/







Теги: станки зубострогальный станок




Текст
chipmaker.ru
H El DEN REICH & H AR BECK
WERKZEU6MASCHINENFABRIK
HAMBURG 33
Chipmaker.ru
ЗУБОСТРОГАЛЬНЫЙ СТАНОК
ДЛЯ
КОНИЧЕСКИХ КОЛЕС
МОДЕЛЬ 12 Н
ГЛАВНЫЕ РАЗМЕРЫ:
Наибольший диаметр колеса при передачи 1:5 .............. 120 мм
при передачи 1:1 ............... 85 мм
Наименьший диаметр колеса при передачи 1:5 ................ 6 мм
при передачи 1:1 .............. 6,5 мм
Наименьший угол начального конуса ....................... 11°19’
Наибольший угол начального конуса ......................... 90°
Наибольшая длина начального конуса.......................... 60 мм
Наибольшая ширина зуба .................................... 22 мм
Наибольший ход ползуна ..................................... 30 мм
Пределы модуля ............................................0,5...2
ф Наименьшее число зубьев при передачи 1:1 .................. 13
Расстояние от вершины конуса до передней кромки
шпиндельной головки .....................................20 ...110мм
Диаметр сверления шпинделя с делительной головкой ....... 26,5 мм
Число ходов ползуна за минуту ..........................200...800
Число ступеней ........................................... 7
Затрата времени на строгание одного зуба .................4...60сек
Потребность в энергии (3 мотора) ..........................2,2 кв.ч
* При других передачах возможно число зубьев сократить.
Просим затребовать соответствующую справку.
Руководство по обслуживанию станка содержит технические
предписания и чертежи. Эти данные не разрешается полностью
или же частично размножать или распространять. Не разреша-
ется также,не имея на это право, передавать документацию
другим или же реализовать с целью соревнования.
( Закон по авторским правам от 19.6.1901 года
и uwc от 7.6. 1906 года )
ХАЙДЕНРАЙХ И ХАРБЕК ,
ГАМБУРГ-ФРГ
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12
СОДЕРЖАНИЕ
Обслуживание и уход
Chipmaker.ru
Страница
2.I Подготовка станка к работе ........................ 5
2.II Транспорт ...................................... 5
2.12 Монтаж ............................................. 5
2.13 Чистка,смазка, охлаждение .......................... 6
2.2 Установка для зубчатого зацепления ................. 6
Последовательность установки .................... 4
2.21 Наладка станка ..................................... 6
2.212 Обкатка............................................. 6
2.213 Насаживание делительного диска (деление) ........... 7
2.214 Глубина подрезки ................................... 7
2.215 Подача на подрезку .................................. 7 7а
2.216 Счетчик ............................................ 8
2.22 Установка скорости и отношения обкатки
2.221 Сменные зубчатые колеса ходов....................... 8
2.222 Сменные зубчатые колеса подачи ............... 8
2.223 Установка отношений обкатки ........................ 9
2.23 Установка инструмента
2.232 Угол ползуна ..................................... 9
2.234 Строгальные резцы ................................ 9
2.2341 Установка передней кромки .................. 9
2.2342 Установка боковой поверхности .............. 10
2.235 Длина хода ...................................... 10
2.236 Резцедержатель .................................. II
2.24 Установка заготовки
2.241 Насадка колеса .................................. 12
2.242 Проверка кругового вращения ..................... 12
2.243 Выверка колеса:
2.2431 Выверка по длине начального конуса .......... 12
2.2432 Выверка по монтажным размерам ....... 13
2.2433 Выверка по углу конуса головок ....... 13
2.2434 Выверка по калибру для насадки предварительно
обработанных колес ............... 14
2.2435 Выверка по углу конуса впадин ................ 15
2.25 Установка средних положений...................... 15
'2.3 Ход рабочего процесса ........................... 15
2.31 Нормальный рабочий цикл ......................... 15
2.32 Перерыв рабочего цикла ........................... 16
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
2 а
СОДЕРЖАНИЕ
2.4 Испытание и исправление зубчатого ^.граница.
зацепления:
2.41 Замер.......................................... 17
2.4II Зубомерная высота головки и ................... 17
km
2.412 Толщина зуба s ................................ 17
2.42 Испытание диаграммы прилегания профиля: ....... 17
2.422 Диаграммы прилегания профиля .................. 17
2.5 Уход .......................................... 21
2.51 Регулярный уход: .............................. 21
2.5II .Шлифование строгальных резцов .................... 21,21а,216
2.512 Гидравлика и смазка............................ 22
2.5121 Наполнение маслом ......................... 22
2.5122 Пуск в ход................................. 22
2.5123 Надзор .................................... 23
2.5124 Схема смазки (см. приложение jp............ 23
2.5125 Перечень смазочных средств.................... 23,24,24а,246
2.513 Охлаждение
2.5131 Наполнение маслом ............................. 23
2.5132 Пуск в ход .................................... 23
2.5133 Надзор ........................................ 23
2.5134 Перечень охлаждающего масла.................. 25
2.52 Увеличенный уход
2.521 Подрегулирование дорожек направляющих ползунов , 25
2.525 Подрегулирование червяков инструментальной головки.. 25
2.526 Подрегулирование червячного колеса инструментальной .25
головки...................................................... 26
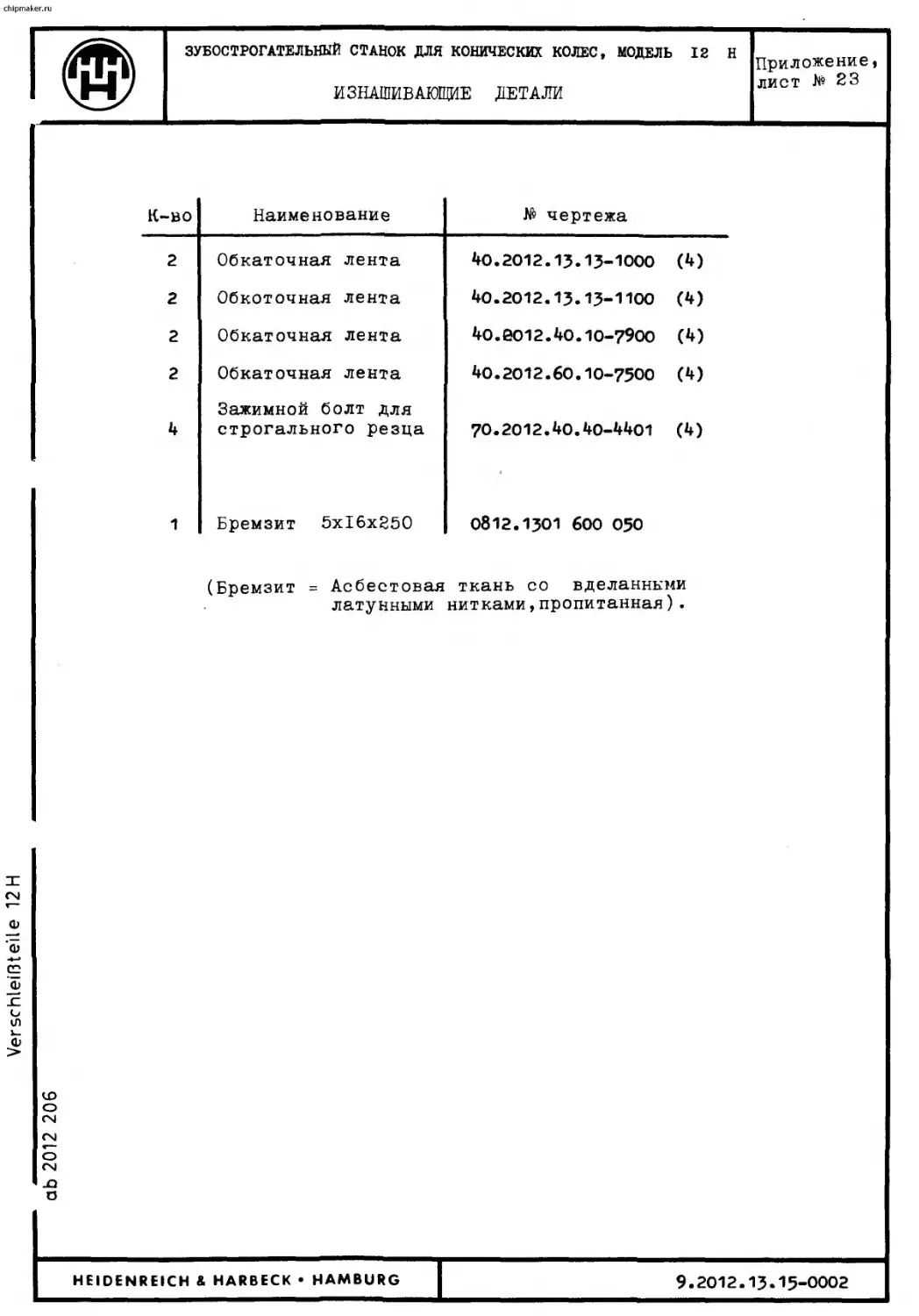
2.529 Вставление обкаточных лент ........................ 26
2.5291 Вставление обкаточной ленты делительной головки ... 26
2.5292 Вставление обкаточной ленты инструментальной
головки. ........................... 27
2.5293 Вставление обкаточной ленты в станину станка ...... 27
Chipmaker.ru
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
СОДЕРЖАНИЕ
Приложение
Общие сведения о конических колесах, 1,1а,2,3,
расчетах установки станка,резцы ....... лист № За,4,4а,5
Зубомерные данные ........................... лист № 6 и 7
Схема обмера пристройки зажимной
оправки и схема испытания
пристроенных колес .......................... лист № 8
Зажимное приспособление ..................... лист № 8а
Коммутационная сеть ..........................лист № 9 <х>
Схема соединений .............................лист № 10 (*•)
Схема смазки .................................лист № II
Чертеж общего вида станка ....................лист № 12
Пояснение символических обозначений,..........лист № 13 и 14
Строгальные резцы ............................лист № 15
Ориентировочные значения затрат
времени на строгание .........................лист № 16 и 16а
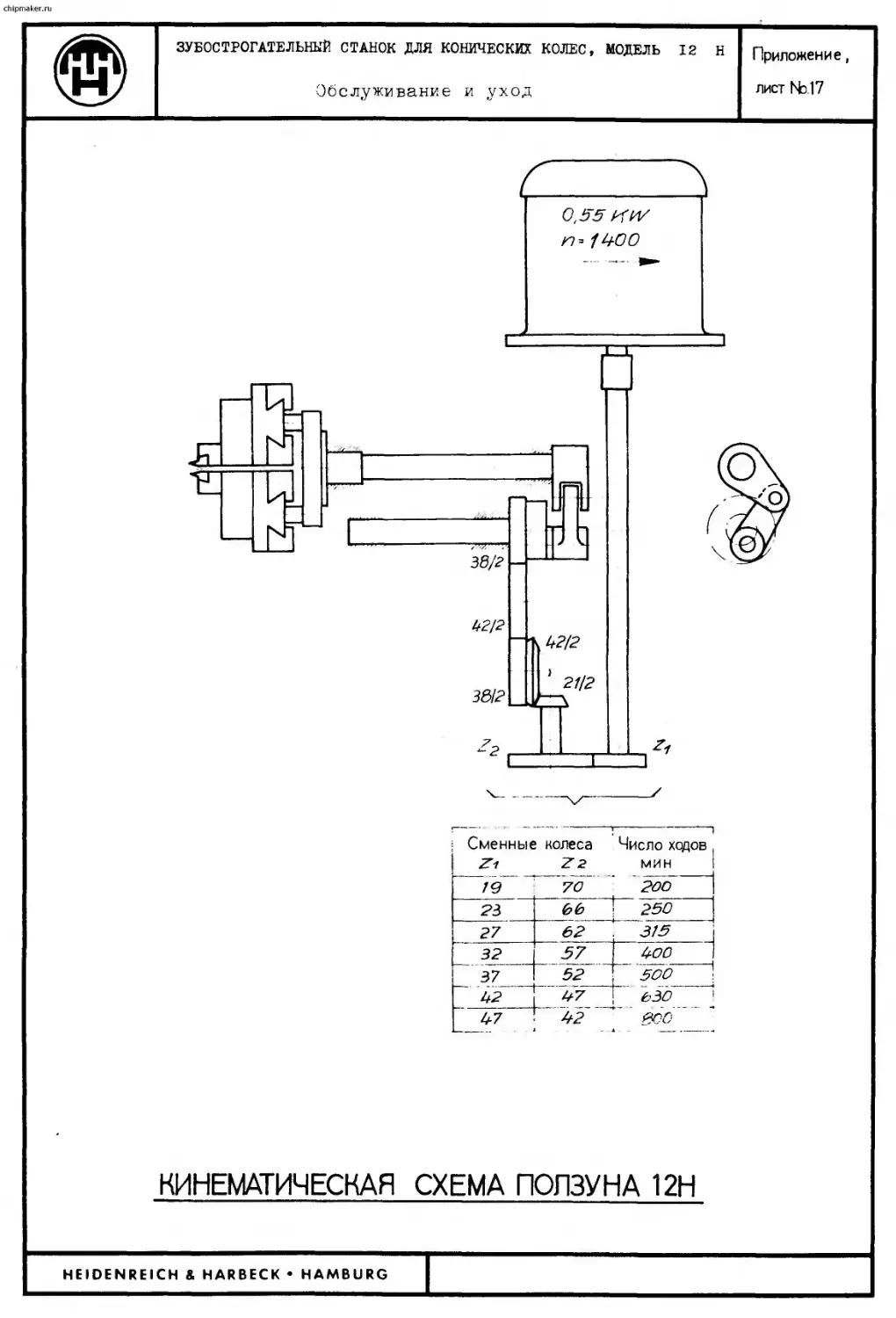
Кинематическая схема ползуна ................ лист № 17
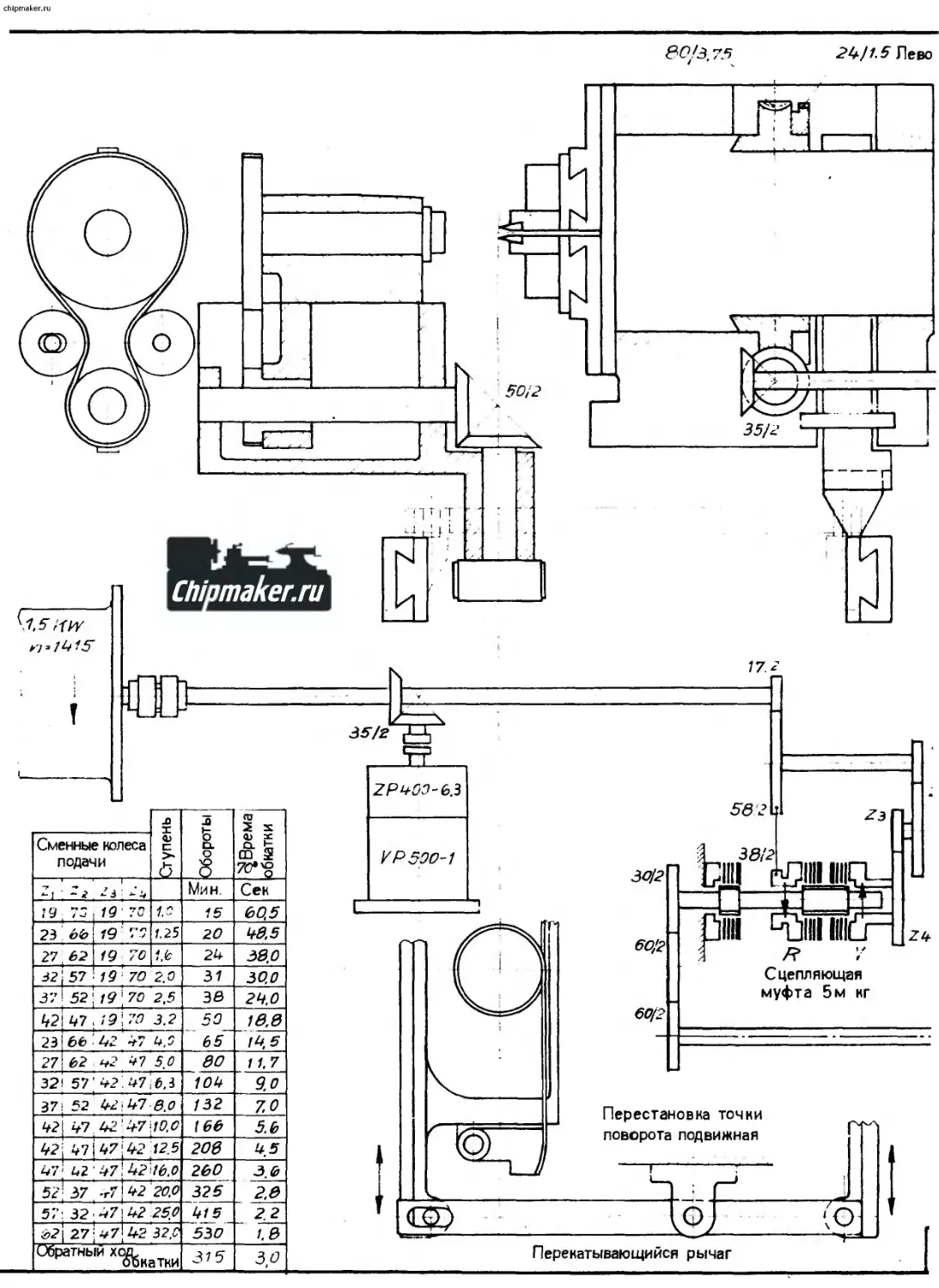
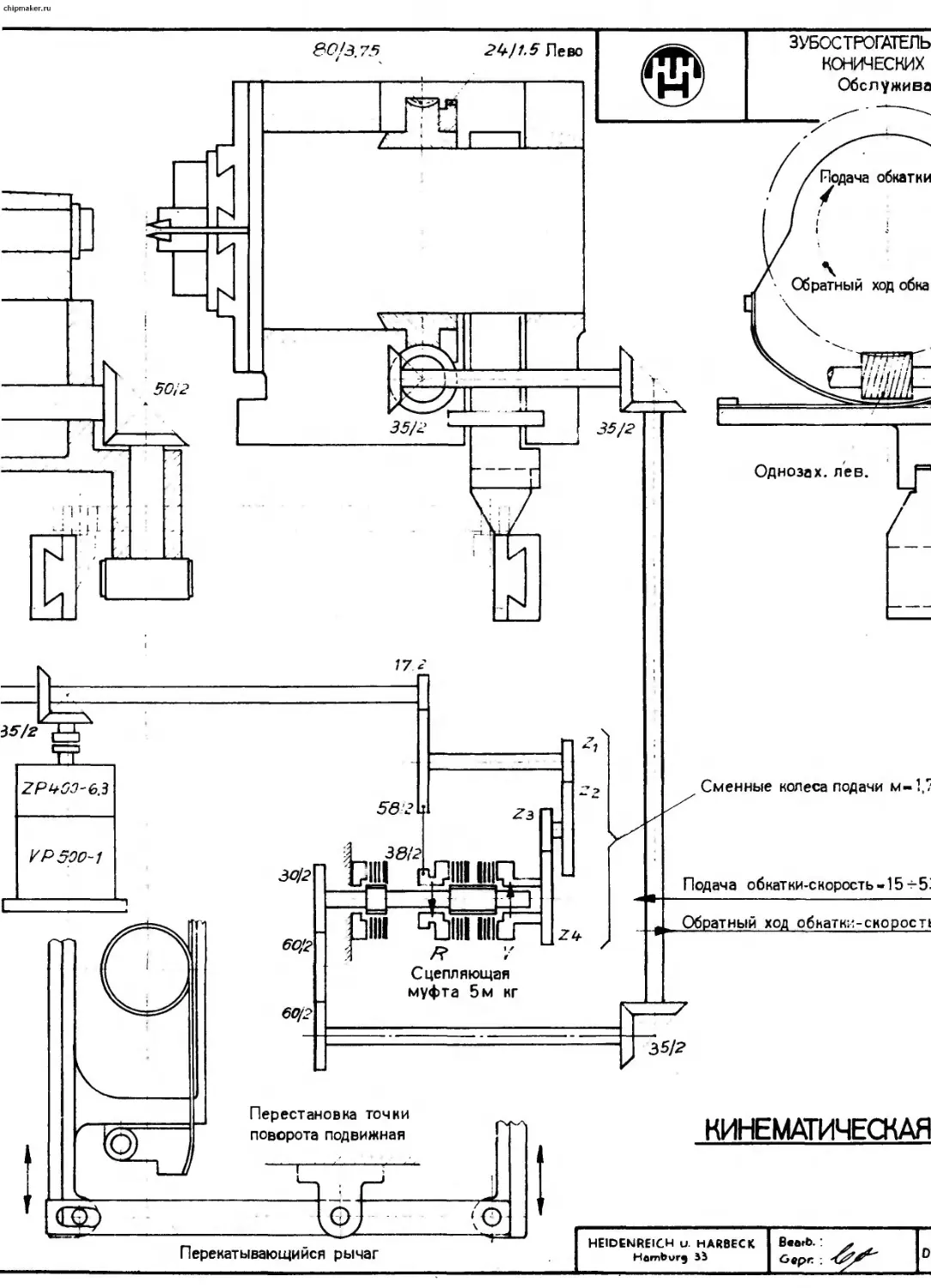
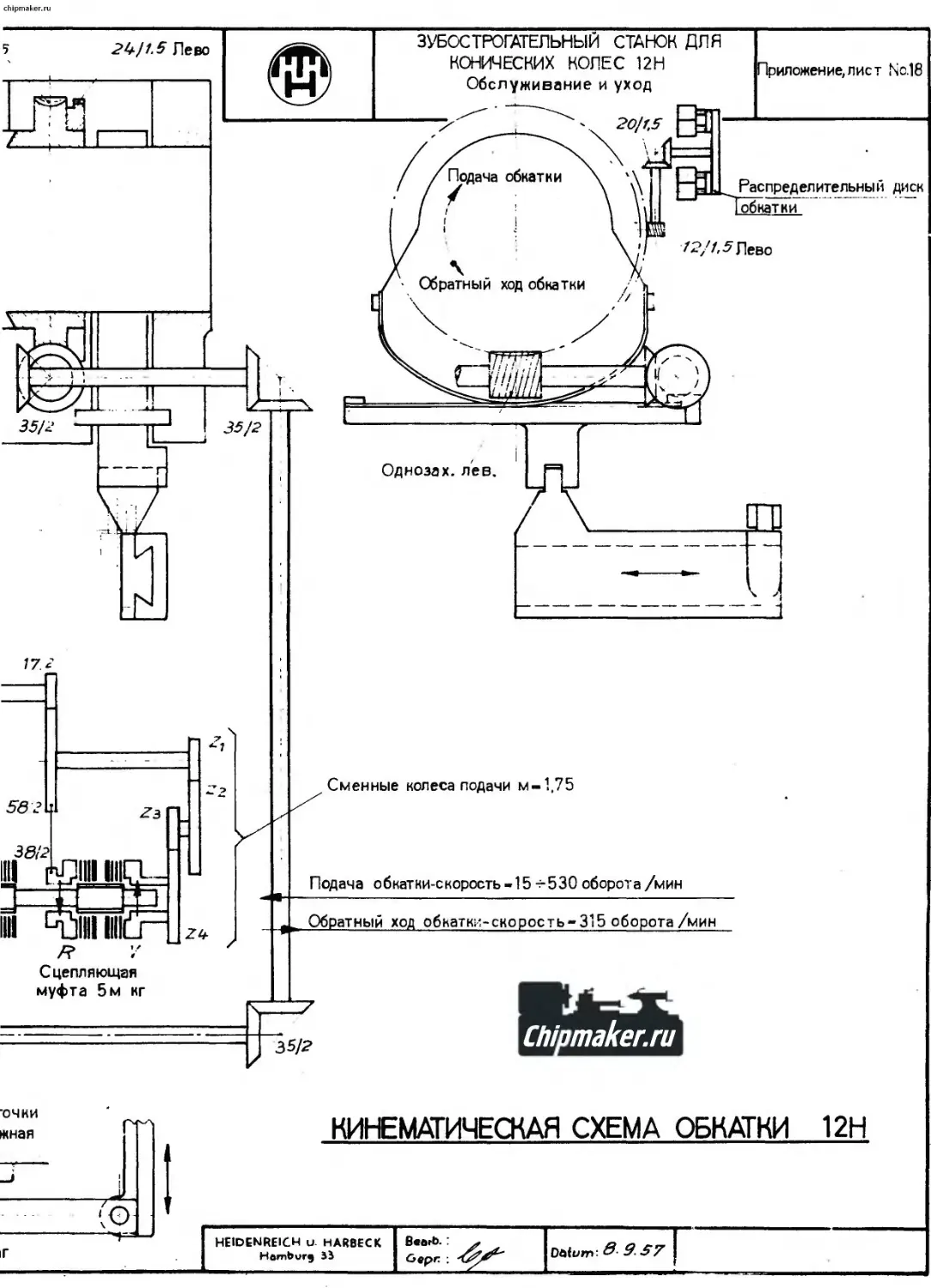
Кинематическая схема обкатки ................ лист № 18
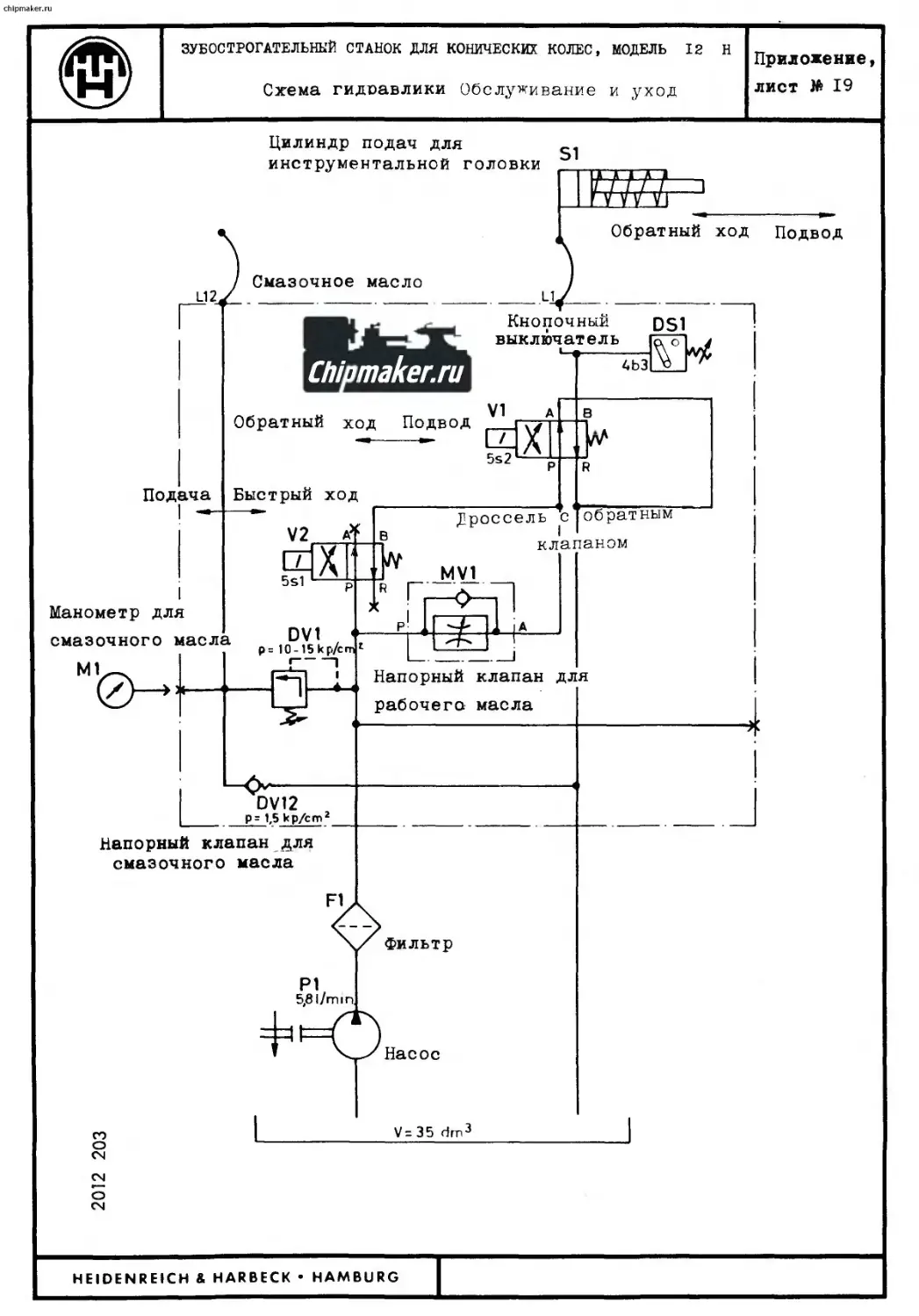
Схема гидравлики ..............лист № 19
ПОЯСНЕНИЯ К ГИДРАВЛИЧЕСКОМУ ПЛАНУ............ ЛИСТ № 19 а
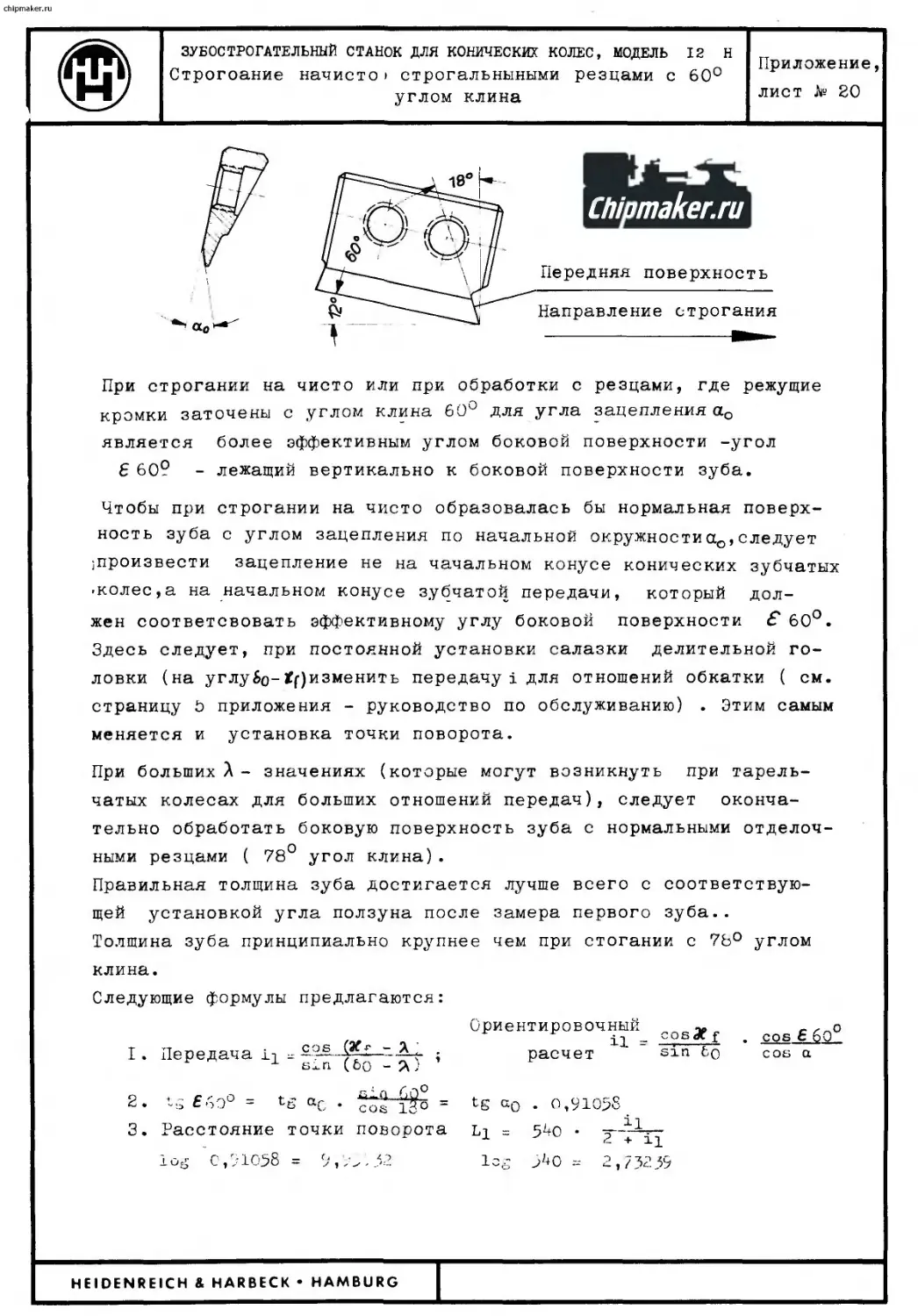
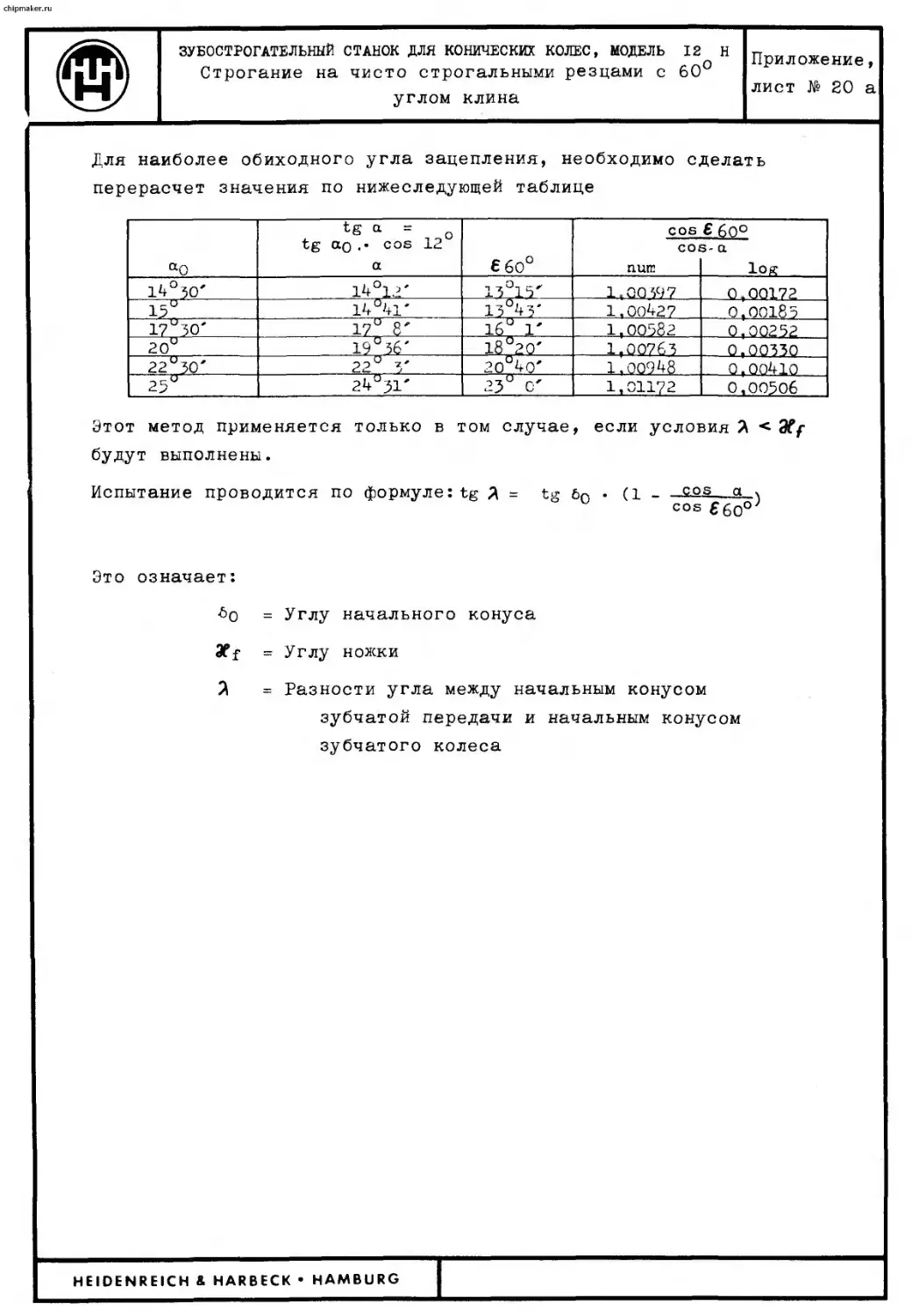
Строгание на чисто строгальными
резцами с 60° углом клина ....................лист № 20 и 20а
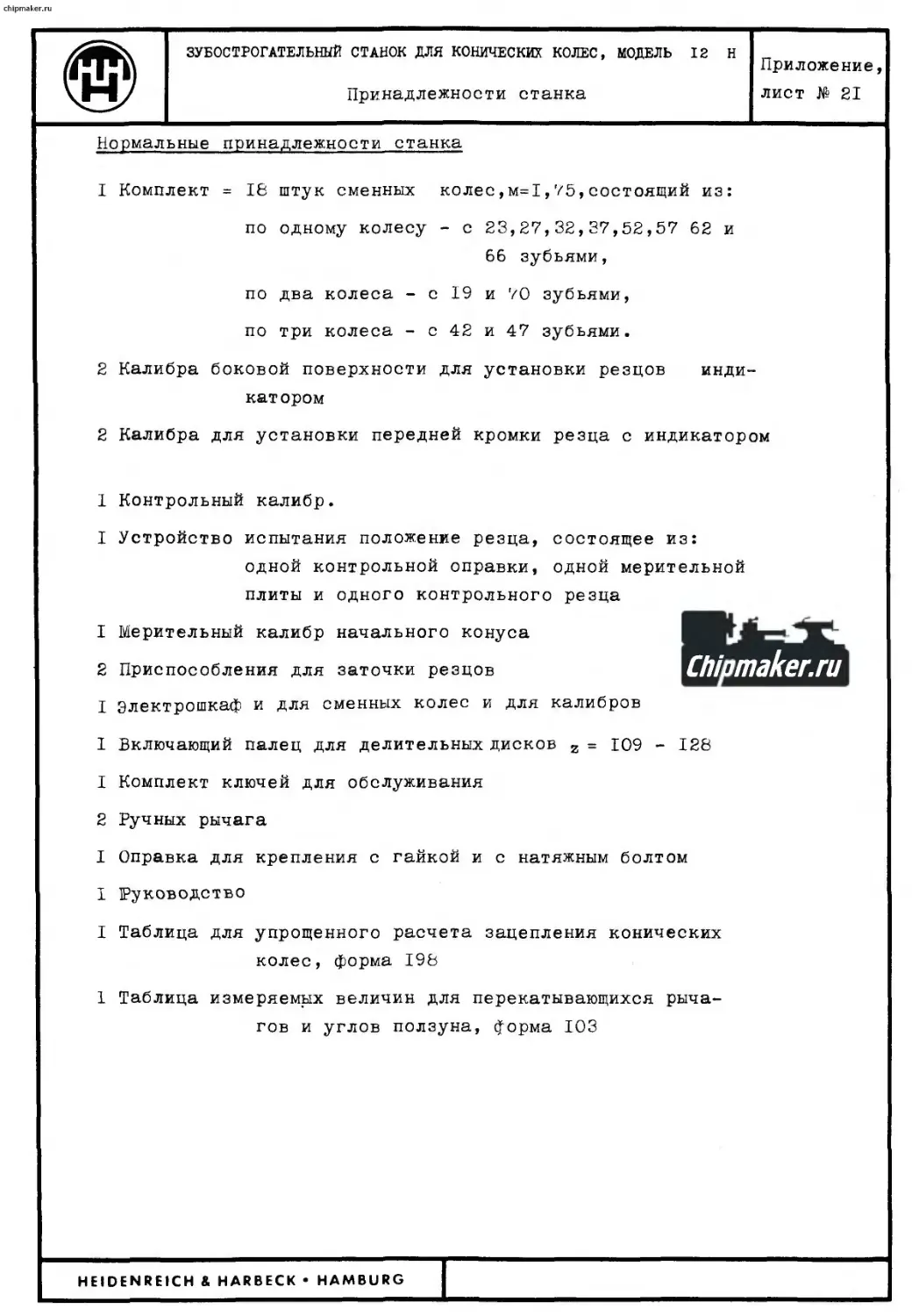
Нормальные принадлежности ....................лист № 21
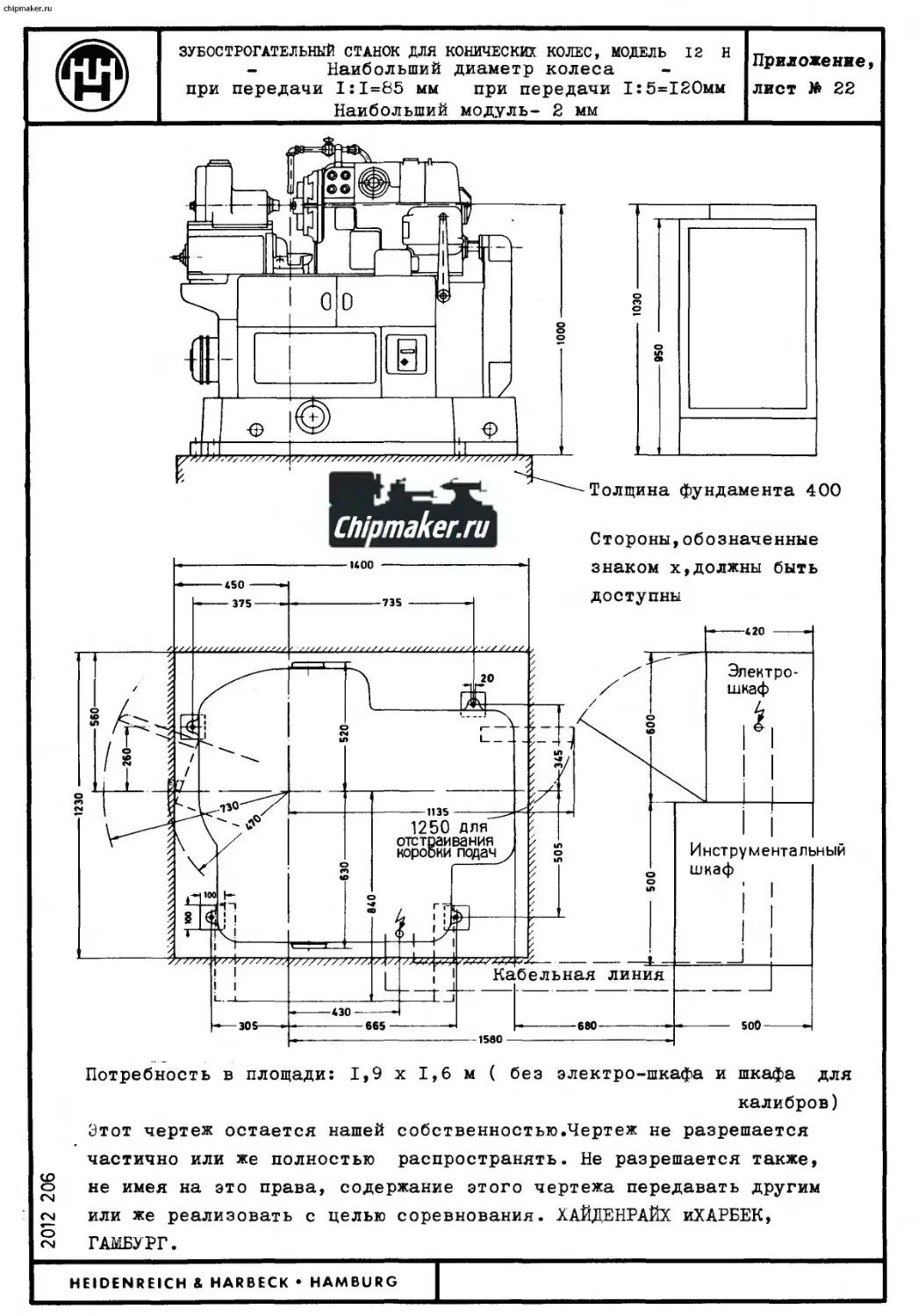
ПЛАН ФУНДАМЕНТА ..............................ЛИСТ №22
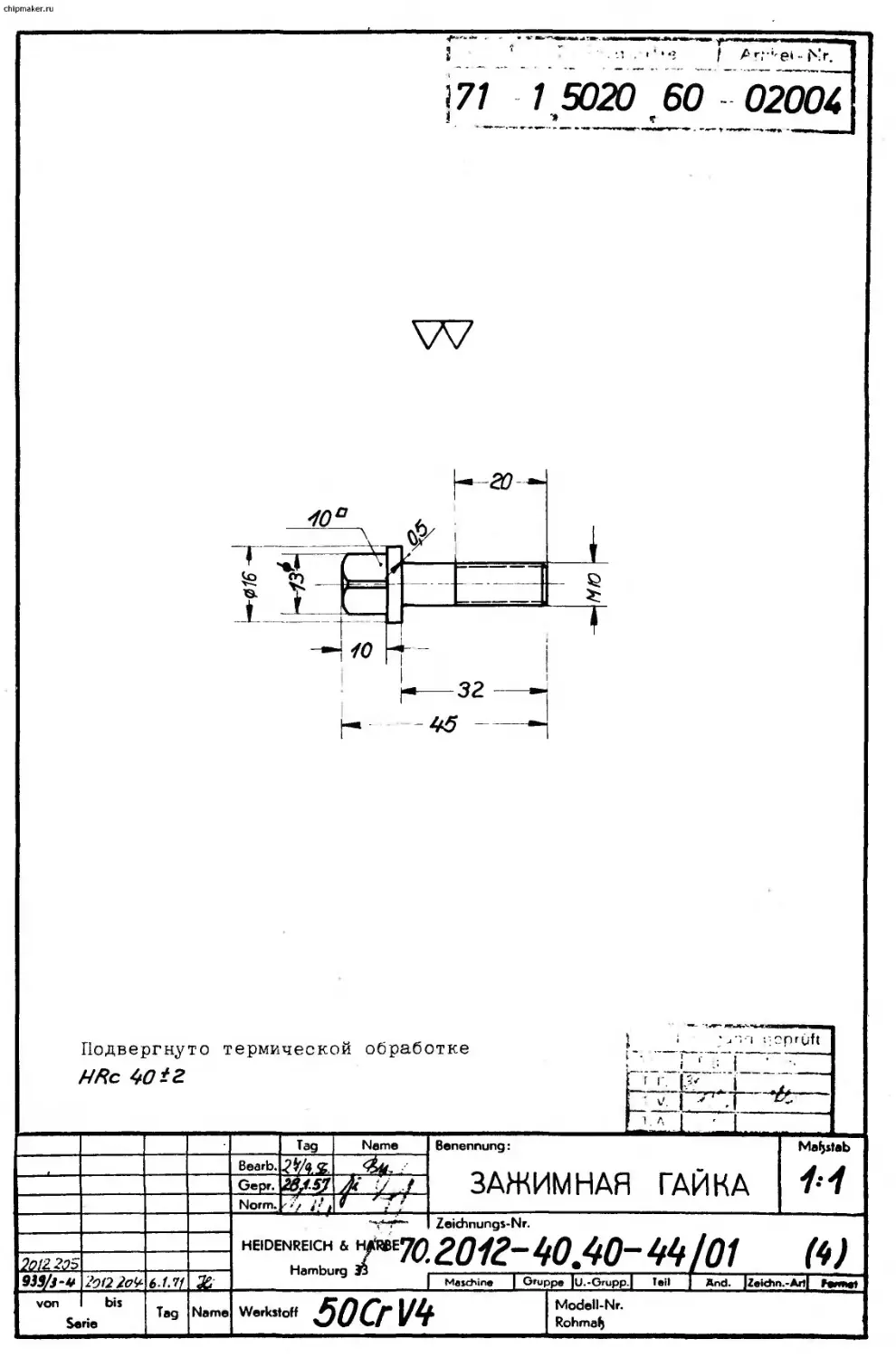
Список быстроизнашиваюшихся деталей ......... лист № 23
(х) Листы находятся в отдельной папке
2012 206
Chipmaker.ru
HEIDENREICH A HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Последовательность установки
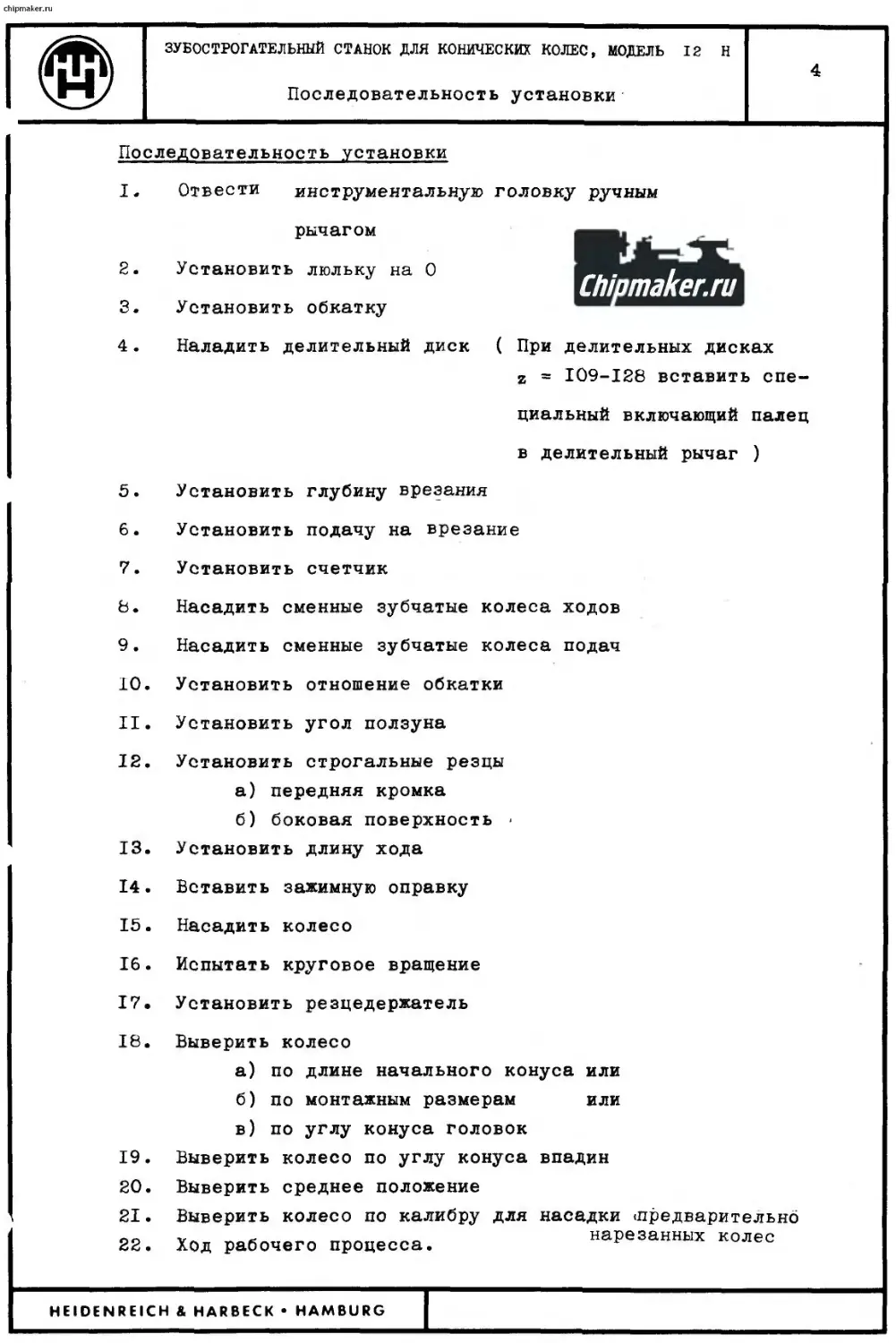
Последовательность установки
2.
3.
4.
Отвести инструментальную
рычагом
Установить люльку на О
Установить обкатку
Наладить делительный диск
головку ручным
Chipmaker.ru
( При делительных дисках
z = 109-128 вставить спе-
циальный включающий палец
в делительный рычаг )
5.
6.
7.
Установить глубину врезания
Установить подачу на врезание
Установить счетчик
8. Насадить сменные зубчатые колеса ходов
9. Насадить сменные зубчатые колеса подач
10. Установить отношение обкатки
II. Установить угол ползуна
12. Установить строгальные резцы
а) передняя кромка
б) боковая поверхность •
13. Установить длину хода
