/





















Теги: настольно-сверлильный станок сверлильный станок паспорт к станку
Год: 1958




Текст
chipmaker.ru
ГЛАВНОЕ УПРАВЛЕНИЕ ТРУДОВЫХ РЕЗЕРВОВ
ПРИ СОВЕТЕ МИНИСТРОВ СССР
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
Chipmaker.ru
НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ
СТАНОК МОДЕЛИ НС-12Б
Руководство по обслуживанию,
паспорт станка
и акт технического испытания
ТРУДРЕЗЕРВИЗДАТ
Москва 1958
chipmaker.ru
ГЛАВНОЕ УПРАВЛЕНИЕ ТРУДОВЫХ РЕЗЕРВОВ
ПРИ СОВЕТЕ МИНИСТРОВ СССР
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКОЕ УПРАВЛЕНИЕ
НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ
СТАНОК МОДЕЛИ НС-12Б
Руководство по обслуживанию,
паспорт станка
и акт технического испытания
Chipmaker.ru
ВСЕСОЮЗНОЕ
УЧЕБНО-ПЕДАГОГИЧЕС КОЕ ИЗДАТЕЛЬСТВО
ТРУДРЕЗЕРВИЗДАТ
Москва 1958
chipmaker.ru
Настоящее руководство содержит указания по
обслуживанию настольно-сверлильного станка мо-
дели НС-12Б, изготовляемого в ремесленных,
железнодорожных и технических училищах Глав-
ного управления трудовых резервов при Совете
Министров СССР.
В нем приводятся основные данные об устрой-
стве и электрооборудовании станка, а также
описаны методы проверки станка на точность.
Все замечания по иастоящей брошюре просим
направлять по адресу: Москва, Центр, Хохлов-
ский пер., 7, Трудрезервиздат.
chipmaker.ru
ПАСПОРТ
НАСТОЛЬНО-СВЕРЛИЛЬНОГО СТАНКА
МОДЕЛИ НС-12Б
Chiomaker.ru
chipmaker.ru Главное управление грудовых резервов при Совете Министров СССР ПАСПОРТ НАСТОЛЬНО-СВЕРЛИЛЬНОГО СТАНКА Инвентарный №
Тип Настольно-сверлильный станок Модель НС-12Б Завод
Изготовитель . училище №... гор. . . Шифр Цех
Автор проекта (организация) С КБ-3 Одесса Заводской № Пролет
Год выпуска 195 .. . Время пуска станка в эксплуатацию Станок особо пригоден или приспособлен
Вес станка 130 кг \J Габарит: длина 760 ллц ширина 470 мм, высота 955 мм
Рис. 1. Настольно-сверлильный станок модели НС-12Б:
/ — плита: 2 — колонка: 3 — хобот: 4 — гильза шпинделя; 5 — шпиндель: 6 - рукоятки
управления; 7 — рейка; 8 — электродвигатель; 9 — плита электродвигателя; 10 — стопор
натяжного устройства; (1 — башмак
chipmaker.ru ОСНОВНЫЕ ДАННЫЕ
ОСНОВНЫЕ РАЗМЕРЫ РУКАВ (для радиальных станков)
