/











































































Текст
65 Л i№)
85
В.П ЮРЬЕВ
СПРАВОЧНОЕ
ПОСОБИЕ
ПО НОРМИРОВАНИЮ
МАТЕРИАЛОВ
И ЭЛЕКТРОЭНЕРГИИ
ДЛЯ СВАРОЧНОЙ
ТЕХНИКИ
weldworld.ru
Ю 85
УДК 621.791.04 + 621.791 : 621.3.014] : 65.011.2 (031)
Юрьев В. П. Справочное пособие по нормирова-
нию материалов и электроэнергии для сварочной тех
ники. М., «Машиностроение», 1972, 52 с.
В справочном пособии систематизированы све-
дения по нормированию материалов, применяемых
при сварке, пайке и резке металлов, а также по
определению удельных норм расхода сварочных
материалов и электроэнергии на основе анализа
литературных источников, ГОСТов, отраслевых
методических и нормативных материалов. Для
ориентировочных расчетов указана стоимость сва-
рочных материалов, наиболее распространенных
на производстве. Пособие содержит практический
материал по выбору режимов сварки и резки.
Справочное пособие предназначено для техно-
логов сварочного производства, а также для работ-
ников отделов и бюро по нормированию расхода
материалов.
Табл. 96. Список лит. 17 назв. г ;
.. * - if ЯГ ’ ’ . ’
«в 41
Рецензент
д-р техн, наук А. И. Красовский
3-12-6
75—72
ПРЕДИСЛОВИЕ
Техническая норма расхода материалов — это минимальное коли-
чество материалов, необходимое для изготовления одного изделия в со-
ответствии с техническими условиями. Разрабатываемые предприятиями
нормы расхода сварочных материалов должны быть прогрессивными
и соответствовать современному техническому уровню сварочной тех-
ники. Прогрессивность норм расхода материалов закладывается в ста-
дии проектирования сварной конструкции и разработки технологии
ее изготовления рациональными конструкторско-технологическими ре-
шениями, обеспечивающими минимальную массу наплавленного ме-
талла и высокую экономичность методов сварки, пайки и резки.
Технический расчет норм расхода сварочных материалов произво-
дится на основе чертежей деталей и узлов машин (изделий), конструк-
торских спецификаций деталей и узлов, технологических процессов
сварки, пайки и резки, справочных и директивных материалов (ГОСТов,
нормалей, инструкций).
Расчет норм расхода сварочных материалов связан с известными
трудностями с точки зрения точности получаемых результатов. Вызвано
это тем, что некоторые коэффициенты, входящие в расчетные формулы,
получены опытным путем и зависят от конкретных условий произ-
водства.
Разрозненность и неполнота сведений по расчету и нормированию
расхода сварочных материалов и электроэнергии вызывают известные
трудности у работников сварочного производства. Поэтому в спра-
вочном пособии сделана попытка проанализировать и систематизиро-
вать литературные данные по этим вопросам, а также отраслевые мето-
дические и нормативные материалы. Приведенные данные по удельному
расходу сварочных материалов не претендуют на абсолютную точность,
а являются исходными для дальнейшего их уточнения и снижения на
основе совершенствования конструкции сварных деталей и узлов; при-
менения экономичных способов сварки, пайки и резки; разработки
и осуществления организационных и технических мероприятий по эко-
номии материалов.
-..О
Глава I
КРАТКИЕ СВЕДЕНИЯ О СВАРОЧНЫХ
МАТЕРИАЛАХ
Сварочные материалы обеспечивают протекание процессов сварки,
пайки и резки с получением высококачественных сварных и паяных
соединений и заготовок.
К сварочным материалам относятся электродные стержни, изго-
товленные из сталей и различных цветных металлов и сплавов, припои,
защитные и горючие газы, неплавящиеся электроды, флюсы для пайки
и сварки и т. п.
ЭЛЕКТРОДЫ МЕТАЛЛИЧЕСКИЕ
По определенным механическим свойствам наплавленного металла
и металла сварного соединения, специальным свойствам швов (корро-
зионной стойкости, крипоустойчивости и т. п.) электроды делятся на
типы, в зависимости от которых определяются назначение и область
применения электродов. Каждому типу могут соответствовать одна
или несколько промышленных марок электродов с определенными
технологическими свойствами, составом электродного покрытия, маркой
проволоки. На каждую марку электрода составляется паспорт, регла-
ментирующий специальные свойства электрода. Оптовые цены на ме-
таллические электроды даны по прейскуранту № 01-05, введенному
в действие с 1 июля 1967 г. В оптовых ценах учтены все расходы, свя-
занные с доставкой электродов от предприятий-поставщиков до станции
(порта, пристани) назначения предприятий-потребителей. В районы
Дальнего Востока электроды поставляются с надбавкой к оптовым
ценам по 25 руб. на 1 т.
1. Электроды для сварки углеродистых и низколегированных
сталей
Тип электрода по ГОСТу 9467—60 Марка электрода Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм Оптовая цена 1 т в руб.
Э34 АН-1 3 423 5 281
4 286 6 278
Э42 ОММ-5 3 381 5 253
4 258 6 251
Э42 СМ-5 4 274 6 266
5 269 — —
4
Продолжение табл. 1
Тип электрода по ГОСТу 9467-60 Марка электрода Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр элек- трода в мм Оптовая цена 1 т в руб.
Э42 ЦМ-7 3 397 6 261
4 269 8 261
5 264 — —
Э42 УНЛ-1 3 442 5 293
4 299 —— —
Э42 КПЗ-32 3 432 5 286
4 292 6 284
Э42 АНО-5 4 328 6 319
5 322 — —
Э42 АНО-6 4 280 6 272
5 275 — —
Э42 АНО-1 4 388 6 377
5 381 — —
Э42 ОМА-2 2 481 3 332
2,5 417 — —
Э42 ВСП-1 3 486 5 322
4 328 — —
Э42 ВСЦ-2 3 519 5 343
4 350 — —
Э42А УОНН-13/45 2 618 4 288
2,5 536 5 283
3 426 6 280
Э42А СМ-11 4 297 6 288
5 291 — —
Э42А ОЗС-2 3 403 5 268
4 273 • —
Э46 АНО-3 3 441 5 292
4 298 6 289
Э46 АНО-4 3 414 5 275
4 280 6 272
Э46 МР-1 4 292 6 284
5 286 — —
Э46 МР-3 4 278 6 270
5 273 — —
Э46 ОЗС-4 3 418 5 278
4 283 6 275
5
Продолжение табл. 1
Тип электрода по ГОСТу 9467—60 Марка электрода Диаметр электрода в мм Оптовая цена 1m в руб. Диаметр элек- трода в мм Оптовая цена 1 т в руб.
Э46 ОЗС-6 3 483 6 317
4 326 8 317
5 321 — —
Э46 РБУ-4 4 293 6 285
5 287 8 285
Э46 РБУ-5 4 321 6 312
5 315 — —
Э46 ЗРС-2 4 323 6 314
5 317 — —
Э46 ОЗС-З 3 568 5 376
4 283 6 372
Э46 ЗРС-1 5 382 6 377
Э46А Э-138/45Н 3 585 5 386
4 394 6 383
Э50 всц-з 3 832 5 548
4 559 — —
Э50 всн-з 4 587 5 576
Э50А УОНИ-13/55 2 625 4 291
2,5 541 5 285
3 430 6 283
Э50А ДСК-50 4 318 5 312
Э50А УП-2/55у 3 426 5 283
4 288 6 281
Э50А К-5А 4 269 6 261
5 264 — —
Э50А АН-Х7 3 450 5 298
4 304 — —
Э50А Э-138/50Н 3 627 б 414
4 422 6 410
Э55 УОНИ-13/55у 3 456 5 302
4 308 6 299
При мечания; 1. Размеры и общие технические требования
к электродам по ГОСТу 9466—60.
2. Стержни электродов из проволоки марок Св-08 и Св -08А по
ГОСТу 2246—70.
2. Электроды для сварки низколегированных и легированных
конструкционных сталей повышенной прочности
Тип электрода по ГОСТу 9467—60 Марка электрода (марка проволоки) Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм Оптовая цена 1 tn в руб.
Э60А У ОНИ-13/65 2 653 4 304
(Св-08, Св-08А) 2,5 566 5 298
3 450 6 295
Э60А ВПТИ-12/70 3 637 5 421
(Св-ЮГСМТ) 4 429 — —
Э70 48Н-1 3 621 5 549
(Св-08ХН2М) 4 566 — —
Э70 Л КЗ-70 2 693 4 322
(Св-08, Св-08А) 2,5 600 5 316
3 477 6 313
Э85 УОНН-13/85 2 970 4 448
(Св-08, Св-08А) 2,5 840 5 439
3 666 — —
Э85 УОНИ-13/85у (Св-08, Св-08А) 4 455 5 446
Э100 ВИ-10-6 2 1080 4 500
(Св-18ХМА) 2,5 938 5 490
3 744 — —
Э100 УОНИ-13/В 5 456 6 451
(Св-08)
Э85 ЦЛ-18 (Св-18ХГСА) 4 435 5 427
Э85 НИАТ-ЗМ 3 580 5 383
(Св-08А) 4 391 — —
Э100 У-340/105 (Св-08, Св-08А) 4 325 5 320
Э100 ЦЛ-19 (Св-18ХМА) 4 499 5 489
Э100 УОНИ-13/18ХМА 2 1040 4 481
(СВ-18ХМА) 2,5 902 5 472
3 715 — —
Э145 НИАТ-3 3 765 5 504
(Св-18ХМА) 4 514 — —
__ НИ АТ-5 2 5770 4 2890
(Св-10Х16Н25М6) 2,5 4900 5 2800
3 3180 — —
Примечания: 1. Размеры и общие технические требования
к электродам по ГОСТу 9466—60.
2. Стержни электродов из сварочной проволоки по ГОСТу 2246—70.
6
7
3. Электроды для сварки теплостойких сталей
Тип электрода по ГОСТу 9467—60 Марка электрода (марка проволоки) Диаметр элек- трода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм Оптовая цена 1 т в руб.
э-мх ЦЛ-14 (Св-08,-Св-08А) 3 4 625 421 5 6 413 409
э-мх ГЛ-14 (Св-ЮХМ) 3 4 763 513 5 503
Э-ХМФ ЦЛ-20А (Св-08А) 4 419 5 411
Э-ХМФ ЦЛ-20Б (Св-08ХМФА) 4 549 5 498
Э-ХМФБ ЦЛ-27А (Св-08, Св-08А) 4 564 5 553
Э-ХМФБ ЦЛ-27Б (Св-08ХМФБ) 4 573 5 562
Э-Х2МФБ ЦЛ-26М (Св-08А) 3 4 1150 773 5 758
Э-Х5МФ ЦЛ-17 (Св-10Х5М) 4 700 5 686
Примечания: 1. Размеры и общие технические требования к электродам по ГОСТу 9466—60. 2. Стержни электродов из сварочной проволоки по ГОСТу 2246 — 70.
4. Электроды для сварки коррозионностойких, жаростойких
и жаропрочных сталей и сплавов
Тип электрода по ГОСТу 10052-62 Марка электрода (марка проволоки) Диаметр электрода в мм к £ ® \О о л >, £ ® л к (U О sf оа Диаметр электрода в мм «З-ч I О EJ £0
ЭА-1 ОЗЛ-14 3 1480 5 1300
(Св-02Х19Н9) 4 1340 — —
ЭА-1а ОЗЛ-8 2 2260 4 1140
(СВ-04Х19Н9) 2,5 1920 5 1100
3 1250 — —
ЭА-1а Л-39 3 1300 5 1140
(Св-04 Х19Н9) 4 1180 —' —
8
Продолжение табл. 4
Тип электрода по ГОСТу 10052—62 Марка электрода (марка проволоки) Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм к £ а хо о «я ь д £ с о *** Ой»
ЭА-1Б ЦЛ-11 2 3960 4 1190
(Св-08Х19Н10Б) 2,5 3370 5 1930
3 2180 — —
ЭА-1Б Л-38М 3 2300 5 2030
(Св-08Х19Н10Б) 4 2090 — —
ЭА-1Б ОЗЛ-7 2 3040 4 1530
(Св-02Х19Н9) 2,5 2590 5 1480
3 1680 — —
ЭА-1Ба ЗИО-З 3 2330 5 2060
(Св-08Х19Н10Б) 4 2120 — —
ЭА-1М2 ЭНТУ-ЗМ 3 2100 5 1850
(СВ-04Х19Н11МЗ) 4 1910 — —
ЭА-1М2Ба НЖ-13 2 3940 4 1980
2,5 3350 5 1920
(Св-04Х19Н11МЗ) 3 2170 — —
ЭФ-Х13 У ОНИ-10X13 3 639 5 565
(Св-10Х13) 4 582 — —
ЭФ-Х13 УОНИ/ЮХ13 3 751 5 664
(Св-06Х14) 4 684 — —
ЭФ-Х13 ЛМЗ-1 3 654 5 579
(Св-10X13) 4 596 — —
ЭФ-Х17 УОНИ/ЮХ17Т 3 726 5 642
(Св-10Х17Т) 4 661 — —
ЭАФ-1 цл-зз 3 1530 5 1350
(Св-04Х19Н9) 4 1390 — —
ЭАФ-1 ЭА-606/10 3 1710 5 1510
Св-05Х19Н9ФЗС2 4 1560 — —
ЭА-2 СЛ-25 3 1560 5 1380
(Св-07Х15Н12Т) 4 1420 — —
ЭА-2 СЛ-25 3 1920 5 1700
(Св-06Х25Н12ТЮ) 4 1750 — —
ЭА-2 3140-8 3 1910 5 1690
(Св-07Х25Н13) 4 1740 — —
ЭА-2 Б ЦЛ-9 3 1750 5 1550
(Св-07Х25Н13) 4 1600 — —
9
Продолжение табл. 4
Тип электрода по ГОСТу 10052—62 Марка электрода (марка проволоки) Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм к £ Й 'О р я О sf и
ЭА-1Г6 СЛ-16 3 1490 5 1320
(Св-08Х20Н9Г7Т) 4 1360 •— —
ЭА-2 ОЗЛ-6 3 1600 5 1410
(Св-07Х25Н13) 4 1450 6 1390
ЭА-2 ЦЛ-25 3 1710 5 1510
(Св-07Х25Н13) 4 1560 —
ЭА-2 ОЗЛ-4 3 1730 5 1530
(Св-10Х20Н15) 4 1580 6 1510
ЭА-2С2 ОЗЛ-5 3 1670 5 1470
(Св-10Х20Н15) 4 1520 .— —
ЭА-1Б ЦТ-15-1 (СВ-08Х19Н10Б) 3 1390 — —
ЭА-1Ба ЦТ-15 2 3770 4 1890
(Св-08Х19Н10Б) 2,5 3 3210 2080 5 1840
ЭА-1В2Б ЦТ-16-1 (Св-08Х19Н10Б) 3 2410 — —
ЭА-1В2Ба ЦТ-16 3 2450 5 2160
(Св-08Х19Н10Б) 4 2230 — —
ЭА-1М2ФА ЦТ-7 3 2490 5 2200
(Св-08Х19Н12МЗ) 4 2270 — —
ЭФ-Х12ВМНФ кти-ю 3 1220 5 1080
(Св-ЮХНВМФН) 4 1110 — —
Примечание. Размеры и общие технические требования
к электродам по ГОСТу 9466—60.
5. Электроды для наплавки
Тип электрода по ГОСТу 10051—62 Марка электрода (марка проволоки) Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм Оптовая цена 1 т в руб.
ЭН-15ГЗ-25 ОЗН-ЗОО (Св-08, Св-08А) 4 287 5 282
10
Продолжение табл. 5
Тип электрода по ГОСТу 10051- 62 Марка электрода (марка проволоки) Диаметр электрода в мм Оптовая цена 1 т в руб. Диаметр электрода в мм я « Ю р га £ я 2 О а’ сс
ЭН-18Г4-35 O3H-350 (Св-08, Св-08А) 4 289 5 283
ЭН-20Г4-40 ОЗН-400 (Св-08, Св-08А) 4 296 5 290
ЭН-15ГЗ-25 У340/пб (Св-08, Св-08А) 4 232 5 228
ЭН-14Г2Х-30 К-2-55 (Св-08, Св-08А) 5 243 — —
ЭН-60Х2СМ-50 ЭН-60М (Св-08, Св-08А) 3 4 654 440 5 6 431 427
ЭН-80Х4СГ-55 13КН/ЛИВТ (Св-08, Св-08А) 4 329 5 323
ЭН-25Х12-40 УОНИ-13/нж (2Х13ТУ-141-60 3 4 631 575 5 558
ЭН-70Х11НЗ-25 ОМГ-Н (Св-ОбНЗА) 4 490 5 481
ЭН-70Х11-25 ОМГ (Св-08) 4 281 5 276
ЭН-80В18Х4Ф-60 ЦИ-1М (Св-08) 3 4 3700 2470 5 2420
ЭН-80В18Х4Ф-60 ИТ-10 (литые стержни Р-18) 6 2480 8 2480
ЭН-У30Х25РС2Г-60 Т-590 (Св-08, Св-08а) 4 330 5 324
ЭН-У30Х23Р2С2ТГ-55 Т-620 (Св-08, Св-08А) 4 322 5 316
ЭН-У10Г5Х7С-25 12АН/ЛИВТ (Св-08, Св-08А) 4 343 5 336
Примечание. Размеры и общие технические к электродам по ГОСТу 9466—60. требования
11
6. Электроды для сварки чугуна и цветных сплавов
Технические условия Марка электрода Марка стержня электрода Диаметр электрода в мм Оптовая цена 1 т в руб.
ТУ 1034—62 МНЧ-1 НМЖМц (монель) 3 5120
ГОСТ 492—52 или 4 3420
МНМц (константан) 5 3350
ГОСТ 5307—69
ТУ 1033—62 ОЗЧ-1 Медная проволока 3 1580
МТ ГОСТ 2112—62 4 1060
и ГОСТ 859—66 5 1040
ТУ—1035—62 ЦЧ-4 Св-08, Св-08А 4 1320
ГОСТ 2246—70 5 1300
ТУ ЦНИИТМАШ ЦЧ-ЗА Св-08Н50 ГОСТ 4 3530
2246—70 5 3430
ТУ 1036—62 ОЗА-1 Св А1 ГОСТ 4 2340
7871—63 5 2300
6 2270
8 2270
ту АФ-4аКр Св А1 ГОСТ 4 2210
НЙИХИММАШ 7871—63 5 2160
6 2140
8 2140
ТУ 1037—62 ОЗА-2 Св АК5 ГОСТ 4 2210
7871—63 5 2170
6 2150
ТУ 1079—64 «Комсомо- Медная проволока 3 1920
лец»-100 МТ ГОСТ 2112—62 4 1280
и ГОСТ 859—66 5 1260
ПРОВОЛОКА СТАЛЬНАЯ СВАРОЧНАЯ
В зависимости от химического состава проволока, выпускаемая
по ГОСТу 2246—70, разделяется на низкоуглеродистую, легированную
и высоколегированную. Для механизированных способов сварки основ-
ное применение находит холоднотянутая калиброванная проволока.
12
7. Электродная проволока для автоматической
и полуавтоматической сварки
Марка проволоки Свариваемые стали Диаметр проволо- ки в мм Оптовая цена 1 т в руб.
Св-08 МСт.1—МСт.4, 10, 15, КСт.З, а также некото- рые низколегированные стали под высокомар- ганцовистыми флюсами ОСЦ-45, АН-348А и ФЦ-9 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 196 182 167 158 155 152 151 151
Св-08А МСт.1—МСт.4, 10, 15, КСт.З, а также некото- рые низколегированные стали под высокомар- ганцовистыми флюсами ОСЦ-45, АН-348А и ФЦ-9 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 200 187 172 163 160 157 156 155
Св-10Г2 То же, а также неко- торые низколегирован- ные стали под флюсом АН-51 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 214 199 181 171 168 165 164 163
Св-12ГС МСт.1—МСт.4 при скорости сварки свыше 100 м/ч и некоторые низколегированные ста- ли 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 277 247 216 196 188 184 181 178
Св-18ХМА 20ХМА, ЗОХМА, 20ХГСА, 25ХГСА, ЗОХГСА и другие стали повышенной прочности 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 484 445 386 350 340 321 285 274
13
Продолжение табл. 7
Марка проволоки Свариваемые стали Диаметр проволо- ки в мм Оптовая цена 1 т в руб.
Св-04Х19Н9 Х18Н9, Х18Н10Т 1,о 1,2 1,6 2,0 2,5 3,0 4,0 5—12 1390 1320 1210 1150 1120 1090 1020 1000
Св-06Х19Н9Т Х18Н9, Х18Н10Т 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 1420 1350 1230 1170 1140 1120 1060 1020
Св-08Х20Н9Г7Т Х18Н9, Х18Н10Т 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 1750 1630 1460 1350 1310 1260 1160 1120
Св-04Х19Н9С2 Х18Н9, Х18Н10Т под флюсами АН-20 и АН-26 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12 1360 1290 1190 1120 1090 1060 1000 975
14
8. Сварочная проволока (ГОСТ 2246—70),
применяемая для сварки
в среде защитных газов
Марка проволоки Оптовая цена в руб. 1 т проволоки диаметром в мм
0,3 0,5 0,8 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5—12
Св-08ГС Св-08Г2С Св-08ХЗГ2СМ Св-18ХГС Св-18ХМА Св-06Х19Н9Т Св-08ГСМТ Св-10ХГ2СМА Св-07Х19Н-10Б 533 647 1880 1400 1400 3130 1440 1890 3930 391 464 1080 789 825 2030 823 1090 2830 312 363 729 525 561 1560 559 737 2330 277 318 632 450 484 1420 483 640 2180 247 280 579 411 445 1350 444 587 2100 216 240 502 352 386 1230 385 510 1980 196 215 455 317 350 1170 349 463 1910 188 205 437 304 340 1140 336 444 1870 184 200 415 288 321 1120 320 423 1840 181 196 369 252 285 1160 284 377 1770 178 193 354 241 274 1020 272 361 1740
Примечание. Оптовые цены по прейскуранту 01-05, вве- денному в действие с 1 июля 1967 г.
ФЛЮСЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
9. Флюсы *, применяемые для сварки сталей
Марка флюса ТУ и ГОСТы на флюсы Свариваемые стали Оптовая цена 1m в руб.
АН-15М 4МТУ—1-1014-70 Легированные высо- кой прочности, а также и другие сплавы, про- волока легированная 465
АН-348-А ГОСТ 9087-69 Углеродистые и низ- колегированные кон- струкционные, проволо- ка легированная 87
ОСЦ-45 ГОСТ 9087—69 То же 110
АН-348-AM ГОСТ 9087—69 Углеродистые и низ- колегированные кон- струкционные, проволо- ка диаметром менее 3 мм —
ОСЦ-45М | ГОСТ 9087—69 | То же * Объемная масса 1,3—1,8 кг/дм3. —
15
ГАЗЫ ДЛЯ СВАРКИ И РЕЗКИ
Оптовые цены приведены по прейскуранту № 05-01, введенному
в действие с 1 июля 1967 г.
10. Газы и их физические свойства [13, 14]
Газ Плот- ность в кг/л3 Объем газа (В Л£3) в баллоне емкостью 40 л Газ Плот- ность в кг/м9 Объем газа в (м9) в баллоне емкостью 40 л
Аргон Гелий Азот 1,7833 0,17847 1,25 6,0 6,0 до Водород Углекислый газ 0,090 1,97686 6,0 12,67
Примечания: 1. В стандартный баллон емкостью 40 л заливается 25 кг жидкого углекислого газа. 2. При испарении 1 кг жидкого углекислого газа при 0° С и 760 мм рт. ст. образуется 506,8 л газа.’
11. Газы, применяемые для сварки и резки
Газ Объемное содер- жание чистого газа (не менее) в % ГОСТ или ТУ Количе- ство газа Оптовая цена в руб.
Аргон чистый:
марки А . . . 99,99 ГОСТ 10157—62 1 л3 1,60
» Б . . . 99,96 1 » 1,50
» В . . . 99,90 1 » 1,40
Аргон технический Гелий: высокой чи- 84,0— 88,0 МРТУ 6—02—291—64 1 » 1,20
стоты ..... 99,985 МРТУ 51—77—66 1 » 10
технический Водород техниче- ский: 99,8 1 » 8
марки А . . . 99,7 ГОСТ 3022—70 1000 » 200
» Б . . . 98,0 1000 » 190
» В . . . 97,5 1000 » 180
16
Продолжение табл. II
2 ЪЧ Le
Газ Объемное содер- жание чистого газа (не менее) в % ГОСТ или ТУ Количе- ство газа Оптовая цена в руб.
Азот газообраз- ный: электроваку- умный .... сорт I . . . » II . . . 99,9 99,5 99,0 ГОСТ 9293—59 100 м3 100 » 100 » 7,50 6,50 4
Углекислый газ сварочный: сорт I . . . » II 99,5 99,0 ГОСТ 8050—64 1 т 1 » 110 105
Углекислый газ пищевой 98,5 1 » 100
ЭЛЕКТРОДЫ ВОЛЬФРАМОВЫЕ
Применяются при сварке неплавящимся электродом на постоянном
или переменном токе в инертных газах, а также при резке проникаю-
щей дугой. Оптовые цены даны по прейскуранту № 02-06, введенному
в действие с 1 июля 1967 г.
12. Вольфрамовые прутки
Вольфрамовые электроды Диаметр прутков в мм Технические условия, нормаль Оптовая цена 1 кг в руб.
Лантанированные ВТ-10, ВТ-15 ВА-3, ВА-5 . . . ВРН Прутки и прово- лока 1—10 1,0—7,5 1,0—9,0 1,0—10,5 3,0—10,0 0,5—2,75 СТУ—45—Ц4—1150—63 | НИО.021.612 ТУ ВМ 2—529—57 35 39 26,50 26,50 23
МАТЕРИАЛЫ ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ
МЕТАЛЛОВ
Кислород поставляется по ГОСТу 5583—68, 1 м3 кислорода при
20 °C и 760 мм рт ст. весит 1,312 кг. В 40-литровом баллоне поме-
щается 8—8,4 кг кислорода.-. ....- ,
ТЕХНИЧЕСКла*
• ЙИЕЛИОТЕК*
, эж „Лемина
* . .-т . '
17
13. Заменители ацетилена 114]
Заменитель гост Плот- ность в кГJm* Коэффициент замены ацетилена Соотношение между кислоро- дом и замени- телем при резке
i при : газовой ' пайке ' 1 1 5S С О О ч ® S о «со р. s о и К ХО.О,
Водород 3022—70 0,0898 1,2 1:4
Пропан технический 10196—62 1,867 __ 0,6 1 : 3
Нефтяной газ . . . — 0,776— 1,357 — — 1 : 3
Коксовый газ ... Городской газ (москов- 8330—57 0,490 3,2 3,2 1 : 3
ский) 5542—50 — — 1 : 4
Сланцевый газ . . . 5805—63 — — 4,0 1 : 4
Природный газ . . . 6763—53 — — 1 : 3
Керосин (пары) . . . — — 1,35 — —
Ацетилен 5457—60 1,091 — — 1 : 2,5
МАТЕРИАЛЫ ДЛЯ ПАЙКИ МЕТАЛЛОВ
14. Припои оловянно-свинцовые (ГОСТ 1499—70)
Марка припоя Плот- ность в г/см3 Темпе- ратура плавле- ния в °C Назначение
ПОС 90 7,6 220 Лужение и пайка внутрен- них швов пищевой посуды и медицинской аппаратуры
ПОС 61 8,5 190 Лужение и пайка электро- и радиоаппаратуры, печатных схем, точных приборов с вы- сокогерметичными швами, где недопустим перегрев
ПОС 40 9,3 238 Лужение и пайка электро- аппаратуры, деталей из оцин- кованного железа с герметич- ными швами
ПОС 10 10,8 299 Лужение и пайка контакт- ных поверхностей электриче- ских аппаратов, приборов, ре- ле
ПОС 61М 8,5 192 Лужение и пайка медной проволоки в кабельной про- мышленности, в электропри- боростроении и ювелирной тех- нике
18 ' -
Продслядпие табл. 14
Марка припоя Плот- ность в г/см? Темпе- ратура плавле- ния в °C Назначение
ПОСК 50-18 8,8 145 Пайка деталей, чувствитель- ных к перегреву, металлизи- рованной керамики, ступенча- тая пайка конденсаторов
ПОССу 61-0,5 8,5 189 Лужение и пайка электро- аппаратуры, обмоток электри- ческих машин, оцинкованных радиодеталей при жестких тре- бованиях к температуре
ПОССу 50-0,5 8,9 216 Лужение и пайка авиацион- ных радиаторов, пайка пище- вой посуды с последующим лужением пищевым оловом
ПОССу 40-0,5 9,3 235 Лужение и пайка белой же- сти, обмоток электрических машин, пайка радиаторных трубок, оцинкованных деталей холодных агрегатов
ПОССу 35-0,5 9,5 245 Лужение и пайка свинцовых кабельных оболочек электро- технических изделий неответ- ственного назначения, тонко- листовой упаковки
ПОССу 30-0,5 9,7 255 Лужение и пайка листового цинка, радиаторов
ПОССу 25-0,5 10,0 266 Лужение и пайка радиаторов
ПОССу 18-0,5 10,2 277 Лужение и пайка трубок теплообменников электроламп
ПОССу 95-5 7,3 240 Пайка в электропромышлен- ности, пайка трубопроводов, работающих при повышенных температурах
ПОССу 40-2 9,2 229 Лужение и пайка холодиль- ных устройств, тонколистовой упаковки
ПОССу 35-2 9,4 243 Пайка свинцовых труб; абра- зивная пайка
ПОССу 30-2 9,6 250 Лужение и пайка в холодиль- ном аппаратостроении, элек- троламповом производстве; аб- разивная пайка
ПОССу 25-2 9,8 260
ПОССу 18-2 10,1 270 Пайка в автомобилестроении
ПОССу 15-2 10,3 275
ПОССу 10-2 10,7 285
19
Продолжение табл. 14
Марка припоя Плот- ность в г/см3 Темпера- тура плавле- ния в °C Назначение
ПОССу 8-3 10,5 290 Лужение и пайка в электро- ламповом производстве
ПОССу 5-1 Н,2 308 Лужение и пайка деталей, работающих при повышенных температурах; лужение труб- чатых радиаторов
ПОССу 4-6 10,7 270 Пайка белой жести; лужение и пайка деталей с закатанными и клепаными швами из латуни и меди; шпатлевка кузовов автомобилей
15. Припои медно-цииковые [4, 5]
Марка припоя Плот- ность в г}см* Темпе- ратура плавле- ния в °C Назначение
ПМЦ 36 7,7 823 Пайка соединений различных ме- таллов, если не требуется высокая прочность шва
ПМЦ 42 8,1 849 Пайка латуней с содержанием до 68% Си, а также тонкая пайка по бронзе
ПМЦ 47 8,2 960 Пайка латуни Л 62
ПМЦ 48 8,23 870 Пайка меди и латуней с содержа- нием свыше 68% Си
ПМЦ 52 8,3 885 Пайка бронзы, меди, латуней Л 68, Л 80, Л 90, стали, нейзильбера
ПМЦ 54 8,4 888 Пайка меди, латуней Л 80, Л 90, Л 96 (томпака), бронзы, стали, ней- зильбера
Л 62 8,5 905 Пайка стали
20
16. Припои серебряные (ГОСТ 8190—56) [4, 5]
Марка припоя Плотность в г/см2 Темпера- тура в °C Марка припоя Плотность в г/см2 Темпера- тура в °C
начала плавле- ния о а и. О s К Ж в к ч V х о я <u С О.Ч начала плавле- | НИЯ ПОЛНОГО , расплав- ления
ПСр 72 9,9 779 779 ПСр 40 8,4 595 605
ПСр 50 9,3 779 850 ПСр 37,5 8,9 725 810
ПСр 70 9,8 730 755 ПСр 65 — — ——
ПСр 62 9,7 660 700 ПСр 25Ф 8,5 650 710
ПСр 45 9,1 660 725 ПСр 15 8,3 635 810
ПСр 25 8,7 745 775 ПСр ЗКд 8,7 300 325
ПСр 12М 8,5 780 825 ПСр 3 11,3 300 305
ПСр 10 8,4 815 850 ПСр 2,5 11,0 295 305
ПСр 71 9,8 750 795 ПСр 2 9,6 225 235
ПСр 50 Кд ПСр 44 9,3 8,9 635 650 650 800 ПСр 1,5 10,4 265 270
17. Алюминиевые припои для пайки алюминия и его сплавов [4, 5]
Марка припоя Плот- ность в г/см* Температура полного расплавле- ния в °C Марка припоя Плот- ность в г/см* Температура полного расплавле- ния в °C
П590А 2,89 590 34-А 3,33 525
П575А 3,08 575 ПА-124 — 550
П550А 3,41 550 В-62 3,80 500
Для пайки магния и его сплавов применяются следующие припои:
Марка припоя MIA ГМЗОМг П380Мг
Температура
пайки в РС ... 650 600 610
О
Глава II
РАСЧЕТЫ НОРМ РАСХОДА
СВАРОЧНЫХ МАТЕРИАЛОВ
ЭЛЕКТРОДЫ И ПРОВОЛОКА ДЛЯ ЭЛЕКТРОДУГОВОЙ
И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ
Норма расхода Нэ (кг) покрытых электродов и сварочной прово-
локи на изделие определяется исходя из длины швов 1Ш (м) и удельной
нормы расхода электродов Оэ на 1 м шва данного типоразмера:
Нэ= Сэ/Ш. (1)
В общем виде удельную норму расхода рассчитывают по фор-
муле [6, 15]
(2)
тн~ р^-10-3, (3)
где тн — расчетная масса наплавленного металла в кг/м‘, kp — коэффи-
циент расхода, учитывающий неизбежные потери электродов и прово-
локи; р — плотность наплавленного металла в г/см3\ FH — площадь
поперечного сечения наплавленного металла шва в мм2.
