/

























































Текст
ЗУБОДОЛБЕЖНЫЙ СТАНОК
МОДЕЛЬ 5 В 12
РУКОВОДСТВО к СТАНКУ
ВСЕСОЮЗНОЕ ЭКСПОР ГНО-ИМПОРТНО* ОБЬЕДИЫЕНИР
„СТАНКОМ М ПОРТ
СССР
МОСКВА
|*»H. I. ЗубоДО-1ПР»К>ШИ Г1ЛЦПК МпДГ.ЧИ ftBI”
При трансиopгпровье стайка необходимо предохранят!. <»гд» ii.hi.k- вы-
ступающие части пт повреждения кашиом Для ?т.и1 цели следу» i уста-
навливать под канат подкладки.
Диаметр d тотаиг для подъема станка долпкеи быть не пенсе Ш мм.
ФУНДАМЕНТ, МОНТАЖ И УСТАНОВКА СТАНКА
Для обеспечения работы станка без заметных вибраций необходимо
установить его па достаточно жесткое основа пне пли фундамент, чертеж
которого показан на рис. 3.
Фундамент до установки станка должен выстояться и хорошо окреп-
нуть. Пустоты п трещины в затвердевшем фундаменте не допускаются. При
Уровень
грунта
Уровень фундаментный Подливка
пола долт Ф 20 и цоколь
длудинафундамента д
зависимости от свойств грунта
Рцс S'i-j.(it.шо<111 ип ч< pie I,
л
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИИ СТАНКА
Зубодолбежныи ставок модели 5В12 ;рис. I) предназначен для на-
резания цилиндрических колес наружного и внутреннего зацепления.
Станок особенно пригоден для дксплуатаини в автотракторной иргжыш-
.ченности и в промышленности легкого и среднего машиностроения.
На базе станка модели 5В12 могут изготовляться специальные станки
для нарезания колес с впптовым зубом и для обработки реек. Втн спе-
циальные станки завод изготовляет по специальному заказу и техни-
ческоагу заданию заказчика, по фондам ня гпяцгпздьные станки.
РАШАКВВКА И ТРАШПОРТИРОВКА (ЛАНКА
Транспортировку станка в упакованном и распакованном виде следует
((роизводпть согласно схеме, приведенной на рис. 2.
При распаковке станка чадо следит!, за тем, чтобы вс повредить станок
распаковочным инструментом. 1дгя итого сначала снимается верхний шит
\ иаковочтнн о яшнка. >1. затем боковые.
Рис. 2. Схема транспортировки
кладке фундамента необходимо предусмотреть четыре колодца для фун-
даментных болтов сечением 100 - 100 мм п глубиной 350 мм. Установку
станка надо пром вводить по уровню, при помощи клиньев шириной
40—60 лиц с углом наклона 5°.
Необходимая точность установки в продольном и поперечном направ-
лениях 0,02 мм па 1СОО-.1ВИ. Фундаментные болты предварительно укла-
дываются в колодцы.
После окончательной установки стайка на клиньях п проверки гори-
зонтальности под основание п в колодны заливается бетон - состав
I : 3 (цемент к песку).
Во время схватывания цементного раствора затягивание фундаментных
болтов не допускается.
После того, как цементный раствор затвердеет, следует равномерно
затянуть гайки фундаментных болтов н вторично проверить положение
стайка по уровню. Регулирование станка иодколачиванмем клиньев при
ватвердсвюен подкладке бетона ле допускается. В случае отклонения го-
ризонтальности станка от указанных допусков, его устанавливают заново.
Надо следить за. тем. чтобы станок нс был пущен в работу до полного за-
твердевания фундамента.
ПАСПОРТ СТАНКА
(НИЦЦЕ СВЕДЕНИЯ
'Гни станка . нубодолбежный
Модель .................................................... 5JB12
Вавод-из| о го ките о.
Заводской Л»
Год выпуска
ОСНОВНЫЕ ДАННЫЕ
Размеры ш>рабвтыкаемых изделий
Модуль нарезаемых зубьев, ................................... 1-4
Наименьший и наибольший парркныи диаметр обрабатываемых колес
наружного зацепления, w.w................................ 12 208
Наибольший наружный диаметр колес внутреннего зацепления. и.ч 220
Наибольшая ширина нарезаемого колеса, .ад:
наружного зацепления 50
внутреннего за цепчено я . . 30
Суппорт
Наибольший ход штосге-ги, ww.................................. 55
Наименьшее и панбольцше расстояний от стола до торца штосееля, им ТО 140
Наибольшее продольное перемещение суппорта. */.м . 250
Цена деления шкалы установки на глубины зуба, ад. 0,01
Стол
Наибольшее расстояние иг осп долбяка до оси шпинделя сима, w.u 150
Наибольший отход стола от режущей кромки инструмента, w.w 0,5
Диаметр фланца шпинделя стола, и и........................... 160
Механика станка
Числа двоимых ходов долбяка в минуту.............. . 200, 31b, 425. 000
Пределы круговых подал на. 1 двопиои ход долбяка, ии.....0.1 0.46
Ремень клиновой 2000А по ГОСТ 1281-57, шт...................... 2
Найд. 140 ,
Майм. 70
т>»г. 4. OfniHHH.ii* рплч»'ри ” )>игйД1)Ч11м>> мргг;>
Привод, raoiipin ,i ...................
питан ш грихфавнои» тока
Главного движения:
мощность, кюи .... 1,7
число оборотов в мннугу 95(
Гидравлики:
мощность, неп............. 0,6
число оборотов в минуту 1410
Насоса охлаждения:
мощность, Кбн< .... 0,120
число оборотов и минуту 280(
Га барит станка, мм:
длина . . . 1320
ширина 940
высота . I820
Нес станка, кг I860
Па рис. 4 наказаны основные размеры и нксадочине wvra сламьа., неоохогпмм
для проектирования зяжнмных ириипоепбцощ(и.
шшциф И ГСЛ1Ц1Я о рглнов у нр имения
(к рис. •>)
Обозна- чение по схеме Наммсппнапнс Тин Назначение
L . |нвсйныи сыкчюча- теяь 1И1-25 Подвод гона к алскчрисхеме станка
2 Кв.чдра! Регулпрозаике длины хода штосселя
я Квадриг Про ворот криво Шни но-шатун но- нг механизма
4 Гайка (’гонореине пальца кривошипа
5 Квадра। Изменение длины шатена
6 Галки Крепление шатуна
7 Стопорный ВИНГ Регулирование зазора в зацепле- нии сектора со шгоссоаем
8 Квадрат Перемещение су пл о рта
9 Квадрат Вращение кулаков врезания
10 Рукоячка Реверс суппорта
11 Кнопки,, Ux сь" и „Стон"’ КУ-1 11 у ск о оста по в г ид ра ил и к и
12 Кнопки,,Пуск" и „Стон" КУ-1 Пуск и осгаиов гласною привода
13 Кнопка „Толчок" КУ-1 Пачадна станка
14 Выключи гель ПУ-2 Включение и выключение жит- ного освещения
15 Квадpar Установка глтбнггы врезания
16 Ручка Подача охлаждающей жидкости па инструмент
17 Квадрат Вращение .делительной пары суп- порта
18 Квадра г Фиксация суппорта
1У Рукояч к а Переключение кулаков врезания
20 Ганки Фв ксания суппорта
21 К вадрат Ручное вращение стола
22 Гудка Управление >Ч(дроза?кпмом
23 Рукоятка Реверс стола
24 Конечный выкл ш чате ль В К-411 Остапов станка
25 Ручка I Ге ре к кд ни р(> -М ив и
1
Рис. о Схема управления
СПЕЦИФИКАЦИЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЕС И ЧЕРВЯКОВ
(к рпс, 61
Узел Х« по схеме • 1 2 Верхняя станина 1.1
о 4 5 6 7 8 9 10
Число зубьев пли заходов 58 110 60 116 4 50 1 64 100
Модуль, мм Угол винтовой лпштн >1 1,76 1.75 1.75 1.75 2.5 12 °.50' 2.5 33" 2 2° 52' 1,75 2 2° 52'
Ширина обола, мм 1.0 10 16 16 20 16 24
Материал Сталь 1-5 Чугун Сталь 40X Сч. 21-401 Бронза Бр.ОЦС 6-6-3 Сталь 45 । Чугун Сч. 21-40
Термпчоская о бработка Твердость НВ, НВ.С Направление винтовой ,!ПИПП1 • Улучшить 2 504-2 W Калить 40ч-45 Улучшить 251)4-280 1 Правое Улучшить 2504-280 Правое
Узел Л« ш.) схеме 12 13 1 14 15 16 17 Верхняя 18 станина 24 25 26
19 20 21 22 23
Чп'-ло аубЫь I заходов 20 72 48 64 28 35 64 48 28 41. 1 35 40 80 74 52
Модуль, ,И.Н \ ГОЛ [iUIlTOUGn 1,75 1,75 1,7 1,5 1.75 1,75 1.5 1.5 1,5 1,5 1.5 1,5 1 1,75 1,75
Ширина обода Материал Термическая обраоо Твердость 11В, 11 ВС Направление uinii’OBOU ЛИНИИ 16 20 12 35 12 16 1.6 I 12 12 12 Сталь 45 Улучшить 2504-280 12 12 12 16 16
Г вел Суппорт 35
№ по схеме 27 28 29 30 1 31 32 33 34
Число зубьев или заходов 1 90 15 12 15 1 113
Модуль, мм Угол винтовой ЛИППИ Ширина обода, ли 2,75 3°11' 2,75 звп/ 26 3 3 36 1,75 2° 30' 20 3 32 3 32 1,75 2° 30' 1,75 2° 30' 1.6
Материал Термическая обработка Сталь 20X Цемент, калить Чугун АСЧ-2 Сталь 20X Цемент, калить Бронза Бр. ОЦС 6-6-3 Сталь 45 Калить Сталь 45 Калить Сталь 45 Улучшить Сталь 45 Калить Сталь 45 Улучшить
Твердость НВ, Н.КС Направление винтовой шипи 584-62 Правое 1704-220 Правое 56ч-62 404-45 Правое 104-45 2504-280 404-45 •1евое 2204-250 Левое
Узе- Стол 36 37 38 Средняя ст а пипа 39 1 40 41
Число вубьев или заходов Модуль, мм Угол винтовой линии Ширина обода, мм Материал Т. рмвческая обработка 1 >д-сть НБ, ПНС Нажравтеине винтовой Л1М11 12U 2,75 2° 52' ’2о“ Чугун ЛСЧ-2 0 Правое 1 39 2,75 1,75 2° б9' 54 Ст. 20 X Цемент, калить 584-62 Правое 80_ 35 1, / о 1,15 16 16 Сталь 45 Улучшить 2504-280 44 1,75 35 4
КРАТКОЕ ОПИСАНИЕ СТАНКА
ОБЩАЯ КОМПОНОВКА И ОСОБЕННОСТИ СТАНКА
Станок (рис. 5) имеет вертикальную компоновку и крепится на ниж-
ней станине, представляющей собой жесткую тумбу, в которой смонтиро-
ваны: электродвигатель главного движения AOJI42-6 мощностью 1,7 кет
и числом оборотов в минуту 950, электродвигатель АОЛ31-4 мощностью
0.6 кет и числом оборотов в минуту 1410, насос гидросистемы, пластин-
чатый фильтр, напорный золотник Г54-13, реверсивный золотник с ручным
управлением Г74-12, клапан предохранительный (разгрузочный) А85-13
и реле давления Г62-21.