J Наибольший диаметр сверления в мм 12 Подъемные рукава
J Расстояние от оси шпинделя до колонки в ми 200 Выключающие упоры
ШПИНДЕЛЬ Быстрое перемещение в м/мин
Наибольшее перемещение —руки— механически шпинделя в мм 100 Наибольший угол .поворота вокруг вертикаль- ной оси в градусах
Быстрое перемещение в м/мин — Цена одного деления шкалы поворота
Выключающие упоры нет Наибольший угол поворота вокруг горизон- тальной оси в градусах
Автоматическое переключение на возвратное перемещение шпинделя пет Поворот на одно деление шкалы
ХОБОТ (САЛАЗКИ) ШПИНДЕЛЯ
Наибольшее перемеще ние хобота в мм а) горизонтальное б) вертикальное 200 - Л d
Chipmaker.n /
Быстрое перемещение в м!мин а) вертикальное б) горизонтальное . Г g L —760
Наибольший угол поворота в градусах с ко- лонкой 360
’нс. 2. Планировочный габарит станка
Цена одного деления шкалы поворота
-585
chipmaker.ru
СТОЛ И ПЛИ!А ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ
Наибольшее перемещение стола в мм а) вертикальное Наличие охлаждения нет
6) продольное Блокировка нет
в) поперечное Предварительная настройка числа оборотов шпинделя
Н ай бол ь ш и й угол по в оро-та стола в градусах вокруг а) колонки б) горизонтальной оси Насос для охлаждающей жидкости ТИП
произвол, в м]мин
КЛЮЧИ СПЕЦИАЛЬНЫЕ
ПРИВОД
Род привода Электрический Число оборотов приемного шкива в минуту 450, 800, 1410, 2490, 4430
ЭЛЕКТРОДВИГАТЕЛИ Ремни и цепи
Назначите Вращение шпинделя Местонахождение На приводных шкивах
Число оборотов в минуту 1410 Нормальные размеры ремней, цепей и № стандарта А1120 ГОСТ 1284—45
Мощность в кет 0,6
Тип АЗ 1—4 Число ремней I
Инвентарный №
с ИЕЦИФИКАЦИЯ ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ КОЛЕС, ЧЕРВЯКОВ, ВИНТОВ И ГАЕК
Узел
№ по схеме (рис 4) 1 2 3 4
Число зубьев или заходов 21 15 38 9
Модуль или шаг винта в мм 2 2 2 2
Угол винтовой линии в градусах
Ширина обода в мм 1 25 30 16 20
Материал Сталь 45 Сталь 45 Сталь 45 Сталь 45
Термическая обработка 45 У 45 У 45—У 45—У
Твердость Н в. 11RC
Предел прочности
1 Для гаек — длина в мм, для винтов и червяков — внешний диаметр в мм
6
chipmaker.ru
МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ
