Ameripol СВ (США), Europrene
Cis (Италия), JSR (Япония), Buna СВ (ФРГ).
На основе стереорегуляриого бутадиеново-
го каучука изготовляют резину с высокой мо-
розостойкостью — до —65 °C, хорошим сопро-
тивлением истиранию, высоким эластическим
свойством.
При очистке от водорастворимых солей
каучук СКД обладает достаточными электро-
изоляционными свойствами. Резины на основе
СКД практически применяются в композиции
с НК, изопреновым нли бутадиен-стирольным
каучуком для изоляции и шланговых оболочек
кабельных изделий.
Бутадиен-стирольные каучуки (СКС-30,
СКС-30, АРКМ-15, СКС-30 АРПД) — это про-
дукты совместной полимеризации бутадиена со
стиролом в водных эмульсиях. Резины на ос-
нове этих каучуков отличаются от резин с при-
менением натрий-бутадиеновых каучуков бо-
лее высокими прочностными характеристика-
ми, лучшим сопротивлением раздиру и исти-
ранию.
Каучук СКС-30 АРКМ-15 отличается от
СКС-30 тем, что первый полимеризуется при
низких температурах, содержит до 15 % высо-
коароматического масла, имеет твердость по
Дефо в пределах 550—700, а второй подвер-
гается высокотемпературной полимеризации,
имеет твердость по Дефо от 2500 до 4000. Оба
эти каучука общего применения, они исполь-
зуются в шланговых резинах. Для получения
электроизоляционного каучука в качестве коа-
гулянта при выделении каучука применяют
комплексные соли, не ухудшающие электроизо-
ляционных свойств каучука, или композиции
из клея и кислоты. По электроизоляционным
характеристикам каучук СКС-30 АРПД нахо-
дится на уровне НК, но обладает сравнительно
невысокими прочностными показателями, по-
этому этот каучук в резиновых смесях приме-
няют совместно с НК или изопреновым каучу-
ком в изоляционных и шланговых резинах.
Бутадиен-стирольные каучуки имеют ши-
рокое применение во многих странах. Подоб-
ные каучуки выпускаются под марками Buna
S-3 и Buna S-4 (ГДР), Ameripol SBR (США),
Polysar, Krylene, Kryflex (Канада), Europrene
1500 и Europrene 1503 (Италия).
Бутилкаучук получают совместной поли-
меризацией изобутилена и небольшого количе-
Таблица 17.1. Основные показатели каучуков
Показатель Натуральный каучук НК Изопреновый ски-з । < с ный СКД Бутадиен-сти- рольный СК.С-30 АРПД $ >. * s Этилеи-пропиле- новый СКЭП Кремнийорга- нический С К ТВ Хлорсульфиро- ваиный полиэти- лен ХСПЭ Хлоропреновый (наирит) Бутадиен - нитрильные
СКН-18МК СКН-26МК и
Плотность, кг/м3 910—930 «— 940 930 860 2000 1150 1200 945 962 986
Температура стеклова- ния, °C Влагопоглощение нена- —70 —70 105 —50 -65 От —50 до —70 —75 —60 —40 —50 —41 —29
1,0 0,30 0,32 0,27 0,27 0,22 — 0,64 1,8 1,30 1,32 1,20
полненной резины при 20 °C за 24 ч, % (по массе) Электроизоляционные свойства ненаполнен-
ной резины после пре-
бывания в воде в те- чение 24 ч при 20 °C:
р, Ом • м 2,Ы01з 1,1-1013 8,5 • юн 1,1-101з 2,1 •1013 2,6-1013 1,2-IO!2 1,3-1011 3,3-10» 6,5-108 8,5-10’ 7,5-10’
tg6 0,009 0,005 0,008 0,003 0,004 0,002 0,008 0,036 0,349 0,205 0,250 0,277
Ег 2,6 2,3 2,3 2,3 2,4 2,1 2,9 4,9 8,0 9,0 8,5 10,0
£пр, МВ/м Допустимая температу- 38,0—40,0 34,5 42,0 46,0 22,0 29,2 29,3 36,1 22,0 18,0 12,0 11,2
65 65 65 65 85- —105 85—105 200-25Э 85—105 70 — —-
ра нагрева жил, °C
Морозостойкость резин —50 —50 -60 —35 -40 —50 -60 -25 —30 —35 —25 —20
на эргометре, °C
Стойкость к горению Горит Горит Горит Горит Горит Горит Не распространяет горение Горит Горит Горит
Озоностойкость Плохая Плохая Плохая Плохая Хорошая Отличная Отличная Отличная Хорошая Плохая Плохая Плохая
Светостойкость Удовлетво- рительная Удовлет- вери- тельная Удов- - летвори- тельная Удовле- твори- тельная Удов- летвори- тельная Удовле- твори- тельная Хорошая Хорошая » » » »
Г азонепроницаемость » » » Отличная Хорошая Удов- летвори- тельная Удов- летвори- тельная Хорошая Хорошая Отличная
Бензостойкость Маслостойкость Нефтестойкость Плохая » » Плохая » » Плохая » » Плохая » » Плохая » » Плохая » » Плохая » » » Хорошая » » » » » » » » « » » » »
§ 17.1 Каучуки
102
Каучуки и резины
Разд. 17
ства изопрена в растворе при температуре ми-
нус 90—100°C. Растворителями служат этилен,-
пропилен, хлористый метил и другие, а катали-
заторами — хлористый алюминий или фторис-
тый бор.
Марки бутилкаучука как в СССР, так и за
рубежом отличаются непределы-юстыо, которая
определяется содержащимся в нем количеством
двойных связей и вязкостью по Муни. В оте-
чественной кабельной промышленности приме-
няют две марки бутилкаучука: БК 0845 с не-
предельностью 0,6—1,0 мол. % и БК 2045 с
непредельностыо 1,8—2,2 мол. °/0.
Бутилкаучук производят: марки БК
(СССР), Enjay (США), Polysarbutyl (Канада),
Socabutyl 504 (Франция).
Кристаллизация бутилкаучука проявляется
лишь при растяжении свыше 500 %. Эластич-
ность повышается по мере повышения темпера-
туры. Молекулярная масса от 300 000 до 700 000.
По газонепроницаемости и влагостойкости бу-
тилкаучук превосходит многие каучуки. Рези-
ны на основе бутилкаучука набухают в али-
фатических, ароматических и хлорированных
углеводородах, но не растворяются в спиртах,
ацетоне и других полярных растворителях.
Бутилкаучук обладает высокими электро-
изоляционными свойствами. Низкая непредель-
ность обусловливает стойкость бутилкаучука к
действию кислорода и ряда других окислите-
лей, что позволяет получать резины высокой
озоностойкости, однако по мере увеличения не-
предельное™ каучука озоностойкость резины
ухудшается. Бутилкаучук применяют в изоля-
ционных резинах.
Этилен-пропиленовые каучуки подразделя-
ются на двойной сополимер этилена с пропи-
леном (СКЭП) и тройной (СКЭПТ) с третьим
мономером, имеющим двойные связи.
Высокие электрические характеристики,
озоностойкость, короностойкость, повышенное
сопротивление тепловому старению и хорошая
морозостойкость позволяют применять двойной
сополимер диэлектрического типа марки
СКЭП-240Д в высоковольтной резине для гиб-
ких экскаваторных кабелей на напряжение
35 кВ и выше. Аналогами двойного сополиме-
ра являются Dutral Со 054 (Италия) и Vista-
Ion 404 (США).
Основным вулканизующим агентом рези-
ны на основе двойного сополимера являются
пероксиды, которые позволяют эффективно
вести процесс вулканизации при температуре
не выше 150 °C, так как при повышении темпе-
ратуры до 200 °C густота пространственной сет-
ки вулканизата значительно уменьшается. По-
этому скорость вулканизации низка. Несколько
иное положение с тройным сополимером, где
наличие двойных связей позволяет вести более
ускоренный процесс вулканизации при помощи
серы и ускорителей.
Свойства отечественных тройных сополи-
меров марок СКЭПТ-40Д и СКЭПТ-Э40Д на-
ходятся иа одном уровне с Dutral Ter 054Е
(Италия).
Кремнийорганические каучуки получаются
при поликонденсации силандиолов в присутст-
вии крепкой серной кислоты. Молекулы крем-
нийорганических каучуков имеют линейное
строение и содержат в основной цепи чередую-
щиеся атомы кремния и кислорода.
Кремнийорганические каучуки имеют мо-
лекулярную массу 500 000—800 000. В связи с
отсутствием двойных связей они стойки к воз-
действию озона и кислорода, растворяются в
ароматических углеводородах, набухают в бен-
зине и нефтяных маслах.
Для получения резиновых смесей на осно-
ве кремнийоргаиического каучука к этому кау-
чуку добавляют наполнители — коллоидную
кремнекислбту (белая сажа) и двуокись тита-
на и вулканизующий агент — пероксид бен-
зоила.
Резины иа основе кремнийорганических
каучуков обладают высокой нагревостойко-
стью. Длительная рабочая температура до
250 °C, разложение полимера наступает при
400 °C.
Для изоляции кабельных изделий применя-
ются кремнийорганические резины марок К-69,
К-1520, К-673, К-69Т. Электрические свойства
кремнийорганических резин находятся на вы-
соком уровне, прочностные характеристики от-
вечают требованиям кабельной промышленно-
сти. Недостатком их является низкая прочность
на раздир. Кремнийорганические каучуки про-
изводят СССР, США, Англия, Франция, Япо-
ния.
Хлоропреновые каучуки являются продук-
тами полимеризации хлоропрена. Полимериза-
цию производят в водной эмульсии в присут-
ствии катализатора (неорганические перокси-
ды, персульфат калия и др.). В качестве регу-
ляторов длины полимерной цепи применяют
серу и меркаптаны. Созревший латекс коагу-
лируют при помощи хлористого натрия и хло-
ристого кальция.
Хлоропреновые каучуки под названием
наирит выпускают в СССР и под названием
Neoprene — в США, Японии и ФРГ.
Хлоропреновые каучуки имеют линейное
строение. Молекулярная масса в пределах
180 000—300 000. Присутствие в макромолеку-
ле каучука до 37 % хлора придает ему поляр-
ность, вследствие чего наирит обладает низки-
ми электроизоляционными характеристиками.
Присутствие хлора также придает огнестой-
кость и высокую стойкость к алифатическим и
ароматическим углеводородам, нефтяным мас-
лам, бензину, а также к кислороду и озону.
Хлоропреновые каучуки обладают высоки-
ми прочностными характеристиками. Они при-
меняются в шланговых резинах, где. требуется
негорючесть, маслобензостойкость, нефтестой-
кость.
Бутадиен-нитрильные каучуки, получаемые
совместной полимеризацией бутадиена и нит-
рила акриловой кислоты, в зависимости от со-
держания нитрила акриловой кислоты разде-
ляются на марки СКН-40, СКН-26 и СКН-18.
В кабельных резинах применяют СКН-26МК и
СКН-18МК.
Аналогами служат: в США — Chemigum,
Hycar, Butaprene, Paracril, в Великобритании —
Butacon, в Канаде — Polysar, в ФРГ — Perbu-
nan, в ГДР — Buna N, Buna NN.
Полимеризация каучуков производится в
эмульсии. В качестве эмульгатора применяют
некаль или растворимые в воде соли жирных
кислот.
Вулканизация резиновых смесей на основе
бутадиен-нитрильных каучуков может произво-
диться с помощью как серы, так и тиурама;
тиурамовые смеси более нагревостойки. Глав-
§ 17.1
Каучуки
103
Таблица 17.2. Кабельные резины
Класс Тип резины Содержа- ние полимера в резине, %, не ыеиее Основные марки резин Характеристика и область применения
Изоляцион- ные РТИ-0 40 ТСШ-50; ТСШ-40; КС-0-50; ТС-0-45; ОВР-40 Резина повышенного качества на основе натурального каучука, изо- пренового каучука и их комбинации с бутадиеновым, бутадиен-стироль- ным и другими синтетическими кау- чуками для изоляции токопроводя- щих жил
РТИ-1 33 ТСШ-33; ТС-35; ТС-33; ТСШМ-35 Резина общего назначения на ос- нове натурального каучука, изопре- нового каучука и их комбинации с бутадиеновым, бутадиен-стирольным и другими синтетическими каучука- ми для изоляции токопроводящих жил
РНИ 35 НШИ-35 Резина, не распространяющая го- рение, на основе полихлоропрена для изоляции токопроводящих жил
РТЭПИ-1 РТСИ-1 30 Не нор- мируется ИД-45; ИД-40 ПЭ; ЭПТИ-45 К-69; К-673; К-1520; К-69Т Резина повышенной теплостойко- сти на основе этиленпропиленовых каучуков для изоляции токопроводя- щих жил Резина повышенной теплостойко- сти на основе силоксанового каучука для изоляции токопроводящих жил
РТСИ-2 То же К-69М; К-673М; К-152ОМ То же
Изоляпион- но защит- ные РТИШ 33 ШСИ-33; ШСИ-35 Резина на основе натурального ка- учука, изопренового каучука и их комбинации с бутадиеновым, бутади- ен-стирольным и другими синтетиче- скими каучуками, для изоляционно- защитной оболочки проводов, кабе- лей и шнуров, работающих в средних и легких условиях
РТИШМ 35 ИШМ-45; ИШМ-40 Резина морозостойкая на основе натурального каучука, изопренового каучука и их комбинации с бутадие- новым, бутадиен-стирольным и дру- гими синтетическими каучуками для изоляционно-защитной оболочки про- водов, кабелей и шнуров, работаю- щих в средних и легких условиях
Защитные РШ-1 40 ШВП-50 Резина на основе натурального ка- учука, изопренового каучука и их комбинации с бутадиеновым, бута- диен-стирольным и другими синтети- ческими каучуками для оболочек ка- белей, работающих в тяжелых усло- виях
РШМ-2 45 ШМ-45; ШМК-45У Резина морозостойкая на основе изопренового каучука и его комби- нации с бутадиеновым, бутадиен-сти- рольным и другими синтетическими каучуками для оболочек кабелей, проводов и шнуров, работающих в средних и легких условиях
104
Каучуки- и резины
Разд. 17
Продолжение табл. 17.2
Класс Тип резины Содержа- ние по- лимера в резине, %, не менее Основные марки резин Характеристика и область применения
РШТ-2 40 ШБТМ-40 Резина теплостойкая на основе изопренового, бутадиенового, бута- диен-стирольного и других синтети- ческих каучуков и их комбинации для оболочек кабелей, проводов и шнуров, работающих в средних и легких условиях
РШТМ-2 45 ШТМС-45; ШТМ-45 ' Резина теплостойкая повышенной морозостойкости на основе изопрено- вого, бутадиенового, бутадиен-сти- рольного и других синтетических ка- учуков и их комбинаций для оболо- чек кабелей, проводов и шнуров, ра- ботающих в средних и легких усло- виях
РШН-1 50 ШН-50 Резина маслостойкая, не распро- страняющая горение, на основе поли- хлоропренового синтетического кау- чука (наирит), для оболочек кабе- лей, работающих в тяжелых услови- ях
РШН-2 40 ШН-40 Резина маслостойкая, не распро- страняющая горение, на основе поли- хлоропренового синтетического каучу- ка (наирит) для оболочек кабелей, проводов и шнуров, работающих в средних и легких условиях
ным свойством резин на основе бутадиен-нит-
рильных каучуков служит высокая стойкость к
алифатическим углеводородам, бензину, нефтя-
ным маслам, и в этом отношении они превос-
ходят резины на основе наирита. Кроме того,
по нагревостойкости они. выше резин на ос-
нове НК и многих синтетических каучуков.
Также мала их газопроницаемость.
Недостатками их являются плохая морозо-
стойкость, низкие электроизоляционные харак-
теристики. Применяются они в шланговых и
полупроводящих резинах.
17.2. КЛАССИФИКАЦИЯ КАБЕЛЬНЫХ
РЕЗИН
Кабельные резины согласно ОСТ
16 0.505.015-79 разделяются на классы изоля-
ционные, изоляционно-защитные и защитные.
Изоляционные резины служат для изолиро-
вания токопроводящих жил, изоляционно-за-
щитные резины — для изолирования кабелей,
проводов и шнуров, нуждающихся в защите
от внешних воздействий, защитные — для внеш-
них защитных оболочек некоторых кабелей.
В число кабельных резин входят также элек-
тропроводящие, применяемые для экранирова-
ния гибких кабелей, и, так называемые, почи-
ночные резины, используемые при сращивании
или ремонте кабелей.
В пределах соответствующих классов рези-
ны разделяются на типы и марки (табл. 17.2).
17.3. ОБЛАСТИ ПРИМЕНЕНИЯ
КАБЕЛЬНЫХ РЕЗИН
В кабельных изделиях резины используют-
ся главным образом для изолирования токо-
проводящих жил и внешней защитной оболоч-
ки гибких переносных кабелей, проводов и
шнуров, для силовых и контрольных кабелей
напряжением до 660 В, осветительных прово-
дов, кабелей и проводов для питания всевоз-
можных электротехнических установок, для
специализированных кабелей, судовых, автомо-
бильных, самолетных, геофизических и др.
Изоляционные и изоляционно-защитные ре-
зины отличаются типами и количественным со-
держанием каучуков, что обусловливает их фи-
зико-механические и электроизоляционные
свойства.
Для изоляции, допускающей длительный
нагрев токопроводящей жилы до 65 °C, приме-
няются резины на основе каучуков общего на-
значения типов РТИ-0, РТИ-1, РНИ, а также
изоляционно-защитные резины типов РТИШ и
РТИШМ.
Резины типа РТИ-0 обладают повышен-
ными физико-механическими и электроизоля-
ционными свойствами. Они предназначены для
изолирования ответственных кабельных из-
делий.
Наиболее широко для изолирования кабе-
лей, проводов и шнуров применяют резины ти-
па РТИ-1. Обладая хорошими характеристика-
ми, они отвечают эксплуатационным требова-
§ 17.3
Области применения кабельных резин
105
ниям всех кабельных изделий на переменное
напряжение до 660 В и постоянное до 1000 В
(кроме упомянутых ранее особо ответственных
кабелей и проводов).
Резины типа РНИ от других изоляционных
резин отличаются способностью не распрост-
ранять горение. Они применяются главным об-
разом в проводах, к которым предъявляется
требование нераспространения горения (напри-
мер, провод марки АППР).
Для изоляции на рабочую температуру до
85 °C применяются резины типа РТЭПИ-1 на
основе этилен-пропиленового каучука (высоко-
вольтные кабели на напряжение 6; 10 и 35 кВ,
силовые кабели повышенной теплостойкости
и т. д.).
Для изоляции токопроводящих жил на ра-
бочую температуру до +180 °C используется
резина типа РТСЙ-1, а на температуру до
155 °C — РТСИ-2. Это резины повышенной теп-
лостойкости на основе силоксанового каучука.
В табл. 17.3 приведено примерное распро-
странение типов изоляционных и изоляционно-
защитных резин по основным областям кон-
кретного применения.
Резины для защитных оболочек. При транс-
портировании, хранении, монтаже и эксплуата-
ции кабельные изделия подвергаются различ-
ным механическим воздействиям и влиянию
света, влаги и т. д. Поэтому необходимо в за-
висимости от конструкции кабеля провода и
Таблица 17.3. Примерное распределение
типов изоляционных и изоляционно-защитных
резин по основным областям применения
Тип резины Основные области применения
РТИ-0
РТИ-1
РНИ
РТИШ,
РТИШМ
РТЭПИ-1
РТСИ-1
РТСИ-2
Кабели для геофизиче-
ских работ, рентгеновские,
плавучие, специальные гиб-
кие и др.
Шахтные кабели; кабели
силовые, контрольные, су-
довые; установочные про-
вода и шнуры; шланговые
кабели; провода и шнуры
для погружных электрона-
сосов; кабели, провода и
шиуры связи; кабели уп-
равления и т. д.
Шиуры осветительные
АППР
Изоляционно-защитная
оболочка одножильных ка-
белей, проводов и шнуров
шланговых, установочных,
бытовых для подвижного
состава
Силовые гибкие кабели
на напряжение 6 кВ, сило-
вые кабели повышенной на-
гревостойкости для стацио-
нарной прокладки, кабели
для аэродромных огней
Выводные провода
РКГМ, ПВКФ, ПРКА, су-
довые кабели
Провода ПГР, ПГРО
шнура, скрученные или одиночные изолирован-
ные жилы заключать в защитную оболочку из
материала, наиболее отвечающего условиям
монтажа и эксплуатации данного кабельного
изделия. Обычно применяют свинцовую, алю-
миниевую, резиновую, поливинилхлоридную
оболочку, оплетку из стальных проволок или
волокнистых материалов (хлопчатобумажная
пряжа, синтетические волокна, шелк, стекло-
нить) .
Резиновые оболочки применяют главным
образом для переносных кабелей и проводов,
так как таким изделиям требуется придавать
максимальную гибкость. К ним относятся
шланговые кабели и провода общего примене-
ния, шахтные кабели, экскаваторные, судовые
переносные, электросварочные, лифтовые и ряд
других типов кабелей и проводов. Однако в
ряде случаев, когда необходимо кабелям при-
давать свойство нераспространения горения
или маслоиефтестойкости, резиновая оболочка
используется также и для негибких стационар-
ных кабелей (для силовых негорючих кабелей,
для судовых кабелей стационарной прокладки.
Гибкие переносные кабели работают в тя-
желых, умеренных или легких эксплуатацион-
ных условиях. Так, шахтные и экскаваторные
кабели эксплуатируются в исключительно тя-
желых условиях. Они волочатся по земле, под-
вергаясь деформациям изгиба различного ха-
рактера, на них попадают куски добываемых
пород, по ним проезжают автомобили, они за-
частую находятся в воде и т. д. Такие же ка-
бели и провода, как судовые, лифтовые, для
радиоустановок, шланговые кабели и провода
общего применения и некоторые другие, рабо-
тают в сравнительно умеренных и легких ус-
ловиях. Поэтому ОСТ 16 0.505.015-79 преду-
сматривает изготовление защитных оболочек,
предназначенных для тяжелых условий экс-
плуатации, из резин механически более проч-
ных типов РШ-1 и РШН-1 с содержанием кау-
чуков 50 %, а для средних и легких условий —
из резин типов РШМ-2, РШТ-2, РШТМ-2,
РШН-2 с содержанием каучуков 40—45 %,
причем резины типов РШН-1 и РШН-2, не рас-
пространяющие горение и обладающие нефте-
стойкостью, предназначены для негорючих
шахтиых и судовых кабелей, нефтестойких ка-
ротажных и буровых кабелей и других изде-
лий, к которым предъявляются требования не-
горючести и маслостойкости.
Электропроводящие резины. Как известно,
в высоковольтных кабелях сильная напряжен-
ность электрического поля вызывает процесс
ионизации, сопровождаемый образованием озо-
на О3, который, являясь сильным окислителем,
разрушающе действует на резиновую изоля-
цию. Процесс разрушения начинается с обра-
зования характерных трещин, которые по мере
продолжения воздействия озона постепенно
увеличиваются. Процесс заканчивается элек-
трическим пробоем изоляции. Действие обра-
зующегося в электрическом поле озона на изо-
ляцию проявляется в местах наибольшей меха-
нической напряженности, т. е. на участках рез-
ких изгибов кабелей, что особенно характерно
для кабелей в эластичной резиновой оболочке.
Таким образом, если изоляция неозоностойка,
то она должна быть защищена от действия
озона конструктивно, иначе кабель будет быст-
ро выходитьиз.щтроя... Защиту, осуществляют
106
Каучуки и резины
Разд. 17
наложением на поверхность резиновой изоля-
ции или между токопроводящей жилой и изо-
ляцией, а иногда с обеих сторон слоя электро-
проводящей резины, характерной особенностью
которой является пониженное электрическое
сопротивление.
Электропроводящие резины применяют
также в шахтных кабелях. В силу тяжелых экс-
плуатационных условий в подземных шахтах
кабели по разным причинам получают механи-
ческие повреждения, приводящие к коротким
замыканиям, что может служить причиной по-
ражения людей электрическим током и взры-
вов метановоздушиой среды. Наличие в кабеле
поверх изоляции элемента, способного при ме-
ханическом воздействии иа оболочку кабеля
мгновенно передать импульс к быстродейст-
вующей коммутационной аппаратуре для опе-
режающего отключения электрооборудования,
позволяет предупредить аварию. Таким защит-
ным элементом служит экранирующий слой из
электропроводящей резины, накладываемой
поверх каждой изолированной жилы.
Резины для заполнения кабелей. В ряде
случаев в конструкцию кабелей вводят круг-
лый или профилированный резиновый сердеч-
ник, размещаемый по оси кабеля. Обычно это
делается для герметизации или для устойчиво-
сти конструкции многожильного кабеля при не-
достаточном количестве жил, обеспечивающих
их равномерную скрутку. В целях равномерно-
го заполнения иовивов добавляют холостые
жилы в виде резиновых жгутиков диаметром,
равным диаметру изолированных жил.
Починочные резины. В процессе эксплуата-
ции иногда имеют место повреждения изоля-
ции или защитной оболочки. Ьывает также не-
обходимость увеличить строительную длину
кабелей. В этих случаях для заполнения ис-
правляемых участков применяют специальные
так называемые починочные невулканизирован-
ные резины. Такие резины изготовляют в виде
ленты толщиной 0,4—0,6 мм, шириной 20—
50 мм, намотанной в ролик с прослойкой во
избежание склейки слоев ленты телефонной
бумагой или синтетической пленкой. Заполне-
ние исправляемого места производят путем
многослойной обмотки починочной резиновой
лентой.
Починочные резины изготовляются сле-
дующих марок: ПИ-35 — для ремонта изоляци-
онного слоя из изоляционных резин типов
РТИ-0 и РТИ-1; ПШ-50 — для ремонта оболо-
чек из резин типов РШ-1, РШМ-2, РШТМ-2;
ПШ-35 — для ремонта оболочек из резин типа
РШТ-2; ВП-41 — озоиостойкая для ремонта
изоляции из резины типа РТЭПИ-1; ПШН-50—
для ремонта оболочек из резины типа РШН-1;
ПШН-40 — для ремонта оболочек из резины
типа РШН-2; ЭПШ-30 — для ремонта электро-
проводящих экранов из резины типа РЭ-1;
ЭПВ-30 — для ремонта электропроводящих эк-
ранов из резины типа РЭЛ!-!; ППО-13 — для
ремонта электропроводящих экранов из рези-
ны типа РЭ-1.
Все перечисленные починочные резины от-
личаются высокими упругими свойствами, не-
обходимыми для обеспечения плотной и безоб-
рывноп намотки ленты по заделываемому мес-
ту кабеля (рис. 17.1).
Резины для концевых заделок кабелей. За
последние годы получили значительное приме-
Рис. 17.1. Наложение почийочной резины:
1 — токопроводящая жила; 2— лента починочной
резивы
Рис. 17.2. Концевая резиновая за-
делка
некие провода и кабели в резиновых оболоч-
ках с концевыми заделками контактов. Задел-
ку концов кабелей с запрессовкой металличе-
ской арматуры производят с помощью специ-
альных изоляционных и защитных резин.
К этим резинам предъявляются особые требо-
вания — способность адгезии к металлу, специ-
фические технологические свойства, обеспечи-
вающие плотную запрессовку места заделки
(рис. 17.2).
Марки таких резин соответствуют харак-
теру заделки соответствующих изделий. Содер-
жаиие каучука в таких резинах составляет
30-40 %.
17.4. ФИЗИКО-МЕХАНИЧЕСКИЕ
ХАРАКТЕРИСТИКИ КАБЕЛЬНЫХ РЕЗИН
Общее механическое состояние кабельных
резни характеризуется прочностью прн растя-
жении, относительным удлинением при разры-
ве и относительной остаточной деформацией.
Эти показатели предусмотрены стандартом на
кабельные резины.
Так как внешняя защитная оболочка кабе-
ля подвергается различным механическим воз-
действиям, то прочность при растяжении яв-
ляется важной характеристикой для защитных
резин, которые служат материалом для оболоч-
ки. Что касается изоляционных резин, то для
них прочность прн растяжении не является
первостепенным показателем, так как изоляция,
как правило, защищена от внешних механиче-
ских воздействий какой-либо оболочкой. Для
изоляционной резины важно ие столько перво-
начальное значение прочности при растяжении,
сколько сохранение исходного уровня прочно-
сти после термического старения. Резины на
основе синтетических каучуков имеют меньшую
прочность, чем резины на основе НК, но более
стопки к тепловому старению.
Относительное удлинение при разрыве иг-
рает одинаково важную роль как для изоля-
ционных, так и для шланговых резин, так как
оно выражает эластические свойства, служа-
щие основной отличительной чертой резины-
Остаточное удлинение, показывающее сте-
§ 17.4
Физико-механические характеристики кабельных резин
107
пеиь деформации образца резины после его
растяжения и разрыва, зависит от рецептурно-
го’ состава резины и, главным образом, уста-
новленного режима вулканизации (температу-
ра теплоносителя и продолжительность вулка-
низации). Этот показатель непосредственно
выявляет, насколько правильно проведен про-
цесс вулканизации резиновой оболочки. При
недовулканизации остаточное удлинение повы-
шается, а при перевулканизации снижается;
и то и другое нежелательно. Поэтому показа-
тель остаточного удлинения служит эффектив-
ным средством контроля технологии производ-
ства.
Ряд кабелей в защитной оболочке работает
в тяжелых условиях, сопряженных с ударны-
ми нагрузками, волочением по земле, наездами
колесного транспорта и т. п. Поэтому для за-
щитных резин, применяемых в таких кабелях,
важное значение имеет сопротивление
раздиру. Этот показатель предусмотрен ОСТ
16 0.505.015-79 для защитных резин типов
РШ-1 и РШН-1, предназначенных для гибких
кабелей с тяжелыми условиями эксплуатации.
Предусмотренные ОСТ 16 0.505.015-79 по-
казатели физико-механических свойств резин
для электрических кабелей, проводов и шнуров
приведены в табл. 17.4.
Таблица 17.4. Физико-механические
параметры кабельных резин
по ОСТ 16 0.505.015-79
Тип резины Прочность при рас- тяжении, МПа, ие менее Относительное удлинение при разрыве, %, не менее Относительная остаточная дефор- мация, %, не более Сопротивление раз- диру, кН/м, ие менее Истираемость, м’/ТДж, не более
РТИ-0 5,88 350
РТИ-1 4,90 ЗОЭ — — —
РНИ 3,92 300 — — —
РТЭПИ-1 3,72 300 — — —
РТСИ-1 3,92 200 — — —_
РТСИ-2 2,94 200 —_ — —-
РТИШ, 6,86 300 35 — —.
РТИШМ
РШ-1 11,76 350 25 15,7 112
РШМ-2 7,35 300 30 — -—.
РШТ-2 6,86 300 35 — —-
РШТМ-2 6,86 300 30 — —-
РШН-1 10,49 275 25 11,8 139
РШН-2 5,88 275 35 — —
Ввиду того что каучуки и другие ингреди-
енты, входящие в рецептуру резин (иногда
12—15 компонентов), по своему происхожде-
нию, составу и технологии изготовления разно-
родны, свойства резиновых смесей колеблются.
Причиной отклонений могут служить также и
технологические нарушения при смешении ре-
зиновых смесей, но практически наиболее ве-
роятной причиной служит состояние качества
ингредиентов. Это приводит к некоторым коле-
баниям прочности .при растяжении и относи-
тельного удлинения, сопротивления раздиру,
электрических параметров и т. д.
Стандартом на кабельные резины норми-
руются не номинальные качественные показа-
тели, а допустимые нижние пределы показате-
лей. Поэтому, анализируя качество резиновой
изоляции и защитной оболочки на кабельных
изделиях, следует рассматривать не только ми-
нимальные, установленные стандартом пара-
метры, но и весь диапазон фактических пока-
зателей.
Анализ распределения фактических показа-
телей по диапазонам прочности при растяже-
нии и относительного удлинения кабельных ре-
зин показывает, что у них имеется довольно
большой запас по физико-механическим пока-
зателям.
Методы физико-механических испытаний
кабельных резни. Определение прочности при
растяжении, относительного удлинения при раз-
рыве, относительной остаточной деформации
производят в соответствии с ГОСТ 25018-81 на
образцах, отобранных от кабельных изделий
или изолированных жил. Из отобранных отрез-
ков должны быть подготовлены образцы в ви-
де двусторонних лопаток (рис. 17.3). Если из-
готовление двусторонних лопаток невозможно
из-за малого диаметра испытуемого изделия,
испытания изделия проводят на образцах в ви-
де трубочек.
У многожильных кабельных изделий об-
разцы изоляции жил должны быть отобраны
от разных жил. От кабельных изделий с чис-
лом жил до пяти образцы отбирают от каждой
жилы, с числом жил более пяти — не менее чем
от пяти жнл.
Резины, применяемые с одновременным на-
ложением двух или более слоев изоляции или
оболочки толщиной ие менее 0,8 мм и более
2,2 мм (при диаметре жилы меньше 2,0 мм), в
герметизированных кабелях, спиральных и при
полиэтиленовой изоляции в оболочке из рези-
ны (низкотемпературной вулканизации), испы-
тываются на образцах в виде пластин из вул-
канизованных резин.
Определение физико-механических показа-
телей проводят по ГОСТ 269-66 и ГОСТ 270-75
при помощи разрывной машины при скорости
движения активного захвата (500±50) мм/мин.
Удлинение определяют путем измерения
расстояния между отметками рабочего участка
на образце в момент разрыва. При вычислении
Рис. 17.3. Форма образца резины для физико-
механических испытаний
108
Каучуки и резины
Разд. 17
Рис. 17.4. Образец резины для ис-
пытания на раздир
предела прочности существенное значение име-
ет поперечное сечение образца. При испытании
образца изоляции площади сечения определя-
ют, пользуясь одним из следующих методов:
а) площадь поперечного сечения образцов
изоляции и оболочки в виде трубочек S, см2,
S = m/pl,
где т — масса рабочего участка образца изо-
ляции и оболочки, г; I — длина рабййего участ-
ка образца (до испытания), см; р—плотность
резины, г/см3;
S = л (В— 6)6; S = rt(d + 6)6,
где D — наружный диаметр образца, см; d —
внутренний диаметр образца, см; 6 — среднее
значение толщины изоляции или оболочки, см;
б) площадь поперечного сечения образцов
изоляции и оболочки в виде двусторонних ло-
паток S, см2,
S = b8,
где b — ширина рабочего участка, см (расстоя-
ние между режущими кромками ножа по
ГОСТ 270-75); 6 — толщина рабочего участ-
ка, см.
Испытание резины на сопротивление раз-
диру проводят на двух образцах (рис. 17.4),
отрезанных от оболочки готового кабеля или
провода. Посередине образца делают сквозную
прорезь длиной 5±0,1 мм. В этой же части об-
разца измеряют толщину. Подготовка образ-
цов и испытания проводятся в соответствии с
ГОСТ 23016-78.
Сопротивление раздиру В, кН/м, вычисля-
ют по формуле
В = Рр/Л,
где h — начальная толщина образца, м.
17.5. ЭЛЕКТРОИЗОЛЯЦИОННЫЕ
ХАРАКТЕРИСТИКИ КАБЕЛЬНЫХ
ИЗОЛЯЦИОННЫХ РЕЗИН
Для кабелей, проводов и щнуров сущест-
венное значение имеют электрические характе-
ристики применяемых в качестве изоляции ма-
териалов, в частности изоляционных резин.
Главными параметрами, характеризующи-
ми электроизоляционные свойства резиновой
изоляции, являются удельное объемное элек-
трическое сопротивление и электрическая проч-
ность.
Удельное объемное электрическое сопро-
тивление р резин зависит от типов каучуков и
остальных компонентов. Практически значение
р путем соответствующих рецептурных моди-
фикаций можно варьировать в пределах от
0,1 до 1013 Ом-м и получить почти проводя-
щую, полупроводящую или изоляционную ре-
зину.
Определение р производят на стадии изго-
товления резиновых смесей до наложения на
жилы на образцах резин в виде плоских плас-
тин. В некоторых случаях (если это оговорено
в соответствующих ГОСТах или ТУ) измеря-
ют сопротивление изоляции после изолирова-
ния жил отдельных кабельных изделий, а за-
тем при окончательных выходных испытаниях
этих изделий в готовом виде.
Электроизоляционные параметры у ка-
бельных резин тем выше, чем больше содер-
жание каучука в них. Исключение составляет
резина типа РНИ. Это объясняется тем, что в
этой резине применяется высокополярный, не
распространяющий горение хлоропреновый ка-
учук.
На фактические характеристики вулкани-
зованной резиновой изоляции может оказы-
вать существенное влияние ряд факторов, свя-
занных с качеством применяемых материалов
и соблюдением установленных технологических
режимов. Если смеси получаются неоднород-
ными, электрические параметры снижаются.
По ОСТ 16 0.505.015-79 минимальные зна-
чения электроизоляционных параметров уста-
новлены для резин после выдержки их в воде
(табл. 17.5). Из данных табл. 17.6 видно, как
постепенно ухудшаются свойства резины после
увлажнения в течение различных периодов вре-
Таблица 17.5. Электрические свойства
изоляционных и изоляционно-защитных резин
после нахождения в течение 24 ч в воде
при 20 ±5 °C
Тип резины р, Ом • м, не менее £пр, МВ/м, не менее Тип резины р, Ом-м, ие менее £пр, МВ/м, не менее
РТИ-0 1-Ю12 20 РТСИ-1 5-Ю12 22
ТТИ-1 5-10й 20 РТСИ-2 5-Ю11 15
РНИ 5-Ю8 10 РТИШ 5-Ю11 20
РТЭПИ-1 1 • 1012 25 РТИШМ 5-Ю11 20
Рис. 17.5. Снижение пробивного
напряжения стандартного образ-
ца резины типа РТИ-1 в зависи-
мости от продолжительности ув-
лажнения
§ 17.5
Электроизоляционные характеристики кабельных изоляционных резин
109
Таблица 17.6. Электрические характеристики резин типа РТИ-1 в зависимости от
времени увлажнения их при 20 и 70 °C
Бремя увлажне- ния, сут Увлажнение при 20 °C Увлажнение при 70 °C
р, Ом-м tg6 Ег ^пр, МВ/м р, Ом-м tg6 ег £пр> МБ/м
0 2,4-1013 0,021 3,4 41,9 2,4-1013 0,021 3,6 41,9
1 8,0-101з 0,022 3,8 37,5 3,9-1012 0,013 4,2 13,9
4 1,3-1012 0,026 3,9 17,9 3,9-1012 0,012 4,3 9,8
7 1,2-1013 0,026 3,8 15,1 3,9-1012 0,012 4,6 8,0
14 1,1-1012 0,027 3,8 14,1 3,6-101? 0,015 4,6 6,0
меня при 20 и 70 °C. Наиболее подвержены
влиянию влаги показатели р и £Пр. На рис.
17.5 показана кривая снижения £пр резииы ти-
па РТИ-1 в зависимости от продолжительности
увлажнения. На рис. 17.6 показана примерная
зависимость р кабельных изоляционных резин
от температуры.
Рис. 17.6. Примерная зависимость р кабельных
изоляционных резин от температуры
После того как рецепт и технологические
режимы изготовления той или иной изоляци-
онной резины отработаны и утверждены к мас-
совому применению в производстве (рецепты и
паспорта утверждает головной институт ка-
бельной промышленности — ВНИИКП), рези-
ны в процессе производства подвергаются
электрическим испытаниям на трех стадиях
производства, а именно: периодические испы-
тания резиновых смесей; испытания всех пар-
тий после изолирования токопроводящих жил
(промежуточные профилактические); испыта-
ния кабелей, проводов и шнуров в готовом ви-
де (выходные, окончательные).
Испытания резиновых смесей проводятся
на вулканизованных в лаборатории пластинах
из проб, отобранных на производстве.
Виды электрических испытаний готовых
кабельных изделий и порядок их проведения
обычно оговариваются в соответствующих
стандартах и технических условиях на кабель-
ные изделия со ссылкой на ГОСТ 23286-78, в
котором предусмотрены следующие категории
испытания напряжением:
категория ЭИ-1—испытание жил, оболо-
чек и защитных шлангов кабельных изделий
переменным напряжением с частотой 50 Гц без
погружения в воду, с погружением в воду или
после выдержки в ней;
категория ЭИ-2 — испытание изоляции
жил, оболочек и защитных шлангов кабельных
изделий напряжением на проход.
Время выдержки в воде пер.ед проведени-
ем испытания напряжением по'тигглЧ ории ЭИ- Г
должно быть не менее: 6 ч — для кабельных
изделий и отдельных жил, изолированных ре-
зиной; 3 ч — для кабельных изделий и отдель-
ных жил с пластмассовой изоляцией. Время
приложения переменного напряжения к испы-
туемым кабельным изделиям или отдельным
жилам при проведении испытаний по катего-
рии ЭИ-1 должно быть не менее 5 мин.
Время нахождения изоляции под испыта-
тельным напряжением при проведении испыта-
ний по категории ЭИ-2 должно быть не менее
0,06 с. Допускается при линейной скорости свы-
ше 10 м/с время нахождения изоляции под ис-
пытательным напряжением при проведении ис-
пытаний по категории ЭИ-2 не менее 0,002 с с
использованием аппарата, обеспечивающего сиг-
нализацию и регистрацию пробоев, имеющих
длительность не менее 2-10'4 с.
Испытательное переменное напряжение
f/исп, В, в зависимости от номинального пере-
менного напряжения при испытании изоляции
кабельных изделий по категории ЭИ-1 вычис-
ляют для кабелей и проводов с пластмассовой
изоляцией, предназначенных для стационарных
установок на номинальное напряжение свыше
660/1000 В для систем 660/1000, по формуле
1/мсп = 2,51/+ 2000;
для остальных кабельных изделий с округле-
нием до 500 В в сторону увеличения
UKca = 21/0 + ЮОО.
Допускается проводить испытание напря-
жением в воде жил с резиновой изоляцией тол-
щиной до 0,6 мм включительно по категории
ЭИ-1 испытательным напряжением 1,5 кВ.
Для кабельных изделий с экранированны-
ми металлической оплеткой изолированными
жилами, если число экранированных жил со-
ставляет 50 % всех жил и более, значение ис-
пытательного напряжения должно составлять
75 % напряжения, определенного по формуле.
Переменное испытательное напряжение
t/исп, В, в зависимости от номинальной тол-
щины оболочки или защитного шланга (в мм)
при испытаниях оболочек или защитных шлан-
' гов кабельных изделий по категории ЭИ-1 вы-
числяют по формуле
I/исп = Uприв ' 2000
с округлением до 500 В в сторону увеличения,
где £/прип=1000 В на 1 мм толщины.
Пиковое значение испытательного напря-
жения по категории ЭИ-2 в зависимости от
толщины и вида оболочки или защитного шлан-
га или в зависимости от толщины и вида изо-
-ляции.для кабельных изделий с резиновой и
по
Каучуки и резины
Разд. 17
Таблица 17.7. Пиковые значения
испытательного напряжения по категории ЭИ-2
кабелей, проводов и шнуров в зависимости от
вида и толщины изоляции и оболочки
Номинальная толщина изоля- ции, мм Пиковое значение испытательного напряжения для изоляции, кВ Номинальная толщина оболоч- ки, мм Пиковое значение испытательного напряжения для оболочки, кВ
рези- новой пластмас- совой рези- новой пластмас- совой
0,4 8 0,8 - 12
0,5 .— 10 1,0 9 14
0,6 5 12 1,2 11 16
0,7 — 14 1,5 13 19
0,8 8 16 1,7 15 22
1,0 1,0 18 1,9 — 24
1,2 1,1 20 2,0 18—. 26
1,4 14 22 2,1 .— 28
1,6 16 24 2,3 — 29
1,8 18 26 2,5 21 30
2,0 20 28 3,0 25 35
2,2 22 30 3,5 30 40
2,4 24 32 4,0 35 45
2,6 26 34 4,5 40 —
2,8 28 36 5,0 45 —
3,0 30 38 6,0 50 —
3,2 32 40
3,4 34 —
3,6 36 —
3,8 38 —
иа образец не менее 3,43 кПа. Зазор между
измерительным электродом и кольцевым охран-
ным электродом должен быть равным 2 мм.
Значение р измеряют при напряжении до
2000 В.
Определение производят при плавном
подъеме напряжения. Электроды должны быть
диаметром '25 мм; высота верхнего электрода
130 мм. Они должны находиться на стойке так,
чтобы было обеспечено совпадение их центров.
В качестве среды для образца и электродов
при испытании применяют трансформаторное
масло по ГОСТ 982-80. Высота слоя масла над
поверхностью образца должна быть не менее
5 мм. Пробивное напряжение масляного про-
межутка 2,5 мм должно быть не менее 25 кВ
в разряднике с электродами диаметром 25 мм.
17.6. МОРОЗОСТОЙКОСТЬ
КАБЕЛЬНЫХ РЕЗИН
Кабели, провода и шнуры работают в раз-
личных климатических условиях, в том числе
и в условиях мороза. В стандартах на кабель-
ные резины устанавливаются нормы морозо-
стойкости для всех защитных резин:
Тип резины
Морозе-
стойкое ть,
Тип резины
РТНШ . .
РТНШМ. .
РШ-1 . . .
РШМ-2 . .
—40
—50
—50
—50
РШТ-2 . .
РШТМ-2 .
РШН-1 . .
РШН-2 . .
Морозо-
стойкость,
°C
—40
—50
—30
—30
пластмассовой изоляцией должно соответство-
вать указанному в табл. 17.7.
Многолетние статистические данные испы-
таний резин, кабелей н проводов на кабельных
заводах показывают, что средние показатели
по всем электрическим параметрам значитель-
но превышают установленные нормы и облада-
ют достаточным запасом надежности.
Методы электрических испытаний. Испы-
тания резиновых смесей. Образцы изготовляют
в виде вулканизованных пластин круглой фор-
мы толщиной 1±0,1 мм из отобранных в цехе
проб от замесов резины, в которые уже введен
вулканизующий агент. К испытаниям присту-
пают через 6 ч после вулканизации пластин.
Толщину пластин измеряют в пяти точках
в месте приложения измерительного электрода.
Подготовленные пластины в подвешенном со-
стоянии на металлическом стержне содержат
в бачке с водой при температуре 20±5°С в те-
чение 24 ч. Увлажненные пластины после вы-
емки из бачка высушивают фильтровальной бу-
магой, протирают замшей, смоченной спиртом,
и просушивают в свободно подвешенном со-
стоянии в течение 10—15 мин при той же тем-
пературе.
Значение р определяют на трех пластинах,
а £пр — в пяти точках на одной из пластин
после определения р. За результат испытания
принимают среднее арифметическое измерений.
Определение ЕПр и р производят при час-
тоте 50 Гц в соответствии с ГОСТ 6433.3-71 и
ГОСТ 6433.2-71. При определении р измери-
тельный электрод должен создавать' давление
Морозостойкостью (холодостойкостью) ре-
зины называется нижний предел температуры,
при которой она в условиях данного вида де-
формации не разрушается. Следует отметить,
что представление о том, что морозостойкость
резины означает сохранение эластичных свойств
при низких температурах, не верно.
Характерные эластические свойства резни
объясняются гибкостью их молекулярных це-
пей при приложении растягивающих сил. Мо-
лекулы содержащихся в резине каучуков вы-
прямляются и ориентируются относительно
друг друга. Упругие свойства резин создают-
ся стремлением молекул под воздействием теп-
лового движения возвращаться к их первона-
чальному положению. Поэтому степень элас-
тичности данной резины находится в прямой
зависимости от интенсивности теплового дви-
жения, т. е. от температуры окружающей сре-
ды. Резина по мере снижения температуры по-
степенно переходит из эластичного в твердое
состояние и начинает разрушаться в механиче-
ски наиболее напряженных местах с образова-
нием характерных трещин.
При воздействии низких температур бла-
годаря внутренним структурным изменениям
увеличивается разрывная прочность резни и
одновременно, в связи с уменьшением эласти-
ческих свойств, снижается относительное удли-
нение (рис. 17.7).
Снижение эластичности резин при низких
температурах является следствием происходя-
щих в них процессов кристаллизации или стек-
лования .каучуков, которые носят обратимый
характер. У-резинг затвердевших под воздей-
§ 17.6
Морозостойкость кабельных резин
111
Рис. 17.7. Зависимость разрушающего напря-
жения при растяжении ор и относительного
удлинения Е резины марки ШБТМ-40 от окру-
жающей температуры
ствием низких температур, после повышения
температуры полностью восстанавливается пер-
воначальная эластичность.
Морозостойкость любой резины в основ-
ном зависит от морозостойкости применяемого
каучука. Поэтому для получения морозостой-
ких резин используют натуральный каучук в
сочетании с синтетическими или такие специ-
альные типы синтетических каучуков, обладаю-
щих повышенной морозостойкостью, как сте-
реорегулярный СКД-
Однако в ряде случаев условия эксплуа-
тации требуют применения в резинах масло-
нефтестойких каучуков, к которым относятся
хлоропреновый каучук наирит, дивииилнит-
рильный каучук СКН. Но эти каучуки в силу
их полярности не обладают высокой морозо-
стойкостью. В этих случаях в целях повыше-
ния морозостойкости резины применяют плас-
тификаторы типа дибутилфталата, диоктилсе-
бацината, дибутилсебацината, которые, обла-
дая резко выраженной полярностью, хорошо
совмещаются с полярными каучуками и снижа-
ют их температуру стеклования.
При транспортировке, монтаже и эксплуа-
тации кабельных изделий наиболее часто встре-
чающимися видами деформации являются из-
гиб и удар.
На морозостойкость резин заметно влияет
длительное старение при хранении и эксплуа-
тации кабельных изделий. Сопутствующим фак-
тором служат также климатические условия, в
которых находятся кабельные изделия. С те-
чением времени в той или иной степени сни-
жается морозостойкость в первую очередь
внешней резиновой оболочки.
Методы испытания кабельных резин на
морозостойкость (холодостойкость). Морозо-
стойкость резин определяют при растяжении и
при сжатии; измеряют температуру стеклова-
ния- каучуков, определяют температуру хруп-
кости, коэффициент морозостойкости и др. Но
самым предпочтительным методом определения
морозостойкости резиновых смесей и пласт-
'масс в кабельной промышленности служит ис-
пытание на эргометре, а на готовых кабелях и
Рис. 17.8. Узлы эргометра
проводах — методом изгибания по ГОСТ
17491-80.
Определение морозостойкости резин и
пластмасс на эргометре. Три образца длиной 40
и шириной 6,5 мм изгибают после заморажива-
ния при данной температуре. Образцы выре-
зают из пластины толщиной (2±0,2) мм, вул-
канизованной в прессе. Пробу для изготовле-
ния пластин отбирают из любого места
производственного замеса после введения
вулканизующего агента. По данному методу
можно также испытывать образцы резин или
пластмасс, вырезанных из оболочек готовых ка-
белей и проводов.
Эргометр (рис. 17.8) представляет собой
маятниковый прибор, который позволяет для
деформации испытываемого образца использо-
вать энергию движения маятника. Прибор со-
стоит из круглого металлического основания с
П-образной стойкой, к которой прикреплены
маятник, циферблат со шкалой для отсчета от-
клонения и стрелкой и исполнительный меха-
низм (рабочий ролик, трос и приспособление с
зажимами для закрепления образца). На ма-
ятнике 2 устанавливают сменный груз массой
1 кг. Путем вращения маятника против часо-
вой стрелки контролируют натяжение образ-
ца 12 по шкале 9. Нижний край зажима 11
после перегиба образца на 180° может сме-
щаться ие больше чем на 0,5 мм. Натяжение
троса регулируют путем смещения пальца 5,
отчего укорачивается или удлиняется трос.
Точная регулировка натяжения троса достига-
ется вращением головки регулировочного при-
способления 7. Маятник поднимают и закреп-
ляют в крайнем верхнем положении на
рычажке 3, стрелку 1 устанавливают в исход-
ное положение по малой шкале 4. Образец,
зажатый в подвижном зажиме И, закрепляют
в верхнем зажиме 10. Охлаждающей средой
служит смесь из этилового спирта и измель-
ченной твердой углекислоты. Температуру сме-
си доводят до уровня примерно на 3°С ниже
температуры морозостойкости испытываемой
резины. Термос с подготовленной смесью под-
носят к штанге, медленно поднимая его вверх,
и после погружения образца в охлаждающую
смесь устанавливают его на столике 6, причем
уровень охлаждающей смеси должен быть не
ниже верхнего края плоской части штанги 8.
Замораживание образца производят в течение
10 мин, периодически перемешивая смесь в тер-
мосе. По истечении 10 мин около образца за-
меряют температуру жидкости, при этом изме-
ренная температура не должна отличаться от
112
Каучуки и резины
Разд. 17
Рис. 17.9. Прибор для испытания на изгиб
кабельных изделий с наружным диаметром до
12,5 мм включительно при отрицательных тем-
пературах
Рис. 17.10. При-
бор для испыта-
ния кабельных из-
делий на удар при
отрицательных тем-
пературах
морозостойкости испытываемой резины больше
чем на 1 °C. После этого, проверив положение
троса, поворотом рычажка маятник сбрасыва-
ют. Высвободив термос и вынув из него обра-
зец, осматривают его невооруженным глазом.
Образец считается выдержавшим испытание,
если з месте изгиба не появилось трещины.
Определение морозостойкости (холодостой-
кости) кабелей, проводов и шнуров с резиновой
и пластмассовой изоляцией и оболочкой в ка-
мере холода проводят на образцах длиной не
менее 1 м при испытании на изгиб и не менее
300 мм каждый при испытаниях по определе-
нию относительного удлинения и на удар. Ис-
пытание проводят в камере холода, имеющей
объем, позволяющий свободное проведение ис-
пытания, и обеспечивающей точность регулиро-
вания температуры ±2 °C при температурах до
минус 30 °C и выше и +3 °C при температурах
ниже минус 30 °C.
Испытания на изгиб при низких температу-
рах образцов кабелей, проводов и шнуров с
наружным диаметром до 12,5 мм включитель-
но проводятся на приборе, схема которого даиа
на рис. 17.9, а испытания по определению от-
носительного удлинения при разрыве образцов
изоляции или оболочки кабелей, проводов и
шнуров с наружным диаметром более 12,5 мм
проводятся на разрывной машине, обеспечи-
вающей проведение испытания при отрицатель-
ных температурах.
При испытании образцов с наружным диа-
метром до 12,5 мм на изгиб диаметр стержня,
на который накручивается образец, должен
быть в 5 раз больше наружного диаметра об-
разца, частота вращения стержня — около
1 оборота в 5 с, число наматываемых витков
должно быть выбрано в зависимости от наруж-
ного диаметра испытываемого образца, а для
плоских конструкций — в зависимости от на-
ружного размера по малой оси:
Наружный диаметр или наружный раз- Число
мер малой оси образца, мм битков
До 2,5 включительно 10
От 2,5 до 4,5 включительно . s , 6
От 4,5 до 6,5 включительно . . » 4
От 6,5 до 8,5 включительно „ . . 3
От 8,5 до 12,5 включительно . . . 2
Температура испытания должна соответ-
ствовать требованиям нормативно-технической
документации на конкретные кабельные изде-
лия. При охлаждении образцов н прибора за-
ранее до температуры испытания, время охлаж-
дения должно составлять 1 ч после закрепле-
ния образца в приборе.
При испытании кабельных изделий с на-
ружным диаметром более 12,5 мм образцы в
виде двусторонних лопаток, вырезанные из
изоляции или оболочки, должны быть испыта-
ны на растяжение до разрыва на разрывной
машине.
При охлаждении образцов и прибора за-
ранее до температуры испытания время охлаж-
дения должно составлять 2 ч, а для жидкой
охлаждающей смеси—10 мин. Температура
испытания должна соответствовать требовани-
ям нормативно-технической документации на
конкретное кабельное изделие.
При испытании кабельных изделий на удар
образцы и прибор (рис. 17.10) охлаждаются
заранее до температуры испытания, затем вы-
держиваются при этой температуре не менее
4 ч. После этого каждый образец должен быть
подвергнут ударной нагрузке падающего с вы-
соты 100 мм ударника.
Масса ударника должна быть выбрана в
зависимости от наружного диаметра образца
кабеля, провода или шнура по приведенным
ниже данным:
Кабельные изделия для неподвижной
прокладки
Наружный диаметр или наружный Масса удар,
размер по малой осн, мм ника, г, не
менее
До 4,0 ....................... ЮО
От 4,0 до 6,0 включительно . . 200
От 6,0 до 9,0 включительно . . 300-
Свыше 9,0 до 12,5 включительно 400
Свыше 12,5 до 20,0 включительно 500
Свыше 20,0 до 30,0 включительно 750
Свыше 30,0 до 50,0 включительно 1000
От 50,0 до 75,0 включительно . 1250
Свыше 75,0............, . . . 1500
Гибкие кабельные изделия для подвижной
эксплуатации
’ Масса удар-
Наружный диаметр, мм ника, г. не
менее
До 6,0............................. ЮО
От 6,0 до 10,0 включительно . . 200
От 10,0 до 15,0 включительно . . 300
От 15,0 до 25,0 включительно . . 400
От 25,0 до 35,0 включительно . . 500
Свыше 35,0 j «. « , . 600
§ 17.7
Стойкость к воздействию пламени. Маслостойкость, бензостойкость
ИЗ
Для плоских проводов и шнуров всех раз-
меров масса ударника должна быть не менее
100 г, при испытании этих изделий малая ось
должна быть перпендикулярна основанию при-
бора.
При испытании кабелей и проводов для не-
подвижной прокладки образцы наматывают на
стержень и выдерживают в камере холода при
заданной температуре в течение не менее 1 ч,
если не оговорены другие требования в научно-
технической документации на конкретные ка-
бельные изделия.
Температура испытания и кратность диа-
метров стержня должны соответствовать ука-
занным в научно-технической документации на
конкретные кабельные изделия.
После всех видов испытаний (кроме опре-
деления относительного удлинения) на поверх-
ности не должно быть трещин, видимых без
применения увеличительных приборов. Относи-
тельное удлинение каждого образца при раз-
рыве не должно быть менее 20 %.
17.7. СТОЙКОСТЬ К ВОЗДЕЙСТВИЮ
ПЛАМЕНИ. МАСЛОСТОЙКОСТЬ
И БЕНЗОСТОЙКОСТЬ
КАБЕЛЬНЫХ резин
а) Стойкость к воздействию пламени для
кабелей и проводов означает сопротивление
распространению горения. Для ряда кабельных
изделий этот вопрос имеет существенное экс-
плуатационное значение, так как часто при
коротких замыканиях в электрической сети
или при возникновении пожаров в помещениях
провода и кабели служат источником распрост-
ранения огня.
Главной причиной горения служит горю-
честь входящего в состав резины каучука, мяг-
чителей, технического углерода. Особенно под-
вержены горению бутадиеновые, бутадиен-сти-
рольные каучуки, которые, разлагаясь под
действием высокой температуры, выделяют лег-
ковоспламеняющиеся вещества.
Некоторого снижения горючести можно до-
стигнуть рецептурным путем, например, введе-
нием в резиновую смесь хлорированного пара-
фина, уменьшением содержания каучука и др.,
но наиболее правильным способом получения
трудногорючих резин является применение в
них хлоропренового каучука. В таких резинах
наличие хлора исключает возможность распро-
странения горения. Поэтому в ОСТ
16 0.505.015-79 предусмотрены специальные ти-
пы резин.
Для испытания резин типов РШН-1, РШН-2
и РНИ на нераспространение горения прово-
дится отбор образцов по ГОСТ 25018-81, если
в соответствующих стандартах или техниче-
ских условиях иа кабели и провода с резиновой
изоляцией, в резиновой оболочке не указано
большее количество образцов. -Затем отрезают-
ся образцы длиной 600 мм каждый. При ис-
пытании резиновой оболочки с образца долж-
ны быть удалены защитные покровы, а при ис-
пытании резиновой изоляции — защитные
покровы, оболочка и изоляционные ленты, на-
ложенные поверх резиновой изоляции жилы
или скрученных жил (если они имеются).
Для проведения испытаний должна при-
меняться следующая аппаратура;
8-560
а) испытательная камера длиной (450+
+25) мм, шириной (300+25) мм и высотой
(1200+25) мм. Камера с трех сторон закрыта
металлическими стенками, впереди открыта,
сверху и снизу закрыта, причем дно должно
быть неметаллическим (например, асбестовым
и т. п.). Для прикрепления образца в верти-
кальном положении служат зажимы;
б) газовые горелки (одна или две). Внут-
ренний диаметр отверстия сопла должен быть
(9+1) мм. При использовании натурального
газа (городского или нефтяного) пламя горел-
ки должно регулироваться таким образом,
чтобы можно было получить длину пламени
около 125 мм, а длину внутренней синеватой
части пламени — около 40 мм. При применении
пропана длина пламени должна быть соответ-
ственно около 175 и 55 мм.
При испытании кабельных изделий с на-
ружным диаметром до 50 мм применяют одну
горелку. При испытании кабельных изделий с
диаметром свыше 50 мм применяют две горел-
ки, расположенные под углом 90° относительно
друг друга.
Пламя горелки следует подвести к образцу на
расстоянии около 75 мм выше нижиего зажима
таким образом, чтобы ось сопла горящей горел-
ки составляла с осью образца угол 45°. Внут-
ренняя синеватая часть пламени должна нахо-
диться на расстоянии около 10 мм от образца.
Пламя должно действовать на образец в тече-
ние времени, которое определяют по формуле
7 = 60 + М/25,
где Т — время действия пламени, с; М —- масса
образца длиной 600 мм, г.
Образец кабеля, провода или шнура счи-
тается выдержавшим испытание, если после
удаления горелки пламя потухнет, а после уда-
ления с поверхности образца копоти не будут
обнаружены обугленные части на расстоянии
50 мм от нижнего края верхнего зажима.
б) Маслостойкость и бензостойкость ка-
бельных резин. Стойкостью резины или пласт-
массы к воздействию агрессивной жидкости на-
зывается способность сохранять необходимые
технические свойства и работоспособность при
воздействии той или иной среды. Для некото-
рых кабелей и проводов, эксплуатируемых в
агрессивных средах, существенное значение
имеют маслостойкость и беизостойкость. Для
таких изделий применяют резины или пласт-
массы, обладающие маслостойкостью и бензо-
стойкостью.
Наиболее явным признаком неудовлетво-
рительного сопротивления действию агрессив-
ных сред служит набухание полимера. Это яв-
ление обусловлено подверженностью набуха-
нию большинства типов каучуков, являющихся
основой резины, главным образом натурально-
го каучука и синтетических бутадиеновых, бу-
тадиен-стирольных каучуков. У каучуков после
максимального насыщения растворителем, что
обусловливается избирательной способностью
того или иного типа каучука, набухание по-
степенно переходит в процесс растворения.
У резин, как правило, воздействие растворите-
ля ограничивается набуханием в максимальной
степени, но в некоторых случаях, главным об-
разом прн окислительной деструкции, резины
также обнаруживают способность перехода в
форму раствора.
114
Каучуки и резины
Разд. 17
Резины, стойкие к агрессивным средам,
можно получить рецептурным способом — пу-
тем введения в смесь некоторых наполнителей,
мягчителей и др., стойких к действию раство-
рителей, но это недостаточно эффективно. Наи-
лучшим способом получения маслостойкнх и
бензостойких резин является применение в ре-
зинах соответствующих синтетических каучуков,
не подверженных набуханию в растворителях.
Такими каучуками можно считать хлоропрено-
вые (наирит) и бутадиен-нитрильные (СКН)
каучуки.
Поливинилхлоридная смола, являющаяся
основой кабельных пластикатов, слабо набуха-
ет в растворителях. Последние действуют глав-
ным образом на пластификаторы. При длитель-
ном воздействии растворители вымывают пла-
стификаторы, и поэтому часто пластикаты после
пребывания в агрессивной среде не прибав-
ляют в массе как резины, а, наоборот, убав-
ляют.
Методы определения воздействия агрессив-
ных сред (маслостойкость, беизостойкость
и др.) различны. Наиболее широко распрост-
ранены методы испытания по ГОСТ 9.030-74.
В последнее время в кабельной промышленно-
сти внедрен другой, новый метод определения
стойкости резиновой или пластмассовой изоля-
ции и оболочки к действию масел и бензина по
ГОСТ 25018-81. По этому методу физико-меха-
нические показатели резин типов РШН-1 и
РШН-2 после 24 ч пребывания в масле марки
И-40А или И-50А по ГОСТ 20799-75 при тем-
пературе (100+1) "С не должны снижаться бо-
лее чем на 20 % по прочности при растяжении
и более чем на 25 % по относительному удли-
нению.
Испытания по ГОСТ 9.030 74 проводят на
трех образцах размером 20X20 мм, вырезан-
ных из пластин толщиной (2,0+0,2) мм. При
испытании готовых изделий образцы вырезают
любой формы, ко массой не менее 1 г. Срав-
нение результатов испытаний допустимо лишь
при условии, если объем и формы образцов
одинаковы.
Сосуд, в котором испытывают образцы,
должен быть из материала, нейтрального по
отношению к жидкости, в которой происходит
набухание; объем должен быть такой, чтобы
образцы были полностью покрыты жидкостью
(соотношение объемов среды н образцов 15 : 1).
Набухание образцов в любых жидкостях при
температуре свыше 130 °C, а также при темпе-
ратуре от 70 до 130 °C в жидкостях с темпе-
ратурой вспышки ниже 180 °C должно прово-
диться в контейнере с герметически закрываю-
щейся крышкой, испытанном по правилам Кот-
лонадзора.
Изменение массы образца qm, в процентах,
вычисляют по формуле
Qm —
mt — то
100 %,
т0
где т0 — масса образца до воздействия сре-
ды, г; mi — масса образца после воздействия
среды, г.
При определении объемным гидростатиче-
ским методом взвешенный в воздухе образец
помещают на чашечку или накалывают на про-
волоку, с помощью которой образец подвеши-
вается на плечо весов. На столик весов поме-
щают подставку, а на нее ставят стакан с дис-
тиллированной водой, предварительно выдер-
жанной в термостатированном сосуде в течение
не менее 15 мин прн 20+1 °C. Образец
погружают в воду и взвешивают. Взвешенный
образец подвергают набуханию, после чего
взвешивают в воздухе и в воде.
Изменение объема образца qv, в процен-
тах, гидростатическим методом вычисляют по
формуле
(щ4 —щ5) — (ш2—ш3)
Ч V — " J
т2 — (т3 — т6)
где т2 — масса образца в воздухе до воздей-
ствия среды; т3 — масса образца в воде или
спирте до воздействия среды; т4—масса об-
разца в воздухе после воздействия среды;
ш5 — масса образца в воде или спирте после
воздействия среды; те — масса проволоки или
нитки, погруженной в воду.
Объемный пикнометрический метод состо-
ит в том, что взвешенный в воздухе образец
помещают в специальный широкогорлын пикно-
метр с капиллярной трубкой, заполненной дис-
тиллированной водой, и взвешивают. Взвеши-
вание до и после набухания производят в од-
ном и том .же пикнометре. Изменение объема
образца (<7у) в процентах вычисляют по фор-
муле
IAt> — (ffle — Щц)] — [т9 — (от7 — т,,)]
Qv— ' 7 >
ms — (m7 — mti)
где mi — масса пикнометра с водой и образ-
цом, не подвергавшимся воздействию среды;
т6 — масса пикнометра с водой и образцом,
подвергавшимся воздействию среды; т9 —
масса образца в воздухе до воздействия сре-
ды; /я10 — масса образца в воздухе после воз-
действия среды; mu — масса пикнометра с во-
дой без образца.
Конкретные показатели стойкости к тем
или иным агрессивным средам оговариваются
в стандартах и технических условиях на из-
делия.
Метод определения стойкости резиновой
или пластмассовой изоляции и оболочки к
воздействию масел и бензина по ГОСТ
25018-81 состоит в том, что сравнивают меха-
нические характеристики образцов в неходком
состоянии и после воздействия среды и по раз-
нице устанавливают степень снижения пара-
метров.
Для испытания вырезают 12 образцов из
изоляции или оболочки строительной длины ка-
бельного изделия через 16 ч после их изготов-
ления (пять образцов для испытания до набу-
хания, пять — после набухания и два конт-
рольных) .
Воздействию среды образцы подвергают в
сосуде, представляющем собой металлический
цилиндр с герметично закрывающейся крышкой
и трубкой для установки термопары или тер-
мометра. На внутренней стенке сосуда имеют-
ся выступы для укладки стержней (диаметром
1,0 мм) с образцами. Образцы нанизывают на
стержни так, чтобы прокол образца был выше
рабочего участка. Стержни укладываются на
выступы сосуда таким образом, чтобы образ-
цы были полностью покрыты жидкостью и не
касались друг друга, стенок и дна. Для этого
§ 17.8
Старение кабельных резин
115
сосуд должен быть залит жидкостью на 75 %
его объема, и количество жидкости должно со-
ставлять не менее 100 см3 на каждый образец.
Испытание при температуре выше комнат-
ной проводят в сосуде с плотно закрытой
крышкой, в котором температура жидкости до-
ведена до заданной испытательной, сосуд по-
мещают в термостат. В течение заданного вре-
мени выдержки сосуд должен находиться в
термостате и образцы должны быть под воз-
действием жидкости при заданной температу-
ре с точностью до ±2 °C. После этого сосуд
извлекают из термостата и охлаждают водой
до комнатной температуры. После воздействия
среды образцы «отдыхают» в течение 1 ч после
пребывания в бензине и 3—6 ч после пребыва-
ния в масле.
Как образцы в исходном состоянии, так и
образцы, подвергшиеся воздействию среды,
проходят испытания для определения прочно-
сти при растяжении, относительного удлинения
при разрыве и коэффициентов изменения проч-
ности и относительного удлинения при разрыве
после воздействия жидкости. Испытания про-
водятся по ГОСТ 270-75 и ГОСТ 269-66.
Показатель изменения прочности при рас-
тяжении Ki, в процентах, вычисляют по фор-
муле
О-t —— Ос
кх =—J—- 100 %,
где Oi — прочность прп растяжении образца в
исходном состоянии, МПа; о2 — прочность при
растяжении образца после воздействия жидко-
сти, МПа.
Показатель изменения относительного удли-
нения при разрыве /<2, в процентах, вычисля-
ют по формуле
б» — Ео
К2 = -~------- 100 %,
е1
где 61 — относительное удлинение при разры-
ве образца в исходном состоянии, %; е2— от-
носительное удлинение при разрыве образца
после воздействия жидкости, %.
17.8. СТАРЕНИЕ КАБЕЛЬНЫХ РЕЗИН
Признаками старения каучуков и резин
служат потеря эластичных свойств, ухудшение
электрических и физико-механических парамет-
ров, морозостойкости и других основных ха-
рактеристик. Со временем внешний слой рези-
новой оболочки постепенно твердеет, образу-
ются трешины, и в определенный период вре-
мени оболочка становится хрупкой, способной
разрушаться. Все это является следствием про-
цесса окислительной деструкции содержащего-
ся в резине каучука под воздействием кисло-
рода, озона, света, тепла, агрессивных сред,
механической нагрузки и других факторов.
Присоединение кислорода, происходящее
по месту двойных связей каучука, приводит к
разрыву цепи с образованием радикалов, обла-
дающих реакционной способностью. Наиболее
активной реакционной способностью обладают
перекисные радикалы. Перекиси служат авто-
ката лизаторами-.цепной реакции процесса -окис-
лепиа.
8*
На интенсивность окислительного процесса
влияет большинство компонентов, входящих в
резиновые смеси, причем, если один из них
способствует процессу, то другие, наоборот,
служат ингибиторами, т. е. средством тормо-
жения процесса окисления. Так, технический уг-
лерод затрудняет доступ кислорода к кау-
чукам.
Процесс старения проходит первоначаль-
ную стадию индукционного периода, в преде-
лах -которого не проявляется резкое влияние
результатов окисления, но за пределами этого
периода наступает интенсивное старение. Ин-
дукционный период не одинаков — его продол-
жительность зависит от различных факторов.
Для замедления старения в резиновые
смеси вводят различные химические и физиче-
ские противостарители, хотя они и не способ-
ны полностью предотвратить процесс старения,
а оказывают лишь частичное ингибирующее
действие.
Из всех существующих видов старения
для кабельных резин имеют значение тепловое
и атмосферное старения.
Тепловое старение обусловлено тем, что ка-
бельные изделия на протяжении многолетнего
срока эксплуатации находятся под воздейст-
вием тепла, выделяемого, с одной стороны, то-
копроводящей жилой в связи с электрической
нагрузкой (до 65—85 °C), а с другой стороны —
температурой окружающего воздуха, доходя-
щего до 50—60 °C.
При тепловом старении скорость окисления
вулканизата зависит от реакционной способно-
сти каучуков, составляющих основу данной ре-
зины. Так, полярные (хлоропреновые и нит-
рильные) каучуки лучше сопротивляются теп-
ловому старению, чем неполярные (натураль-
ный, синтетический: изопреновый, бутадиеновый,
бутадиен-стирольные). Например, в хлоропре-
новых резинах взаимодейстию кислорода с
двойными связями препятствует атом хлора,
присутствующий в молекуле каучука. В нит-
рильных же резинах замедлению старения спо-
собствуют продукты окисления, обладающие
высокоэффективными защитными свойствами.
Сопротивление старению резин с примене-
нием других синтетических неполярных каучу-
ков и натурального каучука несколько слабее,
но скорость их окисления зависит от содержа-
ния двойных связей в главных и боковых це-
пях. Так как двойные связи в главных цепях
более активны, то бутадиеновые синтетические
каучуки, имеющие до 43—49 % двойных свя-
зей в боковых цепях, обладают большей сопро-
тивляемостью окислению. Резины на основе на-
турального каучука менее нагревостойки, чем
на основе синтетических каучуков.
На старение резин могут оказывать влия-
ние также некоторые ингредиенты смесей. На-
пример, коэффициент старения защитных ре-
зин, наполненных газовым и печным техугле-
родом, при продолжительном старении ниже,
чем у резин с термическим или ламповым тех-
углеродом. Влияет на старение наличие в ми-
неральных наполнителях поливалентных ме-
таллов. Обращает на себя внимание характер
действия вулканизующего агента — серы, кото-
рая при комнатной температуре стабилизирует
каучуки, а при повышенных температурах уско-
ряет процесс окисления. Одновременно с этим
ускоритель вулканизации— тиурам (тетраме-
116
Каучуки и резины
Разд. 17
Кг
1,1
ю
0,9
0.8
й,7
0,6
0,5
0,t
о,з\
0,2
0,1
О
11Ш
150"С-
20 t0 60 60 100 120 КО. 760 180 200
Продолжительность, ч
тилтиурамдисульфид) значительно замедляет
старение.
Ввиду явного преимущества так называе-
мых бессернистых резин в отношении их нагре-
востойкости и большей сопротивляемости ста-
рению в СССР, в отличие от многих стран, в
изоляционных резинах сера как вулканизующий
агент не применяется, она заменена тиура-
мом-Д в сочетании с каптаксом и другими уско-
рителями вулканизации.
Исследованиями ВНИИКП установлено,
что на старение резиновой изоляции могут вли-
ять некоторые конструктивные особенности ка-
бельных изделий. Так, выяснено, что алюми-
ниевые проволоки, применяемые в токопроводя-
щих жилах, более инертны к процессу окис-
ления изоляции, чем медные. Имеет значение
также конструкция скрутки жил. Чем больше
свободного пространства внутри скрученных
жил, следовательно, больше кислорода, тем ин-
тенсивнее протекает процесс окисления изоля-
ции. Значит, маложильные и менее гибкие ка-
бельные изделия находятся в более благопри-
ятных условиях.
В кабелях, проводах и шнурах применяют-
ся различного типа защитные оболочки. Почти
все они могут участвовать в процессе окисле-
ния изоляции, если нет сепаратора, затрудняю-
щего непосредственный контакт изоляции с
оболочкой.
Рис. 17.1 L Сравнительные кривые
старения изоляционной резины мар-
ки ТСШ-33 при различных темпера-
турах
Вредное влияние оболочки на изоля-
цию может происходить путем миграции из
поливинилхлоридных пластикатов некото-
рых пластификаторов, из сернистой рези-
новой оболочки — серы, из оплетки — про-
питочных составов и др.
Весьма четко и определенно сказыва-
ется зависимость старения кабельных резин
от температуры окружающей среды. Чем
выше температура среды, тем быстрее про-
текает процесс старения. Для наглядности при-
220
водятся сравнительные кривые старения наи-
более распространенной изоляционной резины
марки ТСШ-33 при воздействии различных
температур по данным ВНИИКП (рис. 17.11).
Главными показателями, характеризующи-
ми сопротивление резины тепловому старению,
являются степень снижения прочности при
растяжении и относительного удлинения при
разрыве после воздействия тепла. Поэтому во
всей мировой практике принят метод оценки
сопротивления кабельных резни старению по
изменению показателей прочности при растя-
жении и относительного удлинения при раз-
рыве.
Изменение показателя S, в процентах, при
старении в воздухе вычисляют по формуле
s = —1~Л°-100 %,
Ао
где До — среднее значение показателя до ста-
рения; At — среднее значение показателя пос-
ле старения.
Однако, несмотря иа то, что методически
испытание на старение почти во всех странах
принципиально проводится одинаково, режи1
мы и значения коэффициентов старения не-
сколько не совпадают, что можно объяснить
Таблица 17.8. Изменение прочности при растяжении и относительного удлинения
_________при разрыве в процессе термического старения резин, принятое в СССР____
Тип резины Режим старения Изменение, %, не более
Темпе- ратура, сС Продол- житель- ность, ч прочности при растяжении относительного удлинения при разрыве
РТИ-0, РТИ-1, РТИШ, 100 72 30 25
РТИШМ
РТИ-0, РТИ-1, РТИШ, 70 240 25 25
РТИШМ
РТЭПИ-1 125 168 50 60
РТСИ-1 250 72 Прочность при рас- Относительное уд-
тяжении не менее линение при разрыве
3,92 МПа не менее 130 %
РТСИ-2 200 72 Прочность при рас- Относительное уд-
тяжении не менее линение при разрыве
2,94 МПа не менее 130 %
РНИ 100 240 50 50
РШ-1 70 96 15 30
РШМ-2 70 96 15 40
РШТ-2, РШТМ-2 100 72 25 50
РШН-1, РШН-2 100 72 20 35
§ 17.8
Старение кабельных резин
117
установившимися традициями в каждой
стране и неодинаковостью рецептуры
резин.
В СССР в соответствии с ОСТ 16 0.505.015-
79 приняты режимы старения и коэффициенты
старения, указанные в табл. 17.8.
Атмосферное старение. В отличие от теп-
лового старения атмосферное старение, также
выражающееся в изменении физико-механиче-
ских и других характеристик, является следст-
вием воздействия на резин}' различных клима-
тических условий в процессе хранения и экс-
плуатации на открытом воздухе. Главными
факторами атмосферного старения служат сол-
нечный свет и озон, который содержится в ок
ружающем воздухе. На степень действия озо-
на влияют сопутствующие факторы — кислород,
температура, влажность и др. Атмосферному
старению подвержены главным образом на-
ружные защитные обо точки кабельных изде-
лий, находящиеся в непосредственном контак-
те с внешней средой. Изоляционные резины,
как правило, защищены от атмосферных воз-
действий.
Дейстие света. Окисление и деструкция
каучуков, приводящие к ухудшению техниче-
ских свойств резин, являются результатом фо-
тохимического процесса, возникающего под
действием световых лучей. Механизм этого яв-
ления по данным исследований представляется
таким образом, что в результате влияния све-
та молекулы каучуков возбуждаются, предва-
рительно поглощая квант энергии, соответст-
вующий длине волны света. Активность окис-
ления резины зависит от интенсивности солнеч-
ной радиации. Световые лучи с малой длиной
волны оказывают наиболее сильное разру-
шающее действие. Световое старение может
иметь место при любом виде световоздейст-
вия — при прямом облучении, рассеянном све-
те, в закрытых помещениях, в темноте, но, ко-
нечно, с различной эффективностью.
Внешний вид резиновой оболочки, подверг-
шейся светостарению, обычно представляет со-
бой затвердевшую поверхность с беспорядоч-
ной сеткой мелких поверхностных трещин,
иногда с измененной окраской.
Каучуки гораздо больше подвержены окис-
лению под воздействием световых лучей, чем
резиновая смесь; степень воздействия зависит
от содержания в каучуках двойных связей.
Частичная защита резиновой смеси от окисле-
ния с помощью ингредиентов указывает на све-
тофильтрующую роль последних. Известна та-
кая способность серы, тиурама, каптакса, оки-
си цинка, технического углерода и др.
Действие озона. Озон — один из самых ак-
тивных агрессивных факторов, нарушающих
нормальное состояние резины. Признаками
озонного действия служат образование харак-
терных трещин на поверхности оболочки, рас-
положенных перпендикулярно оси напряжения,
и снижение первоначальных физико-механнче-
ских и других свойств.
По активности окислительного действия на
резину озон значительно превосходит кислород.
Озон является продуктом превращения кисло-
рода в результате фотохимического действия
солнечных лучей. Воздушные потоки доносят
его до земной поверхности, причем в весенне-
летний период концентрация озона увеличива-
ется из-за грозовых разрядов и облучения зем.
кого шара солнцем. На протяжении суток кон-
центрация озона в воздухе тоже не одинакова.
До полудня количество озоиа растет и к 14 —
15 ч достигает максимального уровня, а в даль-
нейшем постепенно уменьшается и к полуночи
падает до самого низкого значения, что соот-
ветствует ходу нагревания и охлаждения окру-
жающего воздуха. Но если концентрация воз-
духа находится в прямой зависимости от тем-
пературы окружающей среды, то от влажности
воздуха находится в обратной Зависимости:
чем выше влажность, тем меньше концентрация
озона в воздухе.
Озон разрушающе действует иа резину в
местах деформации растяжения, а в местах
деформации сжатия и в ненапряженных мес-
тах воздействие может ограничиваться обра-
зованием окисленной поверхностной пленки.
Смонтированные кабели и провода, эксплуати-
руемые в среде повышенной концентрации озо-
на, будут подвергаться действию озона на на-
пряженных участках изгибов трасс проводов и
в местах конпевых заделок, если оии не защи-
щены надежно. Количество, размеры и скорость
развития трещин зависят от критической де-
формации резины, времени воздействия озона,
температуры и других условий. Однако глав-
ным фактором служит концентрация озона.
Разрушение резин происходит в напряженных
местах лишь при повышенных концентрациях
озона, а при нормальной концентрации деструк-
ция ограничивается образованием сетки неглу-
боких трещин.
Воздействию озона подвержены те резины,
основой которых служат неозоностойкие кау-
чуки. К ним относятся натуральные каучуки,
бутадиеновые, бутадиен-стирольиые, нитриль-
ные каучуки. Наибольшей озоностойкостью от-
личаются кремнийорганические резины, срав-
нительно озоностойки также полиизобутилен,
тиокол, хлоропреновые каучуки, бутилкаучук,
этиленпропиленовые каучуки.
Как видно из сказанного выше, атмосфер-
ное старение кабельных резин является одним
из важных факторов, определяющих продол-
жительность сроков службы кабельных изде-
лий, в особенности изделий, работающих в по-
левых условиях. Чаще всего кабельные изделия
испытывают совместное воздействие света и
озона. Поэтому меры предупреждения атмо-
сферного старения приобретают весьма суще-
ственное практическое значение. В числе таких
мероприятий используются рецептурный путь,
т. е. необходимый подбор каучуков, наполни-
телей и других ингредиентов, введение хими-
ческих и физических антиозонантов, осуществ-
ление рациональных способов монтажа кабе-
лей и проводов, максимально уменьшающих
напряженность их оболочек в местах изгибов,
вводов и выводов проводок.
При эксплуатации кабелей и проводов по-
следние проходят три основные стадии старе-
ния до потери работоспособности, а именно:
1) появление первых трещин; 2) снижение
эластичности (относительного удлинения) до
50 %; 3) полная потеря эластичности.
По данным ВНИИКП для кабельных ре-
зин из многих городов наиболее агрессивными
по климатическим условиям являются Таш-
кент, Ереван и Батуми, что обусловливается
более активной качественной и количественной
характеристикой солнечной радиации. Из этих
118
Слюда и слюдяные бумаги
Разд. 18
же данных видно, что резина марки ШН-40 на
основе полярного хлоропренового каучука бо-
лее стойка к атмосферному старению, чем ре-
зина марки ШБ-40 на основе бутадиенового и
бутадиен-стирольного каучуков.
Испытание на озоностойкость проводят в
соответствии с ГОСТ 9.026-74 путем определе-
ния продолжительности времени до образова-
ния трешин на поверхности статически напря-
женного (растянутого) образна, находящегося
в среде озонированного воздуха при заданной
концентрации озона.
Испытание на светоозоностойкость прово-
дят при помощи светоозонной установки. Опре-
деляется совместное или раздельное действие
света и озона на образцы резин. В качестве ис-
точника света используется кварцевая лампа.
Озонирование воздуха обеспечивается с помо-
щью разрядника, куда засасывается воздух из
атмосферы .через колонку с ватой и хлористым
кальцием, поглотительный фильтр и ротаметр.
Концентрацию озона регулируют изменением
подаваемого напряжения в пределах от 0 до
10 000 В,
РАЗДЕЛ 18
СЛЮДА И СЛЮДЯНЫЕ БУМАГИ
В. О. Бржезанский, Н. Н. Александров*
18.1. ОБЩИЕ СВЕДЕНИЯ
Слюды представляют собой группу поро-
дообразующих минералов (алюмосиликатов),
отличающихся ярко выраженной слоистой
структурой и высокой анизотропией свойств.
В качестве электрической изоляции применяют
два вида минеральных слюд: мусковит и фло-
гопит. В связи с этим другие слюдистые мине-
ралы здесь не рассматриваются. В настоящее
время в качестве электрической изоляции кро-
ме природных слюд применяются синтетические
(см. § 18.6).
Мусковит и флогопит — хорошие диэлек-
трики. Их кристаллы, имеющие форму пластин
неопределенных размеров, легко расщепляют-
ся на тонкие, упругоэластичные, прочные плас-
тинки, обладающие высокой нагревостойко-
стыо. Слюда практически не стареет. Совокуп-
ность этих свойств определяет важное значе-
ние слюд в производстве электроизоляционных
материалов, имеющих широкое применение.
В высокочастотной технике в основном приме-
няют мусковит, обладающий более высокими
диэлектрическими свойствами.
Основными видами продукции из слюды
являются:
полуфабрикат для производства электро-
изоляционных материалов — щипаная слюда и
с успехом заменяющие ее слюдяные бумаги;
листовая, пластинчатая слюда для конден-
саторов, различных деталей электронных при-
боров.
Отходы от производства основной слюдя-
ной продукции и мелкая слюда, попутно извле-
каемая из недр при добыче других минералов,
используются в измельченном виде в качестве
эффективных наполнителей красок, эмалей,
электроизоляционных компаундов, некоторых
пластических масс, резни.
Слюда в недрах представлена преимуще-
ственно сравнительно мелкими кристаллами с
размерами в поперечнике от нескольких долей
миллиметра до нескольких миллиметров. Мес-
торождения крупноразмерных кристаллов пло-
щадью от 4 до 200 см2 п более, из которых про-
изводят основную слюдяную продукцию, встре-
* Н. Н. Александровым написан § 18.5 «Слю-
дяные бумаги».
чаются редко. Крупноразмерный мусковит до-
бывается в Иркутской области, в Карельской
АССР и в Мурманской области, а флогопит —
в Мурманской области и в Якутской АССР.
В СССР и за рубежом имеется производство
синтетической слюды фторфлогопита различ-
ного химического состава.
18.2. ХИМИКО-МИНЕРАЛОГИЧЕСКИЕ
ХАРАКТЕРИСТИКИ ПРИРОДНЫХ СЛЮД
Химические формулы идеальных слюд:
мусковита — KAl2(AxlSi3Oio) (ОН)2;
флогопита — KMg3(AlSi3Oio) (ОН)2.
Фактически химический состав природных
слюд значительно сложнее, так как в резуль-
тате изоморфных замещений в них присутству-
ет много других химических элементов (табл.
18.1), оказывающих влияние иа свойства
слюд.
Плотность слюды в большинстве случаев
как для мусковита, так и для флогопита нахо-
дится в пределах 2700—2900 кг/м3.
Основным структурным элементом крис-
таллической решетки слюды является трех-
слойный пакет, состоящий из двух крайних
тетраэдрических слоев состава AxlSi3Oi0 и цент-
рального октаэдрического слоя: гиббситового
А12(ОН)6 в мусковите и бруситового Mg(OH)B
в флогопите. Пакеты связаны между собой в
вертикальном направлении катионами калия.
Межпакетная связь в кристалле по слою калия
наименее прочная, что и обусловливает при его
расщеплении образование визуально зеркаль-
но-гладкой поверхности в плоскости (001), на-
зываемой плоскостью весьма совершенной
спайности или базальной (от греческого — ос-
нова) плоскостью. Теоретически кристалл по
базальной плоскости может быть расщеплен на
элементарные слои толщиной около 1,0 нм. На
практике кристаллы расщепляют на пластинки
толщиной в десятки и сотни мкм, а при про-
изводстве слюдяных бумаг и тонкомолотых
слюд — иа чешуйки толщиной 0,5—5 мкм.
В кристаллах слюды обнаруживается спай-
ность и по другим граням: по грани (010), яв-
ляющейся плоскостью симметрии, и по (110).
Угол между гранями (010) и (НО) —60е. При
быстром ударе твердой иглой по грани (001)
§ 18.2
Характеристики природных слюд
119
Таблица 18.1. Химические свойства,
составы по массе, %, мусковита и флогопита
Оксиды н элементы Мусковит Флогопит
По идеаль- ной формуле Фактически По идеаль- ной формула Фактически
Диоксид крем- ния 45,20 38,8— 53,0 43,19 36,8— 45,1
Диоксид тита- на — 0,0— 3,9 — 0,2— 1,6
Оксид алюми- ния 38,50 19,8— 46,2 12,22 10,8— 17,7
Оксид хрома -— 0,0— 3,9 •—
Оксид железа — 0,0— 8,3 — 0,2— 3,1
Закись железа — 0,0— 6,6 — 0,1— 8,8
Закись марган- ца — 0,0— 2,5 — 0,0— 0,2
Оксид магния — 0,0— 8,9 28,99 19,7— 29,4
Оксид калия 11,80 2,3— 13,9 11,29 7,0— 10,3
Оксид натрия — 0,0— 5 2 —— 0,1— 2,2
Вода 4,50 2,0— 7,0 4,31 0,4— 5,4
Фтор — 0,0— 4,8 — 0,0— 6,0
Хлор — —' 0,0— 0,2
на ней образуется фигура удара в виде расхо-
дящейся из центра шестилучевой трещины с
углами в 60°. Более длинный луч параллелен
плоскости симметрии (010), что указывает на
меньшую прочность кристалла в этом сечении.
Трещины по плоскостям спайности неизбежно
возникают на кромках при резании (штампов-
ке) пластинок. Кристаллы мусковита интенсив-
но испещряются параллельными трещинами,
простирающимися в направлении плоскости
симметрии, при их нагревании до температуры
преимущественно выше 700 °C. Расстояние
между трещинами исчисляется десятыми и со-
тыми долями миллиметра. Растрескивание при
нагреве возникает в результате обезвожива-
ния, происходящего в процессе термической де-
струкции октаэдрического слоя, содержащего
гидроксил ноны. Обезвоживание мусковита
происходит в основном в интервале темпера-
тур 765—940 °C, а во флогопите негидратизи-
рованном — в интервале 1120—1230 °C. Темпе-
ратурные границы обезвоживания индивиду-
альны для слюд разных месторождений, но все
флогопиты значительно более нагревостойки,
чем мусковиты.
При обезвоживании происходит расслое-
ние кристалла на тончайшие слои, в результа-
те чего он вспучивается (увеличивается в тол-
щине), становится рыхлым и механически ма-
лопрочным. Эффект вспучивания используется
в технологии получения слюдинитовых бумаг.
Рис. 18.1. Кривые вспучивания:
1 — мусковит; 2 — темный флогопит; 3 — светлый
флогопит
В кристаллах флогопита часто содержится
слабо связанная (межпакетная) вода, которая
выделяется в виде пара, преимущественно в
интервале температур 100—400 °C. Межпакет-
ная вода размещается в дефектных местах
(в микропустотах) кристалла в виде локализо-
ванных включений разных размеров, которые
расположены нерегулярно. По этой причине на
одной пластинке слюды можно наблюдать от-
дельные участки, отличающиеся между собой
по температурному порогу начала вспучивания
и его интенсивности. Встречаются кристаллы, в
которых один участок может быть отнесен к
нагревостойкой слюде, а соседний с ним — к
ненагревостойкой (гидратизированной). На
рис. 18.1 приведены кривые вспучивания (пря-
мой и обратный ход) мусковита и двух нагре-
востойких флогопитов, из которых один (тем-
ный) содержит межпакетную воду и имеет бо-
лее низкий порог выделения кристаллизацион-
ной воды. Листовой флогопит проверяется на
нагревостойкость. При переработке флогопита
в слюдопластовую бумагу этот природный не-
достаток устраняется, так как расщепление
кристаллов осуществляется преимущественно
по дефектным участкам, содержащим в себе
межпакетную воду. К тому же межпакетная
вода легче выходит наружу из торцов мелких
чешуек, образующих лист слюдопластовой бу-
маги, чем из торцов крупных пластинок слюды.
Основная часть флогопитов, добываемых в
СССР, относится к обыкновенным и нагрево-
стойким. Исключение представляют темные
гидратизированные флогопиты, для электриче-
ской изоляции не применяемые.
Слюды разных месторождений отличаются
по окраске, зависящей от химического состава
и содержания в них изоморфных примесей.
Корреляционная зависимость между количест-
венным содержанием примесей, цветом и свой-
ствами слюд не прослеживается. Однако мус-
ковиты розового и светло-коричневого оттенков
и флогопиты светло коричневых тонов обла-
дают лучшими диэлектрическими свойствами,
что особенно проявляется при высоких часто-
тах и повышенных температурах.
В природных кристаллах встречается мно-
го различных минеральных включений. Вклю-
чения кварца, полевого шпата (в мусковите),
диопсида, кальцита, апатита (в флогопите)
подлежат обязательному удалению. Посторон-
ние минералы (оксиды и гидрооксиды железа)
в виде тончайших дискретных прослоек или
мелких вкраплений не ухудшают качество элек-
120
Слюда и слюдяные бумаги
Разд. 18
троизоляционных материалов. Их содержание
нормируется только в наиболее ответственных
видах листовой продукции, применяемых в не-
которых электронных приборах.
Практически все природные кристаллы
имеют дефекты, видимые невооруженным гла-
зом; к ним относятся ельчатость, клиновид-
ность, зажимистость, задиристость, трещинова-
тость и др. Эти дефекты обязательно удаляют-
ся, так как они препятствуют расщеплению
кристалла иа тонкие пластинки. Для производ-
ства особо тонких высококачественных слюдя-
ных бумаг необходимо использовать слюдяное
сырье, предварительно освобожденное от таких
дефектов, снижающих их электрическую проч-
ность. Основные термины и определения де-
фектов слюды стандартизованы (ОСТ
21-16-76).
18.3. СВОЙСТВА ПРИРОДНЫХ СЛЮД
Показатели природных слюд представле-
ны в табл. 18.2 двумя числовыми значениями,
что объясняется колебаниями их химического
состава. В дополнение к табличному материа-
лу здесь даются краткие сведения об основных
физических и технологических свойствах слюд,
имеющих прикладное значение.
Анизотропия. Вследствие большой анизо-
тропии кристаллов диэлектрические показате-
ли слюд в направлении, перпендикулярном
плоскости весьма совершенной спайности, на-
много лучше, чем параллельно ей. Разрушаю-
щее напряжение при растяжении параллельно
плотности спайности намного выше, а разру-
шающее напряжение при сжатии и на срез —
наоборот.
Электроизоляционные показатели. Удель-
ное объемное сопротивление р мусковита сни-
жается до 1011 Ом-м при содержании в нем
2 % закиси железа. Такой мусковит имеет зе-
леноватый оттенок. Минеральные включения
незначительно влияют на р. В слюдяных бума-
гах р несколько выше, чем в исходной слюде.
Это объясняется большой их пористостью.
После увлажнения р слюдяных бумаг ниже,
Таблица 18.2. Показатели природных слюд
Показатель Мусковит ФЛОГОПИТ
Плотность, кг/м3 2700—2900 2200—2900
Твердость по шкале Мооса: на плоскости (001) 2,5—3,0 2—3
на плоскостях (010) и (НО) 4 3
Модуль упругости в плоскости (001), ТПа 0,12—0,28 0,14—0,19
Модуль упругости перпендикулярно плоскости (001) 0,01—0,02 0,01—0,02
Разрушающее напряжение, МПа: при растяжении параллельно (001) 200—320 160—260
при срезе перпендикулярно (001) 220—300 80—160
при сжатии перпендикулярно (001) 370—1250 ' 210—670
при отрыве слоя перпендикулярно (001) 0,05—0,18 0,07—0,09
при сдвиге параллельно (001) 0,4—1,7 0,5—1,1
Разрушающее напряжение в зоне вторично образованного (восстановленного) контакта между расщепленными и вновь соединенными пластинками, МПа: при отрыве слоя перпендикулярно (001) 0,07—0,16
при сдвиге параллельно (001) в интервале 20—350 °C 0,7—1,5 —
Теплоемкость, кДж/(кг-°C) 0,86- -0,87
Теплопроводность перпендикулярно (001), Вт/(м-°С) 0,44 0,51
То же при 100 °C под нагрузкой 2,4 МПа 0,7 0,75
Температурный коэффициент длины а-10в перпендикулярно (001) Температурный коэффициент длины а-106 параллельно (001) 6—8 5—7
10—16 23—46
tgS-Ю4 перпендикулярно (001) при частотах: 50 Гц 4—80 60—150
1 кГц 2—10 3—60
1 МГц 1—6 2—40
50 МГц 1—2 —
р перпендикулярно (001), Ом-м, при температурах, °C: 20 1012—1014 1011—1012
200 1011—1012 10Ю—юн
400 Юю—юи 109—Ю10
600 108—10» Ю’—ю8
800 10’— 10s 10в—10’
ЕПр перпендикулярно (001), МВ/м, при 20 °C 100—250 70—160
Епр при повышенных температурах, % значения ЕПр при 20 °C (в среднем): 200 °C 95 96
500 °C 79 67
800 °C 20 30
Температура плавления, °C 1260—1290 1270—1330 '
§ 18.3
Свойства природных слюд
121
чем у пластинок щипаной слюды, на 1—2 по-
рядка, так как в них увеличивается утечка то-
ка по влажным поверхностям слюдяных час-
тиц. Этот недостаток устраняется заполнением
пустот в слюдяных бумагах соответствующими
электроизоляционными связующими, а при не-
полной пропитке — введением в них гидрофо-
бизирующих веществ. Например, влагостой-
кость флогопитовых слюдопластовых бумаг
увеличивается от введения в них 1—3 % алю-
мохромфосфата.
Диэлектрические потери tg 6 мусковита
очень малы, особенно в высокочастотном диа-
пазоне. При частоте 2-10е Гц tg 6 практически
не зависит от температуры. В диапазоне зву,
ковых частот и особенно при промышленной
частоте tg б зависит от температуры, и его
числовые значения обусловлены химическим со-
ставом конкретных кристаллов слюд. Мине-
ральные включения, а также влажность уве-
личивают tg 6 слюд.
Электрическая прочность слюды в воздухе,
определяемая перпендикулярно плоскости
(001), приблизительно обратно пропорцио-
нальна квадратному корню из толщины и за-
висит от формы электродов, обусловливающих
неоднородность электрического поля. При ис-
пытании в трансформаторном масле значения
£Пр почти вдвое меньше, чем в воздухе. В од-
нородном электрическом поле £Пр практически
не зависит от толщины и в несколько раз пре-
вышает значения, приведенные в табл. 18.2.
При повышении частоты £пр снижается. На-
пример, для пластинок мусковита толщиной
0,025 мм £Пр имело следующие значения:
Частота, Гц , , 0 0,5 50 50 000
£,.Р, МВ/м ... 730 288 128 108
Примеси, входящие в структуру кристалла
слюды, мало влияют на £п₽. Наблюдаемое на
пластинках листовой слюды сильное снижение
£Пр в интервале температур 300—800 °C обу-
словлено образованием в них трещин. Слюда
отличается высокой дугостойкостью. Электри-
ческая прочность у слюдяных электроизоляци-
онных материалов в 5—10 раз ниже, чем у
щипаной слюды, что объясняется наличием
между склеенными пластинками ' воздушных
пустот, соизмеримых с толщиной слюды. Суще-
ственное уменьшение толщины элементарных
слюдяных частиц, образующих лист слюдяной
бумаги, способствует повышению электрической
прочности слюдинитовых и слюдопластовых
материалов, содержащих пропиточные и свя-
зующие материалы.
Оптические свойства. Природные слюды не
прозрачны в ультрафиолетовой области, но
прозрачны в видимой и инфракрасной областях
спектра электромагнитных волн.
Тепловые свойства. Температурный коэф-
фициент длины флогопита, измеряемый вдоль
плоскости (001), практически равен таковому у
никеля и близок к значениям медноникелевых
сплавов. Теплопроводность слюдяных бумаг
ниже, чем у слюд, и приблизительно равна в
поджатом состоянии 0,2—0,25 Вт/(м.°С). Плас-
тинки негидратизированного флогопита и осо-
бенно флогопитовая слюдопластовая бумага
сохраняют в значительной степени механиче-
ские свойства до 800 °C, они слабо подверже-
ны тепловому старению и не растрескиваются
на воздухе при быстром изменении температу-
ры. Поэтому флогопитовые слюдопластовые
бумаги наиболее предпочтительны для изготов-
ления на их основе электроизоляционных ма-
териалов для электронагревательных элемен-
тов бытового и промышленного назначения.
Такие материалы лучше, чем листовая слюда,
миканиты, асбест, фарфор и другая керамика.
Гибкость. Этот показатель определяется
визуально по образованию на пластине слюды
поперечных трещин, возникающих в процессе
ее изгиба вокруг цилиндра. Пластинки муско-
вита обычно не растрескиваются, если их тол-
щина меньше диаметра цилиндра в 200—300
раз, а флогопита — в 250—500 раз.
Расщепляемость и разнотолщинность. Слю-
ды сравнительно легко расщепляются по ба-
зальной плоскости на тонкие слои.
Отщепление пластинки происходит не по
одному слою, а ступенчато — по наиболее сла-
бым (дефектным) участкам на параллельно
расположенных уровнях. В связи с этим микро-
рельеф пластинки слюды представляет собой
ступенчатую поверхность, которая состоит из
агрегатных областей, имеющих правильное кри-
сталлическое очертание. На практике высота
ступенек (разнотолщинность) на поверхностях
высококачественных пластинок колеблется от
десятков до тысяч нанометров, что зависит не
только от меры дефектности кристалла, но и от
его размеров и применяемого способа расщеп-
ления. Расщепление в водной среде обеспечи-
вает наименьшую разнотолщинность.
Расщепление слюды на визуально дефект-
ных участках приводит к недопустимой разно-
толщинности (недоснятиям). Та гае пластинки
часто идут в брак. Предельное значение иедо-
снятия регламентируется соответствующими
стандартами и техническими условиями.
Когезия. Тонкие слюдяные пластинки с
чистыми (ювенильными) поверхностями сли-
паются между собой под действием сил коге-
зии. В зонах слипания образуется оптически
плотный контакт. Экспериментальные значения
прочности слипания, отнесенной к площади оп-
тического контакта (табл. 18.2), практически
равны значениям, получаемым при испытаниях
исходного (ненарушенного) кристала. При со-
блюдении мер по предохранению свежих по-
верхностей пластинок от загрязнения их спо-
собность к слипанию сохраняется длительное
время. В частности, слюда сохраняет способ-
ность к прочному слипанию и после пятилетне-
го пребывания слюдяных пластинок в чистой
воде. В зонах оптически плотного контакта вос-
станавливаются также тепловые и электроизо-
ляционные свойства слюды. Силы когезии ис-
пользуют для получения слюдяных бумаг из
тонкорасщеплеиных слюдяных частиц.
Свойства измельченных слюд. Измельчен-
ные слюды обладают комплексом важных
свойств, широко используемых в промышлен-
ности. Слюда при любом способе измельчения
сохраняет чешуйчатую форму и, находясь в
слабовязких средах, способна к ориентации в
требуемой плоскости. Это свойство слюд повы-
шает качество различных лакокрасочных и грун-
товочных покрытий, обмазок и пластических
масс. Слюдосодержащие композиционные ма-
териалы менее водопроницаемы, более нагрево-
стойки и механически прочны; повышается и их
электрическая прочность. Слюда упрочняет
(армирует) композиционные материалы, пре-
122
Слюда и слюдяные бумаги
Разд. 18
Таблица 18.3. Основные виды и применение слюдяной продукции
Вид слюдяной продукции ГОСТ, ТУ, код окп Основное применение
Слюда щипаная Слюда конденсаторная Детали слюдяные для элект- ронных приборов Слюда телевизионная Слюда прокладочная Слюда стержневая и экран- ная Детали слюдяные прокла- дочные Детали слюдяные прокла- дочные Теплоотражатели слюдяные для электрических ламп Детали слюдяные для гро- моотводных полос и угольных пластин проводной связи Пластины слюдяные для аг- регатов зажигания реактивных двигателей Слюда для секций электро- двигателей Слюда для фотоэлектрон- ных умножителей и особых коллекторов Слюда обрезная для тепло- вых элементов, смотровых окон промышленных печей и быто- вых приборов Слюда обрезная (мусковит) для щеткодержателей Слюда молотая (мусковит) электродная Слюда молотая для органо- силикатных материалов Слюда молотая для элект- ронной промышленности ГОСТ 3028-78, код ОКП 57 2311 ГОСТ 7134-82, код ОКП 57 2411 ГОСТ 18096-72, код ОКП 57 2421 ГОСТ 13750-78, код ОКП 57 2412 ТУ 21-25-25-82, код ОКП 57 2414 ТУ 21-25-24-84, код ОКП 57 2413 ТУ 21-25-33-84, код ОКП 57 2426 ТУ 21-25-70-84, код ОКП 57 2425 ТУ 21-25-22-75, код ОКП 57 2427 ТУ 21-25-27-83, код ОКП 57 2429 ТУ 21-25-15-84, код ОКП 57 2419 ТУ 21-25-32-84, код ОКП 57 2419 ТУ 21-25-87-84, код ОКП 57 2419 ГОСТ 13751-78, код ОКП 57 2417 ГОСТ 13753-78, код ОКП 57 2419 ГОСТ 14327-82, код ОКП 57 2511 ТУ 21-25-02-77, код ОКП 57 2511 ТУ 21-25-23-75, код ОКП 51 2511 Производство клееных электро- изоляционных материалов из муско- вита и флогопита (см. разд. 19) В конденсаторах в качестве ос- новного диэлектрика (мусковит) и защитных электроизоляционных про- кладок (флогопит) Для электрической изоляции и крепления внутренней арматуры в электронных приборах (мусковит) Для диэлектрической основы мо- заичного фотокатода и мишеней пе- редающих телевизионных трубок, вакуумных приборов и др. (муско- вит) В качестве различных электроизо- ляционных прокладок (мусковит и флогопит) Для стержневой и экранной изоля- ции в авиасвечах, свечах дизельных двигателей (мусковит и флогопит) Штампованные детали в качестве нагревостойких электроизоляционных прокладок (флогопит) В вакуумных и полупроводниковых приборах (мусковит) Штампованные отражатели тепло- вого потока в мощных электрических лампах (мусковит) Штампованные детали в конструк- циях громоотводных полос и для изоляции угольных пластин провод- ной связи (мусковит) В качестве основного диэлектрика в агрегатах зажигания реактивных двигателей (мусковит) Прямоугольные прокладки при сборке секций обмоток якорей элект- ромашин (мусковит) Обрезные и штампованные пласти- ны в качестве межламельной изоля- ции в особых коллекторах и прокла- док в фотоэлектронных умножителях (мусковит, флогопит) Мусковит в качестве термоэлект- рической изоляции чувствительного элемента термометров сопротивле- ния. Мусковит и флогопит — ДЛЯ смотровых окон Для электрической изоляции щет- кодержателей от корпуса электриче- ских машин при рабочем напряже- нии, преимущественно выше 3 кВ (мусковит) Входит в состав смеси, используе- мой для покрытий электросварочных электродов (мусковит) Входит в состав высоконагрево- стойких оргаиосиликатных материа- лов (мусковит) (см. разд. 25) Входит в состав ряда влагозащит- ных электроизоляционных покрыв- ных и заливочных компаундов (мус- ковит)
§ 18.4
Разные виды слюдяной продукции кроме бумаги
123
П родолжение табл. 18.3
Вид слюдяной продукции ГОСТ, ТУ, код ОКП Основное применение
Слюда искусственная для ТУ 41-01-041-74, Обрезные и штампованные дета-
высокотемпературных изолято- ров код ОКП 57 2253 ли — электроизоляционные проклад- ки в приборах с рабочей температу- рой до 900 °C
Слюда искусственная ваку- ТУ 41-01-40-74. Пластинки прямоугольной формы
умная код ОКП 57 2253 в СВЧ-приборах
Слюда искусственная опти- ТУ 41-01-039 74, Круглые и прямоугольные пластин-
ческая код ОКП 57 2253 ки для электронно-оптических преоб- разователей
Слюда искусственная радио- ТУ 41-01-042-74, Штампованные детали для прием-
детальная код ОКП 57 2253 ио-усилительных радиоламп
Слюда искусственная щипа- ТУ 41-07-963-80, Для производства высоконагрево-
ная код ОКП 57 2331 стойких электроизоляционных мате- риалов
Слюда искусственная моло- ТУ 41-07-965 80, В качестве наполнителя в различ-
тая код ОКП 57 2243 ных слюдокерамических материалах
Примечание. В ТУ принят термин «искусственная слюда», в тексте — «синтетическая слюда», что правильней с точки зрения процесса ее получения.
пятствуя их растрескиванию, повышает износо-
стойкость, отражательную способность, улуч-
шает адгезию и коррозионную стойкость.
18.4. РАЗНЫЕ ВИДЫ
СЛЮДЯНОЙ ПРОДУКЦИИ,
КРОМЕ БУМАГИ
Основные виды слюдяной продукции, кро-
ме бумаги (табл. 18.3), изготавливают из про
мышленного или обогащенного сырца, который
получают путем обогащения и первичной обра
ботки слюдяных руд. Промышленный и обога
щенный сырец классифицируют по крупности
кристаллов. Кроме того, в каждом кристалле
обязательно должна быть полезная (бездефект-
ная) площадь размером ие менее 4 см2 * 4 * * * * * * II. Для
продукции, выпускаемой в виде измельченных
слюд, используют рудничные, фабричные отхо-
ды и мелкоразмерную слюду. Такое сырье ха-
рактеризуется гранулометрическим составом
содержанием в нем посторонних примесей и
биотита (в мусковите).
Слюда щипаная — тонкие пластинки про-
извольной формы. Она выпускается двух ма-
рок: СМИТ и СФЩ. Буквы обозначают: С —
слюда, М — мусковит, ф — флогопит, Щ — щи-
паная. Слюду СМЩ выпускают I—III групп
толщин и восьми размеров (кроме 0,5 см2),
а СФЩ — четырех групп и девяти размеров
Размер слюды указывает на минимальную
площадь слюдяных пластинок, выраженную в
квадратных сантиметрах, которая определяет-
ся площадью вписанного прямоугольника с со-
отношением сторон не более чем 3:1.
В обозначении размеров буква М указыва-
ет иа механизированный способ производства
щипаной слюды (табл. 18 4) Максимальная
площадь, входящая в каждый размер, грани-
чит с номинальным значением следующего раз-
мера. Стандартом регламентируется проброс
пластинок меньших и больших размеров, а так-
же краевое недоснятие (увеличение толщины),
превышающее верхний номинал группы толщин
иа 5 мкм (для I и II групп) и 10 мкм (для
III и IV групп). Регламентируется также ко-
личество пластинок с трещинами и проколами.
Марка СМЩ выпускается первого и второго
сортов. Для первого сорта площадь пластинок,
занятая несквозными минеральными включе-
ниями, не должна превышать 10 %, а для вто-
рого— 25 %. Слюда марки СФЩ подразделя-
ется на слюду обычную и нагревостойкую, что
определяется по допустимому отклонению цве-
та пластинок после их прогревания соответст-
венно при 150 и 250 СС.
Таблица 18.4. Толщина и размеры
щипаной слюды
Группа
толщины
Размер пластинок, см2
I
II
III
IV
50, 40, 30, 20, 15, 10, 6
50, 40, 30, 20, 15, 10, 6
4
6М, 4М, 0,5М
Толщина
пласти-
нок, мкм
10—20
20—30
5—35
5—45
Примечание. Размеры 6М, 4М. 0.SM полу-
чаются путем механического расщепления, осталь-
ные — путем ручного расщепления.
Значения пробивного напряжения щипаной
слюды первой и второй групп толщин должны
быть не менее, кВ:
Группа Мусковит Флогопит
толщины
_ Мини- _ Мини-
Среднее мальное Среднее малыюе
I 2,2 0,9 1,6 0,4
II 4,0 1,9 3,2 1,2
Слюда конденсаторная — тонкие пластин-
ки прямоугольной формы — выпускается сле-
дующих марок: СО, СФ, СНЧ, СНЧТ, СВЧ, СЗ.
Буквы обозначают: С — слюдяные детали кон-
денсаторные, О — образцовая, Ф — фильтро-
вая, НЧ — низкочастотная, ВЧ — высокочас-
тотная, Т — тонкие, 3 — защитные. Конденса-
124
Слюда и слюдяные бумаги
Разд. 18
торную слюду всех марок, кроме СЗ, изготав-
ливают только из мусковита, а СЗ — также из
флогопита. Диапазон размеров пластинок от
4X9 до 50X60 мм. По отдельным соглашениям
размеры пластинок могут быть увеличены до
100ХЮ0 мм. Толщина пластинок 0,035Ло',017’
а марки СЗ — 0,2+0,10 мм. Конденсаторную
слюду поставляют рассортированной и не рас-
сортированной по толщине. Значение tg6, не
более: для СВЧ — 6,0-10-4 (при частоте
106 Гц), для других марок, кроме СЗ, при час-
тоте 103 Гц — (4—7)-10~4. Электрическая проч-
ность ие менее 65 МВ/м, ег не менее 6,0. Для
марки СЗ Епр не менее 10 МВ/м. Стандартом
регламентируются дефекты поверхности, крае-
вые расслоения, трещины, минеральные вклю-
чения и др.
Детали слюдяные для электронных прибо-
ров (ДЭС) — штампованные пластинки, часто
со сложным очертанием контура, имеющие
круглые и фасонные отверстия, изготавливают
ся в основном из мусковита. Размеры ДЭС в
поперечнике от 7 до 55 мм, толщина от 0,1 до
0,5 мм. Изготавливают и более мелкие детали,
называемые сверхминиатюрными. Стандартом
регламентируются минеральные включения,
ржавые пятна, трещины, проколы. Особо жест-
ко регламентированы эти и другие дефекты на
перемычках между вырубленными отверстиями.
Слюда телевизионная — наиболее высоко-
качественные тонкие, прямоугольные пластинки
из мусковита — выпускается двух марок: СТА
и СТ. Буква С означает слюда мусковит, Т —
телевизионная, А — область применения. Раз-
меры пластинок от 20X20 до 125X125 мм. Со-
отношение сторон определяется заказчиком.
Толщина пластинок для марки СТА от 5 до
40 мкм, для СТ —от 10 до 300 мкм. К телеви-
зионной слюде предъявляются самые высокие
требования к качеству поверхности. Природ-
ные дефекты, видимые невооруженным глазом,
практически ие допускаются, Не допускаются
также следы от пальцев рук. Учитывая весьма
ограниченные запасы такой слюды в недрах
земной коры, ее потребление должно осуществ-
ляться в самых исключительных случаях. В
В производстве листовой слюдяной про-
дукции в зависимости от ее вида основными
технологическими операциями являются: рас-
колка кристаллов на пластины толщиной ме-
нее 2 мм; полуочистка пластин (обрезка де-
фектных частей, препятствующих дальнейшему
расщеплению); расщепление (калибровка) пла-
стин на заданную толщину; штамповка, обрез-
ка по шаблону; сортировка по толщине; раз-
браковка по качеству. Получение слюдяных
деталей резанием и штампованием имеет свою
специфику; особое значение имеет острота ин-
струмента. Средства механизации применяются
на операциях расколки, полуочистки, штампов-
ки, сортировки по толщине. Раскрой пластин,
их расщепление (калибровка) и сортировка по
качеству производятся вручную.
Щипаная слюда — флогопит мелких раз-
меров (6М—0,5М) — производится на поточ-
ных механизированных линиях с применением
для расщепления кристаллов метода упругой
волны, что снижает трудоемкость обработки
слюды в 40 раз в сравнении с ручной техноло-
гией.
18.5. СЛЮДЯНЫЕ БУМАГИ
Слюдяные бумаги изготовляют из мускови
та и флогопита в рулонах. Общий принцип
получения слюдяной бумаги заключается в из-
мельчении кристаллов слюды на мелкие тон-
чайшие чешуйки с получением водно-слюдяной
пульпы, из которой на специальных бумагоде
лательных машинах изготовляют рулонный ма
териал, причем используются отходы и непро
мышлениые категории слюд.
На слюдяные бумаги существует стандарт
СТ СЭВ 5240-85, согласно которому слюдяные
бумаги разделяют иа четыре типа по виду
слюды и способу ее обработки при получении
пульпы
1. Бумага из мусковита термохимической
обработки.
2. Бумага из мусковита термогидромехани-
ческой обработки.
3 Бумага из мусковита нетермообработаи-
ного
4. Бумага из флогопита нетермообработан-
иого.
Под термохимической обработкой подра-
зумевают обжиг с последующей обработкой
слабым раствором кислоты, под термогидроме-
ханической обработкой — обжиг без обработ
ки кислотой, под иетермообработанной слю-
дой— отсутствие обжига и химической обра-
ботки.
В СССР выпускают два вида слюдяной бу-
маги: из мусковита термохимической обработ-
ки под названием слюдинитовая бумага и из
флогопита петермообработанного под названи-
ем слюдопластовая. При ее производстве при-
меняется скрап по ТУ 41-07-108-80 (код О1(П
57 2231) и используется оригинальный способ
расщепления и измельчения слюды в две ста-
дии; сначала по плоскости совершенной спай-
ности на специальных прокатных станках, а по
том в струйных гидравлических дезынтеграто
рах без применения химических веществ.
За рубежом выпускаются слюдяные бу-
маги разных видов в ряде стран, причем ряд
фирм входят в группу Jsola, Швейцария. Слю-
дяные бумаги нашли очень широкое примеие
ние в производстве разных электроизоляцион-
ных материалов и вытеснили щипаную слюду
(см. разд. 19 и 25). Наряду с высоким качест-
вом материалов из слюдяных бумаг обеспечи-
вается значительное удешевление материалов
и сильное сокращение трудозатрат.
Ниже приведены основные технические тре-
бования по стандарту СЭВ на слюдяные бума
ги, а в конце § 18.5 даны сведения по особому
виду слюдинитовой конденсаторной бумаги.
Кроме стандарта СЭВ на слюдяиые бумаги су-
ществует СТ СЭВ 4496-84 на методы испыта-
ний слюдяных бумаг.
В табл. 18.5 даиы нормы на номиналь-
ные массы 1 м2 бумаги.
В табл. 18.6 представлены требования к
потерям массы при прокаливании (1 ч при
500 °C) и удельной проводимости водной вы-
тяжки из бумаги.
В стандарте регламентированы пропиты-
ваемость бумаги — проникновение жидкости
(60 %-ный раствор рафинированного касторо-
вого масла) через толщу образца по всей по-
верхности с верхней стороны при 25 °C и проч-
ность на разрыв по разрывному индексу в
§ 18.5
Слюдяные бумаги
125
Таблица 18.5. Масса 1 м2 слюдяной
бумаги и допустимые отклонения
Тип бумаги Номинальные значения, г Допустимые отклонения, %
среднее отдельных измере- ний
1 50; 60; 70; 80; 90; 100; 120; 150 ±5 ±8
2 50; 60; 70; 80; 90; 100; 120; 150; 180; 200 ±7 ±10
3 80; 90 ±7 ±12
100; 120; 150; 160; 180; 200; 250; 300; 350; 370; 400; 450; 500 ±7 ±10
4 80; 90 ±7 ±12
100; 120; 150; 160; 180; 200; 250 ; 300 ±7 ±10
Таблица 18.6
Тип бумаги Потеря массы при прокаливании, %, не более Удельная проводи- мость водной вытяжки, мкСм/м, не более
1 0,5 7000
2 0,5 5000
3 0,4 3000
4 0,4 3000
Н-м/г, нормы на которые даны в табл. 18.7.
Типы слюдяных бумаг подразделяются на мар-
ки, в обозначения которых входят номер типа
и номинальное значение массы 1 м2, например:
марка 1050 — бумага типа 1, масса 50 г;
4120—бумага типа 4, масса 120 г. К бумаге
всех марок предъявляются требования по од-
нородности, отсутствию повреждений, постоян-
ных проводящих включений, складок, трещин,
морщин. Показатели СТ СЭВ 5240-85 с 1 ян-
варя 1987 г. введены в ГОСТ 26858-86 «Бума-
га электроизоляционная слюдяная. Общие тех-
нические условия».
В табл. 18.8 приведено справочное прило-
жение к ГОСТ 26858-86.
Бумаги из мусковита, изготовленные тер-
мохимическим способом, имеют меньшую ско-
рость пропитки, более высокие механическую и
электрическую прочности. Бумаги из мускови-
та и флогопита, изготовленные гидромеханиче-
ским способом, быстро и хорошо пропитыва-
ются, но имеют меньшие механическую и элек-
трическую прочности.
Слюдинитовую конденсаторную бумагу
(ОКБ) изготовляют из мусковита термохимиче-
ским способом для применения в изделиях с
длительно допустимой рабочей температурой
до 500 °C в ограниченном количестве толщиной
18+1 мкм в роликах шириной 60, 75 и 90 мм.
Объемная масса ее должна быть не менее
1900 кг/м3, разрушающее усилие при разрыве
среднее, не менее 13 Н на полосках шириной
! 15 см. Пробивное напряжение среднее в исход-
Та блица 18.7
g д КЗ S Э Марка бумаги Пропитываемость, с Разрывной индекс, Н-м/г
1 1050 1060 1070 1080 1090 1100 От 10 до 40 От 20 до 60 От 40 до 100 От 60 до 130 От 90 до 190 От ПО до 220 От 10 до 20
1 1120 1150 От НО до 250 От НО до 300 От 8 до 20
2 2050 2060 2070 2080 2090 2100 От 7 до 20 От 10 до 30 От 15 до 40 От 20 до 50 От 25 до 65 От 30 до 80 От 5 до 10
2 2120 2150 2180 2200 От 45 до 115 От 70 до 180 От 100 до 260 От 120 до 320 От 4 до 8
3 3080 3090 3100 3120 От 3 до 12 От 4 до 16 От 6 до 20 От 8 до 30 От 2 до 5
3 3150 3160 3180 3200 От 12 до 40 От 18 до 60 От 20 до 80 От 1,5 до 4
3 3250 3300 От 40 до 120 От 50 до 150 От 1,5 до 3,5
3 3350 3370 3400 От 70 до 200 От 100 до 250 От 1 до 2,5
3 3450 3500 От 120 до 280 От 200 до 300 От 1 до 2
4 4080 4090 4100 От 5 до 15 От 7 до 70 От 8 до 25 От 2 до 10
4 4120 4150 4160 4180 От 12 до 35 От 18 до 55 От 25 до 80 От 2 до 10
4 4200 4250 4300 От 30 до 100 От 50 до 150 От 70 до 230 От 2 до 6
Примечание. Пропитываемость с сеточной
стороны должна составлять 0,3—0,9 от пропитывае-
мости с верхней стороны.
!26
Слюда и слюдяные бумаги
Разд. 18
Таблица 18 8
Марка бумаги Масса 1 м2, г (номинальное значение) Допускаемое отклонение Толщина, мкм Кажущаяся плотность, кгУм3, не менее
1050 50 От 35 до 40 1300
1060 60 От 45 до 50 1300
1070 70 От 50 до 60 1300
1080 80 От 60 до 65 1300
1090 90 От 65 до 75 1300
1100 100 От 80 до 90 1300
1120 112 От 90 до 105 1300
1150 115 От 105 до 120 1300
2050 50 От 30 до 35 1500
2060 60 От 35 до 40 1500
2070 70 От 40 до 45 1500
2080 80 ±7 От 50 до 55 1500
2100 100 От 55 до 60 1400
2120 120 От 80 до 90 1300
2150 150 От 100 до 110 1300
3100 100 От 65 до 70 1500
3120 120 От 80 до 85 1500
3150 150 От 105 до 110 1500
3180 180 От 115 до 120 1500
3200 200 ±7 От 130 до 135 1550
3250 250 От 150 до 170 1560
3300 300 От 180 до 200 1580
3350 350 От 210 до 230 1600
3400 400 От 240 до 260 1600
4080 80 От 40 до 60 1500
4100 100 От 50 до 70 1500
4120 120 1-7 От 60 до 80 1500
4130 130 От 70 до 90 1400
4140 140 От 80 до 100 1400
4160 160 От 90 до ПО 1400
иом состоянии должно быть не менее 1,4 кВ,
для двух точек (ие более) допускается про-
бивное напряжение 0,5 кВ.
18.6. СИНТЕТИЧЕСКАЯ СЛЮДА
В СССР и за рубежом получило наиболь-
шее распространение производство синтетиче-
ских фторфлогопитов, в которых в отличие от
природных флогопитов гидроксильные группы
полностью заменены ионами фтора. Фторфлого-
питы получают путем выращивания кристаллов
в процессе очень медленного охлаждения рас-
плава шихты, составленной из высококачест-
венного полевого шпата и химически чистых
веществ, включающих в себя и фтористые со-
единения. В шихту вводят легирующие добав-
ки, улучшающие отдельные свойства фторфло-
гопитов.
Разбор слитков на монокристаллы и даль-
нейшая их обработка весьма трудоемки. Вы-
ход из охлажденных слитков пластинок разме-
ром более 5X5 см2 пока очень мал, обработка
в основном ручная, поэтому себестоимость пла-
стин нз фторфлогопита в настоящее время вы-
ше, чем из природных слюд. Это обусловлива-
ет сравнительно небольшие объемы производ-
ства фторфлогопитов, которые ие являются за-
меной природной слюды.
Фторфлогопиты поставляются в виде очи-
щенных от дефектов пластинок толщиной от
0,02 и 0,5 мм с размерами по площади, позво-
ляющими вписать в них круг диаметром от 6
до 55 мм или прямоугольник от 3 до 25 см2.
Из отходов фторфлогопита, образующихся от
производства листовых изделий, и из мелкораз-
мерных кристаллов изготавливают слюдоплас-
товую бумагу и различные слюдокерамиче-
ские изделия. Пластинки фторфлогопита при-
меняют в различных электронных приборах, а
щипаный фторфлогопит и фторфлогопитовую
слюдопластовую бумагу — для производства
высоконагревостойких электроизоляционных
материалов, работающих при температуре до
+ 800 °C. Фторфлогопиты с легирующими до-
бавками титана, ванадия расширяют рабочий
диапазон температур до 900—1100 °C.
Фторфлогопиты в зависимости от химиче-
ского состава имеют плотность от 2600 до
3000 кг/м3, Твердость нелегированного фтор-
флогопита (в дальнейшем фторфлогопита), из-
меренная на приборе ПТМ-3 по методу вдав-
ливания алмазной пирамидки, составляет
12 МПа, а легированных титаном и ванади-
ем— соответственно 14 и 21 МПа. Микротвер-
дость природного мусковита и флогопита, из-
меренная в идентичных условиях, имеет соот-
ветственно 11 и 6 МПа.
Фторфлогопит бесцветен и в тонких слоях
прозрачен в ультрафиолетовой, видимой и в
инфракрасной областях спектра электромаг-
нитных волн. Добавки в шихту окислов каль-
ция и бария ие изменяют цвета и нагревостой-
кости, но ускоряют процесс кристаллизации и
сокращают трудоемкость обработки слитков.
Титановый фторфлогопит сине-голубого цвета,
а ванадиевый — коричнево-розоватого, р фтор-
флогопитов перпендикулярно плоскости (001)
при 20°C колеблется от 10J2 до 1014 Ом-м,
а при 500—700 °C снижается соответственно до
1010 и 5-10’ Ом-м. У ванадиевых фторфлого-
питов р при 1000°C равно 108—107 Ом-м Вви-
ду небольшой гигроскопичности фторфлогопи-
тов, не превышающей 0,16 %> их поверхностное
электрическое сопротивление при относитель-
ной влажности 65 % находится иа уровне
10)2—1014 Ом. У фторфлогопитов ег находится
в пределах 6,1—7,5, а у калий-ниобиевых
слюд — 9,5. Температурный коэффициент ег за-
висит от химического состава шихты, режима
кристаллизации и может быть как положитель-
ным, так и отрицательным. £ир фторфлогопи-
тов при испытаниях в трансформаторном масле
при толщине пластинок 0,2 мм более 15 МВ/м
и растет до 100—400 МВ/м с уменьшением тол-
щины до 0,03 мм. tg6 при частоте 10е Гц не
превышает 0,0003 и с ростом температуры от
20 до 500 °C увеличивается до 0,0015. Гибкость
фторфлогопитов ниже, чем природных слюд.
При испытаниях на гибкость 20 % пластинок
фторфлогопита толщиной 20 мкм разрушается
при их сгибании вокруг цилиндра диаметром
10 мм. Разрушение пластинок фторфлогопитов,
легированных титаном и ванадием, составляет
в этих случаях 75—80 %, а природных слюд —
0 %. В отличие от природных слюд фторфлого-
питы не вспучиваются и не меняют своей
• § 19.1
Определения и классификация
127
окраски при нагревании их до верхних эксплуа-
тационных температур 800—1100 °C.
Слюдопластовые бумаги из фторфлогопи-
тов получают термогпдромеханнческим спосо-
бом, обеспечивающим предварительное рас-
слоение исходных кристаллов перед их поступ-
лением в струйный гидравлический дезинтег-
ратор. Это обеспечит получение слюдопласто-
вых бумаг с £пр в пределах 25—40 МВ/м и
разрушающим напряжением (при растяжении)
30—60 МПа.
Отходы фторфлогопитов от производства
листовых изделий, щипаной слюды и слюдо-
пластовой бумаги используются для производ-
ства различных слюдокерамических мате-
риалов.
Синтетическую слюду выпускают следую-
щих марок: СИ-1-ВИ; СИ-1-ВС; СИ-1-О;
СИ-1-Р; СИ-1-Щ; СИ-1-СПБ; СИ-1-МН. В на-
именованиях марок первые две буквы означа-
ют: С — слюда, И — искусственная. Цифра 1
означает фторфлогопит. Буквы, стоящие за
цифрой, означают: ВИ — высокотемпературные
изоляторы, ВС — вакуумная для сверхвысоко-
частотных электронных приборов, О — оптиче-
ская, Р — радиодетальиая, Щ — щипаная,
СПБ — слюдяной скрап для бумаги слюдоплас-
товой, МН — молотая для наполнителей.
Список литературы
18.1. Алехин Ю. А., Рева Н. Н., Шустер Р. Л.
Мусковит горных пород как сырье для производст-
ва молотой слюды. М.: Недра, 1975, 54 с.
18.2. Богородицкий И. П., Пасынков В. В., Та-
реев Б. М. Электротехнические материалы. 7-е изд.
Л.: Эиергоатомиздат. 1985. 304 с.
18.3. Волков К. И., Загибалов П. Н., Ме-
цик М. С. Свойства, добыча и переработка слюды.
Иркутск: Востсибнздат, 1971. 349 с.
18.4. Костов И. Минералогия. М.: Мир, 1971.
584 с.
18.5. Лашев Е. К. Слюда. М.: Промстройиздат.
1948. 296 с.
18.6. Лейзерзон М. С. Синтетическая слюда.
М. — Л.: Госэиергоиздат, 1962. 191 с.
18.7. Мецик М. С. Физика расщепления слю-
ды. — Иркутск; Востсибнздат, 1967 . 278 с.
РАЗДЕЛ 19
СЛЮДЯНЫЕ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ
В. Б. Березин, Ю. В. Корицкий
19.1. ОПРЕДЕЛЕНИЯ И КЛАССИФИКАЦИЯ
Слюдяными электроизоляционными мате-
риалами называются материалы, изготовляе-
мые на основе пластинок щипаной природной
или синтетической слюды или слюдяной бума-
ги. В первом случае их называют миканитами,
во втором — слюдинитами или слюдопластами
в зависимости от вида слюдяной бумаги.
Миканиты представляют собой листовые
или рулонные материалы, получаемые склеива-
нием между собой пластинок щипаной слюды
(см. разд. 18). В качестве склеивающих мате-
риалов применяются различные смолы или ла-
ки, преимущественно синтетические (см. разд.
5, 6). В ряде случаев слюдяные материалы
оклеиваются с одной или двух сторон волок-
нистым основанием (подложкой). Часто мика-
нитами называют листовые материалы на ос-
нове щипаной слюды. Рулонные материалы
имеют свои специфические обозначения: мика-
лента и микафолий.
Миканиты можно классифицировать по
разным признакам. В зависимости от минера-
логической разновидности примененной слюды
различают миканиты из мусковита, флогопита
и их смеси, в зависимости от наличия подлож-
ки — оклеенные и неоклеенные, по особеннос-
тям технологического процесса изготовления —
прессованные (обычно с подогревом) и непрес-
сованные. По областям применения различают
пять основных видов слюдяных листовых ма-
териалов: коллекторный, прокладочный, фор-
мовочный. гибкий и термоупорный. Гибкий ми-
канит, оклеенный с одной или двух сторон стек-
лотканью, называют гибким стекломиканитом.
’ Микалента представляет собой композици-
онный материал из одного слоя пластинок слю-
ды, склеенных при помощи лака между собой
и подложкой, или из микалентной бумаги
(см. разд. 8), или из стеклоткани, или стекло-
сетки (см. разд. 10), покрывающей слюду с од-
ной или обеих сторон. При наличии хлопчато-
бумажной или шелковой подложки материал
называют микаполотном.
Микалента выпускается преимущественно
в виде роликов — лент сравнительно неболь-
шой ширины и только по особому требованию
заказчиков изготовляется широкими полотнами.
Микаполотно обычно выпускается в рулонах
широким полотном и листах.
Микафолий представляет собой компози-
ционный материал, состоящий из одного или
нескольких слоев щипаной слюды, склеенных
лаком между собой и бумажной или стеклово-
локнистой подложкой, покрывающей слюду с
одной стороны.
Материалы из слюдяных бумаг являются
новыми, прогрессивными материалами, вытес-
няющими в последнее время материалы из щи-
паной слюды, свойства которых они во многом
превосходят, являясь вместе с тем более деше-
выми и значительно менее трудоемкими в из-
готовлении. Слюдиниты и слюдопласты, вмес-
те взятые, с успехом могут заменить микани-
ты во всех областях их применения.
Слюдиниты получают из слюдинитовой бу-
маги, пропитанной различными связующими
материалами и склеенной со стекловолокнистой
подложкой (исключение составляет коллектор-
ный слюдинит, не имеющий подложки).
К листовым слюдинитам относятся коллек-
торный, формовочный и гибкий (в принципе,
возможно получение прокладочного), а к ру-
128
Слюдяные электроизоляционные материалы
Разд. 19
лонным — слюдинитофолий и слюдинитовые
ленты.
По сравнению с миканитами слюдиниты
обладают большей равномерностью по толщи-
не, повышенной и более равномерной электри-
ческой прочностью (что особо важно в изоля-
ции высоковольтных электрических машин), но
имеют несколько меньшие механическую проч-
ность и влагостойкость. Однако при правиль-
ном выборе пропитывающего материала и тех-
нологического процесса изготовления системы
изоляции на основе слюдинита могут ие усту-
пать материалам из щипаной слюды и в этом
отношении, а в ряде случаев превосходить их,
например в системах изоляции высоковольтных
машии.
Коллекторный слюдинит — листовой мате-
риал, получаемый горячим прессованием слю-
динитового картона, содержащего связующую
смолу, в частности шеллак.
Формовочный стеклослюдинит — листовой
материал, изготовляемый из одного или двух
слоев слюдинитовой бумаги и стеклоткани,
пропитанной лаком, в частности кремнийорга-
ническим, с последующим горячим прессова-
нием.
Гибкие слюдиниты—листовые материалы,
получаемые из нескольких слоев слюдинито-
вой бумаги, пропитанных и склеенных электро-
изоляционными лаками с последующим горя-
чим прессованием.
Слюдинитофолий — композиционный ру-
лонный материал, получаемый из одного слоя
слюдинитовой бумаги с подложкой из лавса-
новой бумаги, пропитанной лаком.
Слюдинитовая лента — состоит из одного
слоя (иногда из двух слоев) слюдинитовой бу-
маги с односторонней или двусторонней стек-
ловолокнистой подложкой. В некоторых слу-
чаях в качестве одной из подложек применя-
ется полимерная, например полиэтилентерефта
латиая, пленка (см. разд. 16)
Слюдинитовые ленты бывают двух видов:
пропитанные и сухие. При изготовлении пропи-
танных лент их пропитывают соответствующими
лаками или компаундами, являющимися одно-
временно и склеивающими материалами. Сухие
лепты изготовляют с небольшим количеством
склеивающего материала, ие пропитывающего
ни слюдинитовую бумагу, ни подложку. Разные
типы лент применяют в разных системах изо-
ляции электрических машин.
Слюдопласты изготовляются из слюдоплас-
товой бумаги, обработанной различными свя-
зующими. Они обладают большей механической
прочностью, чем слюдиниты, а по своей струк-
туре ближе подходят к миканитам. К лис-
товым слюдопластам относятся коллекторный,
прокладочный, формовочный и гибкий, а к
рулонным — слюдопластофолий и слюдопласто-
лента.
Коллекторный слюдопласт представляет со-
бой листовой прессованный и калиброванный
по толщине материал, состоящий из нескольких
слоев слюдопластовой бумаги, склеенных меж-
ду собой связующим веществом.
Формовочный и прокладочный слюдоплас-
ты —• листовые материалы, состоящие из не-
скольких слоев слюдопластовой бумаги, пропи-
танных н склеенных соответствующим связую-
щим веществом с последующим горячим прес-
сованием.
Гибкие слюдопласты и стеклослюдоплас-
ты — листовые материалы, получаемые из двух
или нескольких слоев слюдопластовой бумаги,
пропитанных и склеенных между собой связую-
щим веществом и спрессованных при нагреве.
В ассортименте гибких стеклослюдопластов
предусмотрены слюдопласты, оклеенные с од-
ной или двух сторон стеклотканями, стеклосет-
ками или стеклолакотканями.
Слюдопластофолий представляет собой лис-
товой или рулонный материал, получаемый из
одного или нескольких слоев слюдопластовой
бумаги, пропитанных и склеенных между со-
бой связующим веществом с подложкой из те-
лефонной бумаги (выпускается также без под-
ложки) .
Слюдопластовая лента представляет собой
слой слюдопластовой бумаги, склеенной при
помощи лака с двумя подложками из мика-
лентной бумаги.
Стеклослюдопластолента нагревостойкая
представляет собой рулонный материал, состоя-
щий из одного слоя слюдопластовой бумаги,
оклеенной с одной стороны при помощи
кремнийорганического лака К-47 стеклопод-
ложкой.
Из-за содержания большого количества
слюды слюдяная изоляция относится к классу
иагревостойкости В даже в сочетании с поли-
мерными связующими невысокой нагревостой-
кости (шеллак, битумио-масляные лаки, глиф-
тали) и подложками из органических волокон.
Слюдяная изоляция с полимерными связую-
щими повышенной иагревостойкости и неорга-
ническими подложками относится к классам
иагревостойкости F и Н и даже в отдельных
случаях к классу С.
Слюдяная изоляция отличается высокой
электрической прочностью. Высокая влагостой-
кость слюды и стойкость ее к длительному
воздействию сильных электрических полей сде-
лали слюдяные материалы основной изоляци-
ей высоковольтных электрических машин и
обеспечили широкое использование миканитов
в машинах с влагостойкой изоляцией.
Все листовые слюдяные материалы хорошо
режутся и штампуются. Из формовочных и фо-
лиевых материалов, как правило, при нагрева-
нии можно изготовлять фасонные изделия ме-
тодом прессования и трубки — методом на-
мотки.
Гибкие листовые материалы, как и ленточ-
ные, обладают известной гибкостью при ком-
натной температуре.
Обобщенная классификация слюдяных ма-
териалов, учитывающая совокупность различ-
ных признаков, представлена в табл. 19.1. Обо-
значения марок слюдяных материалов взяты
из соответствующих ГОСТ и ТУ. Показатели
ряда высоконагревостойких слюдяных мате-
риалов приведены в разд. 25. В табл. 19.2 при-
ведены номинальные толщины, допуски по тол-
щине и состав слюдяных материалов по дей-
ствующим ГОСТ и ТУ,
§ 19.1
Определение и классификация
129
Таблица 19.1. Классификация слюдяных материалов и их состав
Внд материала; ГОСТ или ТУ Марка материала Массовое содержание, %
слюды склеиваю- щего ве- щества летучих (не более)
Миканит коллекторный; кфш, кфг, кфгс, кфп — <4,5
ГОСТ 2196-75 КФП1-1, КФП-1 <3,5 —
КФА —- <1,1 —
Слюдинит коллекторный; кеш — 5—9 —
ГОСТ 12127-78
Слюдинит коллекторный на ксэ — <8 —
синтетических связующих; КСрЭ — <10 —
ТУ 16-503.239-83
Слюдопласт коллекторный; КИФШ, КИФШ-2 — <6 .—
ГОСТ 18990-79 кифш-1 — <5 .—
КИФП, КИФН-С — <7 —
КИФК — <8 —
Миканит формовочный; ФМГ, ФФГ 86—80 14—20 1
ГОСТ 6122-75 ФФГА, ФМГА 92—86 8—14 1
ФМП, ФФП 88—80 12—20 1
ФМП-А, ФФПА 93—88 7—12 1
ФМК 82—67 18—33 1
ФФК 84—69 16—31 1
ФФКА 91—84 9—16 1
Стеклослюдинит формовоч- ФСКН-1, ФСКН-2 Содержание неорганической
ный нагрево стой кий; части ие менее 83,5 %
ТУ 16-503.079-76
Слюдопласт формовочный; ФИФША — 6—11 1
ТУ 21-25-91-81
Слюдопласт формовочный ФИП 7—10 1,5
прессованный: ТУ 16-503.157-76
Слюдопласт формовочный ФИП-АПЛ Содержание неорганической
прессованный; ТУ 16- части не менее 75 %
503.121-79
Слюдопласт формовочный ФИФК-АПЛ Содержание неорганической
поессоваииый армирован- ный; ТУ 21-25-193-78 части ие менее 75 %
Миканит прокладочный; ПМГ, ПФГ, пег 92—80 8—20 —
ГОСТ 6121-75 ПФК толщиной 0,15 мм, 94—86 6—14 —
0,5—5,0 мм 91—82 9—18 —
Слюдопласт прокладочный; ПИФШ 93—85 7—15 .—
ГОСТ 18625-79 ПИФША 97—94 3—6 —•
ПИФТ 97,5— 93,75 2,5— 6,25 —
Миканит гибкий; ГМС, ГФС 90—75 10—25 5
ГОСТ 6120-75 ГМЧ, ГФЧ 85—75 15—25 5
ГМС-ББ, ГФС-ББ >50 10—25 10
ГМЧ-ББ, ГФЧ-ББ, ГФК >50 15—25 10
9—560
130
Слюдяные электроизоляционные материалы
Разд. 19.
П родолжение табл. 19.1
Вид материала; ГОСТ или ТУ Марка материала Массовое содержание, %
слюды склеиваю- щего ве- щества летучих (не более)
Стекломикаиит гибкий; ГОСТ 8727-78 ГФС-Т толщиной 0,22 и 0,25 мм 0,30 мм 0,50 мм ГФС-ТТ толщиной 0,25 мм 0,30 мм и 0,35 мм 0,40 мм 0,50 и 0,55 мм ГФЭ-ТТ-1 толщиной 0,2 мм 0,25 и 0,30 мм 0,35 и 0,40 мм 0,50 и 0,60 мм ГФЭ-ТТ толщиной 0,25 мм 0,30 и 0,35 мм 0,40 мм 0,50 и 0,60 мм ГФК-Т толщиной 0,22 и 0,25 мм 0,30 мм 0,50 мм ГФК-ТТ-1 толщиной 0,20 мм 0,25 и 0,30 мм 0,35 и 0,40 мм 0,50 и 0,60 мм ГФК-ТТ толщиной 0,25 мм 0,30 и 0,35 мм 0,40 мм 0,50 и 0,60 мм V W 'У у V W V V \V V \V \V \V \V V у V \V \V V \V \V \у у у у ОдЦ^^МСЛСЛ^Ц^СЛСЛ 4^ОПСпД^4=ьСЛСпСЛ4^СяСП^^СТ>СЛ СП ослослслослосло СЛ СП о сл о о сл о сл сл О СП о о сл о 13—25 15—30 15—30 15—30 20—36 20—36 20—36 4 4 2 2 2 2 2
Слюдинит гибкий; ГОСТ 10715-76 г.скн, Г2СКН Г,СК, г2ск ГСП >40 >30 >45 25—45 30—55 25—45 2 2 2
Пленкостеклослюдинит кий композиционный; ТУ 16-503.096-76 гиб- ГСП-ЛСП-Пл ГСП-Т-Пл >46 >53 1,5 1,5
Стеклослюдинит рулонный; ТУ 16-503.184-79 РСКН Потери массы при прокали- вании 15±5 %
Слюдопласт гибкий; 21-25-231-79 ТУ ИФГК, ИФГГ 75—85 15—25 5
Стеклослюдопласт компо- зиционный; ТУ 16-503.052-78 ГИТ-ТС, ГИП-ТС(в), ГИП-СС(в) ГИК-ТС(в), ГИК-СС(в) ГИТ-С-ЛСБ, ГИТ-Т-ЛСБ ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в) ГИК-Т-ЛСК(В) ГИП-Т-С-ЛСП(в) ГИП-ЛСБ-ЛСЛ (в), ГИТ-ЛСБ-ЛСЛ ГИК-ЛСК-ЛСЛ(в) >68 >85 55—75 55—75 70—90 65—85 50—70 65—85 15—30 13—30 1,5 2 1,5 1,5 2,5 1,5 1,5 2,5 1,5
Пленколакослюдопласт; ТУ 16-503.089-80 ГИП-ЛСП-Пл >50 — 1,5
Стеклопленкослюдопласт влагостойкий; ТУ 16-503.117-78 ГИП-Т-СПл(в) ГИК-Т-СПл(в) >60 >70 13—25 12—24 1,5 1,5
§ 19.1
Определение и классификация
131
Продолжение табл. 19.1
Вид материала; ГОСТ или ТУ Марка материала Массовое содержание, %
СЛЮДЫ склеиваю- щего ве- щества летучих (не более)
Стеклопленкослюдопласт ГИП-ЛСП-СПл(в), >55 — 1,5
влагостойкий; ГИТ-ЛСП-СПл(в)
ТУ 16-503.117-78 ГИТ-ЛСБ-Пл(в), >50 _—. 1,5
ГИП-ЛСП-Пл(в) ГИП-ЛСБ-Пл(в), 70—90 —. 2,5
ГИК-ЛСК-ТТПл (в)
Микафолий; ГОСТ 3686-77 МФГ-Б, МФШ-Б, ММГ-Б, >45 17—32 6
ММШ-Б толщиной 0,15 и 0,2— >50 17—32 6
0,3 мм МФГ-Б, МФШ-Б, ММГ-Б, >50 17—32 6
ММШ-Б, МФГ-Т, МФГ-С, ММГ-Т, ММГ-С, МФП-Т, МФП-С толщиной 0,20— 0,30 мм
МФК-Т, МФК-С, ММК-Т, >45 20—36 6
ММК-С
Слюдинитофолий; СБЛГ-120 >45 20—30 5
ТУ 16-503.041-84 СБСЭП-185 >30 40—50 5
Слюдопластофолий; ИФГ >80 12—20 2—4
ГОСТ 19760-74 ИФГ-Б >55 10—20 1—3
ИФГ-П >75 18—25 2—4
ИФГ-БП >55 18—25 1—3
Стеклослюдопластофолий; ИФТ-ЗБ 35—45 35—42 1,2
ТУ 21-25-76-78
Микалеита; ГОСТ 4268-75 Марки воздушной сушки Не менее
ЛФЧ-ББ толщиной 0,10— >45 15—30 6
0,11 мм 0,13—0,17 мм >50 15—30 6
ЛФЧ-ТБ толщиной 0,14— >45 15—30 3
0,17 мм ЛФС-ББ толщиной 0,10 мм >45 15—30 6
0,13 мм >50 15—30 6
ЛФС-ТБ толщиной 0,10 мм >40 15—30 3
0,13 мм >50 15—30 3
0,15—0,17 мм >45 15—30 3
ЛФС-ТТ, ЛФС-ТС толщиной >40 15—30 3
0,10—0,15 мм,
0,17 мм, >35 15—30 3
0,21 мм >30 15—30 3
ЛФК-ТТ, ЛФК-ТС толщиной >40 17—33 1
0,10—0,15 мм, 0,17 мм, >35 17—33 1
0,21 мм >30 17—33 1
ЛМЧ-ББ толщиной 0,10— >45 15—30 6
0,11 мм, 0,13—0,17 мм >50 15—30 6
ЛМС-ББ толщиной 0,10 мм, >45 15—30 6
0,13—0,17 мм >50 15—30 6
ЛМЧ-ТБ толщиной 0,15— >45 15—30 3
0,17 мм
ЛМК-ТТ, ЛМК-ТС толщиной 0,13—0,15 мм >40 17—33 1
Марки печной сушки Не бол ср
ЛФЧ-Б толщиной 0,08 мм >60 8—18 3
132
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.1
Вид материала; ГОСТ или ТУ Марка материала Массовое содержание, %
слюды склеиваю- щего ве- щества летучих (не более)
Микалента; ГОСТ 4268-75 ЛФК-Т толщиной 0,08 мм >50 17—33 1
0,13—0 ,15мм >40 17—33 1
ЛФК-ТТ, ЛФК-ТС толщиной >40 17—33 1
0,10—0,15 мм 0,17 мм >35 17—33 1
0,21 мм >30 17—33 1
ЛМК-ТТ, ЛМК-ТС толщиной >40 17—33 1
0,13—0,15 мм ЛМР-СС толщиной 0,13 мм >55 2—8 —
Микалента класса иагрево- ЛФЭ-ТТ, ЛМЭ-ТТ, ЛФЭ-ТС >40 Для воздуш-
стойкости F; толщиной 0,10 и 0,15 мм ной сушки
ТУ 16-503.028-75 0,13 мм >45 15—30
0,17 мм >35 Для печной
сушки
0,21 мм >30 1—4
Не менее
Микалента «ленточка»; ЛФЧ-ББ-л толщиной 0,08— >50 12—30 3,5
ТУ 21-25-197-77 0,13 мм ЛМЧ-ББ-л толщиной 0,13 мм >55 12—30 3,5
Не менее
Микаполотно; ПФЧ-ШБ, ПФС-ШБ, >45 20—35 3
ТУ 16-503.039-75 ПМЧ-ШБ, ПМС-ШБ ‘ ПФЧ-ХБ, ПФС-ХБ, ПМЧ-ХБ, >35 20—40 2—6
ПМС-ХБ ПФЧ-ТБ, ПФС-ТБ, ПМЧ-ТБ, >35 20—40 1,5—5
ПМС-ТБ ПФЧ-ХХ, ПФС-ХХ, ПМЧ-ХХ, >35 20—40 2—6
пмс-хх ПФЧ-ТТ, ПФС-ТТ, ПМЧ-ТТ, >35 20—40 1,5—5
ПМС-ТТ
Ленты слюдинитовые про- лск-тт, лск-сс >20 25—40 2
питанные; ГОСТ 13184-78 ЛСЭП-934-ТПл толщиной >25 20—37 1,3—4
0,9 мм
0,10—0,13 мм >30 20—37 1,3—4
ЛСЭП-934-ТПлА толщиной >25 20—37 0,8—1,2
0,09 мм 0,10—0,13 мм >30 20—37 0,8—1,2
ЛСЭП-934-СПл >30 20—37 1,3—4,0
ЛСЭП-934-СПлА >30 20—37 0,8—1,2
ЛСК-ПО-СПл, ЛСК-ПО-ТПл >30 25—40 2
ЛСК-ИО-ТТ, ЛСК-ПО-СТ >28 30—40 2
толщиной 0,11—0,17 мм 0,20—0,30 мм >35 30—40 2
ЛСК-110-СТ толщиной 0,11— >28 30—40 2
0,17 мм 0,20—0,30 мм >35 30—40 2
ЛСД-110-БПл >30 20—40 2
ЛСКЭК-5-ТПл >30 25—40 2
ЛСЭК-5-ТТ, ЛСЭК-5-СТ >28 30—40 2
Лента стеклослюдинитовая ЛС-ЭП-9125-ТТ >33 35—45 3—7
пропитанная; ТУ 16.503.192-79
Лента стеклослюдинитовая ЛС-ЭН-526-Т, ЛС-ЭПМ-63-Т 30—40 35—45 1,5
на эпоксидных связую- толщиной 0,13 мм 35—45
щих с латентными отвер- 0,16 мм 34—44 1,6
дителями; ’ ; 0,17 мм 37—47 35—45 1,6
ТУ 16-503.191-79 0,20 мм 39—49 35—45 1,6
0,22 мм 41—51 35—45 1,6
§ 19.1
Определение и классификация
133
Продолжение табл. 19.1
Вид материала; ГОСТ или ТУ Марка материала Массовое содержание, %
слюды склеиваю- щего ве- щества летучих (не более)
Лента стеклослюдинитовая; ЛТСС-З, ЛТСС-ЗБ 26—40 40—50 1,3—2,5
ТУ 84-171-79
Лейта стеклослюдииитовая лс-кэ-тт 35+10 40з=5 —
пропитанная; ТУ 16-503.231-82
Ленты слюдинитовые не- лскн-юо-тт 3—7 0,5
пропитанные; ЛСКО-120-Т 7—13 0,5
ТУ 16-503.030-80 ЛСКН-135-СПл - 4—10 0,5
ЛСКН-160-ТТ, — 6,5 0,5
ЛСКН-160 TT-A ЛСКО-180-Т, ЛСКО-180-Т-А 15 0,5
ЛСКО-200-Т 15 0,5
Лента стеклослюдопласто- ЛИПЭФ-Т >35 27—35 0,3—0,7
вая; ТУ 21-25-100-72
Слюдопластолента; ЛИФЧ-ББ, ЛИФГ-ББ толщи- >40 20—35 6—10
ГОСТ 19758-74 ной 0,11 мм 0,13 мм >45 20—35 6—10
0,15—0,17 мм >45 15—30 6—10
Стеклослюдопластолента ЛИФК-Т >37 31—50 0,15—0,35
нагревостойкая; ЛИФК-ТТ >30 34—53 0,2—1,0
ТУ 21-25-137-76 ЛИФК-ТС >35 34—53 0,2—1,0
Лента стеклослюдопласто- ЛИ-Р-ТТ, ЛИ-Ру-ТТ, — 3—5 0,5
вая непропитанная; ТУ 21-25-151-75 ЛИ-Р-ТС, ЛИ Ру-ТС
Примечание. В марках слюдяных мате-
риалов буквы и цифры обозначают:
Для миканитов. Буква, стоящая на первом мео
те, обозначает вид слюдяного материала: К — кол-
лекторный, Ф — формовочный, П — прокладочный,
Г — гибкий, М — микафолий, Л — лента. Буква, сто-
ящая на втором месте, обозначает вид слюды: М —
мусковит, Ф — флогопит, С — смесь мусковита с
флогопитом.
Буква, стоящая на третьем месте, обозначает
вид связующего: Г — глифталь, Ш — шеллак, К —
кремнийорганическое связующее, Ч — черный (би-
тумно-масляный) лак, С — масляно-глифта левый
лак, П и Э—полиэфирное связующее, А—аммоний
фосфорно-кислый, Р— каучук (резина).
Дополнительные буквенные обозначения: А —
пониженное содержание связующего вещества, Б —
бумажная подложка односторонняя, ББ — бумажная
подложка двусторонняя, Т — стеклотканевая подлож-
ка односторонняя, ТТ— стеклотканевая подложка
двусторонняя, С — стеклосетка односторонняя, СС —
стеклосетка двусторонняя, XX — хлопчатобумажная
ткань двусторонняя, ТБ и ТС — комбинированные
подложки: одна из стеклоткани, другая из бумаги
и стеклосетки (соответственно), ШБ и ХБ — комбини-
рованные подложки: одна из шелка н хлопчатобу-
мажной ткани, другая нз бумаги (соответственно),
Л — ленточка.
Цифра 1 — пониженная усадка миканита.
Для слюдннитов, кроме слюдинитофолня и
стеклослюднннтовой ленты марки ЛТСС- Буква, сто-
ящая на первом месте, обозначает вид материала:
К — коллекторный, Ф — формовочный, Г — гибкий,
Л — лента, Р — рулонный.
Буква С, стоящая на втором месте, обозначает
слюдинит (кроме слюдннитофолия).
Буква, стоящая на третьем месте, обозначает
вид связующего: Ш — шеллак, П — полиэфирный лак,
К — кремнийорганический лак и компаунд для лен-
ты на компаунде, Э — эпоксидный лак.
Цифры: 25 и 40 — толщина стеклоткани, мкм,
1—после первой буквы—оклеенный с одной стороны,
2 после первой буквы — оклеенный с двух сторон,
1 после второй буквы — один слой слюдинитовой
бумаги, 2 после второй буквы — два слоя слюдини-
товой бумаги, К-110 — эпоксидно-полиэфирный ком-
паунд 110, 3 н ЗБ — номера лаков, ЭП-934 и ЭП-970—>
полиэфирно-эпоксидные лакн (см. разд. 6),
Дополнительные буквенные обозначения: Н —
нагревостойкий, Т и ТТ — стеклоткани: односторон-
няя и двусторонняя, С и СС — стеклосетки: односто-
ронняя и двусторонняя у стеклослюдинитовой ленты
марки «ПТСС-3, Т на втором месте — термореактив-
ная, С на третьем месте — слюдинит, С иа четвертом
месте — стеклоткань, Тпл — стеклоткань и пленка.
Цифры: 1 на последнем месте — стеклоткань
толщиной 0,025 мм, 2 — стеклоткань толщиной
0,043 мм, ЭК-5 — эпоксидно-каучуковые компаунды,
ЭП-9125 — тюлиэфирчо-эпоксидный лак ЭН-526 —
эпоксиноволачиое связующее, ЭПМ-63 — эпокситрифе-
нольное связующее.
Для слюдинитофолия. С — на первом месте —
слюдинитофолий, БЛ — бумага лавсановая, Г — глнф-
та левый лак, ЭП — эпоксидно-полиэфирный лак,
цифры 120 н 180 — поверхностная плотность.
Для непрочитанной слюдинитовой ленты: КН и
КО — клеящие составы, цифры 100, 120, 135, 160, 180
и 200 — поверхностная плотность ленты.
Для слюдопластов. Буква, стоящая на первом
месте, обозначает вид материала: К — коллекторный,
П — прокладочный, Г — гибкий, Ф — формовочный,
С — слюдопластофолий, Л — лента.
Буква И, стоящая на первом и втором месте, — слю-
допласт.
Буква Ф, стоящая на втором или на третьем
месте, — флогопит.
Буквы, стоящие на четвертом месте, а также у
формовочного и гибкого стеклослюдопласта и слюдо-
пластофолня на третьем месте, указывают внд свя-
зующего: Ш — шеллак, Г и Т — глифталевые лаки,
Ч — битумно-масляный лак, Т — нагревостойкое свя-
зующее для коллекторного и прокладочного, К —
кремнийорганический лак, П — полиэфирный лак,
Р — на третьем месте — каучук, Ру — каучук с уско-
рителем.
Дополнительные буквы в конце для слюдопла-
стов, кроме коллекторного: Б — телефонная бумага,
Т и С - стеклоткань и стеклосетка; у коллекторного
слюдопласта буква С — специальный. Для гибких
стеклослюдопластов .буквы Т, ТС и СС — стеклоткань
н стеклосетка, Э ЛСБ, ЛСП, ЛСЛ, ЛСК — марки
стеклолакоткан ей, индекс (в) — влагостойкий, П — у
слюдопластофолия—повышенное содержание связу-
ющего. Цифры I и П — показатели пониженной
усадки коллекторного слюдопласта.
134
Слюдяные электроизоляционные материалы
Разд. 19.
Таблица 19.2. Допуски по толщине для слюдяных материалов по действующим
ГОСТ или ТУ
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Миканит коллекторный КФШ, КФГС, КФГ, 0,4—0,6 ±0,03 ±0,07
КФП, КФШ, КФГ 0,7—1,5 ±0,04 ±0,08
КФШ-1, КФП-1 0,7—1,5 ±0,03 ±0,06
КФА 0,7—1,2 ±0,05 ±0,10
Слюдинит коллекторный кеш 0,5—1,2 ±0,02 ±0,04
Слюдинит коллекторный иа сии- ксэ 0,4—2,0 ±0,02 —
тетических связующих КСрЭ 0,4—2,0 ±0,02 —
Слюдопласт коллекторный КИФШ, КИФШ-1, КИФШ-2, 0,4—0,6 ±0,03 ±0,07
КИФП, КИФН-С, КИФК 0,7—1,5 ±0,04 ±0,08
Миканит формовочный ФМГ, ФМГ-А, ФФГ, ФФГ-А 0,15; 0,20; ±0,05 ±0,10
0,25
0,30; ±0,05 ±0,12
0,35
0,40; ±0,06 ±0,15
0,45
0,50 ±0,08 ±0,18
0,60 ±0,09 ±0,18
0,70 ±0,10 ±0,21
0,80 ±0,12 ±0,24
0,9 ±0,13 ±0,27
1,0 ±0,15 ±0,30
1,5 ±0,22 ±0,45
ФМП, ФМП-А, ФФП, ФФП-А 0,15; ±0,05 ±0,10
0,20;
0,25
0,30 ±0,05 ±0,12
ФФП, ФФП-А 0,40 ±0,06 ±0,15
0,50 ±0,08 ±0,18
ФМК, ФФК, ФФК-А 0,15; ±0,05 ±0,10
0,20;
0,25
0,30; ±0,05 ±0,12
0,35
0,40; ±0,06 ±0,15
0,45
0,50 ±0,08 ±0,18
Миканит формовочный с госу- ФМГ, ФМГ-А, ФФГ, ФФГ-А 0,15; ±0,05 ±0,08
дарственным Знаком качест- 0,20;
ва 0,25
0,30; ±0,05 ±0,10
0,35
0,40; ±0,06 ±0,13
0,45
0,50 ±0,08 ±0,16
ФМП, ФМП-А, ФФП, ФФП-А 0,15; ±0,05 ±0,08
0,20;
0,25 ±0,10
0,30 ±0,05
§ 19.1
Определение и классификация
135
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Миканит формовочный с госу- дарственным Знаком качест- ва ФФП, ФФП-А 0,40 0,50 ±0,06 ±0,08 ±0,13 ±0,16
Стеклослюдииит формовочный нагревостойкий ФСКН-1 0,10 0,12 —0,025 ±0,020 ±0,04 ±0,04
ФСКН-2 0,10; 0,12; 0,15 ±0,020 ±0,04
Слюдопласт формовочный ФИФША 0,20; 0,25; 0,30; 0,35 ±0,04 ±0,10
Слюдопласт формовочный прессованный ФИП-АПЛ 0,25; 0,30; 0,35 ±0,04 ±0,06
Слюдопласт формовочный прессованный армирован- ный ФИФК-АПЛ 0,25; 0,30; 0,35 ±0,04 ±0,07
Слюдопласт прессованный ФИП 0,20; 0,25; 0,30; 0,35 ±0,04 ±0,06
Миканит прокладочный ПФК 0,15 +0,05 —0,04 +0,08 —0,07
Все остальные марки 0,5 0,6 0,7 0,8 0,9 1,0 1,5 2,0 3,0 5,0 ±0,10 ±0,12 ±0,14 ±0,16 ±0,18 ±0,20 ±0,30 ±0,30 ±0,40 ±0,75 + 0,18 ±0,18 ±0,21 + 0,24 ±0,27 + 0,30 ±0,45 + 0,50 ±0,75 ±1,25
Слюдопласт прокладочный ПИФШ, ПИФША, ПИФТ 0,3;0,4 ±0,03 ±0,07
0,5; 0,6; 0,7; 0,8; 0,9 ±0,04 ±0,10
1,0 1,2 1,5 ±0,05 ±0,09 ±0,20 ±0,15 ±0,25 ±0,30
Миканит гибкий ГМС, ГФС, ГМЧ 0,15 ±0,05 +0,12 —0,08
136
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Миканит гибкий ГФЧ, ГФК 0,20; 0,25 ±0,05 ±0,12
0,3; 0,35; 0,4; 0,45; 0,5 ±0,08 ±0,15
ГМС-ББ, ГФС-ББ, ГМЧ-ББ, ГФЧ-ББ 0,2; 0,25 0,3; 0,4;0,5 ±0,05 ±0,08 j ±0,12 ±0,15
Стекломикаиит гибкий ГФЭ-ТТ, ГФК-ТТ-1 ГФС-Т, ГФК-Т 0,20 0,22; 0,25 ±0,05 ±0,05 ±0,10 ±0,10
ГФС-ТТ, ГФЭ-ТТ, ГФЭ-TT-I, ГФК-ТТ, ГФК-ТТ-1 0,25 ±0,05 ±0,10
ГФЭ-ТТ, ГФЭ-ТТ-1, ГФК-ТТ, ГФК-ТТ-1, ГФС-ТТ, ГФЭ-ТТ, 0,30 ±0,06 ±0,10
ГФС-ТТ, ГФЭ-ТТ ГФЭ-TT-I, ГФК-ТТ, ГФК-ТТ-1 ГФС-Т, ГФС-ТТ, ГФЭ-ТТ, ГФК-Т, ГФЭ-TT-I, ГФК-ТТ, ГФК-ТТ-1 0,35; 0,40 0,5 ±0,06 ±0,07 ±0,12 ±0,15
ГФЭ-TT-I, ГФК-ТТ, ГФК-ТТ-1, ГФС-ТТ, ГФЭ-ТТ 0,6 ±0,08 ±0,15
Слюдинит гибкий г,ск 0,10; 0,15 +0,02 —0,01 +0,03 —0,02
ГоСКН 0,20; 0,25; 0,30 ±0,03 ±0,05
г,скн 0,10 0,12; 0,15 —0,025 +0,02 —0,01 ±0,04 +0,03 —0,02
Слюдинит гибкий с государст- венным Знаком качества Ггск 0,20 0,25; 0,30 ±0,02 ±0,03 ±0,03 ±0,05
Пленкостеклослюдииит гибкий композиционный гсп-лсп-пл 0,35 0,40 ±0,03 ±0,03 ±0,06 ±0,07
гсп-т-пл 0,30 0,35 ±0,03 ±0,03 ±0,05 ±0,06
§ 19.1
Определение и классификация
137
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Стеклослюдинит рулонный РСКН 0,20; 0,25; 0,35 ±0,03 ±0,05
Слюдопласт гибкий 0,2 ±0,04 ±0,08
ИФГК, ИФГГ 0,3 0,4;0,5 ±0,05 ±0,06 ±0,10 ±0,12
Слюдопласт гибкий с государ- ственным Знаком качества ИФГК, ИФГГ 0,2 0,3 0,4; 0,5 ±0,04 ±0,05 ±0,06 +0,05 —0,08 ±0,10 ±0,10
Стеклослюдопласт композици- онный ГИТ-ТС, ГИП-ТС(в), ГИП-СС(в), ГИК-ТС(в) 0,25; 0,30 ±0,04 ±0,08'
ГИК-СС(в) 0,35; 0,40; 0,45 ±0,05 ±0,10
ГИТ-Т-ЛСБ 0,45; 0,55 ±0,06 +0,12 —0,08
ГИТ-С-ЛСБ 0,45; 0,55 ±0,07 +0,12 —0,08
ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в) 0,43; 0,55 ±0,06 ±0,10
ГИК-Т-ЛСК(в). 0,35 0,43; 0,55 ±0,05 ±0,06 ±0,10 ±0,10
ГИП-Т-С-ЛСП(в), ГИП-ЛСБ-ЛСЛ (в) 0,46 ±0,07 ±0,10
ГИТ-ЛСБ-ЛСЛ, ГИК-ЛСК-ЛСЛ(в) 0,55 ±0,07 ±0,10
Стеклослюдопласт композици- онный с государственным Знаком качества ГИТ-Т-ЛСБ ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в) 0,45; 0,55 0,43; 0,55 ±0,06 ±0,05 +0,10 —0,08 ±0,08
ГИК-Т-ЛСК(в). 0,35; 0,43; 0,55 ±0,05 ±0,08
ГИТ-ЛСБ-ЛСЛ 0,55 4-0,07 —0,04 +0,12 —0,08
138
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Пленколакослюдопласт гип-лсп-пл 0,35 0,40 0,45 +0,04 —0,03 +0,04 —0,03 ±0,05 +0,06 ±0,07 ±0,08
Стеклопленкослюдопласт вла- гостойкий ГИП-Т-СПЛ(в) 0,30; 0,35 0,40 +0,04 +0,05 ±0,08 ±0,10
ГИТ-ЛСБ-ПЛ (в), , ТИП-ЛСБ-ПЛ(в), ГИП-ЛСП-ПЛ (в) 0,40; 0,45 ±0,06 ±0,10
ГИТ-ЛСБ-СПЛ (в), ГИП-ЛСП-СПЛ(в), ГИК-ЛСК-ТТ-ПЛ(в) 0,45; 0,50 +0,06 ±0,10
ГИК-Т-СПЛ(в) 0,32 +0,04 ±0,08
Стеклопленкослюдопласт вла- гостойкий с государственным Знаком качества ГИП-Т-СПЛ(в) 0,30; 0,35 0,40 +0,04 +0,05 ±0,08 ±0,08
ГИТ-ЛСБ-ПЛ (в), ГИП-ЛСБ-ПЛ (в), ГИП-ЛСП-ПЛ (в) 0,40; 0,45 ±0,05 ±0,08
ГИТ-ЛСБ-СПЛ (в), ГИП-ЛСП-СПЛ(в), ГИК-ЛСК-ТТПЛ (в) 0,45; 0,55 +0,05 +0,08
ГИК-Т-СПЛ(в) 0,32 ±0,04 ±0,08
Микафолий Все марки 0,15 0,20; 0,25 0,30 +0,03 —0,02 ±0,04 ±0,05 ±0,07 ±0,10 ±0,13
Микафолий с государственным Знаком качества Все марки 0,20; 0,25 0,30 ±0,04 ±0,05 ±0,08 ±0,12
Слюдинитофолий СБЛГ-120 СБСЭП-185 Плотность 120+12 г/м2 Плотность 185+20 г/м2
Слюдопластофолий ИФГ, ИФГ-П, ИФГ-БП, ИФГ-Б 0,15 0,20 0,30 +0,03 ±0,03 ±0,05 +0,04 ±0,05 ±0,07
Стеклослюдопластофолий ИФТ-ЗБ 0,17 ±0,02 ±0,03
§ 19.1
Определение и классификация
139
Продолжение табл. 19.2
Вид материала Марка материала Толщина, Допускаемые откло- нения, мм
мм среднее в отдель- ных течках
Микалеита ЛФЧ-Б, ЛФК-Т 0,08 ±0,02 +0,04 —0,03
ЛФЧ-ББ, ЛФС-ББ, ЛФС-ТБ, ЛФС-ТТ, ЛФС-ТС, ЛФК-ТТ, ЛФК-ТС, ЛМЧ-ББ, ЛМС-ББ 0,10 ±0,02 +0,04 —0,03
ЛФЧ-ББ, ЛМЧ-ББ о,п ±0,02 +0,04 —0,03
ЛФС-ТТ, ЛФС-ТС, ЛФК-Т, ЛФК-ТТ, ЛФК-ТС, ЛМР-СС, лмк-тт, лмк-тс 0,13 +0,02 —0,03 ±0,05
ЛФЧ-ТБ 0,14 +0,03 —0,02 ±0,05
ЛФС-ТБ, ЛФС-ТТ, ЛФС-ТС, ЛФК-Т, ЛФК-ТТ, ЛФК-ТС, ЛМЧ-ТБ, лмк-тт, лмк-тс 0,15 +0,03 —0,02 ±0,05
ЛФС-ТБ, ЛФС-ТТ, ЛФС-ТС, ЛФК-ТТ, ЛФК-ТС, ЛФЧ-ББ, ЛФЧ-ТБ, ЛМЧ-ББ, ЛМЧ-ТБ, ЛМС-ББ 0,17 +0,03 —0,02 ±0,06
ЛФС-ТТ, ЛФС-ТС, ЛФК-ТТ, ЛФК-ТС 0,21 +0,04 —0,03 ±0,06
Микалеита класса нагрево- стойкости F ЛФЭ-ТТ, ЛМЭ-ТТ, ЛФЭ-ТС 0,10 0,13 0,15; 0,17 0,21 ±0,02 +0,02 —0,03 ±0,03 —0,02 +0,04 —0,03 +0,04 —0,03 ±0,05 ±0,05 ±0,06
Микалеита «ленточка» ЛФЧ-ББ-л 0,08; 0,10; 0,13 ±0,01 +0,04 —0,03
ЛМЧ-ББ-л 0,13 ±0,02 ±0,04
Микаполотно ПФЧ-ШБ, ПФС-ШБ, ПМЧ-ШБ, ПМС-ШБ 0,14; 0,17 ±0,03 ±0,08
ПФЧ-ХБ, ПФС-ХБ, ПМЧ-ХБ, ПМС-ХБ, ПФЧ-ТБ, ПФС-ТБ, ПМЧ-ТБ, ПМС-ТБ 0,3 ±0,05 ±0,015
ПФЧ-ХХ, ПФС-ХХ, ПМЧ-ХХ ПМС-ХХ, ПФЧ-ТТ, ПФС-ТТ ПМЧ-ТТ, ПМС-ТТ 0,4 0,5 ±0,06 ±0,08 ±0,15 ±0,15
14С
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаеь- пени среднее ые откло- 0, мм в отдель- ных точках
Ленты слюдинитовые пропи- танные лск-тт, лск-сс ЛСЭП-934-ТПл 0,15; 0,17 0,09; 0,10; 0,Н; 0,13 ±0,02 ±0,01 ±0,03 ±0,02
ЛСЭП-934-СПл, ЛСЭП-934-СПлА о,П; 0,13 ±0,01 ±0,02
ЛСК-110-СПл, ЛСК-110-ТПл 0,08; 0,09; 0,10; 0,11 ±0,01 ±0,02
ЛСК-110-БПл 0,08; 0,10 0,13; 0,15 ±0,02 +0,03 —0,02 +0,04 —0,03 ±0,05
ЛСК-ПО-СТ, ЛСК-ПО-ТТ 0,11; 0,13 0,15; 0,17 0,20; 0,25; 0,30 ±0,01 ±0,02 ±0,03 ±0,02 ±0,03 ±0,05
ЛСЭК-5-СПл, ЛСЭК-5-ТПл 0,13; 0,15 ±0,02 ±0,03
ЛСЭК-5-СТ, ЛСЭК-5-ТТ 0,15; 0,17 ±0,02 ±0,03
Лента стеклослюдинитовая пропитанная ЛС-ЭП-9125-ТТ 0,18; 0,20 ±0,02 ±0,03
Лента стеклослюдинитовая ЛТСС-3, ЛТСС-ЗБ 0,17 +0,02 —0,03 +0,02 —0,03
Лента стеклослюдинитовая на эпоксидных связующих с латентным отвердителем ЛС-ЭН-526-Т ЛС-ЭПМ-63-Т 0,13 0,16 0,17 0,20; 0,22 +0,01 —0,02 +0,02 —0,03 +0,03 —0,02 ±0,03 +0,02 —0,03 +0,03 —0,04 +0,04 —0,03 ±0,04
Лента стеклослюдинитовая пропитанная лс-кэ-тт 0,13 ±0,02 ±0,03
Ленты слюдинитовые непропи- тайные ЛСКН-100-ТТ ЛСКО-120Т ЛСКН-135СПЛ 0,09 0,09 0,11 ±0,01 ±0,015 ±0,02 ±0,02 ±0,02 ±0,03
§ 19.2
Основные виды сырья и полуфабрикатов
141
Продолжение табл. 19.2
Вид материала Марка материала Толщина, мм Допускаемые откло- нения, мм
среднее в отдель- ных точках
Ленты слюдинитовые непропи- танные ЛСКН-160-ТТ, ЛСКН-160-ТТ-А 0,13 ±0,015 ±0,02
ЛСКО-180-Т, ЛСКО-180-Т-А 0,13 ±0,02 ±0,03
ЛСКО-200-Т 0,15 ±0,025 ±0,035
Лента стеклослюдопластовая ЛИПЭФ-Т 0,13 ±0,02 ±0,03
Слюдопластолента ЛИФЧ-ББ, ЛИФГ-ББ ЛИФЧ-ББ 0,11; 0,13 0,15; ' 0,17 ±0,02 ±0,02 ±0,04 ±0,05
Стеклослюдопластолента на- гревостойкая ЛИФК-Т 0,10 ±0,02 +0,02 —0,03
ЛИФК-ТТ 0,12 0,17; ±0,02 ±0,025 ±0,03 ±0,04
ЛИФК-ТС 0,19 0,15; 0,17; 0,19 ±0,025 ±0,04
Лента стеклослюдопластовая непропитанная Все марки 0,14; 0,17 ±0,02
19.2. ОСНОВНЫЕ ВИДЫ СЫРЬЯ И ПОЛУФАБРИКАТОВ
В табл. 19.3—19.5 приведены данные о миканитов, слюдинитов, слюдопластов и обла-
сырье, обычно применяемом в производстве сти их применения.
Таблица 19.3. Сырье для производства миканитов и область их применения
Марка мика- нитов Толщина ми- канита, мм Связующий состав Характеристика щипаной слюды
Вид слю- ды Размер, усл. ед. 3 Т5 К 3 В У
Область применения
Миканит коллекторный
КФШ, КФГ, КФГС 0,4—0,6 Шеллачная или глифтале- вая смола Флого- пит 6
КФШ, КФГ 0,7 и выше То же » 4М— 50% 0,5— 50%
КФШ 0,7 и выше Шеллачная смола » 4М— 80 % 0,5— 20%
II Межламельная изо-
III ляция коллекторов электрических машин малой мощности Межламельная изоля-
IV ция коллекторов сред- них и крупных машин
III общего назначения Межламельная изоля-
IV ция коллекторов тяго- вых и специальных ма-
шин
14?
Слюдяные электроизоляционные материалы
Продолжение табл. 19.3
Характеристика щипаной слюды
Марка мика- нитов Толщина ми- канита, мм Связующий состав Вид СЛЮ‘ ды Размер, уел ед • 2 С S fl Область применения
КФА КФП 0,7—1,2 0,4—0,6 Аммоний фосфорно- кислый Полиэфир- ная смола ТФП-18 Флого- пит » 4 6 Ill 11 /И.еж ламельная изоля- ция коллекторов машин нагревостойкого испол- нения Межламельная изоля- ция коллекторов машин класса нагревостойкости F
КФП-1 0,7—1,5 0,7—1,5 То же » » 4М—50 % 0,5—50 % 4—50 % 4М—50 % III IV III III То же
ФМГ, ФМГА ФФГ, ФФГА ФМК, ффк, ФФКА ФФКА 0,1—0,3 0,2—0,4 0,2—0,5 0,25 и выше 0,5 и выше 0,1—0,3 0,2—0,4 0,2—0,5 0,25 и выше 0,25 и выше 0,15—0,5 0,2—0,25 0,3 Мика/ Лак глиф- талсвый на смоле ГФ-1350 То же Глифтале- вая смола ГФ-1350 То же » » Лак глифта- левый на смо- ле ГФ-1350 То же Глифтале- вая смола ГФ-1350 или лак глифтале- вый Глифта ле- вая смола ГФ-1350 или лак глифтале- вый или шел- лачный То же Кремний - органическая смола К-42 То же » » LUT формой Муско- вит » » » » Флогопит » » » » Мусковит Флогопит » » ущый 30—20 15—10 10—6 6 6-50 % 4—50 % 30—20 15—10 10—6 6 6—50 % 4—50 % 15—10 30—20 30—10 I—II I—II I—II г—Il II III 1—II 1—II I—II I—II I—11 III I—II I—II I—II Коллекторные манже- ты специальных машин Коллекторные манже- ты тяговых, крановых и высоковольтных машин Омиканичнвание вту- лок контактных колец, валов и для формования деталей То же Разные фасонные из- делия, исключая кол- лекторные манжеты Коллекторные манже- ты специальных машин, двигателей и генерато- ров тепловозов Коллекторные манже- ты машин постоянного тока Омикаиичивание вту- лок контактных колец, валов и формование других деталей То же Разные фасонные из- делия, исключая кол- лекторные манжеты Коллекторные манже- ты, фасонные детали и изоляция втулок машин нагревостойкого испол- нения Коллекторные манже- ты высокоскоростных, тяговых и специальных двигателей Коллекторные манже- ты двигателей и генера- торов тепловозов
§ 19.2
Основные виды сырья и полуфабрикатов
143
Продолжение табл. 19.3
Марка мика- нитов Толщина ми- канита, мм Связующий состав Характеристика щипаной слюды Область применения
Вид слю- ды Размер, усл ед, Группа толщины
ФМП, ФМПА 0,15—0,3 Полиэфир- ная смола ТФП-18 Мусковит 30—10 I—II Коллекторные манже- ты электродвигателей электровозов
ФФП, ФФПА 0,15—0,3 То же Микаь Флогопит мт проклад 30—20 очный I—II Коллекторные манже- ты электродвигателей электровозов, а также для электродвигателей прокатных станов
пмг 0,5 н выше Смола глиф- талевая ГФ-1350 Мусковит 4—50 % 0,5—50 % III IV Шайбы и прокладки
ПФГ 0,5 и выше То же Флогопит 4—50 % 0,5—50 % III IV То же
пег 0,5 и выше » » Смесь му- сковита и флогопита 4—50 % 0,5—50 % III IV » »
ПФК 0,15 Кремний- оргаиическая смола К-42 Флогопит 30—20 I—II Витковая изоляция ро- торов турбогенераторов
ПФК 0,5 и выше То же Миканит и » стекломика 6 нит гибкш II Изоляционные про- кладки машин нагрево- стойкого исполнения
гме, гмч 0,15 Масляно- Мусковит 30—20 I—II Пазовая изоляция
ГФС, ГФЧ глиф талевый лак Флогопит 30—20 I—II электрических машин
гме, гмч 0,2—0,25 ГФ-956 и би- Мусковит 15—10 I—II Пазовая изоляция
ГФС, ГФЧ 0,2—0,25 тумно-масля- ный лак БТ-95 Флогопит 15—10 I—II всыпных, якорных, ста- торных и роторных об- моток низковольтных машин и изолировка де- талей сложной конфи- гурации
гме, гмч 0,3 и выше То же Мусковит 6 I—II Пазовая изоляция и
ГФС, ГФЧ 0,3 и выше Флогопит 6 I—II изоляция якорных сек- ций низковольтных ма- шин
ГФС, ГФЧ 0,5 » » » 4 III То же
ГМС-ББ, ГМЧ-ББ 0,2—0,25 » » Мусковит 15—10 I—II Пазовая изоляция всыпных, якорных, ста-
ГФС-ББ, ГФЧ-ББ 0,2—0,25 » » Флогопит 15—10 I—II торных и роторных об- моток низковольтных машин
ГМС-ББ, ГМЧ-ББ 0,2 и выше Масляно- глифталевый лак Мусковит 6 I—II Витковая изоляция электрических машин. Пазовая изоляция ста-
ГФС-ББ, ГФЧ-ББ 0,2 и выше ГФ-956 или битумно-мас- ляный лак БТ-95 Флогопит 6 I—II торных и якорных сек- ций низковольтных электрических машин
ГФК 0,15 Кремний- » 30—20 I—II Изоляция электриче-
.5. 0,2—0,25 органический лак КО-991-4 » 15—10 I—II ских машин. Пазовая изоляция деталей слож- ной конфигурации и ма- шин классов нагрево- стойкости F и Н
144
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.3
лМарка мика- нитов Толщина ми- канита, мм Связующий состав Характеристика щипаной слюды Область применения
Вид слю» ды Размер, усл. ед. Группа толщины
ГФК 0,3—0,5 Кремнийор- ганический лак КО-991-4 Флогонит 6 I—II Пазовая изоляция статорных и якорных секций низковольтных машин
ГФС-Т 0,22—0,5 Масляно- » 15—10 I—II Пазовая изоляция и
ГФС-ТТ 0,25—0,6 глифталевый лак типа ГФ-956 » 15—10 I—II изоляция деталей слож- ной конфигурации ма- шин общего назначения
ГФК-Т 0,22—0,25 Кремний- » 15—10 I—II То же для машин
ГФК-ТТ 0,25—0,6 органический лак КО-991-4 15—10 I—II класса нагревостойко- сти Н
Микафолий
ММГ-Б, 0,15—0,2 Глифтале- Мусковит 30—20 I—II Пазовая изоляция
ММШ-Б вый или шел- статорных обмоток тур-
лачный лак богенераторов мощно- стью 12 МВт
ММГ-Б, 0,15—0,3 То же 15—10 I—II Пазовая изоляция
ММШ-Б якорных секций машин постоянного тока и па- зовая изоляция высоко- вольтных машин пере- менного тока
ММГ-Б, 0,3 » » » 6 I—II Изоляция статорных и
ММШ-Б роторных обмоток ма-
МФГ-Б. 0,3 » » Флогопит 6 I—II шин переменного тока
МФШ-Б 0,15—0,2 средней мощности
МФГ-Б, » » » 30—20 I—II Пазовая изоляция ста-
МФШ-Б 0,15—0,3 Глифтале- торных обмоток машин напряжением до 3 кВ
МФГ-Б, » 15—10 I—II Пазовая изоляция низ-
МФШ-Б вый или шел- лачный лак ковольтных машин вла- гостойкого исполнения и изоляция роторных об- моток машин напряже-
ММК-Т, 0,2—0,25 Кремний- Мусковит 30—20 I—II нием до 6 кВ Пазовая изоляция
ммк-с МФК-Т, мфк-с 0,3 органический лак КО-991-4 Флогопит 15—10 I—II якорных секций машин нагревостойкого испол- нения
ммк-т, 0,3 То же Мусковит 15—10 I—II Изоляция полюсов сер-
ММК-С 0,3 дечников, втулок и ва-
МФК-Т, » » Флогопит 15—10 I—II лов машин класса на-
МФК-С МФП-Т, 0,2—0,25 Полиэфир- » 30—20 I—II гревостойкости Н Пазовая изоляция
МФП-С ный лак якорных секций машин класса нагревостойко-
МФП-Т, 0,3- То же » 15—10 I—II сти F Изоляция полюсов сер-
МФП-С дечников, втулок машин класса иагревостойкости г?
ммг-т, 0,2—0,25 Глифтале- Мусковит 30—20 I—II г Пазовая изоляция
ммг-с вый лак якорных секций и полю- сов сердечников
МФГ-Т, МФГ-С 0,2—0,25 То же Флогопит 30—20 1—II
ММГ-Т, ММГ-С 0,3 2> » Мусковит 15—10 То же
МФГ-Т, МФГ-С 0,3 » » Флогопит 15—10 I—II
§ 19.2
Основные виды сырья и полуфабрикатов
145
Продолжение табл. 19.3
Марка мика- нитов Толщина ми- канита, мм Связующий состав Характеристика щипаной слюды Область применения
Вид слю- ды Размер, уел. ед. Группа толщины
ЛМЧ-ББ, 0,10 Битумно- Микалента Мусковит 50—40 I—II Витковая изоляция
ЛМС-ББ 0,13 масляный лак для ЛМЧ-ББ н масляно- » 30—20 50—30 I II секций машин постоян- ного тока Корпусная изоляция
0,13 0,13 глифталевый лак ГФ-956 для ЛМС-ББ То же » » 30—20 15—10 II 11 статорных обмоток тур- бо- и гидрогенераторов мощностью свыше 100 МВт Корпусная изоляция статорных обмоток тур- бо- и гидрогенераторов мощностью от 30 до 100 МВт Корпусная изоляция
0,17 » » » 10—6 II статорных обмоток тур- бо- и гидрогенераторов напряжением до 11 кВ, мощностью до 30 МВт, а также крупных машин (мощностью 4 МВт и более) Корпусная изоляция
ЛФЧ 0,08 Битумно- Флогопит 50—20 I статорных обмоток ма- шин переменного тока, за исключением машин, указанных выше Витковая изоляция
ЛФЧ-ББ ЛФС-ББ 0,10 масляный лак БТ-95 То же 50—40 I—II секций машин постоян- ного и переменного тока Корпусная изоляция
0,10 Масляно- » 30—20 II секций электродвигате- лей электровозов и теп- ловозов и тяговых ге- нераторов Корпусная изоляция
0,13 0,13 глифталевый лак Г Ф-956 То же » » » » 50—10 30—20 II секций электродвигате- лей электровозов и теп- ловозов и тяговых гене- раторов Корпусная изоляция секций и катушек тяго- вых двигателей Корпусная изоляция
0,13 » » » 15—10 II якорных обмоток машин постоянного тока Витковая изоляция
0,17 Масляно- » 10—6 II машин переменного и постоянного тока, за ис- ключением машин выше 15-го габарита Витковая изоляция
ЛФК-Т 0,13 глифталевый лак ГФ-956 Кремннйор- » 50—30 II машин переменного тока выше 15-го габарита Изоляция обмоток
0,15 ганическнй лак » 30—20 II магнитных систем ма-
КО-991-4 шин нагревостойкого исполнения, а также витковая изоляция рото- ров турбогенераторов
146
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.3
Марка мика- нитов Толщина ми- канита, мм Связующий состав Характеристика щипаной слюды Область применения
Вид слю- . ДЫ Размер, ус л. ед. Группа i толщины
ЛФК-ТТ, ЛФК-ТС ЛМК-ТТ, лмк-тс ЛМР-СС 0,10 0,13; 0,15 0,17 0,21 0,13—0,15 0,13 0,13 Кремнийор- ганический лак КО-991-4 То же 2> » » » » » Каучук нату- ральный То же Флогопит » » » Мусковит » » 50—40 50—20 30—20 15—10 50—20 50—30 30—20 I I—II I—II II II II II Витковая изоляция секций машин и корпус- ная изоляция секций тя- говых электродвигате- лей Корпусная изоляция якорных обмоток и по- люсов катушек тяговых машин нагревостойкого исполнения и роторов тур богенер аторов Применение аналогич- но мпкаленте марки ЛФК-Т толщиной 6,13 мм Изоляция статорных обмоток машин пере- менного тока Изоляция катушек электродвигателей электровозов Корпусная изоляция статорных обмоток тур- бо- и гидрогенераторов мощностью свыше 100 МВт Корпусная изоляция статорных обмоток тур- бо- и гидрогенераторов мощностью от 30 до Г00 МВт Применение аналогич- но микаленте марки Л Ф К-ТТ толщиной' ‘0,10 мм Витковая и корпусная изоляция статорных и якорных обмоток машин Изоляция статорных обмоток машин пере- менного тока Применение аналогич- но микаленте марок ЛМЧ-ББ и ЛМС-ББ тол- щиной 0,13 мм Применение аналогич- но микаленте марки ЛФЧ-ББ толщиной 0,13 мм из слюды размером 30—20 и 15—10
ЛФС-ТТ ЛМЧ-ББ-Л ЛМС-ББ-Л ЛФЧ-ББ-Л 0,10 0,13—0,15 0,17 0,21 0,13 0,10 0,13 Масляно- глифталевый лак То же » » » » Битумно- масляный лак БТ-95 для ЛМЧ-ББ-Л и масляно-глиф- талевый для ЛМС-ББ-Л Флогопит » » » Мусковит Флогопит » 50—30 50—20 30—20 15—10 Не нор- мируется То же » » I II II II I—II I—II I—II
Микаполотно
ПМЧ-ШБ, ПМС-ШБ ПФС-ШБ ПФЧ-ШБ 0.14 0,17 0,14 0,17 Битумно- масляный лак БТ-95 и масля- но-глифтале- вый лак ГФ-956 То же » » Мусковит » Флогопит » 30—20 15—10 30—20 15—10 II II II II Для корпусной изоля- ции якорных обмоток машин постоянного тока Вспомогательная изо- ляция тяговых машин ’ То же
§ 19.2
Основные виды сырья и полуфабрикатов
147
П родолжение табл. 19.3
Маркь макэ,- интов Толщина ми» KentiTa.. мм Связующий сослан Характеристика щипаной слюды Область применедкя
£ «5 § С2 Pf рЕ-.ймер, ус л. ед. ' Группа ТО.Т) ЩЮТ
ПМЧ-ХБ, ПМС-ХБ, ПМЧ-ТБ, ПМС-ТБ 0,3 Битумно- масляный лак БТ-95 и масля- но-глифтале- вый лак ГФ-956 Мусковит 30—20 11 Для изоляции лобо- вых частей низковольт- ных обмоток турбогене- раторов и для выводных
ПФЧ-ХБ, ПФС-ХБ 0,3 Флогопит 30—20 II концов якорных обмоток
ПМЧ-ХХ, ПМС-ХХ, ПМЧ-ТТ, ПМС-ТТ 0,4—0,5 2> » Мусковит 30—20 15—10 II То же
ПФЧ-ХХ, ПФС-ХХ, ПФЧ-ТТ, ПФС-ТТ 0,4—0,5 2> » Флогопит 30—20 II 2> 2>
Таблица 19.4. Состав и область применения слюдинитов
Марка слюдинита Толщина слюдинита, мм Связующий состав ' Область применения
Стеклослюдинит формовочный нагревостойкий
кеш 0,45—1,2 Шеллачная смола Межламельная изоляция коллек- торов электрических машин класса иагревостойкостн В
ксэ 0,4—2,0 Эпоксиноволачная смола То же класса иагревостойкостн F
КСрЭ 0,4—2,0 То же То же для машин бытовой техники
1 Стеклослюдинит формовочный нагревостойкий
ФСКН-1 0,10—0,12 । Кремнийорганическая Изоляция электрических машин
ФСКН-2 0,10—0,15 смола 133-101 Слюдинит гибкий нагревостойкого исполнения
ПСП 0,10—0,15 Полиэфирный лак ПЭ-936 Междувитковые прокладки в сек- циях якорных или статорных обмо- ток электрических машин на напря- жение до 6 кВ класса нагревостой- кости В
Г2СП 0,2—0,3 То же Пазовая изоляция электрических машин класса иагревостойкостн В
иск 0,10—0,15 Кремиийорганический лак КО-991-4 Корпусная изоляция стержней ро- торов крановых электродвигателей на напряжение до 500 В класса нагрево- стойкости F
г2ск 0,2—0,3 То же Пазовая и междуфазная изоляция крановых электродвигателей на на- пряжение до 500 В класса нагрево- стойкости F
г,скн 0,10—0,15 Кремиийорганический лак КО-922 То же для машин с длительно до- пустимой температурой до 300 °C
г2скн 0,2—0,3 То же То же
Пленкостеклослюдинит гибкий композиционный
ГСП-ЛСП-ПЛ
ГСП-Т-ПЛ
0,35 и 0,4
0,3 и 0,35
Полиэфирноэпок-
сидный лак ПЭ-942
То же
Пазовая и междуфазная изоляция
электрических машин класса нагре-'
востойкости F
То же
148
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.4
Марка слюдинита Толщина слюдинита, мм Связующий состав Область применения
Стеклослюдинит рулонный
РСКН 0,2—0,35 Кремнийорганический лак КО-978 Разделительные цилиндры сухих шахтных трансформаторов
Слюдинитофолий
СБЛГ-120 СБСЭП Плотность 120 г/м2 Плотность 180 г/м2 Глифталевый лак Эпоксидная смола Изоляция роторных стержней и изоляция полюсов класса нагрево- стойкостн В Роторные гильзы турбогенераторов
Ленты слюдинитовые пропитанные
лск-тт, лск-сс ЛСЭП-934-ТПл, ЛСЭП-934-ТПлА ЛСЭП-934-СПл, ЛСЭП-934 СПлА ЛСК-ИО-СПл, ЛСК-110-ТПл лск-ио тт, лск-по-ст ЛСЭК-5-СПл, ЛСЭК-5-ТПл ЛСЭК-5-ТТ, ЛСЭК-5-СТ 0,15—0,17 0,09—0,13 0,11—0,13 0,08—0,15 0,11—0,3 0,08—0,15 Кремнийорганический лак КО-991-4 Эпоксидно-полиэфир- ный лак ЭП-934 То же Эпоксидно-полиэфир- ный компаунд К-110 То же Эпоксидно-полиэфир- ный компаунд ЭК-5 То же Корпусная изоляция полюсных ка- тушек электродвигателей класса на- гревостойкости F Витковая и корпусная изоляция тяговых электродвигателей класса иагревостойкости F То же Витковая и корпусная изоляция тяговых электродвигателей Корпусная изоляция типа ВЭС-2 стержней турбогенераторов класса иагревостойкости В Изоляция шаблонных обмоток и по- люсных катушек электрических ма- шин переменного и постоянного тока То же
Стеклослюдинитовая лента
ЛТСС-3, ЛТСС-ЗБ 0,17 Эпоксидно-фенольно- форм альдегидный лак ЛЭФ-3 Корпусная изоляция стержней тур- бо- н гидрогенераторов класса нагре- востойкости В
Стеклослюдинитовая лента пропитанная ,
ЛСЭП-9125-ТТ 0,18—0,2 Эпоксидно-полиэфир- ный лак ЭП-9125 Корпусная изоляция электродвига- телей на напряжение до 10 кВ класса иагревостойкости В
Стеклослюдинитовая лента на эпоксидных связующих
ЛС-ЭН-526Т ЛС-ЭПМ-63 0,13—0,22 0,13—0,22 Эпоксиноволачный состав СЭНП-526 Эпокситрифенольный состав ЭПМ-63 Корпусная изоляция стержней тур- бо- и гидрогенераторов класса нагре- востойкости В Корпусная изоляция стержней тур- бо- и гидрогенераторов класса нагре- востойкости Н
Лента стеклослюдинитовая пропитанная
ЛС-КЭ-ТТ 0,13 Кремнийорганический каучук СКТН-А Изоляция обмоток класса нагрево- стойкости Н электрооборудования с повышенными требованиями по вла- гостойкости
Слюдинитовые ленты непропитанные
ЛСКН-100-ТТ
0,09
Состав клеящий нату-
ральный каучуковый
Корпусная изоляция типа «моно-
лит» тяговых электродвигателей Клас-
са иагревостойкости В
§ 19.2
Основные виды сырья и полуфабрикатов
149
Продолжение табл. 19.4
Марка слюдинита Толщина слюдинита, мм Связующий состав Область применения
ЛСКО-120-Т 0,09 Состав клеящий из смеси натурального кау- чука с кремнийоргани- ческим лаком Корпусная изоляция типа «моно- лит» тяговых электродвигателей клас- са иагревостойкостн В
ЛСКН-135-СПл 0,11 Состав клеяший нату- ральный каучуковый Корпусная изоляция типа «моно- лит» высоковольтных электродвига- телей класса иагревостойкостн В
ЛСКН-160-ТТ, ЛСКН-160-ТТ-А 0,13 Состав клеящий нату- ральный каучуковый Корпусная изоляция типа «моно- лит» стержней турбо- и гидрогенера- торов, синхронных компенсаторов и катушек высоковольтных электродви- гателей
ЛСКО-180-Т, ЛСКО-180-Т-А ЛСКО-200-Т 0,13 0,15 Состав клеяший из смеси натурального кау- чука с кремнийоргани- ческим лаком То же
Таблица 19.5. Состав и область применения слюдопластов
Марка слюдопласта Толщина слюдопласта, мм Связующий состав Область применения
КИФШ, КИФШ-1, 0,4—1,5 Слюдопласт коллекторный Шеллачная смола Межламельная изоляция кол-
КИФШ-2 КИФП 0,4—1,5 Полиэфирная смола лекторов электрических машин класса иагревостойкостн В То же класса нагревостойкости
КИФК 0,4—1,5 ТФП-18 Кремнийорганяческая F То же класса нагревостойкости
КИФН-С 0,4—1,5 смола Алюмофосфат С То же
ФИП 0,2—0,35 Слюдопласт формовочный Полиэфирная смола Фасонные изделия и коллектор-
ФИП-АПЛ 0,2—0,35 ТФП-18 Полиэфирная смола ные манжеты класса нагревостой- кости F То же
ФИФК-АПЛ 0,25—0,35 Кремнийорганическая То же класса нагревостойкости
ФИФШ-А 0,2—0,35 смола и полиэтиленте- рефталатная пленка Шеллачная смола Н То же класса нагревостойкости В
ПИФШ, ПИФШ-А 0,3—1,5 Слюдопласт прокладочный Шеллачная смола Изоляция шайб и прокладки в
ПИФТ 0,3—1,5 Алюмофосфат или электрических машинах класса нагревостойкости В То же класса нагревостойкости
ИФГГ 0,3—0,5 алюмохромфосфат с крсмнийопганическим лаком КО-916 Слюдопласт гибкий Триэтиленглифтале- С Пазовая изоляция низковольт-
ИФ1?К 0,2 вый лак ПЭ-969 Кремиийорганический ных электрических машин класса нагревостойкости В То же класса нагревостойко-
лак КО-915 или КО-978 сти Н
150
Слюдяные электроизоляционные материалы
Разд. 19.