При сварке тонкопокрытыми электродами принимается р =
= 7,5 г/см3-, толстопокрытыми — р = 7,8 г!см3. Площадь FH подсчи-
тывают по сумме площадей элементарных геометрических фигур, на
которые она может быть разбита.
Для электродуговой сварки необходимые размеры конструктив-
ных элементов швов сварных соединений берут из ГОСТов 5264—69,
8713—70 и чертежей сварных узлов.
Для электрошлаковой сварки основные конструктивные элементы
сварных соединений приведены по ГОСТу 15164—69.
18. Формулы для расчета площадей поперечного сечения наплавленного
металла при электрошлаковой сварке
Эскиз Условное обозна- чение соедине- ния Формулы
45^1 | е
5 ’ С1 FH — sbp + 2eg — 2g2
22
Продолжение табл. 18
Эскиз
Условное
обозначе-
ние
соедине-
ния
Формулы
С2
СЗ
У1
У2
УЗ
F,i = sbp + eg—g2 +
s>
Fн = sbp + eg —g2
FH = sbp 4- eg — g2 4- ~ klti
FH = i,41sbp —
FH = sbp + eg — g2
23
Продолжение табл. 18
Эскиз
Условное обозна- чение соедине- ния Формулы
У4 FH = sbp + eg— £2-}- + 0,29ft2
Т1 Fh — sbp 4“
Т2 FH = sbp + ie- — 0,42ft
ТЗ FH = sbp + -g- ftftj
Коэффициент расхода при сварке покрытыми электродами (6):
kp= kpkykn, (4)
где k0 — коэффициент, учитывающий потери электродов на огарки и
представляющий собой отношение длины стержня электрода к его рас-
24
плавляемой части; kn — коэффициент, учитывающий массу покры-
тия [15]:
kn = 1 + 0,96; (5)
k = т? — тС!п (6)
ml0
где k — коэффициент массы покрытия (табл. 33—37); тэ — масса
электрода в г; тст — масса стержня полной длины в г; 10 — длина
обмазанной части стержня электрода в см; т — масса 1 см электродной
проволоки в г/см; ky — коэффициент, учитывающий невозвратные по-
тери металла электрода [15]:
где ф — коэффициент потерь, характеризующий потери металла элек-
трода на испарение, разбрызгивание и окисление.
Значения коэффициентов расхода, подсчитанные по формуле (4)
для промышленных марок электродов, см. в табл. 33—37.
Коэффициент расхода kp при сварке под флюсом и электрошла-
ковой сварке учитывает потери электродного материала (проволоки,
пластин, плавящихся мундштуков) на угар, концевые отходы при зап-
равке в автоматы и т. п. При расчетах коэффициент 6Р принимается
для автоматической и электрошлаковой сварки 1,02; для полуавто-
матической и сварки электрозаклепками 1,03 [12].
19. Коэффициент 60 для электродов стандартной длины [15]
Длина в мм k 0 lP Длина в мм k --Ь-
электро- да 1э расплавляе- мой части электрода 1р электро- да 1э расплавляе- мой части электрода 1 р
225 175 1,28 350 300 1,17
250 200 1,25 400 350 1,14
300 250 1,20 450 400 1,12
Примечание. При определении kQ длина огарка принима-
лась равной 50 мм.
20. Масса 1 см стальной электродной проволоки в г [14]
Номинальный диаметр проволоки в мм т Номинальный диаметр проволоки в мм т
1,о 0,06 4,0 0,99
1,2 0,09 5,0 1,54
1,6 0,16 6,0 2,22
2,0 0,25 8,0 3,95
2,5 0,38 10,0 6,17
3,0 0,55 12,0 8,88
25
21. Масса стальных стержней в г [15]
26
22. Коэффициент kp при сварке в защитных газах
Способ сварки кР
Сварка неплавящимся электродом в среде инертных газов с присадкой: ручная автоматическая Автоматическая и полуавтоматическая сварка плавя- щимся электродом в среде инертных газов; в смеси инерт- ных и защитных газов (75% Аг + 25% СО2) Автоматическая и полуавтоматическая сварка в среде углекислого газа; автоматическая сварка в смеси (50% Ar -I- 50% СО2) Сварка тонколистовых нержавеющих сталей в смеси (50% Аг -|- 50% CO.J; сварка толстолистовых сталей (6 > > 30 мм) в углекислом газе 1,1 1,02 1,05 1,15 1,05
ФЛЮСЫ ДЛЯ ЭЛЕКТРОДУГОВОЙ
И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ
Норма расхода флюса на изделие Н ф определяется по расходу
сварочной проволоки на изделие Н э.
Нф=кфНэ, (8)
где кф — коэффициент, выражающий отношение массы израсходован
ного флюса к массе сварочной проволоки и зависящий от типа сварного
соединения и способа сварки.
Коэффициент кф при сварке под флюсом и электрошлаковой сварке [12]
Сварка Швы стыковых и угловых соединений Швы е тавровых соединений без скоса и со скосом кромок
без скоса кромок, с от- бортовкой со скосом кромок
Автоматическая .... 1,3 1,2 1,1
Полу автомати ческа я 1,4 1,3 1,2
Значения кф для электрозаклепочных соединений 2,7—3, при электро-
шлаковой сварке 0,05—0,1.
ЗАЩИТНЫЕ ГАЗЫ ДЛЯ ГАЗОЭЛЕКТРИЧЕСКОЙ
СВАРКИ
Норма расхода защитного газа на изделие Нг (л) определяется по
формуле [17]
Нг ' 1 QJtu "Ь Qdont
(9)
27
где Qs — удельная норма расхода газа на 1 м шва данного типоразмера
в л; 1ш — длина шва в м; Qgon — дополнительный расход газа на под-
готовительно-заключительные операции: продувку газовых коммуни-
каций перед началом сварки; защиту вольфрамового электрода от окис-
ления после окончания сварки при сварке неплавящимся электродом;
настройку режимов сварки.
Удельная норма расхода газа определяется по формуле
Qa (Ю)
где дг — оптимальный расход защитного газа по ротаметру в л!мин-,
t0 — машинное (основное) время сварки 1 м шва в мин.
Основное время при сварке плавящимся электродом можно опре-
делить по формуле [9]
_ щн-60-103
‘о ТГ7
<*н'св
где тн — масса наплавленного металла в кг/м шва данного типораз-
мера [см. формулу (3)]; ак—коэффициент наплавки в г/а-ч-, Iсв-
ета сварочного тока в а. Основное время при сварке неплавящимся
(а также и плавящимся) электродом можно рассчитывать по формуле [7]
t =
Оптимальные значения <?г, /са, оса задаются режимом сварки для
данного технологического процесса и уточняются при отработке техно-
логии сварки. Для расчета величина t0 может быть взята из нормати-
вов времени на сварку в среде защитных газов.
(II)
23. Коэффициент наплавки ан в г!а-ч при сварке в углекислом газе
на обратной полярности [2]
, 1<* в а Диаметр электрода в мм / в а св Диаметр электрода в мм
1,6 2,0 2,5 1,6 2,0 2,5
200 14,2 12,2 450 24,1 19,0 15,6
250 15,1 12,6 500 28,3 22,3 17,8
300 16,5 13,5 И,1 550 — — 20,5
350 18,6 14,8 12,4 600 — — 24,2
400 21,1 16,8 13,9
Дополнительный расход газа 0_гМп (л) на подготовительные и заклю-
чительные операции не зависят от скорости сварки:
Qdon tn. sQat (12)
где tn. a — время на подготовительно-заключительные операции в мин.
При сварке неплавящимся электродом tn. а«^0,2 мин-, при сварке
плавящимся электродом 3 ₽=* 0,05 мин.
28
Норма расхода защитного газа, рассчитанная по формуле (И),
при сварке коротких швов (менее 50 мм) и при сварке мелкой арматуры
диаметром менее 20 мм должна быть увеличена на 20% [13]. Расход
газа на прихватку составляет примерно 20% общего расхода газа на
узел (изделие). При сварке с применением газовой защиты обратной
стороны шва дополнительный расход газа определяется умножением
оптимального расхода газа в формуле (10) на коэффициент 1,3—1,5.
24. Нормы расхода кислорода и ацетилена на 1 м шва в л,
рассчитанные по эмпирическим формулам
Свариваемый металл Кислород (чистота 99%) Ацетилен
Сталь (шов внахлестку, тавровый, угло- вой внутренний) Стали (шов стыковой) » ( » угловой внешний) .... Латунь Алюминий 14s2 10s2 7,6s2 10s2 3s2 11,7s2 8,3s2 6,26s2 8,3s2 2,5s2
Примечание $ толщина свариваемого металла в мм.
МАТЕРИАЛЫ ДЛЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ
Поправочные коэффициенты к норме расхода кислорода в зависи-
мости от чистоты кислорода приведены ниже:
Чистота кислорода Поправочный коэффици- ент 99,5% 0,9 99% 1,0 98,5% 1,1 98% 1,24
Примечание. Для определения удельных норм газов-заменителей ацетилена необходимо удельную норму по ацетилену умножить на коэффициент замены для данного менителя (см. табл. 13). расхода расхода газа-за-
Расход присадочной проволоки может быть определен по массе
наплавленного металла с добавлением на потери (угар, разбрызгива-
ние) 7—15% массы наплавленного металла [11]:
Нпр = ks2 + (0,07 ч- 0,15) ks2, (13)
где Нпр — расход присадочной проволоки в е/лг, k — коэффициент,
зависящий от угла скоса кромок и равный при углах 45®; 40® и 35°
соответственно 10; 9 и 8, а при малых толщинах без скоса кромки 12 [11].
Для газовой резки удельная норма расхода кислорода на 1 м реза
складывается из удельной нормы расхода кислорода на резку и по-
догрев, а также из непроизводительных потерь (неиспользуемый оста-
ток кислорода в баллоне 2,56%, продувка вентилей резака, регули-
ровка пламени, холостое горение резака, утечки 4,5%).
29
В общем виде формула для расчета удельной нормы расхода кисло-
рода в л!м [ 1 ]
Щ = 1,07 (Нр.к + Нп.к),
(14)
где Нр, к и Нп. к — удельные нормы расхода кислорода соответственно
на резку и подогрев в л!м, определяемые по эмпирическим фор-
мулам [1]
(3 4 ч
2,7 ~|—— j bsvpe3t0; (15)
При lpe3 = 1 м
^Р.к=(2,7 + ^-)бз, (17)
где Qp.K — расход режущего кислорода в л/ч; t0—основное время,
необходимое для резки 1 м при данной скорости резки в ч; s — толщина
металла в мм; b — ширина реза в мм; 1рез — длина реза в м; vpe3 —
скорость резки в м/ч;
Qn. к^п< Qn. K= I,2QO; Нп. к = l,2Qatn, (18)
где Qn. к — расход кислорода на подогрев в л!ч; Qa — расход ацети-
лена в л/ч (мощность пламени); tn — время подогрева в ч.
25. Ширина реза и длительность нагрева в зависимости
от толщины металла [14J
Параметр Толщина металла s в мм
5-15 15-30 30—60 60—100 100—150 150—200
Ширина реза в мм Длитель- ность нагрева tn в сек 2—2,5 5—10 2,3—3 10—15 3—3,5 15—25 3,5—4,5 25—35 4,5—5,5 35—45 5,5—6,5 45—60
Характерные значения мощности ацетилено-кислородного пламени
для подогрева (11}:
Толщина разрезаемой стали в мм Мощность пламени в л/ч 3—25 300—550 25—50 550—750 50—100 750—1000 100—200 1000— 1200 200—300 1200— 1300
30
МАТЕРИАЛЫ ДЛЯ ПАЙКИ МЕТАЛЛОВ
Норма расхода (в г) припоя на изделие определяется по формулам:
для пайки
Ч п.^ V пР^-п/ (19)
для лужения
Чп = Vnpknky, (20)
где Vn— объем припоя, необходимый для лужения,- заполнения зазо-
ров и образования галтелей, в см3; р — плотность припоя в г/см3;
kn — коэффициент, учитывающий неизбежные технологические потери
припоя (угар, разбрызгивание, наплавы, заполнение неровностей, за-
текание между спаиваемыми деталями); ky — коэффициент, учитываю-
щий увеличение расхода припоя или чистого олова в зависимости от
сложности конфигурации детали.
Установленные расчетом нормы расхода припоев должны быть
подтверждены опытно-производственной или опытно-лабораторной про-
веркой с оформлением соответствующего акта. При расчете норм рас-
хода припоев расход их на детали (узлы) определяется по номинальным
размерам, предусмотренным в чертежах, а при наличии только мину-
совых отклонений — по среднему минусовому допуску.
Плотность припоя определяется опытным путем или подсчиты-
вается по формуле [4 ]
100
Р =--------т------,
А. + _L +
Ра Pb Ра
(21)
где а, Ь, с—процентное соотношение металлов в припое; ра, рь,
рс — соответствующие плотности металлов (см. табл. 14—17).
26. Коэффициент kn
Пайка
Мягкими припоями'. Погружением и паяльником на верстаке При работе паяльником в труднодоступных местах . . . Лужение (горячее) Твердыми припоями-. Медно-цинковых сплавов Алюминиевых сплавов Меди 1,05 1,15 1,05 1,10 1,05 1,05
31
27. Расчет объема- припоя, необходимого для пайки f4]
Тип соединения
Пайка Расчетная формула
Односторонняя:
а) без предва- Vn = (sa +
рительного луже- + 0,5ft2) 1Ш
ния
б) с предвари- Vn = (2s -f-
тельным лужением + sa -f- 0,5ft2) 1Ш
| S и Si к 1 Двусторонняя: а) без предва- рительного луже- ния б) с предвари- тельным лужением Ип = («а + й3)/ш (2S1S-b + sa -f- ft2) 1ш
-J В «замок» (же- стяные изделия) Vn = 0.5й21ш
По посадке Х4
(соединительный
слой)
Vn — л das
32
Продолжение табл. 27
Тип соединения Пайка Расчетная формула
Встык с зазором Vn = 8й1ш
Встык с зазором Vn = OJ&Pa
В «ус» Vn — 1,43за1ш при а = 45°
Примечание. Размеры в см: $ — ширина спая или толщина паяемых деталей; s£ — ширина облуживаемой поверхности; а — зазор между паяемыми деталями; б — толщина слоя покрытия при лужении; 1 — длина паяного шва; k — катет галтели; d — диаметр деталей.
2
В. П. Юрьев
33
28. Рекомендуемые зазоры в мм при пайке различных металлов [4]
Титан 0,05—0,25 0,05—0,075
Нимоник Ю Ю LQ СО СО СМ —i Q сГ О ср сГ о* 1 1 Д 1 || |1 д О О ООО сГ сГ с> сГ сГ
Алюминий и его сплавы 0,125—0,25
Нержавею- щая сталь JP Ю LQ LO ь* ь» ю СЧ СЧ О | со сч Х4 сГ Й С? о сГ с> i gs 1 Д 1 Д I Д СЧ -гО b- b- b- СЧ О ° О ООО o“ о* o“ cT о"
Углероди- стые стали Л _ Ю LQ to to ю ю сч сч сч О см < «-М гм о’ о о о сэ сГ Д Д 1 Д 1 д д д о о сч io о сч о* о" °. ООО о о о“ о’
Медные сплавы 0,075—0,37 0,025—0,12 0,050—0,37
Медь ь- о ь- СО —’СО о* о“ о” 1 J> Д 1 1 1 1 fc ° ° о-
Припой * »s , • , • . 3 Sa i . А . Д Ф . И Pi #s О S' S" *s • ° о • з s . 2 . 5 g • SC XJ. siSgo ? •? S • и и • 3 <u g> • о • о 5 • я 2 яяк я я 5 • и к я 1 • « «2 А А Я. Ж @ CX’S сх , „2 2 о S 5 ' ©Я ©о Ад- Е- 0J о <ь> Е £Q ь Л СЗ стз Л О О U. L, СО
34
29. Коэффициент ky
। Характеристика поверхности, подлежащей лужению
Поверхности без перегибов (накладки, полосы и т. п.) 1,0
Поверхности изогнутые или прямоугольные с переги- бами (кабельные наконечники, трубки, хомутики и т. д.) 1,2
Поверхности изогнутые с узкими пазами или щелями (скобы и др.) 1,4
Поверхности сложные с глубокими и узкими пазами или щелями (шлицы, гильзы и др.) 1,6
Нормы расхода флюсов могут быть определены по формулам:
для лужения
Нф = Р^фкп; (22)
для пайки
Н ф — 1иАфкп> (23)
где F л — площадь лужения в слг; 1Ш — длина паяного шва в лг, <2ф —
удельный расход флюса на единицу площади поверхности (при луже-
нии) или па 1 м шва в г при пайке; кп — коэффициент, учитывающий
потери флюса на испарение, разбрызгивание, распыление и т. д.
Удельный расход флюсов наиболее целесообразно определять
опытно-лабораторным путем. Для этого производится опытная пайка
или лужение ряда деталей. Израсходованное количество флюса делится
па суммарную площадь поверхности (при лужении) или на число метров
шва (при пайке). Полученный результат будет представлять удельную
норму расхода флюса. Площадь лужения и длина паяных швов для
деталей определяются путем расчета по чертежам.
В зависимости от технологии нанесения флюса на деталь (погру-
жение в ванну, смачивание кистью, посыпание порошком, обмазка
и т. д.) величина площади флюсования может превышать площадь, под-
лежащую лужению или пайке. Это обстоятельство должно быть учтено
при расчете норм расхода флюса. Коэффициент потерь (по данным
практики) составляет 1,1.
О
Глава Ш
УДЕЛЬНЫЕ НОРМЫ РАСХОДА МАТЕРИАЛОВ
ДЛЯ СВАРКИ, РЕЗКИ И ПАЙКИ
Величины площадей поперечного сечения наплавленного металла
шва FH рассчитаны с учетом допусков на размеры конструктивных
элементов швов. В таблицах приведены средние значения. При сварке
в защитных газах отклонения от номинального значения FH учитыва-
ются коэффициентом усиления ку.
При определении массы наплавленного металла тн плотность р
принята: для сталей 7,8 г/сл3 (табл. 30—32; 39—42); для алюминиевых
сплавов 2,7 г!см3 (табл. 43); для титановых сплавов 4,5 г/см3 (табл. 45).
Для металла с плотностью Pi =^= р удельную норму расхода следует
умножить на коэффициент, равный отношению
ЭЛЕКТРОДЫ ДЛЯ РУЧНОЙ СВАРКИ
Удельная норма расхода электродов для сварки в нижнем положе-
нии определяется по формуле (2), по массе наплавленного металла
шва тн (табл. 30—32) и коэффициенту расхода электрода данной марки
(табл. 33—37). Значения коэффициентов расхода даны для длины элек-
трода 450 мм. В случае применения электродов иной длины удельная
норма должна быть умножена на поправочный коэффициент, учитываю-
щий длину электрода (табл. 38). Удельная норма должна быть увели-
чена: при сварке прерывистыми швами на 15%; при сварке вертикаль-
ных или горизонтальных швов на 5%; при сварке потолочных швов
на 10%.
Удельные нормы расхода электродов, рассчитанные по данным
табл. 30—32, могут служить исходными при подготовке и освоении
производства сварных конструкций. Снижение их может быть достиг-
нуто на основе совершенствования организации и технологии произ-
водства.
Одним из недостатков ручной дуговой сварки металлическим элек- г
тродом являются значительные потери электродов на огарки, угар и'
разбрызгивание, достигающие 50% . Потери эти зависят от выбора опти- ‘
мальных режимов сварки, конструкции электрододержателя, квали-
фикации сварщика, технологических свойств электродов.
Способ безогарковой сварки позволяет использовать всю длину
электрода. Важными условиями экономного расходования электро-
дов являются: строгий учет выдачи и расходования электродов
в соответствии с установленными нормами расхода; соблюдение техно-
логической дисциплины при производстве сварочных работ (контроль
режимов сварки, подготовки и сборки под сварку); постоянное повы-
шение квалификации электросварщиков.
36
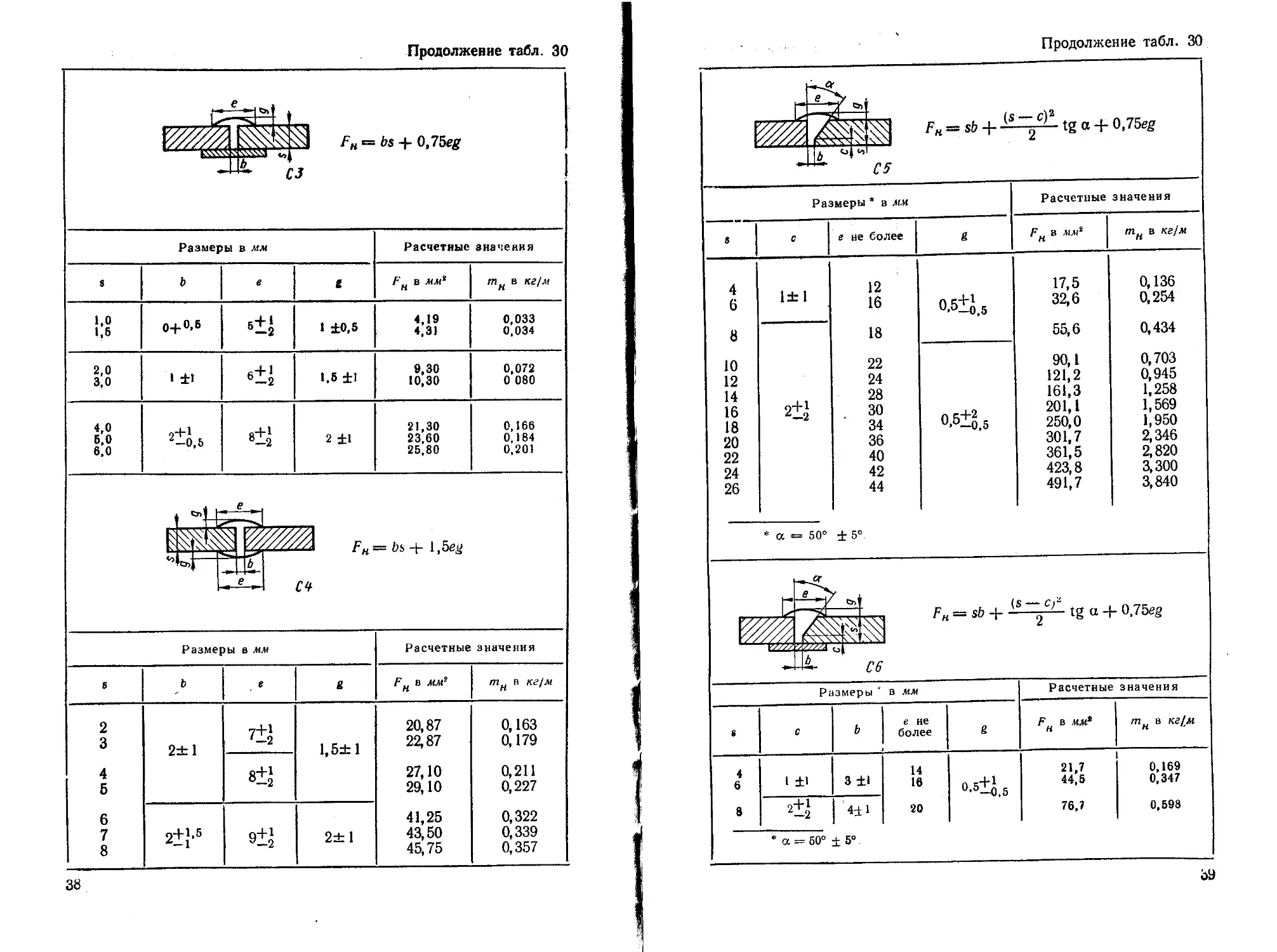
30. Швы стыковых соединений по ГОСТу 5264—69. Ручная
сварка
е FH = bs + 0.75ео Ct
Размеры в мм Расчетные значения
в ь е i Ен в ммг тн в ке/м
1,0 1,5 2,0 0+0-5 2s+2 0,5 1,25 1,67 2,12 0,010 0,013 0,016
3,0 0+!,5 2s+3 1 5,62 0,044
FH = bs + 0,75eg
Размеры в мм Расчетные значения
я b е g ?н в мм? тн в ке/м
1 о+ол 1±0,5 4,19 0,033
2 3 4 5 6 1±1 6±2 7±2 9±2 1,5± 1 9,30 11,43 0,072 0,089
2+1 z-0,5 2±1 22,87 25,12 27,37 0,179 0,196 0,214
37
Продолжение табл. 30
bs 4- 0,75eg
a 6,-
r4 3
Размеры в мм Расчетные значения
$ ь e I FH в мм* тн в кг/м
1.0 1.6 04-0,6 & 1 ±0,5 4,19 4,31 0,033 0,034
2,0 3,0 1 ±1 1.6 ±1 9,30 10,30 0,072 0 080
4,0 6,0 6.0 2+1 -0,5 8±2 2 ±1 21,30 23,60 25,80 0,166 0,184 0,201
i I-* = bs +- l,5e^
Bl я f...
' b
e СЧ-
Размеры в мм Расчетные значения
в ь e & F н в мм? тн в кг/м
2 3 4 5 6 7 8 2± 1 7±2 1,5± 1 20,87 22,87 27,10 29,10 41,25 43,50 45,75 0,163 0,179 0,211 0,227 0,322 0,339 0,357
8±2
2+i,5 9+2 2± 1
38
Продолжение табл. 30
С5
FH = sb 4- (S tg а + 0,75eg
Расчетные значения
Размеры * в лш
s с е не более £ Рн В Л1Л/2 тн в кг}м
4 6 1±1 12 16 °.б±о,5 17,5 32,6 0,136 0,254
4 18 55,6 0,434
10 12 14 16 18 20 22 24 26 2±2 22 24 28 30 34 36 40 42 44 °>5±0,5 90,1 121,2 161,3 201,1 250,0 301,7 361,5 423,8 491,7 0,703 0,945 1,258 1,569 1,950 2,346 2,820 3,300 3,840
» а = 50’ ±5
В Ff = sb 4-1 — б?
/// Д\\\к 2 igu-f-u,/Oeg
К\\\ \к\
\ь" С6
Размеры 4 в мм Расчетные значения
в С ь е не более g Рн в мм* tnH в кг[м
4 6 1 ±1 з±1 14 16 °-5±0,5 21,7 44,5 0,169 0,347
8 2+1 —2 4±1 20 76,7 0,598
♦ а = = 50’ ± 5°.
зэ
Продолжение табл. 30
Размеры * в мм Расчетные значения
S С ь е не более g FH в мм! тн и кг/м
10 12 14 16 18 20 22 24 26 2+1 —2 4 ±1 24 26 28 32 36 40 42 46 48 °,5+2 - —и, о 117,0 153,1 195,0 259,0 315,0 375,0 440,0 511,0 586,0 0,912 1,194 1,522 2,020 2,455 2,927 3,431 3,990 4,575
5 ±1
♦ а = 50° ±5°.