14. Вставить зажимную оправку
15. Насадить колесо
16. Испытать круговое вращение
17. Установить резцедержатель
18. Выверить колесо
а) по длине начального конуса или
б) по монтажным размерам или
в) по углу конуса головок
19. Выверить колесо по углу конуса впадин
20. Выверить среднее положение
21. Выверить колесо по калибру для насадки «предварительно
22. Ход рабочего процесса. нарезанных колес
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Подготовка станка к работе 5
2.1 Подготовка станка к работе
2.II Транспорт
Транспортировка станка проводится осторожно,
каждый толчек и каждое потрясение влияет на
точность станка.
Для прикрепления каната грузоподъемного кра-
на к станку,применяются короткие метал. штанги диа-
метром в 45 мм -.Штанги вставляются в предус-
мотр;енные отверстия станины станка.
Выступающие части станка ни вкоем случае не долж-
ны использоватся для прикрепления каната
2.12 Монтаж
Для безукоризненной работы станка,монтаж про-
водится только на подготовленном и хорошо про-
сохнувшем фундаменте согласно схеме фундамен-
та. До закладки фундамента необходимо провес-
ти исследование по допускаемой нагрузки почвы.
Последующее оседание фундамента или просачива-
ние пола в связи с сыростью, влияет на точность
станка.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Подготовка станка к работе
Высокочувствительный уровень (точность отсчета 0,02 на
1000 мм) ставят на обозначенное место - продольно и по-
перечно станины станка причем станок выверяется с по-
мощью клиньев. Расстояние между клиньями примерно 0,5 м.
Клинья должны иметь только незначительный уклон. Клинья
не должны быть слишком узкими
После подливки бетона под точно выверенный станок,цемен-
ту нужно дать достаточно времени для схватывания и только
тогда возможно, без применения силы, закрепить болты фун-
дамента, причем необходимо следить за показанием уровня
2.13 Чистка, смазка, охлаждение
Станок следует основательно очистить. Антикоррозийное
средство на всех блестящих частях устраняется керосином.
Пыль или инородные тела не должны находится на поверх-
ностях скольжения.
Смазка станка проводится по разделу 2.512 стр.22
Установка для охлажд. масла подготовляется по разд. 2.513
стр .23
2.2 Установка для зубчатого зацепления
Включение и выключение станка во время процесса установки
описано в разделе 2.3 стр. 15
2.21 Наладка станка
2.212 Обкатка
Люлька приводится кривошипом ручного привода
(34 f®B положение -"О". Головку инструмента
следует при этом отвести ручным рычагом (I)
На распределительном диске обкатки (28), кулачки(27^ ит(2ЗД
устанавливаются на желаемые данные для верхней и нижней
обкатки.
Обкатка вверх и вниз составляю! в градусах:
при 20° угле зацепления 4,2 • Угол ползуна.
Если при дальнейшей установки станка окажется необхо-
димым
(X) Все части станка указаны на схеме
см. приложение лист № 12.
Chipmaker.ru
HEIDENREICH & HARBECK * HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Установка для зубчатого зацепления 7
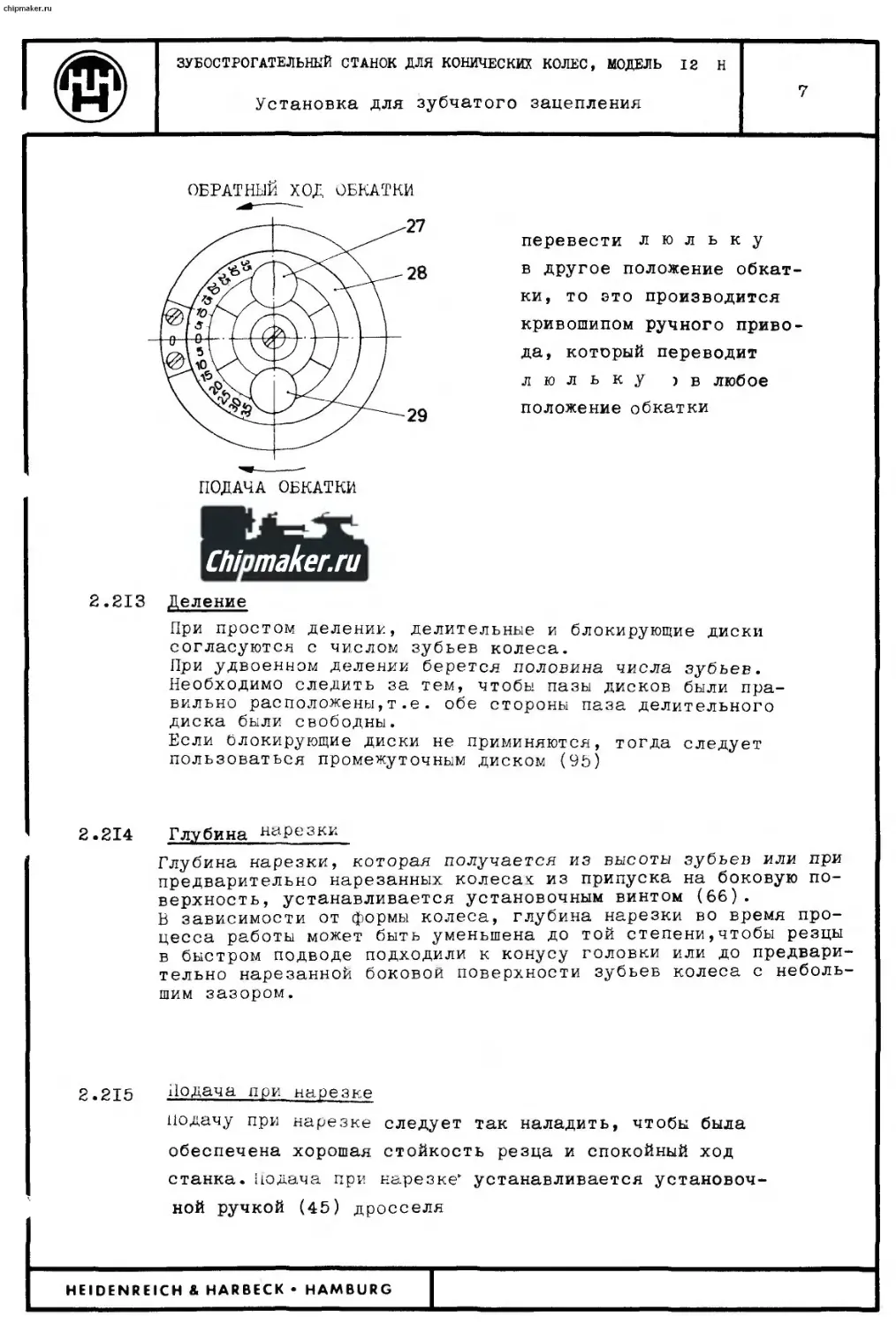
ОБРАТНЫЙ ХОД ОБКАТКИ
перевести люльку
в другое положение обкат-
ки, то вто производится
кривошипом ручного приво-
да, который переводит
люльку > в любое
положение обкатки
ПОДАЧА ОБКАТКИ
2.213 Деление
При простом делении, делитель
согласуются с числом зубьев
и блокирующие диски
а.
При удвоенном делении берется половина числа зубьев.
Необходимо следить за тем, чтобы пазы дисков были пра-
вильно расположены,т.е. обе стороны паза делительного
диска были свободны.
Если блокирующие диски не приминаются, тогда следует
пользоваться промежуточным диском (95)
2.214 Глубина нарезки
Глубина нарезки, которая получается из высоты зубьев или при
предварительно нарезанных колесах: из припуска на боковую по-
верхность, устанавливается установочным винтом (66).
В зависимости от формы колеса, глубина нарезки во время про-
цесса работы может быть уменьшена до той степени,чтобы резцы
в быстром подводе подходили к конусу головки или до предвари
тельно нарезанной боковой поверхности зубьев колеса с неболь
шим зазором.
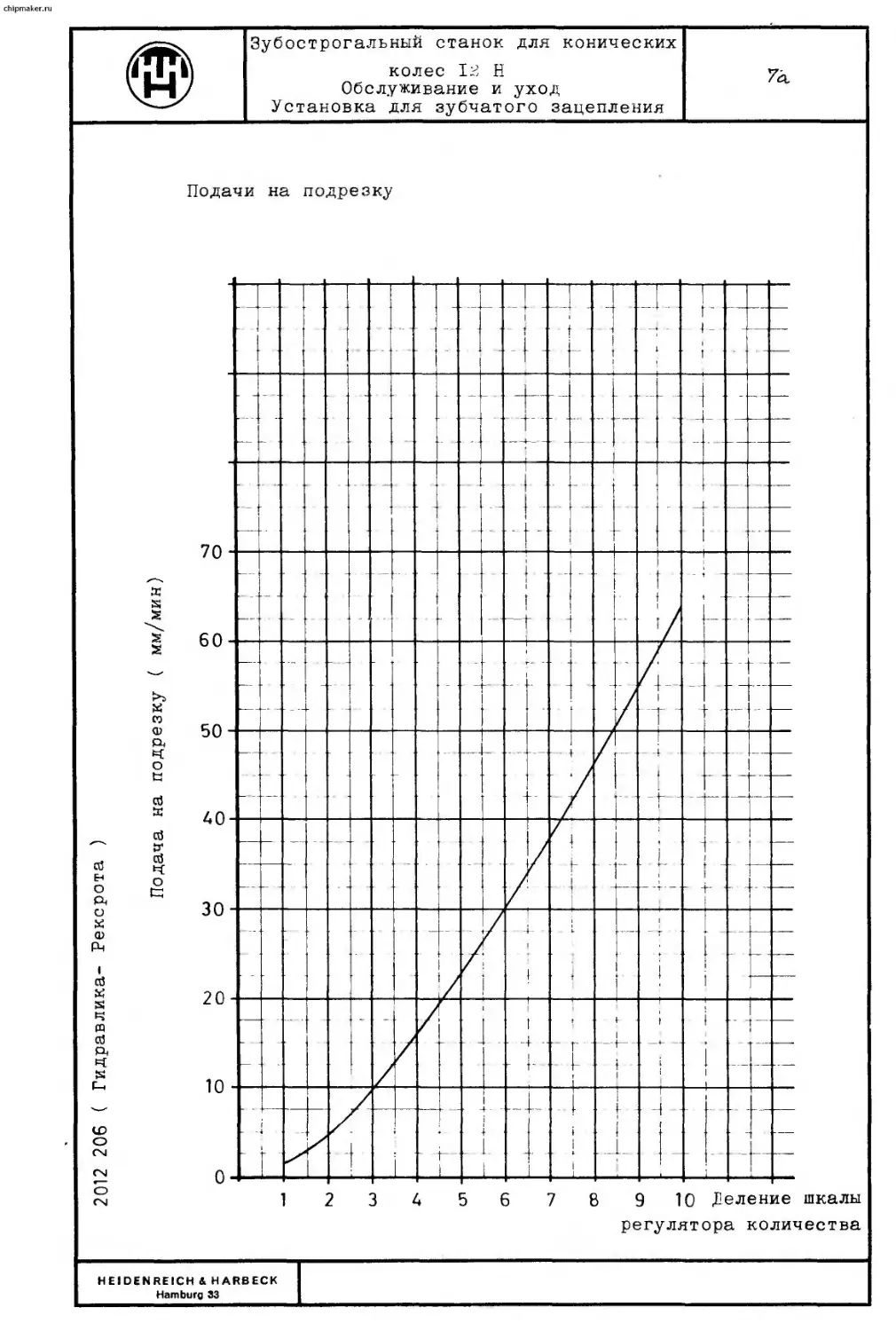
2.215 Подача при нарезке
Подачу при нарезке следует так наладить, чтобы была
обеспечена хорошая стойкость резца и спокойный ход
станка. Подача при нарезке- устанавливается установоч-
ной ручкой (45) дросселя
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
Зубострогальный станок для конических
колес 12 Н
Обслуживание и уход
Установка для зубчатого зацепления
7а
Подачи на подрезку
регулятора количества
HEIDENREICH & HARBECK
Hamburg 33
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Остановка зубчатого зацепления 8
число зубьев колеса
вращения кнопки (41)
Каждый рабочий цикл,
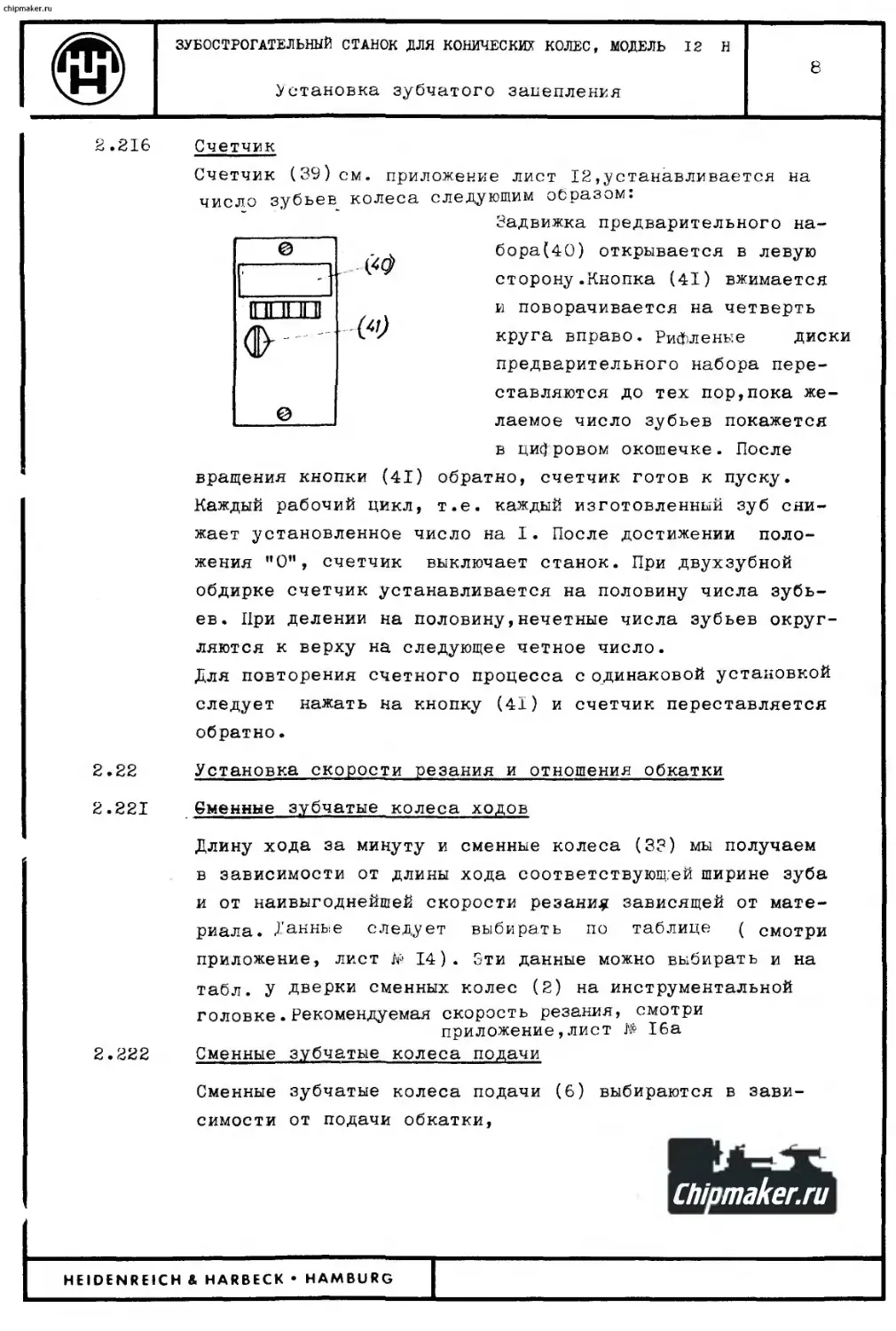
2.216 Счетчик
Счетчик (39) см. приложение лист 12 устанавливается на
следующим образом:
Задвижка предварительного на-
бора(40) открывается в левую
сторону.Кнопка (41) вжимается
и поворачивается на четверть
круга вправо. Рифленые диски
предварительного набора пере-
ставляются до тех пор,пока же-
лаемое число зубьев покажется
в цифровом окошечке. После
обратно, счетчик готов к пуску,
т.е. каждый изготовленный зуб сни-
жает установленное число на I. После достижении поло-
жения "О”, счетчик выключает станок. При двухзубной
обдирке счетчик устанавливается на половину числа зубь-
ев. При делении на половину,нечетные числа зубьев округ-
ляются к верху на следующее четное число.
Для повторения счетного процесса с одинаковой установкой
следует нажать на кнопку (41) и счетчик переставляется
обратно.
2.22 Установка скорости резания и отношения обкатки
2.221 бменные зубчатые колеса ходов
Длину хода за минуту и сменные колеса (33) мы получаем
в зависимости от длины хода соответствующ.ей ширине зуба
и от наивыгоднейшей скорости резани^ зависящей от мате-
риала. Ранные следует выбирать по таблице ( смотри
приложение, лист № 14). Зти данные можно выбирать и на
табл. У дверки сменных колес (2) на инструментальной
головке . Рекомендуемая скорость резания, смотри
приложение,лист > 16а
2.222 Сменные зубчатые колеса подачи
Сменные зубчатые колеса подачи (6) выбираются в зави-
симости от подачи обкатки,
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Установка зубчатого зацепления 9
отмеченной на табл. у дверки сменных колес (65) и наса-
живаются у коробки подач (5)^к°Р°сти подач необходимо испы-
тать, см. приложение,лист № 16а
2.223 Устеповка отношений обкатки
Перестановка точки поворота (36) - у рычага обкатки (35)-
проводится по карте наладки или по прил. табл, формы 103.
Остановка должна быть проведена с наибольшей точностью,
т.к. от этого значительно зависит спокойный ход колес.
2.23 Установка инструментов
2.232 Угол ползуна
При однозубой обдирке,устанавливаемый угол ползуна незначи-
тельно увеличивается в сравнении с углом ползуна,обрабатыва-
ющего на чисто. Угол увеличивается на столько,на сколько
желателен припуск на боковую поверхность для строгания
на чисто.
Для двухзубой обдирке угол ползуна вычисляется по спец-
фо рмуле ( см. приложение, лист JP 4а',
При установке сперва ослабляются только два винта пе-
реставляющего ползуна, т.е. ослабляются винты (50) и (60)
Теперь гайку (61) можно врашать и ее крутят до тех пор,
пока на градусной линейки (22) можно отсчитать желаемый
угол. Прежде чем переставить второй ползун, следует за-
тянуть первый. Второй ползун устанавливается также
как и первый .. Перестановка проводится опять гайкой(61)
Целесообразно прежде всего незначительно увеличить угол
ползуна и соответственно подрегулировать с результатом
измерения толщины зуба ( смотри раздел 2 .411) стр. 17.
2.234 Строгальные резцы
При установке резца нужно следить за тем, чтобы резец
стоял в положении резания. Это можно проверить, если пол-
зун будет переставлен ручным рычагом (32) на подвод.Если
это не будет точно проведено, установка резца будет не-
правильной .
2.2341 Установка передней кромки
Резец(58) укрепляется слегка на призму резцедержателя(52)
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Установка зубчатого зацепления
10
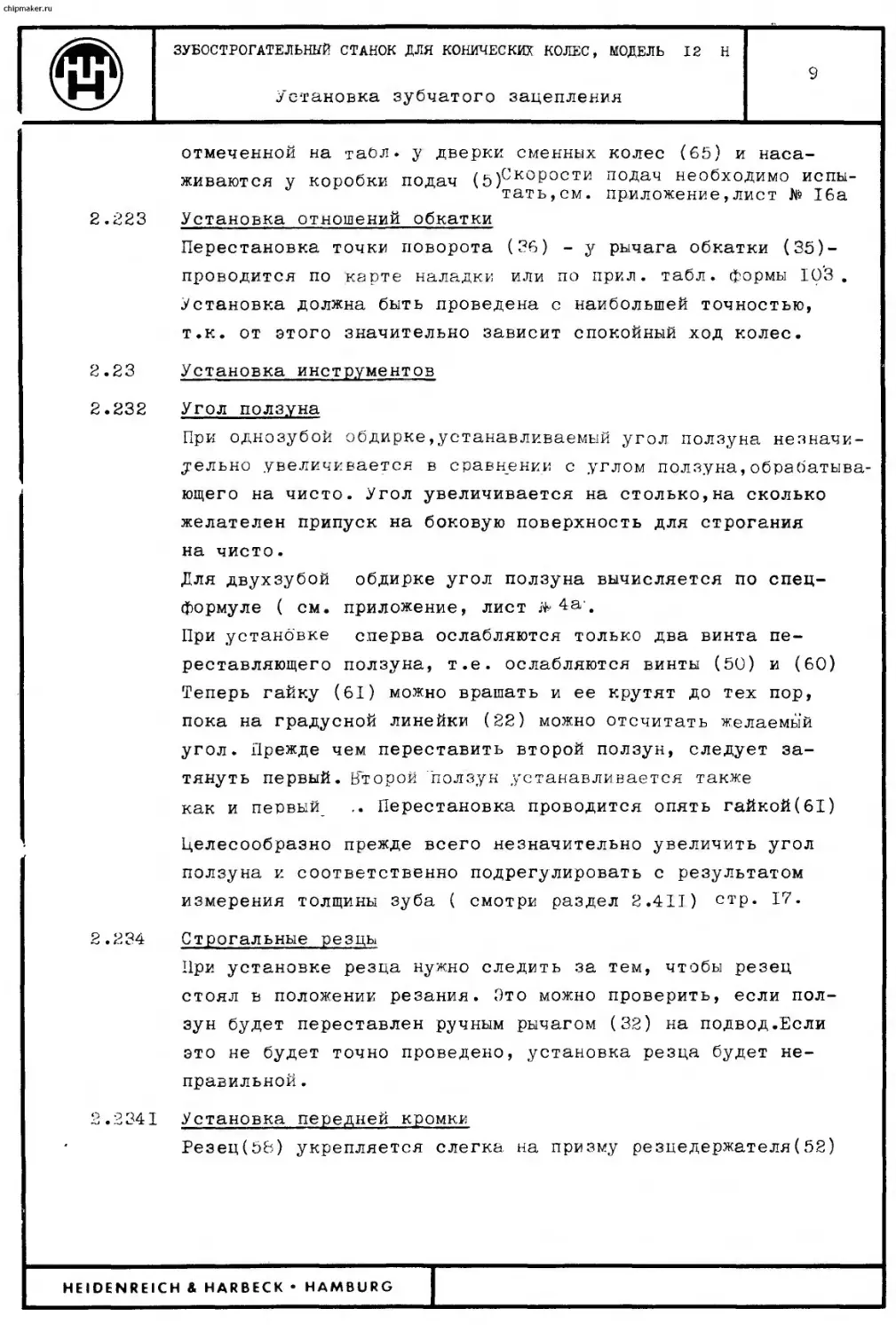
Калибр для передней кромки резца(53) накладывается после
53
того, как он будет^уста-
новлен на нуль контрка-
либром,после чего резец
следует выдвинуть вперед
до тех пор, пока индика-
тор покажет нуль. Резцы
следует в этом положении
закрепить и еще раз про-
верить.