№ сту- пеней Положение рукояток, ремня Число оборотов шпинделя в минуту Наиболь- ший допу- стимый крутящий момент в кгм Э ффективп ая адощност ь на шпинделе в кет Наиболее слабое звено
обозначение рукояток, ремня
прямое вращение обратное вращение а) прямое вращение б) обрат- ное вращение а) по приводу б) по наи- более слабому звену
1 2 3 4 5 — ‘jLi 450 800 1410 2190 4430 1,3 0,73 0,42 0,24 0,13 0.6 0,6 0,6 0,6 0,6 Электро- двигатель
Chipmaker.ru
Эскиз управ пения механизмом главною движения Включается кнопочным пускателем Заключение по силовому (расчету станка
СМЕННЫЕ ЗУБЧАТЫЕ КОЛЕСА
Модуль Ширина обода Диаметр отверстия Материал Число зубьев
*
7
chipm< ker.ru
МЕХАНИЗМ ПОДАЧИ
№ ступеней Положение (рукояток, ремня или сменных зубчатых колес Подана в мм мин № ступеней Положение рукояток, .ремня или сменных зубчатых колес Подача в мм{мин
Обозначение рукояток, ремня или сменных зубчатых колес Обозначение рукояток, ремня или сменных зубчатых колес
1 Подача ручная 4
2 5
3 6
Наибольшее усилие резания, допускаемое механизмом
подач при нормальном затуплении сверла, — 70 кг
Рис 5 Эскиз управления
механизмом
Спецификация остальных рукояток <или кнопок управления станка
№ п/п Назначение
Смотри схему расположения органов управления (рис. 6)
Рис. 6 Схема расположения
органов управления:
1 — кнопка отключения электро-
двигателя «Стоп»; 2 — кнопка
включения электродвигателя
«Пуск»; 3 — рукоятка зажима
хобота; 4— рукоятка подъема
хобота; 5 — рукоятка подъема
пиноли; 6 — винты зажима на-
тяжного устройства; Z — выклю-
чатель местного освещения
Chipmaker.ru
8
chipmaker.ru
ЭлетроОВигшпелъ приВоОа
Вращения шпинОеля Q6 кВт
ИЮ оВ/нин; тип >737-4
Рис. 7. Принципиальная
электрическая схема
станка:
ТО — понижающий транс-
форматор 50 вт типа ТПБ-50;
J1O—кронштейн местного
освещения типа К-1; ВО —
пакетный выключатель на
6 а типа ПК2-10/П; КП —
кнопочный пускатель типа
КА-73А; 3 — заземление
СХЕМА МЕСТ СМАЗКИ
Хз смазоч- ных точек Элементы механизма, подлежащие смазке Способ подвода смазки Применяе- мая смазка ичест- мест зки Режим смазки Едино- времен- но За 8 час. работы Ответствен- ный за смазку
г: о во : сма
расход iv асла в г
1 2 Ось рукоятки подъема хобота Ось рукоятки подъема пиноли Ручной я , Солидол „Л“ Я 2 1 1 раз сяца 1 раз в 3 ме- в смену 0,05 0,003 0,003 Станочник Я