Продолжение табл. 19.5
Марка слюдопласта Толщина слюдопласта, мм Связующий состав Область применения
Стеклослюдопласт композиционный
гит-тс 0,25—0,45 Т риэтиленглифта ле- Пазовая и междуфазная изоля-
ГИТ-Т-ЛСБ (со стек- лолакотканью) 0,45—0,55 вый лак ПЭ-969 То же ция электрических машин класса иагревостойкости В
ГИТ-ЛСБ-ЛСЛ (со стеклолакотканью) 0,55 » » То же
ГИП-ТС 0,25—0,45 Полиэфирно-эпоксид- ный лак То же класса нагревостойко- сти F
ГИП-Т-ЛСБ, гип-т-лсп 0,45—0,55 ПЭ-942 То же
ГИП-ЛСБ-ЛСЛ (со стеклолакотканью) 0,55 То же » »
ГИК-ТС 0,25—0,45 Кремнийорганичес- кий лак КО-978 То же класса иагревостойкости Н
ГИК-Т-ЛСК (со сте- клолакотканью) 0,45—0,55 То же То же
ГИК-ЛСК-ЛСЛ (со стеклолакотканью) 0,55 » » Пленколакослюдопласт » »
ГИП-ЛСБ-ПЛ (со стеклолакотканью) 0,35—0,45 Полиэфирно-эпок- сидный лак ПЭ-942 Пазовая изоляция электрических машин класса иагревостойкости F
Стеклопленкослюдопласт влагостойкий (со стеклолакотканью)
ГИТ-ЛСБ-ПЛ (в) 0,40—0,45 Триэтиленглифтале- вый лак ПЭ-969 Пазовая и междуфазная изоля- ция электрических машин класса иагревостойкости В
ГИП-ЛСБ-ПЛ (в), ГИП-ЛСП-ПЛ (в) 0,40—0,45 Полиэфирпо-эпок- сидный лак ПЭ-942 То же класса нагревостойко- сти F
ГИК-ЛСК-ТТ-ПЛ (в) (со стеклолако- тканью) 0,45—0,50 Кремнийорганический лак КО-978 Слюдопластофолий То же класса нагревостойко- сти Н
ИФГ-Б, ИФГ-БП 0,15—0,30 Глифталевый или гли- фталсво-бакелитовый лак Стеклослюдопластофолий Изоляция роторных стержней класса иагревостойкости В
ИФТ-ЗБ 0,17 Эпоксидно-фенольно- формальдегидный лак марки ЛЭФ-ЗБ Слюдопла столента Гильзовая изоляция электриче- ских машин напряжением до 10 кВ класса иагревостойкости В
ЛИФЧ-ББ 0,11—0,17 Масляно-битумный лак БТ-95 Витковая изоляция, а в сочета- нии с микалентой ЛМЧ-ББ — кор- пусная изоляция электродвигате- лей 6,6 кВ
ЛИПЭФ-Т 0,13 Полиэфирно-эпоксид- ный лак ПЭ-970 Корпусная изоляция электро- двигателей на 6,6 кВ класса на- гревостойкости В
лифк-т, лифк-тт, ЛИФК-ТС 0,10—0,19 Кремнийорганический лак КО-916 Электроизоляционный материал гибкий в холодном состоянии класса иагревостойкости Н
ЛИ-Р-ТТ, ЛИ-Р-ТС 0,14—0,17 Каучук натуральный Корпусная изоляция типа «фо- нолит» высоковольтных и тягорых электродвигателей классов нагре- востойкости В и F
ЛИ-Ру-ТТ, ЛИ-Ру-ТС 0,14 и 1,17 То же и ускоритель триэтаноламин. ТО Же I-.; ;, л- '1
§'•19.3
Производство миканитов
151
J 19.3. ПРОИЗВОДСТВО МИКАНИТОВ
Листовые материалы. Основными техноло-
гическими процессами в производстве листовых
миканитов являются клейка слюды, термообра-
ботка (сушка или спекание) и прессование лис-
тов. В зависимости от вида миканита и его
толщины применяются два способа клейки:
ручной и сухой башенный.
Ручной — лаковый («мокрый») способ.
Пластинки щипаной слюды раскладываются на
бумажном шаблоне с небольшим нахлестом та-
ким образом, чтобы каждая пластинка была пе-
рекрыта соседней пластинкой слюды и на пло-
щади слюдяного слоя не было пустых мест, не
перекрытых слюдой. На первый слой слюды
наносится плоской кистью тонкий слой лака,
затем раскладывается второй слой слюды и
снова наносится слой лака. Раскладка слюды
и нанесение лака производятся до получения
листа миканита заданной толщины, что опреде-
ляется обычно полной расклейкой, выданной
на лист навески слюды. При ручном способе
клейки на специальных столах и конвейерных
машинах возможно изготовление листов раз-
личных толщин.
Столы для клейкн миканитов имеют ниж-
ний подсвет через стеклянный лист для конт-
роля и обеспечения необходимой равномерно-
сти распределения слюды. Эти столы оборудо-
ваны вытяжной вентиляцией для удаления па-
ров растворителей и верхним застекленным
укрытием — колпаком. Наклеенные листы про-
ходят сушку при 100—120 °C.
При изготовлении миканитов на конвейер-
ных машинах с отпускного механизма машины
подается бумага, проходящая по всей длине
пульсирующего конвейера. Раскладка слюды и
нанесение лака производятся аналогично тому,
как: это делается на столах для клейки. В кон-
це машины расположена контрольная зона. Во
время прохождения миканита по этой зоне
включается нижний свет и осуществляются про-
свечивание, контроль и исправление неравно-
мерностей расклейки слюды. Наклеенное по-
лотно миканита проходит сушильную камеру
машины и после зоны естественного охлажде-
ния разрезается с помощью автоматических
ножниц на листы заданных размеров.
Сухой башенный способ. Основной принцип
работы башенной (называется иногда «снеж-
ной») машины основан на том, что сброшен-
ные сверху пластинки слюды и смоляной по-
рошок оседают внизу башни довольно равно-
мерным слоем. Во время нахождения в башне
смола опудривает пластинки слюды. В шахту
машины, периодически подается струя сжатого
воздуха, раздувающая засыпаемые слюду и
порошок смолы, что обеспечивает большую рав-
номерность раскладки в листовой заготовке.
Башенная машина состоит из основных
частей: ковшового конвейера, расположенного
в верхней части машины, с помощью которого
происходит засыпка дозированными порциями
слюды . и смоляного порошка; вертикальной
шахты высотой около 7 м, расположенной
внизу приемной части, на которой в свободном
падении укладываются слюда и смола, обра-
зуй листовые заготовки. Последние подверга-
ются спеканию и подпрессовке при 180—220 °C.
Полученные таким способом листовые заготов-
ки имеют уже достаточную прочность для пе-
реноса на контрольные столы с нижним под-
светом, на которых вручную устраняются не-
равномерности распределения слюды.
Башенный способ применяется для изго-
товления листовых миканитов толщиной не ме-
нее 0,2 мм, так как при меньшей толщине не
обеспечивается необходимая равномерность
распределения слюды и требуемая толщина
миканита.
Прессование и калибрование. Лишь у не-
значительной части листовых миканитов (как
правило, некоторых марок гибких миканитов)
технологический процесс изготовления закан-
чивается обрезкой краев листов непосредствен-
но после сушки. Подавляющее большинство
листовых миканитов после сушки или спекания
подвергается горячему прессованию на гидрав-
лических этажерочных прессах.
Для прессования листовые заготовки со-
бираются в пакеты, состоящие в зависимости
от толщины готового миканита из одной или
нескольких заготовок, переложенных бумагой
и стальными прокладочными листами. Напри-
мер, при прессовании листов формовочного и
гибкого миканитов толщиной 0,2—0,3 мм ко-
личество листов в одном пакете составляет
20—30.
В табл. 19.6 приведены примерные режимы
прессования. Для достижения требуемого каче-
ства миканитов охлаждение пакетов произво-
дят под давлением. Режимы прессования за-
висят от вида миканита и типа связующего.
Некоторые марки гибкого миканита прессуют
без нагрева.
Миканиты коллекторные после прессования
калибруют по толщине путем фрезерования
или шлифования. Фрезерование миканита про-
изводят обычно отдельными полосами —ла-
мелями площадью 400X700 мм на специальном
фрезерном станке горизонтальной цилиндриче-
ской фрезой или набором фрез. Шлифование
миканитов осуществляется на специальных
станках барабанного типа и производится аб-
разивными цилиндрическими камнями или аб-
разивной шкуркой, натянутой на валы станка.
Для получения наиболее гладкой поверх-
ности коллекторного миканита с наименьшими
допусками по толщине применяют последова-
тельно фрезерование и шлифование. Для обес-
Таблица 19.6. Режимы прессования
миканитов толщиной до 1 мм
Вид миканита Температура прессования, °C Давление, МПа Продол- житель- ность, мин
нагрева прессо- вания
Коллекторный на шеллаке 150— 160 180— 190 45 30
Формовочный 140— 150 10 30 5
Прокладочный 150— 160 60—80 20 30
Гибкий на глиф- талевом лаке 80— 100 5—10 20 20
Гибкий на би- тумно-масляном лаке 20—30 5 5
152 Слюдяные электроизоляционные материалы Разд. 19
печения высокой плотности и малой усадки
коллекторный миканит после фрезерования и
шлифования подвергается вторичному прессо-
ванию. После прессования листовые миканиты
подвергаются обрезке.
Рулонные материалы. Основными техноло-
гическими процессами в производстве рулон-
ных миканитовых материалов являются клейка
и сушка. В зависимости от назначения мика-
лента изготовляется воздушной и печной
сушки.
Микалента и подобные ей материалы (на-
пример, микаполотно) производятся на мика-
лентных машинах довольно простого устройст-
ва. Ниже описана машина для производства
микаленты воздушной сушки. В головной час-
ти машины имеется отпускной механизм, на
котором устанавливается ролик с материалом
подложки и устройством для ее пропитки. На
непрерывно движущуюся пропитанную подлож-
ку вручную раскладывается один слой слюды
с небольшим перекрытием, обеспечивающим от-
сутствие просветов. В конце машины наклады-
вается со второго отпускного механизма вто-
рая пропитанная подложка, после чего произ-
водится наматывание в рулон, от оси которого
осуществляется движение подложек. Без суш-
ки изготовляется обычно микалента на битум-
но-масляном лаке, за исключением топкой лен-
ты с односторонней подложкой. Изготовление
материалов на масляно-глифталевых, кремний-
органическнх и других лаках с разными под-
ложками требует печной сушки. Машины для
их изготовления отличаются наличием сушиль-
ной камеры с максимальной температурой
160—180 °C. Готовые рулоны для получения
ленты требуемой ширины разрезаются на ро-
лики обычно на приспособленных токарных
станках особыми ножами. При изготовлении
односторонней микаленты в листах при выходе
из сушильной камеры машины полотно разре-
зают на листы требуемых размеров
Листовой материал с односторонней под
ложкой разрезается прн потреблении на лен-
точки нужных размеров на рычажных нож-
ницах.
Микафолий и микаполотно производятся
на микафолиевых машинах, аналогичных мика-
лентным машинам с сушильной камерой, но
без устройства для наложения верхней под-
ложки.
19.4. ПРОИЗВОДСТВО
СЛЮДИНИТОВЫХ МАТЕРИАЛОВ
В зависимости от вида материала техноло-
гические процессы их изготовления видоизме-
няются. В производстве стеклослюдинитовых
лент, представляющих собой в настоящее вре-
мя наиболее важную разновидность слюдини-
тов, по особенностям технологии изготовления
следует различать пропитанные и сухие; свои
особенности производства имеют коллекторный
слюдинит и все остальные листовые слюдини-
ты, а также слюдинитофолий.
Основной технологией изготовления про-
питанных стеклослюдинитовых лент является
пропитка и склеивание ее составных частей,
производимые на пропиточной горизонтальной
машине, на которой осуществляются следую-
щие операции: пропитка стеклоподложки, на-
ложение на нее слюдинитовой бумаги и сушка
при 100—160 °C (в зависимости от вида лака)
для односторонней ленты (с одной подлож-
кой); для двусторонней ленты (с двумя под-
ложками) сверху слюдинитовой бумаги накла-
дывается вторая пропитанная подложка. Про
питочная машина по принципу действия анало-
гична микалентной.
Рулоны стеклослюдинитового материала,
снятые с пропиточной машины, нарезаются на
ленты, лучше всего на бобинорезательном
стайке. Технология производства сухих стекло-
слюдинитовых лент отличается тем, что ни
подложки, ни бумага не пропитываются, а
только склеиваются между собой с незначи-
тельным количеством склеивающего материала.
Коллекторный слюдинит изготовляют го-
рячим прессованием листовых заготовок — слю-
динитового картона, содержащего шеллак, вве-
денный непосредственно в слюдинитовую пуль-
пу. Прессование производят при 150—160 °C и
давлении 250—300 МПа.
Листовые слюдинитовые материалы с стек-
ловолокнистой подложкой изготовляют на го-
ризонтальных пропиточных машинах, на кото-
рых осуществляются пропитка и склеивание
бумаги и подложки с нарезкой на листы в при-
емной части. Машина имеет тоннельную су-
шильную камеру с температурой 80—160 °C.
Листовые заготовки прессуют при давлении
30—40 МПа и 140—150 °C.
19.5. ПРОИЗВОДСТВО
СЛЮДОПЛАСТОВЫХ МАТЕРИАЛОВ
Основными технологическими процессами в
производстве листовых слюдопластовых мате-
риалов являются пропитка или лакировка слю-
допластовой бумаги, иногда вместе с стеклоно-
локнистой подложкой, и прессование, а в про-
изводстве рулонных или ленточных материа-
лов — пропитка и склейка слюдопластовой бу-
маги с волокнистыми подложками.
Пропитка бумаги осуществляется на гори-
зонтальных пропиточных машинах, аналогич-
ных принятым для производства слюдинитовых
материалов.
Для изготовления коллекторного слюдо-
пласта слюдопластовая бумага лакируется с
одной стороны шеллачным лаком для марок
КИФШ, КИФШ-1 или лаком КИФП из поли-
эфирной смолы ТФП-18 для слюдопласта клас-
са F.
После сушки и нарезки на листы собира-
ются заготовки, масса которых соответствует
получению материала заданной толщины. Край-
ние листы заготовок должны быть обращены
лакированной стороной внутрь. В процессе
прессования заготовок раплавленная смола,
растекаясь по порам, не разрушает контактные
связи между слюдяными чешуйками. В ре-
зультате этого повышается сопротивляемость
коллекторных слюдопластов на сжатие в про-
цессе горячей формовки коллекторов.
По такой же технологии изготовляется
прокладочный слюдопласт ПИФШ (только при
меньшем давлении). Содержание связующего в
прокладочном слюдопласте больше, чем в кол-
лекторном.
Технология изготовления формовочного
слюдопласта марки ФИП отличается от техно-
логии получения коллекторного слюдопласта
только режимами прессования. Формовочный
§ 19.6
Коллекторные материалы
153
слюдопласт для изготовления коллекторных
манжет прессуется при 160 °C.
Технология изготовления гибких неоклеен-
ных слюдопластов с применением в качестве
связующего вещества масляно-глифталевых
лаков аналогична технологии изготовления
формовочных слюдопластов и отличается толь-
ко режимами прессования.
Слюдопластовые ленты ЛИФЧ-ББ изготав-
ливают на малогабаритных машинах, на кото-
рых производится пропитка лаком БТ 95 двух
подложек из микалентной бумаги и наматыва-
ние их вместе с одним или двумя слоями слю-
допластовой бумаги в один общий рулон.
В процессе наматывания лак равномерно рас-
пределяется в слюдопластовой и микалентных
бумагах.
Стеклослюдопластовые ленты изготавлива-
ются аналогично стеклослюдинитовым лентам,
описанным выше.
Слюдопластофолий изготавливается по
технологии формовочных слюдопластов, но при
более низких температурах и меньшем време-
ни прессования.
19.6. КОЛЛЕКТОРНЫЕ МАТЕРИАЛЫ
Ко всем коллекторным материалам предъ-
являются следующие основные требования:
равномерность толщины, малая усадка, отсут-
ствие скольжения слюды и вытекания смолы
под давлением при комнатной и повышенной
температуре. Листы коллекторных материалов
Таблица
19.7. р слюдяных материалов
должны иметь ровно обрезанные края и не
иметь расслоений, сквозных отверстий и по-
сторонних включений, особенно проводящих.
У коллекторного слюдинита допускаются то
чечные включения, обусловленные минеральны-
ми включениями в мусковите. Пластинки слю-
ды на поверхности листов не должны отслаи-
ваться.
Коллекторный миканит. Коллекторный ми-
канит выпускают в листах толщиной от 0,4 до
1,5 мм, шириной от 215 до 230 мм и длиной от
465 до 880 мм с предельными отклонениями по
ширине ±10 мм, по длине ±20 мм. Код ОКП
34 9214
Состав, толщины с допусками и область
применения коллекторного миканита даны в
табл. 19.1—19.3.
Поверхность листов должна быть лакиро-
вана. Средняя масса 1 м2 коллекторного мика-
нита приведена ниже:
Номиналь- Средняя Номиналь- Средняя
ная тол- масса. ная тол- масса.
щина, мм кг/м2 щина. мм кг/м2
0,40 0,985 1,00 2,465
0,50 1,235 1,05 2,590
0,55 1,360 1,10 2,715
0,60 1,480 1,15 2,840
0,70 1,730 1,20 2,960
0,80 1,975 1,30 3,210
0,85 2,095 1,40 3,455
0,90 2,220 1,50 3,700
(по ГОСТ или ТУ)
р, Ом-м, не менее
Материал
Марка
в исходном после ув-
состоянни лажнения
Миканит коллекторный КФА 1011 Б- 10s
Миканит формовочный ФМГ, ФМГ-А, ФМП, ФМП-А 1011 Ю10
ФФГ, ФФГ-А, ФФП, ФФП-А 1011 10»
Стеклослюдинит формовочный нагре- ФСКН-1 и ФСКН-2 1011' 10’
востойкий 1011 1011 10е 109
Слюдопласт формовочный прессован- ный ФИП ФИП-АПЛ
ФНФК-АПЛ 10й Ю9
Слюдопласт формовочный ФИФША 1011 ю8
Миканит прокладочный ПФГ 1011 10э
пмг, пег 1011 1010
Слюдопласт прокладочный ПИФШ, ПИФША, ПИФТ 1011 ю8
Слюдопласт прокладочный термо- ИТПФД 1010 ——
стойкий Миканит гибкий гме, гмч ю11 1010
ГМС-ББ, ГМЧ-ББ, ГФС, ГФС-ББ, ю11 10“
ГФЧ, ГФЧ-ББ, ГФК 1010
Стеклом иканит гибкий ГФС-Т, ГФК-Т 10“
ГФС-ТТ, ГФЭ-ТТ 1, ГФЭ-ТТ, 1010 108
Слюдинит гибкий ГФК-ТТ-1, ГФК-ТТ ГСК, г2ск, пскн, г2скн 1011 10“
Г, СП, г?сп 1011 ю8
Пленкостеклослюдинит гибкий компо- ГСП-ЛСП-ПЛ, ГСП-Т-ПЛ 1012 10п
зиционный ИФГК, ИФГГ 10й —
Слюдопласт гибкий ГИК-Т-ЛСК(в), 5-Ю11 5-10LO
Стеклослюдопласт композиционный ГИК-ЛСК-ЛСЛ(в) 10й 101°
Все остальные марки
Пленколакослтодопласт ГИП-ЛСП-ПЛ 1012 1011
Стеклопленкослюдопласт влагостой- Все марки 1012 5-10»
КИЙ
Примечание. Увлажнение в течение 48 ч при относительной влажности 95±2 % и 20±2°C.
154
Слюдяные электроизоляционные материалы
Райд. 19
При температуре и давлении, предусмот-
ренных для определения горячей усадки, в ми-
каните не должно быть скольжения слюды и
вытекания склеивающего вещества. Это требо-
вание привело к ограничению количества смо-
лы в коллекторных миканитах. При определе-
нии усадки допускается незначительное высту-
пание склеивающего вещества с торцов мика-
нита, за исключением марки КФА.
В связи с повышенными требованиями кра-
нового и тягового электромашиностроения к
плотности материала и отсутствию вытекания
связующего состава при изготовлении коллек-
торного миканита для этих двигателей приме-
няют, как правило, шеллак и полиэфирную
смолу ТФП-18. Глифталевую смолу применяют
с температурой плавления 104 °C и выше с рас-
творимостью в спиртобензольной смеси 40 —
60%.
Монолитность коллекторного миканита оп-
ределяют процентом пластинок, расслоившихся
при испытании. Листы толщиной 0,4—0,6 мм
при испытании на расслаиваемость нарезают на
остро отточенных ножницах на пластинки раз-
мером 20X20 мм, листы толщиной 0,7—
1,2 мм — на пластинки размером 40X20 мм.
Листы миканита толщиной более 1,2 мм рас-
пиливают на пластинки размером 40X20 мм.
Гарантийный срок хранения миканита —
шесть месяцев со дня изготовления.
По ГОСТ 2196-75 р контролируется толь-
ко для марки КФА (табл. 19.7). Электрические
и физико-мехаиические показатели коллектор-
ного миканита даны в табл. 19.8.
Коллекторный слюдинит. Стандартный
коллекторный слюдинит по сравнению с кол-
лекторным миканитом отличается более жест-
кими допусками по толщине (см. табл. 19.2).
Выпускают его в листах, размеры которых
устанавливают по соглашению сторон, но не
менее 400ХЮ00 мм. Предельные отклонения
размеров по ширине ±10 мм и по длине
±15 мм. Код ОКП 34 9224.
Суммарная усадка, определенная так же,
как и у коллекторного миканита, должна быть
не более 8%, а горячая усадка — не более
2 %. По горячей усадке коллекторный слюди-
нит соответствует коллекторному миканиту на
глифталевой и шеллачной смолах. При испы-
тании на усадку не допускается выдавливание
слюдинита.
Состав, толщины и область применения кол--
лекторного слюдинита приведены в табл. 19.1,
19.2 и 19.4. Г
Повышенное содержание связующего в
слюдините (до 9 %) определяется структурой
слюдинитовой бумаги и полностью обеспечива-
ет требования, предъявляемые к коллекторным
материалам, в том числе по отсутствию выте-
кания клеящего состава.
Норма на расслаиваемость коллекторного
слюдинита, определяемая так же, как и у ми-
канита, но более жесткая: при толщине от 0.45
до 0,70 мм не должна превышать 2 %,- при
толщине свыше 0,7 мм — 3 %.
Средняя масса 1 м2 коллекторного слюди-
нита приведена ниже:
Номиналь- Средняя Номиналь- Средняя
ная тол- масса ная тол- масса
щина. мм 1 кг/м2 щина. мм 1 кг/м2
0,45 1,010 0,70 1,570
0,50 1,125 0,75 1,685
0,55 1,240 0,80 1,800
0,60 1,350 0,85 1,915
0,65 1,460 0,90 2,030
показатели коллекторного миканита
Таблица 19.8. Электрические и физико-механические
Показатель Норма для марок
КФШ КФГ КФГС КФП КФШ-1 КФП-1 КФА
Суммарная усадка:
а) при 15—35 °C с повышением давле- ния до 60 МПа и с последующим повышением температуры от 15—35 до 160°C, %, не более 10 10 10 — —. — 10
в том числе усадка при давлении 60 МПа с повышением температу- ры от 15—35 до 160 °C (горячая усадка), %, не более 2 2 2 — —. — . 1
. б) при 15—35 °C с повышением давле- ния до 80 МПа с последующим по- вышением температуры от 15—35 до 180 °C, %, не более 10 7 7 —
в том числе усадка при давлении 80 МПа с повышением температуры от 15—35 до 180 °C (горячая усад- ка), %, не более 2 1 1 —
Епр средняя, МВ/м, не менее 19 19 19 19 19 19 19
Испытательное напряжение (в пересчете на 1 мм толщины миканита), выдерживае- мое без пробоя, кВ 7 7 7 7 7 7 „ -7
Расслаиваемость, %, не более 5 5 и 10* 5 4 5 4 . 10
Остаточное вспучивание после выдержки .при 500±10°С в течение 10 мин, %, ие более .20
* Б для толщин 0,4—0,0 мм, 10 для толщин 0,7—1,5 мм.
§ 19.7
Формовочные материалы
155
П родолжение
Номиналь- ная тол- щина, мм Средняя масса 1 кг/м8 Номиналь- ная тол- щина, мм Средняя масса 1 кг/м2
0,95 2,140 1,10 2,420
1,00 2,250 1,20 2,700
1,05 2,365
Средняя электрическая прочность коллек-
торного слюдинита должна быть не менее: дня
листов толщиной от 0,45 до 0,70 мм 32 МВ/м.
и от 0,70 до 1,2 мм 28 МВ/м.
С учетом специфики производства в ГОСТ
на коллекторный слюдинит в отличие от тре-
бований ГОСТ на коллекторный миканит от-
сутствует испытание напряжением.
Гарантийный срок хранения коллекторного
слюдинита — шесть месяцев со дня изготов-
ления.
Коллекторный слюдинит на синтетичес-
ких связующих. Этот материал изготовляют
двух марок: КСЭ и КСрЭ. Он относится к
классу нагревостойкости F. Код ОКП 34 9224.
Слюдинит выпускается в листах, разме-
Таблица 19.9. Физико-механические
и электрические показатели коллекторного
слюдинита на эпоксидных связующих
Показатель Норма для марки
КСЭ КСрЭ
Плотность, кг/м2, не менее Усадка*, %: 2300 2200
суммарная, не более 6 8
горячая, не более 1 2
Расслаиваемость, %, не бо- лее 0 2
Разрушающее напряжение при' изгибе для слюдини- та толщиной свыше 1 мм, МПа, не менее 196 98
£пр .средняя, МВ/м, не ме- нее 28 28
Испытательное напряжение на 1 мм толщины слюди- нита, выдерживаемое без пробоя, кВ, не менее 7 7
Стойкость к воздействию электрической дуги пере- менного напряжения свы- ше 1000 В, с, не менее 780 360
* Определение усадки производят по ГОСТ
25045-81 при давлении 80±2 МПа и температуре
180+5 "С.
Номиналь- Средняя Номиналь- Средняя
ная тол- масса. ная тол- масса.
щина, мм кг/м2 щина, мм кг/м2
0,15 0,320 0,50 1,060
0,20 0,425 0,60 1,270
0,25 0,530 0,70 1,485
0,30 0,635 0,80 1,695
0,35 0,740 0,90 1,910
0,40 0,850 1,00 2,120
0,45 0,955 1,50 3,180
19 10. Показатели коллекторного слюдопласта
Таблица
Показатель Норма для марок
КИФШ КИФШ.1 КИФШ-2 КИФП КИФН-С КИФК
Суммарная усадка, %, не более 10 5 8 7 9 7
В том числе при давлении 60 МПа с 2 0,5 1,5 1 1,5 1
повышением температуры до 160 °C (горячая усадка), %, не более Расслаиваемость, %, не более 1 Не до- 1 1 3 I
£Пр средняя, МВ/м, не менее 22 пускается 24 22 22 24 24
ры которых устанавливаются по соглашению
сторон, при этом максимальный размер может
быть 600ХЮ00 мм, а минимальный — 250Х
Х250 мм. Предельные отклонения по длине
и ширине ±5 %. Гарантийный срок хранения—
12 мес со дня изготовления.
Состав, толщины с допусками и область
применения коллекторного слюдинита на син-
тетических связующих приведены в табл. 19.1,
19.2 и 19.4. Физико-механические и электричес-
кие показатели слюдинита - приведены в табл.
19.9.
Коллекторный слюдопласт. Коллекторный
слюдопласт выпускают в листах толщиной
от 0,04 до 1,5 мм, шириной не менее 200±
±10 мм и длиной не менее 400±15 мм. Код
ОКП 34 9234.
Содержание составных частей, толщины
с допусками и область применения коллектор-
ного слюдопласта приведены в табл. 19.1,
19.2 и 19.5.
Нормы электрической прочности, усадки
и расслаиваемости коллекторного слюдопласта
даны в табл. 19.10.
Плотность коллекторного слюдопласта для
марок КИФШ, КИФШ-1, КИФШ-2 и КИФП—
2300 кг/м3 и для марок КИФН-С и КИФК —
2400 кг/м3.
Гарантийный срок хранения коллектор-
ного слюдопласта — шесть месяцев со дня из-
готовления.
19.7. ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Основным отличием всех формовочных
слюдяных материалов является способность
формоваться в горячем состоянии при том
или ином давлении, обеспечивая получение
и сохранение сложных форм.
Формовочный миканит. Способность фор-
моваться миканит всех марок сохраняет не ме-
нее трех месяцев со дня изготовления. Фор-
мовочный миканиг выпускают в листах раз-
мером по ширине н длине от 550 до 900 мм с
отклонениями до ±15 мм. Код ОКП 34 9212.
Средняя масса формовочного миканита при-
ведена ниже:
156
Слюдяные электроизоляционные материалы
Разд. 19,
Все формовочные миканиты прессованные
при комнатной температуре становятся твер-
дыми и более или менее хрупкими. Формуе-
мость всех миканитов с пониженным содержа-
нием связующего проверяется по изготовлению
из них в горячем состоянии:
а) трубок диаметром, равным 50-кратной
толщине листа, при толщине миканита не бо-
лее 0,5 мм или цилиндров диаметром, равным
100-кратной толщине листа, при толщине ми-
канита более 0,5 мм;
б) коллекторных манжет с наружным ди-
аметром не менее 30 мм при толщине мика-
нита не более 0,5 мм.
Манжеты изготовляют в соответствующих
пресс-формах. Формуемость миканитов с нор-
мальным содержанием связующего проверя-
ется по изготовлению в нагретом состоянии
трубок при толщине миканита не более 0,5 мм
или цилиндров при толщине более 0,5 мм.
Листы миканита изготовляют на одном
связующем. На поверхности листов миканита
не допускаются отслоение пластинок слюды
и промазка поверхности склеивающим веще-
ством. На поверхности листов миканита, из-
готовленного с применением глифталевой смо-
лы, допускается подклейка отдельных пласти-
нок слюды шеллачным лаком. Формовочные
миканиты на глифтале относятся к классу на-
гревостойкости В, на полиэфирной смоле — к
классу F, на кремнийорганике — к классу Н.
При производстве формовочных микани-
тов может применяться как нормальный фло-
гопит, так и нагревостойкий (см. разд. 18).
При поставке это должно быть особо огово-
рено.
Состав формовочных миканитов, толщины
с допусками и область применения приведены
в табл. 19.1—19.3.
Электрическая прочность формовочных
миканитов приведена в табл. 19.11, пробивное
напряжение в отдельных точках формовочно-
го миканита — в табл. 19.12.
Таблица 19.11. Электрическая прочность
формовочных миканитов
Марка миканита ЕПр средняя, МВ/м, при толщине, мм,
0,15— 0,25 не мене 0,3— 0,5 е 0,56 и более
ФМГ, ФМГА, ФМК, ФМП, ФМПА 40 35 30
ФФГ, ФФГА, ФФК, ФФКА, ФФП, ФФПА 35 30 25
ФМГ, ФМГА, ФМП, ФМПА с государст- венным Знаком каче- ства 41 36
ФФГ, ФФГА, ФФП, ФФПА 36 31 —’
’ Миканит всех марок толщиной 0,45 мм и
более должен выдерживать без пробоя испы-
тание напряжением, равным 50 % напряже-
ния, полученного при пересчете электрической
Таблица 19.12. Пробивное напряжение в
отдельных точках формовочных миканитов
Пробивное напряжение в отдельных точках,
кВ, не менее, миканита марок
ФМГ, ФМГА, ФМК, ФФГ, ФФГА, ФФК,
S ФМП, ФМПА ФФКА, ФФП, ФФПА
го с госу- с госу-
1-й кате- дарствен- 1-й кате- дарствен-
ЁГ гории ка- ным Зиа- гории ка- ным Зна-
чества ком ка- чества ком ка-
чества чества
0,15 4,5 4,6 3,9 4,0
0,20 6,0 6,2 5,3 5,4
0,25 7,5 7,7 6,6 6,8
0,30 7,9 8,1 6,8 7,0
0,35 9,2 9,5 7,9 8,1
0,40 10,5 10,8 9,0 9,3
0,45 11,8 12,2 10,1 10,5
0,50 13,1 13,5 11,2 11,6
0,60 13,5 —, 11,3 —
0,70 15,7 — 13,1 —.
0,80 18,0 .— 15,0 .—
0,90 20,2 —. 16,9 —
1,00 22,5 — 18,8
1,50 33,8 — 28,1 —.
прочности на соответствующую толщину ми-
канита.
Гарантийный срок хранения формовочно-
го миканита марок ФМГ, ФМГА, ФФГ,
ФФГА, ФФК, ФФКА и ФМК— три месяца,
ФФП и ФФПА — шесть месяцев и микани-
тов с государственным Знаком качества —
шесть месяцев со дня изготовления.
Формовочный стеклослюдинит нагрево-
стойкий марки ФСКН. Размеры листов по дли-
не и ширине от 350 до 800 мм. Предельные
отклонения при стороне листа до 500 мм
±30 мм и при стороне листа свыше 500 мм
±50 мм. Код 34 9221.
Гарантийный срок хранения — три месяца
после изготовления. Состав, толщина с допус-
ками и область применения приведены в табл,
19.1, 19.2 и 19.4.
Поверхность листов стеклослюдинита ров-
ная, без видимых пор, посторонних включений,
трещин и морщин, выводящих толщину лис-
та за предельные отклонения в отдельных
точках.
Стеклослюдинит обладает формуемостью в
интервале температур 85—105 °C.
Электрические показатели стеклослюдини-
та приведены в табл. 19.13. (Значения р при-
ведены в табл. 19.7).
Формовочный слюдопласт марки ФИФША.
Это прессованный некалиброванный листовой
материал, состоящий из двух или нескольких
слоев слюдопластовой флогопитовой бумаги,
пропитанной шеллачным лаком. Размеры лис-
тов могут быть установлены по соглашению
сторон, но должны быть в ftpeделах от 200 до
840 мм с предельными отклонениями по шири-
не ±10 мм и длине ±20 мм. Код ОКП
34 9232. Гарантийный срок хранения — шесть
месяцев со дня изготовления. Состав, толщи-
ны с допусками и область применения см. в
табл. 19.1, 19.2 и 19.5,
§ 19.8
Прокладочные материалы
157
Таблица 19.13. Электрические показатели
стеклослюдинита
Показатель Нормы для толщины, мм
0.10 0,12 0.15
£пр средняя, МВ/м, не менее:
в исходном состоя- нии 28 33 38
при 400±5°С 10 15 15
то же после 24 ч нагрева при 400 °C 10 15 15
Минимальное 1/пр, кВ, не менее 1,5 1,8 3,3
Формовочный слюдопласт хорошо форму-
ется. В горячем состоянии из него могут быть
получены трубки, цилиндры и коллекторные
манжеты несложной конфигурации, применя-
емые для коллекторов сварочных генераторов.
Средняя Ещ> формовочного слюдопласта
должна быть не менее: для толщины 0,2 и
0,25 мм—33 МВ/м; 0,3 и 0,35 мм—27 МВ/м и
в любой точке для толщин 0,2 и 0,25 мм—25
МВ/м; 0,3 и 0,35 мм—20 МВ/м.
Значение р приведено в табл. 19.7.
Формовочный слюдопласт прессованный
марки ФИП. Он состоит из двух или несколь-
ких 'слоев слюдопластовой бумаги, лакирован-
ной полиэфирным лаком из смолы ТФП-18.
Слюдопласт выпускают в листах размером не
менее 550х650±15 мм. Код ОКП 349232. Га-
рантийный срок хранения — три месяца со дня
изготовления. Состав формовочного слюдопла-
ста, толщины с допусками и область примене-
ния приведены в табл. 19.1, 19.2 и 19.5.
Листы слюдопласта не должны иметь по-
сторонних включений, сквозных просветов в
виде полос или сквозных отверстий из-за раз-
рывов или пропусков слюдопластовой бумаги.
В нагретом состоянии слюдопласт допускает
формование трубок, цилиндров и коллектор-
ных манжет. При изготовлении коллекторных
манжет сложной конфигурации необходимо
применять стеклоткани, пропитанные эпок-
сидно-формальдегидной смолой. Количество
прослоек указанной стеклоткани не превышает
10 % по толщине.
Средняя Епр слюдопласта марки ФИП не
менее 36 МВ/м, а минимальная в любой точке
не менее 27 МВ/м; значения р приведены в
табл. 19.7.
Формовочный прессованный слюдопласт
марки ФИ П-АПЛ. Этот слюдопласт отличает-
ся содержанием полиэтилентерефталатной
пленки; он состоит из двух или нескольких слоев
слюдопластовой бумаги, лакированной поли-
эфирным лаком из смолы ТФП-18, склеенной
с цолиэтилентерефталатной пленкой. Код ОКП
34 9232. Размеры листов устанавливают по со-
глашению сторон, но они должны быть не ме-
нее ‘200 x 400 мм и не более 540X840 мм с
предельными отклонениями по длине ± 20 мм,
по ширине ± 10 мм.
Состав, толщины с допусками и область
применения слюдопласта ФИП-АПЛ см. в
табл. 19.1, 19.2 и 19.5.
Слюдопласт ФИП-АПЛ обладает хорошей
формуемостью: в горячем состоянии из него
могут быть отформованы цилиндры и изделия
сложной формы, включая манжеты. Для уси-
ления механической прочности коллекторных
манжет сложной конфигурации при их изго-
товлении из слюдопласта необходимо приме-
нение стеклоткани, пропитанной эпоксидно-
формальдегидной смолой. Количество прослоек
указанной стеклоткани не превышает 10 % по
толщине. Содержание неорганической части —
не менее 75 %. Способность формоваться слю-
допласт сохраняет не менее трех месяцев со
дня изготовления. Это является и гарантий-
ным сроком хранения.
Средняя электрическая прочность должна
быть не менее: для толщины 0,25 мм—50 МВ/м,
для толщины 0,30 и 0,35 мм—40 МВ/м и в
отдельных точках — 32 МВ/м. Значения р при-
ведены в табл. 19.7.
Формовочный слюдопласт прессованный
армированный марки ФИФК-АПЛ. Он состоит
из двух или нескольких слоев слюдопластовой
бумаги, склеенных между собой кремнийорга-
нической смолой, армированных полиэтиленте-
рефталатной пленкой. Размеры листов уста-
навливают по соглашению сторон, но не ме-
нее 200x400 мм с предельными отклонениями
по длине ± 20 мм, по ширине ± 10 мм. Код
ОКП 34 9232. Состав, толщины с допусками
и область применения даны в табл. 19.1, 19.2
и 19.5.
Слюдопласт не должен иметь сквозных
отверстий, проколов и посторонних включений,
снижающих электрическую прочность. Содер-
жание неорганической части — не менее 75 %.
Материал допускает в нагретом состоянии фор-
мование трубок и коллекторных манжет.
Гарантийный срок хранения слюдопласта шесть
месяцев со дня изготовления.
Значения р приведены в табл. 19.7, а зна-
чения средней электрической прочности ука-
заны ниже:
Толщина, мм ^ир’ ^В/м, не менее
средняя минимальная
0,25 ........ 55 37
0,30 ............... 45 37
0,35 .............. 45 37
19.8. ПРОКЛАДОЧНЫЕ МАТЕРИАЛЫ
Основным требованием, предъявляемым
ко всем прокладочным материалам, является
малая расслаиваемость при нарезке на плас-
тинки, достигаемая хорошей склейкой щипа-
ной слюды или слюдяных бумаг при достаточ-
ном уплотнении при прессовании.
Прокладочный миканит. Расслаиваемость
миканита проверяют нарезкой на пластинки
размером 40X20 мм при толщине 1 мм нож-
ницами типа рычажных или гильотинных, а
при толщине более 1 мм — дисковой или лен-
точной пилой. Норма расслаиваемости: не бо-
лее 5 % для миканита марки ПФК толщиной
0,15 мм и 10 % для всех марок толщиной 0,5—
5,0 мм. Прокладочный миканит выпускают в
листах толщиной от 0,15 до 5,0 мм, шириной
и длиной в пределах от 550 до 900 ± 15 мм.
Миканит толщиной 0,15 мм изготовляется
только марки ПФК. По соглашению сторон
допускается изготовление прокладочного ми-
158
Слюдяные электроизоляционные материалы
Разд. 19.
канита толщиной более 5 мм. Код ОКП
34 9213. Состав, толщины с допусками и об-
ласть применения прокладочных миканитов
приведены в табл. 19.1—19.3.
Электрическая прочность должна быть не
менее 34 МВ/м для миканита ПФК толщиной
0,15 мм, 21 МВ/м для всех остальных марок
миканита толщиной 0,5 мм, 18 МВ/м—тол-
щиной 0,6 мм, 16 МВ/м — толщиной 0,7—
1,0 мм. Пробивное напряжение в отдельных
точках приведено ниже:
Толщина, мм Пробивное напряжение в отдельных точках, кВ, не менее Толщина, мм Пробивное напряжение в отдельных точках, кВ, не менее
0,15 3,8 0,80 9,6
0,50 7,9 0,90 10,8
0,60 8,1 1,00 12,0
0,70 8,4
Миканиты толщиной более 1 мм должны вы-
держивать испытание на пробой напряжен п-
ем не менее 15 кВ. Миканиты всех марок тол-
щиной 0,5 мм и более должны выдерживать
без пробоя испытание по всей поверхности
электрическим полем напряженностью, равной
50 % нормы электрической прочности. Норми-
руемые значения р даны в табл. 19.7.
Прокладочный слюдопласт. Его выпускают
в листах толщиной от 0,3 до 1,5 мм, размеры
которых устанавливают по соглашению сто-
рон, но они должны быть не менее 200X400±
±15 мм. Марки ПИФШ и ПИФША относят-
ся к классу нагревостойкости В, а марки
ПИФТ — к классу нагревостойкости С. Плот-
ность прокладочного слюдопласта для марок
ПИФШ и ПИФША—2340 кг/м3 и для марки
ПИФТ—2350 кг/м3. Гарантийный срок хране-
ния слюдопласта — шесть месяцев со дня из-
готовления. Код ОКП 34 9233.
Расслаиваемость слюдопласта для всех
марок и толщин при его нарезке на пластины
размером 40x20 мм не должна превышать
1 % как в исходном состоянии, так и в течение
шести месяцев со дня изготовления.
Средняя электрическая прочность должна
быть не ниже 26 МВ/м для всех марок и тол-
щин. Минимальное значение Епр в любой точ-
ке — не менее 20 МВ/м.
Значения р приведены в табл. 19.7.
19.9. ГИБКИЕ МАТЕРИАЛЫ
Отличительной особенностью всех гибких
слюдяных материалов является хорошая гиб-
кость при 20 °C. Это важное свойство обес-
печивает применение гибких материалов в раз-
личных изделиях в виде прокладок разной
конфигурации: пазовых коробочек, изоляции
разных деталей. Гибкость придают применяе-
мые связующие.
Гибкий миканит. Гибкий миканит изготов-
ляют в листах толщиной от 0,15 до 0,5 мм
(по соглашению сторон — и толще 0,5 мм),
размеры листов 450x900 мм с допусками по
длине и ширине ±15 мм. Миканит не должен
иметь расслоений. У оклеенного миканита не
должно быть отслоений подложки, что прове-
ряется нарезкой листа на полоски размером
Таблица 19.14 Средняя масса 1 м2
гибкого микаиита
Номинальная толщина, мм Масса, кг/м2
ГМС, ГФС, гмч, ГФЧ ГФК ГМС-ББ. ГФС-ББ, ГМЧ-ББ, ГФЧ-ББ
0,15 0,260 0,250
0,20 0,350 0,330
0,25 0,430 0,410
0,30 0,520 0,500
0,35 0,610 0,580
0,40 0,695 0,660
0,45 0,780 0,745
0,50 0,870 0,830
100x5 мм. Допускаются морщины бумаги, не
выходящие по толщине за установленные до-
пуски в отдельных точках. У неоклеенного ми-
канита не должно быть отслаивания отдель-
ных листочков слюды. Гибкий миканит не дол-
жен иметь сквозных отверстий и посторонних
включений. Миканит сохраняет гибкость в' хо-
лодном состоянии до 60 сут со дня изготов-
ления, а также после нагревания в течение 6 ч
при 105 ±5 °C. Средняя масса 1 м2 гибкого
миканита дана в табл. 19.14. Код ОКП
34 9211.
Разновидности, гибких миканитов, толщи-
ны с допускаемыми отклонениями, их состав
и основное применение приведены в табл.
19.1—19.3.
Нормы среднего значения Епр и {/пр в
отдельных точках, контролирующие отсутст-
вие сквозных отверстий и посторонних вклю-
чений, даны в табл. 19.15 и 19.16.
Таблица 19.15. Епр гибких миканитов
Марка миканита Епр. МВ/м, при толщи- не, мм, не менее
0.15—0,25 0,30-^0,50
ГМС, гмч 28 23
ГМС-ББ, ГМЧ-ББ, ГФС-ББ, ГФЧ-ББ 21 16
ГФС, ГФЧ 24 20
ГФК 23 19
Таблица 19.16. t7np в отдельных точках
гибких миканитов
Толщина, мм кВ. не менее
ГМС, гмч ГФС, ГФЧ, ГФК ГМС-ББ, ГФС-ББ, ГМЧ-ББ, ГФЧ-ББ
0,15 2,3 2,1
0,20 2,9 2,7 2,3,
0,25 3,6 3,2 2,7
0,30 4,2 3,8 2,7
0,35 4,9 4,4 —
0,40 5,7 5,0 3,8;
0,45 6,3 5,5
0,50 6,8 6,3 5,0
§ 19.9
Гибкие материалы
159
Таблица 19.17. Средняя масса 1 м2
гибкого стекломиканита
номиналь на я тол- щина, мм Масса, кг/м3
ГФС-Т ГФК-Т ГФЭ-ТТ-1. ГФК ТТ-1 ГФС-ТТ ГФЭ-ТТ, ГФК-ТТ
0,20 0,340
0,22 0,330 0,340 — — —
0,25 0,330 0,340 0,410 0,420 0,420
0,30 0,460 0,470 0,500 0,500 0,500
0,35 — — 0,580 0,570 0,555
0,40 -—. — 0,680 0,700 0,720
0,50 0,780 0,800 0,800 0,870 0,880
0,60 — — 0,990 0,900 0,900
Таблица 19.18. Средняя Епр гибкого
стекломиканита
i СО к к S’ ч о Средняя Е пр, МВ/мм, не менее, для марок
ГФС-Т ГФС-ТТ ГФЭ-ТТ-1 ! ГФЭ-ТТ ГФК-Т гфк-тт-1 гфк-тт
0,20 _ 16 16
. 0,22 16 — — — 16 — —
0,25 16 14 16 14 16 16 14
0,30 16 14 16 14 16 16 14
0,35 — 14 16 14 — 16 14
0,40 — 14 15 14 — 15 14
0,50 15 14 15 14 15 15 14
0,60 — 16 17 16 — 17 16
Таблица
ипр
19.19.
Марка Толщина, мм С7лр, в отдельных точках, кВ, неме» нее Марка Толщина, мм ^пр’ в ОТ'П-еЛьнЬ1 х точках, кВ, не ме- нее
ГФЭ-ТТ-1, ГФК-ТТ-1 0,20 0,25 0,30 0,35 0,40 0,50 0,60 2,2 2,7 3,3 3,8 4,4 5,7 7,3 ГФС-ТТ, ГФЭ-ТТ, гфк-тт ГФС-Т, ГФК т 0,25 0,30 0,35 0,40 0,50 0,60 0,22 0,25 0,30 0,50 2,2 2,7 3,3 3,8 4,7 6,8 2,2 2,2 3,3 5,7
Таблица 19.20. Средняя масса 1 м2
гибкого слюдинита
.У1арка Тол- щина, мм Средняя масса, кг/м2 Марка Тол- щина, мм Средняя масса, кг/м2
i\cn 0,10 0,150 TjCKH 0,10 0,130
GCK- 0,12 0,165 0,12 0,260
0,15 0,175 0,15 0,290
г2сп 0,20 0,300 г2скн 0,20 0,360
г2ск 0,25 0,330 0,25 0,380
ГоСП- 0,30 0,530 0,30 0,545
г2ск 0,30 0,475
Нормируемые значения р приведены в
табл. 19.7.
Гарантийный срок хранения гибкого ми-
канита марок ГМС, ГФС, ГМС-ББ, ГФС-ББ,
ГМЧ, ГФЧ, ГМЧ-ББ и ГФЧ-ББ —два меся-
ца, марки ГФК—три месяца со дня изготов-
ления.
Гибкий стекломиканит. Он оклеен с одной
или двух сторон стеклотканью. Стекломика-
нит марок ГФС-Т и ГФС-ТТ относится к клас-
су иагревостойкости В, марок ГФЭ-ТТ и ГФЭ-
ТТ-1—к классу иагревостойкости F, а марок
ГФК, ГФК-ТТ и ГФК-ТТ-1—к классу нагрево-
стойкости Н.
Гибкий стекломиканит выпускается в лис-
тах толщиной от 0,2 до 0,6 мм. Размеры листов
устанавливают по соглашению сторон, но они
должны быть не менее 640x870 ±25 мм. Сред-
няя масса 1 м2 стекломиканита представлена
в табл. 19 17. Код ОКП 34 9211.
Состав, толщины с допускаемыми откло-
нениями п область применения представлены
в табл. 19.1—19.3.
У одностороннего оклеенного миканита при
резке на полоски прямоугольной формы раз-
мером 100x5 мм не должно быть расслоений.
При разборке пакетов стекломиканита про-
кладочная бумага должна свободно отделять-
ся без повреждения миканита (не должно быть
отлипа). У стекломиканита допускаются мор-
щины стеклоткани по толщине, не превышаю-
щие допускаемых в отдельных точках.
Средние значения ЕРр и значения U„r, в
отдельных точках стекломиканита приведены
в табл. 19.18 и 19.19.
Значения р стекломиканита приведены в
табл. 19.7. Гарантийный срок хранения стекло-
гибкого стекломиканита
миканита марок ГФК-Т, ГФК ТТ и ГФК-ТТ-1 —
шесть месяцев, марок ГФЭ-ТТ и ГФЭ-ТТ-1—
три месяца, марок ГФС-Т и ГФС-ТТ-1 —два
месяца со дня изготовления.
Гибкий слюдинит. Гибкий слюдинит
выпускают в листах толщиной от 0,1 до 0,3 мм.
Размеры листов устанавливают по соглашению
сторон, ио они должны быть ие менее 500 X
Хб00±15мм. Разновидности гибкого слюдини-
та, состав, толщины с допускаемыми отклоне-
ниями и область применения приведены в табл.
19.1, 19.2 и 19.4. Средняя масса I м2 дана в
табл. 19.20 Код ОКП 24 9221.
Гарантийный срок хранения для слюдини-
та марок Г.СКН и Г2СКН — два месяца, для
всех остальных марок слюдинита—три месяца
160
Слюдяные электроизоляционные материалы
Разд. 19.
Таблица 19.21. Средняя £пр гибкого слюдинита
fjjp, МВ/м, ие менее
Марка сл юдинита Тол- щина, мм В исходном состоянии При 200+3 °C После прогрева при 200+3 СС в течение 24 ч
До перегиба После перегиба
с государст- венным Зна- ком качества 1-й категории качества с государст- венным Зна- ком качества 1-й категории качества 1-катего- рии ка- чества 1 -категории качества
г^п, •) Г1СК J 0,10 0,15 — 20 — 13 — __
г2сп 0,20 28 23 — — —-
0,25 0,30 28 —• 21 — — —
г2ск 0,20 0,25 0,30 28 — 21 — — —•
1'хСКН 0,10 —. 20 — 10 10 15
0,12 0,15 — 30 — 10 10 15
г2скн 0,20 0,25 0,30 — 26 — 21 10 15
и для слюдинита с государственным Знаком
качества — шесть месяцев со дня изготовле-
ния.
Наличие подложки обеспечивает слюдини-
ту более высокий предел прочности при растя-
жении и предохраняет материал при различных
технологических операциях от расслаивания.
В отличие от гибкого миканита все марки гиб-
кого слюдинита опрессованы при нагреве. Слю-
динит не должен иметь трещин, расслоений,
разрывов слюдинитовой бумаги и посторонних
включений, кроме точечных включений, обус-
ловленных минеральными включениями слюды
мусковит. У оклеенного слюдинита стеклопод-
ложка не должна отслаиваться; на поверхности
не должно быть морщин и складок, выходящих
по толщине за пределы допускаемых отклоне-
ний в отдельных точках. Проверку на расслаи-
ваемость проводят путем нарезки слюдинита на
пластинки прямоугольной формы размером
100x5 мм, при этом полоски не должны рас-
слаиваться более чем на 25% по их длине. В от-
личие от гибких миканитов и стекломиканитов
гибкие слюдиниты характеризуются значитель-
но меньшими допусками по толщине и более
высоким пробивным напряжением. Нормируе-
мые средние значения £пр и t/np в отдельных
точках даны в табл. 19.21 и 19.22. Значения р
приведены в табл. 19.7.
Гибкий пленкостеклослюдинит композици-
онный изготовляют в листах длиной 750±
±10 мм и шириной не менее 500 мм. Код ОКП
34 9231. Гарантийный срок хранения — шесть
месяцев со дня изготовления. Состав, толщи-
на с допусками и область применения приведе-
ны в табл. 19.1, 19.2 и 19.4.
Пленкостеклослюдинит не должен иметь
посторонних включений, сквозных просветов в
виде полос и отдельных отверстий, отслоений
подложек. Также не допускаются стыки слю-
дяных бумаг и морщины, выводящие тол-
щину листа за пределы допускаемых отклоне-
ний. Допускаются пузыри под слоем подложки,
если, их общая площадь не превышает 10 %
площади листа.
Таблица 19.22.
слюдинита в
t7np гибкого
отдельных точках
Марка слюдинита Номинальная толщина, мм кВ, не менее
До перегиба После перегиба
с государ- ственным Знаком качества 1-й кате- гории ка- чества с государ- ственным Знаком качества 1-й кате- гории ка- чества
1\СП г,ск Г2СП Г2ск rjCKII г2скн 0,10 0,15 0,20 0,25 0,30 0,10 0,12 0,15 0,20 0,25 0,30 11। । । I I । vf Щ) CD 1,4 2,4 1,3 2,2 2,3 4,2 5,2 6,3 3,6 4 4,8 1 1,5 0,8 1 1,2 3,2 3,8 4,5
Примечание. Перегиб осуществляется пу-
тем сгибания образцов вокруг прокладки, толщина
которой равна толщине образца. Место перегиба про-
катывают валиком с усилием 20±1 Н.
Сопротивление надрыву полосок шириной
15±1 мм должно быть не менее: среднее 285 Н
и минимальное 245 Н. Отсутствие расслоения
проверяется нарезкой листа на полосы 25 X
Х200 мм, а также после изгибания в специ-
альном макете полосок материала, не прошед-
ших и прошедших старение в течение 6 ч при
125±2°С.
Пленкостеклюслюдинит не должен сли-
паться между собой и давать вытекание лака
с торцов после пребывания в стопе под грузом
50 Н в течение 30 мин.
Значения 17пр для гибкого пленкостекло-
слюдинита приведены в табл. 19.23.
Значения р приведены в табл. 19.7.
Стеклослюдинит рулонной марки РСКН
изготовляют в рулонах диаметром от 100 до
§ 199
Гибкие материалы
161
Таблица 19.23. UnJS гибкого пленкостеклослюдинита
Марка Номинальная толщина. 2 S <7пр, не менее
При 15—35 °C и относительной влажности воз- духа 45—75 % После выдержки в те- чение 6 ч прн 125+2 °C с последующим пере- гибом и прокаткой ва- ликом с усилием 20 Н
До перегиба После перегиба и прокатки валиком с усилием 20 Н
среднее s отдель- ных точ- ках среднее в отдель- ных точ- ках среднее в отдель- ных точ- ках
ГСП-ЛСП-ПЛ с государствен- 0,35 12,5 8,3 10,3 7,0 9,5 7,0
ным Знаком качества 0 40 13,0 9,0 10,5 7,3 10,0 7,3
ГСП-ЛСП ПЛ 0,35 11,0 8,3 9,0 7,0 9,0 7,0
0 40 12,0 9,0 10,0 7,3 10,0 7,3
ГСП-Т-ПЛ 0,30 8,0 6,0 6,5 5,0 5,7 4,6
0,35 8,7 6,5 7,0 5,5 6,0 5,0
400 мм, шириной 700 и 850±50 мм, намотан-
ных на твердые втулки с внутренним диамет-
ром не менее 30 мм Код ОКП 34 9220. Состав,
толщина с допусками и область применения
приведены в табл. 19.1, 19.2 и 19.4.
Стеклослюдинит рулонный не должен иметь
сквозных отверстий, посторонних включений,
расслоений и разрывов слюдинитовой бумаги.
Стеклослюдинит должен быть гибким при
комнатной температуре. Физико-механические
показатели стеклослюдинита приведены в табл.
19.24.
Испытания на сжатие кольца определяют
по ГОСТ 10711 74. Среднее Unp стеклослюди-
нита не менее 2,2 кВ, в отдельных точках —
не менее 1 кВ. Гарантийный срок хранения —
три месяца со дня изготовления.
Таблица 19.24. Физико-механические
показатели стеклослюдинита марки РСКН
Показатель Норма для толщины, мм
0,20 0,25 0,35
Разрывное усилие, Н/см, не менее 170 250 300
Усилие сжатия кольца, Н, не менее 150 150 450
Гибкий слюдопласт. Гибкий слюдопласт
марок ИФГК и ИФГГ выпускают в листах тол-
щиной 0,2—0,5 мм, размеры которых устанав-
ливают по соглашению сторон в пределах от
400 до 860 мм с предельными отклонениями
по ширине и длине ±20 мм. Код ОКП 34 9231.
Слюдопласт марки ИФГГ относится к классу
нагревостойкости В, марки ИФГК — к классу
Н. Состав, толщины с допускаемыми отклоне-
ниями, область применения в табл. 19.1, 19.2
и 19.5.
Гибкий слюдопласт должен сохранять гиб-
кость при комнатной температуре в течение
двух месяцев со дня изготовления. Листы слю-
допласта не должны иметь расслоений и сквоз-
ных отверстий. Гибкий слюдопласт отличается
более равномерной толщиной и более высокими
значениями электрической прочности, в особен-
ности в отдельных точках по сравнению с гиб-
кими миканитами. Нормы на среднее £Пр и t7np
в отдельных точках приведены в табл. 19.25.
Длительно допустимая рабочая температу-
ра для слюдопласта марки ИФГК—180°C и
для марки ИФГГ—130 °C. Значения р приведе-
ны в табл. 19.7.
Стеклослюдопласт композиционный. Ос-
новной особенностью композиционных стекло-
слюдопластов является сочетание гибкости с
упругостью и большой механической прочно-
стью, что значительно снижает вероятность
Таблица 19.25. Электрические показатели гибкого слюдопласта
Марка слюдо- пласта Толщина, мм Нормы для слюдопласта с государствен- ным Знаком качества Нормы для слюдопласта I категории качества
£пр СРВД- няя, МВ/ м, не ме- нее Упр ° отдель- иых точках, кВ, не менее НПрПосле пе- региба на собственную толщину, кВ, не менее Епр средняя, МВ/м, не ме- нее t'np1307- дельных точ- ках, кВ, не менее после пе- региба на соб- ственную тол- щину, кВ, не менее
ИФГК 0,2 26 3,5 3,2 20 3,0 3,0
0,3 26 5,5 4,2 20 4,0 4,0
0,4 22 7,0 5,2 19 5,0 5,0
0,5 22 7,5 5,6 19 6,0 5,5
ИФГГ 0,2 28 3,5 3,2 22 3,0 3,0
0,3 28 5,5 4,2 21 4,0 4,0
0,4 24 7,0 5,2 19 5,0 5,0
0,5 24 7,5 5,6. 17 6,0 5,5
162
СлюВяные влектроизоляционные материалы
Разд. 19.
Таблица 19.26. Опр композиционных стеклослюдопластов
Марка стеклослюдепласта Номинальная толщина, мм ^пР’ к®’ не менее
При 15—35 ?С и относительней влажности воздуха 45—75 % После выдержки в те- чение 6 ч при 125 ±2 °C с последующим пере- гибом и прокаткой ва- ликом с усилием 20 Н
До перегиба . После перегиба и прокатки валиком с усилием 20 Н
сред- нее в отдель- ных точ- ках среднее в отдель- ных точ- ках среднее в отдел ных точках
ГИТ-ТС, ГИП-ТС(в), ГИП-СС(в) 0,25 4,0 2,5 2,8 1,8 1,9 1,2
0,30 5,3 3,2 3,6 2,6 2,5 1,5
0,35 5,8 3,7 4,2 2,9 3,0 2,0
0,40 6,8 4,8 5,0 3,5 3,6 2,5
0,45 7,4 5,3 5,4 3,8 4,0 2,8
ГИК-ТС(в), ГИК-СС (в)' 0,25 3,5 2,2 2,1 1,4 1,9 1,2
0,30 4,5 3,0 2,7 1,8 2,5 1,5
0,35 5,2 3,3 3,2 2,2 3,0 2,0
0,40 6,6 4,2 4,2 2,9 3,6 2,5
0,45 7,2 4,7 4,6 3,9 4,0 2,8
ГИК-ТС(в) с государственным 0,25 4,0 2,5 2,3 1,5 1,9 1,2
Знаком качества 0,30 5,0 3,5 2,8 1,9 2,5 1,5
0,35 5,6 3,6 3,3 2,3 3,0 2,0
0,40 7,0 4,5 4,4 3,0 3,6 2,5
0,45 8,0 5,0 4,8 4,0 4,0 2,8
ГИК-СС(в) с государственным 0,25 3,7 2,4 2,3 1,5 1,9 1,2
Знаком качества 0,30 4,7 3,3 2,8 1,9 2,5 1,5
0,35 5,4 3,5 3,3 2,3 3,0 2,0
0,40 6,8 4,4 4,4 3,0 3,6 2,5
0,45 7,5 4,9 4,8 4,0 4,0 2,8
ГИТ-Т-ЛСБ, ГИТ-С-ЛСБ 0,45 10,0 8,4 8,3 4,2 7,2 4,2
0,55 11,3 9,0 9,0 4,5 8,6 4,3
ГИТ-Т-ЛСБ с государственным 0,45 11,0 8,4 8,3 4,2 7,5 4,2
Знаком качества 0,55 12,0 9,0 9,0 4,5 8,6 4,3
ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в) 0,43 10,5 8,6 8,6 5,0 7,2 4,2
0,55 11,5 9,2 9,2 5,2 8,6 4,3
ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в) 0,43 11,0 8,6 8,6 5,0 7,5 4,2
с государственным Знаком ка- чества 0,55 12,0 9,2 9,2 5,2 8,6 4,3
ГИК-Т-ЛСК(в) 0,35 5,2 3,3 3,2 2,2 3,0 2,0
0,43 10,5 8,6 7,0 5,0 6,0 4,2
0,55 11,5 9,2 8,0 5,2 6,8 4,3
ГИК-Т-ЛСК(в) 0,35 5,6 3,6 3,3 2,3 3,0 2,0
0,43 11,0 9,0 7,2 5,2 6,0 4,2
0,55 12,0 9,6 8,5 5,5 6,8 4,3
ГИП-Т-С-ЛСП(в) 0,46 10,7 8,7 8,7 5,2 7,2 4,2
ГИП-ЛСБ-ЛСЛ (в)', ГИК-ЛСК-ЛСЛ(В) 0,55 14,0 10,5 11,0 7,0 8,0 5,0
ГИТ-ЛСБ-ЛСЛ 0,55 13,5 10,5 10,3 5,2 10,0 5,0
ГИТ-ЛСБ-ЛСЛ с государствен- ным Знаком качества 0,55 14,0 11,0 12,5 8,5 н,о 7,0
ГИП-Т-СПЛ(в) 0,30 6,5 4,5 4,0 3,0 3,2 2,1
0,35 7,0 5,0 4,5 3,2 3,5 2,5
0,40 8,7 6,5 6,0 4,5 4,0 3,5
ГИ11-Т-С11Л (в) с государствен- 0,30 7,2 4,5 4,0 3,0 3,2 2,1
ным Знаком качества 0,35 7,8 5,0 4,5 3,2 3,5 2,5
0,40 9,5 6,5 6,0 4,5 4,0 3,5
ГИТ-ЛСБ-ПЛ (в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
1 ИТ-ЛСБ-11Л (в) с государствен- 0,40 11,5 8,3 9,0 6,5 7,8 5,0
ным Знаком качества 0,45 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСБ-ПЛ(в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
ГИП-ЛСБ-ПЛ (в) с государствен- 0,40 11,5 8,3 9,0 6,5 7,8 5,0
ным Знаком качества 0,45 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСП-ПЛ (в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
§ 19.9
Гибкие материалы
163
Продолжение табл. 19.26
Марка стеклослюдопласта Номинальная толщина, мм к^’ не меиее
При 15-“-35 °C и относительной влажности воздуха 45—75 % После выдержки в те- чение 6 ч прн 125щ2 °C с последующим пере- гибом и прокаткой ва- ликом с усилием 20 Н
До перегиба После перегиба и прокатки валиком с усилием 20 Н
сред- нее в отдель- ных точ- ках среднее в отдель- ных точ- ках среднее в отдель- ных точках
ГИП-ЛСП-ПЛ (в) с государствен- 0,40 11,5 8,8 9,0 6,5 7,8 5,0
ным Знаком качества 0,45 13,5 9,3 10,5 7,5 10,5 7,0
ГИТ-ЛСБ-СПЛ (в) 0,45 10,5 8,3 9,0 6,5 7,5 5,0
0,50 12,5 9,0 10,5 7,5 10,5 7,0
1 ИТ-ЛСБ-СПЛ (в) с государст- 0,45 12,0 8,5 9,0 6,5 7,5 5,0
венным знаком качества 0,50 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСП-СПЛ(в) 0,45 10,5 8,3 9,0 6,5 7,5 5,0
0,50 12,5 9,0 10,5 7,5 10,5 7,0
ГИ11-ЛСП-СИЛ (в) с государст- 0,45 12,0 8,5 9,0 6,5 7,5 5,0
венным Знаком качества 0,50 13,5 9,0 10,5 7,5 10,5 7,0
ГИК-ЛСК-ТТПЛ(В) 0,45 10,3 8,6 8,2 5,0 — —
0,50 11,0 9,0 8,4 5,2 -— ——
Г ИК-ЛСК-ТТПЛ (в) с государст- 0,45 11,0 8,6 8,2 5,0 — —
венным Знаком качества 0,50 11,5 9,0 8,4 5,2 — -—
ГИК-Т-СПЛ (в) 0,32 6,8 4,7 5,2 3,9 -—.
ГИК-Т-СИЛ (в) с государствен- 0,32 7,3 4,7 5,2 3,9 .— —
ным Знаком качества
повреждения при технологических операциях.
Указанное свойство позволяет широко исполь-
зовать его в качестве пазовой и междуфазной
изоляции в электрических машинах различного
исполнения, заменяя гибкий миканит.
Композиционные стеклослюдопласты де-
лятся на три группы: стеклослюдопласты, со-
стоящие из двух или трех слоев слюдопластовой
бумаги, окленных с обеих сторон стеклотканью;
стеклослюдопласты, состоящие из тех же мате-
риалов, но оклеенных с одной из сторон стекло-
тканью: стеклослюдопласты, оклеенные с обеих
сторон стеклолакотканями.
Стеклослюдопласты композиционные вы-
пускают двух назначений: для электрических
машин нормального и влагостойкого исполне-
ний. Стеклослюдопласты влагостойкого испол-
нения обозначаются буквой «в», заключенной
в скобки (см. табл. 19.1).
Разновидности слюдопластов, толщины с
допусками, составы, области применения и
классы иагревостойкости приведены в табл.
19.1, 19.2 и 19.5
Стеклослюдопласты изготовляют в листах
с номинальными размерами: длиной 850 и
890±20 мм и шириной не менее 500 мм. Код
ОКПМ 9231.
Стеклослюдопласты всех марок должны
иметь гладкую поверхность, но допускаются
морщины подложек, если они не выходят по
толщине за пределы допускаемых отклонений
в отдельных точках. Общая площадь отдель-
ных пузырей под слоем подложек не должна
превышать 15 % площади листа. При нарезке
стеклослюдопласта на гильотинных ножницах
иа полосы размером 25x200 м, а также при
изгибании в специальном макете не должно
быть расслоения. Эти испытания на расслаи-
ваемость проводят у образцов в исходном со-
стоянии, а также после старения в течение 6 ч
прн 125±75°С. Композиционные стеклослюдо-
пласты согласно ТУ не должны слипаться и не
давать вытекания лака с торцов после пребы-
вания образцов в стопе для марок ГИТ-Т-ЛСБ,
ГИТ-С-ЛСБ, ГИП-Т-ЛСП(в), ГИК-Т-ЛСК(в),
ГИП-Т-ЛСБ(в), ГИП-Т-ЛСП(в), ГИТ-ЛСБ-
ЛСЛ, ГИП-ЛСБ-ЛСЛ (в) и ГИК-ЛСК-ЛСЛ(в)
под грузом 50±1 Н в течение 30 мин и для
всех остальных марок под грузом 50± 1 И в
течение 15 мин.
Средняя стойкость к надрыву полоски ши-
риной 15 мм для марок ГИТ-Т-ЛСБ, ГИТ-С-
ЛСБ, ГИК-Т-ЛСК(в), ГИП-Т-ЛСП(в) н ГИП-
Т-ЛСБ(в) должна быть не менее 290 Н, мини-
мальная— 200 Н, для марки ГИК-Т-ЛСК(в)
толщиной 0,35 мм — средняя 220 Н, минималь-
ная 160 Н, для марок ГИП-ЛСБ-ЛСЛ (в),
ГИТ-ЛСБ-ЛСЛ и ГИК-ЛСК-ЛСЛ(в)—сред-
няя 390 Н, минимальная 290 Н, для марки
ГИТ-ЛСБ-ЛСЛ с государственным Знаком ка-
чества — средняя 460 Н и минимальная 350 Н.
Жесткость стеклослюдопласта марки ГИП-
Т-С-ЛСП(в), определяемая по ГОСТ 10711-74,
не ниже 250 Н. Значения 5/пр приведены в
табл. 19.26, ар — в табл. 19.7.
Гарантийный срок хранения для марок
ГИТ и ГИК установлен два месяца со дня
изготовления, а для марок ГИП — шесть ме-
сяцев.
Пленколакослюдопласт. Пленколакослю-
допласт является разновидностью композици-
онных материалов. Его выпускают в листах
длиной 850 и 890±20 мм и шириной не менее
500 мм. Код ОКП 34 9231. Состав, толщина с
допусками и область применения приведены
в табл. 19.1, 19.2, 19.5; значение р дано в
табл. 19.7.
Образцы пленколакослюдопласта не долж-
164
Слюдяные эпектроазоляционные материалы
Разд. Г9.
Таблица 19.27. Г7пр пленколакослюдопласта
Номинальная толщина, мм (7пр, кВ, не менее
При 15—35 °C и относительной влажности воздуха 45—75 % После выдержки в течение 6 ч при 125±2 °C с последующим перегибом и прокатыванием валиком с усилием 20 Н
До перегиба После перегиба и прокатки валиком с усилием 20 Н
среднее в отдельных точках среднее в отдельных точках среднее е отдельных точ- ках
0,35 О340 0s 45 ны слипатьс? кания лака пе под грузе кость к над должна быть мальная — 2£ слюдопласт а 11,0 13,5 14,0 между собо торцов пост м 50 Н в т( зыву полоски не менее: ср >0 Н. При на полосы р Тг 8,3 9,0 9,3 й и не дава1 е пребывани :чсние 30 ми шириной 1. едняя — 280 ] нарезке пле: азмером 25X 1 б л и ц а 19. 9,5 10,3 10,5 гь выте- а я в сто- не н. Стой- ни 5±1 мм ен Ч, мини- 4колако- це 200 мм, че 28. (7пр стекл 7,0 7,3 7,5 также при из прошедших е 6 ч при 12 ИЯ. Гарантийнг в со дня и. ния t/np при£ опленкослюд 9,0 10,0 10,5 гибании в специ и прошедших с 5±2°С не долж >тй срок хранен! зготовления. Но !едены в табл. Р □пласта 7,0 7,3 7,5 альных макетах тарениё в тече- но быть рассло- 1я шесть меся- змируемые зна- 3.27.
Марка стеклопленкослюдопласта Номинальная толщина^ мм кВ, не менее
При 15—35 PC и относительной влажности воздуха 45—75 % После выдержки в те- чение 6 ч при 125 ±2 °C с последующим пере- гибом и прокаткой ва- ликом с усилием 20 Н
До перегиба После перегиба и прокатки валиком с усилием 20 Н
сред- нее в отдель- ных точ- ках среднее в отдель- ных точ- ках среднее в отдель- ных точ- ках
ГИП-Т-СПЛ(в) 0s30 6,5 4,5 4,0 3,0 3,2 2,1
0,35 7,0 5,0 4,5 3,2 3,5 2,5
0,40 8,7 6,5 6,0 4,5 4,0 3,5
ГИП-Т-СПЛ (в) с государст- 0.30 7,2 4,5 4,0 3,0 3,2 2,1
венным Знаком качества 0,35 7,8 5,0 4,5 3,2 3,5 2,5
0,40 9,5 6,5 6,0 4,5 4,0 3,5
ГИТ-ЛСБ-ПЛ (в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
ГИТ-ЛСБ-ПЛ (в) с государст- 0,40 11,5 8,3 9,0 6,5 7,8 5,0
венным Знаком качества 0,45 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСБ-ПЛ (в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
ГИП-ЛСБ-ПЛ (в) с государст- 0,40 11,5 8,3 9,0 6,5 7,8 5,0
венным Знаком качества 0,45 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСП-ПЛ(в) 0,40 10,5 8,3 9,0 6,5 7,5 5,0
0,45 12,5 9,0 10,5 7,5 10,0 7,0
ГИП-ЛСП-ПЛ (в)' с государст- 0,40 11,5 8,8 9,0 6,5 7,8 5,0
венным Знаком качества 0,45 13,5 9,3 10,5 7,5 10,5 7,0
ГИТ-ЛСБ-СПЛ (в) 0.45 10,5 8,3 9,0 6,5 7,5 5,0
0,50 12,5 9,0 10,5 7,5 10,5 7,0
ГИТ-ЛСБ-СПЛ(в) с государ- 0,45 12,0 8,5 9,0 6,5 7,5 5,0
ственным Знаком качества 0,50 13,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСП-СПЛ(в) 0,45 10,5 8,3 9,0 6,5 7,5 5,0
0,50 12,5 9,0 10,5 7,5 10,5 7,0
ГИП-ЛСП-СПЛ(в) с государ- 0,45 12,0 8,5 9,0 6,5 7,5 5,0
ственным Знаком качества 0,50 13,5 9,0 10,5 7,5 10,5 7,0
ГИК-ЛСК-ТТПЛ(в) 0,45 10,3 8,6 8,2 5,0 — —-
0,50 11,0 9,0 8,4 5,2 •— —
ГИК-ЛСК-ТТПЛ(в) с госу- 0,45 11,0 8,6 8,2 5,0 — —
дарственным Знаком качест- 0,50 11,5 9,0 8,4 5,2 — —
ГИК-Т-СПЛ(в) 0,32 6,8 4,7 5,2 3,9 — —
ГИК-Т-СПЛ (в) с государст- венным Знаком качества 0,32 7,3 4,7 5,2 3,9 — —-
§ 19.10
Фолиевые материалы
165
Стеклопленкослюдопласт влагостойкий.
Этот слюдопласт представляет собой разно-
видность композиционного стеклослюдопласта,
у которого одна стекловолокнистая подложка
заменена полиэтилентерефталатной пленкой.
Стеклопленкослюдопласты отличаются повы-
шенной влагостойкостью и рекомендуются в
качестве пазовой и междуфазной изоляции
электрических машин. Их выпускают в листах
длиной 870±20 мм и шириной не менее
500 мм. Код ОКП 34 9231.
Разновидности стеклопленкослюдопласта,
толщины с допускаемыми отклонениями, состав
и область применения приведены в табл. 19.1,
19.2, 19.5. Нормируемые значения (7Пр приве-
дены в табл. 19.28, а значения р — в табл. 19.7.
Листы должны иметь гладкую поверх-
ность, не допускаются стыки слюдопластовой
бумаги, а также морщины, выводящие толщи-
ну листа за пределы допускаемых отклонений
в отдельных точках, не должно быть отслое-
ний стеклолакоткани и пленки. Общая пло-
щадь отдельных пузырей под слоем подложки
не должна превышать 10 % площади листа.
Листы не должны слипаться между собой, и с
торцов не должен вытекать лак после пребы-
вания в стопе под грузом 50±i Н в течение
30 мин. При нарезке стеклопленкослюдопласта
на гильотинных ножницах на полосы размером
25X200 мм, а также при изгибании в макете
полосок материала, не прошедших и прошед-
ших старение в течение 6 ч прн 125±2°С, а для
марок ГИК-ЛСК-ТТПЛ(в) и ГИК-Т-СПЛ(в),
не прошедших старение, не должно быть рас-
слоения. Стойкость к надрыву полоски шириной
15 мм для марки ГИК-ЛСК-ТТПЛ должна быть
не менее: для толщины 0,45 мм — средняя 110 Н,
минимальная 80 Н и для толщины 0,50 мм —
средняя 200 Н, минимальная 150 Н. Гарантий-
ный срок хранения — шесть месяцев, а для ма-
рок ГИК-Т-СПЛ (в) и ГИК-ЛСК-ТТПЛ —два
месяца со дня изготовления.
19.10. ФОЛИЕВЫЕ МАТЕРИАЛЫ
Важнейшим свойством всех фолиевых ма-
териалов является способность формоваться в
нагретом состоянии и сохранять приданную
им форму после охлаждения.
Микафолий. По способности к формирова-
нию микафолий имеет сходство с формовоч-
ным миканитом. Его выпускают в рулонах и
листах толщиной от 0,15 до 0,30 мм. Ширина
Таблица 19.30.
рулонов не менее 500+10 мм для микафолия
с подложкой из телефонной бумаги и 700±
±20 мм для микафолия с подлэжкой из стек-
лоткани или стеклосетки. Длина каждого кус-
ка в рулоне не менее 5 м. Размеры листов
должны быть установлены по согласованию
сторон, но должны быть не менее 400X1000+
±20 мм для микафолия с подложкой из бу-
маги и 680X900+20 мм для микафолия с
подложкой из стеклоткани или стеклосетки.
Код ОКП 34 9215.
Состав, толщина с допусками и область
применения приведены в табл. 19.1—19.3.
В табл. 19.29 указаны средине массы 1 м2 ми-
кафолия.
Таблица 19.29. Средняя масса 1 м2 микафолия
Марка микафолия Толщина, мм Средняя масса, кг/м2
МФГ-Б, МФШ-Б, 0,15 0,190
ММГ-Б, ММШ-Б 0,20 0,250
0,25 0,330
0,30 0,400
Все остальные марки 0,20 0,315
0,25 0,360
0,30 0,425
Микафолий не должен иметь просветов
между пластинками слюды, посторонних вклю-
чений и сквозных отверстий. Допускаются от-
дельные пузыри, общая площадь которых под
слоем соответствующей подложки не превы-
шает 15 % площади листа. Также не допуска-
ются морщины подложки, по толщине прево-
сходящие допускаемые отклонения в отдель-
ных точках. Нормируемые средние значения
Дпр микафолия и 57пр в отдельных точках
указаны в табл. 19.30 и 19.31.
Гарантийный срок хранения микафолия —
шесть месяцев и девять месяцев — для мика-
фолия с государственным Знаком качества со
дня изготовления.
Слюдинитофолий. Слюдинитофолий выпу-
скают в рулонах шириной от 200 до 900 мм
с наружным диаметром от 200 до 350 мм.
Код ОКП 34 9224.
Состав, поверхностная плотность и об-
ласть применения приведены в табл. 19.1,
19.2, 19.4. Рулоны слюдинитофолия должны
£Пр микафолия
Марка микафолия МВ/м, не менее при толщине, мм Марка микафолия Епр, МВ/м, не менее прн толщине, мм
0,15 0,20 и 0,25 0,30 0,15 0,20 и 0,25 0,30
ММГ-Б, ММШ-Б МФГ-Б, МФШ-Б ММГ-Т, ММГ-С, ММК-Т, ММК-С МФГ-Т, МФГ-С, МФП-Т, МФП-С, мфк-т, мфк-с 17.5 14,5 17,5 14,5 17,5 14,5 17,5 14,5 16,5 14,5 ММК-Т, ММК-С с госу- дарственным Знаком качества МФК-Т, МФК-С с госу- дарственным Знаком качества — 18,5 16,5 17,5 15,5
166
Слюдяные электроизоляционные материалы.
Разд. 19
Таблица 19.31. £/пр микафолия в отдельных точках
Марка микафолия Толщина, мм t/Jip в отдсль- ных точках, кВ, ис менее Примечание
МФГ-Б, МФШ-Б, ММГ-Б, ММШ-Б 0,15; 0,20 1,о Допускается одна точка из пяти с <7Пр менее 1 кВ, но не ниже 0,6 кВ
МФГ-Б, МФШ-Б, ММГ-Б, 7*'1МШ-Б Все остальные марки 0,25; 0,30 0,20; 0,25; 0,30 2,0 2,0 Допускается одна точка из пяти с 1Др менее 2,0 кВ, но не ниже 1,5 кВ То же
Таблица
19.32. Средние значения
и минимальные £7пр слюдопластофолия
Показатель Нормы для марок
ИФГ-Б ИФГ-БП ИФГ ИФГ-П
с госу- дарствен- ным Зна- ком ка- чества 1-й кате- гории качества с госу- дарствен- ным Зна- ком ка- чества 1-й кате- горий । качества с госу- дарствен - ным Зна- ком ка- чества 1 1-й кате- 1 гории качества с госу- дарствен- ным Зна- ком ка- чества 1-й кате- гории качества
£Пр средняя, МВ/м, не менее Минимальное Unp в от- дельных точках: 23 22 24 23 25 24 26 25
для толщин 0,15 и 0,20 мм 1,7 1,6 1,7 1,6 1,7 1,6 1,7 1,6
ДЛЯ толщины 0,30 мм — — 1,9 1 1,8 • — — — —
хорошо и свободно разматываться без сдира
слюдинитового слоя. Не допускаются разрывы
слюдинитовой бумаги, сквозные отверстия,
непропитанные и плохо склеенные места и на-
теки лака. Способность слюдинитофолня формо-
ваться проверяется при 105±2°С и должна
сохраняться в течение трех месяцев со дня из-
готовления. Гарантийный срок хранения —
тоже три месяца.
Удельная разрывная нагрузка в продоль-
ном направлении должна быть для слюдипи-
тофолия марки СБЛГ-120 не менее 1 кН/м, для
марки СБСЭП-185 не менее 9 кН/м. Средняя
электрическая прочность для марки СБЛГ-120
не менее 16 МВ/м, среднее пробивное напря-
жение для марки СБСЭП-185 не менее 3 кВ и
в отдельных точках 2 кВ.
Слюдопластофолий. Слюдопластофолий вы-
пускают в листах шириной от 200 до 520 мм и
длиной от 400 до 880 мм с предельными от-
клонениями ±20 мм. Код ОКП 34 9235.
Состав, толщина, допускаемые отклонения
по толщине и область применения приведены
в табл. 19.1, 19.2 и 19.5.
Слюдопластофолий не должен иметь
сквозных отверстий, посторонних включений и
морщин, по толщине превосходящих допуска-
емые отклонения. Допускаются отдельные пу-
зыри, если общая площадь их не превышает
15 % площади листа. Средние значения £„р
и минимальные 17пр приведены в табл. 19.32.
Гарантийный срок хранения — шесть ме-
сяцев со дня изготовления.
Стеклослюдопластофолий. Стеклослюдо-
пластофолий выпускают только в рулонах ди-
аметром не более 200 мм, шириной 700 и
900 мм с допуском ±20 мм. Наружный диа-
метр жесткой втулки, на которую намотан
стеклослюдопластофолий, не менее 100 мм. Ко-
личество кусков в рулоне допускается не более
пяти с длиной каждого куска не менее 2 м.
Код ОКП 34 9235.
Стеклослюдопластофолий изготовляют на
основе эпоксидио-формальдегидной смолы,
обеспечивающей монолитность изоляции с высо-
кими электрическими свойствами, позволяю-
щими применять стеклослюдопластофолий в
электрических машинах на напряжение до
10 кВ.
Состав, толщина с допусками и область
применения приведены в табл. 19.1, 19.2 и 19.5.
В стеклослюдопластофолий не допускаются
сквозные отверстия, посторонние включения и
морщины, выводящие толщину стеклослюдо-
пластофолия за пределы допускаемых отклоне-
ний в отдельных точках. Допускаются отдель-
ные пузыри, если общая площадь их не пре-
вышает 10 % площади испытуемого образца.
Среднее значение СПР не менее 3,5 кВ, в от-
дельных точках — не менее 1,5 кВ. Стеклослю-
допластофолий обладает формуемостью при
80—90 °C Гарантийный срок хранения —
четыре месяца со дня изготовления.
19.11. ЛЕНТОЧНЫЕ МАТЕРИАЛЫ
Микалеита классов иагревостойкости В и
Н. Микаленту выпускают толщиной от 0,08 до
0,21 мм в роликах диаметром не более НО мм
и шириной 10, 15, 20, 23, 25, 30 и 35±1 мм.
Код ОКП 34 9216.
§ 19.11
Ленточные материалы
167
Таблица 19.33. Средняя масса 1 м2 микаленты
Масса микаленты, кг/м2 Масса микаленты, кг/м2
воздушной сушки печной сушки воздушной печной сушки
Марка Номиналь- Марка Номиналь- сушкн
микаленты ная тол- микаленты ная тол-
щина, мм К S 3 S шина, мм 2», S s g 5
без лету- чих ве- ществ । с летуч ми ве- щества: без лет чих ве- ' ществ с лету< ми ве- щества] без лет чих ве- ществ с летуч ми ве- щества] без лет чих ве- ществ ftv £ й и о 4 s Ч о S
ЛФЧ-Б 0,08 0,115 0,115 ЛФК-Т 0,08 ___ 0,125 0,125
ЛФЧ-ББ 0,10 0,160 0,180 — —. 0,13 — — 0,245 0,245
0,13 0,215 0,240 —. — 0,15 — — 0,255 0,255
0.17 0,250 0,280 — — ЛФК-ТТ, 0,10 0,160 0,165 0,160 0,160
ЛФЧ-ТБ 0,14 0,225 0,240 — — ЛФК-ТС 0,13 0,230 0,235 0,225 0,225
0,17 0,240 0,255 —. -— 0,15 0,275 0,280 0,245 0,245
ЛФС-ББ 0,10 0,160 0,180 — — 0,17 0,320 0,325 0,290 0,295
0,13 0,205 0,230 — — 0,21 0,355 0,360 0,350 0,355
ЛФС-ТБ 0,10 0,155 0,170 — — ЛМЧ-ББ 0,10 0,160 0,180 — —
0,13 0,210 0,225 — — 0,13 0,215 0,240 ——
0,15 0,225 0,250 — — 0,17 0,250 0,280 — —
0,17 0,240 0,265 — — ЛМЧ-ТБ 0,15 0,225 0,240 — —
ЛФС-ТТ 0,10 0,160 0,175 — — 0,17 0,240 0,255 — —
0,13 0,230 0,255 ——. —— ЛМС-ББ 0,10 0,160 0,180 — —.
0,15 0,275 0,300 —- 0,13 0,205 0,230 —- —
0,17 0,320 0,350 — — 0,17 0,250 0,280 — —
0,21 0,355 0,390 —. — ЛМР-СС 0,13 — — 0,260 0,200
лмк-тт, 0,13 0,230 0,235 0,225 0,225
лмк-тс 0,15 0,275 0,280 0,245 0,245
По требованию заказчика микалента мо-
жет поставляться в рулонах, размеры кото-
рых устанавливаются по соглашению сторон.
Длина каждого куска в ролике или рулоне
должна быть не менее 5 м, а число кусков не
должно превышать трех.
Микалента печной сушки, которую изго-
товляют на кремнийорганическом лаке, может
выпускаться в листах размерами по соглаше-
нию сторон. Допускаемые отклонения от согла-
сованных размеров по длине листа ±20 мм и
по ширине ±30 мм. Значения средней массы
1 м2 микаленты приведены в табл. 19.33.
Разновидности марок микаленты, состав,
толщины с допусками и область применения
приведены в табл 19.1—19.3.
В зависимости от назначения микаленту
выпускают воздушной и печной сушки (см.
табл. 19.1). По ГОСТ микалента не должна
иметь сквозных отверстий и просветов между
пластинками слюды, а также посторонних
включений. Распределение слюды должно быть
равномерным. Общая площадь отдельных пу-
зырей под слоем бумаги или стекловолокнис-
той подложки не должна превышать 15 % пло-
щади испытуемого образца. Не допускаются
морщины подложек, по толщине выходящие за
пределы допускаемых отклонений. Микалента
обладает высоким пределом прочности при
растяжении, что обеспечивает наложение изо-
ляции без обрыва микаленты. Разрывной груз
микаленты с подложкой из микалентной бума-
ги иа полоску шириной 10 мм должен быть
не менее 25 Н. Сопротивление надрыву в коль-
це— не менее 15 Н. Нормируемые значения
на Епр микаленты приведены в табл. 19.34.
При испытании электродами в виде пря-
моугольных пластин в мпкаленте с подложка-
ми из бумаги или бумаги и стеклоткани из
слюды размеров 50, 40, 30 и 20 допускается
одна точка, а для любой другой микаленты —
две точки из десяти с пробивным напряжением
менее 1 кВ, но не ниже 0,6 кВ. При испытании
цилиндрическими электродами для любой ми-
каленты допускается одна точка из десяти
с пробивным напряжением менее 1 кВ, но не
ниже 0,6 кВ.
Характерной особенностью микаленты яв-
ляется ее гибкость, которая определяется пу-
тем сгибания микаленты в один слой вокруг
оправки диаметром, равным 50-кратной тол-
щине микаленты. При этом испытании она
должна свободно изгибаться, не расслаиваясь.
Каждая партия микаленты подвергается сле-
дующим контрольным испытаниям: внешнему
осмотру, измерению толщины и допускаемых
отклонений по толщине, проверке гибкости и
способности разматываться без отслаивания
слюды от бумаги, соответствия размеров ро-
ликов или рулонов, определению электрической
прочности. Микалента в роликах и рулонах,
намотанных на жесткую втулку с внутренним
диаметром не меиее 30 мм, поставляется упа-
кованной в герметические металлические банки
из оцинкованной стали. Применение гермети-
зированной тары вызвано необходимостью со-
хранения гибкости микаленты в течение гаран-
тийного срока, предусмотренного ГОСТ: для
микаленты на масляно-битумном, кремнийор-
ганическом лаках и каучуке — шесть месяцев,
микаленты на масляио-глифталевом лаке —
в течение трех месяцев, микаленты с государ-
ственным Знаком качества на масляно-битум-
ном лаке — девять месяцев, на кремнийоргани-
ческом лаке — 12 месяцев и масляно-глифта-
левом лаке — четыре месяца.
Г68
Слюдяные электроизоляционные материалы
Разд. 19
Таблица 19.34. Средние значения Епр микаленты
Епр. МВ/м, не менее
На электродах в виде прямоугольных пластин На цилиндрических электродах диамет ром 6 мм
Марка микаденты Номиналь- ная тол- щина, мм 1-й категории качества С государст- венным Зна- ком качества 1-й категории качества С государст- венным Зна- ком качества
при размерах слюды
о О О о о О О о
а к к S к S к . к
S ю S СО со О) со S о?
Микалента воздушной сушки
ЛФЧ-ББ 0,10 0,11 0,13 0,17 19 19 17 16 16 16 14 13 12 20 20 18 17 17 16 17 17 16 25 25 23 22 22 22 19 17 16 25 25 23 23 23 22 23 23 22
ЛФЧ-ТБ 0,14 0,17 — 13 12 — — — — — — 17 16 — — — — —
ЛФС-ББ 0,10 0,13 19 17 16 16 14 — — 20 18 17 16 — 25 23 22 22 19 — — 26 24 23 22 —
ЛФС-ТБ 0,10 0,13 0,15 0,17 14 13 14 13 13 12 — — — — — — 19 17 19 17 — — — — — —
— 16
ЛФС-ТТ, ЛФС-ТС 0,10 0,13 0,15 0,17 14 13 13 14 13 13 11 — — — — 19 17 17 19 17 17 15 1111 — — — — 1111
0,21 — — У — — — — —. — — 12 — — — — —
ЛФК-ТТ, ЛФК-ТС 0,10 0,13 0,15 0,17 13 и 11 и 11 10 — — — 13 12 12 11 12 12 11 — 17 15 15 15 15 14 — — — 17 16 16 15 16 16 15 14
0,21 — — 9 -—• — — — 10 — — 12 — — — — —
ЛМЧ-ББ 0,10 0,11 0,13 0,17 20 20 19 18 18 17 16 15 13 20 20 20 19 19 18 19 19 18 25 25 27 23 23 24 22 20 17 25 25 28 24 24 25 24 24 25
ЛМС-ББ 0,10 0,13 0,17 20 19 18 17 16 15 13 20 20 19 18 19 25 27 23 24 22 20 17 25 28 24 25 24
ЛМЧ-ТБ 0,15 0,17 — 15 12 — — — — — — 17 16 — — — — —
лмк-тт, лмк-тс 0,13 0,15 13 12 13 12 — — — 13 12 13 12 — 17 16 17 16 — — — 17 16 17 16 —
Микалента печной сушки
ЛФЧ-Б 0,08 20 | 18 1 — — 1 -1 ’I “1 -1 27 | 24 | -1 -1 — 1 — 1 —
ЛФК-Т 0,08 0,13 0,15 16 13 12 12 — — — — — — 22 17 16 16 — — — — — —
§ 19.11
Ленточные материалы
169
Микалеита класса иагревостойкости F. Ми-
каленту класса иагревостойкости F изготовля-
ют из одного слоя щипаной слюды флогопит
или мусковит, склеенного эпоксидно-полиэфир-
ным лаком с подложками из стеклоткани или
стеклосетки. Код ОКП 34 9216.
Разновидности мнкаленты, состав, толщи-
на и допуски, ее применение приведены в
табл. 19.1—19.3.
Микаленту выпускают в роликах диамет-
ром не более 110 мм и шириной 10, 15, 20,
23, 25, 30 и 35±1 мм. По требованию потре-
бителей микалеита может изготовляться в ру-
лонах. Диаметр и ширина рулонов устанавли-
ваются по соглашению сторон. Количество ку-
сков длиной не менее 5 м в рулоне и ролике
должно быть не более трех. Микалеита не
должна иметь посторонних включений, сквоз-
ных отверстий и просветов, морщнн подложек,
выводящих толщину микаленты за пределы
допускаемых отклонений по толщине в от-
дельных точках. Общая площадь отдельных
пузырей под слоем стеклоткани не должна
превышать 15 % площади испытуемого образ-
ца. Микалеита свободно разматывается из ро-
лика или рулона без отрыва стеклоткани. До-
пускаются местные расслоения общей площа-
дью не более 15 %- Микалеита изготовляется
воздушной сушки. По соглашению сторон ми-
калента может изготовляться печной сушки
Состав, толщина с допусками и область при-
менения приведены в табл. 19.1 — 19.3. Нормы
на ЕПр указаны в табл. 19.35. Пробивное на-
пряжение микаленты в отдельных точках не
ниже 1 кВ. Допускаются две точки из десяти
с пробивным напряжением менее 1 кВ, но не
ниже 0,6 кВ. Гарантийный срок хранения —
два месяца со дня изготовления.
Микалента «ленточка». Ее изготовляют иа
специальном станке, раскладывая щипаную
слюду 6-го размера в один ряд с небольшим
одноразовым перекрытием на ленточку задан-
ной ширины, в отличие от обычной мнкаленты,
при изготовлении которой слюда наклеивается
на широкое полотно, что приводит даже к че-
тырехкратному перекрытию пластинок слюды.
Микалента «ленточка» более равномерна по
толщине, имеет повышенную электрическую
прочность. Особенности изготовления мика-
ленты «ленточка» позволяют применять более
мелкие размеры слюды, обеспечивая получение
материала толщиной от 0,08 до 0,13 мм, в то
время как для обычной мнкаленты этих тол-
щин необходимо применение дефицитной и
дорогой щипаной слюды крупных размеров.
Микаленту «ленточку» выпускают в роликах
диаметром 95+5 мм и шириной 20,25 и 30±
±1 мм. В ролике длина каждого куска мика-
ленты не менее 5 м, а число кусков не более
трех. Код ОКП 34 9216.
Марки, состав, толщина с допусками и
область применения приведены в табл. 19.1—
19.3. В микаленте «ленточка» ие допускаются
Таблица 19.35. Епр микаленты класса иагревостойкости
Марка микаленты Номинальная толщина, мм Епр средняя, МВ/м, не менее, при размерах слюды
50 и 40 (I группа) 50 н 40 (И группа) 30 и 20 (П группа) 15 и 10 (II группа)
ЛФЭ-ТТ, 0,10 14
ЛМЭ-ТТа 0,13 —— 13 12
ЛФЭ-ТС 0, 15 — 12 11 —
0517 —«. -—. 10 —.
0,21 — —- —- 9
170
Слюдяные электроизоляционные материалы
Разд. 19
Таблица 19.36. Среднее £11Г микаленты «ленточка»
Показатель Норма для марки
ЛФЧ-ББ-Л ЛМЧ-ББ-Л
0,08 мм 0,10 мм 0,13 мм 0,13 мм
Епр, МВ/м, не менее, при испытании: цилиндрическими электродами диаметром 6 мм 40 32 27 32
электродами в виде прямоугольных пластин 27 24 18 25
посторонние включения, сквозные отверстия и
просветы. Общая площадь отдельных пузырей
под слоем бумаги не более 15 % площади ис-
пытуемого образца. Сопротивление надрыву
не менее 14,7 Н, разрывная нагрузка не ме-
нее 2700 Н/м. Средние значения ЁПр приведе-
ны в табл. 19.36. Пробивное напряжение ми-
каленты в одной точке из десяти должны быть
не менее 0,6 кВ, класс иагревостойкости В.
! Гарантийный срок хранения мнкаленты—
шесть месяцев со дня изготовления.
Микаполотно. Его выпускают в рулонах
шириной 650, 750, 850+20 мм. Микаполотно
состоит из одного или двух слоев щипаной
слюды, оклеенных в зависимости от назначения
различными подложками: микалентной бума-
гой, шелковой, хлопчатобумажной или стек-
' лянной -тканью. Микаполотно не должно иметь
посторонних включений и сквозных отверстий.
На поверхности микаполотна под слоем бума-
ги и ткани допускаются отдельные пузыри об-
щей площадью не более 15 % площади по-
'лотна.
Микаполотно должно разматываться сво-
бодно, без отрыва ткани и бумаги. Все марки
микаполотна относятся к классу нагревостой-
кости В. Состав, толщина с допусками и об-
ласть применения приведены в табл. 19.1—
19.3. Код ОКП 349 217.
Микаполотно обладает гибкостью и повы-
шенной механической прочностью, применяется
при изолировке с повышенными натяжениями.
Средняя ЕПр микаполотна должна быть не ме-
нее: 12-.МВ/м для марок ПФЧ-ШБ и ПФС-ШБ,
13 МВ/м для марок ПМЧ-ШБ и ПМС-ШБ
и 10 МВ/м для всех остальных марок. В ми-
каполотне марок ПФЧ-ШБ, ПФС-ШБ,
ПМЧ-ШБ и ПМС-ШБ толщиной 0,14 мм до-
пускается одна точка, а толщиной 0,17 мм —
две точки из десяти с t/nP менее 1 кВ, но не
ниже 0,6 кВ. Электрическая прочность в от-
дельных точках микаполотна остальных ма-
рок должна быть не менее 7,5 МВ/м. Гаран-
тийный срок хранения — три месяца со дня
изготовления.
Слюдинитовые пропитанные ленты. Слю-
динитовые пропитанные ленты выпускают 15
марок. Код ОКП 34 9226.
Ленты на основе полиэтилентерефталат-
ной пленки с лаком ЭП-934 обладают высоки-
ми электрическими и механическими парамет-
рами. Высокие значения разрушающего напря-
жения при растяжении позволили при малой
толщине ленты производить механизированное
наложение изоляции на секции тяговых элек-
трических машин. Эти ленты обладают также
хорошей гибкостью, срок сохранения которой
гарантируется в течение пяти месяцев. Стекло-
слюдннитовые ленты на основе компаунда ПО
отличаются хорошей гибкостью и благодаря
наличию термореактивного компаунда без рас-
творителя обеспечивают получение монолит-
ной, термореактивной изоляции стержней тур-
богенераторов с высокими электрическими и
механическими свойствами (изоляция ВЭС-2).
Этн ленты также применяют для корпусной
изоляции тяговых электродвигателей. Стекло-
слюдинитовые ленты на компаунде ЭК-5 от-
личаются хорошей гибкостью, позволяющей
сохранять достаточно высокие электрические
и механические показатели при изгибании изо-
ляции. Стеклослюдинитовые ленты на основе
крсмнийорганического лака обладают более
высокой нагревостойкостью по сравнению с
другими пропитанными лентами. Ленты всех
марок изготовляют в роликах диаметром
100+ГО мм и шириной 15, 20, 23, 25, 30 и
35+1 мм. По соглашению сторон лента может
изготовляться в рулонах диаметром до 200 мм.
В роликах и рулонах количество кусков нс
должно превышать трех с длиной каждого
куска не менее 15 м. Состав, толщины с до-
пускаемыми отклонениями и область примене-
ния приведены в табл. 19.1, 19.2, 19.4. Значе-
ния средней массы 1 м2 лент приведены в
табл. 19.37. Слюдинитовые ленты имеют глад-
кую поверхность, на которой не допускаются
морщины подложек и складки, по толщине
превосходящие допускаемые отклонения в от-
дельных точках. Ленты должны свободно раз-
матываться с ролика или рулона без отстава-
ния подложек, расслоений и отделения стекло-
нитей по кромке. Не допускаются посторонние
включения, сквозные отверстия-, разрывы слю-
динитовой бумаги и полиэтилентерефталатной
пленки и плохо пропитанные места. Электри-
ческие и механические показатели приведены
в табл. 19.38. Для лент, выпускаемых с госу-
дарственным Знаком качества, нормируемые
средние значения Епр должны быть не менее
чем на 5 % выше норм, указанных в табл.
19.38. Пробивные напряжения в отдельных
точках приведены в табл. 19.39.
Диэлектрические потери tg б для ленты
марок ЛСК-ИС-ТТ и ЛСК-И0-СТ с государ-
ственным Знаком качества толщиной 0,20—
0,30 мм должны быть не более 0,02 в усло-
виях комнатной среды, 0,15 при 130 °C.
Гарантийные сроки хранения со дня изго-
товления ленты на компаунде ПО и ЭК-5 —
три месяца, ленты на кремнийорганнческом
лаке — шесть месяцев, ленты на лаке ЭП-934 —
пять месяцев.
Стеклослюдинитовая пропитанная лента
марки ЛСЭП-9125-ТТ. Эту ленту выпускают
в роликах диаметром 100+10 мм, шириной 23
и 25+1 мм. Количество кусков в ролике не
более трех с длиной каждого не менее 15 м.
§ 19.11
Ленточные материалы
171
Таблица 19.37. Средняя масса 1 м2 слюдинитовой пропитанной ленты
Марка ленты Номинальная толщина, мм Масса, г/м2 Марка ленты Номинальная толщина, мм Zvlacca, г/м2
лск-тт 0,15; 0,17 250 ЛСК-1Ю-СТ 0,11 182
лск-сс 0,15; 0,17 220 ЛСЭК-5-СТ 0,13 240
ЛСЭП-934-ТПл 0,09 142 0,15 254
ЛСЭП-934-ТПлА 0,10 155 0,17 280
0,11 166 ЛСК-ПО-ТТ 0,11 190
0,13 204 ЛСЭК-5-ТТ 0,13 256
ЛСЭП-934-СПл, 0,11 167 0,15 270
ЛСЭП-934-СПлА 0,13 186 0,17 295
ЛСК-ПО-ТТ 0,20 374
ЛСК-НО-СПл 0,08 126 0,25 445
0,09 165 0,30 558
0,10 165
0,11 200 ЛСК-П0-БПл 0,08 140
0,13 225 0,10 165
0,15 250 0,13 240
ЛСК-110-ТПл 0,08 135 0,15 260
0,09 180 ЛСЭК-5-СПл 0,08 126
0,10 180 0,09 140
0,11 215 0,10 165
0,13 240 0,11 200
0,15 267 0,13 225
0,15 250
ЛСК-НО-СТ 0,20 359
0,25 430
0,30 540
ЛСЭК-5-ТПл 0,08 135
0,09 148
0,10 180
0,11 215
0,13 240
0,15 267
Код ОКП 34 9226.
Лента ие должна иметь посторонних вклю-
чений, сквозных отверстий, разрывов слюдини-
товой бумаги, плохо пропитанных мест, а
также морщин и складок, выводящих толщину
ленты за предельные отклонения. Состав, тол-
щина с допусками и область применения при-
ведены в табл. 19.1, 19.2 и 19.4. Содержание
растворимой части связующего вещества дол-
жно быть:
а) в исходном состоянии — не менее
97 %;
б) после выдержки ленты в течение 1 ч
при 160°C — не менее 95 %.
Средняя электрическая прочность — ие ме-
нее 20 МВ/м, пробивное напряжение в от-
дельных точках—не менее 1,5 кВ. Гарантий-
ный срок хранения ленты — три месяца со
дня изготовления.
Стеклослюдинитовая лента на эпоксидных
связующих с латентным отвердителем. Эта
лента, обладающая высокими электрическими
показателями, предназначена для корпусной
изоляции стержней турбо- и гидрогенераторов,
высоковольтных и низковольтных электриче-
ских машин с пониженной толщиной изоля-
ции. Ее выпускают в роликах с наружным ди-
аметром 100+10 мм и шириной 15, 20, 23, 25,
30 и 35± 1 мм. Код ОКП 34 9226. По требо-
ванию потребителя лепта может изготовлять-
ся в рулонах. Размеры рулонов устанавлива-
ются по соглашению сторон. Количество кус-
ков в ролике илн рулоне не превышает трех
с длиной каждого куска не менее 15 м. Лента
плотно намотана на жесткую втулку с внут-
ренним диаметром 32+2 мм. Масса 1 м2 лен-
ты марок ЛС-ЭН-526-Т, ЛС-ЭПМ-63-Т приве-
дена ниже:
Номинальная толщина, мм Масса, г/мг
0,13 180±18
0,16 215+21,5
0,17 240+24
0,20 275+27,5
0,22 315+31,5
Состав, толщины с допусками и область
применения приведены в табл. 19.1, 19.2 и
19.4. Стеклослюдинитовая лента должна быть
гибкой, не иметь посторонних включений,
сквозных отверстий, разрывов слюдинитовой
бумаги, плохо пропитанных мест. На поверх-
ности ленты не должно быть морщин и скла-
док, выводящих ленту за пределы допусков
по толщине. Лента должна хорошо и свободно
разматываться с ролика без расслоений и от-
делений стеклонитей по кромке. Средняя £пр
ленты обеих марок толщиной 0,13 мм — не
менее 20 МВ/м, а пробивное напряжение в от-
дельных точках — не ниже 1,2 кВ. Для тол-
щин 0,16; 0,17; 0,20 и 0,22 мм средняя £„Р
равна 22 МВ/м, Йпр в отдельных точках рав-
но 1,5 кВ, tg 6 для лент обеих марок должен
быть не более 0,02 при комнатной температуре
и 0,25 при 155 °C.
172
Слюдяные электроизоляционные материалы
Разд. 19
Таблица 19.38. Электрическая прочность и удельная разрывная нагрузка
стеклослюдинитовых пропитанных лент
Марка ленты Номиналь- ная тол- щина, мм £пп срсд’ няя, МВ/м, ие менее Удельная разрывная нагрузка, Н/см, не менее хМарка ленты Номиналь- ная тол- щина, мм £прсред- няя, МВ/М, не менее Удельная разрывная нагрузка, Н/см, не менее
Электроды цилиндричес- кие диаметром 6 мм Электроды в виде пря- моугольных пластин Электроды цилиндричес- кие диаметром 6 мм Электроды в виде пря- моугольный пластин
ЛСК-ТТ 0,15 12 10 240 0,13 30 26 72
0,17 1Щ 9 240 0,15 26 22 72
лск-сс 0,15 12 10 145 ЛСЭК-5-ТПл 0,08 48 41 60
0,17 11 9 145 0,09 46 38 60
ЛСЭП-934-ТПл 0,09 42 40 60 0,10 40 33 120
ЛСЭП-934-ТПлА 0,10; 0,11 42 40 60 0,11 36 30 120
0,13 42 40 100 0,13 30 26 120
ЛСЭП-934-СПл, 0,11; 0,13 40 38 72 0,15 26 22 120
ЛСЭП-934-СПлА ЛСК-110-ТТ, 0,11 24 20 120
ЛСК-ПО-СПл 0,08 49 43 45 ЛСК-Э5-ТТ 0,13 20 17 240
0,09 47,5 40 45 0,15 18 15 240
0,10 42 35 72 0,17 15 13 240
0,11 38 32 72 лск-ио-тт 0,20 29 24
0,13 30 26 72 0,25 23 19 240
0,15 26 22 72 0,30 19 16
ЛСК-110-ТПл 0,08 49 43 60 лск-по-ст, 0,11 24 20 НО
0,09 47,5 40 60 ЛСЭК-5-СТ 0,13 20 17
0,10 42 35 120 0,15 18 15 190
0,11 38 32 120 0,17 15 13
0,13 30 26 120 ЛСК-НО-СТ 0,20 29 24
0,15 26 22 120 0,25 23 19 190
ЛСЭК-5-СПл 0,08 48 41 45 0,30 19 16
0,09 46 38 45 ЛСК-110-БПл 0,08 50 43 Не-
0,10 40 33 72 0,10 42 35 иор-
0,11 36 30 72 0,13 32 26 миру-
0,15 27 23 ется
Таблица 19.39. С'пр слюдинитовых пропитанных лент в отдельных точках
кв, не менее ^пр кВ’ не менее
Марка ленты Номиналь- ная тол- щина, мм Электроды ци- линдрические диаметром 6 мм Электроды в виде прямоугольных пластин Марка ленты Номиналь- ная тол- щина, мм Электроды ци- линдрические диаметром 6 мм Электроды в виде прямоугольных пластин
ЛСК-ТТ и ЛСК-СС ЛСЭП-934-ТПл, ЛСЭП-934-ТПлА ЛСЭП-934-СПл, ЛСЭП-934-СПлА ЛСК-ПО-СПл, ЛСК-110-ТПл ЛСЭК-5-СПл, ЛСЭК-5-ТПл 0,15—0,17 0,09—0,13 0,11—0,13 0,08—0,15 0,08—0,15 1,2 3,2 3,2 1,4 1,2 1,о 3,0 3,0 1,2 1,0 ЛСЭК-5-ТТ, ЛСК-НО-ТТ ЛСК-ПО-СТ, ЛСЭК-5-СТ ЛСК-ПО-СТ, ЛСК-ПО-ТТ ЛСК-ПО-БПл 0,11—0,17 0,11—0,17 0,20—0,30 0,08—0,15 1,2 1,2 1,7 1,2 1,0 1,0 1,5 1 ,о
§ 19.11
Ленточные материалы
173
Гарантийный срок хранения — три месяца
со дня изготовления. Если леита не использу-
ется в течение гарантийного срока, то возмож-
ность ее использования проверяется испытани-
ем по всем нормам ТУ.
Стеклослюдинитовая лента марок ЛТСС-3
и ЛТСС-ЗБ. Леита выпускается двух марок
одной толщины 0,17 мм в роликах, рулонах и
листах. Наружный диаметр рулонов и роли-
ков— ие более НО мм, ширина роликов 23±
±1 мм, ширина рулонов 900, 850, 700, 650,
450+20 мм. По соглашению сторон диаметр
рулонов может быть до 170 мм. Количество
кусков в роликах должно быть не более трех,
а в рулонах — не более пяти. Размеры листов:
1000+50X870+30 мм, 1000+50X450 мм,
650X610+ 20 мм, 850X610+20 мм. Код ОКП
34 9226.
Средняя масса 1 м2 ленты обеих марок
190 г. Состав, толщина с допусками и область
применения приведены в табл. 19.1, 19.2, 19.4.
В стеклослюдинитовой ленте слюдинитовая бу-
мага и стеклоткань должны быть хорошо про-
питаны и склеены между собой. Лента не
должна иметь посторонних включений, сквоз-
ных отверстий, разрывов слюдинитовой бума-
ги и пузырей иа ее поверхности. Количество
мелких пузырей, допускаемых на поверхности
ленты, не должно превышать 10 % площади
испытуемого образца. Лента должна хорошо
и свободно разматываться из ролика или ру-
лона без отслаивания подложки и отделения
по кромке. Лента для механизированного на-
ложения должна быть намотана в рулон стек-
лотканью с наружной стороны. По соглашению
сторон допускается намотка ленты в рулой
слюдинитовой бумагой с наружной стороны.
Средняя ЕЛр ленты первой категории качест-
ва— не менее 22 МВ/м, а ленты с государст-
венным Знаком качества —ие менее 23,1 МВ/м;
Еир в отдельных точках для лент первой ка-
тегории и с государственным Знаком качест-
ва— не менее 8 МВ/м.
Гарантийный срок хранения ленты — два
месяца со дня изготовления. Перед примене-
нием ленту необходимо выдержать ие менее
одних суток при 25+5 °C.
Стеклослюдинитовая лента пропитанная
марки ЛС-КЭ-ТТ. Эта лента, выпускаемая с
применением кремиийорганического каучука,
отличается повышенной электрической проч-
ностью и водостойкостью. Код ОКП 34 9226.
Ленту выпускают в роликах диаметром
110+10 мм, шириной 20, 23 и 25±1 мм, а так-
же в рулонах диаметром не более 200 мм,
шириной 900+5 мм. Количество кусков ленты
в ролике или рулоне — ие более трех с дли-
ной каждого куска ие менее 1,5 м. Состав,
толщина с допусками и область применения
приведены в табл. 19.1, 19.2, 19.4. Леита не
имеет посторонних включений, сквозных отвер-
стий, разрывов слюдинитовой бумаги, морщин
и складок, выводящих толщину ленты за пре-
дельные отклонения. Лента должна свободно
разматываться с роликов без расслоения под-
ложек и отделения стеклонитей по кромке.
Масса 1 м2 ленты 160+35 г, £пр—не менее
25 МВ/м, £пр в отдельных точках — не менее
1,5 кВ. Удельная разрушающая нагрузка при
растяжении образцов ленты длиной не менее
260 мм — не менее 120 Н/см. Гарантийный
срок хранения — 1 год со дня изготовления.
Слюдинитовые ленты непропитанные. Эти
ленты являются одними из основных видов
слюдинитовых лент, так как предназначены
для термореактивной системы изоляции типа
«монолит» высоковольтных, тяговых электро-
двигателей, генераторов, компенсаторов. Их
изготовляют толщиной 0,09 до 0,15 мм в ро-
ликах или рулонах. Наружный диаметр роли-
ков 110±10 мм, ширина от 15 до 100 мм. Ди-
аметр рулонов от 80 до 160 мм, ширина от
100 до 900 мм. Ленты и рулоны намотаны иа
твердые втулки с внутренним диаметром 40+
+5 мм. Ролики и рулоны с одной подложкой
наматывают слюдинитовым слоем наружу, а
ролики и рулоны с пленкой — пленкой наружу.
Коэффициент плотности намотки — не ме-
нее 0,8. По соглашению сторон коэффициент
плотности намотки допускается менее 0,8.
Количество кусков в рулоне или ролике разре-
шается не1 более двух с длиной каждого куска
не менее 15 м. Состав, марки, толщина с до-
пусками и основное применение приведены в
табл. 19.1, 19.2, 19.4. Лента должна свободно
разматываться без расслоения слюдинитовой
бумаги, отставания подложки и отделения
стеклонитей по кромке, не иметь посторонних
включений, сквозных отверстий и разрывов
слюдинитовой бумаги. Масса 1 м2 пленки да-
на в табл. 19.40. Код ОКП 34 9226.
Таблица 19.40. Масса 1 м2 слюдинитовых
непропитанных лент
Марка Масса, г/м2
Номиналь- ное значе- ние Предельное отклонение
среднее , в отдель- ных точ- ках
ЛСКН-100-ТТ . - . 100 + 17 +20
ЛСКО-120-Т . . 120 + 13 +20
ЛСКН-135-СПл . , 135 + 18 +23
ЛСКН-160-ТТ . . . 160 + 17 — 15 +23
ЛСКН-160-ТТ-А . . 160 + 17 —15 +23
ЛСКО-180-Т . . . 180 ±20 ±30
ЛСКО-180-ТТ-А . . , 180 +20 ±30
ЛСКО-200-Т , , , 200 +20 ±35
Вследствие технологических требований
изоляции типа «монолит» особое значение име-
ют количество связующих в ленте и плотность
намотки. Содержание связующего в ленте
должно быть от 5 до 15 г/м2, а летучих ве-
ществ— ие более 0,5 %.
Содержание ускорителя в ленте — 0,2±
±0,05 %. По требованию потребителя ленты
могут поставляться без ускорителя или с боль-
шим содержанием ускорителя, но не более
0,5 %. Средние значения £лр и разрывная на-
грузка приведены ниже:
174
Слюдяные электроизоляционные материалы
Разд. 19
Марка ЕПР средняя- МВ/м Средняя раз рывная на- грузка, кН/м
ЛСКН-100-ТТ . 12 12
ЛСКО-120-Т . 12 6
ЛСКН-135-СПл. 20 16
ЛСКН-160-ТТ . 10 20
ЛСКН-160-ТТ-А. 12 10
ЛСКО-180-Т . 15 10
ЛСКО-180-ТТ-А. 15 5
ЛСКО-200-Т . 15 10
Благодаря малому содержанию связующе-
го вещества ленты сухие. Пропитке эпоксид-
ными составами подвергается стеклослюдини-
товая изоляция по системе «монолит» или не-
посредственно на стержнях обмоток крупных
высоковольтных электрических машин или
после обмотки статоров или якорей — пропит-
ка в сборе.
Гарантийный срок хранения слюдинитовых
непропитанных лент — шесть месяцев со дня
изготовления.
Стеклослюдопластовая лента. Эта лента
обладает высокой электрической прочностью,
что позволяет применять ее для корпусной
изоляции статорных катушек электрических
машин напряжением до 6,6 кВ с пониженной
толщиной изоляции класса нагревостойкости
В. Код ОКП 34 9236.
Ленту выпускают в роликах шириной 20
и 24±1 мм с наружным диаметром не более
100 мм и внутренним диаметром втулки до
38±2 мм. По соглашению сторон допускается
поставка ленты в роликах других диаметров
и ширины. В роликах разрешается ие более
трех отрезков ленты с длиной отдельного от-
резка не менее 15 м.
Гарантийный срок хранения с сохранени-
ем хорошей гибкости — 50 дней со дня изготов-
ления. Лента может быть использована и
после этого срока с предварительным подо-
гревом при 50—60 °C. Допускаемые отклоне-
ния по толщине, содержание составных частей,
применение даны в табл. 19.1, 19.2 и 19.5.
Стеклослюдопластовая лента не должна иметь
сквозных отверстий, разрывов слюдопластовой
бумаги, вмятин, непропитанных или плохо
пропитанных мест. На поверхности леиты не
должно быть вспучиваний, выводящих ленту
за пределы допусков по толщине. Лента
должна хорошо и свободно разматываться без
слипания, отставания подложки и расслаивания
слюдопластовой бумаги, при этом допускает-
ся наличие отдельных чешуек слюды, неплотно
прилегающих к подложке. В зависимости от
способа наложения лента выпускается двух
видов: для механизированного наложения она
должна быть намотана стеклотканью наружу,
а для ручного наложения — стеклотканью
внутрь. Среднее 1/пр — не менее 2,7 кВ, а в
отдельных точках— не менее 1,0 кВ.
Слюдопластолента. Эту ленту выпускают
шириной (12, 15, 17, 20, 24, 30, 35, 72) ±1 мм
в роликах с наружным диаметром ие более
ПО мм, внутренним диаметром по втулке
30—40 мм. В роликах должно быть не более
трех кусков, а длина каждого куска — ие ме-
нее 5 м. Слюдопластолента свободно разматы-
вается из ролика без повреждения бумажных
подложек. Состав, толщина с допускаемыми
отклонениями и область применения приведены
в табл. 19.1, 19.2 и 19.5. Код ОКП 34 9236.
Так же как и другие слюдяные ленточные
материалы, слюдопластолента не должна со-
держать посторонних включений и иметь
сквозных отверстий. Указанные дефекты кон-
тролируются значениями пробивных напряже-
ний в отдельных точках. Разрывное усилие на
ширину 1 см должно быть не менее 25 Н.
Средняя £пр для марки ЛИФГ-ББ всех тол-
щин— ие менее 20 МВ/м, для марки ЛИФЧ-
ББ для толщин 0,11 и 0,13 мм — не менее
22 МВ/м, для толщин 0,15 и 0,17 мм — не ме-
нее 18 МВ/м. Минимальное С/пр составляет
1,8 кВ для слюдопластоленты обеих марок
толщиной 0,11 и 0,13 мм и 2,0 кВ для слюдо-
пластоленты марки ЛИФЧ-ББ толщиной 0,15
и 0,17 мм.
Гарантийный срок хранения слюдопласто-
ленты марки ЛИФЧ-ББ — шесть месяцев,
марки ЛИФГ-ББ — три месяца со дня изго-
товления с сохранением хорошей гибкости в
холодном состоянии. По истечении гарантий-
ного срока хранения слюдопластолента перед
использованием должна быть проверена на
соответствие всех показателей ГОСТ 19758-74.
Стеклослюдопластолента нагревостойкая.
Эту ленту класса нагревостойкости Н выпус-
кают в роликах шириной (15, 17, 20, 24, 30,
34) ± 1 мм с наружным диаметром не более
100 мм, внутренним диаметром по втулке не
менее 30 мм. Код ОКП 34 9236.
Допускается поставка в рулонах и листах,
размеры которых согласовываются потребите-
лем с поставщиками. Длина каждого куска в
ролике или рулоне ие менее 5 м, а число от-
дельных кусков в ролике или рулоне не более
трех. Толщина и допускаемые отклонения по
толщине, содержание составных частей н при-
менение приведены в табл. 19.1, 19.2, 19.5.
Стеклослюдопластолента может иметь отдель-
ные пузыри, общая площадь которых под сло-
ем стекловолокнистой подложки не превышает
15 % площади испытуемого образца. Не допу-
скаются морщины подложки, выводящие тол-
щину слюдопластоленты за пределы допуска-
емых отклонений по толщине в отдельных точ-
ках. Средняя £ПР должна быть ие менее
15 МВ/м. Допускается одна точка из де-
сяти с пробивным напряжением ие менее
0,6 кВ.
Гарантийный срок хранения со дня изго-
товления — шесть месяцев при сохранении хо-
рошей гибкости в холодном состоянии.
Стеклослюдопластовая лента непропитан-
ная. Эту ленту выпускают в роликах шириной
(20, 25, 30, 35) ±1 мм с наружным диаметром
не более 100 мм, с внутренним диаметром по
втулке 30±2 мм. Код ОКП 34 9236.
В роликах должно быть не более двух
кусков, а длина каждого куска — не менее
20 м. Состав, толщина с допускаемыми откло-
нениями и область применения приведены в
табл. 19.1, 19.2 и 19.5. Лента не должна содер-
жать сквозных отверстий, посторонних вклю-
чений и разрывов слюдопластовой бумаги. Опа
должна свободно разматываться без отста-
вания подложки и отделения стеклонитей; по
торцам ролика должен быть ровный срез без
бахромы.
Гарантийный срок хранения — четыре ме-
сяца с момента отгрузки потребителю.
§ 20.2
Материалам на основе полиэтилентерефталатной пленки
175
РАЗДЕЛ 20
КОМПОЗИЦИОННЫЕ ЭЛЕКТРОИЗОЛЯЦИОННЫЕ
МАТЕРИАЛЫ НА ОСНОВЕ ПОЛИМЕРНЫХ ПЛЕНОК
В. В. Скипетров
20.1. ОБЩИЕ СВЕДЕНИЯ
Композиционные материалы на основе по-
лимерных пленок в настоящее время широко
используют для изоляции обмоток низковольт-
ных электрических машин. Высокая механиче-
ская прочность этих материалов при относи-
тельно малых толщинах и наличие композиций
классов иагревостойкости от Е до Н обеспечи-
вают возможность существенного улучшения
конструктивных параметров и повышения на-
дежности электрических машин, а также внед-
рения механизированной технологии обмоточ-
но-изолировочных работ. К материалам этого
типа обычно относят композиции, выполнен-
ные с применением клеящих составов, сочета-
ния различных пленок с бумагами или нетка-
ными материалами на основе целлюлозных,
синтетических или неорганических волокон,
стеклянной тканью, а также пленками иного
вида. В композиционных материалах пленки
принимают на себя основную электрическую
и в большинстве случаев механическую на-
грузку, в то время как другие компоненты
обеспечивают необходимые технологические
свойства композиции, а также, в ряде случаев,
повышают ее нагревостойкость. Наряду с этим
пленки находят применение в качестве подло-
жек, улучшающих механические и технологи-
ческие свойства композиционного материала,
как это имеет место в композициях со слюдя-
ной бумагой.
Одной из важных функций волокнистых
подложек является обеспечение надежной свя-
зи между поверхностями пазовой изоляции и
прилегающими к ним катушками обмотки и
железом сердечника за счет лучшей смачивае-
мости волокнистых материалов пропиточными
составами по сравнению с полимерными плен-
ками. Недостаточно хорошая смачиваемость
последних может обусловить перемещение ка-
тушек обмотки по отношению к пазовой изо-
ляции и соответственно ускоренное истирание
витковой изоляции в процессе эксплуатации
электрической машины.
К числу композиционных материалов на
основе полимерных пленок, применяющихся в
качестве пазовой, межслойной, междуфазовой
изоляции и крышки-клииа в электрических ма-
шинах малой и средней мощности со всыпными
обмотками, относятся материалы, представ-
ляющие собой сочетания полиэтилентерефта-
латной пленки с электрокартоном, асбестовой
бумагой, бумагой (или нетканым материалом)
из полиэфирного волокна, стеклянной тканью,
бумагой из волокон ароматических полиами-
дов, полиарилатиой пленкой, а также сочета-
ния полиамидной пленки со стеклянной тканью
илн бумагой из волокон ароматических поли-
амидов. Композиционные материалы на осно-
ве триацетатной пленкн в настоящее время
практически вышли из употребления. Ниже
описаны разновидности композиционных мате-
риалов на основе полиэтилентерефталатной и
полиимидной пленок, которые нашли примене-
ние в отечественном и зарубежном электрома-
шиностроении. Композиции на основе поли-
этилентерефталатной пленки используют в си-
стемах изоляции классов нагревостойкости Е,
F, композиции иа основе полиимидной пленки
предназначены для систем изоляции классов
Н и С.
20.2. МАТЕРИАЛЫ НА ОСНОВЕ
ПОЛИЭТИЛЕНТЕРЕФТАЛАТНОЙ ПЛЕНКИ
Композиции из полиэтилентерефталатиой
пленки и электрокартона.
Пленка электро картон марки ПЭК — ру-
лонный материал, изготовляемый по ТУ
16-503.138-80 на основе пленки ПЭТ-Э (ГОСТ
24234-80), которая склеивается с одной сторо-
ны с электрокартоном марки ЭВП или ЭВ
(ГОСТ 2824-75). Толщина материала и его
компонентов приведена в табл. 20.1, показате-
ли согласно нормам ТУ — в табл. 20.2.
Плеикоэлектрокартон выпускают в рулонах
шириной не менее 450 мм. Согласно ГОСТ
8865-70 плеикоэлектрокартон относится к клас-
су нагревостойкости Е. График срока службы
пазовой изоляции из пленкоэлектрокартона, по-
строенный по результатам макетных испыта-
ний, представлен на рис. 20.1.
Плеикоэлектрокартон применяют, в част-
ности, в асинхронных электродвигателях се
рии А2-А02 общепромышленного применения
мощностью до 100 кВт с превышениями темпе-
ратуры обмоток до 75 °C. В силу высоких ме-
ханических и технологических свойств он мо-
жет использоваться в условиях механизирован-
ной пазоизолировки и укладки обмоток. Ком-
позиционный материал аналогичного типа как
с односторонней, так и с двусторонней под-
ложкой из электрокартоиа выпускают многие
зарубежные фирмы под различными торговы-
ми названиями: трпфлексил (Triflexil) — фир-
ма Pucaro (ФРГ), тривольтон Н (Trivolton Н),
фазофлекс (Phasoflex) — фирма Krempel
(ФРГ), полишпан (Polyespahn)—фирма АВ
Таблица 20.1. Толщина
пленкоэлектрокартона и его компонентов
176
Материалы на основе полимерных пленок
Разд. 20
Таблица 20.2. Показатели пленкоэлектрокартона на полиэтилентерефталатной пленке
Показатель
<7пр, кВ, не менее:
при 15—35 °C и относительной влажности 45—
75%
после перегиба на 180° через собственную тол-
щину
после выдержки в течение 48 ч при относитель-
ной влажности 95±2 % и температуре 20+2 °C
р, Ом-м, ие менее:
при 15—35 °C и относительной влажности 45—
75 %
после выдержки в течение 48 ч при относитель-
ной влажности 95+2 % и температуре 20+2 °C
Стойкость к надрыву, Н, не менее
Стойкость к воздействию температуры 120 °C в те-
чение 24 ч
, Толщина мм
0,17 0,27 0,32
7,0 8,0 11,0
7,0 7,0 9,0
7,0 7,0 9,0
10й 5-Ю11 5-Ю11
Ю10 1010 Ю10
150 300 300
Допускается появление мелких морщин
и пузырей диаметром до 8 мм в коли-
честве не более 10 шт. на 1 м длины
Рис. 20.1. Сроки службы пазовой изоляции из
композиционных материалов (по данным ма-
кетных испытаний):
1 — пленкоэлектрокартои; 2 — изофлекс; 3 — пленко-
синтокартон ПСК-ЛП; 4 — имидофлекс
Figeholm Bruk (Швеция), миофлекс (Myof-
lex) — фирма Isola (Швейцария).
Композиции из полиэтилентерефталатной
пленки и асбестовой бумаги.
Пленкоасбокартон — листовой материал,
состоящий из пленки ПЭТ-Э, оклеенной с обе-
их сторон электроизоляционной асбестовой бу-
магой. Для этой цели используют бумагу мар-
ки КАР 75/25, содержащую 75 % асбестового
волокна и 25 % целлюлозы, изготовляемую спе-
циально как полуфабрикат Пленкоасбокартон
изготовляется по ТУ 16-503.044-77 и предна-
Таблица 20.3. Толщины пленкоасбокартона
и пленки
Номиналь- ная тол- щина, мм Предель- ные откло- нения, мм Код ОКП Толщина плен- ки ПЭТ-Э, мм
0,30 0,35 +0,03 ±0,03 34 9055 0201 34 9055 0202 0,05 0,10
зиачен для применения в электрических маши-
нах при рабочих температурах до 130 °C. Тол-
щины пленкоасбокартона и пленки, входящей в
его состав, приведены в табл. 20.3. Пленкоасбо-
картон поставляют в виде листов размерами
490X920, 500X890, 680X890 мм.
Показатели пленкоасбокартона приведены
ниже:
Епр, МВ/м, не менее:
при 15—35 °C и влажности 45—
75%
средняя ..................... 31,0
минимальная.................... 25,5
после двух перегибов на 180° че-
рез собственную толщину
средняя........................ 25,0
минимальная ....... 20,0
после выдержки в течение 24 ч
при относительной влажности
95+2 % и температуре 20+2 °C
средняя........................ 20,0
минимальная.................... 15,0
р, Ом-м, ие менее:
при 15—35 °C и влажности 45—
75 %.............................. 101*
после выдержки в течение 24 ч
при относительной влажности
95+2 % и температуре 20+2 °C 108
Разрушающее усилие при сжатии
кольца в продольном направлении,
Н, ие менее:
для материала толщиной 0,3 мм 9,0
для материала толщиной 0,35 мм 18,0
Пленкоасбокартон должен выдерживать на
грев при температуре 170+2 °C в течение 1 ч
без отслаивания асбокартона от пленки.
Из-за отсутствия выпуска рулонного мате-
риала, а также в сплу присущей ему малой
упругости пленкоасбокартон не может быть ис-
пользован в условиях механизированной пазо-
изолировки и укладки обмоток. Повышение
жесткости композиционного материала может
быть достигнуто за счет увеличения содержа-
ния целлюлозных волокон в асбестовой бума-
ге. Так, в ГДР применяют композиционный ма-
§ 20.2
Материалы на основе полиэтилентерефталатной пленки
177
териал с односторонней подложкой из бумаги,
содержащей 30 асбестового и 70 % целлюлоз-
ного волокна. При указанном соотношении во-
локон композиционный материал приобретает
упругость, достаточную для использования в
условиях механизированной обмотки.
Композиционный материал, аналогичный
пленкоасбокартону, выпускают за рубежом как
с одной, так и с двумя подложками под раз-
личными фирменными названиями: миамиант
(Myamiante)—фирма Delle (Франция), мио-
бест (Myobest) — фирма Isola (Швейцария),
вольтафлекс АМА, (Voltaflex АМА) — фирма
Isovolta (Австрия) и др.
Композиции из полиэтилентерефталатной
пленки и полиэфирной бумаги.
Пленкосинтокартоны ПСК-Л, ПСК-ЛП, .
ПСК-М — рулонные материалы, представляю-
щие собой пленку ПЭТ-Э, оклеенную с двух
сторон бумагой из лавсанового волокна. Плен-
косинтокартоиы ПСК-ЛП и ПСК-М дополни-
тельно пропитывают лаками повышенной на-
гревостойкости (полиэфирным и эпоксидным
соответственно). Пленкосинтокартоны выпуска-
ют в рулонах шириной до 1000 мм.
Пленкосинтокартон ПСК-Л (ТУ 16-503.181-
78) предназначен для применения в электри-
ческих машинах с изоляцией класса нагрево-
стойкости В. Пленкосинтокартоны ПСК-ЛП
(ТУ 16-503.181-78) и ПСК-М (ТУ 16-503.241-83)
благодаря дополнительной пропитке имеют бо-
лее высокую нагревостойкость, в силу чего их
применение допускается в электрических ма-
шинах с изоляцией класса иагревостойкости F
при условии подтверждения результатами ре-
сурсных испытаний машин данного типа.
Наряду с повышением иагревостойкости
пропитка увеличивает жесткость пленкосиито-
картоиа, улучшает связь между волокнами лав-
сановой бумаги и, в известной степени, умень-
шает трение при пазоизолировке и укладке об-
моток. Этим обусловлена возможность приме-
нения пленкосиитокартона ПСК-М в условиях
механизированной технологии обмоточных ра-
бот. Пленкосинтокартоны ПСК-Л и ПСК-ЛП
предназначены для применения при ручной об-
мотке.
Марки пленкосинтокартонов с подложка-
ми из лавсановой бумаги, а также толщины
материалов и их компонентов приведены в табл.
20.4—20.6, показатели композиций — в табл.
20.7 и 20.8. График срока службы пазовой
изоляции из пленкосиитокартона ПСК-ЛП
представлен иа рис. 20.1.
Рулонные материалы с подложками из по-
лиэфирного волокна, аналогичные по своей
композиции пленкосиитокартону ПСК-Л, широ-
ко выпускаются зарубежными фирмами. К их
числу относятся вольтафлекс, тривольтерм Р
(Trivoltherm Р) —фирма Krempel (ФРГ), мио-
флекс Р, миофетр (Myofeutre) — фирма Delle
(Франция) и др. В США для аналогичных ма-
териалов принято обозначение DMD (дакрон-
майлар-дакрои). Некоторые фирмы выпускают
материалы класса иагревостойкости F с под-
ложками, пропитанными нагревостойкими ла-
ками. Представителями подобных материалов
являются эвитерм (EVI — therm) — фирма
Krempel, изоном IPL или изоном F (Isonom
F) — фирма Isovolta.
Некоторые данные, характеризующие иа-
гревостойкость композиционных материалов с
подложками из полиэфирного волокна, приве-
дены на рис. 20.2 и 20.3.
Таблица 20.4. Марки и толщины пленкосиитокартона ПСК-Л
Марка» Код окп Толщина, мм Предельное отклонение, мм
среднее в отдельных точках
пск-л-юо 34 9155 0401 07 0,20 ±0,025 ±0,030
ПСК-Л-125 34 9155 040206 0,23 ±0,025 ±0,030
ПСК-Л-190 34 9155 0403 05 0,30 ±0,030 ±0,035
ПСК-Л-250 34 9155 0404 04 0,35 ±0,040 ±0,045
* Обозначения в наименовании марок: ПСК — пленкосиитокартона Л — лавсановая бумага: циф-
ры — толщина пленки ПЭТ-Э в мкм.
Таблица 20.5. Марки и толщины пленкосиитокартона ПСК-ЛП
Марка* Код ОКП Толщина, .мм Предельное отклонение, мм
среднее в отдельных точках
ПСК-ЛП-100 34 9155 0405 03 0,25 ±0,025 ±0,030
ПСК-ЛП-125 34 9155 0406 02 0,27 4-0,030 ±0,035
ПСК-ЛП-190 34 9155 0407 01 0,35 ±0,035 + 0,040
ПСК-ЛП-250 34 9155 0408 00 0,40 ±0,040 ±0,045
* Обозначения в наименовании марок: ПСК—пленкосинтокартон; ЛП — лавсановая бумага пропи-
танная; цифры — толщина пленки ПЭТ-Э в мкм. .
12—560
178
Материалы на основе полимерных пленок
Разд. 20
Таблица 20.6. Марки и номинальные толщины пленкосинтокартона ПСК-М
Марка* Код ОКП Номинальная толщина, мм Предельное отклонение, мм
центрального значения в отдельных точках
ПСК-М-100 34 9155 0901 03 0,23 , ±0,02 ±0,025
ПСК-М-125 34 9155 0902 02 0,25 ±0,025 ±0,035
ПСК-М-175 34 9155 0903 01 0,30 ±0,030 ±0,040
ПСК-М-190 34 9155 0004 00 0,32 ±0,030 ±0,040
ПСК-М-250 34 9155 0905 10 0,37 ±0,035 ±0,045
ПСК-М-350 34 9155 0906 09 0,47 ±0,040 ±0,050
* Обозначения в наименованиях марок: ПС1< — пленкосинтокартон; М — для механизированной па-
зоизолнровки и укладки обмоток; цифры — толщина пленки ПЭТ-Э в мкм.
Таблица 20.7. Показатели пленкосинтокартонов марок ПСК-Л и ПСК-ЛП
(предназначенных для применения при ручной обмотке)
Показатель Норма для марок
ПСК-Л-100, ПСК-ЛП-100 ПСК-Л-125, ПСК-ЛП-125 ПСК-Л-190, ПСК-ЛП-190 ПСК-Л-250, ПСК-ЛП-250
Разрушающее напряжение при растяже- нии, МПа, не менее Относительное удлинение при растяже- нии, %, не менее Стойкость к надрыву, Н, не менее 60 60 75 75
12 12 12 12
275 275 720 850
Жесткость при сжатии кольца, Н, ие менее Ппр, кВ, не менее: 100 100 360 580
В ИСХОДНОМ состоянии 11,5 13 15 17
после перегиба 10 10 13 15
р, Ом-м, не менее 1012 1012 1012 1012
Таблица 20.8. Показатели плеикосиитокартоиов марок ПСК-М и ПСК-А
(предназначенных для применения при механизированной технологии обмоточных работ)
Марка Разрушаю- щее напря- жение при растяже- нии, МПа, не менее Относи- тельное удлинение при раз- рыве, %, не менее* Стойкость к надрыву, Н, не ме- нее разру- шающее усилие прн сжатии кольца Н, не менее Жест- кость при .изгибе, Н, не менее Пдр, кВ, не менее р, ОМ-м, не менее
в исход- ном сос- тоянии после пе- региба на 180°
ПСК-М-100 80 15 300 250 70 11 9 1012
ПСК-М-125 80 15 350 250 80 11 9 1012
ПСК-М-175 80 15 500 450 120 15 13 1012
ПСК-М-190 80 15 720 600 170 17 15 . 10“
ПСК-М-250 80 15 900 800 300 20 17 Ю12
ПСК-М-350 80 15 1050 1000 600 24 18 Ю12
ПСК-А-50 41 12 200 .—. 10 6,5 6 1012
ПСК-А-70 50 12 250 .—. 15 8 7 Ю12
ПСК-А-100 68 12 300 .—. 25 11 10 1012
ПСК-А-125 72 12 350 — 75 13 12 1012
ПСК-А-175 73 12 450 .—. 100 15 13 1012
ПСК-А-190 78 12 700 360 200 17 15 1012
ПСК-А-250 81 12 800 580 300 20 18 1012
ПСК-А-350 83 12 850 — 500 20 18 1012
Относительное удлинение определяется в момент разрыва одного из компонентов пленкосинтокартона.
Композиции из полиэтилентерефталатной
пленки и арамидной бумаги.
Пленкосинтокартон ПСК-А — рулонный
материал, представляющий собой пленку
ПЭТ-Э, оклеенную с двух сторон арамидной
(фенилоновой) бумагой марки КМ-60 толщи-
ной 0,06 мм. Материал предназначен для изо-
ляции обмоток электрических машин с дли-
тельно допустимой рабочей температурой до
155 °C п должен удовлетворять требованиям
ТУ 16-503.221-82. Марки и номинальные тол-
щины пленкосинтокартона ПСК-А и пленки-ос-
новы приведены в табл. 20.9, показатели ком-
позиций — в табл. 20.8. Пленкосинтокартон
§ 20.2
Материалы на основе полиэтилентерефталатной пленки
179
Таблица 20.9. Марки и номинальные толщины пленкоснитокартона ПСК-А
Марка* Код ОКП Номинальна я толщина, мм Предельное отклонение, мм Толщина пленки- основы, мкм
центрального значения в отдельных точках
ПСК-А-50 34 9155 0601 0,17 ±0,02 ±0,03 50
ПСК-А-70 34 9155 0602 0,20 ±0,03 ±0,04 70
ПСК-А 100 34 9155 0603 0,22 ±0,03 ±0,05 100
ПСК-А 125 34 9155 0604 0,25 ±0,03 ±0,05 125
ПСК-А-175 34 9155 0605 0,30 ±0,03 ±0,05 175
ПСК-А-190 34 9155 0606 0,32 ±0,03 ±0,05 190
ПСК-А-250 34 9155 0607 0,37 ±0,04 ±0,07 250
ПСК-А-350 34 9155 0608 0,47 ±0,04 ±0,07 350
* Обозначения в наименовании марок: ПСК — пленкосннтокартон; А — арамидная бумага; цифры —
толщина пленки ПЭТ-Э в мкм.
Рис. 20.2. Сроки службы материалов для па-
зовой изоляции (по 50 %-му снижению раз-
рывного усилия):
1 — пленка полиэтилентерефталатиая; 2 — компози-
ционный материал DMD: 3 — композиционный мате-
риал NMN; 4 — арамидная бумага номекс
Рис. 20.3. Зависимость пробивного напряже-
ния материалов для пазовой изоляции от про-
должителыюсти старения при 160 °C (испыта-
ние в криволинейных электродах):
1 — плеика полиэтилентерефталатная ; 2 — компози-
ционный материал DMD: 3 — композиционный мате-
риал NMN; 4— арамидная бумага номекс
1 о»
выпускают в рулонах шириной до 1000 мм.
Плеикосинтокартои ПСК-А может приме-
няться в условиях механизированной пазоизоли-
ровки и укладки обмоток. Этому способствует
гладкая поверхность арамидной бумаги, обес-
печивающая хорошее скольжение катушек об-
мотки по поверхности композиционного мате-
риала, и отсутствие «пыления» волокон.
Аналоги пленкосинтокартона ПСК-А выпу-
скают многие зарубежные фирмы с использо-
ванием в качестве подложек бумаги иомекс
(Nomex) из ароматического полиамида (фир-
ма Du Pont, США). При изготовлении компо-
зиционных материалов, предназначенных для
пазовой изоляции или крышкн-клина, применя-
ют каландрированную бумагу номекс-410, для
междуфазовой изоляции — иекаландрирован-
ную бумагу номекс-411. К числу материалов
первого типа относятся изоном NMN — фирма
Isovolta, тривольтерм N, миофлекс N и др.,
к числу материалов второго типа — фазотерм
(Phasoterm)—фирма Kpempel изоном NMN bu.
Отличительными свойствами последней разно
видности материалов являются повышенная
эластичность, обеспечивающая достаточно хо-
рошее их прилегание к поверхности лобовых
частей обмотки, а также высокая впитываю-
щая способность по отношению к пропитываю-
щему составу. Некоторые из этих материалов
изготовляют с клеящим покрытием, отверж-
дающимся при нагревании и сохраняющим ра-
ботоспособность при температуре класса иагре-
востойкости F, например фазотерм — тэза (Pha-
sotherm — tesa). В США композиционные ма-
териалы, аналогичные пленкосинтокартоиу
ПСК-А, имеют обозначение NMN (иомекс-май-
лар-номекс).
Данные фирмы Du Pont, характеризую-
щие нагревостойкость композиционных мате-
риалов с подложками из арамидной бумаги
(типа NMN), приведены на рис. 20.2 и 20.3 в
сопоставлении с соответствующими данными
для композиционных материалов с подложка-
ми из полиэфирного волокна (типа DMD),
а также для полиэтилеитерефталатной пленки
ПЭТФ и бумаги номекс. На графиках рис. 20.3
представлены значения пробивного напряжения
указанных материалов, полученные методом
криволинейных электродов, при котором элек-
трическое поле прикладывается к образцам, на-
ходящимся в напряженном состоянии. Приве-
денные данные свидетельствуют о преимущест-
180
Материалы на основе полимерных пленок
Разд. 20
ве композиций с подложками из арамидной бу-
маги перед композициями с подложками из
полиэфирного волокна при применении в систе-
мах изоляции класса иагревостойкости F.
Композиции из полиэтилентерефталатной
пленки и стеклянной ткани. В СССР выпуска-
ют две разновидности композиционных мате-
риалов этого типа — изофлекс листовой (ТУ
16-503.261-85) и пленкостеклоткань прессован-
ная марки Г-ТП-2ПЛ (ТУ 16-503.124-78). Ма-
териалы аналогичны по своей структуре и пред-
ставляют собой слоистые прессованные компо-
зиции из стеклянной ткани, склеенной с двух
сторон с пленкой ПЭТ-Э. В качестве клеящих
составов используют эпоксидно-каучуковый
клей (для изофлекса) и полиэфирио-эпоксид-
ные лаки (для плеикостеклоткаии). Оба мате-
риала предназначены для применения в элек-
трических машинах и аппаратах с системами
изоляции класса иагревостойкости В. При ис-
пользовании в качестве элемента конструкции
изоляции, не несущего основной электрической
нагрузки, пленкостеклоткань прессованная мо-
жет быть применена в системах изоляции клас-
са иагревостойкости F. Материалы выпускают
в листах: изофлекс — размерами по длине и
ширине от 400 до 900 мм, пленкостеклоткань
прессованная — длиной 900±20, шириной ие
менее 450 мм. Отсутствие рулонных материа-
лов этого типа исключает возможность их ис-
пользования в условиях механизированной тех-
нологии обмоточных работ.
Номинальные толщины изофлекса и плен-
костеклоткаии прессованной приведены в
Таблица 20.10. Номинальные толщины
изофлекса и плеикостеклоткаии прессованной
Номиналь - ная тол- щина, мм Предельное отклонение, мм Код ОКП
среднее в отдель- ных точ- ках
Изофлекс листовой
0,13—0,17 ±0,02 ±0,03 34 9155 1002— 34 9155 1004
0,20—0,25 ±0,03 ±0,05 34 9155 1005— 34 9155 1006
0,30—0,50 ±0,05 ±0,07 34 9155 1007— 34 9155 1012
Пленкостеклоткань прессованная Г-ТП-2ПЛ*
0,17—0,20 ±0,02 ±0,04 34 9158 0301— 34 9158 0302
0,25—0,35 ±0,03 ±0,06 34 9158 0303—
34 9158 0305
* Обозначения в наименовании: Г — гибкий; Т —
стеклянная ткань; П — полиэфирио-эпоксидный лак;
2ПЛ — два слоя пленки.
табл. 20.10, показатели качества материалов—
в табл. 20.11 и 20.12 соответственно. На рис.
20.1 (прямая 2) представлен график срока
службы пазовой изоляции из изофлекса.
Таблица 20.11. Показатели изофлекса
Показатель Норма при толщине, мм
0,13 0,15 0,17 0,20 0,25 0,30 0,35 0,40 0,45 0,50
Стойкость к над- рыву, Н, не ме- нее 300 300 300 300 300 300 300 300 300 300
Разрушающее на- пряжение при растяжении, МПа, не менее 80 80 100 120 150 150 150 150 150 150
Разрушающее усилие при сжа- тии кольца, Н, ие более 210 240 290 300 440 590 740 850 900 1000
Жесткость при изгибе, Н, не более £7Пр, кВ, не менее: ПО 130 165 200 300 400 500 600 660 680
В исходном состоянии при 15—35 °C и влажности 45—75 % 13 13 13 13 13 13 13 13 13 13
после переги- ба 9 9 9 9 9 9 9 9 9 9
р, Ом-м, не ме- нее, в исходном состоянии при 15—35 °C и влажности 45— 75% 5-Ю12 5-Ю12 5-Ю12 5И012 5-1012 5-1012 5-1012 5-Ю12 5.1012 5-10i2
§ 20.2
Материалы на основе полиэтилентерефталатной, пленки
181
Таблица 20.12. Показатели пленкостеклоткани прессованной
Показатель Норма при толщине, мм, не менее
0,17 0,20 0,25 0,30 0,35
средняя в отдель- ных точ- ках средняя в отдель- ных точ- ках средняя в отдель- ных точ- ках средняя в отдель- ных точ- ках средняя в отдель- ных точ- 1 ках
£/Лр, кВ: в исходном состоя- 9,0 6,5 9,5 6,8 10,0 7,0 10,2 7,5 10,5 7,8
нии при 15—35 °C и влажности 45—75 % после перегиба и 6,5 4,5 7,0 5,0 8,0 5,8 9,0 6,5 9,5 7,0
прокатки валиком усилием 20 Н после выдержки в 6,0 4,0 6,5 4,5 7,5 5,5 9,0 6,5 9,0 7,0
течение 6 ч при 125 °C с последую- щим перегибом и прокаткой валиком усилием 20 Н после выдержки в 6,5 4,5 7,0 5,0 7,5 5,5 8,5 6,5 9,0 7,0
течение 48 ч при 20 ±2 °C и относи- тельной влажности 95±2 % р, Ом-м: в исходном состоя- 101? Ю13 10“ 10“ Ю13
нии при 15—35 °C и относительной влаж- ности 45—75 % после выдержки в 5-Юн 5-Ю11 5-Ю11 5-Ю11 5-Ю11
течение 48 ч при 20 ±2 °C и относи- тельной влажности 95+2 % Стойкость к надрыву, Н 300 250 500 350 550 400 600 450 700 550
Композиции из полиэтилентерефталатной
пленки и стеклянной ткани или стеклолакотка-
ни выпускают также некоторые зарубежные
фирмы как в виде листовых, так и рулонных
материалов. К их числу относятся вольтафлекс—
глас (Voltaflex — glas) — фирма Isovolta, миэ-
вер (Myover) — фирмы Isola, Delle.
Композиции из полиэтилентерефталатной
и полиарилатной пленок. Композиционный ма-
териал этого типа, разработанный в СССР под
названием аривсан, изготовляют путем оклеи-
Таблица 20.13. Показатели аривсана
(по ТУ 6-19-051-506-84)
Показатель Норма при тол- щине, мм
0,1 0,4 0,5
Разрушающее напряжение при растяжении, МПа, не менее 80 80 80
Относительное удлинение при разрыве, %, не ме- нее 20 20 20
Продолжение табл.. 20.13
Показатель Норма при тол- щине, мм
0,1 0,4 0.5
Стойкость к надрыву, Н, не менее 220 900 1000
Разрушающее усилие при сжатии кольца, Н, не ме- нее — 980 1000
ЕПр при переменном напря- жении, МВ/м, не менее, при 15—35 °C и относи- тельной влажности 45— 75 % р, Ом-м, ие менее: 5 20 20
при 15—35 °C и отно- сительной влажности 45—75 % 10“ 10“ IO44
после выдержки 24 ч в среде при 20+2 °C и относительной влажно- сти 95+2 % 10“ 10“ 10“
в сухой среде при 155+ +2 °C 10“ 10“ 101?
Усадка при 155 °C, 10 мин, %, не более 4 4 4
182
Материалы на основе полимерных, пленок
Разд. 20
вания пленки ПЭТ-Э с обеих сторон полиари-
латиой пленкой. Полиарилатная пленка выпол-
няет функцию нагревостойкого компонента,
обеспечивающего возможность применения ма-
териала в системах изоляции класса нагрево-
стойкости F. Показатели образцов аривсана из
опытно-промышленных партий приведены в
табл. 20.13. АФатериал этого типа предназначен
для применения в условиях механизированной
технологии обмоточно-изолировочиых работ.
Благодаря наличию подложек из пленки он от-
личается от композиций с бумажными подлож-
ками лучшим скольжением при укладке в па-
зы сердечников. Сведений о зарубежных ана-
логах композиционных материалов этого типа
не имеется.
20.3. МАТЕРИАЛЫ НА ОСНОВЕ
ПОЛИИМИДНОЙ ПЛЕНКИ
Композиции из полиимидной пленки и ара-
мидной бумаги.
Пленкосинтокартон ПСК-Н представляет
собой композицию на основе полиимидной плен-
ки марки А, оклеенной с одной или двух сто-
рон арамидной бумагой КМ-60. В качестве
клеящего состава используется кремннйоргани-
ческий герметик, который наносится плотным
слоем на обе стороны пленки и одновременно
выполняет функции ее гидролитической защи-
ты. Материал выпускается в рулонах шириной
до 1000 мм по ТУ 16-503.235-83 и предназначен
для применения в электрических машинах с
изоляцией класса нагревостойкости Н влаго-
стойкого исполнения с повышенным ресурсом.
Вследствие относительно малой жесткости
пленкосинтокартон этого типа не может быть
использован при механизированной пазоизоли-
ровке и укладке обмоток. Марки и номиналь-
ные толщины пленкосинтокартона приведены в
табл 20.14, показатели материала — в табл.
20.15.
Отличительной особенностью пленкосинто-
картона ПСК-Н наряду с постоянством меха-
нических и электрических показателей в широ-
ком интервале температур является повышен-
ная стойкость к гидролитической деструкции,
которой, как известно, обладает полиимидная
пленка (см. разд. 16).
Таблица 20.14. Марки и номинальные
толщины пленкосинтокартона ПСК-Н
Марка
материала*
Предельное от-
клонение, мм
Код ОКП
ПСК-Н-40-I 0,18 +0,025
ПСК-Н-40-2 0,24 ±0,040
±0,035 34 9155 0801
±0,045 34 9155 0802
* Обозначения в наименовании марок: ПСК —
пленкосинтокартон; Н — нагревостойкнй; 40 — тол-
щина полиимидной пленки, мкм; 1, 2 — количество
слоев арамидной бумаги.
Т а б л и ц а 20.15. Показатели
пленкосинтокартона ПСК-Н, не менее
Показатель Норма по ТУ для марок*
ПСК-Н-40-1 ПСК-Н-40-2
Разрушающее на- пряжение при растяжении, МПа 25 (20) 30 (25)
Относительное уд- линение при раз- рыве, 7о, не ме- нее 15 (8) 15(8)
Стойкость к над- рыву, Н Разрушающее уси- лие при сжатии, кольца, Н t/np, кВ: 150 (130) 150 (130)
30 (25) 60 (50)
в исходном состоянии при 15—35 °C и влажности 45-75 о/о Ю (7) Ю (7)
после . переги- ба на "180° 9 (6) Ю (6)
после выдерж- ки 48 ч при 20±2°С и от- носительной влажности 95 + 2 % р, Ом-м: 9 (6) 9 (6)
в исходном состоянии при 15—35 °C и влажности 45—75 7о Ю13 Ю13
после выдерж- ки 48 ч при 20±2°С и от- носительной влажности 95±2 7о 10“ 10“
* Цифры без скобок — для материала высшей
категории качества, в скобках — для материала пер-
вой категории качества.
Композиционные материалы на основе по-
лиимидной пленки кэптон с подложками из бу-
маги номекс выпускают за рубежом под назва-
ниями изоном NKN — фирма Isovolta, триволь-
терм NKN — фирма Krempel.
Композиции из полиимидной пленки и
стеклянной ткани. Отечественная промышлен-
ность выпускает две разновидности компози-
ционных материалов этого типа — имидофлекс
листовой и лента полиимидная композицион-
ная.
Имидофлекс листовой, изготовляемый по
ТУ 16-503.261-85, представляет собой компози-
цию из двух слоев полиимидной пленки ПМ
марок А или Б толщиной 40 мкм, армирован-
ной одним или тремя слоями стеклянной ткани.
Композиция, состоящая из трех чередующихся
слоев (пленка снаружи, стеклянная ткань внут-
§20 3
Материалы иа основе полиимидной пленки
183
ри) выпускается под названием имидофлекс-3,
композиция, состоящая из пяти чередующихся
слоев (стеклоткань снаружи, плеика внутри) —-
под названием имидофлекс-5. В качестве свя-
зующего используется эпоксидно-каучуковый
клей. Имидофлекс предназначен для примене-
ния в электрических машинах с системой изо-
ляции класса иагревостойкости Н. В силу того
что материал изготовляют в листах, он не мо-
жет быть использован при механизированной
Таблица 20.16. Номинальные толщины
имидофлекса
Номиналь- ная тол- щина, мм Предельное отклонение, мм Код ОКП
среднее в отдель- ных точках
Имидофлекс-3
0,10—0,17 0 20—0,25 0,30—0,50 ±0,02 ±0,03 ±0,05 ±0,03 ±0,05 ±0,07 34 9155 34 9155 34 9155 34 9155 34 9155 34 9155 1101— 1104 1105— 1106 1107— 1112
И мидофлекс-5
0,20—0,25 ±0,03 ±0,05 34 9155 1113—
34 9155 1114
0,30—0,50 ±0,05 ±0,07 34 9155 1115—
34 9155 1119
пазоизолировке и укладке обмоток. Размеры
листов по длине и ширине от 200 до 900 мм.
Марки и номинальные толщины имидофлекса
приведены в табл. 20.16, показатели материа-
ла— в табл. 20.17. График срока службы па-
зовой изоляции из имидофлекса, построенный
по результатам макетных испытаний, представ-
лен на рис. 20.1.
Лента полиимидная композиционная, изго-
товляемая по ТУ 16-503.209-81, представляет
собой композиционный материал, состоящий из
полиимидной пленки марок А или Б, оклеенной
с одной или с двух сторон стеклянной тканью
с применением различных клеящих составов.
Материал, изготовляемый с применением крем-
иийорганических лаков, выпускается под мар-
ками Л-ПМК-Т и ЛПМК ТТ и предназначает-
ся для изоляции обмоток электрических ма-
шин с длительно допустимой рабочей темпера-
турой до 230 °C; материал, изготовляемый с
применением полиэфирно-эпоксидных лаков или
эпоксидио-каучукового клея, выпускается под
марками Л-ПМП-Т, Л-ПМП-ТТ и Л-ПМЭ-Т,
Л-ПМЭ-ТТ и предназначается для применения
в обмотках при рабочей температуре до 180сС.
Материал всех названных марок изготовляют в
рулонах шириной ие менее 350 мм или роликах
и используют как для выкладки пазов так и
для изоляции катушек шаблонной обмотки.
Номинальные толщины ленты полиимидной
композиционной различных марок приведены в
табл. 20.18, показатели материала — в табл.
20.19.
К числу композиций рассматриваемого ти-
па относится также выпускаемый фирмой
Krempel (ФРГ) тривольтерм GKG — материал
класса иагревостойкости С, представляющий
собой полиимидную плеику кэптон, оклеенную
с двух сторон стеклянной тканью.
Таблица 20.17. Показатели имидофлекса
Марка Толщи- на. мм Разрушающее напряжение при растяже- нии, МПа, не менее Стойкость к надрыву, Н, не менее Разрушающее усилие при сжатии коль- ца, Н, не более Жесткость при изги- бе, Н, не более кВ. не менее р, Ом«м, не менее, при 15-35 °C и относительной влажности 45-75 %
в исход- ном со- стоянии после пе- региба на 180°
Имидо- 0,10 60 200 175 80 11 8 1012
флекс-3 0,13 70 200 210 90 11 8 10«
0,15 80 200 220 ПО 11 8 1062
0,17 100 200 260 130 11 8 1012
0,20 120 200 300 165 13 8 1012
0,25 150 200 450 275 13 8 1012
0,30 150 200 580 385 13 8 1012
0,35 150 200 740 440 13 8 1012
0,40 150 200 850 540 13 8 10“
0,45 150 200 1000 600 13 8 1012
0,50 150 200 1100 660 13 8 1012
Имндо- 0,20 60 180 300 210 13 8 10“
флекс-5 0,25 70 180 450 320 13 8 10“
0,30 80 180 600 430 13 8 10“
0,35 100 180 750 540 13 8 10“
0,40 100 180 900 650 13 8 10“
0,45 100 180 1050 720 13 8 10“
0,50 100 180 1200 750 13 8 10“
184
Материалы на основе полимерных пленок
Разд. 20
Таблица 20.18. Марки и номинальные толщины ленты полиимидной композиционной
Марка* Номинальная толщина, мм Предельное отклонение, мм Код ОКП
среднее в отдельных точках
л-пмк-т 0,08—0,13 ±0,015 ±0,03 34 9158 0401—34 9158 0403
0,15—0,17 ±0,020 ±0,04 34 9158 0404—34 9158 0405
0,20 ±0,025 ±0,05 34 9158 0406
л-пмп-т 0,08—0,13 ±0,015 ±0,03 34 9158 0501—34 9158 0503
0,15—9,17 ±0,020 ±0,04 34 9158 0504—34 9158 0505
0,20 ±0,025 ±0,05 34 9158 0506
л-пмэ-т 0,08—9,13 ±0,015 ±0,03 34 9158 0601—34 9158 0603
0,15—0,17 ±0,020 ±0,04 34 9158 0604—34 9158 0605
0,20 ±0,025 ±0,05 34 9158 0606
л-пмк-тт 0,11—0,13 ±0,015 ±0,03 34 9158 0701—34 9158 0702
0,15—0,17 ±0,020 ±0,04 34 9158 0703—34 9158 0704
0,20 ±0,025 ±0,05 34 9158 0705
Л-ПМП-ТТ 0,11—0,13 ±0,015 ±0,03 34 9158 0801—34 9158 0802
0,15—0,17 ±0,020 ±0,04 34 9158 0803—34 9158 0804
0,20 ±0,025 ±0,05 34 9158 0805
Л-ПМЭ-ТТ 0,11—0,13 ±0 015 ±0,03 34 9158 0901—34 9158 0902
0,15—0,17 ±0,020 ±0,04 34 9158 0903—34 9158 0904
0,20 ±0,025 ±0,05 34 9158 0905
Обозначения в наименовании марок: Л — лента; ПМ — полиимидная пленка; К — кремнийорганиче-
ский лак: П — полиэфирно-эпоксидный лак; Э — эпоксидно- каучуковый клей;. Т — стеклянная ткань с одной
стороны; ТТ — стеклянная ткань с двух сторон.
Т аблица 20.19. Показатели полиимидной композиционной ленты
Мариа Номинальная толщина, мм Стойкость к надрыву, Н. не менее t/np, кВ, не менее
при 15—35 °C и относительной влажности 45—75 % после 24 ч выдерж ки при 20 °C и относи* тельной влажности 85 %
Л-ПМК-Т, Л-ПМП-Т, Л-ПМЭ-Т 0,08 0,10 0,13 0,15 0,17 0,20 120 130 160 180 190 200 6 (3,5) 4 (2,5) 4,5 (2,5) 2,5 (2)
Л-ПМК-ТТ, Л-ПМП-ТТ, Л-ПМЭ-ТТ 0,11 0,13 0,15 0,17 0,20 140 160 180 190 200 6 (3.5) 4 (2,5) 4,5 (2.5 2,5(2)
* В числителе — значение для материала на основе пленки ПМ марки А, в знаменателе — для материа-
ла на основе пленки ПМ марки Б. В скобках — минимальное значение пробивного напряжения.
Список литературы
20.1. Бернштейн Л. М. Изоляция электрических
машин общего назначения. М.: Энергоиздат, 1981.
376 с.
20.2. Новые электроизоляционные материалы и
системы взоляции/С. Г. Трубачев, И. П. Мелашеи-
ко. Н. В. Александров и др. Электротехника, 1976,
№ 5, с, 7—-10,
20.3. Новые электроизоляционные композицион-
ные материалы и пропиточные составы для элект-
родвигателей серии 4А/И. Я. Каплунов, Г. Н. Сафо-
нов, В. М. Пак. Электротехника, 1976. Ng 10,
с. 45—49.
20.4. Carr I. Р. Пазовая изоляция для электри-
ческих машин со всыпиой обмоткой. Доклад, пред-
ставленный на ВЭЛД, ЗА.48, Москва. 1977. 16 с«
§ 21.2
Тальк
185
РАЗДЕЛ 21
РАЗЛИЧНЫЕ МИНЕРАЛЬНЫЕ ДИЭЛЕКТРИКИ
Б. М. Тареев, В. П. Вайсфельд
21.1. МРАМОР
В настоящем разделе рассматриваются
горные породы (т. е. материалы, состоящие из
минералов определенной химической индиви-
дуальности и образующие в земной коре об-
ширные образования — жилы, пласты и т. п.),
которые находят применение в качестве элек-
троизоляционных материалов. Эти материалы
сравнительно дешевы, так как некоторые из них
получают на камнеобрабатывающих заводах в
виде отходов производства. Электроизоляци-
онные свойства горных пород, как правило, от-
носительно невысоки, поэтому материалы из
горных пород обычно используют при низких
напряжениях и частотах.
Мрамор — горная порода зернисто-крис-
таллического строения, состоящая в основном
из минерала кальцита СаСО3 (т. е. того же
вещества, из которого состоят мел и обыкно-
венные известняки, не имеющие явно выражен-
ного кристаллического строения), иногда с
большим или меньшим содержанием доломита
CaCO3-MgCO3. Мрамор может быть как чисто
белым, так и окрашенным примесями в разные
цвета. Красный, розовый, коричневый и желтый
цвета мрамору придают незначительные приме-
си соединений марганца и железа, серый и
черный — мелкораспыленнын графит, битуми-
нозные и другие органические вещества, кре-
мовый — слюда, зеленый — соединения хрома
и змеевик (хризотил).
Размер зерен мрамора колеблется в очень
широких пределах. Различают мрамор мелко-
зернистый (с размером зерен от сотых долей
миллиметра до 2 мм), среднезернистый (2—
4 мм) и крупнозернистый (5—7 мм). Чем мель-
че зерно мрамора, тем выше его плотность, ме-
ханическая прочность и электроизоляционные
свойства, меньше гигроскопичность. Мрамор
стоек к воздействию воды, щелочей, органиче-
ских растворителей и масел; он не кислотосто-
ек— растворяется в кислотах, даже слабых, с
выделением СО2; малостоек к резким сменам
температуры (при этом возможно растрескива-
Рис. 21.1. Зависимость р предварительно про-
сушенного мрамора от времени выдержки при
80 %-ной относительной влажности воздуха
(по М. М. Михайлову):
/ — мрамор непропнтанный: 2 — мрамор, пропитанный
в парафине
ние); при увлажнении мрамора значительно
снижаются электроизоляционные свойства.
Влагостойкость мрамора может быть сущест-
венно повышена пропиткой парафином, биту-
мом, серой, стиролом с последующей его поли-
меризацией и др. На рис. 21.1 представлена за-
Рис. 21.2. Температурное расширение мрамо-
ра при нагреве и охлаждении (нижняя кри-
вая — нагрев, верхняя — охлаждение)
висимость р мрамора от времени выдержки в
атмосфере при 80 %-ной относительной влаж-
ности. Мрамор может длительно выдерживать
температуру 100—ПО °C (при более высокой он
становится хрупким) и кратковременно до
250 °C. При нагревании мрамор получает оста-
точную деформацию (рис. 21.2). Показатели
качества мрамора следующие:
Плотность, кг/м3 . . . .
Теплопроводность, Вт/(м-К) .
Удельная теплоемкость,
кДж/(кг-К) . ,..............
Температурный коэффициент
длины, 10-еК-»..............
Водопоглощение за 24 ч, % ,
р, Ом-м.....................
tgS при 50 Гн...............
£пр, МВ/м............. . »
2400—2800
3—5,5
0,8—1
10—20
0,15—0,4
10?—10»
8—10
0,005—0,01
2,5
В электротехнической промышленности при-
меняют мраморную крошку (ГОСТ 16426-81)
марок ЭМК-5, ЭМК-10, ЭМК-20, ЭМК-40 с раз-
мером зерен соответственно до 5, 5—10, 10—
20, 20—40 мм для изготовления наполните-
ля— цоколевочиой мастики (код ОКП 57 1618).
Раньше мрамор широко применялся в элек-
тротехнике- в виде досок разных назначений и
размеров. Сейчас для этих целей ои практиче-
ски не применяется; в основном его заменили
слоистые пластики.
21.2. ТАЛЬК
Тальк (тальковый камень, жировик, мыль-
ный камень — магнезиальный гидросиликат
3MgO-4SiO2-H2O). Это белый или светлой рас-
цветки камень чешуйчатого строения, жирный
или мелкий на ощупь, очень мягкий — режет-
ся ножом и царапается даже ногтем. Тальк
186
Электроизоляционные стекла
Разд. 22
легко размалывается в тонкий порошок, кото-
рый широко применяется в различных отраслях
промышленности. Температура плавления таль-
ка находится в пределах от 1200 до 1600 °C.
Тальк обладает относительно высокой кисло-
тостойкостью (код ОКП 57 2722).
В электротехнической промышленности
тальк (ГОСТ 13145-67) применяют в качестве
наполнителя для кабельных резин и микро-
тальк (ГОСТ 20706-75) в качестве наполните-
ля для кабелей специального назначения По-
казатели талька и микроталька приведены
ниже:
Показатель Тальк Микротальк
Содержание прокален- ного нерастворимого в соляной кислоте ос- татка, %, не менее . Содержание соединений железа, растворимых в соляной кислоте, в пе- ресчете на Fe2O3, %, не более ..... 90 90
0,6 0,3
П родолжение
Показатель Тальк Мпкротальк
Содержание меди, %,ие более 0,003 0,005
Содержание влаги, %, не более 0,5 0,5
Содержание водораство- римых веществ, %, не более 0,2 0,2
Содержание ионов С1 и SO4 в водной вытяж- ке, %, не более (каж- дого иона) .... 0,01 0,01
В электротехнической промышленности ис-
пользуют и другие минеральные материалы:
мел (ГОСТ 4415-75, код ОКП 57 4300) для
электродных покрытий и каолин (ГОСТ
21288-75, код ОКП 57 2900) в кабельном про-
изводстве.
РАЗДЕЛ 22
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ СТЕКЛА
Р. Я. Ходаковская
22.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Стеклообразное состояние является разно-
видностью аморфного. Стеклами называются
аморфные тела, получаемые путем переохлаж-
дения расплава независимо от их химического
состава и температурной области затвер-
девания, приобретающие в результате .посте-
пенного увеличения вязкости механические
свойства твердых тел, причем процесс перехода
из жидкого состояния в твердое является об-
ратимым.
Поскольку вязкость возрастает непрерыв-
но, переход расплава в твердое (стеклообраз-
ное) состояние происходит ие при строго опре-
деленной температуре (как это характерно для
кристаллов), а в переходной температурной
области.
Процесс постепенного перехода переохлаж-
денной жидкости в стеклообразное состояние
называется стеклованием, а температурный ин-
тервал, в котором идет этот процесс, — интер-
валом стеклования. Характеристическая тем-
пература, лежащая в средней части этого
интервала, называется температурой стеклова-
ния — Те. Ниже этой температуры стекло при-
обретает хрупкость. Температура, при которой
стекло переходит из вязкопластического в жид-
кое состояние, обозначается символом Tf.
В интервале стеклования происходит рез-
кое изменение всех свойств стекла — от значе-
ний, характерных для жидкого состояния, до
значений, характерных для твердого состояния.
Стеклообразное состояние занимает проме-
жуточное положение между кристаллическим
и жидким: по ряду свойств (твердость, хруп-
кость. упругость и т. д.) стекло сходно с ти-
пичными твердыми телами, по отличается от
них характерным для жидкостей отсутствием
симметрии (дальнего порядка) в структуре и
связанной с этим изотропностью свойств. Кар-
кас стекла построен из тех же структурных
единиц (координационных полиэдров), что и
каркас кристалла, однако они образуют не
упорядоченную кристаллическую структуру, а
нерегулярную, апериодическую сетку.
В настоящее время в составы стекол введе-
на большая часть элементов периодической си-
стемы Д. И. Менделеева. По своей роли в про-
цессе стеклообразования и по своему положе-
нию в структуре стекла оксиды всех катионов
делятся на три основные группы:
1) оксиды-стеклообразователи: SiO2, В2О3,
Р2О5, GeO2 и др.;
2) оксиды-модификаторы: CaO, Bad, Na2O,
К2О и др.;
3) промежуточные оксиды, сами не обра-
зующие стекол, но способные принимать уча-
стие в образовании сетки многокомпонентных
стекол: А12О3, TiO2, ZrO2, MgO, ZnO и др.
По химическому составу все имеющие пра-
ктическое значение стекла делятся на три ос-
новных типа: оксидные — на основе оксидов
(SiO2, GeO2, В2О3, Р2О5, As2O3), галогенид-
ные —на основе галогенидов, главным обра-
зом BeF2 (фторбериллатные стекла), и халь-
когенидные — на основе сульфидов, селенидов
и теллуридов.
Большая часть стекол, производимых про-
мышленностью, принадлежит к числу оксидных
и в свою очередь в зависимости от химическо-
го состава делится на ряд классов и групп:
1) по виду оксида-стеклообразователя —
силикатные, боратные, фосфатные, германат-
ные, алюминатные, алюмосиликатные, бороси-
ликатные, алюмобороспликатиые и т. д.;
§ 22.2
Физико-химические свойства стекол
187
2) по содержанию оксидов щелочных ме-
таллов — бесщелочные (не содержат оксидов
щелочных, по могут содержать оксиды щелоч-
но-земельных металлов — MgO, СаО, ВаО и
т. д.); малощелочные, многощелочные.
22.2. ФИЗИКО-ХИМИЧЕСКИЕ
СВОЙСТВА СТЕКОЛ
Свойства стекол определяются их химиче-
ским составом, а также так называемым «теп-
ловым прошлым» — температурно-временными
условиями получения (режимом варки, фор-
мования, отжига и т. д.).
Вязкость г) в значительной степени опре-
деляет технологичность стекла п возможные
методы формования из него изделий. При на-
гревании стекла значение г, меняется в чрезвы-
чайно широких пределах: от значений выше
10м (твердое стекло) до 10 Па-с (расплав).
Знание зависимости т] стекла от температуры
(рис. 22.1) необходимо как для правильного
выбора технологических параметров производ-
Та блица 22.1. Основные характеристические точки температурной кривой вязкости
Наименование технологиче- ского процесса Наименование характеристической точки Вязкость, Па-с Определение
Провар и осветление стекломассы Температура осветле- ния Т0№ 10 Стекло находится в расплав- ленном состоянии
Начало выработки стекла Температура выработ- ки Тцыр 102 Вся область выработки ох- ватывает интервал динамиче- ских вязкостей 102—106>6 Па «с (103—107’6 Пз) и соответствует переходу стекла из расплав- ленного в пластическое состо- яние
Спекание порошка стекла Температура спекания Т сп ю5 Температура, при которой порошок стекла спекается в компактное тело
Размягчение стекла под собственным весом (моллирование) Температура размяг- чения (точка Литтлто- на Ts) ю6’6 Температура, при которой стеклянный штабик диаметром 0,6 и длиной 229 мм удлиня- ется под действием собствен- ного веса со скоростью 1 мм/ /мин; верхняя часть штабика длиной 100 мм во время испы- таний нагревается в печи со скоростью 5—8 °С/мин
Верхняя температура аномального интервала т. ю8—ю7 Температура, при которой происходит переход из пласти- ческого в жидкотекучее состо- яние
Размягчение под на- грузкой — деформация Температура размяг- чения 7’р 10“ Стеклянная нить в горизон- тальном положении деформи- руется при небольшой нагруз- ке—0,7 МПа
Температура начала деформации ю10-5 Определяется на дилатомет- ре- по кривой расширения как наивысшая точка на кривой. При этой температуре напря- жения в стекле снимаются в течение 15 с
Отжиг стекла Верхняя температура отжига Те,о 1012 Температура, при которой напряжения в стекле снимают- ся в течение 15 мин
Нижняя температура отжига Тцго ю13-5 Температура, при которой напряжения в стекле снимают- ся в течение 4 ч
Температура стекло- вания 1 д 1012’3 Граничная температура ме- жду пластическим и твердым состояниями
* Вязкость, соответствующая этой температуре, и сама температура могут несколько меняться в зави-
симое! и от условий измерения (скорости нагревания и др.) н режима предварительной тепловой обработки
стекла.
188
Электроизоляционные стекла
Разд. 22
Таблица 22.2. Вязкость электротехнических стекол
Марка стекла Вязкость, Па-с, при температуре, °C
новая старая 1450 1400 | 1300 | 1200 1100 1000 900 800 700 600
Пирекс 2,03 2,23 2,61 3,07 3,63 4,34 5,27 6,53 8,35 11,18
С49-2 ЗС-5К 1,14 1,286 1,638 2,07 2,62 3,23 —- — — —-
—- Ко 12 0,98 1,13 1,43 1,82 2,23 2,82 — — — 1 *
С38-1 ЗС-9 1,73 1 88 2,17 2,63 3,00 — .—_ — —.
С89-2 № 23 1,021 1,170 1,491 1,90 2,40 3,03 — —. — —
ства стекла (температура варки, осветления,
интервал выработки, отжига), так и для опре-
деления возможных методов обработки стек-
лоизделий и температурных интервалов их
эксплуатации (обработка на газовой горелке,
размягчение при откачке и т. д). Основные
характеристические точки температурной кри-
вой вязкости приведены в табл. 22.1.
По характеру зависимости вязкости от
температуры в пределах интервала выработки
стекла делятся на «длинные» и «короткие»:
чем больше интервал температур, которому
соответствует изменение вязкости от 102 до
10е Па-с, тем «длиннее» стекло.
Данные по вязкости некоторых электро-
технических стекол приведены в табл. 22.2.
Поверхностное натяжение в силикатных
расплавах меняется в пределах от 220 до
380 мН/м. Поверхностное натяжение играет
существенную роль в производстве стеклоиз-
делий, особенно при осветлении стекломассы,
ее формовании и горячей обработке. По свое-
му влиянию на поверхностное натяжение
оксиды, входящие в состав стекла, делятся
на три группы поверхностно-активные, т. е.
снижающие поверхностное натяжение (V2O5,
Сг2О3, МоО3, WO3), поверхностно-неактивные
(SiO2, TiO2, ZrO2, SnO2, MgO, A12O3, CaO, BaO,
ZnO, Li2O, Na2O и др.), компоненты промежу-
точного характера (К2О, РЬО, В2О3, Р2О3).
Смачивающая способность стекол имеет
важное значение для процессов эмалирования
Рис. 22.1. Зависимость вязкости стекол для
цветных кинескопов от температуры. Значения
основных характеристических вязкостных то-
чек даны в табл. 22.1
и спаивания. Мерой ее является краевой угол
смачивания 6 — угол между подложкой и ка-
сательной к поверхности капли стекла, прове-
денной в краевой точке соприкосновения кап-
ли с подложкой. Чем меньше 0, тем лучше сма-
чивание стеклом материала подложки (метал-
ла, керамики, стекла).
На смачивающую способность стекол ока-
зывают влияние их состав, температура, га-
зовая среда, природа смачиваемого материа-
ла и состояние его поверхности. Смачивание
металлов стеклом улучшается при повышении
температуры, при создании окислительной
среды, приводящей к образованию на поверх-
ности металла оксидов, причем кислые окси-
ды (SiO2, TiO2, Fe2O3, Сг2О3) значительно
лучше смачиваются расплавом, чем основные
(CaO, MgO). Смачивающая способность сте-
кол увеличивается при замене К2О на Na2O и
Li2O.
С явлением смачивания тесно связано яв-
ление адгезии стекла к металлу. Адгезия стек-
ла к окисленной поверхности значительно по-
вышается, при этом чем меньше кислорода
содержит оксид металла, тем прочнее его
связь со стеклом (табл. 22 3) и меньше га-
зопроницаемость спая.
Кристаллизация стекла определяется ско-
ростью образования центров кристаллизации и
скоростью роста кристаллов. Оптимальная для
кристаллизации область температур для сте-
кол различных марок соответствует вязкости
102—106 Па-с. Промышленные стекла харак-
теризуются минимальной склонностью к кри-
сталлизации в интервале выработки. Электро-
вакуумные стекла, кроме того, должны не
кристаллизоваться при обработке на газовой
горелке и при спаивании.
Плотность стекол изменяется от 2200 до
8100 кг/м3, увеличиваясь при введении в
стекло оксидов тяжелых металлов (РЬО, ВаО
и др.). Для обычных промышленных стекол
она близка к 2500—2700 кг/м3. Плотность за-
каленных стекол ниже, чем отожженных.
Механическая прочность стекла зависит
не столько от его химического состава, сколь-
ко от состояния поверхности. Теоретическая
прочность стекла, рассчитанная исходя из
прочности связи Si—О, составляет 10 000—
20 000 МПа, реальная прочность технических
стекол при растяжении чрезвычайно низка —
20—50 МПа. Подобное снижение прочности
стекла обусловлено наличием на его поверхно-
сти большого количества микродефектов (тре-
щин Гриффитса), являющихся концентратора-
ми напряжений. Удаление дефектного поверх-
ностного слоя (путем травления в HF) при-
водит к увеличению прочности — до 500 МПа
§ 22.2
Физико-химические свойства стекол
189
Таблица 22.3. Прочность сцепления электротехнических стекол с металлическими
материалами в зависимости от степени их окисления
Металлический материал Марка стекла Отрывающее напряжение, МПа, при цвете переходного слоя
новая старая коричне- вом золотис- том золотисто- сером черном мышино- сером сером
Вольфрам С 40-1 ЗС-И 37 30 17
С39-1 № 17 (нонекс) 26 16 —— — — —
Молибден С49-2 ЗС-5К 26 25
С47-1 46 25 17 — — .
С48-1 ЗС-8 19 17 —. — — —
Ковар — 184 — __ 17 17 17
С48-1 ЗС-8 — — — 14 13 13
и выше. Другим методом упрочнения стекла
(в 4—5 раз) является его закалка — созда-
ние с помощью специальной термообработки
напряжений сжатия в поверхностном слое
стекла. Этот метод позволяет увеличить проч-
ность стекла до 250—300 МПа и более.
Прочность стекла при сжатии значитель-
но выше, чем при растяжении, — 200—
500 МПа.
В отличие от металлов стекла практически
не обладают текучестью; разрушение их явля-
ется хрупким. Имея высокий модуль упруго-
сти (40—120 ГПа), они хорошо выдержива-
ют медленное изменение нагрузки, но легко
разрушаются при ударе. Ударная вязкость
стекол составляет 1—3 кДж/м2.
Благодаря влиянию поверхностных дефек-
тов прочность стекла зависит от таких факто-
ров, как размер используемых образцов (мас-
штабный фактор), состояние края образца
(степень его дефектности), характер окружаю-
щей среды. Предел прочности стекла при из-
гибе или растяжении уменьшается с увеличе-
нием размеров образца (особенно толщины),
при повышении влажности воздуха (при уве-
личении относительной влажности от 0 до
100 % прочность снижается на 15 %).
Твердость стекол по шкале Мооса нахо-
дится в пределах 4—8. Микротвердость сте-
кол различных составов составляет 4—12 ГПа.
Абразивная твердость измеряется объе-
мом стекла, сошлифованным с единицы его
поверхности за единицу времени при стандарт-
ных условиях испытания. Выражают ее коэф-
фициентом объемной сошлифовываемости, рав-
ным отношению сошлифованных объемов ис-
следуемого материала и эталона (кварцевого
стекла). Коэффициент объемной сошлифовы-
ваемости стекол в зависимости от состава
(свинцовые стекла).
Тепловые свойства. Из тепловых свойств
для электротехнических стекол наибольшее
значение имеют температура размягчения и
температурный коэффициент линейного рас-
ширения (ТКР). Их роль велика при спаива-
нии и спекании стекол и при эмалировании.
Температура размягчения Тр для стекол
различного состава изменяется в пределах
350—1250 °C. Наиболее тугоплавким являет-
ся кварцевое стекло. Существенно снижают
вязкость и температуру размягчения стекла
оксиды щелочных металлов, щелочно-земель-
ных и РЬО.
Т емпературный коэффициент линейного
расширения* стекол изменяется от 5,8-10-’
(кварцевое стекло) до 150-10“’°C-’. Выше Tg
ТКР отожженного стекла возрастает, на кри-
вой закаленного стекла имеется участок с бо-
лее низким ТКР (рис. 22.2). Обычно для стекол
Рис. 22.2. Кривые
термического рас-
ширения отожжен-
ного (/) и зака-
ленного (2) стек-
ла с указанием
положения харак-
теристических то-
чек
&1/1
приводят данные по средним значениям ТКР
в интервале температур 20—300 °C. Однако
они существенно отличаются от значений ТКР,
полученных в интервале 20—500 °C, в котором
происходит термообработка стекла на многих
технологических операциях. Поэтому при спаи-
вании стекла с металлом необходимо учиты-
вать весь ход кривой теплового расширения
стекла, который должен быть близок к кривой
металла и обеспечивать возникновение в спае
при различных термообработках только за-
данных напряжений сжатия.
Значение ТКР является главным факто-
ром, определяющим стойкость к термоударам,
или термостойкость стекла, т. е. разность тем-
ператур, которую выдерживает без разруше-
ния образец стекла при резкой смене темпе-
ратуры поверхности.
Зависимость термостойкости от других
параметров стекла выражается уравнением
±-,
аЕ V cD
где k — константа; <тр— разрушающее на-
пряжение при растяжении, МПа; а — ТКР,
• Здесь принят в соответствии с ГОСТ 10978—83.
IS®
Электроизоляционные стекла
Разд. 22
'С_|; Е — модуль упругости, МПа; D — плот-
ность, кг/м3; Л. — теплопроводность, Вт/(м-°С)
и с — удельная теплоемкость стекла,
кДж/(кг-°С). Чем толще образец, тем ниже
его стойкость к термоударам.
Стойкость к термоударам промышленных
стекол в зависимости от состава изменяется в
широких пределах (табл. 22.4).
