/





































































Теги: станки токарные станки
Год: 1993
Похожие




Текст
АКЦИОНЕРНОЕ ОБЩЕСТВО «АСТРАХАНСКИЙ
СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
ОКП 38 1163 5100
СТАНКИ ТОКАРНО-ВИНТОРЕЗНЫЕ
МОДЕЛИ 16В20, 1В62Г
РУКОВОДСТВО
ПО ЭКСПЛУАТАЦИИ 1В62Г.ОО.ОООРЭЗ
Внимание!_______________________________
Руководство по эксплуатации к изделию не отражает незначительных конструктивных изменений в изделии, внесенных изготовителем после подписания к выпуску в свет данного Руководства, а также изменений по комплектующим изделиям и документации, поступающей с ними.
1993
1. ВВЕДЕНИЕ
Настоящее Руководство предназначается для токарей, наладчиков, ремонтников и другого обслуживающего персонала, прошедшего специальную подготовку по техническому использованию, ремонту и обслуживанию токарно-винторезных станков, а также ИТР, занятых разработкой технологических процессов и нормированием труда.
Его задача —- оказать помощь в освоении и правильной эксплуатации станка, а также содействовать его наилучшему использованию.
В Руководстве освещаются вопросы по установке, пуску, использованию и техническому обслуживанию станка, а также содержатся сведения о конструктивном исполнении, знание которых необходимо для рационального использования станка в работе.
ПРОСЬБА СТРОГО ПРИДЕРЖИВАТЬСЯ ПРЕДПИСАНИЙ И РЕКОМЕНДАЦИЙ, ИЗЛОЖЕННЫХ В РУКОВОДСТВЕ.
Соблюдение указанных правил технического обслуживания позволит предотвратить преждевременный износ и поломку станка и, следовательно, сохранить его работоспособность и первоначальную точность.
Следует помнить, что в процессе технического совершенствования в конструкцию станка могут быть внесены некоторые изменения. Поэтому при заказе запасных частей необходимо обязательно указать модель и заводской номер станка
(указаны в табличке, закрепленной на лицевой стороне передней бабки станка), а также порядковый номер рисунка, наименование узла и указанные на рисунке порядковые номера (позиции) деталей (например, станок 1В62Г зав. № 0063-89, рис. 21, суппорт, детали 6 и 8).
На рисунках выносками обозначены только те детали, изготовление или восстановление которых вне заводских условий затруднительно, а их некачественное изготовление отрицательно скажется на эксплуатационных качествах станка. Все другие детали (неответственные про-> ставки, втулки, щитки и т.п., а также крепежные изделия) на рисунках не обозначены, так как они могут быть изготовлены на месте.
Комплектующие изделия (подшипники, электроаппаратуру, уплотнительные манжеты и т.п.) следует приобретать (заказывать) согласно типу (номеру), нанесенному непосредственно на изделие. Только при отсутствии такой маркировки на изделии тип и номер следует устанавливать по схемам и таблицам данного Руководства.
В связи с тем, что станок может использоваться в работе на различных операциях для обработки разных материалов, в Руководстве невозможно дать все рекомендации, вытекающие из специфики выполнения конкретных работ.
В этих случаях за получением дополнительной консультации по вопросам использования, эксплуатации, обслуживания и ремонта станка следует обратиться по адресу:
416602 г. Астрахань, ул. Латышева, 7, АО «Астраханский станкостроительный завод»
Для телеграмм: 416602 АСТРАХАНЬ СТАНОК
Телетайп: 254210 СТАНОК
Телефон: 5-77-19
3
2. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ
2.1. Назначение и область применения
Токарно-винторезные станки моделей 1В62Г и 16В20 (рис. 1) относятся к универсальном технологическому металлорежущему оборудованию, используемому преимущественно на ремонтных или других металлообрабатывающих v „льскохозяйствеииых предприятиях.
Применяются для токарной обработки наружных и внутренних поверхностей деталей типа тел
вращения, разнообразного осевого профиля, а также для нарезания левых и правых резбь; метрических, дюймовых, модульных и питчевых.
Станки предназначены для нужд предприятий &&г:рсмы пз денного комплекса и других, отраслей народного хозяйства.
Климатическое исполнение — УХЛ4 по ГОСТ 15150—69/ДУ7Я эксплуатации во всех климатических районах стран ближнего Зарубежья в закрытых отапливаемых , (охлаждаемых) и вентилируемых протьоа-ственныя помещениях)
* »•5
Рис. I. Общий вид станка
2.2. Сведения об эксплуатации
Дата ввода станка в эксплуатацию Инвентарный номер № __________________________
Наименование предприятия-потребителя
Движение у потребителя (табл. 1)
Таблица 1
» Сроки эксплуатации Наименование цехов (производственных подразделений), где установлен станок
Ввод в работу (месяц, год)
Прекращение работы (месяц, год)
4
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
3.1. Технические характеристики
Таблица 2
Величина
Наименование параметра 16В20 1В62Г
1. КодОКП 38 1163 5113 38 1163 5111
2. Класс точности станка по ГОСТ 8—82Е 3. Основные размеры 3.1. Наибольший диаметр обрабатываемой заготовки, мм. не менее: Н
над станиной 445
надсуппортом 220
над выемкой в станине - 620
3.2. Наибольшая длина обрабатываемой заготовки, мм, не менее 1000
3.3. Конец шпинделя фланцевый (условный размер) по ГОСТ 12593—72 6
3.4. Центр в шпинделе с конусом Морзе по ГОСТ 13214—79 7032-0043 (Мб)
3.5. Диаметр цилиндрического отверстия в шпинделе, мм, не менее 54
3.6. Высота устанавливаемого резца, мм, не менее 4. Дополнительные размеры и параметры 25
4.1. Центр в пиноли с конусом Морзе по ГОСТ 13214—79 4.2. Наибольшая длина перемещения, мм, не менее: 7032-0039 (М5)
каретки 900
нижнего су п порта 280
верхнего суппорта 130
ПИНОЛИ 150
задней бабки (поперечное смещение) ±15
4.3. Наибольший угол поворота верхнего суппорта, град, не менее 4.4 Цена деления шкалы отсчета перемещений, мм: +90
каретки (по нон нусу) 0,1
нижнего суппорта (удвоенное перемещение, т.е. изменение диаметра обработки) 0,05
верхнего суппорта 0,05
пиноли 45. Цена деления шкалы поворота верхнего суппорта, град 5,0 f
4.6. Пределы частот вращения шпинделя, об/мин 4.7. Пределы подач, получаемые при основном наборе сменных колес, мм/об: 12,5—1700 10—1400
продольных 0,036- -22,4
поперечных 4.8. Пределы параметров резьб, получаемых при основном наборе сменных колес без их перестановки, не менее: 0,018- -11,2
метрических, мм 0,5- -224
модульных, модули 0,5- -224
дюймовых, число ниток на один дюйм 77—0,125
? И питчевых, питчи 4.9. Скорость быстрого перемещения суппорта, м/мин, не менее: 77—0.125
продольного 4,0
поперечного 1S 4.10. Габарит станка, мм, не более: 2,0
? длина 2800
j ширина 1190
1 высота 4.11. Масса станка без комплектов и съемных приспособлений, поставля- 1450
емых за отдельную плату, кг^щболе^^ 2^70
5
3.2. Основные базовые и присоединительные размеры
Основные базовые и присоединительные размеры указаны на рис. 2, 3 и 4.
Е> Морзе 6
Морзе 6
Рис. 2. Шпиндель
Рис. 3. Профиль и размеры направляющих станины
6
3.3. Механика главного движения и подач
Основные данные и параметры механизма Главного движения указаны в табл. 3, а механизма подачи при точении — в табл. 4, при нарезании резьб — в табл. 4А.
Г Кинематическая цепь подач станка обеспечивает возможность увеличения числа величин шодач и параметров резьб с расширением, ука
занных в табл. 4 и 4А, и их диапазонов за счет применения других комбинаций сменных зубчатых колес в соответствии с указаниями раздела 12, а также табл. 5.
Сведения о механике главного движения и подач указаны также в подразделах 7.2, 7.3, 12.!, 12.2 и 12.3.
3.4. Характеристика электроприводов
В электроприводах станка применены асинхронные электродвигатели основного исполнения С короткозамкнутым ротором, предназначенные для работы от сети переменного тока промышленной частоты.
Мощность электродвигателя главного приво
да — 7,5 кВт. Суммарная мощность электродвигателей станка — 8,375 кВт.
Сведения об электроприводах ставка и характеристиках питающих их электрических цепей приведены в разделах 8 и 16, а органы управления электроприводами и способы пользования ими описаны в подразделе 7.1 настоящего Руководства.
3.5. Сведения о содержании драгоценных материалов и цветных металлов
Контакты электроаппаратов (магнитных пускателей, выключателей, кнопок) изготовлены из серебросодержащих материалов. Кроме того, не-I которые детали станка и покупных изделий, вхо
дящих в его состав, изготовлены из цветных металлов и их сплавов.
Перечень указанных составных частей станка, их количество и содержание драгоценных и цветных металлов приведены в приложениях 1 и 2.
7
QO
Таблица 3
Положение рукояток Частота вращения шпинделя, об/мин Наиболь-ший допустимый крутящий момент на шпинделе при ПрЯ’ хмом вращении, Н*м Мощность на шпинделе, кВт Коэффициент полезного действия станка Наиболее слабое звено (поз. по схеме на рис. 9)
% |-д при прямом вращении при обратном вращении ПО приводу по наиболее слабому звену при прямом вращении
Поз. 2 (рис.8) Поз. 7 (рис.8) 1В62Г 16В2О 1В62Г 16В20 1В62Г 16В20
2 10 12,5 16 20 1200 5,9 1,2 1,5 0,79 Зубчатые колеса 16 и 21
1 12,5 16 1,5 2,0
4 16 20 25 32 2,0 2,5
3 20 25 2,5 3,1
6 25 31,5 40 50 3,1 3,9
5 31,5 40 3,9 4,9
2 1, 40 50 63 80 1200 4,9 5,9
1 50 63 1200 5,9
4 63 80 100 125 % 994
3 80 100 787
6 100 125 160 200 625
5 125 160 501
2 160 200 250 315 385 6,4 6,4 0,85 Зубчатое колесо 12
1 200 250 312
4 250 315 400 500 250 Зубчатое колесо 11
3 315 400 195
6 400 500 630 800 152 Зубчатое колесо 12
5 500 630 125
2 450 530 710 900 145 Зубчатое колесо 13
1 560 670 123
4 710 850 1120 1400 95 Зубчатое колесо 11
3 900 1060 78
6 1120 1320 1800 2240 55 Зубчатое колесо 13
5 1400 1700 . 47
Положение сменных зубчатых колес (рис. 9) Положение рукояток передней бабки (рис. 8) Модель Диапазон частот вращения шпинделя, об/мин Величины продольных подач, мм/об (величина поперечной подачи равна половине продольной) при положениях рукояток коробки подач
X 7/ п IE А В С D
х а. I-
И -- L- N
V
поз.З поз./ / // III IV I И III IV I II III IV I II III IV
К L — X — = L N _40 86 “ 86 * 64 V 1В62Г 450—1400 0,036 0.044 0,055 0,065 0,073 0.091 0,109 0.127 0,145 0,182 0,218 0,255 0,291 0.364 0,436 0,509
16В20 530—1700
0 Все положения 1В62Г 10—1400 0,05 0.06 0 075 0,09 0,1 0,125 0,15 0,175 0,2 0,25 0,3 0,35 0,4 0,5 0.6 0.7
16В20 12,5—1700
1В62Г 160—500 0,1 0,125 0,15 0,175 0.2 0,25 0,3с 0.35 0,4 0,5... 0,6 0,7 0,8 1,0 1,2 1,4
16В20 : 200—630
1В62Г 40—125 0,4 0,5 0,6 0.7 0,8 1.0 1,2 1,4 1.6 2 2,4 2,8 3,2 4,0 4,8 5,6
I6B20 50—160
1В62Г 10—31,5 1.6 2 2,4 2,3 3,2 4,0 4,8 5,6 6,4 8,0 9.6 11.2 12,8 16 19.2 22,4
16В20 12,5—40
К м — х — = L N 36 60 = —х — 86 73 X 1В62Г 450—1400 0,02 0,024 0,03 0,036 0.04 0,05 0.06 0,07 0.08 0,1 0,12 0.14 0,16 0,2 0,24 0,28
16В20 530—1 700
Все положения 1В62Г 10—1400 0,028 0,023 0,041 0,05 0,055 0,069 0.083 0,096 0,11 0,138 0,165 0,193 0,22 0,275 0,33 0,385
16В20 12,5—1700
1В62Г 160—500 0,055 0.069 0.083 0.096 0,11 0,138 0,165 0.193 0,22 0,275 0,33 0,385 0,44 0,55 0,66 0,77
16В20 200—630
d р 1В62Г 40—125 0,22 0,275 0,33 * 0,385 0,44 0,55 0,66 0,77 0,88 1.1 1,32 1,54 1,76 2,2 2,64 3,08
16В20 50—160
1В62Г 10—31,5 0.88 1.1 1,32 1,54 1,76 2,2 2,64 3,08 3.52 4,4 5,28 6,16 7,04 8,8 10,56 12,32
16В20 12,5—40
о
Таблица 4А
Положение сменных зубчатых колес (рис. 9) Положение рукояток передней бабки (рис.8) Диапазон частот вращения шпинделя, об/мин Параметры нарезаемых резьб при положениях рукояток коробки подач
о ОпЕ А В С D
м
L_^ у ег
у поз. 3 поз. 1 I II III IV / II III IV 1 II III IV I II III IV
7V Л о
При нарезании метрической резьбы К £_ 40 86 L № 86 64 При нарезании модульной резьбы КМ 60 86 — X = X L N 73 36 Все положения 1В62Г 16В20 10—1400 12,5—1700 0,5 0,625 0,75 0,875 1 1,25 1,5 _j, 1.75 2 2,5 3 3,5 4 5 6 1
^3 1В62Г 16В20 160—500 200—630 1 1,25 1,5 1,75 2 2,5 ( 3 3,5 4 5 6 7 8 10 12 14
1В62Г I6B20 40—125 50—160 4 5 6 7 8 10 12 14 16 20 24 28 32 40 48 56
1В62Г 16В20 10—31,5 12,5—40 16 20 24 28 32 40 48 56 64 80 96 112 128 160 192 224
При нарезании дюймовой резьбы К L 40 86 — X — — X — L N 86 64 При нарезании пигчевой резьбы К М 86. L * № 73 Х 36 ^2) 1В62Г 16В20 450—1400 530—1700 44 55 66 77 22 27,5 33 38,5 И 13,75 16,5 19.25 5,5 8,25
q Все положения 1В62Г 16В20 10—1400 12.5—1700 32 40 48 56 16 20 24 28 8 10 12 14 4 5 6 7
q С\^ 1В62Г 16В20 160—500 200—630 16 20 24 28 8 10 12 14 4 5 6 7 2 2,5 3 3,5
1В62Г 16В20 40—125 50—160 4 5 6 7 2 2.5 3 3,5 1 1,25 1.5 1.75 0.5 0.625 0,75 0,875
1В62Г 16В20 10—32 12,5—40 1 1,25 1,5 1,75 0,5 0,625 0,75 0,875 0.25 0,375 0.125
Таблица 5
Наименование нарезаемой резьбы Метрическая, мм Модальна.? модули Дюймовая, нитки на один дюйм
Параметры нарезаемой резьбы 4,5 5,5 2.25 2,75 4,5 5,5 9 11 18 22 ....... 36 27 18 13 11,5 11 9 4.5
Величина параметра резьбы, на нарезание которой необходимо настроить станок согласно табл. 4А 5 2,5 5 10 20 40 32 16 8'
Применяемые сменные колеса (рис. 9) К 36 44 60 66 60 66 60 66 60 66 60 40 60 40 40 40 40 -40 40
L 86 86 73 73 73 73 73 73 73 73 73 86 73 101 86 86 86 101 101
М 86 86 86 86 86 86 86 ,86 86
N 64 64 40 36 40 36 40 36 <10 36 40 54 57 36 52 46 44 36 36
4. КОМПЛЕКТНОСТЬ
Таблица 6
Обозначение Наименование Кол-во на станок Примечание
1В62Г 16В20
1Б62Г.ОО.ООО 1В62Г.81 72 1В62Г.81.73 1В62Г.81.74 1В62Г.81.75 1В62Г.81.76 1В62Г.81.77 1В62Г.81.81 1В62Г.81.82 1В62Г.81.84А 1В62Г.83.440 16Б2ОП.130.405 УГ9214.320000.018 1А62.126 8М-130-013 УГ9210.320000.000 УГ9210.321000.000 УГ9210.322000.000 Станок в сборе ВХОДЯТ В КОМПЛЕКТ И СТ Сменные час Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Зубчатое колесо Инструмеш Ключ Ключ Ключ Ключ Ключи ГОСТ 2839—80 781J-0004HC1 Хим. Оке. прм. 7811-0022НС1 Хим. Оке. прм. 7811-0023НС1 Хим. Оке. прм. Ключи ГОСТ 11737—74Е 7812-0374 40Х Хим. Оке. прм. 7812-0377 40Х Хим. Оке. прм. 7812-0378 40Х Хим. Оке. прм. 7812-0381 40Х Хим. Оке. прм. Ключ Отвертка 7810-0941 ГОСТ 17199—88Е Масленка МЖС ШМА И.300593.001 ТУ Принадлежнос Блок инструментальный Блок инструментальный Блок инструментальный 1 1 1 - ОИМОСТЬ СТАЯ tnu • 1 Г г 1 ж 1 1 1 1 1 1 и 1 1 1” 1 1 1 1 ж» 1 I 1 1 1 - 1 1 1 ти 4*‘ Г* ж» 1 — КА z = 40 2 » 64 Z = 73 z = 86 z = 36 Z = 44 2 =. 57 z - 60 а » 101 К электрошкафу Специальный к задней бабке и коробке передач К резцедержателю К резцедержателю Ключи гаечные двусторонние: 5 10x12 5 14x17 5 17x19’ Торцовые для винтов с углубленным шестигранником: 5 5 к расточной оправке 58 510 514 для крепления мостика Для круглых шлицевых гаек D = 105—140 мм Для крепления резцов Для крепления расточной оправки Для крепления концевого инструмента
т 1
Окончание табл. 6
Обозначение Наименование Кол-во на станок Примечание
1В62Г 16В20
УГ9210.324000.000 1В62Г.24.299 1 А62Г.23.16] 1 А62Г.23.162А 1В62Г.30.902 1 В62Г.00.000РЭЗ ПОСТ 1В62Г.96.000-01 1В62Г.ПЗА.000 16В20.43.000 1В62Г.44.000 1В62Г.47.04 1В62Г.48.000 1В62Г.48.002 1В62Г.55А.04 1В62Г.90.03 Оправка Втулки ГОСТ. 13598—85 6100-0204 6100-0206 6100-0207 Оправка 6039-0010 ГОСТ 2682—86 Патрон 13-В16 ГОСТ 8522—79 Центр А1-5-Н ГОСТ 8742—75 Центры ГОСТ 13214—79 7032-0035 7032-0043 Запасные час Накладка Диск Диск Другие части станка, демонтир Накладка Патрон 7100-0035 ГОСТ 2675—80 Рукоятка 7061-0430 А31.0Ю5.01—89 Документ ь Руководство по эксплуатации АВЛЯЮТСЯ ПО ТРЕБОВАНИЮ ЗАКА Запасные час Винт B.M16-6gx50.33H .35.05 ГОСТ 1486—84 Сменные час Комплект сменных зубчатых колес Принадлежнос Линейка конусная Люнет неподвижный Люнет подвижный Планшайба Комплект приспособлений для установки инструмента Резцедержатель Упор продольного перемещения Патрон поводковый Патрон 7100-0039 ГОСТ 2675—80 Патрон 7ЮЗ-0012 ГОСТ 3890—82 Документы Эксплуатационная документация принадлежностей 1* *• 1 1 1 1 1 1 1 1 1 щи 1 13 15 уемые перед упак< 1 1 1 t 1 34 И КА ЗА ОТД! ти 8 ти 1 'ти 1 1 1 1 | - 1 1” 1 1 1 1 1 комплект Для растачивания отверстий и обработки деталей О свыше 220 мм Переходные для инструмента С коническим хвостовиком: Морзе 4/2 Морзе 5/3 Морзе 5/4 Для крепления сверлильного патрона Сверлильный, до D = 13 мм Вращающийся Упорные: Морзе 5 Морзе 6 закон Резиновый коврик на заднюю бабку 3-кулачковый самоцентрирую-щий, D « 250 мм Поперечного перемещения суппорта ЛЬНУЮ ПЛАТУ Только для станков, поставляемых с 4-позиционным резцедержателем 5 шт. Числа зубьев z 46; 48; 52; 54 и 66 D “ 30—160 мм D = 20—80 мм О = 500 мм Для продольного точения деталей D свыше 220 мм на станках с 4-позиционным резцедержателем Для продольного точения деталей D свыше 220 мм D = 315 мм 3-кулачковый самоцентрирую-щий, D 315 мм 4-кулачковый, D =315 мм
* Колеса зубчатые, установлены на станке.
*• Изделия поставляются вместе со станком, укомплектованным двухпозиционным резцедержателем.
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
5.1. Требования к обслуживающему персоналу
Лица, ответственные за травмо- и пожаробезопасность станка при хранении, и персонал, допущенный в установленном на предприятии порядке к его транспортированию, установке на месте эксплуатации, к работе на станке, ремонту или обслуживанию, обязаны:
иметь соответствующую квалификацию и разрешение органов здравоохранения на выполнение данного вида работы;
получить инструктаж по технике безопасности в соответствии с
_чцими на предприятии и учитывающие г-,
тать » со&людатб со-
ответствующие требования типовых инструкций по охране труда (npuwafre+ttt&ig JJrp-куунтаиии аналогичных .с’к/и настоящего Руководства;
ознакомиться с соответствующими функциональным обязанностям правилами хранения, транспортирования, эксплуатации, ремонта или обслуживания станка и указаниями по безопасности труда, содержащимися в настоящем Руководстве и эксплуатационной документации комплектующих изделий, поставляемой в комплекте станка.
5.2. Требования безопасности при хранении и установке станка на месте эксплуатации
При выполнении операций погрузки, выгрузки, перемещения станка и установки его на месте. хранения или эксплуатации должен быть обеспечен правильный выбор грузоподъемных и транспортных средств, а также способов обращения с грузом в соответствии с транспортной маркировкой, нанесенной на упаковке станка, действующими правилами транспортирования грузов и требованиями раздела 11 настоящего Руководства.
При этом следует соблюдать требования безопасности в части обеспечения достаточных
проходов и проездов, устойчивой установки изделия с исключением возможности его падения или случайного смешения с места хранения, а также требования правил противопожарной защиты и другие требования, изложенные в соответствующей нормативной документации (см. «Технические условия погрузки и креплений грузов», «Правила перевозки грузов», ГОСТ 23170—78, ГОСТ 12.1.004-85, ГОСТ 12.3.009—76). При расконсервации станка следует руководствоваться требованиями безопасности по ГОСТ 9.014—78.
5.3. Требования безопасности при подготовке станка к работе
По завершении установки станка на месте эксплуатации в соответствии с требованиями раздела 11 настоящего Руководства следует проверить наличие и исправность средств защиты, указанных ниже, а также кожухов и крышек, закрывающих корпусы и ниши узлов станка.
Следует также ознакомиться с расположением и назначением органов управления (см. рис. 8) и проверить их действие до подключения станка к электросети. Затем, руководствуясь указаниями подраздела 8.2 настоящего Руководства, необходимо подключить станок к цеховой системе заземления, проверить величину сопротивления между узлом заземления станка и местом подключения заземляющего проводника к цеховой сети, а также между этим узлом и металлическими частями станка, которые могут оказаться под напряжением свыше 42 В. Величина измеренного сопротивления не должна превышать 0,1 Ом. Если величина сопротивления окажется больше этого значения, то следует установить причины неисправности, наиболее вероятными из которых могут быть следующие:
наличие слоя краски или иного изолирующего материала на проводящих частях узлов заземления или местах подключения контрольного прибора;
обрыв заземляющего проводника;
коррозия узлов заземления;
недостаточная затяжка узлов заземления или плохой контакт щупа контрольного прибора с контролируемой поверхностью;
неисправность контрольного прибора.
Только убедившись в исправности внутренних и внешних цепей заземления станка, можно приступать к подключению его к электросети. При этом необходимо обесточить участок электросети, к которому присоединяются выводы станка, проверить отсутствие напряжения и, ознакомившись с содержанием раздела 8, выполнить подключение согласно указаниям подраздела 8.2 с соблюдением мер безопасности, изложенных в подразделе 8.4.
Конструкция станка обеспечивает необходимый уровень безопасности работы на нем, соответствует требованиям ГОСТ 12.2.009—80 и предусматривает следующие средства защиты (рис. 6):
I и 13 — кожухи ограждения ременных и зубчатых передач;
2 — устройства заземления, выполненные в виде резьбовых соединений; для обеспечения надежного контакта шины заземления должны быть размещены между латунными шайбами и надежно зажаты с применением пружинных шайб.
Крепежные детали заземляющих зажимов имеют антикоррозионное токопроводящее покрытие. Монтаж заземляющих зажимов без пружинных шайб и с применением крепежных деталей без покрытий, а также применение для заземления алюминиевых проводов не допускаются.
Над устройствами заземления размещены графические символы «заземление»:
3 — специальное устройство запирания дверцы электрошкафа, открывающееся с помощью специального ключа. Здесь же, на дверце, расположен предупреждающий знак высокого электрического напряжения;
4 — лампа сигнальная с плафоном: белого цвета, зажигающаяся при подаче электрического напряжения в электрическую цепь станка (при включении вводного выключателя);
5 — лампа сигнальная с плафоном синего цвета, зажигающаяся при включении (подаче электрического напряжения) главного электродвигателя;
6 — ограждение патрона, сблокированное с системой управления приводом главного движения таким образом, что при открытом кожухе ограждения включение вращения шпинделя (токарного патрона) невозможно. Такое исполнение ограждения исключает возможность травмирования токаря кулачками патрона или случайно оставленным торцовым ключом в гнезде патрона ;
7 — защитный экран, ограждающий близлежащую (за станком) зону от разлетающейся стружки и брызг смазочно-охлаждающей жидкости;
8 и 10 — рукоятки управления фрикционной муфтой главного привода, сблокированные между собой таким образом, что возможно управление фрикционом любой из них независимо от другой. В их конструкции предусмотрено фиксирующее устройство (см. раздел 7.4.2), исключающее возможность самопроизвольного включения при случайном воздействии на них;
9 — ограждение суппорта, ограждающее зону обработки. Конструктивно ограждение выполнено таким образом, что оно может быть по желанию установлено так, что без ограничения технологических возможностей станка и неудобств для работающего будет обеспечиваться надежная защита последнего от отлетающей стружки и смазочно-охлаждающей жидкости;
11 и 12 — ограждения ходового винта и ходового валика выполнены в виде стационарных ограждающих щитков из листовой стали (см. рис. 10, поз. 27 и 28);
14 — механизм отключения рукоятки ручных поперечных перемещений суппорта при включении механической подачи. Рукоятка 25 (рис. 8) отключается в момент включения поперечной механической подачи рукояткой 13. Этим исключается возможность травмирования оператора (токаря) быстровращающейся рукояткой;
15 — предохранительное устройство в фартуке от перегрузки, способной вызвать поломку узлов станка и травмирование оператора;
16 — кнопка «стоп» красного цвета с грибо-- видным толкателем. Предназначена для отключения электродвигателя главного привода, используется также для аварийного отключения.
Электрооборудование имеет нулевую защиту, обеспечиваемую магнитным пускателем. Она исключает самопроизвольное включение главного привода при восстановлении внезапно исчезнувшего напряжения, независимо от положения органа управления вводным выключателем.
Противопожарная защита при коротких замыканиях осуществляется автоматическими выключателями и предохранителями. Электродвигатель главного привода и электронасос охлаждения имеют защиту от длительных перегрузок с помощью тепловых реле.
НЕОБХОДИМО СЛЕДИТЬ ЗА ИСПРАВНОСТЬЮ ЗАЩИТНЫХ УСТРОЙСТВ!
Рис. б. Расположение средств защиты
13
5.4. Требования безопасности при работе станка
Должны соблюдаться требования, установленные ГОСТ 12.3.025—80.
Работа на незаземленном станке, а также без
защитных устройств, с неисправными или находящимися в нерабочем положении (с открытыми крышками, дверцами, щитками ограждений и т.п.) защитными устройствами не допускается. Крепление защитных устройств должно j быть надежным и исключать случаи самооткры-( вания или неправильного срабатывания при \ вибрации станка.
j Наличие загрязнений, забоин, повреждений | на посадочных поверхностях базового фланца ! шпинделя и конуса пиноли не допускается.
; Крепление патронов, планшайб, других съем-i ных приспособлений на фланце шпинделя, цен-| трое, переходных втулок и концевого инстру-| мента в базовых конусах шпинделя и пиноли I должно быть надежным.
i Время торможения шпинделя при резком повороте рукоятки управления фрикционом из рабочего в нейтральное положение при всех частотах вращения шпинделя с установленным на,
' нем патроном, а также с планшайбой при час- ' _ тоге вращения шпинделя 400 об/мин не долж-
но превышать 5 с. Заготовка в патрон или на планшайбу при этом не устанавливается.
Рукоятки управления фрикционом, должны работать без заеданий и заклиниваний с четко действующими предохранительными устройствами. Самопроизвольное переключение рукояток при вибрации станка или от случайных
воздействий не допускается.
Усилие прижима задней бабки к направляющим станины должно быть достаточным для надежной фиксации обрабатываемой заготовки в центрах при силовом резании и вибрации станка.
