/
































Теги: станки токарные станки
Похожие




Текст
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ 16Б16, 16Б16П, 16Л20, 16Л20П, 16Л20Ф1, 16Л20ПФ1, 16Г16, 16Г16К, 16Б16К, 16Б16КП, 16Л20К, 16Л 20КП,
Руководство по эксплуатации 16Б16П.000.000 РЭ
СОДЕРЖАНИЕ
I. Техническое описание
1.1. Назначение и область применения .... 3
1.2. Состав станков ..................... 4
1.3. Устройство и работа станков и их составных частей ......................... 5
1.4. Система смазки ......................2?
2. Электрооборудование
2.1. Общие сведения .....................35
2.2. Описание работы ....................35
2.3. Защита и блокировки .................51
2.4. Первоначальный пуск .................51
2.5. Указания по монтажу и эксплуатации .. 51
2.6. Рекомендуемые смазочные материалы для подшипников качения электродвигателей ............................... 52
2.7. Указания мер безопасности ..........52
3. Инструкция по эксплуатации
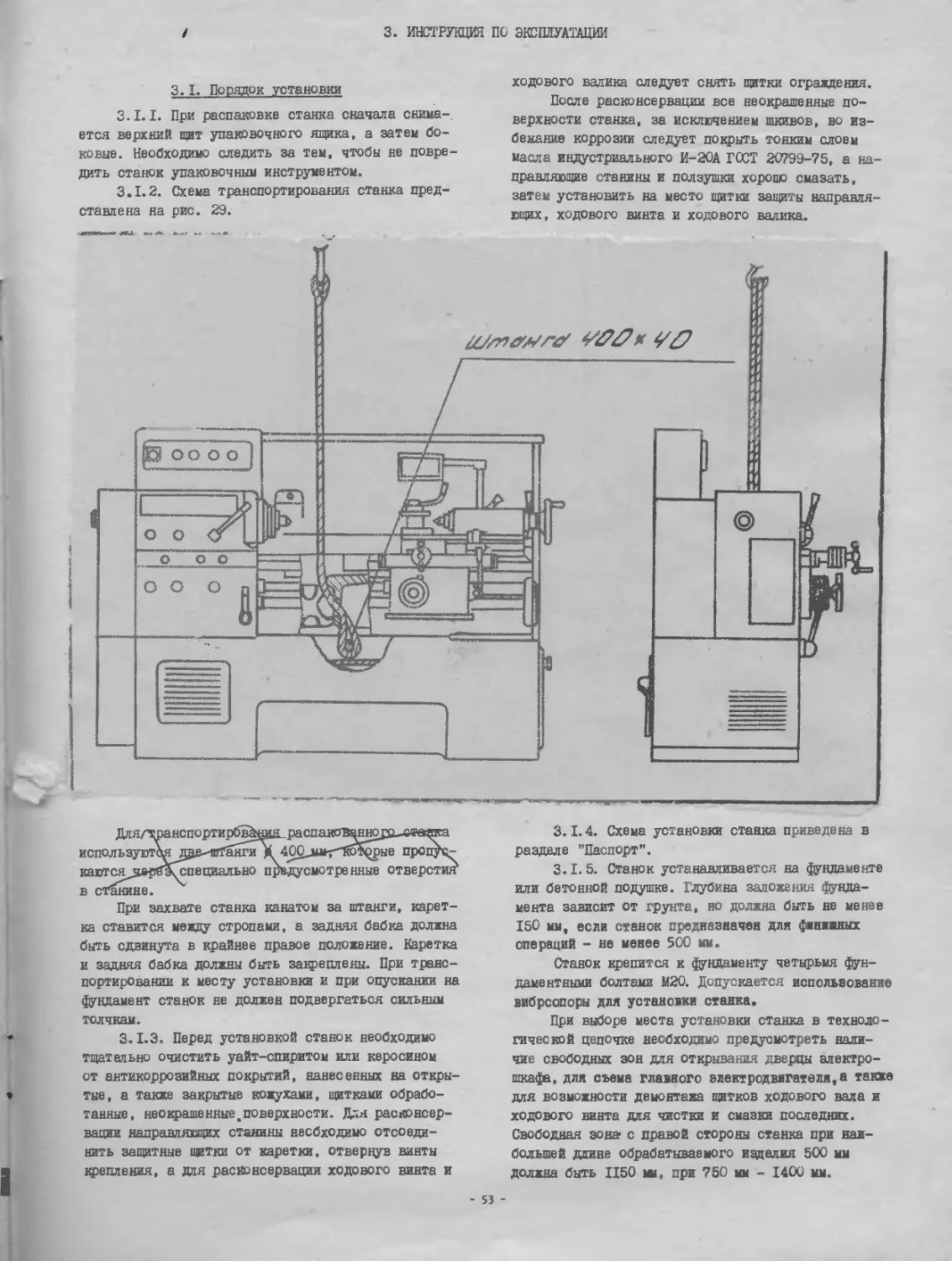
3.1. Порядок установки ................ 53
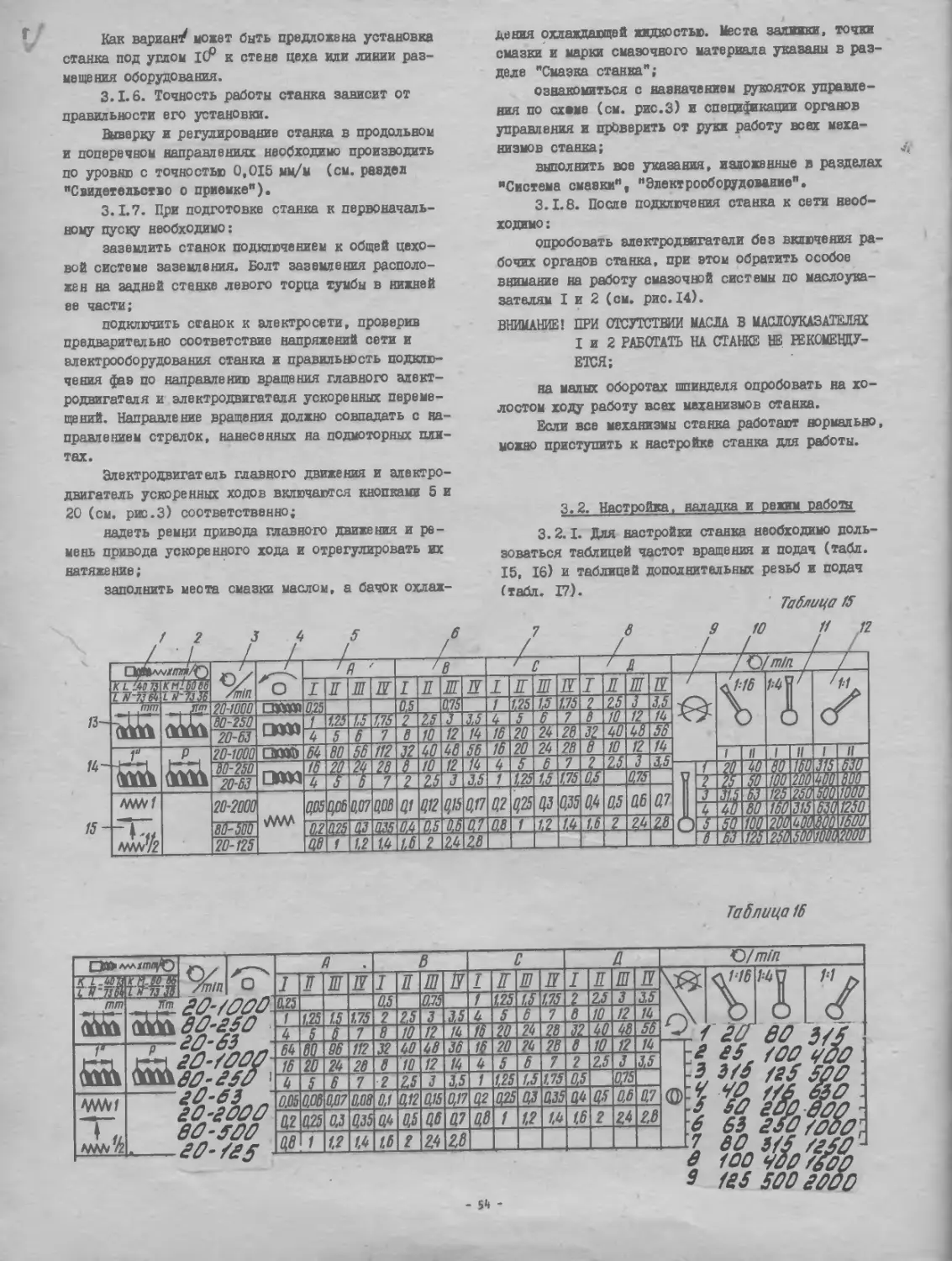
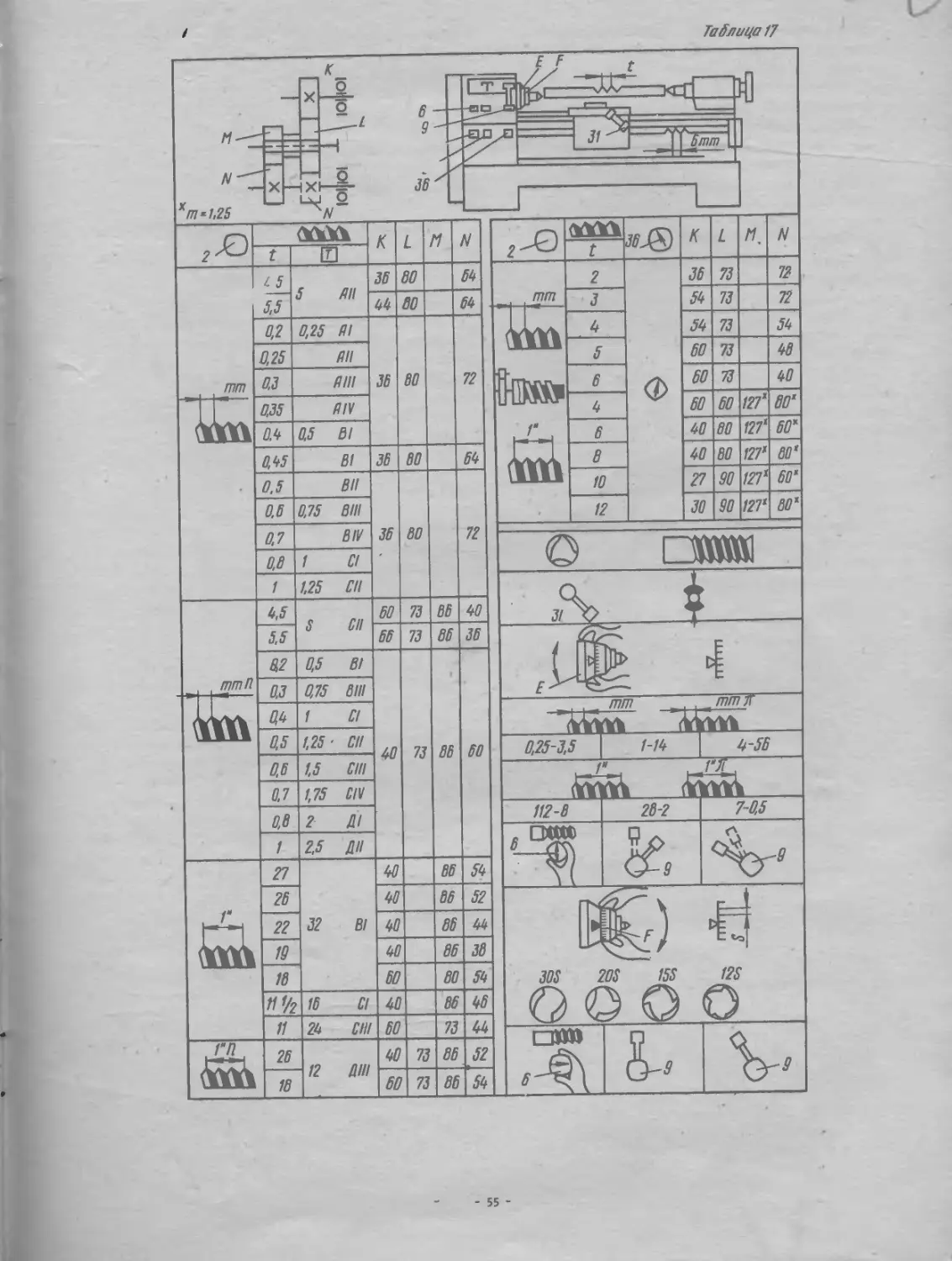
3.2. Настройка, наладка и режим работы .. 54
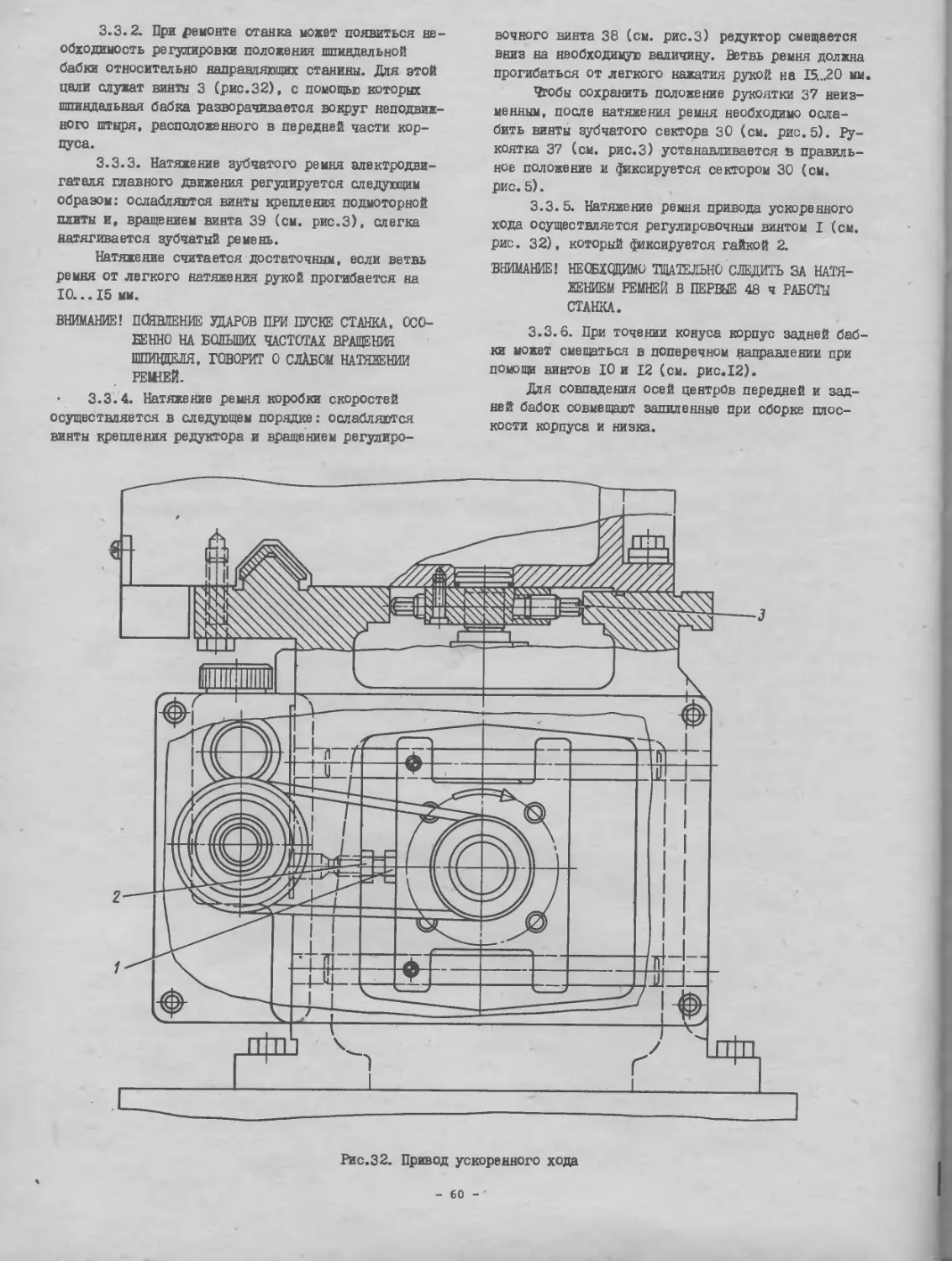
3.3. Регулирование станка .............. 59
3.4. Особенности и условия эксплуатации .. 61
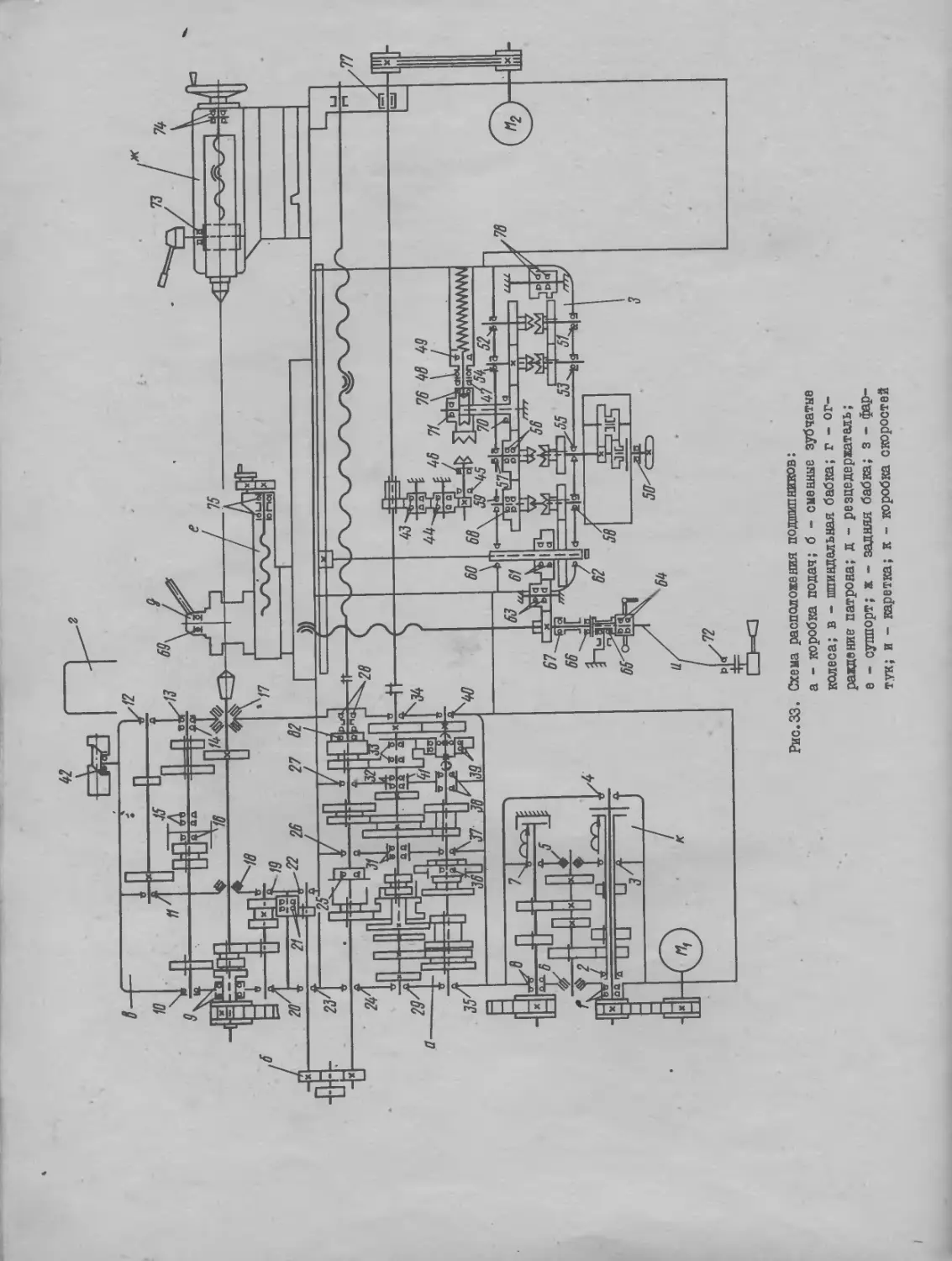
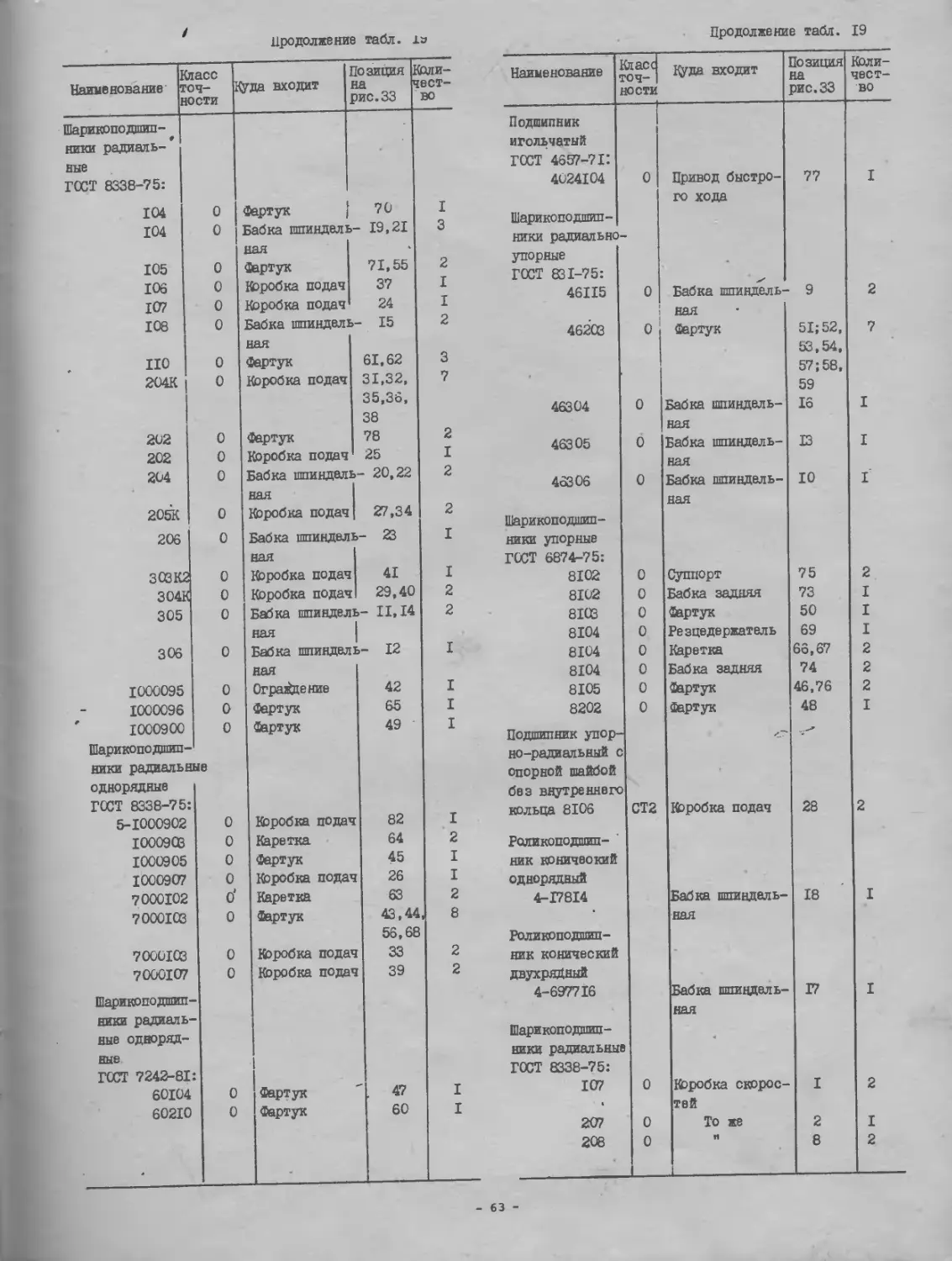
3.5. Схема расположения подшипников .....61
4. Паспорт
4.1. Общие сведения .................... 64
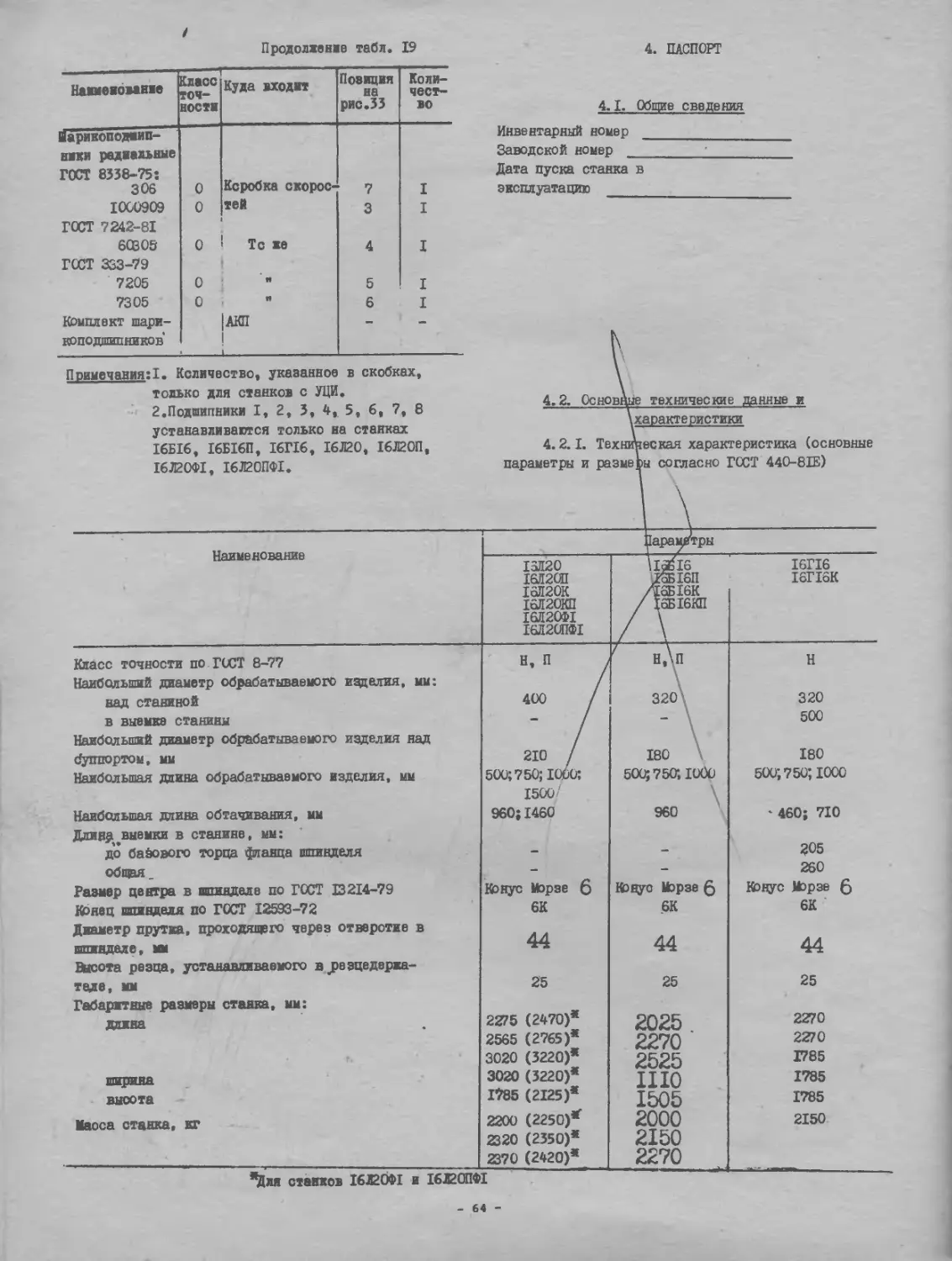
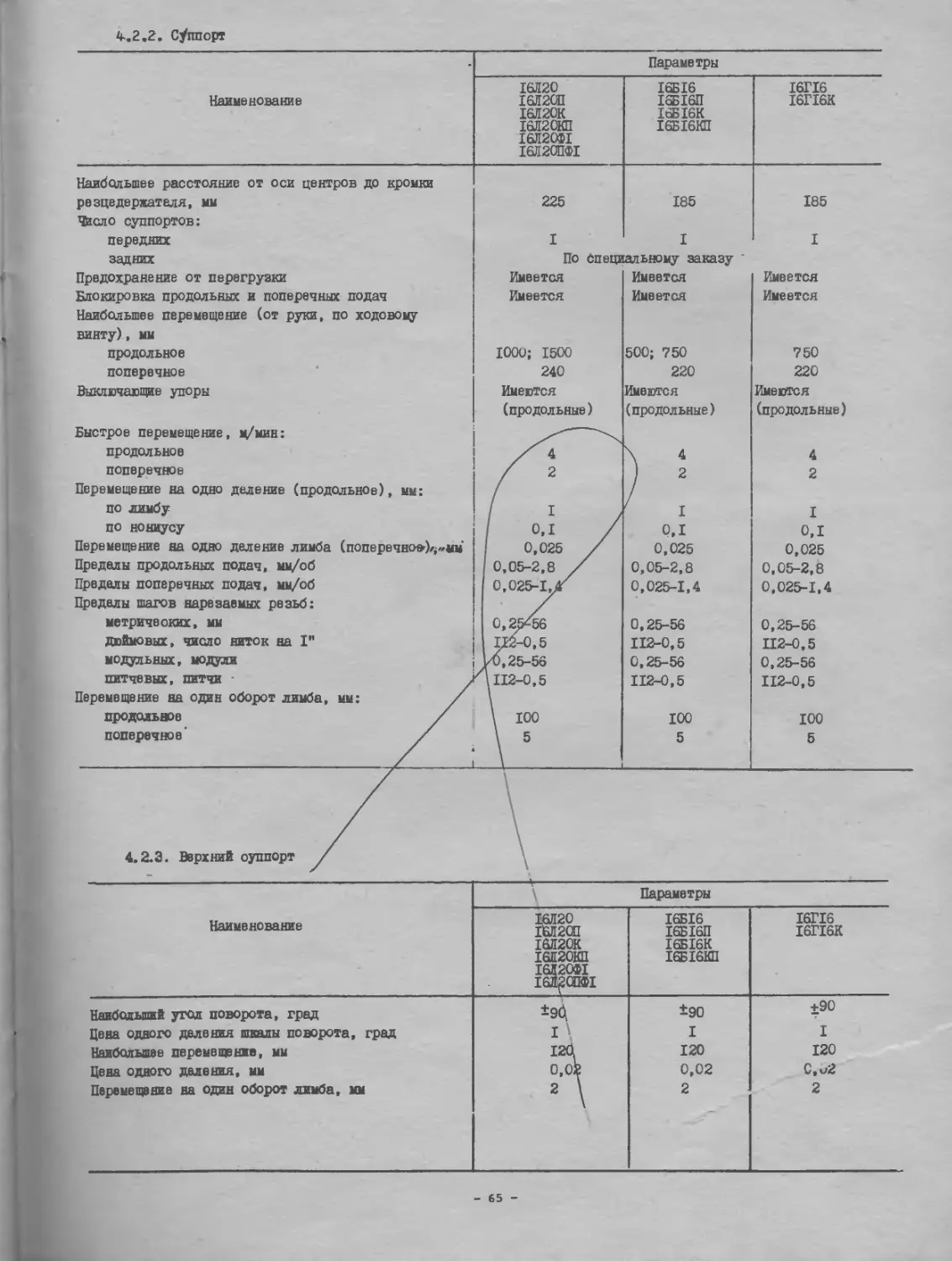
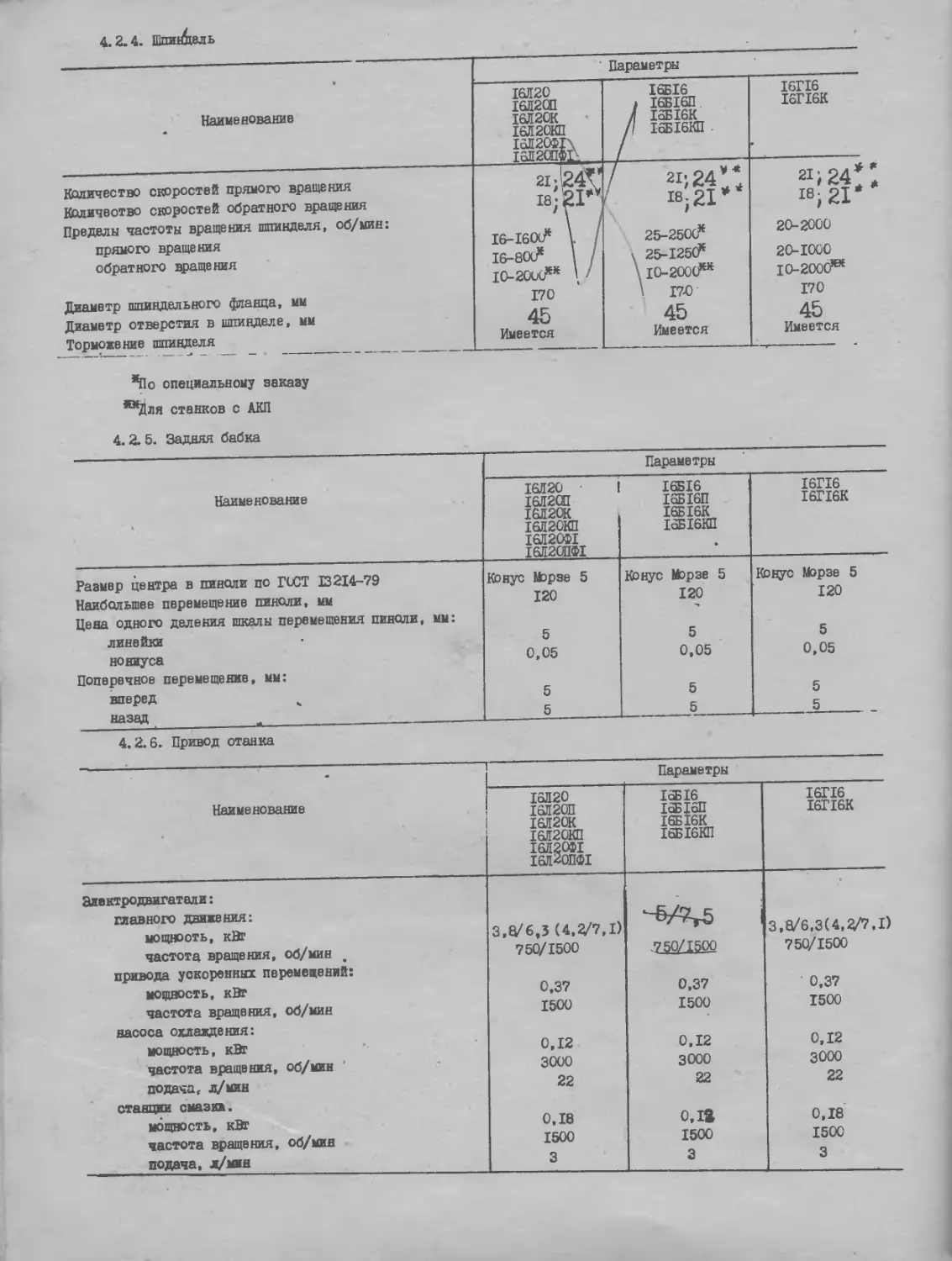
4.2. Основные технические данные и характеристики .......................... 64
4.3. Сведения о ремонте ................ 68
4.4. Сведения об изменениях в станке ... 69
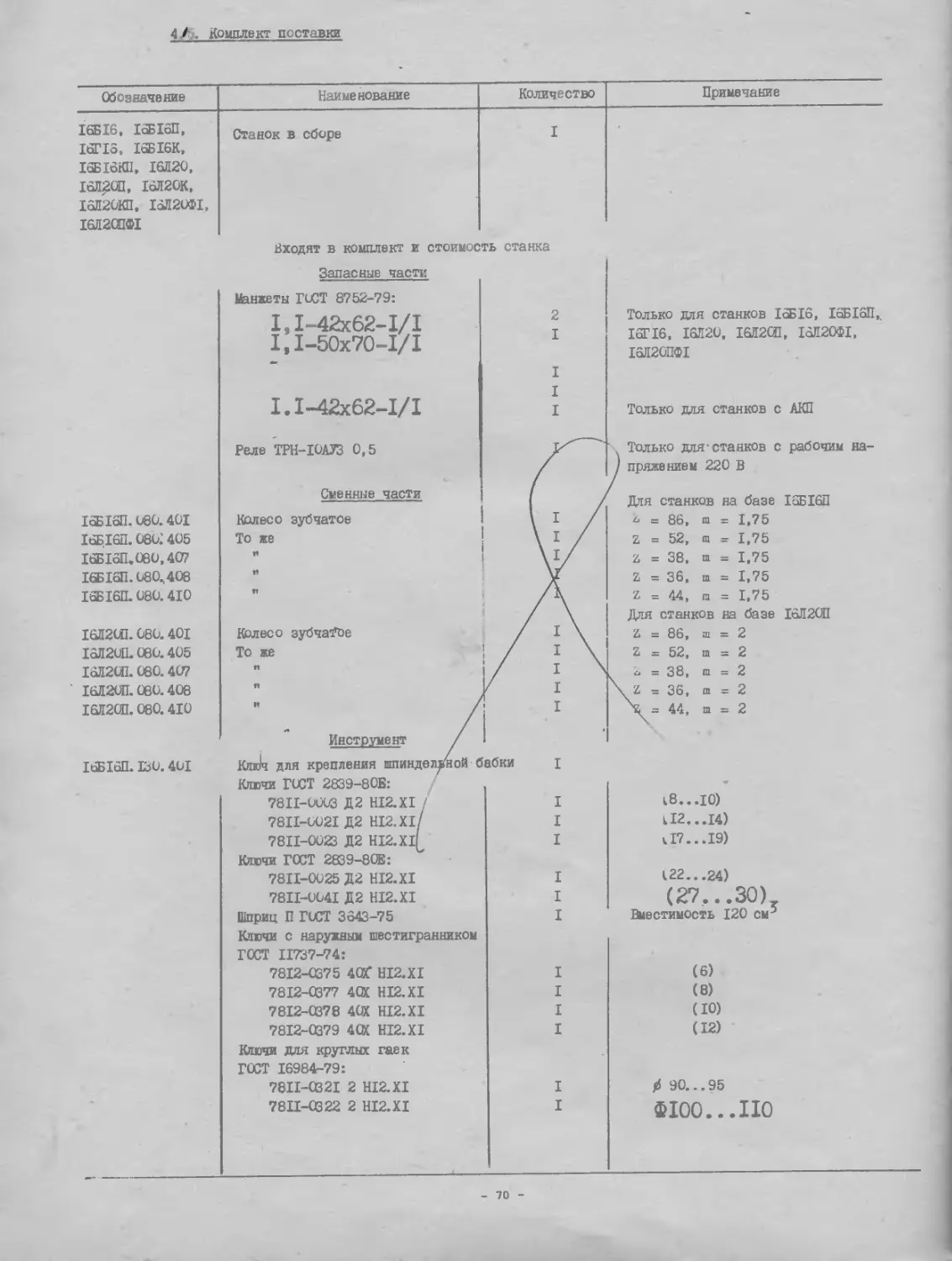
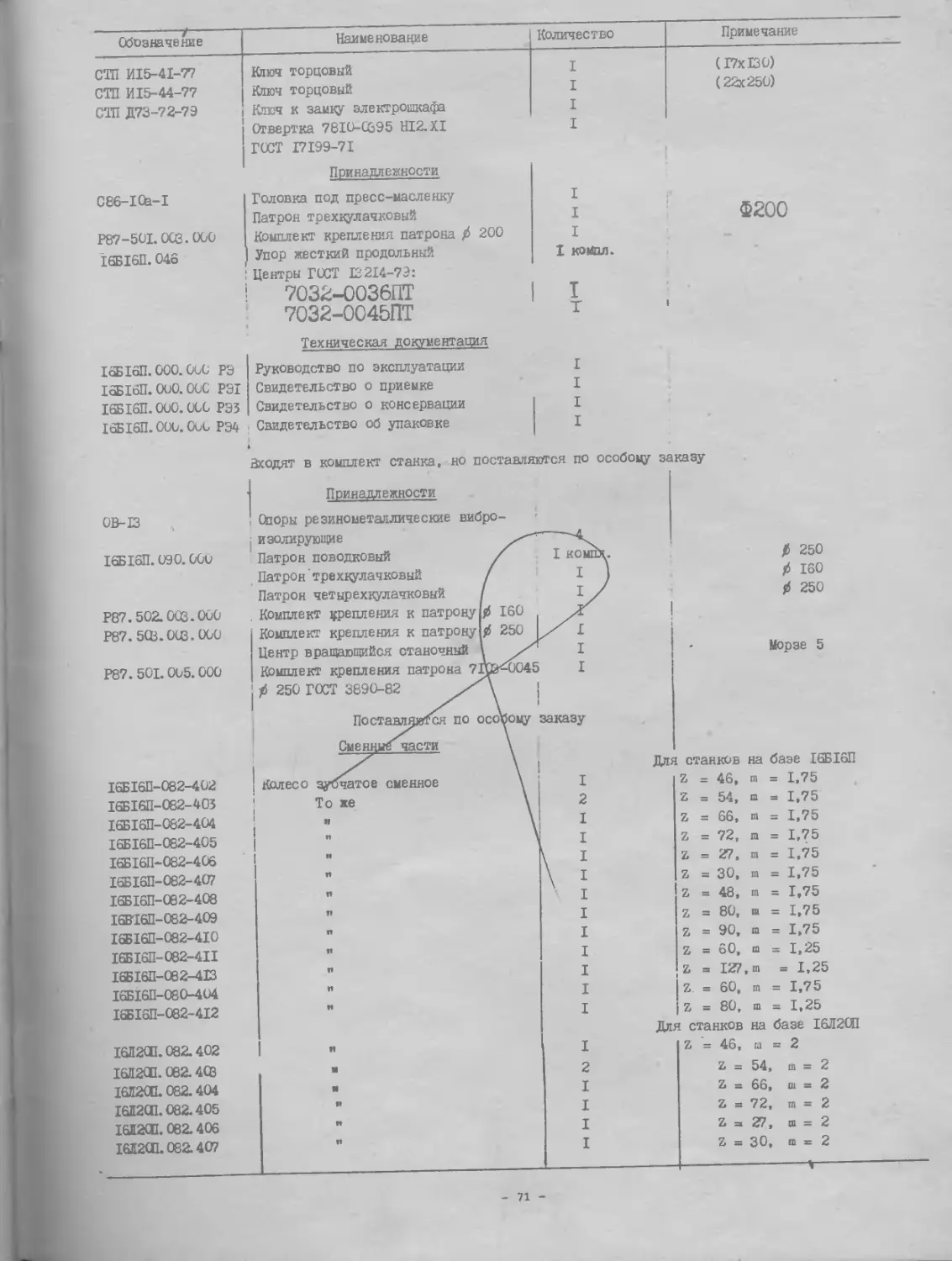
4.5. Комплект поставки ................. 70
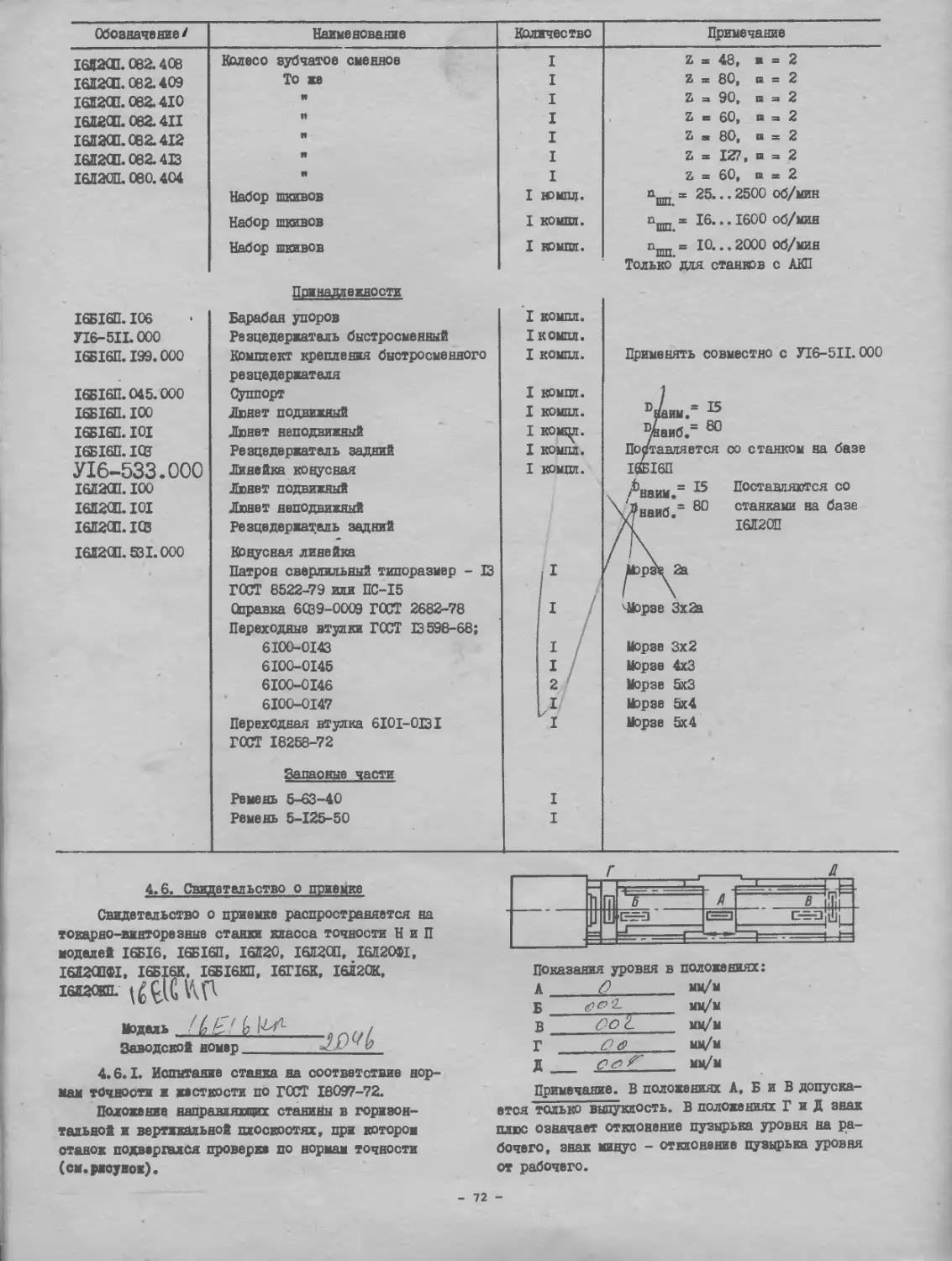
4.6. Свидетельство о приемке ........... 72
4.7. Свидетельство о консервации ....... 83
4.8. Свидетельство об упаковке ......... 83
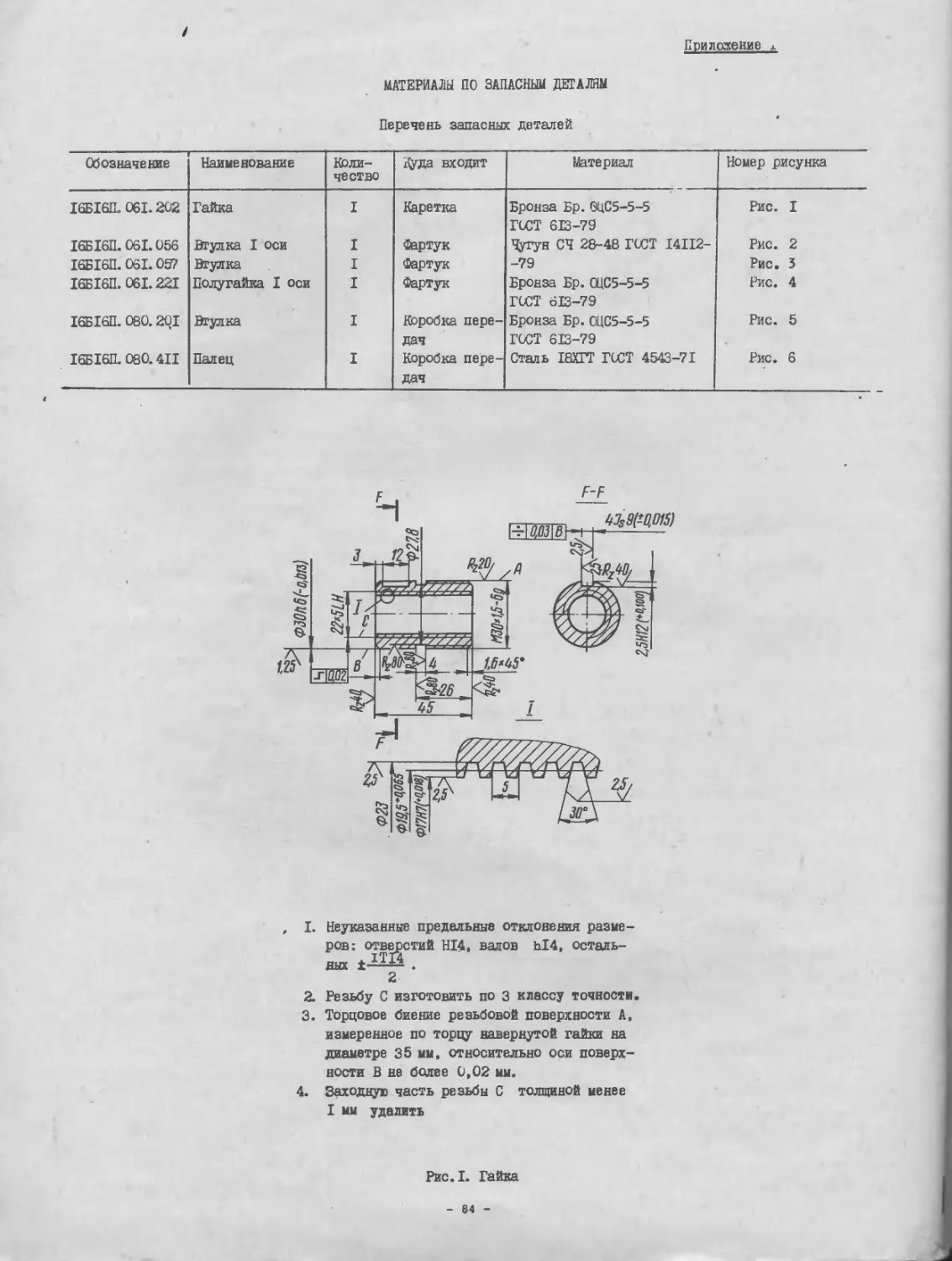
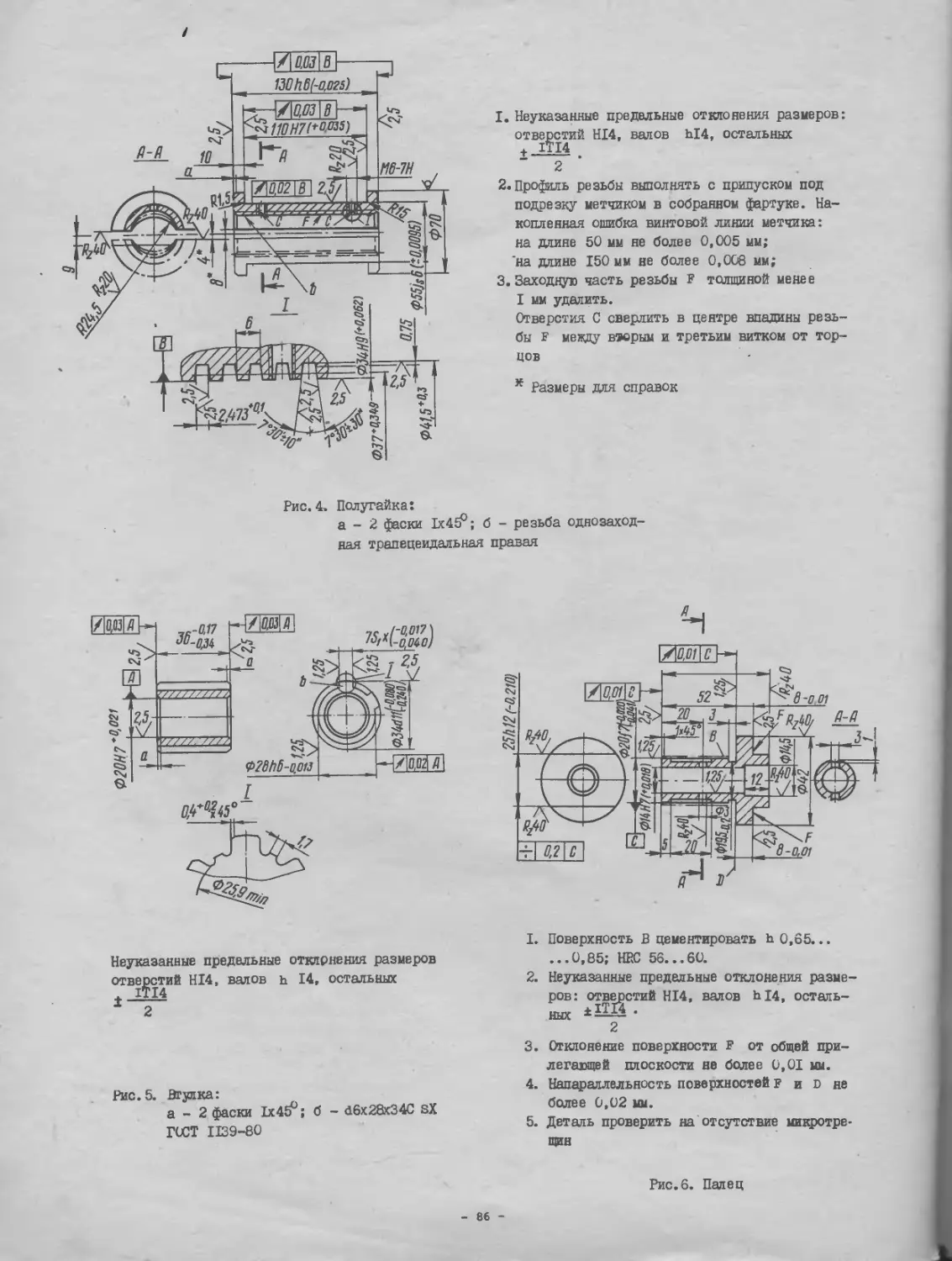
Приложение I.Материалы по запасным деталям 84
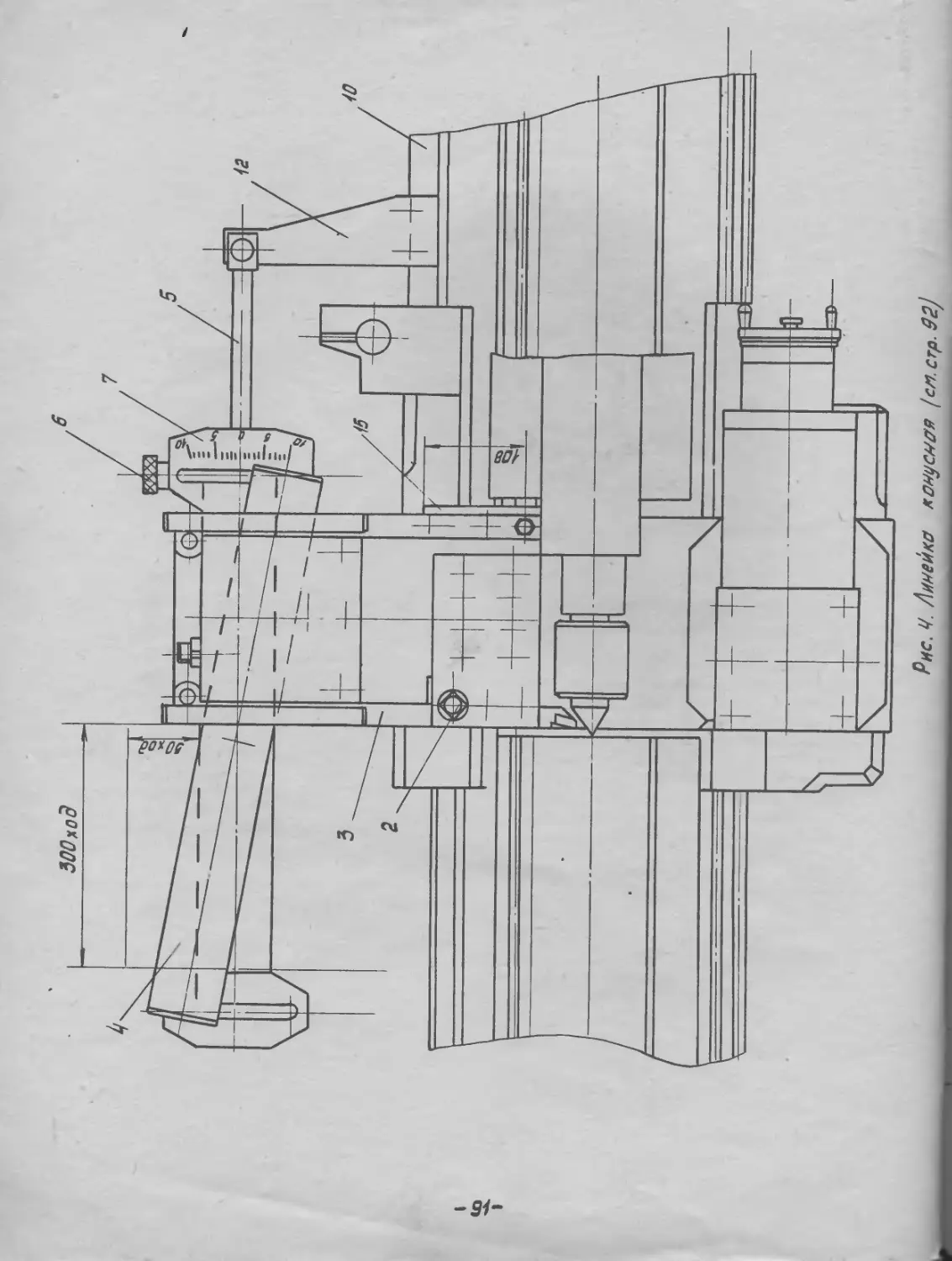
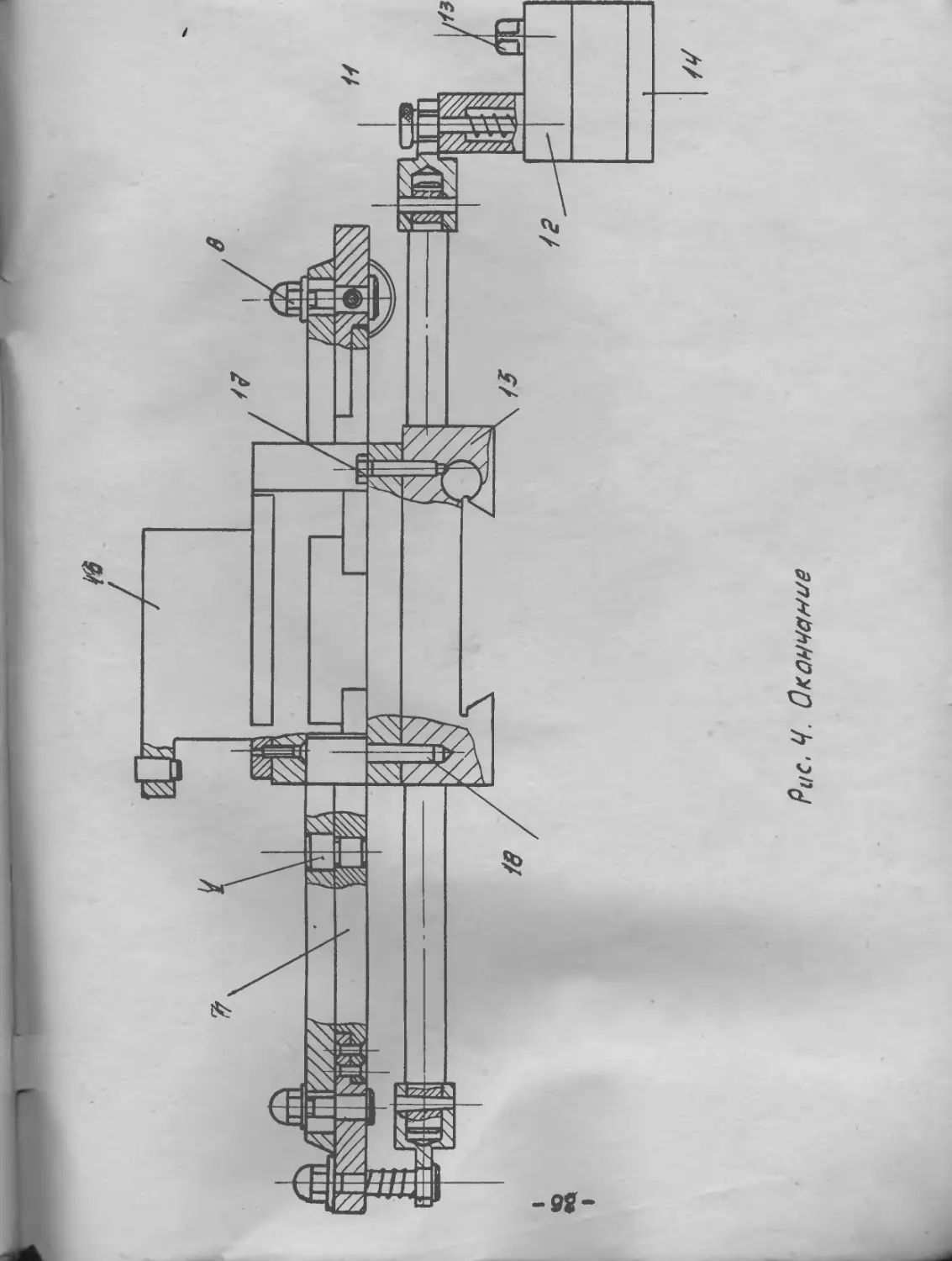
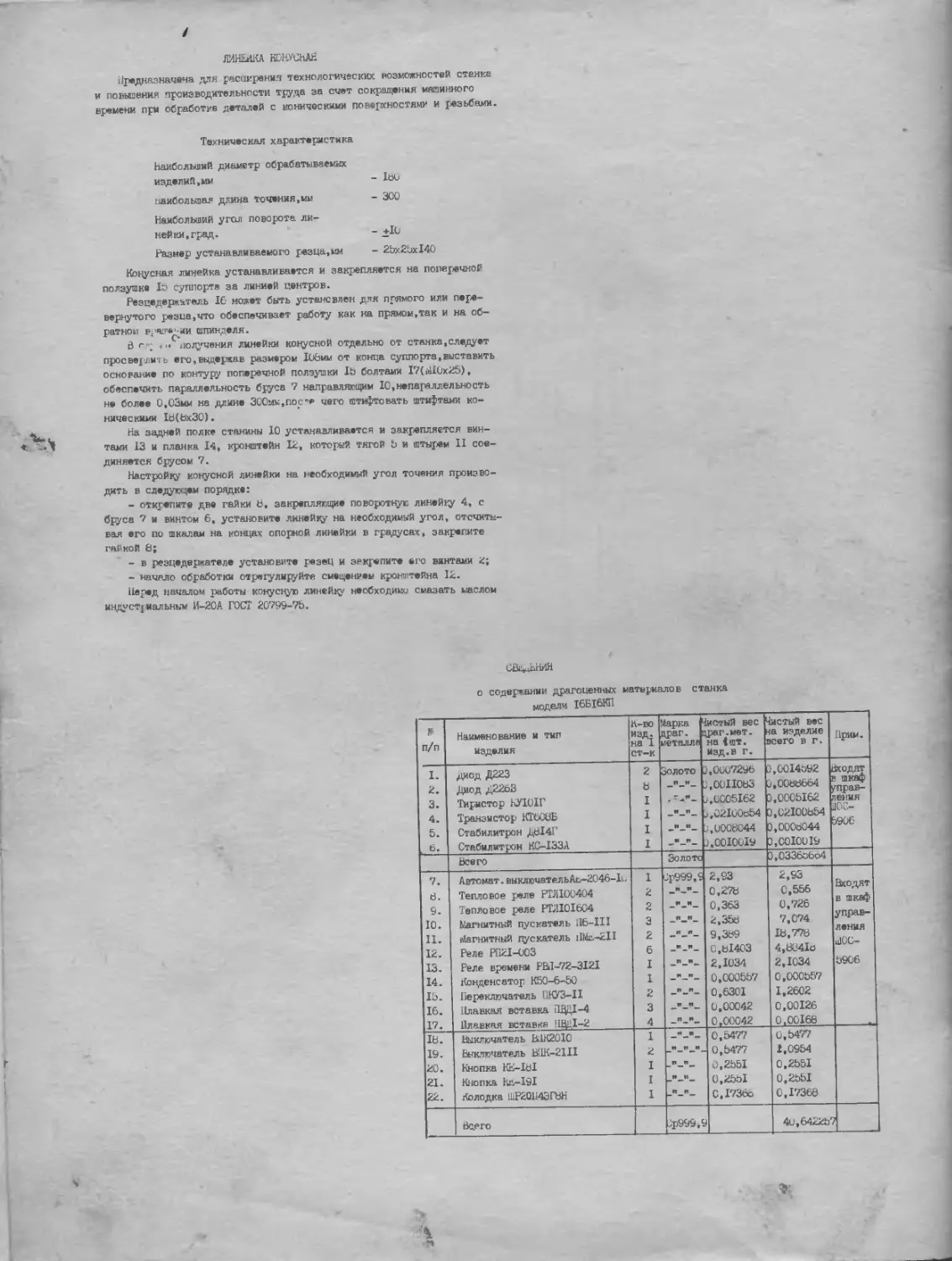
Приложение 2. Сборочные единицы пс особому заказу................................... 87
В связи с постоянной работой по совершенствованию изделия, повышающей его надежность и улучшающей условия эксплуатации, в конструкцию могут быть внесены незначительные изменения, не отраженные в настоящем издании.
I. 1ЕХНИЧЕСКСЕ ОПИСАНИЕ
1.1. Назначение и область применения
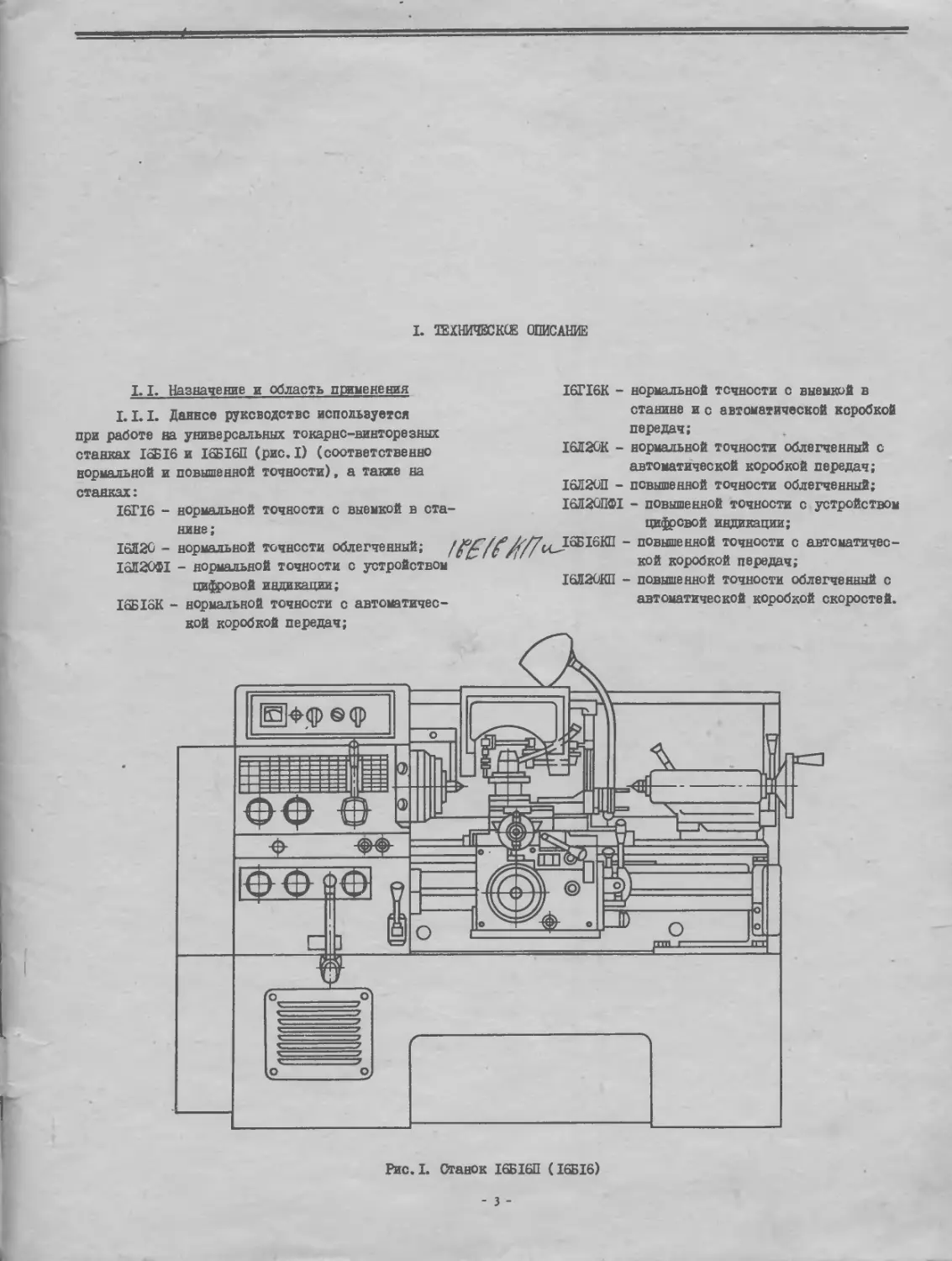
LI.I. Данное руководство используется при работе на универсальных токарнс-винторезных станках L35I6 и 16Б16П (рис. I) (соответственно нормальной и станках:
I6TI6 -
повышенной точности), а такие на
нормальной точности с выемкой в станине;
нормальной точности облегченный;
16Л20 -
1оЛ20Ф1 - нормальной точности с устройством цифровой индикации;
16Б13К - нормальной точности с автоматичес-
I6TI6K - нормальной точности с выемкой в станине и с автоматической коробкой передач;
16Л2СК - нормальной точности облегченный с автоматической коробкой передач;
16Л20П - повышенной точности облегченный;
16Д2ШФ1 - повышенной точности с устройством Цифровой индикации;
2'/7’{Ч__1сБ16КП “ повышенной точности с автсматичес-। & кой коробкой передач;
16Л2СКП - повышенной точности облегченный с автоматической коробкой скоростей.
кой коробкой передач;
Рис. I. Станок 16Б16П (16Б16)
- 3 -
/
Исполнение 09 - станки 1сБ16, 16Л20, 16Б16П, 16Н20П, IfiBISK, 16Л20К, 16Б16КП, 1ЙЛ20КП с гидрокопи-ровальным устройством, которые изготавливаются пс особому заказу.
Станки предназначены для выполнения разнообразных токарных работ, а также для нарезания метрической, дюймовой, модульной и питчевсй резьб.
Устройство цифровой индикации (УЦИ) позволяет представлять в цифровой форме величины перемещения поперечного и продольного суппортов, что обеспечивает повышение средней точности размеров по диаметру и длине.
В связи с тем, что станки могут применяться в различных отраслях промышленности на всевозможных операциях при обработке разных материалов, обслуживание станков следует осуществлять с учетом специфики их эксплуатации.
