/







































Похожие



Текст
chipmaker.ru
ИНСТРУМЕНТАЛЬНЫЙ
ШИРОКОУНИВЕРСАЛЬНЫЙ
ФРЕЗЕРНЫЙ СТАНОК
675П
Руководство по эксплуатации
Chipmaker.ru
СТАНКОИМПОРТ
СССР
МОСКВА
chipmaker.ru
В связи с постоянной работой по совершенствованию изделия,
повывающей его надежность и улучшающей условия експлуатации, в
конструкцию могут быть внесены незначительные изменения, не отра-
женные в настояцем издании.
СОДЕРЖАНИЕ
I. Техническое описание
I.I. Назначение и область применения ................... 3
1.2. Состав станка ....................................... 4
1.3. Устройство и работа станка и его составных частей ... 5
1.4. Электрооборудование .................................50
1.5. Система омазки .................................... 58
2. Инструкция по експлуатации
2.1. Указания мер безопасвости ....................... 63
2.2. Порядок установки ...................................63
2.3. Настройка и наладка ................................ 66
2.4. Регулирование .................................... 66
2.5. Схема расположения подшипников ......................67
2.6. Особенности разборки и оборки при ремонте ...........69
3. Паспорт
3.1. Общие сведения ......................................70
3.2. Основные технические данные и характеристики ........71
3.3. Сведения о ремонте ................................. 78
3.4. Сведения об изменениях в ставке ..............X.....79
3.5. Комплект поставки ...................................80
3.6. Свидетельство о приемке .............................80
3.7. Свидетельство о консервации .........................80
3.8. Свидетельство об упаковке ...........................80
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. ТЬзначение и область применения
Инструментальный широкоуниверсальный фрезерный станок повален-
ной точности модели 67 5П (рис. I) предназначен для выполнения раз-
нообразных фрезерных работ с горизонтальным либо вертикальным шпин-
делем, который при необходимости может быть развернут под углом.
Рис. I. Инструменталам ажрокоуйиверсальныж фрезерный станок 675П
chipmaker.ru
Наличие горизонтального шпинделя и поворотного вертикального
шпинделя, а также большого количества принадлежностей к станку де-
лает станок широкоуниверсальным, удобным для работы в инструменталь-
ных цехах машиностроительных заводов при изготовлении приспособле-
ний, инструмента, рельефных штампов и прочих изделий.
Обрабатываемая деталь может быть установлена на основном столе
с вертикальной рабочей плоскостью или на угловом столе с горизон-
тальной рабочей плоскостью. Техническая характеристика станка, ши-
рокий ряд чисел оборотов шпинделя и подач, наличие механических по-
дач и ускоренных перемещений обусловливают экономичную обработку
различных деталей за счет применения высоких режимов резания и сни-
жения вспомогательного времени.
К станку прилагается удобный для пользования инструментальный
шкаф, а также комплект приспособлений и инструмента.
Технические возможности станка могут быть значительно расшире-
ны применением принадлежностей и приспособлений, поставляемых за
особую плату. Для обработки деталей, требующих деления, моцут быть
использованы круглый стол или делительная головка.
Применяя резцовую, быстроходную, долбежную головки и комплект
вспомогательного инструмента, можно выполнять на станке расточные,
сверлильные и долбежные работы.
Рядом со станком не должно быть источников тепла и вибраций.
Не допускается установка станков в одном помещении со станками,
работающими абразивным инструментом.
1.2. Состав станка I.2.I. Общий вид с обозначением составных частей станка (рис. 2) . 1.2.2. Перечень составных частей станка (тайл. I) • Таблица I
Номер поз. га рис. 2 Наименование Обозгачение Примечание
I Вертикальгая головка 5П4001 2 Коробка скоростей 75EI00I 3 Шпиндельгая бабка 5П6001 4 Коробка подач 75E200I i Угловой горизонтальный стол 5ПВ1О61 6 Суппорт ЗпзООТ 7 Станина 5П7ООТ 8 Электрооборудование 759001В 9 Основной стой 75П3012
-4-
Рис. 2. Расположение составных частей станка
1.3. Устройство а работа станка g его сос^дд частей
I.3.I. Общий вад с обозначением органов управления (рис. 3).
1.3.2. Перечень органов управления (табл. 2) .
Таблица 2
Номер поз. на рис. 3 Органы управления и их назначение
I 2 3 4 Переключатель направления вращения шпинделя Крестовая рукоятка включения механической подачи стола Рукоятка зажима суппорта га вертикальных направляацих Рукоятка зажима салазок га продольных направляющих
-5-
chipmaker, ru
Окончание табл. 2
Номер
поэ. на
рис. 3
Органы управления и их назнач®ние
5 Рукоятка включения скорости
6 Гпибок набора скоростей
„ _ вода станка
7 Кнопки "Цуск и "Стоп" двигателя при
8 Рукоятки зажима шпиндельной бабки на н0116!*64™* направляю-
9
10
II
12
13
14
15
ЛЬ
17
18
19
20
21
22
23
24
25
26
щих
_ _ , _ головки в вертикал ь-
Съемные штифты фиксации вертикальной
ном положении
_ „ вки
Винт зажима гильзы вертикальной гало
Вал перемещения гильзы
калькой головке
Шомпол крепления инструмента в верти^
Гайка крепления вертикальной головки
Винт зажима хобота
Выключатель освещения
_ _ ачи шпиндельной.
бабки
.. ддьной бабки
Маховичок ручного перемещения шливд^ , _
Шомпол крепления инструмента в шпини
Маховичок ручного вращения шпинделя
Рукоятка ускоренных перемещений
Рукоятка включения подачи
Маховичок ручного перемещения салаз^к
Грибок набора подач
Маховичок ручного перемещения суппо^га
Выключатель охлаждения
Вводный выключатель
-в-
13 /*
Рис. 3. Расположение органов у]1Равлеаия станком
-7-
chipmaker.ru
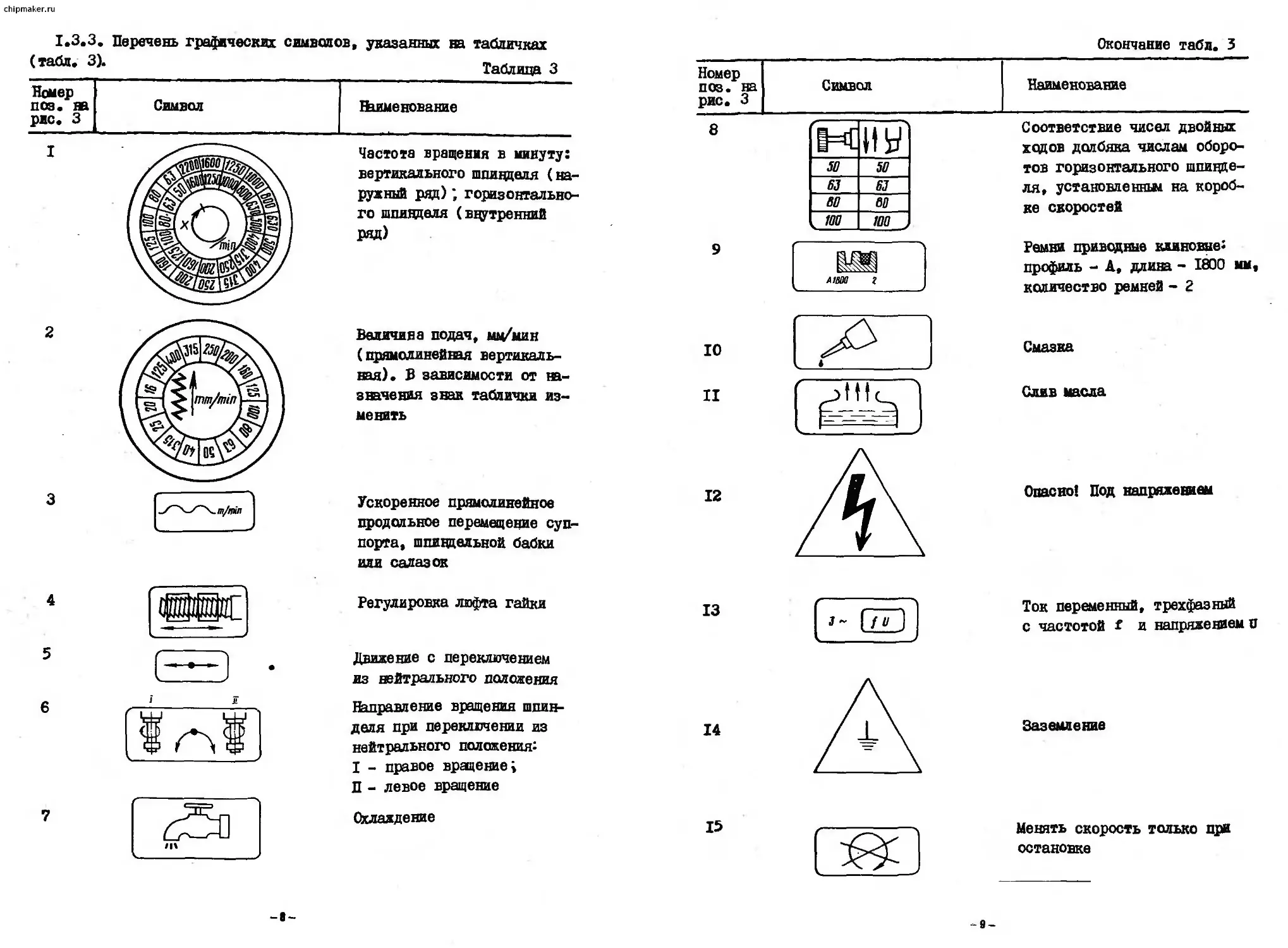
1.3.3. Перечень графических символов, указанных на табличках
(табл. 3). Таблица 3
Номер
nos. на
рис. 3
Символ
Наименование
Частота вращения в минуту:
вертикального шпивделя (на-
ружный рад); горизонтально-
го шпивделя (внутренний
ряд)
Величина подач, мм/мин
(прямолинейная вертикаль-
ная). В зависимости от та-
значения знак таблички из-
менить
Ускоренное прямолинейное
продольное перемещение суп-
порта, шпиндельной бабки
иди салазок
Регулировка люфта гайки
Движение с переключением
из нейтрального положения
Направление вращения шпин-
деля при переключении из
нейтрального положения:
I - правое вращение;
П - левое вращение
Охлаждение
Окончание табл. 3
Номер поз. на рис. 3 Символ Наименование
Соответствие чисел двойных
ходов додбяка числам оборо-
тов горизонтального шпинде-
ля, установленным на короб-
ке скоростей
Ремни приводные клиновые:
профиль - А, длина - 1800 мм,
количество ремней - 2
10
II
12
Смазка
Слив масла
Опасно! Под напряжением
13
Ток переменный, трехфазный
с частотой f и напряжением п
14
Заземление
Менять скорость только при
остановке
-9-
chipmaker.ru
1.3.4. Схема кинематическая
Кинематическая схема (рис. 4) состоит из двух цепей: цепи
главного движения и цепи подач.
В табл. 4 указан перечень к кинематической схеме.
Цепь главного движения
От электродвигателя мощности) 1,5 кВт движение передается ш
вал I при помощи клиноременной передачи. От вала I через коробку
скоростей вращение передается барабанной вестерне 53, затем через
шестерни 44 горизонтальному шпинделю УТ. Вертикальной шпиндель УШ
получает вращение от горизонтального шпинделя через коническую па-
ру 40, 41 и цилиндрическую 43, 42. Различные положения блоков шес-
терен коробки скоростей (30-32, 59-60, 54-55, 36-37) позволяют со-
общить 16 различных скоростей горизонтальному и вертикальному шпин-
делям.