Усилие закрепления каретки на станине с
ваемой заготовки и инструмента должен соответствовать техническим характеристикам станка и правилам безопасной работы на нем, изложенным в настоящем Руководстве (разделы 3, 7, 12, 18) и б " Рекомендациях длятех пологапои Обработке металлов резанием * М Оргстан кин пром, 1991.
С Продолжение на стр. 86 (Приложение и)}
5.5, Требования безопасности при проверке технического состояния станка
помощью винта 23 (рис. 8) должно быть достаточным для производства «тяжелых» торцовых работ, а также исключать перемещение каретки
при транспортировании станка.
Дверца электрошкафа должна надежно закрываться, возможность ее самопроизвольного открывания должна быть исключена. Работа на станке при открытой дверце электрошкафа и снятой крышке разветвительной коробки запрещается.
Панель кнопочной станции управления 11 (рис. 8) должна быть плотно притянута винтами к поверхности каретки, уплотнение должно исключать возможность затекания СОЖ внутрь станции. Работа на станке без уплотнения или с поврежденным уплотнением кнопочной станции не допускается.
Крепление резцов или иного режущего инструмента, держателей, оправок, других приспособлений в четырехпозиционном резцедержателе или в блоках двухпозиционного резцедержателя, а также резцовых блоков на корпусе двухпозиционного резцедержателя должно быть надежным и исключать возможность смещения или вырыва закрепляемых частей при работе на силовых режимах и вибрации станка.
Зажим заготовки в патронах, на планшайбе или в центрах должен быть надежным и исключать возможность ее проворота в зажимном приспособлении или вырыва при силовом резании и вибрации станка.
Выбор режимов резания, размеров обрабаты-
(включая измерение его параметров)
Проверку технического состояния станка следует начинать с проверки его соответствия требованиям безопасности, изложенным в подразделе 5.3.
При необходимости проведения испытаний электрооборудования станка на пробой изоляции и проверке сопротивления изоляции электрооборудования следует руководствоваться специальными методиками по проведению этого вида испытаний (например, «Методика испытаний электрооборудования металлообрабатывающих станков на электрическую прочность изоляции повышенным напряжением промышленной частоты. Методические указания по применению в станкостроении».— М.: ЭНИМС, 1977) с обеспечением всех требований безопасности, изложенных в них. К этому виду испытаний могут быть допущены только специально подготовленные лица.
Проверку технического состояния отдельных комплектующих изделий на соответствие действительных параметров их техническим характеристикам следует проводить по эксплуатационной или нормативно-технической документа
ции (ГОСТам, ОСТам, ТУ и т.п.) на эти изделия с соблюдением изложенных в них требований безопасности. Номера стандартов, не указанные в данном Руководстве, следует определять по маркировке на изделии или через действующую систему технической информации.
Проверку технического состояния станка в работе следует проводить с соблюдением требований безопасности, изложенных в ГОСТ 12.1.019—79, в подразделе 5.4 и других разделах Руководства.
При необходимости проверки состояния отдельных узлов при работающих приводах или наличии напряжения в электрических цепях с открытыми дверцами, крышками, без кожухов и ограждений или с отключенными блокировками следует оснастить рабочее место специальными устройствами (например, переносными ограждениями) и предупредительными знаками или надписями, обеспечивающими достаточный уровень безопасности работы.
ВНИМАНИЕ! Работать на станке без защитных ограждений запрещается.
15
5.6. Требования безопасности при ремонтных работах и техническом обслуживании станка
При ремонте станка необходимо прежде всего убедиться в исправности заземления станка и других средств защиты в соответствии с подразделом 5.3. При наличии неисправностей следует их устранить.
При необходимости проверки работоспособности, технического состояния станка или параметров его отдельных частей следует выполнять требования безопасности, изложенные в подразделах 5.4 и 5.5.
Особое внимание следует уделять соблюдению указаний раздела 8 «Электрооборудование» и общих требований электробезопасности, изложенных в типовых инструкциях.
При ремонте электрооборудования следует применять провода с изоляцией на напряжение не ниже 380 В, независимо от величины напряжения на данном участке электрической цепи. Не допускается прокладывать провода, составленные с помощью пайки из нескольких кусков. Провода, прокладываемые? взамен неисправных, должны иметь стойкую маркировку в соответствии с обозначениями и нумерацией на схемах. Бирки, используемые для обозначения
проводов, следует выполнять из неметаллического материала.
Винты и клеммы цепей заземления и аппаратуры рассчитаны на присоединение медных проводов. Применение проводов с алюминиевыми или алюмомедными жилами для ремонт^ электрооборудования станка не допускается Монтаж заземляющих зажимов без применение пружинных шайб, предотвращающих ослабление соединения между заземляемыми частями, не допускается.
Сечение жилы провода цепи заземление электродвигателя главного привода и провод^ соединяющего вывод заземления на корпус электрошкафа с зажимом заземления на пане ли, должно быть не менее 2,5 мм2, а остальные заземляющих проводов — не менее 1,5 мм2.
При производстве ремонтных работ, связав ных со снятием и установкой тяжелых узлов ( частей станка, следует пользоваться грузе подъемными средствами соответствующей гру зоподьемности и соблюдать меры безопасно сти и правила транспортирования грузов, ио ложенные в типовых инструкциях I ГОСТ 12.3.009—76.
5.7. Требования безопасности к смежному оборудованию, установленному в цехе
При размещении станка на месте эксплуатации в пределах зоны воздействия оборудования, излучающего шумы, вибрации, тепло, яркий свет, радиацию, другие электромагнитные волны, создающего повышенную влажность, запыленность, загазованность, напряженность электрического или магнитного поля, обладающего другими потенциально опасными для здоровья человека и работоспособности станка факторами, необходимо убедиться в соответствии уровня интенсивности опасных воздействий требованиям санитарных норм и категории размещения
5.8. Требования безопасности к опасным зонам
Основными зонами, представляющими опасность для персонала, работающего на станке, ремонтирующего или обслуживающего его, являются зона резания, зоны расположения электроаппаратуры в электрошкафе и разветвительной коробке, зоны расположения электропроводки, приводных двигателей, пультов управления и аппаратов блокировок, а также зоны расположения ременных передач приводов, ходового винта, ходового вала и передаточных механизмов передней бабки, коробки подач, фартука.
Средства безопасности, ограждающие зону резания, описаны в подразделе 5.3 (рис. 6, поз. 6, 7, 9). Остальные опасные зоны также ограждены (поз. 7, 5, П, J2, J3) или находятся в замкнутых корпусах.
16
станка по ГОСТ 15150—69, указанной в разд ле 2 настоящего Руководства.
Пространственное расположение, способ г тановки станка и конструкция базового основ ния под него должны учитывать изложены выше требования безопасности и соответст» вать действующим нормам размещения o6dj' дования в цехах, которые могут различаться зависимости от ведомственной принадлежнс^ предприятия, а также требованиям раздела " настоящего Руководства.
й
I
Работа на станке может производиться то ко при наличии исправных и находящихся рабочем положении ограждений и закрыт крышках корпусов.
Меры безопасности, предусматриваемые, случае необходимости включения приводов электрооборудования при открытых опасй зонах, описаны в подразделе 5.5.
Необходимо строго соблюдать меры предок рожности при контроле размеров обрабатыв мых деталей, удалении стружки из зоны ре ния, снятии и установке заготовок и зажимв приспособлений, а также режущего инструм та, изложенные в типовых инструкциях по г нике безопасности при работе на токарг станках. (Приложение з) (Продолжение на стр. 86 (Приложение 4))
F
5.9. Требования безопасности к пожароопасным зонам
Пожароопасными зонами в станке являются зоны расположения емкостей со смазочными материалами и смазываемые узлы и части станка (см. раздел 9). Кроме того, лакокрасочные покрытия станка состоят из горючих материалов и могут возгореться при наличии открытого огня вблизи окрашенной поверхности. Поэтому
при необходимости выполнения ремонта станка или смежного оборудования с применением электросварки или открытого огня следует предусмотреть меры предосторожности, изложенные в типовых инструкциях по пожарной безопасности и ГОСТ 12.1.004—85.
6. СОСТАВ ИЗДЕЛИЯ
Общий вид станка с обозначением его составных частей, входящих в основной комп
лект поставки, представлен на рис. 7 и в табл. 7.
Рис. 7. Расположение основных частей
Таблица 7
Поз. на рис. 7 Наименование Обозначение частей изделий Примечание
1В62Г 16В20
1 Коробка передач 1В62Г.81.000 —
2 Электрошкаф 1В62Г.83Б.000 —
3 Коробка подач 16Б20П.070.000 —
4 Бабка передняя 1В62Г.24.0]
5 Ограждение патрона 1В62Г.93.01 —
6 Станина 1В62Г.12.000-02 1В62Г.12.000-07 —
7 Каретка и суппорт 1В62Г.35.000 — 1
8 Фартук 1В62Г.61.01 Доработка 16Б20П.061.000
9 Ограждение суппорта 16К20.261.000 —
10 Бабка задняя 1В62Г.ЗО.ООО —
7. УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
7.1. Органы управления
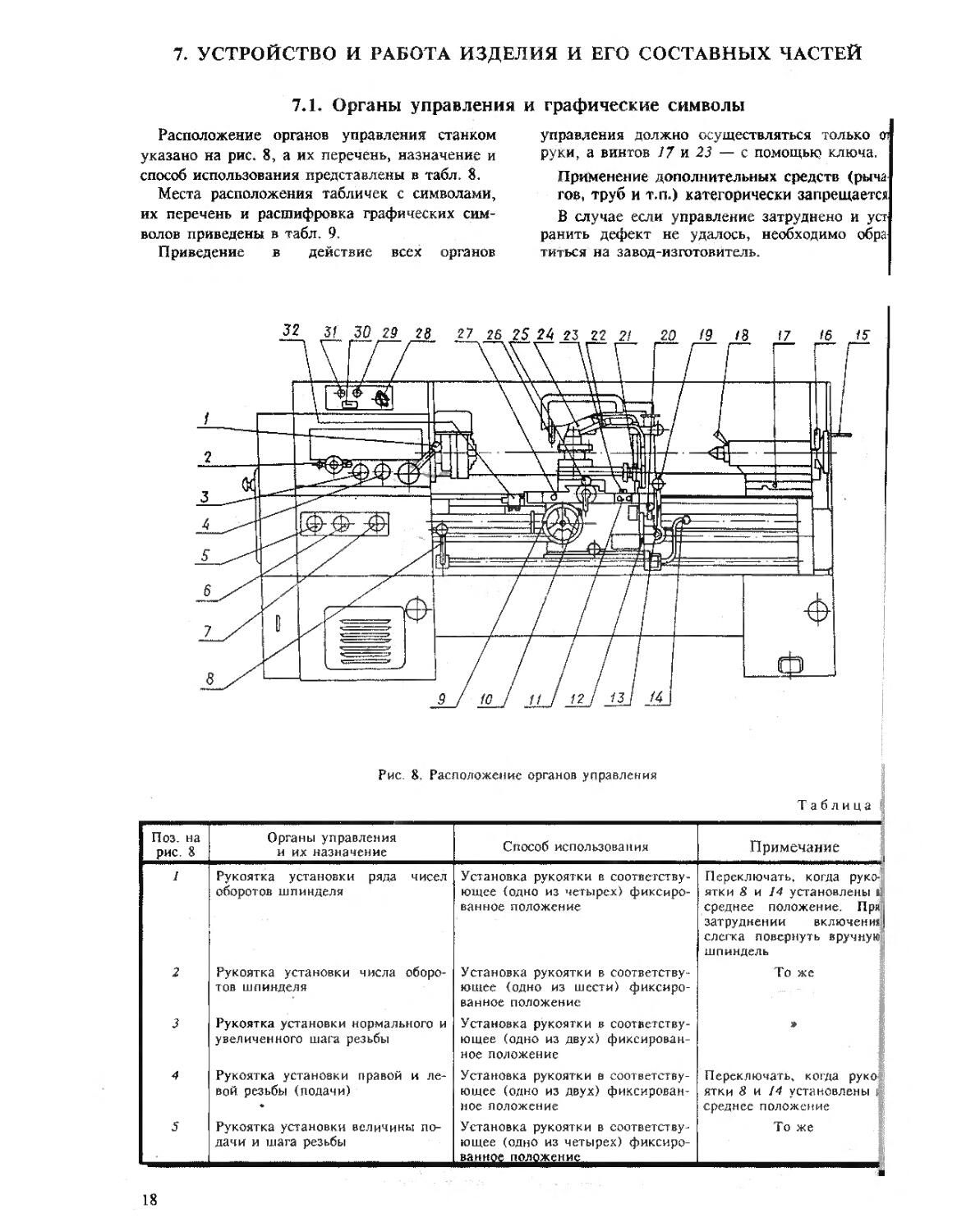
Расположение органов управления станком указано на рис. 8, а их перечень, назначение и способ использования представлены в табл. 8.
Места расположения табличек с символами, их перечень и расшифровка графических символов приведены в табл. 9.
Приведение в действие всех органов
и графические символы управления должно осуществляться только oi руки, а винтов 17 и 23 — с помощью ключа.
Применение дополнительных средств (рыча гов, труб и т.п.) категорически запрещается В случае если управление затруднено и уст ранить дефект не удалось, необходимо обра титься на завод-изготовитель.
Рис. 8. Расположение органов управления
Таблица
Поз. на рис. 8 Органы управления и их назначение Способ использования Примечание - - - J
j 1 Рукоятка установки ряда чисел оборотов шпинделя Установка рукоятки в соответствующее (одно из четырех) фиксированное положение Переключать, когда рукоятки 8 и 14 установлены 1S среднее положение. Пря1 затруднении включения! слегка повернуть вручную шпиндель
2 Рукоятка установки числа оборотов шпинделя Установка рукоятки в соответствующее (одно из шести) фиксированное положение То же
3 Рукоятка установки нормального и увеличенного шага резьбы Установка рукоятки в соответствующее (одно из двух) фиксированное положение »
4 Рукоятка установки правой и левой резьбы (подачи) ♦ Установка рукоятки в соответствующее (одно из двух) фиксированное положение Переключать, когда руко ятки 8 и 14 установлены j среднее положение
5 Рукоятка установки величины подачи и шага резьбы Установка рукоятки в соответствующее (одно из четырех) фиксированное положение То же
18
Продолжение табл. 8
Поз. на рис. 8 Органы управления и их назначение Способ использования Примечание
О ts оо о. 5 5 q £ 5; « « Л - Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы Рукоятка установки величины подачи и шага резьбы, а также отключения механизма коробки подач при нарезании резьб напрямую Рукоятка управления фрикционной муфтой главного привода (сблокирована с рукояткой 14) Маховик ручного перемещения каретки Рукоятка включения и выключения реечной шестерни Кнопочная станция включения и выключения электродвигателя главного привода Рукоятка включения подачи Рукоятка управления механическими перемещениями каретки и поперечных салазок суппорта Рукоятка .управления фрикционной муфтой главного привода (сблокирована с рукояткой S) Маховик перемещения пиноли задней бабки Рукоятка закрепления задней бабки на станине Винты поперечного перемещения задней бабки Установка рукоятки в соответствующее (одно из четырех) фиксированное положение Установка рукоятки в соответствующее (одно из четырех) фиксированное положение или промежуточное (одно из двух, обоз—каченных стрелками) положение Установка рукоятки в одно из трех фиксированных положений. Среднее положение — муфта выключена, тормоз включен При вращении маховика против часовой стрелки каретка перемещается влево, по часовой —вправо Для включения (сцепления шестерни с рейкой) рукоятку переместить от себя, для выключения — на себя Для включения двигателя нажать кнопку черного цвета «Пуск», для выключения — кнопку красного цвета «Стоп» Для включения червяка фартука рукоятку поднять вверх При перемещении рукоятки влево каретка перемещается влево, при перемещении вправо — вправо. При перемещении от себя верхние салазки перемещаются вперед, на себя — назад См. указания для рукоятки 8 При вращении маховика по часовой стрелке пиноль перемещается влево, при вращении против часовой стрелки — вправо Для закрепления рукоятку повернуть от себя, для открепления — на себя Отпустить винт со стороны выполняемого смещения: ввертыванием другого винта сместить корпус в требуемое положение и зафиксировать подтягиванием отпущенного винта Переключать, когда рукоятки 8 и 14 установлены в среднее положение То же Пользоваться при включенном выключателе 30 (сигнальная лампа 31 белого цвета светится) и после нажатия черной кнопки «Пуск» на кнопочной станции // (светится лампа 29 синего цвета) Пользоваться при отпущенном болте 23, включенной рукоятке 10 и выключенных рукоятках 12, 13 и 20 Включать при выключенной рукоятке 20. При затруднении включения слегка повернуть маховик 9. Выключить при нарезании точных резьб Черную кнопку нажимать при включенном выключателе 30 (лампа 31 светится). Красную кнопку использовать в случае необходимости выключения электродвигателя и для экстренного останова станка Пользоваться при работе по упорам или при выключении подачи в результате перегрузки Пользоваться при включенной рукоятке 10 и выключенной рукоятке 20 См. указания для рукоятки 3 Использовать, когда рукоятка 18 находится в левом положении Задняя бабка должна постоянно находиться в закрепленном состоянии. Открепление производить только при установочных перемещениях задней бабки по Станике Применяется при точении конусов
I
Окончание табл. 8
Поз. на рис. 8 Органы управления и их назначение Способ использования Примечание
18 Рукоятка крепления (зажима) пиноли задней бабки Для закрепления пиноли рукоятку переместить в правое крайнее положение, для открепления — в левое положение Закрепление пиноли применять при обработке деталей в центрах
19 Кнопка включения электродвигателя привода быстрых перемещений каретки и поперечных салазок суппорта Для включения электродвигателя нажать и удерживать кнопку в нажатом положении Пользоваться для осуществления быстрых холостых перемещений суппорта при включенной рукоятке 13
20 Рукоятка включения и выключения гайки ходового винта Для включения гайки рукоятку переместить в крайнее нижнее положение, для выключения — в верхнее Пользоваться в случае нарезания резьб при выключенной рукоятке 13. При затруднении включения маховиком 9 слегка переместить каретку. После включения рекомендуется рукояткой 10 включить реечную шестерню
21 Рукоятка ручного перемещения резцовых салазок суппорта Рукоятку вращать по часовой стрелке для перемещения салазок влево и против — для перемещения вправо Кроме четырех фиксиро-1
22 Рукоятка поворота и закрепления индексируемой резцовой головки (на станках, поставляемых с 4-позиционным резцедержателем) Для открепления и поворота резцовой головки рукоятку вращать против часовой стрелки. Для установки в одно из четырех фиксированных положений рукоятку вращать по часовой стрелке ванных положений резцовая головка может быть установлена в любом промежуточном положении
23 Винт закрепления каретки на станине Для закрепления каретки затянуть винт, для открепления — отпустить Каретку закреплять при «тяжелых» торцовых работах, а также при транс-портировании станка
24 Выключатель лампы местного освещения Согласно символам, проставленным на корпусе отражателя или основании Пользоваться при включенном выключателе 30 ! Й М Работает при выключен-г; ной рукоятке 13 й
25 Рукоятка ручного перемещения поперечных салазок суппорта Для перемещения салазок вперед рукоятку вращать по часовой стрелке, для перемещения назад — против часовой стрелки
26 Сопло регулировки подачи охлаждающей жидкости При повороте сопла по часовой стрелке подача жидкости уменьшается и наоборот Пользоваться при включенном выключателе 28
27 Кнопка золотника смазки направляющих каретки и поперечных салазок суппорта Для обеспечения смазки нажать золотник. Пользоваться согласно указаниям раздела 9 —
28 Выключатель электронасоса подачи охлаждающей жидкости Указатель установить в требуемое положение согласно указанным на панели символам Пользоваться при включенном выключателе 30 (лампа 31 светится)
29 Сигнальная лампа «Электродвигатель включен» — Плафон при включенной кнопке «Пуск» кнопочной станции 11 светится
30 Вводный автоматический выключатель Включение и выключение производить согласно символам, указанным на панели Включение и выключение контролируются лам-Й пой 31. Причины автоматического отключения указаны в разделе 13
31 Сигнальная лампа «Станок включен в сеть» — Плафон при включенном выключателе 30 светится
32 Упор продольного перемещения Устанавливается на станине для ограничения дальнейшего перемещения каретки Применяется при обтачивании деталей на постоян-ный размер (по тел и не)
f
Таблица 9
Место расположения символа Графическое изображение символа Смысловое содержание (расшифровка) графического символа
Панель Электрошкафа Место расположения главного выключателя
о Положение отключения
При загорании лампы главный электродвигатель включен
Место раса о ложен и я выключателя насоса охлаждения
При загорании лампы на электросхему подается напряжение
Табличка на лицевой сторо-не передней бабки ——1 — I! 0 Число оборотов в минуту
*На ходу не переключать»
q? °Р ПНЕ Положение рукоятки установки ряда чисел оборотов шпинделя (см. рис. 8, лоз. 1)
Положение рукоятки установки числа оборотов шпинделя (см. рис. 8, поз. 2)
Движение вращательное до ограничения
AAjV mm /0 Подача нормальная, мм/об
21
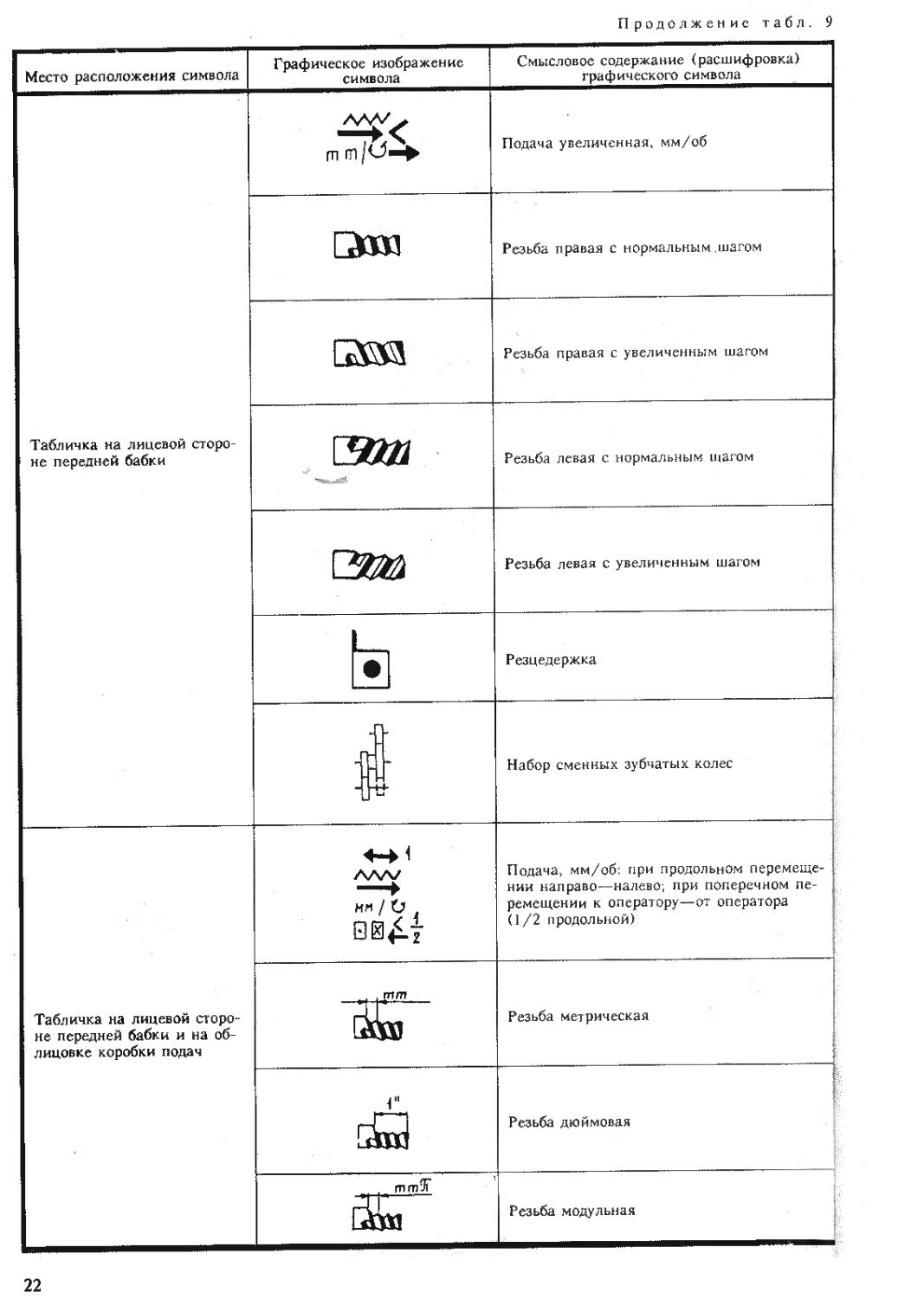
Продолжение табл. 9
Место расположения символа Графическое изображение символа Смысловое содержание (расшифровка) графического символа
Л///^
m Подача увеличенная, мм/об
Aw Резьба правая с нормальным шагом
Резьба правая с увеличенным шагом
Табличка на лицевой сторо-
не передней бабки Резьба левая с нормальным шагом
Резьба левая с увеличенным шагом
Резцедержка
1 Набор сменных зубчатых колес
4->1
АЛЛ/ Подача, мм/об: при продольном перемеще-
нии направо—налево; при поперечном пе-
MM / О ремещении к оператору—от оператора
0s4f (1/2 продольной)
. . rnzn
Табличка на лицевой сторо- Резьба метрическая
не передней бабки и на об-
лицовке коробки подач
1” Резьба дюймовая
гптЗГ
ШМ Резьба модульная
%
22
Продолжение табл. 9
Место расположения символа Графическое изображение символа Смысловое содержание (расшифровка) графического символа
Табличка на лицевой стороне передней бабки и на облицовке коробки подач Резьба питчевая
Табличка на облицовке коробки подач I« h 1 11. Нарезание точной резьбы напрямую
Нейтральное положение
. л Ступенчатое регулирование
Параметр резьбы
ф Место расположения глазка визуального контроля работы системы смазки
— Место расположения кнопки смазки направляющих
Место расположения точек жидкой смазки вручную
Место расположения слива смазки
Место расположения насоса смазки
1 5 Место расположения залива смазки
Место расположения фильтра
23
Окончание табл. 9
Место расположения символа Графическое изображение символа Смысловое содержание (расшифровка) графического символа
Табличка на облицовке коробки подач Место расположения точек заправки консистентной смазкой
Табличка с правой боковой стороны фартука 1 * It °о° 0 0 Й Й «ВНИМАНИЕ! КЛЕММНАЯ КОЛОДКА»
Выключатель путевой однополюсный
Табличка на лицевой сторо-не фартука □Ж । 9Л Расцепление пары «ходовой винт—гайка*
Ж41* Сцепление пары «ходовой винт—гайка»
Табличка у мест расположения устройств заземления Место расположения устройства заземления
Табличка на дверце электрошкафа и крышке разветвительной коробки ж «ОСТОРОЖНО! ЭЛЕКТРИЧЕСКОЕ НАПРЯЖЕНИЕ»
Табличка на крышке коробки передач 1 ' » «ОСТОРОЖНО! ПРИ ВКЛЮЧЕННОМ СТАНКЕ НЕ ОТКРЫВАТЬ»
Табличка на лицевой стороне каретки 1 m 1 п 0-1 Л > 0 mm Смазку направляющих суппорта и каретки осуществлять при одновременном нажатии кнопки смазки слева на каретке и кнопки включения электродвигателя быстрых ходов при нейтральном положении рукоятки управления механическими перемещениями каретки и поперечных салазок суппорта (см. рис. 8. поз. 13, 19, 27). Поперечный суппорт должен быть установлен в крайнем переднем положении на расстоянии нс более 10 мм от переднего края каретки или заподлицо с ним
24
7.2. Принцип работы, основные движения и общая компоновка изделия
На станке производят обработку преимущественно тел вращения путем снятия стружки (точения). Формообразующее движение осуществляется при сочетании вращения заготовки с поступательным перемещением резца — продольным и поперечным.
Расположение основных узлов станка, их наименование и общая компоновка показаны на рис. 7 и в табл. 7.
В процессе резания вращение заготовки, закрепляемой на шпинделе токарио-винторезного станка с помощью планшайбы, зажимного патрона и т.п. или в центрах, осуществляется от электродвигателя привода главного движения через переднюю бабку станка.
Механизм главного движения (передняя баб
ка) обеспечивает ступенчатое регулирование частоты вращения шпинделя при настройке на требуемую скорость резания.
Поступательное перемещение режущего инструмента (резца), устанавливаемого в резцедержателе суппорта, обеспечивается кинематической цепью движения подачи, первое звено которой — шпиндель, последнее — зубчато-реечная передача (при точении) или кинематическая пара «ходовой винт — маточная гайка» (при нарезании резьбы).
Настройка подачи производится с помощью механизма коробки подач, а при нарезании резьб — также установкой сменных зубчатых колес узла настройки подачи — коробки передач (гитары).
7.3. Кинематическая схема
Кинематическая схема станка представлена на рис. 9. На выносках, под порядковыми номерами кинематических элементов (зубчатых ксь,,.-лес, шкивов и т.п.), указаны соответствующие
данному элементу параметры (числа зубьев зубчатых колес, шаги винтов, числа заходов, диаметры шкивов, характеристики электродвигателей и т.п.).