е 1 . . (S—nla
«О -НМ
гя— 0 (S O,75eg
п) 1 п lg « 1
Г7,
Размеры * в мм Расчетные значения
S п ь е не более g FH в мм9 тн в кг/ f
6 8 10 12 14 16 18 20 22 24 26 28 30 82 34 2-|-2 3 ±1 16 18 24 26 28 34 34 42 42 46 46 50 50 54 54 0 0,5 23,3 40,0 68,0 94,5 125,8 177,5 218,5 271,4 322,4 381,0 441,0 514,0 579,0 677,0 756,0 0,181 0,312 0,530 0,737 0,981 1,384 1,704 2,116 2,514 2,971 3,439 4,009 4,516 5,280 5,896
3+2 4 ±1 °-6±0.5
5 ±1
°.5±0,5
60° ±5'
Sj = s s— п; а «ь
40
Продолжение табл. 30
FH = sb + — tg a + 0,75 (e + ej g
Размеры * в мм Расчетные значения
ь с = Ь е не более ei g FH в ммг тн в кг/м
4 0 1*1 12 16 r+.1 0Л±О,5 20,3 34,1 0,158 0,265
8 18 51,6 0,402
10 12 14 16 18 20 22 24 26 2±2 22 24 28 30 34 36 40 42 44 Ю±2 °-5±0,5 94,0 119 157 195 239 286 340 397 458 0,733 0,928 1,224 1,521 1,864 2,230 2,652 3,096 3,572
• a = 50° ± 5°.
о> Г р 0,785Л2 + Ьс + у (s — R — с)2 X
Ьж Г Л
е. 3^ С9 Xtg a + R(s — R-cj + O^ie + e^g
Размеры В мм Расчетные значения
s не более । g F# в мм* тн в кг/м
15 16 18 18 18 19 10+* 0.5±^ 117 126 147 0,912 0,982 1,146
* __ 9~Н>5- “ -0,5’ ь = 2±1; R = 7+1; а= 18 + 2°.
41
Продолжение табл. 30
Размеры * в мм Расчетные значения
S е не более е. FH в мм? тн в кг/м
20 19 168 1,310
22 24 20 20 Ю±2 0.5±^ 191 225 1,489 1,755
26 22 243 1,895
28 22 294 2,293
30 24 314 2,449
32 24 344 2,683
34 26 377 2,940
36 26 409 3,190
38 28 446 3,478
40 42 28 29 12±г 0.5±§’j 481 517 3,751 4,032
44 29 554 4,321
. 46 30 587 4,578
48 30 627 4,890
50 31 680 5,304
52 31 723 5,639
54 32 769 5,998
56 32 814 6,349
58 34 865 6,747
60 34 914 7,129
* с в 2“М»б с 2-0,5 6 = 2 ± 1; Л = ?+*; а — 18° + 2
42
Продолжение табл. 30
t——А F.. — xh 4- (я — й.) 1й. — сИо а» 4-
I—к £2 1 1
j 4- у («— А1)г tg 01 + у <Й1 — 0* tg а2 4-
^>1 г 71 ^><1 сю + 0,75 (е 4- er) g
Размеры * в мм Расчетные значения
8 Л/ е не более g FH в мм' тн в кг/м
15 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 ' * 7±] 20 20 20 22 22 22 24 24 24 29 29 29 31 31 31 33 33 33 35 35 35 37 37 37 1,б. 0 0,5’ ° Ю±2 а5±о,6 123 134 156 180 204 230 258 287 317 411 447 484 525 566 607 652 696 742 792 841 890 943 995 1048 2°; а2 = 50е 0,959 1,045 1,216 1,404 1,591 1,794 2,012 2,238 2,472 3,205 3,486 3,775 4,095 4,414 4,734 5,085 5,428 5,787 6,177 6,559 6,942 7,355 7,761 8,174 ± 5”
9±1 с «= 2^ 12±2 •= 2 ±1; 0.5±g,5 а, = 18” 4
43
Продолжение табл. 30
Продолжение табл. 30
ot t
FK=s& + -l.(s~-c)2tga+ l,5eg
; Kassi I^SSS
£ И СП
Размеры * в мм Расчетные значения
S е не более & FH в мм2 т в кг/м
12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 * ь = 18 18 20 20 22 22 26 26 28 28 32 32 34 34 38 38 40 40 44 44 46 46 48 48 50 2 ± 1; с = 1 0.5±iU 94 112 136 159 188 216 253 286 325 362 434 476 525 572 632 684 743 799 868 930 999 1064 1138 1242 1288 ±5° 0,733 0,873 1,060 1,240 1,467 1,685 1,924 2,230 2,535 2,820 3,390 3,710 4,100 4,470 4,930 5,345 5,800 6,240 6,770 7,250 7,800 8,300 8,880 9,685 10,046
0, б+о3>6 ±1; а — 50
Размеры* в мм Расчетные значения
1 « нс более g FH в Л.И2 тн в кг/м
30 17 272 2,121
32 17 295 2,301
34 18 320 2,496
36 18 344 2,683
38 19 371 2,893
40 19 396 3,088
42 20 0,5+п г 424 3,307
44 20 451 3,517
46 21 480 3,744
48 21 508 3,962
50 22 539 4,204
52 22 569 4,438
54 23 600 4,680
56 23 631 4,921
58 24 665 5,187
60 24 696 5,428
62 25 749 5,842
64 25 785 6,123
66 26 821 6,403
68 26 855 6,669
70 27 894 6,973
72 27 930 7,254
74 28 0,5+2 = 970 7,566
76 28 1008 7,862
78 29 1039 8,104
82 29 1091 8,509
84 30 1133 8,837
90 31 1298 10,124
94 31 1386 10,810
96 32 1434 11,185
100 32 1527 11,910
* ь = г++ с = 2+J’|; R. = ?+’; а = 18° + 2°.
44
45
Продолжение табл. 30
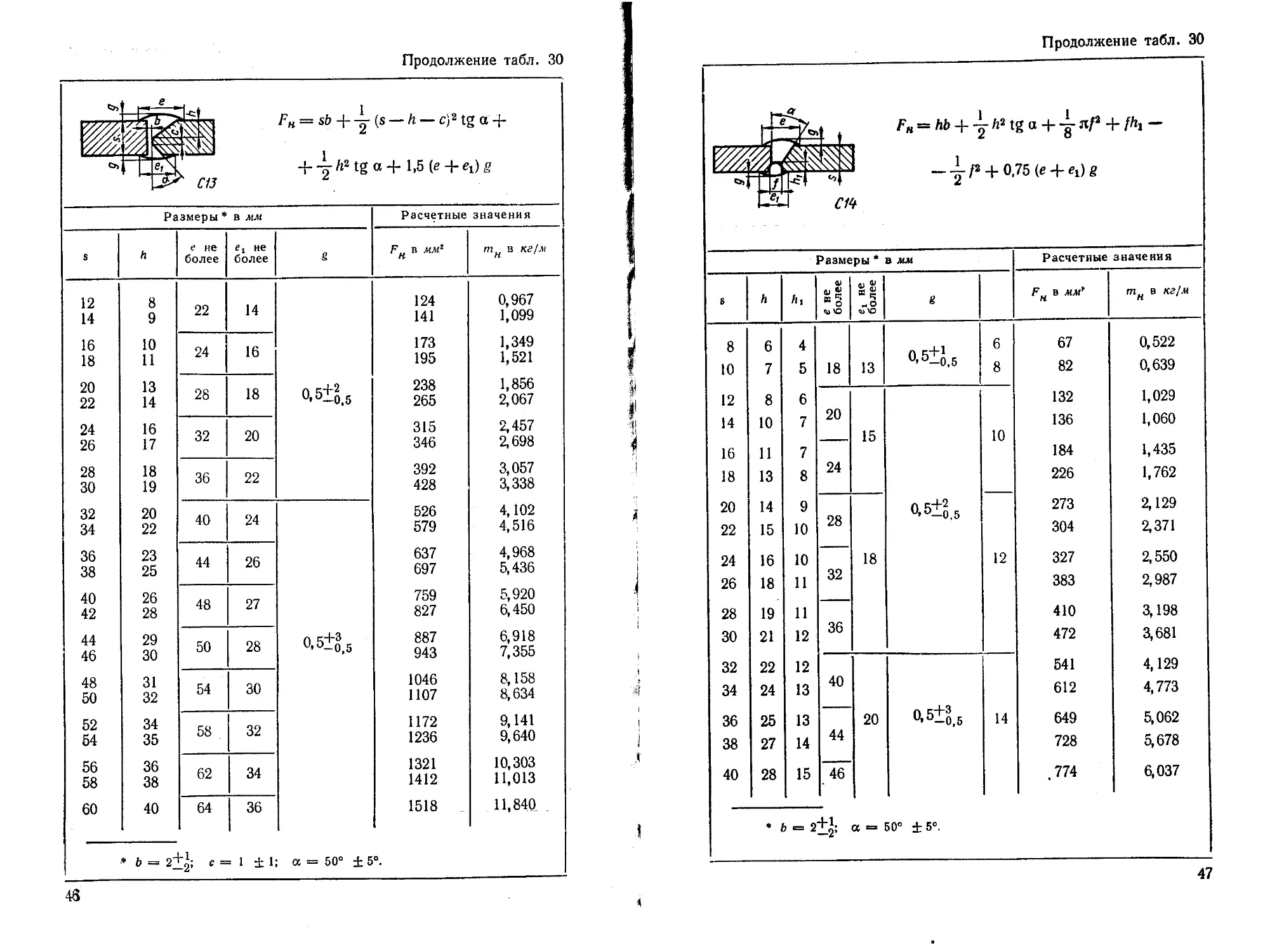
е , 1—<1 FK = s&+-^(s + у /i2 tg а — h — с)2 tg а -|- + 1.5 (е + ₽i) g
'////b 7/М 1 5^0» xxkxi
ее С13
Размеры В мм Расчетные значения
S й ч не более et не более & FH в мм* тн в ,кг/м
12 14 5 22 14 124 141 0,967 1,099
16 18 1( 1 ) 24 16 173 195 1,349 1,521
20 22 13 14 28 18 О.5±2о,5 238 265 1,856 2,067
< < 24 26 1( 1 7 32 20 315 346 2,457 2,698
! 28 10 1 1< 3 ) 36 22 392 428 3,057 3,338
12 14 2( 2 1 2 40 24 526 579 4,102 4,516
16 18 2. 2, 1 44 26 637 697 4,968 5,436
10 12 2 2 3 48 27 759 827 5,920 6,450
44 46 2< 3( 1 50 28 О.5±о3,5 887 943 6,918 7,355
18 50 31 32 54 30 1046 1107 8,158 8,634
52 54 3 3 1 5 58 32 1172 1236 9,141 9,640
56 58 36 38 62 34 1321 1412 10,303 11,013
50 4 1 64 36 1518 11,840
* ь = = 2+^; с = 1 ± 1; а — 50° ± 5°.
46
Продолжение табл. 30
FH = hb + Л3 tg а + -i- л/3 + fht
-y/a + 0,75(e + e1)g
Размеры * в MM Расчетные значения
s h h, ф <u Ю v s » S- -o g FH в мм* тн в кг/м
8 10 6 7 4 5 18 13 6 8 67 82 0,522 0,639
12 8 6 132 1,029
14 16 10 11 7 7 20 15 10 136 184 1,060 1,435
18 13 8 24 226 1,762
20 22 14 15 9 10 28 O.s+2o.5 273 304 2,129 2,371
24 16 10 18 12 327 2,550
26 18 11 32 383 2,987
28 19 11 410 3,198
30 21 12 36 472 3,681
32 22 12 541 4,129
34 24 13 40 612 4,773
36 25 13 20 0.5±?,5 14 649 5,062
38 27 14 44 728 5,678
40 28 15 46 ,774 6,037
а = 50° ± 5°.
47
Продолжение табл. 30
Размеры * в мм Расчетные значения
s с = Ъ е не более g FH в мм* тн в кг/м
3 4 10 12,5 16,1 0,097 0,125
6 8 1±1 14 0.5+J:! 29,2 43,5 0,227 0,339
10 12 20 55,8 89 0,435 0,694
14 16 24 123 153 0,959 1,193
18 20 30 O.5±o,S 194 232 1,513 1,809
22 24 34 279 326 2,176 2,542
26 28 2±2 38 374 435 2,917 3,393
30 32 44 516 579 4,024 4,516
34 36 48 652 731 5,085 5,701
38 40 54 О.5±о3,5 806 886 6,286 6,910
42 44 58 975 1059 7,605 8,260
46 48 62 1160 1253 9,048 9,773
50 66 1361 10,615
* а = 27° ±3'
48
Продолжение табл. 30
. £~ .а
Со А FH = sb + (s — с)а tg а + 0,75eg
* 20-U ? 1
ч '=>’ С№
Размеры * в мм Расчетные значения
$ b е I а Гц в мм2 I тн в кг^м не более | s « 1 "
6 70 0,546
12 8±1 18 136 1,060
14 „ ' „ 165 1.287
20 О,5±о 5 250 1,950
22 О0 376 2,932
24 28 427 3,330
26 461 3,595
28 8и 505 3,939
30 „„ 565 4,407
34 82 660 5,148
36 724 5,647
40 м 819 6,388
42 qfi ,ч 877 6,840
46 ЗЬ °,5±о,5 992 7,737
48 1055 8,229
52 w 1179 9,196
54 ... 1247 9,726
58 12+ 1 *2. 1380 10,764
60 dd 1469 11,458
64 44 1611 12,565
66 1689 13,174
70 40 1839 14,344
72 са 1925 15,015
76 ои 2087 16,278
78 52 0,5^0 5 2172 Щ941
82 2343 18,275
84 56 > 2441 19,039
88 2620 20,436
90 1 58 2715 21,177
94 2804 21,871
96 3009 23,470
100 3208 25,022
* с = 1 ± 1; а = 10” + 2”.
49
Продолжение табл. 30
С17
FH=b (s — я) + (s — я)2 tg а 4- 0,75eg
Размеры * в MM Расчетные значения
s n b e не более ё. FH в лш2 тн в кг/м
6 г+2 3±1 12 0,5+1 c 20,0 0,156
8 14 35,6 0,277
10 18 59,5 0,464
12 4± 1 20 83,3 0,649
14 24 113,5 0,885
16 30 173 1,349
18 212 1,653
20 34 0.5±t 258 2,012
22 з+2 306 2,386
24 6±1 38 359 2,800
26 414 3,229
28 44 478 3,728
30 541 4,219
32 48 O.5±o3,5 631 4,921
34 701 5,467
* Si = s — n; о «= 27° ± 3°.
50
Продолжение табл. 30
е II а к. sb + (s — с)2 tg а + 0,75 (е + ej g
е ь С18
Размеры * в мм Расчетные значения
S с = b е не более g FH в ни'- тн в кг/м
3 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 • 38 40 42 44 46 48 50 * 1±1 10 14 8±2 o.5±J:ss 18,1 21,7 34,8 49,1 89,5 101,7 132 162 203 241 288 335 389 444 532 595 667 739 820 901 990 1074 1175 1268 1377 0,141 0,169 0,271 0,382 0,698 0,793 1,029 1,263 1,583 1,879 2,246 2,613 3,034 3,463 4,149 4,641 5,202 5,764 6,396 7,027 7,722 8,377 9,165 9,890 10,740
2±2 а = 27 20 24 30 34 38 10±£ O.5±2o,5
44 48 54 58 62 66 ° ± з°. 12±2 0.5+g,5
61
Продолжение табл. 30
а
г** е
I я F ,= 1,57Я2 + be + 2R (s — /? — с) -f-
+ (s— R — с)2 tg а 4- 0,75 (е + fj) g
IT <•>
ft С19
Размеры * в тиле Расчетные значения
s не более £ Гн в ли2 тн в ке/м
15 16 26 188 204 1,466 1,591
18 20 28 Ю±2 0.5+l.s 238 272 1,856 2,121
22 24 30 309 346 2,410 2,698
26 28 32 386 426 3,010 3,322
30 34 34 488 576 3,806 4,492
36 40 36 625 722 4,875 5,631
42 46 38 12±2 0.5±о3,5 776 882 6,052 6,879
48 52 40 940 1055 7,332 8,229
54 58 44 1122 1247 8,751 9,726.
60 64 46 1339 1472 10,444 11,481
66 70 48 1547 1690 12,066 13,182
72 76 50 14±1 0.5+^,5 1768 1921 13,790 14,983
78 82 54 2006 2170 15,646 16,926
84 88 56 2257 2429 17,604 18,946
90 94 60 2522 2739 19,671 21,364
96 100 62 2803 2992 21,863 23,337
е= г+Ь5- —0,5’ ь = 2^ R = 6+1; а = 10° + 2°.
52
Продолжение табл. 30
FH = sb + 2 (s— ht) — c) tg a2 +
+ M2 tg ai + (hi — c)2 tg a2 +
+ 0.75 (e 4- ej) g
его
Размеры * в мм Расчетные значения
в fu е не более g FH в мм2 тн в кг/л;
15 18 20 24 26 30 32 36 38 42 44 48 50 54 56 60 62 66 68 72 74 78 80 84 86 90 ’ 92 96 98 100 8±1 22 Ю±2 О.5±о,5 116 147 168 222 251 312 422 501 545 635 683 781 837 944 1005 1121 1209 1335 1401 1538 1611 1755 1832 1989 2072 2235 2320 2494 2587 2677 0,904 1,146 1,310 1,731 1,957 2,433 3,291 3,907 4,251 4,953 5,327 6,091 6,528 7,363 7,839 8,743 9,430 10,413 15,927 11,996 12,565 13,689 14,289 15,514 16,161 17,433 18,096 19,453 20,178 20,880
24
26
12±1 32 12±з 0.5±L
34
36
40
44
46 14±2 0.5±о.з
48
50
52
54
56
60
at = 10° + 2°;
а2 = 27° ± 3°.
c = 2to:t' 6=2+1;
53
Продолжение табл. 30
г~ ъ>| Г с= sb + у (s — с)» tg а + 1,5eg
wO д
о>| ! £ С21
Размеры * В мм Расчетные значения
S е не более & FH в лл* пгн в кг/м
12 14 16 85 101 0,663 0,787
16 18 18 123 143 0,959 1,115
20 22 22 О.5±2о,6 173 197 1,349 1,536
24 26 24 228 256 1,778 1,996
28 30 26 291 323 2,269 2,519
32 34 28 382 419 2,979 3,268
36 38 30 464 506 3,619 3,946
40 42 32 552 596 4,305 4,648
44’ 46 34 0,5±Ь 648 697 5,054 5,436
48 50 36 752 806 5,865 6,286
52 54 38 867 924 6,762 7,207
56 58 40 987 1049 7,698 8,182
60 42 1117 8,712
• b = 2 ± 1; с — 1 ±1; а = 27° ±3°.
54
Продолжение табл. 30
&&
Продолжение табл. 30
Продолжение табл. 30
С23
FH = sb + 2/1i tg а, + 2 (ft — ftj)3 tg а2 +
+ (Л — fti) tg а2 4- l,5eg
Размеры * в мм Расчетные значения
S й Л, е не более g FH в мм2 тн в кг/м
30 34 ‘ 36 40 42 46 48 52 . 54 58 60 64 66 70 72 76 78 82 84 88 90 94 96 100 14 16 17 19 20 22 23 25 26 28 29 31 32 34 35 37 38 40 41 43 44 46 47 49 » b = 2 j 8±1 22 24 25 27 28 0.5±g,5 239 305 346 424 470 561 612 717 774 890 933 1060 1132 1172 1352 1504 1585 1752 1840 2019 2113 2304 2407 2608 2°; а2 = 27° 1,864 2,379 2,698 3,307 3,666 4,375 4,773 5,592 6,037 6,942 7,277 8,268 8,829 9,141 10,545 11,731 12,363 13,665 14,352 15,748 16,481 17,971 18,774 20,342 ± 3°.
12± 1 29 31 33 34 36 37 39 - з ± 1 О.5±о3,5 at = 10° 4-
56
JSt
Г«г>| И*
j| FH = sb 4- Л2 tg a 4- (я — Л — с)2 tg а 4-
////г//Х
///л/Л -1- и,/о (е -f- ejj g
1®
С24
Размеры В мм Расчетные значения
в h е не более Si g FH в мм2 гт?я в кг/м
12 8 13 90 0,702
14 9 18 106 0,826
16 10 14 129 , 1,006
18 11 22 0.5±g,5 150 1,170
20 13 181 1,411
22 14 24 10 206 1,606
24 16 244 1,903
26 17 40 10 272 2,121
28 18 310 2,418
30 19 □и 1о 343 2,675
32 20 381 2,971
34 22 о4 2U 428 3,338
36 23 21 468 3,650
38 25 36 521 4,063
40 26 ОО 567 4,422
42 28 ОО 2о 627 4,890
44 46 29 30 42 25 O.5±o,5 680 729 5,304 5,686
48 31 783 6,107
50 32 4о 20 834 6,505
52 34 912 7,113
54 35 4о 40 969 7,558
56 36 CQ 1032 8,049
58 38 02 2У 1112 8,673
60 40 1 54 30 1198 9,344
* = 2 ± 1; с = 1 ± 1 a = 27° ± 3°.
57
Продолжение табл. 30
.а
1
Гн = hb + Ла tg а + л/а + /Лх —
ги 1 о -у 2 + 0,75 (e + et)g
J сгэ
Размеры * в мм Расчетные значения
S h f о <U Ф в§ <и Ю ех не более g Fн в мм2 тн в кг/м
8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 6 7 8 10 11 13 14 15 16 18 19 21 22 24 25 27 28 * 4 5 6 7 7 8 9 10 10 11 11 12 12 13 13 14 14 = 2 6 8 16 13 0.5±J,s 67 88 128 157 173 211 259 288 309 360 385 442 504 569 601 672 719 0,522 0,686 0,998 1,224 1,349 1,645 2,020 2,246 2,410 2,808 3,003 3,447 3,931 4,438 4,687 5,241 5,608
9 18 22 15 0.5±g.5
12 24 28 32 18
14 ± 1: 34 38 40 а «» 20 27° 0-5±О,5 ± 3°.
03
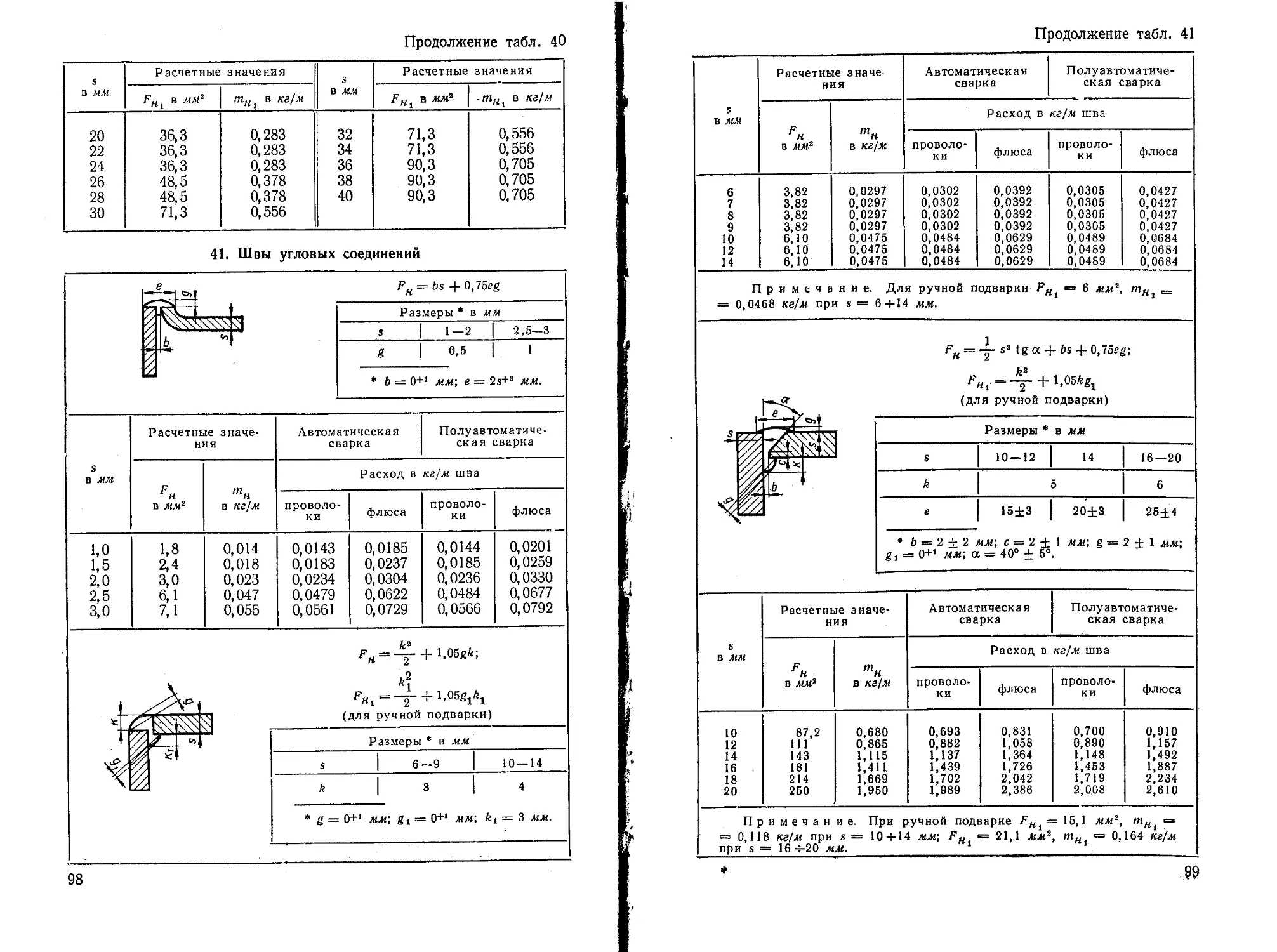
31. Швы угловых соединений по ГОСТу 5264—69. Ручная сварка
„е.
Я FH = bs + 0,75eg
У1
Размеры в MM Расчетные значения
J b e £ FH в мм* тн в кг/м
1 2 0+1 2s+2 0,5 1,25 2,87 0,009 0,022
3 4 0+2 2s+3 1,0 8,62 11,12 0,067 0,086
У2
FH = Y (Si 4- b) тг + b (s — Wi) + o,75eg
Размеры * в мм Расчетные значения
S » Si b е S FH в мм1 тн в кг/м
1,0 1,5 2,0 3,0 4,0. 5,0 6,0 о+°-5 6±3 0.5±^5 3,71 3,96 8,15 9,75 11,50 13,50 21,25 0,028 0,030 0,063 0,076 0,089 0,105 0,165
о+2 8±4 0,5±^55
10±4 о-5±о:5
ги j = 0 -r-0,5s.
59
Продолжение табл. 31
i * У fh — (si 4 b) mi + b (s — nti) + + y-+ 1.05ft
г i 1/ J
Размеры * в мм Расчетные значения
: s= sj ь e g в мм- тн в кг/м
2,0 2,5 3,0 4,5 5,0 6,0 7,0 8,0 * 0+1 6±3 0.5+J,5 8,58 8,97 11,40 14,12 15,15 17,40 19,90 22,65 0,066 0,069 0,088 0,110 0,118 0,135 0,155 0,177
0+2 т 1 = 0 4-0, 8±4 O.5±o,5
10±4 12±4 5s: k = 3. 0,5±2o:|
// Fh = bs + А- + 1.05fe уу
Размерь в мм d * Расчетные значения Размеры * в мм Расчетные значения
1 ь F н в мм2 тн в кг/м s b FH в мм2 тн в кг/м
2 4 6 8 10 12 14 0+1 0+а S1 > с 3,47 10,64 19,32 30,30 43,40 58,90 76,60 ,7s; mt = 0,027 0,082 0,150 0,236 0,338 0,459 0,597 0,5s -j- s; A 16 18 20 22 24 26 28 = 0,5s 0+2 4 S. 96,60 118,70 142,70 170,80 198,90 230,00 299,00 0,753 0,925 1,113 1,332 1,551 1,794 2,332
60
Продолжение табл. 31
Fh = bs Ь2 + у + - % р 1.05 (* + *!)
Расчетные значения Расчетные значения
$ н в лш2 в кг/м S FH в мм* тн в кг/м
2 4 6 8 10 12 14 16 11,9 18,3 27,0 37,9 51,1 66,6 84,3 104,2 Размеры б мм: 0,092 0,142 0,210 0,295 0,398 0,519 0,657 0,812 Ь = 0+2: s, 3 18 20 22 24 26 28 30 0,7s; k 126,3 150,4 178,5 206,5 237,6 271,0 306,8 = 0,5s ч- s; kt 0,985 1,173 1,322 1,610 1,853 2,113 2,393 = 3.
1-*-^ е 1
Fh = sb + 4(S- - с)2 tg а 4- 0.75а?
рь Л5 2
Размеры в им Расчетные значения
S ь = = с е не более е Fн в лш2 тн в кг/м
4 6 н zl 12 16 19,3 39,0 0,150 0,304
8 18 62,5 0,487
10 12 14 16 18 20 22 24 26 2±2 22 24 28 30 34 36 40 42 44 О.5±о,6 104,6 145,5 197,0 252,0 319,0 392,0 471,0 560,0 655,0 0,815 1,134 1,536 1,965 2,488 3,057 3,673 4,368 5,109
61
Продолжение табл. 31
1 е /S
—a4- 1
% Ш -4-
r >g 4 4- 1,05* + 0,75eg
У7
Размеры * вм м Расчетные значения
S b = = с e не боле e g Fн в мм2 тн в кг1м
4 6 Id -1 12 -1 16 0. 5±o,5 27 46 0,210 0,363
8 18 70 0,546
10 12 14 16 18 20 22 24 26 2 22 24 +1 28 -2 30 34 36 40 42 44 O.5±o,5 112 153 204 259 326 399 478 567 662 0,873 1,193 1,591 2,020 2,542 3,112 3,728 4,422 5,163
k = = 3; a = 50° 4 5°.
T| >
Z/Z \ 1 1 \Q )r> / 'X. bzzj Fn = s6 + 4- (s — c)2tg а 4 L 1,5eg
Размеры * в мм Расчетные значения
S e не более « FH в л<>и2 тн в кг/м
12 14 * b 18 = 2±^; с = 1 ± 1 0 5+2 u.°-0,5 ; a = 50° ± S’. 88 105 0,686 0,819
62
Продолжение табл. 31
Размеры * в мм Расчетные значения
S е но более £ FH в мм’ тн в кг/м
16 20 128 0,998
18 150 1,170
20 178 1,388
22 22 °.5±о,5 205 1,599
24 242 1,887
26 26 274 2,137
28 311 2,425
30 28 347 2,706
32 418 3,260
34 32 459 3,580
36 38 34 507 553 3,954 4,313
40 42 38 612 663 4,773 5,171
44 42 721 5,623
46 0.5+S.5 776 6,052
48 844 6,583
50 44 905 7,059
52 46 973 7,589
54 1037 8,088
56 1Ф10 8,658
58 48 1213 9,461
60 50 1258 9,812
* ь = 21г: с = 1 ± “ = 50° ±5°.