3 Подшипники шпинделя в и 1 То же 0,05 0,05 »
4 Электродвигатель и 1 1 раз сяца в 3 ме- 0,15 — Электрик
Рис. 8. Схема мест смазки
9
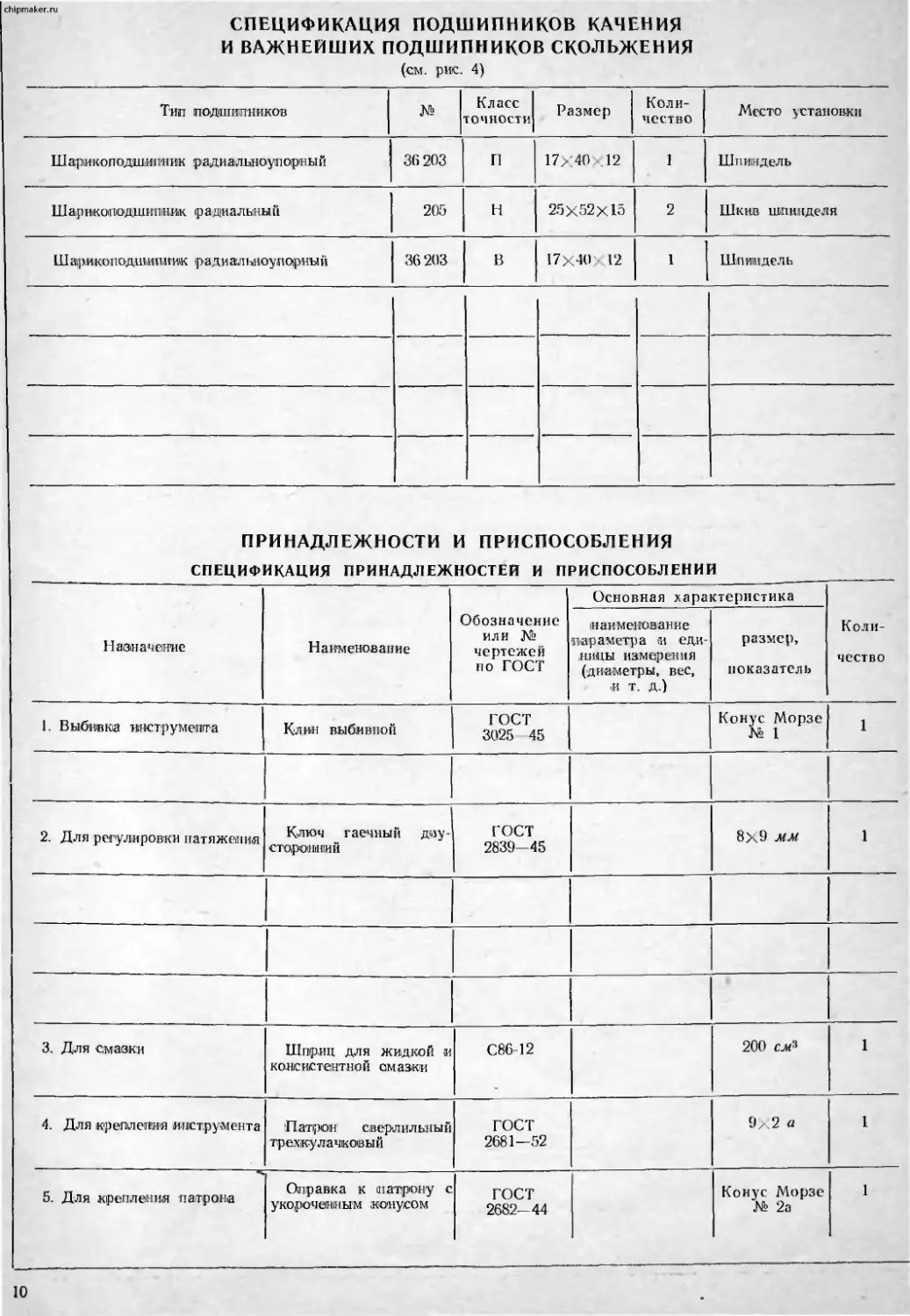
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
И ВАЖНЕЙШИХ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ
(см. рис. 4)
Тип подшипников № Класс точности Размер Коли- чество Место установки
Ш арм коп одшипиик р ад и альноуп ори ый 36 203 п 17. 40 12 1 Шпиндель
Ш ар икооодщи! вник ip а диа льный 205 н 25x52x15 2 Шкив шпинделя
Шарикоподшипник радиашыюуяорный 36203 в 17X40 12 1 Шпиндель
ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
СПЕЦИФИКАЦИЯ ПРИНАДЛЕЖНОСТЕЙ И ПРИСПОСОБЛЕНИИ
Назначение Наименование Обозначение или № чертежей по ГОСТ Основная кара наименование параметра <и еди- ницы измерения (диаметры, вес, и т. д.) стеристика размер, показатель Коли- чество
1. Выбивка инструмента Клин выбивной ГОСТ 3025 45 Конус Морзе № 1 1
2. Для регулировки натяжения Ключ гаечный ДВУ- СТОРОННИЙ ГОСТ 2839-45 8x9 мм 1
3. Для смазки Шприц для жидкой -и консистентной смазки С86-12 200 еж» 1
4. Для крепления инструмента П аиром сверл ил ья ы й трехку ла чков ы й ГОСТ 2681—52 9x2 а 1
5. Для крепления патрона Оправка к патрону с укороченным конусом ГОСТ 2682-44 Конус Морзе № 2а 1
10
chipmaker.ru
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ БЫСТРО ИЗНАШИВАЮЩИХСЯ ДЕТАЛЕЙ
№ Узел Наименование детали Количество на станок Материал
1 Хобот Втулка 1 Сталь 45
2 Пружина 1 Сталь 65Г
ГОСТ В 1090-52
3 Вал-шестерия 1 Сталь 45
4 п я 1 Сталь 45
Разрез по ББ
сл3 относительно оси 6 вер-
тикальной плескссти
не Палее 005
Рис. 9. Втулка (деталь 32в)'
Длина заеотоОни 1300 мн
ТериооОзабаткв 65Г-МЛЗ
Рис. 10. Спиральная пружина (деталь 37)
11
chipmaker.ru
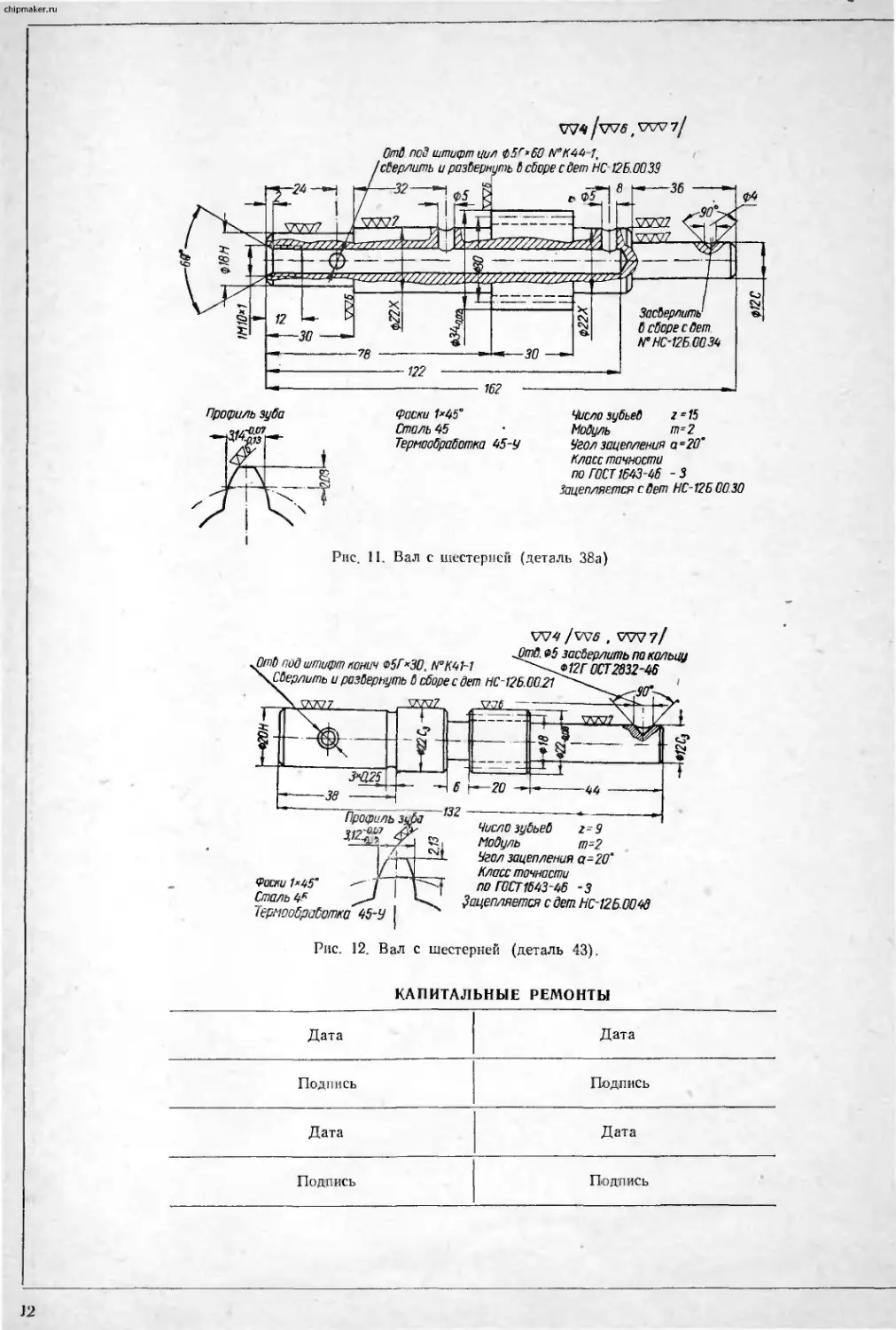
V74 /w3, VW 7/
OmB nod штифт цил (5r>50 НвК44-1,
122
162
Фаски 1*45°
Сталь 45
Термообработка 45-У
Число зубьев z *15
Модуль т*2 _
Угол зацепления а*20°
Класс точности
по ГОСТ 1643-46 -3
Зацеплягтся с бет НС-126 00.30
Рис
II. Вал с шестерней (деталь 38а)
Отб иид штифт конич ф5Г*30, №К41-1
\Сберлить и развернуть б сборе с дет НС 126.00.21
VV4/W5 , Ф\Г7 7/
Qmd. 05 засберлить по кольцу
»12Г ОН2^32- '6
EZ£.