Таблица 10
Кинематические элементы (наименование и номера позиций на рис. 9) Модуль или шаг, мм | Расчетный диаметр шкива или наружный диаметр винта, мм Примечание
1В62Г 16В20
Шкивы: 2 3 Зубчатые колеса: 4—13, 23—25, 34, 46, 48, 50, 51 и 53 14—17, 21, 22, 26 и 29 18—20, 27 и 28 30—33, 35—44, 49 , 52, 56—60, 66—71, 73—75, 79, 80, 85, 86 и К*, £*, Л/*, N* 45, 47, 54 и 55 61-63 и 65 81—84 64 и 87 ' Червячная пара: 72 и 93 Винтовые пары (ходовой винт—гайка): 88 и 89 90 и 98 94 и 95 96 и 97 2,25 2,5 3,5 2,0 1,75 1,5 1,25 3 3 (осевой модуль) 6 5 12 5 128,6 250,0 140,0 218,0 30 22 44 26 \) В станке применены следующие клиновые ремни по ГОСТ 1284.1: в главном приводе — В(Б)-2240; в приводе быстрых перемещений — А-710; в приводе маслона-соса — Z(0)—800 * К, L, М, N — сменные зубчатые колеса; число зубьев указано в разделе 4 «Комлек-тность»
ю с*
П-1370 Об/MUH.
Рис. 9. Кинематическая схема
В станке кинематически обеспечивается получение как формообразующих и установочных движений, включающих главное движение (вращение шпинделя) и движение подач, так и вспомогательных движений и движений управления (для установки и закрепления заготовки, подвода и отвода инструмента, включения и выключения приводов, реверсирования). Часть этих перемещений, выполняемых вручную, на кинематической схеме не указана.
Главное движение — вращение шпинделя —
осуществляется от электродвигателя 1 через клиноременную передачу шкивами 2 и 3, далее — через механизм передней бабки (коробки скоростей).
Движение подач осуществляется от выходного вала ХИ передней бабки через механизмы коробки передач и коробки подач, которые обеспечивают точную кинематическую связь между вращением шпинделя и перемещениями инструмента (резца), закрепляемого в резцедержателе суппорта.
7.4. Краткое описание конструктивного исполнения составных частей
7.4.1. Станина
Станина (рис. 10) является базовым узлом станка. На ней устанавливаются все другие ос-
новные узлы станка. Она состоит из собственно станины 3, устанавливаемой на цельнолитое основание 2, являющееся одновременно лотком
Рис. 10. Станина
77
для сбора охлаждающей жидкости и стружки, моторных установок приводов главного движения и быстрых перемещений суппорта, закрытых кожухами 1 и 14, передаточных устройств и рукояток управления механизма реверса и торможения шпинделя, а также ходового винта 4, ходового вала 5 с опорным кронштейном, электронасосного агрегата подачи СОЖ, станции централизованной системы смазки и других частей.
Моторная установка привода главного движения расположена в нише левой тумбы основания, здесь же располагаются масляный бак и насос централизованной системы смазки.
Моторная установка привода быстрых перемещений суппорта размещена на правом торце станины.
Правая тумба основания одновременно служит резервуаром для смазочно-охлаждающей жидкости (эмульсии). На ней же располагается насос системы охлаждения.
Станина 3 — литая, чугунная, коробчатой формы с поперечными П-образными ребрами жесткости. В левой верхней части она имеет горизонтальную Г и вертикальную В установочные поверхности под переднюю бабку. Правее (в станке мод. 1В62Г) располагается выемка, закрываемая съемным мостиком 22. Наличие выемки позволяет при снятом мостике 22 обрабатывать заготовки большого диаметра.
При обработке заготовок, устанавливаемых над выемкой в станине, допускается для подвода инструмента использовать перемещения верхнего суппорта. Верхняя часть мостика 22 и вся правая верхняя часть станины 3 представляют собой две пары плоскопризматических направляющих П и Т, являющихся базовыми поверхностями при установке и перемещении каретки с суппортом (77) и задней бабки (Т). Размеры и профиль направляющих станины указаны на рис. 3 (подраздел 3.2. «Основные базовые и присоединительные размеры»). Направляющие термообработаны (закалка ТВЧ 1,5—2,0, 49—53 HRC3) и прошлифованы.
Под полкой передней направляющей установлена рейка 25, составленная по длине из нескольких ^астей. С помощью этой рейки обеспечивается продольное перемещение каретки при подачах.
В правом торце станины 3 выполнена ниша, в которой размещен электродвигатель 15 привода быстрых ходов суппорта.
Станок мод. 1В62Г поставляется с установленным на станине 3 мостиком 22. При обработке заготовок диаметром более 445 мм мостик 22 снимается. Для этого нужно вывернуть заглушки, предохраняющие углубления «под ключ», в винтах 23 и резьбовое отверстие в штифтах 24 и удалить винты 23 и штифты 24. В целях предохранения снятого со станины мостика от случайных забоин его необходимо хранить на прокладках йЖмягкого материала, а для защиты от коррозй^^бработанные плоскости следует покрыть тонким слоем масла. При монтаже (установке) снятого мостика 22 необходимо с особой тщательностью протереть сопрягаемые поверхности станины и мостика,
удалить загрязнения, а также случайные забоины.
Крепежные винты 23 необходимо затягивать постепенно, «на ощупь», проверяя строгое совпадение в стыках контуров направляющих П под каретку.
НЕ ДОПУСКАЕТСЯ ОБРАБОТКА ЗАТО ТОВОК НАД ВЫЕМКОЙ НА ПЛАНШАЙБЕ ДИАМЕТРОМ 500 мм ПРИ СКОРО СТЯХ, ПРЕВЫШАЮЩИХ 400 об/мин.
При обработке несбалансированных заготовок эти скорости должны быть снижены.
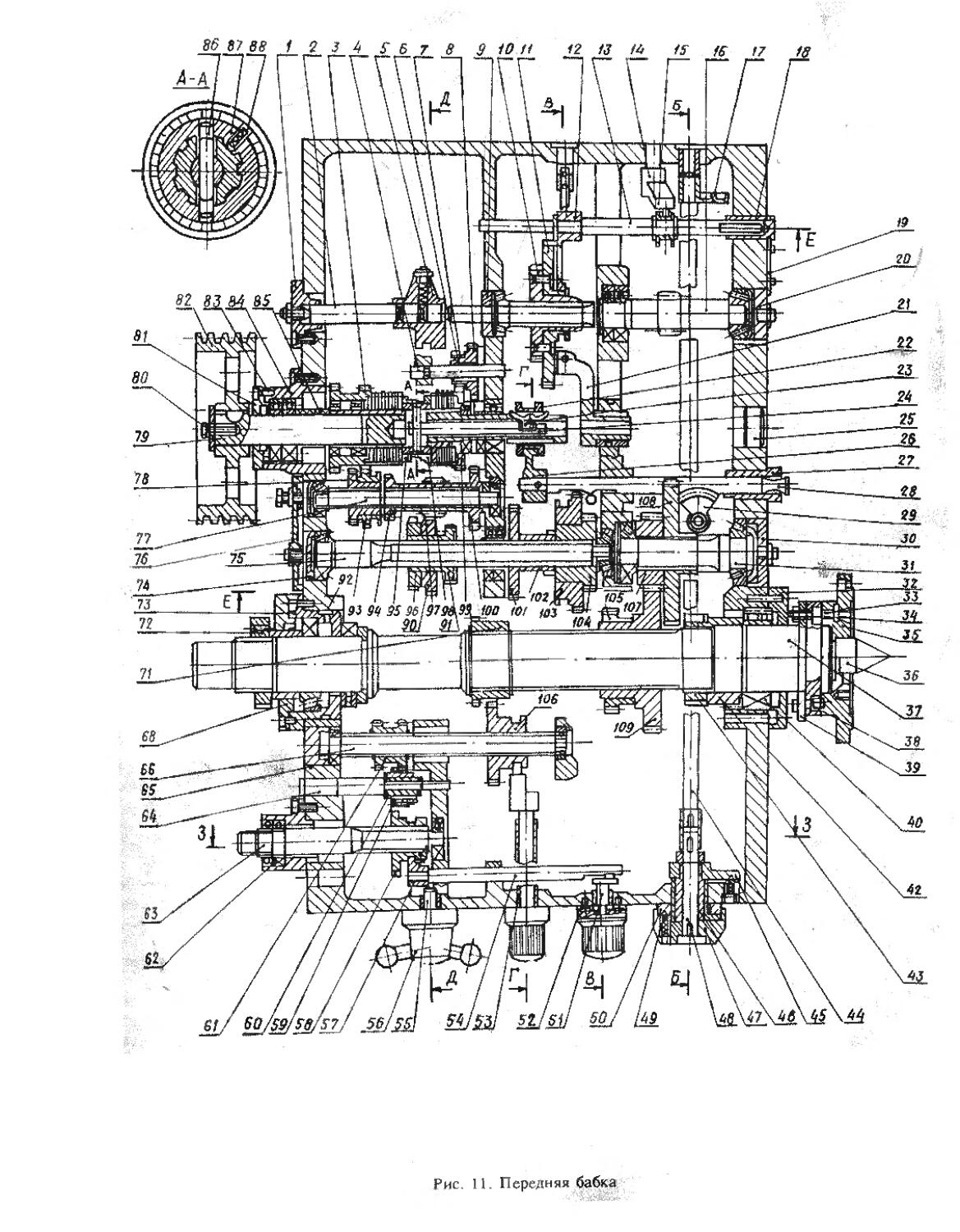
7.4.2. Передняя бабка
Передняя бабка (рис. 11) служит для обеспечения передачи заданной частоты вращения шпинделю 37, на котором установлены устройства для закрепления обрабатываемых загото вок, а также передачи движения к механизмам цепи подач.
Передняя бабка включает в себя коробку скоростей с ручным управлением и шпиндельный узел. Она крепится к станине пятью вин тами М16 и М20 после точной установки «на линию центров» в горизонтальной плоскости (см. указания раздела 18).
Механизмы передней бабки приводятся i движение от вала электродвигателя главного привода 7, вращающегося со скоростью 1450 об/мин, через клиноременную передачу 2-3 (см. рис. 9).
Приводной вал 79 (рис. 11) передней бабки имеет постоянную скорость вращения. На ней свободно сидит двухвенцовое зубчатое колесо (z = 47; 52) для передачи прямого вращенш шпинделю 37, а также колесо 99 (z «= 47) дли передачи обратного вращения. Передача враше ния от вала 79 к колесам 3 и 99 осуществляет ся фрикционными полумуфтами, ведущие-.дис ки которых сидят на валу, а ведомые — КДГЙ") лицах зубчатых колес.
Вал 77 в зависимости от положения перемс щающегося двойного блока шестерен 78—93 по лучает две прямые скорости вращения за сче сцепления колес 4—9 или 5—10 (рис. 9).
Далее за счет сцепления зубчатых пар 11-' 25, или 12—24, или 13—23 (рис. 9) вращени, передается на вал 75 (рис. И), <йт него — нс посредственно шпинделю 37 черед зубчатые па ры 20—27 или 19—28 Шпш
дель 37 (рис. 11) также может пблучать враще ние через механизм перебора посредством зуб чатых пар 22—14 или 21—15 и далее пара ми 16—17 и 18—28 (рис. 9).
Переключая блоки колес 78—93, 90—91—96, 105—109 и 10—11 (рис. 11) с помощью руки яток управления 56 (рис, 11) и 113 (рис. 12) можно получить двенадцать вариантов зацепле ния зубчатых колес при передаче вращения не посредственно на шпиндель 37 и двенадцать и риантов — при передаче движения через пере бор.
Реверсирование шпинделя 37 (рис. 11) д( стигается включением правой полумуфты 9. В этом случае вращение от вала 79 передаете, через зубчатые пары 8—6 и 7—13 (рис. далее по описанному выше порядку. В :'ЭДг<1 случае достигается двенадцать вариантов-₽;
28
Рис. 11. Передняя бабка
- Рис. 12. Передняя бабка
цепления (12 скоростей обратного хода). Таким образом, управление скоростями шпинделя 37 (рис. 11) осуществляется с помощью двух рукояток 56 (рис. 11) и 113 (рис. 12)\ Пере-
х клточбкием блоков 10—11 и 105—109 рукоя кой 113 (рис. 12)-* можно для каждого исполн ния станка получить четыре ряда, чисел обор тов шпинделя 37 с пределами',' указанными
30
ж-ж
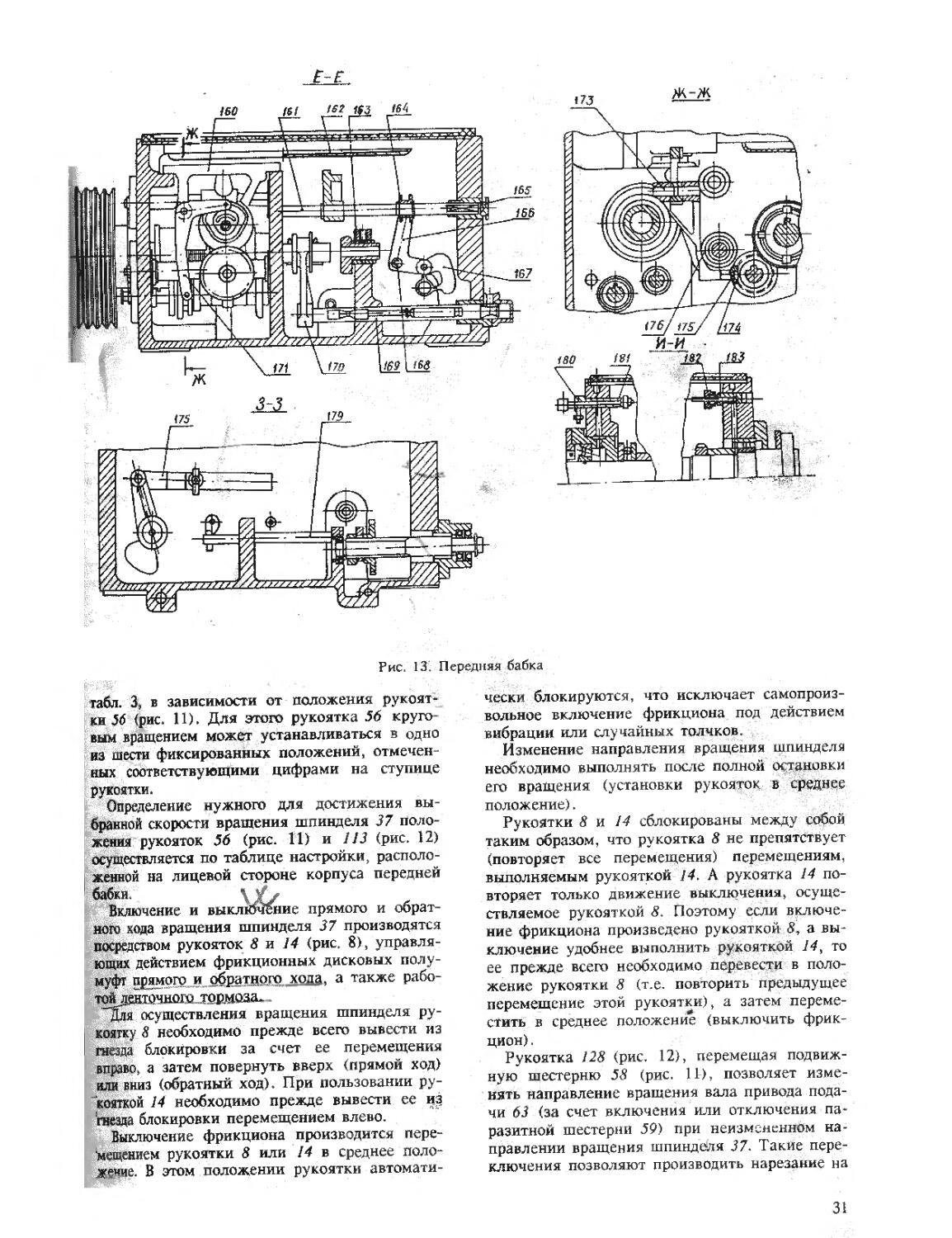
Рис. 13. Передняя бабка
табл. 3, в зависимости от положения рукоятки 56 (рис. 11). Для этого рукоятка 56 круговым вращением может устанавливаться в одно из шести фиксированных положений, отмеченных соответствующими цифрами на ступице рукоятки.
Определение нужного для достижения выбранной скорости вращения шпинделя 37 положения рукояток 56 (рис. 11) и 113 (рис. 12) осуществляется по таблице настройки, расположенной на лицевой стороне корпуса передней
Включение и выключение прямого и обратного хода вращения шпинделя 37 производятся посредством рукояток 8 а 14 (рис. 8), управляющих действием фрикционных дисковых полу-муфт прямого и обратного хода, а также рабо-тойдайючною. тормоза*.
Для осуществления вращения шпинделя рукоятку 8 необходимо прежде всего вывести из I гнезда блокировки за счет ее перемещения вправо, а затем повернуть вверх (прямой ход) или вниз (обратный ход). При пользовании рукояткой 14 необходимо прежде вывести ее из ‘гнезда блокировки перемещением влево.
Выключение фрикциона производится перемещением рукоятки 8 или 14 в среднее лоло-Ж”ие. В этом положении рукоятки автомати
чески блокируются, что исключает самопроизвольное включение фрикциона под действием вибрации или случайных толчков.
Изменение направления вращения шпинделя необходимо выполнять посте полной остановки его вращения (установки рукояток в среднее положение).
Рукоятки 8 и 14 сблокированы между собой таким образом, что рукоятка 8 не препятствует (повторяет все перемещения) перемещениям, выполняемым рукояткой 14. А рукоятка 14 повторяет только движение выключения, осуществляемое рукояткой 8. Поэтому если включение фрикциона произведено рукояткой 8, а выключение удобнее выполнить рукояткой 14, то ее прежде всего необходимо перевести в положение рукоятки 8 (т.е. повторить предыдущее перемещение этой рукоятки), а затем переместить в среднее положение (выключить фрикцион).
Рукоятка 128 (рис. 12), перемещая подвижную шестерню 58 (рис. 11), позволяет изменять направление вращения вала привода подачи 63 (за счет включения или отключения паразитной шестерни 59) при неизмененном направлении вращения шпинделя 37. Такие переключения позволяют производить нарезание на
31
станке как правых, так и левых резьб, а также точение в обоих направлениях.
Величины подач могут быть кратно (в 0,73, 2, 8 и 32 раза) изменены перемещением рукоятки 3 (рис. 8) за счет перемещения подвижной шестерни 106 (рис. 11) — звена увеличения шага.
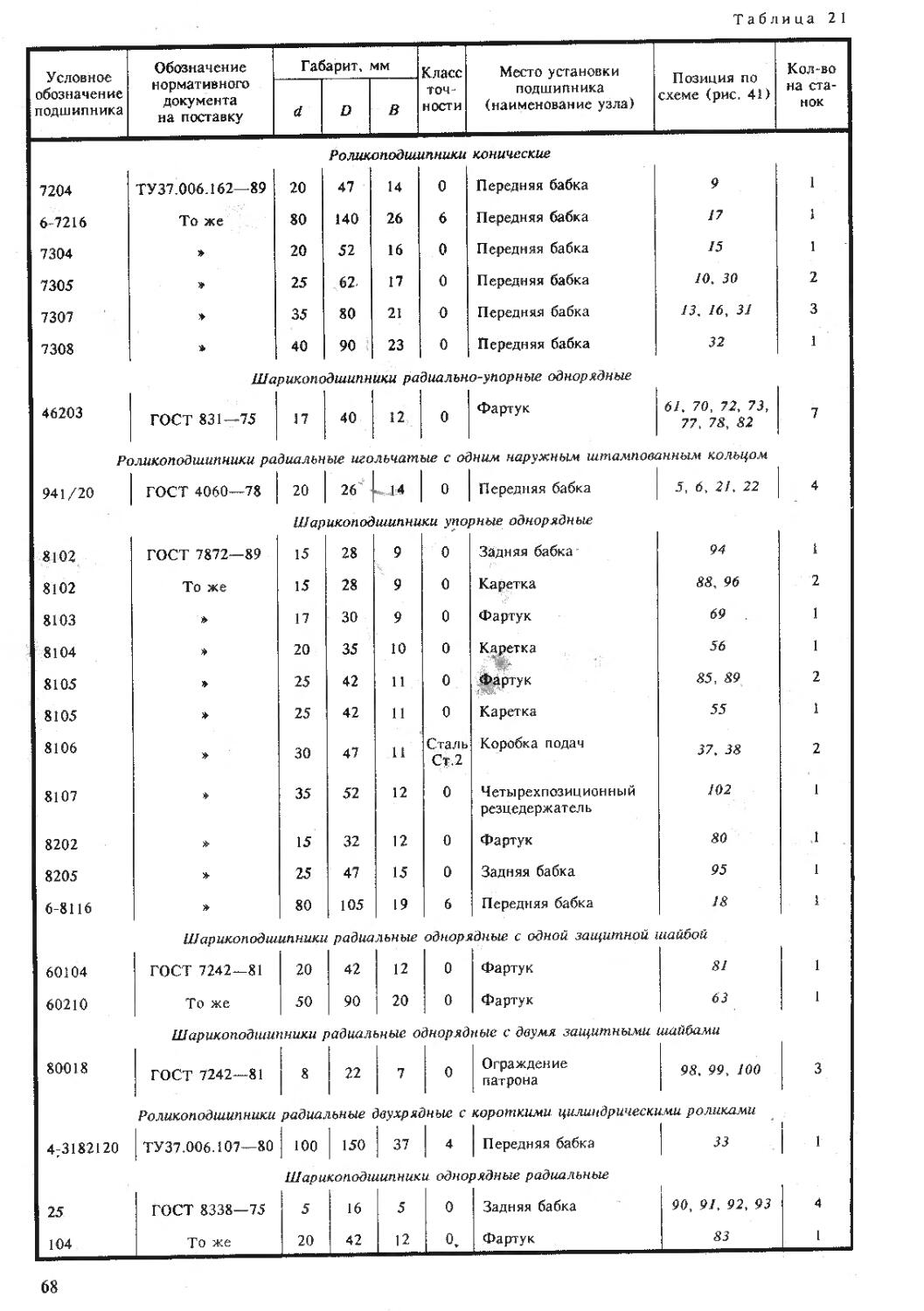
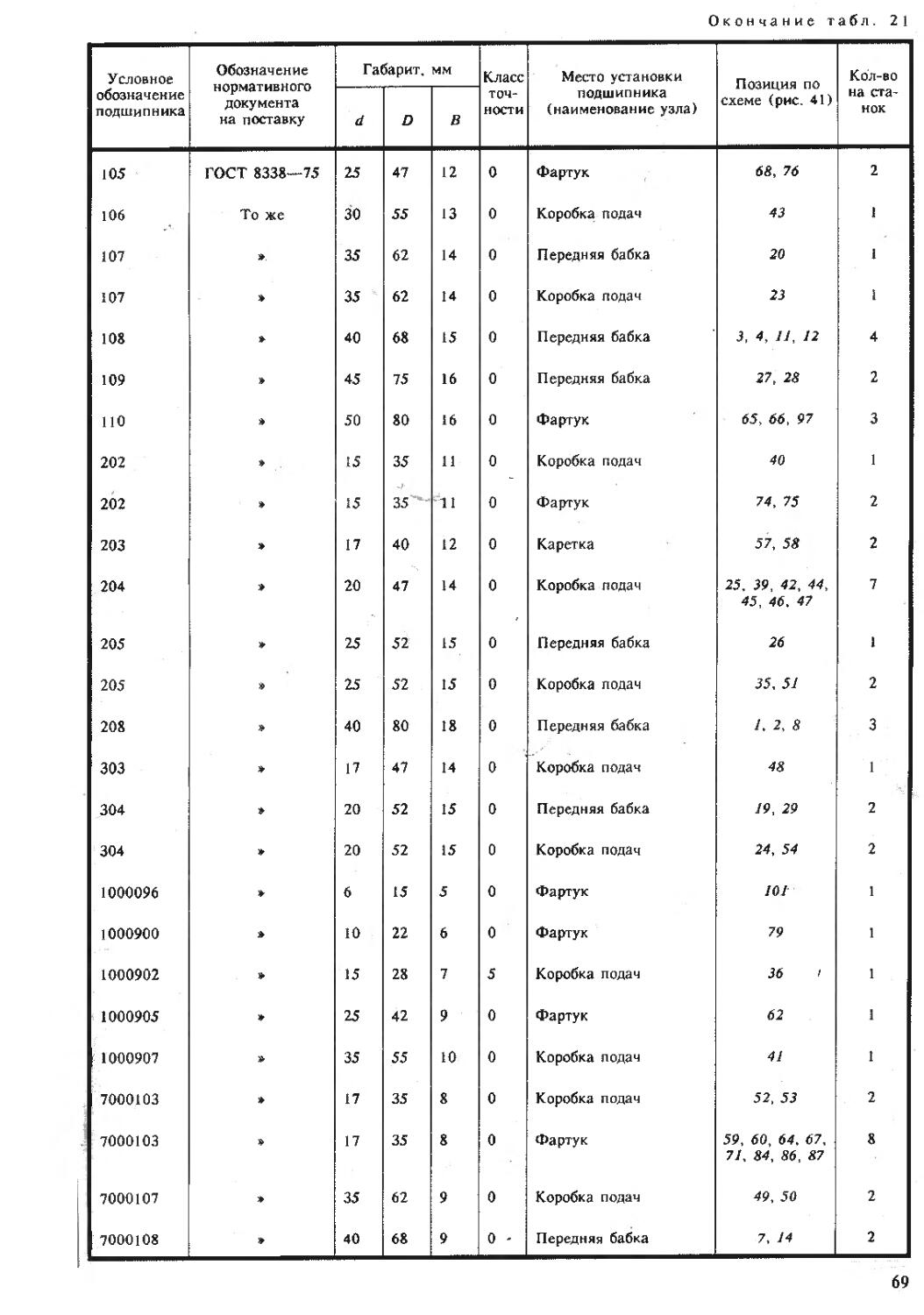
Шпиндельный узел выполнен на подшипниках качения. В передней шпиндельной опоре установлен двухрядный радиальный роликоподшипник с короткими цилиндрическими роликами 40.
В задней опоре шпинделя установлены шариковый упорный и конический радиально-упорный роликовый подшипники, которые воспринимают осевые нагрузки, действующие на шпи-индель.
ВНИМАНИЕ! Подшипники шпинделя регулируются прн изготовлении станков на заводе и не требуют дополнительной регулировки при пуске станка у потребителя. В случае возникновения необходимости их регулировки в процессе эксплуатации следует руководствоваться указаниями подраздела 18.2.5.
На лицевой стороне передней бабки' имеется глазок 1И (рис. 12) с указателем 7/2 исправности централизованной системы смазки.
ВНИМАНИЕ! Работать на станке с неисправной системой смазки (указатель 112 не вращается) запрещается. Это приведет к быстрому износу механизмов станка и выходу его из строя.
ВНИМАНИЕ! При нарезании правых резьб с нормальным шагом и подачах ло основному ряду (0,05—0,70 мм/об) рукоятки 3 и 4 (рис. 8) должны быть в правом положении, а при увеличенных — в левом. При нарезании левых резьб Лощении вправо с нормальными шагами Siуказатели рукояток обращены друг к другу, а при увеличенных — в разные стороны.
7.4.3. Задняя бабка
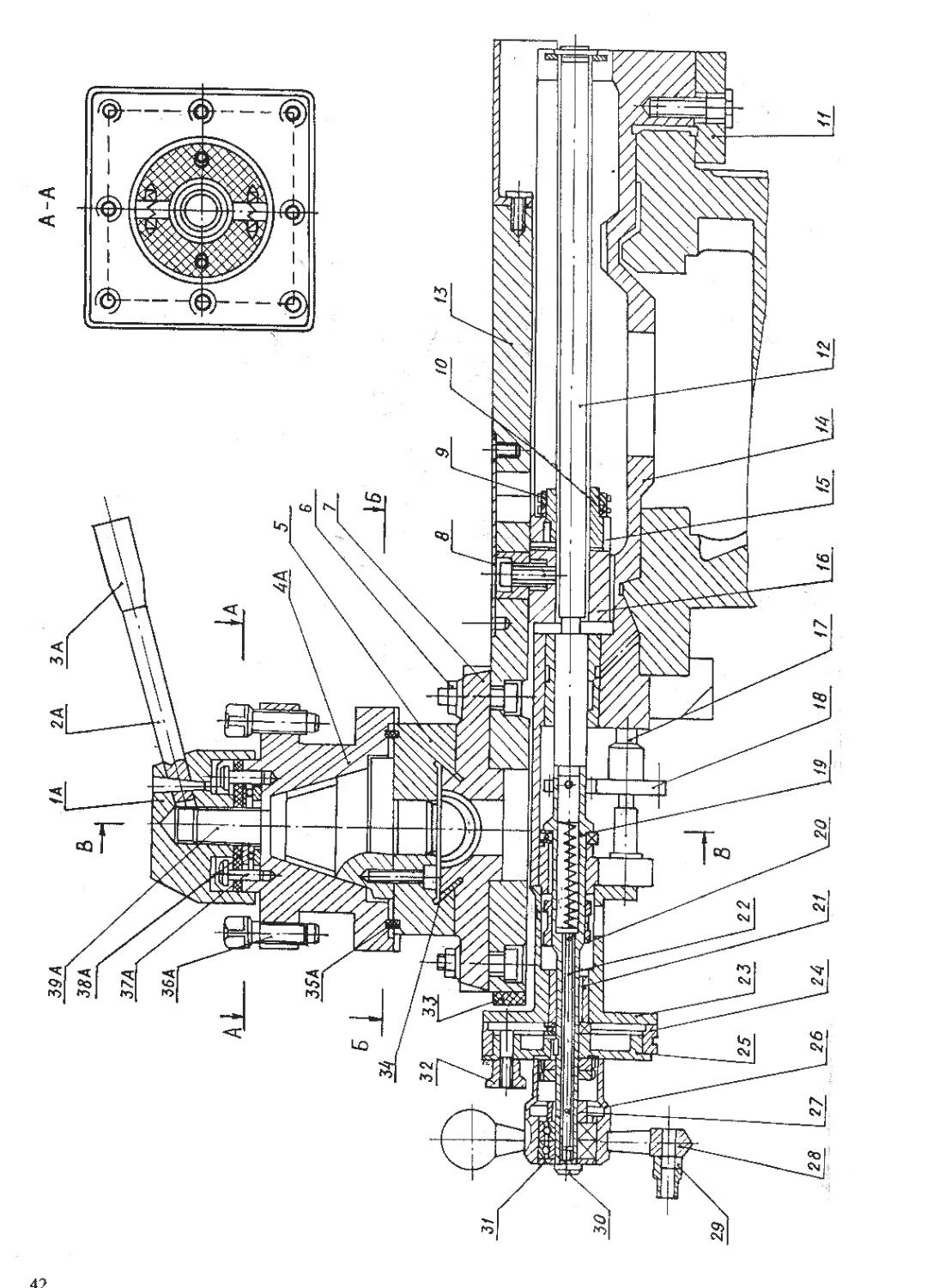
Задняя бабка (рис. 14) служит для фиксации правого конца обрабатываемой заготовки с помощью центра, а также для закрепления режущего инструмента при осевом сверлении, зенковании и развертывании.