Цепь подач
Цепь подач сообщает движение трем рабочим органам: суппорту
по вертикали, салазкам в продольном управлении и шпиццальпой баб-
ке в поперечном направлении. Все перемещения осуществляются вручную
или механически. Диапазон скоростей механических перемещений всех
рабочих органов обеспечивает осуществление ускоренных ходов
935 мм/мин и 16 различных подач от 12,5 до 400 мм/мин. Механизм по-
дач имеет общий с механизмом главного движения электропривод, Меха-
низм подач получает вращение от коробки скоростей через шестерни
28-29. Ускоренные перемещения сообщаются рабочим органам по цепи
28-63-62-61-64-69 и далее при помощи цепной передачи 70-71-72 суп-
порту или салазкам, а через ценную передачу 68-67-45 шпиндельной
бабке. При реверсировании алектродвигателя вал меняет направление
вращешя, но при этом колесо 63 автоматически входит в зацепление
о колесом 64, минуя блок 61-62, который теперь вращается вхолостую,
а все последующие передачи продолжают вращаться в том же направле-
нии. Во время ускоренных перемещений муфта на валу Х1У находится в
зацеплении о шестерней 69. При подаче муфта ва валу Х1У находится
в положении, изображенном ва схеме (см. рис. 4). Выбор необходимой
-10-
подачи осуществляется после установки переключаемых блоков шесте-
рен 13-14, 12-10, 5-7, 74-73 в ссответствупцее положение. Первые
два блока на валу XI могут находиться в трех положениях; два - в
зацеплении, третье - нейтральное. Коцца один из блоков находится в
зацеплении, второй занимает нейтральное положение. Каждый из пе-
реключаемых блоков на валу XIII может находиться в двух положениях
и только в зацеплении. Различные положения четырех блоков соответ-
ствуют шестнадцати величинам подачи. Вертикальные перемещения осу-
ществляются при помощи винта 76 и гайки 3. Движение на винт переда-
ется от вала ХУ по цепи I-2-I9-I8, при в том муфта на валу ХУЛ на-
ходится в зацеплении с колесом 18. При изменении направления подач
(муфта на валу ХУ11 зацепляется с колесом 20), движение на винт пе-
редается по цепи I-2-22-2I-20. Ручное перемещение суппорта по вер-
тикали осуществляется от маховичка на валу XXIII через пару кони-
ческих колес 17-16. Муфта на валу ХУ11 находится в нейтральном по-
ложении. Салазки перемещаются при помощи винта 24 и гайки 26 от
цепи продольных подач. Движение на винт передается от вада ХУ по
цепи 1-2-19-15-25-27. Муфта на валу ХУ111 при этом находится в за-
цеплении с колесом 15. При изменении направления подач (муфта на
валу ХУ111 зацепляется с колесом 23) движение на винт передается
по цепи 1-2-22-21-23-25-27). Ручное перемещение салазок осуществля-
ется от маховичка на валу XIX. Муфта ж валу ХУ111 находится при
втом в нейтральном положении. Цепь поперечных подач передает движе-
ние шпиндельной бабке с режущим инструментом. Бабка перемещается
при помощи винта 49 и гайки 48. Движение на винт передается через
пару 46-47. Муфта на валу XXI при этом находится в зацеплении с ко-
лесом 52. При изменении направления подачи бабки (муфта ва ваду
XXI зацепляется с колесом 50) движение на винт передается по цепи
50-51-52-46-47. Ручное перемещение бабки осуществляется от махович-
ка на валу XXII посредством колес 51-52-46-47. Муфта на валу XXI
находится в это время в нейтральном положении.
-и-
ipmaker.ru
chipmaker.ru
Перечень к кинематической схеме
Таблица 4
Куда входит Номер поз. на рис. 4 Число зубь- ев зубчатых колес или заходов чер- вяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубча- того колеса, ми Материал Показа- тели свойств мате- риалов
Станина I 27 2 12 Сталь 40Х ГОСТ 4543-71 HRC 48
2 26 2 12 Сталь 4ОХ ГОСТ 4543-71 HRC 48
3 I 5 42 Бронза Бр.ОФГО-1 —
Коробка 4 66 1.5 8 Сталь 40Х HRC 48
подач 5 56 1,5 8 ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 HRC 48
6 57 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
7 20 1,5 8 Сталь 40Х HRC 48
ГОСТ 4543-71
8 61 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
9 49 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 50
10 25 1,5 8 Сталь 40Х ГОСТ 4543-71 HRC 48
II 53 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 50
12 21 1,5 8 Сталь 40Х ГОСТ 4543-71 HRC 48
13 33 1,5 8 Сталь 40Х ГОСТ 4543-71 HRC 48
14 28 1,5 8 Сталь 40Х ГОСТ 4543-71 HRC 48
-12-
Продолжение табл. 4
Куда входит Номер поз. на рис. 4 Число зубь- ев зубчатых колес или заходов чер- вяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубча- того колеса, мм материал Показа- тели свойств мате- риалов
Суппорт 15 25 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
16 30 2 12 Сталь 45 ГОСТ 1050-74 НВ 190
17 15 2 11,5 Сталь 45 ГОСТ 1050-74 НВ 190
18 41 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
19 23 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
20 41 1,5 7 Сталь 40Х ГОСТ 4543-71 HRC 48
21 23 1,5 16 Сталь 40Х ГОСТ 4543-71 HRC 48
22 23 1,4 7 Сталь 40Х ГОСТ 4543-71 HRC 48
.23 25 1,5 7 Сталь 40Х ГОСТ 4543-71 НЙО 48
24 I 5 28 Сталь 45 ГОСТ 1050-74 НВ 190
25 16 2 II Сталь 40Х ГОСТ 4543-71 HRC 48
26 I 5 45 Бронза Бр.ОЦС 6-6-3 ГОСТ 613-65
27 27 2 12 Сталь 40Х НТО 48 ГОСТ 4543-71
-13-
Продолжение табл. 4
Куда входит Номер поз. на рис. 4 Число зубь- ев зубчатых колес или заходов чер- вяков, ХОДО- ВЫХ винтов Модуль или шаг, мм Ширина обода зубча- того колеса, мм Материал Показа- тели свойств мате- риалов
Коробка подач 28 64 1,5 7 Сталь 40Х ГОСТ 4543-71 НК 50
Коробка скоростей 29 21 1,5 12 Сталь 40Х ГОСТ 4543-71 НК 48
30 21 2 10,5 Сталь 40Х ГОСТ 4543-71 НК 48
31 18 2 10,5 Сталь 40Х ГОСТ 4543-71 НК 48
32 37 2 II Сталь 40Х ГОСТ 4543-71 НК 48
33 40 2 II Сталь 40Х ГОСТ 4543-71 НК 48
34 19 2 20 Сталь 40Х ГОСТ 4543-71 НК 48
35 48 2 II Сталь 40Х ГОСТ 4543-71 НК 48
36 21 2 13 Сталь 40Х ГОСТ 4543-71 НК 50
37 52 2 20 Сталь 40Х ГОСТ 4543-71 НК 50
Вертикаль- ная головка 38 20 I 51 Сталь 45 ГОСТ 1050-74 НК 42
39 рейка 24 I 75 Сталь 40Х ГОСТ 4543-71 НК 48
40 36 2 10 Сталь 40Х ГОСТ 4543-71 НК 48
41 28 2 10 Сталь 40Х ГОСТ 4543-71 НК 48
42 36 2 16 Сталь 40Х ГОСТ 4543-71 НК 50
43 35 2 16 Сталь 40Х ГОСТ 4543-71 НК 50
-14-
Продолжение табл. 4
Куда входит Номер поз. на рис.4 Число зубь- ев зубчатых колес или заходов чер- вяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубча- того колеса, мм Материал Показа- тели свойств мате- риалов
Шпиндельная бабка 44 53 2 20 Сталь 40Х ГОСТ 4543-71 НГО 48
Станина 45 54 1.5 9 Сталь 40Х ГОСТ 4543-71 НЮ 48
46 36 1,5 9 Сталь 40Х ГОСТ 4543-71 НЕС 50
47 48 54 I 1.5 5 9 46 Сталь 40Х ГОСТ 4543-71 Бронза Бр. 0Ф10-1 НГО 50
Шпиндельная бабка 49 I 5 22 Сталь 45 ГОСТ 1050-74 НВ 190
Станина 50 30 1.5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
51 45 1.5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
52 30 1,5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
53 40 2 225 Сталь 40Х ГОСТ 4543-71 HRC 48
Коробка скоростей 54 48 2 II Сталь 40Х ГОСТ 4543-71 НГО 48
55 34 2 II Сталь 40Х ГОСТ 4543-71 НГО 48
56 31 2 II Сталь 40Х ГОСТ 4543-71 НГО 48
57 19 2 II Сталь 40Х ГОСТ 4543-71 HRC 48
58 34 2 II Сталь 40Х ГОСТ 4543т?1 НГО 48
59 27 2 10,5 Сталь 40Х ГОСТ 4543-71 НГО 48
60 24 2 10,5 Сталь 40Х ГОСТ 4543-71 НГО 48
-15-
chipmaker.ru
Окончание табл. 4
Куда входит Номер поз. на рис. 4 Число зубь- ев зубчатых колес или заходов чер- вяков, ходо- вых винтов Модуль или шаг, мм Ширина обода зубча- того колеса, мм Материал Показа- тели свойств мате- риалов
Коробка подач 61 28 1.5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
62 28 1,5 8 Сталь 40Х ГОСТ 4543-71 HRC 48
63 28 1,5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
64 62 1,5 17 Сталь 40Х ГОСТ 4543-71 НГО 50
65 22 1.5 8 Сталь 40Х ГОСТ 4543-71 НГО 50
66 39 1,5 8 Сталь 40Х ГОСТ 4543-71 НК 50
Станина 67 10 12,7 4,8 Сталь 45 ГОСТ 1050-74 НВ 190
68 12 12,7 4,8 Сталь 40Х ГОСТ 4543-71 НЮ 48
Коробка подач 69 23 1.5 8 Сталь 40Х ГОСТ 4543-71 НК 48
Сталина 70 12 12,7 4,8 Сталь 40Х ГОСТ 4543-71 НК 48
71 10 12,7 4,8 Сталь 45 ГОСТ 1050-74 НВ 190
72 12 12,7 4,8 Сталь 40Х ГОСТ 4543-71 НЮ 48
Коробка подач 73 60 1,5 8 Сталь 40Х ГОСТ 4543-71 НЮ 48
74 43 1,5 8 Сталь 40Х ГОСТ 4543-71 НГО 48
75 30 1.5 8 Сталь 40Х ГОСТ 4543-71 НЮ 48
Суппорт 76 I 5 24 Сталь 45 ГОСТ 1050-74 -
-и-
1.3.5. Коробка скоростей (механизм главного движения)
Коробка скоростей собрана в отдельном корпусе I (рис. 5), ко-
торый крепится фланцем к боковой стенке станины.
Вращение на механизм коробки скоростей передается от электро-
двигателя посредством клиноременной передачи.
Коробка скоростей передает вращение шпинделю с шестнадцатью
различными скоростями.
Изменение скоростей производится механизмом переключения сле-
дующим образом.
рукоятку 4 включения скоростей нужно поднять, при этом диски
3 раздвигаются и выходят из зацепления с пальцами 2.
Поворотом грибка 5 набора скоростей поворачиваются связанные
о ним диски 3. Таким образом производится подготовка включения на-
бранной скорости.
Включение скорости происходит в результате поворота рукоятки
4 в исходное положение. При этом диски сводятся, поворачивая паль-
цами связанные с ними рычаги.
Поворотом рычагов осуществляется перемещение блоков зубчатых
колес. При переключении возможны случаи несовпадения торцов зубьев
зацепляемых колес, в результате чего диски не сводятся. В этом слу-
чае необходимо повернуть маховичок ручного вращения шпинделя 19
(см. рис. 3).
Внимание! Переключение скоростей на ходу запрещается!
1.3.6. Механизм подач
Механизм подач (рис. 6) собран в отдельном корпусе, который
крепится фланцем к боковой стенке станины ниже коробки скоростей.
Вращение на механизм подач передается от электродвигателя, а
от него - рабочим органам в соответствии с описанием цепи подач ки-
нематической схемы станка. Изменение подач производится так же, как
и в коробке скоростей.