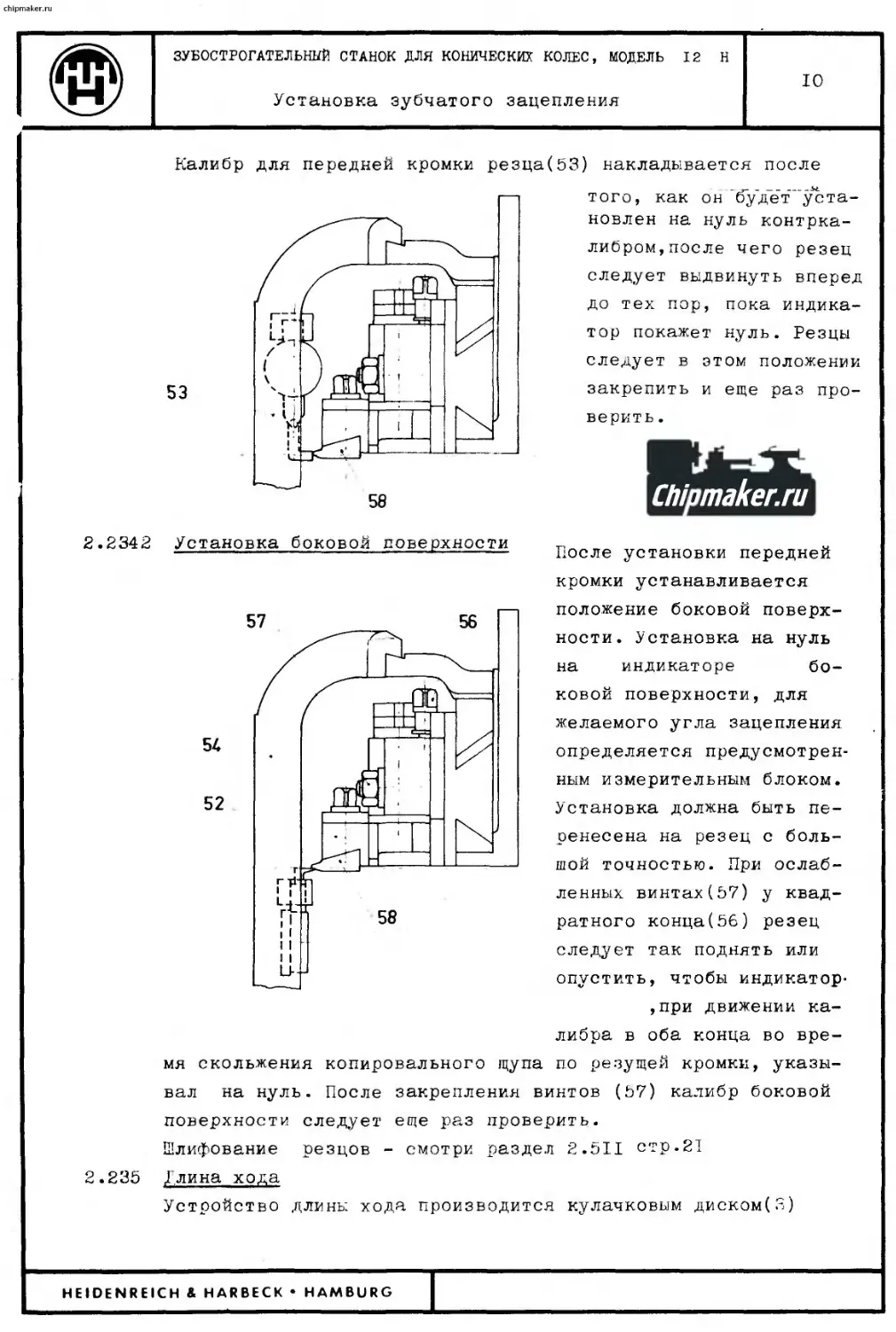
2.2342 Установка боковой поверхности
После установки передней
кромки устанавливается
положение боковой поверх-
ности. Установка на нуль
на индикаторе бо-
ковой поверхности, для
желаемого угла зацепления
определяется предусмотрен-
ным измерительным блоком.
Установка должна быть пе-
ренесена на резец с боль-
шой точностью. При ослаб-
ленных винтах(57) у квад-
ратного конца(56) резец
следует так поднять или
опустить, чтобы индикатор-
,при движении ка-
либра в оба конца во вре-
мя скольжения копировального щупа
по резущей кромки,
указы-
вал на нуль. После закрепления винтов (57) калибр боковой
поверхности следует еще раз проверить.
Шлифование резцов - смотри раздел 2.5II стр.21
2.235 флина хода
Устройство длины хода производится кулачковым диском(З)
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Установка зубчатого зацепления II
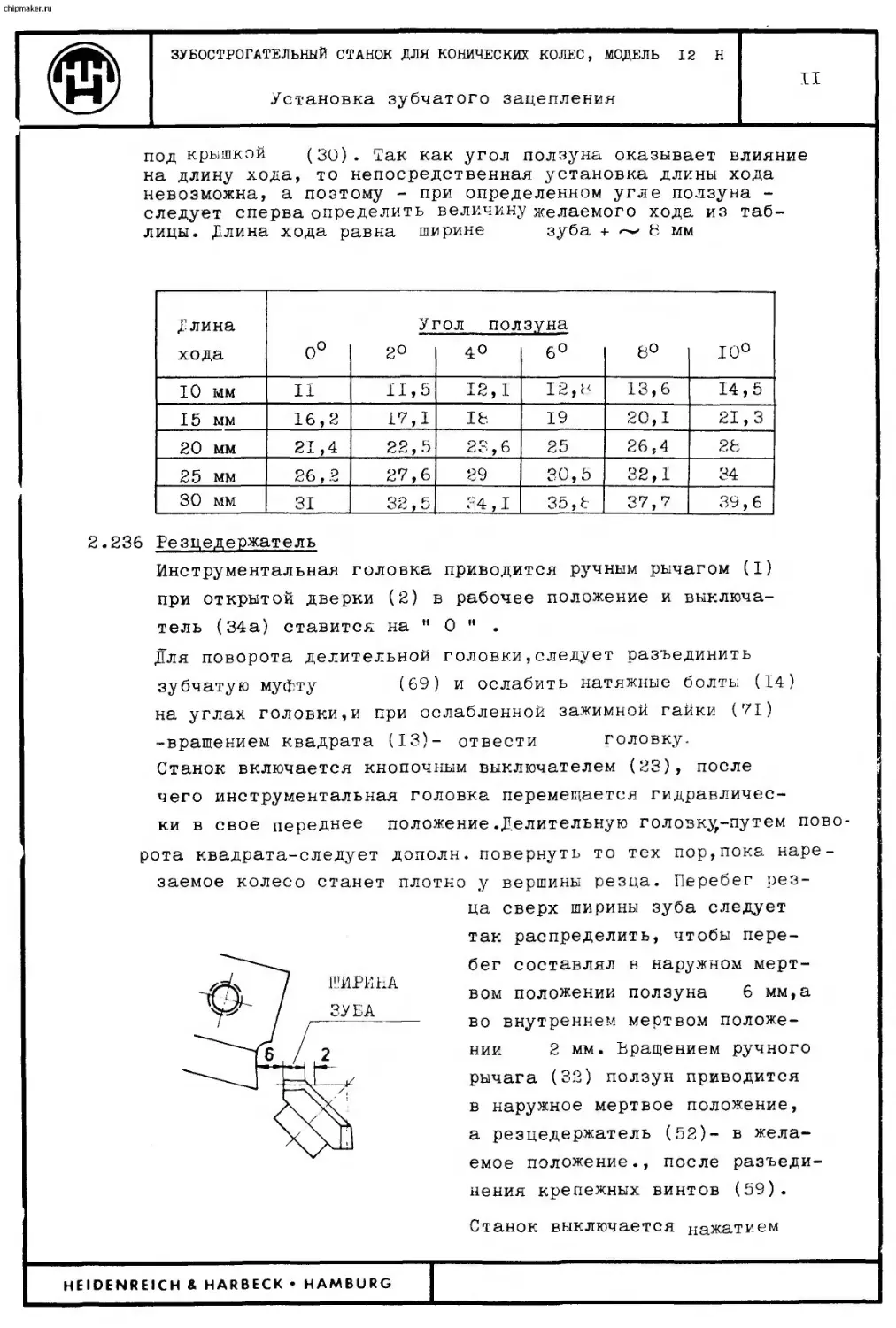
под крышкой (30). Так как угол ползуна оказывает влияние
на длину хода, то непосредственная установка длины хода
невозможна, а поэтому - при определенном угле ползуна -
следует сперва определить величину желаемого хода из таб-
лицы. Длина хода равна ширине зуба + ~ 8 мм
Длина хода Угол ползуна 10°
0° 2° 4° 6° 8°
10 мм II 11,5 12,1 12,в 13,6 14,5
15 мм 16,2 17,1 18 19 20,1 21,3
20 мм 21,4 22,5 23,6 25 26,4 28
25 мм 26,2 27,6 29 30,5 32,1 34
30 мм 31 32,5 34,1 35,6 37,7 39,6
2.236 Резцедержатель
Инструментальная головка приводится ручным рычагом (I)
при открытой дверки (2) в рабочее положение и выключа-
тель (34а) ставится на " О " .
Для поворота делительной головки,следует разъединить
зубчатую муфту (69) и ослабить натяжные болты (14)
на углах головки,и при ослабленной зажимной гайки (71)
-вращением квадрата (13)- отвести головку.
Станок включается кнопочным выключателем (23), после
чего инструментальная головка перемещается гидравличес-
ки в свое переднее положение .Делительную головку,-путем пово-
рота квадрата-следует дополн. повернуть то тех пор,пока наре-
заемое колесо станет плотно у вершины резца. Перебег рез-
ца сверх ширины зуба следует
распределить, чтобы пере-
составлял
так
бег
вом
положении
в наружном мерт-
ползуна 6 мм,а
мертвом положе-
Ъращением ручного
во внутреннем
нии 2 мм. :
рычага (32) ползун приводится
в наружное мертвое положение,
а резцедержатель (52)- в жела-
емое положение., после разъеди-
нения крепежных винтов (59).
Станок выключается нажатием
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Установка зубчатого зацепления 1 2
2.24
ручного рычага (I) вниз.
Установка заготовки
2.241
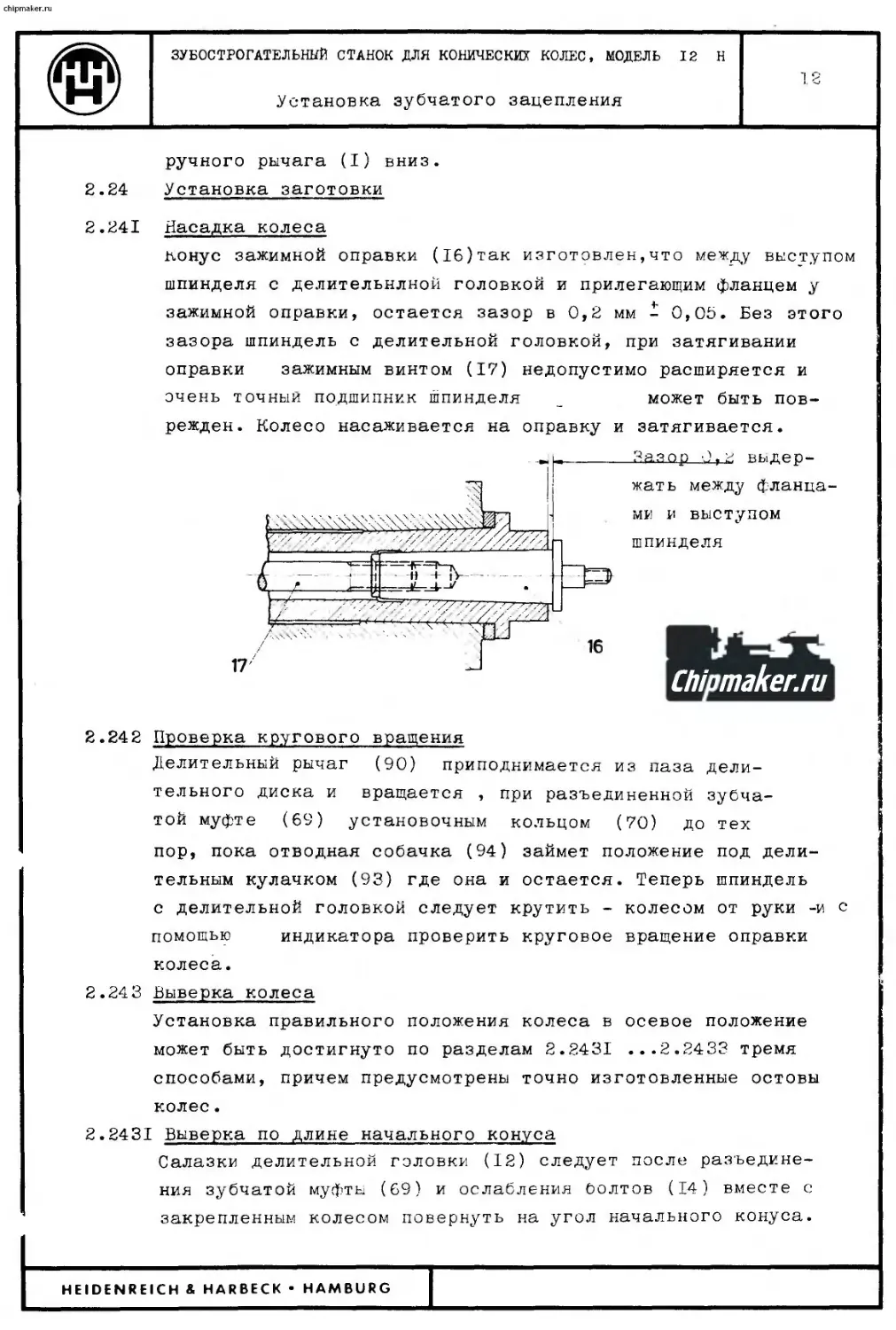
Насадка колеса
ьонус зажимной оправки (16)так изготсвлен,что между выступом
шпинделя с делительнлной головкой и прилегающим фланцем у
зажимной оправки, остается зазор в 0,2 мм - 0,Об. Без этого
зазора шпиндель с делительной головкой, при затягивании
оправки зажимным винтом (17) недопустимо расширяется и
очень точный подшипник шпинделя может быть пов-
режден. Колесо насаживается на оправку и затягивается
шпинделя
Зазор О, и выдер-
жать между фланца-
ми и выступом
Chipmaker.ru
2.242
Проверка кругового вращения
Делительный рычаг (90) приподнимается
из паза дели-
тельного диска и вращается , при разъединенной зубча-
той муфте (69) установочным кольцом (70) до
пор, пока отводная собачка (94) займет положение
тельным кулачком (93) где она и остается. Теперь
с делительной головкой следует крутить -
помощью
индикатора
проверить круговое
тех
под дели-
шпиндель
колесом
от руки -и с
вращение оправки
колеса
2.243
Выверка колеса
Установка правильного
может быть достигнуто
способами, причем предусмотрены точно изготовленные остовы
положения колеса в
по разделам 2.2431
осевое положение
тремя
колес
2.2431 Выверка по длине начального конуса
Салазки делительной головки (12) следует после разьедине-
ния зубчатой муфты (69) и ослабления болтов (14) вместе с
закрепленным колесом повернуть на угол начального конуса.
HEIDENREICH Л HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
13
Установка зубчатого зацепления
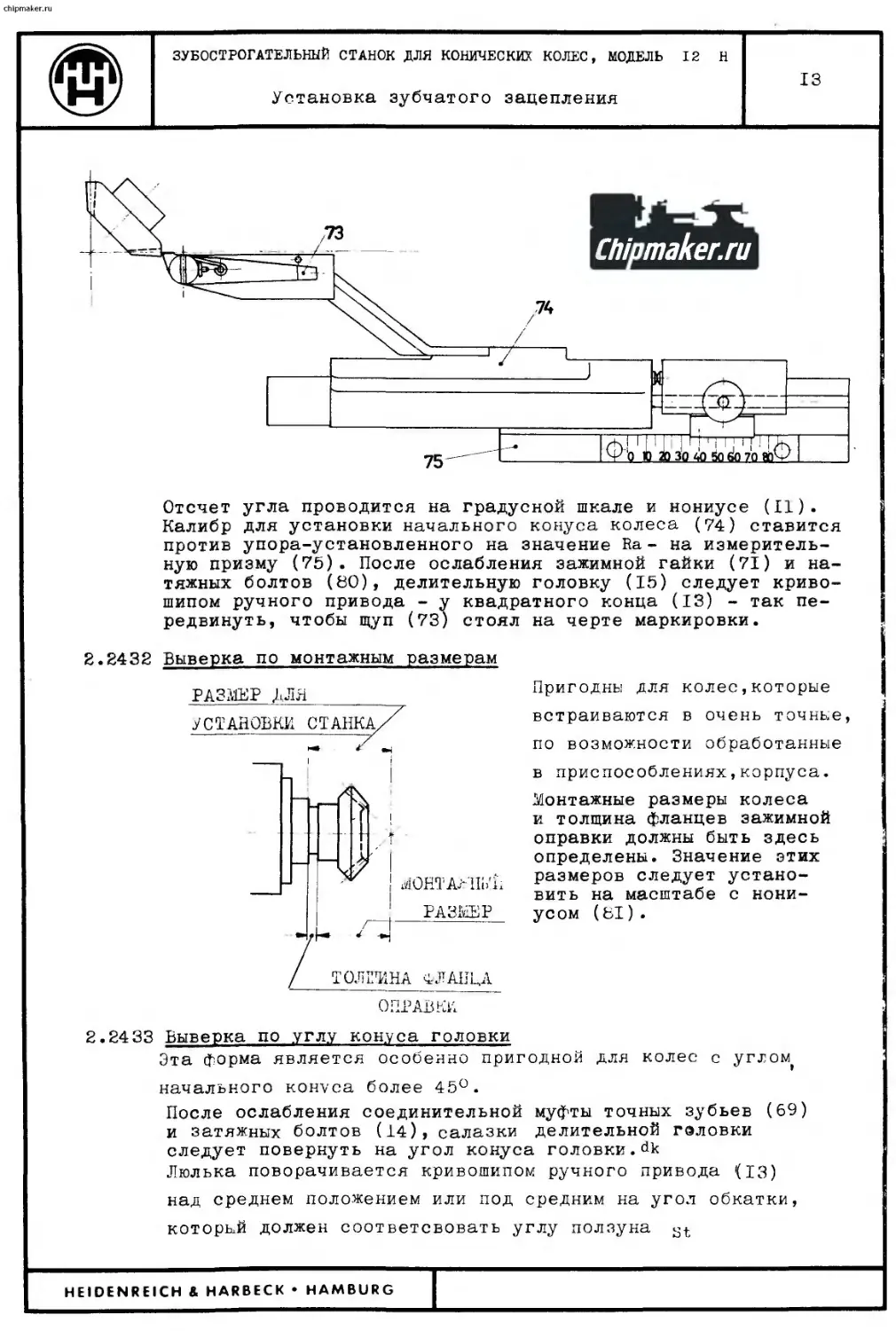
Отсчет угла проводится на градусной шкале и нониусе (II).
Калибр для установки начального конуса колеса (74) ставится
против упора-установленного на значение На - на измеритель-
ную призму (75). После ослабления зажимной гайки (71) и на-
тяжных болтов (80), делительную головку (15) следует криво-
шипом ручного привода - у квадратного конца (13) - так пе-
редвинуть, чтобы щуп (73) стоял на черте маркировки.
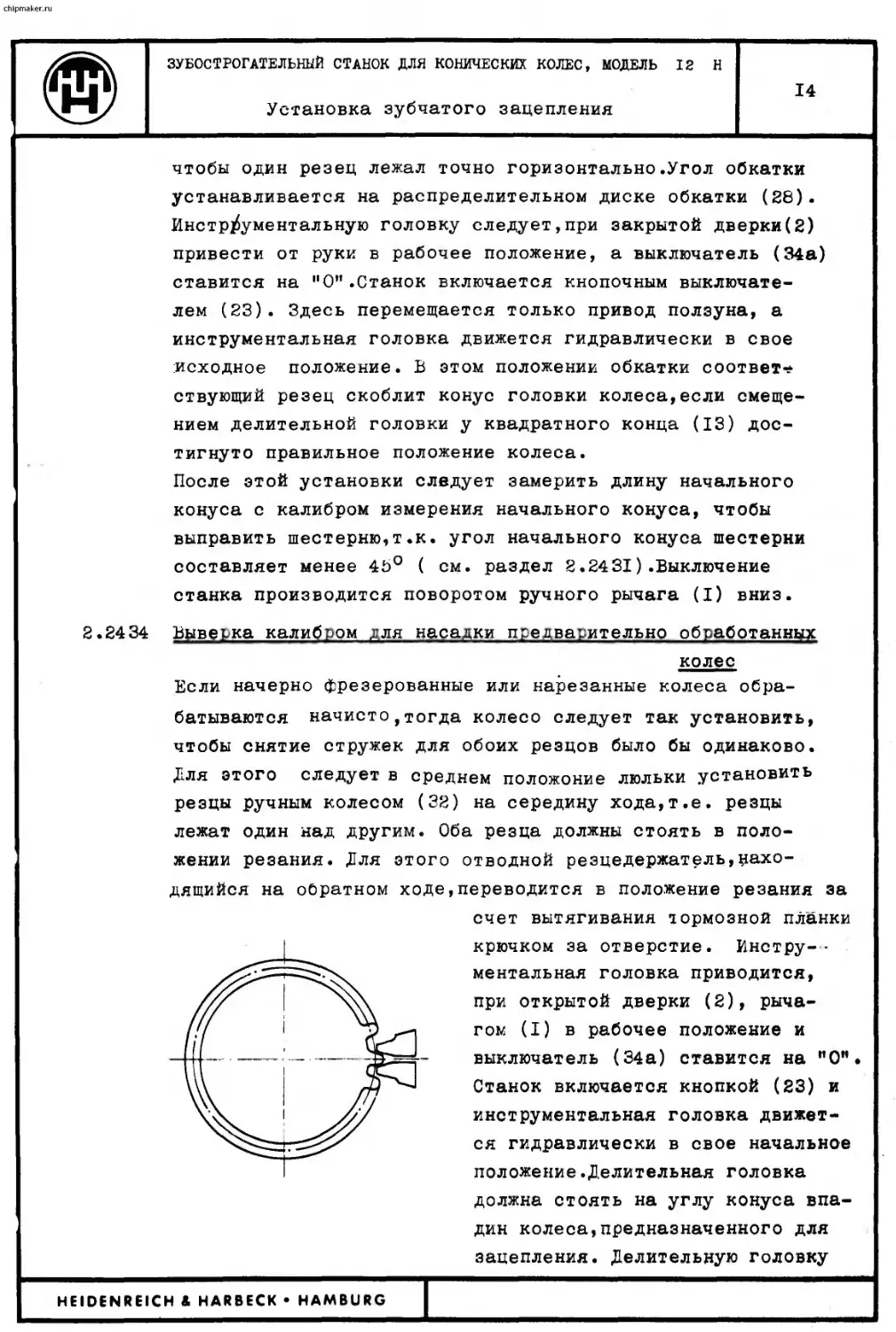
2.2432 Выверка по монтажным размерам
РАЗМЕР ДЛЯ
УСТАНОВКИ СТАНКА
НЬ'1
МОНТА.
I ОЛЕИНА .ЛАНДА
ОПРАВЕН
Пригодны для колес,которые
встраиваются в очень точные,
по возможности обработанные
в приспособлениях,корпуса.
Монтажные размеры колеса
и толщина фланцев зажимной
оправки должны быть здесь
определены. Значение этих
размеров следует устано-
вить на масштабе с нони-
усом (81) .
2.2433 Выверка по углу кон.уса головки
Эта форма является особенно пригодной для колес с углом,
начального конуса более 45°.
После ослабления соединительной муфты точных зубьев (69)
и затяжных болтов (14), салазки делительной головки
следует повернуть на угол конуса головки.dk
Люлька поворачивается кривошипом ручного привода (13)
над среднем положением или под средним на угол обкатки,
который должен соответсвовать углу ползуна
HEIDENREICH & HARBECK • HAMBURG
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Установка зубчатого зацепления 14
чтобы один резец лежал точно горизонтально.Угол обкатки
устанавливается на распределительном диске обкатки (28).
Инструментальную головку следует,при закрытой дверки(2)
привести от руки в рабочее положение, а выключатель (34а)
ставится на "О".Станок включается кнопочным выключате-
лем (23). Здесь перемещается только привод ползуна, а
инструментальная головка движется гидравлически в свое
исходное положение. В этом положении обкатки соответ-
ствующий резец скоблит конус головки колеса,если смеще-
нием делительной головки у квадратного конца (13) дос-
тигнуто правильное положение колеса.
После этой установки следует замерить длину начального
конуса с калибром измерения начального конуса, чтобы
выправить шестерню,!.к. угол начального конуса шестерни
составляет менее 4Ь° ( см. раздел 2.2431).Выключение
станка производится поворотом ручного рычага (I) вниз.
2.2434 1 лве;.ка калибрам , ля наса т пред га ительно сработанных
колес
Если начерно фрезерованные или нарезанные колеса обра-
батываются начисто,тогда колесо следует так установить,
чтобы снятие стружек для обоих резцов было бы одинаково.
Для этого следует в среднем положение люльки установить
резцы ручным колесом (32) на середину хода,т.е. резцы
лежат один над другим. Оба резца должны стоять в поло-
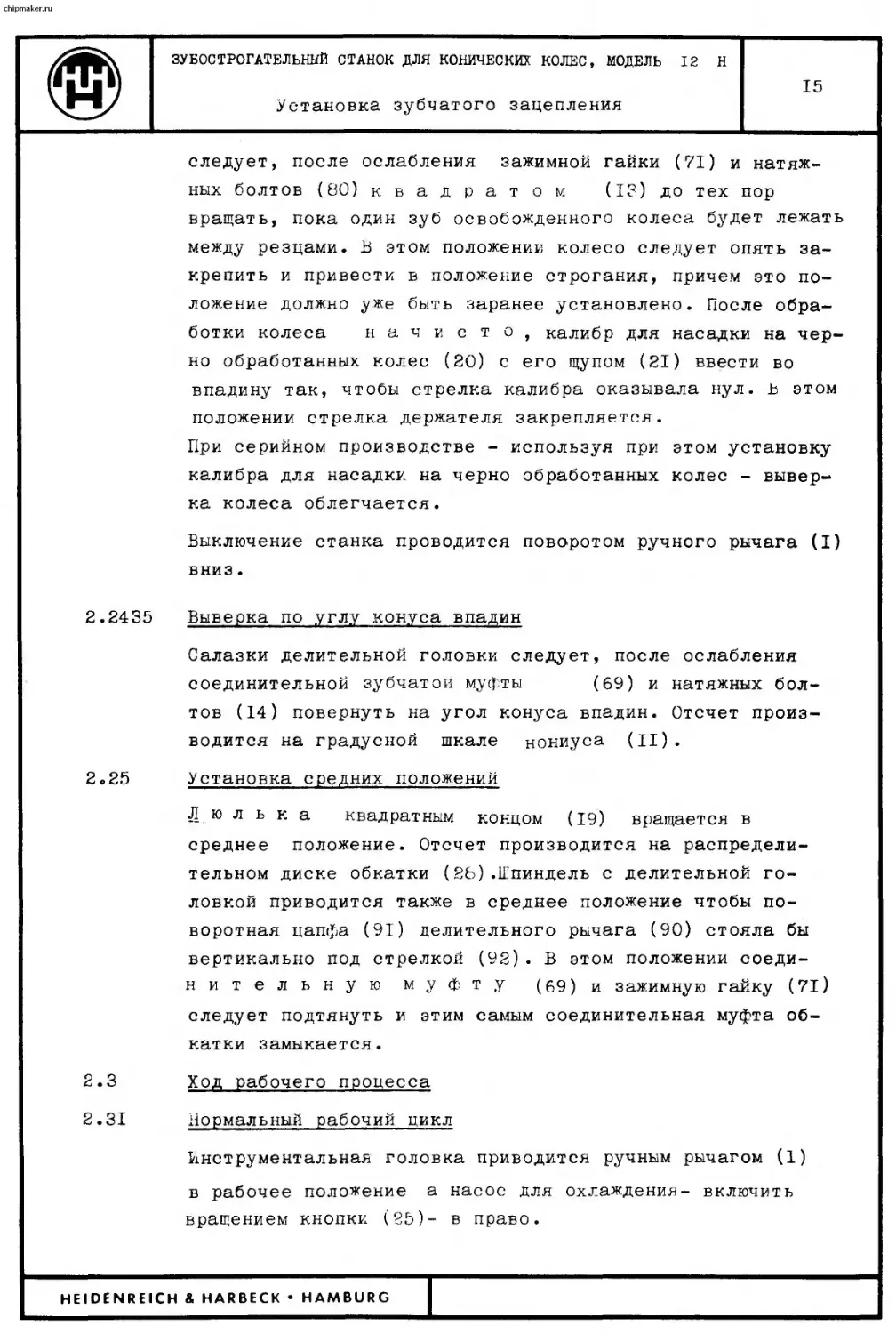
жении резания. Для этого отводной резцедержатель,нахо-
дящийся на обратном ходе,переводится в положение резания за
счет вытягивания тормозной планки
е крючком за отверстие. Инстру--
ментальная головка приводится,
при открытой дверки (2), рыча-
гом (I) в рабочее положение и
выключатель (34а) ставится на ”0”.
Станок включается кнопкой (23) и
инструментальная головка движет-
ся гидравлически в свое начальное
положение.Делительная головка
должна стоять на углу конуса впа-
дин колеса,предназначенного для
зацепления. Делительную головку
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
15
Установка зубчатого зацепления
следует, после ослабления зажимной гайки (71) и натяж-
ных болтов (80) квадратом (13) до тех пор
вращать, пока один зуб освобожденного колеса будет лежать
между резцами. В этом положении колесо следует опять за-
крепить и привести в положение строгания, причем это по-
ложение должно уже быть заранее установлено. После обра-
ботки колеса начисто, калибр для насадки на чер-
но обработанных колес (20) с его щупом (21) ввести во
впадину так, чтобы стрелка калибра оказывала нул. в этом
положении стрелка держателя закрепляется.
При серийном производстве - используя при этом установку
калибра для насадки на черно обработанных колес - вывер-
ка колеса облегчается.
Выключение станка проводится поворотом ручного рычага (I)
вниз.
2.2435 Выверка по углу конуса впадин
Салазки делительной головки следует, после ослабления
соединительной зубчатой муфты (69) и натяжных бол-
тов (14) повернуть на угол конуса впадин. Отсчет произ-
водится на градусной шкале нониуса (II).
2«25 Установка средних положений
Люлька квадратным концом (19) вращается в
среднее положение. Отсчет производится на распредели-
тельном диске обкатки (28).Шпиндель с делительной го-
ловкой приводится также в среднее положение чтобы по-
воротная цапфа (91) делительного рычага (90) стояла бы
вертикально под стрелкой (92). В этом положении соеди-
нительную муфту (69) и зажимную гайку (71)
следует подтянуть и этим самым соединительная муфта об-
катки замыкается.
2.3 Ход рабочего процесса
2.31 Нормальный рабочий цикл
Инструментальная головка приводится ручным рычагом (1)
в рабочее положение а насос для охлаждения- включить
вращением кнопки (25)- в право.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
16
Ход рабочего процесса
2.32
Станок пускается кнопкой (23) в ход и после достижения
установленного числа зубьев, электро-счетчик (раздел 2.216)
автоматически выключается. После каждой новой наладки
станка ( раздел 2.2), рабочий цикл должен сперва несколь-
ко раз пробежать в холостую, чтобы иметь возможность, в
случае надобности выправления обкатки связанной с разны-
ми скоростями обкаточной подачи, выверить обкатку рас-
пределительного диска (28). В тоже время необходимо сле-
дить за тем, чтобы делительная ручка (90) правильно зас-
какивала в следующий паз делительного диска. При предва-
рительно строганном колесе, следует сперва установить ка-
либр для насадки на черно обработанных колес. После вы-
верки холостым ходом можно вновь насаженным колесом на-
чать строгать. Счетчик (39) гасится сперва нажимом
кнопки (41) см. страицу 8.
Прерывание рабочего цикла
Если рабочий цикл прерывается для измерения зацепления
или по другим причинам,тогда кнопочный выключатель (24)
приводится в действие. Если рабочий цикл находится в
подачи на нарезку , тогда станок следует сейчас-же вы-
ключить и инструментальная головка перемещается самосто-
ятельно в исходное положение обратно. Находится же рабо-
чий цикл в подаче на обкатку, на быстром отводе или на
обратном ходу обкатки, тогда, приводя кнопочный выклю-
чатель (24) в действие, дается только подготовительная
команда. Как только рабочий цикл закончен, станок само-
стоятельно выключается. В случае крайней необходимости,
кнопка аварийного останова (26) приводится в действие.
В этом случае станок выключается после отвода
кнопка аварийного останова (26) приводится в действие.
В этом случае станок выключается после отвода инстру-
ментальной головки. Инструментальная головка отводится
давлением пружины.
При повторном включении следует следить за тем, чтобы
станок находился в требуемом положение обкатки.
В противном случае люльку следует привести ручным
о рычагом (34) в правильное положение .
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Испытание и исправление зацепления
17
8.4 Испытание и исправление зацепления
2.41 Измерение
Измерение зуба со штанген-зубомером предполагает
только изготовленные остовы колеса и применяется
преимущественно при штучном производитве. Измерение
производится у толстого конца зуба. Значение для
толщины зуба з и зубомерной высоты и содержат-
km
ся в таблице( смотри приложение, лист 6 и 7 ).
2.4II
Зубомерная высота hkm
Размер hfcm - это расстояние толщины зуба з от ко-
нуса головок колеса.
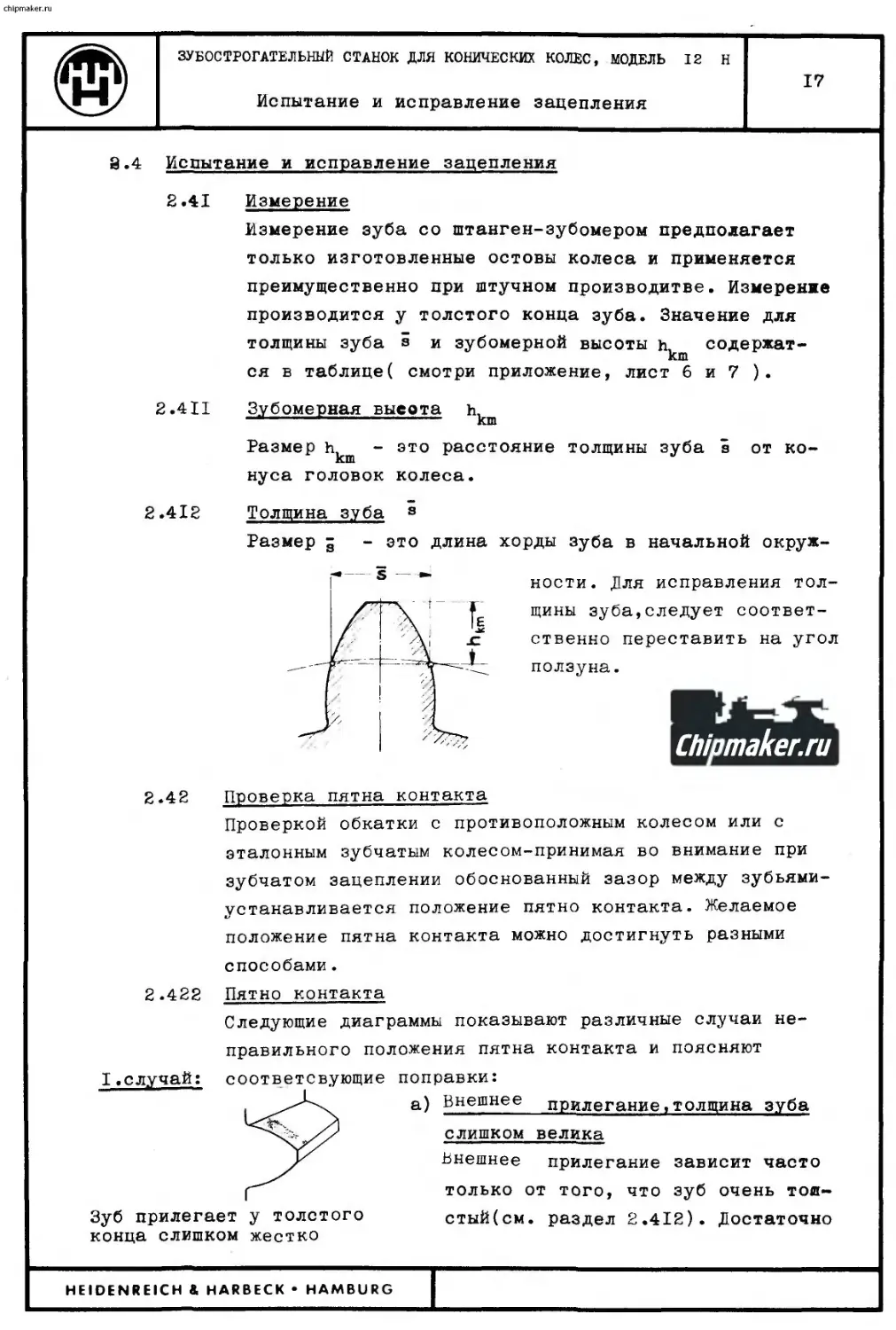
2.412
Толщина зуба 8
Размер g
- это длина хорды зуба в начальной окруж-
ползуна.
ности. Для исправления тол-
щины зуба,следует соответ-
ственно переставить на угол
Chipmaker.ru
2.42
Проверка пятна контакта
Проверкой обкатки с противоположным колесом или с
эталонным зубчатым колесом-принимая во внимание при
зубчатом зацеплении обоснованный зазор между зубьями-
устанавливается положение пятно контакта. Желаемое
положение пятна контакта можно достигнуть разными
способами.