Задняя бабка располагается на станине станка справа. При необходимости заднюю баба у можно вручную переместить по направляющим станины и закрепить в нужном положении рукояткой 10 (перемещением «от себя»). Перемещение пиноли 1 осуществляется вращением маховика 11 посредством винтовой пары 4—6, а закрепление в нужном положении — рукояткой 50. Освобождение (выталкивание) установленного в конусное отверстие пиноли центра (инструмента) осуществляется концом винта 4. Для этого пиноль 1 маховиком 11 перемещают вправо до упора. Для предотвращения проворачивания инструмента в конусном отверстии пиноли имеется упор 3.
Поперечное смещение задней бабки (например, при обработке пологих конусов на заготов-32
ке, устанавливаемой в центрах) осуществляете! винтами 38 и 43. Для предохранения трущиха поверхностей от загрязнения установлены протекторы 22, 29, 32, которые следует ежемесячно промывать и чистить.
Для демонтажа эксцентрика 19 необходим! совместить цековку Г с винтом 30 и, выверну» этот винт, освободить эксцентрик 19 от фиксации в осевом направлении и вынуть верстия корпуса.
ВНИМАНИЕ! Не рекомендуется дить сверление за один проход
установленными в пиноль, в стали отвер стий диаметром свыше 25 мм, в чугуне свыше 28 мм. Перемещение пиноли при это* должно осуществляться вручную С по -мощью маховика 11 без применения дополЛ нительных рычагов.
его из от
произво сверлами
7.4.4. Коробка передач
в
Коробка передач (рис. 15) служит для nepefe дачи вращения от выходного вала передней бабки к приводному валу коробки подач и регу лирования его частоты (перестановкой зубчатых сменных колес) прн настройке станка к точение и нарезание метрических, дюймовых модульных или питчевых резьб (см. подраздел 7.4.5). Она представляет собой гитару сменных зубчатых колес с промежуточной осью пе-ременного положения, расположенную межд) выходным валом передней бабки и приводны» валом коробки подач.
Изменение положения промежуточной оси ; осуществляется поворотом приклона 6 (рис. 15; на базовой шейке фланца коробки подач и перемещением самой оси в радиальном пазу приклона с последующей их фиксацией за счет затяжки резьбовых соединений деталями 3 и 11.
ВНИМАНИЕ! При закреплении приклона и оси 2 необходимо обеспечить олтималь ный зазор в зацеплении сменных колес.
Прн точении и нарезании метрических г дюймовых резьб, указанных в таблице настройки, расположенной на лицевой стороне коробю подач, используются установленные на заводе-изготовителе сменные зубчатые колеса основно го комплекта (в зацеплении находятся колеса 1, 20, 15). Прн необходимости на резани модульных и питчевых резьб, указанных в то! же таблице, следует произвести настройку станка согласно подразделу 12.3.1 (установил шестерни 25, 26, 27, 28, см. вариант А-А), Точение и нарезание метрических и дюймовш резьб можно производить с уменьшенными в | раза (по сравнению с табличными) значениями шагов и подач, если применить входящие в основной набор шестерни (см. подраздел 12.3.3);$
Применяя сменные зубчатые колеса как основного, так и дополнительного комплекта (па ставляются за отдельную плату), можно расши рить диапазон нарезаемых резьб и (см. подраздел 3.3, табл. 5).
Формулы подбора сменных зубчатых представлены в подразделе 12.3.5.
Все сменные колеса имеют шлицевое
стие и от продольного смещения фиксируют
пода»
I коде
отвер
Рис. 14. Задняя бабка
ад
Рис. 15. Коробка передач
Рис. 16. Коробка подач
Б-Б
Рис. 17. Коробка подач
. болтами 3, 13, 21 и быстросьемными шайба-Iми 14, 18, 22.
Для предотвращения разбрызгивания с зубчатых колес масла и защиты от него ременной передачи коробка передач оборудована маслоотражателем 24.
7.4.5- Коробка подач
Коробка подач (рис. 16 и 17) предназначена I для получения ряда точных передаточных отно-I тений кинематической цепи подач.
Ц С помощью коробки подач осуществляются I необходимые для эффективной и производительной работы относительные перемещения режущего инструмента и заготовки, обеспечивающие получение деталей нужной конфигурации с требуемыми точностью и чистотой обработанной поверхности.
| Коробка подач размещена в левой части станка на передней вертикальной базовой плоскости станины и приводится в движение от выходного вала передней бабки через сменные зубчатые колеса коробки передач (рис. 15). Зубчатые механизмы коробки подач (рнс. 16) составляют наборную /, множительную,. JZ и разделительную III группы.
Наборная группа включает передачи основного ряда 34—46, 50—51, 49—52, 48—53, 47— 54 (рис. 9) и звено обратимости 45—55, 44—56, имеющее две зубчатые муфты. Прн включенных зубчатых муфтах вращение от вала XVI передается через передачу 34—46, зубчатую муфту, шестерню 44 и далее валу XVIII через *одну из передач 50—51, 49—52, 48—52, 48—63 и 47—54. От этого вала через вторую зубчатую муфту звена обратимости — валу XXI и множительной группе. В этом случае механизмы “кбробки подач настраиваются на подачу при точении или на нарезание модульных и метрических резьб.
Нарезание питчевых и дюймовых резьб производится при выключенных зубчатых муфтах звена обратимости и соответствующем зацеплении подвижных шестерен-полумуфт 44, 55 с зубчатыми колесами 56, 45. При этом вращение передается по цепи: от вала XVI через передачу 34—46 , 45—55 валу XVIII и от него через одну из передач основного ряда (51—50, 52—49, 53—48, 54—47) валу XVII, далее через передачу 44—56 — валу XXI и множительной группе. Множительная группа II представляет собой множительный механизм с двумя подвижными блоками шестерен 57, 58 и 35, 36 и служит для расширения ряда передаточных отношений от вала XXI к валу XIX, полученных в наборной группе за счет осуществления одного из зацеплений: 57—43 и 41—36 (1/8) или 58—42 и 41—36 (1/4), или 57—43 и 42—35 gfl/2), или 58—42 и 42—35 (1/1).
Разделительная группа служит для передачи вращения от вала XIX ходовому винту при нарезании резьб (в этом случае должна быть включена муфта разделительной группы и, соответственно, подвижная шестерня 37 должна быть выведена из зацепления с шестерней 40) либо ходовому валу при точении.
Во втором случае вращение от вала XIX передается через передачи 37—40, 39—59 и об
гонную муфту вала XXII, затем через передачи 60/38 — валу XXIII и ходовому валу. Кроме того, разделительная группа служит для автоматического расцепления ходового вала с приводом коробки подач при включении электродвигателя быстрых перемещений суппорта. Это обеспечивается обгонной муфтой, расположенной между зубчатым колесом 59 и валом XXII. Управление коробкой подач осуществляется с помощью трех рукояток 5, б и 7 (рис- 8).
Рукоятка 5 с обозначениями I, II, III, IV служит для настройки наборной группы.
Рукоятка 6 с символьными обозначениями «Подача в мм/об», «Резьба с шагом в мм», «Резьба с числом ниток на «Включение винта напрямую» предназначена для выбора рода работ.
Рукоятка 7 с обозначениями А, В, С и D служит для настройки множительной группы.
Для нарезания резьб повышенной точности в коробке подач предусмотрено положение рукоятки 6, при котором ходовой винт включается напрямую, минуя механизм коробки подач. Для того чтобы механизм не вращался вхолостую, рукоятку 7 устанавливают в нейтральное положение, отмеченное стрелкой. В этом случае выбор величин шага производится настройкой гитары сменных зубчатых колес коробки передач.
Наименьшему значениию подачи или шага резьбы соответствует положение рукояток 5 и 7 — / и X соответственно.
Величина подачи или шаг резьбы увеличиваются при переключении рукояток 5 и 7 по часовой стрелке.
Механизм переключения зубчатых колес коробки подач смонтирован на плите 61 (рис. 17), которая в собранном виде крепится к корпусу коробки подач.
При ремонте перед установкой плиты б) на место необходимо проверить совпадение рисок у сцепленных зубчатых колес М и Н и вертикальное положение сухарей К и вилок Л.
Рекомендуется сухари К и вилки Л устанавливать на оси посредством густой смазки (синтетического солидола УСс2 ГОСТ 4366—76) во избежание перекоса последних.
7.4.6. Фартук
Фартук (рис. 18, 19 и 20) предназначен для преобразования вращательного движения ходового винта и ходового вала в поступательное движение каретки и передачи вращательного движения ходового вала винту поперечного перемещения суппорта, а также для ручного управления этими перемещениями в процессе работы станка (включение и выключение рабочих и ускоренных перемещений каретки и суппорта, реверсирование перемещений и т.д.).
Фартук расположен спереди станка, под выступающей частью каретки, к которой крепится с помощью винтов. Ходовой винт и ходовой вал, связывающие механизм фартука с механизмом коробки подач, пропущены сквозь задние приливы корпуса фартука через специальные втулки, обеспечивающие удобство установки и снятия защитных щитков ходового винта и ходового вала.
A - A (Рис. го)
Рис. 18 Фартук
Q □
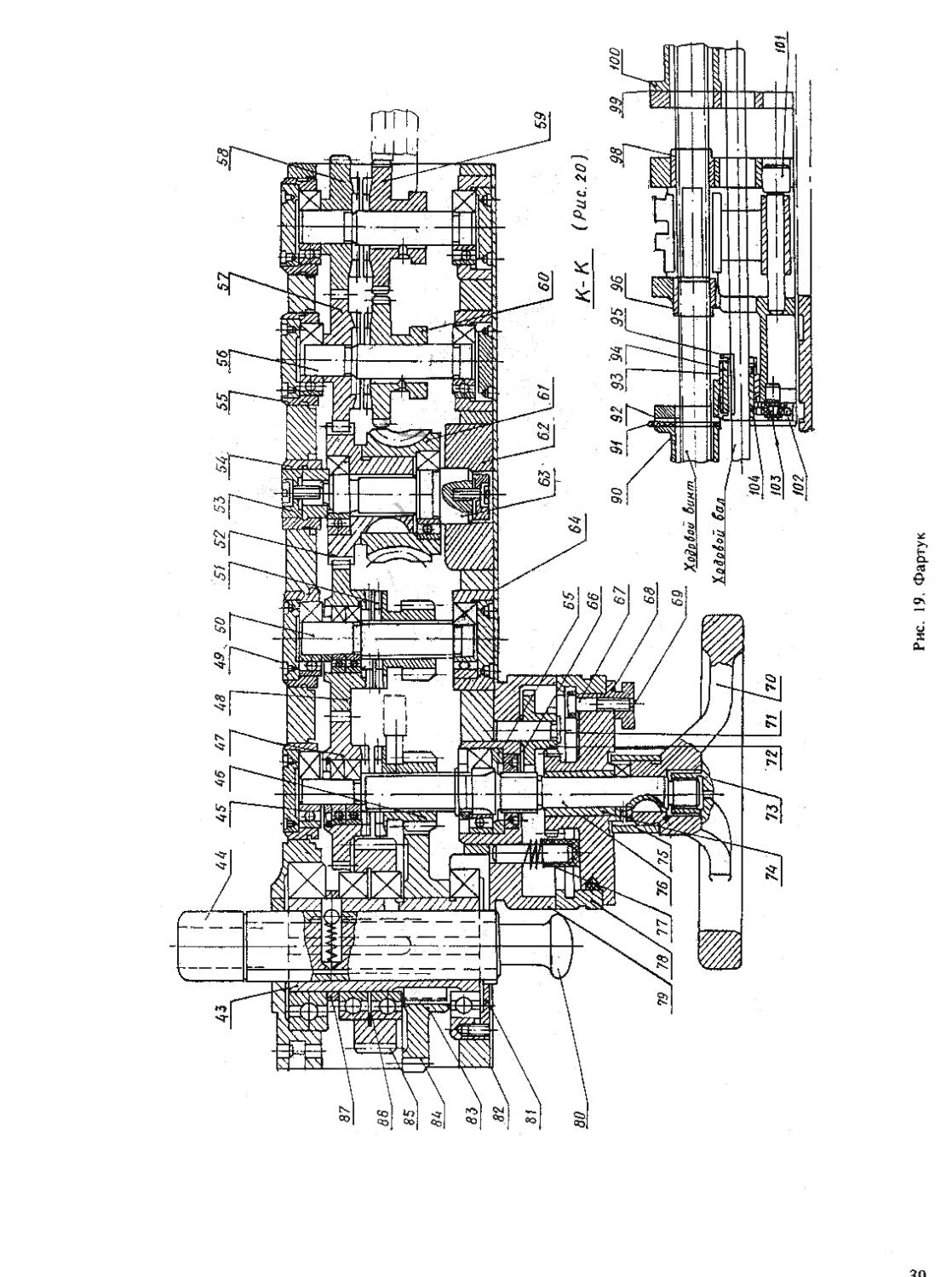
Рис. 19. Фартук
д-д
и-и
Рис. 20. Фартук
I При нарезании резьб от ходового винта последний. вращаясь, перемещает введенную в Езацепление с ним маточную гайку 139 (рис. 20) вместе с фартуком и жестко связанной с ним кареткой, чем достигается достаточно точное продольное перемещение инструмента, согласованное с вращательным движением шпинделя. Продольные и поперечные подачи инструмента не требуют особой точности перемещений и поэтому осуществляются от ходового вала. Он передает вращение зубчатой шестерне 61 (рис. 9), перемещающейся по ходовому валу вместе с фартуком на подвижной шпонке. Далее вращение передается по кинематической цепи через ряд передач 61—62—63— 65, червячную пару 93—72 зучатому колесу 73, передающему вращение кулачковым полумуфтам 71—70 и 74—75.
Четыре кулачковые муфты.' 46 и 47, 48 и 51, 57 и 60, 58 и 59 (рис. 19), введенные попарно в две кинематические ветви, обеспечивают ’продольное перемещение каретки и поперечное перемещение суппорта в обоих направлениях, а также включение и выключение этих переме-щений.
Таким образом, если включена муфта 46 и 47, соединяющая зубчатые колеса 70 и 86 (рис. 9), вращение передается через ряд передач 73— 71—70, через кулачковую муфту и передачу 86—69 зубчатой шестерне 64 реечной передачи.
Перекатываясь по зубчатой рейке 87, закрепленной на станине, шестерня 64 перемещает фартук с кареткой вправо. Перемещение каретки влево обеспечивается включением кулачковой муфты, связывающей зубчатые колеса 7/ и 85, при включенных остальных муфтах. Тогда вращение будет передаваться через передачу 73—71, кулачковую муфту и передачу 85— 69 реечной шестерне 64.
В том случае, если включена муфта, соединяющая зубчатые колеса 74 и 80, вращение передается через передачу 73— 74, кулачковую муфту и передачу 80—68 и далее кинематической цепи суппорта, т.е. через передачи 68— 67—66 винту 97 поперечных перемещений суппорта, который в данном случае будет вращаться по часовой стрелке и перемещать гайку 96 вместе с суппортом в направлении от рабочего-оператора.
Обратное направление перемещения суппорта, т.е. к оператору, обеспечивается включением кулачковой муфты, связывающей зубчатые колеса 75 и 79. Тогда вращение передается через ряд передач 73— 74— 75, кулачковую муфту и передачи 79—68—67—66 винту 97, вращающемуся в этом случае против часовой стрелки. Управление кулачковыми муфтами осуществляется мнемонической рукояткой 13 (рис. 8). Направление перемещения рукоятки 13 при переключениях совпадает с направлением перемещения каретки и суппорта. Механизм управления сблокирован таким образом, что одновременное включение двух муфт невозможно.
Включение быстрых перемещений в указанных четырех направлениях осуществляется дополнительным нажатием кнопки 19, встроенной в рукоятку 13. При этом включается элек
тродвигатель быстрых перемещений, который через клиноременную передачу сообщает вращение ходовому валу.
Ручное перемещение каретки осуществляется маховиком. Отсчет продольных перемещений производится по лимбу, состоящему из шкал точного и грубого отсчетов.
Фартук имеет блокирующие устройства, препятствующие одновременному включению продольной и поперечной подач суппорта и маточной гайки станка.
Для предохранения механизма фартука от перегрузок в фартуке имеется предохранительный механизм с двумя последовательно установленными кулачковыми муфтами. Этим достигается возможность обработки деталей по упорам при продольном и поперечном точении. Величина усилия подачи при работе по упорам регулируется сжатием пружины 23 (рис. 18) с помощью гайки 16. Ввертывание гайки приводит к сжатию пружины и, следовательно, к увеличению усилия подачи.
Предохранительный механизм работает следующим образом. При встрече каретки (или поперечных салазок суппорта) с упором или при перегрузке червячное колесо 28 останавливается, червяк 30, продолжая вращаться, вывертывается и, сжимая пружину 23, через сухарь 27, толкатель 26, упорный подшипник 25, толкает стакан 24 вправо. Защелка 19, западая в прорезь стакана 24, препятствует возвращению червяка в исходное положение.
Так как зубья муфты 30-32 имеют большой угол профиля, двусторонняя полумуфта 32 не может перемешаться под действием пружины вслед за червяком 30. Ее удерживают осевые силы, действующие в кулачковом зацеплении. Только когда произойдет проскакивание зубьев муфты 30—32, полумуфта 32 выйдет под действием пружины из зацепления с полумуфтой 33. Таким образом произойдет выключение мелкозубой муфты 32—33, в результате чего каретка (или суппорт) остановится.
Для того чтобы включить фартук, необходимо поднять защелку 19, освободив стакан 24. Пружина включит расцепленную муфту 32—33 и возвратит червяк 30 в исходное положение.
Для нарезания резьбы необходимо рукоятку 13 (рис. 8) поставить в нейтральное положение и рукояткой 20 включить маточную гайку, при этом реечную шестерню следует вывести из зацепления, вытянув кнопку 10 «на себя».
7.4.7. Каретка и суппорт
Каретка и суппорт (рис. 21, 21А, 22, 23, 24) — исполнительный орган станка, предназначенный для осуществления точных координированных механических или ручных рабочих и вспомогательных перемещений режущего инструмента в продольном и поперечном направлениях относительно оси обрабатываемой детали (оси шпинделя) в одной горизонтальной плоскости с этой осью, а также для быстрой смены режущего инструмента и установки его под углом к оси шпинделя при точении конусов, осуществляемом вручную, перемещением верхних салазок суппорта. Узел имеет крестообразную конструкцию, позволяющую осуществлять
39 A
Al
Вариант исполнения станка С 2-х позиционным резцедержателем.
Г-Г
Рис. 21 А. Каретка и суппорт
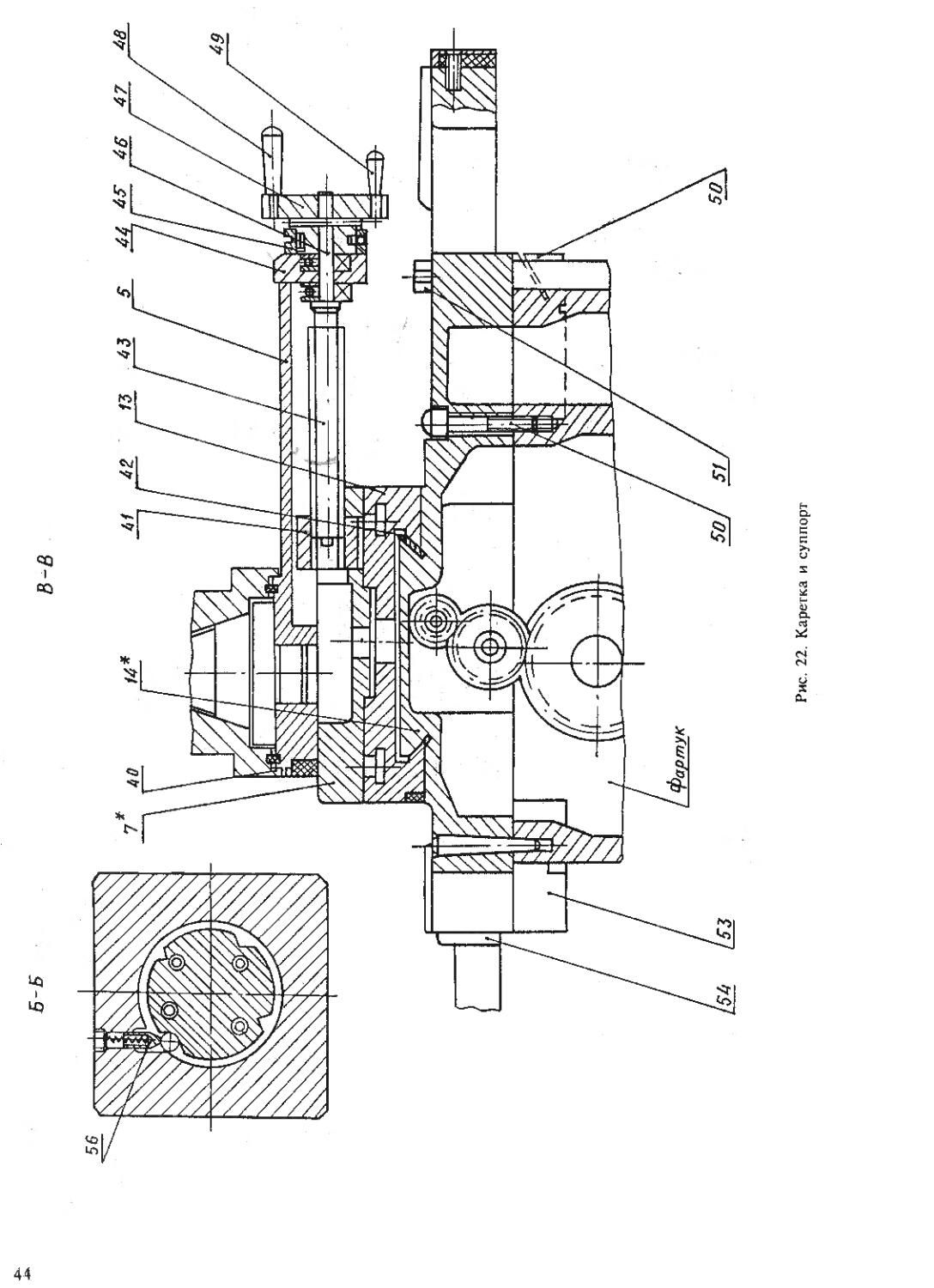
плавные и точные перемещения его подвижных частей при большой их жесткости и виброустойчивости. Перемещение верхней части суппорта с резцедержателем может осуществляться только вручную вращением рукоятки 47 (рис. 22). Нижняя часть суппорта и каретка могут перемещаться соответственно в поперечном и продольном направлениях как вручную, так и механически. Причем механическое их перемещение может быть рабочим, т.е. осуществляться от привода подач, или быстрым, осуществляемым от привода быстрых перемещений.
Рукоятка винта поперечной подачи 28, 29 снабжена специальным устройством, которое отключает ее при включении механического привода подачи и быстрого хода поперечных салазок суппорта. Средняя часть суппорта 7 при необходимости может быть повернута на угол ±90°.
Двухпозиционный резцедержатель (рис. 21А) жестко, с помощью штифта, фиксируется на верхнем суппорте. При этом одна из двух его граней, с точно выполненными мелкими приз
матическими направляющими, располагается параллельно оси шпинделя, а другая — перпендикулярно. При необходимости штифт может выниматься, корпус резцедержателя разворачиваться в необходимом угловом положении и фиксироваться силами трения от затяжки колпачковой гайки.
Быстросменные блоки устанавливаются на любую из граней корпуса резцедержателя и фиксируются при повороте эксцентрика с усилием на рукоятке 25 Н-м (2,5 кге-м).
Установка по высоте режущих кромок инструмента осуществляется без прокладок установочным винтом с контргайкой.
В исполнении станка с 4-позиционным резцедержателем (рис. 21) поворот и фиксация резцедержателя осуществляются рукояткой ЗА.
При повороте рукоятки ЗА против часовой стрелки сначала осуществляется расфиксирова-ние, а уже потом — перемещение (поворот) и установка резцовой головки в нужное положение. Вращением рукоятки ЗА в обратном направлении резцедержатель фиксируется (закрепляется на конуср) в этом положении.
Б-Б
В-В
Рис. 22. Каретка и суппорт
0-0
п-п
Условные, обозначения
- Поблочная пробка
| - ретно&ая прокладка
Рис. 23. Каретка и суппорт. Расположение заглушек, пробок и прокладок на каретке 14 (рис. 21)
45
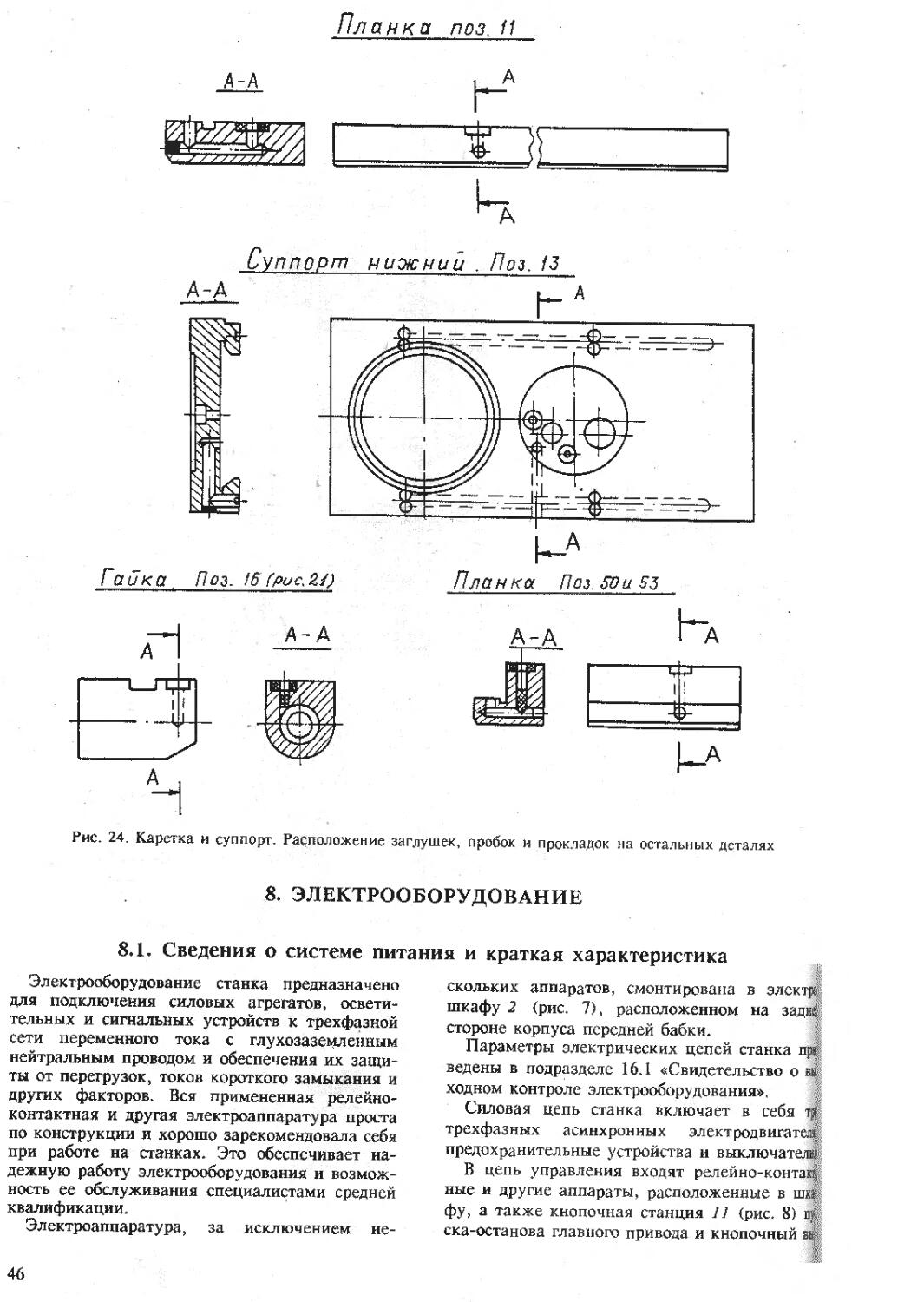
А-А
Планка поз. 11
Суппорт нижний . Поз. /3
Рис. 24. Каретка и суппорт. Расположение заглушек, пробок и прокладок на остальных деталях
8. ЭЛЕКТРООБОРУДОВАНИЕ
8.1. Сведения о системе питания и краткая характеристика
Электрооборудование станка предназначено для подключения силовых агрегатов, осветительных и сигнальных устройств к трехфазной сети переменного тока с глухозаземленным нейтральным проводом и обеспечения их защиты от перегрузок, токов короткого замыкания и других факторов. Вся примененная релейноконтактная и другая электроаппаратура проста по конструкции и хорошо зарекомендовала себя при работе на станках. Это обеспечивает надежную работу электрооборудования и возможность ее обслуживания специалистами средней квалификации.