Кроме того в отдельной нише нижней станины, которая изолирована
от попадания пыли, грязи, а также масла, и охлаждающей жидкости смон-
тировало электрооборудование, а на отдельной плите — электронасос
охлаждения ПА-22, производительностью 22 л в минуту.
Б нижней станине предусмотрены резервуары для масла, и охлаждаю-
щей жидкости гидросистемы.
Средняя станина крепится к нижней станине болтами. В средней ста-
нине смонтированы: стол, механизмы реверсирования, качания и регу-
лирования величины отвода стола при холостом ходе режущего инстру-
мента.
Стол устанавливается па скалках; в нем смонтированы шпиндель,
червячное колесо н червяк.
Верхняя станина крепится к средней станине. В верхней станнпе
смонтированы: главный вал кривошипно-шатунного механизма, меха-
низм радиальных и круговых подач, механизм реверсирования суппорта.,
механизм деления, механизм ручного поворота кулаков, механизм отката
суппорта, конечный выключатель. кронштейн местного освещения п панель
управления станком.
Суппорт смонтирован на, направляющих верхней станины. В корпусе
суппорта, имеется штосссль, червячное колесо и червяк делительной пары
суппорта, подвижная и неподвижная направляющие штосселя, механизм
перемещения и установки суппорта, коромысло с сектором и масляный
насос.
Особенностью станка является короткая кинемалическая цепь обкатки,
достигнутая благодаря отсутствию вертикальных валов и конических
колес. Отсутствие вертикальных валов позволяет легко переналадить
станок на обработку удлиненных шестерен-валиков, для чего устанавли-
вают прокладки между верхней и нижней станинами.
Станок позволяет нарезать удлиненные рейки. На станке может быть
установлен гидрозажпм изделия. Обслуживание станка удобно и не тре-
бует много времени на, переналадку. Применяются механизмы реверсиро-
вания и переключения кулаков.
Все эти особенности резко сокращают время, связанное с переналадкой
ставка, а использование гидрозажима значительно сокращает потери пре
мепи на зажим заготовки.
11
СПЕЦИФИЧЕСКИЕ ОСОБЕННОСТИ ОТДЕЛЬНЫХ УЗЛОВ
Ни ж пл я станина
Главный электродвигатель крепится па регулируемой плите. Плита
имеет винтовое устройство для натяжения ремнем. Для переброски ремпей
с одних ручьев шкива па другие применено эксцентриковое устройство
с фиксатором.
Средняя станина
Механизм качания стола в средней станине имеет укороченную кине-
матическую цепь и весьма жесткую рычажную систему, что обеспечивает
долговечность работы этого механизма и четкость отвода стола при холо-
стом ходе инструмента..
В отличие, от других станков данного типоразмера в станке 5В12
пружина, отводящая стол, поставлена в конечном звене. Это o6et почивает
выборку люфтов в соединениях звеньев механизма качания, устраняет
ударную нагрузку и вибрации и тем самым способствует долговечности
работы станка.
Стол имеет жесткое крепление червяка делительной пары. Все тру-
щиеся поверхности стола обильно смазываются маслом, которое поступает
от насоса.
Верхняя станина
В кинематике верхней станины отсутствуют игр ткал иные валы и ко-
мические колеса, что позволяет без разборки узлов переналадить станок
для спецработ; нарезания зубьев па удлиненных валиках, нарезания
блоков шестерен, нарезания внутреннего зуба при большой длине за-
готовки п т. и.
Переналадка станка осуществляется за счет применения прокладки
между средней и верхней станинами и установки удлиненного толкателя
3еханиз ча кача и ня стола.
Верхняя станина имеет механизм реверсирования суппорта. Направ-
генис крашения штосселя меняется путем переключения рукоятки.
Часть деталей этого механизма унифицирована и взаимозаменяема е
деталями механизма реверсирования стола.
На верхней станине монтируется реечное устройство для отката суп-
порта, которое-заменяет груз, установленный на стайках данного типораз-
мера. О ио даст возможность избегать вибрации станка при откате суппорта.
Суппорт
На корпусе суппорта установлен плунжерный насос, которым полу-
чает движения от эксцентрика. Все механизмы суппорта смазываются си
насоса.
КИНЕМАТИКА СТАНКА
(рис. 6)
Станок имеет ряд кинематических цепей, служащих для ш.пш шепни
следующих операций: 1М)звратно-иоегупагелЫ1ОИ) п Bpaiiurrcjnnini'ii дин
жевня долбяка, вращательного и качате тьиого движения его ia рнднп и.
нон подачи долбяка.
Механизмы станка помучают движение от электродвигателя посредст-
вом четырехступснчатоп клпноремеплоп передачи, обеспечивающей четыре
скорости вращения приводного вала 7.
1. Возвратно-поступательное движение долбяка осуществляется от при-
водного вала 7 посредством кривошипно-шатунного механизма, зацепля-
ющегося с цилиндрической рейкой штосселя 29 при помощи зубчатого
сектора 30.
Рис. 6. Кинематическая схема
2. Вращательпое движение долбя к пилучает от червяка приводного
вала 7 черев червячное колесо сменные шестерни гитары круговых
подач а и Ь. паразитные шестерни 10,13,15, 17 и 18. червяк 27 п червячное
колесо 28, которое приводит во вращение штос.сель посредством направ-
ляющих.
3. Вращательное движение стола осуществляется от приводного вала
через червячную пару 7 и 8, сменные шестерки гитары круговых подач а
и Ь, сменные шестерни гитары деления А, В, С, D, через шестерни 26, 25,
41, 40, 39 и 38, червяк 37 и червячное колесо 36, сидящее на шпинделе
стола.
1 л
4. Ради альни я подала осуществляется через червячную пару 7 и А,
сменные шестерни гитары круговых подач а и Ь, сменные шестерив гитары
деления А. В, С, 1). зубчатую пару 23 и 24, зубчатую пару 14 и 16 при
однопроходном кулаке, зубчатую пару 2,2 и 21 при двухпроходном кулаке,
зубчатую пару 20 п 10 при трехпроходном кулаке врезания и через червяч-
ную пару О и 11. червячное колесо которой сидит на валу кулака; послед-
ний, нажимая на ролик репки 1. сообщает суппорту перемещение, необ-
ходимое для врезания долбяка в заготовку нарезаемого колеса.
Когда ролик рейки 1 попадает в выемку кулака, то суппорт вод дейст-
вием пружины и рейки 2 перекатывается в исходное положение.
5. К’ачате.!1Ьное движение столп осуществляется от кулака на валу 7
через систему рычагов.
Кроме перечисленных выше главных кинематических репей, преду-
смотрены вспомогательные кинематические цени, необходимые при на-
. шдке с'1 анка:
а) ручное перемещение in госселя долбяка. осуществляемое при по-
мощи шестерен 3 и 4:
б) ручной поворот кулака радиигьиой подачи, осуществляемый по-
средством шестерен 12, 5 и 6':
в) ручное перемещение суппорта, осуществляемое посредством чер-
няка 34 или шестерен 31 (червяк 34 про этом выключается), 35, 32 п 33
и реек 1 п 2.
СМАЗКА СТАНКА
Смазка узлов станка подразделяется па. две группы.
Первая осуществляется от гидросистемы. На сливе напорного золот-
инка 4 (см. рис. 8) установлен тройник. С одной стороны к нему присоеди-
нен предохранительный клапан 3, с помощью которого производится ре-
гулирование количества масла, подаваемого в систему смазки. С другой
стороны присоединена трубка, отводящая масло в резервуар стола и
резервуар верхней станины, откуда масло поступает на смазку отдельных
механизмов.
Смазка суппорта осуществляется плунжерным пасосом, который уста-
новлен па корпусе суппорта.
Насос подает масло для смазки следующих узлов суппорта: втулки
коромысла, штосселя и червячной пары.
Кроме принудительной смазки станок имеет наливные маслен к и. зя
иравляемые 1 раз в смену индустриальным маслом марки ,,30“ ц-м, рис /
Смазке самотеком подвергаются следующие узлы: вачик ручного ищи
мещения суппорта., направляющая суппорта, шестерил ручного iiuuupiiiu
кулака.
14
Рио. 7. Схема смавки
СПЕЦИФИКАЦИЯ К СХЕМЕ СМАЗКИ
JV' но схеме Узел Место смазки пли смазочное устройство Род смазки Смазочный материал Срок смазпн 1 1
1 Нижняя Насос шестерен- И ндустрн ал Mice
9 станина Стол чатый Ш-12 Палец шатуна Под дав ле- ,,20- То же
3 То же Червячная пара пнем ’J.'o же >>
4 Я 6 7 8 —М (\пиорг То же e/i ола, Наиранля ющая скалка То же Шпиндель стола Всасывающий на- тр j Г>ок насоса Втулка коромыс- Калсльпая >э П идустр ЛЯЛЬ Ш1О „30“ То же
9 1.0 — за, червячная пара, штос сель М ас лоуказателъ Валик ручного от насоса.. Ручная Индустр налыюе 1 раз в
11 Верхняя иерд-иещеппя суппорта Гитара деления Капеиьпая „30- Индхстрмал ыюе смену
12 станина То же i Передача гитары or насоса То же „20“ То же
Vi 14 Верхняя станина То же радиальных подан Маслораспрере лите ль И аправляющая Ручная И п чу ст р нал ыюе „20“ Ияд устриа ль и о е 1 раз в
15 суппорта Шестерня руч- То же „30“ То же смену То же
16 •—*11 •— ново поворота кулака Червячная пара Капельная Индус грпалыюе
17 кулаков пре- , заппя Гитара круговых от насоса То же ..20“ Те же
18 19 i > г подач и меха- низма реверса суппорта Шестерни пере- ключения ра- диальных подач Червячная кара приводного вала Г - •
16
ГИДРОПРИВОД СТАНКА
Назначение гидропривода станка: зажим заготовки, обеспечение смазки
ставка и автоматическое выключение станка при падении давления масла
в системе.
Гидросистема включает в себя следующие гидроаплараты (рис. 8):
1. Насос шестеренчатый ПИ 2
2. фильтр пластинчатый для масла 0,2 Г41-12
3. Клапан предохранительный A85-I3
4. Золотник напорный Г54-13
5. Манометр на 25 атм
6. Маслораспределитель
7. Золотник реверсивный с ручным управлением Г74-12
8. Цилиндр гидрозажима
9. Реле давления Г62-21
Зажим заготовки производится следующим образом: масло иод давле-
нием 13 шн.и нагнетается шестеренчатым насосом 1 из масляного картера
нижней станины через пластинчатый фильтр 2 и напорный золотник 4
в реверсивный золотник г ручным управлением 7.