2.422 Пятно контакта
Следующие диаграммы показывают различные случаи не-
правильного положения пятна контакта и поясняют
I.случай: соответсвующие поправки:
. а) Внешнее прилегание, толщина зуба
// слишком велика
Внешнее прилегание зависит часто
только от того, что зуб очень тош-
Зуб прилегает у толстого стый(см. раздел 2.412). Достаточно
конца слишком жестко
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Испытание и исправление зацепления 18
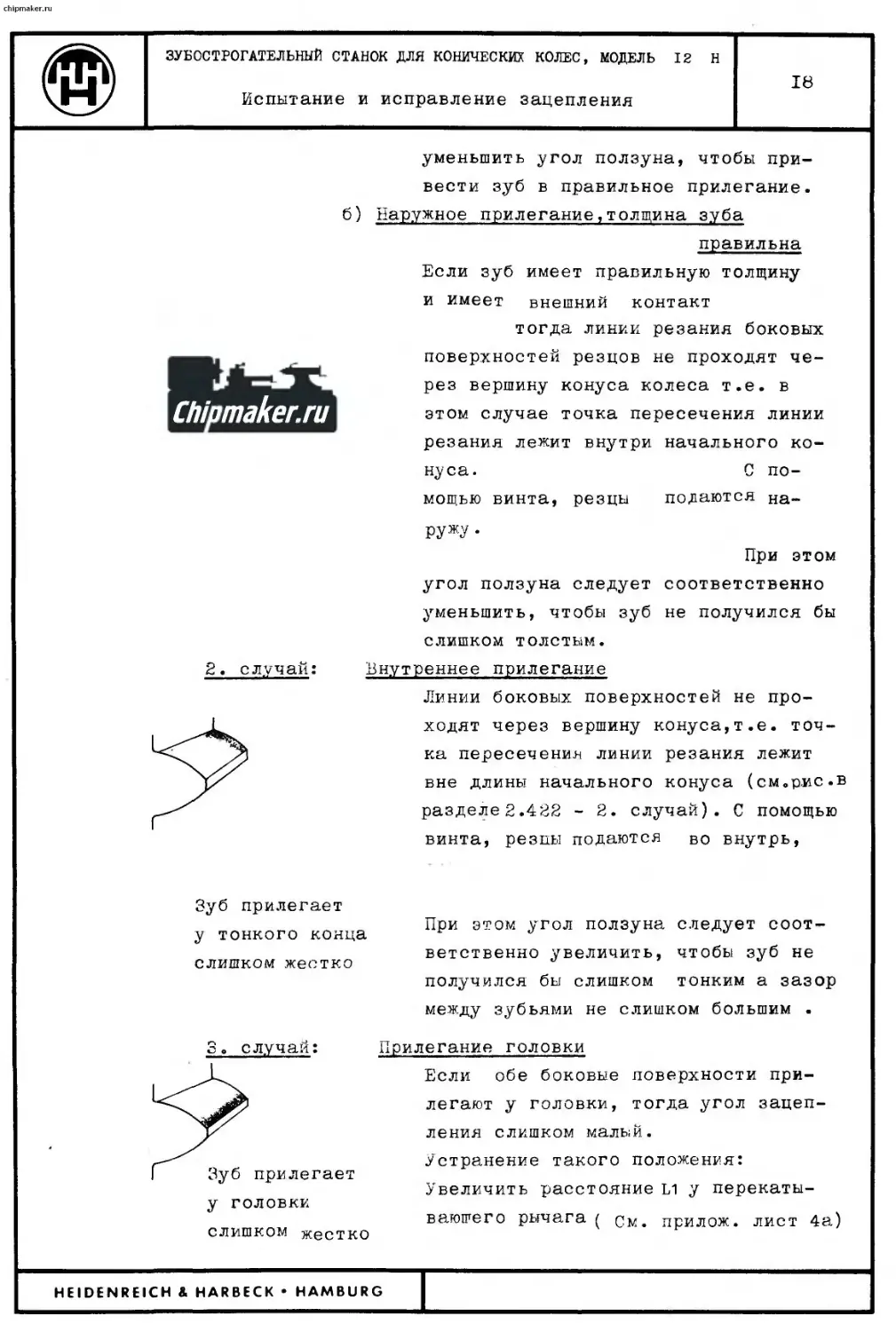
уменьшить угол ползуна, чтобы при- вести зуб в правильное прилегание, б) Наружное прилегание,толщина зуба правильна Если зуб имеет правильную толщину и имеет внешний контакт тогда линии резания боковых „ поверхностей резцов не проходят че- рез вершину конуса колеса т.е. в этом случае точка пересечения линии резания лежит внутри начального ко- нуса. С по- мощью винта, резцы подаются на- ружу . При этом угол ползуна следует соответственно уменьшить, чтобы зуб не получился бы слишком толстым. 2. случай; Внутреннее прилегание Линии боковых поверхностей не про- ходят через вершину конуса,т.е. точ- < ка пересечения линии резания лежит вне длины начального конуса (см.рис.в разделе 2.422 - 2. случай). С помощью винта, резпы подаются во внутрь, Зуб прилегает V тонкого компа При этом угол ползУна следует соот- ветственно увеличить, чтобы зуб не слишком жестко J J получился бы слишком тонким а зазор между зубьями не слишком большим . 3. случай: Прилегание головки Если обе боковые поверхности при- летают у головки, тогда угол зацеп- Jz ления слишком малый. Устранение такого положения: Зуб прилегает Увеличить расстояние ы у перекаты- у головки ваюшего рычага ( прилож. лист 4а) слишком жестко
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Испытание и исправление зацепления
19
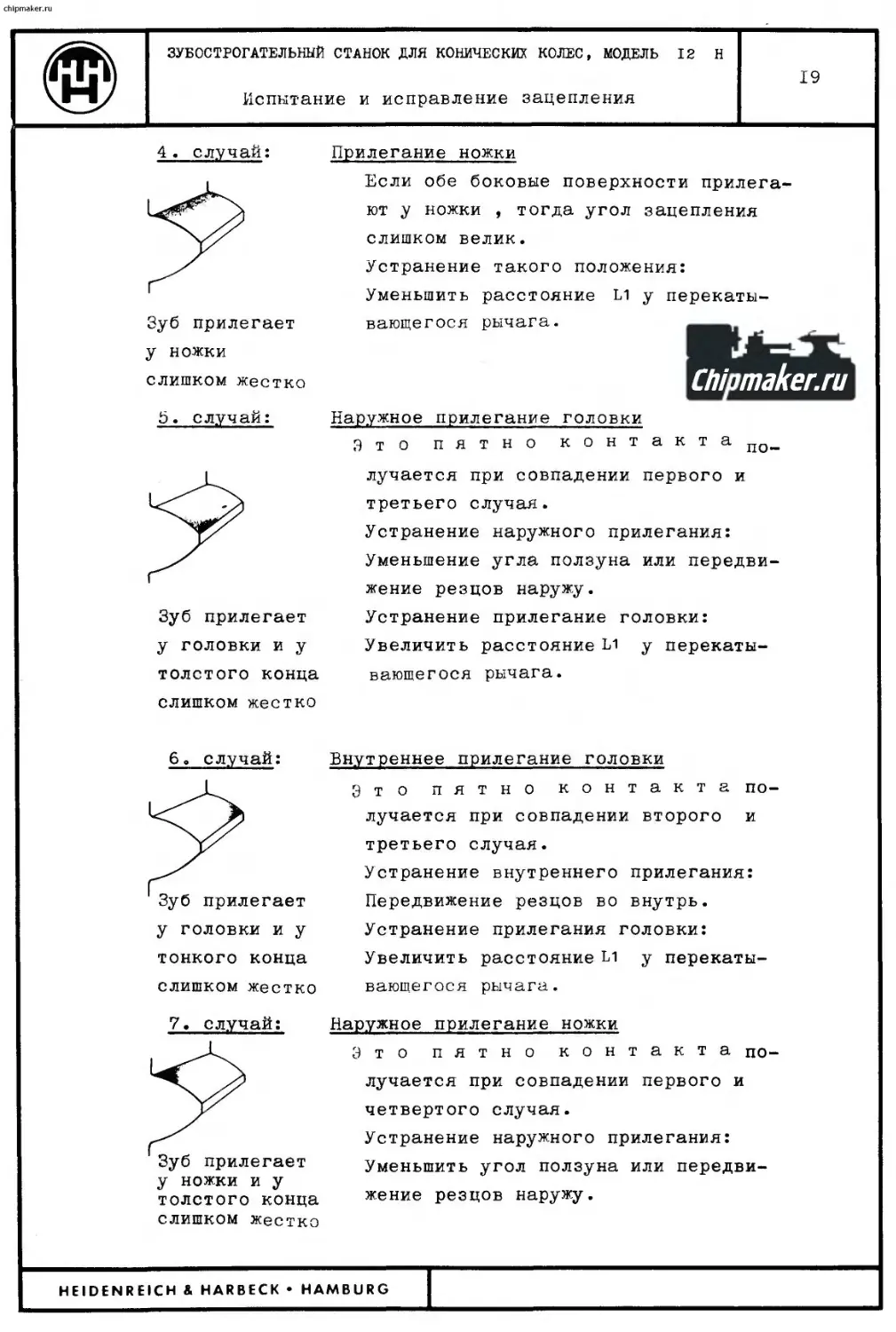
4. случай;
Прилегание ножки
Если обе боковые поверхности прилега-
ют у ножки , тогда угол зацепления
слишком велик.
Зуб прилегает
у ножки
слишком жестко
Устранение такого положения:
Уменьшить расстояние Ы у перекаты-
вающегося рычага.
Chipmaker.ru
5. случай:
Зуб прилегает
у головки и у
Наружное прилегание головки
Это пятно контакта по_
лучается при совпадении первого и
третьего случая.
Устранение наружного прилегания:
Уменьшение угла ползуна или передви-
жение резцов наружу.
Устранение прилегание головки:
Увеличить расстояние Ы у перекаты-
толстого конца вающегося рычага.
слишком жестко
случай:
Зуб прилегает
у головки и у
тонкого конца
слишком жестко
Внутреннее прилегание головки
Это пятно контакта по-
лучается при совпадении второго и
третьего случая.
Устранение внутреннего прилегания:
Передвижение резцов во внутрь.
Устранение прилегания головки:
Увеличить расстояние L1 у перекаты-
вающегося рычага.
7. случай:
у ножки и у
толстого конца
слишком жестко
Наружное прилегание ножки
Это пятно контакта по-
лучается при совпадении первого и
четвертого случая.
Устранение наружного прилегания:
Уменьшить угол ползуна или передви-
жение резцов наружу.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Испытание и исправление зацепления 20
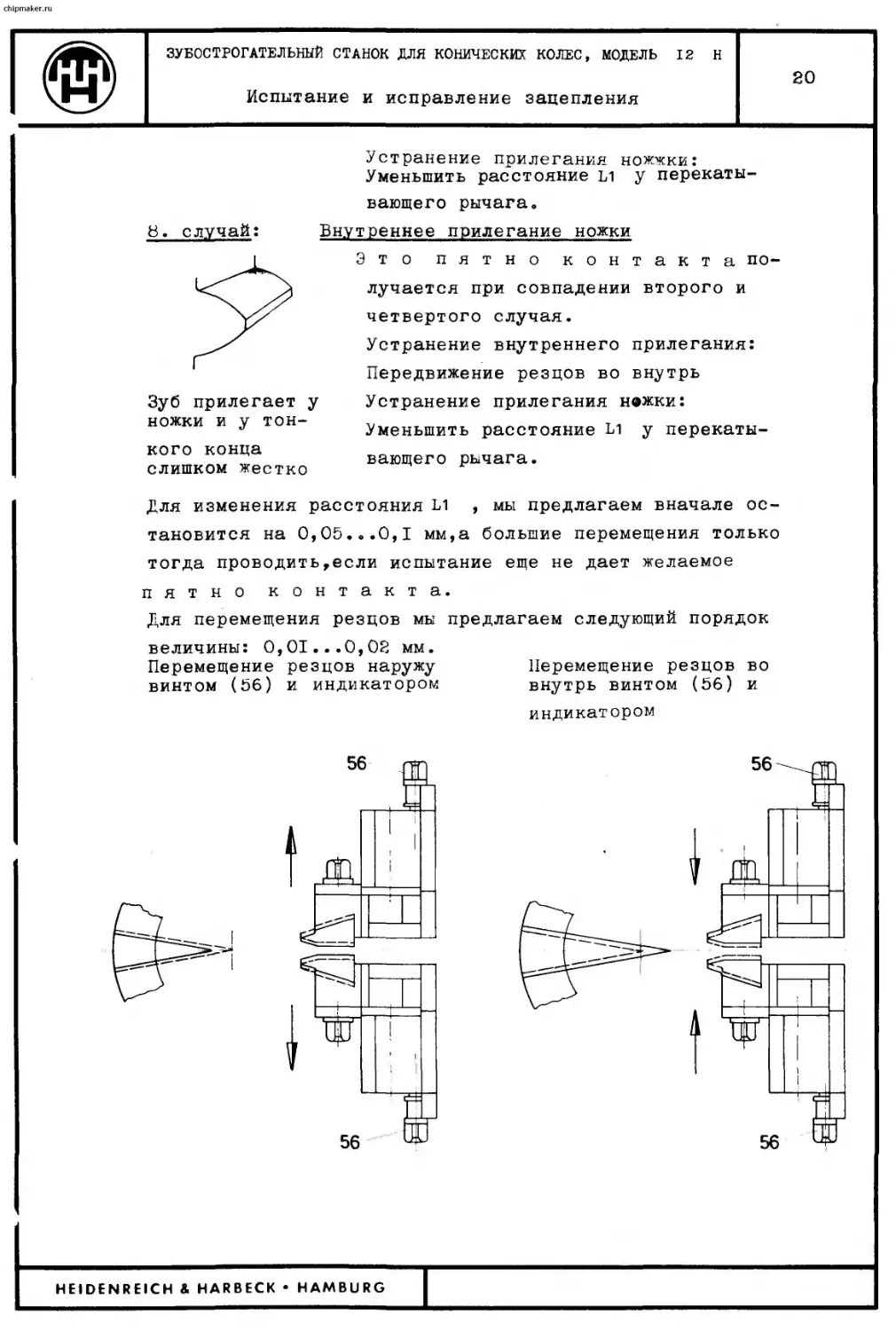
8. случай
Устранение прилегания ножики:
Уменьшить расстояние ы у перекаты-
вающего рычага.
Внутреннее прилегание ножки
Это пятно контакта по-
лучается при совпадении второго и
Зуб прилегает у
ножки и у тон-
четвертого случая.
Устранение внутреннего прилегания:
Передвижение резцов во внутрь
Устранение прилегания н®жки:
Уменьшить расстояние L1 у перекаты-
кого конца
слишком жестко
вающего рычага
Для изменения расстояния Ы , мы предлагаем вначале ос-
тановится на О,05...0,1 мм,а большие перемещения только
тогда проводить,если испытание еще не дает желаемое
пятно контакта.
Для перемещения резцов мы предлагаем следующий порядок
величины: 0,01
Перемещение
винтом (56)
0,02 мм.
резцов наружу
и индикатором
Перемещение резцов во
внутрь винтом
индикатором
(56) и
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Уход
21
I
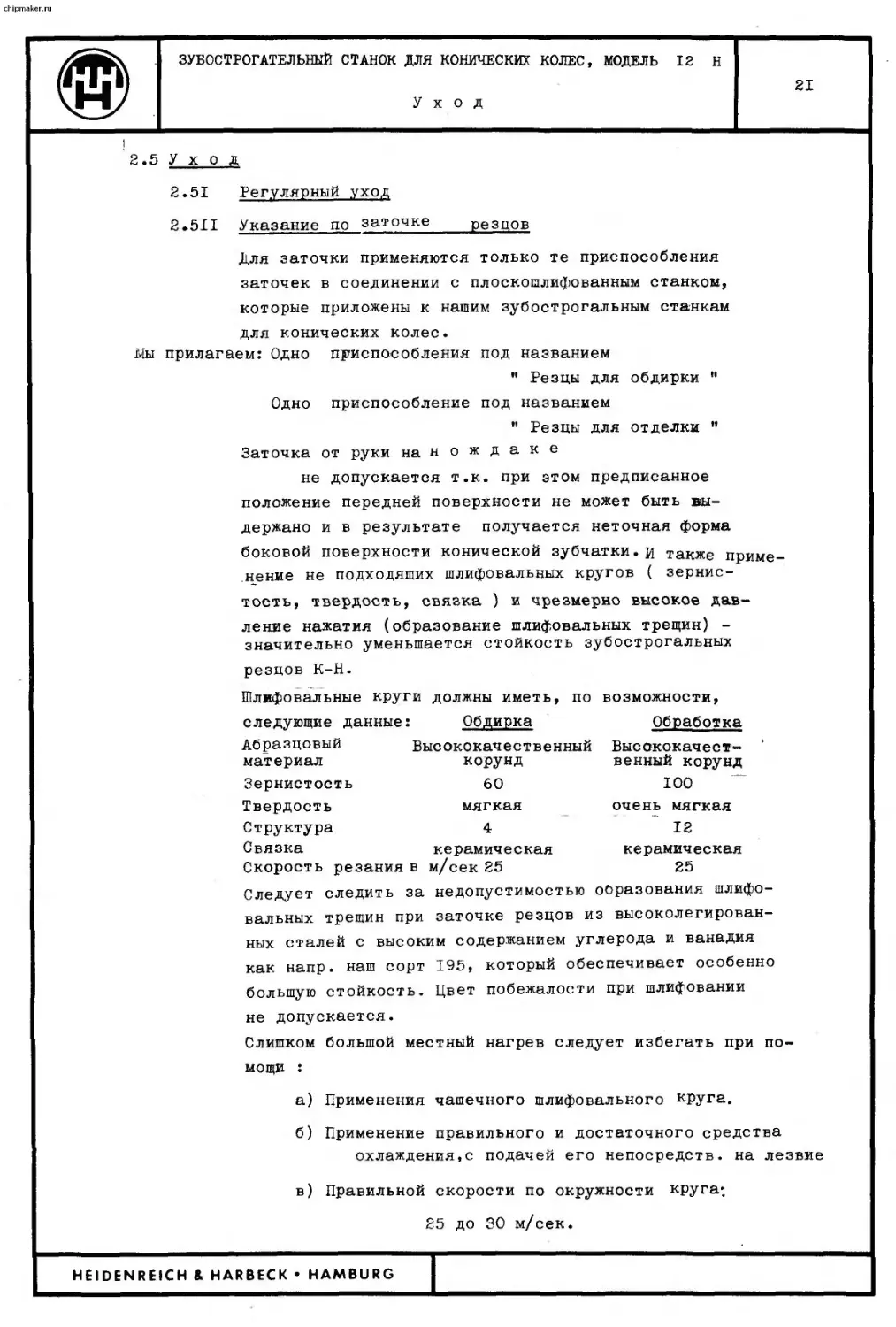
2.5 Уход
2.51 Регулярный уход
2.511 Указание по заточке резцов
Для заточки применяются только те приспособления
заточек в соединении с плоскошлифованным станком,
которые приложены к нашим зубострогальным станкам
для конических колес.
Мы прилагаем: Одно приспособления под названием
" Резцы для обдирки "
Одно приспособление под названием
" Резцы для отделки ”
Заточка от руки нанождаке
не допускается т.к. при этом предписанное
положение передней поверхности не может быть вы-
держано и в результате получается неточная форма
боковой поверхности конической зубчатки.и также приме
нение не подходящих шлифовальных кругов ( зернис-
тость, твердость, связка ) и чрезмерно высокое дав-
ление нажатия (образование шлифовальных трещин) -
значительно уменьшается стойкость зубострогальных
резцов К-Н.
Шлифовальные круги должны иметь, по
Обдирка
Высококачественный
корунд
60
мягкая
4
керамическая
возможности,
Обработка
Высококачест-
венный корунд
100
следующие данные:
Абразцовый
материал
Зернистость
Твердость
Структура
Связка
Скорость резания в м/сек 25
Следует следить за недопустимостью образования шлифо-
вальных трещин при заточке резцов из высоколегирован-
ных сталей с высоким содержанием углерода и ванадия
как напр. наш сорт 195,
большую стойкость. Цвет
не допускается.
Слишком
большой местный
очень мягкая
12
кера иическая
25
который обеспечивает особенно
побежалости при шлифовании
нагрев следует избегать при по-
мощи :
а) Применения чашечного шлифовального круга.
б) Применение правильного и достаточного средства
охлаждения,с подачей его непосредств. ла лезвие
в) Правильной скорости по окружности круга;
25 до 30 м/сек.
HEIDENREICH & HARBECK * HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Уход к 21 а
Наибольшая стойкость достигается при помощи:
а) Заточки с высокой чистотой обработки, т.е. с наименьшей
шероховатостью.
б) Соблюдение правильной скорости резания при стро-
гание , зависящей от материала для обработки кони-
ческой зубчатки (структура,прочность или же от наличия
легированных составных частей)
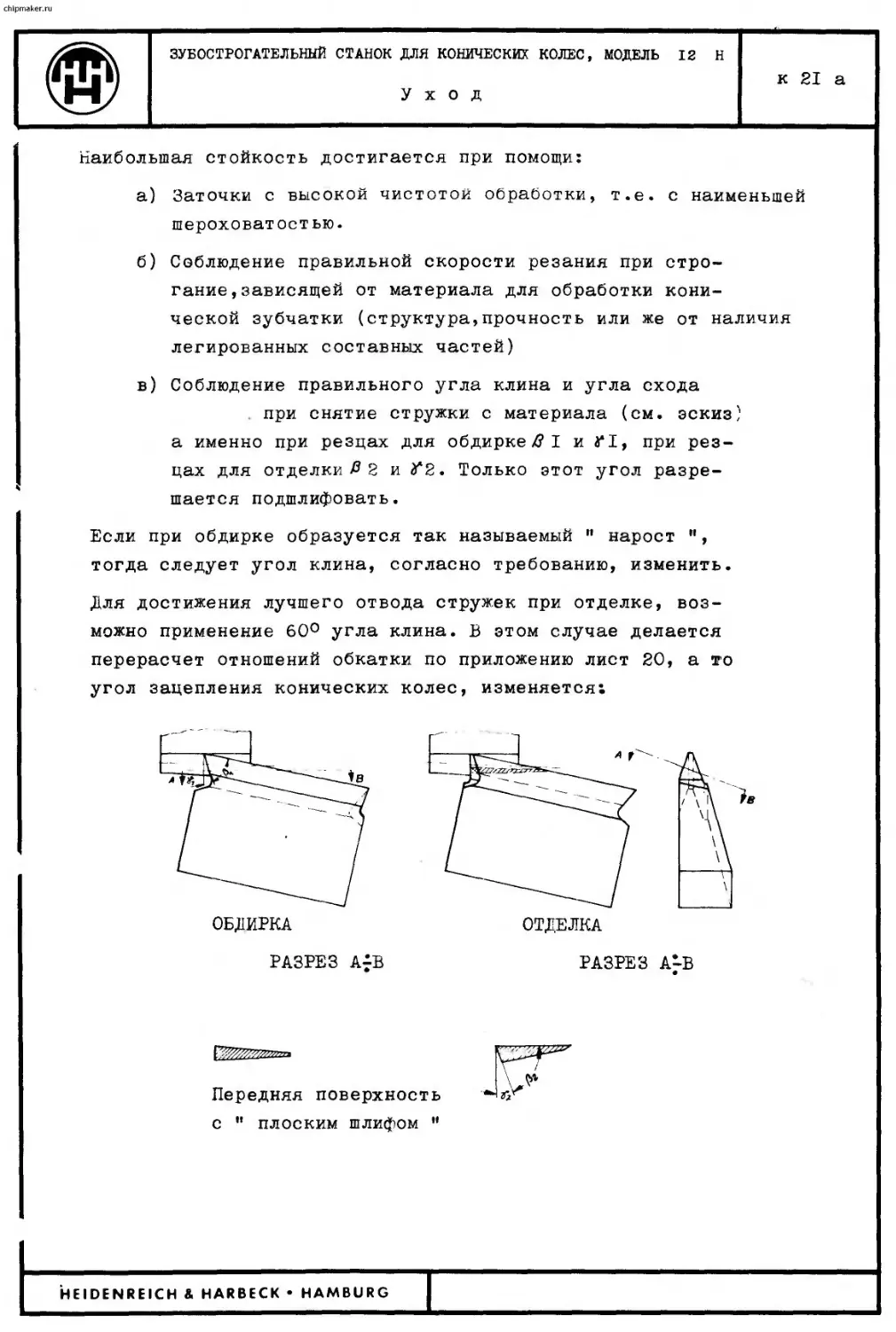
в) Соблюдение правильного угла клина и угла схода
при снятие стружки с материала (см. эскиз)
а именно при резцах для обдирке Z? I и 3*1, при рез-
цах для отделки Р 2 и 3*2. Только этот угол разре-
шается подшлифовать.
Если при обдирке образуется так называемый " нарост ",
тогда следует угол клина, согласно требованию, изменить.
Для достижения лучшего отвода стружек при отделке, воз-
можно применение 60° угла клина. В этом случае делается
перерасчет отношений обкатки по приложению лист 20, а то
угол зацепления конических колес, изменяется^
ОТДЕЛКА
РАЗРЕЗ А^В
Передняя поверхность
с ” плоским шлифом "
РАЗРЕЗ А-В
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Уход
21 б
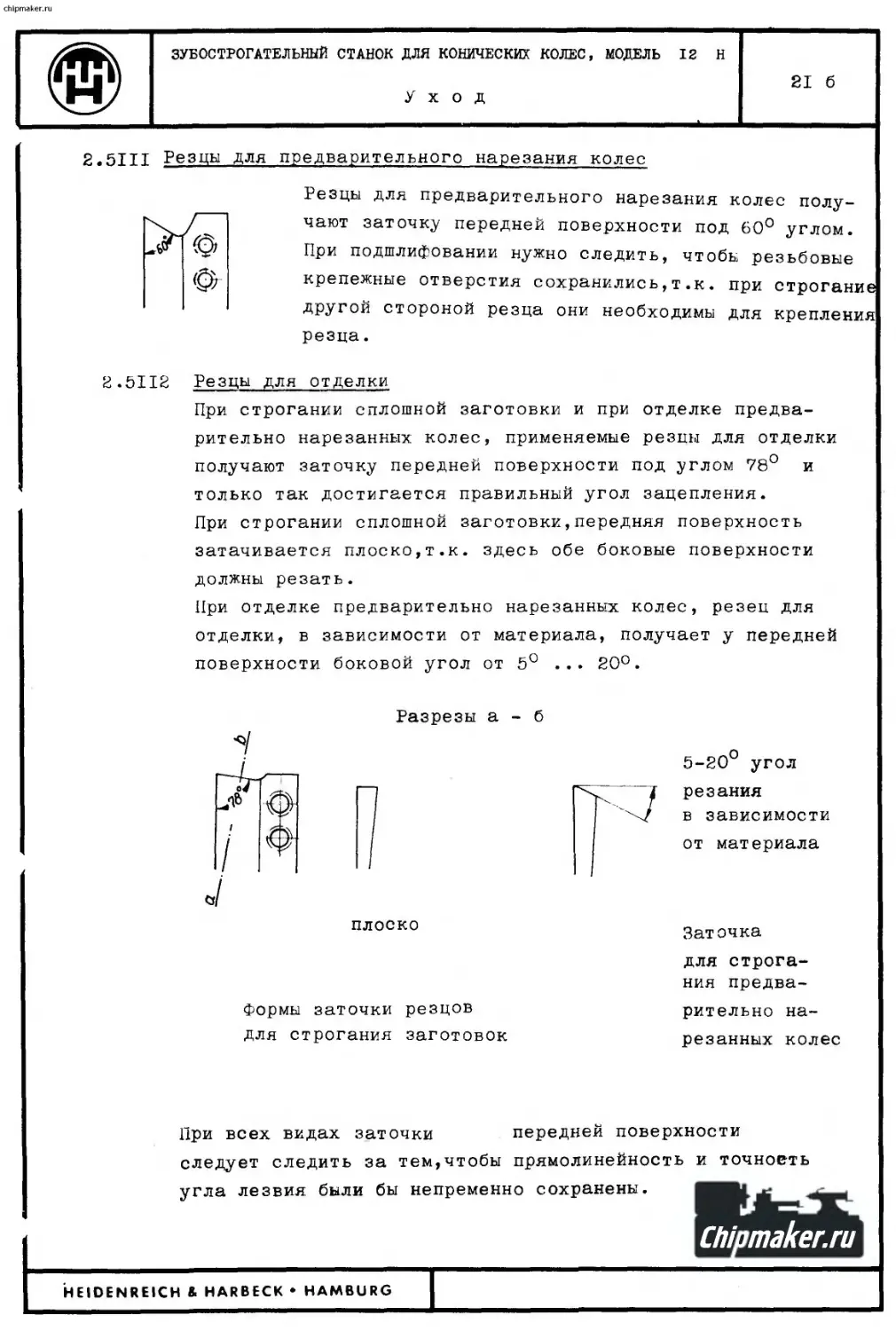
2.5III Резцы для предварительного нарезания колес
Резцы для предварительного нарезания колес полу-
чают заточку передней поверхности под 60° углом.
При подшлифовании нужно следить, чтобы резьбовые
крепежные отверстия сохранились,т.к. при строгание
другой стороной резца они необходимы для крепления
резца.
2.5II2 Резцы для отделки
При строгании сплошной заготовки и при отделке предва-
рительно нарезанных колес, применяемые резцы для отделки
получают заточку передней поверхности под углом 78° и
только так достигается правильный угол зацепления.
При строгании сплошной заготовки,передняя поверхность
затачивается плоско,т.к. здесь обе боковые поверхности
должны резать.
При отделке предварительно нарезанных колес, резец для
отделки, в зависимости от материала, получает у передней
поверхности боковой угол от 5° ... 20°.
Разрезы а - б
5-20° угол
резания
в зависимости
от материала
плоско
Заточка
для строга-
ния предва-
Формы заточки резцов
для строгания заготовок
рительно на-
резанных колес
При всех видах заточки
передней поверхности
следует следить за тем,чтобы прямолинейность и точность
угла лезвия были бы непременно сохранены. „
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Уход
22
2.512 Гидравлика и смазка
2.5121 Наполнение маслом
При первоначальном пуске станка - после очистки резер-
вуаров для масла - станина станка заполняется через
дверку (202) маслом - примерно 35 литров - согласно
перечню смазки 2.5125. При наполнение,уровень прове-
ряется на указателе для масла (201).
Во время производства необходимо постоянно следить за
уровнем масла и в случае надобности, масло допол-
нять.
На новых станках, масло следует сменить, примерно пос-
ле 500 рабочих часов, а далее, после 1000 рабочих часов.
При смене масла камеры со ступенями подпора,фильтр и
весь станок основательно чистится. Необходимо все под-
шипники прополоскать керосином и свежее масло заполняется
лишь после того,когда керосин Судет основательно устранен.
При смене следует избегать смесь разных сортов масла.
Для чистки резервуаров и подшипников хлопчато-бумажный
материа не применять.
2.5122 Пуск в ход
Перед пуском нового станка в ход или после продолжи-
тельного простоя станка, следует после проверки уров-
ня масла по указателю (201) , прежде всего переклю-
чатель (34а) поставить на "О", потом инструмен-
тальную головку привести рычагом (I) в рабочее поло-
жения и включить кнопкой (2о • Непосредственно после
этого следует нажать на кнопки (203) и (204) пока масло
выступит у направляющего ползуна (см. приложение,лист II)
В схеме смазки указанные точки смазок снабжаются маслом.
Если все точки смазки этим способом будут снабжены мас-
лом, тогда следует кнопкой выключения (24) выключить
станок. Выключатель (34а) ставится на " I " и при вы-
ключении станка ползуны приводятся ручным рычагом (32)
£ несколько раз в действие.Только после этого включается
ш станок и до начала строгания *)к ек:е некоторое время
« работать без нагрузки.
<0
о
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
23
Уход
Во время приработке, станок не должен в течении несколь-
ких дней работать с максимальной скоростью.
2.5123 Надзор
Точки смазок не снабженные циркуляционной смазкой сле-
дует, согласно схемы смазки (см. приложение,лист II) в
соответствующих периодах времени, смазывать.
Вставную часть фильтра (44) следует каждые 6 месяцев менять
2.5124 Схема смазки, смотри приложение,лист II.
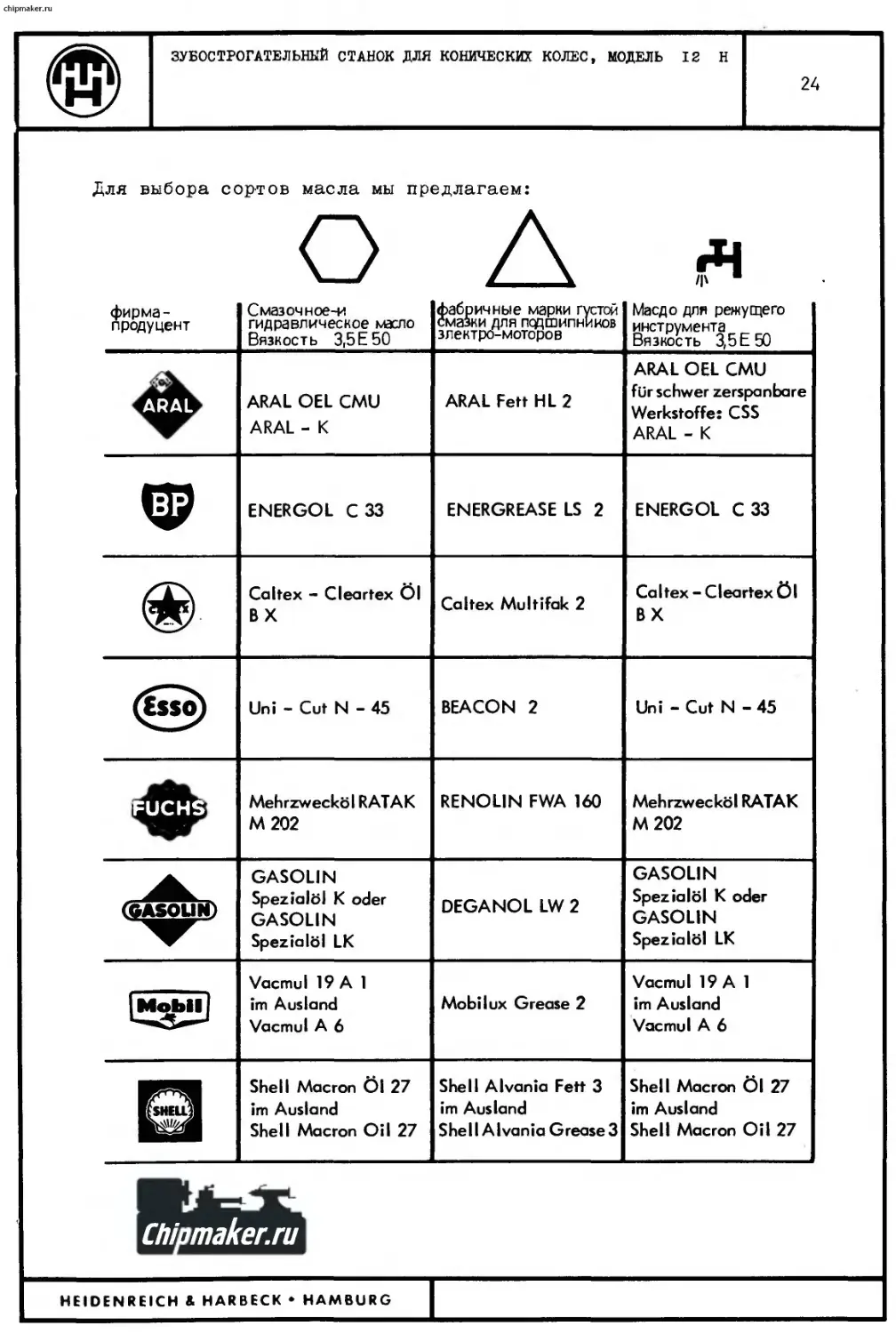
2.5125 Перечень смазочных средств, смотри страницу 24, 24а, 24 6
2.5IS Охлаждающее масло
2.5131 Наполнение маслом
На новых станках резервуары для охлаждающего масла
наполняются маслом согласно перечню смазки 2.5134
примерно 40 литров -. Заполнение производится через ворон-
ку (76.) у станины станка. Уровень масла проверяется
по указателю (76). Понижение масла следует обождать.
В качестве охлаждающего средства применяется только масло.
Приминение мыльной воды или масляной эмульсии для свер-
ления ни вкоем случае не разрешается.
2.5132 Пуск в ход
Сперва включается насос для охлаждающего масла (77) а
после этого следует включить станок переключающей
кнопкой (25).
Струю охлаждающего масла можно соответственно установить
поворотом сопла (66) и приводом сквозного крана (67).
•
2.5133 Надзор
Уровень масла следует постоянно проверять По указа-
телю (78) и п₽и надобности масло нужно дополнить.
.Вставноц сетчатый фильтр в воронке (76) следует вынуть
и прочистить, смотря по выходу стружки.
Уровень масла следует постоянно проверять на визирки для
масла (78) и при надобности масло нужно дополнить.
СО
$ вставной сетчатый фильтр в воронке (76) следует вынуть
N
о и прочистить, смотря по выходу стружки.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
24
Для выбора сортов масла мы предлагаем:
О Д А
фирма- продуцент Смазочное-и гидравлическое масло Вязкость 3,5 Е 50 фабричные марки густой смазки для подшипников злектро-моторов Масдо для режущего инструмента Вязкость 3,5Е50
ARAL OEL CMU ARAL - К ARAL Fett HL 2 ARAL OEL CMU fur schwer zerspanbare Werkstoffe: CSS ARAL - К
ENERGOL С 33 ENERGREASE LS 2 ENERGOL C33
Caltex - Cleartex Ol В X Caltex Multifak 2 Caltex - Cleartex Ol BX
(6g) Uni - Cut N - 45 BEACON 2 Uni - Cut N - 45
Mehrzweckol RATAK M 202 RENOLIN FWA 160 Mehrzweckol RATAK M202
(gfioui GASOLIN Spezialol К oder GASOLIN Spezialol LK DEGANOL LW 2 GASOLIN Spezialol К oder GASOLIN Spezialol LK
I Mobil ] Vacmul 19 A 1 im Ausland Vacmul A 6 Mobil их Grease 2 Vacmul 19 A 1 im Ausland Vacmul A 6
Shell Macron ©1 27 im Ausland Shell Macron Oil 27 Shell Alvania Fett 3 im Ausland Shell Alvania Grease 3 Shell Macron ©1 27 im Ausland Shell Macron Oil 27
HEIDENREICH & HARBECK • HAMBURG
Руководство по обслуживанию v н
'1,‘ я
♦) Примечание руководства з-да Хейденрейх и Харбек,Гамбург
к характеристике масла АРАЛ-К
pzg - = Опытная станция по технике зубчатой передачи и
механизмам передач при техническом вузе в Мюнхене
(ФРГ).
Руководитель: профессор Ниман.
Испытание зубчатого привода( истирание,образование рифлей,
износ) проводится обычно с двенадцатью разными и большими
нагрузками. При испытании,зацепление зуба смазывается маслом.
Достижение двенадцатой ступени означает,что у зубьев, при
движении привода и при наивысшей нагрузке, не были установлены
какие либо явления изнашиваемости,т.е. масло имеет максимальный
предел прочности.
Кроме того масло должно иметь следующие свойства:
Масло должно предоврашать коррозию.
Масло не должно пениться.
Масло не должно принемать воду.
Масло не должно подвергаться старению.
HEIDENREICH & HARBECK « HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Информации о составе масла
24 б
Дополнительные информации о составе гидравлического и
охлаждающего масла А Р А Л - К.
Вязкость: при 50° Ц = 26,2 с ST или 3,6 Е
при 100° Ц = 5,08 с ST или 1,4 Е
Температура вспышки: 200° Ц.
Температура застывания: - 20° Ц.
Цвет : 3+ по A S Т И (American System for Testing Material)
Плотность при 15° Ц. - 0,918 г/см^
Полярные присадки : жировые вещества
Действующие режущие присадки: цинкдиофосфат
V К А - испытание ( Четырехшариковый аппарат):
240-260 кг ( = нагрузка, при которой эти
4 шарика свариваются)
V К А - испытание ( Диаметр износа) :<«£ О, 3 мм
F Z G - испытание (по профессору Ниманн): А/8,з/90
( форма зуба/м/сек/0 Ц)
Отношение против цветных металлов: хорошее
Отношение против металлов легкого сплава: хорошее
Склонность к пенообразованию: незначительная
Свободная сера не содержится.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
УХОД
25
2.5134
2.52
2.521
2.025
Перечень охлаждающего масла, смотри страницу 24,24а,24б
Увеличенный уход
Подрегулирование дорожек направляющих полз гнов
Износ ползунов и направляющих ползунов можно коническими
планками выровнять. Если один винт планки ослабляется,
тогда следует и противоположный винт - в том же значении-
подтянуть.