Таблица 22.4. Термические свойства стекол
Труп- па ТКРХ107, °C-1 Стойкость к термо- ударам, °C Состав стекла (основные компоненты)
1 70—90 90—120 67—69 % SiO2 12—18 % RsO
2 50—65 120—160 72—76 % SiO2 6—10 % R2O 3—8 % B2O3
3 32—49 170—220 Высококремнезе- мнстые малоще- лочные бороси- ликатные стек- ла
4 <ю >780 Кварцевое стекло и другие стекла подобного типа (викор)
Химическая стойкость характеризует со-
противляемость стекол разрушающему воз-
действию различных реагентов — воды, кис-
лот, щелочей. Для электротехнических стекол
химическая стойкость в ряде случаев имеет
существенное значение как при эксплуатации
(воздействие влаги, воздуха, паров щелочных
металлов и т. д.), так и при изготовлении при-
боров (нагревание при обезгаживании).
По характеру воздействия на стекло реа-
генты могут быть разделены на две группы:
1) вещества, растворяющие главным об-
разом щелочные и щелочно-земельные катионы
и почти не затрагивающие кремнекислородного
каркаса стекла. К этой группе относятся вода
(влага воздуха) и кислоты (НС1, HNO3 и
т. д.). Под их воздействием происходит выще-
лачивание с поверхности стекла ионов К, Na,
тяжелых металлов и т. д. Образующаяся на
поверхности кремнекислота коагулирует в
гель, переходя в раствор в незначительных ко-
личествах, так что поверхность стекла оказы-
вается покрытой защитным кремнеземным сло-
ем толщиной в десятки и сотни нм. Скорость
выщелачивания при этом постепенно падает —
происходит «самоторможение» процесса раз-
рушения стекла;
2) вещества, разрушающие кремнекисло-
родный каркас стекла (щелочи, плавиковая и
фосфорная кислоты). В этом случае защитный
поверхностный слой не образуется и происхо-
дит непрерывное разрушение стекла, не за-
медляющееся со временем.
Разрушение стекла усиливается с увели-
чением температуры и концентрации кислоты
в растворе.
Химическая стойкость стекол оценивается
по потерям массы порошка стекла после его
кипячения в соответствующем реагенте или
путем определения количества Na2O, перешед-
шего при этом в раствор (порошковый метод).
По значению водостойкости стекла разде-
ляют на пять гидролитических классов (табл.
22.5). Большая часть электротехнических сте-
кол относится к III и IV классам.
Таблица 22.5. Гидролитическая
классификация стекол при определении
их химической стойкости
Класс
I (неизменяемые водой)
II (устойчивые)
III (твердые аппаратные)
IV (мягкие аппаратные)
V (неустойчивые)
Показатель1
0—0,08
0,08—0,12
0,12—0,22
0,22—0,44
Более 0,44
1 Показатель соответствует проценту растворен-
ной массы стекла после кипячения 4 см3 зерен стек-
ла в 100 см3 воды в течение 5 ч.
Некоторые виды электровакуумных и
электротехнических стекол должны обладать
повышенной стойкостью к парам щелочных ме-
таллов (Na, Cs), а также ртути. Под воздей-
ствием этих паров в стекле протекают процес-
сы восстановления катионов (в том числе и
кремния), приводящие к окрашиванию (по-
темнению) стекла и потере им светопрозрачио-
сти, прочности и изолирующих свойств. Сили-
катные стекла неустойчивы к парам щелочных
металлов, более высокой стойкостью обладают
фосфатные и особенно боратные стекла с низ-
ким содержанием SiO2 (меиее 30 %) и повы-
шенным А12О3 и оксидов щелочно-земельных
металлов (СаО, ВаО). Такие стекла не долж-
ны содержать легко восстанавливающихся
катионов (например, РЬ2+), а также катионов
переменной валентности (табл. 22.6).
Оптические свойства. Стекла обладают
прозрачностью в видимой области спектра.
Введение в нх состав специальных веществ
(глушителей) приводит к образованию глуше-
ных стекол, полностью непрозрачных или рас-
сеивающих свет. Лучшими глушителями яв-
ляются фториды (CaF2, Na2SiF6), а также ок-
сиды TiO2, ZrO2, Р2О5.
Для окрашивания стекла в его состав
вводят небольшие количества оксидов пере-
ходных элементов: СоО (синий цвет), N1O
(красный, зеленый), Сг2О3 (зеленый), СиО (го-
лубой), СеО2 (желто-коричневый), МпО2
(фиолетовый) и т. д.
Примеси оксидов железа делают стекло
непрозрачным в ультрафиолетовой области
спектра. Высокой прозрачностью для ультра-
фиолетовых лучей обладают кварцевое стекло,
а также специальные увиолевые стекла (на
основе В2О3, РгОе).
Пропускание* в инфракрасной области
спектра большинства силикатных стекол так-
* Пропускание — отношение интенсивности све-
та, прошедшего через стекла, к интенсивности па-
дающего света.
§ 22.2
Физико-химические свойства стекол
191
Таблица 22.6. Некоторые составы стекол, устойчивых к парам щелочных металлов
Пары металла Массовое содержание оксидов, %
SiO2 В2О3 КО,. А1,Оз Na2O К2О СаО БаО MgO
Hg 60 10 — 20 10 —— ——
8 40 — 10 11 —• — 31 —*
Na 5 39 16 23 — .—- 5 — 12
5 25 — 25 6 2,5 — 36,5 —
Cs 55 30 — 15 — — — — —
Cd, Mg 57 — — 20 - — i - 23
же мало, а у прозрачных стекол (кварцевого,
высокосвинцовых, кальцийалюминатных) не
выходит за пределы 4—5 мкм. Для пропуска-
ния длинноволновой области спектра (15—•
20 мкм) применяются халькогенидные или
фторидные стекла.
Стекла, содержащие легкие элементы
(B2OS, ВеО, Li2O), прозрачны для рентгенов-
ских лучей и используются для «окошек» в
рентгеновских трубках; стекла с высоким со-
держанием таких оксидов, как РЬО, ВаО и др.,
хорошо поглощают эти лучи и применяются
в качестве защитных.
Показатель преломления в зависимости от
состава стекол меняется от 1,30 до 2,0 (и
выше), возрастая при увеличении концентра-
ции оксидов РЬО, ВаО, ZrO2, К2О. Показатель
преломления электротехнических стекол лежит
в пределах 1,46—1,80.
Электропроводность. При низких темпера-
турах р технических стекол находится в пре-
делах 109—101’ Ом-м, но у некоторых стекол
103 Ом-м. Электропроводность стекол осуще-
ствляется главным образом ионами щелочных
(Li+, Na+, К+), а в некоторых случаях ще-
лочно-земельных (Mg++) металлов, а также
анионов (F~, ОН-). При наличии в стекле
ионов переменной валентности (Pb, V, Fe)
может иметь место и электронная проводи-
мость: в этом случае стекла могут быть по-
лупроводниками. Полупроводниковыми явля-
ются и халькогенидные стекла. Увеличение в
составе стекла концентрации оксидов щелоч-
ных металлов приводит к уменьшению о,
причем действие ионов малого радиуса более
сильно, чем ионов большего радиуса.
При введении в стекло одновременно ок-
сидов двух щелочных металлов нарушается
монотонное изменение удельной проводимости
Рис. 22.3. Влияние замены щелочного оксида
одного вида щелочным оксидом другого вида
на удельную проводимость у, См-м-1, сте-
кол при 150 и 300 °C:
1 — система Na 2О—К2О—SiO5; 2 — система LijO—•
NazO—SiO2; 3 — система 1л2О—К2О—SiO,
в зависимости от состава (рис. 22.3), на кри-
вых наблюдается максимум при соотношении
двух оксидов щелочных металлов, близком к
1. Это явление («нейтрализационный», или
«полищелочной» эффект) широко использует-
ся при получении электроизоляционных сте-
кол с достаточно высоким содержанием окси-
дов щелочных металлов.
Влияние отдельных оксидов на электри-
ческую проводимость стекол приведено в
табл. 22.7.
Таблица 22.7. Влияние отдельных оксидов на удельную проводимость стекол
Сильно снижают
Мало изменяют
Сильно увеличивают
Щелочные стекла (молярное содержание свыше 5—8 %, R2O)
CaO, SrO, ВаО, РЬО, BSO3, Na20— I SiO2, TiO2, ZrO2, BeO, ZnO,
в калиевых, К2О — в натриевых, MgO, А12О3
Li2O — в калиево-натриевых
Na2O — в натриевых;
К2О — в калиевых
Бесщелочные стекла
А1 Оз, В20з
РЬО
192
Электроизоляционные стекла
Разд. 22
При увеличении температуры Т значение
р стекол уменьшается, причем зависимость
lgp=/:(l/7’) ниже Tg и выше Т, является ли-
нейной.
На прямых lgp=f(l/7’) имеется резкий
излом при температуре стеклования стекла.
При температурах 1200—1400 °C р расплава
падает до 0,01—0,1 Ом-м.
Для оценки изолирующих свойств стекол
при повышенных температурах используют по-
казатель ТК-100 — значение температуры, при
которой удельное сопротивление составляет
106 Ом-м и выше которой стекло перестает
быть диэлектриком. В зависимости от состава
ТК-100 стекол меняется от 150 до 600 °C.
Удельная проводимость закаленных сте-
кол в 2—3 раза выше, чем отожженных.
Поверхностная электропроводность стек-
ла обусловлена конденсирующейся на его по-
верхности водяной пленкой, в которой раст-
ворены продукты разрушения стекла, прежде
всего катионы щелочных металлов, и которая,
особенно во влажной атмосфере, может рез-
ко ухудшать электроизоляционные свойства
стекла.
Значение удельной поверхностной прово-
димости возрастает при увеличении влажно-
сти (рис. 22.4) и температуры (до 100 °C);
оно повышается при снижении химической
стойкости стекла вследствие увеличения со-
держания в нем оксидов щелочных металлов,
при загрязнении поверхности стекла.
Диэлектрическая проницаемость ег стекол
меняется от 3,75 (для кварцевого стекла) до
15, но для некоторых стекол может быть и
выше.
Введение в состав стекла слабосвязанных
щелочных катионов или легко поляризуемых
ионов (РЬ, Ва и др.) вызывает рост ег. Так,
у стекол системы РЬО—Bi2O3—В2О3 в, дости-
гает 40. Значение ег стекол повышается с ро-
стом температуры и уменьшается с ростом ча-
стоты (рис. 22.5).
Тангенс угла диэлектрических потерь сте-
кол находится в пределах (2—300) Х10'4. Ос-
новной вклад в них вносят:
1) потери проводимости, связанные с элек-
тропроводностью; 2) релаксационные потери,
Рис. 22.4. Зависимость удельного поверхност-
ного сопротивления стекол от влажности (при
20 °C):
1 — листовое стекло,- 2 — стекло № 23; 3 — стекло
№ 46; 4 — стекло ЗС-4
вызванные перемещением слабосвязанных
ионов в малых объемах стекла, и 3) резо-
нансные потери (при СВЧ), обусловленные
поглощением энергии ионами, собственные
частоты колебаний которых совпадают с час-
тотой наложенного поля. Рост температуры
вызывает .рост потерь (рис. 22.6). На частот-
ной зависимости tg б имеется минимум в об-
ласти 103 — 107 Гц (рис. 22.7).
Электрическая прочность стекол зависит
от состава так же, как и удельное сопротив-
ление: наибольшую электрическую прочность
имеют боросиликатные стекла, наименьшую —
щелочные. Электрическая прочность сущест-
венно зависит от толщины стекла, состояния
поверхности образца и характера окружающей
среды (рис. 22.8).
Большое влияние на электрические свой-
ства стекла оказывает радиация, увеличиваю-
щая концентрацию свободных электронов и
изменяющая условия перемещения заряда. Не-
которые из этих условий действуют только в
период облучения, другие — и после него.
Т, °C
Рис. 22.5. Влияние температуры на диэлектри-
ческую проницаемость е,- стекла при различ-
ных частотах:
1 — стекло пирекс; II — иатриево-силикатвое; III —
тяжелое свинцовое (значения частоты, кГц, указаны
у кривых)
Рис. 22.6. Зависимости tg б от температуры и
частоты для Na-Ba-Mg-алюмобороснликатного
стекла (значения частоты, МГц, указаны
у кривых)
§ 22 3
Методы, производства стеклянных изделий
193
Рис. 22.7. Влияние частоты на tg6 силикат-
ных стекол при 20 °C (шкала tg б справа —
для кривой /);
1 — иатрнево-кальциево-силикатное стекло (17 %
NapO); 2 — бесщелочное алюмосиликатное; 3 — боро-
силикатное; 4— свинцовое; 5 — боросиликатное с низ-
ким tg 6
Рис. 22.8. Зависимость электрической прочно-
сти стекла пирекс от толщины образца. Ча-
стота 60 Гц, скорость повышения напряжения
670 В/с:
1 — пробой в масле; 2 — пробой на воздухе
Облучение вызывает накопление заряда и
пробой диэлектрика, повышает электропро-
водность и диэлектрические потери (табл.
22.8, 22.9).
Электролиз. При высокой удельной про-
водимости (в частности, при высокой темпе-
ратуре) стекла может происходить его элек-
тролиз- в объеме между впаянными вводами
начинает наблюдаться разложение стекла.
Участки стекла, прилегающие к отрицательно-
му электроду, обогащаются катионами щелоч-
ных металлов, вблизи же положительного
Таблица 22.8. Изменение диэлектрических
свойств и плотности кварцевого стекла
при реакторном облучении нейтронами
()=1 МГц)
Доза, 1/см2 Ег tg 6-10* Плотность X X io—3, кг/м’
0 3,8±0,1 0,2±0,1 2,196
6-1016 3,7+0,1 0,2±0,1 —
2-Ю1’ —- 0,4±0,1 —
2- 101е 3,6±0,1 1,4±1 2,238
5-Ю19 3,6±0,1 18±1 2,241
13—560
Таблица 22.9. Влияние электронного
облучения на электрические свойства стекла
Стекло о I 2 к R 5 S £-о СО Разрядный ток, мкА Время облу- чения» с Время до разрядки, ч
Свинцовое F-36-N Натриевое Нетемнеющее CN 104—10й 102 104—101G 2,5 10 2,5 20 6—7 60 90 8
электрода создается плохо проводящий обо-
гащенный SiO2 слой стекла. Кроме того, в
стеклах может проходить восстановление свин-
ца, выделение кислорода и других газов. На-
конец, электролиз может привести к пробою
стекла.
В связи с этим наряду с испытанием элек-
троизоляционных свойств стекол необходимо
проводить длительные испытания моделей спа-
ев стекло — металл на срок службы (если
предполагается соответствующее использова-
ние стекла, например, в ножках ламп).
Газопроницаемость. Технические стекла
практически непроницаемы для всех газов, за
исключением гелия. Проницаемость к атмос-
ферному гелию приводит к падению вакуума
в отпаянных электровакуумных приборах и
снижает их службы. Кварцевое стекло обла-
дает высокой гелийпроницаемостыо. Введение
оксидов — модификаторов (К2О, РЬО) — сни-
жает проницаемость более чем на два по-
рядка. Специальные гелийустойчивые стекла
имеют проницаемость при 250 °C от 2-Ю-20
(стекло С48-3) до 3-10-21 м2/(Па-с) (стекло
марки ГУ).
Пределы изменения физико-химических
и механических свойств различных элек-
тротехнических стекол приведены в
табл. 22.10.
22.3. МЕТОДЫ ПРОИЗВОДСТВА
СТЕКЛЯННЫХ ИЗДЕЛИЙ
Технология производства стекла и стек-
лянных изделий включает следующие основ-
ные стадии: приготовление шихты, варка стек-
ла, формование стеклоизделий, их отжиг и в
случае необходимости дополнительная обра-
ботка.
Для приготовления шихты в качестве сы-
рьевых материалов используют кварцевой пе-
сок, глинозем, каолин, соду, поташ, известняк,
доломит, сульфат натрия, буру й борную кис-
лоту, сурик и т. д. После их тщательного сме-
шивания шихта поступает в стекловаренную
печь, где происходит варка стекла. Температу-
ра варки зависит от состава стекла и может
меняться от 1300—1350 (для сравнительно
легкоплавких стекол) до 1600 °C (для туго-
плавких); кварцевое стекло изготовляется по
особой технологии при температурах 2000—
2100 °C.
Сваренное стекло, осветленное и гомоге-
низированное, поступает на выработку. Темпе-
194
Электроизоляционные стекла
Разд. 22
Таблица 22.10. Пределы изменения физико-химических и механических свойств
электротехнических стекол
Параметр Типы стекол
Щелочные свин- цово-алюмосили> катные [35—65 % (SiO2 + A12Os)] Щелочные кальцийалю- мосиликатные [65-75 % (Si02-f-Al2Oa)] Щелочные алюмосили- . катные [70-85 % (SiO2+Al2O3)] Мало-и бес- щелочные алюмоборо- силикатиые [75-95 % (SiO2+Al2O3)] Стекло- эмали
Плотность, кг/м8 2200—3800
Температура стеклования, °C 360—420 430—500 430—540 600—800 150—600
Температура отжига, °C Температура размягчения Т₽, °C Прочность при сжатии МПа Прочность при растяжении, МПа Ударная вязкость, кДж/м2 425—460 580—660 500—570 670—750 480—890 690—1250 200—500 20—100 1—3
ТКР, 10-’°C-' 85—95 80—100 30—60 8—38 40—150
Стойкость к термоударам, 60—70 60—115 120—150 >700 —
Теплопроводность. Вт/(м-сС) • 10s Удельная теплоемкость, кДж/(кг-°C) 0,7—1,55 1,05—1,25 1,05—1,25 0,3—1,0 1,2 —•
р, Ом-м 1012 101® 10м 10й—1018 ——
ТК-100, °C 250—380 130—300 160—400 350—600 130—400
Ст tg 6 при I03—10е Ги 8,2 7,0 (Е 4,8 —250)-IO-4 '— —
Электрическая прочность при толщине 0,2 мм, МВ/м 310 | 450 1 480 1 -
ратура стекломассы при этом снижается на-
столько, чтобы ее вязкость повысилась до
100 Па-с (см. табл. 22.1).
Наиболее распространены следующие ме-
тоды формования стеклоизделий: выдувание,
вытягивание, прокат, литье, прессование, прес-
совыдуваиие, центробежное литье.
Отформованные изделия подвергаются
отжигу для снятия напряжений, образовавших-
ся в процессе формования вследствие быстро-
го и неравномерного остывания.
После этого изделие может подвергаться
различным видам дополнительной обработки:
механической (шлифовка и полировка), хими-
ческой (матирование поверхности), термической
(закалка, стеклодувные работы, эмалирование,
спекание, моллирование). В ряде случаев про-
изводят металлизацию стекла путем напыления
металла в вакууме, методом вжигания пасты
металла (обычно серебряной) прн температу-
ре, близкой к размягчению, путем осаждения
металла иа поверхности стекла при его восста-
новлении из раствора.
Крупные изделия массового потребления
из электротехнического стекла (изоляторы, ки-
нескопы, баллоны ламп накаливания) произ-
водят на автоматах, установленных непо-
средственно у ванных печей на стекольных
заводах.
Для изготовления мелких серий крупнога-
баритных изделий, нередко имеющих сложную
форму, применяют ручные методы формования.
Значительная часть изделий изготавливается
уже на электровакуумных предприятиях, полу-
.чающих со стекольных заводов полуфабрика-
ты в виде штабиков, трубок или колб.
22.4. СОСТАВЫ, СВОЙСТВА
И ОБЛАСТИ ПРИМЕНЕНИЯ
ЭЛЕКТРОТЕХНИЧЕСКИХ СТЕКОЛ
Основные типы электровакуумных и элек-
тротехнических стекол и требования к ним
представлены в табл. 22.11, составы стекол,
применяющихся в электровакуумной промыш-
ленности СССР, — в табл. 22.12, их свойст-
ва— в табл. 22.13. В табл. 22.14 приведены
области применения основных марок
электротехнических стекол. Стекла для
спаев зарубежных фирм приведены в
табл. 22.15.
Электровакуумные стекла делятся на груп-
пы по признаку спаиваемости с определенным
металлом или сплавом. Так, стекла молибде-
новой группы имеют ТКР а, близкий к а мо-
либдена, и при спаивании с ним образуют проч-
ные вакуумно-плотные спаи, стекла вольфра-
мовой группы — с вольфрамом и т. д.
§ 22:4
Составы, свойства и области применения электротехнических стекол
195
Таблица 22.11. Основные типы электротехнических стекол
Тип стекла по назначению Область применения Требуемые свойства стекол
Конденсаторные стекла Установочные стекла Ламповые стекла Порошковое стек- ло Стекловолокно Ситаллы Диэлектрик конденсаторов, приме- няемых в фильтрах, импульсных ге- нераторах, колебательных контурах высокочастотных устройств Установочные детали, изоляторы (телеграфные, антенные, опорные и т. д.), бусы, платы Колбы (баллоны) и ножки освети- тельных ламп, различных электрова- куумных приборов Стеклянные припои, эмали, прессо- ванные фасонные детали Текстильные материалы Платы, установочные детали, изо- ляторы и др. Повышенная диэлектрическая проницаемость, высокая электри- ческая прочность, малый tg 6 Высокие электроизоляционные свойства при высокой термостой- кости и химостойкости Спаиваемость с металлами (вольфрамом, молибденом н др.), необходимые ТКР и температура размягчения Низкая температура размягче- ния, необходимый ТКР См. разд. 9 Высокие электроизоляционные свойства, прочность, термостой- кость
Таблица 22.12. Химический состав электровакуумных стекол
Группа стекла Марка стекла Массовое содержание оксидов в стекле, %
О СО О со* РЬО ZnO ВаО СаО MgO O'BN О О. 1 X Cd L
Кварцева я С5-1 Не менее 99,5 —
Вольфра- мовая С37-1 (№ 40) С37-2 С38-1 (ЗС-9) С38-2 С39-1 (№ 17) С39-2 С40-1 (ЗС-11) C4I-I 57,6 70,0 68,8 71,0 73,0 53,0 74,8 60,5 27,0 26,5 24.0 16,5 4,0 18,0 6,0 7,0 25,0 1.6 23,5 1,4 13,5 1,0 7,4 8,5 9,5 8,0 4,0 7,5 1.4 2,5 2,0 3,0 4,2 2.0 1.0 0,6 2,0 1.5 Гб 0.6 Ъ 5 1 । Н । । । 11111111
Молиб- деновая С47-1 (№ 46) С48-1 (ЗС-8) С48- 2 С48- 3 С49-1 (3C-5Na) С49-2 (ЗС-5К) С50-1 С50-2 C52-I С52-2 68,5 66,5 66,3 54,0 67.5 68,2 25.0 7.0 68,7 63.3 17,2 23.0 20,9 20,3 19,0 30,0 35,0 19,0 18,0 11 11 1 11 1 1 1 5,0 6,0 2,5 3,0 3,5 18.5 3,5 3,5 20,0 23,0 3,5 8.0 8,0 25,0 3,0 13,5 6,3 14,2 6,8 3,7 3,0 8,7 4.8 4,4 3,4 3,8 5,0 4,5 4,4 3,6 0,2 0.7 I । । । । । ф| । и 11 1111 11 1
Титановая С66-2 С72-4 59,0 63,0 5,0 4,5 - — 2.0 1,5 16,0 12,0 6,0 7.0 — 2.0 5,0 5,0 1,0 1,0 МлО 6,0 4,0 —
Платини- товая -» < C84-I С86-1 С87-1 (ЗС-4) С88-1 (№ 713) С88-2 С89-1 (№ 2) С89-2 (№ 23) С89-4 (№ 55) С89-5 (Ns 55 увиолевое) С89-6 (C88-I3) С89-9 С90-1 (БД-1) С93-2 (С88-1) 3,0 73,6 55,0 67,5 64,5 71,9 69.6 70.5 72,5 69,5 66,0 69,5 67,5 53,0 2,0 2.8 2.0 2,0 3,0 2,0 II II 1 1 1 1 ’о 1 1 1 1 СЛ [ || | о спело ооо о 12.0 5.0 2.0 2.0 15,0 5,0 12,0 6,0 5,5 7,0 5,5 6,9 5,5 5,5 5.5 5,5 3,8 3,5 3,5 3.5 3.5 3,5 14,0 17,1 3,8 7,0 14,5 16,1 9,0 15,0 15.0 11.0 5,0 12,5 7.0 9?2 7.0 Го 7,7 2.0 2,0 6.5 10,0 4,0 7.0 0,6 0,6 СеОг 2,0 0,9 0,9
Г96
Электроизоляционные стекла
Разд: 22
Продолжение табл. 22.12
Группа стекла Марка стекла Массовое содержание оксидов в стекле, %
Si о. О CQ РЬО о с О < ВаО СаО MgO NaaO О X 0 >> 0 1 X к 1 u.
Платини- С94-1 59,8 .— 10,5 —. 3,6 2,3 5,5 2,5 5,5 9,0 0,5 0,8
товая С95-2 (№ 23) 68,5 2,8 — —- 4,0 —- 7,0 —— 10,0 7,7 — —. ——
С95-3* 64,5 — — — 3,2 3,0 2,0 — 7,8 8,0 — SrO 10,0 0,9
Железная С120-1 45,0 — 23,0 — — 15,0 — — 5,0 11,0 0,5 —
Переход- С54-1 (№ 35) 54,0 23,0 .— 2,5 — 9,0 1,5 —. — 1,5
на я C82-I (№ 36) 71,0 '— —* •— 3,0 — 13,0 — 11,7 1,3 — — —
— Пирекс 13В 80,5 63,5 12,0 — 2,0 15,5 — 0,5 13,0 4,0 4,0 2.0 1,0 — — 2,0
— Стекло № 1 Львовского завода 74,65 — — — — — 8,95 — 15,8 — — — —
* Кроме указанных компонентов в состав входят: CeOs — 0,2 %; Т1О2 — 0,4 %*
Таблица 22.13. Свойства электровакуумных стекол
Группа стекла Марка стекла ТКР “2о-зоох1°7’ к-1 эО -< о Е 4 -> О -1 тк-юо, °C Химическая стойкость (потери мас- сы при воз- действии воды), % Плотность, кг/м3 Показатель преломления, Фотоупругая постоянная В- 10s, см3/Н Характери сти ческие температуры, °C
те ТР
Кварце- вая С5-1 5 800 600 — 2210 — — — 1250 —
Вольф- С37-1 (№40) 37,5 185 400 0,08 2560 1,536 2,1 485 806 —
р амовая С37-2 37,0 Г >50 380 0,44 2130 1,470 3,3 485 590 732
С38-1 (ЗС-9) 38,0 250 340 До 4,0 2110 1,480 4,2 445 570 732
С38-2 36,0 230 400 4,0 2180 1,460 3,9 460 620 752
С39-1 (№17) 39,5 >30 350 0,6 2300 1,486 3,2 466 630 758
С39-2 39,0 180 460 0,08 — — —, —- 790 —
С40-1 (ЗС-11) 40,0 260 300 0,22—0,44 2200 1,478 3,3 500 620 765
С41-1 41,0 160 450 0,08 2620 — — — 800 —
Молиб- С47-1 (№46) 47,0 200 230 0,08 2330 1,490 3,4 510 590 728
деновая С48-1 (ЗС-8) 48,0 200 300 1,2 2550 —. 3,4 480 560 701
С48-2 48,0 180 285 0,8 2270 —. — 480 570 713
С48-3 С49-1 48,0 150 520 0,08 2840 1,562 2,4 730 810 —
(ЗС-5 Na) 49,0 180 200 До 0,35 2290 1,480 3,3 525 580 732
С49-2 (ЗС-5К) 49,0 180 285 До 0,55 2290 — — — 585 —
С50-1 50,0 150 470 0,08—0,12 — .—- — — 620 —
С50-2 50,0 — .—. 0,12-0,22 2410 — — 665 —-
С51-1 51,0 — 0,24—0,44 — —. —. 570 .—
С51-2 51,0 160 390 0,06 .—. — — — 765 .—.
С52-1 (ЗС-5К) 52,0 180 285 0,55 2290 1,482 3,4 522 585 720
С52-2 52,0 190 220 0,1 2290 1,483 3,75 492 575 720
Титано- С66-2 66,0 500 0,08 635
вая С72-4 72,0 370 0,08—0,12 2720 — — — 600 —
Платини- С84-1 84,0 ПО 240 0,44 500
товая С86-1 88,5 — 140 —. — — — — 510 .—
С87-1 (ЗС-4) 87,0 100 325 0,12—0,22 3030— 3050 — — — 500 —•
С88-1 (№ 713) 88,0 126 280 0,22 2560 — — — 500 —.
§ 22.4
Составы, свойства и области применения электротехнических стекол
197
Продолжение табл. 22.13
Группа стекла Марка стекла X о о со О, L"! X ° 1 Н8 Термостой- кость, °C ТК-100, °C Химическая стойкость (потери мас- сы при воз- действии воды), % Плотность, Кг/М3 Показатель преломления nD Фотоупругая постоянная 5-Ю8. см2/Н Характеристические температуры, °C
Ts ТР Ts
Платини- товая С88-2 С88-3 С89-1 (№ 2)' С89-2 (№ 23) С89-4 (№ 55) С89-5 С89-6 (С88-13) С89-9 С90-1 (БД-1) С93-2 (С-88-1) С94-1 С95-2 (№ 23) С95-3 88,0 88,0 89,0 89,0 96,0 96,5 89,0 96,5 90,0 93,0 95,0 95,0 95,5 115 120 105 115 120 125 125 ПО 126 120 115 125 190 330 140 230 140 140 240 320 210 280 325 230 280 0,12—0,22 0,11 До 0,4 0,08—0,2 0,22—0,44 0,22—0,44 0,22 0,12 0,12 0,12 2500 2480 2480 2470 2400 2710 2560 2590 2750 2510 2630 1,515 1,514 1,513 1,512 1,526 1,512 1,536 1,513 1,517 2,3 2,5 2,4 2,4 2,4 2,3 2,5 490 505 495 490 440 465 535 490 580 520 560 590 550 560 570 550 550 507 535 590 560 683 670 685 703 685 675 650 688 700
Желез- ная С120-1 122,0 90 350 0,22—0,44 3480 1,617 2,0 — 445 —
Пере- ходная С54-1 (№35) С82-1 (№36) Пирекс 13В Стекло № 1 Львовского завода 58,0 94,0 — 0,08 2550 2500 — — — 660 545
Продолжение табл. 22.13
Группа стекла Марка стекла tgO 10* tgC 10* ег
при 10е Гц и температуре, °C при 1010 Гц и температуре, °C при 10е Гц и температуре, °C при Ю10 ГЦ и температуре, СС
20 200 I 300 20 | 200 300 20 200 300 20 200 300
Кварце- вая С5-1 1 1 4 1 1 1 3,81 3,8 3,83 3,8 3,8 3,81
Вольфра- С37-1 (№40)
мовая С37-2 4 11 27 1Ь 15 15 4,2 4,2 4,3 4,0 4,0 4,0
С38-1 (ЗС-9) С38-2 18 37 84 35 35 38 4,5 4,5 4,6 4,20 4,26 4,30
С39-1 (№ 17) 25 86 340 —- — — 4,90 5,35 5,90 — —- —
С39-2 —— —- — — W ' —— — —- — ——-
С40-1 (ЗС-11) 22 95 290 53 62 84 5,1 5,3 5,6 4,70 4,70 4,74
С41-1
Молибде- С47-1 (№46) 45 250 800 90 100 112 5,6 6,0 6,6 5,0 5,15 5,34
новая С48-1 (ЗС-8) 22 66 270 65 74 83 5,4 5,5 5,8 4,90 4,95 5,0
С48-2
С48-3 С49-1 12 17,5 28 72 72 73 6,95 7,08 7,18 6,78 6,79 6,84
(ЗС-5 Na) 5,38
С49-2 (ЗС-5К) 30 100 310 90 108 123 5,70 5,90 5,90 5,20 5,25
С50-1 — 8 12 30 30 30 6,0 6,1 6,1 5,90 5,48 6,0
С50-2
С51-1 56
С51-2 40 — 86 —— — 7,5 — — 7,0 1 —
С52-1 (ЗС-5К — — — — — — —- —— — — —
С52-2
198
Электроизоляционные стекла
Разд. 22
Продолжение табл. 22.13
tgfi 10' tgfi 10' Er
Группа стекла Марка стекла при I06 Гц и температуре, °C при 1010 Гц и температуре, °C при 10н Гц и температуре, °C при Ю10 Гц и температуре, °C
20 200 | 300 20 | 200 | 300 20 | 200 300 20 | 200 300
Титано- С66-2 22 — 8,5 .— — —
вая С72-4 14 22 80 — •— — 7,1 7,3 7,6 — — —
Платини- С84-1
товая С86-1 С87-1 (ЗС-4) 13 50 190 62 7,2 7,45 7,85 6,8 .—
С88-1 (№-713) 20 — — 75 — - " — 6,7 — — 6,1 — —
С88-2
С88-3 С89-1 (№2) 15 72 1500 — 7,0 7,3 8,5 — —
С89-2 (№ 23) 40 — —— —— — — 7,6 — — — — —
С89-4 (№ 55)
С89-5 С89-6 (С88-13) 30 200 1100 — — — 6,9 1; 85 8,50 — — —
С89-9
С90-1 (БД-1)
С93-2 (С-88-1)
С94-1
С95-2 (№ 23)
С95-3
Желез- С120-1 —
ная
Переход- ная С54-1 (№ 35) С82-1 (№36) Пирекс 13В 6,3 — — — — — 6,9 — — — — —
Стекло № 1 Львовского —
завода
Таблица 22.14. Области применения электротехнических стекол
Марка стекла Материал для спаивания Основные области применения
С5-1 Молибден—’В лезвенных фор- мах спая Опоры замедляющих систем в лампах бегущей волны, в приборах, работающих при высокой температуре, при необходимости высокого пропу- скания ультрафиолетового излучения
С37-1 — Оболочки для ламп типа «шар»
С38-1 Вольфрам, сплав Н30К13Д Выводы энергии СВЧ-приборов
С39-1 Вольфрам Крупногабаритные баллоны и ножки для мощ- ных генераторных ламп, колбы для вакуумных конденсаторов, трубки для производства микро- проводов методом литья
С40-1 Вольфрам, сплав Н30К13Д Оболочки приемно-усилительных ламп, генера- торных ламп, выводы энергии и оболочки СВЧ- приборов
С47-1 Молибден, сплав 29НК (ко- вар) Оболочки рентгеновских ламп, некоторых ти- пов приемно-усилительных и генераторных ламп; оболочки отдельных типов СВЧ-приборов
С48-1 Сплав 29НК, молибден Оболочки рентгеновских и генераторных ламп, оболочки и выводы энергии СВЧ-приборов, изо- ляторы полупроводниковых приборов
С49-1 Сплав 29НК Оболочки счетчиков элементарных частиц, окна фотоэлектронных умножителей
§ 22.4
Составы, свойства и области применения электротехнических стекол
199
Продолжение табл. 22.14
Марка стали Материал для спаивания Основные области применения
С49-2 Сплав 29НК Приборы электронной техники, в том числе СВЧ-приборы: колбы и баллоны для генератор- ных ламп, газотронов, трубки для изоляции то- ковводов и т. д.
С51-1 Молибден Безэлектродные лампы, наполненные парами щелочных металлов
С51-2 Молибден Кольца для разрядников в электровакуумных приборах
С52-1 Молибден Стеклометаллические корпуса приборов
С66-2 Титан Высокотемпературные изоляторы, работающие при температуре от —60 до +400 °C
С72-4 Титан В проходных изоляторах, в корпусах полупро- водниковых приборов (в области температур —60+ +300 °C)
С87-1 Платинит. Ферр охр о мо никеле- вые сплавы Ножки приемно-усилительных ламп, генератор- ных и других электронных ламп, оболочки мини- атюрных приемно-усилительных ламп, горловины крупногабаритных кинескопов, отдельные типы СВЧ-приборов
С88-1 То же Оболочки электронно-лучевых трубок, кине- скопов, различные типы полупроводниковых при- боров
С89-1 Платинит Баллоны приемно-усилительных ламп, фото- электронные умножители, электронно-оптические приборы, счетчики элементарных частиц Оболочки большинства типов фотоэлектронных умножителей и электронно-оптических приборов
С89-2 Феррохромоникелевые сплавы
С89-5 Платинит. Феррохромоникеле- вые сплавы Баллоны некоторых типов электронно-лучевых трубок и фотоэлектронных умножителей, к кото- рым не предъявляются повышенные требования по надежности
С90-1 То же Оболочки некоторых типов газоразрядных при- боров, фотоэлементов и т. п., к которым не предъ- являются повышенные требования по надежно- сти, — цилиндры-тубусы оболочек кинескопов, ножки осветительных ламп
С93-1 47 НХР Горловины цветных кинескопов
С93-2 •—' Экраны и конусы оболочек черно-белых кине- скопов
С94-1 й— Конусы цветных кинескопов
СУ5-3 —• Экраны цветных кинескопов
С95-2 — Стеклометаллические корпуса приборов
13В — Высоковольтные изоляторы; изоляторы для телеграфно-телефонных линий связи, для низко- вольтных силовых сетей
Стекло № 1 Львовского завода Высоковольтные изоляторы для внутренних установок, для радиотрансляционной распредели- тельной сети
Таблица 22.15. Стекла для спаев, используемые зарубежными фирмами
материал для спаивания Марка стекла Фирма - изготовитель (страна) Массовое содержание оксидов в стекле, %
SiO2 О CQ "O’lV РЬО О га Z о ВаО ZnO СаО MgO
S 7990 С14 «Корнинг» (США) БТХ (Англия) 58,5 2,0 22,5 0,8 6,3 8,9
GS1 «Чанс» (Англия) 74,b 13,0 4,0 — 5,0 — 3,0 — 0,5 —
т (Франция) 52,4 8,5 5,0 29,0 0,75 — — 2,6 —— 1,0
1646 «Шотт» (ФРГ) 73,3 16,0 2,0 — 5,5 — 3,0 —. —
со 712в «Осрам» (ФРГ) 75.2 16,9 3,3 — 4,3 1,0 0,5 2,0 0,6 —
5 л -5 i °8. «Филипс» (Нидерланды) 76,8 16,1 0,4 — 5,1 0,8 — — — —
WoKa (ЧССР) 70 17,0 2,4 5,0 1.7 2,9 — 1,0
40
41
37
38
41
42
39
800
680
200
Электроизоляционные стекла
Разд. 22
Продолжение табл. 22.15
Материал для спаивания Марка стекла Фирма- изготовитель (страна) Массовое содержание оксидов в стекле, % ТКР “so—зоох ХЮ7. °C—1 О о Т , °C В.О’ О о О о
О <л о” О < РЬО О га Z О ВаО о СаО MgO
7050 «Корнинг» (США) 67,3 24,6 1,7 — 4,6 1.0 — — — 0.2 46 703 496 461 —
Ч ю 750.01 «Совнрель» (Франция» 66,3 24,7 1,6 0,4 6,8 — — — — — 43,6 709 525 492 —
II47111 (ГДР) 63,4 12,0 4,0 —. 7,5 — — 12,0 — — 50 704 .— — 515
Е 637h «Осрам» (ФРГ) 74,9 8,1 5,8 — 6,0 — 3,3 — 1,3 — 49 — — — 570
МоКа (ЧССР) 75,0 10,0 5,0 — 7,0 1.5 — — 1,5 — 50 — — — 555
7056 «Корнинг» (США) 70,0 17,0 3.0 — Li2O 1.0 8,0 — — — 51,5 718 512 472 —
еа 184 ДЭК (Англия) 65,0 23,0 5.0 — 7.0
о. Мо2а (Франция) 69,9 20,2 0.2 — 2,4 5,2 ~— — —- — 43,4 720 521 487 -—
Л SBNI24 (Англия) 65,5 16,0 5,5 — 4,3 3,1 — — — 51 — — — 495
КоКа (ЧССР) 66,2 20,2 5,6 — 3,4 4,0 — — 0,6 — 47 714 — —
Таблица 22.16. Основные
показатели свойств специальных электровакуумных стекол
Показатель С74-1 С77-1 С63-1 С27-1 С36-1 C4I-1
Средний ТКР в интер- вале 20—300 °C, аХ X1 о7, °с-> 74+2 77 ±2 63+2 27 36,5+1,5 41,0±2
р при 150 ° С, Ом-м 10» 9-10’1 3- 10й 3,5-10’
р при 300 °C, Ом-м 3,2-10’ 6,3-10’ 6,2-10’ — — —
tg6xl04 при 20°C и 106 Гц 16 12 18 — 30 20
То же при 1010 Гц 95 78 131 — — 70
ег при 20 °C и 10е Гц 14,0 13,0 14,0 — 6,0 7,5
То же при 1010 Гц 12,0 11,0 12,0 '—- —— 7,0
Водостойкость (потери массы), % 0,12 0,12 0,12 — 0,08 0,08
Температура размягче- ния. °C — — — 650 640 800
Стойкость к термоуда- рам, °C — — — >300 — >160
ТК-100, °C — — — >400 — >450
Химический состав Щелочевисм уто - Бесщелоч- Бороси- Малощелоч- Титанокаль-
СВИНЦОВО ное -силикат- ное висму- то-свинпово- силикатное ликаткое ное свинцо- во-цинко- боросили- катное ци сво маг- ниево-ал юмо- силикатное
Области применения Детали высокоомных резисто- Микро- Бескорпус- Получение
ров, эмиттеры с распреде- ленным потенциалом провод ная герме- тизация полупро- водаиковых приборов и микро- схем ситалла марки СТ50-1
§ 22.4
Составы, свойства и области применения электротехнических стекол
201
Таблица 22.17. Химический состав некоторых стекол для стеклометаллических корпусов
приборов
Марка стекла Массовое содержание оксидов, %
SiO2 В3О3 А1й03 ZnO ВаО СаО MgO №2О к£о СеО» SbsO3 Другие
А-54 67,2 15,0 8,5 _ 8,5 0,8 — —
С59-ЗМ 72,0 12,0 5,0 .—. — — —. 11,0 .— 0,3 0,3 —
Р-12 66,8 17,4 2,98 -—. — — — 1,72 11,1 —- — NaCl—1,0
ГУ 44,0 9,0 17,0 7,0 6,0 12,0 4,0 —- •— 0,7 0,3 —
С49-2-ОМ 68,0 19,0 3,8 — — — — 4,4 4,2 0,3— 0,5 0,3 —
К-515 59,3 — — 21,5 — -— — 1,0 10,0 — 0,4 As3O 3—0,3 NaF—7 ,5
Таблица 22.18. Физико-химические свойства стекол
для стеклометаллических
корпусов приборов
Марка стекла ТКР аХЦУ, ос— 1, в интер- вале 20—300 °C Зона отжига, °C Тр, °C = - ° О л £ Н и с Н ВОДОСТОЙ- КОСТЬ, % ТК-100, °C не менее Особые свойства Материал для спаивания
, Тв,0 1 т н,о
А-54 56,5=1=1 565 460 615 200 До 0,03 205 — Лейкосап- фир, ковар
С59-ЗМ 58,0±1 580 480 610 200 До 0,04 —_ Недостаточ- ная техноло- гичность Лейкосап- фир, ковар*
Р-12 62,0±1 540 450 610 200 .—. —- .—. То же
ГУ 53,0±1 620 490 660 170 До 0,08 Гелийнепро- ницаемое, хи- мически стой- кое Молибден
С49-2-ОМ 52,0=1=1 540 410 590 180 285 Устойчиво к у-радиации, вы- сокое светопро- пускание »
К-515 82,0±1 475 350 520 126 Прозрачно в ИК-области спектра (2,7— 3,5 мкм) Н47ХБ
* Ввиду недостаточной согласованности ТКР используется переходное стекло С52-1.
Таблица 22.19. Светопропускание стекол т в некоторых областях спектра
Длина волны, нм Т, %, для стекла марок Длина волны, нм т, %, для стекла марок Длина волны, нм т, %, для стекла марок
С49-2-ОМ* К-515 С49-2-ОМ* К-515 С49-2-ОМ* К-515
400—460 91,0 1050—1100 91,4 2700 54,5 90
480—500 91,4 — 2000 82,0 —- 2800 8,7 80
520—620 91,8 — 2100 81,5 — 2900 11,0 72
640—700 91,2 — 2200 81,0 — 3000 16,6 —_
750—850 91,4 .—- 2400 77,8 -— 3070 22,4 60
900 91,8 2500 76,5 —. 3530 4,4 40
950 91,2 — 2600 72,0 — 3900 3,8 25
1000 91,6 .—
* Стекло применяется для изготовления оптических окон в корпусах приборов (С49-2-ОМ) и оптических
деталей приборов, работающих в ближней ИК-области спектра.
202
Электроизоляционные стекла
Разд. 22
Таблица 22.20. Стекла для газоразрядных ламп
Массовое содержание оксидов, % ТКР аХЮ’. °С~1 Ts’ °G
SiO2 В2Оа А12О3 MgO СаО ВаО Na2O К2О ZnO Р2О5
50 5 20,0 8,25 14,0 0,5 1,5 0,75 — 905
50 5 20,0 8,25 14,0 0,5 0,75 1,5 — — 900
51,5 5 20,0 10,0 10,0 0,5 2,0 1,0 — — 58 860
51 5 20,0 8,0 12,0 1,0 2,0 1,0 — — 54 885
51 5 20,0 8,0 13,25 0,5 1,5 0,75 — — 46 900
53 6,5 22,0 '—. 14,2 2,8 1,0 0,5 — — 49 910
51 6,3 21,0 —- 14,4 3,4 0,7 —. 3,7 .—. 48 915
53 8,2 20,0 -—, 15,4 3,2 — —. — —- 47 920
40,9 10,1 19 7 —. 21,3 — — — 8,3 — 62 815
29,3 1,8 21,1 5,2 25,4 4,9 -—- — 5,2 7,1 73 810
39,4 10,7 24,2 — 18,2 — — —. 8,3 51 825
51 10,0 12,0 9,25 15,0 0,5 0,75 1,5 — — -- 56 830
45,4 12,3 19,8 2,9 13,1 4,2 — -— 0,8 —. 49 760
54,5 7,5 21,0 — 15,2 0,8 1,3 — — — 51 885
44,7 10,6 20,7 — 14,8 — — 9,3 —г- 51,5 825
51,7 6,7 23,2 — -11,6 3,6 .—. —. 4,7 — 44 936
50,3 6,5 18,1 .— 10,8 3,8 1,0 0,9 8,6 — 50 890
50,2 11,5 21,7 —- 8 5 — — —— 8,3 — 39 880
52,5 4,1 23,2 4,2 8,3 — — -— 8,2 — 42 930
49,8 5,6 24,3 — - 7,2 —- — —. 8,2 5,5 34 940
49,7 5,0 26,3 2,7 7,0 — -— —- 6,8 3,3 38 940
58,5 3,0 22,5 8,9 6,3 — — — — — 37 —
54,0 8,0 21,0 .— 14,0 3,0 — .— — — 43 —
56,8 3,0 24,4 8,4 6,6 — — — 0,8 —- 37 —-
51,3 1,0 25,3 4,2 8,3 5,3 — — — 4,6 31 -—
51,4 1,1 25,5 4,0 8,3 4,4 —. — 4,5 40 —.
57,6 •— 25,0 8 7,4 — — 2,0 — — 37,5 806
Согласно принятому условному обозначе-
нию для электровакуумного стекла цифры пос-
ле буквы С (стекло) показывают значение
среднего ТКР в интервале температур 20—
300 °C, умноженное на 107, а через дефис—•
порядковый номер разработки стекла. Наряду
с этим в табл. 22.12 указаны старые марки
стекол, до сих лор широко распространенные
в промышленности.
Кроме стекол, составы и свойства которых
приведены в табл 22.12 и 22.13, имеются груп-
пы специальных электровакуумных стекол
(табл. 22.16), а также полупроводниковых
стекол. К последним, например относится низ-
кощелочное бариево-стронциевое силикатное
стекло С84-2, обладающее следующими свой-
ствами: ТКР равен 84-10 7°С-1, температура
размягчения 630 °C, удельное объемное сопро-
тивление (при 20 °C) 109-7 Ом-м. Это стекло
применяется при изготовлении цилиндров для
электростатических роторных генераторов, а
также тонких (2—5 мкм) пленок, использую-
щихся для мишеней суперортиконов.
Для изготовления стеклометаллических
корпусов для полупроводниковых и электрова-
куумных приборов разработаны стекла, обла-
дающие некоторыми специфическими свойст-
вами: прозрачность в определенных областях
спектра, повышенная гелийустойчивость, спо-
собность спаиваться с кремнием, лейкосапфи-
ром и другими материалами. В качестве та-
ких стекол наряду с электровакуумными нахо-
дят применение и ряд стекол оптического ка-
талога, а также термостойких и медицинских.
Составы стекол приведены в табл. 22.17, их
свойства и назначение—в табл. 22.18, опти-
ческие свойства некоторых стекол — в табл.
22.19. В табл. 22.20 приведены составы и не-
которые термические свойства стекол для га-
зоразрядных ламп.
Кварцевое стекло. Особое место среди
электровакуумных стекол занимает кварцевое
стекло, отличающееся чрезвычайно низкими
tg б и ег. высоким удельным сопротивлением,
стойкостью к воздействию кислот, прозрачно-
стью в ультрафиолетовой и инфракрасной об-
ластях спектра и другими цепными свойствами
.(табл. 22.21).
Кварцевое стекло в связи с низким ТКР,
резко отличным от ТКР всех металлов, не мо-
жет надежно спаиваться с ними обычными
технологическими приемами. В этом случае
применяют так называемые переходные стек-
ла, имеющие промежуточные значения ТКР и
позволяющие создать плавный переход по
свойствам (прежде всего ТКР) от кварцевого
стекла к металлам или другим материалам
(кристаллам, стеклам, керамике), обеспечива-
ющий допустимые значения напряжений в
спае. Такие стекла широко применяют при из-
готовлении высокоинтенсивных источников
света, фотоэлементов и фотоумножителей,
оптических квантовых генераторов и др. Со-
ставы и свойства некоторых из них приведе-
ны в табл. 22.22—22.24.
Стеклянные изоляторы. Для производства
стеклянных изоляторов применяются стекла
составов 13в, а также № 1 Львовского завода
(см. табл. 22.12 и 22.13). При необходимости
повышения стойкости к термоударам и меха-
нической прочности изоляторов производится
нх закалка.
§ 22.4
Составы, свойства и обмети применения электротехнических стекол
203
Таблица 22.21. Основные показатели свойств и области применения кварцевых
стекол, используемых в электровакуумной промышленности
Показатель Вид стекла Показатель Вид стекла
Прозрачное Непрозрачное Прозрачное Непрозрачное
Средний ТКР, °C-1, Ег при частоте 1010
в интервале темпе- Гц и температуре,
ратур, °C: °C:
20—50 4,0-10—7 — 20 3,8 3,7
120—420 6,0-1 о-7 — 500 3,8 —
420—1200 5,0-10-7 — tg6X104 при 1010Гц
Показатель прелом- и температуре, °C:
ления при темпера- 20 1,0 3,0
туре, °C: 500 2 —•
20 1,4570 —- 800 5 .—
500 1,4647 — 1000 10 —
800 1000 1,4691 1,4720 — Электрическая проч-
Плотность, кг/м3 2203 2020—2080 ность, МВ/м, при температуре,' °C:
Модуль упругости, 20 44 32
111а, при темпера- 200 32 21
туре, СС: 74,5 77 600 6 3
20 500 800 — Проницаемость га-
79,5 80,5 ПО 1,0 зовХЮ’7, м2/(Па-с), 0,52 3,15 7,52 0,075 1,278 4,135
1000 Прочность при изги- бе, МПа Ударная вязкость, кДж/м2 45 0,85 для Н2 при 500 °C 800 °C 1000 °C для Не при 20 °C 500 °C 800 °C —
Теплопроводность, 1000 °C 6,31 —
Вт/(м-°С), при для N2 при 800 °C 0,29 —
температуре, °C: для Аг при 800 °C 0,012 —
20 1,40 1,16 Область применения Г азоразряд- Трубы днамет-
600 2,00 1,57 ные лампы ром 60—200 мм
р, Ом-м, при темпе- высокого в производстве
ратуре, °C: давления полупроводни-
20 1014 1013 ковых приборов
200 600 1012 101» 104 изготовляемых • по диффузно-
1000 106 102 планарной
технологии
Таблица 22.22.
Химический состав серии переходных стекол [22.26]
Марка стекла Массовое содержание оксидов, % Молярное содержание оксидов, % Отношение концентраций В2Оа SiO2
SiO2 в2о, A12O-j Na2O К2О Li2O SiO2 В2О3 А12О3 Na2O К2О Li2O
С5-1 >99,5 . —_ .— .— - —. .
СП-1 88,7 10,5 0,3 0,5 -— -—. 90,16 9,18 0,18 0,48 —. .— 0,102
СП-2 87,2 10,5 0,3 2,0 — —- 88,68 9,18 0,18 1,96 — .— 0,103
С25-1 78,8 19,5 — — 1,2 0,5 80,97 17,3 — .—. 0,74 0,99 0,214
СП-3 81,0 11,8 2,0 5,2 .— — 83,16 10,49 1,17 5,18 — — 0,126
СП-4 77,6 15,9 2,2 4,3 — 80,22 14,18 1,31 4,29 — —. 0,176
СП-5 77,5 15,5 2,2 4,8 —. — 80,0 13,87 1,31 4,82 — — 0,173
СП-6 77,0 14,5 2,0 6,5 —- —- 79,4 12,9 1,18 6,52 — -—. 0,162
СП-7 75,2 15,5 2,3 7,0 — — 77,76 13,8 1,4 7,04 — -—. 0,177
С52-1 68,7 19,0 3,5 4,4 4,4 — 72,84 17,44 2,17 4,54 3,0 0,239
204
Электроизоляционные стекла
Разд 22
Таблица 22.23. Свойства серии переходных стекол [22.26]
Марка стекла При измерениях в динамическом режиме О Е? О о Е? < При измерениях в статическом режиме Оптический коэффициент напряжений ВМО'2, Н/м2|
Эо лОТ X хоое-эг» х СО S 1 5 Ъ О о О о О к кГ ТКРЙ20—300 х ХЮ’, °C—1 ТКР«20—500 х ХЮ’, °C—1 4 “20—500х10’* “С-1 ТКР ашхЮ’, °C-1 ТКР а2иоХ1О’, °с—1 ТКР “,оох10’. °C-1 ТКР “400х10’1 °C-1 1 ТКР а600х1°’. °C-1
С5-1 5,6 — 1630 5,2 5,0 — 5,0 5,6 5,9 6,0 5,7 3,5
СП-1 15,4 9,8 — 700 950 680 13,5 11,0 5,5 15,0 12,0 10,0 9,0 10,0 4,2
СП-2 20,6 5,2 — 682 875 75 21,5 20,0 9,0 22,0 21,0 19,0 17,0 25,0 4,1
С25 1 24,5 3,9 515 660 788 87 24,5 27,5 7,5 25,0 24,0 20,0 26,0 70,0 3,5
СП-3 28,6 4,1 528 620 860 72 27,5 27,0 —0,5 28,0 27,0 26,0 24,0 40,0 3,8
СП-4 34,6 6,0 512 615 830 30 33,0 35,0 8,0 34,0 34,0 33,0 32,0 73 0 4,3
СП-5 38,6 4,0 510 585 806 24 37,0 38,5 2,5 37,0 37,0 37,0 36,0 77,0 4,2
СП-6 44,4 5,8 540 600 800 6 43,5 45,0 6,5 43,0 45,0 45,0 45,0 60,0 3,6
СП-7 47,1 2,7 532 580 780 20 48,0 49,0 4,0 47,0 49,0 50,0 50,0 52,0 3,5
С52-1 52,0 4,9 522 585 720 60 50,0 53,0 4,0 50,0 50,0 50,0 51,0 110,0 3,4
Таблица 22.24. Составы и свойства переходных стекол Государственного института
стекла
ZvIapKa стекла ТКРссХ ХЮ’. °C—1 Тр, °C Массовое содержание оксидов’ %
SiO2 В2О3 СаО MgO К2О №2о
1 14,0 850 89,5 9,75 0,25 0,5
2 19,0 700 88,0 10,0 — — — . 2,0
3 23,0 680 88,5 9,5 0,5 — 1,5
4 28,0 650 85,5 11,0 1,5 — . 0,5 1,5
5 33,0 620 78,5 15,0 2,0 — — 1,5 3,0
6 42,0 600 78,0 14,5 1,75 — .— 1,75 4,0
7 48,0 596 77,5 14,0 1,5 — 1,5 5,5
8 50,0 590 72,05 15,01 0,4 4,03 2,24 2,24 4,03
9 55,0 587 72,1 13,7 0,8 4,59 2,03 2,4 4,35
10 58,0 585 71,7 12,3 1,15 5,03 1,92 2,9 5,0
И 60,0 585 71,3 10,9 1,5 5,47 1,73 3,4 5,7
12 63,0 580 70,8 9,5 1,9 6,01 1,59 3,8 6,4
13 69,0 577 70,4 8,1 2,3 6,45 1,45 4,3 7,0
14 74,0 575 70,0 6,7 2,7 6,98 1,22 4,7 7,7
15 79,0 575 69,5 5,3 3,0 7,42 1,18 5,2 8,4
16 84,0 570 69,1 3,9 3,4 7,96 0,94 5,7 9,0
22.5. ПОРОШКОВОЕ СТЕКЛО
Стекло в порошкообразном состоянии на-
ходит применение в электровакуумной про-
мышленности для изготовления эмалей, стек-
лопрнпоев и прессованных фасонных деталей
малого размера.
Стеклянные припои — стекла, предназна-
ченные для соединения стеклянных деталей с
деталями из стекла, керамики, слюды. К при-
поям предъявляются следующие требования:
1) температура размягчения припоя долж-
на быть ниже температуры размягчения (плав-
ления) спаиваемых деталей во избежание де-
формации последних. Для спаивания силикат-
ных стекол используются составы с темпера-
турой размягчения в интервале 300—400 °C;
2) припой должен хорошо смачивать ме-
сто спая;
3) припой не должен кристаллизоваться в
процессе спаивания, а также в области более
низких температур;
4) средние ТКР припоя и спаиваемых ма-
териалов в интервале температур от комнатной
до Tg должны хорошо согласовываться;
5) в процессе пайки припой должен хими-
чески взаимодействовать с поверхностью со-
единяемых деталей для получения герметич-
ного и прочного спая;
6) припой должен иметь достаточно высо-
кую химостойкосгь в условиях последующей
эксплуатации изделия, а в вакууме обладать
минимальным газоотделением.
Этим требованиям в наибольшей степени
отвечают боратные стекла. Свинцово-боратные
стекла, содержащие от 70 до 85 % РЬО по
массе, имеющие температуру размягчения
350—440 °C и ТКР (80—120)-10"7 °C-1, могут
использоваться для спаивания большинства
технических стекол. Их недостаток — низкая
химостойкость; для повышения ее в состав
стекла вводят А120з, ZnO, SiO2.
Бариево- и цинк-боратные стекла имеют
сравнительно высокую температуру рацмягче-
§ 22.5
Порошковое стекло
205
ния (соответственно 550—610 и 550—580 °C) и
более низкий а—(50—70)что по-
зволяет применять их для спаивания только
тугоплавких стекол.
Разновидностью стеклоприпоев являются
и ситаллоцементы, отличающиеся тем, что при
специальной термообработке происходит час-
тичная, но равномерная и тонкодисперсная
кристаллизация припоя, приводящая к увели-
чению его прочности, температуры деформации
н других свойств (см. § 22.6). В настоящее
время ситаллоцементы наиболее широко ис-
пользуются для склеивания стеклодеталей
оболочек электронно-лучевых трубок. Изготов-
ляются они в виде гранулята и применяются
(после размола) в виде порошка. Параметры
двух ситаллоцементов, принадлежащих к бес-
щелочиым цинк-боросвинцовым стеклам, при-
Таблица 22.25. Показатели свойств
ситаллоцементов для склеивания
стеклодеталей оболочек электронно-лучевых
трубок
Показатель Марка ситаллоцемента
СЦ90-1 СЦ90-2
Средний ТКР (в интервале тем- ператур 20— 300 СС) вХ107, °C-1 95+0 98+2
Температура кри- сталлизации, °C 440 420
Время кристалли- зации, мин 60—75 70—80
Температура де- формации, СС 480 470
Растекаемость, м2/Н 0,48—0,56 0,50—0,58
Электрическая прочность, МВ/м 10 10
Удельное элект- рическое сопро- тивление при 100°C, Ом-м 108 —’
Удельная поверх- ность фритты, м2/кг 180—210 —
ведены в табл. 22.25. Состав по массе, %,
СЦ90-1, используемый при изготовлении цвет-
ных кинескопов: SiO2—2,1, В2Ог—8,8, А120з—
0,8, РЬО — 74,6, ZnO—12,0, ВаО—1,7.
Стеклоэмали. Эмалями (стеклоэмалями)
называются стекловидные покрытия по метал-
лам или стеклу (аналогичные покрытия по ке-
рамике называют глазурью). Они используют-
ся для защиты металлов (или стекол) от кор-
розии, для электрической изоляции, а также
для получения красивого внешнего вида. При
эмалировании порошок стекла измельчают,
наносят на поверхность металла и обжигают.
В результате плавления эмаль растекается по
поверхности изделия и после охлаждения оста-
ется на ней в виде тонкого (0,1—0,2 мм)
сплошного стекловидного покрытия.
Нанесение эмали на поверхность изделия
может проводиться сухим или мокрым спосо-
бом. При более распространенном мокром спо-
собе из эмали приготавливают шликер (сус-
пензию парошка стекла в воде), который
наносится на поверхность путем пульверизации
или путем погружения в него изделия (метод
окунания). При сухом способе нагретое в печи
изделие посыпается порошком эмали (метод
пудры).
Для эмалирования стали и чугуна приме-
няют два вида эмалей: грунтовую, которая
прочно сцепляется с металлом, и покровную,
наносимую поверх грунтовой эмали. Важную
роль играет грунтовая эмаль, к которой предъ-
являются все требования, указанные выше
для стеклоприпоев. При большом различии
ТКР эмали и металла (стекла) в покрытии
возникают значительные термические напря-
жения, приводящие к появлению в нем трещин
(цека) вплоть до скалывания эмали.
Покровные эмали, как правило, более лег-
коплавки, чем грунтовые; им придается оп-
ределенный цвет. В электровакуумной технике
они применяются редко. Состав некоторых
грунтовых эмалей приведен в табл. 22.26.
Основная область применения эмалей в
качестве электроизоляционных материалов —
покрытие трубчатых резисторов, в которых на
наружную поверхность керамической трубки
нанесена проволочная обмотка. Наносимый
поверх нее слой эмали создает изоляцию меж-
ду отдельными витками обмотки и между об-
моткой и окружающей средой и одновремен-
но защищает ее от влаги, окисления и т. п.
Таблица 22.26. Состав грунтовых эмалей
Эмалируемый материал Массовое содержание оксидов, %
О 6 CQ АЦОз о «5 О о z О о О о Z Мп2О3 о 6 QJ Ц- о g О о со О <
Сталь 50,5 46 60,7 69,5 27,5 18,3 2,3 2,1 8,0 2,5 3,2 4,5 5,6 9,9 5,8 12,5 20,0 23,9 19,2 0,5 0,6 0,6 0,6 2,1 0,6 0,9 111 0,9 — — — —
Алюминий и его сплавы 29,2 36,0 5,5 4,0 — — 11,7 30,7 — — — 10,4 — 2,8 4,0 24,9 11,5 24,7 4,0 —
Золото, сереб- ро и медь 39,4 31,4 0,4 1,7 — — 0,2 0,8 0,1 3,0 — 15,6 6,5 — — 43,2 54,4 — 5,2 1,2
206
Электроизоляционные стекла
Разд. 22
Таблица 22.27. Показатели порошковых стекол
Показатель С25-1 С48-2 С89-8
Средний ТКР в интер- вале 20—300°C, а ХЮ7, °C-1 25,0+2 48,0+1,5 89+2
Температура размяг- чения, °C 620 +20 570+15 530+15
Стойкость к термо- ударам, °C — >180 >135
ТК-100, °C 430 >285 >320
Водостойкость (поте- ри массы), % — 0,8 0,08—0,12
Химический состав Малощелочное бо- росиликатное стекло Щелочное бороси- ликатное стекло Щелочное марган- цево-бариево-сили- катное стекло
Область применения Штабики для дер- жателей электроино- оптичёбВих систем высоковольтных круп- ногабаритных кине- скопов Вводы полупро- водниковых приборов Ножки и корпуса кремниевых и герма- ниевых транзисторов
Кроме того, эмали используются для по-
лучения электроизоляционных нагревостойких
покрытий на металлах, для изолирования вво-
дов в металлических вакуумных приборах, для
повышения герметичности подложек, для пред-
варительного эмалирования металлических де-
талей при изготовлении их спаев со стеклом.
Вакуумно-плотное порошковое стекло Ме-
тод изготовления изделий путем спекания стек-
лопорошков применяется главным образом для
изготовления детален из твердых стекол, пред-
назначенных для эксплуатации в условиях
больших тепловых нагрузок. Этот способ обес-
печивает надежность, низкую стоимость изде-
лий и минимум применения ручного труда, в
то же время используются лучшие электриче-
ские и тепловые свойства спеченных стекол.
Изготовление исходного порошка стекла
производится путем размола в мельницах,
обычно шаровых (в жидких средах нли в су-
хом виде). После сушки и сортировки по раз-
меру зерен проводится прессование изделий в
формах (с добавкой к порошку органической
связки), а затем спекание отформованного из-
делия при температуре остекловывания до по-
лучения монолитного вакуумно-плотного ма-
териала (метод мультиформ). Таким путем
можно изготавливать изделия малых размеров
и сложной формы с большим количеством
вводов. Для производства крупногабаритных
изделий из порошкового стекла используется
керамическая технология (например, шликерное
литье).
Наряду с этим изделия из спеченного стек-
ла могут быть получены путем прямого спека-
ния порошка непосредственно в форме — при
верхней температуре остекловывания. Такие
вакуумно-плотные детали содержат много
закрытых пор, количество и размер которых
определяют степень отклонения свойств спе-
ченного стекла от свойств исходного монолит-
ного стекла того же состава.
Достоинства метода мультнформ в срав-
нении с методом прямого спекания является бо-
лее низкая температура спекания вследствие
более тесного контакта зерен порошка стекла
после прессования. Кроме того, этот способ
позволяет осуществить изготовление изделий
очень точной формы, которые не всегда уда-
ется отформовать обычными методами стеколь-
ной технологии (в частности, при использова-
нии коротких стекол).
Особенностью и преимуществом всех ме-
тодов изготовления изделий иа основе порош-
кового стекла является возможность дополни-
тельного варьирования их свойств путем сме-
шивания при формировании порошков стекол
различных составов.
В табл. 22.27 приводятся свойства и об-
ласти применения трех марок порошковых
стекол.
22.6. СИТАЛЛЫ
Общие сведения. Ситаллы представляют
собой новый класс поликристаллических мате-
риалов, получаемых путем направленной кри-
сталлизации стекла. В разных странах эти ма-
териалы получили различные названия: пиро-
керам (США), витрокерам (ГДР), стеклофар-
фор (СССР) и др.
Технология производства ситаллов вклю-
чает три основные стадии- I) варка стекла,со-
держащего специальные «каталитические» до-
бавки; 2) формование изделий обычными спо-
собами; 3) термообработка изделий, приводя-
щая к сплошной кристаллизации стекла.
В технологическом отношении производст-
во ситаллов отличается от производства стек-
ла лишь одной дополнительной стадией — кри-
сталлизацией изделий, которая может следо-
вать сразу за формованием, минуя отжиг (или
после него).
Введение в стекло некоторых каталитиче-
ских добавок обусловливает выделение в нем
при последующей термообработке огромного
числа центров кристаллизации и создает тем
самым условия для образования тонкокри-
сталлической структуры. Такой способ получе-
ния определяет структуру ситаллов: они пред-
ставляют собой многофазные материалы, со-
стоящие из зерен одной или нескольких кри-
сталлических фаз, скрепленные между собой
§ 22.6
Ситаллы
207
стекловидной прослойкой. Фазовый состав си-
таллов, вид и содержание выделяющихся в
них кристаллических фаз зависят от химиче-
ского состава стекла и режима его термической
обработки.
В настоящее время синтезированы ситал-
лы на основе стекол широкого круга составов:
литий-, магний-, барий-, кальций-, стронций-,
натрий-алюмосиликатных, свинцово-бороалю-
мосиликатных, калиево-титаносиликатных и т. д.
Основными кристаллическими фазами в этих
ситаллах являются соответственно |3-эвкриптит
и р-сподумен (система Li2O— А12О3 —SiO2),
а-кордиерит, кварц, шпинель, форстерит, мул-
лит, сапфирин (система MgO— А12О3— SiO2),
цельзиан и силикаты бария (ВаО — А12О3 —
SiO2), волластонит, анортит, пироксены (СаО —
А12О3 — SiO2) н т. д.
Содержание кристаллической фазы в си-
таллах в зависимости от условий их получе-
ния — от 30 до 95 % и более. Размер кристал-
лов, как правило, не превышает 1—2 мкм.
Свойства ситаллов. Если свойства стекла
в основном определяются его химическим со-
ставом, то для ситаллов решающее зачение
приобретают структура и фазовый состав.
Свойства ситаллов по характеру их зависимо-
сти от структуры и фазового состава можно
разбить на две группы. Первая — физико-хи-
мические показатели, такие, как плотность,
ТКР, теплопроводность, модуль упругости и
диэлектрическая проницаемость, с известным
приближением могут рассматриваться как ад-
дитивные: их значение зависит главным обра-
зом от свойств фаз, составляющих ситалл, и
меняется в соответствии с их содержанием.
Так, выделение при кристаллизации кристал-
лических фаз с высокой плотностью (шпинель,
рутил) или высоким ТКР (кварц, кристобалит)
приводит к резкому возрастанию соответству-
ющих показателей ситаллов, образование фаз
с низкими плотностью и ТКР (кордиерит,
сподумен, эвкриптит) — к снижению их. По-
добным же образом для получения конденса-
торных ситаллов с высокой диэлектрической
проницаемостью добиваются образования в
них красталлов с перовскитовой структурой,
обладающих высокой ег (титанат бария, нио-
баты и т. д.).
Показатели второй группы — жаропроч-
ность, удельная проводимость, механическая
прочность — не подчиняются аддитивным за-
Рис. 22.9. Изменение tg б в зависимости от
частоты для исходных стекол (/, 3) и ситал-
лов (2, 4):
1 и 2 — кордиеритовый состав; 3 и 4— цельзиановый
состав
Рис. 22.10. Изменение tg6 (сплошная линия)
и ег (пунктирная линия) кордиеритового си-
талла в зависимости от температуры на двух
частотах:
1— 10*° Гц; 2 — 4-IO10 Гц
Рис. 22.11. Электрическая прочность (при по-
стоянном напряжении) в зависимости от
температуры для некоторых стекол и ситал-
лов:
I — С-49-2; 2 — С-48-3; 3 и 4 — соответственно исход-
ное стекло и ситалл СТ-50-2
кономерностям: значения их зависят от свойств
фаз, составляющих ситаллы, однако они тесно
(и часто в большей степени) связаны с рядом
других структурных показателей и при одном
фазовом составе могут изменяться в широких
пределах.
Электроизоляционные показатели ситал-
лов, как правило, превосходят показатели сте-
кол того же химического состава: ситаллы
имеют более высокие удельное сопротивление
и электрическую прочность и более низкий
tg б. Частотная и температурная зависимости
tg б в ситаллах имеют весьма сложный харак-
тер, определяемый химическим и фазовым со-
ставом материала (рис. 22.9 и 22.10).
Температурная зависимость электрической
прочности некоторых электровакуумных сте-
кол и бесщелочного ситалла представлена на
рис. 22.11.
Возможность изменения химического сос-
тава исходного стекла и режима его термо-
обработки позволяет в широких пределах
варьировать фазовый состав и структуру си-
таллов и тем самым получать материалы с не-
обходимыми свойствами (табл. 22.28). В на-
стоящее время синтезированы ситаллы химо-
стойкие, термостойкие, обладающие близким к
нулю ТКР, высокопрочные, электроизоляцион-
ные и другие, в ряде случаев превосходящие
по показателям лучшие марки стекол и кера-
мики сходного назначения. В связи с этим
возможные области применения ситаллов раз-
нообразны— от конструкционных и строитель-
208
Электроизоляционные стекла
Разд. 22
Таблица 22.28. Показатели свойств основных
Показатель
С-15-12 (СТЛ-1) СО-21 (СТЛ-2) СО-15 (СТЛ-3) СО-156 (СТЛ-4) С-12-14 (СТЛ-5) 224-18 (СТЛ-6) СК-1 (СТЛ-7) 1
Плотность, кг/м3 2535 2525 2457 2500 2459 2473 2471
Водопоглощение, % не более 0,02 0,02 0,02 0,02 0,02 0,02 0,02
Предел прочности при изгибе, МПа — 74 — — 70 60 60
Предел прочности при сжатии, ГПа 0,88 0,58 0,56 0,57 0,47 0,66 0,66
Микротвердость, ГПа 7,74 7,65 7,26 6,90 8,36 8,70 8,30
Удельная теплоемкость, кДж/ (кг-°С) 0,71 0,71 0,92 0,75 0,75 0,88 0,75
Теплопроводность, Вт/ (м • °C) 1,26 0,78 1,19 — 1.20 1,11 1,27
Стойкость к термоударам, °C Средний ТКР в интервале 300— 400 °C, ахЮ7, °C-1 900 605 .545 385 600 850 635
1,2 5,3 6,5 13,6 7,0 13,0 15
Температура текучести, °C 980 1100 1100 950 1140 1140 1090
в, при 25 °C и 106 Гц 9,7 9,7 8,7 10,5 7,4 6,2 6,4
ег при 1010 Гц —. 7,15 6,83 7,128 7,05 — —
tgfiXlO4 при 25°C и 106 Гц 461 470 280 770 32 42 46
То же при 101С Гц — 705 619 751 153 — —
Электрическая прочность, МВ/м: 70,7 — — — 27 64,7 58,9
р, Ом-м 2,2-1010 —. — —. 4,1-Ю11 7,5-Ю11 3,6-1011
Ps, Ом Химостойкость (потеря массы), %’ 1,8-1011 —' — — 1,9-Ю1? 9,8- 10й 1,5-101?
к 1 н. НС1 0,2 0,087 1,17 0,32 5,61 0,11 0,23
к NaOH 1,32 1,05 1,31 1,52 2,28 1,79 1,26
к Н2О 0,041 0,055 1,19 0,096 0,16 0,08 0,21
* При част8те:50Гц.
ных материалов до микродеталей радиоэлек-
троники.
В последнем случае .важное значение име-
ют не только высокие электрические свойства
ситаллов, но и их повышенная механическая
прочность, возможность варьирования в необ-
ходимых пределах ТКР, а также хорошая шли-
фуемость — до чистоты поверхности 14 го
класса.
Ряд показателей важнейших марок элек-
тротехнических ситаллов (дополнительно к
данным табл. 22.28) приведен в табл. 22.29.
Для получения вакуумно-плотных соеди-
нений ситаллов с металлами используется ли-
бо предварительная металлизация их пастами,
либо непосредственное спаивание методом
термодиффузионной компрессии. Возможно и
получение спаев с помощью легкоплавких
стеклоприпоев и ситаллоцементов.
Фотоситаллы — ситаллы, получаемые в ре-
зультате кристаллизации специальных свето-
чувствительных стекол, до термообработки
подвергнутых ультрафиолетовому облучению.
В качестве каталитических добавок в фотоси-
таллах используются соли золота, серебра
или меди в количестве сотых — тысячных Долей
процента. Под воздействием облучения и по-
следующей низкотемпературной термообработ-
ки (так называемого проявления) происходит
выделение металлов в виде мельчайших кол-
лоидальных частиц (стекло приобретает окрас-
ку). При более высокой температуре термооб-
работки начинается кристаллизация облучен-
ных участков стекла, причем частицы металлов
(Ag, Au, Си) служат центрами кристаллиза-
ции основных кристаллических фаз (прежде
всего силикатов лития).
Ультрафиолетовое облучение заготовок из
светочувствительного стекла может осущест-
вляться либо по всей поверхности, либо по
определенному рисунку (с применением спе-
циальных шаблонов). После кристаллизации
засвеченной заготовки ее подвергают травле-
нию в кислотах, при котором происходит
растворение менее стойкой к кислоте закрис-
таллизованной части изделия (скорость рас-
творения силикатов лития значительно выше,
чем стекла). Таким образом, получают плос-
кую стеклянную заготовку точных размеров и
сложной формы (фасонные пластины, держа-
тели электродов, сетки с микроотверстиями
и т. д).
После этого заготовку вновь подвергают
двустороннему облучению (по всей поверхно-
сти) и кристаллизации в области более высо-
ких температур- (800—850°C),- Получаемое
§ 22.6
Ситаллы
209
марок технических ситаллов и шлакоситаллов
Марка ситалла
со со Е-» Оо ТА-217 (СТЛ-9) АС-05-С-023 (СТЛ-10) АС-05-ТЦ-370 (СТМ-1) СТ-50-1 (СТМ-2) СТ-50-2 (СТМ-3) 7-IV-23 (СТБ-1) АС-05-336 (СТБ-2) Стекло 13В Шлакоситал- лы
2487 2455 2839 2702 2527 2493 2528 2532 2600—2750
0,02 —- 0,02 0,02 0,02 0,02 0,02 0,02 0,02 0,02
55 — 230 100 80 100 70 100 60 90—130
0,66 — 1,13 0,43 0,77 0,70 0,45 0,69 0,52 0,5—0,6
8,65 — 6,27 6,97 7,05 7,90 5,99 5,83 6,43 6,0—7,5
0,75 0,75 0,80 0,92 0,84 0,71 0,71 0,75 0,75 0,72
1,20 1,30 1,63 2,13 0,98 1,67 0,97 1,03 0,88 0,80
580 290 — — 210 — 750 .— — 150—250
17 — 120 34 50 50 38 48 58 65—80
1000 —1 890 1220 930 1250 1320 1110 740 >900
7,0 8,0 5,7 5,1 8,3 5,6 5,1 5,1 6,9 7,0—7,7*
6,42 —- 5,4 7,35 7,9 5,5 .—.. 4,96 — 6,3—7,0
41 51 21 9,6 15 200 8 10 6,3 0,02—0,03*
64 — 120 12 45 5 — 17 — 0,002
29,6 — 85,3 22,9 47,2 27,9 73,5 65,9 54,2 40—50
3,3-10м 4,6-lOio 2,6-10е 7,1-101° 3,2-101° 1,3-101° 4,9.101“ 2,6-101“ юн—юч
2,35- 10* — 1,15-Юи 1,66-101° 4,56-Юи 1,67-104 1,12-Юн 1,04-101? 1,36-101? —
0,206 0,2 0,29 1,35 0,30 1,67 3,5 21,6 0,08 98,9
1,97 1,23 2,82 0,73 2,02 1,16 3,94 6,9 0,97 82,0
0,35 0,007 0,42 0,07 0,11 0,03 0,14 0,13 0,08 —
в результате такого многоступенчатого процес-
са изделие из фотоситалла непрозрачно и по-
мимо фотографически точных размеров обла-
дает высокой прочностью, твердостью, хоро-
шими электроизоляционными показателями.
Ниже приведены показатели фотоситалла
ФС148-1, применяемого для микромодуль-
ных плат, подложек для печатных схем
и т. п.:
ТКРХ107, °С“’ .......
ТК-ЮО, °C.....................
tg6 Ю4 при 20 °C и 10° Гц , .
Ег при 20 °C и 106 Гц.........
Электрическая прочность, МВ/м
Предел прочности при изгибе,
МПа.........................
Плотность, кг/м3..............
Теплопроводность, Вт/(м-°С)
148+3
244
70
7
168+20
250
2450
2,0
Таблица 22.29. Некоторые показатели свойств электротехнических ситаллов
Показатель Марка ситалла Показатель Марка ситалла
СТ38-1 CT50-I СТ50-2 СТ38-1 СТ50-1 СТ50-2
Средний ТКР в ин- 38 50+2 50±2 ег при Ю10 Гц и
тервале темпе- температуре, °C:
ратур 20—300 °C, 20 7,25 7,9 5,5
аХ10’, °C"1 100 7,30 8,0 5,5
tgfiXlO4 при 1010 200 7,45 8,0 5,5
Гц и температу- 300 7,50 8,1 5,6
ре, °C: 400 7,50 8,15 5,7
ТК-ЮО, °C 450 450 340
20 2 45 5 Интервал рабочих От —50 От—50 От—50
100 4 47 5 температур в до -]-700 до +700 до+700
200 6 48 5 воздушной сре-
300 10 56 21 де, °C
400 20 60 55 Г идролитический I I I
класс
210
Электроизоляционные стекла
Разд. 22
Шлакоситаллы. Ситаллы, при производстве
которых в качестве основного сырья исполь-
зуется шлак, получили название шлакоситал-
лов (см. табл. 22.28). От технических ситаллов
они отличаются дешевизной сырья и большими
масштабами производства. Основные области
применения шлакоситаллов — строительство,
химическая и горно-добывающая промышлен-
ность.
Шлакоситаллы могут применяться и для
изготовления электрических изоляторов не
особо ответственного назначения.
22.7. МИКАЛЕКС
Микалекс представляет композиционный
материал, состоящий из стекла, наполненного
слюдяным порошком. Это твердый материал,
изготовляемый из молотой слюды мусковит и
порошка легкоплавкого стекла путем смеше-
ния измельченных компонентов, горячего прес-
сования и последующей термообработки. Ми-
калекс имеет высокие нагревостойкость, дуго-
стойкость, механическую прочность, малый
tg 6, высокую влагостойкость.
Технология производства микалекса отли-
чается большой трудоемкостью, требует ис-
пользования мощных электрических печей, жа-
ростойких пресс-форм из нержавеющей стали.
Главная область его применения — изоляци-
онные детали мощных колебательных контуров,
держатели мощных ламп, панели, воздушных
конденсаторов, гребенки катушек индуктивно-
сти, платы, переключателей, разные детали ва-
куумных приборов, где важны стойкость к
воздействию высокой температуры и дуговых
разрядов. В основном микалекс применяется в
высокочастотной технике в качестве установоч-
ного электроизоляционного материала, рабо-
тающего при частоте до 1 МГц. Допустимая
рабочая температура для микалекса находит-
ся в пределах 300—350 °C. На микалекс,
выпускаемый Минпромстройматериалов СССР,
действуют ТУ 21-25-48-83 «Микалекс пластин-
чатый высокочастотный» и ТУ 21-25-90-77 «Де-
тали из микалекса». Основные размеры плас-
тин микалекса 390X190 мм при номинальных
толщинах 4; 5; 6; 8; 10; 12; 13 и 15 мм.
Допускаемые отклонения от разме-
ров пластин:
по длине и ширине, мм . . . ±15
по толщине, мм ............... ±0,4
от прямоугольности............< ±3°
по кривизне поверхности на дли-
не 100 мм, мм.................<±0,2
Поверхность пластин должна быть шлифо-
ванной. При шлифовании снимается верхний,
недостаточно плотный слой и придается необ-
ходимая гладкость. Трещины, расслоения и ра-
ковины на пластинах микалекса не допуска-
ются.
При непрерывном смачивании водой и при-
менении инструмента из быстрорежущей стали
микалекс допускает обработку резанием: рез-
ку, обтачивание, фрезерование и сверление, а
при использовании карборундовых кругов шли-
фуется. Ниже даны показатели пластинчатого
высокочастотного микалекса по ТУ 21-25-
48-83.
Плотность, кг/м3, не менее .... 3000
Разрушающее напряжение при ста-
тическом изгибе, МПа, не менее 80
Водопог лощение после 24 ч пребыва-
ния в воде, %, не более .... 0,03
Диэлектрическая проницаемость при
15—25 °C, не более......... 8
tg6 при 15—25 °C и 1—3 Гц после
24 ч пребывания в воде и последу-
ющего обсыхания в течение 2 ч
при влажности воздуха 50—60 %,
ие более......................0,006
р при 15—25°C, Ом-м, не менее . Ю10
ps после 24 ч пребывания в воде и
последующего обсыхания в течение
2 ч при 15—25 °C и влажности воз-
духа 50—60 %, Ом, не менее . . Ю10
Электрическая прочность, МВ/м, не
менее . .... ...... 20
Техническими условиями на детали из ми-
калекса предусматривается использование в
качестве метода для их получения механичес-
кой обработки пластин, удовлетворяющих ТУ
21-25-48-83.
Форма, размеры и допустимые по ним
отклонения устанавливаются по соглашению
между потребителем и поставщиком. Отдель-
ным пунктом в технических условиях оговоре-
но отсутствие на деталях трещин и отслаива-
ния по краям, в отверстиях и на выступах —
пазов. Микалексовые пластины и детали из них
должны храниться в сухом, чистом, закрытом
помещении.
Средний ТКР микалекса при 20—150 °C
равен (8—9)-10~6OC_I. Его удельная тепло-
емкость составляет 0,84 Дж/(г-°C), теплопро-
водность— (1,89—3,15)-10-4 кВт/(м-°С).
При замене в производстве микалекса при-
родного мусковита синтетической слюдой фтор-
флогопит получен так называемый новомика-
лекс. При его изготовлении могут быть исполь-
зованы более тугоплавкие стекла, что повыша-
ет нагревостойкость микалекса.
У обычного микалекса при температуре
выше 150 °C начинается быстрый рост tg 6 в
зависимости от температуры, что вызывает
опасность теплового пробоя.
У повомикалекса, изготовленного на обыч-
ном стекле, быстрый рост tg б с ростом тем-
пературы начинается с 250 °C, а у новомика-
лекса иа стекле с повышенной температурой
размягчения — с 350 °C.
Технология изготовления новомикалекса
отличается большей сложностью, материал по-
лучается более дорогой, чем обычный мика-
лекс. Вследствие наличия ряда специальных
видов электрокерамики, не уступающих по
своим свойствам новомикалексу, промышлен-
ное производство последнего организовано не
было.
Список литературы
22.1. Алексеенко А. П. Когезия и адгезия горя-
чего стекла. М.: Машиностроение, 1969. 176 с.
22.2. Аппен А. А. Химия стекла. М..: Химий,
1970. 351 с.
22.3. Бартенев Г, М. Строение и механические
§ 23.1
Классификация и основные свойства керамики
211
свойства неорганических стекол. М.: Стройиздат,
1966. 216 с.'
22.4. Безбородов М. А. Химическая устойчивость
силикатных стекол. Минск: Наука и техника. 1972.
304 с.
22.5. Бережной А. И. Ситаллы и фотоситаллы.
М.: Машиностроение, 1981. 464 с.
22.6. Браиловский В. Б.. Мазурин О. В. Ди-
электрические свойства электровакуумных стекол и
метод расчета коэффициента потерь. — В кн.: Элект-
ронное приборостроение. М.: Энергия, 1965. 83 с.
22.7. Основы радиационного материаловедения
стекла и керамики/С. М. Бреховских, Ю. Н. Викто-
рова, Ю. Л. Грин штейн, Л. М. Лайда. М.: Стройиз-
дат, 1971. 172 с.
22.8. Применение стекла для производства изо-
ляторов/Л. И. Бунеева, 3. С. Горшкова и др. М.:
ЦБТИ ЭП. 1958. 53 с.
22.9. Производство изоляторов из стекла. Л. И.
Бунеева, 3. С. Горшкова и др. М.: Государственный
институт стекла, 1960. 74 с.
22.10. Кондакова Л. В., Михайлова В. А. Стек-
лометаллические корпуса для полупроводниковых
и электровакуумных приборов. М.: Энергия, 1979.
78 с.
22.11. Любимов М. Л. Спаи металла со стеклом.
М.: Энергия, 1968. 280 с.
22.12. Мазурин О. В. Электрические свойства
стекла. — Тр. ЛТИ им. Ленсовета, вын. 62. Л.:
ЛТИ, 1962. 161 с.
22.13. Мазурин О. В. и др. Тепловое расшире-
ние стекла. Л.: Наука, 1969. 214 с.
22.14. Мазурин О. В. Отжиг спаев стекла с ме-
таллом. Л.: Энергия, 1980, 140 с.
22.15. Машкович М. Д. Электрические свойства
неорганических диэлектриков в диапазоне СВЧ. М.:
Советское радио, 1969. 240 с.
22.16. Павлушкин Н. М. Основы технологии си-
таллов. М.: Стройиздат, 1979. 538 с.
22.17. Павлушкин Н. М., Сентюрин Г. Г., Хода-
ковская Р. Я. Практикум по технологии стекла и
ситаллов. М.: Стройиздат, 1970. 512 с.
22.18. Роус Б. Стекло в электронике. М.: Совет-
ское радио. 1969. 355 с.
22.19. Справочник по производству стекла. Т. I.
Под ред. И. И. Китайгородского и С. И. Сильвест-
ровича. М.: Стройиздат, 1963. 1026 с.
22.20. Стекло: Краткий справочник под ред.
Н. М. Павлушкина. М.: Стройиздат, 1973. 487 с.
22.21. Химическая технология стекла и ситал-
лов/Поп ред. Н. М. Павлушкина. М.: Стройиздат,
1983. 437 С,
22.22. Шлакоситаллы. Киев: Реклама, 1969. 27 с.
22.23. Цимбепов А. И., Штерн А. В. Стеклян-
ные изоляторы. М.: Энергия, 1973. 200 с.
22.24. Эспе В. Технология электровакуумных ма-
териалов/Пер. с нем., т. 2. М.: Энергия, 1968. 448 с.
22.25. Ходкевич «П. П., «Неко В. К. Кварцевое
стекло в производстве электровакуумных изделий.
М.: 1981. 89 с.
22.26. Юрков «П. Ф., «Пеко В. К. Переходные
стекла и спаи в электровакуумной промышленности.
М.: Энергия, 1979. 126 с.
22.27. Производство цветных кинескопов/Под
общ. ред. В. И. Барановского. М.: Энергия. 1978.
366 с.
22.28. Стевелс Дж. Электрические свойства сте-
кла/Пер. с англ. М.: Изд-во иностр, лит., 1961. 87 с.
РАЗДЕЛ 23
ЭЛЕКТРОТЕХНИЧЕСКАЯ КЕРАМИКА
X. С. Валеев
2.3.1. КЛАССИФИКАЦИЯ И ОСНОВНЫЕ
СВОЙСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ
КЕРАМИКИ
Электротехническая керамика представляет
собой материал, получаемый из формовочной
массы заданного химического состава из ми-
нералов и оксидов металлов. Любая керами-
ка, в том числе и электротехническая, — мате-
риал многофазный, состоящий из кристалличе-
ской, аморфной и газовой фаз. Ее свойства
зависят от химического и фазового составов,
макро- и микроструктуры и от технологических
приемов изготовления.
В электрической и радиоэлектронной про-
мышленности керамическая технология широко
применяется для изготовления диэлектричес-
ких, полупроводниковых, пьезоэлектрических,
магнитных, металлокерамических и других из-
делий. В настоящее время, особенно с прони-
кновением в быт электронной техники, из
электротехнической керамики изготавливаются
десятки тысяч наименований изделий массой
от десятых долей грамма до сотен килограм-
мов и размерами от нескольких миллиметров
до нескольких метров. В данном разделе рас-
сматривается электроизоляционная керамика.
'В ряде случаев изделия из керамики, главным
образом из электрофарфора, покрываются гла-
зурями, что уменьшает возможность загрязне-
ния, улучшает электрические и механические
свойства, а также внешний вид изделия.
Электрофарфор является основным кера-
мическим материалом, используемым в произ-
водстве широкого ассортимента низковольт-
ных и высоковольтных изоляторов и других
14*
изоляционных элементов с рабочим напряже-
нием до 1150 кВ переменного и до 1500 кВ
постоянного тока.
Преимущества электрокерамики перед дру-
гими электроизоляционными материалами со-
стоят в том, что из нее можно изготовлять
изоляторы сложной конфигурации, кроме то-
го она имеет широкий интервал спекания. Сы-
рьевые материалы малодефицитны, технология
изготовления изделий относительно проста.
Электрофарфор обладает достаточно высокими
электроизоляционными, механическими, тер-
мическими свойствами в области рабочих тем-
ператур; он выдерживает поверхностные раз-
ряды, слабо подвержен старению, стоек к
воздействию атмосферных осадков, многих хи-
мических веществ, солнечных лучей и радиаци-
онных излучений.
В связи с передачей энергии высоким и
сверхвысоким напряжением на дальнее рас-
стояние резко возросли требования к качеству
высоковольтных изоляторов, главным образом
к механической прочности.
В последние годы выпускаются надежные
высокопрочные изоляторы оптимизированной
конструкции из электрофарфора высокого ка-
чества. Известно, что прочность фарфора при
сжатии в 10—20 раз выше прочности при из-
гибе или растяжении. Повышение требований
к механической прочности стержневых изоля-
торов (по стандарту DIN) иллюстрирует
табл. 23.1.
По назначению компоненты фарфора раз-
личаются на пластичные и отощающие, а по
роли при термической обработке — на плавни
и кристаллообразующие.
212
Электротехническая керамика
Разд. 23
Таблица 23.1. Механическая прочность
стержневых изоляторов
Вид нагрузки иа изолятор Механическая прочность, кН, по нормам DIN
1951 г. 1955 г. 1966 г- 1977 г.
Разрушающая 49 64 82 128
Рабочая 24,5 24,5 29 51
Механическая прочность фарфора в значи-
тельной степени зависит от механических
свойств и кристаллической структуры отста-
ющего материала, а также образованных в
процессе обжига сетчатых волокнистых мик-
роструктур кристаллической фазы (в частно-
сти, игл муллита). Стеклофаза в структуре
фарфора ухудшает механическую прочность,
так же как и наличие пор, неблагоприятно
влияющих на распределение напряжений.
В последние годы наравне с обычным фар-
фором налажен выпуск фарфора с повышен-
ным содержанием муллита, фарфор кристоба-
литовый и корундовый. В последнем кремнезем
в шихте частично заменен корундом.
Большинство корундовых кристаллов при
обжиге остается в исходной форме и благода-
ря высокому сопротивлению упругой дефор-
мации образует прочный каркас микрострукту-
ры. Незначительная часть растворяется в стек-
лофазе и является причиной возникновения
вторичного муллита. Как следует из табл. 23.2,
механическая прочность корундового фарфора
значительно выше прочности обычного фар-
фора.
Таблица 23.2. Фазовый состав и основные
свойства электрофарфора
Фарфор
Показатель ’S ышен- юдержа- муллита К ч го to 0.., ’3 са о ч
tt w ю с по в: ным с нием : крист товый Сь §
Состав, %
Муллит Кремнезем Кристобалит Корунд Стеклофаза 25—28 10—12 60—62 35—48 1—5 0—5 55—60 23—25 23—25 20—25 28—33 10—12 35—40 45—50
Основные свойства
Прочность при изгибе, МПа 70 120 ПО 170— 220
Ударная вяз- кость, кДж/м£ Электрическая прочность, МВ/м 1,5 30 2,0 35 2,2 35 2,5 35
Подгруппа
210
Подгруппа
220
Подгруппа
220.1
Группа 300
Наиболее перспективным является корун-
довый фарфор.
Следует ожидать, что традиционные спо-
собы производства, т. е. литье изоляторов в
гипсовые формы, а для-больших опорных изо-
ляторов — склейка отдельных элементов до
обжига, заменяется пластическим прессовани-
ем, выдавливанием массивного цилиндра или
трубки с дополнительной обработкой на копи-
ровальных станках, а также изостатическим
прессованием заготовок с последующей авто-
матической обработкой. Использование послед-
него способа производства изоляторов суще-
ственно сократит технологический цикл и объ-
ем трудозатрат.
По ГОСТ 20419-83 (соответствует СТ СЭВ
3567-83) «Материалы керамические электро-
технические» эти материалы по их составу клас-
сифицируются следующим образом:
Группа 100
Подгруппа
ПО
Подгруппа
110.1
Подгруппа
111
Подгруппа
112
Подгруппа
120
Подгруппа
130
Группа 200
Подгруппа
310
Подгруппа
340
Подгруппа
340.1
Подгруппа
340.2
Подгруппа
350
Подгруппа
350.1
Подгруппа
351
Подгруппа
351.1
материалы на основе ще-
лочных алюмосиликатов
(фарфоры):
силикатный фарфор, со-
держащий до 30% АрОз;
силикатный фарфор тон-
кодисперсный;
силикатный фарфор прес-
сованный;
силикатный фарфор вы-
сокой прочности;
глиноземистый фарфор
(содержащий 30—50 %
AI2O3);
глиноземистый фарфор
высокой прочности, со-
держащий свыше 50 %
AI2O3.
материалы на основе си-
ликатов магния (стеа-
титы) :
стеатит прессованный;
стеатит пластичный;
стеатит литейный
материалы на основе ок-
сида титана, титанатов,
станнатов и ниобатов;
материалы на основе ок-
сида титана;
материалы на основе ти-
танатов стронция, вис-
мута, кальция;
материалы на основе ти-
таната кальция;
материалы на основе
стронций-висмутового ти-
таната;
материалы на основе
титаната бария с ег до
3000;
материалы на основе ти-
таната бария, стронция,
висмута;
материалы на основе ти-
таната бария с е, свыше
3000;
материалы на основе ти-
таната бария, станната
и цирконата кальция.
§ 23.2
Основные сырьевые материалы
213
Продолжение
Группа 400
Подгруппа
410
Подгруппа
420
Группа 500
Подгруппа
510
Подгруппа
511
Подгруппа
512
Подгруппа
520
Подгруппа
530
Группа 600
Подгруппа
610
Подгруппа
620
Подгруппа
620.1
Группа 700
Подгруппа
780
Подгруппа
786
Подгруппа
795
Подгруппа
799
материалы на основе
алюмосиликатов магния
(кордиерит) или бария
(цельзиан), плотные:
кордиерит;
цельзиан.
материалы на основе
алюмосиликатов магния,
пористые:
материалы на основе
алюмосиликатов
магния, пористые термо-
стойкие;
высококордиерито в ы й
материал, пористый;
высокоглиноземи с т ы й
материал, пористый, тер-
мостойкий.
глиноземистые материа-
лы (муллитокорундо-
вые) :
глиноземистый
содержащий
А12О3;
глиноземистый
содержащий
А12О3;
глиноземистый
содержащий
А12О3.
материал,
50—65 %
материал,
65—80 %
материал,
72—77 %
высокоглиноземистые ма-
териалы (корундовые):
высокоглиноземис т ый
материал, содержащий
80—86 % А12О3;
высокоглиноземис т ы й
материал, содержащий
86—95 % А12О3;
высокоглиноземис т ы й
материал, содержащий
95—99 % А12О3;
высокоглиноземис т ы и
материал, содержащий
свыше 99 % А12О3.
Электроизоляционные керамические мате-
риалы по назначению классифицируются со-
гласно табл. 23.3.
Если поры керамики сообщаются между
собой и поверхностью изделия, то она назы-
вается «пористой», т. е. имеющей «открытые»
поры.
Все керамические материалы более или
менее пористые. Даже в обожженной до мак-
симальной плотности керамике объем пор (за-
крытых) составляет 2—6 %, а в пористых ма-
териалах — 15—25 % •
Открытая пористость измеряется значени-
ем водопоглощения, т. е. количеством воды, по-
глощаемым материалом до насыщения и отне-
сенным к массе сухого образца.
В тех случаях, когда водопоглощение об-
разца не превышает 0,5 %, для определения
пористости часто применяется качественный
метод: прокраска образцов в 1 %-ном спирто-
вом растворе фуксина. Наличие открытой по-
ристости определяется по проникновению кра-
сителя в толщу образца.
Для характеристики плотности керамики
употребляют параметр — кажущаяся плотность,
ее значение 1800—5200 кг/м3.
23.2. ОСНОВНЫЕ СЫРЬЕВЫЕ МАТЕРИАЛЫ
ДЛЯ ПРОИЗВОДСТВА
ЭЛЕКТРОТЕХНИЧЕСКОЙ КЕРАМИКИ
Сырьевые материалы для производства
электрсфарфора. Для изготовления электро-
фарфора основными сырьевыми материалами
служат огнеупорные глины, кварц, пегматиты,
полевые шпаты, каолины, глинозем, ашарит и
циркон (для производства соответственно гли-
ноземистого, ашаритового и цирконового фар-
фора), мел и доломит (в качестве плавней,
главным образом, в глазури) и др.
Огнеупорные ' глины и каолины представ-
ляют собой тонкозернистые (от коллоидной
дисперсности до размеров частиц менее 2 мкм)
водные алюмосиликаты; для них характерна
слоистая структура.
Основными составляющими тонкозернистой
фракции глинистых пород являются минералы
каолиновой группы с химическими формулами
Al203-2Si02-2H2O (каолинит), Al2O3-2SiO2X
Х.4Н2О (галлуазит) и др. Для производства вы-
соковольтного фарфора отечественными заво-
дами используются глины и каолины, химиче-
ский состав которых и потери по массе при
прокаливании приведены в табл. 23.4 и 23.5.
Кварцевые материалы. Кристаллический
кремнезем SiO2 является одним из основных
компонентов фарфоровой массы, который вво-
дят в состав шихты в виде кварцевого песка
или жильного кварца. Размер гранул кварце-
вых песков составляет 0,05—3 мм. Кристалли-
ческий кремнезем существует в нескольких по-
лиморфных формах; три основные — кварц,
тридимит и кристобалит. В свою очередь кварц
и кристобалит имеют а- и 0-модификации,
тридимит — а-, 0- и у-модификации. Стабиль-
ными формами являются 0-кварц (при темпера-
туре ниже 573°C), а-тридимит (870—1470°C)
и а-кристобалит (1470—1710°C). Переход из
одной модификации кремнезема в другую со-
провождается изменением объема, плотности и
других параметров. При производстве электро-
керамики используются пески и жильный
кварц, химический состав которых приведен в
табл. 23.6.
В зависимости от месторождения кварце-
вые пески имеют примеси (Ее2О3, ПО2, А12О3,
CaO, MgO и др.), наиболее нежелательные из
которых Ее2О3 и ТЮ2 (допустимое содержание
не более 0,15 %), СаО и MgO (не более 0,2 %).
Полевые шпаты представляют собой без-
водные алюмосиликаты, содержащие щелочные
(Na+, К+) и щелочно-земельные (Са2+) катио-
ны. Основные виды применяемых в керамиче-
ском производстве полевых шпатов: калиевый
(микроклин) с приблизительной формулой
K2O-Al2O3-6SiO2, натриевый (альбит) Na2OX
XA12O3-6SiO2, кальциевый (анортит) СаОх
XAl2O3-2SiO2 и бариевый (цельзиан) ВаОХ
XAl2O3-2SiO2. Полевые шпаты всегда содержат
примеси оксидов железа, магния, кальция и др.
Лучшим для изоляционной керамики по-
левым шпатом является микроклин. Из-за по-
214
Электротехническая керамика
Разд. 23
Таблица 23.3. Основные классы электротехнических керамических материалов
соответственно применению
Класс Применение Вид керамики Характерные особенности
1 Изоляторы для устройств высокого и низкого напряже- ния, низкой частоты Электрофарфор и глино- земистый фарфор Хорошие электроме- ханические свойства, возможность изготовле- ния изоляторов любых размеров
2 Низкочастотные и высоко- частотные изоляторы и конден- саторы малой емкости Стетит, ультрафарфор, ко- рундо-муллитовая керами- ка, цельзиановая керамика Небольшое значение ег
3 Конденсаторы высокого н низкого напряжения, высокой и низкой частоты Рутиловая, перовскито- вая, титаио-циркониевая ке- рамика, стронций-висмуто- вый титанат, алюминат-лан- тановая керамика Высокое и очень высо- кое значение 8Г задан- ное или не регламенти- рованное значение ТКе
4 Термодугостойкие узлы: ис- крогасительные камеры, осно- вания нагревательных элемен- тов и проволочных резисторов, изоляторы в вакуумных при- борах Кордиерит, литийсодер- жащая, высокоглиноземи- стая и цирконовая керами- ка Высокая механичес- кая стойкость при на- греве и стойкость к тер- моударам
5 Высоконагревостойкие изо- ляторы Керамика на основе чи- стых оксидов алюминия, магния, бериллия и т. д. Высокие электрические свойства при высокой температуре, высокая теплопроводность
6 Резисторы Смесь керамики с сажей или графитом; керамика на основе смешанных кристал- лов оксида цинка и оксидов металлов с переменной ва- лентностью Повышенная и высо- кая электропроводность, линейная и нелинейная вольт-амперные харак- теристики
Таблица 23.4. Огнеупорные глины
Содержание оксидов, % Потери при прокаливании, о/ /0
Месторождение SiO2 AlgO, Fe2O3 СаО MgO К2О Na2O
Часовъярское 49,6—60,74 27,17—36,15 0,77—1.97 0,24—1,12 0.64—1,32 1,42—2,99 0,19—0,54 9,86—7.35
Дружковское 47,0—57,0 32,4—37,0 0,81-1,32 0,72—1,38 0,16—0,50 1,18- -3.48 11,46—9,50
Торжковское 45,5—55,1 28,9—37,3 0,43—2,73 0,46—2,30 0,14—1,81 0,04—1,59 0,24—0,96 17,70—11,06
вишенного содержания Na2O в полевом шпа-
те снижаются температура обжига, вязкость
стеклофазы керамики и существенно ухудша-
ются его электрофизические свойства. Чем
больше соотношение К2О и Na2O в полевом
шпате, тем лучше свойства керамики.
В связи с ограниченностью запасов высо-
кокачественного полевого шпата для производ-
ства высоковольтных изоляторов используют
пегматиты.
Пегматиты представляют собой крупнозер-
нистые кристаллические породы — смесь поле-
вого шпата с кварцем. Химический состав пег-
матитов и полевых шпатов приведен в табл.
23.7.
Глинозем — безводный оксид алюминия
А12О3 — представляет собой порошок со сред-
ними размерами сферических гранул 50—
200 мкм. В последние годы глинозем широко
применяется как основной компонент электро-
фарфора и ультрафарфора (на основе корун-
да) и в качестве самостоятельного материала
для изготовления высоковольтных, высокочас-
тотных изоляторов, конденсаторов, деталей ва-
§ 23.2
Основные сырьевые материалы
215
Таблица 23.5. Каолииы
Месторож- дение Вид каолина Содержание оксидов, % о , 5 л ТО >5 Сь Е СО ° £ К К S £ £!< то S Сс к
SiO3 А12О3 Fc2O, СаО MgO к2о Na2O
Прося- иовское Необогащен- ный Обогащенный 65,0—69,7 45,5—47,4 21,7—26,4 37,4—39,8 0,84—1,0 0,3—0,94 0,4—0,7 0,15—1,3 0,08—0,3 0,12—0,56 0,27—0,83 0.15—0,77 0—0.68 7,9—4,9 14,0—13.2
Глухо- вецкое Необога щеп - ный Обогащенный 65,3—69,6 46,0—47,9 22,2—26,2 37,1—40,4 0,2—0,5 0,21—0,95 0,32—0,45 0,13—0,5 0-0,53 0,13—0,15 0—0,4 0—0.003 8,7—7,9 13,7—13,1
Кыштым- ское Необог а щен- ный Обогащенный 69,0 45,7—49,2 21,1 36,3—38,2 0,95 0,5—2,2 0,65 0,46—1,6 0,32 0,28—0,76 0,39—0,80 0—0,59 6,99 13,7—12,1
Балайское Обогащенный 45,5-51,1 34,2—37,2 0,6—0,8 0,3—0,88 0,1—0,2 — 0,7—0,96 —
Ангрен- ское Необог а щен- ный 54,6—57,1 30,2—32,3 0,1—0,8 0,7—1,2 0,28—0,3 — 0,28 —
Таблица 23.6. Кварцевые материалы
Сырье Содержание оксидов, % Потери при про- ? аливаиии,
SiO2 | А12О3 | Fe2O3 | СаО | MgO | К2О [ №гО %
Кварцевый песок
Люберецкий Авдеевский Талшииский ГДР 99,5—98.6 96,6—98.8 99,3—99,7 99,7—99,8 0,06—0,8 2,7—0,7 0,3—0.2 0,1 0,1—0,2 ОД—0,2 0,04 0,01 0,1—0.2 0,2—0,6 0,06 0,02 0,04—0,1 0,1—0,2 0,03 0,03 0,1 0,04—0,1 0,08—0,02 0,1—0,3 0,1—0,4 0,13—0,15
Кварц жильный
Нарыи-Кунтии- ский 90,7—99,4 0,4—0,6 0,0—0,6 0,0—0,8 0,0—0,9 2,7—0,0 0,0—0,2 0,26
Таблица 23.7. Полевой шпат и пегматит
Сырье Содержание оксидов, % К2О: Na2O
SiO2 А12О3 [ Fe2O3 СаО MgO К2О №2О
Пегматит
Глубочанский (Токаровский) 71,3—75,4 14,8—16,2 0,4—0,6 0,6—1,2 0,1—0,4 4,6—5,3 3,6—4,5 1,0—1,5
Приладожский 65,6—77,7 13,1—19,3 0,1—1,0 0,6—2,3 0—0,7 4,1—5,9 3,6—5.1 0,8—1,6
Елисеевский 70,7—75,6 13,3—17,1 0,3—0,8 0,5—1,3 0—0,2 3,0—4,9 2,9—5,3 0,6—1,5
Алапаевский Полевой шпат 65,5—74.4 13,9—19,7 0,2—0,4 0,2 0,1 7,9—12,0 1,9—3,5 —
Норвежский 65—74,7 19,2—20,2 0,1—0,3 0,2 11,1—12,8 3,3—3,7 3,4—3,5
Применяемый в США 6о—68,6 17,3—19,9 0,1—0,3 0—0,5 0,03 10,5—12,0 2,7—3,3 3,6—3,9
Применяемый в Швеции 64,0 19,4 0.1 0,08 — 14.0 1.9 7,3
Применяемый в ФРГ 68,5 17,6 0,3 0,2 0.1 10.6 0,7 15,8
куум-плотпых узлов (корпусов предохраните-
лей; колб натриевых ламп, корпусов полупро-
водниковых вентилей, обтекателей антенн, плат
д'ля'интегральных схем и др.).
'Безводный оксид алюминия существует в
нескольких кристаллических модификациях, из
которых самой устойчивой является а-АЬОз
(корунд). Эта модификация характеризуется
малым tg6«2-10-4, высоким р»1014 Ом-м,
высокой теплопроводностью и стойкостью к
216
Электротехническая керамика
Разд. 23
термоударам, наибольшей плотностью (3999
кг/м3).
Две другие модификации: у-А12О3 и Р-А12О3,
последняя из которых представляет собой со-
единение глинозема со щелочными и щелочно-
земельными оксидами, имеют меныпую плот-
ность (соответственно 3600 и 3300 -3400 кг/м3)
и более высокие значения tg б («50-10”4
и 1000-10-4) (ГОСТ 20419 83, группа 600).
Технический глинозем представляет собой
в основном у-А12О, с частичным содержанием
гидратов глинозема.
При нагреве у-А12О3 переходит в а-А12О3 с
уменьшением объема на 14,3 %. Для уменьше-
ния усадки керамики при обжиге технический
глинозем предварительно обжигают при темпе-
ратуре 1450—1550 °C.
Спектрально чистый корунд плавится при
2050 °C, а изделия из него при небольшой ме-
ханической нагрузке могут быть использованы
даже при температуре до 1800 °C.
Для производства электроизоляционной ке-
рамики применяются технический глинозем
(шесть сортов), электропдавленный корунд и
глинозем особой чистоты в зависимости от на-
значения керамики.
Кальцит — карбонат кальция СаСО3, пред-
ставляющий собой плотный кристаллический
агрегат, называется мрамором, а при тонко-
дисперсной структуре — мелом. При нагреве
СаСО3 разлагается с выделением СО2 соглас-
но реакции СаСОз->СаО+СО^. Скорость раз-
ложения зависит от скорости подъема темпе-
ратуры и от давления воздуха. При нормаль-
ных условиях температура разложения состав-
ляет порядка 900 °C.
Для производства электроизоляционной ке-
рамики в основном используют мел Белгород-
ского месторождения с содержанием СаСО3 не
менее 98 %.
В керамике карбонат кальция использует-
ся как основной компонент кристаллических
фаз титанатов, станнатов и цирконатов каль-
ция, анортита, волластонита, а также входит в
состав стеклофазы различных электрокерамик
и глазурей.
Ашарит — борат магния 2MgO-B2O3H2O
является стеклообразующим оксидом. Его твер-
дость по Моосу — 4 Он добавляется в керами-
ческие массы в количестве 2—3 %. Ашарит в
состав ашаритового фарфора вводится в виде
предварительно приготовленного спека из гли-
нозема, ашарита и полевого шпата в количест-
ве до 60 % массы, для улучшения электроизо-
ляционных свойств фарфора.
Циркон ZrO2-SiO2 (цирконовая руда) име-
ет твердость 7—8; плотность его около 4700
кг/м3. Руду обогащают, в результате получен-
ный циркон содержит ZrO2 не менее 60 % и
Fe2O3 не более 0,15 %. Циркон используется в
качестве основного компонента в стойкой к тер-
моударам керамике и в виде части кристалли-
ческой фазы цирконового фарфора. В послед-
нем случае циркон вводится в состав фарфора
вместо кварца, кристаллическая фаза керами-
ки в таком случае представлена цирконом и
муллитом. Химический состав сырья, содержа-
щего цирконий, приведен в табл. 23.8.
Таблица 23.8. Циркониевое сырье
Сырье, месторождение Содержание оксидов, % Потери при про- каливании, %
SiO2 TiOt ZrO2 А12О3 Ре2Оз СаО MgO К2О
Бадделеит, Брази- 0,69—0,19 — 96,84—98,9 0.13 0,37—0,82 0,21—0,06 — — 0,98—0,28
ЛИЯ Цирконфавас свет- ло-коричневый, Бразилия, 15,35 0,51 81,64 0,90 1,00 — — — 0,63
Цирконфавас аспид- но-серый, Брази- 2,05 0,56 92,87 0,70 3,50 — — 0.52
Цирк он фавас чис- тый, Бразилия 0,48 0,48 97,19 0,40 0,92 Следы — — 0,38
Циркон, Шри Ланка 33,86 — 64,25 — 1,08 — — — •—•
Циркон. Швеция 32,44 -— 65,76 — 0,42 0,09 —“ — 0.46
Циркон, Австралия 30,00 2.08 65,42 1,20 0,44 0,14 0.22 — —-•
Циркон, СССР (Иль- менские горы) 34,79 0,91 57,95 2,88 1,94 1,85 — — 0.15
Циркон, СССР (Вишневые горы) 32.63 1,22 63.53 0,37 0,88 0,61 0.07 0,48 0,35
Циркон, СССР (Жданов) 34,09 Нет 59,93 1,40 1,44 0,12 1,08
Таблица 23.9. Тальки
Тальк Содержание оксидов, % Потери при прокаливании, %
S1O, А12Оа+ ТЮ2 Fe2O3 СаО MgO
Онотский 60.22—62,28 0,01—1,63 0,41—1,09 Следы—0,5 31,02—32,99 5,9—4,92
Шабровский (флотирован- ный) Миасский 57,66—58,65 Следы— 0,87 2,81—3,65 Следы—0,19 31,95—32,5 7,06—6,25
55,3—56 0,43—2,14 7,3-8,1 0,19—1,1 28.5—29,5 5,6—5,3
Алгуйский 68,4 0,25 0.27 0,08 25,9 3,8
Киргитейский 60,7—63,8 0,04—0,09 0.09—0,3 0,36 31,8 4,6-4,7
§ 23.3
Технология производства электрокерамических материалов и изделий
217
Таблица 23.10. Показатели диоксида титана различных модификаций
Модификация Сингония Кажущаяся плотность, кг/м3 Твердость по Моосу Показатель преломления света по двум направлениям Температура перехода в рутил, °C ТК1. 10~~7 к-1 ег
Ng* /Vp**
Анатаз Тетрагональ- ная 3900 5—6 2,55 2,49 915 0,47—0,82 31
Брукит Ромбическая 3900—4000 5—6 2,70 2,58 753 1,45—2,29 78
Рутил Тетрагональ- ная 4200—4400 6 2,90 2,61 >1000 0,71—0,92 89е 173**
* Максимальное значение.
** Минимальное значение.
Таблица
23.11.
Технические требования
к диоксиду титана различных марок
Марка Содержание оксидов, % Нераствори- мый остаток, %
тю, SiO2 Fe2O3 so3 РА
Конденсаторная >99,0 0,28 <0,10 <0,05 0,5 —
Пигментная 94—98 — —~ — 0,02—0,05 —
Лигатурная >99,5 —- 0,13 0,04 0,05 0,5
Специальная >99,5 0,2 0,1 0,04 0,05 0,3
Сырьевые материалы для производства
других видов керамики. Тальк разных место-
рождений имеет состав, близкий к 3MgOX
X4SiO2-H2O или 4MgO-5SiO2-H2O, с незначи-
тельным количеством других оксидов. Лучшие
разновидности талька отличаются малым со-
держанием СаО (от 0,2 до 1 %) и Fe2O3 (от
0,3 до 0,8 %). Тальк должен иметь однородный
состав без прослоек, а потери массы при про-
каливании не должны превышать 5—7 %•
Химический состав тальков, используемых
для производства стеатитов, приведен в табл.
23.9.
Диоксид титана — мелкодисперсный поро-
шок белого цвета с желтоватым оттенком. Для
природного и полученного химическим путем
диоксида титана характерен полиморфизм.
Технические данные диоксида титана при-
ведены в табл. 23.10, химический состав — в
табл. 23.11.
23.3. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ЭЛЕКТРОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
И ИЗДЕЛИЙ
В общем случае технологический процесс
производства электрокерамических изделий
можно представить схемой рис. 23.1. Для каж-
дого конкретного случая процесс будет не-
сколько видоизменяться, однако можно отме-
тить общие для большинства случаев основные
этапы производства: приготовление формовоч-
ной массы; оформление заготовок изделий;
сушка, глазурование и обжиг изделий. В неко-
торых случаях обожженные изделия могут
подвергаться дополнительной механической об-
работке.
Приготовление формовочной массы. Кера-
мическая формовочная масса характеризуется
размерами и распределением частиц; от этого
зависят плотность упаковки, влагосодержание
и прочность заготовки до обжига технологиче-
ские свойства материала, а также характери-
стики обожженных керамических изделий.
Измельчение компонентов является одним
из основных процессов при приготовлении фор-
мовочных масс. Как правило, твердые мине-
ральные компоненты массы сначала подверга-
ют грубому измельчению в щековых дробилках
и на бегунах, затем просеивают на виброситах
для получения заданной фракции, далее про-
изводят мокрый или сухой тонкий помол на ро-
тационных шаровых мельницах периодического
или непрерывного действия. Сверхтонкий по-
мол производят в струйных мельницах с ис-
пользованием сжатого воздуха.
Степень измельчения отдельных компонен-
тов массы зависит от требований, предъявляе-
мых к материалу, размеров изделий и приме-
няемых способов оформления, сушки и обжига.
При измельчении обычно происходит смешение
компонентов массы. Степень измельчения про-
веряют ситовым и микроскопическим анализа-
ми, а в лабораторных условиях — седиментаци-
онным. Для удаления частиц железа измель-
ченную массу пропускают через магнитный се-
паратор.
Обезвоживание водного шликера после
мокрого помола производится на фильтр-прес-
се под давлением 0,8—3 МПа. Масса, остаю-
щаяся между пластинами фильтра в виде кор-
жей, в зависимости от назначения проходит
различную обработку. При изготовлении масс
для пластичной формовки коржи поступают
для переминки в вакуум-прессы, с помощью ко-
торых обеспечивается хорошее извлечение воз-
духа, окончательная переминка массы и выдав-
218
Электротехническая керамика
Разд. 23
Сырье
Дробилка
I Барабанная мельница j
. /.гдт . J
I Магнитный сепаратор
Вибрационное сито
.... < ......-----
Смеситель
п—-----------
I Мембранный насос
‘......—~1Т — —
[ Пресс-фильтр
Вода
Сушка
~~ " II
[Бегунковая мельница |
Масло
Смеситель
П~
| Дезинтегратор
Вибросито
Предварительное
прессование
] |Бегунковая’дробилка]
Сито
I Бункер
Сода
или жидкое
стекло
Вода
Смеситель
[Влажное прессование)
I Сушка
Воздушный
классификатор
{Вакуум-пресс
- .""И
-> I Сухое прессование !
Мундштучное Обтачка
прессование
Литье
Сушка
Рис. 23.1. Технологическая схема производства электрокерамических изделий
ливание ее через мундштук, придающий заго-
товкам определенный профиль. Заготовки ис-
пользуются для формовки изделий пластичными
методами.
Для приготовления водного литейного шли-
кера коржи распускаются в шликерных мешал-
ках в воде с добавкой электролита и доводят-
ся до нужной влажности. После вакуумирова-
ния шликер подается на литье. Безглинистые
массы или массы с небольшим содержанием
глинистых веществ (например, конденсаторные
массы с содержанием около 3 % бентонита) не
подвергают обезвоживанию на фильтр-прессе,
а используют как литейный шликер после ва-
куумировки. ' !
При приготовлении масс, предназначенных
для изготовления изделий методом прессова-
ния, коржи с добавкой отходов формово'чййй
массы подвергают сушке и дроблению. Зятем
масса просеивается, пропускается через маг-
нитный сепаратор, вводятся связующие веще-
ства, производится тщательное перемешивание
§ 23.3 Технология производства электрокерамических материалов и изделий 219
Таблица 23.12. Технико-экономические показатели распылительных сушилок
Показатель Сушилка малой произво- дительности Сушилка высокой произ водительности
обычная в ы сокотем п ер ат у р и а я обычная высокотемпера турка я
Рабочая темпера- тура, °C 260 540 260 540
П роизводитель- ность сушилки, кг/ч 180 450 2940 7250
Потребление теп- ла, ккал/ч 0,30 0,53 5,03 8,82
Мощность, кВт 15 22 160 210
Прямые капита- ловложения, тыс. руб.* 36 38 190 210
* Для оборудования из нержавеющей стали.
и приготовляются гранулированные (гранулы
размером 0,5—2 мм отделяют от пыли на соот-
ветствующих ситах) пресс-порошки.
В качестве связующего и пластифицирую-
щего вещества в глинистых массах служит во-
да, а в безглинистых массах — растворы орга-
нических веществ, например раствор поливини-
лового спирта, бакелитовой смолы, воскообраз-
ные вещества — парафин, церезин и др.
В последние годы для приготовления гра-
нулированного пресс-порошка широко приме-
няют распылительные сушилки. При этом вод-
ный шликер с влажностью 35—50 % распыля-
ют форсункой или вращающимся диском в ба-
шенной сушилке для подсушки и получения
гранул заданной влажности. Шарообразные
гранулы (размерами преимущественно 0,3—
0,5 мм) имеют более высокую текучесть, чем
порошок, получаемый измельчением сухой мас-
сы в мельницах ударного действия.
При применении распылительных сушилок
достигается существенная экономия за счет ис-
ключения из производственного цикла ряда
операций, снижения трудовых и эксплуатаци-
онных затрат. Технико-экономические показа-
тели промышленных распылительных сушилок
приведены в табл. 23.12.
При приготовлении шликера для горячего
литья в металлические формы под давлением
масса предварительно синтезируется, дробится,
измельчается в барабанных или вибрационных
мельницах до заданной дисперсности (обычно
удельная поверхность 350—800 м2/кг). Затем
вводится парафин с добавкой олеиновой кис-
лоты в обогреваемую до 70—80 “С лопастную,
пропеллерную или иную мешалку.
Ориентировочное количество связующего,
состоящего из 95—97 % парафина и 3—5 %
олеиновой кислоты, в шликерах составляет око-
ло 10—15 %.
,. Перед заливкой в формы горячий шликер
вакуумируют в аппаратах различной конст-
рукции.
Оформление заготовок изделий. В зависи-
мости от состава, технологических особенностей
приготовления массы, конфигурации, габарит-
ных размеров и масштаба производства изде-
лий в основном применяются следующие спо-
собы изготовления заготовок: пластичное фор-
мование, прессование из пресс-порошков, литье
водного шликера в гипсовые формы, горячее
литье под давлением в металлические формы и
высокотемпературное прессование.
Пластичное формование относится к важ-
нейшим методам оформления электротехниче-
ских изделий. Этот метод в основном применя-
ется при массовом производстве различных
фарфоровых изоляторов, иногда для изготов-
ления специальных изделий, стеатитовых, кор-
диеритовых, конденсаторных, глиноземистых
и др., в том числе и из масс, не содержащих
глины, но пластифицированных органическими
связующими.
При изготовлении изделий пластичным
формованием керамическую массу подвергают
тщательной обработке, многократной перемеш-
ке в ленточном прессе, вакуумированию.
Сплошные толстостенные трубчатые кера-
мические изделия оформляются из пластичной
массы с помощью мощных вакуум-прессов.
Окончательная конфигурация заготовок дости-
гается пластичным формованием во вращаю-
щихся гипсовых или металлических формах и
механической обработкой резанием. Этот ме-
тод применяется при изготовлении крупногаба-
ритных высоковольтных изоляторов и подоб-
ных им изделий. Трубки, оси, стержни с одним
или несколькими каналами и другие изделия с
постоянным поперечным сечением изготавлива-
ют из пластичной массы способом протяжки
через фильерные мундштуки на поршневых
винтовых, гидравлических или шнековых прес-
сах. Этот способ является основным для оформ-
ления заготовок различной конфигурации при
изготовлении конденсаторов резисторов и дру-
гих изделий.
Изделия, не имеющие форму тел вращения,
при небольших выпусках изготовляются мето-
дом ручной лепки в гипсовых формах.
Прессование из пресс-порошков является
одним из распространенных и производитель-
ных способов изготовления полностью оформ-
220
Электротехническая керамика
Разд. 23
ленных изделий заданной конфигурации или
заготовок для последующей механической об-
работки изделий.
В зависимости от конфигурации прессуе-
мых изделий, степени пластичности пресс-по-
рошка и требований к изделиям прессование
можно осуществлять различными способами.
Так, широкий ассортимент установочных дета-
лей из стеатита и форстерита, высоковольтные
конденсаторы и другие изделия изготовляются
сухим прессованием с применением малоплас-
тичных пресс-порошков с неводными органиче-
скими (парафин, смесь парафина с керосином
и др.) или гидроорганическими (водный рас-
твор поливинилового спирта) связующими. Для
малопластичных пресс-порошков в СССР ис-
пользуют 2—5 %-ный водный раствор поливи-
нилового спирта или 6—14 %-ный раствор па-
рафина в бензине или керосине.
Штампование применяется главным обра-
зом для установочных деталей различной кон-
фигурации из высокопластичных материалов с
большим содержанием глин (фарфора, радио-
фарфора, ультрафарфора и т. д.) и добавкой
гидроорганических пластификаторов.
Изостатическое прессование основано на
всестороннем обжатии засыпанного в эластич-
ную форму пресс-порошка или предварительно
оформленной каким-либо способом заготовки
жидкостью или сжатым газом. Изостатическое
прессование в резиновой форме путем прило-
жения гидростатического давления жидкости
обычно называют гидростатическим прессова-
нием. Этот способ применяется для оформле-
ния заготовок некоторых видов изоляторов,
пьезокерамических элементов и других подоб-
ных изделий. Он обеспечивает получение плот-
ных и однородных заготовок.
Высокотемпературное прессование приме-
няется преимущественно для получения неко-
торых специальных изделий простой формы.
Оно заключается в спекании керамического ма-
териала под давлением при высокой темпера-
туре в нагревостойких формах, при этом оформ-
ление и обжиг изделий совмещаются в единой
операции. Исходный материал применяется в
виде порошков или гранул. Давление, темпе-
ратура и продолжительность прессования оп-
ределяются составом материала, размером и
конфигурацией изделий и т. п.
Литье водных шликеров в пористые формы
является одним из самых старых способов
оформления керамических изделий. Этот способ
широко применяется и сейчас, главным обра-
зом для изделий из специальных видов кера-
мики — для крупногабаритных керамических
конденсаторов, антенных обтекателей, а также
различных изделий сложной формы.
При заливке шликера в пористую, чаще
всего гипсовую форму вследствие поглощения
влаги стенками формы на ее поверхности об-
разуется достаточно плотный и прочный слой
керамической массы.
Различают два основных способа отливки
изделий. При сливном способе после образо-
вания на внутренней стороне формы слоя мас-
сы требуемой толщины оставшийся шликер вы-
ливается из формы. При наливном способе от-
фильтрованная масса заполняет всю полость
формы. Для оформления заготовок с внутрен-
ней полостью наливным способом в форму
вставляется пористый сердечник,
Горячее литье под давлением применяется
преимущественно для изготовления изделий
сложной формы с точными размерами из не-
пластичных материалов и толщиной стенки не
более 10 мм. Литье производится на специаль-
ных аппаратах в металлические формы при
температуре 70—80 °C и избыточном давлении
0,1—1 МПа.
В форму заливается вакуумированный
шликер, который поступает под давлением в
полость металлической формы и хорошо ее за-
полняет. Затвердевание шликера происходит
при охлаждении формы. Метод оформления из-
делий очень трудоемок.
Обточка необожженных керамических из-
делий широко применяется при изготовлении
изоляторов и других изделий, имеющих форму
тел вращения.
Заготовки для последующей обточки полу-
чают методом протяжки (экструзии) пластич-
ной массы. В некоторых случаях заготовки мо-
гут быть получены и другими способами — изо-
статическим прессованием, шликерным литьем
и т. п.
Для обточки используют горизонтальные и
вертикальные токарные станки, снабженные
специальными резцедержателями. На обточку
материал подается либо в подвяленном (влаж-
ная обточка), либо в сухом состоянии (сухая
обточка). В некоторых случаях производится
обточка заготовок, прошедших предваритель-
ный (утильный) обжиг.
Сушка, глазурование и обжиг электрофар-
форовых изделий. Сушка. Электрофарфоровые
изделия, полученные методами протяжки,
прессования и другими методами и прошедшие
обточку на станках, содержат 17—18 % влаги;
несколько меньшую влажность имеют заготов-
ки установочных изделий. Для удаления влаги
до остаточной влажности 0,2—2,0 % фарфоро-
вые изделия подвергаются сушке в сушильных
камерах различной конструкции. Чем больше
габаритные размеры и толщина стенки изоля-
торов, тем меньше должна быть остаточная
влажность.
Существуют следующие виды сушки изде-
лий: конвективная, при которой изделия на-
греваются теплым воздухом, уносящим испа-
ряющуюся влагу; радиационная, при которой
лучистая энергия поступает от электрических
нагревателей; радиационно-конвективная, в ко-
торой сочетается конвективный и радиацион-
ный нагрев. Этот способ наиболее эффективен
при сушке крупных и средних изоляторов.
Сушка токами промышленной и высокой час-
тоты применяется для провялки крупногаба-
ритных влажных заготовок.
Для сушки используются сушильные агре-
гаты периодического и непрерывного действия.
Первые, главным образом, используются для
крупногабаритных изоляторов. Для изделий
среднего габарита и мелких в основном при-
меняют сушилки непрерывного действия (кон-
вейерные, туннельные) с большей производи-
тельностью.
По способу нагрева изделий существуют
сушилки конвективные, радиационные и кон-
вективно-радиационные, по способу использо-
вания газов — однократного и многократного
насыщения, а также использующие воздух в
замкнутом цикле, по способу движения изде-
лий в сушильных камерах и каналах —тун-
§ 23.3
Технология производства электрокерамических материалов и изделий
221
Таблица 23.13. Электрофизические показатели стеклоэмалей
Номер стеклоэмали 10* tg 6 при р, Ом-м, при 200 °C ТК е, 10 К-1 £г Температура, °C
20 °C 200 °C размягчения каплеобразо- вания
7 11 20 ю10 70 10 560+10 820+10
272 10 12 1013 70,5 9 750 —
278—2 18 20 1013 70+5 9 710+10 840+10
43 23 25 5- 10Ю 65+5 17 620=1=10 800+10
25 27 28 5-Ю10 77+5 —• — —
цельные (с периодическим перемещением из-
делий) и конвейерные (с непрерывным гори-
зонтальным или вертикальным). Горизонталь-
ная конвейерная сушилка представляет собой
камеру длиной 8—10, шириной 3—5 и высо-
той 3—4 м, вертикальная конвейерная сушил-
ка — камеру длиной 5—6 и высотой 5—6 м.
Туннельные сушилки непрерывного действия
представляют собой камеру длиной 20 — 25,
высотой 2,5—3,5 м Их ширина зависит от ко-
личества параллельно идущих в туннеле ваго-
неток с изоляторами.
Глазурование. Электрокерамические изде-
лия покрывают тонким (0,1—0,3 мм) слоем гла-
зури (стекловидный покров), что значительно
повышает их механические свойства, изолиру-
ет от воздействия окружающей среды, улучша-
ет внешний вид и электроизоляционные свой-
ства, обеспечивает самоочистку изоляторов в
процессе эксплуатации.
Химический процентный состав (по массе)
глазури, используемой при изготовлении изоля-
торов в электротехнической промышленности:
SiO2—66,0—72,2; А12О3—11,7—17,2; RO—5,7—
7,7; R2O—4,2—5,4. Для приготовления коричне-
вых глазурей обычно вместо части кварцевого
песка вводят фарфоровый бой и красители, со-
держание которых в шихтовом составе состав-
ляет 16,0—35,4 %.
Красители для глазурей применяются для
придания глазури определенного цвета. В ка-
честве красителей обычно применяются оксиды
железа, хрома, марганца и др., чаще всего —
хромистый железняк, марганцевая руда и пиро-
люзит. Содержание красителей в глазури со-
ставляет 8—13 %.
Химический процентный состав коричневой
глазури: SiO2—65,7—68,3; Al2O3(TiO2) —13,4—
13,8; Fe2O3—2,1— 2,3; СаО —3,8—5,1; MgO—
3,7—4,7; Na2O—1,2—2,1; K2O—1,9—2,2; Сг2О3—
2,6—3,1. Сырьем для этих глазурей служат
природные материалы.
В радиотехнической и электронной про-
мышленности для глазурования широко исполь-
зуются стеклоэмали различных марок с темпе-
ратурой размягчения 560—710 °C. Такие стек-
лоэмали на основе силиката свинца с добавкой
оксидов металлов ВаО, Na2O, К2О и др. харак-
теризуются высокими электроизоляционными
показателями, приведенными в табл, 23.13.
От качества глазурного покрытия зависит
механическая прочность глазурованных изделий
(наличие микротрещин и других дефектов мо-
жет служить причиной снижения этого пока-
зателя). Возникновение начальных трещин в
глазури зависит от степени гладкости ее по-
верхности и от обеспечения состояния сжатия
глазури на керамическом изделии. Значения на-
пряжений в глазурованных изделиях и их рас-
пределение зависят от условий обжига и ох-
лаждения, от соотношения значений ТК/ кера-
мики и глазури, от степени развития промежу-
точной зоны на контакте керамика — глазурь.
Наиболее существенный фактор — различие в
значениях ТК/ керамического материала и гла-
зури. Возникновение цека и отскакивание гла-
зури также завнснт от значения ТК/. Глазурь
только тогда повышает механическую проч-
ность керамики, когда она находится в состоя-
нии сжатия. Когда ТК/ глазури больше ТК/ ке-
рамики, создается напряжение растяжения, и
механическая прочность керамики снижается.
Так, при ТК/ глазури (4,5—5,5)/Ю~6К~1 проч-
ность при разрыве глазурованного фарфора со-
ставляет 140—130 МПа, а при ТК/ глазури
(6—7) • 10- 6 К-1— 120—70 МПа
Высушенные заготовки изоляторов перед
обжигом глазуруются методами полива, окуна-
ния или распыления глазурной суспензии плот,
ностью 1400—1700 кг/м.3. Глазурование в за-
висимости от размеров заготовок изоляторов
осуществляют с применением станков кару-
сельного типа, конвейерных машин и- подъем-
ных устройств для крупных изоляторов.
В проходных и подвесных изоляторах элек-
трическое поле по поверхности изоляторов не-
равномерно, а в увлажненных и загрязненных
изоляторах степень неравномерности резко уси-
ливается и приводит к частичным разрядам, а
иногда и к перекрытию. В ряде случаев для
выравнивания электрического поля, а также
для защиты от радио- и телевизионных помех
применяют изоляторы полностью или частично
покрытые полупроводящей глазурью. Удельное
поверхностное сопротивление полупроводящей
глазурью составляет 102—109 Ом.
Для выравнивания электрического поля
(особенно при покрытии внутренней поверхно-
сти проходных изоляторов) более благоприятно
низкое сопротивление полупроводниковой гла-
зури, но при этом должны быть учтены осо-
бенности конструкции изолятора. Кроме того,
при низком сопротивлении глазури вероятнее
возникновение теплового пробоя по глазури.
Обычно верхний предел определяют экспери-
ментальным путем в зависимости от термоус-
тойчивости, сопротивления и условий эксплуа-
тации изолятора. При этом под термоустончи-
востью подразумевается температура, при ко-
торой удельное поверхностное сопротивление
глазури уменьшается в 2 раза по сравнению с
сопротивлением при температуре, принятой нор-
222
Электротехническая керамика
Разд. 23
мальной. Чем выше эта температура, тем выше
термоустойчивость глазури.
Качество изоляторов с полупроводящей
глазурью при их эксплуатаци в наружных уста-
новках ухудшается вследствие эрозии проводя-
щего компонента в местах контакта с металли-
ческой арматурой. Износоустойчивость глазур-
ных. покрытий зависит от химического состава.
Полупроводящая глазурь представляет со-
бой композиционный материал преимуществен-
но с электронным характером электропровод-
ности и состоит из 20—40 % (по массе) элект-
ропроводящих кристаллических компонентов и
60—80 % стеклообразующих оксидов. В качест-
ве электропроводящих компонентов использу-
ют Fe2O3, TiO2, Cr2O3, ZnO, SnO2, Sb2O3 и др.
оксиды и их твердые растворы или химические
соединения, а в качестве стеклообразующих
компонентов обычно применяют оксиды SiO2,
А12О3, СаО, MgO, ВаО и др.
Полупроводящую глазурь приготовляют
различными способами. По одному способу
электропроводящие и стеклообразующие окси-
ды измельчают и смешивают помолом мокрым
способом. Полученный шликер необходимой
консистенции наносят на поверхность заготов-
ки изолятора по принятой технологии глазуро-
вания.
При применении других способов электро-
проводящий компонент синтезируют отдельно
в виде химического соединения или твердого
раствора путем обжига. Полученный продукт
измельчают мокрым способом в известных про-
порциях, затем осуществляют помол со стекло-
образующими компонентами.
Применяемая в электротехнической про-
мышленности полу проводящая глазурь для изо-
ляторов имеет следующий процентный хими-
ческий состав (по массе): F2O3—7,9; А12О3—
13,4; SiO2—52,5; TiO2—20,2; СаО—1,07; MgO—
1,2; RSO—2,4; потери при прокаливании—2,18.
Из такой смеси совместным мокрым помолом
в шаровых мельницах приготовляется глазур-
ная масса, которая наносится на поверхность
заготовки изолятора. Обжиг изоляторов произ-
водят в туннельной печи или в горне при тем-
пературе 1320—1420 °C. Удельное поверхност-
ное сопротивление имеет значение 10—80 МОм,
термостойкость составляет 60—70 К, механи-
ческая прочность при статическом изгибе гла-
зурованных стандартных образцов повышается
примерно на 15—20 %.
Опубликовано большое количество работе
описанием получения полупроводящей глазури.
Используя оксиды металлов в качестве прово-
дящего компонента глазури ТЮ2—10-5-40,
Fe2O3—50-ь 10, Сг2О3—40-ь 50 % (по массе)' и
стеклообразующие оксиды SiO2 — 73-5-77,
А12О3— 124-17, MgO —2—9, СаО—24-8 % (по
массе), совместным смешением можно получить
глазури с удельным сопротивлением 10—1000
МОм. Сопротивление глазури может быть
уменьшено за счет уменьшения концентрации
ТЮ2. Полупроводящая глазурь на базе окси-
дов металлов Fe2O3—16, TiO2—7,2, SnO2—13,6
в качестве электропроводящего компонента и
оксидов металлов SiO2—44,1, А12О3—8,6, СаО—
2,9, MgO— 1,7 R2O— 2,2 % (по массе) в каче-
стве стеклообразующего компонента может
иметь удельные поверхностные сопротивления
3,4—12,2 МОм, термостойкость 70 К.
При этом следует иметь в виду, что с изме-
нением температуры обжига изоляторов сопро-
тивление глазури вследствие кристаллизации
изменяется в широких пределах.
Температура об-
жига, °C . . 1270 1320 1350 1380
Удельное поверх-
ностное сопро-
тивление, МОм 12,0 3,4—8 18—23 1500—
3500
Японская фирма «Нихон Гайси» в качестве
электропроводящего компонента полупроводя-
щей глазури рекомендует смесь оксидов SnO2
и Sb2O3, а в качестве стеклообразующего ком-
понента— обычную глазурную массу (SnO2—
854-94 и Sb2O5—64-15 %, в молярных долях).
Приготовление глазури осуществляется следу-
ющим образом. Компоненты SnO2 н Sb20g
смешивают и обжигают при 1000—1300 °C в
окислительной атмосфере; 25—45 % (по мас-
се) обожженного материала измельчают до
среднего размера частиц 44 мкм, смешивают с
55—75 % (по массе) обыкновенной глазурной
массы для изоляторов и обжигают в течение 2 ч
в окислительной атмосфере при 1200—1430 ’С.
Полученный спек измельчают до среднего раз-
мера частиц 44 мкм. Далее, не менее чем 70 %
спека смешивают с глазурной массой (не бо-
лее чем на 30 %). Глазурование производят по
принятой в керамической промышленности тех-
нологии. Обжнг глазурованных заготовок изо-
ляторов осуществляют в восстановительной ат.
мосфере согласно принятому режиму обжига.
Наилучшие результаты при испытании подвес-
ных изоляторов были получены при технологи-
ческом процессе приготовления полупроводя-
щей глазури, описанном далее. Соотношение
электропроводящих оксидов: SnO2—88; Sb2O5—
12 % (в молярных долях). Смешение компонен-
тов с частицами размером не более 44 мкм
производится в фарфоровых барабанах, и та-
кая смесь для образования твердого раствора
замещения обжигается в электрической печи
при 1150 °C в течение 2 ч. Электропроводящий
порошок в количестве 35 % (по массе) смеши-
вают с 65 % глазурной массы для изоляторов
и обжигают в электрические печи в течение 2 ч
при 1350 °C. Спек измельчают. Удельное по-
верхностное сопротивление такого спека 5—12
МОм. Спек измельчают до среднего размера
частиц 44 мкм. Производственная полупрово-
дящая глазурь содержит 80 % измельченного
порошка спека и 20 % каолина или глины. Гла-
зурованная поверхность имеет слегка серова-
тый цвет, сопротивление 26—42 МОм. Изоля-
торы выдерживают 16—16,5 кВ без пробоя в
условиях сильного загрязнения и увлажнения.
По опубликованным данным такие глазури об-
ладают высокой коррозионной стойкостью по
отношению к электролитам и высокой термо-
стойкостью (более 100 К).
Обжиг фарфоровых изделий является ваЖ-!
ным, в ряде случаев завершающим процессом
производства. В процессе обжига, преимущест.
венно в стадии нагрева, удаляется вода, выде-:
ляются газы, происходят полиморфные превра-
щения материала, изменяются размеры н плот-:
ность, образуются кристаллические и аморфные
фазы и происходят другие процессы. Обжиг W
охлаждение ведутся по заданным температур-
ном, газовом и гидравлическом режимах с уче.
§ 23.3
Технология производства злектрокерамических материалов и изделий
223
Таблица 23.14. Показатели работы зарубежных и отечественных периодических
печей
Показатель Печь для обжига опорных стержневых изоляторов Печь для обжига крупногабарит- ных покрышек
Bickley Wistra отечест- венная ' Bickley Wistra отечест- венная
Объем печи, м3 Плотность загрузки изде- лий, т/м3 Производительность, т/год Цикл обжига (холодный — холодный), ч Температура обжига, °C Удельный расход тепла, МДж/кг Габаритные размеры изде- лий, м: диаметр высота Габаритные размеры сад- ки, м: ширина длина высота Количество вагонеток, шт. Количество горелок, шт. Потери от брака, % 80,5 0,2 14 400 76 0,3 16 800 72 3500 68,75 • 576 53 600 80
72 1410 13,8 0,390 1,680 4,57 2 (2X1,7) 2,59 2 15 0,2—0,5 72 1410 9,6 0,390 1,680 3,0 2,6x5 1,95 5 12 0,2 180 1410 33,5 0,390 1,680 4,0 4,0 4,0 1 8 10—15 120 1410 29,3 1,000 4,600 2,5 2,5x2 5,5 2 12 0,2—0,5 115 1410 29,3 1,000 4,600 2,2 2,2X2 5,5 2 12 0,2 200 1410 87,9 1,000 4,600 4,0 4,0 5,0 1 8 10—15
Управление режимом об- жига Автомати- ческое Автомати- ческое Ручное Автоматическое Ручное
Регулирование состава га- зовой среды Полуавто- матическое Автомати- ческое Ручное Полуавто- матическое Автома- тическое Ручное
том габаритов изделий и конструкции приме-
няемых печей. Для обжига фарфоровых изде-
лий используют пламенные печи периодического
и непрерывного действия, для малогабаритных
изделий и изделий специального назначения —
электрические печи периодического и непрерыв-
ного действия с использованием силитовых и
других нагревателей и на основе дисилицида
молибдена, а иногда нагревателей с защитной
средой. Обжиг керамических изоляторов явля-
ется наиболее дорогостоящей операцией техно-
логического процесса приготовления фарфора.
Для обжига крупногабаритных изоляторов
также используют пламенные печи периодичес-
кого действия, круглые (горны), прямоуголь-
ные, одно-, двух- и трехэтажные, со стационар-
ным или выдвижным подом. Рабочий объем
круглых печей, используемых в производстве,
составляет от нескольких до 120 м3. Нагрев пе-
чей производится за счет тепла от сгорания
жидкого или газообразного топлива; продукты
сгорания поступают в рабочую камеру и обо-
гревают находящиеся в горне изоляторы; ох-
лаждение производится воздухом, проходящим
через камеру с обожженными изоляторами. Об-
жиг изделий в пламенных печах периодического
действия производится в капселях, устанавли-
ваемых иа поду печи. Обжиг в больших круг-
лых печах требует большого расхода топлива и
затрудняет механизацию процесса загрузки
изрляторов.
За последние годы начали применять пря-
моугольные камерные печи объемом до 80 м3 с
высоким подом, особенно для обжига однотип-
ных крупногабаритных заготовок изоляторов
стержневого типа, применение которых позво.
ляет механизировать и трудоемкие технологи-
ческие процессы, повысить производительность
труда, сократить цикл обжига, снизить удель-
ный расход энергии, автоматизировать режим
и среду обжига.
В ФРГ фирмами Wistra и Bickley разработа-
ны конструкции таких печей со специальными
огнеупорными элементами различной конфигу-
рации с кажущейся плотностью 0,5—2,2 кг/дм3
и рабочей температурой 800—1550 °C, с исполь.
зованием специальных высокотемпературных
газовых горелок. Основные показатели работы
периодических печей фирм Wistra и Bickley н
отечественных приведены в табл. 23.14.
Печи непрерывного действия дают возмож-
ность бесперебойного выпуска готовой продук-
ции при меньшем расходе топлива. Они значи-
тельно экономнее периодических печей. Усло-
вия труда обслуживающего персонала значи-
тельно лучше, чем при работе на периодических
печах.
Туннельные печи дают возможность для
механизации и автоматизации процесса обжи-
га. По этим причинам туннельные печи широко
применяются для обжига большого ассортимен.
та изоляторов и являются наиболее перспек-
тивными. Для обжига фарфоровых изоляторов
используются туннельные печи нескольких ти-
224
Электротехническая керамика
Разд. 23
Таблица 23.15. Технические требования к электротехническому фарфору группы 100
Показатель Подгруппа
110 110.1 112 120 130
Плотность, кг/м3, не менее 2450 2450 2450 2700
Кажущаяся плотность, кг/м3, не менее* 2300 2300 2200 2300 2400 2500
Кажущаяся пористость Пк, %, не более* Прочность при изгибе ои, МПа, не менее, для образца: 0 0 1,5 0 0 0
неглазурованного* 60 80 30 80 НО 140
глазурованного Прочность при растяжении, МПа, не менее, для образца: 70 100 100 140 160
неглазурова иного 30 45 —‘ 45 55 60
глазурованного 35 55 —- 65 65 70
Ударная прочность, кДж/м2, не менее 1,8 1,8 1,3 2,2 2,2 2,5
Модуль упругости, ГПа, не менее ТК/, 10-6 К"1, при: 60 70 —' 70 80 100
20—100 °C 3,0—6,0* 3,0—8,0 3,0—6,0 5,0-7,0
20—600 °C Средняя удельная теплоем- кость при 20—100 °C, Дж/(кг-К) 4,0—7,0 800- 3,0—8,0 -900 5,0—7,5 5,0—8,0
Теплопроводность, при 20— 100°C, Вт/(м-К) 1,0—2,5 1,0—2,5 1,4—2,5 1,2—2,6 1,5-3,0
Средняя .температуропровод- ность при 20—100 °C, 10~6 м2/с 0,6—1,1 0,6—1,4 0,6- -1,1 0,8—1,4 0,1—1,7
Стойкость к термоударам, К, не менее 160 150 — 150 160 150
Епр при 50 Гц, МВ/м, не ме- нее* 25 30 25 25 25 30
ег при 50 Гц 6,0—7,0 5,0—7,0 —- 5,0—7,0 6,0—7,0 6,0-7,5
103 tg б при 50 Гц, не более р, Ом-м, не менее, при: 20 °C 25 25 — — 25 30
10«! 1011 IO3 -— 1011 —-
200 °C 106 106 10? — Ю6 .—.
600 °C 10? 10? IO2 — 10? —.
p.s, Ом, не менее — — 101» — ”—• —
Основные показатели свойств материалов, остальные являются справочными.
пов длиной 140, шириной до 2,3 и высотой до
2,2 м. Обжигаемые изделия устанавливаются
в вагонетках, футерованных огнеупорным ма-
териалом. Режим обжига (температурные, га-
зовые и гидравлические параметры) по всей
длине печи контролируется контрольно-измери-
тельными приборами и во времени остается по-
стоянным.
Основой правильного ведения процесса об-
жига является соблюдение температурного и
газового режима (создание нейтральной, окис-
лительной или восстановительной среды). Ре-
жим обжига выбирается в зависимости от
свойств материалов и размеров изделий. Фак-
тическая температура обжига изделий может
несколько отличаться от оптимальной, что не
отражается на качестве изделий (в пределах
интервала спекшегося состояния). Этот ин-
тервал является важной производственной ха*
рактеристикой электрокерамического материа-
ла: для разных материалов он находится в
пределах 10—80 К. Температура обжига для
различных керамик составляет 1100—2000 °C
и более.
23.4. ЭЛЕКТРОТЕХНИЧЕСКИЙ ФАРФОР
Электротехнический фарфор (электрофар-
фор) является основным керамическим мате-
риалом, используемым в электротехнической
промышленности. Из него изготовляется ши-
рокий ассортимент высоковольтных и низко-
вольтных электроизоляционных изделий.
Общие свойства электрофарфора. Клас-
сификация и технические требования на элек-
тротехнический фарфор (группа 100) регламен-
тированы ГОСТ 20419*—83. Установлено шесть
подгрупп электротехнического фарфора, при-
веденных в табл, 23.15 (см. также §23.1).
§ 23.4
Электротехнический фарфор
225
Таблица 23.16. Образцы, принятые по методике для каждого вида испытаний
Показатель Форма и размеры образцов, мм Количество образцов, шт, не менее Методы испытания по ГОСТ 24409 80 (с изменением № 2 от 28.03.84)
Испытание на отсутствие открытой пористости Куски керамического мате- риала с неглазурованной поверхностью не менее 75 % общей поверхности 3 СТ СЭВ 1130-78
Определение кажущейся плотности Куски керамического мате- риала общей массой 20— 80 г 3 ГОСТ 24409-80
Измерение плотности Измельченный материал об- шей массой 30—40 г 3 СТ СЭВ 1129-78
Определение прочности при растяжении на глазуро- ванных и неглазурованных образцах Рис. а, б 6 СТ СЭВ 1648-79
Определение предела проч- ности на изгиб на глазу- рованных и неглазуро- ваниых образцах 10 СТ СЭВ 3568-82
Определение стойкости к термоударам глазуро- ванного и неглазурован- ного образца Рис. е, г (размеры по табл. 23.17) 10 СТ СЭВ 4107-83
Определение ударной проч- ности 5 СТ СЭВ 4111-83
Определение модуля упру- гости статическим мето- дом 3 СТ СЭВ 3568-82
Определение TKZ Рис. д, е 3 СТ СЭВ 4106-83
Определение Епр при 48— 62 Гц Рис. ж (размеры по табл. 23.17) 6 СТ СЭВ 4112-83
Определение tg 6, е,-, ps, р Рис. з (размеры по табл. 23.17) 3 СТ СЭВ 4113-83
Определение прочности при сжатии Цилиндр диаметром и вы- сотой 25 мм, боковая поверхность образцов глазурована и неглазу- рована 5 СТ СЭВ 1649-79
Значения открытой пористости по ГОСТ
24409-80 (СТ СЭВ 3668-82).
Для определения основных показателей
электрофарфора, используемого при частоте
до 100 Гц, применяются нормализованные об-
разцы со строго определенными размерами, хи-
мическим составом и регламентированной тех-
нологией изготовления. Оговариваются также
минимальное количество образцов для опреде-
ления каждого показателя, размеры и форма
(табл. 23.16 и 23.17), а также методы опреде-
ления параметров по СТ СЭВ 1648-79 и ГОСТ
24409-80. Определение е,- и tg 6 при частоте
48—62 Гц производится по СТ СЭВ 4113-83, р
и ps при постоянном напряжении — по СТ СЭВ
4114-83, Епр—по СТ СЭВ 4112-83.
15—560
Таблица 23.17. Размеры образцов
для испытаний по табл. 23.16
226
Электротехническая керамика
Разд. 23
Продолжение табл. 23.17
Вариант I Вариант II
о) г)
Рису- нок Номе- ра ва- риан- тов Размеры, мм
L, не менее d ь h 7?
б I 120±3 10=4=1 — —
II 120±3 — 8±1 10±1
Примечание. Образцы по варианту I из-
готовляются методом вытяжки и литья, II — мето-
дом прессования.
Вапиант П
г)
wtf
Вариант! ® I
д)
Ри- сунок dQ До ±1 /+1 г+0,5
25 20 4 5
г 80 50 9 10
3)
Рису- нок dc±2 rf,±l d2±I £lt не более Q
б 55 80 25 50 50 75 2,5 4 1—2
120 75 100 G
В качестве материала электродов могут
быть использованы коллоидный графит (до
100°C), серебряные покрытия, нанесенные ме-
тодом выжигания, или серебро, медь, алюми-
ний, нанесенные вакуумным распылением и хи-
мическим никелированием. Коллоидный графит
не рекомендуется при определении р.ч.
Значение Епр при промышленной частоте
определяется на образцах с полусферической
лункой (радиусы полусферы 10 и 5 мм).
Значение £ЕР, МВ/м, вычисляют по фор-
муле £np=/et/np, где t/EP— действующее значе-
ние для образца, кВ, a k, мм-1, представляет
собой отношение коэффициента неоднородности
электрического поля к толщине образца с наи-
меньшим расстоянием между электродами. Зна-
чения этого коэффициента для образцов раз-
личных размеров приведены в табл. 23.18.
Таблица 23.18. Значения поправочного •
коэффициента k
Коэффициент Коэффициент
Ф /г, мм-1 ф k, миг1
1
==® p .«££
шая ГОЛ1Ц аемог ГО >> 3 к З’е s го ч 2 S го >> 2 s о- ГО >1 S S; Ku
£ Йго g 5 а % С ГО Ь со й к Л 50 £ X С О. н С ~ го *& я % S £ 2« S го н 3 В® 3^ го 0.0 s El Ф Cl cj § §1
Е&Йо «3 Ь- Sag о fcfElO
1,35 0,809 0,879 1,51 0,730 0,801
1,36 0,803 0,874 1,52 0,726 0,797
1,37 0,798 0,868 1,53 0,722 0,792
1,38 0,793 0,863 1,54 0,717 0,788
1,39 0,787 0,858 1,55 0,713 0,784
1,40 0,782 0,853 1,56 0,709 0,780
1,41 0,777 0,848 1,57 0,705 0,776
1,42 0,772 0,843 1,58 0,701 0,772
1,43 0,767 0,838 1,59 0,697 0,768
1,44 0,762 0,833 1,60 0,693 0,764
1,45 0,758 0,828 1,61 0,689 0,760
1,46 0,753 0,823 1,62 0,685 0,756
1,47 0,748 0,819 1,63 0,681 0,752
1,48 0,744 0,814 1,64 0,678 0,749
1,49 0,739 0,810 1,65 0,674 0,745
1,50 0,735 0,805
Физико-технические свойства фарфора, ис-
пользуемого для производства фарфоровых из-
делий, выпускаемых предприятиями страны и
за рубежом, приведены в табл. 23.19 (при 20 °C).
Параметры отдельных нормализованных об-
разцов фарфора также имеют большой разброс,
связанный с неоднородностью материала. В ка-
честве примера на рис. 23.2 приведена гисто-
грамма, построенная по данным восьми лет в
результате испытаний на статический изгиб об-
разцов (321 шт.), изготовленных одним из оте-
чественных заводов.
Влияние химического и гранулометричес-
кого состава фарфоровой массы на основные
параметры фарфора. Свойства фарфора зави-
сят от многих факторов. В табл. 23.19 приве-
дены основные параметры некоторых отечест-
венных и зарубежных фарфоровых материалов.
Как следует из табл. 23.19, основные парамет-
ры отечественных и зарубежных материалов
§23.4
Электротехнический фарфор
227
Таблица 23.19. Физико-технические свойства фарфора электроизоляторных заводов
Страна, изготовитель Прочность при рас- тяжении, МПа, фарфора Прочность при ста- тическом изгибе, МПа, фарфора S S 2г & Ри к tg6 при 50 Гц и «О пО1 Стойкость к термо- ударам, К
неглазуровэн- ного глазурованного белой глазурью иного ft гла- неглазурованно- го глазурованного белой глазурью глазурованного коричневой гла- зурью
га й сд & га 5 ч _) 5 2 S л □-Сд s! «
СССР, з-д «Пролета- 37 50 50 74 82 75 31 0,031 1,5 170
рий» СССР, з-д «Урализо- 34 49 50 76 77 80 33 0,025 3,1 173
лятор» СССР, Гжельское ПО «Электроизолятор» 35 50 42 57 80 81 25 0,031 2,2 188
СССР, Арматурный изоляторный з-д им. Ар- тема 38 — 35 64 66 23 0,033 1,5 191
СССР, з-д «Изолятор» 42 50 44 86 87 95 29 0,031 2,2 189
СССР, Славянский з-д высоковольтных изоля- торов 39 50 48 68 84 84 30 0,029 2,6 202
СССР, «Электротехни- ческий фарфор» им. 1 Мая 39 46 46 65 85 84 23 0,035 1,4 179
Япония, NGK 45 70 95 — 132 — 0,025 — —
Великобритания, Doulton 50 —- 150 —• — — 0,025 2,5 —
ГДР, Hermsdorf 85 — 190 •—• —’ — 0,025 2,5 —-
имеют близкое значение. Исключение составля-
ет механическая прочность материала фирм
Doulton и Hermsdorf.
Влияние температуры на основные свой-
ства электрофарфора. При повышении темпе-
ратуры уменьшается р и растет tg 6 фарфора.
Зависимость Епр от температуры имеет свойст-
венный для тепловой формы пробоя характер:
с повышением температуры £пр сначала оста-
ется практически неизменной, а затем ее зна-
Рис. 23.2. Гистограмма по результатам испы-
таний на статический изгиб образцов электро-
фарфора
чение резко падает (рис. 23.3). Температура,
при которой происходит падение, для тонких
образцов составляет 325—410 К.
Характер температурных зависимостей tg 6,
Br, р меняется с изменением состава электро-
фарфора, зависимости tg 6 и р приведены на
рис. 23.4, 23.5. Зависимость модуля упругости
от температуры для кристаллообразующих
компонентов фарфора и кварцевого стекла
представлена на рис. 23.6. В области темпера-
тур 213—293 К изменений модуля упругости
у фарфора обычного состава не обнаружено.
Свойства электротехнического фарфора обыч-
ного состава зависят от количества щелочных
Рис. 23.3. Температурная зависимость £пр при
50 Гц фарфоровых материалов с различным
соотношением КаО и Na2O (образцы П-1 —
П-7)
228
Электротехническая керамика
Разд. 23
Рис. 23.4. Температурная зависимость tg б
фарфоровых материалов с различным соотно-
шением К2О и Na2O (П-1 — К2О : Na2O=6,4;
П-7 — К2О : Na2O=0,2)
Рис. 23.5. Температурная зависимость р фар-
форовых материалов с различным соотноше-
нием К2О и Na2O
Рис. 23.6. Температурная зависимость модуля
упругости для некоторых кристаллообразую-
щих компонентов фарфора и кварцевого
стекла:
1 — кварцевое стекло; 2 — кварц; 3 —• муллит; 4 —
глинозем
оксидов и соотношения содержаний КгО и
Na2O; с уменьшением соотношения К2О: NasO
(от 6,4 для материала П-1 до 0,2 для материа-
ла П-7) их электроизоляционные свойства
ухудшаются, особенно при повышенных темпе-
ратурах.
Изменяя состав фарфоровых масс, можно
улучшить основные параметры электрофарфо-
ра. В настоящее время широкое распростране-
ние получили глиноземистые фарфоровые мас-
сы с повышенным содержанием кварца и гли-
нозема. Повышение дисперсности исходных
компонентов массы, обычно при незначительных
изменениях ее состава, также улучшает пара-
метры электрофарфора. Повышение дисперсно,
сти имеет определенный предел, так как оно
увеличивает длительность помола, затрудняет
сушку полуфабриката изделий и связано с не-
которыми другими отрицательными факторами.
Представление о реальных характеристи-
ках образцов фарфора, вырезанных из изоля-
торов, выпущенных в разное время отечествен-
ными заводами, дает табл. 23.20. Данные о
фактическом химическом составе фарфора и
соотношении в нем оксидов К2О и Na2O при-
водились выше.
Таблица 23.20. Фактические показатели
для образцов фарфора, вырезанных
из отечественных изоляторов
Год выпуска аи, МПа «О S S с <£ СО TKZ В интер- вале 20— 400 °C, 10~6 к-1
1959 67 0,035 7,3-1010 6,1 4,67
1985 80 0,025 1011 6—7 4—6
Для определения механической прочности
электротехнического фарфора при понижен-
ных температурах были проведены прямые
измерения предела прочности при растяжении,
их статическом и механическом изгибах на
образцах фарфора разных заводов. Результа-
ты измерений приведены в табл. 23.21.
Сравнение максимального тангенциально-
го разрушающего напряжения (табл. 23.22),
возникающего при внутреннем гидростатиче-
ском давлении в фарфоровой покрышке при
температурах +20 и —60 °C, не выявило за-
метной разницы в механической прочности.
Результаты разрушения небольших по-
крышек (высотой 240, внутренним диаметром
48, наружным диаметром по телу изолятора
90, наружным диаметром по ребрам 134 мм)
при разных температурах приведены в табл.
23.22.
Расчет механической прочности изолято-
ров из электрофарфора производится обычны-
ми методами в соответствии с теорией сопро-
тивления материалов. При расчете механиче-
ской прочности фарфоровых изоляторов учи-
тывается то, что прочность при растяжении
для фарфора существенно изменяется в зави-
симости от геометрических размеров и конфи-
гурации изделий, а также состава фарфора.
§ 23.4
Электротехнический фарфор
229
Таблица 23.21. Механическая прочность фарфора при комнатной (20°C)
и пониженной (—60 °C) температурах
Исходный материал Образец фарфора Прочность при растяжении, МПа, при Прочность при ста- тическом изгибе. МПа, при Ударная вязкость, кДж/м2, при
20 °C | —60 “С 20 °C —60сС 20 °C —60 °C
Масса М-26 Неглазурованный Глазурованный корич- невой глазурью 37,9 42,6 41,9 47,0 92,3 72,9 95,0 61,5 1,91 1,89 1,91 1,86
Масса МА-6 Неглазурованный Глазурованный корич- невой глазурью 42,3 52,0 50,4 53,1 95,2 105,5 104,4 106,6 1,81 1,78 1,85 1,75
Масса 144 Неглазурованный Глазурованный корич- невой глазурью 32,5 41,0 38,5 41,7 77,2 85,5 79,2 79,0 1,85 1,84 1,80 1,77
Т аблица 23.22. покрышках Максимальные тангенциальные напряжения в фарфоровых
при приложении разрушающего в нутреннего давления
Прочность фарфора, МПа Прочность фарфора, МПа
Разрушающее давление, МП: Значения, по- : лученные при испыта- ниях Среднее значение Среднее квад- ратичное от- клонение от среднего значения Отклонение от среднего значения, % । — Разрушающее давление, МПа Значения, полученные ! при испыта- ниях Среднее зна чение Среднее квадратич- ное отклоне- ние от сред- него значения О. Е CJ & с е с от среднего значения, %
При 20° 2 При —60 °C
10,1 12,0 10,3 11,8 14,5 12,0 20,0 14,5 15,0 18,2 21,6 18,5 21,2 26,1 21,6 36,0 26,1 27,0 24,0 5,5 22,9 14,0 16,0 13,5 13,2 10,0 10,2 17,8 19,2 25,2 28,8 24,3 23,7 18,0 18,3 32,0 34,5 25,6 5,9 23
При этом, особое внимание уделяется узлу ар-
мирования изолятора, в котором или на гра-
нице которого часто проходит опасное сече-
ние изолятора.
Точных данных по выбору расчетных ве-
личин разрушающих механических напряже-
ний фарфора в изделиях не имеется. В каче-
стве примера на рис. 23.7, 23.8 приведены за-
висимости прочности фарфора при изгибе от
диаметра изоляторов по отечественным дан-
ным и ФРГ. Данные СССР получены путем
обработки результатов испытаний большого
количества изоляторов. Большинство полу-
ченных при испытаниях значений разрушаю-
щих механических напряжений в фарфоре
расположилось в пределах заштрихованного
поля. Несовпадение данных, вероятно, связа-
но с различиями узла армировки изоляторов.
Данные ФРГ, по-видимому, отражают сред-
ние значения.
Зависимость пробивного напряжения от
толщины стенок изделий из электрофарфора
показана на рис. 23.9,
Изменение свойств электрофарфора со
временем. Каких-либо изменений свойств
электрофарфора после длительного складско-
го хранения не обнаружено.
.Рис. 23.7. Зависимость прочности фарфора при
изгибе от диаметра полых изоляторов цилин-
дрической формы:
1 — ФРГ; 2 — СССР; 3 — СССР — для склеенных фар-
форовых покрышек
230
Электротехническая керамика
Разд. 23
Рис. 23.8. Зависимость прочности фарфора при
изгибе от диаметра сплошных цилиндрических
изоляторов:
1 — ФРГ; 2 — СССР — для армированных изоляторов
Рис. 23.9. Зависимость пробивного напряже-
ния от толщины стенок изделий из электро-
фарфора:
1 — значения по ГОСТ: 2 — усредненные значения,
полученные при испытаниях
Рис. 23.10. Зависимость электрической проч-
ности фарфора от количества электричества,
пропущенного через образцы толщиной 1 мм:
/ — направления пробивного и поляризующего полей
не совпадают; 2 — направления пробивного и поля-
ризующего полей совпадают
Количество электричества, Кл
Рис. 23.11. Зависимость электрической проч-
ности высоковольтного фарфора от количест-
ва электричества, пропущенного через образ-
цы толщиной 7 мм:
1 — направления пробивного и поляризующего полей
совпадают; 2 — направления пробивного и поляри-
зующего полей не совпадают
Имеющиеся поломки фарфоровых изоля-
торов после длительного хранения могут быть
объяснены длительным и постоянным воздей-
ствием термомеханических напряжений, воз-
никающих вследствие смены температур, осо-
бенно в местах соединения фарфоровых ча-
стей изолятора с другими деталями. В этом
случае возможно развитие микро-и макроде-
фектов, образовавшихся при изготовлении
изоляторов. В результате многочисленных ис-
следований фарфора таких изоляторов ника-
ких изменений в структуре и свойствах мате-
риала обнаружено не было.
У подвесных изоляторов, проработавших
на ЛЭП переменного тока 20—30 лет, наблю-
далось потускнение глазури у краев шапки
изоляторов, т. е. в местах, наиболее подвер-
женных действию короны. В некоторых слу-
чаях также отмечалось появление на поверх-
ности глазури микротрешин. Изменение
свойств самого фарфора не наблюдалось.
При длительном воздействии высокого по-
стоянного напряжения, особенно при повы-
шенных температурах, в фарфоре наблюда-
ются электролитические процессы, приводящие
к необратимым изменениям его свойств.
Исследованиями установлено, что у об-
разцов фарфора, подвергавшимся длительно-
му воздействию постоянного электрического
поля при 100—300 °C, значительно снижаются
электрические и механические свойства. При
этом сделан вывод, что £Пр у образцов зави-
сит от полярности приложенного напряжения.
На рис. 23.10 приведены зависимости £Пр
от количества электричества, пропущенного
через стандартные образцы с лункой ради-
усом 10 и наименьшей толщиной стенки
около 1 мм.
Стабилизация кривых при большем коли-
честве электричества связана с размером и
формой образцов. Это подтверждается рис.
23.11, на котором приведены аналогичные за-
висимости для образцов с лункой радиусом 10
и наименьшей толщиной стенки около 7 мм.
Следует отметить, что перемена полярно-
сти включения образцов при испытании при-
водит к быстрому возникновению термомеха-
нического пробоя в образцах, в результате
чего образцы растрескиваются. После дли-
тельного воздействия постоянного электриче-
ского напряжения на фарфоровые образцы в
виде «восьмерок» их механическая прочность
снижается.
На рис. 23.12 приведена зависимость
прочности фарфоровых изделий при растяже-
нии от пропущенного через них количества
электричества.
Значение £пр фарфора, а также и других
керамических материалов, содержащих в сзо-
ем составе щелочные ионы, при длительном
воздействии постоянного напряжения зависит
от материала применяемых электродов.
§ 23.5
Высокочастотная керамика с небольшой диэлектрической проницаемостью
231
Таблица 23.23. Зависимость электрической прочности фарфора от материала
электродов при воздействии постоянного напряжения
Материал анода ^Материал катода Епр. МВ/л
при совпадении направлений пробивного и поляризующего полей при несовпаде- нии направлений пробивного н поляризующего полей прн совпадении направлений пробивного и поляризующего полей прн несовпадении направлений пробивного и поляризующего полей
Обычны? фарфор Глиноземно тый фарфор
Графит Графит 32 44 40 46
Серебро 36 42 — —
Серебро Серебро 29 32 —
Железо Железо 31 43 — —
Никель Никель Графит 37 45 34 42
Графит Никель 35 40 31,8 37
Количество электричества, Кл
Рис. 23.12. Зависимость прочности высоковольт-
ного фарфора при растяжении от количества
электричества, пропущенного через образцы:
} — неглазурованные образцы; 2 — глазурованные
образцы
Зависимость £Пр нормального и глинозе-
мистого фарфора после длительного воздейст-
вия постоянного напряжения по пробивному
полю и против поля в зависимости от матери-
ала электродов приведена в табл. 23.23. Ис-
пытанные образцы толщиной 1,1—1,3 мм име-
ли лунку радиусом 10 мм.
23.5. ВЫСОКОЧАСТОТНАЯ КЕРАМИКА
С НЕБОЛЬШОЙ ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТЬЮ
Керамические материалы, применяемые
для изготовления высокочастотных изделий
различного назначения, принято называть вы-
сокочастотными. За последние десятилетия они
заняли значительное место в радиоэлектронном
производстве. Многие характеристики керами-
ческих изделий определяются свойствами са-
мих материалов. К ним относятся добротность
конденсаторов или катушек индуктивности,
удельные параметры конденсаторов, темпера-
турные коэффициенты емкости и индуктивно-
сти, допустимые рабочие напряжения и темпе-
ратуры, механические свойства и др.
Радиоэлектронная керамика при соответ-
ствующем выборе химического состава может
обладать заданными свойствами. Она отлича-
ется высокой стойкостью при длительном воз-
действии температуры, напряжения, влажно-
сти и многих химически активных веществ.
Основными компонентами высокочастотной
керамики служат оксиды металлов, главным
образом элементов II—IV групп, а частично н
элементов V и VII групп периодической систе-
мы элементов Менделеева.
Высокочастотные изделия оформляются
теми же технологическими приемами, что и
электротехнические керамические изделия. Од-
нако для получения изделий со сложной кон-
фигурацией и точными размерами используют-
ся прецизионные металлообрабатывающие
станки, в том числе и шлифовальные с приме-
нением алмазного инструмента, позволяющие
изготовлять изделия с точностью до 1 мкм. По
точности изготовления радиоэлектронные ке-
рамические детали не уступают металличес-
ким.
Классификация, свойства и основные об-
ласти применения высокочастотной керамики
регламентированы ГОСТ 5458-75 «Материалы
керамические радиотехнические». Состав мате-
риалов и исходные сырьевые материалы в
ГОСТ 5458-75 не оговариваются. В соответ-
ствии с ГОСТ 5458-75 изготовляются следую-
щие керамические материалы следующих ти-
пов: А — высокочастотные для конденсаторов,
Б — низкочастотные для конденсаторов и В —•
высокочастотные для установочных изделий и
других радиотехнических деталей.
В зависимости от области применения ке-
рамические материалы делятся на классы,
классы — на группы. Последние подразделя-
ются:
а) по значению ТКе (классы материалов
б) по изменению е, (классы материалов
в) по TKZ и прочности при статическом
изгибе (классы материалов В).
232
Электротехническая керамика
Разд. 23
Таблица 23.24. Свойства кристаллов, составляющих основу электроизоляционной керамики
Соединение Сиигоння ®г 104 tg б при 20 °C, 1 МГц
Кварц ₽-SiO2 Тригональная 4,5 3
Корунд а-А12О3 10—10,5 1—2
Муллит 3Al2Os-2SiO2 Ромбическая 7 5—10
Цельзиан BaO-Al2O3-2SiO2 Моноклинная 6,5—7 1—2
Клиноэнстатит MgO-SiO2 » 7 3
Форстерит 2Mg0-SiO2 Ромбическая 7 1-3
Шпинель MgO-Al2O3 Кубическая 8 3
Периклаз MgO » — 3
Анортит СаО-А12Оз-281О2 Триклиннаи 6—7 2—3
Волластонит CaO-SiO2 » 5 3
Циркон ZrO2-SiO2 Тетрагональная 12,5—12,6 5—100
Кроме того, эти материалы по рабочему
температурному интервалу подразделяются на
следующие категории:
1 — от —60 до +85 °C;
2 —от —60 До +100 °C;
3 —от —60 до +125 °C;
4 — от —60 до +155 °C;
5 — от —60 до +200 °C;
6 — от —60 до +300 °C.
По основной кристаллической фазе элект-
роизоляционная керамика подразделяется на
стеатитовую, форстеритовую, глиноземистую,
цельзиановую, анортитовую, циркономуллито-
вую и др.
Физико-химические свойства кристаллов,
составляющих основу электроизоляционной
высокочастотной керамики, приведены в табл.
23.24.
Стеатитовая керамика. Керамику, изготов-
ляемую на основе тальковых , материалов, в
Таблица 23.25. Технические требования
которых основной кристаллической фазой слу-
жит метасиликат магния MgO-SiO2, называют
стеатитовой.
Стеатитовые материалы (класс VII по
ГОСТ 5458-75) характеризуются высокими
значениями р, в том числе и при высокой тем-
пературе, малым tg 6, за исключением мате-
риала группы 210 ГОСТ 20419-83 (класс IX по
ГОСТ 5458-75), предназначенного для произ-
водства крупных высоковольтных изоляторов.
Технические требования к стеатитовым мате-
риалам согласно ГОСТ 20419-83 приведены в
табл. 23.25 (значение открытой пористости
соответствует ГОСТ 24409-80 или СТ СЭВ
3608-82), а согласно ГОСТ 5458-75 — в табл.
23.26. Стеатитовая керамика характеризуется
высокими механическими свойствами, стабиль-
ностью параметров при воздействии различных
внешних факторов (влаги, температуры, высо-
кого напряжения и др.) и особенно малой аб-
к стеатитовой керамике по ГОСТ 20419-83
Показатель Подгруппа
210 220 220.1
Кажущаяся плотность, кг/м3, не менее Кажущаяся пористость, Пк, %, не более 2800 2600 2800
0,7 0 0
Прочность при изгибе ои, МПа, не менее, для образца негла- 100 120 120
зурованного фарфора Прочность при растяжении, МПа, не менее, для образца: неглазурованного - 45
глазурованного — 60 .—-
Поочность при сжатии, МПа, не менее 500 600 ——
Ударная прочность, кДж/м2, не менее 2,2 2,5 3
Модуль упругости, ГПа, не менее 60 80 80
TKZ, 10-6К-‘, при: 20—100 °C . 5,0 5,0
20—600 °C — 9,0 6,0
Средняя удельная теплоемкость, при 20—100 °C, Дж/(кг-К-1) Теплопроводность при 20—100 °C, Вт/(м-К) 1,0—2,5 800—9С 2,0—3,0 0 2,0—3,0
Стойкость к термоударам, К, не менее 100 80 100
Епр при 50 Гц, МВ/м, не менее .—_ 20 20
ег при 50 Гц — 5,0—7,0 5,0—7,0
103 tg 6 при 50 Гц, не более 25 5 5
р, Ом-м, ие менее, при: 20 °C IO22 1013
200 °C 101» 10ю 10»
600 °C 102 Юз 105
ps, Ом, не менее 1010 101° 101°
§ 23.5
Высокочастотная керамика с небольшой диэлектрической проницаемостью
233
Таблица 23.26. Технические требования к стеатитовым материалам по ГОСТ 5458-75
Класс Груп- па ег При 2О±5 °C ТКЕ, 10-® к-1 tg 0 при р при 125+5 °C, Ом-м £пр> МВ/м Про ЧНОСТЬ при изгибе, МПа TKZ. 10—e К-1
20+5 °C 125+5 °C
VII а 7,5 100+30 0,0010 0,0015 10“ 20 137 6,8
б 7,5 100+30 0,0010 0,0015 10“ 20 137 5,7
в 7,5 100+30 0,0010 0,0015 10“ 20 127 5,7
IX а 8,0 150+30 0,0030 0,004 10“ 20 137 5,5—7,5
разивностью. Основными недостатками стеа-
титовых материалов являются небольшая стой-
кость к термоударам и малый интервал
спекания.
Благодаря высоким электромеханическим
свойствам стеатитовые материалы нашли ши-
рокое применение при изготовлении высокоча-
стотных установочных деталей, высоковольт-
ных и низковольтных конденсаторов, высоко-
вольтных антенных и других изоляторов, а
также виутриламповых пористых изоляторов.
Пластичный высокочастотный высоковольт-
ный стеатитовый материал СПК-2 применяет-
ся для изготовления крупногабаритных изоля-
торов, а непластичные — СНЦ, СК-1, Б-17,
С-55 и С-4 — для изготовления электроизоля-
ционных деталей и высокочастотных конден-
саторов.
В качестве основного компонента в про-
изводстве отечественных стеатитовых мате-
риалов применяется тальк Онотского место-
рождения.
Основными фазами стеатитовых материа-
лов являются кристаллическая (50—70 %),
стекловидная (30—50 %) и газообразная (при-
мерно 10 %). Кристаллическая фаза состоит в
основном из метасиликата магния различных
модификаций и в незначительном количестве
содержит кристаллы форстерита, муллита,
шпинели, кварца и др. Высокие электромеха-
нические свойства стеатита обусловливаются
метасиликатом магния. Для стеатитовых ма-
териалов существуют три главные модифика-
ции MgO-SiO2— энстатит, протоэнстатит и
клиноэнстатит, отличающиеся между собой по
показателю преломления света N, — соответ-
ственно 1,659; 1,617 и 1,661.
В частности, кристаллическая фаза СПК-2,
СК-1 и СНЦ представлена протоэнстатитом.
Наиболее высокими и стабильными свойства-
ми, обладают стеатитовые материалы, в кото-
рых метасиликат магния содержится в виде
модификаций — клиноэнстатита и протоэнста-
тита.
Основные свойства отечественных стеати-
товых материалов приведены в табл. 23.27. Все
указанные в таблице материалы имеют нуле-
вое водопоглощение.
В соответствии с ГОСТ 20419-83 «Мате-
риалы керамические электротехнические» ма-
териал СПК-2 должен удовлетворять требова-
ниям группы 210, а материалы СНЦ, СК-1,
Б-17, С-4, С-55 —групп 220 и 220.1, а также
требованиям класса VII по ГОСТ 5458-75 «Ма-
териалы керамические радиотехнические», тип
В, По ГОСТ 5458-75 предусмотрены материа-
лы пяти классов, в том числе для деталей с
рабочей температурой 300 °C (класс VI), для
малогабаритных деталей (класс VII), для ан-
тенных изоляторов (класс IX), для изоляторов
электронной техники (класс X).
Приведенные в табл. 23.27 параметры ус-
тановлены на образцах по методике ГОСТ
5458-75; у образцов с другими размерами, кон-
фигурацией и изготовленных по другой техно-
логии они отличаются, особенно это касается
электрической прочности. Так, £Пр зависит от
продолжительности воздействия напряжения,
толщины образца, частоты, температуры (рис.
23.13), степени однородности электрического
поля и микроструктуры керамики.
Стеатитовые материалы с малым содер-
жанием глинистых веществ (СК-1, СНЦ, С-4,
Б-17) имеют небольшое, а материалы СПК-2 —
повышенное значение tg 6.
Температура заметного роста tg б для
ТК-21 и подобных материалов значительно
меньше, чем для СК-1 (рис. 23.14), и с увели-
чением частоты перемещается в сторону боль-
ших температур (см. рис. 23.21, 23.22).
Стеатитовые материалы обладают смешан-
ной электропроводностью — электронной и
ионной, соотношение которых зависит от со-
держания щелочных ионов. В материалах
СПК-2 и ТК-21 доля электронной электропро-
водности составляет 38—40 %, СК-1—67—
86 %. Для стеатитовых материалов характер-
но высокое р (рис. 23.15) и при высокой тем-
пературе, особенно для материалов типов СК-1
и СНЦ, удельная проводимость до 5 МВ/м не
Рис. 23.13. Зависимость электрической проч-
ности БПр от температуры при постоянном на-
пряжении для стеатитовых материалов (в од-
нородном поле, толщина 0,8—1,0 мм)
234
Электротехническая керамика
Разд. 23
Таблица 23.27. Свойства отечественных стеатитовых материалов
Показатель ск-1 снц Б-17 С-4 С-55 СПК-2
Среднее значение 6,5—7,0 6,5—7,0 6,0—6,5 6,5 6—7 5,9—6,3
ТКе, 10-6-К-’, при 20—70 =С 104 tg 6 прн 50 Гц и -Н 100± ±10) +(100±10) 4-(1оо±зо) +(100+20) +(1104-30) +(150+30)
при. 20 °C 6 6—7 6—7 6—7 6—7 7—7,5
100 °C 7 7—7,5 7—7,5 7—7,5 7—7,5 7,5—8
200 °C бг при 0,5—1,0 МГц и при: 7,5 7,5—8 7,5—8 7,5—8 7,5—8 8—8,5
20 °C 6 6—7 6—8 7—8 6—7 6—8
80 °C 7 6—7 — -— — —
100 °C 7 7 —— .—_ .— —
200 °C 8 8 -— — —. —-
300 °C 11 11 — — — —
400 °C р, Ом-м, при: 20 ' 19 — — — —
100 СС 2-Ю14 1018 1018 1012 10» 104
200 °C 1012 — — —- -— Ю18
400 °C 2-Ю11 3-10“ .— — — —•
£„р, МВ/м Прочность, МПа: 40 40 25—30 25—30 25—30 40
при статическом изгибе 175 175 140—150 140 160—200 160
при сжатии — — — — — 600—800
при растяжении — 75 47 —• — 73
Ударная прочность, кДж/м2 3,5 4,0 2,8—3,0 — — 3
TKZ, 10-6 К-1, при 20—100 °C 6,5 5,4 7—7,5 6,0—6,5 6,5—7,0 5,9
Плотность, кг/м3 2950 3050 2950 2800 3000 2650
Температура спека- ния, °C 1170 1170—1230 1340—1370 1320—1340 1320—1340 1310—1340
Стеатитовые изделия в зависимости от
конфигурации и размеров изготовляются ме-
тодами пластичной и непластичной техноло-
гии.
Стеатитовые изделия в зависимости от со-
става обжигаются при температурах 1190—
1350 °C. Они имеют сравнительно короткий
интервал спекшегося состояния (10—40 К),
поэтому обжиг изделий должен производиться
по заданным температурным режимам.
Рис. 23.14. Зави-
симость tg 6 от
температуры при
частоте 1 МГц для
стеатитовых ма-
териалов
Рис. 23.15. Зависимости р некоторых керами-
ческих материалов от температуры:
1— УФ-61; 2 — ЦМ-4; 3 — Ф-58: 4 — ШФ-59; 5 —СК-1;
6 — ТК-21.
§ 23.5
Высокочастотная керамика с небольшой диэлектрической проницаемостью
235
Рис. 23.16. Зависимость удельной проводимо-
сти стеатитовых материалов от напряженно-
сти электрического поля:
Рис. 23.17. Кривые относительного температур-
ного расширения форстеритовой керамики (/),
алсимага (2) и железоиикелевого сплава (3)
Форстеритовая керамика состава 2MgOx
XSiO2 характеризуется весьма малым tg 6,
высоким р при высокой температуре, а также
повышенным значением ПУ, что позволяет
получать герметичные спаи с железоникелевы-
ми сплавами. Из рис. 23.17 видно, что кривые
1—3 почти идентичны, следовательно, форсте-
ритовая керамика с железоникелевыми сплава-
ми обеспечивает вакуум-плотиый спай.
Форстеритовую керамику получают путем
добавки к тальку MgCO3 или MgO (или из
числа чистых оксидов — SiO2). Керамика об-
разуется в процессе обжига. Получение плот-
ной форстеритовой керамики из чистых окси-
дов из-за небольшого количества стеклофазы
обеспечивается только при 1800 °C. Для сни-
жения температуры обжига вводят различные
стеклообразующие оксиды и используемый для
этой цели тальковый минерал обжигают при
температуре 1100—1350 °C/
Химический состав форстеритовой керами-
ки в различных странах несколько различает-
ся, как это видно из приведенных ниже дан-
ных для форстерита Ф-58 (СССР) и 189-2С
(США) (процентный состав):
Ф58 189-2С Ф-58 189-2С
SiO2.... 42 40 А1,о3 ... — -з
MgO ... 55 48 ВаО. ... — 6
(Остальное — примеси: TiO2, Fe2O3, В2О3, R2O.)
Оформление деталей из форстеритовой
керамики осуществляется горячим литьем, а
также протяжкой с пластификаторами. Обжиг
производится в зависимости от химического
состава при 1270—1350 °C. Технология изго-
товления форстеритовой керамики имеет неко-
торое преимущество по сравнению с техноло-
гией стеатитовой благодаря более широкому
интервалу температур спекшегося состояния.
Форстеритовая керамика из-за сравнитель-
но высокого TKZ обладает недостаточной стой-
костью к термоударам, что ограничивает ее
применение. Она иногда изготовляется пори-
стой для использования в вакуумных прибо-
рах. Большим преимуществом пористой кера-
мики является возможность ее обработки пос-
ле обжига с применением обычного твердо-
сплавного инструмента для получения
заданной точности по размерам.
Основные свойства форстеритовой кера-
мики сведены в табл. 23.28.
Для согласования вакуум-плотных спаев
с медью и с ее сплавами в отечественной про-
мышленности применяется форстеритопери-
клазовая керамика ФП-56, которая получается
на основе талька Онотского месторождения, и
оксид магния. При этом тальк и оксид магния
берут в количествах, обеспечивающих получе-
ние в процессе обжига форстеритовой керами-
ки и периклаза, для снижения температуры
обжига вводят карбонат бария и ашарит.
Глиноземистая керамика в зависимости от
содержания оксида алюминия называется гли-
ноземистым фарфором, ультрафарфором, ко-
рундомуллитовой керамикой, алюминоксилом,
микролитом н др.
Глиноземистая керамика отличается наи-
большей механической прочностью, твердо-
стью, химостойкостью, повышенными значени-
ями коэффициента теплопроводности й стой-
кости к термоударам, а также хорошими элек-
троизоляционными свойствами в низкочастот-
ных и высокочастотных электрических полях.
Глиноземистая керамика имеет широкое
распространение в электротехнической и ра-
диоэлектронной промышленности (класс VIII
по ГОСТ 5458-75) для изготовления корпусов
полупроводниковых приборов и др.), высоко-
вольтных вакуум-плотных конструкций, ваку-
ум-плотных вводов для атомных электростан-
ций, а также высоковольтных высокочастот-
ных изоляторов различного назначения и плат
интегральных схем. Классификация и техни-
ческие требования к глиноземистым и высоко-
глиноземистым материалам предусмотрены
группами 600 и 700 по ГОСТ 20419-83 «Мате-
риалы керамические электротехнические»
(табл. 23.29). Кажущаяся пористость для под-
групп 610, 620, 780, 786, 786.1, 795, 799 имеет
нулевое значение.
В зависимости от химического состава
глиноземистая керамика имеет различные
свойства (табл. 23.30). Материалы на основе
корунда принято называть ультрафарфоровы-
ми (марки УФ-46, УФ-53, УФ-61 и др.).
Широкое промышленное применение име-
ют материалы марок КМ-1 и УФ-46. Высокая
пластичность материалов позволяет оформлять
из них относительно крупногабаритные дета-
ли протяжкой через мундштук, литьем в гип-
236
Электротехническая керамика
Разд. 23
Таблица 23.28. Свойства форстеритовых материалов
Форстерито- вый материал Водопогло- щен не, % Средняя плотность, кг/м3 Jo UU6 U6 ийв х—М 9_01 7 Ml статичес- д ком изги- *g бе g о п растяже- • НИИ 5 Д сжатии 6 S Ударная прочность, кДж/м2 ' ег при 1 МГц и 20 °C 10* tg б при 1 МГц и 20 °C ? 3 о 3 и ft R ли Do h 5g Теплопровод- ность вт/ /(м -К)
СССР
АФ-П Ф-17 <0,02 <0,02 2980 2930 8,5 8,3 140 170 — 7,1 6,9 5 5 1012 109 — — —
Ф-58 <0,02 — .— 160 — — 7,0 2 10‘2 35—40 — —
КВФ-7 <0,02 2900— 8,0 170 — — -—, 6,9 5 1012 40—50 —— —
АФ-555 <0,02 3100 2950— 8,0 150 7,0 5
Алсимаг 0-0,02 3000 2800 10,0 140 CL 70 UA 600 3,8 6,2 4 5-Ю10 9,6 1440 2,25
Альфастеа 9,5 0 2650 9-11 99—110 Швейцария 40—50 I 700— 2,5^~ | 8-9 15—20 10«— 15—25 1380 1,8—
Пористый 20 1900— 8,5— 35—60 Ф 800 РГ 100— 1 3,0 1,6— 4,5 1—1,5 10е 10s— 1470 1,9 1,2—
марки 240 (ор- ган) Плотный мар- 0 2100 2800— 9.5 9—10 140-160 50—90 200 800— 2,2 3—4 107 10» 30—40 1600 1,4 2,8-
ки 250 Марки 250 0- 0,05 2900 9,0 100-120 ' П - 1000 HP — 7,0 2-4 10»— 101° 15—20 | — 3,6
Таблица 23.29. Технические требования к глиноземистым и высокоглиноземистым
материалам по ГОСТ 20419-83
Показатель Подгруппа
610 620 620.1 780 78S 786.1 795 799
Плотность, кг/м3, не ме- нее Кажущаяся плотность, кг/м3, не менее Прочность при изгибе Си неглазурованного образца, МПа, не ме- нее Ударная прочность, кДж/м2, не менее Модуль упругости, ГПа, не менее ТК/, 10-6 К-1, при: 20—100 °C 20—600 °C 2600 120 3,0 100 3—6 4—7 2800 150 3,5 150 3—6 4—7 3400 3200 240 3,5 150 4—6 5—8 3200 200 3,8 200 4—7 5,5—8 3400 250 4,0 220 4,5—7 5,5—8 3500 3500 280 4,0 220 4,5—7 5,5—8 3800 3700 300 4,0 280 4,5—6 5,5—8 3900 3800 300 4,0 300 4,5—6 6,5-8
Средняя удельная теп- лоемкость при 20— 100 °C, Дж/(кг-К) 850—1050
Теплопроводность при 20—100 °C, Вт/(м-К) Средняя температуро- проводность при 20— 100 °C, 10-6 м2/с Стойкость к термоуда- рам, К, не менее £Пр при 50 Гц, МВ/м, не менее 2—6 1,1—1,6 150 17 6—15 2,0—3,5 15 170 20 10—16 2,5—4 10 14—24 2,5—4,0 140 15 14—24 2,5—4 140 16—28 3—4,5 150 19—30 3,5—5 180 17
§ 23.5
Высокочастотная керамика с небольшой диэлектрической проницаемостью
237
Продолжение табл. 23.29
Показатель Подгруппа
610 620 620.1 780 786 786.1 795 799
ег при 50 Гц 6,5—8 6,5—8 7—8,5 7,0— 9,0 7,0— 9,0 8—10 9—10 9,5—10
tg 6 при 50 Гц, не более р, Ом-м, не менее при: 20 °C — — — 1 0,9 0,9 0,5 0,2
10И 1011 104 1013 IO42 1012 1012 1012
200 °C 109 10» 10» 101® 101® 101® 101® юн
600 °C 10* 104 10®. 10®. 10® 10® 10® 10®
ps, Ом, не менее — 101“ 10м 101® 101® 101® 101® 101®
Таблица 23.30. Состав глиноземистой керамики
Марка материала Содержание оксидов
А1гО3 SiO2 ВаО СаО MgO Плавнн
КМ-1 62,8 30,5 6,7 .—.
УФ-46 80,2 16,5 3,3 -— — —
УФ-53 84,1 12,8 3,1 — — —.
УФ-61 95 2,0 .—. 2 1 —
ГБ-7 92 — —- —. •— 8
ЦМ-332- (микро- 99,0 0,05 — 0,03 0,58 0,04
22ХС 95,14 2,50 0,2 0,48 1,96 0,03
Поликор 99,7—99,9 — — 0,3—0,1 —
совые формы, горячим литьем и штампованием.