Необходимо учесть, что станки 1сБ16П и 16Б16КП являются моделями повышенной точности, вс избежание потери точности их не следует использовать для черновой обработки.
Технологические возможности станков весьма широки, поэтому в руководстве не представляется возможным показать все виды и приемы работы на них.
Примечание. При заказе запасных частей необходимо указать следующие данные: модель и заводской номер станка; расстояние между центрами;
пределы частоты вращения шпинделя;
номер рисунка, наименование сборочной единицы и номер позиции деталей пс чертежам общих видов основных сборочных единиц, помещенных в руководстве.
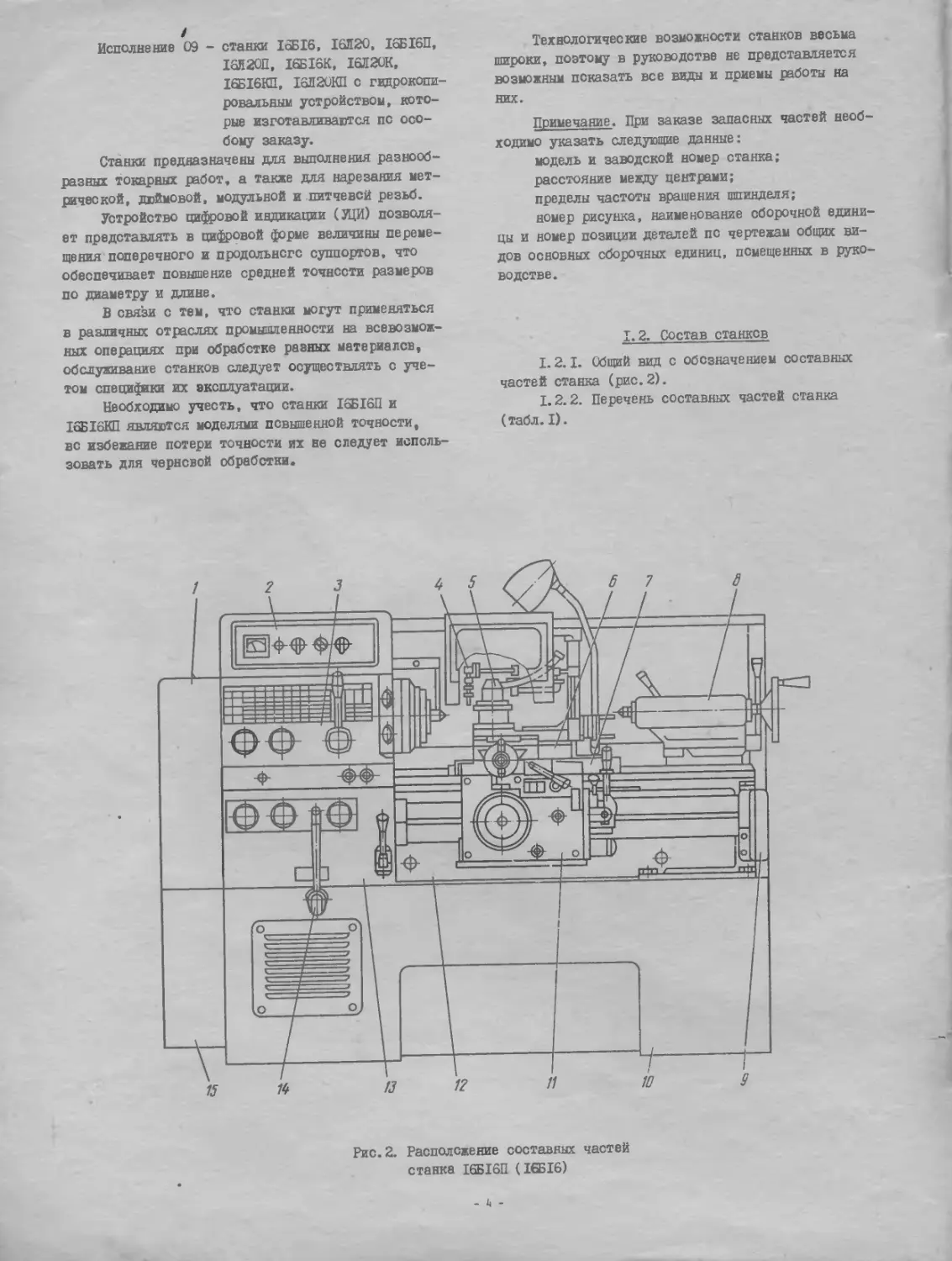
1.2. Состав станков
1.2.1. Общий вид с обозначением составных частей станка (рис. 2).
1.2.2. Перечень составных частей станка (табл. I).
Рис. 2. Расположение составных частей станка IGBI6H (1€Б16)
- k -
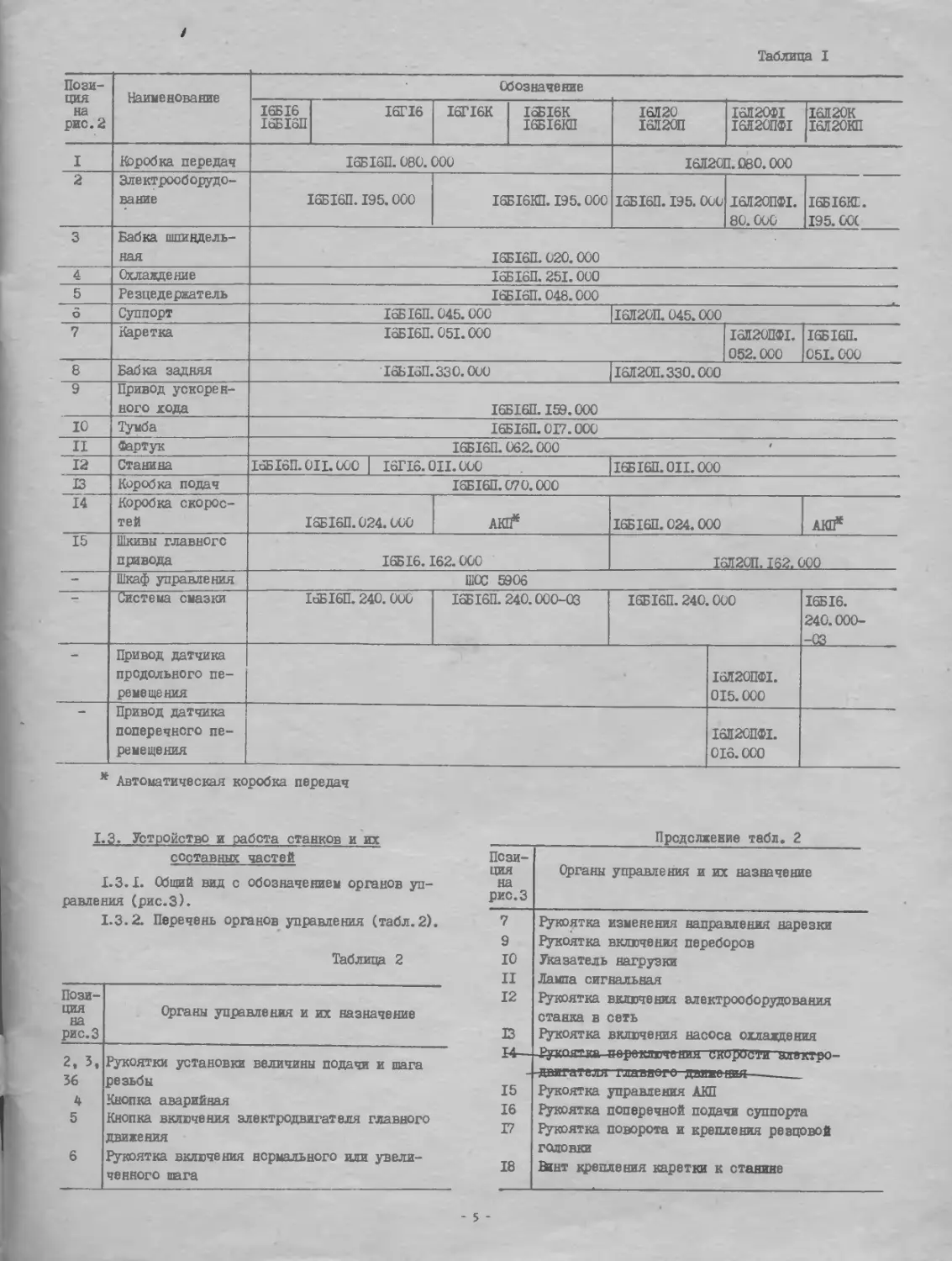
Таблица I
Позиция на рис. 2 Наименование Обозначение
16Б16 16Б16П I6TI6 I6TI6K 16Б16К 16Б16КП I6JI20 16Л20П 16Л20Ф1 16220ПФ1 16П20К 16120КП
I Коробка передач 16Б16П. 080. 000 I6H20n.fl80.000
2 Электрооборудо- НЯ НИР. 16Б16П. 195. 000 16Б16КП. 195. 000 16Б16П. 195. 000 16Л2ОПФ1. 80.000 16Б16КЕ. 195.ООС
3 Бабка шпиндельная 16Б16П. 020. 000
4 Охлаждение 16Б16П. 251. 000
5 Резцедержатель 16Б16П. 048.000
6 Суппорт 16Б16П. 045. 000 16Л20П. 045. 000
7 Каретка 16Б16П. 051.000 16Л20ПФ1. 052.000 16Б16П. 051. 000
8 Бабка задняя 16Ы6П.ЗЗО.ООО iai2on.330.ooo
9 Привод ускоренного хода 16Б16П. 159.000
10 Тумба 16Б16П. 017.000
II Фартук 16Б16П. 062.000
12 Станина 16Б16П. 011.000 | I6TI6.0II.000 - 16Б16П.0П.000
13 Коробка подач 16Б16П. 070. 000
14 Коробка скоростей 16Б16П. 024. 000 АКП* 16Б16П. 024. 000 АКП*
15 Шкивы главного привода 16Б16.162. 000 16Л20П. 162. 000
- Шкаф управления ШОС 5906
— Система смазки 16Б16П. 240. 0U0 16Б16П. 240.000-03 16Б16П. 240. 000 16Б16. 240.000- -03 .
— Привод датчика предельного перемещения 16Я20ПФ1. 015. 000
Привод датчика поперечного перемещения 16П20ПФ1. 016.000
* Автоматическая коробка передач
1.3. Устройство и работа станков и их составных частей
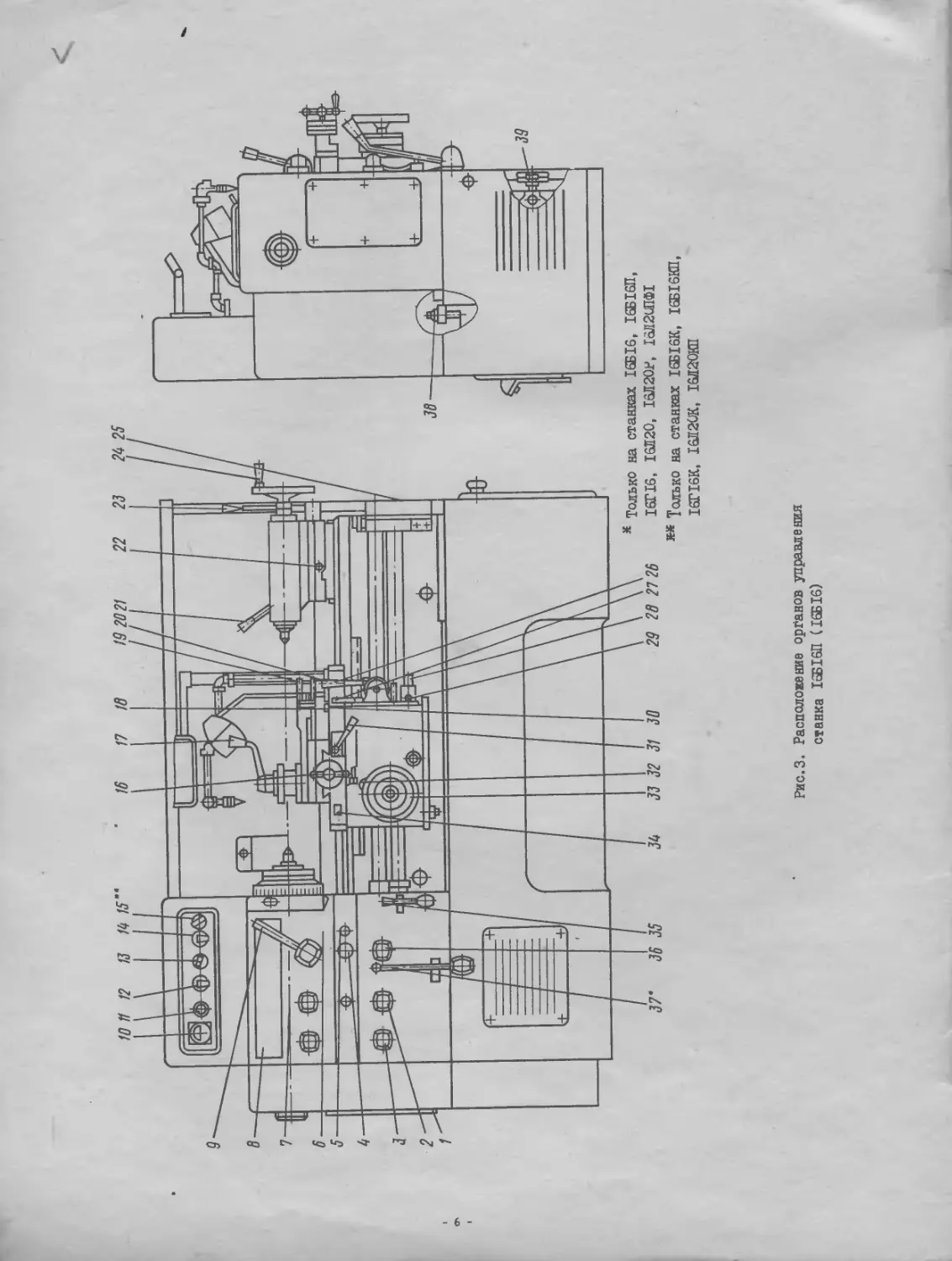
1.3.1. Общий вид с обозначением органов управления (рис.З).
1.3.2. Перечень органов управления (табл. 2).
Позиция на рис.З
Продолжение табл. 2
Органы управления и их назначение
Таблица 2
Позиция на рис.З Органы управления и их назначение
2, 3, Рукоятки установки величины подачи и шага
36 резьбы
4 Кнопка аварийная
5 Кнопка включения электродвигателя главного движения
6 Рукоятка включения нормального или увеличенного шага
7
9
10
II 12
13
14-
15
16 Г?
18
Рукоятка изменения направления нарезки
Рукоятка включения переборов
Указатель нагрузки
Лампа сигнальная
Рукоятка включения электрооборудования станка в сеть
Рукоятка включения насоса охлаждения
Рукоятка -переключения скорости электро-
-двигателя-главного движе-жя-------
Рукоятка управления АКП
Рукоятка поперечной подачи суппорта
Рукоятка поворота и крепления резцовой ГОЛОВКИ
Винт крепления каретки к станине
- 5 -
** Только на станках 16Б16К, 16Б16КП, I6TI6K, Ш2СК, Ш20КП
Рис.З. Расположение органов управления станка 1351611 (16Б16)
t
Продолжение табл. 2
Прсдолхение табл. 2
Позиция на рис.З
19
20
21
22
23
24
25
26
27
28
Органы управления и их назначение
Рукоятка подачи верхней части суппорта Кнопка включения электродвигателя ускоренных ходов каретки и суппорта Рукоятка крепления пиноли задней бабки Рант поперечного смещения задней бабки Рукоятка крепления задней бабки к станине Маховик перемещения пиноли задней бабки Винт натяжения ремня электродвигателя ускоренного хода
Рукоятка управления ходами каретки и суппорта
Рукоятка включения гайки ходового винта Гайка регулировки усилия отключения фар-
Пози- ция на рис.З Органы управления и их назначение
тука по упору
29 Рукоятка включения муфты перегрузочного механизма фартука
31,35 Рукоятки пуска отанка и -реверсирования шпинделя
32 Кнопка включения реечной шестерни
33 Нахсвик ручного перемещения каретки
37 Рукоятка управления коробкой скоростей
38 Вшт натяжения ремня привода шпиндельной бабки
39 Винт натяжения ремня электродвигателя главного движения
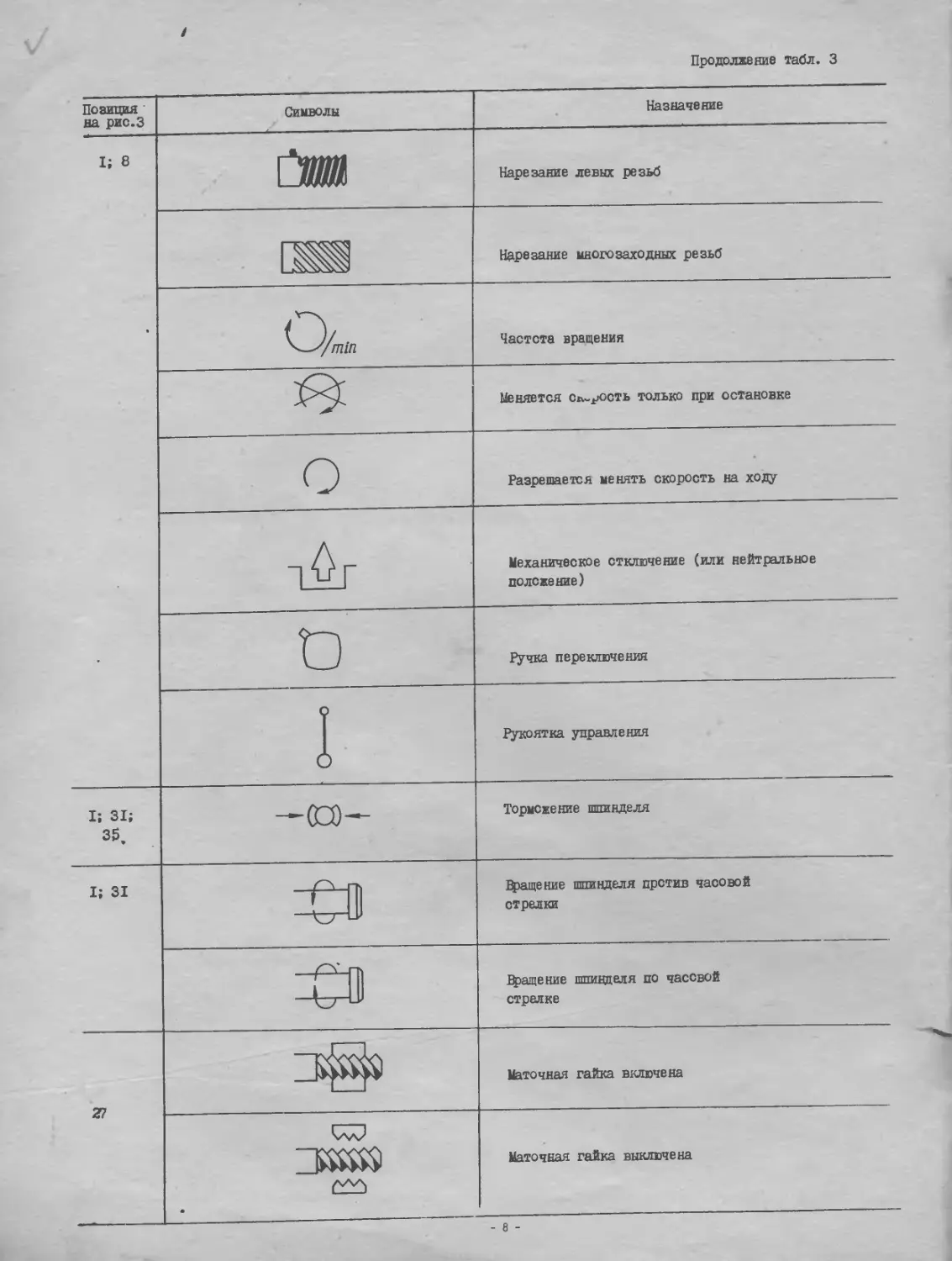
1.3.3. Перечень графических символов, указанных на табличках (табл.З).