WV7
3*025
44
Профиль. у1л 133
Фаски 1*45“ '— 1 Г
Сталь 45
ТврмообртЛолжа 45-У |
1
Число зубьеб
Модуль
Угол зацепления а-20‘
Кла^ точности
по Г0СТ1643-46 -3
Зацепляется с дет. HC-126J040
г* 9
т=2
Рис. 12. Вал с шестерней (деталь 43).
КАПИТАЛЬНЫЕ РЕМОНТЫ
Дата Дата
Подпись Подпись
Дата Дата
Подпись Подпись
chipmaker.ru
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ
НАСТОЛЬНО-СВЕРЛИЛЬНОГО СТАНКА
Chipmaker.ru
hipmaker.ru
Настольно-сверлильный станок модели
НС-12Б предназначен для обработки отверстий
диаметром до 12 мм в мелких и средних де-
талях.
Обработка отверстий в сплошном материале
производится сверлением; предварительно под-
готовленные отверстия обрабатываются путем
зенкерования и развертывания.
Глубина обработки ограничена ходом свер-
лильного шпинделя, равным 100 мм. Однако в
отдельных случаях глубину обработки можно
увеличить, использовав для этого вертикальное
перемещение хобота.
Габариты обрабатываемых изделий ограни-
чиваются следующими величинами-
а) вылет шпинделя от колонки . 200 мм,
б) расстояние от торна шпинделя
до рабочей поверхности плиты:
наибольшее..................... 400 мм;
наименьшее......................100 мм;
Шпиндель имеет 5 скоростей вращения в
диапазоне от 450 до 4430 об'мин (см. рис. 13).
Механизм управления станком смонтирован
на самом станке, что создает удобство в его
обслуживании. Станок снабжен осветительной
электроаппаратурой.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
Наибольший диаметр сверления в
стали ад = 52 — 65 кг/мм2 в мм . . . 12
Вылет шпинделя до колонки в мм .... 200
Наибольшая глубина сверления без
перемещения хобота в мм .... 100
Рис. 13. Зависимость скорости резания от диа-
метра сверла и числа оборотов шпинделя
Расстояние от конца шпинделя до
плиты в мм:
наибольшее.......................... 400
наименьшее ........................ 100
Конус шпинделя (внутренний) . . Морзе № 1
Наибольшее усилие подачи (при
приложенном усилии на рукоят-
ке 8 кг) в кг . . ... 70
Количество скоростей шпинделя . . 5
Числа оборотов шпинделя в минуту 450
800
1410
2490
4430
Характеристика ремня клиновой . . А1120
ГОСТ 1284 45
Электродвигатель:
тип ............................... А31—4
число оборотов в минуту ... 1410
мощность в кет................. 0.6
Рабочая поверхность стола в мм 350X300
Диаметр колонки в мм............... 70
Г абарит станка в мм:
длина .............................. 760
ширина...................... . 470
высота ... 955
Вес станка в кг.................... 130
14
chipmaker.ru
КРАТКОЕ СПИСАНИЕ КОНСТРУКЦИИ
И РАБОТЫ СТАНКА
Chiomaker.ru
Станок состоит из следующих основных ча-
стей (см рис. 1): плты /; колонки 2; хобота
со шпиндельной группой 3; электрооборудова-
ния 8.
На плите закрепляется башмак И, в отвер-
стии которого устанавливается колонка 2. Ко-
лонка закрепляется путем затяжки башмака.
По периметру плиты расположен желоб для
сбора охлаждающей жидкости. В нижней
части желоба имеется спусковое отверстие с
пробкой. При подключении станка к центра-
лизованной подаче эмульсии вместо пробки
может быть заверну!- ниппель с резиновым
шлангом.
Внутри плиты вмонтирован понижающий
трансформатор и корпус пакетного выключа-
теля (для местного освещения), а снаружи —
кнопочная станция (для электродвигателя
станка).
На колонке закреплена рейка 3 (рис. 4)
(т = 2), в зацеплении с которой находится ше-
стерня, вмонтированная в хобот, жестко за-
крепленная с рукояткой 4 (см. схему располо-
жения органов управления, рис. 6). При пово-
роте рукояток 3, 4 (рис. 6) хобот перемещается
по колонке. После установки хобота на необхо-
димую высоту рукояткой 3 хобот зажимают.