Основное назначение корундомуллитового ма-
териала — изготовление крупногабаритных и
прочных изоляторов, в том числе для гермети-
зированных конструкций с использованием
пайки.
Корундомуллитовая керамика получается
путем разложения смеси каолинита и глинозе-
ма в процессе термической обработки, при
этом для снижения температуры спекания
добавляются оксиды бария, стронция и
кальция.
Для установочной керамики наиболее ши-
роко применяется УФ-46, в том числе и в вы-
соковольтной силовой технике — в качестве
покрышек к ртутным вентилям, корпусов мощ-
ных предохранителей; УФ-46 характеризуется
простотой технологии получения, высокой пла-
стичностью массы и невысокой температурой
обжига.
Для получения глиноземистых материалов
применяются технический глинозем, электро-
плавленый корунд, а для пластификации—
глины Часовъярского месторождения.
Материал марки УФ-53 менее пластичен,
чем УФ-46, он обладает весьма высокими
электроизоляционными, термическими и меха-
ническими свойствами и предназначен для из-
готовления установочных высокочастотных де-
талей, низковольтных и высоковольтных кон-
денсаторов с небольшой удельной емкостью.
Материалы типа УФ-61, ГБ-7 и микролит
обладают исключительно высокими электро-
изоляционными и механическими свойствами
при нормальной и повышенных температурах,
они химостойки и стойки к термоударам.
Детали из УФ-46 и УФ-53 оформляют все-
ми способами, принятыми в керамической тех-
нологии, а детали из УФ-61, ГБ-7 и аналогич-
ных материалов — методами водного шликер-
ного литья в гипсовые формы, горячего литья
в металлические формы и прессования. Свойст-
ва этих материалов приведены в табл. 23.31.
Свойства глиноземистых материалов в основ-
ном определяются соотношением кристалличе-
ских и аморфных фаз и размерами кристалли-
ческих зерен. Мелкозернистые материалы с
небольшим количеством кристаллической фазы
обладают наилучшими электромеханическими
свойствами.
Для изготовления колб металлогалоген-
ных ламп в последнее время применяют про-
зрачную корундовую керамику под названием
поликор в СССР и лукалокс за рубежом. Она
характеризуется высоким значением коэффи-
циента пропускания света: 0,9 и более на 1 мм
толщины (так как в ней практически отсутст-
вуют поры), наличием стеклофазы, мелкокри-
сталлической структуры н высокой плот-
ности близкой к теоретической плотности
AlzOg).
Рост кристаллических зерен и появление
закрытых пор снижают прозрачность такой
керамики. Для получения прозрачной керамики
применяют глинозем с высоким содержанием
А120з (99,7—99,9 %), а для торможения роста
кристаллов в состав массы вводят небольшое
количество (0,1—0,3%) окиси магния. Обжиг
изделий производится в водородной среде при
1800—2060 °C или в вакууме по заданному ре-
жиму.
Значение р для прозрачной керамики на
порядок выше, чем для непрозрачной, а ос-
тальные параметры не отличаются от парамет-
ров непрозрачной керамики. На рис. 23.18 при-
ведена температурная зависимость р в интервале
238
Электротехническая керамика
Разд. 23
Таблица 23.31. Свойства отечественных глиноземистых керамических материалов
Показатель Значения при содержании Д12О3, %
80 84 95 60 92
УФ-46 УФ-53 УФ-61 КМ-1 ГБ-7
Плотность, кг/м3 3200—3400 3200—3400 3600—3700 3000—3200 3850—3900
Температура спека- 1350—1400 1350—1400 1600—1750 1320—1360 1610—1700
ния, °C 7—7,5
Ег при 0,5—5 МГц и 20±5°С 8—8,2 8—8,5 8,5—9,5 9,8
ТКе при 0,5—5 МГц 80—130 90—130 110—120 100—140 90—100
при 20—80 °C, Ю-e K-i
104 tg6 при 0,5—5 6—12 3—5 1—2 16—18 2,0
МГц и 20 ±5 °C
р при 100°C, Ом-м Ю14 1018—1014 Юм—101= Ю12—1012 2,5-10м
£„р, МВ/м 20—25 25—30 23—30 30—35 35—45
Прочность при стати- ческом изгибе, МПа 250—280 280—300 300—380 160—220 450—530
ТК/ при 20—100 °C, 4,2—5,5 4,5—5,0 4,9—5,8 3,3—3,5 5,4—5,5
Ю-6 K-i
Рис. 23.18. Температурная зависимость р не-
прозрачной (/) и прозрачной (2) корундовой
керамики
1300—2000 °C для прозрачной и непрозрачной
керамики.
Прозрачная керамика характеризуется сле-
дующими показателями: сг=9,9-н 10,0; tg6 =
=0,00025 при частоте 9,72 ГГц; р=3,1Х
Х103 Ом-м при 1750°C; £Пр=20-^-24 МВ/м при
толщине образца 0,8—1,0 мм.
Прозрачная корундовая керамика может
применяться в качестве микроволновых подло-
жек в запоминающих устройствах и плат ин-
тегральных схем, для изготовления окон, под-
верженных высоким температурам и давлени-
ям, в качестве линз в инфракрасных головках
ракет, лазерных устройствах и высокотемпера-
турных микросхемах. За последние годы была
разработана керамика из других чистых окси-
дов (см. § 23.8).
Цельзиановая керамика ВаО • А120з • 2SiO2
характеризуется весьма малым tg 6 при нор-
мальной и повышенных температурах, малым
значением ТКе, высокими значениями р и £ир,
малым ТК/, преимущественно электронной
электропроводностью. Благодаря высоким
электроизоляционным свойствам и малому ТК/
такой материал широко используется не толь-
ко для изготовления установочных деталей, но
и для производства каркасов высокостабиль-
ных катушек индуктивности и высоковольтных
Таблица 23.32. Показатели некоторых высокочастотных керамических материалов
с небольшой диэлектрической проницаемостью
Показатель- НМ-4 (цельзиан) АС-10 (анортит) Ш-15 (шпинель) В-1 (волластонит) Ц-54 (циркон)
Температура обжига, °C 1380—1400 1280—1340 1340—1390 1220—1230 1360—1410
е,- при 0,5—1,5 МГц 6,5—7,0 7,0—7,5 7,5—8,0 6,0—6,5 7,0—8,0
ТКе при 0,5—1,5 МГц и 20—80 °C, 10-6 К-1 65—70 280+30 110+40 100+30 350+50
tg6 104 при 0,5—1,5 МГц и при 20±5°С 1—2 2—3 4—6 5—6 50—60
р, Ом-м 1012—1013 109— юю 109 109 10»
£пр, МВ/м 35—45 30—50 20—30 30—50 20—30
Прочность при статиче- ском изгибе, МПа 90—110 100—120 140—180 150—180 110—200
ТК/ при 20—100 °C, Ю-e K-i 2,1—2,2 4,0—4,5 5,5—6,1 5,0 2,0
Плотность, кг/м3 3000—3100 2700—2800 3200—3400 2700—2900 3400
§ 23 6
Высокочастотная керамика с высокой диэлектрической проницаемостью
239
Рис. 23.19. Зависимость расширения и относи-
тельного сжатия гексагонального цельзиана
при нагреве и охлаждении
В СССР разработано несколько видов вол-
ластоиитовой керамики, но широкого промыш-
ленного применения она не имеет.
Циркономуллитовая керамика характери-
зуется весьма высокой стойкостью к термоуда-
рам, большой механической прочностью и ма-
лым TKZ. Циркономуллитовая керамика марки
Ц-54 после десяти теплосмен от 800 до 20 °C
(охлаждение сжатым воздухом) снижает ме-
ханическую прочность не более чем на 10 %.
Такой материал целесообразно применять для
изготовления установочных радиодеталей, под-
вергающихся термоударам и механическим на-
пряжениям. Масса Ц-54 пластична; детали из
нее оформляются методом протяжки и други-
ми методами керамической технологии.
конденсаторов с большой реактивной мощно-
стью.
Для получения цельзиановой керамики
применяют каолин, глину, углекислый барий в
соответствии с заданным соотношением; в ка-
честве флюса в цельзиановую массу вводят
ашарит.
Цельзиан может кристаллизоваться в мо-
ноклинной или гексагональной системе. Гекса-
гональная форма имеет а- и Р-модификации.
Обратимый переход из одной модификации в
другую происходит при 370 °C с резким изме-
нением объема (рис. 23.19). Моноклинная фор-
ма полиморфных превращений не имеет и ха-
рактеризуется более высокими электроизоля-
ционными н механическими свойствами, чем
гексагональная форма.
Основные, свойства цельзиановой керами-
ки ЦМ-4, анортитовой АС-10, шпинелевой
Ш-15, волластонитовой В-1, цирконовой Ц-54
приведены в табл. 23.32.
Анортитовая керамика СаО-А12Оз-25Ю2
получается путем замещения в массе цельзиа-
новой керамики ВаО на СаО. Анортитовая ке-
рамика характеризуется высокой £Пр, малым
tg 6 и высоким положительным значением ТКе.
Путем частичного замещения СаО па ВаО зна-
чение ТКе может быть снижено до 60-10-6 К-1-
Анортитовая масса обладает высокой пластич-
ностью, и детали заготовок из нее могут быть
оформлены протяжкой через мундштук и дру-
гими методами, применяемыми в керамической
технологии.
Шпинелевая керамика MgO-Al2O3 харак-
теризуется высокими электроизоляционными и
механическими свойствами, в том числе малым
tg 6. В радиотехнической промышленности при-
меняется керамический материал марки Ш-15.
Масса материала Ш-15 пластична; заго-
товки деталей изготовляются методом протяж-
ки через мундштук и другими известными тех-
нологическими методами.
Для согласованных металлокерамических
вакуум-плотных спаев, а также механически
прочных установочных деталей иногда исполь-
зуют материал ШФ-59 иа основе шпинели и
форстерита. Этот материал обладает несколь-
ко большей механической прочностью и мень-
шим tg 6, чем шпинелевая керамика.
Волластонитовая керамика CaO-SiO2, ко-
торая характеризуется высокой стойкостью к
термоударам и малым tg6, нашла применение
в зарубежной технике.
23.6. ВЫСОКОЧАСТОТНАЯ КЕРАМИКА
С ПОВЫШЕННОЙ И ВЫСОКОЙ
ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТЬЮ
Керамические материалы на основе соеди-
нений оксидов титана, циркония и олова с
оксидами металлов II и III групп периодичес-
кой системы элементов, а также твердых рас-
творов этих соединений характеризуются по-
вышенным и высоким значением е,- Синтез
таких соединений осуществляется при высокой
температуре, как правило, без образования
стеклофазы. Образование соответствующего
соединения из оксидов или карбонатов при
термической обработке сопровождается погло-
щением тепла (эндотермический эффект), или
выделением (экзотермический эффект), или
тем и другим одновременно, изменением массы
и размеров материала. Эндотермический эф-
фект и уменьшение массы характеризуют раз-
ложение карбонатов, гидратов и нх улетучи-
вание. Экзотермический эффект и увеличение
массы образца свидетельствуют об образова-
нии нового соединения, иногда сопровождае-
мого также и полиморфными превращениями.
На рис. 23.20 в качестве примера приведена
термограмма синтеза СаТ1О3 из эквимолеку-
лярной смеси СаСО3 и TiO2. Кривая 1 соответ-
ствует температурному режиму термографиче-
ской печи; 2 — дифференциальная кривая,
показывающая разность температур между ис-
пытуемым и эталонным образцами, размещен-
ными'в тождественных условиях. На этой кри-
вой в интервале 720—1020 °C обнаруживается
Рис. 23.20. Термограмма образования титаната
кальция из СаСО3 — TiO2;
1 — график нагрева; 2 — Дифференциальная кривая;
3~ усадочная кривая; 4—кривая потерь массы
240
Электротехмическая керамика
Разд. 23
Таблица 23.33. Свойства соединений, образующих кристаллическую фазу
высокочастотной керамики
Соединение Тип структуры ег при 20 °C и 1 МГн ТК е при 20—80 °C, ю—6 к-1 ГО1 tg 6 прн 10е Гц и 20 СС Температу- ра спека- ния, сС
Т1О2 Рутил 90 —800 10 1460
СаТ1О3 Перовскит (с моноклинным смещением осей) 150 —1500 3 1500
SrT iO3 Перовскит (идеальная кубиче- ская решетка) 250 —2500 3 1600
BaZrO3 Перовскит (идеальная кубиче- ская решетка) 38 —350 1800
ZrTI04 (Орторомбическая решетка) 40 —100 5 1750
BaSnO3 Перовскит (идеальная кубиче- ская решетка) 22 Отрицатель- ный — 1700
MgTiO3 Ильменит 14 +70 3 1460
Mg2TiO4 Шпинель 14 +60 3 1460
NiTiO3 Ильменит 18 +30 4 1500
CaZrO3 Перовскит (с моноклинным смещением осей) 25 +50 3 1500
SrZrO3 Перовскит (идеальная кубиче- ская решетка) 30 +100 5 1600
CaSnO3 Перовскит с моноклинным смещением осей 14 +110 5 1600
SrSnO3 Перовскит (идеальная кубиче- ская решетка) 18 + 180 5 1700
BaO-4TiO2 г— 38 0—15 5 1320
глубокий эндотермический эффект, сопровож-
даемый началом потери массы (кривая 4), а
также набуханием образца (кривая 3). В ин-
тервале 1020—1120 °C наблюдается экзотерми-
ческий эффект, свидетельствующий об образо-
вании СаТ1О3. При 1435 °C потеря массы за
счет улетучивания СО2 составляет пример-
но 24 %. В табл. 23.33 приведены некоторые
данные соединений, используемых как основа
кристаллической фазы в конденсаторной ке-
рамике. В зависимости от назначения и пара-
метров таких материалов они используются
для производства высокочастотных и низко-
частотных конденсаторов различного примене-
ния, подложек для печатных схем, пьезопре-
образователей, полупроводниковых материа-
лов с линейной и нелинейной вольт-амперной
характеристиками, нелинейных элементов и
др. Для получения конденсаторных материа-
лов с заданными свойствами часто приходится
сочетать несколько кристаллических фаз с
различными значениями ег и ТКе или исполь-
зовать их твердые растворы. Придание им
определенных технологических свойств обеспе-
чивается иногда введением в состав массы в
небольшом количестве глинистых веществ или
других минерализаторов. В СССР и за рубе-
жом разработано большое количество конден-
саторных материалов, обладающих различны-
ми, заранее заданными свойствами.
Согласно ГОСТ 20419-83 конденсаторные
материалы (группа 300) подразделены на 8
подгрупп, в основном по значению ег. Техниче-
ские требования к этим материалам приведены
в табл. 23.34. Значение открытой пористости
соответствует ГОСТ 24409-80 или СТ СЭВ
3668-82. Кажущаяся пористость имеет нулевое
значение.
Согласно ГОСТ 5458-75 «Материалы ке-
рамические радиотехнические» конденсатор-
ные материалы подразделены на 5 классов и
30 групп. Материалы, предусмотренные клас-
сом I, предназначены для изготовления высо-
ковольтных и низковольтных, высокочастот-
ных и низкочастотных конденсаторов, не опре-
деляющих стабильность частоты контура.
С использованием этих материалов вы-
пускаются высоковольтные высокочастотные
конденсаторы горшковой, трубчатой и диско-
вой форм, в том числе и весьма мощные кон-
денсаторы с принудительным масловодяным
или воздушным охлаждением.
Материалы класса II предназначены
для производства контурных, термокомпенси-
рующих и разделительных конденсаторов
низкого и высокого напряжений высокой час-
тоты.
Материалы классов II—III, предназначе-
ны для производства конденсаторов высокой
стабильности, применяемых в цепях высокой
и сверхвысокой частот.
Материалы группы «а» класса I получают
на основе титана стронция либо частичным
замещением оксида SrO на оксид ВаО или
СаО, либо частичным замещением ТЮ2 на
ZrO2.
Материалы группы «б» класса I получают
на основе титаната кальция. При этом для
снижения и стабилизации значения tg 6 в за-
висимости от частоты поля небольшая часть
(около 1 %) TiO2 замещается на ZrO2, а для
ограничения роста кристаллических зерен вво-
дят небольшое количество оксидов, обычно
MgO или ZnO. Если такой материал предна-
значен для изготовления изделий методом
литья водного вакуумированного шликера в
гипсовую форму, то в конденсаторную массу
еще вводят в небольшом количестве глинистые
вещества и карбонат бария. Глинистые и дру-
гие связующие вещества обычно вводят в
§ 23.6
Высокочастотная керамика с высокой диэлектрической проницаемостью
241
Та б л и ц а 23.34. Технические требования к материалам на основе оксида титана,
титанатов, станнатов и цирконатов по ГОСТ 20419-83
Показатель Подгруппа
310 340 340.1 340.2 350 350.1 351 351.1
Средняя плотность, кг/м3, не менее 3500 3000 3000 5000 4000 5000 4000 5000
Прочность при изгибе, 70 70 70 70 50 50 50 50
МПа, не менее
тк/, ю-6 к-1 6—8 6—8 6—8 6—8 6—8 6—8 6—8 6—8
Средняя удельная тепло- 700—800 — — — — — — -—
емкость при 20—100 °C, Дж/(кг-К)
Теплопроводность при 3—4 — —— — — — — —
20—100 °C, Вт/(м-К)
Дпр при 50 Гц, МВ/м, не 8 6 6 6 2 2,5. 2 2,5
менее Ег
при 50 Гц 40—100 100— 1000 130— 150 800— 1000 350— 3000 1800— 2500 Свыше 3000 8500
при 1 кГц — — 130— 150 800— 1000 — 1800— 2500 — 8500
10stg б при 1 кГц, не бо- лее 6,5 — 1,0 3,0 — 5,0 — 3,0
р при 20°C, Ом-м, не ме- 10м 10s 10» 109 108 108 108 108
нее
ps, Ом 8 8 108 8 8 8 8 8
Таблица 23.35, Значения ег и tg б в зависимости от частоты для материалов на
основе титанатов
Титанат Параметр Значение параметра при частоте, Гц
10г 10s 104 105 106 10’ 10’ 10s 1010
Рутил ТЮ2 ег 100 100 100 100 100 100 — — 90
104g б 23 15 6,2 4 3 2,5 — — 20
Титанат кальция ег 167,8 167,7 167,7 167,7 167,7 167,7 166,8 165,8 165
СаТЮз 104g б 13,6 4,4 2,5 2 2 2 5 23 85
Титанат стронция 234 233 232 232 232 232 232 — 230
SrTiO3 104g б 21 11 8 5 2 1 1 — 28
синтезированный и измельченный материал.
Материалы группы «б» обладают весьма
малым tg 6 и достаточно высоким значением ег
в широком диапазоне частот, как это следует
из табл. 23.35. Значения ТКе отрицательные и
весьма велики по абсолютной величине. При
низкой температуре абсолютное значение ТКе
намного больше, чем при повышенной темпе-
ратуре. При дальнейшем повышении темпера-
туры знак Т1' з меняется на положительный,
причем температура перемены знака ТКе тем
выше, чем выше частота приложенного поля.
Материалы, предусмотренные классом II,
подразделены на 6 групп, отличающихся зна-
чениями ег и ТКе, и предназначены для изго-
товления контурных, термокомпенсирующих и
разделительных конденсаторов. Для получения
материалов Т-80, ТИ-750, ТЛ-470 группы «а»
класса II используются массы с высоким со-
держанием TiO2 с добавкой небольшого коли-
чества ZrO2 и MgO или твердого раствора
титаната-цирконата кальция. Изделия оформ-
16—560
ляются методами протяжки или прессования
или методом горячего литья в металлические
формы.
Для изготовления титаносодержащих кон-
денсаторных материалов применяется оксид
TiO2 марки «конденсаторная», которая явля-
ется высокотемпературной модификацией
TiO2 — рутила. Эта модификация является
наиболее устойчивой и характеризуется наи-
лучшими . физическими и технологическими
свойствами.
Газовая среда при обжиге изделий из этих
материалов должна быть окислительной, так
как в восстановительной среде снижается ва-
лентность иона титана и тем самым резко
ухудшаются электрофизические свойства кон-
денсаторов.
Для получения остальных групп материа-
лов этого класса с заданными значениями s,
и ТКе используют составы соединений, приве-
денных в табл. 23.35, и их твердые растворы.
В частности, для получения материалов с е,=
242
Электротехническая керамика
Разд. 23
Таблица 23.36. Основные свойства конденсаторных керамических материалоа
различных марок с линейной поляризацией
Показатель Т-300 Т-150 Т-130 Т-80 Т-70 Т-40 Т-60
ег при 0,5—5 МГц 270—330 140—160 130—135 80—90 70—75 35—40 57—59
ТКе при 0,5— —(3300± —(1300± —(1250± —(700±100) —(80± —(470±
5 МГц и 20— 80°C, 10-6 К-’ 104 tg6 при 1 МГц и 20 °C ±1000) 4—6 ±100) 2—5 ±1350) 2—4 3—5 3—4 ±30) 3—4 ±90) 4—6
80 °C — 2—5 2—4 4—5 3—4 3—5 4—8
Епр (при постоян- 6—8 10—12 25—35 10—12 15—20 8—10 8—10
ном напряжении), МВ/м р при 100±5°С, 109—1010 ЮЮ—1012 10Ю—1011 109—1011 109—10U 1010— 100—101°
Ом-м Прочность при ста- — 120—180 140—200 120—150 120—150 юн 90—120 90—120
тическом изгибе, МПа Плотность, кг/м3 — 3800—3900 3800—3900 3800 3800 — —
ТК/ при 20—80 °C, Ю-e K-i 8—9 5,5—6,0 7—9
=30-=-45 используют составы на основе систем
ZrTiO4—TiO2 и CaTiO3—CaZrO3. Зависимости
бг и ТКе от концентрации компонентов для
системы ZrTiO4—TiO2 представлены на рис.
23.21, а для системы СаТЮ3—CaZrO3—на
рис. 23.22.
Обжиг изделий из материалов системы
ZrTiO4—TiO2 производится при температурах
1370—1480 °C в окислительной газовой среде.
Материалы, содержащие большое количе-
ство стеклофазы Т-80, Т-70 и др. (табл. 23.36),
могут быть использованы при температуре не
выше 90 °C, а для материалов, состоящих из
равных долей (по массе) смешанных кристал-
лов ZrTiO4 и ТЮ2 или ZrTiO4, длительная ра-
бочая температура конденсаторов может со-
ставлять 150 °C.
Материалы системы CaZrO3—CaTiO3 пред-
ставляют собой непрерывный ряд твердых
[одержание Т10г,%(пс массе)
Рис. 23.21. Концентрационные зависимости
ег и ТКе для системы ZrTiO4 — TiO2
растворов изовалентного замещения с различ-
ным соотношением CaZrO3 и СаТЮ3, причем
в ряде материалов преобладает цирконат каль-
ция. Изделия из таких материалов спекаются
при 1360—1420 °C. В качестве минерализатора
обычно вводят углекислый стронций.
Изделия из материалов системы CaZrO3—
CaTiO3 характеризуются более высокой допу-
стимой рабочей температурой, чем из материа-
лов системы ZrO2—Т1О2.
Материалы, предусмотренные классом III,
содержащим 11 групп, рекомендованы в каче-
стве конденсаторных диэлектриков высокой
стабильности. Материалы этого класса разли-
чаются между собой значением ТКе. Для по-
лучения материалов с требуемыми свойствами
в основном используют составы на основе си-
стемы CaSnOj—CaZrO3— СаТЮ3. В этой систе-
ме при обжигах до 1380—1420 °C образуется
непрерывный ряд твердых растворов замеще-
ния.
Рис. 23.22. Концентрационные зависимости
ег и ТКе для системы CaZrO3—CaTiO3
§ 23.6
Высокочастотная керамика с высокой диэлектрической проницаемостью
243
Таблица 23.37, ег и tg 6 конденсаторных материалов при различных частотах
Марка материала ТКе при 2 МГц и 20—80 °C. ю—6 к-1 При 106 Гн При 10® Гц При 10я Гц При 10“ Гц
Ег 10* tgfi Ет 104 tg 5 ег 10* tg 6 Ег 10* tg6
М-16 —(30±20) 15,8— 16,6 2—3 — — — 15,6— 16,3 5—8
М-17 —(40±10) 18— 18,04 2—3 18 2—3 17,8— 18,2 5—10 18,1— 18,2 7—11
М-19 —(100±20) 19,1— 19,4 2—3 19,5 2—3 18,5— 19,5 5—10 19,5— 19,8 8—10
М-21 —(200±20) 21,5 2—3 21 2—3 21 5—8 21,4 12
В этой системе можно регулировать ТКе
изменением содержания титана кальция, ко-
торый имеет большой по абсолютной величине
отрицательный ТКе.
Изделия из этого материала оформляют-
ся методами протяжки, прессования, горячего
литья и пленочной технологии.
Материалы с аналогичными свойствами с
er=14-s-17 и tg б= (4-J-8) • 10“4 могут быть по-
лучены также на основе титаната циркония с
добавлением цельзиановой керамики.
Для получения материалов с положитель-
ным ТКе в ряде случаев используется ортоти-
танат магния Mg2TiO4. В зависимости от вво-
димых добавок, улучшающих технические и
технологические параметры, ег= 13-^16 и
ТКе= (30-^60) • 10-6 К-1- Изделия из этого ма-
териала изготовляются методами протяжки,
прессования и горячего литья в металлические
формы. Они спекаются при температуре 1440—
1460 °C. Материал на основе Mg2TiO4 марки
М-16 обладает весьма малым tg б в широком
диапазоне частот и температур. Повторяемость
значения ег для различных образцов и партий
в сантиметровом диапазоне частот не превы-
шает 2 %.
Материалы со свойствами классов II и III
могут быть получены на основе системы алю-
мината лантана СаТЮ3—LaA103. Композиции
с содержанием 15—50 % имеют стабильное
значение ТКе до 200 °C (рис. 23.23), a tg6
при этом не превышает 5-10_/*.
В табл. 23.36 приведены некоторые дан-
ные для конденсаторных керамических мате-
Рис. 23.23. Зависимость е, и ТКе от состава
твердых растворов СаТЮ3—LaAlO3, получен-
ных методом совместного осаждения
риалов, применяемых отечественной промыш-
ленностью.
В табл. 23.37 приведены частотные зави-
симости ег и tg 6 конденсаторных материалов
марок М-16—М-21.
Материалы для радиотехнических схем
(подложек). В отечественной и зарубежной
технике для изготовления подложек радиотех-
нических схем применяют высокочастотные ке-
рамические материалы с заданным значением
ег и малым tg6 в диапазоне сантиметровых
волн.
Эти материалы должны обладать стабиль-
ными электрическими свойствами как в преде-
лах одного образца, так и от образца к об-
разцу, даже для разных партий. Они должны
иметь достаточно высокие значения механиче-
ской прочности и плотности, стойкости к тер-
моударам и тем самым обеспечивать получе-
ние механической обработкой высокого класса
(13 и 14) чистоты поверхности в соответствии
с ГОСТ 2789-73.
Стеклокерамические материалы — ситал-
лы — обеспечивают возможность получения,
изделий с высоким классом чистоты поверх-
ности.
Для получения керамических изделий с
чистотой поверхности 13-го и 14-го классов,
т. е. для обеспечения среднего арифметическо-
го профиля Ra не более чем 0,01—0,02 мкм
и высоты неравномерностей поверхности Rz не
более 0,1—0,05 мкм, необходимо, чтобы ке-
рамика обладала мелкокристаллической струк-
турой с размерами зерен не более 3 мкм и
но возможности была представлена однофаз-
ной системой с минимальным содержанием
стеклофазы. Для этой цели лучше использо-
вать чистые оксиды или их химические соеди-
нения, например А12О3, Mg2TiO4, Ca(Sn, Zr,
Ti)O3, LaAlO3. Наилучшими свойствами обла-
дают подложки, изготовленные методом высо-
котемпературного прессования. Следует иметь
в виду, что керамика, состоящая из нескольких
фаз с различной микротвердостью, при опре-
деленных условиях механической обработки
может привести к образованию дефектов по-
верхности, снижающих чистоту поверхности.
За рубежом и в СССР в качестве деталей
для радиотехнических схем часто применяют
однофазную керамику из особо чистого окси-
да алюминия с добавкой 0,1—0,3 % оксидов
магния, кремния, титана и др. По своим свой-
ствам они очень близки между собой и ха-
244
Электротехническая керамика
Разд. 23
растеризуются мелкозернистой плотной струк-
турой.
Для изготовления изделий, используемых в
сантиметровом диапазоне волн, рекомендуются
материалы, приведенные в табл. 23.38, а также
прозрачная керамика (см. разд. 23.8).
Таблица 23.38. Свойства керамических
материалов для изделий, используемых в
сантиметровом диапазоне
Е При 1010 Гц 10* tg 6 при 1010 Гц, не более ТК е, 10—6 к—1 Прочие парамет- ры по ГОСТ 5458-75 (класс, группа)
6,5+0,5 0,0006 +60+20 VI, в
9,5+1 0,0008 + 100+30 VIII, а
9,5+1 0,0001 +юэ±зо VIII, а
9,5+1 0,0005 —(75+60) III, г
12+1 0,0001 +33+30 III, к
20+1,5 0,0005 —(75+60) III, г
25+1,5 0,0006 —(330+120) III, г
25+1,5 0,0005 +47+30 III, г
30+1,5 0,0005 +33+30 III, и
40+2 0,0008 —(75+30) III, а
40+2 0,0006 0+20 III, ж
45+2 0,0008 —(220+40) II, д
45+2 0,0006 —(47+20) III, г
50+2 0,0006 —(330+60) II, г
50+2 0,0006 —(150+40) II, е
60+2 0,0006 —(470+90) II, в
60+2 0,0006 —(300+60) II, г
80+4 0,0004 —(750+100) II, а
80+4 0,0008 —(470+90) II, в
80+4 0,0002 —(1000+200) I, г
100+10 0,0008 —(750+100, —150) II, а
150+15 0,0015 —(1500+200,-300) I, в
250+30 0,0030 —(3300+1000) I, а
По зарубежным данным для диэлектриче-
ских резонаторов перспективными являются си-
стемы на основе полититаната бария (ВаОХ
ХпТЮг), а также на основе твердых растворов
титанатов и цирконатов щелочно-земельных ме-
таллов.
Состав и свойства некоторых материалов
для резонаторов при частоте 4 ГГц приведены
в табл. 23.39.
Таблица 23.39. Материалы для резонаторов
Соединение er ТК e, io—6 к—1 Механическая добротность
ВаО-4,5Т1О2 30,8 —2 8000 '
BaO4TiC>2 37,97 —15 2560
CaZr0985 Ti0ioj503 29,00 —2 3300
чем при механической, на шлифовальном станке.
Свойства материалов установлены на образцах
и по методике в соответствии с ГОСТ 5458-75.
Электрическая прочность определяется при по-
стоянном напряжении на дисках толщиной
1,5 мм и диаметром 50 мм в резко неоднород-
ном электрическом поле. Установлено, что на
электрические и механические свойства кера-
мических материалов существенное влияние
оказывает макроструктура керамики, обуслов-
ленная технологией ее изготовления. Материа-
лы с однородной и мелкозернистой структурой
имеют наибольшие значения электрической и
механической прочности.
Это обусловлено тем, что мелкие кристал-
лические зерна по сравнению с крупными со-
держат меньшее количество дефектов, промежу-
точный слой между кристаллами в тонкозерни-
стых материалах тоньше и плотнее, чем у
материалов с прослойкой крупнозернистых
материалов, в тонкозернистых материалах раз-
рушение образца происходит преимущественно
по зернам, а у крупнозернистых — в основном
по межкристаллической прослойке.
Мелкозернистость структуры может быть
достигнута тонким помолом исходных материа-
лов, добавкой небольшого количества (до 1 %)
модификаторов, имеющих иную кристалличе-
скую структуру, чем структура основной фазы,
и тормозящих рост кристаллов, а также сокра-
щением длительности обжига и охлаждения в
интервале интенсивной кристаллизации. Так,
добавка ZnO (1 %) с гексагональной структу-
рой к СаТЮ3 со структурой перовскита позво-
ляет получать керамику с размерами кристалли-
ческих зерен 1—5 мкм, а добавка такого же
количестиа SrTiOg способствует росту кристал-
лических зерен до 70—100 мкм. В первом слу-
чае среднее значение Епр материала составляет
24, а во втором-— 15 МВ/м.
Аналогичные результаты получены также
при добавке к титанату барня оксида самария
или пироантимоната кальция.
Электрическая прочность зависит и от тех-
нологии изготовления керамических изделий.
Таблица 23.40. Электрическая прочность и
плотность материала М-900 в зависимости от
технологии изготовления образцов
Метод изготовления образцов Плот- ность, кг/м3 ег £пр "Ри 50 Гц. МВ/м
Полусухое прессова- ние, обжиг при 1220 °C с выдержкой 2 ч 5230 860 5,8
Изостатнческое прессо- вание при 100 МПа, об- жиг при 1240 °C 5270 840 8,3
Горячее литье 5230 835 8,2
Высокотемпературное прессование в микроли- товых пресс-формах при 21 МПа и 1260 °C 5480 940 11,6
После шлифовки данных материалов полу-
чают класс чистоты поверхности 8—9, а после
доводки — 13—14. При ручной доводке полу-
чается более низкий класс чистоты поверхности,
В табл. 23.40 приведены значения электрической
прочности и плотности для керамики М-900 на
основе твердого раствора титанатов стронция и
висмута, полученные на образцах, изготовлен.
§ 23.6
Высокочастотная керамика с высокой диэлектрической проницаемостью
245
ных различными способами. Как видно, наи-
большие значения £пр и плотности обеспечивает
высокотемпературное прессоиание. Достаточно
высокое значение £пр керамики достигается
также методом водного вакуумированного шли-
керного литья в гипсовые формы с последующей
доформовкой. Так, для широко применяемого
при изготовлении высоковольтных конденсато-
ров керамического материала М-130 значение
£пр в однородном поле и при постоянном на-
пряжении на образцах, изготовленных по этой
технологии, достигает 40 МВ/м, а на образцах,
изготовленных вытачиванием из болванок, она
не превышает 15 МВ/м.
Электрическая прочность керамических ма-
териалов из-за его неоднородности изменяется
и в однородном поле и зависит от времени воз-
действия напряжения. Предполагается, что
причина этого явления — искажение электри-
ческого поля из-за дефектов внутри материала.
Следует отметить, что импульсная проч-
ность конденсаторных материалов не превыша-
ет их прочности при переменном напряжении
50 Гц, т. е. коэффициент импульса близок к 1.
На рис. 23.24 приведена зависимость £ПР
керамики Т-150 от температуры при различных
частотах. С ростом частоты точка перегиба, ха-
рактерная для начала теплового пробоя, сме-
щается в сторону более высоких температур,
при этом £Пр сохраняет невысокое абсолютное
значение. Температура перегиба обусловлена
температурой заметного роста tg6 при соответ-
ствующих частотах.
Конденсаторные материалы на основе хи-
мических соединений оксидов при условии, что
в составе этих материалов отсутствуют щелоч-
ные ионы, обладают преимущественно элек-
тронным характером электропроводности.
На рис. 23.25 приведены зависимости
удельной проводимости от £ при температуре
100 °C для некоторых конденсаторных материа-
лов. Значение у для материалов М-15 й М-130
не зависит от £ до значения 6 МВ/м и более,
тогда как для М-70 и М-21 (на основе титана-
та циика) эта зависимость обнаруживается
уже при £<0,25 МВ/м.
Материалы для низкочастотных конденса-
торов характеризуются высокими и сверхвысо-
кими значениями е,, повышенным и большим
значением tg6, небольшим значением £пр по
сравнению с другими высокочастотными кон-
денсаторными диэлектриками. Для этих мате-
риалов, за исключением предусмотренных груп-
пой «а» члассов IV и V, характерна нелиней-
Рис. 23.24. Температурная зависимость £пр
керамики Т-150 при различных частотах
Рис. 23.25. Зависимости удельной проводимо-
сти от напряженности электрического поля
для конденсаторных материалов при темпера-
туре 100 °C:
1 — Ca(Ti, Sn)O3; 2 —Ca(Ti, Zr)Os; 3 —Zn(Tl, Zr)O3}
4 — (Ti, Zr)Os
ная зависимость e, от напряженности электри-
ческого поля и температуры.
Керамика группы «а» класса IV, обладаю-
щая наибольшим значением £пр и наименьшим
tg6 среди низкочастотных конденсаторных ма-
териалов, предназначена для изготовления им-
пульсных конденсаторов и конденсаторов, ис-
пользуемых в цепях постоянного тока, матери-
алы группы «а» класса V — для изготовления
конденсаторов, применяемых в аппаратуре, где
необходима повышенная температурная ста-
бильность емкости.
Для получения материалов Т-900, М-900 и
Т-1000 группы «а» классов IV и V используют
композиции титанатов стронция и висмута. Эти
материалы синтезируются из чистых оксидов
стронция, олова, висмута и титана. Кроме того,
для улучшения технических свойств материа-
лов к ним в небольшом количестве добавляют
оксиды цинка и марганца.
Материалы, предусмотренные группами
«б»—«е» класса V и предназначенные для про-
изводства конденсаторов низкой частоты и по-
-10 0 20 40 Б0 80 100 °C
Рис. 23.26. Температурные зависимости ег для
конденсаторных сегнетокерамических матери-
алов:
1—3 — TBepJtwil раствор Ва, Са(Т1, Sn, Zr)O3, с при-
месями; 4 — 0,97BaCa(Ti, Sn, Zr)O3+0,03Ca2Sb2Os
'246
Электротехническая керамика
Разд. 23
Таблица 23.41. Параметры низкочастотных конденсаторных материалов
Состав Темпера- тура обжига, °C Er ПрИ 20 °C Точка Кюри, °C е при точке Кюри, °C FnP’ МВ/м р при 120 °C, Ом-м
BaQ,85-CaOjlSro,o5 (Tio.sZro.i) О3 + +0,lMgO 1330 3050 50 3500 5,5 Ю10
Ва0,9Са9,4 (Ti0SZr01) О3 + 0,07Sn203 + -4-0 jSBigOg 1340 4700 40 5000 8,4 7-10s
Ва0,<|Са011 (Ti0,9Zr0ii)O3 Ч- 0, lLa2O3 + + 0,5В12Оз 1300 4250 15 4800 7,9 5-Ю9
Ba0 87Ca013 (Tio,s7Sno,OB45 + Zr0 035)6)3+ +0,8 (B2O3+MnO) 1340 5600 30 6000 6 1010
Ва0,95^а0,05 (Т1о,95^Го О5) О3 1360 3500 30 3600 4—5 10“
(Вао,62$Ч),2зСао,15Т1) О3 1360 6000 30 6000 4—5 10»
0,99ВаТ1О3 + 0,01Ca2Sb207 1400 5600 30 6000 12—15 1010
SrTiO3 + В120з + TiO2 1240 850—1000 — — 7—10 10“
Bao,9aPbo, 05Т1О3 1360 1500 20 8000 4—5 101°
Bao,89oCa0д5 [Tio 895Zr0 niSn0 096]О3 + +0,03(Bi2Sn2)Os 1380 6900 50 8000 8 101°
Bao,8sCaO,12 [Т1о,88^по112го 011^3 -J- —j—0 э03 (Bi2 Sm2)O3 1360 9800 25 10 200 9 101°
стоянного напряжения, получают с использова-
нием керамических сегнетоэлектриков на осно-
ве твердых растворов титаната, станната и
цирконата бария, стронция и кальция (табл.
23.41). Температурные зависимости для них
приведены на рис. 23.26.
Емкость сегнетоэлектрических конденсато-
ров уменьшается от времени хранения: в тече-
ние первых двух суток на 4 %, последующих
3—5 суток на 4,8 % и 6—9 суток на 5,1 %,
а затем она практически остается неизменной.
23.7. ТЕРМОСТОЙКАЯ КЕРАМИКА
Керамику с очень низким ТК/, способную
многократно выдерживать большие термоуда-
ры, принято называть термостойкой. Стойкость
керамики к термоударам обусловливается
комплексом свойств и зависит от ряда физико-
механических и теплофизических показателей,
таких, как прочность при растяжении, модуль
упругости, коэффициент Пуассона, ТК/, коэф-
фициент теплопроводности, а также структуры
материала, размеров и конфигурации керами-
ческих изделий. Стойкость к термоударам яв-
ляется наиболее важным фактором для выбо-
ра конструкционного материала при заданных
термомеханических режимах.
К термостойким керамическим материалам
с малым ТК/ согласно ГОСТ 20419-83 (СТ
СЭВ 3567-82) относятся плотные материалы на
основе алюмосиликата магния (кордиерит
2MgO-2Al2O3-5SiO2) или бария (цельзиан
BaO-Al2O3-2SiO2) группы 400 (табл. 23.42) и
пористые термостойкие группы 500 (табл.
23.43); последняя группа материалов включает
в себя материалы на основе алюмосиликата
магния (подгруппы 510—512), отличающиеся
по значению пористости и физико-механиче-
ским свойствам, высококордиеритовый порис-
тый материал (подгруппа 520) и высокоглино-
земистый пористый термостойкий материал
(подгруппа 530).
Термостойкая керамика широко использу-
ется для изготовления широкого ассортимента
специальных изоляторов в электронагреватель-
ных устройствах, стойких к термоударам, ду-
гогасительных решетках высоковольтных вы-
ключателей, камер взрывоопасных устройств,
пирометрических защитных трубок и др.
В качестве термостойкой керамики кроме
кордиерита используются также литийсодер-
жащая, цирконовая и корундовая.
В кордиеритовой керамике помимо кордие-
рита содержится муллит (3Al2O3-2SiO2), кли-
ноэнстатит (MgO-SiOs), корунд и небольшое
количество стекла.
§ 23.7
Термостойкая керамика
247
Таблица 23.42. Технические требования к материалам на основе алюмосиликатов
магния (кордиерит) и бария (цельзиан) по ГОСТ 20419-83
Показатель Подгруппа Показатель Подгруппа
410 420 410 420
Кажущаяся плотность, кг/м3, не менее Кажущаяся пористость /7К, %, не более Прочность при изгибе не- глазурованного образ- ца, МПа, не менее Прочность при растяже- нии для неглазурован- ного образца, МПа, не менее Прочность при сжатии, МПа, не менее Ударная прочность, кДж/м2, не менее Модуль упругости, ГПа, не менее TKZ, IO-6 К-1: при 20—100 °C при 20—600 °C . 2100 0,5 50 300 1.8 90 0,5—2 1-3 2700 0 70 25 2.0 3—5 3—6 Средняя удельная теп- лоемкость при 20— 100°C, Дж/(кг-К) Теплопроводность при 20—100 °C, Вт/(м-К) Средняя температуро- проводность при 20— 100 °C, 10-6 м2/с Стойкость к термоуда- рам, К, не менее £пр при 50 Гц, МВ/м, не менее 8г при 50 Гц 103 tg6 при 50 Гц, не бо- лее р, Ом-м, не менее, при: 20 °C 200 °C 600 °C ps, Ом, не менее 800—1200 1,5- 0,4—0,6 250 10 4—6 25 106 102 Ю10 800—1000 -2,5 200 20 6—7 10 1012 1011 107 1012
Таблица 23.43. Технические требования к термостойким пористым материалам на
основе алюмосиликатов магния по ГОСТ 20419-83
Показатель Подгруппа
510 511 512 520 530
Кажущаяся плотность, кг/м3, не ме- нее 1900 1900 1800 1900 2100
Кажущаяся пористость 77к, %, не бо- лее 30 20 40 20 30
Прочность при изгибе неглазурован- ного образца, МПа, не менее 35 25 15 40 30
Ударная прочность, кДж/м2, не менее 1.4 1,0 0,8 1,4 1,0
TKZ, Ю-6 К-1: 3—5 3—6 3—5 1,5—3,5 3,5—5
при 20—100 °C при 20—600 °C Средняя удельная теплоемкость при 20—100°C, Дж/(кг-К) 3—6 750—800 4—6 3—6 750—ЭОС 2—4 4—6 800—900
Теплопроводность при 20—100 °C, Вт/(м-К) 1—1.7 1,3—1,8 1—1,5 1—1,8 1,4—2
Средняя температуропроводность при 20—100 °C, IO-6 м2/с 0,7—1 0,7—1 0,7—1 0,7—1,1 0,8—1,2
Стойкость к термоударам, К, не менее р, Ом-м, не менее, при: 200 °C 600 °C 150 200 10 10 250 300 350 10м 104
Сырьем для получения кордиеритовых масс
служат тальк, пластичная глина, окись алюми-
ния или электроплавленый корунд. Кордиери-
товые массы достаточно пластичны, и изделия
из них оформляют способами керамической
технологии.
Наивысшая температура использования
кордиеритовых изделий не превышает 1300—
1400 °C при длительном режиме работы. Крат-
ковременно, в течение 0,02—0,04 с, кордиери-
товая керамика выдерживает температуру до
17 000 °C. Такие жесткие условия работы воз-
никают при испытании на дугостойкость кон-
кретных изделий из этого материала при на-
пряжении до 10 кВ, частоте 50 и 60 Гц и с но-
минальным током включения 12,5—40 кА по
ГОСТ 687-78 Е. Время горения дуги, при ко-
торой в образце не образуется трещин, служит
мерой дугостойкости материала. Следует иметь
в виду, что огнеупорность кордиерита не менее
1500 °C.
Кордиеритовые массы характеризуются ма-
248
Электротехническая керамика
Разд. 23
Таблица 23. 44. Основные показатели кордиеритовых материалов
О Прочность, МПа, не ме- ТК 1. 10—6 р. Ом-м не МО- иенее
нее, при К- > при Q 2 2 менее, при 9 ф
Страна-изготовитель, стандарт, Водопо- 9 <и
марка материала г лощение, % к Д ф и и эн ‘01 mod
в? - 0? хо К к й к g 1ЛОП (м. 1 °C, О О о и о о S ГО
р- С-. О Я ет S G о S го 33 S Тел Вт/ 120 S § S и >>
ФРГ, DIN 40685-67, 410 0 2100 50 300 25 1,5 3* 2,8 10“ 107 Ю5 250
520 3—10 200 50 250 10 3,0 4 1,8 — 107 105 335
Швеция, SEI 040554, 41 0 1900 50 300 20 —— 3 3,3 108 ю8 104 250
42 1—20 1900 30 100 10 — 3 1,6 10° 10е 102 250
Швейцария, Колорстат 1—5 2200 50 400 25 2,5 —- 2,0 1010 10» 105 —
Пиростат 5—10 2000 50 350 20 2,5 — 1,9 108 10» 105 —
США, Алсимаг 8,5 2000 43 410 17 2,3 — — — ю8 108 —
Великобритания ЧССР, 0—10 2000 12 150 10 2,0 — — 10“ — 103 —
Пиростат — 725.820.102 10—15 1800 20 80 10 6 6 1,4 101.2 107 — 250
Пиростат — 725.817.102 1,0—1,5 1800 20 80 10 5 6 1,4 10» — — —
Пиростат — 725.825.101 0 2500 75 550 23 2 4** 3,8 10“ 108 — 270
Пиростат — 725.817.101 0 2400 75 550 23 2 4 2,9 10м 108 — 270
ПНР, PN —67/ЕО6301, 410 0 2100 50 300 25 2 3,5* 2,8 10“ 10е 10? —
520 5—10 1900 40 200 10 2 3 1,8 — 108 103 ——
СССР, плотный материал 0—0,1 2000 70 — — 0,5 2,5 1,6 10е 10е 104 250
пористый материал 20—30 1900 50 — — 2 3—3,5 1,8 10» 10е 104 150™ 300
* Значение для 20—600 °C
** Значение для 200—800 ’С.
лым интервалом спекания, поскольку в процес-
се обжига в узком температурном интервале в
них образуется большое количество жидкой
фазы.. При обжиге в составе кордиеритовой
массы при температуре 1345 °C образуется пер-
вичная жидкая фаза; дальнейший нагрев при-
водит к быстрому росту этой фазы, что за-
трудняет обжиг материала. В результате по-
лучается пористая керамика. Для получения
плотной керамики в состав массы вводят до-
бавки, способствующие увеличению вязкости
расплава материала.
В табл. 23.44 приведены свойства отечест-
венных и зарубежных кордиеритовых материа-
лов. Из таблицы видно, что показатели отечест-
венных кордиеритовых материалов практически
не отличаются от показателей зарубежных.
К высокотермостойким керамическим ма-
териалам относятся также материалы, кристал-
лическая фаза которых представлена алюмоси-
ликатами лития. Литийсодержащая керамика
характеризуется очень низким положительным
или отрицательным ТК/ и более высокими ме-
ханическими показателями, чем кордиеритовая
керамика.
Литийсодержащую керамику делят на
плотную (с нулевым водопоглощением) и по-
ристую. К плотным материалам относят споду-
меновый фарфор, полученный на основе элек-
трофарфоровой массы, в которой полевой шпат
заменен сподуменом (Li2O-Al2O3-4SiO2). При-
мерный состав сподуменового фарфора: споду-
мен 35—40, кварцевый песок 15—20, глинистые
компоненты 40—50 % (по массе).
Промышленное производство литийсодер-
жащих материалов с заданными значениями
ТК/ освоено в США и Швейцарии. В СССР
разработаны пористый материал на основе
алюмосиликата лития ЛС-9 и плотный матери-
ал С-100.
Цирконовая керамика ZrO2-SiO2 широко
применяется в различных областях электротех-
ники, в том числе и для изготовления дугога-
сительных камер электромагнитных высоко-
вольтных выключателей, в которых температу-
ра дуги достигает 6000 — 20 000 °C. Она ха-
рактеризуется высокой огнеупорностью, малым
ТК/, высокой стойкостью к термоударам, кор-
розионной стойкостью и достаточно высокими
электроизоляционными свойствами.
Таблица 23.45. Основные свойства цирконовых материалов
Показатель Алсимаг 475 (США) Алсимаг 504 (США) Алтанокс 3569 (США) Циркосил (Швейцария) Ц-7 (СССР)
Водопоглощение, % 0,002 8,14 0 5—8 6—25
Средняя плотность, кг/м3 3700 2900 3000 3000 3170
Прочность при изгибе, МПа 130 90 130 30—50 60
ТК/ при 20—700 °C, 10~8 К-1 4,1 5,3 4,5 3,0—3,7 4,08
р при 100 °C, Ом-м 10» 101» 104 108—10» 108
§ 23.8
Высоконагревостойкая оксидная и нитридная керамика
249
Технические показатели применяемых в
СССР и за рубежом цирконовых материалов
приведены в табл. 23.45.
Основным сырьевым материалом для изго-
товления цирконовых деталей служат циркон
обезжелезенный или синтезированный при тем-
пературе примерно 1600 °C из чистых оксидов
ZrO2 и SiO2 с вводом активирующих добавок.
23,8. ВЫСОКОНАГРЕВОСТОЙКАЯ
ОКСИДНАЯ И НИТРИДНАЯ КЕРАМИКА
Оксидная высоконагревостойкая керамика
изготовляется по обычной технологии неплас-
тичной керамики из чистых оксидов, без при-
Таблица 23.46. Основные свойства керамики
из спектрально-чистых оксидов по данным
МЭК (Публикация 140, 1981 г.)
Показатель Подгруппа
810 820 830
Кажущаяся порис- тость Пк, % 0 30 0
Средняя плот- ность, кг/м3 2800 2500 3000
Прочность при из- гибе для негла- зурованного об- разца, МПа, не менее 150 90 150
Модуль упругости, ГПа,. не менее тк/, ю-е к-1, при: 300 90 150
20—100 °C 5—7 8—9 8—9
20—300 °C 5,5—7 10,0—12 9—11
20—600 °C 7—8,5 11—13 10—12
20—1000 °C 8—9,5 12—14 11—13
Средняя удельная теплоемкость, при 20—100 °C, Дж/(кг-К) 1000— 1250 850—1050 450—550
Теплопроводность при 20—100 °C, Вт/(м-К) 150— 220 6—10 1,2—3,5
Стойкость к термо- ударам, К, не ме- нее 180 — 80
£пР, МВ/м, не ме- нее 13 — —
Выдерживаемое напряжение на толщину 1,5 мм, кВ, не менее 20
ег при 48—62 Гц 7 10 22
IO4 tg 6 при 48— 62 Гц р, Ом-м, не менее, при: 10
20 °C 1012 — 109
200 °C 1010 Ю10 —
600 °C Температура в °C, при которой р, Ом-м, составляет: 10’
106 600 600 100
104 900 1000 350
менения глинистых компоиеитов. К высокона-
гревостойким оксидам относятся А12О3, MgO,
ВеО, СаО, ZrO2, ThO2, UO2 и др. Керамика из
указанных оксидов обладает не только высо-
кой температурой плавления, но и высокими
электроизоляционными или полупроводниковы-
ми, механическими и теплофизическими свойст-
вами при высокой температуре. Изделия из
данной керамики применяются для изготовле-
ния высокотемпературных огнеупорных изде-
лий, футеровок камер сгорания, замедлителей
и тепловыделяющих элементов в ядерной энер-
гетике, электроизоляционных и токосъемных
элементов в магнитогидродинамических систе-
мах — корпусов высоковольтных полупровод-
никовых приборов, металлогалогенных ламп
высокого давления, изоляторов свечей зажи-
гания для авиационных и автотракторных дви-
гателей, плат в интегральных схемах и электро-
вакуумных устройств.
Международная электротехническая ко-
миссия (Публикация МЭК 140, 1981 г.) высо-
конагревостойкую керамику характеризует ме-
ханическими, теплофизическимн и электрофизи-
ческими показателями, приведенными в табл.
23.46 для подгрупп 810 (ВеО), 820 (MgO),
830 (ZrO2).
Наиболее жестким испытаниям подверга-
ются керамические изделия, используемые в си-
стеме прямого преобразования тепловой энер-
гии в электрическую (для МГД-генераторов).
В результате развития работ в области нагре-
востойкой керамики достигнута рабочая темпе-
ратура 2000 °C. Керамика, используемая в ка-
честве электроизоляционного материала в
отдельных узлах оборудования, в которых гене-
рируется и протекает поток высокотемпера-
турной плазмы, подвергается более жестким ис-
пытаниям, чем полупроводящая керамика, ис-
пользуемая в токосъемном электроде. Как пра-
вило, электродные материалы работают при
более низкой температуре, чем в камере сгора-
ния генератора, т. е. при температуре <1900 °C
(см. рис. 23.28). Такие материалы кроме высо-
кой температуры плавления должны иметь низ-
кую упругость пара, высокое сопротивление хи-
мической коррозии, а также высокое р при ра-
бочих температурах. Этим требованиям удов-
летворяет только ограниченное количество
Таблица 23.47. Некоторые показатели
высоконагревостойких керамических
материалов
Оксид Структура Температура плавления. °C Плотность, кг/мя TKZ, 10-“ к—1, при 20—1000 °C р, Ом-м, при 1000 °C
ВеО Кубическая 2800 3600 1,4 5-10
ТЬО2 » 3050 9700 9,5 105
СаО » 2570 3350 13 104
ВаО Гексаго- нальная 2530 3020 8,9 104
ZrO2 Т етраго- нальная 2650 560 10,5 10?
CaZrO3 Ромбическая 2350 4950 10,5 105
SrZrO3 Кубическая 2800 5100 10,8 —
BaZrO з » 2650 6400 8,45 •—-
250
Электротехническая керамика
Разд. 23
Рис. 23.28. Зависимость р спеченных тугоплав-
ких оксидов от температуры
Рис. 23.27. Температурные зависимости р для
высокотемпературных материалов:
1 — 20% СаО2—ZrO2; 2 — шлак (15 % Ре2О3); 3 —
FeAl2O4; 4 ~ 85 % (СеО2—ZrO2); Б — ThO2; 6 — SiO2;
7— SiC (пористый);- 8 — LaCrO3+0,2SrO; 9 — Fe2O<;
10— графит+ZrTiO,; 11— ZrB2 — 20 % SiC (пористо-
го); 12 — Mo (материал для высокотемпературных
электродов)
керамических материалов, спеченных оксидов,
обладающих высокой температурой плавления.
Некоторые свойства этих и других материалов
приведены в табл. 23.47 и на рис. 23.27, 23.28.
Для нагревостойких высокотемпературных
электродов (табл. 23.48) можно использовать
материалы с электронным характером электро-
проводности и керамические электролиты, т. е.
вещества с ионным характером электропровод-
ности.
Для высоконагревостойкой керамики из
чистых оксидов наиболее важными показате-
лями являются температура плавления, ТК/,
р, коэффициент теплопроводности и механиче-
ская прочность при высоких температурах.
Коэффициент ТК/ колеблется от оксида к
оксиду в относительно небольших пределах; от
8,8-10“6 К-1 для А12О3 до 14-10-еК-1 для
MgO, в интервале температур 20—1000 °C. От-
носительное термическое удлинение образцов
для ряда керамических материалов показано
на рис. 23.29.
Прочность при сжатии, изгибе и растяже-
нии понижается с повышением пористости из-
Рис. 23.29. Удлинение образцов'ряда керами-
ческих материалов в зависимости от темпера-
туры
делий и температуры. Прочность керамических
материалов при изгибе составляет от 1/3 до 1/2
прочности при сжатии, прочность при растяже-
Таблица 23.48. Керамические материалы
для высоконагревостойких электродов
Материал Температура плавления, °C Допустимая ра- бочая температу- ра, °C р при 1200 °C, Ом -м Характер электропровод- ности
Ьа2О3- Cr2O3- У2О3 2300—2500 1900 10а Электронный
ZrO2 + 15 % СаО 2300 1900 104 Ионный
SiC 2300 1800 103 Электронный
MoSlOi2 ’ Y 2O2 2050 1900 0,2-10—3 »
ZrO2-CeOi 2300 1700 104 »
YCrO3 4- 10 % MgCr2O4 — 1800 102 »
ZrO2-Cr2O3 -f- 18 % CaO — 1800 103 »
§ 23.8
Высоконагревостойкая оксидная и нитридная керамика
251
О ЧОО ООО 1200 КОО 2000 2400° С
Рис. 23.30. Зависимость кратковременной ме-
ханической прочности от температуры при
растяжении чистой оксидной керамики
нии равна от 1/5 до 1/15 прочности при сжатии.
На рис. 23.30 приведена зависимость крат-
ковременной механической прочности оксидной
керамики от температуры. Химическая устойчи-
вость высокотемпературной оксидной керами-
ки является важным показателем, нередко огра-
ничивающим ее применение, особенно когда из-
делия из оксидов находятся в контакте с дру-
гими материалами или газовыми средами.
В сухом воздухе и в кислых средах высо-
котемпературные чистые оксидные керамичес-
кие материалы, как правило, стойки почти до
температуры плавления. В целом высокоогне-
упорные оксиды располагаются в следующем
порядке понижения их устойчивости: ThO2,
ВеО, ZrO2, А12О3, MgO.
Использование керамики из чистых окси-
дов при высоких температурах в различных га-
зовых средах и в вакууме ограничивается зна-
чением упругости паров оксидов, соответствую-
щей началу их летучести. На рис. 23.31 приве-
дена зависимость летучести (потери массы) от
температуры. Летучесть оксидов в гелии значи-
Рис. 23.31. Зависимость потери массы образ-
цов в вакууме при 13,33 мПа (а) и в гелии
при 20 кПа (б):
1 — MgO; 2 — MgO-AlsOa; 3 — Л12О3; 4 — ZrO2 стаби-
лизированный СаО (10 % ПО массе); 5 — ZrO2 стаби-
лизированный MgO (10 %); 6 — ВеО
тельно меньше, чем в вакууме, причем наиболь-
шей летучестью в вакууме и гелии обладает
MgO, а наименьшей в вакууме ZrO2 и в гелии
ВеО. Летучесть оксида бериллия из изделий
повышается, если в газовой среде при высоких
температурах присутствуют водяные пары. При
этих условиях начинается улетучивание уже
при 1000 °C, и летучесть составляет 0,01 %.
Она в значительной степени зависит от времени
выдержки при заданной температуре и среды
обжига. Так, при выдержке образцов оксида
бериллия в воздушной среде при 1700 °C в те-
Таблица 23.49. Свойства керамик из чистых оксидов
Оксид Плотность, кг/м8 Температура плавления, °C Электрофизические свойства
&г при 20 °C и 1 МГц р, Ом-м 101 tg 6 при 20 °C и 1 МГц
ВеО 3020 2800 7,35 Ю8 при 600 °C 10м при 300 °C 2-5 10
MgO 3600 2680 9,8 109 при 700 °C 7-Ю7 при 800°C
СаО 3350 2570 11,8 4 -106 при 900 °C 3-105 при 1200 °C 1016 при 20 °C 1—2
а-А12О3 3950 2570 9,9—10 4-Ю14 при 200°C 3-108 при 900 °C .
ZrO2 5600 2660 — 1 при 1700 °C 4-Ю12 при 20°C .—
ThO2 9600—10 100 3050 19 108 при 800 °C 10s при 1000 °C —
СеО2 7300 2700 — 4- 10lS при 20 °C 6,5-104 г,ои 800 °C
ио2 10 300 2860 — —'
252
Электротехническая керамика
Разд. 23
Рис. 23.32. Температурные зависимости теп-
лопроводности керамических оксидов:
1 — ZrO2; 2—ZrSiO4; 3 —ThO2; 4 — А12Оз: 5 — MgO;
6 — ВаО; 7 — А12О3 (чистый и плотный оксид); S —
SiO2 (прозрачный плавленый оксид)
чение 20 мин летучесть с 1 см2 составляет 0,13 г,
а при выдержке в течение 40 мин—0,16—0,18 г.
Теплопроводность ВеО при комнатной тем-
пературе выше теплопроводности металличес-
кого бериллия, тогда как для других оксидов
их теплопроводность обычно составляет 1/5—
1/10 теплопроводности соответствующих метал-
лов. Теплопроводность спеченного оксида ВеО
находится на уровне теплопроводности некото-
рых металлов, например стали, алюминия,
свинца, и примерно в 7 раз превышает тепло-
проводность спеченного А12О3.
Температурная зависимость теплопроводно-
сти для различных оксидов приведена на рис.
23.32.
Электрофизические, теплофизические и ме-
ханические свойства керамики из чистых окси-
дов приведены в табл. 23.49.
Высокими электроизоляционными и термо-
механическими свойствами характеризуется
беспористая прозрачная оксидная керамика при
высоких температурах. Так, прозрачная керами-
ка на основе оксида иттрия (Y2O3) имеет ряд
ценных свойств. Обжиг такой керамики осуще-
ствляется в восстановительной среде при 1900—
2200 °C. Предельная рабочая температура этой
керамики составляет 1800 °C, плотность—5300
кг/м3, прочность при растяжении—119 МПа,
ТК/ в интервале температур 20—1000 °C со-
ставляет 6,6-10-6 K-i, er=12, tg6=l-10-4, р
при 500 °C—5-108 Ом-м и при 900°C—1-104
Ом-м, диапазон длин волн оптической прозрач-
ности— 0,17—6,5 мкм, светопропускание на
толщину 1 мм при длине волны 0,25—7 мкм
составляет 80, при 7—9,5 мкм—10 %. Недо-
статком материала является невысокая стой-
кость к термоударам.
Прозрачную керамику на основе оксида
магния MgO получают, главным образом, мето-
дом высокотемпературного прессования при
1000 °C и давлении 10,5—21,0 МПа; такой ма-
териал характеризуется высокими значениями р
при 300°С: (1012Ч-1013) Ом-м; ег= 10,54-11,5;
ТК/ в интервале температур 300—1800 °C ра-
вен (12—16)-10-6K-*.
Высокими механическими показателями ха-
рактеризуется прозрачная керамика на основе
диоксида циркония ZrO2, как это видно из при-
веденных данных:
Температу-
ра, °C . . , 20 500 1000 1200 1400 1500
Прочность
при сжатии,
МГЦ . , . , 2100 1600 1200 800 130 20
Коэффициент ТК/ в интервале температур
20—1000 °C составляет 8-10~6 К~‘, а в интерва-
ле 1000—1500 °C— (11—11,5)-10-6 К"1. Такая
керамика устойчива в окислительной среде при
температурах до 2000 °C и стойка к термоуда-
рам.
Нитридная высоконагревостойкая керами-
ка может быть получена путем непосредствен-
ного воздействия азота, аммиака или других
азотсодержащих соединений на порошок ме-
таллов и неметаллов или их гидриды, восста-
новления оксидов элементов в присутствии азо-
та, аммиака, термической диссоциации соеди-
нений, содержащих Сг, Вг или А1 и азот, осаж-
дения из газовой фазы.
Наряду с тугоплавкостью они обладают
хорошими электроизоляционными и полупро-
водниковыми свойствами при высокой темпера-
туре и сохраняют высокую термостойкость, хи-
мическую стойкость, малый ТК/. Однако проб-
лема изучения и применения нитридов еще ре-
шена не полностью.
Из числа высокотемпературных соединений
выделяют Si3N4, BN, A1N и композиционные
материалы на их основе, обладающие высокими
электроизоляционными свойствами.
Нитрид кремния Si3N4 существует в двух
кристаллических модификациях: а- и P-Si3N4.
Он характеризуется анизотропией, и это спо-
собствует взаимодействию его с другими высо-
котемпературными соединениями.
Нитрид кремния получают различными
способами в зависимости от его назначения,
чаще—азотированием порошкообразного крем-
ния при температуре 1600 °C, при этом содер-
жание Si в Si3N4 равно 99,2 %. Нитрид крем-
ния начинает образовываться уже при 970 °C.
Реакция резко ускоряется при добавлении не-
большого количества фторида кальция или ок-
сидов алюминия, магния, кобальта и др. При
температурах свыше 1600 °C диссоциация пре-
обладает иад образованием нитридов.
Основные электрофизические свойства нитри-
дов кремния, бора и алюминия приведены в
табл. 23.50.
Для изготовления изделий из порошков
нитрида кремния могут быть использованы
практически все приемы порошковой металлур-
гии и керамики. Для изготовления плоских из-
делий применяют прессование в стальных фор-
мах, изделий сложной формы — изостатическое
прессование в эластичных оболочках. При фор-
мовании изделия из порошков Si3N4 вводят
связуюшее вещество, например 2 %-ный раст-
вор поливинилового спирта. При формовании
изделий применяют давление 100—250 МПа.
Спекание изделий из порошков нитрида крем-
ния в зависимости от дисперсности порошка и
активирующих добавок производят при темпе-
ратурах 1600—1900 °C в атмосфере азота под
давлением 1—13 МПа.
При производстве реакционно-спеченного
Si3N4 широко пользуются высокопроизводитель-
ными методами оформления порошка кремния
§ 23.8
Высоконагревостойкая оксидная и нитридная керамика
253
Таблица 23.50. Нитриды бора, кремния и алюминия
Показатель a-BN I3-BN a-Si3N4 ₽-SisM4 A1N
Структура Г ексаго- Кубическая Гексагональная
нальная
Плотность, кг-м3 2200 3450 3200 3050
Температура плавления,°C 3000 1900 2200 2500
Теплоемкость при 20—900 °C, 2,88—12,1 .— 12,1—2,99 99,7—23,7 32,5—7,75
Дж/(моль-К) Теплопроводность при 200— 15,1—121 42 17,2 — 29,0
800 °C, Вт/(м-К) ТК/ при 20—1000°C, 10-6-К-’ 2,75 2 2,3 3,4 4—5,6
Модуль упругости при 20— 86—12 — 47—46 — 350—280
1000 °C, ГПа Предел прочности при 20— 110—76 .— 15 275 270—127
1200 °C на растяжение, МПа Твердость по Моосу р, Ом-м: 2 9,9 — 9,4 9,0
20 °C 2-1013 103 1012 1012
300 °C —. -— 2-Ю8 108
1000 °C 3-104 — 10? — 9-10?
ег: 1 МГц 4,2 _— 8 .—
9500 МГц tg 6-104: 7—10 9,4 5,6 10 —
1 МГц 2 — 2—4 — —•
9500 МГц 60 — •— — —
плазменным распылением, шликерным литьем,
позволяющими получать разнообразный ассор-
тимент изделий.
Для получения высокоплотных изделий из
порошков нитрида кремния и композиций на
его основе пользуются методом горячего прес-
сования. Его обычно проводят с использова-
нием графитового пресс-инструмента, при этом
поверхности, контактирующие с прессуемым по-
рошком, футеруют нитридом бора. Это позво-
ляет легко извлекать спрессованные изделия из
пресс-формы н предотвращать взаимодействие
графита с нитридом кремния. При изостати-
ческом горячем прессовании в качестве среды,
передающей давление на формуемое изделие,
заключенное в молибденовую оболочку, исполь-
зуют оксид магния, нитрид бора, графит и др.
Температура спекания зависит от давления
прессования (например, при давлении 280 МПа
температура прессования составляет 1760°C).
Изделия, полученные описанным способом, ха-
рактеризуются значениями er=8, tg6=6-10-3
при частоте 1 МГц и ег=3,2 и tg6.= 10~2 при
9,3 Гц.
Пленки из нитрида кремния, полученные
газофазовым методом, имеют следующие зна-
чения: ег=5-ь 13, tg 6 = 1 10-4.
Многообразие свойств нитридов обеспечи-
вает им широкое применение. Тугоплавкость,
высокая термостойкость, жаростойкость до
1200—1300 °C и высокие электроизоляционные
свойства, высокое значение р при высокой тем-
пературе, малый угол диэлектрических потерь
при высоких частотах, в том числе в области
сантиметрового диапазона, позволяют его при-
менять в высокочастотных устройствах различ-
ного назначения. Кроме того, нитрид кремния
может быть использован в качестве высокотем-
пературных электродов, подложек для больших
интегральных схем в вычислительной технике,
а также как материал для изготовления высо-
котемпературных пресс-форм. Композиционный
материал на основе Si3N4 и MgO может быть
использован в МГД-генераторах. Нитрид крем-
ния в виде пленок широко используется в элек-
тронной технике и как защитное покрытие в
различных контрукционных элементах, напри-
мер в жаропрочных лопастях, оснастке для тер-
мообработки, тиглях, чехлах, подшипниках
скольжения, резцах и др.
Нитрид бора BN известен в трех модифи-
кациях: а, р, у. Нитрид а-BN имеет гексаго-
нальную кристаллическую структуру и высокие
электроизоляционные свойства при высокой
температуре; Р-BN имеет гексагональную
структуру, которая может перейти в кубичес-
кую, и свойства полупроводниковых материа-
лов, а также повышенное значение ТК/ и высо-
кую микротвердость; y-BN имеет ромбоэдри-
ческую структуру, которая при соответствую-
щей температуре и давлении может перейти в
кубическую с твердостью, близкой к алмазной.
Гексагональный нитрид бора получают
различными способами: нагреванием борного
ангидрида, борной кислоты или буры с циа-
нистым натрием, или калием, или с амидами,
роданистым аммонием или непосредственным
азотированием бора. Лучшим способом полу-
чения является плазмохимический способ по-
лучения нитрида бора из аморфного порошка
бора путем подачи его в струю плазмы азота
с температурой 5400—5900 °C. Более высокая
температура синтеза приводит к диссоциации
полученного нитрида бора.
Нитрид бора с кубической структурой по-
лучают различными методами, в том числе с
использованием сверхвысокого давления и тем-
пературы в присутствии катализаторов, в ре-
254
Электротехническая керамика
Разд, 23
зультате чего происходит аллотропный пере-
ход гексагонального нитрида бора в кубиче-
ский.
Среди нитридов наилучшими электроизо-
ляционными и теплофизическими свойствами
при высокой температуре обладает нитрид
бора.
Нитрид бора применяется в качестве тер-
моизоляции в вакуумных индукционных пе-
чах, М ГД-генератор ах, высокотемпературных
термопарах, подложках для транзисторов.
Малые значения ег и tg 6 при сверхвысоких
частотах и высокой температуре позволяют
использовать нитрид бора в радиоэлектронной
технике. Хорошая теплопроводность, высокие
огнеупорные свойства, химическая стойкость,
большое сечение захвата тепловых нейтронов
в сочетании с хорошей обрабатываемостью
обеспечивают использование нитрида бора и
изделий из него в различных отраслях тех-
ники.
Кубический нитрид бора имеет примерно
такую же твердость, что и алмаз, высокую
теплопроводность [42—13 Вт/(м-К)], что в
несколько раз выше, чем у лучших по теп-
плопроводности металлов.
Нитрид алюминия A1N характеризуется
тугоплавкостью, высокими электроизоляцион-
ными свойствами, сохраняемыми при высоких
температурах, высокой твердостью и износо-
стойкостью, термостойкостью, устойчивостью в
агрессивных средах, что позволяет его исполь-
зовать в технике высоких температур. Из A1N
изготовляют тигли для плавки металлов, изо-
ляционные трубки для защиты высокотемпе-
ратурных термопар, подложки транзисторов и
другие изделия.
23.9. МЕХАНИЧЕСКАЯ ОБРАБОТКА
И МЕТАЛЛИЗАЦИЯ КЕРАМИЧЕСКИХ
ИЗДЕЛИЙ
Механическая обработка. В современной
технике находят широкое применение керами-
ческие изделия, соответствующие жестким тре-
бованиям по точности размеров, форме и чи-
стоте обработки поверхности. Обеспечить вы-
полнение таких требований способами обычной
керамической технологии не представляется
возможным. Изготовленные изделия всегда
имеют незначительные отклонения размеров от
заданных, обусловленные некоторой неста-
бильностью усадки в процессе сушки и обжи-
га. Значения усадки зависят как от состава
материалов, так и от некоторых технологиче-
ских операций.
Для получения керамических изделий,
имеющих точные размеры и высокую чистоту
поверхности, используют механическую обра-
ботку обожженных изделий путем шлифова-
ния. Для шлифования в основном используют
шлифовальные круги и реже порошки из аб-
разивных материалов: алмаза, нитрида бора,
карбида кремния, электрокорунда и др. (табл.
23.51).
Механическая обработка керамических
изделий всеми видами шлифования осущест-
вляется абразивными инструментами из кар-
бида кремния и алмаза различной зернистости.
Для шлифовки применяют шлифовальные кру-
ги (ГОСТ 2424-75), головки (ГОСТ 2447-82),
бруски (ГОСТ 2456-82) и сегменты соответст-
венно шлифуемой поверхности.
Максимальная рабочая скорость абра-
зивного инструмента обусловливается типом
связующего материала. Так, для алмазного
шлифовального круга на керамическом связую-
щем рабочая окружная скорость составляет
25 м/с, а на фенолформальдегидном — до
35 м/с.
Для обработки керамических изоляторов,
обладающих высокой твердостью и хруп-
костью, наиболее эффективным является ал-
мазный инструмент на металлическом и фе-
нолформальдегидном связующем. Алмазный
абразивный инструмент на металлическом свя-
зующем используется в основном для черно-
вого шлифования керамики, а на фенолфор-
мальдегидном связующем — для окончатель-
ного, чистового шлифования.
Алмазные круги на металлическом связу-
ющем имеют более длительный срок службы.
Для черновой обработки керамических изде-
лий используют крупнозернистые абразивные
круги, а для окончательной чистовой обработ-
ки поверхности применяют тонкозеристые аб-
разивные инструменты.
Для шлифования керамических изделий
используют обычные металлообрабатывающие
станки: токарно-винторезные со шлифовальной
головкой, токарно-карусельные, шлифовально-
карусельные, универсально-шлифовальные
и др. Крепление керамических изделий на стан-
ке производится при помощи специальной
технологической оснастки, обеспечивающей
прочное и безопасное положение детали в ра-
боте (ГОСТ 2675-80).
Режимы шлифования керамических изде-
лий зависят от свойств керамического матери-
ала, от показателей используемого абразивно-
го инструмента и устанавливаются экспери-
ментально. При черновой обработке изделий
в большинстве случаев толщина слоя, снима-
емого шлифовкой за один проход, составляет
примерно 0,25 мм, а при чистовой — 0,005—
0,025 мм.
Для охлаждения в процессе шлифования
применяют 2—5 %-ный водный раствор каль-
Таблица 23.51. Основные физико-механические свойства абразивных материалов
Материал Плотность, кг/м3 Твердость по Моосу Микротвер- дость, ГПа Модуль упругости, ГПа TKZ. 10—бц—1
Алмаз 3490—3540 10 10 90 0,9—1,45
Кубический нитрид бора 3440—3490 9,9 9,25 72 2,1—4,0
Карбид кремния 3200 9,0 3,3—3,6 36,5 6,5
Электрокорунд 3950 8,5 2,0—2,1 — 7,5
§ 23.9
Механическая обработка и металлизация керамических изделий
255
пикированной соды, который подают со ско-
ростью 20 л/мин.
При круглом шлифовании наружной по-
верхности изоляторов цилиндрической формы
обрабатываемый изолятор и шлифовальный
круг вращаются в одну сторону, а при обра-
ботке круглых внутренних поверхностей кера-
мических изделий шлифовальный круг и обра-
батываемая деталь вращаются в противопо-
ложные стороны. Шлифование торцевых по-
верхностей цилиндрических изделий может
производиться на плоскошлифовальном станке
с использованием соответствующей оснастки.
Металлизация керамики. Металлические
покрытия на поверхности керамики могут слу-
жить электродами конденсаторов, испытуемых
образцов, витков катушки индуктивности или
промежуточным слоем для соединения кера-
мики с металлической арматурой посредством
пайки.
Металлические покрытия керамики можно
осуществлять методами вжигания металлосо-
держащей краски (пасты), испарения и кон-
денсацией металла (серебра, золота, никеля,
палладия и др.) в вакууме, химического осаж-
дения, шоопирования и др.
Металлические покрытия должны обла-
дать хорошей электропроводностью (особенно
для высокого напряжения высокой частоты)
при малой толщине электродного слоя. Для
таких покрытий чаще всего применяют благо-
родные металлы (в основном серебро и пал-
ладий), устойчивые к окислению. Покрытия,
предназначенные для последующей пайки с
металлической арматурой, производятся из
тугоплавких металлов в сочетании с различ-
ными добавками.
Вжигание паст — наиболее распростра-
ненный способ металлизации. Основным ком-
понентом металлосодержащей пасты является
окись серебра, азотнокислое серебро или тон-
кодисперсный порошок металлического сереб-
ра. Для спекаемости покрытия и хорошей ад-
гезии по отношению к поверхности керамики
в пасту вводятся 5—7 % (по массе) плавней
в виде борнокислого свинца, оксида висмута
или других соединений висмута. Компоненты
пасты смешиваются с органическими связую-
щими, представленными раствором канифоли в
скипидаре или смесью скипидара с касторо-
вым маслом до получения однородной массы.
Паста, изготовляемая промышленностью на
специализированных заводах, содержит 55—
70 % (по массе) металлического серебра.
Нанесение серебряной пасты на керамиче-
ские изделия производится вручную кисточкой,
пульверизатором, окунанием, а в массовом
производстве — шелкографией. Нанесенные
покрытия сушат при температуре 80—150 °C в
термостатах или в проходных сушилках. Об-
жиг производится при температуре 750—850 СС
в муфельных или проходных печах в воздуш-
ной среде. В процессе обжига покрытия в ин-
тервале температур 200—400 °C, т. е. при вы-
горании органической связки, подъем темпера-
туры должен быть замедленным во избежание
вспучивания покрытия и образования трещин
на металлизированной поверхности. Режим
вжигания серебряной пасты устанавливается
экспериментально. Он зависит от нагревостой-
кости керамики, размеров и конфигурации ме-
таллизируемого изделия. Длительность про-
цесса может составлять 5—35 ч.
Толщина однократно металлизируемого
слоя серебра составляет 3—10 мкм. В случае
необходимости для получения покрытия с бо-
лее толстым слоем деталь металлизируют 2—
3 раза, проводя последовательно вжигание
каждого нанесенного металлизированного
слоя. Толщина металлизирующего слоя на из-
делиях среднего размера составляет 40 —
50 мкм.
Металлизация составами на основе туго-
плавких металлов применяется для различных
вакуум-плотных керамических изделий из фар-
фора, стеатита, форстерита и корундовой ке-
рамики. В металлизирующий состав входят
различные добавки: марганец, железо, крем-
ний, оксиды металлов — А12О3, TiO2, Сг2О3,
карбиды, бориды и специальные плавни.
Металлизация различных типов керамиче-
ских материалов производится по схеме: очист-
ка изолятора от загрязнений, обезжиривание,
приготовление и нанесение металлизирующего
состава, вжигание покрытия, зачистка, нанесе-
ние второго металлизирующего состава, вжи-
гание второго покрытия и контроль качества
покрытия.
Для приготовления металлизирующих паст
используют материалы, получаемые с завода-
изготовителя в виде тонкомолотых порошков
с удельной поверхностью 4000—5000 см2/г для
молибдена и 5000—7000 см2/г для марганца.
Компоненты металлизирующей пасты, взя-
тые в заданном соотношении, смешиваются с
раствором коллоксилина в изоамилацетате или
водно-спиртовый раствор полиамидной смолы.
Смешивание компонентов производится в
валковой мельнице со стальным барабаном до
получения однородной пасты.
Процесс вжигания металлизирующих по-
крытий производится в печах с защитной га-
зовой средой при температуре 1200—1350 °C с
выдержкой при конечной температуре 20—
Таблица 23.52. Составы для металлизации
керамических материалов
Керамический мате- риал Компоненты пасты Состав пасты в % (по массе)
Молибден 98
Стеатитовая кера- Железо 2
мик а Молибден 96
Форстеритовая ке- Марганец 4
рамика
Молибден 80
Корундомуллито- Марганец 10; 20
вая керамика УФ-46 Алюмосиликат- 10
ный плавень* Молибден 74
Корундовая кера- Марганец 15
мик а Борид молибдена 5
Глазурь 6
* Добавляется при 100 % марганца.
256
Электроизоляционные неорганические пленки
Разд. 24
30 мин. Режим вжигания устанавливается
опытным путем.
Вжигание покрытия проводится в печах
периодического действия или толкательных пе-
нах непрерывного действия в увлажненной
или азотно-водородной среде при отношении
азота к водороду 2: 1 или 3:1. Керамические
материалы, содержащие в своем составе до-
статочное количество стеклофазы (фарфор,
стеатит и др.), можно металлизировать па-
стами на основе тугоплавких металлов без
специальных добавок, а керамические матери-
алы, содержащие менее 5 % стеклофазы, не-
обходимо металлизировать пастами, в состав
которых входят компоненты, образующие жид-
кую фазу в процессе вжигания покрытия.
В табл. 23.52 приведены составы для ме-
таллизации вакуумплотных керамических ма-
териалов.
Для увеличения толщины покрытия и об-
легчения пайки на молибденовое покрытие
методом вжигания или гальваническим путем
наносится слой никеля (второе покрытие).
Список литературы
23.1. Электротехнические материалы: Справоч- .
ник/В. Б. Березин, Н. С. Прохоров, Г. А. Рыков,
А. М. Хайкии. М.: Эиергоатомиздат, 1983. 504 с.
23.2. Никулин Н. В., Кортнев В. В. Оборудова-
ние и технология производства электротехнических
конструкций. Мл Энергия, 1969. 416 с.
23.3. Белинская Г. В., Выдрик Г. А. Технология
электровакуумной и радиотехнической керамики. М.:
Энергия, 1977. 336 с.
23.4. Материаловедение и проблемы энергетики:
Пер. с англ./Под реД. Г. Ф. Мучника. М.: Мир,
1982. 576 с.
23.5. Технология электрокер а мики/Г. Н. Маслен-
никова, Ф. Я- Харитонов, Н. С. Костюков, К. С. Пи-
рогов. М.: Энергия, 1974. 224 с.
23.6. Масленникова Г. Н., Харитонов Ф. Я., Ду-
бов И. А. Технологический расчет в керамике. М.:
Стройиздат, 1984. 224 с.
23.7, Балкевич В. Л. Техническая керамика. М.2
Стройиздат, 1984. 255 с.
23.8. Прозрачные пол икриста ллические керами-
ческие материалы/ Под ред. Г. А. Выдрика, Т. В. Со-
ловьевой. Обзорная информация. Сер. Электротех-
нические материалы. М.: Информэлектро, 1975. 49 с..
23.9. Попильский Р. Я., Пивинский Ю. Е. Прес-
сование порошковых керамических масс, М.: Метал-
лургия, 1983. 176 с.
23.10. Абразивная и алмазная обработка мате-
риалов: Справочник/Под ред. А. Н. Резникова. М.:-
Машиностроение, 1977. 392 с.
23.11. Исследование и разработка материалов
для реакторов термоядерного синтеза. М.: Наука,
1981. 183 с.
23.12. Синтез и исследование материален на ос-
нове силикатов и других тугоплавких соединений.
Тр. МХТИ им. Д. И. Менделеева. Вып. 123. М.:
1983. 298 с.
23.13. Лазарев В. Б., Соболев В. В., Шпалы-
гин И. С. Химические и физические свойства про-
стых оксидов. М.: Наука, 1983. 254 с. *
23.14. Костанян К. А., Геворкян X. О. Керами-
ческие и стеклянные диэлектрики в электронной
технике. Ереван: Изд-во АН Арм. ССР, 1984, 204 с.
23.15. Электрические изолятор ы/Под ред.
Н. С. Костюкова. М.: Эиергоатомиздат, 1984. 296 с.
23.16. Самсонов Г. В. Тугоплавкие соединения:
Справочник по свойствам и применению. М.: Метал-
лургиздат, 1963. 398 с.
23.17. Самсонов Г. В., Кулик О. П„ Поли-
щук В. С. Получение и методы анализа нитридов.
Киев: Наукова думка, 1970. 317 с.
23.18. Андреевский Р. А., Спивак И. И. Нитрид
кремния и материалы иа его основе. М.: Металлур-
гия, 1984. 136 с.
РАЗД ЕЛ 24
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ НЕОРГАНИЧЕСКИЕ
ПЛЕНКИ
Л. Л. Одынец
24.1. ОБЩИЕ СВЕДЕНИЯ
Электроизоляционные неорганические
пленки (ЭНП) в отличие от большинства ос-
тальных электроизоляционных материалов не
получаются в свободном состоянии, а образу-
ются в процессе изготовления на подложке,
являющейся элементом той или иной электро-
или радиотехнической конструкции. По своим
показателям: химической и радиационной
стойкости, нагревостойкости, электрической
прочности — ЭНП превосходят почти все из-
вестные материалы. Методы получения неор-
ганических пленок весьма разнообразны, но все
их можно объединить в две группы; А — хи-
мические или электрохимические реакции ве-
щества подложки с активным веществом сре-
ды—-такими методами могут быть получены
оксиды, нитриды, фториды и другие соедине-
ния, образующиеся на поверхности металлов
и полупроводников; Б — осаждение пленок
из газовой или жидкой среды, не вступаю-
щей в реакцию с веществом подложки, ис-
парение, ионное распыление, газофазные реак-
ции и др<
24.2. МЕТОДЫ ПОЛУЧЕНИЯ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
НЕОРГАНИЧЕСКИХ ПЛЕНОК
А-1. Термическое окисление. Практически
все металлы и полупроводники, контактирую-
щие с воздухом (кислородом), покрыты естест-
венной оксидной пленкой, толщина которой
при обычных условиях не превышает несколь-
ких нанометров. Существование такой пленки
возможно потому, что реакция взаимодейст-
у
вия металла с кислородом хМ+-^~02=Мд:0|,
протекает с уменьшением свободной энергии,
например для тантала на 1969 кДж/моль. По-
сле образования на металле или полупровод-
нике естественной оксидной пленки дальней-
ший ее рост может происходить только при ак-
тивации процесса окисления каким-либо внеш-
ним фактором, например нагревом или
электрическим полем.
Окисление при невысоких температурах
(менее 800 К) позволяет получать аморфные
оксидные пленки толщиной около 5—10 нм,
§ 24.2
Методы получения неорганических пленок
При более высоких температурах образуются
аморфно-кристаллические пленки с низкими
электрическими характеристиками. Сплошность
термических пленок на металлах сохраняется
лишь до определенной толщины, при превы-
шении которой возникающие в пленке напря-
жения вызывают ее растрескивание. Число ве-
ществ, на которых образуются сплошные (ко-
герентные, однородные) пленки, весьма огра-
ничено. Прежде всего следует назвать тантал,
ниобий, алюминий и кремний. Наиболее ши-
рокое применение получили термические плен-
ки на кремнии. Они образуются в атмосфере
сухого кислорода при Т= 1300 ч-1600 К; при
окислении во влажном кислороде или парах
воды температура может быть понижена до
800 К. Во всех случаях получаются аморфные
пленки, имеющие структуру ближнего поряд-
ка, сходную со структурой кварцевого стекла.
Химическая или топографическая неоднород-
ность кремниевой подложки может вызвать
появление в аморфном оксиде кристалличе-
ской фазы, имеющей структуру а-кристобали-
та, присутствие которой ухудшает электриче-
ские свойства пленки и может вызвать нару-
шение ее сплошности.
При окислении кремния, на поверхность
которого предварительно нанесены оксиды
фосфора Р2О5 или бора В2О3, образуются
пленки фосфорносиликатного или боросиликат-
ного стекла, обладающие достаточно хороши-
ми электрическими характеристиками. При
термической обработке кремния в атмосфере
азота можно получить пленки нитрида крем-
ния S13N4, а в смеси кислорода и азота — ок-
синитридные пленки SixOyNz.
А-2. Электрохимическое окисление. Одним
из распространенных способов получения
электроизоляционных оксидных пленок на ме-
таллах и полупроводниках является электро-
химическое или анодное окисление. Если ме-
талл, покрытый естественной оксидной плен-
кой, поместить в ячейку с электролитом, ие
растворяющим металл и его оксид, и поляри-
зовать анодно, то начинается рост оксидного
слоя. Такие слои называют анодными оксид-
ными пленками (АОП). Источником кислорода
при анодном окислении является вода (и
лишь в незначительной степени анионы элект-
ролита, внедряющиеся в оксидный слой). Сум-
марная электродная реакция образования ок-
сида;
хМ 4- уП2О = Мх Оу 4- 2уП+ 4- 2{/е.
Эффективность тока или КПД этой реак-
ции для большинства металлов, на которых
образуются изоляционные АОП, близка к
100 % Металлы, на которых образуются ди-
электрические АОП, называют вентильными,
так как система металл — АОП — электролит
обладает односторонней проводимостью.
В большинстве своем АОП аморфны, исклю-
чение составляют лишь пленки на цирконии,
которые чаще всего оказываются поликристал-
лическими.
Верхний предел напряжения формовки
Пф, до которого может быть окислен анод,
ограничен так называемым напряжением ис-
крения Пискр>Пф при котором на поверхно-
сти анода появляются искры, связанные, по-
видимому, с электрическим пробоем пленки.
Напряжение искрения зависит от состава и
концентрации электролита, в котором проис-
ходит окисление: с увеличением концентрации
напряжение искрения понижается. Толщина X
АОП пропорциональна напряжению формовки:
X — at/ф 4~
где а — коэффициент формовки; Хо — толщина
естественной пленки.
Коэффициент формовки (постоянная ано-
дирования) определяется природой металла и
сравнительно слабо зависит от состава и кон-
центрации электролита и плотности тока фор-
мовки. Для металлов IVA—VIA переходных
групп и алюминия значения а лежат в интер-
вале 1,5—2,5 нм/В. Для кремния, который
обычно окисляют в 0,1 моль/л растворах
KNO3, в этиленгликоле или п-метилацетамиде,
а=0,14 нм/В. Эффективность тока при этом
окислении мала.
Выбор электролита для анодного окисле-
ния определяется природой металла и химиче-
ской стойкостью его оксида. Так, при окисле-
нии тантала, ниобия, гафния и циркония мож-
но применять, кроме галогеноводородных,
водные растворы любых неорганических кис-
лот и их солей. При окислении титана наилуч-
шие результаты дают растворы лимонной ки-
слоты или фосфата натрия в этиленгликоле.
Иногда для окисления этих металлов приме-
няют расплавы солей, обычно эвтектику нитра-
тов натрия и калия. Эффективность окисления
в этом случае оказывается значительно ниже
100 %, но скорость роста АОП возрастает за
счет высокой температуры электролита.
Для получения на алюминии беспористых
АОП с высокими электрическими характери-
стиками его окисляют в водных растворах бор"
ной кислоты и пентабората натрия или ам-
мония (6<рН<7). Иногда в качестве раство-
рителя применяют этиленгликоль. При окис-
лении алюминия в растворах серной или
щавелевой кислоты получаются толстые (до
1 мкм) пористые пленки с низкими электриче-
скими характеристиками.
А-3. Окисление в газоразрядной плазме.
Окисление в кислородной газоразрядной плаз-
ме можно вести в тлеющем разряде постоян-
ного тока, в высокочастотном (ВЧ) или сверх-
высокочастотном (СВЧ) разряде и в дуге
низкого давления. Во всех случаях источником
кислорода являются однозарядные атомарные
ионы кислорода и атомарный кислород. Сле-
дует различать два метода окисления: при
анодной поляризации окисляемого металла —
анодирование и без поляризации — оксидиро-
вание. При анодировании в тлеющем разряде
наиболее распространенной является установ-
ка, в которой разрядные электроды располага-
ются параллельно. Образец помещается так,
чтобы его плоскость была параллельна оси
разряда в области наибольшей концентрации
ионов и находилась под положительным по
отношению к плазме потенциалом. Сущест-
венное преимущество анодирования в плазме
тлеющего разряда — простота оборудования,
возможность использования серийных ваку-
умных установок и хорошая совместимость с
другими процессами вакуумной технологии.
К недостаткам метода относятся малая ско-
рость образования пленки (0,01—0,05 нм/с) и
загрязнение ее поверхности продуктами рас-
258
Электроизоляционные неорганические пленки
Разд. 24
пыления электродов. Чтобы избежать этого,
для электродов необходимо применять метал-
лы, обладающие низкой скоростью распыле-
ния (Al, Ni, Та, W, нержавеющая сталь).
Плазменное оксидирование в плазме тле-
ющего разряда позволяет получать пленки
только чрезвычайно низкой толщины (до
30 нм) при весьма малой скорости образова-
ния. Последнее время к таким пленкам появ-
ляется заметный интерес в связи с развитием
крио- и оптоэлектроники.
Окисление в плазме ВЧ (в мегагерцах) и
СВЧ (в гигагерцах) разрядов позволяет уст-
ранить загрязнение материалом электродов,
так как они вынесены за пределы вакуумной
камеры. Степень ионизации и температура
плазмы в ВЧ- и СВЧ-разрядах значительно
выше, чем в тлеющем разряде, и соответст-
венно выше скорость окисления, что позволяет
получать пленки большей толщины. При ано-
дировании скорость образования пленки около
0,05—0,2 нм, и могут быть получены пленки
толщиной до 600 нм. Оксидирование в плазме
ВЧ- и СВЧ-разрядов протекает приблизитель-
но с такой же скоростью, как и анодирование,
и толщина пленок достигает нескольких сотен
нанометров. К недостаткам высокочастотных
методов следует отнести низкий КПД генера-
торов и малую совместимость с другими про-
цессами интегральной технологии.
А-4. Другие методы химической обработки.
Нитридные пленки можно получить непосред-
ственным нагреванием металла или полупро-
водника в атмосфере азота или аммиака. Та-
ким же способом получают фторидные пленки,
например A1F3. Пленки нитридов, обладающие
хорошими диэлектрическими свойствами, на-
пример нитрид бора (BN), можно получить в
результате ступенчатого химического процесса:
металл обрабатывают трихлоридом бора ВС13
при 1200—1500 К. При этом на поверхности
металла образуется слой его борида. После
этого поверхность при той же температуре об-
рабатывается парами трихлорборазила и на
ней образуется нитрид бора. Фосфатные плен-
ки получаются при обработке металла смесью
растворов фосфорной и азотной кислот. Фос-
фатирование чаще всего применяют для изо-
ляции листовой электротехнической стали.
Б-1. Получение пленок осаждением из га-
зовой фазы. При осаждении из газовой (паро-
вой) фазы пленки образуются в результате
химических реакций, протекающих непосредст-
венно на подложке, или же в приповерхност-
ном слое, причем сам материал подложки в
химические реакции не вступает. Осаждение
обычно производится при пониженном давле-
нии, которое в зависимости от режима может
быть в интервале 0,01—130 Па. Активация
химических реакций может осуществляться на-
гревом, тлеющим или ВЧ-разрядом, светом,
электронной бомбардировкой и др. Оксиды
металлов чаще всего получают пиролитическим
разложением органических соединений типа
алкоголятов или этилатов. Примером может
служить реакция получения пленки пентокси-
да тантала пиролизом пентаэтилата тантала в
кислородной атмосфере при давлении 10—20
Па, температуре испарителя 400 К и темпера-
туре подложки 500—800 К:
Та (ОС2 НБ)Б = Та2ОБ + СО2 + Н2О.
Скорости осаждения не превышают деся-
тых долей нанометра в секунду при макси-
мальной толщине пленки 300—400 нм. Таким
же способом можно получать пленки смешан-
ных оксидов, используя смеси органических
соединений металлов, например пентаэтилата
тантала и триэтилалюминия. При совместном
пиролизе получается смесь оксидов Ta2Os и
А12О3. Такой смешанный оксид имеет пони-
женную диэлектрическую проницаемость (8<
<ег<27), но зато и пониженный tg6 и мень-
ший ТКе, нежели чистые оксиды. Смешивая
пары тетраэтоксисилана Si(O2C2H5) и триэтил-
алюминия или триизопропилбората, легко по-
лучить пленки алюмоборосиликатных стекол.
При осаждении из газовой фазы в зависимо-
сти от режима осаждения могут быть получе-
ны пленки как в аморфном, так и кристалли-
ческом состоянии.
В большинстве случаев для газофазного
осаждения не требуется вакуумное оборудо-
вание, что является большим достоинством
метода. Другим достоинством можно считать
сравнительно большую скорость осаждения
пленок (десятые доли нанометра в секунду) и
возможность получения больших толщин — до
400—500 им. При осаждении тугоплавких ма-
териалов не требуются высокие температуры.
К недостаткам метода следует отнести загряз-
нение пленок продуктами реакции и возмож-
ность ее коррозии газами, выделяющимися при
пиролизе. В литературе описаны способы по-
лучения пленок пиролизом жидкостей, но
практического применения эти методы пока не
получили.
Б-2. Испарение. Испарение можно рас-
сматривать как разновидность осаждения из
газовой фазы, когда газовая и образующаяся
на подложке твердая фазы имеют одинаковый
состав, т. е. образование пленки происходит
без химической реакции. Испарение вещества
в высоком вакууме может происходить при
нагревании в резистивном испарителе или же
при электронной бомбардировке. Для полу-
чения многокомпонентных пленок используется
так называемый метод «взрывного» испарения,
когда испаряемое вещество подается мелки-
ми частицами на раскаленный испаритель и
почти мгновенно переходит в газообразное со-
стояние. Если подаются частицы различных
веществ, то при конденсации образуются мно-
гокомпонентные пленки. Возможно осаждение
многокомпонентных пленок и непосредственным
взрывным испарением того же многокомпо-
нентного вещества. Разновидностью взрывного
испарения является испарение под действием
мощного импульсного лазерного излучения.
Взрывным испарением можно наносить плен-
ки титанатов (BaTiO3, РЬТЮ3), стеклообразных
веществ, монооксида кремния SiO и др. Плен-
ки SiO получаются при термическом испаре-
нии двуокиси кремния в высоком (лучше
10-4 Па) вакууме, но при испарении могут
получиться пленки конгломерата оксидов SiO,
Si2O3, SiO2. Испарением возможно нанесение
кристаллических пленок щелочно-галогенид-
ных соединений LiF, MgF2 и др. Скорости на-
несения пленок испарением достигают 103—
104 нм/с.
Б-3. Распыление ионной бомбардировкой.
При таком распылении поверхность распыляв-
§ 24.3
Свойства неорганических пленок
259
мого вещества подвергается бомбардировке
ионами, энергия которых достаточна для того,
чтобы выбить с поверхности мишени ее атомы.
При этом в основном образуются нейтральные
атомы и лишь приблизительно 1 % частиц пе-
сет электрический заряд. Пленки получаются
при осаждении распыленных частиц на под-
ложку. Для генерации ионов используют тле-
ющий разряд (катодное распыление), иониза-
цию газа электронами, испускаемыми термо-
электронным катодом (катодно-плазменное
распыление), высокочастотный разряд (ВЧ-
распыление). При нанесении распылением
ионной бомбардировкой возможна точная ре-
гулировка толщины пленок путем вариации
значения разрядного тока и времени распы-
ления.
При катодном распылении тлеющий раз-
ряд создается в среде инертного газа или
смеси газов при невысоком вакууме (1—
10 Па). Применение термоэлектронного катода
позволяет понизить давление до 10-'—10_2Па.
Для получения электроизоляционных пленок
оксидов и нитридов применяется реактивное
распыление, при котором газоразрядная плаз-
ма создается в смеси инертного газа с актив-
ными кислородом или азотом. В результате
реакции распыленного вещества с атомами ак-
тивного газа образуется вещество пленки,
осаждаемое на подложку. Такие реакции мо-
гут протекать в межэлектродном пространстве
или на поверхности подложки. Скорость нане-
сения пленок при таком распылении менее
0,1 нм/с, и толщина пленок не превышает
150—200 нм. Катодным распылением в среде
инертного газа удается наносить пленки сили-
катных стекол. Пленки оксидов, нитридов и
титанатов можно получать не только реактив-
ным, по и непосредственным распылением в
плазме ВЧ-разряда в инертном газе. Для пле-
нок, получаемых ВЧ-распылением, характерно
уменьшение электрической прочности и tg 6 с
ростом толщины В зависимости от режима
(давление газа, плотность тока и температура
подложки) пленки, получаемые ионной бом-
бардировкой, могут быть как аморфными, так
н поликристаллическими.
Выбор того или иного метода определя-
ется не только требованиями, предъявляемы-
ми к электрофизическим свойствам пленки, но
и в равной мере к возможностям сочетания
выбранного метода с технологией изделия.
24.3. СВОЙСТВА
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
НЕОРГАНИЧЕСКИХ ПЛЕНОК
Макроскопическое строение пленок. Элек-
троизоляционные неорганические пленки, об-
разующиеся на реальной поверхности подлож-
ки, в определенной мере отражают ее гетеро-
генное строение. Присутствие на этой по-
верхности различного рода загрязнений,
топографических и структурных несовер-
шенств может привести к появлению в ЭНП
локальных нарушений сплошности или флук-
туаций толщины, инородных включений или
образований другой фазы, например кристал-.
лов в аморфной пленке. Нарушение состава
ЭНП может возникнуть и за счет захвата за-
17*
грязнений из среды, в которой происходит об-
разование пленки. Причиной появления мик-
ротрещин могут быть растягивающие пли
сжимающие напряжения, возникающие в
пленке при ее осаждении. Напряжения эти
могут быть достаточно велики (108—109 Па),
и их возникновение не может быть объяснено
каким иибудь одним механизмом. Отсюда воз-
никают трудности в поисках путей их устра-
нения. Наиболее простой, но далеко не всегда
дающий положительный результат способ —
это отжиг готовой пленки. Следует иметь в
виду, что отжиг может привести к изменению
структуры ЭНП, например появлению кристал-
лической фазы в аморфной пленке, что неиз-
бежно приведет к ухудшению ее электричес-
ких свойств. Вообще любые нарушения сплош-
ности и когерентности ЭНП будут ухудшать
ее электрические показатели н понижать на-
дежность устройств, в которых ЭНП рабо-
тает.
Во всех устройствах и приборах, где ЭНП
выполняет функции электрической изоляции,
она работает в достаточно сильных полях,
напряженность которых приближается к Епр
тех же диэлектриков в толстых слоях. В этих
условиях через ЭНП протекают токи, значи-
тельно большие, чем те, которые можно ожи-
дать, учитывая лишь объемную проводимость
массивных образцов. В большинстве случаев
концентрация в тонких пленках носителей за-
ряда будет определяться инжекцией их из
электродов или возбуждением с различных
примесных уровней. Механизмы электропро-
водности будут различны в зависимости от
характера контакта электрод — пленка и от
степени чистоты материала ЭНП. Можно на-
звать наиболее часто наблюдаемые механиз-
мы: эффекты Шоткн и Пуля — Френкеля, то-
ки, ограниченные объемным зарядом (ТООЗ);
перескоки электронов по локальным уровням
в запрещенной зоне аморфных пленок («прыж-
ковая» проводимость). Законы изменения то-
ков, определяемых этими механизмами, будут
весьма различны.
Многообразие материалов и методов по-
лучения не позволяют сделать каких-либо
обобщающих выводов о механизмах поляриза-
ции в ЭНП. Характеры частотных зависимо-
стей ег и tg 6 в каждом отдельном случае бу-
дут определяться природой материала, струк-
турой локальных уровней в запрещенной зоне,
присутствием примесей и структурных несо-
вершенств, природой контактов подложка —
ЭНП и ЭНП — верхний электрод и др. Так,
для большинства АОП характерна слабая за-
висимость ег и tg б от температуры и от ча-
стоты в диапазоне 50 Гц — 1 ГГц. Это позво-
ляет считать, что в АОП преобладают элект-
ронная и ионная поляризации. Незначительная
релаксационная поляризация связана, по-види-
мому, с перескоком электронов по локальным
уровням в запрещенной зоне, и максимум tg б
обычно наблюдается в области частот менее
1 Гц. В термических оксидных пленках и
ЭНП, получаемых испарением или осаждени-
ем из газовой фазы, чаще всего наблюдаются
частотные зависимости е, и tg б, характерные
для дебаевской поляризации, что связано с
присутствием в этих ЭНП посторонних приме-
сей. Диэлектрические потери проводимости в
260
Электроизоляционные неорганические пленки
Разд. 24
Таблица 24.1. Методы получения и электрические показатели электроизоляционных
неорганических пленок
Соединение Методы получения ег (1 кГц) tg6-10= (1 кГц) р» Ом<м Ецр- ИВА»
Та2О5 Электрохимическое окисление 27,6 0,5—1,0 10м—101е 500—600
Анодирование в плазме 22—50 ' 8,0 1012 100—600
Реактивное распыление 14—35 0,8 1013 —
Распыление в ВЧ-разряде 22—50 0,9 —— 100
Осаждение из газовой фазы 22 1,0 —1 600
Nb2O-, Электрохимическое окисление 41 1,0 1013 500
Анодирование в плазме 15—44 1,0—2,0 юч 100—500
Реактивное распыление и рас- пыление в ВЧ-разряде 15—38 1,0—2,0 —. 100—500
Осаждение из газовой фазы 11 — — 500
тю2 Электрохимическое окисление 60—80 — — — —
Анодирование в плазме 40 10м 90
Реактивное распыление и рас- пыление в ВЧ-разряде 40 5,0—6,0 104 —
Осаждение из газовой фазы 60—150 0,5—2,0 10» 10
ню2 Электрохимическое окисление 25 1,0 I 1- 400
Анодирование в плазме 25 0,3—0,7 200
Реактивное распыление и рас- пыление в ВЧ-разряде 24—25 0,3—0,7 — 50
Осаждение из газовой фазы 14—25 2,0—6,0 1013 300—1000
ZrO2 Электрохимическое окисление 22 1,0 — 400
Анодирование в плазме 20 1,6 10м 300
Реактивное распыление 20 0,3—1,0 .—. 400
Осаждение из газовой фазы 18 5,0 1010 300
А12О3 Электрохимическое окисление 9—11 1,0 10м—104 600
Анодирование в плазме Зт-4 3,0 1013 300—1000
Реактивное распыление 8—9 0,3 104 —.
Осаждение из газовой фазы 7—9 0,5—1,0 10м 100—600
SiO2 Электрохимическое окисление 3,5—4,1 1,0 10м 700
Анодирование в плазме 3,5—4,0 0,3 1013 700
Термическое окисление 3—8 — 1013 700
Реактивное распыление и рас- пыление в ВЧ-разряде 2—4 0,1 10м —
Осаждение из газовой фазы 3,8—4,1 0,02 — 650
SiO Реактивное распыление 6 1,0—2,0 — —
Осаждение из газовой фазы 3,7—6,7 0,1—1,0 — —
Испарение 6,0 0,1—1,0 10» 200
Si3N4 Реактивное распыление 6,2—7,0 0,1 — 100
Осаждение из газовой фазы 5,7—6,7 0,1 ю13 100—900
BaTiO3 ВЧ-и СВЧ-распыление • 13 1—10 .— 100
Взрывное испарение 420 1—10 — 40
MgF2 Взрывное испарение 4,9 0,7 — —
§ 24.4
Области применения неорганических пленок
261
аморфных ЭНП могут определяться электрон-
ной проводимостью и будут зависеть от при-
роды барьеров на границах пленка — электрод.
Так, потери проводимости в АОП всегда су-
щественно больше, нежели вычисленные по
значениям проводимости, измеренной в посто-
янных полях. Это объясняется тем, что АОП
в системах металл — АОП — металл, металл —
АОП — полупроводник и металл — АОП —
электролит обладает асимметрией проводимо-
сти, которая особенно велика в последних двух
системах. Проводимость и tg 6 существенно
зависят от сплошности и однородности ЭНП.
Для большинства ЭНП ТКе приблизительно
равен 10-t К-1- Электрические показатели
наиболее употребительных ЭНП даны в
табл. 24.1.
24.4. ОБЛАСТИ ПРИМЕНЕНИЯ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
НЕОРГАНИЧЕСКИХ ПЛЕНОК
Тонкие ЭНП получили широкое примене-
ние в современной радиоэлектронике в каче-
стве диэлектрика в электрических конденсато-
рах, разделительной изоляции и защитных по-
крытий в полупроводниковых приборах, раз-
делительной и конденсаторной изоляции в ин-
тегральных и пленочных схемах, а также в
различных технологических процессах изготов-
ления приборов, например масок при травле-
нии и напылении и источников диффузанта
при диффузионном легировании. Оксидные
пленки, получаемые электрохимическим окис-
лением, применяются и в качестве изоляции
обмоточных алюминиевых проводов и лент.
Конденсаторы. Для оценки качества кон-
денсаторов применяются удельные характери-
стики — удельная емкость Суд и удельный за-
ряд Оуд. Иногда вместо удельной емкости
применяется обратная величина—удельный
объем цуд. Удельная емкость определяется
как отношение емкости конденсатора С к его
активному объему V, т. е. Суд=С/У, мкФ/м3.
Удельный заряд определяется произведением
удельной емкости на рабочее напряжение кон-
денсатора Праб/ Судt/pa©, мкКл/м3. Удель-
ный заряд конденсаторов с диэлектриком из
неорганических пленок достигает 1012 мкКл/м3,
что на 2—3 порядка выше удельного заряда
конденсаторов с другими диэлектриками.
Из большого числа ЭНП в качестве ди-
электрика в конденсаторах наибольшее при-
менение получили АОП, образующиеся при
электрохимическом окислении алюминия, тан-
тала и ниобия. В микроэлектронике для пле-
ночных конденсаторов используются анодные
пленки на кремнии и напыленные пленки мо-
нооксида (SiO) и нитрида (Si3N4) кремния.
В конденсаторах с оксидными пленками при-
рода второго электрода определяет тип кон-
денсатора: I. Электролитические конденсаторы:
второй электрод — электролит; II. Оксидно-
полупроводниковые конденсаторы: второй
электрод — двуокись марганца; III. Оксидно-
мсталлические конденсаторы: второй элект-
род — металл.
I. Электролитические конденсаторы (обо-
значения К50, К52). В электролитических
фольговых конденсаторах (К50) анодом явля-
ется алюминиевая фольга, на которой образо-
вана оксидная пленка. Вторым электродом
служит электролит. В танталовых электролити-
ческих конденсаторах (К52) анод делается в
виде пористого тела, спекаемого из порошка
тантала. При этом достигается значительное
увеличение поверхности анода и удельный за-
ряд таких конденсаторов возрастает по край-
ней мере на порядок.
В электролитических конденсаторах по-
стоянного напряжения металлический элект-
род всегда положителен и при пробое АОП
может легко восстанавливаться за счет элект-
рохимического окисления. При этом частичные
нарушения сплошности пленки, возникающие,
например, при пробое на дефектных участках,
будут восстанавливаться, и такой пробой не
будет приводить к катастрофическому разру-
шению диэлектрика. Рабочая напряженность
поля в электролитических конденсаторах до-
стигает (4—6) • 108 В/м, что на один-два по-
рядка больше, чем в других конденсаторах.
Электролитические конденсаторы обладают
ярко выраженной асимметрией проводимо-
сти — при нормальном (анодном) включении
ток утечки весьма мал [менее 0,1 А/(Ф-В)],
тогда как при катодном включении он возра-
стает в тысячи и десятки тысяч раз, что при-
водит почти к мгновенному разрушению кон-
денсатора. Присутствие электролита, сопро-
тивление которого значительно больше, чем
металлических электродов, вызывает дополни-
тельную потерю мощности; tg б электролити-
ческих конденсаторов примерно на один-два
порядка выше, чем металлооксидных. Наличие
электролита определяет и значительную тем-
пературную зависимость С и tg б таких кон-
денсаторов. Конденсаторы с объемно-пористым
анодом, помимо большего удельного заряда,
обладают меньшим током утечки, более сла-
бой температурной зависимостью С и tg б и
большим сроком службы. Наиболее распрост-
раненными и дешевыми являются алюминие-
вые конденсаторы. Они перекрывают номина-
лы С от десятых долей до десятков тысяч
микрофарад и номиналы напряжений от 6 до
500 В. Танталовые конденсаторы по С и на-
пряжению перекрывают практически те же но-
миналы, но их габаритные размеры заметно
меньше, однако и стоимость в 5—6 раз выше.
Алюминиевые фольговые конденсаторы
выпускаются и для цепей переменного тока
(К50-19). В таких конденсаторах обе обклад-
ки делаются из одинаково заформованных
алюминиевых лент — анодов, разделенных бу-
магой, пропитанной электролитом, т. е. факти-
чески мы имеем два электролитических кон-
денсатора, включенных последовательно; ем-
кость такого неполярного конденсатора в 2
раза меньше обычного полярного. Неполярные
конденсаторы выпускаются на напряжение до
320 В (действующее значение) и емкость до
750 мкФ. Они чаще всего применяются в пус-
ковых цепях однофазных асинхронных двига-
телей малой мощности, в качестве фильтров в
цепях низких и звуковых частот. Для длитель-
ного включения в лепи переменного тока такие
конденсаторы целесообразно применять при
низких рабочих напряжениях, когда сохраня-
ются их габаритные преимущества по сравне-
262
Электроизоляционные неорганические пленки
Разд. 24
нию с металлобумажными и металлопленоч-
ными конденсаторами.
II. Окспдно-полупроводпиковыс конденса-
торы (обозначение К53). В оксидно-полупро-
водннковых конденсаторах вторым электро-
дом служит слой полупроводниковой двуокиси
марганца МпО2, получаемый пиролитическим
разложением раствора нитрата марганца.
Конденсаторы этого типа по сравнению с
электролитическими обладают повышенной на-
дежностью, большим сроком службы и более
широким интервалом рабочих температур. Ос-
новным типом таких конденсаторов являются
конденсаторы с объемно-пористым анодом,
спеченным из тантала, ниобия или алюминия.
Для интегральных схем промышленностью вы-
пускаются чшг-конденсаторы, представляющие
собой оксидно-полупроводниковые конденса-
торы малых габаритных размеров, обычно в
бескорпусном исполнении. В микроэлектрон-
ных пленочных схемах используются пленоч-
ные оксидно-полупроводниковые конденсато-
ры, в которых на напыленный тантал после
анодного окисления реактивным напылением
наносится слой двуокиси марганца.
III. Тонкопленочные конденсаторы и ак-
тивные элементы. Тонкопленочные конденса-
торы металл — диэлектрик — металл (МДМ) и
металл — диэлектрик — полупроводник (МДП)
получили применение главным образом в мик-
роэлектронике как компоненты интегральных
схем. В таких конденсаторах используются
преимущественно ЭНП из-за их высокой на-
гревостойкости, химической и радиационной
стойкости. При выборе материала пленки оп-
ределяющей является возможность осущест-
вления контроля удельной емкости и площади
конденсатора в процессе его изготовления.
Кроме того, материал должен обеспечивать
достаточно высокий выход годных изделий и
высокую стабильность параметров при измене-
нии частоты, напряжения, температуры и
влажности. Наибольшее применение в совре-
менной микроэлектронике получили пленки
Та2О5, А12Оз, SiO2. В качестве электрода-под-
ложки используют кремний или напыленные
металлы—тантал и алюминий. Верхним элект-
родом чаще всего служат напыленное золото,
нихром или комбинированный слой золото —
нихром. В сегнетоэлектрических конденсато-
рах в качестве диэлектрика используются
пленки титанатов. Рабочий интервал темпера-
тур для тонкопленочных конденсаторов 150—
400 К, а частоты — 50—106 Гц. Выход годной
продукции и надежность существенно зависят
от сплошности получаемых ЭНП и их одно-
родности.
Электроизоляционные неорганические
пленки применяются не только как диэлектрик
пленочных конденсаторов, но и как раздели-
тельная изоляция в пленочных активных при-
борах, например в планарных триодах, и изо-
ляция соединений элементов в интегральных
схемах. В активных приборах изоляция долж-
на обеспечивать малые токи утечки и низкий
tg 6; в криогенных приборах, кроме того, не-
обходимо сохранение этих свойств в широком
интервале температур от комнатной до темпе-
ратуры жидкого гелия. Изоляция соединений
должна обладать малой емкостью с тем, что-
бы уменьшить паразитные емкости. Во всех
этих приборах применяются оксидные и нит-
ридные пленки, получаемые различными мето-
дами. Для зашиты полупроводниковых прибо-
ров н пленочных схем от воздействия внешней
среды наиболее часто применяют напыленную
двуокись кремния н стеклообразные пленки.
Изоляция проводов. Для изоляции алю-
миниевых обмоточных проводов и лент полу-
чили применение пористые АОП, образующие-
ся при окислении алюминия в растворах силь-
ных кислот (серная, щавелевая). Эти пленки
обладают значительной пористостью, но дно
пор всегда закрыто слоем так называемой
барьерной пленки, обладающей хорошими
электроизоляционными свойствами. Обычно
пористые АОП применяют пропитанными
электроизоляционными смолами, что повышает
их 17„р и увеличивает влагостойкость. Алюми-
ниевые обмоточные провода с обычной изоля-
цией применять часто нецелесообразно из-за
существенного увеличения объема обмотки;
однако при значительном снижении толщины
изоляции, которая при применении АОП не
превышает 2—5 мкм и одновременном повы-
шении ее нагревостойкости до 900 К, исполь-
зование алюминиевых проводов может ока-
заться экономически оправданным. Замена
проводов лентами позволяет улучшить тепло-
отвод и избежать местных превышений тем-
пературы в обмотках. Оксидную изоляцию
проводов и лент получают при непрерывном
пропускании их через электролитическую ван-
ну с соответствующим электролитом, а затем
через пропиточную ванну. Помимо высокой иа-
гревостойкости, простоты и дешевизны процес-
са изолирования, оксидная изоляция обладает
высокой химической и радиационной стой-
костью и может работать при низких темпера-
турах, вплоть до температуры жидкого гелия.
24.5. СПЕЦИФИЧЕСКИЕ МЕТОДЫ
ИСПЫТАНИЯ ЭЛЕКТРОИЗОЛЯЦИОННЫХ
НЕОРГАНИЧЕСКИХ ПЛЕНОК
К специфическим методам испытания
ЭНП следует отнести методы определения их
толщины и сплошности.
I. Определение толщины пленок. Почти во
всех случаях применения ЭНП необходимо ие
только измерять толщину готовой пленки, но
и контролировать ее в процессе нанесения.
К наиболее широко применяемым методам из-
мерения толщины относятся оптические, элект-
рические и гравиметрические; реже применя-
ется метод, при котором толщина определяет-
ся по смещению иглы профилометра на сту-
пеньке; поверхность подложки — поверхность
пленки. Этот метод применим только к плен-
кам, обладающим достаточно большой твер-
достью, так как давление, создаваемое иглой,
может достигать 50 МПа. В гравиметрических
методах определяется изменение массы под-
ложки после нанесения пленки. Для определе-
ния толщины необходимо знать плотность ма-
териала пленки и ее площадь. Применение
автоматических микровесов позволяет во мно-
гих случаях вести контроль толщины пленки
в процессе ее нанесения.
Наиболее совершенными следует считать
оптические методы, обладающие высокой точ-
§ 24.5
Методы испытания неорганических пленок
263
Таблица 24.2. Методы измерения толщины пленок
Метод Интервал толщин, нм Точность Условия измерения Типы приборов
Оптические: интерферомет- рический сопоставление цветов — цве- товая шкала спектрофото- метрический эллипсометри- ческий Гравиметрический Механический Электрические: емкостный радиочастот- ный 5—2000 50—1500 2—10 000 0,2—20 000 >1,0 без верхнего предела >2,0 без верхнего предела >5,0 без верхнего предела 1—Ю 000 2—5 нм 10—20 нм 0,05 % 0,1 нм 0,1 нм 1,0 % 3-5 % 3 % Необходима ступень- ка пленка — подложка Необходима калибров- ка с помощью другого метода Прозрачные пленки на отражающей подложке. Неразрушающий метод Прозрачные пленки на отражающей подложке. Возможна автоматиза- ция. Неразрушающий ме- тод Толщина определяется из взвешивания. Возможна автомати- зация Необходима ступень- ка пленка — подложка Измерение пленок на проводящей подложке. Необходим второй элект- род Применим для конт- роля напыления Микроинтерферомет- ры МИИ-4, МИИ-10, МИИ-11 Применимы для про- зрачных пленок на отра- жающей подложке Спектрофотометры СФ-4, СФ-7, СФ-16, СФ- Д2 Эллипсометры ЛЭМ-2, ЛЭМ-3, эллипсометри- ческие микроскопы 09ИТ-1, 7-004; ОЭИТ-1,7- 006 Ультрамикровесы типа УМВ-0,0005 и др. Электрические микро- весы типа ЭМ-1-ЗМ и Др. Профилометры Мосты звуковой часто- ты Кварцевые измерители толщины КИТ-1, КИТ-2
ностью и в большинстве случаев не разруша-
ющие пленку. Простейшим из этих методов
является метод цветовой шкалы, в котором
используется изменение интерференционной
окраски прозрачной пленки при изменении ее
толщины. Этот метод требует предварительной
калибровки цветов по какому-нибудь другому
абсолютному методу измерения толщины.
В интерференционных методах многолучевой
интерферометрии определяется смещение по-
лос Физо на ступеньке подложка — пленка.
Более совершенным является способ полос
равного хроматического порядка, при котором
может применяться белый свет. Спектрофото-
метрические методы используют изменение
амплитуды поляризованного света при отра-
жении от границ раздела подложка — пленка
и пленка — внешняя среда. Обычно снимается
зависимость отражательной способности си-
стемы от длины волны света при нормальном
падении луча. Метод позволяет определить
толщину и показатель преломления материала
пленки, но он достаточно трудоемок.
В современной технике все большее при-
менение получают эллипсометрические методы,
основанные на оценке изменения эллиптично-
сти поляризованного света, отраженного от
поглощающей подложки. Состояние поляри-
зации определяется из отношения амплитуд и
фазовых углов двух компонент отраженного
света: компоненты, поляризованной в плоско-
сти падения, и компоненты, поляризованной
перпендикулярно этой плоскости. Применение
автоматических эллипсометров в комплексе с
ЭВМ позволяет контролировать толщину плен-
ки в процессе ее образования.
Электрические методы, как и оптические,
позволяют измерять толщину пленки при ее
осаждении. В мостовых методах измеряется
емкость конденсаторной системы подложка—
пленка — верхний электрод. При этом необхо-
димо знать ег материала пленки и площадь
верхнего электрода.
Метод кварцевого генератора основан на
явлении изменения резонансной частоты квар-
цевого кристаллического генератора, вызван-
ного изменением массы кварцевой пластинки
при осаждении на ее поверхность пленки.
В табл. 24.2 даны основные характеристики
рассмотренных методов.
II. Определение однородности пленок.
В ЭНП в процессе их образования могут воз-
никать локальные неоднородности — дефекты,
которые отмечаются ниже.
Структурными дефектами являются кри-
сталлические дефекты в аморфных пленках —
кристаллы самого материала пленки или же
инородных включений. Химическими дефекта-
ми следует считать инородные включения: за-
грязнения, попадающие из среды, в которой
образуется пленка (пузырьки газа, анионы
электролита, вещество испаряющихся электро-
дов и т.п.), а также локальные нарушения
состава пленки, например появление в оксид-
ных пленках низших оксидов основного мате-
риала или оксидов примесей. Возможно появ-
ление дефектов типа микротрещин, пор и
флуктуаций толщины. Все эти дефекты в той
264
Электроизоляционные неорганические пленки
Разд 24
Таблица 24.3. Методы определения неоднородности пленок
Группа методов Метод Характеристика и условия проведения процесса Метод регистрации, площадь наблюдения Чувстви- тельность, мкм Разреше- ние, мкм
Химические Травление: высокотемператур- ное низкотемпературное Разрушающий метод, Т— 1 000 4- 1500 К 7=400 К Оптический мик- роскоп, его поле зрения 0,05 0,05 2-5 2-5
Электрохи- мические Выделение газа при электролизе Выделение твердых продуктов Напряжение по- ляризации 10— 50 В, разрушаю- щий Напряжение по- ляризации 1—50 В, разрушающий Оптический мик- роскоп, его поле зрения ТО же 0,1—0,3 0,1—0,3 50 50
Электрогра- фический Регистрация на фо- тобумагу или в раст- воре с индикатором Напряжение по- ляризации 10— 50 В, неразруша- ющий Оптический мик- роскоп, вся пло- щадь образца 0,1—0,3 50— 300
Электричес- кие Локальный пробой Метод жидких кри- сталлов Ступенчатый подъем напряже- ния, разрушающий Напряжение по- ляризации 10— 20 В, неразруша- ющий Счетчик импуль- сов, вся площадь образца Оптический мик- роскоп, вся пло- щадь образца 1—5 1—2 10 10-15
Оптические Светлое и темное поле, поляризован- ный свет, фазовый контраст Наблюдение в отраженном свете, неразрушающий Оптический мик- роскоп с увеличе- нием до 1000 х, его поле зрения 0,05—1,0 2—5
Электронно- микроскопи- ческие Просвечивающая и сканирующая микро- скопия, метод реплик Разрушающий метод Электронный микроскоп с увели- чением до 50 000 х, его поле зрения 0,005 0,005
или иной степени ухудшают электрические по-
казатели пленок и являются одной из основ-
ных причин снижения надежности приборов, в
которых эти пленки применяются, а также и
выхода годных изделий.
Существующие методы определения и кон-
троля дефектности ЭНП можно объединить в
следующие группы: химические, электрохими-
ческие, электрографические, оптические и
электронно-микроскопические. К химическим
относятся методы селективного травления
пленки, при которых на местах дефектов рас-
травливается не только пленка, но и подлож-
ка. Травители могут быть газообразными (вы-
сокотемпературное травление) и жидкостными
(низкотемпературное травление).
В электрохимических методах образец ис-
следуется в электролите прн анодной или ка-
тодной поляризации подложки. При этом на
местах дефектов можно наблюдать выделение
пузырьков газообразных продуктов электро-
лиза. При электрохимическом декорировании
на местах дефектов происходит локальное об-
разование твердых продуктов электролиза,
например металлов. Разновидностью декори-
рования является электрографический метод,
при котором поверхность пленки приводится
в контакт с бумагой, пропитанной составом,
изменяющим свой цвет при электролизе. Часто
используется фотобумага с увлажненной
эмульсией. В этом случае в местах дефектов
происходит электрохимическая засветка фото-
чувствительного слоя, выявляющаяся при про-
явлении. Вместо бумаги можно применять
растворы или гели с соответствующим реакти-
вом, например гель растворимого крахмала с
раствором иодида калия — при электролизе
восстанавливающийся иод окрашивает крахмал.
К электрическим методам относятся ме-
тоды короткого замыкания и жидких кристал-
§ 25.1
Общие сведения
265
лов. В методе короткого замыкания поверх
пленки напыляется тонкий металлический
электрод, а затем осуществляется электриче-
ский пробой при ступенчатом подъеме напря-
жения и ведется счет импульсов пробоя (ме-
тод аналогичен самозалечивающемуся пробою,
применяемому в микроэлектронике)*
В методе жидких кристаллов индикатором
служат нематические кристаллы. Тонкий слой
такого жидкого кристалла помещается меж-
ду пленкой и прозрачным электродом. При
приложении напряжения между подложкой и
электродом в местах дефектов изменяются оп-
тические характеристики жидкости и в ней
возникают вихревые движения, которые хоро-
шо наблюдаются в микроскопе.
К оптическим методам относятся свето-
польная, темнопольная и фазово-контрастная
микроскопии в видимом свете. Эти методы
применяются как самостоятельные, так и в
сочетании с другими. В электронной микро-
скопии используют просвечивающую микро-
скопию на снятых с подложки пленках, метод
реплик и сканирующую микроскопию. В табл.
24.3 дан перечень наиболее распространенных
методов обнаружения и исследования неодно-
родности ЭНП.
Список литературы
24.1. Тареев Б. М. Оксидная изоляция. М.: Гос-
энергоиздат, 1934, 124 с.
24.2. Тареев Б. М., Лернер М. М. Оксидная изо-
ляция. М.: Энергия, 1964. 208 с.
24.3. Юнг Л. Анодные оксидные пленки: Пер. с
англ ./Под ред. Л. Н. Закгейма и Л. Л. Одынца.
Л.: Энергия, 1967. 232 с.
24.4. Одынец Л. Л. Физика оксидных пленок.
Ч. 1. — Изд. Петрозаводского ун., 1979, 79 с.
24.5. Одынец Л. Л., Ханина Е. Я. Физика ок-
сидных пленок. Ч. 2. — Изд. Петрозаводского ун.,
1981. 74 с.
24.6. Лабунов В. А., Пархутик В. П. Окисление
металлов н полупроводников в низкотемпературной
кислородной плазме: Обзоры по электронной техни-
ке.— М.: изд. ЦНИИ «Электроника», 1978. — 70 с.
24.7. Файзулин Ф. Ф., Аверьянов Е. Е. Аноди-
рование металлов в плазме. — Изд. Казанского ун.,
1977. 128 с.
24.8. Аверьянов Е. Е. Плазменное анодирование
в радиоэлектронике. М.: Радио и связь, 1983. 80 с.
24.9. Технология тонких пленок. Справочник:
Пер. с англ./Под ред. М. И. Елинсона и Г. Г. Смол-
ке. Т. I и II. М.: Советское радио, 1977. 664 и 768 с.
24.10. Осаждение пленок и покрытий разложе-
нием металлоорганических соединеннй/Б. Г. Грибов,
Г. А. Домрачев, Б. В. Жук и др.: Отв. ред. Г. А. Ра-
зуваев. М.: Наука, 1981. 322 с.
24.11. Закгейм Л. Н. Электролитические конден-
саторы. 2-е изд. М., Л.: Госэнергоиздат, 1963. 284 с.
24.12. Справочник по электрическим конденсато-
ра м/Под ред. И. И. Четверткова н В. Ф. Смирнова.
М.: Радио и связь, 1983. 576 с.
24.13. Справочник по электрическим конденса-
торам. Общие сведения, выбор и применение/Под
ред. В. В. Ермуратского. — Кишинев: Штиница,
1983. 312 с.
24.14. Методы контроля дефектов диэлектриче-
ских покрытмй/И. С. Суровцев, Г. А. Кузнецов,
С. С. Булгаков, В. Ф. Сыноров. Обзоры по элект-
ронной технике. М.: нзд. ЦНИИ «Электроника»^
1983. 51 с.
РАЗДЕЛ 25
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ ВЫСОКОЙ
НАГРЕВОСТОЙКОСТИ
Э. 3. Аснович, В. А. Колганова
25.1. ОБЩИЕ СВЕДЕНИЯ
В этом разделе описаны электроизоляци-
онные материалы, способные длительно рабо-
тать при температуре 300 °C и выше. Для
получения таких материалов в качестве связую-
щих в основном используют элементооргани-
ческие полимеры, описанные в разд. 5, и не-
органические — описанные в этом разделе,
а в качестве наполнителей применяют различ-
ные неорганические тугоплавкие соединения,
-широко распространенные в природе (кремне-
зем, слюды, асбесты, тальк и др.), и соедине-
ния, получаемые синтетическим путем (синте-
тические слюды, асбесты и др.).
Среди элементоорганических полимеров
наибольшее значение для получения материа-
лов высокой нагревостойкости имеют полиме-
ры с неорганическими главными цепями
молекул — полиорганосилоксаны, полиметалло-
органосилоксаны, а среди неорганических свя-
зующих — продукты, способные вступать в
химическое взаимодействие с различными ту-
гоплавкими неорганическими соединениями,
например полиметаллофосфаты. Иногда для
улучшения технологических свойств (гибко-
сти, эластичности, механической прочности
и т, п.) электроизоляционных материалов в ис-
ходном состоянии наряду с упомянутыми свя-
зующими применяют и органические полиме-
ры, например полиэфиры, полиуретаны. При
нагревании до 300—600 °C эти полимеры пол-
ностью деструктируются и улетучиваются.
Известные в настоящее время наиболее
нагревостойкие органические полимеры не при-
меняют в качестве связующих для получения
электроизоляционных материалов высокой на-
гревостойкостн потому, что они при 300—
600 °C либо полностью деструктируются с вы-
делением легколетучих газообразных продук-
тов, либо превращаются в коксообразные уг-
леродсодержащие токопроводящие материалы,
непригодные для электрической изоляции.
У элементоорганических полимеров с не-
органическими цепями молекул при 300—
600 °C происходит отрыв практически всех ор-
ганических групп, и они превращаются в не-
органические полимеры с пространственной
структурой молекул. Так, при деструкции по-
лиорганосилоксанов образуется полимерный
кремнезем (SiO2)n. Неорганические связующие
фосфатного типа при нагревании обычно вы-
деляют воду и фосфорный ангидрид, превра-
щаясь при этом в более стабильные полимер-
ные фосфорсодержащие соединения, например
;(А1ро4)я.
266
Материалы высокой нагревостоакости
Разд. 25
При получении электроизоляционных ма-
териалов высокой иагревостойкости обычно
имеет место химическое взаимодействие меж-
ду связующим и наполнителем. Эти реакции
проходят в твердой фазе и, как правило, при-
водят к получению новых высокостабильных
электроизоляционных материалов. Например,
при термоокислительной деструкции при 300—
700 °C композиции, состоящей из полиоргано-
силоксана и тугоплавких неорганических со-
единений (оксидов, силикатов), наряду с де-
струкцией полиорганосилоксана происходит
также химическое взаимодействие продуктов
деструкции с тугоплавкими неорганическими
соединениями. В результате образуется новый
электроизоляционный материал, который с ус-
пехом может работать при 300—700 °C.
В композициях, полученных на основе
фосфатных связующих и тугоплавких неорга-
нических соединений (оксидов, силикатов и
т.п.), при нагревании происходит,поликонден-
сация фосфатов и их химическое взаимодейст-
вие с тугоплавкими соединениями. В резуль-
тате этих реакций, как правило, повышается
адгезионная прочность между связующим и
наполнителем, а вновь образовавшиеся весьма
стабильные продукты способны длительно ра-
ботать при высоких температурах.
Механизм образования электроизоляцион-
ных композиционных материалов, полученных
на основе элементоорганическнх или неорга-
нических связующих и тугоплавких неоргани-
ческих наполнителей, сложен и неоднозначен.
Он зависит от химического состава, структуры
и метода получения связующего, количества,
гранулометрического состава, геометрической
формы и природы наполнителя, наличия при-
месей, технологии получения материалов и
многих других факторов.
Наряду с электроизоляционными материа-
лами высокой иагревостойкости, описанными
в этом разделе, применяются также некоторые
материалы, описанные в других разделах: клеи
(разд. 6), пластмассы (разд. 15), стекла (разд.
22), керамические материалы (разд. 23).
Исследование свойств материалов в ис-
ходном состоянии и в процессе длительного
воздействия высоких температур проводили в
вакууме при остаточном давлении 10-3—
10-4 Па, а также в атмосфере воздуха или
аргона при давлении около 105 Па. Далее в
тексте этого раздела указанные значения дав-
лений не приводятся.
Исследования электрических и физико-ме-
ханических свойств проводили при температу-
; (120+5); (300 + 5); (350 + 5);
(400+5); (500+10); (600+10); (700+10);
(850+ 20) °C; в тексте раздела температуры
приведены без допусков.
Исследование влагостойкости материалов
проводили в условиях (93+2) % относитель-
ной влажности при (23+2) °C или в условиях
тропической влажности при (40+2) °C (для
краткости в тексте приведена 95 %-ная отно-
сительная влажность при температурах 20 и
40 ° С соответственно). Под длительной рабо-
чей температурой подразумевается та темпера-
тура, при которой материалы способны рабо-
тать без существенного. изменения их свойств
не менее ЬОООО-ч,
Определение показателей различных пара-
метров при 20 °C в основном проводили по
методам ГОСТов, приведенных в тексте.
Методы исследований свойств электроизо-
ляционных материалов высокой нагревостой-
кости при высоких температурах в разных сре-
дах имеют существенные особенности. Поэто-
му в настоящем разделе приведены описания
установок, используемых для исследования
высоконагревостойких материалов, и изложе-
ны методики испытаний этих материалов. При
создании этих методов по возможности при-
ближались к тестированным методам.
В приведенной ниже классификации элект-
роизоляционных материалов применены раз-
ные термины: высоконагревостойкие (ВН), на-
гревостойкие (И), жаростойкие СЖ), тепло-
стойкие (Т) и др. Различие в терминологии
объясняется принадлежностью этих материа-
лов к различным ведомствам и отсутствием
общей унификации этих понятий. Во всех слу-
чаях нужно понимать, что речь идет об элект-
роизоляционных материалах, способных дли-
тельно (10 000 ч) работать при температуре
300 °C и выше. Йа приведенные в настоящем
разделе материалы указаны ГОСТы или ТУ,
однако в отдельных случаях описаны матери-
алы с еще не оформленной технической доку-
ментацией, если их свойства представляют
интерес.
Высоконагревостойкие электроизоляцион-
ные материалы нашли применение в конструк-
циях высокотемпературного электротехничес-
кого оборудования, которое используется в
различных отраслях народного хозяйства:
атомной энергетике, черной металлургии, ре-
зинотехнической промышленности и др.
25.2. НЕОРГАНИЧЕСКИЕ ПОЛИМЕРЫ
Неорганические полимеры — полимеры,
макромолекулы которых не содержат в своем
составе одновременно атомов углерода и во-
дорода или водорода, замещенного галоге-
нами.
Неорганические полимеры (НП) подобно
органическим и элементоорганическим полиме-
рам классифицируют по следующим призна-
кам: по происхождению — синтетические и
природные; по конфигурации макромолекул—
линейные, разветвленные, сетчатые; по хими-
ческой структуре главной цепи — гомоцепные
(состоят из одинаковых атомов) и гетероцеп-
ные (состоят из различных атомов).
Йеорганические полимеры отличаются по
химическим и физическим свойствам от орга-
нических или элементоорганических полиме-
ров, прежде всего, вследствие различной элек-
тронной структуры главной цепи и отсутствия
органических обрамляющих групп. Электрон-
ная структура определяет возможность обра-
зования цепей полимерной молекулы. Обрам-
ляющие группы модифицируют электронную
структуру, защищают главную цепь полимеров
от атаки нуклеофильными или электрофильны-
ми реагентами и определяют характер меж-
цепных взаимодействий.
Макромолекулы НП построены из неор-
ганических главных цепей, состоящих из ато-
мов или групп атомов, соединенных между
собой ковалентными, а в некоторых случаях
координационными связями.
§ 25.3
Листовые и ленточные слюдосодержащие материалы
267
В отличие от органических и элементоор-
ганических полимеров, у которых преобладают
линейные или разветвленные структуры моле-
кул, для большинства известных НП харак-
терны преимущественно гетероцепные прост-
ранственно-сетчатые структуры.
В НП цепи макромолекул между собой
связаны обычно силами электростатического
взаимодействия, а не ван-дер-ваальсовыми си-
лами, как у органических полимеров.
Неорганические полимеры отличаются от
органических и элементоорганических полиме-
ров высокоупорядоченной кристаллической
структурой. Они имеют больший модуль упру-
гости и обладают повышенной стойкостью к
термической и термоокислительной деструкции.
Их температуры размягчения и плавления, а
также нагревостойкость и термостойкость зна-
чительно выше, чем органических и элементо-
органических полимеров.
У большинства НП в отличие от органи-
ческих и элементоорганических полимеров от-
сутствует каучукоподобное (высокоэластичес-
кое) состояние. Характерной для них является
большая хрупкость.
Многие НП не растворяются или ограни-
ченно растворяются, в то время как большин-
ство органических и элементоорганических
полимеров хорошо растворяются.
Нерастворимость или ограниченная рас-
творимость, а также ограниченная сегмен-
тальная подвижность НП объясняются усилен-
ным межцепным взаимодействием благодаря
высокой полярности неорганических групп
атомов.
Для исследования НП, как правило, не
применимы методы, связанные с их растворе-
нием. Для изучения НП применяют химичес-
кие и физико-химические методы: дифферен-
циально-термический, термогравиметрический,
рентгенографический, масс-спектрометрический
анализы, инфракрасную спектроскопию и др.
Некоторые линейные НП способны к об-
разованию характерных для кристаллизую-
щихся органических полимеров надмолекуляр-
ных структур-сферолитов, ламелярных кри-
сталлов, дендритов и др.
Неорганические полимеры, относящиеся к
группе сетчатых, широко распространены в
земной коре в виде минералов. Часть их пере-
рабатывается и используется в виде неоргани-
ческих стекол или керамических материалов.
К этой группе относится подавляющее боль-
шинство широко известных НП, например
(SiO2)n, (А12Оз)„, (SiO2)„ является наиболее
распространенным представителем гетероцеп-
ных трехмерных НП.
При переработке можно заставить некото-
рые трехмерные НП вести себя подобно орга-
ническим волокно- или стеклообразующим
полимерам. Однако при переработке таких по-
лимеров обязательно должна быть стадия
плавления, а следовательно, и деполимериза-
ции, т. е. трехмерные НП можно превратить в
линейные и в этом новом качестве использо-
вать как волокна и стекла.
Силикатные стекла относятся к линейным
гетероцепным НП. Они представляют собой,
по-видимому, умеренно разветвленные макро-
молекулы и относительно подвижные нерегу-
лярные сетки. Реологические свойства распла-
вов силикатных стекол, их способность к обра-
зованию высокопрочных и высокомодульных
волокон являются типичными проявлениями
линейной полимерной структуры.
Фосфор образует как гомоцепные, так и
гетероцепные НП — линейные, циклические и
сшитые полифосфорные кислоты, полифосфа-
ты, полифосфонитрилхлорид и другие, получа-
емые синтетическим путем.
Линейные полифосфорные кислоты обычно
получают поликонденсацией при нагревании
ортофосфориой кислоты, а полифосфаты ме-
таллов — высокотемпературной поликонденса-
цией метафосфатов. Полифосфаты металлов—
хорошо растворимые в воде стеклообразные
вещества, иногда имеют очень большую моле-
кулярную массу (>106).
Среди полиметаллофосфатов наибольшее
значение в электроизоляционной технике име-
ют кислые полиалюмофосфаты, которые при
нагревании сначала дегидратируются с обра-
зованием смеси одно- и трехзамещенных фос-
фатов алюминия, а затем при дальнейшем
нагревании однозамещенный фосфат алюми-
ния превращается сначала в аморфный про-
дукт— Н2(А1РзОц)), а затем в метафосфат
алюминия А1(РО3)3, разлагающийся при на-
нагревании на ортофосфат алюминия
(А1РО4) „ и пятиокись фосфора Р2Ов. Орто-
фосфат алюминия (А1РО4) п изотипен кварцу
и является гетероцепным трехмерным НП.
При нагревании (А1РО4)„ претерпевает поли-
морфные превращения, аналогичные (SiO2)n,
с образованием кристаллических решеток,
сходных с кристаллическими решетками три-
димита и кристобалита.
25.3. ЛИСТОВЫЕ И ЛЕНТОЧНЫЕ
слюдосодержащие материалы
Слюдосодержащие материалы высокой
нагревостойкости представлены в виде гибких,
формовочных и прокладочных листовых и лен-
точных материалов.
Гибкие листовые и ленточные материалы.
Гибкие прессованные листовые и ленточные
непрессованные слюдопластовые и слюдинито-
вые материалы состоят из одного или не-
скольких слоев бумаги со стеклотканью, про-
питанных связующими веществами. Слюдо-
пластовые материалы бывают без стекло-
ткани.
В табл. 25.1 приведены классификация,
размеры и допустимые рабочие температуры
этих материалов.
Известны также стеклослюдопласты ком-
позиционные ГИК-ТС (в) и ГЙК-СС (в) по
ТУ 16.503.052-78 и стеклослюдопласт ИФГК
(код ОКП 34 9225 1010) по ТУ 21-25-231-80
толщиной от 0,25 до 0,5 мм, детали из кото-
рых ДИП-1 (код ОКП 34 9238 0500) и ДИП-2
(код ОКП 34 9238 0600) по ТУ 21-25-182-76
могут длительно работать при температурах
до 800 °C. Буква (в) обозначает влагостой-
кость.
Листы гибких слюдосодержащих материа-
лов должны иметь прямоугольную форму с
ровно обрезанными краями, без трещин, пу-
зырей, расслоений и посторонних включений.
Не допускаются морщины и складки стекло-
ткани, выводящие толщину листа за пределы
268
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.1. Классификация гибких листовых и ленточных слюдосодержащих
материалов, размеры и длительная рабочая температура
Наименование, ТУ, марка Толщина, мм Длина, мм Ширина $ мм Вид слюды и подложки Связующее Длительная рабо- чая температура, °C
Низко- вольтное оборудо- вание Высоко- вольтное оборудо- вание
Листовые Слюдопласт высоко- нагревостойкий, стандарт предпри- ятия: ГИсКВ ГИмКВ ГИфКВ (0,1; 0,15; 0,2; 0,25) ±0,02; (0,3: 0,4: 0,5) ±0.04; (0,3; 0,4; 0,5) ±0,4 350±15 230+15 фторфлогопит Мусковит Флогопит Кремний- • органичес- кий лак До 850 До 600 До 600 До 600 До 500 До 500
Стеклослюдопласт высокой агрево- стойкнй, стандарт предприятия: ГИмКВ-Т ГИфКВ-Т (0,1; 0,15; 0-2; 0,25; ±0,2; (0,3; 0,4; 0,5) ±0,4 | 350+15 230+15 Мусковит, стеклоткань Флогопит, стеклоткань То же До 600 До 500
Слюдопласт жаро- стойкий ИФГ- КАХФ. ТУ 21-25- 263-82, код ОКП 34 9231 1030 0,2+0,04, 0,3±0,05 880±20 680±20 Флогопит Кремнийорга- нический лак и алюмохром- фосфат До 700
Слюдопласт тепло- стойкий ГСФК-АФ, ТУ 21-25-98-72 0,15±0,03; 0,30 ±0,05 880+15 680±15 Флогопит Кремнийорга- нический лак и алюмофос- фат До 500 —
Стеклослюдинит вы- сок онагревостой- кий ГСКВ, ТУ 16- 503.199-80, код ' ОКП 34 9221 3041 (0,1; 0,2) ±0,02; 0,3+ ±0,03; 0,4± ±0,4; 0,5±0,05 (850; 890) ± ±20 500+20 Мусковит, стеклоткань Кремнийорга- нический лак До 600 —
Ленточные Лента слюдопласто- вая высоконагре- востойкая, стан- дарт предприятия: ЛИсКВ ЛисКВ-Т ЛИсРВ-Т (0,08; 0,10; 0,12)±0,01 (0,12; 0,14; 0,16)±0,01 (0,12; 0,14; 0,16)±0,01 700® 20+1 Фторфлогопит Фторфлогопит и стеклоткань То же Кремнийорга- нический лак То же Стирольный каучук СКМ.С До 850 До 500
Лента стеклослюди- нитовая ЛСКВ, ТУ 16-503.198-80 (0,08; 0,10;; 0,12)±0,02 500* (15; 20; 25; 35)±1 Мусковит и стеклоткань Кремнийорга- нический лак До 600 —
* Минимальное значение.
Примечание. В марках гибких листовых и ленточных материалов буквы обозначают: Г—гиб-
кий, И — слюдопластовая бумага (с — фторфлогопитовая, м — мусковитовая, ф — флогопитовая), Т — стекло-
ткань, С — слюдинитовая бумага или стеклоткань, Л — леита. К-—кремнийорганическое связующее, АФ-—
алюмофосфат, АХФ — алюмохромфосфат, Р — раствор стирольного каучука, В — высоконагревостойкий.
§ 25.3
Листовые и ленточные слюдосодержащие материалы
269
допустимых отклонений. Материалы должны
изгибаться прн температуре 20 °C и относи-
тельной влажности воздуха 45—75 %.
Средняя электрическая прочность гибких
слюдосодержащих материалов по требованиям
технических условий приведена в табл, 25.2,
Таблица 25.2. Электрическая прочность
гибких материалов, МВ/м
Марка материала Толщина, мм При 20°С и относитель- ной влажности воздуха 45—75 % При 600°С После перегиба при 20°С и относительной влаж- ности 45—75 %
ГИсКВ, ЛИсКВ 0,1—0,15 0,2—0,5 15 18 10 12 8 9
ГИмКВ 0,1—0,15 0,2—0,5 18 20 9 10 8 9
ГИфКВ 0,1—0,15 0,2—0,5 17 19 8 9 8 9
ГИмКВ-Т, ГИфКВ-Т 0,1—0,15 0,2—0,5 13 17 7 8 6 7
ИФГ-КАХФ 0,2—0,3 15 5* —
ГСФК-АФ 0,15—0,3 18 — —
гскв 0,1—0,15 0,2—0,5 15 20 10 12 8 10
лскв 0,08—0,12 13 7 —
* При 700 °C.
Изменение электрических показателей
гибких слюдосодержащих материалов в раз-
ных средах при кратковременном и длитель-
ном воздействии температуры 600 °C показано
на примере слюдопласта ГИфКВ и стекло-
слюдинита ГСКВ в табл. 25.3 и на рис. 25.1—
25.3; результаты испытаний слюдопласта
ГИсКВ после старения в вакууме при темпе-
ратуре 850 °C приведены в табл. 25,4,
Таблица 25.3. Электрическая прочность
гибких материалов в разных газовых средах,
МВ/м
Марка ма- териала В вакууме В воздухе В аргоне
20°С 600°С 20°С 600°С 20°С 600°С
ГИфКВ 36 30 30 25 12 11
гскв 36 28 28 18 9 8
Рис. 25.1. Температурные зависимости р гиб-
ких стеклослюдинита ГСКВ (/—3) и слюдо-
пласта ГИфКВ (/'—3') в разных средах:
1 и /' — вакуум; 2 и 2' — воздух; 3 и 3' — аргон
Рис. 25.2. Зависимости р гибких стеклослюди-
нита ГСКВ (1—6) и слюдопласта ГИфКВ
.(/' — б') от времени старения в разных сре-
дах при 600° С:
1 н 1’ — старение в вакууме, измерение при 20 °C:' 2
и 2' — старение в воздухе, измерение при 100 “С; 3 и
3' — старение в аргоне, измерение при 100 °C; 4 и
4' — старение в вакууме, измерение при 600 °C; 5 и
5' — старение в воздухе, измерение при 600 °C; 6 и
6‘ — старение в аргоне, измерение при 600 °C
Рис. 25.3. Зависимость Епр гибких стеклослю-
динита ГСКВ (1—6) и слюдопласта ГИфКВ
(/'— б') от времени старения в разных сре-
дах при 600 °C:
1 и /' — старение в вакууме, измерение при 20 °C;
2 и 2' — старение в воздухе, измерение при 20 °C;
3 и 3' — старение в аргоне, измерение прн 20 °C;
4 и 4' — старение в вакууме, измерение при 600 °C;
5 и 5' — старение в воздухе измерение прн 600 °C;
6 и 6' — старение .в аргоне, измерение при 600 °C
270
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.4. Зависимость электрических
показателей гибкого слюдопласта ГИсКВ от
времени старения в вакууме при 850 °C
Параметр Температура испытания, °C Исходное состояние Время старения, ч
1500 30'00 7000 12 000
р. '20 3,3-1014 >2-10“ >2-10" >2-ГО14 >2.10й
Ом-м 850 1,2-107 1,2 -107 1,8-10® 7,2-105 1,2-106
р пр’ МВ/м 20 22,0 27,5 30,6 32,4 31,4
850 16 15,5 19,6 23 -
На рис. 25.4, а и б приведена зависимость
р гибких и формовочных слюдосодержащнх
материалов от времени выдержки в среде с
относительной влажностью 95 % при 20 °C, а
также показано восстановление значения р
материалов при выдержке их в термостате при
температуре 120 °C. Зависимость Епр этих ма-
териалов от времени увлажнения показана в
табл. 25.5.
Таблица 25.5. Зависимость Епр гибких и
формовочных слюдосодержащих материалов
от времени увлажнения, МВ/м
Марка материала Исходное состояние Бремя увлажнения, ч
24 48 | 120 288
ГСКВ 30 25 20 17,5 17,5
ГИсКВ 22 22 21,5 21 20,5
ФИсФВ 28,3 27,3 21,6 — 13,6
ФФсАВ 37,4 37,4 — 37,6 28,3
Рис. 25.4. Зависимость р гибких и формовоч-
ных слюдосодержащих материалов от времени
увлажнения (а) и восстановление р после
сушки увлажненных материалов при 120 °C
(б):
1 — гибкий стеклослюдинит ГСКБ; 2 — гибкий слю-
допласт ГИсКВ; 3—формовочный слюдопласт
ФИсфВ; 4 — формовочный миканит ФФсАВ
Рис. 25.5. Температурная зависимость р (1, ",
3) и Епр (4) формовочных слюдопласта
ФИсФВ (1, 2, 4) и миканита ФФсАВ (3) в
разных средах (7, 3— вакуум; 2 и 4 — воздух)
После выдержки стеклослюдинита ГСКВ
в термостате при температуре 120 °C в тече-
ние 48 ч Епр восстанавливается до 25—
27 МВ/м.
Формовочные листовые слюдосодержащие
материалы.
Формовочный миканит — листовой иепрес-
сованный материал.
Формовочный слюдопласт — подпрессо-
ванный листовой материал из нескольких сло-
ев слюдопластовой бумаги. Формовочные ма-
териалы должны быть гибкими в исходном
состоянии и допускать формование из них тру-
бок и гильз.
В табл. 25.6 приведены классификация
этих материалов, размеры и длительная рабо-
чая температура.
В марках формовочных материалов бук-
вы обозначают: Ф — формовочный, Фс — фтор-
флогопитовый, М — мусковитовый, Ф — флого-
питовый, И — слюдопластовая бумага (Ис —
фторфлогопитовая, Им — мусковитовая), А —
алюмофосфатное (в марках ФФАВ и ФМАВ)
или алюмохромфосфатное связующее (в мар-
ке ИЖФФА); Ф — фосфатное связующее (в
марках ФИсФВ и ФИмФВ), Ж — железо-
фосфатное связующее (в марках ФИсЖВ и
ФИмЖВ) или жаростойкий (в марке
ИЖФФА), В — высоконагревостойкий, С —
стеклослюдинит, К — кремиийорганический
лак.
Электрические показатели формовочных
материалов по техническим условиям приведе-
ны в табл. 25.7.
Изменение электрических показателей
формовочных материалов при кратковремен-
ном и длительном воздействии температуры
850 °C в разных средах показано на рис. 25.5
и в табл. 25.8.
Зависимость параметров некоторых фор-
мовочных материалов от увлажнения дана
на рис. 25.4 и в табл. 25.5.
Прокладочные листовые слюдосодержащие
материалы. Прокладочный миканит — листовой
прессованный материал.
Прокладочный слюдопласт — листовой
прессованный материал из нескольких листов
слюдопласторой бумаги,
§ 25.3
Листовые и ленточные слюдосодержащие материалы
271
Таблица 25.6. Классификация формовочных слюдосодержащих материалов, размеры
и длительная рабочая температура
Наименование, марка, ТУ Толщина, мм Длина, мм Ширина, мм Вид слюды Связующее Длительная рабочая тем- пература, °C
я ° В Хи о < Высоко- волы ное - оборудо- вание
Миканит, стандарт предприятия: ФФсАВ ФМАВ (0,2; 0,25)±0,05 (0,3; 0,4; 0,5) ± ±0,06 (0,2; 0,25)±0,04 (0,3; 0,4; 0,5) ± ±0,05 350±15 350±15 230±15 230±15 Фторфлого- пит Мусковит Алюмофос- фат Алюмофос- фат До 850 До 600 До 600
Слюдопласт вы- соконагревостой- кий, стандарт пред- приятия: ФИсФВ ФИсЖВ ФИмФВ ФИмЖВ (0,2; 0,25)± ±0,02 (0,3; 0,4; 0,5)± ±0,03 350+15 350±15 230±15 230±15 Фтор- флогопит Мусковит Фосфатное Желе30' фосфатное Фосфатное Железо- фосфатное До 850 До 600 До 500
Слюдопласт жаро- стойкий ИЖФФА, ТУ 21-25-264-83, код ОКП 34 9232 0100 0,1±0,01 950±20 900±20 Флогопит Алюмохром- фосфат До 700 —
Таблица 25.7. Электрические показатели
формовочных материалов
Показатель Марка материала
ФФсАВ ФМАВ ФИсФВ ФИсЖВ ФИмФВ, ФИмЖВ ИЖФФА
р, Ом-м, при: 20 °C 101° 101° 101» 101» 101»
500 °C 10’ 106 10’ 10» —
600 °C 106 105 10» 105 —
700 °C — — — —. 10»
850 °C 105 — 105 ——
tg 6 при: 20 °C 0,05 —- 0,15 —
500 °C 0,15 — 0,50 — —
600 °C 0,30 — 0,90 —- —
£пр, МВ/м, при: 20 СС 20 25 15 18 12
500 °C 10 10 10 8 —
600 °C 8 6 7 5 -—.
700 °C ——- —- .— — 8
850 °C 6 — 5 — —
В табл. 25.9 приведены классификация,
размеры и длительная рабочая температура
этих материалов.
В марках прокладочных материалов бук-
вы обозначают: П — прокладочный, Фс —
фторфлогопит, М — мусковит, И — слюдопла-
стовая бумага (Иф — флогопитовая, Ис —
фторфлогопитовая, Им — мусковитовая), А —
алюмофосфатное (в марках ПФсАВ и ПМАВ)
или алюмохромфосфатное (в марке ИТПФА)
связующее, К — кремнийорганическое связую-
щее, Д — диаммонийфосфатное связующее,
Т — термостойкий (в марках ИТПФД и
ИТПФА) или термоупорный (в марке ТПФ),
В — высоконагревостойкий, Ф — флогопит (в
марках ТПФ, ИТПФД, ИТПФА).
Электрические показатели прокладочных
материалов по данным технических условий
приведены в табл. 25.10.
Высоконагревостойкие слюдосодержащие
листовые (гибкие, формующиеся, прокладоч-
ные) и ленточные материалы применяются для
изготовления межслоевой и корпусной изоля-
ции машин и аппаратов, а также в электро-
термическом оборудовании.
272
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.8. Зависимость электрических показателей формовочных материалов от
времени старения в вакууме при 850°С
Марка материала Показатель Темпера- тура ис- пытания, °C Исходное состояние Время старения, ч
500 1500 3000 7000 12 000
ФФсАВ р, Ом • м 20 850 >2-10м 2,8-Ю6 >2-1014 1,5-106 >2-1014 7,5-10? >2-1014 2,5-Ю6 >2-1014 1,4-106 >2- 10й 8,0-10?
£пр, МВ/м 20 850 23,0 12,2 17 12,4 26 13,5 21,5 19,0 2! 14,7 17 10,5
ФИсФВ р, Ом • м 20 850 >2-1014 8,5-10? >2-1014 4,6-10? >2-1014 3,5-10? >2-1014 4,0-10? >2-1014 3,7-10? >2-1014 6,2-10?
£пр, МВ/м 20 850 34,5 10 30 13 38 11 25 8,5 35 10 26 9,5
Таблица 25.9. Классификация прокладочных слюдосодержащих материалов,
размеры и допустимые рабочие температуры
Наименование мате- риала, марка, ТУ Толщина, мм Длина, мм Ширина, мм Вид слюды Связующее Низко- вольтное a s оборудо- н § ваиие S & О Я Я _ По w Высоко- ъ а вольтное 2 та оборудо- :§ а ванне м ?
Миканит высо- конагревостойкий ПФсАВ, стандарт предприятия (0,2; 0,25) ± ±0,05 (0,3; 0,4; 0,5)±0,06 350± 15 230±15 Фторфлого- пит Алюмофос- фат До 850 До 600
Миканит высоко- нагревостойкий ПМАВ, стандарт предприятия (0,2; 0,25) ± ±0,05 (0,3;0,4; 0,5) ±0,05 350±15 230±15 Мусковит Алюмофос- фат До 600 До 600
Миканит термо- упорный ТПФ, ТУ 21-25-30-79, код ОКП 34 9213 0,5±0,15 0,8±0,20 1,0±0,25 1,5±0,30 2,0±0,40 (5; 10; 15; 20)±1,0 560±20 310±20 Флогопит Ди аммоний - фосфат До 500 —
Слюдопласт вы- соконагревостой- кий, стандарт предприятия: ПИсКВ ПИмКВ ПИфКВ (0,2; 0,25) ± ±0,02 (0,3; 0,4; 0,5) ±0,03 (0,3; 0,4; 0,5)±0,03 350±15 350±15 350±15 230±15 230±15 230±15 Фторфлого- пит Мусковит Флогопит Кремнийор- ганический лак То же » До 850 До 600 До 600 До 500
Слюдопласт ИТПФД, ИТПФА, ТУ 21-25-170-76, коды ОКП 34 9233 0400 н 34 9233 0500 (соот- ветственно). 0,5±0,10 0,8±0,14 1,0±0,15 1,5±0,25 2,0±0,30 600±20 370±20 Флогопит Для ИТПФД — диаммоний- фосфат, для ИТПФА — алюмохром- фосфат До 700 —
§ 25.4
Пропиточные составы
273
Таблица 25.10. Электрические показатели прокладочных материалов
Показатель Марка материала
ПФсАВ ПМАБ ТПФ ПИсКВ ПИмКВ ПИфКВ ИТПФД, ИТПФА
р, Ом-м, при: 20 °C ЮН Юк» 101° 101° 101° IO40
500 °C 108 10е .— 10’ 106 10е .—
600 °C 10г 10s. — 10е ю5 10? —
850 °C 106 I04 — 10? 104 104 —.
tg 6 при: 20 °C 0,03 - 0 15 . —
500 °C 0,08 .— — 0,60 ~— — —
600 °C 0,15 — — 0,90 — — --- —
ЕиР, МВ/м, при: 20 °C 25 25 5 17 20 18 12
500 °C 15 10 — 12 10 9 —
600 °C 12 6 — 8 6 5 .—-
850 °C 8 —г — 6 — — —
25.4. ПРОПИТОЧНЫЕ СОСТАВЫ
Высоконагревостойкис пропиточные соста-
вы представляют собой суспензии неорганиче-
ских наполнителей в растворе связующих
кремнийорганических олигомеров. Все пред-
ставленные составы служат для пропитки и
промазки обмоток электротехнического обору-
дования, а составы СПВ-928, СПВ-914,
СПВ-912, СПВ 812 и СПВ 554 могут исполь-
зоваться также для подклейки, пропитки и
лакировки волокнистой изоляции обмоточных
проводов.
Классификация пропиточных составов
приведена в табл. 25.11.
В марках пропиточных составов буквы
обозначают: С — состав, П — пропиточный,
В — высоконагревостойкий, цифры — условные
порядковые номера разработок. Для составов
допустимо расслоение, содержание нелету-
чих— 55 -60% (СПВ-928, СПВ-912 и СПВ-
914) или 65—85 % (СПВ-812 и СПВ-554), ус-
ловная вязкость— 13—25 с, по ВЗ-4 при 20 ±
±5 °C, сроки хранения суспензии, для СПВ-8
и СПВ-20— 1 сут; для СПВ-812 и СПВ-554 —
15 сут; для СПВ-9 — 90 сут; для СПВ-928,
СПВ-914 и СПВ-912 — 180 сут. Составы СПВ-8
и СПВ-20 поставляют в виде отдельных компо-
нентов, и их изготовление производится непо-
средственно перед применением в соответст-
вии с регламентом; составы СПВ 9, СПВ-928,
СПВ-914, СПВ-912, СПВ-812 и СПВ 554 по-
ставляются в готовом виде.
В отвержденном состоянии пленки соста-
вов должны быть гладкими, однородными, не
должны содержать крупных частиц наполни-
теля.
Электрические и механические показатели
отвержденных пропиточных составов приведе-
ны в табл. 25.12.
Зависимость коэффициента теплопровод-
ности пропиточного состава СПВ-9 от темпе-
ратуры приведена в табл. 25 13. Термический
коэффициент длины пропиточного состава
СПВ-9 в интервале температур 20—850 °C ра-
вен 6,3-10~6 град-1.
Таблица 25.11. Классификация пропиточных высоконагревостойких
электроизоляционных составов, выпускаемых по стандарту предприятия
Марка мате- риала Наполнитель Связующее Цвет Длительная рабочая темпе- ратура, °C
СПВ-8 Алунд, фторфлогопит Продукт гидролиза тет- раэтоксисилана Белый До 850
СПВ-9 То же, стабилизирован- ные То же » До 850
СПВ-20 Алунд Олигометилсилоксан » До 850
СПВ-928 Алунд, мусковит, окись хрома, кварц То же Зеленый До 600
СПВ-914 Алунд, мусковит, дву- окись титана, двуокись циркония » Серый До 850
СПВ-912 Мусковит » » До 600
СПВ-812 Алунд, мусковит, кварц, окись кобальта, окись хрома » Зеленый До 600
СПВ-554 То же До 600
274
Материалы высокой иагревостойкости
Разд. 25
Таблица 25.12. Электрические и механические показатели отвержденных пропиточных
составов
Показатель Марка материала
СПВ-8 СПВ-9 СПВ-20 СИВ-928 СПВ-914 СПВ-912 СПВ-812 СПВ-554
р, Ом-м, при: 20 °C IO2—101» 109— 10ю ЮЮ— юн 10» 10е Ю10 1011 10«
600 °C 10’—ю8 10’—108 10’—108 10е — — 10е— 10е
850 °C Ю6—10’ 106—10’ Ю6—10’ 105 10’
£Пр, МВ/м, при: 20 °C 6—8 6—8 5—12 8 6 8 8—10 8—9
600 °C 5—7 5—7 5 -7 2,5 2,5 —- 6—7 5—6
850 °C 5—6 5—6 5—10 — —- —. — ——
Цементирующая спо- 100—150 100—120 80—130 -— •— — 200
ность, Н, при 20 °C ои, МПа, при: 20 °C 17—28 15—30 12—27 17
600 °C 25—30 19—27 20—29 — — — — .—
850 °C 29—33 17—23 15—30 — -—• — 21 —
Сул, кДж/м2, при: 20 °C 0,4—0,5 0,8—1,0 0,4—1,1 — 0,5
600 °C 0,4—0,6 0,8—0,9 -— —— —. — — —
850 °C 0,5—1,0 0,7—0,8 0.7—1,0 — — •— 1,5 —
Примечания: I. р и Е пр даны на покрытиях толщиной 50 мкм.
2. о ии Суд — на прессованных образцах толщиной 2,0 мм.
Таблица 25.13. Зависимость коэффициента теплопроводности, Вт/(м-°С),
пропиточного состава СПВ-9 от температуры
Методика Размеры образцов, мм Л. при температуре, °C
20 100 200 300 400 600 850
ГОСТ 23630.1-79 Метод мгновенного ис- точника тепла* Диаметр 15, толщина 5 Диаметр 50, толщина 9 2,4 2,3— 2,9 — 2,0 2,1 2,2 1,9 1,8
* См. § 25.11,
Таблица 25.14. Зависимость показателей пропиточного состава СПВ-8 от времени
старения в разных средах при 600 °C
Показатель Среда Температура испытания, °C Исходное состояние После старения, ч
1000 2500 3000 4000 6000 12 000
Дир, МВ/м Вакуум 20 5,7 5,4 — 5,4 — 5,1 4,7
600 4,6 4,4 — 4,3 — 3,9 3,3
Воздух 20 4,6 3,8 3,5 — 3,5 — 3,7
600 2,1 1,7 2,0 .—- 1,7 — 1,4
Аргон 20 1,5 1,4 — 1,3 — 1,5 —
600 1,0 1,2 — 0.9 — 0,8 —-
ои, МПа Вакуум* 20 17 28 23 i6 — 17 15
600 24 27 29 33 — — 24
Суд, кДж/м2 Вакуум® 20 0,45 0,47 0,37 0,45 — 0,66 0,76
600 0,40 0,37 0,45 0,66 — 0,44 0,61
* Испытания в воздушной среде; в остальных случаях испытания в среде старения.
§25 4
Пропиточные составы
275
Таблица 25.15. Зависимость показателей пропиточного состава СПВ-8 от времени
старения в разных средах при 850 °C
Показатель Среда Температура ис- пытания, °C Исходное состоя- ние После старения, °C
1000 3000 6000 9000 12 000
£пр, МВ/м Вакуум 20 4,9 4,1 4,4 6,6 6,9 7,0
850 2,4 2,2 1,7 — 1,5 1,3
Воздух 20 3,4 3,5 2,4 2,7 2,6 —
850 1,1 0,8 0,9 0,7 0,7 —-
Аргон 20 1,7 1,3 1,0 1,3 — —
850 0,8 0,7 0,6 0,5 .— —
ои, МПа Вакуум* 20 29 38 43 39 31 —.
850 33 34 49 34 — 38
Воздух 20 29 37 47 47 -— —
850 33 29 50 55 47 —
Аргои* 20 29 32 34 22 —- —_
850 33 29 27 .—. — —
Пуд, кДж/м2 Вакуум* 20 0,6 1,0 1,6 0,6 1,8 1,2
850 0,5 1,0 1,3 0,4 1,1 1,0
Воздух 20 0,6 3,1 1,8 2,9 2,0 —
850 0,5 3,1 2,5 0,7 1,9 —
Аргон* 20 0,6 1,1 1,2 1,5 — —
850 0,5 0,8 1,2 1,5 — —
Испытания в воздушной среде;
в остальных случаях испытания в среде старения.
Изменения показателей состава СПВ-8 на
дисках диаметром 50 мм толщиной 2 мм в
0 1000 2000 3000 4000 5000 6000 ШОч
s)
разных средах при кратковременном и дли-
тельном воздействиях температур 600 и 850 °C
показаны на рис. 25.6, а, б и 25.7 и в табл.
25.14 и 25.15.
Температурная и временная зависимости
р состава СПВ-8 в разных средах при 600 °C
характерны и для составов СПВ-9 и СПВ-20.
В табл. 25.16 и 25.17 приведены зависи-
мости показателей пропиточных составов
СПВ-9 и СПВ-20 от времени старения в раз-
ных средах при 850 °C.
В табл. 25.18 приведены электрические
показатели покрытий состава СПВ-20 в про-
цессе старения в вакууме при 850 °C. После
1000 ч старения при этой температуре в воз-
душной среде вследствие окисления подложек
из нержавеющей стали пленки разрушились.
На рис. 25.8 и в табл. 25.19 приведена за-
висимость электрических и механических по-
Рис. 25.7. Зависимость р пропиточного соста-
ва СПВ-8 от времени старения в разных сре-
дах:
а — при 600 °C; 1 — старение в вакууме, измерение
при 20 °C;. 2— старение в воздухе, измерение при
100 °C: 3—старение в аргоне, измерение при 100 °C;
4 — старение в вакууме, измерение при 600 °C; 5 —
старение в воздухе, измерение при 600 °C; 6 — старе-
ние в аргоне, измерение при 600 °C; б — то же при
850 °C (р’! — без напыления платиновых электродов)
казателей пропиточных составов от времени
выдержки в среде с относительной влажно-
стью 95 % при 20 °C.
Электрические показатели пропиточных
составов легко восстанавливаются после вы-
держки материала при 120 °C в течение 24 ч
или нагреваниям его до 600 °C.
276
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.16. Зависимость показателей пропиточного состава СПВ-9 от времени
старения в разных средах при 850 °C
Показатель Среда Температура ис- Исходное состоя- После старения, ч
пытания, °C ние 1000 2000 4000 8000 12000
£Пр> МВ/м Вакуум 20 3,9 4,0 4,6 4,0 4,1 —.
850 0,7 1,5 1,4 0,9 0,8 —
Воздух 20 2,5 2,3 2,8 2,1 2,4 2,0
850 0,7 0,8 0,6 0,5 0,7 0,8
си, МПа Вакуум* 20 15 32 31 33 35 —
850 23 30 24 22 24 —
Воздух 20 15 28 31 38 52 —
850 23 27 29 38 41
Суд, кДж/м? Вакуум* 20 0,8 1,2 1,6 0,7 0,9 —
850 1,0 1,4 1,4 2,2 — —
Воздух 20 0,8 1,1 1,0 1,0 1,2
850 1,0 0,8 1,6 — 1,9
* Испытания в воздушной среде; в остальных случаях испытания в среде старения.
Таблица 25.17. Зависимость показателей пропиточного состава СПВ-20 от времени
старения в разных средах при 850 ’С
Показатель Среда Температура ис- Исходное состоя- После старения, ч
пытания. °C ние 1000 | 2000 4000 8000 12 000
£Пр, МВ/м Вакуум 20 2,9 4,0 4,2 3,5
850 1,8 1,1 1,2 — 0,9 —
Воздух . 20 1,9 2,2 2,4 2,5 2,1 1,6
850 0,9 0,8 0,9 1,0 0,9 0,7
o\j j AU 1s. Вакуум* 20 15 38 34 40 47 .—
850 30 36 47 33 39 —
Воздух 20 15 40 34 34 31
ОуД, кДж/м? 850 30 43 37 45 26
Вакуум* 20 1,0 1,1 1,4 —» — 1,2 .—
850 1,1 1,2 1,4 —. 1,0 —
Воздух 20 1,0 — 0,9 .— 0,9
850 1,1 0,8 1,3 — 0,8
* Испытания в воздушной среде: в остальных случаях испытания в среде старения.
Таблица 25.18. Зависимость электрических показателей покрытий состава СПВ-20
от времени старения при 850 °C в вакууме
Показатель Температура ис- Исходное После старения, ч
пытания, °C состояние 1000 2000 4000 8000
р, Ом • м 20 4,8 №> 3,0-1018 8,3-Ю1? 8,3 Ю1? 6,7- Ю1»
£пр, МВ/м 850 1,3-10в 4,6-10’ 1,6 -10е 1,3 •10е 2,0- 1 10е
20 23 22 17 20 8
850 11 10 14 16 4
Прнмечаяи ли 50X50X1 мм. е. Толщина п окрытий 50 мк м; покрытия на несены на noj 1Л0ЖКУ из нерз «авеющей ста-
Рис. 25.8. Зависимость электрических показа-
телей пропиточных составов СПВ-8, СПВ-9 и
СПВ-20 от времени увлажнения:
2— р; V — состав СПВ-8 (диски); 2, 3 —
составы СПВ-9 и СПВ-20 (покрытия)]
§ 25.5
Заливочные компаунды
т
Таблица 25.19. Зависимость механических
показателей пропиточных составов от времени
увлажнения
Состав Показатель * Неходкое состояние После увлажне- ния, ч
24 48 120 240
СПВ-9 аи, МПа 33 29 27 21 23
Суд, кДж/м2 0,7 1,0 0,9 0,6 0,7
СПВ-20 <ТИ, МПа 23 23 24 22 23
Суд, кДж/м2 0,6 0,6 0,8 0,5 0,6
25.5. ЗАЛИВОЧНЫЕ КОМПАУНДЫ
Высоконагревостойкие заливочные компа-
унды представлены группами фосфатных, ор-
ганосиликатных и кремнийорганических ком-
позиций, состоящих, как правило, из связую-
щих и неорганических тугоплавких наполни-
телей (корунд, слюда, кварц и др.). Для
компаундирования можно использовать также
легкоплавкие стекла, жидкие стекла, гидрав-
лические вяжущие или порошкообразные
«сухие засыпочные» материалы в виде окиси
алюминия, окиси магния и др.
Классификация наиболее широко приме-
няющихся в нашей стране заливочных компа-
ундов приведена в табл. 25.20—25.22.
Фосфатные заливочные компаунды в ис-
ходном состоянии представляют собой жид-
кие, полужидкие или пастообразные компози-
ции, затвердевающие при комнатной темпера-
туре или нагревании. Они поставляются в
виде отдельных компонентов, и их изготовле-
ние производится потребителем перед приме-
нением согласно регламенту. После соответст-
вующей термообработки компаунды перехо-
дят в неплавкое и нерастворимое состояние,
образуя твердые монолиты с удовлетвори-
тельными электрическими и механическими
свойствами.
В органосиликатных компаундах в каче-
стве связующего используется полиоргаиоси-
локсан, модифицированный полиэфиром, а в
качестве наполнителей — тугоплавкие сили-
каты и оксиды.
Органосиликатные материалы в исход-
ном состоянии представляют собой суспензии
тонко измельченных силикатов и оксидов в
толуольном растворе полиорганосилоксанов.
Путем удаления избыточного количества рас-
творителя из таких суспензий получают зали-
вочные герметизирующие пасты, которые лег-
ко шприцуются под давлением, затекают в за-
зоры 1—2 мм, давая малую усадку в процес-
се отверждения.
Таблица 25.20. Классификация заливочных фосфатных компаундов
Наименование материала Марка материала Технические условия Связующее Длитель- ная рабо- чая темпера- тура, °C
Компаунд нагревостойкий заливочный АФ-5-1, АФ-5-2, АФ-5-3, АФ-5-4, АФ-6, АФ-7, АФ-8, БМК-5 Стандарт предпри- ятия Алюмофосфат Силикагель До 850 До 900
Компаунд жаростойкий электроизоляционный АФС-4 ТУ OAIO 504 002 Алюмофосфат До 700
Компаунд алюмосиликат- фосфатный АСФ-2, АСФ-ЗК ТУ 623-11 Фосфатное До 700
Примечание. В марках фосфатных компаундов буквы обозначают: АФ, АФС — алюмофосфатное
связующее, АС—алюмосиликатный, Ф — фосфат, БМ — барийфосфорнокислый мета, К — компаунд, первые
цифры — порядковый номер разработки, вторые — обозначение условной вязкости.
Таблица 25.21. Классификация
заливочных органосиликатных компаундов
Марка материа- ла Технические условия Длительная рабочая тем- пература, °C
ОС-82-05 ТУ 84-725-78 До 700
ОС-92-01 ТУ 84-725-78 До 400
00-92-02 ТУ 84-725-78 До 400
ОС-92-12 ТУ 88-633-12205-16-01-78 До 400
ОС-92-15 ТУ 88 633-12205-16 01-78 До 400
В марках органосиликатных компаундов
буквы и цифры обозначают: ОС — оргаиоси-
ликатиые, первая цифра — группу материалов
по применению: 8 — термостойкие, 9 — элект-
роизоляционные; вторая — вид связующего
[2 — полиорганосилоксан (ПОС) -f-полиэфир},
третья и четвертая — порядковый номер раз-
работки.
Кремнийорганические компаунды и герме-
тики в исходном состоянии представляют со-
бой композиции, полученные на основе низко-
молекулярных кремнийорганических каучу-
ков, Электрические и механические показате-
ли отвержденных заливочных компаундов
приведены в табл. 25.23.
278
Материалы высокой иагревостойкости
Разд. 25
Таблица 25.22. Классификация заливочных кремнийорганических компаундов и герметиков
Наименование материала Марка материала Технические условия Основа материала Длитель- ная рабо- чая темпе- ратура, °C
Компаунд кремнийоргани- ческий эластичный КЛТ-30 — Низкомолекулярный ка- учук До 300
Компаунд виксинт К-18 ТУ 38103.233-78 Паста К, катализатор № 18 До 250
Герметик виксинт У-2-28 ОСТ 3803238-81 Паста У-2, катализатор № 28, жидкость 136-41 До 300
Герметик УФ-7-21 ОСТ 3803238-81 Паста УФ-7, катализатор № 21 До 300
Герметик виксинт У-1-18 ОСТ 3803238-81 Паста У-1, катализатор № 18 До 300
Герметик виксинт У-4-21 ОСТ 3803238-81 Паста У-4, катализатор № 21 До 300
Герметик ВИАТ ОСТ 3803238-81 Паста, катализатор АК-72 До 300
Примечание. В марках кремнийорганических компаундов буквы и первые цифры обозначают: К,
У-2, УФ-7, У-1, У-4 — марки паст, вторые цифры: 18 28. 21 — номера катализаторов.
Таблица 25.23. Электрические и механические показатели заливочных компаундов
Показатель Марка материала
АФ-Б-1 (2, 3, 4) АФ-6 АФ-7 АФ-6 БМК-5
р, Ом-м, при: 20 °C 108—10м 109—1011 10е—109 108—10» 1-10»
300 °C —— — — -—, 10»
600 °C 108—10« 100—107 105—100 108—10s 10’
850 °C 104—Ю8 108—10е — 104 Юз— Ю6
£пр, МВ/м, при: 20 °C 2,3—2,7 2,5—3,5 2,0 2,1—2,4 2,0—3,0
300 °C — — — — —
600 °C 1,3—1,6 —- 1,0 0,7—0,9 —
850 °C 0,5—0,8 0,8—1,0 — 0,5—0,7 0,6—0,8
Си, МПа,, при: 20 °C 20-35 15—18 20—30 30—40 —
300 °C — .—- — — -—.
600 °C 22—36 —к 20—30 40—50 —.
850 °C 18—28 18—20 18—25 30—60 —
Продолжение
Показатель Марка материала
АФС-4 АСФ-2 (ЗК) ОС-82-05 ОС-92-01 (02) ОС-92-12 (15) КТ Л-30 К-18
р, Ом-м, при: 20 °C 10е 9-108 10“ ю13 10“ 10“ 10“
300 °C 101° 108—IO9 .—- —- — 10» 109
600 °C 108 100—107 106 -— — —
850 °C 108 108 -—- — — — —
£„р, МВ/м, при: 20 °C 1,7 1,0—1,7 19 20—25 15—25 20 17
300 °C 1,5 — — -- —. — —
600 °C 1,5 -—. —, — — —- —.
850 °C 0,7 0,6—0,7 —, — — —
О’,,, МПа, при: 20 °C 24—30* 6,3 — — 1,0** 1,1—2,8**,
300 °C -— -— — — — —- —
600 °C — — .— — —
850 °C — 6,7 — — — —
*аг,МПа. •* а„, МПа.
Сг Р’
§ 25.5
Заливочные компаунды
279
Таблица 25.24. Зависимость теплофизических показателей компаунда АФ-5 от
температуры
Показатель Размеры об- разцов*, мм Методика Температура, СС
20 100 200 300 400 600 850
А, Вт/(м-°С) 015, й=5 ГОСТ 23630.1.79 3,1 2,8 2,8 2,9 3.0 —
050, /г=9 Мгновенный источник 3,3 — -—- 1,9 1,9
а, 106 °C-1 аха=5х5, /=50 тепла** Дилатометр t t t ш 9,0 8 ,3 - 8,6 - — > ——>
* 0— диаметр, h — толщина, а — сторона, Z — длина.
** См. § 25.11.
Теплофизические показатели компаунда
АФ-5 приведены в табл. 25.24.
Изменения свойств компаундов в разных
средах при кратковременном и длительном
воздействиях высоких температур показаны
Таблица 25.25. Зависимость показателей
компаунда АФ-5 от времени старения в разных
средах при 600 °C
Показа- тель Среда Температура испытания, °C Исходное состояние После старения, ч
1500 3000 6000 000 Г.1
ДпР; Вакуум 20 4,7 3,4 3,9 3,4 4,7
МВ/м 600 2,8 2,5 2,1 1,8 3,4
Воздух 20 2,7 2,4 3,1 2,8 2,7
600 1,3 0,8 1,0 1,1 1,0
Аргон 20 1,3 1,1 1,1 1,3 —
600 0,8 0,7 0,8 0,8
ои, МПа Вакуум* 20 20 21 .— 18 21
600 22 23 .—- 25 18
Оуд, Вакуум* 20 0,7 0,6 0,7 0,5
кДж/м2 600 1,1 0,9 — 1,7 1.3
’ Испытания в воздушной среде; в остальных
случаях испытания в среде старения.
Рис. 25.9. Температурные зависимости р ком-
паунда АФ-5 в разных средах;
1, 4* — вакуум (1 — паромасляная откачка; 4* — без-
масляная); 2, 2'— воздух (2'— при охлаждении);
2 — аргон р* — без напыления платиновых электро-
дов)
У
Рис. 25.10. Зависимости р компаунда АФ-5
от времени старения в разных средах;
а — при 600 °C; / — старение в вакууме, измерение
при 20°C;i 2 — старение в воздухе измерение при
100 °C; 3~ старение в аргоне, измерение при 100 °C;
4 — старение в вакууме, измерение при 600 сС; 5 —
старение в воздухе, измерение при 600JC; 6 — старе-
ние в аргоне, измерение при 600 °C; б — то же при
850 °C (* — без напыления платиновых электродов)
на примере компаунда АФ-5 на рис. 25.9 и
25.10 и в табл. 25.25—-25.27.
На рис. 25.11 приведена зависимость р и
ЕПр заливочного компаунда АФ-5 от времени
выдержки в среде с относительной влажно-
стью 95 % при 20 °C, а также показано вос-
становление величин риЕпр увлажненного ма-
териала при выдержке его на воздухе прн
20 °C или в термостате при 120 °C.
280
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.26. Зависимость показателей
компаунда АФ-5 от времени старения в
вакууме при разных температурах
Показатель Температура старения, рС Температура испытания, -°C Исходное состояние После старения, ч
2000 3000 6000 §
Епр,МВ/м 600 20 4,7 3,4 3,9 3,4 4,7
600 2,8 2,5 2,1 1,8 3,4
700 20 4,7 4,0 4,3 — —
600 2,8 1,7 1,8 — —
ои*, МПа 600 20 20 21 18 21
600 22 23 — 25 18
700 20 20 20 — 17 —
600 22 33 — 15 —
0уД, кДж/м? 600 20 0,7 0,6 — 0,7 0,5
600 1,1 0,9 — 1,7 1,3
700 20 0,7 0,7 1 0,6 —
600 1,1 1,4 — 0,9 ——
Потери мае- 600 20 —— 1,0 — 1,0 1,0
сы**, % 700 20 — 1,2 — 1,3 1,3
* Испытания в воздушной среде; в остальных
случаях испытания в среде старения.
** На образцах размером 10X15X2 мм.
Таблица 25.27. Зависимость показателей
компаунда АФ-5 от времени старения в разных
средах при 850 °C
Показа- тель Среда 1 eMuepaiypd испытания, °C Исходное состояние После старения, ч
1000 3000 6000 12 000
Епр, Вакуум 20 4,2 3,9 5,5 6,7 4,0
МВ/м 850 1,9 1,6 2,2 2,8 1,4
Воздух 20 2,2 1,9 2,8 2,3 —
850 0,8 0,9 0,8 0,9 —
Аргон 20 1,4 1,6 1,3 1,5 —
850 0,5 0,4 0,7 0,7 --- —
ои, МПа Вакуум* 20 33 30 36 48
850 28 31 22 41 30
Воздух 20 33 18 20 20 —
850 28 13 19 13 —
Аргои* 20 33 23 38 —.
850 28 31 27 — —
°УД> Вакуум* 20 0,7 2,5 2,2 1,8 1,7
кДж/М2 850 0,9 1,5 2,4 2,0 1,6
Воздух 20 0,7 1,9 1,4 1,3 —
850 0,9 2,4 1,5 1,2 —
Аргон* 20 0,7 1,2 2,1 0,9 —
850 0,9 0,9 1,6 1,3 —
* Испытания в
случаях испытания в
воздушной среде; в остальных
среде старения.
В табл. 25.28 и 25.29 приведены показа-
тели компаунда АФС-4 в зависимости от тем-
пературы и после старения при 600 и 700 °C
в воздушной среде и в вакууме.
Рис. 25.11. Зависимость р (/) и £Пр (2) за-
ливочного компаунда АФ-5 от времени увлаж-
нения (с) и восстановление р и Епр при на-
гревании на воздухе при 20 °C (/, 2), при
120 °C (!', 2') (б)
Таблица 25.28, Зависимость показателей
компаунда АФС-4 от температуры
Показатель Температура, °C
20 300 600
р, Ом*м (1,8—8,0). 10s (4,0— (0,7—
9,0). 10“> 7,0).10’
tg 6 при 103 Гц 0,10—0,15 0,07—0.10 0,5—0,6
ег при 10s Гц 3,0—3,2 2.5—2.8 12—14
£пр, ИВМ 2,Б—3,0 — 1.5—1,8
о , МПа 24—33 29—37 31—35
ауд' кДж/мг 0,7—0,8 0,7—0,9 1,0
Таблица 25.29. Зависимость показателей
компаунда АФС-4 от времени старения
при 600 и 700 °C в разных средах
Показатель Температура испытания, °C После старения
при 600 ’С. 2500 ч при 700 °C, 1500 ч
воздух вакуум воздух
р, Ом-м tg 0 при 10s Гц ef при 10s Гц пс, МПа оуд, кДж/м2 Потеря массы, % 20 600 20 20 20 20 2-107 24—30 0,7—0,8 1,1—1,3 5-107 30—35 0,7—0,9 0,89 10» 0,02—0.03 3.5—3.8 34 0,7—0,8 1.1—1,2
25.6. ПОКРЫТИЯ
Высоконагревостойкие покрытия пред-
ставлены группами органосиликатных, метал-
лофосфатных (МФ) и стеклокерамических по-
крытий, наносимых на металлы, детали и про-
вода, используемые в различных электротех-
нических устройствах,
. § 25.6
Покрытия
281
Таблица 25.30. Классификация и длительная рабочая температура
органосиликатных покрытий
Материал Марка (покрытие) Технические условия Состав Длитель- ная рабочая температура,
Композиция орга- носиликатная (специальная) ОС-52-01 (зеле- ное) ; ОС-52- 02 (зеленое) ТУ 84-725-78 Полиорганоси- локсан (TlOC)-j- -f-полиэфир До 600
ОС-52-04 (свет- ло-серое) ОС-52-05 (зе- леное) ОС-52-06 (жел- тое) ОС-52-07 (жел- тое) ОС-52-08 (жел- тое) ОС-52-09 (жел- тое) ОС-52-10 (свет- ло-зеленое) ТУ 88-633-12205-16-01-78 ПОС+поли- эфир До 850 До 500 До 700 До 800 До 700 До 700 До 700
ОС-52-12 (зе- леное) ТУ 88-633-12205-16-01-78 ПОС+другие кремнийоргани- ческие соеди- нения До 500
Композиция орга- носиликатная (термостойкая) ОС-82-01 (зеле- ное) ОС-82-02 ОС-82-03 ОС-82-04 ОС-82-05 ТУ 84-725-78 ПОС+поли- эфир До 500 До 500 До 500 До 500 До 700
ОС-82-06 (зе- леное) ТУ 88-633-12205-16-01-78 То же До 500
Композиция ор- ганосиликатная (электроизоля- ционная) ОС-92-01 (зе- леное) ОС-92-02 (зе- леное) ОС-92-03 (зе- леное) ОС-92-04 (зеле- ное) ОС-92-05 (тем- но-серое) ОС-92-06 (зеле- ное) ТУ 84-725-78 ПОС+поли- эфир До 400 До 400 До 600 До 400 До 600 До 600
ОС-93-08 (зе- леное) ТУ 84-725-78 ПОС+эп оксид- ная смола До 300
ОС-91-09 (тем- но-молочное) ТУ 88-633-12205-16-01-78 ПОС немодифи- цировэнный ДоЗОО
ОС-92-10 (зеле- ное) ПОСф-поли- эфир До 400
282
Материалы высокой нагревостойкости
Разд. 25
Продолжение табл. 25.30
Материал Марка (покрытие) Технические условия Состав Длительная рабочая тем- пература, °C
Композиция орга- носиликатная (эле- ктроизоляционная) ОС-92-11 (ко- ричневое) ОС-92-12 (зе- леное) ОС-92-13 (зе- леное) ОС-92-14 (зе- леное) ОС-92-17 (зе- леное) ОС-92-18 (се- рое) ОС-92-19 (зе- леное ОС-92-20 (зе- леное) ТУ 88-633-12205-16-01-78 ПОС+полиэфир До 400 До 400 До 500 До 500 До 550 До 850 До 850 До 450
ОС-92-21 (зе- леное) ТУ 88-633-12205-16-01-78 ПОС-Ь другие кремнийоргани- ческие соеди- нения До 400
ОС-92-23 (зе- леное) ТУ 84-725-78 ПОС+поли- эфир До 550
ОС-92-24 (зе- леное) ПОС немодифи- цироваииый До 600
Примечание. В марках органосиликатиыхпокрытий буквы обозначают:
ОС — органосиликатиая композиция, первые цифры — группу материалов (по применению: 5 — спе-
циальная, 8 — термостойкая, 5 — электроизоляционная), вторые — вид связующего (состав), третьи и чет-
вертые — порядковый номер разработки.
Органосиликатные покрытия представля-
ют собой продукты химического взаимодейст-
вия кремнийорганических полимеров, силика-
тов и оксидов. Металлофосфатные покрытия
представляют собой продукты взаимодействия
минерального наполнителя с фосфатами раз-
личных металлов (алюминия, железа, магния,
хрома, титана). Стеклокерамические покрытия
представляют собой зерна керамического на-
полнителя, заключенные в стекловидную мат-
рицу, в качестве которой используются стек-
ла, получаемые из нитратных полуколлоидных
растворов.
В табл. 25.30 даны классификация и дли-
тельная рабочая температура органосиликат-
ных покрытий, в табл. 25.31 — металлофосфат-
ных.
Таблица 25.31. Классификация металлофосфатных покрытий
Материал Марка мате- риала Толщина по- крытия. мкм Связующее Длительная рабочая темпе- ратура, °C
Жаростойкое покрытие Жаростойкое покрытие Изоляционное покрытие Алюмофосфатный состав Алюмофосфатиый состав Железофосфатный состав АФ-3,5 ЖФ-3,5 МФ АСФА АФС-2 ЖФС-2 10 10 3—10 100—120 100—120 100—120 Алюмофосфат Железофосфат Ортофосфорная кислота Алюмофосфат » Железофосфат Вакуум до 600 То же » До 700 До 700 До 700
Примечание. В марках буквы обозначают: АФ — алюмофосфат, ЖФ — железофосфат, МФ — мв-
таллофосфат, С — состав.