Предохранительные стопоры опять привинчиваются.
Подрегулирование червяка инструментальной головки
Если в связи с нормальным износом между червяком и чер-
вяком зубчатом колесом образовался недопустимый зазор
между зубьями, тогда это устраняется подрегулированием
расположения червяка. Под крышками (83) и (84) располо-
женные винты (85) и (86) ослабляются и зазор устраняется
скручиванием установочных винтоа (87) и (88).
При вновь подтянутых винтах (85) и (86), червяк должен
без зазора и легко сцепляться.
Chipmaker.ru
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
26
Уход
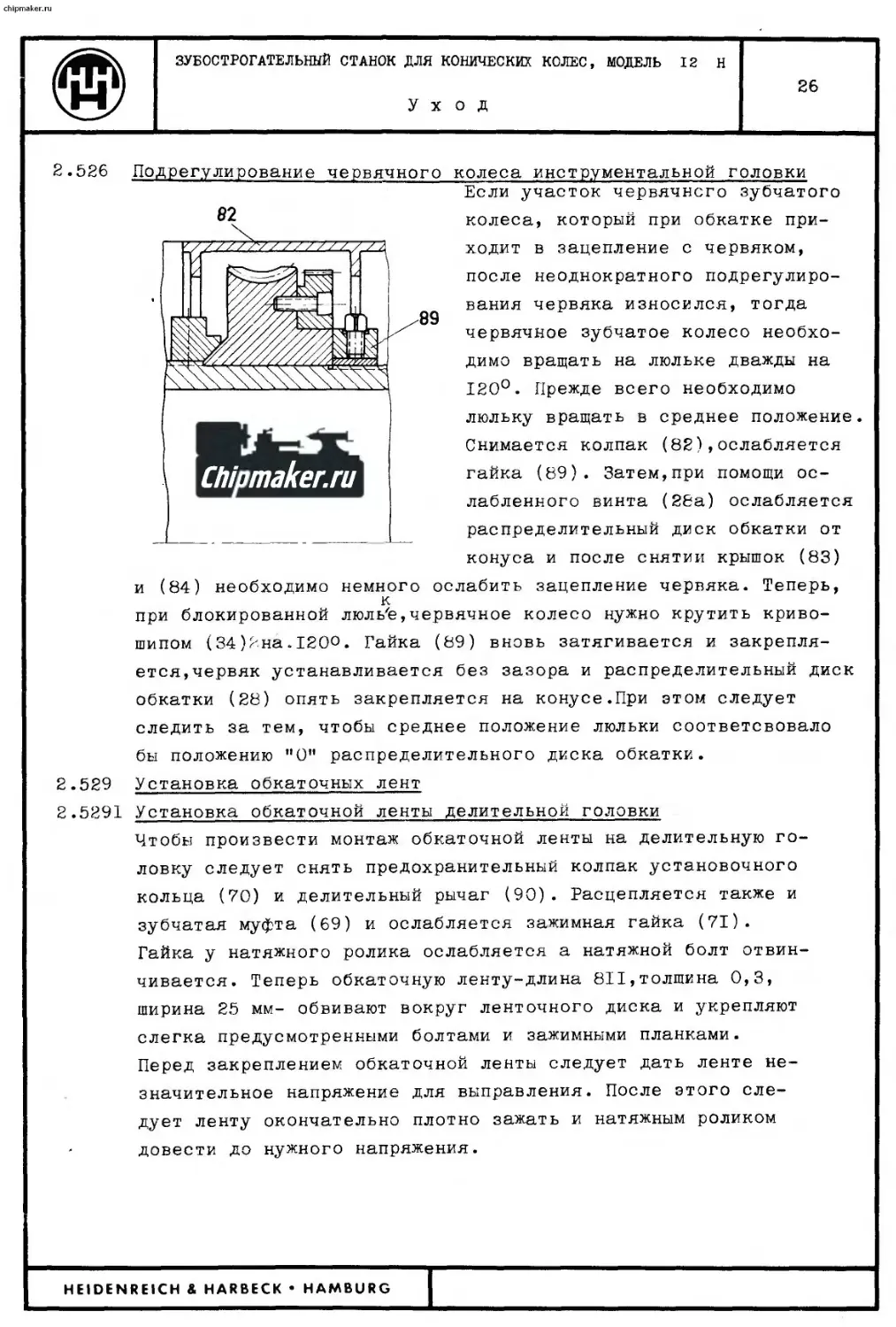
2.526
Подрегулирование червячного
колеса инструментальной головки
Если участок червячного зубчатого
колеса, который при обкатке при-
ходит в зацепление с червяком,
после неоднократного подрегулиро-
вания червяка износился, тогда
червячное зубчатое колесо необхо-
димо вращать на люльке дважды на
120°. Прежде всего необходимо
люльку вращать в среднее положение.
Снимается колпак (82),ослабляется
гайка (89). Затем,при помощи ос-
лабленного винта (28а) ослабляется
распределительный диск обкатки от
конуса и после снятии крышок (83)
и (84) необходимо немного ослабить зацепление червяка. Теперь,
к
при блокированной люль'е,червячное колесо нужно крутить криво-
шипом (34)2на.120О. Гайка (89) вновь затягивается и закрепля-
ется,червяк устанавливается без зазора и распределительный диск
обкатки (28) опять закрепляется на конусе.При этом следует
следить за тем, чтобы среднее положение люльки соответсвовало
бы положению "О" распределительного диска обкатки.
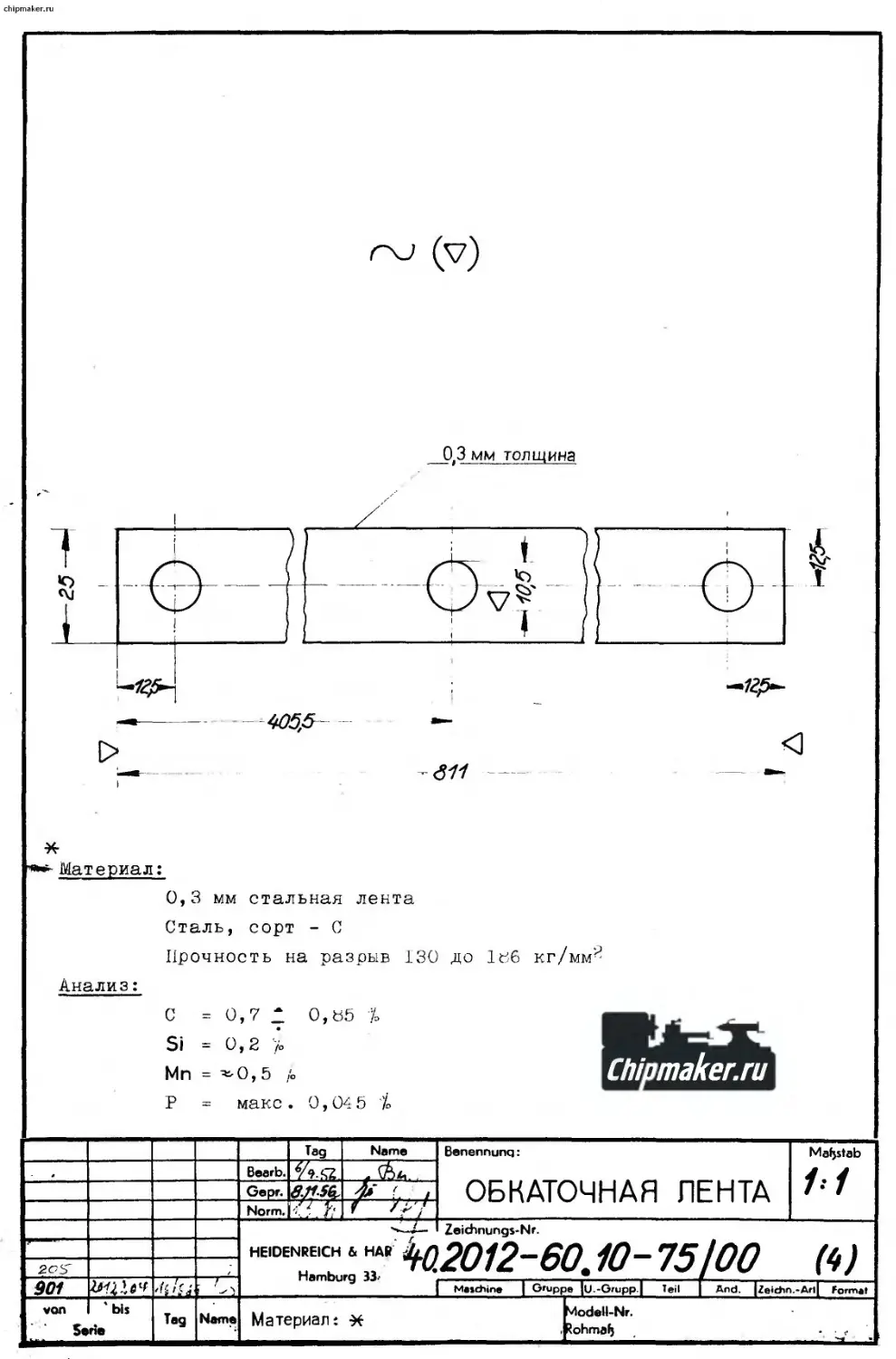
2.529 Установка обкаточных лент
2.5291 Установка обкаточной ленты делительной головки
Чтобы произвести монтаж обкаточной ленты на делительную го-
ловку следует снять предохранительный колпак установочного
кольца (70) и делительный рычаг (90). Расцепляется также и
зубчатая муфта (69) и ослабляется зажимная гайка (71).
Гайка у натяжного ролика ослабляется а натяжной болт отвин-
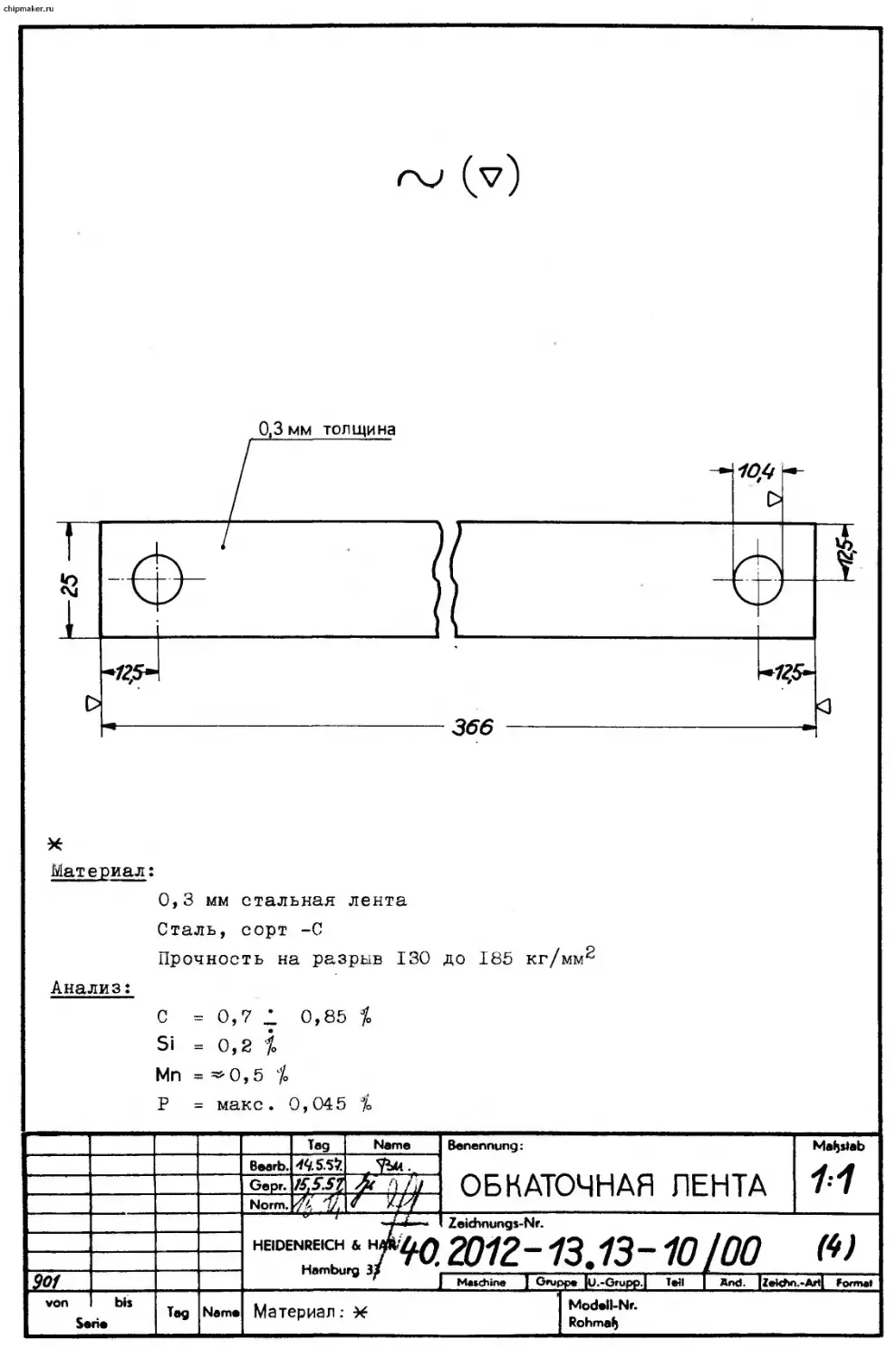
чивается. Теперь обкаточную ленту-длина 811,толщина 0,3,
ширина 25 мм- обвивают вокруг ленточного диска и укрепляют
слегка предусмотренными болтами и зажимными планками.
Перед закреплением обкаточной ленты следует дать ленте не-
значительное напряжение для выправления. После этого сле-
дует ленту окончательно плотно зажать и натяжным роликом
довести до нужного напряжения.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Уход 27
При правильно натянутой ленты, шпиндель делительной
головки можно легко крутить от руки.
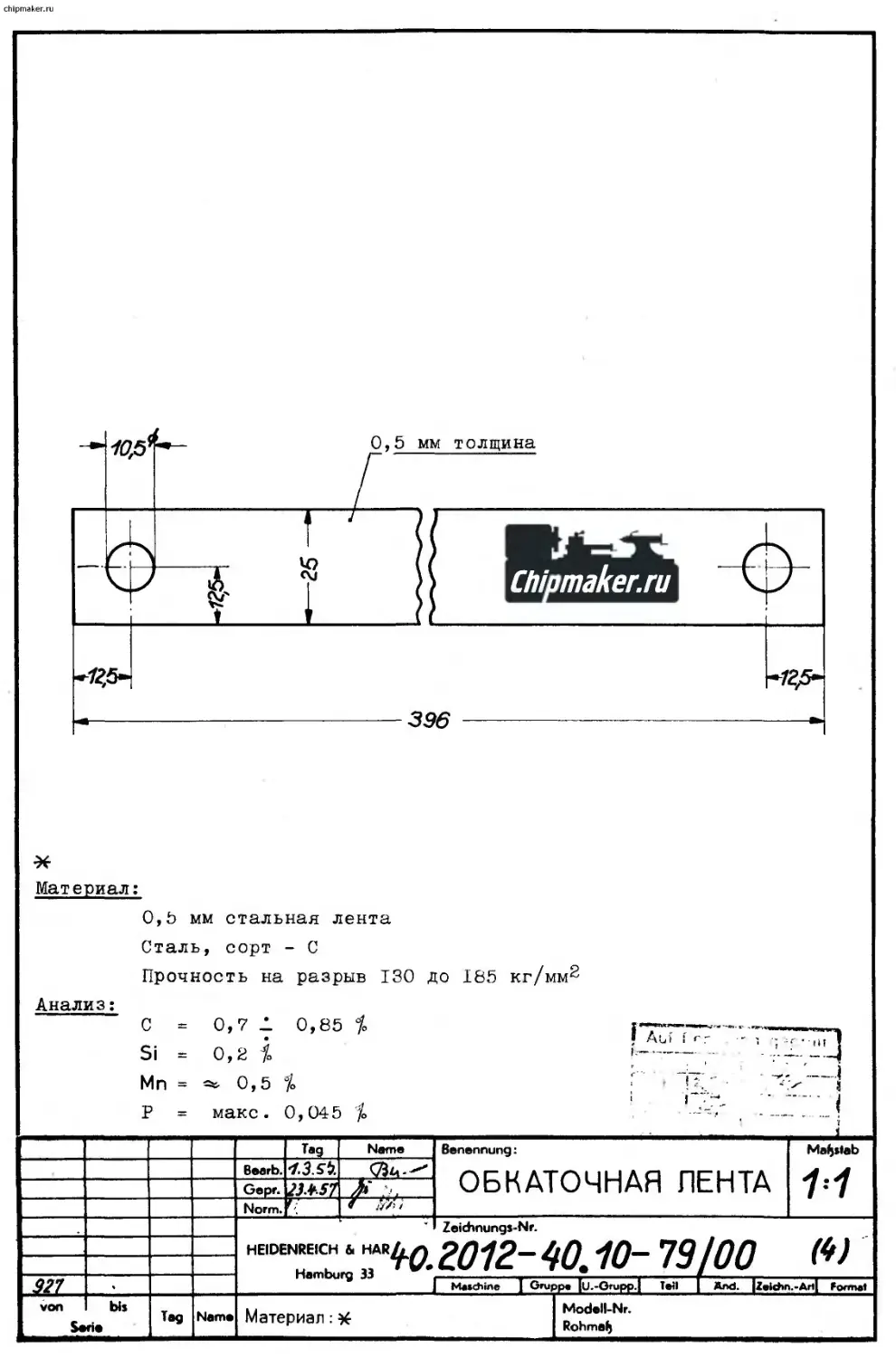
2.5292 Установка обкаточных лент инструментальной головки.
Чтобы вставить обкаточные ленты инструментальной го-
ловки, следует снять боковые крышки (83) и колпак чер-
вячного колеса (82). Рычаг обкатка (35), после ослаб-
ления обоих болтов,демонтируется . Люльку следует
повернуть кривошипом ручного привода (34) и зажим обкаточной
ленты от руки так передвинуть,чтобы болты для зажима лент
стали доступными. Теперь возможно вставить новые обкатные
ленты. Размеры лент следующие:
Длина 396 мм, толщина 0,5 мм, ширина 25 мм.
Зажимные болты лент слегка подтягиваются и слегка зажи-
маются с прижимом ленты. Этим легким зажимом лен -
ты выправляются. Зажимные болты следует окончательно
закрепить и ленты так зажать, чтобы было бы возможно
люльку валиком ч34) легко крутить. При правильном натя-
жении, прижим следует окончательно зажать. Боковые крышки
во время привинчивания уплотнить,чтобы избежать потери
масла.
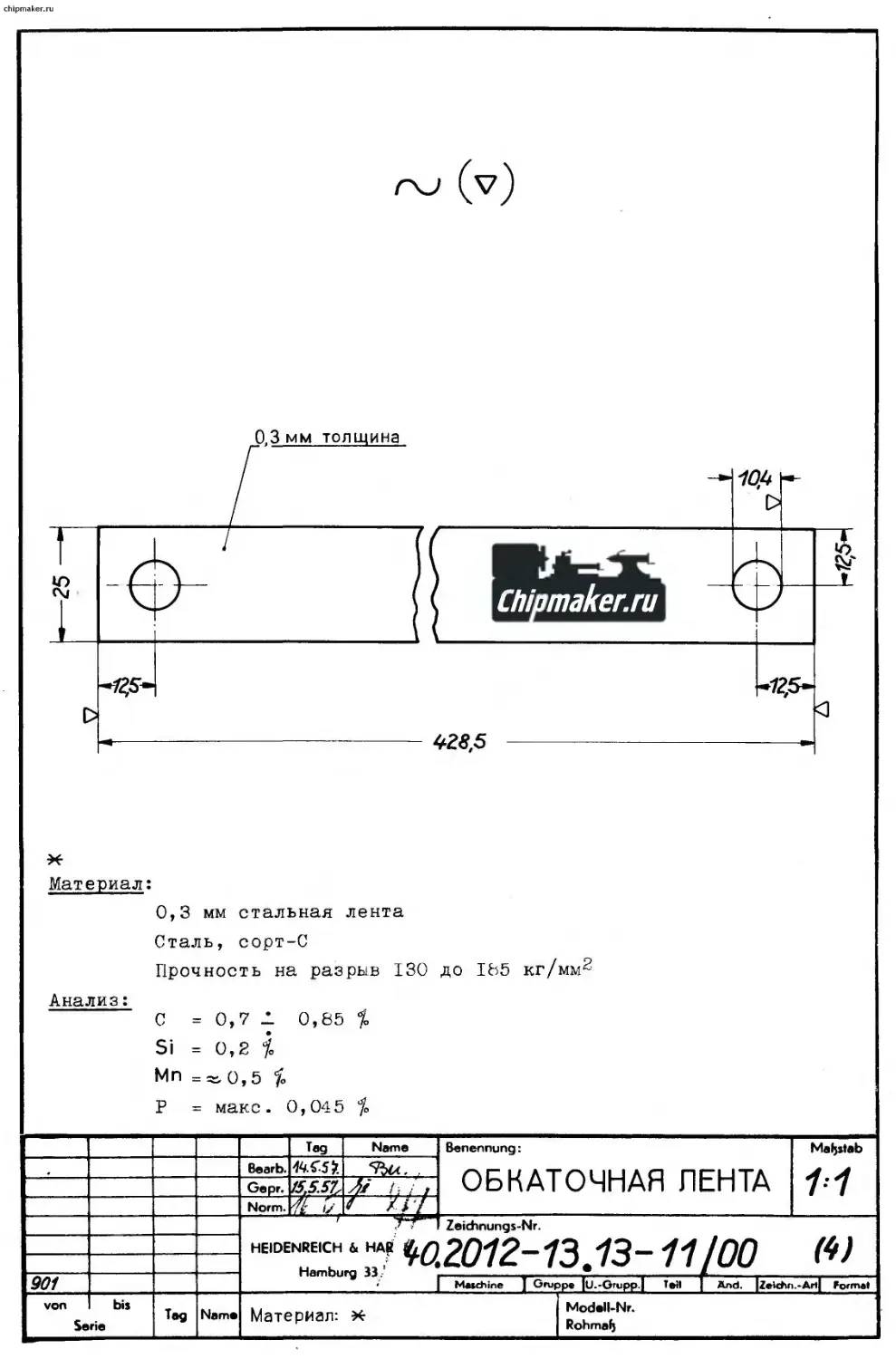
2.5293 Вставление обкаточной ленты в станину станка
Чтобы вставить обкаточную ленту в станину станка, сле-
дует открыть предохранительный кожух, расположенный ниже
делительной головки. Маслинная воронка (76) отвинчивает-
ся. Рычаг обкатки (35), после ослабления обоих болтов -
демонтируется. После разъединения делительной головки
зубчатой соединительной муфтой (69) и зажимной гайки (71)
следует подвинуть зажим от руки назад.
Болт зажима ленты через паз ослабить и вывинтить. Паз,
после снятия маслянной воронки, стал доступным. Кроме
того ослабляются болты обкаточной ленты торцовым клю-
чей, который входит в принадлежности станка. Эти болты
доступны спереди, через отверстия в зажимном рычаге
ленты и в зажиме обкаточной ленты. Болты на зажимном
рычаге ленты тоже ослабляются. Теперь вставляются но-
вые обкаточные ленты. Размеры лент следующие :
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Уход 28
Задняя обкаточная лента - длина 366 мм. Передняя обкаточная лента- длина от 428,5 мм. Толщина каждой ленты - 0,3 мм. Ширина каждой ленты - 25 мм. Зажимные болты лент слегка подтягиваются и .прижимы ;слегка зажимаются. Легким натяжением лен- ты выправляются. Зажимные болты окончательно закреп- ляются. Ленты следует так натянуть, чтобы было возмож- но вращать салазки обкатки от руки туда и обратно. При правильном натяжении следует окончательно затянуть зажимную гайку. Наилучшими обкаточными лентами оказались ленты фирмы Эберле и компания АГ, гор. Аугсбург - ФРГ со следующим обозначением: Сталь, сорт-С Прочность на разрыв 130 до 185 кг/мм^ Анализ: С = 0,7 - 0,85 % Si =0,2 % Мп = 0,5 % Р = макс. 0,045 %
HEIDENREICH & HARBECK « HAMBURG
chipmaker.ru
ЗУРОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
ОБЩЕЕ О КОНИЧЕСКИХ ЗУБЧАТКАХ РАСЧЕТЫ УСТАНОВКИ
СТАНКА,РЕЗЦЫ.
Приложение,
лист № I
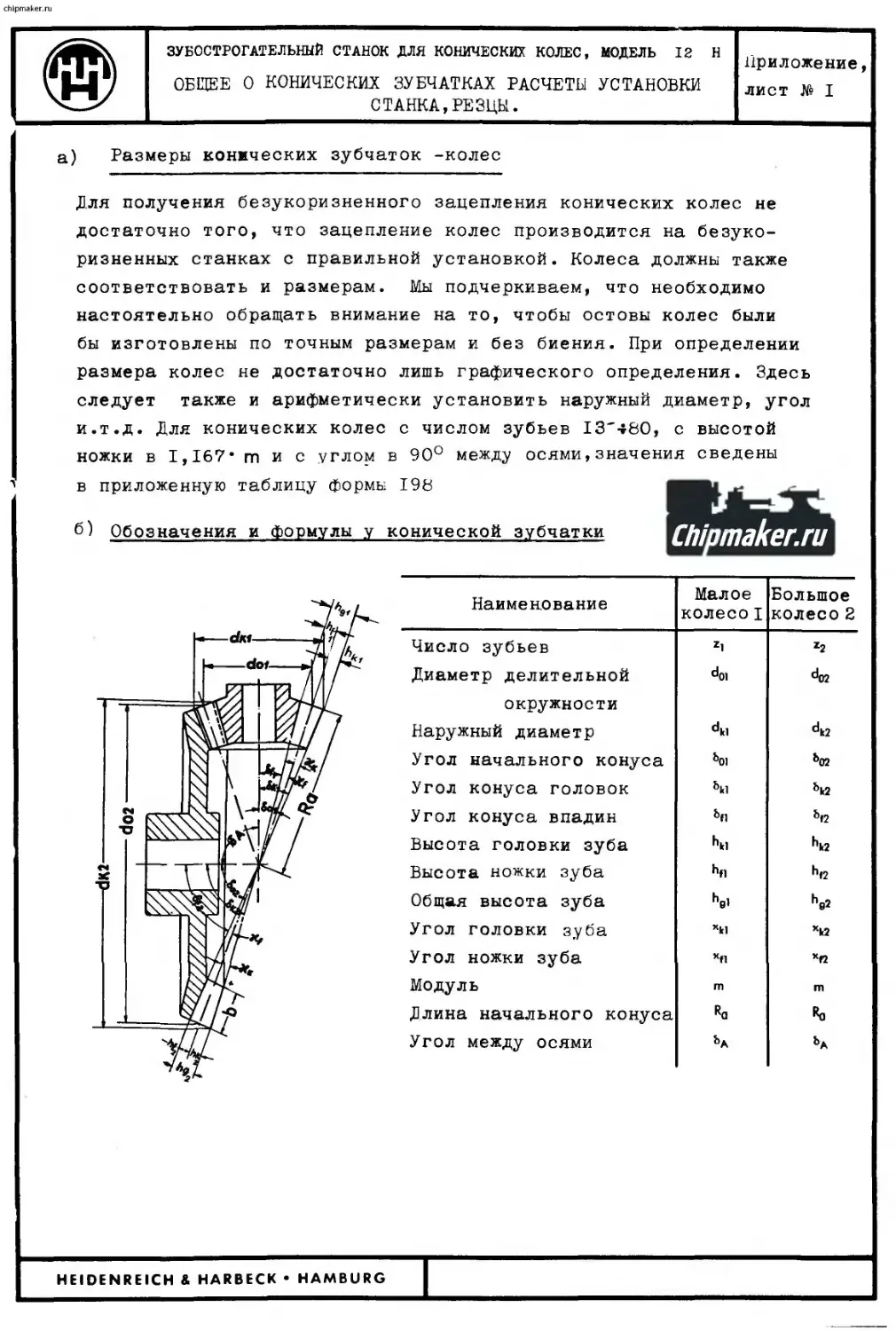
а) Размеры конических зубчаток -колес
Для получения безукоризненного зацепления конических колес не
достаточно того, что зацепление колес производится на безуко-
ризненных станках с правильной установкой. Колеса должны также
соответствовать и размерам. Мы подчеркиваем, что необходимо
настоятельно обращать внимание на то, чтобы остовы колес были
бы изготовлены по точным размерам и без биения. При определении
размера колес не достаточно лишь графического определения. Здесь
следует также и арифметически установить наружный диаметр, угол
и.т.д. Для конических колес с числом зубьев 13'480, с высотой
ножки в 1,167* тис углом в 90° между осями,значения сведены
в приложенную таблицу формы 198
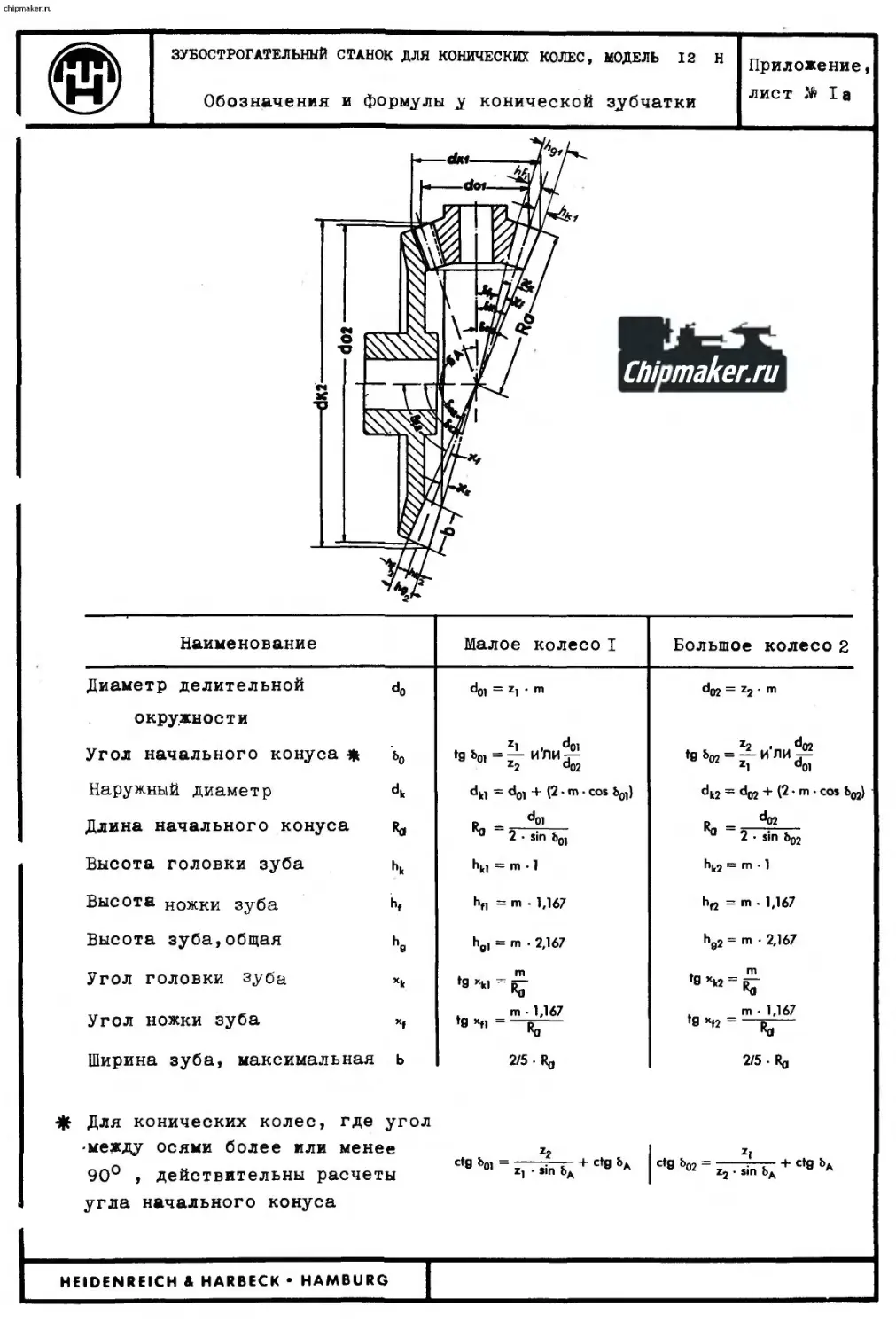
б) Обозначения и формулы у конической зубчатки
Chlpmaker.ru
Наименование Малое колесо I Большое колесо 2
Число зубьев zi z2
Диаметр делительной d01 d02
окружности
Наружный диаметр dki dk2
Угол начального конуса b01 b02
Угол конуса головок 4i bk2
Угол конуса впадин bfl b(2
Высота головки зуба 41 4г
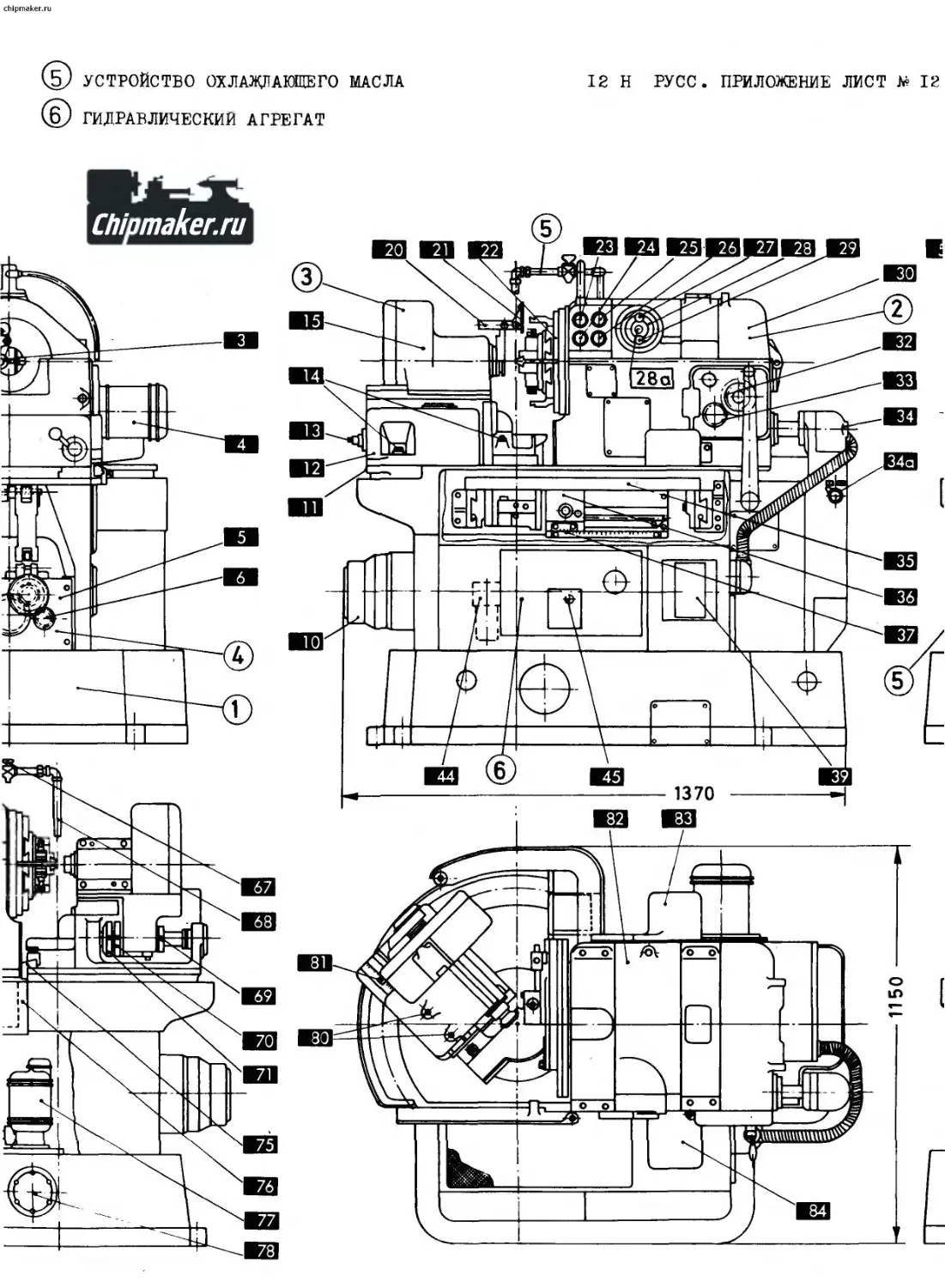
Высота ножки зуба hfl h(2
Общая высота зуба hai hs2
Угол головки зуба xkl xk2
Угол ножки зуба xfl xn
Модуль m m
Длина начального конуса R<3 Rq
Угол между осями bA Ьд
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Приложение,
лист № 1а
Обозначения и формулы у конической зубчатки
Наименование Малое колесо I Большое колесо 2
Диаметр делительной do d01 = Z1 • m <ЛЮ = z2 - m
окружности
Угол начального конуса * ьо Z1 1 d01 »9 &01 = v И ПИ/- z2 d02 z2 d02 ♦дьо2 = гилиа^ Z1 a01
Наружный диаметр dk dki = doi + (2 • m cos b01) dk2 = d02 + (2 • m • COS b^)
Длина начального конуса *0 e - dp1 "° 2 - sin b0J ГЧ л" S .£ -o * CM II □P
Высота головки зуба ч hkl = m • 1 hb2 - m -1
Высота ножки зуба hf hfl = m - 1,167 hR = m . 1,167
Высота зуба,общая % he) = m 2,167 he2 = m • 2,167
Угол головки зуба xk . m . m tex«=^-
Угол ножки зуба xf m • 1,167 f9 = RQ m • 1,167 ‘9 x«2 = Ro
Ширина зуба, максимальная b 2/5-Ro 2/5 • Ra
* Для конических колес, где угол
-между осями более или менее
90° , действительны расчеты
угла начального конуса
cteS>oi=ir^ + ctgbA
C»S b02 = .in?, + ct9 &A
Zj • Sin Од
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Приложение,
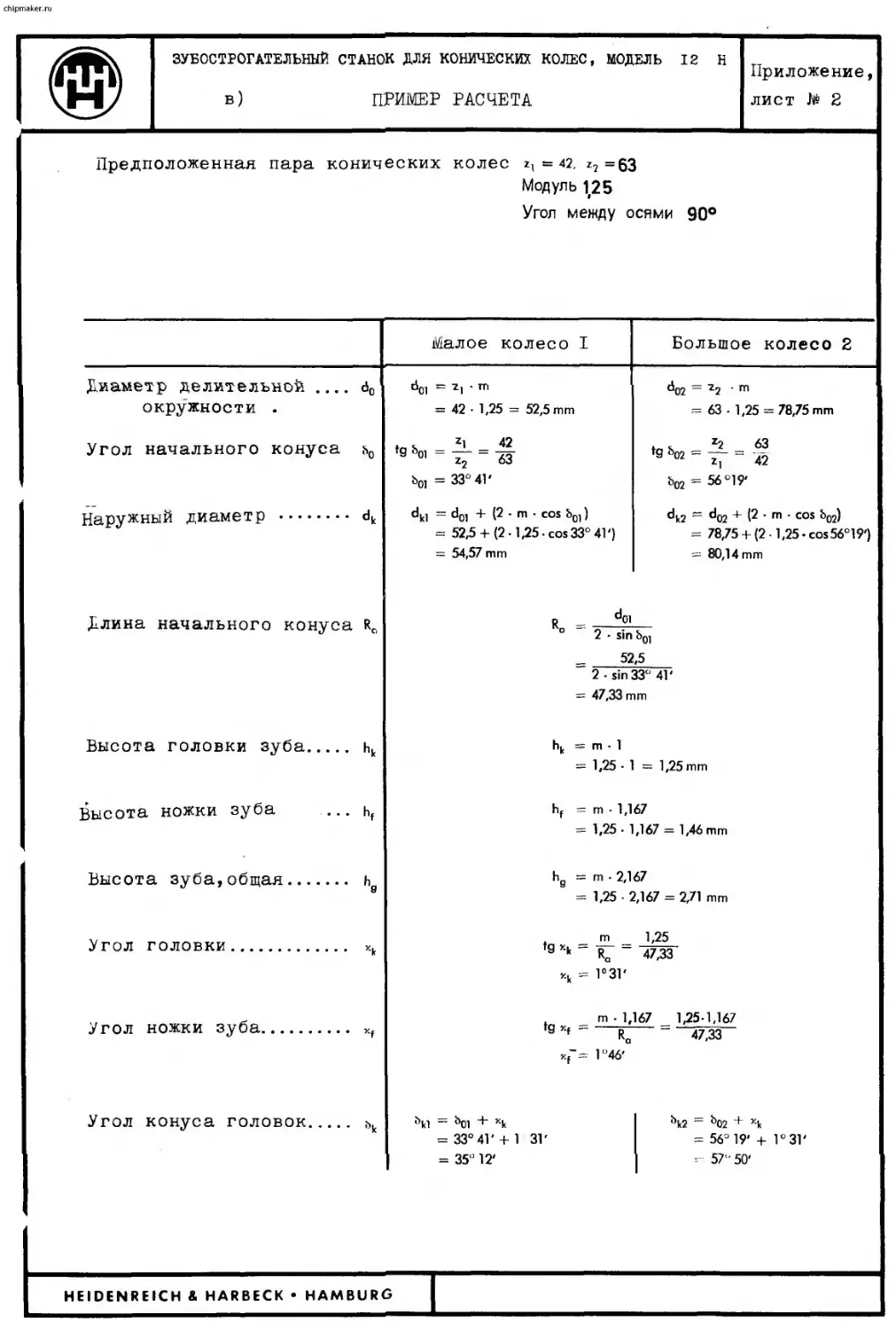
в) ПРИМЕР РАСЧЕТА лист № 2
Предположенная пара конических колес = 42, z2 =63
Модуль 125
Угол между осями 90°
Малое колесо I Большое колесо 2
Диаметр делительной .... d0 окружности . Угол начального конуса ь0 Наружный диаметр dk d01 7 m = 42 • 1,25 = 52,5 mm tn s Z| 42 tg 801 = — = — b0J = 33° 41' dki = doi + (2 • m • cos b01) = 52,5 + (2 1,25-cos 33° 41') = 54,57 mm d02 = ' m = 63 - 1,25 = 78,75 mm s Z2 63 tg b02 = — = b02 = 56°19' dk2 = doj + (2 m • cos b02) = 78,75 +(2-1,25-cos 56° 19') = 80,14 mm
Длина начального конуса
R.