При перемещении золотинка вправо масло поступает в верхнюю по-
лость цилиндра 8 и перемещает поршень со штоком вниз. Шток поршня,
связанный с оправкой особым замком, перемещает оправку вниз, а после-
дняя через съемную шайбу, зажимает заготовку.
При перемещении золотника влево верхняя полость цилиндра соеди-
няется со сливом и поршень, а вместе с ним и оправка, перемещаются
вверх нрн помощи пружины, и заготовка освобождается.
ОБСЛУЖИВАНИЕ И РЕГУЛИРОВАНИЕ ГИДРОСИСТЕМЫ
Реверсивный золотник управляется через тягуч соединенную с руко-
яткой, которая выведена на вертикальную стенку средней станины справой
стороны станка. Напорный золотник 4 служит для поддержания необхо-
димого давления в гидросистеме. Он регулируется на 13 ажм.
Пластинчатый фильтр служит для очистки масла поступающего от
насоса, 1 в гидросистему. Периодически. 1 —2 раза в смену, необходимо
провернуть па 3—5 оборотов ручку фильтра для очистки скребком филь-
трующих пластин.
Контроль давления в системе осуществляется посредством манометра 5.
Реле давления 9 служит для автоматического отключения электро-
двигателя при случайном, иониженш! давления в гидросистеме. Реле
давления регулируется на 13 атм соответствующим винтом согласно таб-
личке, находящейся па корпусе реле давления.
Масляный картер нижней станины заполняется (на 10—15 mi ниже
края картера) чистым индустриальным маслом марки „20“.
17
Рис. 8. Гидравлическая схема
ЭЛЕКТРООБОРУДОВАНИЕ СТАНКА
Принципиальная электросхема станка приведена на рис. 9, монтаж-
ная — на рис. 10.
Электропривод станка предусматривает работу всего электрооборудо-
вания от сети переменного тока напряжением 380 в. Вапщта от токов
короткого замыкания осуществляется плавкими предохранителями. За-
щита от перегрузки — тепловым реле.
При нажатии кнопки 2КУ получает питание катушка мах’нитиого
пускателя 1К и его нормально открытые контакты подключают электро-
двигатель гидравлики Г к сети. Одновременно подготовляется цепь пита-
ния магнитного пускателя 2К.
При нажатии кнопки ЗКУ включается магнитный пускатель 2К,
своими нормально открытыми контактами подключая элекз’родвигате.'гь
главного привода С и электронасос Н к сети. Насос может быть отключен
посредством пакетного выключателя ВП. По окончании обработки за-
готовки электродвигатель главного привода отключается автоматически
контактами конечного выключателя В К, который включен последовательно
с катушкой магнитного пускателя 2К. Останов станка осуществляется при
помощи кнопки 1КУ. При этом отключается как электродвигатель глав-
ного привода, так и электродвигатель гидравлики. В наладочном режиме
электродвигатель главного привода может быть включен нажатием кнопки
5 КУ. При отнятии руки от кнопки электродвигатель главного привода
останавливается. В цепь магшш-ioro пускателя 2К введен нормально от-
крытый контакт (Л22-4) реле контроля давления масла в гидросистеме;
контакт’ при срабатывании реле (пониженное давление) размыкается, и
электродвигатель главного привода отключается.
СПЕЦИФИКАЦИЯ ПОКУПНОГО ЭЛЕКТРООБОРУДОВАНИЯ
Обозначение по схеме Наименование и краткая техническая ' характеристика 1 | Тип 1 1 Коли- чество 1
С Электродвигатель трехфазный с к. з. ротором АОЛ42-6 1
Г Мощность 1,7 кем, 950 об/мин, 380/220 е Исполнение Щ2 Электродвигатель трехфазный с л. в. ротором АО Л 31-4 1
ЕТ Мощность 0,6 кеш, 1410 об/мин, 380/220 в Исполнение Щ2 Электронасос с 3-фазным электродвигате-
мем, мощностью 0,125 кет, 2800 об/мим 380/220 е ПА-22 1
вв Выключатель пакетный па 25а ВИ-25 1
вы Выключатель пакетный 3-полюсиый па 10 а, 220 в Магнитный иускатель без кожуха и коя- тактных приставок с катушкой пере- менного тока на 380 с ВИЗ-10 1
IK, 2 К МПКО-110 2
1КУ-2КУ ШУ-5 КУ Кнопочные элементы с надписями „Пуск" и „Стоп" КУ-1 4
ЗКУ | Кнопочный элемент для встройки, без над- писи, с фронтальным кольцом КУ-1 1
10
Электродвигатель
АОЛ 31-4,0,6кбт
№10 об/мин
Электродвигатель
АОЛ 42-6.фкбт
950 об/мин.
Электронасос
ПА-22\ 0,125 квт,
280дбб/мин,
3
ММн.011
1,0 мм г
Предохраните) btH-ZO
Лг
2£
Мр.вн.0 11
3*1,Омм2-
Мр 6н. 011
3*1,0 мм 2
Пакетный выключи- Трансформатор
тель ВП-25 снижающий ТПБ~5С
гк
Клеммный набор
Реле тепловое РТ-1
Пакетный
выключатель
впз-ю
Реле тепловое РТ-1 Магнитный
Нагревательный
элемент/131
Нагревательный пускатель
элемент Н15 МПКО -110
! Off Mfi
гп ।
SJ
„-------------I
_q//
КН-1010
Кнопочный Переключатель
элемент КУ~1 управления ПУ-2М
чатель ПК-411 давления освещения
Рис. Ю. Монтажная электрос-хсма
Техннческие требования;
1. Монтаж аппаратуры на панели вести проводом марки ПВ-
1,5 .«.и2, по станку ПВГ-1,0 л.«2.
2. Силовую цепь монтировать проводом белого цвета, пень
управления проводом красного цвета и цепь освещения —
жёлтого цвета.
3. На всех проводах, выходящих ив шкафа, крепить бирки с
номерами, согласно схеме.
4 Концы гибких проводов лудить.
5. Ставок ^кчиров&яъ ua 380 вольт.
6. Гибкие провода, отходящие от клеммника, жгутовать.
7. Маркировку ла аппаратах выполнить гравированием.
Электродвигатель
гидравлики АО fl 31-0,
0,6 квт, №10 об/мин,
22О/38Оволып
Электродвигатель
главного привода
А0П42-6, 1.7квт
ЗЗОов/мин, 220/3808.
Электронасос
ПА-22,0.123квт
2800об/мин
220/ЗдОв
14 1 РД Реле давления - 1
13 вн Выключатель насоса 1 —
12 1РТ, 2РТ Реле тепловое —- 1
И КВ Конечный выключатель цикля — I
10 5КУ Кнопка „Толчок" гл. привода 1 1
9 ЗКУ, 4 КУ Кнопки „Стоп" и „Пуск" гл. привода. 1 1
8 1КУ 2КУ Кнопки „Стоп" и „Пуск" гидравлики 1 1
7 2 К Пускатель ял. двигателя гл. привода 4
6 1К лмо Пускатель эл- двигателя гид- равлики Лампа освещения 4
то Трасформатир освещения
3 во Выключатель освещеипя
' ?. и Плавкие предохранители
1 ' вв Вводный выключатель 3
№№ п/п Индекс Наименование и. 0. Коп' н. в. акты
Продолжение
Обозначение по схеме Наименование и краткая техническая характеристика Тип Коли- чество
ВК ПУ РТ то и лмо • Выключатель конечный в кожухе Переключатель управления (на 2 поло- жения) Реле тепловое без кожуха для встройки, 2-нолюсиое Нагревательный элемент к реле РТ-1 Нагревательный элемент к реле РТ-1 Трансформатор понижающий на 50 еа, па напряжение 220/36 6 Предохранители установочные пробочные с резьбой Е27 на 20 «, 500 в Контрольные пробки для предохранителей Н-20 на 1.0 а Контактные винты для предохранителей Н-20 на 10 а Кропштейп местного освещения Лампа местного освещения 50 ет, 36 с с цоколем Е27 Клеммник наборный до 10 а на 18 клемм Провод жесткий с винилитовой изоляцией сечением 1,5 белого цвета То же, сечением 1,5 .и.«, краспого цвета Провод гибкий с винилитовой изоляцией сечением 1 лш2, белого цвета То же, сечением 1 .w.w2, красного цвета Металлорукав с внутренним диаметром 10 .«.и, оцинкованный То же, с внутренним диаметром 11 .и.и То же, с внутренним диаметром 12 мм То же, с внутренним диаметром 15 .«.и Трубка хлорвиниловая диаметром 6 мм То же, диаметром 4 мм Гетинакс 420 х 320 ;< 1,5 В К-4 И ПУ-2Н РТ-1 № 31 № 15 ТПБ-50 Н-20 К-1 МО-14 КН-1018 ПВ-500 ПВ-500 ПГВ-500 ПГВ-500 РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х РЗ-Ц-Х 1 1 2 1 ком- плект 1 ком- плект 1 3 3 3 1 1 1 15 м 15 м 40 м 35 м 3,4 м 4,5 л 0,8 м 3 м 3 м 2 .« 1
ПОДГОТОВКА СТАНКА К ПЕРВОНАЧАЛЬНОЙ» ПУСКУ
И ПЕРВОНАЧАЛЬНЫЙ пуск
Антикоррозийные покрытия, нанесенные перед упаковкой станка па.
обработанные неокрашенные поверхности, удаляются с помощью бензина,
либо уайт-спирита (тяжелого бензина), либо керосина. Перед пуском
станка необходимо залить в систему смазки 19 л масла и в систему охлаж-
дения 21 л охлаждающей жидкости.
Перед первоначальным пуском станка, должны быть выполнены все
изложенные в разделах „Смазка" и „Электрооборудование" указания, от-
носящиеся к первоначальному пуску.
В первый период после пуска не рекомендуется работать/с иримене- .
ином максимальных чисел двойных ходов штоссоля.
20
НАЛАДКА СТАНКА И РЕЖИМЫ РЕЗАНИЯ
Наладка станка производится в следующем порядке:
1. Установка дол бяка
2. Выбор оправки и крепление заготовки
3. Установка и проверка оправки
4. Установка и проверка заготовки
5. Установка числа двойных ходов долбяка
6. Установка длпны хода долбяка
7. Установка хода долбяка относительно заготовки
8. Установка долбяка на глубину врезания
9. Настройка гитары деления
10. Настройка гитары круговых подач
11. Настройка подачи на глубину врезания
12. Пуск станка
13. Останов станка и снятие обрабатываемого изделия
Кроме того, предусматриваются дополнительные случаи наладки:
14. Вторичная установка обрабатываемого изделия
15. Нарезание зубчатых колес внутреннего зацепления
16. Нарезание зубчатых колес с косым зубом.