Ускоренное перемещение осуществляется при нажатии на рукоятку
7, при этом муфта на валу I перемещается вправо, отключает вал от
цепи рабочих перемещений и включает его в цепь ускоренных перемещений
рукоятка 7 должна быть нажата в течение всего времени ускоренного
хода. После того как рукоятка опущена, подача, ранее отключенная,
вновь включается автоматически.
Внимание! При переключении подач необходимо следить за тем,
чтобы крестовая рукоятка 2 (см. рис. 3) находилась в нейтральном
положении.
-п-
I chipmaker.ru
-IB -
Bic. 5» Коробка скоростей
-19-
chipmaker.ru
'Для смазки шестерен неробки скоростей, механизма подач и шпин-
дельной бабки служит плунжерный насос 4. Работа насоса контролирует-
ся через прозрачный глазок.
Насос приводится в возвратно-поступательное движение эксцентри-
ком 6. На этом же ваду сидит шестерня 2, имеющая спиральный паз, в
который входит лифт 3.
При реверсе шпинделя шестерню 2 притормаживает пружинный фик-
сатор 8, и штифт 3 перемещает ее до зацепления с шестерней 5.
При этом, как было указано в описании цепи подач, все последую-
щие валы механизма подач не меняют направления вращения.
-21-
chipmaker.ru
1.3.7. Суппорт
Суппорт (рис. 7) служит для сообщения подачи обрабатываемой де-
тали.
Механическая подача стола осуществляется ходовыми винтами I и
2 от приводного вала 10.
Направление механической подачи вправо и влево, вверх или вниз
задается крестовой рукояткой 6, при этом движение стола совпадает с
направлением перемещения крестовой рукоятки.
Механическая подача в крайних положениях суппорта отключается
автоматически упорами, расположенными на станине, а в крайних поло-
жениях салазок - упорами 3 и 4, расположенными на корпусе суппорта.
Отсчет перемещения стола, в зависимости от требуемой точности,
может производиться тремя предусмотренными на станине устройствами:
миллиметровыми линейками, лимбами 5 и 8 с ценой деления 0,05 мм,
индикатором и мерными плитками. Смазка трущихся поверхностей произ-
водится лубрикатором.
1.3.8. Вертикальная головка
Вертикальная головка (рис. 8) является съемным узлом, при помо-
щи которого станок переналаживается из горизонтального в вертикаль-
ный.
Вертикальная головка крепится к шпиндельной бабке двумя винта-
ми, при этом головка своей выточкой в корпусе устанавливается на
фланец I (см. рис. 9) шпиндельной бабки и тем самым центрируется
соосно горизонтальному шпинделю. Вертикальная головка может повора-
чиваться на 90° в обе стороны, для этого на фланце корпуса нанесены
деления в градусах, а на шпиндельной бабке с правой стороны выгра-
вирован отсчетный индекс. Вертикальное положение головки фиксирует-
ся двумя штифтами 15(см. рис. 8). Перед поворотом головки штифты долж-
ны быть сняты.
Гильза 2, в которой смонтирован шпиндель 3, может перемещать-
ся от рукоятки на шестигранных концах 13 зубчатого вала II. При
этом вес подвижной части уравновешивается пружиной.
Гильза шпинделя, установленная в определенном положении, мо-
жет быть зафиксирована винтом 14.
Для обработки партии деталей на определенную величину гильза
2 подается до регулируемого упора 7.
Упор 7 фиксируется в нужном положении на шпинделе винтом. Шпин-
дель вертикальной головки смонтирован на радиальных опорах I и 5.
Осевые нагрузки воспринимаются подшипниками 4.
Шпиндель головки приводится во вращение от горизонтального
шпинделя через конические шестерни 10, 12 и цилиндрические 6, 9.
-о-
Рио. 7. Суппорт
-23-
Режущий или вспомогательный инструмент закрепляется в отверстие
шпивделя при помощи шомпола 8.
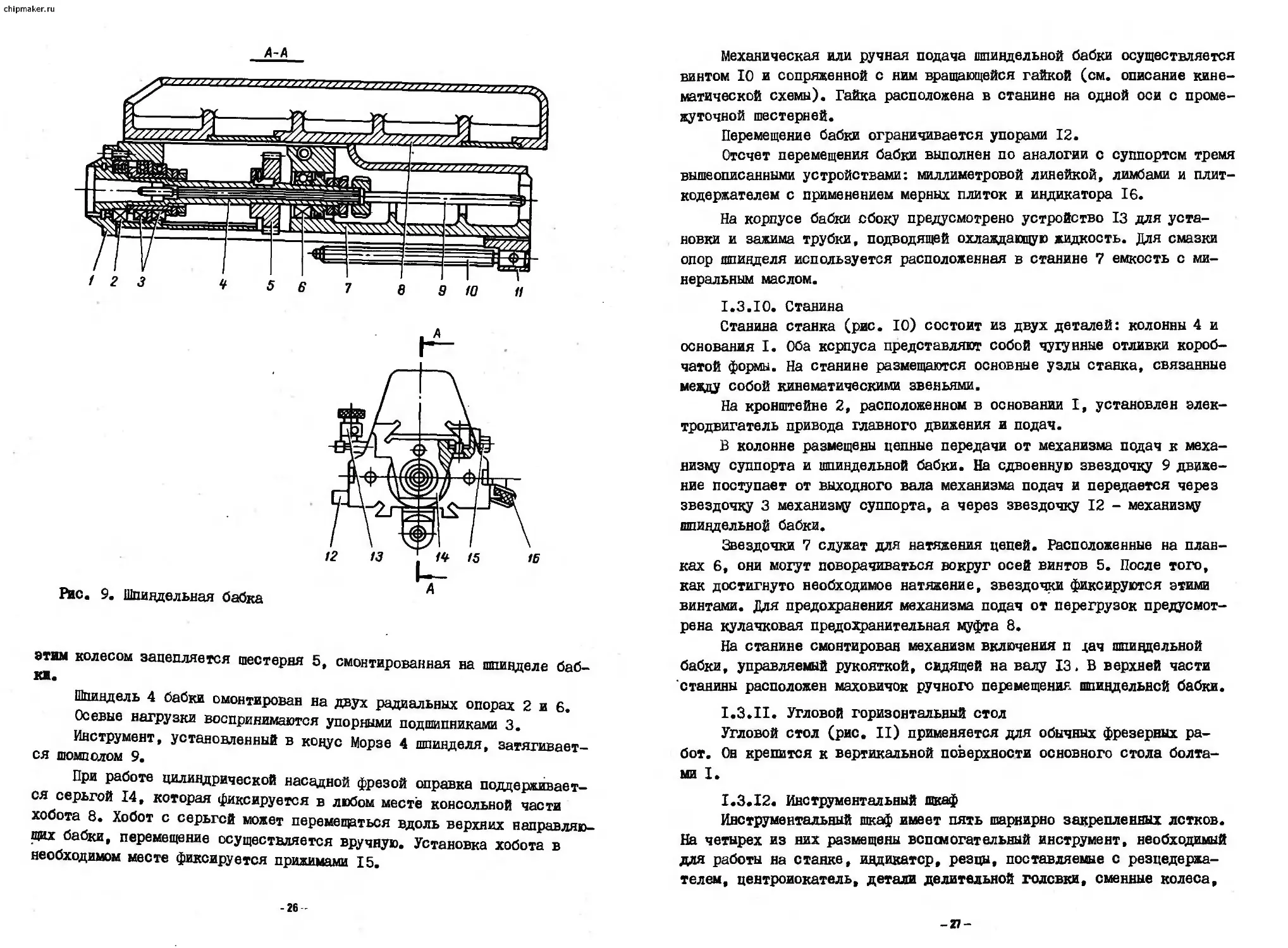
1.3.9. Шпиндельная бабка
Шпиндельная бабка (рис. 9) предназначена для осуществления
главного движения станка - вращения инструмента.
-24-
Рис. 8. Вертикальная головка
Шпиндельной бабкё, с установленным в ее шпинделе режущим ин-
струментом, сообщается поперечная подача.
Шпивдель получает вращение от коробки скоростей через промежу-
точное зубчатое колесо, установленное в верхней части станины. С
— 25-
chipmaker.ru
А-А
Рис. 9. Шпиндельная бабка
А
этим колесом зацепляется шестерня 5, смонтированная на шпинделе баб-
ки.
Шпиндель 4 бабки смонтирован на двух радиальных опорах 2 и 6.
Осевые нагрузки воспринимаются упорными подшипниками 3.
Инструмент, установленный в конус Морзе 4 шпинделя, затягивает-
ся шомполом 9.
При работе цилиндрической насадной фрезой оправка поддерживает-
ся серьгой 14, которая фиксируется в любом месте консольной части
хобота 8. Хобот с серьгой может перемещаться вдоль верхних направляю-
щих бабки, перемещение осуществляется вручную. Установка хобота в
необходимом месте фиксируется прижимами 15.
-26
Механическая или ручная подача шпиндельной бабки осуществляется
винтом 10 и сопряженной с ним вращающейся гайкой (см. описание кине-
матической схемы). Гайка расположена в станине на одной оси с проме-
жутсчной шестерней.
Перемещение бабки ограничивается упорами 12.
Отсчет перемещения бабки выполнен по аналогии с суппортом тремя
вышеописанными устройствами: миллиметровой линейкой, лимбами и плит-
кодержателем с применением мерных плиток и индикатора 16.
На корпусе бабки сбоку предусмотрено устройство 13 для уста-
новки и зажима трубки, подводящей охлаждающую жидкость. Для смазки
опор шпинделя используется расположенная в станине 7 емкость с ми-
неральным маслом.
1.3.10. Станина
Станина станка (рис. 10) состоит из двух деталей: колонны 4 и
основания I. Оба корпуса представляют собой чуху иные отливки короб-
чатой формы. На станине размещаются основные узлы станка, связанные
между собой кинематическими звеньями.
На кронштейне 2, расположенном в основании I, установлен элек-
тродвигатель привода главного движения и подач.
В колонне размещены цепные передачи от механизма подач к меха-
низму суппорта и шпиндельной бабки. На сдвоенную звездочку 9 движе-
ние поступает от выходного вала механизма подач и передается через
звездочку 3 механизму суппорта, а через звездочку 12 - механизму
шпиндельной бабки.
Звездочки 7 служат для натяжения цепей. Расположенные на план-
ках 6, они могут поворачиваться вокруг осей винтов 5. После того,
как достигнуто необходимое натяжение, звездочки фиксируются этими
винтами. Для предохранения механизма подач от перегрузок предусмот-
рена кулачковая предохранительная муфта 8.
На станине смонтирован механизм включения п хач шпиндельной
бабки, управляемый рукояткой, сидящей на валу 13. В верхней части
станины расположен маховичок ручного перемещения шпиндельной бабки.
1.3.II. Угловой горизонтальный стол
Угловой стол (рис. II) применяется для обычных фрезерных ра-
бот. Он крепится к вертикальной поверхности основного стола болта-
ми I.
1.3.12. Инструментальный шкаф
Инструментальный шкаф имеет пять шарнирно закрепленных летков.
На четырех из них размещены вспомогательный инструмент, необходимый
для работы на станке, индикатор, резцы, поставляемые с резцедержа-
телем, центрсиокатель, детали делительной головки, сменные колеса.
-27-
Рис. 10. Станина
-28-
Рис. II. Угловой горизонтальный стол
прихваты для крепления обрабатываемых деталей, а также инструмент
для обслуживания станка.
Пятый лоток - резервный, может быть использован потребителем
по его усмотрению.
Инструментальный шкаф крепится к фундаменту четырьмя анкерны-
ми болтами MI2. Расположение шкафа на плане фундамента не отобра-
жено. Потребитель может расположить шкаф по своему усмотрению в
наиболее предпочтительном месте.
4'1.3.13. Тиски
{ЯДОски станочные радиально-поворотные (рис. 12) предназначены
для-укрепления мелких деталей.