63
Продолжение табл. 31
а. ^-54 ♦ sb 4- (s — с)а tg а 4- 0,75eg
// 2 ЙЫ Р .
£ *4 ” i н — У9
Размеры* в мм Расчетные значения
S е не более Гц в мм2 тн в кг/м
12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 * b = с 22 94 121 157 192 234 277 328 379 439 498 522 629 710 786 867 951 1042 1135 1232 1335 2-0; а = 27° ±3°. 0,733 0,943 1,224 1,497 1,825 2,160 2,558 2,956 3,424 3,884 4,071 4,906 5,538 6,130 6,762 7,417 8,127 8,853 9,609 10,413
28
32
36
42
46
52
56 •*
60
64 = 2±1; g = 0,5+
64
Продолжение табл. 13
k-
FH = sb + (s — c)2 tg a + 0,75eg + -7 + 1,05*
УЮ
Размеры * в мм Расчетные значения Размеры в мм Расчетные значения
S е не более F в мм2 тн в кг/м $ е не более F в мм2 тн в кг/м
12 14 22 101 128 0,787 0,998 32 34 46 529 636 4,126 4,960
16 18 28 164 199 1,279 1,552 36 38 52 717 793 5,592 6,185
20 22 32 241 284 1,879 2,215 40 42 56 874 958 6,817 7,472
24 26 36 335 386 2,613 3,010 44 46 60 1049 1142 8,182 8,907
28 30 42 446 505 3,478 3,939 48 50 64 1239 1342 9,664 10,467
27° + 3°;
k = 3.
* b = c = '. + /
g
32. Тавровые соединении по ГОСТу 5264—69. Ручная сварка
еЯ1Я s Ь2 21 Fн ~ И™ 1,05^ г/
Размеры в мм Расчетные значения
S k ь в мм2 т в кг/м
2—2,5 3—4,5 5—6 7—9 10—15 16—21 22—30 3+2 4±1 5±? б+f 7±2 8±2 0+1 0+2 0+3 12,2 14,7 20,9 27,9 31,8 40,4 0,095 0,114 0,163 0,217 0,248 0,315
3 В. П. Юрьев
65
Продолжение табл. 32
s
9
FH = sb-\-~(s — су tg а + 0,75eg
Тб
Размеры в мм Расчетные значения
S Ь — с е не более g F в мм2 т в кг/м
4 10 27,6 0,215
6 1 ±1 14 з+1 51,0 0,397
8 16 —3 76,5 0,596
10 20 114 0,889
12 22 192 1,497
14 26 4±3 249 1,942
16 2+2 28 308 2,402
18 32 407 3,174
20 34 485 3,783
22 38 5±3 575 4,485
24 40 671 5,233
26 42 771 6,013
9
С Х/\ FH = sb + — (s — с-)2 tg а 4- O,75eg~y
к|» у Wm Ь2 f J_ 1
' 2
77
Размеры * в мм Расчетные значения
S Ь = с е не более g FH в мм2 тн в кг/м
4 1 4-1 10 35,0 0,273
6 14 з+1 58,6 0,457
8 16 84,0 0,655
10 20 122 0,951
12 22 199 1,552
14 26 4±3 256 1,996
16 2+2 28 315 2,457
18 32 414 3,229
20 34 492 3,837
22 38 5+3 582 4,539
24 40 678 5,288
26 42 778 6,068
* а = 50° ± 6°; k = 3.
66
Продолжение табл. 32
FH = 0.785R2 + be + -1 (s - R - c)2 tg a +
Ь2
+ R ,s — R — с) + 0,75eg + у + 1,056
Размеры * в мм Расчетные значения
s е не более g FH в мм2 тн в кг/м
15 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 - 60 * с = 16 б_ьз 170 180 204 225 257 277 311 347 408 437 480 512 558 593 676 714 760 800 849 893 945 980 1045 1094 = 3; а = 18° 1,326 1,404 1,591 1,755 2,004 2,160 2,425 2,706 3,182 3,408 3,744 3,993 4,352 4,625 5,272 5,569 5,928 6,240 6,622 6,965 7,371 7,644 8,151 8,533 + 2°.
17
18
20
22 8±3
24
26
27 10±3 ± 1; R = 7+1; *
28
29
30
31 о+1»5, i. 9 <-0,5’ ° 2
67
Продолжение табл. 32
T9
= sb + -I (s — с)2 tg а + 1,5<?g
Рпзл'.еры * в Расчетные значения
S е не более ё Гн В JH.U2 т в кг/м
12 14 16 3±3 126 143 0,983 1,115
16 18 18 172 194 1,340 1,513
20 22 20 5±3 287 314 2,235 2,450
24 26 24 373 405 2,910 3,160
28 30 26 6±3 493 529 3,740 4,125
32 34 30 604 645 4,710 5,030
36 38 32 849 895 6,625 6,972
40 42 36 9±3 997 1048 7,780 8,175
44 46 38 1128 1183 8,800 9,230
48 60 42 11±3 1422 1483 11,100 11,570
52 54 44 1577 1641 12,300 12,800
56 58 46 13±3 1880 1983 14,670 15,470
60 2063 16,100
ь “ 2-2‘
= 50° 1- 5“
ьа
Продолжение табл. 32
С Y/ / // £ \с - N3' и 1 г'« = sb + 4 A2 tg а +
1 ж -1 с)2 tg а + 1,5 eg
4s ~по
Ра. Л-f ры * мм Расчетные значения
S е ае более g FH в мм2 тн в кг/м
12 16 16 3±3 115 138 0,897 1,076
18 22 20 169 201 1,318 1,568
24 28 22 5±3 292 328 2,278 2,559
30 34 26 374 420 2,918 3,279
36 40 28 6±3 495 548 3,860 4,270
42 46 30 586 648 4,570 5,060
48 52 34 706 925 5,506 7,220
54 58 36 9±3 979 1054 7,630 8,225
60 64 40 1136 1228 8,857 9,580
66 70 42 1410 1492 10,998 11,637
72 76 46 11±3 1588 1683 12,386 13,127
78 82 48 1749 1853 13,642 14,453
84 88 52 2112 2223 16,473 17,339
.90 92 54 13±3 2301 2341 17,947 18,259
96 98 58 2536 2581 19,780 20,131
100 60 2702 21,075
* b ~ 2 ± 1; а = 50° ± 5°.
69
1
Продолжение табл. 32
9 9 = Sft + |^ + 2/?(^- 7?) + /с с \ 2 + ( 2 Rj tga+ l,5eg
-арУТУ/? ^4 FH =
1 1
Т11
Размеры * в мм Расчетные значения
S е не более & i'H в мм2 т в кг/м
30 32 34 36 38 40 42 44 46 48 50 52 54 56 58 60 62 64 66 68 70 72 74 76 78 82 84 88 90 94 15 6±3 390 414 447 472 507 533 569 597 634 664 763 793 836 868 913 945 990 1027 1146 1181 1243 1270 1323 1362 1417 1461 1516 1638 1697 1787 1848 1943 3,042 3,229 3,486 3,681 3,954 4,157 4,438 4,656 4,945 5,179 5,951 6,185 6,520 6,770 7,121 7,371 7,722 8,010 8,938 9,211 9,695 9,906 10,319 10,623 11,052 11,395 11,824 12,776 13,236 13,938 14,414 15,155
16
17
18
19
20 8±3
21
22
23
24 10±3
25
26
27
28
29
96 100 30
» г> = 2 ± 1; с = г+^’ 5; а = 18° + 2°; R = 7+1,
70
33. Коэффициенты расхода электродов для сварки углеродистых
и низколегированных конструкционных сталей [13, 16, 17]
Тип электрода по ГОСТу 9467—60 Марка электрода Коэффициент
массы покрытия k потерь ф расхода
Э34 АН-1 0,02—0,04 0,20—0,25 1,50
Э34 Меловые 0,02—0,04 0,20—0,25 1,50
Э42 ОММ-5 0,30—0,40 0,15—0,20 1,76
Э42 СМ-5 — — 1,80
Э42 ЦМ-7 0,38—0,42 0,10 1,71
Э42 КПЗ-32р — — 1,60
Э42 УНЛ-1 — — 1,80
Э42 ЦМ-7с 0,50—0,60 0,05—0,10 1,80
Э42 МЭЗ-0,4 0,35—0,40 0,15—0,25 1,86
Э42 АНО-5 — — 1,60
Э42 АНО-6 0,36 0,17 1,70
Э42 АНО-1 — — 1,50
Э42 ОМА-2 — — 1,50
Э42 ВСП-1 — — 1,60
Э42 ЦМ-8 0,35—0,40 0,08 1,62
Э42А УОНН-13/45 0,30—0,40 0,15 1,73
Э42 ЦНИЛСС-УКД 0,36—0,40 0,09 1,65
Э42 ВСЦ-2 — — 1,80
Э42А СМ-11 — — 1,45
Э42А У П-1/45 — — 1,80
Э42А УП-2/45 — — 1,60
Э42А ОЗС-2 — — 1,60
Э46 АНО-3 — — 1,60
Э46 АНО-4 — — 1,70
Э46 МР-1 — — 1,60
Э46 МР-3 — — 1,70
Э46 ОЗС-4 — — 1,70
Э46 ОЗС-6 — — 1,60
Э46 РБУ-4 — — 1,68
Э46 РБУ-5 — — 1,50
Э46 ЗРС-2 — — 1,60
71
Продолжение табл. 33
Тип электрода по ГОСТу 9467—60 Марка электрода Коэффициент
массы покрытия k потерь расхода
Э46 ОЗС-З — — 1,60
Э46 ЗРС-1 — — 1,60
Э46А Э-138/45Н — — 1,70
Э50 всц-з — — 1,40
Э50 всн-з — — 1,60
Э50А УОН И-13/55 0,30—0,40 0,13 1,70
Э50А ДСК-50 -— — 1,40
Э50А УП-1/55 — — 1,60
Э50А УП-2/55 — — 1,60
Э50А К-5А — — 1,70
Э50А УП-2/55у 0,30—0,35 0,05—0,07 1,53
Э50А У-340/55 0,35—0,45 0,18—0,2 1,88
Э50А ЦУ-1 0,28—0,32 0,034 1,47
Э50А ЦУ-1сх 0,28—0,32 0,02 1,46
Э50А ЦУ-2сх 0,28—0,32 0,06 1,50
Э50 К-51 0,25—0,30 0,07 1,50
Э50 К-52 0,25—0,30 0,07 1,50
Э50А Э-138/50Н — — 1,70
Э50А АН-Х7 — — 1,70
Э55 УОНИ-13/55у 0,30—0,40 0,02—0,08 1,530
Э60А УОНН-13/65 0,30—0,40 0,13 0,680
Э60А У-340/65 0,35—0,45 0,13 1,75
Э70 Л КЗ-70 — — 1,50
Э70 К-70 0,25—0,30 0,15 1,64
Э85 УОНИ-13/85 0,30—0,40 0,10—0,12 1,65
Э85 УОНИ-13/85у 0,30—0,40 0,02—0,07 1,53
Э85 НИАТ-ЗМ 0,38—0,47 0,01—0,02 1,78
Э85 ЦЛ-18 0,28—0,32 0,13 1,64
Э85 ЦЛ-18-Мо 0,28—0,32 0,11 1,58
Э100 У-340/105 0,30—0,40 0,05—0,15 1,62
эюо ЦЛ-19 0,28—0,32 0,10 1,58
72
34. Коэффициенты расхода электродов для сварки
высоколегированных сталей с особыми свойствами [13, 16, 17]
Тип электрода по ГОСТу 10052—62 или ТУ на данную марку Марка электрода Коэффициент
массы покрытия k потерь ф рас- хода
ЭА-1а ОЗЛ-8 0,33—0,37 0,03—0,07 1,53 ;
ЭА-1 Б ОЗЛ-7 0,35—0,39 0,04—0,07 1,55
ЭА-1Б ЦЛ-11 0,31—0,33 0,05—0,10 1,54
ТУ ОСЗ ЦТ-15 0,32—0,36 0,05—0,10 1,55
ТУ ОСЗ Л-40М 0,30—0,32 0,05—0,10 1,53
ТУ ОСЗ ЭНТУ-ЗБ 0,34—0,38 0,03—0,07 1,54
ТУ 1078-64 НИАТ-1 0,18—0,32 0,05—0,10 1,46
ТУ ОСЗ ЦТ-1 0,50—0,60 0,05—0,10 1,78
ТУ 151—60 НИС-13 0,32—0,36 0,03—0,07 1,52
ТУ 151—60 ОЗЛ-4 0,35—0,39 0,00—0,05 1,51
ЭА-2 ОЗ Л-6 0,35—0,39 0,03—0,07 1,55
ЭА-2 ОЗЛ-бр 0,35—0,39 0,10—0,15 1,69
ТУ ОСЗ ОЗЛ-9-1 0,35—0,39 0,0—0,05 1,51
ТУ ОСЗ ОЗЛ-9А 0,35—0,39 0,05—0,10 1,59
ЭА-2С2 ОЗЛ-5 0,35—0,39 0,03—0,07 1,55
ЭА-ЗМ6 НИАТ-5 0,30—0,40 0,02—0,04 1,51
ТУ 1068—63 АЖ-13-18 0,29—0,31 0,02—0,05 1,47
ЭФ-Х13 УОНИ-13/НЖ 0,34—0,38 0,05—0,10 1,58
ЭА-2Б ЦЛ-9 0,44—0,47 0,07 1,69
ЭА-1 ОЗЛ-14 — . 1,60
ЭА-1 а Л-39 — — 1,60
ЭА-1 Б Л-38М — 1,70
ЭА-1 Ба ЗИО-З — 1,55
ЭА-1М2 ЭА-400/10у — — 1,80
ЭА-1М2 ЭНТУ-ЗМ — 1,65
ЭА-1 М2 ЦЛ-4 — 1,50
ЭА-1М2Б ЭА-902/14 — 1,80
ЭА-1М2Б СЛ-28 — — 1,60
ЭА-1М2Б НЖ-13 — — 1,75
ЭА-1М2Б ЭА-400/13 ,— — 1,80
ЭА-1Ф2 ЭА-606/11 — 1,80
ЭА-1Ф2 ГЛ-2 — 1,60
ЭФ-Х13 УОНИ-ЮХ13 — 1,60
ЭФ-Х17 УОНИ/ЮХ17Т — — 1,60
— ОЗЛ-З — — 1,50
— 15М — — 1,60
ОЗЛ-11 1,60
?3
35. Коэффициенты расхода электродов
для сварки легированных теплоустойчивых сталей 113, 16, 17]
Тип электрода по ГОСТу 9467—60 Марка электрода Коэффициент
потерь ф расхода
Э-ХМФ-Ф ЦЛ-20А 0,02—0,05 1,49
Э-ХМФ-Ф ЦЛ-20Б 0,02—0,05 1,49
ТУ 1119—65 ЦЛ-20М 0,02—0,05 1,49
Э-ХМФБ-Ф ЦЛ-27А 0,02—0,05 1,49
Э-ХМФБ-Ф ЦЛ-27Б 0,02—0,05 1,49
Э-Х2МФБ-Ф ЦЛ-26М 0,02—0,05 1,49
Э-Х5МФ-Ф ЦЛ-17 0,04—0,08 1,53
Э-МХ-Р ЦЛ-14 — 1,60
Э-МХ-Ф ГЛ-14 — 1,50
Э-ХМ-Ф ЦЛ-30-63 — 1,60
Э-ХМФ-Ф ЦЛ-20-63 1,60
Э-Х2МФБ-Ф ЦЛ-26М-63 — 1,60
Э-Х5МФ-Ф ЦЛ-17-63 — 1,60
ЭА-1Г6 СЛ-16 — 1,60
ЭФ-Х13 ЛМЗ-1 — 1,70
Примечание. Коэффициент массы покрытия для первых семи марок электродов k — 0,3 4-0,35.
36. Коэффициенты расхода электродов для дуговой наплавки
поверхностных слоев с особыми свойствами [13, 16, 17]
Тип электрода по ГОСТу 10051—62 Марка электрода Коэффициент
массы покрытия k потерь Ф рас- хода
ЭН-60Х2СМ-50 ЭН-60М 0,48—0,58 0,0—0,10 1,73
ЭН-80В18Х4Ф-60 ОЗИ-1 1,10—1,25 —0,40 1,75
—- ОЗИ-2 1,10—1,25 —0,40 1,45
ЭН-У30Х25ПС2Г-60 Т-590 1,65 —1,0-5- -—1,15 1,40
ЭН-У30Х23-РС2ТГ-55 Т-620 1,65 —1,0ч—1,5 1,3
74
37. Коэффициенты расхода электродов для дуговой сварки
цветных сплавов и чугуна [16, 17]
ТУ Марка электрода Коэффицие нт
массы покрытия k потерь ф рас- хода
ТУ 1033—62 ТУ 1034—62 ТУ 1035—62 ТУ ЦНИИТМАШ и ОСЗ ТУ 1036—62 ТУ 1037—62 ТУ 1079—64 ОЗЧ-1 МНЧ-1 ЦЧ-4 ЦЧ-ЗА ОЗА-1 ОЗА-2 «Комсомолец» 0,30—0,35 0,58—0,62 0,30—0,32 0,20 (0,0)— -(—0,05) 0,0—0,05 0,0—0,05 0,0—0,05 0,15—0,20 0,15—0,20 0,05—0,15 1,76 1,46 2,3 2,3 1,4
38. Поправочные коэффициенты к норме расхода электродов
Длина электрода по ГОСТу 9466—60 в мм Длина применяемого электрода в мм
450 400 350 300 250
450 1,о 1,02 1,04 1,07 1,12
350 0,96 0,98 1,0 1,03 1,07
250 0,89 0,91 0,93 0,96 1,0
ЭЛЕКТРОДНАЯ ПРОВОЛОКА И ФЛЮС
ДЛЯ АВТОМАТИЧЕСКОЙ И ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ
Конструктивные размеры сварных соединений, формулы расчета
площадей поперечного сечения сварных швов, удельные нормы расхода
проволоки и флюса для сварных соединений приведены в табл. 39—42
[9, 10]. С 1/1 1972 г. на швы сварных соединений введен ГОСТ 8713—70.
Удельные нормы расхода проволоки рассчитаны по формуле (2).
Значения коэффициентов расхода проволоки приняты [12] для автома-
тической сварки 1,02; для сварки полуавтоматической и электрозаклеп-
ками 1,03. Удельные нормы расхода флюсов рассчитаны по формуле
(8). Значения коэффициентов расхода флюса приняты [12]: 1) для
швов стыковых и угловых соединений без скоса кромок и с отбор-
товкой: автоматическая сварка 1,3, полуавтоматическая сварка 1,4;
со скосом кромок соответственно 1,2 и 1,3; 2) для швов тавровых
соединений без скоса и со скосом кромок для автоматической свар-
ки 1,1; полуавтоматической сварки 1,2; 3) для электрозаклепочных
соединений в пределах 2,7—3. Приведенные коэффициенты расхода
проволоки и флюса отражают потери материалов, связанные с техни-
кой и технологией производства.
Расход сварочной проволоки может быть уменьшен за счет: а) по-
лучения проволоки по ГОСТу 2246—70 в мотках, пригодных для не-
посредственного употребления без перемотки; б) применения (там,
где это возможно) бескассетной подачи проволоки непосредственно
75
с бунтов, в) установки на подающих механизмах полуавтоматов тор-
мозных электромеханических устройств для уменьшения величины
вылета проволоки при прекращении процесса сварки; г) отработки ре-
жимов сварки, обеспечивающих минимальные потери электродного
металла на угар и разбрызгивание; д) сварки без разделки кромок
деталей.
Флюс, подаваемый из бункера сварочного автомата или полуавто-
мата, частично расплавляется дугой и превращается в шлаковую корку,
а частично остается в исходном состоянии. Остатки нерасплавленного
флюса собирают вручную или специальными аппаратами для повторного
использования. При ручной уборке потери флюса достигают 20%.
Применение механизированной уборки нерасплавленного флюса с по-
мощью флюсоотсосов позволяет возвратить до 90% годного к использо-
ванию флюса.
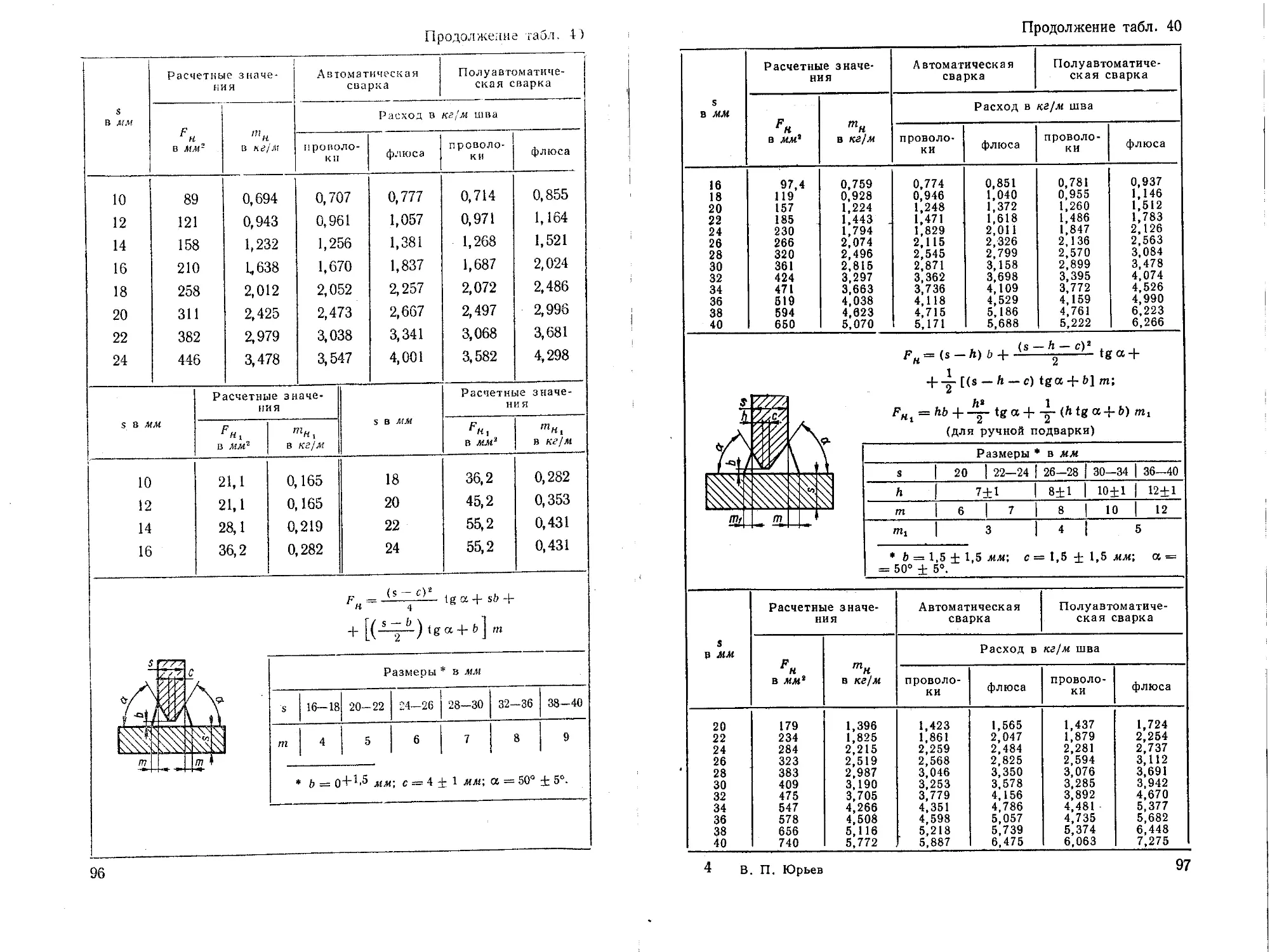
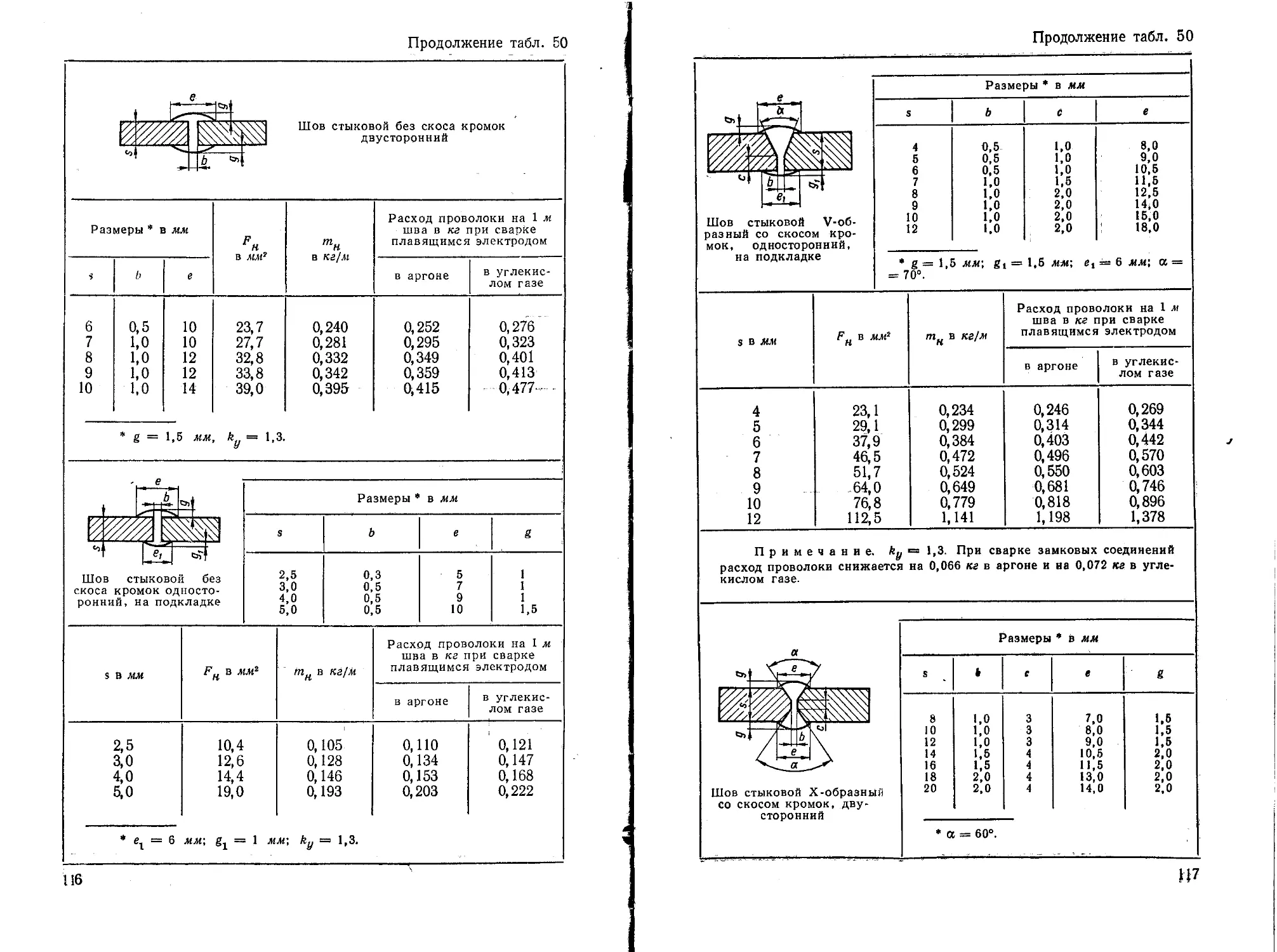
39. Швы стыковых соединений
/'H'=S + 0.7seg
1 Размеры * в мм
S 1,5 2,0 2,5 3,0
е 2,а+1 2,5+2 +3
g 0,5
* ь = 0+1 мм.
Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
S в мм Fu Расход в кг(м шва
в мм* в кг/м проволо- ки флюса проволо- ки флюса
1,5 1,87 0,014 0,0142 0,0186 0,0144 0,0202
2,0 2,31 0,018 0,0183 0,0238 0,0185 0,0259
2,5 4,25 0,033 0,0336 0,0439 0,0340 0,0476
3,0 4,49 0,035 0,0357 0,0464 0,0361 0,0506
76
Продолжение табл. 39
s
g
ь
1,5±1
7±1,6
8±2
10±2
fh = sb + l,5eg
Размеры в мм
10—14
16-20
2+1
12+2
16±3
2,5±1,5
20±3
о+о.з
0+0.5
0+0.8
о+1
25±'1,5
22±4
2
3
4
5
6
7
8
9
Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
S в мм Расход в кг/м шва
гн в мм2 тн в кг/м проволо- ки флюса проволо- ки флюса
2 18,3 0,142 0,145 0,188 0,146 0,204
3 21,7 0,169 0,172 0,224 0,174 0,243
4 34,6 0,270 0,275 0,358 0,278 0,388
5 41,5 0,324 0,330 0,429 0,334 0,466
6 55,5 0,433 0,442 0,574 0,446 0,623
7 63,1 0,492 0,502 0,652 0,507 0,709
8 63,6 0,496 0,506 0,657 0,511 0,714
9 64,1 0,500 0,510 0,662 0,515 0,720
10 86,7 0,626 0,638 0,828 0,645 0,901
12 87,7 0,684 0,968 0,907 0,705 0,986
14 88,7 0,692 0,706 0,917 0,713 0,997
16 109,2 0,850 0,867 1,127 0,876 1,224
18 110,2 0,860 0,877 1,140 0,886 1,240
20 111,2 0,867 0,884 1,150 0,892 1,250
77
Продолжение табл. 39
FH = sb + 1,5eg
Размеры в мм
g
6
4—5
6 7—9
10
12-14
16-20
22
30
40
50
1.5+1
2±1,5
2,5±1,5
2.5+V5
о+З
3—2
7±1,5
8±2
Ю±2
16±3
20±3
22 ±4
30±4
40±4
45±5
о-Н
2 ±2
6±1
8±1
ю±1
2
3
Ж
S в мм Расчетные значения Автоматиче- ская сварка S в мм Расчетные значения Автоматиче- ская сварка
FH в мм2 тн в кг/м Расход в кг/м шва О тн в кг/м Расход в кг/м шва
про- воло- ки флю- са про- воло- ки флю- са
2 19,07 0,148 0,151 0,196 12 105,7 0,824 0,840 1,093
3 24,0 0,187 0,191 0,248 14 109,7 0,855 0,872 1,134
4 38,5 0,300 0,306 0,398 16 133,2 1,040 1,060 1,376
5 39,5 0,308 0,314 0,408 18 137,2 1,080 1,102 1,430
6 60,75 0,474 0,483 0,628 20 141,2 1,102 1,124 1,460
7 68,75 0,536 0,547 0,710 22 155,0 1,210 1,234 1,603
8 70,75 0,552 0,563 0,732 30 332,0 2,590 2,640 3,430
9 72,75 0,567 0,579 0,752 40 544,5 4,250 4,340 5,630
10 86,7 0,677 0,691 0,897 50 755,0 5,880 6,000 7,790
= sb+-0,75eg
FH =0,75e1g1 (для ручной подварки)
е g
а
Размеры * в мм
4 | 5
3
s
2
С5>
2±1
1,5+1
8±2
I 2±1
8+2 | 10±2 | 12±2
I Ю ±2
gi в 1,5 ± 0,5 мм.