R,
- dpi
2 - sin b01
52,5
2 - sin 33° 4Г
= 47,33 mm
Высота головки зуба
hk
= m 1
= 1,25 1 — 1,25 mm
Высота ножки зуба
= m 1,167
= 1,25-1,167 = 1,46 mm
Высота зуба,общая
hg
hg
= m - 2,167
= 1,25 - 2,167 = 2,71 mm
4
ь,
Угол
головки
m 1,25
t9 Kk Ra 47,33
Zk = 1°31'
Угол
ножки зуба.
tg r.f =
m 1,1 Г7 _ 1,25-1,167
R,
7= 1“46'
47,33
Угол
конуса головок
= 33° 41- + 1
= 35“ 12'
31*
= 56° 19' + 1°31'
= 57“ 50'
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
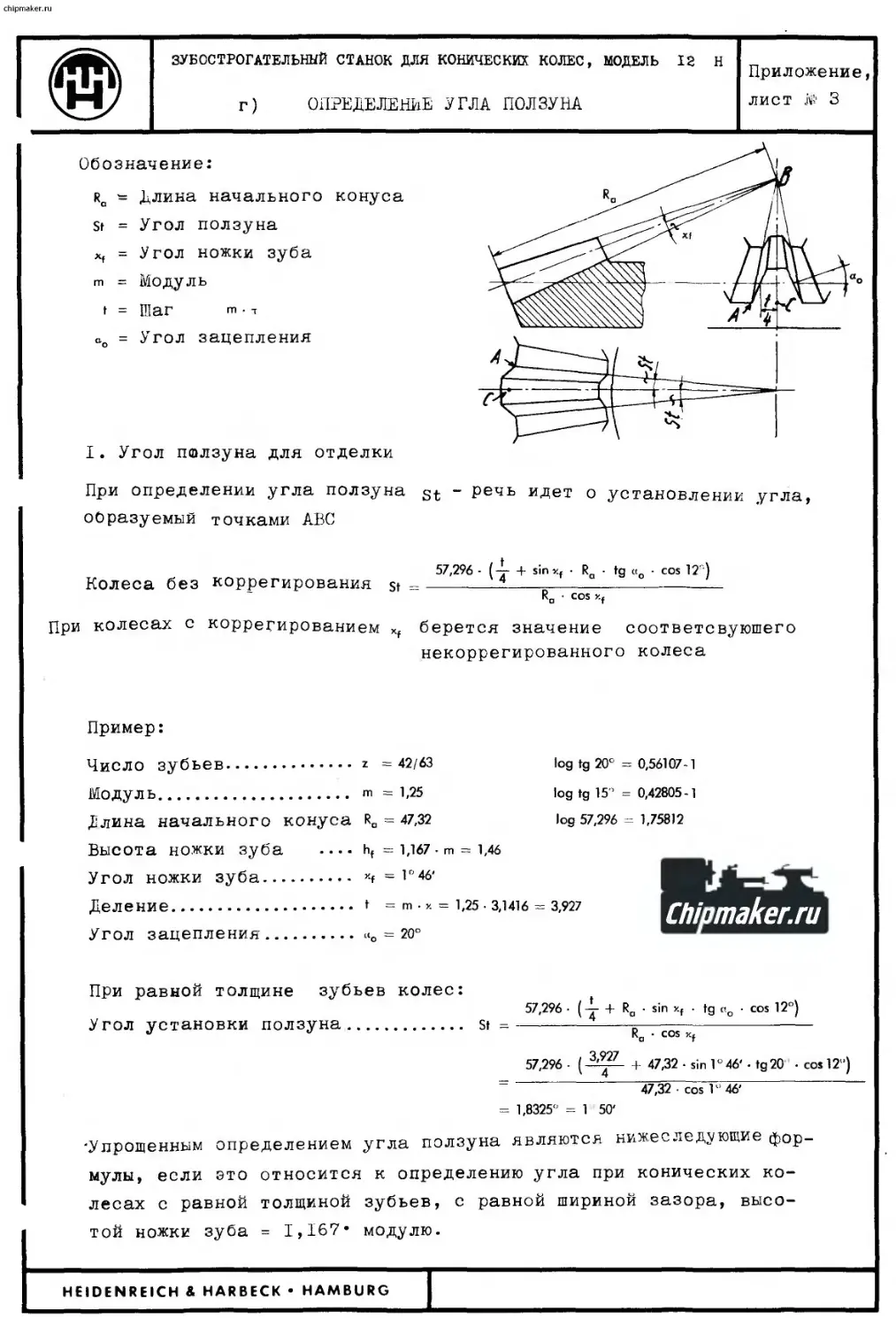
г) ОПРЕДЕЛЕНИЕ УГЛА ПОЛЗУНА
Приложение,
лист М 3
Обозначение:
rq = Длина начального конуса
St = Угол ползуна
х, = Угол ножки зуба
m = МОДУЛЬ
t = Шаг гл • -г
ао = Угол зацепления
I. Угол ползуна для отделки
При определении угла ползуна
образуемый точками АВС
Колеса без коррегирования st =
При колесах с коррегированием
St - речь идет о установлении угла,
57,296 + sin х, Ra tg «о • cos 12 )
Ra cos xf
берется значение соответсвуюшего
некоррегированного колеса
Пример:
Число зубьев.............z =42/63
Модуль.................. Ш =1,25
Длина начального конуса Ra = 47,32
log tg 20° = 0,56107-1
log tg 15” = 0,42805-1
log 57,296 = 1,758)2
Высота ножки зуба
Угол ножки зуба...
Деление...........
Угол зацепления.........ao = 20°
При равной толщине зубьев колес:
Угол установки ползуна...........
• hf = 1,167 • m = 1,46
. xf = Г'46'
. t = m • x = 1,25 3,1416 = 3,927
Chipmaker.ru
57,296 . (2- + Ro . sin Xf • tg ao • cos 12°)
Ra cos
+ 47,32 • sin 1°46' • tg20 • cos 12")
= 47,32 cosV4^ ~
= 1,8325" = 1 50'
Упрощенным определением угла ползуна являются нижеследующие фор-
мулы, если это относится к определению угла при конических ко-
лесах с равной толщиной зубьев, с равной шириной зазора, высо-
той ножки зуба = 1,167* модулю.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
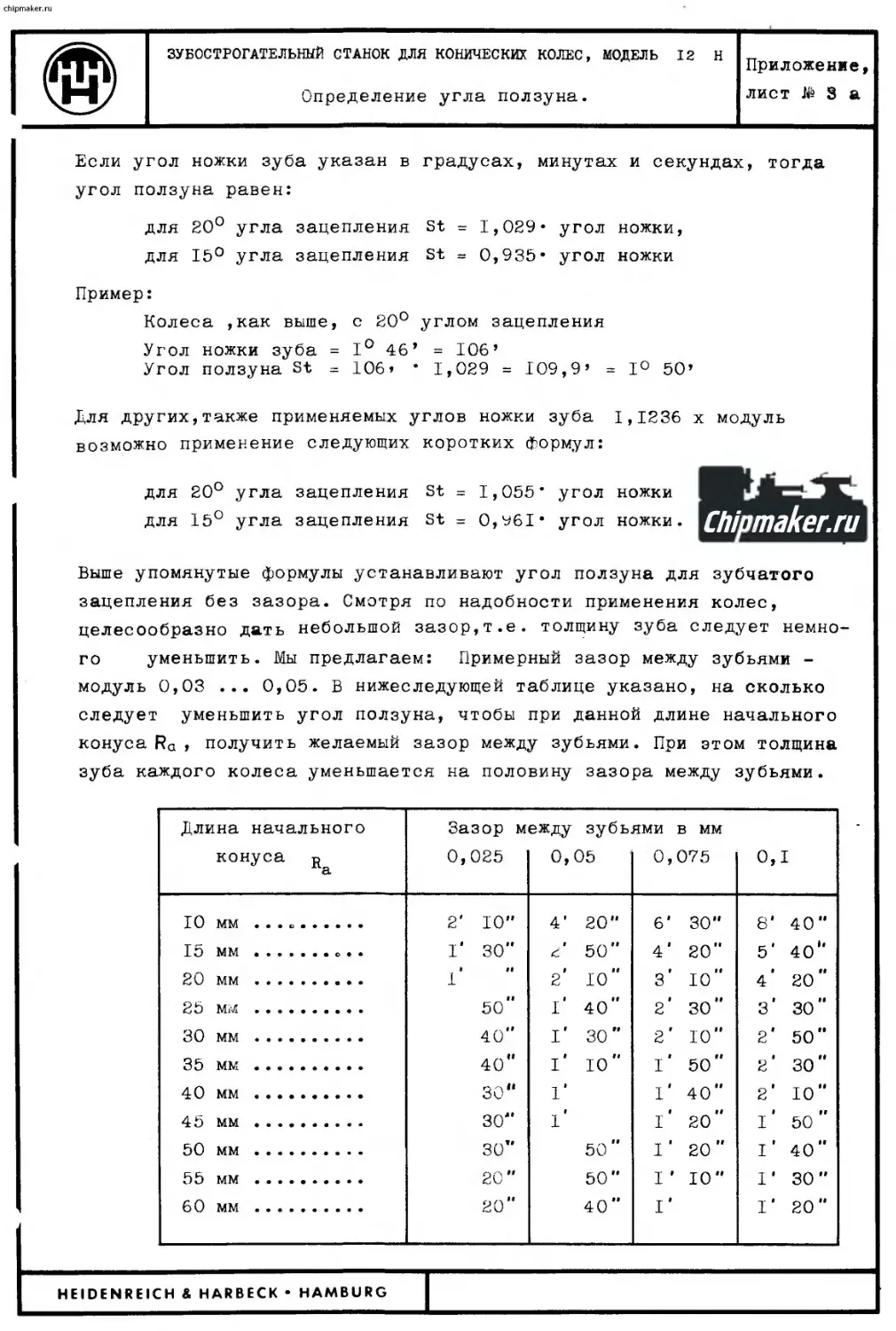
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Приложение,
Определение угла ползуна. лист № 3 а
градусах, минутах и секундах, тогда
Если угол ножки зуба указан в
угол ползуна равен:
для 20° угла зацепления
для 15° угла зацепления
St = 1,029• угол ножки,
St = 0,935* угол ножки
углом зацепления
= 106’
Пример:
Колеса ,как выше, с 20°
Угол ножки зуба = 1° 46’
Угол ползуна St = 106* * 1,029 = 109,9’ = 1° 50’
Для других,также применяемых углов ножки зуба
возможно применение следующих
коротких формул:
1,1236
для 20° угла зацепления
для 15° угла зацепления
St - 1,055* угол
St = 0,^61* угол
ножки.
х модуль
ножки
Chipmaker.ru
Выше упомянутые формулы устанавливают угол ползуна для зубчатого
зацепления без зазора. Смотря по надобности применения колес,
целесообразно дать небольшой зазор,т.е. толщину зуба следует немно-
го уменьшить. Мы предлагаем: Примерный зазор между зубьями -
модуль 0,03 ... 0,05. В нижеследующей таблице указано, на сколько
следует уменьшить угол ползуна, чтобы при данной длине начального
конуса Ra , получить желаемый зазор между зубьями. При этом толщина
зуба каждого колеса уменьшается на половину зазора между зубьями.
Длина начального
конуса R
10 мм
15 мм
20 мм
25 мм
30 мм
35 мм
40 мм
45 мм
50 мм
55 мм
60 мм
Зазор между зубьями в мм
0,025 0,05 0,075 0,1
2' 10" 4’ 20" 6' 30" 8' 40"
I' 30" с 50" 4’ 20" 5* 40"
1' • вв
2 10 3 10 4 20
50" I* 40" 2 30" 3* 30"
40" I' 30" 2' 10" 2* 50"
40" I’ 10" I’ 50" 2' 30"
30" 1' 1' 40" 2* 10"
30" 1 1 1 20 1 и I 50
30" 50” I’ 20" I’ 40"
20 ” 50" I ' 10" 1' 30”
20" 40” I' I' 20"
HEIDENREICH & HARElCK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Приложение,
Определение угла ползуна. лист № 4
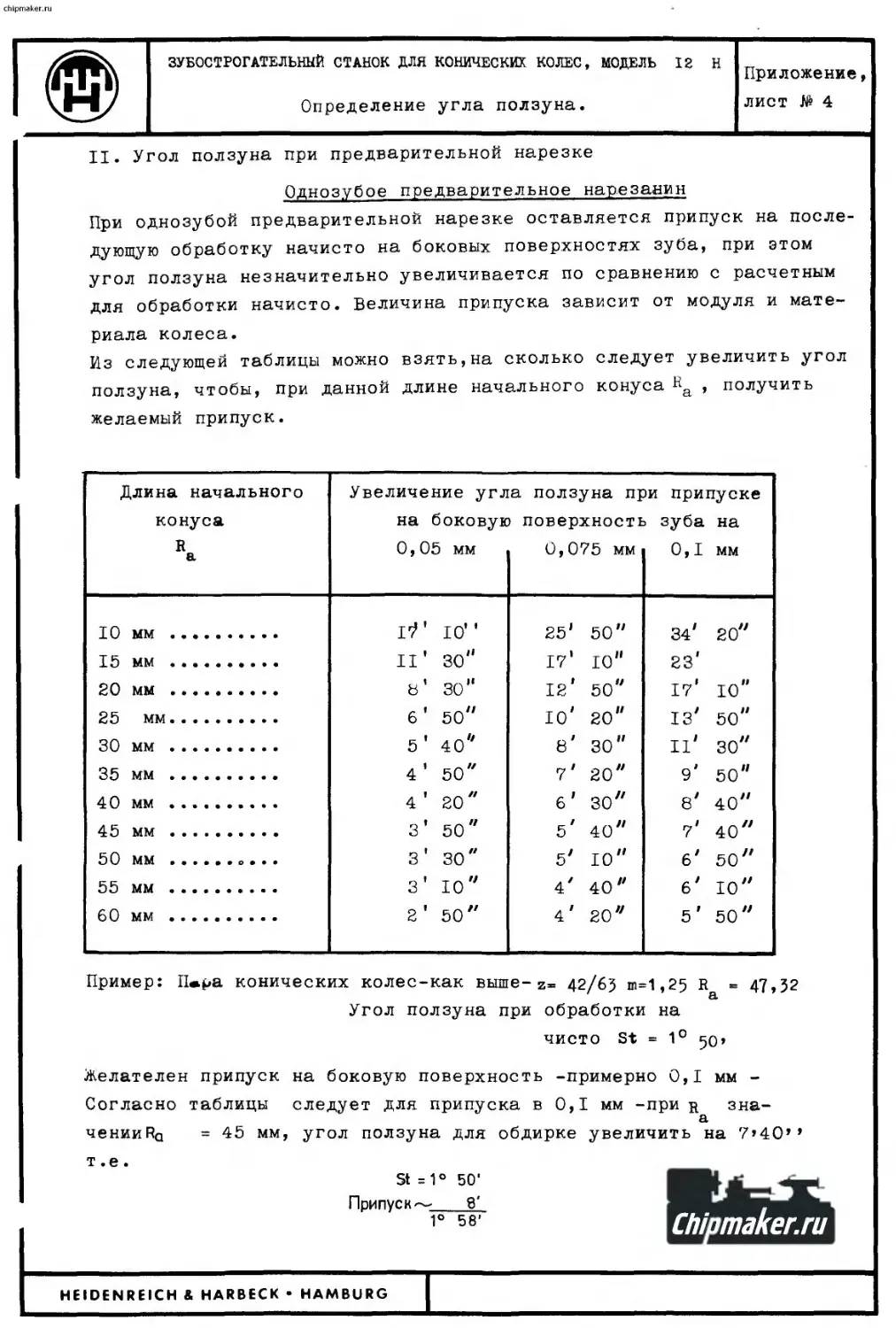
II. Угол ползуна при предварительной нарезке
Однозубое предварительное нарезании
При однозубой предварительной нарезке оставляется припуск на после-
дующую обработку начисто на боковых поверхностях зуба, при этом
угол ползуна незначительно увеличивается по сравнению с расчетным
для обработки начисто. Величина припуска зависит от модуля и мате-
риала колеса.
Из следующей таблицы можно взять,на сколько следует увеличить угол
ползуна, чтобы, при данной длине начального конуса Еа , получить
желаемый припуск.
Длина начального Увеличение угла ползуна при припуске
конуса на боковую поверхносп зуба на
R а 0,05 мм 0,075 мм 0,1 мм
10 мм .......... Г?' 10'' 25' 50" 34* 2о"
15 мм .......... II' зо" 17' Ю” 23*
20 мм .......... В ’ 30 " 12* 50м 17* ю"
25 мм.......... 6 ' 50° 10* 20м 13* so"
30 мм .......... 5 ' 40° 8* 30" II* зо"
35 мм .......... 4 ' 50 " 71 20 " 9' 50й
40 мм .......... 4 ' 20 " б’ зо" 8? 40"
45 мм ...>•*•••* 3 ' 50 " 5' 40" 7* 40"
50 мм .......... 3 ' 30 " 57 Ю" 67 50"
55 мм .......... з' 10° 4 х 40 “ 67 10 "
60 мм 2 ' 50" 4' 20" 5’ 50"
Пример: П*ма конических колес-как выше-z= 42/63 m=1,25 R = 47,32
Угол ползуна при обработки на
чисто St = 1° 50’
Желателен припуск на боковую поверхность -примерно 0,1 мм -
Согласно таблицы следует для припуска в 0,1 мм -при r зна-
а
ченииРа = 45 мм, угол ползуна для обдирке увеличить на 7»40’’
т .е. ___
St =1° 50'
Припуск ~8'
1° 58’
Chipmaker.ru
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Приложение,
Определение угла ползуна. лист > 4 а
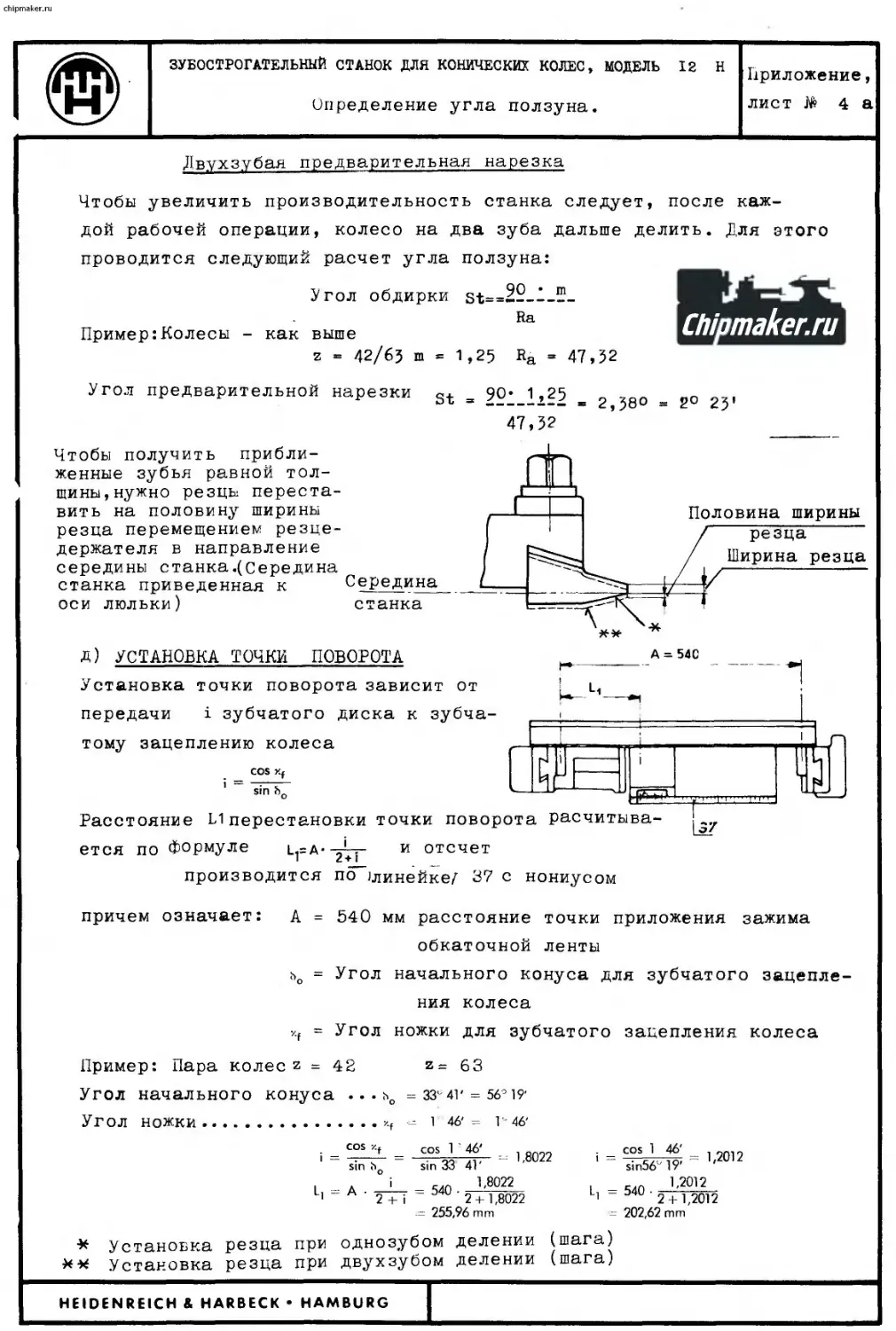
Двухзубая предварительная нарезка
Чтобы увеличить производительность станка следует, после каж-
дой рабочей операции, колесо на два зуба дальше
делить. Для этого
проводится следующий расчет угла
ползуна:
Угол обдирки
Пример:Колесы - как выше
z = 42/63 m
st==22-i_T.
Ra
Chipmaker.ru
1,25 Ra = 47,32
Угол предварительной нарезки st
9О:_1,25
47,32
Чтобы получить прибли-
женные зубья равной тол-
щины, нужно резцы переста-
вить на половину ширины
резца перемещением резце-
держателя в направление
середины станка.(середина
станка приведенная к
оси люльки)
Д) УСТАНОВКА ТОЧКИ
ПОВОРОТА
Установка точки поворота зависит от
передачи i зубчатого диска к зубча-
тому зацеплению колеса
COS xf
sin
2,38° = 20 23'
Середина
станка
А = 540
Половина ширины
резца
Ширина резца
Расстояние L1перестановки точки поворота расчитыва-
ется по формуле Li=A._J— и отсчет
производится по Линейке/ 37 с нониусом
причем означает: А = 540 мм расстояние точки приложения зажима
обкаточной ленты
ьо = Угол начального конуса для зубчатого зацепле-
ния колеса
= Угол ножки для зубчатого зацепления колеса
Пример: Пара колес z = 42
Угол начального конуса .. . ьо
Угол ножки.................
COS zf
sin ьо
= 33' 4Г = 56° 19'
1 46' = 1- 46'
= COS44£" - Ь8022
sin 33 41
_ = 540 . _L8^22—
i 2 + 1,8022
> = cos = 1,2012
sin56 IV
, 1,2012
L! - 540 • 2 + 12012
* Установка резца при однозубом делении (шага)
** Установка резца при двухзубом делении (шага)
HEIDENREICH & HARBECK • HAMBURG
z =
chipmaker.ru
© ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Определение угла ползуна. Приложение, лист № 5
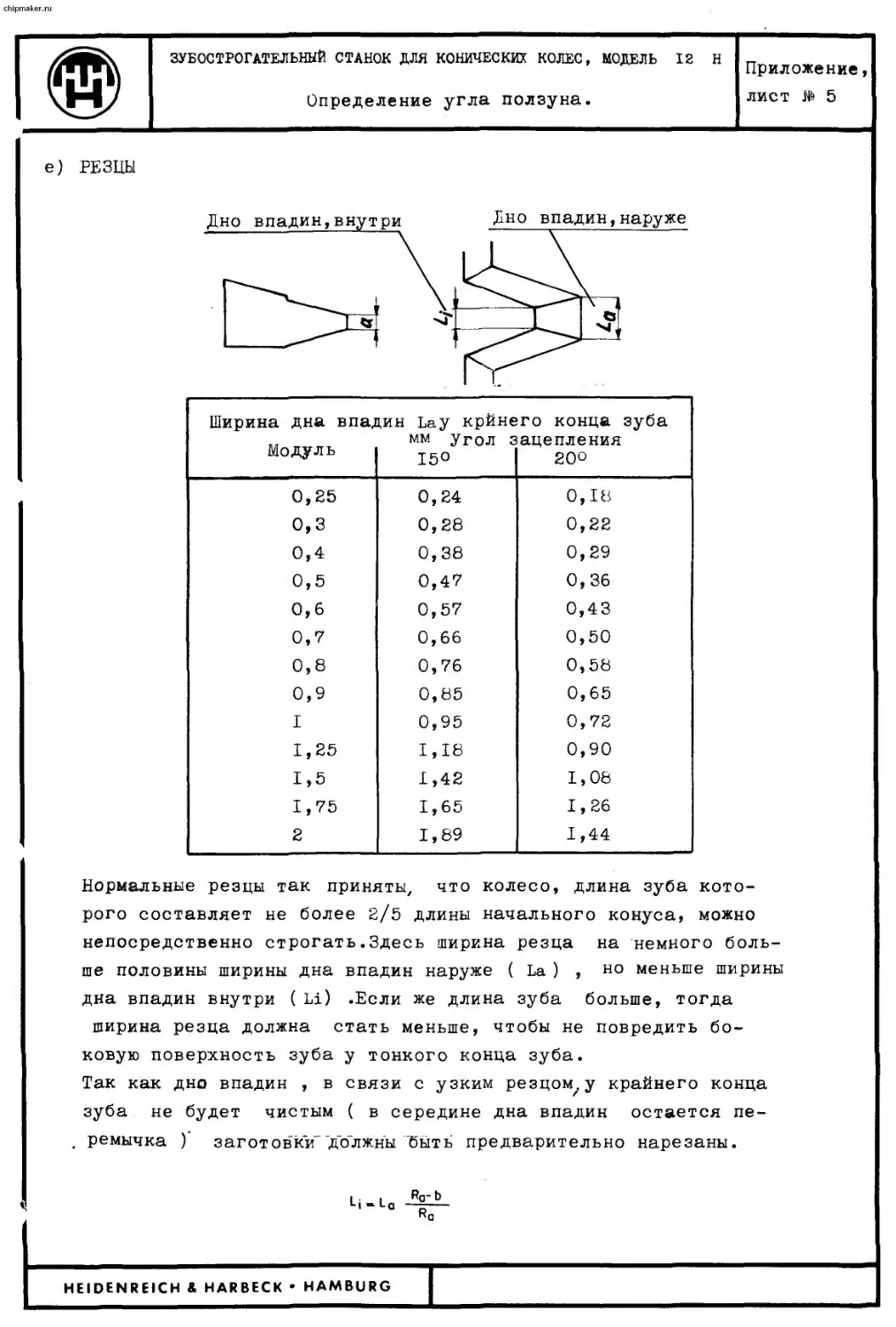
е) РЕЗЦЫ
Дно впадин,внутри Дно впадин,наруже
Ширина дна впадин Lay крйнего конца зуба
Модуль мм угол зацепления
15° 200
0,25 0,24 0,18
0,3 0,28 0,22
0,4 0,38 0,29
0,5 0,47 0,36
0,6 0,57 0,43
0,7 0,66 0,50
0,8 0,76 0,58
0,9 0,85 0,65
I 0,95 0,72
1,25 1,18 0,90
1,5 1,42 1,08
1,75 1,65 1,26
2 1,89 1,44
Нормальные резцы так приняты, что колесо, длина зуба кото-
рого составляет не более 2/5 длины начального конуса, можно
непосредственно строгать.Здесь ширина резца на немного боль-
ше половины ширины дна впадин наруже ( La ) , но меньше ширины
дна впадин внутри ( Li) .Если же длина зуба больше, тогда
ширина резца должна стать меньше, чтобы не повредить бо-
ковую поверхность зуба у тонкого конца зуба.
Так как дно впадин , в связи с узким резцом?у крайнего конца
зуба не будет чистым ( в середине дна впадин остается пе-
ремычка ) заготовки' "должны быть предварительно нарезаны.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
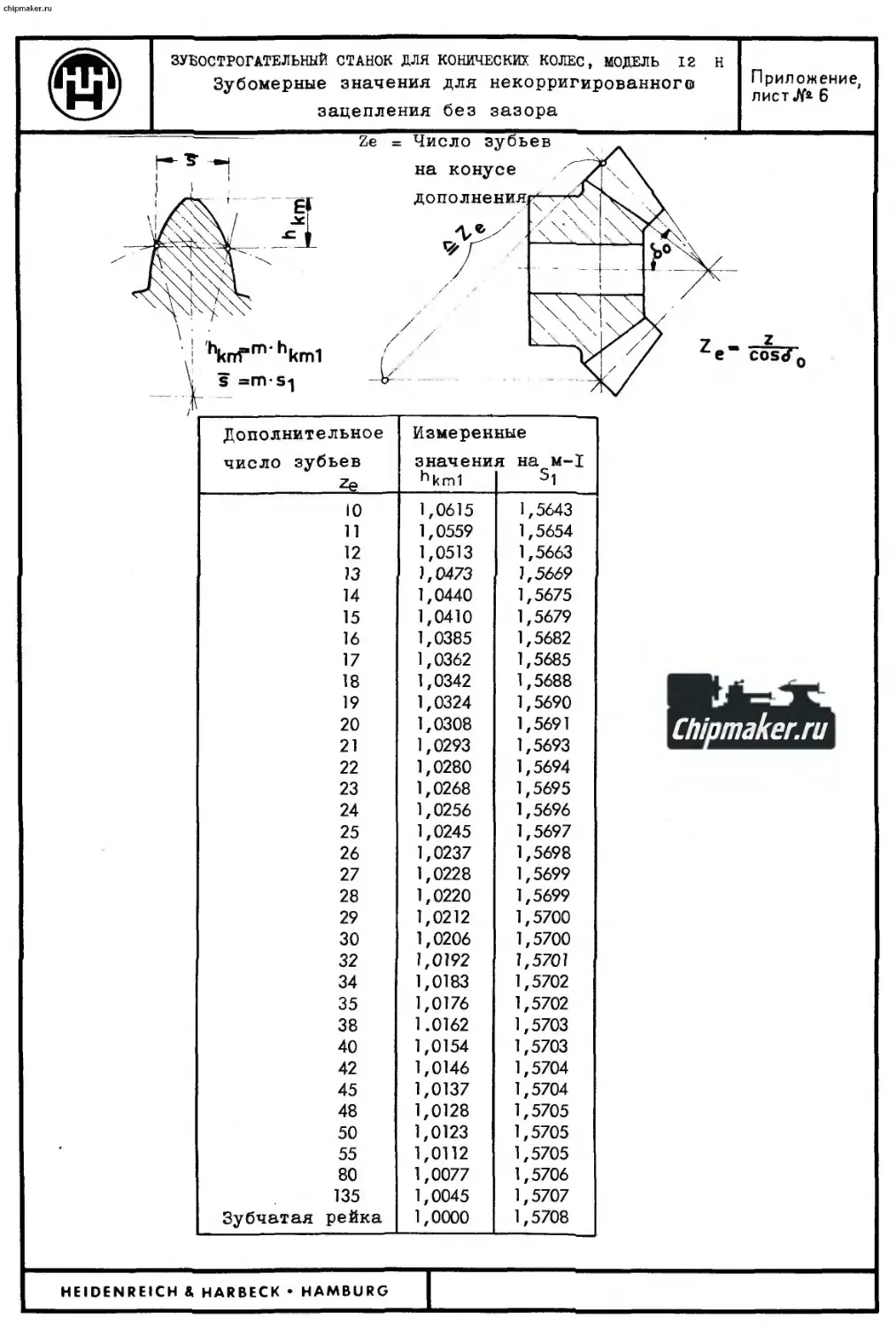
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Зубомерные значения для некорригированного
зацепления без зазора
Приложение,
лист Ла 6
I hknTrnhkm1
s =ms-|
Дополнительное Измеренные
число зубьев значения на м-1
Ze nkm1 а1
Ю 1,0615 1,5643
11 1,0559 1,5654
12 1,0513 1,5663
13 1,0473 1,5669
14 1,0440 1,5675
15 1,0410 1,5679
16 1,0385 1,5682
17 1,0362 1,5685
18 1,0342 1,5688
19 1,0324 1,5690
20 1,0308 1,5691
21 1,0293 1,5693
22 1,0280 1,5694
23 1,0268 1,5695
24 1,0256 1,5696
25 1,0245 1,5697
26 1,0237 1,5698
27 1,0228 1,5699
28 1,0220 1,5699
29 1,0212 1,5700
30 1,0206 1,5700
32 1,0192 1,5701
34 1,0183 1,5702
35 1,0176 1,5702
38 1.0162 1,5703
40 1,0154 1,5703
42 1,0146 1,5704
45 1,0137 1,5704
48 1,0128 1,5705
50 1,0123 1,5705
55 1,0112 1,5705
80 1,0077 1,5706
135 1,0045 1,5707
Зубчатая рейка 1,0000 1,5708
Chipmaker.ru
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Расчет зубомерных значений
Приложение,
лист Й! 7
Chlpmaker.ru
ТОЛЩИНА ЗУБА ПО ДУГЕ;
s' « ± 2 • m tono<0± 2 • х0 • m
при зубчатом колесе с
нулевым зацеплением
при отрицательно
корригированном колесе
Длина
Вертикальный сдвиг профиля xh m — Ra arc^y р —начального
п эеи -^k? конуса
^х = 2 *^|<1/-2=Угол головки
Боковой сдвиг профиля х0 • m Колесо I и 2
ТОЛЩИНА ЗУБА ПО ХОРДЕ:
-’£-W7
Эта толщина зуба дает зацепление без зазора.При зацеплении с
зазором,толщина зуба уменьшается на половину желаемого зазора
между зубьями.