1. Установка долбяка
Перед установкой долбяка на, шпиндель следует убедиться, что шпин-
дель совершенно чист. Долбяк насаживается па шпиндель беч ударов
режущими кромками вниз. Если между долбяком и шпинделем проклады-
Рис. 11. Крепление долбяка
вается опорное кольцо, то последнее должно иметь достаточный наружный
диаметр для обеспечения жесткого крепления долбяка. Изображенное на
рис. И крепление (поз. I) является неправильным из-за недостаточного
диаметра опорного кольца. Позиции II и III показывают правильное
креплепие долбяка.
2. Выбор оправки и крепление заготовки
Оправка, на которой крепится заготовка, имеет обратный конус и
вставляется в шпипдель стола снизу. Заготовка центрируется оправкой
и садится на подставку, имеющую точно обработанные торцовые плос-
кости с допуском на нспараллельность их в 0,005 мм на 100 .к.и линейного
размера плоскости торца. Между отверстием подставки и оправкой обя-
зателен зазор. Сверху заготовка прижимается болтом (или гайкой, в за-
висимости от конструкции справки) через специальную шайбу.
Подставка и прижимная шайба должны иметь достаточно большие
диаметры для обеспечения жесткого крепления заготовки. Ври этом они
не должны препятствовать работе долбяка, т. с. необходимо, чтобы диа-
метры их были намного меньше диаметра окружности впадин нарезае-
мого колеса.
3. Установка и проверка оправки
Оправку перед ее установкой, а также и конус стола необходимо
тщательно протереть. Оправка должна точно садиться в коническое от-
верстие планшайбы стола. После установки оправку проверить на биение
при вращении шпинделя стола вручную. Чтобы осуществить вращение,
пеобходимо отключить стол от кинематической цепи станка, что достига-
ется поворотом рукоятки 23 (см. схему управления) в нейтральное (сред-
нее) положение. Пользуясь квадратом 21, вращать стол при помощи
съемной кривошипной рукоятки. Биение оправки на расстоянии 200 мм
от поверхности планшайбы стола и ниже» нс должно быть более 0,01 мм.
4. Установка и проверка заготовки
Заготовка, должна плотно садиться на цилиндрическую часть оправки.
Торцы заготовки, подставки и зажимной шайбы должны быть совершенно
чистыми
При нарезании одного или нескольких колес необходимо перед их
зажатием. проверить концентричность внешнего диаметра по отношению
к. отверстиям. Для этого каждую заготовку поворачивают на оправке
вручную, замеряя биение внешнего диаметра индикатором. Допускаемое
биение от 0,02 до 0,06 .ад в зависимости от моду хя, диаметра и степени
точности нарезаемого колоса.
После проверки заготовки закрепляются так, чтобы при нарезании они
не сдвигались.
Затем проверяют вторично биение уже. закрепленных заготовок. Если
при этом биение окажется больше допускаемого, что является следст-
вием неперпсндикулярности торцов заготовок к оправке (последняя в
этом случае изгибается при затяжке), то заготовки освобождают и повора-
чивают одну относительно другой, стремясь взаимно скомпенсировать
погрешность в изготовлении торцов отдельных заготовок. После этого
заготовки опять зажимают и еще раз проверяют биение. Если указанным
способом не удается получить требуемую точность, то заготовки следует
снять с оправки и подвергнуть дополнительной обработке.
Данная проверка необходима, если размер толщины зуба ведется от
внешнего диаметра нарезаемого колеса.
22
г
5. Установка числа двойных ходов долбяка
Число двойных ходов долбяка в минуту,, устанавливаемое при об-
работке данного колеса, зависит от длины хода долбяка и требуемой ско-
рости резания и определяется по следующей формуле;
Рис. 12. График для определения чиоиа
двойных ходов долбяка
где: л — число двойных хо-
дов долбяка в ми-
нуту;
v - средняя скорость ре-
зания в м/мин-,
L - длина хода долбяка
в .иль
Всего на станке можно
получить четыре ступени чисел
двойных ходов долбяка в ми-
нуту: 200, 315, 425 и 600.
Подобрав ближайшее к
вычисленному по указанной
формуле число двойных ходов
долбяка в минуту, перестав-
ляют ремни в соответствующие
ручьи ступенчатых шкивов
привода станка.
На рис. 12 представлен график взаимной зависимости между средней
скоростью резания и длиной хода долбяка при указанных выше числах
двойных ходов долбяка в минуту.
Рис. 13. График для опреде-
ления выхода долбяка
6. Установка длины хода долбяка
Минимальная длина хода долбяка вычис-
ляется по одной пз следующих формул:
5
L ~ • В или L — В л - h ,.
4
где: L - длина хода долбяка в .м-лп
В суммарная толщина группы одно-
временно нарезаемых колес в .«.у;
h — суммарный выход долбяка в
определяемый по графику (рис. 13).
Величину выхода можно определить по формуле:
} В
Длина хода долбяка измеряется непосредственно (йтчггом ш» лшп-нке.
।грнстаплепной сбоку шпинделя.
Для изменения длины хода долбяка надо освободить ганку ./ (ем.
схему управления) пальца кривошипа и винтом 2 изменить величину
эксцентриситета па ль да. После установки требуемой длины хода долбяка
гайку 4 следует надежно затянуть.
7. Установка хода долбяка относительно заготовки
Заготовку укрепляют на рабочем столе станка и устанавливают длину
хода долбяка так, чтобы режущая кромка его нрп своем нижнем поло-
жении выходила за нижний торги, заготовки на величину не менее 0,1
длины хода, долбяка и при своем верхнем положении — выше верхнего
торца заготовки на ту жг величину.
Если длина хода долбяка равна величине, вычисленной ио приведен
ным выше формулам, го можно ограничиться измеренном только верхнего
расстояния от заготовки до режущей кромки долбяка. кычме.чс'шюго но
одной из следующих формул:
й>, (0,08 -0,1)/.
/р,- (0,1 0,125 ) В
/>6 (0,4 -Д5)Д
где: hp расстояние от верхнего торца заготовки до режущей кромки
долбяка при верхнем крайнем положении долбяка:
L - длина хода долбяка:
В - толщина заготовки или суммарный выход долбяка в .v.w:
A суммарны!! выход долбяка, определяемый по графику (рис. 13)
Чтибы изменить положение долбяка относительно заготовки, следует
отпустить счесть гаек 6 (см. схему управления). затем подтянуть или от-
пустить (в зависимости о г положения долбяка) впит 5 п. враигая приводной
вал v помощью кривошипной рукоятки, надетой на квадрат 3, произвести
проверку взаимного положения д»»,тонка н заготовки. Гли да получен трс
дуемый результат, гапкп 6 ел ед угг надежно затянуть.
В» Ус1амокьа долбяка на глубину врезании
Подвод инструмента,л заготовке в последующая установка па глубину
зуба вы но шяются в с.то дующем порядке
а/ вращением налика 9
(см. схему управления)
приводят кулачок вреза-
ния в положение, сооч вет-
гтвующее близкому окон-
чанию обработки, т. е
положение. вслед за кото-
рым р<>. гик рейки попа да ci
в вырезанную часть кула-
ка (рис. 14):
1’пс. 14. Кулак врезания и рилик репки гуипщии
б) крашенной валика 3 переводят режущую кромку долбяка its, им
соту, соответствующую середине ширины заготовки так. чтобы палеи
крпвоппша находился по лгвхю сторону от центра крнвопшппого вала-
в) освободив гайки 20 а. выведя червяк ваынка 7л из зацепления с ко-
лесом, вращением валика 8 подводят долбяк к заготовке на расстояние,
равное приблизительно 1 мм, поело чего червяк, валика 7-5 снова вводят
в зацепление:
г) поставив рукоятку 10 в нейтральное (среднее) положили* вращением
валика Г/, зуб долбяка приводят в такое положение, при котором линия
симметрии зуба долбяка совпадает
долбяка е центром заготовки (рпе.
Рис. 13. Схема уст.шонки долбяка
ci носите лык; заготовки
з прямой линией, соединяющей центр
15):
д) вращением валика 7л под-
водят зуб долбяка (о едка замет-
ного сопршсосновеяпя о образую-
щей заготовки, при этом палец кри-
вошипа должен находиться по левую
сторону от центра кривошипного
вала:
г) вращением валика 3 перево-
дят щлбяк в крайнее верхнее ъо-
яожсяис;
ж) кольцо е делениями, находящееся па валике 7л. ставят на нуль и
затем, вращая валик 7л, подводят суппорт к заготовке на расстояние,
равное глубине зуба; при этом необходимо учитывать, что один оборот
валика соответствует 1 мм, а одно деление шмпа совгветствует 0,02 .ки
перемещенья суппорта :
з) затянув ганки 20 и вращая валик .9, поворачивают кулак врезания
до тех но}), пока, ротик рейки по попадет в выемку 1,улика, ьт.нцствип зтого
суппорт отойдет влево:
и) обе рукоятки 7(1 и 23 переводят в крайние одинаковой положения
(обе влево или обе вправо), чти необходимо при нарезании колес внешнего
зацепления, а. прн нарезании колос внутреннего л.пщплень-я одну руно
ятку славят в крайнее левое положение. другую в крайнее лраг.ш.
0. Настройка гитары деления
Подбор сменных ипчятргн гитары деления производится но формуле.
С
В
где
J. В, С, и 7) - - число
'Д
число
число
зубьев сменных niccjcpcn гитары деления:
зубьев долбяка:
зубьев нарезаемого колеса.
Шестерня А является ведущей п зацепляется с шестерней В, шестерни
В п С сидят на пальпе гитары о соединяются общей, пшопкон, шестерня
С находится в яацепленпв с шестерней 7) и является по отношению к В
ведущей (рис. 16).
Для быстрого подбора сменных шестерен гитары деления r.iy.ian
шблпца настройки гитары деления, госгавленная для норма о.ими шл
1КИ..Т v шаметром целительной окружноегн 76 ми
10. Настройка гитары круги вых подач
Чтобы получить заданную иодачу, следует подобрать сменные шестерни
гитары круговых подач по формулам:
1) " ,5; 2) а ' Ь. ПО,
Ь ад
где: а — чпсло зубьев ведущей шестерни;
b чпсло зубьев ведомой шестерни;
(1д -диаметр делительной окружности долбяка:
6’ круговая подача на 1 двойной ход долбяка в лип
круговых пода"
Для быстрого подбора сменных шестерен гитары круговых подач вы-
числена нижеприведенная таблица круговых подач при обработке нор-
wviLHbiw долбяком с диаметром делительной окружности 76 «л (рис. 17).