Для ручной подварки FH ==9,7 мл/2;
s= 0,075 кг/м.
78
Продолжение табл. 39
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH в мм тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
2 3 4 5 10,0 13,5 20,0 24,5 0,078 0,105 0,156 0,190 0,0796 0,107 0,159 0,194 0,103 0,139 0,206 0,252 0,0804 0,108 0,161 0,196 1,125 0,151 0,225 0,274
FH = cb + 0,75eg
Размеры * в мм
S 2 3 4 5
11 [t>> b 0+0,3 0+0,5 0+0,8 0+1,0
т ! 14 £ 1,5+1 2±1
е * с 7±1,5 = min 1 8 ±2 ,6s. 10±2 12±2
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH В Л4Л/2 тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
2 3 4 5 9,3 И,2 18,1 22,0 0,072 0,087 0,141 0,172 0,073 0,088 0,144 0,175 0,095 0,115 0,187 0,228 0,074 0,089 0,145 0,177 0,104 0,125 0,203 0,248
79
Продолжение табл. 39
+к = sb + 0,75 (е£ +
Размеры * в мм
s | 2 | 3 | 4 | 5 | 6 | 7 | 8-10
b | 0+1 J 1+1 I 1,5+1 j 2 + 1,5
e I 10+2 I 14±2 j 18+3 | 22+4
g I 1,5±1 I 2 + 1,5
g, j 1 + 1 j 1,5±1 j 2±1
‘ ex = 4 ± 2 мм.
s в MM Расчетные значения Автоматиче- ская сварка S в мм Расчетные . значения Автоматиче- ская сварка
s5S a тн В кг/м Расход в кг/м шва FH в мм- тн в кг/м Расход в кг/м шва
про- воло- ки флю- са про- воло- ки флю- са
2 18,2 0,142 0,145 0,188 7 51,8 0,404 0,412 0,535
3 20,2 0,157 0,160 0,208 8 60,9 0,475 0,484 0,630
4 33,2 0,259 0,264 0,343 9 62,9 0,490 0,500 0,649
5 6 36,7 45,2 0,286 0,353 0,292 0,360 0,379 0,468 10 64,9 0,507 0,517 0,672
FH = sb + °'75 (efi + elgl)
Размеры * в лл
s 4 5 6 7 8 — 10
gi 1.5±1 2±1
* ^1 = 4 i 2 мм; g = 2 i 1,5 мм.
80
Продолжение табл. 39
s в мм Расчетные значения Автоматическая сварка
FH в мя2 тн в кг/м Расход в кг/м шва
проволоки флюса
4 34,2 0,267 0,272 0,354
5 39,2 0,306 0,312 0,405
6 48,2 0,376 0,384 0,498
7 55,3 0,432 0,441 0,573
8 64,9 0,506 0,516 0,670
9 67,4 0,526 0,536 0,697
10 70,0 0,546 0,557 0,723
FH = sb + 0.75sg
Размеры * в мм
S 2 3 4 5 6 7 8 9—10
ь 1,5±1 2±1 3+1,5 4+1,5
g 1,5±1 2 + 1,5
s 10+2 14±3 18±3 22 + 4
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
В ЛШ2 тн в кг/м Расход в кг/м шва
проволо- ки флк са проволо- ки флюса
2 15,6 0,122 0,1245 0,161 0,1256 0,175
3 17,2 0,134 0,1368 0,177 0,1380 0,193
4 50,9 0,397 0,405 0,526 0,409 0,572
5 52,9 0,412 0,420 0,547 0,425 0,594
6 73,6 0,574 0,586 0,760 0,592 0,827
7 76,7 0,597 0,609 0,791 0,614 0,859
8 91,8 0,716 0,730 0,948 0,737 1,030
9 103,8 0,810 0,826 1,074 0,835 1,167
10 107,8 0,840 0,857 1,114 0,865 1,210
81
Продолжение табл. 39
82
Продолжение табл. 39
( С - /*)
FH = sb + fg a + 0,75eg
Размеры * в мм
s
8
b
е
g
10
12
14
16
18
20
22—24
26—30
18±3
2±1
20±3
22 ±4
2±1,5
2,5±1,5
3±1,5
4±1,5
5±1,5
24+4
26 ±4
30±4
о+2
—1.5
Д5-1,5
9
* с= 1,5 ± 1; а = 30° ± 5°.
s в MM Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH в мм2 тн в ке/лс Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
8 57,1 0,445 0,453 0,543 0,458 0,595
9 63,3 0,494 0,503 0,603 0,508 0,660
10 75,5 0,588 0,599 0,718 0,605 0,786
12 103,2 0,805 0,821 0,985 0,829 1,077
14 134,8 1,050 1,071 1,285 1,081 1,405
16 155,7 1,215 1,229 1,474 1,251 1,626
18 198,9 1,551 1,582 1,898 1,597 2,076
20 227,4 1,770 1,805 2,166 1,823 2,369
22 300,2 2,400 2,448 2,937 2,472 3,213
24 335,1 2,610 2,662 3,194 2,688 3,494
26 380,4 2,970 3,029 3,634 3,059 3,976
28 420,4 3,300 3,366 4,039 3,389 4,405
30 462,9 3,610 3,682 4,418 3,708 4,820
83
Продолжение табл. 39
= sb + (s — с)г tg -у- + l,5eg
Размеры * в мм
s 14 16 | 18 | 20 22 | 24
е 18±3 22 ±4 24±4
ё 2±1,5 2'5±Ь 2,ь—1,5
с 6±1 7±1 8±1
* Ь = 0+1 мм; а = 60° + 5°.
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче ская сварка
в мм2 тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
14 105,8 0,825 0,842 1,010 0,850 1,105
16 149,4 1,165 1,188 1,425 1,200 1,560
18 181,6 1,415 1,444 1,734 1,458 1,890
20 210,4 1,640 1,672 2,010 1,690 2,200
22 245,7 1,915 1,954 2,340 1,974 2,560
24 281,5 2,195 2,238 2,680 2,260 2,940
F„= (s-Л) b + C.TOeg;
84
Продолжение табл. 39
s □ мм Расчетные значе- ния Автоматическая сварка Полуавтоматнче- ская сварка
гн в ммг тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
5 6 7 8 9 10 12 14 32,7 34,7 40,5 40,5 48,5 48,5 57,0 55,0 0,255 0,271 0,316 0,316 0,378 0,378 0,445 0,428 0,260 0,276 0,322 0,322 0,385 0,385 0,454 0,437 0,338 0,359 0,418 0,418 0,500 0,500 0,590 0,567 0,263 0,279 0,326 0,326 0,389 0,389 0,458 0,442 0,367 0,390 0,455 0,455 0,545 0,545 0,641 0,616
S в мм Расчетные значения S в мм Расчетные значения
FH в мм2 тн в кг/м ГН1 в л-м- тн в кг/м.
5 28,05 0,219 9 35,3 0,275
6 28,05 0,219 10 43,7 0,341
7 28,05 0,219 12 43,7 0,341
8 35,3 0,275 14 74,7 0,583
Fu = b (s — ft) + (s — <42 tg~?r —
— (ft — с)2 tg + 0,75fg:
FH1 = &ft + (ft - с)2 tg -y + 0,75М]
(ДЛЯ ручной подварки)
Размеры * в мм
$ 14 16 18—20 22 24 26—30
г 2О£4 25+5 30±6 37±7
£ 2±1,5 2-5±1,5 2,5+2
* b « 2 ± 2 мм; gi = (F& мм; = 9 мм; h = = 6 мм; с = 2 + 1 мм; а — 60° ± 5°.
85
Продолжение табл. 39
s в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH в ммг тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
14 117 0,912 0,930 1,115 0,940 1,220
16 163 1,271 1,297 1,560 1,311 1,702
18 213 1,660 1,693 2,025 1,710 2,223
20 257 2,015 2,043 2,453 2,075 2,695
22 329 2,565 2,615 3,140 2,640 3,430
24 382 2,980 3,040 3,650 3,070 3,990
26 458 3,580 3,640 4,370 3,690 4,800
28 520 4,060 4,140 4,970 4,180 5,430
30 586 4,570 4,660 5,580 4,710 6,120
Примечание. Для ручной подварки FH =* 33,3 лгл2;
= 0,26 кг/м при s = 14-5-30 мм.
FH = sb + (s — с)2 tg ~ + 0,75 (eg + elgl)
S Размеры * в мм
8-9 | 10 12 | 14 16-20 22—24
С 3±1 1 4±1
е 18±3 | 20±3 22±4 24±4 26±5
g 2±1,5 2,5±1,5 2 5"^^ 2,5±«
* ь ± 1,5 -2+1 мм; = 4 ± 2 мм; gt мм; ос = 50° ± 5*. = 2 ±
S в мм Расчетные значения Автоматиче- ская сварка S в мм Расчетные значения Автоматиче- ская сварка
в мм2 тн в кг/м Расход в кг/м шва FH в мм2 тн В кг/м Расход в кг/м шва
про- воло- ки флю- са про- воло- ки флю- са
8 67,2 0,525 0,535 0,643 16 163,6 1,275 1,300 1,560
9 74,4 0,581 0,593 0,711 18 192,0 1,498 1,528 1,834
10 85,6 0,667 0,680 0,817 20 224,3 1,750 1,785 2,140
12 117,0 0,912 0,930 1,118 22 271,1 2,115 2,156 2,590
14 130,0 1,015 1,035 1,242 24 309,8 2,420 2,468 2,960
86
Продолжение табл. 39
Fи = sb + (s — с)2 t< — + 0,75eg
н 2
Размеры * в мм
*
8—9
10
12
14
16
18
20
22—24
26-30
2±1
3±1,5
4±1,5
5±1,5
18±3
20±3
22±4
24±4
26±4
30±4
g = 2 ± 1,5 мм; с = 1,5 ±1 мм; а = 30° ± 5°.
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH В ЛШ2 тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
8 58,4 0,456 0,465 0,557 0,469 0,611
9 64,2 0,501 0,512 0,613 0,516 0,672
10 73,8 0,576 0,588 0,705 0,594 0,772
12 91,8 0,717 0,732 0,877 0,738 0,960
14 122,2 0,953 0,972 1,168 0,982 1,278
Гб 145,7 1,137 1,160 1,392 1,170 1,523
18 186,3 1,454 1,484 1,780 1,498 1,950
20 213,1 1,663 1,695 2,038 1,712 2,230
22 267,0 2,084 2,135 2,565 2,156 2,808
24 300,0 2,340 2,390 2,866 2,412 3,140
26 340,8 2,660 2,712 3,260 2,740 3,565
28 377,9 2,950 3,010 3,610 3,040 3,955
30 417,4 3,255 3,320 3,980 3,350 4,360
87
Продолжение табл.
88
Продолжение табл. 39
5 В Л!М Расчетные значения Автоматическая сварка
F н в ммг тн в кг/м Расход в кг/м шва
проволоки флюса
30 469 3,658 3,731 4,477
32 512 3,883 3,960 4,752
34 559 4,360 4,447 5,236
36 605 4,719 4,813 5,775
38 653 5,093 5,194 6,232
40 703 5,483 5,592 6,710
42 756 5,896 6,013 7,215
45 852 6,645 6,777 8,132
48 946 7,378 7,525 9,030
50 1003 7,823 7,979 9,574
55 1160 9,048 9,228 11,073
60 1588 12,386 12,633 15,159
65 1789 13,954 14,233 17,069
70 1821 14,203 14,487 17,384
80 2250 17,450 17,799 21,358
90 2720 21,216 21,640 25,968
100 3235 25,233 25,737 30,884
110 3439 25,824 26,340 31,608
115 3696 28,828 29,404 25,284
120 3963 30,910 31,528 37,833
125 4425 34,515 35,205 42,246
130 4520 35,256 35,961 43,153
FH = 1,57R! + fcs + (s - R — с)2 tg а +
4- 27? (s - R - с) + 0,75eg
Размеры * в мм
“ b = 0+2 Л1.ч; с — 1 + 0,5 мм; R = 5 ± 1.
89
Продолжение табл. 39
S в мм Расчетные значения Автоматическая сварка
F в мм2 тн в кг/м Расход в кг/м шва
проволоки флюса
16 20 25 30 35 40 45 50 242,5 322,6 434,6 494,6 613,8 741,3 891,3 1245,0 1,893 2,515 3,390 3,855 4,790 5,780 6,950 9,715 1,930 2,567 3,450 3,930 4,880 5,890 7,080 9,900 2,320 3,080 4,150 4,720 5,870 7,075 8,500 11,900
FH — sb + (S 4^ <g “ + l,5eg
! Размеры * в мм
С» Гч s 20 — 24 26 — 28 30
////л ifissx
е 20±3 24±4 28±4
о> j pl
* b = 0+1 мм; g = 2,s+j’g мм; с = 6 ± 1; а = 40° ± 5°.
s в мм Расчетные значения Автоматическая сварка
FH в мм* тн в кг/м Расход в кг/м шва
проволоки флюса
20 22 24 26 28 30 152,0 166,0 181,6 219,6 238,0 277,0 1,186 1,295 1,415 1,710 1,855 2,160 1,209 1,320 1,443 1,744 1,892 2,203 1,450 1,584 1,731 1,981 2,270 2,643
90
Продолжение табл. 39
Fн = sb + (s 2С)- tg + 1,5eg
Размеры * в мм
20-22
24
26—28
30—36
38
40—42
44—50
52—60
S
3±2
е
20±3
22±3
24±4
26±4
28±4
32±4
6±1
8±1
6±1
а
60»±5<
50° ±5'
* b *= 0+г мм.
а
$ в мм Расчетные значения Автоматическая сварка
F в мм2 тн в кг!м Расход в кг!м шва
проволоки флюса
20 166 1,294 1,319 1,582
22 184 1,435 1,463 1,755
24 185 1,443 1,471 1,765
26 215 1,677 1,710 2,052
28 238 1,856 1,893 2,271
30 270 2,106 2,148 2,577
32 294 2,293 2,338 2,805
34 321 2,503 2,553 3,063
36 349 2,722 2,776 3,331
38 388 3,026 3,086 3,703
40 442 3,447 3,515 4,218
42 476 3,712 3,786 4,543
44 522 4,071 4,152 4,982
46 559 4,360 4,447 5,336
48 599 4,672 4,665 5,598
50 639 4,984 5,083 6,099
52 704 5,491 5,600 6,720
54 749 5,742 5,855 7,026
56 795 6,201 6,325 7,590
58 845 6,591 6,722 8,066
60 894 6,973 7,112 8,534
91
Продолжение табл. 39
ваяя
tg -TJ-+ 1.5eg
Размеры * в мм
S 24 — 28 30-38 40 — 48 50—60
е 30±5 35+5 40±5 45±5
ё. 2 5+2’5 2,ь—1,5 оЧ“3 2
а 60е+5° 50° ±5 °
* b = 0+* мм; с = 6 ± 1 мм.
S в мм Расчетные значения Автоматическая сварка
FH в мм* тн в кг/м Расход в кг/м шва
проволоки флюса
24 272 2,120 2,162 2,594
26 318 2,480 2,529 3,034
28 345 2,691 2,744 3,292
30 367 2,892 2,919 3,502
32 395 3,081 3,142 3,770
34 424 3,307 3,373 4,047
36 455 3,549 3,619 4,342
38 488 3,806 3,882 4,658
40 579 4,406 4,491 5,389
42 616 4,804 4,900 5,880
44 655 5,109 5,211 6,253
46 695 5,421 5,529 6,634
48 722 5,631 5,743 6,891
50 807 6,294 6,419 7,702
52 854 6,661 6,794 8,152
54 902 7,035 7,175 8,610
56 951 7,417 7,565 9,078
58 1003 7,823 7,979 9,574
60 1056 8,236 8,400 9,980
92
Продолжение табл. 39
F = (s — h) Ь + (s — ft — c)2 tg -v + °-75efi:
H z
/l - ОС
F;ii = A&+ tg -y- + 0,75«1g1 (для ручной подварки)
Размеры * в мм
S 16-20 22—26 28—32 34-36 38 40—44 46—50 52—56 58—60
b 2+1 3±1
h 8±1 9±1 10+1
g д—2
е 18±3 22±4 26 + 4 28+5 34±5 40±5 45+5 50 + 5
et 16+2 17±2 19+2 20±2
a 50°+ 5° gi = 1.5 ± I лмг: at = 60° ± 5°; с 45°±4° = 1,5 ± 1. 40°+3°
0 м
Y///V////л
«ъ» / е 0 6
s в мм Расчетные значе- ния А в тома тическ а я сварка Полуавтоматиче- ская сварка
FH в мм2 тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
16 18 20 84 102 125 0,655 0,795 0,975 0,668 0,810 0,994 0,801 0,972 1,191 0,674 0,818 1,004 0,876 1,063 1,305
93
Продолжение табл. 39
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
Рн в ммг тн в кг[м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
22 161 1,255 1,280 1,536 1,292 1,679
24 190 1,482 1,511 1,813 1,526 1,983
26 224 1,747 1,781 2,137 1,799 2,337
28 250 1,950 1,989 2,386 2,008 2,610
30 289 2,254 2,299 2,758 2,321 3,017
32 332 2,589 2,640 3,168 2,666 3,465
34 384 2,995 3,054 3,664 3,084 4,009
36 437 3,408 3,476 4,171 3,510 4,563
38 461 3,595 3,666 4,399 3,702 4,812
40 528 4,118 4,200 5,040 4,241 5,513
42 583 4,547 4,637 5,564 4,683 6,087
44 641 5,099 5,200 6,240 5,251 6,826
46 718 5,700 5,814 6,975 5,871 7,632
48 782 6,199 6,322 7,585 6,384 8,199
50 849 6,722 6,856 8,226 6,923 8,899
52 851 6,737 6,871 8,244 6,939 8,920
54 917 7,252 7,397 8,875 7,469 9,709
56 985 7,794 7,949 9,537 8,027 10,435
58 1069 8,338 8,504 10,204 8,588 11,164
60 1145 8,931 9,109 10,930 9,198 11,957
Расчетные значения
s в мм FH в мм? /пН1 в кг/м
16—26 55,8 0,435
28—36 64,0 0,500
40—60 85,0 0,663
94
40. Швы тавровых соединений
Ь2
F„ = — +1,05g*
k в MM s в MM Расчетные значения Автоматическая сварка Полуавтоматиче- ская сварка
FH в мм2 тн В кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
3 3—5 3,8 0,029 0,0295 0,0324 0,0298 0,0357
4 6—10 6,1 0,047 0,0479 0,0526 0,0484 0,0580
5 12—16 8,8 0,067 0,0683 0,0751 0,0690 0,0828
6 18—40 15,3 0,119 0,1213 0,1334 0,1225 0,1470
FH = (s — с) b + (s- 2C— tg a +
+ y f(s — c) tga-f-1>] irr,
k, 6 7 8 9 10
* b = 2 i 2 мм; c = 2 ± 1 мм; g = 0+1 мм;
a = 50° ± 5°.
95
Продолжение табл. 4)
Расчетные значе-
Автоматическая
Полуавтоматиче-
S в мм НИЯ сварка екая сварка
FH в мм2 тн в кг/м Расход в кг/м шва
проволо- ки флюса провело- км флюса
10 12 14 16 18 20 22 24 89 121 158 210 258 311 382 446 0,694 0,943 1,232 1,638 2,012 2,425 2,979 3,478 0,707 0,961 1,256 1,670 2,052 2,473 3,038 3,547 0,777 1,057 1,381 1,837 2,257 2,667 3,341 4,001 0,714 0,971 1,268 1,687 2,072 2,497 3,068 3,582 0,855 1,164 1,521 2,024 2,486 2,996 3,681 4,298
$ в мм Расчетные значе- ния S в мм Расчетные значе- ния
в мм2 тн. в кг/м FH, в мм1 {пн1 в кг/м
10 12 14 16 21,1 21,1 28,1 36,2 0,165 0,165 0,219 0,282 18 20 22 24 36,2 45,2 55,2 55,2 0,282 0,353 0,431 0,431
FH = ~4 ~~ <8 а + s* +
5 й с
н
т 1
т
Размеры * в мм
S 16-18 20—22 24—26 28—30 32-36 38-40
т 4 5 6 1 8 9
• b = 0+1'5 мм с — 4 ± 1 мм; а = 50° ± 5°.
96
Продолжение табл. 40
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
рн В ЛШг тн в кг)м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
16 18 20 22 24 26 28 30 32 34 36 38 40 97,4 119 157 185 230 266 320 361 424 471 519 594 650 0,759 0,928 1,224 1,443 . 1,794 2,074 2,496 2,815 3,297 3,663 4,038 4,623 5,070 0,774 0,946 1,248 1,471 1,829 2,115 2,545 2,871 3,362 3,736 4,118 4,715 5,171 0,851 1,040 1,372 1,618 2,011 2,326 2,799 3,158 3,698 4,109 4,529 5,186 5,688 0,781 0,955 1,260 1,486 1,847 2,136 2,570 2,899 3,395 3,772 4,159 4,761 5,222 0,937 1,146 1,512 1,783 2,126 2,563 3,084 3,478 4,074 4,526 4,990 6,223 6,266
FH = <s — ft> b + — 1~ *8 “ + + — л — С) tga + Ь] т;
й« 1
т' = «0 + — tg « + — (« tg « + °) mi (для ручной подварки)
Размеры * в мм
s | 20 | 22—24 | 26—28 | 30—34 | 36—40
wvj
Л | 7±1 | 8±1 | 10±1 | 12±1
т | 6 | 7 | 8 | 10 | 12
/П/_ w- тг
«1 | 3 1 4 | 5 ,5 мм; с = 1,5 ± 1,5 мм; а —
» Ь = 1,5 ± = 50° ± 5°.
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
в мма тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
20 22 24 26 28 30 32 34 36 38 40 179 234 284 323 383 409 475 547 578 656 740 1,396 1,825 2,215 2,519 2,987 3,190 3,705 4,266 4,508 5,116 5,772 1,423 1,861 2,259 2,568 3,046 3,253 3,779 4,351 4,598 5,218 5,887 1,565 2,047 2,484 2,825 3,350 3,578 4,156 4,786 5,057 5,739 6,475 1,437 1,879 2,281 2,594 3,076 3,285 3,892 4,481 4,735 5,374 6,063 1,724 2,254 2,737 3,112 3,691 3,942 4,670 5,377 5,682 6,448 7,275
4 В. П. Юрьев
97
Продолжение табл. 40
S в мм Расчетные значения S в мм Расчетные значения
в мм2 mHi в кг/м FHl в мм? -пгн в кг/м
20 36,3 0,283 32 71,3 0,556
22 36,3 0,283 34 71,3 0,556
24 36,3 0,283 36 90,3 0,705
26 48,5 0,378 38 90,3 0,705
28 48,5 0,378 40 90,3 0,705
30 71,3 0,556
41. Швы угловых соединений
98
Продолжение табл. 41
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH 0 ммг тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
6 7 8 9 10 12 14 3,82 3,82 3,82 3,82 6,10 6,10 6,10 0,0297 0,0297 0,0297 0,0297 0,0475 0,0475 0,0475 0,0302 0,0302 0,0302 0,0302 0,0484 0,0484 0,0484 0,0392 0,0392 0,0392 0,0392 0,0629 0,0629 0,0629 0,0305 0,0305 0,0305 0,0305 0,0489 0,0489 0,0489 0,0427 0,0427 0,0427 0,0427 0,0684 0,0684 0,0684
Примечание. Для ручной подварки FH = 6 мм2, тн
= 0,0468 кг/м при s = 6 4-14 мм.
= s2 ig a+ bs +0,75eg;
F»i = -у’ + 1-05Ч
(для ручной подварки)
Размеры * в мм
S | 10—12 | 14 | 16—20
k | 5 | 6
е | 15±3 | 20±3 | 25±4
* b = 2 ± 2 мм; с = 2 ± 1 мм; g = 2 ± 1 мм;
gt = 0+1 мм; а = 40° ± 5°.
S в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FH в мм* тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
10 87,2 0,680 0,693 0,831 0,700 0,910
12 111 0,865 0,882 1,058 0,890 1,157
14 143 1,115 1,137 1,364 1,148 1,492
16 181 1,411 1,439 1,726 1,453 1,887
18 214 1,669 1,702 2,042 1,719 2,234
20 250 1,950 1,989 2,386 2,0,08 2,610
Примечан ие. При ручной подварке FH, = 15,1 мм2, тн =
= 0,118 кг/м при s = 104-14 мм; FH = 21,1 мм2, тн = 0,164 кг/м
при s = 16 4-20 мм. 1 1
*
99
Продолжение табл. 41
FH=*{s — h)b + —---------tg а + 0,75eg;
2
’hi = bh + 4" ft2 tg “ + T 'П,Л t8 “
Размеры ♦ в мм
S | 20—24 | 26—28 | 30-34 | 36—40
л | 7±1 | 8±1 | Ю±1 | 12±1
ю. | 3±2 | 4±2 1 5±2
е | 20±3 | 25±4 | 30±4 | 40±4
« а == Ь = 2±2 50° ± 5°. мм; g = 2 ± 1 мм-. с = 2 ± 1;
а в мм Расчетные значе- ния Автоматическая сварка Полуавтоматиче- ская сварка
FM в мия тн в кг/м Расход в кг/м шва
проволо- ки флюса проволо- ки флюса
20 140 1,092 1,113 1,335 1,124 1,461
22 173 1,349 1,375 1,650 1,389 1,805
24 212 1,653 1,686 2,023 1,702 2,212
26 242 1,887 1,924 2,308 1,943 2,525
28 288 2,246 2,290 2,748 2,313 3,006
30 296 2,307 2,353 2,823 2,376 3,088
32 347 2,706 2,760 3,312 2,787 3,623
34 402 3,135 3,197 3,836 3,229 4,197
36 418 3,260 3,325 3,990 3,357 4,364
38 475 3,705 3,779 4,534 3,816 4,960
40 537 4,188 4,271 5,125 4,313 5,606
Расчетные значе-
ния
Расчетные значе-
ния
S в мм
В ММ*
"1Я1
в кг/м
S в мм
В ММ'
тНг
в кг/м
20—24
26 — 28
63,3
80,4
0,494
0,627
30—34
36—40
119,7
153,0
0,933
1,193
IQQ
42. Швы соединений внахлестку
Размеры в мм
. X * s | 3-6 | 7—10 | 12 —14 16-20 22—24 | 26—40
D | 12 | 18 | 20 22 25 | 30
d |12±2|26±2| 32+3 36±3 40±3 | 44±3
g | 2±1 3±1
8 В ММ Расчетные значения Полуавтоматическая сварка
V н в см3 tnH в кг/шт Расход в кг на заклепку
проволоки флюса
4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 0,428 0,541 1,879 2,135 3,215 3,525 4,701 5,088 5,463 7,988 8,457 12,275 12,995 13,715 14,390 14,610, 15,830 16,005 17,225 0,0033 0,0042 0,0135 0,0166 0,0250 0,0274 0,0366 0,0396 0,0426 0,0623 0,0659 0,0957 0,1013 0,1069 0,1122 0,1139 0,1234 0,1248 0,1343 0,0034 0,0043 0,0139 0,0171 0,0257 0,0282 0,0376 0,0407 0,0438 0,0641 0,0678 0,0985 0,1043 0,1001 0,1155 0,1173 0,1271 0,1285 0,1383 0,0102 0,0129 0,0417 0,0513 0,0771 0,0846 0,1128 0,1221 0,1314 0,1923 0,2034 0,2955 0,3129 0,3003 0,3465 0,3519 0,3813 0,3855 0,4149
4 1804
101
Продолжение табл. 42
Размеры * в мм
S | i.5 | 2 1 3 4
d | 13±2 | 15±2 g = 2 ± 1,5 мм. 1 19±3 21±3
s в мм Расчетные значения Полуавтоматическая сварка
V н в см2 тн в кг/мт Расход в кг на заклепку
проволоки флюса
1,5 2,0 3,0 4,0 0,249 0,322 0,535 0,640 0,0019 0,0025 0,0041 0,0048 0,00196 0,00257 0,00422 0,00494 0,00529 0,00693 0,01139 0,01333
^=2-1 (4)’
, d, . ф 'ф' -| L 5 Размеры * в мм
s I 2 | 3 | 4 5 | 6
|г t ,| 1
8+3 | 8+3
d 6+1 j 7+3 j 7+‘
* t = 2d мм.
S в мм Расчетные значения Полуавтоматическая сварка
VH в см* тн в кг/мт Расход в кг на заклепку
проволоки флюса
2 3 4 5 6 0,073 0,171 0,220 0,242 0,242 0,0005 0,0013 0,0017 0,0018 0,0018 •I1 " 0,00052 0,00134 0,00175 0,00185 0,00185 0,00140 0,00361 0,00470 0,00499 0,00499
102
МАТЕРИАЛЫ ДЛЯ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
И ГАЗОЭЛЕКТРИЧЕСКОЙ РЕЗКИ
Удельный расход сварочной проволоки определяется количеством
наплавленного металла, приходящегося на 1 м шва с учетом коэффи-
циента усиления шва ky и коэффициента расхода kp (см. табл. 22).
Удельные расходы защитных газов рассчитаны на сварку 1 м шва (один
проход). При многопроходной сварке общий расход газа увеличивается
соответственно числу проходов. Удельный расход гелия определяется
цо нормативам на расход аргона умножением на поправочный коэффи-
циент 1,3.