Электроаппаратура, за исключением не
скольких аппаратов, смонтирована в электй шкафу 2 (рис. 7), расположенном на задна стороне корпуса передней бабки.
Параметры электрических цепей станка пр| ведены в подразделе 16.1 «Свидетельство о доходном контроле электрооборудования»,
Силовая цепь станка включает в себя ш трехфазных асинхронных электродвигателе предохранительные устройства и выключатели!
В цепь управления входят релейно-контай ные и другие аппараты, расположенные в шкг фу, а также кнопочная станция JJ (рис. 8) п4 ска-останова главного привода и кнопочный до
I
46
(ключатель 19 управления электродвигателем ускоренных перемещений.
Цепь местного освещения обеспечивает работу станочного светильника с гибкой стойкой и со встроенным выключателем.
В цепь сигнализации входит коммутация сигнальных ламп 29 и 31.
I
Принципиальная схема электрооборудования представлена на рис. 32, а перечень элементов с указанием основных технических параметров — в табл. 11.
Схема соединений электрошкафа приведена на рис. 33, а схема соединений всего станка — на рис. 34.
381
С
СвтьЗ^БОГцЗвоЦ
'15*^422 *
.1 } KMt
:48*
SB2 FU1
гЗ*,—-. 26* 7-27*г-
'•30*
В
А
; 16* 3 -Ч KKt t?*^
КК2 з ГУ'"*1
КМ1
2
28*
31*
38*
29*
• 32 КМ1
\JHL2.
39*
5
8
3
3
А
Ь
С
9
км г
Л1
С/
; СЗ
С 2
380
А/
С1
О
/4
33^ Ell\
24 о
•82 I: ЛЗ
<XF1 4
1108
228
Г VI |;ПД
22
:лг
С1
С6
SA2
:/2*
21*
А4
СЗ
:Л1
4
:Cf
СЗ
:3
87
С7
W
•V/
С4 :6
:8
ЗА1
7
24
КК2
/I
ЛЗ
:Л2
КМ2
10
:Л1
:С1
С2
:лз
KMf
СЗ
:Л2
:С2
А2
82
С2
86
КК1 .14*
FU2
Ml
:U
Рис. 32, Схема электрическая принципиальная
и
М2
мз
47
оо
Рис. 33. Схема электрическая соединений электрошкафа
М2
* Обозначение бывоЗов на аппаратах не маркировано
** & станке с механической блокировкой выключатель $0.2 отсутствует
Рис. 34. Схема электрическая соединений станка
Таблица fi
Поз., обозначение Наименование Кол-во Примечание
4 Е1 Светильник НКП-03-60-004 УХЛ4 1 Ж
Е1 Лампа накаливания МО24-60 1
FUI Предохранитель ПРС-6УЗ-П с плавкой вставкой ти- 1 С плавкой вставкой
поисполнения ПВД1-4УЗ /н = 4 А
FU2 Предохранитель ПРС-6УЗ-П с плавкой вставкой ти- 1 С плавкой вставкой
поисполнения ПВД1-2УЗ /„ = 2А
HL1, HL2 Лампа КМ24-90 УХЛ4 2 Цоколь Т 6.8
КК1 Реле ТРН-25 УХЛ4, 16А 1 В пускателе KMI
КК2 Реле ТРН-ЮА УХЛ4, 0.40А 1
КМ1 Пускатель ПМЕ-212 УХЛ4 А (110-2з+2р-16) 1 С реле КК1
КМ2 Пускатель магнитный ПМЕ-111 (110-2з+2р) УЗ 1
Ml Электродвигатель 4АМ13254УЗ, 380 В 1 IM3081; 7.5 кВт; 1500 об/мин
М2 Агрегат электронасосный вертикальный Х14-22М 1 0,125 кВт; 2800 об/мин
М3 Электродвигатель 4АМХ7184УЗ, 380 В 1 1М3081; 0,75 кВт; 1500 об/мин
QFI Выключатель АЕ 2ОЗЗ-ЮО-ООУЗ-А, 380 В, 50. 1 Расцепитель 20 А,
60 Гц. 20 А, 12 /„ отсечка 12 /ном
QF2 Выключатель АЕ 2023-1ОО-ООУЗ-А, 380 В, 50. 1 Расцепитель 3,15 А,
60 Гц. 3, 15 А, 12 /н отсечка 12 /НОм
SAI Переключатель ПКУЗ-11И2059УЗ I
SB/ Кнопка КМЕ45/10У2 черный 1 Толкатель цилиндрический черного цвета
SB2 Кнопка КМЕ 5501У2 красный 1 Толкатель грибовидный красного цвета Я
SQ1 Выключатель ВПК 2010 УХЛ4 1
SQ2 Выключатель ВПК 2011 УХЛ4 1
TCI Трансформатор ОСМ-0.16УЗ 380/5-22-110/24 1 fl *
8.2. Сведения о первоначальном пуске
При подключении станка необходимо убедиться в соответствии напряжения и частоты питающей сети электрическим параметрам станка, указанным в таблице, закрепленной на стенке электрошкафа.
Подключение станка к питающей сети и системе заземления должно производиться изолированными медными проводами сечением не менее 4 мм2.
Ввод проводов электропитания к клеммам А, В к С блока зажимов осуществляется через расположенный на верхней стенке электрошкафа фланец с резьбовым отверстием G3/4-B, служащий для присоединения защитной оболочки сетевых проводов (например, трубы, рис. 6) к оболочке электрошкафа. Заземление электрошкафа осуществляется через защитную оболочку проводов питания посредством устройства
50
заземления 2, выведенного на торцовую стек шкафа.
Подключение станка к цеховой системе 3 земления осуществляется через болт заземли ния 2, расположенный на задней стороне crag ка, внизу под электрошкафом. При первой чальном пуске станка необходимо прежде вж внешним осмотром убедиться в надежности.® земления и правильности монтажа электрод рудования. Затем, отключив на клеммном в-боре электрошкафз провода питания всех эле тродвигателей, с помощью вводного выключав ля QFI (рис. 8, поз. 30) подключить стаж® цеховой сети.
С помощью органов ручного управлеа/ поз. 11, 19, 24, 28, 30 и 31 убедиться в чел сти срабатывания магнитных пускателей и gjj ле. Особое внимание следует обратить на ч||
кость срабатывания кнопки «Стоп» кнопочной станции 11.
(Подсоединить ранее отключенные провода к соответствующим зажимам клеммного набора и поочередным включением электродвигателей ’ главного привода, быстрых перемещений суппорта и электронасоса убедиться в правильности направления их вращения согласно указа-
I виям табл. 12.
После выполнения изложенного выше можно приступить к опробованию станка в работе согласно указаниям раздела 11 «Порядок установки».
ВНИМАНИЕ! Работать на станке разрешается только при закрытой дверце электрошкафа. Категорически запрещается работать на станке при обнаружении неисправности кнопки «Стоп» и электрических блокировок.
Таблица 12
Электродвигатель Направление вращения вала
Главного привода Быстрого перемещения Электронасоса Против часовой стрелки (со стороны вала) По часовой стрелке (со стороны вала) Согласно маркировке, нанесенной на корпусе
8.3. Описание работы электросхемы
Включение вводного выключателя QF1 (рис. 32) при наличии напряжения в сети сопровождается загоранием лампы HL2.
Пуск электродвигателя главного привода Ml осуществляется при включенном вводном выключателе QF1 нажатием кнопки SBI кнопочной станции, которая замыкает цепь катушки магнитного пускателя КМ1. При этом срабатывает магнитная система пускателя и замыкает его нормально разомкнутые главные и вспомогательные контакты КМ], т.е.;
магнитный пускатель КМ1 перейдет на само-питание, т.к. один из его вспомогательных контактов замкнет цепь питания катушки параллельно кнопке SB] и при отпускании последней цепь не разорвется;
включится электродвигатель главного привода Ml, питаемый .силовой цепью через замкнутые главные контакты пускателя КМ1\
загорится лампочка HL1, сигнализирующая о включенном состоянии электродвигателя МЛ т.к. второй вспомогательный контакт КМ1 замкнет цепь ее питания.
ВНИМАНИЕ! Пуск возможен только при замкнутых контактах конечного выключателя SQ2 блокировки ограждения патрона в
исполнении станка с электрической блокировкой.
Останов электродвигателя главного привода Ml осуществляется нажатием кнопки кнопочной станции SB2. При этом произойдет размыкание цепи катушки магнитного пускателя КМ1, она обесточится, все контакты пускателя разомкнутся, т.е. электродвигатель Ml выключится и лампочка HL1 погаснет, цепь са-мопитания магнитного пускателя разорвется.
Пуск электродвигателя быстрых перемещений М3 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1. Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ2, который в свою очередь замыкает контакты КМ2 силовой цепи электродвигателя быстрых перемещений, ^Ь1клк>иа/пель 0F2 бклнзчен поето
При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ2 разомкнутся и электродвигатель М3 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа (рис. 8, поз. 28).
8.4. Сведения о защите и мерах безопасности
| Защита электродвигателей главного привода, : Привода быстрого перемещения каретки и суп-^ййрга, Электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плав-кимй предохранителями. Защита электродвигателей (кроме электродвигателя М3) от длительных перегрузок осуществляется тепловыми ре-»та.
Защита цепи освещения от токов короткого
замыкания осуществляется предохранителем FU2.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей, которые при понижении напряжения ниже 85 % номинального значения автоматически отключают электродвигатели от сети.
До подключения станка к питающей сети не
обходимо выполнить указания раздела 5 «Указания мер безопасности» в отношении заземления.
ВНИМАНИЕ! Необходимый уровень безопасности работы электрооборудования станка обеспечен его изготовлением в соответствии с требованиями ГОСТ 12.2.009— 80, но он может оказаться недостаточным в случае нарушения требований безопасности, изложенных в Руководстве и типовых инструкциях.
8.5. Указания
Категорически запрещается проводить обслуживание электрооборудования без полного отключения станка от питающей сети.
При уходе за электрооборудованием необходимо периодически, не реже одного раза в месяц, проверять состояние пусковой и релейной аппаратуры, обращая особое внимание на надежность замыкания и размыкания контактных мостиков пускателей. Все детали электроаппаратов должны быть свободными от пыли и гря--зи, винты контактных зажимов — 'затянуты.
Контакты изготовлены из серебросодержащих материалов, поэтому специального ухода и регулировки не требуют, а в случае износа подлежат замене новыми. Зачищать контакты не рекомендуется, т.к. почернение поверхности не ухудшает их работы. При смене нагревателей тепловых реле их натяг и искривления не допускаются.
Во избежание появления ржавчины поверхность стыка сердечника с якорем пускателя нужно периодически смазывать машинным маслом с последующим обязательным протиранием сухой тряпкой (для предохранения от прилипания якоря к сердечнику).
Периодичность технических осмотров электродвигателей устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
9. СИСТЕМА
9.1. Общие
Система смазки станка представляет собой комплекс узлов, агрегатов и точек смазки, предназначенных для подачи смазочных материалов к трущимся поверхностям, условия работы которых не допускают сухого трения.
Работа на станке с открытой дверцей шкафа или открытыми клеммными коробками КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ!
НЕОБХОДИМО ПОМНИТЬ. ЧТО ПРИ ОТКЛЮЧЕННОМ ВВОДНОМ АВТОМАТИЧЕСКОМ ВЫКЛЮЧАТЕЛЕ QF1 ЕГО ЗАЖИМЫ И ВВОДНЫЕ КЛЕММЫ А, В и С БЛОКА ЗАЖИМОВ НАХОДЯТСЯ ПОД НАПРЯЖЕНИЕМ ПИТАЮЩЕЙ СЕТИ. ПОЭТОМУ СЛЕДУЕТ ИЗБЕГАТЬ ПРИ КОСНОВЕНИЯ К НИМ.
по эксплуатации
; При технических осмотрах проверяется со| 9-‘стояние вводных проводов обмотки статора, производится очистка двигателей от загрязну ния, контролируется надежность заземления • соединения вала с приводным механизмом. Периодичность профилактических ремонтов устанавливается в зависимости от производственных условий, но не реже одного раза в год.
Замену смазки подшипников при нормаль-, ных условиях эксплуатации следует проводите, через 40000 ч работы. Рекомендуемая марка, смазки —158 ТУ38 101320—77. Камеру подшипника заполнять смазкой на 2/3 ее объема.
Профилактический осмотр автоматическая выключателя необходимо производить не реже одного раза в шесть месяцев, а также пос® каждого отключения при коротком замыкании, в т.ч. и повторном.
При осмотре нужно очистить выключатель at копоти и нагара металла, проверить затяжку винтов, целостность пружин и состояние контактов. Шарниры механизма выключателя следует периодически (примерно через 2—3 тыс. включений) смазывать приборным вазелиновый-маслом.
Не следует проводить какую-либо регулировку выключателей в условиях эксплуатации-Она выполнена заводом-изготовителем.
1
СМАЗКИ
сведения
Правильная и регулярная смазка стань имеет большое значение для его нормальна эксплуатации и долговечности. Поэтому следует строго придерживаться приведенных ниж рекомендаций.
9.2. Принципиальная схема
Принципиальная схема системы смазки изображена на рис. 35, а перечень оборудования (аппаратуры) с указанием его основных характеристик — в табл. 13.
В табл. 14 приведены доза и периодичность подачи смазочных материалов в точки смазки.
ВНИМАНИЕ! Первую замену масла нужно 52
производить через месяц после пуска станк в эксплуатацию, вторую — через три месяца и далее — строго согласно указания таблицы.
Бак Б1 заполнять смазкой только с помощы заправочных станций (устройств), оснащение фильтрами с номинальной тонкостью фильтра* ции не грубее 25 мкм.
Рис. 35. Принципиальная схема смазки
Таблица 1
Обозначение Наименование Кол-во Примечание
Б1 Бак 1
ДП1 Коллектор 1 i
ДП2 Коллектор 1 1
31 Золотник 1
MCI Масленка 1 ж
МС2—МС5 Масленка 3.2.2 УХЛ1 4 1
МУ! Маслоуказатель 1
МУ 2 Маслоуказатель 1 i
МУЗ Маслоуказатель 1150 1
Н1 Насос Г11-11А 1 П роизводительность 4,4л/мин при И 60 об/мин
НП1 Насос плунжерный 1
031, 032 Отверстия для заливки масла 2
ОС1—ОСЗ Отверстия для слива масла 3
Р1 Распределительный резервуар I
ФС1 Фильтр 0,04 С42-54А 1
Ф31 Фильтр Г42-12Ф 1
Таблица Is
Поз.» обозначение Наименование точек смазки Расположение точек смазки Тип смазки Марка смазочного материала Периодичность смазки или замены масла Расход t смазки на одну 3a-|j правку» л|
Ф31 Отверстие для залива масла На баке» расположенном на левой торцовой стенке станины Автоматическая централизованная Индустриальное ИГП-18 ТУ38 101413-78 или И-20А ГОСТ 20799-88 Доливать еженедельно, менять через 6 месяцев 13,0 .а||
ОС! Отверстие для слива масла
031 Отверстие для залива масла На фартуке Автоматическая ИНСп-40 ТУ38 101672—77 или ИСПи-40 ТУ 38 101293-78 Доливать еженедельно, менять через 3 месяца я 1.5
ОС2 Отверстие для слива масла
31 Золотник На каретке Полуавтоматическая от насоса фартука 2 раза в смену 0.03 |
МС2 Масленка На верхней части суппорта Ручная 1 раз в смену 0.02
032 На заднем кронштейне ходового винта и вала Индустриальное И-ЗОА ГОСТ 20799-88 или И-20А ГОСТ 20799-75 Еженедельно 0.03 ’
МСЗ, МС4 На задней бабке 0,20 I
МС5 На каретке 1 раз в смену 0,01
MCI На коробке передач Литол-24 ГОСТ 21150-87 или Солидол С ГОСТ 4366-76 или ВНИИ ИП-242 ГОСТ 20421-75 1 раз в смену по одному обороту крышки масленки р о
Зубья сменных зубчатых колес Еженедельно
Реечная передача На станине
Примечание. Замену смазки периодически работающих органов ручного продольного и поперечного перемещений суппорт* верхнего суппорта, четырехпозиционного резцедержателя, ограждения патрона, механизма зажима пиноли и поддерживающий устройств задней бабки (рис. 14, поз. 40) следует производить по мере необходимости, ориентировочно I раз в 6—12 месяца! Рекомендуемый смазочный материал — Литол-24 ГОСТ 2Н50—87, допускается замена на солидол С ГОСТ 4366—76 ИНЕ ИП-242 ГОСТ 20421—75. • ‘fl
54
9.3. Описание работы
В станке применена автоматическая централизованная принудительная система смазки шпиндельных опор и отдельных узлов передней бабки и коробки подач.
Все остальные механизмы передней бабки и коробки подач смазываются разбрызгиванием смазки вращающимися зубчатыми колесами в процессе работы станка. Включение в работу централизованной системы смазки производится одновременно с включением электродвигателя главного привода. Поэтому к моменту включения вращения шпинделя на его опоры и на часть механизмов передней бабки и коробки “подач уже подана смазка.
Шестеренный насос Я7 (рис. 35), приводимый в действие от электродвигателя главного привода через клиноременную передачу, поддает масло из бака Б1 через сетчатый фильтр ФС1 к коллектору (делителю потока) ДП1 и далее в переднюю бабку и коробку подач. Коллектор ДП2, расположенный в корпусе передней бабки, подает масло к подшипникам шпинделя и маслораспределительному лотку. Примерно через минуту после включения привода начинает вращаться диск маслоу-казателя МУ1. Его постоянное вращение свидетельствует о нормальной подаче масла в переднюю бабку. Из передней бабки и коробки ' подач масло через заливной сетчатый фильтр Ф31 с магнитным вкладышем самотеком сливается в бак Б1.
Смазка механизмов фартука — автоматическая, от индивидуального плунжерного насо
са НП1 с эксцентриковым приводом. Насос приводится в действие при включении вращения ходового вала, а также при включенном приводе быстрых перемещений. Насос НП1 при нормальном положении золотника 31 нагнетает масло в распределительный резервуар Р1. Из резервуара масло поступает через систему масляных каналов к опорной втулке ходового вала, а также внутрь корпуса фартука. Попадая на вращающиеся зубчатые колеса, масло разбрызгивается по всему объему узла.
При нажатии на кнопку золотника 31 перекрывается канал, ведущий к Р1, и открывается канал, подающий масло к направляющим каретки и поперечных салазок суппорта. Эту смазку следует выполнять при включенном двигателе быстрых перемещений.
При винторезных работах смазка направляющих, а также рабочей поверхности маточной гайки, размещенной в фартуке, производится аналогичным способом при включенной посредством рукоятки 20 (рис. 8) маточной гайке.
Смазка задней опоры ходового винта и ходового вала осуществляется фитилями из резервуара, выполненного на верхней плоскости заднего кронштейна. Заливное отверстие 032 (рис. 35) закрыто колпачком.
Остальные точки, в т.ч. задняя бабка, смазываются вручную, с помощью шприца. Резервуар задней бабки заполняется до вытекания масла через отверстие на лицевой стороне плиты.
9.4. Указания
s
9.4.1, Подготовка к пуску
При подготовке станка к пуску необходимо очистить фильтры Ф31, ФС1 (рис. 35) и промыть их в керосине. В соответствии с указаниями табл. 14 следует залить масло во все резервуары и подать масло во все указанные точки смазки.
Заливка масла в резервуары и контроль уровня масла производятся следующим образом:
через отверстие в крышке заливного фильтра Ф31 в бак Б] централизованной системы смазки передней бабки и коробки подач. Контроль уровня — по маслоуказате-лю МУЗ, расположенному на лицевой стенке бака Б1;
через отверстие 031, закрываемое пробкой, в резервуар централизованной системы смазки фартука. Контроль — по маслоуказате-лю МУ2, расположенному на лицевой стороне фартука;
через масленки МСЗ и МС4 — в резервуар задней бабки. Контроль уровня заполнения — по вытеканию масла через отверстие на лицевой стороне плиты задней бабки;
через заливное отверстие 032 — в резервуар заднего кронштейна. Контроль — визуальный.
по эксплуатации
9.4.2. Наблюдения во время работы
В процессе работы необходимо постоянно следить за вращением диска маслоуказате-ля МУ1 (рис. 35) на передней бабке. Прн его остановке необходимо тут же выключить станок и очистить сетчатый фильтр ФС1. Для этого, предварительно отсоединив трубки У и 2, его надо вынуть из корпуса резервуара Б1.
Отвернув гайку 5, расположенную в нижней части фильтра, следует снять с оси фильтрующие сетчатые элементы 4. Каждый элемент 4 нужно промыть в керосине до полного очищения. Нельзя продувать эти элементы сжатым воздухом, т.к. это может привести к повреждению мелкой сетки. После очистки фильтр нужно собрать, установить в резервуар и подсоединить трубки / и 2.
В станке, впервые вводимом в эксплуатацию после его изготовления, рекомендуется в течение двух первых недель чистить сетчатый фильтр ФС1 не реже двух раз в неделю, а затем — раз в месяц. Для очистки заливного фильтра Ф31 (с магнитным вкладышем) его нужно вынуть из корпуса резервуара Б1, снять крышку 10, вынуть из стакана 12 магнитный вкладыш 13 и промыть в керосине все поверхности и корпус вкладыша 13 (особенно сетку).
Заливной фильтр Ф31 следует чистить один раз в месяц.
ВНИМАНИЕ! Фильтры ФС1 и Ф31 необходимо обязательно чистить перед и после каждой смены масла.
Ежедневно перед началом работы нужно проверять по указателю уровень масла в резервуарах и при необходимости доливать его.
или масленки, поставляемой в комплекте инс румента.
9.4.3. Возможные нарушения и способы их устранения
Перечень наиболее вероятных нарушений работе системы смазки и способы их устран, ния приведены в табл. 15.
Таблица
Возможные неполадки _ Наиболее вероятная причина их появления . Способ устранения неполадок
Отсутствие потока масла в смете-ме смазки передней бабки и коробки подач * Неисправная работа маслонасоса Н1 Устранить неисправности масло|| насоса или заменить его
Засорение сетчатого фильтра ФС1 Промыть фильтр
Засорение сетчатого фильтра Ф31 То же
Отсутствие потока масла в системе смазки фартука и каретки с суппортом Неисправная работа маслонасоса НП1 Устранить неисправности насоса 1
Диск маслоуказателя МУ 1 не вращается Отсутствие потока масла в системе смазки передней бабки и коробки подач См. выше
Неправильная ориентация трубки, подающей масло на турбину мас-лоуказателя Правильно сориентировать подво- 1 дящую трубку
Прн замене масла в резервуарах Б1 и Р1 слив масла производится через сливные отверстия ОС1 и ОС2. Перед заливкой масла резервуар Б1 следует очистить от осадков и промыть керосином.
Проверку работы смазочного насоса фартука НП1 следует осуществлять при включенном насосе по вытеканию масла из вертикального отверстия на правой верхней плоской направляющей каретки. Это отверстие открывается при установке поперечных салазок суппорта на расстоянии 180—190 мм от переднего торца каретки.
Смазку направляющих каретки (станины) и поперечных салазок суппорта следует производить в начале и середине смены до появления масляной пленки на направляющих. Эта смазка должна производиться при работающем насосе фартука НП1, т.е. кнопки 19 и 27 (рис. 8) должны быть нажаты. При этом поперечные салазки должны находиться у переднего торца каретки (примерно на расстоянии 10 мм). Продолжительность смазки направляющих — 1 мин.
Сменные шестерни, реечная передача цепи подач и ось промежуточной сменной шестерни 2 (рис. 15) смазывается вручную консистентной смазкой. Последняя — с помощью колпачковой масленки 17, а остальные точки смазываются вручную с помощью смазочного шприца
9.4.4. Обеспечение безопасной эксплуатацш и перечень мер, принимаемых
в аварийных случаях
Во избежание возможного травмированв смазку сменных шестерен, оси промежуточно! сменной шестерни, замену масла в баке £ (рис. 35), демонтаж и монтаж фильтров при промывке следует производить только при н работающем (выключенном) двигателе главное привода.
При работе со смазкой рекомендуется применять защитные мази, пасты или рукавицы.
Обслуживающий персонал по окончании р боты, связанной с маслами, и перед принят» пищи обязан тщательно промыть руки водойi мылом. При заправке станка маслом не курю и во избежание появления искры не допуска® ударов инструментами. В случае загорания м) сел необходимо применять все средства пожар!’ тушения кроме воды.
9.4.5. Сведения о марках применяемых смазочных материалов
Сведения о марках применяемых смазочиЦ материалов приведены в табл. 16. При отсутсж вии указанных выше марок смазочных матери алов следует применять те, основные характя ристики которых соответствуют приведенным
56
Таблица 16
Марки смазочных материалов и их характеристики
ИГП-18 ТУ 38 101413—78 ИНСП-40 ТУ38 101672—77 И-ЗОА ГОСТ 20799—88 Литол-24 ГОСТ 21150—87 Смазка 158 ТУ38 101320—77
Вязкость при 50 °C {16,5—20,5)-10'6 м2/с Вязкость при 50 °C (35—45)-10’6 м2/с Вязкость при 50 °C (27—33)-10° м2/с Вязкость при 20 °C — 650 Па-С, при 50 °C — 8 Па-С Вязкость при 15 °C — 1000 Па-С, при 80 °C — 30 Па-С
Температура вспышки (в открытом тигле) не ниже 170 °C Температура вспышки (в открытом тигле) не ниже 190 °C Температура вспышки (в открытом тигле) не ниже 190 °C Испытание на коррозию выдерживает Испытание на коррозию выдерживает
Температура застывания 15 °C Температура застывания 20 °C Температура застывания 15 °C
Кислотное число — 0,6—1,Омг-КОН/1 г масла Зольность — не более 0,2 % Кислотное число — не более 2,5 мг-КОН/1 г масла Зольность — не более 0,25 % Кислотное число — не более 0,05 мг-КОН/1 г масла Зольность — не более 0,005 % Содержание свободной щелочи в пересчете на NaOH — не более 0,1 % Содержание свободной щелочи в пересчете на NaOH — не более 0,1 %
Содержание механических примесей — отсутствует Содержание механических примесей — не более 0,03 % Содержание механических приме- сей — отсутствуют Содержание механических примесей — не более 0,05 % Содержание свобод н ых органических кислот — отсутствуют
Содержание водорастворимых кислот и щелочей — отсутствуют Содержание водорастворимых кислот и щелочей — отсутствуют
Содержание воды — следы Содержание во- ды — следы Содержание во- ды — отсутствует Содержание воды — отсутствует Содержание воды — следы
Допускается замена на Й-20А ГОСТ 20799—88 Допускается замена на ИСПи-40 ТУ38 101293—78 Допускается замена на И-20А, И-40А ГОСТ 20799—88 Допускается замена на солидол С ГОСТ 4366—76 Допускается замена на Литол-24 ГОСТ 21150-87
10. СИСТЕМА ОХЛАЖДЕНИЯ
Для охлаждения и смазки инструмента в период резания станок имеет самостоятельную систему охлаждения, которая работает от специального насоса, установленного на задней тумбе основания станка. Электронасос Х14-22М обеспечивает подачу СОЖ до 2,2 л/мин. В задней же тумбе расположен резервуар для СОЖ. Заливка СОЖ производится через сливную горловину поддона (стружкосборника). Объем СОЖ, заливаемой в систему, — около 25 л. При смене жидкости ее сливают через сливное отверстие в задней стенке основания.
В станке применен общепринятый способ подачи СОЖ, при котором жидкость из резервуара с помощью насоса по гибкому шлангу подается непрерывной струей к месту отделения стружки. Это достигается за счет размещения сопла на трубопроводе шарнирно-подвижной
конструкции, смонтированного на каретке станка.
В сопле размещен подпружиненный шариковый клапан, с помощью которого можно регулировать количество подаваемой в зону резания жидкости. При вращении наконечника по часовой стрелке количество подаваемой жидкости будет уменьшаться. Из зоны резания СОЖ сливается в поддон станка, а оттуда через сливную горловину с решеткой поступает в резервуар.
При подготовке к пуску необходимо выпол-нить рекомендации, указанные в подразделе 11.4. Включение насоса выполняется выключателем 28 (рис. 8), расположенным на панели электрошкафа.
Жидкость в зону резания следует подавать раньше или одновременно-с началом.резания.
ВНИМАНИЕ! При обработке на больших скоростях заготовок твердосплавными резцами применение СОЖ может послужить причиной появления трещин на твердосплавных пластинах, особенно при запоздалой или неравномерной (особенно прерывистой) подаче СОЖ в зону резания.
Применение СОЖ при обработке серого чугуна также нежелательно. Ее применение не дает ощутимого эффекта, а износ направляющих станка повышается за счет загрязнения трущихся поверхностей мелкой стружкой, уносимой жидкостью.
В случае прекращения подачи СОЖ нужд убедиться в достаточности жидкости в резерву аре и при необходимости залить (см. подрав дел 11.4). При отказе работы электронасоса не обходимо устранить неисправности или заме нить его.
При токарных работах предпочтение нуж», отдавать СОЖ на водной основе, т.к. эксплуа-тация масляных составов значительно сложнее'
Для чистового точения целесообразно приме нять сульфофрезол, который обладает высоко смазывающей способностью, что позволяет вс лучать более чистую поверхность обработки. (Продолжение на стр. 86 (Приложение 4))
11. ПОРЯДОК УСТАНОВКИ
11.1. Распаковка и
При распаковке необходимо обеспечить сохранность станка от возможных повреждений распаковочным инструментом. Поэтому рекомендуется сначала снять крышку с упаковочного ящика, а уже потом — боковые и торцовые щиты ящика.
По сопроводительной технической документации (находится в ящике для инструмента и запасных частей или уложена на период транспортирования вместе с ЗИП в нишу станины) проверяют комплектность поставки изделия.