Таблица 3
Позиция на рис.З Символы Назначение
I Е Совмещение треугольного указателя кожуха Е с нулевой риской делительного кольца шпинделя
£ Поворот шпинделя F на необходимое число делений делительного кольца
308 20S 158 128 О О О 0 Количестве делений, необходимое для поворота шпинделя при нарезке соответствующей много-заходной резьбы
I; 8 тп 7 Т/гп Ейнт включен для нарезания метрических и модульных резьб
Г _Р >> Винт включен для нарезания дюймовых и питчевых резьб
УМ 1 X У2 Включен ходовой валик на продольное и поперечное точения. Поперечная подача составляет 1/2 продольной подачи
- Ходовой винт включен для нарезания резьб без участия коробки подач
ж Нарезание резьб увеличенного шага
Нарезание резьб нормального шага. Нарезание правых резьб
Продолжение табл. 3
- 8 -
Продолжение табл. 3
Позиция на рис.З Символы Назначение
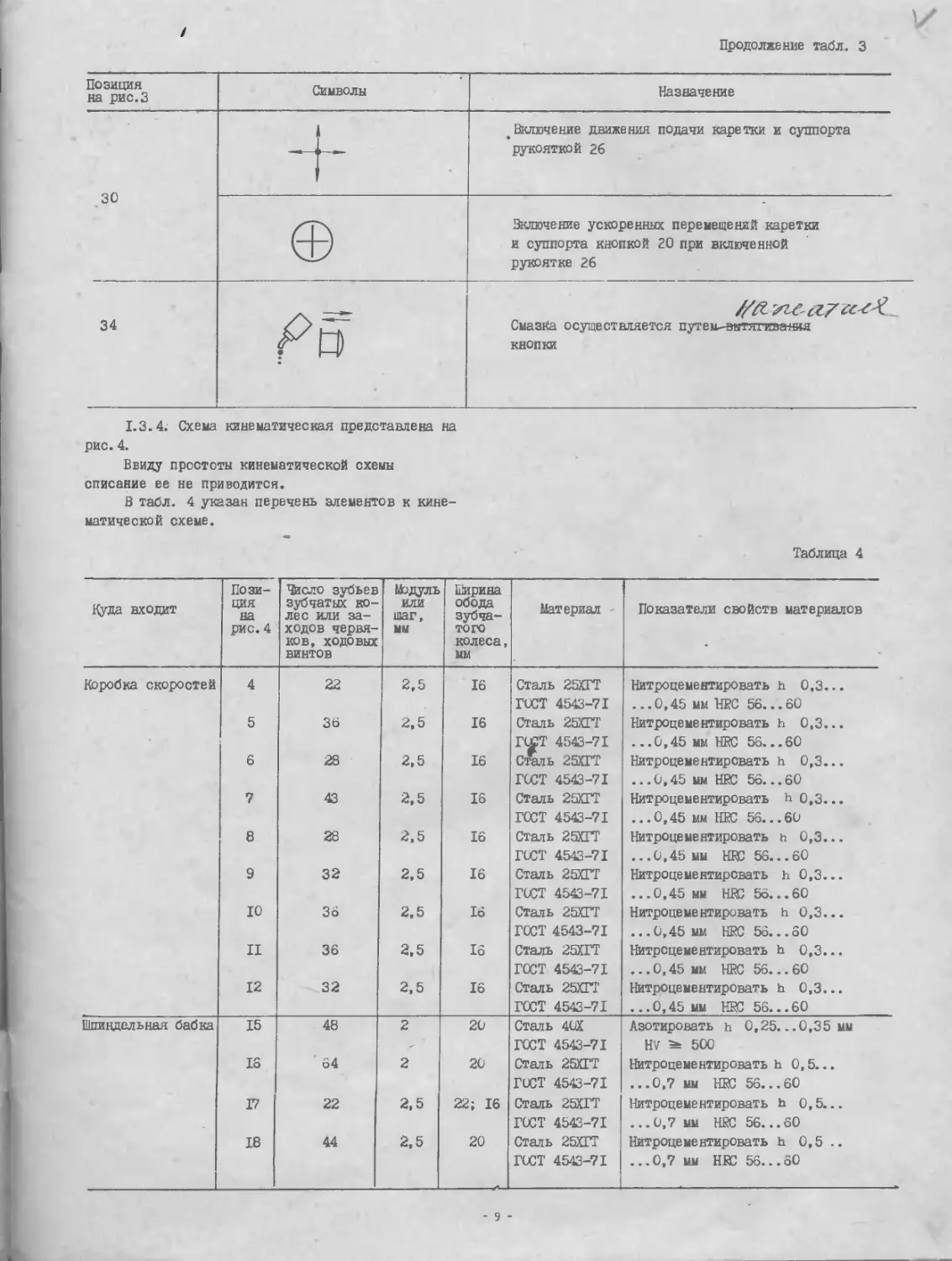
,30 #Включение движения подачи каретки и суппорта рукояткой 26
Включение ускоренных перемещений каретки и суппорта кнопкой 20 при включенной рукоятке 26
34 р В СмазКа осуществляется путем-^нтягиважя кнопки
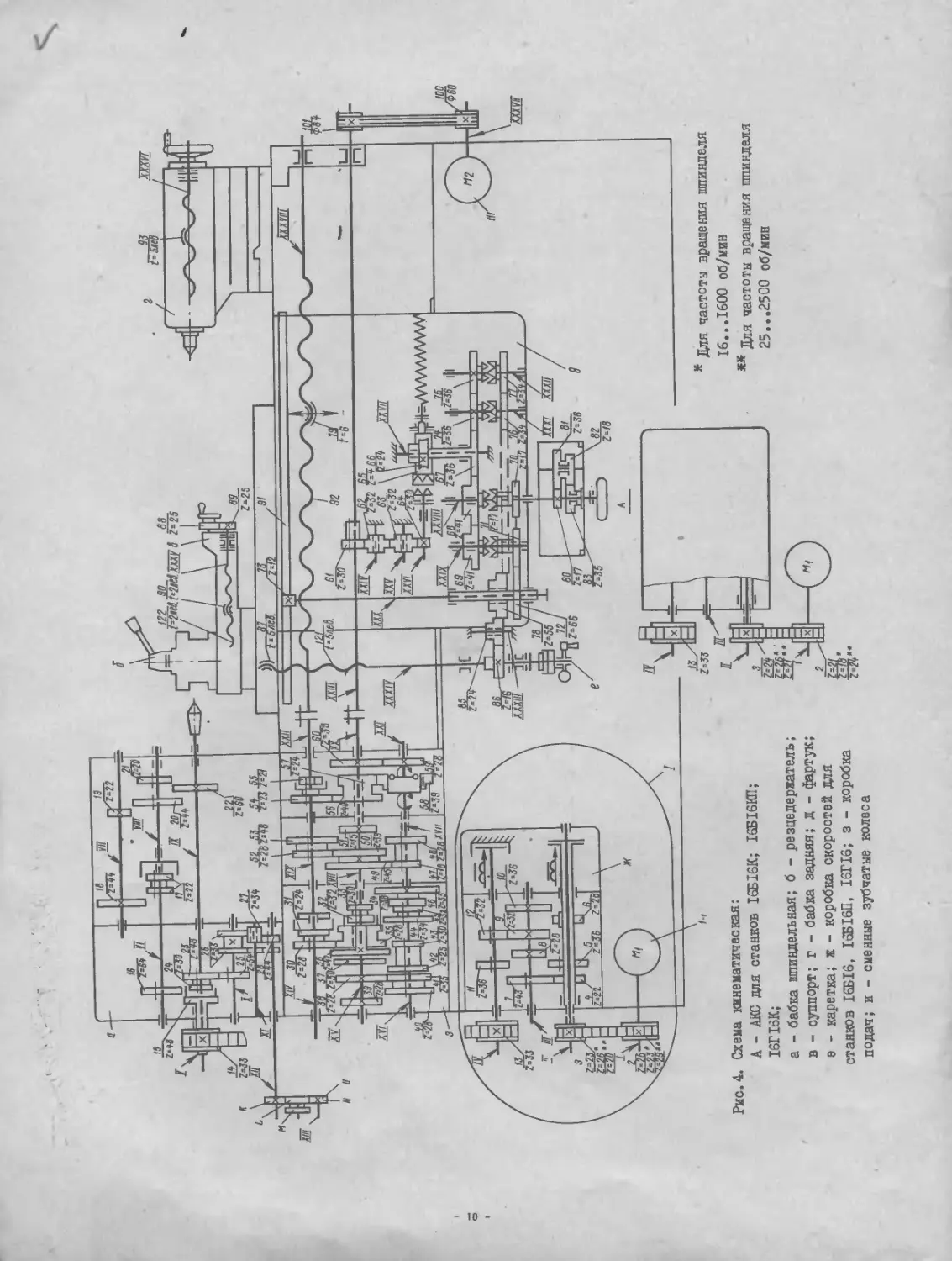
1.3.4. Схема кинематическая представлена на рис. 4.
Ввиду простоты кинематической схемы списание ее не приводится.
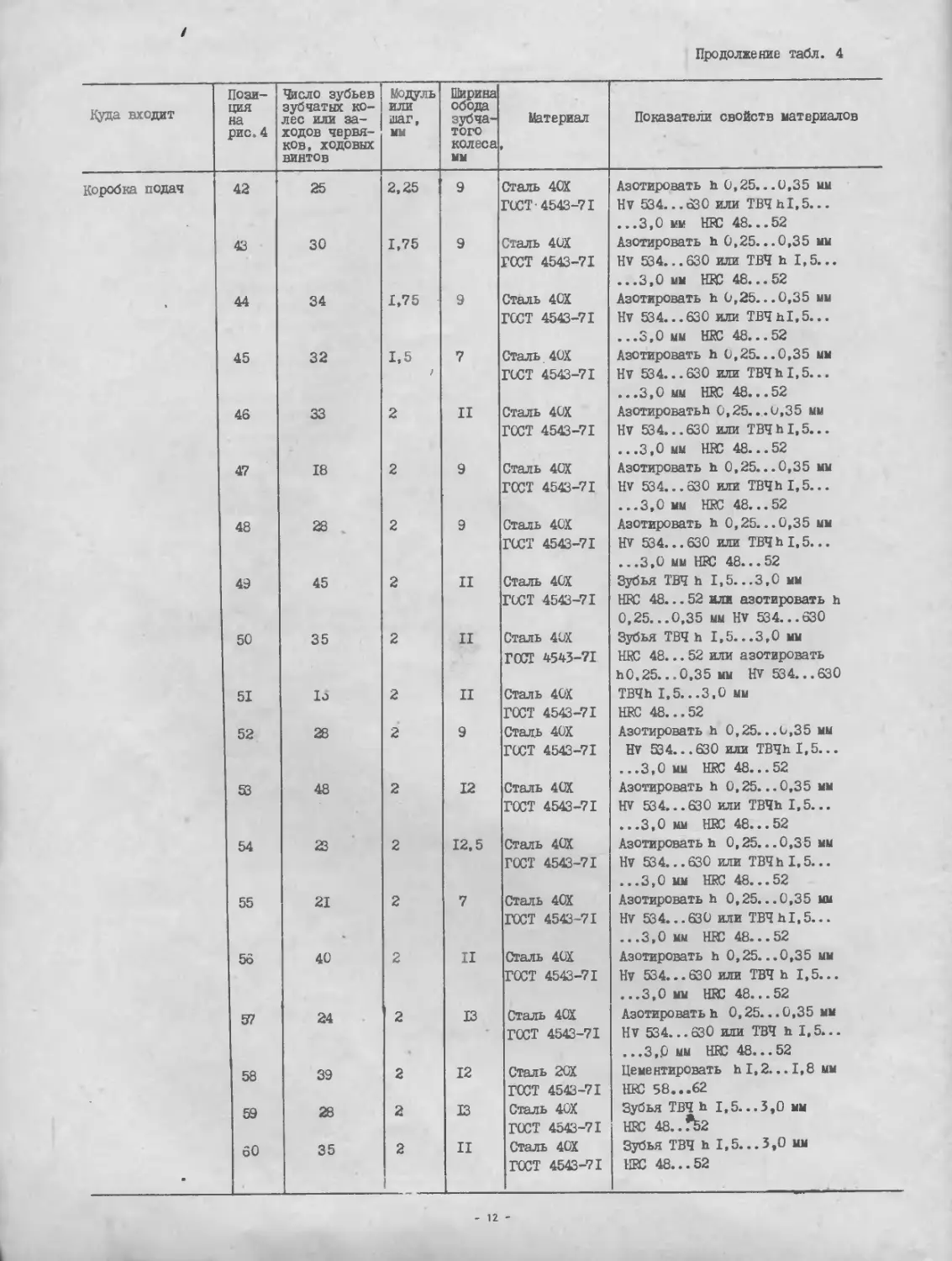
В табл. 4 указан перечень элементов к кинематической схеме.
Таблица 4
Куда входит Позиция на рис. 4 Число зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал - Показатели свойств материалов
Коробка скоростей 4 22 2,5 16 Сталь 25ХГГ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56...60
5 36 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... . ..0,45 мм НЕС 56...60
6 28 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56. ..60
7 43 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56...60
8 28 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать и 0,3... ...0,45 мм НЕС 56...60
9 32 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать ь 0,3... ...0,45 мм НЕС 56...60
10 36 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56. ..60
II 36 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56. ..60
12 32 2,5 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,3... ...0,45 мм НЕС 56...60
Шпиндельная бабка 15 48 2 20 Сталь 40Х ГОСТ 4543-71 Азотировать ь 0,25.. .0,35 мм HV 500
IS 64 2 20 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,5... ...0,7 мм НЕС 56...60
17 22 2,5 22; 16 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,5... ...0,7 мм НЕС 56. ..60
18 44 2,5 20 Сталь 25ХГТ ГОСТ 4543-71 Нитроцементировать h 0,5 .. ...0,7 мм НЕС 56...60
- э -
19
W
то
60
29
Рис.4. Схема кинематическая:
А - АКО для станков 16Б16К; 16Б16КП;
16Г16К;
а - бабка шпиндельная; б - резцедержатель; в - суппорт; г - бабка задняя; д - фартук; е - каретка; ж - коробка скоростей для станков I6BI6, 15Б16П, 16Г16; з - коробка подач; и - сменные зубчатые колеса
для частоты вращения шпинделя
16...1600 об/мин
Для частоты вращения шпинделя 25...2500 об/мин
Z*25
ИГ
Z=33
I'
Щ1- H4Wo£J.
Йр: Ь>'ЦЦАиА
Ms" -
/
Продолжение табл. 4
Нуда входит Позиция на рио. 4 Число зубьет зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса мм Материал i Показатели свойств материалов
Шпиндельная бабке 1Э 22 2,5 20 (Сталь 25ХГТ Нитроцементировать h 0,5...
(ГОСТ 4543-71 ...0,7 мм НЮ 56...60
20 44 2,5 20 'сталь 25ХГТ [ГОСТ 4543-71 Нитроцементировать ь 0,5... ...0,7 мм НЮ 56...60
21 20 ' 2,75 27 Сталь 25ХГТ Нитроцементировать h 0,5...
ГОСТ 4543-71 ...0,7 мм НЕС 56. ..60
22 60 2,75 26 Сталь 25ХГГ Нитроцементировать h 0,5...
ГОСТ 4543-71 ...0,7 мм НЕС 56...60
23 48 2 II Сталь 4СХ Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 500
24 30 2,5 8 Сталь 40Х Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 500
25 54 2 20 Сталь 25ХГТ Нитроцементировать h 0,5...
ГОСТ 4543-71 . ..0,7 мм НЮ 56.. .60
26 33 2 12 Сталь 25ХГТ Нитроцементировать h 0,5...
ГОСТ 4543-71 ...0,7 мм НЕС 56...60
27 34 2 25 Сталь 25ХГТ Нитроцементировать h 0,5...
ГОСТ 4543-71 ...0,7 мм НЕС 56...60
28 44 2 12 Сталь 25ХГТ Нитроцементировать h 0,5...
ГОСТ 4543-71 ...0,7 мм НЕС 56...60
Коробка подач 30 28 2,25 12 Сталь 4ОХ Азотировать h 0,25... 0,3 5 мм
ГОСТ 4543-71 HV 534...630 или ТВЧhl,5... ...3,0 мм НЕС 48...52
31 24 2 8 Сталь 40ХФА Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534...630 или ТВЧ h 1,5... ...3,0 мм НЕС 48...52
32 32 1.5 9,5 Сталь 4QX Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534...630 или ТВЧ h 1,5... ...3,0 мм НЮ 48. ..52
33 30 2 9 Сталь 4QX Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534...630 или ТВЧ h 1,5... ...3,0 мм НЕС 48...52
* 34 38 1,75 II Сталь 40Х Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534... 630 или ТВЧ h 1,5... ...3,0 мм НЮ 48. ..52
35 28 2,25 II Сталь 40Х Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534. ..630 или ТВЧ h 1,5... ...3,0 мм НЮ 48. ..52
36 42 1,75 II Сталь 4СХ Зубья ТВЧ h 1,5...3,0 мм
ГОСТ 4543-71 НЕС 48...52
• 37 30 2,25 II Сталь 4СХ Зубья ТВЧ h 1,5. ..3,0 мм
ГОСТ 4543-71 НЮ 48...52
38 28 2 II Сталь 40Х Зубья ТВЧ h 1,5...3,0 мм
ГОСТ 4543-71 НЮ 48...52
39 28 2,25 II Сталь 40Х Зубья ТВЧ h 1,5...3,0 мм
ГОСТ 4543-71 НЮ 48...52
4U 28 2,25 9 Сталь 4QX Азотировать h 0,25. ..0,35 мм
ГОСТ 4543-71 HV 534...630 или ТВЧh 1,5... ...3,0 мм НЮ 48...52
41 35 2 9 Сталь 4GX Азотировать h 0,25...0,35 мм
ГОСТ 4543-71 HV 534...630 или TB4hI,5... ...3,0 мм НЮ 48...52
и
Продолжение табл. 4
Куда входит Позиция на рис. 4 Число зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса мм Материал • Показатели свойств материалов
Коробка подач 42 25 2,25 9 Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534...630 или TB4hI,5... ...3,0 мм НЕС 48. ..52
42 30 1,75 9 Сталь 4UX ГОСТ 4543-71 Азотировать h 0,25. ..0,35 мм HV 534...630 или ТВЧ h 1,5... ...3,0 мм НЕС 48...52
• 44 34 1,75 9 Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534...630 или ТВЧЫ,5... ...3,0 мм НЕС 48. ..52
45 32 1,5 7 Сталь.40Х ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534...630 или ТВЧЫ.5... ...3,0 мм НЕС 48...52
46 33 2 II Сталь 40Х ГОСТ 4543-71 АзотироватьЬ 0,25...0,35 мм HV 534...630 или ТВЧЫ.5... ...3,0 мм НЕС 48. ..52
47 18 2 9 Сталь 4СЖ ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534...630 или ТВЧЫ,5... ...3,0 мм НЕС 48. ..52
48 28 2 9 Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534... 630 или ТВЧЫ.5... ...3,0 мм НЕС 48... 52
49 45 2 II Сталь 4GX ГОСТ 4543-71 Зубья ТВЧ h 1,5. ..3,0 мм НРС 48... 52 или азотировать h 0,25...0,35 мм HV 534...630
50 35 2 II Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5. ..3,0 мм НЕС 48...52 или азотировать hO, 25... 0,35 мм HV 534.. .630
51 10 2 II Сталь 40Х ГОСТ 4543-71 ТВЧЬ 1,5...3,0 мм НЕС 48...52
52 28 2 9 Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25...6,35 мм HV 534...630 или ТВЧЬ 1,5... ...3,0 мм HRC 48. ..52
53 48 2 12 Сталь 4 ОХ ГОСТ 4543-71 Азотировать h 0,25. ..0,35 мм HV 534...630 или ТВЧЬ 1,5... ...3,0 мм НЕС 48... 52
54 23 2 12,5 Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25... 0,35 мм HV 534...630 или ТВЧЫ.5... ...3,0 мм НЕС 48...52
55 21 2 7 Сталь 4QX ГОСТ 4543-71 Азотировать h 0,25...0,35 мм HV 534...630 или ТВЧ hl,5... ...3,0 мм НЕС 48...52
56 40 2 II Сталь 40Х ГОСТ 4543-71 Азотировать h 0,25. ..0,35 мм Hv 534...630 или ТВЧ h 1,5... ...3,0 мм НЕС 48. ..52
57 24 2 13 Сталь 4GX ГОСТ 4543-71 Азотировать h 0,25.. .0,35 мм HV 534.. .630 или ТВЧ h 1,5... ...3,0 мм НЕС 48... 52
58 39 2 12 Сталь 2QX ГОСТ 4543-71 Цементировать h 1,2... 1,8 мм НЕС 58...62
59 28 2 13 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5. ..3,0 мм НЕС 48..^2
• 60 35 2 II Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5...3,0 мм НЕС 48...52
12 -
Продолжение табл. 4
Куда входит Позиция на рис. 4 Число зубьев зубчатых колес или заходов червяков. ходовых винтов Модуль или шаг, мы t Ширина обода зубчатого колеса мм Материал 1 ' Показатели свойств материалов
Фартук 61 30 1,5 15 Сталь 40Х ГОСТ 4543-71 НЕС 48. ..52
62 32 1,5 13 Сталь 40Х ГОСТ 4543-71 НЕС 48...52
63 32 1,5 13 Сталь 40Х ГОСТ 4543-71 НЕС 48...52
64 30 1,5 13 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5...3,0 мм НЕС 48...52
65 66 4 21 3 3 66 34 Сталь 25ХГТ • ГОСТ 4543-71 Бронза Бр. ОЦС 5-5-5 ГОСТ 613-65 Цементировать h 0,7...0,9 мм НЕС 56...60
67 36 2 14 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5...3,0 мм НЕС 48...52
68 41 2 10 Сталь 40Х ГОСТ 4543-71 HRC 48...52
69 41 2 10 Сталь 40Х ГОСТ 4543-71 НЕС 48... 52
70 Г7 2 14 Сталь 4ОХ ГОСТ 4543-71 НЕС 48... 52
71 17 2 14 Сталь 40Х ГОСТ 4543-71 НЕС 48...52
72 66 2 14 Сталь 4QX ГОСТ 4543-71 Зубья ТВЧ h 1,5...3,0 мм НЕС 48...52
73 12 2,5 40 Сталь 18 ХГТ ГОСТ 4543-71 Зубья цементировать h 1,0... ...1,2 мм НЕС 56...60
74 36 2 9 Сталь 4ОХ ГОСТ 4543-71 НЕС 48...52
75 36 2 9 Сталь 4ОХ ГОСТ 4543-71 НЕС 48... 52
76 34 2 9 Сталь 40Х ГОСТ 4543-71 HRC 48... 52
77 34 2 9 Сталь 40Х ГОСТ 4543-71 НЕС 48...52
78 55 2 23 Сталь 40Х ГОСТ 4543-71 Зубья ТВЧ h 1,5. ..3,0 мм НЕС 48...52
79 I 6 130 Бронза Бр. СЦС 5-5-5 ГОСТ 613-65
80 17 1,25 9 Сталь 40Х ГОСТ 4543-71 НВ 255... 285
81 36 1,25 6 Сталь 40Х ГОСТ 4543-71 НВ 255...285
82 18 1,25 6 Сталь 40Х ГОСТ 4543-71 НВ 255... 285
83 35 1,25 8 Сталь 40Х ГОСТ 4543-71 НВ 255... 285
Каретка 85 24 2 10 Сталь 45-2-а-Т ГОСТ 1050-74 Зубья ТВЧЬ 1,4... 1,8 мм НЕС 48... 52
86 16 2 10 Сталь 4QX ГОСТ 4543-71 Зубья ТВЧЬ 1,5...3,0 мм НЕС 48... 52
121 I 5 лев Сталь ЗОХЗВА ЧИТУ 1-950-70 Азотировать и 0,55.-..0,65 мм HV 720... 800
/
Продолжение табл. 4
Вуда входит Позиция на рис. 4 Число зубьев зубчатых колес или заходов червяков, ходовых винтов Модуль или шаг, мм Ширина обода зубчатого колеса, мм Материал Показатели свойств материалов
Каретка 87 I 5 лев 45 Бронза Бр. СЦС 5-5-5 ГОСТ 613-65
Суппорт 88 89 122 90 25 25 I I I I 2 лев 2 лев 10 12 14 35 Сталь 45-2-а-ГОСТ 1050-74 Сталь 45-2-а-ГОСТ 1050-74 Сталь ХНГ ГОСТ 5950-73 Бронза Бр. СЦС 5-5-5 ГОСТ 613-65 Т НВ 241... 285 Т НВ 241...285 НВС 54...58
Станина 91 92 50 I 2,5 6 35 40 Сталь 40Х ГОСТ 4543-71 Сталь А40Г ГОСТ 1414-75 Зубья ТВЧ Ь НВС 48...56 0,8. ..1,2 мм
Задняя бабка 93 I 5 45 Бронза Бр. ОЦС 5-5-5 ГОСТ 613-65
Сменные зубча тые колеса К, L М, N 60 73 64 40 86 44 38 52 36 1,7# 2 ни 1,7Э£ 2** 1,75* 2«f 1,75* оИЭ£ 1,75* 1,75* o®f 1,75* ой* 1,7^ 2« 1,75* 2®£ 15 15 15 15 15 15 15 15 15 Сталь 4СХ ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 4QX ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 40Х ГОСТ 4543-71 Сталь 4СХ ГОСТ 4543-71 Сталь 4QX ГОСТ 4543-71 Зубья ТВЧ Ь HRC 48...52 Зубья ТВЧ Ь HRC 48...52 Зубья ТВЧ Ь HRC 48...51 Зубья TB4h HRC 48. ..52 Зубья ТВЧЬ HRC 48... 52 Зубья ТВЧЬ HRC 48...52 Зубья ТВЧЬ HRC 48... 52 Зубья ТВЧЬ HRC 48...52 Зубья ТВЧЬ HRC 48...52 1,5. 1,5. 1,5. 1,5. 1,5. 1,5. 1,5. 1,5. 1,5. ..3,0 ..3,0 ..3,0 ..3,0 ..3,0 ..3,0 ..3,0 ..3,0 ..3,0 мм мм мм мм мм мм мм мм мм
* Для 16Б16 и его модификаций
** Для 16Л20 и его модификаций
1.3.5. Станина - литая чугунная коробчатой формы с поперечными П-образными ребрами - имеет ина призматические и две плоские направляющие. Направляющие подвергнуты термообработке с последующей шлифовкой. Станина устанавливается на одной тумбе. В нише правого торца станины размещен электродвигатель ускоренных ходов каретки. *
На задней отенке у левого торца тумбы смонтирована коробка скоростей, у правого - станция смазки, а внутри тумбы расположен электродвигатель главного привода.
В ните правого терца тумбы расположены бачок для охлаждающей жидкости и насос системы охлаждения.
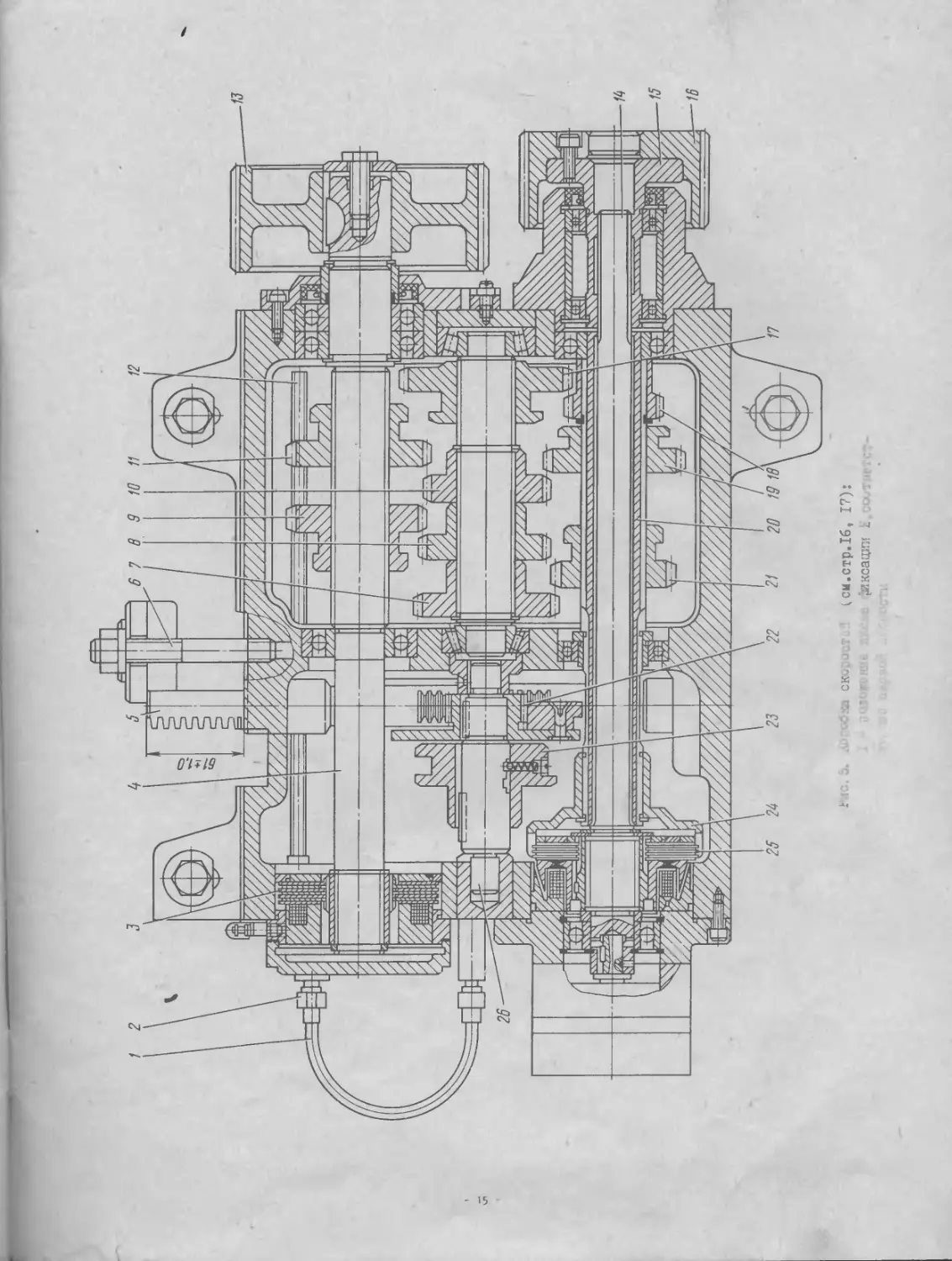
1.3.6. Коробка скоростей (устанавливается на станки Iffilo, 1сБ16П, I6TI6, 16Л20Ф1, 16Л2ОПФ1, 16Л20, 1оЛ2СП) на шесть ступеней монтируется в отдельном корпусе и крепится к задней наружной стенке левого торца тумбы.
Для натяжения ремня, идущего от коробки к шпинделю, коробка может перемещаться в вертикальной плоскости с помощью винта 6 (рис.5).
Механизм коробки скоростей приводится в движение от двухскоростного электродвигателя через зубчатую ременную передачу.
Шкив 16, связанный со шлицевой ступицей 15, передает вращение валу 14, свободно проходящему через вал-гильзу 20.
'Ll скорой (CM.стр.16, 17): фиксации L .'
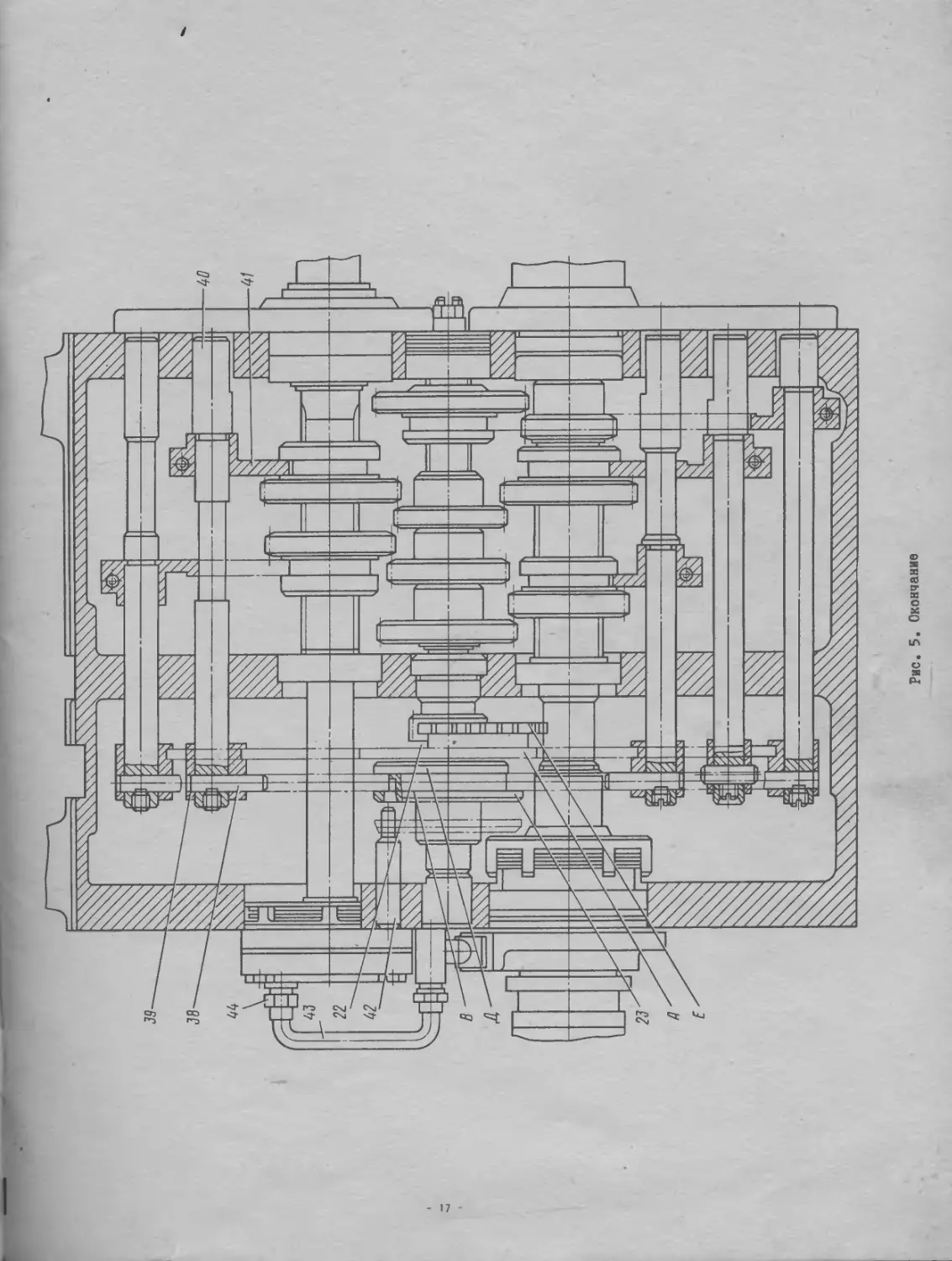
Рис. 5. Продолжение
еинвьнояо *s *эи<1
/
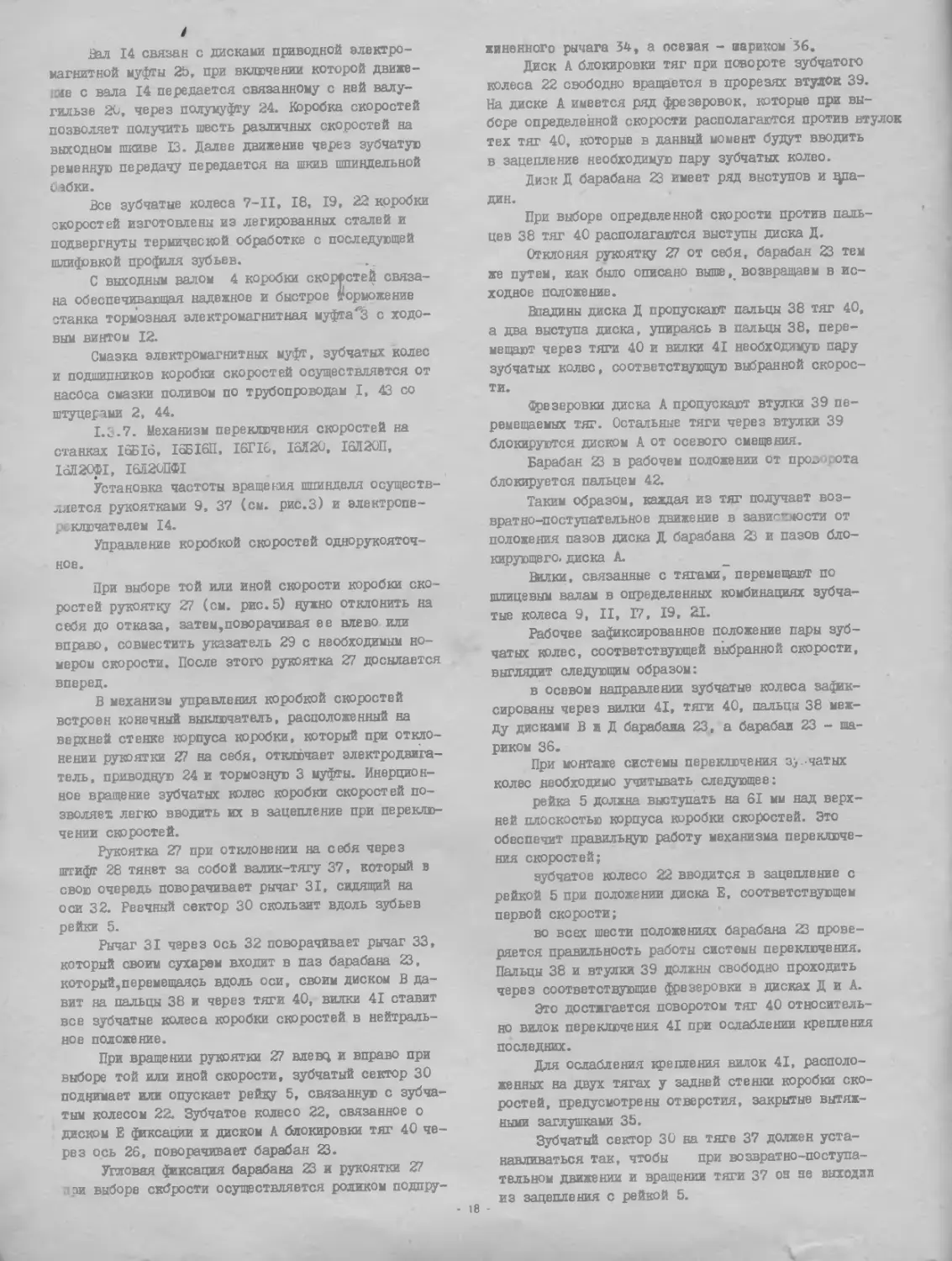
Зал 14 связан с дисками приводной электромагнитной муфты 2Ь, при включении которой движение с вала 14 передается связанному с ней валу-гильзе 20, через полумуфту 24. Коробка скоростей позволяет получить шесть различных скоростей на выходном шкиве 13. Далее движение через зубчатую ременную передачу передается на шкив шпиндельной бабки.
Все зубчатые колеса 7-II, 18, 19, 22 коробки скоростей изготовлены из легированных сталей и подвергнуты термической обработке с последующей шлифовкой профиля зубьев.
С выходным валом 4 коробки скоростей связана обеспечивающая надежное и быстрое торможение станка тормозная электромагнитная муфта^З с ходовым винтом 12.
Смазка электромагнитных муфт, зубчатых колес и подшипников коробки скоростей осуществляется от насОса смазки поливом по трубопроводам I, 43 со штуцерами 2, 44.
1.3.7. Механизм переключения скоростей на станках 16Б16, 16Б16П, I6TI6, 16Я20, 16Л20П, 1аЛ20Ф1, 16Д20ПФ1
Установка частоты вращения шпинделя осуществляется рукоятками 9, 37 (см. рис.З) и электропе-р ключателем 14.
Управление коробкой скоростей однорукояточное.
При выборе той или иной скорости коробки скоростей рукоятку 27 (см. рис. 5) нужно отклонить на себя до отказа, затем,поворачивая ее влево или вправо, совместить указатель 29 с необходимым номером скорости. После этого рукоятка 27 досылается вперед.
В механизм управления коробкой скоростей встроен конечный выключатель, расположенный на верхней стенке корпуса коробки, который при отклонении рукоятки 27 на себя, отключает электродвигатель, приводную 24 и тормозную 3 муфты. Инерционное вращение зубчатых колес коробки скоростей позволяет легко вводить их в зацепление при переключении скоростей.
рукоятка 27 при отклонении на себя через штифт 28 тянет за собой валик-тягу 37, который в свою очередь поворачивает рычаг 31, сидящий на оси 32. Реечный сектор 30 скользит вдоль зубьев рейки 5.
Рычаг 31 через ось 32 поворачивает рычаг 33, который своим сухарем входит в паз барабана 23, который,перемещаясь вдоль оси, своим диском В давит на пальцы 38 и через тяги 40, вилки 41 ставит все зубчатые колеса коробки скоростей в нейтральное положение.
При вращении рукоятки 27 влевц и вправо при выборе той или иной скорости, зубчатый сектор 30 поднимает или опускает рейву 5, связанную с зубчатым колесом 22. Зубчатое колесо 22, связанное о диском Е фиксации и диском А блокировки тяг 40 через ось 26, поворачивает барабан 23.
Угловая фиксация барабана 23 и рукоятки 27 ли выборе скорости осуществляется роликом подпру-
жиненного рычага 34, а осевая - шариком 36.
Диск А блокировки тяг при повороте зубчатого колеса 22 свободно вращается в прорезях втулок 39. На диске А имеется ряд фрезеровок, которые при выборе определенной скорости располагаются против втулок тех тяг 40, которые в данный момент будут вводить в зацепление необходимую пару зубчатых колео.
Диск Д барабана 23 имеет ряд выступов и ^падин.
При выборе определенной скорости против пальцев 38 тяг 40 располагаются выступы диска Д.
Отклоняя укоятцу 27 от себя, барабан 23 тем же путем, как было описано выше,_ возвращаем в исходное положение.
Впадины диска Д пропускают пальцы 38 тяг 40, а два выступа диска, упираясь в пальцы 38, перемещают через тяги 40 и вилки 41 необходимую пару зубчатых колес, соответствующую выбранной скорости.
Фрезеровки диска А пропускают втулки 39 перемещаемых тяг. Остальные тяги через втулки 39 блокируются диском А от осевого смещения.
Барабан 23 в рабочем положении от пропорота блокируется пальцем 42.
Таким образом, каждая из тяг получает возвратно-поступательное движение в зависимости от положения пазов диска Д барабана 23 и пазов блокирующего. диска А.