-а-
chipmaker.ru
Рис. 12. Тиски
Тиски могут поворачиваться на 360° вокруг оси, перпендикуляр-
ной основанию. Тиски состоят из корпуса, по направляющим которого
перемещается подвижная тубка. Подвод подвижной губки к детали и за-
крепление ее осуществляется при помощи винтовой пары.
Особенностью конструкции тисков является применение клиновых
губок, благодаря которым зажимаемая деталь притягивается к направ-
ляющим корпуса, и таким образом осуществляется точное ее базирова-
ние.
Применение упорного подшипника в сочетании с тарельчатыми пру-
жинами в тисках позволяет облегчить зажим детали, увеличивает дол-
говечность тисков.
Тиски могут быть установлены на основном, угловом либо универ-
сальном столе.
1.3.14. Цанговый патрон
Цанговый патрон (рис. 13) с набором цанг диаметром 3, 4, 5,
6, 8, 10, 12, 14, 16 мм предназначен для закрепления сверл, фрез,
разверток и других инструментов, имеющих цилиндрический хвостовик.
Цанговый патрон своей конусной частью устанавливается в шпин-
дель, а цанга затягивается шомполом. Цанговый патрон снабжен двумя
гайками. Одна из них скрепляет патрон с цангой для того, чтобы из-
бежать проворачивания при затяжке шомполом; вторая гайка использу-
ется для снятия патрона из конуса шпинделя.
I.3.I5. Сверлильный патрон
Сверлильный патрсн (рис. 14) предназначен для закрепления ма-
лых оверл диаметром от I до 6 мм.
Сверлильный патрон снабжен оправкой, хвостовик которой имеет
конус Морзе 2. Патрон с оправкой при помощи переходной втулки уста-
навливается в шпиндель станка.
Рис. 13. Цанговый патрон Рис« 14 • Сверлильный патрон
Принадлежности, поставляемые со станком по особому
заказу за отдельную плату
1.3.16. Универсальный стол
Универсальный стол предназначен для установки обрабатываемых
деталей под углом к любой из трех координальных плоскостей.
Универсальный стол (рис. 15) состоит из плиты I, на которую
крепится угольник 4. На угольнике смонтированы консоль 3 и рабочий
стол 2. У
Конструкция позволяет производить повороты стола относительно
вертикальной и двух горизонтальных осей станка (си. рис. 15,а).
Отсчет углов поворота стола производится по шкалам, нанесен-
ным на основании стола, на конссли и угольнике.
Стол базируется по рабочей плоскости и верхнему пазу основно-
го вертикального стола и крепится тремя винтами.
-31 -
chipmaker.ru
Рис. 15. Универсальный ст°л
1.3.17. Круглый стол
Круглый стол (рис. 16) предназначен длЯ установки на нем дета-
лей, процесс обработки которых требует деления или перестановки де-
тали в другую позицию путем поворота.
Поворот планшайбы I осуществляется рук°яткой 9 посредством
червячной пары. Червяк 4 соединен с рукояти0®» а червячное колесо
3 - *с" планшайбой. Червяк установлен в эксцентрик0®0® втулке 5, по-
воротом которой регулируется зазор в зацеплении» ПРИ этом червяк
может быть вообще выведен из сопряжения с колесом- Планшайба в этом
случае может свободно поворачиваться от рук55 и фиксироваться в нуж-
ном положении прижимом 6.
Зацепление червячной передачи считается удовлетворительным при
мертвом ходе рукоятки 9, равном двум-трем расстояниям между отвер-
стиями наибольшего ряда на делительном диск6 8*
Осевой зазор червяка регулируется гайками 7.
Отсчет угла поворота производится с помощью пкалы, нанесенной
на планшайбе (цена деления 1°), и нониуса I1 (цена деления 4').
-32-
А-А
Рис. 16. Круглый ст°л
-33-
chipmaker.ru
Простое деление осуществляется при помощи делительного диска 8.
При одновременной поставке со станком круглого отола и дели-
тельной головки обе эти принадлежности комплектуются общим подувлом
делительного диска, который закрепляется на столе винтами 10.
Смазка трущихся поверхностей планшайбы I, основания 2 и чер-
вячной пары осуществляется через масленки.
Характеристика круглого стола - 90.
1.3.18. Делительная головка
Делительная головка (рис. 17, 18) предназначена для установки
на ней деталей, процесс обработки которых требует деления или по-
ворота на определенный угол.
Делительная головка имеет пкалу в градусах, диск I (рис.18)
непосредственного деления, расположенный на шпиаделе 3, и делитель-
ный диск 16, установленный соосно с червяком 8.
-э«-
Рис* 18. Делительная головка
На делительной головке возможны:
I) деление по шкале ;
2) непосредственное деление при помощи диска I с двадцатью
четырьмя фиксирующими гнездами;
3) простое деление с применением делительного диска 16;
4) дифференциальное деление с применением делительного диска
16 и гитары (рис. 19) ;
5) вращение детали в процессе фрезерования винтовой поверх-
ности. При этом делительная головка участвует в общей кинематике
работы станка (рис. 20) ;
6) простое деление с применением делительного диска и с исполь-
зованием задней бабки при обработке длинных деталей (рис. 21).
Для деления по шкале червяк 8 (рис. 18) долхен быть выведен
из зацепления с червячным колеоом 9 поворотом эксцентриковой втул-
ки 19.
-ж-
chipmaker.ru
Рис. 19. Настройка гитары делительной головки на дифференциальное
деление
а
“ 6
При непосредственном делении червяк такие должен быть выведен
из зацепления.
В том случае, если фиксатор II находится в гнезде диска I,
ввод червяка в зацепление невозможен благодаря предусмотренной бло-
кировке.
Простое деление осуществляется при введенном в зацепление чер-
вяке.
Чтобы разделить деталь на требуемое число делений, рукоятку
12 нужно повернуть на некоторый угол, величина которого определяет-
ся с учетом передаточного отношения червячной пары 1/40.
wiBtoBta поверхностей
-я-
-м-
chipmaker, ru
101
а к
Jfcc. 21. Настройка делительной головки с применением задней бабки
-38-
Число оборотов рукоятки П ------= - = *,
z z q
где z - требуемое число делений;
z0 - число зубьев червячного колеса;
11 - характеристика делительной голсвки (40) ;
q - число отверстий на окружности делительного диска;
р - количество промежутков между отверстиями диска, на кото-
рое нужно повернуть рукоятку 12, чтобы осуществить пово-
рот детали, равный одному деление.
Пример: Настроить делительную головку на числе делений
в = 72.
H 40
Числе оборотов рукоятки п = “ “
Преобразовывая числовое значение п , добиваются, чтсбы в зна-
менателе сказалось число, равное числу отверстий, имеющихся на дис-
ке: п . 2.40 . Ы6) _ 30.
q 72 9.(6) 54
Устанавливают фиксатор 14 на окружности диска с числом отвер-
стий q = 54 и отсчитывают число промежутков между отверстиями р=30.
Делительный диск имеет на обеих стеронах следующее количество
отверстий, расположенных по концентрическим окружностям: 1^17, 19,
21, 23, 29, 30, 31, 33, 37, 39, 41, 43, 47, 49 и 54.
Дифференциальное деление позволяет решать задачи, невыполнимые
простым делением. Дифференциальный способ состоит в том, чтс деле-
ние производится не по заданному числу делений z , которое не под-
дается простому делению при помощи делительного диска, а по искус-
ственно подобранному числу близкому к заданному z и обеспечи-
вающему возможность осуществить деление при помощи сменных зубчатых
колес (см. рис. 19), которые в процессе деления поворачивают дели-
тельный диск и компенсируют сшибку, допущенную в процессе деления.
Кольце 17 (см. рис. 18), используемое при простом делении для фик-
сации при помощи штифта 10 делительного диска 16, при дифференциаль-
ном делении заменяется коническим зубчатым колеосм 20, которое та-
ким же штифтом 10 фиксирует делительный диск. Оцнакс кольце 17 сое-
динено с эксцентриковой втулкой стопорным винтом 18 и этим исклю-
чает поворот делительного диска отнссительнс эксцентриковой втулки.
Установленное вместо кольца коническое зубчатое колесо, приво-
димое в движение гитарой, может вращаться вмеоте с делительным дис-
ком относительно эксцентриковой втулки.
Таким образом, при дифференциальном делении необходимо учесть
повороты рукоятки 12 и делительного диска 16.
-я-
chipmaker.ru
Оба поворота связываются кинематической гитарой, передаточное
отношение сменных колес которой
Делительной головке придается набор сменных прямозубых колес
со следующими чиолакщ зубьев (см. рис. 17): 18 , 20, 20, 24 , 24,
28, 32, 40, 44, 44, 48, 56, 72.
Пример: Настроить делительную головку на число делений 2 =51,
характеристика головки n=40.
I. Выбор числа отверстий делительного диска.
Полагаем: 2 = 50,
N
z
Ф
тогда
40 = 4 (6) = 24*
50 5 (6) 30*
Устанавливают фиксатор на окружности с 30 отверстиями и отсчи-
тывают 24 промежутка между отверстиями.
2. Подсчет сменных колес (см. рис. 19) по формуле:
*<».- »И - г ’ -1 •
ф
а _ 40 (1 _ 51) = _ 42 = _£_££! = - 22..
Ь 50 50 5 (Б) 40
Таким образом, число зубьев сменного колеса "а" - 32;
число зубьев сменного колеса "Ъ" - 40.
Знак "минус" означает, что в набор необходимо включить проме-
жуточное колесе для изменения направления вращения делительного дис-
ка.
И в этом случае направление вращения диска должно совпадать с
направлением вращения рукоятки.
При значении 1ом сс знаком "плюс" гитару следует настраивать
с двумя промежуточными колесами (как зто изображено на рис. 19),
вращение диска и рукоятки будет противен сложным.
При нарезании винтовых поверхностей головку устанавливают на
вертикальной плоскости основного стола.
Пйиндель делительной головки получает вращение от винта верти-
кального перемещения суппорта.
На рис. 20 в, г показано положение делительной и вертикальной
головок при нарезании левой и правей винтовых канавок.
В обоих случаях угол подъема винтовой поверхности не может
быть более 30е.
«-
Угол подъема винтовой поверхности ot= arotg Т"’
где d - диаметр обрабатываемой поверхности ;
t - шаг винтовой поверхности.
На рис. 20 в, г римскими цифрами обозначены оси оменных колес
которые закрепляются в гитаре.
При наборе сменных колес устанавливают дистанционные кольца.
При нарезании винтовой поверхности с шагом свыше 100 ми наст-
ройка гитары производится в соответствии с рис. 20 в.
При этом в передаче вращения шпинделя участвует червячная па-
ра.
При нарезании винтовых поверхностей с шагом менее 100 ми сле-
дует пользоваться схемой 20 г. При этом в передаче вращения от вин-
та суппорта к шпинделю делительной головки червячная пара не участ-
вует.
Передаточное отношение сменных колес: при нарезании винтовых
поверхностей с участием червячнсй пары
при нарезании винтовых поверхностей без участия червячнсй пары
1 _ 5
см. ~ t
Примеры расчетов сменных шестерен для всегс диапазона шагов
приведены в табл. 5. Подбор и расположение сменных колес в гитаре
должны быть примерно такими, как указано для ближайшего шага по таб-
лице. Произвольный набор недопустим, так как шестерни могут не раз-
меститься в гитаре. В случае, если сменных колес в прилагаемом на-
боре недостаточно, необходимо изготовить допшнительнс одно или два
губчатых колеса с нужным числом зубьев, но со всеми прочими размера-
ми, одинаковыми с шестернями набора.
При установке сменных колес рекомендуется для удобства повора-
чивать делительную головку на 180е.
Делительная головка снабжена хоботом 4 (см. рис. 18) и серьгой
с центром для обработки длинных деталей, а также задней бабки с
центром для поддержки изделий при установке голевки на горизонталь-
ном столе.
На рис. 20а показан пример настройки гитары для фрезерования
правей винтовой канавки с шагом 495 ми.
На рис. 206 показана настройка на фрезерование левой винтовой
канавки с тем же шагом.
-41-
chipmaker.ru
В процессе эксплуатации для сохранения точности делительной го-
ловки необходимо регулировать зацепление червячной пары.