Подача 0,1 0,12 0,16 • 0,20 0,24 0.30 1 0.37 i 0,46
4i jyobiui [у щей шестерни . . 35 40 46 52- Z 58 1 64 1 1 70 75
< Число зубьег. недомой шесхертн b 70 (54 <58 52 46 40 । 35
Число двойных ходов до полка на 1 его обо- рот 248^ 2000 1620 1162 990 700 ‘ 1 610 1 515
Прп'эде анпо. Если применяемый додбяк имеет диаметр делительной
окружности (1мм, то величины подач ..яты< in данном
таблицы* следуем учи ,жа.ть на коэффпцш . । л himi-
ТАБЛИЦА НАСТРОЙКИ ГИТАРЫ ДЕ,ПЕНИЯ
Z- Л- - число зубьев долбяка А, ё. С и D • число зубъ СВ сменных шестерен ч
'1 .тело зубьев Сменпые шестерни Число зубьев Сменные шестерни Число уубьев Сменные шестерни
а> »езаемого нарезаемого нарезаемого
колеса А К 1 с D колеса А в с D колеса А В С D
in 96 24 40 9 5 90 30 7Д 75 ЛА 72 48 7Д 60
90 30 22д 60 72 48 2z^ 75 „ 60 60 22д 80
11 96 24 44 26 90 30 А 78 41 80 40 А 82
90 30 22Д 66 72 48 2/д 78 60 60 7‘Д 82
12 96 24 7<Д 48 •’7 90 30 81 42 75 45 70
90 30 27Д 72 72 48 ггд 81 60 60 <27д 84
13 96 24 7Д 52 28 80 40 7Д 56 43 80 40 7Д 86
90 30 2гд 78 72 18 2z^ 84 .60 60 2Дд 86
14 96 24 7д 56 29 80 40 7-д 58 44 80 40 А 88
90 30 2£д 84 60 60 Мд 58 ‘ 60 (50 27 д 88
1.) 90 30 2Д 45 30 80 40 7Д 60 45 60 60 7Д 45
.80 40 27д 60 60 60 ^д 60 48 72 2Z3 60
16 90 30 7 л 31 80 40 7Д • 62 46 80 40 7Д 1 У2 2Zn ’ 92
.81) 40 64 60 60 Жд 62 60 60
96 24 7д 27д 68 •Г-’ 72 48 7-д 48 47 80 10 7Д 94
. 80 40 68 60 60 64 60 60 2Z д 94
18 “Я 96 24 7д 72 33 80 40 7Д 66 AQ 75 45 7Д 80
80 40 Ыд 72 60 • 60 22д 66 48 72 2гд 64
90 30 '7Д 57 11 80 40 7Д 68 60 60 7д 49
7? 48 ^д 57 60 60 22д 68 60 60 2zA 98
Л| 96 72 24 48 Дд 2А 80 60 80 60 40 60 Д7 22 д 70 70 50 ’ 72 45 48 75 А 27д 75 60
21 96 75 24 45 гд '27Д 84 70 36 80 60' 40 60 7Д 2Z;f 72 72 51 75 48 45 72 ,гд 2/.д 85 68
...А 80 40 Z t 44 80 40 7н 74 52 72 48 7Д 78
72 48 27д 66 60 60 2Ад 74 40 80 27Д 52
-Z* 90 72 30 48 z% 27д 69 69 72 60 48 60 А 57 76 54 72 48 48 72 7Д 27д 81 72
М4 90 30 7Д 72 80 40 Zb 78 70 50 7Д 77
ef. 1 75 45 27 д 80 ,0 22. 78 5э 45 75 27 66
Продолжение
Число зубьев нарезаемого колеса Сменные шестерни Число зубьев нарезаемого колеса । грнный шестерни Число зубьев нарезаемого колеса Сменные шестерни
* С . D А В С В
А В С D
60 60 Хд 56 76 60 60 7 76 95 45 75 Хд 57
56 50 70 27д 80 40 80 76 —40 80 Хд *Хд 95
57 ~60 48 60 72 гд 22д 57 76 у; 60 40 60 80 2Z , 77 77 96 60 40 60 80 95 96
г»н 60 60 7д 38 78 60 60 Z ; 78 по 60 60 7'Д 98
40 80 2Хд □8 40 80 78 40 80 27Д 98
60 60 7.д 60 80 60 60 80 QQ 48 72 Хд 66
60 48 72 27д 80 до 90 2/д 66
61 . ВО 60 Хд 61 81 60 60 81 100 45- 75 . 7Д 60
' 40 80 Мд 61 68
62 60 60 Лд 62 82 60 60 82 102 48 72-
40 80 ’ 22д 62 80 52
63 50 70 гд 45 84 60 60 Хд 84 104 40 7п
48 72 27Д '84 24 98 ^Д 52
60 60 хд 64 85 60 60 Хд 85 105 48 72 7Д 70
64 40 80 22 д 64 30 90 ^Д 70
65 60 45 60 75 7Д 27. д 65 78 86 60 60 гя 86 108 40 30 80 90 ХА ^д 54 72
66 60 60 хд 66 87 48 72 Хд 58 110 45 75 7Д '66
40 80 2’7д 66
68 60 40 60 80 7Д ^Хд х-д 68 68 88 60 60 7Д 88 111 48 30 72 90 'Хд 27д 74 74
69 60 60 69 90 48 . 72 Z% 60 112 40 80 7-д 56
40 1 80 27. д 69 9.1 30 90 27д 60 80 96 57 57
70 60 40 60 80 27д 70 70 50 70 7-д 65 114 40 24 Хд *хд
72 60 60 хд 72 92 60 60 7Д 92 115 45 75 7Д 69
40 80. 2ХД 72 80 58
74 60 60 Хд 74 48 72 хд 62 116 40 7‘Д
40 80 2z% 74 30 90 2г.д 62 24 96 27 Д 58
60 60 Хд /э 94 40 81 7-д 47 117 48 72 7Д 78
i > J. 40 80 27.д 75 24 9( 47
J
• X "’.иллчС г1ИР
Чис то зубьев нарезаемого Сменные шестерни Число зубьев нарезаемого Сменик „ шестерни Число зубьев нарезаемого Сменные шестерни
колеса 4 , * \ D колеса в С и колеса А В с
119 50 1 ‘° 85 136 40 80 гд 68 168 30 90 56
120 48 72 2д 80 138 40 80 *д 69 171 30 90 ч 57
122 40 80 гД 1 61 140 40 80 2Д 70 172 40 80 Яд 86
24 96 61 t
123 48 72 2 д’ 82 141 . 30 . 90 2Д 47 174 30 90 58
124 40 24 80 96 &\ 68 62 144 40 80 ^Д 72 176 24 96 21 И
125 45 | 75 4? 75 145 45 75 87 180 30 90 60
126 48 30 90 4;' 84 84 147 30 90 гя 49 183 30 90 2Д 61
128 40 24 80 96 64 64 148 49 80 2д 74 186 30 90 Ч 62
129 48 30 72 90 %д 2гд 86 86 150 40 80 у-д 75 192 24 96 'лд 48
130 45 24 75 1 96 %д ^д 78 65 152 40 80 гд 76 195 30 90 2д 65
132 40 80 £д 65 156 40 80 2Д 78 198 30 90 гд 66
24 96 66
133 36 84 Z3 57 162 40 80 гд 81 200 24 96 хд 50
135 45 75 । *д 81 164 40 80 *Д 82 204 30 90 гд 68
Смеиные шестерни гитары деления
Модуль Ширина Диаметр Материал 24; 25; 27; 28; 31; 34; 36: 38; 40; 43; 44; 45; 47; 48: 49; 50; 52; 56; 57;
1,5 обода отверстия Оч. 21-40 58; 60; 61; 62; 64; 65; 66; 68; 6.9; 70; 72; 74: 75: 76; 77; 78: 80; 81; 82:
X 18—0,2 0 22Д 84; 85; 86; 87; 88; 90; 92; 94; 95: 96: 98
11. Настройка подач на глубину «резании
Настройка подач на глубину врезания заключается в применении того
или иного кулака врезания и перевода рукоятки 19 в положение, соот-
ветствующее примененному кулаку. •
В комплекте принадлежностей к станку имеются три кулака врезания:
однопроходный, двухпроходиый и трехпроходный. В зависимости от тре-
бующегося для нарезания количества проходов выбирают соответству-
ющий кулак. Двух- и трехпроходпый кулаки применяются для получения
более высокой точности при нарезании максимального модуля.
Для снятия кулаков следует пользоваться специальным приспособ-
лением, которое поставляется со станком.
12. Пуск стайка
Перед тем как пустить станок в ход, надо убедиться, полностью ли
произведена налад-ка станка и все ли масленки и резервуары заполнены
маслом. Затем включить масляный насос посредством кнопки „Пуск“ под
надписью „Гидравлика** -и проверить, ко всем лм местам смазки подается
масло. После ©того можно пустить станок в ход, что осуществляется нажа-
тием кнопки „Пуск“ под надписью „Главный привод**. Для ускорения
подвода долбяка к изделию надо надеть съемную рукоятку на квадрат
валика 9 (см. схему управления) и поворачивать его до тех пор, пока
долбяк не подойдет к заготовке. Затем рукоятку следует снять. Дальнейший
подвод долбяка к заготовке выполняется автоматически кулаком врезания.
13. Останов станка и снятие обрабатываемого изделия
По окончании полной обработки колеса электродвигатель станка авто-
матически выключается и одновременно суппорт станка отходит влево от.
обрабатываемого колеса, благодаря чему долбяк не будет мешать съему
изделия. Если долбяк или суппорт мешают этому, то суппорт надо отвести
в его крайнее положение. Для этого червячный вал 15 разъединяется с
червячным колесом (поворотом квадрата 18 суппорт освобождается от
фиксации и вращением валика 8 отводится в требуемое положение). После
удаления изделия сутшсфт .необходимо установить по фиксатору в преж-
нее положение.
14. Вторичная установка обрабатываемого изделия
В тех случаях, когда на станке производят чистовую обработку пред-
варительно нарезанных кол₽с, порядок паладки остается такой же, как
указано выше, за исключением некоторых особенностей, а именно-, долбяк
подводится к обрабатываемому колесу так, чтобы зубья его вошли в за-
цепление с зубьями предварительно нарезанного колеса; при этом из-
делие остается незакрепленным па оправке, .затем изделие закрепляется.
15. Нарезание зубчатых колес внутреннего зацепления
Для того, чтобы переналадить станок с нарезания колес наружного
зацепления па нарезание колес внутреннего зацепления, необходимо
прежде всего изменить направление вращения заготовки или долбяка, что
осуществляется перестановкой одной из рукояток реверса 10 или 23 в
другие, крайнее положение.
30
При паровании внутреннего зуба необходимо поставить на коромысло
удлинитель, который прикладывается к станку.
Производя наладку станка для изготовления колес внутреннего за-
цепления, следует иметь в виду, что число зубьев долбяка при нарезании
некорригироваиных колес с углом зацепления 20° должно быть на 18 (не
менее) меньше числа зубьев нарезаемого колеса, а при нарезании корри-
гированных колес максимальное число зубьев долбяка определяется спс-
циа л ьпым расчетом.
Для возможности применения долбяков малого диаметра предусмот-
рено в шпинделе долбяка посадочное отверстие с ко.нусом Морзе № 3.
Ifi. Нарезание зубчатых колее с косым зубом
Для нарезания косых зубьев применяются специальные винтовые на-
правляющие - правые или левые. Шаг винтовых направляющих должен
соответствовать параметрам парезаемого колеса.
Неподвижная (по вертикали) направляющая крепится к внутренней
стенке гильзы делительного колеса суппорта, подвижная — к шпинделю
долбяка..
Устранение зазора между ятимп направляющими производится при
помощи клина.