Вилки, связанные с тягами, перемещают по шлицевым валам в определенных комбинациях зубчатые колеса 9, II, Г7, 19, 21.
Рабочее зафиксированное положение пары зубчатых колес, соответствующей выбранной скорости, выглядит следующим образом:
в осевом направлении зубчатые колеса зафиксированы через вилки 41, тяги 40, пальцы 38 между дисками ВжД барабана 23, а барабан 23 - шариком 36.
При монтаже системы переключения зачатых колес необходимо учитывать следующее:
рейка 5 должна выступать на 61 мы над верхней плоскостью корпуса коробки скоростей. Это обеспечит правильную работу механизма переключения скоростей;
зубчатое колесо 22 вводится в зацепление с рейкой 5 при положении диска Е, соответствующем первой скорости;
во всех шести положениях барабана 23 проверяется правильность работы системы переключения. Пальцы 38 и втулки 39 должны свободно проходить через соответствующие фрезеровки в дисках Д и А.
Это достигается поворотом тяг 40 относительно вилок переключения 41 при ослаблении крепления последних.
Для ослабления крепления вилок 41, расположенных на двух тягах у задней стенки коробки скоростей, предусмотрены отверстия, закрытые вытяжными заглушками 35.
Зубчатый сектор 30 на тяге 37 должен устанавливаться так, чтобы при возвратно-поступательном движении и вращении тяги 37 он не выходил из зацепления с рейкой 5.
18 -
фойе вышеперечисленного необходимо иметь в виду, что при натяжении ремня редуктор-шпиндель, зубчатый сектор 30 и рычаг 31 меняют свои положения относительно рейки 5 и тяги 37.
При натяжении ремня необходимо вводить корректировку в положение элементов, поворачивая сектор 30 относительно тяги 37 и смещая рычаг 31 по оси 32.
1.3.8. Механизм переключения скоростей на станках 16Б16К, 16Б16КП, 16Г16К, 16Л20К, 16Л20КП
Установка частоты вращения шпинделя осуществляется рукояткой 9 (см. рис.З) и двумя рукоятками 14 и 15.
Управление автоматической коробкой передач (АКП), установленной на станках, производится с помощью рукоятки 15, расположенной на панели электрошкафа.
Описание работы и устройства АКП приведено в руководстве по эксплуатации коробки передач.
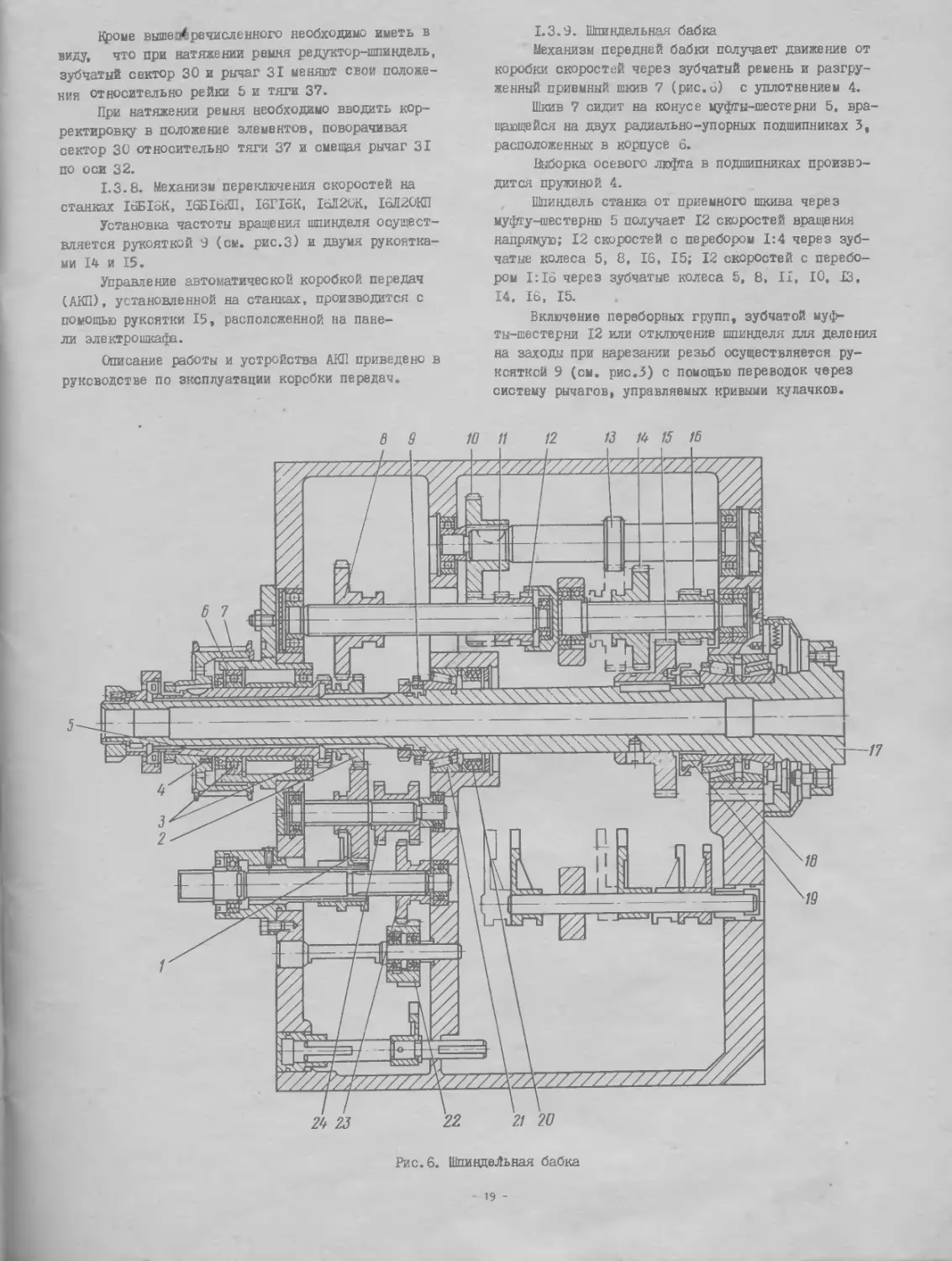
1.3.9. Шпиндельная бабка
Механизм передней бабки получает движение от коробки скоростей через зубчатый ремень и разгруженный приемный шкив 7 (рис.6) с уплотнением 4.
Шкив 7 сидит на конусе муфты-шестерни 5, вра-щающейся на двух радиально-упорных подшипниках 5, расположенных в корпусе 6.
Выборка осевого люфта в подшипниках производится пружиной 4.
Шпиндель станка от приемного шкива через муфту-шестерню 5 получает 12 скоростей вращения напрямую; 12 скоростей с перебором 1:4 через зубчатые колеса 5, 8, IS, 15; 12 скоростей с перебором 1:16 через зубчатые колеса 5, 8, II, 10, 13, 14, 16, 15.
Включение переборных групп, зубчатой муфты-шестерни 12 или отключение шпинделя для деления на заходы при нарезании резьб осуществляется рукояткой 9 (см. рис.З) с помощью переводок через систему рычагов, управляемых кривыми кулачков.
Рис. 6. Шпиндельная бабка
19 -
/
Надежная фиксация оси рукоятки 9 от проворота в рабочем положении производится подпружиненным шариком, расположенным в стакане на задней стенке корпуса шпиндельной бабки.
Шпиндель Г7 (см. рис.6) станка вращается на двух конических роликоподшипниках 18 и 21.
Выбор радиального зазора в подшипниках производится пружинами 20.
ВНИМАНИЕ! ПОДШИПНИКИ ШПИНДЕЛЯ РЕГУЛИРУЮТСЯ НА ЗАВОДЕ-ИЗГОТОВИТЕДЕ И В ПРОЦЕС-
СЕ ЭКСПЛУАТАЦИИ СТАНКА РЕГУЛИРОВКИ НЕ ТРЕБУЮТ!
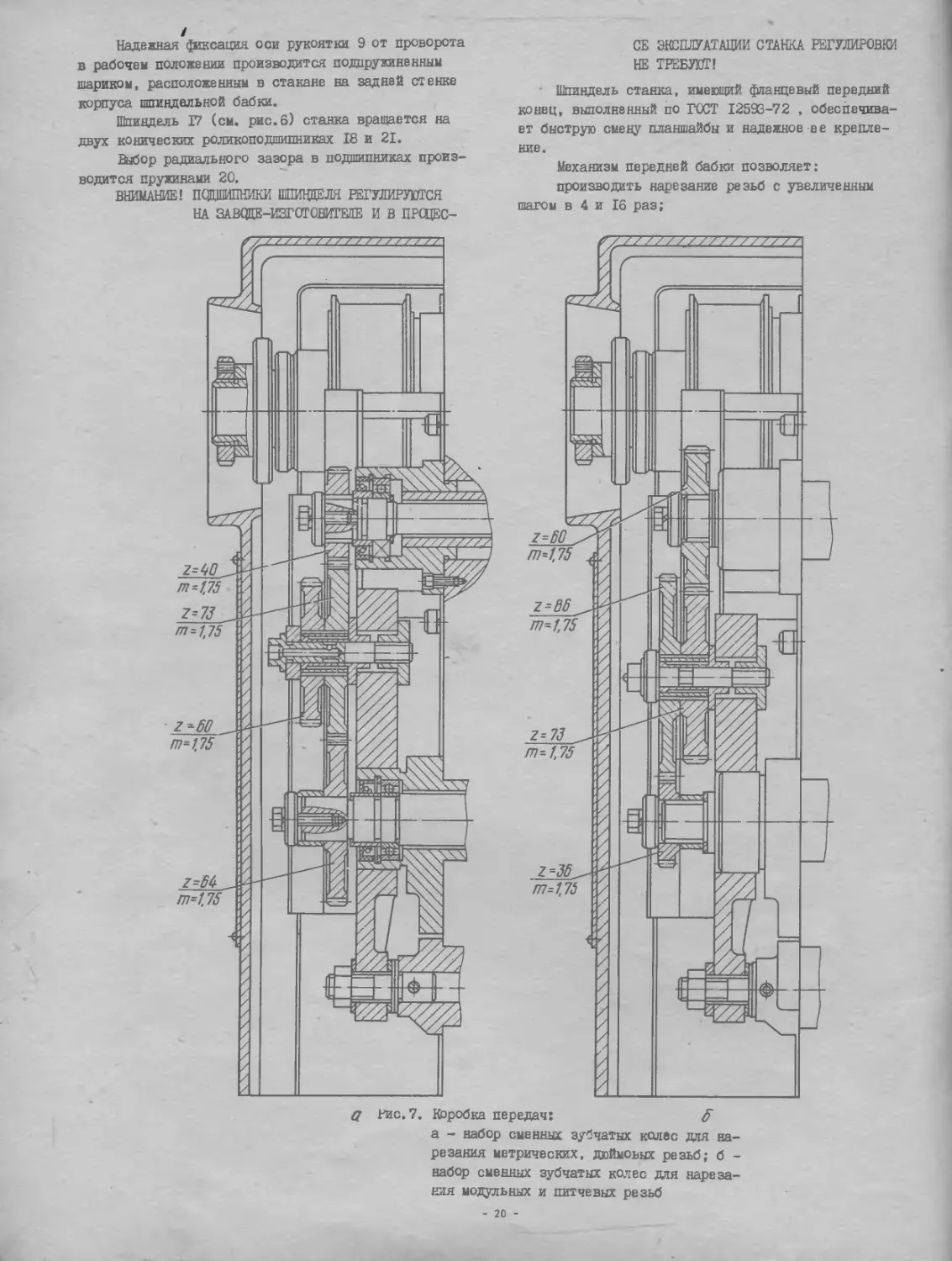
- Шпиндель станка, имеющий фланцевый передний конец, выполненный по ГОСТ 12593-72 , обеспечивает быструю смену планшайбы и надежное е е крепление.
Механизм передней бабки позволяет:
производить нарезание резьб с увеличенным шагом в 4 и 16 раз;
/ZZZZZZZZZZZZZZZZZZ
z-36
т=1.75
2=73 т=1,75
z=B6 т=1,75
z=50 т-1,75
Q Рис. 7. КОробка передач:
а - набор сменных зубчатых колес для нарезания метрических, дюймовых резьб; б -набор сменных зубчатых колес для нарезания модульных и питчевых резьб
- 20
нарезать правив и левые резьбы;
производить нарезание многозаходных резьб при работе с переборами 1:4 и 1:16 с числом заходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30, а при работе напрямую с числом заходов 2, 3, 4, S, 12.
Передачи осуществляются зубчатыми колесами I, 2, 22, 23, 24 и колесами, перечисленными выше.
1.3.10. Коробка передач представлена на рис.7 и служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач.
Для получения подачи и нарезания метрической и дюймовой резьб устанавливаются зубчатые колеса основного набора с передаточным отношением 40 73 , а для нарезания модульной и питчевой 73 64
резьб - с передаточным отношением — . — .
73 36
Ограждение коробки передач снабжено электрической блокировкой, исключающей случайное включение станка при открытом кожухе ограждения.
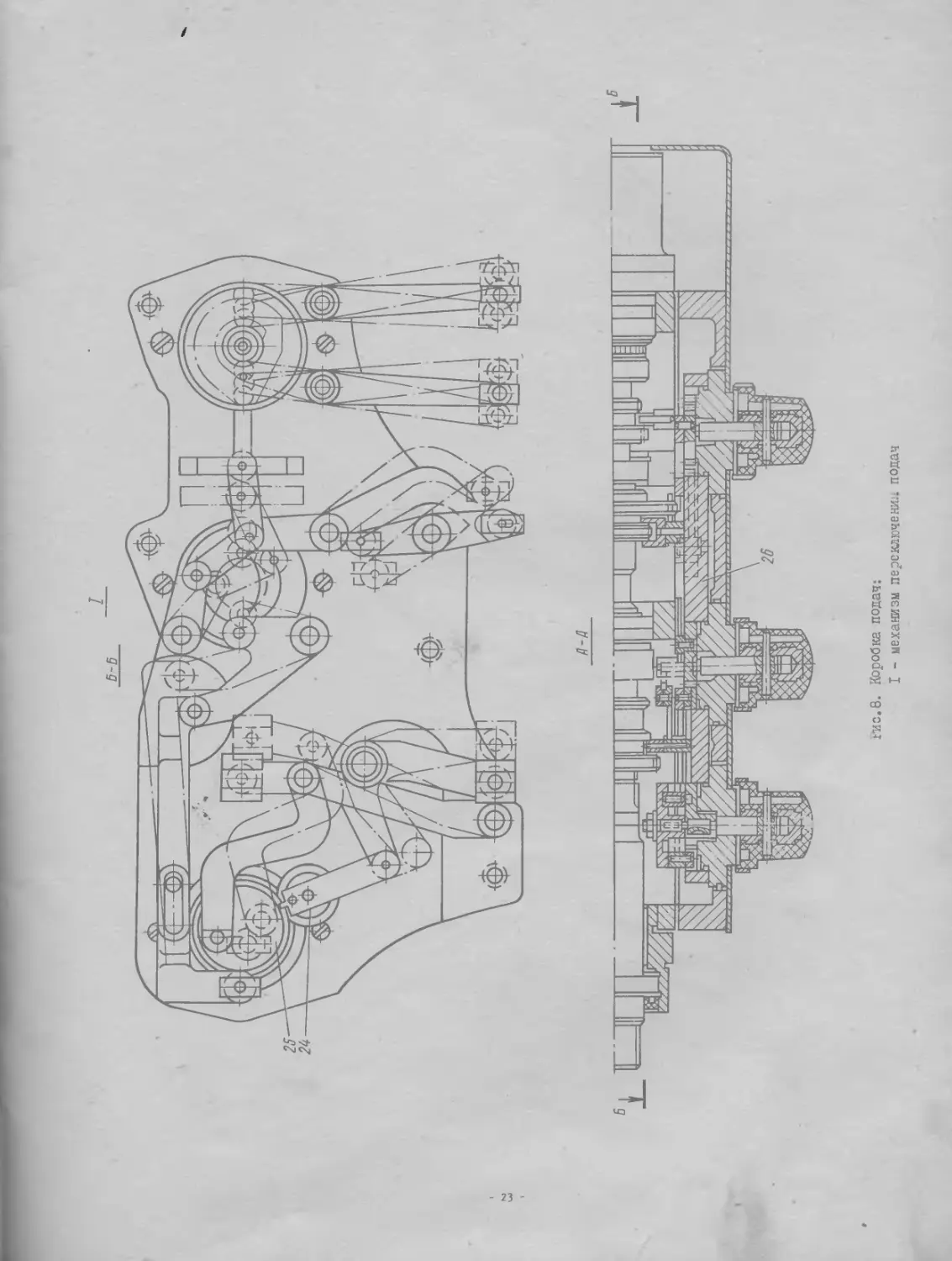
1.3,11; Коробка подач, представлена на рис. 8.
Коробка подач состоит из зубчатых колес I-I4, 16-23 и получает движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач.
Необходимые подачи и шаги резьбы устанавливаются поворотом рукояток 3 и 36 (см. рис.З), расположенных на передней крышке коробки подач.
Включение ходового винта или ходового валика, выбор типа резьбы производится рукояткой 2.
Направление вращения ходового винта изменяется поворотом рукоятки 7, нормальный или увеличенный шаг резьбы устанавливается рукояткой 6.
Идя нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 2, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными зубчатыми колесами специального набора.
Для осуществления быстрых перемещений суппорта в коробке подач смонтирована обгонная муфта 15 (см. рис.8), назначение которой - отключить коробку подач при быстром обратном ходе суппорта.
Механизм переключения зубчатых колес коробки подач собран на одной плите 26, которая крепится к корпусу коробки подач. Переключение зубчатых колес осуществляется с помощью системы рычагов, тяг и кулачков, Фиксация рабочего положения зубчатых колес обеспечивается подпружиненными шариками, находящимися в рукоятках переключе- . ния.
При демонтаже механизма переключения необходимо следить за правильной установкой зубчатых колес 24 и 25, имеющих риски, которые при монтаже должны совпадать, иначе порядок сцепления зубчатых колес коробки подач будет нарушен.
1.3.12. Фартук имеет четыре пары кулачковых муфт I (рис. 9), 2, 3, 4, которые позволяют осу
ществлять прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется рукояткой 19. Направление включения рукоятки совпадает с направлением перемещения каретки и суппорта.
Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 18, встроенной в рукоятку 19.
При этом включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Величина перемещения фартука с помощью маховика отсчитывается по лимбу и нониусу с ценой деления, соответственно, I и 0,1 мм.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
В фартук встроен предохранительный механизм от перегрузки станка, отрегулированный на максимальную величину усилия отключения фартука (600(Д500) Н.
При работе по упорам усилие отключения фартука можно снизить до необходимой величины гайкой 6 и ослаблением пружины 7.
Предохранительный механизм работает следующим образом.
При встрече каретки с упором или при перегрузке и, следовательно, остановке червячного зубчатого колеса 14, червяк 13, продолжая вращаться, вывертывается и через сухарь 12, толкатель II, упорный подшипник Ю, сжимая пружину 7, толкает стакан 9 вправо.
Защелка 8, западая в прорезь стакана 9, препятствует возвращению червяка в исходное положение.
При дальнейшем вращении червяка происходит смещение муфты 15 вправо под воздействием пружины 16, мелкозубая часть муфты 15 выходит из зацепления с муфтой 17. Червяк 13 превращает вращаться.
Чтобы включить фартук, необходимо освободить стакан 9, подняв защелку 8.
Пружина 7 включит расцепленные зубчатые муфты 15. 17 и червяк 13.
Идя нарезания резьбы необходимо рукоятку 19 установить в нейтральное положение и рукояткой 20 включить маточную гайку. При этом реечную шестерню следует вывести из зацепления, вытянув кнопку 5 на себя.
Смазка фартука, направляющих станины и каретки производится плунжерным насосом, встроенным в 'крышку фартука.
1.3.13. Суппорт представлен на рис.Ю
Резцедержатель с помощью суппорта может перемещаться вдоль и поперек станины от механического привода на рабочей подаче и ускоренно, а также от руки.
Каретка и поперечная ползушка суппорта имеют ограничения хода в обе стороны. При перемещении суппорта до упора срабатывает механизм отключения фартука.
21
- 22
п-п
гис. 8. Коробка подач:
I - механизм переключение подач
/
2‘*
Рис.9. Фартук (см.стр. 26)
МНВЬИОЯО *6 ‘OBJ
д-9
8-в
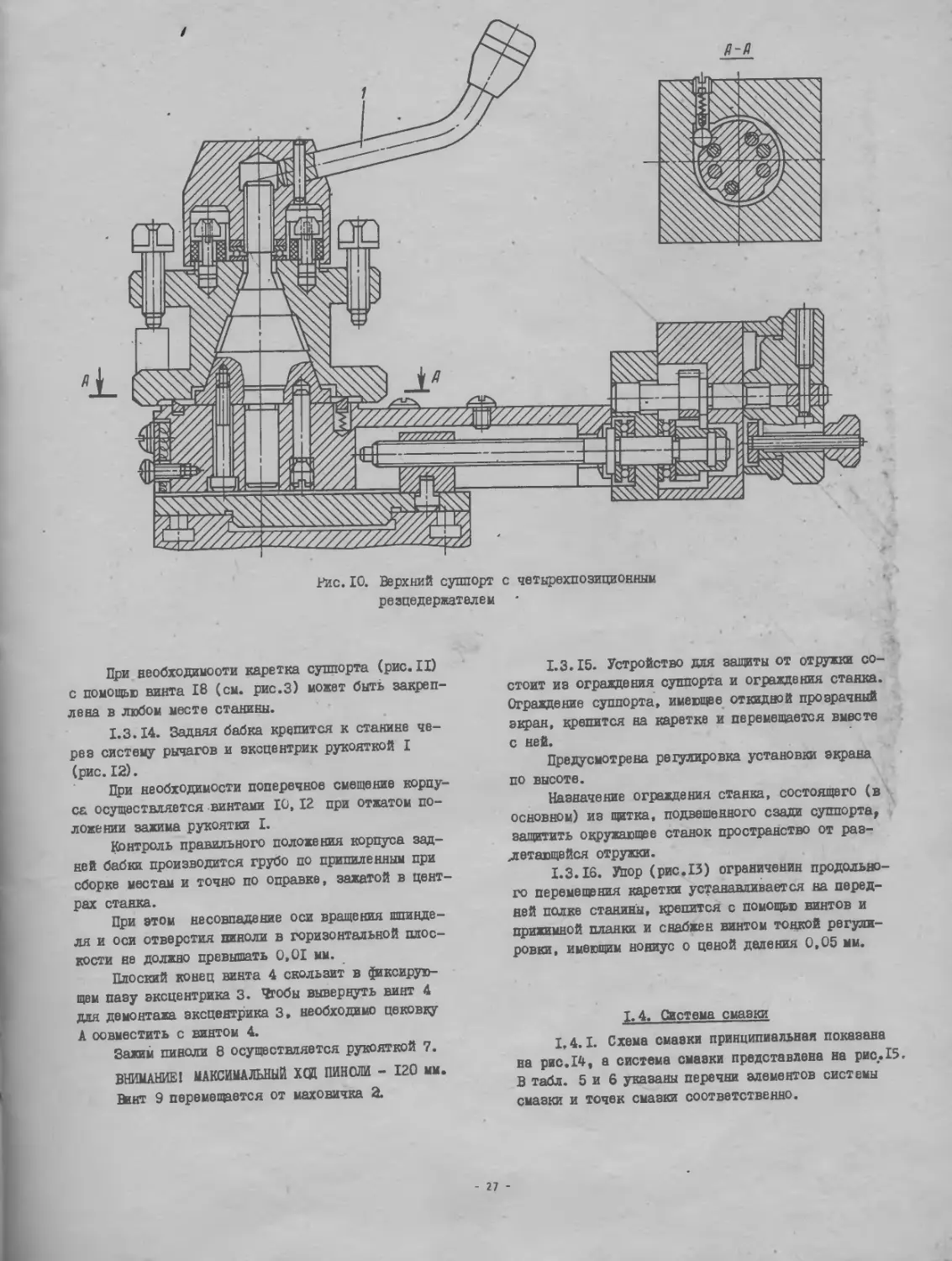
Рис. 10. Верхний суппорт
с четырехпозиционным
ре зцедержателем
При необходимости каретка суппорта (рис.II) с помощью винта 18 (см. рис.З) может быть закреплена в любом месте станины.
1.3.14. Задняя бабка крепится к станине через систему рычагов и эксцентрик рукояткой I (рис. 12).
При необходимости поперечное смещение корпуса осуществляется винтами 10, 12 при отжатом положении зажима рукоятки I.
Контроль правильного положения корпуса задней бабки производится грубо по припиленным при сборке местам и точно по оправке, зажатой в центрах станка.
При этом несовпадение оси вращения шпинделя и оси отверстия пиноли в горизонтальной плоскости не должно превышать 0,01 мм.
Плоский конец винта 4 скользит в фиксирующем пазу эксцентрика 3. Чтобы вывернуть винт 4 для демонтажа эксцентрика 3, необходимо цековку А совместить с винтом 4.
Зажим пиноли 8 осуществляется рукояткой 7.
ВНИМАНИЕ! МАКСИМАЛЬНЫЙ ХСД ПИНОЛИ - 120 мм.
Item 9 перемещается от маховичка 2.
1.3.15. Устройство для защиты от отружки состоит из ограждения суппорта и ограждения станка. Ограждение суппорта, имеющее откидной прозрачный экран, крепится на каретке и перемещается вместе с ней.
Предусмотрена ретулировка установки экрана по высоте.
Назначение ограждения станка, состоящего (в основном) из щитка, подвешенного сзади суппорта, защитить окружающее станок пространство от разлетающейся отружки.
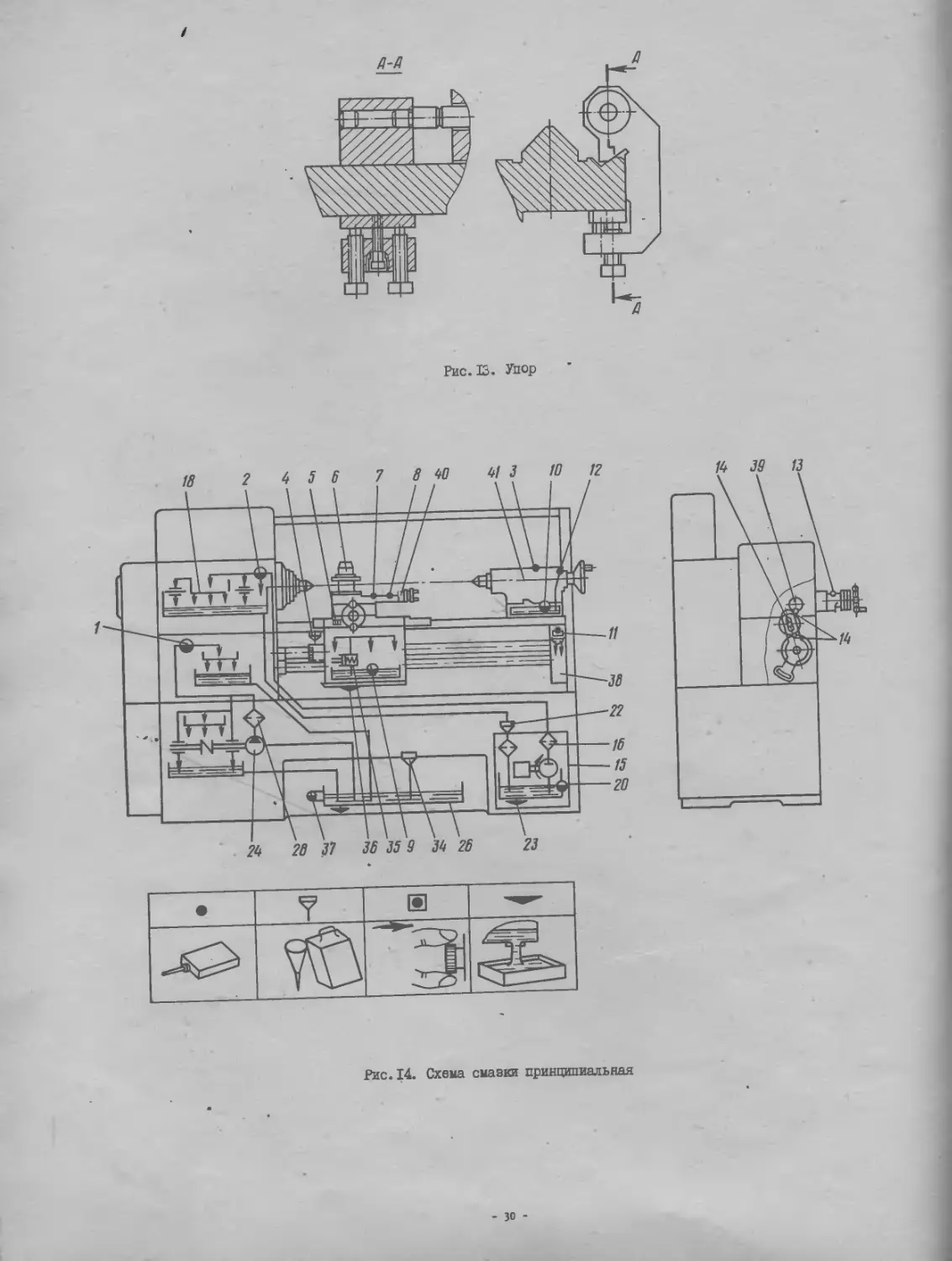
1.3.16. УЬор (рис.13) ограничении продольного перемещения каретки устанавливается на передней полке станины, крепится с помощью винтов и прижимной планки и снабжен винтом тонкой регулировки, имеющим нониус о ценой деления 0,05 мм.
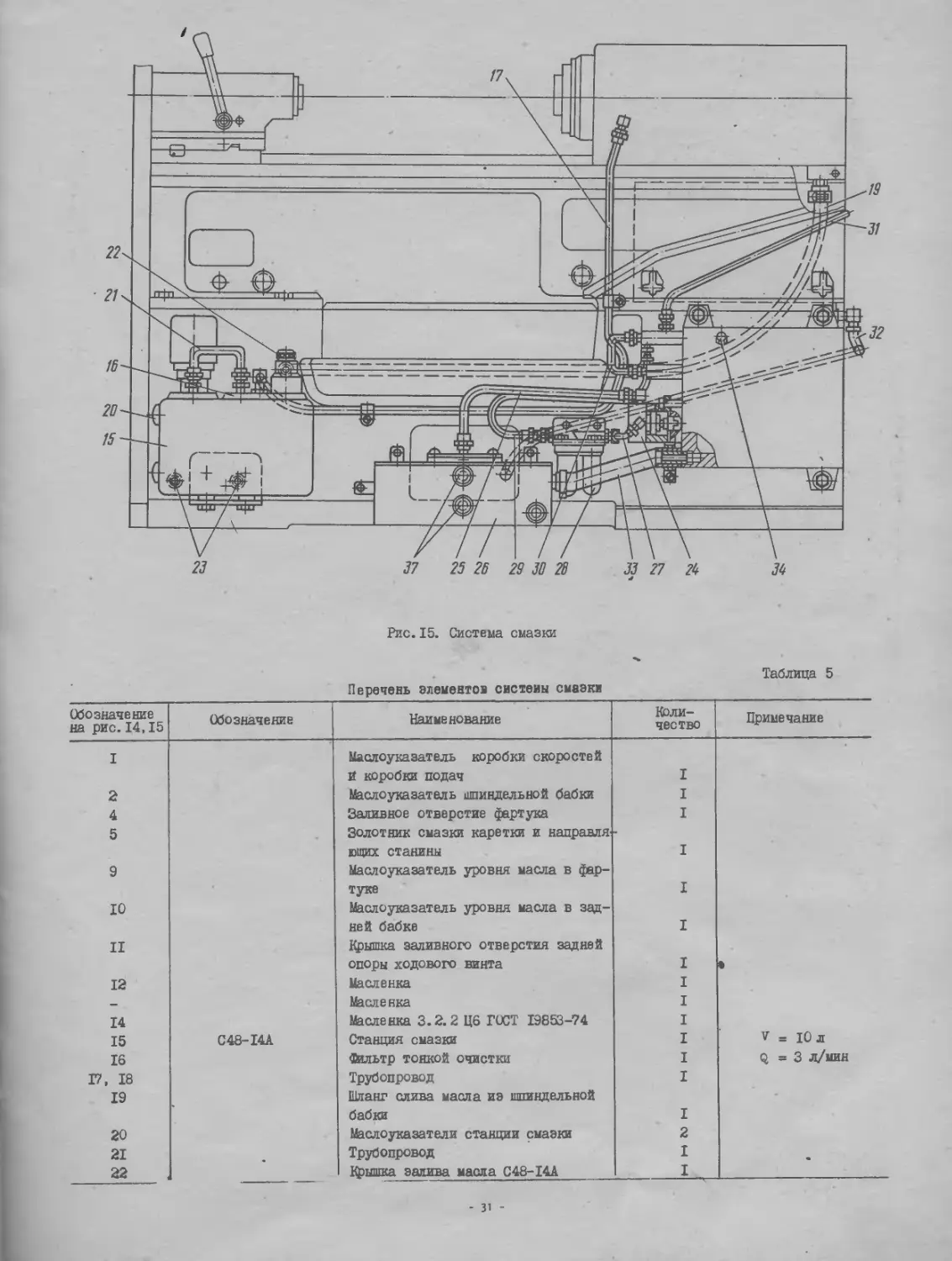
1.4. Система смазки
1,4.1. Схема смазки принципиальная показана на рис.14, а система смазки представлена на рис.15. В табл. 5 и 6 указаны перечни элементов системы смазки и точек смазки соответственно.
- 27 -
Рис. II. Каретка суппорта
Рис. 12. Задняя бабка:
I - устройство поперечного перемещения задней бабки
- 29 -
/
Рис. 13. Упор
Рис.14. Схема смазки принципиальная
- зо -
Рис. 15. Система смазки
Таблица 5
Перечень элементов системы смазки
Обозначение на рис.14,15 Обозначение Наименование Количество Примечание
I Маолоуказатель коробки скоростей •
й коробки подач I
2 Маолоуказатель шпиндельной бабки I
4 Заливное отверстие фартука I
5 Золотник смазки каретки и направля
ющих станины I
9 Маолоуказатель уровня масла в фар-
туке I
Ю Маолоуказатель уровня масла в зад-
ней бабке I
II Крышка заливного отверстия задней
опоры ходового винта I •
12 Масленка I
— Масленка I
14 Масленка 3.2.2 Ц6 ГОСТ 19853-74 I
15 C48-I4A Станция смазки I V = Юл
16 Фильтр тонкой очистки I Q = 3 л/мин
Г?, 18 Трубопровод I
19 Шланг слива масла из шпиндельной
бабки I
20 Маслоуказатели станции смазки 2
21 Трубопровод I •
22 Крышка залива масла C48-I4A I
31
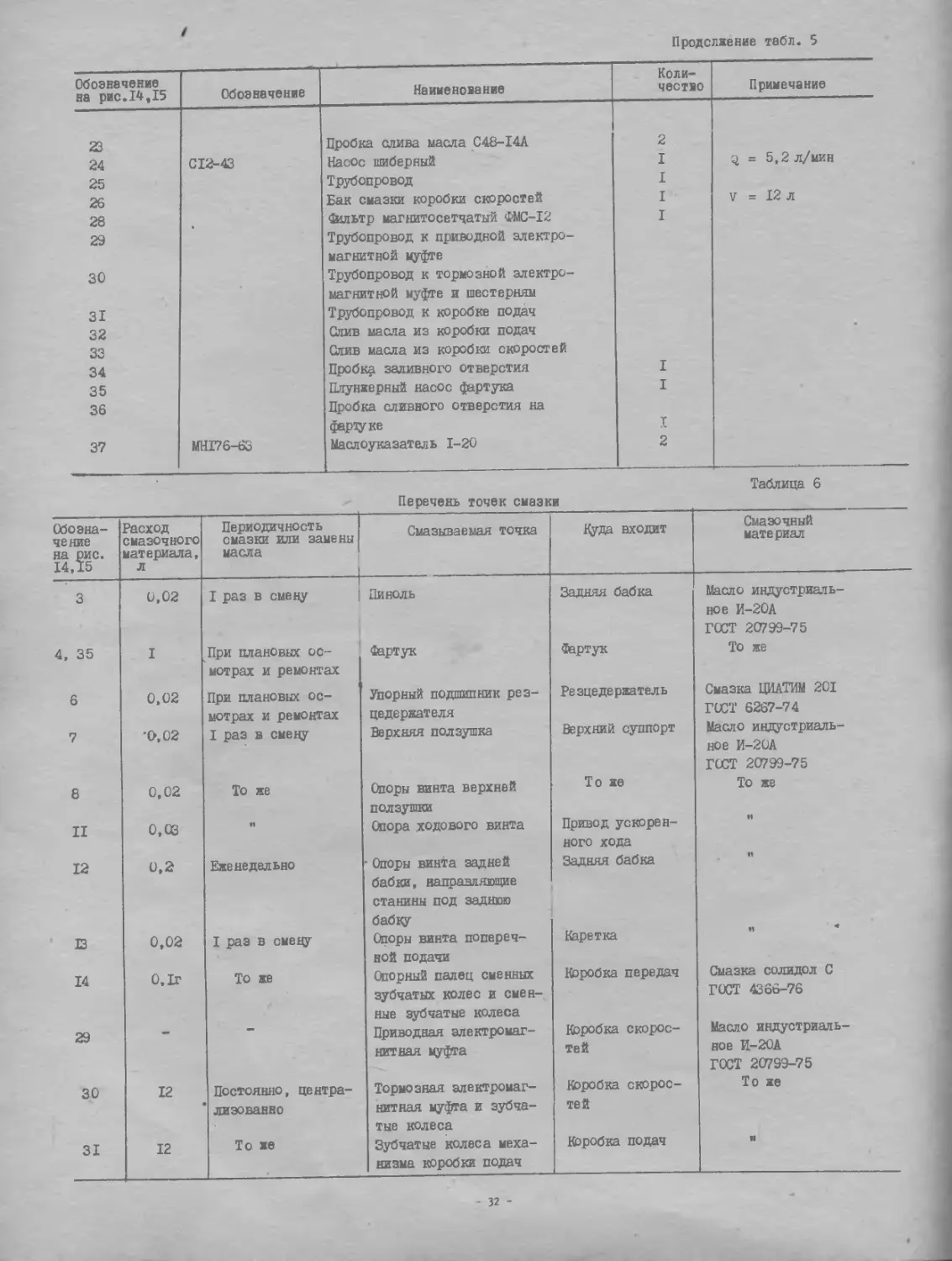
Продолжение табл. 5
Обозначение на рис.14,15 Обозначение Наименование Количество Примечание
23 Пробка слива масла C48-I4A 2
24 CI2-43 Насос шиберный I q = 5,2 л/мин
25 Трубопровод I
26 Бак смазки коробки скоростей I V = 12 л
28 Фшьтр магнитосетчатый ФМС-12 I
29 Трубопровод к приводной электромагнитной муфте
30 Трубопровод к тормозной электромагнитной муфте и шестерням
31 Трубопровод к коробке подач
32 Олив масла из коробки подач •
33 Слив масла из коробки скоростей
34 Пробка заливного отверстия I
35 Плунжерный насос фартука I
36 Пробка сливного отверстия на фартуке I
37 МНГ76-63 Маслоуказатель 1-20 2
Таблица 6
Перечень точек смазки
Обозначение на рис. 14,15 Расход смазочного материала, л Периодичность смазки или замены масла Смазываемая точка Дуда входит Смазочный материал
3 0,02 I раз в смену Пиноль Задняя бабка Масло индустриальное И-20А ГОСТ 20799-75
4, 35 I При плановых осмотрах и ремонтах Фартук Фартук То же
6 0,02 При плановых осмотрах и ремонтах Упорный подшипник резцедержателя Резцедержатель Смазка ЦИАТИМ 201 ГОСТ 6267-74
7 0,02 I раз в смену Верхняя ползушка Верхний суппорт Масло индустриальное И-20А ГОСТ 20799-75
8 0,02 То же Опоры винта верхней ползушки То же То же
II 0,03 11 Опора ходового винта Привод ускоренного хода
12 0,2 Еженедельно Опоры винта задней бабки, направляющие станины под заднюю бабку Задняя бабка 11
13 0,02 I раз в смену Опоры винта поперечной подачи Каретка
14 0,1г То же Опорный палец сменных зубчатых колес и сменные зубчатые колеса Коробка передач Смазка солидол С ГОСТ 4366-76
29 Приводная электромагнитная муфта Коробка скоростей Масло индустриальное И-20А ГОСТ 20799-75
30 12 Постоянно, централизованно Тормозная электромагнитная муфта и зубчатые колеса Коробка скоростей То же
31 12 То же Зубчатые колеса механизма коробки подач Коробка подач II
32 -
Продолжение табл. 6
Обозначение Расход смазочного материала, л Периодичность смазки или замены масла Смазываемая точка Нуда входит Смазочный материал
на 14, ОИС. 15
17 10 Постоянно, централизованно Шпиндельная бабка Шпиндельная бабка Масло индустриальное И-5А ГОСТ 20799-75.
18 5 10 То же 2 раза в смену вытягиванием золотника 5 То же и Постоянная фитильная из ванны фартука Опоры шпинделя Направляющие станины Направляющие ползушки Винт поперечной подачи Задние прижимные планки каретки Ходовой винт, механизм фартука Зубчатое колесо привода фартука Шпиндельная бабка Каретка Каретка Суппорт Каретка Фартук Фартук То же Масло индустриальное И-20А ГОСТ 20799-75 То же И II
38 0,005 I раз в два года Игольчатый подшипник ходового вала Привод ускоренного хода Смазка ЦИАТИМ 201 ГОСТ 6267-74
39 0,1г I раз в год Подшипник гитары сменных зубчатых колес Коробка передач То же
40 0,1 г То же Опоры и зубчатые колеса привода винта верхней ползушки Верхний суппорт п
41 0,1 г II Подшипник механизма зажима пиноли задней бабки Задняя бабка п
0,02 I раз в смену Опора скольжения заднего конца винта поперечного перемещения Привод датчика поперечного перемещения j Масло индустриальное И-20А ГОСТ 20799-75
1.4.2. Описание работы
Перед пуском станка необходимо:
смазать вручную точки 3 (см. рис. 14, 15), 7, II, 12, 13 маслом индустриальным И-20А ГОСТ 20799-75;
смазать точку 14 и сменные зубчатые колеса смазкой солидол С ГОСТ 4366-76;
в станцию смазки 15 залить Ю л масла индустриального И-5А ГОСТ 2С799-75, контролируя его уровень указателями 20. Масло заливается через отверстие, закрытое пробкой 22;
через отверстие, закрытое пробкой 34, залить 12 л масла индустриального И-20А в бак 26, контролируя уровень масла по указателям 37;
через заливное отверстие 4 залить I л масла индустриального И-20А в фартук, контролируя уровень масла по указателю 9;
залить масло индустриальное И-20А в насос 24 через отверстие, закрытое пробкой.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗА-ТЕЛЯХ I, 2 РАБОТАТЬ НА СТАНКЕ НЕ РЕКОМЕНДУЕТСЯ;
вытянув кнопку золотника смазки каретки и направляющих станины 5, прогнать каретку вдоль станины на ускоренном ходу несколько раз до появления масла на направляющих станины и поперечной ползушки.
1.4.3. Смазка коробки скоростей и коробки подач
Автоматическая смазка коробки скоростей и коробки подач осуществляется шиберным насосом 24 (см. рис. 14, 15), приводимым в движение первичным валом коробки скоростей.
Через трубопровод 25 насос засасывает масло из резервуара 26 и по трубопроводу 27 подает масло в магнитссетчатый фильтр 28. Отфильтрованное масло по трубопроводу 29 поступает к приводной электромагнитной цуфте коробки скоростей, а по трубопроводу 30 - на смазку тормозной электромагнитной цуфты и механизма коробки скоростей. По трубопроводу 31 масло подается к маслоуказа-талю I, из которого сливается в масляную ванну и расходится к местам смазки механизма коробки подач. Из коробки подач по шлангу 32, а из коробки скоростей по шлангу 33 масло стекает в резервуар 26
Уровень масла в резервуаре контролируется по маслоуказателям 37.
Магнитосетчатый фильтр 28 необходимо чистить не реже одного раза в месяц. Для очистки фильтра снять стаканы, вывернуть ооь с пакетом и трубку с сетчатыми фильтруюииши элементами и вое промыть под струей керосина.