В удельных нормах расхода материалов при сварке титановых
рплавов расход аргона для защиты обратной стороны шва принят
равным 0,5<fe; расход аргона для защиты остывающего металла про-
дольных швов 0,75<fe. При сварке титановых сплавов в камерах с кон-
тролируемой атмосферой расход аргона на изделие составляет 1,5
объема камеры.
Расход вольфрамовых электродов рассчитан на сварку 100 м шва.
При этом учтены потери вольфрама при разрезке, заточке и в виде огар-
ков (до 30% расхода вольфрамовых электродов при сварке).
43. Удельные нормы расхода проволоки
при сварке алюминиевых сплавов в среде инертных газов
i § I Шов стыковой без скоса кромок двусторонний
41
Размеры * в мм FH в ммг тн в кг/м Расход проволоки на 1 м шва в кг. Сварка электродом
S е g неплавящимся плавящимся
ручная автома- тическая автоматиче- ская, полу- автоматиче- ская
3 4 5 7 9 9 1 1 1,5 11,16 14,42 21,13 0,039 0,050 0,074 0,043 0,055 0,081 0,040 0,051 0,076 0,053 0,078
103
Продолжение табл. 43
Размеры в мм
s J Ь е S
2 0,3 5 1
3 0,3 7 1
4 | 0,5 9 1
5 0,5 10 1,5
6 0,5 10 1,5
Шов стыковой без
скоса кромок односто- ронний на подкладке на весу Сварка на под- кладке Сварка на весу
а. Si Si
<3 4 0,5 6 4
>3 .6 1
s в мм FH в ммг в кг/м Расход проволоки на 1 л шва в кг. Сварка электродом
неплавящимся плавящимся
ручная автома- тическая автоматиче- ская, полу- автоматиче- ская
2 3 4 5 6 5,43 7,11 12,35 16,99 17,49 0,019 0,025 0,043 0,060 0,061 0,021 0,028 0,047 0,066 0,067 0,0194 0,0255 0,0438 0,0612 0,0622 0,045 0,063 0,064
Примечание. ky = 1,3. При сварке на весу расход про- волоки повышается на 0,058 (ручная), 0,054 кг (автоматическая) при s < 3 мм и на 0,048 кг (ручная), 0,044 кг (автоматическая), 0,046 кг (автоматическая, полуавтоматическая) при s > 3 мм. При сварке замковых соединений расход проволоки понижается соответственно на 0,006 кг, 0,005 кг при s < 3 мм и на 0,015 кг, 0,0147 кг при s > 3 мм.
104
Продолжение табл. 43
О ь 4 Размеры * в мм Сварка на под- кладке Сварка на весу
ж S Ь е ei gi gi
|/>г| «я 2 0,3 7 2— -3,5 4 0,5 6 4
Шов стыковой без скоса кромок односторонний на подкладке, на весу 3 | 0,3 8
3,5 | 0,5 9 * g = 1 мм.
s в мм FH в мма тн в кг/м Расход проволоки на 1 м шва в кг
Сварка неплавящимся электродом
ручная автоматиче- ская
2 3 3,5 5,87 6,73 8,14 0,021 0,024 0,028 0,023 0,026 0,031 0,0214 0,0245 0,0286
Примечание, ку = 1,3. При сварке на весу расход про- волоки повышается на 0,058 кг (ручная), 0,054 кг (автоматическая).
Размеры * в мм
8 b С е g
4 0,5 1 8,0 1,5
ъ>| 5 0,5 1 9,0 1,5
> 6 0,5 1 10,5 1,5
А. о 7 8 0,7 0,7 1,5 2 11.5 12,0 1,5 1,5
Шов стыковой V-об- разный со скосом кромок односторонний на подкладке, на весу 10 1,0 2 15,0 1,5
12 1,0 2 18,0 2,0
14 1,0 2 20,8 2,0
16 1,0 2 23,6 2,0
18 1,0 2 26,4 2,0
20 1,0 2 29,6 2,0
105
Продолжение табл. 43
Сварка на под- кладке Сварка на весу
gl ei gl
4—20 6 1 6 4
• а = 70°.
S в мм FH в мм* ky тн в кг/м Расход проволоки на 1 м шва в кг. Сварка электродом
неплавящимся плавящимся
ручная автома- тическая автомати- ческая, по- луавтомати- ческая
4 20,8 1,4 0,078 0,086 0,080
5 27,2 1,4 0,103 0,113 0,105 —
6 35,6 1,4 0,134 0,147 0,137 —
7 42,2 1,4 0,159 0,175 0,162 0,166
8 47,4 1,4 0,179 0,197 0,182 0,188
10 74,5 1,4 0,281 0,309 0,287 0,295
12 110,2 1,4 0,416 0,458 0,424 0,437
14 147,2 1,3 0,516 0,568 0,526 0,542
16 189,1 1,3 0,664 0,730 0,677 0,697
18 237,6 1,3 0,824 — 0,865
20 291,6 1,3 1,024 —• — 1,075
Примечание. При сварке на весу расход проволоки повы-
шается на 0,048 кг (ручная), 0,044 кг (автоматическая), 0,046 кг (полу-
автоматическая); при сварке замковых соединений расход проволоки
соответственно понижается на 0,017, 0,015; 0,016 кг.
Шов стыковой Х-образный
со скосом кромок двусторонний
106
Продолжение табл. 43
Размеры * в мм в мм2 ky в кг/м Расход проволо- ки на 1 м шва в кг при авто- матической, полуавтомати- ческой сварке плавящимся электродом
S е
15 13 110,6 1,4 0,421 0,442
16 14 123,2 1,3 0,432 0,455
18 15 149,4 1,3 0,523 0,549
20 17 180,3 1,3 0,633 0,665
22 18 211,7 1,3 0,743 0,780
24 19 245,4 1,3 0,861 0,904
26 21 285,6 1,3 1,002 1,052
28 22 325,3 1,3 1,142 1,199
30 24 370,6 1,3 1,301 1,366
*6=1 мм; с = 2 мм; g — 2 мм; а. = 70°.
g = 1 мм при k = 2 -5- 4 мм; g = 1,5 мм при k = 5 16 мм; е = 1,416.
Шов угловой Шов угловой
без скоса кромок
k в мм FH в мм‘ тн в кг/:: Расход проволоки на 1 м шва в кг. Сварка электродом
неплавящимся плавящимся
ручная автома- тическая автомати- ческая, полуавто- матическая
2 4,10 2 0,022 0,024 0,022
3 7,26 2 0,039 0,043 0,040
4 11,79 2 0,064 0,070 0,065 0,067
б 17,33 1,5 0,070 0,077 0,071 0,074
6 26,80 1,4 0,101 0,111 0,103 0,106
7 34,85 1,4 0,132 0,145 0,135 0,139
8 43,38 1,3 0,152 0,167 0,155 0,160
10 64,49 1,3 0,226 0,249 0,231 0,237
12 89,50 1,3 0,314 __ 0,330
14 118,70 1.3 0,417 0,438
16 151,30 1,2 0,490 — 0,514
107
Продолжение табл. 43
Размеры * в мм
Шов угловой со скосом кромок,
двусторонний
k
Расход проволоки
на 1 м шва в кг
т при автоматиче-
Н ской, полуавтома-
в кг/м тической сварке
плавящимся
электродом
10 2
12 2
14 2
16 2
18 2
20 2
22 2,5
24 2,5
26 2,5
28 2,5
30 2,5
3
3
4
4
4
5
5
6
6
7
7
13
13,5
15
16
18
19
59,8
78,1
108,2
132,4
159,2
202,2
224,9
276,1
313,7
372,5
416,6
1,3 0,210
1,3 0,274
1,3 0,380
1,3 0,464
1,3 0,559
1,3 0,709
1,2 0,729
1,2 0,894
1,2 1,016
1,2 1,207
1,2 1,350
0,221
0,288
0,399
0,487
0,587
0,744
0,765
0,939
1,067
1,267
1,417
*5=1 мм; g = 1,5 мм; а = 60°.
44. Удельные нормы расхода аргона при ручной и автоматической
сварке алюминиевых сплавов неплавящимся электродом
сс и qg в л] мин (оптималь- ный) Расход аргона на 1 м шва в л в м/ч п, и vcff Дополнитель ный расход аргона на под- готовительную и заключитель- ную операции в л
4 6 10 15 20 25 30 35
1 9 — — 54 36 27 21,6 18 15,5 1,8
2 10 — — 60 40 30 24,0 20 17,0 2,0
3 11 — по 66 44 33 26,4 22 18,7 2,2
4 12 180 120 72 48 36 28,8 24 20,4 2,4
5 13 195 130 78 52 39 31,2 26 22,1 2,6
6 14 210 140 84 56 42 33,6 28 23,8 2,8
>6 15 225 150 90 60 45 36,0 30 25,5 3,0
108
Продолжение табл. 44
S в мм Автоматическая и полуавтоматическая сварка плавящимся электродом
дг в л/MUH Расход аргона на 1 м шва в л при vcg в м/ч
i Автоматиче- ская сварка Полуавтома- тическая сварка Полуавтома- тическая сварка Автоматическая сварка
4 6 10 15 10 15 20 25 30 35 40
3—5 6—8 10 и более 15 20 22 15 25 30 225 375 450 150 250 300 90 150 180 60 100 120 90 120 132 90 80 88 45 60 66 36 48 52,8 30 40 44 25,5 34,0 37,4 22,5 30,0 33,0
Примечание. Дополнительный расход на подготовитель* ные операции составит 1 л при автоматической и 1 — 1,5 л при полуавто- матической сварке.
45. Удельные нормы расхода проволоки при сварке титановых
сплавов в среде инертных газов и в камерах с контролируемой
- ~ атмосферой
Размеры в мм
е & b е g
Л .
-* %. 1.5 2,0 3,0 0,3 0,3 0,5 7 10 12 1 1 1
в
И Шо г
стыковой без Сварка на под- кладке Сварка на вес.
скииа tipviavn, идпи- сторонний на под- кладке, на весу gl *i gl
1,5—3 | 6 1 6 3
S в мм F В ЛШ2 тн в кг/м Расход проволоки *
ручной автоматической
1,5 2,0 3,0 с 9,42 11,64 13,90 варка на под 0,051 0,063 0,075 кладке 0,056 0,069 0,082 0,052 0,064 0,076
109
Продолжение табл. 45
S в мм Ен в мл.г тн в кг/м Расход проволоки *
ручной автоматической
1,5 2,0 3,0 14,20 18,5 22,2 Сварка на 6 0,077 0,100 0,120 ect/ 0,085 0,110 0,132 0,078 0,102 0,122
* На 1 м шва в кг при Примечание. сварке неплавящимся электродом. ky == 1,2.
Размеры в мм
Шов стыковой V-об-
разный со скосом кро-
мок односторонний,
на подкладке, на весу
S ь L g е
а = 70° а = 90°
3 0,6 о,6 1 6.6 8,5
4 0,6 1,0 1,6 8,0 9,5
5 0,5 1.0 1,5 9,0 11,5
6 0,5 1,0 1,5 10,0 13,6
8 1,0 1,5 1,5 13,0 17,0
10 1,0 1,5 1,6 16,0 21,0
12 1,0 2,0 1,6 18,0 24,0
Сварка
на весу
Сварка на под-
кладке
gi
g.
3—12 |
6
6
3
FH в мм2
тн в кг/м
Расход проволоки на 1 м
шва в кг при сварке
неплавящимся электродом
S в мм
ручной
автомати-
ческой
а = 70» а = 90° а = 70° а = 90»
3 14,35 17,7 0,078 0,096 0,086 0,106 0,080 0,098
4 20,8 24,9 0,112 0,134 0,123 0,147 0,114 0,137
5 27,2 34,6 0,147 0,187 0,162 0,206 0,150 0,191
6 35,6 46,1 0,192 0,249 0,211 0,274 0,196 0,254
8 55,1 71,9 0,297 0,388 0,327 0,427 0,303 0,396
10 81,8 108,1 0,442 0,584 0,486 0,642 0,451 0,596
12 110,2 149,3 0,595 0,806 0,655 0,887 0,607 0,822
Примечание. = 1,2. При сварке на весу расход прово-
локи повышается на 0,050 кг при ручной сварке и на 0,045 кг при авто-
матической сварке.
110
Продолжение табл. 45
g =
Ш7///////Ш1Л
Шов угловой Шов угловой без скоса без скоса кромок кромок 1 jujw при k С 5 мм; g = 1,5 мм при k > 5 мм; е = 1,41 k
k в мм в мм1 ky тн в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящимся электродом
ручной автомати- ческой
2 3 4 5 6 7 8 10 4,10 7,26 11,79 17,33 26,80 34,85 43,38 64,49 2,0 2,0 1,4 1,4 1,4 1,4 1,3 1,3 0,037 0,065 0,074 0,109 0,169 0,219 0,254 0,377 0,041 0,072 0,081 0,120 0,186 0,241 0,279 0,415 0,038 0,066 0,075 0,111 0,172 0,223 0,259 0,385
46. Удельные нормы расхода аргона
при автоматической сварке титановых сплавов неплавящимся
электродом
S в мм «е В л/мин Расход аргона на 1 м шва в л при в м/ч ст» Дополнитель- ный расход ар- гона на подго- товительную и заключительную операции в л
15 20 25 30 35
Продольные швы
0,5—1 15,8 63 47,3 37,9 31,5 26,8 3,1
1,5 20,3 81 60,8 48,6 40,5 34,4 4,0
2,0 23,0 92 69,0 55,2 46,0 39,1 4,6
3,0 27,0 108 81,0 64,8 54,0 45,9 5,4
4 и более 31,5 126 94,5 75,6 63,0 53,5 6,3
111
Продолжение табл. 46
S в мм "г В л!мин Расход аргона на 1 м шва в д при vCQ в м/ч Дополнитель- ный расход ар- гона на подго- товительную и заключительную операции в д
15 20 25 30 35
0,5—1 17,5 70 Ком 52,5 щевые 42 ивы 35 29,8 3,5
1,5 22,5 90 67,5 54 45 38,3 4,5
2,0 25,0 100 75,0 60 50 42,5 5,0
3,0 30,0 120 90,0 72 60 51,0 6,0
4 и более 35,0 140 105,0 84 70 59,5 7,0
Примечание. q (оптимальное значение) учитывает расход
аргона для защиты сварочной ванны, обратной стороны шва и остыва-
ющего металла шва.
47. Удельные нормы расхода аргона при ручной сварке
титановых сплавов неплавящимся электродом
S в мм % в л!мин Расход аргона на 1 м шва в д при в м/ч Дополнитель- ный расход ар- гона на подго- товительную и заключительную операции в д
. 1 (1 10 15
0,5—1 10,5 —__ 63 42 2,1
1,5 13,5 — — 81 54 2,1
2,0 15,0 — 150 90 60 3,0
3,0 18,0 270 180 108 72 3,6
4 и более 21,0 315 210 126 84 4,2
Примечание. q (оптимальное значение) учитывает расход
аргона для защиты сварочной ванны и обратной стороны шва.
48. Удельные нормы расхода вольфрамовых электродов
при аргоно-дуговой сварке алюминиевых сплавов
S в мм Диаметр электрода в мм Расход электродов на 100 м шва в г при сварке
ручной автоматической
1 1,5 8,3 3,9
1,5—2 2,0 23,4 10,9
3—4 3,0 83,3 39,0
5—6 4,0 132,2 125,0
7 и более 5,0 165,0 156,0
112
49. Удельные нормы расхода вольфрамовых электродов
при аргоно-дуговой сварке титановых сплавов. -
S в мм Диаметр электрода в мм Расход электродов на 100 м шва в г при сварке
ручной автоматической
0,5 1,0 6,0 2,8
0,8—1,0 1,5 8,3 3,9
1,2—1,5 1,5 8,3 3,9
2,0 2,0 23,4 10,9
3,0 3,0 83,3 39,0
4,0 4,0 132.2 125,0
5 и более 5,0 165,0 156,0
50. Удельные нормы расхода проволоки для сварки сталей
в среде инертных и защитных газов
Шов стыковой с от- бортовкой кромок Размеры в мм
3 1,0 1,5 2,0 2,5 3,0 Ь 0,2 0,2 0,3 0,3 0,3 е 2,5 3,5 4,5 5,5 6,5 g 0,5 0,5 1,0 1,0 1,0
8 в мм FK в лш2 тн в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящим- ся электродом
ручной автоматической
1,0 1,6 2,0 2,5 3,0 1,0 1,5 3,7 4,5 5,4 0,009 0,014 0,034 0,042 0,051 0,010 0,015 0,037 0,046 0,056 0,0092 0,0143 0,035 0,043 0,052
Примечание, ky = 1,2.
113
Продолжение табл. 50
е
Шов стыковой без скоса кромок,
двусторонний
Размеры * в мм Fn в Мм? тн в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящимся электродом
S е g
ручной автомати- ческой
3 7 1,0 И.2 0,105 0,115 0,107
4 9 1,0 14,4 0,135 0,148 0,138
5 10 1,5 2?, 2 0,217 0,239 0,221
6 10 1,5 23,7 0,222 0,244 0,226
♦ Ь « 0,5 мм;
kg s» 1,2.
Шов стыковой без скоса кромок,
односторонний, на подкладке
Размеры * в мм в мм9 тн в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящимся электродом
$ ь е
ручной автомати- ческой
2 0,3 5 8,2 0,076 0,084 0,0775
3 0,3 7 9,9 0,093 0,102 0,095
4 0,5 9 12,4 0,116 0,128 0,118
П р им е ч а н и е. ky в 1,2. При сварке на остающейся под-
кладке расход проволоки понижается на 0,042 кг при ручной и на 0,039 кг
при автоматической сварке.
Шов стыковой V-O0-
разный со скосом кро-
мок двусторонний
Размеры * в мм
S Ь С е
а = 50° а = 70’
4 0,5 1 6,0 8,0
5 0,5 1 7,0 9,0
6 0,5 1 8,0 10,5
7 1,0 2 8,5 и.о
8 1,0 2 9,5 12,5
10 1,0 2 11,5 15,0
12 1,0 2 13,5 18,0
* в = ,5 мм.
114
Продолжение табл. 50
S в мм в мм2 tn в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящимся электродом
а = 50° а =70° а —50° а = 70° ручной автомати- ческой
а=50° а=70° а==5(Г <х=70°
4 18,6 23,1 0,174 0,216 0,191 0,238 0,177 0,220
5 23,4 29,5 0,219 0,276 0,241 0,304 0,223 0,282
6 28,7 37,9 0,268 0,355 0,296 0,391 0,274 0,362
7 33,7 46,5 0,315 0,435 0,347 0,479 0,321 0,444
8 40,8 51,7 0,382 0,484 0,420 0,532 0,390 0,494
10 57,4 76,8 0,542 0,719 0,596 0,791 0,553 0,733
12 78,6 112,5 0,736 1,053 0,810 1,158 0,751 1,074
Примечания: 1. ky — 1,2. 2. Для ручной подварки е, =
=> 6 мм, gt = 1,5 при s = 4-1-12 мм. 3. При сварке замковых соеди-
нений расход присадочной проволоки понижается на 0,065 кг при руч-
ной и на 0,059 кг при автоматической сварке.
Шов угловой без Шов угловой
скоса кромок
g = 1 мм при Л «5 5 мм; g — 1,5 мм при k > 5 мм; г = 1,41 k
k в мм F н в мм? тн в кг/м Расход проволоки на 1 м шва в кг при сварке неплавящимся электродом
ручной автомати- ческой
1 1,54 4 0,048 0,053 0,049
2 4,10 2 0,064 0,070 0,065
3 7,26 2 0,113 0,124 0,115
4 11,79 1.4 0,129 0,142 0,132
5 17,33 1,4 0,243 0,267 0,248
6 26,80 1,4 0,293 0,322 0,299
7 34,85 1,4 0,381 0,419 0,389
8 43,38 1,3 0,440 0,484 0,449
10 64,49 1,3 0,654 0,719 0,667
115
Продолжение табл. 50
е | - "
Шов стыковой без скоса кромок двусторонний
*9 Л ’’’I
Размеры * в мм в мм2 тн в кг/м Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
з ь е в аргоне в углекис- лом газе
6 7 8 9 10 0,5 1,0 1,0 1,0 1,0 * g = 10 10 12 12 14 1,5 мм 23,7 27,7 32,8 33,8 39,0 ky = >-3. 0,240 0,281 0,332 0,342 0,395 0,252 0,295 0,349 0,359 0,415 0,276 0,323 0,401 0,413 0,477
Размеры * в мм
1 S Ь е g
Шо скос рош в стыковой без кромок односто- 1Ий, на подкладке 2,5 3,0 4,0 5,0 0,3 0,5 о,5 0,5 5 7 9 10 1 1 1 1.5
S в мм FH в мм2 tnH в кг/м Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
в аргоне в углекис- лом газе
2,5 3,0 4,0 5,0 * ех = 6 10,4 12,6 14,4 19,0 мм; — 1 м 0,105 0,128 0,146 0,193 м; ky = 1,3. 0,110 0,134 0,153 0,203 0,121 0,147 0,168 0,222
116
Продолжение табл. 50
Шов стыковой V-об-
разный со скосом кро-
мок, односторонний,
на подкладке
Размеры * в мм
S Ь С г
4 0,5 1.0 8,0
5 0,5 1,0 9,0
6 0,5 1.0 10,5
7 1,0 1.5 11,5
8 1,0 2.0 12,5
9 1,0 2,0 14,0
10 1,0 2.0 15,0
12 1.0 2,0 18,0
♦ g — 1,5 мм; gt = 1.6 мм; et =8 6 мм; а —
= 70°.
s в мм FH в мм! тн в ке/л Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
в аргоне в углекис- лом газе
4 23,1 0,234 0,246 0,269
5 29,1 0,299 0,314 0,344
6 37,9 0,384 0,403 0,442
7 46,5 0,472 0,496 0,570
8 51,7 0,524 0,550 0,603
9 64,0 0,649 0,681 0,746
10 76,8 0,779 0,818 0,896
12 112,5 1,141 1,198 1,378
Примечание, kg 1,3. При сварке замковых соединений
расход проволоки снижается на 0,066 кг в аргоне и на 0,072 кг в угле*
кислом газе.
а
Шов стыковой Х-образный
со скосом кромок, дву-
сторонний
Размеры * В мм
S » в 0 й
8 1.0 3 7.0 1.5
10 1.0 3 8,0 1,5
12 1.0 3 9,0 1.5
14 1.5 4 10,5 2,0
16 1,5 4 П.5 2.0
18 2,0 4 13,0 2,0
20 2,0 4 14,0 2,0
* а = 60°.
Н7
Продолжение табл. 50
s в мм FH в мм2 ку тн в кг/м Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
в аргоне в углекис- лом газе
8 36,0 1,3 0,365 0,383 0,420
10 49,0 1,3 0,497 0,522 0,572
12 64,4 1,3 0,653 0,686 0,751
14 94,2 1,2 0,881 0,925 1,013
16 115,4 1,2 1,080 1,134 1,242
18 153,6 1,2 1,438 1,510 1,736
20 180,4 1,2 1,688 1,772 1,941
z\°
Шов угловой
Шов угловой без
скоса кромок
g “ 1,5 мм; е = 1,41 k
k в мм в мм‘ ку тн в кг/м Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
в аргоне в углекис- лом газе
2 5,1 5,0 0,199 0,209 0,229
3 8,6 4,0 0,268 0,281 0,308
4 14,0 3,0 0,327 0,343 0,376
5 20,0 2,0 0,312 0,328 0,359
6 26,8 1,4 0,292 0,307 0,336
7 34,9 1,4 0,381 0,400 0,438
8 43,4 1,3 0,440 0,462 0,506
10 64,5 1,3 0,656 0,686 0,752
Шов угловой со скосом
кромок, двусторонний
Размеры * в мм 1 Размеры * в мм
• 1 е k е s с k е
10 3 3 6 I 20 4 5 11,6
12 3 3 7 22 4 5 13,0
14 3 4 8,5 24 4 6 14,0
16 3 4 9,5 26 5 6 15,0
18 4 4 10,0
» Ь= 1 мм; g = 1,5 мм; а = 50°.
Н8
Продолжение табл. 50
Я в мм в мм* ky тн в кг/м Расход проволоки на 1 м шва в кг при сварке плавящимся электродом
* аргоне в углекис- лом газе
10 52,7 1,3 0,534 0,561 0,614
12 69,7 1,3 0,707 0,742 0,833
14 96,9 1,3 0,983 1,032 1,187
16 120,8 1,3 1,225 1,286 1,479
18 135,1 1,3 1,370 1,438 1,654
20 173,6 1,3 1,760 1,848 2,125
22 205,1 1,3 1,919 2,015 2,317
24 250,3 1,2 2,340 2,457 2,826
26 270,9 1,2 2,536 2,663 3,062
51. Удельные нормы расхода аргона
при ручной и автоматической сварке сталей
S в мм В л/MUH Расход аргона на 1 м шва в л при в м/ч св Дополни- тельный рас- ход аргона на подгото- вительную й заключи- тельную операции в л
4 6 10 15 20 25 30 35
Неплавящийся электрод
0,5 6 36 24 18 14,4 12 1,2
1—1,5 7 — — 42 28 21 16,8 14 — 1,4
2—3 9 —. 90 54 36 27 21,6 18 1,8
3—5 И 165 ПО 66 44 33 26,4 22 — 2,2
5—7 12 180 120 72 48 36 28,8 24 — 2,4
8 и более 14 210 140 84 Пла 56 зящи 42 йся эл 33,6 ектро 28 д 2,8
2—3 8 120 80 48 32 24 19,2 16 13,6 0,4
4 9 135 90 54 36 27 21,6 18 15,3 0,5
6 10 150 100 60 40 30 24,0 20 17,0 0,5
8 13 195 130 78 52 39 31,2 26 22,1 0,7
10 и более 15 225 150 90 60 45 36,0 30 25,5 0,8
52. Удельные нормы расхода углекислого газа
при автоматической и полуавтоматической сварке сталей
плавящимся электродом
S в мм qg в л%мин Расход углекислого газа на 1 м шва в л при vM в м/ч ель- •д газа □ви- пера-
X X ч О с о ный расхо на подгот тельные о ции в л
4 6 10 15 20 25 30 35 40
3 12 — — 72 48 36 28,8 24 20,4 18 0,6
4—5 14 — 140 84 56 42 33,6 28 23,8 21 0,7
6—8 16 240 160 96 64 48 38,4 32 27,2 24 0,8
10—12 18 270 180 108 72 54 43,2 36 30,6 27 0,9
14—16 20 300 200 120 80 60 48,0 40 34,0 30 1,0
18—20 и бо- лее 22 330 220 132 88 66 52,8 44 37,4 33 1,1
53. Удельные нормы расхода вольфрамовых электродов
при аргоно-дуговой сварке сталей неплавящимся электродом
а И Диаметр электрода в мм Расход элек- тродов на 100 м шва в г s в мм Диаметр электрода в мм Расход элек- тродов на 100 м шва в г
Ручная свар- ка Автоматиче- ская сварка Ручная свар- ка Автоматиче- ская сварка
0,5 1,0 6,0 2,8 3,0 3,0 83,3 39,0
0,8—1,0 1,5 8,3 3,9 4,0 4,0 132,2 125,0
1,2—1,5 1,5 8,3 3,9 5,0 и бо- 5,0 165,0 156,0
2,0 2,0 23,4 10,9 лее
Расход материалов при резке металлов проникающей дугой при-
веден для алюминия и нержавеющей стали Х18Н9Т различных толщин
на постоянном и переменном токе.
120
54. Режимы * резки цветных металлов в аргоно-водороднои смеси
(ток постоянный) [13]
Параметр Резка
ручная механизиро- ван н а я пря- молинейная
Состав газовой смеси в %: аргон водород Рекомендуемая сила тока в а .... 70—80 30—20 300-350 65 35 350—400
* Суммарный расход газов 1,5 — 2
55. Удельный расход материалов при резке алюминия
(ток постоянный) [13]
Резка Толщина метал- ла в мм Скорость резки в мм/мин Расход на 1 м реза
аргона в л 1 водорода в л i электроэнер- гии в квт-ч : 1 вольфрама в г
6 2000 7,5 4,0 0,32 0,02
10 1600 11,0 6,0 0,43 0,025
15 1100 18,0 10,0 0,63 0,036
Ручная 20 700 31,0 17,0 1,06 0,057
25 550 43,5 23,5 1,35 0,073
30 500 50,0 26,0 1,59 0,080
35 400 65,0 34,0 1,98 0,100
6 7600 2,0 1,1 0,096 0,005
10 4600 4,0 2,5 0,170 0,009
15 3100 6,5 4,0 0,254 0,013
Механизирован- 20 2000 11,0 7,0 0,425 0,020
25 1500 15,5 9,5 0,57 0,027
ная прямолиней- 30 800 31,5 19,0 1,14 0,050
ная 35 700 43,0 22,5 1,30 0,057
40 600 58,0 28,0 1,65 0,067
50 500 90,0 40,0 2,10 0,080
60 450 118,0 63,0 2,50 0,090
70 400 165,0 92,0 3,00 0,100
Примечание. Расход материалов при криволинейной резке
изменяется соответственно скорости, которая ниже указанной в таб-
лице на 30 — 40%.
5 1801
121
56. Расход газов в л/мин
при резке алюминия в аргоно-
водородной смеси
(ток переменный, сила тока 220 а,
диаметр сопла 5 мм) [13]
Толщина металла в мм Аргон Водород
4—8 15—20 6—7
8—16 20—27 7—9
16—24 27—29 9—12
57. Расход газов в л/ч
при резке стали Х18Н9Т
(ток постоянный, сила тока
350—400 а) |13]
Толщина металла в мм Азот Водо- род
4—20 6000—1000 —
20—50 1000 1000
58. Удельный расход материалов при резке алюминия
(ток переменный, содержание водорода в смеси 25—27%) [13]
Толщина металла в мм Скорость резки в мм/мин Расход на 1 м реза
аргона в 4 водорода в л вольфрама в г
4 1750 8,5 3,5 0,06
8 1000 20 7,0 0,10
12 750 35 10,5 0,13
16 500 55 18,0 0,20
20 380 74 26,5 0,27
24 350 83 31,5 0,29
59. Удельный расход материалов
при резке стали Х18Н9Т
(ток постоянный) [13]
Толщина металла в мм Скорость резки в мм/мин Расход на 1 м реза
азота в Л водорода В Л электро энергии в квт-ч вольфра- ма в а
4 4800 26 0,12 0,009
6 3500 28 — 0,17 0,012
10 1300 55 — 0,46 0,031
16 500 85 — 1,30 0,080
20 450 62 — 1,80 0,120
30 600 28 22 2,30 0,080
122
МАТЕРИАЛЫ ДЛЯ ГАЗОВОЙ СВАРКИ
Удельные нормы расхода присадочной проволоки для газовой
сварки установлены исходя из массы наплавленного металла и потерь
на разбрызгивание, испарение, окисление и огарки. Потери приняты
в размере 10% массы наплавленного металла. Удельные нормы расхода
флюсов ориентировочны, они установлены по опытным данным пред-
приятий с учетом потерь материалов при изготовлении флюсов в раз-
мере 10%.