§. 25.6
Покрытия
283
В исходном состоянии органосиликатные
композиции представляют собой суспензии си-
ликатов и оксидов в толуольных растворах
кремнинорганических полимеров. Покрытия
имеют хорошую адгезию к металлам, стеклу,
керамике и пластмассам, выдерживают резкие
перепады температур, обеспечивают защиту
поверхности от запыления и влажности. На
поверхность покрытия наносятся методами
лакокрасочной технологии в два-три слоя тол-
щиной (суммарной) 100—400 мкм.
Режимы отверждения покрытий:
I — с введением отвердителя воздушная
сушка одного слоя — 30—60 мин, после нане-
сения последнего слоя — 72 ч;
II—после воздушной сушки каждого
слоя по 30—60 мии осуществляют нагрев до
(200± 10) °C со скоростью 1—2 °С/мин и вы-
держку при этой температуре 3 ч, охлаждение
со скоростью 6—8 °С/мин;
III — отличается от режима II макси-
мальной температурой выдержки — 250—
270 °C.
Покрытия МФ получают нанесением на
поверхность стали однозамещенных фосфатов
и ортофосфорной кислоты с термообработкой
при 500 °C, покрытия АФ-3,5 и ЖФ-3,5 — по-
ливом разбавленных растворов фосфатных
связующих с сушкой их на воздухе, а после
двукратного покрытия термообработкой при
700 °C в течение 30—40 с. Покрытия АФС-2
и ЖФС-2 в исходном состоянии представляют
собой суспензию минерального наполнителя —
пылевидного кварца в водном растворе фос-
фата, а АСФА — раствор алюмофосфата без
наполнителя и наносятся на поверхность по-
ливом, пульверизатором, кистью или погруже-
нием. После сушки на воздухе покрытия
АФС-2 и ЖФС-2 подвергают термообработке
при 700 °C в течение 3—5 мин, а АСФА — при
300 °C—10 мин и при 700 °C — 40—60 с.
Стеклокерамические покрытия толщиной
10—15 мкм получают из полуколлоидпых рас-
творов, состоящих из тетраэтилового эфира
ортокремневой кислоты, нитратов Al, Si, Сг,
Mg и борной кислоты. В качестве связующего
применяют растворное стекло, а в качестве
наполнителя — А12О3, SiO2, Сг2О3, MgO. Дли-
тельная рабочая температура этих покрытий
до 850 °C. При введении оксида магния срок
жизни состава уменьшается. Использование
стекловидной связки (из раствора) позволяет
при содержании 10—15 % (по массе) стекла за-
крепить наполнитель кратковременным обжи-
гом при 600—700 °C. Дополнительная пропит-
ка стеклокерамического слоя раствором связ-
ки увеличивает содержание стекла до 20—
25 % (по массе). Процесс нанесения и закреп-
ления покрытия на тонком проводнике осу-
ществляется непрерывным способом путем по-
гружения проволоки в суспензию и обжига в
течение 20—30 с в воздушной среде при 800—
850 °C.
Показатели разных покрытий приведены
в табл. 25.32.
Изменение электрических показателей по-
крытий в разных средах при кратковременном
и длительном воздействии высоких темпера-
тур на примерах некоторых композиций при-
ведено на рнс. 25.12—25.14 и в табл. 25.33—
25.35.
Таблица 25.32. Электрические и физико-мехаиические показатели покрытий
Показатель Марка материала
Органосиликатные Металлофосфатные Стеклокерамичес- кие с наполнителем
сэ 00 CD ю 00
СТ •ПП <
ю ю СП СП 00 СП О о сч
б 6 б 6 б б б е о е о ы
О О О о О О о < X < СП 6 -
р, Ом-м, пси:
20 СС 3.10й 8 • 1013 10» 2-1013 5-Ю13 10» 1012 2-Ю10 3-10» 5*10» — __
400 °C 2-Ю10 5-Ю10 >— 2-10“ 3-10» — 10» — — — 5-10’ 10е 8.10-
700 СС 8.10’ — -— 3.107 2-107 10й — 4- 10s 4.10й 4.10й 3-10= 103
850 °C 2.10й 6-10’ .—- 2 • 106 5-10“ _— -— —- _ 10s 3. Ю‘
после ув- лажнения* 10'2 — 10« Ю1* 101° 10й ю™ — — — —
МВ/м, при:
20 °C 400 °C 700 °C 850 °C Прочность при 47 32 10 14—21 25 14 40 22 19 20 4—6 3—4 6-8 80** 45** 55**
3,2 — 15 3,0 8 5 — 1,8 1,2 3,0 —
40 — 25 40—50 40—45 50 40—50 — — — — — —
ударе по У-1, Н-м (ГОСТ
4765-73) Твердость по 0,7 — — 0,6 0,6 — — — — — — — —
М-3 (ГОСТ 5233-67) Эластичность по 5 — — 5 5 — 15 — — — — — —
ШГ-1, мм
(ГОСТ 6806-73) К- Вт/(м-°С) — — — 0,6 0,6 0,5 — — — — — — —
а. °С-1 — 5-10—6 — 10—5 10—5 — — 3-10—6 2.5Х ХЮ—5 — — — —
* Выдержка 24 ч в условиях относительной влажности 95 % при 20 °C.
** В вакууме.
284
Материалы высокой иагревостойкости
Разд. 25
Рис. 25.12. Температурная зависимость р ор-
ганосиликатной композиции ОС-92-18 в разных
средах:
/ — воздух; 2, 3 — вакуум; /, 2 — термообработка
300 °C в течение 3 ч; 3— термообработка 800 °C в те-
чение 3 ч
Рис. 25.13. Температурная зависимость р ме-
таллофосфатных (а) и стеклокерамических
(б) покрытий:
1 — АФС-2; 2 — ЖФС-2; 3 — АФСА; 4 — А12О3; 5 —
S1O2; 6 — СГ2ОЗ
Рис. 25.14. Зависимость р и £пр металлофос-
фатного покрытия АФС-2 от времени старе-
ния при 700 °C:
На рис. 25.15 приведена зависимость
электрических показателей покрытия ОС-56-12
от времени выдержки в среде с относительной
влажностью 95 % при 20 °C, а в табл. 25.36 —
изменение электрических показателей такого
покрытия в процессе циклического старения
при 300—350 °C с периодическим воздействи-
ем 95 %-ной влажности в течение 120 ч после
каждого цикла старения (продолжительность
одного цикла старения— 120 ч).
Таблица 25.33. Температурная зависимость
£лр, МВ/м, органосиликатных покрытий в
разных средах
Марка покрытия Среда £_ при температу-
ре , сс
20 400 700
ОС-92-18 Воздух 15—30 14 2,7—3
Вакуум 17 — 1,0
ОС-92-19 Воздух 11—40 22 8
Вакуум 13 — 1,2
Примечание. Материалы подвергают тер-
мообработке при 300 °C в течение 3 ч.
Таблица 25.34. Температурная зависимость
электрических показателей стеклокерамического
покрытия на основе А120з в вакууме
Показатель Температура, °C
20 600 900
р, Ом • м 2-104 4-Ю9 .—.
£пр> МВ/м 28 8,0 5,3
Рис. 25.15. Зависимость р(а) и £пр(б) орга-
носиликатных покрытий типа ОС-56-12 от вре-
мени увлажнения
25.7. СЛОИСТЫЕ ПЛАСТИКИ
Слоистые пластики высокой нагревостой-
кости представлены асбо- и стеклопластика-
ми. В табл. 25.37 приведена классификация
этих материалов и их длительная рабочая
температура.
В марках слоистых пластиков буквы обо-
значают: АГ — асбогетинакс, ВН — высоко-
нагревостойкий, Н — нагревостойкий, 2, 5, 7,
9, 10 — порядковые номера разработки, С —
стеклоткань, К — кремнийорганический, Т —
текстолит, П — прессованный, АФ — алюмо-
фосфат.
§ 25.7
Слоистые пластики
285
Таблица 25.35. Зависимость электрических показателей покрытий от времени
старения при 700 СС
Марка покрытия Показатель Исходное состояние После старения, ч
500 1000 3000 6000
ОС-92-18 р, Ом-м, при: 20 °C 6-Ю14 4-1014 6-Ю14
700 °C 3-10’ — 2-Ю7 — 107
Е„р, МВ/м, при: 20 СС 30 — 22 — 23
700 °C 3,0 — 1,3 — 1,0
ОС-92-19 р, Ом-м, при: 20 °C 4-Ю14 —. 6-Ю14 6-Ю44
700 °C 2-10’ — 107 —— 10’
Епр, МВ/м, при: 20 °C 40 24 22
700 °C 8 — 1,2 — 1,0
ОС-52-07 р, Ом-м, при: 20 °C 8-Ю13 1,2-1013 3-1011 4-10й
700 °C 2-Ю9 4,4-10® 4-10е 7-Ю6 —.
АФС-2 р, Ом-м, при 20 °C 2-Ю10 5-Ю10 1-1011
ЕПр, МВ/м, при 20 °C 5,5 5,3 5,7 — —
Таблица 25.36. Изменение электрических показателей органосиликатного покрытия
ОС-56-12 в процессе циклического старения с увлажнением
Показатель Температура старения, °C Состояние До старе- ння После старения. ч
120 360 720
р, Ом • м 300 До увлажнения После 120 ч ув- 5-Ю9 2- 10е— З-Ю9 9- 10е— 4-Ю9— 2-Ю10 2- 10е— 5-Ю9— 5-Ю10 3-10®—
/ лажнения 107 З-Ю9 2-Ю8 6-Ю8
350 До увлажнения После 120 ч ув- лажнения 6-Ю9 2-10®— 107 4-Ю9— 7-Ю9 4-106— 6-10’ 1 1 <7. Л Щ 1' О О О О сч J) 108—2-109 5-Ю6—10s
Епр, МВ/м 300 До увлажнения После 120 ч увлаж- нения 25—32 16—19 22 10 — 4,8—8,6 3,8—6,2
350 До увлажнения После 120 ч увлаж- нения 25—30 19 7,7 7,3 — 4,0 2,8
Рис. 25,16. Температурная зависимость р слои-
стых пластиков:
1 — АГВН: 2 —СК-ЮС
Рис. 25.17. Температурная зависимость р сло-
истых пластиков в разных средах:
1 — в вакууме; 2. 4, 5 — в воздухе; 3 — в аргоне
{1. 2.3 — АГН-7; 4 — СТАФ-1; 5 - ТСПК)
286
Материалы высокой иагревостойкости
Разд,. 25
Таблица 25.37. Классификация слоистых пластиков
Наименование ма- териала Марка мате- риала Технические условия Наполнитель Св язующее Длитель- ная рабо- чая темпе- ратура, сС
Асбогетинакс высоконагре- востойкий, АГВН ТУ-16-503.211-81 Асбестовая бу- мага Кремнийорга- ническая сус- пензия До 350
код ОКП 34 9115 0100
Асбогетинакс высоконагре- востойкий АГН-7 Стандарт предприя- тия Асбестовая бу- мага Алюмофосфат- ная суспен- зия До 600
Стеклотексто- лит СК-9А ТУ 6-05-031-425-75 Кремнеземная стеклоткань Модифициро- ванный креп- нийорг аии- чеснвй лак До 300
Стеклотексто- лит СК-9ФА ТУ 6-05-021-201-73 Стеклоткань алюмоборо- силикатная То же До 300
Стеклотексто- лит СК-9ХК ТУ 1-595-72-80 Кремнеземная стеклоткань » » До 300
Стеклотексто- лит СК-10С ТУ 1-595-1-73 Высокомодуль- ная стекло- ткань » » До 350
Стеклотексто- лит ТСПК ТУ МБО 023.170 Кремнеземная стеклоткань Органосили- катная ком- позиция До 500
Стеклотексто- лит АФТ-2 АФТ-5 — То же Алюмофосфат, кремнийор- ганическая смола До 600
Стеклотексто- СТАФ-1 ТУ 1-595-124-82 » » Алюмофосфат До 600
ЛИТ
Стеклотексто- лит СМФ-50М ТУ 6-05-806-79 » » Кремнийорга- нический лак До 300
Таблица 25.38. Размеры листов и допустимые отклонения некоторых слоистых
пластиков
Марка мате- риала Толщина, мм Допустимое отклонение, мм длина, мм Ширина, мм
АГВН 1,0; 2,0; 3,0; 4,0; 5,0; 6,0 ±0,14-±0,6 (700—900) ±35 (400—500) ±35
АГН-7 1,0; 2,0; 3,0; 4,0; 5,0 7,0; 10,0 ±0,14-±0,5 ±0,6; ±0,9 (350—400) ±20 (170—220)±20
СК-9А 0,8—1,0; 2,0—3,0; 4,0—4,5 6,0—7,0; 8,0—9,0;10; 11—14; 15—20; 21—30 ±0,2; ±0,4; ±0,5; ±0,7; ±0,8 ±1,0; ±1,5; ±2,0; ±2,5 1000±50 700±50
СК-9ХК 0,8—1,2; 1,5—2,0; 2,5—3,0 4,0—6,0; 7,0—8,0; 9,0; 10; 11—14; 15—19; 20—30 ±0,2; ±0,3; ±0,4; ±0,5±±0,7 ±0,8; ±0,9; ±1,0; ±1,5; ±2,0 ±2,5 2450±50 750±50
ск-юс 2,0—5,0; 7,0; 10; 15; 20; 25 ±0,24-±0,5; ±0,7; ±1,0; ±1,5; ±2,0; ±2,5 1000±50 800±50
СТАФ-1 1,0—3,0; 4,0—9,0; 10—35 ±0,24-±0,4; ±0,54- -г-±0,9; ±1,04-±3,0 450±50 450±50
Размеры листов слоистых пластиков и
допускаемые отклонения приведены в табл.
25.38. Поверхность слоистых пластиков долж-
на быть гладкой, без пузырей и посторонних
включений. Пластики должны допускать ме-
ханическую обработку без образования тре-
щин и сколов. Электрические и механические
показатели слоистых пластиков приведены в
табл. 25.39.
Изменение электрических и механических
§ 25.7
Слоистые пластики
287
Таблица 25.39. Электрические и механические показатели слоистых пластиков
Показатель Марка материала
АГВН АГН-7 СК-9А, СК-9ФА СК-9ХК СК-юс СМФ-50М АФТ-2 АФТ-5 СТАФ-1 ТСПК
р, Ом-м, при: 20 °C 10U 101° 101? 101? 101? 101? 1011* 1011* 101° 1011—
350 °C 10’ 10е 10е 10е — . .—. 101?
600 °C — 10е — — — — 10<|* 106* 10е —
ЕПр, МВ/м, при: 20 °C 13 4,8 3—3,5 3—3,0 3—3,5 5—7 1,9 - 2,0 7—8
350 °C 10 — 3 3 3 .— — — — .—
600 °C — 3,0 — «» - —- —. 0,6 — 1,3 —
ои, МПа, при: 20 °C 170 15 190 180 100 26—28 70 85 45 50—70
• 350 °C 40 — 80 60 70 — — — —. 40—50
600 °C —. 20 —— — —* — — •—- 80 —
* В вакууме.
Таблица 25.40. Зависимость Епр слоистых
пластиков от времени старения при 350 °C,
МВ/м
Марка
материала
1000 2000 4000 8000
После старения, ч
АГВН
СК-ЮС
20
350
20
350
13,5
11,5
3,5
3,0
11,8
>9
3,0
2,8
10,0
>8,5
3,0
2,5
8,5
8,5
2,8
1,9
8,4
8,8
2,7
2,0
Рис. 25.18 Зависимость р слоистых пластиков
от времени старения при 350 °C:
1, 3 —АГВН: 2. 4 —СК-ЮС (/, 2 — испытания прн
100 °C; 3, 4 — прн 350 °C)
Таблица 25.41. Зависимость механических
показателей слоистых пластиков от времени
старения при 350 °C
Показа-
тель
После старения, ч
Исходное состояние
1000 2000 4000 8000
АГВН
СК-ЮС
сги, МПа
<Гуд,
кДж/м3
сгн, МПа
СТУД' , о
кДж/м2
20
350
20
350
20
350
20
350
115
58
18
8
100
61
22
19
68
57
11
7
71
56
12
13
56
48
10
7
72
53
17
19
54
52
9
6
78
61
15
19
64
47
8
5
72
53
16
15
Рис. 25.19. Зависимость р слоистых пластиков
от времени старения при 600 °C:
7, 5 —СТАФ; 2, 4 —АГН-7 (/, 2— испытания при
100 °C; 3, 4 —испытания при 650 °C)
показателей слоистых пластиков в разных
средах при кратковременном и длительном
воздействиях температур показано- на рис.
25.16—25.19 и в табл. 25.40—25.44,
На рис. 25.20 приведена зависимость р
слоистых пластиков от времени выдержки в
среде с относительной влажностью 95 % при
20 °C.
288
Материалы высокой нагревостойкости
Разд. 25
Таблица 25.42. Зависимость Епр слоистых
пластиков от времени старения при 600 “С,
МВ/м
Марка ма- териала Темпера- тура ис- пытания, СС Исход- ное состоя- ние После старения, ч
1000 2000 4000 6000 ’
АГН-7 20 4,8 5,3 5,6 6,0 6,3
600 3,0 3,2 3,7 3,3 3,0
СТАФ-1 20 2,0 2,4 2,8 2,4 2,5
600 1,3 1,3 1,2 1,0 1,5
Рис. 25.20. Зависимость р слоистых пластиков
от времени увлажнения:
1 — СК-9ХК: 2 — СК-ЮС; 3 — АГВН
Таблица
25.43. Зависимость механических показателей слоистых пластиков от
времени старения при 600 °C
Марка мате- риала Показатель Температура испытания, °C Исходное состояние После Старения, ч
1000 2000 4000 6000
АГН-7 ои, МПа 20 15 18 15 15 11
600 20 22 24 15 14
ОуД, кДж/м2 20 7 0,40 0,46 0,34 0,25
600 4 0,40 0,40 0,30 0,50
СТАФ-1 <гп, МПа 20 45 12 9 12 9
600 80 15 19 13 17
Суд, кДж/м2 20 6 1 0,35 0,40 0,40
600 10 1,8 1,0 0,40 0,60
Таблица 25.44. Зависимость показателей слоистого пластика АГН-7 от времени
старения в разных средах при 850 °C
Показатель Среда Температура испытания, °C Исходное состояние После старения, ч
1000 3000 6000 12 000
р, Ом-м Вакуум 20 Ю18 1,3-1014 2-lOis 1013 6,8-101?
850 4,0- 10s. 2,5-106 8,2-Ю4 1,4-10» 8,0-104
Воздух 20 6,4-109 3,8-109 3,1-Ю1« 6,2-Ю9 —
850 3,8-106 3,2-10» 1,1-10» 2,1-10»
Аргон 20 4,4-1010 2,4-101? 7,6-ЮИ 5-10U —
850 1,7- 10» 1,5-10» 1,8-106 2,0-10» —
ДПр, МВ/м Вакуум 20 10,5 11,4 11,6 12,0 12,6
850 1,7 2,2 1,7 2,0 1,8
Воздух 20 6,6 5,7 6,3 6,1 —
850 1,9 1,3 1,5 1,8 -—.
Аргон 20 3,4 3,7 1,2 2,0 —
850 1,2 1,0 0,9 0,8 -—
о„, МПа Вакуум 20 6,0 11,0 11,0 7,2 —
850 7,5 8,6 8,4 9,0 14,2
Воздух 20 6,0 11,0 13,0 17,0 —
850 7,5 9,5 16,0 —- —
Аргон 20 6,0 9,0 13,5 9,0 —
850 7,5 7,6 7,0 8,0 —
Оуд, кДж/м2 Вакуум 20 0,2 0,2 — 0,2 0,5
850 0,1 0,2 0,3 0,3
Воздух 20 0,2 0,5 — 0,5 —
850 0,1 0,6 0,7 0,6 —
Аргон 20 0,2 0,5 0.9 0,8 —
850 ОД 0,2 0,6 0,5 —
§ 25.9
Микалекс и новомикалекс
289
Рис. 25.21. Температурная зависимость р(а),
tg 6 и е,- (б) новомикалекса:
1, 3—испытания в вакууме; 2, 4—испытания в воз-
духе
тельного нагрева при 500 °C в течение 3 ч —
до 450 °C; при 20 °C р>10'«, при 200 °C р»
>1010, после выдержки 24 ч при 20 °C и отно-
сительной влажности 95 % р»10п; при 20 °C
s,r<6; Е„р>10 МВ/м; при 20 °C tg 6 с 0,02.
Разрушающее напряжение при изгибе
больше или равно 25 МПа; ударная вязкость
больше или равна 2 кДж/м2.
Пластическая масса марки ПКО-2-2-7
имеет при 350 °C следующие показатели:
£’Пр=5 МВ/м, р = 6,5-10е Ом-м, разрушающее
напряжение при изгибе 60 МПа. Пластическая
масса марки ПР-4С имеет при 350 °C оп =
= 16-е20 МПа.
25.9. МИКАЛЕКС И НОВОМИКАЛЕКС
Общие сведения о микалексе приведены в
разд. 22. Здесь приведены только данные, ха-
рактеризующие эти материалы с точки зрения
высокой нагревостойкости электрической изо-
ляции.
Микалекс пластинчатый высокочастотный
(ТУ 21-25-48-81) на мусковите и стекле 203, а
Таблица 25.45. Электрические и
механические показатели микалекса и
новомикалекса
25.8. ПЛАСТИЧЕСКИЕ МАССЫ
К числу пластических масс высокой на-
гревостойкости относятся только термореак-
тивные. Большинство из них описано в
разд. 15, это марки: ПКО-1-2-4, ПКО-1-2-13,
ПКО-1-3-5, ПК0-1-3-П, ПКО-1-3-12; ПКО-2-
2-7, ПКО-2-28, ПКО-2-29, ПКО-2-2-Ю, ПР-4С,
РТМ-6 и ПДТпр, с длительной рабочей темпе-
ратурой не ниже 300 °C. Специальная высоко-
нагревостойкая органосиликатная пластмасса
ОС-91-22 по ТУ 88-633-12205-16-01-78 с мус-
ковитом и асбестом в качестве наполнителя
не входит в разд. 15. По ТУ она имеет следу-
ющие основные показатели.
Рабочая температура после нормального
режима прессования до 300 °C, после дополни-
Показатель Микалекс Новомикалекс
р, Ом-м, при: 20 °C Юю—юп 1011—1012
350 °C 108—109 101»*
600 °C 104 10е— 10’
Епр, МВ/м, при: 20 °C 10—20 30
350 °C — [4*«
600 °C 0,5—1,0 6
Он, МПа, при: 20 °C 70—140 60—100
350 °C — —
600 °C 40—50 50—70
* При 300 °C.
** При 500 °C.
Таблица
25.46. Зависимость показателей новомикалекса на стекле 71 от
времени
старения при 600 °C в разных средах
Показатель Среда Температура испытания,°C Исходное состояние После старения, ч
700 2100 4500 6000
р, Ом • м Вакуум 20 >10И >10“ >10и >1011 >1011
Воздух З-ЮИ 3-1011 3-1011 2-10Ю —
Вакуум 600 7-10’ 10’ 5-10’ 3-10’ 4,7-10»
Воздух 5-10’ 5- 10е 7-Ю6 3-106 —
Епр, МВ/м Вакуум 20 12—22 13 10 6,3 —
Воздух 10—19 12 6,3 5,5 —
Вакуум 600 >8 6 — 5,2 9,1
Воздух 8 — 5,5 3,8 —
Ои, МПа Вакуум 20 58 59 42 59 34
Воздух 56 53 42 42 —
Вакуум 600 — 42 53 52 56
Воздух >60 33 47 47 —
ауд, кДж/м2 Вакуум 20 — 0,8 0,77 0,75 —•
Воздух 0,7 0,8 0,7 0,8 —
Вакуум 600 — 2,8 1,7 1,25 1,3
Воздух 3,0 2,0 1,0 1,0 —
290
Материалы высокой иагревостойкости
Разд, 25
Таблица 25.47. Зависимость электрических показателей новомикалекса на стекле 71
от времени увлажнения
Показатель Температура при увлаж- нении, °C Исходное tu | о □ После увлажнения, ч
24 48 120 200 280 720
р, Ом-м 20 7-1012 3-1012 3-1012 2-101? 3-1011 2-Ю11
40 101? .—. 4- 10s .—. З-Ю8 — —-
tg 6 при: 50 Гц 20 0,004 0,01 0,018 0,025 0,028
10 МГц 40 0,0015 — 0,007 — 0,008 — —
€Г при: 50 Гц 20 8,0 8,6 8,7 8,9 9,0 .
10 МГц 40 8,7 — 8,9 —. 9,0 — •—•
Рис. 25.22. Температурная зависимость £пр
новомикалекса:
1 — испытания в вакууме; 2, 3 — испытания в возду-
хе (/, 2— толщина 0,3—0,5 мм; 3—толщина 2,0 мм)
также детали из него (ТУ 21-25-90-77) имеют
длительную рабочую температуру под меха-
нической нагрузкой 350 °C, а втулки (ТУ
21-25-23-25-76), работающие без механической
нагрузки, — 800 °C. Новомикалекс на фтор-
флогопите и стекле 71 имеет длительную ра-
бочую температуру 600 °C. Электрические и
механические показатели микалекса и иовомн-
калекса приведены в табл. 25 45.
Изменения электрических и механических
показателей новомикалекса в разных средах
при кратковременном и длительном воздейст-
виях высоких температур показаны на рис.
25.21 и 25.22 и в табл. 25.46. В табл. 25.47 при-
ведена зависимость электрических показателей
новомикалекса от времени выдержки в усло-
виях повышенной (95 % при 20 °C) и тропиче-
ской 95 % при 40 °C) влажности.
25.10. ИЗОЛЯЦИЯ ПРОВОДОВ
В настоящее время в СССР применяют в
качестве проводниковых жил проводов, дли-
тельно работающих при температуре 300 °C и
выше, следующие материалы: биметалличес-
кие (медь или серебро, плакированные нике-
лем), медь, легированную ниобием и хромом,
сплав типа 204 с гальваническим покрытием
железом и никелем, четырехслойный (сплав
204, ниобий, медь, нержавеющая и другие ста-
ли). В отдельных случаях используют никеле-
вую, нихромовую, хромелевую, алюмелевую и
другие виды проволок.
В качестве изоляции жаростойких прово-
дов могут использоваться различные виды по-
Таблица 25.48. Классификация проводов со стеклокерамической изоляцией
Марка провода Технические условия Материал Длительная рабочая тем- пература, °C
жилы изоляции
ПЭЖБ ТУМИ 505-78 Биметалл (медь, пла- кированная нике- лем) Стеклоэмаль М-33-|-органо силикатная композиция ОС-52-01 400—500
ПЭЖБ-700 ТУМИ 447-77 Биметалл (серебро, плакированное ни- келем) Стеклоэмаль ТК-40+opra- носиликатная композиция ОС-82-05 600—700
ПНЖ Никель Четырехслойная (сплав 204, ниобий, медь, нержавеющая сталь) То же Никель Керамический состав-f-opra носиликатная композиция ОС-52-01 Органосиликатная компо- зиция ОС-56-12 или ОС- 92-17 Стеклокерамическая 4-5/9А Стеклокерамическая 9С/4-5 До 600 В вакууме до 8б0 В вакууме До 850 . То же
§ 25.10
Изоляция проводов
291
крытий или волокна, подклеенные и пропитан-
ные достаточно нагревостойкнмп соста-
вами.
Для тонкослойной изоляции проводов
практическое применение получила стеклоке-
рамическая изоляция. Классификация жаро-
стойких проводов со стеклокерамической изо-
ляцией приведена в табл. 25.48.
В марках проводов буквы обозначают:
П — провода; Э — эмалированные; Ж — жа-
ростойкие; Б — биметаллические; Н — нике-
левая жила.
Стеклоэмаль М-33 (провод ПЭЖБ) пред-
ставляет собой борно-свинцовую силикатную
систему SiOg—РЬО—ВгО3 дисперсностью 2—
4 мкм. Стеклоэмаль наносят на проволоку из
водной суспензии методом погружения с по-
следующей термообработкой, в результате че-
го получается равномерное покрытие толщи-
ной 7—10 мкм, прочно сцепленное с металлом.
Для повышения механической прочности, эла-
стичности и электроизоляционных свойств по-
верх стеклоэмалевой изоляции на эмалиро-
вочных агрегатах с применением калибров
при 500—550 °C наносят органосиликатную
композицию ОС-52-01, которая в процессе
термообработки взаимодействует со стекло-
эмалью и образует гибкое монолитное покры-
тие.
Стеклоэмаль ТК-40, представляющая со-
бой тонксдисперсную водную суспензию с
окислами SiOg, РЬО, В2О3, и органоснликат-
ная композиция ОС-82-05 являются изоляцией
провода с более высокой нагревостойкостью
(ПЭЖБ-700). Нанесение изоляции при полу-
чении этого провода проводится по техноло-
гии провода ПЭЖБ.
Высокая температура спекания стекло-
эмалевых покрытий для проводов ПЭЖБ с
биметаллической жилой делает практически
невозможным изготовление таких проводов
диаметром менее 0,2 мм.
Применение проводов ПНЖ ограничено
вследствие большого электрического сопро-
тивления никелевого проводника в исходном
состоянии. Обмоточные провода на рабочую
температуру 850 °C изготавливают на четы-
рехслойиой жиле с однослойной изоляцией из
органосиликатной композиции ОС-56-12 или
ОС-92-17 нанесением покрытия на установке,
работающей по методу протяжки провода че-
рез последовательный ряд ваин и печей. В це-
лях предотврашения загустевания суспензии
в установке предусмотрено водяное охлажде-
ние ваип, расположенное вблизи сушильных
печей.
Стеклокерамическую изоляцию типа
4-5/9А обмоточных проводов наносят непре-
рывным способом путем трехкратного протас-
кивания провода через ванну с суспензией
окиси хрома или алюминия в нитратном по-
луколлоидном растворе н печь с температурой
600—700 °C. Тонкослойные стеклокерамичес-
кие покрытия, полученные из полуколлоидных
растворов (растворная керамика), в этих ус-
ловиях прочно закрепляются на никелевой,
нихромовой, хромелевой, алюмелевой, воль-
фрамовой и вольфрам-рениевой проволоках.
Размеры проводов приведены в табл. 25.49.
' Показатели стеклокерамической изоляции
жаростойких проводов приведены в табл.
25.50,-
Таблица 25.49. Размеры обмоточных
проводов со стеклокерамической изоляцией
Марка провода Диаметр жи- лы, мм Толщина изо- ляции, мкм
ПЭЖБ 0,2—0,8 20—50
ПЭЖБ-700 0,3—0,8 30—50
ПНЖ 0,5 40—50
Таблица 25.50. Показатели жаростойких
проводов со стеклокерамической изоляцией
Показатель Марка провода Микро - провод
ПЭЖБ ПЭЖБ-700
Пробивное напряжение, В 250—550 300—500 350—500
Эластичность D/d (кратность диаметра стер- жня и провода) 8—15 15—18 15
Прочность на истирание, чис- ло двойных хо- дов ИРЛЫ при нагрузке 1,96 Н 70—200 6—8 150—200
Пробивное напряжение обмоточных про-
водов определяли по ГОСТ 14340.7-74, микро-
проводов— по методике § 25.11, механичес-
кую прочность — по ГОСТ 14340.10-69, элас-
тичность — по ГОСТ 14340.3-69.
Рис. 25.23. Температурная зависимость (7пр
обмоточных проводов со стеклокерамической
изоляцией:
1 — со стек лоэма лью М-33: 2 — со стеклоэмалью
М-33 и органосиликатной композицией OC-52-Ol; 3 —
со стеклоэмалью ТК-40 и органосиликатной компози-
цией ОС-82-05
/7 ' • • -1
20 100 200 300 т 500 600 t,°C
Рис. 25.24. Температурная зависимость Unp
микропровода со стеклокерамической нзоля-
. цией в вакууме
292
'Материалы высокой нагревостойкости
Разд. 25
Изменение пробивного напряжения стек-
локерамической изоляции обмоточных и мик-
ропроводов при кратковременном и длитель-
ном воздействии температуры 600 °C в разных
средах приведено на рис. 25.23, 25.24 и в табл.
25.51.
Таблица 25.53. Зависимость Unp, В,
проводов с изоляцией из органосиликатных
композиций от времени старения в вакууме
при 850 °C
1000 2000 4000
После старения, ч
Таблица 25.51.. Зависимость Unp, В,
проводов со стеклокерамической изоляцией
от времени старения при 600 °C в воздушной
среде
ОС-92-17
ОС-56-12
Зависимость Unp проводов со стеклокера-
мической (растворная керамика) и органоси-
ликатной изоляцией от времени старения в ва-
кууме при температуре 850 °C приведена в
табл. 25.52—25.54. Unp определяли на отрез-
ках по методике § 25.11.
Зависимость р изоляции проводов ПЭЖБ
от увлажнения приведена на рис. 25.25.
Таблица 25.52. Зависимость (7пр, В,
проводов со стеклокерамической изоляцией
от времени старения в вакуме при 850 °C
Покрытие Толщина покры- тия, мкм Температура ис- пытания , °C гое со- е После старения, ч
500 1000 2000 4000 7000
я с X Б СТО Я НН
SA-2 15—20 20 850 740 450 — — 940 615 1250 710 1150 730
SA-8 15—20 20 850 1430 740 1310 460 1600 500 1050 620
9А/9-6 20—25 20 850 790 210 — — 700 330 800 310 770 470
4-5/9А 17—20 20 850 850 215 640 290 485 390 520 380 700* 400* —
* Старение 5000 ч.
15
25
20
850
20
850
860
210
1090
140
700
220
720
110
830
220
850
100
420
180
650
100
Рис. 25.25. Зависимость р изоляции проводов
ПЭЖБ от времени увлажнения:
1 — относительная влажность 80 %; 2 — 90%; 3 —
100 %
В табл.. 25.55 приведена классификация об-
моточных проводов, изоляция которых пред-
ставляет собой два слоя стеклонити (иногда
кварцевой), обмотанных вокруг металлической
жилы, подклеенных и пропитанных нагрево-
стойким составом.
В марках проводов буквы обозначают:
П — провод, Н — нагревостойкий, О — об-
моточный, Ж — жаростойкий, НХ — нихром,
К — константан, Т — термопарный, О — од-
ножильный в марках ПТНО и ПТНО-900,
Э — экранированный.
Нанесение изоляции на провод заключа-
ется в намотке двух (или трех) слоев волок-
на, подклеенного и пропитанного соответст-
вующими составами. Обмотки должны быть
наложены плотно, направление обмоток долж-
Таблица 25.54. Зависимость 7/Пр, В, микропроводов со стеклокерамической изоляцией
от времени старения в вакууме при 850 °C
Покрытие Толщина покрытия, мкм Температура испытаний, °C Исходное состояние После старения, ч
1000 2000 5000 8000
I п I II II II II
9С/4-5 (7) 25 20 1000 920 1460 490 630 440 460
850 77 80 67 93 65 83 70 X
9С/4-5 (4) 25 20 1560 880 490 450 410 340 400
850 100 120 80 100 — 88 60 60
Примечание. I — постоянное напряжение, II — переменное напряжение, X—разрушилась жила.
§ 25.10
Изоляция проводов
293
Т а б л и ц а 25.55. Классификация проводов со стекловолокнистой изоляцией
Наименование пр овода - Марка провода Технические условия Материал Рабочая тем- i пература, СС, и время, ч •
жилы ИЗОЛЯЦИИ
Обмоточные жа- пожм ТУ 16- Сплав 204, защи- Стеклонить бес- 300,
ростойкие 502.004-82 щенный гальва- ническим слоем железа и никеля щелочная, компо- зиция ОС-82-05, лак КО-916 30 000 500, 500 600, 150
ПОЖ ТУ 16- 505.399-77 Медная никелиро- ванная Стеклонить бесще- лочная, компо- зиция ОС-52-01 или ОС-82-05, лак КО-916 300, 10 000 500, 500 600, 150
ПОЖ-700 ТУ 16- 505.399-77 Сплав 204, защи- щенный гальва- ническим слоем железа и никеля Кварцевая нить, стеклонить, ком- позиция ОС-82- 05, лак КО-916 350, 25 000 400, 20 000 500, 1000 600, 200 700, 50
ПОЖ-900 Четырехслойная (сплав 204, нио- бий, медь, нержа- веющая сталь) Кварцевая нить, стеклонить, сос- тав СПВ-914 Вакуум 850—2000
Нихромовые обмо- точные жаростой- кие пож-нх ТУ 16- 505.400-72 Нихром Х20Н80 Стекловолокно, композиция ОС- 52-01 или ОС- 82-05, лак КО- 916 400, 20 000 500, 2000 850, 50
Константановые обмоточные жа- пож-км ТУ 16- 505.400-72 Константан МНМу40-1,5 То же 300, 12 000 500, 750
ростойкие Стеклонить повы-
Термопарные наг- птно ТУ Хромель, копель, 300, 20 000
ревостойкие од- ножильные 16.505.663-74 алюмель шенной нагрево- стойкости, компо- зиция ОС-82-05, лак №-916 450, 2000 500, 500 650, 100
Термопарные на- гревостойкие двух ж ильные птн ТУ 16.505.663-64 Хромель-копель, хромель-алю- мель То же 300, 20 000 450, 2000 500, 500 650, 100
Термопарные на- гревостойкие двухжильные, эк- ранированные птнэ ТУ 16.505.663-74 То же » » 300, 20 000 450, 2000 500, 500 650, 100
никелевой про- волокой
Термопарные на- гревостойкие од- ножильные с комбинирован- ной изоляцией ПТНО-900 ТУ 16.505.663-74 Хромель, алюмель Кварцевая нить, стеклонить по- вышенной нагре- востойкости, ком- позиция ОС-82- 05, лак КО-916 400, 20 000 500, 1000 600, 200 700, 50 900, 25
Таблица 25.56. Размеры проводов со стекловолокнистой изоляцией
Наименование провода Марка провода Диаметр, мм, или сечение жилы, мм2 Толщина изоляции, мм
Обмоточный пожм пож, ПОЖ-700, ПОЖ-900 пож-нх, пож-км 0,31—2,12 0,31—3,0 (0,9—3,55)Х Х(2,12—10,6) 0,3—1,2 0,28—0,34 0,28—0,36 0,35—0,45— 0,44—0.62 0,25—0,31
Термопарный птно, птн, птнэ ПТНО-900 0,2—1,2 0,2—1,2 0,3—0,36 0,48—0,54
294
'Материалы высокой нагревостойкости
Разд, 25
Таблица 25.57. Пробивное напряжение, В,
проводов со стекловолокнистой изоляцией
Размеры проволоки, мм
Марка провода круглой диаметром прямоуголь- ной (по мень- шей стороне) Пробивное напряже- ние, В
пожм 0,31—2,12 — 500
ПОЖ, ПОЖ-700 0,31—0,5 — 350
пож 0,5—0,95 0,95—1,8 1,80—2,24 2,24—3,00 0,9—2,00 2,12—3,55 400 450 500 600 450 600
ПОЖ-900 0,5; 1,0; 1,5 — 450
пож-км, пож-нх 0,3—1,2 — 600
ПТНО, ПТН, птнэ 0,2—1,2 — 500
ПТНО-900 0,2—1,2 — 700
Рис. 25.26. Температурная зависимость 77пр
обмоточных проводов со стекловолокнистой
изоляцией:
1 — ПОЖ; 2 — ПОЖ-900
Рис. 25.27. Зависимость 77ПР провода ПОЖ
от времени старения при температурах;
1 — 500 °C; 2 — 600 °C
но быть взаимно противоположным. Кроме
пропитки жаростойкими составами, провода
должны иметь поверхностный лаковый слой.
Размеры выпускаемых проводов со стеклово-
локнистой изоляцией приведены в табл. 25.56.
Показатели стекловолокиистой изоляции
проводов по данным ТУ приведены в табл.
25.57 и 25.58.
Пробивное напряжение определяют по
ГОСТ 15634.4-70 (испытания в металлических
10 2 Ч Б1022 ч Б103 2 Ч- ч
Рис. 25.28. Зависимость Unp провода ПОЖ-700
от времени старения при температурах:
1 — 400 °C; 2 — 500 °C; 3 — 600 °C; 4 — 700 'С
Таблица 25.58. Механические показатели проводов со стекловолокнистой изоляцией
Марка провода Размеры проволоки Эластичность Механическая прочность иа истирание
круглой, мм прямоуголь- ной, мм2 Число ходов иглы диамет- ром 0,6 мм Нагрузка, И, иа иглу
пожм 0,31—2,12 .— 10 10—15 1,76—3,43
пож 0,31—1,6 — 15 9—20 1,76—2,45
ПОЖ-700 0,31—1,6 — 15 5—8 1,76—2,45
пож 1,60—3,0 -— 18 28—32 2,94—3,43
ПОЖ-700 1,60—3,0 —- 18 12—15 2,94—3,43
пож — 2—20 30—60 80 4,9
ПОЖ-700 — 2—20 30—60 90 4,9
ПОЖ-900 0,5; 1,0; 1,5 — 10* 6—8* 0,98
пож-км, пож-нх 0,30—1,20 — 10 25—35 0,98—1,96
ПТНО 0,20—0,70 — 10 8 1,47—1,76
ПТНО 1,20 — 10 20 1,96
ПТН 0,20—0,70 — 60 50 2,45
ПТНЭ 1,20 — 60 60 2,94
ПТНО-900 0,20—0,70 — 10 8 0,98—1,47
ПТНО-900 1,20 — 10 20 1,96
* Экспериментальные данные.
§ 25.11
Методы испытаний материалов при высоких температурах
§95
шариках). Образцы навивают или изгибают
на стержень по ГОСТ 15634.3-70. Испытания
эластичности проводят по ГОСТ 15634.3-70,
механической прочности—по ГОСТ 15634.2-70.
Изменение пробивного напряжения стек-
ловолокнистой изоляции обмоточных проводов
при кратковременном и длительном воздейст-
вии температуры приведено на рис. 25.26—
25.28.
25.11. МЕТОДЫ ИСПЫТАНИЙ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ ПРИ ВЫСОКИХ
ТЕМПЕРАТУРАХ
Определение электрических показателей.
Образцы материалов, предназначенных для
определения р, ег и tg 6, представляют собой
диски диаметром 50 мм или пластины разме-
ром 50 x 50 мм, толщиной 0,1—3,0 мм. При
определении £Пр используют образцы в виде
листов размером 100X100 мм, толщиной 0,1—
2,0 мм, диски диаметром 50 мм, толщиной
1,0—3,0 мм или «стаканчики» диаметром
25 мм из керамических материалов с толщи-
ной дна (испытательный участок) 0,5—1,0 мм.
Желательно применять платиновые соеди-
нительные проводники, сохраняющие доста-
точную проводимость при высоких температу-
рах, не окисляющиеся в воздушной среде и не
сублимирующие в высоком вакууме, а кон-
такт проводников с электродами осуществлять
при помощи сварки. Электроды должны об-
ладать высокой электропроводностью, хорошо
и надежно контактировать с образцом, не
оказывая при этом на него отрицательного
влияния (деформировать, вступать в химиче-
ское взаимодействие, диффундировать в тол-
щу), не должны изменять свою форму и раз-
меры под воздействием окружающих сред и
температуры (сплавляться, окисляться и т. д.).
Применение платины, наносимой на образец
методом катодного напыления, в сочетании с
накладными электродами из платины иди не-
ржавеющей стали, обкатанной платиной в ме-
сте соприкосновения с поверхностью образца,
создает надежный контакт в процессе опреде-
ления электрических показателей качества ма-
териалов в диапазоне температур 20—600 °C.
Для удобства измерений, связанных с высо-
кими температурами и ограниченным объемом
измерительных камер, рекомендуются элект-
роды с оптимальными в этих условиях габа-
ритными размерами: диаметр измерительного
электрода 25 мм, высоковольтного 40 мм, ши-
рина охранного кольца 5 мм. В диапазоне
температур 300—600 °C возможно применение
двухэлектродной системы.
Нагревательные элементы, применяемые
при определении электрических показателей
материалов высокой нагревостойкости в широ-
ком диапазоне температур, должны обеспечи-
вать стабильность режима нагревания, не
должны сублимироваться в условиях высоко-
го вакуума или корродировать в воздушной
среде при высоких температурах.
С точки зрения технологичности при изго-
товлении нагревателей, предназначенных для
использования в устройствах, работающих
при температурах до 700—800 °C, целесооб-
разно применение сплавов марок Х27Ю5А,
Х20Н80 (ГОСТ 12766.1-77) для работы в воз-
душной среде и молибдена для работы в вы-
соком вакууме.
Конструктивное оформление нагреватель-
ных устройств изложено ниже. Подобные на-
гревательные камеры обеспечивают равномер-
ное распределение температур в зоне испыта-
ний, позволяют определять показатели одно-
временно нескольких образцов, не требуют
громоздкого дополнительного оборудования.
Средняя мощность нагревателя 1,5—2 кВ-А.
Измерение температуры производится термо-
преобразователем, изолированным от измери-
тельной камеры чехлом из окиси алюминия и
помещенным в зоне испытуемых образцов. Из-
мерение температуры и поддержание ее ста-
бильности осуществляются электронным по-
тенциометром с точностью ±5 °C.
Принцип конструирования вводов при из-
мерениях в условиях высоких температур за-
ключается в том, что изоляцией вводов в из-
мерительной (горячей) зоне служит зазор
воздуха, инертного газа или вакуум (в зави-
симости от условий испытаний). Размеры за-
зора должны обеспечивать хороший уровень
сопротивления и электрической прочности.
Крепление вводов и их изоляция от измери-
тельных камер осуществляется извне, в зоне
температур, не превышающих 50 °C. В воз-
душной среде такой изоляцией могут служить
нагревостойкие пластики, в вакуумных уста-
новках — вакуум-плотная резина. Такая кон-
струкция вводов обеспечивает постоянство
значений сопротивления и электрической проч-
ности изоляции вводов во всем диапазоне
температур. Удельное объемное сопротивление
определяют при постоянном напряжении 100—
300 В.
При определении электрических показате-
лей материалов в вакууме используется ис-
пытательная установка, представленная на
рис. 25.29. Остаточное давление в испытатель-
ной камере составляет 10~4 Па.
Испытательная камера (рис. 25.30), изго-
товленная из нержавеющей стали, герметиче-
ски закрывается при помощи уплотняющих
прокладок из вакуум-плотной резины и имеет
водяное охлаждение. Для определения сопро-
тивления образцов в корпус камеры вмонти-
рованы вакуум-плотные вводы, позволяющие
вести измерения одновременно нескольких об-
разцов, подключать нагреватель, осуществлять
Рис. 25.29. Схема установки для испытания
материалов в вакууме при высоких темпера-
турах:
1 — диффузионный насос; 2 — форвакуумный насос;
3 — вакуумметр; 4~ регулятор напряжения нагрева-
теля; 5— измеритель температуры; 6 — трансформа-
тор; 7 — мегаомметр; <8 — вольтметр; 9 — испыта-
тельная камера
296
Материалы высокой нагревостойкости
Разд. 25
Рис. 25.30. Эскиз испытательной камеры для
испытания материалов в вакууме при высоких
температурах:
/ — камера; 2 — испытательный столик; 3 — экраны;1
4 — вводы; 5 — манипулятор
Рис. 25.31. Схема высоковольтного ввода, ис-
пользованного в испытательных камерах:
1 — молибденовый стержень; 2 — стальная пробка;
3 — вакуумная резина; 4— соединительный фланец
контроль температуры в зоне измерения об-
разцов. Источником тепла является молибде-
новый нагреватель мощностью 1 кВ-А. Тем-
пература регулируется электронным потенци-
ометром и контролируется термопреобразова-
телем, хромель-алюмелевая термопара
которого расположена в зоне измеряемых
образцов и защищена молибденовым экраном
(перепад температур ± 10 °C). Скорость на-
гревания образцов 3 °C в минуту.
Собранная установка проверяется на от-
сутствие токов утечки; при напряжении 300—
500 В и при 20 °C сопротивление вводов дол-
жно быть не ниже 1014 Ом, при 600 °C и оста-
точном давлении 10-3—10-4 Па — не менее
1010 Ом.
Для определения Unp измерительная ка-
мера снабжается манипулятором и высоко-
вольтным вводом (рис. 25.30 и 25.31). Мани-
пулятор позволяет проводить одновременно
испытания нескольких образцов без наруше-
ния режима эксперименту. Для удобства ма-
нипуляций с образцами и электродами в
крышку камеры вмонтированы осветительное
и смотровое окна. Высоковольтным вводом
служит стержень из нержавеющей стали диа-
метром 2 мм, герметично закрепленный в кор-
пусе испытательной камеры при помощи дета-
ли из круглой вакуум-плотной резины. Кон-
Рис. 25.32. Схема установки для испытания
материалов в безмасляном вакууме при высо-
ких температурах:
1 •— адсорбционный насос, охлаждаемый жидким во-
дородом; 2 — испытательная камера; 3 — нагрева-
тельное устройство; 4 — выход к форвакуумному на-
сосу; 5, 12 — кварцевый цилиндр; 6 — вводы к элект-
родам; 7 — адсорбционный насос Охлаждаемый азо-
том; 8 — нагреватель из молибдена; 9 — каркас из
алунда; 10 — корпус из молибдена; П — теплоизоля-
ция; 13 — электроды из молибдена; 14 — образец ма-
териала; 15—термопара (хромель—алюмель)
центричность расположения стержня относи-
тельно резины осуществляется пробкой из
нержавеющей стали. Изоляцией ввода в час-
ти, помещенной в воздушной среде, в зоне
камеры, охлаждаемой водой, является деталь
из круглой вакуум-плотной резины с толщи-
ной стенки 12 мм и длиной 150 мм; изоляцией
ввода, находящегося в измерительной зоне,
нагреваемой до 800 °C, является вакуум (ши-
рина зазора 5 мм). Связь высоковольтного
ввода с электродом осуществляется платино-
вым проводником, приваренным к электроду.
Такая конструкция ввода позволяет подавать
на установку напряжение порядка 30 кВ при
температуре в камере 600 °C.
Для определения электрического сопро-
тивления материалов в безмасляном вакууме
при температурах до 1100 °C используется
специальная испытательная камера с нагрева-
тельным устройством, вмонтированными элек-
тродами и образцом. Схема установки и на-
гревательного устройства приведены на рис.
25.32. Нагреватель выполнен из молибдена,
намотанного на каркас нз алунда и помещен-
ного- в корпус из листового молибдена, тепло-
изоляцией служит засыпка нз А12О3. Внутрь
нагревательной печи вставлен кварцевый ци-
линдр с бортиками, закрывающими нагрева-
тель; в кварцевом цилиндре установлены
электроды из молибдена диаметром 25 мм, вы-
сотой 25 мм и радиусом закругления в местах
контакта с образцом 2,0 мм, а также помещен
образец материала. В качестве соедини-
тельных проводов используется ниобиевый
проводник. Температуру измеряют термопре-
образователем, хромель-алюмелевая термопа-
ра которого зафиксирована на поверхности ис-
пытуемого образца. Температуру поднимают
при помощи автотрансформатора со скоро-
стью 3—4 °C в минуту. При измерении сопро-
тивления на каждой температурной ступени
делается выдержка в течение 10 мин для рав-
номерного прогревания испытуемого образца.
При определении электрических показате-
лей в инертном газе, например в аргоне, при-
меняется испытательная установка, отличаю-
щаяся в основном от показанной на рис. 25.29
§ 25.11
Методы испытаний материалов при высоких температурах
297
Рис. 25.33. Эскиз измерительной камеры для
испытания материалов в среде инертного газа
при высоких температурах:
1 — камера; 2— теплоизоляция; 3 — нагреватель; 4 —
испытательный столик; 5 — термопара; 6 — изоляци-
онная крышка; 7 — вводы; 8 — водяная рубашка; 9 —
контактная пластина; 10 — манипулятор
отсутствием диффузионного вакуумного насо-
са и наличием баллона с газом.
В герметически закрывающуюся измери-
тельную камеру, изготовленную из нержавею-
щей стали (рис. 25.33), помещается нагрева-
тельное устройство мощностью 1 кВ-А, состо-
ящее из теплоизолированного каркаса, нагре-
вателя, испытательного столика и системы
электродов с выводами (контактными медны-
ми пластинами), помещенными на крышке
нагревательного устройства. В корпус каме-
ры встроен манипулятор, позволяющий осу-
ществлять контакт измеряемых образцов с из-
мерительной электрической схемой. Передвиж-
ной электрод, связанный с измерительным
вводом посредством серебряной или платино-
вой проволоки, передвигается манипулятором
к контактным пластинам, которые соединены
посредством неподвижных электродов с изме-
ряемыми образцами. При определении сопро-
тивления изоляции Rks высоковольтным элек-
тродом является испытательный столик,
выполненный из нержавеющей стали, при- оп-
ределении Ппр испытательный столик зазем-
ляется, высокое напряжение подается на ввод.
Для удобства и точности манипуляций в про-
цессе измерений в крышке испытательной ка-
меры предусмотрены осветительное и смотро-
вое стекла. Перед измерениями камера герме-
тично закрывается, производится откачка
воздуха до остаточного давления 1 Па, затем
после отключения насоса камера заполняется
аргоном до избыточного давления 25 кПа.
После этого баллон с газом отключается и в
камере «консервируется» аргон под общим
давлением 1,25-105 Па. Скорость и время на-
гревания, контроль температур те же, что при
измерениях в вакууме. Сопротивление изоля-
ции вводов при 20 °C должно быть не менее
1014 Ом, при 600 °C — не менее 109 Ом; t/np
ввода при 600 °C не менее 6 кВ.
Для измерения электрического сопротив-
ления материалов при высоких температурах
в воздушной среде в условиях давления
105 Па можно использовать любые термоста-
тированные устройства, обеспечивающие за-
данную температуру и оборудованные надеж-
ными вводами. В качестве простейшего уст-
ройства может служить камера из керамичес-
кого материала, в пазы которой на внешней
стороне уложена спираль высокотемператур-
ного сплава. Теплоизоляцией камеры может
быть асбест или кварцевое волокно. Камера с
теплоизоляцией помещается в металлический
каркас. Внутри камеры смонтированы элект-
роды: высоковольтный в виде испытательного
столика из нержавеющей стали и измеритель-
ный в виде цилиндра диаметром 25 мм из той
же стали и обкатанного платиновой фольгой.
Электроды связаны с измерительной схемой
посредством платиновой проволоки, пропу-
щенной через вводы, выполненные из высоко-
глиноземистой керамики, вмонтированные в
крышку камеры, изготовленной из нагрево-
стойкого асбопластика толщиной 20 мм. Опи-
санная конструкция камеры позволяет создать
равномерное распределение тепла, исключая
влияние электрических полей, наводимых на-
гревателем. Собранная установка мошностью
2 кВ-А нагревается до 1000 °C в течение од-
ного часа для снятия напряжений, возникаю-
щих в конструкции при подъеме температуры,
после чего измеряется сопротивление вводов
в диапазоне измеряемых температур, при этом
сопротивление вводов должно быть не менее
109 Ом при 600 °C.
Пробивное напряжение при высоких тем-
пературах в воздушной среде можно опреде-
лять в специально, оборудованном термостате
с более простой испытательной камерой, чем
на рис. 25.30. Пример такого термостата пока-
зан на рис. 25.34. Камера сделана из нержа-
веющей стали, по ее внешней поверхности при
помощи керамических изоляторов или других
высоконагревательных электроизоляционных
материалов закреплен нагреватель из высоко-
температурного сплава. Теплоизоляция выпол-
нена из кварцоидного волокна. В качестве
высоковольтного ввода использован прут не-
ржавеющей стали диаметром 4 мм, пропущен-
ный через отверстие в стенке камеры и закре-
пленный в диске из нагревостойкого пластика
Рис. 25.34. Эскиз измерительной камеры для
определения U„v материалов в воздушной сре-
де при высоких температурах:
/ — камера; 2 — теплоизоляция; 3 — нагреватель; 4 —
испытательный столик; 5 — термопара; 6 —- ввод; 7 ~~
изоляция ввода; 8 — манипулятор; 9 — смотровое
окно; 10 — напыленная платина; // — электроды; 12 ~
образец;| 13 — платиновая фольга
2S8
Материалы высокой нагревостойкости
Разд. 25
толщиной 10 мм, вынесенном за пределы тер-
мостата. Связь ввода и электрода осуществ-
ляется платиновой проволокой. Заземленным
электродом служит плита из нержавеющей ста-
ли, высоковольтным — цилиндр из той же
стали, свободно перемещающейся при помо-
щи манипулятора, вмонтированного в дверцу
камеры. Камера оборудована также смотре--
вым и осветительным окнами. Перед испыта-
ниями материалов проверяют уровень t7„p
вводов, которое должно быть не меиее 10 кВ.
Тангенс угла диэлектрических потерь tg б
и диэлектрическую проницаемость ег опреде-
ляют при частоте 50 Гц в установке, состоя-
щей из трехэлектродной системы, нагреватель-
ного устройства и измерительного моста. На-
греватель Представляет собой печь, в которой
высокотемпературный сплав закрыт керамиче-
ским материалом, что уменьшает потери теп-
ла, исключает влияние паводок от электриче-
ской спирали и создает равномерное распре-
деление Тёпла внутри камеры. Скорость на-
гревания Испытуемого образца, контроль и
регулирование температуры описаны выше
для всех измерительных высоКОТёмпературПЫХ
систем. Печь при Помощи механического уст-
ройства опускается на СТол, в который вмон-
тированы электроды из нержавеющей Стали с
испытуемым образцом. Надежный контакт
между образцом и электродом обеспечивается
напыленным слоем платины, тщательностью
обработки поверхности электродов и постоян-
ством давления Иа Образен Груза высоковольт-
ного электрода Равномерность распределения
температуры на поверхности образца гаран-
тируется за счет секционное™ высоковольт-
ного электрода, отверстий во внешнем держа-
теле и защитного серебряного экрана, уста-
навливаемого поверх системы электродов,
tg б и ег при звуковых частотах (400—1000
Гц) и высокой температуре определяют в
установке, состоящей из двухэлёктродной си-
Рис. 25.35. Схема измерительной камеры для
определения tg б и е, материалов при Звуко-
вой частоте и высоких температурах
1 — измерительный ввод; 2 — изоляция измерительно-
го ввода (фторфлогопит); 3 — кварцевая трубка; 4—
высоковольтный ввод; 5 — нагревательное устройст-
во с нихромовой спиралью; 6 — асбестовая тепло-
изоляция; 7—электроды; 8 — кожух нагревательного
устройства; 9— термопара; 10— микалексовая изо-
лирующая шайба
стемы, нагревательного устройства и измери-
тельного моста (рис. 25.35).
Испытательная камера представляет со-
бой нагревательное устройство, состоящее из
двух Половин, в иижней части которого рас-
положены нихромовый нагреватель, вводы и
измерительный электрод из нержавеющей ста-
ли. Верхний (высоковольтный электрод) сво-
бодно устанавливается на образец материала
концентрически с измерительным электродом
так, чтобы его поверхность полностью закры-
вала слой платины, нанесенный иа образец
материала, затем устанавливаегся верхняя
часть печи с встроенной в нее термопарой.
Измерительный ввод изолирован от камеры
при помощи микалексовой шайбы толщиной
5 мм и слюдяных колец, вынесенных из горя-
чей измерительной зоны, высоковольтный
ввод — кварцевой толстостенной трубкой.
При определении пробивного напряжения
обмоточных и микропроводов при температу-
рах до 850 °C в воздушной среде и в вакууме
используют приспособление, представляющее
собой систему электродов, закрепленных иа
плате из высоконагревостойкого пластика.
В шестиугольный держатель (для одновре-
менного испытания шести образцов микропро-
вода), изготовленный из нержавеющей стали,
установлены высоконагревостойкие электро-
изоляционные платы. На каждой плате за-
креплены два стальных электрода диаметром
30 мм (рис. 25.36). Образец микропровода
длиной 200 мм, одним концом фиксированный
на плате, протягивают полувосьмеркой между
электродами и выводят к грузу массой 1 г,
создающему постоянное натяжение в процессе
испытания. Приспособление с образцами про-
водов помещают в нагревательную камеру
вакуумной установки или в термостат, нагре-
Рис. 25.36. Схема приспособления для испыта-
ния на пробой микропроводов при высоких
температурах:
1 — высокоиагревостойкая электроизоляционная пла-
та; 2 — электроды; 3—микропровод; 4 — направляю-
щая втулка; 5— груз; 6 — шестигранный обод;, 7 —
вывод
§ 25.11
Методы испытаний материалов при высоких температурах
299
вают по принятому режиму, затем проводят
испытания плавным подъемом напряжения до
пробоя образца. При этом испытательное на-
пряжение подводят к первому электроду, вто-
рой — заземляют. В таком приспособлении ис-
пытывают провода диаметром до 0,2 мм. Об-
моточные провода диаметром 0,5 мм и выше
испытывают в прямых отрезках длиной 180—
190 мм. Высоковольтным электродом служит
платиновая фольга толщиной 15 мкм (шири-
на 15 мм), нанесенная на провод, и прижим-
ные цилиндры из нержавеющей стали; токо-
ведущую жилу заземляют.
Определение механических показателей
при высоких температурах. Испытательные
установки, предназначенные для определения
механических показателей электроизоляцион-
ных материалов высокой нагревостойкости,
включают следующие узлы: 1) нагревательные
устройства, обеспечивающие заданную темпе-
ратуру, равномерно распределенную в зоне
испытательных образцов; 2) приборы, регули-
рующие и поддерживающие постоянство за-
данной температуры; 3) испытательные маши-
ны, создающие механическую нагрузку;
4) приспособления, передающие механические
усилия на образец материала, нагретого до
нужной температуры.
Определение разрушающего напряжения
при статическом изгибе <ти (МПа) производят
в устройствах, представляющих собой нагре-
вательное приспособление с вмонтированным в
него изгибающим наконечником и столом-бал-
кой с двумя опорами (рис. 25.37). Испыта-
тельная камера и детали к ней выполнены из
нержавеющей стали. Радиус закругления опор
и иаконечиика, передающего нагрузку, а так-
же расстояние между опорами устанавливают
согласно ГОСТ 4648-71 для образцов разме-
ром 25x2x40 мм. Нагреватель мощностью
1,5 кВ-A выполнен из высокотемпературного
сплава, скорость нагревания 10 °C в минуту.
Контроль и регулирование температуры с точ-
ностью ±10 °C осуществляется автоматически.
После выдержки в устройстве образцов при
заданной температуре не менее 10 мин испыта-
тельную камеру с образцом подводят при по-
мощи рельсов или кронштейна к испытатель-
ной машине и подсоединяют к ней. Испыта-
Рис. 25.37. Общий вид установки и схема уст-
ройства для определения разрушающего на-
пряжения при статическом изгибе материалов
при высоких температурах:
1 — испытательная камера с опорами; 2—пуансон;
3 — образец- 4—нагревательное устройство; 5 — шток
испытательной машины; 6—приспособление, переда-
ющее механическое усилие
ния проводят на разрывных машинах при ско-
ростн перемещения зажимов 30—50 мм/мин в
зависимости от размеров и прочности испытуе-
мых образцов материалов.
Определение ударной вязкости <jy;(
(кДж/м2) при высоких температурах можно
производить в устройствах, позволяющих ис-
пользовать маятниковый копер (для образцов
размером 15X10X120 мм) или прибор «Дин-
стат» (для образцов размером 10x2X15 мм).
Первое приспособление (к маятниковому
копру) представляет собой сочетание нагрева-
теля в виде трубчатой печи с медным сердеч-
ником, в которую помещают образец и термо-
электрический преобразователь, и устройства,
синхронизирующего попадание нагретого до
заданной температуры образца на опоры ма-
ятникового копра с падением маятника. Обра-
зец материала, нагретый до заданной темпе-
ратуры и выдержанный при этой температуре
в течение'^ЗО1 мин, выталкивается при помощи
стержня из трубчатой печи на опоры и попа-
дает под удар маятника.
Приспособление к прибору «Динстат»
представляет собой смонтированную непосред-
ственно на приборе нагревательную камеру с
встроенными зажимами для установки испы-
туемого образца и термоэлектрического пре-
образователя (рис. 25.38). Помещенные в на-
гретую до заданной температуры камеру и
выдержанные в этих условиях в течение 10—
15 мин образцы разрушаются ударом маятни-
ка, спущенного с предохранительного поло?ке-
ния одновременно со снятием крышки тепло-
изолирующего колпачка с нагревательной ка-
меры. Регулирование и стабилизация темпе-
ратуры осуществляются автоматически с по-
мощью электронных потенциометров. Работа,
затраченная при разрушении нагретого образ-
ца, фиксируется на шкале прибора.
Определение теплофизических показателей
при высоких температурах. При определении
коэффициента теплопроводности X [Вт/(м-°С) |
в интервале температур 20—850 °C применяют
импульсный метод плоского источника тепла,
основанный на закономерностях нестационар-
ного температурного поля в начальной стадии.
Рис. 25.38. Схема приспособления к прибору
«Динстат» для определения ударной вязкости
при высоких температурах:
1 — зажим образца; 2 — термопара; 3 — теплоизоли-
рующий колпачок; 4 — нагревательный элемент; 5—
зажимной виит; 6 — плата прибора
300
Тропикостойкость и тропическая защита изоляции
Разд. 26
Рис. 25.39. Схема нагревателя установки для
определения коэффициента теплопроводности
при температурах до 850 °C импульсным мето-
дом плоского источника тепла:
/ — труба из нержавеющей стали; 2— фторфлогопи-
товый слюдопласт; 3 — нагреватель из жаростойкого
сплава; 4 — кремнеземистая стеклолеита, промазан-
ная высоконагревостойким компаундом; 5 — каоли-
новое волокно; 6 — кожух установки
Для этого применяют печь q электриче-
ским обогревом (рис. 25.39), конструкция ко-
торой специально разработана при создании
данной методики. Печь состоит из металличе-
ской жаростойкой трубы, слоя электроизоля-
ции (слюдопласт из фторфлогопита на крем-
ннйорганическом связующем), на котором рас-
положена нагревательная обмотка из провода
жаростойкого сплава диаметром 2 мм, закреп-
ленная заливочным компаундом и кремнеземи-
стой стеклолентой. Пространство между элек-
тронагревателем и кожухом заполнено каоли-
новым волокном. Печь — горизонтальная, имеет
опорную подставку. Температура внутри печи
измеряется термоэлектрическим преобразовате-
лем. При достижении нужной температуры в
печи образцы выдерживают в течение 2—3 ч,
а затем производят измерение. При проведении
данной работы в качестве эталона был взят
микролит.
Определение среднего температурного ко-
эффициента линейного расширения (ТКР)
а (1/°С) проводят по ГОСТ 15173-70 на квар-
цевом вертикальном дилатометре типа ДКВ-
5А с шахтной печью при температуре до
1000 °C на образцах в виде стержней прямо-
угольного сечения длиной (50±3) мм со сто-
ронами сечения от 4 до 8 мм с шлифованными
торцами, перпендикулярными оси образца.
Список литературы
25.1. Харитонов Н. П., Кротиков В. А., Остров-
ский В. В. Органосиликатные композиции. Каталог-
справочник. Л.: Наука, 1980. 89 с.
25.2. Электроизоляционные материалы высокой
нагревостойкости/Э. 3. Аснович, К. И. Забырина,
В. А. Колганова и др. М.: Энергия, 1979. 239 с.
25.3. Справочник по электротехническим мате-
риалам, Т. 2/Под ред. Ю. В. Корицкого, В. В. Па-
сынкова, Б. М. Тареева. М.: Энергия, 1974. 616 с.
25.4. Кацнельсон М. Ю., Балаев Г. А. Полимер-
ные материалы. Справочник. Л.: Химия, 1982. 316 с.
25.5. Энциклопедия полимеров. Т. 1. М.: 1972.
1224 с.
25.6. Белинская Г. В., Пешков И. Б., Харито-
нов Н. П. Жаростойкая изоляция обмоточных про-
водов. Л.: Наука, 1978. 160 с.
25.7. Лыков А. В. Методы определения тепло-
проводности и температуропроводности, М.: Энер-
гия, 1973. 162 С,
РАЗДЕЛ 26
ТРОПИКОСТОЙКОСТЬ И ТРОПИЧЕСКАЯ ЗАЩИТА
ЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИИ
С. А. Яманов, Л. В. Яманова
26.1. ХАРАКТЕРИСТИКА РАЗЛИЧНЫХ
КЛИМАТИЧЕСКИХ УСЛОВИЙ
Воздействие на электрооборудование хо-
лода, жары, влаги, солнечной радиации и
других внешних факторов обусловливает из-
менение электрофизических, механических и
других свойств электроизоляционных материа-
лов. Интенсивность воздействия обычно уве-
личивается, если одновременно на материалы
действует несколько факторов. Климатические
условия тропических стран являются особенно
жесткими с точки зрения воздействия их на
материалы. Как видно из карты примерных
климатических зон земного шара (рис. 26.1),
страны с тропическим климатом занимают зна-
чительную площадь земной поверхности.
Наименования, определения и обозначе-
ния макроклиматических районов земного ша-
ра в соответствии с ГОСТ 15150-69 приведены
в табл. 26.1.
Страны с тропическим влажным климатом
(ТВ): Индия (большая часть территории),
Бангладеш, Шри Ланка, Индонезия, Малайзия,
Сингапур, Вьетнам, Мозамбик, Заир, Нигерия,
Гана, Гвинея.
Страны с тропическим сухим климатом
(ТС): Алжир, Ливия, Египет, Иран, Ирак, Па-
кистан, Австралия (центральная часть).
26.2. ОСНОВНЫЕ КЛИМАТИЧЕСКИЕ
ФАКТОРЫ ТРОПИЧЕСКИХ УСЛОВИЙ,
ВЛИЯЮЩИЕ НА
ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
На электротехническое оборудование, а
следовательно, и на электроизоляционные ма-
териалы оказывают влияние прямые климати-
ческие факторы (температура воздуха и со-
держание водяных паров в нем), а также кос-
венные климатические факторы (микробиаль-
ная зараженность атмосферы). Кроме прямых
и косвенных климатических факторов, на
электрооборудование влияют и другие факто-
ры, например промышленное загрязнение ат-
мосферы. Основными факторами всех клима-
тических условий являются следующие:
а) влияние высокой и низкой температу-
ры воздуха, колебаний температуры воздуха;
б) влияние высокой и низкой влажности
воздуха, колебаний влажности;
§ 26.1 Характеристика различных климатических условий
Г..। Умеренный
климат У
Умеренно-холодный
Морской климат. М
ПШШ Холодный
климат
Х/1
PW Очень холодный Тропический
климат сухой климат
ОХ/1 ОХУ
\7/Л Тропический
влажный климат
ТВ
Тропический КО Горы свыше
морской климат 2У00м
ТМ
Рис. 26.1. Карта-схема ориентировочного деления земного шара на макроклиматические районы
302
Тропикостойкость и тропическая защита изоляции
Разд. 26
Таблица 26.1. Наименования, обозначения, определения и характеристики
макроклиматических районов земного шара
Наименование Обозначение Определение Характеристика
латин- ское рус- ское
Район с очень хо- лодным климатом .(очень холодный) FF охл Районы, где средняя минимальная температу- ра ниже —60 °C (Антарк- тида) Почти весь материк покрыт ледниками. Антарктида лишена согревающего влияния морских вод. Средняя годовая темпера- тура —25 °C. Почвенный покров отсутствует. Центральная часть Антарктиды — ледяная пусты- ня
Район с холодным климатом F хл Районы, где средняя минимальная температу- ра ниже —45 °C, но не ниже —60 СС Температура средняя макси- мальная +40 °C. Абсолютный минимум температуры —65 °C, абсолютный максимум +45 °C. Средняя из среднемесячных температур от —10 до +1°С. Относительная влажность воз- духа при температуре выше +20 °C редко превышает 30%. Наличие инея, обледенения, ветров с мелкой сиежной пылью
Район с умеренным климатом (умерен- ный) N У Районы, где средняя минимальная температу- ра выше —45 °C, средняя максимальная ниже +40 °C Абсолютный минимум темпе- ратуры —50 °C, абсолютный максимум +45 °C. Средняя из среднемесячных температур от 0 до + 15°С. Относительная влажность воздуха при темпе- ратурах выше +20 °C редко превышает 80 %
Район с тропичес- ким влажным клима- том (тропический влажный) TH ТВ Районы, где сочетание температуры, равной или выше +20 °C, и относи- тельной влажности, рав- ной или выше 80 %, на- блюдается 12 или более часов в сутки за непре- рывный период от 2 до 12 мес в году Температура средняя мини- мальная +1 °C, средняя макси- мальная +45 °C. Абсолютный минимум температуры —10°С. Средняя из среднемесячных температур от +20 до +27''С. Наличие ливневых дождей, воз- действие биологических факто- ров, интенсивное солнечное из- лучение, конденсация влаги. В отдельных районах возможно воздействие пыли
Район с тропичес- ким сухим климатом (тропический сухой) ТА тс Районы, где средняя максимальная темпера- тура +45 °C Температура средняя мини- мальная —10 °C. Абсолютный минимум температуры —20 °C. Средняя из среднемесячных температур от +22 до +27 °C. Интенсивное солнечное излуче- ние, значительное изменение температуры воздуха в течение суток, высокое содержание в воздухе песка и пыли
Район с умеренно холодным морским климатом (умеренно холодный морской) М м Моря, океаны и при- брежная территория в пределах непосредствен- ного воздействия мор- ской воды, расположен- ные севернее 30° север- ной широты или южнее 30° южной широты Температура средняя мини- мальная —30 °C, средняя мак- симальная + 40 °C. Абсолютный минимум температуры —40 °C, абсолютный максимум +45 °C. Высокая влажность воздуха, высокое содержание солей в воздухе
§ 26.3
Методы испытаний
303
Продолжение табл. 26.1
Наименование Обозначение Определение Характеристика
латин- ское рус- ское
Район с тропическим морским климатом (тропический морс- кой) мт тм Моря, океаны и при- брежная территория в пределах непосредствен- ного воздействия морс- кой воды, расположенные между 30° северной ши- роты и 30° южной широты Температура средняя мини- мальная +1 °C, средняя макси- мальная +45 °C. Влажность воздуха не ниже, чем в районе с тропическим климатом на су- ше. Высокое содержание солей в воздухе
Примечание. Материалы, пригодные для работы и в тропическом влажном, и в тропическом су-
хом климате, обозначаются буквой Т («тропическое исполнение»).
в) влияние загрязнения атмосферы мор-
ской солью, пустынной и степной пылью и пе-
ском, пеплом, химическими соединениями;
г) влияние биологических факторов (пора-
жение плесневыми грибами, бактериями, насе-
комыми, растениями, повреждения живот-
ными) ;
д) влияние солнечной радиации (ультра-
фиолетовое, видимое и инфракрасное излуче-
ние) ;
е) влияние давления воздуха (низкое дав-
ление воздуха, действие воздушных смерчей);
ж) влияние грозовых дождей.
Результаты воздействия этих факторов иа
электроизоляционные материалы наглядно ил-
люстрирует диаграмма на рис. 26.2.
26.3. МЕТОДЫ ИСПЫТАНИЙ
ЭЛЕКТРООБОРУДОВАНИЯ
И ЭЛЕКТРОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ НА ТРОПИКОСТОЙКОСТЬ
Перечень основных действующих государ-
ственных стандартов СССР на электрообору-
дование и электроизоляционные материалы для
использования в районах с тропическим кли-
матом:
ГОСТ 15963-79. Изделия электротехниче-
ские для районов с тропическим климатом.
Общие технические условии.
ГОСТ 23216-78. Изделия электротехниче-
ские. Хранение, транспортирование, консерва-
ция, упаковка. Общие требования и методы
испытаний.
ГОСТ 15151-69. Изменение №2. Машины,
приборы и другие технические изделия для
районов с тропическим климатом. Общие тех-
нические условия.
Таблица 26.2. Климатические факторы, воздействующие на электрооборудование
в основных климатических областях
Климатический фактор Климатические области;
тс ТВ У хл
Температура: максимальная температура воздуха, °C +55 —1-3 +40 +40 +20
минимальная температура воздуха, °C 0 —25 —55
колебания температуры воздуха за 8 ч, °C 40 10 15 40
температура почвы на глубине около 1 м, °C +30 +30 +15 —
температура охлаждающей воды, °C —[-40 +40 +30 —-
Влажность: максимальное давление водяного пара в воз- 2,7 5,1 1,9 1,9
духе, кПа максимальная относительная влажность воз- 80 98 80 80
духа, % (в скобках одновременно действую- (20) (35) (20) (20)
щая температура, °C) Интенсивность солнечной радиации на поверх- 1,11 0,98 0,84 —
иости земли, кВт/м2 Морская соль в воздухе (+) (+) (+) —
Пыль и песок в воздухе —|- (+) (+) —-
Насекомые, грызуны, пресмыкающиеся (+) + — —
Повышенная микробиальная зараженность (+) + -—, —
Иней, гололед •— — (+' +
Примечание. Знак (+) означает, что климатический фактор действует лишь в некоторых местах
климатической области.
304
Тропикостойкость и тропическая защита изоляции
Разд. 26
Температура воздуха Влажность воздуха Давление воздуха
1 1 г L Г - 1
Высокая Низкая | Резкие изме- нения Высокая Низкая Резкие изме- нения Низкие Воздуш- ные вихри
Размяг- чение Потеря упру- гости
1
Ухуд- шение свойств 1
I
Увели- чение вязкости смазок Механи- ческие напря- жения Набу- хание, изме- нение формы Усадка, изме- нение формы Конден- сация влаги в электро- оборудо- вании Снижение электри- ческой проч- ности воздуха Ударные механи- ческие нагрузки
1 '
Перегрев деталей
Г"
1 Гололед
Умень- шение вязкости смазок
Конден- сация влаги в порах и полостях Отсыре- вание, ухуд- шение свойств Пересы- хание, ухуд- шение механи- ческих свойств Роса, ухуд- шение свойств Ухуд- шение охлаж- дения
Старение]
Изме- нение объема
J Vr'KDDP НТГТ 1я коррозия металлов j
Рис. 26.2. Разрушающее действие прямых и косвенных климатических
Таблица 26.3. Категории изделий, предназначаемых для эксплуатации в различных
макроклиматических районах (по ГОСТ 15150-69)
Климатическое исполнение изделий Буквенное обозначение климатических пайонов Обозначение категорий изделий
латинское русское
I. Изделия, предназначенные для эксплуатации на суше, реках, озерах:
для районов с умеренным климатом N У 0
для районов с умеренным и холодным климатом N, F У,ХЛ 1
для районов с влажным тропическим климатом TH ТВ 2
для районов с сухим тропическим климатом ТА тс 3
для районов как с сухим, так и влажным тропнчес- ким климатом Т т 4
для всех районов на суше, кроме района с очень холодным климатом (общеклиматическое исполнение) II. Изделия, предназначенные для эксплуатации в райо- нах с морским климатом: и о 5
для районов с умеренно-холодным морским клима- TO1M м м 6
для районов с тропическим морским климатом мт тм 7
для районов как с умеренно холодным, так и с тро- пическим морским климатом ми ом 8
III. Изделия, предназначенные для эксплуатации во всех районах на суше и на море, кроме районов с очень холодным климатом (всеклиматическое исполнение) W в 9
Примечание. Нормальные значения климатических факторов внешней среды при эксплуатации
н испытаниях даны в ГОСТ 15150-69.
Ниже дан перечень основных видов испытаний изделий в соответствии с ГОСТ 15151-69:
1. Нагревостойкость.
2. Теплостойкость при транспортировании и хранении.
3. Холодостойкость при эксплуатации.
4. Холодостойкость при транспортировании н хранении.
5. Влагостойкость.
6. Воздействие солнечной радиации.
7. Динамическое воздействие пыли.
8. Грибостойкость.
9. Воздействие соляного тумана.
§ 26.4
Тропикостойкость электроизоляционных материалов
305
Загрязнение атмосферы Солнечная радиация Грозы Биологические факторы
1 с 1 1 L
Морская соль Степная пыль и песок Химиче- ские про- мышлен- ные заг- рязнения Ультра- фиоле- товая Инфра- красная Разру- шение электро- оборудо- вания Микроор- ганизмы, грибковая плесень Насеко- мые, грызуны
i
Прово- дящий слой, ухуд- шение свойств Невоз- можность переме- щения деталей Прово- дящий слой, ухуд- шение свойств Физико- химиче- ские изме- нения поверх- ности Прово- дящий слой, ухуд- шение свойств . Разру- шение поверх- ности, полное уничтоже- ние ма- териала
Износ деталей электро- оборудования Короткое замы- кание между близкими провод- никами
1
Проводящий слой, ухудшение свойств
факторов на электротехнические материалы и электрооборудование
ГОСТ 15160-69. Ткани и изделия хлопча-
тобумажные технические для районов с тро-
пическим климатом.
ГОСТ 15543-70. Изделия электротехниче-
ские. Исполнения для различных климатиче-
ских районов. Условия эксплуатации в части
воздействия климатических факторов внешней
среды.
ГОСТ 15155-84. Изделия или элементы
изделий из древесины для районов с тропи-
ческим климатом.
ГОСТ 15159-76. Войлок технический и де-
тали из него для технических изделий для
районов с тропическим климатом.
ГОСТ 15158-78. Бумага и картон для упа-
ковки изделий и изготовления деталей техни-
ческих изделий для районов с тропическим
климатом.
ГОСТ 15156-84. Масла, смазки и гидрав-
лические жидкости, применяемые в технических
изделиях для районов с тропическим климатом.
Ассортимент.
ГОСТ 15150-69. Машины, приборы и дру-
гие технические изделия. Исполнения для раз-
личных климатических районов, категории, ус-
ловия эксплуатации, хранения и транспортиро-
вания в части воздействия климатических фак-
торов внешней среды.
ГОСТ 15152-69. Изделия резиновые тех-
нические для районов с тропическим клима-
том. Общие технические требования.
ГОСТ 9102-78. Воздействие биологических
факторов на технические объекты. Термины и
определения.
ГОСТ 17050-71. Старение полимерных ма-
териалов. Термины и определения.
При расчете и конструировании изделий,
предназначенных для работы в условиях тро-
20-560
пического климата (ТВ н ТС), учитывают но-
минальные значения климатических факторов,
приведенные в табл. 26.2 (ГОСТ 23216-78).
С точки зрения условий эксплуатации из-
делия подразделяются на десять категорий в
соответствии с табл. 26.3.
26.4. ТРОПИКОСТОЙКОСТЬ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Воздействие влаги на электроизоляционные
материалы. Влажность является главным фак-
тором, подвергающим опасности электротех-
нические изделия в тропических влажных об-
ластях.. Количество водяных паров в атмосфе-
ре зависит от испарения. Испарение зависит
от различных факторов: от степени влажности
почвы, которая меняется в течение года и за-
висит в свою очередь от количества осадков,
от температуры воздуха, движения воздуха,
растительности на поверхности земли и других
условий.
Для электротехнического оборудования
опасным является длительное воздействие вы-
сокой абсолютной влажности, так как при этом
происходит активная абсорбция влаги многи-
ми электроизоляционными материалами, в ре-
зультате чего они меняют основные электри-
ческие свойства.
Изменение удельного сопротивления от
времени пребывания в условиях высокой влаж-
ности гибких слюдинитов на различных свя-
зующих показано на рис. 26.3. Слюдиниты
марок Г1СК и Г2СК, изготовляемые из 100 %-
ной слюдинитовой бумаги, с кремнийорганиче-
скими связующими обладают высокой влаго-
стойкостью.
306
Тропикостойкость и тропическая защита изоляции
Разд. 26
Рис. 26.3. Зависимость р гибких слюдинитов от
времени их пребывания в условиях 95—98 %-
ной относительной влажности при (20±5)°С:
1 — стеклослюдинит на кремнийорганнческом лаке;
2 — слюдинит на битумно-масляиом лаке; 3 — слюди-
нит на гл ифта лево-масляном лаке
Рис. 26.4. Зависимость р полиэтилентерефталат-
ной пленки толщиной 45 мкм от длительности
увлажнения:
1 — в воде при 20 °C; 2 — в условиях 100 %-ной отно-
сительной влажности при 20 °C
Рис. 26.5. Зависи-
мость р поликарбо-
натной пленки толщи-
ной 0,1 мм от време-
ни увлажнения при
20 °C:
1 — в воде; 2 — в усло-
виях 100 %-ной относи-
тельной влажности
Рис. 26.6. Зависимость ег полиарилатной плен-
ки от времени увлажнения при 20 °C:
1 — в условиях 95—98 %-ной относительной влажно-
сти; 2 — в воле
Кривая изменения объемного сопротивле-
ния диэлектриков подобна кривой сорбции
влаги, и по зависимости р от времени при ув-
лажнении можно судить о достижении образ-
цом материала равновесного состояния. На
рис. 26.4 показано изменение р полиэтиленте-
рефталатной пленки от времени пребывания в
воде и в условиях 100 %-ной относительной
влажности, а иа рис. 26.5 — то же для поли-
карбонатной пленки. В обоих случаях усло-
вия 100 %-ной относительной влажности ока-
зались более агрессивными, чем воздействие
воды, что объясняется более интенсивным
проникновением паров воды. Проникновение
паров воды в микропоры и трещины и после-
дующая их конденсация внутри материала
происходит даже после гндрофобизации. Вода
из-за краевого угла смачивания ие проникает
в микропары или проникает с большим замед-
лением. Коэффициент диффузии и растворимо-
сти воды в полимерных материалах является
функцией относительной влажности.
Влаго- и водостойкость слоистых пласти-
ков зависит от наполнителя и связующего.
Данные табл. 26.4 характеризуют весьма ак-
тивные и длительные условия увлажнения,
вследствие чего р материалов с разными на-
полнителями и связующими оказалось одного
уровня, за исключением стеклотекстолита с
эпоксидно-фенолоформальдегидным связующим,
имеющим повышенную влагостойкость. Значе-
ние ег определяется главным образом хими-
ческим строением вещества, поэтому ег веще-
ства не меняется резко в зависимости от
содержания воды. На рис. 26.6 показано изме-
нение ег полиакрилатноп пленки от времени ув-
лажнения при 20 °C.
Тангенс угла диэлектрических потерь tg6
с увеличением содержания влаги в материале
в большинстве случаев увеличивается почти
Таблица 26.4. Влияние связующего и наполнителя на влагостойкость слоистых пластиков
Вид слоистого пластика и наполнителя Вид связующего р, Ом-м
до увлажне. НИЯ после увлаж- нения в тече- ние 10 суток при 95 %-ной относительной влажности и 40 °C
Гетинакс (бумага) из сульфат- Феиолоформальдегидное 10“ 10®
ной целлюлозы) Эпокси дно-феио л оформ альдегид- ное 1012 10®
Стеклотекстолит (ткань алюмо- Феиолоформальдегидное 10“ 10®
боросиликатная) Эпоксидн о-фен олоф орм альдегид- ное 1012 Юю
§ 26.4
Тропикостойкость электроизоляционных материалов
307
Рис. 26.7. Зависимость tg 6 полиарилатной
пленки от времени увлажнения при частоте
50 Гц и 20 °C:
1 — в условиях 95—98 °/о-ной относительной влажно-
сти; 2 — в воде
Рис. 26.8. Зависимость tg 6 полнкарбонатной
пленки от времени увлажнения при частоте
50 Гц и 20 °C:
1 — в воде; 2—в условиях 100 %-ной относительной
влажности
Рис. 26.9. Зависи-
мость Епр полиимид-
ной пленки от дли-
тельности увлажнения
при 40 °C:
1 — в воде; 2 — в усло-
виях 100 %-ной относи-
тельной влажности
пропорционально количеству поглощенной вла-
ги, что объясняется в основном ростом тока
проводимости в увлажненном материале. Для
каждого материала при увлажнении рост то-
ка проводимости происходит по-разному, по-
этому значения tg6 разных материалов даже
при одинаковом водо- и влагопоглощении бу-
дут разными (рис. 26.7, 26.8).
Электрическая прочность является важ-
ным критерием влаго- и водостойкости элек-
трической изоляции. На рис. 26.9 показана за-
висимость Епр от времени увлажнения для по-
лиимидиой пленки.
В табл. 26.5 показано изменение Епр фор-
мовочных стеклослюдиннтов и миканита в
процессе увлажнения при 95—98 %-ной отно-
сительной влажности при 20 °C. При оценке
электрической прочности полимеров в процессе
увлажнения основным критерием является ха-
рактер распределения влаги в виде непрерыв-
ных каналов (триинга), замкнутых, ячеистых
скоплений и растворов полимера. На снижение
ЕПр, так же как и р, больше всего влияют не-
прерывные каналы. В других случаях наряду
с резким ростом tg6 происходит тепловой
пробой.
20*
Таблица 26.5. Изменение Епр формовочных
стеклослюдиннтов и миканита в процессе
увлажнения при 95—98 %-ной относительной
влажности и при 20 °C
£ПР~ МВ/м
0,20
0,17
0,2
Материал
После увлажне-
ния в течение
Стеклослю-
динит на глиф-
талевой смоле
Стеклослю-
динит на крем-
ннйорганнчес-
кой смоле
Миканит на
глифталевой
смоле
24 ч 72 ч 120 ч
36,4 26,5 25,0
63,2 26,1 23,1
15,4
16,8
Разрушающее напряжение при растяжении
электроизоляционных материалов, как прави-
ло, уменьшается при поглощении влаги, но в
отдельных случаях оно снижает хрупкость.
Большое влияние может оказать температура
воздуха при поглощении влаги. Для примера
приведем данные для полиэтилентерефталат-
ной пленки: после 1000 ч пребывания в усло-
виях 100 %-ной относительной влажности воз-
духа при 40 °C разрушающее напряжение при
растяжении снизилось примерно на 10 %, а
удлинение при разрыве примерно на 40 %;
после пребывания около 100 ч в условиях
100 %-ной относительной влажности воздуха
при 100 °C разрушающее напряжение при рас-
тяжении снизилось примерно на 15 %, а удли-
нение при разрыве примерно на 40 %.
Воздействие температуры на электроизо-
ляционные материалы. Повышенная температу-
ра воздуха подвергает опасности электротех-
ническое оборудование в тропических районах,
а в районах с климатом ТС этот фактор явля-
ется главным. Максимальные суточные коле-
бания температуры в таких районах достига-
ют 30 °C, а в тропических влажных обла-
стях 25 °C.
Резкие максимальные изменения темпера-
туры наблюдаются у оборудования, помещен-
ного под открытым небом. Температура по-
верхности такого оборудования, подвергаемо-
го воздействию прямой солнечной радиации,
может превышать 100 °C. Если такое электро-
техническое оборудование внезапно попадает
под тропический ливень, то его температура
может в течение нескольких минут снизиться
до 80 °C. Колебания температуры могут вы-
звать опасные механические напряжения в не-
которых частях оборудования.
Воздействие пустынной и степной пыли и
песка на электроизоляционные материалы.
Электротехническое оборудование повреждает-
ся и от воздействия пыли и песка, особенно в
тропических степных и пустынных районах.
Количество пыли и песка в атмосфере зависит
от силы ветра и размера, формы и массы ча-
стиц. В атмосфере всегда содержится большое
количество пыли;
308
Тропикостойкость и тропическая защита изоляции
Разд. 26
Приблизительное количество пыли в воздухе
Область Количество частиц
пыли в 1 м3 воздуха
В свободной атмосфе-
ре на высоте выше 1500 м
над уровнем моря . . . 107—108
В горах на высоте при-
мерно 2000 м над уров-
нем моря Ю7—109
Над морем , . . , , Ю8—1010
Над сушей . . . , » Ю9-—10й
В городах , . . » 4 1010—Ю1?
Частицы песка и пыли обладают абразив
ными свойствами. Пыль повреждает защитные
покрытия, делает поверхность электроизоляци-
онных материалов шероховатой, вызывает быст-
рый износ подвижных частей оборудования и
т. д.
Пыль адсорбирует большое количество
влаги, которая обусловливает различные хими-
ческие реакции, приводящие к разрушению
многих электроизоляционных материалов. Про-
тив воздействия пыли на электрооборудование
применяют следующие способы защиты:
1) кондиционирование воздуха в помеще-
ниях, где установлено оборудование;
2) герметизация аппаратуры;
3) небольшое внутреннее избыточное дав-
ление воздуха в аппаратуре;
4) заполнение аппаратуры инертным газом
с небольшими избыточным давлением.
Воздействие микроорганизмов на электро-
изоляционные материалы. Электроизоляцион-
ные материалы разрушаются в основном под
воздействием двух групп микроорганизмов,
плесневых грибов и бактерий (в особенности
плесневых грибов). Во время жарких влажных
периодов в тропиках создаются оптимальные
условия для вегетации микроорганизмов. На
рост и развитие плесневых грибов оказывают
влияние следующие факторы: температура,
влажность, свет, ультрафиолетовая радиация,
движение воздуха, достаточность питательных
веществ, а также возраст, происхождение,
свойства спор и т. д Наиболее опасными для
органических электроизоляционных материа-
лов являются следующие виды плесневых гри-
бов: Aspergillus niger; Aspergillus amsteladami;
AspergjiiUS versicolor; Aspergillus fl avus; Peaci-
lomyces varioti; Stachybotrys atra; Penicillium
brevicompactym; Penicillium cyclopium; Chaeto-
mium globosum; Trichoderma lignorum.
Перечисленные виды плесневых грибов и
некоторые другие применяются для испытаний
электроизоляционных материалов на грнбостой-
кость. На рис. 26.10 показаны некоторые виды
плесневых грибов. Влияние плесневых грибов на
электроизоляционные материалы проявляется
следующим образом:
1. Образуются электропроводящие участки
на поверхности материалов, в результате чего
резко снижается поверхностное сопротивление;
в ряде случаев снижается и объемное сопро-
тивление материалов.
2. Имеет место химическое воздействие на
электроизоляционные материалы, обусловлен-
ное продуктами жизнедеятельности плесневых
грибов, что приводит к ухудшению электричес-
ких свойств материалов.
3. Волокна плесневых грибов могут впиты-
вать и связывать воду. Поражение электроизо-
ляционных материалов происходит за счет кон-
структивного обмена (ферментативная дея-
тельность) и энергетического (выделение про-
дуктов метаболизма). При этих процессах про-
исходит разрушение материала за счет разру-
шения его отдельных компонентов (пластифи-
каторов, наполнителей и др.) и воздействия
продуктов метаболизма (органические кислоты,
влага и др.). Защита электрической изоляции
от плесневых грибов производится фунгицида-
ми и вентиляцией. При этом плесень исчезает
и не представляет серьезной опасности в эксп-
луатации электрооборудования. Явления мета-
болизма в полимерной изоляции не отмечено.
Из вредителей животного мира самыми
опасными в тропиках являются термиты, кото-
рые разрушают все целлюлозные материалы и
большинство Других органических материалов.
Электрооборудование и электроизоляцион-
ные материалы в условиях тропиков повреж-
даются также другими насекомыми (тарака-
нами, жуками, муравьями и т. д.) и некоторы-
ми животными, например грызунами.
Рост плесневых грибов на испытуемых
образцах оценивается по 5-балльной системе:
0 — нет роста плесневых грибов;
1 — очень слабый рост плесневых грибов;
2 — слабый рост плесневых грибов;
3 — умеренный рост плесневых грибов;
4 — обильный рост плесневых грибов.
В табл. 26.6 приведены некоторые фунги-
циды и их поражающее действие по отноше-
нию к плесневым грибам.
Воздействие солнечной радиации на элек-
троизоляционные материалы. Так как в эква-
ториальных областях солнце весь год нахо-
дится высоко, то суммарное тепло, приноси-
мое прямой солнечной радиацией, в тропиках
значительно больше, чем в областях умерен-
ной зоны. Среднегодовое количество тепла
для географических широт от 40 до 60 ° рав-
но 2,25-10® Дж/м2 (на горизонтальной поверх-
ности), в то время как в широтах от 0 до 30°
оно составляет 3,7’109 Дж/м2, т, е, на 64 %
больше.
Наиболее губительное действие на элект-
роизоляционные материалы оказывает ультра-
фиолетовая часть спектра солнечного излуче-
ния. Особенно подвержены разрушению при-
родный каучук и материалы на его основе, а
также эпоксидные смолы, полиэтилен и др.
Под воздействием инфракрасных лучей сол-
нечной радиации температура почвы и поверх-
ности различных предметов в сухих тропичес-
ких областях может превысить температуру
воздуха в тени более чем на 100 °C
Температура поверхности предметов, под-
вергающихся воздействию прямой солнечной
радиации, зависит от вида, цвета, степени ше-
роховатости поверхности, формы, теплопровод-
ности, условий теплоотвода, от угла падения
солнечных лучей на поверхность предмета. Все
эти факторы учитывают при конструировании
электрооборудования, предназначенного для
работы в тропических условиях.
Влияние морского тумана на электроизо-
ляционные материалы. Атмосфера, загрязнен-
ная морской солью, представляет собой аэро-
золь, т. е. дисперсную систему, в которой соль
содержится в виде частиц соли или капель
§ 26.4
Тропикостойкость электроизоляционных материалов
309
Рис. 26.10. Некоторые виды грибковой плесени
1— Chaetomium globosum; 2— Monilia sitophila: 3— Penicillium chrysogenum; 4 —Paecilomyces varioti: 5 —
Aspergillus amstelodami; 6 — Aspergillus flavus; 7 — Aspergillus niger; 8 — Aspergillus fumigatus; 9— Penicillium
cyklopium; 10 — Stachybofrys atra; II — Trichoderma lignorum; /2 — Mucor racemosus; 13 — Aspergillus versicolor;
14 — Alternaria tennis; 15 — Penicilium brevicompactum,
Таблица 26.6. Поражающее воздействие некоторых фунгицидов по отношению
к плесневым грибам
Фунгицид Концентра ция фунгицида, % Без термообра- ботки Т ермообработка
120 СС 150 °C 180 °C
8-оксихинолят меди 1 + + +
Дихлор-8-оксихинолин 1 + + + _ц
Трихлорфенолят меди 1 + + + +
Пентахлорфенолят меди 1 + + + +
Оксидифенил 1 + + — —
Примечание.
«Знак
«+» — фунгицид поражает плесневые грибы, знак «—» — не поражает.
соляного раствора. Соль, оседая на поверх-
ность электроизоляционных материалов, резко
уменьшает их поверхностное сопротивление.
Растворы соли химически взаимодействуют с
электроизоляционным материалом, в резуль-
тате чего его поверхность становится шерохо-
ватой, ухудшаются основные электроизоляци-
онные свойства.
310
Тропикостойкость и тропическая защита изоляции
Разд. 26
26.5. МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ
В ИЗДЕЛИЯХ ДЛЯ СТРАН
С ТРОПИЧЕСКИМ КЛИМАТОМ
И ИХ ТРОПИЧЕСКАЯ ЗАЩИТА
В изделиях для стран с тропическим кли-
матом рекомендуется к применению опреде-
ленный перечень электроизоляционных матери-
алов, представленный в ГОСТ 15963-79 «Из-
делия электротехнические для районов с тро-
пическим климатом». Кроме указанных в нем
материалов, сейчас известны и некоторые дру-
гие, например пластмассы (см. разд. 15).
Защита от тропической влажности При-
меняют следующие методы защиты электри-
ческой изоляции и электрооборудования от
воздействия тропической влажности:
а) гидрофобизация поверхностей;
б) пропитка соответствующими лаками,
компаундами, битумами отдельных материа-
лов, узлов и деталей электрооборудования;
в) заливка компаундами отдельных узлов
и деталей;
г) обволакивание отдельных узлов и дета-
лей соответствующими полимеризующимися со-
ставами путем кратковременного погружения
в состав.
Все твердые диэлектрики в отношении
смачиваемости водой подразделяются на гид-
рофобные — плохо смачиваемые и гидрофиль-
ные— хорошо смачиваемые. У материалов пос-
ле гидрофобизации водопоглощение резко
уменьшается, а влагопоглощение ие меняется,
так как эта характеристика зависит от плот-
ности материалов. Гидрофобность зависит от
Таблица 26.7. Классификация материалов по гидрофобности
Материал
Краткая характеристика гидрофобных свойств
Органический
Неполярные или слабополярные полимеры
(полиэтилен, фторопласты, полиизобутилен, по-
листирол, дивинильный каучук, изопреновый
каучук)
Полярные, хлорсодержащие полимеры (по-
ливинилхлорид, поливинилиденхлорид, перхлор-
винил, хлоропреновый каучук и др.)
Гидроксилсодержащие полимеры и целлю-
лозные материалы (поливиниловый спирт; бу-
маги; хлопчатобумажные ткани)
Полиэфиры, эпоксидные смолы, полиамиды
и полиуретаны
Фенолоформальдегидиые смолы и пластмас-
сы
Битумы
Гидрофобные с плотной структурой, плохо
смачиваются водой, краевой угол смачивания
85—125°. Водо- и влагопоглощение около 0,01—
0,02 %. Применяются для зашиты от влаги гид-
рофильных материалов, не гидрофобизируются
Гидрофобные с плотной структурой. Средний
краевой угол смачивания 65—75 °C. Применя-
ются как влагозащитные материалы. Не гид-
рофобизируются
Негидрофобные, хорошо смачиваются и по-
глощают воду, которая легко всасывается в
поры, капилляры, межфибриллярные и межми-
целлярные пространства. Материалы при этом
набухают, изменяют размеры. Материалы дан-
ной группы гидрофобизируются, при этом при-
обретают гидрофобность, водонепроницаемость
и улучшают свои механические и диэлектри-
ческие свойства по отношению к воздействию
воды по сравнению с негидрофобизированны-
ми материалами
Средняя степень гидрофобности, однако вы-
сокая влаго- и водостойкость благодаря боль-
шой плотности структуры и отсутствию гид-
роокислов в химической структуре
В чистом виде обладают высокой влаго- и
водостойкостью
Обладают высокой влаго- и водостойкостью,
не нуждаются в дополнительной гидрофобиза-
ции, сами используются как влагозащитные ма-
териалы
Кремнийорганические жидкости, пасты, лаки
Этил-, метил-, фенил и смешанные жидкости,
не содержащие в своем составе гидроксильных
и карбоксильных групп в боковых цепях, пасты,
лаки
Обладают высокой гидрофобностью, исполь-
зуются для гидрофобизации других невлаго-
стойких материалов
Неорганические
Керамики, стекла
Обладают хорошей смачиваемостью поверх-
ности. Многие из этих материалов имеют плот-
ную структуру, водо- и газонепроницаемы, во-
до- и влагостойки. Для уменьшения смачивае-
мости поверхности подвергаются обработке
гидрофобизирующими составами
§ 26.5
Материалы и их тропическая защита
311
химического состава и структуры материалов.
Органические и неорганические диэлектрики,
содержащие в своем составе гидроксильные
группы, негидрофобны. Диэлектрики органи-
ческие, неполярные, не содержащие кислорода
в боковых цепях валентностей, гидрофобии.
Оценка некоторых материалов по гидрофоб-
ности дана в табл. 26.7.
Основные технологические этапы гидро-
фобизации материалов и деталей следующие:
1. Подготовка поверхностей изделий путем
обезжиривания, обжига, пескоструйной обра-
ботки, промывания дистиллированной водой
и т. д. в зависимости от типа материала.
2. Приготовление гидрофоби.зирующего со-
става.
3. Наиесеиие равномерного слоя гидро-
фобного вещества на поверхность изделия
путем погружения, пропускания через пропи-
точную ванну рулонных материалов при их
пререматывании, опрыскивания поверхности
из пульверизатора, нанесения жидкости
кистью, путем обработки в парах гидрофоби-
зирующих веществ.
4. Термообработка покрытия до получения
твердой механически прочной пленки.
Пропитка лаками, компаундами, битумами
отдельных материалов, узлов и деталей элек-
трооборудования. Пропиткой пользуются для
заполнения микропор и капилляров волокни-
стых электроизоляционных материалов, для за-
полнения промежутков между конструктивны-
ми элементами изделий и узлов влагостойкими
электроизоляционными материалами (пленко-
образующими лаками или компаундами).
Пропитка осуществляется методом погру-
жения в вакууме, при повышенном давлении
и комбинированным циклическим воздействи-
ем вакуума и повышенного давления. При вы-
боре пропиточного состава следует учитывать
следующие основные требования:
хорошая пропиточная способность;
нейтральность пропиточного материала к
изоляции проводов;
высокая цементирующая способность;
высокие электрические и механические по-
казатели;
нетоксичность и длительная жизнеспособ-
ность;
соответствие требованиям влагостойкости
й классу нагревостойкости.
Пропитка материалов лаками не обеспе-
чивает полной герметизации, так как содержа-
щиеся в лаках растворители (до 70 %) в про-
цессе сушки улетучиваются, оставляя поры,
которые снижают влаго- и нагревостойкость
изоляции. Кроме того, наличие растворителей
способствует ухудшению качества изоляции,
а также создает возможность для пожаров
на производстве. Лучшие результаты получа-
ются при пропитке составами без раствори-
телей (компаундами).
Заливка компаундами отдельных узлов и
деталей электрооборудования. Заливка явля-
ется конструктивным средством для получе-
ния механически прочных узлов и конструк-
ций, аппаратов и повышения устойчивости их
работы при эксплуатации в тропических усло-
виях. Преимущества заливки: надежность,
Герметичность, неизменность электрофизичес-
ких свойств залитых узлов при эксплуатации,
механическая прочность залитых узлов.
Обволакивание отдельных узлов и деталей
полимеризующимися составами путем кратко-
временного погружения в состав. В ряде слу-
чаев герметизация изделий методом пропитки
и заливки возникает необходимость в допол-
нительной влагозащите нанесением покрывной
изоляции. При этом преследуются также цели
отделки — придания изделию товарного вида,
защиты его поверхности от Бездействия спе-
циальных факторов: плесневых грибов, сол-
нечной радиации и т. п. Для получения покры-
тий используют лакокрасочные материалы
(лаки, эмали, термопластичные пластмассы,
тиксотропные и пылевидные термореактивные
компаунды).
Метод нанесения покрытий зависит от ти-
па изделия, производственных условий и мар-
ки материалов. Существуют следующие мето-
ды нанесения электроизоляционных покрытий:
окунание, пульверизация, покрытие в электри-
ческом поле, покрытие в паровой фазе, горячее
распыление, напыление пластмасс (газопла-
менное, вихревое, струйное, в электростати-
ческом поле).
Герметизация оборудования во влагоне-
проницаемые футляры (капсулированис).
Применение герметичных металлических ко-
жухов для герметизации деталей утяжеляет
аппаратуру и увеличивает ее габаритные раз-
меры. Детали, заключенные в герметичные
корпуса, просушиваются, после чего техноло-
гические отверстия корпусов запаиваются. Для
улучшения условий герметизации изделия,
смонтированные в герметичных корпусах, про-
питывают, а свободное пространство между
изделием и корпусом заполняют заливочными
компаундами.
Защита от плесневых грибов. Для повы-
шения стойкости к воздействию плесневых
грибов следует руководствоваться следующи-
ми соображениями:
при конструировании оборудования необ-
ходимо выбирать соответствующие материалы,
обладающие плеснестойкостью;
в состав неплеснестойких материалов сле-
дует вводить фунгициды;
если нельзя применить плесиестойкие ма-
териалы, то следует создать условия работы
оборудования, затрудяющие рост плесневых
грибов, например повысить рабочую темпера-
туру, обеспечить движение воздуха и т. д.;
некоторые виды оборудования следует
периодически подвергать сушке.
Фунгициды, применяемые для защиты от
плесневых грибов, наносятся на поверхность
электроизоляционных материалов или изделий
в виде растворов в летучих растворителях;
вводятся в состав смазок, полировочных паст,
лаков и т. д. Часто фунгициды вводятся в со-
став материалов в процессе их изготовления.
В этом случае к фунгицидам предъявляются
следующие требования:
высокая токсичность для микроорганиз-
мов — введение 0,2—2 % фунгицида должно
защищать материал;
растворимость в органических растворите-
лях, применяемых при изготовлении материа-
лов;
способность сохрнять токсичность при тер-
мообработке, которой подвергается при изго-
товлении большинство изоляционных мате-
риалов;
312
Действие ионизирующего излучения
Разд. 27
длительность токсического действия;
введение фунгицида не должно портить
внешнего вида и электроизоляционных свойств
материала.
Упаковка электрооборудования при тран-
спортировании его в страны с тропическим
климатом (по ГОСТ 23216-78). Электрообо-
рудование к месту назначения часто транспор-
тируется морским путем около 2—3 мес и,
кроме того, еще некоторое время хранится
на берегу. В результате этого оборудование
из-за некачественной упаковки может частич-
но прийти в негодность. Идеальный упаковкой
для электрооборудования является металличе-
ский контейнер, запаянный со всех концов, од-
нако такая упаковка дорогая. Распространен
способ упаковки типа «кокона» (распыление
и нанесение до 8 слоев перхлорвиниловых
смол), но этот способ также трудоемок и до-
рог. В качестве упаковочного материала при-
меняется поливинилхлоридная пленка. Удоб-
ным упаковочным материалом является термо-
свариваемая ткань, представляющая собой
многослойный материал: несколько слоев мар-
ли, полиэтилена, металлической фольги и по-
лиэтилена. Фольга и два слоя полиэтилена
служат для герметизации, марля — для повы-
шения механической прочности материала;
материал сваривается. Этот материал сравни-
тельно дешев и обеспечивает достаточную
герметизацию изделий.
Древесина, применяющаяся при упаковке
оборудования, обязательно пропитывается
некоторыми ядохимикатами. Хлопчатобумаж-
ные ткани пропитывают медно-хромово-там-
нидным соединением с салицилаинидом или
8-оксихинолятом меди и др. (по ГОСТ 15160-
69),
Список литературы
26,1. Герасимов А. А. Защита машин от биопо-
вреждения. М.: Машиностроение, 1984.
26.2. Рихтера М. и Бартакова Б. Тропикализа-
ция электрооборудования: Пер. с чешского В. И. Ва-
сина/Под ред. С. А. Яманова. М. — Л.: Госэиерго-
издат, 1962. 400 с.
26.3. Астафьев А. В. Окружающая среда и на-
дежность радиотехнической аппаратуры. М.—Л.:
Госэнергоиздат, 1959. 232 с.
26.4. Аманов С. А. Тропикоустойчивость и тро-
пическая защита электроизолирующих материалов.
Труды межвузовской конференции по современной
технике диэлектриков и полупроводников. Л.: Л ЭТИ,
1957. 10 с.
26.5. Маслов В. В. Электрооборудование для
тропического и холодного климата/Под ред. В. А. Ба-
ева. М«: Энергия, 1971. 176 с.
26.6. Маслов В. В. Влагостойкость электриче-
ской изоляции. Мл Энергия, 19’73. 207 с.
26.7. Яманова Л. В. Герметизирующие электро-
радиоматериалы. Мл МИРЭА, 1969. 51 с.
26.8. Аманов С. А. Гидрофобизация диэлектри-
ков кремнийорганическими соединениями. М.: Энер-
гия, 1965. 104 с.
26.9. Альбицкая О. Н. и др. Исследование вла-
гостойкости н грнбостойкости диэлектриков в усло-
виях тропического влажного климата/Тр. ВЭИ. Вып.
62. Мл Госэнергоиздат, 1958. 22 с.
26.10. Альбицкая О. Н-, Шапошникова Н. А.
Исследование влияния фунгицидов на грибоустойчи-
вость днэлектриков/Тр. ВЭИ. Вып. 62. Мл Госэнер-
гонздат, 1958. 17 с.
26.11. Герметизация полимерными материалами
в радиоэлектронике/Б. М. Та реев, Л. В. Яманова,
В. А. Волков, Н. Н. Ивлиев. Мл Энергия, 1974.
302 с.
РАЗДЕЛ 27
ДЕЙСТВИЕ ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ
НА ЭЛЕКТРОИЗОЛЯЦИОННЫЕ МАТЕРИАЛЫ
В. В. Маслов, Н. С. Костюков
27.1. ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
При описаниии различных явлений в об-
ласти радиационного материаловедения ис-
пользуется ряд специфических терминов из
атомной и ядерной физики. Некоторые из
этих терминов, встречающихся в настоящем
разделе справочника, приведены в табл. 27.1,
остальные объясняются по тексту.
Приняты следующие индексы, обозначаю-
щие вид ионизирующего излучения: у —гам-
ма, эл — электронное, пр — протонное, и —
нейтронное, б. н. — быстрых нейтронов, т. и, —
тепловых нейтронов.
27.2. ФИЗИЧЕСКАЯ ПРИРОДА
ВЗАИМОДЕЙСТВИЯ ИОНИЗИРУЮЩИХ
ИЗЛУЧЕНИЙ С ВЕЩЕСТВОМ
При исследовании радиационной стойко-
сти электроизоляционных материалов и си-
стем электрической изоляции наиболее часто
в качестве ионизирующего излучения (ИИ)
применяются у-кванты, заряженные частицы
(электроны, протоны), нейтроны и смешан-
ное реакторное излучение, состоящее в основ-
ном из нейтронов и у-квантов.
Химические свойства атомов определяются
электронами внешней орбиты, и все химичес-
кие превращения связаны с перестройкой
электронных оболочек атомов, объединяющих-
ся в молекулы и сложные комплексы. Поэто-
му именно взаимодействия ИИ с орбитальны-
ми электронами (прямо или косвенно) явля-
ются определяющими в радиационной стойко-
сти полимерных материалов.
Для неорганических материалов с ионным
типом связи взаимодействие с электронными
оболочками играет меньшую роль и радиаци-
онная стойкость определяется преимуществен-
но взаимодействием излучения с ядрами ато-
мов. Поэтому радиационная стойкость, напри-
мер, керамических материалов не определяет-
ся однозначной поглощенной дозой вне зави-
симости от вида излучения, как это имеет место
для полимеров, а существенно от него зависит.
Так, можно утверждать, что любая сколь
угодно большая поглощенная доза у-излуче-
ния не вызовет в фарфоре или глиноземистой
§ 27.1
Основные определения
313
Таблица 27.1. Некоторые специфические термины, их определения и единицы
физических величин
Термин или величина Определение термина или величины Обозначение Единица
Ионизирующее из- лучение Энергия частицы или кванта Поглощенная доза Мощность погло- щенной дозы Экспозиционная до- за (рентгеновского или гамма-излучения) Мощность экспози- ционной дозы Флюенс частиц или квантов Плотность потока частиц или квантов. Аннигиляция Ядерная реакция Сечение взаимодей- ствия Любое излучение, спо- собное при взаимодейст- вии с веществом созда- вать в нем ионы Отношение средней энергии, сообщаемой ио- низирующим излучением веществу в элементе объ- ема, к массе вещества в этом объеме Поглощенная доза, рассчитанная на единицу времени Характеристика поля электромагнитного излу- чения, воздействующего на вещество, измеряемая по ионизирующему дей- ствию этого поля в воз- духе Экспозиционная доза, рассчитанная на единицу времени Суммарное количест- во частиц или квантов, падающих на единицу площади поверхности ве- щества за все время его облучения Суммарное количество частиц или квантов, па- дающих на единичную площадку, рассчитанное в единицу времени Уничтожение частицы и античастицы при их столкновении с выделе- нием энергии. При ан- нигиляции электрона и позитрона образуется па- ра у-квантов Процесс взаимодейст- вия ядра с другим ядром, элементарной частицей или квантом, результа- том которого является образование одного или нескольких новых ядер (и, возможно, других час- тиц) Вероятность, с которой может произойти взаимо- действие частицы (кван- та) с атомом (ядром) ве- щества. Имеет размер- ность площади гипотети- ческой окружности, опи- санной вокруг ядра-ми- шени, с которой осуще- ствляется взаимодейст- вие Е (с соответст- вующим индексом частицы или кван- та) D (с соответст- вующим индексом излучения) Р (с соответст- вующим индексом излучения) А Ф <Р а Джоуль (Дж); элект- рон-вольт (эВ); 1 эВ = = 1,602-10-19 Дж Грэй (Гр); 1 Гр= = 1 Дж/кг= 102 рад Грэй в секунду (Гр/с); 1 Гр/с= 1 Вт/кг По Международной системе единиц — Кл/кг; рентген (Р) — внесис- темная единица, допуска- емая по ГОСТ 8.417-81; 1 Р=2,58-10-4 Кл/кг Кл/(кг-с); рентген в се- кунду (Р/с) 1/м2 или 1/см2 1/(м2-с) пли 1/(см2-с) Барн; 1 барн=10-24 см2
314
Дейстеме ионизирующего излучения
Разд. 27
керамике заметных структурных, механических
или электрических изменений, в то время как
облучение быстрыми нейтронами до опреде-
ленных значений флюенса вызывает измене-
ние и структурных, и механических, и элект-
рофизических свойств.
у-Кванты, не имеющие электрического за-
ряда и массы покоя, могут взаимодействовать
с электронами атомов и ионов вещества, из-
меняя его свойства.
Практически при работе с источниками
у-излучения для электроизоляционных мате-
риалов и систем электрической изоляции учи-
тываются фотоэффект, эффект Комптона и об-
разование пар. На рис. 27.1 приведены преи-
мущественные процессы взаимодействия у-кван-
тов в зависимости от энергии и атомного
номера элемента Z.
Электроны обладают отрицательным элек-
трическим зарядом. Взаимодействие их с ор-
битальными электронами зависит от энергии
первичного (налетающего) электрона. Взаи-
модействие с орбитальными электронами в
результате упругих столкновений ведет к ио-
низации атома (молекулы), когда орбиталь-
ный электрон (обычно с внешней орбиты) по-
кидает атом, или к возбуждению, когда ор-
битальный электрон переводится на более
высокий энергетический уровень.
При прохождении первичного электрона
вблизи ядра возможно также испускание тор-
мозного рентгеновского излучения (радиацион-
ные потери), а при поглощении электрона яд-
ром, как и при поглощении у-кванта, — обра-
зование пары электрон — позитрон с дальней-
шей аннигиляцией и образованием пары
у-квантов. Если при энергии электронов £м-<
<10 МэВ отклонение первичных электронов
почти полностью обусловлено упругими столк-
новениями с атомными ядрами, то при более
высоких энергиях (около 10—50 МэВ) благо-
даря способности электрона преодолевать ку-
лоновский барьер ядра возможны и ядериые
реакции с испусканием нейтрона или протона
или образованием радиоактивного изотопа.
Протоны обладают положительным элек-
трическим зарядом и взаимодействуют с ор-
битальными электронами атомов. При одина-
ковой энергии с налетающим электроном на-
летающий протон в результате меньшей ско-
рости при взаимодействии с орбитальным
электроном быстрее теряет свою энергию. Как
и в случае с электронами, протон в результа-
те иеупругого соударения с атомами выбивает
электроны с орбиты, производя ионизацию
атома (молекулы), или рассеивается в поле
ядра, испуская тормозное рентгеновское излу-
Рис. 27.1. Области
энергий, в которых
преобладают ос-
новные процессы
взаимодействия у-
квантов с вещест-
вом:
А — фотоэффект;
Б — образование
пар; В — эффект
Комптона
чеиие. При энергиях протонов свыше 10 МэВ
возможны ядерные реакции с испусканием
нуклона или образованием радиоактивного
изотопа.
Вероятность ядериых реакций для прото-
нов и электронов небольшая.
Нейтроны не имеют электрического заря-
да, что облегчает их взаимодействие с вещест-
вом электроизоляционного материала путем
передачи своей энергии ядрам. Наиболее часто
употребляемым при испытаниях источником
нейтронов служит ядерный реактор, выраба-
тывающий нейтроны широкого энергетического
спектра. Взаимодействие нейтрона с вещест-
вом зависит от его энергии, поэтому обычно
нейтроны условно классифицируют по энер-
гии. Тепловые нейтроны имеют энергию 0,005—
0,5 эВ (наиболее вероятная энергия 0,025 эВ),
надтепловые — от 0,5 до 100 эВ; промежуточ-
ные— от 100 до 1-Ю3 эВ; быстрые — от 1-Ю3
до НО7 эВ; нейтроны синтеза (получаемые в
основном в результате термоядерных реакций)
имеют энергию 14,1 МэВ (для дейтериево-три-
тиевой реакции). В области промежуточных, в
основном, и быстрых нейтронов различают ре-
зонансные нейтроны, характеризующиеся очень
большой вероятностью взаимодействия с яд-
рами некоторых элементов.
Вероятность взаимодействия нейтрона с
ядром характеризуется сечением взаимодейст-
вия. В зависимости от энергии нейтрона сече-
ния взаимодействия меняются, как правило не
подчиняясь какому-либо математическому за-
кону.
Практически во всем диапазоне рассмат-
риваемых энергий нейтронов в зависимости от
Z возможны все реакции взаимодействия, ко-
торые следует учитывать, например, при рас-
чете поглощенной веществом электроизоляци-
онного материала энергии, если эти реакции
вносят заметный вклад в ее поглощение.
В результате взаимодействия нейтронов с
ядрами появляется вторичное излучение в ви-
де у-кваитов, протонов отдачи (особенно при
упругом рассеянии на ядрах водорода), а-ча-
стиц (ядер гелия) и продуктов радиоактивно-
сти образующихся изотопов (из которых наи-
более существенны, с точки зрения воздействия
на орбитальные электроны, изотопы с неболь-
шим периодом полураспада). Эти вторичные
излучения взаимодействуют с электронами ато-
мов (молекул) вещества и вызывают собствен-
но химические изменения, наблюдаемые в про-
цессе и после облучения полимерных электро-
изоляционных материалов. При испытаниях
образцов материалов толщина их не превыша-
ет обычно нескольких миллиметров, поэтому
для взаимодействия ИИ по всей глубине об-
разца обычно бывает достаточно энергии элек-
тронов до 20 МэВ и протонов до 100 МэВ.
Применение заряженных частиц с энергией ме-
нее 10 МэВ не вызывает наведения радиоак-
тивности и дает возможность работать с об-
разцами без какого-либо ограничения. Про-
никающая способность у-квантов и нейтронов
(не имеющих зарядов) наибольшая, поэтому
часто при испытаниях применяются источники
у-квантов.
Нейтронное и смешанное реакторное у-ней-
тронное облучение обычно ведет к появлению
радиоактивности образцов даже в случае, ес-
ли тепловые нейтроны, вызывающие в основ-
§ 27.3
Поглощение энергии излучения веществом
315
ном образование радиоактивных ядер, специ-
ально «отсекаются» путем помещения образцов
в кассеты из металла, хорошо поглощающего
тепловые нейтроны.
27.3. ПОГЛОЩЕНИЕ ЭНЕРГИИ
ИОНИЗИРУЮЩЕГО ИЗЛУЧЕНИЯ
ВЕЩЕСТВОМ
ЭЛЕКТРОИЗОЛЯЦИОННОГО МАТЕРИАЛА
Радиационная стойкость электроизоляци-
онных материалов определяется в основном
поглощённой веществом энергией ИИ — погло-
щенной дозой, вызывающей допустимые необ-
ратимые изменения контролируемых свойсгв.
Поглощенная доза при взаимодействии
электронов (в диапазоне энергий от 0,05 до
20 МэВ) и протонов (в диапазоне энергий от
1 до 1000 МэВ) с веществом электроизоляци-
онного материала в наиболее общем случае,
когда длина пробега заряженной частицы боль-
ше толщины облучаемой мишени, определяет-
ся формулами:
D = ——— <рт-1,6-10—23, или D = ——; г,
(27.1)
где D— поглощенная доза, Гр; Е— энергия
частицы, МэВ; g — приведенная толщина,
кг/м2 (i,=xd, d—плотность, кг/м3; х— тол-
щина мишени, м); dE/d^ — полные потери
энергии, МэВ-м2/кг; <р — плотность потока ча-
стиц, м-2-с-*; / — плотность тока частиц на
мишени, мкА/м2; т — время облучения образ-
ца, с.
Полные потери энергии dE/d\ представля-
ют собой сумму ионизационных и радиацион-
ных потерь. Для протонов радиационные по-
тери малы и в практических расчетах могут не
учитываться. Для электронов радиационные
потери становятся заметными и их следует учи-
тывать при энергии, превышающей Е=
= 800/(Z-|-1,2), МэВ, где Z—атомный номер
вещества; при этом потери будут равны
EZ
(d£/dg)paH « (d£/dg)H0B •
Для ориентировочных расчетов с погреш-
ностью ±20 % (что обычно бывает достаточ-
ным для практики) можно пользоваться зна-
чениями полных массовых потерь энергии, по-
лученными из усредненных значений d£/dg
для разных электроизоляционных материалов
(табл. 27.2).
Так как при прохождении заряженной ча-
стицы через слой мишени ее энергия уменьша-
ется, что ведет к изменению dE/di,, в (27.1)
полные массовые потери энергии можно выби-
рать, исходя из энергии налетающей частицы,
лишь для очень тонких образцов. На практи-
ке, если длина пробега частицы ие превышает
толщину образца в 4—5 раз, в (27.1) массо-
вые потери энергии следует учитывать по фор-
муле
dE (I)
dl
dl.
(27.2)
в
Таблица 27.2. Полные массовые потери
энергии для приблизительного расчета по (27.1)
Электроны Протоны
Е, МэВ dEJd^ МэВ «м2/кг Е, МэВ МэВ-м*/кг
0,05 61,2 1 2160,7
0,10 39,8 2 1318,3
0,50 16,5 3 960,0
1,00 15,5 4 771,2
1,20 14,5 5 651,1
1,50 14,3 6 562,3
2,00 14,3 8 448,4
3,00 14,4 10 373,6
4,00 14,7 20 203,7
5 00 15,1 40 122,0
6,00 15,4 100 59,8
8,00 16,3 600 21,2
10,00 16,9 1000 18,3
20,00 20,6
где I — место нахождения частицы по мере ее
пробега в мишеии толщиной х. Расчет по (27.2)
обычно производится графическим интегриро-
ванием с заданием интервалов AZ и определе-
нием для каждого I значения Е и соответст-
вующих ей массовых потерь.
Поглощенная доза при взаимодействии
у-квантов с веществом электроизоляционного
материала рассчитывается, исходя из экспози-
ционной дозы F, выраженной в кулонах на
килограмм (экспозиционная доза представля-
ет собой дозу квантового излучения, опреде-
ляемую по ионизации воздуха в условиях элек-
тронного равновесия), по уравнению:
= (27-3)
где fm — поглощенная материалом доза на еди-
ницу экспозиционной дозы, Гр-кг/Кл; F—экс-
позиционная доза, Кл/кг.
С погрешностью ±10% для всех электро-
изоляционных материалов в диапазоне наибо-
лее часто употребляемых для испытаний
у-квантов от 0,5 до 10 МэВ может быть при-
нято значение fm = 34,884 Гр-кг/Кл. Так, для
энергии у-кваитов 1 МэВ значения fm для мно-
гих электроизоляционных материалов и систем
изоляции лежат в пределах от 38,29 для по-
лиэтилена высокой плотности до 33,06 для
электрокерамики ГБ-7 и 32,17 Гр-кг/Кл для
фторопласта-3 и фторопласта-4.
Для приближенной оценки поглощенной
дозы в результате взаимодействия нейтронов с
веществом материала можно пользоваться ус-
редненными данными, приведенными в табл.
27.3 для энергий спектра ядерного реактора и
в табл. 27.4 — для нейтронов синтеза термо-
ядерного реактора с магнитным удержанием
плазмы.
В табл. 27.3 и 27.4 приведены данные по
поглощенной дозе на единичный флюенс DH=
= Гр/см2, т. е. на один нейтрон, падающий на
1 см2 мишени. При известном флюенсе Ф, см-2,
поглощенная доза для каждой отсчетной энер-
гии составит:
О„ = ОНФ. (27.4)
316
Действие ионизирующего излучения
Разд. 27
Таблица 27.3. Поглощенная доза иа единичный флюенс нейтронов ядер.чого
реактора, 10-12 Гр/см~2
Группа ЭИМ или СИ Энергия, эВ •р-к ванты, £ср = = I МэВ, Гр'кг/Кл
0,025 1-102 1-10= 1-10* 1-10» 1-10- 2-10° 5-10“ 1-10’
Органические полимеры, не со- держащие галоге- ны 5,65 0,014 0,089 0,866 6,37 20,74 33,6 60,2 54,3 36,357
Фторсодержа- щие полимеры (без атомов С1 и Н) 0,26 1,7-10—4 1,7-Ю-з 0,98 2,44 2,16 5,0 5,69 8,95 32,171
Хлорсодержа- щие полимеры 226,0 3-Ю-3 3-10—2 6,05 3,8 6,7 12,0 15,0 20,0 33,337
Керамика, не со- держащая атомов з 3,26 1,4-10—4 1,4-10-3 0,13 2,0 1,8 1,4 7,16 5,0 33,140
Керамика, содер- жащая атомы В 44,0 0,6 0,3 0,5 2,2 1,65 1,5 7,0 5,0 33,062
Стеклослюдини- товая система изо- ляции с эпоксид- ным связующим 133,0 2,48 0,185 1,53 4,25 8,9 13,0 21,8 23,3 34,574
Таблица 27.4. Поглощенная доза на единичный флюенс нейтронов термоядерного
______________________________реактора, 10-'2 Г р/см-2
Группа электроизоляционного материала или системы изоляции Энергия, МэВ
0,01 0,1 | 1 1 2 5 10 14,1
Система изоляции на основе стекло- 1,53 4,24 8,9 13,0 21,7 23,2 93
слюдинитовой ленты с эпоксидным связующим Электрокерамика 7,23 2,1 1,73 1,45 7,08 5 54
Полиэтилен высокой плотности 10,6 10,8 35,1 53,1 50,1 93 245
Таким образом, для расчета поглощенной элек-
троизоляционным материалом или системой
изоляции дозы при испытании их в реакторе
необходимо знать весь энергетический спектр
нейтронов в месте установки образца.
27.4. ОСНОВНЫЕ МЕТОДЫ
ИССЛЕДОВАНИЯ ЭЛЕКТРИЧЕСКИХ
И МЕХАНИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
В зависимости от поставленной задачи
(воздействие ИИ на поверхность мишени
или по всему облучаемому объему) прежде
всего надо определить проникающую способ-
ность ИИ. Длина пробега для заряженной ча-
стицы определяется толщиной мишени, в ко-
торой частица полностью теряет свою энергию,
т. е. поглощается полностью, для у-кванта—
ослаблением пучка в е раз (е — основание
натурального логарифма). Пробег нейтронов
определяется в основном упругим рассеянием
и атомным номером вещества.
В табл. 27.5 приведены ориентировочные
длины свободного пробега для электронов, про-
тонов, у-квантов и длины пробега нейтрона до
первого соударения, которые могут служить
ориентиром для выбора оптимальной толщины
образца.
Таблица 27.5. Длина свободного пробега, мм
Вещество, элемент Плот- ность, кг/м3 Электрон Протон -р-кваит Нейтрон
Е, МэВ Е, МэВ
I 4 10 4 10 100 0,5 1,0 10,0 0,01 1,0
пэвп ВЭС-2 Фторопласт-4 А1 Электрокерами- ка УФ-46 Си РЬ 950 1680 2400 2700 3300 8960 11 300 4,35 4,22 2,6 2,0 1,9 0,69 0,64 20,48 18,17 11,41 9,1 7,4 2,99 2,59 50,44 38,90 23,81 21,6 17,41 6,70 5,2 0,45 0,34 0,22 0,13 0,11 0,06 0,005 2,39 1,78 1,22 0,63 0,53 0,25 0,22 153,7 111,3 69,6 37,1 31,2 13,5 9,2 106,4 71,4 50,0 46,3 37,8 13,8 5,9 144,9 97,7 68,4 60,2 49,2 19 12,6 500,0 297,1 208,3 163,0 133,3 36,7 18,1 6,6 2,0 119 13,1 30,4 32,6 93,0 52,4 33,7 50,6
§ 27.4
Основные методы исследования свойств материалов
317
В табл. 27.5 также приведены пробеги в
алюминии и меди, которые следует учитывать
при исследовании систем изоляции на макетах
с проводником, а также пробеги в свинце для
иллюстрации зависимости пробега от плотно-
сти вещества. Пробег нейтрона до первого со-
ударения не характеризует общую длину про-
бега до полного замедления, так как на тяже-
лых ядрах энергия нейтрона теряется в
результате многих соударений, в то время как
иа легких ядрах происходит заметная потеря
энергии при первом соударении, поэтому водо-
родсодержащие вещества являются хорошими
замедлителями нейтронов и применяются в ка-
честве биологической (загрязненной) защиты.
Для справки приведем приблизительные
длины пробегов нейтронов разных энергий в
системе изоляции ВЭС-2, рассчитанные по их
замедлению на ядрах водорода от начальной
энергии до тепловой (0,025 эВ). Нейтроны с
начальной энергией 1-103 эВ замедляются до
тепловых на длине около 200 мм, с энергией
1 -105 эВ — на длине около 480 мм, с энерги-
ей 1-106 эВ-—иа длине приблизительно
1600 мм. Из приведенных данных видно, что
толщина образцов при облучении их нейтро-
нами практически не представляет ограничений
в ее выборе.
Количество, вид образцов и их размеры
должны быть одинаковы при всех сравнитель-
ных испытаниях; предпочтительно облучать
стандартные образцы, необходимые для после-
дующих определений отдельных характери-
стик. Для ряда электроизоляционных материа-
лов необходимо учитывать положение и ориен-
тацию образца при облучении. Контрольные
образцы должны подвергаться тому же кон-
диционированию и обработке, что и облучен-
ные образцы.
Образцы, предназначенные для облучения
на воздухе при комнатной температуре, необ-
ходимо подвергнуть кондиционированию в од-
ной из стандартных моделей атмосфер, при
этом предпочтительна стандартная атмосфера,
характеризующаяся температурой 23 °C, 50 %-
ной относительной влажностью и выдерж-
кой не менее 48 ч, либо до достижения при-
мерного равновесия с окружающей стандарт-
ной атмосферой. Если при облучении темпера-
тура заметно отличается от комнатной, то
образцы следует кондиционировать при этой
температуре.
Кислород воздуха и влага могут значи-
тельно повлиять на эффект, получаемый от
действия ИИ. Особенно заметно влияние кис-
лорода при облучении образцов при низкой
мощности дозы, когда времени для диффузии
кислорода в образец будет больше, чем при
высокой мощности дозы. Это следует учиты-
вать особо.
Образцы, предназначенные для облучения
в вакууме, необходимо кондиционировать в
контейнере при давлении 1 Па не менее 24 ч
(более низкие давления не вносят существен-
ной разницы при их кондиционировании и при
проведении испытаний). Если образцы пред-
назначаются для испытаний в газовой или
жидкой среде, необходимо и кондиционирова-
ние производить в этой среде при температу-
ре, которая будет при облучении (в жидкой
среде — ие менее 24 ч; в газовой среде — не
менее 8 ч при давлении 1 Па с последующей
трехкратной продувкой газом и оставлением
образцов в контейнере, наполненном этим га-
зом) .
Следует отметить возможную опасность
облучения образцов электроизоляционного ма-
териала и СИ в среде жидкого азота. При
воздействии ИИ в данном случае возможно
образование взрывчатой смеси, состоящей из
жидкого азота и озона, или образование взрыв-
чатой смеси в результате взаимодействия озо-
на с органическим материалом, входящим в
электроизоляционный материал или систему
изоляции. Взрыв может привести к разруше-
нию криостата.
Более подробные сведения о методиках
кондиционирования образцов и проведении ис-
пытаний в разных средах можно почерпнуть из
Публикации 544 МЭК (Международной элек-
тротехнической комиссии) (см. список литера-
туры) .
Радиационная стойкость полимерных изо-
ляционных материалов прежде всего опреде-
ляется изменением их механических свойств;
изменение электрических свойств является во
многих случаях следствием изменения механи-
ческих свойств (при определении необратимых
изменений в материале в результате по-
глощения энергии ИИ). Для временных обра-
тимых изменений важно знать зависимость из-
менения электрических параметров (обычно
проводимости и tgS) от мощности дозы.
При исследовании изменения механических
свойств образцов под облучением и после него
за контролируемые параметры обычно выбира-
ют: разрушающее напряжение и удлинение
при растяжении, разрушающее напряжение
при изгибе, остаточную деформацию при сжа-
тии (эти параметры несложно определять пу-
тем предварительного нагружения образца не-
посредственно в процессе облучения), ударную
вязкость, разрушающее напряжение при сжа-
тии, модуль упругости.
Из электрических параметров обычно вы-
бирают: электрическую прочность, удельные
объемное и поверхностное сопротивления, ди-
электрическую проницаемость и tg6 (послед-
ние два параметра обычно при 50 или 1000 Гц).
В зависимости от условий эксплуатации в ка-
честве контролируемых параметров могут быть
выбраны дополнительно и другие, в частности
теплофизические, оптические.
Публикация 544 МЭК рекомендует при не-
обратимых изменениях свойств за радиацион-
ную стойкость полимерных материалов прини-
мать поглощенную дозу, при которой контро-
лируемые параметры составят определенный
процент (табл. 27.6) по отношению к парамет-
ру в исходном состоянии образца.
При измерении электрических параметров
образцов в процессе облучения следует поль-
зоваться ' специально сконструированными
ячейками, до минимума снижающими искаже-
ния, вызываемые ИИ.
Измерения электрических сопротивлений
производят в ячейках, размеры и конфигура-
ция которых определяются типом и конструк-
тивными особенностями источника излучения
(например, диаметром исследовательского ка-
нала ядерного’реактора). Имеется ряд общих
положений, которыми пользуются исследовате-
ли. Материал электрода должен обеспечивать
надежный контакт по всей поверхности сопри-
318
Действие ионизирующего излучения
Разд. 27
Таблица 27.6. Критерии радиационной
стойкости полимерных материалов по стандарту
МЭК (Публикация 544)
Контролируемый параметр Изменение парамет- ра, %, по отношению к исходному
Разрушающее напряже- ние при разрыве Удлинение при разрыве: 25 и ли 50
жесткие материалы 2 —.
эластомеры 50 —-
гибкие пластики 50 —•
Разрушающее напряже- ние при изгибе 25 50
Ударная вязкость 25 50
Остаточная деформация при сжатии 25 50
Р> ps 10 ——
£пр 25 50
£г ±10 —
tg б 25 50
косновенпя с образцом. Если в качестве элек-
тродов применяют алюминиевую фольгу, то
слой материала, которым притирают элект-
род, — вазелина нли масла должен быть как
можно тоньше. Лучше всего применять напы-
ленные электроды (исключается влияние при-
тирочного состава) или электроды из токопро-
водящих покрытий, не разрушающихся при
облучении (при снятии временных зависимо-
стей поглощенная доза обычно на несколько
порядков меньше, чем доза, определяющая ра-
диационную стойкость электроизоляционного
материала или системы изоляции).
При направленном облучении образца за-
ряженными частицами следует компенсировать
токи, образуемые потоком этих частиц, или
учитывать эти токи, меняя расположение из-
мерительного и высоковольтного электродов в
поле излучения. Ток утечки при облучении об-
разцов может быть намного больше, чем без
облучения, поэтому при выборе прибора для
измерения электрического сопротивления в про-
цессе облучения следует обращать внимание
на значение входного сопротивления прибора,
которое должно быть по возможности меньше,
чем сопротивление току утечки между электро-
дами по поверхности образца и по объему,
окружающему измеряемый образец (воздух,
заливочный компаунд для капсулирования,
газовая или жидкая среда). Пример одной из
измерительных ячеек приведен на рис. 27.2.
Рис. 27.2. Ячейка для
измерения р под дей-
ствием у-излучения:
1 — экран кабеля; 2 —
крышка металлического
охранного колпака; 3— -
цилиндр охранного кол-
пака; 4, 11 — эпоксидная
смола с наполнителем;
5 — охранное кольцо; 6',
9 — измерительные элек-
троды; 7, 14 — кабель;
8 — контакты токоведу-
щих жил кабеля; 10 —
исследуемый образец;
12 — токоведущая жила;
13 — заземление
При исследовании £Пр в процессе облуче-
ния следует учитывать, что электрическая
прочность линии, подводящей напряжение к
образцу, должна быть достаточно высокой.
Если это недостижимо при использовании стан-
дартных электродов, следует применять не-
стандартные электроды, при которых значение
£лр образца может быть ниже (иапример, при
создании неравномерного поля в объеме образ-
ца). По возможности следует разводить в про-
странстве подводящие напряжение кабели во
избежание или для уменьшения коронирова-
ния, которое при высоких напряжениях неиз-'
бежно, если кабели соприкасаются.
В результате коронирования утечки тока
по изоляции кабеля могут вызвать ложные
сигналы пробоя в применяемых испытательных
установках. Поэтому, если есть опасение, что
пробой был фиктивным, следует повторить ис-
пытание на одном и том же месте образца,
чтобы убедиться, что пробой образца имел
место.
Измерительные ячейки для пробоя образ-
цов обычно конструктивно подобны ячейкам
для измерения электрического сопротивления.
Для измерения е,- и tg 6 при 50 Гц в про-
цессе облучения может применяться серийный
высоковольтный мост Р-525 при напряжениях
от 0,5 до 10 кВ. Благодаря наличию защитного
напряжения между нижией вершиной моста и
заземленным экраном в момент балансировки
между охранным кольцом и измерительным
электродом напряжение отсутствует, что исклю-
чает появление токов утечки по ионизирован-
ному излучением воздуху (при испытании в
воздушной среде), не связанных с образцом и
искажающих результаты измерений.
Радиационные испытания, особенно при
больших поглощенных дозах, как правило,
длительные, а в ряде случаев и дорогостоя-
щие, поэтому обычно испытывают ограничен-
ное количество образцов. Для получения ста-
тистических результатов с заданной вероятно-
стью прн малом числе измерений границы
доверительных интервалов целесообразно оп-
ределять с помощью коэффициентов Стью-
дента.
27.5. ХИМИЧЕСКИЕ И ФИЗИЧЕСКИЕ
ИЗМЕНЕНИЯ В ТВЕРДЫХ, ЖИДКИХ
И ГАЗООБРАЗНЫХ ДИЭЛЕКТРИКАХ
ПРИ ОБЛУЧЕНИИ
При облучении твердых полимерных и ком-
позиционных материалов, содержащих поли-
мер, их радиационная стойкость определяется
стойкостью полимера, так как стойкость не-
органических составляющих композиционных
материалов (стекло, слюда, другие минераль-
ные компоненты) во много раз превосходит
стойкость полимера. В результате взаимодей-
ствия ИИ с полимерами возможны; образова-
ние поперечных межмолекулярных связей, де-
струкция (разрыв связей в главной цепи и в
боковых группах), образование внутримолеку-
лярных связей, распад и образование сопря-
женных двойных связей, изомеризация и цик-
лизация, реакции полимеризации, радиационное
окисление (при наличии кислорода), изменение
кристалличности, изменение надмолекулярной
структуры.
§ 27.5
Изменения в диэлектриках при облучении
319
В результате разрыва химических связей
в полимерах происходит образование свобод-
ных радикалов, которые на каком-либо этапе
облучения или стабилизируются в макромоле-
кулы меньшей длины, илн образуют разветвле-
ния и поперечные связи между линейными уча-
стками молекул. Радиационное окисление ве-
дет к образованию полярных функциональных
групп.
Наиболее значительные изменения струк-
туры и свойств полимерных электроизоляци-
онных материалов обусловлены необратимы-
ми процессами в результате структурирования
(образования межмолекуляриых поперечных
связей) и деструкции (распад макромолекул)
с образованием летучих продуктов и молекул
меньшей длины. Оба эти процесса при облуче-
нии происходят одновременно, но для конкрет-
ных видов полимеров, как правило, один из
процессов является преобладающим.
После прекращения облучения воз-
можны реакции возникших радикалов и
дальнейшее изменение свойств электроизоля-
ционного материала, поэтому при испытаниях
следует учитывать условия и длительность
выдержки образца после облучения.
Так как структурирование (в общем виде
более выгодное для электроизоляционных ма-
териалов) и деструкция полимеров являются
основными процессами при облучении, экспе-
риментально установлена условная классифи-
кация групп полимеров по этим основным про-
цессам радиолиза.
К структурирующим полимерам относятся
полиэтилен, полипропилен, полистирол, поли-
карбонат, полиэтилентерефталат (лавсан), по-
ливинилхлорид, полиамиды, силиконы, поли-
имиды, фенолоформальдегидные и аминофор-
мальдегидные смолы, глифталевые полиэфиры,
эпоксидные смолы и др.; к деструктирующим
относятся политетрафторэтилен, политрифтор-
этилен, целлюлоза и ее производные, полиме-
тилметакрилат, полиформальдегид и др.
В обеих группах в процессе облучения
происходит газовыделение, увеличение гигро-
скопичности и газопроницаемости, снижение
термопластичности и понижение температуры
плавления. Однако имеются отличия в измене-
нии свойств этих групп полимеров в резуль-
тате воздействия ИИ. Так, для структурирую-
щих полимеров характерно увеличение моле-
кулярной массы, разрушающего напряжения
при растяжении, модуля упругости, твердости,
хрупкости, химической стойкости, электриче-
ской прочности; уменьшение растворимости,
коэффициента линейного теплового расшире-
ния, удлинения при разрыве.
У деструктирующих полимеров в процессе
облучения происходит уменьшение молекуляр-
ной массы, разрушающего напряжения при
растяжении, модуля упругости, твердости, хи-
мической стойкости, электрической прочности;
увеличение растворимости, удлинения при раз-
рыве.
При облучении керамических материалов
и электроизоляционных стекол у-кваитами и
электронами структура и характер химических
связей меняются пренебрежимо мало. Струк-
турные изменения вызывает облучение нейтро-
нами и тяжелыми заряженными частицами
(протонами, а-частицами, осколками деления),
способными вызывать смещения атомов и ио-
нов в узлах кристаллической решетки.
Радиационная стойкость структур неорга-
нических соединений зависит от химического
состава материала, т. е. от сечения взаимодей-
ствия с излучением его компонентов. Очень
важную роль играют также тип кристалличе-
ской структуры, плотность упаковки, тип хи-
мической связи в облучаемом материале.
Наиболее стойкими благодаря симметрич-
ности электростатических связей между части-
цами являются ионные структуры. С уменьше-
нием ионности связи в ряде Be—О, А1—О,
Zr—0, Si—0 падает устойчивость к воздейст-
вию нейтронов. Более плотные и симметричные
структуры стойки к воздействию радиации.
Установлено, что в результате фазовых пере-
ходов под действием реакторного облучения
образую 1ся более симметричные структуры.
Моноклинный диоксид циркония при облуче-
нии нейтронами флюенсом 3,6-1020 1/см2 пе-
реходит в кубическую модификацию, а в при-
сутствии стабилизирующих примесей (Сг, Та,
U) это превращение возможно и при меньших
флюенсах. То же происходит с тетрагональны-
ми модификациями титанатов свинца, бария
и др. Параметры образующихся при облуче-
нии кубических структур выше, чем у полу-
ченных обычным путем. Такие фазовые пре-
вращения — результат накопления упорядочен-
ных смещений атомов. Кроме того, ряд авто-
ров придерживается мнения, что соединение,
имеющее высокотемпературную модификацию,
может перейти в нее при облучении. Причиной
этого являются высокая температура и давле-
ние в областях термических пиков.
Исследование материалов класса силика-
тов, облученных нейтронами флюенсом
1019 1/см2, показало, что степень аморфизации
материалов уменьшается в соответствии с их
строением в следующем направлении: остров-
ные, цепочечные, листовые, каркасные. Отме-
чается также, что изменение плотности облу-
ченных материалов одинакового строения про-
порционально содержанию в них SiO2.
Облучение нейтронами флюенсом 6-1020 1/см2
при 100 °C привело к полной аморфизации
циркона ZrSiCU, граната Fe3Al2SiO4, берилла
3BeO-Al2O3-6SiO2.
Оксиды характеризуются большой стойко-
стью к облучению.
Под действием у-излучения в стеклах об-
разуются центры окрашивания в результате
захвата электронов возбужденными атомами.
Окраска может возникать или меняться в ре-
зультате окислительно-восстановительных про-
цессов, стимулируемых наличием свободных
электронов, если стекло содержит элементы с
переменной валентностью.
Излучение вызывает образование в стекле
пространственного электрического заряда.
Плотность его максимальна со стороны источ-
ника излучения и убывает с глубиной в соот-
ветствии с законом ослабления излучения. На-
веденный пространственный заряд влияет на
многие свойства стекол, вызывая, в частности,
локальные нарушения структуры, и может да-
же привести к растрескиванию и разрушению
стекла, характерному для электрического про-
боя.
При облучении в реакторе структурные
изменения обычно вызываются быстрыми ней-
320
Действие ионизирующего излучения
Разд. 27
тронами и смещенными атомами. Тепловые
нейтроны могут вызвать изменение химического
состава материалов и при отсутствии элемен-
тов с большим сечением захвата мало сказы-
ваются на структуре. В стеклах, содержащих
бор, благодаря большому сечению взаимодей-
ствия изотопа В10 с тепловыми нейтронами,
частицами, вызывающими структурные нару-
шения, будут продукты реакции B10(n, a) Li7,
т. е. а-частицы и ядра отдачи.
Керамические электроизоляционные мате-
риалы, как правило, многофазны. Помимо од-
ной или нескольких кристаллических фаз они
содержат стеклофазу, цементирующую кристал-
лы. Поскольку структурные компоненты кера-
мики находятся в тесном взаимодействии, из-
менения под действием излучения в каждой из
составляющих фаз отличаются от изменений в
том же соединении, находящемся в свободном
состоянии. Так, свободный кварц аморфизуегся
полностью после облучения нейтронами флюен-
сом 1,2-1020 1/см2, а кварц, входящий в состав
фарфора, при этих потоках сохраняется, отме-
чается лишь некоторая его кристобалитизация.
Взаимодействие фаз проявляется и в измене-
ниях размеров ячейки корунда, содержащего-
ся в высокоглиноземистых материалах.
Ячейка корунда во всех высокоглиноземи-
стых материалах увеличивается вследствие на-
копления одиночных радиационных дефектов.
С уменьшением относительного содержания
корунда в керамике его ячейка увеличивается
в меньшей степени, что свидетельствует об
амортизирующем влиянии стеклофазы на рост
параметров.
В муллито-корундовых керамических ма-
териалах УФ-46 и МГ-2 при увеличении флю-
енса нейтронов происходит растворение при-
месных кристаллических фаз.
Стеатитовые материалы, состоящие из сме-
си кристаллов различных модификаций мета-
силиката магния, сцементированных стеклом,
чувствительны к облучению.
Электротехнический фарфор состоит из
кристаллов муллита и кварца, сцементирован-
ных щелочно-алюмосиликатной стеклофазой.
Облучение нейтронами приводит к заметным
изменениям структуры и фазового состава фар-
фора
Облучение быстрыми нейтронами флюен-
сом до 1,06-1021 1/см2 при 200 °C совершенно
меняет фазовый состав фарфора: образуется и
становится единственной кристаллической фа-
зой материала корунд. После отжига при
1000 °C на рентгенограмме наблюдается только
отражение муллита
Кордиеритовая керамика содержит кри-
сталлические фазы: корунд, кордиерит и мул-
лит При облучении быстрыми нейтронами про-
исходит постепенное разрушение кордиерита н
муллита до полного исчезновения после дей-
ствия флюенса 1,06-Ю21 1/см2. Однако эти
изменения фазового состава не являются не-
обратимыми. Отжиг при 1000 °C восстанавли-
вает кристаллическую структуру кордиерита и
муллита и стабилизирует структуру корунда.
Среди жидких электроизоляционных мате-
риалов наиболее распространенными являют-
ся минеральные нефтяные масла, представляю-
щие собой углеводороды парафинового или
нафтенового ряда, и синтетические жидкости
(кремний- и фторорганические, до недавнего
времени хлорированные). При воздействии ИИ
на жидкие электроизоляционные материалы
происходят химические изменения, характер
иые для их органических или синтетических
составляющих. Так, в нефтяных маслах уве-
личивается вязкость; при контакте с воздухом
происходит более интенсивное окисление, со-
провождающееся образованием жирных кис-
лот; выделяется газ (в основном Н2). При об-
лучении галогеносодержащих масел образуют-
ся хлористый водород и фтористый водород,
которые при соединении с водой образуют кор-
розионно-активные среды. Рекомбинация сво-
бодных радикалов, образующихся при облуче-
нии, в жидких диэлектриках происходит более
свободно, чем в полимерах, благодаря свое-
образию агрегатного состояния; для жидких
электроизоляционных материалов характерны
также ион-радикальные реакции.
Жидкие диэлектрики при облучении в ос-
новном структурируют, что приводит к обра-
зованию осадка в результате накопления ус-
стойчивых продуктов радиационно-химических
реакций. По окончании облучения в жидких
электроизоляционных материалах продолжи-
тельное время могут существовать свободные
радикалы и захваченные ловушками ионы, что
следует учитывать при проведении испытаний.
Газообразные электроизоляционные мате-
риалы. воздух, шестифтористая сера (элегаз),
азот, водород и др. — при облучении ионизи-
руются с образованием свободных электронов,
причем из-за низкой плотности газа свободные
ионы могут существовать длительно; в резуль-
тате ион-молекуляриых реакций могут образо-
вываться ионы большей массы, чем масса ис-
ходных молекул, и появляться свободные
атомы
Особую опасность при облучении воздуха
и его примесей в других газах представляет
образующийся озон, вызывающий разрушение
неозоиостойких электроизоляционных материа-
лов на органической основе. По окончание
облучения в газах происходит быстрая реком-
бинация и уничтожаются все химически актив-
ные частицы.
27.6. ЭЛЕКТРОПРОВОДНОСТЬ
ОБЛУЧЕННЫХ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
При низких температурах радиационная
проводимость электроизоляционного материала
на несколько порядков выше таковой без об-
лучения. Влияние поляризации незначительно,
стационарный ток устанавливается за несколь-
ко минут Радиационный ток в электроизоля-
ционном материале подчиняется закону Ома до
напряженности около 10 МВ/м, как и темно-
вой ток (без облучения). При взаимодействии
ИИ с веществом материала в результате ио-
низации в материале образуются свободные
электроны и ионы. Поток заряженных частиц
(в случае их применения) при измерениях
обычно компенсируется наложением внешнего
поля и не принимает участия в радиационной
электропроводности.
При объяснении электропроводности поли-
мерных и керамических электроизоляционных
материалов в процессе их облучения широко
§ 27.6
Электропроводность облученных материалов
321
Рис. 27.3. Энергетическая схема физической мо-
дели Роуза — Фаулера
применяется модель Роуза—Фаулера, основан-
ная на представлениях фотопроводимости по-
лупроводников и неорганических диэлектриков
и зонной теории твердого тела.
На рис. 27.3 представлена энергетическая
схема применяемой модели. В схеме приняты
следующие обозначения: О — дно зоны прово-
димости; Е-в — край валентной зоны; 0РИЗл —
поток носителей, забрасываемых излучением из
валентной зоны в зону проводимости (G—
радиационный выход электронов, на 100 эВ
обычно G=0,05-e-0,2; Рпзл —мощность ИИ);
п—концентрация свободных носителей (элек-
тронов) в зоне проводимости; m — концентра-
ция занятых ловушек, а также стабилизиро-
ванных зарядов (дырок) в валентной зоне;
N— концентрация электроноакцепторных ло-
вушек (ловушками могут быть свободные ра-
дикалы, структурные дефекты, например, в ви-
де механически напряженных областей с
деформированными химическими связями и
полостей); kpmn—поток рекомбинированных
носителей (йр — константа рекомбинации).
Считается, что распределение ловушек по
глубине запрещенной зоны (штрихи) экспо-
ненциальное. Черные точки на схеме означают
электроны, кружки — стабилизированные по-
ложительные ионы (дырки). Экспоненциальное
распределение концентрации ловушек по глу-
бине Е (ширина запрещенной зоны характери-
зуется энергией) описывается уравнением:
dN (Е) N ! Е \
exp I 1
dE kT1 \ k7\ )
(27.5)
где k — постоянная Больцмана; Ti— параметр
распределения в единицах температуры, явля-
ющейся собственной характеристикой мате-
риала.
Для данной модели приняты следующие
допущения:
1) пг^>п, т. е. число захваченных ловуш-
ками электронов намного больше числа сво-
бодных электронов и поэтому в случае элек-
тронейтральности концентрация дырок также
равна /и;
2) излучение вырывает электроны из ва-
лентной зоны (валентные внешние электроны
атома) и забрасывает их только в зону про-
водимости;
3) захваченные ловушками электроны не
21—560
участвуют в рекомбинации; в ней принимает
участие лишь поток kpmn;
4) между электронами, захваченными ло-
вушками, и электронами зоны проводимости
происходит непрерывный обмен.
Из второго и третьего допущений следу-
ет, что равновесие процессов генерации элек-
тронов из валентной зоны в зону проводимо-
сти и рекомбинации между свободными элек-
тронами и дырками в валентной зоне описы-
вается уравнением:
вРцзя = kp тп. (27.6)
Стационарная концентрация свободных элек-
тронов определяется из уравнения
/ рр \_____L1— —‘—
:NTl+T (27 7)
\ kpN )
или
n=(BP^e^Tt (27.8)
где B=G/kpN-, Д=71/(71-*-7); ₽=1пМс/(Л+
+ Г); Nc — эффективная плотность электронных
состояний вблизи дна зоны проводимости (для
полимерных материалов 7'/с~Ю19 см-3).
Для модели с экспоненциальным распреде-
лением ловушек характерно Т^Т (иначе нару-
шается условие т~^п, т. е. концентрация заня-
тых ловушек намного больше концентрации
свободных электронов в зоне проводимости),
поэтому пределы возможных значений Д со-
ставляют 0,5<Д<1,0.
Если Г]<Г, то m<S.n и реализуется случай
безловушечного механизма (А я; 0,5); если
реализуется случай равномерного рас-
пределения ловушек (А?г 1) и температурная
зависимость п отсутствует.
Так как концентрация свободных электро-
нов пропорциональна мощности ИИ в степени
Д, для изотермических условий удельная элек-
трическая проводимость определяется форму-
лой
? = (27.9)
где Л=сопз1, не зависящая от Рпвл в широком
интервале мощности ИИ.
При экспоненциальном распределении ло-
вушек наклон прямой 1g у =/ (1g Гпзл) будет
зависеть от Т.
Уравнение (27.9) является общим для всех
твердых электроизоляционных материалов вне
зависимости от вида ИИ и энергии, но место-
нахождение прямых lgy=/(lg Ёпзл) может за-
висеть от этих факторов, так как ионизирую-
щая частица (или квант) при взаимодействии
с веществом теряет свою энергию дискретны-
ми порциями, создавая на своем пути микрооб-
ласти, в которых локальная поглощенная доза
может быть очень высокой. Так как разные
ионизирующие частицы по-своему рассеивают
энергию, создавая на своем пути разные кон-
центрации ионизированных или возбужденных
молекул (атомов), при одной и той же погло-
щенной дозе микрораспределение энергии в ве-
ществе может зависеть от вида и энергии ИИ.
Некоторые исследователи отмечали пере-
лом в зависимости Igy =/(1Е^пзл), построен-
ной в полулогарифмических координатах, при не-
котором предельном значении Рпзл, например,
для полистирола и поликапролактама этот пе-
релом характерен для мощности дозы 55 Гр/с.
322
Действие ионизирующего излучения
Разд. 27
Электропроводность в процессе облучения
зависит от температуры по закону
ур = Аехр(— ElkT), (27.10)
где ур— электропроводность, наведенная ИИ;
А — коэффициент пропорциональности, слабо
зависящий от температуры 7; Е — энергия ак-
тивизации радиационного тока; k—постоянная
Больцмана.
Как правило, энергия активации темново-
го тока выше энергии радиационного. В зависи-
мостях lgyP=f(7’) обычно наблюдается излом
кривой, связанный с преобладанием механизма
электропроводности, зависящего от ионизирую-
щего излучения н температурных процессов.
При низких температурах процесс будет опре-
деляться в основном мощностью дозы ИИ, а
при высоких — действием температуры.
Были проведены исследования поведения
керамических электроизоляционных материалов
в процессе облучения у-квантами, электронами,
протонами н смешанным у-нейтронным излуче-
нием на стационарных и импульсных реакторах.
Мощности доз достигали 8,5-107 Гр/с, потоков
нейтронов—1017 1/(см2-с).
Исследование зависимостей lgp=f(l/7’) в
области температур 20—800 °C в процессе об-
лучения на кобальтовых у-установках с мощ-
ностью дозы 38 Гр/с и в каналах стационар-
ных и импульсных реакторов при плотности по-
тока нейтронов до 1015 1/(см2-с) и мощности
дозы у-излучения до 8,5-105 Гр/с основных ви-
дов электрокерамических материалов и стекол
показало, что при комнатной температуре р
резко уменьшается и в процессе дальнейшего
радиационного или обычного нагрева убывает
по экспоненте с малой энергией активации
(0,1—0,5 эВ) до некоторой температуры, после
которой график зависимости lg p=f (1/7") име-
ет наклон, близкий к наклону кривой без облу-
чения. С увеличением мощности дозы эта точка
обычно смещается в область более высоких тем-
ператур (рнс. 27.4).
Рис. 27.4. Зависимость удельного объемного
сопротивления для фарфоров М-23 (кривые 1,
3, 5, 6) и МЗА (2, 4) от температуры:
1,2 — без облучения; 3, 4 — при Р^ =38 Гр/с; 5 — при
при Ру=850 Гр/с. <р^н=4-10'2 1/(см2-с), <PgH=4,8x
Х101! 1/(см2-с); 6 — при Ру =4,2-Ю3 Гр/с, 4>бн=<₽ =
=2,4-Ю14 1/(смг-с)
Показано, что функциональная зависимость
температуры 7о от мощности дозы PV, выше ко-
торой действием радиации.на суммарную про-
водимость диэлектрика можно пренебречь, име.
ет вид
«7, —Г2
Т° ~ А[1п(Л1/Л2)-Д1пР?] ’(27J1)
если радиационная составляющая проводимо-
сти зависит от температуры по экспоненте с
энергией активации W2, и
W.
Ти = А[1п (^/Aj-AlnPJ ’ (27‘12)
если она не зависит от температуры. Здесь
0,5<Д<1; k — постоянная Больцмана; Ai и
А2—постоянные; Wi—энергия термической ак-
тивации.
В процессе гамма- и реакторного облуче-
ния электрокерамических материалов в зависи-
мости удельного объемного сопротивления от
мощности дозы при малых флюенсах наблюда-
ется отсутствие влияния нейтронной составля-
ющей и изменение значения радиационной про.
водимости целиком определяется у-излучением.
При этом для керамических диэлектриков Д име-
ет порядок единицы. В качестве примера на
рис. 27.5 приведена зависимость удельного объ-
емного сопротивления электротехнического
фарфора М-23 от мощности дозы у-излучения.
Точки в диапазоне 0,25—38 Гр/с получены при
чистом у-облучении; в диапазоне до 8,5-103
Гр/с при смешанном у-нейтронном облучении
на стационарных реакторах и остальные точки
на импульсных реакторах. Аналогичные кривые
получены для всех основных керамических ма-
териалов, применяемых в электротехнической
промышленности. Эмпирические формулы, поз-
воляющие вести расчет радиационной проводи-
мости в диапазоне от 0 до 10s Гр/с, имеют вид:
для 22ХС—урад = 2,3-10-13 Р, ГБ-7—урад=
— 4,5-10~13 Р, микролита — урад = 4-Ю-13 Р,
См-м-^Гр-’-с.
Приведенная формула для микролита удов-
летворительно описывает результаты, получен-
ные при импульсном облучении электронами с
энергией 1—10 МэВ, длительности импульсов
0,02—5 мкс и 8,5-104—8,5-10® Гр/с.
Накапливаясь, точечные дефекты в керами-
ческих материалах снижают подвижность и
концентрацию носителей тока и снижают про-
водимость диэлектрика при длительном облуче-
нии в канале реактора. Особенно четко это
проявилось на примере титаната бария и вы-
Рис. 27.5. Зависимость удельного объемного
сопротивления электротехнического фарфора
от мощности дозы излучения, Гр/с
§ 27.6
Электропроводность облученных материалов
323
Таблица 27.7, Изменения р электроизоляционных материалов в зависимости от
поглощенной дозы ИИ
Материал Исходное р, Ом-м Условия облучения р, Ом-м, при 300 К после облучения до дозы, Гр
Вид ИИ и давление воздуха Энергия, МэВ 10е 10е 107 108
Пленка полиэтилен- 3-10х2 Электроны, 4,0 2-10U 3-1011 .— —
терефталатная 5-Ю12 0,1 МПа 4,0 6- ЮН
Полиимидная пленка То же 2-10И -—- —
Электрокартон мар- 3-10» » » 4,0 3-Ю9 1010 •— —
ки ЭВ Лакоткань марки ЛХМ-105 Стеклотекстолиты ма- 2-1011 » » 4,0 2-10U l,5-10ii —
рок: 4,0 7- ЮН
стк 5-10“ » » 6,5-1011 .—. —
СТЭФ 6-Ю11 » » 4,0 7-10U 8-10U -—. -—
СТ-1 3-10U » » 4,0 2-10U 2,5-Ю11 —
Стеклоткань марки 4-Ю12 » » 4,0 4-Ю12 3,5-1012 — —
ЛСК-155/180 Стекломиканит марки 1,5-1011 » » 4,0 КЬЮ42 2-1012 „ ...
Г1ФК1 Гибкий стеклослюди- 2-Ю13 Электроны, 1,5 Юн юн _ - -
нит марки ГС25КН 6,65-10—4 Па
Вазелин кремнийор- 5-1012 То же 1,5 2-1012 101? —
ганический марки КВ-3
Компаунд полиурета- 7-10U Электроны, 1,2 Ю12 1012 1012 1012
новый марки ВИЛАД-13-1 сталь- 0,1 МПа
'ком
Компаунд полиурета- 2-10х2 То же 1,2 4-10U 4-IO14 8-Юн 2-1012
новый марки ВИЛАД-13-1, моди-
фициро ванный эпок- сидной смолой с
тальком
Электрокартон марки 6-Ю10 Протоны, 5,0 2-101° 2-101° .— .—
ЭВ 1,3-10—4 Па
Лакоткань марки 2- Юн То же 5,0 4-101° 4-101° .— .—_
ЛХМ-105 Стеклотекстолиты ма- 2-10U » » 5,0 2-101° 2-1010
рок СТЭФ и СТК Стеклолакоткань мар- 9-1012 » » 1,1- юн 1,1-ЮН
5,0
ки ЛСК-155/180
Компаунд пропиточ- 4,7-10“ ^-кванты, 1,25 4,0-Ю12 6,0-1012 .—. —
ный марки КП-18 0,1 МПа
Стеклолакоткань мар- 2,0-1012 То же 1,25 2,0-1012 1,5- Ю12 —
ки ЛСБ-120/130
Система изоляции из 8-10U Электроны, 5,7 — 1,2-1011 2- Юн 2-10U
предварительно про- 0,1 МПа
питанной эпоксино- волачным связую- щим стекло слюди- нитовой ленты (при 400 К)
(ЛС-ЭН-526Т) Система изоляции из 2-Ю15 То же 5,7 ЮЧ 2-1012 8- ЮН
предварительно про- питанной эпоксипо- лиэфирным связу- ющим стекло слюди- нитовой ленты (ЛСК-ПО-СТ)
Система изоляции из 8-lQii » » 5,7 — 1012 3- IO42 2- 1QU
предварительно пропитанной эпок- сиполиэфирным свя- зующим стеклослю-
динитовой ленты (ЛС-ЭП-9125-ТТ) 21*
324
Действие ионизирующего излучения
Разд. 27
Рис. 27.6. Зависимость проводимости стеатита
СК-1 от плотности потока нейтронов:
2 —ф, , = Ф =4-10“ 1/(см2-с), Р =7.6-103 Гр/с,
о,н н V
70бл =220°С’ ^-4>6iH-^fr2-4-I0,< 1/<см2’с>- =
= 7,6-10'’ Гр/с. 70бл =450 °C
сокоглиноземистой керамики ГБ-7 с борной
стеклофазой, у которых при длительном облу-
чении в канале реактора проводимость умень-
шалась на несколько порядков.
Степень воздействия той или иной составля-
ющей реакторного излучения существенно • за-
висит от химического состава керамики и ради-
ационной стойкости кристаллических и аморф-
ных фаз. Изменение электрической проводимо-
сти в процессе длительного облучения в
зависимости от плотности потока облучения
показано на примере стеатита СК-1 при облу-
чении быстрыми нейтронами флюенсом 1020
1/см2 (рис. 27.6). Проводимость проходит через
минимум при флюенсе 5-10” 1/см2 и затем на-
чинает расти, достигая насыщения при флюенсе
1020 1/см2,
Подобный же вид имеют зависимости прово-
димости для ультрафарфора УФ-46 (проходит
через минимум при 3-10ls 1/см2), ГБ-7 (мини-
мум при 10ls 1/см2), микролита и поликора
(минимум при 1018 1/см2). Проводимость мул-
лито-корундовой керамики МГ-2 увеличивается
на порядок при увеличении облучения быстры-
ми нейтронами флюенсом до 6-1018 1/см2, а ке-
рамики нз окиси магния убывает до 10~s СмХ
Хм-1 при 1016 1/см2 до 5-Ю-10 См/м при
4-Ю20 1/см2. При этом флюенсе проводимость
достигает насыщения.
В табл. 27.7 приведены данные по измене-
нию электрического сопротивления в зависимо-
сти от поглощенной дозы ИИ для ряда электро-
изоляционных материалов. Видно, что р прак-
тически остается неизменным в рассматривае-
мом диапазоне поглощенных доз почти для
всех материалов и не зависит от вида ИИ.
27.7. ПОЛЯРИЗАЦИЯ
И ДИЭЛЕКТРИЧЕСКИЕ ПОТЕРИ
ОБЛУЧЕННЫХ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ
МАТЕРИАЛОВ
Мерой поляризации диэлектрика являет-
ся диэлектрическая проницаемость ег, которая
может изменяться при облучении обратимо, ес-
ли за время воздействия ИИ не произойдет за-
метных физико-химических необратимых изме-
нений материала.
При воздействии ИИ даже в неполярном
органическом диэлектрике образуются ионы и
поэтому в процессе облучения и с ростом мощ-
ности дозы Ег может возрасти, в то время как
в ионных кристаллах, где допонительные ионы
могут образовываться только за счет неболь-
шого количества нейтральных примесей, рост ег
может быть незначительным. Если в результа-
те воздействия ИИ не произойдет необратимых
изменений, то после прекращения облучения ег
примет исходное значение.
В полярных диэлектриках, обладающих
способностью к ориентационной поляризации,
значения ег тем выше, чем больше постоянный
дипольный момент молекулы и чем меньше ее
размеры. ИИ практически не может повлиять
на эти два параметра (даже при уменьшении
молекулярной массы полимера размеры вновь
образованных полярных молекул слишком ве-
лики), поэтому и в полярных диэлектриках
вряд ли возможен рост s,, если только ИИ за-
метно не повысит температуру материала в ре-
зультате радиационного разогрева.
Явление поляризации — процесс макроско-
пический, а поляризованность представляет со-
бой геометрическую сумму моментов всех поля-
ризационных молекул, поэтому изменение ег
должно зависеть от общего числа прореагиро-
вавших с ИИ молекул (атомов). В практике
отношение прореагировавших атомов при ИИ к
общему числу атомов (порядка 1022/см3) неве-
лико, поэтому не приходится ожидать и замет-
ного изменения ег при облучении, если ИИ не
приводит к необратимым изменениям струк-
туры.
В табл. 27.8 приведены данные по измене-
нию ет в процессе и после облучения для неко-
торых электроизоляционных материалов.
Для неполярных и слабополярных диэлект-
риков, в которых практически отсутствует аб-
сорбционный ток, диэлектрические потери оп-
ределяются электрической проводимостью.
Поэтому при воздействии ИИ на неполяр-
ные и слабополярные диэлектрики, в случае от-
сутствия необратимых изменений в материале,
зависимость tg 6 от мощности ИИ теоретичес-
ки должна иметь вид
tg6 = BPAs (27.13)
где В—const (В не зависит от мощности излу-
чения Р), а А — постоянная, характерная для
каждого конкретного материала. Однако в ря-
де случаев значения Д, полученные эксперимен-
тально, противоречат теории и эксперименту
для радиационной электропроводности. Так, для
полиэтилена, полиэтилентерефталата, политет-
рафторэтилена Д значительно меньше 0,5. Од-
нозначных толкований этого явления в настоя-
щее время пока не существует.
При облучении электроизоляционные мате-
риалы могут нагреваться или необратимо изме-
нять свою структуру, это может явиться при-
чиной изменения tg б в процессе облучения.
После прекращения воздействия ИИ изменения
tg б в зависимости от поглощенной дозы бу-
дут определяться структурными превращения-
ми, происшедшими в материале.
В табл. 27.9 приведены данные по измене-
нию tg 6 после облучения для некоторых ма-
§ 27.8
Электрическая прочность облученных материалов
325
Таблица 27.8. Изменения ег электроизоляционных материалов в зависимости от
поглощенной дозы ИИ
Условия облучения е
Материал Вид ИИ, давление возду- Мощ- ность дозы. Энергия, МэВ В исход- ном со- стоянии Пои 300 К после об- лучения до дозы, Гр О >> д _ О\о к 0,0 х
ха Гр/с (частота, Гц) 10’ 10s 107 с я И о х
Пленка полиимидная Электроны 0,1 МПа 500 8,0 4,0 (10s) 4,0 4,0 4,0 —
Стеклотекстолит СТ-1 марки Электроны, 0,1 Па 80 0,75 5,9 (103) — — 5,6 5,9
Пластмасса марки АГ-4С То же 80 0,75 6,8 (10s) — —— 6,8 6,8
Пленка полиэтилентере- фталатная Пленка полиэтиленовая » » » » 80 80 0,75 0,75 3,1 (10s) 2,5 (10s) — — 3,2 2,45 2,5
Лак марки МЛ-92 Электроны, 0,1 Па 80 0,75 4,4 (10s) — — 4,4 4,4
Стеклотекстолит фоль- Электроны, 10s 1,5 4,4 (10е) 4,4 4,6 — —
тированный СФ-2-50 марки 0,1 МПа
Стеклотекстолит фоль- То же 10s 1,5 3,9 (10е) 3,9 4,0 4,2 —
тированный ФДМТ Стеклотекстолит марки фоль- Протоны, . 1,5 4,5 (10е) 4,5 4,5 4,0
тированный СФ-2-50 марки 0,1 МПа
Стеклотекстолит фольги- То же То же 1,5 3,9 (10е) 3,9 3,9 4,0 —
рбванный марки ФДМТ Стеклотекстолит марки стк у-кванты, 0,1 МПа 1 10 1,25 1,25 4,5 (50) 4,5 (50) 5,0 6,8 — — 5,0 6,8
Стеклотекстолит СТЭФ марки у-кванты, 1 1,25 6,2 (50) 6,3 — — 6,3
Стеклотекстолит марки 0,1 МПа 10 1,25 6,2 (50) 9,0 .—- — 9,0
СТЭФ
Пленка полиимидная То же 3 1,25 4,0 (10s) .— 3,8 3,8 —-
Поликарбонат у-к в анты, 0,1 МПа 5 500 1,25 1,25 3,2 (10е) 3,2 (10е) 3,0 3,2 3,0 3.2 3,0 3,2
Стеклотекстолит фольги- То же 4 1,25 4,4 (10е) 4,4 4,4 4,4 —
рованный СФ-2-50 марки
Стеклотекстолит фоль- » » 4 1,25 3,9 (10е) 3,9 3,9 3,9 —
тированный ФДМТ марки
териалов. Условия облучения для каждого ви-
да ИИ были те же, что и в табл. 27.8, за не-
большими исключениями, отмеченными в табл.
27.9.
Из табл. 27.9 видно, что для большинства
перечисленных материалов изменение tg 6 не-
значительно.
В электротехническом фарфоре и щелоч-
ных стеклах при действии гамма- или реактор-
ного излучения tg 6 при комнатной темпера-
туре увеличивается по сравнению со значени-
ями в исходном состоянии, при нагреве образ-
ца — стремится к значению tg 6 без облучения
при соответствующей температуре и в ряде
случаев становится меньше значения без облу-
чения., tg 6 исследованных стеатитовых (СПК-
2, СК-1), высокоглиноземистой (22ХС), фор-
стеритовой (КВФ-4) керамик в широком интер-
вале температур при облучении остается на
уровне исходных значений или становится мень-
ше исходных. Полученные результаты удовлет-
ворительно объясняются взаимодействием тер-
мически активированных зарядов и зарядов,
активированных излучением.
В начале облучения tg 6 обычно изменяет-
ся во времени синхронно с температурой и не
зависит от дозы при у-облучении до 2,58-10®
Кл/кг, а при облучении нейтронами в реакторе
до 1017 1/см2.
27.8. ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ
ОБЛУЧЕННЫХ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Чисто электрический пробой происходит за
весьма короткое время —• практически мгновен-
но и его физическая природа такова, что влия-
ние ИИ на него маловероятно, что и подтвер-
ждается экспериментально.
Ионизирующее излучение большой мощно-
сти вызывает разогрев материала, что может
способствовать более быстрому (по времени
приложения напряжения) его разогреву, а не-
326
Действие ионизирующего излучения
Разд. 27
Таблица 27.9. Изменения tg 6 электроизоляционных материалов в зависимости от
поглощенной дозы ИИ
Материал Вид ИИ tg-б
В исходном со- стоянии (частота. Гц) При 300 к после облучения до дозы, Гр
1№ 10е 107
Пленка полиимидная Электроны 0,0014 (103) 0,0020 0,0050 0,0045
Стеклотекстолит марки СТ-1 » 0,0070 (103) .— — 0,0080
Пластмасса АГ-4С » 0,0054 (103) — — 0,0054
Пленка полиэтилентерефталатная » 0,0070 (103) -— — 0,0060
Пленка полиэтиленовая » 0,0011 (103) ~—- — 0,0013
Лак МЛ-91 » 0,0146 (103) -—• -— 0,0142
Стеклотекстолит фольгированный » 0,017 (10е) 0,019 0,019 0,019
марки СФ-2-50 Стеклотекстолит фольгированный Протоны 0,016 (10е) 0,016 0,016 0,016
марки СФ-2-50 Стеклотекстолит фольгированный » 0,014 (10е) 0,017 0,018 0,021
марки ФДМТ Стеклотекстолит марки СТК (£= 7-кванты 0,013 (50) 0,05 — —.
= 1 Гр/с) Стеклотекстолит марки СТК (Р= » 0,013 (50) 0,10 —
= 10 Гр/с) Стеклотекстолит марки СТЭФ {Р= » 0,007 (50) 0,10 —
= 1 Гр/с) Стеклотекстолит марки СТЭФ (Р= » 0,007 (50) 0,130 — —
= 10 Гр/с) Пленка полиимидная » 0,0014 (103) 0,0045 0,0025 0,0045
Поликарбонат (Р=5 Гр/с)' » 0,008 (10е) 0,010 0,010 0,012
Поликарбонат (Р=500 Гр/с) » 0,008 (10е) 0,008 0,008 0,008
Стеклотекстолит фольгированный » 0,017 (10е) 0,0170 0,0170 0,0170
марки СФ-2-50 Стеклотекстолит фольгированный » 0,014 (10е) 0,015 0,015 0,050
марки ФДМТ
обратимые структурные изменения могут ухуд-
шить теплопроводность; в результате при теп-
ловом пробое становится вероятным снижение
электрической прочности. Так как диэлектричес-
кие потери и электропроводность мало изме-
няются после облучения для большинства
материалов (пока не происходит структурных из-
менений), электрическая прочность в результа-
те теплового пробоя не будет изменяться замет-
но, пока не произойдет старения, т. е. необра-
тимого изменения их структуры. В результате
воздействия ИИ может наблюдаться газовыде-
ление из материала и образование пор, иониза-
ция газа в которых будет происходить при об-
лучении более интенсивно, чем только при воз-
действии электрического поля, это может явить-
ся причиной снижения £пр. Энергия частичных
разрядов расходуется на разогрев материала,
а образование в порах озона и окислов азота
(если в породы попадает воздух) ведет к окис-
лению и химическому разрушению органической
изоляции. ИИ способствует образованию и
озона, и окислов азота, усугубляя воздействие
электрического поля.
Из изложенного видно, что пробой элект-
роизоляционного материала при облучении в ос-
новном вызван необратимыми физико-химичес-
кими изменениями структуры вещества и поэ-
тому заметных изменений £пр в функции мощ-
ности поглощенной дозы можно ожидать толь-
ко с момента наступления этих изменений (в
сторону деструкции при наличии полимерной
части).
Известны данные, подтверждающие прак-
тически неизменность электрической прочности
при различных видах ИИ при облучении на воз-
духе и в вакууме до поглощенной дозы не ме-
нее 10е Гр для всех стекломиканитов н стекло-
слюдинитовых материалов, стеклотекстолитов
и стеклолакотканей, эпоксидных и полиурета-
новых наполненных компаундов.
Снижение £пр полимерных электроизоля-
ционных материалов, как правило, происходит
у преимущественно деструктирующих полимеров
при такой поглощенной дозе, когда начинают
резко ухудшаться механические свойства, а у
преимущественно сшивающихся полимеров —
практически при потере механических свойств
при поглощенных дозах, когда наблюдается
полное разрушение образца в результате нара-
стания хрупкости.
Так, при облучении политетрафторэтилена
до поглощенной дозы несколько выше 106 Гр
образцы этого типично деструктирующего под
действием ИИ материала полностью рассыпа-
ются и, естественно, теряют свою электричес-
кую прочность. Другой пример подобного дест-
руктирующего материала — поливинилиден-
хлорид, который при поглощенной дозе около
2-10е Гр уменьшает свою электрическую проч-
ность с 26,5 до 9,5 МВ/м.
Данные по изменению £пр, измеренные при
комнатной температуре на воздухе, типично
структурирующих двух полимерных пленочных
диэлектриков после облучения их протонами с
энергией 10 МэВ в вакууме при давлении 0,1 Па
§ 27.9
Механические свойства облученных материалов
327
Таблица 27.10 Изменения Епр, МВ/м,
пленочных диэлектриков в зависимости от
поглощенной дозы ИИ
Поглощенная доза. Гр
Вид пленки О СО
Е— с !Л
Полиимид- 373 342 249 269 253 218 203
ная 100 242 250 270 242 218 230
Полиэтилен- 373 190 216 190 201 210 200
терефталат- ная 100 190 200 190 191 188 191
при двух температурах приведены в табл. 27.10.
Из таблицы видно, что £пр оставалась высокой,
хотя образцы полиэтилентетрафталатных пле-
нок рассыпались при самых незначительных ме-
ханических воздействиях.
В табл. 27.11 приведены данные по ЕПР для
различных высоковольтных систем изоляции при
облучении макетов (толщина изоляции 0,5 мм)
на воздухе при нормальном давлении протона-
ми с энергией 10 МэВ, температура при облу-
чении составляла 500 К (в ряде случаев 80 К).
Одновременно с воздействием ИИ к образцам
было приложено напряжение, создавшее напря-
женность 6 МВ/м. После поглощения проме-
жуточных доз образцы пробивались при облу-
чении. Охлаждение образцов до 80 К произво-
дилось путем омывания их жидким азотом
Время облучения до максимальной поглощен-
ной дозы 2-10s Гр составляло около 150 ч.
Из табл. 27.11 видно, что наибольшей ради-
ационной стойкостью при указанном комплекс-
ном воздействии эксплуатационных факторов
обладают системы изоляции из стеклослюдини
товых лент и связующих на основе эпоксиново-
лачной смолы (система изоляции из ЛС-ЭН-
526-Т) и эпоксидного компаунда на основе ди-
ановой смолы ЭД-22 (система изоляции из
ЛСКО-180 Т).
Все исследованные керамические электро-
изоляционные материалы после облучения у-
излучением (доза 3,7-Ю7 Гр) от источника
60Со и нейтронами флюенсом 1019 1/см2 не из-
меняют значения электрической прочности.
Облучение нейтронами флюенсом 1020 1/см2
вызывает снижение электрической прочности
электротехнического фарфора М-23, стекла С48-
3, ситалла СТ50-1 форстеритовой керамики
КВФ-4 соответственно на 31, 30, 75 и 55 %.
27.9. МЕХАНИЧЕСКИЕ СВОЙСТВА
ОБЛУЧЕННЫХ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
Из предыдущих параграфов настоящего
раздела было видно, что электрические свойст-
ва электроизоляционных материалов сравни-
тельно мало изменяются в зависимости от по-
глощенной дозы, если в материалах не проис-
ходит необратимых изменений структуры. На-
чалу изменения этих свойств соответствует
начало необратимого изменения структуры, ко-
торое в значительной мере сопровождается из-
менением механических свойств материала. По-
этому радиационная стойкость электроизоляци-
онного материала, определенная по изменению
механических свойств, является более показа-
тельной и в большинстве случаев определяю-
щей.
Радиационная стойкость полимеров и ком-
позиционных материалов, содержащих поли-
Таблица 27.11. Изменения Елр, МВ/м, систем изоляции в зависимости от
поглощенной дозы ИИ
Система изоляции т, к Поглощенная доза, Гр
0 | 10“ | 10’ I 10s | 1,2-10s I 3-103 | 4 10е 5-Ю8 10е | 2-10»
Система изоляции из ЛС-ЭН- 500 40 40 40 28 — 18 —
526-Т 80 40 40 40 38 35 — — — — 10
Система изоляции из сухой стеклослюдинитовой ленты ЛСКО-180-Т; пропитка эпок- сидным компаундом по техно- логии «Монолит-2» 500 40 40 40 27 18
Система изоляции из сухой стеклослюдинитовой ленты ЛСКН-160-ТТ; пропитка эпок- сидным компаундом по техно- логии «Монолит-2» 500 40 40 40 20 13
Система изоляции из ЛСК- 80 32 32 30 15 И — — 6*
ПОСТ Система изоляции из стеклян- ной ленты; пропитка эпоксид- 500 36 36 36 16 — 8 6* — — —
ным компаундом по технологии «Монолит-2»
Система изоляции из стекло- ленты на основе полиимидной 500 30 30 25 8 6* — — — — —
стеклолакоткани (с липким клеящим составом)
Пробой произошел в процессе облучения при постоянно приложенном напряжении.
328
Действие ионизирующего излучения
Разд. 27
мерную часть, определяется видом полимера и
его способностью под воздействием ИИ пре-
имущественно деструктировать или сшиваться.
В результате воздействия на полимеры ИИ про-
исходит изменение молекулярно-массового рас-
пределения из-за разрыва главной цепи (поли-
мер деструктирует) или из-за поперечного и
концевого сшивания (полимер сшивается,
структурирует). Вероятность воздействия ИИ
на поперечные связи пренебрежимо мала, так
как количество поперечных связей, имеющихся у
полимера до воздействия ИИ, мало по сравне-
нию с общим количеством мономерных звеньев.
Экспериментально установлено, что число
разрывов главной цепи и число вновь образую-
щихся под воздействием ИИ поперечных связей
пропорционально поглощенной дозе. У преиму-
щественно сшивающихся полимеров с ростом
поглощенной дозы растет содержание нераство-
римой в любых растворителях фракции (гель-
фракцни), а среднемассовая молекулярная мас-
са стремится к бесконечности. При этом мате-
риал становится хрупким и для него, как пра-
вило, характерно увеличение разрушающего
напряжения при растяжении и уменьшение уд-
линения при разрыве.
Для некоторых электроизоляционных мате-
риалов на полимерной основе возможно изме-
нение преобладающего процесса (деструкция,
сшивка) в зависимости от поглощенной дозые
Наиболее часто встречается случай, когда
сначала происходит сшивка, а затем его дест-
рукция. В предельном случае и полностью сши-
тый полимер в результате воздействия ИИ
начинает деструктировать и рассыпаться.
Так как после прекращения облучения
возможны реакции возникших радикалов, в
полимерных и композиционных материалах мо-
гут наблюдаться пост-эффекты и поэтому ме-
ханические свойства образцов, определенные
после прекращения облучения, могут отличать-
ся от свойств, полученных при механической
нагрузке образца во время облучения.
В табл. 27.12 приведены значения относи-
тельной стойкости разных материалов, опре-
деленные для твердых материалов по измене-
нию разрушающего напряжения при растяже-
нии, а для эластомеров — по удлинению. Эти
данные можно использовать на практике для
ориентировочной оценки радиационной стойко-
сти электроизоляционного материала.
В последние годы широкое применение по-
лучили различные пропитывающие, заливоч-
ные, промазочные составы на основе эпоксид-
ных смол, обладающие комплексом положи-
тельных технологических и физических свойств.
Таблица 27.12. Относительная радиационная стойкость электроизоляционных
___________материалов по критерию изменения механических свойств__________
Доза, Гр, при которой наблюдаются Доза, Гр, при которой наблюдаются
Материал едва заметные изме- нения изменения на 25 % умеренные и сильные изменения (допусти- мо ограниченное ис- пользование) Материал едва заметные изме- нения изменения на 25 % умеренные и сильные изменения (допусти- мо ограниченное ис- пользование)
Полистирол Эпоксиноволачная смола Полиамиды Пленка полиимид- ная Эпоксидная смола Анилиноформаль- дегидная смола Стеклотекстолит на эпоксипо- лиэфирной смо- ле Поливинилхлорид Фенольная смола Полиэтилентере- фталат Поликарбонат Полиуретан Гетинакс на фе- нольной смоле Мочевиноформаль- дегидная смола Полиизопрен Меламиноформаль- дегидная смола З-Ю6 2-106 Ю5 10» Ю6 106 1-10’ 6-Ю5 4-Ю4 2,5-Ю5 Ю4 105 З-Ю3 4-Ю4 4-Ю4 1,5-Ю4 4-10’ 3,4-10’ 3-10’ 2-10’ 1,7-10’ 1,5-10’ З-Ю’ 6-Ю6 З-Ю6 2,5-Ю6 Ю6 7-Ю5 5-Ю5 5-10= 5-Ю5 4,5-105 10е Ю8 4-10’ Ю8 6-10’ 6-10’ 5-10’ 10’ 1,5-10’ 1,5-Ю6 10’ 4-10’ 6-Ю6 7-10е З-Ю’ Текстолит на фе- нольной смоле Ацетилцеллюлоза Полиуретановый каучук Сополимер этиле- на с пропиленом Полиэтиленовая пленка Ацетобутиратцел- люлоза Этилцеллюлоза Полиметилмета- крилат Неопреновый ка- учук Полипропилен Кремнийоргани- ческий эласто- мер Резина на осно- ве натурального каучука Полиформальде- гид Политетрафтор- этилен 2-10» Ю4 10‘ Ю4 Ю4 6-Ю3 104 5-Ю3 Ю4 4-Ю3 10* Ю4 ю3 2-Ю3 4-Ю5 З-Ю5 2-Ю5 1,6-105 1,5-Ю5 1,5-Ю5 1-Ю5 1 • Ю5 1-105 6-Ю4 6-Ю4 2-Ю4 1,5-Ю4 4-Ю3 2-10’ 1,5-106 2-Ю6 7-10’ 10е 6-Ю5 10е 7-Ю5 2-Ю5— 1-10’ 1,6-10’ З-Ю5— 1-10’ 1,5-10® 2-Ю4 Ю4
§ 27.9
Механические свойства облученных материалов
329
Таблица 27.13. Изменение механических параметров электроизоляционных
материалов в зависимости от поглощенной дозы ИИ
Материал Т, к Параметр Поглощенная доза, Гр
0 1,6-10° 8-10’ 5-10’ 2-1°8 7.5-108
Стеклоткань, пропитан- 473 <Ти, МПа 170 140 140 ПО 100 —
ная эпоксидным компа- 1, мм 3 4 4 2 3 —
ундом по технологии 100 Ои, МПа 190 170 180 180 — —
«Монолит-2» 1, мм 3,2 2,3 3,2 2,9 — —
Стеклотекстолит марки 473 Ои, МПа 500 280 220 170 170 —
СТЭН на эпоксиноволач- 1, мм 5,9 4,3 3,8 3,4 2,1 —
ном связующем 100 Ои, МПа 1, мм 520 6,0 510 5,7 350 3,7 300 3,3 — —
Стеклотекстолит марки 473 Ои, МПа 500 420 360 360 260 —
СТ-ЭТФ на эпокситрифе- 1, мм 5,0 4,3 4,0 3,8 3,3 —
нольном связующем 100 Ои, МПа 1, мм 490 5,2 470 4,8 460 4,8 350 3,7 — —
Стеклотекстолит марки 473 Ос, МПа 600 — — 750 520 .—
СТЭН на эпоксиноволач- Усадка, % 15,0 — — 23,0 22,0 -—-
ном связующем 100 Ос, МПа Усадка, % 600 15,0 — — 650 21,0 — —
Стеклотекстолит марки 335 Ор, МПа 142 —- 168 160 103 20,6
СТВК на кремнийоргани- ческом связующем Удлинение, % 8,5 — 10,0 9,5 7,0 1,9
Стеклотекстолит марки СТК на кремнийоргани- ческом связующем 293 Ои, МПа ПО 170 140 — — —
Гетинакс марки ЛГ (на 335 ои, МПа 147 .— 113 но 78 34
лавсановой бумаге) Удлинение, %' 22,5 — 25,5 19,0 8,5 3,0
Гетинакс марки 1 (на целлюлозной бумаге) 293 Ои, МПа 165 100 20 — — —
Радиационная стойкость таких материалов в
значительной степени зависит от вида отвер-
дителя и типа неорганического наполнителя.
Стеклоткань в сочетании с минеральным
наполнителем резко повышает радиационную
стойкость эпоксидного компаунда. Поэтому
и стеклослюдяная изоляция в сочетании с
эпоксидным связующим является наиболее ра-
диационностойкой из всех композиционных
систем изоляции с полимерным связующим.
При поглощении энергии ИИ наполненным
композиционным материалом (стеклотексто-
литами, системами изоляции на основе слюды,
пластмассами с минеральным наполнителем)
происходит, очевидно, перераспределение по-
глощенной энергии между органическим свя-
зующим и более радиационностойким мине-
ральным наполнителем, причем наполнитель
принимает на себя большую долю поглощен-
ной энергии.
В табл. 27.13 приведены данные по изме-
нению разрушающего напряжения при растя-
жении, изгибе и сжатии, удлинении при раз-
рыве и усадке при сжатии стеклотекстолитов
после облучения электронами с энергией
2 МэВ на воздухе при повышенных температу-
рах и в среде жидкого азота (100 К); для
сравнения приведены данные по пропитанной
стеклоткани и гетинаксу на основе бумаги из
полиэтилентерефталата (лавсановый гетинакс
марки ЛГ) и целлюлозной бумаги. Кроме то-
го, в табл, 27.13 даны значения длины изгиба
I, мм, и температуры облучения. Определение
механических параметров проводилось сразу
после окончания облучения при комнатной
температуре.
Образцы СТВК и ЛГ облучали также под
механической нагрузкой для выявления влия-
ния пост-эффектов. Механическая прочность
этих материалов при облучении под нагрузкой
значительно уступает прочности, определяемой
после воздействия ИИ.
Из полимерных пленочных материалов вы-
сокой радиационной стойкостью обладает по-
лиимидная пленка. В табл. 27.14 приведены
результаты испытаний полиимидной и поли-
этилентерефталатной пленок после облучения
протонами с энергией 10 МэВ в вакууме (1,33х
Х10~4Па) при 373 К, Разрушающее напряже-
ние при разрыве, удлинение, и число двойных
перегибов п под нагрузкой 3,5 кг определяли
при комнатной температуре.