На хоботе закреплены шпиндельная группа
5, электродвигатель 8 с плитой и натяжное
устройство 10 для клинового ремня (см. рис 1).
Шпиндель, разгруженный от шкива, уста-
новлен в гильзе 4 (пиноли) на прецизионных
радиальноупорных подшипниках.
Гильза перемещается при повороте рукоят-
ки 6 (рис. 1).
Передача вращения от шкива шпинделю
осуществляется при помощи двух призматиче-
ских шпонок.
Пятиступенчатый шкив шпинделя закреп-
лен с помощью втудки на двух радиальных
подшипниках.
Электродвигатель закреплен на подмоторной
плите, направляющие которой свободно вхо-
дят в соответствующие расточки в хоботе.
После того как ремень накинут на соответ-
ствующую ступень шкива, эта плита оттяги-
вается от хобота до нормального натяжения
ремня и в этом положении фиксируется при-
жимными винтами.
Описание кинематической схемы (см. рис. 4)
От электродвигателя при помощи клиноре-
менной передачи через пятиступенчатый шкив
приводится во вращение соединенный с ним
посредством шпонок (и скользящий по ним)
шпиндель станка.
При повороте рукоятки 5 (рис. 6) вращается
шестеоня 2 (рис. 4), которая передвигает рей-
ку 1 и связанную с ней гильзу вверх и вниз.
Гильза, двигаясь в полости хобота, переме-
щает вверх и вниз шпиндель, связанный с
гильзой радиальноупорными шарикоподшипни-
ками.
Вертикальное перемещение хобота произво-
дится действием шестерни 4 (рис. 4), приводи-
мой во вращение рукояткой 4 (рис. 6),на рейку
3 (рис. 4), укрепленную на колонке.
В случае надобности возможно поворачивать
колонку вместе с хоботом вокруг ее оси после
ослабления зажима башмака, в котором за-
креплена колонка.
Кожух ограждения ремня выполняется либо
литой, либо сварной (удлиненный).
Электрооборудование
Электрооборудование станка состоит из
1) электродвигателя мощностью 0,6 кет;
2) кнопочного пускателя с кнопками «Стоп» и
«Пуск»; 3) местного освещения с понижающим
трансформатором и пакетным выключателем.
Управление станком (рис. 7)
1. Нажатием на кнопку «Пуск» кнопочного
пускателя КП включается электродвигатель.
Нажатием на кнопку «Стоп» кнопочного
пускателя КП электродвигатель отключается.
2. Поворотом ручки пакетного выключателя
ВО включается местное освещение ЛО.
Станок должен быть заземлен.
Наладка и эксплуатация станка
Станок устанавливают на устойчивом ров-
ном столе, выверяют уровнем и закрепляют.
15
chipmaker.ru
Перед пуском станка необходимо проверить:
1. Наличие смазки во всех смазываемых ме-
ханизмах согласно «Схеме мест смазки»
(рис 8).
2. Плавность перемещения гильзы шпинделя
(пиноли) в хоботе и хобота по колонке, а также
вращения шпинделя.
3. Надежность крепления электродвигателя
к его плите и плиты к хоботу.
4. Надежность крепления колонки в баш-
маке.
Перевод ремня с одной ступени на другую
допускается производить только после полной
остановки электродвигателя. При этом необхо-
димо предварительно ослабить стопорные вин-
ты направляющих осей плиты, перевести ре-
мень на желательную ступень шкива на шпин
деле, а затем на соответствующую ступень
шкива электродвигателя и, не снимая щитка,
слегка натянуть ремень, оттягивая плиту от
ко тонки, и вновь зажать направляющие оси
винтами.
Сверление производить только при установ-
ленном щитке — ограждении шкива шпинделя.
Обрабатываемая деталь должна п точно
прилегать к плите станка либо быть закреп-
лена в тисках или в зажимном приспособле-
нии. Плита должна быть свободна от посто-
ронних предметов.
При установке инструмента в конус шпин-
деля необходимо обратить внимание на чисто-
ту конуса. Удалять инструмент из конуса
шпинделя следует только с помощью клина и
ни в коем случае не допускать ударов по
инструменту.
После перемещения хобота по колонке необ-
ходимо зажать рукоятку 3 до отказа (рис. 6).
Уход за станком
Срок службы, производительность и точ-
ность работы станка зависят от внимательного
и аккуратного ухода.
До начала работы необходимо тщательно
осмотреть станок, очистить его и смазать.
Затем следует проверить на холостом ходу
механизм подъема гильзы шпинделя и надеж
ность крепления хобота на колонке и направ-
ляющих осей натяжного устройства.
Если во время работы станка обнаружатся
неисправности (стук, чрезмерный нагрев под-
шипников и т. п.), необходимо остановить ста-
нок и для осмотра вызвать работника, ответ-
ственною за состояние оборудования. Остав-
лять работающий станок без надзора не раз-
решается; при всякой отлучке от станка элек-
тродвигатель должен быть выключен.