- зз -
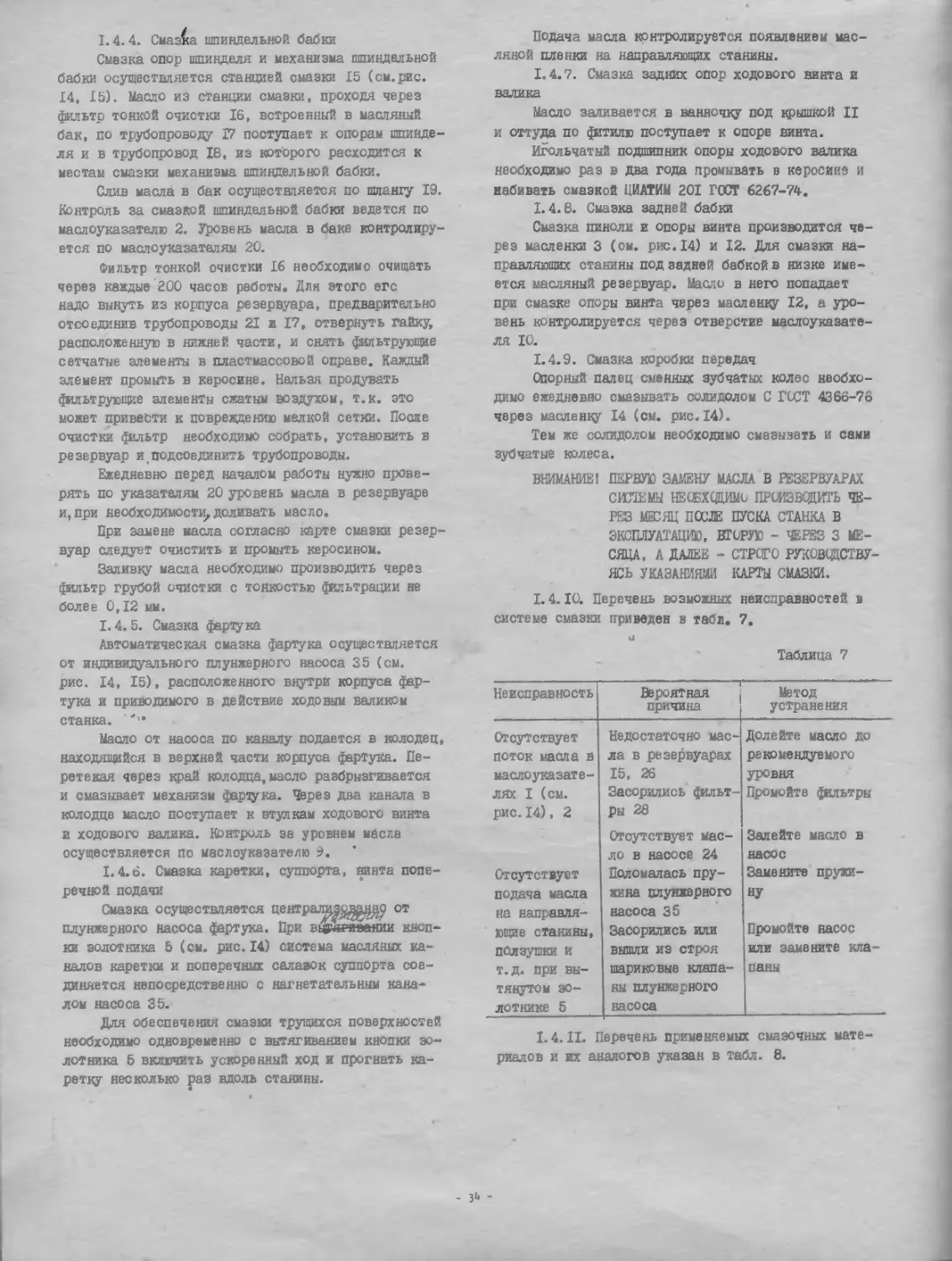
1.4.4. Смазка шпиндельной бабки
Смазка опор шпинделя и механизма шпиндельной бабки осуществляется станцией смазки 15 (см.рис. 14, 15). Масло из станции смазки, проходя через фильтр тонкой очистки 16, встроенный в масляный бак, по трубопровод/ Г7 поступает к опорам шпинделя и в трубопровод 18, из которого расходится к местам смазки механизма шпиндельной бабки.
Слив масла в бак осуществляется по шлангу 19. Контроль за смазкой шпиндельной бабки ведется по маслоуказателю 2. Уровень масла в баке контролируется по маслоуказателям 20.
Фильтр тонкой очистки 16 необходимо очищать через каждые 200 часов работы. Для этого его надо вынуть из корпуса резервуара, предварительно отсоединив трубопроводы 21 и 17, отвернуть гайку, расположенную в нижней части, и снять фильтрующие сетчатые элементы в пластмассовой оправе. Каждый элемент промыть в керосине. Нельзя продувать фильтрующие элементы сжатым воздухом, т.к. это может привести к повреждению мелкой сетки. После очистки фильтр необходимо собрать, установить в резервуар и подсоединить трубопроводы.
Ежедневно перед началом работы нужно проверять по указателям 20 уровень масла в резервуаре и, при необходимости,доливать масло.
При замене масла согласно карте смазки резервуар следует очистить и промыть керосином.
Заливку масла необходимо производить через фильтр грубой очистки с тонкостью фильтрации не более 0,12 мм.
1.4.5. Смазка фартука
Автоматическая смазка фартука осуществляется от индивидуального плунжерного насоса 35 (см. рис. 14, 15), расположенного внутри корпуса фартука и приводимого в действие ходовым валиком станка. ' *'•
Масло от насоса по каналу подается в колодец, находящийся верхней части корпуса фартука. Перетекая через край колодца,масло разбрызгивается и смазывает механизм фартука. Через два канала в колодце масло поступает к втулкам ходового винта и ходового валика. Контроль за уровнем масла осуществляется по маслоуказателю 9.
1.4.6. Смазка каретки, суппорта, винта поперечной подачи
Смазка осуществляется централ^^^с? от плунжерного насоса фартука. При втягивании кнопки золотника 5 (см. рис.14) система масляных каналов каретки и поперечных салазок суппорта соединяется непосредственно с нагнетательным каналом насоса 35.
Для обеспечения смазки трущихся поверхностей необходимо одновременно с вытягиванием кнопки золотника 5 включить ускоренный ход и прогнать каретку несколько раз вдоль станины.
Подача масла контролируется появлением масляной пленки на направляющих станины.
1.4.7. Смазка задних опор ходового винта и валика
Масло заливается в ванночку под крышкой II и оттуда по фитилю поступает к опоре винта.
Игольчатый подшипник опоры ходового валика необходимо раз в два года промывать в керосине и набивать смазкой ЦИАТИМ 201 ГОСТ 6267-74.
1.4.8. Смазка задней бабки
Смазка пиноли и опоры винта производится через масленки 3 (ом. рис. 14) и 12. Для смазки направляющих станины под задней бабкой в низке имеется масляный резервуар. Масло в него попадает при смазке опоры винта через масленку 12, а уровень контролируется через отверстие маслоуказате-ля 10.
1.4.9. Смазка коробки передач
Опорный палец сменных зубчатых колес необходимо ежедневно смазывать солидолом С ГОСТ 4366-76 через масленду 14 (см. рис.14).
Тем же солидолом необходимо смазывать и сами зубчатые колеса.
ВНИМАНИЕ! ПЕРВУЮ ЗАМЕНУ МАСЛА В РЕЗЕРВУАРАХ СИСТЕМЫ НЕОБХОДИМО ПРОИЗВОДИТЬ ЧЕРЕЗ МЕСЯЦ ПОСЛЕ ПУСКА СТАНКА В ЭКСПЛУАТАЦИЮ, ВТОРУЮ - ЧЕРЕЗ 3 МЕСЯЦА, А ДАЛЕЕ - СТРОГО РУКОВОДСТВУЯСЬ УКАЗАНИЯМИ КАРТЫ СМАЗКИ.
1.4. IO. Перечень возможных неисправностей в системе смазки приведен в табл. 7.
м
Таблица 7
Неисправность Вероятная причина Метод устранения
Отсутствует поток масла в маслоуказателях I (см. рис. 14), 2 Отсутствует подача масла на направляющие станины, ползушки и т.д. при вытянутом золотнике 5 Недостаточно масла з резервуарах 15, 26 Засорились фильтры 28 Отсутствует масло в насосе 24 Поломалась пружина плунжерного насоса 35 Засорились или вышли из строя шариковые клапаны плунжерного насоса Долейте масло до рекомендуемого уровня Промойте фильтры Залейте масло в насос Замените пружину Промойте насос или замените клапаны
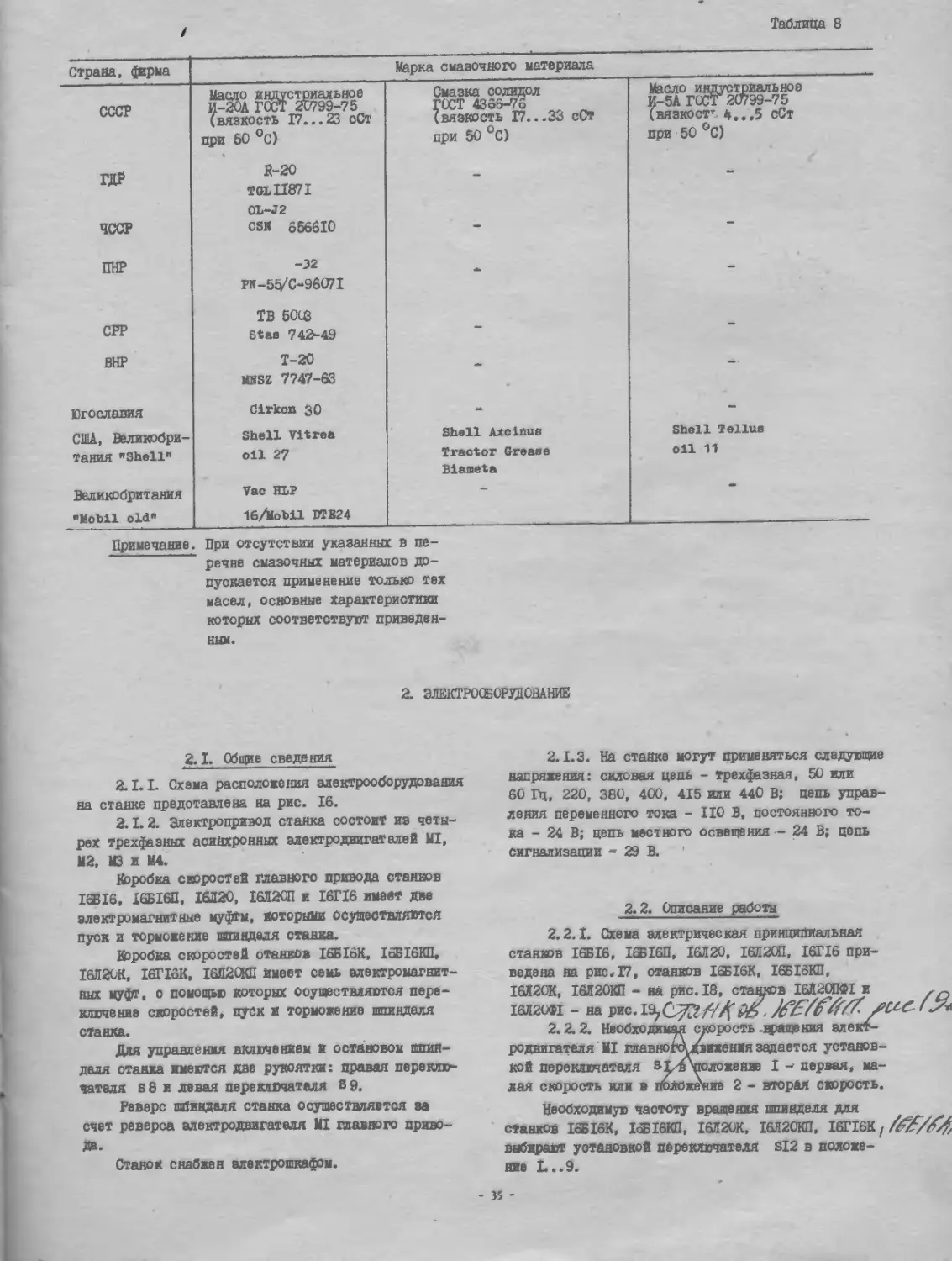
1.4. II. Перечень применяемых смазочных материалов и их аналогов указан в табл. 8.
- з1* -
/
Таблица 8
Страна, ферма Марка смазочного материала ______
СССР Масло индустриальное И-20А ГОСТ 20799-75 (вязкость 17...23 сСт При 60 °C) Смазка солидол ГОСТ 4366-76 (вязкость 17...33 сСт при 50 °C) Масло индустриальное И-5А ГОСТ 20799-75 (вяэкостт 4...5 сСт при 50 °C)
ГДР В-20 TGLII87I -
ЧССР 01-J2 CSH 866610 - -
ПНР -32 PH-55/C-96WI - -
СРР ТВ 6003 Staa 742-49 - -
ВНР Т-20 MSSZ 7747-63 - -•
Югославия Cirkon зО -
США, Великобритания "Shell" Shell Vitrea oil 27 Shell Axcinus Tractor Grease Blameta Shell Tellus oil 11
Великобритания "Mobil old" Vac HLP 16/i(obil BTE24 —
Примечание. При отсутствии указанных в пе-“ речне смазочных материалов допускается применение только тех масел, основные характеристики которых соответствуют приведенным.
2. ЭЛЕКТРООБОРУДОВАНИЕ
2.1. Общие сведения
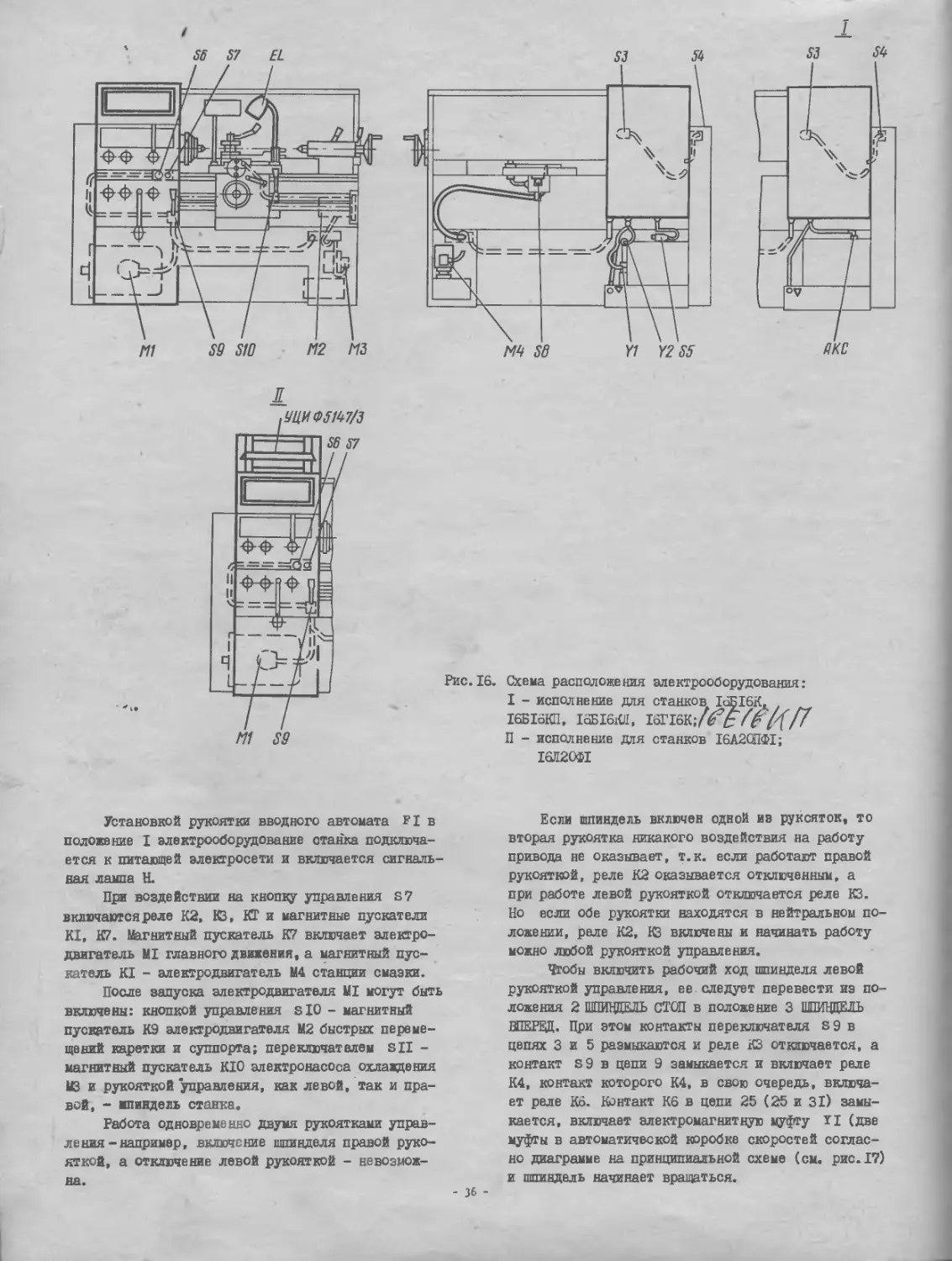
2.1.1. Схема расположения электрооборудования на станке представлена на рис. 16.
2.1.2. Электропривод станка состоит из четырех трехфазннх асинхронных электродвигателей MI, М2, М3 и М4.
Йэробка скоростей главного привода станков I6BI6, 16Б16П, 16Л20, 16Л20П и 16ГХ6 имеет Две электромагнитные муфты, которыми осуществляются пуск и торможение шпинделя станка.
Нэробка скоростей станков 16Б16К, ХсБТбКП. 16П20К, I6TI5K, 16Л20КП имеет семь электромагнитных муфт, о помощью которых осуществляются переключение скоростей, пуск и торможение шпинделя станка.
Для управления включением и остановом шпинделя станка имеются две рукоятки: правая переключателя s 8 и левая переключателя S 9.
Реверс шпинделя станка осуществляется за счет реверса электродвигателя MI главного привода.
Станок снабжен алектрошкафюм.
2.1.3. На стайке могут применяться следующие напряжения: силовая цепь - Трехфазная, 50 или 60 Гц, 220, 380, 400, 415 или 440 В; цепь управления переменного тока - НО В, постоянного тока - 24 В; цепь местного освещения — 24 В; цепь сигнализации - 29 В.
2.2. Описание работы
2.2.1. Схема электрическая принципиальная станков 16Б16, 16Б16П, 16Л20, 16Л2СП, 16Г16 приведена на рис.17, станков 16Б16К, 16Б16КП, 16Л20К, 16Л20КП - на рис. 18, станков 16Л20ПФ1 и 16Л20И - на рис. Л
2.2.2. Необходимая скорость-вращения электродвигателя MI ппавнога/вижениязадается установкой Переключателя si/в'положенив I - первая, малая скорость кии в Положение 2 - вторая скорость.
Необходимую частоту вращения шпинделя для станков 16Б16К, 16Б16КП, 16Л20К, 16Н20КП, 16Г16К/ выбирают установкой переключателя SI2 в положение I. ..9.
- 35 -
П1 89
Рис.16. Схема расположения электрооборудования: I - исполнение для станков 1сБ16КА 16Б16КП, 16Б161СЯ, I6TI6K;/^£ Z^/f/7 П - исполнение для станков 16А2СПФ1;
16Д20Ф1
Установкой рукоятки вводного автомата FI в положение I электрооборудование станка подключается к питающей электросети и включается сигнальная лампа Н.
При воздействии на кнопду управления S7 включаются реле К2, КЗ. КГ и магнитные пускатели KI, К7. Магнитный пускатель К7 включает электродвигатель MI главного движения, а магнитный пускатель KI - электродвигатель М4 станции смазки.
После запуска электродвигателя MI могут быть включены: кнопкой управления sIO - магнитный пускатель К9 электродвигателя М2 быстрых перемещений каретки и суппорта; переключателем SII -магнитный пускатель KIO электронасоса охлаждения М3 и рукояткой 'управления, как левой, так и правой, - шпиндель станка.
Работа одновременно двумя рукоятками управления -например, включение шпинделя правой рукояткой, а отключение левой рукояткой - невозможна.
Если шпиндель включен одной из рукояток, то вторая рукоятка никакого воздействия на работу привода не оказывает, т.к. если работают правой рукояткой, реле К2 оказывается отключенным, а при работе левой рукояткой отключается реле КЗ. Но если обе рукоятки находятся в нейтральном положении, реле К2, № включены и начинать работу можно любой рукояткой управления.
Чтобы включить рабочий ход шпинделя левой рукояткой управления, ее. следует перевести из положения 2 ШПИНДЕЛЬ СТОП в положение 3 ШПИНДЕЛЬ ВПЕРЕД. При этом контакты переключателя S9 в цепях 3 и 5 размыкаются и реле КЗ отключается, а контакт S9 в цепи 9 замыкается и включает реле К4, контакт которого К4, в свою очередь, включает реле Кб. Контакт Кб в цепи 25 (25 и 31) замыкается, включает электромагнитную муфту YI (две муфты в автоматической коробке скоростей согласно диаграмме на принципиальной схеме (см. рис.17) и шпиндель начинает вращаться.
- 36 -
Рис. 19. Схема электрическая принципиальная (для станков с устройствами цифровой индикации Ф5147/3
Для останова шпинделя рукоятку управления следует перевести из положения 3 в положение 2 ШПИНДЕЛЬ СТОП. При этом контакты переключателя S9 в цепях 3 и 5 замыкаются и включается реле КЗ, а контакт в цепи 9 размыкается и отключает реле К4 и через него реле' Кб. Контакт Кб в цепи 25 (25, 31) отключает электромагнитную муфту YI (две муфты в автоматической коробке скоростей), а в цепи 27 (34, 36) включает электромагнитную муфту Y2 ( Y5, Y6, Y7). Шпиндель тормозится и останавливается, но электродвигатель MI продолжает вращаться в прямом направлении. После останова шпинделя реле KII отключается и отключает электромагнитную муфту Y2 ( Y 5, Y6, Y7).
При торможении реле KII включается и отключается с помощью транзисторной задержки АТ. Время торможения шпинделя задается в пределах' 2...3 си регулируется потенциометром задержки АТ.
Чтобы включить обратный ход шпинделя ШПИНДЕЛЬ НАЗАД рукоятку управления следует перевести из положения 2 ШПИНДЕЛЬ СТСП в положение I ШПИНДЕЛЬ НАЗАД. При этом контакты переключателя S9 в цепях
3 и 5 размыкаются и реле КЗ отключается, а контакт S 9 в цепи 10 замыкается и включает реле К5.
При включении реле контакт К5 в цепи 13 размыкается и отключает магнитный пускатель К7 хода вперед электродвигателя MI главного движения, контакт К5 в цепи 15 замыкается, включает магнитный пускатель К8 хода назад и электродвигатель MI начинает вращаться в обратном направлении. Другсй контакт реле К5 в цепи 12 включит реле Кб.
Контакт Кб в цепи 25 (25, 31) замыкается, включает электромагнитную муфту YI (две муфты), и шпиндель станка начинает вращаться в обратном направлении.
Для останова шпинделя рукоятку управления из положения I следует перевести в положение 2 ШПИНДЕЛЬ СТОП. При этом контакты переключателя S9 в цепях 3 и 5 замыкаются и включается реле КЗ, контакт S9 в цепи 10 размыкается и отключается реле К5. Обесточенное реле Кб отключает электромагнитную муфту YI (две муфты) и включает электромагнитную муфту Y2 ( Y5, Y6, Y7). Шпиндель
тормозится и останавливается. После остановки шпинделя реле KII отключается и отключает электромагнитную муфту Y2 ( Y5, Y6, Y7). При отклю-
чении реле К5 магнитный пускатель К8 остается включенным, и электродвигатель MI продолжает вращаться в обратном направлении.
При управлении шпинделем станка правой рукояткой управления команда ШПИНДЕЛЬ ВПЕРЕД или ШПИНДЕЛЬ НАЗАД подается переключателем S8. При подаче этих команд переключателем S8 реле К2 отключается, а реле КЗ остается включенным. В остальном действие электросхемы аналогично действию при управлении шпинделем станка левой рукояткой управления.
В электрошкафу предусмотрены дополнительные шесть клемм для. подключения электрооборудования гвдрокопировального устройства, поставляемого со станком по особому заказу.
Устройство цифровой индикации (УЦИ) типа Ф5147/3 обеспечивает представление в цифровой форме величины перемещения поперечного и продольного суппортов.
УЦИ установлено на верхней части электрошкафа.
Питание УЦИ осуществляется от электросхемы станка.
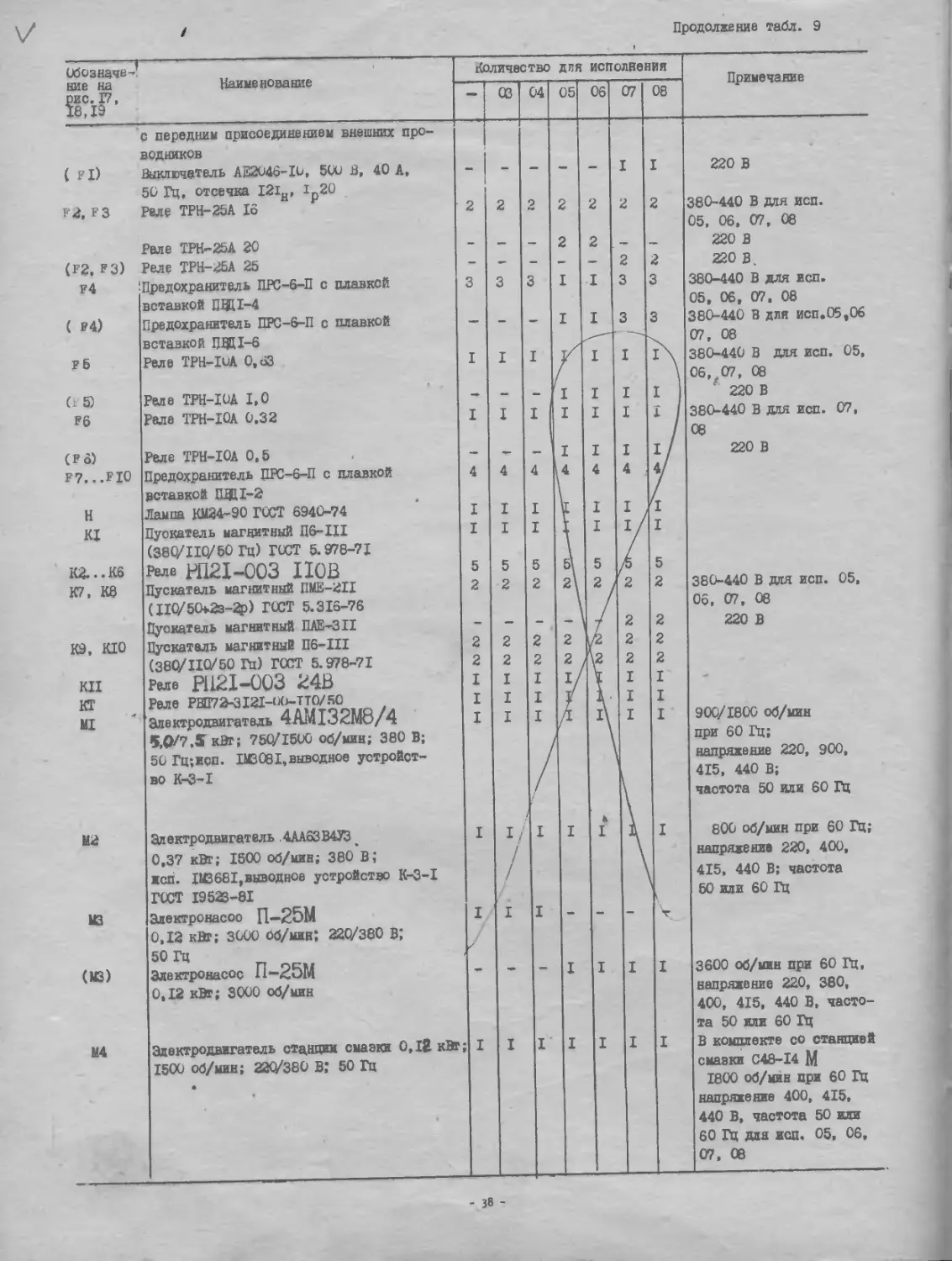
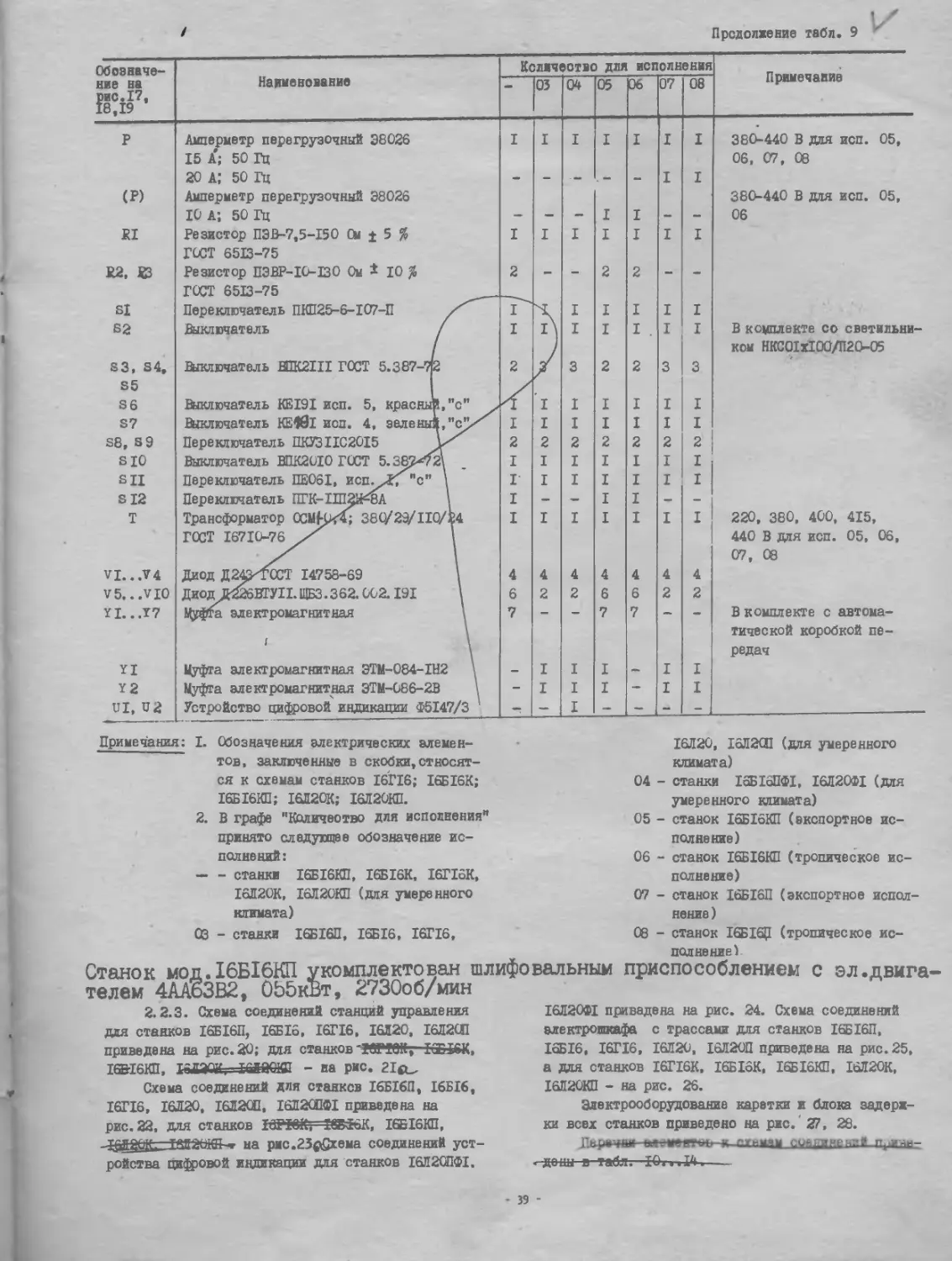
Перечень элементов к схеме электрической принципиальной приведен в •табл. 9,
Обозначение на рис.Г7, 18,19
Наименование
АТ
С1...С6
EL
FI
Блок задержки транзисторный
Э53-502. ООО. 000
Конденсатор МБГП-2-200-0,5 мкФ *10 %
ГОСТ 7112-74
Дампа М024-40
Выключатель иАЕ2056М—100—20
500 В, 50 Гц, ЗУГА, отсечка I2l„, ln20
-----------------------------u— Р--
Количество для исполнений^ Примечание
- 7 Г 05 06, 08
I I I I I
6 2/ 2 6 2 2
/
I I I I I I
I I I I Is* I I 380-440 В для исп.
07, 08
- 37
Продолжение табл. 9
Обозначение на рис. 17, 18,19 Наименование Количество для исполнения Примечание
— 03 04 05 06 07 08
( Fl) с передним присоединением внешних проводников Выключатель АЕ2046-Ю, 500 В, 40 А, -i — — I I 220 В
F2, F3 50 Гц, отсечка I2iH, 1р20 Реле ТРН-25А 16 2 2 2 2 2 2 2 380-440 В для исп.
Реле ТРН-25А 20 - — 2 2 — — 05, 06, 07, 08 220 В
(F2, F3) Реле ТРН-25А 25 — — - — — 2 2 220 В.
F4 Предохранитель ПРС-6-П с плавкой 3 3 3 I I 3 3 380-440 В для исп.
( ₽4) вставкой ЦВД1-4 Предохранитель ПРС-6-П с плавкой — — — I I 3 3 05, 06, 07. 08 380-440 В для исп.05,06
F5 вставкой ПЭД1-6 Реле TPH-luA 0,63 I I I I А 07, 08 380-440 В Для исп. 05,
(. 5) Реле TPH-IOA 1,0 -*• — — I I I г) 06, 07, 08 220 В
F6 реле TPH-IOA 0,32 I I I I I I 1 / 380-440 В для исп. 07,
(Fo) Реле TPH-IOA 0.5 — Ч- I I I I/ 08 220 В
F7...FI0 Предохранитель ПРС-6-П с плавкой 4 4 4 \4 4 4 7
Н KI К2...К6 К7, К8 вставкой ПФ 1-2 Лампа КМ24-90 ГОСТ 6940-74 Пускатель магнитный U6-III (380/110/50 Гц) ГОСТ 5.978-71 Реле И121-003 НОВ Пускатель магнитный ПМЕ-211 I I 5 2 I I 5 2 I I 5 2 51 2\ I : 2/ 4 I 5 2 380-440 В для исп. 05,
К9, KI0 KII КГ MI (Ц0/50+2з-2р) ГОСТ 5.316-76 Пускатель магнитный ПАЕ-311 Пускатель магнитный П6-Ш (38Q/IIC/50 Гл) ГОСТ 5.978-71 Реле Р1121-003 24В Реле РВП72-3121-‘Х>-тто/5О Электродвигатель 4 AMI32М8/4 2 2 I I I 2 2 I I I 2 2 I 2 > Н Н Н to И Ы 2 2 2 I I I 06, 07, 08 220 В 900/1800 об/мин
М2 5,Q/7,SkBt; 750/1500 об/мин; 380 В; 50 Гц-.иоп. IM3081,выводное устройство К-3-1 Электродвигатель 4АА63В4УЗ I I/ / - I I 4k I I при 60 Гц; напряжение 220, 900, 415, 440 В; частота 50 или 60 Гц 800 об/мин при 60 Гц;
113 0,37 кВт; 1500 об/мин; 380 В; жсп. IM368I,выводное устройство К-3-1 ГОСТ 19523-81 Электронасос П—25М I I I ( напряжение 220, 400, 415, 440 В; частота 50 или 60 Гц
(М3) 0,12 кВт; 3000 об/мин; 220/380 В," 50 Гц Электронасос П—25М ч» — I I I I 3600 об/мин при 60 Гц,
М4 0,12 кВт; 3000 об/мин Электродвигатель станции смазки 0,12 кВт I I I I I I I напряжение 220, 380, 400, 415, 440 В, частота 50 или 60 ГЦ В комплекте со станцией
1500 об/мин; 220/380 В,* 50 Гц * смазки C48-I4 М 1800 об/мин при 60 Гц напряжение 400, 415, 440 В, частота 50 иди 60 Гц для исп. 05, 06, 07, 08
- з8 -
Продолжение табл. 9
Обозначение на рис.17, 18,19 Наименование Количество для исполнения Примечание
— 03 04 05 06 07 08
Р Амперметр перегрузочный 38026 I I I I I I I 380-440 В для исп. 05,
15 А'; 50 Гц 06, 07, 08
20 А,’ 50 Гц - - - . — — I I
(Р) Амперметр перегрузочный 38026 380-440 В для исп. 05,
10 а; 50 Гц — — — I I — - 06
«I Резистор ПЭВ-7,5-150 СМ ± 5 % I I I I I I I
ГОСТ 6513-75
R2, 83 Резистор ПЭВР-10-130 Ом * 10 % 2 — - 2 2 — —
ГОСТ 6513-75 __
SI Переключатель ПКП25-6-107-П I “ I I I I I
Б2 Выключатель / I l\ I I I . I I В комплекте со светильни-
ком НКС01Х100/П20-05
S3, S4, Выключатель ВПК2Ш ГОСТ 5.387-7 2 2 3 2 2 3 3
S5
S6 Выключатель KEI9I исп. 5, красны!,"с" у I I I I I I
S7 Выключатель KE40I исп. 4, зеленый, "С/^ I I I I I I I
S8, S9 Переключатель ПКУЗПС2015 2 2 2 2 2 2 2
SI0 Выключатель ВПК2010 ГОСТ 5.38?^2\ I I I I I I I
SII Переключатель ПЕ061, исп. "с" \ I I I I I I I
SI2 Переключатель ПГК-ПП2й^8А \ I — I I -р. —
т Трансформатор ОСМкхЗ; 360/29/110/24 I I I I I I I 220, 380, 400, 415,
ГОСТ 16710-76 / 1 440 В для исп. 05, Об,
07, 08
VI...V 4 Диод Д243<б0СТ 14758-69 \ 4 4 4 4 4 4 4
V5. .ЛЮ ДиодД^абВТУИ. ЩБЗ. 362. ооа 191 \ 6 2 2 6 6 2 2
YI...T7 Муфта электромагнитная \ 7 - — 7 7 — - В комплекте с автома-
тической коробкой пе-
редач
YI Муфта электромагнитная 3TM-084-IH2 \ - I I I — I I
Y2 Муфта электромагнитная ЭТМ-086-2В \ - I I I — I I
UI, U2 Устройство цифровой индикации Ф5147/3 - - I - — - - — —
Примечания: I. Обозначения электрических элементов, заключенные в скобки,относятся к схемам станков 16Г16; I6EI6K; 16Б16КП; I6I2QK; 16Л20КП.
2. В графе "Количество для исполнения" принято следующее обозначение исполнений:
----станки 16Б16КП, I6BI6K, I6TI6K, 16Л20К, 16Л2ОКП (для умеренного климата)
03 - станки 16Б16П, I6BI6, I6TIS,
полнение)
Станок МОД.16Б16КП укомплектован шлифовальным приспособлением телем 4ААоЗВ2, ОЬбкВт, 2730об/мин
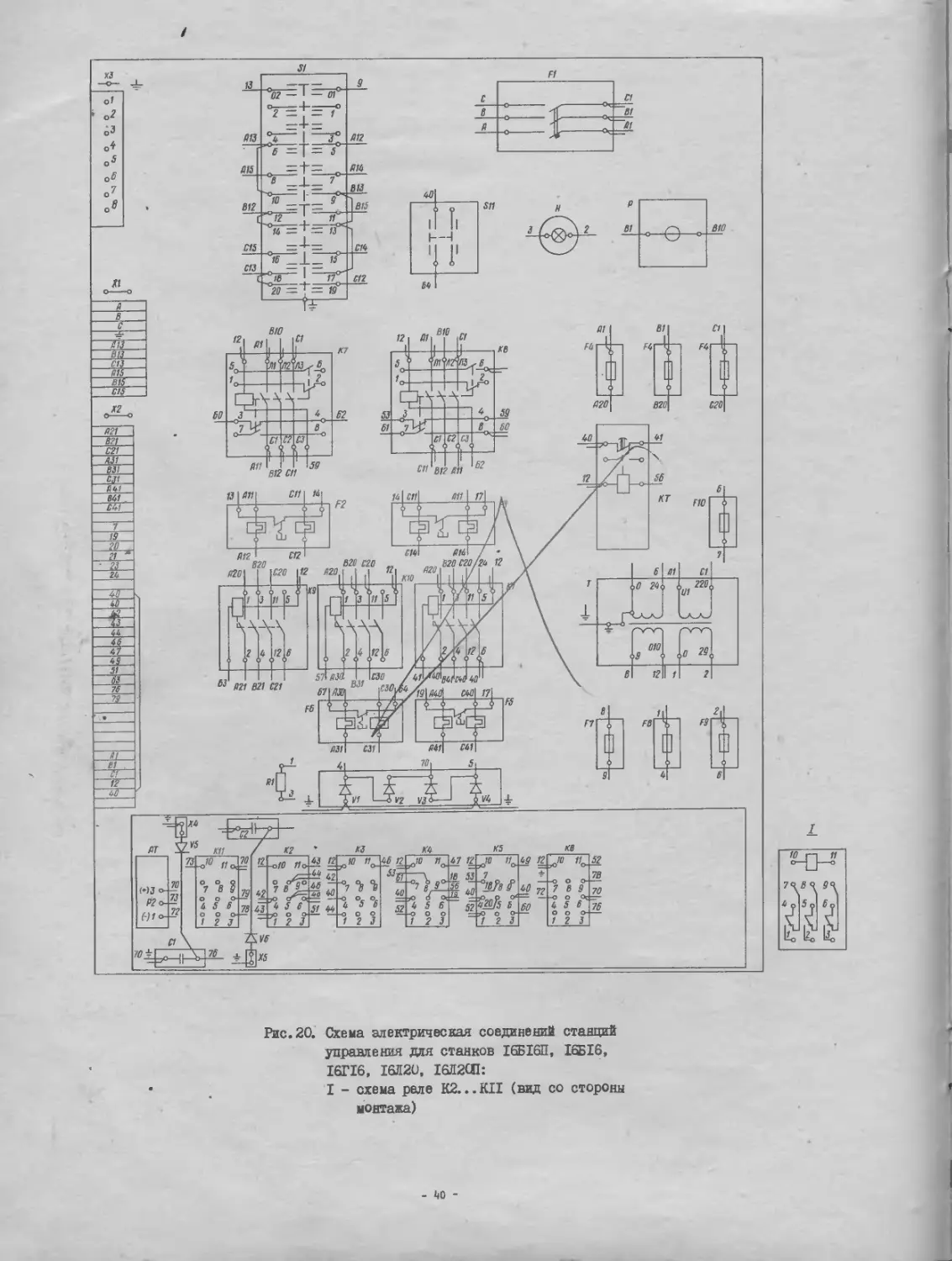
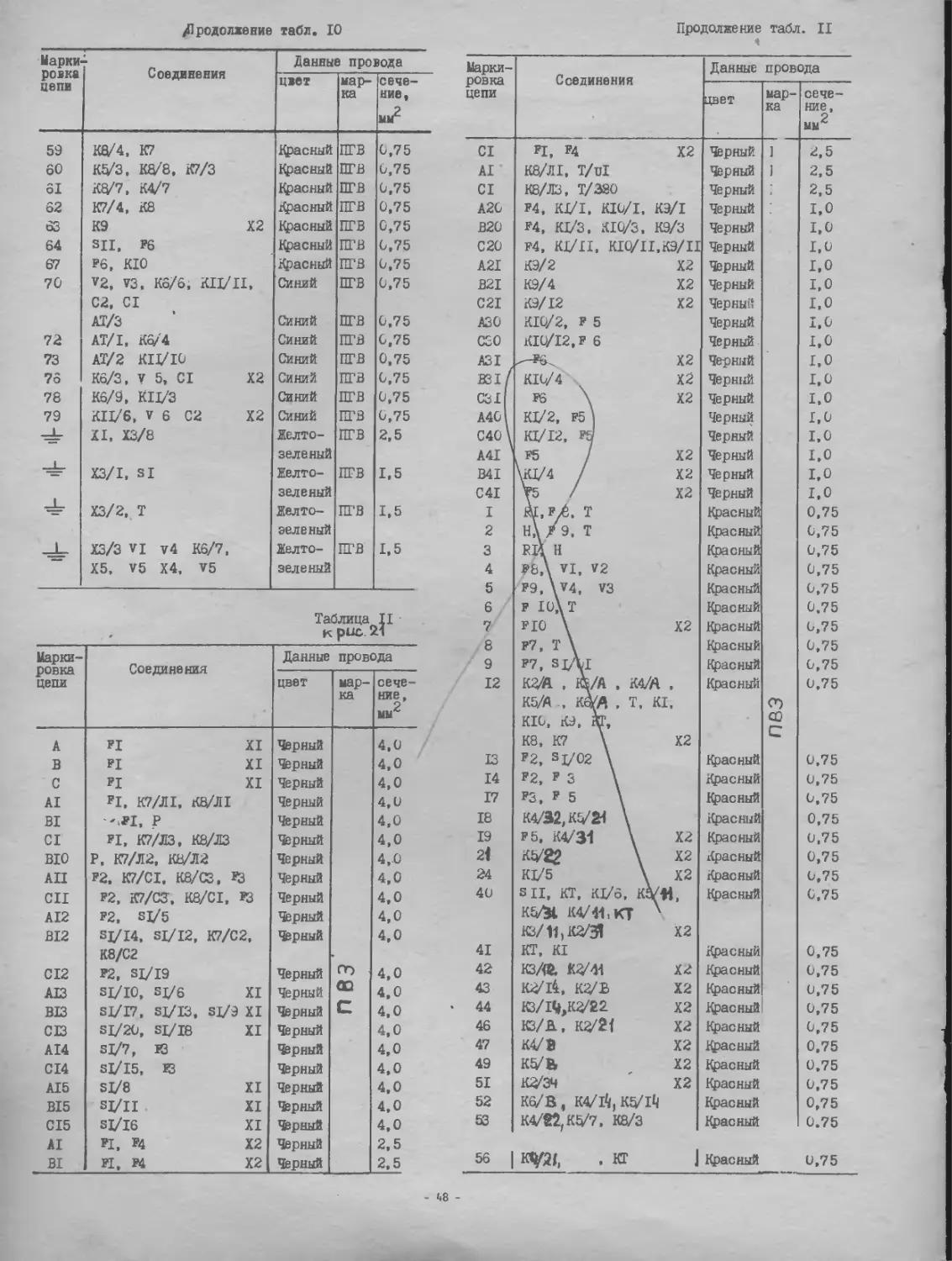
2.2.3. Схема соединений станций управления для станков 16Б16П, I6BI6, 16Г16, IGI20, 16Л2Ш приведена на рис. 20; для станков "MTIOlt, 1СБ46К, 16Ы6КП, ЮДЭПК, IfflffiOKIT - на рис. 21
Схема соединений для станков 16Б16П, I6BI6, 16Г16, 16Л20, 16Л20П, 16Л2ШФ1 приведена на рис. 22, для станков КЛЧвК; "ТЫЖК, 1®16КП, -JffllgOK. на рис.23ф&хема соединений уст-
ройства цифровой индикации для станков 16П20ПФ1.