Регулировка осевого зазора червяка 8 (см. рис. 18) осущест-
вляется гайками 15. Для доступа к гайкам снимается планка 13 с ру-
кояткой 12 и узлы делительного диска 16.
Радиальный зазср, определяемый положением эксцентриковой втул-
ки, регулируется винтом 6.
Зацепление считается удовлетворительным при мертвом ходе ру-
коятки, равном двум расстояниям между соседними отверстиями, распо-
ложенными на окружности делительного диска с наибольшим числом от-
верстий. После регулировки винт 6 стопорится гайкой 7.
Точность делительной головки требует также периодической регу-
лировки падиального зазора шпинделя. Радиальный зазср выбирается пе-
ремещением шпинделя 3 в осевом направлении.
Для этого нужно снять корпус головки о основания 5, вынуть
шпиндель, снять компенсационное кольце 2 и вновь установить шпин-
дель в корпус, затем замерить расстояние между буртом шпинделя и
торцом диска I непосредственного деления и прошлифовать кольцо 2 до
нужного размера.
Перечень к кинематической схеме делительной головки дан в
табл. 6.
Таблица 5
Подбор и расположение сменных колес в зависимости
от шага нарезаемой поверхности
Шаг винтовой поверх- ности f рассчитанный по формуле, мм Сменные шестерни
винтовая поверхность правая винтовая поверхность левая
i =5 см. t 1 = 200 см. I П Ш 1У У I П Ш 1У У
2,5 100 48 24 - 40 28 48 24 44 40 28 20 56 20 56 12,4 495 32 36 - 48 44 32 36 44 48 44 24 40 24 40 25,6 1025 24 56 - 48 44 24 44 44 56 48 26 40 24 40 38,5 1540 24 44 - 48 56 24 44 44 48 56 20 32 20 32 51,3 2053 20 48 - 44 56 20 44 44 48 56 24 24 24 24
Окончание табл. 5
Шаг винтовой поверх- ности, рассчитанной по формуле, мм Сменные шеотерни
винтовая поверхность правая винтовая поверхность левая
I -5 ^ом. "% 1 = 200 см. Т" I и in 1У У I II ш 1У У
61,7 2468 36 44 - 56 72 36 44 44 56 72 20 50 20 20 72 2880 24 56 - 48 72 24 48 44 56 72 28 2 0 28 20 84 3360 24 56 - 48 72 24 48 44 56 72 24 20 24 20 96 3840 18 56 - 48 72 18 48 44 56 72 28 20 28 20 112 4480 18 56 - 48 72 18 48 44 56 72 24 20 24 20 134,4 5376 18 48 - 56 72 18 48 44 56 72 20 20 20 20
Таблица 6
Перечень к кинематической схеме делительной головки
Куда входит Но- мер поз. на £ИС. Число зубь- ев зубчатых колес или1 заходов червяков, ходовых винтов Мо- дуль или шаг, мм Ширина обода зубча- того колеса, мм Материал Показатели СВОЙСТВ материалов
I I I 2,5 29 Сталь 4ОХ ГОСТ 4543-71 НЕС 45-50
П 2 40 2,5 20 Чугун СЧ 24-44 ГОСТ 1412-70 —
I 3 29 2 8 Сталь 45 ГОСТ 1050-74 НВ 240-280
ш 4 29 2 8 Сталь 45 ГОСТ 1050-74 НВ 240-280
Сменные зубчатые колеса 5 18 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
6 20 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
-43-
chipmaker.ru
Скончаете табл.6
Куда ВХОДИТ Но- мер поз. на рис. 17 Число зубь- ев зубчатых колес или заходов червяков, ходовых винтов Мо- дуль или шаг, мм Ширина обода зубча- того колеса, мм Материал Показатели свойств материалов
7 20 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
8 24 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
9 24 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
10 28 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
II 32 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
Сменные зубчатые колеса 12 36 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
13 40 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
14 44 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
15 44 2 10 Чугун СЧ 21-40 ГОСТ 1412-70
16 48 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
17 56 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
18 72 2 10 Чугун СЧ 21-40 ГОСТ 1412-70 —
-44-
1.3.I9. Долбежная головка
Долбежная головка монтируется на торцовой плоскости шпиндель-
ной бабки. Ползун 2 (рис. 22), несущий инструмент, получает движе-
ние от горизонтального шпинделя через поводок 8, кривопип 7, смон-
тированный на двух шарикоподшипниках и шатун 4.
Для регулировки хода ползуна нужно отжать винт 3 и вращением
винта 5 установить величину хода ползуна, после чего вновь зажать
винт 3.
Крепление инструмента осуществляется винтом I. В вертикальном
положении головка фиксируется двумя установочными штифтами аналогич-
но вертикальной головке. Отсчет угла поворота долбежной головки про-
изводится по шкале, нанесенной на цилиндрической поверхности голов-
ки, и отсчетному индексу, выгравированному с левой стороны шпиндель-
ной бабки.
Рис. 22. Долбежная головка
chipmaker.ru
Смазка головок шатуна производится через масленку 6, направляю-
щих ползуна - поливом. Подшипники набиваются консистентной смазкой
при сборке узла. Обозначение точек смазки, наименование марок приме-
няеиых смазочных материалов и режимы смазки указаны в разделе
"Система смазки".
1.3.20. Быстроходная головка
Быстроходная головка предназначена для сверлильных и фрезерных
работ, требующих большой частоты вращения инструмента при незначи-
тельных нагрузках (рис. 23).
В шпинделе 2 при помощи цанги 7 и гайки 8 закрепляется режущий
инструмент - сверло или фреза.
Быстроходная головка своим хвостовиком I вставляется в шпиндель
вертикальной голсвки так, чтобы штифт 3 вошел в паз нижнего фланца.
Вращение на шпиндель быстроходной головки передается от хвостовика,
соединенного жестко со шпинделем вертикальной головки, трем шарикам
4, расположенным в хвостовике как в сепараторе подшипника. Одновре-
менно шарики находятся мевду кольцами шарикового радиально-упорного
подшипника. Наружное кольцо 5 помещено на неподвижном корпусе, а
внутреннее 6 установлено на шпинделе.
Шарики, обкатываясь по наружному кольцу, приводят во вращение
внутреннее, а вместе с ним и шпиндель быстроходной головки.
В описанном фрикционном планетарном механизме передача крутяще-
го момента обеспечивается пружинами 9 и осевой составляющей усилия
резания.
Частота вращения быстроходной головки в 2,6 раза больше частоты
вращения вертикальной головки.
При максимальной частоте вращения вертикального шпинделя
2000 об/мин шпиндель быстроходной головки вращается с частотой
вращения 5200 об/мин.
Смазка головки консистентная: смазка ЦИАЗИМ-201
(один раз в месяц).
1.3.21. Резцедержатель
Резцедержатель (рис. 24) является вспомогательным инструментом,
используемым для расточки.
Резцедержатель устанавливается конусом Морзе 4 в вертикальной
или горизонтальный шпиндель при помощи шомпола.
Резец в зависимости от величины обрабатываемого отверстия за-
крепляется винтом в одном из двух вертикальных гнезд ползушки.
Для расточки больших отверстий используется горизонтальное
гнездо.
Рис. 23. Быстроходная«головка
Установка ползушки на заданный размер обработки производится
винтом, головка которого имеет деления и служит лимбом. За один
оборот лимба ползушка перемещается на I мм. Цена деления лимба -
0,02 мм. Во время обработки ползушка должна быть зафиксирована от-
носительно хвостовика винтом. На торцах винта и лимба имеется квад-
-47-
chipmaker.ru
Рис. 24. Резцедержатель
ратное углубление S= 3,2, для которого в комплекте поставки преду-
смотрен ключ с наружным квадратом соответствующего размера. В ком-
плект поставки также входит ключ с внутренним квадратомs = 8 для
закрепления резцов.
1.3.22. Центроискатель
Центроискатель (рис. 25) предназначен для установки оси враще-
ния шпинделя по центру выверяемой цилиндрической поверхности.
Выверку можно производить как по отверстие, так и по наружной
поверхности, если максимальный диаметр не превышает 90 мм. Центро-
искатель представляет собой угловую передачу, в которой отклонение
измерительного рычага центроискателя передается штифту индикатора.
Рис. 25. Центроискатель
-49-
chipmaker.ru
1.4. Электрооборудование
I.4.I. Общие сведения
На станке установлены две. трехфазных короткозамкнутых асинхрон-
ных двигателя Д1, Д2 (рис. 26). На станке мотут применяться следую-
щие величины напряжения переменного тока:
силовая цепь 3 *v50 Гц, 220, 380, 440, 500 В ;
цепь управления 220, 380, 440, 500 В.
Выбор рабочего напряжения силовой цепи и местного освещения
производит заказчик.
Включение станка в электросеть осуществляется вводным автомати-
ческим выключателем BI, расположенным в левой нише основания станка.
Освещение рабочего места станка осуществляется светильником с гиб-
кой стойкой типа НКС01х100/П00-05, установленным на хоботе станка.
Ниша управления расположена оправа в основании стенка. Электро-
схемой станка предусмотрена блокировка, осуществляющая немедленное
отключение станка при переключении скоростей шпинделя. Выключение
электродвигателей осуществляется кнопочной станцией.
Спецификации к монтажным электросхемам приведены в табл. 7, 8.
Рис. 26. Принципиальная электросхема
Диаграмма переключателя В2
Соединение контактов Наложение р у ко а тки
I /Г
1-2 к —
3-Ь — — X
5-е X —. —
7-8 — — О'» X
9-10 X — —
11-12 — — X
-so -
Таблица 7
Спецификация к монтажной электросхеме станка
(рис. 27)
• Цепь Соединяемые элементы Данные провода
цвет марка сечение. 2 мм
2 З-Д Красный ШВ 1,0
4 з-п Красный ШВ 1,0
6 3—6 Красный ШВ 1.0
10 4-7-0 Красный 1.0
14 4-7-0-+ Зеленый ШВ 2,5
JU 1-5 Черный ШВ 1.5
Л2 1-5 Черный ШВ 1,5
-51
chipmaker.ru
Окончание табл. 7
Цепь Соединяемые элементы Данные провода
цвет марка сечение мм*
ЛЗ 1-5 Черный ШВ 1,5
ЛИ 5-П Черный шв 1.5
Л21 541 Черный шв 1.5
Л31 5-П Черный шв 1,5
0 I-2-4-5-7 Зеленый шв 2,5
Таблица 8
Спецификация к монтажной электросхеме панели
(рио. 28)
Цепь Соединяемые элементы Данные провода
цвет марка сечение, мм^
I 4-5 Красный ШВ 1.0
2 2-П Красный ШВ 1,0
3 2-II Красный ШВ 1.0
4 2-П Красный ШВ 1.0
8 1-6 Красный ШВ 1.0
10 1-П Красный ШВ 1.0
0 6-3-7- 4 -п Зеленый ШВ 2,5
ЛИ 241 Черный ШВ 1,5
JH2 2-4-5 Черный ШВ 1,5
JH3 5-7 Черный шв 1.5
Л14 .3-4 Черный шв 1,5
Л21 2-6-Л Черный шв 1,5
Л22 2-3-7 Черный шв 1,5
Л31 2-П Черный шв 1,5
Л32 4-5 Черный шв 1.5
ЛЗЗ 5-7 Черный шв 1,5
Л34 5-4 Черный шв 1,5
ICI 7-П Черный шв 1,5
IC2 7-П Черный шв 1,5
IC3 7-П Черный шв 1,5
2CI 3-П Черный шв 1,5
2С2 3-П Черный шв 1,5
2СЗ 3-П Черный шв 1,5
-52-
2CI
2С2
1сз
1С1
tC2
lei
2
k
Jilt
~Л21
Л31
Л21
0
ID
Рис. 28. монтажная электросхема панели
-53-
chipmaker.ru
При уходе за электрооборудованием необходимо периодически прове-
рять состояние пусковой и релейной аппаратуры. При осмотрах релейной
аппаратуры особое внимание следует обращать на надежное замыкание и
размыкание контактных мостиков.