После окончания работы надо убрать ин-
струмент и очистить станок от стружки и грязи.
Очистка производится волосяной щеткой или
хлопчатобумажной ветошью.
После этого надо смазать рабочие поверх-
ности станка машинным маслом. Дтя этого
пользуются ручной масленкой.
Периодически, не реже одного раза в шесть
месяцев, следует производить промывку с по-
следующей смазкой станка. Разбирать станок
без особой надобности не рекомендуется.
chipmaker.ru
Ill
АКТ
ТЕХНИЧЕСКОГО ИСПЫТАНИЯ
СТАНКА
Chi maker.ru
chipmaker.ru
АКТ ТЕХНИЧЕСКОГО ИСПЫТАНИЯ СТАНКА
явления трудовых резервов.
станка,
.училище №.
Заводской №
ода.
Город.
Chipmaker.ru
1. Материалы и качество обработки
№ п/п Наименование детали № детали Соответств материала ие чертежам обработки Примечание
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 1 'пиндель Гильза Колонка Башмак . . 'Плита . . . Хобот Плита электродвигателя Втулка ........ Пружина спиральная Шкивы . Градуированная шкала (линейка) Рейка . . . . Вал-шестерня . . . . Вал с шестерней . . Электрооборудование Рукоятки Головки винтов . 31а 30 49 12а 10а 116 в сборе 32в 37 806 и 816 47 48 38а 43 все п я
2. Качество сборки станка....................................
3. Плавность перемещения:
а) гильзы со шпинделем ...................................
б) хобота ................................................
в) плиты электродвигателя.................................
г) вращения шпинделя......................................
4. Качество наружной отделки и окраски.......................
5. Укомплектовка станка принадлежностями.....................
6. Испытание станка на холостом ходу и под нагрузкой-
а) вращение шпинделя при разных числах оборотов на холостом
ходу, работа подшипников........................ . .
б) сверление, зенкование, развертывание стали при разных чис-
лах оборотов .............................................
№ п/п Обрабатываемый материал (марка) Диаметр сверления Число оборотов в минуту Материал инструмента Приме- чание
начальный конечный
1 2
3
4 5
7. Испытание станка на точность............................
Каждый выпускаемый станок проверяется на точность.
Проверку следует производить после каждого очередного ремонта.
Ниже приводятся д зтоды проверки, допуски по ГОСТ 370—41 с
графой фактических отклонений от точности, заполняемой при
проверке станка на точность.
18
chipmaker.ru
ПРОВЕРКА СТАНКА НА ТОЧНОСТЬ
ПРОВЕРКА 1
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
Плоскостность рабочей поверхности плиты К рабочей поверхности плиты по различным направлениям прикладывается линейка провероч- ной гранью. Щупом измеряется -просвет между нижней гранью линейки и поверхностью плиты 0,03 мм на длине 300 мм (только в сторону вогнуто- сти),
Рис. 14. Проверка плоскостности рабочей
поверхности плиты
Рис. 15. Проверка перпендикулярности колон-
ки к рабочей поверхности плиты
ПРОВЕРКА 2
Что проверяется Метод проверки Допускаемое отклонение Фактическое -отклонение
Перпендикулярность колонки к рабочей по- верхности плиты в про- дольной плоскости, про- ходящей через ее сере- дину На рабочей поверхности тлить.' параллельно продольной плоскости станка устанавливается линейка. К верхней грани линейки ,и к образую- щей колонки в продольной плоскости приклады- вается рамный уровень Погрешность определяет- ся алгебраической разностью показаний уровней 0,005 мм на длине 250 мм (наклон колодки только к пли^е)
19
chipmaker.ru
ПРОВЕРКА 3
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
Перпендикулярность колонки к рабочей по- верхности ПЛИТЫ IB ПС перечной плоскости На рабочей поверхности плиты перпендикуляр- но к г"родольной плоскости станка устанавливает- ся линейка. К верхней грани линейки и к обра- зующей колонки в поперечной плоскости прикла- дывается рамный уровень. Погрешность опреде- ляется алгебраической разностью показаний уровня 0,025 мм на длине 250 мм (наклон колонки только к плите в сторону шпинделя) 0^02.6"
Рис. 16. Проверка перпендикулярно-
сти колонки к рабочей поверхности
плиты в поперечной плоскости
Рис. 17. Проверка радиального биения оси
конуса шпинделя
ПРОВЕРКА 4
Что проверяется Метод проверки Допускаемое отклонение Фактическое «отклонение
Радиальное биение оси конуса шпинделя В отверстие шпинделя плотно вставляется ци- линдрическая контрольная справка. Индикатор устанавливается так, чтобы его мерительный штифт касался поверхности оправки. Шпиндель приводится во вращение 0,03 мм на длине 100 мм 0'03