Дальнейшее транспортирование распакованного станка желательно производить, не снимая его с салазок. В этом случае его нужно стропить за продольные брусья салазок, аналогично строплению упаковочного ящика. Перед каждым транспортированием станка необходимо убедиться в надежном закреплении на станине станка перемещающихся узлов. Задняя бабка рукояткой 16 (рис. 8) должна быть закреплена в правом крайнем положении.
транспортирование
Здесь же винтом 23 закрепляют каретку располагая ее между стропами, как показано и; схеме транспортирования. Экран огражденк суппорта закрепляют во избежание поворот вокруг стойки, зажимая его между задней ба? кой и верхней частью суппорта.
" Транспортирование станка осуществляете согласно схеме транспортирования (рис. 36) помощью четырехстропного каната,, концы / > 2 которого надеваются на две стальные штаи ги 3 диаметром 60 мм, вставляемые в спец* ально предусмотренные отверстия в основан» станка. В местах касания каната к станку нуж но установить деревянные прокладки 4. Пр транспортировании к месту установки и npi опускании на фундамент необходимо следить я тем, чтобы станок не подвергался сильным тол' чкам и сотрясениям.
По завершении транспортирования винт 2 (рис. 8) следует отпустить.
11.2. Снятие антикоррозионных консервационных покрытий
Снятие временных антикоррозионных покрытий, нанесенных на открытые, а также закрытые кожухами и щитками поверхности станка, нужно производить сначала деревянной лопаточкой, а потом протиранием ветошью (или бязевыми салфетками), смоченными маловязкими маслами или растворителями, например бензином Б-70 ГОСТ 1012—72 или уайт-спиритом. После этого очищенные поверхности должны быть протерты насухо или обдуты теплым воздухом.
Во избежание коррозии все очищенные от
консервационной смазки поверхности нужн| покрыть тонким слоем масла И-ЗОА или дру> гим, его заменяющим (табл. 16). На периД снятия антикоррозионной смазки с ходовой1 винта и ходового вала необходимо снять закры' вающие их защитные щитки, если они устаноя лены (см. подраздел 11.4). После снятия анти коррозионных покрытий внутри корпуса пере дней бабки необходимо убедиться в правильно сти (после завершения расконсервации) поло жения трубки /09 (рис. 12), подводящей масл; к турбине 1/0 глазка 111 маслоуказателя 112.
11.3. Установка станка
Точностные и эксплуатационные параметры станка и продолжительность их сохранения во многом зависят от правильной его установки. Станок следует устанавливать в помещении с
58
температурой 10—30 °C и относительной вла^ ностью не более 70%. Нельзя устанавливав станок в местах с высокой концентрацией щ| ли, особенно абразивной, и окалины. Станс:
Рис. 36. Схема транспортирования
следует установить на фундаменте согласно рис. 37 и закрепить фундаментными болтами М20.
новка станков под углом 10—15° к стене цеха ( или линии размещения оборудования.
В установленном станке направляющие ста-
Глубина заложения фундамента назначается в зависимости от грунта, но должна быть не менее 150 мм. Допускается установка станка на виброопоры, например ОВ-31М-УХЛ4 ТУ2-024-5997-87Е.
При установке станка следует предусмотреть наличие свободных зон для открывания дверцы шкафа электрооборудования и поворота подмоторной плиты электродвигателя главного привода, а также возможности демонтажа щитков (длина — 1810 мм) ходового вала и ходового винта для очистки смазки последних (см. подраздел 11.4).
Как вариант может быть предложена уста-
нины должны располагаться в горизонтальной плоскости. Выверка установки осуществляется при незатянутых фундаментных болтах с помощью уровня, устанавливаемого на средней части суппорта параллельно и перпендикулярно к оси центров станка.
Каретку перемещают по направляющим станины. В любом положении каретки отклонения уровня не должны превышать 0,04 мм на длине! 1000 мм. Подведение электроэнергии и заземление станка следует выполнять в соответствии с установленными правилами и согласно указаниям раздела 8 «Электрооборудование».
11.4. Порядок первоначального пуска
К первоначальному пуску станка следует приступать только после ознакомления с настоящим Руководством. Сначала необходимо установить на станок части, демонтируемые на заводе перед упаковкой.
Ручку поперечных перемещений суппорта 29 (рис. 21), демонтируемую (укладывается в ящик ЗИП) в целях обеспечения уплотненной отгрузки станков в железнодорожных полувагонах, необходимо установить в рукоятку 28 и развальцевать (раскернить при выполнении этого соединения резьбовым), а при наличии в рукоятке стопорного винта М5х8 ГОСТ 1476— 84 затянуть его.
ВНИМАНИЕ! В случае укладки (на период транспортирования) документов, запчастей и инструмента в нишу станины (сзади станка) все они должны быть обязательно удалены оттуда.
Ремень привода масляного насоса, упаковываемый в ящик ЗИП в целях обеспечения его
60
сохранности при транспортировании станка, необходимо надеть на шкивы, предварительно сняв нижний кожух на левой стороне станка и , отпустив винты крепления масляного бака. После регулировки натяжения ремня вертикальным смещением масляного бака винты затянуть.
Защитные щитки ходового винта и ходового-вала, в целях удобства расконсервации постав-1 ляемые демонтированными (прикреплены пой фартуком на валике переключения), устанавливают в следующем порядке:
снимают кожух 14 (рис. 10), ограждающий | привод ускоренного перемещения, и шкив с|! ходового валика, предварительно вывернуй винт, передающий крутящий момент со шкива на валик;
отпускают винты 7А крепления щитков в заднем кронштейне 21 и устанавливают щитки 27 и 28 со стороны заднего кронштейна; убедившись в правильности установки щит
ков, затягивают винты 7А и производят установку шкива и кожуха.
Затем необходимо выполнить все указния по подготовке станка к пуску, изложенные в разделах 8 «Электрооборудование» и 9 «Система смазки». В лоток (стружкосборник), размещенный * станиной, залить около 25 л СОЖ. Руководи »~уясь указаниями рис. 8 и табл. 8 и 9 (подраздел 7.1) и установив рукоятки 8 и 14 (рис. 8) в нейтральное положение, проверить от руки работу всех механизмов станка.
Следует иметь в виду, что из-за наличия блокировочного устройства станок не может быть приведен в действие (вращение шпинделя невозможно) при откинутом кожухе ограждения патрона 6 (рис. 6).
Убедившись в правильности выполнения заземления, подсоединения станка к электросети и в соответствии напряжения сети электрооборудованию станка, включают вводный автоматический выключатель 30 (рис. 8). Наличие напряжения в электрической сети станка подтверждается загоранием лампочки 31 (плафон белого цвета).
Нажатием кнопки «Пуск» (кнопки черного цвета на кнопочной станции 11) включается
электродвигатель главного привода. В подтверждение этого должна загораться сигнальная лампочка 29 с плафоном синего цвета.
ВНИМАНИЕ! Обязательно должна быть проверена работа системы смазки согласно указаниям раздела 9 «Система смазки».
При невращающейся турбине маслоуказате-ля МУ1 (рис. 35) работа на станке недопустима. Убедившись в правильности направления вращения валов двигателей (табл. 12), рукояткой 8 или 14 (рис. 8) включить вращение шпинделя и опробовать на малых оборотах (см. ниже) работу всех механизмов станка. С помощью выключателя 28 проверяется работа насоса подачи охлаждающей жидкости. Количество подаваемой жидкости регулируется поворотом сопла 26. Убедившись в нормальной работе всех механизмов станка, можно приступить к его настройке.
ВАЖНО! В течение первых 50—60 ч, в целях приработки, работать только на средних скоростях и нагрузках, уделяя особое внимание качественному функционированию системы смазки.
12. ПОРЯДОК РАБОТЫ
12.1. Установка скоростей вращения шпинделя
Придание шпинделю необходимой скорости вращения осуществляется установкой рукояток 1 и 2 (рис. 8) согласно указаниям таблицы, укрепленной на лицевой стороне передней бабки станка.
В левой части этой таблицы даны частоты прямого вращения шпинделя и указаны положения рукояток 1 и 2, при которых они обеспечиваются.
Рукоятка / устанавливается в одно из четырех положений (ее поЛЬжение совмещается с
рядами чисел частот, нанесенными над ее ступицей, внизу правой части таблицы). Рукоятка 2 круговым вращением устанавливается в положение, обеспечивающее совпадение цифры, нанесенной на боковую поверхность ее ступицы (соответствующей цифре, выбранной в таблице), с указателем, нанесенным на таблице над этой рукояткой.
В качестве дополнительных сведений на этот счет может быть использовано содержание подразделов 3.3, 7.2 и 7.4.2.
12.2. Установка подач
Установка величин подач осуществляется при установленной в положение «подача» (при совмещении выступа ступицы с соответствующим символом, нанесенным на таблице, укрепленной на кожухе коробки подач) рукоятке 6 (рис. 8), рукоятками 5 и 7 в соответствии со значениями, указанными в правой верхней части таблицы, укрепленной на лицевой стороне корпуса передней бабки.
Настроив скорости вращения шпинделя в соответствии с выбранным рядом подач, находят в этой строке нужную подачу и по ее расположению в заголовке и подзаголовке соответствующей графы находят указания по установке рукоятки 5 (в одно из положений /, II, III или IV) и рукоятки 7 (в одно из положений А, В, С или D).
Установка рукояток в определенные таким образом положения осуществляется совмещением выступов этих рукояток с соответствующи
ми символами, указанными в таблице, расположенной на лицевой стороне кожуха коробки подач.
В таблице, расположенной на передней бабке, даны значения величин продольных подач. Величина поперечной подачи равняется половине величины продольной.
ВНИМАНИЕ!
1. Указанные в таблице значения величин подач могут быть получены только с соответствующими наборами сменных шестерен, указанными в ее средней части.
2. Воспользовавшись указаниями подраздела 12.3.3, можно получить величины подач, увеличенные в 2 раза или уменьшенные в 2 раза по отношению к величинам, указанным в таблице для основного набора:
К L 40 86
L * JV “ 86 Х 64
61
12.3. Настройка станка на нарезание резьб
Дополнительно к описанному ниже следует использовать сведения, приведенные в подразделах 3.3, 7.2, 7.4.2, 7.4.4, 7.4.7
12.3.1. Настройка на нарезание метрических и дюймовых резьб с параметрами, указанными в средней части таблицы, укрепленной на кожухе коробки подач
С установленными на заводе сменными шестернями в комбинации (рис. 9)
К L _ 40 86
L Х N ~ 86 Х 64 обеспечивается нарезание метрических и дюймовых резьб с параметрами (шаг, мм и число ниток на дюйм соответственно), указанными в средней части таблицы (верхние и нижние четыре строчки соответственно).
Для этого рукоятку 6 (рис. 8) необходимо установить так, чтобы ее выступ на ступице совпал с условным символом выбранной резьбы на таблице. Настройка скоростей вращения шпинделя и дальнейшая настройка коробки подач производятся рукоятками 1, 2, 5 и 7* аналогично указанной для настройки скоростей и подач (подразделы 12.1 и 12.2).
12.3.2. Настройка на нарезание модульных и питчевых резьб с параметрами, указанными в средней части таблицы, укрепленной на кожухе коробки подач
При установке на станке (в коробке передач) сменных шестерен, входящих в основной набор шестерен (поставляется в комплекте со станком), в комбинации
К М_ _ 60 86
L Х N ~ 73 Х 36
можно нарезать модульные и питчевые резьбы с параметрами (модуль и питч соответственно), указанными в средней части таблицы (верхние и нижние четыре строчки таблицы соответственно). В остальном настройку следует производить в аналогичном описанному в подразделе 12.3.1 порядке.
12.3.3. Настройка на нарезание метрических и дюймовых резьб с параметрами уменьшенной в 2 раза и увеличенной в 2 раза величины по сравнению
с указанными в средней части таблицы, укрепленной на кожухе коробки подач
Установкой входящих в основной набор шестерен в комбинации
К М 36 64
L Х N ~ 101 Х 73 обеспечивается возможность нарезания метрических резьб с шагами, уменьшенными в 2 раза, и дюймовых с увеличенным в 2 раза числом ниток на дюйм по сравнению с величинами, указанными в таблице.
При установке сменных шестерен в комбина-ЦИИ — х - — х —
Л № 86 48
можно нарезать метрические резьбы с увеличенными в 2 раза шагами, а дюймовые — с уменьшенным в 2 раза числом ниток на дюйм по сравнению с величинами, указанными в таблице. Эти же комбинации шестерен можно использовать для получения уменьшенных в 2 раза или увеличенных в 2 раза величин подач по сравнению с получаемыми с основным набором:
К £_ 40 86
L Х N~ 86 Х 64
Шестерня с z = 48, применяемая во второй комбинации, поставляется по особому заказу за дополнительную плату.
12.3.4. Настройка на нарезание резьб с параметрами, указанными в правой верхней части таблицы, укрепленной на кожухе коробки подач
Используя сменные шестерни, входящие в основной набор (поставляемые со станком без дополнительной платы), можно нарезать резьбы с параметрами, указанными в правой верхней части таблицы, укрепленной на кожухе коробки подач, например, метрические с шагами 4,5 и 5,5 мм, модульные с 2,25, 9, 18 и 36 модулями, а также дюймовые с 19 и 11 нитками на дюйм.
Там же указаны параметры резьб, нарезаемых с применением шестерен, не входящих в основной набор, но поставляемых по требованию заказчика за отдельную плату. Для нарезания резьб с параметрами, указанными в этой части таблицы, необходимо установить сменные шестерни согласно рис. 38 в комбинации, указанной в столбце таблицы под требуемым параметром (в строке с символом «Параметр резьбы»), затем так же, как и в описанных выше случаях, рукояткой 6 (рис. 8) устанавливают тип резьбы, а рукоятки 5 и 7 устанавливают в положения, указанные в столбце выбранного параметра. При этом положения рукояток /, 2 и 3 (рис. 8) передней бабки должны соответствовать тому диапазону частот вращения шпинделя (см. среднюю часть таблицы), который
выходной 1ал
передней байки
(ось ////)
ось промежуточных сменных шестерен
(ось XV)
приходной &ал коротки подач
(ОСЬ XVI )
I
।
I
Рис. 38. Схема установки сменных шестерен
62
указан в одной строке с параметром резьбы, ближайшим к параметру нарезаемой при данной настройке коробки подач.
Величины параметров основных резьб (указанные в средней части таблицы), ближайшие к параметрам дополнительных резьб (указанным в строке с символом «Параметр резьбы» правой верхней части таблицы), помещены под ними в следующей строке.
Например, требуется нарезать резьбу с шагом t ш 4,5 мм (вторая графа правой верхней части таблицы, укрепленной на кожухе коробки подач).
Необходимо сменные шестерни с числом зубьев, указанным в столбце второй графы под числом 4,5, установить в комбинации
К £36 £6
L № 86 64
Рукоятку 6 (рис. 8) установить в положение, обозначенное символом «Метрическая резьба», а рукоятки 7 и 5 — в положения, указанные в третьей и четвертой строках второй графы правой верхней части таблицы (Д и П соответственно).
При этом положения рукояток и 3 (рис, 8) передней бабки должны соответствовать диапазону частот вращения шпинделя 10 — 1400 об/мин (для станка мод. 1В62Г), в строке которого (средняя часть таблицы) находится шаг 5 мм — ближайший (см. вторую строку второй графы правой верхней части таблицы) к требуемому при данной настройке коробки подач.
12.3.5. Настройка на нарезание резьб с параметрами, не указанными в таблице, укрепленной на кожухе коробки подач
В случае применения других комбинаций сменных шестерен, а также шестерен с другими числами зубьев, не входящих ни в основной, ни в дополнительный наборы, на станке могут быть нарезаны резьбы с другими (не указанными в таблице) параметрами.
Формулы для подбора этих сменных шестерен (определение числа зубьев шестерен) приведены в табл. 17.
Порядок проведения расчетов по этим формулам показан ниже.
Например, требуется настроить станок на нарезание метрической резьбы с шагом (нар = 18 мм.
По таблице, укрепленной на кожухе коробки подач, в ряду метрических резьб находим ближайшие к нарезаемому значения шага резьбы (16 и 20 мм). Берем для дальнейших расчетов одно из них, например (табл = 20 мм.
Подставив выбранные значения (нар и (табл в формулу (5), получим
К М 5 (нар 5 18_
L N 8 (табл 8 20
£0____9_ 4_36_ 36 86
“ 160 ~ 16 Х 4 ~ 64 “ 86 Х 64
Здесь целесообразно принять общий множитель 4. В рассматриваемом случае полученное при умножении на 4 отношение 36/64 показывает, что нарезание (нар = 18 мм можно выполнить зв счет сменных шестерен основного набора с числом зубьев 36 и 64, а в качестве промежуточной можно взять шестерню с z - 86, также поставляемую со станком в основном наборе шестерен.
Полученную комбинацию шестерен
К М _ 36 86
L Х № 86 Х 64 следует проверить на возможность их сцепления.
Прежде всего нужно иметь в виду, что число зубьев у шестерни К, устанавливаемой на осн 1 (рис. 39), при модуле т = 2 не должно превышать 88, а шестерни, устанавливаемой на оси II, — 73. Затем, установив в масштабе 1:5 (масштаб рис. 39) чертежный циркуль на размер межцентрового расстояния сцепляющихся шестерен А1 = 0,5(К + L) • т “ 0,5(К + L) • 2 = - К + L, в данном случае А1 - К + L = = 36 + 86 = 122 мм, или 122 : 5 = 24,4 мм в принятом масштабе, проводят им на заштрихованной части рис. 39 полуокружность из центра оси I. Затем из центра оси II делают засечку на нанесенной полуокружности циркулем, ус-
Таблица 17
Тип нарезаемой резьбы
Метрическая Дюймовая Модульная Питчевая
К М 5 (нар — х — -- х —- , (5) £ N 8 (табл где (нар ~ шаг нарезаемой резьбы, мм; (табл ~ ближайший шаг резьбы, мм, указанный в таблице А М 5 Дтабл — X — = - X , (6) L N 8 Мнар где «нар “ число ниток на 1 дюйм нарезаемой резьбы; Птабл “ ближайший параметр резьбы (число ниток на 1 дюйм), указанный в таблице К М 60 86 «нар — х — = — х— х , (7) L N 73 36 Штабл где «нар ~ модуль нарезаемой резьбы; «табл ~ ближайший модуль резьбы, указанный в таблице К М 60 86 Ртабл — х — = —- х— х , (8) £ А 73 36 Ряар где Диар - параметр нарезаемой резьбы, питч; Ртабл _ ближайший параметр резьбы (питч), указанный в таблице
63
Рис. 39. Чертеж для проверки возможности сцепления сменных шестерен
необходимо путем тождественного преобразования полученной комбинации добиться необходимого результата.
Например, для нашего случая такими тождественными преобразованиями могли бы быть варианты
К М 36 86 36 48 54 48
— X — SS--X ---= -—• х =--- X -- И Т.П.
L У 86 64 48 64 72 64
Установив на станке сменные шестерни в принятой комбинации, дальнейшую настройку станка осуществляют аналогично указанной в подразделе 12.3.4, т. е. рукоятки 5, б и 7 устанавливают как на нарезание метрической резьбы с шагом /табл = 20 мм. В случае, когда сменная шестерня с нужным количеством зубьев отсутствует, ее нужно изготовить по типовому чертежу (рис. 40).
12.3.6. Настройка на нарезание резьб повышенной точности
тановлениым на размер А2 0,5 (Af + N) • т — “ 0,5(Af +N) - 2- М + N, в данном случаев -- 86 + 64 = 150 мм, или в масштабе 30 мм. Если эта засечка находится на заштрихованном участке рисунка (как в данном случае), то зацепление выбранных шестерен возможно и можно приступить к настройке станка. Если же указанные выше условия не соблюдаются, то
Настройка станка на нарезание резьб повышенной точности осуществляется за счет непосредственного соединения ходового винта со шпинделем через сменные шестерни с отключением механизма коробки подач.
Для этого рукоятку 6 (рис. 8) следует установить в положение, соответствующее типу нарезаемой резьбы, а рукоятку 7 поставить в
Модуль т 2
Число 2 по расчету
Длина ofiipett нормали V/ по расчету
Материал Сталь 45 ГОСТ to$0-88
Рис. 40. Типовой чертеж сменной шестерни
Таблица i8
(9)
нейтральное положение (выступ ступицы совместить со стрелкой). В этом случае исключается холостое вращение механизма коробки подач.
Подбор сменных шестерен для нарезания резьбы повышенной точности с требуемым параметром производится по формуле
к м t — х— = — L N 8
Перечень резьб повышенной точности, которые можно нарезать с помощью сменных колес, входящих в основной и дополнительный наборы, указан в табл. 18.
В случае необходимости нарезания других резьб по формуле (9) определяют числа зубьев сменных шестерен и изготовляют недостающие по типовому чертежу (рис. 40).
Тип резьбы Параметр резьбы Комбинац зубьев смени 4Я И 41 ых ше 1СЛО стеиен
К L м N
Метричес-кие 4 36 86 — п
5 40 64
6 54 73 72
8 60 60
10 86 48
12 40
Дюймовые 22/з 54 72 127» 80*
4 4Q 8Q
22/з 56 04
2 60 60
* Указанные сменные шестерни должны быть выполнены по типовому чертежу, но с модулем m - 1,5 мм.
12.4. Режимы приработки и указания об особенностях регулирования основных механизмов изделия
Как было отмечено выше, рекомендуется первое время (первые 50—60 ч) в целях приработки механизмов станка работать только на
средних скоростях и нагрузках, уделяя особое
внимание качественному системы смазки.
функционированию
В период приработки необходимо также со-
блюдать соответствующие указания, помещенные в разделах «Электрооборудование», «Система смазки» и «Порядок установки».
Регулирование основных механизмов станка указано в разделе 18 «Указания по эксплуатации, техническому обслуживанию и ремонту».
13. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
Перечень характерных неисправностей и методы их устранения указаны в табл. 19. Кроме того, указания о мерах устранения возможных нарушений нормальной работы электрооборудования, смазочной системы и т.п. приведены в соответствующих разделах Руководства.
ВНИМАНИЕ! При возникновении неисправности необходимо кроме данного раздела изучить другие разделы, соответствующие месту и характеру неисправности, особенно
раздел 18 «Указания по эксплуатации, техническому обслуживанию и ремонту».
В случаях, когда характер неисправности не совпадает с указанными в Руководстве, а ее устранение вызывает затруднения, необходимо обратиться за консультацией к соответствующим специалистам или на завод-изготовитель по адресу, указанному в разделе 1 данного Руководства.
Таблица 19
Характер неисправности Причина возникновения Метод устранения
Станок нс запускается или самопроизвольно отключается Падение или отсутствие напряжения в питающей сети Проверить наличие и величину напряжения в сети
Произвольное отключение электродвигателя во время работы Срабатывание теплового реле от перегрузки двигателя или вибрации Уменьшить скорость резания или подачу
Крутящий момент шпинделя меньше указанного в Руководстве Недостаточное натяжение ремней главного привода Увеличить натяжение ремней
Слабо затянута фрикционная муфта Увеличить затяжку муфты
Торможение шпинделя происхо-дит слишком медленно (более 5 с) Слабое натяжение тормозной ленты Увеличить натяжение тормозной ленты
Износ тормозной ленты Заменить ленту
65
Окончание табл. 19
Характер неисправности Причина возникновения Метод устранения
Не вращается диск маслоуказателя Отсутствует или недостаточно масла в системе Залить масло
Засорился один из фильтров Очистить фильтры
Усилие подачи суппорта меньше указанного в Руководстве Недостаточно затянута пружина перегрузочного устройства фартука ь Поджать пружину
Насос охлаждения не подает жидкость Недостаточное количество смазочно-охлаждающей жидкости Долить СОЖ
Засорение системы Систему прочистить
Станок вибрирует Неправильная установка станка на фундаменте по уровню Выверить станок
Наличие люфта в направляющих каретки и суппорта Подтянуть прижимные планки и клинья
Неправильно выбраны режимы резания, неправильно заточен резец Изменить скорость резания, подачу, заточку резца
Станок не обеспечивает точности обработки Поперечное смещение задней бабки при. обработке в центрах * Установить заднюю бабку на линию центров
Деталь, закрепленная в патроне, имеет большой вылет Деталь поддержать люнетом или поджать центром
Нежесткое крепление резцедержателя, резца, инструментального блока Подтянуть гайку резцедержателя, винты крепления резца, зажим блока
Нежесткое крепление патрона на шпинделе Подтянуть крепежные винты патрона
Рукоятка 2 (рис. 8) не переключается, слышен характерный звук проскальзывающих шестерен Блок шестерен 93 (рис. 11) не выходит из нейтрального положения Выключить электродвигатель и на «выбеге» произвести переключение
Самопроизвольное переключение рукояток управления Недостаточное усилие фиксации Подтянуть винт пружины фиксатора
Стук при включении фрикциона, двигателя Крепление шкива на валу фрикциона ослаблено Подтянуть винты крепления
Значительный люфт винта поперечной подачи Большой люфт в гайках ходового винта Подтянуть гайку
Светильник не фиксируется шарниром в нужном положении Износ шарнирного соединения Основание отвернуть, повернуть против часовой стрелки на 90“ и снова закрепить
14. ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
Ремонт станка должен выполняться квалифицированными рабочими.
До разборки необходимо проверить станок на точность. Это позволит уточнить последовательность проведения ремонтных работ и выявить величины износа отдельных деталей.
Применяемые измерительные инструменты и приборы должны быть проверены и аттестованы. При ремонте станка необходимо соблюдать требования по регулировке узлов и механиз
мов, указанные в разделе 18 «Указания по эксплуатации, техническому обслуживанию и ремонту».
Трудноснимающиеся детали, например шкивы, зубчатые колеса, собранные по неподвижным посадкам и длительное время не разбиравшиеся, следует демонтировать с помощью прессов или гидравлических съемников.
Демонтированные при ремонте узлы и ответ-
66
сотенные детали должны укладываться на мягкие прокладки.
Данные о наиболее ответственных деталях и сборочных единицах, оказывающих влияние на точностные параметры станка, указаны в разделе 3.
Особенность сборки станка при ремонте заключается в том, что восстановление первоначальных размерных цепей, нарушенных из-за износа ряда деталей, осуществляется не по чертежу, а нередко производится по месту. При этом слесарь-ремонтник самостоятельно определяет формы и размеры компенсаторов для установки их в ремонтируемом узле.
Сборка ремонтируемого станка должна производиться в порядке, обратном разборке, и обеспечивать точность взаимного положения его узлов и нормальную работу всех механизмов.
Пригонка и посадка деталей должны быть произведены тщательно, без повреждения их поверхности.
Сборка неочищенных и непромытых деталей не допускается.
Плоскости прилегания всех неподвижных соединений, от которых зависит точность или жесткость станка, должны быть подогнаны так, чтобы щуп толщиной 0,04 мм не заходил между сопряженными поверхностями.
Усилия на рукоятках и маховичках механизмов перемещения после приработки не должны превышать 40 Н (4 кгс).
При ремонте станка особое внимание следует обратить на правильность сборки механизма переключения зубчатых долее коробки подач. Этот механизм смонтирован на плите 41 (рис. 17), которая крепится к корпусу коробки подач. Во избежание нарушения порядка сцепления зубчатых колес при сборке необходимо совместить риски, нанесенные на шестернях М и И (см. также указания на этот счет в подразделе 7.4.5).
При ремонте электрооборудования, смазочной системы необходимо соблюдать рекомендации, указанные в соответствующих разделах Руководства.
15. МАТЕРИАЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ
Схема расположения подшипников приведена на рис. 41, а перечень подшипников — в табл. 21.
Перечень деталей (составных частей), кото
рое наиболее часто выходят из строя в период эксплуатации станка, указан в табл. '20, а их чертежи — на рис. 42—55.
Таблица 20
Обозначение Наименование Куда входит Материал № рис.