Во время эксплуатации электродвигателей необходимо системати-
чески производить технический осмотр их и профилактический ремонт.
Периодичность техосмотров устанавливается в зависимости от производ-
ственных условий, но не реже одного раза в месяц. При профилактичес-
ких ремонтах должна производиться разборка электродвигателя, внут-
ренняя и наружная чистка и замена смазки подшипников.
Смену смазки подшипников при нормальных условиях работы следует
производить через 4000 ч работы, но при работе электродвигателя
в пыльной среде ее оледует производить чаще по мере необходимости.
Перед набивкой свежей смазки, подшипники должны быть тщательно
промыты бензином. Камеру следует заполнить смазкой на 2/3 ее объема.
Рекомендуемая смазка подшипников приведена в табл. 9.
Таблица 9
Рекомендуемая смазка для подшипников качения
электродвигателей
Страна, фирма Марка смазочного материала Примечание
СССР Смазка I-I3 жировая ГОСТ I63I-6I Температура под-
шипников от 0 до 80°С
Shell, Shell Retinax RB,-A,-C,-H
Великобритания
Sccony Vacuum Со., Gargoyle Grease ДА,-В, SKP-1, SKF-28
США
СССР ( ^Смазка ЦИА1ММ-2с£) ГОСТ 8773-73 для тропических
Texas Rhodina 4303 условий. Темпера-
Oil Со., США SKP-65, -OG-H, —06—M тура подшипников ст 50 до 120°С
Toho Shokai Ltd, ЯПОНИЯ Texaco RCX-169 «шах.- Для тропических условий. Темпера- тура подшипников
от 50 до 120°С
и-
Таблица 10
Перечень электрооборудования
Обозна- чение на схемах Тип Наименование Коли- чество Приме- чание
Д1 4АХ80В4УЗ Электродвигатель асинхронный трехфаз- ный 1,5 кВт, 1400 об/мин, 50 Гц (или 1730 об/мин, 60 Гц), с вводным устройством ВЗ ; исполнение M30I (Ф2), с балансировкой по I классу, 220/380 В I
Д2 ПА-22-С1 Электронасос охлааде- ния, производитель- ность 22 л/мин о электродвигателем 0,12 кВт, 2800 об/мин, 50 Гц (или 3350 об/мин, 60 Гц), 220/380 В I
BI АК-бЗ-ЗМГУЗ Автоматический выклю- чатель трехполюсный с креплением за панелью с задним присоедине- нием проводов, с от- сечкой 141н,на номи- нальный ток 6,3 А I
PI TPH-IO Реле тепловое двухпо- люсное с нагревателя- ми на ток 3,2 А I
Р2 TPH-IO Релё тепловое двухпо- люсное с нагревателя- ми на т<5к 0,5 А I
В2 ПКУ-3-ПС3031 Переключатель пакет- но-кулачковый I
-5S-
chipmaker, ru
Окончание табл.IO
Обозна- чение на схемах Bin Наименование Коли- чество Приме- чание
ВЗ ПКВ 10-1-12-1 Выключатель пакетно- кулачковый I
Р ПМЕ-Ш Пускатель магнитный 380/150, 2 н.о., 2 н.з. I
Тр ТБСЗ-О.ОбЗУЗ исполнение 2 Трансформатор одно- фазный 380/24 I
В4 МП2102, исполнение 1У Микроп ереключатель I
Кн1, Кн2 ПКЕ 712-2 Пост кнопочный 2
МО №01x100/П00-05 Светильник станочный местного освещения с выключателем (ВО) I
ПР ПРС6-П Предохранитель с плавкой вставкой ПВД-2а I
ш 2PT-AI6 Штепсельный разъем I
1.4.2. Первоначальный цуск
При первоначальном пуске станка необходимо прежде всего прове-
рить заземление и качество монтажа электрооборудования внешним ос-
мотром. После осмотра при помощи вводного автоматического выключате-
ля BI нужно подключить станок к цеховой сети.
1.4.3. Описание работы
Схема электрическая принципиальная показана на рис. 26.
В табл. 10 указан перечень к схеме.
Внимание! При осмотре или ремонте электроаппаратуры автоматичес-
кий выключатель BI обязательно должен быть установлен в положение
"Отключено".
Питание местного освещения осуществляется от понижающего транс-
форматора Тр.
При нажатии на кнопку Кн1 "Цуск" срабатывает и становится на
самопитание контактор Р. Отключение цепей управления и остановка
электродвигателей осуществляется кнопкой Кн2 "Стоп”.
-56-
Переключателем В2 задается направление вращения электродвигате-
лю Д1.
При необходимости электродвигатель насоса Д2 может быть отклю-
чен от сети выключателем ВЗ.
При переключении скоростей (рукоятка переключения скоростей
поднята вверх) цепь питания катушки контактора Р разрывается контак-
тами микропереключателя В4 и электродвигатели Д1 и Д2 обесточиваются.
Включение электродвигателей после переключения скоростей осу-
ществляется кнопкой Кн! "Пуск".
Защита электродвигателей от токов коротких замыканий и от дли-
тельных перегрузок осуществляется автоматическим выключателем типа
AK-63-3M и тепловыми реле типа TPH-IO.
Защита трансформатора освещения от токов короткого замыкания
осуществляется плавким предохранителем типа ПРС-6-П.
Расположение электрооборудования показано на рис. 29.
Рис. 29. Расположение электрооборудования
— 67 —
chipmaker.ru
1.4.4. Указания ic монтажу
При установке станок должен быть надежно заземлен и подключен
к общей системе заземления. Для этой цели на нижней части основания
станка имеется болт заземления.
1.5. Система смазки
I.5.I. Принципиальная схема смазки показана на рис. 30.
В табл. II и 12 указан перечень элементов системы и точек
смазки.
1.5.2. Описание работы
Станок снабжен системой смазки, состоящей из плунжерного на-
соса с механическим приводом и шеститочечного лубрикатора о руч-
ным приводом.
Насос приводится в действие эксцентриком на валу коробки по-
дач.
Масло всасывается насосом через фильтр из емкости в станине.
Уров'ень контролируется удлиненным маслоуказателем.
Нагнетаемое насосом масло подаетоя по трубке к барабанной шес-
терне, расположенной в верхней части станины. Значительная часть
масла смазывает механизмы коробок скоростей и подач при разбрызги-
вании.
Чаоть масла захватывается шпиндельным.колесом, находящимся в
зацеплении с барабанной шестерней, и направляется в шпиндельную
бабку. По пути протекания масла смазываются направляющие и двухряд-
ный роликовый подшипник передней опоры шпинделя. Отбор масла для
смазки направляющих осуществляется при помощи фитилей.
Для контроля подачи масла насосом предусмотрен глазок, в кото-
рый направлена тонкая струйка масла из отверстия в нагнетательной
трубке.
От лубрикатора смазываются:
I) верхние опоры вала суппорта;
2) винт вертикального перемещения оупп >рта ;
3) призматическая направляющая салазок ;
4) вертикальная направляющая суппорта, левая;
5) ходовая гайка продольного перемещения ;
6) вертикальная направляющая суппорта, правая, и опора коничес-
кого колеса на винте продольного перемещения.
Масло в лубрикатор поступает из емкости в корпусе суппорта.
Уровень масла контролируется круглым маслоуказателем.
К остальным местам смазка подводится индивидуально оператором
при помощи яприц-масленки в соответствии со схемой смазки и специфи-
кации мест смазки.
-я-
Рис. 30. Схема смазки станка
-59-
sr.ru
Перед первоначальным пуском или в случаях, когда станок про-
должительное время не работал, следует при помощи ручной масленки
залить масло в корпус шпиндельной бабки в место расположения фити
лей.
Рио. 31. Схема смазки принадлежностей
-ев-
Таблица II
Перечень элементов системы смазки
Номер поз. на рис. 30 Обозначение Наименование Коли- чество Примечание
1(1)—1(4) Преос-масленка V—2 ГОСТ 19853-74 4
2 Пробка для заливки маола М16х1,5 С 98-4 2
3(1)-3(2) Маслоуказатель 1-30 MHI76-63 2
4 Маслоуказатель 80 MHI77-63 I
5 Насос плунжерный IC 13-12 I Q=I,3 см3/ход Р=10 кгс/см2
6 Лубрикатор CI7-II I Р=10 кгс/см2
7 Пробка для слива масла MIOxI С 98-4 I
Таблица 12
Перечень точек смазки
Номер поз. на рис.31 Расход смазоч- ного ма- териала , л Периодичность смазки Смазываемая точка КУда входит Смазочный материал
I 0,01. Ежедневно до работы Винт Тиски Индустриальное И-ЗОА ГОСТ 2С799-75
2 0,01 То же Трущиеся поверхности стола Круглый стол Индустриальное И-ЗОА ГОСТ 20799-75
3 0,01 п л Опора червя- ка То хе Индустриальное И-ЗОА ГОСТ 2С799-75
-61 -
Окончание табл. 12
Номер поз. на рис.31 Расход смазочно- го мате- риала. л Периодичность смазки Смазываемая точка Куда входит Смазочный материал
4 0,01 Ежедневно CDopa Делитель- индустриальное
до работы шпинделя ная го- И-ЗОА
ловка ГОСТ 20799-75
5 0,01 То же Спора червя- То же Индустриальное
ка И-ЗОА ГОСТ 20799-75
6 0,01 В процессе Направляю- Долбежная Индустриальное
работы щие головка И-ЗОА ГОСТ 2С799-75
7 0,01 Ежедневно до Опора То же Индустриальное
работы скольжения И-ЗОА
шатуна ГОСТ 20799-75
8 0,01 о,ог При ремонте Подшипники л л Смазка ЦИАТИМ-201 ГОСТ 6267-74
— То же То же Быстро- Смазка
ходная ЦИАТИМ-201
головка ГОСТ 6267-74
1.5.3. Указания по монтажу.и эксплуатации
Кинематическая вязкость при температуре 50°С: маоло Индустри-
альное 20 - 17-23 сСт; масло Индустриальное И-ЗОА - 27-33 сСг ;
температура каплепадения: смазка ЦИАТИМ-201 - 170°С
1.5.4. Перечень применяемых смазочных материалов и их замени-
телей указан в табл. 13.
Таблица 1з
Страна, фирма (Ларка смазочного материала
СССР Масло Иддуотрж- Масло Индустрв- Смазка альное И-20А альное И-ЗОА ЦИАТИИ-201 (веретенное 3) (машинное Л) ГОСТ 6267-74 ГОСТ 2С799-75 ГОСТ 2С799-75
-а
Окончание табл. 13
Страна, фирма
Марка смазочного материала
Shell Shell Vitrea Shell Vitrea Aeroshell
Великобритания oil 27 oil 29 Grease 1
Shell Tellus Shell Vitrea DTD-866
oil 27 oil 31 Aeroshell
Shell Tellus Grease 4
oil 29 DTD-825A Aeroshell Grease 11 DTD-825A
Texas - - MIL-G-3278A
oil Со., Texaco Low
США Temperature Grease 189O-BCX-169
Socony — — Gargoyle
Vacuum Со., США Grease AA
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указания мер безопасности
Необходимо совладать все общие правила техники безопасности
при работе на металлорежущих станках.
Периодически проверять правильность работы блокировочных уст-
ройств.
2.2. Цорддод усуановди
2.2.1. Раопаковка
Станок отправляется потребителю в собранном ваде, упакованным
вместе о принадлежностями в деревянный ящик. К месту установки ста-
нок доставляют в нераспакованном виде, пользуясь транспортировочны-
ми указаниями на ящике.
Запрещается отавить ящик на ребро, сильно наклонять и кантовать
его.
Распаковку следует начинать о верхнего щита, а затем удалять
боковые щиты ящика. Применение лома не допускается.
и-
chipmaker.ru
Канаты не должны касаться рукояток и других малопрочных деталей
станка, а в местах соприкасания каната о окрашенными поверхностями
необходимо применять прокладки. Канаты должны быть рассчитаны для
подъема груза в 1000 кг.