60. Норма расхода материалов на 1 м. шва для газовой сварки латуни
Толщина метал- ла в мм Присадочная i проволока (в г) i Кислород (в л) : Ацетилен (в л) Карбид кальция (в г) 1 Флюс (в г) Компоненты флюса
Бура (в г) Борная ки- слота (в г) Хлористый натрий (в г)
Швы стыковые
1,0 27 10 8,3 33 1 5,5 0,8 1,5
1,5 30 22 19 75 8 6,2 0,9 1,8
2,0 48 40 33 132 12 9,4 1,3 2,6
2,5 62 62 52 208 16 12,5 1,8 3,5
3,0 79 90 75 300 20 16,0 2,2 4,4
3,5 85 122 102 408 25 19,5 2,8 5,5
4,0 117 160 133 532 35 27,0 3,9 7,7
5,0 270 250 208 832 86 66,0 9,5 19,0
6,0 348 360 300 1200 120 96,0 13,0 26,0
7,0 435 490 408 1632 150 115,0 16,5 33,0
8,0 532 640 533 2132 180 140,0 20,0 40,0
9,0 653 810 670 2680 230 177,0 25,0 50,0
10,0 765 1000 833 3330 270 210,0 30,0 59,0
11,0 894 1210 1010 4040 310 240,0 34,0 68,0
12,0 1030 1440 1200 4800 360 280,0 40,0 79,0
Швы внахлестку односторонние, угловые и тавровые
1,0 15 10 8,3 33 3,9 3,1 0,44 0,83
1,5 26 22 19 75 7,0 5,4 0,78 1,6
2,0 40 40 33 132 10,0 7,8 1,10 2,2
2,5 57 62 52 208 15,0 1,2 1,70 3,2
3,0 75 90 75 300 19,0 15,0 2,10 4,2
3,5 96 122 102 408 28,0 22,0 3,20 6,2
4,0 120 160 133 532 36,0 28,0 4,00 7,9
Примечание. Удельные яовлены для чистоты 99%. нормь расхода кислорода уста-
123
61. Нормы расхода материалов на 1 м шва для газовой сварки стали
Угловые внешние швы < <• "d ) PMOL’OGOdU in;n hotfeondu 6.6 15,4 25,3 38,5 55,0 72,6 93,5 116,6 i Приме ч-а н и e. Норма расхода присадочной проволоки для стыковых швов при толщине металла по J л/лг включительно предусматривает сварку без скоса кромок, при толщине свыше 4 мм с V-обрззньтм скосом кромок.
(с в) ВНП -чь ей ии9<1 иyj 6,26 25,0 55,8 101 157 227 308 404
(г а) HdinUQYiy 1,53 6,29 13,6 25,0 39,4 ! 56,3 76,9 101 - - 1 -
(г а) nodoiron yj 1,89 i 7,16 17,0 29,9 47,1 67,7 92,8 1 121,0 '
| Швы внахлестку односторонние, угловые внутренние и тавровые (г а) EMozroaodii BBiihoi/eoHdu 6 14 23 35 50 66 85 106
(J в) ВИП -Чиен tfwgdByj 11,6 47,0 104 188 292 420 572 748
(l- a) нэы'ихэ’пу 2,9 11,7 26,0 47,0 1 73,0 105 143 1S7 1 j
(г я) vodoiron>i 3,5 14,0 31,5 56,0 88,0 126 172 224
Стыковые швы (г 0) BMOiroaodu KBHhOVBOHdU 15 24 26 42 55 70 75 103 238 307 383 489 575 675 788 910
(г а) вит» -Ч1ГВЯ Уирбсм 8,5 1 33,0 75.0 132 208 300 408 532 832 1200 1632 2132 2680 3330 4040“ 4800
(Г a) нахгихэпу 2.1 8,3 19,0 33,0 52,0 75,0 102 133 208 300 408 533 670 833 1010 1200
(Г а) b'odoiroH>i 2,5 10,0 22,5 40,0 62,5 90,0 122 160 260 360 490 640 810 1000 1210 1440
IVW в Birirviaw вни'пиго.х 0,5 1,0 1,5 2,0 2,5 3,0 3,5 4,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0 12,0
124
62. Нормы расхода материалов на 1 м шва
для газовой сварки алюминия
Толщина метал- ла в мм Присадочная проволока (в а) Кислород (в л) Ацетилен (в л) Карбид кальция (в г) Флюс (в е) Компоненты флюса
хлористый натрий (в г) хлористый I литий (в г) 1 хлористый 1 калий (в г) 1 фтористый натрий (в г)
1,0 8,5 3 2,5 Швы сп 10,0 гыковы 10 3,1 1.5 5,5 0,9
1,5 9,0 8 5,6 22,5 и 3,4 1,7 6 1,0
2,0 14,5 12 10,0 40,0 16 5,0 2,5 9 1,4
2,5 19,0 19 16,0 64,0 22 6,8 3,5 12 1,9
3,0 24,0 27 22,5 90,0 27 8,3 4,0 15 2,4
3,5 26,0 37 31,0 124 34 10,5 5,3 19 3,0
4,0 36,0 48 40,0 160 48 15,0 7,0 26 4,0
5,0 82,0 75 62,5 241 118 36,0 18 65 10
6,0 106 108 90,0 360 165 51,0 26 91 14
7,0 132 147 122 488 205 63,0 32 113 18
8,0 161 192 160 640 245 76,0 38 135 21
9,0 198 243 203 812 315 97,0 49 173 28
10 232 300 250 1000 370 114 57 204 33
11 272 363 303 1210 425 131 66 234 37
12 314 426 360 1440 490 151 65 270 43
1,0 Швы 5 внахле 3 стку о 2,5 дностор 10 онние, 5,9 угловы 1,8 е и та 0,89 вровые 3,2 0,53
1,5 8 8 5,6 22,5 9,8 3,0 1,5 5,3 0,90
2,0 12 12 10,0 40 13,6 4,2 2,1 7,5 1,16
2,5 17,5 19 16,0 64 20,0 6,3 3,2 11,0 1,75
3,0 24 27 22,5 90 27,0 8,3 4,0 15,0 2,40
3,5 29 37 31,0 124 38,0 11,8 5,8 21,0 3,36
4,0 36 48 40,0 164 48,0 15,0 7,0 26,0 4,00
МАТЕРИАЛЫ ДЛЯ КИСЛОРОДНОЙ РЕЗКИ СТАЛИ
Удельные нормы рассчитаны для резки листовой стали и наиболее
распространенного профильного проката.
Норма расхода кислорода установлена для кислорода чистотой 99%.
В удельных нормах расхода материалов для кислородной резки учтены
потери на зажигание резака; на пробную резку кромок; на горение
пламени резака (без режущего кислорода) при переходах резчика
к следующей детали, на резку отходов в процессе вырезки деталей,
на продувку резака и штуцеров кислородных баллонов, на пробивку
отверстий при вырезке внутренних контуров деталей, на нагрев места
реза до температуры воспламенения.
125
63. Удельный расход материалов при пиролизно-кислородной резке
углеродистой стали (ручная резка) [1]
Толщи- на ме- талла в мм № наконеч- ника резака Давление кислоро- да в ат Средняя ширина реза в ММ Скорость резки В MM/MUH Расход на 1 м реза в л
кислоро- да пиролиз- ного газа
4 оп 3—3,5 3,5 510 80 12
5 оп 3—3,5 3,5 495 96 14
6 оп 3—3,5 3,5 485 ПО 17
8 оп 3—3,5 3,5 470 140 22
10 оп 3—3,5 3,5 460 170 26
12 1П 3,5—4 4,0 445 198 31
15 1П 3,5—4 4,0 405 240 36
16 ш 3,5—4 4,0 400 255 39
18 1П 3,5—4 4,0 395 290 44
20 1П 3,5—4 4,0 370 315 48
22 ш 3,5—4 4,0 350 340 51
24 1П 3,5—4 4,0 335 370 55
26 2П 4—5 4,5 330 400 61
28 2П 4—5 4,5 320 430 65
30 2П 4—5 4,5 300 460 69
35 2П 4—5 4,5 280 540 77
40 2П 4—5 4,5 255 617 84
45 2П 4—5 4,5 220 690 90
50 ЗП 5—7 5,5 200 760 99
60 ЗП 5—7 5,5 160 870 108
70 ЗП 5—7 5,5 137 1100 126
80 ЗП 5—7 5,5 122 1290 140
90 ЗП 5—7 5,5 106 1460 154
100 4П 7—10 7,0 100 1620 170
120 4П 7—10 7,0 97 2180 196
130 4П 7—10 7,0 93 2440 207
140 4П 7—10 7,0 91 2700 216
150 4П 7—10 7,0 90 2970 224
160 4П 7—10 7,0 88 3200 235
180 4П 7—10 7,0 82 3750 250
200 5П 10—13 9,0 76 4240 267
220 5П 10—13 9,0 69 4800 290
250 5П 10—13 9,0 61 5700 315
280 5П 10—13 9,0 52 6900 345
300 5П 10—13 9,0 46 7700 385
126
64. Норма расхода материалов на один рез при ручной газовой резке
угловой равнобокой стали
Профиль Ацетилено-кислородная резка Бензино родная -кисло- резка
толщина Кислород Ацетилен Карбид К ислород Бензин
№ в мм (В л) (в л) кальция (в г) (В л) (В г)
5 9,5 1,7 7,2 9,7 2,0
□ 6 11,2 1,9 7,6 11,3 2,2
5 11,5 2,1 8,4 11,7 2,4
6 13,7 2,3 9,2 13,7 2,7
7 15,0 2,5 10,0 15,2 2,8
8 16,2 2,6 10,4 16,8 3,0
6 14,9 2,5 10,0 14,9 2,9
7 16,3 2,7 10,8 16,6 3,0
6,5 8 17,7 2,8 11,2 18,3 3,2
9 19,3 3,0 12,0 20,4 3,4
10 21,0 3,1 12,4 22,2 3,6
6 17,3 2,9 11,6 17,3 3,3
7 19,0 3,1 12,4 19,3 3,5
8 20,6 3,3 13,2 21,3 3,7
7,5 9 22,6 3,5 14,0 23,7 4,0
10 24,5 3,6 14,5 26,0 4,2
11 26,4 3,8 15,0 27,8 4,5
12 27,6 4,0 16,0 29,7 4,6
6 18,5 3,1 12,4 18,5 3,6
7 20,0 3,4 13,6 20,6 3,8
8 8 22,0 3,5 14,0 22,8 4,0
9 24,2 3,7 14,8 25,2 4,3
10 26,3 3,9 15,6 27,8 4,5
8 24,9 4,0 16,0 25,8 4,4 4,8
9 27,4 4,3 17,2 28,8
10 29,7 4,4 17,6 31,5 5,1
9 11 32,1 4,7 18,8 33,8 5,4
12 33,6 4,9 19,6 36,1 5,6
13 36,0 5,2 20,8 38,4 5,9
14 38,2 5,5 22,0 40,7 6,2
127
Продолжение табл. 64
Профиль Ацетилено-кислородная резка Бензино-кисло- родная резка
ЛЬ толщина в мм Кислород (В 4) Ацетилен (в л) Карбид кальция (в г) Кислород (в л) Бензин (в г)
8 27,8 4,4 17,6 28,8 5,0
9 30,6 4,7 18,8 32,1 5,4
10 33,3 4,9 19,6 35,2 5,7
11 36,0 5,2 21,0 37,8 6,0
10 12 37,6 5,4 21,6 40,4 6,2
13 40,2 5,8 23,2 43,0 6,6
14 42,8 6,1 24,5 45,6 6,9
15 44,4 6,3 25,2 48,1 7,2
16 46,0 6,4 25,6 51,2 7,6
10 40,2 6,0 24,0 42,6 6,9
11 43,5 6,3 25,2 45,8 7,2
12 45,6 6,6 26,4 49,0 7,5
13 48,8 7,0 28,0 52,2 8,0
12 14 52,0 7,5 30,0 55,5 8,4
15 54,0 7,6 30,4 58,5 8,8
16 56,0 7,8 31,2 62,3 9,2
17 59,0 8,1 32,5 65,6 9,4
18 61,0 8,4 33,6 68,8 9,8
10 43,7 6,5 26,0 46,3 7,5
11 47,3 6,9 27,6 49,8 7,9
12 49,6 7,2 28,8 53,4 8,2
13 13 53,1 7,7 30,8 56,8 8,7
14 56,6 8,1 32,4 60,4 9,1
15 58,8 8,3 33,2 63,6 9,6
16 61,0 8,5 34,0 67,9 10,0
12 57,6 8,3 33,2 62,0 9,5
13 61,7 8,9 35,6 66,0 10,1
14 65,0 9,5 38,0 70,3 10,6
15 68,4 9,7 38,8 74,1 Н,1
15 16 71,0 9,9 39,6 78,9 11,6
17 75 10,3 41,2 83,1 12,0
18 78 10,7 42,8 87,4 12,4
19 82 11,2 44,8 91,3 12,9
20 85 11,5 46,0 95,2 13,5
128
65. Норма расхода материалов на один рез при ручной газовой резке
угловой неравнобокой стали
Профиль Ацетилено-кислородная резка Бензино-кислород- ная резка
№ Толщи- на в мм Кислород (Б Л) Ацетилен (В .1) Карбид кальция (в г) Кислород (в л) Бензин (в г)
5 9,5 1,7 7,0 9,7 2,0
6/4 6 11,3 1,8 7,2 11,3 2,2
8 13,3 2,0 8,0 13,8 2,4
5 12,0 2,2 8,8 12,3 2,3
6 14,3 2,4 9,6 14,3 2,8
8 17,0 2,7 10,8 17,6 3,1
10 20,0 3,0 12,0 21,3 3,5
6 15,5 2,6 10,4 15,5 3.0
8/5 8 18,4 2,9 11,6 19,1 3,3
10 21,9 3,2 12,8 23,1 3,8
6 17,3 2,8 11,2 17,3 3,3
9/6 8 20,6 3,2 12,8 21,3 3,7
10 24,5 3,6 14,4 25,9 4,2
8 24,2 3,8 15,2 26,1 4,4
10/7,5 10 29,0 4,3 17,2 30,6 5,0
12 32,6 4,7 18,8 35,0 5,4
8 27,8 4,4 17,6 28,8 5,0
12/8 10 33,2 4,9 19,6 35,2 5,7
12 37,6 5,4 21,6 40,5 6,3
10 36,8 5,5 22,0 38,8 6,2
13/9 12 41,6 6,0 22,8 44,8 6,9
14 45,0 - 6,4 24,4 50,5 7,6
12 47,6 6,9 27,6 51,6 7,9
15/10 14 54,3 7,7 30,8 57,9 8,7
16 58,5 8,2 32,8 65,0 9,6
12 57,6 8,3 33,2 62,0 9,5
18/12 14 65,8 9,2 36,8 70,0 10,6
16 71,0 9,9 39,6 79,0 11,6
129
Продолжение табл. 65
Профиль Ацетилено-кислородная резка бензино- вая кислород- резка
№ Толщи- Кислород Ацетилен Карбид Кислород Бензин
на в мм (в Л) (в л) (В г) (В л) (В г)
12 61,6 8,8 35,2 66,3 10,2
20/12 14 70,4 10,0 40,0 75,0 11,3
16 76,0 10,6 42,4 84,5 12,4
16 83,5 П,7 46,8 93,0 13,7
20/15 18 91,0 12,6 50,4 103,0 14,6
20 101,0 13,5 54 112,0 15,8
66. Норма расхода материалов на один рез
при ручной газовой резке швеллеров
№ профиля Ацетилено-кислородная резка Бензино-кислород- ii а я резка
Кислород (в л) Ацетилен (в л) Карбид кальция (в г) Кислород (в Л) Бензин (в г)
5 13,2 2,3 9,2 13,5 2,5
6,5 16,6 2,8 11,0 17,4 3,1
8 19,0 3,1 12,4 20,0 3,6
10 24,0 4,0 16,0 25,0 4,5
12 29,0 4,7 19,0 29,0 5,2
14 а 35,0 5,4 21,5 36,0 6,2
Ь 38,5 5,9 23,6 40,0 6,7
16 а 41,0 6,4 25,6 42,0 7,1
Ь 45,0 7,0 28,0 48,0 8,0
18 а 45,5 7,3 29,0 48,5 8,5
1. 50,0 7,7 31,0 54,0 8,8
20 а 51,0 8,0 32,0 54,0 9,0
b 57,0 9,0 36,0 60,0 10
22 а 56,5 8,8 35,0 59,0 9,8
b 63,0 9,5 38,0 66,0 11,0
24 а 61,0 9,3 37,0 63,0 10,5
Ь 67,0 10,0 40,0 71,0 11,5
С 74,0 10,5 42,0 79,0 12,5
130
Продолжение табл. 66
№ профиля Ацетилено-кислородная резка Бензино-кислород- ная резка
Кислород (в л) Ацетилен (В Л) Карбид кальция (в г) Кислород (в л) Бензин (в г)
27 а 68,0 10,2 41,0 72,0 12,0
b 75,0 Н,1 44,5 80,0 13,0
С 83,0 12,0 48,0 90,0 14,0
30 а 76,0 11,4 46,0 80,0 13,0
b 86,0 12,5 50,0 90,0 14,5
С 93,0 13,2 53,0 100 15,5
33 а 86 12,7 51 89 14,5
b 96 13,8 55 100 16,0
С 103 14,8 59 110 17,0
36 а 101 14,5 58 108 17,0
b 112 15,6 63 121 19,0
С 121 17,0 68 131 20,0
40 а 124 17,5 70 133 20,0
b 134 19,0 76 145 22,0
С 145 21,0 84 157 24,0
67. Норма расхода материалов на один рез
при газовой резке стали
Сталь квадратная Сталь круглая
Q. Бензино- Бензино-
д Ацетилено-кисло- кисло- Ацетилено-кисло- кисло-
а родная резка родная родная резка родная
S Ч резка резка
Я ч д ч Л ч «V
а g Я Ч со о Л я —- Kt •Я
к о ч я Kt * S СХ о я я о ч S «ч * «Я сх о я я
й 6 4' ф ст ~ 64 S № б S ф'Ч S’к о *4 s m я
Н и «й <5. •с" *а ИЗ
20 6,1 0,8 3,5 7 1 4,8 0,6 2,5 6 0,8
30 13,2 1,5 6,0 15 2 10,4 1,2 5,0 12 1,6
40 23 2,6 10,5 26 3 18 2,0 8,0 21 2,5
50 36 3,8 15 40 5 28 3,0 12,0 32 4,0
131
Продолжение табл. 67
Толщина или диаметр в мм Сталь квадратная Сталь круглая
Ацетилено-кисло- родная резка Бензино- кисло- родная резка Ацетилено-кисло- родная резка Бензино- кисло- родная резка
Кислород (в л) Ацетилен (в л) Карбид каль- ция (в г) Кислород (В Л) Бензин (в г) Кислород (в л) Ацетилен (в л) Карбид каль- ция (в г) Кислород (в л) Бензин (в а)
60 70 80 90 100 120 130 140 150 160 170 180 200 220 250 280 300 53 74 98 127 164 260 316 380 455 525 605 700 835 ИЗО 1460 1830 2100 5,3 7,2 9,4 12,0 14,5 21 25 28 33 37 42 47 58 70 85 100 115 21 29 38 48 58 84 100 112 132 148 168 188 232 280 340 400 460 60 80 109 138 174 274 333 396 465 545 628 713 8 10 14 18 22 33 40 45 56 65 81 97 42 58 77 100 129 204 248 298 356 413 475 550 670 910 1170 1460 1680 4,2 5,6 7,4 9,5 11,5 16,5 19,5 22 26 29 33 37 50 60 70 85 105 17,0 22,5 30 38 46 66 78 88 104 116 132 148 200 240 280 340 420 48 64 87 110 139 219 266 317 372 435 502 570 6,4 8 10 14 17 26 32 36 45 52 65 77
68. Норма расхода материалов на один рез
при ручной газовой резке двутавровых балок
№ профиля Ацетилено-кислородная резка Бензино-кислород- ная резка
Кислород (в л) Ацетилен (в л) Карбид кальция (в г) Кислород (в л) Бензин (в г)
10 28 5,0 20 29 5,5
12 35 5,5 22 34 6,5
14 42 6,5 26 40,5 7,5
16 45 7,0 28 50 8,5
18 60 7,5 30 58 9,5
132
Продолжение табл. 68
№ профиля Ацетилено-кислородная резка Бснзино-кислород- ная резка
Кислород (в л) Ацетилен (в л) Карбид кальция (в г) Кислород (В Л) Бензин (в а)
20 а 63 8,0 32 66 11,0
b 70 10,0 40 72 12,0
22 а 74 11,5 48 77 12,5
b 79 12,0 50 85 13,0
24 а 83 12,8 51 86 14,0
b 90 13,2 53 94 15,0
27 а 100 14,0 56 97 15,5
b 105 15,0 60 107 16,5
30 а 108 16,0 64 109 17,5
b 115 16,6 67 119 18,5
С 125 18,0 72 128 19,5
33 а 120 16,6 67 121 19,0
b 123 17,7 70 131 20,0
с 130 19,0 76 141 21,0
36 а 125 18,0 72 136 21,0
b 135 19,5 78 147 22,0
С 146 21,0 84 158 24,0
40 а 150 21,5 86 153 23,5
b 165 23,5 94 165 25,0
С 170 24,0 96 177 26,0
45 а 165 23,5 94 180 27,0
b 183 25,5 103 193 29,0
С 188 26,0 104 207 30,0
50 а 198 26,5 106 207 30,0
Ь 208 29,0 116 221 33,0
С 213 29,5 118 238 35,0
55 а 211 29,5 118 232 34,0
Ь 226 31,0 124 248 36,0
С 235 33,0 132 266 38,0
133
69. Удельный расход материалов при пиролизно-кислородной резке
углеродистой стали (автоматическая резка) [1]
Толщина металла в мм № наконечника ре- зака Давление кислоро- да в ат Средняя ширина реза в мм 1 Скорость резки в мм/мин Расход на 1 м реза в л
кислорода пиролизного газа
4 оп 3—3,5 3,5 630 66 10
5 оп 3—3,5 3,5 610 79 12
6 оп 3—3,5 3,5 600 93 14
8 оп 3—3,5 3,5 570 119 18
10 оп 3—3,5 3,5 560 144 22
12 1П 3,5—4 4,0 540 170 26
15 1П 3,5—4 4,0 515 200 30
16 1П 3,5—4 4,0 505 210 32
18 ш 3,5—4 4,0 490 240 36
20 1П 3,5—4 4,0 470 260 39
22 ш 3,5—4 4,0 455 280 42
24 1П 3,5—4 4,0 435 305 46
26 2П 4—5 4,5 420 330 50
28 2П 4—5 4,5 400 355 54
30 2П 4—5 4,5 385 380 58
35 2П 4—5 4,5 345 445 62
40 2П 4—5 4,5 315 510 69
45 2П 4—5 4,5 280 570 76
50 ЗП 5—7 5,5 250 630 82
60 ЗП 5—7 5,5 210 770 92
70 ЗП 5—7 5,5 170 910 100
80 ЗП 5—7 5,5 150 1060 116
90 ЗП 5—7 5,5 130 1210 127
100 4П 7—10 7,0 125 1350 135
120 4П 7—10 7,0 120 1800 162
130 4П 7—10 7,0 117 2010 171
140 4П 7—10 7,0 115 • 2230 178
150 4П 7—10 7,0 112 2450 184
160 4П 7—10 7,0 ПО 2660 193
180 4П 7—10 7,0 102 3080 205
200 5П 10—13 9,0 95 3500 220
220 5П 10—13 9,0 88 3980 238
250 5П 10—13 9,0 76 4700 258
280 5П 10—13 9,0 64 5690 295
300 5П 10—13 9,0 57 6350 320
70. Удельный расход материалов при ацетилено-кислородпой
резке углеродистой стали (ручная резка) [1]
Толщи- на ме- талла в мм № наконеч- ника резака Давление кислоро- да в ат Средняя ширина реза в мм Скорость резки в мм/мин Расход на 1 м реза в л
кислоро- да ацетиле- на
4 1 3—4 3,5 545 74 11
6 1 3—4 3,5 520 102 13
8 1 3—4 3,5 505 130 20
10 1 3—4 3,5 490 158 24
12 1 3—4 3,5 475 184 29
15 1 3—4 3,5 435 224 34
18 1 3—4 3,5 420 270 41
20 1 3—4 3,5 395 292 45
22 1 3—4 3,5 375 316 48
24 1 3—4 3,5 360 345 51
26 2 4—5 4,5 350 370 57
28 2 4—5 4,5 340 400 60
30 2 4—5 4,5 320 430 64
35 2 4—5 4,5 300 500 71
40 2 4—5 4,5 273 570 78
45 2 4—5 4,5 235 640 84
50 3 5—7 5,5 215 710 92
60 3 5—7 5,5 170 810 100
70 3 5-7 5,5 147 1020 118
80 3 5—7 5,5 130 1200 130
90 3 5—7 5,5 118 1360 144
100 4 7—10 7,0 107 1500 158
120 4 7—10 7,0 104 2030 182
130 4 7—10 7,0 100 2260 192
140 4 7—10 7,0 97 2500 200
150 4 7—10 .7,0 96 2750 208
160 4 7—10 7,0 94 2970 220
180 4 7—10 7,0 88 3500 233
200 5 10—13 9,0 81 3950 248
220 5 10—13 9,0 74 4460 270
250 5 10—13 9,0 65 5300 292
280 5 10—13 9,0 56 6400 320
300 Б 10—13 9,0 49 7150 356
134
135
71. Удельный расход материалов при бензино-кислородной резке
углеродистой стали (ручная резка) [1]
Толщина металла в чм № наконечника ре- зака Давление кислоро- да в ат Средняя ширина реза в мм Скорость резки в мм/мин Расход на 1 м реза Расход при холостом горении резака
кислоро- да (в л) I бензина | (в г) кислоро- да (В 4) бензина | (в г)
4 1 4-5 3,5 425 92 14 15,0 12
6 1 4—5 3,5 410 126 20 15,0 12
8 1 4—5 3,5 400 160 25 15,0 12
10 1 4-5 3,5 390 196 30 15,0 12
12 1 4-5 3,5 377 227 35 15,0 12
16 1 4—5 3,5 340 293 45 15,0 12
18 1 4-5 3,5 335 334 51 15,0 12
20 1 4-5 3,5 314 363 55 15,0 12
24 1 4—5 3,5 285 425 63 15,0 12
26 2 5—6 4,5 280 460 70 18,7 15
28 2 5-6 4,5 272 495 75 18,7 15
30 2 5—6 4,5 255 530 79 18,7 15
35 2 5—6 4,5 238 620 89 18,7 15
40 2 5—6 4,5 217 710 96 18,7 15
45 2 5—6 4,5 187 795 104 18,7 15
50 3 6—9 5,5 170 870 114 22,5 18
60 3 6—9 5,5 136 1000 124 22,5 18
70 3 6-9 5,5 116 1260 145 22,5 18
80 3 6—9 5,5 104 1480 150 22,5 18
90 3 6-9 5,5 90 1680 177 22,5 18
100 4 9—14 6,5 85 1860 195 27,5 22
120 4 9—14 6,5 83 2500 225 27,5 22
130 4 9—14 6,5 79 2800 237 27,5 22
140 4 9—14 6,5 77 3100 250 27,5 22
150 4 9—14 6,5 76 3400 257 27,5 22
180 4 9—14 6,5 70 4300 290 27,5 22
200 4 9—14 6,5 65 4850 307 27,5 22
1-36
72. Удельный расход материалов при бензино-кислородной резке
углеродистой стали (автоматическая резка) [1]
Толщина металла в мм № наконечника ре- зака Давление кислоро- да в ат Скорость резки в мм/мин Расход на 1 м реза Расход при холостом горении ре- зака в мин
кислоро- I да (в л) бензина (в г) кислоро- да (в л) бензина (в г)
4 1 4—5 590 75 11 15 12
6 1 4—5 570 91 14 15 12
8 1 4—5 538 137 21 15 12
10 1 4—5 480 230 34 15 12
16 1 4—5 472 242 37 15 12
18 1 4—5 460 276 41 15 12
20 1 4—5 440 300 45 15 12
22 1 4—5 425 322 48 15 12
24 1 4—5 407 352 53 15 12
26 2 5—6 390 380 57 18,7 15
28 2 5—6 375 408 62 18,7 15
30 2 5—6 360 437 67 18,7 15
35 2 5—6 323 512 72 18,7 15
40 2 5—6 284 586 79 18,7 15
45 2 5—6 262 655 88 18,7 15
50 3 6—9 234 725 95 18,7 15
60 3 6—9 196 885 106 22,5 18
70 3 6—9 160 1050 115 22,5 18
80 3 6-9 140 1220 134 22,5 18
90 3 6—9 122 1390 146 27,5 22
100 4 9—14 116 1550 155 27,5 22
120 4 9—14 112 2070 196 27,5 22
130 4 9—14 109 2320 199 27,5 22
140 4 9—14 107 2570 205 27,5 22
150 4 9—14 104 2620 212 27,5 22
160 4 9—14 103 3060 222 27,5 22
180 4 9—14 95 3540 235 27,5 22
200 4 9—14 89 4020 252 27,5 22
Примечание. Для толщин металла 4—24 мм средняя ши-
рина реза 3 мм
137
73. Удельный расход материалов при ацетилено-кислородной резке
углеродистой стали (автоматическая резка) [1]
Толщи- на ме- талла в мм № наконеч- ника резака Давление кислоро- да в ат Средняя ширина реза в мм Скорость резки в мм/мин Расход рез? на 1м в л
кислоро- да ацетиле- на
4 1 3—4 3,5 695 61 9
6 1 3—4 3,5 660 83 13
8 1 3—4 3,5 633 111 17
10 1 3—4 3,5 615 134 20
12 1 3—4 3,5 595 158 24
15 1 3—4 3,5 655 195 30
18 1 3—4 3,5 540 223 34
20 1 3—4 3,5 517 242 36
22 1 3—4 3,5 500 260 39
24 1 3—4 3,5 480 284 43
26 2 4—5 4,0 460 307 46
28 2 4—5 4,0 440 330 50
30 2 4—5 4,0 423 354 54
35 2 4—5 4,0 380 415 58
40 2 4—5 4,0 346 475 64
45 2 4—5 4,0 308 530 71
50 3 5—7 5,0 275 587 76
60 3 5—7 5,0 231 715 85
70 3 5—7 5,0 176 845 93
80 3 5—7 5,0 165 985 105
90 3 5—7 5,0 143 1125 118
100 4 7—10 6,0 137 1255 126
120 4 7—10 6,0 132 1675 150
130 4 7—10 6,0 129 1870 160
140 4 7—10 6,0 126 2070 166
150 4 7—10 6,0 123 2280 170
160 4 7—10 6,0 121 2470 180
180 4 7—10 6,0 112 2860 190
200 5 10—13 7,5 105 3250 205
220 5 10—13 7,5 97 3700 220
250 5 10—13 7,5 84 4370 240
280 5 10—13 7,5 70 5300 265
300 5 10—13 7,5 63 5900 300
13b
74. Удельный расход материалов на 1 см2 поверхности реза при
отрезке прибылей и литников из углеродистых сталей [1]
Толщина или диаметр прибыли в мм Ацетилено-кислородная резка Бензино-кислородная резка
кислород (в л) ацетилен (в л) кислород (в л) бензин (в г)
До 15 3,1 0,48 3,9 0,60
15—30 3,2 0,48 4,0 0,55
31—50 3,5 0,40 4,1 0,50
51—100 3,5 0,38 4,4 0,47
101—200 3,7 0,31 4,6 0,38
201—300 3,9 0,24 4,9 0,30
ПРИПОИ И ФЛЮСЫ
Прилагаемые таблицы удельных норм расхода припоев рассчитаны
с учетом неизбежных потерь в процессе пайки. Удельные нормы расхода
флюсов установлены опытно-производственным методом. Нормы рас-
хода припоев приведены для ручной пайки с учетом расхода на соеди-
нительный слой, галтели (мениск), расплавы, угар и выплески. Данные
таблиц относятся к наиболее распространенным паяным соединениям
в конструкциях и при электромонтаже.