20
chipmaker.ru
ПРОВЕРКА 5
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
Перпендикулярность оси вращения шпинделя к рабочей поверхности плиты В отверстие шпинделя вставляется индикатор так, чтобы его мерительный штифт касался верх- ней грани линейки установленной на плите: а) в продольной плоскости; б) в поперечной плоскости. Шпиндель поворачивается на 180°. Погрешность определяется разностью показаний индикатора в точках а—сц и б—бь отнесенной к диаметру окружности, описанной штифтом индикатора. Проверка производится при крайнем верхнем .и нижнем положениях шпинделя а) 0,10 мч на диаметре 300 мм (нижний конец шпинделя может отклоняться толь- ко к колонке): б) 0,06 мм на диаметре 300 мм
Рис. 18. Проверка перпендикулярности оси
вращения шпинделя к рабочей поверхности
Рис. 19. Проверка перпендикулярности на-
правления перемещения гитьзы шпинделя к
рабочей поверхности плиты (1 .положение)
ПРОВЕРКА 6
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
Перпендикулярность направления перемеще- ния гильзы шпинделя к рабочей поверхности плиты На рабочей поверхности шлиты станка устанав- ливается линейка: а) параллельно продольной плоскости станка: б) перпендикулярно к продольной плоскости станка. На верхней грани линейки устанавливается угольник. Индикатор укрепляется на гильзе шпинделя так, чтобы его мерительный штчфт касался вертикальной рабочей грани угольника. Гильза перемещается вверх или вниз (см. про- верку 7). а) 0,1 мм на длине 300 мм (до- пускается отклоне- ние (Нижнего конца гильзы только к колонке)
Chipmaker.ruX
21
chipmaker.ru
ПРОВЕРКА 7
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
(Начало см проверку 6). В каждом разделе проверки замер .производится по 2 раза (поворот шпинделя на 180°) б) 0,05 мм на длине 300 мм
Рис. 20. Проверка перпендикулярно-
сти направления перемещения гильзы
шпинделя к рабочей поверхности
плиты (II положение)
Рис. 21. Проверка перпендикулярности осп
нагруженного шпинделя к рабочей поверхно-
сти плиты
ПРОВЕРКА 8
Что проверяется Метод проверки Допускаемое отклонение Фактическое отклонение
П ерпендикуляркость оси нагруженного шпин- деля к рабочей поверх- ности плиты Шпиндель нагружается в осевом направлении. Величина прикладываемой нагрузки измеряется динамометром Рамным уровнем проверяется перпендикулярность оси шпинделя к поверхности плиты в продольной .и в поперечной плоскостях. Погрешность определяется алгебраической раз- ностью показаний уровней в данной плоскости 2.5 мм 1000 при Р = 250 кг 1OQO
22
chipmaker.ru
8. Напряжение электрооборудования, установленного на станкеу
а) электродвигатель..................................2.ЛР/.38О в
б) понизительный трансформа гор......................... .. 'k- в
9. Общее заключение о пригодности станка к эксплуатации
Начальник ОТК----------------------------------------------
Технорук (инженер по производству)
Старший мастер училища_____________________________________
I
chipmaker.ru
содержание
Стр.
I. Паспорт настольно-сверлильного станка модели
НС- 12Б 3
II. Руководств!) по обслуживанию настольно-сверли ть-
ного станка.........................................13
III. Акт технического испытания станка.................17
Ответственный за выпуск С. Н. Пивоваров
Редактор Д. С. Литвак Техн редактор Ю. Н. Горохов
А05007. Сдано в набор 15/1V-1958 г. Подп к печ. 21/V 1958 г
Формат бум. 60 <92 в—3.0 п. л. В 1 и. л 23 200 зп Уч.-изд. л. 2,03.
Уч. № 31/4192. Тираж 4000. Бесплатно.
Тип. Трудрезервиздата, Москва, Хохловский пер., 7. Зак. 585.
chipmaker.ru
Поставщик: ЗАВОД „ТцКСТИЛЬМАШПРИБОР“
Управление Радиотехнической промышленности и приборостроения Мосгорсовнархоза
Адрес: Москва И-243, Проспект Мира 186
Расчетный счет № 24009. лицевой счет по децзачету машиностроения
№ 24072309 в Рижском отд. Госбанка г. Москвы
Г рузополучател^:
№
S
<и
Фактура
Договор
Г рузоотправитель он-же
Г ород
Руб.
<и
№
Колич
п. п.
со ст. Москва
_ квитанция №
№
Плательщик и адрес
Расчетный счет
s.
<и
Сумма счета
На ст._________
Способ отправки
Дата отпрлвк
Мест () I
Число мест прописью .
На месте отпущено через < , Ъ
НАИМЕНОВАНИЕ
Цена
С умма
Директор •
Гл. бухгалте
доверенности №
or./
Товар вывезен на автомашине №
19
г
Путевой лист
Подпись
Л. Т. 3 3473^40*100