16Л20, 16Л2СП (для умеренного климата)
04 - станки 16Б1оПФ1, 16Л20Ф1 (для умеренного климата)
05 - станок 16Б16КП (экспортное исполнение)
06 - станок 16Б16КП (тропическое исполнение)
07 - станок 16Б16П (экспортное исполнение)
08 - станок 1О516Ц (тропическое ис-
с эл.двига.
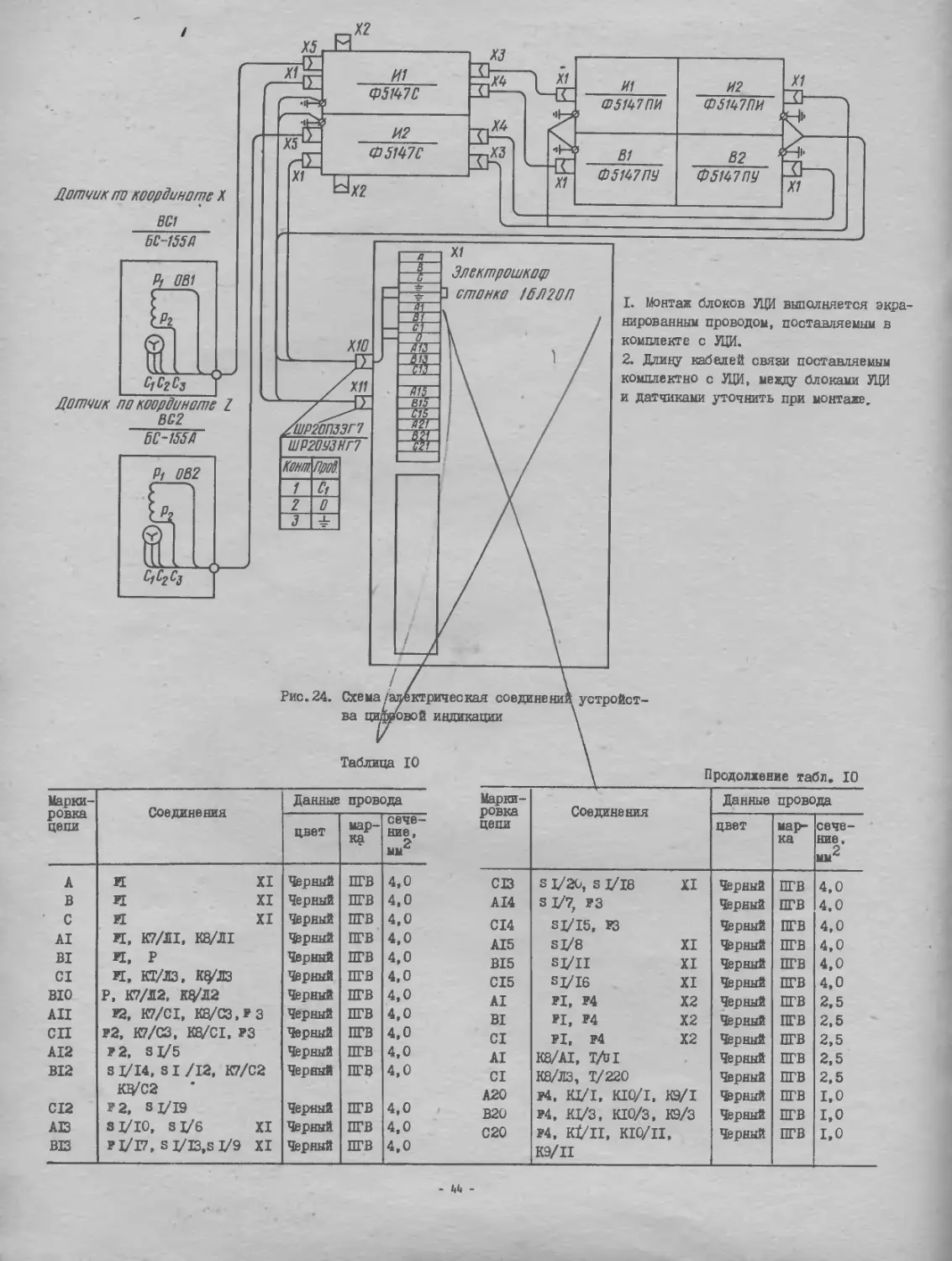
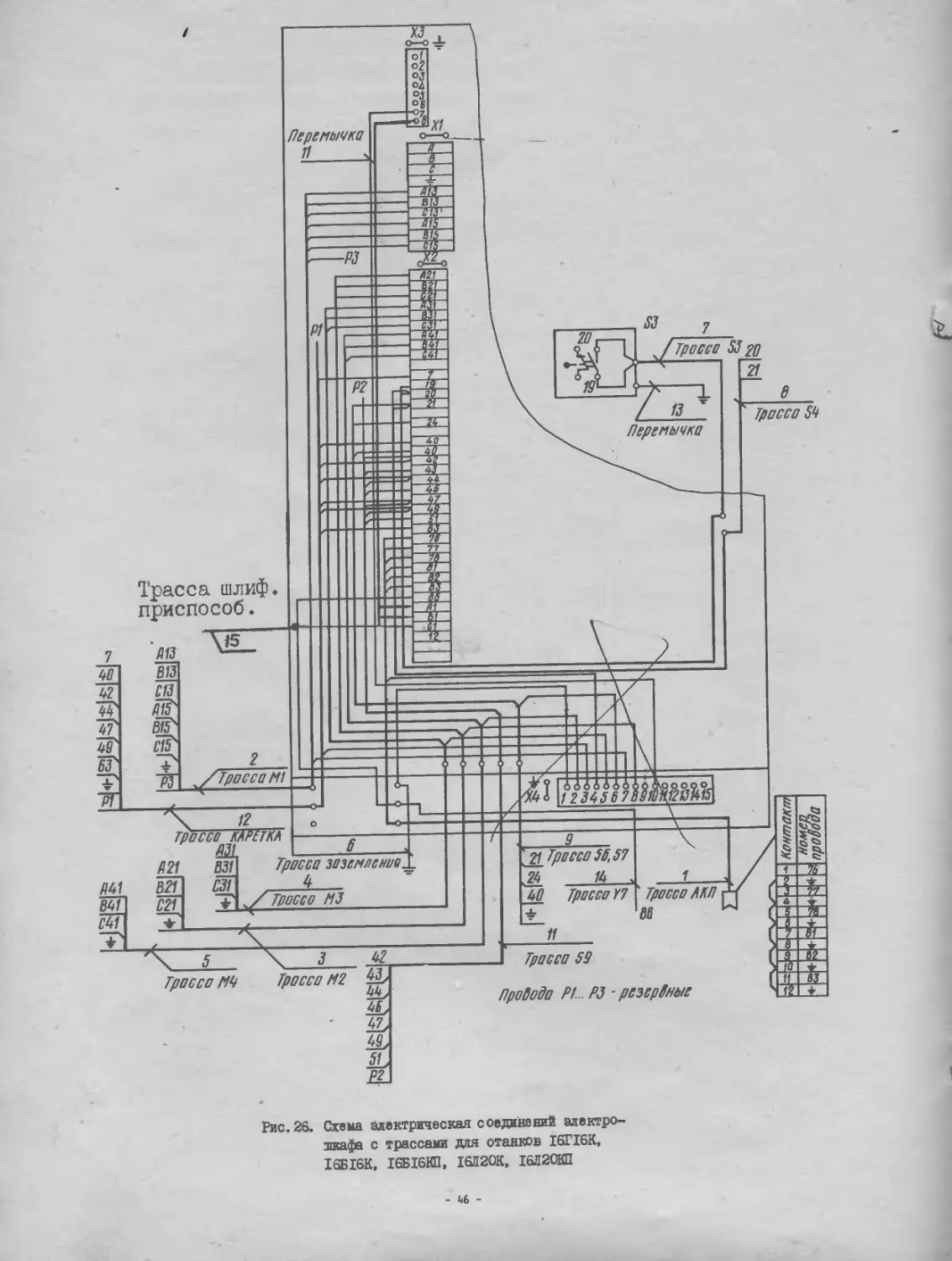
16Л20Ф1 приведена на рис. 24. Схема соединений электрошкафа с трассами для станков 1£Е16П, I6EI6, 16Г16, I6H20, 16Л20П приведена на рис. 25, а для станков 16Г16К, 16Б16К, 16Б16КП, I6I20K, 16П20КП - на рис. 26.
Электрооборудование каретки и блока задержки всех станков приведено на рис. 27, 28.
Первчпи ггкмям суегинент*
допн в табл. Ю«».Pi,---
- 39 -
/
Рис. 20. Схема электрическая соединений станций управления для станков 16Б16П, 16Б16, I6TI6, 16Л20, 16Л2СП:
I - схема реле K2...KII (вид со стороны монтажа)
L
IfO -
/
Рис.21. Схема электрическая соединении станций
управления для станков 16Г16К, 16Б16К, 15Б16КП. 16Д20К, 16Д20КП:
I - схема реле К2... КП (вид со стороны монтажа реле )
- 41
Рис. 22. Схема электрическая соединений для станков 15Б16П, 15Б16, 16Г16, 16Л20, 16Л2Ш, 16Л2СПФ1
- «12 -
Рис. 23. Схема электрическая соединений для станков I6TI6K, 16Б16К, 16Б16КП, 16Л20К. 16Л2ОКП
Для АКП г. ПскоВ
- 1(3 -
/
_Х2
Х5, -В
Хд
Датчик ото координате X
ВС1 вс-155 а
Р, 0В1
XI
Х1
И1 Ф5147С
И2
Ф 5147С
а
/4
Х4
,ХЗ
XI
XI
И1 И2
Ф 5147 ПИ Ф 5147ПИ i
’ В1 В2 i
Ф5147ПУ Ф 5147 ПУ
XI
XI
X/
Злектрошко/р
] станка 7БЛ2ОП
Pz
Датчик по координате I
ВС2 6С-155Р
Pi 0В2
CjCzCj
1_
2
3
ХЮ
Конт проб
ж
-вт
Ж ~eiS Ж5
КШР20ПЗЗГ7
ШР20УЗНГ7
Таблица 10
ва
А О
Рис.24. Схема/
I. Монтаж блоков УЦИ выполняется экранированным проводом, поставляемым в комплекте с УЦИ.
2. Длину кабелей связи поставляемым комплектно с УЦИ, между блоками УЦИ и датчиками уточнить при монтаже.
кгрическая соединений устройст-'овой индикации \
Продолжение табл. 10
Маркировка цепи Соединения Данные провода Маркировка цепи Соединения Данные провода
цвет марка сечение, мм2 цвет марка сечение, 2 мм
А И XI Черный ПГВ 4,0 СЕ 8 1/20, s I/I8 XI Черный ПГВ 4,0
В И XI Черный НТВ 4,0 AI4 s 1/7, 53 Черный ПГВ 4.0
С И XI Черный ПГВ 4,0 CI4 81/15, 53 Черный ПГВ 4,0
AI И, К7/Л1, К8/Л1 Черный ПГВ 4,0 AI5 SI/8 XI Черный ПГВ 4,0
BI И, Р Черный ПГВ 4,0 BI5 SI/II XI Черный ПГВ 4,0
CI н. кт/лз, к^/лз Черный ПГВ 4,0 CI5 81/16 XI Черный ПГВ 4,0
BI0 Р, К7/Л2, ВД/Л2 Черный ПГВ 4,0 AI 51, 54 Х2 Черный ПГВ 2,5
АП 52, K7/CI, К8/СЗЛЗ Черный ПГВ 4,0 BI 51, 54 Х2 Черный ПГВ 2,5
СП 52, К7/СЗ, K8/CI, 53 Черный ПГВ 4,0 CI 51, 54 Х2 Черный ПГВ 2,5
AI2 5 2, SJ/5 Черный ПГВ 4,0 AI K8/AI, T/0I Черный ПГВ 2,5
BI2 S I/I4, SI /12, К7/С2 Черный ПГВ 4,0 CI К8/ЛЗ, 1/220 Черный ПГВ 2,5
КЦ/С2 А20 ₽4. KI/I, KI0/I, K9/I Черный ПГВ 1,0
CI2 5 2, 8 1/19 Черный ПГВ 4,0 В20 54, KI/3, KI0/3, К9/3 Черный ПГВ 1»о
АЕ S I/Ю, S 1/6 XI Черный ПГВ 4,0 С20 54, ю/п, kio/ii, Черный ПГВ 1,0
BE FI/T7, SJ/I3,S 1/9 XI Черный ПГВ 4,0 K9/II
- М -
/
7
4/7 42 4? 4? 4? 5?
Д13
В13 CIS pis' Bls' cis'
1
Pl
/747
В47_
СМ
РЗ
Трасса
921 В21_ £21
/4 КЛРЕТКР /75/ ВЛ С31
35
/'ТрассаЗЗро Гй.
9
ТрассаЗЧ
Трассант® Трассат?. 5*'\
^1 3 трассат? 5 l3y
T* /Трасса ИЗ Трасса зазснлсн. j4
21
\п Трассату ^4 55,57
4/7 *
io
TpaccaS5
4 \ 2 Jtl
Трасса МП ТроссоМ? 43~
ML 47 4g 51
13
Трасса 59
\ ~ 15
Перемычка
Проводи PL. РЗ - резервные
Рис. 25. Схема электрическая соединений электро-шкафа с трассами для станков 1£Б16П, 1сБ16, 16Г16, 16Л20, 16Л2СП
- 45 -
/
7 4g 42 4? 4? 4Г 6?
P\
44/ ВЫ CPI
XI
РЗ
PI
C15
Перемычка 11
of o2 oj 04
°S -°70
S3
ч/ Tpocca
7
S T
Д13 B13 CIS pis'
P21
Провода PL. РЗ -резервные
B31
C31
I &
ТроссоАкП
BE
В21 021
3 PL
. 21 Tpocco 56,57
,24 74
40 Tpocco Y7
11
Трасса S9
\ 12
трассаjiAPETKA
Тросса заземления ±_
____4
4 5
Трасса MP
Трасса шлиф приспособ.
Трасса М2
II LL 49.
51 £L1
7L
To
a a
Перемычка
7
S3 20
21 В
" Tpocco SO
Рис. 26. Схема электрическая соединений электрошкафа с трассами для отанков I6TI6K, 16Б16К, 16Б16КП, 16П20К, 16Л20КП
- 1*6 -
sw
Рис.27. Схема электрическая соединений каретки
Рис. 28. Схема электрическая принципиальная блока задержки
Продолжение табл. 10
табл. 10
Маркировка цепи Соединения Данные провода Маркировка цепи Соединения Данные провода
цвет марка сечр-^ \ мм2 1 цвет марка сечение, мм2
A2I К9/2 Х2 Черций^ ПГВ 1,0 1 KIO, К9, КГ, К8, К7 Х2 Красный ПГВ 0,75
B2I К9/4 Х2 Лирный ПГВ 1,0 1 13 Р 2, SI/02 Красный ПГВ 0,75
C2I кэ/12 хг^ Черный ПГВ 1,0 1 14 V 2, РЗ {фасный ПГВ 0,75
АЗО KI0/2. Р6 Черный ПГВ 1,о 17 *3, Р5 {фасный ПГВ 0,75
СЗО KI0/I2, Р6/^ Черный ПГВ 1,0 18 К4/9, К5/8 {фасный ПГВ 0,75
A3I Рб -У Х2 Черный ПГВ 1,0 19 Р 5, KV6 Х2 Красный ПГВ 0,75
B3I KI0/4 Х2 Черный ПГВ 1,0 1 20 К5/5 Х2 {фасный ПГВ 0,75
C3I Р 6 Х2 Черный ПГВ 1,0 24 KI/5 Х2 {фасный ПГВ 0,75
А40 KI/2, »5 Черный ПГВ 1,0 1 40 SII, КГ, KI/6, К&'б, Красный ПГВ 0,75
С40 KVI2. *5 Черный ПГВ 1,0 К6/4, К4/4, КЗ/4,
A4I Р 5 Х2 Чёрный ПГВ 1,0 К2/6 Х2 Красный ПГВ 0,75
B4I KI/4 Х2 Черный ПГВ 1,0 141 КТ, KI {фасный ПГВ 0,75
C4I ? 5 Х2 Черный ПГВ 1,0 42 КЗ/7, К2/4 Х2 {фасный ПГВ 0,75
I RI, Р8, Т — — — 43 КУП, K2/I Х2 Красный ПГВ 0,75
2 Н, Р9, Т Красный ПГВ 0,75 1 144 КЗ/I, К£/8 Х2 Красный ПГВ 0,75
3 RI, Н {фасный ПГВ 0,75 1 46 K3/II, ЮУ5 Х2 Красный ПГВ 0,75
4 >8, VI, V2 {фасный ПГВ 0,75 V 47 К4/П Х2 Красный ПГВ 0,75
5 Р9, V4, V3 {фасный ПГВ 0,75 49 K5/II Х2 Красный ПГВ 0,75
6 PIO, Т {фасный ПГВ 0,75 51 К2/3 Х2 Красный ПГВ 0,75
7 РЮ Х2 {фасный ПГВ 0,75 52 K6/II, K5/I, K4/I Красный ПГВ 0,75
8 Р 7, Т {фаснвй ПГВ 0,75 53 К4/8, К5/7, К8/3 {фасный ПГВ 0,75
9 Р 7, SJ/OI {фасный ПГВ 0,75 55 К7/5, Ке/5, К4/5, {фасный ПГВ 0,75
12 K2/I0, КЗ/IO, К4/Ю, Красный ПГВ 0,75 56 К7./6, ке/6, кг Красный ПГВ 0,75
я K5/I0. Кб/IO. Т, KI,
- hi -
/Продолжение табл. 10
Продолжение табл. II
Марки-ровна цепи Соединения Данные провода Маркировка цепи Соединения Данные провода
цвет марка сечение, мм2
цвет марка сечение, 2 мм
59 Кб/4, К7 Красный пгв 0,75 И FI, F4 Х2 Черный ] 2,5
60 К5/3, К8/8, К7/3 Красный пгв 0,75 AI К8/Л1, Т/и1 Черный 1 2,5
61 К8/7, К4/7 Красный пгв 0,75 И К8/ЛЗ, Т/380 Черный 1 2,5
62 К7/4, К8 Красный пгв 0,75 А20 F4, KI/I, KI0/I, КЭ/1 Черный 1,0
63 К9 X2 Красный пгв 0,75 В20 F4, KI/3, KI0/3, К9/3 Черный 1,0
64 SII, F6 Красный пгв 0,75 С 20 F4, KI/II, KI0/II.K9/II Черный 1,0
67 F6, KI0 Красный пгв 0,75 A2I К9/2 Х2 Черный 1,0
70 V2, V3, К6/6, КЦ/П, Синий пгв 0,75 B2I К9/4 Х2 Черный 1,0
С2, CI C2I K9/I2 Х2 Черный 1,0
АТ/3 Синий пгв 0,75 АЗО KI0/2, F 5 Черный 1.0
72 AT/I, Кб/4 Синий пгв 0,75 СЗО KI0/I2.F 6 Черный 1,0
73 АТ/2 КП/Ю Синий пгв 0,75 A3I Х2 Черный 1.0
76 К6/3, Y 5, И X2 Синий пгв 0,75 В31/ KI0/4 Х2 Черный 1,0
78 К6/9, КП/3 Синий пгв 0,75 C3I F6 \ Х2 Черный 1.0
79 КП/6, V 6 С2 X2 Синий пгв 0,75 А401 KI/2, F5 | Черный 1,0
1 XI, ХЗ/8 Желто- пгв 2,5 С40 \ KI/I2, ТО Черный 1.0
зеленый A4I F5 / Х2 Черный 1.0
X3/I, SI Желто- пгв 1.5 B4I \к1/4 / Х2 Черный 1,0
зеленый С 41 Т5 / Х2 Черный 1,0
ХЗ/2, Т Желто- пгв 1.5 I т Красный 0,75
зеленый 2 НА/э, Т Красный 0,75
1 ХЗ/З VI V4 К6/7, Желто- пгв 1,5 3 RI4 Н Красный 0,75
Х5, V5 Х4, V5 зеленый 4 5 У8Д VI, V2 F9, \ V4, V3 Красный Красный 0,75 0,75
6 F ю\т Красный 0.75
Таблица II к рис. 21 7 FI0 \ Х2 Красный 0,75
8 F7, Т \ Красный 0,75
Данные
Маркировка Соединения провода 9 F7, SjAl {фасный 0,75
цепи цвет мар- сече- 12 К2/А , KS/A , К4/А , Красный 0,75
ка ние, 2 К5/Аад/д , Т, KI, <т>
мм КЮ, К9, ат, со
А FI XI Черный 4,0 К8, К7 \ Х2 с
В FI XI Черный 4,0 13 *2, sI/02 \ {фасный 0,75
С FI XI Черный 4,0 14 F2, F 3 \ {фасный U,75
AI П, К7/Л1, К8/Л1 Черный 4, U 17 F3, р 5 \ (фасный 0,75
BI Р Черный 4,0 18 К4/32,К^/21 \ Красный 0,75
CI FI, К7/ЛЗ, К8/ЛЗ Черный 4,0 19 F5, К4/31 \ Х2 Красный U,75
BI0 Р, К7/Л2, К8/Л2 Черный 4,0 21 Ki/22 \ Х2 Красный 0,75
АП F2, K7/CI, К8/СЗ, ?3 Черный 4,0 24 KI/5 \ Х2 Красный 0,75
СП F2. К7/СЗ. K8/CI, *3 Черный 4,0 40 sii, кт, KI/6, к; Красный 0,75
AI2 F2, SI/5 Черный 4,0 Kt/3t К4/41,КТ
BI2 SJ/I4, SI/I2, К7/С2, Черный 4,0 К3/11)К2/3! Х2
К8/С2 41 КТ, KI {фасный 0,75
С12 F2, SI/I9 Черный ПО 4,0 42 кз/к, кз/м Х2 Красный 0,75
AI3 SI/IO, Sj/6 XI Черный OQ 4,0 43 K2/I4, К2/В Х2 Красный 0,75
BI3 SI/17, SI/I3, SI/9 XI Черный С 4,0 • 44 КЗ/1Ч,К2/22 Х2 Красный 0,75
СГЗ SI/20, SI/I8 XI Черный 4,0 46 КЗ/А, К2/21 Х2 Красный 0,75
AI4 Sl/7, 13 Черный 4,0 47 К4/В Х2 Красный 0,75
С14 SL/I5, E3 Чёрный 4,0 49 К5/В Х2 {фасный 0,75
AI5 SI/8 XI Черный 4,0 51 К2/ЗЧ Х2 {фасный 0,75
BI5 SJ/II XI Черный 4,0 52 К6/В, К4/Й) К5/1Ч Красный 0,75
С15 SI/I6 XI Черный 4,0 53 K4/22,K5/7, К8/3 Красный 0.75
AI FI, F4 X2 Черный 2,5 Красный
BI FI, F4 X2 Черный 2,5 56 | кед, • кг 1 0,75
- «.8 -
Продолжение табл. II
Продолжение табл. II
/
Маркировка цепи Соединения Данные провода Маркировка цепи Ссединения Данные провода
цвет марка сечение , мм2 цвет марка сечение, мм^
59 60 61 62 63 64 67 70 К8/4, К7 K5/3%W8, К7/3 К$/7, К4Л2 К7/4, К8 К9 Х2 SII, ₽6 F6, КТО V2, V3, К6/%К6/Ц С6, С4, С2, KlVffi. АТ/3. CI, СЗ. С5 AT/I, К6/-И КЦ/ТО, АТ/2 K6/2U) SI2-VI2 V5. CI. 812-1/5, 812-1/8, SI2-I/II Х2 V6, С2, R2, S12-1/4, 8 12-1/7, SI3-I/I0 Х2 V7, СЗ, R2, SI2-I/3, SI2-I/6, SI2-I/9 Х2 Красный Красный Красный Красный Красный Красный Красный Красный Красный Красный Красный Красный Красный Красный 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 / 0,75 / 0,75 \ 0,75 0,75 80 81 82 83 84 86 ка/З^, s I2-2/I2 V8, С4, Е3, 812-2/9, SI2-2/I0, S12-2/II Х2 V9, С5, К11/В;ВЗ, 812-2/6, 812-2/7, s 12-2/8 Х2 VIO, С6, KII/3, s 12-2/3 812-2/4, 812-2/5 Х2 m2 КЦ/41 Ko^KIVB/ XI, ХЗ/8 Красный Красный Красный Красный Красный Красный Желто- 0,75 0,75 0,75 0,75 0,75 0,75 2,5
72 73 74 76 77 78 пвз Hi' Ни Ни X3/I, 81 ХЗ/2, Т ХЗ/З, VI, V4, К6/42., Х8, ¥9, V6, V7, X4..V5, Х5, V6, Х7, V8, Х9, VI0 зеленый Желто-зеленый Желто-зеленый Желто-зеленый сг> ео CZ 1,5 1.5 1,5
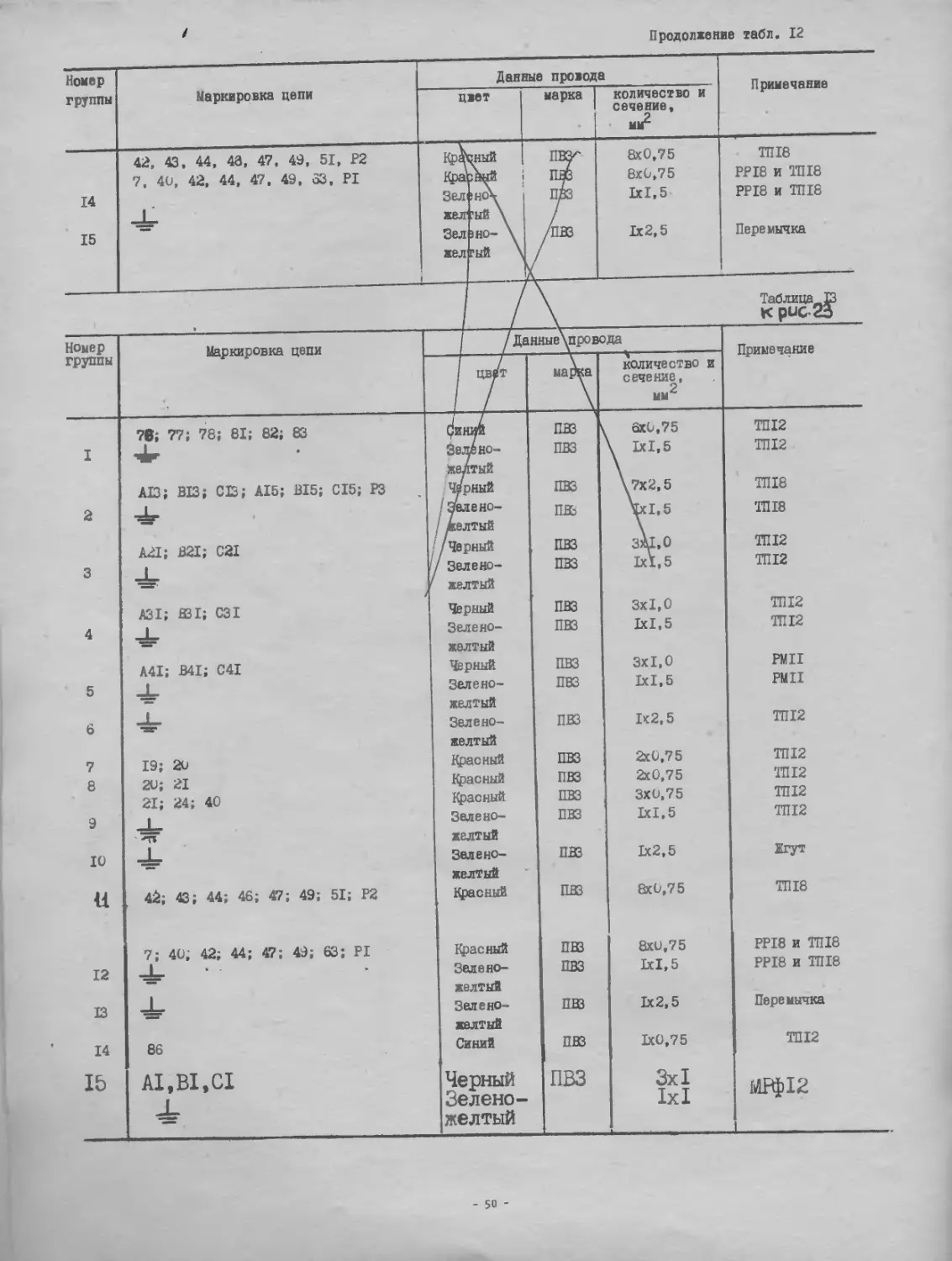
Таблица 12
Номер группы Маркировка цепи Данные провода Примечание
цвет марка количество и сечение,
AI3, BI3, ИЗ, AI5, BI5, CI5, РЗ Черный ПВЗ 7x2,5 ТП18
I Зелено- ПВЗ 1x1,5 ТП18
A2I, B2I, €21 желтый Черный ПВЗ 3x1,0 ТП12
2 , 1 Зеленожелтый ПВЗ 1x1,5 ТП12
A3I, B3I, C3I Черный ПВЗ 3x1,0 ТП12
3 Зеленожелтый ПВЗ 1x1,5 ТП12
A4I, B4I, C4I Черный пвз 3x1,0 PMII
4 —1 Зеленожелтый пвз 1x1,5 РИП
5 Зелено- пвз 1x2,5 ТП12
• желтый
6 76 Синий пвз 1x0,75 ТП12
7 79 Синий пвз 1x0,75 ТП12
8 19, 20 Красный пвз 2x0,75 ТП12
9 20, 21 Красный пвз 2x0,75 ТП12
10 21, 23 Красный пвз 2x0,75 ТП12
23. 24, 40 Красный пвз 3x0,75 ТП12
II Зеленожелтый пвз 1x1,5 ТП12
12 -=г Зелено- пвз 1x2,5 Жгут
желтый Зелено- пвз 1x1,5 ТП18
13 желтый
- *<9 -
/
Продолжение табл. 12
Номер группы Маркировка цепи Данные провода Примечание
цвет марка количество и сечение, мм2
42, 43, 44, 48, 47, 49, 51, Р2 7. 40, 42, 44, 47. 49, 33, PI Ц Кра сный звый пвб 8x0,75 8x0,75 ТП18 PPI8 и ТП18
14 Зел жел !Но\ ’ЫЙ \ пвз 1x1,5 PPI8 и ТП18
15 Зел жел )НО- \ гый /пвз 1x2,5 Перемычка
Таблица й
к puc 23
Номер группы Маркировка цепи 1 / ДанныеХпровода Примечание
1 цвет марка количество и сечение, мм2
7В; 77; 78; 81; 82; 83 ПВЗ \ 6x0,75 ТП12
I Зеленожелтый пвз \ 1x1,5 ТП12
AI3; BI3; ИЗ; AI5; BI5; CI5; Р3 ч/рный пвз \ 7x2,5 ТП18
2 Зелено-желтый пвз ус1,5 ТП18
A2I; B2I; C2I /Черный пвз 3x1,0 ТП12
3 у Зелено-‘ желтый пвз 1x1,5 ТП12
A3I; B3I; C3I Черный пвз 3x1,0 ТП12
4 1 Зеленожелтый пвз 1x1,5 ТП12
A4I; B4I; 041 Черный пвз 3x1,0 PMII
5 1 Зеленожелтый пвз 1x1,5 PMII
6 Зеленожелтый пвз 1x2,5 ТП12
7 19; 20 Красный пвз 2x0,75 ТП12
8 2U; 21 Красный пвз 2x0,75 ТП12
21; 24; 40 {фасный пвз 3x0,75 ТП12
9 ЧГ Зеленожелтый пвз 1x1,5 ТП12
10 Зелено-желТый пвз 1x2,5 Егут
U 42; 43; 44; 46; 47; 49; 51; Р2 {фасный пвз 8x0,75 ТП18
7; 40, 42; 44; 47; 49; 63; PI {фасный пвз 8x0,75 PPI8 и ТП18
12 1 Зеленожелтый пвз 1x1,5 PPI8 и ТП18
13 Зеленожелтый пвз 1x2,5 Перемычка
14 86 Синий пвз 1x0,75 ТП12
I& А1,В1,С1 Черный Зелено-желтый пвз 3x1 1x1
- 50
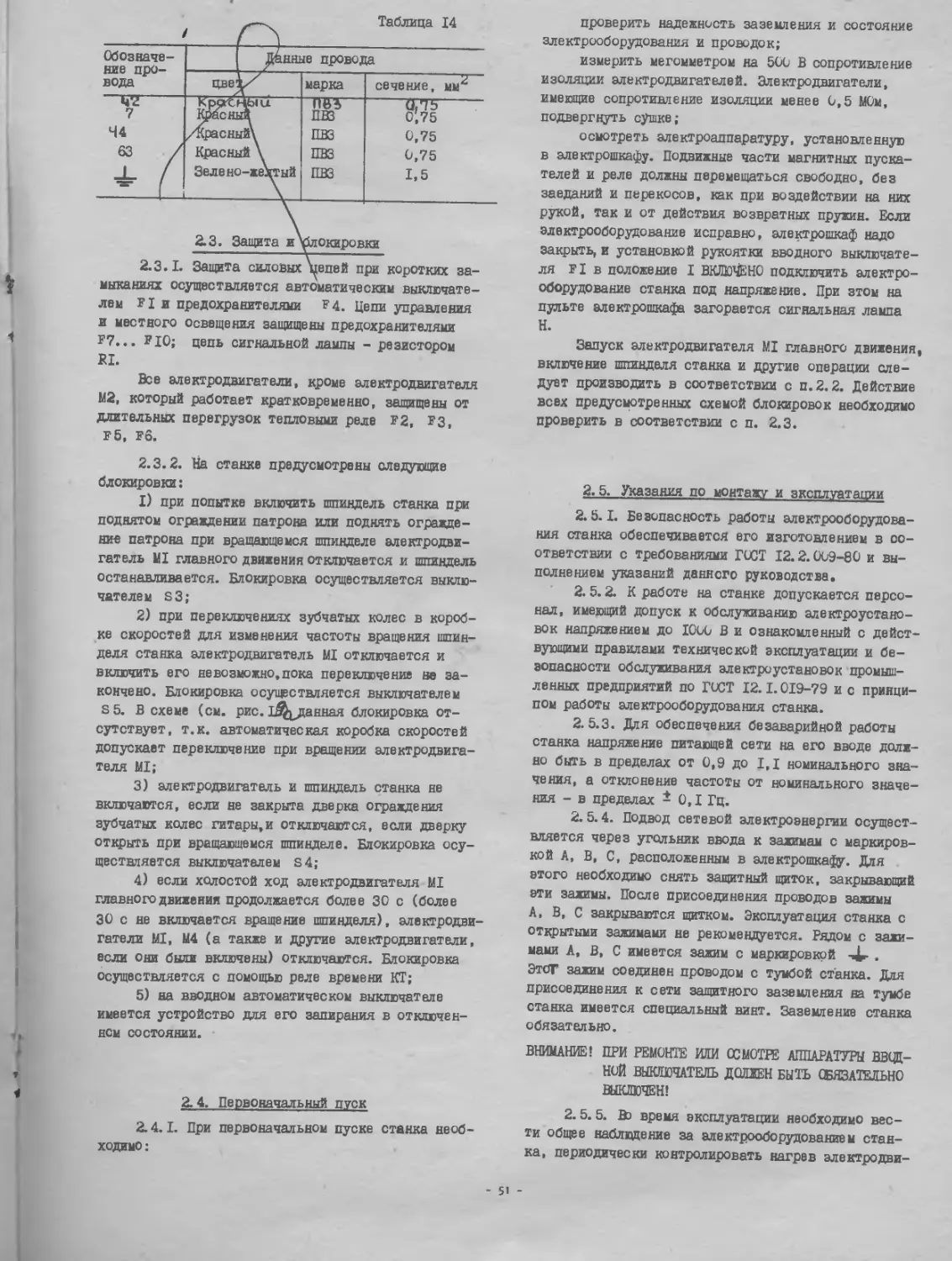
. Таблица 14
i I \
Обозначе-ние про-вода Данные провода
цве1/ марка сечение,
7 Красный Красный ПВЗ 0,75
44 /Красный\ ПВЗ 0,75
63 / Красный \ ПВЗ 0,75
JLZ Зелено-же\тый ПВЗ 1,5
2.3. Защита и ^блокировки
2.3.1. Защита силовых цепей при коротких замыканиях осуществляется автоматическим выключателем FI и предохранителями ?4. Цепи управления и местного освещения защищены предохранителями F7... FI0; цепь сигнальной лампы - резистором RI.
Все электродвигатели, кроме электродвигателя М2, который работает кратковременно, защищены от длительных перегрузок тепловыми реле г2, F3, F5, F6.
2.3.2. На станке предусмотрены следующие блокировки:
I) при попытке включить шпиндель станка при поднятом ограждении патрона или поднять ограждение патрона при вращающемся шпинделе электродвигатель MI главного движения отключается и шпиндель останавливается. Блокировка осуществляется выключателем S3;
2) при переключениях зубчатых колес в коробке скоростей для изменения частоты вращения шпинделя станка электродвигатель MI отключается и включить его не возможно, пока переключение не закончено. Блокировка осуществляется выключателем S5. В схеме (см. рис. Г^даиная блокировка отсутствует, т.к. автоматическая коробка скоростей допускает переключение при вращении электродвигателя MI;
3) электродвигатель и шпиндель станка не включаются, если не закрыта дверка ограждения зубчатых колес гитары,и отключаются, если дверку открыть при вращающемся шпинделе. Блокировка осуществляется выключателем S4;
4) если холостой ход электродвигателя MI главного движения продолжается более 30 с (более 30 с не включается вращение шпинделя), электродвигатели MI, М4 (а также и другие электродвигатели, если они были включены) отключаются. Блокировка осуществляется с помощью реле времени КГ;
5) на вводном автоматическом выключателе имеется устройство для его запирания в отключенном состоянии.
2.4. Первоначальный пуск
2.4.1. При первоначальном пуске станка необходимо ;
проверить надежность заземления и состояние электрооборудования и проводок;
измерить мегомметром на 500 В сопротивление изоляции электродвигателей. Электродвигатели, имеющие сопротивление изоляции менее 0,5 МОм, подвергнуть сушке;
осмотреть электроаппаратуру, установленную в электрошкафу. Подвижные части магнитных пускателей и реле должны перемещаться свободно, без заеданий и перекосов, как при воздействии на них рукой, так и от действия возвратных пружин. Если электрооборудование исправно, электрошкаф надо закрыть, и установкой рукоятки вводного выключателя Fl в положение I ВКЛЮЧЕНО подключить электрооборудование станка под напряжение. При зтом на пульте электрошкафа загорается сигнальная лампа Н.
Запуск электродвигателя MI главного движения, включение шпинделя станка и другие операции следует производить в соответствии с п.2.2. Действие всех предусмотренных схемой блокировок необходимо проверить в соответствии с п. 2.3.
2.5. Указания по монтажу и эксплуатации
2. 5.1. Безопасность работы электрооборудования станка обеспечивается его изготовлением в соответствии с требованиями ГОСТ 12.2.009-80 и выполнением указаний данного руководства.
2. 5.2. К работе на станке допускается персонал, имеющий допуск к обслуживанию электроустановок напряжением до 1000 В и ознакомленный с действующими правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий по ГОСТ 12.1.019-79 и о принципом работы электрооборудования станка.
2. 5.3. Для обеспечения безаварийной работы станка напряжение питающей сети на его вводе должно быть в пределах от 0,9 до 1,1 номинального значения, а отклонение частоты от номинального значения - в пределах - 0,1 Гц.
2. 5.4. Подвод сетевой электроэнергии осуществляется через угольник ввода к зажимам с маркировкой А, В, С, расположенным в алектрошкафу. Для этого необходимо снять защитный щиток, закрывающий эти зажимы. После присоединения проводов зажимы А, В, С закрываются щитком. Эксплуатация станка с открытыми зажимами не рекомендуется. Рядом с зажимами А, В, С имеется зажим с маркировкой . ЭтбГ зажим соединен проводом с тумбой станка. Для присоединения к сети защитного заземления на тумбе станка имеется специальный винт. Заземление станка обязательно.
ВНИМАНИЕ! ПРИ РЕМОНТЕ ИЛИ ОСМОТРЕ АППАРАТУРЫ ВВОДНОЙ ВЫКЛЮЧАТЕЛЬ ДОЛЖЕН БЫТЬ ОБЯЗАТЕЛЬНО ВЫКЛЮЧЕН!
2. 5. 5. Вс время эксплуатации необходимо вести общее наблюдение за электрооборудованием станка, периодически контролировать нагрев электродви
51
гателей, состояние электроаппаратов и электропроводки.
Не реже одного раза в два месяца необходимо очищать электрооборудование от пыли, осматривать электроаппараты, подтягивать крепежные винты, проверять состояние контактов.
Контакты магнитных пускателей специального ухода не требуют. После износа они подлежат замене. Срок износа контактов зависит от условий и ре- f жима работы станка. В случае сильного обгорания контактов допускается их зачистка мелким надфилем. Зачистка контактов наждачной бумагой не допускается.
2.6. Рекомендуемые смазочные
Не реже одного раза в год должна производиться разборка электродвигателей, внутренняя чистка их, замена смазки подшипников.
Смену смазки в подшипниках при нормальных условиях работы необходимо производить через 4000 часов работы, но не реже одного раза в год. При работе в пыльной и влажной среде смену смазки в подшипниках рекомендуется производить чаще.
Перед набивкой свежей смазки подшипники должны быть тщательно промыты бензином. Камера заполняется смазкой на </3 ее объема.
материалы для подшипников качения эле ктродвигателей
Страна, $ирма Рекомендуемые смазочные материалы Примечание
СССР Смазка I-13 жировая OCT 38.01.145-80 Для электродвигателей с температурой подшипников
Великобритания Shell Япония Toho Shokai Ltd США Socony Vacuum Co Shell Retinax Aj-C-H-PB Swallow Creabe MX-30, ML -36 MC-I325, MC-I33G, MB-2027 F -15, P -19, B-IOG, B-20I9, B-2025, B-ItGI, F -29 Gargoyle Grease AAj-Bj SKF-1, SKF-28 до 80 °C
СССР Смазка ЦИАТИМ-206 ГОСТ 8773-73 Для тропических условий; температура подшипников
Великобритания Shell США Socony Vacuum Co Япония Tohoshokai Ltd • Aeroshell Grease 6B-7, -8 DTD-783-844-606 Aeroshell Crease 5A-14 Shell Retinax A1-C1~H1-RB Rhodina 4303, SKF-65 OC-Hj-OC-M Limax Ij-2j-3 до 120 °C
2.7. Указания мер безопасности
В конструкции и электросхеме станка в целях безопасной работы предусмотрены следующие меры, предупреждающие возникновение аварийных ситуаций: обеспечена нулевая защита станка;
предусмотрено устройство, блокирующее отключение вращения рукоятки поперечного перемещения суппорта при включении его механической подачи;
предусмотрена блокировка левой и правой рукояток включения фрикциона;
невозможно включение вращения шпинделя при откинутом защитном кожухе зажимного патрона;
предусмотрено отключение станка при открытии кощуха сменных шестерен и дверцы электрошкафа;
установлены защитные щитки ходового винта и валика;
смонтирован прозрачный экран для защиты от стружки;
вводной автоматический выключатель снабжен устройством для его запирания в отклхненном состоянии ;
для обработки изделия, установленного в центрах и с хоцутиком, предусмотрен поводковый патрон с защитным ободом, поставляемый со станком.