2.2.2. Транспортировка (рио. 32)
Транспортировку станка в пределах завода рекомендуется произво-
дить на катках, а не краном.
При выгрузке станка по наклонной плоскости угол наклона плос-
кости не должен превышать 16°.
Рио. 32. Схема транспортировки
- м-
При транспортировке к месту установки и при опускании на фун-
дамент станок не должен подвергаться сильным толчкам.
2.2.3. Перед установкой станок необходимо тщательно очистить
от антикоррозионных покрытий, нанесенных на открытые, а также за-
крытые кожухами или щитками необработанные поверхности станка, и во
избежание коррозии металла покрыть тонким слоем масла Индустриаль-
ное И-ЗОА ГОСТ 20799-75.
Сначала очистка производится деревянной лопаточкой, а остав-
шаяся смазка о наружных поверхностей удаляется чистыми салфетками,
смоченными в бензине Б-70 ГОСТ 511-66.
2.2.4. Монтаж. Схема установки приведена в разделе "Паспорт"
(см. рис. 35).
2.2.5. Станок устанавливается на фундаменте. Глубина заложения
фундамента принимается в зависимости от грунта и конкретных условий
эксплуатации станка, нс должна быть не менее 300 ш.
При изготовлении фундамента в местах установки фундаментных
болтов должны быть оставлены пирамидальные колодцы.
После того как фундамент достаточно окрепнет, на него устанав-
ливают станок о предварительно поставленными болтами.
При помощи стальных клиньев с уклоном 5° станок грубо выверяет-
ся по уровню и фундаментные болты в колодцах заливают жидким цемен-
том. После затвердевания раствора цемента можно приступать к окон-
чательной выверке станка.
2.2.6. Точность работы станка зависит от правильности егс уста-
новки. Станок устанавливается на фундамент и выверяется в обеих
плоскостях при помопм уровня, установленного на ползунке. Отклонение
не должно превышать 0,04:1000 в обеих плоскостях.
2.2.7. Подготовка к первоначальному пуску и первоначальный
пуск.
Заземлить станок подключением к общей цеховой системе заземле-
ния.
2.2.8. Подключить станок к электросети, проверив соответствие
напряжения сети и электрооборудования станка.
2.2.9. Ознакомивлвсь со значением рукояток управления (см.
рис. 3), следует проверить от руки работу всех механизмов станка.
2*2.10. Выполнить указания, изложенные в разделах "Система
смазки" и "Электрооборудование", относящиеся к пуску.
2.2.II. После подключения ставка к сети необходимо опробовать
электродвигатели без включения рабочих органов станка, обратив осо-
бь
chipmaker.ru
бое внимание на работу смазочной слстеш по маслсуказателям (см.
рас. 30).
В ними нив1 Пи отсутствии масла в маслоувазателях работа ва
станке не доцускается.
На малых оборотах ипиедаля следует опробовать на холостом ходу
работу всех механизмов станка.
2.2.12. Убеджвмкь в нормально* работе все,- механизмов станка,
можно приступить ж настройке станка для работыг
2.3. Дастройха и ня ля ждя
Порядок установки величины подачи подробно приведен в описании
коробки скоростей и механизма подач.
В зависимости от требуемо* точности отсчет перемацвиий каждого
рабочего органа: суппорта, салазок ж аиодельво* бабки может произ-
водиться тремя ведами устройств: миллиметровыми линейка», лимбами
с ценой деления 0,05 им, нодкиатора я мерными плитками.
Останов каждого из рабочих органов производится перенастраивае-
мш упорами.
Наладка станка заключается в установке поставляема со станком
приспособлений и прквцджвжяостей: углевого или универсального стола,
тисков, круглого стола или делительаой головки, вертикально* или
долбежной головок, центромскателя, быстроходной головки, резцедержа-
теля или цангового патрона, фрезерных справок или переходных втулок.
Наладка станка включает ханже установку н крепление режуцего инстру-
мента.
В описании принадлежностей указаны назначение, использование
их длг выполнения различав операций л дана их техническая характе-
ристика. Вроме того, для делительаой головки приведены варианты ее
наладки на различаю води деления и нарезания спиралей.
2.4. регудировадле
2.4.1. В процессе эксплуатации станка возникает необходимость
в регулировании очдельшх составшх частей станка с целью восста-
новления их нормально* работы.
2.4.2. Регулирование натяжения ремней главного привода.
Если с течением времени наблодается уменьнение крутимого момен-
та шпивделя, то. поскольку в станке имеется клиноременная передача
от электродвигателя главного привода к фрикционному валу, следует
проверить натяжение ремней. Вели ремни недостаточно натянуты, их
-as-
следует подтянуть. Для этого требуется сиять нижний кожух, закрываю-
щий электродвигатель, отвернуть винты, крепящие подмоторную плиту,
и, отвертывая гайку оси поворота, опустить подмоторную плиту до тре-
буемого натяжения ремней.
2.5. Схема расположения подшипников
(рис. 33)
2.5.1. Перечень подшипников качения (табл. 14)
Bic» 33. Схема расположения подшипников
-67-
Перечень подшипников качения
Таблица 14
Наименование Класс точности по ГОСТ 520-71 Куда входит Номер поз.ва рис.33 Коли- чест- во
Подшипник 202 . ГОСТ 8338-75 0 Коробка подач, суппорт 2,6,5 8
Подпипник 203 * ГОСТ 8338-75 0 Коробка подач 30 5
Подшипник 204 . ГОСТ 8338-75 0 Суппорт, отанина 4,9,26 4
Подшипник 60204 ГОСТ 7242-70 0 Станина I I
Подшипник 205 • ГОСТ 8338-75 0 Суппорт, станина 7,31 4
Подшипник 302 • ГОСТ 8338-75 0 Суппорт 32 I
Подцмпник 1000908 ГОСТ 8338-75 0 Вертикальный шпиндель 15 2
Подшипник 6204ПП ГОСТ 8338-75 6 Коробка скоростей, вертикальный шпиндель, отанина 29,17, 28 6
Подшипник 6205DH ГОСТ 8338-75 6 Коробка скоростей 27 2
Подшипник 6206ПЯ ГОСТ 8338-75 6 Вертикальный шпиндель, станина 16,20 4
Подшипник 6304Ш1 ГОСТ 8338-75 6 Коробка скоростей 10 2
Подшипник 6305ПП ГОСТ 8338-75 6 Коробка скоростей II 2
Подшипник 4I07K ' ГОСТ 8338-75 4 Вертикальный шпиндель 14 I
Подшипник 4206Ш ' ГОСТ 8338-75 4 Горизонтальный шпиндель 21 ' I-
Подшипник 8103 - ГОСТ 6874-75 0 Станина 24 I,
Подшипник 28105 ГОСТ 6874-75 2 Суппорт 8 2
Подпипник 28106 ГОСТ 6874-75 2 Станина 22 I
Окончание табл.14
Наименование Класо точности по ГО#Т 520-71 Куда входит Номер поз.на рис.33 Коли- чест- во
Подшипник 28108 ГОСТ 6874-75 2 Станина 23 I
Подшипник 28I07K ГОСТ 6874-75 2 Вертикальный шпиндель 13 2
Подшипник 58110 ГОСТ 6874-75 5 Горизонтальный шпиндель 19 2
Подшипник 43182110 4 ГОСТ 7634-75 Горизонтальный шпиндель, вертикальный шпиндель 18,12 2
Подшипник 914/17 ГОСТ 4060-60 0 Станина 25 4
Подшипник 7205 ГОСТ 333-71 0 Суппорт 3 2
Шарик 5/16 ГОСТ 3722-60 — Коробка подач, оуппорт, коробка скоростей, вер- — II
тикальный ппиндель,
отанина
2.6. ' люЗадндст* разборки и обожи дан ремонте
2.6.1. Указания по разборке отанка
Периодичеокй, в соответствии с графиком планово-предупредитель-
ных ремонтов, станок необходимо разбирать для текущего, среднего и
капитального ремонта.
2.6.2. Порядок разборки
I) отключить станок от электросети;
2) снять принадлежности (вертикальную головку, стол и др.) ;
3) снять хобот шпиндельной бабки ;
4) вывести шпиндельную бабку из направляющих, для чего необхо-
димо:
а) снять упоры 12 (см. рис. 9) ;
б) снять болты и конические штифты крепления кронштейна II и
винта 10;
в) освободить клин в станине и движением вперед вывести бабку
нз направлявших;
-в-
chipmaker.ru
5) одять маховичок 10 Сом. рис. 10); а затем кожух II, привод-
ные клиновые ремни, цепи, освободив для этого натяжные звездочки 7;
6) произвести демонтаж вала привода коробки скоростей для сво-
бодного снятия коробки и вала, связанного с коробкой подач;
7) извлечь из станины коробку скоростей, сняв предварительно
винты и штифты крепления фланца коробки;
8) снять крышку на отанине со стороны, противоположной отороне
крепления коробки подач, отделить насос от корпуса коробки, а затем,
освободив крепежные винты и штифты, вынуть коробку подач;
9) разобрать основной рабочий отол:
а) освободить приставные опоры винта;
б) вывернуть винт из ходовой гайки;
в) освободить клин II (см. рио. 7) ;
г) вывести рабочий стол из горизонтальных направляющих суппор-
та ;
10) снять суппорт оо станины, освободив клин 9, вращением ма-
ховичка 7 поднять суппорт вверх до выхода винта I из ходовой гайки.
Суппорт снимается со станины подъемником;
II) систему охлаждения и электрооборудование следует снимать
при необходимости.
Дальнейшая разборка узлов должна производиться по чертежам об-
щих видов узлов, приведенным в настоящем'руководстве.
При сборе в нужно обратить внимание на регулирование подшипни-
ков качения. Следует избегать излишних натягов, способных вызвать
перегрев подшипников. При капитальных ремонтах, шлифовании или
пвбрении направляющих следует помнить, что правильные положения
ходовых винтов определяются компенсаторами, толщина которых устанав-
ливается в процессе сборки.
3. ПАСПОРТ
3.1. Общие сведения
Инвентаршй * .............................
Завод ...................................
Цех .....................................
Дата пуска станка в эксплуатацию ........