Винтовые направляющие рассчитываются по параметрам нарезаемого
колеса и без станка не поставляются.
Станок с винтовыми направляющими относится к группе специальных
танков и поставляется по особому заказу.
РЕГУЛИРОВАНИЕ СТАНКА
Вследствие износа некоторых деталей станка нарушается его нор-
мальная работа. Конструкция узлов станка предусматривает возможность
регулирования изнашивающихся деталей.
1. Регулирование механизма качания стола
По мере износа деталей механизма качания стола (рис. 18) в звеньях
механизма могут возникнуть зазоры, что приведет к ударной нагрузке и
отразится ла точности и чистоте обработки нарезаемых зубчатых колол;.
Рис. IB. Mi’winirunui ic<i.<itiпггя гччнгп
И
Для устранения этого служат клинья 2 и 3, которые крепятся винтами
4 и устанавливаются на необходимую величину посредством винта 1.
Клинья 2 и 3 необходимо установить так, чтобы при качании стола толчки
упора стола 6 об упор 3 уменыяились до легкого едва заметного постуки-
вания. При этом зазор между упорами 3 и 6 при рабочем ходе долбяка
должен быть нс более 0,01 лм.
По окончании регулирования клинья 2 и 3 необходимо надежно за-
крепить винтами 4.
Пружина 5, встроенная в корпусе станины, обеспечивает плавность
работы механизма качания стола.
При появлении постукивания кулака механизма качания, особенно
при наибольшем числе двойных ходов штосселя, пружина 5 должна быть
подтянута. Подтягивание пружины должно обеспечивать плавную без-
ударную работу механизма качания стола. При этом затяжка пружины до
соприкосновения витка с витком нс допускается, так как стол пс будет
иметь отводам звенья механизма качания будут работать с перенапряже-
нием, что может привести к поломке звеньев механизма.
2. Регулирование
шпинделя стола
(рис. 19)
Люфт в шшшделе стола 1
устраняется подтягиванием гаек 2
с одновременной заменой компен-
сационного кольца 3.
Затягивание ганками 2 должно
быть произведено таким образом,
чтобы червячное колесо 4 можно
было свободно поворачивать от
руки.
Рис. 19. Схема регулирования
шпинделя стола
3. Регулирование червяка делительной пары стола
(рис. 20)
Осевой люфт в червяке стола 1 устраняется подтягиванием гаек 2.
Осевой люфт не должен превышать 0,005 а(л.
Рис. 20. Схема регулирования червяка делительной мари стола
#
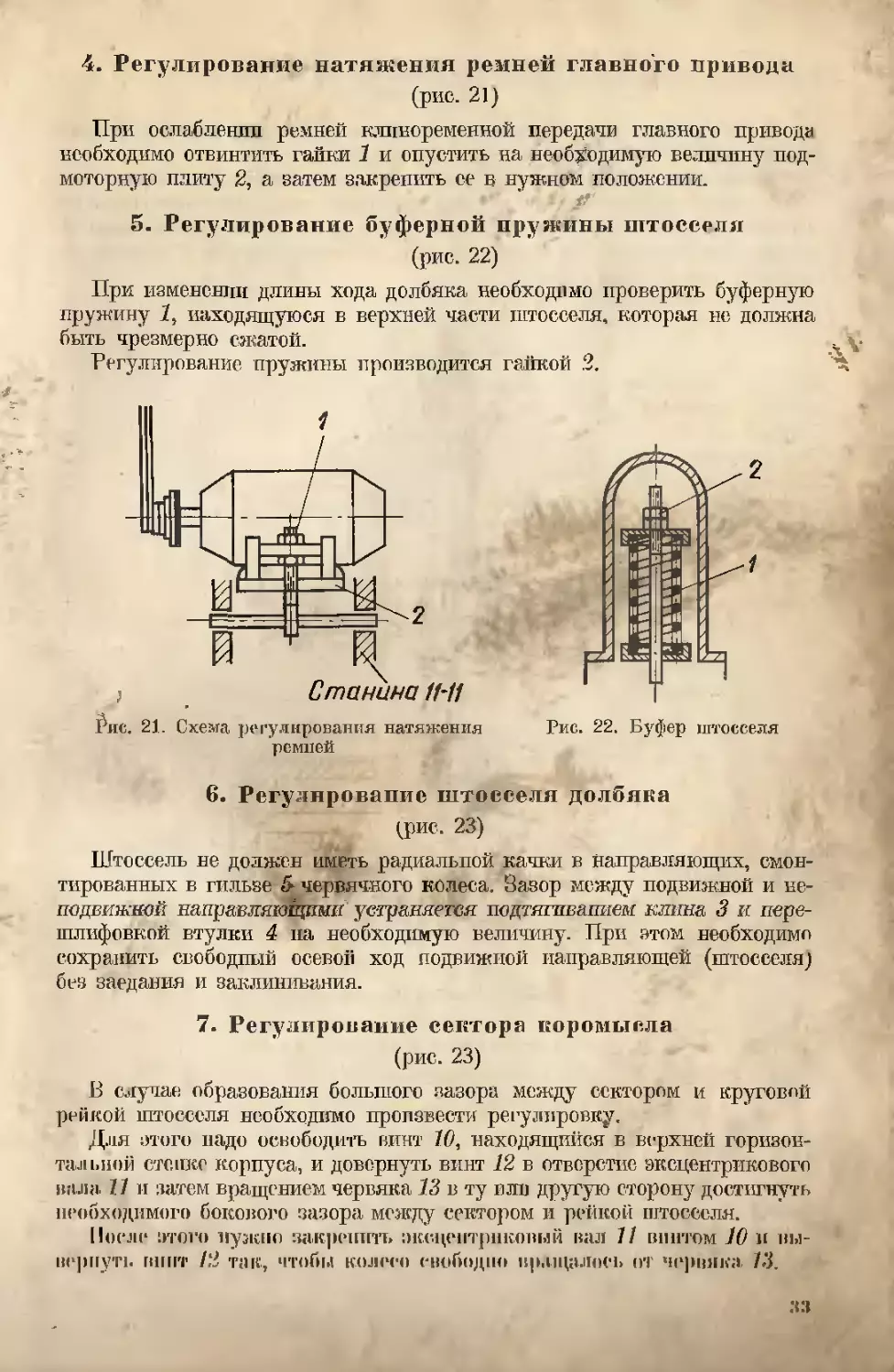
4к. Регулирование натяжения ремней главного привода
(рис. 21)
При ослаблении ремней клиноременной передачи главного привода
необходимо отвинтить гайки 1 и опустить на необходимую величину под-
моторную плиту 2, а затем закрепить се в нужном положении.
: . if
5. Регулирование буферной пружины штосселя
(рис. 22)
При изменении длины хода долбяка необходимо проверить буферную
пружину 1, находящуюся в верхней части штосселя, которая не должна
быть чрезмерно сжатой.
Регулирование пружины производится гайкой 2. 'Ч
Рис. 22. Буфер штосселя
6. Регулирование штосселя долбяка
(рис. 23)
Штоссель не должен иметь радиальной качки в направляющих, смон-
тированных в гильзе & червячного колеса. Зазор между подвижной и не-
подвижной направляющими устраняется подтягиванием клина 3 и пере-
шлифовкой втулки 4 на необходимую величину. При этом необходимо
сохранить свободный осевой ход подвижной направляющей (штосселя)
без заедания и заклинивания.
7. Регулирование сектора коромысла
(рис. 23)
В случае образования большого зазора между сектором и круговой
рейкой штосселя необходимо произвести регулировку.
Для этого надо освободить винт 10, находящийся в верхней горизон-
тальной стопке корпуса, и довернуть винт 12 в отверстие эксцентрикового
вала 11 и затем вращением червяка 13 в ту или другую сторону достигнуть
необходимого бокового зазора между сектором и рейкой штосселя.
После этого нужно закрепить эксцентриковый вал 11 впитом 10 и вы-
вернуть впит 12 так, чтобы колггп свободно вращалось от черняка 13.
33
8. Крепление оправки долбяка
(рис. 23)
Струну 2 ввернуть в штоссель так, чтобы ее нижний конец выступал
на 40—41 ..мл? выше нижнего торца штосселя.
Затем, придерживая струну, чтобы она не вращалась, навинтить на
нее оправку долбяка 14 настолько, насколько позволяет выступающий
на торце штосселя штифт и, установив оправку 14 так, чтобы выступающий
штифт попал в вырез на торце оправки, завернуть струну 2 ключом до
полного затягивания оправки.
9. Регулирование клина суппорта
(рис. 23J
Во время работу штосселя суппорт не должен иметь качки в своих
направляющих. Если качка происходит, необходимо подтянуть кггип 9.
Для этого следует отпустить гайки 6, крепящие клин к суппорту, и контр-
гайку 7 регулировочного винта 8, подтянуть клин в требуемое поло-
жение и затянуть гайку 6 и контргайку 7. При этом в момент окончания
обработки заготовки суппорт должен легко откатываться под действием
пружины отката суппорта.,
34
1U. Регулирование червяка установки на глубину врезания
(рис. 24)
Рис. 24. Включение червяка установки
на глубину врезания
Включение червяка 2 уста-
новки па глубину врезания осу-
ществляется посредством ручки 6
путем перестановки фиксатора 7
в паз 9. Если при этом зацеп-
ление червяка 2 с колесом 1
недостаточно плотно, его необ-
ходимо отрегулировать следую-
щим образом.
Вывести фиксатор 7 из паза
и повернуть рукоятку 6 вправо
за пределы паза 9 до наступ-
ления плотного зацепления чер-
вяка 2 с колесом I, застопорить
винтом 4 эксцентричную втулку
3, отпустить винты 8, соединяю-
щие рычаг 5 с втулкой 3, и
ввести фиксатор в паз 9, после
чего затянуть винты 8 и отпу-
стить винт 4.
БЫСТРОИЗНАШИВАЮЩИЕСЯ ДЕТАЛИ СТАНКА
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ БЫСТРО ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ
№ рис. № чертежа Узел Наименование детали Коли- чество па станок Материал
25 5В12-13-12 Стол Червячное колесо 1 Чугун АСЧ-2
26 5.В12-13-53 Червях? 1 Сталь 20Х
27 5В12-15-14 Суппорт Червячное колесо 1 Чугун АСЧ-2
28 5В12-15-62 77 Червях? 1 Сталь 20Х
29 5В12-15-41А 7» Сектор 1 Бронза Бр. ОЦС б-б-З
СПЕЦИАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ, ПОСТАВЛЯЕМЫЕ
ПО ОСОБОМУ ЗАКАЗУ ЗА ОТДЕЛЬНУЮ ПЛАТУ
Наименование Назначение № чертежа Количество
Гидрозажим Для крепления заготовок 5В12-92-001 1
Па рпеушп* 30 приведена схема расположения iio/uihiiiiiiikob качения.