1А62Г.23.16 Сухарь Передняя бабка Чугун АЧС-3 ГОСТ 1585—85 42
1А62Г.23.161 Диск 1.5 ГОСТ 19903-74 43
1А62Г.23.162А Диск Лии Сталь65ГТУ14- 1 -4118-86 44
1В62Г.24.02 Лента тормозная См. рис. 45 45
1В62Г.30.105 Гайка Задняя бабка Чугун С420 ГОСТ 1412—85 46
1К62-04.16 Гайка Суппорт Чугун АЧС-3 ГОСТ 1585—85 47
16Б20П.050-201 Гайка Бронза 05U5C5 ГОСТ 613—79 48
16Б20П .050-202 Гайка 49
16Б20П.061-202 Полу гайка Фартук Бронза 05Ц5С5 ГОСТ 613-79 52
16Б20П.061-203 Втулка Чугун СЧ 20 ГОСТ 1412—85 53
16Б20П. 159-014 Втулка Станина Чугун СЧ 20 ГОСТ 1412—85 54
16К20.151.014 Втулка 55
67
Таблица 21
Условное обозначение подшипника Обозначение нормативного документа на поставку Габарит, мм Класс точности Место установки подшипника (наименование узла) Позиция по схеме (рис. 41) Кол-во на станок
а D В
7204 6-7216 7304 7305 7307 7308 46203 А 941/20 8102 8102 8103 8104 8105 8105 8106 8107 8202 8205 6-8116 60104 60210 80018 4;3182120 25 104 ТУ37.006.162—89 То же » » * Ша ГОСТ 831—75 уликоподшипники ра ГОСТ 4060—78 ГОСТ 7872—89 То же » * » » » » » » » Шарикоподии ГОСТ 7242—81 То же Шарикоподшш ГОСТ 7242—81 Роликоподшипники ТУ37.006.107—80 ГОСТ 8338—75 То же 20 80 20 25 35 40 рикопс 17 диальн 20 Шар 15 15 17 20 25 25 30 35 15 25 80 тники 20 50 ники р 8 радиол 100 Шариь 5 20 Ролик 47 140 52 62- 80 90 tduiuriH 40 ые иго 26' икопос 28 28 30 35 42 42 47 52 32 47 105 радия 42 90 адиаль 22 ьные 0 150 соподш 16 42 .аноды 14 26 16 17 21 23 ики ра 12 льчат *14 шипни 9 9 9 10 И 11 11 12 12 15 19 льные 12 20 НЫ£ ос 7 вухряд 37 ипники 5 12 ипники 0 6 0 0 0 0 диальн 0 ые с ос ° ки уно 0 0 0 0 0 0 Сталь Ст-2 0 0 0 6 одноря 0 0 >норяд/ 0 ные с 4 однор 0 о. конические Передняя бабка Передняя бабка Передняя бабка Передняя бабка Передняя бабка Передняя бабка о-упорные однорядные Фартук )ним наружным штампов! Передняя бабка рные однорядные Задняя бабка Каретка Фартук Каретка Фартук Каретка Коробка подач Четырехпозиционный резцедержатель Фартук Задняя бабка Передняя бабка дные с одной защитной < Фартук Фартук tbie с двумя защитными г Ограждение патрона короткими цилиндрически Передняя бабка ядные радиальные Задняя бабка Фартук 9 /7 /5 10. 30 13. 16, 31 32 61. 70, 72, 73, 77. 78, 82 анным кольцом 5, 6, 21, 22 94 88, 96 69 56 85, 89 55 37. 38 102 80 95 18 сайдой 81 63 иайбами 98. 99, 100 ми роликами 33 90, 91. 92, 93 83 1 1 1 2 3 1 7 . 4 1 2 1 1 2 1 2 1 1 1 1 1 1 3 1 4 1
68
Окончание табл. 21
Условное обозначение подшипника Обозначение нормативного документа на поставку Габарит, мм Класс ТОЧНОСТИ Место установки подшипника (наименование узла) Позиция по схеме (рис. 41) Кол-во на станок
d D В
105 ГОСТ 8338—75 25 47 12 0 Фартук 68, 76 2
106 То же 30 55 13 0 Коробка подач 43 1
107 35 62 14 0 Передняя бабка 20 1
107 35 62 14 0 Коробка подач 23 1
108 40 68 15 0 Передняя бабка 3, 4. //, 12 4
109 45 75 16 0 Передняя бабка 27, 28 2
НО » 50 80 16 0 Фартук 65, 66, 97 3
202 15 35 11 0 Коробка подач 40 1
202 15 35^- 11 0 Фартук 74, 75 2
203 > 17 40 12 0 Каретка 57, 58 2
204 20 47 14 0 Коробка подач 25. 39, 42, 44, 45, 46. 47 7
205 25 52 15 0 Передняя бабка 26 1
205 25 52 15 0 Коробка подач 35, 51 2
208 40 80 18 0 Передняя бабка 1. 2, 8 3
303 17 47 14 0 Коробка подач 48 1
304 20 52 15 0 Передняя бабка 19, 29 2
304 20 52 15 0 Коробка подач 24, 54 2
1000096 6 15 5 0 Фартук 101 1
1000900 * 10 22 6 0 Фартук 79 1
1000902 15 28 7 5 Коробка подач 36 1 1
1000905 25 42 9 0 Фартук 62 1
1000907 35 55 10 0 Коробка подач 41 1
7000103 17 35 8 0 Коробка подач 52, 53 2
7000103 17 35 8 0 Фартук 59, 60, 64. 67, 71, 84, 86, 87 8
7000107 » 35 62 9 0 Коробка подач 49, 50 2
7000108 40 68 9 0 - Передняя бабка 7, 14 2
69
Рис. 41. Схема расположения подшипников
1. Отливка 5-го класса по 0СТ2 МТ 21-2—90.
2. Допускается изготовление из Бр.АЖ9-4 ГОСТ J8175—78, Бр.А9ЖЗЛ
ГОСТ 493—79 и Бр.05Ц5С5 ГОСТ 613—79 (отливка 2Г ОСТ2 МТ 30-1—82).
tl
3. Неуказанные предельные отклонения размеров ± — •
4. Масса — 0,038 кг.
Рис. 43. Диск
1. Цементировать Л 0,4—0,75 мм 57—63 НИСэ
2. Допуск плоскостности торцов 0,1 мм.
3. * Размер для справок.
4. Неуказанные предельные отклонения размеров — Л14.
5. Масса — 0,07 кг.
1. Цементировать й 0,4—0,75 мм 57—63 НЕ.СЭ.
2. Допуск плоскостности торцов 0,1 мм.
3. * Размер для справок.
4. Неуказанные предельные отклонения размеров — //14. , 5. Масса — 0,07 кг.
71
Заклепка зхв.зе мз. н гост юзоо-во
Лентпа тормозная acSecmoSas
ЛАТ-2 }г!3 ГОСТ И98-73
1П-0.6» <3 ГОСТ 21996-76
Лента esr гост }9359.19
$
Рис. 45. Лента тормозная
1. * Размеры для справок.
2. Неуказанные предельные отклонения размеров ±у •
3. Масса — 0,1 кг.
Рис. 46. Гайка
1. Отливка 2-го класса группы «б» по ОСТ2 МТ 21-2—90.
2. Допускается изготовление из Бр.АЖ9-4 ГОСТ 18175—78, Бр.А9ЖЗЛ ГОСТ 493—79 и Бр.05Ц5С5 ГОСТ 613—79 (отливка 2Г ОСТ2 МТ 30-1—82).
3. Допускаемое отклонение поверхности резьбы в пределах одного оборота и на один шаг — не более 0,025 мм. Наибольшая накопленная погрешность шага в пределах длины: до 25 мм — 0,030 мм, на всей длине детали — 0,035 мм.
. „ <2
4. Неуказанные предельные отклонения размеров: валов —Л14, остальных —±—
5. Масса — 0,28 кг.
72
Рис. 47. Гайка
I. Отливка 5-го класса no ОСТ2 МТ 21-2—90.
2. Допускается изготовление из Бр.АЖ9-4 ГОСТ 18175—78, Бр.А9ЖЗЛ ГОСТ 493—79 и Бр.05Ц5С5 ГОСТ 613—79 (отливка 2Г ОСТ2 МТ 30-1—82).
(2
3. Неуказанные предельные отклонения размеров ±— .
4. Масса —0,182 кг.
КЗ/
V (V)
Рис. 48. Гайка
1. Отливка 2Г ОСТ2 МТ 30-1—82.
2. Допуск перпендикулярности поверхности А относительно вертикальной плоскости, проходящей через ось поверхности В, — 0,05 мм.
3. Допуск цилиндричности поверхности В — 0,013 мм.
4. Толщина нитки с торцов должна быть не менее 1/3 толщины нитки полного профиля.
5. Дать припуск 0,3—0,4 мм на пригонку при сборке по плоскости Е.
6. Масса — 0,93 кг.
73
Рис. 49. Гайка
1. Отливка 2Г ОСТ2 МТ 30-1—82.
2. Толщина нитки с торцов должна быть не менее 1/3 толщины нитки полного профиля.
3. Резьбу М35х1,5 обнизить по наружному диаметру на 0,1 мм.
4. Допуск радиального биения профиля резьбы М35х1,5 относительно оси поверхности Б — 0,02 мм. &
5. //14, Л14, ±— .
2
6. Масса — 0,22 кг.
Рис. 52. Полугайка
1. Профиль резьбы выполнить с припуском под прорезку метчиком в собранном фартуке.
А»
2. Неуказанные предельные отклонения размеров: валов — Л14, остальных —±— .
л * — 2
3. ’ Размеры для справок.
4. ♦♦Отверстия сверлить в центре впадины между 2-м и 3-м витками от торцов.
5. Масса — 0,71 кг.
74
Рис. 53. Втулка
<2
Неуказанные предельные отклонения размеров: отверстий — 7/14, валов — Л14, остальных — ±у .
Рис. 54. Втулка
1. Отливка 3-го класса группы «б» по ОСТ2 МТ 21-2—-90.
2. Точность отливки 9т-7 ГОСТ 26645—85.
3. Отливка с увеличенным технологическим припуском.
4. * Размер для справок.
ti
5. /714, А14, ±— .
2
6. Масса — 0,51 кг.
75
A-А
S<hj>
Рис. 55. Втулка
1. Отливка 2-го класса группы «б» по ОСТ2 МТ 21-2—90.
2. Точность отливки 9т-7 ГОСТ 26645—85.
3. • Размеры для справок.
4. //14. Л14, ±—
2
5. Масса — 0,72 кг.
16. СВЕДЕНИЯ О ПРИЕМКЕ
16.1. Свидетельство о выходном контроле электрооборудования
Электрошкаф, модель 1В62Г.83Б, зав. № ________________ изготовлен Сальским авторемонтным
заводом (347600 г. Сальск, Фабричная ул., 2).
Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц.
Цепь управления: напряжение — НО В, ток — переменный.
Цепь местного освещения: напряжение — 24 В, ток — переменный.
Цепь сигнализации: напряжение 22 В, ток — переменный.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) — 17,6 А.
Номинальный ток уставки тока срабатывания вводного автоматического выключателя — 20 А.
Монтаж электрооборудования выполнен согласно принципиальной схеме 1В62Г.80.000ЭЗГ (рис. 32), схеме соединений электрошкафа 1В62Г.83Б.000Э4В (рис. 33), схеме соединений изделия 1В62Г.80.000Э4Д (рис. 34).
Электродвигатели приведены в табл. 24.
Таблица 24
Обозначение (рис. 32) Назначение электродвигателя Мощность, кВт Крутящий мо-мент, Н-м Ток, А
1 ном ж» I х.х
Ml Привод главного движения 7,50 50,0 15,0 —
М2 Привод электронасоса подачи СОЖ 0,12 0,4 0,4 0,26 (без СОЖ)
М3 Привод быстрого перемещения каретки и суппорта 0,75 5,0 2,2 —
* При максимальной нагрузке двигателя.
** При ненагружениом двигателе {Ml и М3 нагружены всегда).
76
Электрооборудование выдержало испытание повышенным напряжением промышленной частоты 1500 В.
Сопротивление изоляции проводов относительно земти: силовых цепей и цепей управления — не менее 1 МОм, элсктродаигат^де." ~~ .те мйяеё 0,5 М0м.,;;
Электрическое сопротивление между винтом заземления и металлическими частями, которые могут оказаться под напряжением свыше 42 В, не превышает 0,1 Ом.
Вывод: электродвигатели, аппараты, монтаж электрооборудования и его испытания соответствуют общим техническим требованиям к электрооборудованию станков.
Испытание провел ___________________________________________
(расшифровка подписи)
(дата)
16.2. Свидетельство о приемке
Станок токарно-винторезный, модель, заводской номер
На основании осмотра и проведенных испытаний станок признан годным для эксплуатации.
Станок соответствует требованиям ГОСТ 7599—82, ГОСТ 12.2.009—80 и техническим условиям ТУ2.024.4851—84.
Станок укомплектован согласно ТУ2.024.4851—84.
Начальник ОТК _________________________________________
(расшифровка подписи)
(дата приемки)
Штамп ОТК
16.3. Свидетельство о консервации
Станок токарно-винторезный, модель , заводской номер
подвергнут консервации согласно техническим условиям ТУ2.024.4851—84.
Дата консервации____________________________________________________
Срок защиты без переконсервации — 9 месяцев.
Вариант временной защиты — ВЗ-1 ГОСТ 9.014—78 (ОСТ2 Н89-30—79).
Вариант внутренней упаковки ВУ-0 ГОСТ 9.014—78 (ОСТ2 Н89-30—79).
Категория условий хранения законсервированного и упакованного в транспортный ящик станка — 5 (ОЖ4), вне ящика —2 (с) по ГОСТ 15150—69.
Консервацию произвел __________________________________________
(расшифровка подписи)
Изделие после консервации принял __________________________________________
(расшифровка подписи)
16.4. Свидетельство об упаковке
Станок токарно-винторезный, модель, заводской номер упакован АО «Астраханский станкостроительный завод» согласно требованиям, предусмотренным конструкторской док умен та цией.
Дата упаковки______________________________________
Упаковку произвел________________________________________
(подпись)
| Изделие после упаковки принял
( подпись)
77
18. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ, ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ
18.1. Общие указания и данные по расходу материалов
Станок предназначен для работы в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
При выборе инструмента, режимов резания и определении расхода инструмента следует руководствоваться «Общемашиностроительными нормативами резания. Токарные и карусельные работы» (М.: ВНИИТЭМР, 1985. 105203 Москва, 12-я Парковая ул., 5).
Квалификационное мастерство токаря не ограничивается. В случае недостаточной квалификации токаря наладка станка и его регулировка могут производиться более подготовлен
ными специалистами, имеющимися на предприятии. Особые случаи, когда регулирование может быть произведено только специалистами высокой квалификации, оговорены ниже.
Указания по эксплуатации электрооборудования, системы смазки и системы охлаждения приведены в подразделах 8.5, 9.4 и 11.4 данного Руководства. Там же приведены данные по расходу смазочных материалов и смазочно-охлаждающей жидкости. Годовое потребление электроэнергии при односменной работе станка составляет в среднем 18 000 кВт ч.
18.2. Рекомендации по продлению срока службы
Станок имеет типовую конструкцию, порядок поддержания работоспособности которой широко освещен в технической литературе, посвященной токарным станкам.
В частности, рекомендации по обеспечению работоспособности станка изложены в «Единой системе планово-предупредительного ремонта и рациональной эксплуатации технологического оборудования машиностроительных предприятий» (М.: Машиностроение, 1968).
Необходимо помнить, что поддержание станка в работоспособном состоянии обеспечивается своевременно проводимыми профилактическими мероприятиями и высококачественным ежедневным обслуживанием. При этом нужно избегать лишней разборки станка, особенно узлов, определяющих точность обработки заготовок на станке (шпиндельная группа, винторезные цепи и т.п.).
Категория ремонтосложности механической части станка мод. 1В62Г — 13 е.р.с.,
мод. 16В20 — 11 е.р.с., а электрической части — 7,5 е.р.с.
Ремонтный цикл (срок работы до первого капитального ремонта) при двухсменной работе станка — не менее 13 лет, ресурс по точности — не менее 26,0 тыс. ч, наработка на отказ — не менее 1,0 тыс. ч.
Рекомендуемая очередность проведения планово-предупредительных мероприятий приведена в табл. 25.
Нужно избегать обработки изделий с ударом. Не рекомендуется совмещать на одном станке чистовые и обдирочные операции.
Нельзя обрабатывать заготовки с дисбалансом, превышающим значения, указанные в табл. 26.
Наибольшие допускаемые значения крутящего момента на шпинделе станка в зависимости от частоты вращения шпинделя приведены в подразделе 3.3 (табл. 3) Руководства.
ВНИМАНИЕ! Превышение допустимых значений крутящего момента на шпинделе может привести к поломке некоторых звеньев кинематической цепи станка.
Таблица 25
Продолжительность работы станка, месяцы Планово- предупредительные мероприятия
осмотры текут ий ремонт средний ремонт капитальный ремонт
13 (+)
26 (+)
39 (+)
52 (+)
65 (+)
78 <+)
91 <+)
104 (+)
117 (+)
130 (+)
143 (+)
156 (+)
Примечание. ( +-) — выполнение.
Таблица 26
Частота вращения шпинделя, об/мин Дисбаланс (G-R), Н-м
при закреплении в патроне при установке в центрах
До 630 5,50 12,00
До 1120 1,50 3,00
До 1700 0.80 1,60
Данные о наиболее слабых звеньях приведены в табл. 3.
Диаметр сверла при сверлении чугунных деталей не должен превышать 28 мм, при сверлении V стальных — 25 мм. Работать с перемещениями каретки менее 10 мм/мин не рекомендуется.
Период сохранения первоначальной точности и долговечности станка зависит от правильного функционирования всех его узлов и систем. В процессе эксплуатации возникает необходимость в регулировании отдельных составных частей станка с целью восстановления их нормальной работы.
Ниже приведены некоторые рекомендации по . выполнению регулировок (проверок) станка.
78
18.2.1. Регулирование натяжения ремней привода главного движения
Если с течением времени наблюдается уменьшение крутящего момента шпинделя, то, поскольку в станке имеется клиноременная передача от двигателя главного привода к фрикционному валу, следует проверить натяжение ремней.
Если ремни недостаточно натянуты, их следует подтянуть. Для этого требуется снять нижний кожух / (рис. 10), закрывающий моторную установку, отвернуть винты /, 2 и 6 (рис. 57), крепящие подмоторную плиту 5, и, отвертывая гайку?# оси поворота, опустить подмоторную плиту до требуемого натяжения ремней.
¥•
18.2.2. Установка передней бабки в горизонтальной плоскости
Передняя бабка жестко сбазирована на станине при сборке станка, и ее смещение в процессе эксплуатации нежелательно.
В случае необходимости установки передней бабки в горизонтальной плоскости следует снять облицовку коробки подач, ослабить винты крепления передней бабки к станине и регулировочным винтом /33 (рис. 12) установить положение оси шпинделя.
Правильность положения оси шпинделя определяется по пробным проточкам заготовки. При достижении необходимой точности обработки ^заготовки затянуть винты крепления передней бабки к станине.
U
\' 18.2.3. Регулирование фрикционной муфты
Когда натяжение ремня достаточное, а крутящий момент на шпинделе понижен, следует отрегулировать фрикционную муфту главного привода, расположенную в передней бабке. Для этого нужно открыть крышку передней бабки и снять маслорасп редел ительный лоток 142 (рис. 12). Поворотом гайки 95 (рис. И) по часовой стрелке при утопленной (нажатой) защелке 88 Можно подтянуть муфту прямого вращения шпинделя, поворотом гайки 98 против । часовой стрелки — муфту обратного вращения.
Для облегчения регулирования муфты прямого вращения шпинделя рукоятку 8 (рис. 8) нужно повернуть вниз, для облегчения регулирования муфты обратного вращения
шпинделя — вверх. Обычно достаточно повернуть гайки 95 и 98 на 1/16 оборота, т.е. на один зубец. По окончании регулирования нужно убедиться в том, что защелки 88 надежно вошли в пазы гаек 95 и 98.
При повороте гаек более чем на 1/16 оборота следует проверить легкость включения фрикциона. Если включение рукоятки 8 (рис. 8) производится с трудом, то муфта слишком затянута и следует несколько ослабить гайки.
18.2.4. Регулирование ленточного тормоза
Если при максимальном числе оборотов шпинделя с патроном (без закрепленной заготовки) время его торможения превышает 5 с, то нужно с помощью гаек 140 (рис. 12) подтянуть ленту тормоза 134.
18.2.5. Указания по регулированию зазора в подшипниках опор валов коробки скоростей и шпинделя
Зазоры в конических радиально-упорных подшипниках опор валов коробки скоростей выбираются подтягиванием регулировочных винтов, расположенных на торцовых стенках передней бабки. Для этого следует отвернуть контргайку, подтянуть винт и снова законтрить.
ВНИМАНИЕ! Шпиндельные подшипники отрегулированы на заводе и не требуют дополнительного регулирования. В случае крайней необходимости потребитель может силами высококвалифицированных специалистов прибегнуть к регулированию шпиндельных опор. Однако перед этим необходимо проверить жесткость шпиндельного узла. Для этого на станине под фланцем шпинделя устанавливается домкра^ е проверенным в лаборатории динамометром и через прокладку, предохраняющую шпиндель от повреждений, к его фланцу прилагается усилие, направленное вертикально снизу вверх. Смещение шпинделя контролируется аттестованным индикатором с ценой деления не более 0,001 мм, устанавливаемым на шпиндельной бабке и касающимся своим измерительным наконечником верхней части фланца шпинделя. Отклонение шпинделя на 0,00Г мм должно происходить при приложенном усилии не менее 30—35 кгс. Если величина нагрузки при смещении на 0,001 мм значительно ниже указанной, то целесообразнее всего обратиться на завод с подробным описанием методики проверки и указанием измеренных величин, а также сведений о станке, перечисленных в разделе 1. В каждом отдельном случае будет дана конкретная консультация или командируем специалист-наладчик.
Регулирование следует выполнять-Только после расстопорения регулировочных гаек 43 и 72 (рис. 11) на резьбе шпинделя, отвинчиванием имеющихся в них стопорных винтов.
Для удобства выполнения регулировки зазора в подшипнике передней опоры шпинделя допускается демонтировать штуцер 183 (рис. 13).
По завершении регулировки стопорящие винты гаек 43 и 72 должны быть затянуты и повторена проверка жесткости шпиндельного узла.
18.2.6. Проверка правильности монтажа механизма переключения зубчатых колес передней бабки
Правильность монтажа механизма управления блоками шестерен 78—93 и 90—91—96 (рис. 11) проверяется совмещением цифры 1 на ступице рукоятки управления 56 (рис. 11) со стрелкой на таблице, расположенной на лицевой стороне поверхности передней бабки.
При этом копир 157 (рис. 12) должен занимать положение, указанное на рис. 13, т.е, криволинейный участок большого радиуса канавки копира должен быть расположен вверху, симметрично относительно вертикальной плоскости, проходящей через ось копира, а ролик рычага 17! (рис. 13) должен находиться в его верхней точке, в той же плоскости.
Кроме того, сухарь 151 (рис. 12) должен находиться в нижнем положении, его вертикальная ось и ось паза вилки 150 должны лежать в той же вертикальной плоскости. Сухарь 174 (рис. 13) и вилка 150 (рис. 12) должны быть сопряжены с кольцевыми канавками блоков шестерен 78—93 и 90—91—96 (рис. 11).
Правильность монтажа механизма управления блоками зубчатых колес 10—11 и 105— 109 (рис. 11) проверяется установкой рукоятки 113 (рис. 12) в крайнее правое положение: при этом должны быть введены в зацепление шестерни 1! и 102, 109 и 107. При повороте рукоятки влево в положение 40—125 для станка мод. 1В62Г согласно таблице на лицевой поверхности передней бабки, шестерни 109 н 107 должны остаться в зацеплении, а блок зубчатых колес 10—11 (рис. 11) должен переместиться влево и войти в зацепление зубчатым колесом 10 с шестерней 101 (рис. 11).'При дальнейшем повороте рукоятки 113 влево блок зубчатых колес 10—11 должен переместиться вправо — в нейтральное положение, а блок зубчатых колес 105—109 — влево, входя в зацепление последовательно с шестернями 103 и 104 соответственно. При повороте рукоятки 113 в обратном направлении переключение блоков производится в обратной последовательности.
18.2.7. Другие регулировки в передней б^ке
При ослаблении крепления шк^ва 82 (рис. 11) на конусной части вала 79 нужно подтянуть винт 80. При ослаблении фиксирующих устройств в механизмах управления следует расконтрить регулировочные винты, подтянуть их и снова законтрить.
18.2.8. Регулирование усилия, развиваемого механизмом подач
Регулирование производится поворотом гайки 16 (рис. 18) с помощью воротка £>5x100 мм или ключа 7812-0373 ГОСТ 11737—74 (S4).
Величина усилия определяется динамометром, который нужно установить между винтом жесткого упора продольного перемещения и кареткой. Следует следить за тем, чтобы величина услия не превышала допускаемую по табл. 27.
Таблица 27
Наибольшее усилие, допускаемое механизмом подач Величина параметра, Н (кгс)
Продольное ла упоре 10000 (1000)
на резце 6000 (600)
Поперечное на резне 3600 (360)
18.2.9. Указание по регулированию зазора в винтовой паре «винт—гайка» привода поперечного перемещения суппорта
При износе гаек 15 и 16 (рис. 21) возникает мертвый ход винта 12 привода поперечных салазок 13, который устраняется следующим образом. Снимается крышка 8, и с помощью выколотки (бородка) из мягкого металла отвора-чиватся контргайка 9.
Выборка зазора в винтовой паре осуществляется вращением гайки 10. Величина зазора определяется по лимбу 24 при легком поворачивании рукоятки 29. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайка 9 затягивается и устанавливается крышка 8.
18.2.10. Указание по регулированию зазора в направляющих скольжения
Установка оптимального зазора между кареткой 14 и планками II, 50 и 53 (рис. 21 и 22) осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 13 и резцовых салазок 5 производится подтягиванием соответствующих клиньев 42 (рис. 22), 34 (рис. 21) с помощью винтов, головки которых расположены в отверстиях протекторов 33 и 40.
18.2.11. Установка задней бабки соосно со шпинделем
Для установки задней бабки соосно со шпинделем с помощью винтов 38 и 43 (рис. 14) совмещают в одну плоскость поверхности плати-ков М. расположенных на опорной плите 21 и корпусе 2.
18.2.12. Регулирование усилия фиксации задней бабки
-Если рукоятка 10 /рис. 14), отведенная в крайнее заднее положение, цс обеспечивает достаточного прижима задней бабки к станине, то нужно путем регулирования винтами 24 и 27 изменить положение прижимной планки 52 и установить необходимое усилие прижима.
18.2.13. Регулирование усилия перемещения задней бабки по станине
Усилие перемещения задней бабки не должно превышать в момент трогания 320 Н (32 кгс). Если усилие перемещения больше, то следует отрегулировать силу отжатия задней бабки резиновыми амортизаторами разгрузочных устройств 39 (рис. 14). Для этого необходимо вывернуть винты 38 и 43 и, смещая корпус задней бабки в поперечном направлении, подтянуть
80
винты 47 (рис, 14), после чего установить корпус на место и завернуть винты 38 и 43.
18.2.14. Регулирование натяжения ремня привода быстрых перемещений
Натяжение ремня привода быстрых перемещений осуществляется регулировочным винтом 19 (рис. 10), отжимающим при вывинчивании подмоторную плиту 17 с установленным на ней электродвигателем 15, на валу которого закреплен шкив. По окончании регулировки винт следует законтрить гайкой.
18.2.15. Регулирование натяжения ремня привода насоса системы смазки
Натяжение ремня привода насоса системы смазки осуществляется поднятием бака системы смазки 10 (рис. 57), для чего нужно отпустить
три винта 9 (на рис. 57 показан только один), с помощью которых бак крепится к подмоторной плите 5.
18.2.16. Монтаж и демонтаж мостика станины (на станке мод. 1В62Г)
При обработке деталей диаметром свыше 445 мм (на станке мод. 1В62Г) возникает необходимость в снятии мостика 22 (рис. 10). При установке снятого мостика по завершении обработки необходимо тщательно протереть сопрягаемые поверхности мостика и станины, удалить загрязнения, а также случайные забоины. Крепежные винты 23 следует затягивать постепенно, «на ощупь», проверяя строгое совпадение в стыках контуров направляющих 17 под каретку.
19. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Завод-изготовитель гарантирует соответствие токарно-винторезного станка установленным требованиям и обязуется в течение гарантийного срока безвозмездно заменять или ремонтировать вышедший из строя станок при соблюдении потребителем условий эксплуатации станка, транспортирования и хранения.
Срок гарантии — 12 месяцев.
Начало гарантийного срока исчисляется со дня пуска станка в эксплуатацию, но не позднее 6 месяцев для действующих и 9 месяцев для вновь строящихся предприятий или с момента получения его на складе завода-изготовителя.
ПРИЛОЖЕНИЕ I
Сведения о содержании драгоценных материалов (серебра)
Наименование составных частей Обозначение составных частей Количество составных частей Сборочные единицы Масса в одной составной части, г Масса в изделии, г Номер акта Примечание
1В62Г.83Б.000
Кол-во сборочных единиц
1
Выключатель АЕ-2033-100-0СУЗ-А; 380 В; 50, 60 Гц; 20 А; 12 /н ТУ 16-522.064—82 1 3,25 3,25
Магнитный пускатель ПМЕ-111 (110-2з+2р)УЗ ОСТ16.0.536.001—72 1 5,40 5,40
Магнитный пускатель ПМЕ-212 УХЛ4А (110-2з+2р-16) ТУ 16-526.491-81 1 12,34 12,34
Реле ТРН-10А УХЛ4, 0,40 А ТУ 16-523.600—81 1 1,24 1,24
81
ПРИЛОЖЕНИ
Сведения о содержании цветных металлов*
Наименова- Обозначение Сборочные единицы Масса в одной Масса Мо
16Б2ОП. 16Б20П. 1В62Г. 1В62Г 1В62Г 1В62Г. 1В62Г 1В62Г. 1В62Г
иие состав- ставных частей 061.000 070.000 83Б.ООО 24.01 30.000 35.000 80.000 81.000 51.000 изде-
ных частей Кол-во сборочных единиц части, ЛИИ, кг
1 1 1 1 1 1 1 1 кг
1. Алюминий и алюминиевые сплавы
1.1. Спм is алюма нцевый АКТ Г ОСТ 15 83—89 Е
Крышка 16Б2ОП.061.213 1 — 0,36 0.36
Кожух 16Б2ОП.061.214 2 — — — — — — 0,16 0,52
Крон- 16Б200П.061.216 — — — — — 0,40 0,40
штейн
Крышка 16Б20П.070.208 — 1 — — — — — — 0.40 0,40
Фланец 16Б20П.070.209 — 1 — — — — — — 0,25 0,25
1.2. Сплав алюминиевый АЛ2 ГОСТ 1583—89Е
Корпус 20-1 ОСГ2Э93-1-76 — 0,017 0,017
2. Медь и сплавы на медной основе
2.1. А (едь
Труба 1В62Г24.311 — — 1 — — — — — 0,055 0,055 i
Труба 1В62Г.24.312 — — — 1 — — — — — 0,058 0,058 •
Труба 1В62Г-30.201 — — — 1 — — — — 0,002 0,002
Шайба Проставка 13*6 — — 1 — — — — —V. 0,020 0,020
0СТ2К79-1—80
Труба 16Б20П.061.208 1 — 0.025 0,025
Труба 16Б20П.061.209 1 — 0.020 0,020
2.2. Ла тунь
Шайба 5.32.079 — —- 10 — — — 2 — — 0,0005 0,006
ГОСТ 11371—78
Шайба 12.32.079 — — — — — 2 — — 0,0068 0,0136
ГОСТ 11371—78
2.3. Бронза
Сухарь 1В62Г.24.51 — — — 1 — — — — — 0,07 0,07
Сухарь 1В62Г. 24.211 А — — 1 — — — — — 0,04 0,04
Втулка 1В62Г.81.69 — — — — — — — 1 — 0,12 0,12
Гайка 16Б20П.050.201 — — — — — 1 — — — 0,93 0,93
Гайка 16Б20П.050.202 — — — — 1 — — — 0,22 0,22
Втулка 16Б20П.050.204 — — — •— 1 — — — 0,039 0,039 *
Колесо 16Б20П.061.201 1 — 0,62 0,62
червячное
Полугайка 16Б2ОП.О61.202 1 — — — — — — — 0,71 0,71
Втулка 16Б20П.061.203 1 — 0,30 0,30
Втулка 16Б20П.070.020/02 1 — — — — — — — 0,33 0,33
Втулка 16Б20П.070.207 — 1 — — — — — • — — 0,22 0,22
3. Цинк н цинковые сплавы
3.1. Цши СОвЫН СП. лее ЦА. М4-1 Г\ ЭСТ 19 424—7 4 i
Угольник 1x1/2" А 108x6 — 2 0,098 0,196
Угольник 2x1/2’ А 108-6 — — — — — — — — 1 0,147 0,147 i
Муфта 4x1/2" А 108-6 — 2 0,06 0,12
Конус 3x1/2" А 108-6 — 1 0,107 0,107
• Сведения о содержании цветных металлов в оригинальных составных частях станка, а также в крепежных указаны в таблице, сведения о содержании цветных металлов в остальных комплектующих (покупных) изделиях, вх( состав станка, приводятся в соответствующих эксплуатационных документах, входящих в комплект поставки станка.