Облучение силикатных стекол тепловыми
нейтронами флюенсом 10ls 1/см2 при темпера-
туре от 77 до 373 К вызывает изменение проч-
ности не более чем на 10 %. Флюенс быстрых
нейтронов 2-1020 1/см2 увеличивает плотность на
2,8 %, не вызывая расстекловывания. Механи-
ческие параметры свинцового и натриевого
стекол меняются очень мало или не меняются
совсем прн облучении флюенсом тепловых ней-
тронов до 1020 1/см2. В алюмосиликатных
стеклах состава SiO2—В2О3—А12О3—М2О за-
мечено, что увелиечние дозы облучения вызы-
330
Действие ионизирующего излучения
Разд. 27
Таблица 27.14. Изменения механических параметров пленочных
диэлектриков в зависимости от поглощенной дозы ИИ
Вид пленки Параметр Значение параметра после поглощения дозы, Гр
0 10s 10s 10’ 5-10’ 1- 10s
Полиимидная Ор, МПа 130 119 125 128 123 122
удлинение, % 11 21 21 24 21 18
п 469 526 600 774 508 447
Полиэтилентере- ор, МПа 233 209 188 80 0 —
фталатная удлинение, % 67 68 55 0 — —
п 5300 4900 4600 2 0 —
вает уменьшение модуля Юнга в пределах
флюенса нейтронов 9,8’1016—4-10ls 1/см2.
В стеклах состава SiO2—B2OS—М2О, содержа-
щих рубидий и калий, увеличение модуля Юн-
га при облучении зависит от содержания в них
щелочей. В глиноземистых стеклах.® большин-
стве случаев модуль Юнга уменьшается с уве-
личением поглощенной дозы излучения. Облу-
чение нейтронами флюенсом свыше 4-Ю18
1/см2 приводит к изменению плотности.
В стеклообразном кремнеземе модули уп-
ругости и твердости растут при облучении
нейтронами флюенсом 7-Ю18 1/см2. Макси-
мальное повышение модуля упругости наблю-
далось при облучении нейтронами флюенсом
6-1019 1/см2 и составляло 5,1 %. Коэффициент
линейного расширения при облучении менял-
ся очень мало. Наблюдалась усадка пирекса,
меньшая при более интенсивном облучении
нейтронами вследствие некоторого отжига де-
фектов.
Изменение прочности электроизоляционных
керамических материалов после облучения
быстрыми нейтронами флюенсом до 2-Ю20
1/см2 сравнительно невелико. Наибольший
флюенс быстрых нейтронов, после облучения
которым были исследованы механические
свойства керамических материалов, составил
1,09-102‘ 1/см2. Разрушение материалов не
произошло. Наиболее прочными оказались
высокоглиноземистые материалы ГБ-7, МК и
УФ-46. Наименьшие изменения отмечены в ма-
териале УФ-46. Так, предельное разрушающее
напряжение при изгибе после облучения по
сравнению с исходным значением снизилось
всего на 14 % (рис. 27.7). Данные рис. 27.7
и 27.8 показывают изменение значений пре-
дельного разрушающего напряжения при сжа-
тии Ос и изгибе Ои от флюенса нейтронов. Кри-
вые, характеризующие все материалы, кроме
ГБ-7 и УФ-46, показывают постепенное сни-
жение значения <тИзг с увеличением флюенса
нейтронов. По достижении флюенса 1020
1/см2 прочность материалов повышается, до-
стигая исходных значений, а затем при макси-
мальном флюенсе резко падает. Аналогичным
15 Ml—---1——-—1------ /2 MI-1---1---1---1
0 18 19 20 21 22 0 18 19 20 21 22 0 IB 19 20 21
1дф fl/см2] a) lg<P(l/cMz) ft) 1дФ(//смг) 8)
0 18 19 20 21 22 0 18 19 20 21 22 О 18 19 20 21 22
1дФ(//смг) г] 1дф(1/см2) d) 1дФ(1/см2) e'-
Рис. 27.7. Зависимость разрушающего напряжения при изгибе он от флюенса нейтронов:
а —микролит МК (99,6 % АЬОз); б — керамика ГБ-7; в — ультрафарфор УФ-46; г — стеатит СК-1; д ~ стеа-
тит СНЦ; е — стеатит СКВ
§ 27.9
Механические свойства облученных материалов
331
Рис. 27.8. Зависимость разрушающего напря-
жения при сжатии Ос от флюенса нейтронов:
а — электротехнический фарфор; б — стеатит СПК-2
Рис. 27.9. Изменение ТКР различных керами-
ческих материалов после облучения:
а — электрокерамика МК; б — ГБ-7; е — МГ-2; г —
стеатит СК-1; д— электротехнический фарфор; е —
стеатит СНЦ; ж — кордиеритовая керамика Л-24
(/ — исходный образец; 2—после облучения флюен-
сом 2,14-10м- 1/см2; 3 — повторное измерение)
образом меняются предельное разрушающее
напряжение при сжатии и ударная вязкость
керамических материалов. Наблюдается не-
который сдвиг максимумов и минимумов.
Наличие максимумов на указанных кри-
вых может быть связано с перераспределени-
ем внутренних напряжений в керамических
материалах. Стеклофаза с увеличением флюен-
са нейтронов сжимается, тогда как объем кри-
сталлов возрастает. Скорость и степень этих
изменений зависит от структуры и химического
состава изменяющихся фаз. В результате мо-
жет быть создано такое соотношение сжима-
ющих и растягивающих напряжений, которое
приведет к увеличению прочности всей си-
стемы.
Термические коэффициенты линейного рас-
ширения (ТКР) ос керамических материалов
после облучения нейтронами меняются различ-
но (рис. 27.9). Коэффициент линейного расши-
рения стеатитов после облучения нейтронами
флюенсом 2,14-1021 1/см2 проходит через мак-
симум и, начиная с 573 К, медленно уменьша-
еся до минимума при температуре около 973—
1023 К. Это уменьшение наиболее четко выра-
жено на кривой стеатита СНЦ. Повторное
нагревание возвращает ТКР стеатитов к ис-
ходным значениям. Для высокоглиноземистых
материалов МК и ГБ-7 нейтронное облучение
не вызывает заметных изменений в ТКР.
Значения ТКР кордиеритовой керамики JI-
24 существенно повышаются после облучения
нейтронами флюенсом 2,14-1021 1/см2 и дости-
гают максимума при 973 К, а затем медленно
снижаются. При повторном нагревании значе-
ния ТКР возвращаются к исходным Кривая
ТКР электротехнического фарфора, облучен-
ного нейтронами флюенсом 2,14-1021 1/см2,
имеет максимум при температуре около 1073 К.
При повторном нагревании максимум исчеза-
ет, а абсолютные значения ТКР лежат ниже
исходных во всем интервале температур.
Список литературы
27.1. Баранов В. Ф. Дозиметрия электронного
излучения. М.г Атомиздат, 1974. 230 с.
27.2. Власов Н. А. Нейтроны. М..: Наука, 1971.
552 с.
27.3. Гордеев И. В., Кардашев Д. А., Малы-
шев А. В. Ядерно-физические константы. М.: Атом-
нздат, 1963. 508 с.
27.4. Радиационная химия макромолекул/Под
ред. М. Доула. М.: Атомиздат, 1978. 325 с.
27.5. Фридлендер Г., Кеннеди Дж., Миллер Дж.
Ядерная химия и радиохимия. М.г /Аир, 1967. 564 с.
27.6. Тареев Б. М. Физика диэлектрических ма-
териалов. М.: Эиергоиздат, 1982. 326 с.
27.7. Радиационная химия полимеров/Под ред.
акад. В. А. Каргина. М.: Наука, 1973.
27.8. Публикация 544 Международной электро-
технической комиссии. Ч. 1—4. Руководство по опре-
делению влияния ионизирующего излучения на
электроизоляционные материалы, 1977—1982.
27.9. Костюков Н. С., Маслов В. В., Муми-
иов М. И- Радиационная стойкость диэлектриков.
Ташкент: ФАН, 1981. 211 с.
27.10. Маслов В. В. Расчет поглощенной дозы
электронного и протонного излучений электроизоля-
ционными материалами н системами изоляции. —
Электротехника, 1983, № 1, с. 30—33.
27.11. Расчет поглощенной энергии при взаимо-
действии реакторного излучения с веществом твер-
дого днэлектрика/В. В. Маслов, Ж- П. Морозова/
/Сб. Прохождение элементарных частиц через ве-
щество. Алма-Ата; Казахский государственный уни-
верситет, 1983, с. 13—18, 73—74.
27.12. Радиационное электроматериаловедение/
/Н. С. Костюков, Н. П. Антонова, М. И. Зильбер-
ман и др. М.: Атомиздат, 1979, с. 224.
27.13. Костюков Н. С., Антонова Н. П., Харито-
нов Ф. Я- Радиационная и коррозионная стойкость
электрокерамикн. М.г Атомиздат, 1973.
27.14. Выдрик Г. А., Костюков И. С. Физико-
химические основы производства и эксплуатации
электрокерамики. М.: Энергия, 1971.
332
Свойства материалов при криогенных температурах
Разд. 28
РАЗДЕЛ 28
СВОЙСТВА ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
ПРИ КРИОГЕННЫХ ТЕМПЕРАТУРАХ
Г. Е. Голубков, Л. Н. Савельева
Использование явления сверхпроводимо-
сти и снижения активного сопротивления про-
водников при глубоком охлаждении в электро-
энергетических установках, микроэлектронике
позволяет решать многие задачи, выполнение
которых без применения криогенных темпера-
тур (0—120 К) невозможно.
В указанных устройствах в качестве
электрической изоляции применяют твердые
материалы, а также газы и жидкости, одно-
временно выполняющие роль хладрносителей.
Основной особенностью этой области примене-
ния является то, что при охлаждении до крио-
генных температур часть газов превращается
в жидкость или твердое тело, жидкие электро-
изоляционные масла затвердевают, полимеры,
находящиеся в обычных условиях в высоко-
эластическом состоянии, переходят в стекло-
образное и большинство из них становятся
хрупкими.
28.1. ГАЗООБРАЗНЫЕ ДИЭЛЕКТРИКИ
При криогенных температурах могут быть
использованы гелий, водород, неон, фтор, ар-
гон, азот, кислород, метан, которые в этих ус-
ловиях химически инертны, достаточно стойки
при действии электрических разрядов. Основ-
ные показатели газов, которые могут быть ис-
пользованы прн криогенных температурах,
приведены в табл. 28.1.
Газообразная изоляция имеет то преиму-
щество, что после электрического пробоя она
восстанавливается и с течением времени ее
свойства не ухудшаются.
Электрическая прочность газов при пере-
менном н постоянном напряжении при сниже-
нии температуры и сохранении исходной плот-
ности практически не меняется. Например, про-
бивное напряжение воздуха постоянной
плотности, соответствующей 0,1 МПа при
293 К, в области температур 300—113 К при
расстоянии 10 мм между медными сферами
диаметром 20 мм и частоте 50 Гц остается
постоянным и равно 30 кВ. На рис. 28.1 пока-
зана зависимость пробивного напряжения азо-
та от расстояния между электродами прн тем-
Рис. 28.1. Зависи-
мость пробивного
напряжения азота
от расстояния меж-
ду электродами:
1 — переменное напря-
жение; 2 — постоянное
напряжение
пературах 293, 113 и 93 К и постоянной плот-
ности. Такая же зависимость для воздуха при
293 и 113 К совпадает с кривыми, приведен-
ными на рисунке.
Зависимость пробивного напряжения ге-
лия, водорода и азота от плотности дана на
рис. 28.2. При сохранении плотности вне зави-
симости от температуры для полей с напря-
женностью электрического поля примерно
10 МВ/м остается справедливым закон Паше-
на. Если напряженность заметно превышает
10 МВ/м, указанная выше закономерность те-
ряется и пробивные напряжения снижаются.
В неоднородном поле прочность гелия ни-
же, чем в однородном. Для отрицательно за-
Таблица 28.1. Основные физические показатели газов
Газ Химическая фор- мула 1 Средняя атом- ная или молеку- । ляриал масса Плотность газа при 273 К и 0,1 МПа, кг/м3 Температура ки- пения при 0,1 МПа, К Плотность пара при температуре кипения, кг/м3 Объем газа, по- лучающийся при испарении 1 м3 ЖИДКОСТИ, м3 Критическая тем- пература, К. Критическое дав- ление, МПа
Гелий Гелий Водород Неон Фтор Аргон Азот Кислород Метан Не4 Не3 н2 Ne F2 Аг N, о, СН4 4,0038 3,0169 2,016 20,183 38,0 39,944 28,016 32,0 16,043 0,1345 0,1785 0,08988 0,8999 1,696 1,7840 1,2504 1,4289 0,7168 4,215 3,195 20,38 27,09 85,24 87,27 77,36 90,18 111,7 16,6 1,2 12,0 5,7 5,0 4,9 1,8 750 788 1341 866 784 643 800 590 5,25 3,35 33,2 44,40 144,0 150,55 126,26 154,77 190,6 0,22 0,11 1,26 2,56 5,05 4,71 3,29 4,91 4,48
§ 28.2
Сжиженные газы (криогенные жидкости)
333
Число молекул в единице
оВъемах расстояние м*2
Рис. 28.2. Кривые Пашена для азота (/), во-
дорода (2) и гелия (3) при низких температу-
рах, приближающихся к температуре кипения
Рис. 28.3. Электрическая прочность гелия в за-
висимости от термодинамического состояния.
Расстояние между плоскими латунными элек-
тродами диаметром 60 мм равно 1 мм
расстояние между электродами,мм
Рис. 28.4. Пробивное напряжение жидкого
(1—3), парообразного при 20 К (4—6) и газо-
образного при 300 К (7—9) водорода в одно-
родном поле в зависимости от расстояния меж-
ду сферическими электродами диаметром
62,5 мм (1, 4, 7 —давление 0,5 МПа; 2, 5, 8—
" 0,3 МПа; 3, 6, 5—0,1 МПа)
ряженной иглы она особенно мала и слабо за-
висит от расстояния между электродами.
На рис. 28.3 показано поведение гелия в
электрическом поле в зависимости от термоди-
намического состояния. При температурах ни-
же критической изотермы (5,2 К) гелий —
жидкость, при более высоких — газ.
С понижением плотности газообразного ге-
лия его электрическая прочность снижается, а
с повышением давления возрастает плотность и
электрическая прочность. Аналогично ведут се-
бя воздух, азот, водород и кислород.
Электрическая прочность водорода, гелия
и азота в виде пара при температуре кипения
значительно выше, чем у газа, особенно при
импульсном напряжении.
Зависимость пробивного напряжения жид-
кого, парообразного и газообразного водорода
от расстояния между электродами при разных
давлениях дана на рис. 28.4.
Газ, выполняющий при криогенных темпе-
ратурах функции электрической изоляции,
практически всегда находится в условиях
электрического насыщения. При этом показа-
тель электрической проводимости не имеет
смысла. Насыщение воздуха наступает при на-
пряженности поля около 0,6 В/м и продолжа-
ется примерно до 1 МВ/м, затем возникает и
развивается ионизация. Насыщение в водоро-
де, гелии наступает при более низких напря-
женностях, чем в тяжелых газах, так как по-
движность ионов в легких газах в 5—8 раз
выше. Для большинства рассматриваемых здесь
газов ег близка к квадрату показателя пре-
ломления света (табл. 28.2).
Потери энергии в газе, если нет ударной
ионизации, весьма малы и tg6 меньше 10~7.
Таблица 28.2. Значения ег газов при
криогенных температурах и давлении 0,1 МПа
Газ Ег Температура измерения, К
Гелий 1,000231 82
Водород 1,000928 82
Азот 1,001898 84,1
Кислород 1,00168 90,10
Окись углерода 1,00231 90,18
28.2. СЖИЖЕННЫЕ ГАЗЫ
(КРИОГЕННЫЕ ЖИДКОСТИ)
Сжиженные газы при криогенных темпера-
турах являются не только хладоагентами, но
и диэлектриками. В табл. 28.3 приведены не-
которые физические показатели сжиженных га-
зов прн температурах, близких к температуре
кипения, и давлении 0,1 МПа,
Подвергавшийся испытаниям жидкий азот
соответствовал ГОСТ 9293-74 и содержал кис-
лорода значительно менее 0,5 %. Жидкие во-
дород и гелий были очищены и твердых при-
месей не содержали.
Полагают, что пробой жидкостей начина-
ется в пузырьках, образующихся непосредст-
венно у электродов. Они легко возникают из-
за низкой теплоты испарения криогенных жид-
костей. В жидком гелии, водороде и азоте
пузыри появляются вследствие воздействия
электрического поля в точках, где имеется вы-
сокая напряженность, а в кипящей из-за тепло-
притока жидкости — в любой точке объема и
без электрического поля.
Благодаря эмиссии с высокоиапряженных
точек катода, где локальная напряженность
334
Свойства материалов при криогенных температурах
Разд 28
Таблица 28.3. Физические показатели сжиженных газов
Жидкость Химическая формула Температура кипения при 0,1 МПа, К Плотность, кг/м3 Теплота испарения, кДж/кг Теплопроводность, Вт/(м,К) Теплоемкость прн 0,1 МПа, кДж/(кг-К) Поверхностное натя- жение, мкДж/м® Динамическая вяз- кость, мкН-с/м’ Е Коэффициент пре- ломления Скорость звука в жидкости, м/с
Гелий Не4 4,215 124,9 21 0,029 — 0,012 — 1,047 1,02 180
Гелий Не3 3,195 59 —• 0,014 — — — 0,030 — —
Водород н2 20,38 70,8 458 0,120 9,6 0,19 14,2 1,231 1,10 1200
Неон Ne 27,09 1206 88 0,120 — 0,50 -—. 1,19 —. —
Фтор f2 85,24 1505 173 — — •—- — -— -— —
Аргон Ar 87,27 1399,8 162 0,120 1,09 1,2 260 1,520 — 850
Азот n2 77,36 808 197 0,146 2,26 0,92 160 1,431 1,21 880
Кислород O2 90,18 1142 213 0,171 1,7 1,3 190 1,48 1,22 910
Метан CH, 111,7 424 510 0,19 3,42 1,3 120 1,676 — 1430
Рис. 28.5. Пробивное напряжение некипящего
жидкого азота между электродами игла —
плоскость (7) и кипящего гелия между элект-
родами шар диаметром 70 мм — плоскость (2).
Частота 50 Гц. Давление 0,1 МПа
Таблица 28.4. Зависимость пробивного
напряжения, кВ, жидкого азота при 50 Гц
и 77 К от давления и расстояния между
сферическими электродами диаметром 62,5 мм
Давле- ние, МПа Расстояние, мм
0,25 0,5 0,75 1.0 1,25 1,5
о,1 8,5 15,0 21,5 28,0 35,9 41,0
0,2 10,1 20,0 23,4 38,5 47,7 56,2
0,3 14,0 24,2 34,5 45,0 — —
0,4 15,0 26,7 38,0 49,5 -—. —
0,5 16,7 31,1 45,0 -—. — —
0,1* 10,0 19,0 27,8 36,3 45,2 53
электрического поля значительно превышает
макроскопическую, или ионизации вблизи ано-
да в жидкости появляются электроны. В крио-
генных жидкостях электроны не могут оста-
ваться свободными. Взаимодействуя с молеку-
лами жидкости или примесей, они создают
отрицательные ионы, обладающие большой эф-
фективной массой и легко передающие энер-
гию молекулам жидкости, превращая ее в пар.
Образовавшиеся пузыри очень быстро снижа-
ют электрическую прочность жидкости, так
как их диаметр возрастая, приобретает размер,
определяемый законом Пашена. Этот размер
пузырьков можно считать критическим; прн
дальнейшем увеличении размеров пузырьков
электрическая прочность падает.
Таким образом, если электрическая энер-
гия, созданная полем, выше или равна тепло-
те испарения пузырька малого объема, созда-
ются условия, облегчающие пробой жидкости,
и электрическая прочность может быть вы-
ражена уравнением EIip-= (Un/&) (erl/e,2), где
Un — минимальное напряжение по кривой Па-
шепа; 6 —• минимальный размер возникшего
газового пузыря; e>-i — диэлектрическая прони-
цаемость пара, а ег2 — диэлектрическая прони-
цаемость жидкости. Такому пробою не будет
предшествовать появление токов эмиссии, как
это отмечается для гелия при низких давлени-
* Электроды-сферы диаметром 12.5 мм.
ях. Появление токов эмиссии в водороде и
азоте вследствие перенапряжений, превышаю-
щих 100 МВ/м, создает условия для снижения
их электрической прочности. По-видимому,
пробивное напряжение криогенной жидкости
при длительном воздействии напряжения будет
сближаться с пробивным напряжением паров
при такой же продолжительности выдержки.
Подобное явление отмечено для жидкого азота.
Отмечено, что на электрическую прочность
жидкостей при криогенной температуре ока-
зывают влияние следующие факторы: наличие
теплопритока или переохлаждения, наличие
примесей, размеры, форма и материал электро-
дов, конвекционные токи, возможность объе-
динения пузырьков, электрострикция в кипя-
щей жидкости, форма приложенного напряже-
ния, давление, расстояние между электродами.
Пробивное напряжение жидкого азота в
зависимости от расстояния между сферически-
ми электродами и давления приведено в
табл. 28.4. Давление повышали от 0,1 до
0,5 МПа, при этом заметно возрастало пробив-
ное напряжение. Там же приведены данные
для электродов диаметром 12,5 мм при дав-
лении 0,1 МПа.
Пробивное напряжение жидкого азота при
50 Гц и расстоянии 2—15 мм между сфери-
335
§ 28.2
Сжиженные газы (криогенные жидкости)
ческими электродами диаметром 62,5 мм мож-
но представить формулой 6'прт = 35/гС1’8, где /г —
расстояние между электродами; Unpm — ампли-
тудное значение пробивного напряжения. Зави-
симость пробивного напряжения жидкого азо-
та при электродах игла—плоскость (радиус
скругления иглы 5 мм) от расстояния дана на
рис. 28.5 (кривая 1). Здесь при малых расстоя-
ниях пробой происходил при отрицательной
полуволне на игле, при больших — на положи-
тельной.
Испытания импульсным напряжением
1/50 мкс жидкого азота в однородном поле
дали импульсную прочность около 62 МВ/м
при межэлектродных расстояниях от 2 до 6 мм.
Коэффициент импульса был в пределах 2,5—
3,5. Подвод тепла в жидкости облегчает обра-
зование пузырьков и снижает электрическую
прочность. Снижение прочности можно компен-
сировать повышением давления.
Пробивное напряжение жидкого водорода
достаточно высоко. Его зависимость от рас-
стояния приведена на рис. 28.4. В табл. 28.5
дано пробивное напряжение жидкого и паро-
образного водорода при 20 К в зависимости
от давления. Зависимость пробивного напряже-
ния кипящего гелия от расстояния для боль-
ших зазоров представлена на рис. 28.5.
Таблица 28.5. Пробивное напряжение, кВ,
жидкого и парообразного водорода при 20 К
и расстоянии 1,0 мм между сферическими
электродами диаметром 62,5 мм
Давление, МПа Состояние
Жидкость Пар
о,1 19,5 16
0,2 39,7 26,5
0,3 48 37
0,4 57,5 47
0,5 67 57,5
0,6 76,5 67,5
Для некипящего гелия при расстоянии
2—15 мм между сферическими электродами
диаметром 62,5 мм Unpm определяется выра-
жением: t/npm=24h0-8, где Ппр,п — амплитудное
значение напряжения. Для однородного поля
при волне 1/50 мкс и давлении 0,1 МПа Епр
жидкого гелия равна 54 МВ/м. Такой она ос-
тавалась для расстояния 2—6 мм. При этом
коэффициент импульса менялся от 2,5 до 3,5.
Увеличение площади электродов (шар диамет-
ром 250 мм — плоскость) снизило электриче-
скую прочность до 25 МВ/м; такой она оста-
валась при увеличении расстояния до 5 мм.
Коэффициент импульса изменялся от 1,5 до 2.
Переохлаждение увеличивает прочность при
постоянном напряжении, но длительная элект-
рическая прочность не увеличивается.
Электропроводность сжиженных газов оп-
ределяется количеством ионов и их подвиж-
ностью. При напряженностях поля, значитель-
но меньших пробивных, образование ионов в
Рис. 28.6. Зависимость tg 6 жидкого азота (У)
и водорода (2) от напряженности электриче-
ского поля. Давление 0,6 МПа. Точка — водо-
род при 0,17 МПа. Заштрихованы пределы зна-
чений, наблюдавшихся в разных опытах
Рис. 28.7. Зависимость tg 6 технически чистого
жидкого азота от напряженности электрическо-
го поля в области давлений 0,17 МПа (У) и
0,2—2,1 МПа (2)
Таблица 28.6. Диэлектрическая проницаемость сжиженных газов
Кислород Азот Водород Гелий Метан Аргон
Т, к Ег т, к Ег т, к Ег т, к. ег т, к ег т, к Ег
54,4 1,590 64 1,472 14 1,253 1,6 1,05685 91,7 1,719 82,4 1,537
58 1,560 66 1,466 15 1,250 2,0 1,05715 95,3 1,712 84,3 1,530
60 1,554 68 1,460 16 1,2476 2,2 1,0574 100,7 1,703 85,8 1,525
65 1,542 70 1,454 17 1,243 2,6 1,0569 104,2 1,698 87,1 1,520
70 1,530 72 1,448 18 1,240 3,0 1,0555 106,7 1,694 88,5 1,518
75 1,518 74 1,4425 19 1,237 3,5 1,0533 108,9 1,687 88,8 1,516
80 1,506 76 1,438 20 1,233 4,0 1,0504 114,2 1,666
85 1,495 78 1,433 20,5 1,230
90 1,484
336
Свойства матеоиалов при криогенных температурах
Разд. 28
чистых криогенных жидкостях затруднено, а их
подвижность значительно ниже, чем в газах.
По-видимому, ионы могут образовываться толь-
ко в газовых пузырьках, возникающих в жид-
кости. Результаты измерений удельных сопро-
тивлений для жидкостей следующие; водород
(1,5—5)-1017, азот (0,3—5) 1017, аргон (3—7) х
X1015 Ом-м.
Диэлектрическая проницаемость сжижен-
ных газов близка к квадрату коэффициента пре-
ломления, т. е. вещества характеризуются как
неполярные. Изменения диэлектрической прони-
цаемости в интервале температур ниже темпе-
ратуры кнпення приведены в табл. 28.6.
В криогенных жидкостях при малых на-
пряженностях поля диэлектрические потери не-
значительны. Однако с увеличением напря-
женности поля tg 6 заметно возрастает. Как
в чистом жидком гелии, так и в гелии с приме-
сями при напряженностях меньше 4—5 МВ/м
при промышленных частотах потерь практи-
чески нет. В более сильных полях tg6 >10-4
и нестабилен. Зависимость tg б ззота и водо-
рода от напряженности и давления при разных
условиях испытания показана иа рис. 28.6,
28.7.
28.3. ТВЕРДЫЕ МАТЕРИАЛЫ
В качестве изоляции электрических машин,
кабелей, магнитов и других изделий криоген-
ной электротехники обследована большая груп-
па электроизоляционных материалов, приво-
димых ниже. Для сравнения с отечественными
материалами приведены результаты испытаний
некоторых зарубежных образцов.
Бумаги. Из полиэтиленового волокна: тай-
вик (Tyvek) фирмы Du Pont, США, фирмы
Furukava, Япония; из волокон ароматического
полиамида: номекс (Nomex) фирмы Du Pont;
из волокон поли-2,6-дифенилпарафениленок-
сида: тенакс (Тепах) фирмы ENDA (AKZO),
США. Кабельная бумага, скрепленная с поли-
пропиленовой пленкой, фирмы ICI (Tullis Rus-
sel).
Пленки. Полиэтилентерефталатные: майлар
(Mylar), Du Ront, США; мелинекс (Melinex),
ICI, Великобритания, хостафан (Hostafan), Kat-
ie, ФРГ; терфан (Terfan) фирмы Rhon Polenc,
Франция; лумиррор (Lumirror) фирмы Тогау, •
Япония. Полиимидная: кептон Н (kapton Н),
Du Pont. Полиимидно-политетрафторэтилено-
вая- кептон F (kapton F), Du Pont. Из сополи-
мера тетрафторэтилена с гексафторпропиленом;
тефлон FEP (Teflon FEP), Du Pont. Полисуль-
фон: юдел (Udel). Поликарбонат: макрофол KG
(Macrofol KG) фирмы Bayer, ФРГ. Полиамид:
найлон-11 (Nylon-П) фирмы Aquitaine Total
Organico. Полиэтилен низкой плотности — фир-
мы British Cellophane и марки ЛД-400 фирмы
Exxon. Полиэтилен высокой плотности: валерон
(Valeron) и полиэтилен высокой плотности
фирмы IBM.
Соответствующие типы отечественного по-
лиэтилена обозначаются: полиэтилен высокого
давления (низкой плотности) и полиэтилен низ-
кого давления (высокой плотности).
В качестве заливочных и пропиточных ма-
териалов были исследованы компаунды из оте-
чественных диановых смол ЭД-8, ЭД-16, ЭД-
22, отвержденные изометилтетрагидрофталевым
ангидридом, с различными наполнителями:
кварцевым песком, нитридом бора, окисью алю-
миния, ситаллом, тальком, а также полиурета-
новые компаунды: вилад 13-1, представляющий
собой смесь двух компонентов в соотношении
2,8 : 1 (первый компонент -— смесь полиэфиров
и наполнителя по ТУ 6-05-221-607-84 и второй
компонент — полиизоцианат марки Б по ГУ
6-02-818-78) и дамиваль (Damival) фирмы Al-
stom, Франция, подобный компаунду вилад.
Для определения теплофизических свойств
были применены компаунды из эпоксидных
смол: эпикот-828 (Epikote 828) фирмы Shell,
Великобритания и эпилокс EG Epiloxe EG,
ГДР.
Все образцы компаундов были лаборатор-
ного изготовления.
28.3.1. ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ
Электрическая прочность различных ор-
ганических материалов в однородном электри-
ческом поле с понижением температуры изме-
няется по-разному. У слабополярных и непо-
лярных материалов в области температур от
300 до 4,2 К при постоянном напряжении
внутренняя электрическая прочность (в одно-
родном электрическом поле) меняется мало и
лежит в пределах 500—800 МВ/м, у полярных
с уменьшением температуры она возрастает н
может иметь более высокие значения/
Как и при нормальных температурах,
электрическая прочность зависит от формы и
размеров электродов, природы и состояния
окружающей среды, толщины материала и его
сопротивления мгновенному действию разряда.
В настоящее время наиболее обследованы
при криогенных температурах тонкие волокни-
стые и пленочные материалы, использование
Таблица 28.7. Электрическая прочность,
МВ/м, материалов в воздухе и в жидком
азоте при переменном и постоянном
напряжениях (электроды шаровые диаметром
12,5 мм)
Материал
Перемен-
ное иапря
жеиие
Постоян -
ное нап-
ряжение
Пленки
Лавсановая
Терфан
Хостафан
Полиэтилен высокого
давления
Полиимидная марки А
Фторопласт-4
Триацетатная
Бумаги
Кабельная КМ-120
Конденсаторная
КОН2-12
Телефонная
Лакоткани
ЛКМС-105
ЛХМС-105
Ткани
Капроновая
Стеклоткань марки Э
20
50
55
50
55
50
70
120
12
55
105
150
80
90
230
230
210
116
200
131
14
64
190
146
147
300
182
129
59
178
340
465
417
256
356
300
270
284
286
575
397
208
21 168
100 270
22 126
90 118
136 87
§ 28.3
Твердые материалы.
337
которых возможно в гибком сверхпроводящем
и крнорезистивном кабеле.
Электрическая прочность волокнистых ма-
териалов, таких как целлюлозные кабельные
бумаги, синтетические полиэтиленовые и поли-
пропиленовые бумаги, в парах криогенных жид-
костей выше, чем в воздухе при комнатной
температуре. При пропитке криогенной жид-
костью прочность их еще растет, превышая
прочность самой жидкости. Это имеет место
как для напряжения 50 Гц, так и для посто-
янного и импульсного (табл. 28.7).
Бумаги, пропитанные минеральным мас-
лом или водой, при испытаниях в жидком азо-
те или гелии имеют электрическую прочность,
в 2—3 раза превышающую электрическую
прочность непропитанных образцов.
Большое влияние на электрическую проч-
ность оказывает плотность бумаг. Этот вывод
можно сделать из табл. 28.8.
Таблица 28.8. Влияние плотности кабельных
бумаг на £Пр многослойных образцов в
жидком азоте (частота 50 Гц)
Марка бумаги га . §5 а го ч S S о >, НЮ S Толщина образца, мм ПЛОТ- НОСТЬ, кг/м3 и/aw ,dn сЫ !
КВМС-120 120 0,60 700 50,2
КВМС-170 170 0,68 700 38,2
КВ-120 120 0,60 790 56,7
КВУ-080 80 0,72 1100 57,2
КВМУ-120 120 0,60 1100 62,0
КВУ-080 80 0,72 1140 65,5
Примечание. Бумаги КВМС-120, КВМС-170
по ГОСТ 645-79Е, остальные — по ГОСТ 645-67.
Электрическая прочность пленочных ма-
териалов, испытанных в жидком азоте и ге-
лии, значительно выше, чем у волокнистых.
Особенно велика прочность при постоянном
напряжении. В гелии при постоянном напря-
жении волокнистые материалы пробиваются
без появления поверхностных разрядов, а пе-
ред пробоем пленок возникают поверхностные
разряды. Введение в полиэтилен антистатика
позволило избавиться от поверхностных разря-
дов, но прочность при этом снизилась вдвое.
Для определения возможности использова-
ния материала в кабеле обычно наматывают
макеты на цилиндрические оправки длиной
60—300 мм. Намотку ведут лентой шириной
18—20 мм, имитируя намотку изоляции кабе-
ля на машине. Зазор между витками 0,5—
1,0 мм, перекрытие слоев (нахлест) на 1/3.
В табл. 28.8 показаны результаты испытания
таких макетов.
Пробивное напряжение многослойной изо-
ляции в жидком азоте при давлении 0,1 МПа
и переменном и импульсном напряжениях мож-
но выразить так: Unx, = Uohn, где h — толщина,
мм; /7о — пробивное напряжение при толщине
1 мм. Для волокнистой изоляции п находится
в пределах 0,95 и 1,0, а для полимерных пле-
нок 0,45—0,60. Повышение давления в жид-
кости дает рост электрической прочности, осо-
бенно если температура остается равной тем-
пературе кипения при 0,1 МПа. При давлении
.22—560
в жидком азоте 0,7 МПа и 97 К прочность у
КВ-120 повышается примерно на 30 %.
В табл. 28.9 показаны результаты испыта-
ния макетов, изготовленных из различных бу-
маг, пленок и комбинаций пленок с бумагами
при толщине намотки 0,5 мм.
Таблица 28.9. Электрическая прочность
макетов, изготовленных из лент различных
материалов при переменном напряжении в
жидком азоте при 77 К и 0,3 МПа
Материал Толщина ленты, мкм — £пр' МВ/м
Кабельная бумага КВ 80—120 58—60
Полиэтиленовая бумага тай- вик (фирма Furukava) 100 53
Микалентная бумага 20 38
Лавсановая бумага 65 35
Полиэтилентерефталатная бумага (японская) 45 28
Слюдинитовая бумага кон- денсаторная (СБК) 20 41
Слюдинитовая бумага (СБ) 60 38
Лавсановая пленка 20 51
Л авсан-полиэтиленовая пленка 60—70 76—85
Полипропиленовая пленка 20 93
Лавсановая пленка+СБК 50+20 78
Полиэтиленовая пленка + +кабельная бумага 20+80 66
Полипропиленовая пленка+ + микалентная бумага 20+20 85
Полипропиленовая пленка+ -(-лавсановая бумага 20+65 49
Полипропиленовая пленка+ СБК 20+20 94
Лавсан-полиэтиленовая пленка+СБК 60+20 83
Как следует из табл. 28.9, £Пр комбини-
рованных пленко-бумажных макетов выше,
чем бумажных, и приближаются к прочности
пленочных макетов.
Электрическая прочность макетов из бу-
мажных лент близка к прочности макетов, на-
мотанных из листов, однако, чем длиннее ма-
кет и чем толще слой изоляции, тем прочность
меньше. Прочность макетов, намотанных лен-
той из пленки, значительно ниже, чем проч-
ность листа тонкой пленки, и сближается с
прочностью макетов, намотанных лентой из
целлюлозных и синтетических бумаг. По-види-
мому, это является следствием затрудненно-
сти пропитки пленочных макетов и наличия в
зазорах между лентами газовых пузырьков,
снижающих общее пробивное напряжение. Это
может быть также связано и с малым значе-
нием напряжения поверхностного перекрытия
пленок.
Электрическая прочность бумаг и пленок
в жидком азоте и гелии при импульсном на-
пряжении в 1,3—2,5 раза выше, чем при пере-
менном. £пр при переменном напряжении и
стандартном импульсе для нейлона и мелинек-
са согласно экспериментальным данным тем
выше, чем тоньше пленка. Такая закономер-
338
Свойства материалов при криогенных температурах
Разд. 28
ность вероятна и для других пленок. Коэф-
фициент импульса от толщины в этом случае
не зависит и лежит в пределах 2—3.
Частичные разряды в макетах из толстых
бумажных лент наблюдаются при более низ-
ких напряженностях, чем в макетах из тонких
лент. Повышение давления жидкости приво-
дит к повышению напряжения и появлению
частичных разрядов. При низких давлениях
интенсивность разряда с ростом напряжения
растет быстрей, чем при повышенных давле-
ниях. Определенное влияние оказывает соот-
ношение диэлектрических проницаемостей
твердого материала и жидкости. Чем меньше
ег материала ленты, тем выше напряженность
в ней для получения разрядов данного значе-
ния. Рост давления оказывает сдерживающее
влияние на процесс образования пузырьков га-
за, а также повышает давление в них, что оп-
ределяет возрастание напряженности возник-
новения разрядов. Напряжение появления по-
верхностных разрядов в бумажно-жндкоазот-
ной изоляции по аналогии с бумажно-масля-
ной при небольших расстояниях можно запи-
сать в следующем виде: Z74,p=9,7 Л°>54. Для
скользящих: Z7CK= 16,1 Л0’44, где h — толщина
изоляции, мм.
К макетам криогенных кабелей применим
закон времени жизни в виде T£m=const, где
т — время жизни; Е — напряженность; т —
коэффициент стойкости к воздействию напря-
жения. Разрушающим фактором являются ча-
стичные разряды. Так как напряженность их
появления меняется с изменением толщины и
давления, то соответственно зависимым от этих
величин становится и коэффициент m (табл.
28.10). Для примера и сравнения можно ука-
зать, что отечественные кабельные бумаги КВ-
080 и КВ-120 имеют т«52 при напряжениях,
составляющих 0,7—0,9 пробивного, и давлении
жидкого азота 0,3 МПа.
Макеты на основе полиэтиленовой бумаги
при тех же условях и напряжениях от 0,3 до
0,6 пробивного имеют т=15. Значение m для
макетов из лавсановой пленки и слюдинитовой
бумаги СБК, а также пропиленовой плеики и
той же бумаги при напряжениях, составляю-
щих 0,6 пробивного, лежит в пределах 23—24.
Материал, имеющий высокое значение т,
будет резко снижать время жизни при неболь-
шом возрастании напряженности. Вторым, не
менее важным показателем возможности ис-
пользования материала является рабочая на-
пряженность, получаемая при экстраполяции
Таблица 28.10. Показатель степени т для макетов, намотанных из разных лент
Материал Число слоев Толщина ленты, мкм Давление, МПа т Диапазон испы- тательных напря- жений ^сЛр
Бумаги
Тайвик, каландрированная 9 126 0,6 22 1,0—0,6
Тенакс, бумага на основе волокон поли-2, 6-ди- фенилпарафениленоксида 6 157 0,1 80 0,9—0,75
Кабельная Пленки 6 90 0,1 72 0,9—0,8
Номекс 6 80 0,1 100 0,95—0,90
Кептон Н 6 50 0,4 11 0,8—0,5
Мелинекс 6 125 0,4 18 0,8—0,6
6 75 0,4 16 0,8—0,6
Полиэтилен низкой плотности фирма (British 12 23 0,4 14 0,75—0,60
6 75 0,4 17 0,9—0,6
Cellophane) Примечание. Время до пробоя 0,028—28 ч. 6 125 0,4 17 0,9—0,6
Таблица 28.11. Электрическая прочность, МВ/м, полимерных пленок и бумаг при
переменном напряжении в воздухе, азоте и гелии для электродов шар диаметром
30 мм — плоскость
Материал Толщина, мкм В возду- хе, 293 К В азоте, 77 К В гелии, 4,2 К
жид- ком газообраз- ном ЖИД- КОМ газообраз- ном
Пленки Майлар 100 119 171 99 120 85
Политетрафторэтиленовая 100 ИЗ 114 97 134 99
Тефлон FEP 100 127 137 112 144 114
Полиэтилен низкой плотности 100 102 155 106 92 70
Найлон 100 110 127 99 111 73
Поливинилхлоридная 100 112 109 97 105 75
Кептон 100 140 198 127 163 127
Кептон+тефлон 50+50 134 151 140 147 117
Бумаги Крафт 100 13 28 18 38 21
Слюдяная (самика) 100 64 79 62 55 30
§ 28.3
Твердые материалы
339
кривых жизни. Однако данные, полученные из
сравнительно кратковременных испытаний на
срок жизни, нужно использовать как ориенти-
ровочные.
Таблица 28.11 позволяет сравнивать элек-
трическую прочность полимерных пленок и
бумаг в воздухе, азоте и гелии по данным за-
рубежной литературы. Из нее следует, что
электрическая прочность пленок в газообразном
азоте при 77 К н гелии при 4,2 К обычно ниже,
чем в воздухе при 293 К. Прочность в жидком
азоте для большей части пленок выше, чем в
жидком гелии и чем в воздухе при 293 К.
В табл. 28.12 приведены значения элект-
рической прочности в жидком азоте лабора-
торных образцов эпоксидных компаундов на
основе смол ЭД-8 н ЭД-16, взятых в соотно-
шении 45 : 55, ненаполненных и наполненных
наполнителями. Компаунды отверждались изо-
метилтетрагидрофталевым ангидридом. Такие
компаунды могут найти применение в качест-
ве заливочных, например, для изготовления
изоляторов и в качестве пропиточных — в кри-
огенных аппаратах и машинах.
Электрическая прочность компаунда с
нитридом бора при толщине 1,5—2,5 мм в по-
Таблица 28.12. Электрическая прочность,
МВ/м, эпоксидных компаундов при
переменном напряжении
Компаунд (смола, наполнитель) Объемное со- держание на- полнителя, % Температура, К
2S3 77
ЭД-16 0 337 343
ЭД-8, ЭД-16, нитрид бо- ра 25 132 120
ЭД-8, ЭД-16, кварцевый песок КП-3 45 154 142
ЭД-8, ЭД-16, нитрид бора, ситалл 34 89 109
Примечание. Отвердитель — И-МТГФА:
электроды: шар диаметром 5 мм, залитый в компа-
унд, и плоскость; толщина слоя компаунда 50—
120 мкм.
ле, близком к однородному, при 77 К состав-
ляет 89—93 МВ/м. При испытании в стандарт-
ных плоских электродах образцов толщиной
1,0 мм электрическая прочность этих компаун-
дов как в воздухе, так и в жидком азоте ле-
жит в пределах 25—35 МВ/м.
Удельная объемная проводимость некото-
рых полимерных пленок и бумаг при темпе-
ратурах 77 и 89 К оказалась ниже 10“17 См/м
(табл. 28.13). При криогенных температурах
проводимость твердых диэлектриков очень ма-
ла и не будет определять применимость их в
изделиях.
28.3.2. ДИЭЛЕКТРИЧЕСКАЯ ПРОНИЦАЕМОСТЬ
И ПОТЕРИ
Диэлектрическая проницаемость с пониже-
нием температуры неполярных и полярных
материалов изменяется по-разному. У непо-
лярных при переходе к криогенным темпера-
турам она незначительно увеличивается вслед-
ствие роста плотности и в диапазоне темпе-
ратур 77—4,2 К находится в пределах 2,1—
2,3. У полярных полимеров при снижении тем-
пературы бг уменьшается значительно, но ее
значение остается во всем диапазоне темпера-
тур выше, чем у неполярных.
При 4,2 К е,- на частотах от Б0 до 1000 Гц
составляет у полиэтилентерефталата 2,8—3,1;
поликарбоната—2,9; полиамида—2,4; полисуль-
фона—2,5; полиимида 3,1—3,4; поливинилхло-
рида—3,4; целлюлозы 2,2—2,5.
В диапазоне температур 4,2—300 К у по-
лимерных материалов возможно существова-
ние релаксационных максимумов диэлектри-
ческих потерь р, у, 6, обусловленных колеба-
ниями отдельных групп в боковых или основной
цепях молекул. Наиболее низкотемпературной
является 6-релаксация, которая может наблю-
даться вблизи гелиевых температур даже у
неполярных полимеров, таких как полиэтилен
и полипропилен.
Значения tg 6 неполярных и полярных ма-
териалов в области криогенных температур
сильно отличаются. Для обоих типов материа-
лов характерно снижение tg 6 при охлажде-
нии от 300 до 4,2 К, но если для первых зна-
чение его прн 4,2 К ниже 3-10-6, то для вторых
Таблица 28.13. Удельная объемная проводимость, См/м, полимерных пленок
и бумаг при 300 и 77 К
Материал Толщина, мкм Температура, К Напряже- ние при измерении, В
300 77
Пленки
Полиэтилен низкого давления 50 2,8-10—15 < 10-1’ 1006
Полиимидная марки А 30 1,7-10—14 < 10-1’ 1000
Триацетатная 70 2,9-10—13 < 1о-17 1000
Лавсановая 50 6.8-10-™ < ю-17 1000
Майлар Кабельные целлюлозные сухие бумаги с плотностью: 76 2,3-10—17 1-ю-17* 218
1100 кг/м3 127 4,3-10—17 2,4-10-18* 218
1150 кг/м3 76 3,0-ю—15 2,2* 218
* При 89 К.
22*
340
Свойства материалов при криогенных температурах
Разд. 28
tg6 сохраняется на уровне, более высоком
чем 10~4.
У таких материалов, как полиэтилен низ-
кой и высокой плотности, фторсодержащие
полимеры (политетрафторэтилен, сополимер
тетрафторэтилена с гексафторпропиленом),
tg 6 при 4,2 К может быть даже ниже 10~3.
Измерение столь малых значений tg 6 из-
вестными мостовыми методами затруднено из-
за их ограниченной чувствительности. Более
чувствительным и точным является калоримет-
рический метод.
Диэлектрическая проницаемость е, и tg 6
пористых и волокнистых материалов в значи-
тельной степени определяются типом исходно-
го сырья, плотностью материала, увлажнен-
ностью образца, tg б и е, кабельных бумаг
возрастают с увеличением плотности (табл.
28.14). У синтетических бумаг, а также слю-
динитовой указанных плотностей tg6 в жид-
ком азоте менее 10-5,
Таблица 28.14. Значения tg6 и ег разных
бумаг в кипящем азоте при 103 Гц
Тип бумаги Плот- ность, кг/м3 tg 6 Ег
КВМС-120 700 0,0009 1,90
КВМ-120 760 0,0011* 2,00*
КВ-120 790 0,0011 2,05
КВМУ-120 1100 0,0016 2,50
Полиэтиленовая (фир- ма Furukava) 896 0,00001 2,37
Полипропиленовая (опытная партия) 670 0,00001 2,14
Лавсановая 465 0,00001 1,73
Слюдинитовая СБК 1900 0,00001 2,39
* При 50 Гц.
В табл. 28.15 показано влияние сушки, ув-
лажнения и напряженности электрического
поля на потери в кабельной бумаге. Образцы,
пропитанные дистиллированной водой и ув-
лажненные после сушки на воздухе, имеют
меньшие потери, чем сухие, вследствие того,
что tg6 воды (льда) при температуре жидко-
го азота равен (2—4) 10~4. Рост напряженно-
сти поля вызывает заметный рост tg б и непро-
питанных образцов.
При переходе от измерений ег и tg 6 на
однослойном образце к измерению на много-
слойном макете значения этих показателей не-
сколько изменяются, причем в большей степени
для непористых пленочных материалов. Значе-
ния tg 6, полученные на макетах, представля-
ющих собой трубку с навитым на нее ленточ-
ным материалом, показаны в табл. 28.16 и 28.17.
В первом случае использовали латунную по-
лированную трубку диаметром 14 мм; макеты
наматывали вручную. Толщина намотки 0,5 мм.
Во втором случае макет готовили из 6 слоев
лент на полированной стальной трубке диа-
метром 28 мм. Натяг при намотке лент состав-
лял 5 Н.
Сравнение tg6, полученного измерением
при 293К и 1,4 МПа в элегазе и при 1,4 МПа
и 6 К в гелии плотностью 86—123 кг/м3 одно-
слойных образцов пленок и моделей кабеля
длиной 22 м, изготовленных из этих пленок
(табл. 28.18), показывает, что при переходе от
однослойного образца к кабелю tg 6 в гелии
несколько возрастает. Толщина изоляции в ка-
беле 2,54 мм. Напряженность на центральной
жиле при измерении 10 МВ/м. Измерения на
однослойных образцах проводились при 2—
10 МВ/м.
Представление об уровне значений tg6 и
е,- неиаполненных и наполненных эпоксидных
компаундов при 77 К дает табл. 28.19. При
4,2 К потери на порядок ниже.
28.3.3. МЕХАНИЧЕСКИЕ СВОЙСТВА
При достаточно низкой температуре все
материалы (даже эластичные в обычных ус-
ловиях) переходят в стеклообразное состоя-
ние. Разрушающее напряжение при растяже-
нии <jp, сжатии Ос, изгибе ои при снижении
температуры от комнатной до 77 К увеличи-
вается, а при дальнейшем охлаждении до
4,2 К может как снижаться, так и несколько
расти. Деформация термопластичных матери-
алов сильно снижается, модуль упругости во
всем диапазоне снижения температуры растет.
Таблица 28.15. Зависимость значения tg6 и ег бумаги КВМ-120, пропитанной
жидким азотом, от влажности и напряженности электрического поля, при 50 Гц,
давлении в жидком азоте 0,2 МПа, давлении на электроды 5,2 кПа
Параметр £пр. МВ/м Предварительная обработка
Сушка в вакууме при 383 к Сушка в воздухе при 383 К Выдержка после сушки - в воздухе при 383 К и влажности Выдержка в дистиллиро- ванной воде
65 % 93 %
tg 6 1 0,0011 0,0011 0,0011 0,0008 0,0007
5 0,0015 0,0015 0,0014 0,0011 0,0008
10 0,0024 0,0024 0,0020 0,0014 0,0008
18 0,0057 0,0051 0,0032 0,0022 0,0008
8г 1 1,95 — 2,00 j 2,06 —
§28 3
Твердые материалы
341
Таблица 28.16. Значения tg6 и е,- в жидком азоте макетов, изготовленных из лент
различных материалов, при 50Гц
Материал Толщи- на ленты, мкм tg 6 при 0,1 МПа tg д при 0,7 М.Па е при 0,3 МПа и 12 МВ/м
Напряженное ть, МВ/м
4 12 20 4 12 20
Кабельная бумага КВ-120 120 0,0005 0,00062 0,0012 0,0003 0,00035 0,0006 —
Полиэтиленовая бумага (фирма Furukava) 100 0,00005 0,0004 0,0014 0,00002 0,00044 0,00136 —
Слюдинитовая бумага СБ 60 0,00006 0,00039 0,00145 0,00032 0,00084 0,00175 —
Полипропиленовая плен- ка 20 0,00009 0,00037 0,0022 0,00019 0,0005 0,0012 2,16
Лавсановая пленка 20 0,0006 0,0043 0,0166 0,0075 0,0045 0,0038 —
Лавсан-полиэтиленовая пленка 70 0,00031 0,00094 0,0026 0,00075 0,00108 0,00195 —
Лавсан-полнэтиленовая пленка + слюдинитовая бу- мага СБК 70+20 0,00024 0,0005 0,0015 0,00041 0,00075 0,00155
Полипропиленовая плен- ка + кабельная бумага КВ 20+80 0,001 0,0011 0,0014 0,00125 0,00135 0,00145 1,99
Полипропиленовая плен- ка + мнкалентная бумага 20+20 0,00073 0,00072 0,00083 0,00074 0,00073 0,00081 1,72
Полипропиленовая плен- ка+лавсановая бумага 20+65 0,00045 0,00062 0,00092 0,0004 0,0005 0,001 1,60
Полипропиленовая плен- ка-)- слюдинитовая бумага СБК Лавсановая пленка + слю- динитовая бумага СБК 20+20 0,00026 0,00029 0,00043 0,0002 0,0002 0,00047 2,09
50+20 0,00032 0,00039 0,00053 0,0004 0,00046 0,0006 —
Таблица 28.17. Значения tg6 изоляции макетов, пропитанных жидким азотом, при
0,17 МПа и 50 Гц
Материал (пленка) Толщина пленки, мкм tg 6 при напряженности, М1В/м
5 10 15
Тайвик 132 <0,000005 <0,000005 <0,000005
Тенакс 150 <0,000005 <0,000005 <0,000005
Полипропиленовая, скрепленная с ка- бельной бумагой 106 0,0004 0,0004 0,0004
Полиэтилен 125 0,00007 0,00007 0,00008
Поликарбонат 158 0,00012 0,00012 0,00025
Макрофол KG Мелииекс 75 0,00008 0,00008 0,00015
Найлон-И 100 0,00009 0,00009 0,00015
Таблица 28.18. Значения tg6, полученные для однослойных образцов и моделей
кабеля длиной 22 м при комнатной температуре и 6 К в гелии
Материал (пленка) Толщина пленки, мкм tg 6 при испытании
в элегазе в гелии
Однослойный образец Кабель 22 м Однослойный образец Кабель 22 м
Полиэтилен высокой плотно- 100 0,0004 0,0004 0,000008 0,000018
сти, валерон Поликарбонат, макрофол KG 75 0,00117 0,00288 0,000085 0,000175
Полисульфон, юдел 100 0,00075 0,00066 0,000095 0,000115
342
Свойства материалов при криогенных температурах
Разд. 28
Таблица 28.19. Значения tg 6 и ет эпоксидных компаундов
Компаунд tg 6 при 293 К и частоте, Гн tg 6 при 77 К и частоте, Гц ег при 293 К и частоте, Гц ег при 77 к и частоте, Гц
102 | 10‘ 10* 10* 10* | 104 10г 10‘
ЭД-8 0,0055 0,013 0,0014 0,0022 3,59 3,49 2,98 2,96
ЭД-16 0,0045 0,0102 0,0017 0,002 3,45 3,43 2,93 2,91
ЭД-22 0,0052 0,0093 0,0016 0,0013 3,43 3,35 2,94 2,91
ЭД-8, ЭД-16 0,004 0,015 0,0018 0,003 3,65 3,57 2,94 2,92
ЭД-8, ЭД-16, нитрид бо- 0,006 0,012 0,0022 0,003 4,11 4,04 3,58 3,55
ра ЭД-8, ЭД-16, кварцевый 0,0016 0,0024 0,0014 0,0024 4,42 4,33 3,88 3,85
песок ЭД-8, ЭД-16, ситалл 0,06 0,035 0,0027 0,0035 5,88 5,18 4,03 4,00
ЭД-8, ЭД-16, тальк 0,016 0,024 0,0015 0,0017 4,30 4,04 3,38 3,38
Примечание В качестве отвердителя во всех компаундах использован И-МТГФА в эквимолеку-
лярном соотношении со смолой Соотношение смол ЭД-8 и ЭД-16 и объемное содержание наполнителя в
компаундах такое же, как и в табл. 28.12.
Таблица 28.20. Разрушающее напряжение при растяжении и удлинение при разрыве
бумаг и пленок
Материал Толщина, мкм Направление Температура 293 К Температура 77 К
Ор, МПа Удлине- ние, % МПа Удлине- ние, %
Кабельная бумага КВ-120 120 Вдоль Поперек 109 36 7,5 8,4 142 58 2,0 2,3
Кабельная бумага КВМ-120 120 Вдоль Поперек 74 35 5,8 15 113 51 3,0 3,0
Арамидная (фенилоновая) бу- мага 70 Вдоль и поперек 53 7,0 82 4,0
Полиэтиленовая бумага тайвик (фирма Furukava) 100 Вдоль Поперек 101 84 33 27 121,4 85 12,0 9,1
Лавсановая пленка 50 Вдоль 211 109 324 8,6
Полиимидная пленка 50 Вдоль Поперек 65 43 48 40 152 130 11,6 7,7
Фторопластовая пленка 40 Вдоль 16 105 160 3,7
Полиимидио-фторопластовая пленка 70 Вдоль Поперек 70 43 73 61 152 129 3,0 25,0
Полиэтиленовая пленка низ- кого давления 50 Вдоль 20 386 140 2,6
Поливинилхлоридная пленка 190 Вдоль. Поперек 20 16 202 200 92 78 2,6 2,6
Лавсан-полиэтиленовая пленка 70 Вдоль 200 50 300 6,0
Полипропиленовая пленка 20 Поперек 30 — 30
§ 28.3
Твердые материалы
313
Рис. 28.8. Зависимость разрушающего напряже-
ния при растяжении (7), модуля упругости (2)
и удлинения (3) полиэтилена от температуры
На рис. 28.8 даны кривые разрушающего на-
пряжения при растяжении, модуля упругости
и удлинения при разрыве для типичного тер-
мопласта — полиэтилена низкой плотности на
брусочных образцах. По сравнению с ком-
натной температурой удлинение термопластов
снижается в десятки или сотни раз.
Для анизотропных волокнистых материа-
лов и полимерных пленок при криогенных
температурах существует зависимость разру-
шающего напряжения при растяжении и удли-
нения от направления нагрузки аналогично на-
блюдаемой при обычных температурах (табл.
28.20).
При изготовлении изделий намоткой из
пленок или бумаг большое значение имеет эла-
стичность, определяемая числом двойных пе-
регибов. В комнатных условиях этот показа-
тель довольно высок, а при снижении темпе-
ратуры до 77 К он у большинства бумаг и
пленок снижается. Исключением является по-
лиэтиленовая бумага. Все целлюлозные бума-
ги и триацетатная пленка при погружении в
жидкий азот становятся хрупкими и не вы-
держивают испытания на эластичность. Число
двойных перегибов у них при этом равно
нулю.
В табл. 28.21 даны механические показа-
тели при растяжении для зарубежных поли-
мерных пленочных материалов, а в табл. 28.22
для ряда материалов приведены разрушаю-
щие показатели на брусках.
Таблица 28.21. Показатели полимерных пленочных материалов при испытании на
растяжение
Полимер Толщина, т, к Упругое удлинение, Удлине- ние, % °Т1 г, МПа Ср. МПа Модуль упругости
% Е, МПа
Полиэтилен низкой плотно- 76 293 248 528 2,07 13,8 910
сти марки АД-400 77 2,60 3,60 102 102 3620
4,2 2,85 2,85 148,3 148,3 5340
Полиэтилен высокой плот- 19 293 1,00 322 6,0 50,3 724
ности 77 2,60 19,40 138,5 151,0 5760
4,2 3,10 3,29 198,5 206,9 6720
Полиамид, найлон-11 40 293 1,00 355 16,5 56,2 731
77 2,94 5,91 111,7 181,3 4300
4,2 2,65 3,13 128,8 148,3 5240
Полиимидно-политетр а- 50 293 1,50 71,20 22,5 120,8 1744
фторэтиленовая пленка, 77 2,77 19,80 99,4 211,5 4440
кептон F 4,2 2,80 10,85 127,5 250,0 2440
Полисульфон, юдел 50 293 2,25 63,60 38,9 57,9 1850
77 2,97 4,40 66,5 84,2 2344
4,2 2,62 2,98 109,6 119,2 4410
Полиимид, кептон Н 50 293 1,84 55,20 43,2 179,2 2780
77 2,35 12,00 110,3 256,5 4850
4,2 3,08 5,78 151,7 251,5 5380
Поликарбонат, макрофол 76 293 1,65 32,8 48,3 180,0 3379
KG 77 2,82 20,1 99,2 231,0 3650
4,2 4,52 10,75 187,0 342,5 4460
Полиэтилентерефталат, май- 76 293 2,08 114 63,9 147,5 3927
лар А 77 2,75 5,75 168,2 272,2 6630
4,2 3,10 6,10 193,4 326,5 6590
Примечание, с т р — предел текучести при растяжении.
344
Свойства материалов при криогенных температурах
Разд. 28
Таблица 28.22. Разрушающее напряжение, МПа, при растяжении и изгибе
термопластичных материалов французских фирм при 300, 77 и 4,2 К
Материал Растяжение при 7, К Изгиб при Z, К
300 77 4,2 300 77 4,2
Полихлортрифторэтилен, вол- 39 168 171 55 293 307
талеф Найлон-6,6 61 189 92 40 332 215
Поливинилхлорид, армодур 41 159 154 109 229 207
Полиэтилен низкой плотности 13 118 87 8,9 196 160
Акрилонитрилбутадиенстирол, 38 83 62 62,3 111 113
терлюран Политетр афторэтилен 24 74 80 15,6 147 150
Полистирол, люстрекс 28 70 77 31,2 103 107
Зависимость ударной вязкости полиэтиле-
на высокой плотности от температуры приве-
дена ниже:
Температура, К Ударная вязкость, кДж/м2
293 .... . 32,5
223 ....... 16,8
173..... 8,00
163..... 6,86
145 .... 6,47
120..... 6,27
95....... 6,08
87 , „ . . . 5,83
Поведение термопластичных материалов
при действии ударных нагрузок и снижении
температуры показано выше на примере поли-
этилена высокой плотности. Подобно поли-
этилену пластичность и ударная вязкость
при криогенных температурах снижается у по-
литетрафторэтилена, политрифторхлорэтилена,
полистирола, найлона и других полимеров
(табл. 28.23).
изгиба и кручения при низких температурах
более стойки аморфные материалы.
Зависимость разрушающего напряжения
при растяжении от температуры стеклотексто-
литов из разных связующих и наполнителей
французских фирм дана в табл. 28.24.
В табл. 28.25 приведены прочностные по-
казатели отечественных слоистых пластиков и
пластмассы АГ-4С. Действие ударных нагру-
зок на эти материалы показано в табл. 28.26.
Разрушающие напряжения при растяже-
нии, изгибе, сжатии и модуль упругости на-
полненных и ненаполнениых эпоксидных ком-
паундов при охлаждении до криогенных тем-
ператур увеличивается, удлинение падает, а
ударная вязкость изменяется различно (табл.
28.27).
В табл. 28.28 приведены результаты опре-
деления модуля упругости компаундов на ос-
нове смеси смол ЭД-8 и ЭД-16 в соотноше-
нии 45 к 55.
Для группы полимеров: политетрафтор-
этилена, полиимида, полиэфира и иаполненно-
Т а б л и ц а 28.23. Ударная вязкость полимеров,
кДж/м2
Материал Температура, К
293 4,2
Полиметилметакрилат 10—30 1,5
Полистирол 10—15 1,5
Полиформальдегид 75—130 1,8
Поликарбонат 120—140 2
Фторопласт-3 120 3
Полипропилен 30—80 2
Поливинилхлорид 100—120 2
Полиэтилен высокого Не разру- 1,5
давления (низкой плот- шается
ности) Фторопласт-4 То же 3
Таблица 28.24. Зависимость разрушающего
напряжения, МПа, при растяжении
стеклотекстолитов из разных связующих и
наполнителей французских фирм от
температуры
Связующее, наполнитель Температура, к
300 77 4,2
Эпоксидная стеклоткань смола, 333 674 713
Эпоксидная стеклоткань смола, 287 586 595
Эпоксидная стекломат смола, 274 512 495
Полиэфирная стеклоткань смола, 205 254 261
Кремнийорганическая смола, стеклоткань 98 196 193
Прочность таких полимеров, как политет-
рафторэтилен, политрифторхлорэтилен, с пони-
жением температуры тем выше, чем ниже их
кристалличность. Прочность полимера, находя-
щегося в кристаллическом состоянии, при сни-
жении температуры изменяется меньше, ’чем
прочность аморфного полимера. К деформации
го стекловолокном полиэфира, кремнийорга-
нической смолы и эпоксидного слоистого стек-
лопластика— шестинедельное пребывание в
жидком азоте привело к снижению разруша-
ющего напряжения при растяжении. К таким
же результатам привело и 400-кратное воз-
§ 28.3
Твердые материалы
345
Таблица 28.25. Прочностные показатели некоторых отечественных слоистых
пластиков и пластмассы АГ-4С
Материал Направление вырезания образца МПа, при Т, К оя МПа, при’Г, К Е, МПа, при Т, К
293 77 293 77 293 77
Стеклотекстолит СТ Вдоль листа Поперек листа 208 94 242 164 298 244 535 382 17 300 11 300 28 400 18 200
Гетинакс марки I Вдоль листа Поперек листа 117 81 127 107 200 168 216 201 18 200 11 500 24 000 18 000
АГ-4С — 538 912 520 1330 — —
Примечания: 1. При изгибе нагрузка прикладывалась перпендикулярно слоям или волокнам (АГ-
4С). 2. Е — модуль упругости.
Таблица 28.26. Ударная вязкость некоторых отечественных слоистых пластиков и
пластмассы АГ-4С
Материал Направление вырезания образца Ударная вязкость, кДж/м2, при темпе- ратуре
293 К 77 К
Гетинакс марки I Вдоль листа Поперек листа 20,3 14,7 30,4 22,6
Стеклотекстолит СТ Вдоль листа Поперек листа 32,8 31,4 37,8 37,3
Стеклотекстолит СТЭФ, обра- зец с надрезом Вдоль листа 100 150
Текстолит ЛТ Вдоль листа 28,9 15,2
АГ-4С Вдоль волокон 69 26
Примечание. Усилие прилагали перпендикулярно слоям.
Таблица 28.27, Разрушающие напряжения при растяжении, изгибе и сжатии и
ударная вязкость эпоксидных компаундов
Компаунд Массовое содержа- ние на 100 частей смолы Ср, МПа МПа и МПа Ударная вязкость, кДж /м®
297 К 77 К 297 к 77 К 297 К 77 К 297 К 77 К
ЭД-16, нитрид бора 90 35 50 54 90 103 234 6,3 9
ЭД-16, нитрид бора 50 39 45 64 101 111 259 7.1 10,4
ЭД-16, оксид алюминия 100 62 100 НО 182 165 450 ИД 11,3
ЭД-16 0 90 87 137 168 124 438 17 12,4
Примечание. Отвердитель И-МТГФА.
346
Свойства материалов при криогенных температурах
Разд. 28
Таблица 28.28. Модуль упругости, МПа, эпоксидных компаундов из смол ЭД-8
и ЭД-16 с отвердителем И-МТГФА и разными наполнителями
Наполнитель Количество наполнителя на 100 час- тей смолы Температура, К Наполнитель Количество наполнителя на 100 час- тей смолы Температура, к
297 77 297 77
— 4930 5570 Нитрид бора + 41-1-150 11 098 17 950
Кварцевый песок 300 8500 17 100 -(-кварцевый не-
Оксид алюминия 250 7081 10 820 СОК
Нитрид бора 90 7180 10 300 Нитрид бора+ 45-1-115 7050 11000
Ситалл 230 9450 13 300 4-ситалл
Примечания: 1. Количество наполнителя указано по отношению к 100 частям смолы (по массе).
2. Размер образцов 60X10X2,5 мн.
Таблица 28.29. Механические показатели, МПа, СТЭФ до и после
термоциклирования
Состояние материала Температура, К
300 4,2
G т, р °р % ст, р °Р % °C
Исходное 130 194 455 196 301 1069 960
После 1 цикла 300—4,2 К 153 193 483 168 280 1017 840
После 5 циклов 300—4,2 К 146 200 449 181 288 987 793
После 10 ч выдержки при 4,2 К 151 210 496 179 332 997 897
После 5 циклов 4,2—20 К 154 225 450 186 286 983 890
Примечание, с с— напряжение скачка деформации перед резрушением образца при сжатии.
Таблица 28.30. Разрушающее напряжение,
МПа, при сжатии пластмассы АГ-4 до и после
термоциклирования
Состояние материала Температура, К
300 4,2 4,2
°C °C °C
Исходное 176 429
После 1 цикла 300—4,2 К 173 326 249
После 5 циклов 300— 4,2 К 150 369 176
После 10 ч выдержки при 4,2 К 166 325 295
После 5 циклов 4,2—20 К 159 369 110
Примечав не. ос— напряжение скачка де-
формации перед разрушением образца при сжатии.
действие циклов охлаждения в жидком азоте
и нагревания в воздухе, за исключением слои-
стого пластика на эпоксидной смоле. Его
прочность даже несколько возросла. Неболь-
шое количество термоциклов от 300 до 4,2 К
сильного влияния на разрушающее напряже-
ние прн сжатии и растяжении стеклотекстолита
СТЭФ ие оказывает, а разрушающее напря-
жение при сжатии пластмассы АГ-4 заметно
снижается (табл. 28.29, 29.30). Определяя раз-
рушающее напряжение при сжатии стеклотек-
столита, можно обнаружить появление скач-
ков деформации в области 0,8ор (табл. 28.29).
Этот показатель и резкое возрастание прово-
димости при увлажнении термоциклированных
образцов говорят о том, что термоудары при-
водят к ухудшению адгезии связующего к на-
полнителю, появляются микротрещины. Появ-
ление скачка деформации у АГ-4 отмечается
при более низких нагрузках.
28.3.4. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА
Большое значение для работы изделий при
криогенных температурах имеют теплофизиче-
ские коэффициенты: теплоемкость С, тепло-
проводность и, температурный коэффициент
объема |3 или длины а.
Теоретические работы указывают на то,
что теплоемкость в области температур, близ-
ких к 0 К, должна являться функцией темпе-
ратуры и с увеличением последней расти про-
порционально Т3, Т2 или Т. Выше температу-
ры Дебая молярная теплоемкость стремится
к постоянному значению ЗА (А — газовая по-
стоянная). Рассмотрение экспериментальных
зависимостей для кристаллического полиэти-
лена' показывает, что в диапазоне 1—5 К при
постоянном давлении теплоемкость С~Т3; в
интервале температур 17—95 К показатель
§ 28.3
Твердые материалы
347
Таблица 28.31. Теплоемкость и
теплопроводность ненаполненного
эпоксидного компаунда
т. к р кг-К Вт X, м-К
0,1 0,06-10~2 5,2-10—4
0,2 0,16-10-2 1,9-10—3
0,3 0,32-10-2 3,3-10—3
0,5 0,78-10-2 7,9-10—3
0,7 1,43-10-2 1,4-10-2
0,9 2,37-10-2 1,9-10-2
1,0 3,18-10-2 2,3-10-2
2 0,3 4,1-10-2
3 1,2 4,7-10-2
5 5,3 5,0-10-2
7 17,3 5,0-10-2
9 22,8 5,0-10-2
10 31 5,0-10-2
20 108 7,0-10-2
30 156 8,3-10-2
50 338 10-Ю-2
70 570 14-10-2
90 723 19-10-2
степени меняется от 2,15 до 1, а далее до
115 К практически не меняется. Температура
Дебая для полиэтилена 231 К.
Получены следующие соотношения между
теплоемкостью и температурой для политетра-
фторэтилена: при Т = 2,54-4,3 К 0=0,048 Т3
Дж/(кг-К); при 7 = 4,3=6,7 К 0=0,117 Т2-4;
при Т=6,74-20 К С=0,480 Т*-6. Для политри-
фторэтилена: при 7=2,54-4,9 К 0=0,037 Т3;
при 7=4,94-9 К 0=0,115 72-4 и при 7=9 =
20 К 0=0,870 7*-5 Дж/(кг-К).
На характер зависимости теплоемкости от
температуры влияет наличие релаксационных
и фазовых переходов, сопровождающихся
скачкообразным изменением теплоемкости.
Таблица 28.32. Теплоемкость и
теплопроводность ненаполненной и
армированной стекловолокном эпоксидной
смолы эпилокс EG-34
т, к Ненаполненная смола Смола, содержащая в объеме 50 % стекловолокон
СР' Дж Вт X, —- м-К СР' Дж кг-К Иц, Вт м -1\ X , J- Вт м-к
кг - К
5 .—. 0,07 0,065 0,06
10 12 0,07 8 0,096 0,08
20 55 0,075 31 0,13 0,11
30 125 0,1 67 0,16 0,14
40 140 0,12 106 0,19 0,17
50 210 0,13 144 0,22 0,20
60 240 0,15 183 0,26 0,23
70 275 0,16 211 0,24 0,26
80 305 0,17 262 0,31 0,28
Примечание. х ц и к — теплопроводность
параллельно и перпендикулярно направлению воло-
кон.
У аморфных полимеров теплоемкость, как
правило, не подчиняется закону С=АТ3 даже
в области самых низких температур. Это по-
казано в табл. 28.31 на примере эпоксидного
компаунда на основе смолы эпикот 828, от-
вердителя эпикур NMA, ускорителя BDMA,
взятых в массовом соотношении 100 : 90 : 0,5.
Теплоемкость наполненного материала
меньше теплоемкости соответствующей поли-
мерной матрицы (табл. 28.32).
Температурная зависимость теплопровод-
ности различна в разных температурных ин-
тервалах и определяется в основном зависи-
мостью от температуры теплоемкости и длины
свободного пробега фононов. Установлено, что
у полимеров при очень низких температурах
и зависит от степени кристалличности (табл.
28.33).
Таблица 28.33. Теплопроводность
полиэтилена различной плотности и степени
кристалличности, Вт/(м-К)-103
Т, к Теплопроводность при степени кристал- личности, % (плотности, кг/м3)
85 (964) 66 (938) 51 (SI7)
1 1,7 1,7 1,7
2 6,8 5,4 5,1
3 16,6 11,3 9,1
4 26,2 17,7 12,9
5 38,5 25,3 17,2
Отличительной чертой температурной за-
висимости теплопроводности аморфных ве-
ществ (стекол, полимеров) является сущест-
вование плато в интервале температур 4—
15 К. Ниже 2 К температурная зависимость х
близка к линейной. Выше 15—20 К х растет,
причем наклон кривых может меняться.
Для материалов, содержащих в своем' со-
ставе различные компоненты (компаунды,
пластмассы), при температурах, близких К
Таблица 28.34. Теплопроводность
эпоксидного компаунда с различным
содержанием нитрида бора
Т, к х, Вт/(М.К)-1О2, при объемной концентрации нитрида бора, % Г, к х, Вт/(м-К)-102, при объемной концентрации нитрида бора, %
25 30 25 30
2,5 1,52 1,48 20 29,0 31,0
3 2,00 1,46 25 38,5 42,0
4 3,07 3,13 30 46,0 50,0
5 4,17 4,45 35 52,5 59,0
6 5,35 5,80 40 59,0 67,0
7 6,50 7,20 45 65,0 73,0
8 7,80 8,70 50 70,0 78,0
9 9,10 10,2 60 79,0 88,0
10 10,5 11,8 70 87,0 100,0
15 19,0 20,5 80 96,0 111,0
Примечание. Компаунды изготовлены из
смол ЭД-8 и ЭД-16, отвердителя И-МТГФА в массо-
вой пропорции 45 : 55 : 5S.
348
Свойства материалов при криогенных температурах
Разд. 28
Таблица 28.35. Термомеханические показатели пленок
Тип пленки Е, МПа, при 293 К Сжатие при охлаждении от 293 до 4.2 К» % Удлинение при разрыве вдоль при 4,2 К. % Отношение удлинения к сжатию, вдоль
вдоль поперек
Полиэтилен низкой плотности 176 2,740 . 2,690 2,8 1,02
Полиэтилен высокой плотно- 738 2,595 2,519 3,3 1,27
сти Найлон! 1 745 1,924 1,852 3,1 1,61
Ориентированный полипропи- 2310 1,755 0,255 2,3 1,31
леи Слоистый ориентированный по- 773 1,706 1,255 3,1 1,80
лиэтилен высокой плотности Полисульфои (юдел) 1740 1,160 1,070 3,0 2,58
Поликарбонат (макрофол KG) 3450 0,474 0,471 10,8 23,0
Таблица 28.36. Относительное сжатие бумаг,
полимерных пленок, слоистых пластиков,
компаундов в интервале температур 293—77 К
Материал Направ- ление — -10‘ 1
Кабельная бумага КВ-120 II1 8—10
±2 22—28
Полиэтиленовая бумага II 112
(фирма Furukava) ± 107
Лавсановая бумага II 24,7
Микалентная бумага II 2
± 17
Слюдинитовая бумага кон- денсаторная СБК (20 мкм) II 11
Лавсановая пленка (50 мкм) II 46
J_ 37
Хостафан II 33
Терфан II 27
Майлар II 32
Полиимидная пленка ПМ марки Б II 60
Кептон Н II 40
Поликарбонатная пленка (ПНР) 50 мкм II 47
Полиэтиленовая пленка низкой плотности 80 мкм II 350
Полиэтиленовая пленка вы- сокой плотности 50 мкм II 158
Фторопластовая пленка 50 мкм II 140
Полиимидно-фторопласто- II 75
вая пленка 70 мкм ± 84
Полипропиленовая пленка II 90
20 мкм ± 17
Лавсан-полиэтиленовая II 97
пленка 70 мкм ± 92
Стеклолента 100 мкм 11 6
Стеклотекстолит СТЭФ II 23
Стеклотекстолит СТ-1 II 37
Текстолит ЛТ 11 43
Гетинакс I II 27
Стеклотекстолит иа эпоксид- II 19
ной смоле3 J_ 22,8
То же3 II 21
J. 30
Продолжение табл. 28.36
Материал Направ- ление — -10' 1
Полиуретановый компаунд вилад 13-1 — 90
Полиуретановый компаунд дамиваль — 83
Ненаполнениый эпоксид- ный компаунд •*— 90
1 Измерено вдоль волокон или в направлении
вытяжки пленки.
2 Измерено в поперечном направлении.
3 По зарубежным литературным данным для ин-
тервала температур 293—4,2 К.
гелиевым, существенную роль начинает играть
тепловое сопротивление на границе раздела
двух фаз, где происходит частичное отраже-
ние фононов. Оно тем сильнее, чем больше
различаются скорости звука в двух средах и
их плотности. У наполненных неорганическим
порошком или волокном эпоксидных компаун-
дов в температурной зависимости х отсутст-
вует плато, а значение теплопроводности ста-
новится при гелиевых температурах ниже, чем
у ненаполненного компаунда.
При более высоких температурах тепло-
проводность наполненных полимеров больше,
чем ненаполненных, причем, чем выше темпе-
ратура, тем в большей степени влияет на зна-
чение % концентрация наполнителя (табл.
28.32, 28.34).
Температурный коэффициент длины твер-
дых полимерных диэлектриков изменяется с
температурой как ниже, так и выше области
стеклования. Вблизи О К а стремится к нулю.
В стеклообразном состоянии монотонное сни-
жение температурного коэффициента длины
при уменьшении температуры нарушается в
областях, где имеют место релаксационные
процессы. При этом наблюдается более резкое
снижение а.
Вследствие того, что полимерные материа-
лы обладают большими значениями а, чем ме-
таллы, при охлаждении оии сжимаются силь-
нее. Это создает определенные трудности при
проектировании и эксплуатации в криогенных
условиях конструкций, содержащих металлы
и полимеры. Во избежание разрушения при
§ 29.1
Подготовка образцов
349
охлаждении необходимо, чтобы удлинение при
разрыве было больше относительного сжатия
в данном диапазоне температур. В табл. 28.35
показано соотношение между удлинением при
разрыве и относительным сжатием для ряда
зарубежных полимерных материалов. В табл.
28.36 дано относительное сжатие (AZ/Z) бумаг,
пленок, слоистых пластиков и компаундов в
диапазоне температур 293—77 К.
Введение наполнителя в полимер позволя-
ет снизить относительное сжатие материала.
Добавляя в эпоксидный компаунд большое
Таблица 28.37. Средний температурный
коэффициент длины и относительное сжатие
эпоксидных компаундов с разными
наполнителями в диапазоне температур
77—296 К
Наполнитель Массовое содержа- ние на- полните- ля, % Темпера- турный коэффи- циент длины, К-1-10® —-101 1
Без наполнителя 0 46 93
Нитрид бора (раз- 15 39 85
мер частиц 28 33 73
<36 мкм) 36 29 63
Кварцевый песок 36 40 83
(размер частиц 57 31 68
<100 мкм) 66 21 47
Ситалл (размер 32 32 53
частиц 59 19 46
< 100 мкм)
Корунд М-5 (раз- 32 35 76
мер частиц 53 30 65
<5 мкм) 62 24 54
Примечание» Состав связующего такой же,
как в табл. 28.34.
количество ситалла, обладающего отрицатель-
ным значением а, можно приблизить коэффи-
циент длины компаунда к коэффициенту дли*
ны металлов (табл. 28.37).
Список литературы
28.1. Бигли Д. А. Механические свойства мате-
риалов при низких температурах. М.: Мнр, 1974.
373 с.
28.2. Филатов И. С. Влияние вязкоупругости на
надежность полимерных материалов. — В сб.: Вяз-
коупругие свойства полимеров при низких темпера-
турах. Якутск; Якутский филиал СО АН СССР,
1979, с. 3—15.
28.3. Кожевников И. Г., Новицкий Л. А. Тепло-
физические свойства материалов при низких тем-
пературах. Справочник. М.: Машиностроение, 1982.
328 с.
28.4. Тареев Б. М., Филимонов Ю. П. Свойства
электротехнических материалов при криогенных
температурах. М.: Мин-во высшего и среднего об-
разования РСФСР, 1972. 55 с.
28.5. Брехна Г. Сверхпроводящие магнитные си-
стемы. М.: Мнр, 1976. 704 с.
28.6. Готвяиский Н. Ф., Рыбин И. В., Трыики-
иа Л. В. Электрические характеристики изоляцион-
ных материалов при криогенных температурах. М.:
Информэлектро, 1978. 86 с.
28.7. Перепечко И. И. Свойства полимеров при
низких температурах. М.: Мнр, 1977. 270 с.
28.8. Biwilogua L., Rattner С. Warmeteitfahig-
keit, Temperaturleitfahigkeit und spezifische Warme
von glasfaserverstarktem Epoxidharz Epiloxe EG-34
bei tiefen Temperaturen Experim. Techn. der Physik,
1975, Ed 23, № 4. S. 407—412.
28.9. Gerhold J. Dielectric breakdown of cryoge-
nic gases and liquids. Cryogenics, 1979, № 10,
p. 571—584.
28.10. Van de Voorde M. Results of physical
tests on polymer materials at cryogenic temperatures.
Particle Accelerator Conf., San Francisco, 1973,
March 5—7.
28.11. Weedy В. M., Swingler S. G. Life Expecta-
ncy of Li quid-Nitrogen Taped Cable Insulation. IEEE
Trans, on Electr. InsuL, 1979, vol. El-14, № 4,
p. 222—227.
28.12. Bobo J. C., Perrlex M. Proprietes des iso-
lants solides aux temperatures cryogeniques. Rev.
gen. electr., 1968. vol. 77, № 6, p. 605—609.
28.13. Bobo J. C., Thoris J. Comportement des
dielectriques a basse temperature. Proprietes mecani-
ques de materiaux isolants a basse temperature. Rev.
gen. electr., i975, vol. 84, № 7—8, p. 573—578.
РАЗДЕЛ 29
ОСНОВНЫЕ МЕТОДЫ ИСПЫТАНИЙ
ЭЛЕКТРОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
И. Д. Форсилова, Л. И. Любимов
29.1. ПОДГОТОВКА ОБРАЗЦОВ
И УСЛОВИЯ ИСПЫТАНИИ
Условиями окружающей среды при подго-
товке и проведении испытаний электроизоля-
ционных материалов называют сочетание тем-
пературы и относительной влажности воздуха
или температуры и жидкости, в которых нахо-
дится образец.
Подготовка образцов преследует две це-
ли — устранить предшествовавшие испытания-
воздействия среды и стабилизировать свойст-
ва материала. Подготовка состоит из нормали-
зации и кондиционирования
Нормализация (предварительное кондици-
онирование) — предварительная обработка об-
разцов твердых электроизоляционных мате-
риалов в течение определенного времени и при
определенных условиях окружающей среды с
целью устранения или частичного снижения
влияния предшествующего состояния материа-
ла. Если стандартом на материал не преду-
смотрены особые условия нормализации, то
она заключается в выдержке образца в течение
24 ч при 50 °C и относительной влажности не
более 20 %.
Кондиционирование — вторичная (после
нормализации) обработка образцов в опреде-
ленных условиях в течение определенного вре-
мени с целью стабилизации свойств материала.
Условия нормализации, кондиционирова-
ния 'и испытаний указываются в стандартах
на материал и должны выбираться из ряда,
определенного в ГОСТ 6433.1-71. Этим стан-
350
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.1. Условия окружающей среды при нормализации, кондиционировании
и испытании образцов
Среда Температура, °C Относительная влажность, %”
Номинальная Предельное отклонение Номинальная Предельное отклонение
Комнатная 15—35 — 45—75 —•
Стандартная А Стандартная В Стандартная С 20 23 27 ±2 65 50 65 ±5
Влажная при нормальной температу- ре Влажная при повышенной температу- ре Влажная при повышенной температу- ре 23 40 55 ±2 93 ±2
Сухая при комнатной температуре Сухая прн повышенной температуре 15—35 55, 70, 90, 105, 120, 130, 155, 180 200, 220, 250 275, 320, 400 500, 630 800, 1000 ±2 ±3 ±5 ±10 ±20 Менее 1,5 Менее 20 —
Холод —10, —25, —40, —45, —55, —60, —65 ±3 Менее 20 —
дартом предусматривается возможность испы-
таний как в воздушной среде при различных
сочетаниях температуры и относительной
влажности (в некоторых нормативных доку-
ментах это сочетание именуется стандартной
атмосферой, табл. 29.1), так и в жидкости
(табл. 29.2). Если в стандарте или технических
условиях на материал или изделие условия
нормализации и кондиционирования не указа-
ны, то производится только нормализация об-
разцов в течение 24 ч при температуре (50±
±2) °C и относительной влажности не более
20 %. Для новых разработок предпочтитель-
ными условиями испытаний являются стандар-
тная среда В (23 С/50 %) и температуры —45
и —60 °C.
Таблица 29.2, Условия кондиционирования
и испытаний при погружении в жидкость
Жидкость Температура, °C
Номиналь- ная Предель- ное от- клонение
Дистиллированная или деионизированная вода Указанная в стандарте на материал или методе испытаний 23 20, 23, 55, 70, 90, 105, 120, 130 ±0,5 ±2
Длительность нормализации и кондицио-
нирования выбирается пз следующего ряда: 1,
2, 4, 8, 16, 24, 48, 96 ч; 1, 2, 4, 8, 16, 26, 52 не-
дели и должна указываться в стандарте или
технических условиях на материал. Погреш-
ность времени выдержки образцов в заданных
условиях должна быть не более ±5 % при
длительности выдержки не более 96 ч и не бо-
более ±2 % при более длительной выдержке.
При нормализации, кондиционировании и
испытаниях должен быть обеспечен свобод-
ный доступ окружающей среды к образцам.
Образцы не должны соприкасаться друг с
другом и со стеиками камеры, в которой они
находятся. Если кондиционирование произво-
дится в жидкости, а испытания будут произ-
водиться в воздушной среде, то остатки жид-
кости следует удалить фильтровальной бума-
гой или тканью. Время между кондициониро-
ванием и испытанием образца не должно, как
правило, превышать 5 мин. В тех случаях,
когда температуры при подготовке и испыта-
ниях различны, необходимо довести темпера-
туру образца до испытательной и некоторое
время выдержать его при этой температуре.
Каким образом (плавно или ступенчато) дол-
жно происходить изменение температуры и
время выдержки образца по достижении за-
данной температуры, должно быть указано в
стандарте на материал.
Результаты испытаний, полученные при
различных условиях, при помощи переводных
коэффициентов и известных закономерностей
§ 29.2
Поддержание и контроль условий испытаний
351
приводятся к условиям эталонной среды: тем-
пература 20 °C, относительная влажность воз-
духа 60 %, атмосферное давление 101,25 кПа
(760 мм рт. ст.).
Для записи условий подготовки и испы-
таний применяется условное обозначение, в
котором последовательно записывают условия
нормализации (время, температура, относи-
тельная влажность), кондиционирования и ис-
пытаний. Между условиями нормализации и
кондиционирования ставится знак плюс (+),
между условиями кондиционирования и испы-
таний— точка с запятой (;), условия испыта-
ний обозначаются буквой М. Например, за-
пись 16 ч/55 С/<20 % + 24 ч/20 С/65 %: М/
/20 С/65 % означает, что образец был норма-
лизован в течение 16 ч при температуре 55 °C
в сухой среде (влажность менее 20 %), затем
подвергся кондиционированию в течение 24 ч
при температуре 20 °C и относительной влаж-
ности воздуха 65 % и испытан в тех же усло-
виях. Если нормализация и кондиционирование
не производятся, то перед буквой М ставится
буква R и точка с запятой; например, запись
R; М/15 — 35 С/45 — 75 % означает, что об-
разец без предварительной нормализации и
кондиционирования испытан в комнатной сре-
де. В тех случаях, когда допустимые отклоне-
ния температуры или влажности менее указан-
ных в табл. 29.1 и 29.2, они должны быть
указаны в условном обозначении, например:
16 ч/(23+1) °C/(50+2) %.
29.2. ПОДДЕРЖАНИЕ И КОНТРОЛЬ
УСЛОВИЙ ИСПЫТАНИЙ
Термостаты и криостаты. При подготовке
и проведении испытаний требуется соблюдать
определенные значения температуры среды, в
которой находится образец. Для этой цели при-
меняют термостаты (термокамеры) или крио-
статы. В зависимости от диапазона рабочих
температур они делятся на термокамеры, в ко-
торых может поддерживаться температура от
20 до 400 °C, электропечи, позволяющие полу-
чать температуры до 1000 °C и более, и крио-
статы, служащие для создания отрицательных
температур.
Термокамеры для испытаний при темпе-
ратурах от 20 до 400 °C выполняют с электри-
ческим или жидкостным обогревом, с естест-
венной или принудительной циркуляцией сре-
ды (воздуха или жидкости). Регулировка
температуры внутри камеры осуществляется
вручную или автоматически. В любом случае
важно обеспечить одинаковую температуру во
всем рабочем объеме камеры и равновесие
между температурой образца и среды. Следует
учитывать, что температурное поле в пустой
камере и загруженной образцами может быть
различным. Чувствительный элемент датчика
температуры необходимо помещать возможно
ближе к испытуемому образцу.
Наиболее простыми являются термокамеры,
в которых тепло передается от нагревателя к
образцу естественной конвекцией. Образец по-
мещается во внутренней рабочей камере, по-
верх которой намотан нагреватель из нихромо-
вой проволоки. Теплоизоляция осуществляется
при помощи слоя минеральной ваты (или дру-
гого теплоизоляционного материала), располо-
женного между внутренним и наружным
кожухами. Включение нагревателя осущест-
вляется автоматически при помощи датчика
температуры, в качестве которого использует-
ся термопреобразователь сопротивления. Для
измерения температуры служит ртутный тер-
мометр. Для получения равномерного темпера-
турного поля в камере применяют принуди-
тельное перемешивание воздуха при помощи
вентилятора. В термокамерах, работающих при
температурах до 400 °C, в качестве нагревате-
лей часто применяют выпускаемые серийно
трубчатые электронагреватели (ТЭН), отлича-
ющиеся компактностью и удобством монтажа.
ТЭН представляет собой тонкостенную труб-
ку, внутри которой расположена спираль из
проволоки с высоким удельным сопротивлени-
ем. Пространство между проволокой и стен-
ками трубки заполнено периклазом, обладаю-
щим высокими диэлектрическими свойствами и
большим коэффициентом теплопроводности.
Торцы трубки закрыты изоляционными нагре-
востойкими шайбами, в которых закреплены
контакты нагревателя. ТЭНы выпускают раз-
личных размеров с удельной мощностью от 2
до 8 Вт/см2 и максимальной температурой
700 °C.
Термовлагокамеры позволяют получать не
только необходимую температуру, но и задан-
ную влажность. Они представляют собой кон-
струкцию, аналогичную термокамере; для со-
здания требуемой влажности в нижней части
камеры расположен испаритель с открытой
водяной поверхностью. Для контроля относи-
тельной влажности воздуха в камере приме-
няют два термометра: сухой и влажный, кото-
рые одновременно могут служить датчиками
системы автоматического регулирования темпе-
ратуры и влажности. Основные технические
параметры некоторых термовлагокамер, выпу-
скаемые отечественной промышленностью и
промышленностью ГДР, приведены в табл.
29.3.
Испытания малых образцов иногда прово-
дят в эксикаторах, где соответствующую
влажность получают химическим путем. Для
получения сухого воздуха в эксикатор помеша-
ют вещества, поглощающие влагу: фосфорный
ангидрид, безводный хлористый кальций, сили-
кагель и т. п. При этом достигается влажность,
близкая к нулю. Влажность в пределах от 50
до 100 % достигается тем, что на дно эксика-
тора помещают ванночку с раствором хлори-
стого кальция или серной кислоты с концент-
рацией, соответствующей требуемой влажно-
сти, или насыщенными растворами в воде раз-
личных веществ.
Необходимо исключить возможность попа-
дания этих веществ на исследуемый материал.
Для измерения температуры в термока-
мерах применяют жидкостные термометры,
термопреобразователи сопротивления, термо-
электрические преобразователи.
Жидкостные термометры по своему на-
значению делятся на лабораторные и техниче-
ские. Ртутные лабораторные стеклянные тер-
мометры конструктивно выпускают двух типов:
А — палочные, представляющие собой массив-
ную капиллярную трубку с награвированной
на внешней поверхности шкалой; Б — с вло-
женной шкальной пластиной. Основные техни-
352
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.3. Основные технические характеристики термовлагокамер
Наименование, тип Температура, СС Влажность, % Объем, мэ
Камера теплоты КТ-1-300 До 300 — 1
Камера теплоты КТ-0,4-350 До 350 •— 0,4
Термостат ВН-5804 До 250 — 0,48
Термостат ВН-5802 До 400 -—• 0,12
Термостат СНОЛ 3,5/3,5/3,5 До 350 —• 0,04
Камера теплоты и влажности КТВ-0,4-155 До 155 До 40 Сухой воздух 100 } 0,4
Камера влажности КВ-1-1-95/55 Камера климатическая 3101 фирмы «Вейс» (ГДР)’ До 55 95—98 1
—70 ++90 До 100 0,5
Камера тепла и холода 1000 фирмы «Нема» /ГПШ —70 + +100 — 1
Термобарокамер а КТХБ-К-0,15-65/1552 —65 + +155 — 0,15
1 Имеется источник солнечной радиации.
& Разрежение до 0,665 Па.
Относительная влажность воздуха (%),
создаваемая при +20 °C насыщенными
водными растворами
Бромноватокислый натрий , , . . . 92
Углекислый натрий...................91
Хлористый аммоний (нашатырь) , . , 79,2
Хлорноватокислый натрий (бертолетова
соль) ........................ . . « 75
Азотистокислый натрий , , .... 65
Уксуснокислый магний 65
Бромистый натрий ........ 58
Азотнокислый кальций (кальциевая се-
литра) ..............................55
Кислый фосфорнокислый натрий ... 52
Азотистокислый калий 45
Углекислый калий (поташ) . в » . . 44
Хромовый ангидрид ........ 35
Хлористый кальций.................. . 32,3
Уксуснокислый калий.................20
Хлористый литий 15
ческие данные лабораторных ртутных термо-
метров приведены в табл. 29.4, а их пределы
допускаемых погрешностей — в табл. 29.5. На-
ряду с ртутными применяют термометры, за-
полненные иными жидкостями спирт, керосин,
толуол, петролейный эфир. Максимальная тем-
пература применения таких термометров
200 °C. Термометры выпускают трех типов:
А — палочные со шкалой на внешней поверх-
ности капиллярной трубки; Б — с вложенной
шкальной пластиной; В — с наружной шкаль-
ной пластиной.
Следует иметь в виду, что погрешность
показаний термометров зависит от глубины по-
гружения в измеряемую среду. Выпускаемые
термометры рассчитаны на неполное (частич-
ное) погружение в измеряемую среду или пол-
ное погружение (до считываемой отметки).
У первых имеется указание о глубине погруже-
ния. Термометры с частичным погружением
применяют при температуре окружающей сре-
ды (20±1)°С. Если температура окружающей
среды отличается от 20 °C, то появляется до-
полнительная погрешность. Температурная по-
правка в этом случае может быть рассчитана
по формуле А/=0,00016 К (20—/в), где К — ко-
эффициент, зависящий от наполнителя: для
ртути — 1; спирта — 6,5; толуола — 7,5; керо-
сина— 5,6; эфира — 9,3; tB — температура ок-
ружающего воздуха.
Для автоматического поддержания темпе-
ратуры применяют ртутные электроконтактные
термометры — термоконтакторы. Термоконтак-
торы выпускают одноконтактные и двухкон-
Таблица 29 4. Основные технические данные
лабораторных ртутных термометров
__________ (ГОСТ 215-73)___________________
Группа Номер термометра Пределы измерения, СС Цепа деления, °C Длина термо- метра, мм Заводское обозначение (код ОКП)
1 2 —30+70 0—100 250 ТЛ-2 (42 2121 0200)
1 3 4 5 0—150 0—250 0—360 1 280 320 360
6 7 8 0—450 0—500 0—600 2 400 450 520 тл-з (43 2121 0100)
2 1 2 3 4 —30+70 0—105 100—205 200—300 0,5 320 2Б (ТЛ-5) (43 2121 0310)
3 1 2 3 4 5 6 7 8 —30+25 0—55 50—105 100—155 150—205 200—255 250—305 300—360 0,5 160 ЗБ (ТЛ-6) (43 2121 0330) i
§ 29.2
Поддержание и контроль условий испытаний
353
Продолжение табл. 29.4
Пределы
измерения, °C
Заводское обозна-
чение (код ОКП)
1
2
3
4
5
6
7
—30+20
0—55
50—105
100—155.
150—205
200—255
250—305
0,1
530
ТЛ-4
(43 2121 0400)
8
9
10
190—260
240—310
290—360
0,2
Таблица 29.5. Пределы допускаемых
погрешностей ртутных термометров
Диапазон измеряемых температур, СС Предел допускаемой погрешности, °C, при цене деления шкалы, °C
0,1 и 0.2 0,5 1 2
—304 1 ±0,3 ±1,0 ±1,0 ±2,0
—1 + 100 ±0,2 ±1,0 ±1,0 ±2,0
100—200 ±0,4 ±1,0 ±2,0 ±2,0
200—300 ±0,8 ±1,5 ±3,0 ±2,0
300—400 ±1,0 ±3,0 ±4,0 ±4,0
400—500 — — — ±4,0
500—600 — —• — ±4,0
тактике, прямые и изогнутые под углом 90°
(1П, 1У, 2П, 2У), на температуры контакти-
рования от •—20 до +300 °C. Допустимое от-
клонение от номинальной температуры кон-
тактирования в интервале температур:
—200+100 °C—±2 °C; 100—200 °C—±3 °C;
201—300 °C—±5 °C. Допустимая нагрузка при
токе 0,04 А — 1 Вт.
Ртутные термометры с переменным кон-
тактом и магнитной регулировкой типа ТПК
(ОКП 43 2127 2000) предназначены для сигна-
лизации и поддержания любой температуры в
диапазоне измерения. Диапазоны измерения и
цена деления шкалы отдельных типов указа-
ны ниже:
Термопреобразователи сопротивления мо-
гут быть проволочными и полупроводниковыми.
Они основаны на свойстве материалов изме-
нять свое сопротивление при изменении темпе-
ратуры. Материалом для проволочного тер-
мопреобразователя служит медь (ТСМ) или
платина (ТСП). Диапазон измеряемых темпе-
ратур платиновых преобразователей от —260
до +1100 °C, медных от —200 до +200 °C; но-
минальные сопротивления при 0°С платиновых
преобразователей: 1, 5, 10, 50, 100 и 500 Ом,
медных— 10, 50, 100 Ом. Зависимость сопро-
тивления Rt от температуры t выражается
формулами:
для меди Я«=Яо[1+ам(<—fo)]> ам=4,28Х
ХЮ-3 1/°С;
для платины 1?/=7?о[1 +ап(1—10) +рп(/—
—<о)2], ап=3,94-10-3 К-1, ₽п=5,8-ю-’ К“2.
Конструкции термопреобразователей весь-
ма разнообразны. Как правило, это — метал-
лическая гильза, внутри которой расположен
чувствительный элемент, представляющий со-
бой спираль. По значению тепловой инерции
(постоянной времени) термопреобразователи
делятся на преобразователи с малой инерцией
(менее 10 с), средней (менее 60 с) и большой
(более 60 с). По точности преобразования
термопреобразователи сопротивления делятся
на 5 классов. Наибольшее распространение при
испытаниях электроизоляционных материалов
получили преобразователи типа ТСП-5071
(ОКП 42 1141 6001).
Полупроводниковые термопреобразовате-
ли (термисторы) имеют больший температур-
ный коэффициент (3—8 %-К-1), меньшие га-
бариты и стоимость, однако нелинейность ха-
рактеристики и разброс параметров ограничи-
вают их применение.
Термоэлектрические преобразователи.
Чувствительным элементом этих преобразова-
телей является термопара — соединение двух
разнородных электродов. Материал электродов
определяет свойства преобразователей (табл.
29.6). Помимо указанных в табл. 29.6 приме-
няют при невысоких температурах медь-копе-
левые, железоконстантановые, медь-констан-
тановые термопары. Тепловая инерция
преобразователей зависит от свойств защитного
чехла и составляет от 5 до 180 с и более.
Для измерения влажности применяют
психрометры. Психрометр представляет собой
конструкцию, состоящую из двух термометров.
Чувствительный элемент одного из термомет-
ров непрерывно увлажняется дистиллирован-
ной водой. Поскольку вода испаряется с по-
верхности, влажный термометр показывает
температуру меньшую, чем сухой термометр.
Относительную влажность воздуха определя-
Диапазоны измерения и цены деления термометров типа ТПК
Тип термомет-
ра ... . 1
Диапазон изме-
рения, °C . . 0—50
Цена деления,
°C ... . 1
2
50—100
1
3
—30—]-70
2
4
0—100
2
5
50—100
2
6
100—200
2
7
150—250
2
8
200—300
2
Предел допускаемой погрешности термо-
метров типа ТПК и погрешности установки
точки контактирования не превышает цены де-
ления шкалы.
23—-560
ют по разности показаний сухого и влажного
термометров. Широко применяются аспираци-
онные психрометры типов МВ-4М (ОКП
43 11160001), М-34 (ОКП 43 11169907).
354
Метобы-испытаний -электроизоляционных материалов
Разд. 29
Таблица 29.6. Основные характеристики термоэлектрических преобразователей
Тип (код ОКП) Материал термоэлектродов Диапазон измеряе- мых температур, °C Предельная темпера- тура кратковременно- го применения, °C
ТПП (42 1151) Платинородий (10.%' родия)—пла- тина 0—1300 1600
ТПР (42 1151) Платинородий (30 % родия) — пла- тинородий (6% родия) 300—1600 1800
ТВР (42 1154) Вольфрамрений (5 % рения) — воль- фрамрений (20 % рения) 0—1800 2500
ТХА (42 1152) Хромель — алюмель —50-е-4-ЮОО —50-н 4-600 1300
ТХК (42 1153) Хромель — копель 800
29.3. ОБРАБОТКА И ОФОРМЛЕНИЕ
РЕЗУЛЬТАТОВ НАБЛЮДЕНИЙ
ПРИ ИСПЫТАНИЯХ
Результаты отдельных измерений, выпол-
няемых при испытаниях электроизоляционных
материалов, бывают отягощены систематиче-
скими и случайными погрешностями, вызывае-
мыми такими причинами, как неоднородность
материала испытуемых образцов, погрешность
средств измерений, изменение условий испы-
таний и т. д. Для исключения систематичес-
ких погрешностей принимают специальные
меры, позволяющие устранить причины возни-
кновения этих погрешностей. В процессе
измерений также используют специальные
методы, позволяющие исключить или учесть
систематические погрешности. Наконец систе-
матические погрешности могут быть исключе-
ны после проведения измерений путем введе-
ния поправок.
Случайные погрешности исключить из ре-
зультатов измерений нельзя, однако их мож-
но оценить путем повторных измерений одной
и той же величины и последующей статистиче-
ской обработки результатов. Значение, полу-
чаемое в этом случае в результате одного
испытания, называют наблюдением, в отличие
от результата измерения, получаемого - после
статистической обработки ряда наблюдений.
Стандартом (ГОСТ 8.207-76) установлены
основные положения методики обработки та-
ких наблюдений, заключающиеся в следую-
щем.
1. Исключают известные систематические
погрешности из результатов наблюдений
Xi — Ui ACi j
где Xi — исправленный результат i-ro наблю-
дения; Ui — результат i-ro наблюдения; Дс,—
систематическая погрешность i-ro наблюдения.
2. Рассчитывают среднее арифметическое
х исправленных результатов группы наблю-
дений
п
1 V4
х = — > ,Х;. (29.1)
п
1=1
Если известно, что систематическая по-
грешность при выполнении всех наблюдений
постоянна ДС1=Ас, то можно сначала вычис-
лить среднее арифметическое неисправленных
наблюдений и, а затем вычесть из него значе-
ние систематической погрешности
х = и — Дс.
3. Рассеивание отдельных наблюдений от-
носительно среднего, вызванное наличием слу-
чайных погрешностей, характеризуют средним
квадратическим отклонением (СКО) о. Огра-
ниченное число наблюдений обычно позволяет
получить лишь оценку СКО
(29.2)
При небольшом числе наблюдений (4—
10) их рассеивание можно характеризовать
размахом
Яп = Хтаж Ятгп»
где Хтах и Хтгп—максимальное и минималь-
ное значения ряда наблюдений.
4. Результат измерения, вычисленный по
ограниченному числу наблюдений, будет иметь
случайную погрешность, и поэтому его значе-
ние может изменяться в некоторых пределах
при переходе от одной группы наблюдений к
другой. Это изменение характеризуют средним
квадратическим отклонением среднего ариф-
метического или его оценкой
(29.3)
5. Доверительные границы случайной по-
грешности результата измерения для резуль-
татов наблюдений, принадлежащих нормаль-
ному распределению, находят по формуле
E = iS(x), (29.4)
где t — коэффициент Стыодента, определяемый
по табл. 29.7 в зависимости от доверительной
вероятности Р и числа наблюдений п. Обычно
принимают Р=0,95, а в особо ответственных
случаях — 0,99.
6. Доверительные границы неисключен-
ной систематической погрешности ® результа-.
та измерения при их равномерном распределе-
нии вычисляют по формуле
§ 29.4
Определение общих и удельных сопротивлений образцов
355
Таблица 29.7. Значение коэффициента t
Число наб- люде- ний Коэффициент t прн Число наб- люде- ний Коэффициент t при
Р=0,95 р=0,99 Р=0,95 Р=0.99
2 12,71 63,7 13 2,18 3,06
3 4,30 9,92 14 2,16 3,01
4 3,18 5,84 15 2,14 2,98
5 2,78 4,60 16 2,13 2,95
6 2,57 4,03 17 2,12 2,92
7 2,45 3,71 18 2,11 2,90
8 2,36 3,50 19 2,10 2,88
9 2,31 3,36 20 2,09 2,86
10 2,26 3,25 25 2,06 2,80
11 2,23 3,17 30 2,04 2,75
12 2,20 з,н СО 1,96 2,58
в = К
6г ’
(29.5)
где 0,- — граница ?-й неисключенной система-
тической погрешности; R—коэффициент, зави-
сящий от принятой доверительной вероятно-
сти, /(=1,1 при Р=0,95.
7. Границы погрешности результата изме-
рения находят по-разному в зависимости от
соотношения СКО результата измерения S(x)
и неисключенной систематической погрешно-
сти ©.
При 0<О,88(х) неисключенными система-
тическими погрешностями пренебрегают и
принимают границу погрешности Д=е.
При 0>8S (х) пренебрегают случайной
погрешностью и принимают Д=0.
При O,8S(x)<0<8S(x) границы погреш-
ности результата измерения определяют по
формуле
д = KS2,
где К — коэффициент, зависящий от соотно-
шения случайной и неисключенной системати-
ческой погрешностей:
Ss —оценка суммарного среднего квадрати-
ческого отклонения результата измерения:
Конкретные указания по обработке ре-
зультатов наблюдений приводятся в стандар-
тах и методиках проведения испытаний.
Результаты наблюдений заносят в книгу
испытаний, которая должна находиться в ла-
боратории или на испытательной станции. По-
мимо того, оформляется протокол испытаний,
содержащий общие и специальные данные,
23*
Общие данные:
а) описание материала — наименование,
сорт, цвет, применение, предприятие-изготови-
тель и др.;
б) дата получения и испытания;
в) условия нормализации и кондициони-
рования образцов — условия хранения до ис-
пытания, предварительная сушка, время вы-
держки в атмосфере с соответствующей отно-
сительной влажностью, температурой и др.;
г) образцы и электроды для них —форма
и размеры образца, тип и размеры электродов,
применяемые для электродов материалы и по-
крытия и др.;
д) условия испытания — температура об-
разца или пробы жидкости, относительная
влажность воздуха, продолжительность испы-
тания и др.;
е) измерительные приборы с указанием
классов точности и описанием установки для
испытаний.
В протоколе испытания содержатся и спе-
циальные данные, обусловленные назначением
и методом испытания, а также особенностями
испытуемого материала. Указываются дата
испытаний и состав лиц, принимавших участие
в испытании. Протокол подписывается руково-
дителем и непосредственными исполнителями,
проводившими испытания.
29.4. ОПРЕДЕЛЕНИЕ ОБЩИХ
И УДЕЛЬНЫХ СОПРОТИВЛЕНИЙ
ОБРАЗЦОВ
Основные понятия и определения. Через
образец диэлектрика под действием при-
ложенного к нему постоянного напряжения
протекает ток утечки. Постоянная составляю-
щая этого тока называется сквозным током
диэлектрика и, в свою очередь, может быть
представлена в виде двух составляющих: по-
верхностного (сквозного) тока, т е. тока, про-
текающего по тонкому электропроводящему
слою влаги с растворенными в ней вещества-
ми, образовавшимися вследствие соприкосно-
вения образца с окружающей средой, и объем-
ного (сквозного) тока, т. е. тока, проходящего
через собственно материал, через его объем.
Этим двум составляющим тока соответствуют
два сопротивления: поверхностное электриче-
ское сопротивление диэлектрика (поверхност-
ное сопротивление) Rs — отношение напряже-
ния, приложенного к диэлектрику, к поверхно-
стному току — и объемное электрическое со-
противление диэлектрика (объемное сопротив-
ление) R — отношение напряжения, приложен-
ного к диэлектрику, к объемному току. Величи-
ны, обратные объемному и поверхностному
сопротивлениям, называют соответственно
объемной и поверхностной проводимостью.
Объемное и поверхностное сопротивления за-
висят как от материала диэлектрика, так и от
его геометрических размеров.
Для сопоставления свойств различных ма-
териалов более удобными являются удельное
объемное и удельное поверхностное сопротив-
ления диэлектрика. Удельным объемным со-
противлением р называется величина, равная
отношению напряженности электрического по-
ля Е внутри образца к плотности тока J, про-
ходящего через объем образца. Единица
356
, Методы испытании электроизоляционных материалов
Разд, 29
удельного объемного сопротивления в системе
СИ — Ом-м.
Под удельным поверхностным сопротив-
лением рв понимают (ГОСТ 21515-76) поверх-
ностное сопротивление плоского участка по-
верхности твердого диэлектрика в форме
квадрата при протекании электрического тока
между двумя противоположными сторонами
этого квадрата. Единица удельного поверхно-
стного сопротивления — Ом.
Характеристикой слоистых материалов
вдоль слоев может служить внутреннее сопро-
тивление диэлектрика /?>, равное отношению
напряжения к току, протекающему между
двумя цилиндрическими или коническими
электродами, расположенными в отверстиях с
осями, параллельными друг другу и перпенди-
кулярными слоям материала.
Сопротивление изоляции Риз равно отно-
шению напряжения, приложенного к образцу,
к общему току, протекающему через образец
и по поверхности между электродами, т. е.
сопротивление изоляции 7?из равно сопротив-
лению параллельно включенных объемного R
и поверхностного Rs сопротивлений диэлект-
рика.
Образцы твердых материалов. Форма и
размеры образцов испытуемых материалов за-
висят от измеряемой величины.
Образцы для определения объемного и
поверхностного сопротивлений. Определение
R, Rs, р, ps твердых электроизоляционных ма-
териалов производят на плоских (круглых или
квадратных) или трубчатых образцах; Rs, ps
можно определять так же и на стержневых
образцах. Диаметр плоского образца (сторона
квадрата) должен быть от 25 до 150 мм, дли-
на трубчатого образца — от 100 до 300 мм,
стержневого — от 50 до 100 мм. Толщина пло-
ских и трубчатых образцов (кроме пленок)
берется от 0,5 до 2 мм.
Образцы для определения внутреннего
сопротивления. Внутреннее сопротивление ани-
зотропных материалов определяют на плоских
образцах, имеющих два несквозных отверстия
для электродов. Форма и расположение отвер-
стий показаны на рис. 29.1. Минимальные раз-
меры образцов 50X75 мм, толщина t не менее
8 мм.
Образцы для определения сопротивления
изоляции. Сопротивление изоляции RK3 опре-
деляют на плоских, трубчатых, стержневых и
цилиндрических образцах. Их конфигурация и
размеры выбираются в зависимости от того,
какой ток — объемный или поверхностный —
Рис. 29.1. Образцы для определения внутрен-
него сопротивления
Рис. 29.2. Образцы для определения сопротив-
ления электроизоляционного материала:
а — плоский; б — трубчатый; е — цилиндрический
больше влияет на измеряемую величину. В тех
случаях, когда превалирует объемный ток,
применяют образцы толщиной от 1 до 50 мм
с двумя сквозными отверстиями для электро-
дов (рис. 29.2). Расстояние А между центра-
ми отверстий выбирают равным (25±1) мм
или (15±1) мм. В первом случае минималь-
ный размер плоского образца должен быть
50x75 мм, во втором 35x50 мм; трубчатые,
цилиндрические и стержневые образцы долж-
ны иметь длину не менее 75 мм и диаметр не
менее 20 мм. В случае преимущественного вли-
яния поверхностного тока применяют наклад-
ные электроды. Минимальные размеры плоско-
го образца в этом случае 60x150 мм; трубча-
тые, цилиндрические и стержневые образцы
должны иметь длину не менее 60 мм, диаметр—
не менее 50 мм (допускается применять образ-
цы меньшего диаметра). Если объемный и по-
верхностный токи утечки соизмеримы, то из-
мерения производят иа образцах обоих типов,
за 7?из принимают наименьшее из полученных
значений. Определение Rиз листовых и ленточ-
ных материалов толщиной от 0,003 до 1 мм
производят на образцах шириной не более
25 мм и длиной не менее 50 мм.
Выбор формы и размеров образца в при-
веденных выше пределах производится в соот-
ветствии со стандартом или техническими ус-
ловиями на материал. Образцы, отобранные
для испытаний, не должны иметь трещин, ско-
лов, вмятин, заусенцев, короблений. Механи-
ческие операции (сверление, расточка и т. п.)
не должны изменять свойств материала и про-
изводятся до подготовки образцов к испыта-
ниям. Допускается поверхность образца очи-
щать растворителем, не влияющим на свойст-
ва материала.
Толщину испытуемых образцов определя-
ют как среднее арифметическое измерений в
пяти точках в области расположения измери-
тельного электрода. Погрешность измерения
толщины не должна превышать ±(0,011+
+0,002) мм, где t — толщина материала, мм.
Разброс образца по толщине не должен пре-
§ 29.4
Определение общих и удельных сопротивлений образцов
357
вышать 2 % при толщинах, больших 0,5 мм,
и 5 % — при меньших. Допускаемые отклоне-
ния от плоскопараллельности плоских образ-
цов и от коаксиальности трубчатых образ-
цов — не более 2 % толщины. Метод измере-
ния толщины и допускаемое при этом нажим-
ное давление должны быть указаны в стан-
дарте нли технических условиях на материал.
Если таких указаний не содержится, то на-
жимное давление выбирают равным давлению
электродов при испытании.
Число испытуемых образцов должно быть
не менее трех.
Электроды для испытания твердых ди-
электриков. Электроды для испытания твер-
дых диэлектриков должны удовлетворять сле-
дующим основным требованиям: обладать вы-
сокой проводимостью и обеспечивать хороший
электрический контакт по всей поверхности
соприкосновения с образцом без воздушных
прослоек между ними; не влиять на испытуе-
мый образец (деформировать его, оказывать
химическое воздействие); не изменять свою
форму и размеры, а также не претерпевать
какие-либо физические или химические измене-
ния (окисление, плавление и т. п.); быть та-
кими, чтобы их было легко наносить и удобно
применять при испытаниях.
Металлические нажимные электроды при-
меняют для измерения объемного р и поверх-
ностного ps удельных сопротивлений. Они
представляют собой систему из трех электро-
дов (рис. 29.3)’ измерительного, напряжения
(высоковольтного) и охранного. Напряжение
прикладывается между измерительным элек-
тродом и электродом напряжения и измеря-
ется ток в их цепи; охранный электрод служит
для уменьшения краевых эффектов, он зазем-
ляется. В зависимости от измеряемой вели-
чины одни и те же электроды могут вы-
полнять различные функции (табл. 29.8).
Размеры электродов для плоских образцов
Рис. 29.3. Расположение электродов на плос-
ком (а), трубчатом (б) и цилиндрическом (е)
образцах f'
Таблица 29.8. Назначение электродов
Обозначение электрода на рис. 29. 3 При измерении
finp и PS
1 Охранный Напряжения
2 Измерительный Измерительный
3 Напряжения Охранный
(рис. 29.3, я) даны в табл. 29.9 Зазор g между
электродами 1 и 2 должен быть (2 ±0,2) мм,
ширина электрода 1 — не менее двойной тол-
щины образца.
Таблица 29.9 Размеры электродов для
плоских образцов, мм
di ds ие ме- нее не менее
10+0,2 14 18 20
25+0,2 29 39 40
50+0,2 54 74 75
75+0,2 79 99 100
100+0,2 104 124 125
Допускается применение прямоугольных
электродов или квадратных электродов, при
этом их площади должны быть примерно
равны площадям круглых электродов, приве-
денным в табл. 29.9. Электроды для трубча-
тых образцов (рис. 29.3, б) должны иметь сле-
дующую ширину: электрод 1 — не менее
10 мм, электрод 2— от 50 до 250 мм, элект-
род 3 —от 75 до 300 мм; зазор g между
электродами 1 и 2 (2+0,2) мм (при измере-
нии объемного сопротивления трубчатых об-
разцов при взаимных поставках странам —
членам СЭВ зазор—1 мм). Если образец
имеет форму стержня, то применяют два коль-
цевых электрода (рис. 29.3, в) шириной не
менее 10 мм с зазором между ними (2+0,2)
мм. Электроды выполняют из нержавеющей
стали, меди, латуни, а иногда и благородных
металлов. Контакт с материалом создается
прижатием давлением (10+0,2) кПа. Эти
электроды применяют при испытаниях всех
твердых, а также эластичных (резиноподоб-
ных) материалов при температурах —60+
++250 °C.
Фольговые электроды применяют для оп-
ределения удельных сопротивлений и сопро-
тивления изоляции. Их выполняют из отож-
женной алюминиевой, оловянной, свинцовой
фольги толщиной от 5 до 20 мкм Контакт
электрода с образцом создается путем прити-
рания с помощью тонкого слоя вазелина,
трансформаторного, конденсаторного или ва-
зелинового масла, кремнийорганической
жидкости или другого аналогичного вещества.
Толщина смазки не должна превышать 1 мкм.
Вазелин и масла можно применять при тем-
пературах от —40 до +180 °C, кремнийорга-
нические жидкости и смазки — от —60 до
+250 °C. Эти электроды допускается исполь-
зовать при испытаниях всех твердых матери-
алов, на которые не влияют указанные смаз-
ки, Контакт может быть создан также нажа-
358
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.10. Материалы, способы наложения и области применения электродов
из осажденных металлов
Материал электрода Способ создания контакта с образцом Область применения
Медь, алюминий, серебро, зо- лото, платина Нанесение распылением ме- талла в вакууме Определение р и ps при тем- пературах от —60 до +250 °C
Медь, алюминий, серебро, цинк Нанесение шоопированием металла Определение р при температу- рах от —60 до +250 °C
Токопроводящие серебряные покрытия, изготовленные из различных видов серебряных паст Нанесение кистью Определение р, ps, Rna при температурах от —60 до +250 °C
Нанесение кистью с последу- ющим вжиганием То же, только для стекла, ке- рамики, слюды и других мате- риалов, выдерживающих тем- пературу вжигания
тием через резину давлением (10,0±0,02) кПа,
если в стандарте или ТУ на материал не ука-
зано иное значение. Способы закрепления
фольги на слое резины показаны на рис. 29.4.
Допустимая температура применения зависит
от морозостойкости и иагревостойкости рези-
ны. При испытании пленок и пластмасс фоль-
говые электроды могут накладываться путем
припрессовки с нагревом.
Электроды из осажденных металлов
представляют собой плотно прилегающие
пленки драгоценных (серебро, золото, плати-
на) или цветных (медь, алюминий, цинк) ме-
таллов. Способы наложения электродов и об-
ласти их применения указаны в табл. 29.10.
Слой металла после нанесения должен быть
плотным и равномерным, без видимых через
лупу просветов и рваных краев. В зазорах
между электродами не должно быть осаждае-
мого металла, продуктов реакции или других
посторонних веществ.
Графитовые электроды применяют в ви-
де жидкой суспензии водной или на лаке
(эпоксидном, шеллачном и т. п.) или в виде
порошка графита. Электроды нз суспензии
Рис. 29.4. Резино-фольговые электроды для
плоских образцов:
а — внутренний электрод: 1 — резиновый диск; 2 —
металлический держатель электрода; 3 — фольга;
4 — металлический цилиндр; б — наружный элект-
род: 1 — металлические кольца; 2— фольга; 3—ре-
зиновое кольцо; 4— металлический цилиндр
коллоидного графита в дистиллированной во-
де применяют для измерения р, ps, Rv.s неги-
гроскопичных материалов при температурах
от —60 до +250 °C. Суспензию на образец
наносят кистью с последующей сушкой при
комнатной температуре. Электроды из графи-
то-лаковой суспензии наносят на образец ки-
стью или пульверизатором через трафарет из
плотной бумаги. Толщина нанесенного слоя
после сушки должна быть примерно 0,1 мм,
этот слой должен быть равномерным, без про-
светов и рваных краев. Сопротивление слоя из
лакографита не должно превышать 100 Ом.
Способ получения электродов из порошка гра-
фита показан на рис. 29.5. Графит уплотняют
давлением 10 кПа.
Электрический контакт с электродами из
фольги, осажденного металла или графита
осуществляется при помощи элементов из ста-
ли, латуни или меди, имеющих форму и раз-
меры (в плане) электродов, нанесенных в ви-
де пленок. Допускается непосредственное при-
паивание провода к электроду, в случае если
пайка ие изменяет свойств исследуемого ма-
териала.
Штифтовые электроды применяют для из-
мерения сопротивления изоляции Rua и внут-
реннего сопротивления Ri. Вид и размеры
Рис. 29.5. Графитовые электроды для плоских
образцов (у всех трех цилиндров угол скоса
20 °):
1 — образец; 2 ~ охранный электрод; 3 — измери-
тельный электрод (графит); 4 — контакт; 5 —> высоко-
вольтный электрод (графит)
§ 29.4
Определение общих и удельных сопротивлений образцов
359
электродов показаны иа
Рис. 29.6. Штифтовые
электроды:
а — для определения
внутреннего сопротивле-
ния; б — то же сопро-
тивления изоляции
рис. 29.6. Штифтовые
электроды выполняют, как правило, из лату-
ни.
Ленточные электроды применяют для из-
мерения RKa. Их выполняют из проводящих
паст или алюминиевой фольги (см. выше).
Ширина Ь электродов из проводящей пасты
(лака) равна 1 мм, из фольги — 10 мм. Рас-
стояние от электродов до края образца долж-
но быть не менее 25 мм. Остальные размеры
и схема расположения электродов на образце
показаны на рис. 29.7.
Рис. 29.7. Схема расположения ленточных
электродов на плоском (а) и цилиндрическом
(б) образцах
Рис. 29.8. Ножевые электроды:
/ — прокладка; 2 —втулка; 3—винт для крепления;
4 — электродные бруски; 5—планки прижимные^
б — ножевые электроды (резина, обернутая фоль-
гой); 7 —прижимной винт; S—основание; 9 — зажимы
Рис. 29.9. Брусковые электроды:
1 — образец; 2 — изоляция; 3 — металлическая пла-
стина
Ножевые и брусковые электроды приме-
няют для измерения сопротивления изоляции.
Вид, размеры и расположение ножевых элек-
тродов показаны на рис. 29.8, брусковых — иа
рис. 29.9. Брусковые электроды применяют для
измерения киз плоских образцов и лент тол-
щиной до 1 мм.
Ртутные электроды применяют для оп-
ределения р и ps всех твердых материалов.
Их создают способом заливки в форму анало-
гично электродам из порошка графита (см.
рис. 29.5). Эти электроды ввиду их токсично
сти можно применять при температурах не вы
ше 35 °C и только тогда, когда применение
других электродов невозможно. При более
высоких температурах измерения можно про-
изводить, применяя вместо ртути сплавы с
низкой температурой плавления, например
сплав Вуда.
Электроды из токопроводящей резины
применяют для измерения удельных сопротив-
лений. Допустимая температура применения
зависит от изменения сопротивления и пла-
стических свойств резины с изменением темпе-
ратуры. Контакт с образцом создается давле-
нием (10,0±0,2) кПа, если в стандарте или
ТУ не указано иное значение. Сопротивление
слоя резины должно быть не более 100 Ом.
Измерительные ячейки для определения
удельного сопротивления жидких материалов.
Удельное объемное сопротивление р жидких
диэлектриков определяют на образцах (про-
бах) объемом не менее 50 см3, число проб
должно быть не менее двух, при приемо-сда-
точных испытаниях и входном контроле допу-
скается ограничиваться одной пробой (одним
определением). Испытуемую жидкость зали
вают в измерительную ячейку — специальный
сосуд, изготовленный из металла или других
материалов. Коэффициент линейного расшире-
ния материала должен быть достаточно ма-
лым, чтобы изменение температуры не влияло
на взаимное расположение электродов. Элек-
троды выполняют из металлов, устойчивых
против коррозии, вызываемой испытуемой
жидкостью или промывочными составами, и не
оказывающих каталитического действия на
окисление испытуемой жидкости (например,
стали 12Х18Н9Т). Рабочие поверхности элек-
тродов могут иметь покрытие из никеля, хро-
ма или серебра с шероховатостью Ra <0,20 мкм
на базовой длине I, равной 0,25 мм.
Измерительная ячейка представляет собой
трех- или двухэлектродную систему с плоски-
ми или цилиндрическими электродами. В трех-
электродной ячейке с плоскими электродами
360
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.10. Плоская трехэлектродная измери-
тельная ячейка
<М0
Рис. 29.11. Цилиндрическая трехэлектродная
измерительная ячейка:
1 — зажимы для соединения с измерительной схе-
мой; 2 — экранирующий колпачок; 3 — охранный
электрод; 4, 5 — прокладки из твердого изоляцион-
ного материала с высоким электрическим сопротив-
лением; б — высоковольтный электрод (внешний);
7—измерительный электрод (внутренний); 8— кар-
ман для термометра
Рис. 29.12. Плоская двухэлектродная измери-
тельная ячейка:
1 — зажимы для соединения с измерительной схе-
мой; 2 — измерительный электрод (внутренний); 3 —
отверстие для термометра; 4— прокладка из твер-
дого изоляционного материала с высоким электриче-
ским сопротивлением; 5 — высоковольтный электрод
(внешний)
(рис. 29.10) электрод напряжения 5 '(высо-
ковольтный) выполнен в виде тарелки с пло-
ским дном. На бортики этого электрода опи-
рается кольцевая прокладка 4 из изоляцион-
ного материала, к которой винтами крепится
охранный электрод 2. Во внутреннюю выточ-
ку охранного электрода входит изоляционное
кольцо 3, несущее центральный измерительный
электрод 1. Все электроды снабжены зажима-
ми 6 для соединения с измерительной цепью.
Аналогично устроены ячейки других типов
(рис. 29.11, 29.12). Для изготовления изолиру-
ющих прокладок используются плавленый
кварц, фторопласт-4 или керамика, не адсор-
бирующие и не влияющие на испытуемые
жидкости и промывочные материалы.
Основные размеры ячеек показаны на ри-
сунках. Обязательными размерами в конструк-
ции измерительной ячейки являются: зазор
между электродами измерительным и напря-
жения (высоковольтным), который должен
быть равен (2,0±0,1) мм; зазор между изме-
рительным и охранным электродами, который
также должен быть (2,0±0,1) мм.
Перед измерениями ячейку разбирают и
все детали дважды промывают растворителем,
затем ополаскивают ацетоном, промывают
мыльным раствором или детергентом и кипя-
тят 1 ч в 5 %-ном растворе фосфата натрия и
дистиллированной воде. Особое внимание сле-
дует обращать на тщательность промывки про-
кладок. Сушка производится при температуре
105—НО °C в течение 1—1,5 ч. Собранную
ячейку присоединяют к измерительной цепи и
проверяют чистоту прокладок путем измере-
ния сопротивления пустой ячейки. Оно должно
быть на один-два порядка выше, чем сопро-
тивление ячейки, заполненной испытуемой
жидкостью. Если требование ие выполняется,
ячейку следует разобрать и повторно промыть.
Методы и средства измерения сопротивле-
ний. Сопротивление образца может быть из-
мерено прямо или косвенно. В первом случае
применяют электронные омметры (мегаоммет-
ры, тераомметры), реже мосты постоянного
тока, позволяющие отсчитать значение изме-
ряемого сопротивления непосредственно по
шкале прибора. При косвенных измерениях
значение сопротивления определяют расчетным
путем по результатам измерения тока, проте-
кающего в образце, при известном значении
напряжения, приложенного к образцу, или из-
меряя падение напряжения на образце при из-
вестном токе в нем. Для измерения тока и
напряжения применяют чувствительные магни-
тоэлектрические или электростатические при-
боры с электронными или фотогальванометри-
ческими усилителями. Косвенные измерения, в
отличие от прямых, позволяют найти сопро-
тивление образца при определенном приложен-
ном напряжении, однако сам процесс измере-
ния усложняется, требует больше времени и
дополнительных расчетов.
Независимо от метода измерения и приме-
няемых средств при определении сопротивле-
ния материала необходимо выполнить ряд тре-
бований. Погрешность измерения сопротивле-
ния не должна превышать указанной ниже:
Измеряемое со-
противление,
Ом .... До 10» Более 10» Более №«
до 101?
Погрешность, % ±5 ±10 ±15
§ 29.4
Определение общих и удельных сопротивлений образцов
361
Измерение сопротивления должно выпол-
няться при постоянном напряжении с неста-
бильностью и амплитудой пульсаций не более
1 % каждая при токе не более 1 мА; погреш-
ность измерения напряжения не более 2 %. Ис-
пытательная установка должна позволять плав-
но регулировать и выдерживать в течение оп-
ределенного времени необходимые напряже-
ния. Способ подачи напряжения на образец
(плавное увеличение напряжения или подача
фиксированного напряжения) должен указы-
ваться в стандарте или ТУ на материал. Там
же указывается скорость изменения напряже-
ния и время выдержки образца под напряже-
нием. Рекомендуемые значения испытательных
напряжений: 50, 100, 250, 500, 1000, 1500,
2500 В.
Образцовые резисторы испытательных уста-
новок должны иметь погрешность не более
1 % при сопротивлении до 10п Ом и не более
2 % при сопротивлении от 1012 до 1014 Ом.
Ток, протекающий в измерительной цепи
при отключенном образце, должен быть не ме-
нее чем на два порядка меньше тока, проте-
кающего при подключенном образце (измере-
ние в обоих случаях производится при напря-
жении, равном измерительному).
Электронные мегаомметры и тераоммет-
ры. Электронные мегаомметры и тераомметры
представляют собой усилитель постоянного то-
ка с большим коэффициентом усиления, охва-
ченный глубокой обратной связью, в прямую
или обратную цепь которого включается из-
меряемое сопротивление Rx. Если измеряемое
сопротивление включено в цепь обратной связи
(рис. 29.13, а), то источник измерительного
напряжения По и образцовый резистор Ra об-
разуют искусственный генератор тока. Выход-
ное напряжение UB^s_ = lJ0Rx/R0-, прибор ИП
имеет прямую линейную шкалу. В этом случае
значение тока, протекающего через образец
фиксировано, а падение напряжения на образ-
це зависит от его сопротивления. Такая схема
применяется при измерении сравнительно не-
больших сопротивлений (до 106 Ом). При
включении измеряемого сопротивления R-, в
прямую цепь (рис. 29.13,6) источник измери-
тельного напряжения [/0 и измеряемое сопро-
тивление Rx образуют искусственный генератор
Рис. 29.13. Структурная схема электронного
мегаомметра с прямой (а) и обратной (б)
шкалой
тока. В этом случае UBws.=UQRQ/Rx и прибор
имеет нелинейную шкалу. Напряжение на из-
меряемом образце постоянно и равно напря-
жению источника £70. Диапазон измеряемых
сопротивлений в этом случае может на не-
сколько порядков превышать сопротивление
Ro и достигает 1017 Ом. Обычно используют
не один, а несколько резисторов Ro, коммути-
руя которые изменяют диапазон измерения
прибора. Поскольку в стандартах для мате-
риалов указываются различные испытательные
напряжения, в приборах предусмотрена воз-
можность ступенчатого изменения Uo от 1 до
1000 В. Выходной прибор градуирован в еди-
ницах сопротивления.
В комплект прибора обычно входит изме-
рительная камера, служащая экраном. При
измерениях исследуемый образец помещается
внутрь камеры, а сама камера соединяется с
зажимом «земля» прибора.
Схемы подключения измеряемых образцов
к прибору показаны на рис. 29.14.
Тераомметр Е6-13А. (ОКП 66 8136 0013)
предназначен для измерения сопротивления
постоянному току в диапазоне от 10 до
10й Ом и может быть использован для изме-
рения постоянного тока в диапазоне от 10~4 до
10-12 А с ненормированной погрешностью. Ос-
Рис. 29.14. Схемы подключения измеряемых образцов:
двухзажимная без экрана с заземлением (а) и без заземления (б) образца, двухзажимная с экраном с за-
землением (г) и без заземления (<5) образна; с заземлением образца н экрана (в); измерения объемного со-
противления (el); измерения поверхностного сопротивления (ж);
Л — высокоомный входной зажим;-'/;' — входной зажим;| Э — экран (электрический нуль прибора)
S62
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.11. Метрологические характеристики тераомметра Е6-13А
Вид шкалы Предел поддиапазона, Ом Основная погреш- ность, % Примечание
Линейная 102; 3-102; 103; 3-103; 104; 3-104; Ю6; 3-10?; 106 ±2,5 Указан верхний предел поддиапа- зона измерений. Погрешность выра- жается в процентах верхнего значе- ния поддиапазона измерения
Обратно про- порциональная 10е; 3-106; 107;3-107; 108 3-108; 109; 3-109; 1010; 3-10“; 10“ 3-1011; 1012 1013 ±2,5 ±4,0 +6,0 ±10,0 Указан нижний предел поддиапазо- на измерения. Погрешность выража- ется в процентах длины рабочей час- ти шкалы
новная погрешность прибора в 'зависмости от
верхнего предела измерения поддиапазона дана
в табл. 29.11. Падение напряжения на изме-
ряемом объекте при использовании линейных
шкал зависит от сопротивления объекта и мо-
жет изменяться от 0 до 10 В; при использо-
вании обратно пропорциональных шкал на-
пряжение на измеряемом объекте постоянно и
равно 10 или 100 В в зависимости от положе-
ния переключателя. Вариация показаний при-
бора не превышает ±1 %. Время установления
показаний прибора на поддиапазонах от102до
10’2 Ом не более 5 с, на поддиапазоне 1013 Ом
не более 30 с. Рабочие условия применения
прибора: температура 10—35 °C, влажность до
80 %, атмосферное давление 86—106 кПа, на-
пряжение сети (220 ±22) В. В комплект при-
бора входит измерительная камера. Габарит-
ные размеры прибора 152x206x290 мм, изме-
рительной камеры 150x120x250 мм. Масса
прибора не более 5 кг, измерительной камеры
не более 2,2 кг.
Тераомметр ЕК.6-7 (ОКП 66 8136 0007)
предназначен для измерения сопротивлений в
пределах от 107 до 1017 Ом, постоянных токов
в пределах от 10-1 до 10-7А и напряжений от
10 мВ до 10 В при входном сопротивлении
1012 Ом. Основная погрешность измерения со-
противлений, выраженная в процентах длины
рабочей части шкалы, указана ниже:
Диапазон изме-
ряемых со-
противлений,
Ом . . , , 107—1012 1012—1015 1015— Ю17
Погрешность,
% ... . ±4 ±6 ±10
Напряжение, подаваемое на образец, мо-
жет составлять 1, 10, 100 или 1000 В. Значе-
ние погрешности зависит от напряжения пита-
ния. Погрешность измерения токов, выражен-
ная в процентах верхнего предела диапазона
измерений, не превышает ±4 % при токах от
10-7 до 1О~10 А и ±6 % при токах, меньших
10-10 А. Погрешность измерения напряжений
±2,5 % верхнего предела диапазона измерений.
В комплект прибора входит отдельная эк-
ранированная камера для устранения наводок
при измерениях сопротивлений образцов, слу-
жащая одновременно футляром для самого
прибора. В схеме прибора предусмотрено по-
лучение дополнительного защитного напряже-
ния, снимаемого с выхода усилителя. С помо-
щью дополнительной защитной схемы умень-
шается влияние паразитных токов на
результаты измерения больших сопротивлений.
Наличие защитного напряжения позволяет при
измерении слабых токов не учитывать падение
напряжения на сопротивлении До при опреде-
ленном включении источника питания. Прибор
содержит магазин прецизионных резисторов
До (Юв, 10®, 1010, 10" и 1012 Ом) с переклю-
чателем, электрометрический усилитель посто-
янного тока, источник постоянного напряже-
ния для получения точных значений измери-
тельного напряжения.
Рабочие условия применения прибора: тем-
пература 10—35 °C, атмосферное давление
(100±4) кПа, напряжение питания (220±22) В.
Габаритные размеры прибора 324Х250Х
Х212 мм, измерительной камеры 390Х300Х
Х235 мм. Масса прибора с измерительной ка-
мерой не более 15 кг.
Тераомметр универсальный Е6-14 (ОКП
66 8136 0014) предназначен для измерения со-
противления постоянному току в диапазоне от
107 до 1017 Ом, постоянного тока от 10~7 до
10-15 А и напряжения постоянного тока от
10—3 до 10 В. При измерении сопротивлений
прибор имеет обратно пропорциональную шка-
лу. Основная погрешность прибора при изме-
рении сопротивлений, выраженная в процен-
тах длины рабочей части шкалы (84 мм),
указана ниже:
Поддиапазон из-
меряемых сопро-
тивлений (ниж-
ний предел), Ом 107—1012 1010 1012
Погрешность, % . ±4 ±6 ±10
Напряжение на измеряемом образце 1, 10
или 100 В в зависимости от положения пере-
ключателя. Погрешность прибора при измере-
нии постоянного тока, выраженная в процен-
тах верхнего предела поддиапазона, не превы-
шает ± (4—6) %, при измерении постоянного
напряжения ±2,5 %. Время установления по-
казаний при измерении сопротивлений до
§ 29.4
Определение общих и удельных сопротивлений образцов
863
1012 Ом и токов свыше 10~12 А 2 мин, при из-
мерении сопротивлений от 1012 до 1016 Ом и
токов от 10-*4 до 10-12 А 10 мин, при изме-
рении напряжений 4 с. Условия применения
прибора: температура 10—35 °C, атмосферное
давление (100±4) кПа, напряжение питания
(220±22) В. В комплект прибора входит из-
мерительная камера. Габаритные размеры
прибора 320x210x295 мм, измерительной ка-
меры 380X240X345 мм. Масса прибора с из-
мерительной камерой не более 14 кг.
Мегаомметр Е6-17 (ОКП 66 8136 0017)
предназначен для измерения сопротивления по-
стоянному току в лабораторных, заводских и
полевых условиях. Диапазон измеряемых при-
бором сопротивлений от 10 Ом до 30 000 МОм
перекрывается поддиапазонами с конечными
значениями 0,1; 0,3; 1; 3; 10; 30; 100; 300;
1000 кОм на линейной шкале и с начальными
значениями 1; 3; 10; 30; 100; 300; 1000; 3000;
10 000 МОм на обратно пропорциональной
шкале. Предел допускаемой основной погреш-
ности прибора на линейных шкалах ±1,5 %
.конечного значения установленного поддиапа-
зона. Предел допускаемой погрешности на об-
ратно пропорциональных шкалах, выраженный
в процентах длины шкалы (90 мм), указан
ниже:
, Начальное значе-
ние поддиапазо-
на, МОм . . . 1 1000 10 000
. Погрешность, % ±2,5 ±4,0 ±6
Вариация показаний не превышает 1,5 %.
Напряжение на измеряемом сопротивлении не
более 10 В на линейных и (100 ±10) В на об-
ратно пропорциональных шкалах. Время уста-
новления показаний не более 6 с.
Габаритные размеры прибора 250Х213Х
Х211 мм, масса не более 6 кг.
Мегаомметр Ф4101 (ОКП 42 2437 0002)
предназначен для измерения сопротивления
изоляции устройств, не находящихся под на-
пряжением. Основная погрешность прибора не
превышает ±2,5 % длины диапазона измере-
ний. Номинальное напряжение на разомкну-
тых зажимах прибора 100, 500 или 1000 В.
Пределы измерения сопротивления и диапазоны
измерений в зависимости от положения пере-
ключателей измерения и рабочих напряжений
приведены в табл. 29.12. Время успокоения
подвижной части не превышает 4 с. Рабочие
условия применения: температура от —30 до
Рис. 29.15. Структурная схема интегрирующего
измерителя сопротивлений
+40 °C, относительная влажность до 90 %.
Габаритные размеры 335X296X125 мм; масса
6 кг.
Интегрирующий измеритель больших со-
противлений с цифровым отсчетом Щ400
(ОКП 42 2135 9902) предназначен для изме-
рения электрического сопротивления постоян-
ному току в диапазоне от 107 до 1014 Ом.
Структурная схема прибора показана на рис.
29.15. Измеряемое сопротивление Rx и вклю-
ченный последовательно с ним источник напря-
жения Uo образуют генератор тока. Этот ток
измеряется с помощью интегрирующего усили-
теля, представляющего собой усилитель по-
стоянного тока, в цепь обратной связи кото-
рого включен конденсатор С. Приращение
напряжения At/BbIX на выходе усилителя за
время t составит АС,ЕыХ = П0//С'7?х, т. е. прира-
щение выходного напряжения прямо пропор-
ционально времени измерения и обратно про-
порционально измеряемому сопротивлению.
Основная погрешность прибора в процен-
тах показания на диапазоне 107—1010 Ом—
±0,05, на диапазоне 109—1013 Ом — ±0,02, на
диапазоне 1012—1014 Ом— ±0,5.
Напряжение на измеряемом сопротивлении
1, 10 или 100 В, нормированное отклонение на-
пряжения ±5 %. Рабочие условия применения:
температура от 10 до 35 °C, относительная
влажность от 30 до 80 %, напряжение пита-
ния (220±4,4) В.
Мосты постоянного тока. Мосты постоян-
ного тока применяют для точных измерений
сопротивлений в тех случаях, когда измери-
тельное напряжение на образце по условиям
испытаний не превышает 100 В. Схема изме-
рения показана на рис. 29.16. Обычно сопро-
тивление /?з в процессе измерения не меняет-
ся, /?| регулируется дискретно, а /?2 — плавно.
В качестве индикатора равновесия ИН исполь-
зуют усилитель постоянного тока с высоким
входным сопротивлением. Технические данные
некоторых мостов постоянного тока приведе-
ны в табл. 29.13.
Таблица 29.12. Метрологические характеристики мегаомметра типа Ф4101
Положение пергключате- , ля пределов измерения Значение параметра прибора, МОм, при положении переключателя рабочих напряжений
100 ВХ1 500 ВХ5 1000 В ХЮ
Предел измерения Диапазон измерений Предел измерения Диапазон измерений Предел измерения Диапазон измерений
IX1 0—4 0—2 0—20 0—10 0—40 0—20
11X2 0,1—4 0,1—2 0,5—20 0,5—10 1—40 1—20
1IIX101 1—40 1—20 5—200 5—100 10—400 10—200
Й1Х№ 10—400 10—200 50—2000 50—1000 100—4000 100—2000
ШхЮ3 100—4000 100—2000 500—2000 500—1000 1000—40 000 1000—20 000
364
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.13. Мосты постоянного тока
Параметр Тип моста (код ОКП)
Р4053 (422521 0001) Р4060 (42 2521 9902) । Р4056 (42 2521 5501)
Диапазон измерений, Ом Класс точности (в зависимости от поддиапазона) Габаритные размеры, мм Масса, кг Напряжение питания Потребляемая мощность, В-А Температура, °C Влажность, % 1—104 От 0,05 до 10 600X400X400 35 30 10-1—1012 От 0,05 до 5 450X300X300 20 220 В, 50 Гц От 4-10 до 4-35 До 80 10-?—104 От 0,01 до 5 500x375x170 500X375X130 28 30
Рис. 29.16. Измерение сопротив-
ления мостом постоянного тока
Косвенные методы измерения сопротивле-
ний. Из косвенных методов измерения сопро-
тивлений наибольшее распространение получил
метод измерения тока, протекающего через
исследуемый образец при фиксированном на-
пряжении на образце. Этот метод часто назы-
вают гальванометрическим, поскольку для
измерения тока иногда используют магнито-
электрические гальванометры. Однако исполь-
зование гальванометров не является принци-
пиально необходимым, вместо них могут при-
меняться иные приборы, позволяющие измерять
малые постоянные токи с требуемой погреш-
ностью. Схема измерения показана на рис.
29.17. Образец материала или изделия вклю-
чают в цепь последовательно с резистором Ro,
имеющим сопротивление порядка 1 МОм и по-
грешность не более 1 %. Этот резистор служит
для определения постоянной гальванометра и
защищает измерительный прибор в случае про-
боя образца.
Измерение тока осуществляется гальвано-
метром, включенным через многопредельный
шунт Рш, или иным прибором. Цепь питается
от стабилизированного источника постоянного
напряжения с диапазоном регулирования от
О до 5000 В, контроль напряжения осущест-
Рис. 29,17. Схема косвенного измерения сопро-
тивления
вляется при помощи вольтметра V. Полярность
напряжения, прикладываемого к образцу, мож- ,
но изменять прн помощи переключателя П1.
Переключателем П2 заземляют электрод 1 по
окончании измерений с целью разрядки емко-
сти образца. Провода, идущие от измеритель-
ного прибора к измерительному электроду 2,
должны быть экранированы, а экран заземлен.
Переключатели монтируют на фторопласте-4
для получения высокого сопротивления изоля-
ции. Всю цепь монтируют на заземленном ме-
таллическом листе и ограждают системой за-
щиты, в которой имеются блокировочные кон-
такты, отключающие питание при смене об-
разца.
Для определения тока в образце необходи-
мо знать постоянную гальванометра по току
С/ Значение Ci указывается в технической
документации гальванометров с погрешностью
±10 %, т. е. с погрешностью, превышающей
допускаемую при испытаниях. Поэтому непо-
средственно перед испытаниями производят оп-
ределение Cj следующим образом. Зажимы 1
и 2 замыкают накоротко, переключатель шун-
та П4 устанавливают в положение, соответ-
ствующее наименьшему току в гальваномет-
ре, а переключатели П2 и ПЗ — в верхние
положения. Включают питание и при напряже-
нии £7=100 В отсчитывают показание гальва-
нометра а (в миллиметрах или делениях шка-
лы). Рассчитывают постоянную
Сх = nU/aR0,
где и — шунтовое число, т. е. отношение тока
гальванометра к току в цепи (обычно при оп-
ределении п=10~4). Рекомендуется определить
Ci при двух значениях напряжения, а затем
взять среднее арифметическое.
Для измерения сопротивления Rx образ-
ца электроды измерительной ячейки подклю-
чают к зажимам 1, 2, 3. Схема соединения
зависит от того, какое удельное сопротивление
требуется определить: р или ps- Переключате-
ли П2 и ПЗ ставят в верхнее положение. Пер-
воначально ставят переключатель П4 в поло-
жение, соответствующее наименьшему току
(п=10-4). Напряжение источника плавно уве-
личивают до значения, указанного в стандарте
на материал. Для твердых и жидких диэлек-
триков это обычно 500 В, но могут быть ис-
пользованы и другие значения напряжения, а
для полимерных пленок менее 10 В. Изменяют
положение переключателя П4 таким образом,
§ 25.4
Определение общих и удельных сопротивлений образцов
365
чтобы получить удобно отсчитываемое показа-
ние гальванометра. Если время выдержки под
напряжением в стандарте на материал не ука-
зано, то отсчет показания гальванометра а
производят через 60 с после того, как прило-
жено заданное напряжение. Необходимость
выдержки объясняется тем, что после включе-
ния напряжения идущий через образец ток с
течением времени постепенно падает до неко-
торого установившегося значения, называемого
сквозным током. Чтобы получить воспроизво-
димость результатов, отсчет показаний услови-
лись производить через определенное время.
Сопротивление образца
Rx = nL'/aCI.
По окончании измерения следует переклю-
чатель П2 перевести в нижнее положение, что-
бы разрядить образец.
Для получения требуемой точности изме-
рения Rx погрешность установки напряжения
U должна быть не более 0,5 %, такой же дол-
жна быть погрешность шунта, а погрешность
резистора должна быть менее 1 %.
Существует иной метод измерения, не тре-
бующий предварительного определения Ci, по-
лучивший название метода сравнения. Схема
и средства измерения такие же, как и в методе,
описанном выше. Сущность метода заключает-
ся в том, что измерение тока в цепи произво-
дят дважды: один раз при включении в цепь
образца и второй раз при закороченном образ-
це. Напряжение U при этом поддерживают не-
изменным. Сопротивление Rx рассчитывают по
формуле
Rx = Ro («2 «2 — В.
где а, и в, — отсчет по гальванометру и шун-
товое число при включенном образце; а2 и
п2— то же при закороченном образце.
Резистор Ro должен иметь сопротивление
порядка 107 Ом и сохранять его практически
неизменным при изменениях температуры. Для
этой цели применяют резисторы с температур-
ным коэффициентом сопротивления не более
10-4 К-1 и погрешностью не более ±2 Не-
применение наноамперметров позволяет
еще более упростить процесс измерения. На-
ноамперметр представляет собой автокомпен-
сатор тока с электронным или фотогальвано-
метрическим усилителем.
Упрощенная схема такого автокомпенса-
тора с фотогальванометрическим усилителем
приведена на рис. 29.18. Под действием изме-
ряемого тока 1Х подвижная часть гальваномет-
Рис. 29.18. Принципиальная
схема наноамперметра
ра Г поворачивается и световой поток, падаю-
щий на фоторезисторы ФД и ФД, перерас-
пределяется. На выходе мостовой цепи,
образованной этими фоторезисторами и рези-
сторами Ri и Rs, появляется ток, который уси-
ливается полупроводниковым усилителем У.
Часть усиленного тока I', протекая через рамку
гальванометра, будет компенсировать измеряе-
мый ток. Движение рамки прекращается тогда,
когда измеряемый ток Д будет равен току
Значение выходного тока I, измеряемого мик-
роамперметром рА, будет при этом пропорци-
онально измеряемому току Д.
Гальванометр типа М17 (ОКП 42 2483
0002) предназначен для измерения тока, напря-
жения, электрического заряда, а также для
индикации наличия или отсутствия тока в це-
пи. Гальванометр выпускается в нескольких
модификациях, основные параметры которых
даны в табл. 29.14. Гальванометр имеет от-
Табл идСТ 29.14. Основные параметры
гальванометров типа М17
Модифи- кация Сопротивление, Ом Постоян- на я по то - ку С/, 10— 9 А м/мм Период свободных колебаний, с
внут- реннее внешнее критичес- кое
М 17/1 15 55—0 4.0—15 7
М 17/2 25 130—3 3—12 5
М 17/3 35 350—10 0,8—2,5 11
М 17/4 40 800—80 2,5—10 5
М 17/5 80 2200 1,8 5
М 17/6 180 5500 1,0 5
М 17/7 500 13 000 0,7 5
М 17/8 1200 33000 0,45 5
М 17/9 1700 80 000 0,15 7
М17/10 3200 200 000 0,03 15
дельное отсчетное устройство со шкалой, ос-
ветителем и встроенным трансформатором и
работает при установке его на фундаменте или
кронштейне, укрепленном на капитальной сте-
не. Значения в табл. 29.14 указаны для рас-
стояния от зеркала гальванометра до шкалы,
равного 1 м, и сопротивления внешней цепи,
равного критическому. Прибор используется
при температуре окружающего воздуха от 10
до 35 °C и относительной влажности до 80 %.
Габаритные размеры гальванометра 120Х
X205X185 м; масса гальванометра 1,5 кг, ос-
ветительного устройства с кронштейном 3,5 кг.
Гальванометр типа М.195 (ОКП 42 2482
ООН) представляет собой переносный прибор
магнитоэлектрической системы, предназначен-
ный для измерения постоянного тока. Основ-
ные параметры различных модификаций галь-
ванометра приведены ниже:
Сопротивление, Ом (нс более): внутреннее . . внешнее крити- ческое . . , ч М195/1 70 300 М195/2 150 3000 М195/3 1700 15 000
Постоянная по то-
ку С2 • Ю-9, А/дел 12 4,6 1,8
366
Методы испытаний электроизоляционных материалов
Разд. 29
М 195/1 М 19Б/2 М 195/3
Период свободных колебаний не бо- лее, С Ч . Я 3 3 3
Разряд постоянст- ва нулевого по- ложения указа- теля , . , е 1,0 1,0 1,о
Гальванометр имеет встроенный шунт, уве-
личивающий постоянную по току С/ в 10 и
100 раз. Время успокоения подвижной части
прибора не превышает 6 с. Габаритные раз-
меры прибора 216X140X272 мм; масса 3,6 кг.
Автокомпенсационный микровольтнаноам-
перметр типа Р325 (ОКП 42 2465 0040) — мно-
годиапазонный прибор, предназначенный для
измерения малых постоянных токов и напря-
жений. Поддиапазоны измерения по току, зна-
чение предела основной допускаемой погреш-
ности в процентах удвоенного предела изме-
рения и допустимое значение внешнего
сопротивления даны в табл. 29.15. Диапазоны
Таблица 29.15 Основные параметры
микровольтнаноамперметра Р325
Поддиапазон
измерений, и А
Допусти-
мое внеш-
нее сопро-
тивление
не менее,
Ом
Компенсационная схема
5—0—5 2,5 0,2 200 0,5
12,5—0—12,5 1,5 0,5 150 0,5
50—0—50 1,0 2 100 0,5
125—0—125 1,0 5 50 0,5
500—0—500 1,0 20 25 0,5
Схема с шунтом
1 -.0 1 2,5 0,04 500
2,5—0—2,5 1,5 0,1 Не огра- 500
Ю—0—10 1,0 0,4 ничива- 500
25—0—25 1,0 1 ется 500
100—0—100 1,0 4 500
измерений по напряжению от 0,5 мкВ до 5 В.
Время установления показаний прибора не пре-
вышает 4 с. Прибор состоит из двух блоков,
соединенных между собой кабелем длиной
около 10 м: усилителя, крепящегося на капи-
тальной стене и выходного прибора с органами
управления Прибор эксплуатируется при тем
пературе от 15 до 35 °C и относительной влаж-
ности до 80 %. Габаритные размеры: усилите-
ля 345X225X285 мм, выходного прибора
325Х235Х180 мм; масса усилителя 9 кг, вы-
ходного прибора 4 кг.
Нановольтамперметр типа Р341 (ОКП
42 2465 0000) предназначен для измерения ма
лых токов и напряжений в цепях постоянного
тока. Поддиапазон измерений по току, преде-
лы допускаемой основной погрешности (в про-
центах удвоенного предела измерений), допу-
стимые значения сопротивлений внешней цепи,
время успокоения приведены в табл. 29.16.
Таблица 29.16. Основные параметры
нановольтамперметра Р341
Поддиапазон измерений по току И Е К S Сопротив- ление внешней цепи ие менее, Ом Предел допускае- мой ос- новной погреш- ности, % Время успо- коения не более, С
0,5—0—0,5 1—0—1 2,5—0—2,5 5—0—5 10—0—10 25—0—25 50—0—50 100—0—100 250—0—250 500—0—500 нА 200 5 8
2,5 6
100
4
1,5 1
50
25
1—0—1 2,5—0—2,5 5—0—5 10—0—10 25—0—25 50—0—50 мкА 15
Поддиапазоны измерений по напряжению от
50 нВ до 5 В. Прибор состоит из двух блоков,
соединяемых кабелем: усилителя, крепящегося
на капитальной стене, и блока управления с
выходным прибором. Прибор эксплуатируется
при температуре 10—35 °C. Габаритные раз-
меры усилителя 440X210X210 мм, блока уп-
равления 495X180X280 мм; масса усилителя
8 кг, блока управления 8,5 кг.
Электрометр типа ИТН-7 (ОКП 42 2720 0001)
предназначен для измерения постоянных на-
пряжений от высокоомных источников, малых
постоянных токов и в комплекте с приставкой
ПС-1 полных и удельных сопротивлений твер-
дых диэлектрических материалов.
Технические
данные
Диапазон измерения на-
пряжений, В . . . .
Диапазон измерения то-
ков, А.................
Основная погрешность,
%
прн измерении напря-
жения .............
при измерении тока
при измерении сопро-
тивлений ..........
Габаритные размеры, мм
3-10—4—30
1.10-15—3-10—6
1,5—4
1,5—9
2,8—12
320X150X328;
250X150X150
Приставка для измерения сопротивлений
типа ПС-1 (ОКП 42 2720 0005) предназначена
для измерения полных, удельных объемных и
§ 29.4
Определение общих и удельных сопротивлений образцов
367
удельных поверхностных сопротивлений твер-
дых диэлектрических материалов.
Приставка используется в комплекте с
электрометром ИТН-7 или ЭМ-1.
Приставка состоит из стабилизатора пере-
менного напряжения, двух стабилизированных
источников постоянного напряжения (10 и
500 В) и трехэлектродной ячейки. Измеритель-
ное напряжение через коммутирующее устрой-
ство подается на ячейку, в которой помещает-
ся измеряемый образец. Ток, протекающий
через образец, измеряется электрометром ЭМ-1
или ИТН-7. В приставке предусмотрены три
типоразмера электродов с диаметром измери-
тельных электродов 10, 25 и 50 мм. Электроды
выполнены из эластичной токопроводящей ре-
зины.
Удельное поверхностное сопротивление
ps=7?sL/g,' (29.9)
где Rs — измеренное поверхностное сопротив-
ление, Ом; L — эффективный периметр изме-
рительного электрода, м; g — расстояние меж-
ду электродами напряжения и измеритель-
ным электродом, м.
Удельное внутреннее сопротивление
Pi = RiS!l, (29.10)
где Ri — измеренное внутреннее сопротивление,
Ом; S — эффективная площадь электродов, м2;
I— расстояние между электродами, м.
Формулы для расчета р и ps твердых об-
разцов наиболее распространенных конфигура-
ций приведены в табл. 29.17.
Технические данные
Полное сопротивление, Ом « . ,
Удельное объемное сопротивление,
Ом-см.............................
Удельное поверхностное сопротивле-
ние, Ом...........................
Номинальные значения измеритель-
ных напряжений, В..................
Основная погрешность измерительно-
го напряжения, %:
для напряжений 0,1; 1; 10 В .
для напряжений 100; 250; 500 В
Габаритные размеры, мм , . , , »
Масса, кг . , . . „ . в „ . . .
В комплекте с электрометром
ЭМ-1 ИТН-7
Ы0в—1-10“" 1-106—5-Ю17
ЫО6—1-1018 1-106—1-1019
ЫО7—8-Ю17 1-107—8-Ю18
0,1; 1; 10; 100; 250; 500
±0,5
±1
215x215X250
Не более 6,5
Расчет удельных электрических сопротив-
лений. Удельные электрические сопротивления
р, ps, р; рассчитывают по результатам пря-
мых измерений сопротивлений и геометрических
размеров образцов. Допускаемая погрешность
измерения сопротивлений указана на стр. 360,
геометрических размеров ±(0,01/4-0,02) мм.
Удельное объемное сопротивление
p = RS/tp (29.8)
где R — измеренное объемное сопротивление,
Ом; S — эффективная площадь измерительного
электрода, м2; t — средняя толщина об-
разца, м.
При измерении сопротивления изоляции
Rna результат измерения приводят к стандарт-
ной длине.
В случае трубчатых и цилиндрических
электродов (см. рис. 29.7, б) за стандартную
длину принимают длину электрода, равную
100 мм:
nd
Д1о° = -у55-яИз,
где d — наружный диаметр трубки, мм; /?из—
измеренное сопротивление изоляции, Ом.
Для плоских образцов и лент шириной ме-
Та блица 29.17. Формулы для расчета удельных объемного и поверхностного
электрических сопротивлений
Форма образца и электродов Рисунок Формулы для расчета удельного сопротивления
объемного, Ом-м поверхностного. Ом
29.3, а (dT4-d?)2
Плоский образец с круглыми электродами Р Я 16/ Rv Ps л 2g
Плоский образец с пря- (a+g) (c4-g) 2(a4~c+2g)
1— Р= : Ps „
моугольными электрода- ми g
Плоский образец с (a+g)2 D
— p=—-— Ps ... ... Rs
квадратными электрода- ми g
’ Трубчатые и цилиндри- 29.3, б n(d2—/) (Z+g) p P= ; do р<-=2л± /Д.
ческие образцы t g
368
Методы испытаний электроизоляционных материалов
Разд. 29
нее 25 мм за стандартную длину принимают
ширину образца, равную 25 мм:
где b — ширина образца, мм; 7?из — измерен-
ное сопротивление образца.
За результат испытания принимают сред-
нее значение нечетного числа измерений.
При вычислении удельного объемного
электрического сопротивления р жидкого мате-
риала можно воспользоваться одной из формул:
р = 7?С0/е0 или р = 1,13- 101Х , (29.11)
где R — измеренное значение объемного элек-
трического сопротивления, Ом; Со — емкость
незаполненной измерительной ячейки, Ф; во —
электрическая постоянная, равная 8,84Х
X 10_,г Ф/м, за результат испытания прини-
мают большее из двух измеренных значений.
29.5. ОПРЕДЕЛЕНИЕ ДИЭЛЕКТРИЧЕСКОЙ
ПРОНИЦАЕМОСТИ И ТАНГЕНСА УГЛА
ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ
НА НИЗКИХ ЧАСТОТАХ
Основные определения. Образец диэлект-
рика с потерями может быть представлен в
виде эквивалентной последовательной (рис.
29.19, а) или параллельной (рис. 29.19, б) схе-
мы. Независимо от выбора эквивалентной
схемы (схемы замещения) ряд параметров, ха-
рактеризующих ее, остается неизменным. К ним
Uj, I ЛР
Рис. 29.19. Эквивалентная схема и векторные
диаграммы образца изоляционного материала:
а — последовательная; б — параллельная
относятся сдвиг фазы <р между током I в не-
разветвленной части цепи и падением напря-
жения U на всей цепи, значения этого тока
/ и напряжения V, диэлектрические потери Р.
Воспользовавшись этим обстоятельством, мож-
но вывести соотношения между эквивалентны-
ми значениями емкости и сопротивления той и
другой схемы.
Для последовательной схемы замещения
справедливы следующие соотношения:
tg6 = coCs7?s; P — IiRs =
tg 6
<29Л2)
Для параллельной схемы
tg6 = 1/ЯрСоСр; P = U2coCptgS. (29.13)
Из этих выражений можно получить сле-
дующие соотношения между параметрами эк-
вивалентных схем:
Cs=Cp(l -|-tg? б); (29.14)
. /?s =/?р tg12 6/(1 + tg26). (29.15)
Эти соотношения еще более упрощаются
при tg6<gO,l. Так как при этом tg2 б<с0,01,то
с погрешностью, не превышающей ±1 %, мож-
но считать
Cs = Cp; 7?s=Pptg2S. (29.16)
Емкость Ср в эквивалентной параллель-
ной схеме обычно принимают за емкость Сх
образца или изделия.
Диэлектрическую проницаемость испытуе-
мого материала вычисляют, предварительно из-
мерив емкость образца Ср в эквивалентной
параллельной или Cs в эквивалентной последо-
вательной схеме. Обычно находят относитель-
ную диэлектрическую проницаемость ег. В даль-
нейшем Вг для краткости будем именовать ди-
электрической проницаемостью.
Диэлектрическая проницаемость материала
образца Ет может быть найдена как отношение
емкости Сх при заданной конфигурации элек-
тродов и испытуемом материале в качестве ди-
электрика к емкости Со тех же электродов без
образца (но с сохранением геометрических раз-
меров) в вакууме
Ег=Сх/С0. (29.17)
Тангенс угла диэлектрических потерь мож-
но определить путем прямых измерений нли по
результатам косвенных измерений по форму-
лам (29.12) и (29.13). Методы определения
tg6 и Ег на частоте 50 Гц стандартизованы
(ГОСТ 6433.4-71 и ГОСТ 6581-75).
Наряду с указанными выше характеристи-
ками, методы определения которых стандарти-
зованы, потери в диэлектрике косвенно могут
характеризоваться фазовым углом ф, коэффи-
циентом мощности cos ср и коэффициентом по-
терь d.
Коэффициентом мощности диэлектрика cos (р
называется отношение мощности Р, рассеивае-
мой в материале, к произведению действующих
значений напряжения V и тока I. Коэффициент
мощности связан с тангенсом угла диэлектри-
ческих потерь выражениями:
cos ф = tg б/ V~ 1 -J- tg? б ;
tg б = cos <р /V1 — cos? ф.
При tg б <0,1 коэффициент мощности от-
личается от тангенса угла диэлектрических по-
терь менее чем на 0,5 % •
Коэффициентом потерь диэлектрика d на-
зывают произведение диэлетрической проница-
емости на тангенс угла диэлектрических потерь:
d=er tg б.
Образцы материалов и применяемые элект-
роды. Определение е,- и tg б твердых диэлект-
риков на частоте 50 Гц производят на плоских
(круг, квадрат), трубчатых или фасонных об-
разцах. Диаметр (сторона квадрата) плоского
образца должен быть от 25 до 150 мм, кругло-
го — от 100 до 300 мм. Если материал имеет
большую толщину, не позволяющую определить
§ 29.5
Определение е,г и tg 6 на низких частотах
369
Рис. 29.20. Об-
разцы для опре-
деления tg 6 И Ег
при частоте 50 Гц:
а — плоский; б —
трубчатый или ци-
линдрический
Ег и tg 6 в направлении, перпендикулярном по-
верхности или слоям, применяют фасонные об-
разцы. На материале делают выточку такой
глубины, чтобы толщина изоляции между элек-
тродами была 3 мм (рис. 29.20), диаметр (ши-
рина) выточки должен превосходить диаметр
(ширину) электрода не более чем на 5 мм.
В случае необходимости образцы заливочных
составов могут быть изготовлены в металличес-
ких формах (тарелочках), имеющих внутрен-
ний диаметр rie менее 100 мм и высоту бортика
не менее 4 мм. К образцам предъявляются те
же требования, что и к образцам для опреде-
ления проводимости (см. § 29.4). Количество-
Образцов должно быть не меиее трех.
Толщину образцов измеряют не менее чем
в пяти точках в зоне расположения электродов
с погрешностью, не превышающей ±(0,011 +
+0,002) мм, где t—толщина образца, мм. За
результат измерения принимают среднее ариф-
метическое полученных значений. Разброс по
толщине образца не должен превышать 2 %
при 1»0,5 мм и 5 % при КО,5 мм.
Для определения е, и tg6 твердых мате-
риалов используют те же электроды, что и при
определении удельных сопротивлений (см.
§29.4), за исключением элекродов из порошка
графита. Для измерений применяют трехэлект-
родную систему, состоящую из высоковольтно-
го (напряжения), измерительного и охранного
электродов (см. рис. 29.3). Размеры электродов
для плоских образцов указаны ниже;
Рис. 29.21. Схемы расположе-
ния электродов
а — плоский образец; б — плоский
образец с выточкой; в — цилин-
дрический образец; 1 — электрод
напряжения (высоковольтный); 2 —
измерительный электрод: 3 — ох-
ранный электрод
прибором должны быть экранированы, а экран
заземлен.
Значения ег и tgfi жидких изоляционных
материалов определяют при помощи системы
плоских или цилиндрических электродов (см.
§29.4). Измерения производятся на образцах
жидкости (пробах) объемом не менее 50 см3,
число проб должно быть не менее двух. Требо-
вания к электродам и их конструкции те же, что
и при определении удельного сопротивления.
Тип измерительной ячейки (плоская или
цилиндрическая, двух- или трехзажимная) ука-
зывается в стандарте или технических условиях
на конкретный вид жидкого электроизоляцион-
ного материала. Ячейки двухзажимного типа
допускается использовать при проведении при-
емо-сдаточных испытаний, входном и периоди-
ческом контроле при условии, что это разреше-
но стандартом на материал. В остальных слу-
чаях должны применяться ячейки трехзажим-
ного типа.
Диаметр измерительного электрода, мм ...... . 10+0,2 25+0,2 50±0,2 75+0,2 100+0,2
Диаметр электрода напряже- ния (высоковольтного) не ме- нее, ИМ , Ширина охранного электрода не менее, мм ...... « 20 40 75 100 125
2 5 10 10 10
Зазор между измерительным и охранным
электродами должен быть (2,0±0,2) мм. До-
пускается применение прямоугольных электро-
дов, при этом их площадь должна быть при-
мерно равна соответствующей площади круглых
электродов. Для трубчатых и цилиндрических
образцов ширина измерительного электрода
должна быть от 50 до 250 мм, напряжения (вы-
соковольтного) — от 75 до 300 мм, охранного—
не менее 10 мм. Расположение электродов на
образцах показано на рис. 29.21.
При выборе размеров образца следует учи-
тывать, что емкость конденсатора, образован-
ного электродами и образцом, должна быть
достаточной для определения ее с погрешно-
стью не более 1 %. Вывод от измерительного
электрода и место соединения с измерительным
24—560
Перед измерениями ячейка должна быть
полностью разобрана и все ее детали дважды
промыты технически чистым растворителем.
При испытаниях хлорированных углеводородов
должны использоваться хлорированные раство-
рители, при испытаниях нефтяных масел — уг-
леводородные растворители. После промывки
растворителями все детали ополаскивают аце-
тоном, промывают мыльным раствором и ки-
пятят в 5 %-ном растворе фосфата натрия в
дистилированной воде в течение 1 ч. Сушка де-
талей производится при температуре 105—
110°С в течение 60—90 мин. Сборку ячейки
производят после остывания деталей до ком-
натной температуры. Руки прн этом должны
быть защищены хлопчатобумажными или кап-
роновыми перчатками.
370
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.22. Косвенные методы из-
мерения С и tg 6
Собранная пустая ячейка должна иметь
tg б <0,0001 для трехзажимных ячеек и
0,0003 — для двухзажимных.
Перед измерением ячейку промывают ис-
пытуемой жидкостью. Затем в ячейку наливают
порцию испытуемой жидкости, при этом уро-
вень последней должен быть на 3—5 мм выше
нижнего края охранного электрода. При испы-
таниях жидкостей, кинематическая вязкость ко-
торых при 20°C превышает 5-Ю-5 м2/с (50
сСт), их предварительно нагревают до темпе-
ратуры 40—60 °C. Температура, при которой
должны определяться ег и tg б , указывается в
стандарте на материал. Если эта температура
отличается от комнатной, ячейку помещают в
термостат, нагревают до требуемой температу-
ры и выдерживают при ней не менее 20 мин.
Методы и средства измерений емкости и
tg 6 на низких частотах. Для измерений на ча-
стоте 50 Гц применяют как прямые, так и кос-
венные измерения. Измерение емкости осущест-
вляется при помощи приборов непосредственной
оценки или приборов сравнения (мостов). В лю-
бом случае погрешность измерения емкости
должна быть не более (0,01 С+ЫО-12), где
С — измеренное значение емкости, Ф, погреш-
ность измерения tg б не более 0,05 tg 6 +0,0002.
Напряжение на образце должно быть синусои-
дальной формы с коэффициентом амплитуды
(т. е. отношением максимального напряжения
к действующему) в пределах от 1,34 до 1,48;
колебания амплитуды напряжения не должны
превышать 3 %. Значение напряжения указы-
вается в стандарте или технических условиях
на материал, оно должно быть ниже напряже-
ния ионизации. Если значение напряжения не
указано, то оно должно быть таким, чтобы на-
пряженность электрического поля была не бо-
лее 1 МВ/м.
Измерения при помощи стрелочных прибо-
ров непосредственной оценки не применяются
из-за невысокой точности и сложности расчетов,
однако те же методы измерения с использова-
нием цифровых приборов и ЭВМ позволяют
получить удовлетворительные результаты. Схе-
ма с использованием амперметра, вольтметра
и ваттметра показана на рис. 29.22, а. Ватт-
метр должен обладать высокой чувствитель-
ностью, поскольку значения мощности потерь
незначительны. Искомые значения величин вы-
числяют по формулам:
Сх — 11 — cos2 ср/соб'; tg б =
= соэф/]/Г1 — cos2 ф ; cos <р = 7-717/.
На рис. 29.22, б приведена схема, исполь-
зующая три вольтметра. Значения Сх и tg б
находят по формулам:
, <_ Ro k . г
tg6- 2 R , Сх-
R f t/2\2
При tg б <S 1 емкость можно найти по бо-
ле простой формуле
Сх = П3.
Обе схемы чувствительны к изменению ча-
-стоты.
Наиболее часто значения С и tg б на часто-
те 50 Гц определяют при помощи мостов пе-
ременного тока. Предел измерения моста по ем-
кости должен быть не менее емкости образца,
а по tg б превышать примерно в 2 раза tg б
образца. Принципиальная схема такого моста
показана на рис. 29.23, а. Мост питается через
повышающий трансформатор, позволяющий по-
лучать напряжение на мосте до 10 кВ. В два
плеча, примыкающие к «высоковольтной» вер-
шине, включают испытуемый образец Сх н вы-
соковольтный конденсатор Сс, охранный элект-
род образца соединяют с заземленным экра-
ном моста. В такой схеме все напряжение пи-
тания практически приходится на емкостные
плечи, так как их сопротивление переменному
току много больше сопротивлений других плеч.
Это позвояет безопасно уравновешивать мост
изменением С) и R2. Для защиты цепи в слу-
чае пробоя образца предусмотрены разрядники.
Рнс. 29.23. Основные схемы мостов для измерения С и tg б:
а — напряжение источника практически полностью приложено к образцу; б — один из электродов образца
заземлен; в — метод замещения; г — схема трансформаторного моста
§ 29.5
Определение е.г и tg 6 на низких частотах
371
Для исключения влияния паразитных емкостей,
-особенно влияющих на результат измерения tg б,
используют вспомогательную ветвь С2, Сз, Rs,
при помощи которой устанавливают потенциал
экрана равным потенциалу земли. Возможны и
другие способы уменьшения влияния паразит-
ных емкостей.
Уравнения равновесия моста:
Сх — Ri Oq/R^ tg б — Сх.
При испытаниях объектов, один из электро-
дов которых должен быть наглухо заземлен
(фланец изолятора, оболочка кабеля и т. п.),
используется «перевернутая» схема (рис.
29.23, б). В этом случае элементы уравновеши-
вания схемы (резисторы Ri, R?, конденсатор Clt
соединительные кабели) находятся под высоким
напряжением и к их изоляции предъявляются
повышенные требования. Они должны иметь
сопротивление изоляции ие менее 1 МОм при
напряжении 1000 В и выдерживать испытатель-
ное напряжение не менее 15 кВ в течение 1 мин.
Уравнения равновесия моста такие же, как и в
предыдущей схеме. Уравновешивание моста
должно выполняться при строгом соблюдении
правил безопасности.
Большую точность измерений при той же
схеме моста позволяет получить применение
метода двух уравновешиваний (рис. 29.23, в).
Испытуемый образец подключают к мосту па'-
раллельио с градуированным измерительным
конденсатором Сс. Производят уравновешива-
ние моста и записывают Со и Сг. Затем от-
ключают образец и вновь уравновешивают мост
изменением Со и Сь записывают значения Со и
Ср Значения Сх и tg6 находят по формулам:
uR (Ci' - СП Со
СЛ,= СО—Со; tg« =--------Ц------/-----.
Со с0
При -этом методе погрешность измерения
Сх определяется погрешностью Со и не зависит
от погрешности моста.
Высокую точность измерений позволяют по-
лучить трансформаторные мосты переменного
тока (рис. 29.23, г), в которых уравновешива-
ние выполняется изменением емкости и индук-
тивности. Изменением отношения Li/Lj уста-
навливают диапазон изменения, а точное урав-
новешивание осуществляется регулировкой С и
R. Уравнения равновесия моста:
Сх = Lt СIL2\ tg б = 1/aRC.
Мост переменного тока типа Р5026 (ОКП
42 2522 0020) предназначен для измерения ем-
кости и tg б на частоте 50 Гц. Измерение осу-
ществляется при высоком напряжении по «пря-
мой» (оба электрода измеряемого объекта изо-
лированы от земли) и по «перевернутой» схе-
ме (один из электродов измеряемого объекта
заземлен); при низком напряжении (от встроен-
ного источника питания) —• по прямой схеме.
Основные метрологические характеристики мо-
ста приведены в табл. 29.18. Габаритные раз-
меры 540x380x280 мм, масса 22 кг. Мост ис-
пользуется при температуре окружающего воз-
духа от 10 до 35 °C и относительной влажно-
сти до 80 % и при температуре от —10 до
+40 °C и относительной влажности до 90%.
Изменение погрешности моста, вызванное от-
клонением температуры окружающего воздуха
от нормальной (в пределах рабочего диапазона
температур), на каждые 10°C не превышает по-
ловины предела допускаемой основной погреш-
ности.
В комплект моста входит; собственно мост
переменного тока типа Р5026, устройство за-
щитного потенциала типа Ф5122, воздушные
конденсаторы типов Р5023 и Р5069, электроды
для испытания твердых диэлектрических мате-
рилов. Схема моста показана на рис. 29.24. Из-
Таблица 29.18. Метрологические характеристики моста типа Р5026
Измерение емкости Измерение +g6 Рабочее напряже- ние, кВ Схема измерения
Диапазон, пФ | Погрешность, % Диапазон Погрешность
10—1000 100 ±(0,5+ —) 1-10-4—0,1 ±(0,01 fg6x +2-10- 4) 5—10 Прямая сФ5122 и Р5069
100—10 000 104—2- 104 2-104—106 _ 50 ±(0,5+ -) 1-10-4—1,0 ±(0,01 tg6x+l-10-4) 3—10
3—5 Прямая с Ф5122
106—106 ±1 5.10-4—1,0 ±(0,025 tg6x.+2-10-4)
102—104 104—106 106—106 50 ±(2,5+-) 5-10—3—-1,0 ±(0,05 tg6 х+З-10-З) 3—10 Прямая и перевернутая
650-2-10® 6500—2-106 2-;106—5-108 ±2,5 5-10-3—0,1 5-10-3—1,0 ±(0,05 tg6x +3-10-3) <0,1 Прямая
ЗТ‘2
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.24. Схема моста типа Р5026
меряемый образец включается в плечо АС мо-
ста, в плечо ВС включается образцовый кон-
денсатор Со (Р5023 или Р5069). Два другие
плеча моста, состоящие из магазинов сопротив-
ления, и емкость служат для уравновешивания
моста.
Устройство защитного потенциала типа
Ф5122 позволяет устанавливать напряжение
точки В по отношению к земле равным нулю,
при этом исключается появление токов утечки,
При равновесии моста напряжение между вер-
шинами А и В отсутствует, следовательно, на->
пряжение точки А относительно земли также
равно нулю. Устройство защитного потенциала
типа Ф5122 состоит из выпрямителя, регулиру-
емого стабилизатора напряжения и эмиттерно-
го повторителя. Оно обеспечивает эквипотенци-
альность экранов моста и измерительной диаго-
нали.
В качестве нуль-индикатора НИ в мосте
используется чувствительный транзисторный из-
бирательный усилитель, на выходе которого
включен стрелочный прибор. Чувствительность
нуль-индикатора не менее 2 мм/мкВ и изменя-
ется ступенями через 30 дБ.
Питание моста при измерении иа низком
напряжении осуществляется от сети перемен-
ного тока при помощи встроенного трансформа-
тора (рис. 29.25, а). Для измерений на высоком
напряжении необходима внешняя цепь питания
(рис. 29.25, б). Повышающий трансформатор
Т2 должен давать напряжение не менее 10 кВ
и иметь мощность не менее /’=314 Us Сх, где
U — рабочее напряжение, В; Сх — максималь-
ное значение емкости образца, Ф. Обычно при-
меняют трансформаторы напряжения типов
НОМ-Ю или НОМ-6, на первичные обмотки ко-
торых подают от регулировочного устройства
соответственно 100 илн 170 В. При необходи-
мости повышения мощности могут быть парал-
лельно включены два трансформатора одной
серии с идентичными характеристиками. В ка-
честве S1 и S2 применяют выключатели требу-
.емой мощности с видимым разрывом цепи или
закрытые переключатели со светосигнальным
устройством. В качестве регулирующего транс-
форматора Т1 используют автотрансформаторы
JIATP-1M или РНО-250-2 при мощности до 2
кВ-A и РНО-250-5 и РНО-250-10 при мощнос-
ти 5 и 10 кВ-А соответственно. Схемы измере-
ний при высоком напряжении показаны на рис.
29.25, в—е.
6 <» < । < > о
Д С*3 С°50В°
Р5026 фо------------4.
г)
Рис, 29.25, Схемы включения образца и конденсаторов
§ 29.5
Определение 8r u tg б на низких частотах
373
Мост переменного тока типа Р525 предназ-
начен для измерения емкости и tg б на частоте
50 Гц твердых и жидких электроизоляционных
материалов. Измерение осуществляется при на-
пряжении от 3 до 10 кВ по прямой и перевер-
нутой схеме. Погрешность измерения тангенса
угла диэлектрических потерь в диапазоне
1-10~4—1,0 составляет ± (1,5 tg 6/100+бХ
X 10~5); погрешность измерения емкости в ди-
апазоне 40—20 000 пФ составляет ± (0,5С/100+
+5) пФ. Мост используется при температуре
окружающего воздуха от 10 до 35 °C и относи-
тельной влажности до 80 %. Габаритные разме-
ры моста 660x400X215 мм, масса 25 кг.
Применение мостов в диапазоне инфра-
низких частот связано с рядом трудностей: не-
возможностью применения разделительных
трансформаторов, влиянием утечек, увеличени-
ем времени измерения (до нескольких часов) и
др. На частотах от 0,01 до 100 Гц может быть
применена схема моста, показанная на рис.
29.26. Мост уравновешивается при двух поло-
жениях переключателя П. В положении 1 ис-
пытуемый образец (Сх, Rx) подключается па-
раллельно конденсатору С3 и производится
уравновешивание моста по емкостной составля-
ющей при помощи конденсатора С3, а по актив-
ной — при помощи резистора Rh который в со-
четании с резисторами R? и /?4 образует звезду,
позволяющую имитировать высокое сопротив-
ление. Затем переключатель устанавливается в
положение 2, при этом образец включается па-
раллельно резистору 7?з и конденсатору С| и
производится вторичное уравновешивание мос-
та. Значения Сх и Rx рассчитывают по форму-
лам:
С = ДС + С3 k + (С — С ) k;
х 3 3 R& k 1 RZ
1 Г f О QI
gx — p = p [ 1 + C3 R2 co C2 /?4 k ] ,
. Азе АЗ I\4
где Л=г/(г+Т?4); ДС3=Сз—C3; ^Ri—Ry—R^
Пределы измерения емкости 0 — 100 пФ,
погрешность измерения емкости 0,05 %. Преде-
лы измерения проводимости 10~9—10~16 См,
погрешность измерения проводимости около
1 %. Погрешность измерения ег около 1 %.
При частотах менее 0,01 Гц применение мо-
стовых схем ведет к сильному увеличению вре-
мени измерения, а уменьшение времени измере-
ния к снижению точности. На этих частотах
применяют методы, основанные на непосредст-
венном измерении тока, протекающего через об-
разец.
Расчет ег и tg б. Диэлектрическую прони-
цаемость в, отпределяют расчетным путем по
Рис. 29.26, Схема моста для измерений на ин-
франизких частотах
результатам измерения емкости ячейки с образ-
цом Сх. Для этого должна быть известна ем-
кость Со ячейки без образца, но с сохранением
геометрических размеров. Значение Со определя-
ют экспериментально или расчетным путем по
формулам:
для плоского образца (круглые электроды)
(d + Bg)2
Со = 6,95-19-1? ——й ;
для трубчатого образца (цилиндрические
электроды)
Со = 24,16-10-
‘l + Bg
lg(d2/di)
где d — диаметр измерительного электрода, см;
g — зазор между измерительными и охранным
электродами, см; t — толщина образца, см; I—
ширина измерительного электрода, см; d, и d2—
внутренний и наружный диаметры трубчатого
образца, см; В—поправочный коэффициент, учи-
тывающий искажение поля у краев электродов
и зависящий от соотношения значений g, t и
толщины электрода а. Поправочный коэффици-
ент В при а<С/ находят по формуле
t [ g \
В = 1 —2,932----lgch 0,7854 —
g \ t /
или из графика на рис. 29.27. Прн a>t иска-
жением поля у краев электородов можно пре-
небречь, В=1.
Зиая емкость ячейки с образцом Сх и пу-
стой ячейки Со, находят значение ег по форму-
ле ег=Сх/С0. Следует помнить, что за зна-
чение емкости Сх образца принимается его
емкость в параллельной схеме замещения. Если
отсчет в приборе соответствует последователь-
ной схеме, то переход от С£ к Ср осуществля-
ется по формуле
' Ср =Cs/(l+tg2б),
где tg6 отсчитывают непосредственно по шка-
ле прибора.
В тех случаях, когда прибор не имеет шка-
лы tg б, последний можно рассчитать, зная
емкость и активное сопротивление образца в
параллельной или последовательной схеме за-
мещения, по (29.12) и (29.13).
При определении ег и tg6 возможны слу-
чайные погрешности. С целью их исключения
измерения производят несколько раз. Число из-
мерений указывается в стандартах на материа-
лы и изделия. При испытаниях жидких матери-
алов расхождения между результатами отдель-
ных измерений не должны превышать 15 % при
измерении tg б и 5 % при измерении ег. Для
Рис. 29.27. Поправочный коэффициент В для
учета искажения поля у краев электродов
374
Методы испытаний электроизоляционных материалов
Разд. 29
твердых материалов допускаемые расхождения
указывают в стандартах на материал. По ре-
зультатам отдельных наблюдений находят сред-
нее арифметическое значение
(где г,1—результаты отдельных наблюдений;
л — число наблюдений), которое и принимают
за окончательный результат испытаний.
За результат измерений tg б твердых мате-
риалов также принимают среднее арифмети-
ческое значение, а жидких материалов — мини-
мальное из полученных значений tg б.
Разброс отдельных наблюдений относитель-
но среднего значения (стандартное отклонение)
характеризуют средним квадратическим откло-
нением
гдеД;=ег,—ег или A,=tg б<—tg б.
При определении ег жидких электроизоля-
ционных материалов емкость пустой ячейки Со
определяют путем непосредственного измере-
ния. Затем измеряют емкость Сх при тех же
электродах и ячейке, заполненной испытуемым
жидким материалом. При трехзажимной ячей-
ке паразитной емкостью обычно пренебрегают.
В тех случаях, когда ячейка двухзажимиая
или требуется получить значение е,- с повы-
шенной точностью, необходимо из результатов
обоих измерений исключить паразитную ем-
кость Сп, обусловленную наличием твердого
диэлектрика, пустот и емкости зажимов. Для
определения паразитной емкости С„ ячейку
заполняют калибровочной жидкостью, значение
в™ которой должно быть известно с достаточ-
Та блица 29.19. Формулы для расчета tg б
И 8г
Вад измери- тельной ячейки Zg6 er
Трехзажим- ная tg6x <0,1 X tg6o Cx
tg6x >0,1 tg6x Cx
Co( 1 +tg62x )
Двухзажим- ная tg6x<0,1 tg6x>0,l C-V ——— ftefi Cx Cu
Cx-cu g x ^tgSo) Cq cu Cx—CuX
C3c-CD(l+tg=6:K) (po Cn) X ^X(i+tg*6x) X(l+tg26a)
ной точностью, a tg6<0,01. Измеряют емко-
сти Со пустой ячейки (заполненной воздухом)
и Ск ячейки, заполненной калибровочной
жидкостью. В обоих случаях в результат изме-
рения будет входить также паразитная ем-
кость Сн. Паразитная емкость ячейки
г __ Егк —
^гк 1
Формулы для расчета tg б и егк приведе-
ны в табл. 29.19.
29.6. ОПРЕДЕЛЕНИЕ
ДИЭЛЕКТРИЧЕСКОЙ ПРОНИЦАЕМОСТИ
И ТАНГЕНСА УГЛА
ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ
НА ВЫСОКИХ ЧАСТОТАХ
Общие сведения. Определение диэлектри-
ческой проницаемости и тангенса угла диэлек-
трических потерь на частотах свыше 100 Гц
имеет особенности, связанные с ростом влия-
ния краевых эффектов, емкостью образца от-
носительно земли, индуктивностью и емкостью
подводящих проводов. Большое значение при-
обретают также собственные начальные пара-
метры измерительных схем. Для исключения
влияния этих факторов при измерениях исполь-
зуют специальные ячейки, методы измерения с
двойным, а иногда и с тройным уравновешива-
нием мостовых цепей. Могут быть использова-
ны трехэлектродные ячейки, но поскольку иа
частоте 1000 Гц и выше охранные электроды
на образцах уже ие дают требуемого эффекта,
преимущественно применяют ячейки с системой
из двух электродов, а также двухэлектродиые
ячейки с дополнительным подвижным электро-
дом. В ряде случаев для измерений применя-
ют бесконтактные системы.
Эквивалентная схема двухэлектродиой
ячейки с указанием паразитных емкостей по-
казана на рис. 29.28. Система представляет
собой два пластинчатых электрода, между ко-
торыми помещается испытуемый материал.
Кроме искомой емкости Сх, такая система
содержит краевые емкости Се, емкость Сэ на-
ружной стороны каждого из электродов по
отношению к земле, емкость Спр проводников
по отношению к земле, емкость Спр между
проводниками, емкость Сэ,пр между электро-
дами и проводниками. Все эти емкости, за ис-
ключением Сх, зависят от расположения ячей-
Рис. 29.28. Эквивалентная схема
двухэлектродиой ячейки
§ 29.6
Определение ег и tg б на высоких частотах
375
ки относительно других предметов. Если за-
землить один из электродов, то все паразит-
ные емкости, за исключением емкости зазем-
ленного электрода и его проводника, будут
включены параллельно емкости Сх. При ис-
пользовании специальных испытательных стен-
дов исключаются емкости по отношению к
земле. Емкость Сгр между проводниками
можно также сделать пренебрежимо малой.
Краевые емкости исключают введением попра-
вок и применением специальных методов из-
мерений.
Образцы материалов и применяемые
электроды. Образцы твердых диэлектриков,
применяемые при измерениях ег и tg 6 в ди-
апазоне частот от 100 до 5-106 Гц, имеют фор-
му круглых или квадратных пластин или тру-
бок. Диаметр или ширина пластины от 25 до
150 мм, а длина трубчатого образца от 100 до
300 мм. Отношение диаметра образца к его
толщине должно быть не менее 10. В случае
большой диэлектрической проницаемости ма-
териала (ег>30) допускается применять об-
разцы меньшего диаметра, но не менее 10 мм.
При выборе размеров образца следует учиты-
вать, что измерительная ячейка с образцом
должна иметь емкость не менее оговариваемой
инструкцией к измерительной установке (обыч-
но 100—500 пФ), а погрешность измерения не
должна превышать 4 %.
Поверхность образца должна быть ровной,
гладкой, без вмятин, трещин и царапин. Ма-
териал не должен иметь посторонних включе-
ний. При необходимости поверхность образца
очищают растворителем, не влияющим на
свойства материала, и тщательно просушива-
ют. Толщину образца определяют как среднее
арифметическое результатов измерений ее не
менее чем в пяти точках, равномерно распре-
деленных по поверхности. Погрешность изме-
рения толщины в каждой точке не более
(0,0И+0,002) мм, где t — толщина образца,
мм. Каждое из измеренных значений толщины
должно отличаться от среднего арифметичес-
кого значения не более чем на 5 % при толщи-
нах менее 0,5 мм и не более чем на 2 % при
толщинах 0,5 мм и более. Погрешность изме-
рения остальных размеров не должна превы-
шать 0,5 %.
Количество испытуемых образцов указыва-
ется в стандарте на материал. При отсутствии
указаний берется не менее трех образцов.
Допускается применять двух- или трех-
электродную систему в зависимости от приме-
няемых средств измерений.
При трехэлектродной системе (рис. 29.29, а)
диаметр измерительного электрода выбирает-
ся из ряда 10, 25, 50, 75, 100 мм. Конкретное
значение диаметра должно быть указано в
стандарте или технических условиях на мате-
риал. Ширина охранного электрода должна
быть не менее 10 мм. Зазор между измери-
тельным и охранными электродами следует
делать минимальным. Максимально допустимая
ширина зазора 2 мм. Диаметр потенциального
электрода должен быть не менее внешнего ди-
аметра охранного электрода.
В случае образцов трубчатой формы (рис.
29.29, д) ширину потенциального электрода
берут от 75 до 300 мм, а ширину охранного —
не менее 10 мм. Площадь измерительного элек-
Рис. 29.29. Расположение электродов на об-
разце:
а — круглые электроды с охранным кольцом; б —
круглые электроды, равные образцу; в — круглые
электроды, менылие образцы; г — неравные элект-
роды; д — цилиндрические электроды с охранным
кольцом; е — цилиндрические электроды без охран-
ного кольца
трода должна быть равна лй2/4, где d выби-
рается из ряда, приведенного выше для круг-
лых электродов.