095
12,5^0,1
Г*45
КшброАЖмЛ
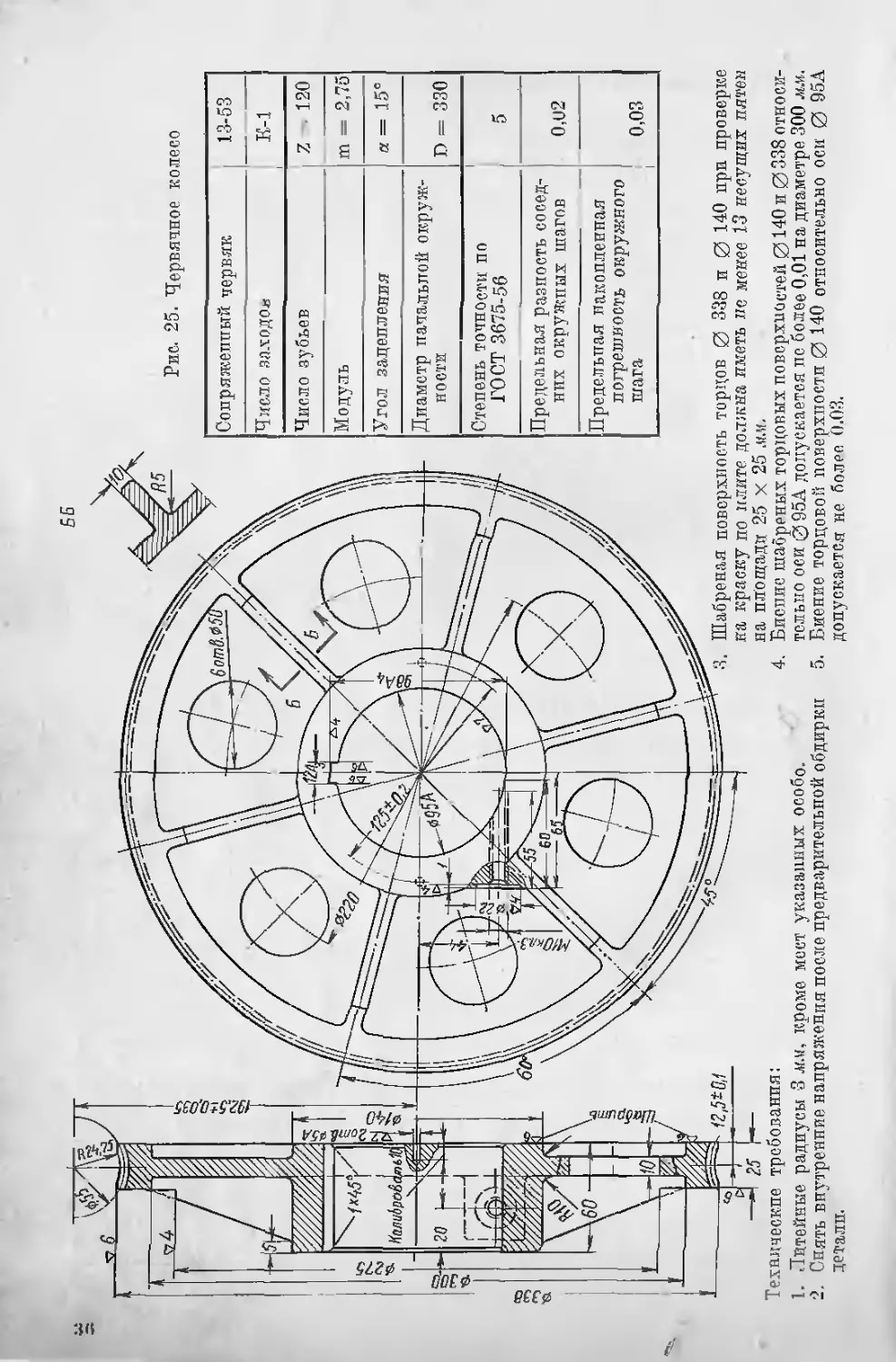
Технические требования:
1. Литейные радиусы 3 мм, кроме мест указанных особо.
2. Снять внутренние напряжения после предварительной обдирки
детали.
Рис. 25. Червячное колесо
Сопряженный червяк 13-53
Число заход о-в К-1
Число зубьев Z - 120
Модуль па = 2,75
Угол зацепления а = 15°
Диаметр начальной окруж- ности D = 330
Степень точности по ГОСТ 3675-56 5
Предельная разность сосед- них окружных шагов 0,02
Предельная накопленная погрешность окружного шага 0,03
3. Шабреная поверхность торцов 0 338 и 0 140 при пр о вер ice
на краску по плите должна иметь не менее 13 несущих пятен
на площади 25 X 25 .w.w.
4. Биение шабреных торцовых поверхностей 0140 и 0 338 относи-
тельно оси 095А допускается нс более 0,01 на диаметре 300 мм.
5. Биение торцовой поверхности 0 140 относительно оси 0 95А
допускается не более 0.03.
Снять после цементации
60
-35 -Ч
2*45'
I
1*45
-GO
M2H
2k
-53
Снять после
цементации
2,57 k,31k-o,o^
Нормальное оеиение Витка М2:1
30°
окончателыгой обра-
Технические требования:
1. Снять внутренние напряжения перед
боткой.
2. Биение шлицевого отверстия относительно 0 62Д и 0 50Д
допускается пе более 0,02.
Рис. 26. Червяк
Сопряженная шестерня 13-12
Число зубьев Z == 120
Профиль червяка конвалтот
Число заходов К = 1
Модуль m --2,75
Шаг винтов линии t =8,639 ± 0,00’>
Направление витков правое
Диаметр падальной окружности Угол подъёма винтой чПИНИИ Дг = 55 % —2*52'
Накопленная, ошибка на 3-х витках ± 0,01 1
Степень точности по ГОСТ 3675-56 в
3. Нарезку червяка притупить на 0,5 витка с каждой стороны.
4. Снять цементацию под резьбу п на торцах.
5. Биение начальной окружности (0 55) относительно 0 62Д и
0 50Д допускается пё более 0,01.
6. Биение торца 0 60 относительно шеек 0 5иД и 0 62Д
допускается не более 0,005.
7. Т.О’. Цементировать на глубину 0,8-М,2.м.и. Калить, HRC 58-62.
Нормальное сечение витка
М2 И
Aft
Рис. 28. Червяк
Сопряженная шестерня Число зубьев 15 : 14 Z = 90
Профиль червяка конвалют
Число заходов 1
Модуль нт = 2,75
Шаг винтов, линии t = 8,639 ± 0,005
Направление витков правое
Диаметр начальной окружности Di = 49,5
Угол подьема винтовой линии а = 3° И'
Накопленная ошибка на 3-х витках ±0,01
Степень точности по ГОСТ 3675-56 6
Технические требования:
1. Снять внутренние напряжения перед окончательной
обработкой.
2. Фаски 1 X 45°, кроме мест указанных особо.
3. Биение отверстия 0 ЗОЛ относительно 0 55Х допу-
скается не бодее 0,015.
4. Нарезку червяка притулить на 0.5 витка с каждой
стороны.
5, Биение начальной окружности (0 49,5) относительно
0 55Х допускается нс более 0,01.
6. Н ел ерпендику л яркость торцов Б и В относительно
0 55Х допускается не более 0,05.
7. Снять цементацию на торцах и в отверстии.
8. Т. О. Цементировать на глубину 0,8-5-1,2 .мм. Калить,
HRC 58-62.
ъ.
Рис. 27. Червячное колесо
/5i0'f J
6от№4 %
6 отв. Ф4род узлам 60 °
160-
Профиль смазочной
канавки М 2:1
56-^
2отв
под штисрт
в*30КЫ'2
сверлить и
развернуть при сборне
с дет. 15" 137
на глубину 20 мм
М5И
45
Технические требования:
1. Снять внутренние напряжения после
предварительной обдирки детали.
2. Фаски 1,5 х 45°.
/ Место проверке
твердости отливки
ботв Мокл 3 разметить
по дет. 15" 140 при сборке
3. Биение 018ОДХотносительно 015ОАХ
допускается не более 0,005.
4. Неперпепдикулярность торца А отно-
сительно 0 180Дх допускается не
более 0,01.
5. Неиараллельность торца Б относи-
тельно торда А допускается не
более 0,01.
6. Биение 0 205—о,2 и 0 253—о,is отно-
сительно 0 150Ах допускается ис
более 0,05.
Сопряженный червяк 15-62
Число заходов К = 1
Направление витков правое
Число зубьев Z = 90
Модуль m = 2,75
Угол зацепления а = 15°
Диаметр начальной окружности D, 247,5
Степень точности по ГОСТ 3675-56 □
Предельная разность соседних окружных шагов 0,012
Предельная накопленная погрешность окружного шага 0,03
7. Неперпендикулярность торца К относительно
0 150Ах допускается не более 0,01.
8. Твердость отливки до обработки должна быть
в пределах 170—229 по Бринелю.
Г*45
Рис. 29.- Сектор
М 2
1,5ммразрезато .дисковой
фрезой
Д-Д
5-6
( 6 развернутом виде)
13
30
cv> остальное
_18
ы
1D щудь ш.
Дет 15-8!ШтосселЬ
--------$270
--------------*216^
L------ -----
Примечание. Сопрягаемая деталь 15-61 штос сель имеет
не спиральные, а концентрические зубья.
2 отв М12кл.З на глубину 25мм.
сверлить и нарезать по дет.
15-67 при сборке
Число зубьев (по всей
окружности) 7
Угол зацепления а
Калибр зуба
Степень точности по
ГОСТ 1648-56
Сопрягается с деталью
Длила общей нормали
105
90
20°
<1 = 2
8 = 3,14—о,1
7-С
15—47
+ 0,08
70,84 + 0,05
___2О^_
Q — 3
S 1,71-
6-С
15—61
Технические требования:
1. Неуказанные питейные радиусы 3 мм.
2-, Зубья нарезать так, чтобы осевая линия (А-А) прошла в шестерне с
m = 2 по середине зуба, а в шестерне с m = 3 по середине впадины.
3. Зубья в шестерне ст 3 нарезать в сборе с деталью 15-47.
Рис. 30. Схема расположения подшипников качения
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ,
УСТАНОВЛЕННЫХ НА СТАНКЕ
№№ по схеме Тип подшипника № по стан- дарту Класс точ- ности Размер Коли- чест- во Место установки
1 Шарикоподшипник радиальный 201 Н 12 X 32 X 10 1 Верхняя
2 ’J 202 Н 15 х 35 X 11 2 станина Суппорт
3 71 203 И 17 . 40 х (2 1 О Верхняя станина 99 ”
4 J? 204 н 20 х 17 X 14 4 Средняя
5 9>‘ 205 I-I 25 X 52 X 15 2 станина Верхняя станина Средняя
6 99 ' 206 Н 30 :< 62 16 4 3 станина Верхняя станина Средняя
7 >5 ~ 207 II 35 Z 72 X 17 станина Верхняя станина
8 208 н 40 >. 80 л 18 2 99
9 ? • 211 н 55 X 100 < 21 1 ‘ 99 ‘
10 * 9 9 306 н 30 X 72 х 19 1 Средняя
11 208 А 40 X 80 X 18 1 станина Верхняя
12 Шарикопо дшипн ик 1205 II 25 У 52 У 15 1 станина Суппорт
13 сферический 1зо4 н 20 32 х 1£ 1 ' ’99
14 Роликоподшипник 7204 н 20 47 > 15,5 1 Верхняя
15 конический Роликоподшипник 7207 я 35 .< 72 18,5 1 станина Верхняя
16 конический 99 " 7209 и 4£V 85 21 2 станина Средняя
17 Шарикоподшипник «/10 и 50 х 70 X 14 4 станина Суппорт
18 упорный 8206 А 30 х 53 х 16 2 Суппорт
19 >3 ' 8210 А 50 X 78 X 22 2 Стол
Руководство к шавку не отражает незначительных конструктивных изменений
в станке, внесенных заводом-изготовителем после подписания к выпуску в свет
данного Руководства.