Гайки крепления на шпинделе само центрирующего или поводкового патронов должны надежно и равномерно затягиваться.
Необходимо периодически проверять правильность работы блокировочных устройств.
- 52 -
/
3. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
3.1. Порядок установки
3.1.1. При распаковке станка сначала снимается верхний щит упаковочного ящика, а затем боковые. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
3.1.2. Схема транспортирования станка представлена на рис. 29.
ходового валика следует снять щитки ограждения.
После расконсервации все неокрашенные поверхности станка, за исключением шкивов, во избежание коррозии следует покрыть тонким слоем масла индустриального И-20А ГОСТ 20799-75, а направляющие станины и ползушки хорошо смазать, затем установить на место щитки защиты направляющих, ходового винта и ходового валика.
Для/тц)анспортирбвата_распаиован1юро стлтгп используютоя^е-шТанги X 400и*мг'"!ю\рые пропус-каютсяяарбэГспециально предусмотренные отверстия в станине.
При захвате станка канатом за штанги, каретка ставится между стропами, а задняя бабка должна быть сдвинута в крайнее правое положение. Каретка и задняя бабка должны быть закреплены. При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
3.1.3. Перед установкой станок необходимо тщательно очистить уайт-спиритом или керосином от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами, щитками обработанные, неокрашенные.поверхности. Для расконсервации направляющих станины необходимо отсоединить защитные щитки от каретки, отвернув винты крепления, а для расконсервации ходового винта и
3.1.4. Схема установки станка приведена в разделе "Паспорт".
3.1.5. Станок устанавливается на фундаменте или бетонной подушке. Глубина заложения фундамента зависит от грунта, но должна быть не менее 150 мм, если станок предназначен для финишных операций - не менее 500 мм.
Станок крепится к фундаменту четырьмя фундаментными болтами М20. Допускается использование вибрсопоры для установки станка.
При выборе места установки станка в технологической цепочке необходимо предусмотреть наличие свободных зон для открывания дверцы электрошкафа, для съема главного электродвигателя,а также для возможности демонтажа щитков ходового вала и ходового винта для чистки и смазки последних. Свободная зона с правой стороны станка при наибольшей длине обрабатываемого изделия 500 мм должна быть 1150 мм, при 750 мм - 1400 мм.
- 53 -
Как вариант/ может быть предложена установка станка под углом 1СР к стене цеха или линии размещения оборудования.
3.1.6. Точность работы станка зависит от правильности его установки.
Выверку и регулирование станка в продольном и поперечном направлениях необходимо производить по уровне с точностью 0,015 мм/м (см. раздел "Свидетельство о приемке”).
3.1.7. При подготовке станка к первоначальному пуску необходимо:
заземлить станок подключением к общей цеховой системе заземления. Болт заземления расположен на задней стенке левого торца тумбы в нижней ее части;
подключить станок к электросети, проверив предварительно соответствие напряжений сети и электрооборудования станка и правильность подключения фаэ по направлению вращения главного электродвигателя и электродвигателя ускоренных перемещений. Направление вращения должно совпадать с направлением стрелок, нанесенных на подмоторных плитах.
Электродвигатель главного движения и электродвигатель ускоренных ходов включаются кнопками 5 и 20 (см. рис.З) соответственно;
надеть ремни привода главного движения и ремень привода ускоренного хода и отрегулировать их натяжение;
заполнить меота смазки маслом, а бачок охлаж
дения охлаждающей жидкостью. Места заливки, точки смазки и марки смазочного материала указаны в разделе "Смазка станка";
ознакомиться с назначением рукояток управления по схеме (см. рис.З) и спецификации органов управления и проверить от руки работу всех механизмов станка;
выполнить все указания, изложенные в разделах "Система смазки", "Электрооборудование".
3.1.8. После подключения станка к сети необходимо :
опробовать электродвигатели без включения рабочих органов станка, при втом обратить особое внимание на работу смазочной системы по маслоука-зателям I и 2 (см. рис.14).
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ I и 2 РАБОТАТЬ НА СТАНКЕ НЕ ЬЕКОМЕВДУ-ЕТСЯ;
на малых оборотах шпинделя опробовать на холостом ходу работу всех механизмов станка.
Если все механизмы станка работают нормально, можно приступить к настройке станка для работы.
3.2, Настройка, наладка и режим работа
3.2.1. Для настройки станка необходимо пользоваться таблицей частот вращения и подач (табл. 15, 16) и таблицей дополнительных резьб и подач Г табл. 17).
Таблица 75
/3
к
VM1
KLMB
ТТТ-7зеЪ
КМ1БШ 177-1536 3
203000 80-250 ' 20-63
20-1000 ~Ш50'
20-63
20-2000
рюаад сюю ж □им
I 0,25 1 4 60 1L 4
005
5
'о ; и\ш .
5 80 1 0,06
ТУ
6 is
6
10 \ 4£
10
/4 И /4
П 1\1Г\Ш\К\1 \Л\Ш\И
1 г
1 1 II / II 1 1 II
I
£5
в I
пшмптиш
J 12 08 12 3
0,15
и. 10 00 10 26
012
Ж 7 112 26.
7 008
о f i 0,4
1L /4 56 JL
3,5
0,17
6
24
24
6
03
12 47 12 т 0,75
06
20 20_ □Г ж 0,25
16 16
4 1
02
28 28
7 Ж 0,35
26
3,5
НМЮМЙйМ
____________аВЛЕЛШИШШШ!
0,07
ММ
[20-125] [Цв]1 [1.2\1.4\l.6\2 \Z4\28\ 1
дам
0,5
Q7
и
Та ёлица 16
4 У 7JW mm
myfnm о -J2L 20-/000. оШ 80-250
20-63 -
л В 0 Z7
1 п ш 1У I п Ш Я / П Ш П 1 П ш Я
(125 0,5 0.75 1 1,25 1,5 1,75 2 26 3 36
/ 1.25 1.5 1.75 2 2,5 3 3,5 4 5 6 7 6 10 12 /4
‘O/mia
20-63 ~ 20-2000 30-500 £0-/25
64 68 06 112 32 2t8 36 20 26 8 12 /4
16 20 24 28 8 '10 12 /4 4 5 6 7 2 25 3 3,5
4 5 6 7 2 3 36 1 1,25 16 1.75 0,5 0,75
0,05 0,06 0,07 0,08 0,1 0,12 015 0,17 82 825 цз 0,35 54 85 0.6 0,7
HZ 825 0,3 835 /?4 0,5 86 87 8В / 1.2 16 1.6 2 26 2,6
08 1 1.2 16 1.6 2 2.0 Z8
~А £5 /00 1/Д0 .
3 Ш 5002000
- 54 -
/
м
N
Таблица 17
X
31
Q
36
N
О о
X
*т*1,25
2)c) к L n N
t in
i 5 5 011 36 80 6k
5,5 kk 80 6k
mm 0,2 0,25 /7/ 36 80 72
0,25 fill
0,3 Hill
0.35 HIV
Bull O.k 0.5 8!
• 0,k5 Bl 36 80 6k
0.5 BII 36 80 72
0,6 0,75 Bill
0.7 ВIV
0.6 1 0/
1 1,25 CH
mmO k,5 3 CH 60 73 86 kO
5,5 66 73 86 30
92 0,5 Bl kO 73 t 86 60
0,3 0,75 Bill
«m o,k 1 a
0,5 1,25' CH
0.6 1,5 cm
0,7 1,75 CIV
0.8 2 Д!
1 2.5 ДН
27 32 Bl kO 86 5k
26 kO 86 52
22 kO 66 kk
19 kO 86 38
18 60 80 5k
111/2 16 Cl 40 86 k6
11 2k cm 60 73 kk
26 12 ДШ kO 73 8S.
18 60 73 86 5k
£-0 t я® к L M, N
/77/77 Н 2 Ф 36 73 72
3 5k 73 72
4 5k 73 5k
1111 ta* 5 60 73 k8
6 60 fl kO
k 60 60 127* 80*
6 kO 80 127* 60*
В kO BO 127* 80*
ID 27 90 127* 60*
12 30 90 127* 60*
0 3 \\\\\ J 9
Л i
Е^" F 11'И 111
г- -Гт™ >||-.mmjr (YWtt (1ЙЛ1
0,25-3,5 /-/4 4-56
_ /* J“Jir
112-8 28-2 7-0,5
Of &9
308 О 2 £ f J OS 158 128 ) о о
□wn S-,
- 55 -
Таблица часЛт вращения и подач, расположенная на передней стенке шпиндельной бабки, содержит техничес^по характеристику главного привода станка. Построены табл. 15, 16 следующим образом. Они, разделены на 12 вертикальных (I... 12) и три (13...15)горизонтальных граф.
В графах I и 2 изображены символы резьб и подач, получаемые на станке с наборами сменных зубчатых колес, указанными в верхней чарти этих граф. Символы, изображенные в этих графах, соответствуют символам таблицы на коробке подач, расположенным вокруг рукоятки 2 (см. рис.З).
В графе 3 указаны рекомендуемые скорости вращения шпинделя'.
В графе 4 изображены символ рукоятки 6 и символы нормальных и увеличенных шагов резьб и подач, соответствующих символам таблицы, расположенной на рукоятке 6.
В графах 5, 6, 7, 8 указаны числовые величины шагов резьб, чисел ниток на I" и величины подач. В верхней части этих граф изображены символы, соответствующие символам таблицы на коробке подач, расположенным вокруг рукояток 3, 36.
В графе 9 в верхней части изображен символ, запрещающий переключение передач коробки скоростей и переборов шпиндельной бабки на ходу. В нижней части изображен символ рукоятки 37, переключающий передачи коробки скоростей. Цифры в этой графе являются номерами передач коробки скоростей и соответствуют таблице на коробке подач, расположенной около рукоятки 37.
В графах 10, II, 12 указаны величины частот вращения шпинделя на всех шести передачах коробки скоростей, при. трех переборах шпиндельной бабки и на обоих скоростях алектродвигаталя главного движения.
В верхней части граф изображены символы рукоятки 9 включения переборов с величиной передаточного отношения от выходного вала коробки скоростей до шпинделя.
Под изображением рукоятки включения переборов цифрами I и II обозначены скорости алектродвигателя главного движения.
Вертикальные графы I...8 разделены на три горизонтальные графы - 13, 14, 15, каждая' из которых содержит три строки.
Графа 13. Для набора сменных зубчатых колес К . L _ 40 . 73 величины, указанные в графах 5, L N 73 64
6, 7, 8 являются шагами метрических резьб. Для набора сменных зубчатых колес К . М _ 60 . 86
L N 73 36
'величины в графах 5. 6, 7, 8 являются модулями модульной резьбы.
Графа 14. Для набора сменных зубчатых нолес К . L _ 40 . 73 величины в графах 5, 6, 7, 8 L N. “ 73 64
являются числом ниток однодюймовой резьбы. Для набора сменных зубчатых колес К . М _ 60 . 86
L N 73 36
величины в графах 5,. 6, 7, 8 являются питчами пит-чевой резьбы.
Величина шага питчевой резьбы определяется по
формуле (I):
(I) р
где I” - дюйм;
< -3,14;
Р - табличное значение питча.
Графа 15. Эта часть содержит величины продольных подач суппорта в мм/об при наборе сменных зубчатых колес К . l _ 40 . 73
Ь N 73 64 ’
Следует знать, что шаг метрической резьбы больший 3,5, число ниток на I" менее 8 и продольная подача суппорта более 0,7 могут быть получены только при включении звена увеличения шага рукояткой 6.
3.2.2. Настройка необходимой частоты вращения шпинделя осуществляется с помощью рукояток 9, 14, 37 (см. рис.З) на станках 16Л20, 16Л20Ф1, 1еЛ2Ш, 16Я20ПФ1, 16Б16, 16Б16П, 16Г16 или 9, 14, 15 на станках 16Б16К, 16Б16КП, 16Л20К, 16Я20КП, I6TI6K по табл. 15, помещенной на шпиндельной бабке.
В табл. 15 (графы 1С..12)цаны ряды частот вращения шпинделя при прямом вращении и указаны положения рукояток для установки требуемой частоты вращения.
Рукояткой 9 устанавливается один из трех диапазонов частоты вращения шпинделя в соответствии с обозначением положения рукоятки по таблице -1:16; 1:4; 1:1.
рукояткой переключения скорости электродвигателя 14 в соответствии с табл. 15 включаются первая или вторая скорости вращения электродвигателя главного движения.
С помощью шестипозиционной рукоятки 37 или девятипозиционной рукоятки 15 выбирается необходимая частота вращения шпинделя. Позиции рукояток пронумерованы, соответственно от I до 6 и от I до 9. .
ВНИМАНИЕ! ШПИНДЕЛЬ РЕВЕРСИРУЕТСЯ ТОЛЬКО НА ПЕРВОЙ СКОРОСТИ ВРАЩЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯ, т.е. КОГДА РУКОЯТКА 14 НАХОДИТСЯ В ПОЗИЦИИ I. \/
Примечание. В ал^яаехнеобходимости включения обратного вращения шпинделя и на второй скорости электродвигателя необходимо произвести из
менение в алектросхеме.
Необходимо помнить, что работа на станке в интенсивном режиме с реверсом шпинделя на.второй -ьпгфпгти uiii'rifirWJiri'.iT-asa НЕ РЕКОМЕНДУЕТСЯ -по-ука--аанрым выдддпипиими и в связи с возможным нагревом обмоток электродвигателя выше допустимой температуры - 75 °C.
Табл. 15, 16 предназначены для основного исполнения станков 16Б16П и 16Б16К и их модификаций с пределами частот вращения шпинделя, соответственно 20...2000 об/мин и 10...2000 об/мин.
- 56 -
Установка частоты вращения шпинделя с другими диапазонами на станках, поставляемых по
особому заказу, производится аналогично описанному выше по таблице, помещенной непосредственно на шпиндельной бабке станка.
3.2.3. Данные о наибольшем допустимом крутящем моменте на шпинделе и наибольшей допустимой мощности приведены в табл.' 18.
Таблица 18
Положение рукояток Частота прямого и обратного вращения Наибольший допустимый крутящий момент на шпинделе, Н’м Мощность на шпинделе, кВт код Наиболее слабое звено
Позиция на рис.З по приводу по наиболее слабому звену
9 37 Скорость электродвигателя
I II I II I II I II I II I II
1:16 у . с I 20 40 63 63 2,85 4,6 2,64 4,6 0,75 0,73 и
2 25 50 63 63 2,81 4,47 2,81 4,47 0,74 0;71
3 31,5 63 63 63 2,74 4,28 2,74 4,28 0,72 0,68 Электро-привод станка
4 40 80 63 49,9 2,7 4,1 2,7 4,1 0,7 0,65
5 50 100 48,1 36,3 2,47 3,72 2,47 3,72 0,65 0;59
6 63 . 125 35,9 26,5 2,32 3,4 2,32 3,4 0,61 0,54
1:4 I 80 160 33 28 2,89 4,6 2,71 4,6 0,76 0,73 ж
2 100 200 27,4 21,8 2,81 4,47 2,81 4,47 0,74 0,71
3 125 250 21,4 16,7 2,74 4,28 2,74 4,28 0,72 0,68 Электро-привод станка
4 160 315 16 12,5 2,62 4,03 2,62 4,03 0,69 0,64
5 200 400 11,6 8,6 2,39 3,53 2,39 3,53 0,63 0,56
о 6 250 500 8,6 6,1 2,2 3,15 2,2 3,15 0,58 0,5
1:1 ( I 315 630 8,5 7,2 2,96 4,66 2,74 4,66 0,76 0,74
2 400 800 6,8 5,4 2,81 4,47 2,81 4,47 0,74 0,71
3 500 1000 5,3 4,1 2,74 4,22 2,74 4,22 0,72 0,67 Электропри-вод станка
4 630 1250 4,1 3,0 2,66 3,91 2,66 3,91 0,7 0,62
5 800 1600 2,9 2,1 2,36 3,4 2,36 3,4 0,62 0,54
6 1000 2000 2,0 1.4 2,09 2,9 - 2,09 2,9 0,55 0,46
*Ременная передача на шпинделе
Примечание. Данные в табл. 18 действительны для станков исполнения с пределами частоты вращения шпинделя 20... 2000 об/мин и мощностью электродвигателя главного движения 3,8/6,3 кВт.
Для станков, изготавливаемых по особому заказу, зти данные должны быть пересчитаны.
3.2.4. Установка необходимых величин подач и шагов резьб осуществляется рукоятками 2, 3, 36 (см. рис.З), расположенными на коробке подач и рукоятками 6, 7, 9, расположенными на шпиндельной бабке.
Все рукоятки имеют символы или таблицы, обозначения которых совпадают с символами табл.15, 16.
Значения подач, указанные в табл. 15, 16, можно получить при установке на станке основного набора сменных зубчатых колес К . М____40 . 73-
L N " 73 64
В данном случае L = м.
Этот набор, предназначенный также для нарезания метрических и дюймовых резьб, устанавливается на станок на заводе-изготовит еле.
Набор сменных зубчатых колес К . М _60 . 86 ,
L N 73 36
предназначенный для получения табличных модульных и питчевых резьб, поставляется в комплекте с принадлежностями.
В табл. 15, 16 приведены величины продольных подач. Поперечные подачи составляют I продольных.
2
3.2.5. Цроме вышеуказанных, в основной набор входят сменные зубчатые колеса, обеспечивающие нарезание дюймовых резьб с числом ниток на I дюйм 26, 19, II.
3.2.6. С помощью дополнительного набора сменных зубчатых колес, поставляемых по особому заказу, и зубчатых колес основного набора на станке через механизм коробки подач можно нарезать целый ряд резьб, шаги t которых приведены в табл. 17, помещенной на наружной стороне дверцы коробки передач.
Настройка станка для нарезания этих резьб осуществляется в соответствии с данными двух колонок, обозначенными знаками t и Т табл. 17. Рукояткой 2 устанавливается тип резьбы. Затем, в зависимости от выбранного шага t соответствующими рукоятками 3, 6, 9, 36 устанавливается табличное значение, указанное в графе Т,и на станке в соответствии со схемой, изображенной в левой верхней части табл. 17, монтируются сменные зубчатые колеса, число зубьев которых Z указано в графах К, ь , M.N .
Пример: Для/нареэания питчевой резьбы с шагом 26 питчей рукоятку 2 нужно поставить в положение, соответствующее нарезанию питчевых резьб, рукоятку 36 - в положение Д, рукоятку 3 в положение Ш, рукоятку 9 - в положение 1:1 и рукоятку 6 в положение резьб нормального шага, что будет соответствовать шагу 12 питчей по табл. 15.
На станке необходимо установить комбинацию сменных зубчатых колео К . М _ 40 • 86 , ь н " 73 52
3.2.7. В общем виде формулы для подбора сменных зубчатых колес при нарезании резьб, не указанных в табл. 15.. .1?.выглядят зом:
I - на метрическую резьбу - 1014 =
11 - на модульную резьбу - 1см _
Ш - на дюймовую резьбу - 1см «
1У - на питчевую резьбу - 1СМ _
следующим
гнар. ,
n*a»Z >
1-гх.в'
254 .
25»4-п:3 » l-t_ „«Г
где *нар. - шаг нарезаемой резьбы;
1см ~ передаточное отношение сменных зубчатых колес;
1 - общее передаточное отношение от
шпинделя до ходового винта;
<х.в - шаг ходового винта;
п - число ниток на один дюйм;
® - модуль;
z - число заходов нарезаемой резьбы;
Р - нарезаемый шаг в питчах.
3.2.8. Упрощенные формулы подбора сменных
зубчатых колес для нарезания через механизм коробки подачи резьб, не приведенных в табл.I5...I7, выглядят следующим образом:
t
I - на метрическую резьбу К . М _ 5 . нар. .
L В 8 * „ х
° табл.
П - на'дюймовую резьбу К • М « 5 . п табл., .
L в 8 п нар.
Ш - на модульную й . М а 60 . 86 . и НЭР- .
резьбу Ь в 73 36 в табл.
1У - на питчевую резьбу К . М = 60 . 86 . F табл. .
L В 73 3& Рнар>
Пример: Необходимо нарезать резьбу с t Яяп » 18 мм.
По табл. 15, 16 в ряде метрических резьб необходимо найти значение шага резьбы, ближайшее к нарезаемому. Таковыми являются t табл. “ мм и *табл. * 20 мм. Возьмем гтабл. = 20 мм. Это значение подставляется в формулу для нахождения числа зубьев 2 шестерен, которые необходимо изготовить для нарезания резьбы с * шц>. » 18 мм.
К . М « 5 . *нар. = 5. 18 •= 90 о 9 . 4 = ^6 = L В 8 ^абл. -8 20 160 16 4 64
= 36 . 73 .
73 64
Ь = М .
При вычислении чисел зубьев сменных зубчатых колес, требуемых для нарезания резьбы, шаг которой отсутствует в табл.15...17, следует подбирать такие коэффициенты, которые позволили бы максимально использовать зубчатые колеса, поставляемые со станком.
Целесообразно принять коэффициент 4, дающий возможность использовать зубчатые колеса основного набора с числами зубьев 2 = 36, 64 И в качестве промежуточного взять зубчатое колесо с z - 73 основного набора.
После вычислений следует проверить возможность сцепления зубчатых колес найденной комбинации по схеме, изображенной на рис. 30. При этом надо помнить, что число зубьев у зубчатого коле са К, устанавливаемого на оси I, не должно превышать Z = 90 при модуле “ = 1,75, а зубчатого колеса В , устанавливаемого на оси II,- 85 при Том же модуле.
Рис. 30. Схема проверки возможности сцепления сменных зубчатых колес: а - зубчатый ремень; б - кожух
Центр зубчатых колес L , М должен находиться в заштрихованной зоне.
При настройке станка для нарезания метрической резьбы о шагом t = 18 мм следует установить набор сменных зубчатых колес К . М = 36 . 73 ,
Ь н 73 64 рукоятки 3 и 36 (см. рис.З) установить соответственно положения П и С, т.е. для нарезания метрической резьбы с шагом = 20 им по
табл. 15, рукоятку 9 в положение 1:16 (диапазон частот вращения шпинделя 20.. .63 об/мяж)дзуяоятду 2 в положение "метрическая резьба", рукоятку 6 в
- 58 -
положение "увеличенный шаг" и рукоятку 14 в положение I.
3.2.9. Нарезание резьб повышенной точности при непосредственной соединении ходового винта со шпинделем через сменные зубчатые колеса с отключением механизма коробки подач производится следующим образом.
Рукояткой 2 устанавливается требуемый вид резьбы. Рукоятка 36 устанавливается в нейтральное положение, обозначенное стрелкой (для исключения холостого вращения механизма коробки подач).
Подбор сменных зубчатых колес для нарезания определенного лига резьбы повышенной точности производится по формуле (2):
К . _М = taap. . (2)
L N 4
Для нарезания этих резьб при помощи комплекта сменных зубчатых колес, поставляемых со станком, следует воспользоваться данными, приведенными в правой верхней колонке табл. Г7. Как видно из табл. 17, при помощи зубчатых колес основного набора можно нарезать метрическую резьбу повышенной точности с шагом t= 6 мм (что необходимо для проверки ходового винта на точность). Остальные тяги метрических резьб и дюймовые резьбы могут быть нарезаны при использовании дополнительного набора сменных зубчатых колес, поставляемого по особому заказу.
З.2. Ю. Нарезание многозаходных резьб производится > соответствии со схемой, изображенной в правой части табл. 17.
Для деления на заходы при нарезании многозаходных резьб необходимо:
выключить станок рукояткой 31 (см. рис.З);
треугольный указатель на кожухе переднего фланца шпиндельной бабки совместить с одной из рисок делительного кольца шпинделя, обозначенной какой-либо цифрой. Лучше установить в нулевое положение. Типовой чертеж сменного зубчатого колеса представлен на рис. 31.
Рио.31. Типовой чертеж сменного зубчатого колеса
Нарезание резьб нормального шага
При нарезании резьб нормального шага числа 48 и 60 должны иметь общее делительное число (число заходов) одновременно.
При этом необходимо:
рукоятку 6 установить стрелкой вверх (нейтральное положение);
при работе с перебором 1:4 рукоятку 9 отклонить на одну позицию вправо от рабочего положения, при работе с перебором 1:16 рукоятку 9 отклонить на одну позицию влево от рабочего положения рукоятки.
ВНИМАНИЕ! ПРИ РАБОТЕ НАПРЯМУЮ 1:1 РУКОЯТКУ 9 НЕ ПЕРЕКЛЮЧАТЬ;
провернуть шпиндель вручную на необходимое число делений делительного кольца шпинделя.
Для получения 2; 3', 4-, 6-, 12-заходных резьб (числа являются общим делителем 48 и 60)» необходимо провернуть шпиндель на 30, 20, 15', 10, 5 делений делительного кольца;
установить рукоятки 6 и 9 в рабочее положение.
Нарезание резьб увеличенного шага
При нарезании многозаходных резьб увеличенного шага’число 60 должно быть кратно делительному числу.
При этом необходимо:
при работе с перебором 1:4 рукоятку 9 отклонить на одну позицию вправо от исходного положения, при работе с перебором 1:16 рукоятку 9 отклонить влево на одну позицию;
провернуть шпиндель вручную на необходимое число делений делительного кольца шпинделя.
ВНИМАНИЕ! РУКОЯТКУ 6 ПОСЛЕ УСТАНОВКИ В ПОЛОЖЕНИЕ НАРЕЗАНИЯ РЕЗЬБ УВЕЛИЧЕННОГО ШАГА ПРИ ОПЕРАЦИЯХ ДЕЛЕНИЯ В НЕЙТРАЛЬНОЕ ПОЛОЖЕНИЕ НЕ УСТАНАВЛИВАТЬ.
Для получения 2-, 3-, 4-; 5т б; 10; 12; 15; 20; 30-заходных резьб шпиндель необходимо провернуть соответственно на 30, 20, 15, 12, 10, 6, 5, 4, 3, 2 деления делительного кольца. Для этого рукоятка 9 устанавливается в рабочее положение.
3.3. Регулирование станка
3.3.1. Комплект шпиндельных подшипников отрегулирован заводом-изготовителем и регулировки в процессе эксплуатации не требует.
В случае замены комплекта шпиндельных подшипников при ремонте затяжку переднего подшипника 18 (см. рис.6) гайкой 19 необходимо производить до начала изменения радиального биения оси шпинделя, при етом крутящий момент на гайке 19 не должен превышать 5 Н-м (приблизительно).
При затяжке заднего подшипника 21 крутящий момент на гайке 9 не должен превышать ПО Н-м (приблизительно).
- 59
3.3.2. При ремонте от анка может появиться необходимость регулировки положения шпиндельной бабки относительно направляющих станины. Для этой цели служат винта 3 (рис.32), с помощью которых шпиндельная бабка разворачивается вокруг неподвижного штыря, расположенного в передней части корпуса.
3.3.3. Натяжение зубчатого ремня электродвигателя главного движения регулируется следующим образом: ослабляются винты крепления подмоторной плиты и, вращением винта 39 (см. рис.З), слегка натягивается зубчатый ремень.
Натяжение считается достаточным, если ветвь ремня от легкого натяжения рукой прогибается на 10... 15 мм.
ВНИМАНИЕ! ПОЯВЛЕНИЕ УДАРОВ ПРИ ПУСКЕ СТАНКА, 0С0-ЕЕННО НА БОЛЬШИХ ЧАСТОТАХ ВРАЩЕНИЯ ШПИВДЕЛЯ, ГОВОРИТ О СЛАБОМ НАТЯЖЕНИИ решей.
• 3.3.4. Натяжение ремня коробки скоростей
осуществляется в следующем порядке: ослабляются винты крепления редуктора и вращением регулиро
вочного винта 38 (см. рис.З) редуктор смещается вниз на необходимую величину. Ветвь ремня должна прогибаться от легкого нажатия рукой на I5...2O мм.
Чтобы сохранить положение рукоятки 37 неизменным, после натяжения ремня необходимо ослабить винты зубчатого сектора 30 (см. рис. 5). Рукоятка 37 (см. рис.З) устанавливается в правильное положение и фиксируется сектором 30 (см. рис. 5).
3.3. 5. Натяжение ремня привода ускоренного хода осуществляется регулировочным винтом I (см. рис. 32), который фиксируется гайкой 2.
ВНИМАНИЕ! НЕОБХОДИМО ТЩАТЕЛЬНО СЛЕДИТЬ ЗА НАТЯЖЕНИЕМ РЕМНЕЙ В ПЕРВЫЕ 48 ч РАБОТЫ СТАНКА.
3.3.6. При точении конуса корпус задней бабки может смещаться в поперечном направлении при помощи винтов 10 и 12 (см. рис.12).
Для совпадения осей центров передней и задней бабок совмещают запиленные при сборке плоскости корпуса и низка.
Рис.32. Привод ускоренного хода
60
Задняя бабла прижимается к направляющим станины эксцентриковым зажимом. Для регулирования зажима необходимо заднюю бабку сдвинуть вправо так, чтобы правая часть бабки свесилась со станины; отверткой отрегулировать необходимую длину тяги 6 и законтрить ее гайкой 5 в этом положении.
Установка рукоятки зажима пиноли II в удобном для работы положении может быть достигнута подшлифовкой проставочного кольца.
3.3.7. Свободный ход винта поперечного перемещения суппорта, возникающий при износе гайки винта поперечной подачи, необходимо выбрать следующим образом:
снять крышку I (см. рис.II) и через окно в ползушке расконтрить гайцу 3;
вращая гайку 2, отрегулировать свободный ход винта смещением полугайки 4 в осевом направлении;
законтрить гайку 2 гайкой 5.
Оптимальная величина свободного хода определяется легкостью хода ползушки и не должна превышать I... 2 делений лимба.
3.3.8. Если по ыере износа рукоятка резцедержателя I (см. рис. 10) в зажатом положении останавливается в неудобном месте, то путем подпшифовки или замены проставочного кольца можно установить рукоятку I в нужном положении.
3.3.9. Зацепление маточной гайки 27 (см. рис.У) с ходовым винтом отрегулировано на заводе-изготовителе.
3.3.10. Зацепление в гитаре сме.нных зубчатых колес должно быть отрегулировано так, чтобы зазор между профилями зубьев находился в пределах 0,1... ...0,2 мм.
3.3.II. Выбор оптимального зазора между кареткой и направляющими станины осуществляется путем подшлифовки прижимных планок каретки.
Выбор зазоров в направляющих поперечной ползушки производится подтяжкой соответствующих клиньев.
3.4. Особенности и условия эксплуатации
Ознакомившись с указаниями, изложенными в предыдущих разделах, можно приступить к работе на станке.
При этом необходимо учитывать следующее:
управление вращением шпинделя возможно только одной рукояткой: 35 или 31 (см. рис. 3);
включение электродвигателя ускоренных ходов и электронасоса охлаждения возможно только при работающем электродвигателе главного движения;
при переключении скоростей электродвигателя главного движения рукоятку 14 следует нажать в сторону электро шкафа и только после этого повернуть;
реверс подачи суппорта одновременно с реверсом шпинделя от рукоятки управления шпинделем невозможен. При обратном вращении шпинделя для по
лучения реверса подачи суппорта необходимо рукоятку 7 установить в положение ЛЕВАЯ РЕЗЬБА;
при перегрузке цепи подач срабатывает механизм отключения фартука. При этом слышен характерный щелчок, производимый защелкой 9 (см. рис. 9) при западании ее в прорезь. Для приведения суппорта в рабочее положение защелку необходимо поднять рукояткой 29 (см. рис.З);
при переключении передач коробки скоростей рукояткой 37 электродвигатель главного движения автоматически отключается. После окончания переключения передачи необходимо нажать кнопку 5 ПУСК;
после включения электродвигателя главного движения без включения шпинделя электродвигатель отключается через 0,5...3 мин;
резцовая головка имеет четыре фиксированных положения и может быть устааовлена в любом промежуточном положении, но при условии снижения усилия резания, так как от проворота головка удерживается только силой трения между коническими поверхностями головки и ее оси. Об этом следует помнить при работах, когда усилие резания направлено в сторону шпиндельной бабки;
период сохранения первоначальной точности и долговечности станка зависит от окружающей среды, поэтому станки, предназначенные для чистовых операций, не следует устанавливать в помещениях, с высокой концентрацией абразивной пыли или окалины. Относительная влажность и температура в помещении должны быть в пределах 80 % при 273 К (10 °C) и 60 % при 303 К(30 °C);
не рекомендуется совмещать на одном станке чистовые и обдирочные операции, обрабатывать детали с большим дисбалансом, производить обработку изделий с ударом;
при тяжелых торцовых работах, а также при транспортировании станка каретду следует закреплять на станине с помощью винта 18;
наивысщую точность обработки станок дает при избыточной температуре подшипников шпинделя 275...276 K(2J3 °C). Это достигается следующим образом: холодный станок (температура окружающей среды) прогреть на холостом ходу в течение 15...20 мин.При Пщд = 1250 об/мин и S д = °»15 мм/об’можно приступить к работе.
3.5. Схема расположения подшипников
3.5.1. Схема расположения подшипников пред
ставлена на рис. 33.
3.5.2. Перечень подшипников качения приве-
ден в табл. 19.
Таблица 19
Наименование Класс точности Куда входит Позиция рис.33 Количество
Шарикоподшипники радиальные ГОСТ 8338-75: 18 0 Каретка 72 К2)
- 61 -
Рис.33. Схема расположения подшипников: а - коробка подач; б - сменные зубчатые колеса; в - шпиндельная бабка; г - ограждение патрона; д - резцедержатель; е - суппорт; ж - задняя бабка; з - фартук; и - каретка; к - коробка скоростей
' Продолжение табл. 1» Продолжение табл. 19
1 Наименование’ ь ь (ласе ’ОЧ- J 1ОСТИ (Уда входит Позиция на рис.33 КОли“ Наименование jecT-во Класс точности Куда входит Позиция ня рис. 33 Количество
Шарикоподшип-ники радиальные ГОСТ 8338-75: 104 104 105 106 107 108 ио 204К 202 202 204 205К 206 303К2 304К 305 306 1000095 1000096 1000900 Шарикоподшипники радиальн однорядные ГОСТ 8338-75: 5-1000902 I00090В 1000905 1000907 7000102 7000103 7000103 7000107 Шарикоподшипники радиальные однорядные ГОСТ 7242-81: 60104 60210 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 ые 0 0 0 0 о' 0 0 0 0 0 Фартук । Бабка шпиндель нал Фартук Коробка подач Коробка подач Бабка шпиндель ная Фартук Коробка подач Фартук Коробка подач Бабка шпиндель ная Коробка подач Бабка шпиндель ная Коробка подач Коробка подач Бабка шпиндель ная Бабка шпиндель ная Ограждение Фартук Фартук Коробка подач Каретка Фартук КОробка подач Каретка Фартук Коробка подач Коробка подач Фартук Фартук 70 - 19,21 71,55 37 24 - 15 61,62 31,32, 35,36, 38 78 25 - 20,22 27,34 >- 23 41 29,40 »- 11,14 .- 12 42 65 49 82 64 45 26 63 43,44, 56,68 33 39 47 60 Подшипник игольчатый ГОСТ 4657-71: 4024104 I 3 Шарикоподшип- ники радиально 2 упорные J ГОСТ 831-75: z 46II5 2 46203 3 7 46304 2 т 46305 2 46306 2 Шарикоподшип- ники упорные ГОСТ 6874-75: 1 8102 2 8102 2 8103 8104 1 8104 8104 1 8105 1 8202 I Подшипник упорно-радиальный с опорной шайбой без внутреннего j. кольца 8106 2 Роликоподшип- 1 ник конический 1 однорядный 2 4-Г7814 8 Роликоподшип-2 ник конический 2 двухрядный 4-697716 Шарикоподшипники радиальные ГОСТ 8338-75: I 107 I 207 208 0 0 0 0 0 0 0 0 0 0 0 0 0 0 СТ2 0 0 0 Привод быстрого хода Бабка шпиндельная Фартук Бабка шпиндельная Бабка шпиндельная Бабка шпиндельная Суппорт Бабка задняя Фартук Резцедержатель Каретка Бабка задняя Фартук Фартук Коробка подач Бабка шпиндельная Бабка шпиндельная Коробка скоростей То же И 1 77 - 9 51; 52, 53,54, 57;58, 59 16 13 10 75 73 50 69 66,67 74 46,76 48 28 18 17 I 2 8 I 2 7 I I I 2 I I I 2 2 2 I 2 I I 2 I 2
63 -
4. ПАСПОРТ
Продолжение табл. 19
Нажиеиованже Класс точности Куда входит Позиция на рис.33 Количество
Яарикоподнип-нжки радиальные ГОСТ 8338-75: 306 0 Коробка скорое- 7 I
I000909 0 тей 3 I
ГОСТ 7242-81 60В 05 0 Тс ке 4 I
ГОСТ 333-79 7205 0 И 5 I
7305 0 и 6 I
Комплект шарикоподшипников АКП - -
1
4.1. Общие сведении
Инвентарный номер ______________
Заводской номер •
Дата пуска станка в эксплуатацию ____________________
Примечания:!. Количество, указанное в скобках, только для станков с УЦИ.
2.Подшипники I, 2, 3, 4, 5, 6, 7, 8 устанавливается только на станках 16Ы6, 16Б16П, 16Г16, 16Л20, 16Л2ОП, 16Л20Ф1, 16Л20ПФ1.
4,2. Основные тех ческие данные и \характе ристики
4.2.1. Техническая характеристика (основные параметры и размеры согласно ГОСТ 440-8IE)
\
Наименование т . . 1 .1 Параметры
13Л20 16Л2Ш 16Л20К 16Л20КП 16Л20Ф1 16Л20ПФ1 \iafi6 КБ16П Д6Б16К / 16616101 16Г16 16Г16К
Класс точности по ГОСТ 8-77 Наибольший диаметр обрабатываемого изделия, мм: н, п , ' н,\п Н
над станиной 400 / 32о\ 320
в выемке станины - / 500
Наибольший диаметр обрабатываемого изделия над буппортом, мм 210 / 180 \ 180
Наибольшая длина обрабатываемого изделия, мм 500; 7 50; 1000; 500J750; 1О0О 500-.750; 1000
1500/ \
Наибольшая длина обтачивания, мм Ддирр выемки в станине, мм: 960;1460 960 ‘ 460; 710
до базового торца фланца шпинделя — — 205
общая. - - 260
Размер центра в пшиндел по ГОСТ 13214-79 Конус Морзе 6 Конус Морзе 5 Конус Морзе 5
Конец шпинделя по ГОСТ 12593-72 Диаметр прутка, проходящего через отверстие в 6К 44 6К 6К
шпинделе, мм Высота резца, устанавливаемого в^резцедерка- 44 44
теле, мм Габаритные размеры станка, мм: 25 25 25
дина 2275 (2470)* 2025 2270
2565 (2765)* 2270 2270
3020 (3220)* 2525 Г785
ттгиртяя 3020 (3220)* ШО 1785
высота 1785 (2125)* 1505 1785
Масса станка, кг 2200 (2250)* 2000 2150
2320 (2350)* 2150
2370 (2420)* 2270
*Для станков 16Л2ОФ1 и 16Л20ПФ1
64
4-.2.Z. C/nnopr
Наименование Параметры
16Л20 16Л2СП 16Л2ОК 16Л2ОКП 16Л20Ф1 16Л20ПФ1 16Б16 16Б16П 16Б16К 16Б16КП I6TI6 I6TI6K
Наибольшее расстояние от оси центров до кромки
резцедержателя, мм 225 185 185
Число суппортов:
передних I I I
задних По Специальному заказу '
Предохранение от перегрузки Имеется Имеется Имеется
Блокировка продольных и поперечных подач Имеется Имеется Имеется
Наибольшее перемещение (от руки, по ходовому
винту), мм
продольное 1000; 1500 500; 750 750
поперечное 240 220 220
Выключающие упоры Имеются Имеются Имеются
(продольные) (продольные) (продольные)
Быстрое перемещение, д/мин:
продольное \ 4 4
поперечное / 2 2
Перемещение на одно деление (продольное), мм: / 2
по лимбу / I \ ' I I
по нониусу 1 0,1 / 0,1 0,1
Перемещение на одно деление лимба (поперечно»)/^«м 0,025 / 0,025 0,025
Пределы продольных подач, мм/об 0,05-2,8 / 0,05-2,8 0,05-2,8
Пределы поперечных подач, мм/об 0,025-1ЛГ 0,025-1,4 0,025-1,4
Пределы шагов нарезаемых резьб:
метрических, мм 0,2^56 0,25-56 0,25-56
дюймовых, число ниток на I" LE2-0.5 112-0,5 112-0,5
модульных, модули Л), 25-56 0,25-56 0,25-56
ШГГЧ6ВЫХ, питчи ' / И 112-0,5 112-0,5 112-0,5
Перемещение на один оборот лимба, мм: /
продольное / \ 100 100 100
поперечное / /. \ 5 5 5
4.2.3. Верхний оуппорт
Наименование 1, \ Параметры
16Л20 1БЛ2Ш 16Д20К I6I20KH 16120Ф1 16Л^СПФ1 16Б16 16Б16П 16Б16К 16Б16КП I6TI6 I6TI6K
Наибольший угол поворота, град ±ЭА ±90 +90
Цена одного деления шкалы поворота, град I \ I I
Наибольшее перемещение, мм 120. 120 120
Цена одного деления, мм 0,02 0,02 С,и2
Перемещение на один оборот лимба, мм 2 \ 2 2
65
4.2.4. Идшн^ель
Параметры
Наименование I6JT20 16Л20П 16Л20К 16Л20КП 16Л20Ф1\ 16Л2ШФП 16Б16 / 16Б16П / 16Б16К \ 16Б16КП 16Г16 16Г16К
Количество скоростей прямого вращения Количество скоростей обратного вращения Пределы частоты вращения шпинделя, об/мин: прямого вращения обратного вращения Диаметр шпиндельного фланца, мм Диаметр отверстия в шпинделе, мм Торможение шпинделя 21;(24Г 16-160/ \. 16-806* 1 102006** \ 1 170 45 Имеется / >21;24** 25-2501/ 25-1251/ \ ID-200C/* 17-0' 45 Имеется si; 24' га; 21* 20-2000 20-1000 10-2000** 170 45 Имеется
^1о специальному заказу
**Йля станков с АКП
4.2. 5. Задняя бабка
Наименование Параметры
16Л20 16Л2Ш 16Л20К 16Л20КП 18120Ф1 16Л2СЛФ1 I6EI6 16Б16П 16Б16К 16Б16КП 16Г16 16Г16К
Размер центра в пиноли по ГОСТ 13214-79 КОнуо Мэрзе 5 Конус Морзе 5 Конус Морзе 5
Наибольшее перемещение пиноли, мм 120 120 120
Цена одного деления шкалы перемещения пиноли, мм:
линейки 5 5 5
нониуса 0,05 0,05 0,05
Поперечное перемещение, мм:
вперед 5 5 5
назад 5 5 5
4.2.6. Привод отанка
Наименование Параметры
16Л20 16Л2СП 16Л20К 16Л20КП 16Л20Ф1 16Л20ПФ1 1сБ16 16Б16П 16Б16К 16Б16КП I6TI6 16Г16К
Электродвигатели:
главного движения:
мощность, кВт 3,8/6,3 (4,2/7,1) 3,8/6,3(4,2/7.1)
частота вращения, об/мин 750/1500 750/I5QQ 750/1500
привода ускоренных перемещений:
мощность, кВт 0,37 0,37 0,37
частота вращения, об/мин 1500 1500 1500
насоса охлаждения:
мощность, кВт 0,12 0,12 0,12
частота вращения, об/мин 3000 3000 3000
подача, л/мин 22 22 22
станции смазки.
мощность, кВт 0,18 0,12 0,18
частота вращения, об/мин 1500 1500 1500
подача, д/мин 3 а 3
ЪЫ. Уровень шума
Средний уровень звука ЬА (корректированный уровень звуковой мощности LpA ) для станков всех моделей не более 82 (99) дБА.
4,2.8.Эскизы суппорта и конца шпинделя представлены на рио. 34, 35 соответственно.