ИЗМЕРЯЕМАЯ ВЫСОТА ГОЛОВКЕ ЗУБА:
^km = hk +^h
Ah _ 1. ;с«<Го
4 - do
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБС
С
25,909*
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ KOI
Chipmaker.ru
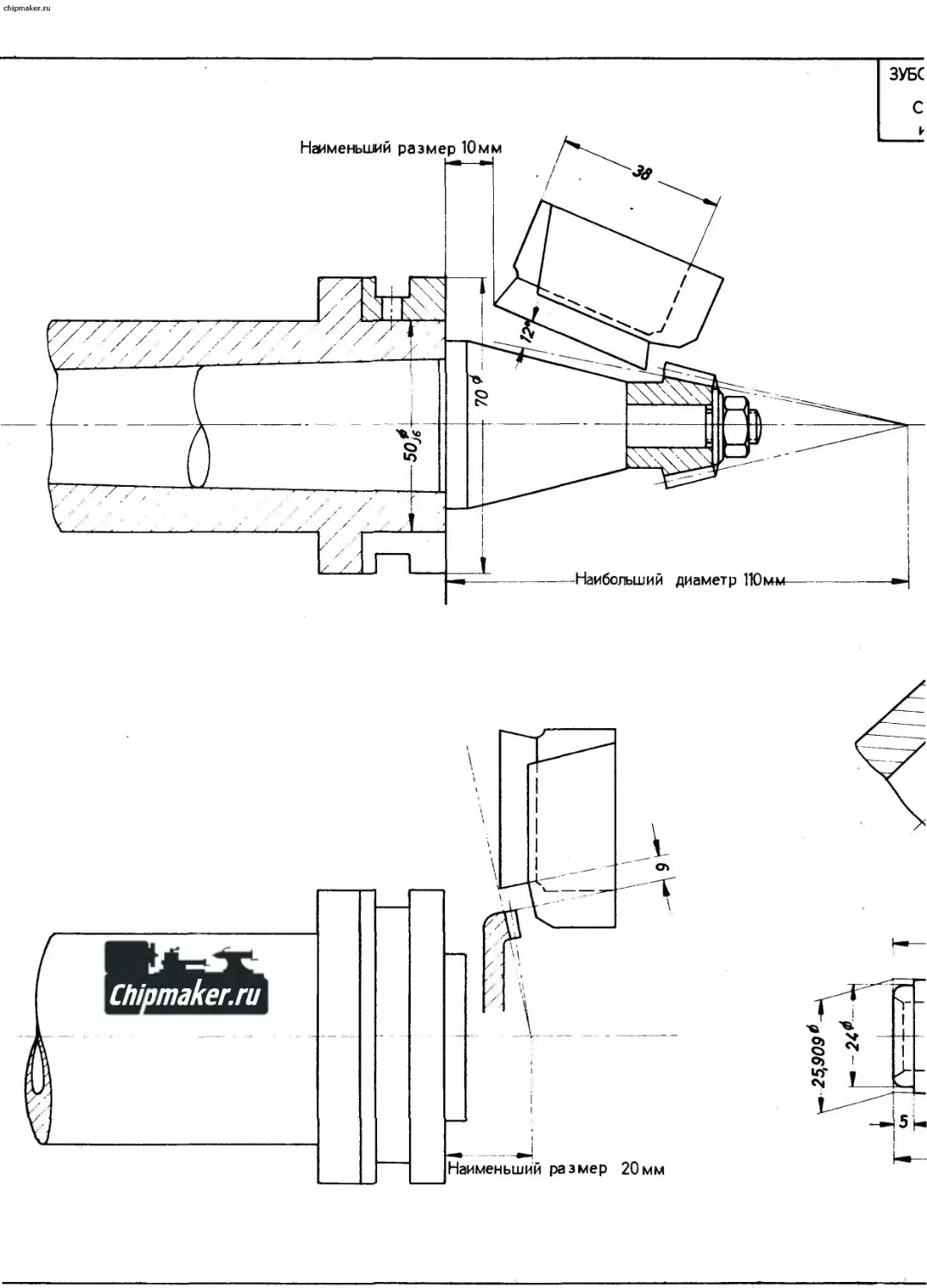
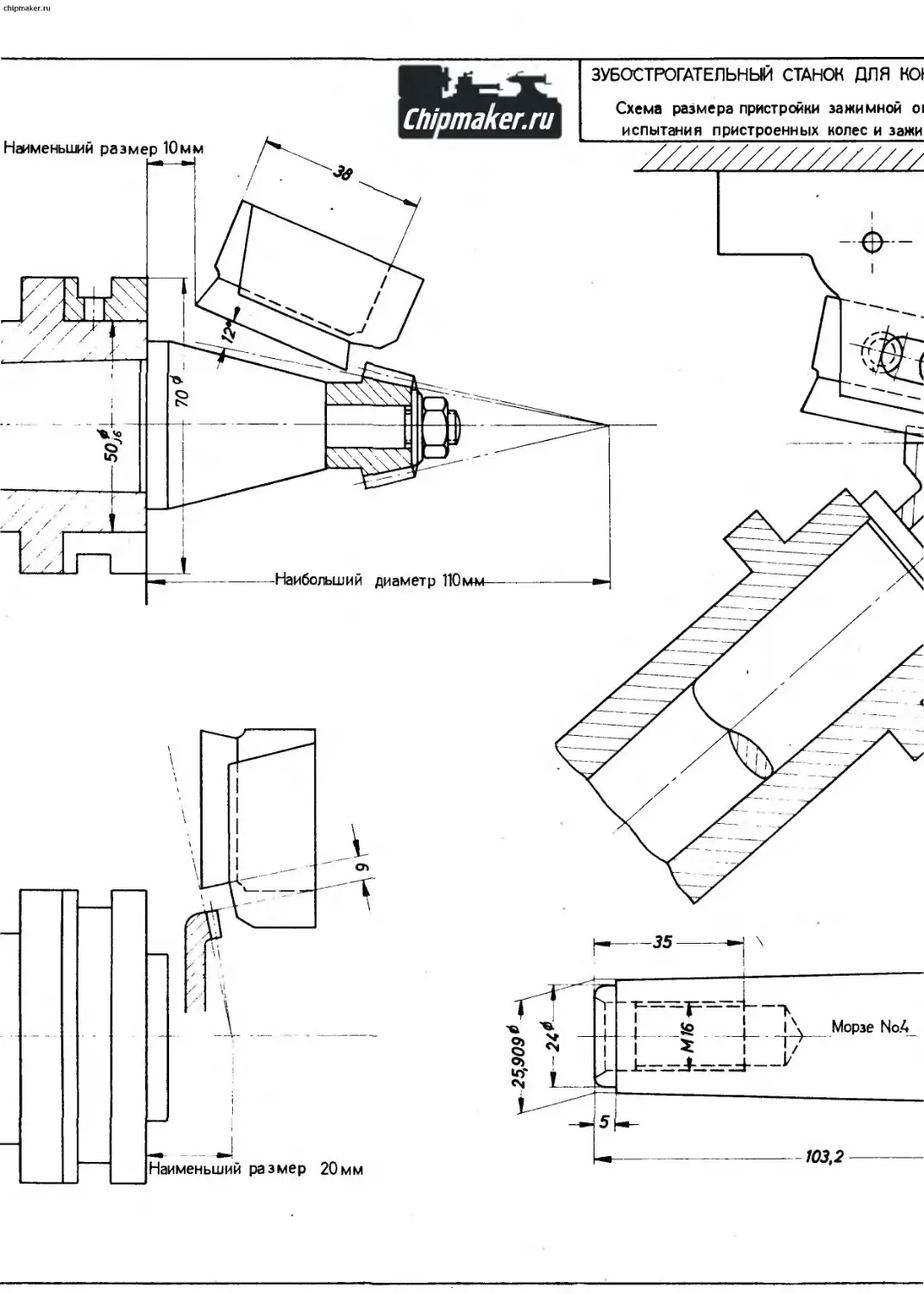
Наименьший размер 10мм
Схема размера пристройки зажимной oi
испытания пристроенных колес и зажи
35
Морзе No.4
- ЮЗ, 2
Наименьший размер 20мм
-Наибольший диаметр 110м*
chipmaker.ru
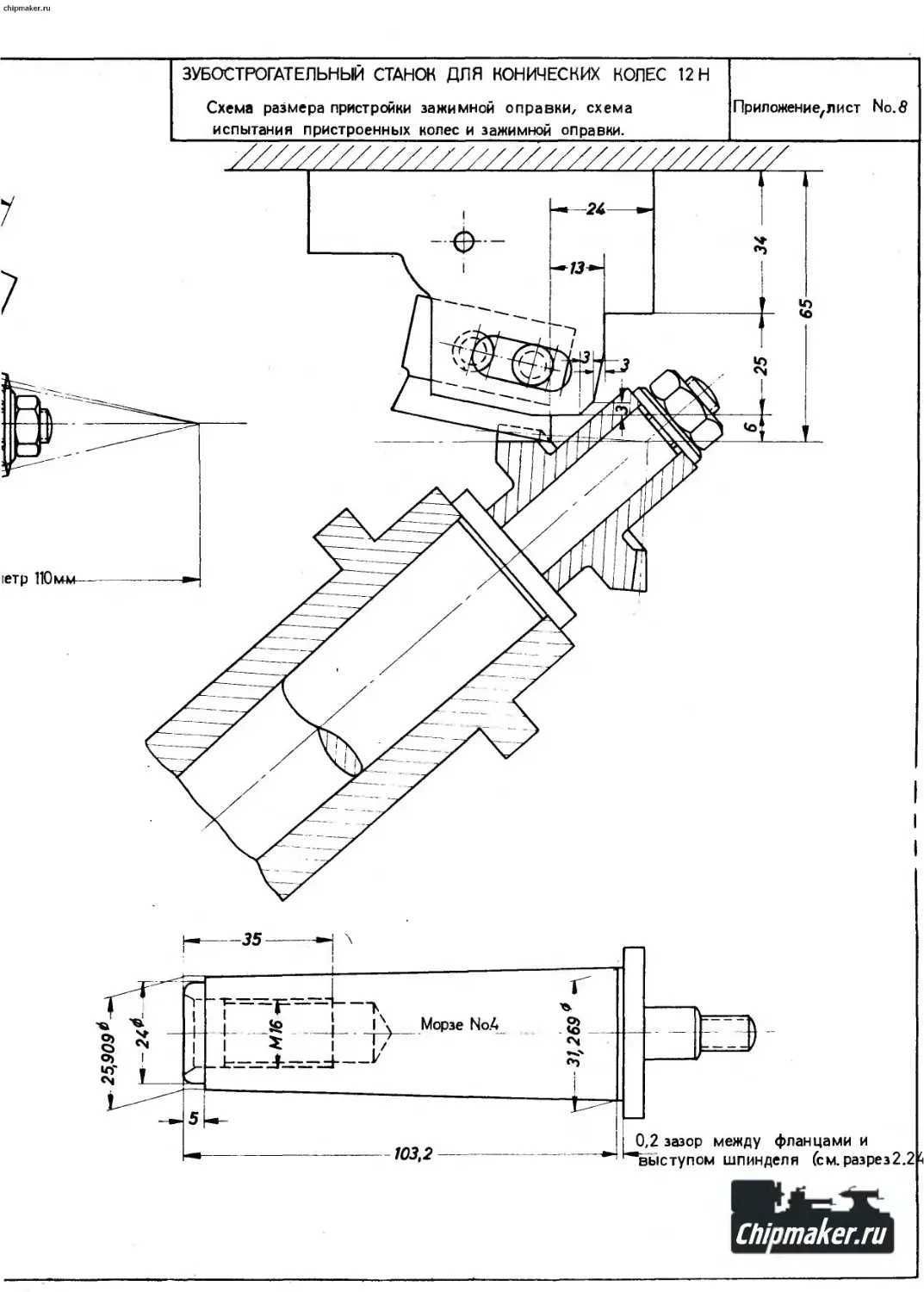
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС 12 Н
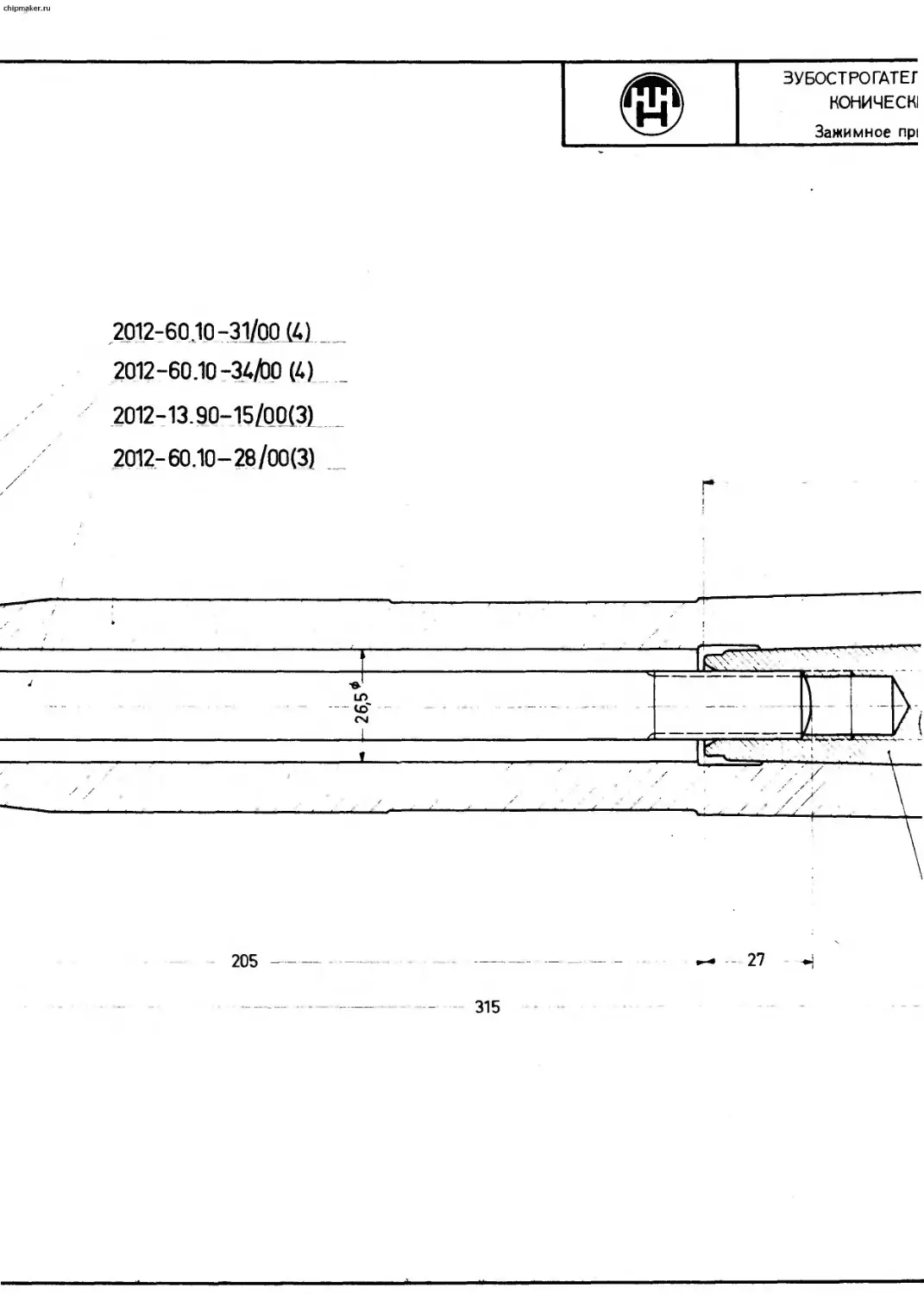
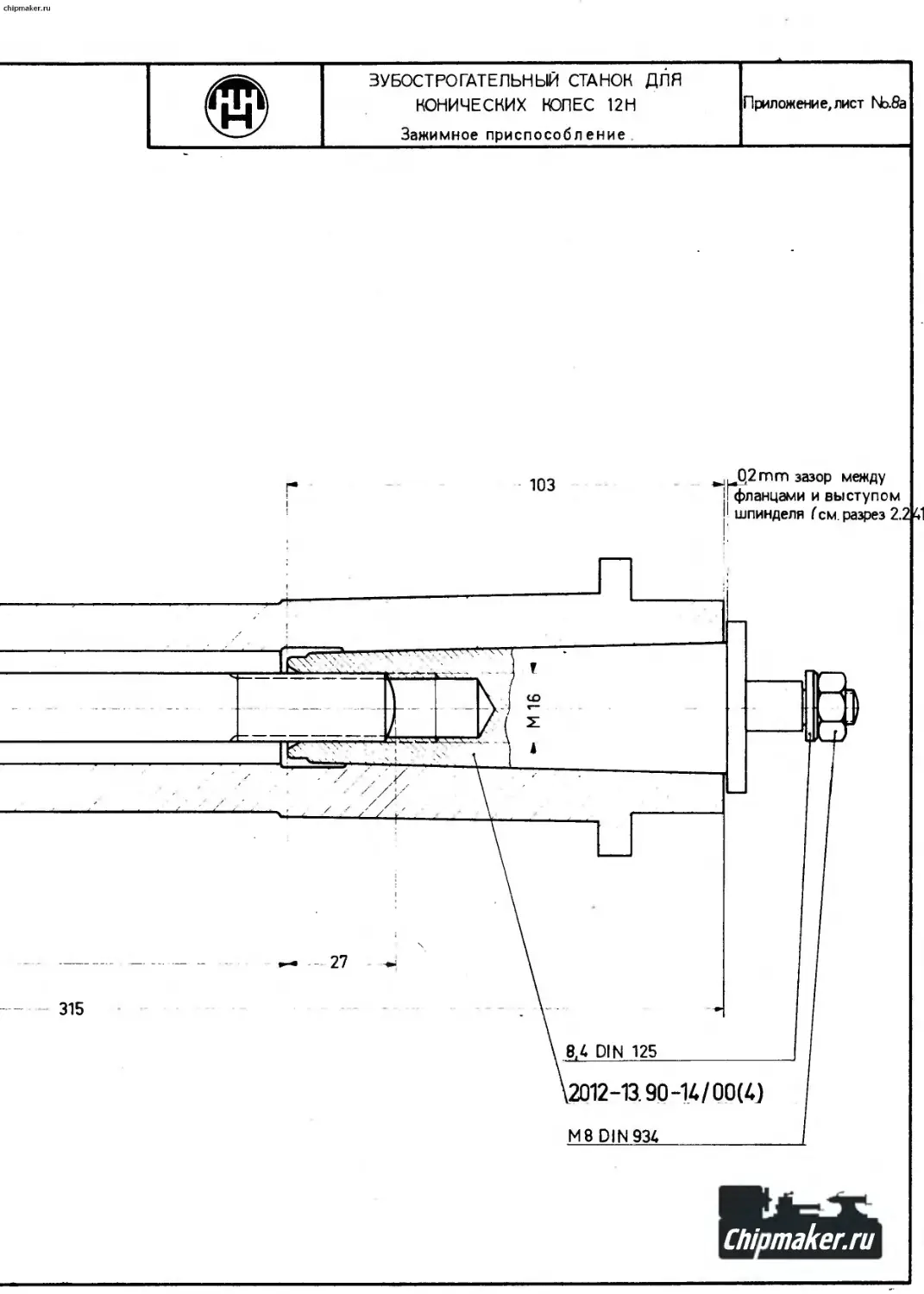
Схема размера пристройки зажимной оправки, схема
испытания пристроенных кс.лес и зажимной оправки.
Приложение,лист No.S
У////////////////////////////////
«о
<о
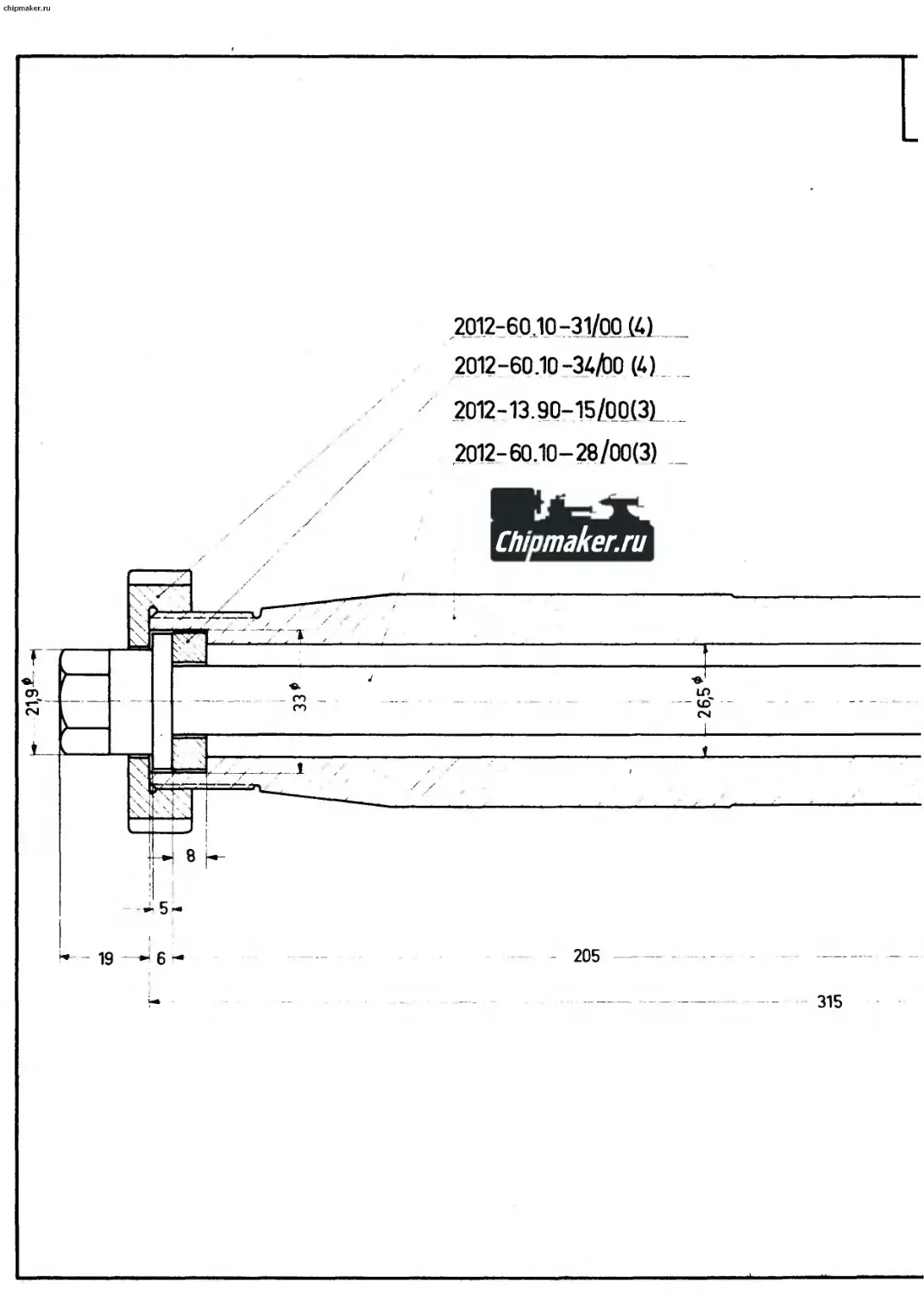
2012-60.10-31/00 (4)
2012-60.10-34/30 (4)
2012-13.90-15/00(31
.2012-60.10- 28/00(3)
21,9*
315
chipmaker.ru
ЗУБОСТРОГАТЕГ
КОНИЧЕСК1
Зажимное npi
,2012-60JO -31/00 (4)
2012-60.10-34/30 (4)
2012-13.90-15/00(31
2012-60.10-28/00(3)
205 -------- -------- ----------------------- - — 27 H
315
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
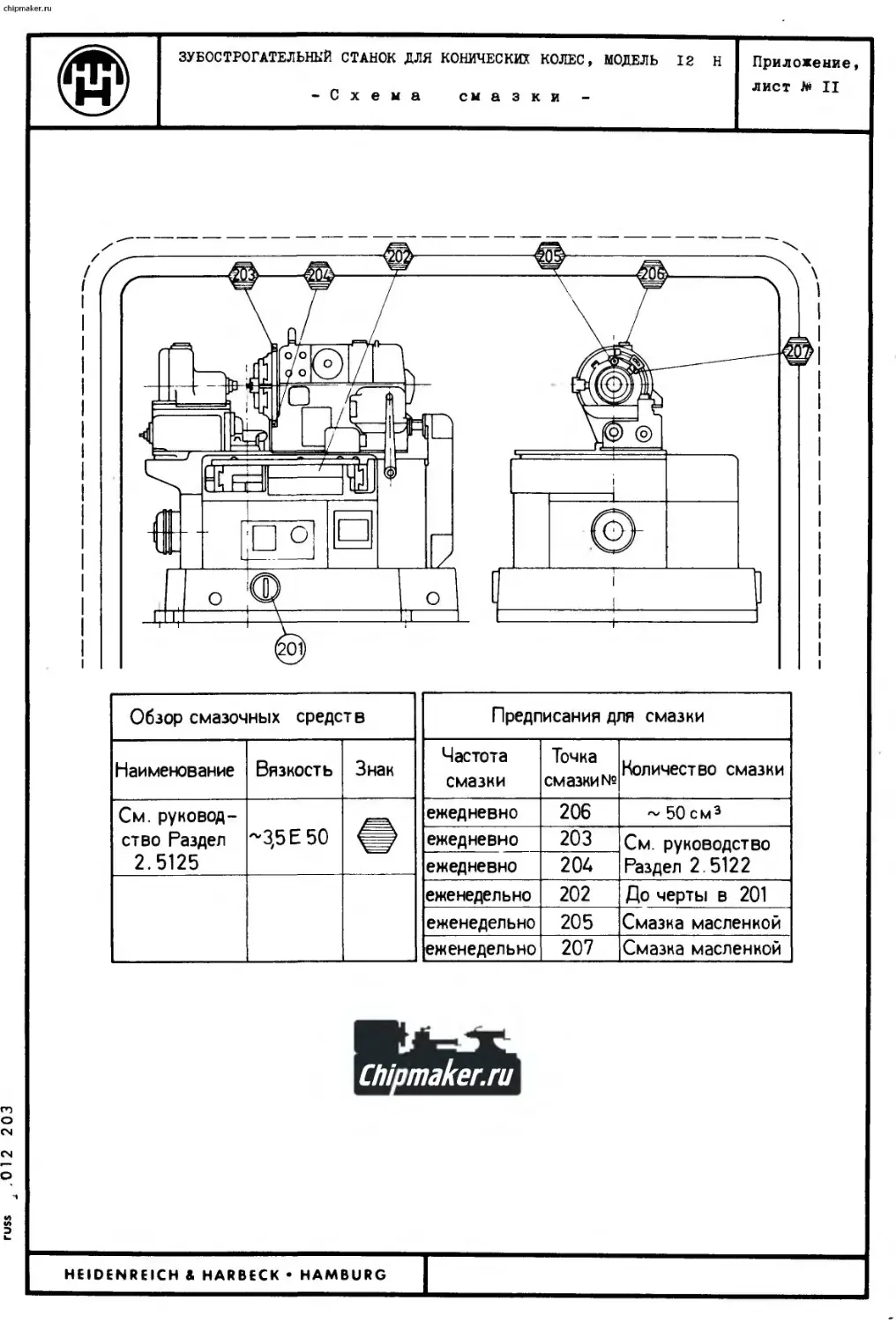
-Схема смазки
Приложение,
лист II
Обзор смазочных средств Предписания для смазки
Наименование Вязкость Знак Частота смазки Точка смазки № Количество смазки
См. руковод- ство Раздел 2.5125 ~3;5Е 50 ежедневно 206 ~ 50 с м 3
ежедневно 203 См. руководство Раздел 2.5122
ежедневно 204
еженедельно 202 До черты в 201
еженедельно 205 Смазка масленкой
еженедельно 207 Смазка масленкой
Chipmaker.ru
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
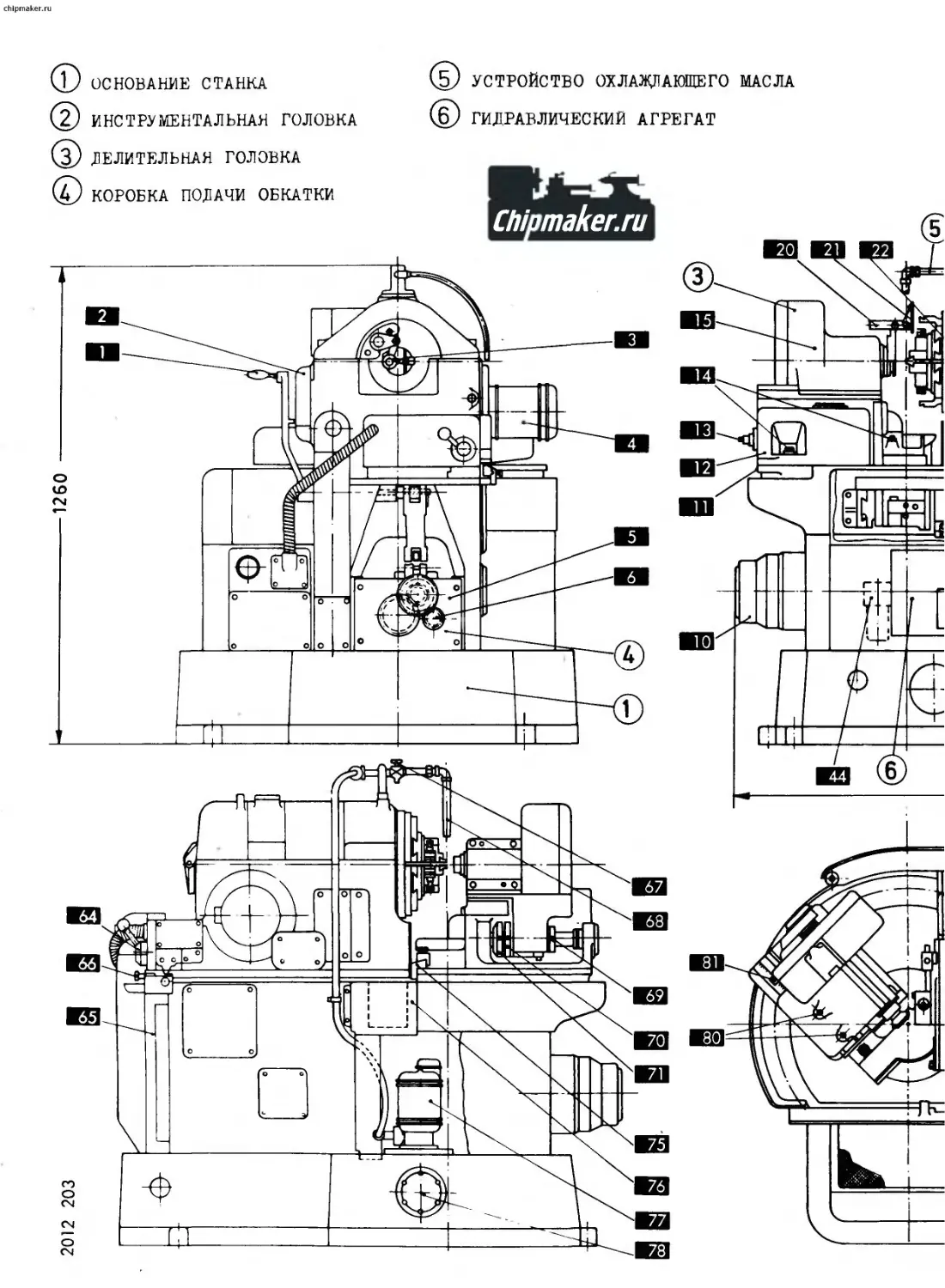
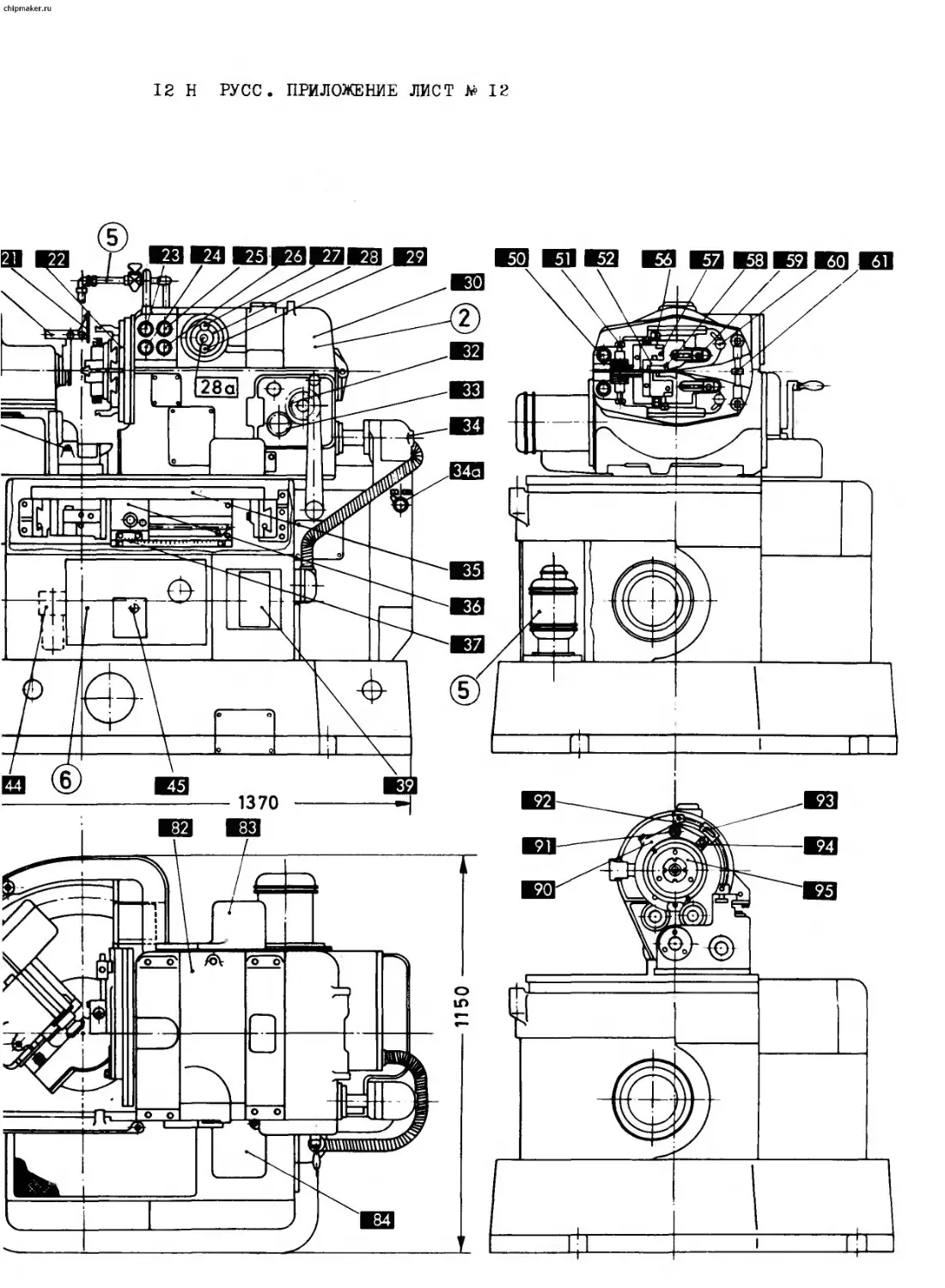
ф ОСНОВАНИЕ СТАНКА
@ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА
© ДЕЛИТЕЛЬНАЯ ГОЛОВКА
© КОРОБКА ПОДАЧИ ОБКАТКИ
О
УСТРОЙСТВО ОХЛАЖДАЮЩЕГО
ГИДРАВЛИЧЕСКИЙ АГРЕГАТ
Chipmaker.ru
о
СО
СМ
МАСЛА
chipmaker.ru
®
УСТРОЙСТВО ОХЛАЖДАЮЩЕГО МАСЛА
ГИДРАВЛИЧЕСКИЙ АГРЕГАТ
12 Н РУСС. ПРИЛОЖЕНИЕ ЛИСТ М 12
chipmaker.ru
12 Н РУСС. ПРИЛОЖЕНИЕ ЛИСТ М 12
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
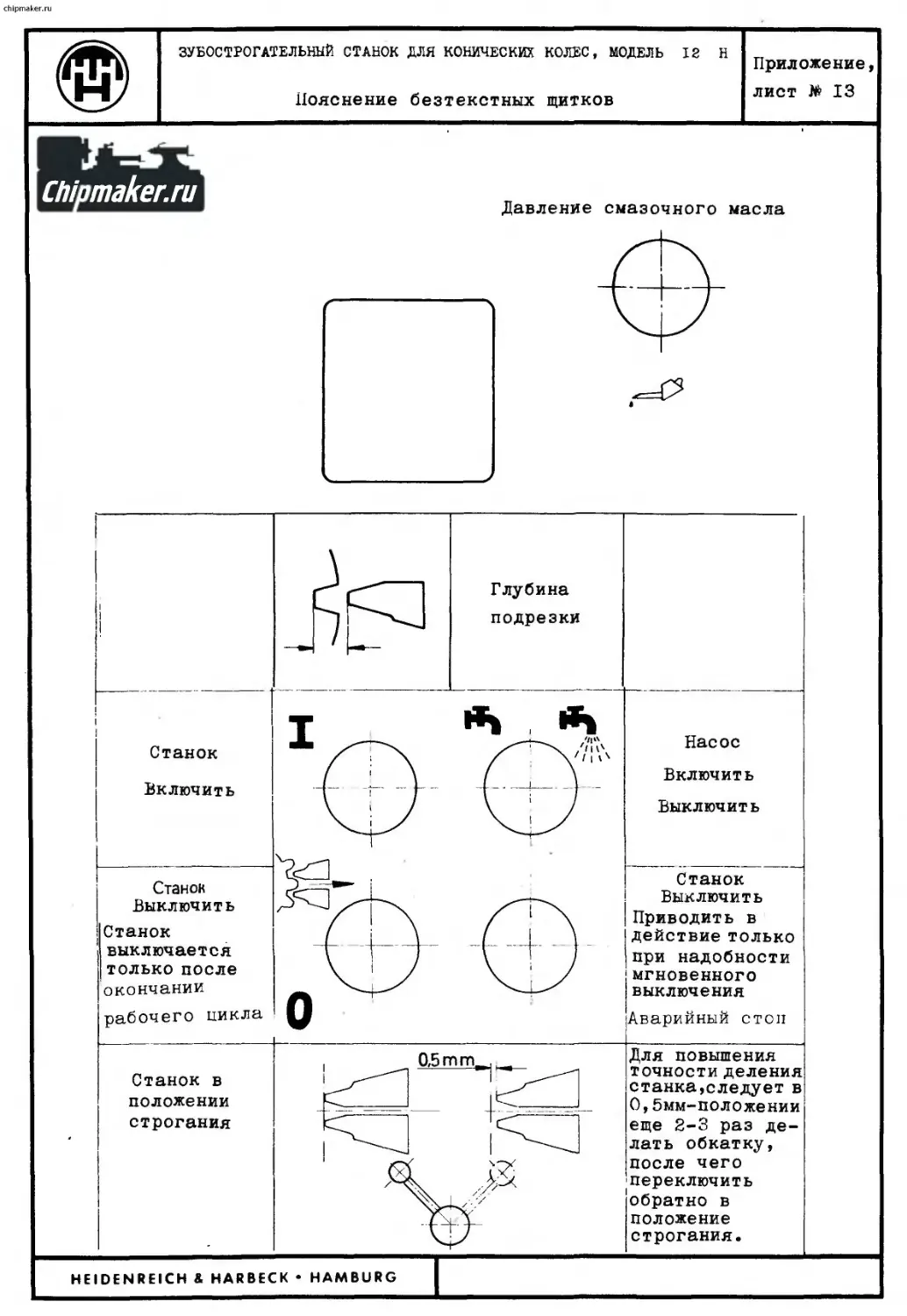
Пояснение безтекстных щитков
Приложение,
лист № 13
Chipmaker.ru
Давление смазочного масла
I
I
Станок
Включить
Станок
Выключить
|Станок
выключается
। только после
окончании
рабочего цикла
Станок в
положении
строгания
Глубина
подрезки
Насос
Включить
Выключить
Станок
Выключить
Приводить в
действие только
при надобности
мгновенного
выключения
Аварийный стоп
Для повышения
точности деления
станка,следует в
О,5мм-положении
еще 2-3 раз де-
лать обкатку,
после чего
^переключить
обратно в
положение
строгания.