ПРИЛОЖЕНИЕ 3
ИЗВЛЕЧЕНИЯ иэ СБОРНИКА ТИПОВЫХ ИНСТРУКЦИЙ НО ОХРАНЕ ТРУДА. Утв. отраслей.министерствами и согла-сиваны с отраслевыми ПК профсоюзов рабочих машиностроения. Составитель Михайлов В.Л. и др. 2-е изд. перераб. и дополи. М, Машиностроение, 1978г.
УШ ТИПОВЫЕ ИНСТРУКЦИИ ПО ОХРАНЕ ТРУДА ПРИ ХОЛОДНОЙ ОБРАБОТКЕ МЕТАЛЛОВ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
Вводная часть
(для рабочих всех профессий).
Каждый вновь поступающий »а завод рабочий обязан пройти вводный инструктаж по технике безопасности. После прохождения вводного инструктажа рабочий должен получить специальный контрольный лист и при оформлении на работу а цех сдать его администрации цех».
Без предъявления контрольного листа рабочий к работе не допускается.
Администрация цеха должна ознакомить вновь поступающего рабочего с основными требованиями техники безопасности в цехе, световыми к звуковыми сигналами* установленными проездами и проходами на территории цеха и завода, основными требова-нилми электробезопасноети и противопожарными мероприятиями. До того как вновь поступающий рабочий приступит к работе, администрация обязана провести для него инструктаж на рабочем месте.
Контрольный лист о прохождении вводного инструктажа к инструктажа по технике безопасности на рабочем месте должен находиться в личном деле рабочего.
Настоящая инструкция содержит основные правила по технике безопасности для рабочих по профессиям. Инструкция выдается рабочему под расписку,
Рабочий должен хорошо знать н строго соблюдать настоящую инструкцию* а администрация цеха обязана создать нормальные условия труда и снабдить рабочее место всем необходимым для безопасной работы.
Нарушившие инструкцию привлекаются к ответственности согласно правилам внутреннего распорядка предприятия.
Общие требования
(для рабочих всех профессий раздела VII!)
I. Работать только на станках, к которым Вы допущены* и выполнять работу, которая поручена Вам администрацией цеха.
2. Сосредоточить внимание на выполняемой работе, не отвлекаться иа посторонние дела и разговоры, не отвлекать других.
3. Не допускать на свое рабочее место лиц, ие имеющих отношения к порученной работе. Без разрешения мастера не доверять свой работающий станок другому рабочему.
4. Не опираться на станок во время его работы н не позволять делать это другим.
5. Заметив нарушение инструкции другим рабочим, предупредить его о необходимости соблюдения требований по технике безопасности.
б. О всяком несчастном случае с Вами пли Вашим товарищем немедленно поставить в известность мастера или бригадира и обратиться в медицинский пункт,
7. При ремонте станка и пусковых устройств иа станке должен быть вызешеи плакат: «Не включать — ремонт».
8. Нельзя работать на неисправном и не имеющем необходимых ограждений станке. Не производить ремонт и переделку станка самостоятельно.
9. Не разрешать уборщику убирать у станка во время его работы.
10. Запрещается работать на стенке в рукавицах или перчатках* а также с забинтованными пальцами без резиновых напальчников.
II. Во избежание несчастных случаев и попадания грязи и стружки в механизмы станка запрещается обдувать воздухом ' из шланга обрабатываемую поверхность и станок.
12. Надежно я жестко закреплять обрабатываемую деталь на стайке.
13. Масса и габаритные размеры обрабатываемой детали должны соответствовать паспортным данным станка.
14. Устанавливать и снимать тяжелые детали и приспособления (массой более 16 кг) только с помощью подъемных механизмов. Не превышать нагрузку, установленную для грузоподъемных средств.
15. Пользоваться грузоподъемными механизмами только после специального обучении и аттестации. -
16. Деталь доли: на быть надеж по застроллеиа; для подъем®* применять специально строионочно захватные приспособлении. Освобождать сбрпбатываемую деталь от стропов или захватных приспособлений только после надежной установки, где надо — и закрепления детали на станке.
17. Отрегулировать местное освещение станка так, чтобы рабочая зона была достаточно освещена и свет не слепил глаза. Протереть арматуру н светильник. Пользоваться местным освещением напряжением выше 36 В запрещается.
18. При всяком перерыве в подаче электроэнергии немедленно выключить электрооборудование станка.
19, Если на металлических частях станка обнаружено напряжение (ощущение тока), электродвигатель работает на дае фазы (гудит), заземляющий провод оборван, остановить станок и не-медленно доложить мастеру о неисправности элект|юоборулова-ния.
20. Если пол скользкий (облит маслом, эмульсией), потребо вать. чтобы его посыпали опилками* или сделать это самому.
21. Пользоваться де ревя иной решеткой и содержать ее в ио • правкой состоянии.
22. Каждый рабочий обязан:
а) требовать от администрации цеха проведения инструктажа по технике безопасности до назначения на работу к при переводе на станок другой модели;
б) требовать от администрации цеха, чтобы печатная инструкция о мерах безопасности при работе на данном станке находилась на рабочем месте станочника;
а) строго выполнять все правила безопасности;
г) обязательно пользоваться полагающейся спецодеждой, спец-обувью и индивидуальными защитными средствами (очками, респираторами, масками и др,);
д) при обнаружении возможной опасности предупредить товарищей н немедленно сообщить администрации цеха или отдела;
е) содержать в чистоте рабочее место в течение всего рабочего дня и не загромождать его деталями* заготовками, металлическими отходами, мусором и т. п.;
ж) укладывать устойчиво на подкладках и стеллажах поданные на обработку и обработанные детали; высота штабелей ие должна превышать для мелких деталей 0.5 м, для средних — I м, для крупных — 1,5 м;
з) применять только исправные гаечные ключи соответствующих размеров;
и) при работе ключами не наращивать их трубой ялн другим» рычагами; нельзя пользоваться прокладками, если ключ» не соответствуют размерам гаек, <w
к) пе мыть руки в масле, эмульсии, керосине п ие вытирать их обтирочными концами* загрязненным» стружкой;
л) не принимать пищу у станка;
м) не оставлять свою одежду на рабочем месте.
23. На территории завода, в цехе, на подъездных путях выполнять следующие правила:
а) быть внимательным к предупредительным сигналам электрокар, автомашин, электровозов, электрических крано» и других видов движущегося транспорта, а также выполнять требования предупредительных плакатов, световых сигналов в местах пересечения железнодорожных путей, автомобильного транспорта;
б) не находиться под поднятым грузом;
в) не проходить в местах, не предназначенных для проходя, не подлезать под стоящий железнодорожный соства и не перебегать путь перед движущимся транспортом;
г) не переходить в неустановленных местах через конвейеры и рольганги и не подлезать пол них; не заходить без разрешения за ограждения технологического оборудования;
д) не прикасаться к токоведущим частям электрооборудования, клеммам и электропроводам, к арматуре общего освещения, не открывать дверцы электрошк.тфов; в необходимых случаях обращаться к электромонтеру;
о подставку допускается только при ручном вращении патрона; в этом случае следует применять подставки с длинными ручками (для удержания рукой).
5. В кулачковом патроне бет подпора центром задней бабки можно закреплять только короткие, длиной не более деух диаметров, уравновешенные детали; в других случах для подпора пользоваться задней бабкой.
6. При обработке в центрах деталей длиной, равной 12 диаметрам и более, а также при скоростном и силовом резании деталей длиной, равной восьми диаметрам н более, применять дополнительные опоры (люнеты).
7. При обработке деталей в центрах проверить, закреплена ли задняя бабка, н после установки изделия смазать центр. Прн дальнейшей работе нужно периодически смазывать задний центр.
8. При работе с большими скоростями применять вращающийся центр, прилагаемый к станку.
9. Нельзя работать со сработанными или забитыми центрами. :
10. При обточке длинных деталей надо следить за центром задней бабки: периодически центр следует смазывать и прове- j рять осевой зажим.
И. Во избежание травм из-за инструмента необходимо:
а) включить сначала вращение шпинделя, а затем подачу; при этом обрабатываемую деталь следует привести во вращение * до соприкосновения ее с резцом, врезание производить плавко, без ударов;
б) перед остановом станка сначала выключить подачу, отвести режущий инструмент от детали, а потом выключить вращение шпинделя
12. Резцовую головку отводить на безопасное расстояние при выполнении следующих операций: центровании деталей на станке, зачистке, шлифовании детален наждачным полотном, опиловке, шабровке, измерении деталей, а при смене патрона и детали отодвигать подальше также задний центр (заднюю бабку).
13. Следить за правильной установкой резца и не подкладывать под него разные куски металла; пользоваться подкладками, равными площади резца.
14, Резец следует зажимать с минимально возможным вылетом п не менее чем тремя болтами. Нужно иметь набор подкладок различной толщины, длиной и шириной не менее опорной части резца. Не следует пользоваться случайными подкладками.
15. Не затачивать короткие резцы без соответствующей оп равки,
16. Прн подводке резца к оправке иля планшайбе соблюдать осторожность и избегать чрезмерно глубокой подачи резца.
17. При надевании планшайбы на конец шпинделя очистить ее от стружки и загрязнения.
18, При обработке вязких металлов, дающих сливную ленточную стружку, применять резцы с выкружками, накладными стружколомателямн или стружкозавивателямн.
!9. Не пользоваться зажимными патронами, если изношены рабочие плоскости кулачков.
20. При скоростном резании па токарных станках работать с певращаюшимся центром запрещается.
21. Обрабатываемую поверхность располагать как можно ближе к опорному пли зажимному приспособлению.
22. При установке детали на станок не находиться между деталью и станком.
23. Не класть детали, инструмент и другие предметы на станину станка и крышку передней бабки..
z4. Прн отрезании тяжелых частей летали или заготовок не придерживать отрезаемый конец руками.
25. При опиловке, зачистке, шлифовании обрабатываемых деталей на станке:
а) не прикасаться руками или одеждой к обрабатываемой детали;
б) нс производить указанных операций с деталями, и моющими выступающие части, пазы и выемки (пазы и выемки предварительно заделывать деревянными пробками);
в) стоять лицом к патрону, держать ручку напильника левой рукой, не перенося правую руку зэ деталь.
26. Для обработки деталей, закрепленных в центрах, применять безопасные поводковые патроны (например, чашкообраз-ноге типа) или безопасные хомутики.
27. После закрепления детали в патроне вынуть торцовый ключ.
28. При закреплении детали в центрах:
а) протереть я смазать центровые отверстия;
б) не применять центр с наношенными или забитыми конусами;
в) следить за тем, чтобы размеры токарных центров соответствовали центровым отверстиям обрабатываемой детали;
г) не затягивать туго задний центр, надежно закреплять заднюю бабку и пиноль;
д) следить за тем, чтобы деталь опиралась на центр всей конусной частью центрового отверстия; не допускать упора центра в дно центрового отверстия детали.
29. Работать на станке без закрепления патрона сухарями, предотвращающими самоотвиичивание при реверсе, запрещается.
30, Не тормозить вращение шпинделя нажимом, руки на вращающиеся части станка или детали.
31^
32, Проверить крепление и прочность:
а) специальных ограждений, обеспечивающих безопасность и удобство обслуживания по всей окружности столов (планшайб! карусельных станков, расположенных на уровне 0,5 м и вышг изд полом; »
Текст не приводится. К станкам 166 го и 1&62Г не относится.
е) ле включать и ле останавливать (кроме аварийных случаев) машины, станки, механизмы, работа на которых Вам не поручена администрацией цеха.
24. Работая с подручным или учеником, обучать его безопасным приемам работы и следить за их выполнением.
25, К работе с грузоподъемными кранами могут быть допущены лица не моложе 18 лет, специально обученные, систематически инструктируемые, сдавшие экзамен квалификационной комиссии и имеющие па руках удостоверение.
Общие требования перед началом работы
(для рабочих всех профессий раздела VIII)
26. Перед каждым включением станка убедиться, что пуск станка никому не угрожает опасностью.
27. Привести а порядок рабочую одежду: застегнуть или подвязать обшлага рукавов, надеть головной убор; женщины должны убрать волосы под косынку, повязанную без свисающих концов.
28. Припять станок от сменщика: проверить, хорошо ли убраны станок и рабочее место; ознакомиться с имевшимися в предыдущей смене неполадками в работе станка и с принятыми мерами по их устранению.
29. О неисправности станка немедленно заявить мастеру; до устранения неисправности к работе не приступать.
30. Приготовить крючок для удаления стружки, ключи и другой необходимый инструмент. Не применять крючок с ручкой в виде петли,
31. Проверить наличие и исправность;
а) ограждений зубчатых колес, приводных ремней, валике-», приводов в пр., а также токоведущнх частей электрической аппаратуры (пускателей, рубильников, трансформаторов, кнонощ;
б) заземляющих устройств;
в) предохранительных устройств для защиты, о* стружки, ох л а ждающи х жидкостей;
г) устройств для крепления инструмента (отсутствие трещин, надломов, прочность крепления пластинок твердого сплава или керамических пластинок, стружколомающпх порогов и пр.);
д) режущего, измерительного, крепежного инструмента н при-деикф&шшй п ня « удабпем для подиэдшгя нернлии?
Работать только исправным инструментом и приспособлениями и применять их строго по назначению.
32. Если при обработке металла образуется отлетающая стружка, то при отсутствии специальных защитных устройств на станке надеть защитные очки или предохранитслы.’ый щиток из прозрачного материала.
33. При обработке вязких металлов, дающих сливную стружку, применять резцы со специальным» стружколомающнмн устройствами.
34. При обработке хрупких металлов (чугуна, бронзы и т. д.), дающих отлетающую стружку, а также при дроблении стальной стружки в процессе обработки применять следующие защитные устройства: специальные стружкоотводчики, прозрачные экраны иля иилипидуальные иштки (для зашиты лица),
35. Проверить на холостом ходу станка:
а) исправность органов управления (механизмов главного движения, подачи, пуска, останова движения и др.);
б) исправность системы смазки н охлаждения (убедиться в том, что смазка и охлаждающая жидкость подаются нормально я бесперебойно);
в) исправность фиксации рычагов включения и переключения (убедиться в том, что возможность самопроизвольного переключения с холостого хода на рабочий исключена);
г) нет ли заеданий или излишней слабины в движущихся частях станка, особенно в шпинделе, в продольных и поперечных салазках суппорта.
36. Для предупреждения кожных заболеваний рук при применении на станках охлаждающих масел и жидкостей по указанию врача перед началом работ смазывать руки специальными пастами и мазями.
37. Проверять доброкачественность ручного инструмента при получении его из кладовой:
а) ручка напильника и шабера должна иметь металлическое кольцо, предохраняющее ее от раскалывания;
б) молоток должен быть насажен на рукоятку овальною сечения, расклиненную металлическим клином и изготовленную из твердых я вязких пород дерева; боек молотка должен иметь ровную слегка выпуклую поверхность; нельзя работать молотком со сбитым бойком, имеющим трещины или насаженным на рукоятку из дерева мягких пород, а также плохо закрепленным на рукоятке:
в) зубило и другой ударный инструмент должны быть длиной не менее 150 мм, кернер— 100 мм и не иметь наклепа на бойке;»
г) гаечные ключи должны быть исправными и. соответствовать размеру гаек; запрещается работать гаечными ключами-с прокладками, удлинять их трубами н применять коитр.ключи;
д) разложить инструмент и приспособления в удобном для пользования порядке. Л-
38. Пользоваться режущим инструментом, имеюШихС правильную заточку. Применение неисправного инструмента и приспособлений запрещается.
39. Проверить и обеспечить достаточную смазку станка; лрн смазке пользоваться только соответствующими приспособлениями.
40. Разместить шланги, подводящие охлаждающею жидкость тлк, чтобы была исключена возможность соприкосновения их с режущим инструментом » движущимися частями станка. Охлаждающую жидкость подавать только насосом.
41. Запрещается охлаждать режущий инструмент мокрыми тряпками или щетками.
42. Не допускать разбрызгивания масла и жидкости на пол. Для защиты от брызг устанавливать щитки.
Общие требований во время работы
(для рабочих всех профессий раздела УН!)
43. Выполнять указания по обслуживанию к уходу за станками, изложенные в «Руководстве к станку», а также требования предупредительных таблиц, имеющихся на станке.
44. Устапавливать и снимать режущий инструмент только после полного останова станка.
45. Не работать без кожуха, прикрывающего сменные шестерни.
46. Остерегаться срыва ключа, правильно накладывать ключ на гайку н не поджимать нм гайку рывком.
47. Во время работы станка не брать и не подавать через работающий станок какие-либо предметы, не подтягивать б'лнж гайки и другие соединительные детали станка.
48. Остерегаться наматывания стружки на обрабатываемый предмет или резец и не направлять вьющуюся стружку на себя Пользоваться стружколомателем.
49. Не удалять стружку от станка непосредственно руками и инструментом, пользоваться для этого специальными крючками и щетка ми-смет кам к.
50. Следить за своевременным удалением стружки с рабочего места и станка.
51. Остерегаться заусенцев па обрабатываемых деталях.
52. Пр» возникновении вибрации остановить станок. Принять меры к устранению вибрации: проверить крепление резца н детали.
53. Обязательно остановить станок и выключить электродвигатель при;
я) уяедт от втапяв азига ng воротнеч премк (еидн ад л©руч?п$ обслуживание двух или нескольких станков);
б) временном прекращении работы;
в) перерыве в подаче электроэнергии;
г) уборке, смазке, чистке стайка;
д) обнаружении неисправности в оборудован пн;
е) подтягивании болтов, гаек и других соединительных деталей станка;
ж) установке, измерении и съеме детали;
з) проверке или зачистке режущей кромки резва;
и) снятии и надевания ремней на шкивы станка.
54. Передвижение ремня по ступенчатым шкивам на ходу допускается только с применением переводок,
55. При обработке деталей применять режимы резания, указанные в операционной карте? ллп данной летали»
56, Не увеличивать установленные режимы резанип без ведома мастера.
Общие требования по окончании работы
(для рабочих всех профессий раздела VI И)
57. Выключить станок и электродвигатель. «
58. Привести в порядок рабочее место: убрать со станка стружку, инструмент, приспособление, очистить станок от грязи, вытереть и смазать трущиеся части станка, аккуратно сложить готовые детали и заготовки.
59. Убрать инструмент в отведенные для этой цел» места. Соблюдать чистоту и порядок з шкафчике для инструмента.
60. При сдаче смены сообщить сменщику или мастеру о замеченных дефектах станка, вентиляции и др. и о принятых мерах по их устранению,
61. О всякой замеченной опасности немедленно заявить администрации.
62. Вымыть лицо н руки теплой водой с мылом или принять душ.
ИНСТРУКЦИЯ № 63 ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ НА ТОКАРНЫХ СТАНКАХ
Специальные требования
1. При закреплении детали в кулачковом патроне или использовании планшайб следует захватывать деталь кулачками на возможно большую величину. Не допускать, чтобы после закрепления детали кулачки выступали из патрона пли планшайбы за пределы их наружного Диаметра. Если кулачки выступают, заменить патрон или установить специальное ограждение.
2. При установке (навинчивании) патрона пли планшайбы на шпиндель подкладывать под них на станок деревянные прокладки с выемкой по форме патрона (планшайбы).
3. Устанавливать тяжелые патроны и планшайбы на станок и снимать их со станка при помощи подъемного устройства и специального захватного приспособления.
4. Не свинчивать патрон (планшайбу) внезапным торможением шпинделя. Свинчивание патрона (планшайбы) ударами кулзчкоз
ПРИЛОЖЕНИЕ 4
I .ПРОДОЛЖЕНИЕ ТЕКСТА ПОДРАЗДЕЛА 5.4. (начало на стр.15)
ВНИМАНИЕ! При работе с маслами и СОЖ необходимо соблюдать санитарно-гигиенические требования. Для защиты рук необходимо применять ласту ХИОТ-6, а для мытья рук -пасты (мыло) санитарного института им. Эрисмана.
И. ПРОДОЛЖЕНИЕ ТЕКСТА ПОДРАЗДЕЛА 5.8.
(начало на стр.16)
Во избежаний выделения вредных веществ в рабочей эоне станка режимы обра- й ботки и устройство для подачи СОЖ должны быть отрегулированы таким образом, чтобы при резании не наблюдалось ’'дымлений".
Станок предназначен для обработки металлических материалов,не образующих при резании пылегидной стружки и других вредных веществ.
В случае необходимости обработки на станке графита, пластмасс и других материалов, при резании которых образуются вредные вещества.(концентрации которых
превышают ОДК), потребителю .НЕОБХОДИМО об< j рудовать станок отсасывающим устройством, обеспечивающим снижение в рабочей зоне конпентрапии вредных для здоровья аэрозолей и газов до пределов допустимых норм (ЮСТ 12.. 1.005-88).
При обработке пруткового материала егс необрабатываемый конец должен располагаться в пределах шпинделя (не выступать за пределы верхнего защитного кожУхЬ (Рис.6, поэ.1)).
В случае технической необходимости обработки более длинных заготовок потребитель должен оборудовать станок устройством, надлежащим образом ограждающим выступающую за вышеуказанный кожух часть прутка.
Ш.ПРОДОЛЖЕНИЕ ТЕКСТА РАЗДЕЛА 10 (начало на стр.58)
Применяемые в станке СОЖ декаду соответствовать требованиям "Санитарных правил при работе со смазочно-охлаждающими жидкостями и технологическими смазками” (утверждены Минздравом).
СОДЕРЖАНИЕ
1. ВВЕДЕНИЕ............................ 3
2. ОБЩИЕ СВЕДЕНИЯ ОБ ИЗДЕЛИИ............................. 4
2.1. Назначение и область применения .......................... 4
2.2. Сведения об эксплуатации.. 4
3. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ ............... 5
3.1. Технические характеристики .... 5
3.2. Основные базовые и присоединительные размеры .............. 6
3.3. Механика главного движения и подач .......................... 7
3.4. Характеристика электроприводов 7
3.5. Сведения о содержании драгоценных материалов и цветнйх металлов ........................... 7
4. КОМПЛЕКТНОСТЬ..................... 11
5. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ 13
5.1. Требования к обслуживающему персоналу........................ 13
5.2. Требования безопасности при хранении и установке станка на месте эксплуатации............... 13
5.3. Требования безопасности при
I подготовке станка к работе . 13
5.4. Требования безопасности при работе станка ..................... 15
5.5. Требования безопасности при проверке технического состояния станка (включая измерение его параметров)..................... 15
5.6. ‘Требования безопасности при ремонтных работах и техническом обслуживании станка ............. 16
5.7. Требования безопасности к смежному оборудованию, установленному в цехе...................... 16
5.8. Требования безопасности к опасным зонам........................ 16
5.9. Требования безопасности к пожароопасным зонам ................ 17
6. СОСТАВ ИЗДЕЛИЯ.................... 17
7. УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ
И ЕГО СОСТАВНЫХ ЧАСТЕЙ.......... 18
7.1. Органы управления и графические символы ................... 18
7.2. Принцип работы, основные движения и общая компоновка изделия ..........................'.. 25
7.3. Кинематическая схема ......... 25
7.4. Краткое описание конструктивного исполнения составных частей ............................. 27
7.4.1. Станина .............. 27
7.4.2. Передняя бабка....... 28
7.4.3. Задняя бабка............ 32
7.4.4. Коробка передач...... 32
7.4.5. Коробка подач........... 37
7.4.6. Фартук ................. 37
7.4.7. Каретка и суппорт.... 41
8. ЭЛЕКТРООБОРУДОВАНИЕ.............. 46
8.1. Сведения о системе питания и краткая характеристика ... 46
8.2. Сведения о первоначальном пуске............................ 50
8.3. Описание работы электросхемы 51
8.4. Сведения о защите и мерах безопасности .................... 51
8.5. Указания по эксплуатации... 52
9. СИСТЕМА СМАЗКИ ...... 52
9.1. Общие сведения ............... 52
9.2. Принципиальная схема ......... 52
9.3. Описание работы .............. 55
9.4, Указания по эксплуатации... 55
9.4.1. Подготовка к пуску .... 55
9.4.2. Наблюдения во время работы .......................... 55
9.4.3. Возможные нарушения и способы их устранения 56
9.4.4. Обеспечение безопасной эксплуатации и перечень мер, принимаемых в аварийных случаях ............. 56
9.4.5. Сведения о марках применяемых смазочных материалов ................... 56
10. СИСТЕМА ОХЛАЖДЕНИЯ ................ 57
11. ПОРЯДОК УСТАНОВКИ.................. 58
11.1. Распаковка и транспортирование 58
11.2. Снятие антикоррозионных кон-сервационных покрытий........... 58
11.3. Установка станка.............. 58
11.4. Порядок первоначального пуска 60
12. ПОРЯДОК РАБОТЫ..................... 61
12.1. Установка скоростей вращения шпинделя...........’............. 61
12.2. Установка подач.............. 61
12.3. Настройка станка на нарезание резьб............................... 62
12.3.1. Настройка на нарезание метрических и дюймовых резьб с параметрами, указанными в средней части таблицы, укрепленной на кожухе коробки подач .. 62
12.3.2. Настройка на нарезание модульных и питчевых резьб с параметрами, указанными в средней части таблицы, укрепленной на кожухе коробки подач .. 62
12.3.3. Настройка на нарезание метрических и дюймовых резьб с параметрами уменьшенной в 2 раза и увеличенной в 2 раза величины по сравнению с указанными в средней части таблицы, укрепленной на кожухе коробки подач........................ 62
12.3.4. Настройка на нарезание резьб с параметрами, указанными в правой верхней части таблицы, укрепленной на кожулс коробки подач.................... 62
12.3.5. Настройка на нарезание резьб с параметрами, не указанными в таблице, укрепленной на кожухе
коробки подач ....... 63
12.3.6. Настройка на нарезание резьб повышенной точности .................... 64
12.4. Режимы приработки и указания об особенностях регулирования основных механизмов изделия....................... 65
13. ХАРАКТЕРНЫЕ НЕИСПРАВНОС-
ТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ ............................... 65
14. ОСОБЕННОСТИ РАЗБОРКИ И
СБОРКИ ПРИ РЕМОНТЕ................... 66
15. МАТЕРИАЛЫ ПО ЗАПАСНЫМ ЧАСТЯМ............................ 67
16. СВЕДЕНИЯ О ПРИЕМКЕ ................. 76
16.1. Свидетельство о выходном контроле электрооборудования ....................... 76
16.2. Свидетельство о приемке. 77
16.3. Свидетельство о консервации ... 77
16.4. Свидетельство об упаковке ..... 77
18. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ, ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ........................ 78
18.1. Общие указания и данные по
расходу материалов........... 78
18.2. Рекомендации по продлению срока службы ....................... 78
18.2.1. Регулирование натяжения ремней привода главного движения............... 79
18.2.2. Установка передней бабки в горизонтальной плоскости ..................... 79
18.2.3. Регулирование фрикционной муфты................. 79
18.2.4. Регулирование ленточного тормоза ................ 79
18.2.5. Указания по регулированию зазора в подшипниках опор валов коробки скоростей и шпинделя........... 79
18.2.6. Проверка правильности монтажа механизма переключения зубчатых колес передней бабки............ 80
18.2.7. Другие регулировки в передней бабке ............... 80
18.2 S. Регулирование усилия, развиваемого механизмом подач....................... 80
18.2.9. Указание по регулированию зазора в винтовой паре «винт—гайка» привода поперечного перемещения суппорта ............. 80
18.2.10. Указание по регулированию зазора в направляющих скольжения............ 80
18.2.11. Установка задней бабки соосно со шпинделем ... 80
18.2.12. Регулирование усилия фиксации задней бабки 80
18.2.13. Регулирование усилия перемещения задней бабки по станине .............. 80
18.2.14. Регулирование натяжения ремня привода быстрых перемещений........... 81
18.2.15. Регулирование натяжения ремня привода насоса системы смазки............ 81
18.2.16. Монтаж и демонтаж мостика станины (на станке мод. 1В62Г) ................ 81
19. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА 81
ПРИЛОЖЕНИЕ 1....................... 81
ПРИЛОЖЕНИЕ 2......................... 82
Приложены е з........................ $$
Приложение 4......................... gg