75. Ориентировочные нормы расхода материалов на 1 м шва в г
для пайки мягкими припоями (швы стыковые)
1 СО И Марка припоя Флюс
ПОС 18 ПОС 30 ПОС 40 ПОС 61М ПОС 90 кислотный канифольный
хлорис- тый цинк к я СЗ Е- « о те Ч ч У о s о * хлорис- тый ам- моний канифоль S ч о р £ й- сх < те 3 2 С U Д Q Ю
0,5 2,7 2,6 2,5 2,3 2,0 0,15 0,4 0,5 0,4 1,2
0,8 4,2 4,0 3,8 3,4 3,0 0,20 0,5 0,7 0,5 1,5
1,0 5,2 5,0 4,8 4,4 4,0 0,25 0,75 1,0 0,7 2,1
1,25 6,6 6,3 6,0 5,6 5,0 0,30 0,9 1,1 1.3 0,8 2,4
1.4 7,3 7,0 6,7 6,1 5,5 0,35 1,4 0,9 2,7
1,5 8,0 7,5 7,0 6,4 6,0 0,35 1,1 1,2 1,5 1,0 1,1 3,0
1,6 8,5 8,0 7,5 6,9 6,5 0,40 1,6 3,3
1,8 9,5 9,0 8,5 8,0 7,0 0,45 1,3 1,8 1,2 3,6
2,0 10,5 10,0 9,5 8,7 8,0 0,5 1,7 2,2 1,5 4,5
2,5 13,0 12,5 12,0 11,4 10,0 0,6 2,0 2,7 1,8 5,4
3,0 16,0 15,0 14,0 13,0 11,5 0,7 2,3 3,1 2,1 6,3
3,5 19,0 18,0 17,0 16,0 14,0 0,9 1,1 2,7 3,6 2,4 7,2
4,0 22,0 20,0 19,0 17,4 16,0 3,3 4,5 3,0 9.0
4,5 24,0 22,0 21,0 18,5 18,0 1,3 3,8 5,0 3,5 10,0
II р и м е чан и е. Для швов «в ус» норма расхода припоя
такая же, как и для длину скоса кромки стыкового шва, но за толщину металла принимать
139
1
76. Ориентировочные нормы расхода материалов на 1 м шва в г
для пайки мягкими припоями (швы внахлестку)
Марка припоя Флюс
и ПОС 18 ПОС 30 ПОС 40 ПОС 61М ПОС 90 кислотный канифольный
хлорис- тый ЦИНК К (5 сп Н К О К Ч Ч ° о s Q & хлорис- ! тый ам- моний канифоль гидролиз- ный спирт в мл
0,25 4,2 4,0 3,9 3,5 3,0 0,2 0,6 0,8 0,6 1,8
0,32 5,2 5,0 4,8 4,4 4,0 0,3 0,7 1,0 0,7 2,1
0,40 7,3 7,0 6,7 6,1 5,5 0,4 1,1 1,4 1,0 3,0
0,50 9,3 9,0 8,7 8,1 7,0 0,5 1,3 1,8 1,2 3,6
0,63 12,5 12,0 11,5 10,5 9,5 0,6 1,8 2,3 1,6 4,8
0,70 14,5 14,0 13,5 12,5 11,0 0,7 2,1 2,8 1,9 5,7
0,80 16,5 16,0 15,5 14,5 13,0 0,8 2,4 3,2 2,2 8,6
0,90 18,0 17,5 17,0 16,0 14,0 0,9 2,6 3,5 2,4 7,2
1,00 21,0 20,0 19,0 17,4 16,0 1,0 3,0 4,0 2,7 8,1
1,25 26,0 25,0 24,0 22,0 20,0 1,2 3,7 5,0 3,4 10,2
1,40 28,0 27,0 26,0 24,0 21,0 1,3 4,0 5,4 3,6 10,8
1,50 30,0 29,0 28,0 26,0 23,0 1,4 4,3 5,8 3,9 Н,7
1,60 32,0 31,0 30,0 28,0 25,0 1,5 4,7 6,2 4,2 12,6
1,80 36,0 35,0 34,0 31,0 28,0 1,7 5,3 7,0 4,8 14,4
2,00 41,0 39,0 37,0 34,0 31,0 1,9 6,0 8,0 5,5 16,5
Примечания: 1. При пайке деталей с предварительно лу-
женной поверхностью норму расхода припоя умножить на коэффи-
циент 0,8. 2. При пайке деталей с прижимом норму расхода припоя
умножить на коэффициент 0,5.
77. Ориентировочные нормы расхода на 1 м шва в г
для пайки твердыми припоями (швы стыковые)
3 са Ю Марка припоя Флюс 3 5* сс Марка припоя Флюс
! ПМЦ 36 От ПМЦ 42 до ПМЦ 54 00 to е; 1 сч со Бура 1 Борная ки- слота ПМЦ 36 | От ПМЦ 42 до ПМЦ 54 Л62-Л68 Бура ; Борная ки- слота
0.5 0,8 1,0 1,25 1,4 1,5 1,6 2,0 3,0 4,0 5,0 5,5 6,0 6,5 2,2 3,2 4,3 5,5 6,0 6,5 7,0 2,3 3,3 4,5 5,7 6,2 6,8 7,3 0,6 0,8 1,1 1,4 1,6 1.7 1.8 0.6 0,7 0,9 1,2 1,3 1.4 1,5 1.8 2,0 2,5 3,0 3,5 4,0 4,5 7,0 8,0 10,0 12,0 14,0 16,0 18,0 7.5 8,6 11,0 13,0 15,0 17,0 19,0 8,0 9,0 11,5 13,5 15,5 18,5 20,5 2,0 2,5 3,1 3,6 4,0 4,6 5,2 1,6 2,1 2,5 2,9 3,2 3,6 4,0
Примечание. Для швов «в ус» норма расхода припоя такая же, как и для стыкового шва. За толщину металла следует при- нимать длину скоса кромки.
140
1
78. Ориентировочные нормы расхода материалов на I м шва в г
для пайки твердыми припоями (швы внахлестку)
5 03 Марка припоя Флюс ivw a s Марка припоя Флюс
ПМЦ 36 От ПМЦ 42 до ПМЦ 54 ' Л62—Л68 Бура Борная ки- слота ПМЦ 36 1 От ПМЦ 42 ; до ПМЦ 54 Л 62—Л68 Бура Борная ки- слота
0,25 3,1 3,3 3,5 0,9 0.8 1,0 16,0 17,5 18,0 4,6 3,7
0,3 4,0 4,3 4,5 1,1 0,9 1,25 20,0 20,0 21,0 5,3 4,5
0,4 5,5 6,0 6,2 1,5 1,2 1,4 21,0 23,0 23,5 6,0 5,0
0,5 7,0 7,7 8.0 2,0 1,6 1,5 23,0 25,0 26,0 6,5 5,3
0,6 9,5 10,3 10,6 2,5 2,1 1,6 25,0 27,0 28,0 7,0 5,7
0,7 11,0 12,0 12,3 3,1 2,5 1.8 28,0 30,0 31,5 8,0 6,5
0,8 13,0 14,0 14,0 3,6 2,9 2,0 31,0 33,0 35,0 9,0 7,3
0,9 14,0 15,0 15,6 4,0 3,2
79. Нормы расхода серебряных припоев
на заполнение зазоров в iIcm1
Вели- чина зазора в мм ПСр 10 ПСр 12 ПСр 25 ПСр 45 ПСр 65 ПСр 70
0,01 0,0089 0,0088 0,0093 0,0097 0,0100 0,0102
0,05 0,0447 0,0442 0,0463 0,0484 0,0499 0,0510
0,10 0,0894 0,0884 0,0926 ' 0,0967 0,0998 0,1019
0,15 0,1342 0,1326 0,1388 0,1451 0,1498 0,1529
0,20 0,1789 0,1768 0,1851 0,1934 0,1997 0,2038
0,25 0,2236 0,2210 0,2314 0,2418 0,2496 0,2548
80. Нормы расхода серебряных припоев на образование галтелей в г/см
галтелей
Толщина соединяемых элементов Размеры галтели k в мм ПСр 10 ПСр 12 ПСр 25 ПСр 45 ПСр 65 ПСр 70
в мм
До 0,2 0.2Х 0,2 0,0018 0,0018 0,0018 0,0019 0,0020 0,0020
0,3 0,ЗХ 0,3 0,0040 0,0040 0,0042 0,0044 0,0045 0,0046
» 0,4 0,4Х 0,4 0,0072 0,0071 0,0074 0,0077 0,0080 0,0082
» 0,5 0,5Х 0,5 0,0107 0,0106 0,0111 0,0116 0,0120 0,0122
0,6 0,6Х 0,6 0,0161 0,0159 0,0167 0,0174 0,0180 0,0183
» 0,7 0,65 X 0,65 0,0188 0,0286 0,0194 0,0203 0,0210 0,0214
0,8 0,7X0,7 0,0214 0,0212 0,0222 0,0232 0,0240 0,0244
» 0,9 0.75Х 0,75 0,0250 0,0248 0,0259 0,0271 0,0279 0,0285
» 1,0 0,8Х 0,8 0,0286 0,0283 0,0296 0,0309 0,0319 0,0326
141
81. Норма расхода мягких припоев
на одно сращивание одножильных проводов в г
Диаметр провода в мм ПОС 40 ПОС 30 Диаметр провода в мм ПОС 40 ПОС 30
0,5 0,080 0,083 2,0 1,680 1,750
0,8 0,160 0,166 2,5 2,480 2,580
1.0 0,330 0,332 3,0 4,420 4,600
1.5 0,710 0,780 4,0 10,400 10,600
Примечание. При сращивании многожильных проводов
расход припоя увеличивается в 1,2 раза.
82. Норма расхода мягких припоев на одно ответвление в г
Диаметр провода в мм ПОС 40 ПОС 30 Диаметр провода в мм ПОС 40 ПОС 30
0,5 0,039 0,040 2,0 0,800 0,840
0,8 0,077 0,080 2,5 1,640 1,700
1,0 0,152 0,160 3,0 2,740 2,880
1,5 0,354 0,371 4,0 5,300 6,400
83. Норма расхода мягких припоев на одну пайку провода
со штырем штепсельного разъема в г
Сечение провода в мм2 ПОС 18 ПОС 30 ПОС 40 Сечение провода в мм2 ПОС 18 СО о о с ПОС 40
0,05 0,011 0,0104 0,010 1,50 0,330 0,312 0,300
0,07 0,0154 0,015 0,014 2,00 0,440 0,416 0,400
0,10 0,022 0,021 0,020 2,50 0,550 0,520 0,500
0,20 0,044 0,042 0,040 4,00 0,880 0,833 0,800
0,35 0,077 0,073 0,070 6,00 1,320 1,249 1,200
0,50 0,110 0,104 0,100 10,00 2,200 2,082 2,000
0,75 1,00 0,165 0,220 0,156 0,208 0,150 0,200 16,00 3,520 3,332 3,200
142
84. Норма расхода мягких припоев на одну пайку провода
с наконечником в г
Диаметр жи- лы провода в мм Сечение про- вода в ммг ПОС 61М ПОС 40 ПОС 30
До 0,5 До 0,19 0,140 0,155 0,162
0,51—1,0 0,2—0,78 0,170 0,188 0,196
1,01—1,5 0,79—1,76 0,200 0,222 0,231
1,51—2,0 1,77—3,14 0,230 0,254 0,265
2,01—2,5 3,15—4,9 0,250 0,277 0,289
2,51—3,0 4,91—7,06 0,270 0,299 0,312
3,01—4,0 7,07—12,56 0,290 0,321 0,335
4,01—5,0 12,57—19,63 0,320 0,354 0,370
П р и лой расход м е ч а н и е. При пайке провода с многопроволочной жи- припоя увеличивается в 1,2 раза.
85. Норма расхода мягких припоев
на пайку бандажей в г!см2
Толщина проволоки в мм ПОС 30 ПОС 40 ПОС 61
До 1,5 0,328 0,315 0,288
Свыше 1,5 0,437 0,420 —
85. Норма расхода мягких припоев на 1 м шва
при пайке проводов с деталью в г
Диаметр провода в мм ПОС 40 ПОС 30 Диаметр провода в мм ПОС 40 ПОС 30
0,5 0,005 0,012 2,0 0,180 0,187
0,8 0,030 0,0314 2,5 0,290 0,303
1,0 0,0465 0,0485 3,0 0,420 0,436
1,5 0,105 0.109 4,0 0,750 0,780
Примечание. При пайке многожильных проводов норму расхода необходимо умножить на поправочный коэффициент 1,6.
143
87. Норма расхода мягких припоев при горячем лужении проводов
способом погружения в расплавленный припой в г
Диаметр жи- лы провода в мм Длина облужи- ваемой части провода в лы1 ПОС 30 ПОС 40 ПОС 61М
0,10 10 0,00080 0,00080 0,00080
0,20 10 0,00175 0,00174 0,00173
0,30 10 0,00252 0,00253 0,00249
0,35 10 0,002943 0,002955 0,00291
0,40 10 0,00340 0,00340 0,00320
0,45 10 0,00380 0,00380 0,00370
0,50 10 0,004223 0,00422 0,00417
0,60 10 0,00508 0,00511 0,00502
0,70 10 0,00594 0,00596 0,00587
0,80 10 0,00681 0,00683 0,00673
0,90 10 0,00768 0,00771 0,00759
1,00 10 0,00855 0,00854 0,00846
1,10 10 0,00943 0,00946 0,00932
1,20 10 0,01031 0,010351 0,01019
1,30 10 0,01120 0,01124 0,01110
1,40 10 0,01210 0,01214 0,01194
1,60 10 0,01390 0,01393 0,01372
1,80 10 0,01494 0,01570 0,01550
2,00 10 0,01752 0,01750 0,01731
2,20 10 0,01940 0,01943 0,01920
0,50 15 0,00635 0,00633 0,00623
0,80 15 0,01014 0,01020 0,01000
1,00 15 0,01270 0,01280 0,01260
1,60 15 0,02060 0,02063 0,02031
2,00 15 0,02585 0,02590 0,02554
2,20 15 0,02850 0,02864 0,02820
2,50 15 0,03260 0,03270 0,03070
2,80 15 0,03670 0,036'80 0,03450
3,00 15 0,03940 0,03960 0,03890
3,60 15 0,04590 0,04610 0,04540
4,00 15 0,05340 0,05360 0,05280
Примечания: 1. При лужении провода с многопроволочной жилой норму расхода необходимо умножить на поправочный коэффи- циент, равный 1,5. 2. При лужении провода паяльником норму расхода следует умножить на коэффициент, равный 2. 3. В нормах расхода учтены неизбежные потери в размере 5%.
144
88. Норма расхода флюсов при пайке
низкотемпературными припоями
Флюс Норма расхода в г/см2 Флюс ‘ Норма расхода в г/см2
Водный 0,12 втс 0,15
раствор хлористого цинка Прима 1 0,12 Кани- фоль КЭ 0,13
Паста 15-85 0,15 0,10
ФИМ 0, п ЛТН 0,15
89. Норма расхода
припоев при лужении
Марко припоя 1 1орМЛ расхода ия 1 Ж1 площади лужения и г
ПОС 40 511
ПОС 30 678
ПОССу 4-6 759
Примечание.
Средняя толщина слоя
полуды 0,07 ли/ k ~ 1.
Глава IV
РАСЧЕТ И ОПРЕДЕЛЕНИЕ РАСХОДА
ЭЛЕКТРОЭНЕРГИИ
ЭЛЕКТРОДУГОВАЯ СВАРКА
Расход электроэнергии на 1 кг наплавленного металла приближенно
определяется по формуле [12]
Qa=-4-
(24)
где Ug— напряжение дуги в в; а.н— коэффициент наплавки в г/а-ч;
т] — коэффициент полезного действия установки; ka — коэффициент,
учитывающий время горения дуги (работы сварочного оборудования)
в общем времени сварки.
Напряжение дуги определяется технологией сварки. Значения
коэффициента наплавки при ручной сварке приведены в паспорте на
применяемые электроды; коэффициент полезного действия установки
указан в ее паспорте.
90. Коэффициент наплавки при автоматической сварке
под флюсом низкоуглеродистой проволокой [3]
‘св в ° U $ в в Коэффициент наплавки в г/а-ч при диаметре электродной проволоки в мм
3 4 5 6 8
350 27—30 11,5 10,9 —
400 27—30 12,3 11,5 — — —
450 27—30 13,0 12,1 — — —
500 27—30 13,8 12,6 13,3 —— —
550 27—30 14,6 13,2 13,7 — —
600 32—35 15,4 13,8 14,0 — —
650 32—35 16,2 14,4 14,4 13,6 —•
700 32—35 17,0 14,8 14,8 13,8 —
750 32—35 17,7 15,5 15,1 14,1 —
800 36—38 18,5 16,0 15,6 14,3 —
850 36—38 — — 15,9 14,5 —
900 36—38 — — 16,3 14,8 14,4
950 36—38 16,7 15,0 14,5
1000 37—40 — 17,1 15,2 14,8
1100 37—40 — — — 15,7 14,9
1200 38—45 — — 16,1 15,1
1300 38—45 — — 16,7 15,3
1400 38—45 — — — 17,3 15,6
146
91. Коэффициент наплавки при полуавтоматической сварке
под флюсом на переменном токе
(диаметр электрода 2 мм, вылет электрода 25—35 мм) |3|
/«в ° в в Коэффи- циент наплавки в г/а-ч в а ид*в Коэффи- циент наплавки в г/а-ч
200 32—34 13,4 430 36—40 17,0
210 32—34 13,6 440 36—40 17,1
220 32—34 13,8 450 36—40 17,3
230 32—34 13,9 460 36—40 17,5
240 32—34 14,0 470 36—40 17,7
250 32—34 14,2 480 36—40 18,0
260 32—34 14,4 490 36—40 18,2
270 32—34 14,6 500 36—40 18,5
280 34—38 14,7 510 38—42 18,8
290 34—38 14,9 520 38—42 19,1
300 34—38 15,0 530 38—42 19,4
310 34—38 15,2 540 38—42 19,8
320 34—38 15,4 550 38—42 20,1
330 34—38 15,6 560 38—42 20,4
340 34—38 15,8 570 38—42 . 20,7
350 36—40 15,9 580 38—42 21,0
360 36—40 16,0 590 38—42 21,3
370 36—40 16,1 600 38—42 21,6
380 36—40 16,2 610 40—44 21,9
390 36—40 16,3 620 40—44 22,3
400 36—40 16,4 630 40—44 22,7
410 36—40 16,6 640 40—44 23,1
420 36—40 16,8 650 40—44 23,5
92. Коэффициент, учитывающий время горения дуги
в общем времени на сварку при различных способах сварки
и характере производства [12]
Сварка ku
Ручная дуговая: крупносерийное и массовое производство 0,60—0,75
единичное и мелкосерийное производство 0,35—0,55
Автоматическая под флюсом: обслуживание одним автоматом поточной ли- нии 0,50—0,65
единичное и мелкосерийное производство, обслуживание одним автоматом нескольких рабочих мест 0,25—0,45
147
Продолжение табл. 92
Сварка ku
Полуавтоматическая под флюсом: 0,50—0,70
крупносерийное и массовое производство
единичное и мелкосерийное производство Ручная аргоно-дуговая неплавящимся электро- 0,35—0,55
дом: 0,50—0,60
крупносерийное и массовое производство
единичное и мелкосерийное производство Автоматическая и полуавтоматическая аргоно- 0,35—0,45
дуговая: 0,25—0,75
плавящийся электрод неплавящийся электрод, крупносерийное
и массовое производство 0,30—0,45
Полуавтоматическая в углекислом газе .... 0,55—0,70
Электрошлаковая: 0,15—0,25
длинные швы, простая сборка деталей . . .
короткие швы, сложная сборка деталей . . . 0,10—0,15
КОНТАКТНАЯ СВАРКА НА СЕРИЙНЫХ МАШИНАХ
При стыковой сварке оплавлением стальных деталей расход элек-
троэнергии (в кет-ч!стык) определяется по формуле [12]
О.э — ce‘cin..x> (25)
где Fcg — площадь сечения свариваемых деталей в сл2; 1тл — суммар-
ный припуск на оплавление в см-, kM — коэффициент, равный 0,012—
0,016. Большее значение выбирается, когда оплавление ведется на ма-
лой скорости (малой мощности); он также больше при сварке деталей
компактного сечения (круг, квадрат) по сравнению с деталями разви-
того сечения (полоса, труба).
При точечной сварке расход электроэнергии (в кет-ч/100 точек)
рассчитывается по приближенной формуле [12] ,
где N — номинальная мощность машины в ква; Ucs — вторичное напря-
жение холостого хода на ступени, принятой для сварки, в в; UH — вто-
ричное напряжение холостого хода на номинальной (предпоследней)
ступени в в; cos <р — коэффициент мощности всей машины, который
для стационарных машин переменного тока типа МТП можно приме-
нять в пределах 0,45—0,55, а для подвесных машин типа МТПГ —
0,75—0,85; ta — время включения машины при сварке 100 точек.
148
При шовной сварке расход электроэнергии (в квт<ч/м Ш11) можно
определить по приближенной формуле 112]
W cos ц.и2св
(2?)
где cos ф — для машин типа МШП может быть принят равным 0,0—0,7;
ku — для сварки низкоуглеродистой стали принимается равным 0,0;
va — линейная скорость сварки в м/ч.
S3. Расход электроэнергии при дуговой
и электро шлаковой сварке [12]
Сварка «3 в квт-ч/ке наплавлен- ного металла
Автоматами тракторного типа под флюсом на пере- менном токе Шланговыми автоматами и полуавтоматами на пе- ременном токе Автоматами и полуавтоматами на постоянном токе Автоматическая трехфазная под флюсом Электрошлаковая аппаратом А-340 на постоянном токе Электрошлаковая аппаратом А-372 П на переменном токе Ручная на переменном токе Ручная при работе от однопостового сварочного агре- гата постоянного тока с приводом от электродвигателя Ручная при работе от многопостового сварочного агрегата постоянного тока При питании дуги от выпрямителя 3—4 3,5—4 5—6 2—2,5 2,5 1,4 3,5-4 6-7 10—11 4—4,5
94. Расход электроэнергии при стыковой сварке оплавлением [12]
F№ в ммг Qd в квт-ч на сварку одного стыка в л“2 Qd в квт ч на сварку одного стыка
100 0,006 1000 0,400
200 0,024 1500 0,825
300 0,060 2000 1,275
500 0,125 2500 1,725
149
95. Расход электроэнергии при точечной сварке [12]
Суммарная толщина свариваемых листов в мм (' а в квт ч на сварку 100 точек Суммарная толщина свариваемых листов в мм в квт-ч на сварку 100 точек
2 0,4—0,12 5 0,12—0,45
3 0,06—0,20 6 0,17—0,60
4 0,10—0,27 8 0,23—1,00
96. Расход электроэнергии при шовной сварке декапированной стали [12]
Суммарная тол щ и на свариваемых листов в ли* Qg в квт-ч на 1 м шва Суммарная толщина свариваемых листов в мм 'э в квт на 1 м шва
0,5 0,04—0,08 2 0,12—0,24
1,0 0,08—0,14 3 0,25—0,5
1,5 0,1—0,2 4 0,5—1,0
1. Б е г у н С. В. Кислородная резка металлов. МосКМ—СмрД"
ловск, Машгиз, 1949, 151 стр.
2. Галактионов А. Т., Денисов Ю. А. и др, СпрЯ*
вочник рабочего-сварщика. Москва—Свердловск, Машгиз, 1Й1,
640 стр.
3. Гитлевич А. Д., Животинский Л. А., Ж М п
кин Д. Ф. Техническое нормирование технологических процессов
в сварочных цехах. М., Машгиз, 1962, 170 стр.
4. Лакедомский А. В., Хряпин В. Е. Справочник
паяльщика. М., Машгиз, 1967, 327 стр.
5. Лашко Н. Ф., Лашко-Авакян. Пайка металлов.
М., Машгиз, 1959, 441 стр.
6. Н и к и т и н М. С., Д о л г и ц е р Л. 3. Краткий спра-
вочник газосварщика и газорезчика. М., Машгиз, 1960, 592 стр.
7. Общемашиностроительные нормативы времени на электродуго-
вую сварку сталей и цветных сплавов в среде защитных газов. Кн. II.
Единичное, мелкосерийное и серийное производство. М., 1964, НИИ
труда Госкомитета Совмина СССР по вопросам труда и заработной
платы.
8. Общемашиностроительные нормативы времени на электро-
дуговую сварку. Л., Судпромгиз, 1959, 105 стр.
9. Общемашиностроительные нормативы времени на полуавто-
матическую электродуговую сварку под слоем флюса. Л-, Судпромгиз,
1959, 86 стр.
10. Общемашиностроительные нормативы времени на автоматиче-
скую электродуговую сварку подслоем флюса. Л., Судпромгиз, 1959,
113 стр.
11. Петров Г. Л., Буров Н. Г. Оборудование и техноло-
гия газовой сварки и резки. М.—Л., Машгиз, 1959 , 263 стр.
12. С н е ж к о В. И., Ш е й к о О. И., Б р е ч а к А. М. Методы
определения экономической эффективности внедрения новой техники
в сварочном производстве. Институт электросварки им. Е. О. Патона.
Киев, 1967, 207 стр.
13. Справочник по сварке. Под ред. Е. В. Соколова. Т. 2. М.,
Машгиз, 1961, 664 стр.
14. Справочная книжка сварщика. М., Машгиз, 1961, 479 стр.
15. Электрошлаковая сварка. Под ред. Б. Е. Патона. Москва—
Киев, Машгиз, 1959, 409 стр.
16. Электроды для дуговой сварки и наплавки. Каталог, Киев.
«Наукова думка», 1967, 439 стр.
17. Электроды для дуговой сварки и наплавки. Вып. пятый.
Внешторгиздат, 1966, 217 стр.
О
ОГЛАВЛЕНИЕ
Предисловие .............................................. 3
Глава I. Краткие сведения о сварочных материалах ... 4
Электроды металлические .............................. 4
Проволока стальная сварочная................... 12
Флюсы для электродуговой сварки................ 15
Газы для сварки и резки ............................. 16
Электроды вольфрамовые .............................. 17
Материалы для газопламенной обработки металлов ... 17
Материалы для пайки металлов................... 18
Глава II. Расчеты норм расхода сварочных материалов . . 22
Электроды и проволока для электродуговой и электрошла-
ковой сварки и наплавки ............................. 22
Флюсы для электродуговой и электрошлаковой сварки и
наплавки ............................................ 27
Защитные газы для газоэлектрической сварки........... 27
Материалы для газовой сварки и резки................ 29
Материалы для пайки металлов......................... 31
Глава III. Удельные нормы расхода материалов для сварки,
резки и пайки............................................ 36
Электроды для ручной сварки ....................... 36
Электродная проволока и флюс для автоматической и по-
луавтоматической сварки ............................. 75
Материалы для сварки в защитных газах и газоэлектри-
ческой резки........................................ 103
Материалы для газовой сварки ....................... 123
Материалы для кислородной резки стали............... 125
Припои и флюсы ..................................... 139
Глава IV. Расчет и определение расхода электроэнергии 146
Электродуговая сварка .............................. 146
Контактная сварка на серийных машинах............... 148
Литература.............................................. 151
Владислав Петрович Юрьев
СПРАВОЧНОЕ ПОСОБИЕ
ПО НОРМИРОВАНИЮ МАТЕРИАЛОВ И ЭЛЕКТРОЭНЕРГИИ
ДЛЯ СВАРОЧНОЙ ТЕХНИКИ
Редактор издательства Т. Е. Черешнева Технический редактор Л. Т. Зубко
Корректор И. М. Борейша Переплет художника А. С. Рыбакова
Сдано и набор 4/11 1972 г. Подписано к печати 23/XI 1972 г. Т-18424
Формат 84хЮ8,/а« Бумага №j Усл. печ. л. 7.98 Уч.-изд. л. 8,3
Тираж 23 000 экз. Заказ 1804. Цена 54 коп.
Издательство «Машиностроение», Москва, 6-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Главполиграфпрома
Государственного комитета Совета Министров СССР
по делам издательств, полиграфии и книжной торговли.
193144, Ленинград, ул. Моисеенко, 10
ПОПРАВКА
Эскиз к стр. 61. табл. 31
Заказ 1804 Юрьев В. П. Справочное пособие по нормированию
материалов и электроэнергии для сварочной техники.