HEIDENREICH & HARBECK • HAMBURG
chipmaker, ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12
Пояснение безтекстных щитков
Приложение,
лист № 14
СКОРОСТЬ РЕЗАНИЯ В М/МИН
Сменные колеса 19 23 27 32 37 42 47
70 66 62 57 52 47 42
Число ходов за мин 200 250 315 400 500 630 800
Ход в мм 10 10 12,5 16
15 9,4 12 15 18,8 24
20 10 12,5 16 20 25 32
25 10 12,5 15,7 20 25 31,3
30 12 15 18,8 24 30
ведущие СМЕННЫЕ КОЛЕСА Промежуточные болты ведомые Отношение величины подач
19 70 19 70 1
23 66 19 70 1.25
27 62 19 70 1,6
32 57 19 70 2.0
37 52 19 70 2.5
42 47 19 70 3,2
23 66 42 47 4,0
27 62 42 47 5,0
32 57 42 47 6,3
37 52 42 47 8,0
42 47 42 47 10,0
42 47 47 42 12,5
47 42 47 42 16,0
52 37 47 42 20,0
57 32 47 42 25,0
62 27 47 32,0
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
Chipmaker.ru
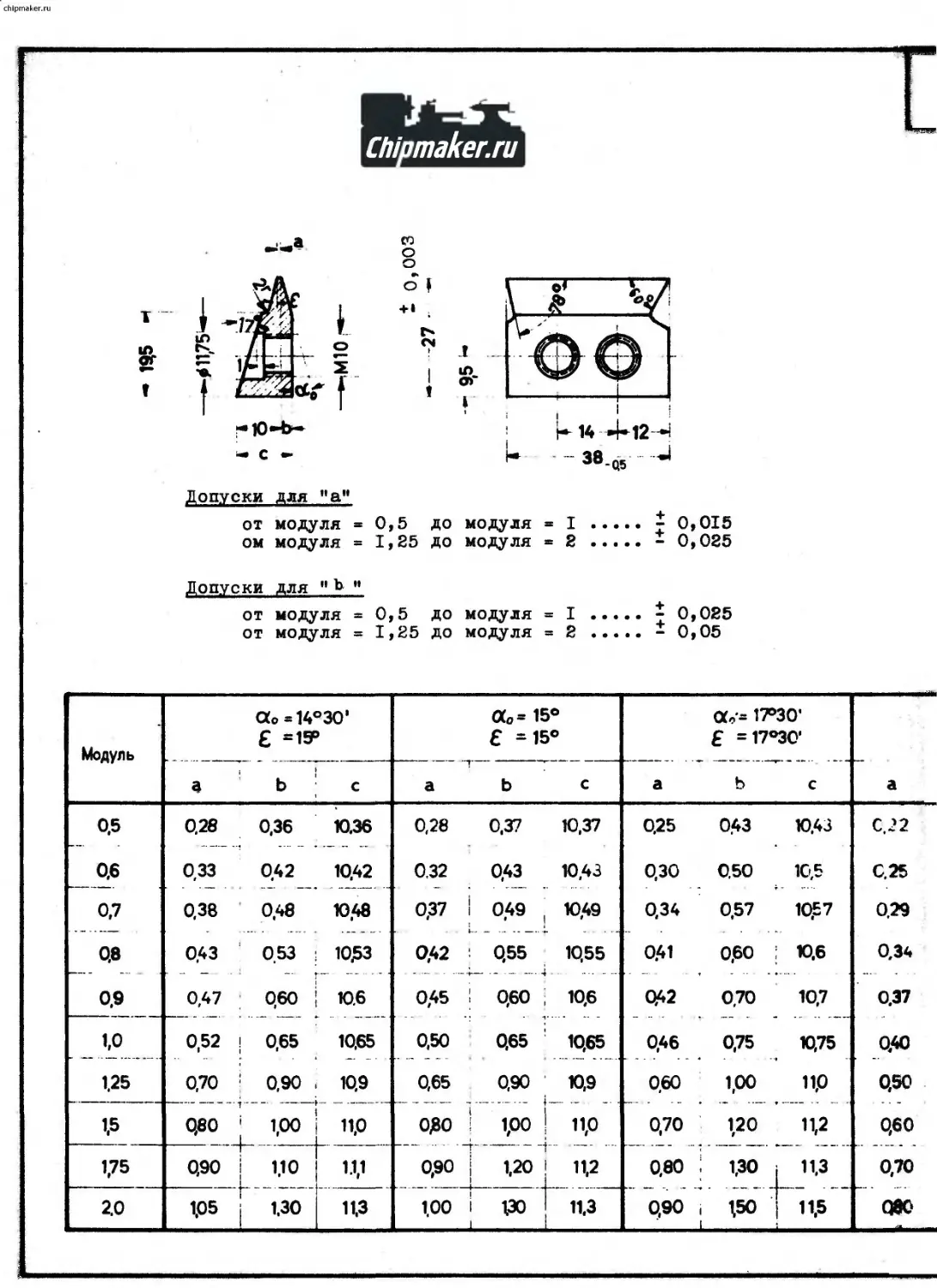
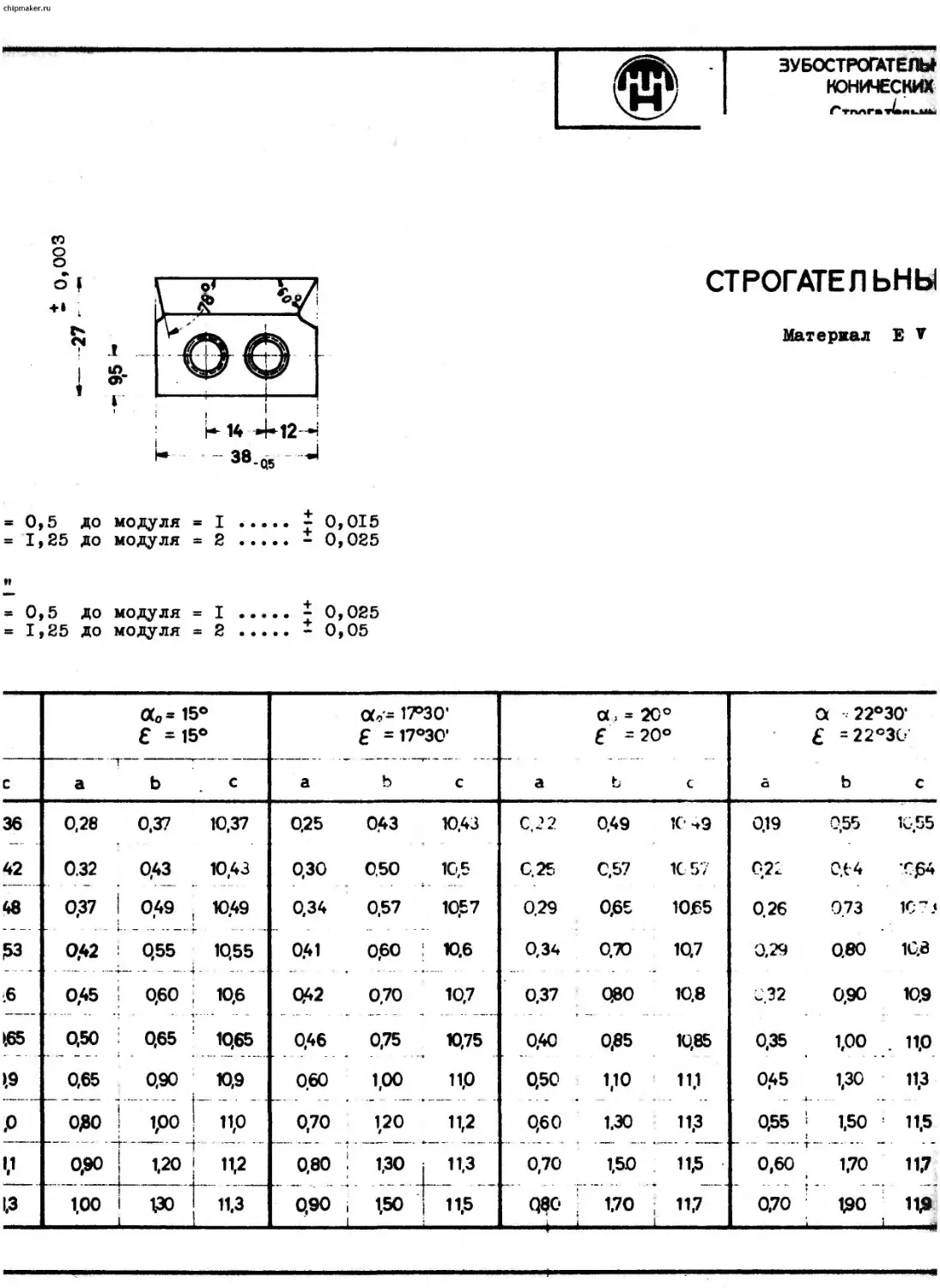
Допуски для "а11
от модуля =0,5 до модуля = I ..... t 0,015
ом модуля = 1,25 до модуля = 2 ..... - 0,025
Допуски для 11 Ь w
от модуля =0,5 до модуля = I ..... ± 0,025
от модуля = 1,25 до модуля = 2 ..... - 0,05
Модуль 9 ао=14°ЗО’ £ =15» 0 0 ю ю II II о «си ои= 17°зо' £ = 17°30‘ а
b с а ь с а ь с
0.5 0,28 0,36 Ю.36 0,28 0,37 10,37 0,25 0.43 Ю.43 С. 2 2
0.6 0,33 0.42 1Q42 0.32 0,43 10,43 0,30 0,50 10.5 С.25
0.7 0.38 0.48 1048 0,37 049 10,49 0,34 0,57 1С£7 0.29
Q8 0.43 0.53 10J53 0.42 0,55 10,55 0.41 0,60 Ю.6 0,34
0.9 0,47 Q60 Ю.6 0,45 0,60 10,6 Q42 0,70 10,7 0.37
1,0 0,52 ! 0,65 10,65 0,50 0,65 10,65 0,46 0,75 10,75 Q40
1.25 0,70 : 0,90 1Q9 0,65 0,90 10,9 0,60 1,00 пр 0,50
1.5 0,80 । 1,00 11.0 ОДО 1,00 11,0 0,70 120 * 11.2 0,60
1.75 Q90 1.Ю 1 • . 1 11.1 0,90 1,20 11.2 0.80 ; 1,30 11.3 0,70
2.0 1.05 1 1.30 11.3 1.00 130 1_ 11.3 0,90 । 150 । 11.5 080
chipmaker.ru
СО
ЗУБОСТРОГАТЕЛЫ
ИОНИЧЕ'ЧИХ
Стплг»
СТРОГАТЕЛ ЬНЫ
Материал Е V
= 0,5 до модуля = I ...t 0,015
= 1,25 до модуля = 2 .... - 0,025
и
= 0,5 до модуля = I .....± 0,025
= 1,25 до модуля = 2 .... - 0,05
0 0 II н о «си I i 17°ЗО' £ = Г7°ЗО' а. = £ = 20° 20° а 22°30‘ £ =22°3и
с а ь с а ь с а L с а b с
36 0,28 0,37 10,37 0,25 0.43 Ю.43 С, 2 2 0.49 К ч9 0,19 0,55 1G.55
42 0.32 0,43 10,43 0,30 0,50 10,5 С.25 С,57 10 57 022 « 0,64 CJ54
48 0,37 049 Ю.49 0,34 0,57 1057 0.29 0,65 1065 0.26 073 10”»
ЭЗ 0.42 0,55 10,55 0,41 0,60 Ю.6 0,34 0.7Э 1Q7 0,29 0,80 1С;8
.6 0,45 0,60 10,6 Q42 070 10,7 0,37 Q80 10,8 .32 0,90 10,9
*.65 0,50 0,65 10,65 0,46 0,75 10,75 0,40 0,85 10,85 0,35 1,00 . 11.0
>.9 0,65 0,90 10,9 0.60 1,00 11,0 0,50 1.Ю 11.1 0,45 1,30 11,3
,0 озо 1,00 11,0 0,70 120 t 11,2 0,60 1,30 11.3 0,55 ! 1,50 ; 11,5
и 0,90 1,20 11,2 0,80 ! 1,зо 11,3 0,70 1,50 11.5 0,60 1,70 11.7
1.3 1,00 ро 11.3 0,90 i 1,50 I 11.5 о^о s й—4 1,70 ; П.7 । 0,70 190 11Я
‘chipmaker.ru
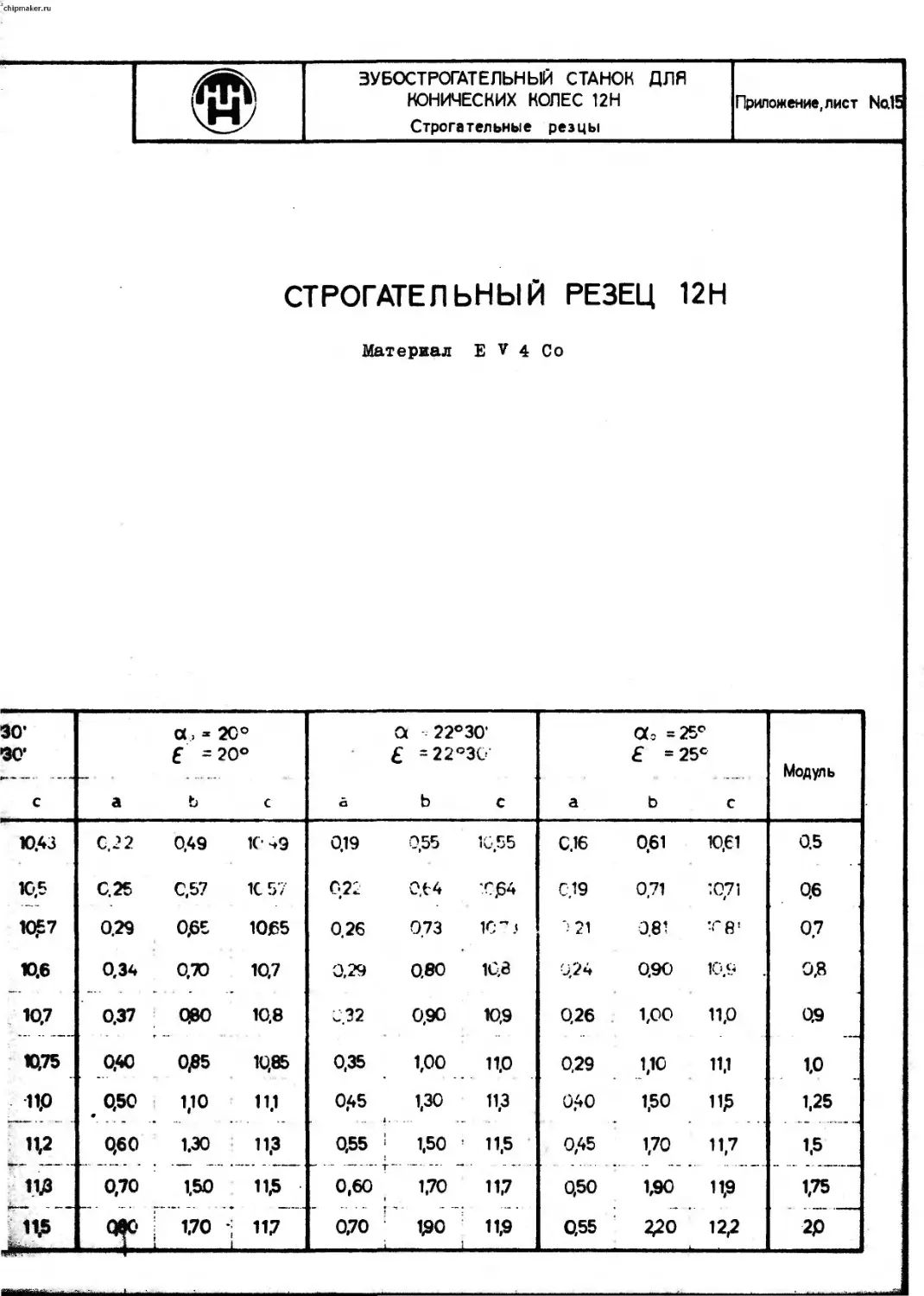
© ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС 12Н Строгательные резцы Приложение, лист Na15
СТРОГАТЕЛ ЫНЫЙ РЕЗЕЦ 12Н
Материал Е V 4 Со
30* 30' - - - - с а а ,» 20° Q 22°ЗО’ £ =22°ЗО a fh о СТ о II II । ° О о ц-> 1Л см см Модуль
£ = ь 20° с
а Ь с
Ю.43 С. 2 2 0.49 К* ^9 0,19 0,55 1м,55 С.16 0,61 10,61 0.5
10,5 С. 26 С,57 1С 57 022 < 0,64 •0.64 0,19 0.71 1071 0.6
1QE7 0.29 0,66 1065 0.26 073 10 г.' 21 081 :Г8> 0.7
Ю.6 0,34 0,73 10,7 0,29 0.80 1С;8 024 0.90 10.9 03
Ю,7 0,37 QBO 10,8 032 0,90 10,9 0,26 1,00 11,0 Q9
10,75 0,40 0,85 10,85 0,35 1,00 11.0 0,29 1,10 11.1 1.0
ЦО 0,50 • 1,10 11.1 0,45 1,30 11,3 0,40 1,50 П5 1.25
11,2 0,60 1.30 11,3 0,55 1,50 - 11,5 0,45 1,70 11,7 1.5
11J3 0,70 1,50 11.5 0,60 1,70 117 0,50 1,90 11.9 1,75
Ц5 1,70 •; 117 I 0,70 1J90 11Я 0,55 Я20 12,2 2Р
chipmaker.ru
Приложение,
лист № 16
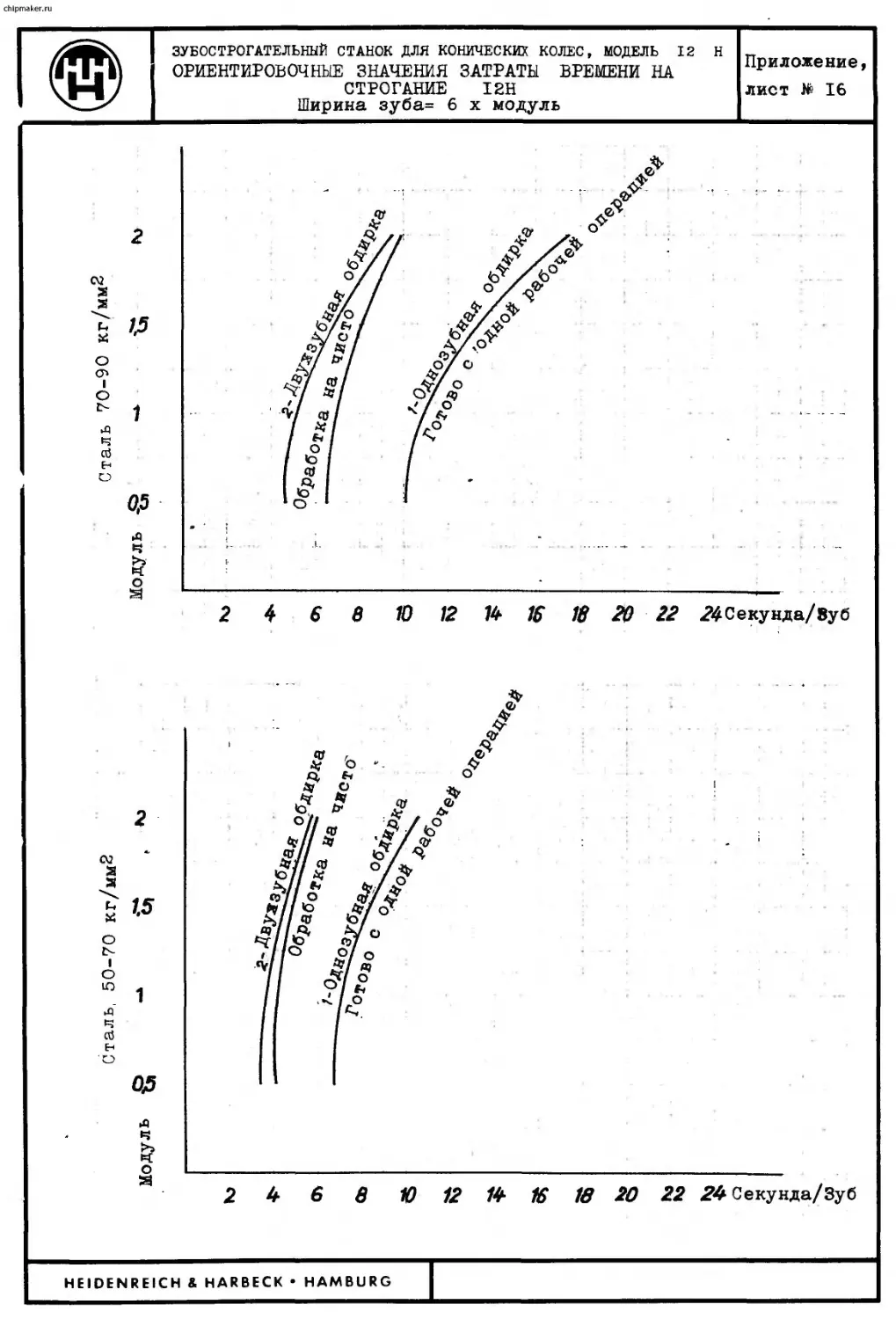
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
ОРИЕНТИРОВОЧНЫЕ ЗНАЧЕНИЯ ЗАТРАТЫ ВРЕМЕНИ НА
СТРОГАНИЕ I2H
Ширина sy(ja= 6 х модуль
2 4 6 6 Ю 12 74 16 16 20 22 24Секунда/8уб
л
ч
о ________________________________________________________
2 4 6 8 Ю 12 14 16 18 20 22 24 Секунда/Зуб
HEIDENRE'CH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н ПОЯСНЕНИЯ К ЗАТРАТАМ ВРЕМЕНИ НА СТРОГАНИЕ Приложение, лист № 16а
Затрата времени на строгание, согл. приложения,лист № 16,
было определено эмпирически.
Для этого определения был использован отожженый материал
с наилучшей способностью резания при доброкачественном
креплении конического колеса.
Рекомендуются следующие скорости резания:
Для предварительной нарезке:
Сталь до 70 кг/мм2 ....» 12-18 м/мин
Сталь свыше 70 до 90 кг/мм2 ...... 10-15 м/мин
Для обработки начисто:
Сталь до 70 кг/мм2 ..... 16-20 м/мин
Сталь свыше 70 до 90 кг/мм2 ...... 13-17 м/мин
Скорость врезания и скорость подач обкатки,
регулируются независимо друг от друга. При испробовании
скоростей необходимо учесть стойкость резцов или плавность
хода станка. При шестернях с сильно вогнутой поверхностью
необходимо работать с высокой скоростью врезания и низкой
скоростью подач обкатки. При колесах с плоской поверхностью-
же, работа осуществляется наоборот.
Большую точность возможно достигнуть при следующих условиях:
- Безупречное состояние станка.
- Точные и без биения заточенные конические колеса.
- Безупречное крепление конических колес.
- Хорошо обработанный материал с наилучшей режущей
способностью и прочностью от 70-80 кг/мм2 при
большой чистоте структуры.
- Остро заточенные строгальные резцы с чистыми поверх-
ностями резания.
- Малая скорость подач обкатки при обработке начисто.
- Применение масла для режущего инструмента,соответст-
вующее нашей рекомендации.
- Причем, в зависимости от требуемой точности, скорости
строгания могут быть на многое завышены.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Обслуживание и уход
Приложение,
лист №17
Сменные колеса Число ходов
Zi Z2 мин
79 70 200
23 fob 250
27 62 315
32 57 4-00 I
37 52 ' "500
_ 42 -Ч l44 630
47 r 42 &оо
КИНЕМАТИЧЕСКАЯ СХЕМА ПОЛЗУНА 12Н
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
80/3,75
2k-) 1.5 Лево
Ступень Обороты ! с^Врема рб катки
Сменные колеса подачи
-1 ’ - Л Мин Сек
/9 , 73 19 70 1.0 15 60,5
23 66 19 ’ 70 1.25 20 38,5
27 62 19 70 1.6 23 38.0
32J57 19 70 2.0 37 30.0
зЯ 52 19'70 2,5 Зв 29.0
92 97,19 \ 7О 3.2 50 18.8
23 66 32 97 3,0 65 19,5
27 62 32 97 5 0 80 11.7
32 57' 92 37,63 103 9.0
37 52 32\37 0.0 132 7,0
37 32'37\10,0 166 5.6
/±L 97 [32 12.5 208 3.5
37 32'97. 32 16.0 260 3.6
5' $7. ~гН 32 20.0 325 2.8
57•. 32 ^7\ 32 250 915 22
^27 ^7\ 32 32,0 530 1.8
Обратный хс Обкатки 315 3,0
Перекатывающийся рычаг
chipmaker.ru
/7 2
ZPt+03-ъ.З
582
38/2
V Р 500-1
30/2
60/2
60/2
Сменные колеса подачи м
Обратный ход обкатки-скороси
35/2
Перекатывающийся рычаг
HEIDENREICH и. HARBECK
Hamburg
Подача обкатки-снорость-15 -^5:
Сцепляющая
муфта 5 м кг
Перестановка точки
поворота подвижная
КИНЕМАТИЧЕСКАЯ
D
chipmaker.ru
Сменные колеса подачи м-1,75
Подача обкатни-скорость-15 -г-530 оборота /мин
Обратный ход обкатки-скорость-315 оборота/мин
Сцепляющая
муфта 5 м кг
Chipmaker.ru
КИНЕМАТИЧЕСКАЯ СХЕМА ОБКАТКИ 12Н
HEIDENREICH и. HARBECK
Hamburg Ji
Bearb. :
G«pr ;
Dafum: <9 9.57
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Схема гидоавлики Обслуживание и уход
Приложение,
лист № 19
Цилиндр подач для
инструментальной головки
S1
Ж-
1
L12
Смазочное масло
А
Кнопочный DS1
выключатель
Обратный ход Подвод
Подача
Chlomaker.ru
Обратный ход Подвод
VI
5s2
Р
Быстрый ход
V2
4ЬЗ
в
ЛА
R
обратным
Дроссель с
клапаном
Манометр для
смазочного масла
М1
MV1
5s1
в
JV
4
I
DV1
р= 10 -15 к р/сгп
Напорный клапан для
рабочего масла
DV12
р= 1,5 kp/cm 2
Напорный клапан для
смазочного масла
Фильтр
Р1
5,81/rnin,
Насос
со
о
CN
О
V= 35 dm3
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
ПОЯСНЕНИЯ К ГИДРАВЛИЧЕСКОМУ ПЛАНУ
ПРИЛОЖЕНИЕ
ЛИСТ № 19а
DS1 КНОПОЧНЫЙ ВЫКЛЮЧАТЕЛЬ ДЛЯ ЦИЛИНДРА ПОДАЧИ S1
DV1 КЛАПАН ОГРАНИЧЕННОГО ДАВЛЕНИЯ ДЛЯ РАБОЧЕГО МАСЛА
10- 15 кгс/см^
DV12 КЛАПАН ОГРАНИЧЕННОГО ДАВЛЕНИЯ ДЛЯ СМАЗОЧНОГО МАСЛА
1,5 кгс/см^
F1 НАПОРНЫЙ ФИЛЬТ
L1 ПРИСОЕДИНЕНИЕ К ЛИНИИ ГИДРАВЛИЧЕСКОГО МАСЛА
(DLIO ДИН 2353)
L12 ПРИСОЕДИНЕНИЕ К ЛИНИИ СМАЗОЧНОГО МАСЛА (DL 8 ДИН 2353)
М1 МАНОМЕТР ДЛЯ СМАЗОЧНОГО МАСЛА
MV1 ДРОССЕЛЬ С ОБРАТНЫМ КЛАПАНОМ ДЛЯ РЕГУЛИРОВАНИЯ ПОДАЧИ
Р1 ШЕСТЕРЕНОЧНЫЙ НАСОС 5,В л/мин
S1 ЦИЛИНДР ПОДАЧ ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ
V1/V2 ХОДОВОЙ КЛАПАН ДЛЯ ЦИЛИНДРА ПОДАЧ S1
со
о
Csl
Csl
О
Csl
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Строгоание начисто» строгальныными резцами с 60°
углом клина
Приложение,
лист Л» 20
Передняя поверхность
Направление строгания
Chipmaker.ru
При строгании на чисто или при обработки с резцами, где режущие
кромки заточены с углом клина 60° для угла зацепления ао
является более эффективным углом боковой поверхности -угол
8 60? - лежащий вертикально к боковой поверхности зуба.
Чтобы при строгании на чисто образовалась бы нормальная поверх-
ность зуба с углом зацепления по начальной окружностиао,следует
произвести зацепление не на начальном конусе конических зубчатых
колес,а на начальном конусе зубчатой передачи, который дол-
жен соответсвовать эффективному углу боковой поверхности S' 60°.
Здесь следует, при постоянной установки салазки делительной го-
ловки (на углу So- <()изменить передачу i для отношений обкатки ( см.
страницу б приложения - руководство по обслуживанию) . Этим самым
меняется и установка точки поворота.
При больших А - значениях (которые могут возникнуть при тарель-
чатых колесах для больших отношений передач), следует оконча-
тельно обработать боковую поверхность зуба с нормальными отделоч-
ными резцами ( 78° угол клина).
Правильная толщина зуба достигается лучше всего с соответствую-
щей установкой угла ползуна после замера первого зуба..
Толщина зуба принципиально крупнее чем при стогании с 78° углом
клина.
Следующие формулы предлагаются:
I. Передача ;
х (Ьо - Л
2. clq . ~
3. Расстояние точки поворота
1ой С, 91058 = 9, /^.32
Ориентировочный ~
±1 = cos<* f
расчет sin Ьо
tg no • О,9105S
Ы = S'.o • —jUj
>+0 = 2,732 59
cos £ 60°
cos a
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н Строгание на чисто строгальными резцами с 60° углом клина Приложение, лист № 20 а
Для наиболее обиходного угла зацепления, необходимо сделать
перерасчет значения по нижеследующей таблице
ао tg а = о tg ад .• cos 12 а €60° cos £6о°
cos- а
num log
14°30л . 14°1Г 13°15х 1.00597 0r00172
15й 14°41' 13% 3' 1.00427 0.00185
17 %0' 17° 8' 16^ 1' 1.00582 0.00252
20° 19°36' 18°20' 1,00763 0.00330
22°30' 22^ 3х 20Ч0' 1.00948 0,00410
25° 24и31' 23° С' 1,01172 0,00506
Этот метод применяется только в том случае, если условия Л <
будут выполнены.
Испытание проводится по формуле: tg Л = tg • (1 - c°s « л
cos £ go0
Это означает:
£>0 = Углу начального конуса
Uff = Углу ножки
2 = Разности угла между начальным конусом
зубчатой передачи и начальным конусом
зубчатого колеса
HEIDENREICH & HARBECK * HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Принадлежности станка
Приложение,
лист № 21
Нормальные принадлежности станка
I Комплект = 16 штук сменных колес,м=1,75,состоящий из:
по одному колесу - с 23,27,32,37,52,57 62 и
66 зубьями,
по два колеса - с 19 и 70 зубьями,
по три колеса - с 42 и 47 зубьями.
2 Калибра боковой поверхности для установки резцов инди-
катором
2 Калибра для установки передней кромки резца с индикатором
1 Контрольный калибр.
I Устройство испытания положение резца, состоящее из:
одной контрольной оправки, одной мерительной
плиты и одного контрольного резца
I Мерительный калибр начального конуса
2 Приспособления для заточки резцов
I Электрошкаф и для сменных колес и для калибров
Chipmaker.ru
I Включающий палец для делительных дисков z = Ю9 - 128
I Комплект ключей для обслуживания
2 Ручных рычага
I Оправка для крепления с гайкой и с натяжным болтом
I Руководство
I Таблица для упрощенного расчета зацепления конических
колес, форма 198
1 Таблица измеряемых величин для перекатывающихся рыча-
гов и углов ползуна, форма 103
HEIDENREICH & HARBECK * HAMBURG
chipmaker.ru
Приложение,
лист № 22
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12 Н
Наибольший диаметр колеса
при передачи 1:1=85 мм при передачи 1:5=120мм
Наибольшиймодуль- 2 мм
Толщина фундамента 400
Стороны,обозначенные
Потребность в площади: 1,9 х 1,6 м ( без электро-шкафа и шкафа для
калибров)
Этот чертеж остается нашей собственностью.Чертеж не разрешается
частично или же полностью распространять. Не разрешается также,
U7
о не имея на это права, содержание этого чертежа передавать другим
cn или же реализовать с целью соревнования. ХАЙДЕНРАЙХ иХАРБЕК,
° ГАМБУРГ.
HEIDENREICH & HARBECK • HAMBURG
chipmaker.ru
ЗУБОСТРОГАТЕЛЬНЫЙ СТАНОК ДЛЯ КОНИЧЕСКИХ КОЛЕС, МОДЕЛЬ 12
ИЗНАШИВАЮЩИЕ ДЕТАЛИ
Приложение,
лист №23
К-в 0 Наименование № чертежа
2 Обкаточная лента 40.2012.13.13-1000 (4)
2 Обкоточная лента 40.2012.13.13-1100 (4)
2 Обкаточная лента 40.0012.40.10-7900 (4)
2 Обкаточная лента 40.2012.60.10-7500 (4)
Зажимной болт для
4 строгального резца 70.2012.40.40-4401 (4)
1 Бремзит 5x16x250 0812.1301 600 050
(Бремзит = Асбестовая ткань со вделанными
латунными нитками,пропитанная).
VerschleiBteile 12 H
со
о
см
см
о
ем
О
HEIDENREICH & HARBECK • HAMBURG
9.2О12.13.15-ООО2
chipmaker.ru
Материал:
0,3 мм стальная лента
Сталь, сорт -С
Прочность на разрыв 130 до 185 кг/мм^
Анализ:
С = 0,71 0,85 £
Si =0,2 %
Мп =«-0,5 %
Р = макс. 0,045 %
Bearb.
Gepr.
Tag
44557.
15,5.57,
o
Name
Benennung:
_____ Mafjsiab
/^1 ОБКАТОЧНАЯ ЛЕНТА 1-1
9Qf
von
Serie
bis
HEIDENREICH & H
Hamburg 3
Zeichnungs-Nr.
W.W12-13J3-10I00 (V
| Maachin ] Gmppe |u.-Grupp.| Tell | And. |Zei<hn.-Art| Format
Modell-Nr.
Rohmaf)
Tag
Name
Материалк
chipmaker.ru
chipmaker.ru
Chipmaker.ru
М?5-
425,5
Ji
ю/i
о
Материал;
0,3 мм стальная лента
Сталь, сорт-С
Прочность на разрыв 130 до 185 кг/мм^
Анализ:
С = 0,7 - 0,85 %
Si = 0,2 %
Мп =~ 0,5 $
Р = макс. 0,045 %
Tag Name Benennung: ОБКАТОЧНАЯ ЛЕНТА Maljstab
Bearb.
Gepr. 15,5.57, 0//
Norm. / Ун
1 Zeidinungs-Nr.
нпмасн * hab ^0.2012~13.13~ 11 00 №
901 Matchine J Grupp« [U--Grupp.| Тей ] And. |Zekhn.*Art| Format
von Se bis rie Teg Name Материал: * Mod.u-N,. Roh mat}
chipmaker.ru
*
Материал;
0,5 мм стальная лента
Сталь, сорт - С
Прочность на разрыв 130 до 185 кг/мм2
Анализ:
С = 0,71 0,85 %
Si = 0,2 %
Мп = =*> 0,5 %
Р = макс. 0,045 %
(
J
Mafptab
Name
1.3.5b.
Gepr. 23Л57 >
Bearb.
Benennung:
ОБКАТОЧНАЯ ЛЕНТА 1=1
Zeichnungs-Nr.
321______
von
Soria
bis
HEIDENREICH & HAR
Hamburg 33
¥0.2012- 40.10- 79/00 (¥)
f Maschine | Gmppa |u.-Orupp.| Tall | And. |z«lchn.-Art| Format
Modell-Nr.
Rohma^
Tag
Name
Материал: 34
chipmaker.ru
(у)
0f3 мм толщина
*
**• Материал;
0,3 мм стальная лента
Сталь, сорт - С
Прочность на разрыв 130 до 1й6 кг/мм-
С - 0,7 1 0,«5 %
Si =0,2 %
Мп =^0,5 /о
Р = макс . 0,04 5 7о
Chipmaker.ru
901 bl 1X64 '•f d . ! I
von So 'bis tie Tag Name
HEIDENREICH & НДк
Hamburg 33-
Tag Name
Bearb.
Gepr.
Norm. 1_Z22_
Benennunq:
ОБКАТОЧНАЯ ЛЕНТА
Zeidinungs-Nr.
Mafjstab
402O12-6OJQ-75JOO W
f Muchine | Gruppe |ll.-Grupp.| Teil | And. |Zeichn.-Arl[ Format
Modell-Nr.
, ?ohmaf}
Материал: x