При двухэлектродной системе электроды
должны иметь такие же размеры, как и при
трехэлектродной. Электроды в этом случае мо-
гут доходить до края образца (рис. 29.29, а)
или быть несколько меньше последнего (рис.
29.29, s, г). Краевая емкость будет наимень-
шей при электродах, доходящих до края об-
разца, и наибольшей при неодинаковых элек-
тродах. В случае, когда электроды имеют
одинаковые размеры и меньше, чем образец
(рис. 29.29, в, е), расстояние от края электро-
да до края образца должно быть ие меньше
двойной толщины образца. Следует обращать
внимание на соосность электродов. При неоди-
наковых электродах (рис. 29.29, а) диаметр
большего должен превышать диаметр мень-
шего по крайней мере на двойную толщину
образца.
Материалом электродов может служить
оловянная, свинцовая или алюминиевая фольга
толщиной 10—50 мкм. Фольгу смазывают тон-
ким слоем химически чистого конденсаторного
вазелина или конденсаторного масла или ана-
логичного материала с tg6<3-10~4 и наклады-
вают на образец, тщательно притирая ее затем
к поверхности образца для удаления излиш-
ков смазки и для достижения плотного кон-
такта без воздушных включений. Необходимо
следить, чтобы смазка не попадала на края
и торцы образца. Для керамики, слюды, стекла
и подобных им диэлектриков применяют элек-
троды в виде слоя серебра, цинка или алюми-
ния, нанесенного на поверхность образца ме-
тодом вжигания; процесс вжигания повторя-
ют дважды для получения однородного слоя.
В тех случаях, когда требуемая для этого вы-
сокая температура недопустима для электро-
изоляционного материала, электроды наносят
путем катодного распыления или испарения в
вакууме. Слой металла должен быть сплош-
ным, без просветов, толщиной 5—10 мкм.
Электроды из фольги и осажденного ме-
талла применяют как для плоских, так и для
трубчатых образцов. С внутренней стороны
376
Методы испытаний электроизоляционных материалов
Разд. 29
трубки рекомендуется выполнять электрод
только из осажденного металла.
В тех случаях, когда недопустимо какое-
либо влияние электродов или способа их на-
несения на свойства материала, а также при
необходимости сокращения времени испыта-
ний применяют металлические нажимные элек-
троды из стали, цветных или благородных
металлов и электроды из токопроводящей ре-
зины. В последнем случае размеры электродов
должны контролироваться особенно тщатель-
но. Электроды из токопроводящей резины из-за
большого собственного сопротивления приме-
нимы только на относительно низких частотах.
Возможны также электроды, выполненные из
токопроводящих паст и лаков.
При выборе того или иного типа электро-
дов следует в первую очередь иметь в виду,
что их нанесение не должно изменять физико-
химических и электрических свойств испыту-
емых материалов. Образец материала следует
оберегать от загрязнений. Геометрические раз-
меры электродов измеряют с погрешностью,
не превышающей ±(0,005Г+0,1)мм, где L —
линейный размер электрода, мм.
Прижатие электродов к поверхности об-
разца на частотах до 1 МГц осуществляется
при помощи рычажных, винтовых или пружин-
ных устройств. Давление электрода на обра-
зец должно быть (10±2) кПа.
При частотах свыше 0,1 МГц рекоменду-
ется, а при частотах свыше 1 МГц обязатель-
но применение ячейки с микрометрическим вин-
том (рис. 29.30). Ячейка представляет собой
систему из двух электродов — неподвижного
5 и подвижного 6. Неподвижный электрод изо-
лирован от остальных элементов ячейки изо-
ляторами 4 из плавленого кварца. Испытуемый
образец располагается в пространстве 2 меж-
ду подвижным и неподвижным электродами.
Перемещение подвижного электрода осуще-
ществляется микрометрической головкой 1 и
сильфоном 7. Для подключения ячейки к из-
мерительному прибору служат зажимы 3.
При измерении образец помещают между
электродами измерительной ячейки и подвиж-
ный электрод опускают до тех пор, пока об-
разец не будет зажат между пластинами. По
микрометру отсчитывают расстояние между
электродами с погрешностью не более ±1 %.
Если поверхности образца не отшлифованы и
Рис. 29.30. Измерительная ячейка с микро-
метрическим винтом
не притерты, то на него наносит фольговые
или напыленные электроды, их толщина вы-
читается нз расстояния, отсчитанного по мик-
рометру. Микрометрический вннт имеет устрой-
ройство, позволяющее обеспечить постоянное
давление на образец.
Ячейка может быть дополнена конденса-
торным устройством с верньером и отградуи-
рована в значениях емкости [15]. Такое устрой-
ство исключает необходимость внесения по-
правок на краевую емкость, емкость по отно-
шению к земле и емкость соединений, а также
исключает погрешность от последовательных
индуктивностей.
Испытания жидких диэлектрических ма-
териалов производят в ячейках, описанных в
§ 29.4.
Безэлектродные методы измерений ег и
tg 6. Измерение ег и tg 6 образцов с неболь-
шой . поверхностной проводимостью можно
проводить без применения электродов, кон-
тактирующих с образцом. Для этого применя-
ют систему электродов, имеющих зазор, за-
полненный иммерсионной средой — воздухом
или жидкостью. В этот зазор помещается ис-
пытуемый образец. Электроды выполняют из
латуни с антикоррозионным покрытием, на-
пример из золота. Электрод высокого напряже-
ния делается съемным для очистки. Обращен-
ные к образцу стороны электродов должны
быть плоскими и параллельными. Емкость
электродной системы, заполненной иммерсион-
ной средой, но без образца должна быть не
меньше 100 пФ при проведении измерений на
частотах до 1 МГц.
Иммерсионные жидкости должны быть
химически чистыми и обезвоженными. Жела-
тельно, чтобы ег жидкости отличалась от ег
образца не более чем на 5 %, допустимое
отклонение 30 %- Поскольку ег неполярных
жидкостей существенно зависит от температу-
ры, необходимо в расчетные формулы подстав-
лять значение ег, соответствующее температу-
ре в момент измерения. Температура измеряет-
ся с погрешностью не более 0,1 °C. Иммерси-
онные жидкости токсичны и гигроскопичны,
поэтому их следует хранить в специальных со-
судах, а перед употреблением подвергать дли-
тельной сушке. При выборе иммерсионной
жидкости следует помнить, что оиа не должна
оказывать химического и физического воздей-
ствия на материал (набухание, растворение и
т. п.). Характеристики некоторых иммерсион-
ных жидкостей приведены в табл. 29.20.
Таблица 29.20. Свойства иммерсионных
жидкостей
Иммерсионные жидкости Рабочий диапазон частот. Гц ег при 20°С tg6
Бензол IO3—1010 2,2825 <10-4
Циклогексан до Ю10 2,0228 <10-*
Хлорбензол IO® 5,869 ~5- Ю-4
Дихлорэтан IO3— 1 С4 10,66 .—
Нитробензол 103—10* 35,7 3-10-3
При испытаниях используют плоские
(круг, квадрат) и цилиндрические образцы.
Расстояние между электродами устанавливают
§ 29.6
Определение гг и tg б на высоких частотах
377
таким, чтобы образец свободно входил в
зазор.
Методы и средства измерений С и tg б.
Измерение емкости и tg б на частотах свыше
400 Гц выполняют мостовым или резонансным
методом. Выбор метода зависит прежде всего
от частоты: на частотах до нескольких мега-
герц применяют емкостные мосты, на часто-
тах от 500 кГц до 30 МГц — параллельные
Т-образные схемы, имеющие резонансные ха-
рактеристики, на частотах от нескольких де-
сятков килогерц до нескольких сотен мега-
герц — резонансные методы.
Могут применяться как метод непосредст-
венных измерений, так и метод замещения.
Метод непосредственных измерений более
прост, однако при этом на погрешность изме-
рений влияет погрешность всех элементов из-
мерительной цепи. Более высокую точность
измерений позволяет получить метод замеще-
ния, при котором погрешность элементов, па-
раметры которых не изменяются при измере-
нии, не влияет на точность измерений, однако
остается погрешность регулировочного эле-
мента и погрешность контакта.
При выборе измерительной ячейки с дву-
мя или тремя выводами руководствуются дву-
мя соображениями: необходимой точностью из-
мерения и простотой измерений. Использование
охранного электрода при невысоких частотах
позволяет почти полностью исключить влияние
краевой емкости и емкости по отношению к
земле, но увеличивает габаритные размеры
оборудования и объем работ по регулировке.
На частотах выше 1 МГц защитные цепи прак-
тически не применяются. Система с микромет-
рическим винтом здесь позволяет почти полно-
стью устранить влияние краевой емкости и
емкости по отношению к земле, влияние ин-
дуктивности и сопротивления подводящих про-
водов, но требует дополнительной регулиров-
ки и увеличивает время измерения. Эта систе-
ма может использоваться до частот в несколь-
ко сотен мегагерц.
К измерительной установке, состоящей из
источника напряжения, измерительного уст-
ройства и индикатора равновесия, предъявля-
ются следующие требования:
она должна обеспечивать измерение в ди-
апазоне частот от 100 до 5-106 Гц или на фик-
сированных частотах в этом диапазоне;
напряжение измерительной цепи должно
иметь синусоидальную форму, колебание на-
пряжения не должно превышать 3 %, а часто-
ты 1 %, погрешность установки частоты долж-
на быть не более 1 %;
индикатор равновесия должен обладать
достаточной селективностью (ослабление 2-й
гаомоники по отношению к основной не менее
35 дБ);
основная погрешность установки, применя-
емой для измерения емкости в диапазоне от
20 до 1000 пФ, должна быть не более
±(0,01 С+1) пФ, для измерения tg6 не более
±(0,05tg6+0,0002).
Емкостные мосты содержат только актив-
ные и емкостные элементы. Прямые измерения
мостом имеют ограниченную точность, поэтому
применяют метод двойного уравновешивания.
Мостовая цепь (рис. 29.31, «) имеет в плечах
одинаковые безреактивные резисторы Ri и R&
сменные конденсаторы С3 и С4, постоянный ре-
Рис. 29.31. Схемы мостовых цепей
зистор Rt и переменный резистор R3. Потери в
конденсаторах пренебрежимо малы. Парал-
лельно конденсатору С4, присоединяют образец
и уравновешивают мост изменением С4 и R3,
стараясь иметь емкость С4 минимальной. Если
это не удается, заменяют конденсатор С3 дру-
гим, большей емкости. Пусть первое равновесие
достигнуто при значениях емкости С4 и сопро-
тивления Rs. Отключив образец, вторично
уравновешивают мост при других значениях С4
7?3. Искомые значения находят по формулам:
сж = С4 — с4;
to Л “ ~
tg б =-----------------.
К элементам установки предъявляется ряд
требований. Генератор G должен давать ста-
бильную частоту, отсчитываемую по шкале, с
погрешностью не более ±1 %. Входной транс-
форматор должен быть экранирован и симмет-
рирован относительно земли; коэффициент
трансформации берется в пределах 4—10.
Безреактивные резисторы берут с равными со-
противлениями: /?i=t?2=5000 Ом. Конденса-
тор переменной емкости С4 имеет tgS<10-4H
емкость, меняющуюся в пределах от 50 до
1500 пФ; отсчет емкости с помощью верньера
должен производиться с погрешностью не бо-
лее ±0,2 пФ. В качестве переменного резисто-
ра R3 используется декадный магазин сопро-
тивлений от 1 до 10 000 Ом. Все части моста
должны быть надежно экранированы (экраны
заземлены) и симметрированы.
Погрешность при использовании подобного
уравновешенного моста при измерении ег не
выше ±2 %, а при измерении tg6<0,01 не вы-
ше ±5 %.
Другая мостовая схема, с постоянными
резисторами (рис. 29.31, б), имеет то преиму-
щество, что при ее осуществлении отсутствует
необходимость в градуированном переменном
резисторе. Плечи моста состоят из постоянных
378
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.21. Мосты переменного тока
Тип (код ОКП) Пределы измерения параметров Частота, Гц Погрешности измерения параметров
С, Пф tg-б С. % tg б
Р571 (42 2522 0001) Р5066 Е7-4 (66 8137 0004) Е7-11 (66 8137 0011) МЛЕ-1 МЛЕ-7А МЛЕ-9 МЛЕ-12П Диэлькометр «Янтарь» 10—108 0,1—10-Ю8 10—108 0,5—109 IO9— юв 10—107 0,1—30 10—10® 0,01—400 1 • 10-8—2 0,005—0,1 0,005—0,1 1-10—4—0,5 2-10-4—0,05 (2—30)-10-4 2-10-5—0,01 1- ю-4_ 1 40-5-103 40—20-10® 100, 1000 100, 1000 4-102—104 10® 10» 10s 0,01—100 ±(0,1 + 11/Сж) ±(0',5+15/Сж) ±(2+30/Сж) ±(1; 2) ±0,2 ±(0,1+20/Сж) ±(2+5/Сж) ±0,5 ±(0,1—2) +(0,05 tg б +5 - IO-4) ±(0,1 tg 6+5-10-8) ±(0,1 tg 6+5-IO-3) ±(0,02 tg 6+5-IO-4) ±(0,С5 tg 6+2-IO-4) ±2-10-4 ±((0,02 tg 6+2-10-8) ±(5—20)
Таблица 29.22. Генераторы напряжения низкой частоты
Тип (код ОКП) Диапазон частот, Гц Погрешность установки частоты, Гц Выходная мощность, Вт Максимальное выходное напряжение, В Выходное сопротив- ление, Ом Коэффициент нелинейных искажений, %
ГЗ-102 (66 8613 0102) 20—2-Ю6 0,01 f 8 600 0,02—0,2
ГЗ-104 (66 8613 0104) 20-40-10® 0,01 /+2 1,5 30 5, 50, 600 1
ГЗ-105 (66 8613 0105) 10—2-Ю6 ±5-10-7 f — 1 50 2—5
ГЗ-109 (66 8613 0109) 20-2-106 ±0,01 f 15 50
ГЗ-118 (66 86130118) 10-2- IO® ±0,01 f 10 600 0,01—0,005
резисторов R, и R2, конденсатора С2 постоян-
ной емкости и переменных конденсаторов Ci
и С3. Измерения производят как прямым ме-
тодом, так и методом замещения (двойного
уравновешивания).
При измерениях прямым методом образец
присоединяют вместо конденсатора Сц и урав-
новешивают мост изменением С| и С3. Искомые
параметры равны
Сх — Сг ; tg 6 = ,
^2
где со — круговая частота.
Выражение для tg б показывает, что шка-
лу переменного конденсатора С, можно про-
градуировать непосредственно в значени-
ях tg б.
При измерениях методом замещения мост
уравновешивают при некоторых значениях С3
и Сц Шкала конденсатора С( проградуирова-
на в значениях tg б; поэтому по существу фик-
сируют значения С3 и tg б'.
Присоединив параллельно конденсатору С3
испытуемый образец с параметрами Rx и Сх,
вторично уравновешивают мост; второму рав-
новесию отвечают новые значения С3 и tg б".
Искомые параметры выражаются следую-
щим образом:
Сх = С3 — С3;
tg6 = Q
tg б' — tg б"
Сх
Частота источника питания во время изме-
рений не должна меняться.
Высокую точность измерений позволяют
Та б л и ц а 29.23. Измерительные конденсаторы
переменной емкости (РКП 42 2516 0001)
Тип Диапазон изменения емкости, пФ Нормаль- ная час- тота, Гц Рабочее напряже- ние, В Погреш- ность, %
Р534/1 15—30 10s 200 ±0,05
Р534/2 25—60 10® 200 ±0,2
Р534/3 25—150 10® 200 ±0,5
получить трансформаторные мосты, в которых
индуктивные плечи образуют вторичную обмот-
ку трансформатора и служат для питания мо-
ста. Такой мост позволяет обеспечить высокую
чувствительность по емкости и tg б. Кроме то-
го, в этом случае не сказываются как явления
гистерезиса в магнитопроводе трансформатора,
так и нелинейность кривой намагничивания,
мало сказываются паразитные проводимости,
включенные параллельно индуктивным плечам.
Наконец, можно расширить диапазон измере-
ний за счет применения многосекционных
трансформаторов. Имеется несколько разновид-
ностей схем трансформаторных мостов.
Метрологические характеристики промыш-
ленных мостов с ручным уравновешиванием,
генераторов и измерительных конденсаторов
приведены в табл. 29.21—29.23.
Измерительная цепь автоматического циф-
рового моста (рис. 29.32) построена с исполь-
зованием элементов с индуктивной связью
(трансформаторов) между плечами отношений >
и операционных усилителей. Она содержит '
трансформатор напряжения Т1 основного па-
§ 29.6
Определение ег и tg 6 па высоких частотах
379
Рис. 29.32. Схема измерения С и tg 6 автома-
тическим цифровым мостом
раметра С с генераторной т0, регулируемой
т\ и нерегулируемой ms обмотками, трансфор-'
матор напряжения Т2 сопутствующего пара-
метра tg 6 с нерегулируемой т3 и регулируе-
мой т4 обмотками, трансформатор поддиапа-
зонов ТП, компаратор тока КГ, измеряемое
CXRX и образцовые Ct,R0 комплексные сопро-
тивления, генератор рабочего напряжения G
и индикатор равновесия ИР. Измерительная
цепь уравновешивается регулировкой числа
витков тп\ и т4. Прн этом числу витков mt со-
ответствует отсчет измеряемой емкости Сх, а
числу витков т4 — отсчет tg бх. Уравновешива-
ние моста происходит поэтапно: сначала вы-
бирается поддиапазон измерения, а затем
уравновешивается измерительная цепь по де-
сятичным разрядам одновременно по основно-
му Сх и сопутствующему tg6 параметрам.
Метрологические характеристики некото-
рых цифровых автоматических мостов приве-
дены в табл. 29.24 (указаны только поддиапа-
зоны, представляющие интерес при испытани-
ях диэлектриков).
Резонансные схемы с сосредоточенными па-
раметрами (содержащие катушки индуктивно-
сти, конденсаторы и резисторы) применяют-
ся для измерения С и tg б в диапазоне ча-
стот от нескольких десятков килогерц до
примерно 200 МГц. Различают контурные и
генераторные резонансные методы. При ис-
пользовании контурных резонансных методов
определение С и tg 6 производят путем вариа-
ции реактивной проводимости нли частоты.
Изменение (вариация) реактивной проводимо-
сти осуществляется обычно изменением емко-
сти колебательного контура. В схеме использу-
ется высокочастотный генератор с фиксирован-
ной частотой. С ним слабо связан измеритель-
ный колебательный контур, содержащий
индуктивность и переменный конденсатор (рис.
29.33, а), параллельно которому может присое-
диняться испытуемый образец. Генератор ра-
ботает в режиме неизменного тока, поэтому
напряжение на параллельном колебательном
контуре при изменении реактивной проводимо-
сти (обычно емкости) контура переходит че-
рез максимум, а затем уменьшается. Наиболь-
шее напряжение на контуре отвечает состоя-
нию резонанса. В контуре есть потери, поэто-
му эквивалентная схема, помимо L и С, содер-
жит проводимость gh. соответствующую поте-
рям (рис. 29.33, в). Если по оси абсцисс от-
кладывать емкость проградуированного кон-
денсата Со и снимать зависимость ЩС),
т. е. резонансную кривую, один раз для кон-
тура без образца и второй раз — с об-
разцом, то во втором случае (рис. 29.33, б)
максимум получается более тупым и сдвину-
тым влево, так как для получения резонанса на
той же частоте приходится уменьшить ем-
кость конденсатора на значение емкости об-
разца. Снижение напряж.епия в максимуме объ-
ясняется тем, что при подключении емкости Сх
с потерями общая активная проводимость уве-
личивается на gx (рис. 29.33, г). Первоначаль-
но настраивают контур без образца в резонанс,
Таблица 29.24. Цифровые автоматические мосты переменного тока для измерения
емкости и тангенса угла диэлектрических потерь
Тип (код ОКП) Измерение С Измерение rg 6 дГ Напряже- ние на объекте, В Примечание
Диапазон Погреш- ность, % Диапазон Погреш- ность, %
Р5058 0,02 пФ—1 мкФ 0,2—1 .— 1—5 1,10 Последователь-
Р5016 0—1 мкФ 0,05—1 0—0,05 1—5 1, 5, ная и параллель- ная схемы замеще- ния Параллельная
(42 2134 9911) Р589 0—1 мкФ 0,1 3-10—4—0,1 2 10 1 3; 24; схема замещения
(42 2179 9901) Е7-8 (66 8137 0008) Е8-4 (66 8138 0004) Е7-12 (66 8137 0012) Е8-5 (66 8137 0010) 0,01 пФ- 100 мкФ 0,03 пФ— 16 мкФ 0,001 пФ— 0,1 мкФ 10 пФ—10 мкФ 0,1 0,1 0,3 0,1 1 ю-4—1 5-Ю-4—0,1 10-4—1 5-10-4—0,1 0,5+ 1 °’05 1 tg6 2 1 2 1 1 10» 1 80
380
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.33. Метод вариации реактивной про-
водимости:
а — принципиальная схема измерения; б — резонанс-
ные кривые;' в — схема замещения контура без об-
разца; г — эквивалентная схема контура с образцом
определив соответствующую емкость С| кон-
денсатора и наибольшее напряжение контура
U'\ изменением емкости в ту и другую сторону
от точки резонанса следует найти значение Д С|,
соответствующее уменьшению напряжения до
U'/У^ 2. Добротность контура определяют по
формуле Q=a>C1/gK, где £к=соДС|. Включив
образец, вторично настраивают схему в резо-
нанс и находят новые значения емкости С2 и
напряжения контура U". Так как частота не
меняется, емкость при второй настройке в ре-
зонанс С2+Сх должна равняться емкости Сь
отсюда
Сх = С± — С2-, = , »
ёк + gx
£к + gx —
t б Ci ( 1 1
Сх \ Q2 Qi /
Возможен и обратный порядок измерения:
настройка в резонанс при включенном образце
С и вторичная настройка контура без него.
Этот метод используют в измерителях доб-
ротности (куметрах). Параллельно конденсато-
ру С включают вольтметр с высоким входным
сопротивлением, который градуируют в едини-
цах добротности.
Разновидностью контурного резонансного
метода является способ определения парамет-
ров Сх и tg б образца путем изменения (ва-
риации) частоты. Для этого необходимы гене-
ратор высокой частоты и точный частотомер или
волномер. Источник питания, снабженный вол-
номером, присоединяют к параллельному коле-
бательному контуру (рис. 29.33, а), содержа-
щему индуктивность L и постоянную емкость
С (значение С известно). Изменяя частоту, на-
страивают контур в резонанс, которому соот-
ветствует максимум показаний вольтметра; от-
мечают круговую частоту С0| и напряжение 1Л;
далее изменяют частоту до coj (расстраивают
контур) так, чтобы напряжение снизилось до
изменение угловой частоты (ширина
резонансной кривой)
S2 = coj — сор
Если присоединить образец, то, изменяя
частоту, можно вновь настроить контур в ре-
зонанс при новых значениях со2 и U2. Умень-
шив путем расстройки контура напряжение до
UZV~2, можно определить соответствующую
полосу пропускания П2. Значение Сх и tg б
определяют по формулам:
Сх — С
’ <’Н \2_ j 1
.<02/ J
t б С ( 1 - 1
tg ~ Сх k Q2 ~~ Q1
где Qi==(0|/2Qi; Q2=co2/2Q2.
Заметим, что резонансные методы измере-
ния емкости могут обеспечить небольшую по-
грешность измерений Сх лишь при относитель-
но малом tg б. Если tg б значителен, это вле-
чет за собой дополнительное изменение часто-
ты. Влияние tg б испытуемого образца на ча-
стоту характеризуется следующей зависимо-
стью:
и = ю0
Л1 + tg2 б
V 1 + 1/Q ’
где (£>v—1/LC — резонансная частота контура,
содержащего емкость С и индуктивность Л;
Q — добротность катушки индуктивности при
резонансе.
В некоторых приборах влияние tg б на ча-
стоту компенсируется введением в цепь конту-
ра регулируемого сопротивления.
Генераторные резонансные методы подраз-
деляются, в свою очередь, на методы измерения
емкости С и методы измерения tg б.
Методы измерения емкости основаны на
использовании образцового генератора Go и ин-
дикатора равенства частот ИРЧ, который слу-
жит для контроля частоты колебательного кон-
тура, питаемого от своего генератора G (рис,
29.34). Первоначально контур без испытуемого
образца Сх настраивают в резонанс на часто-
ту образцового генератора Go с помощью ИРЧ.
отмечая емкость Ci; включает образец и снова
настраивают контур в резонанс на ту же часто-
ту при новом значении емкости С2 переменно-
го конденсатора. Емкость С2 находят по фор-
муле
Сх 7 С^ Cz,
Генераторные резонансные методы измере-
ния tg б основаны на использовании генерато-
ра неизменной частоты, но с изменяющимся то-
ком; для измерения tg б используется зависи-
мость постоянной составляющей тока генерато-
ра от активной проводимости колебательного
ИРЧ
Рис. 29.34. Схема измерения генераторным
резонансным методом
§ 29.6
Определение ег и tg 6 на высоких частотах
381
Таблица 29.25, Резонансные приборы
Тип (код ОКП) Пределы измерения Погрешность измерения, % Диапазон частот, Гц
Е4-7 (Е9-7) (66 8134 1007) С=25=459 пФ 1—2 50-103—35-10®
Е4-5А (Е9-5А) (66 8134 1005) С=10=100 пФ — 15-10®—250-10®
Е4-10 (66 8134 0010) Диэлькометры: 6=80=110 000 пФ 1—2 1-108—100-108
«Резонанс» £/=1=100 tg 6=10-4= 1 0,5—5 IO1» 10—2—102
«Янтарь» С=0=150 пФ ег= 1 = 100 0,1 0,1—5 для жидких материалов 1—10 для твердых материалов 105—10’
«Тангенс-2М» Е/=1=100 tg 6=0,3-104—1 0,2—2 Менее 5
контура. Возрастание активной проводимости
при включении в контур образца Сх с потеря-
ми сопровождается уменьшением амплитуды
высокочастотных колебаний. Это, в свою оче-
редь, вызывает изменение тока генератора, про-
порциональное tg б. Данный метод позволяет
выполнить приборы с прямым отсчетом.
Диэлькометр «Тангенс-2М» предназначен
для непосредственного измерения ег и tg 6 твер-
дых и жидких веществ. Структурная схема при-
бора показана на рис. 29.35. Измерительная
ячейка Со входит в состав параллельного кон-
тура С2—L. На этот контур подается высокоча-
стотное напряжение от измерительного генера-
тора G, модулированное по частоте. Когда пе-
реключатели находятся в левых положениях,
ячейка Со включена в измерительный контур, а
вспомогательный конденсатор переменной ем-
кости С] подключен к задающему контуру от-
счетного генератора Go. С детектора Д напря-
жение частоты модуляции поступает на фазо-
чувствительный усилитель У1, управляющий
двигателем Ml конденсатора С2. Этим конден-
сатором контур настраивается в резонанс с ча-
стотой со генератора G. Затем устройство уп-
равления автоматически подключает к контуру
вместо ячейки конденсатор Сь а к выходу уси-
лителя У1 — двигатель М2. Емкостью конден-
сатора С] автоматически замещается в конту-
ре емкость ячейки, т. е. емкость конденсатора
Ci устанавливается равной емкости ячейки.
При очередном подключении ячейки к контуру
Рис. 29.35. Структурная схема
диэлысометра «Тангенс-2М»
конденсатор Ci подключается к отсчетному ге-
нератору Go и частотомером ИЧ измеряется его
частота. По изменению частоты определяется
е,; tg 6 находится по относительному измене-
нию напряжения на измерительном контуре
AGX/GO, где Uo — амплитуда напряжения при
пустой ячейке, АС7Х — изменение напряжения
после заполнения ячейки исследуемым вещест-
вом. Напряжение на контуре измеряется авто-
матическим компенсационным методом при по-
мощи фазочувствительного усилителя У2, дви-
гателя М3 и переменного резистора /?.
Технические данные других резонансных при-
боров приведены в табл. 29.25.
При безэлектродных методах измерений ег
и tg 6 используют те же приборы, что и при из-
мерениях с электродами. Различают измерения
методом одной среды и методом двух сред.
При испытаниях методом одной среды
двухэлектродная измерительная ячейка запол-
няется жидким диэлектриком с известным зна-
чением Е,-/ и tg б/. Измеряют емкость С/ ячей-
ки, заполненной только этой жидкостью. В за-
зор между электродами вставляют плоский об-
разец испытуемого материала и измеряют но-
вые значения емкости Ci и tg бь По формулам
(см. табл. 29.27) находят значения егх и tg бх.
Метод одной жидкости имеет тот недостаток,
что иногда трудно подобрать жидкость с ег/,
достаточно близким к е.гх, а при значительной
разнице между егх и ег/ начинают сказываться
геометрические размеры образца и ячейки.
Этот недостаток в значительной .степени
устраняется при использовании двух сред.
Первой средой может быть воздух, второй—
например, кремнийорганическая жидкость. Пр л
неизменном расстоянии между электродами из-
мерительной ячейки находят: емкость при
заполнении ячейки первой средой (воздухом)
без образца; Ci — то же, но при вставленном
образце; С и tg 6^ — при заполнении ячейки
второй средой, но без образца; С2 и tg б3 — то
же, но и при вставленном образце. Формулы
для расчета е,гх и tg бх приведены в табл. 29.27.
Использование метода двух сред исключает
необходимость определения толщины образца
и расстояния между электродами.
Расчет Ег и tg б. Методика расчета е,- и
tg б зависит от типа измерительной ячейки,
382
Методы испытаний электроизоляционных материалов
Раз 29
Таблица 29.26. Формулы для вычисления межэлектродной Со и краевой Се емкостей
Вид электродов Рисунок Межэлектродная емкость Сц в вакууме, пФ Краевая емкость Се, пФ
Круглые электроды с ох- ранным кольцом 29.29, а с0=о, (d-4-Bg)2 0695 t Се=0
В=1- [0,7854 t -2,932— Igch g при a^t;
В=1 при a>t (см. рис. 29. 27)
Круглые электроды без охранного кольца при оди- наковых диаметрах электро- дов и образца 29.29,6 Со cP =0,0695 t При a^'t Ce—nd (0,029— —0,0581g/); d При ass/ Ce=nd (0,0326 Ig — -f-
+г-}-0,0031),
где г=0,0326 tg 0+
d2 0,0695 t а \ а а 1 +—)--rIgT с / t t J (см. рис.29.36)
Круглые одинаковые электроды с диаметром меньшим диаметра образца 29.29, е Со= При а</ Се=зтй (0,019 вгх— —0,058 1g/ф-0,010), где егх — приблизительное значение
Круглые неодинаковые электроды Цилиндрические электро- ды с охранным электродом 29.29, г 29.29, д й2 Со=0,0695 t 0,2416 (l+Bg) о, (см. рис. 29.27) При а</ Се=я</ (0,041 е'х — —0,077 lg/-|-0,045) Се=0
Цилиндрические электро- ды без охранного электрода 29.29, е Со= 0,2416/ B>2 се=о
способа ее включения, метода измерений. Ис- комые величины рассчитывают по результатам измерений при заданной частоте значений ем- кости и tg ё. Значение емкости следует при- вести к параллельной схеме в соответствии с (29.14). Диэлектрическую проницаемость материала определяют как отношение емкости Сх конден- сатора, образованного электродами и образ- цом, к емкости таким же образом расположен- ных образцов в вакууме Со ег = Сж/С0. (29.18) С достаточной для практических целей точ- ностью вместо Со можно подставить Св — меж- электродную емкость в воздухе (для сухого воздуха при нормальных атмосферных усло- виях е! в= 1,00058). Определяя значение Сх, сле- дует учитывать влияние краевой емкости Се и емкости электродов относительно земли С3. С учетом этих обстоятельств (29,18) принимает вид Сизм (Се "г Cs)
Ег- „ Значения краевой емкости С» и межэлект- родной емкости в вакууме Со для различных систем электродов могут быть рассчитаны по формулам табл. 29.26. Емкость С3 высоковольт- ного электрода относительно земли указывается в техническом описании ячейки или определя- ется экспериментально. Тангенс угла диэлектрических потерь об- разца находят по формуле я СИзм „ о — г tg ёизм • с-ж При использовании ячеек с микрометричес- ким винтом (см. рис. 29.30) образец помещают между электродами измерительной ячейки и
§ 29.6
Определение в, и tg б на высоких частотах
383
Рис. 29.36. Зави-
симость поправки
Z для краевой ем-
кости от отноше-
ния a/t
подвижный электрод опускают до тех пор, пока
образец не будет зажат между пластинами. По
микрометру отсчитывают расстояние f между
электродами, т. е. толщину образца. Произво-
дят измерение емкости Сх. Затем образец вы-
нимают из ячейки и, перемещая подвижный
электрод, добиваются, чтобы емкость измери-
тельной ячейки без образца осталась такой же,
как и при измерении с образцом По микромет-
ру вновь отсчитывают расстояние t" между
электродами. Диэлектрическая проницаемость
равна отношению двух отсчетов
е.т = Г It".
Несколько более сложен расчет tg 6. Мето-
дика измерений и расчетные формулы зависят
от применяемых средств измерений. Если уста-
новка или прибор позволяют непосредственно
отсчитывать значение tg 6, то его рассчитывают
как и при измерении ег, по результатам двух
измерений:
tg е = (tgCj-tge2).
Таблица 29.27. Формулы для вычисления ег и tg 6 при измерениях с применением
бесконтактных электродов
е«с
tg 6
Микрометрические электроды в воздухе (с охранным электродом)
1 tg бж = tg бс + Мегх Д tg б
ЕГЖ“ t AC t0 Ci t или, если <о выравнивается на новое значение <0, ДС = 0: t
ро *о)
Электроды в форме плит — измерение в жидкости
Е — ---------- X
14-tg? бж
х (С/+ ДС)(1 + tg2 бс)
Cf + М [Cf - (Cf + AC) (1 + tg? бс)]
При tg6x<^0,l применимы формулы
ег7________________________________
AC t.
егх —
।_____________________
erf С о Ч- АС I
tg 6Ж = tg бс + МЛ tg б X
(С/ + АС)(1 + tg2 бс)
Cf + М [Cf - (Cf + АС)(1 + tg? 6C)J
tg6K = tg6c + M— Atg6
Цилиндрические электроды (с охранными электродами) — измерение в жидкости при
tg дх<0,1
ЕТХ —
erf_____
d3
, AC ‘g de
C1 Ig-^-
Электроды в форме плит — метод двух жидкостей, при tg дх<0,1
tg6x = tg6c4-Atg 6—
erf
dn
Др___।
lg“
егх — £rfi Ч~
ДС1С2(ёг;2 Srfi)
АСд_ СCj
tg6K = tg бсЛ'1 ~С—Л tg б
Ег
384
Методы испытаний электроизоляционных материалов
Разд. 29
где tg 61 — тангенс угла диэлектрических по-
терь ячейки с образцом; tgfi2— тангенс угла
диэлектрических потерь ячейки без образца;
С] — полная емкость ячейки с образцом; Сх—
емкость образца, определенная по формуле
Сх = 0,069а ,
где d — диаметр электрода.
При выполнении измерений резонансным
методом, когда по прибору отсчитывают значе-
ние добротности,
, с _ Qz Qi Срез
Qi Qz Сх
где Qi и Q2 — добротность контура с образ-
цом и без него соответственно; Срез — емкость
контура без образца; Сх — емкость испытуе-
мого образца.
Таблица 29.28. Условные обозначения
Формулы для вычисления е,- и tgfc ис-
пользованием бесконтактных электродов при-
ведены в табл. 29.27, а значения условных обоз-
начений — в табл. 29.28.
Расчет ег и tg б жидких материалов ана-
логичен расчетам на низких частотах (см.
§ 29.5). Расчетные формулы для двух- и трех-
зажимных ячеек приведены в табл. 29.29.
Относительная погрешность вычисленного
значения ег должна быть не более 4 %, tg fi-
ne более (0,07 tg 6+0,0002).
По результатам отдельных наблюдений на-
ходят оценку среднего квадратического откло-
нения (стандартное отклонение)
Обозна- чение Определение, единица, расчетная формула Обозначе- ние Определение, единица, расчетная формула
АС Изменение емкости системы при введении образца (положительное при увеличении емкости), пФ Со Емкость системы в вакууме при данном расположении электродов, С0=0,08854 Д//о, пФ
Ci Atg 6 Емкость системы с образцом, пФ Увеличение tg6 при введении образца А Площадь образца, см2 (или пло- щадь электрода, если размеры об- разца такие же, как размеры электрода или больше)
tg 6с Тангенс угла диэлектрических потерь системы с образцом Наружный диаметр внутреннего электрода, мм
to Расстояние между электродами, мм di ^2 Внутренний диаметр образца, мм Внешний диаметр образца, мм
t M Cf Erf Средняя толщина образца, мм Относительное расстояние М= =to/t— 1 Емкость системы только с ЖИДКОСТЬЮ, Су = 8г/Со, пФ Диэлектрическая проницаемость жидкости при температуре изме- рения (для воздуха Ег-/«1,00) d-s Внутренний диаметр внешнего электрода, мм При методе двух жидкостей ин- дексы 1 и 2 относятся соответст- венно к первой и второй жидко- стям
Таблица 29.29. Формулы для вычисления диэлектрической проницаемости и
тангенса угла диэлектрических потерь жидких материалов
Вид ячейки
Трехзажимная tg fit <0,1 Ci Br=~c~
tg 6Г>0,1 E _____Ci Er CB (1 + tg?6J
Двухзажимная
tg 6i<0,l
tg 6г >0,1
е __ t-i Сп
Св сп
Ci— Сд(1 + tgs St)
(C0-Cn)(l + tg?61)
tg б
tg6 = tg61--l^tg60
tg 6 - tg
tg 6 = r-- (tg tg 60)
\ '-'I /
tg6=-------------------
C. — Cn (1 + tg2 6.)
Обозначения: Co и tg 63 — емкость и тангенс угла диэлектрических потерь измерительной ячей-
ки; Ci и tg 6i — емкость и тангенс угла диэлектрических потерь ячейки, заполненной испытуемой жидко-
стью; CE = (Ccerj.—Ск)/(е D — паразитная емкость ячейки.
§ 29.6
Определение ег и tg 6 на высоких частотах
385'
где Л( = ег;—е> или Aj=tg6i— tg 6; п — чис-
ло измерений.
Измерение температурного коэффициента
емкости. Значение ег материала не остается по-
стоянным при изменении температуры. В зави-
симости от типа материала и температурного
диапазона в, с ростом температуры может уве-
личиваться или уменьшаться. Для оценки изме-
нения в,- от температуры применяют средний
температурный коэффициент диэлектрической
проницаемости (ТКе), который выражается
формулой
_ ег2 — eri
% ~ Eri (Т2- 7\) 5
где Eri и еГ2 — диэлектрическая проницаемость
образца при температурах Г, и Г2 соответст-
венно. Единица аЕ —К-1.
Поскольку Е,- пропорциональна емкости об-
разца, то можно связать температурный коэф-
фициент диэлектрической проницаемости аЕ с
температурным коэффициентом ас образца:
аС=ае + а>
где а — температурный коэффициент длины ма-
териала.
Пренебрегая изменениями размеров образца
при изменении температуры, можно считать,
что значения аЕ и ас образца равны между
собой.
Таким образом, измерение аЕ может быть
заменено измерением ас. Приборы для таках
измерений должны обеспечивать обнаружение
очень малых изменений емкости под влиянием
изменения температуры. При этом АС может
составлять доли пикофарада. Очевидно, что
установка должна включать в себя устройство,
позволяющее изменять и поддерживать на за-
данием уровне с определенной точностью тем-
пературу Т. Точность измерений зависит также
от стабильности частоты, при которой произ-
водятся измерения.
Для измерения о.с применяют приборы, ос-
нованные на методе биений (рис. 29.37, а). Ис-
пытуемый образец включают в колебательный
контур генератора G. Генерируемая частота в
этом случае будет зависеть от емкости образца
Сх В приборе имеется второй опорный генера-
тор Go, частота которого стабилизирована квар-
Рис. 29.37. Структурные схемы приборов для
измерения температурного коэффициента ем-
кости
25—560
цем и неизменна. Сигналы обоих генераторов,
усиленные усилителями и <У2, поступают н-а
смеситель См и усилитель-детектор Уд, выде-
ляющие разностную частоту (частоту биений).
Первоначально при температуре Т\ настраива-
ют контур генератора G с образцом в резонанс
с частотой опорного генератора Со, Для этой
цели служит конденсатор С. О равенстве частот
судят по нулевому отклонению стрелки микро-
амперметра |1Л. Если теперь нагреть образец,
то емкость его изменится, а это повлечет за
собой изменение частоты генератора G. При
помощи вспомогательного переменного конден-
сатора С вновь настраивают генератор G в ре-
зонанс с генератором Go. Очевидно, что изме-
нение емкости подстроечного конденсатора меж-
ду первой и второй настройками равно изме-
нению емкости образца. Зная изменение емко-
сти и соответствующую ему разность темпера-
тур, нетрудно подсчитать ас.
Развитие частотных и частотно-цифровых
методов измерений привело к видоизменению
описанного выше метода и упрощению процес-
са измерения. При этом измеряется не измене-
ние емкости, а изменение частоты. Структурная
схема прибора показана на рис. 29.37, б. В этой
схеме частоты измерительного G н опорного Go
генераторов уравниваются при помощи конден-
сатора С только одни раз при температуре 7,.
При температуре Т генераторы будут генери-
ровать напряжения разных частот. Эта разност-
ная частота Л) выделяется смесителем См и
индицируется на отсчетном устройстве. Прибор
может и не иметь опорного генератора Go.
В этом случае частота /), соответствующая
температуре Ть запоминается соответствующим
устройством и вычитается из частоты f2 при по-
мощи частотного дискриминатора, реверсивного
счетчика или иных частотно-измерительных уст-
ройств. Поскольку разность частот А) функцио-
нально связана со значением ас, шкала выход-
ного прибора может быть проградуирована в
значениях ас. В процессе измерения не требу-
ется измерять емкость Сх образца.
Общим недостатком описанных методов
является то, что измерения, соотвегствующие
температурам 7\ и 72, производятся при раз-
ной частоте тока, протекающего через обра-
зец. Это приводит к дополнительной частотной
погрешности. Значение последней составляет
±(2—5)-10-6 К-1. Избавиться от частотной
погрешности можно, применяя мостовые ме-
тоды измерения емкости С и ее изменения
АС. Трансформаторные мосты переменного то-
ка позволяют более точно измерить АС, так
как паразитные параметры в них в меньшей
степени влияют на условие равновесия, чем
при частотных методах.
При мостовом методе измерений емкость
образца, находящегося в термостате, измеря-
ют с помощью моста переменного тока снача-
ла при температуре 7Ь а затем при температу-
ре Т2. По полученным значениям С, и С2 рас-
считывают ас в интервале Т2—7\. Некоторые
мосты позволяют непосредственно отсчитывать
АС-С]—С2.
Основные технические данные ряда уста-
новок для измерения ас приведены в табл.
29.30. Следует отметить, что эти установки
разработаны для измерения ас конденсаторов
и не всегда содержат электродные системы,
необходимые для измерения ас материалов.
Таблица 29.30. Установки для измерения температурного коэффициента емкости
Тип установки Диапазон измерения Погрешность измере- ния температурного коэффициента емкости, 10—® к~1 Температура измерения или диапазон темпе- ратур, °C Частота измере- ния, Гц Габариты, мм; масса, кг Примечание
емкости, пФ температурного коэф’ фициента емкости, 10—* к-1
С1 5—100 +2504—1700 ±(0,1ас+ 10) 50 2,7-10®—4,4-10® 1300X1535X540; 300 Структурная схема на рис. 29.37, а
С2А 20—1000 —800-4+800 ± (0,1ас+10) 50 595-103-4-10® 1615x1535x540; 300
ТКЕ-1-2М 20—230 —10004-+1000 ± (0,05ас+5) 70 2-10® Измерительный блок; 290x390x220; 25; блоки питания: 500 X300 X290; 45
ТКЕ-2-2М 100—1000 30—1000 1,6-10®
ТКЕ-3 5—30 i (0, lcx^-j-5) 3-10®
ТКЕ-6 1—30 —10004-+1000 ± (0,05ас+2) 40; 80; 120 2-10® Измерительный блок: 470 х Х275Х 250; 25; термокамера: 375x275x250; 45 Структурная схема на рис. 29.37, б
ТКЕ-7 60—200 —800 4-+800 ± (0,03ас+2) 4-10® Измерительный блок: 450 х X 265 x250; 25; термокамера: 470 X.300x280; 45
ТКЕ 8 50—200 ± (0,025ас+5) 40; 80 1-10® 420x325x300; 45
ТКЕ-9 5—1000 —30004-+600 ± (0,1ас+1) 30; 70 10-103 1100x1300x1000; 250
ТКЕ-10А-1 1—10* —41004-+4100 3 ± (0,0аас+~+2) —1254-+ 125 Измерительный блок: 584 х Х295Х 360; 30; термокрио- стат. 1130x1380x735; 550 —
ТКЕ 12У Ю-1—Ю4 —21004-+2100 2 ± (0,05яс+^ +2) +304-+150 0,3-10® Измерительный блок: 500 X Х280Х 380; 25; термостат: 252x525x560; 25; терморе- гулятор: 300x189x248; 25
ТКЕ-14 0,5—1000 —4000 4-+800 ± (0,03ас+3) 30; 70 10-103 1100Х 1900Х 1000;250
Методы испытаний электроизоляционных материалов Разд. 29
§ 29.7
Определение электрической прочности
387
29.7. ОПРЕДЕЛЕНИЕ
ЭЛЕКТРИЧЕСКОЙ ПРОЧНОСТИ
Общие определения. Под действием на-
пряжения, приложенного к диэлектрику, в по-
следнем может произойти сквозной электриче-
ский разряд. Образование в диэлектрике про-
водящего канала под действием электрического
поля называется электрическим пробоем. Ми-
нимальное напряжение, вызывающее электри-
ческий пробой, называют пробивным напря-
жением Йпр. От пробоя, сопровождающегося
сквозным разрядом, следует отличать поверх-
ностный пробой, при котором разряд не про-
никает в глубь материала, а распространяется
по поверхности.
Различают пробой, вызванный электриче-
скими разрядами, электротепловой пробой и
чисто электрический пробой. Возникновение
электрических разрядов происходит под дей-
ствием местных полей высокого напряжения.
При испытаниях твердых материалов разряды
обычно возникают в окружающей среде, уве-
личивая тем самым испытуемую площадь. По-
вреждения чаще наступают у края электрода.
Разряды могут также возникать во внутренних
пустотах, имеющихся в материале или возни-
кающих под действием напряжения. Эти про-
цессы могут продолжаться до образования
проводящего канала между электродами.
Электротепловой пробой возникает вследствие
тепловой нестабильности материала при его
нагреве в электрическом поле большой напря-
женности.
Стойкость материала к действию высокого
напряжения характеризуют значением электри-
ческой прочности £Пр, под которой понимают
минимальную напряженность однородного
электрического поля, приводящую к пробою.
В однородном поле
£др — UwpH,
где t/np — пробивное напряжение; В; t — тол-
щина материала, м.
Получение однородного поля требует при-
менения электродов специальной формы. На
практике применяют электроды более простых
форм: в виде дисков с закругленными края-
ми, сферические и т. п. В этом случае поле
получается неоднородным, что приводит к
уменьшению значения пробивного напряжения.
Прн вычислении электрической прочности в ус-
ловиях пробоя в неоднородном поле вводят
поправочный коэффициент а>Г, т. е.
Ejjp = аС7пр//.
Значение коэффициента а меняется в за-
висимости от формы,и размеров электродов и
расстояния между ними. Пробивное напряже-
ние уменьшается с увеличением площади элек-
тродов. Отмечается-влияние материала, из ко-
торого изготовлены электроды, на значение
пробивного напряжения. Значение коэффици-
ента а должно указываться в стандарте на
материал.
При использовании листовых образцов и
плоских электродов однородное поле получа-
ется лишь в средней части образца между
электродами, у краев поле искажается. Для
устранения краевого и поверхностного пробо-
ев образец с электродами помещают в транс-
25*
форматорное масло или иную жидкость с вы-
сокой электрической прочностью.
Результаты испытаний зависят также от
рода тока, характера и скорости изменения
напряжения на испытуемом образце. Электри-
ческую прочность материалов определяют при
переменном токе промышленной частоты
(50 Гц), повышенной частоты, при импульсном
и постоянном токе. Характер изменения тока
(плавное или ступенчатое) и скорость изме-
нения указываются в стандарте.
Электрическая прочность, определенная в
результате испытаний, не является физической
характеристикой материала, так как зависит
от ряда факторов (толщина и однородность
образца, температура и влажность окружаю-
щего воздуха, материал и форма электродов
и др.). Поэтому полученные значения электр.ч-
ческой прочности служат лишь для контроля
качества и сравнения материалов между собой.
Образцы материалов. Образцы материалов
для определения £Пр должны иметь размеры,
значительно превышающие размеры электродов
с тем, чтобы предотвратить возникновение по-
верхностного пробоя. При испытаниях твердых
толстых материалов одного увеличения разме-
ров образца оказывается недостаточно и для
исключения поверхностного пробоя и уменьше-
ния короны испытания проводят в масле. Весь-
ма эффективно в этом случае применение вы-
точек в образцах, в которых размещаются элек-
троды, а также применение экранов.
Поверхности образцов не должны иметь
видимых короблений, препятствующих плот-
ному прилеганию электродов, трещин, ско-
лов, вмятин, царапин, загрязнений. Плоскости
образцов должны быть параллельными. Меха-
ническая обработка образцов не должна вли-
ять на их свойства.
Определение £Пр в направлении, перпенди-
кулярном поверхности или слоям (для слои-
стых материалов), производят на образцах,
форма и размеры которых показаны на рис.
29.38.
Плоские образцы (рис. 29.38, а) могут
быть круглые или квадратные. Их размеры
должны задаваться в стандарте, если таких
указаний стандарт не содержит, то берется
наибольший из размеров, указанных на рис.
29.38. .Если толщина образца не позволяет оп-
25451?
Рис. 29.38. Образцы твердых
изоляционных материалов
388
Методы испытаний электроизоляционных материалов
Разд. 29
ределить £пр в направлении, перпендикуляр-
ном поверхности, в образце делают проточ-
ки (рис. 29.38, б—д). Диаметр (ширина) про-
точки должен быть не менее диаметра боль-
шего электрода. Образцы, показанные на
рис. 29.38, д, применяют для испытаний кера-
мических материалов. Для определения элек-
трической прочности лака его наносят в виде
пленки на подложку из бумаги, стеклоткани
или металлической пластины. Вид подложки
указывается в стандарте на материал. Элек-
трическую прочность формующихся составов
определяют на образцах, изготовленных в ви-
де дисков или пластин. Диаметр (сторона) та-
кого образца должен быть не менее 100 мм,
толщина от (1,0±0,1) мм до (3,0±0,2) мм.
Для определения £пр в направлении, па-
раллельном поверхности материала или вдоль
слоев, применяют пластины размером не ме-
нее 60X65 мм с двумя отверстиями (рис.
29.39). Для лучшего притирания электродов
отверстия выполняют конусными. В случаях,
когда электроды имеют форму пластин, при-
меняют плоские образцы в виде бруска тол-
щиной не менее 1,5 мм, шириной (25±0,2) мм
и длиной 100 мм.
Во всех случаях размеры образца до ис-
пытаний должны быть измерены. Погрешность
измерения толщины t не должна превышать
± (0,011+0,002) мм. Разброс образца по тол-
щине должен быть менее 2 % при толщинах
более 0,5 мм и менее 5 % при толщинах ме-
нее 0,5 мм.
Рис. 29.39. Образцы для определения Цр
вдоль слоев твердого материала:
а — со сквозными отверстиями; б — с несквозными
отверстиями
Электроды. При определении £пр могут
применяться массивные металлические элек-
троды, пленочные (осаждённые путем распы-
ления или вжигания) и графитовые. Во всех
случаях необходимо обеспечить хороший кон-
такт электрода с испытуемым образцом. Ма-
териалы некоторых применяемых электродов и
способы создания контактов с образцом ука-
заны в табл. 29.31 (по ГОСТ 6433.3-71).
Рабочие поверхности металлических элек-
тродов должны быть гладкими (параметр ше-
роховатости £а«0,2 мкм на базовой длине
1=0,25 мм). Допускаются гальванические по-
крытия рабочих поверхностен.
Для плоских образцов применяют два ци-
линдрических электрода разных диаметров с
закругленными краями. Для получения поля,
близкого к однородному, диаметр нижнего
Таблица 29.31. Электроды для определения электрической прочности
Материал электрода Способ создания контакта с образцом Вид испытываемых материалов
Металлические нажимные Нажатие давлением. Давле- Все твердые материалы
электроды из нержавеющей стали, цветных (медь, латунь) или благородных (серебро, зо- лото) металлов Электроды из отожженной ние указывается в стандарте на материал; если' давление не указано, оно должно быть 10 кПа Притирание с помощью тон- Все твердые материалы, на
алюминиевой, оловянной, свиЕ- (кого слоя вазелина, трансфор- которые указанные масла и
цовой фольги толщиной от матерного, конденсаторного жидкости не оказывают влия-
0,005 до 0,020 мм или вазелинового масла, крем- ния
Электроды из серебра, плати- нийорганической жидкости, смазки или другого аналогич- ного материала Нанесение распылением в ва- Материалы, которые при дан-
ны, золота, меди, алюминия кууме ном способе нанесения электро-
Электроды из меди, алюми- Нанесение шоопированием дов не изменяют своих свойств Материалы, не изменяющие
ния, серебра, цинка Электроды из суспензии кол- Нанесение кистью с последу- своих свойств при данном ме- тоде нанесения электродов Непористые материалы
лоидного графита в дистилли- рованной воде Электроды из суспензии гра- ющей сушкой на воздухе Напыление струей воздуха. Все твердые материалы, на
фита в лаке (эпоксидном, шел- Нанесение кистью свойства которых не влияет
лачном и т. д.) Электроды из токопроводя- Нанесение кистью. Нанесение растворитель, содержащийся в лаке Материалы, не изменяющие
щих серебряных покрытий, из- кистью с последующим вжига- своих свойств при данном спо-
готовленных из различных ви- нием собе нанесения электродов
дов серебряных паст Электроды из порошка графи- Засыпка Трубки
та Водопроводная вода Погружение илн заливка Трубы водостойкие
§ 29.7
Определение электрической прочности
389
Рис. 29.40. Электроды:
а — цилиндрический; б — полусферический; е — по-
лосковый
электрода должен не менее чем в 3 раза
превышать диаметр верхнего электрода D
(рис. 29.40, а). Больший из электродов соеди-
няется с заземленным выводом обмотки высо-
кого напряжения испытательного трансформа-
тора, а если оба конца обмотки высокого на-
пряжения трансформатора изолированы от
земли, то больший электрод присоединяется к
выводу, потенциал которого ближе к потенциа-
лу земли. Высота высоковольтного электрода
также существенно сказывается на распреде-
лении поля в материале. Она должна быть не
менее десятикратной толщины испытуемого
материала, но не менее 25 мм. Диаметр D
верхнего электрода выбирается из ряда 10, 25,
50 мм. Могут применяться и электроды оди-
накового диаметра.
Электроды, осажденные путем распыления
или вжигания, могут применяться для пло-
ских, трубчатых или фасонных образцов и в
особенности для образцов со сферическими
лунками. Получаемые осаждением пленочные
электроды выполняют из серебра, золота, пла-
тины, меди или алюминия. Металлы наносят
шоопированием или распылением в вакууме
под давлением не более 0,1 Па. На керамиче-
ские, слюдяные и стеклянные образцы серебро
может наноситься также способом вжигания.
Графитовые электроды могут быть полу-
чены из суспензии графита в лаке (эпоксид-
ном, шеллачном и др.); суспензия наносится на
рабочие поверхности образцов либо кистью,
либо путем распыления струей воздуха. Гра-
фито-лаковые электроды могут быть использо-
ваны для материалов, иа которые не действу-
ет растворитель, содержащийся в лаке. Такие
электроды могут применяться при определении
Бпр для плоских, трубчатых и фасонных об-
разцов, а также образцов с лунками. Графи-
товые электроды из порошка естественного
графита получают засыпкой порошка в формы.
Такие электроды могут применяться для пло-
ских листовых материалов и трубок. При пле-
ночных электродах на образцах с лунками
электрический контакт осуществляется при по-
мощи полусферического металлического элек-
трода диаметром 10, 25 илн 50 мм в зависи-
мости от радиуса лунки (рис. 29,40, б), ..
Для определения £пр материалов на труб-
чатых образцах длина наружного электрода
L должна составлять 10, 25 или 50 мм. Этот
электрод выполняется из металлической труб-
ки или в виде металлической пленки, осаж-
даемой шоопированием, распылением илн
вжигаиием; допустимо использовать и суспен-
зию графита в лаке. Внутренний электрод
должен быть длиннее наружного. Для внут-
реннего электрода могут быть использованы
прямой стержень или плотно вставленный в
трубку провод, а также алюминиевая фольга.
При определении £пр лаковых пленок, на-
несенных на металлические подложки или
компаунды, залитые в металлические тарелоч-
ки, указанные подложки или тарелочки исполь-
зуются в качестве нижних электродов; верх-
ние электроды применяют диаметром 10, 25
или 50 мм, как и для плоских образцов.
Определение £пр материалов в виде лент
можно производить при помощи одинаковых
полосковых электродов (рис. 29.40) в виде
прямоугольных пластин 5ХЮ0 мм с радиусом
закругления краев 0,5 мм, однако более пред-
почтительными являются металлические ци-
линдрические электроды диаметром 6 мм, раз-
мещенные коаксиально в приспособлении, по-
казанном на рис. 29.41, таким образом, что
образец оказывается зажатым между торце-
выми поверхностями электродов. Края образ-
ца могут быть защищены лентой из электро-
изоляционного материала для исключения пе-
рекрытия.
Для неоднородных материалов определя-
ют £пр как в направлении, перпендикулярном
поверхности образца, так и в направлении, па-
раллельном поверхности, а у слоистых мате-
риалов — вдоль слоев. В последнем случае
применяют конические штифтовые электроды
диаметром (5 ±0,5) мм и длиной не менее
50 мм с конусностью 1 :50 (рис. 29.42, а).
Концы электродов должны выступать из об-
разца не менее чем на 2 мм. В случае, если
при испытании возникает поверхностный про-
бой, допускается применение электродов, фор-
ма которых приведена на рис. 29.42, б.
Электроды представляют собой два цилиндри-
ческих металлических штифта диаметром 5 (йм
Рис 29.41. Устройство для определения элек-
трической прочности ленточных материалов:
1 — верхний (подвижный) электрод; 2 — латунная
втулка; 3— образец; 4 — нижний электрод; 5—ла-
тунная лента для соединения нижних электродов;-
6 — лента; 7— корпус из электроизоляционного ма-
териала. (радиус, закругления кромок электродов
R=l мм}
390
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.42. Электроды для определения U„v
вдоль слоев твердого материала:
а — конические; б — цилиндрические
Рис. 29.44. Принципиальная схема измерения
Unf при переменном напряжении
Рис. 29.43. Ячейка для измерения
1/пр жидких материалов
и длиной не менее 50 мм. Они плотно встав-
ляются в несквозные отверстия, просверлен-
ные иа расстоянии 15 мм. Таким образом, ми-
нимальная толщина t изоляции здесь состав-
ляет 10 мм. Торцы электродов выполняют в
виде полусферы или конуса. Вдоль продоль-
ной оси электрода проходит вентиляционное
отверстие.
Определение £пр жидких электроизоля-
ционных материалов производят на образцах
(пробах), отбираемых от каждой партии испы-
туемой жидкости. Измерение Дпр производят
в специальной ячейке (рис. 29.43), представ-
ляющей собой сосуд 1, в стенку которого
вмонтированы электроды 2. Сосуд должен
быть изготовлен из материала, который, с
одной стороны, не растворяется в жидких
электроизоляционных материалах, т. е. в ис-
пытуемых жидкостях, а с другой, не оказы-
вает влияния на испытуемые жидкости. Для
этой цели пригодны электроизоляционные
стекло и пластмасса, кварц. Электроды выпол-
няют из латуни в виде сферы радиусом
25 мм. Они должны быть смонтированы так,
чтобы их оси располагались на одной прямой,
параллельной нижней поверхности испытатель-
ной ячейки. Зазор между электродами состав-
ляет (2,5+0,05) мм. Глубина погружения
электрода в испытуемую жидкость должна
быть не менее 40 мм, а расстояние от по-
верхности электрода до стенок сосуда — не
менее 12 мм. Конструкция ячейки должна
предусматривать возможность ее легкой раз-
борки и извлечения электродов для чистки и
полировки.
Измерение t/np при частоте 50 Гц. Из-
мерение Unp производят с помощью испыта-
тельных установок (рнс. 29.44), содержащих
устройство для плавного регулирования на-
пряжения 1, испытательный трансформатор Т
для повышения напряжения, камеру 3, в ко-
торой располагается образец 2 с электрода-
ми, а также другие элементы Регулирование
напряжения должно быть плавным, так что-
бы изменения (скачки) напряжения не превы-
шали 0,5 % номинального напряжения транс-
форматора. Мощность испытательной установ-
ки должна быть достаточной для того, чтобы
установившийся ток короткого замыкания
(действующее значение) на стороне высокого
напряжения был ие менее 40 мА при испыта-
ниях твердых диэлектриков и не менее 20 мА
при испытаниях жидких диэлектриков.
Плавный подъем напряжения при опреде-
лении £пр достигается с помощью устройств
для регулирования напряжения, к которым
предъявляется ряд требований. Источник пи-
тания установки, регулирующее устройство и
трансформатор должны обеспечивать иа об
разце синусоидальную форму кривой напря-
жения, коэффициент амплитуды (отношение
максимального значения напряжения к дейст-
вующему) испытательного напряжения должен
быть в пределах от 1,34 до 1,48. Допускаемое
отклонение частоты ±0,5 Гц. Среднее значе-
ние [7ПР должно составлять не менее 15 %
номинального напряжения вторичной цепи по-
вышающего трансформатора.
В момент пробоя в образце протекает ток
короткого замыкания, вызывающий значитель-
ную перегрузку трансформатора. Для защиты
последнего в цепи высокого напряжения вклю-
чается сопротивление R, а в цепи низкого на-
пряжения предусматривают автоматическое
устройство, отключающее питание после про-
боя. При выборе защитного сопротивления
руководствуются динамической устойчивостью
трансформатора, а при отсутствии соответст-
вующих данных сопротивление берут равным
7?= (0,2-е 1)U, где U — испытательное напря-
жение, В.
Особенно важно быстро отключить напря-
жение при испытаниях жидких материалов, так
как в некоторых из них после первого про-
боя образуются продукты разложения, суще-
ственно снижающие пробивное напряжение
жидкости при последующих пробоях. При ис-
пытаниях таких материалов продолжитель-
ность пробоя следует уменьшить настолько,
чтобы можно было пренебречь разложением
материала.
На рис. 29.45 показана принципиальная
схема установки, обеспечивающей быстрое от-
ключение напряжения от образца жидкого элек-
троизоляционного материала после пробоя.
Установка состоит из ячейки 5, заполняемой
испытуемой жидкостью. Напряжение на элект-
§ 29.7
Определение электрической прочности
391
Рис. 29.45. Схема устройства для быстрого
отключения напряжения после пробоя
Рис. 29.46. Симметричное (а) и несимметрич-
ное (б) включение шаровых разрядников
роды 4 подается через повышающий трансфор-
матор от регулирующего трансформатора 3.
Параллельно ячейке включен шаровой разряд-
ник 2. Расстояние между электродами разряд-
ника изменяется одновременно с изменением
напряжения регулировочного трансформатора.
При этом расстояние между электродами раз-
рядника таково, что недостаточно для возник-
новения дуги, но достаточно для горения воз-
никшей дуги. Помимо основных электродов
разрядника, имеется поджигающий электрод 1.
В момент пробоя испытуемой жидкости через
резистор /?з протекает ток пробоя, вызывающий
на падение напряжения. Это напряжение
через Rt подается на поджигающий электрод
и обеспечивает пробой поджигающего проме-
жутка и возникновение разряда. При этом на-
пряжение на разряднике падает до значения,
недостаточного для повторного пробоя испыту-
емой жидкости.
Пробивное напряжение предпочтительно из-
мерять на стороне высокого напряжения; для
этой цели могут быть использованы киловольт-
метр, вольтметр на низкое напряжение с тран-
сформатором напряжения или шаровой разряд-
ник. Измерения могут производиться и на сто-
роне низкого напряжения испытательного
трансформатора с помощью вольтметра, от-
градуированного по шаровому разряднику или
киловольтметру. Погрешность измерения дол-
жна быть не более 4 %.
Вольтметр типа С502 (ОКП 42 2424 0020)—
лабораторный однопредельный прибор электро-
статической системы, экранированный, предназ-
наченный для измерения напряжений постоян-
ного и переменного тока. Диапазоны измерений
(в зависимости от модификации): 0—30; 0—75;
0—150; 0—300; 0—450; 0—600 В; 0—1; 0—4,5,
0—3 кВ. Класс точности — 0,5. Нормальная
область частот 45—1-106 Гц. Точность вольт-
метра обеспечивается при любой форме кри-
вой измеряемого напряжения, если частота
высших гармоник лежит в нормальной области
частот. Входное сопротивление вольтметра
1010 Ом. Время установления показаний не бо-
лее 6 с. Габаритные размеры 205X290x135 мм,
масса 4 кг.
Киловольтметр типа С196 (ОКП 42 2425
0020) —лабораторный прибор электростатичес-
кой системы, предназначен для измерений на-
пряжения переменного и постоянного тока. Ди-
апазоны измерений 0—7,5; 0—15; 0—30 кВ.
Класс точности — 1. Нормальная частота при-
бора 50 Гц. Входная емкость на любом диапа-
зоне измерений не более 15 пФ. Время уста-
новления показаний не более 4 с. Габаритные
размеры 280X645X239 мм, масса 11 кг.
Киловольтметр типа С100 (ОКП 42 2426
0001) —лабораторный прибор электростатичес-
кой системы, предназначен для измерения на-
пряжений постоянного и переменного тока. Ди-
апазоны измерений 0—25; 0—50; 0—75 кВ.
Класс точности 1,5. Нормальная частота 50 Гц.
Входная емкость на частоте 0,5 МГц не пре-
вышает 18 пФ. Ток утечки при напряжении
75 кВ постоянного тока не более 8 мкА. Время
установления показаний не более 6 с. Габарит-
ные размеры 230x762X600 мм, масса 30 кг.
Шаровые разрядники применяют как непо-
средственно для измерения С7ПР, так и для гра-
дуировки вольтметров, включенных в цепь низ-
кого напряжения. Различают симметричное
(рис. 29.46, а) и нессимметричное (рис. 29.46, б)
включение разрядника. Значения разрядных на-
пряжений в зависимости от расстояния между
шарами даны в табл. 29.32. Шары выполняют
из меди или латуни, а при диаметре менее 50 мм
допускается использование шаров из подшип-
никовой стали. Стандартом установлены следу-
Таблица 29.32. Разрядные напряжения, кВ
(амплитудные значения), шаровых разрядников
при заземлении одного из шаров при
нормальных условиях (р= 101,3 кПа; £=20 °C)
S s s Разрядные напряжения при диаметре шаров d, см
О >> -z> о
£ И S к ф к Си s о, 2 5 6,25 10 12,5 15
0,05 2,8 .— — —
0,1 4,7 — —. •—. -— -—
0,15 6,4 — — •—. — —-
0,2 8,0 8,0 .— .— .—- —-
0,3 11,2 Н.2 •—. — -— —
0,4 14,4 14,3 14,2 .— -— —.
0,5 17,4 17,4 17,2 16,8 16,8 16,8
0,6 20,4 20,4 20,2 19,9 19,9 19,9
0,7 23,2 23,4 23,2 23,0 23,0 23,0
0,8 25,8 26,3 26,2 26,0 26,0 26,0
0,9 28,3 29,2 29,1 28,9 28,9 28,9
1,0 30,7 32,0 31,9 31,7 31,7 31,7
1,2 (35,1) 37,6 37,5 37,4 37,4 37,4
1,4 (38,5) 42,9 42,9 42,9 42,9 42,9
1,6 — 48,1 48,1 48,1 48,1 48,1
1,8 — 53 53,5 53,5 53,5 53,5
2,0 — 57,5 58,5 59,0 59,0 59,0
2,4 .—- 65,5 67,5 69,5 70,0 70,0
3,0 — (75,5) 79,5 84,0 85,0 85,0
3,5 — (82,5) (87,5) 95,0 97,0 98,0
4,0 —. (88,5) (95,0) 105 108 НО
392
Методы испытаний электроизоляционных материалов
Разд. 29
ющие диаметры шаров разрядников: 2; 5; 6,25;
10; 12,5; 15; 25; 50; 75; 100; 150; 200 см. От-
клонение диаметра шара от номинального не
должно превышать 2 %. Поверхность шара в
области разряда должно быть гладкой и сфери-
ческой.
Когда условия испытания отличаются от
нормальных, то разрядное напряжение находят,
умножая табличное значение на поправочный
коэффициент Кп
Г'пр = Кп Uо,
TneU0 — разрядное напряжение при р= 101,325
кПа (760 мм рт. ст.) и 7=20 °C. Значения по-
правочного коэффициента в зависимости от от-
носительной плотности воздуха р указаны ниже:
Относительная плотность
воздуха р ...... , 0,70 0,75
Поправочный коэффици-
ент Кп 0,72 0,77
значения, применяемые выпрямительные схемы
обеспечивают более низкий уровень пульсаций.
Выпрямительное устройство содержит собствен-
но выпрямитель — ламповый или полупровод-
никовый, фильтр и в некоторых случаях схему
умножения .выпрямленного напряжения. При
напряжениях не выше 50 кВ используют одно-
полупериодную схему выпрямления (рис.
29.47, а) при более высоких напряжениях —
схемы с умножением напряжения (рис. 29.47,
б, в).
Пробивное напряжение измеряют обычно
на стороне высокого напряжения при помощи
электростатического киловольтметра или шаро-
вого разрядника. Напряжение можно измерять
и на стороне низкого напряжения вольтметром,
0,80 0,85 0,90 0,95 1,00 1,05 1,10
0,81 0,86 0,91 0,95 1,00 1,05 1,09
Значение р находят по формуле
р = 0,00289
Р
273+ *
где р — атмосферное давление, Па; t — темпе-
ратура окружающего воздуха, °C.
На работу шаровых разрядников оказыва-
ют влияние окружающие предметы, вызываю-
щие искажение поля между разрядниками и
вносящие погрешность в результаты измерений.
Поэтому разрядники следует устанавливать на
достаточном расстоянии от стен и проводящих
предметов. Для ограничения тока при пробое
разрядного промежутка последовательно с ним
включают органичительное сопротивление.
.Следует учитывать, что с помощью шаро-
вого разрядника измеряется амплитуда (а не
действующее напряжение). Погрешность изме-
рения не более 3 %.
Измерение Unv можно также осуществить
при помощи низковольтного вольтметра, вклю-
ченного в первичную обмотку испытательного
трансформатора 3 (см. рис. 29.44) или в спе-
циальную третью обмотку, наматываемую на
этот трансформатор. Вольтметр в этом случае
градуируют по шаровому разряднику или кило-
вольтметру, включенным в цепь высокого напря-
жения. Градуируя трансформатор с помощью
шарового разрядника, не следует использовать
промежутки выше 0,75 диаметра шара. Градуи-
ровку, как правило, производят с включенным
объектом испытаний, так как на коэффициент
трансформации может оказать влияние емкость
(при емкости образца более 1000 пФ), а в не-
которых случаях и сопротивление изоляции ис-
пытуемого образца. Коэффициент трансформа-
ции зависит также от напряжения, поэтому
градуировку следует выполнять на напряжени-
ях от минимального до значения, составляющего
90 % разрядного или пробивного напряжения.
Измерение U пр на постоянном токе. Для
испытаний используют основную схему (см.
рис. 29.44), но в цепь высокого напряжения в
этом случае включают дополнительно выпрями-
тельное устройство; конденсатор, включенный
параллельно, служит для сглаживания пульса-
ций напряжения. Хотя нормами допускается
пульсация, не превышающая 5 % амплитудного
отградуированным по шаровому разряднику,
включенному параллельно образцу.
Градуировку следует производить в уста-
новившемся режиме выпрямительной установ-
ки и при включенном образце. В остальном
требования к установкам для испытаний на по-
стоянном токе не отличаются от требований к
установкам переменного тока.
Измерение U пр при импульсном напряже-
нии. В некоторых случаях материалы и изде-
лия испытывают при воздействии импульсного
напряжения. Различают грозовые импульсы на-
пряжения и коммутационные импульсы. Формы
грозовых импульсов показаны на рис. 29.48.
Полный грозовой импульс имеет апериодичес-
кую форму (рис. 29.48,а). Участок OF называ-
ется фронтом импульса и характеризуется дли-
тельностью. Однако на практике установить
точно начало импульса и момент, когда напря-
жение достигает максимального значения (точ-
ка F), затруднительно. Поэтому длительность
фронта Тф определяют несколько иначе. На
кривой напряжения выделяют точки А и В, со-
ответствующие 0,3 и 0,9 максимального значе-
Рис. 29.47. Схемы выпрямления напряжения:
а — однополупериодная; б, е — с удвоением напря-
— - жевия
§ 29.7
Определение электрической прочности
393
Рис. 29.48. Грозовые импульсы напряжения:
а — полный; б — срезанный на фронте; в — срезанный
на спаде
ния напряжения. Через них проводят прямую
до пересечения с осью абцисс и прямой, соот-
ветствующей амплитуде импульса. Разность аб-
сцисс этих точек и принимают за Т$. Значение
Т$ в 1,67 раза больше интервала времени Т,
соответствующего точкам А и В. От точки
F начинается спад импульса, т. е. напряжение
уменьшается. Длительность импульса Та опре-
деляют как интервал времени между условным
началом импульса О> и моментом на спаде
импульса, когда напряжение снизится до поло-
вины максимального значения (точка D).
Грозовые импульсы, срезанные на фронте
и спаде, показаны на рис. 29.48, бив. Эти им-
пульсы, помимо указанных величин, характери-
зуются предразрядным временем и длительно-
стью среза. Предразрядное время Тс — время
от условного начала импульса О\ до момента
среза (точка С). Длительность среза Тс— вре-
мя, превышающее в 1,67 раза интервал времени
между моментами, когда напряжение на срезе
составляет 0,7 и 0,1 значения Uc в момент среза
(точки D и Е на рис. 29.48,6 и в).
Импульсы'могут иметь как положительную,
так и отрицательную полярности. Стандартный
полный грозовой импульс в соответствии с ре-
комендацией МЭК должен иметь следующие
параметры: длительность фронта 7’<j=(l,20±
±0,36) мкс, длительность импульса 7и=(50±
±10) мкс, допуск на максимальное значение им-
пульса— ±3 %. Такой импульс имеет обозначе-
ние 1,2/50, в числителе указано 7ф, а в знаме-
нателе — 7И. Стандартный срезанный грозовой
импульс представляет собой полный импульс,
у которого предразрядное время Тс составляет
2—5 мкс.
Рис. 29.49. Коммутационные импульсы:
а — апериодический;' б, в — колебательные
Для отдельных параметров импульсов до-
пускаются сравнительно большие отклонения:
для амплитудного значения —±3 %, для дли-
тельности фронта Тф— ± 30 %, для длительно-
сти импульса Та—±20 %, для наложенных
вблизи максимума колебаний напряжения —
+5 %.
Коммутационные импульсы напряжения мо-
гут быть апериодическими (рис. 29.49, а) или
колебательными (рис. 29.49,6 и в). Они харак-
теризуются временем подъема импульса Тв и
длительностью импульса Та- Стандартный апе-
риодический импульс имеет время подъема
7’п= (250+50) мкс, длительность импульса Та—
= (2500+500) мкс. При испытаниях коммута-
ционными импульсами за испытательное напря-
жение принимают максимальное значение на-
пряжения импульса. За значение 77пр принима-
ют максимальное значение напряжения импуль-
са, если пробой произошел на максимуме на-
пряжения или за ним, или напряжение в мо-
мент пробоя, если пробой произошел на фрон-
те импульса.
В качестве источников импульсов использу-
ют специальные генераторы импульсных напря-
жений (ГИН). Такой генератор состоит, как
правило, из генераторов синусоидального или
прямоугольного напряжения и формирующей
цепи, позволяющей получить импульс требуемой
формы. Формирующие цепи представляют со-
бой пассивную RC- или 7?£-цепь большей или
меньшей сложности, широко используются диф-
ференцирующие и интегрирующие цепи.
На рис. 29.50 показана схема установки
для генерирования апериодического коммута-
ционного импульса. Импульсы с выхода ГИН
через шаровой разрядник Р подаются на интег-
рирующую цепь, состоящую из fa и последо-
вательно включенных С[ и С%. Для получения
апериодического импульса требуется выполнить
394
Методы испытаний электроизоляционных материалов
Разд. 29
Р *г
Рис. 29.50. Схема
генерирования
апериодического
коммутационного
импульса
Рис. 29.52. Принципиальная схема испытатель-
ной установки типа АИИ-70
Рис. 29.51. Схема генерирования колебатель-
ного коммутационного импульса
условия:
R»
1>4ТП-----
Сг +
О ^2
С1 + ^2
^г + «2«-гТп
О
1
С1 ^2 ,
Ci Сг
где Со — емкость испытуемого образца.
Конденсаторы Ci и С2, помимо того что
являются частью интегрирующей цепи, пред-
ставляют собой емкостный делитель, напряже-
ние с выхода которого подается на осциллограф
для контроля формы импульса. Резистор Rz
служит для разряда емкостей после пробоя.
Окончательный подбор параметров цепи вы-
полняется на основании осциллограмм напря-
жения, снимаемых в процессе настройки гене-
ратора с подключенным образцом.
Другая схема, предназначенная для полу-
чения колебательного импульса, показана на
рис. 29.51. Основу этой установки составляют
включенные встречно колебательные контуры
LiCi и £2С2 и трансформатор Т. Принцип рабо-
ты установки следующий. Предварительно кон-
денсаторы Ci н С2 заряжаются до одинакового
напряжения. После замыкания ключа К начи-
нается разряд конденсаторов через индуктив-
ности Ц и £2. Собственные частоты колеба-
тельных контуров LjC, и L2C2 выбираются су-
щественно различными и на первичную обмотку
повышающего трансформатора Т подается им-
пульс колебательного затухающего напряжения,
плавно нарастающий с нуля. Соответственно
на высоковольтной обмотке- трансформатора
будет затухающий импульс колебательного на-
пряжения; Ст — емкость вторичной обмотки
трансформатора, Сз— С4 — емкостный делитель
напряжения.
Установки для измерения Спр. Измерение
[7пр образцов жидких и твердых материалов
может выполняться с помощью установок, вы-
пускаемых серийно.
Аппарат для испытания изоляции типа
АИИ-70 предназначен для определения Uvv ма-
териалов и испытания изоляции кабелей. Наи-
большее напряжение при испытаниях на пе-
ременном токе составляет 50 кВ, на постоянном
токе 70 кВ, мощность высоковольтного транс-
форматора 2 кВ-А.
Напряжение от сети через блокировочные
контакты и предохранители подводится к регу-
лировочному автотрансформатору Т1, служа-
щему для плавного изменения напряжения, и
к трансформатору накала кенотрона Т2 (рис.
29.52). Включение высокого напряжения осу-
ществляется нажатием кнопки S1 автоматичес-
кого выключателя, имеющего три обмотки; две
из них соединены последовательно .(причем од-
на шунтируется переключателем защиты S2).
Разомкнутое положение этого переключателя
соответствует «чувствительной» защите; авто-
мат срабатывает при пробое на стороне пере-
менного тока и остается включенным, если ток
в цепи выпрямленного напряжения не превос-
ходит 5 мА. Когда переключатель S2 замкнут,
осуществляется «грубая» защита: автомат не
срабатывает при коротком замыкании на вы-
сокой стороне и остается включенным, если
мощность на стороне высокого напряжения при
50 кВ не превосходит 2 кВ-А; такой режим
должен длиться не более 1 мин. Измерение на-
пряжения на образце производится вольтмет-
ром kV класса 1,5 на стороне низкого напря-
жения, проградуированным в киловольтах.
Конденсаторы С служат для защиты от пере-
напряжений первичной обмотки. При синусои-
дальной форме кривой питающего напряжения
вторичное напряжение высоковольтного транс-
форматора в режиме холостого хода не отли-
чается от синусоидального более чем на 5 %.
Резистор R служит для защиты трансформа-
тора и кенотрона от перегрузки при пробое, об-
разца. В установке имеется сосуд с электрода-
ми для стандартного испытания жидких мате-
риалов. Испытания .на постоянном токе произ-
водят при помощи схемы однополупериодного
выпрямления, для получения которой использу-
ется кенотрон Л; на образец подается постоян-
ное напряжение отрицательной полярности. Ес-
ли необходимо измерять ток утечки, то для
этой цели используют микроамперметр в анод-
ной цепи. Защита микроамперметра от пере-
грузок осуществляется при помощи разрядника
Р, шунтирующего конденсатор, и сопротивле-
§ 29.7
Определение электрической прочности
395
ния. Микроамперметр имеет несколько пределов
измерения.
Аппарат снабжен пультом управления за-
щитным ограждением и заземляющей штангой
для снятия заряда с испытуемого образца и за-
земления вывода высокого напряжения. По-
грешность при измерении испытательного на-
пряжения не превосходит ±2 %.
Испытания с помощью данного аппарата
могут производиться при следующих трех ре-
жимах.
1. Кратковременное испытание выпрямлен-
ным напряжением до 70 кВ при длительности
не более 10 мии с интервалами 3 мин.
2. Продолжительное испытание выпрямлен-
ным напряжением длительностью до 8 ч.
3. Кратковременное испытание переменным
напряжением до 50 кВ при длительности не бо-
лее 1 мин с интервалами 5 мин.
Для испытаний электроизоляционных ма-
сел и других жидких диэлектриков на электри-
ческую прочность предназначена установка ти-
па АИМ-80. Эта установка позволяет получить
в условиях лаборатории действующее значение
напряжения переменного тока промышленной
частоты до 80 кВ. Мощность установки 0,5
кВ-А, объем испытательного сосуда 400 см5.
Аппарат для испытания изоляции типа
SIP-010 (ГДР) позволяет выполнять испыта-
ния постоянным, переменным и импульсными
напряжениями. Схема аппарата приведена на
рис. 29.53. Напряжение от сети через регулиру-
емый автотрансформатор Т1 подается на повы-
шающий травнсформатор Т4 и далее либо непо-
средственно на выход переменного напряжения,
либо через выпрямитель с удвоением напряже-
ния (VD1, VD2, Cl, С2) на выход постоянного
напряжения. Измерение выходного напряжения
осуществляется при помощи резистивных дели-
телей цифровым вольтметром kV. Для получения
импульсных напряжений служат трансформа-
торы Т2 и ТЗ и схема запуска, управляемая от
генератора G или внешним импульсом. Для из-
мерения импульсных напряжений в приборе
имеется пиковый киловольтметр. В аппарате
предусмотрены автоматическое отключение на-
пряжения при пробое и световая и звуковая
сигнализация. Аппарат позволяет получать сле-
дующие значения напряжения: переменного от
0,5 до 5 кВ, постоянного от 2 до 10 кВ, им-
Рис. 29.53. Принципиальная схема аппарата
типа SIP-010
пульсного от 1 до 10 кВ. Форма импульса —
стандартная 1,2/50, максимальная энергия им-
пульса 50 Дж, максимальная частота следова
ния импульсов 30 импульсов/мин. Габаритные
размеры 541X394X299 мм, масса 33 кг. Все
органы управления аппаратом расположены на
передней панели, там же расположены цифро-
вой вольтметр для измерения переменного и
постоянного напряжений и амплитудный вольт-
метр для измерения импульсного напряжения.
Проведение испытаний и обработка на-
блюдений. Определение электрической проч-
ности твердых диэлектриков производят при
плавном или ступенчатом подъеме напряжения,
В обоих случаях первоначально определяют 1/лр
при плавном повышении напряжения. Скорость
плавного повышения напряжения должна быть
такой, чтобы пробой происходил через 10—20 с
после начала подъема.
Если испытания производят при ступенча-
том повышении напряжения, то вначале уста
навливают напряжение близким к 40 % значе-
ния 17пр, найденного ранее при плавном повы-
шении напряжения. После этого напряжение
повышают ступенями,, выдерживая на каждой
0,50 1,0 2,0 5,0 10 20 50 НО
0,55 1,1 2,2 5,5 11 22 55 120
0,60 1,2 2,4 6,0 12 24 60 130
0,65 1,3 2,6 6,5 13 26 65 140
0,70 1,4 2,8 7,0 14 28 70 150
0,75 1,5 3,0 7,5 15 30 75 160
0,80 1,6 3,2 8,0 16 32 80 170
0,85 1,7 3,4 8,5 17 34 85 180
0,90 1,8 4,6 9,0 18 36 90 190
0,95 1,9 3,8 9,5 19 38 95 200
4,0 40
4,2 42
4,4 44
4,6 46
4,8 48
ступени напряжение в течение 20 с. Время , пе-
рехода со ступени на ступень должно быть 1—
2 с. Это время добавляется к продолжительно-
сти испытания при большем напряжении. Если
пробой происходит при переходе на новую сту-
пень, то за пробивное принимают напряжение
предыдущей ступени. Пробой должен происхо-
дить не ранее чем через 2 мин после начала ис-
пытаний, в противном случае целесообразно по-
низить значение исходного напряжения.
Возможен и иной способ ступенчатого
подъема напряжения.' При этом напряжение
повышают ступенями от 50 % предполагаемого
t/пр с выдержкой на каждой ступени 1 мин
Испытательное напряжение на каждой следую-
щей ступени должно повышаться на 10 % от
напряжения первой ступени. Продолжитель-
ность перехода со ступени на ступень не дол-
жна превышать 10 с. При испытаниях на пере-
менном напряжении за t/np принимают дейст-
вующее значение.
Количество образцов зависит от свойств
материала восстанавливать свои характеристи-
ки в процессе испытаний и должно указывать-
ся в стандартах или технических условиях на
материал. По этому признаку все диэлектричес-
кие материалы можно разделить на три типа:
материалы, полностью восстанавливающие свои
свойства — для таких материалов весь цикл ис-
396
Методы испытаний электроизоляционных материалов
Разд. 29
пытаний может проводиться на одном образце;
материалы, у которых один образец может ис-
пытываться до тех пор, пока не произойдет
пробой; материалы, изменяющие свои свойства
при однократном приложении напряжения и
требующие большого числа образцов для ис-
пытаний. В любом случае число пробоев долж-
но быть не менее 5, а в случае испытания уз-
ких и ленточных материалов электродами диа-
метром 6 мм, количество пробоев должно быть
не менее 10. При большой дисперсии результа-
тов отдельных наблюдений (отдельные резуль-
таты отличаются от среднего арифметического
значения более чем на 15 %) число пробоев
увеличивается вдвое.
В случае возникновения поверхностных
разрядов пи испытаниях твердых диэлектриков
в воздухе допускается производить испытания
в трансформаторном масле или другой электро-
изоляционной жидкости, не влияющей иа свой-
ства испытуемого материала.
Жидкие электроизоляционные материалы ис-
пытывают в ячейках (см. рис. 29.43). Перед ис-
пытаниями ячейку следует тщательно промыть,
удалив остатки ранее испытывавшихся мате-
риалов. Рекомендуемые для промывки раство-
рители указаны в табл. 29.33.
Таблица 29.33. Промывочные жидкости
Испытуемая жидкость Промывочная жидкость
I и
Нефтяные изоля- ционные масла Керосин Петролейиый эфир
Хлорированные или фторированные углеводороды; кремнийорганичес- кие жидкости Толуол Трихлорбен- зол или ацетон
Касторовое мас- ло Ацетон —.
Если электроды в процессе эксплуатации по-
темнели, их перед испытаниями следует демон-
тировать, отполировать замшей, промыть и
вновь смонтировать. Чистую и сухую ячейку
ополаскивают испытуемой жидкостью. После
промывки сосуда нельзя прикасаться ни к
электродам, ни к внутренней поверхности со-
суда. До испытаний на пробой жидкость долж-
на быть проверена на наличие воды, осадка,
металлических частиц и других примесей. Нали-
чие воды недопустимо при испытаниях на про-
бой. Пробивное напряжение электроизоляцион-
ных жидкостей существенно зависит от нали-
чия примесей. Поэтому перед отбором пробы
жидкость следует тщательно медленно переме-
шивать, чтобы примеси равномерно распреде-
лялись в ней. Быстрое перемешивание ведет к
появлению в жидкости пузырьков воздуха, ис-
кажающих результаты испытаний. Ячейку мед-
ленно заполняют испытуемой жидкостью, при
появлении пузырьков воздуха их удаляют путем
медленного перемешивания стеклянной палоч-
кой. Температура жидкости должна быть в пре-
делах 15—35 °C и не отличаться от температу-
ры помещения. Через 10 мин после заполнения
ячейки на электроды подают напряжение, плав-
но увеличивают его до пробоя, регистрируя
значение пробивного напряжения.
Пробивное напряжение определяют не ме-
нее 6 раз.
Для жидкостей с кинематической вязкостью
менее 5-10~5 м2/с (50 сСт) все измерения про-
изводят в одной порции, т. е. при одном запол-
нении ячейки. После каждого пробоя стеклянной
трубкой из зазора между электродами удаляют
частицы сажи. При этом в испытуемой жид-
кости могут появиться пузырьки воздуха. По-
вышение напряжения при последующем испы-
тании можно начать не ранее чем через 1 мин
после исчезновения случайно образовавшихся
пузырьков воздуха. Повторный пробой начина-
ют не менее чем через 5 мин после предыдущего.
В жидкостях с вязкостью более 5-10—5 м2/с
удаление твердых продуктов разложения из
межэлектродного пространства затруднено, по-
этому каждый последующий пробой осущест-
вляется в отдельной порции жидкости, взятой
из одной и той же пробы. Сосуд в этом случае
заполняют материалом, нагретым до легко те-
кучего состояния (но не выше 40°C), затем
жидкость охлаждают до температуры окружа-
ющей среды или температуры испытаний, ука-
занной в стандарте.
При испытаниях твердых материалов по
результатам наблюдений рассчитывают значе-
ния электрической прочности £ПР, кВ/мм:
£пр -
где Ui—пробивное напряжение. кВ; t—сред-
няя арифметическая толщина образца в месте
расположения электродов, мм; п — количество
измерений.
В случае определения электрической проч-
ности на образцах, показанных .на рис. 29.38, д,
в расчетную формулу вводят коэффициент а,
указываемый в стандарте на материал. Разброс
отдельных наблюдений характеризуют средним
квадратическим отклонением
5 = ]/Г2Д2/(«- 1),
где
При испытаниях жидких материалов рас-
считывают среднее арифметическое значение
пробивного напряжения £'пр; среднее квадра-
тическое отклонение результата измерения
и коэффициент вариации
_ о„-100
£пГ
Если полученное значение Е>20 °/о, то,
производят еще шесть определений 17пр и рас-
считывают С7Пр, о, V по результатам 12 на-
блюдений. Если и в этом случае получают
У>20 %, то качество диэлектрика считают
неудовлетворительным.
.§ 29.8 Определение стойкости материалов к внешним электрическим воздействиям 397
29.8. ОПРЕДЕЛЕНИЕ СТОЙКОСТИ
МАТЕРИАЛОВ К ВНЕШНИМ
ЭЛЕКТРИЧЕСКИМ ВОЗДЕЙСТВИЯМ
Определение дугостойкости электроизоля-
ционных материалов. Под дугостойкостью по-
нимают способность диэлектрика выдерживать
воздействие электрической дуги без недопу-
стимого ухудшения его свойств. Различают
стойкость электроизоляционных материалов к
действию электрической дуги при высоком
(свыше 1000 В) переменном напряжении и ма-
лых токах и при воздействии дуги, создавае-
мой постоянным напряжением до 1000 В. Ха-
рактеристикой дугостойкости при испытаниях
переменным напряжением служит время воз-
действия дуги до наступления пробоя. При ис-
пытаниях действием дуги постоянного напря-
жения материалы разделяются на классы в
зависимости от реакции на воздействие дуги.
Существующие методы испытаний позволяют
лишь сравнивать дугостойкость различных ма-
териалов; они не дают возможности распро-
странить результаты испытаний, проводимых
в условиях чистых и сухих лабораторий, на
рабочие условия применения материалов, где
влияние окружающей среды, грязи, влаги мо-
жет существенно изменить дугостойкость ма-
териала. Выбор того или иного метода испы-
таний зависит от особенностей испытуемого
материала, его назначения и устанавливается
стандартом или техническими условйями на
материал или изделие.
Определение стойкости к воздействию
электрической дуги напряжения переменного
тока. Стойкость электроизоляционного мате-
риала к воздействию электрической дуги пе-
ременного напряжения определяют в условиях
воздействия дуги, создаваемой малым током
высокого напряжения (1000 В) промышленной
частоты (ГОСТ 10345.1-78). Для этого два
электрода, к которым приложено переменное
напряжение, располагают достаточно близко
к поверхности испытуемого образца. Возни-
кающая между электродами дуга воздейству-
ет, на электроизоляционный материал и вызы-
вает образование в поверхностном слое мате-
риала токопроводящей перемычки между
электродами.. Сопротивление этой перемычки
меньше, чем сопротивление воздушного проме-
жутка между электродами, вследствие этого
последний шунтируется низким сопротивлени-
ем перемычки и дуга гаснет. Таким образом,
момент появления перемычки фиксируется по
погасанию дуги. Параметрами дугостойкости
в этом случае являются ток /д дуги и время
I,,, необходимое для образования проводящей
перемычки иа образце между стандартными
электродами.
Для испытаний используют плоские об-
разцы произвольной формы толщиной не ме-
нее 3 мм. Площадь образца должна позволять
располагать электроды на расстоянии не ме-
нее 8 мм от края образца. Если на одном об-
разце производят несколько испытаний, то рас-
стояние между отдельными зонами испытаний
должно быть не менее 15 мм. Поверхность
образца должна быть чистой; пыль, влага, от-
печатки пальцев могут исказить результаты
испытаний. Недопустимо наличие на образце
вмятин, трещин, заусенцев, царапин, видимых
невооруженным глазом.
При изготовлении образцов следует выби-
рать такой вид механической обработки, ко-
торый не изменяет свойств материала. При
испытаниях изделий сложной формы дуга
должна быть приложена в месте, которое счи-
тается наиболее ответственным при работе из-
делия. Перед испытаниями образцы подверга-
ют нормализации и кондиционированию в
соответствии с указаниями нормативно-техни-
ческой документации. Если последняя не со-
держит специальных указаний, то ограничива-
ются нормализацией образцов при температу-
ре (55 ±2) °C и относительной влажности воз-
духа не менее 20 % в течение 24 ч.
Для каждой марки материала для изделия
производят десять испытаний, при этом число
образцов должно быть ие менее трех. Испы-
тания проводят в условиях комнатной среды
(температура 15—35 °C, относительная влаж-
ность воздуха 45—75 %).
Схема расположения электродов 1 на об-
разце 2 показана на рис. 29.54. Применяют
электроды, изготовленные из вольфрама, со-
держащего 1,5—2,0 % окиси тория. Диаметр
электродов (2,5±0,1) мм. Концы электродов
срезают по плоскости под углом 30° относи-
тельно оси и наждачной бумагой удаляют ше-
роховатости и заусенцы. Во время работы
электроды обгорают, поэтому в процессе испы-
таний необходимо следить за состоянием того
края электродов, от которого начинается ду-
га, и при появлении на нем заусенцев, шеро-
ховатостей, закруглений заново затачивать
электроды. Некоторые материалы при испыта-
ниях плавятся или из них выделяются ве-
щества, которые прилипают к поверхности
электродов. В этом случае электроды очища-
ют наждачной бумагой.
Испытательная установка состоит из дер-
жателя для образца с электродами и источ-
ника высокого напряжения. Держатель (рис.
29.55) позволяет создавать требуемый угол
наклона электродов 4 и перемещать их вдоль
оси. Испытуемый образец 3 располагается на
Рис. 29.54. Схема расположения
электродов на образце
Рис. 29,55. Держатель для
образца с электродами
398
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.56. Схема источника высокого напря-
жения переменного тока
специальной подставке 2, которая при помо-
щи микрометрического винта 1 может переме-
щаться в вертикальном направлении. Регули-
руя положение образца, обеспечивают тре-
буемую силу прижатия электродов к образцу
(0,5 ±0,05) Н, при этом образец не должен
деформироваться.
Источник высокого напряжения (рис.
29.56) должен позволять создавать на элек-
тродах напряжение 12,5 кВ при токе между
электродами от 10 до 100 мА. Требуемое на-
пряжение получается на вторичной обмотке
трансформатора Т2. Средняя точка вторичной
обмотки заземлена, однако возможно исполь-
зование трансформаторов с незаземленной
средней точкой; в этом случае заземляется
один из электродов. Для измерения напряже-
ния на электродах служит электростатический
киловольтметр V2 (например, типа С196). Ток
дуги измеряется миллиамперметром А. По-
грешность измерения тока и напряжения
должна быть не более 2 %. Напряжение и ток
первичной обмотки трансформатора Т2 регу-
лируют при помощи автотрансформатора Т1
и резисторов Rt—Rn. Последние включаются
в определенной последовательности при помо-
щи специального коммутирующего устройства
S и позволяют получить требуемые значения
тока дуги при неизменном напряжении. Ниже
приведены режимы работы испытательной
установки.
ния измеряют секундомером с погрешностью
не более 1 с.
Поле, в котором происходит горение ду-
ги, должно быть ограждено прозрачным экра-
ном, обеспечивающим безопасность работы
оператора и защищающим дугу от влияния
сквозняков, которые могут вызвать отклонение
дуги. Следует также предусмотреть вытяжную
вентиляцию для удаления продуктов горения.
Перед проведением испытаний производят
подготовку установки. Для этого на установку
при отсоединенных электродах подают напря-
жение, замыкают контакт Xi и с помощью
автотрансформатора Т1 в разомкнутой вто-
ричной цепи трансформатора Т2 устанавлива-
ют напряжение 12,5 кВ. По вольтметру VI
определяют соответствующее напряжение, после
чего отключают установку. Электроды устанав-
ливают на специальную керамическую подстав-
ку и вновь включают установку в цепь. При-
замкнутом контакте Kj устанавливают рези-
стором Ri ток дуги 10 мА, затем замыкают
контакт и при помощи резистора Ri уста-
навливают ток дуги, равный 20 мА. Аналогич-
но при помощи резисторов R$ — R1(J устанавли-
вают токи остальных ступеней,, после чего
установка выключается. Значение напряжения
при этом поддерживается неизменным.
Испытания проводят следующим образом.
Испытуемый образец устанавливается на под-
ставку и подводится вплотную к электродам.
На установку подается напряжение и одно-
временно включается коммутационное устрой-
ство и система управления контактами. Ре-
жимы горения дуги изменяют ступенями, про-
должительность выдержки на каждой
ступени 60 с. Первые три ступени характери-
зуются прерывистым горением дуги: дуга
включается на 0,25 с с интервалами 1,75 с
иа первой ступени, 0,75 с — на второй и
0,25 с — на третьей ступени. Начиная с чет-
вертой ступени характер горения дуги непре-
рывный, а ток дуги увеличивается на 10 мА
на каждой ступени.
Испытания прекращают в момент образо-
вания в материале токопроводящей перемычки.
Последняя обнаруживается по характерному
свечению поверхности образца под электрода-
ми. Это свечение может быть в виде линии
Характер горения
дуги
Номер ступени .
Ток, дуги, мА .
Прерывистый
Непрерывный
.1 2 3 4 5 6 7 8 9 10 11 12 13
. 10 10 10 10 20 30 40 50 60 70 80 90 100
При горении дуги возникают высокоча-
стотные колебания, создающие помехи радио-
приемным устройством. Для подавления этих
колебаний служит фильтр, состоящий из рези-
стора R11 с сопротивлением (15±1,5) кОм и
катушки индуктивности £= (1,35 ±0,15) Гн.
Катушку выполняют в виде нескольких (8—
10) катушек, намотанных проводом в эмале-
вой или хлопчатобумажной изоляции на не-
металлических каркасах диаметром 12—15 мм.
Также с пелыо предотвращения помех мощ-
ность источника питания всей установки долж-
на не менее чем в 10 раз превышать мощность,
потребляемую установкой. Установку обору-
дуют устройством для измерения времени го-
рения дуги, а при его отсутствии время горе-
или ряда точек. Появление перемычки и ис-
чезновение дуги может быть обнаружено так-
же по показаниям миллиамперметра. Если ма-
териал плавится под воздействием дуги или
воспламеняется, испытания прекращают.
За результат отдельного испытания при-
нимают суммарное время в секундах от на-
чала испытания до момента образования токо-
проводящей перемычки. За окончательный ре-
зультат определения стойкости материала к дей-
ствию дуги переменного напряжения прииима;
ют два значения: среднее арифметическое ре-
зультатов десяти испытаний образцов и мини-
мальное значение. Если минимальное значение
отличается от среднего арифметического более
чем на 20 %, то проводится еще 10 наблюдений
§ 29.8 Определение стойкости материалов к внешним электрическим воздействиям
399
и. за окончательный результат принимают сред-
нее арифметическое и минимальное значение
из 20 наблюдений. Для материалов, у которых
токопроводящая перемычка не образуется, а
происходит плавление или воспламенение, оп-
ределяется глубина плавления или эрозии и
время от начала испытаний до момента пре-
кращения.
Определение стойкости к действию элек-
трической дуги напряжения постоянного тока.
Стойкость материалов к воздействию электри-
ческой дуги постоянного напряжения принято
характеризовать качественно. Испытания
(ГОСТ 10345.2-78) производят, воздействуя
на образец электрической дугой постоянного
тока при напряжении между электродами
220 В. В испытуемом материале при этом мо-
гут возникать токопроводящие перемычки, ко-
торые после охлаждения образца сохраняются
или исчезают, некоторые материалы плавятся,
обугливаются, растрескиваются, горят. В за-
висимости от последствий воздействия дуги на
материал последний относят к одному из ше-
сти классов.
Форма, размеры, число образцов для ис-
пытаний должны указываться в нормативно-
технической документации (НТД) на матери-
ал. Если такие указания отсутствуют, приме-
няют плоские образцы толщиной 12 мм квад-
ратной или круглой формы. Диаметр круга
или сторона квадрата должны быть не менее
80 мм. При толщине испытуемого материала
менее 12 мм допускается складывать несколь-
ко образцов плотной стопкой до получения
требуемой толщины. Для анизотропных мате-
риалов в НТД должна быть указана ориен-
тация образца по отношению к плоскости рас-
положения осей электродов, там же указыва-
ется способ обработки материала.
Образец материала ие должен иметь тре-
щин, сколов, вмятин и тому подобных дефек-
тов. Поверхность образца в зоне испытания
должна быть чистой.
Условия нормализации, кондиционирова-
ния и испытаний указываются в НТД на ма-
териал. Если последняя не содержит специ-
альных указаний, то образцы нормализуются
в воздушной среде при температуре (55 ±2) °C
и относительной влажности менее 20 % в те-
чение 24 ч. Испытания проводятся в условиях
комнатной среды (температура 15—35 °C, от-
носительная влажность воздуха 45—75 %).
Испытаниям подвергают десять образцов.
Электрическая дуга возбуждается между
угольными неомедненными круглыми свароч-
ными электродами марки СК-8 диаметром
8 мм. Концы электродов затачивают на конус
с углом при вершине (60 ±5) °, вершины ко-
нусов должны быть закруглены до радиуса
0,4—0,6 мм. Схема расположения электродов
] по отношению к образцу 2 показана на рис.
29.57. Каждый из электродов должен прижи-
маться к образцу с силой от 0,1 до 1 Н, при
этом образец не должен деформироваться.
В процессе испытаний нужно следить за чи-
стотой и формой электродов и при необходи-
мости очищать их мелкой наждачной бумагой
от- продуктов плавления и затачивать.
Установка для испытаний снабжена син-
хронным электродвигателем, позволяющим в
процессе испытаний раздвигать электроды
Рис. 29.57. Схема расположения электродов
по отношению к образцу
Рис. 29.58. Схема вклю-
чения электродов
вдоль неподвижного образца со скоростью
1 мм/с. Расстояние между электродами фик-
сируется по шкале. Для удаления образую-
щихся газообразных продуктов горения уста-
новку оборудуют отсасывающей вентиляцией.
Для создания электрической дуги (рис.
29.58) может быть применен любой источник
постоянного тока, позволяющий получить на-
пряжение (220 ±5) В, амплитуда пульсаций
переменной составляющей не должна превы-
шать 5 %. Напряжение дуги контролируют
вольтметром V с погрешностью измерения не
более 2 %. Погрешность измерения тока мил-
лиамперметром А не нормируется, поэтому мо-
жет быть использован индикатор. Для огра-
ничения тока служит резистор R с сопротив-
лением (20,0 ±0,2) Ом.
Испытуемый образец устанавливают го-
ризонтально плоской поверхностью к электро-
дам. В начальный момент электроды должны
касаться друг друга и быть плотно прижаты
к образцу. На электроды подают напряжение
и одновременно начинают раздвигать их, при
этом между электродами возникает электри-
ческая дуга. Когда расстояние между электро-
дами достигнет 20 мм, прекращают раздви-
жение электродов и выключают напряжение.
Испытания прекращают раньше, если вследст-
вие образования в материале токопроводящей
перемычки дуга гаснет. Через 1 мин, не меняя
положения электродов, на них вновь подают
на 1—3 с напряжение, чтобы определить на-
личие или отсутствие токопроводящей пере-
мычки.
По результатам испытаний материал от-
носят к одному из шести классов. Критерии
отнесения материалов к тому или иному клас-
су приведены в табл. 29.34.
Определение характеристик короностойко-
ети. Короностойкостью диэлектрика называют
его способность выдерживать воздействие ко-
ронного разряда без недопустимого ухудшения
свойств. Корона существует в частях обору-
дования, где имеется высокая напряженность
электрического поля. Она может развиваться
со временем вследствие износа электродов и
400
Методы испытаний электроизоляционных материалов
Разд. 2'9
Таблица 29.34. Классы стойкости материалов к действию электрической дуги
постоянного напряжения до 1000 В
Класс Горение дуги при расстоя- нии между электродами менее или 20 мм Токопроводящая перемычка в испытуемом материале Процесс, протекающий в испытуемом материале
во время горения дуги после охлажде- ния образца
L1 Не прекращается Образуется Сохраняется Обугливается и горит
L2 Прекращается » Не сохраняется Растрескивается
L3 Не прекращается » То же Деструкция не наблюдается
L4 Прекращается Не образуется — Плавится и испаряется
L5 Не прекращается То же — Деструкция не наблюдается
L6 Прекращается » » — То же ,
старения изоляции. Корона ограничена отно-
сительно узкой областью, прилегающей к
электроду. Под воздействием короны и обра-
зующихся под ее влиянием химических сое-
динений происходит эрозия изоляционного ма-
териала, которая может достигать такой сте-
пени, что оставшаяся изоляция не выдержи-
вает приложенного напряжения и происходит
пробой. Возможно также изменение физиче-
ских свойств материала под действием короны:
материал изменяет размеры, становится хруп-
ким, трескается, выделяет газы.
Параметрами, используемыми для сравни-
тельной оценки материалов в условиях коро-
ны, служат: начальное напряжение короны
Uа — минимальное напряжение, при котором
наблюдается или регистрируется корона; кри-
тическое напряжение короны [7кор — напря-
жение, при котором процесс заканчивается
пробоем образца через определенное для дан-
ных условий испытаний время А:оР; время
Atop — время от начала воздействия короны до
момента пробоя. Указанные параметры явля-
ются условными и могут использоваться лишь
с учетом условий испытаний, их методики, раз-
меров и формы образцов, электродов и т. п.
Материалы могут классифицироваться в за-
висимости от характеристики t7Kop (Atop) или
£кор (Atop), где £м1р— напряженность поля.
Эта зависимость может быть описана уравне-
нием вида £,кор=£' — mlgAtop, где Е—электри-
ческая прочность диэлектрика при плавном
подъеме напряжения. Коэффициент m также
характеризует короностойкость. Сущность мето-
да испытаний заключается в том, что к образ-
цу прикладывают напряжение, достаточное
для возникновения короны, и выдерживают
его до пробоя образца. Принципиальная схе-
Рис. 29.59. Принципиальная схема установки
для определения короностойкости:
1 — верхние электроды; 2 — образец; 3 — нижний
электрод
ма установки (рис. 29.59) аналогична схеме
установки для определения электрической
прочности. Для получения лучшей воспроизво-
димости результатов используют несколько
(до 16) верхних электродов. Верхние электро-
ды представляют собой цилиндры диаметром
10 мм с закругленными краями, их оси долж-
ны находиться на расстоянии 50 мм друг от
друга. Нижний электрод представляет собой
пластину, края которой должны не менее чем
на 15 мм выступать за пределы расположения
верхних электродов. Электроды выполняют из
нержавеющей стали.
Испытуемые образцы должны иметь тол-
щину не более 1,5 мм. При более толстых об-
разцах их толщину уменьшают до указанного
значения путем стачивания с одной стороны,
причем несточенную поверхность помещают со
стороны малых электродов. Размеры образца
должны исключать возможность перекрытия.
Для построения характеристики следует
снять ряд точек при разных значениях ЕКоР.
Испытания начинают с наибольшего значения
[7кор и затем уменьшают его до значения, не-
сколько превышающего Ua- При каждом зна-
чении U испытывается 10 образцов и берется
среднее значение /кор. По результатам испы-
таний строят график Дкор (IgAtop), на основа-
нии которого определяют коэффициент т.
Определение характеристик трекингостой-
кости. Повреждение поверхности твердого ди-
электрика вследствие поверхностного пробоя,
вызывающее образование проводящих следов,
называют трекингом диэлектрика, а способ-
ность диэлектрика выдерживать воздействие
поверхностных пробоев без трекинга — трекин-
гостойкостью. Трекинг возникает при наличии
загрязнений на поверхности материала (пыль,
растворенные соли и т. п.) и влажной атмо-
сфере. В этом случае пленка влаги с раство-
ренными в ней солями имеет высокую электри-
ческую проводимость. Возникающий под
воздействием напряжения ток утечки распре-
деляется неравномерно, вследствие чего пленка
влаги в отдельных местах испаряется, проис-
ходит разрыв проводящей пленки и возник-
новение мощной искры. Эти искры возникают
в разных местах, вызывая образование в ма-
териале проводящих каналов — треков.
Методы испытаний на трекингостойкость
можно разделить на три группы: I — при на-
пряжении до 1 кВ; II — при напряжении 1 —
5 кВ; III — при напряжении 20 кВ. В зависи-
§ 29.8 Определение стойкости материалов к внешним электрическим воздействиям
401
Рис. 29.60. Расположение электродов (а), устройство (б) и электриче-
ская схема (в) установки для испытаний на трекингостойкость мете»
дем каплепадеиия
мости от метода испытаний вводятся различ-
ные характеристики трекингостойкости.
Метод каплепадеиия, применяемый при на-
пряжении до 1000 В, заключается в опреде-
лении напряжения /7ТР, прн котором ток
между электродами, установленными на по-
верхности образца, после падения определен-
ного числа капель электролита достигает за-
данного значения. Для испытаний применяют
ножевидные электроды из нержавеющей стали,
латуни, а иногда платнноиридия, установлен-
ные на поверхности образца. Схема располо-
жения электродов и их размеры показаны на
рис. 29.60, а. Образец 1 испытуемого материа-
ла должен иметь плоскую, гладкую поверх-
ность с площадью не менее 15X15 мм. С по-
мощью капельницы 2 (диаметр отверстия
1 мм) в пространство между электродами 3
на поверхность образца с интервалом в (30±
±5) с подают по капле электролит. Обычно
используют 0,1 %-ный раствор хлористого ам-
мония (NH4C1) в дистиллированной воде. При
каждом падении в цепи появляется импульс
тока, который может быть использован для
регистрации числа капель. Как только ток
между электродами достигает заданного зна-
чения /Тр, реле Р (рис. 29.60, в) отключает
напряжение. Значение /тр устанваливается в
диапазоне 0,1—1 А. Время /тр (или число ка-
пель), необходимое для достижения заданного
тока /Тр при заданном значении UTp, является
характеристикой трекингостойкости.
26—560
Возможна и другая разновидность этого
метода, при которой ступенями повышают
приложенное напряжение /7ТР и на каждой
ступени находят значение тока /тр после по-
дачи 50 капель. Ступень напряжения, на ко-
торой «50-капельный» ток достигает заданного
значения /Тр=1 А, определяет значение на-
пряжения трекинга /7тр. В зависимости от на-
пряжения /7тр устанавливают пять классов
тр екингостойкости:
Класс I II III IV V
t/yp, В . . Свыше 380—500 ЗОС—380 175—300 До 175
При испытаниях методом каплепадеиия
наблюдается большое рассеивание результатов
наблюдений, поэтому на каждой ступени на-
пряжения следует проводить не менее 25 ис-
пытаний.
Метод стекающей пленки жидкости (на-
клонной плоскости) применяют для испыта-
ний при напряжениях 1,5—5 кВ. При этом ме-
тоде, так же как и в предыдущем, характери-
стикой трекингостойкости служит напряжение
t/Tp или время /Тр образования проводящего
мостика (трека) между электродами. Образец
представляет собой пластину размером 130Х
Х50 мм. Если различные поверхности материа-
ла имеют неодинаковые свойства, то следует
изготовить несколько образцов и каждую сто-
рону подвергнуть испытанию. Поверхность об-
402
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.61. Схема установки для испытаний
на трекингостойкость методом стекающей
пленки жидкости:
I — сосуд с электролитом; 2 — верхний электрод; 3 —•
фильтровальная бумага; 4 — образец; S — нижннй
электрод
разца очищают растворителем, не влияющим
на его свойства, и промывают дистиллирован-
ной водой. На поверхности образца не должно
быть царапин и выбоин. На образец наклады-
вают два полосковых электрода из нержавею-
щей стали, поверхность под нижним электро-
дом покрывают проводящей краской, а под
верхний электрод подкладывают несколько
слоев фильтровальной бумаги. Расстояние
между электродами 50 мм. Схема установки
показана иа рис. 29.61. Образец с электро-
дами устанавливают под углом 45° испытуе-
мой стороной вниз. На фильтровальную бума-
гу по каплям подают электролит, представляю-
щий собой 0,1 %-ный раствор хлористого ам-
мония МН4С1 и 0,02 % вещества, способствую-
щего смачиванию в дистиллированной воде.
Электролит должен обладать удельным со-
противлением от 3,7 до 4,0 Ом-м. Необходимо
до минимума свести попадание в элекролит
пыли и грязи. После полного увлажнения
фильтровальной бумаги электролит поступает
на наклонную поверхность образца и образу-
ет на ней пленку медленно стекающей жид-
кости. Расход электролита регулируют в за-
висимости от приложенного к электродам на-
пряжения (табл. 29.35). Следует учитывать,
что слишком большой расход электролита при-
водит к тому, что ток проходит через пленку,
не разрушая ее. В то же время при слишком
малом поступлении электролита он полностью
выкипает. Испытания могут проводиться по-
разному.
В первом случае сначала определяют на-
пряжение 6/ьр, при котором спустя /тц — 6 ч
Таблица 29.35. Условия испытаний при
определении трекингостойкости методом
стекающей жидкости
Класс Ступень на- пряжения. кВ Расход электролита, мл/мин Сопротивле- ние, кОм
I 1,5+0,25 0,075 1
11 2,5+0,25 0,15 10
ш 3,5+0,25 0,3 50
IV 4,5+0,25 0,6 50
V 5,0±0,25 0,9 50
образуется трек, вызывающий практически ко-
роткое замыкание между электродами. Затем
выбирают напряжение б'тр из значений, ука-
занных в табл. 29.39, так чтобы оно было на
ступень ниже UKV. Прн напряжении UTJ> изме-
ряют время Тгр, требуемое для возрастания
тока до 60 мА. Испытания проводят не менее
чем на пяти образцах и вычисляют среднее
значение. В зависимости от напряжения мате-
риал относят к тому или иному классу.
Для оценки трекингостойкости по методу
стекающей жидкости может быть использо-
вано напряжение качала образования токопро-
водящего мостика между электродами. В этом
случае к электродам прикладывают напря-
жение, которое затем увеличивают ступенями
по 250 В. Каждая ступень напряжения выдер-
живается в течение 1 ч (если не произойдет
пробой). В качестве начального напряжения
берут такое, при котором пробой вследствие
образования токопроводящего мостика проис-
ходит не ранее третьей ступени (т. е. через
2—3 ч после начала испытаний). Скорость по-
дачи электролита — в соответствии с табл.
29.39. Если образец пробивается быстро, то
следует уменьшить начальное напряжение. Ис-
пытание заканчивается, когда отдельные треки
начинают соединяться между собой и происхо-
дит прогрессирующее образование токопрово-
дящего моста.
Возможно также использование в качестве
характеристики трекингостойкости времени до
образования токопроводящего мостика при по-
стоянном нормированном напряжении. За нор-
мированное напряжение может быть принято
напряжение на 750 В ниже напряжения начала
образования токопроводящего мостика. Испы-
тание оканчивают, когда длина токопроводя-
щего мостика равна приблизительно половине
расстояния между электродами.
Испытания обычно занимают много време-
ни (до нескольких дней). В течение всего ис-
пытания необходимо обеспечить равномерность
подачи электролита. Испытания не обязательно
должны идти непрерывно, они могут преры-
ваться и возобновляться на следующий день.
Метод пыли и тумана применяют при на-
пряжении 1,5 кВ. Сущность метода заключает-
ся в том, что испытуемый образец с электрода-
ми покрывают синтетической пылью и испы-
тывают в камере с распыленной влагой. Под
действием приложенного напряжения в образ-
це образуется обугленный токопроводящий
мостик, вызывающий короткое замыкание меж-
ду электродами. Материалы, не образующий
токопроводящего моста, эрозируют в толщу
образца. В первом случае материалы класси-
фицируют по времени, требуемому для обра-
зования мостика между электродами, во вто-
ром — по времени эрозии до выхода нз строя.
Признаком выхода из строя является увели-
чение тока до некоторого, наперед заданного
значения.
Образец выполняют в виде пластины раз-
мером 150X150X1,6 мм, толщина может быть
увеличена до 6 мм, если имеется опасность по-
явления эрозии и пробоя. На образец 7 накла-
дывают три медных или латунных электрода 2
(рис. 29.62) в виде полос 50X13x3 мм с за-
кругленными углами. Расстояние между элект-
родами 25 мм. Образец размещают на основании
3, представляющем собой медную или латун-
§ 29.9
Определение параметров воздействия внутренних частичных разрядов
403
Рис. 29.62. Располо-
жение электродов и а
образце (а) и элек-
трическая схема (б)
испытаний методом
пыли и тумана
ную заземленную пластину 150X150 мм, за-
крепленную на изоляционных опорах под углом
15° к горизонту. Образцы (не менее трех) ста-
вят в испытательную камеру, представляющую
собой пластмассовый или металлический ящик
со смотровыми окнами размером 700X500 X
Х450 мм. В камере примерно на высоте 350 мм
устанавливают сопло для распыления влаги и
создания тумана. Удельное сопротивление во-
ды должно быть 20—50 Ом-см, давление воз-
духа — 35—40 кПа.
Принципиальная схема измерения показана
на рис. 29.62, б. Схема содержит автоматичес-
кий выключатель Р, который отключает пита-
ние прн образовании проводящего мостика или
пробоя при эрозии. Резистор R шунтирует ка-
тушку реле и предотвращает отключение во
время образования треков в начальной стадии
испытаний. Повышающий трансформатор дол-
жен иметь не меиее 200 В-A и напряжение вто-
ричной цепи 1,5 кВ.
Каждый образец перед помещением в ка-
меру покрывают слоем пыли толщиной 0,5—
0,6 мм, а затем при помощи проволочки или
иного инструмента удаляют пыль вокруг сред-
него электрода на ширине 0,8 мм. Пыль имеет
следующий состав: двуокись кремния (85%),
глина (9 %), соль поваренная (3 %), фильтро-
вальная бумага (3 %). Пыль получают путем
помола в течение 72 ч в шаровой мельнице.
В камеру подают влагу и добиваются, чтобы
скорость распространения тумана была 11—
14 г/(м2-мин). Спустя 5 мин после подачи ту-
мана к образцам прикладывают напряжение,
равное 500 В. Через 10 мин после появления
искрения вокруг среднего электрода напряжение
плавно или ступенями поднимают до 1500 В. Ре-
ле времени включают когда приложенное на-
пряжение превысит 1000 В, а ток 4 мА. При на-
пряжении 1500 В ток должен составлять от 4
до 15 мА. Испытания ведут до тех пор, пока
не сработает автоматический выключатель при
токе 2 А или не произойдет пробой образца
вследствие эрозии. Характеристикой трекинго-
стойкости является время tTp.
Метод периодического смачивания приме-
няют при напряжении 20 кВ. Образцы листо-
вых материалов имеют вид полос длиной 200 мм
26*
и шириной 50—75 мм, цилиндрических — стер-
жня длиной 200 мм и диаметром 25 мм. На
концах образца па расстоянии 150 мм друг от
друга закрепляют полосковые электроды из
листового алюминия. Образцы размещают ра-
диально на вращающемся колесе со ступицей
из изоляционного материала. Диаметр колеса
1,2 м, частота вращения 0,5 об/мин. Один из эле-
ктродов соединяют с заземленным ободом коле-
са, второй с зажимом высокого напряжения, рас-
положенным на изоляторе, смонтированном на
ступице. Высокое напряжение подводится че-
рез скользящий контакт. Схема измерения ана-
логична показанной на рис. 29.62. В цепи каж-
дого образца установлено сопротивление 125
кОм. Повышающий трансформатор должен
иметь мощность не менее 1 кВ-А (при напря-
жении во вторичной цепи 20 кВ) и обладать
большой реактивностью. В установке имеется
распылитель электролита, расположенный на
высоте 300 мм от поверхности образцов, кото-
рый при каждом обороте колеса повторно сма-
чивает поверхность образца. Электролит должен
иметь удельное сопротивление 45—50 Ом-м.
Характеристикой трекннгостойкостн является
время КР, необходимое для достижения тока
в цепи 80 мА.
29.9. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ
ВОЗДЕЙСТВИЯ ВНУТРЕННИХ
ЧАСТИЧНЫХ РАЗРЯДОВ
Внутренние (локальные) частичные разря-
ды (ЧР) возникают в электроизоляционной
среде в местах с пониженной электрической
прочностью, например в газовых включениях
или в прослойках пропитывающей жидкости.
Длительное воздействие достаточно интенсив-
ных ЧР может привести к пробою изоляции,
поэтому определение характеристик внутренних
ЧР при испытании высоковольтного электрообо-
рудования необходимо как для правильного
выбора допустимых рабочих напряженностей
электрического поля, так и для прогнозирова-
ния срока службы электроизоляционных конст-
рукций. Кроме того, интенсивность ЧР являет-
ся контрольным параметром качества электри-
ческой изоляции, по которому выбираются тех-
нологические параметры процесса ее изготов-
ления (например, давление при изготовлении
многослойной пропитанной изоляции и др.).
Для количественной оценки разрушающего
действия ЧР вводятся характеристики интен-
сивности единичного ЧР (кажущийся заряд
9чР; энергия единичного ЧР) и интенсив-
ности ЧР в течение определенного интервала
времени — частота следования разрядов пчр,
средний ток /Чр, средняя мощность Рчр и квад-
ратичный параметр £>чр.
Каждый частичный разряд сопровождается
кратковременным изменением напряжения на
электродах, что вызывает появление высокоча-
стотных колебаний в цепи. Кажущийся заряд
q,.t численно равен такому заряду, который, бу-
дучи мгновенно введенным между выводами
испытуемого объекта, вызовет такое же мгно-
венное изменение напряжения между выводами,
как и реальный частичный заряд. Кажущийся
заряд выражается в кулонах. В зависимости
от значения q4p ЧР делятся на начальные и кри-
тические. Начальные ЧР с кажущимся зарядом
10-12—10~"Кл не вызывают быстрого разру-
404
Методы испытаний электроизоляционных материалов
Разд. 29
шения изоляции, но при длительном воздейст-
вии являются причиной ее старения. Напряже-
ние, при котором возникают начальные ЧР, на-
зывают начальным. При дальнейшем увеличе-
нии напряжения в определенный момент интен-
сивность ЧР резко возрастает из-за изменения
структуры диэлектрика (например, образование
дендрита в твердой изоляции, пузырьков га-
за — в пропитанной изоляции) или механизма
самих ЧР (переход коронного разряда в сколь-
зящий разряд по поверхности). Такие ЧР на-
зываются критическими. Оии характеризуются
кажущимся зарядом 10-10 Кл для конденсатор-
ной изоляции и 10~®—10-7Кл для аппаратной
и кабельной изоляции. Они сопровождаются
более интенсивным разрушением изоляции и
резко сокращают ее срок службы. Напряжение
возникновения критических ЧР называют кри-
тическим.
Энергия единичного ЧР, которая выделя-
ется в диэлектрике и расходуется на его разо-
грев или разрушение,
№чр — ?чр Пчр,
где q.lv, — кажущийся заряд единичного ЧР;
Г'чр — напряжение на электродах, соответству-
ющее возникновению ЧР.
Средний ток /чр представляет собой сумму
абсолютных значений кажущихся зарядов за
одну секунду и измеряется в кулонах на секун-
ду нли амперах. Если известно среднее число
импульсов ЧР в секунду ячр с кажущимся заря-
дом |<?|, то
1чр — пчр ?•
Если заряды существенно различаются по
значению, то средний ток можно вычислить по
формуле:
/чр —
(«г+1 — ni)
где qt — i-й уровень кажущихся зарядов; п,—
частота следования ЧР, кажущийся заряд ко-
торых превышает i-н уровень.
Число уровней h должно быть не менее че-
тырех при регулировке уровней не более чем
через 20 дБ.
Средняя мощность Рчр — это мощность,
подводимая к выводам испытуемого объекта
для компенсации выделяющейся вследствие ЧР
мощности. Приближенно
/’чр ~ /чр Um,
где С/т — амплитуда приложенного напряже-
ния. Если известна энергия единичного ЧР 1Гчр,
то
Рчр — Ичр чр •
Если заряды существенно различны по значе-
нию, то
рчр = (n.+I __ п.},
где Wqpi — i-й уровень энергии; — частота
следования ЧР, энергия которых превышает
i-ii уровень.
Квадратичный параметр Очр равняется
сумме квадратов зарядов, проходящих через
выводы испытуемого объекта в результате ЧР
за одну секунду,
/\р = «чр?2-
Если заряды |^| существенно различны по зна-
чению, то
i=k
2 i 2
1 ?4P(t-H) ~Г ?4Pj
/^чр — 2 («г+i ni>'
Кроме перечисленных характеристик ЧР при
испытании изоляции электрооборудования или
макетных образцов в некоторых случаях опре-
деляют напряжение возникновения ЧР при по-
степенном повышении напряжения, когда ин-
тенсивность разрядов достигает достаточно
большого, нормированного значения, и напря-
жение погасания ЧР при постепенном умень-
шении напряжения.
В качестве образцов для определения ха-
рактеристик ЧР используют модели изоляции,
сохраняющие основные инженерные парамет-
ры изучаемой электроизоляционной системы
(рабочая напряженность поля, структура н тол-
щина изоляции, материал и форма электродов
и т. д.). Модель, например герметизированная
секция конденсатора, отличается от оригинала
уменьшенными размерами и соответственно ем-
костью. В настоящее время разработаны стан-
дарты и другие нормативные документы, содер-
жащие методики определения характеристик
ЧР в изоляции готовых изделий (силовых кон-
денсаторов, трансформаторов, кабелей, элект-
рических машин), например ГОСТ 22756-77.
ными методами. Из неэлектрических методов
Характеристики ЧР определяются различ-
следует указать оптический (путем регистрации
свечения ЧР с применением фотоэлектронных
умножителей) и акустический. Первый приме-
няется в основном в научных исследованиях,
обладает высокой чувствительностью (до 0,001
пКл), хорошей помехозащищенностью. Преи-
мущество второго метода — возможность реги-
страции ЧР внутри непрозрачных объектов
большой емкости. Чувствительность его ниже
(до 50 пКл). Он используется при испытаниях
силовых трансформаторов и кабелей и позволя-
ет определить геометрическое расположение ис-
точника ЧР.
Большое распространение получили элект-
рические методы определения ЧР, которые де-
лятся на косвенные и прямые. Один из косвен-
ных методов заключается в снятии зависимо-
сти tg б от приложенного напряжения. Измере-
ние tg 6 производится с помощью высоковольт-
ного моста переменного тока, например, типа
Р5026 (см. § 29.5). На рис. 29.63 кривая 1 иллю-
стрирует отсутствие ЧР в изоляции. На кривой 2
можно отметить напряжение С/ЧР2 возникнове-
ния ЧР; максимальное значение напряжения U'
определяется из условия dtg6/dt/=0. Кривая
2 свидетельствует о том, что в изоляции име-
ются локальные газовые включения, которые
ие увеличиваются с ростом напряжения. На
кривой 3 напряжение возникновения ЧР—U4p3.
При дальнейшем увеличении напряжения рост
tg 6 не прекращается: растет количество вклю-
чений, в которых развиваются ЧР, что приво-
дит к разрушению диэлектрика и пробою изо-
ляции.
§ 29.9
Определение параметров воздействия внутренних частичных разрядов
405
Рис. 29.63. Характерные зависимости tg 6 от
напряжения:
1 — ЧР отсутствуют; 2 — имеются локальные газовые
включения, не увеличивающиеся с ростом напряже-
ния; С'Чр£—’напряжение возникновения ЧР; 3 — ко-
личество включений, в которых развиваются ЧР,
возрастает с увеличением напряжения; Рчрз —на-
пряжение возникновения ЧР
Рис. 29.64. Схемы измерения характеристик
.ЧР
Рассмотренные зависимости tg 6 от на-
пряжения снимаются, в частности, при испыта-
нии литой и заполненной компаундом изоляции
для проверки отсутствия газовых включений
(ГОСТ 15161-78).
Однако этот метод обладает сравнительно
низкой чувствительностью и не позволяет оп-
ределить все характеристики ЧР.
При профилактических испытаниях ЛЭП
применяется прямой метод регистрации ЧР с
помощью антенн в диапазоне метровых или
сантиметровых волн. Данный метод применя-
ется сравнительно редко.
Наиболее часто используется прямой метод
регистрации высокочастотных колебаний в цепи
при возникновении ЧР. Этот метод позволяет
измерить основные характеристики ЧР и обес-
печивает высокую чувствительность (10~14—-
10“16Кл). Основные варианты применяемых
схем даны на рис. 29.64. На схемах ИН—ис-
точник регулируемого высокого напряжения
(вспомогательный или испытуемый трансфор-
матор) ; 2ф — фильтр или защитное сопротив-
ление для подавления внешних помех; Сх—ем-
кость объекта испытания; Со—емкость соедини-
тельного конденсатора, который необходим для
создания пути прохождения импульсов тока
ЧР; ИУ— измерительное устройство; zH, znl,
2и2 — измерительные элементы (резисторы в
том случае, если используется широполосное
ИУ и катушки индуктивности в случае узкопо-
лосных ИУ)-, параллельно измерительным эле-
ментам включены защитные устройства (раз-
рядники) для ограничения напряжения на zn
прн пробое объекта испытания. Иногда между
zu и входом ИУ включается согласующий
трансформатор или усилитель.
Схема с включением измерительного эле-
мента в ветвь заземления соединительного кон-
денсатора (рис. 29.64, а) применяется, когда
невозможно осуществить разземление одного из
выводов испытуемого объекта, а также если
объект имеет большую емкость. Схема с вклю-
чением измерительного элемента в ветвь зазем-
ления объекта испытания (рис. 29.64, б) приме-
няется при малых емкостях объекта. Мостовая
(балансная) схема (рис. 29.64, в) дает возмож-
ность значительно уменьшить влияние помех;
соединительный конденсатор в этом случае дол-
жен иметь емкость, близкую емкости испытуе-
мого образца; измерительный элемент должен
состоять нз двух регулируемых малоиндуктнв-
ных активных сопротивлений.
В зависимости от характера сопротивления
измерительного элемента схемы могут быть
апериодическими или колебательными.
Измерительное устройство включает в
себя (рис. 29.65) фильтр верхних частот Ф,
усилитель У, электронный осциллограф ЭО и
счетчик импульсов Сч. В дополнение к двум по-
следним можно указать амплитудный дискри-
минатор и регистрирующий прибор. Вместо
электронного осциллографа иногда используют
амплитудный импульсный вольтметр.
Выбор элементов измерительного контура
схемы и ИУ тесно связан с вопросом помехо-
защищенности схемы. Источниками электри-
ческих помех могут быть как внутренние, зави-
сящие от напряжения на образце физические
процессы в схеме, так и внешние, не зависящие
от указанного напряжения. Примером внутрен-
них помех могут быть сигналы, вызванные ко-
ронными разрядами на элементах высоковольт-
ной схемы или вводах испытуемого образца.
К внешним помехам относятся собственные шу-
мы усилителя ИУ, сигналы в сети питания или
сигналы, наведенные на элементы схемы при
работе радиостанций. Для устранения или ос-
лабления помех применяется целый ряд спосо-
бов. Прежде всего, источник напряжения и со-
единительный конденсатор Со не должны иметь
ЧР, мешающих измерениям характеристик ЧР
в испытуемом объекте. Система шин, выводы
и фланцы элементов установки должны быть
Рис. 29.65.
Структурная
схема измери-
тельного уст-
ройства уста-
новки для из-
мерения харак-
теристик ЧР
406
Методы испытаний электроизоляционных материалов
Разд. §9
выполнены так, чтобы полностью была исклю-
чена возможность появления короны в воздухе.
Для подавления внешних помех измерительные
цепи должны быть экранированы (желательно
экранирование помещения, в котором произво-
дятся испытания). Для устранения помех нз
сети используются разделительные трансфор-
маторы, фильтры или питание схемы от авто-
номной сети. Параметры измерительного эле-
мента и соединительного конденсатора (или ис-
пытуемого объекта) подбираются такими, чтобы
они в совокупности выполняли функцию фильт-
ра верхних частот; целесообразна отстройка по
частоте, если помехи имеют определенную ста-
бильную частоту. Методика регистрации харак-
теристик ЧР должна способствовать ослабле-
нию помех.
Установка для испытания изоляции при
воздействии ЧР должна отвечать требованию
ГОСТ 20074-83 по уровню помех и чувстви-
тельности. Уровень помех измерительной схемы
должен быть по крайней мере в 2 раза ниже
нормированной интенсивности ЧР, минималь-
ный регистрируемый заряд — в 5 раз меньше
нормированного значения кажущегося заряда
ЧР испытуемого объекта.
Элементы ПУ должны отвечать определен-
ным требованиям для обеспечения надежного
измерения характеристик ЧР минимальной ин-
тенсивности при нормируемом напряжении на
испытуемом образце. Фильтр Ф верхних частот
должен подавлять напряжение рабочей часто-
ты и ее гармонических составляющих.
Нижняя частота полосы пропускания
фильтра выбирается в диапазоне от 5 до 30 кГц.
Коэффициент затухания фильтра определяется
нз условия требуемой минимальной интенсив-
ности ЧР, обычно он примерно равен коэффи-
циенту усиления усилителя. Схема ИУ может
не содержать фильтра, если условия ограниче-
ния напряжения рабочей частоты и его гармо-
ник выполняются усилителем. Коэффициент
затухания фильтра может быть уменьшен с
учетом параметров усилителя. Амплитуда на-
пряжения на входе усилителя должна быть
пропорциональна заряду Qz, протекающему че-
рез измерительный элемент, который, в свою
очередь, пропорционален кажущемуся заряду
ЧР
„ _ С°
"i-- ?чр г . г
с-о । ''х
В ИУ используется широкополосный усили-
тель с нижней частотой полосы пропускания
до 30 кГц, верхней частотой до 2 МГц, с мак-
симальным коэффициентом усилителя 106, со
ступенчатым регулированием через 20 дБ, на-
чиная с 60 дБ. Так как соотношение между
Usux усилителя и Qz зависит от емкости испы-
туемого объекта, то необходима градуировка
схемы перед каждым измерением характерис-
тик ЧР, если емкость объекта ие остается по-
стоянной. Усилитель должен удовлетворять
требованию разрешающей способности по числу
импульсов. Длительность переходных процессов
/пер в ИУ должна быть меньше интервала вре-
мени между импульсами ЧР, что достигается
путем выбора определенной полосы пропуска-
ния частот усилителя. Постоянная времени уси-
лителя
Ту 1 / 2л/:2 j
где — верхняя частота полосы пропускания.
Разрешающее время широкополосного уси-
лителя
_____1 _ 1______ 1
Л/“1П^ 'пер ^2,2Ту 3/2 ‘
Разрешающее время нормируется стандартом
(ГОСТ 20074-83). Оно должно быть менее 100
мкс.
Если измерительный элемент представляет
собой катушку индуктивности, то основная
часть энергии входного сигнала сосредоточена
в относительно узкой полосе вблизи частоты <о0
и целесообразно применение узкополосного уси-
лителя, настроенного на частоту <Оо. Ширина
полосы пропускания усилителя 8—10 кГц.
Счетчик импульсов, предназначенный для
определения количества импульсов в течение
заданного промежутка времени или средней ча-
стоты следования импульсов в секунду, также
должен удовлетворять определенным требова-
ниям. При частоте повторения импульсов до
100 за 1 полупериод максимальная скорость
счета должна быть ие менее 104 импульсов/с.
Разрешающее время ИУ выбирается равным
l/Af, где А)—ширина полосы пропускания.
Емкость счетчика импульсов должна быть не
менее 105 импульсов.
Как указывалось выше, перед определением
характеристик ЧР необходимого произвести
градуировку ИУ, т. е. определить соотношение
между измеряемой характеристикой ЧР и пока-
заниями соответствующего индикатора или от-
счетного устройства. Задача сводится к нахож-
дению масштабных (градуировочных) коэффи-
циентов Kq и Ki в выражениях:
9чр = Кч Aq',
где Аа — показание измерителя кажущегося за-
ряда; А/ — показание отсчетного устройства
для определения среднего тока ЧР.
Генератор прямоугольных импульсов, ими-
тирующий импульсы ЧР, включается парал-
лельно объекту испытаний через градуировоч-
ную емкость Сг (рис. 29.66, а). Градуировочный
заряд, вводимый в схему,
Цг = Сг Ur,
где Ur — амплитуда выходного импульса на-
пряжения генератора.
Градуировочные коэффициенты для t-й сту-
пени усиления
Kqt =~--, (29.19
Aqi
= (29.20)
где fr — частота следования импульсов градуи-
ровочного генератора
Схема, показанная на рис. 29.66, б, требует
разземления выводов генератора при его малой
паразитной емкости на землю. Это возможно
только при автономном пытании генератора от
батарей или аккумуляторов. Если разземление
вывода невозможно, то применяется схема,
показанная на рис. 29.66, в; в этом случае фор'-
§29.9
Определение параметров воздействия внутренних частичных разрядов
407
Рис. 29.66. Схема градуировки установки для
измерения характеристик ЧР при параллель-
ном включении градуировочного генератора:
а — генератор включен параллельно емкости соеди-
нительного конденсатора Со и сопротивлению изме-
рительного элемента z; б — генератор включен па-
раллельно объекту испытания; в —генератор вклю-
чен параллельно объекту испытания Сх и сопротив-
лению измерительного элемента z; Си — суммарная
емкость источника напряжения и системы шин от-
носительно земли; Сг — емкость градуировочного
конденсатора; Свх —входная емкость измеритель-
ного устройства
мулы градуировочных коэффициентов имеют
вид:
д. _ _£гг_______
Aqt Си + Со
,, ?гг ft Сх
11 & И Си + Со
где Сп — суммарная емкость источника напря-
жения и системы шин относительно земли.
Значения Сх и Со должны быть определе-
ны с погрешностью не более 5 %. Для того что-
бы погрешность от введения в схему допол-
нительной емкости Сг не превысила 10 %, дол-
жно быть выполнено условие Сг^0,1 Сэ,г, где
Са.г — эквивалентная емкость схемы.
Для схемы рис. 29.66, а:
Сэ,г — Си -|- Сх
Ср СЕХ
Ср + СЕХ
Для схемы рис. 29.66, б:
Сэ,г — Си + Со
Ск СЕХ
С» -|- Свх
Со.
Значение Со должно быть не меньше 10 Си.
Суммарная емкость источника напряжения Си
учитывается в формулах в том случае, если
между источником и другими элементами схе-
мы не имеется защитных сопротивлений или
фильтров.
Рис. 29.67. Схемы градуировки установки для
измерения характеристик ЧР при последова-
тельном включении градуировочного генера-
тора:
а — генератор включен последовательно с объектом
испытания Сх; б — генератор включен последова-
тельно с емкостью соединительного конденсатора Со
В практике находит применение также
последовательная схема включения градуиро-
вочного генератора (рис. 29.67, а, б). Градуи-
ровочный заряд от импульса в этом случае
?г ~ Гх Гг-
Масштабные коэффициенты определяются
по (29.19) и (29.20). Этот способ градуировки
может применяться, если между источником
напряжения и другими элементами цепи имеет-
ся защитное сопротивление или фильтр, кото-
рые значительно превышают сопротивление
объекта испытаний при верхней частоте поло-
сы пропускания широкополосного ИУ или час-
тоте настройки узкополосного ИУ.
В стандарте на испытание электрообору-
дования (ГОСТ 20074-83) рекомендуется при-
менять так называемую «эквивалентную» гра-
дуировку (схема на рис. 29.68). Генератор име-
ет несимметричный выход (один из его выводов
не разземляется). Градуировочные устройства
включаются дважды: между выводом высоко-
го напряжения и землей UDB и между выводом
Рис. 29.68. Схема эквивалентной градуировки
установки для измерения характеристик ЧР:
Сг— емкость градуировочного конденсатора; Сх —
емкость объекта испытаний; Со — емкость соедини-
тельного конденсатора; ги — сопротивление измери-
тельного элемента; СЕХ — входная емкость измери-
тельного устройства; 2ф — фильтр нижних частот млн
защитное сопротивление
408
Методы испытаний электроизоляционных материалов
Разд. 29
низкого напряжения и землей Ь\н. Напряжение
генератора регулируется оба раза так, чтобы
два показания отсчетного устройства были оди-
наковыми. Если обозначить U№/Ut>K—m, то
формулы расчета масштабных коэффициентов
примут вид:
,,1 Прв Сг m Пон Су _
— — 1 л ’
m— 1 Aqi m— 1 Aqt
.. 1 Ир U QB CP nz Tip Uppi Cp
II m — 1 Aa m — 1
При условии предварительного определения
коэфифциента m подключение генератора к
выводу низкого напряжения может произво-
диться при наличии на объекте испытательного
напряжения. Коэффициент m должен быть
больше 1,05.
Следует обратить внимание на требования
к генератору G вне зависимости от схемы гра-
дуировки. Длительность фронта и спада гра-
дуировочного импульса ие должна превышать
0,1//2, чтобы крутизна его фронта не влияла
на результаты градуировки. Если длительность
спада не удовлетворяет этому требованию, то
генератор может быть использован только для
градуировки ИУ с осциллографом, позволяю-
щим различить фронт и спад импульсов тока;
при этом учитывать следует только импульс
тока, создаваемый фронтом прямоугольного им-
пульса напряжений. При градуировке импульс
тока от фронта не должен накладываться на
импульс тока от спада. Чтобы избежать этого
наложения, длительность прямоугольного им-
пульса должна превышать не менее чем в 3 раза
разрешающее время ИУ. Для предотвращения
влияния длительности градуировочного импуль-
са иа форму импульса тока, длительность гра-
дуировочного импульса напряжения должка
быть по крайней мере в 3 раза больше посто-
янной времени тсх схемы регистрации ЧР
(vcx=zC0). Частота следования генератора
fr должна регулироваться в пределах 102—104
импульсов/с (до 106 импульсов/с). Погреш-
ность измерения частоты следования импуль-
сов не должна превышать ±10% при градуи-
ровке измерителя кажущегося заряда и ±7%
при градуировке измерителя среднего тока и
частоты следования импульсов. Диапазон вы-
ходного напряжения должен регулироваться в
пределах не менее 40 дБ не более чем через
2 дБ. Погрешность измерения напряжения не
должна превышать ±10%. При параллельной
схеме градуировки для обеспечения достаточно
крутого фронта импульса произведение внут-
реннего сопротивления генератора RT на ем-
кость Сг должно быть не более 0,1 (l/fs). При
последовательной схеме, для того чтобы /?,. не
влияло на Tex, Rv должно быть по крайней
мере в 10 раз меньше сопротивления измери-
тельного элемента z. Рекомендуется применять
генераторы с достаточно малой-емкостью на
землю, например транзисторные с> автономным
питанием, и полностью экранировать >;узел G
и Сг.
Отградуированное ИУ должно подвергать-
ся периодической поверке (не реже 1 раза в
год). Основная погрешность ИУ, выраженная
в процентах показания в данной точке, не дол-
жна превышать 30 %. Если ИУ вместо отсчет-
ного устройства имеет градуировочную харак-
теристику (например, зависимость отклонения
луча электронно-лучевой трубки от измеряе-
мой величины на входе), то суммарная нелиней-
ность градуировочной характеристики (наи-
большее отклонение измеренной чувствительно-
сти от ее среднего значения на каждой ступени
регулирования, выраженное в процентах чувст-
вительности в данной точке) не должна превы-
шать ±30 %. При поверке ИУ его показание
сравнивается со значением заряда поверочных
импульсов U„Cn или со значением тока пове-
рочных импульсов q„f„. Если поверяется уст-
ройство для измерения среднего тока ЧР, то
погрешность определяется дважды: при изме-
нении заряда и фиксированной частоте следо-
вания импульсов и при изменении частоты и
фиксированном заряде. Значения Un и Сп дол-
жны быть определены с погрешностью не более
5%.
При испытаниях изоляции с помощью ИУ
непосредственно измеряются кажущийся заряд
Цчр и частота следования ЧР. Средний ток /чр
и средняя мощность Р.1р могут определяться
либо путем непосредственных измерений, либо
расчетным путем. Энергия единичного ЧР обыч-
но определяется расчетным путем.
Для измерения средней мощности ЧР мо-
гут использоваться две схемы [10].’ схема моста
переменного тока для измерения tg 6 и схема
для снятия вольт-кулоиовой характеристики
(рис. 29.69). В первом случае Рчр находится по
двум показаниям моста:
Рдр = U- feCxi tg 6i U- ceCxz ^2*
где Схь tg6[—-характеристики испытуемого
объекта, включающие в себя собственно ди-
электрические потери и потери ЧР; Сх2, tgt>s —
характеристики, полученные при балансировке
моста только по диэлектрическим потерям, без
учета ЧР.
Во втором случае Рчр равняется площади
вольт-кулоиовой характеристики, т. е. произве-
дению отклонения луча по вертикальной оси ос-
цилограммы, пропорционального заряду Qx, на
отклонение луча по горизонтальной оси, про-
порциональное напряжению на образце Ux.
При диагностических испытаниях изоляции,
когда необходимо установить природу, размеры
и местоположение дефектов внутри диэлектри-
ка, а также при научных исследованиях произ-
водится анализ распределения импульсов ЧР
по значению кажущегося заряда и по другим
параметрам, строятся графики дифференциаль-
ного распределения вероятности возникновения
ЧР различной интенсивности: р(?чр/); p(<7u>i£i);
р(/сР).
Статистическое распределение количества
ЧР в единицу времени пчр по значениям их заря-
дов цпр называют амплитудным спектром ЧР.
Он дает обширную информацию о процессах
развития ЧР в изоляции. По амплитудному
Рис. 29.69. Схема
измерения мощно-
ности ЧР с по-
мощью вольт-ку-
лоиовых характе-
ристик (СЭ»СХ):
ЭО — электрон-
ный осциллограф
Таблица 29.36. Технические данные ИУ для регистрации ЧР
Тип Измеряемые параметры Отсчетные или регистри- рующие устройства Количество регистрируе- мых импуль- се в Приборы для наблюдения и регистрации импульсов Интервал времени регистра * ции ЧР, мкс Регистрируе- мый мини- мальный за- ряд Полоса пропускания Число каналов амплитудного спектра
Установка ВЭИ им. В, И. Ленина (?Чр? Мчр Стрелочные приборы, счетчик импульсов, само- писец До 104 импульсов/с Осциллограф с эллиптичес- кой, спираль- ной и линейной развертками От 100 до 2000 ю—14 Кл —. —
«Корона 2» <7чр! Пяртах /чр, ^чр, фаза импульсов ЧР появления Унифицированные пе- ресчетные декады с циф- ровой индикацией ИЗ-13 1,5-10® импульсов/с Осциллограф — 10—14 Кл 2 кГц — 10 МГц 7
«Корона 5» Учр, Учетах 1ч», фаза появления им- пульсов ЧР Самопишущий прибор И-320 — Осциллограф — 10-14 Кл 10 кГц — 0,3 МГц; 300 кГц — 1 МГц; 1000 кГц — 10 МГц —
MUT-8 фирмы TUR (ГДР) <?чр/ /7-ЧР/ Q'lp, Рчр 1чР, V,%, Цифровой вольтметр, самописец, счетчик им- пульсов, цнфропечать н перфоратор, перфолента 2-10® им- пульсов/с » — 5-10—4 Кл 10 кГц — 10 МГц —
§ 29.9 Определение параметров воздействия внутренних частичных разрядов
410
Методы испытаний электроизоляционных материалов
Разд. 29
спектру можно легко определить заряд ЧР с
заданной частотой следования. Площадь ампли-
тудного спектра равна среднему току ЧР. Ма-
тематическая обработка совокупностей коорди-
нат точек, лежащих на спектре, с помощью ме-
тодов, применяемых в теории распознавания
образцов, поможет объяснить многие сложные
процессы в изоляции.
Для снятия амплитудного спектра ЧР в
настоящее время используют амплитудные ана-
лизаторы импульсов типов АИ-128-2, АИ-1054
и др. Они представляют собой многоканальные
измерительные устройства, позволяющие выпол-
нять одновременно регистрацию числа импуль-
сов ЧР, находящихся в п заданных интервалах
уровней кажущегося заряда. Ширина всех ин-
тервалов одинакова и может изменяться при-
близительно от Ю12 до 7-10 9 Кл. Кодовая
цифра типа прибора численно равна количест-
ву каналов п. Принцип работы прибора основан
на сортировке импульсов в зависимости от их
амплитуд по каналам и накопленииадх в тече-
ние времени измерения. Входное устройство
преобразует амплитуду измеряемого импульса
в последовательный числовой код по принципу
заряда емкости до пикового значения и после-
дующего ее линейного разряда. Накопленная
информация может выводиться на экран ос-
циллографа, иа самопишущий прибор или ЦПУ.
Установки, применяемые в настоящее время
для регистрации ЧР, делятся на две группы:
аналоговые и дискретные. К первой группе от-
носится ряд отечественных установок, такие
как «Корона 2», «Корона 5», установка, раз-
работанная в ВЭИ им. В. И. Ленина, и др. Ко
второй группе следует отнести автоматический
регистратор АРЧР, разработанный в ЛПИ
им М. И. Калинина, который по своим воз-
можностям не уступает зарубежным устройст-
вам подобного типа. Технические данные пере-
численных ИУ и их структурные схемы по-
дробно рассмотрены в [10]. Здесь приведены
лишь краткие сведения о них (табл 29.36).
Преимущество дискретных устройств для
регистрации ЧР, подобных АРЧР, в том, что
они позволяют производить амплитудный и вре-
менной анализ ЧР в однократном и непрерыв-
ном режимах измерений, что весьма затрудни-
тельно для аналоговых ИУ.
Устройство АРЧР состоит из трех узлов:
помехозащиты, анализатора и узла выдачи ин-
формации. Структурная схема узла для актив-
ного подавления помех с помощью знаковре-
менного принципа селекции состоит из регистри-
рующего и селектирующего каналов и устройств
синхронизации (рис. 29.70). Регистрирующий
канал содержит фильтр верхних частот Ф1, ли-
нейный усилитель У, усилитель-формирователь
УФ1, дискриминатор Д и схему пропускания
СП. Канал селекции содержит одинаковые
блоки Ф2 и УФ2 (полярности входных сигна-
лов УФ] и УФ2 противоположны). Устройство
синхронизации УС, вырабатывающее импульс
длительностью в четверть периода испытатель-
ного напряжения, а также УФ] и УФ2 под
ключеиы к схеме тройных совпадений СС, кото-
рая управляет СП. ЧР, возникающие в испыту-
емом объекте Сх, вызывают на резисторах Ri
и R2 импульсы противоположной полярности,
которые отфильтровываются Ф1 и Ф2, усилива-
ются и формируются УФ] и УФ2. Импульс с вы
хода Ф1 усиливается и анализируется Д. Нор-
мированный импульс с Д проходит через СП на
блок интеисиметра только при наличии разре-
шающего импульса с выхода СС, который появ-
ляется только при совпадении по времени трех
импульсов с УФ1. УФ2 и УС. Это происходит,
если полярности импульсов ЧР на R1 и R2 со-
ответствуют входным полярностям УФ] и
УФ2, что возможно при наличии ЧР в объек-
те Сх. Описанный узел позволяет подавлять
помехи без балансировки схемы, что является
большим преимуществом при массовых изме-
рениях. Регистрация ЧР происходит только в
течение четверти периода, вследствие этого в
4 раза уменьшается вероятность попадания
помех, несинхронных с питающим напряжением,
устраняется искажение амплитудного спектра
ЧР за счет выбросов от импульсов ЧР проти-
воположной полярности на следующем полупе-
риоде испытательного напряжения. В узле ин-
формации напряжение, снимаемое с И, подает-
ся на преобразователь «напряжение — код»
ПНК, запускаемый при каждом переключении
уровня дискриминации. С помощью ПК парал-
лельный двоичный код преобразуется в после-
довательный, который и управляет ленточным
перфоратором ПЛ. Так записывается одна ко-
ордината точки на амплитудном спектре ЧР
порядковый номер записи, соответствующий
уровню дискриминации, является второй коор-
динатой. Описанная схема устройства была ре-
ализована с помощью стандартных блоков
электрофизической аппаратуры. Она достаточ-
но проста и надежна в эксплуатации и позво-
ляет регистрировать амплитудный спектр в
объекте с С1=100 пФ с зарядом от 1 до
10s пКл в динамическом диапазоне 40 дБ при
частоте следования ЧР от 1 до 104 импуль-
сов/с за 10 с.
Рис. 29.70. Структурная схема устройства
АРЧР для автоматической регистрации ЧР
29.10. ОПРЕДЕЛЕНИЕ СТОЙКОСТИ
МАТЕРИАЛОВ К ВОЗДЕЙСТВИЮ
ПОВЕРХНОСТНЫХ ЧАСТИЧНЫХ
РАЗРЯДОВ
В электрической изоляции, в местах с на-
ибольшей напряженностью электрического поля
(например, около острых краев электродов),
возникают поверхностные ЧР, не распространя-
ющиеся на весь промежуток между электрода-
ми, в литературе их часто называют коронным
разрядом. Короностойкость диэлектриков опре-
деляют по методике, изложенной в § 29.8.
В тех случаях, когда поверхностные ЧР сопро-
вождаются эрозией или химической деграда-
§ 29.10 Определение стойкости материалов к воздействию поверхностных разрядов
411
цией материала, производится его испытание
на стойкость к эрозии под действием поверх-
ностных ЧР.
На границе воздушного (или газового)
включения и твердого материала или прослойки
жидкого диэлектрика и твердого материала
также могут возникнуть ЧР, которые в литера-
туре называют поверхностными ЧР. Последние
приводят к развитию внутренних ЧР в изоля-
ции, что значительно снижает ее срок службы.
При определении стойкости различных ви-
дов электрической изоляции к воздействию по-
верхностных ЧР определенной интенсивности
фиксируют канал разряда на участке поверхно-
сти между игольчатыми электродами 1 (рис.
29.71). Расстояние между электродами 1 мм.
Определяют 7.1р с помощью резистора R, кажу-
щийся заряд <7чР с помощью конденсатора С (с
учетом паразитной емкости Сп), при этом дол-
жны быть известны напряжения зажигания и
погасания U3 и Uu разряда между электродами
<7чр = (С + Сп) ([7з Ua).
Изменяя емкость С конденсатора и рас-
стояние между электродами, можно произво-
дить испытания при воздействии ЧР различной
интенсивности — от 10~и до 10 Кл. С помо-
Рис. 29.71. Схема определения стойкости
электроизоляционных материалов к воздейст-
вию поверхностных ЧР:
1— игольчатые электроды; 2 — испытуемый образец;
3— пластинчатый электрод
щью счетчика импульсов Сч измеряют частоту
следования и общее число импульсов ЧР:
7чр — Япчр = (С ~Ь Сп) (t/3 Uп) Щ)р-
Определяется время тр, необходимое для
перекрытия разрядом расстояния между элек-
тродами вдоль поверхности образца при задан-
ном значении испытательного напряжения. Из-
ложенная методика применяется для испыта-
ния таких материалов, как электрокартон, ба-
келит, ламинер, которые выполняют роль
барьеров в маслобарьерной изоляции.
Следует подчеркнуть, что значение тр зави-
сит ие только от состава материала и напряже-
ния на электродах, но и от формы электродов,
окружающей температуры, влажности и дру-
гих параметров. Все они строго оговариваются
в соответствующих стандартах. Согласно ГОСТ
12268-79 образцы электрокартоиа должны ис-
пытываться при напряжении 60 В. Один из
электродов^ игла с диаметром 2,0 — 3,0 мм,
второй — пластинчатый, в верхней части заост-
ренный (рис. 29.72). Размер образцов 100Х
Х170 мм. Устройство с образцами погружают в
бак с трасформаторным маслом, сушат и про-
питывают. Напряжение плавно поднимают со
скоростью 2 кВ/с и при С/исп измеряют секун-
домером время до полного перекрытия электро-
дов поверхностным разрядом.
В практике испытаний электроизоляцион-
ных материалов используют ие только иголь-
чатые электроды. По рекомендации МЭК |13]
стойкость материала к поверхностным ЧР оп-
ределяется с помощью системы стержневых
электродов. Образец материала размером 0,15Х
Х0,03 м помещается на металлическую плиту
(рис. 29.73). На образец ставится вертикально
16 цилиндрических электродов диаметром
0,006 м и массой 30 г, с закругленными краями
(радиус закругления 0,001 м), на расстоянии
0,05 м друг от друга. При испытании мягкого
материала или пленочного диэлектрика толщи-
Рис. 29.72. Образец,
электроды и приспособ-
ление для испытания
электроизоляционных ма-
териалов на стойкость
к поверхностным ЧР:
1—игольчатый электрод;
2 — пластинчатый электрод;
3—испытуемый образец;
4 — изоляционная проклад-
ка; 5 — изоляционное осно-
вание
412
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.73. Измерительная ячейка с образцом
для определения времени до пробоя тр при
поверхностных ЧР:
1 — зажимы для стержневых электродов; 2 — высо-
ковольтные электроды; 3 — изоляционная плита,
4 — зажимы для закрепления образца; 5 — заземлен-
ная плита; 6 — образец
ной менее 100 мкм электроды закрепляются над
образцом на расстоянии 100 мкм от него. Меж-
ду образцом и плитой должен быть слой про-
водящей пасты толщиной 25 мкм или притер-
тая к образцу алюминиевая фольга. Испытания
производятся в камере с постоянной циркуля-
цией сухого воздуха. Значения напряжения ча
стотой 48—62 Гц выбираются так, чтобы время
тр было от 5000 до 100 ч; число образцов не
менее десяти для каждого напряжения; отме-
чают среднее и минимальное время тр и вычи-
сляют стандартное отклонение о для опреде-
ленного значения тр.
29.11. ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ
СТАТИЧЕСКОЙ ЭЛЕКТРИЗАЦИИ
Полимерные электроизоляционные матери-
алы обнаруживают способность при определен-
ных условиях накапливать заряды электроста-
тического электричества. Это может происхо-
дить при трении поверхностей и других видах
контактов, распылении материала, коронном
разряде вблизи поверхности. Статическая
электризация связана с пожаро- и взрывоопас-
ностью, может привести к нарушению техноло-
гического режима изготовления и переработки
материалов. Появление высоких потенциалов
может стать опасным для обслуживающего
персонала. Процессы электризации исследуют
с целью ее предотвращения или устранения.
Антистатические свойства твердых диэлек-
триков, т. е. их пониженную способность к
электризации, можно оценить прямым методом,
путем измерения плотности и знака заряда и
скорости его спадания, и косвенным — путем
измерения удельного поверхностного ps и удель-
ного объемного р сопротивлений. Чем ниже ps
и р диэлектрика, тем меньше накапливающий-
ся при электризации заряд и выше скорость его
снижения. Отличными антистатическими свой-
ствами (ps= 109“1011 Ом) обладают некоторые
марки аминопластов, фенопластов, фторпласт-42
и др. Эти материалы не требуют специальной
обработки для предотвращения электризации.
Материалы со слабыми антистатическими свой-
ствами имеют удельное объемное сопротивление
от 1016 до 1016 Ом-м, удельное поверхностное
сопротивление 1014—1017 Ом.
Следует отметить, что косвенный метод оп-
ределения антистатических свойств лучше под-
дается стандартизации и дает более воспроиз-
водимые результаты. Удельные объемное и по-
верхностное сопротивления определяются по
методике, изложенной в ГОСТ 6433.2-71 (см.
§ 29.4). Однако для более полной характери-
стики антистатических свойств материала недо-
статочно определение только ps и р, нужно
знать также плотность заряда и скорость его
стекания.
Время релаксации заряда может быть най-
дено как
т = ег е0/т,
где -у —удельная проводимость, См/м; е0 —
электрическая постоянная, ег — относительная
диэлектр ическая проницаем ость.
Скорость утечки заряда является логариф-
мической функцией времени
qt ~ qe exp (t/RC); 1g (<7t/<?o) = 0,434///?C,
где <7c — начальный заряд; qt — заряд по исте-
чении времени t, Кл; t — время, с; С — емкость,
Ф; R— сопротивление, Ом. Коистаита скорости
представляет собой время т (т. е. постоянную
времени RC), в течение которого заряд умень-
шается до 1/е (36,8 % первоначальной вели-
чины).
На основании изложенных теоретических
предпосылок была разработана стандартная
методика (ГОСТ 16185-82) определения элек-
тростатических свойств материалов — началь-
ной плотности электростатического заряда
и полупериода утечки электростатического за-
ряда (времени спада заряда наполовину) т.
Сущность методики заключается в нанесении
электростатического заряда на испытуемый ма-
териал с помощью кратковременного коронного
разряда вблизи поверхности образца и после-
дующего измерения со и т. Для испытаний при
меняют образцы в форме диска диаметром
(100±1) мм, толщиной (1±0,05) мм или
(2,8±0,2) мм; их поверхность должна быть чи-
стой, гладкой, без трещин, утолщений, посто-
ронних включений и других дефектов; для ра-
боты с ними используют пинцет.
Испытательная установка (рис. 29.74)
включает в себя металлический держатель 2
для закрепления образца, источник питания 3,
коронирующий электрод 4 и прибор для изме-
рения 5. Конструкция держателя должна обес-
печивать надежное заземление одной из плос-
костей образца. Для улучшения электрического
контакта рекомендуется между образцом и за-
земленной поверхностью держателя помещать
прокладку из плакированной оловом мягкой
свинцовой фольги или алюминиевой фольги
4-95-М толщиной (0,04±0,01) мм. Испытания
должны производиться в камере влажности,
например в аппарате искусственной погоды ти-
па ИП1-3, или в помещении с относительной
§ 29.12
Определение общефизических характеристик
413
Рис. 29.74. Испытательная установка для оп-
ределения электростатических свойств мате-
риалов:
а — электризация образца; б — измерение поверхно-
стного заряда; / — образец; 2— держатель образца;
3 — источник высокого напряжения; 4 — коронирую-
щий электрод; 5 — измеритель электростатического
поля
влажностью воздуха (65±5) % при темпера-
туре (20±2) °C. Перед испытанием образцы
кондиционируют в течение 24 ч при температу-
ре (20±2) °C и относительной влажности (65*
±5) %• Образцы из пластмасс без антистати-
ческих добавок до кондиционирования норма-
лизуют, выдерживая в этиловом спирте не ме-
нее 1 мин.
При испытании образец закрепляют в део-
жателе и помещают вблизи коронирующего элек-
трода (рис. 29.74, а). Расстояние от электрода
до поверхности образца зависит от толщины
образца и указывается в специальной техниче-
ской документации. В большинстве случаев оно
равно 3 мм. Коронирующий электрод представ-
ляет собой диск из фторопласта-4 марки ПН
диаметром (100±1)мм, толщиной (2±0,2) мм,
в котором равномерно распределены 69 сталь-
ных иголок № 6 длиной 16 мм на расстоянии
10 мм друг от друга. На коронирующий элек-
трод подают высокое напряжение отрицатель-
ной или положительной полярности. В качестве
источника питания могут быть использованы
такие источники, как Б5-15, Б5-24А, Б5-41, име-
ющие максимальные значения выпрямленного
напряжения 4—5 кВ, нестабильность 0,01 %.
Напряжение на коронирующем электроде
(—3 кВ) выдерживают в течение 15 с, за это
время на образце накапливается электростати-
ческий заряд. Затем высокое напряжение вы-
ключают, держатель с образцом перемещают к
измерителю электростатического заряда (рис.
29.74, б) и измеряют о^.Расстояние от образ-
ца до поверхности диафрагмы зонда измерите-
ля зависит от его типа и условий работы. Ре-
комендуется использовать измеритель электро-
статического зарядов переносной типа ИЭЗ-П
[4], который имеет следующие технические дан-
ные: измеряемая напряженность электростати-
ческого поля от 40 до 200, от 200 до 1000 и от
100 до 50 000 В/см, измеряемая плотность за-
ряда от 0,4-10-5 до 2 10-5 Кл/м2, погрешность
измерения ±5 %.
Время от момента прекращения действия
короны до измерения с>о не должно быть более
4 с. Секундомером измеряют полупериод утеч-
ки электростатического заряда т^". Затем обра-
зец снова кондиционируют и нормализуют.
После этого повторяют нанесение электростати-
ческого заряда при положительной полярности
напряжения на электроде. Измеряют и т+.
Результаты измерений подвергают статистиче-
ской обработке. Начальная плотность электро-
статического заряда каждого образца
где оJ и — начальные плотности положи-
тельного и отрицательного зарядов, Кл/м2.
Полупериод утечки электростатического за-
ряда для каждого образца, с,
где ту и т; — полупериоды положительного и
отрицательного электростатических зарядов, с.
За результат испытаний принимают среднее
арифметическое измерений не менее чем на трех
образцах. Стандартное отклонение от среднего
значения
где п — число образцов, суммируемые откло-
нения
д; = — о+; д; = а0 - а0/; Д” = о0 - <тог;
Д; = ; А/ = т — ; Д.-" = т — т..
& it tf v с
Протокол испытаний содержит таблицу
значений О'//, о^“, о, тЪт, а также наимено-
вание и марку пластмассы, наименование пред-
приятия-изготовителя, количество и толщину
образцов, температуру и относительную влаж-
ность, дату, обозначение ГОСТ.
29.12. ОПРЕДЕЛЕНИЕ
ОБЩЕФИЗИЧЕСКИХ ХАРАКТЕРИСТИК
Общефизические характеристики, такие как
плотность материала, геометрические размеры,
пористость, вязкость, влагостойкость я др., нор-
мируются для каждого вида материала и, сле-
довательно, подлежат определению при его ис-
пытании. Кроме того, при определении других
характеристик (механических, электрических)
часто требуется знать вышеуказанные парамет-
ры с некоторой допускаемой погрешностью. Ме-
тодики определения общефизических характе-
ристик в большинстве случаев стандартизованы.
Линейные размеры образцов и электродов,
используемых при испытании диэлектриков, из-
меряют с помощью таких широко известных
приборов, как масштабные линейки, штанген-
циркули, микрометры, толщиномеры. Выбор то-
го или иного прибора определяется значением
измеряемого размера, свойствами материала
(например, его твердостью), конфигурацией
образца, требуемой точностью измерений. При
измерении не допускается деформирования, по-
вреждения или разрушения образца, поэтому
средство измерения следует выбирать, учиты-
вая также измерительное усилие, передаваемое
на образец в момент измерения.
Специфика измерения геометрических раз-
меров мягких, легко деформируемых матери-
алов (бумаги, картона, резины, некоторых ви-
414
Методы испытаний электроизоляционных материалов
Разд. 29
Т-а блица 29.37. Приборы для измерения толщины пленок и листов
Толщина пленки или листа, мм Предел допус- каемой погреш- ности измери- тельного прибо- ра, мм Наименование измерительных приборов Обозначения стандартов на приборы
До 0,003 включи- ±0,0001 Головки пружинные, оптикато- ГОСТ 6933-81;
тельио 0,003—0,015 ±0,0002 ры Оптиметры, головки пружин- ГОСТ 10593-74 ГОСТ 5405-75;
0,015—0,05 ±0,0005 иые, оптикаторы Головки пружинные, оптикато- ГОСТ 6933-81; ГОСТ 10593-74 ГОСТ 6933-81;
0,05—0,25 ±0,003 ры Индикаторы многооборотные с ГОСТ 10593-74 ГОСТ 9696-82
0,25—1,00 ±0,01 ценой деления 0,001 и 0,002 мм Микрометры, индикаторы, тол- ГОСТ 6507-78;
1,00—10 ±0,1 щиномеры Микрометры рычажные ГОСТ 9696-82; ГОСТ 10388-81; ГОСТ 11195-74; ГОСТ 11358-74 ГОСТ 4381-80
дов пластмасс) заключается в том, что для по-
лучения сравнимых результатов необходимо
производить измерения при одинаковых удель-
ных давлениях на диски микрометра. В связи
с этим увеличивают площадь измерительных
плоскостей микрометра с помощью дополнитель-
ных металлических пластинок (до 10 см2). Из-
мерение толщины образцов резины (ГОСТ 269-
66) производят с помощью индикаторных тол-
щиномеров типов TH и ТР (настольных и руч-
ных); их технические характеристики приведе-
ны в табл. 29.37,
Определение толщины пленок и листов по-
лимерных материалов (ГОСТ 17035-71 и ГОСТ
14236-81) производят приборами, погрешность
которых не должна превышать значений, ука-
занных в табл. 29.37.
Измерительный прибор должен иметь пло-
скую поверхность, на которую накладывается
образец и подвижный измерительный наконеч-
ник сферической формы. При измерении тол-
щины свыше 250 мкм допускается использо-
вать наконечник плоской формы. Давление иа
пленку контактной площадки не должно пре-
вышать З-Ю4 Па.
Толщину пленки t можно определить так-
же и другим способом: по массе образца т,
кг; площади S, м2, и плотности материала р,
кг/м3:
t = mJ Sy.
Плотность должна быть известна с погреш-
ностью не более ±10-s кг/м3, длина н шири-
на образца — с погрешностью ±1 %, масса—-
с погрешностью 0,0002 г.
Кроме традиционных приборов линейных
измерений в практике научных исследований и
в производстве электроизоляционных материа-
лов нашли применение приборы с преобразова-
телями, основанные на совершенно иных физи-
ческих явлениях. К ним относятся ультразву-
ковые и радиоизотопные толщиномеры [8, 14].
Последние отличаются своей универсальностью;
они годны для измерения толщины любых ма-
териалов или сочетаний основы и тонкого по-
крытия независимо от свойств и конфигурации
изделия. Например, с помощью прибора типа
ТПРУ-1 измеряется толщина, значение которой
выражается в единицах поверхностной плотно-
сти (г/м2). Диапазон измерения радиоизотоп-
ных толщиномеров от 2 до 60 000 г/м2, погреш-
ность от 0,5 до 2 %, время измерения от 1
до 2 с. Эти приборы можно использовать
для измерения толщин сверхтонких пленок
(вплоть до 0,1 г/м2).
Основной физической характеристикой ма-
териала является его плотность; по ней можно
судить о структуре, составе материала и о дру-
гих его физико-химических свойствах; ее ис-
пользуют для определения некоторых относи-
тельных механических характеристик, таких как
прочность, модуль упругости. Так как плотность
зависит от температуры материала, то принято
указывать значение ее с индексом температуры,
например р20 (или р20) — плотность при тем-
пературе 20 °C. В случае пористых материалов,
а также материалов, в состав которых входит
несколько компонентов, определяют среднюю
(кажущуюся), а в случае сыпучих материа-
лов — насыпную плотность. Последняя пред-
ставляет собой отношение массы образца к его
полному объему (кг/м3), включая объем пор.
Относительная плотность есть безразмерная ве-
личина, равная отношению массы тела к мас-
се равного объема эталонного (условного) ве-
щества, например воды, которая имеет макси-
мальную плотность (1000 кг/м3) при темпера-
туре 4 °C. Относительную плотность записыва-
ют с двумя индексами (например, р®), из
которых верхний указывает температуру испы-
туемого вещества, а нижний — температуру
воды. Если в качестве эталона принять плот-
ность воды при температуре 20° С, то можно
получить соотношение:
pf = 0,9982 р.®
Для пористых материалов определяют ис-
тинную плотность сплошного вещества pt как
отношение массы образца к его объему, исклю-
§ 29.12
Определение общефизических характеристик
415
чая объем пор, среднюю (кажущуюся) плот-
ность ркаж как отношение массы к общему объ-
ему, полную (общую) пористость Поощ — от-
ношение объема пор к общему объему образ-
ца и открытую (кажущуюся) пористость Потк—
отношение объема открытых пор к общему объ-
ему. При этом часто используют метод гидро-
статического взвешивания, который основан на
сравнении масс образца и рабочей жидкости
того же объема, что и образец (ГОСТ 24409-
80). Жидкость должна смачивать образец, но
не взаимодействовать с ним и ие улетучиваться
в процессе измерений. Насыщение образца жид-
костью производят путем длительного кипяче-
ния в ней или путем пропитки в вакуумной ка-
мере (СТ СЭВ 1129-78). Последний способ
является более предпочтительным. После на-
сыщения производят гидростатическое взвеши-
вание образца в той же жидкости, которой он
насыщен.
Искомые характеристики находят по фор-
мулам: истинную плотность, кг/м3,
р20 тс 20.
тс-т)1;ж’
кажущуюся плотность, кг/м3,
Ркаж — Рж1
тп ,П1К
общую пористость, %,
20
п Рж Ркаж
^общ — 100;
Р ж
открытую пористость, %,
100.
„ т„ — тп
“ОТК —
В формулах тс — масса сухого образца
при взвешивании в воздухе; /ггж — масса гирь,
уравновешивающих массу образца, погружен-
ного в жидкость; /пн — масса насыщенного
жидкостью образца при взвешивании в воздухе;
р>° —плотность жидкости при температуре
20 °C.
Плотность твердых материалов определя-
ют методами: обмера и взвешивания в воздухе,
гидростатического взвешивания, пикнометриче-
ским, флотационным и методом градиентной
колонки (ГОСТ 15139-69). При выборе метода
следует руководствоваться тем соображением,
что разброс значений найденной плотности дол-
жен быть меньше (близок) абсолютной погреш-
ности метода.
Плотность жидких материалов определяют
с помощью ареометров (денсиметров), методом
гидростатического взвешивания, пикнометриче-
ским методом и с помощью гидростатических
весов.
Косвенный метод обмера и взвешивания
требует высокой точности измерения массы об-
разца и его объема. Рекомендуется, чтобы об-
разцы пластмасс имели массу не более 180 г и
объем не менее 1 см3. Погрешность при взве-
шивании не должна превышать ±0,0001 г. По-
грешность определения линейных размеров
должна быть не более 0,1 % минимального раз-
мера образца. При неправильной форме образ-
ца, если обмер его затруднен, объем находят
по вытесненному объему жидкости. Использу-
емый для этой цели прибор (рис. 29.75) запол-
Рис. 29.75. Прибор для определения объема
образца неправильной формы
ияют жидкостью до нижнего деления; закрыв
его пробкой, поворачивают иа 360 ' и отсчиты-
вают уровень жидкости. Затем ставят прибор
в положение, когда отверстие с большой проб-
кой находится наверху, и вводят в него взве-
шенный образец (объемом до 5 см3), закрыва-
ют горловину пробкой и вновь поворачивают на
180°, снова отмечают уровень жидкости. Иско-
мый объем образца определяют по разности
двух уровней жидкости. Плотность вычисляют
по формуле:
Pt = Al/V,
где М-—масса образца, кг; V — объем образ-
ца, м3.
Температуру жидкости и образца (20, 23
или 27 °C) поддерживают с точностью до 0,1 °C.
Погрешность измерения плотности не прево-
сходит ±0,5 %, если масса М определена с по-
грешностью не более ±0,2 %, объем V — с по-
грешностью ие более ±0,2 %- Воспроизводи-
мость результатов измерений проверяется по
расхождению между ними при трех параллель-
ных измерениях. Расхождение ие должно пре-
вышать 0,005 г/см3.
Метод гидростатического взвешивания, упо-
мянутый выше, обладает простотой и быстро-
той ’ выполнения измерения. Его погрешность
при достаточно высокой точности поддержания
температуры жидкости и образца ие превыша-
ет 0,1 %• Погрешность взвешивания не долж-
на превосходить ±0,2 мг при массе образца от
0,2 до 5,0 г. При гидростатическом взвешива-
нии образец подвешивают на крючке чашки
аналитических весов с помощью тонкой прово-
лочки и измеряют массу образца в воздухе М,
затем массу образца, погруженного в дистил-
лированную воду, Mi и, наконец, массу Мо
проволочки (без образца), погруженной в воду
иа ту же глубину. Плотность образца при тем-
пературе 20 °C:
.20 = М__________ „20
Р М — Mt + Mc ₽Hs°’
9П
где Рн,г; — плотность воды при температуре
20 °C.
В некоторых случаях образец, подлежащий
гидростатическому , взвешиванию, покрывают
слоем парафина для защиты его от воздейст-
вия жидкости. Тогда плотность образца при
20 °C
Л4Рп° Рн° О
р20 = --------------5--------
Кл-KJp^-^Pn
где М — масса образца без парафина в воз-
духе; Мел — масса образца с защитным сло-
ем в воздухе; Л1СЛ — масса образца с защит-
ным слоем, взвешенного в дистиллированной
416
Методы испытаний электроизоляционных материалов
Разд 29
воде; Л1П — масса защитного слоя парафина;
р2° — плотность парафина.
Если метод гидростатического взвешива-
ния применяют для определения плотности
жидкости, то в качестве вспомогательного те-
ла, погружаемого в жидкость, используют
стеклянный поплавок правильной формы, вну-
три которого помещен баласт (например, свин-
цовая дробь). Объем поплавка от 1 до 10 см3.
Поплавок взвешивают в воздухе (масса М),
при погружении в дистиллированную воду
(масса М') и при погружении в испытуемую
жидкость (7И"). Искомая плотность при 20°С
М —М" 20
Р М — М' РНг°’
Пикнометрическим метод определения
плотности является более точным, но и более
трудоемким по сравнению с предыдущим ме-
тодом. Он основан на сравнении масс образца
и дистиллированной воды того же объема. Пик-
нометр представляет собой сосуд строго опре-
деленной вместимости, в который заливают
испытуемую жидкость до обозначенной метки;
в некоторых пикнометрах имеется особая проб-
ка для удаления избытка жидкости. Емкость
жидкости от 1 до 100 см3. При определении
плотности твердого материала образцы долж-
ны иметь массу от 1 до 5 г. Производятся три
взвешивания; испытуемого образца в воздухе
М, пикнометра, наполненного жидкостью из-
вестной плотности М', и пикнометра, напол-
ненного той же жидкостью с погруженным в
нее образцом М". Уровень жидкости и ее тем-
пература в обоих случаях должны быть строго
одинаковыми. Погрешность при определении
массы не должна превышать 0,2 мг. Искомая
плотность при 20° С;
Р20
____М_____ о20
М + М'—М" Рн*°‘
Рис. 29.76. Установка для определения плот-
ности флотационным методом:
/ — термостат; 2 —бюретка; 3 —штатив; -/ — крыш-
ка; 5 —термометр; б — стакан;. 7 — водяная баня;
8 — магнитиая мешалка
Рис. 29.77. Плотность смеси этило-
вого спирта с водой в функции со-
держания воды V (первоначальное
количество спирта 50 мл)
Если пикнометр применяют для определе-
ния плотности жидкости, то путем взвешива-
ния на точных аналитических весах находят:
массу пустого пикнометра 7ИЬ массу пикномет-
ра, залитого дистиллированной водой /И2, мас-
су пикнометра, залитого испытуемой жид-
костью Л43. Плотность жидкости при 20 °C:
Р20
/И3 —Mt
M2-Mi
о20
Рн2о’
Если определение плотности производится
при /#=20 °C, то в приведенные выше форму-
20 t
лы вместо рно подставляют рн2о~ плотность
воды при этой температуре (р^о=998,20 кг/м3;
РнгО =997>55 кг/м3 и f<o =996,52 кг/м3).
Промышленностью выпускаются стеклянные
колбообразные пикнометры шаровидной фор-
мы (ГОСТ 22524-77), которые имеют либо
глухую притертую пробку (тип ПЖ1 и ПЖ2),
либо пробку с капиллярным отверстием (тип
ПЖЗ); последние обеспечивают более точное
измерение плотности.
Сущность флотационного метода опреде-
ления плотности заключается в сравнении
плотности образца с плотностью рабочей жид-
кости в момент перехода погруженного в
жидкость образца во взвешенное состояние,
Метод применяется для определения плотно-
стей до 1000 кг/м3, главным образом пластмасс
на основе полиолефинов в виде гранул или
формованных образцов. Применяемая установ-
ка изображена на рис. 29.76. В стакан 6 нали-
вают пипеткой 50 см3 этилового спирта плот-
ностью 910 кг/м3, помещают в стакан ротор
магнитной мешалки 8 и испытуемые образцы.
Стакан закрывают крышкой 4 и опускают в
водяную баню 7, соединенную трубопровода-
ми с термостатом 1. Через отверстие в крыш-
ке в стакан вводят термометр 5 и носик бю-
ретки 2. Жидкость в стакане термостатируют
при заданной температуре в течение 15 мин.
Затем порциями по 1 см3 добавляют в нее из
бюретки дистиллированную воду до тех пор,
пока образцы не начнут переходить во взве-
шенное состояние. После этого воду добавля-
ют по 0,2 см3, а затем — по каплям. Образцы
должны подняться и остановиться на расстоя-
нии 1 см под мениском раствора. Плотность
образца определяют по количеству добавлен-
ной в спирт дистиллированной воды. Предва-
рительно определяют зависимость плотности
раствора от объема воды (рис. 29.77) в опре-
деленном масштабе: 1 см3 в 10 мм и 0,1 кг/м3
в 1 мм. Погрешность флотационного метода
не превосходит ±0,2 кг/м3.
Метод градиентной колонки может быть
§ 29.12
Определение общефизических характеристик
417
Рис. 29.78. Схема установки
'для определения плотности по
методу градиентной колонки:
1 — стакан с более плотной жидко-
стью; 2 — стакан с менее плотной
жидкостью; 3 — пропеллерная ме-
шалка; 4— градуированный ци-
линдр
пояснен с помощью рис. 29.78. Стеклянный
цилиндр 4 диаметром не менее 40 мм и высо-
той от 250 до 1000 мм предварительно градуи-
руется с помощью нескольких рабочих жидко-
стей различной плотности, налитых в стаканы
2 и 1. Сначала на дно цилиндра сливается
более легкая жидкость (из стакана 2), а затем
более тяжелая (из стакана 7); последняя вы-
тесняет более легкую наверх. Жидкости выби-
раются исходя из ожидаемого значения изме-
ряемой плотности в соответствии с приведен-
ными ниже данными.
Рабочие жидкости для градиентной колонки
Плотность,
кг/м8
Метиловый спирт — бензи-
ловый спирт 800—920
Изопропиловый спирт — во-
да ........................ 790—1000
Изопропиловый спирт —
диэтиленгликоль . . , , 790—11’0
Этиловый спирт — четырех-
хлористый углерод . . . 790—1000
Толуол — четыреххлористый
углерод................. 870—1590
Вода — азотнокислый каль-
ций ........ . 1000—1600
Четыреххлористый угле-
род— 1,3-дибромпропаи 1600—1990
Бромистый этилен—1,3-
днбромпропан .... 1990—2180
Бромистый этилен — бро-
моформ ................. 2180—2890
Четыреххлористый угле-
род — бромоформ .... 1600—2890
Н-октан ........ 700
Диметилформальдегид . . 940
Тетрахлорэтан ..... 1590
Йодистый этил . . . » . 1930
Йодистый метилен .... 3330
Таким образом, высота жидкости в ци-
линдре соответствует ее плотности. Тарировку
плотности по высоте выполняют с помощью
стеклянных полых шариков (поплавков) диа-
метром от 0,3 до 1,0 см, выполненных так,
что каждый соответствует определенной плот-
ности. Их берут ие менее пяти со значениями
плотности, равномерно распределенными в
27—560
ожидаемом диапазоне. Опустив поплавки в
цилиндр и выдержав его в течение 24 ч в тер-
мостате при заданной температуре, определя-
ют высоту Н в цилиндре каждого поплавка,
после чего строят зависимость р(Н).
Образцы материала в количестве трех с
линейным размером до 5 мм смачивают более
легкой жидкостью и медленно вводят в колон-
ку один за другим. Через 10 мин определяют
высоту образца и по тарировочиому графику
р(Н) находят плотность материала. Точность
данного метода зависит от чувствительности
градиентной колонки, т. е. от перепада плотно-
сти жидкостей в цилиндре на 1 мм высоты.
При чувствительности градиентной колонки
0,0001 г/см3 на 1 мм погрешность метода не
превышает ±0,05 %.
Плотность жидкости часто определяется с
помощью ареометра, который иногда называют
денсиметром. Он представляет собой узкий сте-
клянный поплавок со шкалой, в нижней части
которого находится грузик. Когда ареометр
плавает в жидкости, отсчет по шкале, совпа-
дающий с верхним краем мениска жидкости,
дает значение плотности. Ареометры (ГОСТ
18481-81Е) нередко изготовляются со встроен-
ным термометром, что позволяет одновремен-
но с плотностью измерять и температуру.
При массовом измерении плотности жид-
костей методом гидростатического взвешива-
ния широко применяют специальные коромыс-
ловые гидростатические весы (весы Вестфа-
ля—Мора); их устройство показано на рис.
29.79. Они состоят из короткого плеча 1, за-
канчивающегося острием 6, и длинного плеча
2, на котором нанесены 10 вырезов, соответст-
вующие 10 равным частям коромысла. На де-
сятом вырезе с помощью крючка 3 подвешен
стеклянный поплавок 5 с термометром. При
равновесии весов острие короткого плеча оста-
навливается против неподвижного острия 7.
Массы плеч коромысел и поплавка отрегулиро-
ваны так, что весы находятся в равновесии,
если поплавок находится в воздухе. К весам
прилагается набор разновесов в виде рейтеров
(Ло, А, В и С). Рейтеры Ас (с ушком) и А
имеют одинаковую массу, равную массе ди-
стиллированой воды в сосуде 4, объем которой
Рис. 29.79. Коромысловые гидростатические
весы
418
Методы испытаний электроизоляционных материалов
Разд. 29
численно равен объему поплавка (температу-
ра 15°C). Если поплавок погрузить в воду с
температурой 15 °C и одновременно иа крючок
3 повесить рейтер Ло, как показано на рис.
29.79, то равновесие весов не нарушится. Груз
В в 10 раз, а груз С в 100 раз легче груза А
(или Ло). Испытуемую жидкость с температу-
рой 15 °C заливают в сосуд и погружают в нее
поплавок 5. Если жидкость легче воды, то рей-
тер Ло не используется; рейтеры Л, В и С
располагают в вырезах коромысла так, чтобы
весы пришли в равновесие. Относительная
плотность жидкости р[г’ находится как сум-
ма следующих произведений: номера выреза,
в котором находится рейтер Л, иа коэффи-
циент 0,1; номера выреза с рейтером В на ко-
эффициент 0,01 и номера выреза с рейтером С
на коэффициент 0,001. Если испытуемая жид-
кость тяжелее воды, то определение плотности
ведется таким же образом, ио на крючок 3 ве-
шается рейтер Ло и перед запятой в значении
ставится цифра 1 вместо цифры 0.
Под влаго- и водостойкостью диэлектрика
понимают способность его выдерживать воз-
действие атмосферы, близкой к состоянию на-
сыщения водяным паром, и (или) воздействие
водяной среды без недопустимого ухудшения
ёго свойств. Контролируемыми параметрами
при такого рода испытаниях материала явля-
ются: электрическая прочность ЕЛр, удельное
объемное сопротивление р, сопротивление изо-
ляции 7!из и внутреннее сопротивление /?/• На-
ряду с электрическими характеристиками оп-
ределяют также влаго- и водопоглощение и
набухание (ГОСТ 10315-75). Образцы для оп-
ределения Е’пр, р, Виз и В; большинства твер-
дых диэлектриков выполняют, как указано в
§ 29.4. При испытании пластмасс (ГОСТ
4650-80) образцы изготавливают в форме дис-
ка диаметром (50±1) мм, толщиной (3+
+0,2) мм или, в случае листового и слоистого
материалов, в форме квадратной пластины со
стороной (50+1) мм, толщиной, равной тол-
щине материала. Для стержней, прутков и
труб длина образца берется равной (50+1) мм,
диаметр не должен превышать 50 мм; срез дол-
жен быть перпендикулярен оси. Если труба
имеет диаметр больше 50 мм, то образцы вы-
резают из стенки трубы, при этом длина, ши-
рина и толщина образца не должны превы-
шать (50+1) мм.
Образцы перед испытанием выдерживают
в термостате при условиях нормализации, ука-
занных в стандарте на материал; если тако-
вые не указаны, то при температуре (55+2) °C
и относительной влажности не более 20 % в
течение 24 ч. Затем образцы охлаждают в
эксикаторе с адсорбирующим водяные пары
веществом, например пятиокисыо фосфора, при
температуре (23+2) °C.
Влагостойкость материалов по вышеука-
занным показателям определяют, помещая
образцы в термовлагокамеру (см. § 29.1), где
поддерживаются требуемые режимы. Таковы-
ми могут быть температура воздуха (23+2)
или (40+2)°С, относительная влажность (93+
+2) или (95+2) %. Измерительные вводы
камеры должны быть выполнены так, чтобы
сопротивление изоляции между вводами по
крайней мере в 100 раз превосходило наиболь-
шее сопротивление образцов, а напряжение пе-
рекрытия вводов не менее, чем в 2 раза пре-
вышало наибольшее значение пробивного на-
пряжения образцов. Продолжительность вы-
держки образцов в камере т может быть 1, 2,
4, 7, 14, 21 или 28 сут. При выдержке меньше
4 сут погрешность измерения времени не дол-
жна превышать +5 %; при большем времени
погрешность не должна превышать +2 %- Оп-
ределение р, 7?из, Ri и Е’пр следует произво-
дить до испытаний и непосредственно в испы-
тательной камере, спустя указанное время ис-
пытаний т.
Для определения влагопоглощения wa об-
разцы, подготовленные к испытанию и про-
шедшие нормализацию, быстро переносят в
предварительно взвешенный, плотно закрываю-
щийся сосуд и взвешивают, затем выдержива-
ют положенное время в условиях высокой
влажности и снова взвешивают. Погрешность
определения массы не должна превышать
0,001 г. Влагопоглощение, %,
т, — т
Wa =----------100 j
т
где т —' масса образца до помещения его в
испытательную камеру, мг; mi — масса образ-
ца после испытания, мг.
Искомое значение влагопоглощения нахо-
дят как среднее арифметическое измерений 5
образцов.
Водостойкость материалов по вышеука-
занным показателям определяют после вы-
держки образцов в дистиллированной воде прн
температуре (23+0,5) °C. Время выдержки за-
висит от вида материала и указывается в со-
ответствующем стандарте. Оно может быть
от 1 до 56 сут. Электрические характеристики
измеряют на нормализованных образцах до
испытания и после извлечения их из воды и
протирания сухой тканью или фильтровальной
бумагой, но не позднее чем через 3 мин. При
определении водопоглощения wB образцы вы-
держивают в воде 1 сут. Массу образца нахо-
дят до испытания и через 1 мин после извле-
чения из воды (образцы также протирают).
Продолжительность взвешивания не должна
превышать 3 мин, погрешность должна быть не
более +0,001 г. Если испытуемый материал со-
держит вещества, растворимые в воде, то пос-
ле выдержки в воде и взвешивания образцы
повторно сушат в течение 24 ч при температу-
ре (50+2)°С, снова охлаждают в эксикаторе
и взвешивают. Для некоторых материалов
можно применить ускоренный метод определе-
ния wB, который заключается в кипячении об-
разцов в дистиллированной воде в течение
(30+1) мин с последующим охлаждением их
в дистилированной воде до температуры (23+
+2)°С в течение (15+1) мин. Перед взвеши-
ванием избыток воды удаляется с поверхности
образцов увлажненной и отжатой тканью. На-
сыщение образцов водой может производиться
также под вакуумом. Для этого образцы по-
мещают в вакуумный эксикатор, соединенный
с помощью резиновых шлангов и трехходового
крана с вакуумным насосом и вакуумметром.
При остаточном давлении в эксикаторе не
более 2,7 кПа образцы выдерживают в тече-
ние 10 мии. Затем постепенно подают в экси-
катор воду. Образцы в воде под вакуумом вы-
§ 29.12
Определение общефизических характеристик
419
держивают еще 5 мии, после чего насос отклю-
чают, открывают эксикатор и взвешивают об-
разцы, предварительно удалив с поверхности
избыток воды. При любом способе насыщения
образцов иа 1 см2 поверхности образца берут
не менее 8 см3 воды.
Водопоглощение в процентах при двух
взвешиваниях:
mz — mt
wB =---------- ЮО,
где — масса образца перед погружением в
воду; т.2 — масса образца после извлечения из
воды.
Водопоглощение при трех взвешиваниях
^2 — т3
wB ----------- 100,
CTj
где П73 — масса образца после извлечения из
воды и высушивания.
Иногда находят массу воды хв, поглощен-
ную образцом на единицу его поверхности (s,
см2):
т2 — m-L т2 — т3
хв =--------- или хв =----------.
s s
Расхождение полученных результатов при па-
раллельном испытании трех образцов не долж-
но превышать 10 %. Если это условие не вы-
полняется, то испытание повторяют на удво-
енном числе образцов.