Рис.34. Эскиз суппорта
4.2.9. Ременные передачи
Местонахождение Тип Количество
Привод главного движения Ремень плоскозубчатый 5-63-40 0СТ38 05114-76 I
Привод главного движения Ремень плоскозубчатый 5-125-50 0СТ38 05114-76 I
Привод ускоренных перемещений — Ремень клиновой 0-560Т ГОСТ 1284.1-80 -- ГОСТ 1284.3-80 — I
4.2.10. Подшипники шпинделя
Местонахождение Тип и назначение Основные размеры
Передний Роликоподшипник конический двухрядный 4-697716Л 80x140-85
Задний Роликоподшипник конический однорядный 4-17814Л 70x120-65
Л»
Рис.35. Эскиз конца шпинделя
4.2.II. Электромагнитные муфты
Станок Местонахождение Назначение Тип Количество
16Б16 Коробка скоростей Привод вращения шпинделя 3TM-084-IH2 I
16Б16П I6TI6 16Б16К 16Б16КП Автоматическая коробка передач (АКП) Торможение шпинделя Изменение числа оборотов шпинделя и его торможение ЭТМ-086-2В См. руководство по эксплуатации на АКП I
67
/
4.2.12. Установочный чертеж станка представлен на рис. 36.
4.2.13. Механика станка
а) механизм главного движения (см.табл.15, 16);
б) механизм подачи (см.табл. 15, 16, 17).
А В С D L
1565 1690 2025 1135 500
1810 1935 2270 1380 750
2065 2190 2525 1635 1000
Рис. 36. Установочный чертеж
4.3. Сведения о ремонте
Наименование и обозначение составных частей станка Основание для ! сдачи в ремонт| ! Дата Категория* сложности ремонта | Ремонтный цикл работы станка в часах Вщ ремонта Должность, фамилия и ттпппыпк пфпртетприип—
поступления в ремонт выхода из ремонта го лица производившего ремонт принявшего ремонт
ч 1 г •
68
4.4. Сведения об изменениях в станке
Наименование и обозначение составных частей отанка Основание (наименование документа) Дата проведения изменений Характеристика работы станка после проведенных изменений Должность, фамилия и подпись ответственного лица
• -
69
4/. Комплект поставки
Обозначение Наименование Количество Примечание
16Б16, 16Б16П, 16Г16, 16Б16К, 16Б16КП, 16Л20, 16Л2Ш, 16Л20К, 16Я20КП, 16Л20Ф1, 16Л2СПФ1 Станок в сборе I •
Входят в комплект и стоимость станка
Запасные части
Манжеты ГОСТ 8752-79:
1,1 42x62-
1,1-50x70-
1.1-42x62-1/1
2 I
I I
I
Только для станков 16Б16, 16Б16П,. IS? 16, 16Л20, 16Л2СП, 16Л20Ф1, 16Л20ПФ1
16Б16П. 080.401
16Б16П. 080.’ 405
16Б16П,080,4С7
16Б16П. 080„408
16Б16П. 080.410
181201.080.401
16Л2ОП. 080.405
18Л20П. 080. 407
Г6Л2Ш. 080.408
16Я2Ш. 080.410
Реле ТРН-ЮАУЗ 0,5
Сменные части
Колесо зубчатое
То же
Колесо зубчатое
То же
" I
16Б16П. 130.401
Инструмент / I
Клю'ч для крепления шпиндельной бабки
Ключи ГОСТ 2839-80Е:
7811-0003 Д2 HI2.XI /
78II-002I Д2 HI2.Xl/
7811-0023 Д2 HI2.Xl[
Ключи ГОСТ 2839-80Е:
Только для станков с АКП
Только для-станков с рабочим на-1 пряжением 220 В
Для станков на базе 16Б16П
I / z = 86, га = 1,75
I / Z = 52, га = 1,75
I/ Z = 38, га = 1,75
Z = 36, га = 1,75
Z = 44, га = 1,75
Для станков на базе 16Л2ОТ
I \ Z = 86, га = 2
I \ Z = 52, га = 2
I \ Z = 38, га = 2
I х. Z = 36, m = 2
I \ = 44, га = 2
I
I 18...I0)
I к 12...14)
I iI7...I9)
7811-0025 Д2 HI2.XI
78II-004I Д2 HI2.XI Шприц П ГОСТ 3643-75
122...24)
(27...30)
Вместимость 120 см5
I
I I
Ключи с наружным шестигранником ГОСТ 11737-74:
7812-037 5 4ОС HI2.XI I (6)
7812-0377 4СХ HI2.XI I (8)
7812-0378 40Х НГ2.Х1 I (Ю)
7812-0379 4СХ HI2.XI I (12)
Ключи для круглых гаек ГОСТ 16984-79:
78II-032I 2 HI2.XI
7811-0322 2 HI2.XI
0 90...95
Ф100...П0
70
—1 Обозначение Наименование Количество Примечание
СТП И15-41-77 Ключ торцовый I (17x130)
СТП И15-44-77 Ключ торцовый I (22x250)
СТП Д73-72-79 Ключ к замку электрошкафа I
Отвертка 7810-0395 HI2.XI ГОСТ I7I99-7I I
Принадлежности
C86-IQa-I Головка под пресс-масленку I
Патрон трехкулачковый I Ф200
P87-501.003. 000 Комплект крепления патрона / 200 I
16Б16П.048 Упор жесткий продольный Центры ГОСТ 13214-79: I КОМПЛ.
7032-0036ПТ I
7032-0045ПТ Т
Техническая документация
16Б16П. ООО. 000 РЭ Руководство по эксплуатации I
ГсБГбП. ООО. 000 РЭГ Свидетельство о приемке I
16Б16П. ООО. 000 РЭЗ Свидетельство о консервации I
16Б16П. ООО. 000 РЭ4 Свидетельство об упаковке I
йсодят в комплект станка, но поставляются по особому заказу
Принадлежности
0B-I3 Опоры резинометаллические вибро-
изолирующие
16Б16П. 090. ООО Патрон поводковый / I КОМЛХ. Ц> 250
Патрон трехкулачковый / I 1 0 160
Патрон четырехкулачковый / I / 0 250
Р87. 502.003. 000 Комплект крепления к патрону160 х
Р87. 5СВ. ОСВ. ООО Комплект крепления к патрону10 250 // I
Центр вращающийся станочный \ s' I Морзе 5
Р87. 501. 005. 000 Комплект крепления патрона 7.ШЭг:0045 I
i> 250 ГОСТ 3890-82 /А
Поставляются по особому заказу
Сменцьге части \
КДлесо зубчатое сменное \ Для станков на базе Г6Б16П
Г6БГ6П-082-402 I Z = 46, ш = 1,75
Г6БГ6П-082-403 То хе \ 2 Z = 54, m = 1,75
16БГ6П-082-404 11 \ I Z = 66, ш = 1,75
Г6БГ6П-082-405 м \ I Z = 72, m = 1,75
16Б16П-082-406 II \ I Z = 27, m = 1,75
16Б16П-082-407 и \ I Z = 30, m = 1,75
16Б16П-082-408 п 1 I Z = 48, m = 1,75
16ВТ6П-082-409 « I Z = 80, m = 1,75
18Б16П-082-4Ю п I Z = 90, m = 1,75
16Б16П-082-4П и I Z = 60, m = 1,25
16БГ6П-082-4ГЗ п I Z = 127, m = 1,25
15Б16П-080-404 и I Z = 60, m = 1,75
1Ж16П-082-412 и I Z = 80, m = 1,25
Для станков на базе 16Л2СП
1ЭД2О1. 082.402 II I Z = 46, ra = 2
16П2СП.08а 4СВ и 2 Z = 54, m = 2
16Л20П. 08а 404 я I z = 66, ш = 2
I6I2OI. 08а 405 II I Z = 72, m = 2
I6I2QD. 0ва40б н I Zt = 27, ш = 2
I6I2QI. 08а 407 W I z = 30, ш = 2 1
71
Обозначение/ Наименование Количество Примечание
16Ц2СП. 062.406 1612СП.082.409 16Д20П.082.4Ю 16Д2СП. 062.411 161300.082.412 Ш2СП. оеа41з 16Л20П. 060.404 Колесо зубчатое сменное То же It II И N ft Набор шкивов I I I I I I I I ЮМПД. z = Z = Z = Z = z . z = z = = 25. ТПП 48, ж = 2 80, ш = 2 90, ш = 2 60, ш = 2 80, ш = 2 127, ж = 2 60, ж = 2 .. 2500 об/мин
Набор шкивов I компл. = 16. ПИТ .. 1600 об/мин
Набор шкивов I нэмпл. Пщд = 10...2000 об/мин Только'для станков с АКП
Принадлежности
16Б16П. 106 У16-5П. ООО 16Б16П. 199. 000 16Б16П. 045. 000 16Б16П. 100 16Б16П. Ю1 16Б16П.ICB У16-533.000 16Л2СП. 100 16Л2СП. 101 16П2СП. ICB Барабан упоров Резцедержатель быстросменный Комплект крепления быстросменного резцедержателя Суппорт Люнет подвижный Люнет неподвижный Резцедержатель задний Линейка конусная Люнет подвижный Люнет неподвижный Резцедержатель задний I I I I I I I I компл. компл. компл. компл. компл. кош^г. компл. компл. Применять совместно с У16-511. ООО Бьгаим.= 15 ^наиб.= 80 Поставляется со станком на базе 1ЙБ16П /’найм = Поставляются со \ В наиб = 80 станками на базе Д ’ 16Л2СП
I6ff2Cn.53I.000 Бонусная линейка Патрон сверлильный типоразмер - 13 ГОСТ 8522-79 или ПС-15 Справка 6СВ9-0009 ГОСТ 2682-78 Переходные втулки ГОСТ Е598-68; 6100-0143 6100-0145 6100-0146 6100-0147 Переходная втулка 6101-ОЕ I ГОСТ 18258-72 7 2 I < ^Мэр^2а №рзе 3x2а Морзе 3x2 Морзе 4x3 Морзе 5x3 Морзе 5x4 Морзе 5x4
Запаоные части
Ремень 5-63-40 Ремень 5-125-50 I I
4.6. Свидетыьство о приецке
Свидетельство о приемке распространяется на токарно-винторезные станки класса точности Н и П моделей 16Б16, 16Б16П, I6I20, I6H2OI. 16120И, 16Л2ШФ1, 16Б16К, 16Б16КП, I6TI6K, I6I2QK, 16И20Ш.
Модель . ('! 6
Заводской номер______
4.6.1. Испытание станка на соответствие нормам точности жесткости по ГОСТ 18097-72.
Положение направляющих станины в горизонтальной ж вертикальной плоскостях, при котором станок подвергался проверке по нормам точности (см.рисунок).
Г Д
Показания уровня в положениях:
А г?________
Б ___£L£lA___ “М/м
В Со <L мм/м
Г Са>_______ мм/м
Д _____ СО?' мм/м
Примечание. В положениях А, Б и В допускается только выпуклость. В положениях Г и Д знак плюс означает отклонение пузырька уровня на рабочего, знак минус - отклонение пузырька уровня от рабочего.
72 -
Номер проверки
-----1----------
Что проверяется
Схема проверки
Метод проверки
I. Проверка точности станка
1.1.
Прямолинейность продольного перемещения суппорта в горизонтальной плоскости (в сторону оси центров)
В центрах передней 2 и задней 5 бабок устанавливают оправку 4 с цилиндрической измерительной поверхностью. Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте I (в резцедержателе) закрепляют индикатор 3 так, чтобы его измерительный наконечник касался боковой образующей оправки и был направлен к ее оси перпендикулярно образующей.'
Показания индикатора на концах оправки должны быть одинаковыми. Суппорт I перемещают в продольном направлении на всю длину хода.
Условия
; приемки
допуск, факти-мкм ческое
. класс 1откло-, точности яение, ;н | п ! «к»
I I
16 10 6
Отклонение определяют как наибольшую алгебраическую раз-
ность показаний индикатора
Прямолинейность продольного перемещения суппорта в вертикальной плоскости
В центрах передней 2 и ' задней 5 бабок устанавливают * оправку 4 с цилиндрической измерительной поверхностью.
Резцедержатель должен быть расположен возможно ближе к оси центров станка.
На суппорте I (в резцедержателе) закрепляют индикатор 3 так, чтобы его измерительный наконечник касался верхней (нижней) образующей оправки и был направлен к ее оси перпендикулярно образующей. Суппорт I перемещают в продольном направлении на всю
25
длину хода.
Отклонение определяют как наибольщую алгебраическую разность показаний индикатора (если показания индикатора на концах оправки не одинаковы, то из результатов отклонений следует вычесть погрешность, вызванную установкой оправки)
73 -
Номер проверки / Что проверяется Схема проверки Метод проверти Условия приемки
допуск, к?м -фактическое отклонение, мкм
класс точн сти
Н П
1.3.
20i/J>
Одновысотность ОСИ вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости
1 2 3 4 5
Заднюю бабду 5 с полностью 30 вдвинутой пинолью устанавливают на расстоянии 300 мм от торца шпинделя до торца пиноли. Заднюю бабду и пиноль закрепляют.
В отверстие шпинделя передней бабки I и в отверстие пиноли задней бабки 5 вставляют оправки 2 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 4 (в ; °зцедержателе) закрепляют индикатор 3 так, чтобы его измерительной | наконечник касался измерительной поверхности одной из опра-| вок на расстоянии, равном двум диаметрам оправки от торца шпинделя (пиноли), и был направлен к ее оси перпендикулярно образующей.
Затем суппорт перемещают в стороду второй оправки и, не изменяя положения индикато
ра, производя: проверку одно-высотности с первой оправкой.
Для определения наибольшего показания индикатора верхнюю часть суппорта (поперечные салазки) перемещают в поперечном направлении вперед и
назад.
Результат измерения у шпинделя передней бабки определяют как среднюю арифметическую двух измерений, после первого
измерения шпиндель поворачивают на 18СР.
1.4.
Параллельность перемещения задней бабки перемещению суппорта: а) в вертикальной плоскости;
б) в горизонтальной плоскости
2 3 4
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора двух указанных измерений
Суппорт I и заднюю бабду 4 устанавливают в крайнее ис-
ходное положение на направляющих станины (правое или ле-
вое)
Пинол:, з влвггают в заднюю Оабху 4 на 0, а хода. и зажима ют.
На сумлсрге I закрепляют
индикатор 2 так,чтобы его
а)
5)
40
25
25
л<э
74
-----------------/-----
Номер!
про-
верки
Ч!го проверяется
I
Схема проверки
Метод проверки Условия приемки
допуск, мкм фактическое отклонение , мкм
класс точности
н П
измерительный наконечник касался пиноли задней бабки 4 и был направлен к ее оси перпендикулярно образующей.
Суппорт I и заднюю бабку 4 перемещают одновременно (при этом расстояние между суппортом I и задней бабкой 4 должно быть постоянным) на всю длину хода задней бабки 4 с остановками для измерения не более чем через 0,3 длины хода.
Заднюю бабку 4 закрепляют.
Отклонение определяют как наибольшую алгебраическую разность показаний индикато-
' ра при первоначальном и по
следующем положениях бабки и
1.6. Осевое биение шпинделя передней бабки
I. 5. Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон
12 3
суппорта
На неподвижной части станка закрепляют индикатор I так, чтобы его измерительный наконечник касался проверяемой поверхности 2 и был
10, 7 5
направлен к ее оси перпендикулярно образую. 1.
Шпиндель приводят во вра-
Ерние (в рабочем направле-,нии).
Шпиндели при измерении г долмен сделать не менее двух оо
Отк-.оьение определ-лот как наибелыцую алгебрам скую ; разе DC л > по кг за: "л й индикаторе
В отверстие шпинделт I передней бабки вс таю;, л.. №37-j рольную оправку 2 с центровым , отверстием под шарик 4. На ; неподвижной части станка закрепляют индикатор 3 так, 1 чтобы его плоский измеритель-
! 5
е
ный наконечник касался шарика, вз-антенного в центровое отверстие оправки. Шпиндель i приводят во враср ни- (в рабочем направлении). При измерении шпиндель должен еде.
! Нё ".— ддух оборотов.
. . КЕ ' ™ .. Юл
I наибольшую алгебраическую ;раеность результатов измерений
75
Номе] проверю / %о проверяется Схема проверки Метод проверки Условия приемки
допуск, мкм фактическое отклонение, мкм
класс точности
Н П
1.7. Торцовое биение опорного буртика шпинделя передней бабки * На неподвижной части станка закрепляют индикатор I так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возмок-но большем расстоянии от центра и был перпендикулярен е нему! Шпиндель приводят во вращение (в рабочем направлении). Измерения производят в двух взаимно перпендикулярных плоскостях в диаметрально противоположных течках поочередно. При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении 16 10 г
1.8.
Радиальное биение конического отверстия шпинделя передней бабки: а) у торца;
б) на длине 200 мм
1.9.
Параллельность оси вращения шпинделя передней бабки про- д_ дельному перемещению суппорта: а) в вертикальной
плоскости;
б) в горизонтальной плоскости
В отверстие шпинделя I вставляют контрольную onpasiy 3 с цилиндрической измерительной поверхностью.
На неподвикной части станка закрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендгауляр-но образующей.
Шпиндель приводят во вращение (в рабочем направлении).
При каждом измерении шпиндель должен сделать не менее двух оборота.
Отклонение определяют как наибольшую алгебраичесЕую разность показаний индикатора в каждом его положении
В отверстие шпинделя I устанавливают контрольную оправку 3 с цилиндрической измерительной поверхностью.
На суппорте 4 (в резцедержателе) закрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпен-дикулярно образующей.
а) 10
б) 16
а) 16
б) 8
76
Номер проверки / Что проверяется Схема проверки Метод проверки • Условия приемки
допуск, ’факти-мкм ! ческое класс откло- точности ‘нение.
И П 1
1 - 1 Суппорт перемещают в продоль- 4
; ном направлении на длину хода | 200 мм.
। Измерения производят по j (двум диаметрально противопо- । .ложным образующим оправки '(при повороте шпинделя на i 180°).
Отклонение определяют как
;среднюю арифметическую результатов не менее чем двух изме- | {рений в каждой плоскости, каж-дый из которых определяют как ।
। наибольшую алгебраическую раз- । несть показаний индикатора при ( перемещении суппорта ;
I. Iu Параллельность про-: дольного перемещения верхних салазок суппорта оси враще-; ния шпинделя передней бабки в вертикальной плоскости
12 120 ?
1 В отверстие шпинделя I вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На верхних салазках суппорта 4 (в резцедержателе) закрепляют индика-।тор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Верхние салазки суппорта 4 перемещают вдоль оси шпинделя • I.
I Измерение производят не ме-1нее чем в трех поперечных се-(чениях оправки - крайних и ;среднем.
Для определения наибольшего показания индикатора 2 в каждом из положений суппорта 4 его верхнюю часть (поперечные салазки) перемещают в поперечном направлении вперед и назад.
Измерение производят по двум диаметрально противоположным образующим оправки 3(при» повороте шпинделя на 18(5°).
Отклонение определяют как среднюю арифметическую результатов двух измерений, каждый из которых определяется как наибольшая алгебраическая разность показаний индикатора 2 в указанных положениях салазок суппорта 4
16
25
:на длине 120 мм
4
77
Номер проверки / Что проверяется Схема проверки Метод проверки Условия приемки
допуск, мкм фактическое отклонение, мкм
класс точности
Н П
1.12. Параллельность перемещения пиноли продельному перемещению суппорта: л а) в вертикальной плоскости; б) в горизонтальной плоскости Ы. 2 3 1 Заднюю 6a6igr 4 устанавливают в положение, предусмотренное для проверки 1.3 с учетом обеспечения хода каретки на величину 5Омм; заднюю бабду 4 закрепляют. Пиноль 3 вдвигают в заднюю бабцу 4 и зажимают. На суппорте I, установленном рядом, укрепляют индикатор 2 так, чтобы его измерительный наконечник касался поверхности пиноли 3 и был направлен к ее оси перпендикулярно образующей. Пиноль 3 освобождают, выдвигают на 60 мм и снова зажимают. Суппорт I перемещают в продольном направлении в стороду передней бабки так, чтобы измерительный наконечник индикатора 2 снова коснулся образующей пинали 3 в той хе точке, что и при первоначальной установке. Отклонение в каждой из плоскостей определяют как наибольшую алгебраическую разность показаний индикатора 2 в двух указанных положениях пиноли 3 и суппорта I а) 10 (при £ конец может только б) 8 (при в конец может только резца) 10 ПИНО, от юг вве 6 HTTRfr' пина откл< в с женин ли 3 сняться женин ли 3 сняться городу
1.33. Параллельность оси конического отверстия пиноли задней бабки перемещению суппорта: а) в вертикальной плоскости; б) в горизонтальной плоскости 200 2 3 Заднюю бабду устанавливают в положение, предусмотренное дл проверки 1.3, и закрепляют. В отверстие пиноли 3 вставляют контрольную оправку I с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт 4 перемещают в продольном направлении на 200 мм. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора 2 в указанных положениях суппорта 4 я а) 20 (свобо; оправа OTKX0HJ ко вве] б) 20 (свобод оправа ОТКЛОН1 ко В 01 резца) 16 (ЯНЙ I I 1 ЛТЬСУ ж); 16 цный I11 ггьс; ropoi 2 конец «сжат I толь- конец южет толь-
78 -
Номер проверки
/
Что проверяется
Условия приемки
1.14.
Гочность кинематической цепи от лпинделя передней Забки до суппорта (ходового винта)
Схема проверки
Метод проверки
допуск, мкм
класс точности
Н П
фактическое отклонение,
мкм
Цепь передач настраивают 20 13
таким образом, чтобы за каждый на длине
оборот шпинделя производилось 50 мм
перемещение суппорта на длину, 44 25
близкую шагу ходового винта на длине
(как в проверке 2.3). 300 мм
Проверку производят с помощью приборов и средств, обеспечивающих непрерывную запись результатов измерения (или дискретную запись с количеством точек измерений не менее 4...6 на одном обороте ходового винта).
Накопленная погрешность определяется как разность между фактической и заданной длиной относительного перемещения суппорта в пределах заданной длины измерения на любом участке перемещения суппорта.
Примечание. При невозможности проведения проверки I.I4 проводится проверка 2.3 и 1.15
1.15.
Осевое биение
ходового винта
1 2
На неподвижной части станка укрепляют индикатор 2 так, чтобы его измерительный наконечник касался поверхности шарика 3, вставленного в центровое отверстие ходового винта I.
Ходовой винт приводят во
5
вращение.
Измерение производят поочередно при обоих направлениях вращения ходового винта (при соответствующих направлениях осевой нагрузки, создаваемой рабочим давлением между винтом и гайкой при продольном перемещении суппорта).
При измерении ходовой винт должен сделать не менее трех оборотов.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Примечание. Проверка I.15 не производится в случае осуществления проверки LI4
79 -
Номер проверки / Что проверяется Схема проверки
1.18. Параллельность перемещения резцовых салазок конусной линейки оси шпинделя передней бабки
Метод проверки Условия приемки
допуск, мкм класс точности фактическое отклонение , мкм
Н П
Линейка I устанавливается 100 100
на нулевую отметку шкалы. На на длине
салазки конусной линейки уста- хода ли-
навливается индикатор 3 так, чтобы его измерительный штифт касался оправки 2 по ее образующей. Суппорт перемещается вдоль станины. Погрешность определяют как разность средних арифметических результатов двух замеров в данной плоскости у торца шпинделя и на конце оправки нейки
2. Проверка станка в работе
2.1. Точность геомет- | На станке в патроне или в
рической формы ци- отверстии шпинделя закрепляют
линдрической по- 20 20 20. образец и производят обработку
верхности образца, его наружной цилиндрической
обработанного на х §. - <i поверхности (поясков шириной
станке, при закреп- 20 мм).
лении образца в Проверку постоянства диа-
отверстии шпинделя: 155 метра обработанной поверхности
а) постоянство диа- производят прибором для изме- а) 8 5
метра в поперечном рения диаметров валов.
сечении; Отклонение определяют как раз-
б) постоянство диа- ность диаметров обработанных б) 20 12
метра в любом сече- поверхностей: на длине
НИИ для проверки 2.1а - в любом 200 мм
сечении;
для проверки 2.16 - в любых
двух и более поперечных сече-
НИЯХ
2.2.
Плоскостность торговой поверхности образца,обработанного на станке
1 2 3
Образец диаметром 200 мм 16 10
закрепляют на станке в патро- на D= 200 мм
не или шпинделе, например, в (допускается
отверстии, и производят обра- только вогну-
бОТЦ/ торцовой поверхности. Проверку производят, не снимая образец со станка. Индикатор 2 укрепляют на суппорте 3 так, чтобы его измерительный наконечник касался проверяемой поверхности I и был перпендикулярен к ней. Верхнюю часть суппорта 3 перемещают в поперечном направлении на длину, равную или несколько большую 200 мм. Отклонение определяют как половину наибольшей алгебраической разности показаний индикатора гость)
80
Номер проверки . » Что проверяется Схема проверки Метод проверки Условия приемки
допуск, мкм фактическое отклонение, мкм
класс точности
Н П
2.3.
Точность шага резьбы у образца (образец цредваритель-но обработан)
§ в
1 —
ЗЮ
МО
Образец закрепляют в центрах станка, после чего нарезают трапецеидальную резьбу 40x310x6. Шаг резьбы примерно равен шагу ходового винта станка. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки.
По результатам измерений определяют накопленную погрешность шага резьбы - разность между фактическим и заданным расстоянием между любыми одноименными не соседними профилями витка резьбы в осевом сечении по линии, параллельной оси винта.
Примечание. Проверку 2.3 можно не проводить в случае проведения проверки I.14
25 20 на длине 50 мм
381 31 на длине 100 мм
501 36 на длине 300 мм
3. Проверка станка на жесткость
3.1.
Относительное перемещение под нагрузкой резцедержателя и оправки, установленной: а) в шпинделе передней бабки;
б) в пиноли задней бабки
В отверстие шпинделя I и пиноли 3 вставляют оправку 2. Устройства 5 для нагружающей силы закрепляют в левом пазу резцедержателя 4.
Все подвижные части суппорта, пиноль 3, заднюю бабку перед каждым испытанием перемещают и устанавливают в падяя-ныв положения, а шпиндель I поворачивают. При этом салазки суппорта подводят в положение проверки, перемещая их к линии центров станка. Допускается продольное (вдоль линии центров) смещение верхней части суппорта в пределах 0,2 длины хода.
160
200
100
ЕО
/3 <7
4=40 мм; Р=3200 Н;
Н=5 мм; Х=70 мм;
X =55 мм; 1=115 мм;
Ь=0,75-0,85 от РМЦ
Направление и точка приложения силы Р в плоскостях I-I и 11-11
Закрепление задней бабки и пиноли 3 в бабка, а также резцедержателя 4 производят без применения удлинителей к ключам и рукояткам, если это не предусмотрено руководством по эксплуатации станка. Между шпинделем (пинолью) и резцедержателем под углом 6СР к направлению поперечной подачи
- 81
Номер проверки г—Vх Что проверяется Схема проверки Метод проверки Условия приемки
допуск, мкм фактическое отклонение, мкм
класс точности
Н п
создают плавно возрастающую до заданного предела силу Р. Одновременно при помощи индикатора 6 измеряют (в плоскости действия силы) относительное перемещение резцедержателя и оправки в радиальном направлении, параллельном направлению подачи. За величину относительных перемещений принимают среднюю арифметическую результатов двух испытаний 1
4.6.2. Испытание станка на соответствие остальным техническим условиям и особым условиям поставки (при наличии последних)
Станок отвечает всем предъявленным к нему требованиям по ГОСТ 7599-81, ГОСТ 12.2.009-80.
4.6.3. Нормы шума
Что, проверяется Метод проверки Условия приемки Примечание
допустимые фактические
Средний уровень звука ьд, дБА (корректированный уровень звуковой мощности ЬрА, дБ А) В соответствии о техническими требованиями 82(99) • Проверяется каждый станок
4.6.4. Дополнительные сведения
4.6.5. Электрооборудование
Электрошкаф ’ 3W6 -МЫН Заводской номер f
Питающая сеть напряжение В ; род тока ; частота Гц
Цепь управления напряжение 7/ (7 . В ; род тока —
Местное освещение • напряжение В
Электрооборудование выполнено по:
Принципиальной Схеме соединений Схеме соедине-схеме___________। шкафа управления ний отанка
/'{71 Tfftri. / $s' 9 4
82
Электродвигатели
Обозначение по схеме
/
Назначение
Тип
Мощность, кВт
Номинальный ток, А
Ток. А
при холостом ходе станка при максимальной нагрузке станка
MI Привод главного движения 4АМ132М8/4^ хУ, 5/7.5
М2 Привод ускоренных перемещений 4АА63В4УЗ 1 А/
1Б Электродвигатель 11-25М 0.12,
насоса охлаждении
М4 Электродвигатель Комплектно со о,12
станции смазки станцией смазки С48-14!*|
Испытание повышенным напряжением промыпиен-ной частоты проведено..
Напряжение.
4.6.6. Общее заключение
Максимальное сопротивление изоляции проводов относительно земли
На основании осмотра и проведенных испытаний станок .признан годным к эксплуатации и поставке
Электродвигатель привода главного движения. мОм
Силовые цепи, мОм
Цепи управления, мОм
электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением U О и выше, не превышает 0,1 Ом. '
Дата выпуска
ПОДПИСЬ ЛИЦ, OTB6J венных за приемку
4.7. Свидетельство о консервации модель 7V подвергнут консервации
Станок токарно-винторез! заводской номер
согласно установленным требованиям.
Выводы. Электрооборудование выполнено в соответствии с установленными требованиями и выдержало испытание.
Дата консервации
Срок консервации
4.8. Свидетельство об упаковке
2^—ноИерЖ^
Станок токарю-модель qLjI) 1 класс точности упакован согласно установленным требованиям.
Дата упаковки
Гарантии распространяются на токарно-винторезные станки класса точн.Н и II мод. 16Б16П, 16Б16КП, 16Б16ИФ1,16Б16К11Ф1,16Б16,16Б16К, 16Г16,16Г16К. /гг
Модель Заводской №
Завод-изготовитель гарантирует соответствие станков вышеуказанных моделей установленным требованиям и обязуется в течение гарантийного срока работы станков безвозмездно заменять или ремонтировать вышедшие из строя станки при соблюдении потребителем условий эксплуатации станков,транспортиревания,хранения и упаковки.
Срок гарантии устанавливается IS месяцев.
Начало гарантийного срока исчисляется со дня пуска станка в эксплуатацию,но не позднее о месяцев для действующих и 9 месяцев для вновь строящихся предприятий с момента получения его на складе завода-изготовителя.
При поставке станка на экспорт завод-изготовитель гарантирует работу станка в течении 13 мес. со дня пуска станка в эксплуатацию,но не более 24 мес. с момента проследования через государственную границу СССР.
Срок гарантии при поставке станка на консигнацию или в демонстрационный зал исчисляется со дня его реализации.
- 83 -
Приложение х
МАТЕРИАЛЫ ПО ЗАПАСНЫМ ДЕТАЛЯМ
Перечень запасных деталей
Обозначение Наименование Количество Куда входит Материал Номер рисунка
16Б16П. 061.202 Гайка I Каретка Бронза Бр. 6ЦС5-5-5 ГОСТ 613-79 Рис. I
16Б16П. 061.056 Втулка I оси I Фартук Чугун СЧ 28-48 ГОСТ I4II2- Рис. 2
16Б16П. 061.057 Втулка I Фартук -79 Рис. 3
16Б16П. 061.221 Полугайка I оси I Фартук Бронза Бр. 0ЦС5-5-5 ГОСТ 613-79 Рис. 4
16Б16П. 080.201 Втулка I КОробка передач Бронза Бр. 0ЦС5-5-5 ГОСТ 613-79 Рис. 5
16Б16П. 080.411 Палец I Коробка передач Сталь 18ХГТ ГОСТ 4543-71 Рис. 6
, I. Неуказанные предельные отклонения размеров; отверстий HI4, валов hI4, остальных .
2
2. Резьбу С изготовить по 3 классу точности.
3. Торцовое биение резьбовой поверхности А. измеренное по торцу навернутой гайки на диаметре 35 мм. относительно оси поверхности В не более 0,02 мм.
4. Заходную часть резьбы С толщиной менее
I мм удалить
Рис.1. Гайка
64
/
I. Отливка 2 класса, группы "б".
2. Вщ отливки - легкая.
3. НВ 180...220 на расстоянии 10 ш от поверхности диаметра заготовки.
4. Термическая обработка заготовки:
а) нагрев при t = 875... 900 °C с выдержкой 20.. .30 мин;
б) изотермическая закалка t= 550... ...580 °C в течении 3 ч;
в) НВ 20о. ..250 - 100%-ный контроль;
г) микротвердость металлической основы 3800... 4500 Ц/мм.
Продукты изотермического превращения аустенита с более высокой микротвердостью должны отсутствовать;
д) контроль микроструктуры и микротвердости 5 % от партии.
5. Неуказанные предельные отклонения размеров: отверстий HI4, валов Ы4, остальных ± ; —
2
Рис. 2. Втулка: а - 2 отв.
М6-7Н; 6-2 фаски 1x4^
I. Отливка 2 класса, группы "б".
2. Вид отливки - легкая.
3. НВ 180...220 на расстоянии 10 мм от поверхности диаметра заготовки.
4. Термическая обработка заготовки:
а) нагрев при t = 875... 900 °C с выдержкой 20.. .30 мин;
б) изотермическая закалка t= 550...580 °C в течение 3 ч;
в) НВ 200... 250 - 100 %-ный контроль;
г) микротвердость металлической основы 3800...450с 4 мм.
Продукты изотермического превращения аус тенита с более высокой микротвердостью должны отсутствовать;
д) контроль микроструктуры и микротвердости 5 % от партии.
5. Неуказанные предельные отклонения размеров отверстий HI4, валов Ы4, остальных
± ITI4
2
Рис.З. Втулка:
а - 2 отв. 1I6-7H; 6-2 фаски’ 1x45°
85
I. Неуказанные предельные отклонения размеров: отверстий HI4, валов Ы4, остальных
+ ITI4
2
2. Профиль резьбы выполнять с припуском под подрезку метчиком в собранном фартуке. Накопленная ошибка винтовой линии метчика: на длине 50 мм не более 0,005 мм;
'на длине 150 мм не белее 0,008 мм;
3. Заходную часть резьбы F толщиной менее
I мм удалить.
Отверстия С сверлить в центре впадины резьбы F между вэорым и третьим витком от торцов
* Размеры для справок
Рис. 4. Пслугайка:
а - 2 фаски 1x4^; б - резьба однозаход-
ная трапецеидальная правая
Неуказанные предельные отклрнения размеров отверстий HI4, валов h 14, остальных
ITI4
2
Рис. 5. Втулка:
а - 2 фаски 1x4^; б - 46x28x340 SX
ГОСТ 1139-80
I. Поверхность В цементировать h 0,65... ...0,85; HRC 56...60.
2. Неуказанные предельные отклонения размеров: отверстий HI4, валов h!4, остальных
2
3. Отклонение поверхности F от общей прилегающей плоскости не более 0,01 мм.
4. Непараллельное ть поверхностей F и D не более 0,02 мм.
5. Деталь проверить на отсутствие микротрещин
Рис. 6. Палец
86
СБОРОЧНЫЕ ЕДИНИЦЫ ПО ОСОБОМУ ЗАКАЗУ
Резцедержатель задний
Задний резцедержатель может быть использован для совместной работы с жестким упором, барабаном упоров, быстросменным резцедержателем.
Предназначен для совместной работы о передним резцедержателем при обработке деталей о канавками, реками, подрезанными торцами и т.п.
Барабан упоров
Прйдназпячен для мелкосерийного и серийного производства деталей оо ступенчатыми наружными и внутренними поверхностями без отсчета продольных переме-
Дияметр обрабатываемых изделий.
мм: наибольший ................... 180
наименьший ................... Не ограничен
Наибольшие размеры державки резца, мм................................. 25x25
Количество устанавливаемых резцов . I
Корпус.заднего резцедержателя 2 (рис. I) устанавливается на основании 3, закрепляемом на поперечной ползушке I оуппорта за линией центров.
щений суппорта.
Техническая хйрсдтвшстш.
Наибольшая глубина обрабатываемой поверхности, мм ........................ Ю0
Наибольшее количество обрабатываемых поверхностей ......................... 5
Точность останова каретки, мм ........ 0,05
Количество комплектов упоров .......... 10
Рис. I. Резцедержатель задний
При обработке деталей размером менее 40 мм основание 3 может быть переставлено ближе к линии центров на 65 мм.
Резцедержатель 2 по Т-образным пазам основания 3 может перемещаться параллельно линии центров на 130 мм.
В резцедержателе 2 может быть установлен прямой или перевернутый резец, что обеспечивает работу как на прямом, так и на обратном вращении шпинделя.
Настройку на работу с задним резцедержателем целесообразно производить по готовой детали или по шаблону.
В случае получения заднего резцедержателя отдельно от станка, следует присверлить его, выставив основание 3 по контуру поперечной ползушки I.
Барабан упоров устанавливается и крепится двумя винтами на переднем* левом протекторе каретки 5 (рис. 2).
Барабан вращается вручную и имеет шесть фиксируемых позиций.
Настройку барабана упоров следует начинать с подбора упоров подходящих размеров.
Длина обработки составляется из разности длин соседних упоров.
Началом отсчета служит нерегулируемый упор 4, длина которого равна 10 мм. Все остальные входящие в комплект упоры отличаются друг от друга по джине на 10 мм.
Более тонкая регулировка осуществляется винтами I.
87
Рис. 2. Барабан упоров
Окончательная регулировка положения ступеней производится по лимбу жесткого упора 3 с точностью до 0,02 мм.
При работе необходимо поворотом барабана совместить упоры 2, 3 и отвести каретку в исходное положение.
2 процессе обработки в момент соприкосновения торцов упоров 2 и 3 срабатывает механизм отключения фартука. При этом продольная подача прекращается.
После этого следует поднять защелку фартука и отвести каретку в исходное положение.
Барабан упоров может быть использован для совместной работы с задним резцедержателем, конусной линейкой или быстросменным резцедержателем.
резцедержатель быстросменный
Применяется в мелкосерийном и серийном производстве деталей из труднообрабатываемых материалов, а также деталей сложной конфигурации.
Размеры конусов Морзе, устанавливаемых в державке концевого инструмента ........ I, 2, 3,
4
Быстросменный резцедержатель устанавливается на ползушке 6 (рис. 3) верхнего суппорта вместо четырехпозиционного резцедержателя и закрепляется винтами 7.
На зубья корпуса 2 резцедержателя устанавливаются сменные резцедержатели 8 или державки 5 концевого инструмента, которые регулируются по высоте винтом I и закрепляются эксцентриковым зажимом 3 с помощью рукоятки 4.
Установку инструмента в резцедержателе 8 и в державке 5 целесообразно производить вне станка на специальном приборе.
Положение резцедержателя может быть зафиксировано через каждые 10°.
Быстросменный резцедержатель может работать совместно с задним резцедержателем, жестким упором, барабаном упоров и другими приспособлениями.
Количество резцедержателей 8, державок 5 и переходных втулок оговаривается в заказ-наряде.
Количество устанавливаемого инструмента . I Наибольшие размеры державки резца, мм .. 25x25 Угол поворота резцедержателя, град:
наибольший ......................... 360
наименьший ......................... 10
Точность установки резцедержателя, мм ... 0,008 Диаметр расточки державки концевого инструмента, мм ......................... 42Н7
88
Рис. 3. Резцедержатель быстросменный
Техническая уаоак^еодстика,
Наибольший диаметр обрабатываемых изделий, мм ...................... 180
Наибольшая Длина точения, мм ...... 300
Наибольший угол поворота линейки, град ............................ ±10
Размер устанавливаемого резца, мм . 25x25x140
Конусная линейка устанавливается на место снятого оо станка верхнего поворотного суппорта и крепится гайками 9 (рис. 4).
Перед закреплением на станке конусную линейку следует установить так, чтобы опорная линейка 7 была параллельна направляющим станины в пределах 2 мм на ее длине.
На передней полке станины 10 устанавливается и закрепляется винтами 13 кронштейн 12, который тягой 5 и штырем II соединяется с опорной линейкой 7.
Настройку конусной линейки на необходимый угол точения производите в следующем порядке:
перемещая каретку вдоль направляющих, совместите ось суппорта 3 конусной линейки с осью поворота I линейки 4;
открепите две гайки 8 крепления поворотной линейки к опорной линейке 7 и винтом 6 установите линейку 4 на необходимый угол, отсчитывая его по шкалам на концах опорной линейки в градусах или единицах конусности. Закрепите гайки 8;
в резцедержатель установите резец и закрепите его гайкой 2;
начало обработки отрегулируйте смещением кронштейна 12 или изменением длины тяги 5.
Перед началом работы конуоную линейку необходимо смазать маслом индустриальным И-20А ГОСТ 20799-75.
Конусная линейка может быть использована для совместной работы с задним резцедержателем, жестким упором, барабаном упоров.
89
Рис. У. Линейка конусная (см. сгр. 92)
Рис. Ч. Окончание
L
ЛИНЫлА КОНУСНАЯ
Предназначена для расширения технологических возможностей станка и повышения производительности труда за счет сокращения машинного времени при обработке деталей с коническими поверхностями и резьбами.
Техническая характеристика
Наибольший диаметр обрабатываемых
изделий,мм - IbO
наибольшая длина точения,мм - 300
Наибольший угол поворота линейки, град. - +Ю
Размер устанавливаемого резца,мм - 2bx2bxI40
Коцусная линейка устанавливается и закрепляется на поперечной ползушке 1о суппорта за линией центров.
Резцедержатель 16 может быть установлен для прямого или перевернутого резца,что обеспечивает работу как на прямом,так и на обратном враше'-ии шпинделя.
в nt получения линейки конусной отдельно от с танка, следует просверлить его,выдержав размером 108мм от конца суппорта,выставить основание по контуру поперечной ползушки 18 болтами 17(МЮх25), обеспечить параллельность бруса 7 направляющим Ю,непараллельность не более 0,03мм на длине 300мм,пор"е чего штифтевать штифтами коническими 18(8x30).
На задней полке станины 10 устанавливается и закрепляется винтами 13 и планка 14, кронштейн 12, который тягой 8 и штырем II соединяется брусом 7.
Настройку конусной линейки на необходимый угол точения производить в следующем порядке:
- открепите две гайки 8, закрепляющие поворотьую линейцу 4, с бруса 7 и винтом 6, установите линейку на необходимый угол, отсчитывая его по шкалам на концах опорной линейки в градусах, закрепите гайкой 8;
- в резцедержателе установите резец и закрепите его винтами 2;
- начало обработки отрегулируйте смещением кронштейна 12.
Перед началом работы конусную линейку необходимо смазать маслом индустриальным И-20А ГОСТ 20799-78.
СВщцЬНИЯ
о содержании драгоценных материалов станка модели 16Б16КП
* п/п Наименование и тип изделия h-во изд. на I ст-к Ларка драг, металле Чистый вес драг.мет. на <шт. изд.в г. Чистый вес ча изделие всего в г. Прим.
I. диод Д223 2 Золото 0,0007296 0,0014592 Входят
2. Диод д226В 6 0,0011063 J,0088664 в шкаф управ-
3. Тиристор КУ101Г I 0,0005162 0,0005162 ления ЦОС— 5906
4. Транзистор КТЬОВБ I j ,02Ю0о54 O.C2I00854
5. Стабилитрон Д614Г I J,0008044 0,0008044
6. Стабилитрон KC-I33A I __ _ J.00I00I9 0,0010019
Всего Золото О,033606о4
7. Автомат.выключат®льАщ-2046-Ig I Ср999,$ 2,93 2,93 Входят
8. Тепловое реле РГЛ100404 2 0,278 0,556
9. Тепловое реле FTJII0I604 2 0,363 0,726
10. Магнитный пускатель 116—III 3 _и_п_ 2,35а 7,074 управления и10С—
II. Магнитный цускатель ilifc-211 2 9,389 18,778
12. Реле РП21-003 6 0,61403 4,86410
13. Реле времени РВП-72-3121 I _п_ и__ 2,1034 2,1034 5906
14. Конденсатор К50-6-50 I 0,000557 0,000557
15. Переключатель ПКУЗ-11 2 0,6301 1,2602
16. Плавкая вставка ПДЦ1-4 3 0.00042 0,00126
17. Плавкая вставка ПЦЦ1-2 4 . и н 0,00042 0,00166
16. Выключатель ЫК2010 I _ т»__ И_ 0,5477 0,5477
19. Выключатель ШК-2Ш 2 0,5477 1,0954
20. Кнопка КЕ-1Ы I 0,2551 0.2551
21. Кнопка Рл-191 I 0,2551 0,2551
22. Колодка ШР20П4ЭГ8Н I _П_Н_ С,1736о 0,17368
Вс.® го Зр999,9 40,642287