ОТДЕЛ ТЕХНИЧЕСКОГО КОНТРОЛЯ
АКТ ПРИЕМКИ
ЗУБОДОЛБЕЖНОГО СТАНКА
МОДЕЛЬ 5В12
Заводском №__
НОРМЫ точности
ПРОВЕРКА СТАНКА НА ТОЧНОСТЬ
Каждый выпускаемый заводом станок тщательно проверяется на точ-
ность. Проверку следует предтфинимать после каждого очередного ре-
монта. Ниже приведены методы проверки и допуски по ГОСТ 658-56.
I. Проверка точности станка
Что проверяется Метод проверки Допуск, Jf.W Факти- чески, .и.«
Проверки 1 1 IQX^I
ПЛОСКОСТНОСТЬ На рабочей поверхности стола по 0,015
рабочей поверх- ности стола различным направлениям устанавли- ваются две измерительные плитки одинаковой высоты. На измерительные плитки провероч- ной гранью кладется линейка. Плит- ками ил и щупом проверяется про- сеет между нижней гранью линейки и пронераемой по не рх пост!, ю Допускает- ся только вогнутость /
Факти-
чески,
мм
Что
проверяется
Проверка 2
Метод проверки
Допуск,
л.и
Параллельность
рабочей поверх-
ности стола на-
правлению пере-
мещения суппор-
та
На суппорте укрепляется индикатор
так, чтобы его мерительный штифт
касался рабочей поверхности стола.
Суппорт перемещается влево на дли-
ну рабочей поверхности стола
СОЦ/
г
Проверка 3
Торцовое биение
рабочей поверх-
ности стола
На станке укрепляется индикатор
так, чтобы его мерительный штифт
касался рабочей поверхности стола
у периферии.
Стол приводится во вращение.
Замер производится с расположени-
ем индикатора в двух взаимно про-
тивоположных точках одного диа-
метра
0,01
на наи-
большем
диаметре
проверя-
емой по-
верхности
4<1
Факти-
чески,
мм
Что
проверяется
Проверка 6
Метод проверки
Допуск,
мм
Отсутствие пере-
веса салазок
шпинделя при их
перемещении по
поперечине
На салазках параллельно и пер-
пендикулярно направлению их пере-
мещения устанавливаются уровни.
Салазки перемещаются ио своим на-
правляющим на вею длппу хода
0,иб
1000 \IOO0
Проверка 7
Параллельность
вертикального
перемещения
шпинделя оси
вращений стола
Проверка производится по оправке,
установленной для проверки 5. На
шпинделе укрепляется 'индикатор
так, чтобы его мерительный штифт
касался образующей оправки, ле-
жа щей:
1),007
па длине
хода
шпинделя
I
IK
Что
проверяется
Метод проверки
Допуск,
ЛИ
Факги,-
чески,
AIM
Проверка 4
1. Радиальное бпепие шпин- деля Индикатор устанавливается так, чтобы его мерительный штифт ка- сался цилиндрической поверхности шпинделя в месте посадки долбяка. Шпипдель приводится во вращение 0,006
2. Торцовое би- ение опорного буртика шпин- деля Индикатор устанавливается так, чтобы его мерительный штифт ка- сался опорного буртика шпинделя. ТИпннделъ приводится во вращение 0,006 Of
Примечание. Проверка, производится с помощью оправки дет. 5В12-
15-138, установленной в конусное отверстие шпинделя.
Кроме этого, проверке подлежит радиальное биение
конусного отверстия шпинделя и биение торца шпинделя.
Проверка 5
Радиальное би- ение оправки, В отверстие стола плотно вставляет- ся цилиндрическая оправка. Ипди- а 0,006
у ста IIОВЖ* IIИ ОЙ в отверстии сто н а катер угтананли пагтся таге, чтобы его мерительный штифт касался цмлнпд- б /
|)1т‘|(П*'1С<>1'| поверхности оправки у 0.007 Q
ГН1ЛН (н) н ня дин не (б) г
47
Чго проверяется Метод проверки Допуск, лш Факти- чески, лш
а) в продольной плоскости; б) в поперечной плоскости а) в продольной плоскости; б) в поперечной плоскости. Шпинделю сообщается вертикальное перемещение ^<7£?5Г otooS
Примечание. Проверка производится при настройке станка на обра-
ботку колес для наружного и внутреннего зацепления.
Проверка N
0,020
Совладелне оси
шпинделя с осью
стола в плоскос-
ти, перпендику-
лярной к переме-
щению вуинорта
По оси вращения стола устанавли-
вается цилиндрическая оправка. Ось
оправки совмещается с осью враще-
ния шпинделя в плоскости переме-
щения суппорта.
На шпинделе укрепляется индика-
тор так, чтобы его мерительный
штифт касался образующей оправки.
При вращении шпинделя показания
индикатора в плоскости перемеще-
ния суппорта должны быть одинако-
выми (см. а н nJ.
После достижении этого условия
производятся ВЗМСр ОТЛОСИТС.ПЬЛОГО
расположения осей стола и шпинде-
ля в плоскости, перпендикулярной
направлению перемещения суппор-
та (см. г» и flfj.
7[п , .. I Факти-
Метод проверки I 1 ^ск’ J чески,
u.w
Проверка У
'Точность пели
обката
Проверка производится любым при-
бором, позволяющим определить на-
копленную похреншость цепи об-
| ката. В случае проверки с помощью
фрикционных дисков и индикатора
I проверка осуществляется следую-
щим образом. Па шпинделе жестко
| закрепляется диме а, а па оправку
стола надевается диск о таким обра-
। зом, чтобы он имел возможность по-
ворачиваться относительно своей
оправки. Диски должны находиться
в пепосредственпом плотном сопри-
косновении друг с другом так, что-
бы вращение одного передавалось
другому без скольжения. К оправке
I стола прикрепляется рычаг в, дейст-
| вующнй на мерительный штифт ин-
дикатора е, закрепленного на диске
б. Цель деления настраивается на
иередаточное отношение диаметров
дисков а и б. Погрешность опреде-
ляется разностью наибольших по-
казаний индикатора с учетом «но
расположения относительно осн оп-
равки. Проверка производится для
каждой сторошл профиля делитель-
ной пары
I___ _____
Накоплен-
ная по-
грешность
цепп об-
ката 120
Примечание. В случае отсутствия приборов для проверки цепи осуще-
ствляется проверка обработанного образца (см. про-
верку 10).
. »о
П. Проверка станка в работе
На станке? нарезается (при чистом режиме резания) прямозубое колесо.
Наружный диаметр колеса выбирается в соответствии с наибольшим диа-
метром обрабатываемого на станке колеса:
-^h&jjcs. колеса = (б;з) ПИа.иб. обузйат. талеса
Число зубьев у колеса но должно быть равным или кратным числу зубьев
целительного колеса.
Материал - чугун пли сталь.
Что проверяется Метод проверки Допуск, .М.ц Факти- чески, .мл
Проверка 10
Предельная раз- ность соседних окружных шагов Проверка производится шагомером любого типа. Погрешность определя- ется как наибольшая (по абсолютной величине) разность между любыми двумя соседними окружными шага- ми в сечении, перпендикулярном оси вращения колеса по окружности с центром па той же осп 0.02 0'0/8
Предельная на- копленная по- грешность окруж- ного шага (при отсутствии при- боров для про- верки цени обка- та) Проверка производится любым при- бором, позволяющим определить на- копленную погрешность окружного шага непосредственно пли с после- дующим подсчетом Погрешность определяется как наи- большая (по абсолютной величине) накопленная погрешность окружно- го шага между двумя любыми одно- именными профилями на всей окруж- ности колеса 0,06 COY С
Предельное от- клонение направ- ления зуба Проверка производится любым при- бором, позволяющим определять отклонение направления зуба 0,012 ОО/О
,1
Ш. Принадлежности и приспособления к станку
Станок укомплектован согласно ведомости комплектации.
IV, Общее заключение но испытанию станка
Ла основании осмотра п проведенных испытаний станок признан год-
ным к эксплуатации.
V. Дополнительные замечания
1. Электрооборудование станка рассчитано на присоединение к сети трех-
фазного переменного тока ,4"Р?ц и испытано под напряжением.
9
Место для штемпеля ОТК
СОДЕРЖАНИЕ
стр.
Назначение и область применения станка 3
Распаковка и транспортировка станка 3
Фундамент, монтаж и установка станка 4
Паспорт станка . ... . 5
Краткое описание станка 11
Общая компоновка и особенности станка . 11
Специфические особенности отдельных узлов 12
Кинематика станка . , . . 12
Смазка станка 14
Гидропривод станка........................................ 17
Электрооборудование станка .... 19
Подготовка станка к первоначальному пуску и первоначальный
пуск ....... • 20
Наладка станка и режимы резания 21
1. Установка долбяка 21
2. Выбор оправки и крепление заготовки 22
3. Установка и проверка оправки . 22
4. Установка и проверка заготовки 22
5- Установка числа двойных ходов долбяка 23
6. Установка длины хода долбяка 23
7. Установка хода долбяка относительно заготовки . 24
8. Установка долбяка на глубину врезания . 24
8. Настройка гитары деления .... 25
10. Настройка гитары круговых подач . . . 26
II. ll.ir.rpoHica подач на глубину вреза,пин 30
Г’. Ilyrir с га нка..................................30
..Ч
стр
13. Останов станка и снятие обрабатываемого изделия 30
14. Вторичная установка обрабатываемого изделия 30
15. Нарезание зубчатых колес внутреннею зацепления 30
16. Нарезание зубчатых колес с косым зубом 31
Регулирование станка . . И
1. Регулирование механизма качания стола 31
2. Регулирование шпинделя стола 32
3. Регулирование червяка, делите тьнон нары '•тола 32
1. Регулирование натяжения ремней главного нрнкода 33
5. Регулирование буферной пружины штосселя 33
6. Регулирование штосселя долбякя 33
7, Регулирование сектора коромысла 33
8. Крепление оправки долбяка 34
9. Регулирование клипа суппорта 34
10. Регулирование червяка установки па. глубину врезания 35
Быстроизиашииающмеся детали стайка 35
Спепнаяьные приспособления, поставляемые но особому наказу
за отдельную влагу . 35
Спецификация подшипников качения, остановленных на станке 42
Акт приемки зубодолбежного стайка 43