-70-
3.2. '.сионьыа т^халчеслие хапактеуистшсы
3.2.1. Техническая характеристика (основные параметры и разме-
I»)
Класс точности по ГОСТ 8-71 .....................Л
Расстояние от оси горизонтального шлцделя до
рабочей поверхности углового горизонтального
стола, мм:
наименьшее ..................................... 80
наибольшее .............. 380
Расстояние от торца вертикального авицделя
до рабочей поверхности углового горизонтального
стола, ми:
наименьшее .............................. О
наибольшее ................................ 300
Расстояние от торца станины до оси вертикального
шпинделя, >м:
наименьшее ................................. 130
наибольшее ........................... .. 330
Расстояние от торца горизонтального шддаля
до торца оерыи (наименьшее), мм .................. 210
Габаритные размеры станка
(длина х арина х высота), im .................... 1110x1170x1650
Вес станка, кг:
без принадлежностей.............. 770
с принадлежностями ........................ 1100
Вес инструментального икафа, кг ........... 85
Суппорт
Наибольшее перемещение, мм:
продольное ................................ 320
вертикальное ..................... 300
Цена одного'деленжя лимба, вм ................... 0,05
Церемецение на один оборот лимба, ма:
продольное ................................. 5
вертикальное .............................. 2,5
Стой
(вертикальная рабочая поверхность)
Рабочая поверхность (длина х ширина), мс ........ 500x200
Число Т-образных пазов .............. 3
Пфнва Т-образных пазов, ми ....................... 14
Расстояние между Т-образннмж паэаш, ** ........ 50
-и-
chipmaker.ru
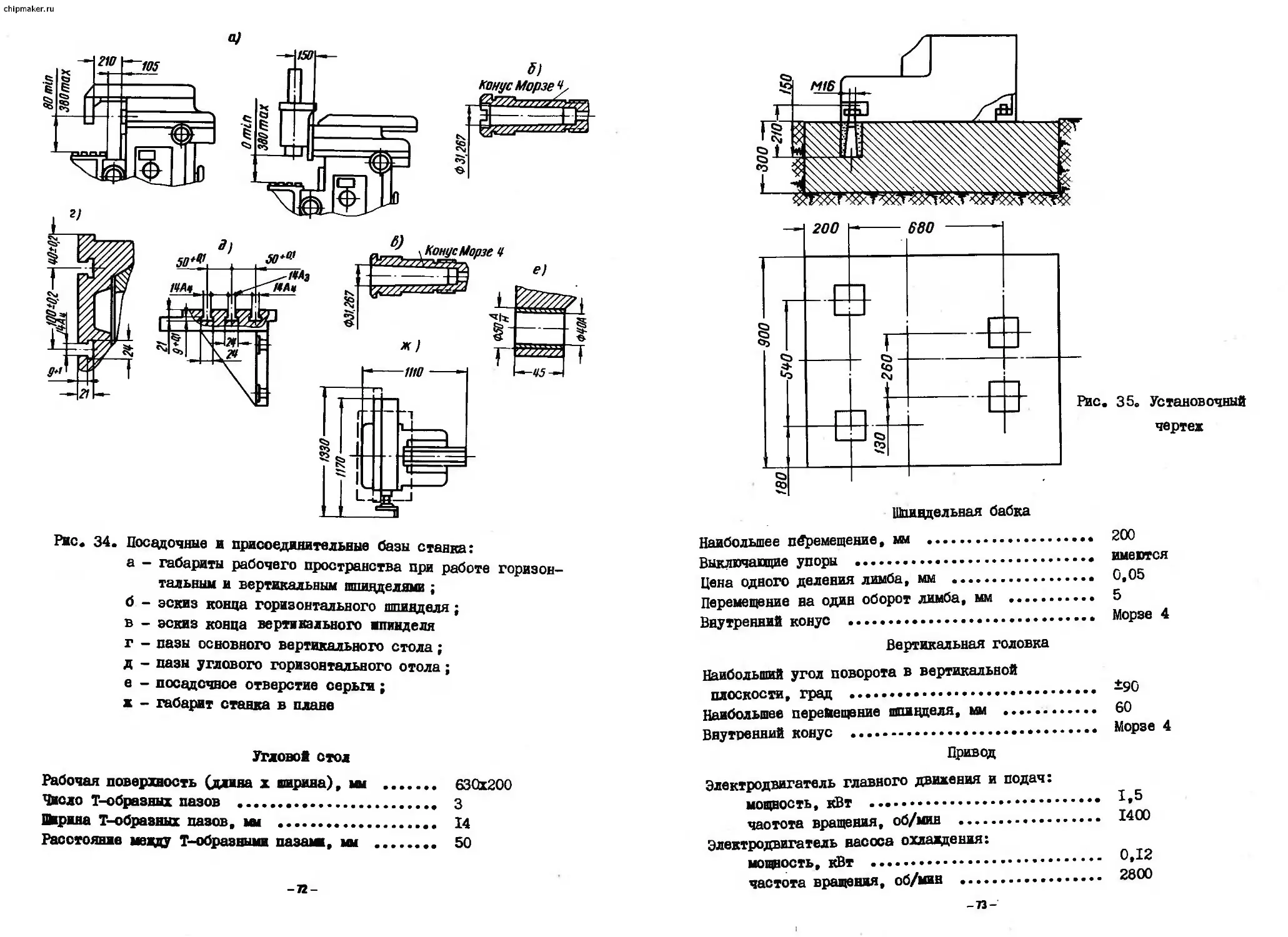
Рис. 34. Посадочные и присоединительные базы станка:
а — габариты рабочего пространства при работе горизон-
тальным и вертикальным шпинделями ;
б - эскиз конца горизонтального шпинделя ;
в - эскиз конца вертикального шпинделя
г - пазы основного вертикального стола;
д - пазы углового горизонтального отола;
е - осадочное отверстие серьги ;
ж - габарит станка в плане
W4
Угловой стол
Рабочая поверхность (длина х ширина), ш ........ 630x200
Число Т-образных пазов ......................... 3
Ширина Т-образных пазов, мм .................... 14
Расстояние между Т-образными пазаш, мм .......... 50
-п-
35. Установочный
чертеж
Шпиндельная бабка
Наибольшее перемещение, мм ...................... 200
Выключающие упоры ............................... имеются
Цена одного деления лимба, мм ................... 0,05
Перемещение на один оборот лимба, мм ............ 5
Внутренний конус ................................ Морзе 4
Вертикальная головка
Наибольший угол поворота в вертикальной
плоскости, град ............................... -90
Наибольшее перемещение шпинделя, мм ............... 60
Внутренний конус ............................... Морзе 4
Привод
Электродвигатель главного движения и подач:
мощность, кВт .............................. !»5
частота вращения, об/мин .................. 1400
Электродвигатель насоса охлаждения:
мощность, кВт .............................
частота вращения, об/мин ................ 2800
-п-
chipmaker.ru
Ременная передача
Тип по ГОСТ 1284-68 .............................. клиновой
A-I800T
Чиоло ремней ................................. . 2
Цепи
Тип по ГОСТ 13568-75 ............................. роликовые
ПР-2,7-1800-1
Число звеньев:
привод подач суппорта ........................ 68
привод подачи шпиндельной бабки ............. 72
3.2.2. Установка станка (рис. 35)
3.2.3. Механика станка
Механизм главного движения
Таблица 15
Номер ступе- ни Частота вращения шпивделя при пря- мом и об- ратном Наибольший допуокае- №й крутя- щий момент на шпинде- ле, кгс.м Эффективная мощность на шпинделе, кВт Наиболее слабое звено
по приводу по слабому звену
вращлши, об/мин
Горизонтальный шпиндель
I 50 21,4 1,1 1,1
2 63 17,0 1,1 1Д
3 80 13,4 1,1 1Д
4 100 10,7 1,1 1Д
5 124 8,5 1,1 1,1
6 160 6,7 1,1 1,1
7 200 5,3 1,1 I.I Клиноремен-
8 250 4,3 1,1 1,1 вая передача
9 315 3,4 1,1 1,1
10 400 2,7 1,1 1,1
II 500 2,1 1,1 1,1
12 630 1,7 1,1 1,1
13 800 1,3 1,1 1Д
14 1000 1,0 1,1 1,1
15 1250 0,8 1,1 1,1
16 1600 0,7 1,1 1Д
-74-
Окончание табл. 15
Номер ступе- ни Частота вращения шпивделя при пря- мом и об- ратном вращении, об/мин Наибольший допускав- мый крутя- щий момент на шпинде- ле, кгс.м Эффективная моцщооть на шпинделе, кВт Наиболее олабое звено
по приводу по слабому звену
Вертикальный шпиндель
I 63 15,5 1,0 0,7
2 80 12,5 1,0 1,0
3 100 9,8 1,0 1,0
4 125 7,8 1,0 1,1
5 160 6,1 1,0 1,1 Зубчатое
6 200 4,9 1,0 1Д колесо,
7 250 3,9 1,0 1Д поз.41
8 315 3,1 1,0 1Д (см. рис.4)
9 400 2,4 1,0 1,1
10 500 2,0 1,0 1,1
II 630 1,5 1,0 1,1
12 800 1,2 1,0 1,1 Клиноремен-
13 1000 1,0 1,0 1,1 ная передача
14 1250 0,8 1,0 1,1
15 1600 0,6 1,0 1,1
16 2000 0,5 1,0 1,1
Таблица 16
Механизм подач
Номер отупе- ни Подача, мм/мин
продольная поперечная вертикальная
I 12,5 12,5 12,5
2 16 16 16
3 20 20 20
4 25 25 25
5 31,5 31,5 31,5
6 40 40 40
7 50 50 50
-к-
chipmaker.ru
Окончание табл..16
Номер ступе- ВИ Подача, мм/мин
продольная поперечная вертикальная
8 63 63 63
9 80 80 80
10 100 100 100
II 125 125 125
12 160 160 160 •
13 200 200 200
14 250 250 250
15 315 315 315
16 400 400 400
17 935 935 935
Примечания: I. Величина и вад подачи устанавливаются поворот-
ным грибком и рукояткой механизма подач.
2. Наибольшее усилие резания, допускаемое механизмом подач,
при нормальном затуплении фрезы 500 кто.
3.2.4. Техническая характеристика электрооборудования
Количество электродвигателей на станке ............2
Электродвигатель механизмов главного движения
и подач;
тип ............................................... 4АХ8СВ4УЗ,
M30I
мощность, кВт ................................ 1,5
чаотота вращения, об/мин .................... 1400
Насос охлаждения:
тип ..........................................ПА-22-С1
подача, л/мин ................................22
Электродвигатель насоса охлаждения:
мощность, кВт ................................ 0,12
частота вращения, об/мин ..................... 2800
3.2.5. Техническая характеристика системы смазки
Масло для смазки .................................. Индустриальное
И*20А
ГОСТ 20799-75
Насос плунжерный:
тип ............................................... ICI3-I2
подача, см°/ход .............................. 1,3
76-
3.2.6. Техническая характеристика принадлежностей станка
Угловой универсальный стол
Рабочая поверхность (длина х пшрина), мм .......... 500x200
Наибольший угол поворота, град;
в горизонтальной плоскости ................... -20
в вертикальной плоскости ..................... *45
в продольном направлении .................... *30
Вес, кг ...........................................46
Круглый стол
Характеристика .................................... 90
Диаметр рабочей поверхности отола, ма ........... 250
Габаритные размеры (длина х ширина х высота), мм .. 435x350x115
Червячная передача:
передаточное отношение ....................... 1/90
чиоло заходов червяка ........................ I
число зубьев червячного колеоа ............... 90
Делительная головка
Характеристика .................................... 40
Высота центров, ш ................................ 107
Наибольшее расстояние от торца шпинделя
до центра серьги, мм ............................. 220
Наибольший угол поворота головки в плоскости
крепления, град ...................................*90
Конус шпивделя ....................................Морзе 4
Наибольший шаг нарезаемой спирали, ш .............. 5,376
Габаритные размеры (длина х ширина х высота), мм .. 600x310x265
Вес без гитары, хобота и серьги, кг ...............46
Долбежная головка
Наибольший ход, мм ................................ 80
Количество двойных ходов .......................... 4
Число двойных ходов в минуту ..................... 50-100
Вес, кг ...........................................30
Быстроходная головка
Нарзгхный конус ............................ : Мбр&Й 4
Наибольшее чиоло оборотов в минуту ................. 5200
Габаритные размеры (диаметр х длина), ш............105x185
Вес, кг ...........................................3
Тиски
Ширина губок, мм ................................... 125
Наибольший развод губок, мм, не менее .............125
Габаритные размеры (длина х пирина х высота), мм .. 400x200x140
Вес, кг ........................................... 26
- 77-
3.3. Сведения о ремонте
Наименование и обозначение составных час- тей станка Основание для сдачи в ремонт Дата Категория сложности ремонта Ремонт- ный п.мкл работы станка в часах Ввд ремонта должность, фамилия и подпись ответственно- го липа
поступ- ления в ремонт выхода ив ре- монта произво- дившего ремонт приняв- шего ремонт
3.4. Сведения рб изменениях в стадае
Чяименование и обозначение с >тавш частей станка Основание (наименование документа) Дата произведенных изменений Характеристика работы станка после _ произведенных цдоений Должность, фамилия и подпись ответственного лица
chipmaker.ru
3.5. комплект поставки (см. ведомость 31П)
3.6. Свидетельство о приемке (ом. приложение М I)
3.7. Свидетельство о консервации
Инструментальный широкоуниверсальный фрезерный отанок модели
675П, класс точности П, заводской Л подвергнут консер-
вации согласно установленным требованиям.
Принял
Дата консервации
Срок консервации
Консервацию произвел
М.П.
3.8. Свидетельство об упаковке
Инструментальный широкоунивероальный фрезерный отанок модели
675П, класс точности П, заводской номер , упакован
согласно установленным требованиям.
Вненторгиздат. Изд. № 10*4 СТ.
Типография ВТИ. Заказ № 1550