Набухание образца при испытаниях на
влаго- или водостойкость характеризуется из-
менением линейных размеров. До и после испы-
тания измеряют диаметр (линейные размеры)
образца и его толщину в пяти точках у кром-
ки, погрешность измерений не должна превы-
шать ±0,01 мм. Затем вычисляют относитель-
ное изменение в процентах каждого парамет-
ра, находят среднее арифметическое для 5 то-
чек. Набухание определяют путем испытания
трех образцов как среднее арифметическое ре-
зультатов параллельных измерений.
Вязкость жидких и размягчающихся элект-
роизоляционных материалов определяют при
помощи специальных приборов — вискозимет-
ров. Различают динамическую, кинематичес-
кую и условную вязкость вещества. Динами-
ческую вязкость измеряют в паскаль-секундах.
Паскаль-секунда (Па-с) — это динамическая
вязкость среды, при ламинарном течении ко-
торой в слоях, находящихся иа расстоянии
1 м, в направлении, перпендикулярном тече-
нию, под действием давления сдвига 1 Па воз-
никает разность скоростей течения 1 м/с.
В практике испытаний применяется и другая
единица вязкости — пуаз (П) :1 П = 0,1 Па-с.
Измерение динамической вязкости производит-
ся на основе закона Стокса или закона Пуа-
зейля. Кинематическая вязкость v в квадрат-
ных метрах на секунду равна отношению дина-
мической вязкости жидкости т], Па-с, к ее
плотности р, кг/м3. На практике кинематичес-
кую вязкость иногда измеряют в стоксах:
1 стокс (Ст) = 10~4 м2/с. Кинематическая вяз-
кость v воды при 20 °C приблизительно равна
1 сСт; при этой температуре динамическая
вязкость воды примерно 1 сП (0,001 Па-с).
Условная вязкость (ВУ) — характеристика,
получаемая при определенной методике испы-
27*
тания. Она связана с динамической и кинема-
тической вязкостью эмпирическими соотноше-
ниями.
По своему устройству вискозиметры де-
лятся на капиллярные, универсальные, ротаци-
онные и ультразвуковые. С помошью капилляр-
ных вискозиметров определяется кинематичес-
кая вязкость по времени истечения заданного
объема испытуемой жидкости через капилляр
заданного диаметра (ГОСТ 33-82). Согласно
ГОСТ 10028-81 выпускается ряд типов стеклян-
ных капиллярных вискозиметров. Некоторые из
них показаны на рис. 29.80. Вязкость жидко-
сти в значительной степени зависит от темпе-
ратуры, поэтому ее измеряют при определен-
ной, заданной температуре, которую поддержи-
вают в термостате с высокой точностью. По-
грешность измерения температуры в пределах
от —30 до +150 °C не должна превосходить
±0,1 °C, погрешность измерения отрицательных
температур (от —60 до —30 °C) должна быть
ие выше ±0,25 °C. Для заполнения термоста-
та применяют различные термостатирующие
жидкости в зависимости от температуры испы-
таний: этиловый спирт или изооктан при тем-
пературе Т=—60 -ь- +15 °C; дистиллированную
воду при Т— 15 60 °C; глицерин, разбавлен-
ный водой, или светлое нефтяное масло при
7>60°С.
Для измерения вязкости подбирают виско-
зиметр с таким расчетом, чтобы время истече-
ния жидкости было не менее 200 с. Вискози-
метр тщательно промывают соответствующим
раствором и высушивают. Испытуемую жид-
кость профильтровывают через бумажный или
стеклянный фильтр. При работе с вискозимет-
рами ВПЖТ-2 и ВПЖТ-4 (рис. 29.80,6, s),
которые рекомендуется применять для измере-
ния вязкости нефтепродуктов, на отводную
трубку 3 надевают резиновую трубку; далее,
зажав пальцем колено 2 и перевернув виско-
зиметр, опускают колено / в сосуд и засасы-
вают с помощью резиновой груши или иным
способом жидкость до метки М2, следя за тем,
чтобы в жидкости не образовывались пузырь-
ки воздуха. В тот момент, когда уровень жид-
Рис. 29.80. Капиллярные вискозиметры:
а — типа БПЖТ-1; б — типа ВПЖТ-2; в —типа
ВПЖТ-4
420
Методы испытаний электроизоляционных материалов
Разд. 29
кости достигнет метки Л42, вискозиметр выни-
мают из сосуда л быстро переворачивают в
нормальное положение. Затем, сняв избыток
жидкости с внешней стороны колена 1, надева-
ют на его конец резиновую трубку. Вискози-
метр устанавливают в термостат, заполненный
термостатирующей жидкостью (дистилирован-
ной водой, этиловым спиртом, глицерином и
т.п.), так, чтобы расширение 4 было ниже
уровня жидкости. Через 15 мин испытуемую
жидкость засасывают в колено 1 до !/з высоты
расширения 4. Соединяют колено 1 с атмосфе-
рой и определяют по секундомеру время опус-
кания мениска жидкости от метки до мет-
ки /И2. Аналогичные операции производят и
при использовании капиллярных вискозиметров
других типов. Время истечения жидкости оп-
ределяют несколько раз во всех случаях, ис-
ключая вискозиметры ВНЖ, которые снабже-
ны тремя расширениями, и двумя секундоме-
рами измеряют время течения жидкости от
одной метки до второй и от второй до третьей.
Одно время служит для вычисления вязкости,
другое — для контроля. Они не должны отли-
чаться более чем на 2 % при температуре 15 °C
и выше, при более низкой температуре это от-
личие не должно превышать 3 %. Количество
измерений выбирается, исходя из времени т.
При т=200 = 300 с количество измерений не
менее пяти, при т=300 = 600 с — не менее че-
тырех, при т>600 с производятся три измере-
ния.
Кинематическая вязкость испытуемого ма-
териала v вычисляется с точностью до четвер-
той значащей цифры:
V= 1,019-10-®gi;CK, м?/с;
980,7
К,
сСт,
V — C
где С — постоянная вискозиметра, мм2/с! (да-
ется в свидетельстве о поверке); т — среднее
арифметическое время истечения жидкости в
вискозиметре, с; g — ускорение свободного па-
дения в месте измерения вязкости, см/с5;
980,7 см/с2 — нормальное ускорение свободно-
го падения; К — коэффициент, учитывающий
изменение гидростатического напора жидкости
в результате расширения ее при нагревании;
для вискозиметров типа ВПЖ-1 и ВПЖТ-1
коэффициент К=1; для вискозиметров ВПЖ-2,
ВПЖТ-2, ВПЖ-4 и ВПЖТ-4 К =1+0,00004 Д/;
для вискозиметров ВНЖ и ВНЖТ К=1 +
-j-0,000087 Kt; для вискозиметров ВПЖМ и
ВПЖМТ К= 1+0,000074 Kt; Kt — разность
температур жидкости при заполнении вискози-
метра и в момент определения вязкости. Если
Д1<10°С, то можно принять К=1.
Динамическая вязкость исследуемой жид-
кости, Па-с,
т) = гр,
где v — кинематическая вязкость, м2/с; р —
плотность исследуемой жидкости, кг/м3, при
той же температуре, при которой определялась
вязкость.
Таблица 29.38. Перевод единиц кинематической вязкости в единицы условной
вязкости (ВУ)
м2/с сСт Граду- сы ВУ м2/с сСт Градусы ВУ м2/с сСт Градусы ВУ
0,000001 1,00 1,00 0,000024 24,0 3,43 0,000054 54,0 7,33
0,000002 2,00 1,10 0,000025 25,0 3,56 0,000055 55,0 7,47
0,000003 3,00 1,20 0,000026 26,0 3,68 0,000056 56,0 7,60
0,000004 4,00 1,29 0,000027 27,0 3,81 0,000057 57,0 7,73
0,0000045 4,5 1,34 0,000028 28,0 3,95 0,000058 58,0 7,86
0,000005 5,0 1,39 0,000029 29,0 4,07 0,000059 59,0 8,00
0,0000055 5,5 1,43 0,000030 30,0 4,20 0,000060 60,0 8,13
0,000006 6,0 1,48 0,000031 31,0 4,33 0,000061 61,0 8,26
0,0000065 6,5 1,53 0,000032 32,0 4,46 0,000062 62,0 8,40
0,000007 7,0 1,57 0,000033 33,0 4,59 0,000063 63,0 8,53
0,0000075 7,5 1,62 0,000034 34,0 4,72 0,000064 64,0 8,66
0,000008 8,0 1,67 0,000035 35,0 4,85 0,000065 65,0 8,80
0,0000085 8,5 1,62 0,000036 36,0 4,98 0,000066 66,0 8,93
0,000009 9,0 1,76 0,000037 37,0 5,11 0,000067 67,0 9,06
0,0000095 9,5 1,81 0,000038 38,0 5,24 0,000068 68,0 9,20
0,000010 10,0 1,86 0,000039 39,0 5,37 0,000069 69,0 9,34
0,0000105 10,5 1,91 0,000040 40,0 5,50 0,000070 70,0 9,48
0,000011 11,0 1,96 0,000041 41,0 5,63 0,000071 71.0 9,61
0,000012 12,0 2,05 0,000042 42,0 5,76 0,000072 72,0 9,75
0,000013 13,0 2,15 0,000043 43,0 5,89 0,000073 73,0 9,88
0,000014 14,0 2,26 0,000044 44,0 6,02 0,000074 74,0 10,01
0,000015 15,0 2,37 0,000045 45,0 6,16 0,000075 75,0 10,15
0,000016 16,0 2,48 0,000046 46,0 6,28 0,000076 76,0 10,3
0,000017 17,0 2,60 0,000047 47,0 6,42 0,000077 77,0 10,4
0,000018 18,0 2,72 0,000048 48,0 6,55 0,000078 78,0 10,5
0,000019 19,0 2,83 0,000049 49,0 6,68 0,000079 79,0 10,7
0,000020 20,0 2,95 0,000050 50,0 6,81 0,000080 80,0 10,8
0,000021 21,0 3,07 0,000051 51,0 6,94 0,000081 81,0 10,9
0,000022 22,0 3,19 0,000052 52,0 7,07 0,000082 82,0 П,1
0,000023 23,0 3,31 0,000053 53,0 7,20 0,000083 83,0 11,2
§ 29.12
Определение общефизических характеристик
421
Кинематическую вязкость можно выразить
в единицах условной вязкости (ВУ или граду-
сах ВУ), пользуясь табл. 29.38, которая со-
ставлена для значений кинематической вязко-
сти от 0,000001 до 0,00083 м2/с; при более вы-
соких значениях v для ее перевода в градусы
ВУ следует пользоваться формулой:
ВУ =0,135v.
Если требуется определить вязкость жид-
кости с небольшим временем истечения, то
пользуются вискозиметрами ВЗ, которые пред-
назначены для измерения вязкости электро-
изоляционных лаков (ГОСТ 8420-74; ГОСТ
9070-75). За условную вязкость в этом случае
принимается время непрерывного истечения
(в секундах) определенного объема испытуе-
мого материала через калиброванное стальное
сопло. Результат измерения (среднее арифме-
тическое нескольких значений времени истече-
ния) умножают на поправочный коэффициент
К (от 0,9 до 1,1), который указывается для
каждого вискозиметра в его технической доку-
ментации. Кинематическую вязкость v опреде-
ляют с помощью градуировочной кривой, ко-
торая представляет собой зависимость време-
ни истечения в секундах от вязкости испытуе-
мых жидкостей, мм2/с. Вид градуировочных
кривых для вискозиметров с различным диа-
метром сопла (2; 2,5; 4; 5,4; 6 мм) представ-
лен на рис. 29.81.
Условия работы вискозиметров: темпера-
тура воздуха от 10 до 35 °C, относительная
влажность до 80 %, давление 0,1 МПа.
Вязкость материала густой консистенции
определяют с помощью шариковых вискози-
метров. Они представляют собой стеклянную
трубку длиной 350 мм, диаметром 20 мм, ниж-
ний конец которой закрыт пробкой. На трубке
нанесены две метки с расстоянием между ними
250 мм. Трубка укреплена на штативе. Ее за-
полняют материалом на 1—2 см выше верхней
метки. Затем свободно опускают стальной ша-
рик диаметром 7,938 мм в центр трубки и в
момент, когда ннжний край шарика достигнет
верхней метки, включают секундомер. Когда
шарик своим нижним краем достигнет нижней
метки трубки, секундомер останавливают. При
измерении вязкости непрозрачной жидкости в
стеклянную трубку до нижней метки наливают
глицерин, а сверху — испытуемый материал
до верхней метки. За условную вязкость при-
Рис. 29.81. Зависимость времени истечения от
вязкости для вискозиметров с различными
диаметрами сопла (указаны цифрами у кри-
вых)
Рис. 29.82. Универсальный вискозиметр ВУ
(Энглера)
нимается время, в течение которого шарик
опустится от верхней метки до уровня глице-
рина. Отклонение любого значения времени
движения шарика от среднего квадратического
значения времени не должно превышать
±2,5 %.
Вязкость в условных градусах (ВУ) мож-
но определить с помощью универсальных вис-
козиметров ВУ и ВУ1 с ручным и автомати-
ческим регулированием температуры (соответ-
ственно) (ГОСТ 1532-81). На рис. 29.82 изо-
бражен универсальный вискозиметр (Энглера).
Испытуемая жидкость заливается в резервуар
4, внутренний диаметр основной части которо-
го равен 106 мм. Резервуар помещен в ванну
6, заполненную водой или маслом для посто-
янного поддержания температуры испытуемой
жидкости в резервуаре. Крышка 5 имеет два
отверстия: одно для термометра 1, другое для
конусного стержня 2. Последний изготовлен
из фторопласта, коническая часть его — из
алюминия. Стержень закрывает вход в канал
сточной трубки. Диаметр канала 2.8 мм, высо-
та 20 мм. Резервуар и другие металлические
части вискозиметра, соприкасающиеся с ис-
пытуемой жидкостью, покрыты противокорро-
зийным покрытием. Установка прибора долж-
на быть строго горизонтальной, что проверяет-
ся и регулируется при помощи специального
приспособления. Жидкость в вание нагревается
и перемешивается мешалкой 3. Под сточную
трубку подставляют измерительную колбу 8,
имеющую на узкой части метку. Объем колбы
до метки составляет 200 мл. Установив нуж-
ную температуру в резервуаре с помощью на-
422
Методы испытаний электроизоляционных материалов
Разд. 29
гревателя 7 (9 — регулятор мощности), выни-
мают стержень 2 и одновременно пускают се-
кундомер. Измеряют время, в течение которого
жидкость течет непрерывной струей и запол-
няет колбу до метки. Условную вязкость (ВУ)
в градусах ВУ (градусах Энглера) находят
путем деления времени истечения 200 мл жид-
кости на постоянную прибора, которая числен-
но равна времени истечения через сточную
трубку 200 мл дистиллированной воды при
температуре 20 °C. Постоянная определяется с
большой точностью и составляет (51 ±1) с.
Расхождение результатов двух определений
постоянной вискозиметра, каждый из которых
вычисляют как среднее четырех наблюдений,
не должно превышать 0,5 с. Условная вязкость
Рис. 29.83. Ротацион-
ный вискозиметр Брук-
фильда:
1 — ротор; 2 — метка глу-
бины погружения ротора;
3—нижний вал; 4 — пере-
ключатель «вкл. и выкл.»;
5 — рычаг муфты; 6 — пере-
ключатель частоты враще-
ния; 7 — двигатель с пере-
дачей; 8— пластинка со
шкалой; 9 —кожух ротора;
10 — химический стакан
где т; — время истечения из вискозиметра
200 мл испытуемого материала при темпера-
туре t, °C; T2qs° — постоянная вис..ьзиметра
(водное число), с.
С помощью рассмотренных универсальных
вискозиметров определяют вязгэсть материа-
лов, относящихся к нефтепродуктам, по ГОСТ
6258-52 (переиздание 198.J г.) в том случае,
если невозможно измерение капиллярными
вискозиметрами. Расхождения между двумя
параллельными определениями не должны
превышать 1 с при времени истечения т( до
250 с, 3 с при времени истечения от 251 до
500 с, 5 с при времени истечения от 501 до
1000 с и 10 с при т(>1000 с.
Динамическую вязкость жидкостей измеря-
ют ротационными вискозиметрами, которые
весьма удобны для испытаний высоковязких
материалов, таких как полимеры (ГОСТ
25276-82), расплавленные битумы, масла при
низких температурах и т. п. Существует ряд
конструкций ротационных вискозиметров. В од-
ной из них испытуемая жидкость помещается
в пространство между двумя коаксиальными
цилиндрами, один из которых (внешний) непо-
движен, другой (внутренний) вращается вокруг
вертикальной оси либо с постоянной частотой,
либо с замедлением после отключения двига-
теля, который привел его во вращение. Вяз-
кость определяется по затрате мощности па
вращение или по степени замедления. Цилиндр
может начать вращаться и под действием веса
груза, который подвешен па инти, перекинутой
через блок, соединенный с осью внутреннего
цилиндра. В последнем случае динамическая
вязкость жидкости определяется по формуле
1] =К(Р —ДР)/п,
где Р— вес груза; ДР —поправка на трение
подшипников прибора; п — частота вращения
внутреннего цилиндра; К—постоянная, зави-
сящая от геометрических параметров прибора.
В вискозиметре Брукфильда (рис. 29.83) в
химический стакан 10 отмеряют 400 см3 испыту-
емой жидкости, которую термостатируют при
определенной температуре. На нижний вал
двигателя 3 надевают цилиндрическую насад-
ку (ротор) 1 радиусом R и высотой И и метал-
лический кожух ротора 9, устанавливают опре-
деленное значение частоты вращения при помо-
щи переключателя 6. Ротор опускают в стакаи
и включают двигатель. Значение динамической
вязкости, которое отсчитывается непосредствен-
но по шкале 8 по истечении 60 с после начала
вращения, определяется формулой
т] = М/4лсоЯР2,
где 7И — момент вращения двигателя; со — угло-
вая скорость.
Формула справедлива, если диаметр стака-
на D^>2 R. Вязкость, Па/с, вычисляется по
формуле:
где /— показание вискозиметра; К — коэффи-
циент, зависящий от размера насадки ротора и
частоты его вращения. Согласно ГОСТ 25271-82
вискозиметры Брукфильда выпускаются двух
типов: РВ и ЛВ с частотой вращения ротора
от 1 до 100 об/мин и используются для опре-
деления вязкости жидких полимеров.
Вискозиметры с непрерывной регистрацией
вязкости могут быть автоматическими и полу-
автоматическими (ГОСТ 13368-83Е). Шкалы
измерительных приборов вискозиметров системы
ГСП, предназначенных для контроля, регулиро-
вания и управления техническими процессами,
градуируются в паскаль-секундах (Па-с) или
мпллипаскаль-секундах (мПа-с) и имеют клас-
сы точности от 1,0 до 6,0 (10). Для непрерыв-
ного измерения динамической вязкости весьма
малых объемов жидкости (до 5 см3) применя-
ются ультразвуковые (вибрационные) вискози-
метры, принцип действия которых основан иа
определении времени затухания ультразвуковых
колебаний.
29.13. ОПРЕДЕЛЕНИЕ
МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК
Механические испытания имеют своей це-
лью определить прочностные свойства матери-
алов, т. е. их способность выдерживать воздей-
ствие внешних механических нагрузок без не-
допустимых изменений первоначальных разме-
ров и формы. В некоторых случаях при меха-
нических испытаниях определяют разрушающую
нагрузку и дофрмацию материала после его
разрушения. По характеру приложения нагруз-
ки механические испытания делятся на стати-
ческие, когда нагрузка плавно возрастает с обу-
§ 29.13
Определение механических характеристик
-123
словленной скоростью, и динамические, когда
нагрузка воздействует на материал внезапно,
в виде рывка или удара, и быстро меняется по
величине и (или) по направлению. При стати-
ческих испытаниях определяют разрушающее
напряжение при растяжении, сжатии или изги-
бе, предел текучести, относительное удлинение
при разрыве и относительную деформацию при
сжатии, модуль упругости (Юнга) и другие
характеристики; при динамических испытани-
ях— ударную вязкость и стойкость к вибра-
ции. Особое место занимают такие важные па-
раметры материала, как его твердость, гиб-
кость, пластичность.
При испытании иа статическое разрушение
под временным сопротивлением ов понимают
напряжение, отвечающее наибольшей нагрузке
F, предшествовавшей разрушению образца. От-
носительное удлинение после разрыва 6 есть
отношение приращения расчетной длины образ-
ца после разрыва к первоначальной длине. Ис-
пытание на растяжение дает возможность оце-
нить не только прочность материала, но и
склонность к упругим и пластическим дефор-
мациям. Предел упругости — это напряжение,
при котором остаточное удлинение составляет
0,05 % первоначальной длины рабочей части
образца. Предел текучести — напряжение,
при котором происходит значительное увеличе-
ние деформации образца (до 0,2 % его услов-
ной длины) без увеличения растягивающей на-
грузки. Наиболее полное представление о ме-
ханических свойствах материала при статиче-
ском нагружении дает определяемая в процессе
испытаний «диаграмма растяжения». Она пред-
ставляет собой график зависимости деформа-
ции образца от действующей на него нагрузки
(рис. 29.84). По площади между осью абсцисс
и кривой графика можно рассчитать работу,
затрачиваемую на деформацию образца.
Для того чтобы получить хорошую воспро-
изводимость и достоверность результирующих
данных, статические испытания производят на
образцах определенной формы и размеров, ко-
торые установлены соответствующими стан-
дартами по испытаниям конкретных видов ма-
териалов. Так, при определении прочности на
Рис. 29.84. Зависимость между нагрузкой F и
деформацией образца AZ:
Дра3р — нагрузка в момент разрушения образца;
Дтах — максимальная нагрузка; fT — нагрузка,
соответствующая физическому пределу текучести;
Ду — нагрузка, соответствующая условному пределу
текучести
Рис. 29.85. Образец (а) и захват (б), исполь-
зуемые при испытании керамических материа-
лов на растяжение
разрыв тонких листов бумаги, картона, стек-
лоткани (ГОСТ 13525.1-79) применяют образцы
в виде полосок шириной (15±0,1) мм —для
бумаги, (50±0,2) мм — для картона длиной
180 или 100 мм. Толщина должна быть изме-
Таблица 29.39. Виды пластмасс, испытываемых иа растяжение, типы образцов и
способы их изготовления
Вид материала Тип образца Способ изготовления
Эластичные термопласты, экструзионные и лить- евые полимеры (полиэтилен, пластифицирован- ный поливинилхлорид и т. п.) 1 Прессование, экструзия, литье под давлением
Твердые, литьевые термопласты, включая на- полненные и армированные полимеры, термореак- Тйвные экструзионные массы, включая различные Виды промышленных и декоративных слоистых Пластиков 2 Литье под давлением, прессова- ние, механическая обработка
Термореактивные пластмассы и составы, напол- ненные неорганическими материалами, например волокнами, матами, тканями. Усиленные термо- пластичные материалы в виде плит, пластин 3 Прессование, механическая об- работка
424
Методы испытаний электроизоляционных материалов
Разд. 29
Тип/
h
Г По
Тип 5
Рис. 29.86. Образцы, используемые при испы-
тании пластмасс на растяжение
рена с погрешностью не более 0,01 мм не менее
чем в трех точках образца. При определении
стойкости к надрыву гибких электроизоляцион-
ных материалов (микалент, лакобумаги и др.)
ширина образца берется равной (15±0,5) или
(20 ±0,5) мм, длина не менее 240 мм (ГОСТ
21555-76).
Прн испытании на растяжение пластмасс,
керамики, цемента и других подобных им ма-
териалов изготавливают образцы в форме
«восьмерок» (двусторонних лопаток), с узкой
средней частью — рабочим участком. На рис.
29.85, а показаны образцы керамических мате-
риалов, испытываемые на растяжение (ГОСТ
24409-80). Форма захватов разрывной маши-
ны должна соответствовать форме образцов
(рис. 29.85,6). Между образцом и захватом
помещают эластичную прокладку из листового
свинца толщиной не менее 2 мм.
Рис. 29.87. Образец с накладками, используе-
мый при испытании на растяжение
На рис. 29.86 даны примеры образцов
пластмасс при их испытании на растяжение
(ГОСТ 11262-80). Толщина образцов 1-го типа
(рис. 29.86) не более 3 мм, остальных типов —
ие более 10 мм. Форма образца и способ его
изготовления выбираются с учетом структуры
и свойств материала (табл. 29.39).
Размеры образцов следует выбирать так,
чтобы длина рабочей части была по крайней
мере в 5 раз больше максимального поперечно-
го размера. Если разрушение образцов 3-го
типа происходит вблизи зажимов, то следует
усилить концы образцов путем использования
накладок из материала, идентичного испыту-
емому, длиной Z4>50 мм, толщиной di=3-:-
-4-10 мм, с центровыми отверстиями для штиф-
тов или без них (рис. 29.87). В табл. 29.40
приведены данные о геометрических размерах
образцов пластмасс, испытываемых на растя-
жение. Следует заметить, что образцы
малого размера (см. рис. 29,86, типы 4, 5) обыч-
но используют при научных исследованиях или
при обработке технологического процесса. Об-
разцы в виде трубок испытывают на отрезках
длиной 150 мм при длине базы 25 мм и рассто-
янии между захватами 50 мм, внутренний диа-
метр трубки до 10 мм (ГОСТ 19034-82).
Для определения упругопрочиостных свой-
ств резины при ее растяжении по ГОСТ
270-75 изготавливают образцы в виде двусто-
ронней лопатки или кольца. Форма зажимов
для образцов первого вида с наплывами пока-
зана на рис. 29.87. Размеры образцов: длина —
35, 55, 75, ПО или 115 мм, ширина—6, 9, 12
или 25 мм, толщина— (1 ±0,2) или (2±0,2) мм.
Внутренний диаметр кольца (44,6±0,05) мм,
наружный диаметр (52,6±0,05) мм, толщина
кольца 4 или 6 мм. Для закрепления образцов
кольцевой формы применяют два металлических
ролика диаметром (25 ±0,25) мм, которые во
время испытания вращаются вокруг собствен-
ной оси.
При испытании пластмасс и слоистых плас-
тиков на сжатие (ГОСТ 4651-82 и ГОСТ 9550-
81) применяют образцы в форме прямой приз-
мы, цилиндра, параллелограмма с основанием
10X10 мм или трубки. Опорные плоскости об-
разца должны быть перпендикулярны направ-
лению приложения нагрузки и параллельны
друг другу. Отклонение от параллельности не
должно превышать 0,1 % высоты образца. По-
следняя выбирается, исходя из модуля упруго-
сти. Для материалов с модулем упругости бо-
лее 104 МПа высота образца должна быть в
1,5 раза больше его минимального поперечного
размера. Для материалов с меньшим модулем
упругости отношение высоты к минимальному
§ 29.13
Определение механических характеристик
425
Таблица 29.40. Размеры образцов пластмасс мм, при испытании на растяжение
Линейный размер Тип образца
1 2 3 4 5
Общая длина 1\, не менее 115 150 250 80 80
Расстояние между метками 80±5 115±5 170±5 — 52±1
на образце Z2 Длина рабочей части Z3 33±1 60+0,5 — 40+0,5 40+0,5
Расчетная длина /о 25±1 50+0,5 50+1 25+0,5 25±0,5
Ширина головки Ь\ 25±1 20+0,5 25+0,5 — 11+0,2
Толщина d 2+0,2(от 1 до 3) 4±0,4(от1 до 10) 2±0,2(от 1 до 6) .— 1—4
Большой радиус закругле- 25±1 — — —
НИЯ Г1 Малый радиус закругления 14,0±0,5 — — — —
г 2 Радиус закругления г, не ме- — 60 — 6+0,2 6+0,2
нее Диаметр головки — — — 11+0,2 —
Диаметр рабочей части £>2 — — — 5+0,2 —
поперечному размеру должно быть равно 2,5
для пластмасс и 2,9 для слоистых пластиков.
Более точный расчет высоты образца h можно
также произвести по следующим формулам: в
случае прямоугольной призмы /г=ХЬ/3,46; в
случае цилиндра ft = Xd/4; для трубки h=
— + d2/4, где X— коэффициент гибко-
сти, который указывается в стандартах. Ориен-
тировочно его можно принять равным 10. Если
образец в процессе испытаний теряет устойчи-
вость, то X, уменьшают до 6. Часто при испыта-
нии пластмасс высоту образца берут равной
30 мм.
При испытании армированных пластмасс
на сжатие образцы в форме прямоугольной
призмы шириной (25 ±0,5) мм, толщиной от 2
до 6 мм и высотой от 35 до 50 мм закрепляют
в приспособлении, показанном на рис. 29.88.
Если толщина образца меньше 5 мм, то он вы-
полняется в форме прямоугольной призмы раз-
мером (80±2) X (10,0+0,5) мм. Для предотвра-
щения потери устойчивости при испытании та-
ких образцов применяют приспособление, пока-
занное на рис. 29.89.
При испытании пластмасс на раскалывание
(ГОСТ 13537-68) вырезают образцы в форме
параллелепипедов размером 15X15X10 мм
или 40X40X40 мм; последние выполняют с
прямоугольным надрезом вдоль слоев, глубина
которого 10 мм, ширина 2 мм.
При статических испытаниях анизотропных
материалов образцы вырезают так, чтобы из-
гибающее напряжение было приложено в том
же направлении, что и при эксплуатации из-
делий из этих материалов. Разрушающее на-
пряжение при растяжении образцов, вырезан-
ных вдоль рулона, выше по сравнению с образ-
цами, вырезанными поперек рулона, последние
обнаруживают и большее относительное удли-
нение при растяжении. Нормируемое число
образцов при испытании анизотропных пласт-
масс равно 10, для изотропных — 5.
Образцы полимерных пленок толщиной до
1 мм имеют форму прямоугольных полосок ши-
риной 10—25 мм и длиной 150 мм (ГОСТ
14236-81); их вырезают как в направлении вы-
тяжки, так и в перпендикулярном направлении;
они могут иметь также форму восьмерок (рис.
29.86, типы 2, 3). Образец закрепляют в за-
хватах между зажимными планками или губка-
ми .(рис. 29.90). Погрешность измерения тол-
MSx/0
Рис. 29.88. Приспособление для закрепления
образцов пластмасс при испытании на сжатие:
1 — приспособление для закрепления образца; 2 —
образец
Рис. 29.89. Приспособление для закрепления
тонких образцов при испытании на сжатие
426
Методы испытании электроизоляционных материалов
Разд. 29
Рис. 29.90. Приспособление для закрепления
образцов из полимерных пленок при испыта-
нии на сжатие:
1 — корпус; 2—рычаг с роликом: 3 — образец, 4—
зажимная плаика
Рис. 29.91. Схема нагружения образца при ис-
пытании на изгиб
шины не должна превышать 0 0005 мм при
толщине пленки до 0,01 мм и 0 005 мм прн
толщине свыше 0,1 мм. Расчетная длина рабо-
чей части образца должна быть не менее 50 мм.
Расстояние между зажимами разрывной маши-
ны принимают равным 100 мм в том случае,
если оно не указано в стандарте на материал.
Образцы пластмасс для испытания на ста-
тический изгиб (ГОСТ 4648-71) изготовляют в
виде бруска длиной L не менее 80 мм; шири-
ной Ь (10±0,5) мм и толщиной h (4±0,2) мм.
При невозможности изготовления стандартных
образцов применяют бруски, толщина кото-
рых равна фактической толщине материала.
Длина бруска должна быть но крайней мере в
20 раз больше толщины. Ширина выбирается
в зависимости от толщины. Размеры таких бру-
сков, изготовленных из жестких неармирован-
ных и армированных пластмасс, даны в табл.
29.41. Образец, свободно лежащий на двух
Таблица 29.41. Размеры образцов пластмасс
при испытании на статический изгиб
Вид пластмасс Толщина об- разца А» мм Ширина образ- ца мм
Жесткие неарми- 1—3 25±0,5
рованные 3—5 10±0,5
5—10 15±0,5
10—20 20±0,5
20—35 35±0,5
35—50 50±0,5
Армированные 1—10 15±0,5
1—20 30 ±0,5
20—35 50±0,5
35—50 80±0,5
опорах, кратковременно нагружают в середи-
не между опорами (рис. 29.91). Нагруженный
наконечник имеет радиус закругления П, рав-
ный (5±0,1) мм. Опоры также имеют закруг-
ленные края с радиусом закругления г2, равным
(0,5±0,2)мм, если толщина образца до 3 мм, и
радиусом закругления (2±0,2)мм при испыта-
нии более толстых образцов Расстояние между
опорами Lv устанавливают в зависнмостн от
толщины образца h от 15 h до 17 h и измеряют
с погрешностью не более ±0,5%. Для образ-
цов, армированных однонаправленным волок-
ном и имеющих очень большую толщину, рас-
стояние между опорами выбирают, исходя из
наибольшего значения Lv/h, чтобы избежать
разрушения от сдвига. Образцы картона при
испытании на изгиб имеют ширину, равную
50 мм, расстояние между центрами опор берет-
ся равным 150 или 100 мм. При испытании ке-
рамических материалов на статический изгиб
образец может быть в виде цилиндра диамет-
ром 10 мм, длиной 120 мм, расстояние между
опорами (100±0,1)мм. Могут быть и другие ва-
рианты формы образцов (рис. 29.92, а—в).
Изделия в виде трубок испытываются на
изгиб согласно ГОСТ 8726-80 (рис. 29.93). По-
середине и по концам трубок вставляются ме-
таллические цилиндрические оправки. При внут-
реннем диаметре d^.50 мм и при условии, что
Рис. 29,92. Образцы для испытания па изгиб:
а — параллелепипед; б— круглый стержень; в —
стержень с эллиптическим сечением
Рис. 29.93. Схема испытания на из-
гиб образца в виде трубки
§ 29.13
Определение механических характеристик
427
Рис. 29.94. Силовые схемы однозониой (а) и
двухзонной (б) испытательных машин:
/ — станина; 2—привод на рисунке а и нагружаю-
щие винты на рисунке б; 3 — колонны (стойки); 4 —
верхняя траверса;! 5 — датчик силы; 6 7 — верхний
и нижний захваты; 8 — подвижная траверса; 9, 10 —
верхняя и нижняя опорные плиты для испытания об-
разцов на сжатие
(D—d)/2 d=0,l±0,01, расстояние между опо-
рами должно быть не менее 8-кратного на-
ружного диаметра трубки; длина трубки не
менее 250 мм.
Для статических испытаний материалов
применяют как простые, так и универсальные
машины. Первые позволяют прикладывать к
образцу нагрузку только одного знака (растя-
гивающую или сжимающую), вторые—обоих
знаков. И те, и другие могут быть одно- или
двухзонными (рис. 29.94). Во втором случае
нижний захват закреплен на подвижной тра-
версе и, таким образом, верхняя зона использу-
ется для испытаний на растяжение, нижняя
зона — для испытаний на сжатие. Двухзонные
машины имеют более жесткую конструкцию и,
следовательно, большую точность регистрации
процессов. Испытательные машины различа-
ются также по виду привода. Большинство раз-
рывных машин имеют механический привод
от электрического двигателя. Машины для ис-
пытаний на сжатие, а также некоторые уни-
версальные машины приводятся в действие
гидравлическим приводом. В рассматриваемых
машинах находят применение как рычажно-
маятниковый, так и электрический силоизмери-
тели. Последний обладает значительно меньшей
инерционностью благодаря отсутствию трения
в передаточных звеньях и поэтому пригоден
для измерений весьма малых нагрузок. Маши-
ны с электронными силоизмерительпыми уст-
ройствами успешно применяются для испытаний
пластмасс, резины и других электроизоляцион-
ных материалов.
На рис. 29.95 даиа схема однозонной раз-
рывной машины с механическим приводом и
рычажно-маятниковым силоизмерителем. Элек-
тродвигатель 1 через червячный редуктор 10 и
шестерни вращает ходовые винты 9, переме-
щая подвижную траверсу 8 с активным захва-
том. Реакция испытуемого образца, зажатого в
захватах, передается через систему рычагов 7
на маятник 2, который отклоняется на некото-
Рис. 29.95. Схема однозонной разрывной ма-
шины с механическим приводом и рычажно-
маятниковым силоизмерителем:
1 — электрод; 2 — маятник; 3 — редуктор .масштабов;
4 — барабан; 5 — перо; 6 — стрелка; 7 — рычаг; 8 —
подвижная траверса; 9— ходовой винт; 10—червяч-
ный редуктор
рый угол, пропорциональный нагрузке. Одно-
временно с маятником отклоняется и рабочая
стрелка шкалы нагрузок. Шкив, укрепленный
иа одной оси с рабочей стрелкой, через тросик
перемещает каретку диаграммного аппарата с
пером 5 на расстояние, пропорциональное при-
лагаемой нагрузке. Барабан 4, вращаясь от ле-
вого ходового винта через шестерни и редуктор
масштабов 3, перемещает диаграммную бумагу
пропорционально смещению активного захвата
в соответствующем масштабе. Таким образом,
на диаграммной бумаге в процессе испытаний
вычерчивается график «нагрузка — деформа-
ция». Описанную конструкцию имеют разрыв-
ные машины типов Р-5, Р-05 и др. Устройство
машины ДШ-ЗМ-2 для определения прочности
волокон, которая имеет также механический
привод и маятниковый силоизмернтель, показа-
но на рис. 29.96. Электродвигатель 1 через си-
стему шестерен и репку 6 перемещает нижний
захват 5, прикладывая нагрузку к образцу 4.
При растяжении образца маятник 3 отклоняется
на угол, пропорциональный приложенной на-
грузке, которая фиксируется на шкале 2.
Пример устройства двухзонной универсаль-
ной машины с электронным силоизмерителем
дан на рис. 29.97. Подвижная траверса 8 снаб-
жена двумя парами гаек 5 на каждом винте.
На подвижной траверсе установлен силоизме-
рительный датчик 9 с арретиром для зажима
тяги захвата при заправке образца. Если дат-
чик устанавливают па верхнюю траверсу 6, то
держатель нижнего захвата переставляют на
подвижную траверсу. Направления сил в ма-
шине обозначены штрихпунктиром на рис.
29.94, б. В основании установки два сельсина
10 (А и Б), соединенные с прямым ходовым
винтом через цилиндрические зубчатые переда-
чи, с помощью которых вращение передается
барабану самописца при записи диаграммы «на-
грузка — перемещение». В самописце уставов-
Таблица 29.42. Машины для статических испытаний материалов
Тип машины Код ОКП Назначение Тип енлоизмери- теля Наиболь- шая наг- рузка, Н Пределы измере- ния нагрузки, Н Рабочий ход ак- тивного захвата, мм Скорость пе- ремещения активного зах- вата, мм/ мин Наиболь- ший пре- дел из- мерения деформа- ции, мм Наиболь- шее рас- стояние между захвата- ми, мм Масштаб за- писи дефор- мации
Р-0,5 42 7111 9911 Кратковременные и дли- тельные испытания на растяжение Рычажно-маят- никовый 5000 200—1000 500—2500 1000—5000 700 0,5—100 200 700 10:1 50:1 10:1
УММ-5 42 7111 9967 Испытания на разрыв Рычажио-маят- ииковый 50 000 2000—5000 2000—10 000 2000—25 000 5000—50 000 800 2—4 10—20 50—100 . — —- 1:1 5:1
МР-500Т-2 42 7151 9906 Испытание резины на растяжение в термо- криокамере Рычажно-маят- никовый 5000 10; 20; 50; 100; 200; 500; 1000; 2000; 5000 1050 5—1000 — — Запись «нагрузка — время»
2038Р-005 42 7111 1002 Испытание резины, пласт- масс, нитей иа растя- жение и сжатие Электронный 500 — 1000 1—1000 — — .. 50:1; 25:1; 5:1
УМЭ-ЮТМ 42 7111 9947 Универсальная машина для испытания пласт- массы статическим и циклическим нагруже- нием Электронный 10 000 500—5000 1000—10 000 2000—20 000 5000—50 000 10 000—100 000 300 600 900 400 1000:1 500:1 200:1 250:1 100:1
пел П-10 — Определение сопротив- ления сжатию полимер- ных материалов Торелоиный с электронным преобразова- телем 100 10; 50; IC0 — 25; 50; 500 — —. .—
2001 Р-0,5 42 7151 9902 Испытание резинотехни- ческих изделий Электрический 5000 9 диапазонов — 5—1000 — 1000; 8000 1:5; 1:1; 2:1; 5:1; 10:1
Методы испытаний электроизоляционных материалов Разд. 29
§ 29.13
Определение механических характеристик
429
Рис, 29.96. Схема машины типа ДШ-ЗМ-2 для
определения прочности волокон
Рис. 29.97. Схема двухзонной универсальной
машины с электронным силоизмерителем:
/ — электродвигатель; 2, 3 — передачи; 4 — ходовой
винт; 5 — гайки; 6, 8 — неподвижная и подвижная
траверсы; 7—направляющая; 9—силоизмерительный
датчик; 10 — сельсины
<
ю
хе
S
а
со
U
(X
со
ю
лен редуктор масштабов на четыре скорости.
Сельсин А, установленная на его валу крыль-
чатка, фотоэлектрический датчик и индикатор
перемещения предназначены для измерения рас-
стояния, пройденного активным захватом. Ин-
дикатор показывает перемещение в десятых
долях миллиметра. Для измерения и регистра-
ции усилия, прилагаемого к испытуемому об-
разцу, часто применяют унифицированные си-
лоизмерительные системы с тензорезисторными
датчиками силы. Деформация образца преобра-
зуется датчиком в электрические импульсы;
электронный прибор представляет деформацию
в цифровой форме. Описанную схему имеет
430
Методы испытаний электроизоляционных материалов
Разд. 29
машина 2038Р-005, предназначенная для испы-
тания образцов резины, пластмасс, резиновых и
текстильных нитей, а также проволоки и ме-
таллической ленты на растяжение и сжатие с
наибольшей предельной нагрузкой 500 Н при
температуре окружающей среды 10—35 °C.
Требования к техническим характеристикам
машин, используемых для статических испыта-
ний электроизоляционных материалов, содер-
жатся в стандартах на отдельные виды мате-
риалов. Так, в стандарте на разрывные машины
для испытаний пластмасс (ГОСТ 20480-75) ука-
заны значения наибольшей и наименьшей пре-
дельных нагрузок (кН), число диапазонов и
другие параметры машин. В ГОСТ 7762-74 со-
держатся требования к разрывным машинам
для испытания резин. В отличие от пластмасс
резины испытываются с помощью машин, ко-
торые имеют наименьшие предельные нагрузки
от 0,0004 до 4 Н, наибольшие предельные на-
грузки от 0,1 до 100 кН при скоростях движе-
ния активных захватов 10—1000; 5—500; 1—
400 мм/мин.
Для статических испытаний материалов на
сжатие могут быть использованы машины с
гидравлическим приводом, с наибольшими на-
грузками от 10 до 100 кН (ГОСТ 8905-82).
Для этих же целей можно применять однохо-
довые разрывные машины с гидравлическим
приводом, снабженные дополнительным приспо-
соблением — реверсором в виде рамы, пересе-
кающейся с основной рамой машины (рис.
29.98). Колонны реверсора свободно переме-
щаются в отверстиях верхней (неподвижной)
траверсы машины, поэтому образец, помещен-
ный между основанием машины и рабочей тра-
версой реверсора, оказывается под действием
сжимающей нагрузки. По этой схеме построены,
например, машины типов УММ, Р. Пояс нагру-
жения машин, применяемых при испытаниях на
сжатие, выбирают с таким расчетом, чтобы
предполагаемая нагрузка находилась в преде-
лах от 10 до 90 % предельного усилия шкалы.
В табл. 29.42 в качестве примера даны ти-
пы и основные технические параметры некото-
рых серийно выпускаемых машин для статиче-
ских испытаний материалов. Кроме указанных,
в таблице следует отметить машины типов
РМБ-3-2М, РМБ-10-2М, РМБ-30-2М,. специаль-
но предназначенные для испытаний бумаг и
картона.
Характеристики, контролируемые в процес-
се испытаний, зависят от самого испытуемого
материала, вида испытаний и типа применяв-
мых образцов; они, как правило, указываются
в соответствующих стандартах. Перед испыта-
ниями па растяжение, сжатие и изгиб опреде-
ляют геометрические размеры образца с по-
грешностью не более 0,01—0,1 мм, вычисляют
его поперечное сечение Ас, мм2. Затем образец
закрепляют в зажимах испытательной машины
и подвергают деформации с определенной ско-
ростью. При испытании керамических матери-
алов время до разрушения должно лежать в
пределах 20—40 с. Определение модуля упру-
гости при растяжении пластмасс производится
в результате деформации образца со скоро-
стью (1,О±О,5°/о) в минуту. Скорость переме-
щения активной плиты машины при испытании
пластмасс иа сжатие 5—15 мм/мин. Скорость
раздвижения захватов машины во время испы-
тания ячеистых пластмасс (100+10) мм/мин,
а при испытании резины — не менее (500 ±50)
или (1000+50) мм/мин. Оговаривается также
скорость изменения нагрузки, которая должна
измеряться с погрешностью не более 1 %. Фик-
сируют значение нагрузки и удлинение образ-
ца в момент достижения предела текучести или
в момент разрушения. В некоторых случаях
необходима также непрерывная графическая
запись нагрузки и деформации в определенном
масштабе.
Разрушающее напряжение при растяжении
Орм, МПа, вычисляют по формуле
Fmax
срм — й ’
где Fmax — максимальная нагрузка (см. рис.
29.84), Н; Ло— начальное поперечное сечение,
мм2.
Таким же образом можно рассчитать раз-
рушающее напряжение при разрыве ор,р по
максимальной нагрузке FVS3V в момент разры-
ва, предел текучести при растяжении сгР1Т при
нагрузке Лр.т и условный предел текучести
<тр,т,у при нагрузке Fp,T,y.
Относительное удлинение при максималь-
ной нагрузке, разрыве или текучести вычисля-
ется в процентах:
ер = 100//р,
где AZ — удлинение, мм; /0 — первоначальная
расчетная длина образца, мм.
При испытании образцов резины в форме
колец условная прочность при растяжении
Рис. 29.98. Схема од-
ноходовой разрывной
машины с реверсо-
ром:
1 — основание; 2 — ци-
линдр; 3 — плунжер; 4 —
колонны; 5 — активная
траверса реверсора; 6 —*
траверса неподвижной
рамы
где hK — среднее значение толщины образца
до испытаний, мм; Ьк — средняя ширина об-
разца, мм.
Относительное удлинение
/р.к' ^ок
ер,к — . >
‘ок
где Zp,n — длина внутренней окружности коль-
ца в момент разрыва, мм; Zp>K=2c-|-nd (с —
расстояние между центрами роликов в момент
разрыва, d— диаметр ролика); 10к — номи-
нальное значение внутренней окружности
кольца до испытаний.
с^р.к — 7-p,T;/2/il: feK,
§ 29.13
Определение .механических характеристик
431
Модуль упругости при растяжении Ер.
МПа,
(F2 — Fi) 1п
p л0(А/2-ДУ
где F2 и Fi — нагрузки, H, вызывающие отно-
сительное удлинение 0,3 и 0,1 % соответствен-
но; Д/2 и Д/1 — удлинения при нагрузках F2
и Ft соответственно, мм.
Для бумаг и некоторых других материа-
лов, кроме указанных выше характеристик,
определяют условный параметр — разрывную
длину, м, свободно подвешенной полоски или
нити, которая может выдержать собственную
тяжесть:
f рр_______Fin
р tn
где р — плотность материала, г/мм3; пг— мас-
са рабочей части образца, г; Zo—исходная
длина образца, мм. Последнюю измерить с
требуемой точностью довольно сложно, поэто-
му в формулу подставляют массу материала
площадью 1 м2 в граммах (инк)
L _ 106/?
^ОТ1ПЛ
где L — искомая длина материала, м; b — ши-
рина, мм.
При испытании гибких материалов (лако-
бумаги, лакотканей и др.) определяют такой
условный параметр, как стойкость к надрыву
(ГОСТ 21555-76). Он численно равен нагрузке
в ньютонах, при которой происходит надрыв
образца материала, перегнутого на 180° во-
круг специального приспособления, передающе-
го нагрузку на кромку образца.
Разрушающее напряжение при сжатии сгс,
при пределе текучести <гс,т, при условном пре-
деле текучести <гс,т,у и при установленной ус-
ловной деформации сгс,п, МПа
<r = FMo?
где F — соответствующие нагрузки для опре-
деления сгс, сгс.т, Ос.т.у, ос.д, Н; До — площадь
минимального начального сечения образца,
мм2.
Относительная деформация сжатия при
разрушении ес,р и при пределе текучести ес,т,
%,
е = Eh- 100/hB~,
где Eh — уменьшение высоты образца в мо-
мент разрушения или при пределе текучести,
мм; hB — начальная высота образца или базы,
мм.
Модуль упругости при сжатии, МПа,
(F2-Fi)hn
he = -------------- а
AnlEhz-Ehd
где F2 и Fi — нагрузки, Н, вызывающие де-
формацию образцов на 0,3 и 0,1 % соответст-
венно; Eh2 и Ehi — изменения высоты или ба-
зы при нагрузках F2 и Fi, мм.
При испытании на раскалывание отмеча-
ют нагрузку, при которой клин, укрепленный
на верхней опорной плите, вдавливается в то-
рец образца. Сопротивление раскалыванию
Sp = F/6,
где F — наибольшая нагрузка, Н; b — ширина
средней части образца, м.
Рис. 29.99. Трехточечная (а) и четырехточеч-
иая (б) схемы изгиба образца
Разрушающее напряжение при изгибе,
МПа,
FL
Gll~ w ~ 41Г ’
где Ми — изгибающий момент, МН-м; W — мо-
мент сопротивления, м3; F — изгибающая сила,
МН; L — расстояние между опорами, м.
Моменты сопротивления для образцов,
имеющих форму параллелепипеда Wi, кругло-
го стержня 1Г2 и стержня с эллиптическим се-
чением Ws (рис. 29.92), вычисляются по фор-
мулам:
1Г± = 6й?/6; r2 = nd3/32; W3 = nbh?/32,
где Ъ — ширина образца, м; h — высота об-
разца, м; d — диаметр образца, м. Для образ-
цов в виде трубки:
Di — di
Wi = 0,098---------s
где D — внешний диаметр, м; d — внутренний
диаметр, м.
Модуль упругости для трехточечной схе-
мы изгиба (рис. 29.99, а)
Т3(Г2-Д)
и 4№3(z2- zj
Модуль упругости для четырехточечной
схемы (рис. 29.99, б)
_ 0,1857? (F2-Л)
и bh*(zz- zj ’
где L — расстояние между опорами, мм; F2 и
Fi — нагрузки, Н, вызывающие деформацию
образцов на 0,3 и 0,1 % соответственно; h—тол-
щина образца, мм; z2 и zi — прогибы образца,
мм, при относительной деформации крайних во-
локон 0,3 и 0,1 % соответственно.
За результат испытаний принимают сред-
нее арифметическое не менее 5—6 параллель-
ных определений.
Ударную вязкость по Шарли пластмасс,
композитов, слоистых пластиков и других твер-
дых материалов определяют согласно ГОСТ
4647-80 при помощи маятниковых копров жест-
кой конструкции (ГОСТ 10708-82). Образец по-
мещают на две опоры, как показано на рис.
29.100. Тяжелый маятник 1, имеющий боек в
виде клнна с углом при вершине 30 ° и радиу-
сом закругления (2 ±0,5 )мм, поднимают на оси
2 так, чтобы испытуемый образец находился в
нижней части траектории маятника. Центр тя-
432
Методы испытаний электроизоляционных материалов
Разд 29
Рис. 29.100. Схема маятникового копра Шар-
пи (с) и положение бойка относительно об-
разца в момент удара (б):
1— маятник; 2 — грань бойка; 3 — ось маятника;
4 — испытуемый образец
жести маятника совпадает с серединой бойка.
При освобождении фиксатора маятник падает,
ломает образец и поднимается до некоторого
положения. По разности первоначального и ко-
нечного запасов потенциальной энергии маят-
ника находят энергию удара, затраченную на
разрушение образца. Ударная вязкость есть от-
ношение энергии удара к площади поперечного
сечения образца. Последний имеет форму брус-
ка без надреза или с надрезом посредине (рис.
29.101, а, б). Надрез может быть двух типов,
как показано на рисунке. В табл. 29.43 даны
размеры образцов. Толщина образца под надре-
Рис. 29.101. Образцы для испыта-
ний на ударную вязкость
зом hh должна составлять для образцов с
прямоугольным надрезом 2/з общей толщины
образца h, в случае острого надреза — 0,8 ft.
Для анизотропных материалов, ударная вяз-
кость которых зависит от направления волокон
или слоев, подвергают испытанию бруски двух
видов: с волокнами, расположенными парал-
лельно направлению удара, и с волокнами,
перпендикулярными направлению удара.
Для испытаний листовых материалов тол-
щиной 5—10 мм изготавливают образцы типа
1, при толщине 1—5 м — образцы типов 2 и 3
(см. табл. 29.43). Надрезают образцы при тол-
щине листа не менее (4+0,2) мм. В табл. 29.44
даны характеристики маятниковых копров, при-
меняемых для испытаний электроизоляцион-
ных материалов. Общий вид одного из таких
копров представлен на рис. 29.102. Среди се-
рийно выпускаемых копров можно назвать ти-
пы БКМ-5 (ОКП 42 7154 9902) и БКП-5-2
(ОКП 42 7154 9908), специально предназначен-
ные для испытаний пластмасс при высоких и
низких температурах. И тот и другой имеют
следующие технические параметры: предельные
запасы потенициальной энергии от 2,5 до 50
Дж; цена деления шкалы 1/100 значения каж-
дого предела шкалы; скорость удара (3,8 ±0,05)
и (2,9 + 0,05) м/с; количество сменных молотов
6; расстояние от оси качания до центра удара
(380+0,5) мм; расстояние между губками опор
Таблица 29.43. Типы и размеры образцов для определения ударной вязкости по
Шарли
Тип образца Тип надреза Длина образца L, мм Ширина об- разца Ь, мм Толщина об- разца S, мм Расстояние между опора- ми t, мм Толщина под надрезом , мм Ширина надре- за 6, мм
1 А_ В 120+2 15±0,5 10±0,5 70 6,7+0,3 8,0±0,3 2±0,2
2 А В 80±2 10±0,5 4±0,2 60 2,7±0,2 3,2+0,2 2±0,2
3 А_ В 50±1 6±0,2 4±0,2 40 2,7±0,2 3,2+0,2 0,8±0,1
§ 29.13
Определение механических характеристик
433
Таблица 29.44. Технические характеристики
маятниковых копров для определения ударной
вязкости по Шарпи
Запас энергии маятника, Дж Скорость маятни- ка в момент удара, м/с Максимальные потери на трение, %
0,5 (2,9±10) % 2
1,0 2,0 4,0 5,0 1
0,5
7,5 15,0 25,0 50,0 (3,8±10) %
40 и 70 мм; угол зарядки маятника 150 °3' и
97°22'. Различаются указанные два типа га-
баритными размерами и условиями работы.
Ударную вязкость материала на небольших
образцах площадью 15X10 мм и толщиной
1,5—4,5 мм можно определять с помощью при-
бора «Динстат» (ГОСТ 14235-69). Используют
образцы без надреза и с надрезом, глубина ко-
торого равна примерно */з общей толщины
(рис. 29.103 а). Расположение образца относи-
тельно ножа маятника показано на рис. 29.103, б.
Схема прибора «Динстат» дана на рис.
29.104. Прибор снабжен набором сменных гру-
зов и соответствующих шкал для получения
запаса энергии 0,5; 1 и 2 Дж. Скорость движе-
ния маятника в момент удара 2,2 м/с, угол за-
рядки маятника 90°.
Ударную вязкость образцов без надреза ап
и образцов с надрезом аь, кДж/м2, вычисляют
по формулам:
Аг-103 Afe-103
fin — » &k — ,
где и Ак — значения энергии удара, за-
траченной на разрушение образца без надреза
Рис. 29.102. Об-
щий вид маятни-
кового копра для
испытаний на
ударную вязкость:
i — фиксатор; 2 —
стрелка; 3 — шкала;
4 — маятник; 5 —
опора
Рис. 29.103. Образец с надрезом (а) и его рас-
положение относительного ножа маятника
(б) в приборе «Динстат»
и с надрезом соответственно; b — ширина об-
разца, мм; h — толщина образца (без надреза),
мм; hh — толщина образца под надрезом, мм.
Относительная ударная вязкость (коэффици-
ент ослабления вязкости), %,
K2 = afe-100/ani
где ап и ak — средние арифметические значе-
ния результатов всех определений.
Электроизоляционные материалы в услови-
ях эксплуатации подвергаются воздействию
знакопеременных сил и вибрационных нагрузок.
В связи с этим одним из видов динамических
испытаний материалов является определение
стойкости в вибрациям. Образцы материала или
изделия крепятся на опорной плите (называ-
Рис. 29.104. Схема прибора «Динстат»:
J — кронштейн; 2 — захват для динамических испы-
таний; 3— ударный нож: 4 — маятник; 5 — съемные
шкалы работы удара; 6 — шкала для изгиба; 7, 5 —
диск и захват для статических испытаний; 9 — шка-
лы для определения изгибающего момента
28—560
434
Методы испытаний электроизоляционных материалов
Разд. 29
емой «столом» при размерах до 1 м) вибра-
ционного стенда; с помощью специального меха-
низма возбуждения переменных сил и движений
создаются условия вибрации с заданными па-
раметрами (амплитудой ускорения, м/с2, диапа-
зоном частот, Гц, и др.). После определенного
времени испытаний, указанного в стандарте или
технических условиях, проверяется отсутствие
механических повреждений объекта испытаний,
нарушения герметичности для герметизирован-
ных конструкций н т. п., а также измеряются
электрические параметры изоляции.
В настоящее время для вибрационных ис-
пытаний материалов используются вибрацион-
ные стенды, например, типов ВЭДС-10, ВЭДС-
100, ВЭДС-200 с электродинамическим возбу-
дителем колебаний. Цифра в обозначении типа
соответствует максимальному амплитудному
значению толкающей силы.
В электродинамическом возбудителе меха-
нические колебания создаются в результате
взаимодейстия переменного тока подвижной
катушки с постоянным .магитным полем элект-
ромагнита. Механические колебания стола сов-
падают с его вертикальной осью; они переда-
ются изделию и пьезоэлектрическому датчику,
закрепленному на столе. С вибропреобразовате-
ля электрический сигнал направляется на блок
измерения виброускорения. Питание н управле-
ние вибратором осуществляется от пульта
управления типа СУПВ-0,1А в вибрационных
стендах ВЭДС-10 или от пульта управления ти-
па СУВ-1 в вибростендах ВЭДС-100 и ВЭДС-
200. Стенд ВЭДС-100 имеет ручное и автома-
тическое управления.
Кроме вибратора, в вибрационный стенд
сходят также блок генератора синусоидальных
колебаний, блок усилителя, блок подмагничива-
ния, пульт управления вибратором и блок из-
мерения характеристик вибрации. Все блоки
располагаются один над другим и образуют
единую стойку. Технические данные стендов и
их габаритные размеры указаны в табл. 29.45.
Твердость электроизоляционных материа-
лов и изделий определяется различными мето-
дами в зависимости от свойств испытуемого
объекта. В большинстве случаев используется
статический метод вдавливания индентора в по-
верхность образца при заданной нагрузке.
О твердости судят по глубине вдавливания ин-
дентора. Иногда, наоборот, задают глубину
вдавливания при постоянной скорости движе-
ния индентора, а измеряют нагрузку, прило-
женную к индентору. Применяются н другие
варианты данного метода.
Твердость пластмасс (исключая стекло-
пластики с однонаправленным волокном) изме-
ряют путем вдавливания полированного шари-
ка из закаленной стали диаметром (5±0,5) мм.
Образцы в форме круга или квадрата пло-
щадью 10x10 мм, толщиной не менее 4 мм по-
мещают на стальную плиту, шарик плавно опу-
скают на материал до соприкосновения с ним;
через 5 с при помощи специального устройства
начинают вдавливать его в поверхность, уве-
личивая нагрузку до максимального значения
в течение 2—3 с. Затем нагрузку поддержи-
вают постоянной в течение 30 с (ГОСТ 4670-
77). Измеряют глубину вдавливания шарика Л,
мм, после снятия нагрузки. Опыт повторяют
несколько раз иа трех и более образцах. Рас-
стояние между отпечатками шарика, а также
между отпечатком и краем образца должно
быть не менее 5 мм. Значение максимальной
нагрузки выбирают таким, чтобы глубина вдав-
ливания шарика через 30 с находилась в ин-
тервале от 0,15 до 0,35 мм. Если этому значе-
нию удовлетворяют несколько значений нагруз-
ки, то берут наименьшие из них. Нагрузка из-
меряется с погрешностью не более ±1 °/0,
глубина вдавливания — с погрешностью не бо-
лее 0,001 мм.
Твердость, Н/мм2, находят как отношение
нагрузки к поверхности сферического отпе-
чатка
H = Flndh,
где F — нагрузка, Н; d — диаметр шарика, мм;
h — глубина вдавливания, мм.
При расчете твердости пластмасс (ГОСТ
4670-77) применяют искусственный прием при-
ведения нагрузки к условной глубине вдавли-
вания /го=О,25 мм. В этом случае
н______________FK_____________0,0535
к ndhc (Л — h0 + К) h — 0,04
где К — коэффициент приведения, нагрузки к
глубине вдавливания h0.
В стандарте имеется таблица значений
твердости, МПа, при нагрузке, Н, в зависимо-
сти от глубины вдавливания, мм. Здесь в ка-
честве примера дается подобная таблица в
уменьшенном объеме (табл. 29.46).
Таблица 29.45. Вибрационные стенды с электродинамическим возбудителем
колебаний
Тип вибро- стеида Макси- мальная толкаю- щая сила, Н Максималь- ная амплиту- да вибросме- щения, мм Диапазон час- тот, Гц Предельные значения виб- роускорений (без нагруз- ки), м/с2 Коэффициент не- линейных иска жений кривой виброускореиия, % Габаритные раз- меры основных блоков, мм
ВЭДС-ЮА 100 ±6 5—5000 980,7 <10 260x295x335; 456x440x1440; 260x170x230
ВЭДС-100Б 1000 ±7,5 5—5000 393 10 630x686x1910; 1000X555X620; 458x557x1910
ВЭДС-200А 2000 ±12,5 5—5000 393 10 630 x 686x1920; 458x557x1920; 610X1100X675
§ 29.13
Определение механических характеристик
435
Таблица 29.46. Твердость в зависимости
от глубины вдавливания
Глубина вдавлива- ния, мм Твердость МПа, при нагрузке F, Н
49,0 | 132,4 358,0 961,0
' 0,150 23,84 64,35 174,0 467,0
! 0,175 19,42 52,44 141,8 380,7
- 0,200 16,39 44,24 119,6 231,2
0,225 14,17 38,26 103,5 277,8
' 0,250 12,49 33,71 91,2 244,7
’ 0,275 11,16 30,12 81,2 218,7
0,300 10,08 27,23 73,6 197,7
0,320 9,36 25,28 68,4 183,6
0,350 8,46 22,85 61,8 165,9
Согласно ГОСТ 24622-81 твердость пласт-
масс можно определять методом Роквелла. Он
'имеет преимущества по сравнению с предыду-
'щим: простота определения числа твердости пу-
тем отсчета по шкале индикатора без вычисле-
ния и, следовательно, высокая производитель-
ность измерений; малая повреждаемость по-
верхности образца. Недостатки метода: отсут-
ствие единой шкалы твердости (существует 15
независимых шкал, не считая шкал Супер—Рок-
велла); влияние побочных факторов иа резуль-
тат измерений. Твердость по Роквеллу (HR) в
условных единицах вычисляют как условную
линейную функцию разности глубин, на кото-
рые вдавливается индентор под действием двух
последовательно прилагаемых нагрузок — пред-
варительной Ро и общей - Р. Последняя равна
сумме предварительной и основной нагрузок.
Измеряют твердость по шкалам Роквелла Е,
Е, М и Р при помощи шариков диаметрами
3,175; 6,35; 12,7 мм. Расстояние между краем
отпечатка и краем образца должно быть не
менее 10 мм. Предварительная нагрузка 98,07
Н, общая нагрузка 588,4 и 980 Н. За единицу
твердости по Роквеллу принято значение верти-
кального перемещения шарика, равное 0,002 мм.
Цена деления шкалы устройства измерения пе-
ремещений составляет 0,001 мм. Это же значе-
ние явяется пределом допускаемой погрешнос-
ти’ измерения глубины внедрения шарика. По-
грешность измерения нагрузки не должна пре-
восходить ±2 %, Измерение твердости
выполняют следующим образом. Образец для
испытаний помещают на рабочий стол, прила-
гают предварительную нагрузку и устанавли-
вают индикатор на нуль; через 10 с прилагают
основную нагрузку. Скорость приложения об-
щей нагрузки должна быть такой, чтобы на
холостом ходу ручка регулятора скорости про-
ходила весь путь за 4—5 с при нагрузке 980,7 Н.
Через 15 с основную нагрузку плавно снимают.
Отсчитывают показание на шкале прибора с
точностью до 1 деления по истечении 15 с по-
сле начала снятия основной нагрузки. Шкалу
следует выбирать так, чтобы значение твер-
дости HR лежало в пределах от 50 до 115.
После окончания испытания твердость HR по
шкалам М, L и 7? вычисляют по формуле:
Ня = 130 —е,
где’ 130—условный коэффициент; е — глубина
внедрения шарика после снятия основной на-
грузки, но под действием предварительной, в
единицах, кратных 0,002 мм.
28*
Шкала Е является калибровочной. Твер-
дость по Роквеллу выражают числом, которо-
му предшествует буква, обозначающая шкалу,
например: 7? 50; L 80; Л4 110. Установлена фун-
кциональная зависимость между твердостью по
Роквеллу на шкале Р(Ра) и значением твер-
дости, найденным по вышеописанному методу
(ГОСТ 4670-77). В упрощенном виде эта зави-
симость может быть записана следующим об-
разом:
Графически она представлена на рис. 29.105.
Метод определения твердости по Шору при-
меняют при испытании пластмасс (ГОСТ 24621-
81) и резины (ГОСТ 263-75). Индентером яв-
ляется конусная игла диаметром (1,75±0,15)
мм с острым или тупым концом (рис. 29.106, а
б). Образцы — плоскопараллельные толщиной
3 или 5 мм. Точка соприкосновения пглы с об-
разцом должна быть расположена на расстоя-
нии не менее 12 мм от края. Твердость по Шо-
ру выражают в условных единицах глубины
вдавливания индентора под действием задан-
ной нагрузки. Это значение отсчитывают но
шкале твердомера. Результат испытаний запи-
сывают с указанием формы индентора (метод
А или метод Д), например Ял/45/15 или Но/
/60/1; где 45 и 60—значения, снятые по шкале
прибора; 15 и 1—время в секундах от момента
контакта опорной поверхности прибора с по-
верхностью образца до момента снятия пока-
зания.
Согласно ГОСТ 20403-75 твердость резины
измеряют в международных единицах от 30 до
100 IRHD (обозначение по первым буквам ан-
глийских слов — International Rubber Hardness
Degrees). Метод заключается в измерении раз-
ности глубин погружения индентора в образец
под действием предварительной и общей на-
грузок. Индентор имеет форму шара или стер-
жня с полушаровой поверхностью на конце
диаметром (2,5±0,01) или (0,395± 0,005) мм.
Значение основной нагрузки берется равным
5,4 Н для твердомеров и 0,145 Н для микро-
твердомеров. Иногда шкала прибора градуиру-
ется в метрических единицах (сотых долях мил-
лиметра) . Тогда полученное значение переводят
в международные единицы (IRHD), пользуясь
таблицей (ГОСТ 20403-75). В табл. 29.47 да-
ются выборочные значения твердости в метри-
ческих и международных единицах. При из-
мерении на микротвердомере твердость в мет-
Таблица 29.47. Значение твердости в
метрических и международных единицах
(ГОСТ 20403-75)
Глубина по- гружения (Х100), мм Твердость, IRHD Глубина по- гружения (Х100). ММ Твердость, IRHD
0 100 60 65,5
10 97,1 70 60,6
20 90,6 80 56,2
30 83,6 90 52,3
40 77,0 100 48,8
150 35,6
50 71,0 180 30,0
Таблица 29.48. Технические характеристики приборов для измерения твердости
пластмасс
Тип прибора Назначение Код ОКП Режим работы Тип, размер инденто- ра, мм Испытательные нагрузки или давление, Н Скорость внедрения ин- дентора, мм/с Глубина внед- рения инден- тора, ММ
предвари- тельные общие
БТШПСП Измерение твердости пластмасс 42 7153 9912 Измерение глуби- ны внедрения при заданной на- грузке Шарик диаметром 5 ±0,005 3,9 49; 132; 358; 961; 1471 0,05—0,17 0,05—0,35
20ВТШСП Измерение твердости пластмасс в зависимо- сти от температуры 42 7153 9918 Шарики диаметром 2,5; 5,0; 10,0 3,9; 9,8 49; 153,2; 306,5; 357; 613; 960 0,01 0,06—0,17 0,13—0,36 0,23—0,67
2023ТПМ-0,2 Измерение твердости эластичных и пористых материалов 42 7153 Измерение дефор- мации при задан- ной нагрузке или измерении нагрузки при за- данной дефор- мации То же 147±} 5 Н/м2 0,083—8,3
ТШМП-1 Определение микротвер- дости вторичных структур полимерных материалов — Измерение дефор- мации и време- ни при заданной нагрузке Игла с диаметром при вершине 1 мкм —. 0,00049—0,00147 — 0,5-10-з
2033ТИР Измерение твердости ре- зин и пластмасс в ус- ловных единицах (0— 100 ед.) 42 7153 9923 Измерение глуби- ны вдавливания индентора при заданной нагруз- ке Конусная игла с острым или затуп- ленным концом диаметром (1,25 + 0,15) мм 0,55 8,05 0,83 0—2,5
2034ТМР (мик- ротвердомер) Измерение твердости ре- зиновых образцов и ре- зинотехнических изде- лий в международных единицах твердости IRHD 42 7153 То же Полусфера диа- метром (0,395 ± ±0,005) мм 0,0083 0,154 0—1,0
Методы испытаний электроизоляционных материалов Разд. 29
§ 29.13
Определение механических характеристик
437
Рис. 29.105. График зависимости между твер-
достью по Роквеллу на шкале R(Ra) и твер-
достью, определяемой по ГОСТ 4670-77
Рис. 29.106. Инденторы, используемые при оп-
ределении твердости по Шору:
а — индентор с тупым концом (метод А): б — инден-
тор с острым концом (метод Д)
рнческих единицах умножают на 6 и затем пе-
реводят в международные единицы. Для вы-
сокоэластичных резин твердость в единицах
IRHD приблизительно равна твердости по
Шору.
Для измерения твердости пластмасс се-
рийно выпускаются приборы типов БТШПСП,
2013ТШСП и 2023ТПМ-0.2. Их технические
характеристики, а также технические данные
других твердомеров представлены в табл. 29.48.
Динамические методы измерения твердо-
сти применяют в тех случаях, когда невозмож-
но илн нецелесообразно использовать статиче-
ские методы. Например, при испытании хрупких
материалов (стекла, фарфора и др.) находит
применение метод упругого отскока по Шору.
Стальной шарик, падая с определенной высоты,
ударяется о горизонтальную поверхность об-
разца и отскакивает. Высота отскока характе-
ризуется твердостью материала. Приборы, ос-
нованные на этом принципе (иапример, прибор
ТБП-4), благодаря малым габаритам удобны
.для применения в различных условиях. Их не-
достаток— невысокая точность.
Твердость пленок электроизоляционных ла-
ков и эмалей по ГОСТ 13526-79 определяют с
помощью маятникового метода, который также
относится к динамическим методам измерения
твердости. На горизонтальную поверхность об-
разца ставится на двух опорах (шариках ди-
аметром 8 мм) маятник, состоящий из легкой
металлической рамки с укрепленным в нижней
ее части грузом. Маятник приводится в коле-
бательное движение; амплитуда колебаний от-
мечается указателем на шкале прибора. Коле-
бания маятника затухают тем скорее, чем мень-
ше твердость испытуемого образца. Значение
твердости в условных единицах
где t —- время затухания колебаний от 5 до 2 °
на испытуемом материале;. Ц — время затуха-
ния той же амплитуды на эталонном матери-
але («стеклянное число»).
Погрешность маятниковых приборов типов
М-3 и МЭ-3 составляет ±0,02 условной еди-
ницы.
Методы определения гибкости основаны на
определении числа перегибов тонкого матери-
ала, вызывающих его разрушение (ГОСТ
13525.2-80). Некоторые типы электроизоляци-
онных бумаг испытываются на фальцовочной
машине. Полоска испытуемой бумаги шириной
15 мм крепится в зажимы, растянутые пружи-
нами; к образцу прилагается определенное
растягивающее усилие. Полоска пропуска-
ется между двумя парами неподвижных
металлических стерженьков через прорезь
металлической планки, которая совершает пря-
молинейное возвратно-поступательное движе-
ние, перегибая полоску бумаги то в одну, то в
другую сторону. Мерой гибкости является чис-
ло двойных перегибов до момента обрыва по-
лоски. Последнее отличается счетчиком, авто-
матически останавливающимся в момент об-
рыва образца. Для определения гибкости при-
меняются также эластомеры. В них образец в
виде полоски размером 25x200 мм зажимается
вертикально между двумя парами губок, верх-
ние из которых могут поворачиваться вокруг
горизонтальной оси на заранее установленный
угол; к нижним губкам подвешивается чашка
с грузами. Гибкость выражается числом двой-
ных перегибов, доводящих образец до разрыва.
Пластоэластические свойства — пластич-
ность, мягкость и «восстанавливаемость» опре-
деляются при испытании каучуков и резино-
вых смесей (ГОСТ 415-75). Образцы в виде
цилиндров диаметром (16±0,5) мм и высотой
10±о, 5 мм помещают между двумя плоскопарал-
лельными плитами и подвергают воздействию
сжимающей нагрузки, равной (49,0± 0,098) Н
при температуре (70±1)°С в течение 3 мин.
Измеряют высоту образцов до приложения на-
грузки, под нагрузкой и после снятия нагрузки
и «отдыха» в течение 3 мин. Погрешность изме-
рения высоты должна быть не более ±0,01 мм.
Пластичность Р, мягкость S, «восстанавливае-
мость» R, эластическое восстановление R' и
относительное эластическое восстановление R"
вычисляют по формулам:
P = s/? = Vr^.s = ho^i.
йо + h0 -}-
— ^2 .
h0 — Лх
R’ ^hz — hp, R"=
h2 — h,
ho hT
где h0 — высота до приложения нагрузки, мм;
— высота образца под нагрузкой, мм; й2—
высота после снятия нагрузки и «отдыха».
Для определения пластоэластических
свойств используют пластомер типа ПСМ-3
(ОКП 42 7158 0014) в комплекте с термостатом
ТП-70.
Для битумов, восков и других мягких ма-
териалов пластичность (пенетрация) определи-
438
Методы испытаний влектроизоляционных материалов
Разд. 29
ется с помощью специальных приборов — пене-
трометров (ГОСТ 11501-78) по глубине погру-
жения в испытуемый материал стандартной
иглы или конуса при воздействии па них опре-
деленной нагрузки в течение определенного
времени. Пенетрация выражается целым чис-
лом десятых долей миллиметров. Показателем
пластичности битумов является также дуктиль-
ность, которая не связана непосредственно с
пезетрацией. Прибор — дуктилометр определя-
ет растяжимость материала, т. е. способность
его вытягиваться без излома и трещин в на-
правлении действия растягивающего усилия.
Измеряется растяжение стандартного образца
и уменьшение его сечения.
Обработка результатов измерения. При ме-
ханических испытаниях результирующее значе-
ние той или иной характеристики находят как
среднее арифметическое всех параллельных оп-
ределений. Кроме того, полученные данные под-
вергают статистической обработке, если это
предусмотрено стандартом на материал или на
метод испытаний. Анализируют полученные зна-
чения, отбрасывают сомнительные из них, затем
вычисляют среднее значение как среднее ариф-
метическое X или среднее логарифмическое Y
всех результатов:
где N — число результатов измерений; Xi—i-й
результат.
Стандартное отклонение отдельных значе-
ний и стандартное отклонение среднего зна-
чения находят по формулам:
Определяют нижнюю и верхнюю границы до-
верительного интервала 2ДХ, в котором заклю-
чено значение X: (X—ДХ) и (Х + ДХ), где
ДХ—вероятное отклонение искомого показате-
ля X от полученного среднего значения X
Vn
где t—критерий точности (критерий Стьюден-
та), который определяется в зависимости от за-
данной вероятности Р и числа отдельных ре-
зультатов N (см. табл. 29.7). Для механичес-
Рис. 29.107. Графики
для определения чис-
ла образцов К, при
котором получение
среднего параметра
X обеспечивается с
заданной вероятно-
стью Р, коэффициен-
том вариации V и от-
носительной погреш-
ностью р
§ 29.14
Определение термических характеристик
439
ких характеристик основной считается вероят-i
ность Р, равная 0,95.
Вычисляют также коэффициент вариации
среднего значения V, %, и относительную по-
грешность (относительное отклонение), %
V = S-100/Х; р = АХ-100/Х.
ь. Иногда важно определить, какое должно
быть число образцов, чтобы средний параметр
X был найден с заданной относительной по-
грешностью |3 прн известном коэффициенте ва-
риации V для вероятности Р. Число образцов
К для Р = 0,8; 0,9; 0,95; 0,99 может быть най-
дено по графику (рис. 29.107). Согласно стан-
дарту (3=5%. Наконец, необходимо проверить
ранее отброшенные сомнительные значения па-
раметра. Если часть из них попадает в интер-
вал между (А — ДА) и (А + ДА), то выборку
увеличивают за счет введения этих результа-
тов и вновь определяют показатели статисти-
ческой обработки.
29.14. ОПРЕДЕЛЕНИЕ
ТЕРМИЧЕСКИХ ХАРАКТЕРИСТИК
К термическим характерстикам электроизо-
ляционных материалов относятся: теплопровод-
ность, температура размягчения и температура
воспламенения материала, нагревостойкость,
холодостойкость, стойкость к термоударам.
Теплопроводность является важной тепло-
физической характеристикой, так как от нее в
той или иной степени зависят многие другие
свойства материала (механические, электри-
ческие, тепловые) при воздействии на него низ-
ких и высоких температур. Конструктивные
особенности изделия из электроизоляционного
материала и надежность его работы также за-
висят от теплопроводности. Важность термиче-
ских испытаний связана также с тенденцией
снижения толщины изоляции и расширением
диапазона рабочих температур.
Согласно основному закону распростране-
ния тепла путем теплопроводности (закону
Фурье) плотность теплового потока пропорци-
ональна градиенту температуры:
где q — количество переданного тепла, отнесен-
ное к единице площади сечения и к единице
времени; дх — малое приращение толщины слоя
испытуемого материала; дТ/дх — температур-
ный градиент; X — теплопроводность, Вт/(мх
ХК); знак минус означает, что в направлении
распространения тепла температура уменьша-
ется. Теплопроводность зависит от структуры
и плотности материала, его влажности, темпе-
ратуры и (в меньшей степени) от давления.
Для твердых тел А лежит в пределах от 0,02
до 400 Вт/(м-К). Нижняя часть диапазона
0,02—3,0 Вт/(м-К) характерна для диаэлект-
риков; материалы с теплопроводностью менее
0,2 Вт/(м К) используются в качестве тепло-
изоляционных. Для жидкостей А=0,08-ь0,7 Вт/
/(м-К), для газов — от 0,05 до 0,5 Вт/(м-К).
В практике испытаний электроизоляцион-
ных материалов применяют стационарные и не-
стационарные методы определения теплопро-
водности. И те и другие могут быть абсолютны-
ми и относительными. Стационарные методы
характеризуются постоянством распределения
температурного поля в образце в течение вре-
мени измерения. Теплопроводность А находят,
используя приведенное выше уравнение Фурье
применительно к одномерным температурным
полям для тел простой геометрической формы:
<2
А =--------------- , (29.21)
(Л-Т2)К
где А — теплопроводность при температуре Т,
7\ — Т2
равной Т%-\-----g---- ; Q—тепловой поток,
проходящий через слой исследуемого вещест-
ва, ограниченный двумя изотермическими по-
верхностями с температурами 7‘1 и Т2\ К — при-
веденная длина слоя. Для неограниченною
плоского слоя
Кп = К/б, (29.22)
где F—площадь поверхности, перпендикуляр-
ной тепловому потоку; 6 — толщина плоского
слоя.
Для образца в форме цилиндрической по-
лой трубы
2п1
In d?Jdr
где I — длина цилиндра; <ф и d2 — внутренний
и наружный диаметры цилиндрического слоя.
Для образцов в форме сферической оболочки
ш l/d1-lld2 '
При нестационарных методах температур-
ный режим образца изменяется во времени по
определенному закону; в этом случае теплопро-
водность получают, используя частные реше-
ния уравнения теплопроводности при условии,
что дТ1дх=^0 (Т — температура, -г —время).
Стационарные методы более широко рас-
пространены, так как отличаются простотой и
более высокой точностью по сравнению с неста-
ционарными. Однако они требуют значитель-
ных затрат времени и большого количества тер-
мопар для надежного измерения температуры
поверхности образца. Нестационарные методы
дают возможность получить более полную ин-
формацию о свойствах материалов: помимо
теплопроводности измеряются также удельнаи
теплоемкость и коэффициент температуропро-
водности. Последний характеризует соотноше-
ние между двумя тепловыми свойствами ма-
териала: способностью проводить тепло и спо-
собностью его аккумулировать. Коэффициент
температуропроводности а связан с теплопро-
водностью А соотношением;
а = А/Ср р,
где Ср — удельная теплоемкость материала,
Дж/(кг/К); р — плотность, кг/м3.
Один из применяемых абсолютных стаци-
онарных методов, называемый методом неог-
раниченного плоского слоя, заключается в из-
мерении одномерного теплового потока, направ-
ленного перпендикулярно плоскости образца и
создающего градиент температур в нем. Образ-
цу придают форму относительно тонкой круг-
лой или квадратной пластинки, одна поверх-
440
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.108. Схема прибора для измерения
коэффициента теплопроводности абсолютным
стационарным методом:
/ — холодильник, 2 —образец: 3, 4, 8, 9, И —термо-
пары; 5 —медный диск; 6 — прокладки; 7—тепловая
изоляция; 10 — медные диски; 11 — охранный нагре-
ватель;. 12 — основной нагреватель; 13 — кольцевой
охранный нагреватель
ность которой нагревается, другая охлаждает-
ся. С целью получения одномерного теплового
потока для тел с малой теплопроводностью
[Х^2,3 Вт/(м-К)] стремятся к тому, чтобы
толщина образца не превосходила 1/7—1/10
наибольшего линейного размера. При этом при-
нимают меры для защиты боковой поверхности
образца и нагревателя от потерь теплоты в
окружающую среду.
На рис. 29.108 показана схема прибора для
измерения теплопроводности абсолютным ста-
ционарным методом. Образец 2 в форме диска
толщиной 2,5 мм, диаметром 187 мм помещен
между нагреваемой пластиной 5 и холодиль-
ником в виде медной плиты 1. Для плотного
прилегания образца к горячей и холодной по-
верхностям предусматривается специальное на-
жимное устройство (здесь не показано). Для
нагревания образца и поддержания стабильной
температуры используются два нагревателя:
центральный, основной, 12, который выполнен
в виде плоской плитки, и периферийный 13—
в виде плоского кольца, окружающего основ-
ной нагреватель. Расходуемая электроэнергия
измеряется с помощью точных амперметров и
вольтметров. Кольцевой нагреватель служит
для предотвращения утечек тепла от образца
в радиальном направлении. При установившем-
ся тепловом режиме тепло, выделившееся в на-
гревателе, полностью проходит через испыту-
емый материал и воспринимается водой, цир-
кулирующей через полость холодильника. Для
предотращения утечек тепла вниз служит ниж-
ний охранный электронагреватель. Наличие
кольцевого и нижнего охранных нагревателей
дает основание считать тепловой поток одно-
мерным. В качестве расчетной принимается по-
верхность центрального нагревателя. Темпера-
тура поверхности испытуемого материала из-
меряется с помощью термопар 3 и 4, помещен-
ных на обогреваемой поверхности прибора и
на поверхности холодильника. Кроме основных,
в приборе используются еще три вспомогатель-
ные термопары: 14— для контроля работы
кольцевого электронагревателя, 8 и 9 — для
настройки нижнего охранного нагревателя. По-
казания термопар 3 и 14 должны быть одина-
ковыми, то же для термопар 8 и 9. Теплопро-
водность вычисляется по формулам (29 21) и
(29.22). Тепловой поток Q определяется по рас-
ходу электроэнергии в центральном нагревателе.
Он может быть определен также с помощью
специального прииора — тепломера, который
должен быть помещен непосредственно под
образцом (ГОСТ 7076-78). В этом случае О
равно показанию тепломера, умноженному иа
его градуировочный коэффициент. Температу-
ру испытаний вычисляют как среднее арифме-
тическое значение температур верхней и ниж-
ней поверхностей образца.
При необходимости получения более высо-
кой точности измерения X используют стацио-
нарный абсолютный метод двух образцов. На-
греватель помещают между двумя образцами
испытуемого материала, одинаковыми по свой-
ствам и размерам. Коэффициент теплопровод-
ности
„ Q
Д, =2 - ———— -
где б; и 62 — толщины образцов; АЛ и ДА —
перепады температур по толщине образцов;
Q — тепловой поток от нагревателя; Qn — по-
тери тепла в окружающую среду через торце-
вую изоляцию. Последние определяются по
падению температуры в слое тепловой изоляции
с помощью соответствующей термопары.
Относительный стационарный метод опре-
деления коэффициента теплопроводности так-
же находит широкое применение. Особенно
удобен он в тех случаях, когда приблизительно
известно значение измеряемой теплопроводно-
сти. Принципиальная схема установки для из-
мерения X относительным методом дана на
рис. 29.109. Измеряемый образец 4 располага-
ется между эталонными образцами 3 и 5, теп-
лопроводность которых близка к измеряемому;
часто в качестве эталона используют полиме-
тилметакрилат [Х=0,198 Вт/(м-К)]. Все три
образца прижимаются к основанию 6 с элект-
ронагревателем 7 (источником теплоты).
Стержень 2 является приемником теплоты.
Основная (фоновая) печь предназначена для
создания равномерного температурного поля,
выполнена в виде секций (8—12). Секции 9,
10, 11 располагаются напротив эталонных и
исследуемого образцов для поддержания в
Рис. 29.109. Принципиальная схема установки
для определения коэффициента теплопровод-
ности относительным методом
§ 29.14
Определение термических характеристик
441
них идентичных температур. Чтобы исключить
тепловые потери от образцов и выровнять сред-
нюю температуру установки, все устройство
засыпается порошком 1 из теплоизоляционного
материала. Расчет теплопроводности произво-
дится следующим образом. Для эталонного
образца:
Qst — ^эт
ДДЭТ — SgT
бэт
для измеряемого образца:
„ . ЛТ’х Sx
<2 = ХЖ-----5
где Хэт и Sx — площади образцов; бэт и 6,—.
толщины образцов.
Из условия равенства тепловых потоков
Qst=Qx
. АТэт ДГЭТ
A"»* ““ •
Дтж
Погрешность относительного метода со-
ставляет до 10 %. Среди приборов, основанных
на стационарном методе измерения теплопро-
водности, следует указать сравнительно новый
серийно выпускаемый прибор ИТ-3, который
может использоваться для измерения X самых
разнообразных материалов (сыпучих, резин,
пластин, пакетов и т. д.). Диапазон показаний
прибора от 0,03 до 5,0 Вт/(м-К); средний тем-
пературный диапазон образца от 10 до 90°С.
Время одного измерения от 20 до 90 мин.
Суммарная основная относительная погреш-
ность измерения X при температуре (25±10)°С
вдиапазоне от 0,2 до 1,5 Вт/(м-К) не превы-
шает ±6 %.
Образцовым средством измерения тепло-
проводности, в котором реализован относи-
тельный стационарный метод, является разра-
ботанный экспресс-измеритель теплопроводно-
сти с прямым отсчетом и цифровой индикацией
результата измерения и температурного интер-
вала. Он с успехом может использоваться в
научных исследованиях и в поверочной прак-
тике. Прибор позволяет за 3—5 мин измерить
теплопроводность твердых материалов в ин-
тервале от 0,1 до 5 Вт/(м-К) с погрешностью
не более ±2,5 %. Для измерения используются
образцы материалов диаметром 15 и высотой
10 мм. Процесс измерения н вычисления осу-
ществляется в приборе автоматически при по-
мощи электронной схемы [9].
Нестационарный метод измерения тепло-
проводности применяют при испытании тонких
пленок, покрытий и заливочных компаундов.
Измеряют скорость теплового потока в уста-
новившемся режиме через единицу площади
при единичной толщине и единице температур-
ного градиента в направлении, перпендикуляр-
ном площади. Для этого снимают зависимость
градиента температуры от времени. Существует
несколько разновидностей метода; некоторые
из них будут здесь рассмотрены. Прн методе
«одного температурно-временного интервала»
образец в виде тонкой пластинки поме-
щают на теплоприемник — медный бак, окру-
женный со всех сторон теплоизоляцией; свер-
ху на образец ставят нагреватель; как и при
стационарных методах, в этом случае должны
быть обеспечены хорошие тепловые контакты
образца как с нагревателем, так и с тепло-
приемником. Разность температур нагревателя
и медного блока измеряется с помощью диф-
ференциальной термопары. Снимается зависи-
мость показаний гальванометра, включенного
в цепь термопары, от времени. Строят график
Для измерения падения напряже-
ния в цепи дифференциальной термопары, кро-
ме гальванометрического метода, могут быть
использованы и другие, более точные и со-
вершенные методы (см. § 29.4).
Теплопроводность
, См 6М иг
г/ \ g rr s
F(t2 —tJ U2
где CM — удельная теплоемкость меди,
Дж/(кг-К); М— масса медного блока; б и
F — толщина, м, и площадь поперечного сече-
ния, м2, образца; Ut и С2 — показания галь-
ванометра в моменты времени т, и т2 (время—.
в секундах).
В рассмотренном методе теплопроводность
измеряют при условиях так называемого ре-
гулярного режима первого рода. Именно в
таком режиме работает плоский бикалориметр,
что дает возможность использовать его для
измерений методом одного температурно-вре-
менного интервала. Устройство бикалориметра
показано на рис. 29.110. Два испытываемых
образца в форме дисков 6, между которыми
имеется тонкий металлический диск (ядро би-
калориметра) с заделанной в него термопарой,
помещаются в герметичный металлический
корпус 1 с крышкой 7 и уплотнением 5. После
нагревания до определенной температуры би-
калориметр помещают в термостат с маслом,
где он постепенно охлаждается. Снимается
зависимость Т’(т). На графике выделяют ли-
нейный участок зависимости, который отно-
сится к регулярному режиму охлаждения; X
вычисляют для моментов времени Т| и т2 и
соответствующих им температур Д и Д, ис-
пользуя значения удельной теплоемкости ди-
электрика и металлического ядра бикалори-
метра.
Метод двух температурно-временных ин-
тервалов применяют для определения тепло-
Рис. 29.110. Плоский бикало-
риметр для определения коэф-
фициента теплопроводности
при стационарном режиме:
1 — корпус; 2 — ядро; 3 — термо-
пара; 4— трубка; 5 — изоляцион-
ное уплотнение; 6 — исследуемый
материал; 7 — крышка
442
Методы испытаний электроизоляционных материалов
Разд. 29
проводностн при невысоких температурах.
Испытуемый образец в форме тонкого диска
помещают между нагревателем и приемником,
которые выполнены в виде цилиндров того же
диаметра, что и образец. Один из слоев диф-
ференциальной термопары фиксирует темпера-
туру нагревателя, другой слой — температуру
теплоприемника. Разность этих температур
измеряют с помощью гальванометра или ка-
кого-либо другого средства измерения малых
токов и напряжений. Перед началом процесса
теплопередачи записывают значение в цепи
термопары; в процессе теплообмена это значе-
ние постепенно уменьшается. С помощью фо-
тоэлектрических или электронных секундомеров
с автоматическим запуском отмечают отрезки
времени, в течение которых напряжение сни-
зится в щ; п2; и3 раза. Искомое значение теп-
лопроводности зависит от отношения напря-
жений UdU0-, U2/Vо и U3IU4 и от значений от-
резков времени т,; т2; т3, что и учитывается с
помощью коэффициентов а и рв формуле
расчета теплопроводности:
Ьба
X =---------,
гКрт2
где b — постоянная теплоприемника, Вт-с:1''2/
/(м2/К); б — толщина образца, м; а и Р —
безразмерные коэффициенты (табл. 29.49);
т2 — отрезок времени, соответствующий напря-
жению t/2=0,75 Uo. Постоянную теплоприем-
ника b определяют, используя эталонный об-
разец толщиной бэт из материала с известным
коэффициентом теплопроводности Хэт. Измеря-
ют отрезки времени Т| и т2 в секундах и затем
вычисляют постоянную:
Ф11О
Круговая риска
/ ширина 0,5
' глубина 0,5
JL
Рис. 29.111. Подвеска, используемая в прибо-
ре для определения температуры размягчения
методом «кольца и шара»:
1 — втулка; 2 — крышка подвески; 3 — трубка основ-
ная; 4— стойка; 5 — кольцо; 6—шайба; 7 — трубка
соединительная; 8 — контрольный диск
В рассмотренном эксперименте отсчет вре-
мени по секундомерам начинался с момента,
когда напряжение J7l=O,9t7o. Можно этот
отсчет начинать в момент времени, когда теп-
лоприемник и образец вступают в контакт с
нагревателем, т. е. при т=0, и отмечать отрезки
времени Tj и т2, соответствующие напряже-
ниям Ui = 0,75 Uo и t/2=0,5t/o. Удельную теп-
Таблица 29.49. Значения коэффициентов
а и р при П|/По=0,9; Ц>/Ц>=0,75; 1/3/По=0,5
₽ а ^з/^2 е а
3,50 2,17 2,80 4,70 1,31 1 ,02
3,55 2,11 2,56 4,80 1,26 0,97
3,60 2,05 2,37 4,90 1,22 0,93
3,70 1,94 2,08 5,00 1,19 0,90
3,80 1,84 1,82 5,20 1,12 0,83
3,90 1,77 1,67 5,40 1,03 0,76
4,00 1,70 1 ,54 5,60 0,97 0,72
4,10 1,63 1,42 5,80 0,91 0,68
4,20 1,56 1,32 6,00 0,85 0,64
4,30 1,51 1,25 6,50 0,71 0,54
4,40 1,45 1,18 7,00 0,55 0,45
4,50 1,41 1,13 7,50 0,41 0,37
4,60 1,36 1,07 8,0 0,26 0,28
лопроводность в этом случае вычисляют так
же, как и ранее, с помощью табл. 29.49.
Температура размягчения таких материа-
лов, как битумы, воски, некоторые виды ком-
паундов определяется различными способами.
Один из наиболее распространенных — метод
«кольца и шара» (ГОСТ 11506-73). Прибор
для испытания материала данным методом
(ГОСТ 1424-57) представляет собой латунное
кольцо (гладкое или с выступом на расстоя-
нии 1,5—2 мм от дна), в которое заливается
до самого верха испытуемый материал. Коль-
цо с материалом 5 ставят строго горизонталь-
но на шайбу 6 подвески, изображенной на
рис. 29.111. В среднее отверстие подвески с по-
мощью втулки 1 вставляют термометр так,
чтобы нижняя точка его ртутного резервуара
находилась на одном уровне с нижней поверх-
ностью испытуемого материала в кольце. Под-,
веску с четырьмя кольцами, заполненными
испытуемым материалом, помещают в стакан
диаметром не менее 90 мм, высотой не менее
115 мм, заполненный термостатирующей жидко-
стью (водой или глицерином в зависимости
от предполагаемой температуры размягчения).
После термостатирования в течение 10 мин
при температуре 5 °C подвеску вынимают из
стакана и на каждое кольцо, в центр повепхно-
сти материала, кладут пинцетом стальной ша-
рик диаметром 9,5 мм, охлажденный до тем-
§ 29.14
Определение термических характеристик
443
Рнс. 29.112. Схемы приборов для оп-
ределения температуры размягчения
методом «кольца и шара»:
с —прибор с шаром; б — прибор со сло-
ем ртути; в — прибор Уббелоде
пературы 5 °C. Затем подвеску снова опускают
в стакан, ставят его на кольцо лабораторного
штатива и подогревают снизу с помощью на-
гревательного прибора. Скорость повышения
температуры материала должна быть (5±
±0,5)°С/мнн. При размягчении материал под
действием груза шарика начнет продавливать-
ся и сползать вниз сквозь шайбу 6. Нужно
отметить по термометру температуру, при ко-
торой размягченный материал коснется конт-
рольного диска 8. Кольцо 4 с материалом 3 и
шариком 2, а также контрольный диск 5 и
стойка 1 схематически показаны на рис.
29.112, а. Можно вместо шарика использовать
слой ртути 3 (рис. 29.112,6). Последняя зали-
вается в стеклянную трубку 4 в стакане 2 по-
верх испытуемого материала 1. Заготовленные
трубки с образцами помещают в стакан с гли-
церином (как в предыдущем случае). Нагрев
производится со скоростью 2°С/мин. За тем-
пературу размягчения принимают ту темпера-
туру, при которой ртуть продавливает мате-
риал и падает на дно стакана. После окончания
опыта вычисляют среднее арифметическое па-
раллельных определений, которые должны раз-
личаться не более чем на 1 °C при температуре
размягчения 7’Размс80°С и не более чем на
2 °C При ТРазм>80°С.
Температуру размягчения таких органи-
ческих материалов, как церезины, парафины,
озокериты и др. (ГОСТ 6793-74), измеряют с
помощью термометра ТН-4 в комплекте с
гильзами и чашечками из латуни (метод кап-
лепадения Уббелоде). Нижняя часть термомет-
ра 2 (рис. 29.112,s) закрепляется в металли-
ческой гильзе, на которую навинчивается ме-
таллическая трубка 1 с отверстием 3. Чашеч-
ка 5 заполняется испытуемым материалом и
вставляется в трубку 1 до упора в установоч-
ные штифты 4. Излишек материала при залив-
ке, а также материал, выдавливаемый шари-
ком термометра через отверстие в дне чашеч-
ки, срезают. Термометр с чашечкой и материа-
лом вставляют с помощью пробки в пробирку
так, чтобы нижний край чашечки находился
на расстоянии 25 мм от кружка бумаги на
дне пробирки. Пробирку помещают в стакан
с термостатированной жидкостью и укрепляют
при' помощи держателя штатива в- строго вер-
Рис. 29.113. Схемы нагружающих устройств,
применяемых при определении температуры
аразмягчения по Вика:
1 — образец; 2— иидеитор; 3 — стержень; 4— груз;
5 — указатель деформации
тикальном положении. Стакан нагревают со
скоростью 1 °С/мин. За температуру размягче-
ния (каплепадения) материала принимают тем-
пературу, показываемую термометром при па-
дении первой капли или касании дна пробирки
столбиком материала, выступившим из отвер-
стия чашечки прибора.
Температуру размягчения по Вика для
пластмасс определяют в воздушной (ГОСТ
15065-69) или в жидкой среде (ГОСТ
15088-83). Образцы в виде пластинок с линей-
ными размерами не менее 10 мм, толщиной от
3 до 6,5 мм нагревают и одновременно подвер-
гают воздействию сжимающего усилия, кото-
рое передается через индентор. Последний
вдавливается под действием нагрузки в испы-
тывамый материал. При испытании жестких
ячеистых пластмасс между индентором и ма-
тералом прокладывается металлическая пла-
стина размером 23X23X2 мм. Определяют
температуру, при которой индентор в виде
цилиндра диаметром 1,13 мм и длиной 3 мм
внедряется в образец на глубину 1 мм под
действием нагрузки, равной 10 или 50 Н. При
испытании жестких пластмасс определяют тем-
пературу, при которой образец под действием
нагрузки сжимается на 1 мм. Схемы нагру-
жающих устройств, применяемых при опреде-
лении температуры размягчения по Вика, по-
казаны на рис. 29.113. Нагружающее устройст-
во с образцом помешают в термостат, темпе-
ратуру повышают со скоростью 5 мин. При
испытании в жидкой среде используют транс-
форматорное масло, жидкий парафин, глице-
рин и другие жидкости, не взаимодействующие
с испытуемым материалом.
Определение температуры размягчения
пластмасс и других материалов путем измере-
ния деформации образца под нагрузкой мо-
жет быть выполнено двумя способами. В пер-
вом случае при испытании по методу Мартенса
(ГОСТ 21341-75) образец 9 в виде стержня
прямоугольного сечения (рис. 29.114) закреп-
ляют консольно; нижний конец образца встав-
ляют в зажимную головку 10, укрепленную
на основании 11. На верхний конец образца
444
Методы испытаний электроизоляционных материалов
Разд. 29
Рис. 29.114. Прибор для определения темпе-
ратуры деформации по Мартенсу:
1 — термостат; 2 — легкий стержень; 3 — указатель;
4 — шкала; 5 — термометр; б — перемещающийся
груз; 7— рейка-рычаг; 8—зажим; 9 — образец; 10—
зажнмиая головка; 11 — основание
надевают второй зажим 8, с которым жестко
скреплена рейка-рычаг 7 с перемещающимся
по ней грузом 6. Масса перемещающегося гру-
за, а также геометрические размеры образца
даны в табл. 29.50. Тип образца (номер по
Таблица 29.50. Размеры образцов и масса
перемещающегося груза при определении
температуры размягчения по методу Мартенса
№ образ- ца Геометрические размеры, мм Масса пе- ремещаю- щегося груза, кг
L b h
1 120+2 15+0,2 10+0,5 0,650
2 80+1 10+0,2 4+0,2 0,200
3 50+0,5 6+0,2 4±0,2 0,100
таблице) выбирают в соответствии с указа-
ниями в стандарте на материал. Груз на ры-
чаге устанавливают таким образом, чтобы раз-
рушающее напряжение при изгибе <ги равня-
лось (5±0,5) МПа. Принимая во внимание
данное условие, можно получить расчетную
формулу для расстояния Lc между центром
тяжести груза и продольной осью образца, мм:
_ 5Ыг2 __ Fh гн + ГА 1А
G~ Fe
где b — ширина образца, мм; h — толщина об-
разца, мм; FH — нагрузка, создаваемая верх-
ней зажимной головкой с упором, Н; 1Е — рас-
стояние между центром тяжести рычага вме-
сте с верхней зажимной головкой и продольной
осью образца, мм; Fa — нагрузка, создавае-
мая указателем деформации, Н; 1Л — рас-
стояние между продольной осью указателя де-
формации и продольной осью образца, мм;
Fa — нагрузка, создаваемая грузом, Н.
Деформация нагреваемого образца под на-
грузкой отмечается по миллиметровой шкале
4 с помощью указателя 3. Сначала при нор-
мальной температуре отмечают положение ука-
зателя на шкале, затем температуру в термо-
стате повышают со скоростью (50 ±5) К/ч и
одновременно следят за движением указателя.
В момент, когда деформация достигнет (6±
±0,1) мм, фиксируют показания двух термо-
метров, расположенных около образца. Зна-
чение теплостойкости по Мартенсу равняется
среднему арифметическому показаний термо-
метров.
При испытании по второму методу (ГОСТ
12021-84) образец длиной ПО мм, высотой
(10±0,2) мм и глубиной (4±0,2) мм распо-
лагают на двух опорах, изгибающее усилие с
помощью стержня 1 прикладывают посредине
между опорами в вертикальном направлении
(рис. 29.115). Наконечник стержня и опоры в
местах контакта с образцом имеют цилиндри-
ческое закругление радиусом (3±0,2) мм. На-
пряжение изгиба <Ги может быть равно одному
из следующих значений: 0,45; 1,8; 4,9 или
7,4 Па. При заданном значении <гп нагрузку
на образец Р, Н, вычисляют по формуле
D 2<ти
Р —-------Ыг2,
31
где <Ги — заданное напряжение, Н/см2; I —
расстояние между опорами, см; b — ширина
образца, см; h — высота образца, см.
Все устройство помещают в термостат, где
нагревают образец под нагрузкой со скоростью
2 К/мин. Фиксируют температуру, при которой
прогиб образца достигает 0,33 мм. Погреш-
ность измерения прогиба не должна превы-
шать ±0,01 мм. Температуру размягчения при
изгибе на двух опорах вычисляют как среднее
арифметическое значение трех определений.
Метод определения температуры вспышки
7Всп предусматривает измерение температуры,
при которой пары испытываемого жидкого или
расплавленного диэлектрика образуют с воз-
духом смесь, вспыхивающую при контакте с
посторонним источником зажигания (напри-
мер, газовой горелкой). Если продолжать на-
гревание указанного вещества после установ-
ления температуры вспышки 7ВСп. то при неко-
торой температуре, называемой температурой
воспламенения ТВОсп.ч, происходит загора-
Рис. 29.115. Схема прибора для определения
температуры деформации при расположении
образца на двух опорах:
1 — стержень;; 2 — образец;. 3 — опора; 4.**- термостат
§ 29.14
Определение термических характеристик
445
Рис. 29.116. Прибор с открытым тиглем для
определения температуры вспышки и темпера-
туры воспламенения:
1 — тигель; 2— нагревательная ванна; 3 — термометр;
4 — штатив; 5 — держатель; 6 — газовая горелка;
7 — кольцо из паронита; S—асбестовая прокладка;
9 — обогреватель
ине самого вещества при приближении к нему
открытого пламени. Определение TECn и ТВОСпл
может быть выполнено в приборе с открытым
тиглем (ГОСТ 4333-48). Тигель с испытывае-
мым материалом (жидким нли расплавленным)
устанавливают в ванну, снабженную электри-
ческим нагревателем (рис. 29.116). Температу-
ру материала повышают сначала со скоростью
10°С/мин, затем, когда температура достигнет
значения (Твсп—40)°С, скорость нагревания
снижают до 4°С/мин. При температуре, рав-
ной (Теоп —10)°С, к образцу подносят пламя
зажигательного приспособления и медленно
проводят им по краю тигля на расстоянии 10—
14 см от поверхности материала. Время про-
движения пламени от одной стороны тигля до
другой составляет 2—3 с. Температуру мате-
риала продолжают увеличивать, а опыт с под-
несением пламени повторяют через каждые
2 °C подъема температуры. За температуру
вспышки принимают температуру, отмеченную
на термометре, при которой появляется первое
синее пламя над частью поверхности или над
всей поверхностью испытуемого материала.
Для определения температуры воспламене-
ния этого же материала продолжают нагрева-
ние с той же скоростью и повторяют опыт
поднесения пламени через каждые 2 °C подъ-
ема температуры. При определенном значении
температуры испытываемая жидкость воспла-
меняется, когда к ней подносят пламя газовой
горелки, и после его удаления продолжает го-
реть не менее 5 с. Это значение температуры
считают температурой воспламенения Твоспл.
Значения 7"ВСп и 7+см вычисляют как среднее
арифметическое трех наблюдений. В случае
необходимости вводят поправку ДТ на баро-
метрическое давление:
ДГ = 0,91 (0,1— р) (273 + Т),
где р — атмосферное давление, МПа; Т — из-
меренная температура вспышки или воспламе-
нения, °C.
Рис. 29.117. Прибор с закрытым тиглем для
определения температуры вспышки:
1 — гибкий вал; 2 — горелка; 3 — крышка; 4 — воз-
душный зазор; 5 — печь; 6 —верхняя пластинка; 7 —
воздушная баия;: 8 — зазор; 9— зажигательное при-
способление; 10 — кнопка, приводящая в действие за-
слонку; //-—термометр; 12— прокладка; 13 — тигель;
14 — запальник; 15 — передняя часть; 16 — ручка;
17 — заслонка
Определение температуры вспышки для ор-
ганических материалов возможно также при
помощи прибора с закрытым тиглем. На
рис. 29.117 показано устройство такого при-
бора. В тигель 13 с крышкой 3, которая
имеет заслонку 17 и отверстия для мешалки
и термометра, наливают испытуемый продукт
до метки, не допуская смачивания стенок тиг-
ля выше метки. Крышку закрывают и с по-
мощью штифта-фиксатора фиксируют ее поло-
жение. Тигель с испытуемым материалом на-
гревают в ванне с определенной скоростью.
При температуре, равной (Твсп— 10) °C под-
носят пламя зажигательного устройства 9 к
поверхности материала. Если температура
вспышки Твсп выше 50 °C, то пламя начинают
подносить при температуре (Твсп — 17) СС.
Опыт повторяют через каждый один градус
Цельсия при Твсп ниже 104 °C и через каждые
2 °C, если ТЕСП выше 104 °C. Отмечают темпе-
ратуру материала, когда при поднесении к не-
му горелки над его поверхностью впервые по-
является синее пламя.
Нагревостойкость электроизоляционных ма-
териалов определяют .при ускоренных испыта-
446
Методы испытаний электроизоляционных материалов
Разд. 29
Таблица 29.51. Классы иагревостойкости электроизоляционных материалов
Обозначение класса нагревостой- кости Температура, х а р актер изу ю ща я данный класс нагревостойкости, К (°C) Основные группы электроизоляционных материалов, соответствующие данному классу нагревостойкости
Y 363 (90) Волокнистые материалы из целлюлозы, хлопка, натурально- го шелка и полиамидов; пластмассы с органическим наполни- телем, не пропитанные связующим составом; поливинилхлорид; вулканизированный натуральный каучук
А 378(105) Волокнистые материалы, пропитанные масляными, масляно- смоляными и другими лаками; изоляция эмалированных про- водов на поливинилацеталевых лаках; полиамидные смолы
Е 393(120) Синтетические волокна, пленки, смолы, слоистые пластики, пластмассы на термореактивных связующих, изоляция эмалированных проводов на эпоксидных лаках, поликарбонат- ные пленки
В 403 (130) Материалы на основе слюды, асбеста и стекловолокна в со- четании с органическими связующими и пропитывающими сос- тавами соответствующей нагревостойкости; политрифторхлор- этилен
F 428(155) Те же материалы в сочетании с синтетическими связующими; изоляция эмалированных проводов на полиэфиримидных и по- лиэфирциаяуратных лаках
Н 453 (180) Те же материалы с кремнийорганическим связующим; крем- нийорганические эластомеры
ниях, которые в литературе часто называют
испытаниями на термическое старение. Под
нагревостойкостыо следует понимать способ-
ность материала без повреждения и без недо-
пустимого ухудшения практически важных для
него свойств выдерживать действие повышен-
ных по сравнению с рабочей температур в
течение времени, сравнимого со сроком эксп-
луатации. Согласно ГОСТ 8865-70 материалы,
применяемые в машинах, трансформаторах и
аппаратах, по нагревостойкости разделяют на
семь классов. Каждому классу соответствует
свое значение температуры, при которой мате-
риал может длительно работать без ухудшения
свойств (табл. 29.51).
Методика определения нагревостойкости
заключается в измерении характеристик мате-
риала при воздействии на него повышенной
температуры в сочетании с другими разру-
шающими факторами, такими как механичес-
кие усилия, электрическое напряжение, влаж-
ность. В частных методиках на отдельные
виды материалов и конструкций, например рези-
ны (ГОСТ 9.024-74), эмалированные провода
(ГОСТ 10519-76), изоляцию электрических ма-
шин (ГОСТ 14950-75), указываются: испыта-
тельная температура и длительность ее воздей-
ствия в каждом цикле испытаний в зависимо-
сти от предполагаемого класса нагревостойко-
сти (ее выбирают на основании данных табл1
Таблица 29.52. Температура и продолжительность испытаний на тепловое старение
Температура испытаний, °C Ожидаемый класс нагревостойкости материала и соответствующая ему температура Температура испытаний, °C Ожидаемый класс нагревостойкости материала и соответствующая ему температура
Y А Е В F н Y А Е В F н
90 105 120 130 155 180 90 105 120 130 155 180.
Продолжительность теплового Продолжительность теплового
старения, сут старения, суп
280 180 I 4 6 17
270 170 2 6 10 28
260 160 1 4 10 17
250 2 150 2 6 17 28
240 4 140 4 10 28
230 2 7 130 6 17
220 4 14 120 10 28
210 2 6 18 ПО 17
200 2 4 10 100 28
190 2 4 6 17
§ 29.14
Определение термических характеристик
447
29.52), виды разрушающих факторов и после-
довательность их воздействия в течение одного
цикла испытаний; параметры, измеряемые в
процессе испытаний. Циклы испытаний повто-
ряются до выхода из строя всех образцов.
Время испытания в течение всех циклов фик-
сируется. Критерием выхода из строя является
характеристика, от которой в большой степени
зависит работоспособность материала или кон-
струкции. Для электротехнических изделий это,
как правило, пробой изоляции при испытании
ее электрическим напряжением. Могут быть и
другие критерии выхода из строя, например
механическая прочность или tg б. Иногда при
испытаниях на термическое старение рассчи-
тывают изменение контролируемого параметра
в процентах по отношению к его первоначаль-
ному значению до испытаний.
Основным показателем иагревостойкости
является средний ресурс материала, т. е. сред-
нее время циклов испытаний до выхода из
строя всех образцов при каждой температуре
испытаний. Количество испытательных темпе-
ратур должно быть не менее трех; они не дол-
жны различаться более чем на 20 °C. Если в
процессе испытаний при температуре 7UC;I1 в
течение п\ циклов испытаний вышли из строя
все образцы, а при температуре Тисиг—мень-
ше 50 % образцов за такое же число циклов,
то нужно увеличить время выдержки при тем-
пературе Тисп2 Д° следующего значения для
изоляции данного класса иагревостойкости (см.
табл. 29.52), не изменяя температуру.
Определение ресурса материала произво-
дится двумя способами. При первом способе
образцы загружают в термостат, выдерживают
при ТИсп определенное время, затем извлекают
из термостата и подвергают воздействию не-
основного разрушающего фактора (механичес-
ких усилий, электрического напряжения или
влажности). Ресурс в часах вычисляют как
суммарное время воздействия испытательной
температуры в течение всех циклов за вычетом
половины длительности последнего цикла, после
которого образец вышел из строя. При втором
способе находящиеся в термостате образцы
подвергаются воздействию указанного разру-
шающего фактора, например электрического
напряжения, вплоть до выхода их из строя.
Ресурс в часах вычисляют как суммарное вре-
мя всех циклов испытаний до выхода из строя,
в нашем примере от момента включения тока
до момента выключения.
После того как испытания закончены, вы
числяют средний ресурс Lcp образцов при каж-
дой испытательной температуре Тисп!
производят корректировку результатов ис-
пытаний путем исключения из рассмотрения
образцов с резко выделяющимися значениями
критерия Ирвнна [29.7]. Находят аналитичес-
кую зависимость между средним ресурсом /_Ср
и ТКСп при неизменных прочих условиях испы-
таний; она представляется в виде уравнения
Y=a+bx, где y=lgL; —_; L — ре-
—j— и
сурс при данной ТИсп; 6 — температура испы-
таний, °C.
Для получения такой зависимости экспе-
риментальные данные подвергают обработке
по методу наименьших квадратов с вычисле-
нием коэффициентов линии регрессии а и b и
доверительных границ результатов испытаний
При графическом изображении линии регрес-
сии по оси абсцисс откладывают температуру
испытаний Тисп в масштабе обратных значе-
ний термодинамической температуры, по оси
ординат — врс!мя в логарифмическом масшта-
бе (рис. 29.118).
Значение температуры, характеризующей
нагревостойкость материала, получают путем
экстраполяции линии регрессии в области ра-
бочих температур (на рис. 29.118 отрезок АВ
прямой, полученный для трех испытательных
температур: 170; 150, 125°C). Рабочие темпе-
ратуры выбирают по стандартному базовому
ресурсу на материал данного вида, значение
его обычно указывается в частной методике;
базовый ресурс часто принимают равным
20 000 ч.
В настоящее время наряду с вышеизло-
женной методикой практикуется оценка нагре-
востойкости по температурным индексам (ТИ).
которые определяются путем нахождения из-
менения отдельных характеристик в процессе
изотермического старения образцов. В реко-
мендациях МЭК 493, МЭК 216, МЭК 15В, в
стандарте ASTM (метод D3251) и других
документах излагаются способы определения
ТИ. Все они сводятся к нахождению времени
изотермического старения образцов до дости-
жения контролируемым параметром заданного
уровня, который в литературе называют крите-
рием конечной точки. По полученным данным
строят график иагревостойкости относительно
выбранной контролируемой характеристики, по
крайней мере при трех значениях температур,
превышающих рабочую температуру. Он пред-
ставляет собой линейную зависимость логариф-
ма времени до разрушения образца или до до-
стижения заданного уровня контролируемой
где L — ресурс каждого образца, ч; п — коли-
чество образцов, испытываемых при данной
температуре; среднеквадратическое отклонение
о ресурсов образцов при каждой температуре
испытаний
(^-Пере-
Рис. 29.118. Графическая зависимость между
ресурсом E(lgL) и температурой 7(1/7)
448
Методы испытаний электроизоляционных материалов
Разд. 29
характеристики (1g т) в функции значения об-
ратной температуры испытания 1/7. Произво-
дят экстраполяцию полученного графика к за-
данному сроку службы в область более низ-
ких температур. ТИ численно равен значению
температуры, °C, при которой срок службы ма-
териала равен заданному. Диапазон нагрево-
стойкости (ДНС) выражается тремя числами,
два из которых равны значениям температур,
найденных путем экстраполяпии графика на
сроки службы 20 000 и 5000 ч, третье равно
нижней границе 95 %-кого доверительного ин-
тервала для температуры, соответствующей
сроку службы 5000 ч. Материал может ха-
рактеризоваться несколькими значениями ТИ
и ДНС, если в процессе испытаний были полу-
чены графики нагревостойкости относительно
нескольких видов контролируемой характери-
стики. Следует подчеркнуть, что тепловой ин-
декс и диапазон нагревостойкости не идентич-
ны классу нагревостойкости, хотя и позволяют
сравнивать различные материалы по их стой-
кости и тепловому старению.
Холодостойкость электроизоляционных ма-
териалов определяется путем испытаний
образцов при низких температурах под воздей-
ствием механических усилий. Сравнивают ме-
ханические характеристики материала, напри-
мер деформацию при растяжении, при пони-
женной температуре 1<г и при нормальной тем-
пературе /(, растягивающее усилие должно
быть при этом строго одинаковым. Коэффици-
ент холодостойкости К' рассчитывают как от-
ношение двух деформаций:
К' = IzHt-
Стойкость к термоударам определяют для
хрупких материалов или изделий из них. На-
пример, фарфоровые изоляторы (ГОСТ
5862-79) должны выдерживать трехкратное
нагревание и охлаждение без ухудшения основ-
ных свойств. Температура и время нагревания
зависят от массы изделия. Нагретые изолято-
ры быстро погружаются в ледяную воду, где
выдерживаются в течение определенного вре-
мени. После трех циклов термоударов и конди-
ционирования при нормальной температуре в
атмосфере сухого воздуха изоляторы подвер-
гаются осмотру и электрическим испытаниям
высоким напряжением.
29.15. МЕТОДЫ ИСПЫТАНИЙ
БАЗИСНЫХ МАТЕРИАЛОВ
ДЛЯ ПЕЧАТНЫХ ПЛАТ1 *
В настоящее время в производстве радио-
электронной аппаратуры основным конструк-
тивным элементом являются печатные платы.
Характеристики печатных плат в значительной
степени определяются свойствами базисных
материалов, применяемых для их производ-
ства.
Физико-механические параметры фольги-
рованных диэлектриков определяют прочност-
ные параметры печатных плат; электрические
свойства фольгированных диэлектриков в зна-
чительной степени определяют и электрические
параметры печатных плат.
1 Параграф написан В. И. Смирновой, Д. И. Жи-
томирской, Г. Д- Кустовой,
Поскольку по своему строению фольгиро-
ванные диэлектрики отличаются от других элек-
троизоляционных материалов, то и методы ис-
пытаний, а также, подготовка образцов к ис-
пытаниям имеют ряд существенных особенно-
стей.
Основным официальным документом явля-
ется ГОСТ 26246-84 «Материалы электроизо-
ляционные фольгированные для печатных плат.
Общие технические условия».
Подготовка образцов для проведения ис-
пытаний. Испытания фольгированных диэлек-
триков проводят на образцах с частичным или
полным удалением фольги.
Вначале из листов механическим способом
вырезают образцы так, чтобы края их были
гладкими, без трещин, сколов и расслоений.
Затем образцы промывают проточной во-
дой и зачищают поверхность фольги порошко-
образной пемзой зернистостью не более 63 мкм
или мелкозернистым шлифовальным порошком
по ГОСТ 3647-80. После зачистки образцы
тщательно промывают проточной водой, по-
верхность образца при этом должна полностью
смачиваться. В случае неполного смачивания
водой образцы промывают тринатрийфосфатом
по ГОСТ 201-76. После этого образцы снова
промывают проточной водой и просушивают
струей сжатого воздуха, следя, чтобы на них
не остались подтеки и пятна.
Рисунок на образцы наносят фотохимиче-
ским или сеткографическим способом.
При получении рисунка фотохимическим
способом на медную фольгу наносят слой фо-
торезиста (сухого или жидкого), затем произ-
водят экспонирование фоторезиста через фо-
тошаблон-негатив.
При сеткографическом способе рисунок на
образце получают продавливанием трафарет-
ной краски через сетчатый трафарет.
Полное или частичное удаление фольги с
образцов производят травлением.
Основным методом, используемым в оте-
чественной и зарубежной практике, является
метод травления в растворе чистого хлорного
железа плотностью 1,32—1,41 г/см3 по ГОСТ
4147-74. Температура травильного раствора не
должна быть выше 37 °C. Время травления
образцов не должно превышать следующих
значений:
Толщина фоль-
ги, мкм ... 18 25 35 50 70 105
Время травле-
ния, мин . , 5 6 7 10 14 21
На скорость и качество травления оказы-
вают влияние концентрация хлорного железа,
содержание растворенной меди, температура и
интенсивность перемешивания травильного рас-
твора.
После травления в растворе хлорного же-
леза образцы тщательно промывают проточной
водой для удаления продуктов травления.
Защитное покрытие (фоторезист или крас-
ку) снимают с фольги химическим или меха-
ническим способом, например, порошкообраз-
ной пемзой с водой или растворителем, не ока-
зывающим влияние на диэлектрик. Процесс
снятия защитного покрытия проводят осто-
рожно, стараясь не повредить фольгу. Затем
3 раза по 2 мин промывают образцы в дистил-
§ 29.15
Методы испытаний базисных материалов для печатных плат
449
лированной воде. При первой промывке мож-
но применять мягкую щетку. Промытые об-
разцы просушивают струей сжатого воздуха.
После удаления воды с поверхности образцы
сушат (4 ч±10) мин при температуре (55±
±2) °C. На вытравленных участках образцов
не должно быть частиц меди, видимых нево-
оруженным глазом.
Перед проведением испытаний образцы
фольгированных диэлектриков подвергают
нормализации для устранения или частичного
снижения влияния предшествущюих операций
подготовки образцов.
Нормализацию проводят в условиях ком-
натной среды в течение 24 ч по ГОСТ 6433.1-71.
Перед проведением электрических испыта-
ний образцы кондиционируют (выдерживают)
в определенных условиях окружающей среды
в течение определенного времени. Для фоль-
гированных диэлектриков кондиционирование
проводят в камере влажности в течение 96 ч
при температуре 40 °C и относительной влаж-
ности 93 % по ГОСТ 6433.1-71.
В настоящее время в технические условия
на фольгированные диэлектрики вводят также
определение электрических параметров после
кондиционирования материалов и последующе-
го восстановления. Восстановление — это опе-
рация, проводимая после кондиционирования
образцов в камере влажности, в целях стаби-
лизации их свойств перед измерением.
Образцы фольгированных диэлектриков
извлекают из камеры влажности, выдержива-
ют в условиях комнатной среды в течение
1 ч±3 мии и затем проводят электрические
испытания.
Электрические испытания фольгированных
диэлектриков.
Поверхностное и удельное объемное со-
противления определяют после кондициониро-
вания в камере влажности и после восстанов-
ления по ГОСТ 6433.2-71 и ГОСТ 10315-75.
Для определения поверхностного и удель-
ного объемного сопротивления на фольгиро-
ванной стороне образца вытравливают элект-
роды в соответствии с рис. 29.119. Если ма-
териал фольгирован с двух сторон, то фольгу
со второй стороны полностью стравливают.
Рис. 29.119. Образец для определения поверх-
ностного и удельного объемного сопротивле-
ния, коррозии по поверхности
На всю поверхность нефольгированной
стороны образца притирают электрод из отож-
женной алюминиевой фольги (толщиной не
более 10 мкм) с помощью конденсаторного ва-
зелина, трансформаторного масла или крем-
нийорганического вазелина. Толщина слоя
смазки должна быть не более 1 мкм.
Образцы протирают чистой тканью, смо-
ченной бензином или этиловым спиртом, и по-
мещают для кондиционирования в камеру
влажности.
По истечении времени кондиционирования
образцы достают из камеры влажности н из-
меряют в условиях комнатной среды, при этом
время с момента извлечения образцов из ка-
меры влажности до окончания измерения не
должно превышать 3 мин или 1 ч±3 мин при
измерении после кондиционирования в камере
влажности и восстановления.
В зависимости от применяемого испыта-
тельного оборудования к образцам приклады-
вают напряжение (100 ±5) или (500±50) В.
Поверхностное электрическое сопротивле-
ние измеряют как сопротивление поверхност-
ного слоя между измерительным и охранным
электродами.
При определении поверхностного и удель-
ного объемного сопротивлений за результат
испытаний принимают минимальное значение
четырех измерений.
Поверхностное и удельное объемное элек-
трическое сопротивление при повышенной тем-
пературе определяют по ГОСТ 6433.2-74. При
проведении этих испытаний на фольгированной
стороне образца вытравливают электроды в
соответствии с рнс. 29.119. Если материал
фольгирован с двух сторон, фольгу со вто-
рой стороны не стравливают и она служит
электродом. В случае, если материал фольги-
рован с одной стороны, на нефольгированную
сторону наносят электрод из токопроводящих
серебряных покрытий или притирают элект-
род из алюминиевой фольги.
За результат испытаний принимают мини-
мальное значение четырех измерений.
Тангенс угла диэлектрических потерь (tg б)
и диэлектрическая проницаемость (sr). Отно-
сительную диэлектрическую проницаемость s,
и tg б определяют, в основном, резонансным
методом на частоте 1 МГц по ГОСТ 22372-77.
Для определения этих параметров на
фольгированной стороне образца вытравлива-
ют электрод диаметром (50±0,2) мм. При ис-
пытании образцов, имеющих толщину 1 мм и
менее, допускается вытравливать электрод диа-
метром (25±0,2) мм. На нефольгированную
сторону с помощью смазки притирают алюми-
ниевый электрод, имеющий тот же диаметр,
что и диаметр медного электрода.
Образцы кондиционируют в камере влаж-
ности, после чего проводят измерения. Время
с момента извлечения образцов из камеры
влажности до окончания измерения не долж-
но превышать 3 мин.
Тангенс угла диэлектрических потерь при
частоте 10е Гц определяют на куметре при
параллельной или последовательной схеме
включения. Образец зажимают в прижимном
двухэлектродном устройстве.
За результат испытаний принимают сред-
нее арифметическое четырех измерений как
tg б, так и ег,
450
Методы испытаний электроизоляционных материалов
Разд. 29
Электрическую прочность перпендикулярно
слоям определяют на материалах толщиной не
более 0,8 мм. Для этого берут пять образцов
размером 100X100 мм с полностью вытрав-
ленной фольгой. Перед испытанием образцы
выдерживают 24 ч в комнатных условиях.
Определение электрической прочности прово-
дят по ГОСТ 6433.3-71, методом ступенчатого
подъема напряжения с выдержкой на каждой
ступени 20 с. Напряжение первой ступени
должно составлять 4 % пробивного напряже-
ния, определенного при плавном подъеме на-
пряжения. Напряжение для остальных ступе-
ней выбирают по ГОСТ 6433 3-71. За резуль-
тат испытания принимают среднее арифмети-
ческое пяти измерений.
Электрическое сопротивление фольги опре-
деляют на четырех образцах фольгированного
материала или фольги размером 25x330 мм,
нормализованных 24 ч в условиях комнатной
среды.
Испытание проводят по ГОСТ 7165-78 с
использованием ножевых электродов, при рас-
стоянии между ними (150 ±0,5) мм. Ток, про-
текающий через фольгу, должен быть настоль-
ко мал. чтобы не вызывать нагревания образ-
ца при проведении измерения более, чем
на 1°С.
При испытании определяют температуру
окружающей среды, а измеренное сопротив-
ление пересчитывают на температуру 20 °C с
умножением на поправочный коэффициент k.
Поправочный коэффициент k вычисляют
по формуле
1
Й =--------------,
1 + а(/ —20)
где а — температурный коэффициент, который
для меди равен 0,00378 °C-1; t — температура
окружающей среды во время испытаний, °C.
Значения k приведены в табл. 29.53.
Таблица 29.53
t, °C /г t, °C k t, °C k
15 1,019 22 0,992 29 0,967
16 1,015 23 0,989 30 0,964
17 1,0П 24 0,985 31 0,960
18 1,008 1 25 0,981 32 0,957
19 1,004 26 0,978 33 0,953
20 1,000 27 0,974 1 34 0,950
21 0,996 28 0,971 35 0,946
За результат испытания принимают мак-
симальное значение четырех измерений. Полу-
ченное значение не должно превышать значе-
ний, указанных ниже
Номинальная толщина
медной фольги, мкм
18
25
35
50
70
105
Сопротивление при *20°С.,
мОм
7,00
5,50
3,50
2,75
1,75
1,17
Физико-механические параметры фольгиро-
ванных диэлектриков. Прочность на отслаива-
ние фольги от основания характеризуют уси-
лием отрыва полоски фольги от основания под
углом (90±5)°.
На фольгированной стороне образцов вы-
травливают полоски в соответствии с рис. 29.120.
Если материал фольгирован с двух сторон, со
второй стороны фольгу полностью стравли-
вают.
Рис. 29.120. Обра-
зец для определе-
ния прочности на
отслаивание фоль-
ги:
1 — диэлектрик; 2 —
полоски фольги
Для материалов, облицованных фольгой
толщиной менее 35 мкм, допускается ее уве-
личение гальваническим способом до суммар-
ной толщины (35±'°) мкм.
Перед проведением испытаний образцы
нормализуют в условиях комнатной среды в
течение 24 ч.
После кондицирования образцов в различ-
ных условиях конец полоски фольги вручную
отрывают от основания на длину около 10 мм
и закрепляют его в зажиме измерительного уст-
ройства испытательной машины.
На каждой из четырех полосок образца
определяют устойчивое значение нагрузки, вы-
зывающей отрыв полоски фольги на длину
не менее 25 мм. Значения, возникающие за
счет инерционности машины, не учитывают. За
результат испытаний принимают минимальное
значение полученных четырех измерений на
данном образце.
Прочность на отслаиване фольги от осно-
вания в исходном состоянии определяют на
образце, нормализованном 1 ч±3 мин в усло-
виях комнатной среды.
Прочность на отслаивание фольги от осно-
вания после воздействия паров трихлорэтиле-
на. Образец кондиционируют (120±5) с в па-
рах кипящего трихлорэтилена при температуре
84—90 °C в закрытом вытяжном шкафу. Ис-
пытуемый образец помещают горизонтально
на расстоянии (50±5) мм от поверхности
жидкости. При этом отношение поверхности
испарения трихлорэтилена к поверхности об-
разца должно быть 3:1.
После кондиционирования производят
визуальный осмотр образца. В случае наличия
расслоений диэлектрика или отслоений фольги
считают, что образец испытания не выдержал..
Если на образце нет указанных дефектов, то
после выдержки в течение (24± 1) ч в усло-
виях комнатной среды проводят повторный
осмотр образцов. Если при повторном осмот-
§ 29.15
Методы испытаний базисных материалов для печатных плат
451
ре на образце не обнаруживают вышеуказан-
ные дефекты, проводят измерения прочности
на отслаивание фольги от основания.
Прочность на отслаивание фольги от ос-
нования после воздействия гальванического
раствора. Перед проведением испытаний все
четыре полоски медной фольги на образце за-
мыкают (соединяют между собой). Образец
помещают в 1 %-ный раствор безводного сер-
нокислого натрия в дистиллированной воде,
нагретый до (70±2) °C, и соединяют с отри-
цательным полюсом источника напряжения
постоянного тока. Положительный полюс ис-
точника тока соединяют с угольным стержнем.
Через раствор пропускают ток плотностью
(215±10) А/м2 при напряжении около 5 В.
Раствор при этом должен постоянно переме-
шиваться. Образец кондиционируют в раство-
ре в течение (20±1) мин. Затем образец из-
влекают нз раствора, сушат с помощью фильт-
ровальной бумаги и выдерживают в течение
1 ч±3 мин в условиях комнатной среды. Пос-
ле этого производят осмотр образца.
Образец, у которого произошло отслоение
фольги или расслоение диэлектрического осно-
вания, считается не выдержавшим испытания.
Если вышеуказанных дефектов на образ-
це нет, проводят измерение прочности на от-
слаивание фольги от основания.
Прочность на отслаивание фольги от ос-
нования после резкого изменения температуры.
Образец погружают в кремнийорганическую
жидкость, нагретую до температуры (2бб±
±2) °C и выдерживают (10±1) с в горизон-
тальном положении на глубине (25±2,0) мм.
Если при осмотре образца, после выдерж-
ки в кремнийорганнческой жидкости, и про-
тирки фильтровальной бумагой или тканью,
обнаруживают отслоение фольги или расслое-
ние диэлектрика, считают, что образец испы-
тания не выдержал.
В случае отсутствия указанных дефектов
образец выдерживают 1 ч±3 мин в условиях
комнатной среды, затем на нем определяют
прочность на отслаивание фольги от основания.
Прочность на отслаивание фольги от осно-
вания после воздействия сухого тепла опреде-
ляют на образце, выдержанном в термостате
с принудительной циркуляцией воздуха. Усло-
вия выдержки (время, температура) указыва-
ют в технической документации на конкретную
марку фольгированного диэлектрика. Образец,
не имеющий дефектов, выдерживают в усло-
виях комнатной среды в течение 1 ч±3 мин,
после чего определяют прочность на отслаи-
вание фольги от основания.
Прочность на отслаивание фольги от ос-
нования при повышенной температуре. Обра-
зец закрепляют в держателе и погружают в
кремнийорганическую жидкость на глубину
(25±2,0) мм. Жидкость подогревают до тем-
пературы, указанной в технической докумен-
тации на материалы конкретных марок. Тем-
пературу жидкости измеряют термоэлектриче-
ским преобразователем или термометром на
глубине погружения образца. Если в техниче-
ской документации на материалы конкретных
марок нет указаний, тогда время выдержки
образца в жидкости должно быть не менее
2 мин. Затем определяют прочность на отслаи-
вание фольги от основания.
'Если определяют прочность на отслаива-
29*
ние фольги при температуре ниже 160 °C, вме-
сто ванны с кремнийорганнческой жидкостью
можно применять нагревательную камеру.
В этом случае испытания прочности на отслаи-
вание фольги проводят после пребывания об-
разца в нагревательной камере в течение вре-
мени, определяемого как соотношение 5 мин
на 1 мм толщины образца. Испытания завер-
шают в течение 75 мин с момента помешения
образца в нагревательную камеру.
Прочность на отслаивание фольги от ос-
нования после воздействия растворителя. Вид
растворителя устанавливают в технической до-
кументации на материалы конкретных марок.
Образец погружают на (10±0,5) мин в
растворитель комнатной температуры. После
извлечения из растворителя образец выдержи-
вают в условиях комнатной среды в течение
24 ч. Затем проводят осмотр на наличие взду-
тий, расслоений.
При отсутствии указанных дефектов про-
изводят определение прочности на отслаивание
фольги от основания.
Стабильность линейных размеров имеет
особенно важное значение при изготовлении
многослойных печатных плат.
Ее определяют на образцах размером
300x300 мм. На образец наносят риски 1—4
в соответствии с рис. 29.121. Обозначают про-
дольное и поперечное направление образца.
Точки пересечения рисок обозначают 1—4.
>300
Рис. 29.121. Обра-
зец для испыта-
ния на стабиль-
ность линейных А
размеров
Для материалов, имеющих ширину от 140
до 300 мм, а также толщину менее 0,5 мм, до-
пускается применять другие размеры образца.
Сторона квадрата при этом не должна быть
меньше 100 мм, а расстояние от края образ-
ца 20 мм. Для материалов шириной менее
140 мм изготовляют образец длиной 140 мм
и шириной не менее 25 мм. В этом случае
обозначают только точки 1 и 2 на расстоянии
100 мм.
Образец нормализуют в условиях комнат-
ной среды в течение 18 ч±30 мин и измеряют
расстояние между точками 1—2, 2—3, 3—4
и 4—1.
Точки измерения покрывают защитной
маской размером 13X13 мм, устойчивой к
травильному раствору. Затем производят трав-
ление фольги в растворе хлорного железа.
Образец вновь нормализуют в условиях
комнатной среды в течение 18 ч±30 мин, пред-
варительно сняв защитную маску с точек из-
мерения. Вторично производят измерение рас-
стояний между точками: 1—2; 2—3; 3—4;
4—1.
Затем образец помещают в горизонталь-
ном положении в термостат. Температура и
452
Методы испытаний электроизоляционных материалов
Разд. 29
продолжительность нагрева устанавливаются
в технической документации на материалы
конкретных марок. Вынимают образец из тер-
мостата и вновь измеряют расстояние между
точками: 1—2; 2—3; 3—4; 4—1.
Во время измерений необходимо следить,
чтобы образец находился в горизонтальном
положении. Деформацию образца устраняют
при помощи груза.
Измерения стабильности линейных разме-
ров проводят в условиях комнатной среды с
помощью прибора, обеспечивающего погреш-
ность измерения не более 13 мкм для образ-
цов размером 300X300 мм и не более 5 мкм —
для образцов меньших размеров.
Для данного вида испытаний могут быть
рекомендованы микроскопы УИМ-24,
УИМ-500Э.
Изменение размеров определяют по отно-
шению к первоначальному в микрометрах или
процентах, с указанием на усадку (минус) или
удлинение (плюс).
За результат принимают среднее арифме-
тическое измерений отдельно в продольном
и поперечном направлении.
Водопоглощение. Испытания проводят на
образцах размером 50x50 мм, с которых пол-
ностью стравлена фольга в растворе хлорного
железа.
Торцы предварительно обезжиренных об-
разцов перед испытаниями защищают связую-
щим веществом. Время и температуру вы-
держки образца после нанесения связующего
указывают в технической документации на ма-
териалы конкретных марок.
Испытания на водопоглощение проводят
методом А по ГОСТ 4650-80.
Перед проведением испытаний образцы до-
пускается сушить (24±1) ч при температуре
(50±2) °C без вакуума.
За результат испытания принимают сред-
нее арифметическое трех параллельных опре-
делений с допускаемым расхождением не бо-
лее 30 %.
Время устойчивости к воздействию припоя
определяют следующим образом. Из листа ди-
электрика механическим способом вырезают
образцы размером 25X25 мм.
Если материал фольгирован с двух сто-
рон, то испытания каждой стороны проводят
на разных образцах. Фольга со второй сто-
роны при этом не стравливается.
Перед испытанием образец покрывают
тальком, чтобы предупредить смачивание мед-
ной фольги припоем.
Стороной, защищенной тальком, образец
кладут плашмя на поверхность припоя, с ко-
торой предварительно удален слой окиси. Об-
ратная сторона образца не должна быть по-
крыта припоем.
Ванна для припоя должна иметь размеры
не менее 120x60x60 мм, слой припоя ПОС-61
должен быть не менее 50 мм. Нагревательное
устройство должно поддерживать температуру
в ванне с предельным отклонением не более
4-2,5 °C. Температуру припоя измеряют на
глубине 5 мм термометром или термопарой с
погрешностью не более ±2 °C. Ртутный термо-
метр или термопару устанавливают таким об-
разом, чтобы шарик с ртутью или спаяный
конец термопары был полностью погружен в
припой. При определении температуры ртут-
ным термометром следует учитывать поправ-
ку на выступающий столбик ртути. Темпера-
туру припоя и время выдержки в нем указы-
вают в технической документации на конкрет-
ный материал.
По истечении времени выдержки образцы
вынимают из припоя н охлаждают до комнат-
ной температуры. Затем производят осмотр.
На образцах не должно быть расслоений ди-
электрического основания и отслаиваний фоль-
ги. При этом оценивается состояние образца
на расстоянии 1 мм от края. В случае, если
на образце вышеуказанные дефекты не обна-
руживают, материал считают выдержавшим
испытания.
Прочность на отрыв контактной площадки
определяется как усилие, перпендикулярное к
поверхности образца, необходимое для отде-
ления контактной площадки от материала ос-
нования.
Испытания проводят на образцах, изго-
товленных по рис. 29.122. С одной стороны
образца вытравливают 10 контактных площа-
док диаметром (4 ±0,1) мм. Если материал
фольгирован с двух сторон, фольгу со второй
стороны удаляют полностью.
Рис. 29.122. Образец для определения прочно-
сти на отрыв контактной площадки:
1 — медная фольга; 2 — диэлектрик
В центре каждой площадки со стороны
фольги просверливают сквозное отверстие диа-
метром (1,3 ±0,1) мм. В отверстие площадки
со стороны фольги вставляют латунную про-
волоку диаметром 0,9—1,0 мм марки Л-63
(полутвердая) по ГОСТ 1066-80. Проволока
должна выступать с противоположной сторо-
ны образца не менее чем на 1 мм.
Площадку облуживают (4±1) с прово-
лочным припоем марки ПОС-61 по ГОСТ
21931-75. Рекомендуемый диаметр проволоки
припоя — не более 1,5 мм.
После остывания образца (не менее 5 с),
тем же проволочным припоем припаивают про-
волоку перпендикулярно поверхности образца.
Припой должен покрывать всю поверхность
контактной площадки.
Латунная проволока должна находиться
в неподвижном состоянии во время пайки и
застывания припоя; пайка продолжается
(4±1) с. После пайки образец охлаждают не
менее 30 мин. Образец фиксируется в зажим-
ном приспособлении разрывной машины и
прикладывают усилие, направленное перпен-
дикулярно поверхности образца, до тех пор,
пока контактная площадка не отделится от
диэлектрического основания. Образец при ис-
пытаниях не должен прогибаться.
§ 29.15
Методы испытаний базисных материалов для печатных плат
453
Скорость перемещения зажимов разрыв-
ной машины выбирают так, чтобы усилие от-
рыва возрастало равномерно со скоростью от 5
до 50 Н/с. За результат испытания принимают
минимальное значение из 10 измерений.
Прочность на изгиб фольгированных ма-
териалов определяют по ГОСТ 4648-71, на
образцах с полностью вытравленной фольгой.
Перед проведением испытаний образцы
нормализуют 3 ч±5 мин в условиях комнат-
ной среды.
За результат испытания принимают мини-
мальное среднее значение пяти результатов
испытаний, проведенных вдоль и поперек ли-
ста материала.
Паяемость. Время выдержки в припое за-
висит от толщины материала основания, тол-
щины фольги и колеблется от 2 до 5 с. Для
фольги толщиной более 70 мкм его устанав-
ливают особо.
Паяемость фольгированных диэлектриков
определяют на десяти образцах размером 30 X
XI00 мм для каждой из фольгированных сто-
рон отдельно. На одном конце образца обо-
значают квадрат размером 30x30 мм. Осталь-
ная часть образца служит для закрепления.
Если фольга имеет защитное покрытие,
его следует удалить.
Образцы обезжиривают в этиловом спир-
те, просушивают, окунают на 15 с в раствор
соляной кислоты, после чего промывают в
дистиллированной воде, в изопропиловом спир-
те и просушивают горячим воздухом. Сухие
образцы покрывают флюсом, вновь сушат в
вертикальном положении в условиях комнат-
ной среды в течение 1—2 мин. Состав флюса
(в массовых частях): 25 % канифоли по ГОСТ
19113-73 и 75 % изопропилового спирта.
Образцы погружают в расплавленный при-
пой вертикально, со скоростью 25 мм/с, так,
чтобы вся поверхность отмеченного квадрата
была погружена в припой. После выдержки в
припое образец извлекают и тщательно осмат-
ривают. Каждый образец оценивают сравне-
нием внешнего вида припоя на нем с рисунка-
ми, указанными в ГОСТ 26246-84. При этом
вид слоя припоя на расстоянии 3,0 мм от
края не учитывается.
Паяемость считается хорошей, если при-
пой лег на фольгированную поверхность об-
разца гладким и сплошным слоем.
Паяемость считается допустимой, если
слой припоя лег на фольгированную поверх-
ность с незначительными, в нескольких мес-
тах, неравномерностями по толщине.
Паяемость считается недопустимой, если
слой припоя неравномерен по толщине и не-
равномерно покрывает фольгу.
Фольгированный материал считают вы-
державшим испытание, если больше половины
образцов имеют хорошую или допускаемую
паяемость.
Определение степени коррозии по краю
проводят на четырех образцах материала, с
предварительно полностью вытравленной фоль-
гой, размером 25X24 мм. Для испытания ис-
пользуют край среза диэлектрика, который да-
ет более сильную коррозию, чем исходная от-
прессованная поверхность материала с высо-
ким содержанием смолы. Край среза должен
быть плоским и гладким, лучше всего наре-
'аать образцы фрезой, промыть их в струе хо-
лодной воды, затем в этиловом спирте и нор-
мализовать 24 ч в условиях комнатной среды.
Из латунной ленты нарезают полоски
фольги размером 25X10X0,1 мм, обезжирива-
ют четыреххлористым углеродом и окунают
на 15 с в смесь состава: серная кислота плот-
ностью 1,82 г/см3 — 73 г, азотная кислота
плотностью 1,33 г/см3— 26 г, хлористый нат-
рий — 0,5 г, сажа — 0,5 г. Затем ее промыва-
ют в холодной проточной воде. Поочередное
промывание в смеси и воде повторяют до тех
пор, пока поверхность фольги не станет рав-
номерно матовой. Потом фольгу окунают в
этиловый спирт и осушают фильтровальной
бумагой. Эта фольга должна быть абсолютно
ровной, без заусенцев; после промывки к ней
нельзя прикасаться незащищенными руками.
Испытуемый образец диэлектрика закреп-
ляют вместе с полоской фольги в приспособ-
лении, как показано на рис. 29.123. Латунная
Рис. 29.123. При-
способление для
определения кор-
розии по краю:
I — испытуемый об-
разец; 2 — источник
постоянного тока;
3 — латунный элект-
род: 4 — латунная
фольга; 5 — пружи-
на; 5 — регулировоч-
ный винт
фольга должна ровно лежать на срезе образ-
ца с давлением около 105 Па. Все манипуля-
ции с образцами проводят чистым пинцетом.
Приспособление с образцами подогревают
до 43 °C и помещают в камеру влажности с
температурой 40 °C и относительной влажно-
стью воздуха 93 % на 96 ч. Между электро-
дами прикладывают постоянное напряжение
100 В. Необходимо не допускать конденсации
влаги на испытуемых образцах, так как кап-
ли жидкости усиливают электролиз и искажа-
ют результаты испытания.
По истечении 4 сут испытательное приспо-
собление извлекают из камеры влажности,
вынимают латунную фольгу и ту ее сторону,
которая была в соприкосновении с диэлектри-
ком, проверяют на наличие коррозии. Внеш-
ний вид фольги для положительного и отри-
цательного полюсов для каждой степени кор-
розии подробно описан в ГОСТ 26246-84.
Следует отметить, что иногда происходит
равномерное окрашивание фольги в виде пле-
нок (как цвета побежалости), оио проявляется
у положительного и у отрицательного полюса
без подачи напряжения. Оно не является ре-
зультатом электролитической коррозии. Поэто-
му одновременно необходимо ставить образец
для сравнения в такое же приспособление,
в те же условия, но без подведения напря-
жения.
.454
Методы испытаний электроизоляционных материалов
Разд. 29
За результат испытания принимают са-
мую неблагоприятную степень коррозии из че-
тырех полосок фольги отдельно для положи-
тельного и отрицательного электродов.
Поверхностную коррозию определяют на
четырех образцах материала, изготовленных
по рис. 29.119. После травления рисунка об-
разцы оберегают от загрязнения, затем под-
паивают провода и места пайки тщательно
очищают растворителями. Образцы помещают
в камеру влажности с температурой 40 “С и
относительной влажностью воздуха 93 % на
21 сут. Между кольцом и кругом прикладыва-
ют постоянное напряжение 100 В, при этом
ток в цепи не должен превышать 1 мА. Пос-
ле извлечения из камеры визуально устанав-
ливают наличие следов коррозии в зазоре.
Стрела прогиба фольгированного матери-
ала— это деформация, характеризующаяся
грубым Цилиндрическим или сферическим ис-
кривлением листа таким образом, что все его
четыре угла находятся в одной плоскости.
Для определения стрелы прогиба лист
материала кладут вогнутой стороной вверх на
горизонтальную плоскость. Параллельно краю
листа прикладывают линейку с предпочтитель-
ной длиной 1000 мм. Масса линейки не дол-
жна оказывать влияния на результат измере-
ния. Измеряют максимальное расстояние (про-
свет) между линейкой и поверхностью листа.
Расстояние между линейкой и поверхно-
стью листа не должно превышать величины Zi,
мм,
I = —
1 106
где I — допускаемая стрела прогиба по техни-
ческим требованиям на материал, мм; —
расстояние между точками соприкосновения
линейки с поверхностью листа, мм.
Этот параметр определяется только для
фольгированного материала толщиной 0,8 мм
и более.
Коробление (скручивание) фольгированно-
го материала — это деформация, заключаю-
щаяса в отклонении угла прямоугольного листа
от плоскости, в которой находятся осталь-
ные три угла. Испытуемый лист кладут вогну-
той стороной вниз так, чтобы три угла каса-
лись горизонтальной поверхности. Измеряется
по вертикали расстояние между четвертым
углом нижней стороны и горизонтальной
верхностью. Это расстояние:
пэ-
ко-
ма-
лис-
2" Ю6 ’
где I — допускаемое предельное значение
робления по техническим требованиям на
териал, мм; Ь2 — расстояние между углом
та, не лежащим на горизонтальной поверхно-
сти, и углоы, лежащим иа другом конце диа-
гонали, мм.
Это испытание проводится только на ма-
териалах, имеющих толщину 0,8 мм я более.
Определение дефекта материала, при ко-
тором стекловолокна отделяются от смолы в
местах пересечения нитей ткани (мизлинг).
Метод применим к материалам толщиной
0,8 мм и более. Испытание проводят на трех
образцах размером 75X50 мм. Четвертый об-
разец не подвергают испытанию, как образец
сравнения.
С образцов полностью стравливается фоль-
га. Торцы образцов должны быть ровными,
без сколов и расслоений.
В сосуд наливают холодную дистиллиро-
ванную воду, глубина слоя воды должна быть
не менее 3 см. Три образца вертикально за-
крепляют в держателе и устанавливают так,
чтобы длинная сторона образца была парал-
лельна поверхности воды и находилась на рас
стоянии 6 мм от нее. Воду в сосуде доводят
до кипения. С момента закипания воды (при-
мерно 15 мни) избыточное давление паров
воды в сосуде должно достигнуть (1±0,2)Х
Х105 Па. Температура воды при этом подни-
мается до 120 °C. В течение 25 мин в сосуде
поддерживают указанный режим. Затем со-
суд охлаждают, образцы вынимают, сушат 1 ч
в условиях комнатной среды и погружают в
расплавленный припой вертикально, длинной
стороной параллельно поверхности припоя.
В припой погружают только половину
каждого образца. Время выдержки в припое
15 с, температура припоя (260±2) °C. Образ-
цы извлекают и после удаления прилипшего
слоя припоя производят осмотр. Испытанные
образцы сравнивают с контрольным образцом
Кромка шириной в 1 см от края оценке не
подлежит.
Стойкость к многократным перегибам —
параметр, характеризующий гибкость фольги-
рованного материала. Определяется в основ-
ном для материалов на основе пленок: поли-
имида, лавсана. Для этого испытания берут
четыре образца размером 125x22 мм; два в
машинном направлении, два — в поперечном.
На них вытравливают проводящий рисунок с
шириной линии 2 мм. Предъявляются высокие
требования к изготовлению образцов. Неров-
ности по краям проводника могут приводить
к искажению результатов испытаний.
Один конец образца жестко закрепляется,
другой — фиксируется в подвижном узле. Об-
разец совершает поступательно-возвратное
движение между двумя направляющими пла-
стинами. При этом он имеет форму петли с
радиусом изгиба 4,8 мм. Подвижная пластина
совершает движение со скоростью 10 циклов
в минуту.
Через проводник пропускается ток. Уст-
ройство для испытания сконструировано так,
что как только полоска под действием механи-
ческих напряжений треснет, электрическая схе-
ма разрывается и счет циклов прекращается.
Число циклов, выдержанных образцом до от-
каза схемы, определяется прежде всего свой-
ствами фольги при растяжении Поэтому из
двух вырезанных в одном направлении образ-
цов один закрепляется медным проводником
снаружи петли, второй — внутри.
За результат испытания принимают мини-
мальное число циклов из четырех испытаний.
Горючесть характеризует способность
фольгированного материала к самогашеиию
после принудительного поджигания. В меЖду-
яародной практике применяется несколько ме-
тодов определения горючести электроизоля-
ционных материалов: калориметрический ме-
тод, метод кислородного индекса, метод огне-
вой трубы, метод распространения пламени.
Для определения горючести фольгированных
§ 29.15
Методы испытаний базисных материалов для печатных плат
455
материалов взят метод распространения пла-
мени. Существуют три метода определения го-
рючести фольгированных материалов: гори-
зонтальный и вертикальный методы — для ма-
териалов толщиной 0,5 мм и более и верти-
кальный метод, применимый для материалов
толщиной менее 0,5 мм.
Испытания на горючесть проводят на об-
разцах с полностью вытравленной фольгой.
После травления образцы нормализуют (48±
±2) ч в условиях комнатной среды.
Для горизонтального метода испытаний
берут четыре образца размером 125X13 мм
с гладкими гранями, радиус закругления уг-
лов должен быть не более 1,3 мм. На рас-
стоянии 25 мм от края наносят четкую попе-
речную линию.
Испытания проводят в помещении, защи-
щенном от порывов воздуха, и снабженном
приточно-вытяжной вентиляцией.
Вентилятор служит для удаления продук-
тов горения. Его выключают во время прове-
дения испытания и включают между очеред-
ными испытаниями.
Образец закрепляют в держатель (рис.
29.124) так, чтобы продольная ось была рас-
положена горизонтально, а поперечная накло-
нена под углом (45± 10)°. При этом нанесен-
ная на образец линия должна быть хорошо
видимой.
Рис. 29.124. Устройство для определения го-
рючести горизонтальным методом образцов
толщиной более 0,5 мм:
1 — образец; 2 — сетка
На расстоянии 10 мм ниже образца при-
крепляют проволочную сетку размером 100х
XI00 мм с плотностью ячеек от 16 до 20 на
1 мм2. Образец должен выступать за сетку на
(13±1) мм.
Источником горения служит газовая го-
релка Бунзена с диаметром сопла 10 мм с го-
лубым пламенем, высотой 25 мм. Пламя со-
здается метаном или природным газом с теп-
лотворной способностью около 37 мДж/м3
(9000 ккал/м3).
Газовую горелку помещают под углом
(45±10)° к горизонтали, ниже выступающего
конца образца так, чтобы пламя охватывало
конец образца длиной 6,5 мм и выдерживают
в таком положении 30 с. Время горения об-
разца в секундах измеряют с момента устра-
нения горелкн до момента затухания пламени
на образце. Замеряют длину сгоревшего уча-
стка.
За результат испытания принимают сред-
нее арифметическое время горения четырех об-
разцов и максимальную длину сгоревшего
участка. Фиксируется время тления, плавле-
ния, горят ли плавящиеся капли, особенности
горения.
Горючесть вертикальным методом опреде-
ляют на материалах толщиной 0,5 мм и более
с повышенной устойчивостью к воздействию
пламени. Для испытаний берут пять образцов
размером 125x13 мм. Как и в предыдущем
методе, требуется обработать грани до глад-
кости, радиус закругления углов должен быть
не более 1,3 мм.
Требования к помещению, вентилятору,
источнику горения те же, что и для горизон-
тального метода испытаний.
Образец закрепляют вертикально таким
образом, чтобы его нижний конец был на рас-
стоянии (10±1) мм выше горелки. Под об-
разцом, на расстоянии около 300 мм от него,
помещают тонкую хлопчатобумажную ткань
или тонкую бумагу. Горелку с голубым пла-
менем высотой (19±1) мм помещают в цент-
ре под нижней гранью образца на 10 с, а за-
тем удаляют на расстояние не менее 150 мм.
Измеряют время с момента удаления горелки
до момента затухания пламени на воспламе-
нившемся образце. Сразу после затухания
пламени вновь приближают горелку на 10 с,
затем устраняют горелку и вновь измеряют
время горения образца с момента удаления
горелки до затухания пламени на образце.
Если во время испытания с образца па-
дают расплавленные или горящие капли, во
избежание их попадания в горелку, ее накло-
няют под углом 45э и несколько отодвигают.
При поднесении горелки постоянно выдержи-
вают расстояние 10 мм от края образца.
В результате испытания устанавливают
класс горючести материала в соответствии с
табл. 29.54.
Таблица 29.54
Показатель Класс горючести
0 2
.Максимальное время горения после первого или вто- 10 30 30
рого приложения испытательного пламени, с, ие более Суммарное время горения пяти образцов при двух приложениях испытательного пламени, с, не более 50 250 250
Появление расплавленных капель или горящих час- Не допус- Не допус- Допускает-
тйц, вызывающих воспламенение ткани или бумаги кается кается ся
Горение или тление около крепящего зажима » » »
Время тления .образца после второго удаления испы- тательного пламени, с, не более 30 60 60
456
Методы испытаний электроизоляционных материалов
Разд. 29
Для фольгированных материалов толщи-
ной менее 0,5 мм применяют метод испытания,
несколько отличный от двух вышеуказанных.
Вырезают четыре образца на расстоянии ие
менее 25 мм от края листа. Размер образцов
25x450 мм. На каждый образец наносят две
поперечные линии на расстоянии 75 мм от
обоих концов, чтобы линии были более замет-
ны, иа их концах делают зазубринки. Обра-
зец закрепляют в зажиме (рис. 29-125). Длина
Рис. 29.125. Устройство для определения го-
рючести вертикальным методом образцов тол-
щиной менее 0,5 мм:
1 — зажим; 2 — образец; 3 — груз; 4 — горелка
образца ниже зажима должна быть 430 ми.
Во избежание скручивания образца к его ниж-
нему концу подвешивают небольшой груз. Го-
лубое пламя горелки, высотой (25x1) мм,
подводят к центру иижнего конца образца и
выдерживают до его воспламенения, но не бо-
лее 15 с. Ни при каких обстоятельствах не
допускается вести пламя горелки вверх по
образцу. Как только образец воспламенился,
горелку отводят. Когда обгоревший край до-
стигнет нижней линии, начинают отсчет вре-
мени горения в секундах. Отсчет времени го-
рения прекращают, когда обгоревший край до-
стигнет верхней линии зажима, или когда пла-
мя гаснет, не достигнув верхней линии.
Требования к вентиляции и источнику го-
рения остаются теми же, что и в предыдущих
методах.
Оценка горючести фольгированных мате-
риалов толщиной менее 0,5 мм проводится по
трем категориям:
негорючие — если образец не воспламеня-
ется при воздействии пламени горелки в тече-
ние 15 с;
самозатухающие — если пламя гаснет, не
достигнув верхней линии;
горючие—если образец горит, плавится,
обугливается до верхнего зажима.
Если во время испытания воспламенению
образца препятствует его усадка, считают, что
данный метод не применим для испытуемого
вида материала.
За результат испытания принимают" сред-
нее время горения четырех образцов и сред-
нюю длину сгоревших участков между двумя
линиями — для материалов горючих и самоза-
тухающих; отсутствие воспламенения — для не-
горючих.
Состояние фольгированной поверхности су-
щественно влияет на качество печатных плат,
особенно при формировании токопроводящего
рисунка с проводниками и зазорами между
ними шириной 75—100 мкм, при использова-
нии защитных покрытий из благородных ме-
таллов
Метод проверки состояния фольгирован-
ной поверхности изображен на рис. 29.126 и
заключается в следующем. Осмотр проводят
в помещении, не освещенном солнечным све-
том. На гладкую горизонтальную поверхность
стола помещают лист фольгированного мате-
риала. Его освещают горизонтально располо-
женной трубчатой люминесцентной лампой,
излучающей белый свет Лампу располагают,
как показано на рис. 29.126, параллельно од-
Рис. 2.126. Приспособление для определения
состояния фольгированной поверхности:
1—источник света; 2 — экран: 3—испытуемый об-
разец; 4 — плоскость расположения листа
ному краю листа так, чтобы отношение х/у
было не более 0,27. Освещение должно быть
равномерным, интенсивностью от 200 до 400 лк.
Вблизи источника света помещают экран так,
чтобы глаз проверяющего достигали только лу-
чи, отраженные от поверхности листа; таким
образом осмотр осуществляют со стороны,
противоположной источнику света.
Лист осматривают в двух взаимно пер-
пендикулярных направлениях и определяют
дефекты фольгированной поверхности. Их раз-
меры определяют различными измерительны-
ми лупами, оптическими, шуповыми профило-
графами для измерения шероховатости поверх-
ности по ГОСТ 9847-79 и ГОСТ 19299-73.
Длину царапин замеряют обычной линейкой.
Штампуемость фольгированных материа-
лов определяют по ГОСТ 24649-81. При испы-
тании в нагретом состоянии время выдержки
образцов в термостате составляет 5 мин на
1 мм толщины образца
Если материал фольгирован с двух сторон,
фольгу с одной стороны полностью стравлива-
ют в растворе хлорного железа.
Образец загружают в пробивной штамп
так, чтобы фольга была обращена к пуансону,
Список литературы
457
Список литературы
29.1. Ашнер А. М. Получение и измерение им-
пульсных высолйх Напряжений: Пер. с нем. М.:
Энергия, 1979. 132 с.
29.2. Василенок Ю. И. Предупреждение стати-
ческой электризации полимеров. Л.: Химия, 1981.
209 с.
29.3. Вербицкая А. Г., Кириосов В. И. Опреде-
ление механических свойств материалов. М.: Изд-
во стандартов, 1984. 191 с.
29.4. Измеритель электростатических зарядов
ИЭЗ-П/Г. Е. Богуш, Л. Г. Гросс, Л. И. Кравцов
и др.//Измерительная техника, 1978, № 5, с. 70—71.
29.5. Испытательная техника: Справочник. В 2-х
кн./Под ред. В. В. Клюева. М.: Машиностроение,
1982. 528 с., 559 с.
29.6. Казарновский Д. М., Тареев Б, М. Испы-
тание электроизоляционных материалов и изделий.—
Изд. 3-е. Л.: Энергия, 1980. 214 с.
29.7. Комков С. Н. Оценка надежности электри-
ческой изоляции по результатам исследования элект-
рического старения диэлектриков. Всемирный элект-
ротехнич. конгресс. М., 1977. 19 с.
29.8. Королев М. В. Безэталоииые ультразвуко-
вые толщиномеры. М.: Машиностроение, 1985. 81 с.
29.9. Курепин В. В., Козин В. Л1. Образцовый
экспресс-измеритель теплопроводности с прямым от-
счетом.—Измерительная техника, 1980, № 6,
с. 37—40.
29.10. Кучинский Г. С. Частичные разряды в
высоковольтных конструкциях. Л.: Энергия, 1979.
224 с.
29.11. Потапов А. А., Гудков О. И. Метрологи-
ческое обеспечение средств измерений диэлектриче-
ской проницаемости. М.; ВНИИКИ, 1978. 68 с.
29.12. Потапов А. А., Гудков О. И. Современные
методы и средства измерений параметров диэлект-
риков. М.: ВНИИКИ, 1974. 67 с.
29.13. Публикация МЭК 343-70. Материалы
электроизоляционные. Рекомендуемые методы испы-
таний по определению относительной стойкости к
пробою при поверхностных частичных разрядах.
5 с.
29-14. Разработка, выпуск и применение радио-
изотопных толщиномеров. М.: ЦНИИагомннформ,
1983. 79 с.
29.15. Сборник стандартов США по испытанию
электроизоляционных материалов: Пер. с англ./Под
ред. Н. В. Александрова. — М_: Энергия, 1979. 343 с.
29.16. Справочник по электроизмерительным
прнборам/Под ред. К- К. Илюннна, Л.: Энергоатом-
издат, 1983. 783 с.
29.17. Цифровые приборы н системы для изме-
рения параметров конденсаторов/С. Л. Эпштейн,
В. Г. Давидович, Г. И. Литвинов и др.; Под ред.
С. Л. Эпштейна. М.: Советское радио, 1978. 192 с.
29.18. Богородицкий И. П-, Пасынков В. В., Та-
реев Б. М. Электротехнические материалы. — Изд.
7-е. Л.: Энергоатомиздат, 1985. 304 с.
29.19. Эпштейн С. Л. Измерение характеристик
конденсаторов. Л.: Энергия, 1971. 202 с.
29.20. Эпштейн С. Л., Викулов А. П., Моск-
вин В. И. Справочник по измерительным приборам
для радиодеталей/Под ред. Е. А. Гайлиша. Л.:
Энергия. 1980. 248 с.
29.21. Справочник по печатным схемам. Под ре-
дакцией Б. Н. Файзулаева и В. Н. Квасницкого. М.:
Сов. Радио. 1972. 696 с.
29.22. А. М. Медведев. Надежность и контроль
качества печатного монтажа. -М.; Радио н связь,
1986. 216 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Алюмосиликаты 118
Аминопласты 26, 27, 38
Аривсан 181
Арилокс 59
Бумаги слюдяные:
слюдинитовые 124
— конденсаторные 125
слюдо пластовые 119, 124, 127
— флогопитовые 121
— фторфлогопнтовые 126
Вилад 53, 59
Витур 53, 59
Влияние ионизирующего излучения
на:
механические свойства 327—331
относительную диэлектричес-
кую проницаемость 325
плотность 324
электрическую прочность 325—
327
Воздействие на электроизоляцион-
ные материалы:
влаги 305—307
микроорганизмов 308
морского тумана 308
пыли и песка 307
солнечной радиации 308
температуры 307
Герметики 277
Гидрофильные диэлектрики 310
Гидрофобнзация 3i 1
Гидрофобность 310, 311
Гидрофобные диэлектрики 310
Глазурь пол у пр сводящая 221
Графит коллоидный 225, 226
Дакрил 2М 44, 51, 56
Защита электроизоляционных ма-
териалов от:
плесневых грибов 311
тропической влажности ЗЮ
Изофлекс листовой 180
Имидофлекс листовой 182
Каучуки:
бутадиен-нитрильные 102, П4
бутадиеновые ИЗ
— стереорегул ярные 100, 101
бутадиен-стирольные ЮО, 101,
113, 200
бутилкаучуки 100—102
изопреновые 100, 101
кремнийорганические 101, 102,
148
натуральные 100. 101, ПЗ, 150
неполярные 115
основные свойства 101
полярные И5
хлоропреновые 101. 102, ИЗ,
114
хлорсульфировэнные 101
этилен-про пиле новые 101, 102,
103
Кварцевые материалы 213, 215
Керамики:
анортитовые 232, 239
волластонитовые 239
высокочастотные 231
— свойства 240
глиноземистые 232, 235—238
конденсаторные 242
кордиеритовые 247, 248
корундовые 255
корундомуллнтовые 237, 255
литийсодержащие 248
нитридные высоконагревостой-
кие 252
оксидные 251, 252
— высоконагревостойкие 249
радиоэлектронные 231
стеатитовые 232, 233, 255
Керамики:
форстеритовые 232, 235, 236,
255
форстеритопериклазовые 235
цельзиановые 237—239
цирконовые 248
циркономуллитовые 232, 239
шпинелевые 239
Ком п а у нды в ы соком агревостойкие:
алюмосиликатфосфатные 277
внксинты 277
заливочные 275, 277—279
— высоконагревостойкие 275
— жаростойкие 277
— кремнийорганические 277
— нагревостойкие 277
— органосилнкатные 277
— фосфатные 277, 278
— эластичные 277
Конденсаторы:
оксн дно-полупроводниковые
262
сегнетоэлектрические 262
тонкопленочные 262
чип-конденсаторы 262
электролитические 261
Красители пластмасс 3
Критерии радиационной стойкости
318
Ленты:
пол ии м и дн ы е ком позицион и ые
183
слюдинитовые непропитаиные
128, 140, 173
— пропитанные 128, 140, 148. 173
слюдомластовые высоконагре-
востойкне 268
стеклослюдинитовые 133. 140,
148, 174
— высоконагревостойкие 268
— пропитанные 132, 140. 148,
171—173
стеклослюдопластовые 128, 141,
148
— нагревостойкие 128. 174
— непропитаиные 133, 174
Микалекс 210, 289
— новомикалекс 210, 289, 290
Микаленты:
воздушной сушки 131, 167, 168
класса иагревостойкости F 132.
139
«ленточка» 132, 139, 169, 170
печной сушки 131, 167, 168
Миканиты:
высоконагревостойкие разные
267—272
гибкие 129. 135, 136. 143. 154.
158
коллекторные 129, 134, 141, 151,
153, 154
прокладочные 129, 135, 143. 157
термоупорные 273
формовочные 129, 134, 142, 155
156, 271. 307
Мика полотно 132, 139. 146. 170
Микафолий 131, 138. 144. 165, 166
Микротальк 186
Мрамор 165
Нитриды:
алюминия 254
бора 254
кремния 254
Определение показателей:
диэлектрической проницаемости
и t£ 0:
на высоких частотах 368—374
на низких частотах 387
прн высоких температурах:
механических 299
теплофизических 299
электрических 295
сопротивления (общего и удель-
ного) 355—368
стойкости к внешним электриче-
ским воздействиям 397—403
электрической прочности 387—396
Определение характеристик:
механических 422—439
общефизических 413—422
термических 439—448
Пегматиты 214, 215
Пентапласты 45. 52, 57
Пластикаты поливинилхлорида 55
Пластики слоистые высоконагрево-
стойкие 286, 287
Пластификаторы пластмасс 3
Пластмассы:
акрнлоиитрилбутадиенстироль-
ные 43, 51, 56
дугостой кость 39
методы испытаний 6
наполнители 3
йена полненные 4
отвердители 3
переработка 61
поделочные 4
, показатели 5
— тепловые 6
— технологические 6
— физико-химические 6
— электрические 7
сварка 73
— режимы 74
сырьевые 4
Пленки:
алюмоборосиликатиых стекол
258
аморфно-кристаллнческие 257
аморфные оксидные 256
анодные оксидные 257
неорганические 256. 259—262
— тонкие 261
неполярные — нз фторопласта
87
— нз полифениленокси да 87
— полипропиленовые S3
— полмстирольные 78
— политетра фторэтнленовые
83—87
— полиэтиленовые 78—80
нитрида кремния 257
нитридные 258, 259
оксидные 257, 261. 259
оксинитридные 257
полимерные, изготовление 76
— методы испытаний 77
— неполярные 78—87
— полярные 78. 87—99
полиэтилентерефталатные 306
полярные алифатических поли-
амидов 93
— ароматических полиамидов
93
— нз эфиров целлюлозы 89
— полнакрилатные 92, 93. 306
— поливинилхлоридные 87
— полинмидные 93—99
— поликарбонатаые 90—92, 306
— полноксадиазола 99
— полнсульфоновые 99
термомеханические показате-
ли 348
термические и а кремнии 257
(ЬоссЬатиые 258
фосфориоснликатного стекла
257
фторидные 258
пленкоасбокартоиы 176
пленколакослюдоп ласты 130,
138, 150, 163. 164
пленкосинтокартоны 177—179,
182
пленкостеклослюдиниты гибкие
композиционные 130, 136, 147,
160
плеикостеклоткаии прессован-
ные 180
пленкоэлектрокартоны пока-
затели 176
покрытия:
металлофосфатные 282,-284
органосилнкатные 281. 283,
284
— специальные 281
Предметный указатель
459
покрытия:
— термостойкие 281
— электроизоляционные 281
стеклокерамические с напол-
нителем 283, 284
полевой шпат 213, 2Га
полна рилаты 5, 49, 53, 59
полналкаиимиды стеклона-
полненные 49, 53. 59
Полиалюмофосфаты 267
Полиамиды 39, 52. 58:
алифатические 47. 52, 57
— ненаполнеиные 5
— стеклонаполненные 5
ароматические 5, 48. 53, 59
Стеклонаполненные 48, 58
Полибензоксазол 49, 53, 59
Полибутилентерефталаты 45, 52, 56
стеклонаполненные 45, 52, 56
Поливинилхлориды 5, 42, 55
суспензионные 55
Пол и имиды 5
Поликарбонаты 5, 39, 44, 51, 56
модифицированные 44, 51, 56
стеклонаполиенные 5, 44, 51, 56
Поликор 237
Поликрилаты 5
Полимеры:
неорганические 266, 267
— линейные 267
— сетчатые 267
— трехмерные 267
органические ОП 265
Полиметаллофосфаты 267
Полиметилметакрилаты 39, 44, 51, 56
Полноксадиазол 49, 53, 59
Полипропилены 42, 50, 55
Полистиролы!
блочные 43, 51, 55
общего назначения 43, 51, 55
стеклонаполненные 43, 56
ударопрочные 43, 5Ь. 55
Полисульфоны 49, 53, 58
Полиуретаны 49, 53, 59
Полнфениленсульфнды 5
Полиэтилены 5, 39:
высокого давления 40, 50, 54
— кабельные 40, 50 . 54
низкого давления 40, 50, 54
— высокопрочные 41, 50, 54
— кабельные 41, 50, 54
среднего давления 41, 50, 54
Полиэтилентерефталаты литьевые
45, 52, 56
Поли-4-метилпентеп 5, 39. 42, 51, 55
Премиксы полиэфирные 5, 20, 31,
36, 39
Препреги полиэфирные 20, 31, 36
Пресс-материалы:
дналлилизофталатные 21, 31. 37
дналлилфталатные 21, 31, 37
кремнийоргаиические (крем-
непласты) 23—25, 32, 37, 39
литьевые 64
кремнийоргаиические стеклово-
локнистые 5
меламиноформальдегидные на-
полненные 5
мочевино- и меламиноформаль-
дегндвые 26, 27, 32, 38, 39
полиамидные стекло волокни-
стые 5
полиимндные 27, 28, 32, 39
фенолоформальдегидные на-
полненные 5
эпоксидные 22, 23, 31, 37. 39
Припои стеклянные 202
Провода со стекловолокнистой изо-
ляцией 293
Пропиточные составы высокона-
гревостойкие 271, 273
Реактопласты:
диэлектрические показатели
’ -33—39
литье под давлением 63
механические показатели 33—39
области применения 9
прессование 61
режимы резаиия 70
— точения 68
— фрезерования 69
свойства 8, 9
физические показатели 28—33
39
Резины:
для защитных оболочек 105
для концевых заделок кабелей
106
защитные 103, 107
изоляционные 104, 106
изол яци они о-з ащнтпые 103, 104
кабельные 103, 107, ПО
— изоляционные 103, 109
невулканизированные 106
починочные 106
шланговые 106
электропроводящие 105
Связующие вещества пластмасс 3
Сжиженные газы (криогенные жид-
кости) 333—335
Си л поны 51, 55
Ситаллы 206, 209, 210, 243
Ситаллоцементы 205
Слюды:
измельченные 121
искусственные 123
конденсаторные 123
листовые 118, 121. 128
мусковит 118—120, 123, 142—147
синтетические 118, 123, 126. 127
телевизионные 124
флогопит 118—120, 123, 141—147
фтор флогопит 126
щипаные 118, 121, 123, 124,
141—147
Слюдиниты:
гибкие 127, 128. 130. 136. 147.
159, 160, 306
коллекторные J29, 134, 147, 154
— на синтетических связую-
щих 129, 155
Слюдинитовые материалы — про-
изводство 152
Слюдниитофолий 131, 138, 165
Слюдопластовые материалы — про-
изводство 152
Слюдопластолента 150, 174
Слюдопластофолий 131, l38, 150
Слюдопласты:
высоконагревостойкие 268, 271,
272
гибкие 137, 149, 161
жаростойкие 268, 271
коллекторные 129, 134, 149, 155
композиционные 267
прокладочные 129, 135, 149, 158
формовочные 129, 135, 149, 156
— прессованные 129, 157
Слтодосодержащие материалы:
гибкие листовые 268
ленточные 267, 268
листовые 267
прокладочные 272, 273
формовочные 271
Сополимеры:
полиамида литьевые 48, 53, 58
стирола 51, 56
формальдегида 45, 52, 57
— стеклонаполненные 45, 52,
57
этилена с пропиленом 41, 50,
54
Стабилизаторы пластмасс 3
Стеатитовые материалы 233—235
Стекла:
алюмобороенликатные 186
алюминатные 186
алюмосиликатные 186
бариево-боратные 204
бесщелочные 187
— цинк-боросвинцовые 205
боратные 186, 204
боросиликатные 186
вакуумно-плотные порошко-
вые 206
вольфрамовые 195, 196
галогенидные 186
для газоразрядных ламп 202
кварцевые 195, 196, 202, 203
кристаллизация 188
малощелочные 187
— боросиликатные 206
молибденовые 195. 196
ннзкощелочные бариево-строн-
цнево-силикатные 202
оксидные 186
переходные 203, 204
платинитовые 195, 196
полупроводниковые 202
порошковые 202. 206
Стекла:
свннцово-боросилнкатные 204
силикатные 186, 267
термические свойства, 190
титановые 195, 196
фосфатные 186
халькогенидные 186
цинк-боратиые 204
щелочные боросиликатные 206
— марганцево-барнево-сили-
катные 206
электровакуумные 196
Стеклование 186
Стекловолокниты 39
Стекломиканиты 143
— гибкие 130. 136, 159
Стеклослюдиниты 157
— рулонные 148
Стеклопленкослюдопласт ы влаго-
стойкие 138, 150, 164, 165
Стеклослюдонласты композицион-
ные 150
Стеклослюдопластофолнн 138, 150,
166
Стеклослюдиниты:
высоконагревостойкие 268
гибкие 269
рулонные 37, 137
формовочные 128, 129, 135. 147,
156. 307
Стеклослюдонласты композицион-
ные 137, 161—163, 267
Стеклотекстолиты 306
Стеклоэмали 205, 221
Тальки 185, 186, 192, 217
Темплены 42, 51, 55
— термостойкие 42. 55
Термовлагокамеры 351, 352
Термокамеры 351
Термометры жидкостные 351, 352
Термопласты:
области применения 40—45
показатели:
— диэлектрические 54—59
— дугостойкость 39. 54—59
— механические 54—59
— нагревостойкость 54—59
режимы переработки 66
— резания 70
— точения 68
— фрезерования 69
склеивание 75
Термопреобразователи сопротив-
ления 353
Термостаты 351
Термоэлектрические преобразовате-
ли 353
Ультра фарфоровые материалы 235
Фарфоры:
высоковольтные 230, 231
глазурованные белой гла1урью
227
глазурованные коричневой гла-
зурью 227, 229
неглазурованные 227, 229
основные свойства 212
фазовый состав 212
Фенопласты:
влагохимостойкие 13, 14, 29, 34
жаростойкие 15, 16, 29, 35
литьевые 19, 30, 36
магннтодиэлектрическне 16. 29,
общего назначения 9, 10, 28, 33
специальные безаммиачные 15 '
29, 34 t
ударопрочные 16, 18, 30, 35
электроизоляционные 10—13
28. 29. 33
электропроводящие 16, 29, 35
Фторфлогопиты синтетические 126
Фторопласты 5, 39, 46, 52, 57
Фунгициды 311
Циркониевое сырье 192
Шлакоситаллы 209
Шликер 205
Электроннтовая масса 39
Электрофарфоры 224—231
Эмали:
грунтовые 205
покровные 205
Этролы:
ацетилен целлюлозные 45. 52,
57
ацетобутиратцеллюлозные 46,
52, 57
460
Замеченные опечатки
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ К Т. I
Стра- ница Колонка Строка Напечатано Должно быть
6 правая 30 сверху Орешинн П. Т. Орешкин П. Т.
10 левая 24 снизу ft. Н2О ft Н2О
» » 15 снизу паскальметр паск аль-метр
10 правая 4 сверху (Ibf./sq. in.) (lbf.Xft/sq. in.)
» » 4 снизу т. н. э. т н. э.
12 правая 7 сверху Т еплопроводность Теплопроводность (коэффи- циент теплопроводности)
13 левая 19 снизу (10-8/с) В (10-8с) В
» » 11 снизу (10-8/с) В/см= (10-6/с) В/м (10“8с) В/см= (10-6 с) В/м
» правая 1 сверху (10~9/с2) Ом (10-9с2) Ом
» » 13 сверху (10~9/с2) Ом-см (10~9с2) Ом-см
» 15 » левая 23 сверху 19 снизу (109/с) См 10? м/Гн 4 этс? (109/с2) См 10? м/Гн 4 лер
» » 12 снизу 1)7=тс2 W=mc%
16 правая 20 снизу борник сборник
25 подпись к рис. 2.16 6n <i ег2 ег1 > 8Г2
26 формула (2.50) таблица 2.1 z = V fioeoSr Z = V ро/еоег.
27 Хлороформ CHCIS | 1,446 Хлороформ СНС13| | Жидкое | 1,446
38 левая 27 снизу ГОСТ 8865-78 ГОСТ 8865-70
44 таблица 3.2 (3 справа) 1 сверху 1,00035 1,000035
45 правая 7 снизу 1,8-10-4 м/(е-В). 1,8-10-4 м2/(с-В).
51 левая 14 снизу 1], МПа-с 11, мПа-с
63 правая 21 сверху кабелях кабеле
64 правая 26 сверху Полте А. И. Полтев А. И.
71 левая 11 сверху Хитачи Хитати
86 левая 15 сверху тетр афторэтилен политетрафторэтилен
» 16 сверху метакрилат полиметилметакрилат
88 таблица 4.14 8 снизу Вязкость, сПз Вязкость, сП
» Примечание 3 снизу Efectrical Electrical
108 левая 32 снизу латекстонкая дисперсия латекс — дисперсия
116 таблица 5.9 6 сверху Реквеллу Роквеллу
124 левая 18 сверху резины резиты
144 левая 14 снизу 1015 Ом-см 10i3 Ом-м
145 левая 28 сверху Эмали — лаки Эмали — лаки
206 правая 24 снизу олевакс олеовакс
210 левая 25 и 31 сверху выдержки в 24 ч выдержки 24 ч
214 левая 3 сверху Ig£.=A + B7’ Ig£.=A + B/7’
217 левая 6 снизу TEROKS Terox
» » 3 снизу ХВ ХВ (HV)
» » 16 сверху Bollore Bollore
» » 18 сверху VOLTEK Voltec
» » 28, 40 и 42 свер- ху АЛЮМИНЕ алюмин
227 правая 27 снизу ЭИП-66 Г ЭИП-66 Б
» » 26 снизу ЗИП-120 ЭИП-78 — масса 1 м2 78 г и ЭИП-120
283 левая 18—19 сверху Стойкость к нагреванию при 200 °C в течение, с, не менее ЭИП-63 А Стойкость к нагреванию при 200 °C в течение, с, не ме- нее
296 правая 1 сверху ЭИП-66 Б
» » 2 сверху ЭИП-75 ЭИП-78
315 правая 9 сверху стелогетинакс стеклогетинакс
357 левая 19—20 сверху Дифтордихлорметан (хладон) 44, 49, 88, 112— 114 Дифтордихлорметан (хладон-12) 44, 49
Замеченные опечатки
461
Продолжение
Стра- ница Колонка Строка Напечатано Должно быть
357 правая 23 сверху Ионол 76 Ионол 76, 91
358 правая 22 снизу Олеовакс 210 Олеовакс 206, 210
359 правая 13—12 снизу Предельно допустимая кон- центрация (ПДК) 72 Предельно допустимая концентрация (ПДК) 72, 84
360 левая 14 сверху Пьезодиэлектрики Пьезоэлектрики
364 правая 23 сверху Хладоны (дифтордихлорме- таны) ; Хладоны:
Дополнительные изменения кт. I
Стр. 246 Добавить в списке литературы ссылку: Вайсман Л,- М, Конденсаторная бумага.
М.: Лесная промышленность, 1985. 182 с.
Стр. 255, 256. На рис. 10.6, 10.7 по оси ординат надо вместо ys написать lg ys, на
рис. 10.8 — вместо р, Ом-м — 1g р
Стр. 239, 289
рис. 11.2
Рисунки 8.18 и 11.2 должны быть напечатаны так как показано
Стр. 352. В табл. 14.6 5- и 6-ю строку снизу исключить. Вместо этого в строку 7-ю
снизу вписать следующие цифры 10, 10, —, 25, —, 20, 20, 20, 20
содержание
Раздел 15. Пластические массы
В. А. Шарковский, Ю. К- Есипов
15.1. Основные сведения . . . .
15.2. Основные свойства пластмасс
15.3. Свойства реактопластов
15.4. Свойства термопластов
15.5. Общие требования к конструкции
деталей из пластмасс . . . .
15.6. Изготовление деталей из пластмасс
15.7. Обработка и отделка деталей
15.8. Неразъемные соединения пласт-
массовых деталей . . . . .
Список литературы ......
Раздел 16. Электроизоляционные
полимерные пленки
Д. С. Варшавский, В. В. Скипетров
16.1. Общие сведения . . . .
16.2. Неполярные пленки .
16.3. Полярные пленки . . . . .
Список литературы ......
Раздел 17. Каучуки и резины
А. Е. Саакян
17.1. Каучуки, применяемые в электро-
технических изделиях ....
17.2. Классификация кабельных резин
17.3. Области применения кабельных
резин .............................
17.4. Физико-механические характери-
стики кабельных резин
17.5. Электроизоляционные характери-
стики кабельных изоляционных ре-
зин ...............................
17.6. Морозостойкость кабельных резин
17.7. Стойкость к воздействию пламени.
Маслостойкость и бензостойкость
кабельных резин .....
17.8. Старение кабельных резин
Раздел 18. Слюда и слюдяные
бумаги
В. О. Бржезанский, Н. Н. Александров
18.1. Общие сведения . ... .
18.2. Химико-минералогические характе-
ристики природных слюд
18.3. Свойства природных слюд
18.4. Разные виды слюдяной продукции,
кроме бумаги ....................
18.5. Слюдяные бумаги .
18.6. Синтетическая слюда . . . .
; Список литературы ......
Раздел 19. Слюдяные электроизоля-
ционные материалы
В. В. Березин. Ю. В. Корицкий
3 19.1. Определения и классификация ми-
канитов..................127
° 19.2. Основные виды сырья н полуфаб-
8 рикатов..................141
19.3. Производство миканитов ... 151
8 19.4. Производство слюдинитовых ма-
61 териалов . 152
67 19.5. Производство слюдопластовых
материалов...............152
73 19.6. Коллекторные материалы . . 153
76 19.7. Формовочные материалы . . 155
19.8. Прокладочные материалы . . 157
19.9. Гибкие материалы .... 158
19.10. Фолиевые материалы . . . 165
19.11. Ленточные материалы . . . 166
Раздел 20. Композиционные электро-
75 изоляционные материалы на основе
7g полимерных пленок
87 В. В. Скипетров
20.1. Общие сведения . . , . . 175
20.2. Материалы на основе полиэтилен-
терефталатной пленки .... 175
20.3. Материалы на основе полиимидной
пленки.................................182
Список литературы.....................184
99 Раздел 21. Различные минеральные
104 диэлектрики
154 Б. М. Тареев, В. П. Вайсфельд
кт 21.1. Мрамор...............................185
21.2. Тальк.............................185
jpg Раздел 22. Электроизоляционные
U5 стекла
Р. Я- Ходаковская
113 22.1. Основные определения . . . 186
115 22.2. Физико-химические свойства стекол 187
22.3. Методы производства стеклянных
изделий..........................193
22.4. Составы, свойства и области при-
менения электротехнических стекол 194
22.5. Порошковое стекло .... 204
22.6. Ситаллы....................206
11g 22.7. Микалекс.................. 210
Список литературы . ..................210
12Q Раздел 23. Электротехническая
керамика
123 X. С. Валеев
124 Т
126 23.1. Классификация и основные свой-
127 ства электротехнической керамики :211
Содержание
463
23.2. Основные сырьевые материалы для
производства электротехнической
керамики...............................213
23.3. Технология производства электро-
керамических материалов и изделий 217
23.4. Электротехнический фарфор . . 224
23.5. Высокочастотная керамика с не-
большой диэлектрической прони-
цаемостью .............................231
23.6. Высокочастотная керамика с повы-
шенной и высокой диэлектрической
проницаемостью.........................239
23.7. Термостойкая керамика . . . 246
23.8 Высоконагревостойкая оксидная и
нитридная керамика .... 249
23.9. Механическая обработка и метал-
лизация керамических изделий . 254
Список литературы......................256
Раздел 24. Электроизоляционные
неорганические пленки
Л. Л. Одынец
24.1. Общие сведения...................256
24.2. Методы получения электроизоля-
ционных неорганических пленок . 256
24.3. Свойства электроизоляционных не-
органических пленок .... 259
24.4. Области применения электроизоля-
ционных неорганических пленок . 261
24.5. Специфические методы испытания
электроизоляционных неорганичес-
ких пленок ...... 262
Список литературы......................256
Раздел 25. Электроизоляционные
материалы высокой иагревостойкости
Э. 3. Аснович, В. А. Колганова
25.1. Общие сведения..................265
25.2. Неорганические полимеры . . 266
25.3. Листовые и ленточные слюдосодер-
жащие материалы.......................267
25.4. Пропиточные составы . . . 270
25.5. Заливочные компаунды . . . 275
25.6. Покрытия........................280
25.7. Слоистые пластины .... 284
25.8. Пластические массы .... 287
25.9. Микалекс и новомикалекс . . 289
25.10. Изоляция проводов .... 290
25.11. Методы испытаний электроизоля-
ционных материалов при высоких
температурах ........................ 295
Список литературы ...... 300
Раздел 26. Тропикостойкость и тропи-
ческая защита электрической изоляции
С. А. Я манов, Л. В. Яманова
26.1. Характеристика различных клима-
тических условий.......................300
26.2. Основные климатические факторы
тропических условий, влияющие на
электроизоляционные материалы . 300
26.3. Методы испытаний электрообору-
дования и электроизоляционных
материалов на тропикостойкость 303
26.4. Тропикостойкость электроизоля-
ционных материалов .... 305
26.5. Материалы, используемые в изде-
лиях для стран с тропическим кли-
матом и их тропическая защита . 310
Список литературы.....................312
Раздел 27. Действие ионизирующего
излучения на электроизоляционные ма-
териалы
В. В. Маслов, Н. С. Костюков
21А. Основные определения . . . 312
27.2. Физическая природа взаимодейст-
вия ионизирующих излучений с
веществом..............................312
27.3. Поглощение энергии ионизирую-
щего излучения веществом электро-
изоляционного материала . . . 315
27.4. Основные методы исследования
электрических и механических
свойств твердых электроизоляци-
онных материалов .... 316
27.5. Химические и физические измене-
ния в твердых, жидких и газооб-
разных диэлектриках при облуче-
нии ..............................318
27.6. Электропроводность облученных
электроизоляционных материалов 320
27.7. Поляризация и диэлектрические по-
тери облученных электроизоляци-
онных материалов.......................324
27.8. Электрическая прочность облучен-
ных электроизоляционных мате-
риалов ................................325
27.9. Механические свойства облучен-
ных электроизоляционных матери-
алов .............................327
Список литературы.................... 331
Раздел 28. Свойства электроизоля-
ционных материалов при криогенных
температурах
Г. Е. Голубков, Л. Н. Савельева
28.1. Газообразные диэлектрики . . 332
28.2. Сжиженные газы (криогенные жид-
кости) ................................333
28.3. Твердые материалы .... 336
28.3.1. Электрическая прочность . . 336
28.3.2. Диэлектрическая проницаемость и
потери.................................339
28.3.3. Механические свойства . . . 340
2*3.4. Теплофизические свойства . . 346
Список литературы ...... 349
Раздел 29. Основные методы испы-
таний электроизоляционных материалов
И. Д. Форсилова, Л. И. Любимов
29.1. Подготовка образцов и условия
испытаний ............................349
29.2. Поддержание и контроль условий
испытаний............................-351
29.3. Обработка и оформление резуль-
татов наблюдений при испытаниях 354
29.4. Определение общих и удельных
сопротивлений образцов . . . 355
29.5. Определение диэлектрической про-
ницаемости и тангенса угла ди-
электрических потерь на низких
частотах..............................368
29.6. Определение диэлектрической про-
ницаемости и тангенса угла ди-
электрических потерь на высоких
частотах................................374
29.7. Определение электрической проч-
ности ..................................387
29.8. Определение стойкости материа-
лов к внешним электрическим воз-
действиям ..............................397
29.9. Определение параметров воздей-
ствия внутренних частичных раз-
рядов ..................................403
29.10. Определение стойкости материалов
к воздействию поверхностных ча-
стичных разрядов . „ , 410
29.11. Определение параметров статиче-
ской электризации .... 412
29.12. Определение общефизических ха-
рактеристик ..........................413
29.13. Определение механических харак-
теристик .............................422
29.14. Определение термических харак-
теристик .............................439
29.15. Методы испытаний базисных ма-
териалов для печатных плат . . 448
Список литературы 457
Предметный указатель . . . 458
Замеченные опечатки к т. 1 . . , 460
СПРАВОЧНОЕ ИЗДАНИЕ
СПРАВОЧНИК ПО ЭЛЕКТРОТЕХНИЧЕСКИМ
МАТЕРИАЛАМ. Т. 2
Редакторы издательства: И. В. Боцманов а. Т. Н. Платова,
Н. Б. Фомичева
Художественные редакторы: Ю. В. Соза иска я,
В. А. Гоз ак-Хозак
Технический редактор Н. П. Собакина
Корректор Л. С. Тимохова
ИБ № 017
Сдано в набор 24.06.86. Подписано в печать 10.02.87. Т-05241. Формат
70X108‘/i6. Бумага типографская № 2. Гарнитура литературная. Печать
высокая. Усл. печ. л. 40,6. Усл. кр.-отт. 40,6. Уч.-изд. л. 57,23. Тираж
60 000 экз. Заказ 560. Цена 3 р. 20 к.
Энергоатомиздат, 113114, Москва, М-114, Шлюзовая наб.; 10
Владимирская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии н книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7